






































































































































































































































































































































































































































































Текст
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЧЕСКИЙ СПРАВОЧНИК
РЕДАКЦИОННЫЙ СОВЕТ
Председатель Совета и главный редактор
акад. Е. А. ЧУДАКОВ
С. А. АКОПОВ, И. И. АРТОБОЛЕВСКИЙ, Н. С. АЧЕРКАН, И. М. БЕСПРОЗВАННЫЙ,
Н.Т. ГУДЦОВ, В. И. ДИКУШИН, А. И. ЕФРЕМОВ, В. К. ЗАПОРОЖЕЦ, А. И. ЗИМИН,
Н. С. KA3AKOR, М. В. КИРПИЧЕВ, В. М. КОВАН, Ю. П. КОНЮШАЯ, А. А. ЛИПГАРТ,
В. А. МАЛЫШЕВ, Л. К. МАРТЕНС, Л. М. МАРИЕНБАХ, Г. А. НИКОЛАЕВ, И. А. ОДИНГ
(зам. председателя Редсовета), Е. О. ПАТОН, Л. К. РАМЗИН, Н. Н. РУБЦОВ, М. А. САВЕРИН
(зам. председателя Редсовета), И. И. СЕМЕНЧЕНКО, С. В. СЕРЕНСЕН, К. К. ХРЕНОВ,
М.М. ХРУЩОВ, Н. А. ШАМИН, А. Н. ШЕЛЕСТ, Л. Я- ШУХГАЛЬТЕР (зам. главного редактора),
А. С. ЯКОВЛЕВ
РАЗДЕЛ ТРЕТИЙ
ТЕХНОЛОГИЯ
ПРОИЗВОДСТВА МАШИН
том 7
Ответственный редактор
доктор техн. наук, проф. В. М. КОВАН
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МОСКВА — 194 8
ПРОИЗВОДСТВЕННАЯ ЧАСТЬ
Зам. начальника издательства Д. М. Польский. Начальник производствен-
ного отдела Машгиза С. А. Соловьев. Зав. производством Справочника
Б. С. Рагцкай. Техн. редактор Т. Ф. Соколова. Зав. корректорской
С. А. Третьяков. Корректор В. Г. Матисен. Переплет работы художника
А. Л. Вельского. Руководители графического бюро А. И. Эйфель и
А. А. Силаев. Графики и ксилографы А. М. Тетерин, А. Ф. Иваницкая,
Е. Г. Курочкин, Н. И. Корытцев, Н. М. Владимирова, 3. И. Погудкина.
Полиграфические работы выполнены в 1-й типографии Машгиза. Директор
типографии Н. И. Панин. Гл. инженер О. Я- Васин. Зав. производством
Л. О. Машгиза Я- И. Лебедев. Зав. производством типографии Н. С. Кондрат.
Набор и вёрстка произведены под руководством С. А. Павлова и техно-
лога Э. Я- Потапенко. Печатью руководили М. П. Седов и технолог
С М. Сундаков. Брошировочно-переплётные работы выполнялись под
руководством М. Ф. Семенова. Тиснением руководила Д. Г. Белова.
Матрицы и стереотипы изютовлены под руководством И. М. Беспалова.
Типографская корректура проведена под руководством Е. А. Беляйкина.
Бумага фабрики им. Володарского. Ледерин Щёлковской фабрики. Картон
Калининской фабрики. Шрифт изготовлен на 1-м и 2-м шрифтолитейных
заводах.
7-й том сдан в производство 20/ХП 1948 г. — 16/111 1948 г. Подписан к печати
6. VIII 1948 г. А 07435. Зак. 2362. Бумага 70Х1»>89. Уч.-изд. листов 104.
Печатных листов 45+6 вклеек. Тираж 50 000 A-й завод 1—15 000).
Адрес типографии: Ленинград, ул. Моисеенко, д. 10.
АВТОРЫ ТОМА
Я. Д. АВРАСИН, инж., А. Д. АССОНОВ, канд. техн. наук, М. И. БАБЧИНИЦЕР,
канд. техн. наук, Д. Г. БЕЛЕЦКИЙ, канд. техн. наук, А. Л. БЕРШАДСКИЙ,
проф., И. М. БЕСПРОЗВАННЫЙ, проф., д-р техн. наук, Ш. М. БИЛИК, канд.
техн. наук, X. Л. БОЛОТИН, доц., канд. техн. наук, Н. Н. ВОСКРЕСЕНСКИЙ,
инж., Г. И. ГРАНОВСКИЙ, проф., д-р техн. наук, А. Н. ГРУБИН, доц., канд.
техн. наук, П. П. ТРУДОВ, доц., канд. техн. наук, Н. И. ГУРЕВИЧ, инж.,
П. Е. ДЬЯЧЕНКО, д-р техн. наук, Е. К. ЗВЕРЕВ, доц., канд. техн. наук, А. И. ИСАЕВ,
канд. техн. наук, С. Л. КАМЕНКОВИЧ, канд. техн. наук, С. М. КЕДРОВ, канд.
техн. наук, В. Я. КИЗЕЛЬШТЕЙН, инж., В. М. КОВАН, проф., д-р техн. наук,
B. С. КОРСАКОВ, доц., канд. техн. наук, А. Г. КОСИЛОВА, канд. техн. наук,
И. В. КРЕЧЕТОВ, канд. техн. наук, М. Н. КУНЯВСКИЙ, доц., канд. техн. наук,
Б. Р. ЛАЗАРЕНКО, канд. техн. наук, М. Н. ЛАРИН, проф., д-р техн. наук,
М. Б. ЛИХЦИЕР, инж., Ф. А. ЛУНЕВ, доц., канд. техн. наук, А. Я. МАЛКИН,
канд. техн. наук, Ф. М. МАНЖОС, канд. техн. наук, В. Г. ОСАДЧИЕВ, доц.,
М. С. ПОЛОЦКИЙ, канд. техн. наук, 3. Л. РЕГИРЕР, инж., Л. А. РОЖДЕ-
СТВЕНСКИЙ, канд. техн. наук, Э. А. САТЕЛЬ, проф., д-р техн. наук, И. И. СЕМЕН-
ЧЕНКО, проф., д-р техн. наук, А. П. СОКОЛОВСКИЙ, проф., д-р техн. наук,
C. Д. ТИШИН, доц., канд. техн.. наук, В. И. ФИНКЕЛЬ, инж., Д. В. ЧАРНКО,
канд. техн. наук, Г. М. ШАТУНОВСКИЙ, доц., канд. техн. наук, А. В. ЩЕГОЛЕВ,
доц., канд. техн. наук, А. А. ШМЫКОВ, доц., канд. техн. наук, Д. Л. ЮДИН,
канд. техн. наук, А. Б. ЯХИН, проф., д-р техн. наук.
НАУЧНЫЕ РЕДАКТОРЫ
АВРУТИН С. В., инж. (гл. V-1X), АФАНАСЬЕВ П. С, инж. (гл. XII), БЛИЗНЯНСКИЙ А. С,
инж. (терминология и обозначения), БРОДСКИЙ Г. С, инж. (гл. XI и XIII), ГРАНОВСКИЙ Г. И.,
проф., д-р техн. наук, ЗВЕРЕВ Е. К., доц., канд. техн. наук (гл. II), КАШИРИН А. И., проф., д-р
техн. наук (гл. IV), КУЗНЕЦОВ И. П., доц., канд. техн. наук (гл. I и III), КУНЯВСКИЙ М. Н.,
доц., канд. техн. наук (гл. XI), СЕМЕНЧЕНКО^И. И., проф., д-р техн. наук (гл. V, VI, IX и X)
*
Научные редакторы графических работ инж. В. Г. КАРГАНОВ и инж. П, М. ИОНОВ.
Зав. редакцией В. Н. МАЛЕЦКАЯ
*
Адрес редакции: Москва, Третьяковский пр., д. 1, Машгиз,
Главная редакция энциклопедического справочника .Машиностроение*
СОДЕРЖАНИЕ
От редактора X
ГлаваI. ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИ-
ЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН 1
Заготовки для деталей машин
{доц., канд. техн. наук В. С. Корсаков) 1
Точность обработки (проф., д-р
техн. наук А. Б. Яхин) 4
Аналитический метод расчёта точности техно-
логических процессов ¦ . . 6
Первичные погрешности обработки .... 6
Методика расчёта результативной погреш-
ности 7
Статистический метод расчёта технологиче-
ских процессов 8
Методика исследования технологических
процессов при помощи кривых распреде-
ления 8
Закон распределения размеров деталей,
обработанных на металлорежущих станках 8
Выбор метода обработки в зависимости от
точности 9
Установка деталей (проф., д-р
техн. наук А. Б. Яхин) 10
Терминология и общие положения 10
Погрешность базировки 10
Определение допусков и предельных зна-
чений базисных размеров 12
Сортировка заготовок по базисным раз-
мерам 13
Предупредительный контроль точности из-
готовления приспособлений и точности
настройки станков 13
Деформация поверхностных
слоев при закреплении дета-
лей (проф., д-р техн. наук А. П. Соко-
ловский) 14
Качество поверхностей деталей
машин (проф., д-р техн. наук Э- А. Са-
тель и д-р техн. наук П. Е. Дьяченко) 17
Поверхностный слой деталей машин 17
Критерии оценки микрогеометрии 17
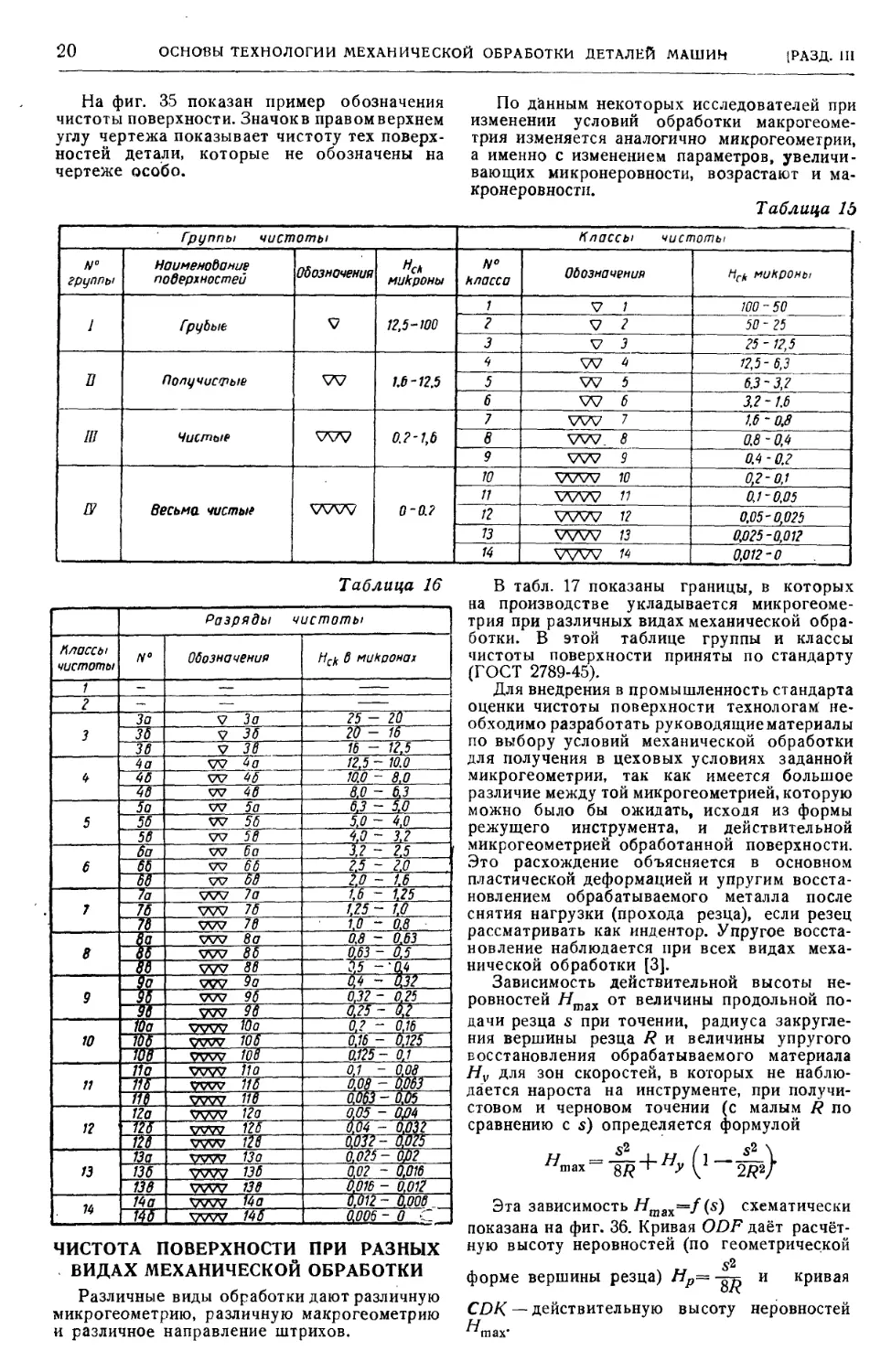
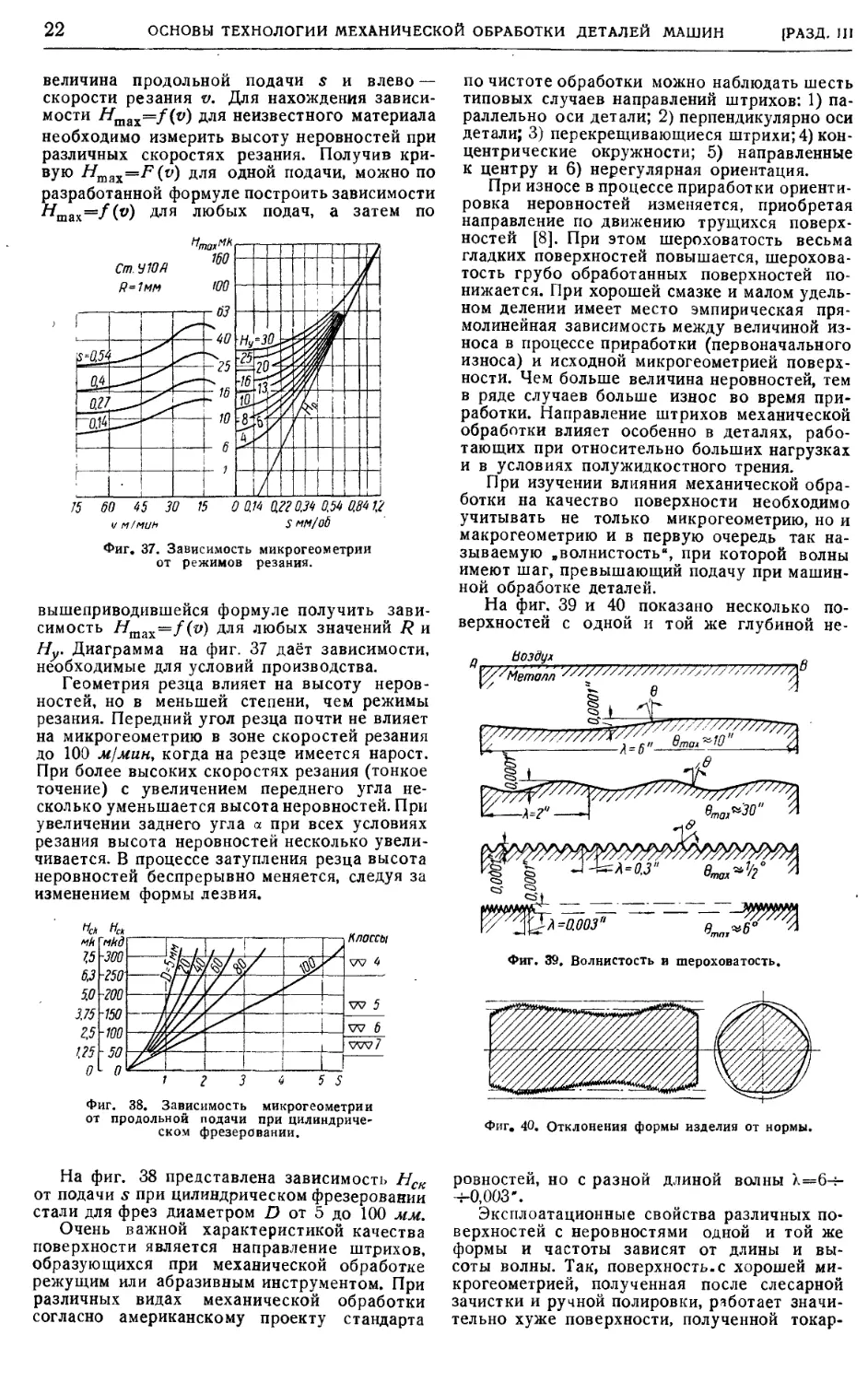
Стандарт чистоты поверхности 19
Чистота поверхности при разных видах меха-
нической обработки 20
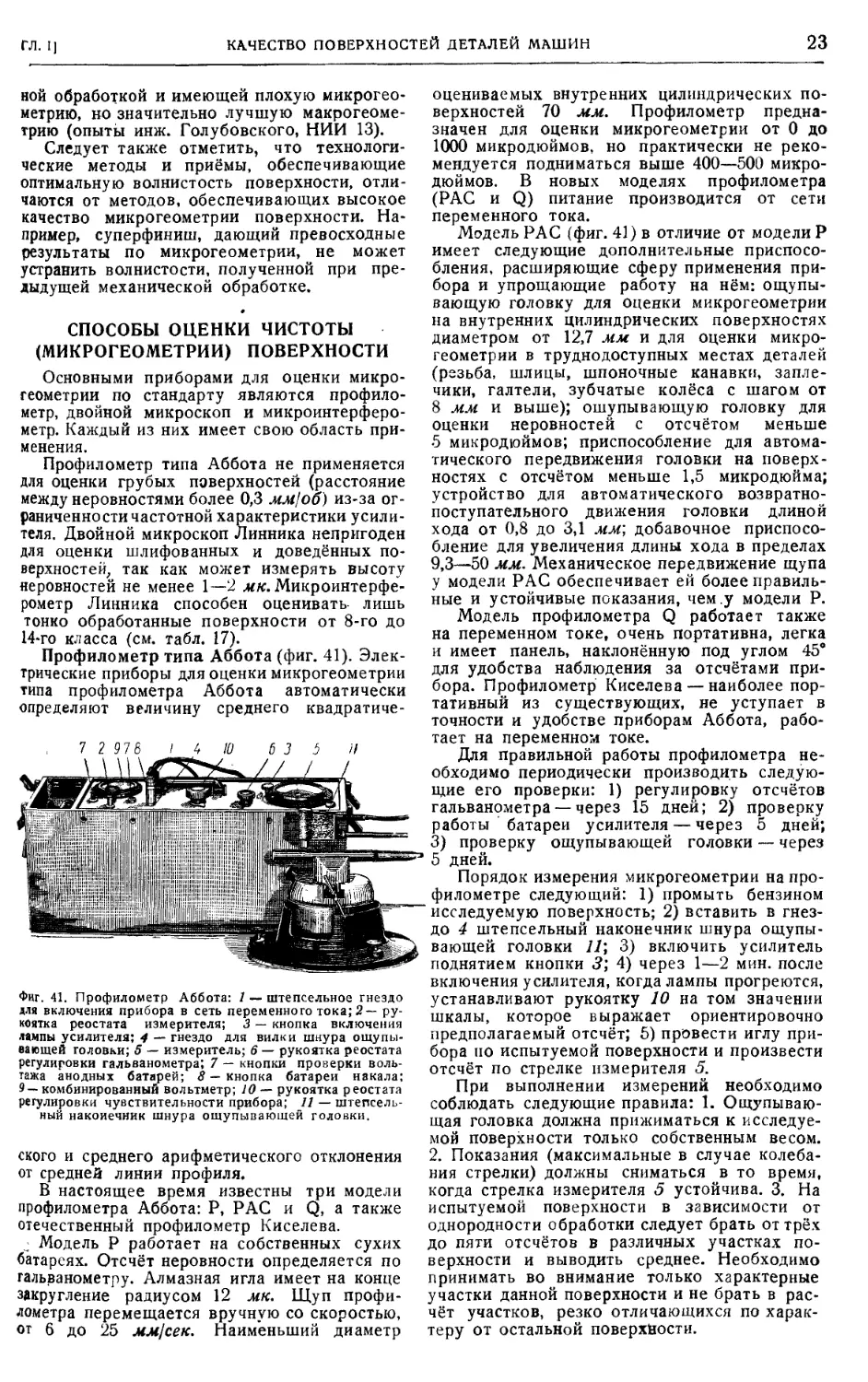
Способы оценки чистоты (микрогеометрии)
поверхности 23
Способы упрочнения поверхностного слоя . . 25
Промежуточные припуски на
обработку деталей машин
(канд. техн. наук Ш. М. Билик) 26
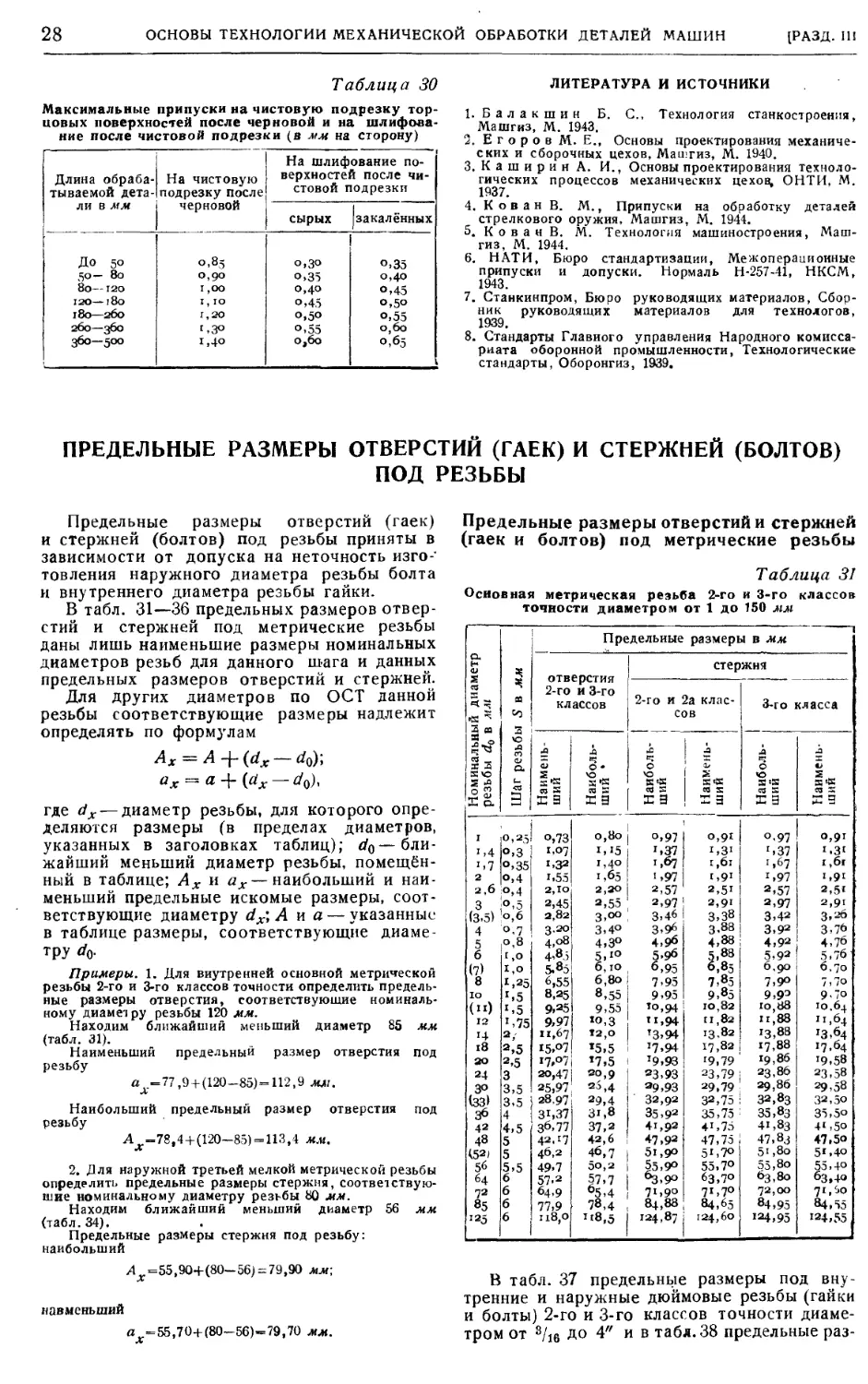
Предельные размеры отверстий
(гаек) и стержней (болтов) под
резьбы (проф., д-р техн. наук В. М. Ко-
ван и канд. техн. наук Ш. М. Билик) 28
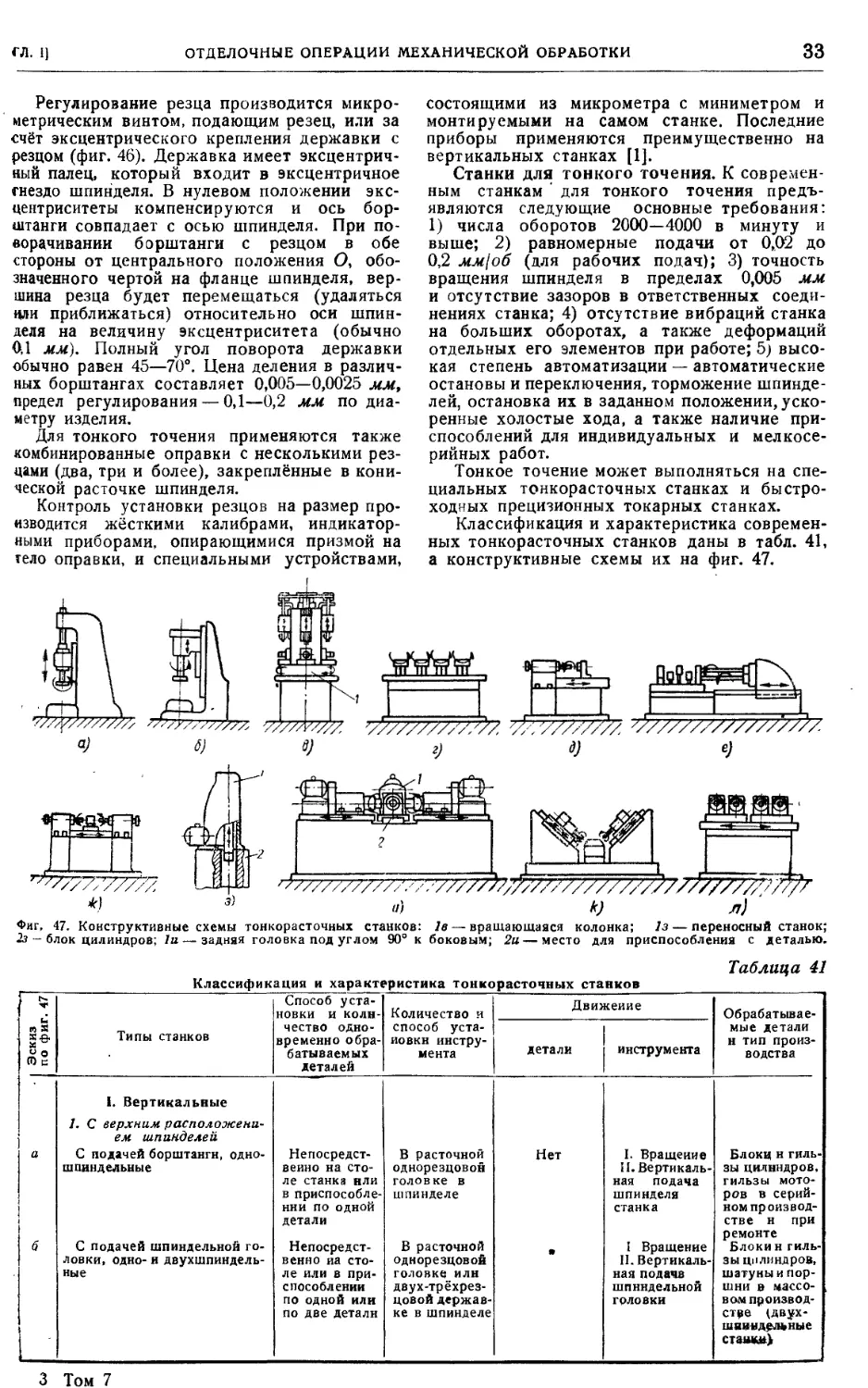
Отделочные операции механи-
ческой обработки (канд. техн.
наук Д. Г. Белецкий) 30
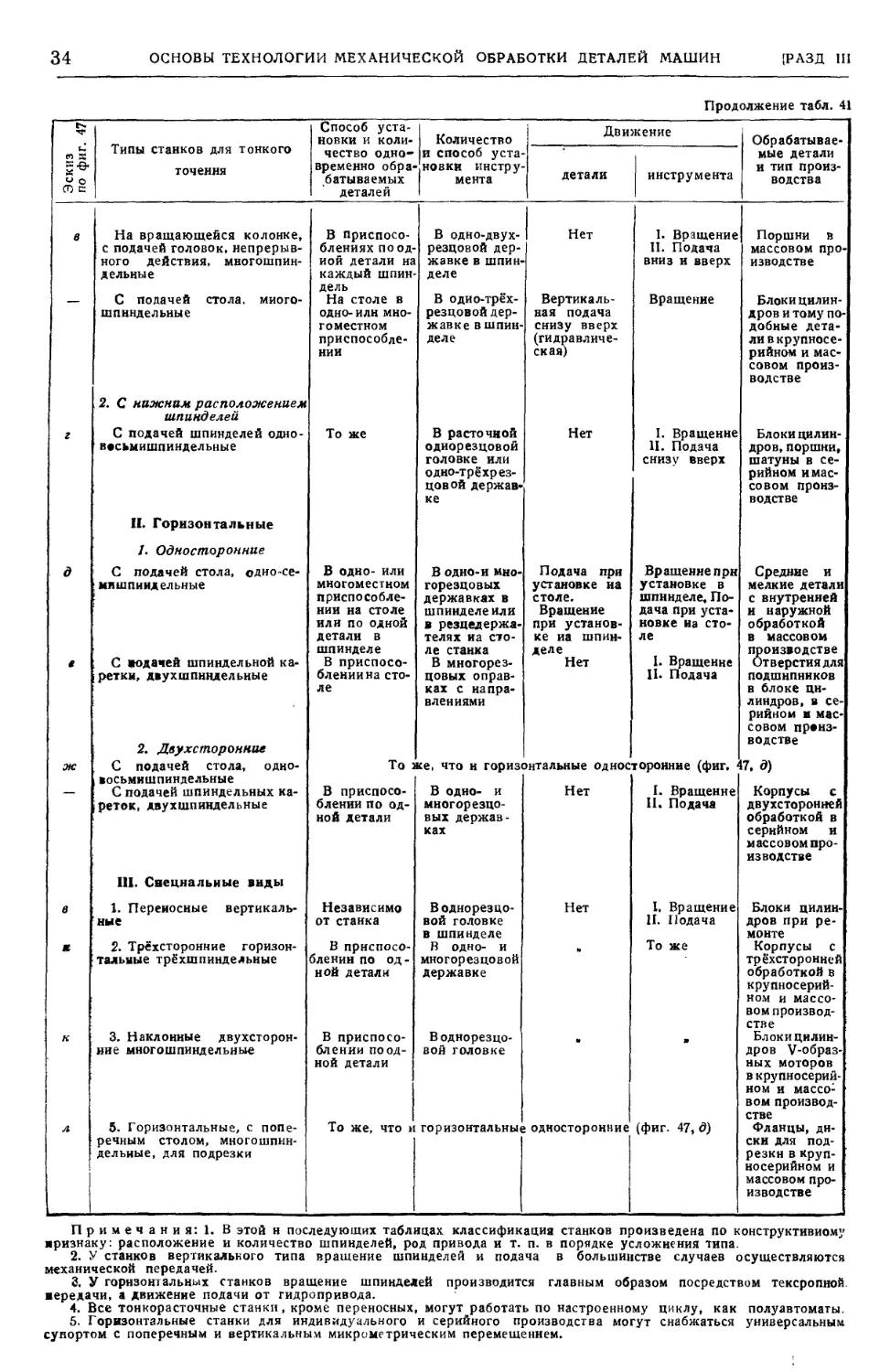
Обзор и классификация отделочных операций 30
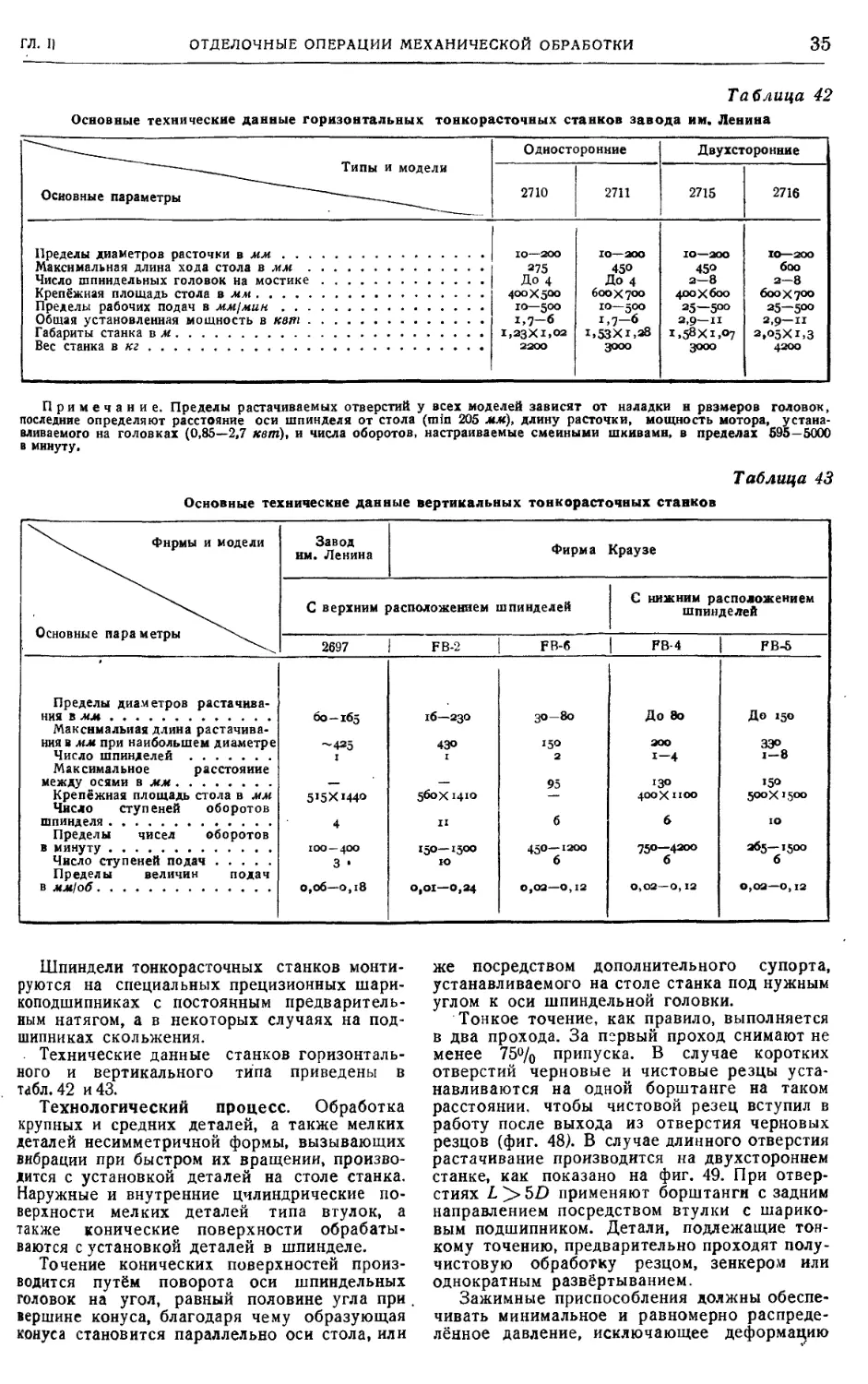
Тонкое точение 30
Тонкое фрезерование тел вращения 36
Тонкое фрезерование плоскостей 37
Притирка 37
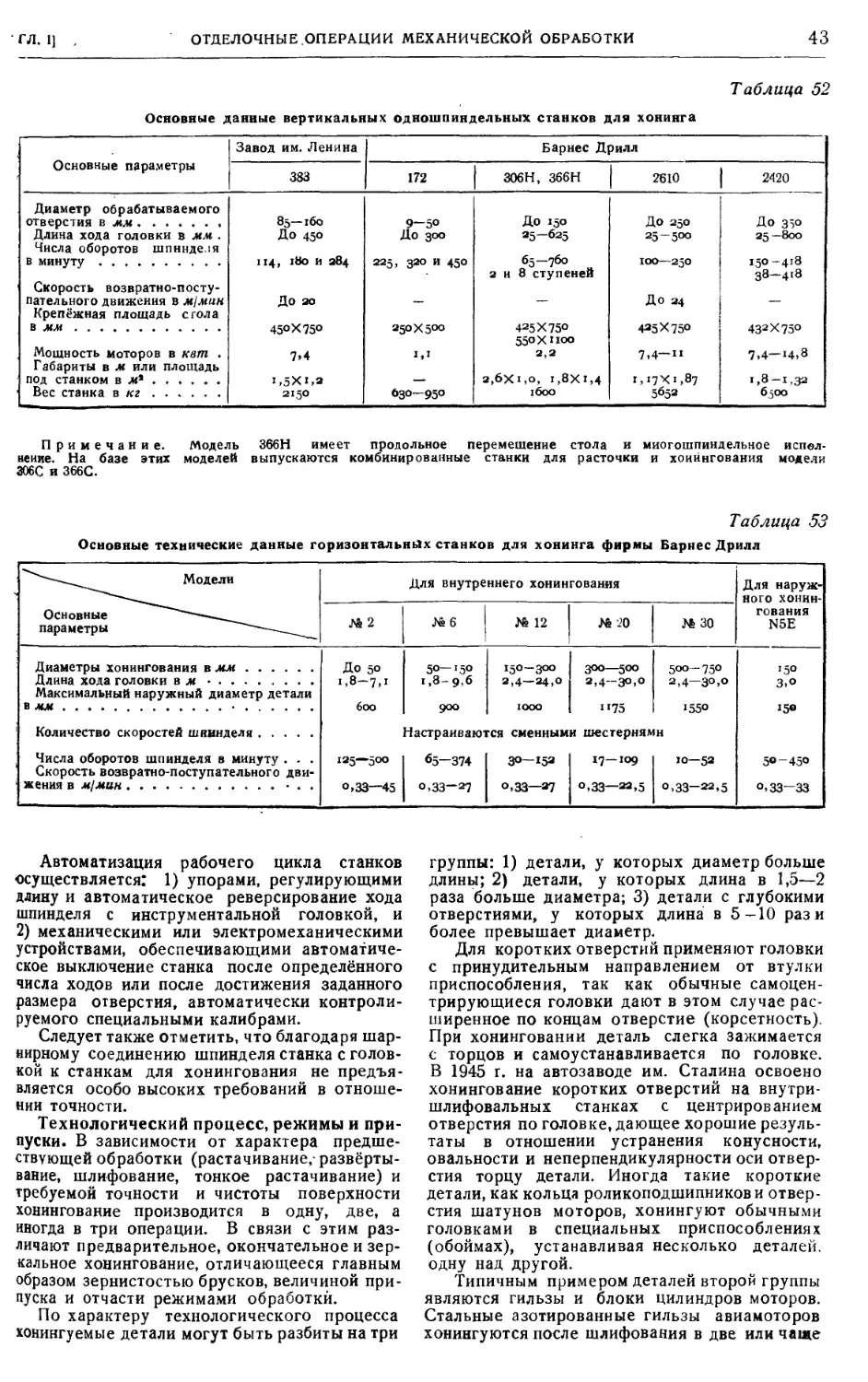
Хонингование 39
Суперфиниш 45
Полирование 49
Отделка поверхностей давлением 52
Химико-механические методы
обработки металлов (июк.
В. Я- Кизелыитейн) 54
Основные понятия -54
Станки для химико-механической обработки 55
Химико-механическая обработка твёрдых спла-
вов в растворах электролитов. .56
Химико-механическая обработка деталей ма-
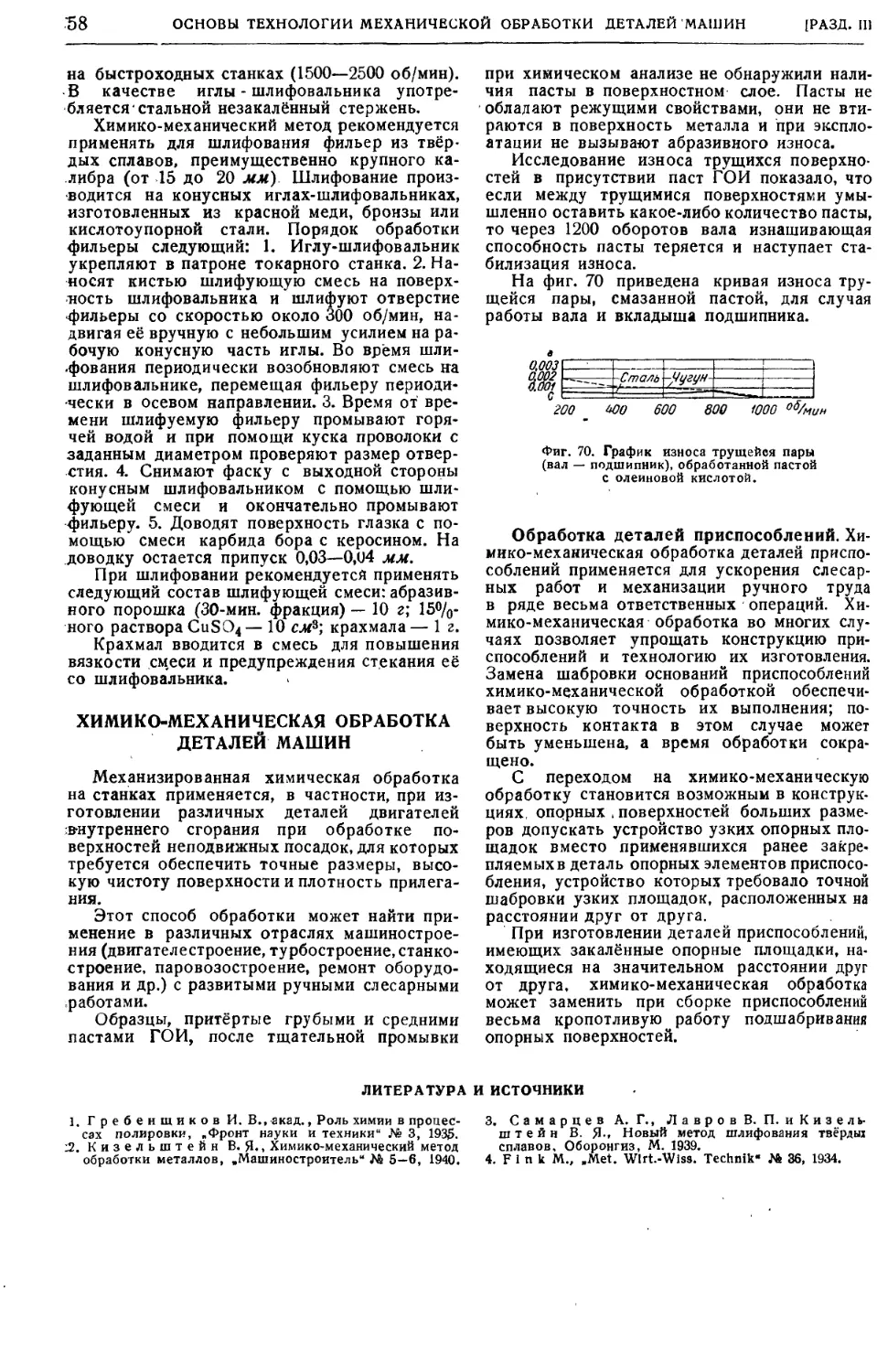
шин 58
Электрические способы раз-
мерной обработки металлов
(лауреат Сталинской премии,канд. техн.
наук Б. Р. Лазаренко) 59
Электрохимические способы обработки ме-
таллов 9
Электротермический способ обработки метал-
лов 60
Электродинамический (электроискровой) спо-
соб обработки металлов 61
Искровой разряд (общие понятия) 61
Технологические характеристики электро-
искрового способа обработки металлов . . 62
Оборудование для электроискровой обра-
ботки металлов . 64
Применение электроискрового способа об-
работки металлов 67
Электроискровой способ сварки металлов . . 69
Тип и.з ация технологических
процессов (проф., д-р техн. наук
А. П. Соколовский) 70
Идея типизации технологических процессов 70
Задачи типизации технологических процессов 71
Задачи организационного характера .... 71
Задачи технологического характера .... 71
Основания методики типизации технологи-
ческих процессов 72
Классификация 73
Разработка типовой технологии 75
СОДЕРЖАНИЕ
Глава И. РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХА-
НИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МА-
ШИН 77
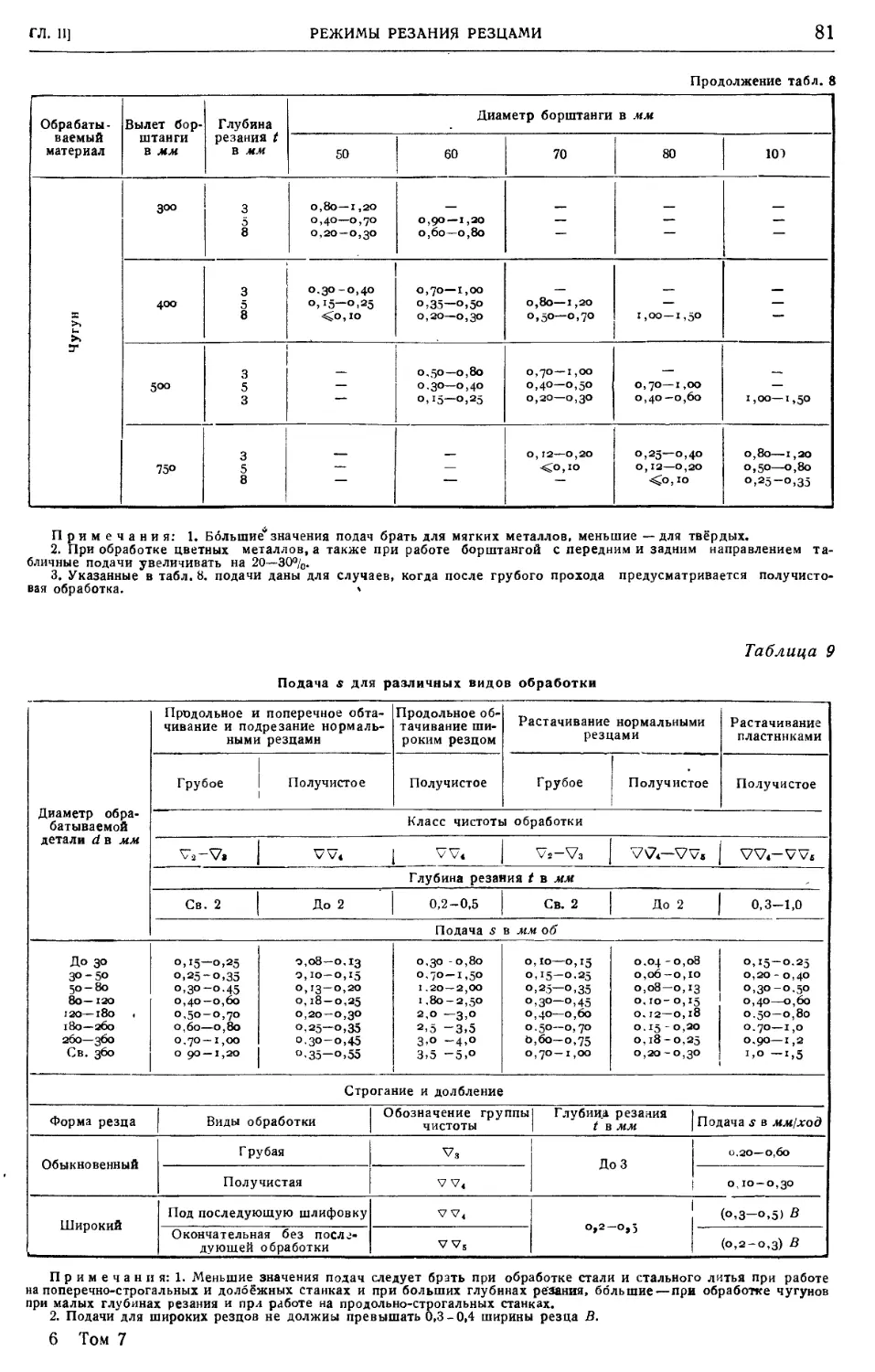
Режимы резания резцами из
быстрорежущих сталей и рез-
цами, оснащёнными твёрдыми
сплавами (доц., канд. техн. наук
П. П. Грудов и Ооц., канд. техн. наук
Е. К. Зверев) 77
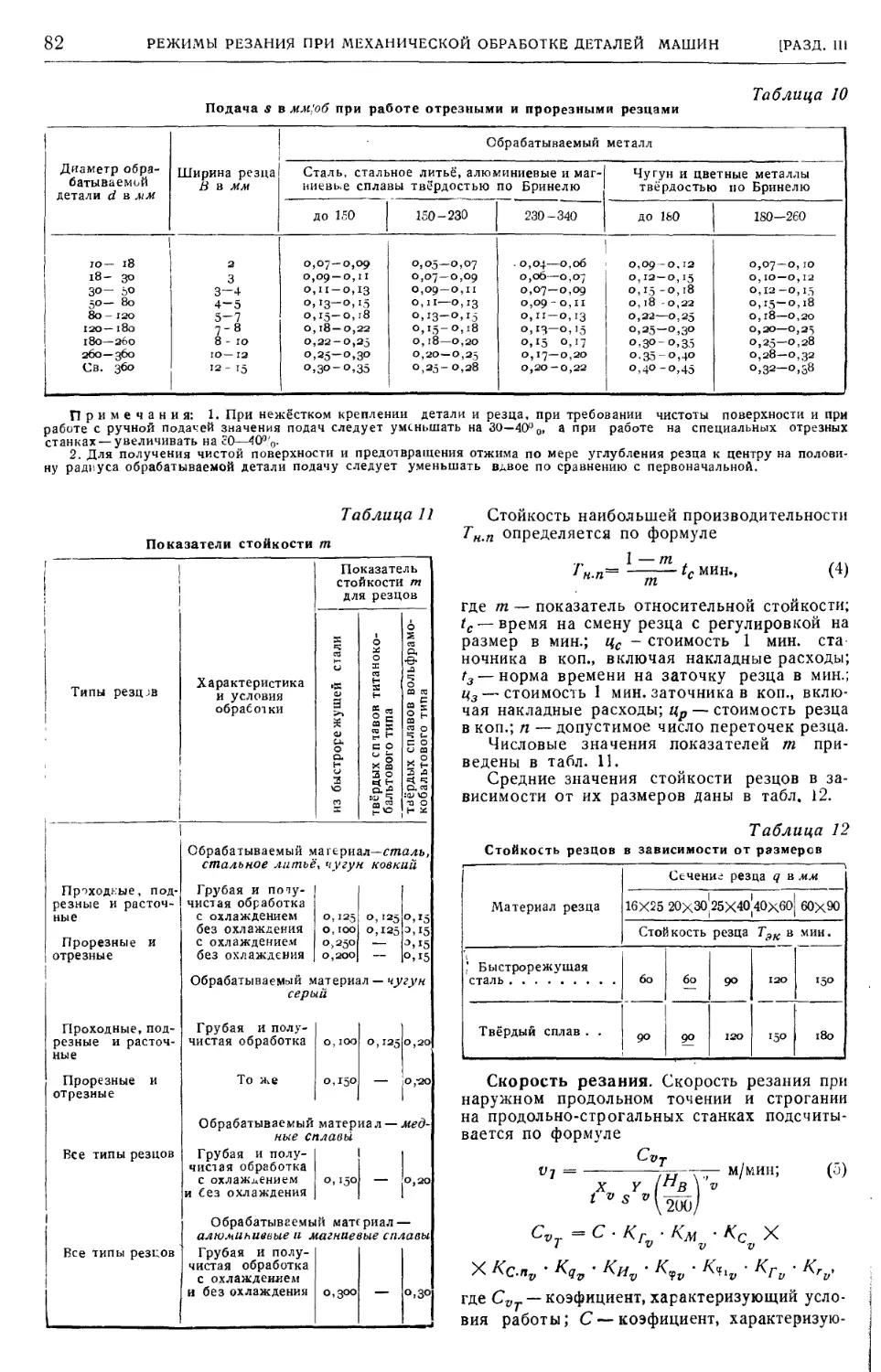
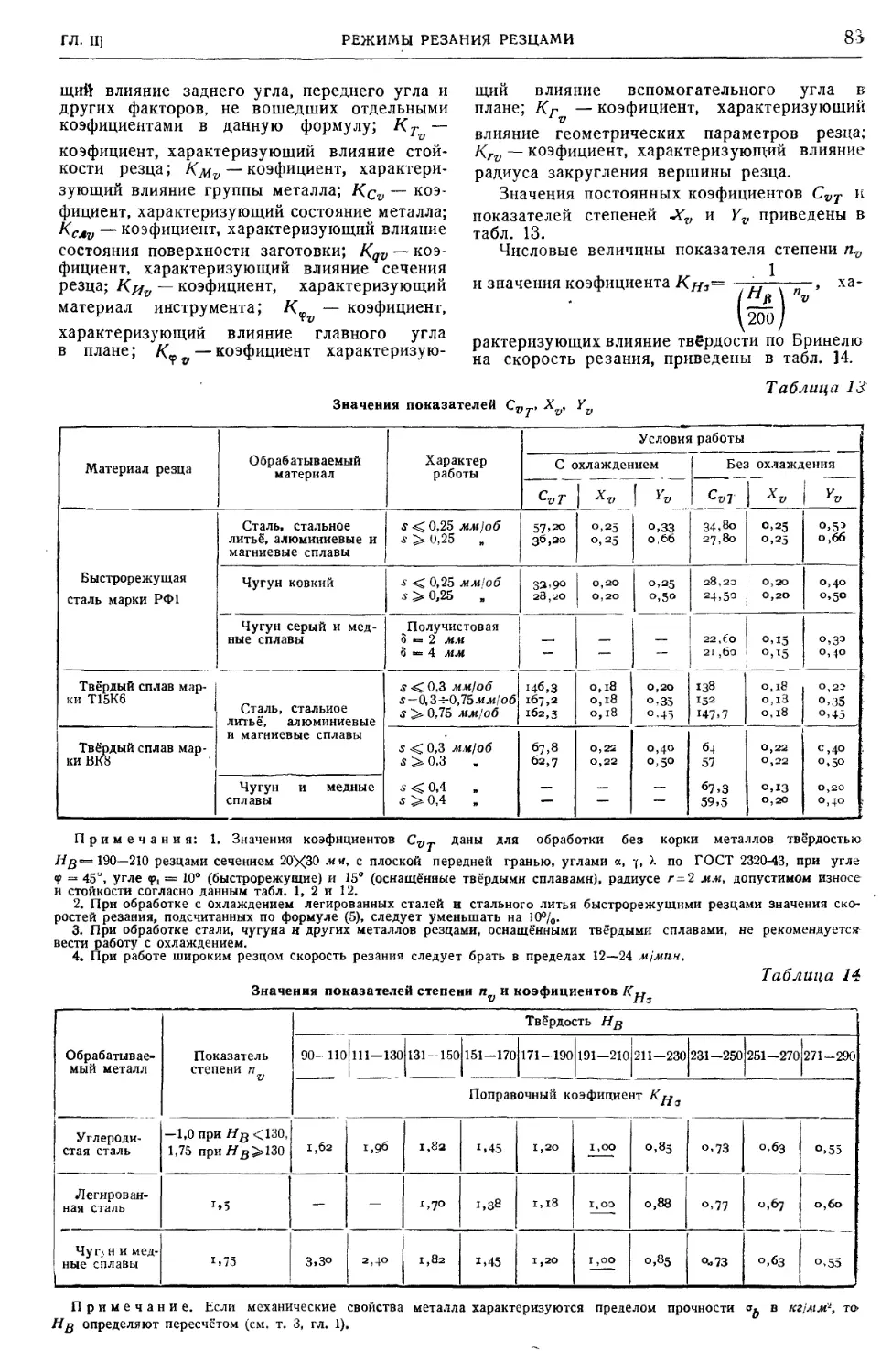
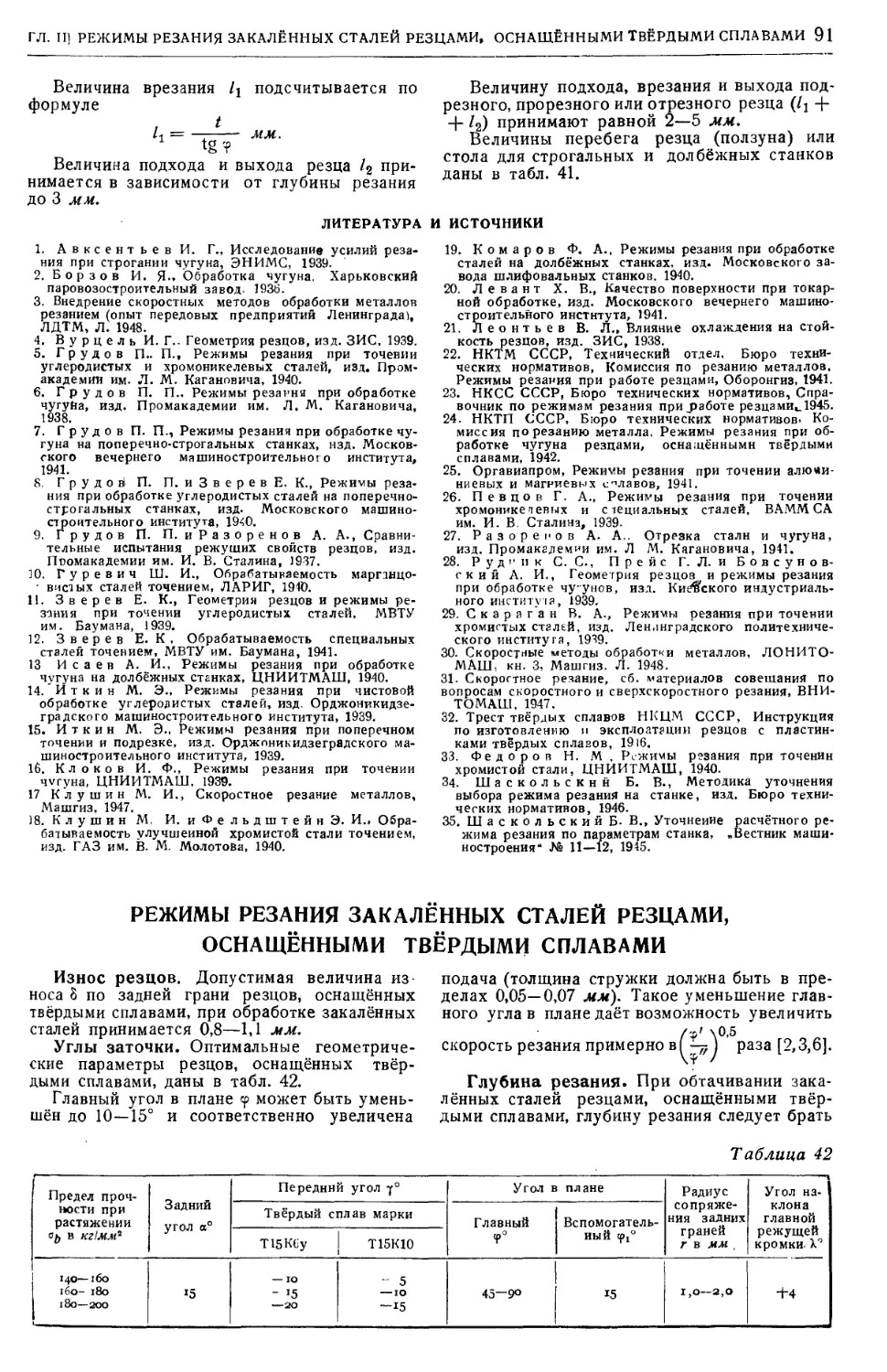
Режимы резания закалённых
сталей резцами, оснащённы-
ми твёрдыми сплавами {доц.,
канд. техн. наук П. П. Грудов) 91
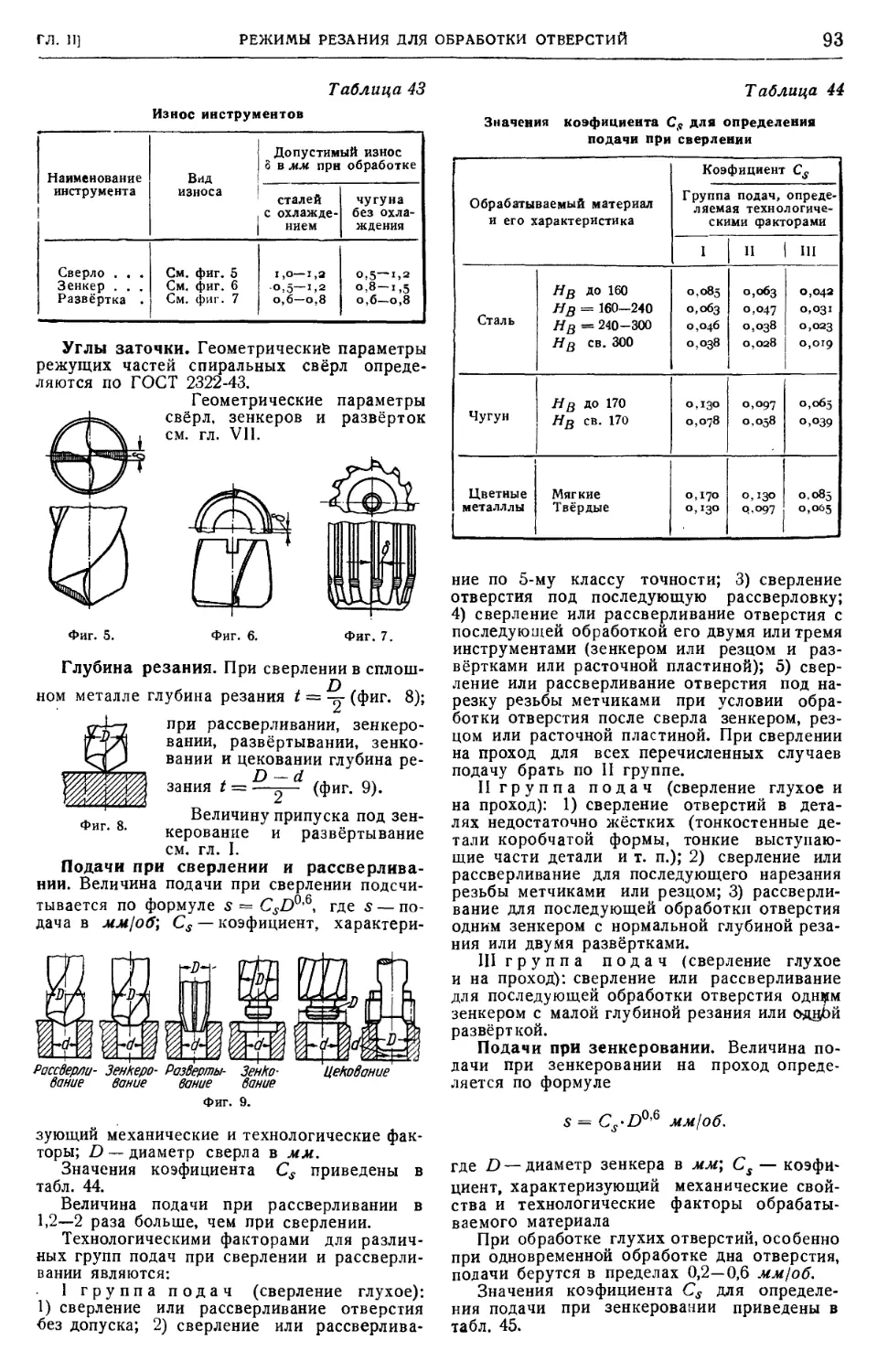
Режимы резания для обработ-
ки отверстий свёрлами, зен-
керами, развёртками, зенков-
ками и цековками (доц., канд.
техн. наук С. Д. Тишин) 92
Режимы- резания при фрезеро-
ван и и (лауреат сталинской премии,
проф., д-р техн. наук М. Н. Ларин и
инж. В. И. Фпнкель) 98
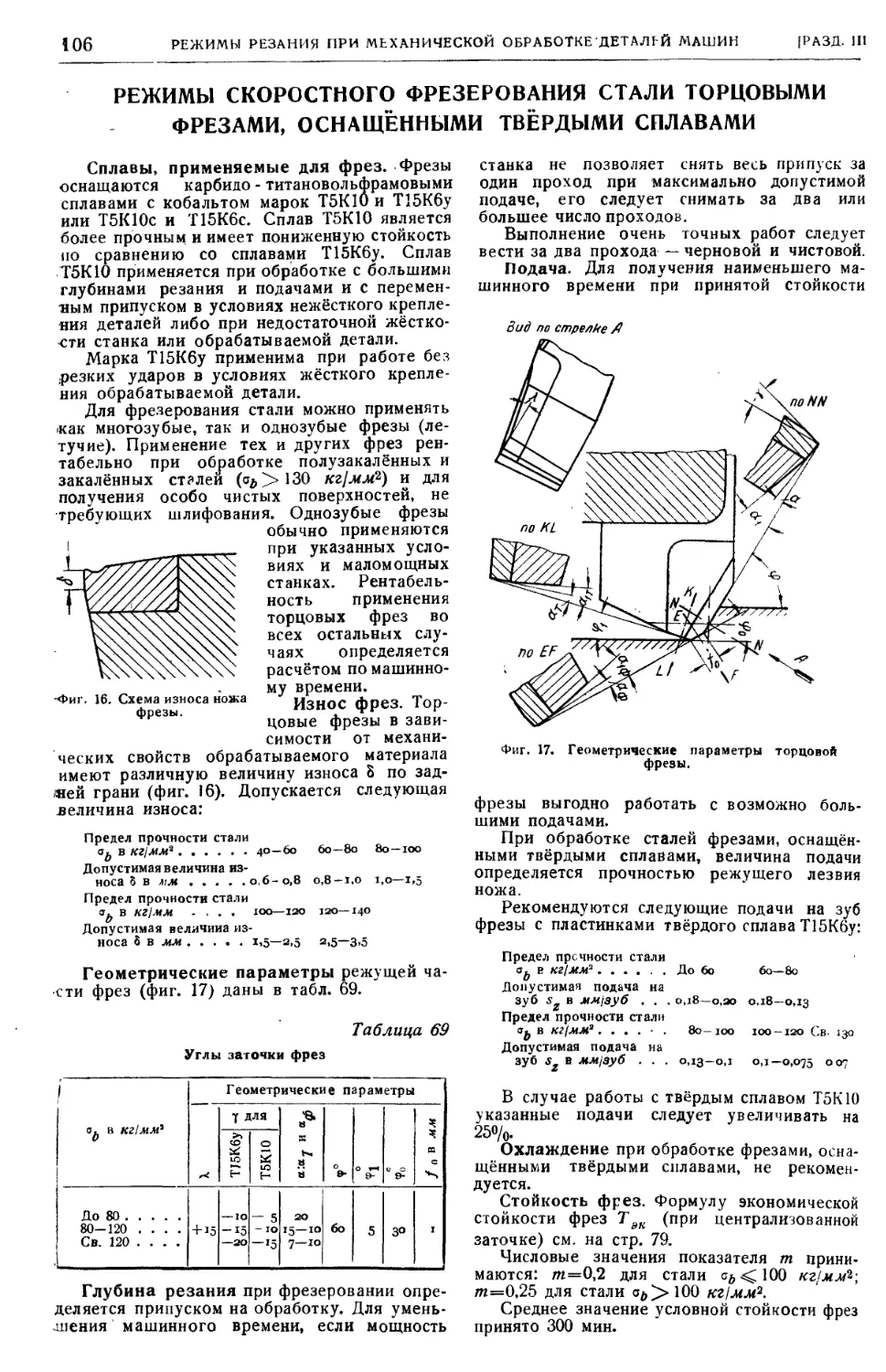
Режимы скоростного фрезеро-
вания стали торцевыми фре-
зами, оснащёнными твёрдыми
сплавами (доц., канд. техн. наук
П. П. Груоов) 106
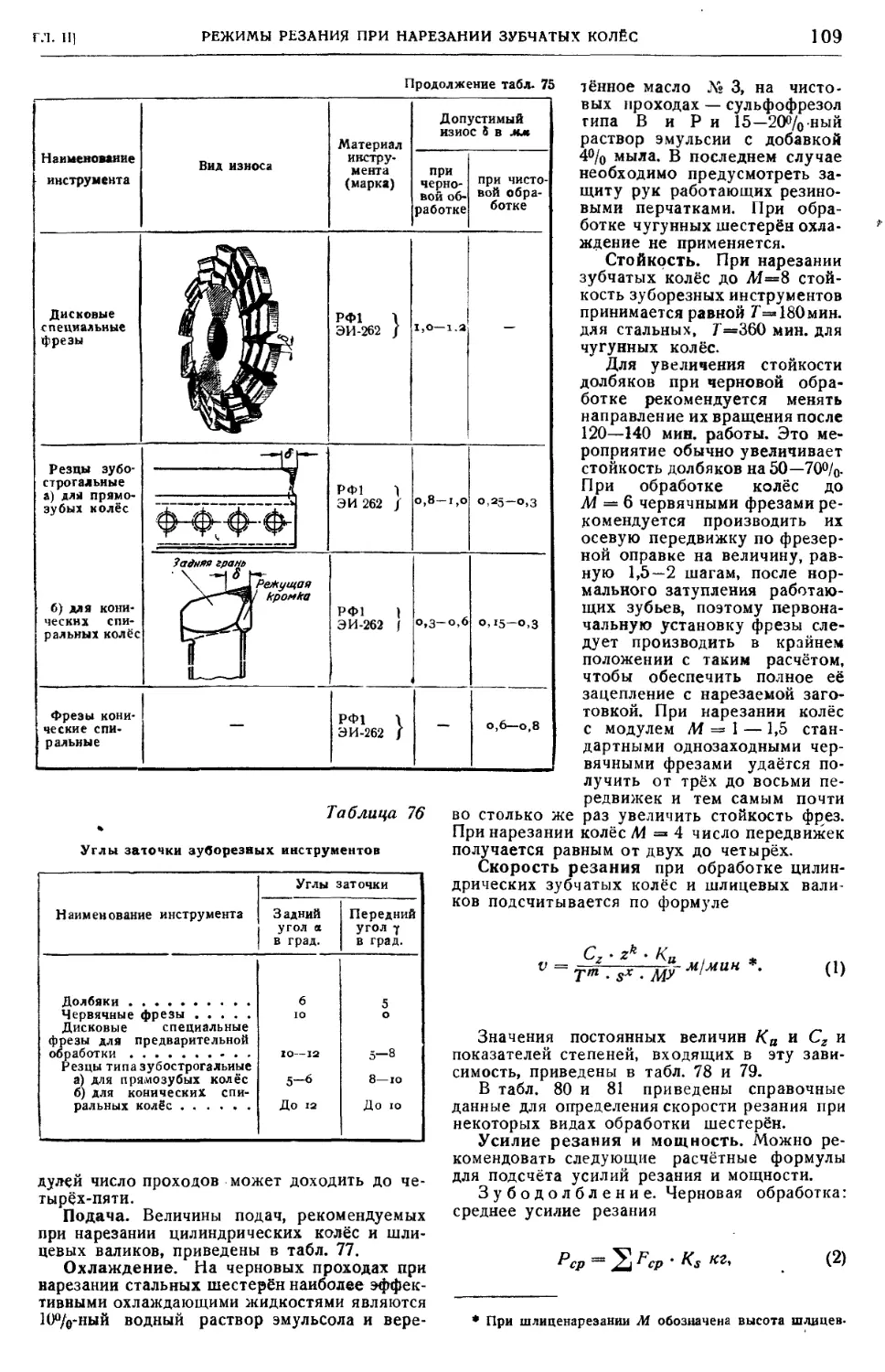
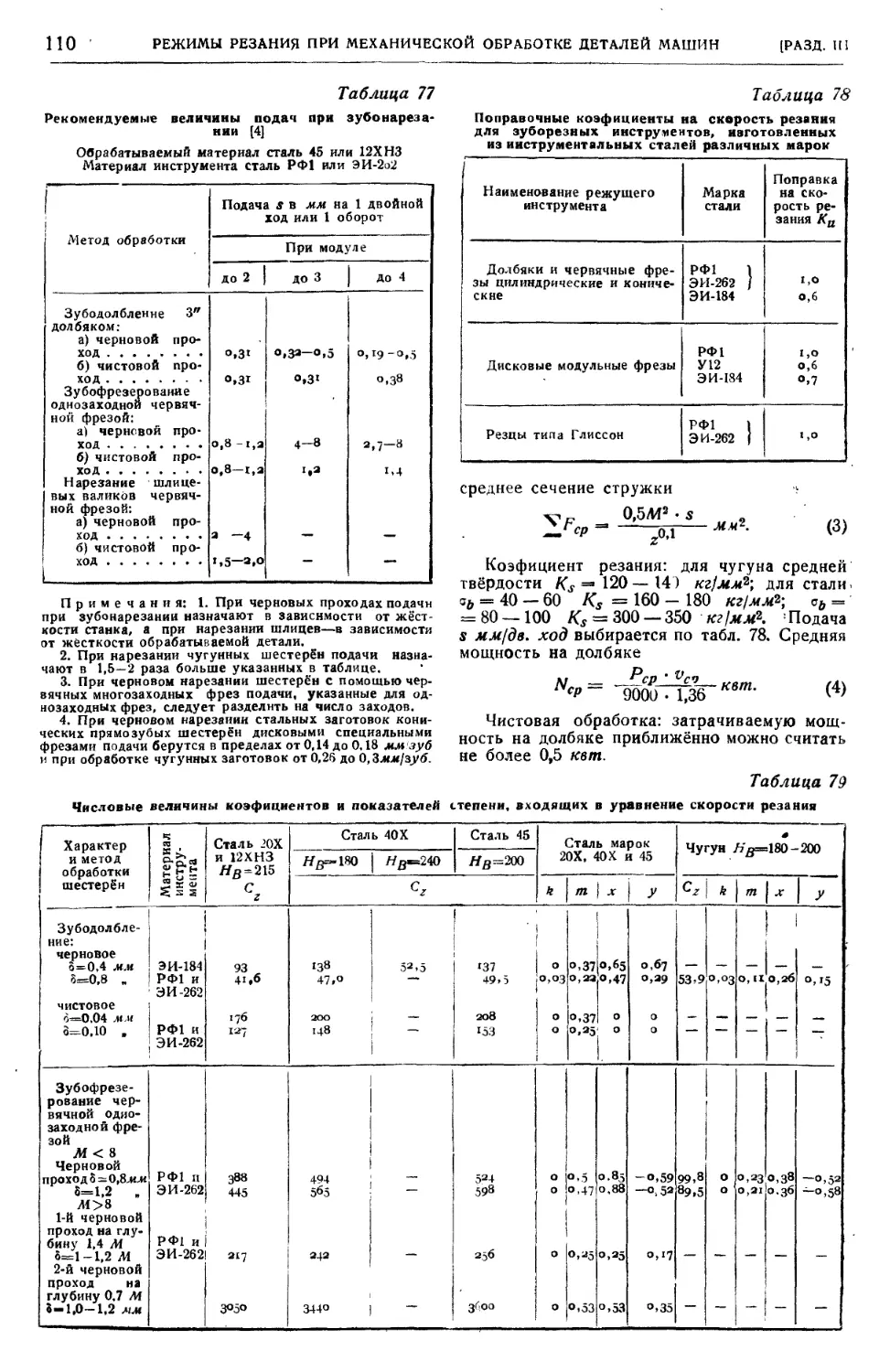
Режимы резания при нареза-
нии зубчатых колёс (канд. техн.
наук А. Я- Малкин) 108
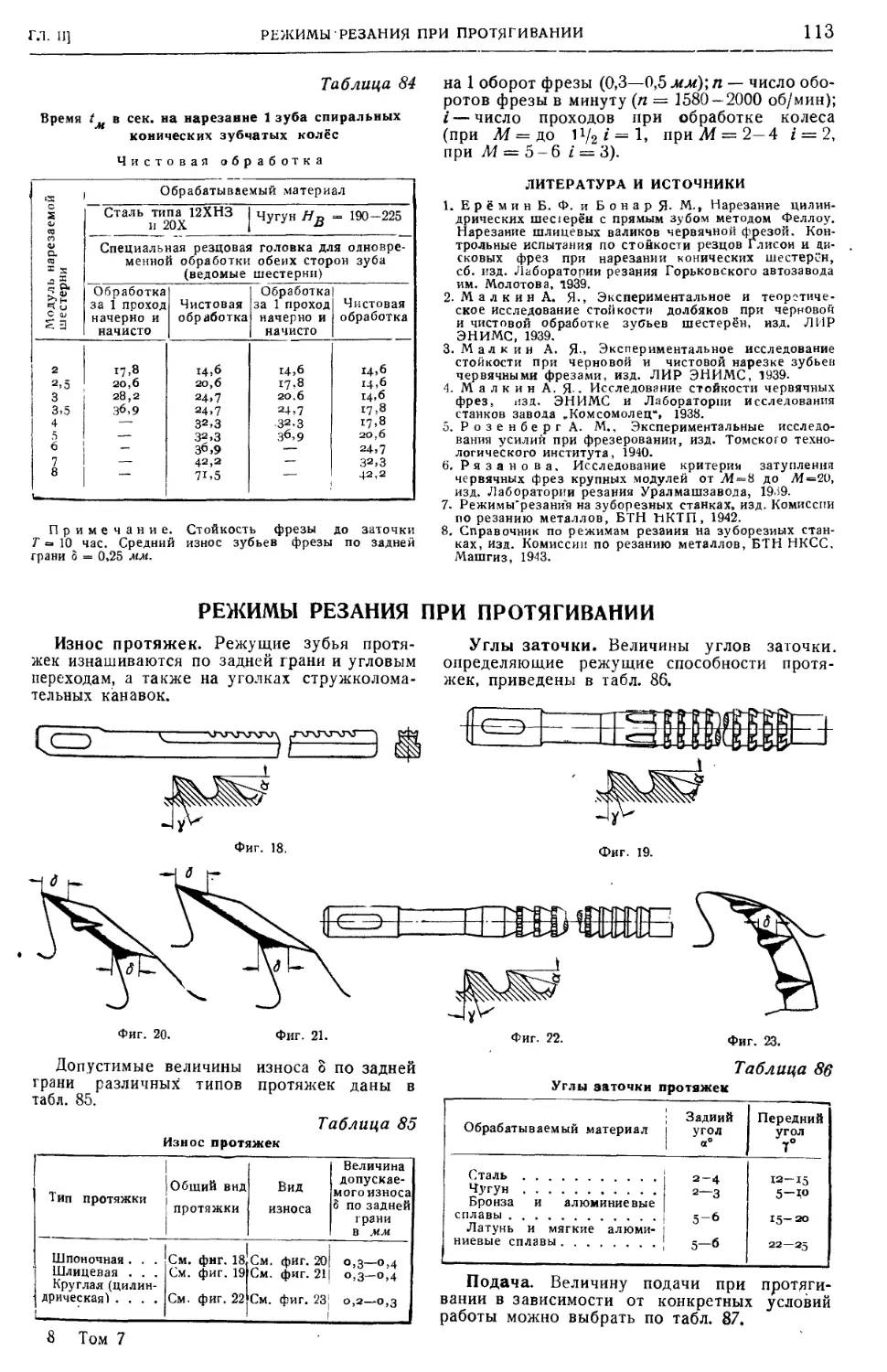
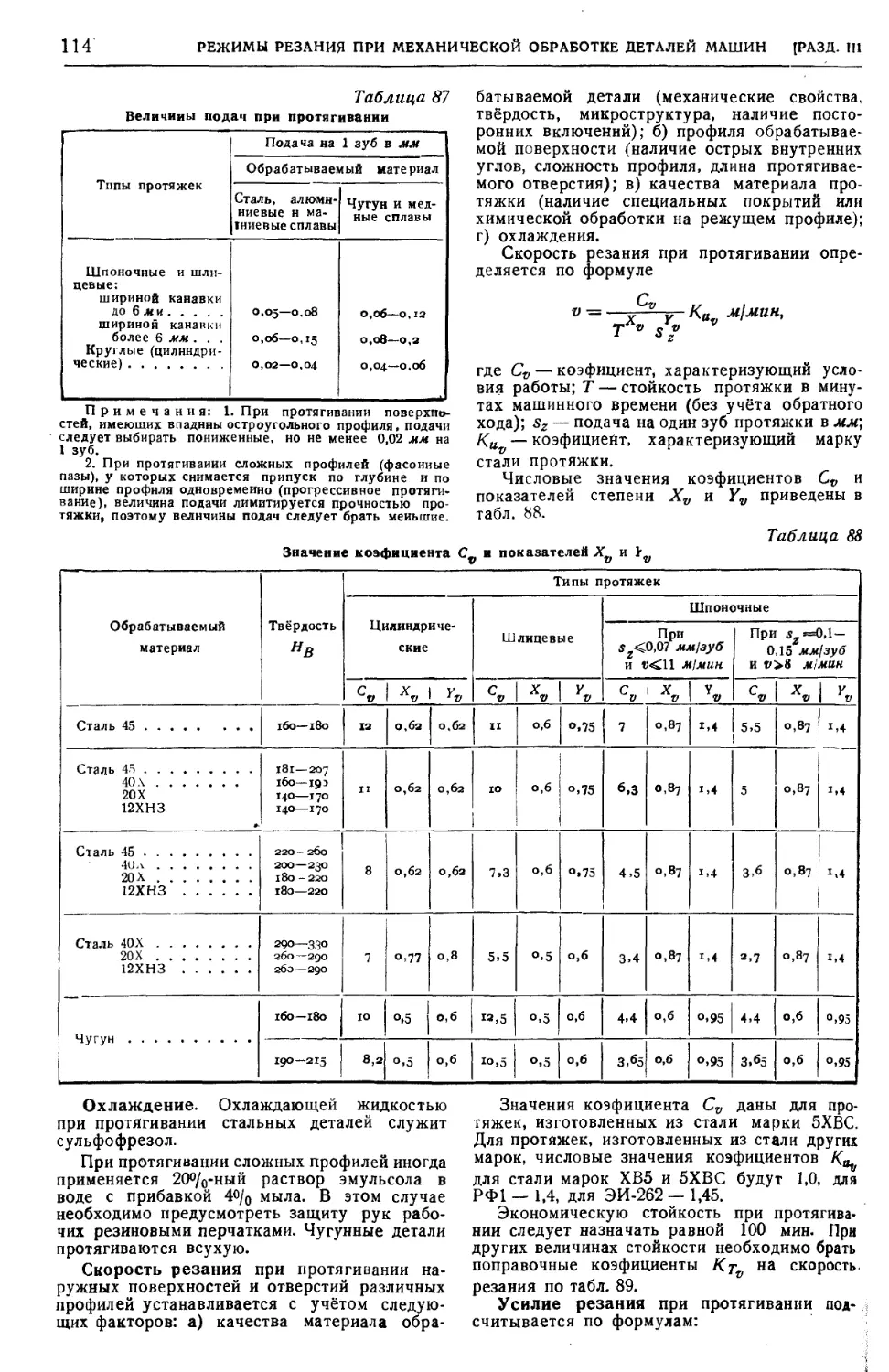
Режимы резания при протяги-
.в а нии (канд. техн. наук А. Я- Мал-
кин) 113
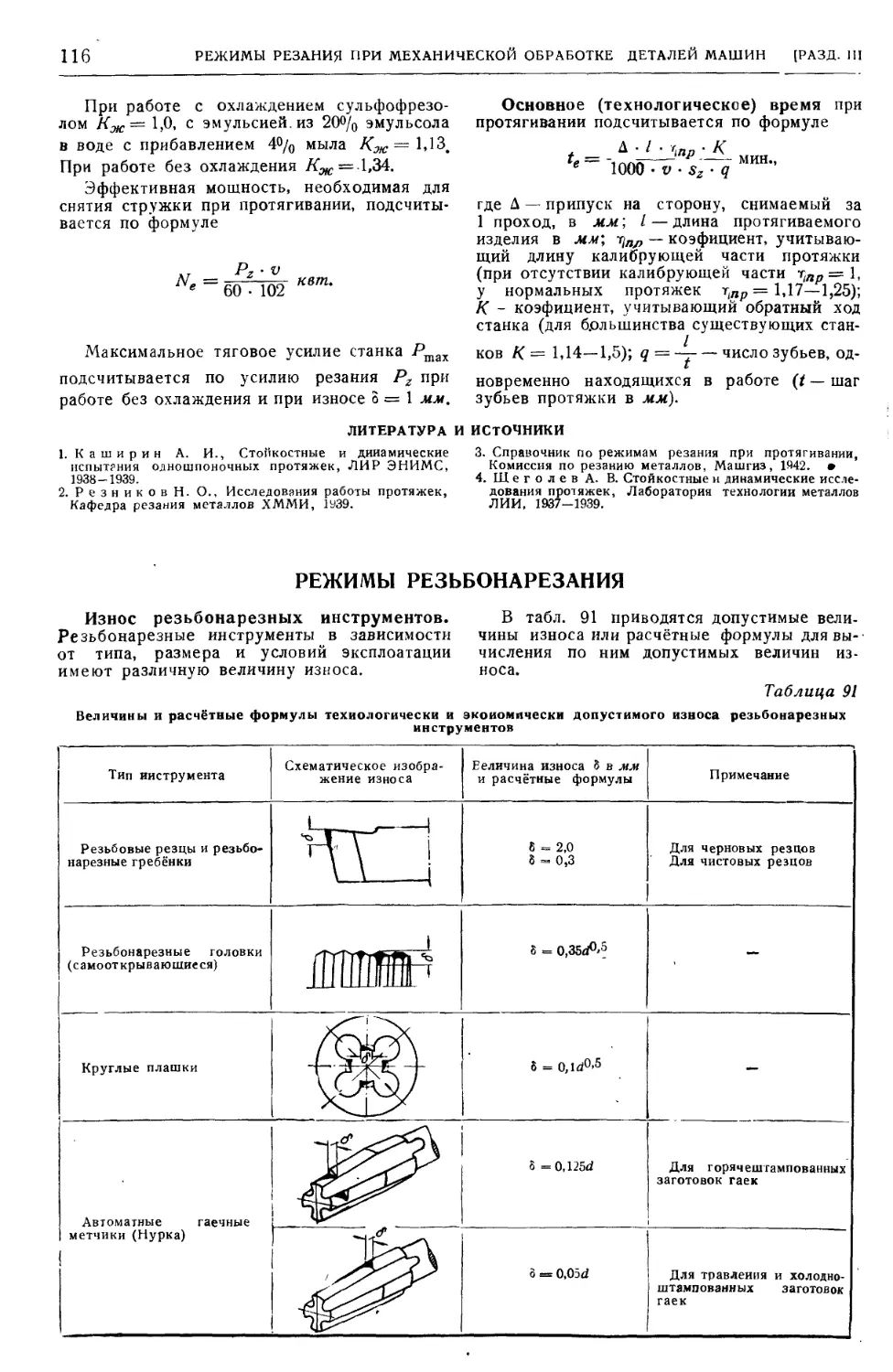
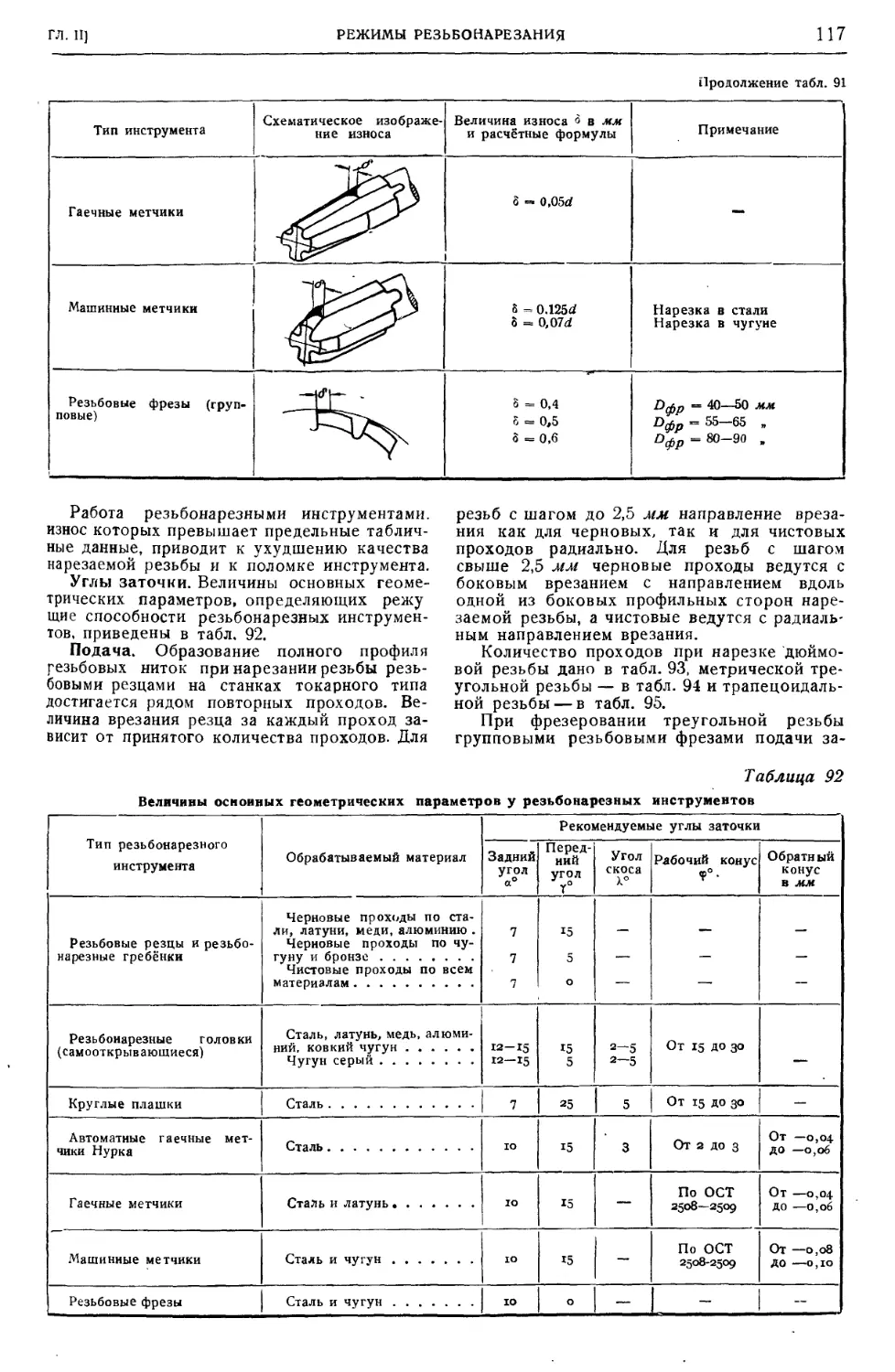
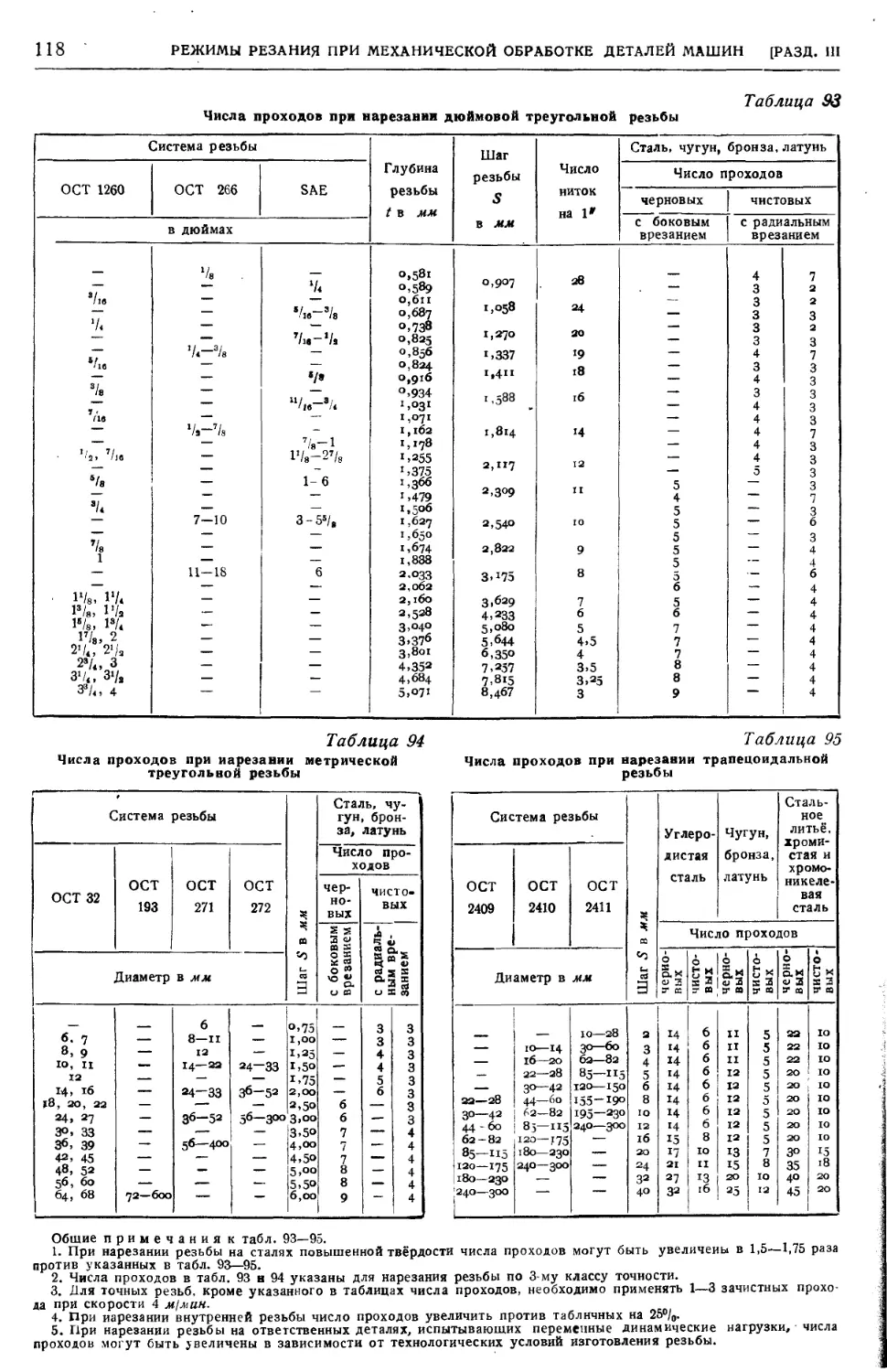
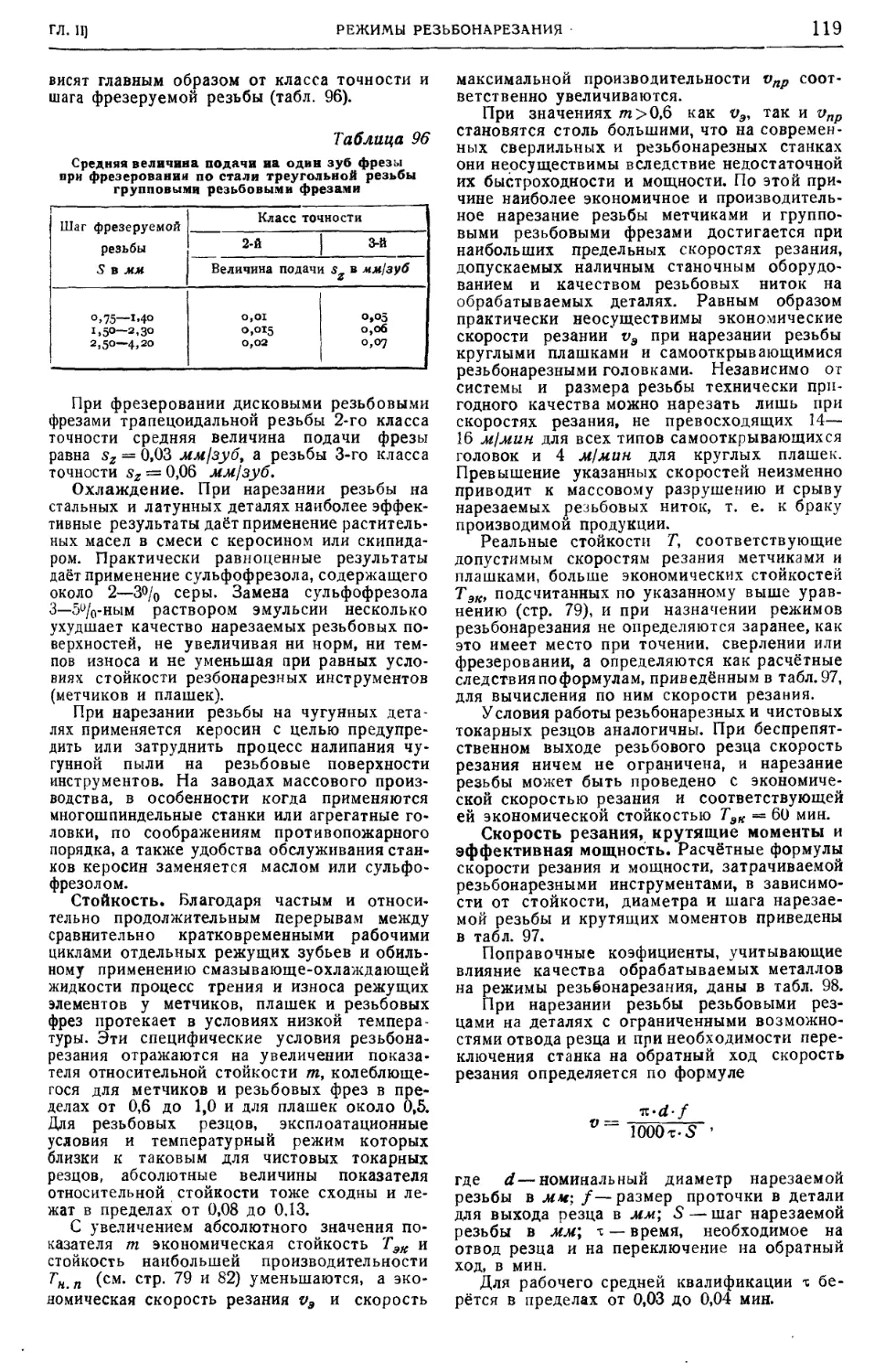
Режимы резьбонарезания (проф.,
д-р техн. наук Г. И. Грановский) .... 116
Режимы резания по и шлифова-
нии (канд. техн. наук С. М. Кедров) . . 122
Скорости вращения детали при шлифова-
нии и экономическая стойкость кругов . 122
Скорости вращения шлифовальных кругов . 123
Режимы резания при шлифовании 123
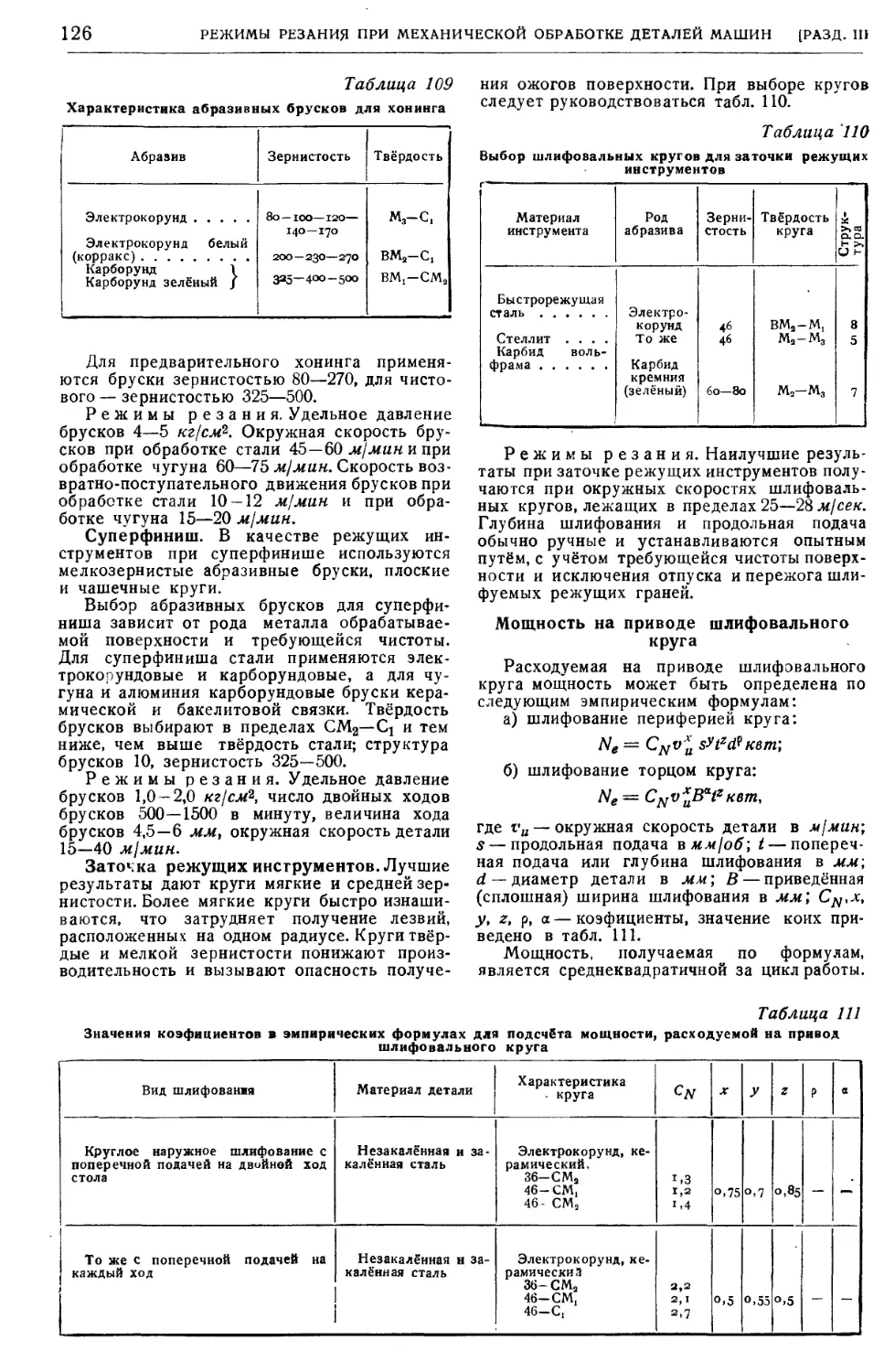
Мощность на приводе шлифовального круга 126
Глава III. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ТИПОВЫХ ДЕТАЛЕЙ МАШИН 129
Технология производства ва-
лов (канд. техн. наук Д. В. Чарнко) . . 129
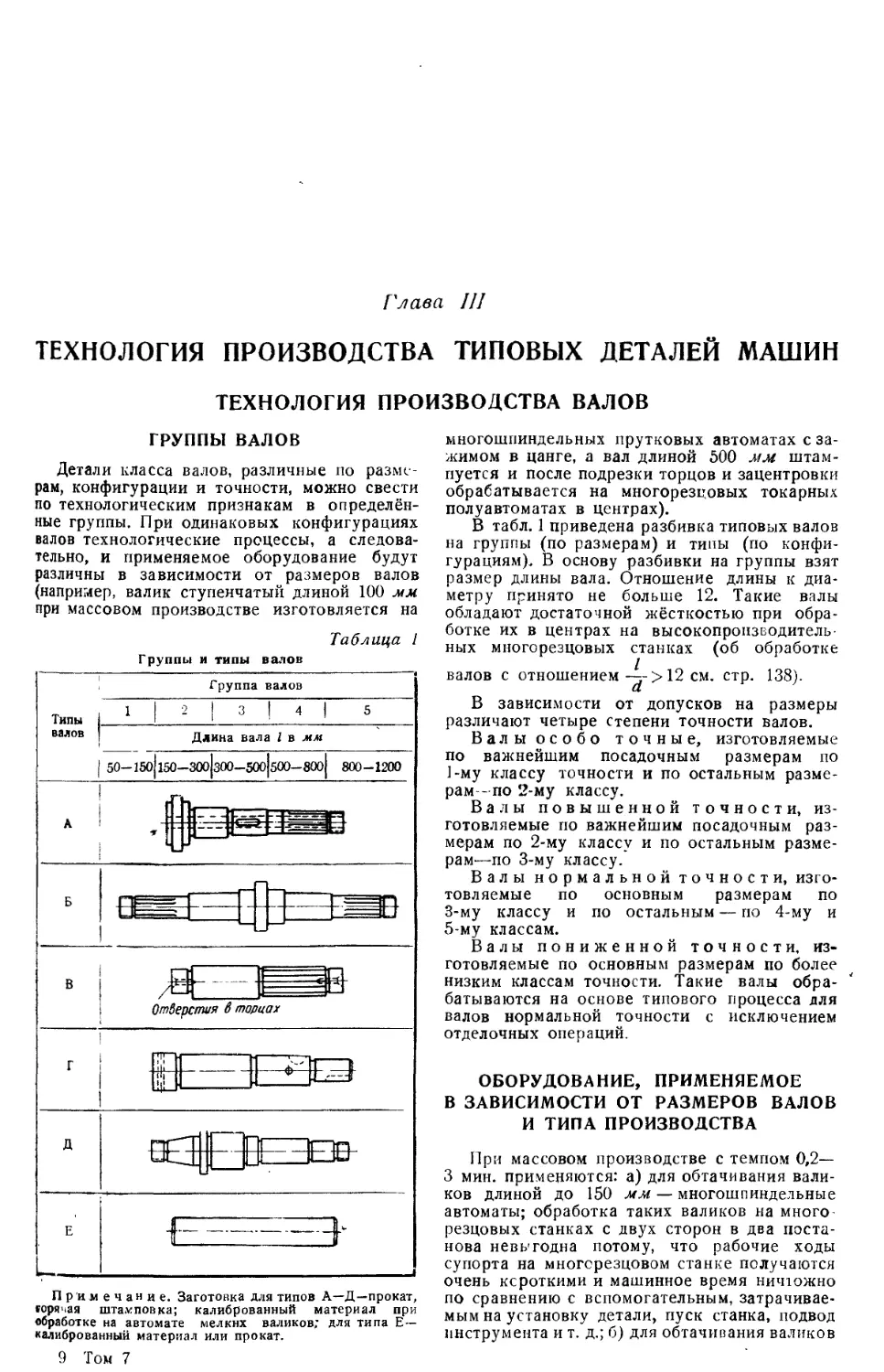
Группы валов 129
Оборудование, применяемое в зависимости
от размеров валов и типа производства . . 129
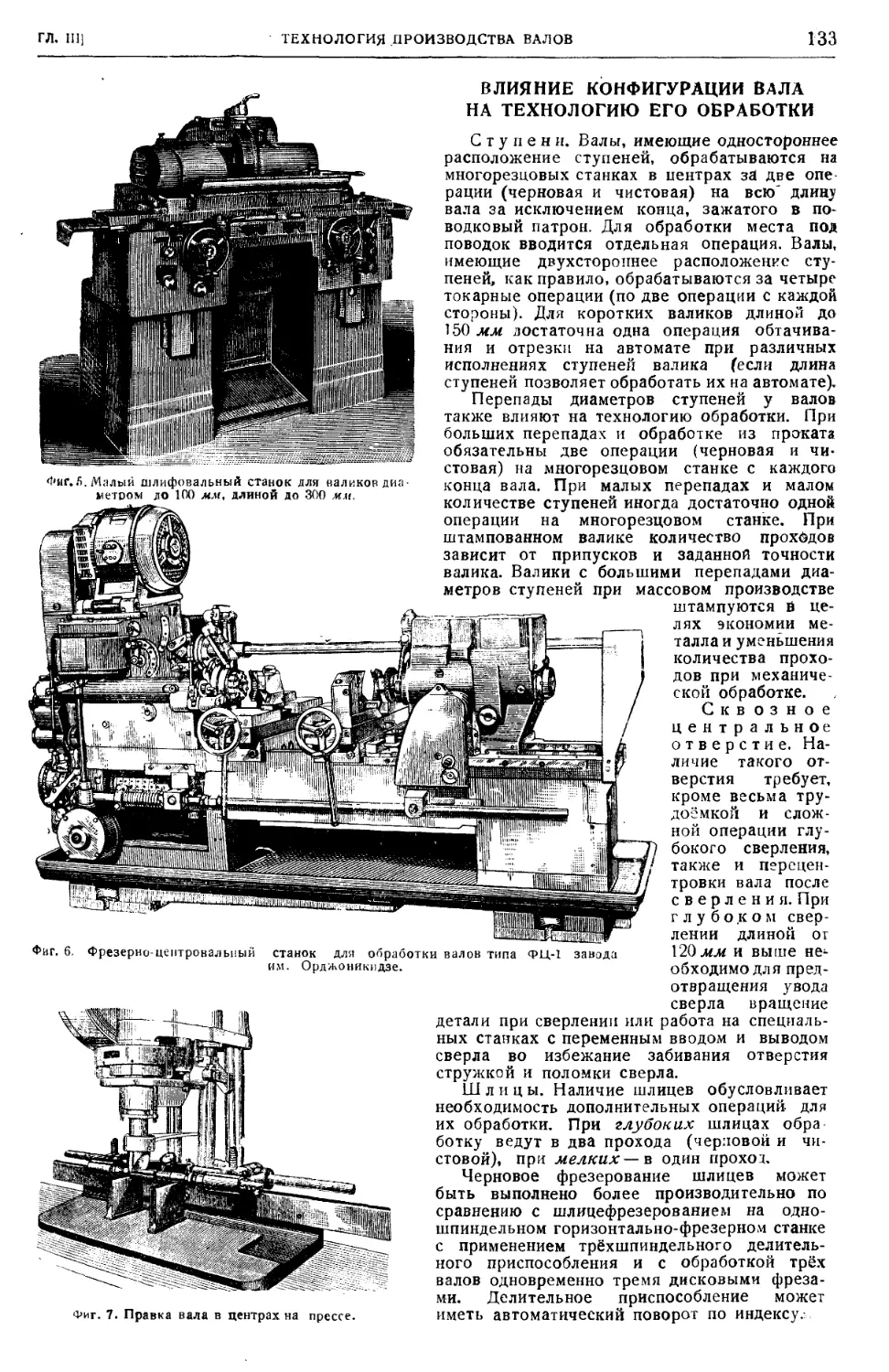
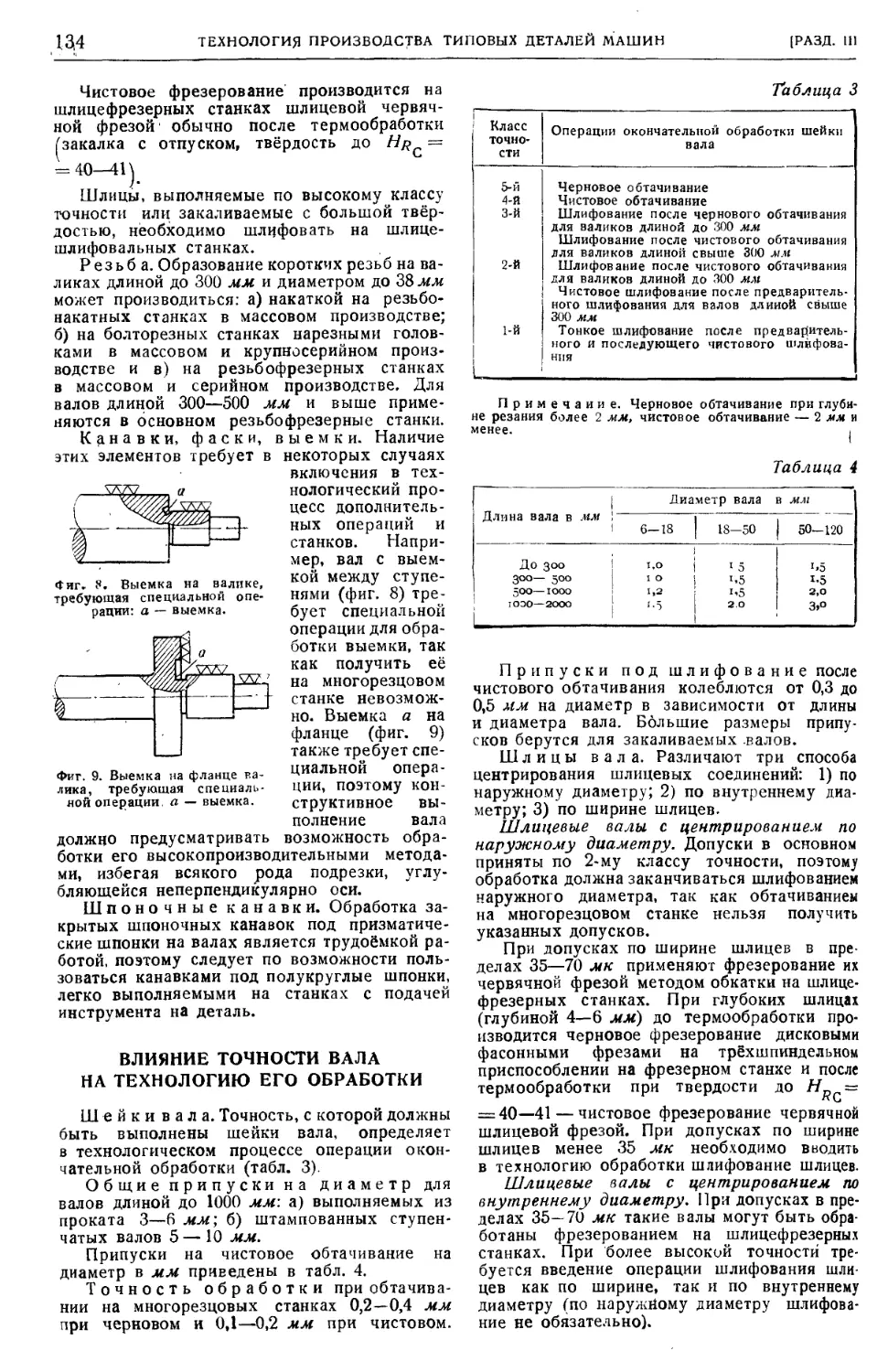
Влияние конфигурации вала на технологию
его обработки 133
Влияние точности вала на технологию его
обработки 134
Технологические маршруты обработки валов 135
Гладкие валы 138
Нежёсткие валы 138
Технология производства тя-
жёлых валов (доц., канд. техн.
наук В. С. Корсаков) 139
Технология производства вту-
лок и вкладышей подшипни-
ков скольжения (доц., канд. техн.
наук В. С. Корсаков) 142
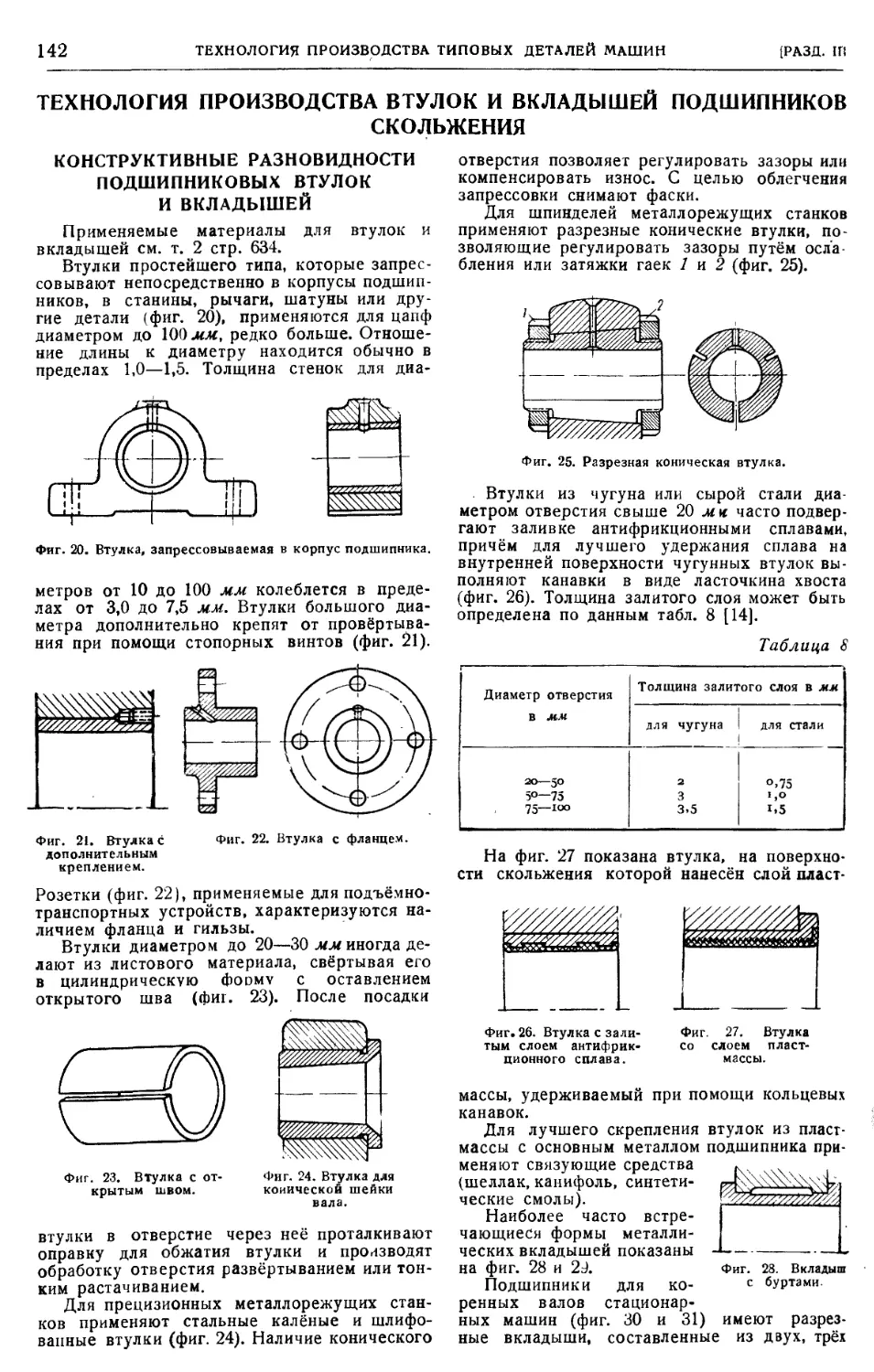
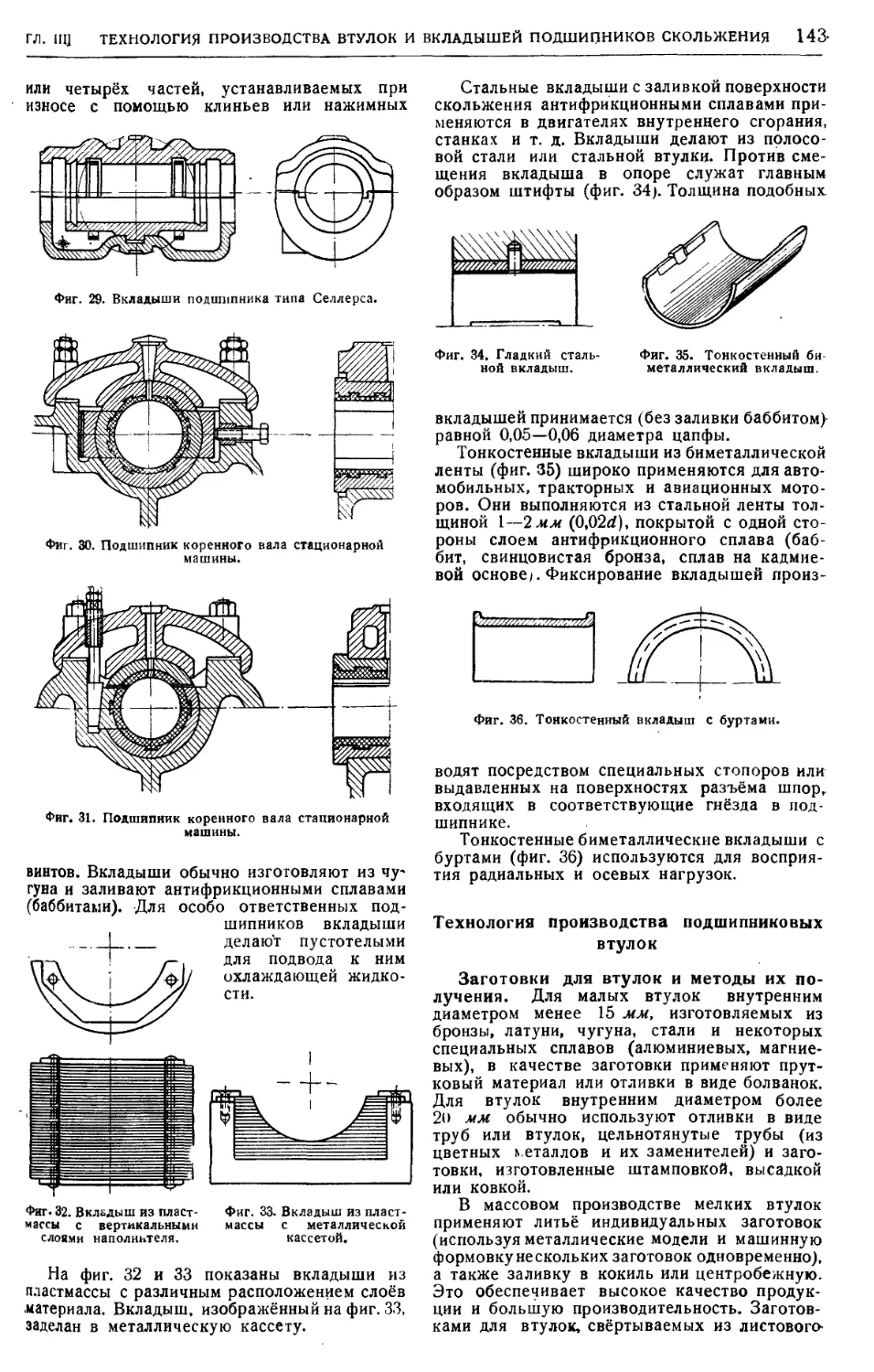
Конструктивные разновидности подшипнико-
вых втулок и вкладышей 142
Технология производства подшипниковых
втулок 143
Изготовление втулок и вкладышей из
пластмасс 145
Изготовление втулок и вкладышей из гра-
фитизировэнных металлов 145
Технология производства толстостенных
вкладышей 145
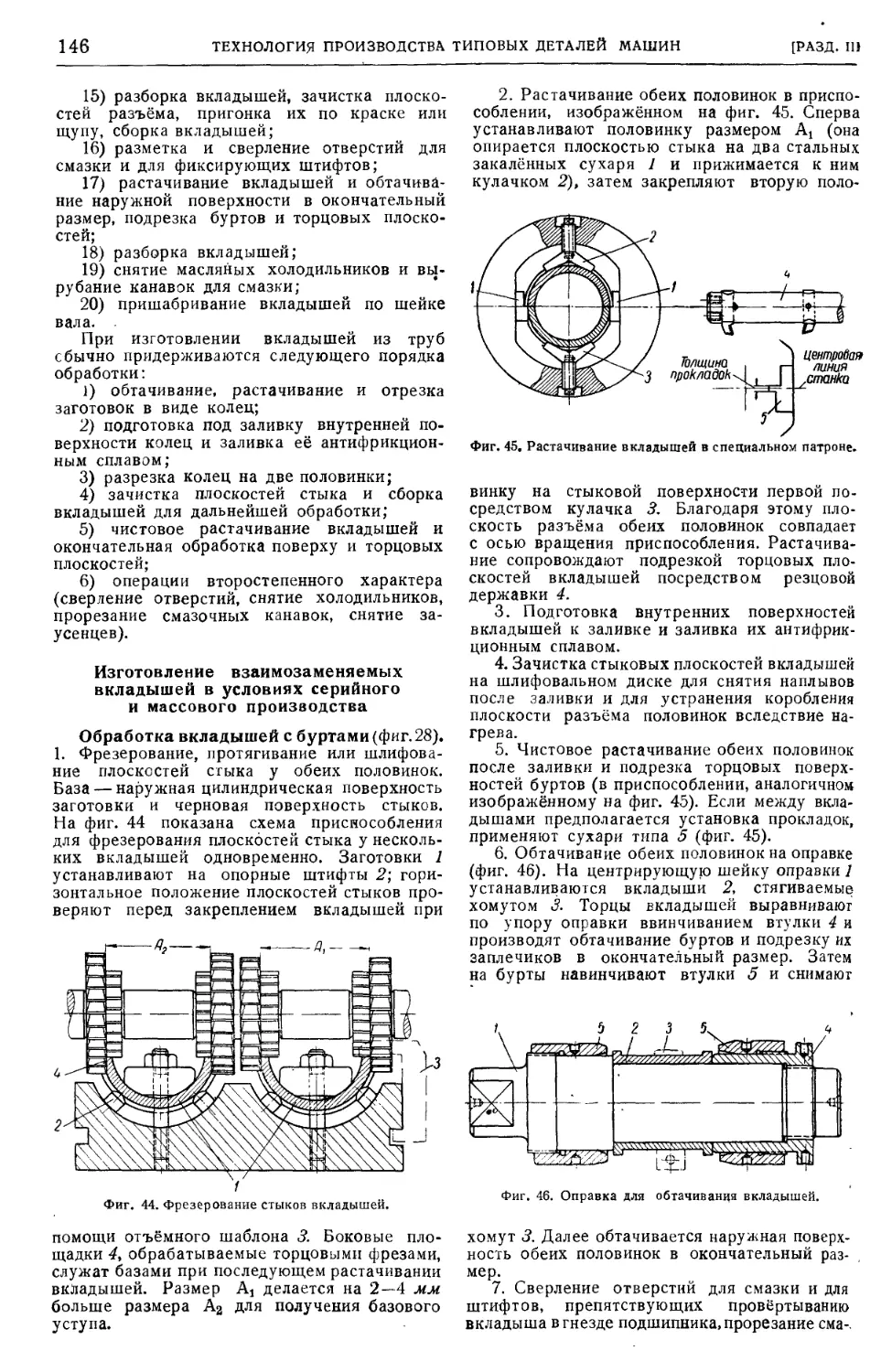
Изготовление взаимозаменяемых вклады-
шей в условиях серийного и массового
производства 146
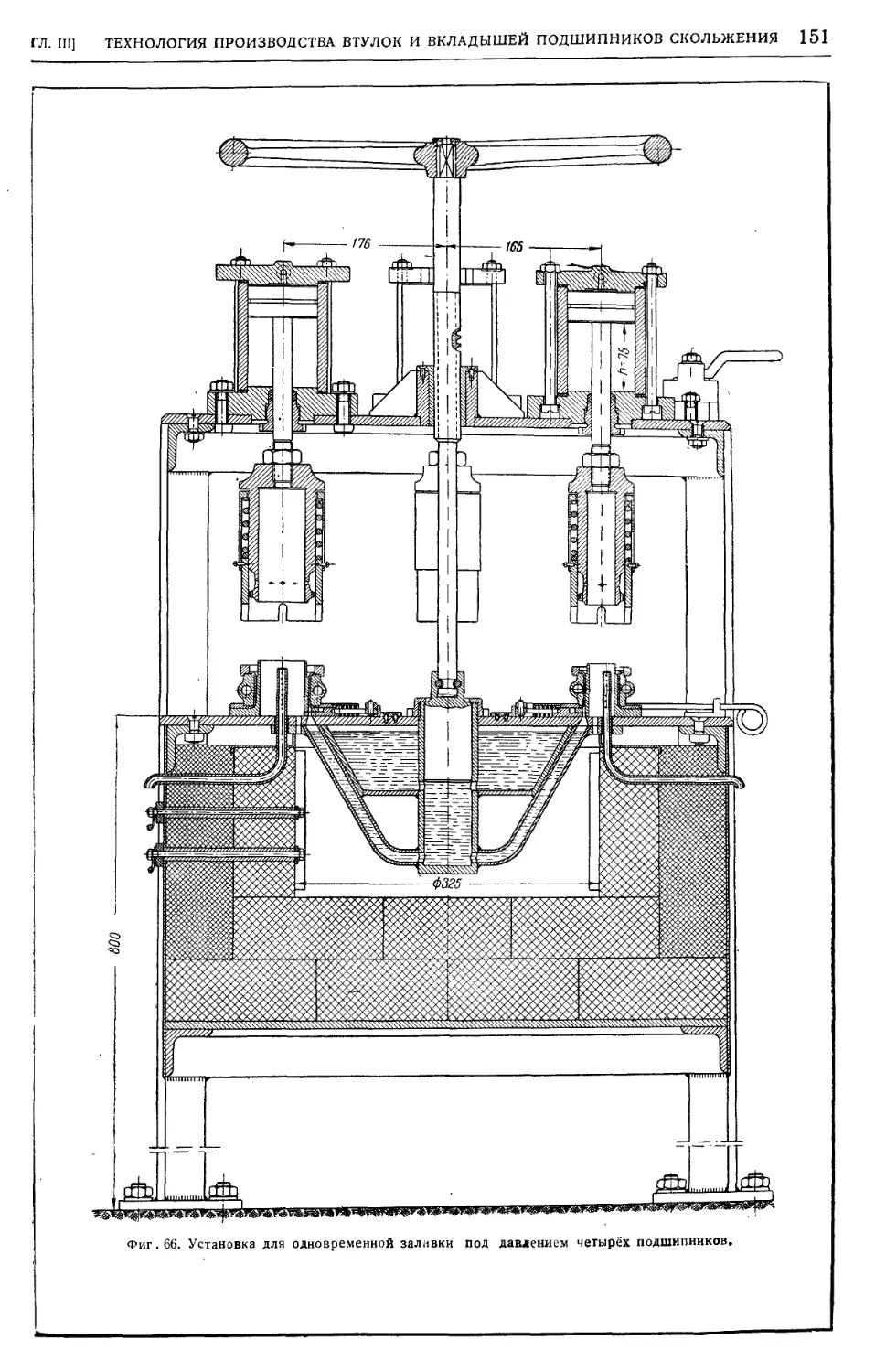
Заливка подшипников баббитом ...... 148
Дефекты заливки и их причины 152
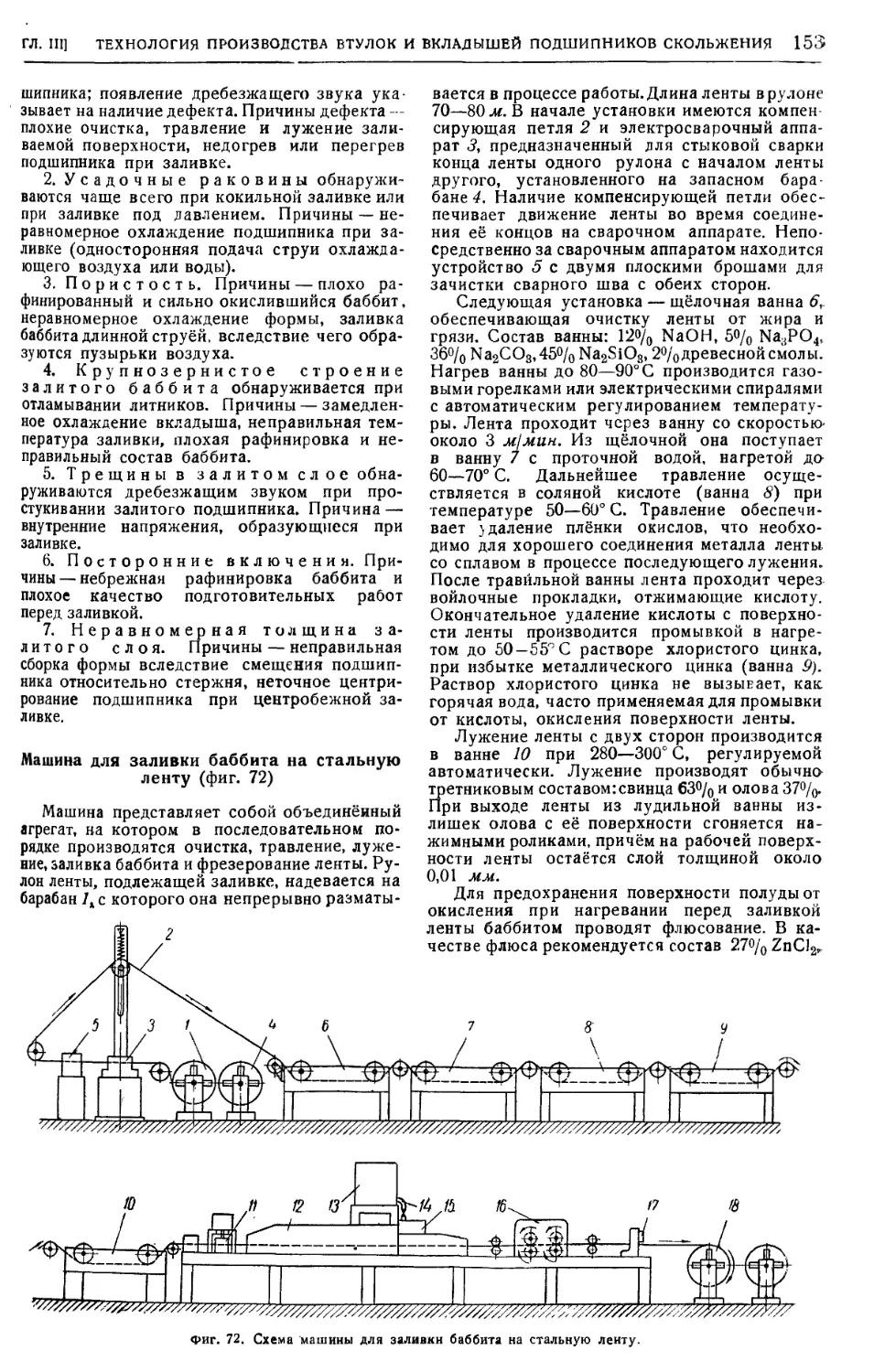
Машина для заливки баббита на стальную
ленту 153
Машина для заливки стальной ленты свин-
цовистой бронзой 154
Технические условия приёмки тонкостенных
вкладышей 155
Производство тонкостенных вкладышей из
сталебаббитовой ленты 155
Изготовление тонкостенных вкладышей из
цельнотянутых труб 157
Обработка втулок и вкладышей при сборке 157
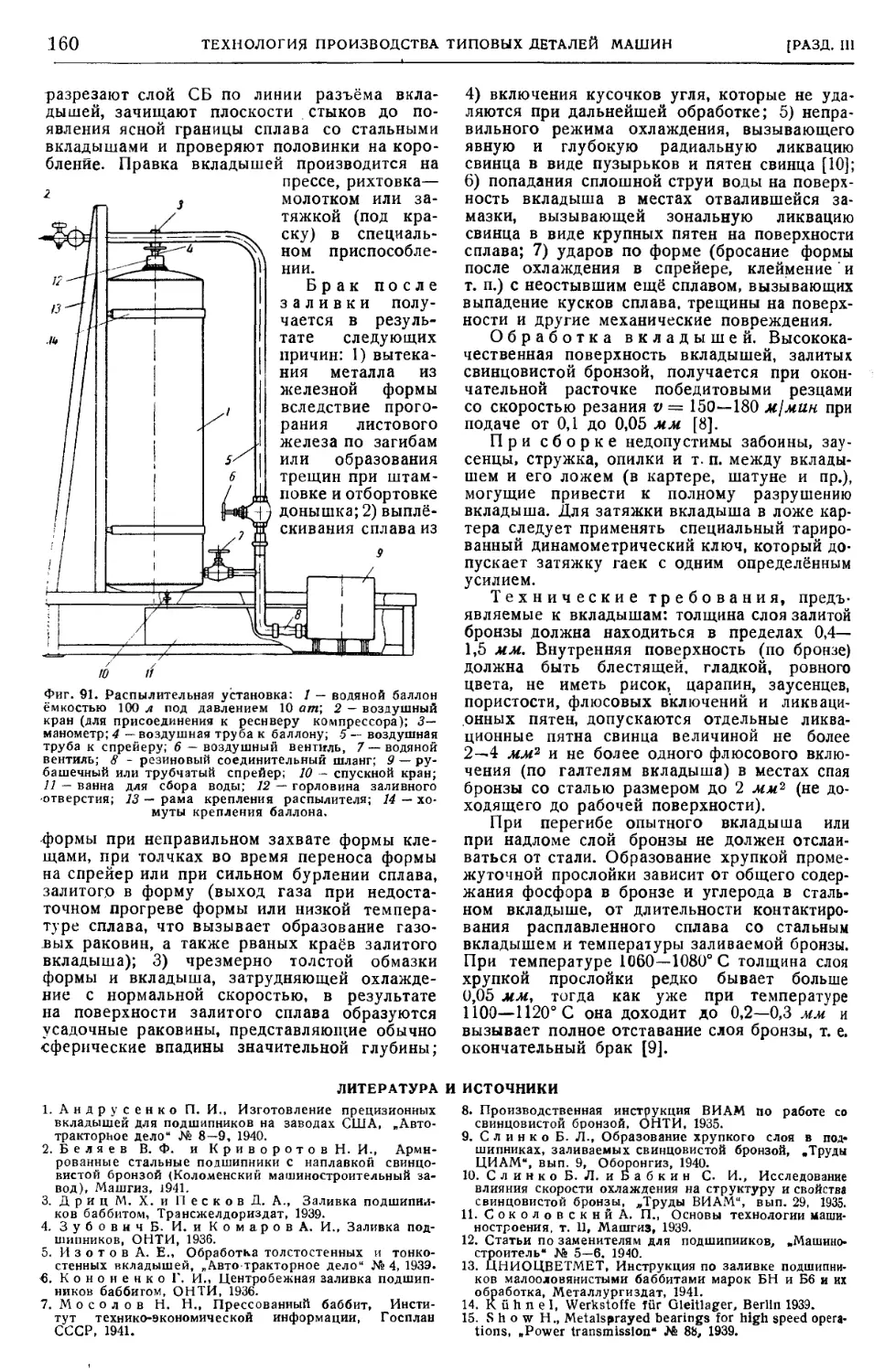
Заливка подшипников свинцовистой бронзой
(инж. Н. Н. Воскресенский) 158
Технология производства шки-
вов и маховиков (канд. техн. наук
Д. В. Чарнко) 161
Технология обработки шкивов 161
Типы шкивов 161
Оборудование, применяемое в зависимости
от размеров шкивов и типа производства 161
Технологические маршруты обработки шки-
вов 162
Технология обработки маховиков 168
Технология производства ци-
линдрических зубчатых колёс
(канд. техн. наук Д. В. Чарнко) 164
Основные факторы, определяющие техноло-
гию производства 164
Основные размеры зубчатых колёс .... 164
Конструкция зубчатых колёс 172
Точность и качество поверхности зубчатых
колёс 173
Количественный выпуск деталей 176
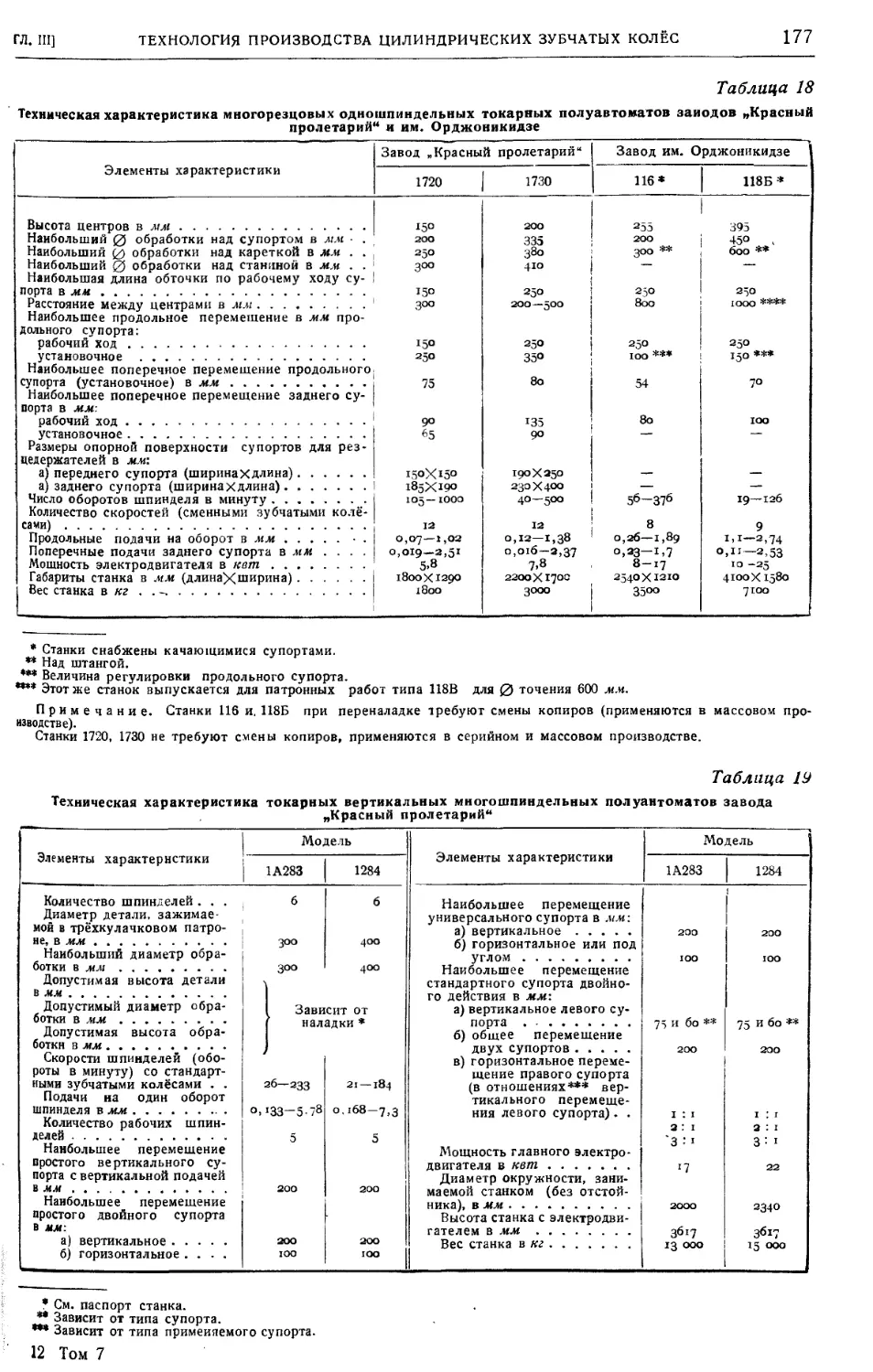
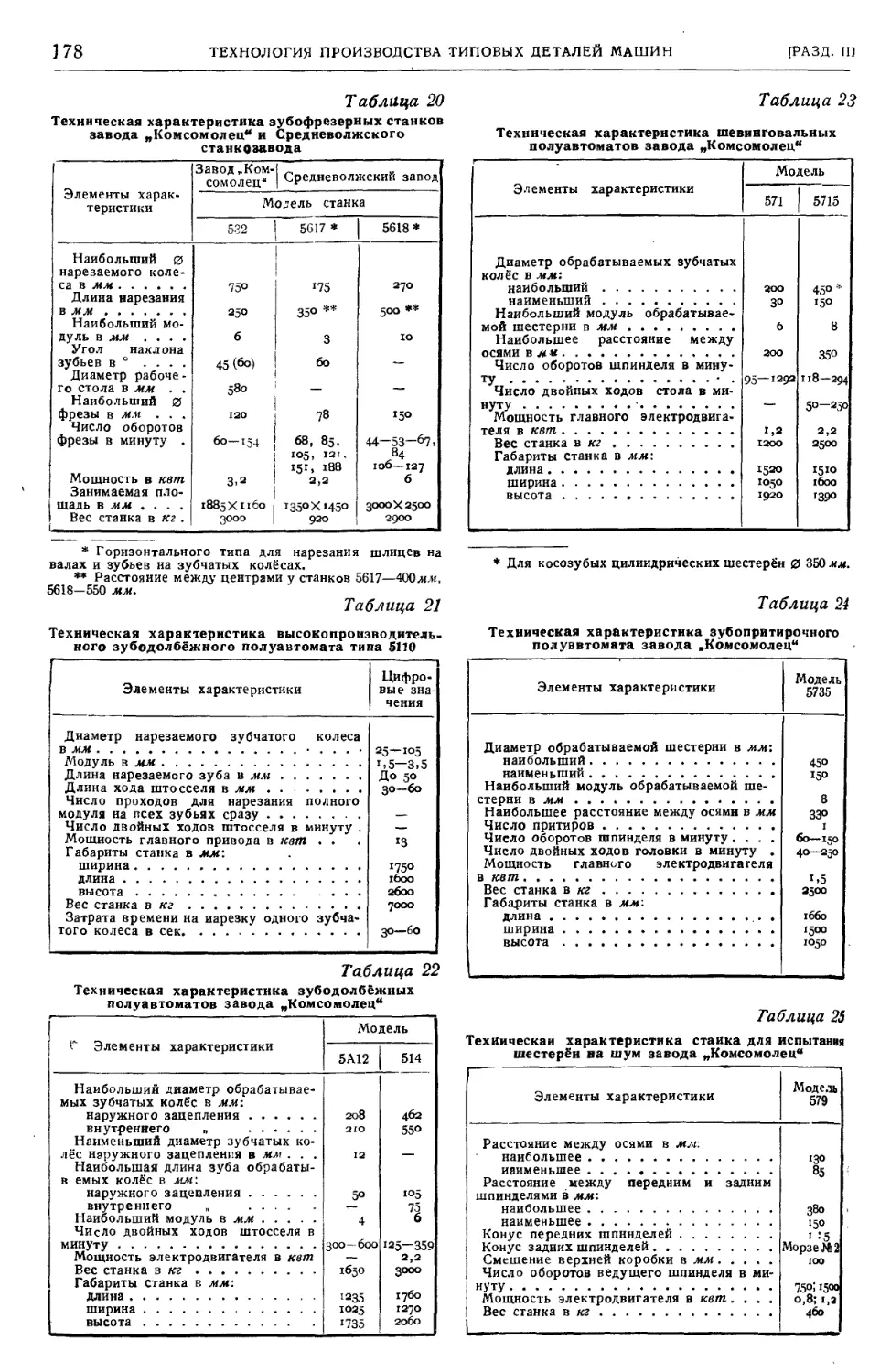
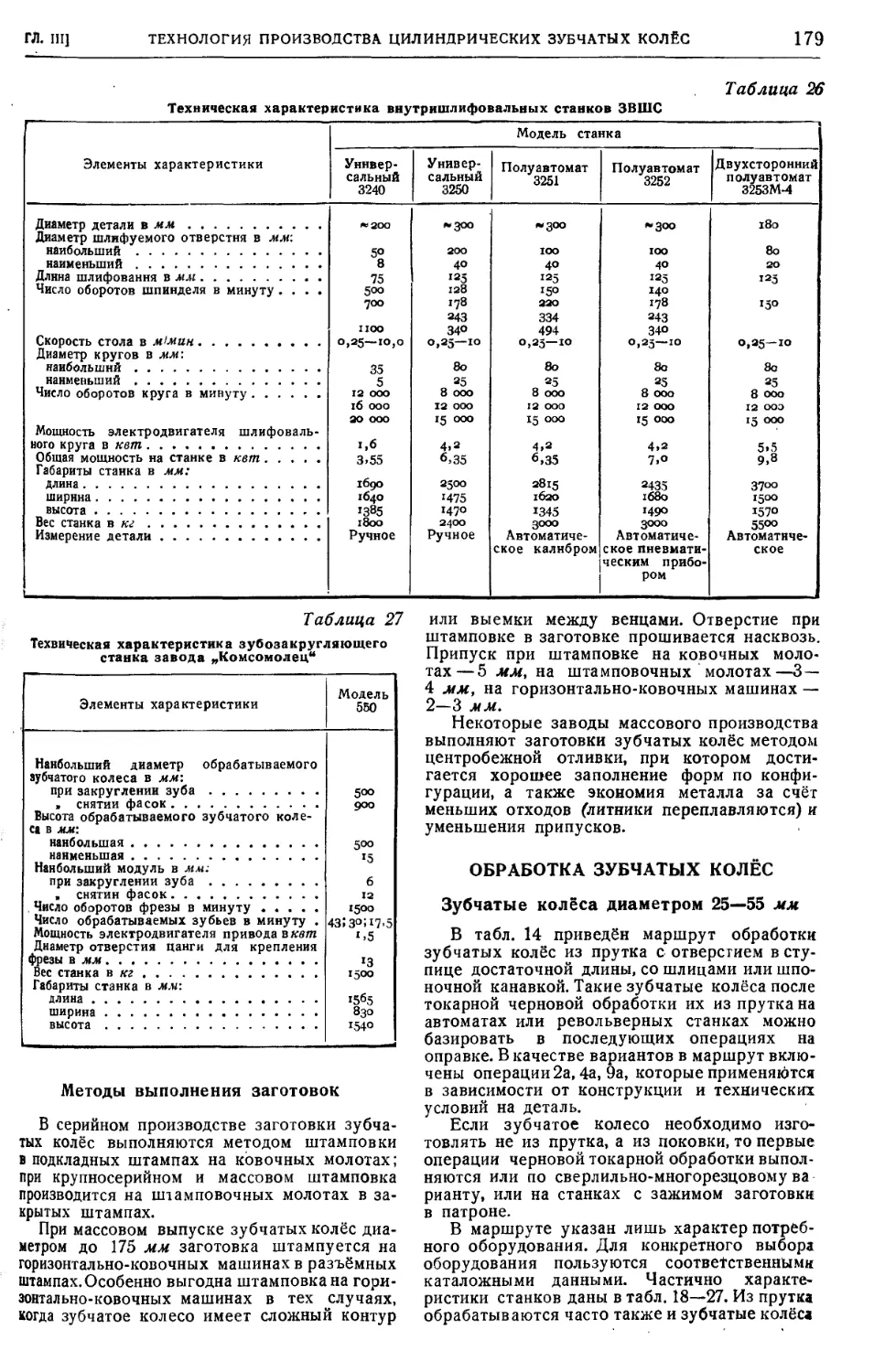
Техническая характеристика станков .... 176
Методы выполнения заготовок. 179
Обработка зубчатых колёс 179
Зубчатые колёса диаметром 25—55 мм . . . 179
Зубчатые колёса диаметром 56—200 мм . . 189
Зубчатые колёса диаметром 201—300 мм . . 180
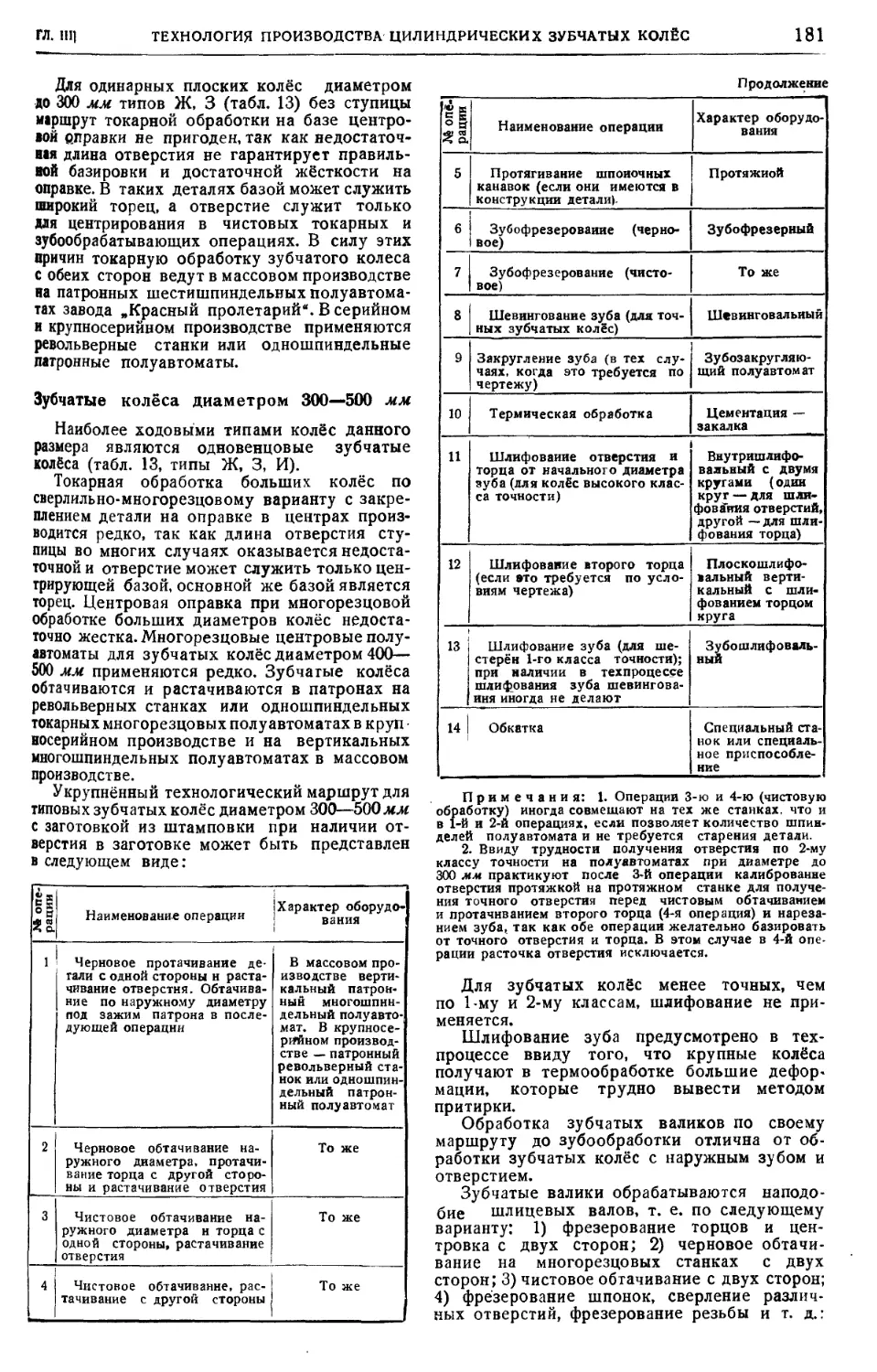
Зубчатые колёса диаметром 300—500 мм . . 181
Технология производства ко-
нических зубчатых колёс (канд.
техн. наук Д. В. Чарнко) 1 82
Основные размеры 182
Конструкция конических зубчатых колёс . . 183
Точность выполнения 188
Заготовки для конических зубчатых колёс 183
Оборудование для обработки конических
зубчатых колёс 188
Технология производства ко р-
пусных деталей машин (канд.
техн. наук А. Г. Косилова) 186
Характеристика корпусных деталей 188
Методы получения и контроля заготовок . . 186
Оборудование для обработки корпусных де-
талей 187
Режущий инструмент 195
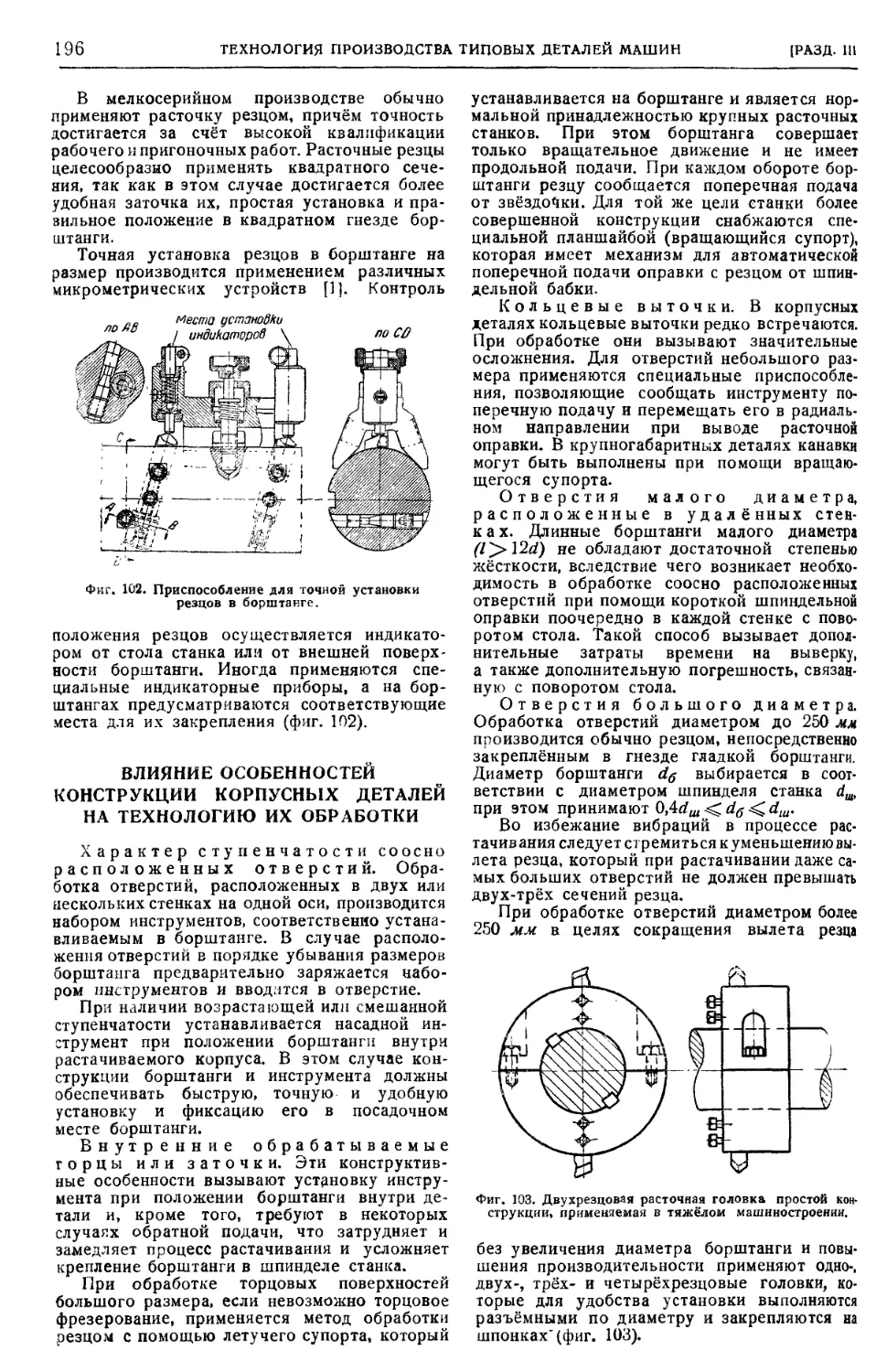
Влияние особенностей конструкции корпусных
деталей на технологию их обработки . . . 196
Технический контроль 19?
VI
СОДЕРЖАНИЕ
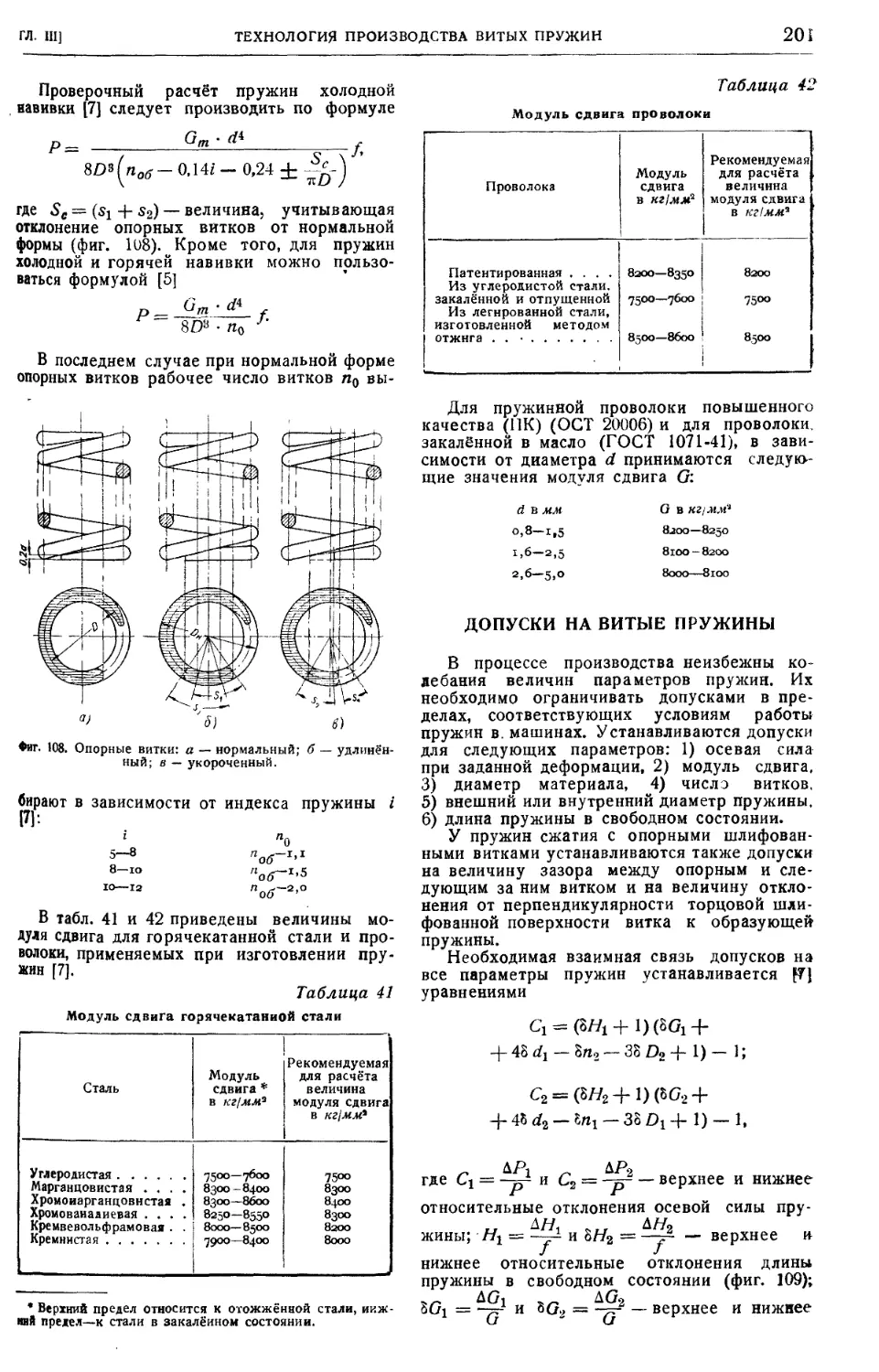
Технология производства ви-
тых пружин (доц., канд. техн. наук
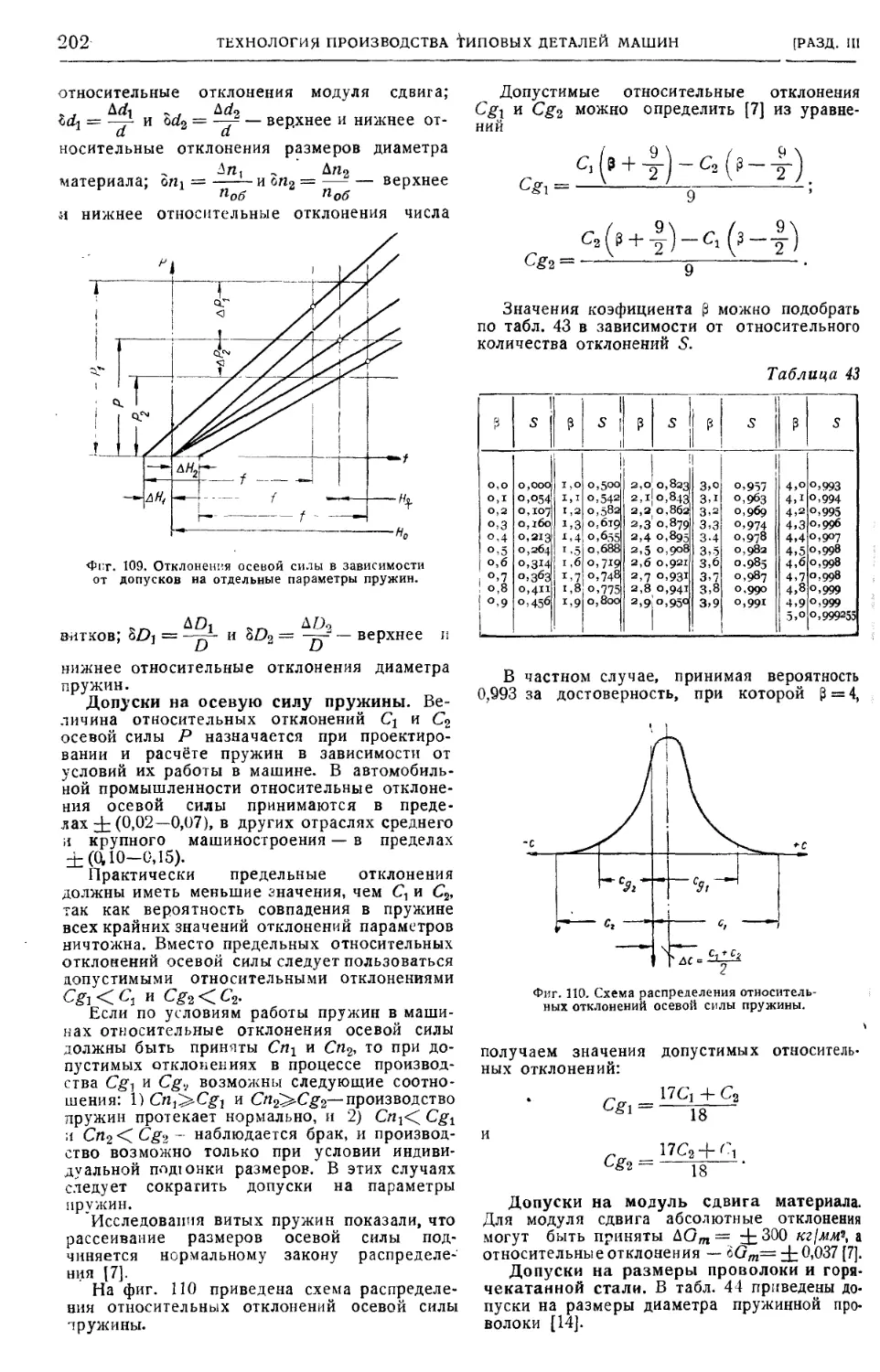
Г. М. Шатуновский) 199
Технологическая классификация пружин . . 199
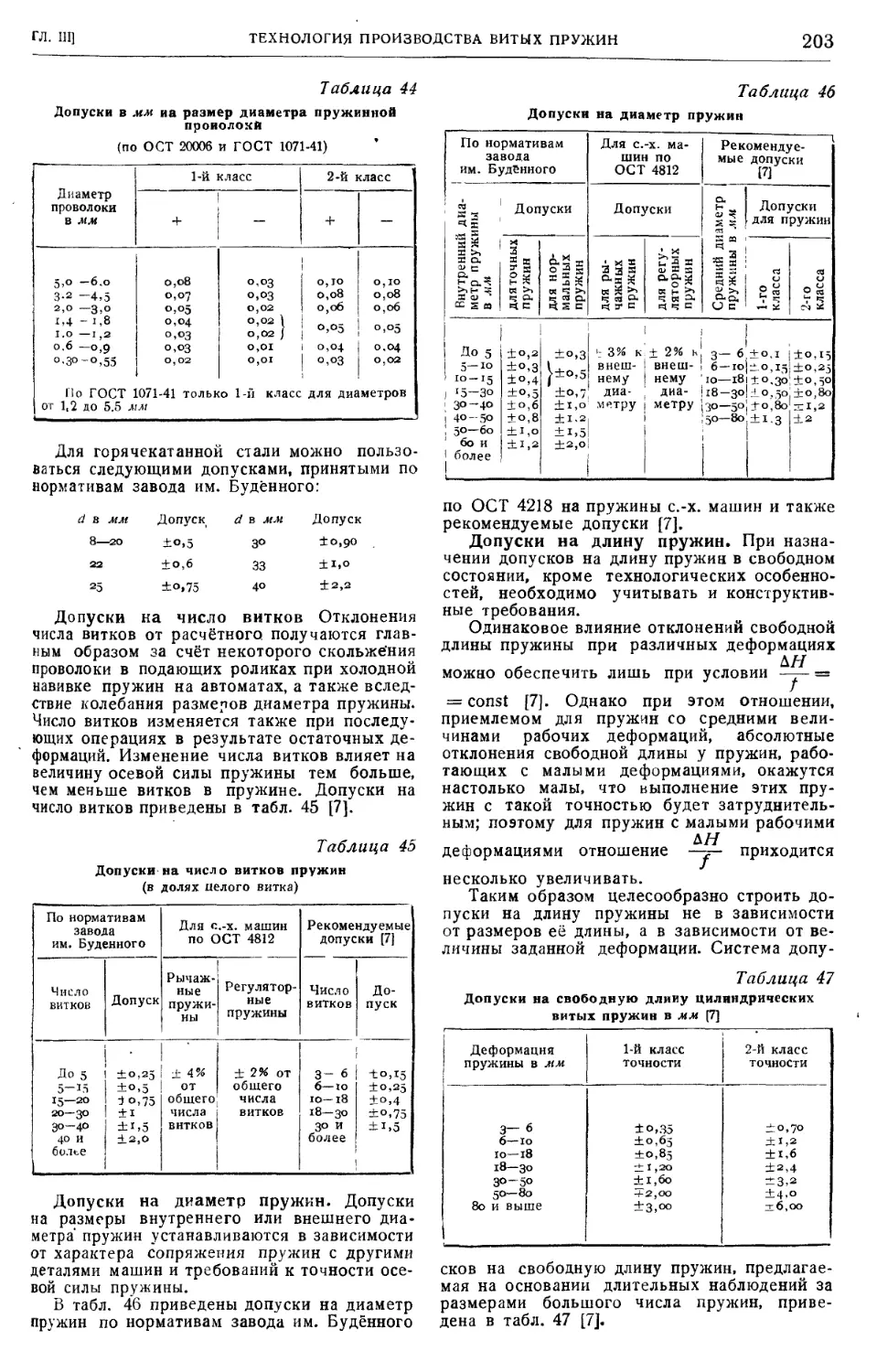
Проверочный расчёт осевой силы пружины
при заданной деформации 199
Допуски на витые пружины . 201
Технологические процессы изготовления ви-
тых пружин 204
Получение заготовок для навивки пружин 204
Навивка пружин 205
Шлифование опорных витков пружин . . . 208
Термическая обработка пружин ...... 208
Обжатие пружин 209
Контроль и испытание пружин 211
Глава IV. ПРИСПОСОБЛЕНИЯ ДЛЯ МЕ-
ХАНИЧЕСКОЙ ОБРАБОТКИ {канд. техн.
наук X. Л- Болотин • 212
Определения, терминология, классификация 212
Установочные детали и механизмы 212
Штыри и пластинки 213
Призмы 214
Пальцы 214
Вспомогательные установочные механизмы . 216
Самоцентрирующие установочные меха-
низмы 216
Зажимные механизмы • 216
Резьбовые и эксцентриковые зажимы . . . 217
Самозажимные механизмы 219
Пневматические зажимы 221
Гидравлические зажимы 223
Направляющие детали и механизмы' 225
Кондукторные втулки к сверлильным при-
способлениям 225
Кондукторные втулки для направления бор-
штанг на расточных станках 231
Габариты (установы) 232
Копиры 232
Делительные устройства • . . 233
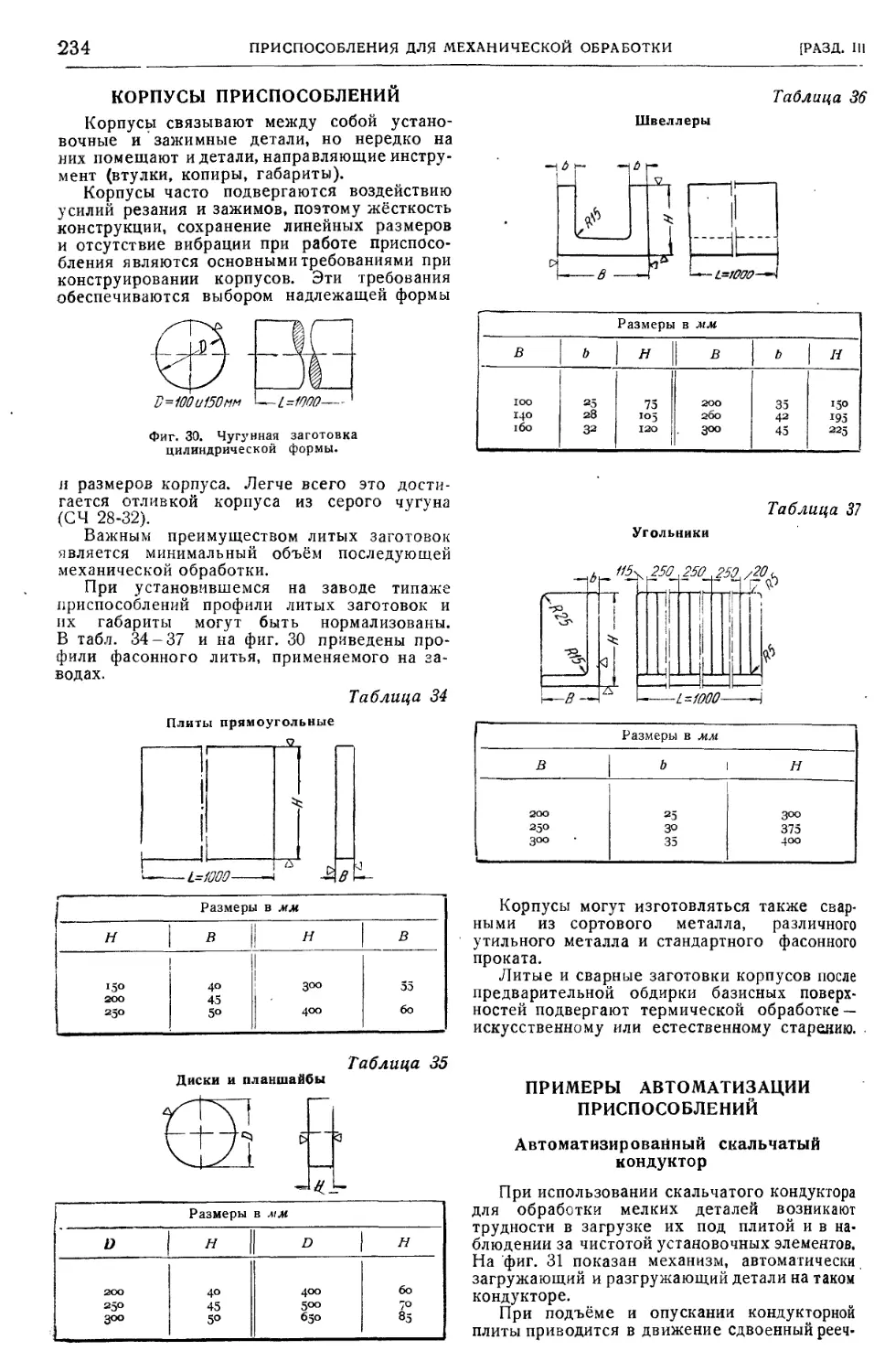
Корпусы приспособлений 234
Примеры автоматизации приспособлений . . . 234
Автоматизированный скальчатый кондуктор 234
Сблокированные и автоматизированные де-
лительные механизмы 235
Приспособления-полуавтоматы 237
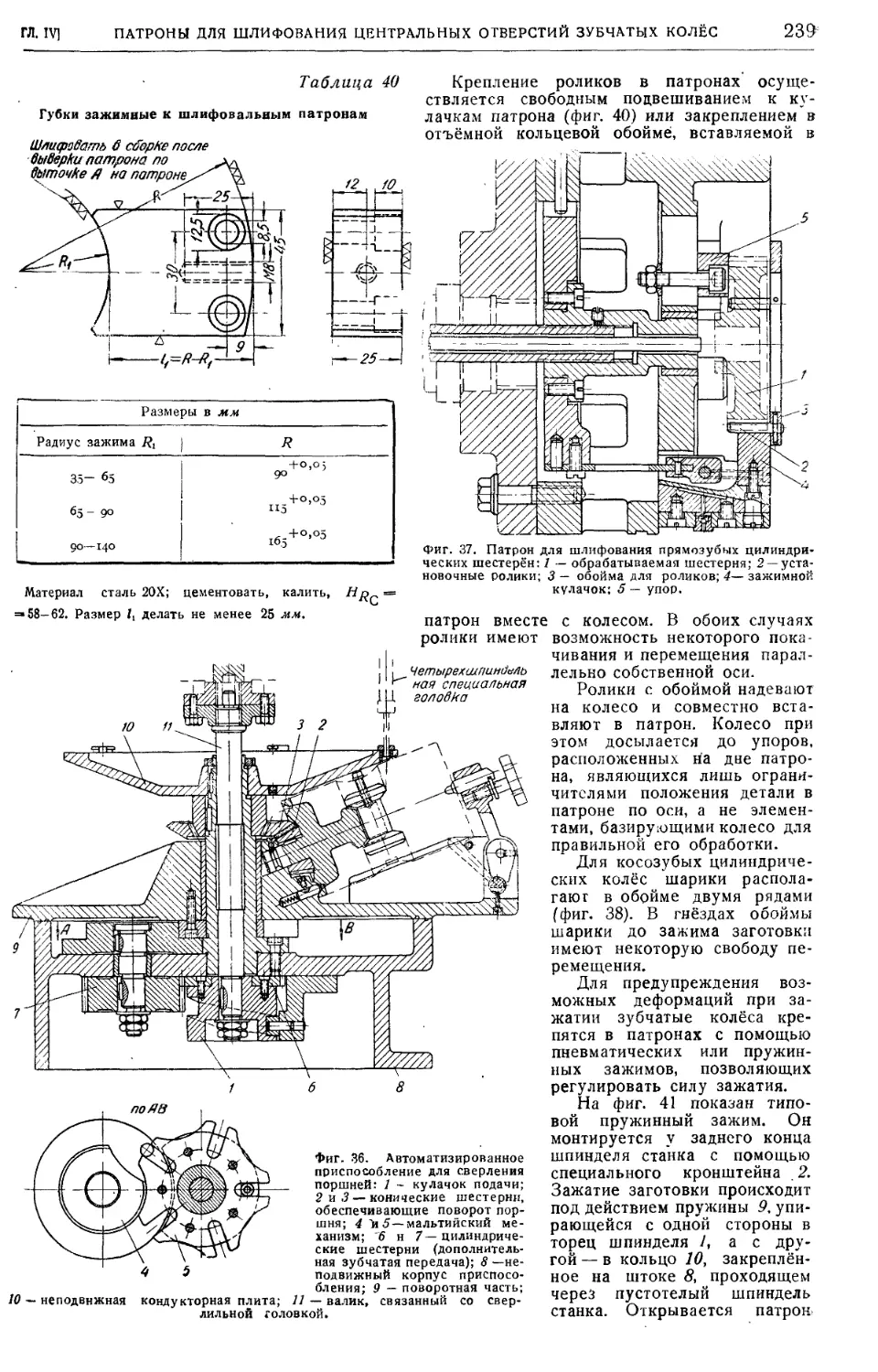
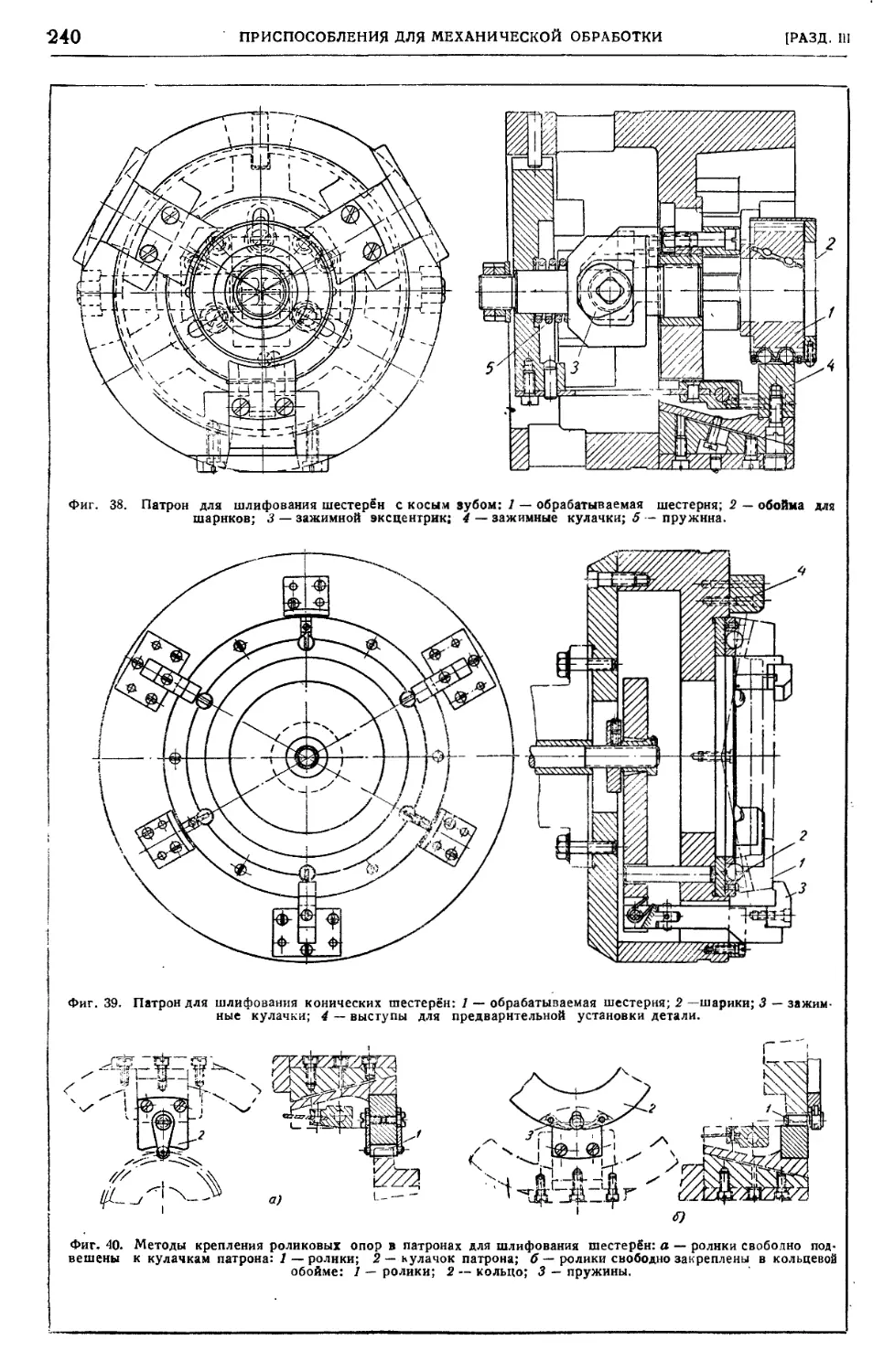
Патроны для шлифования центральных от-
верстий зубчатых колес 238
Нормализованные приспособления 243
Глава V. ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ
И МАТЕРИАЛЫ ИНСТРУМЕНТОВ .... 249
Геометрия режущей части
инструмента в связи с про-
цессом резания металлов (проф.,
д-р техн. наук И. М. Беспрозванный,
канд. техн. наук С. Л. Каменкдвич
и канд. техн. наук Л. А. Рождествен-
ский, лауреаты Сталинской премии, и
канд. техн. наук Д. Л. Юдин) 249
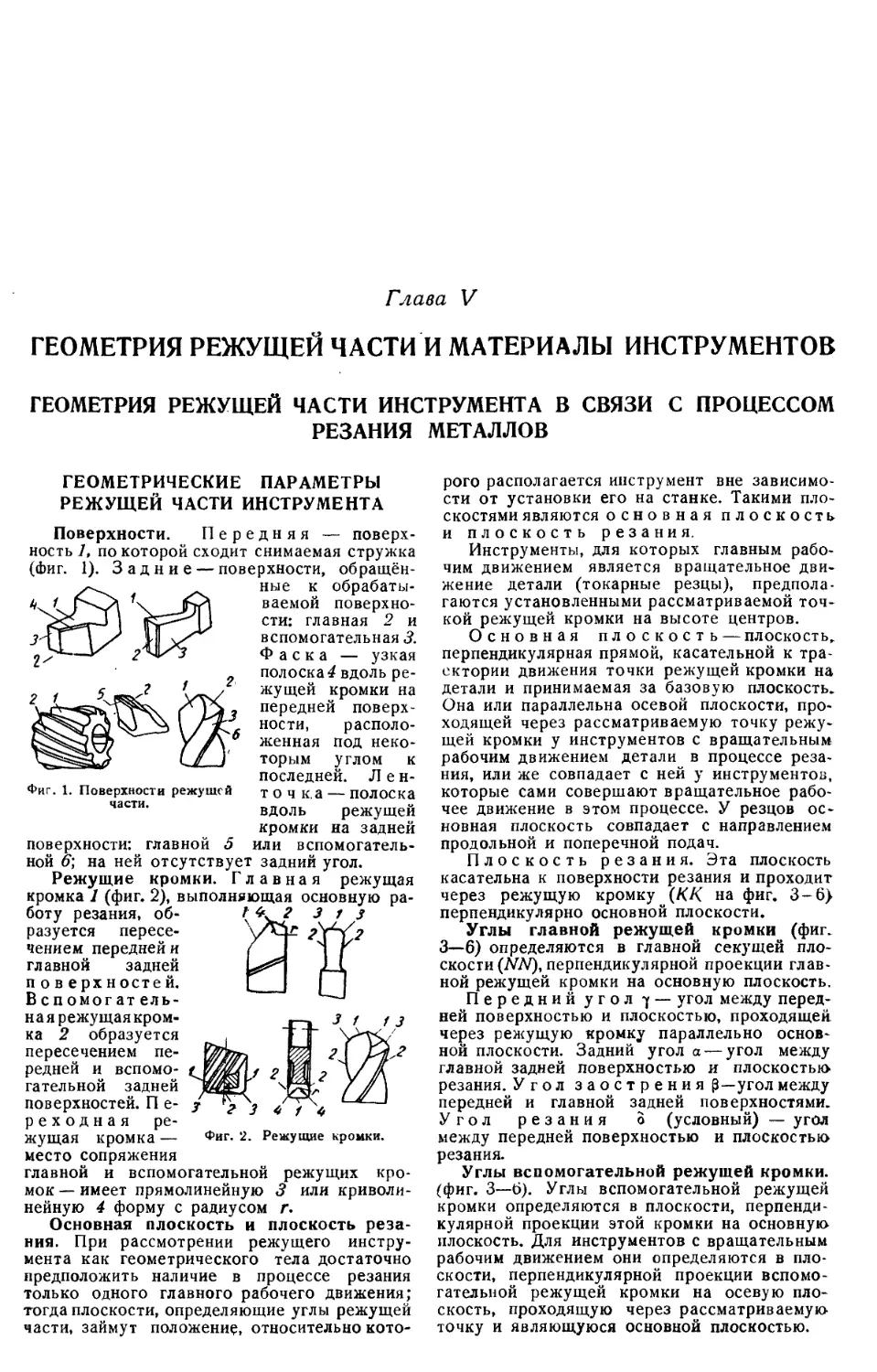
Геометрические параметры режущей части
инструмента '...'. ¦ 249.
Определение значений переднего и заднего
углов . 250
Изменение величин переднего и заднего
углов в процессе резания 252
Определение величины (х 253
Определение величины х 255
Определение значений углов а^ «р, (pi «Рои *¦ • 256
Заточка режущего инструмента 260
Проверка геометрии режущего инстру-
мента 264
Скоростное резание металлов 266
Материалы режущих инстру-
ментов (проф., д-р техн. наук
И. И. Семенченко) 267
лава VI. РЕЗЦЫ, ¦ ФРЕЗЫ И ПРОТЯЖКИ
(проф., д-р техн. наук И. И. Семенченко) 269-
Резцы 269
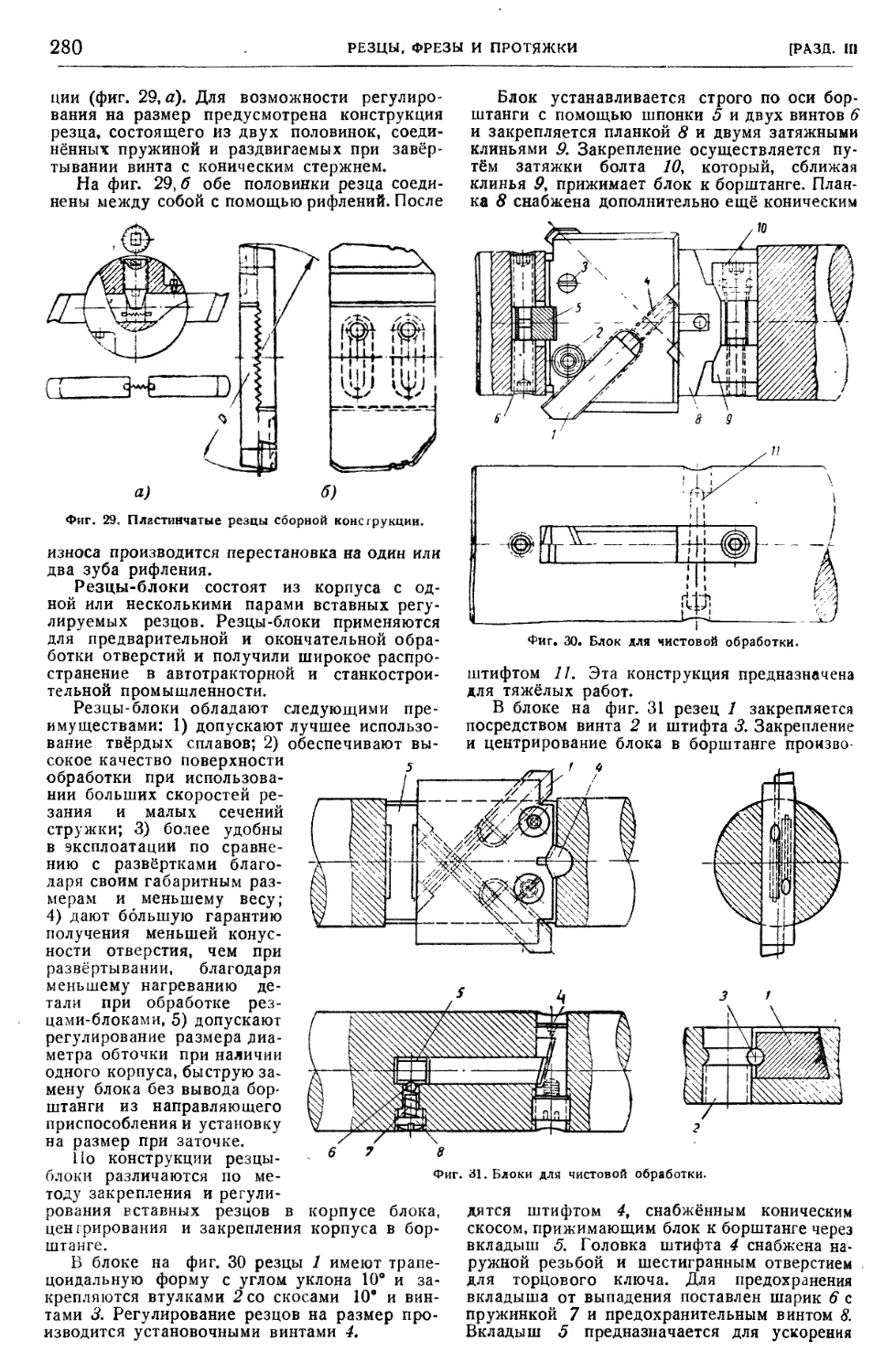
Назначение, область применения и типы . . 269
Габаритные размеры резца 269-
Конструктивное оформление головки резцов 271
Токарные резцы 272
Строгальные и долбёжные резцы 274
Полуавтоматные и автоматно-револьверные
резцы 274
Тангенциальные резцы 277
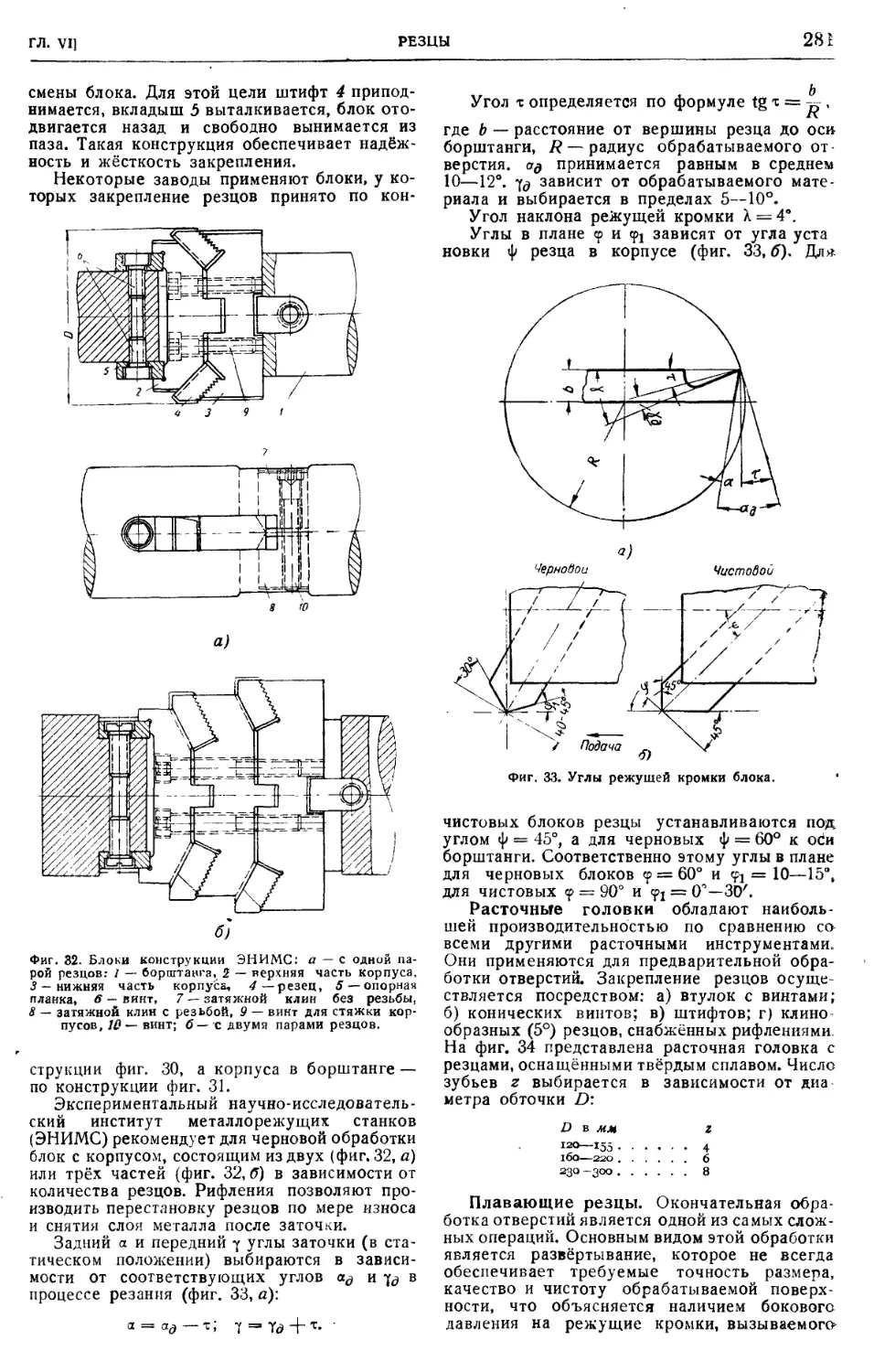
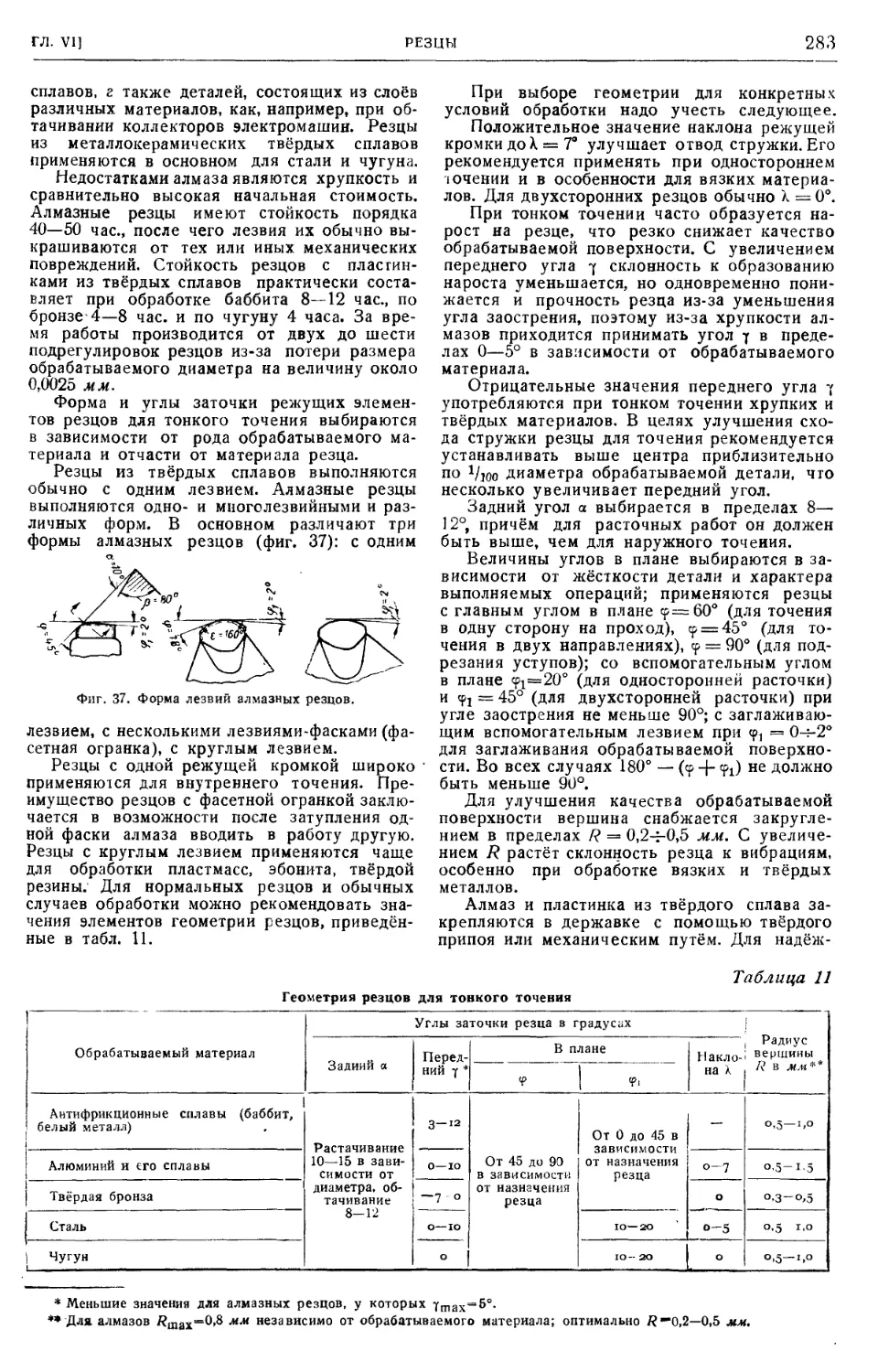
Расточные резцы для расточных станков . . 278
Резцы для тонкого точения 282
Фасонные резцы 284
Назначение, типы и область применения . . 284
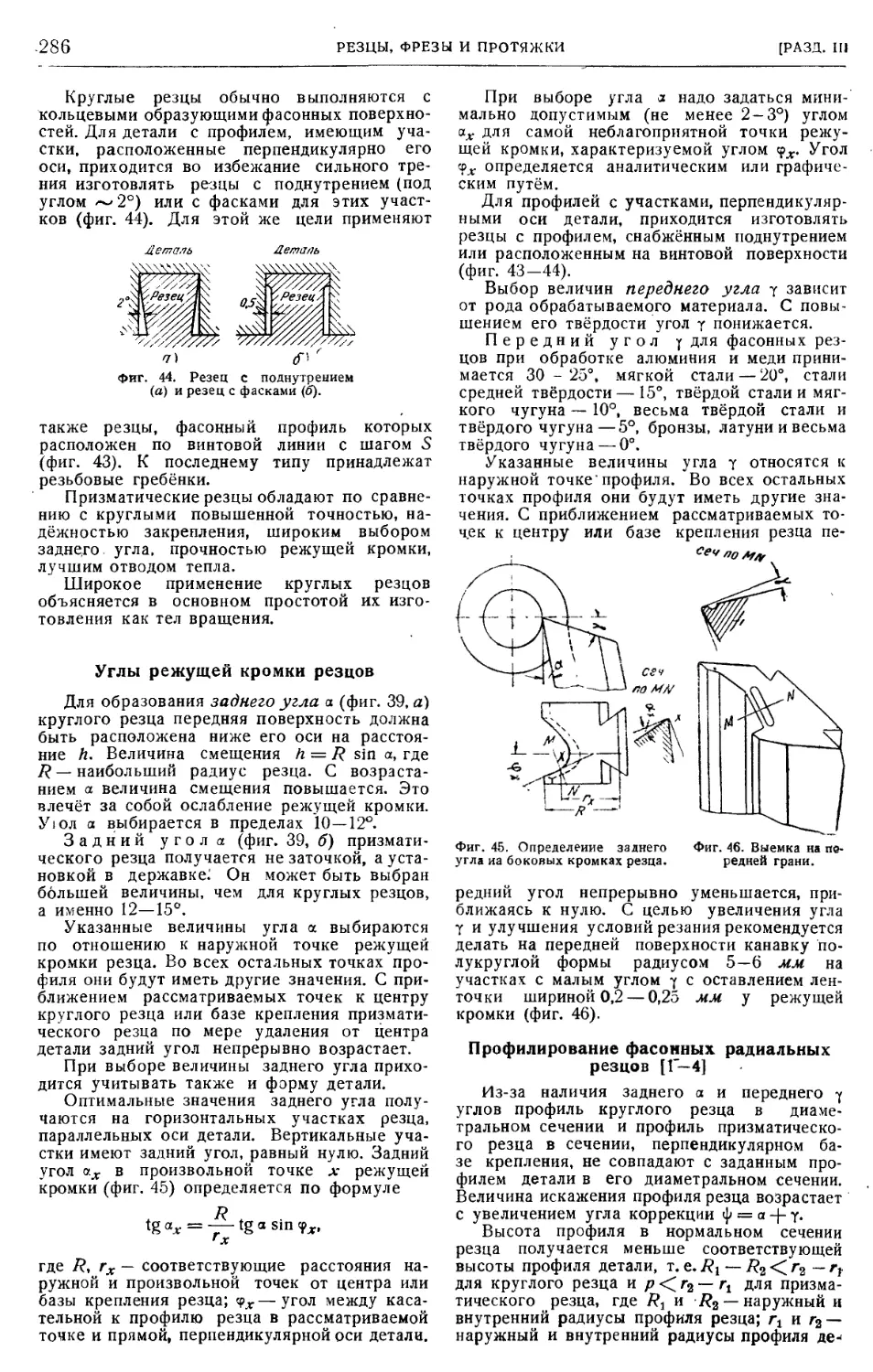
Углы режущей кромки резцов 286-
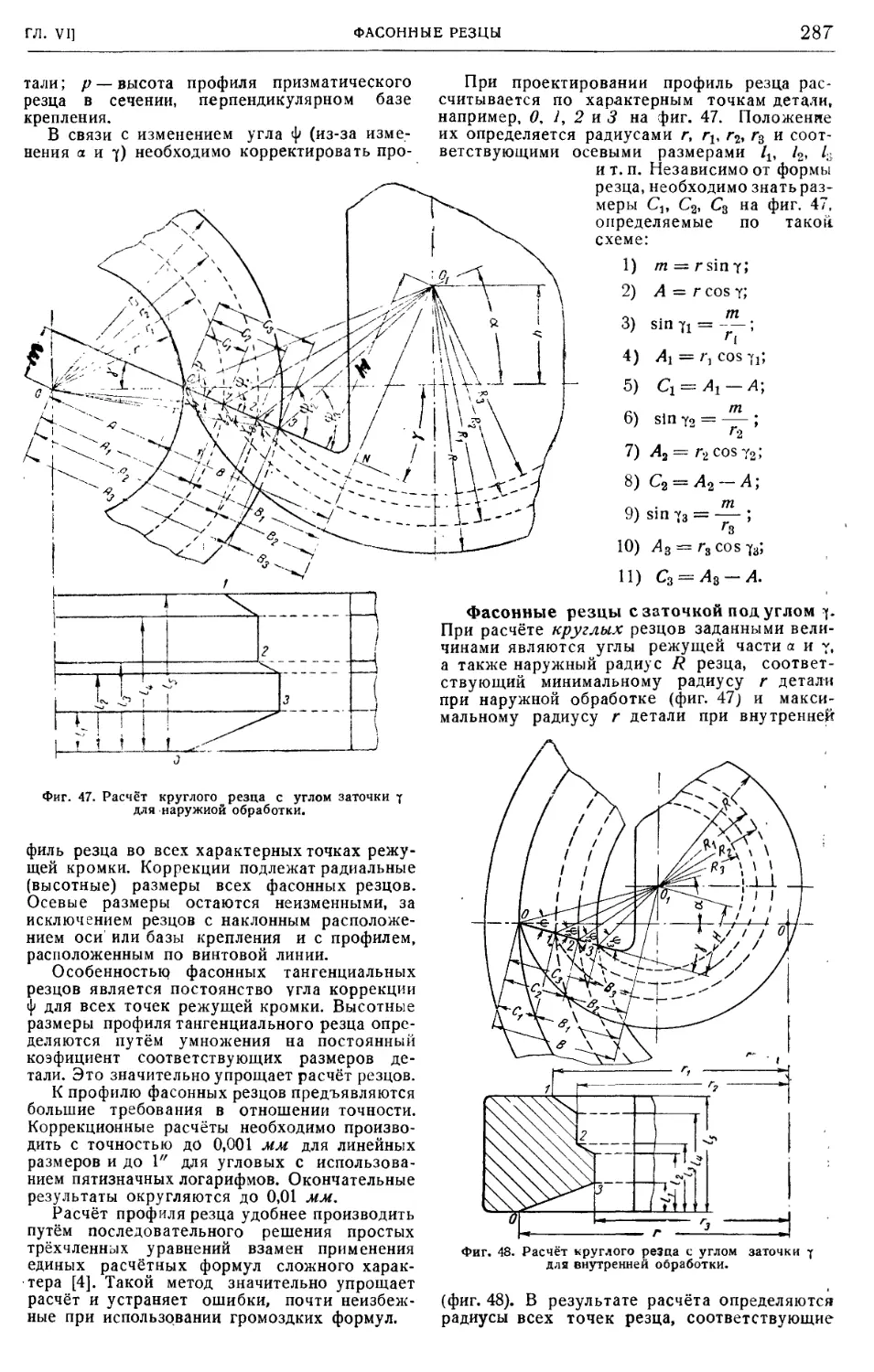
Профилирование фасонных радиальных
резцов 286
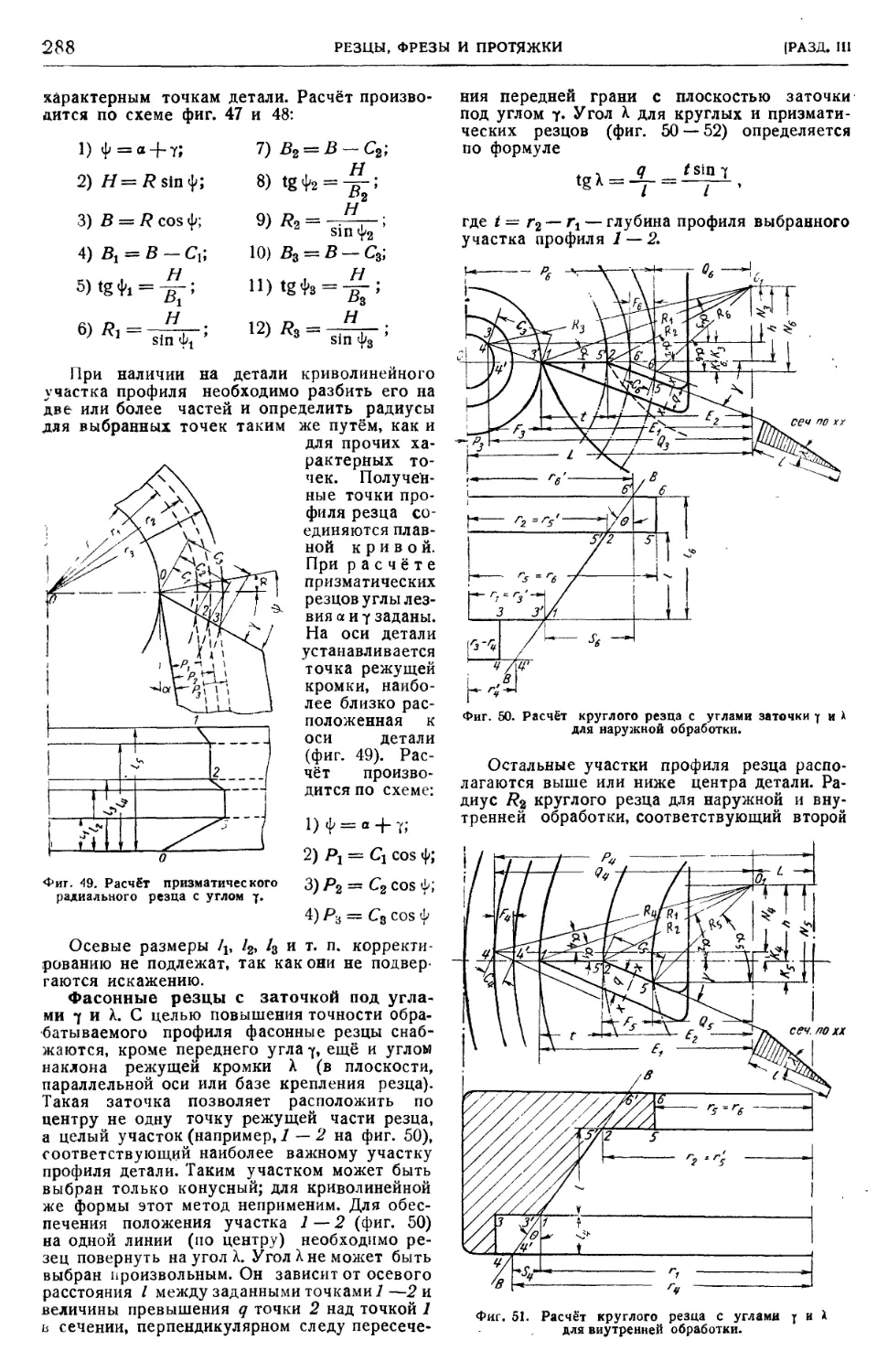
Профилирование фасонных тангенциальных
резцов 289
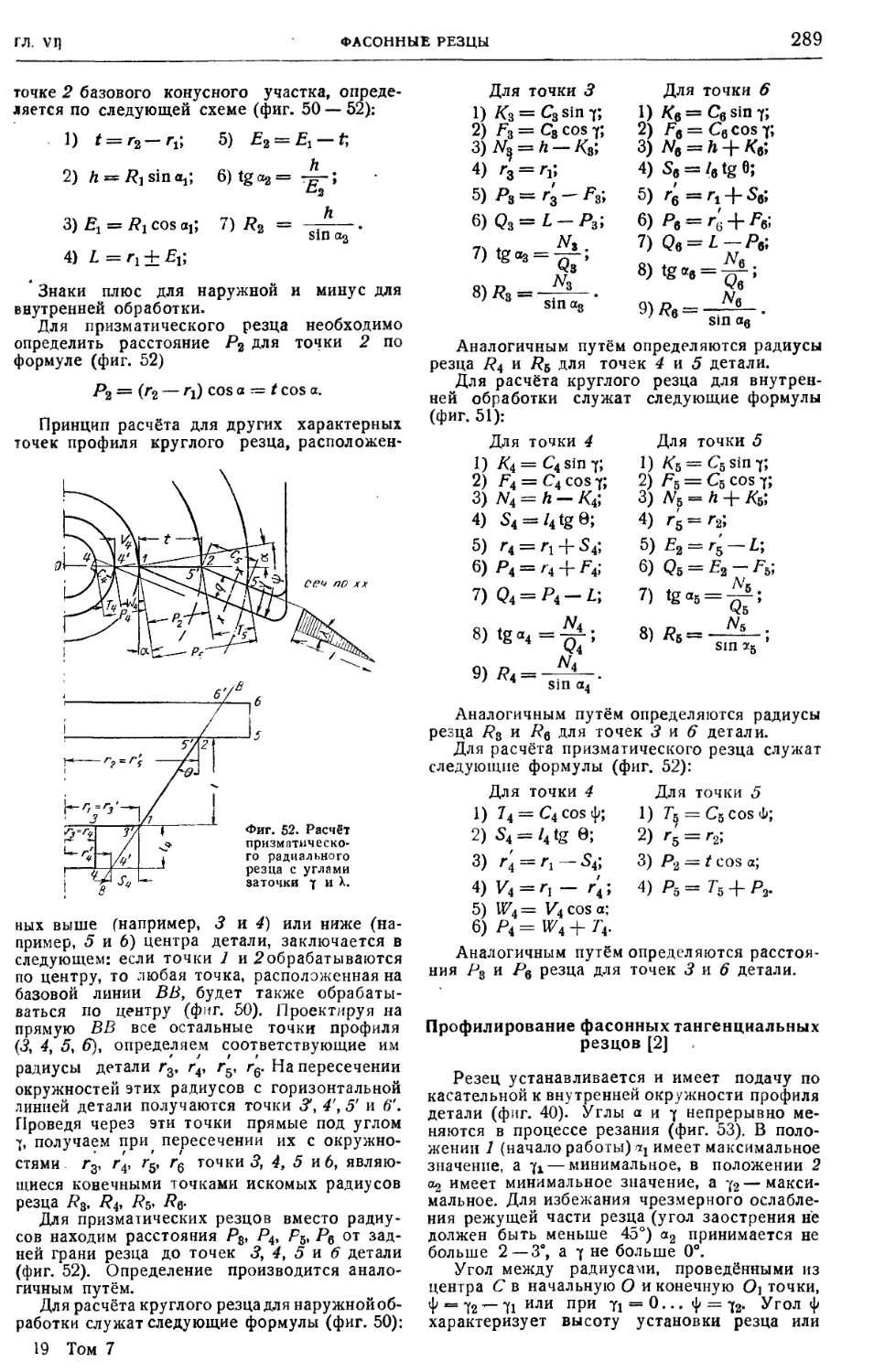
Профилирование фасонных затыловочных
резцов 290
Искажение формы детали при обработке
фасонными резцами 290
Конструктивное оформление фасонных
резцов 291
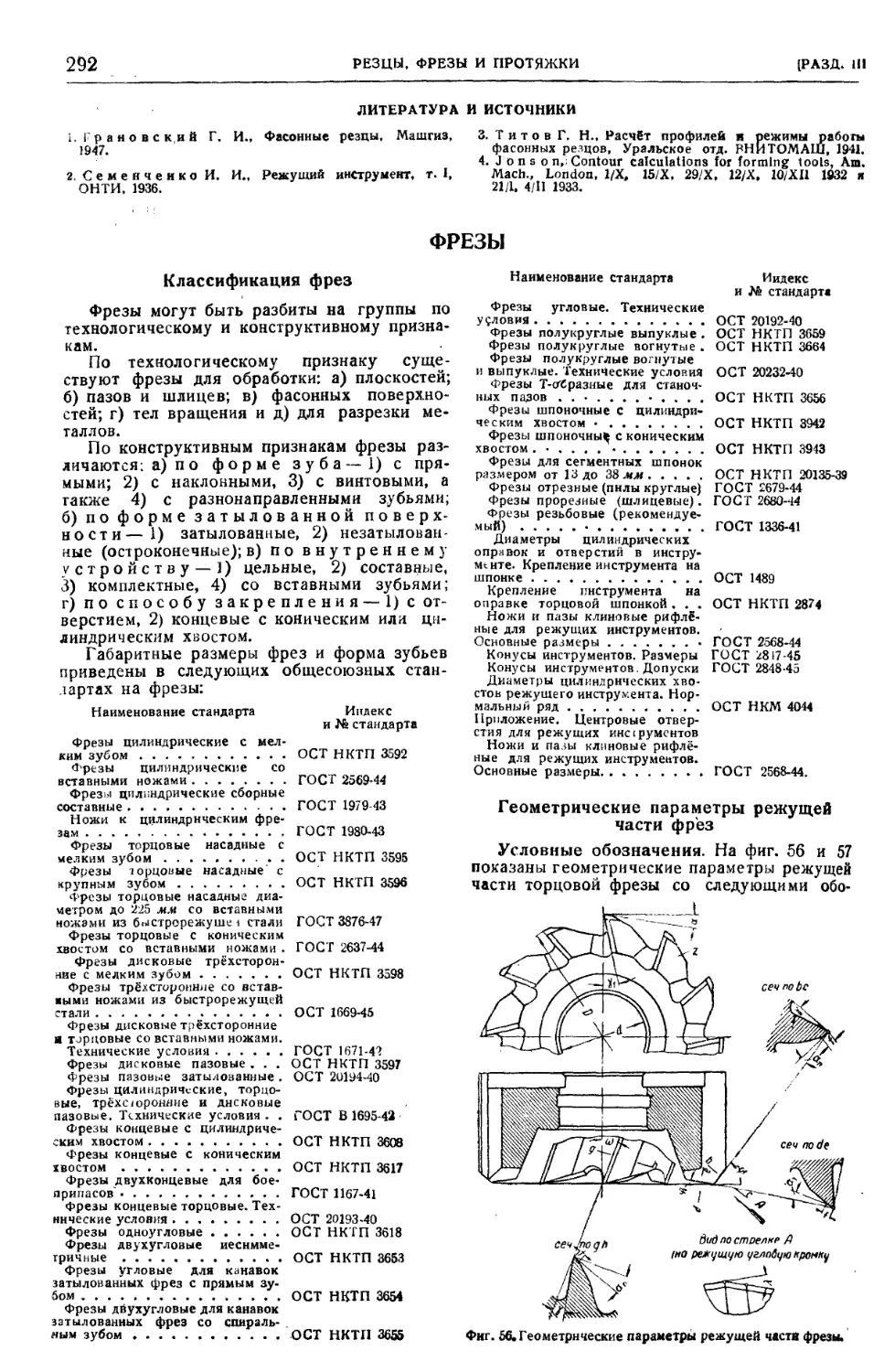
Фрезы 292
Классификация фрез 292
Геометрические параметры режущей части
фрез 292
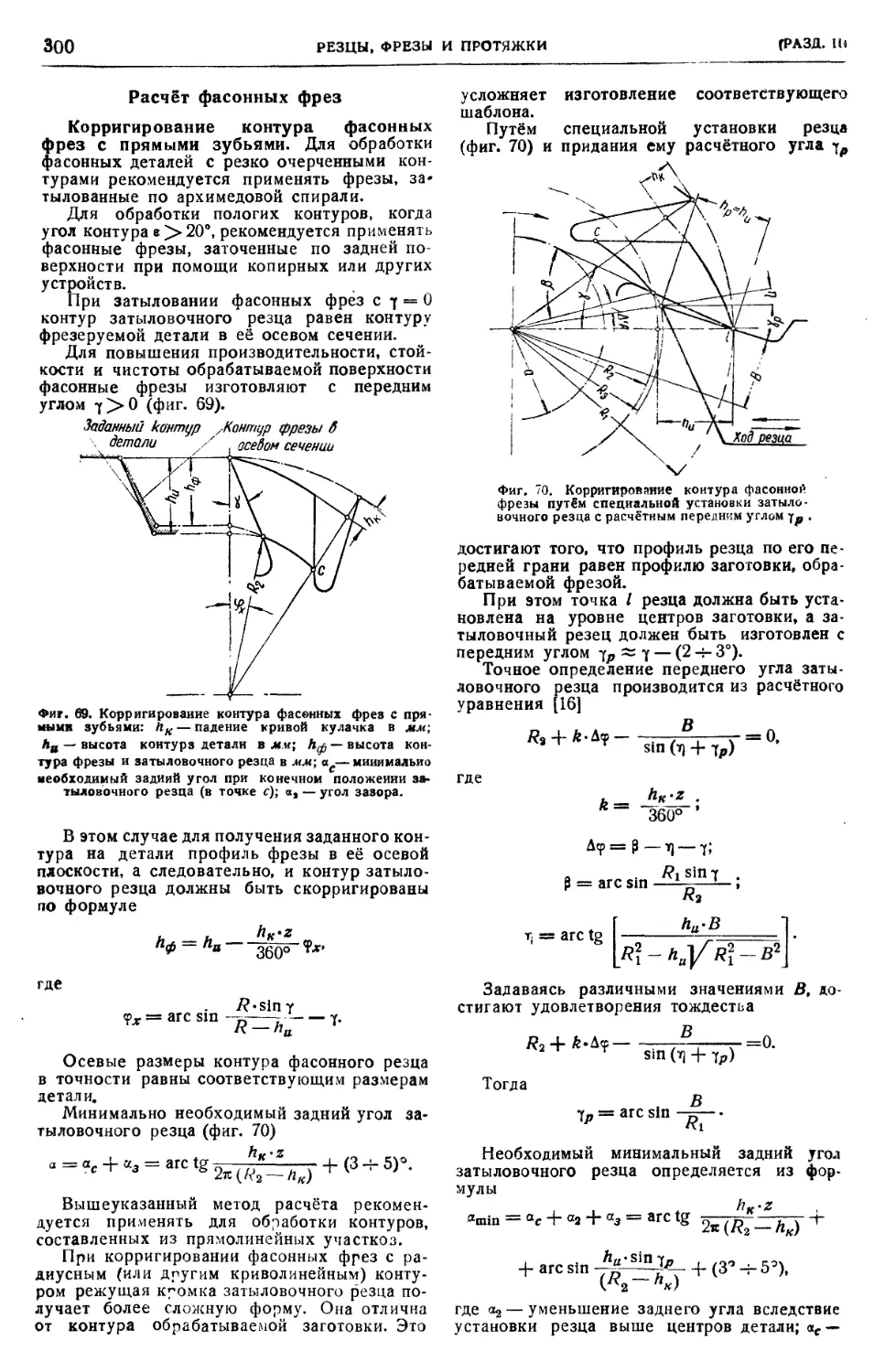
Расчёт фасонных фрез 300
Установочные расчёты при изготовлении
Фрез 302
Определение контура двухугловой фрезы
для фрезерования винтовых канавок за-
данного профиля • . . 304
Сборные фрезы . . 304
Протяжки 309-
Основные определения и область приме-
нения 309
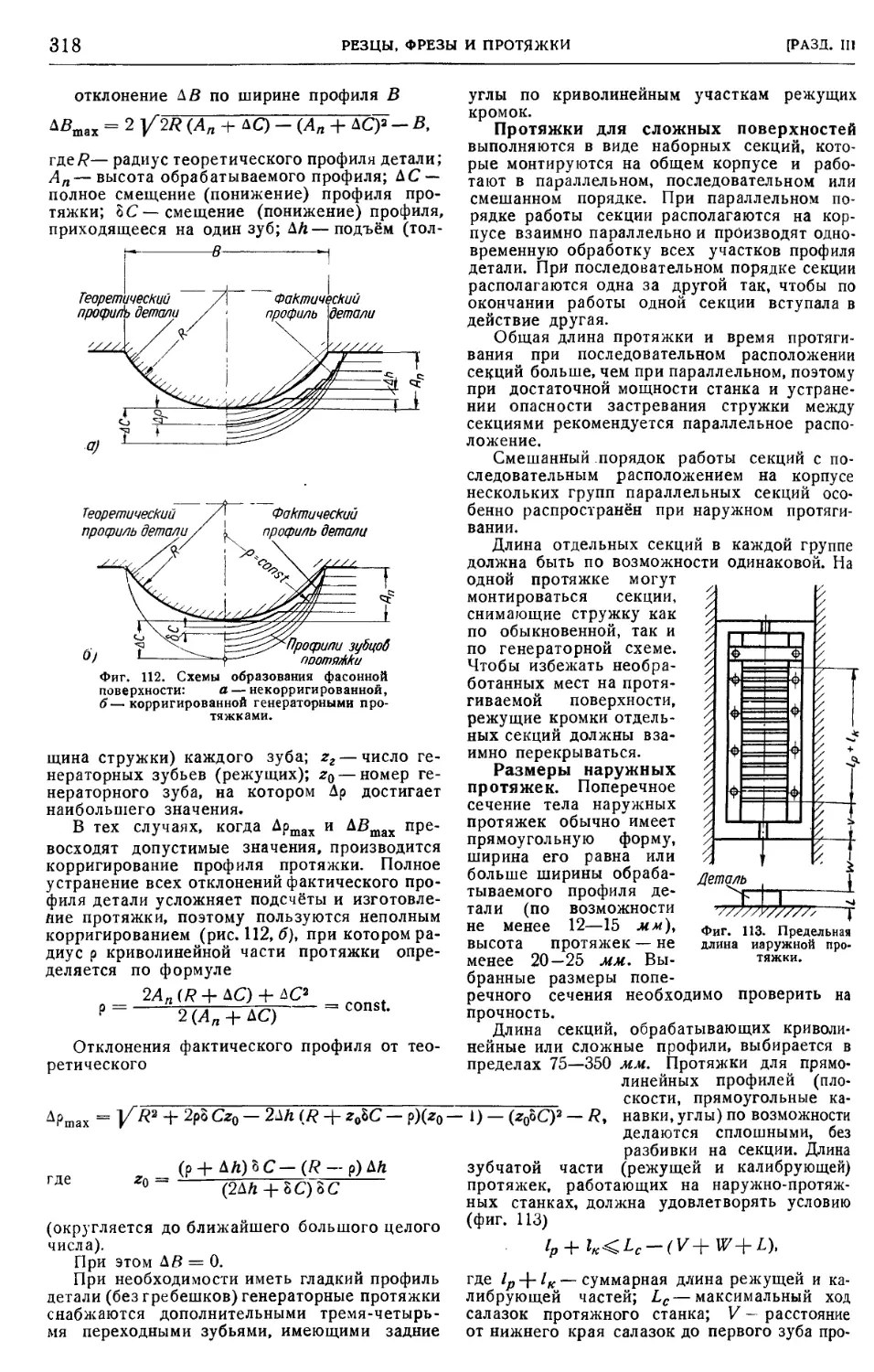
Основные элементы протяжек 310
Конструктивные особенности отдельных
типов протяжек для отверстий 314
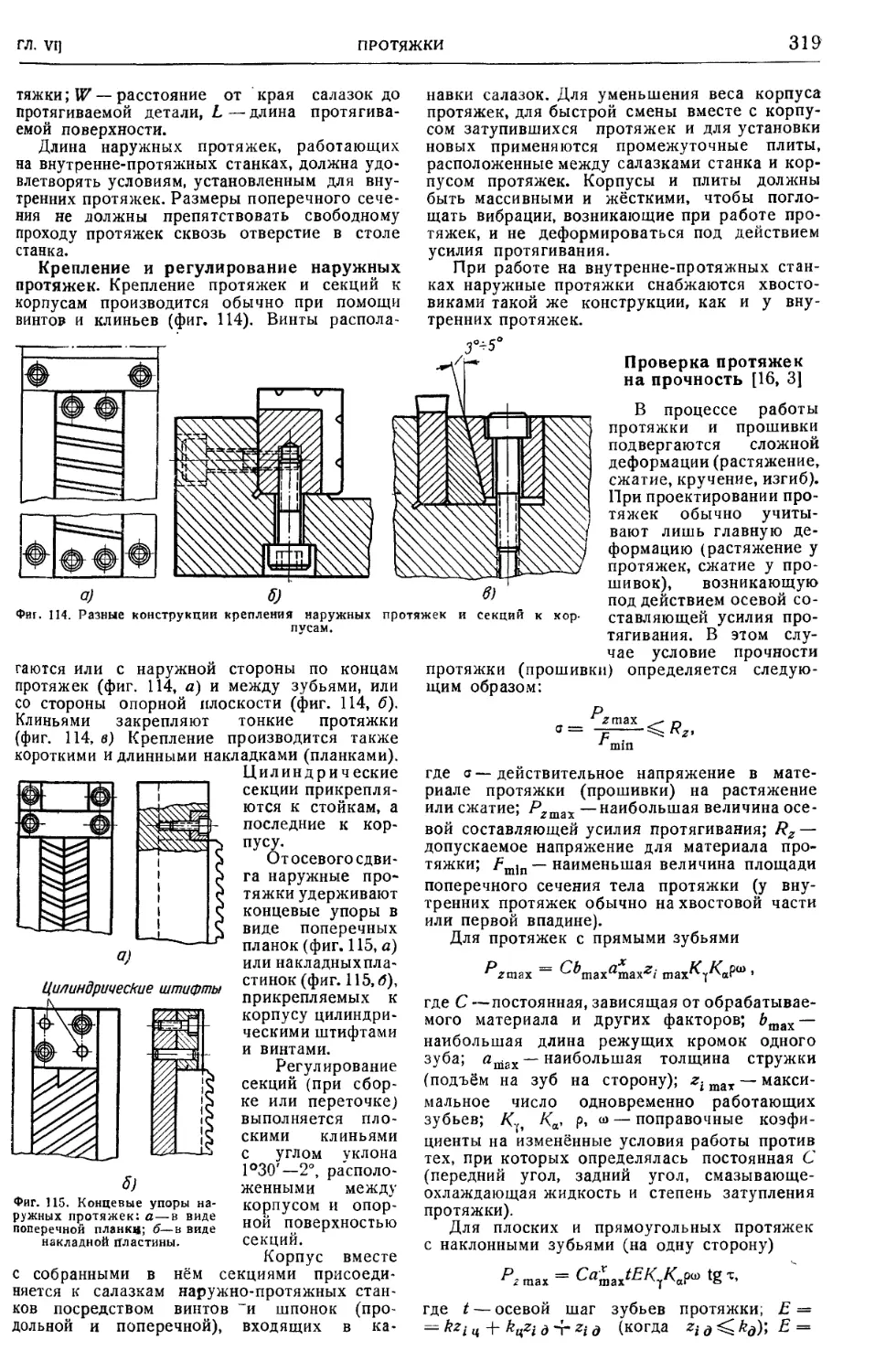
Конструкция наружных протяжек 316
Проверка протяжек на прочность 3191
Допуски на основные размеры протяжек . . 320
Глава VII. СВЕРЛА, ЗЕНКЕРЫ И РАЗ-
"ВЁРТКИ (проф., д-р техн. наук И. И. Се-
менченко) 321
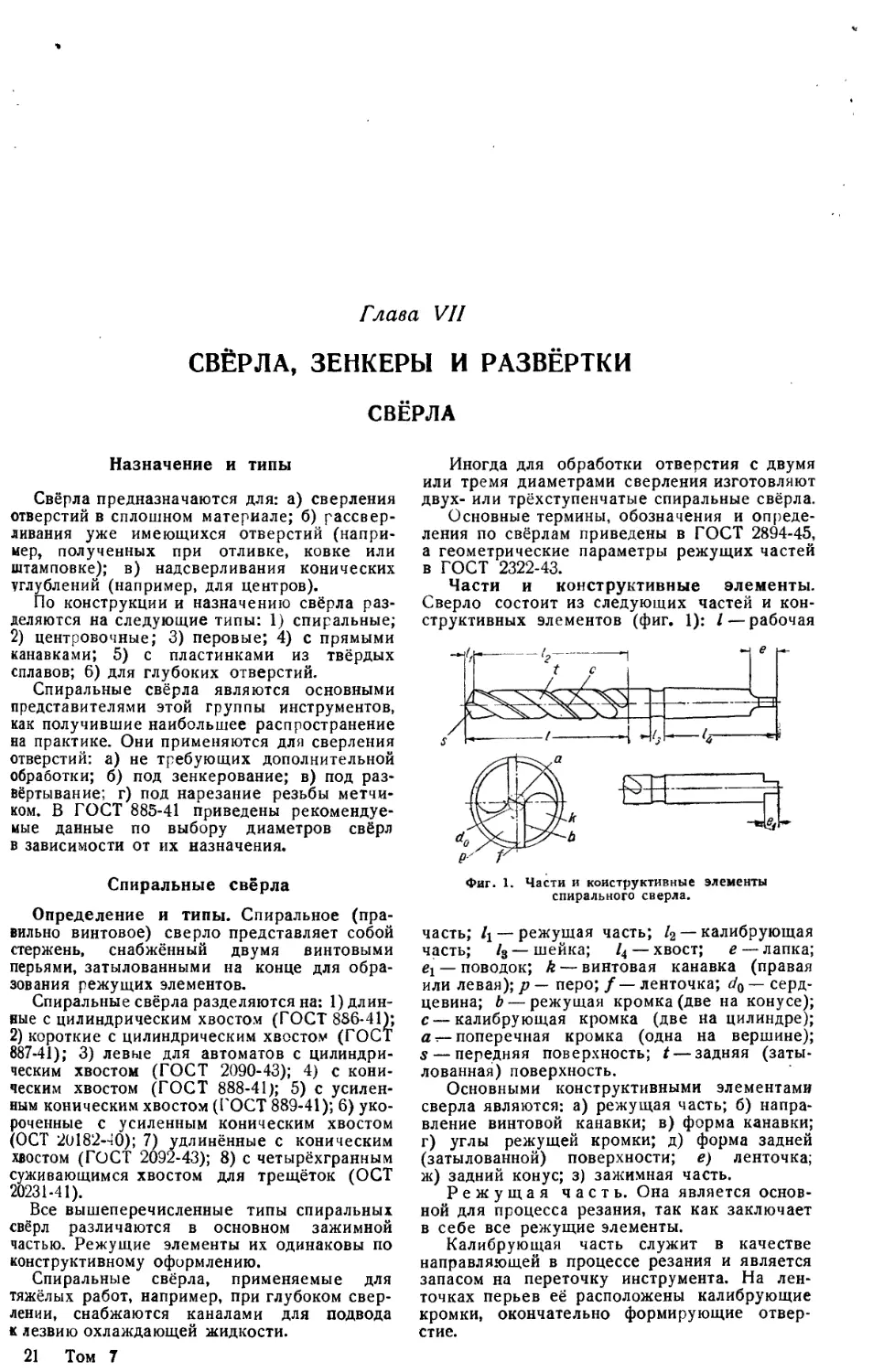
Свёрла 321
Назначение и типы * 321
Спиральные свёрла 321
Другие типы свёрл 331
Зенкеры 335
Назначение и типы 335
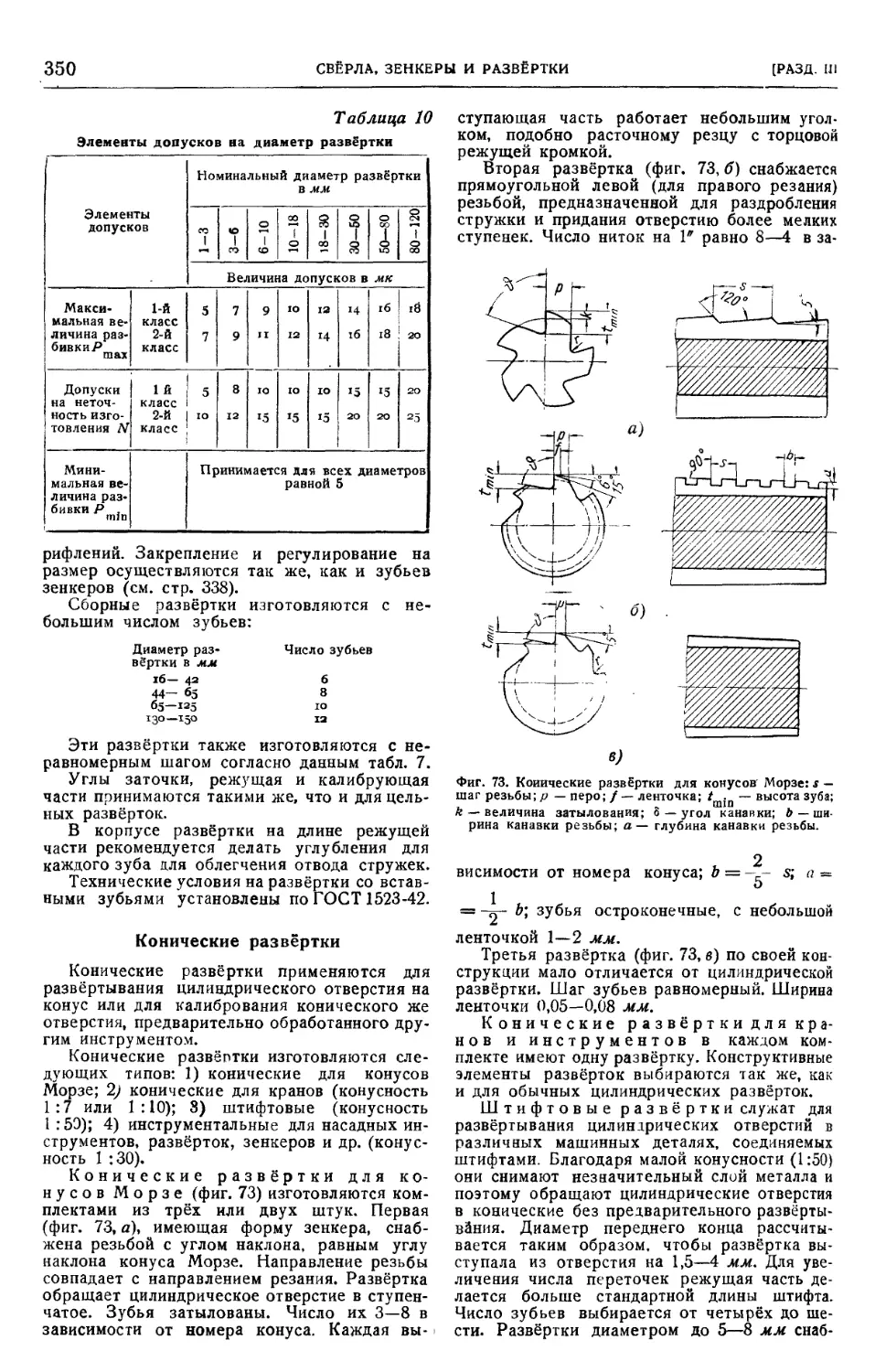
Зенкеры для расширения отверстий .... 336
Зенкеры для цилиндрических углублений . . 343
Зенкеры для конических углублений (зен-
ковки) 343
Зенкеры для зачистки торцовых поверх-
ностей 344
Комбинированные и фасонные зенкеры . . 345
Развёртки 346
Назначение и типы развёрток 346
Цилиндрические развёртки 346
Развёртки сборной конструкции 349
Конические развёртки 350-
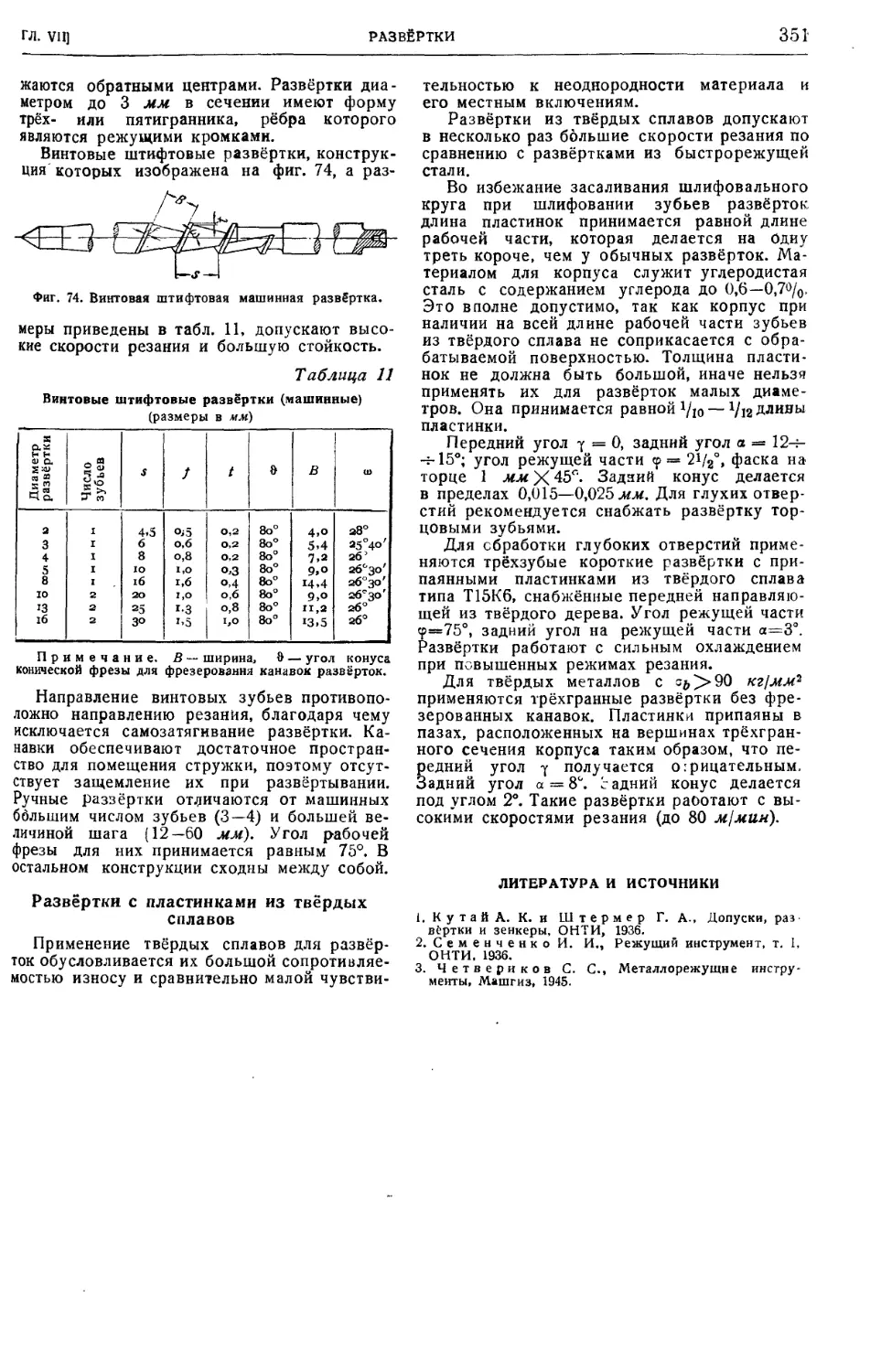
Развёртки с пластинками из твёрдых
сплавов 351
СОДЕРЖАНИЕ
vir
Глава VIII. РЕЗЬБОНАРЕЗНОЙ ИНСТРУ-
МЕНТ (проф., д-р техн. наук
И. И. Семенченко) 352
Метчики 352
Назначение и типы метчиков 352
Конструктивные элементы метчиков .... 352
Конструктивные особенности разных типов
метчиков 359
Плашки 361
Назначение и типы плашек 361
Круглые плашки • 361
Плашки трубчатые (прогонки) 367
Плашки к слесарным клуппам 368
Инструмент для накатки
резьбы 368
Процесс накатки и типы инструмента . . . 368
Накатные плашки . • 368
Накатные ролики 370
Диаметр и материал заготовки 370
Профиль резьбы инструмента 371
Резьбонарезные головки . . . . 372
Назначение и типы головок 372
Радиальная головка с плоскими плашками . 372
Радиальные плоские плашки 374
Радиальная головка с круглыми гребён-
ками 376
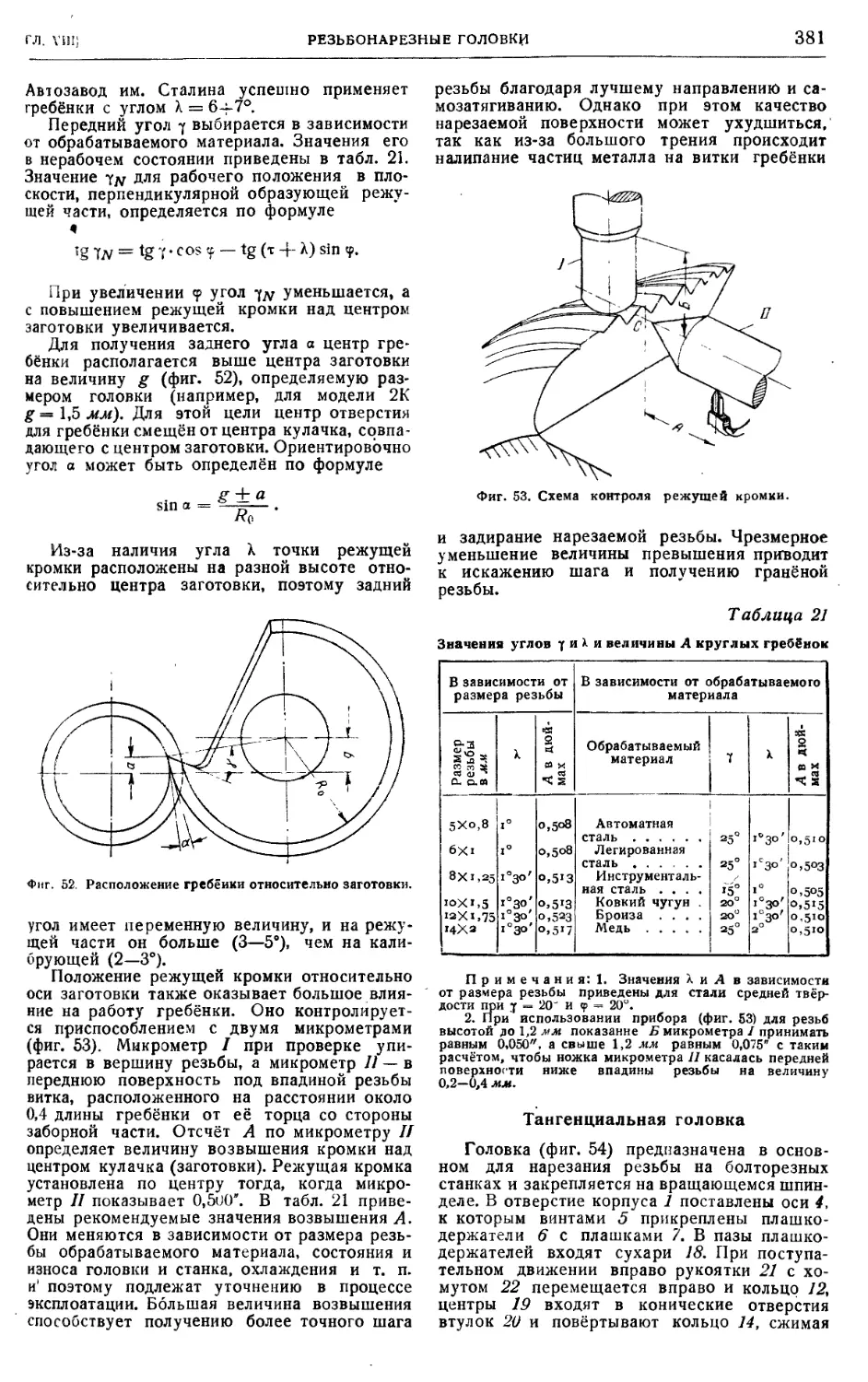
Круглые гребёнки 379
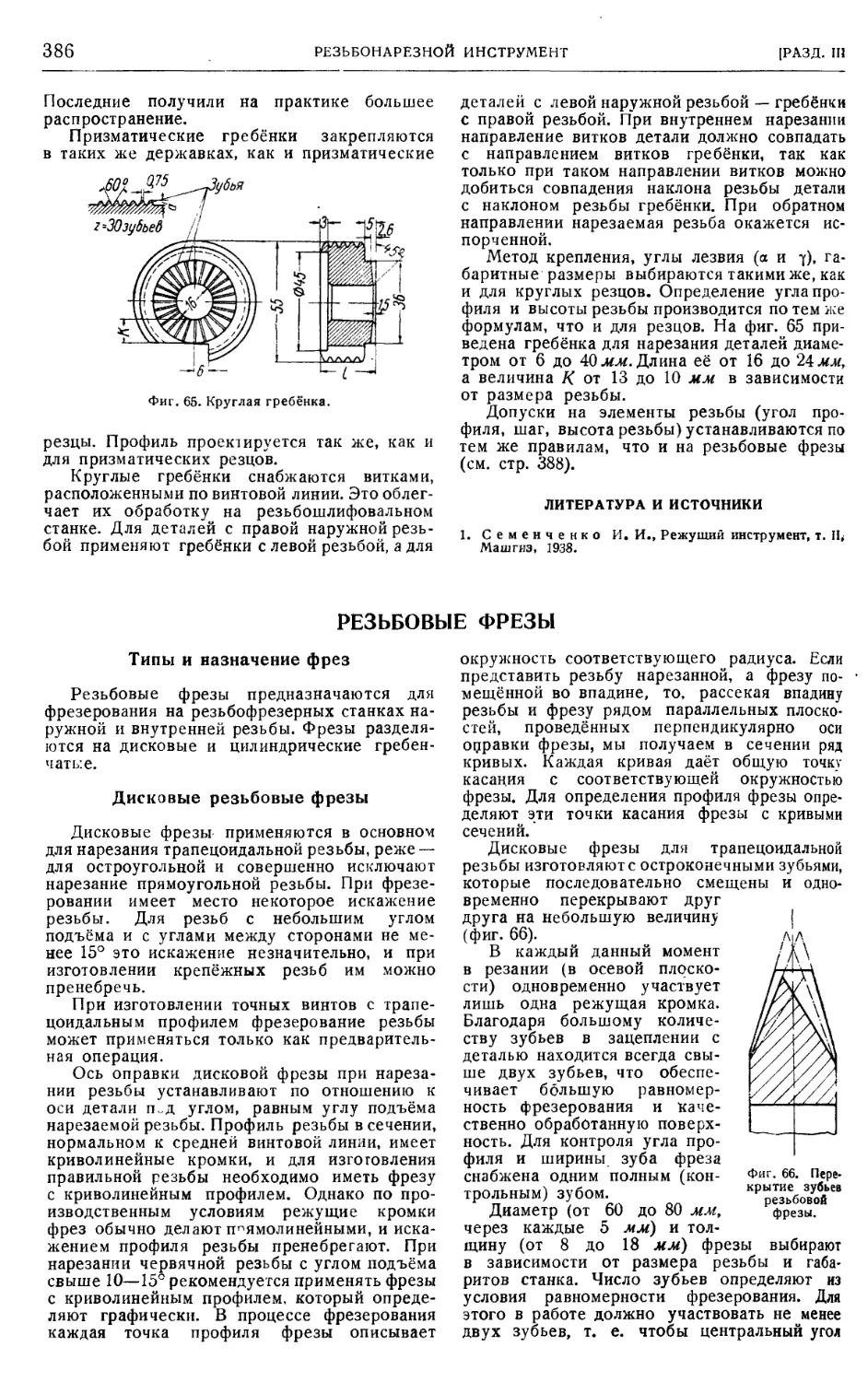
Тангенциальная головка 381
Тангенциальные плашки 383
Резьбовые резцы и гребёнки 384
- Резьбовые резцы 384
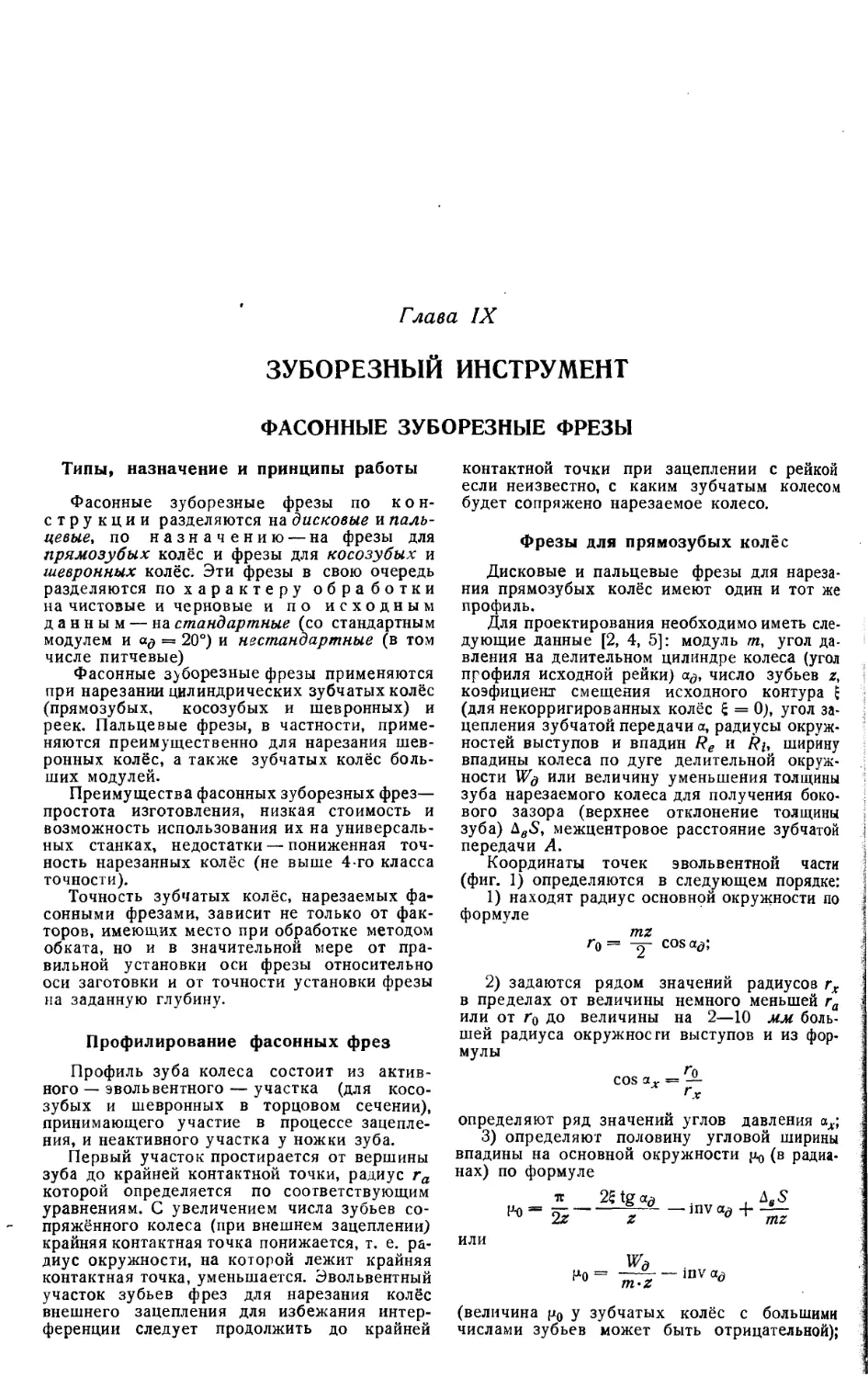
Гребёнки 385
1 езьбовые фрезы 386
Типы и назначение фрез 386
Дисковые резьбовые фрезы 386
Цилиндрические гребенчатые фрезы .... 387
Скоростное нарезание резьбы 389
Глава IX. ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ . . 390
Фасонные зуборезные фрезы
(инж. М. Б. Лахциер) 390
Типы, назначение и принципы работы . . . 390
Профилирование фасонных фрез 390
Фрезы для прямозубых колёс 390
Фрезы для косозубых и шевронных колёс• 392
Координаты профиля дисковой фрезы . . . 393
Координаты профиля пальцевой фрезы . . 393
Фасонные фрезы для колёс внутреннего
зацепления 394
Расчёт фрез для прямозубых колёс .... 394
Расчёт фрез для косозубых и шевронных
колёс 394
Набор фасонных фрез 394
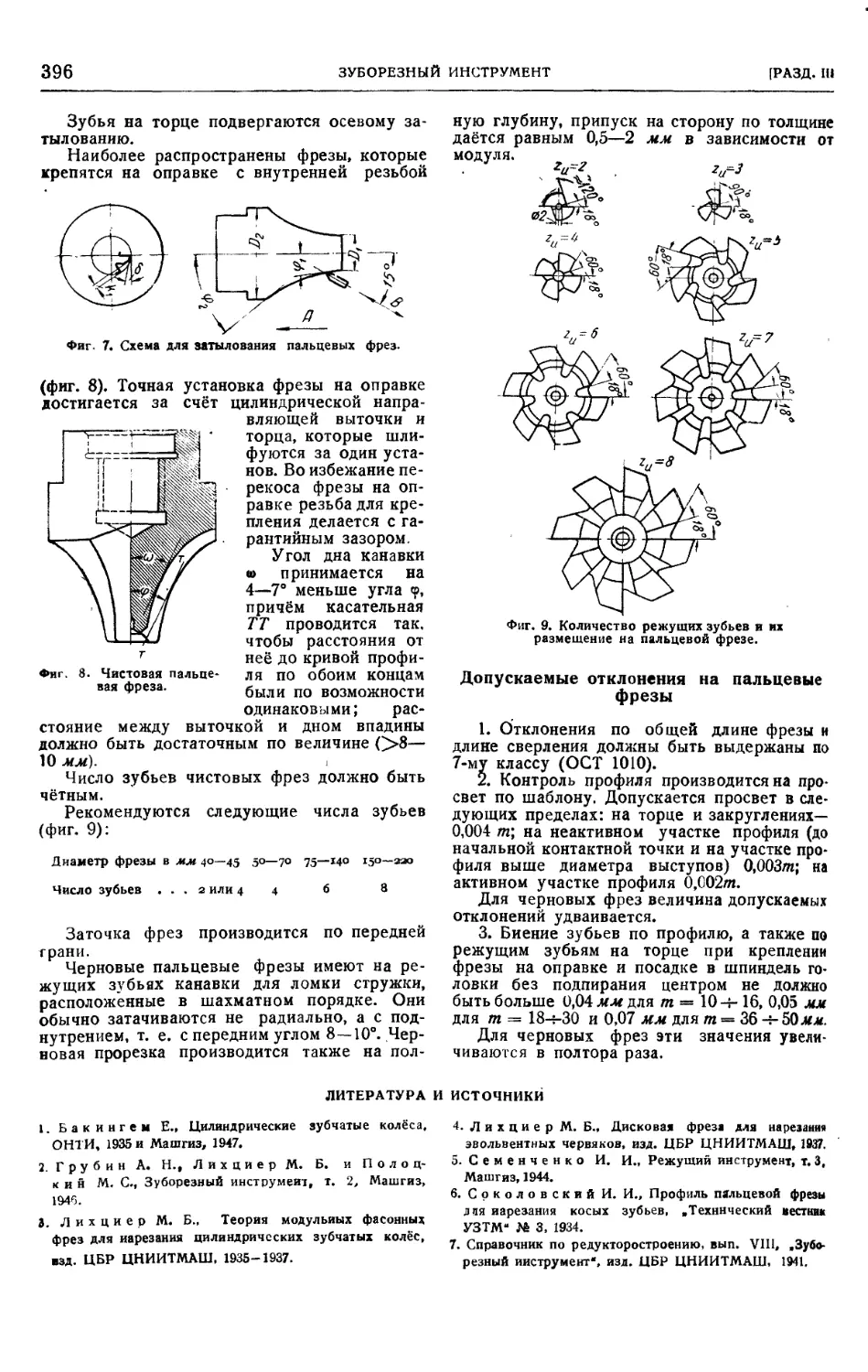
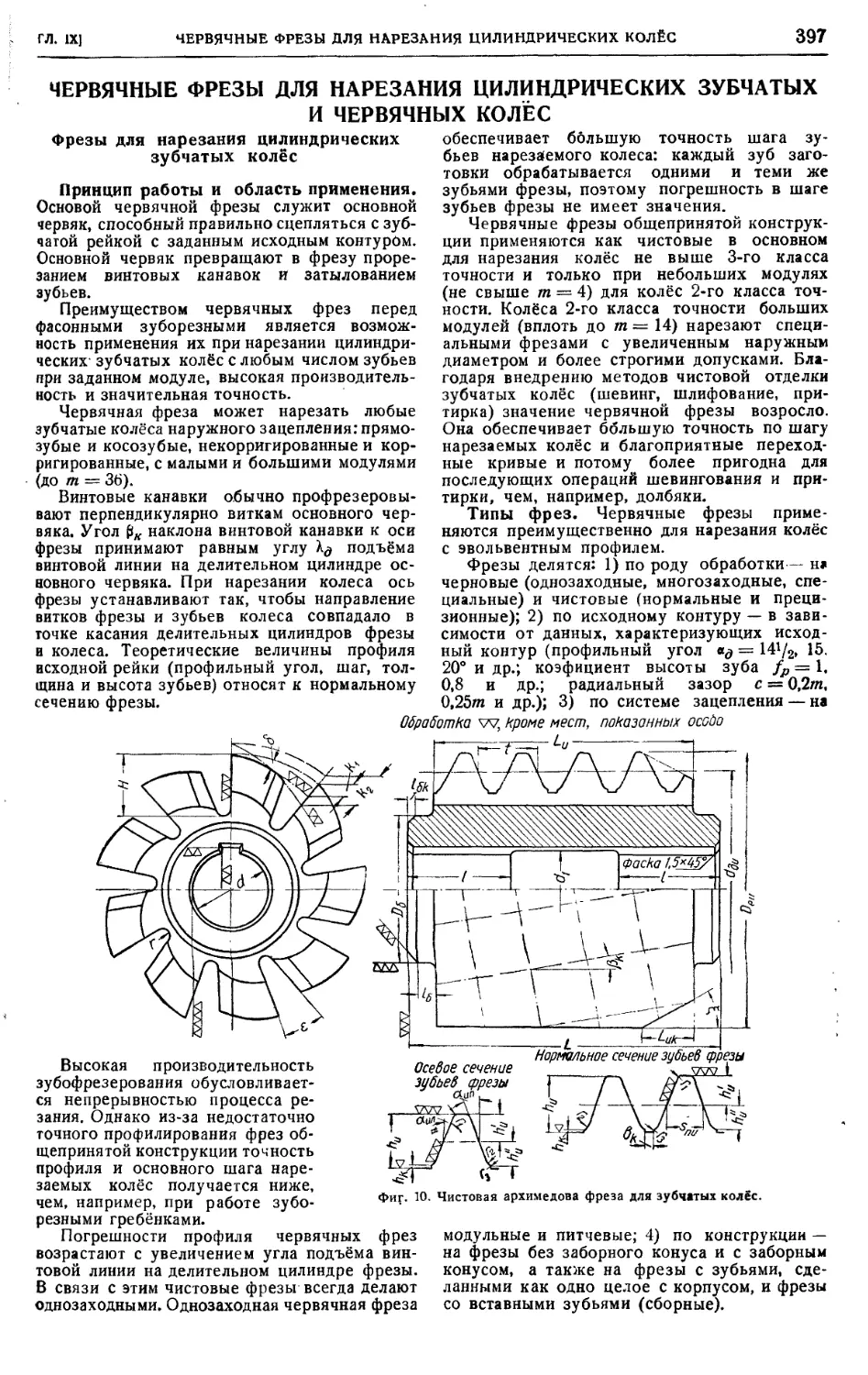
Конструирование дисковых фрез 395
Конструирование пальцевых фрез 395
Допускаемые отклонения на пальцевые
фрезы 396
Червячные фрезы для наре-
зания цилиндрических зуб-
чатыхи червячных колёс {доц.,
канд. техн. наук А. Н. Г рубин) 397
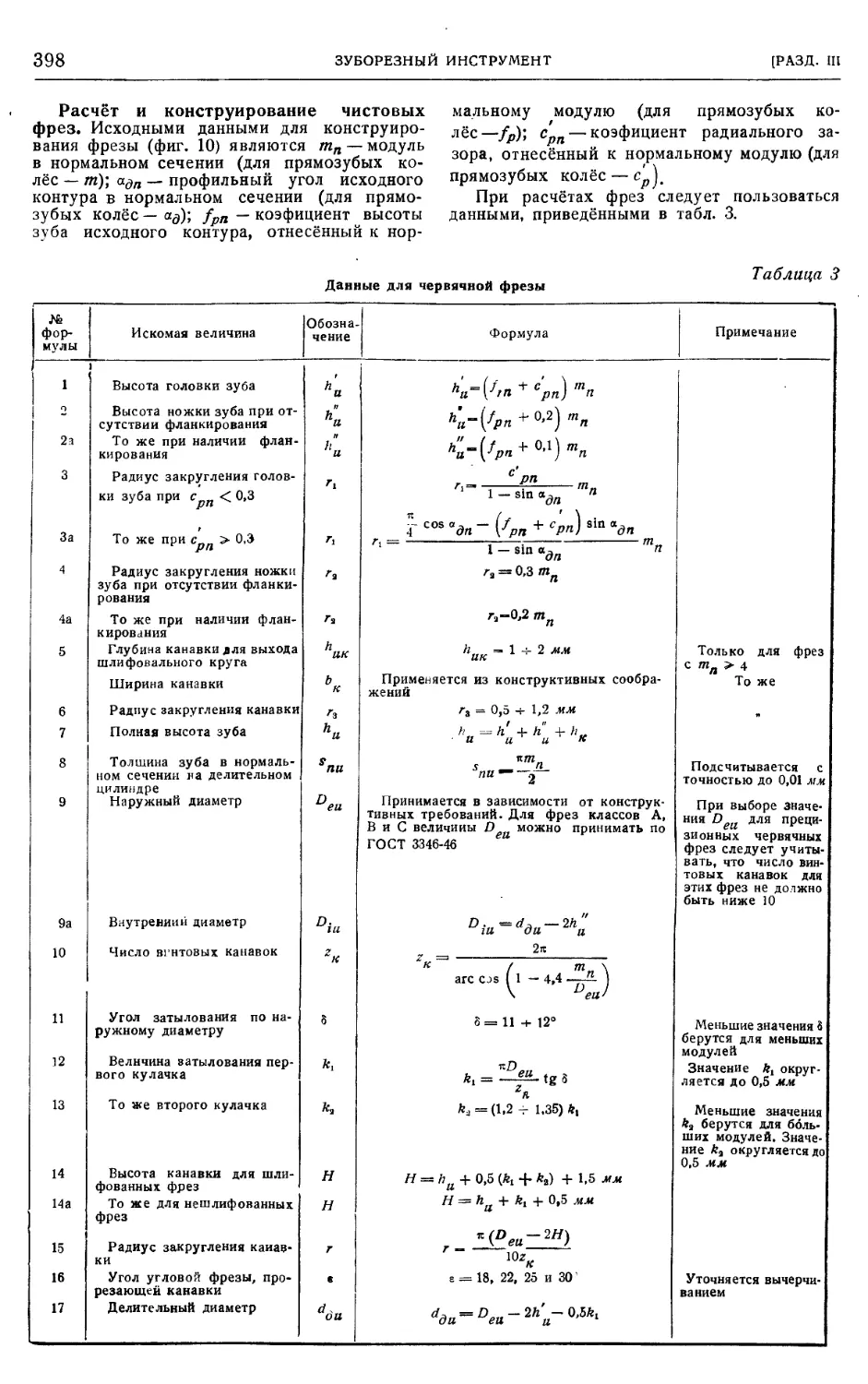
Фрезы для нарезания цилиндрических
зубчатых колёс 397
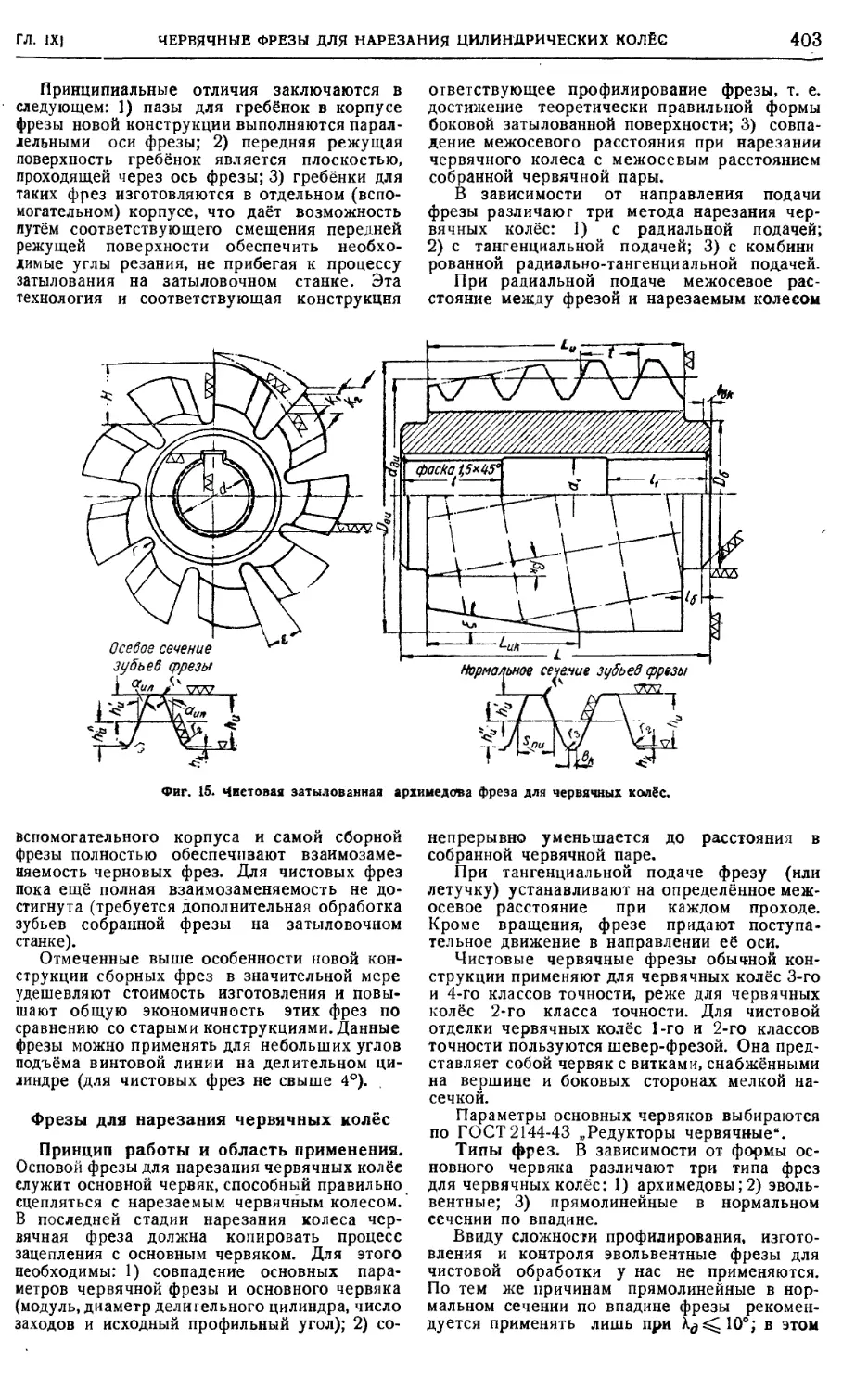
Фрезы для нарезания червячных колёс . . 403
Летучки для нарезания червячных колёс 405
Долбяки для нарезания зуб-
чатых цилиндрических колёс
с эвольвентным профилем
{канд. техн. наук М. С. Полоцкий) . . . 40&
Долбяки для нарезания прямозубых колёс
внешнего зацепления 407
Долбяки для нарезания косозубых колёс
внешнего зацепления 412
Долбяки прямозубые для нарезания ци-
линдрических прямозубых колёс вну-
треннего зацепления 41&
Долбяки косозубые для нарезания ци-
линдрических косозубых колёс внутрен-
него зацепления 417
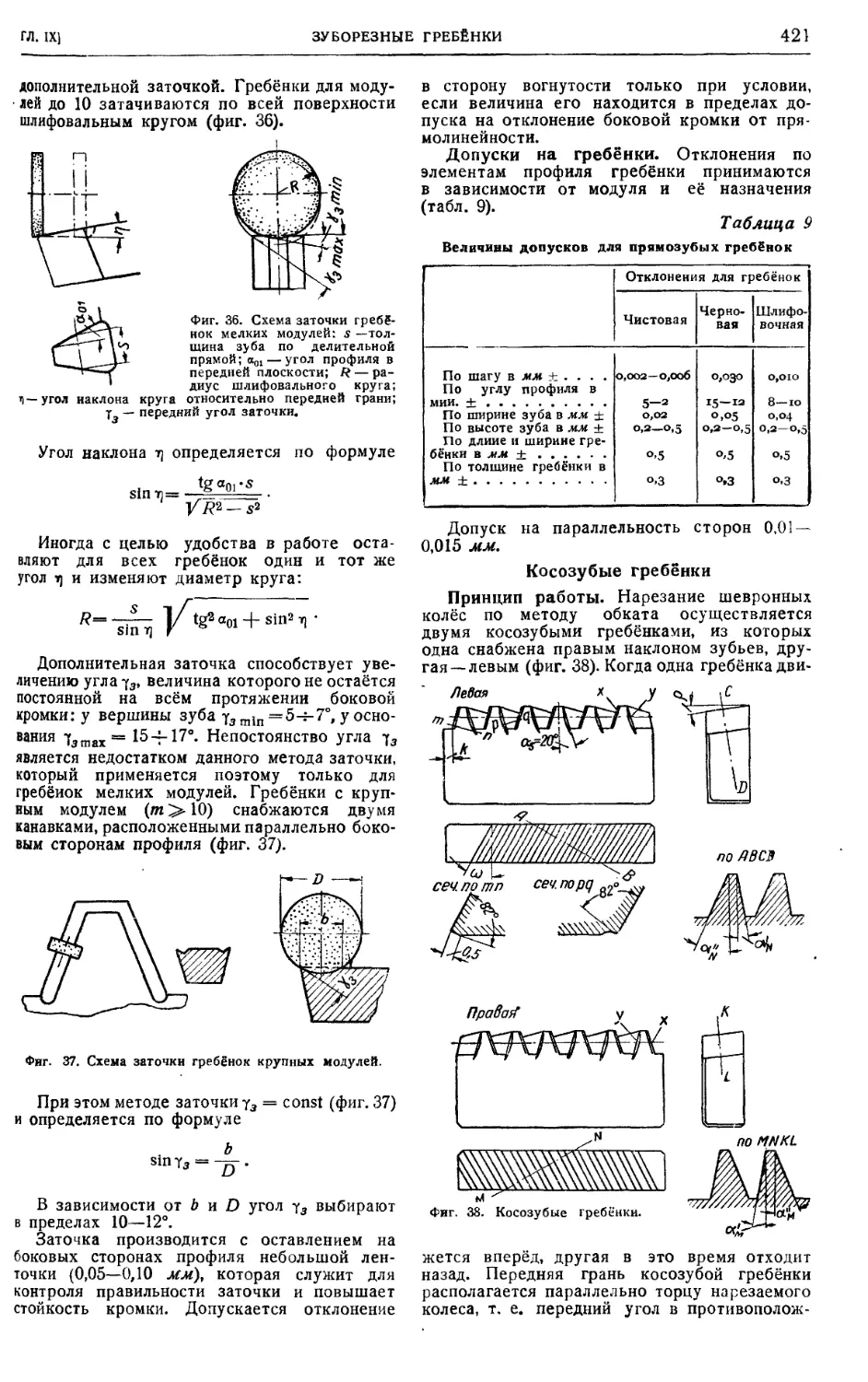
Фланкирование 418
Зуборезные гребёнки (проф.,
д-р техн. наук И. И. Семенченко) .... 419
Типы и область применения гребёнок . . . 419
Прямозубые гребёнки 419-
Косозубые гребёнки 421
Ш е в е р ы {проф., д-р техн. наук
И. И. Семенченко) 422
Сущность процесса 422
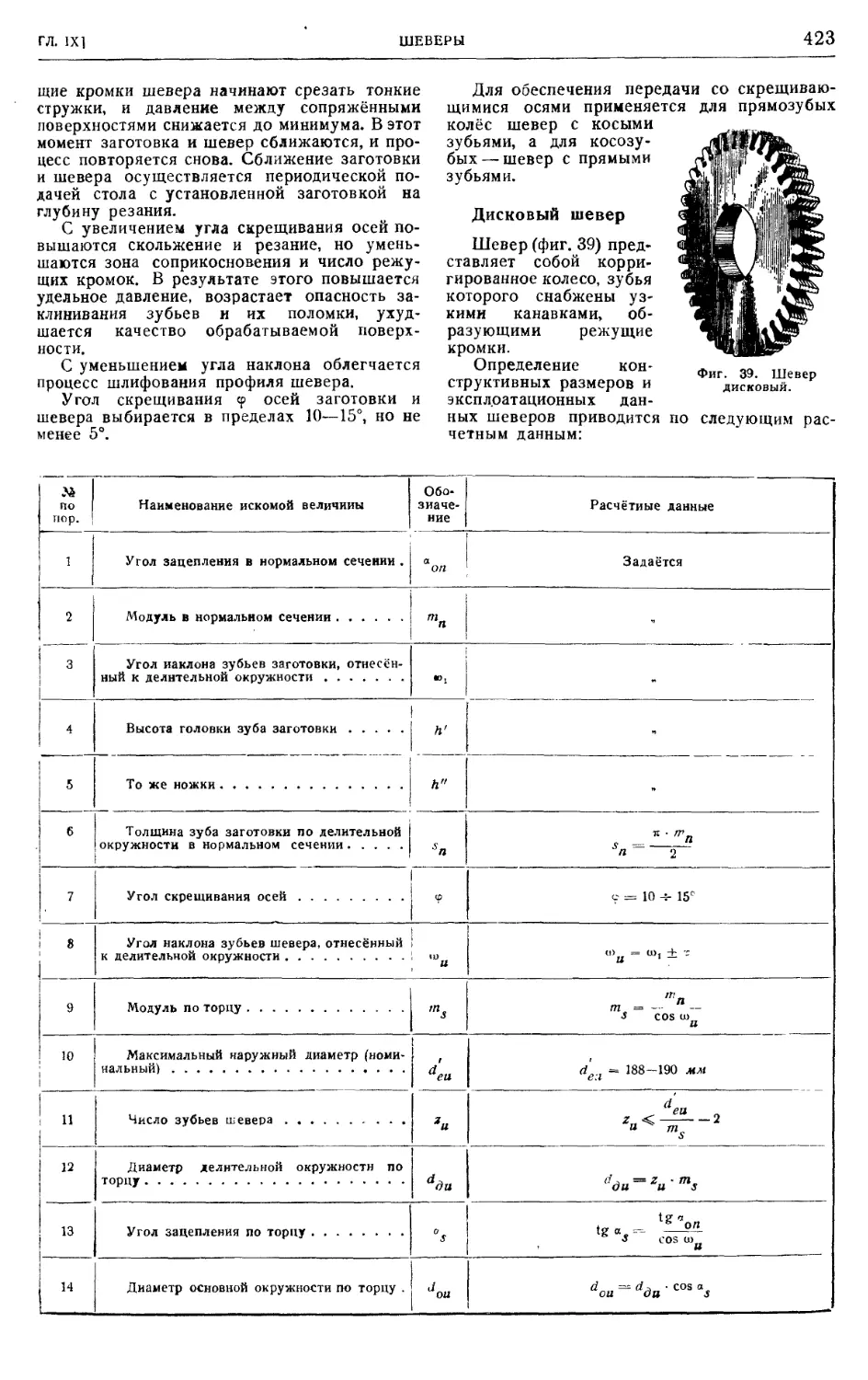
Дисковый шевер 423
Шевер-рейка 429
Исправляемость колёс при шевинговании 42?
Модифицирование профиля шевера.... 430
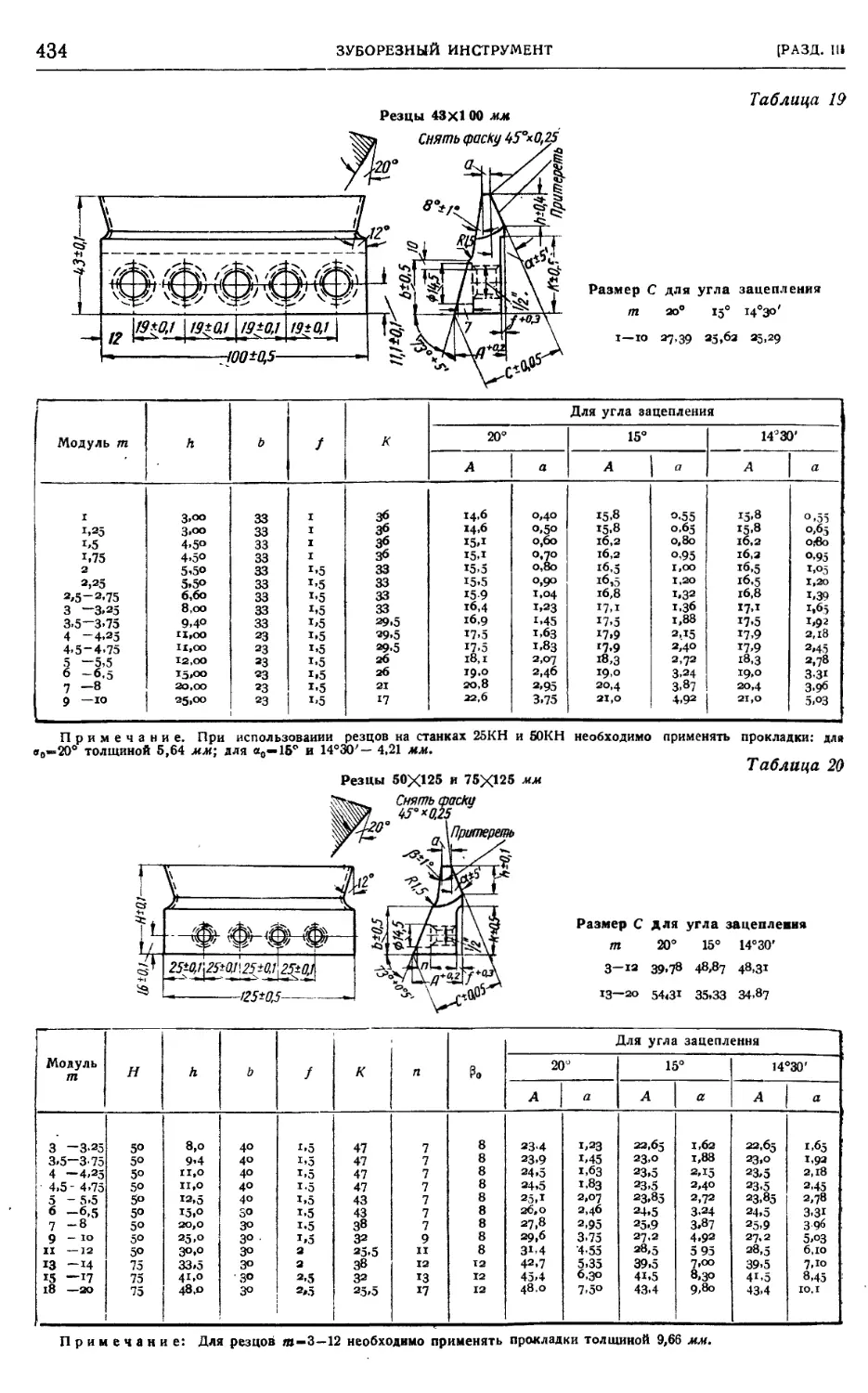
Зуборезные резцы для кони-
ческих прямозубых колёс
(проф., д-р техн. наук И. И. Семенченко) 431
Схемы нарезания 431
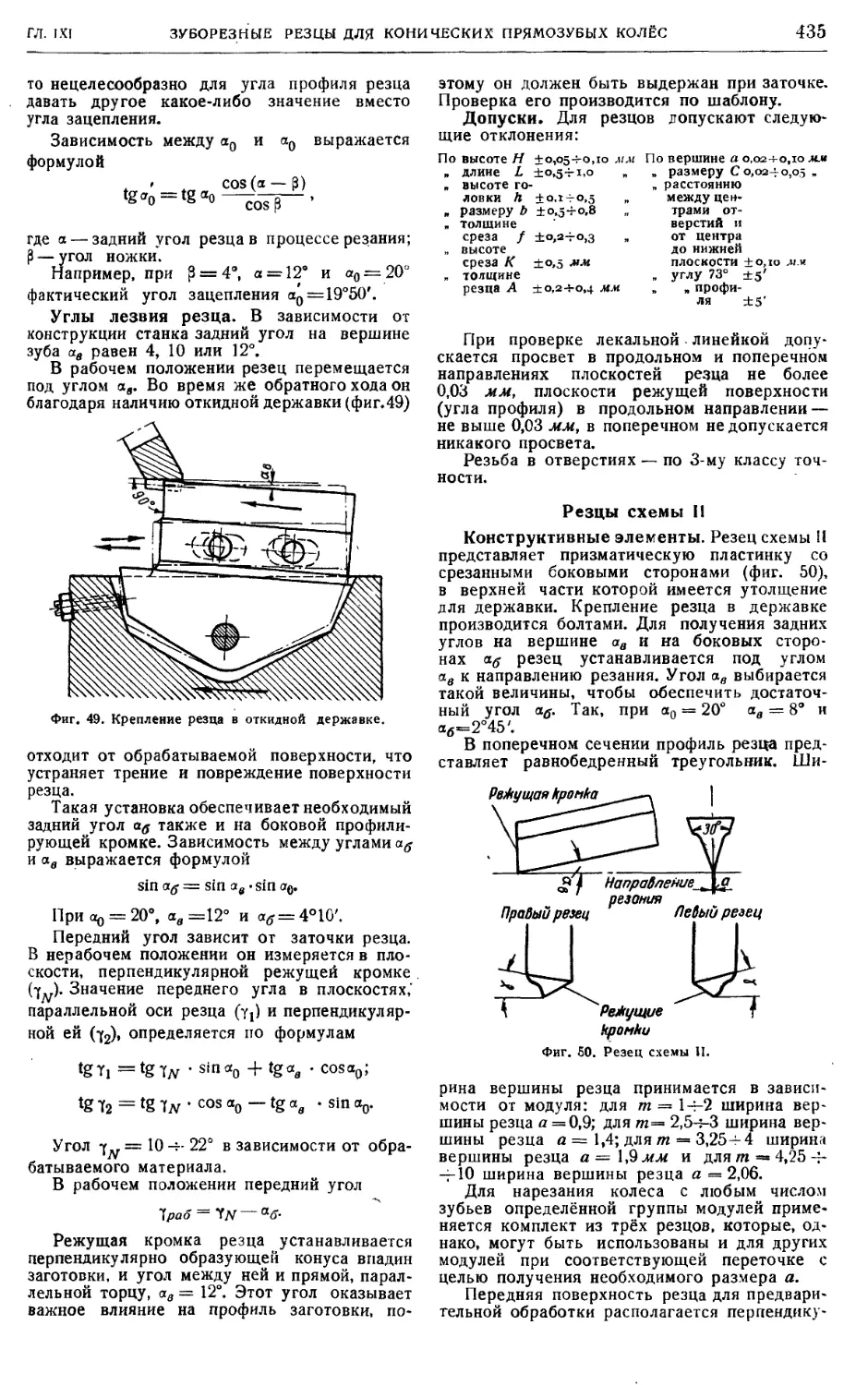
Резцы схемы I 433
Резцы схемы II , 435-
Резцовые головки для наре-
зания конических колёс с кри-
волинейными зубьями {проф.,
д-р техн. наук И. И. Семенченко) .... 436
Принцип кругового зацепления 43f5
Резцовые головки 43$
Конструктивные элементы головок 440
Нарезание конических колёс в мелкосе-
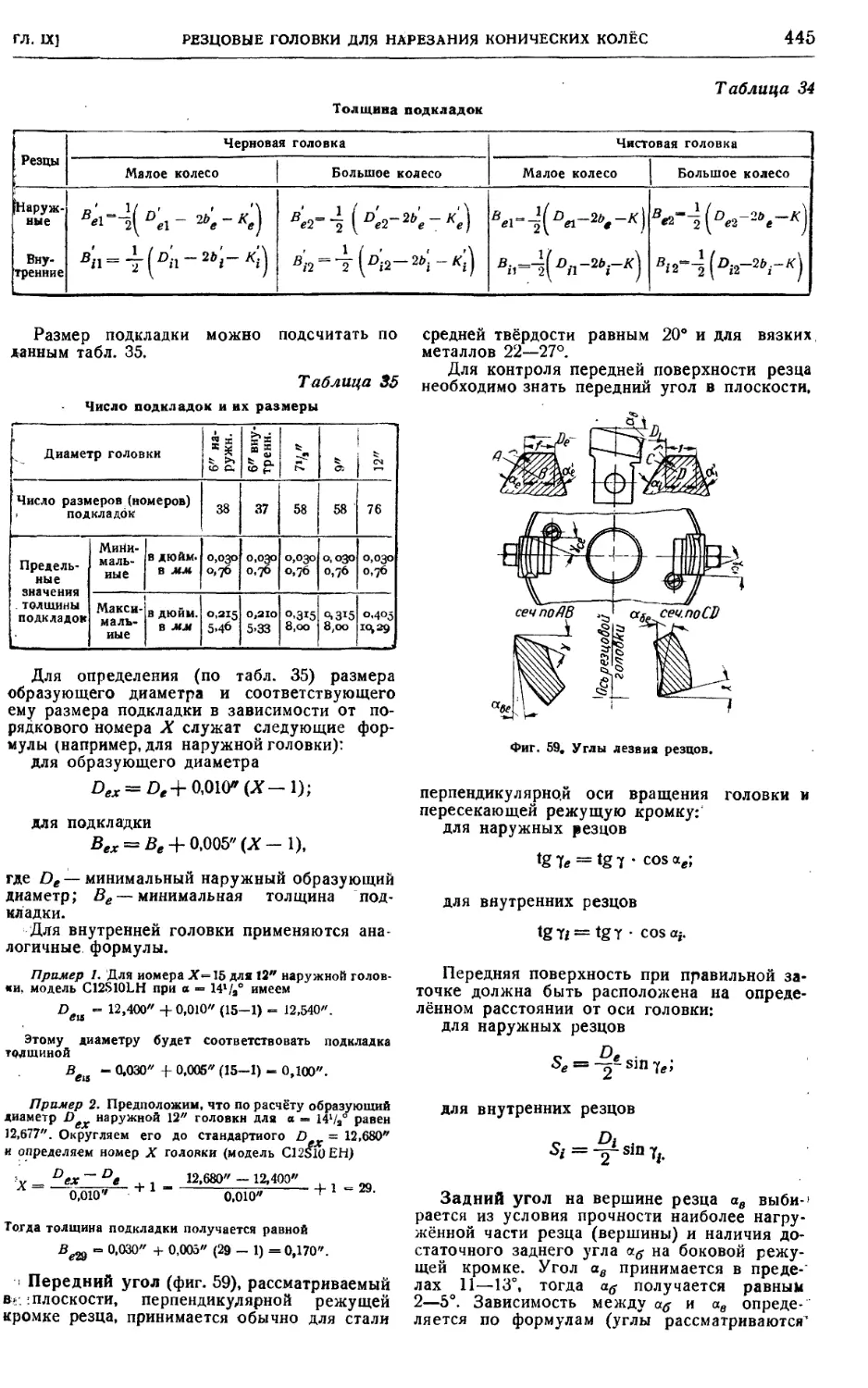
рийном производстве 446
Допуски на элементы головок 449
Червячные фрезы для кони-
ческих колёс с криволиней-
ными зубьями [проф., д-р техн.
наук И. И. Семенченко) 449
Инструменты, работающие ме-
тодом обката {проф., д-р техн.
наук И. И. Семенченко) 453
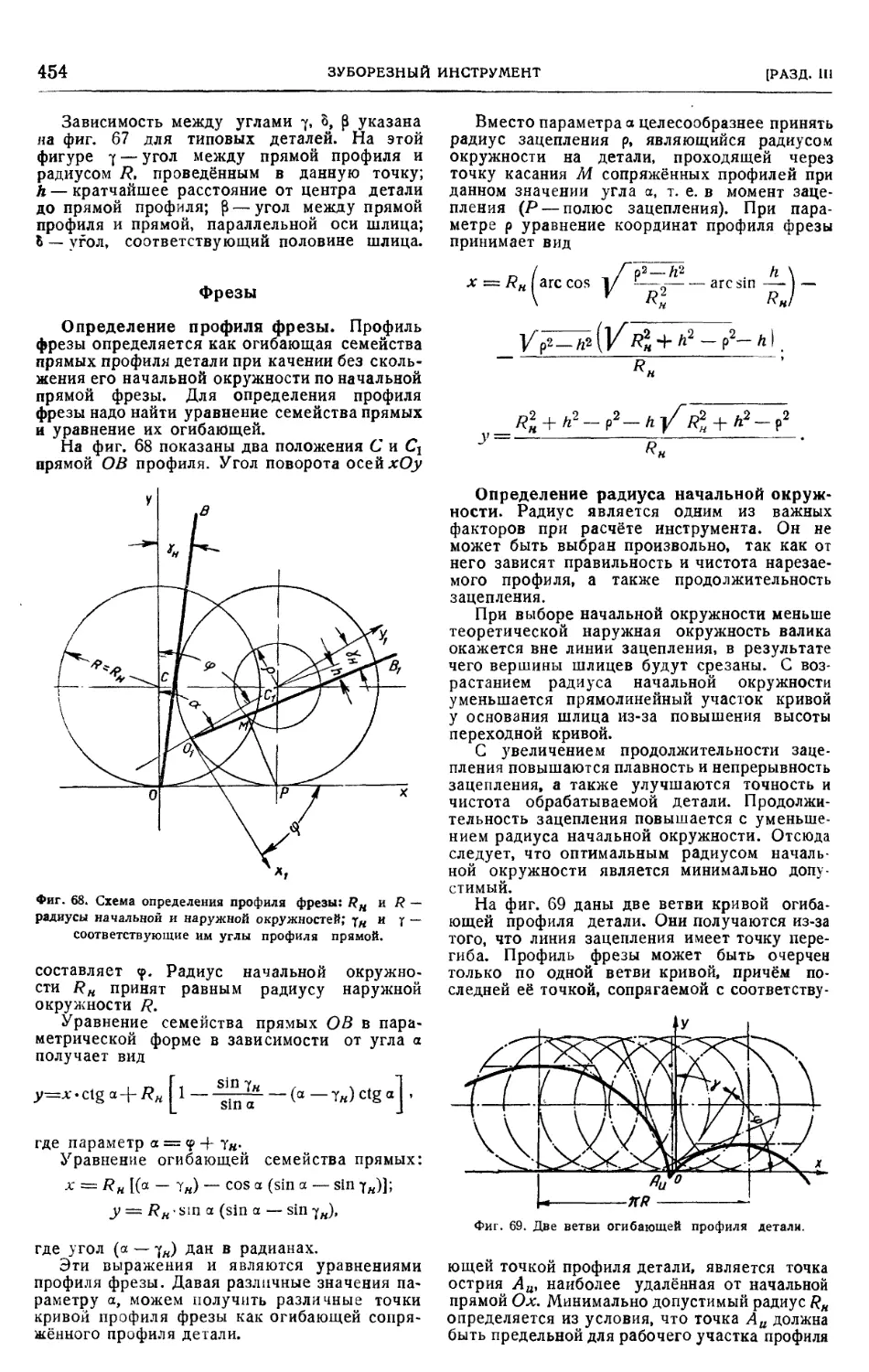
Общие положения 453
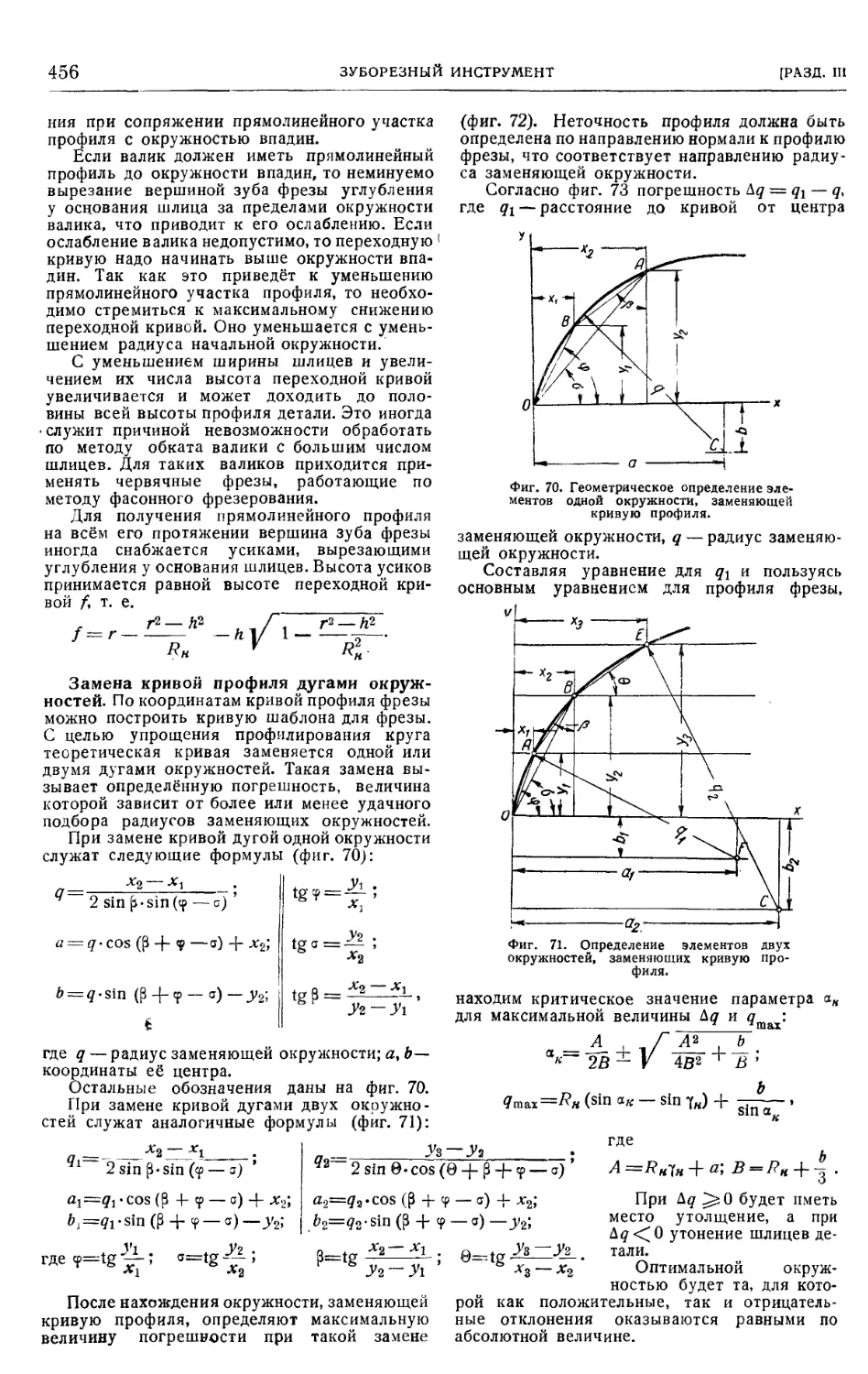
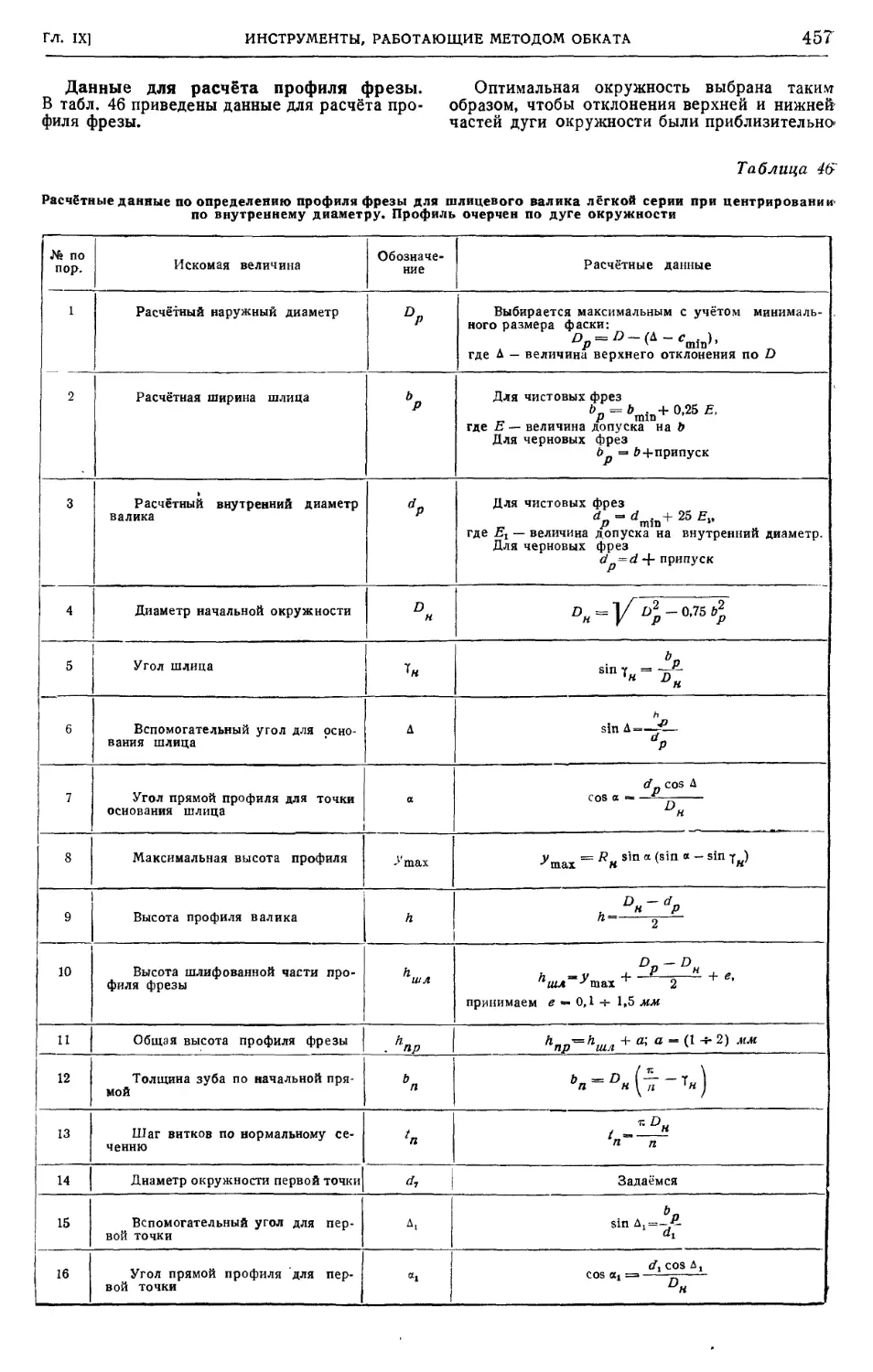
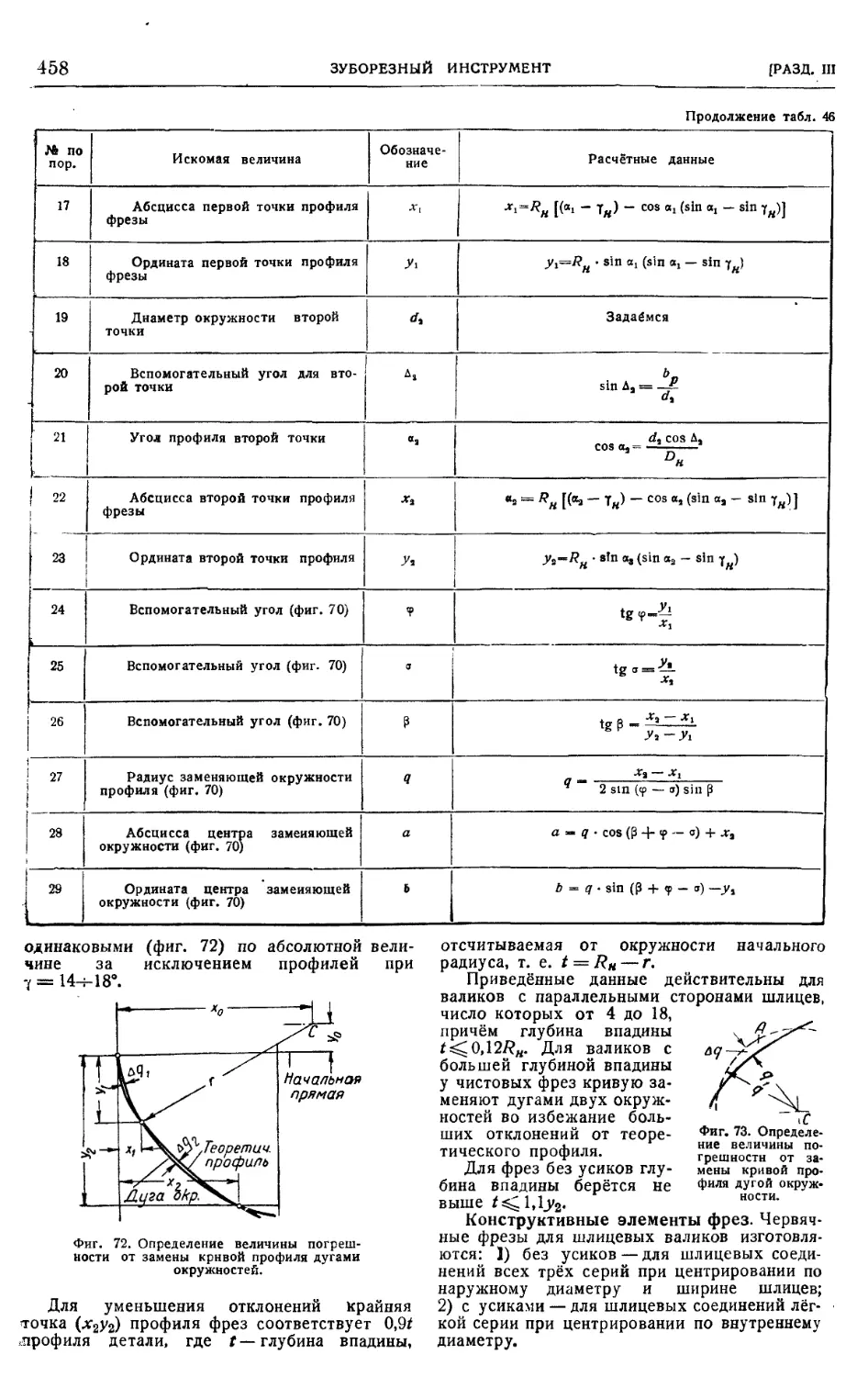
Фрезы 454
Долбяки 460
Глава X. АБРАЗИВНЫЙ ИНСТРУМЕНТ
(канд. техн. наук М. И. Бабчиницер) . . 463
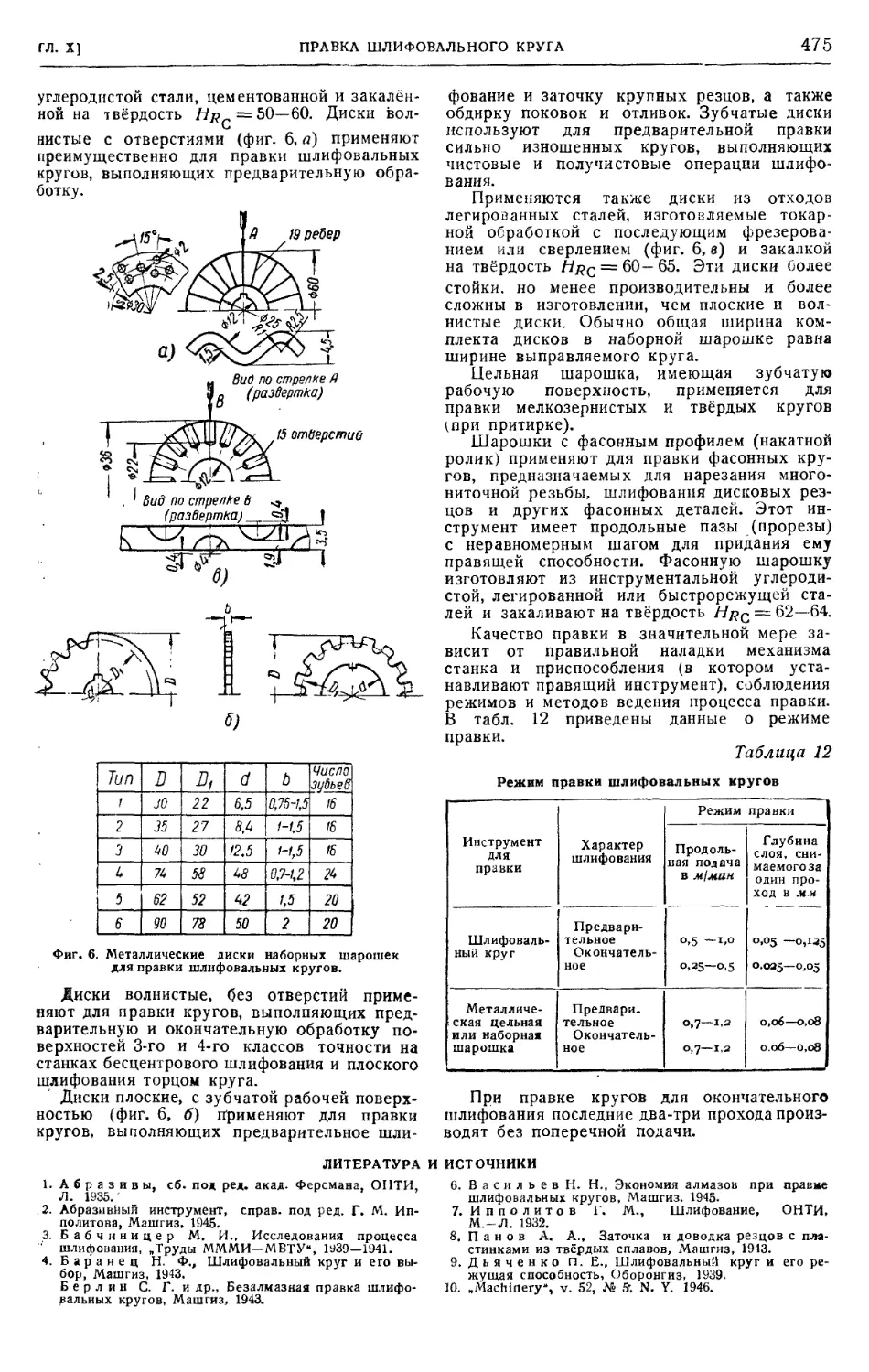
Характеристика абразивного интрумента . . 463
Маркировка инструмента 468
Выбор абразивного инструмента 468
Крепление 471
Испытание на прочность. Балансировка
кругов 471
Правка шлифовального круга • . . 472
Глава XI. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ МЕТАЛЛОВ 47S
Термическая обработка де-
талей из конструкционной
стали (инж. 3. Л- Регирер) 476
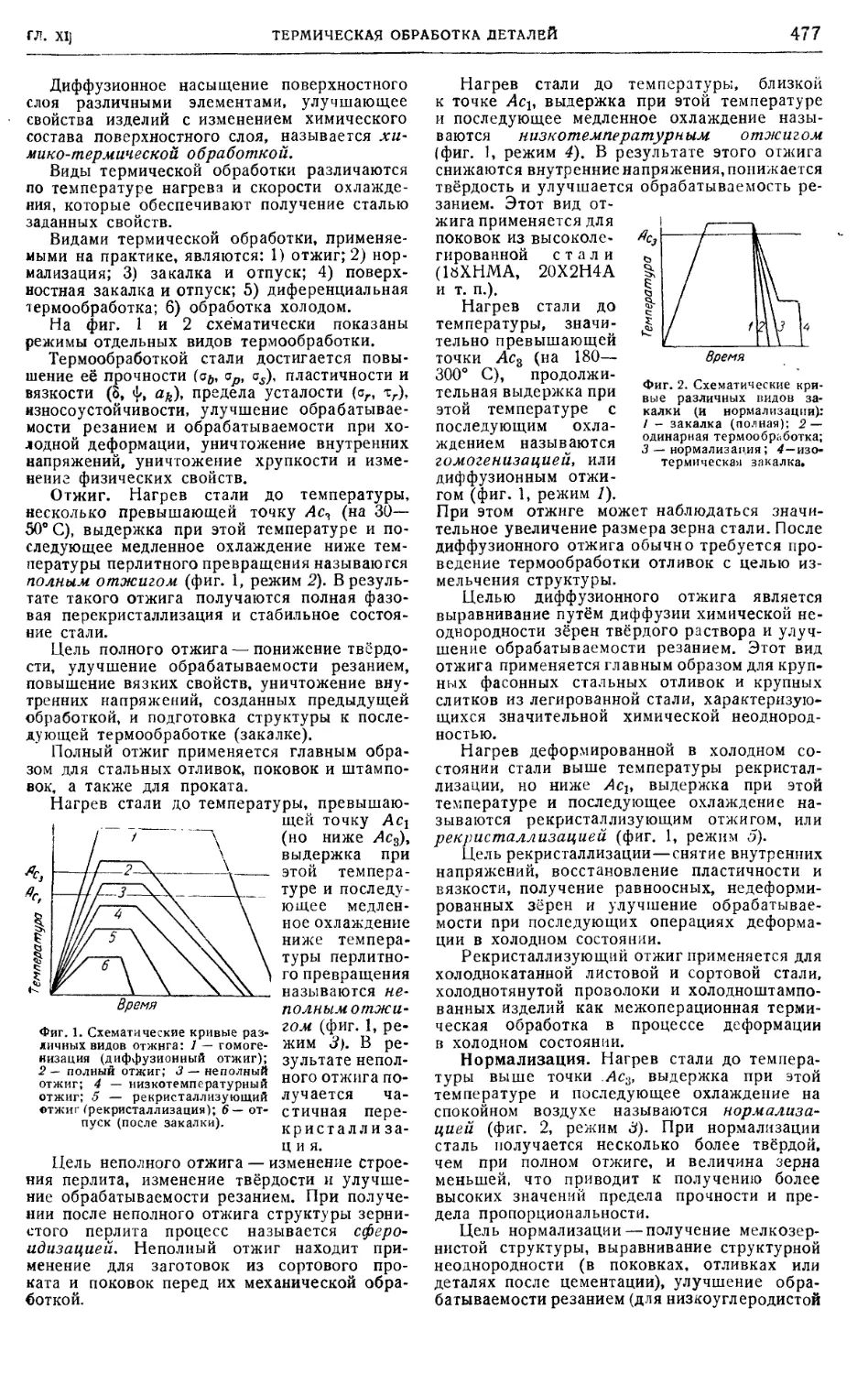
Виды термической обработки 476
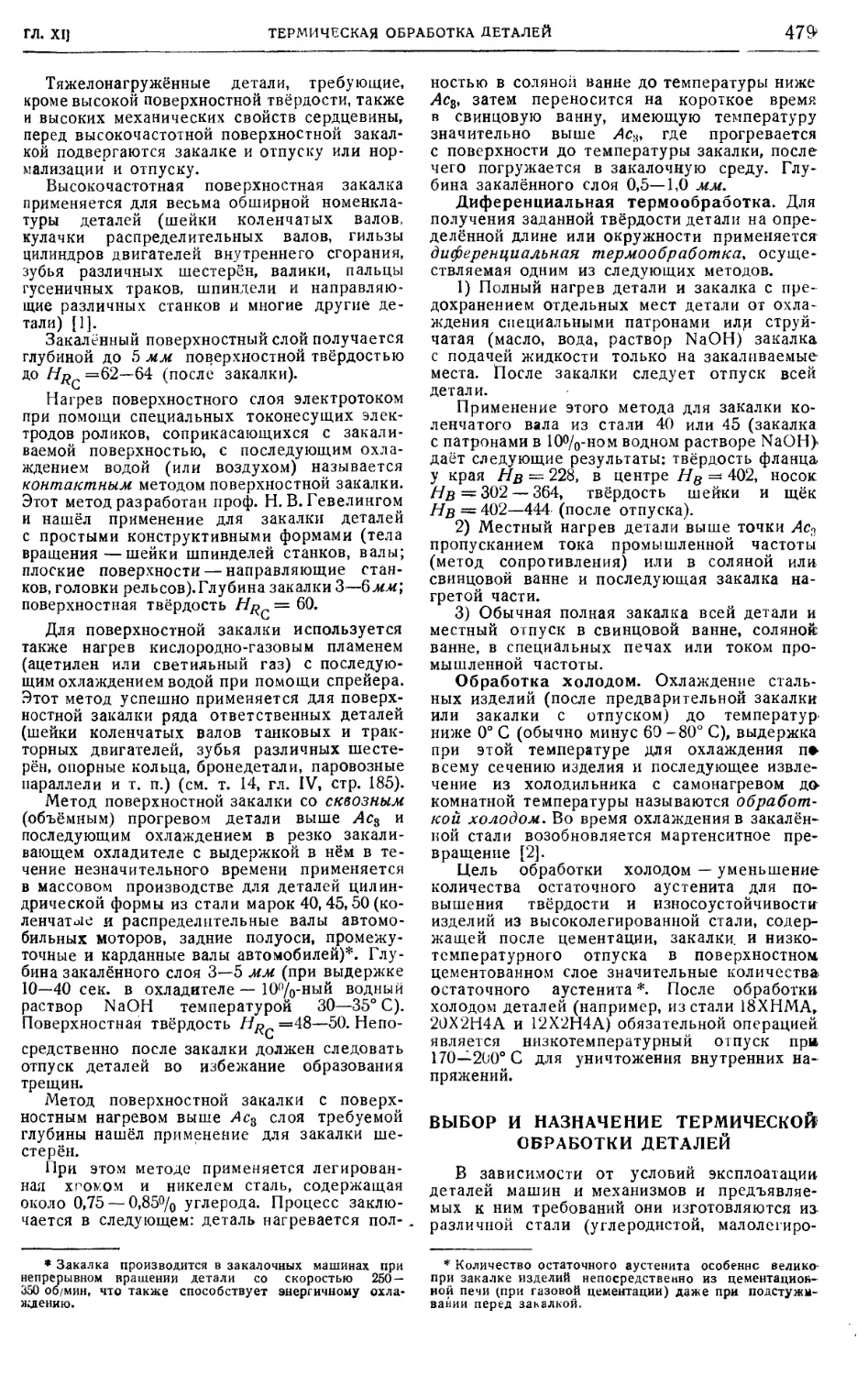
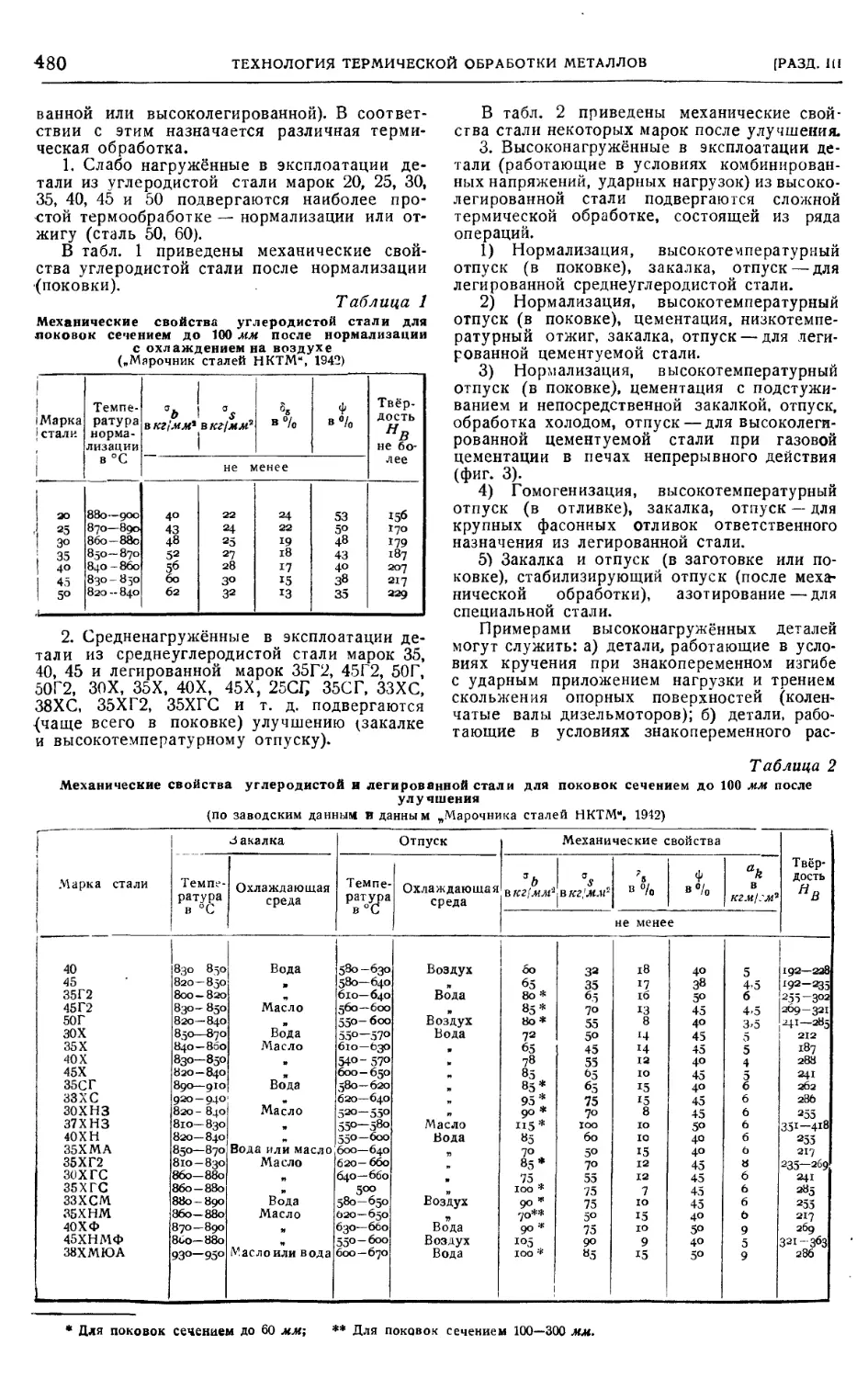
Выбор и назначение термической обработки
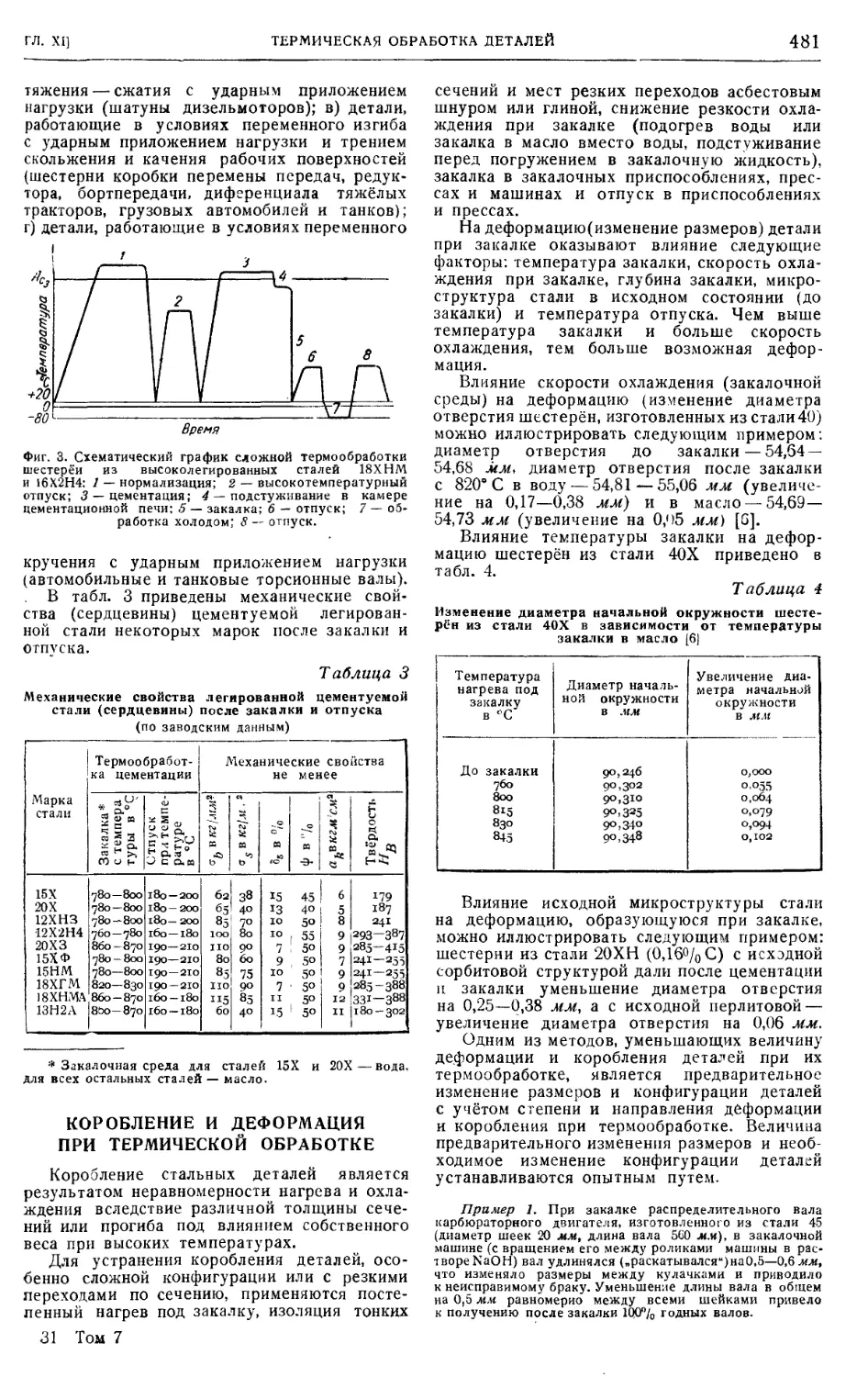
деталей 479
VIII
СОДЕРЖАНИЕ
Коробление и деформация при термиче-
ской обработке • 481
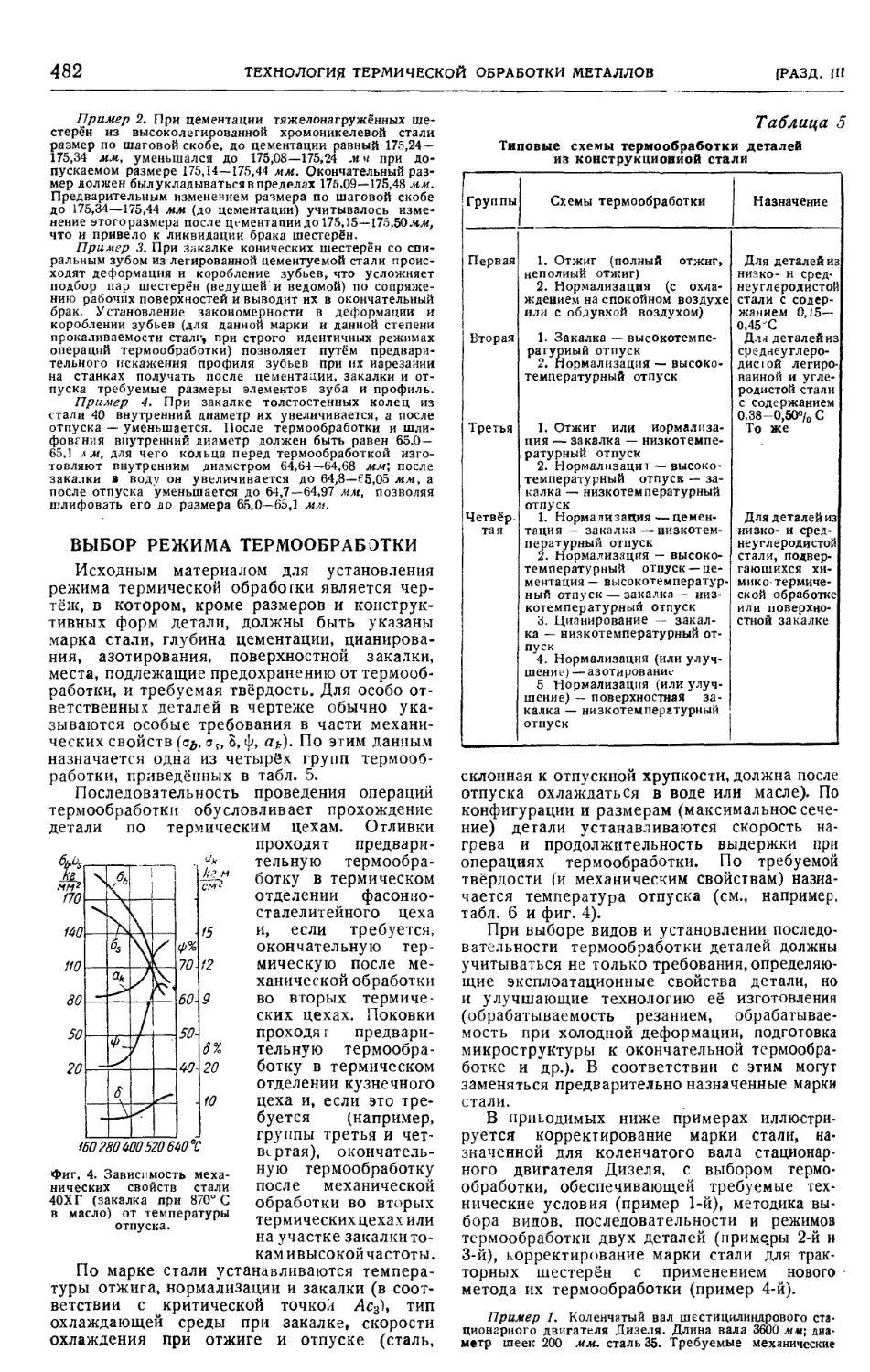
Выбор режима термообработки 482
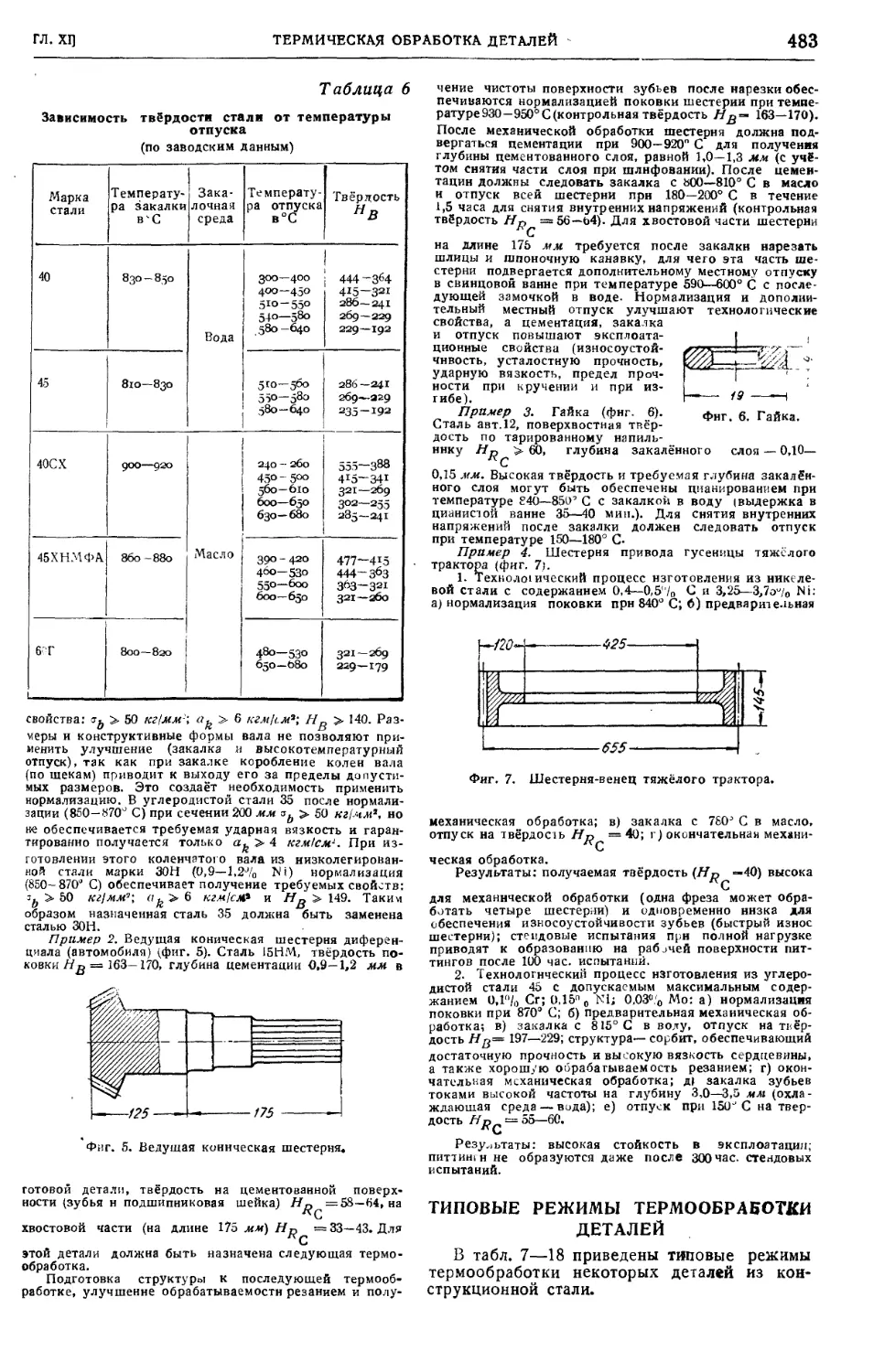
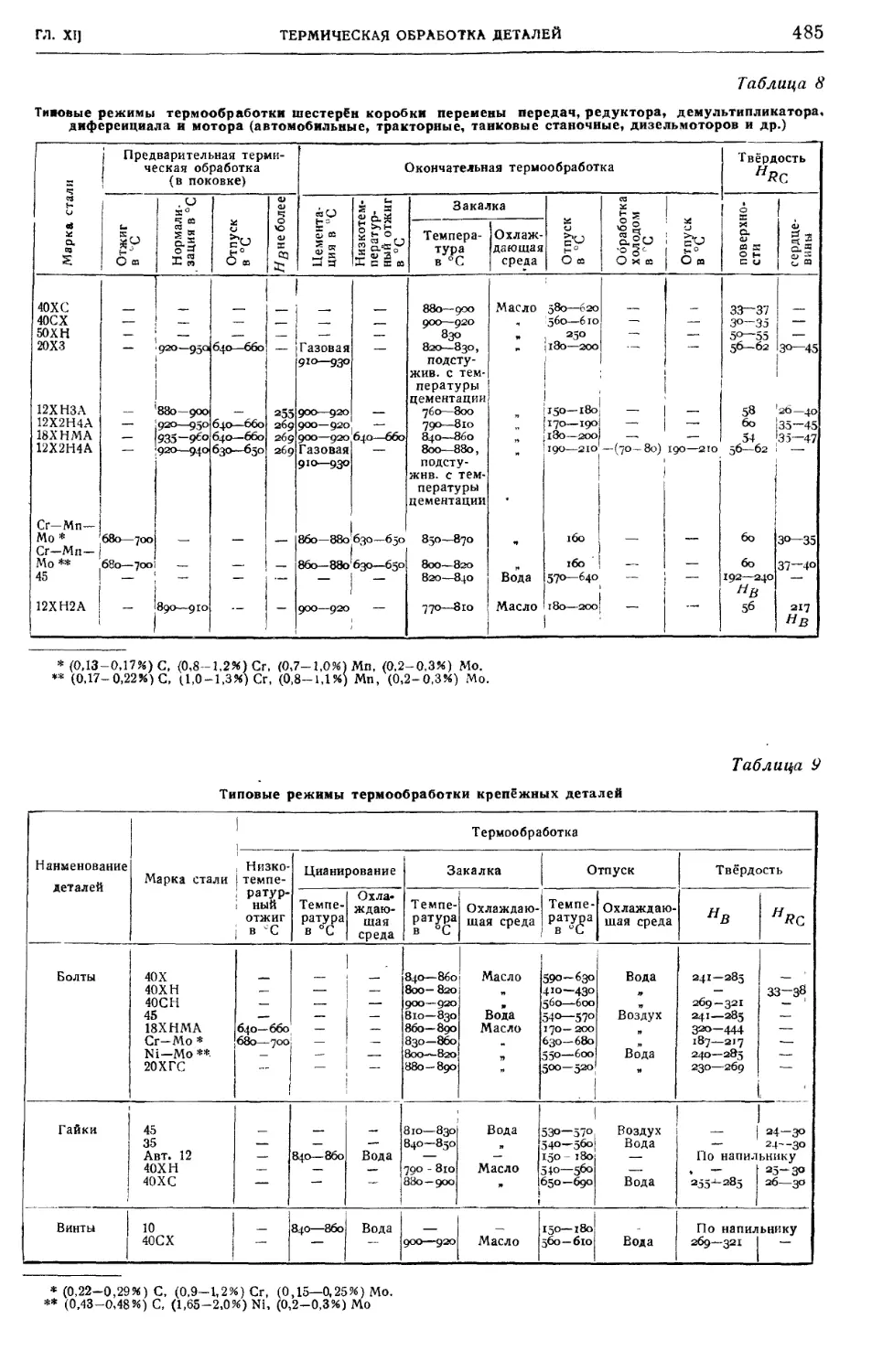
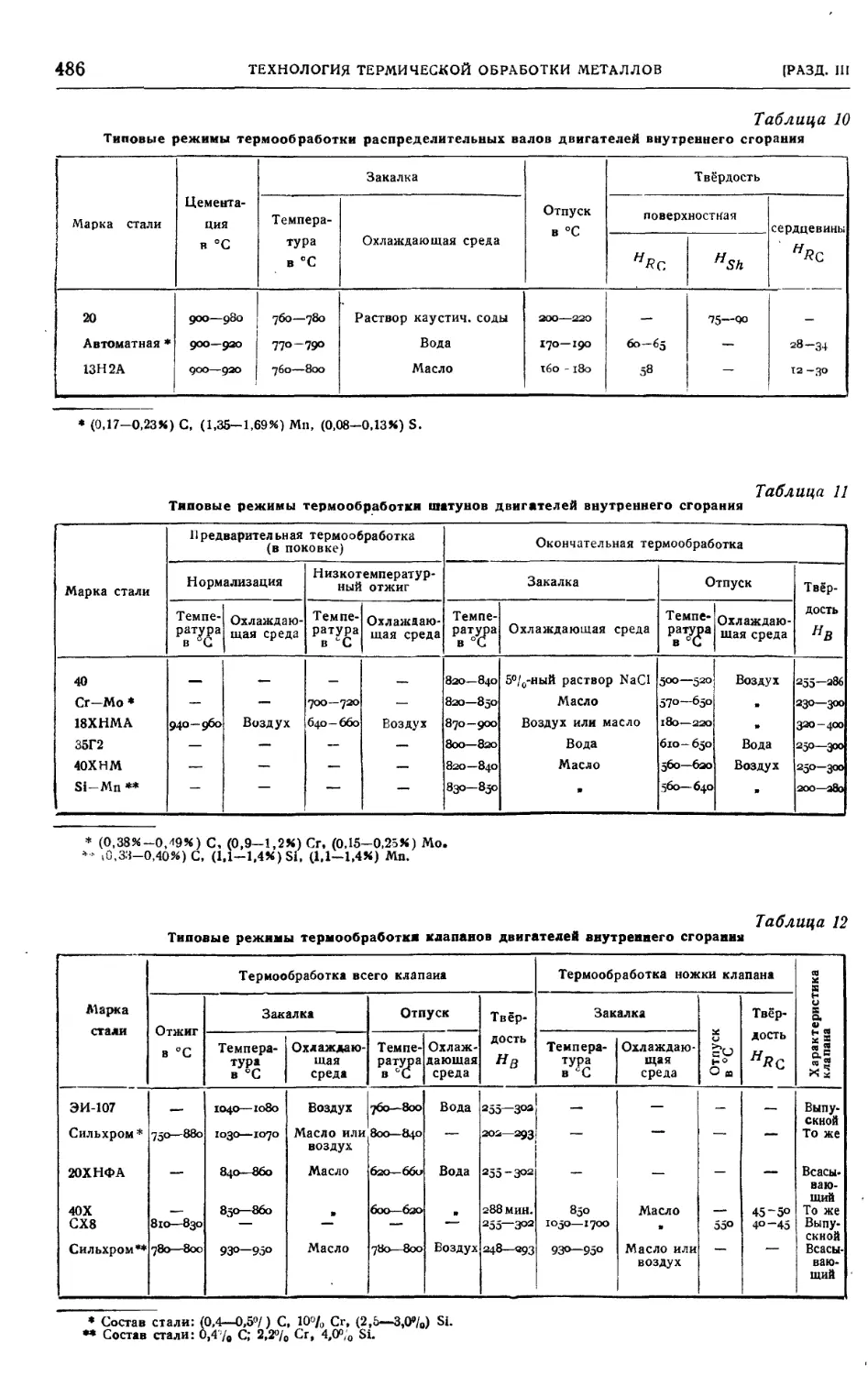
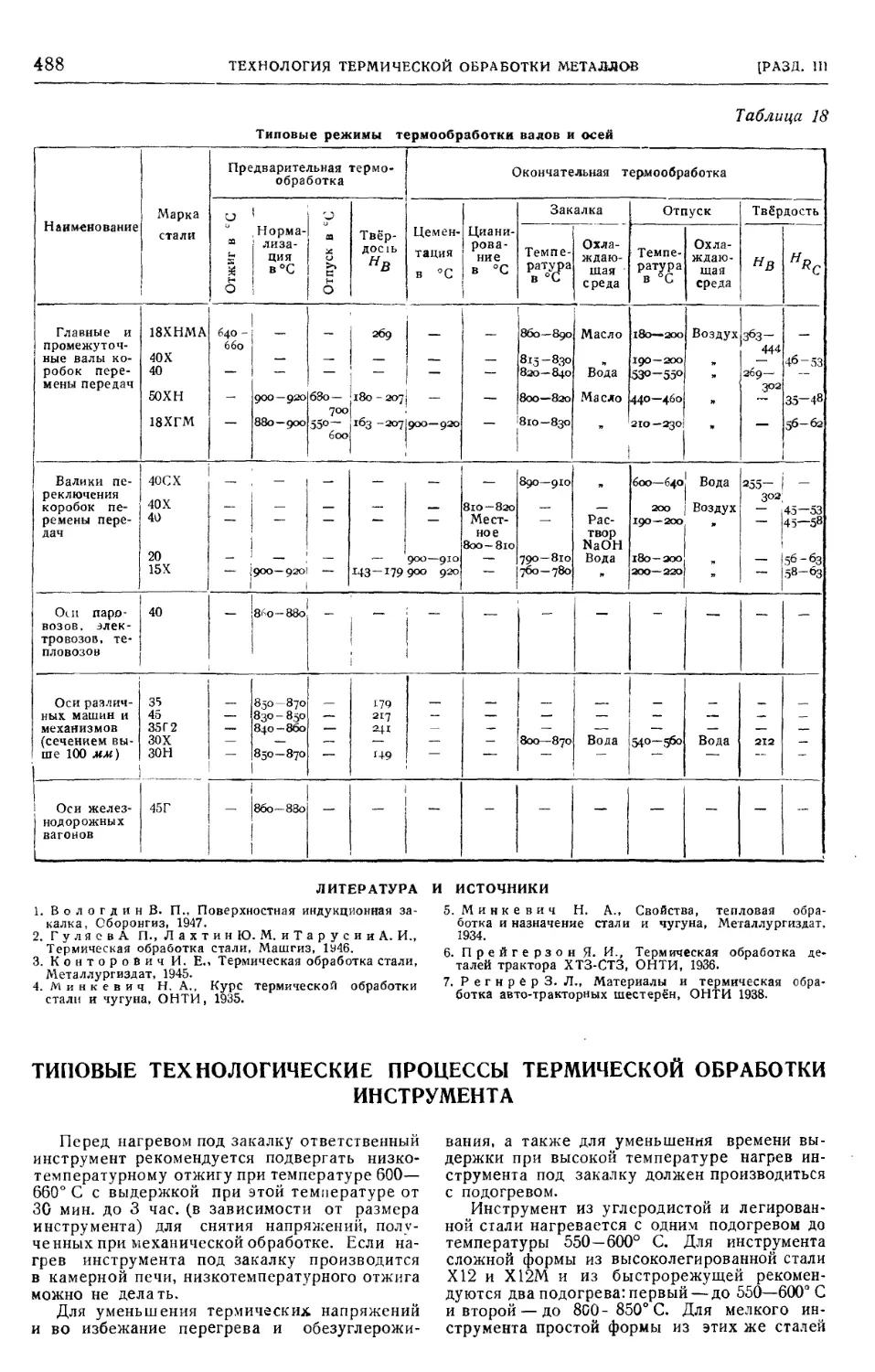
Типовые режимы термообработки деталей . 483
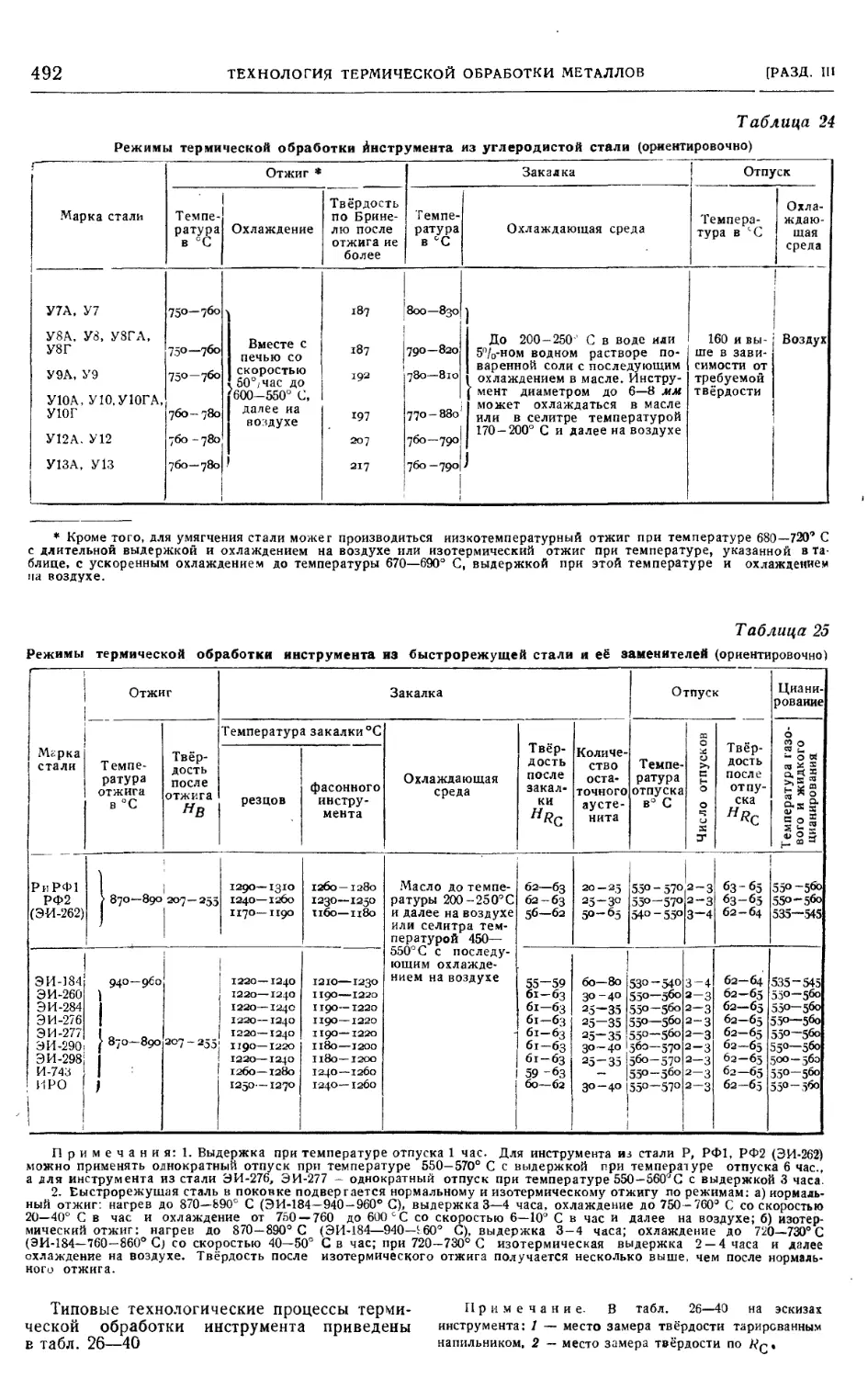
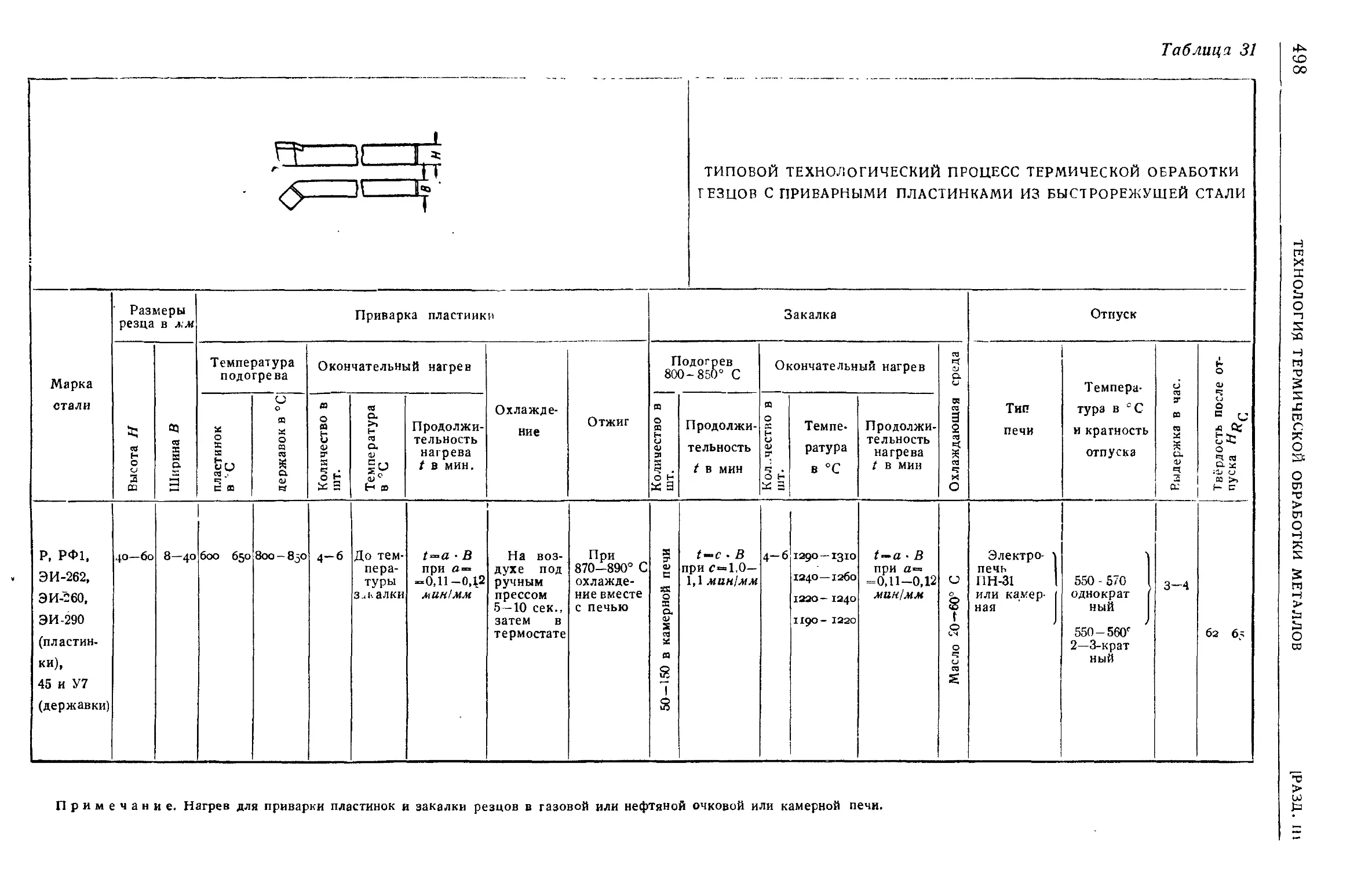
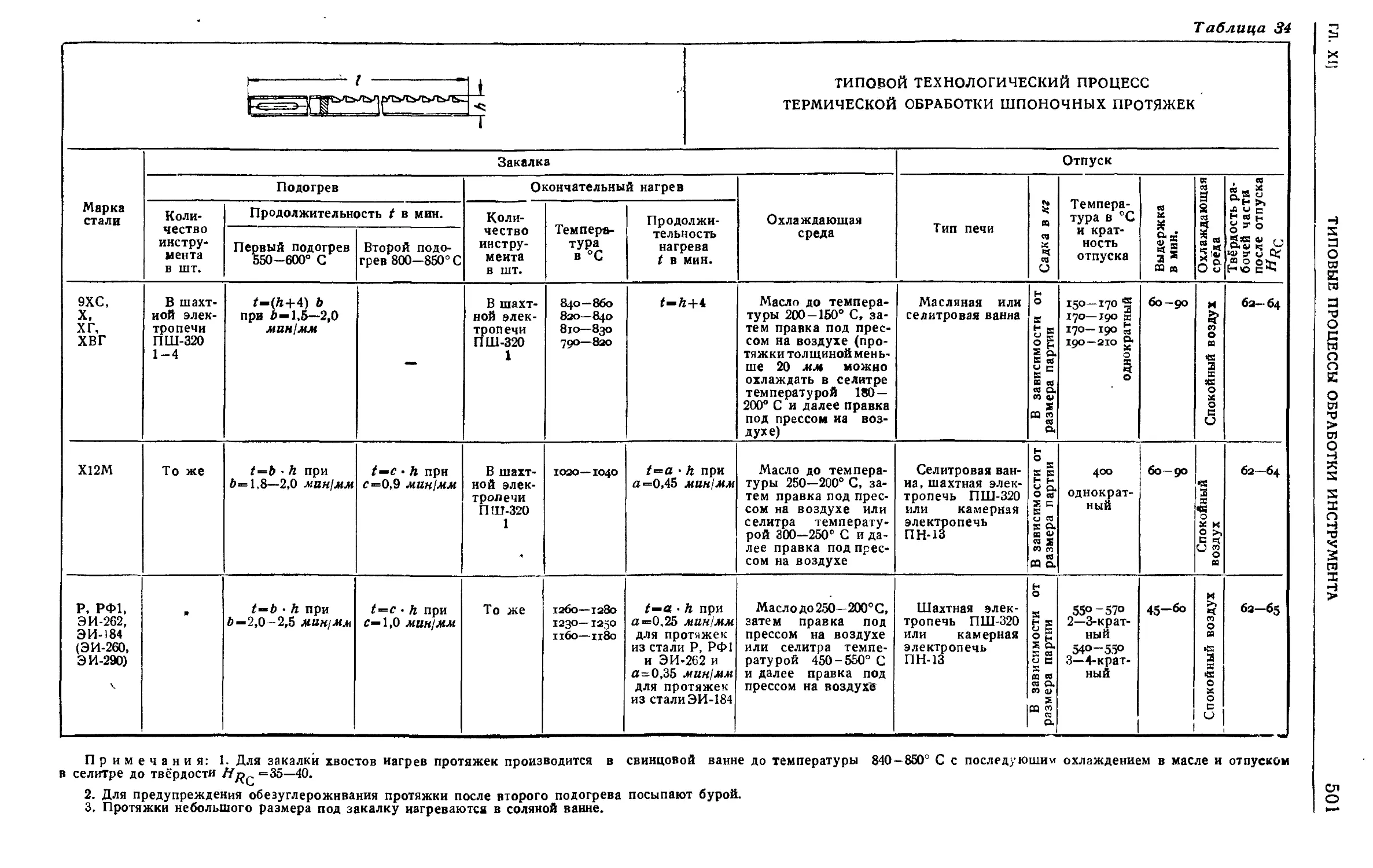
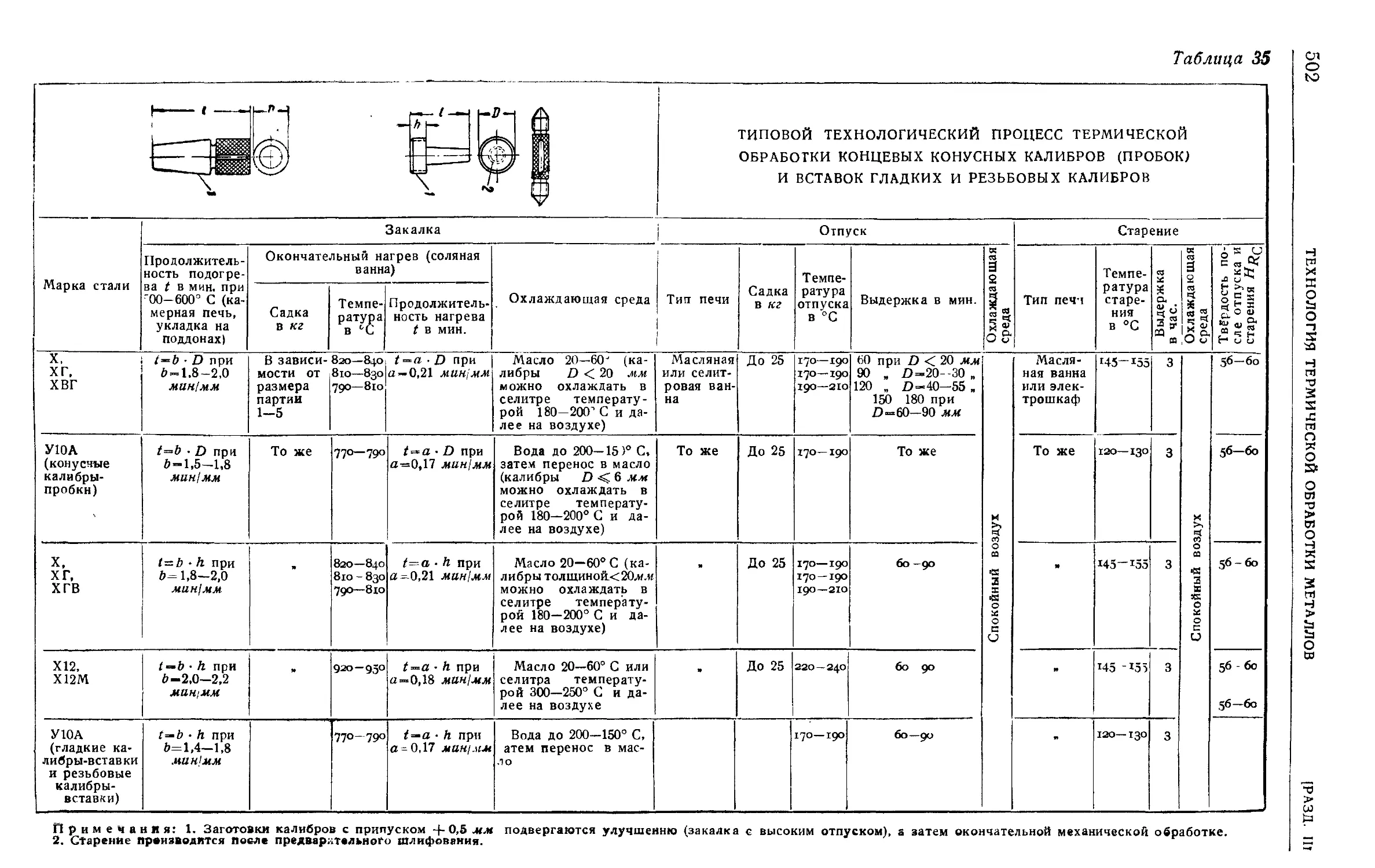
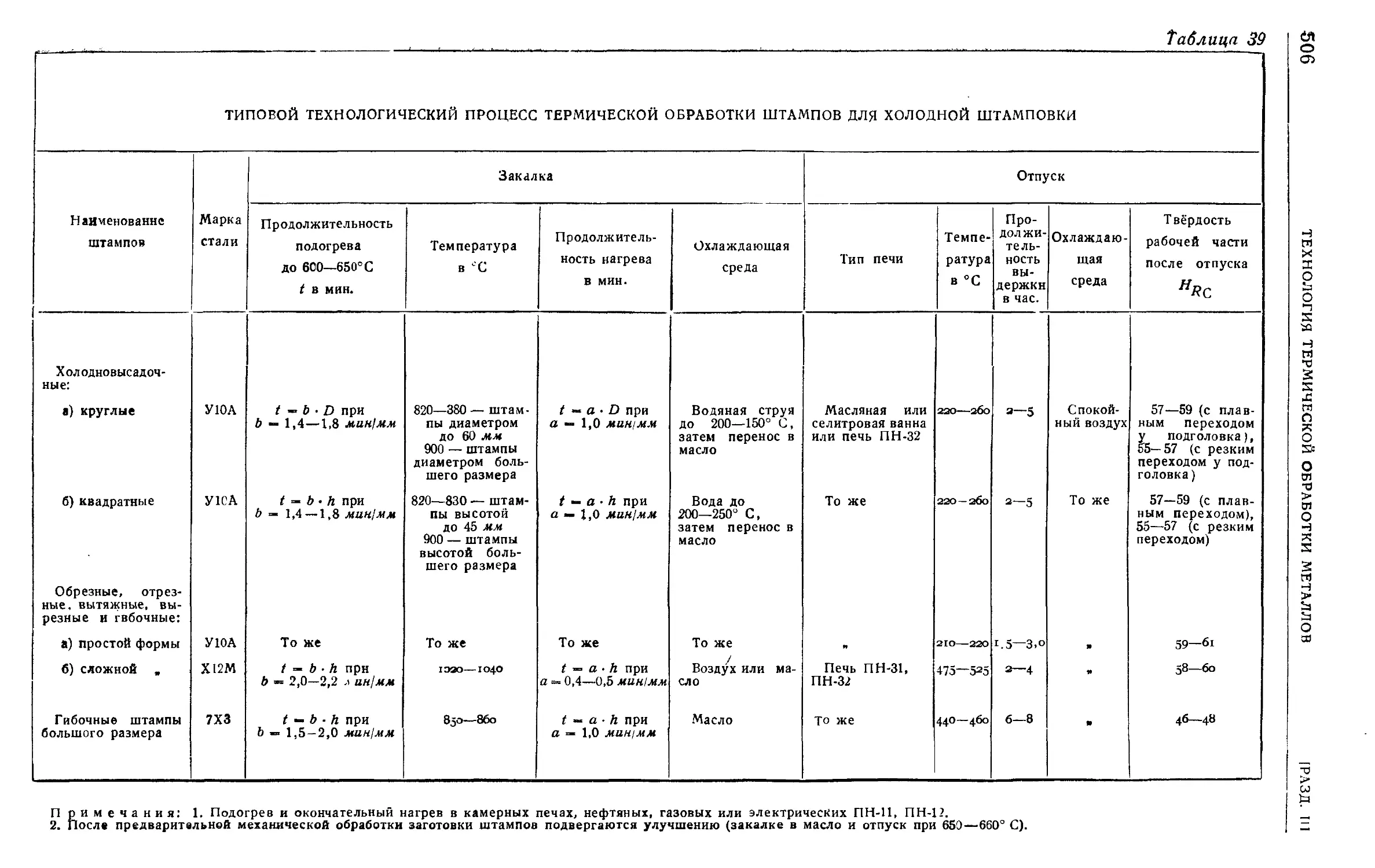
Типовые технологические про-
цессы термической обработки
инструмента 488
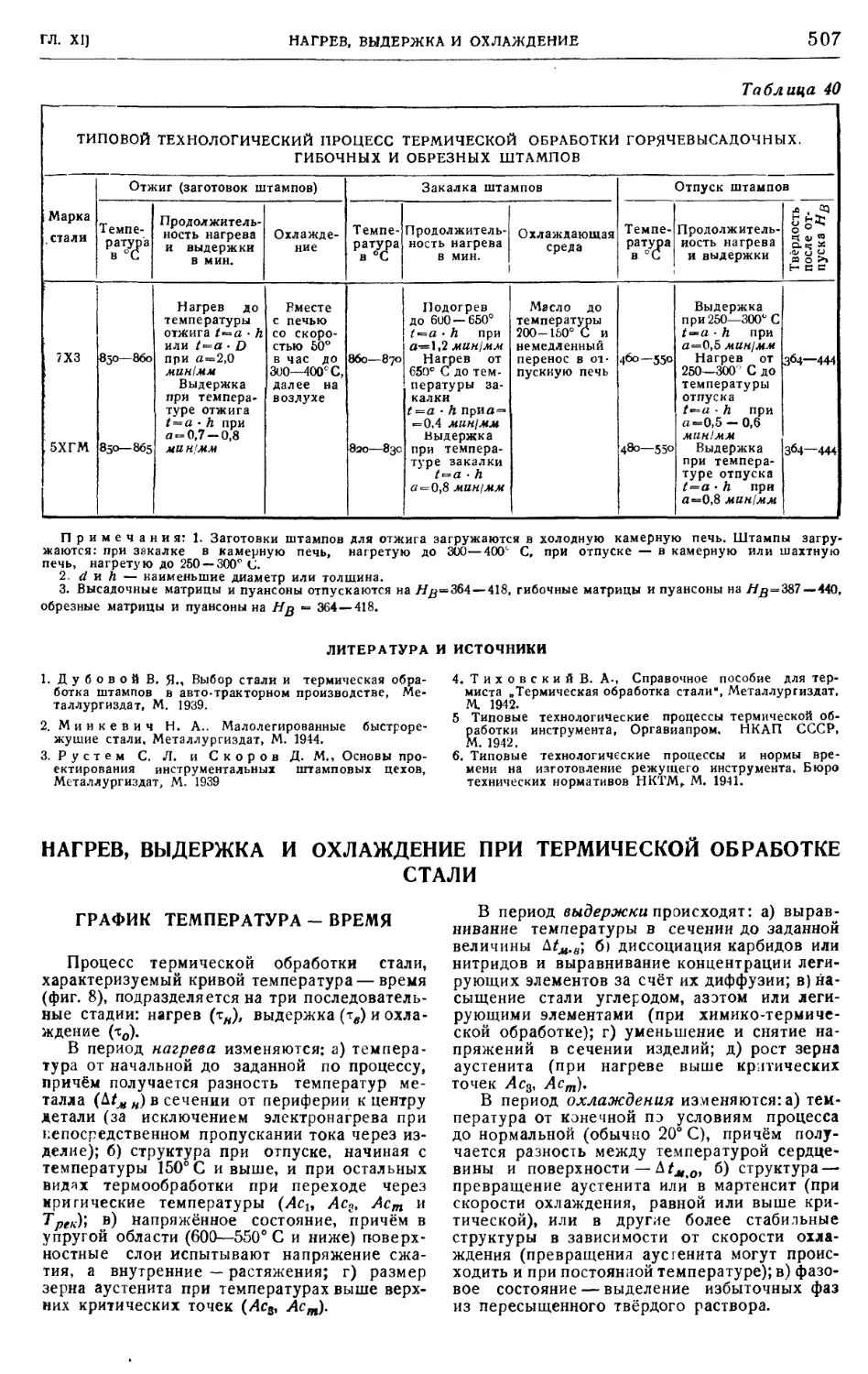
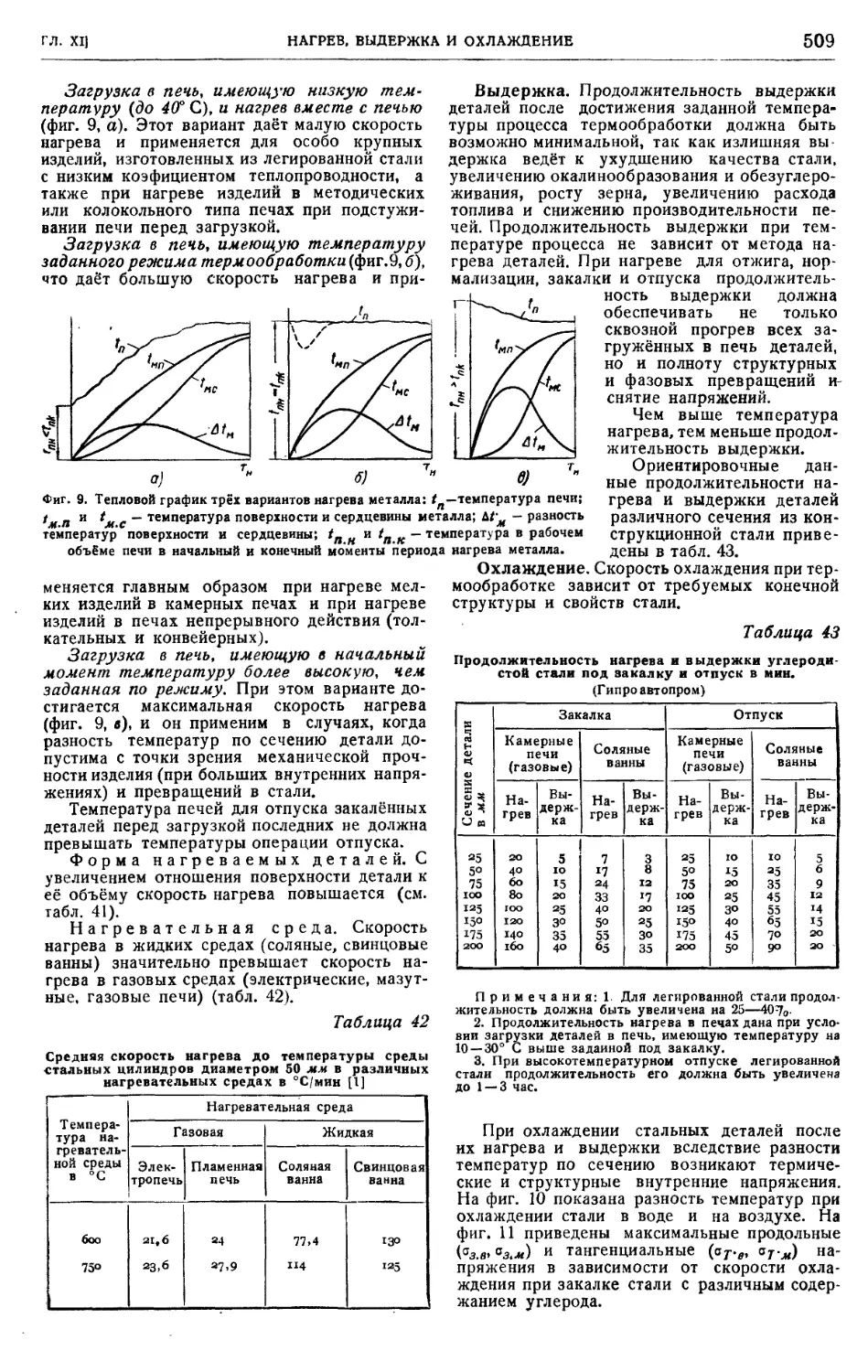
Нагрев, выдержка и охлаждение
при термической обработке
стали (инж. 3. Л. Регарер и лауреат
Сталинской премии, доц., канд. техн.
наук А. А. Шмыков) 507
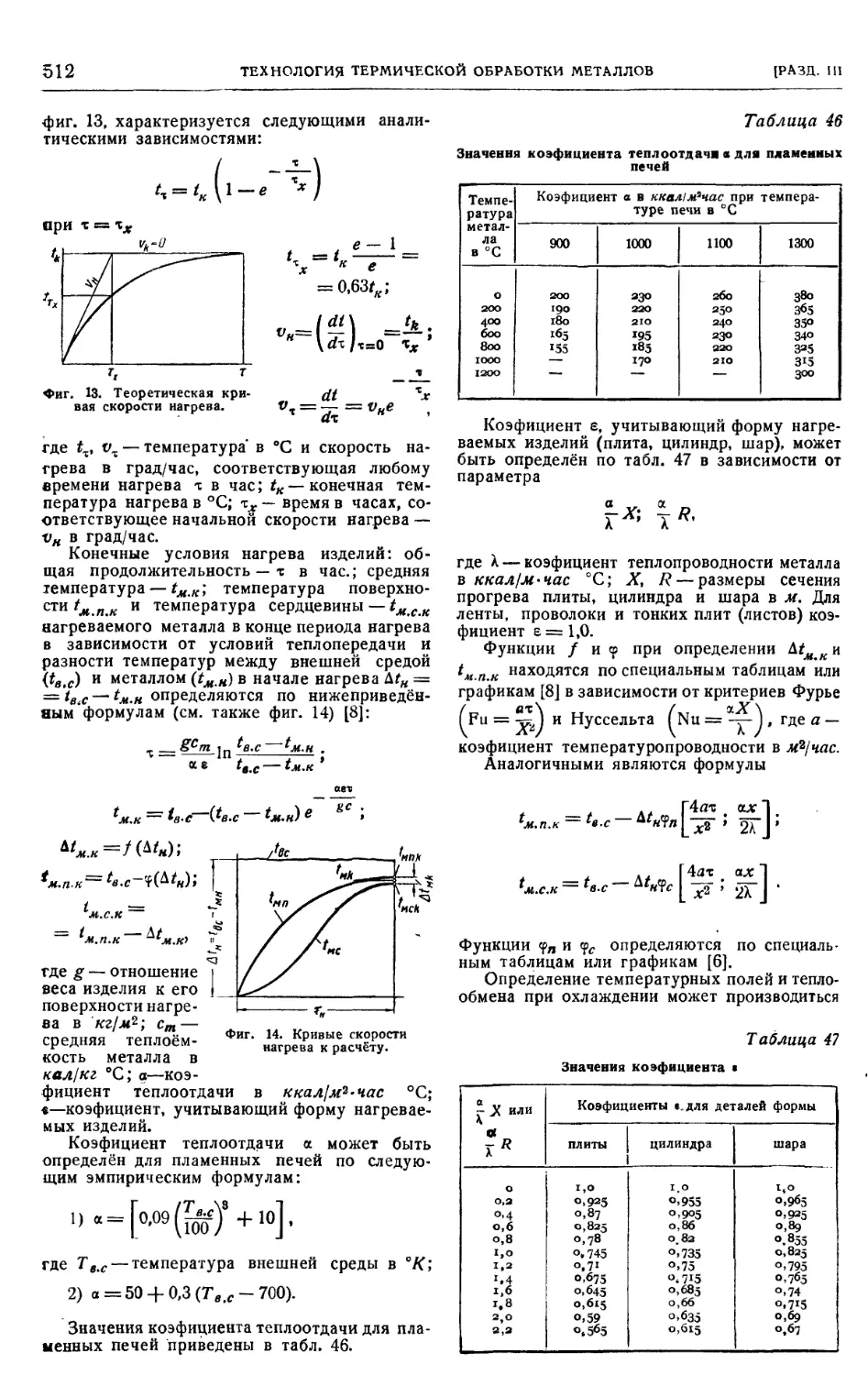
График температура — время 507
Методика расчёта продолжительности на-
грева и основных параметров состояния на-
греваемого металла 511
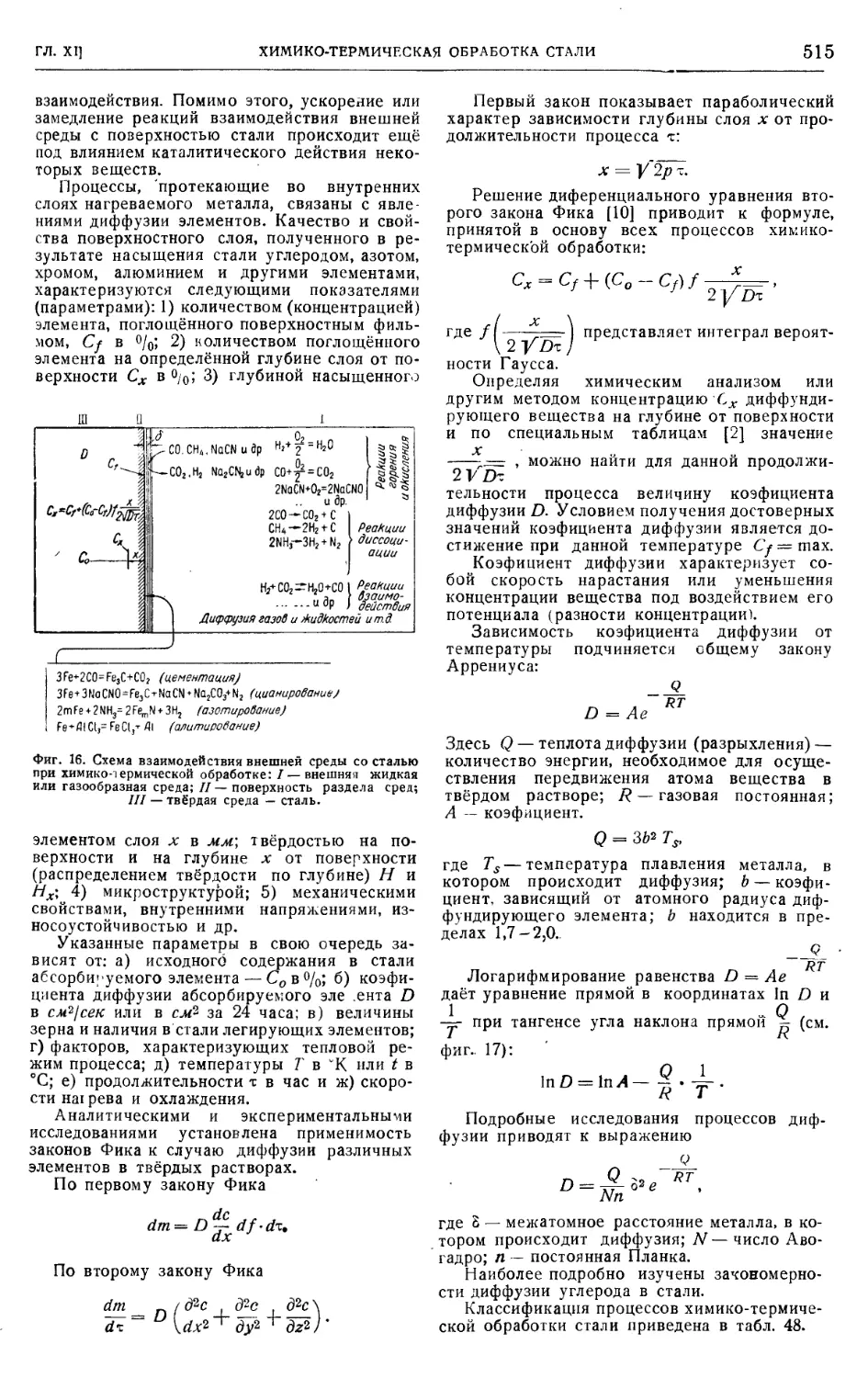
Химик о-т ермическая обработка
стали (инж. 3. Л. Регирер и лауреат-
Сталинской премии, доц., канд. техн.
'* наук А. А. Шмыков) . ¦ . 514
Классификация процессов химико-термиче-
ской обработки стали 514
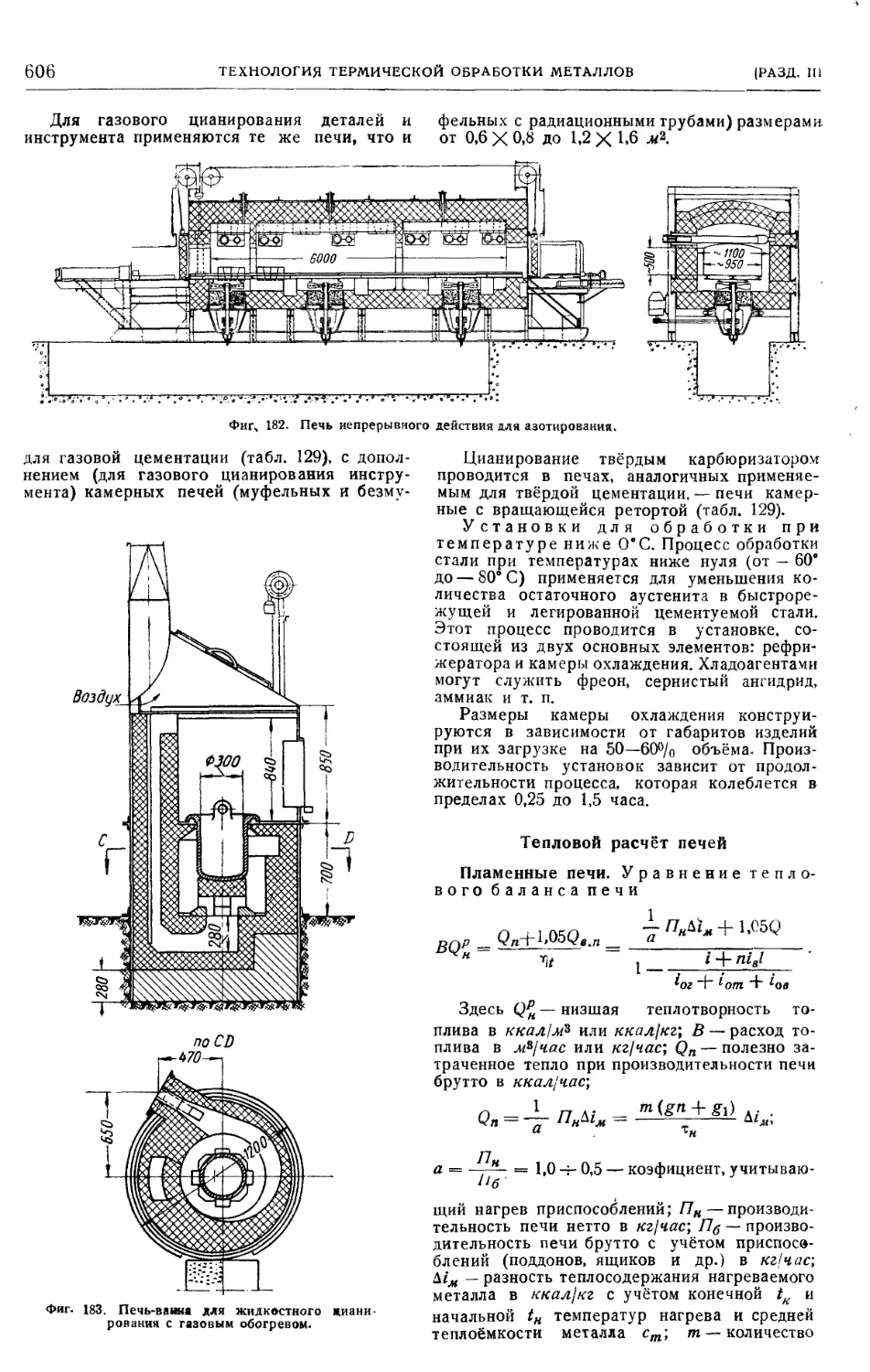
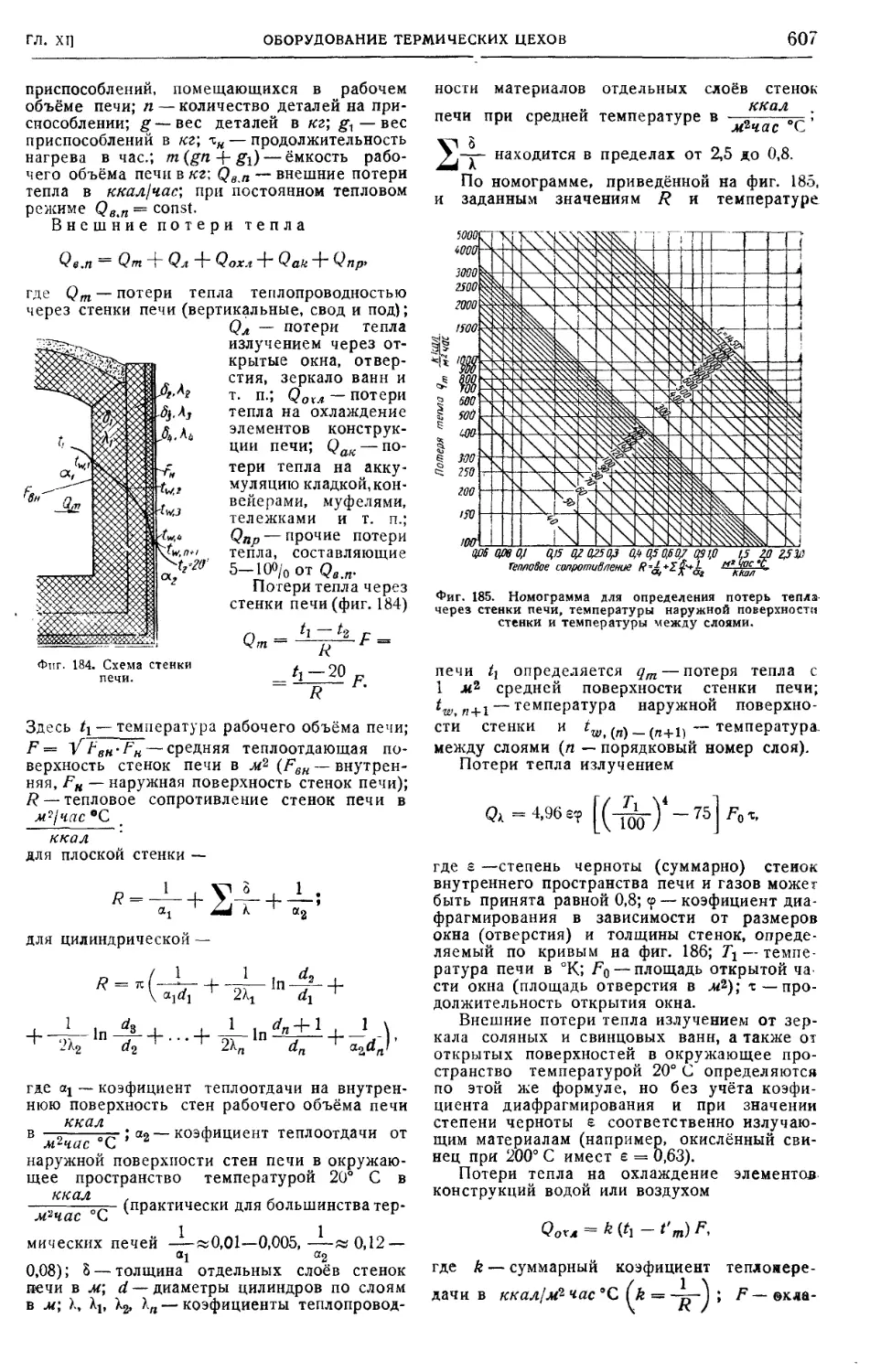
Цементация 516
Цементация твёрдым карбюризатором . . . 516
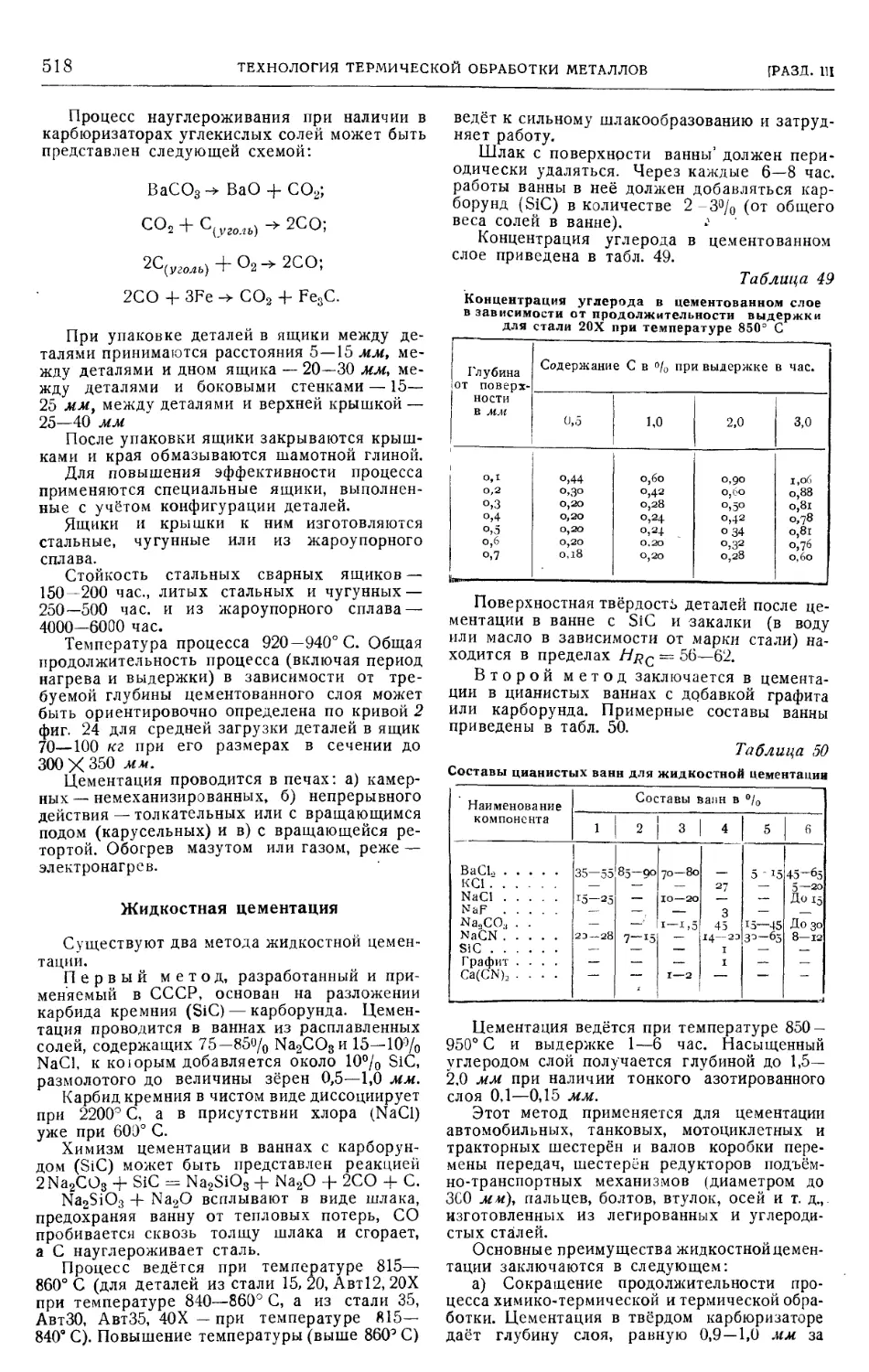
Жидкостная цементация 518
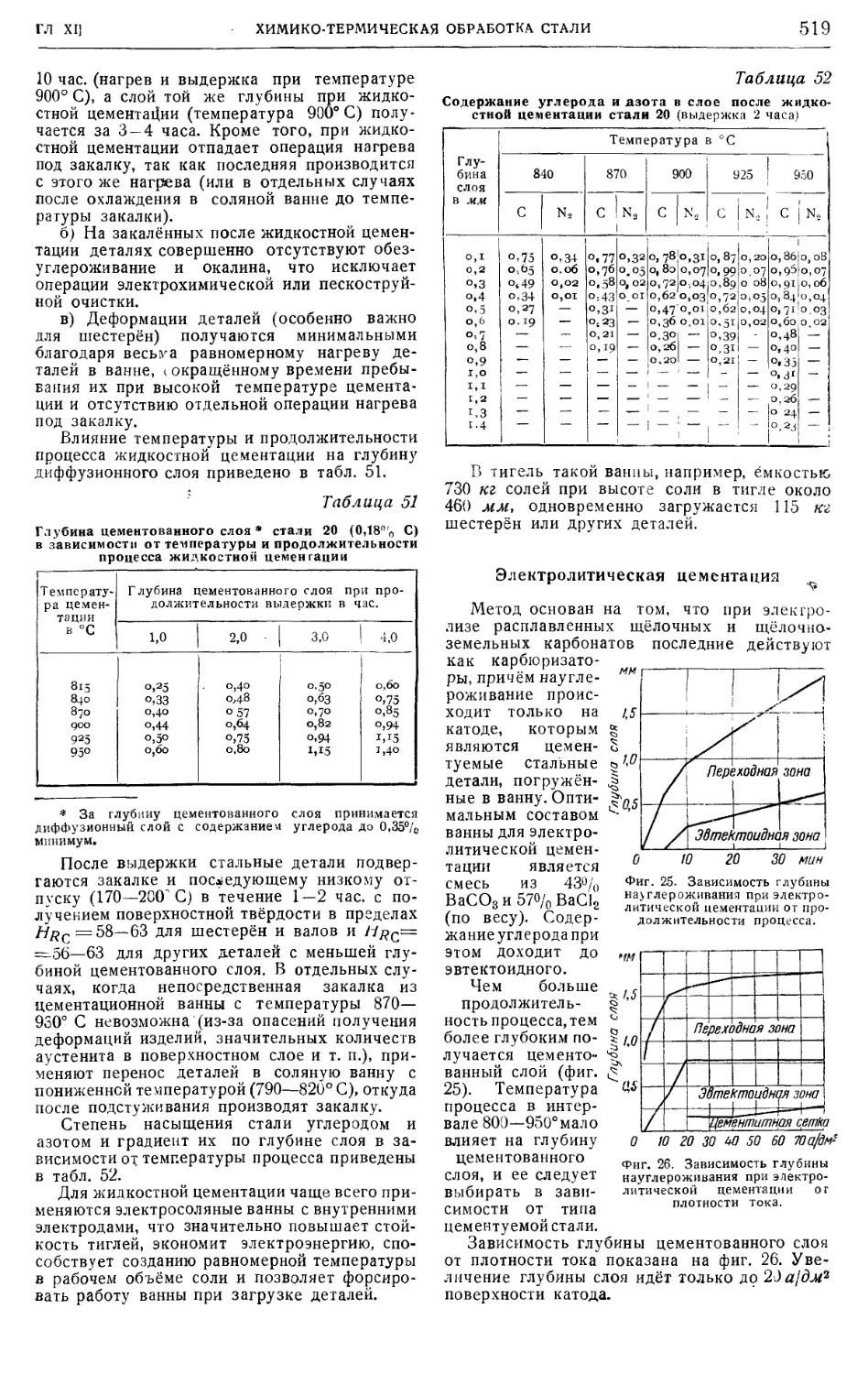
Электролитическая цементация 519
Газовая цементация 520
Азотирование . . 520
Газовое азотирование 520
Жидкостное азотирование 522
Цианирование . 522
Цианирование в твёрдой среде (низко-
температурное) 522
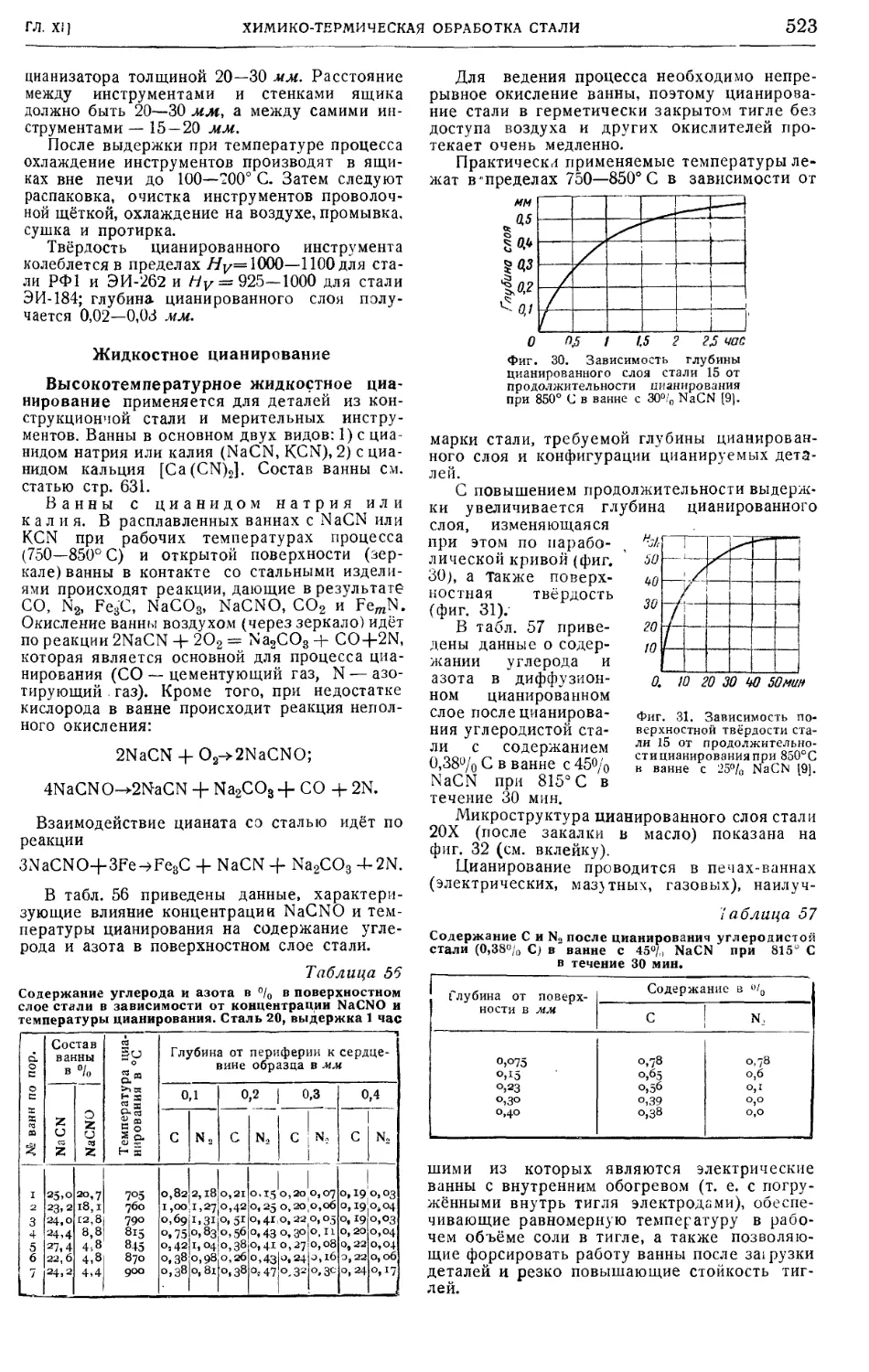
Жидкостное цианирование 522
Газовое цианирование 525
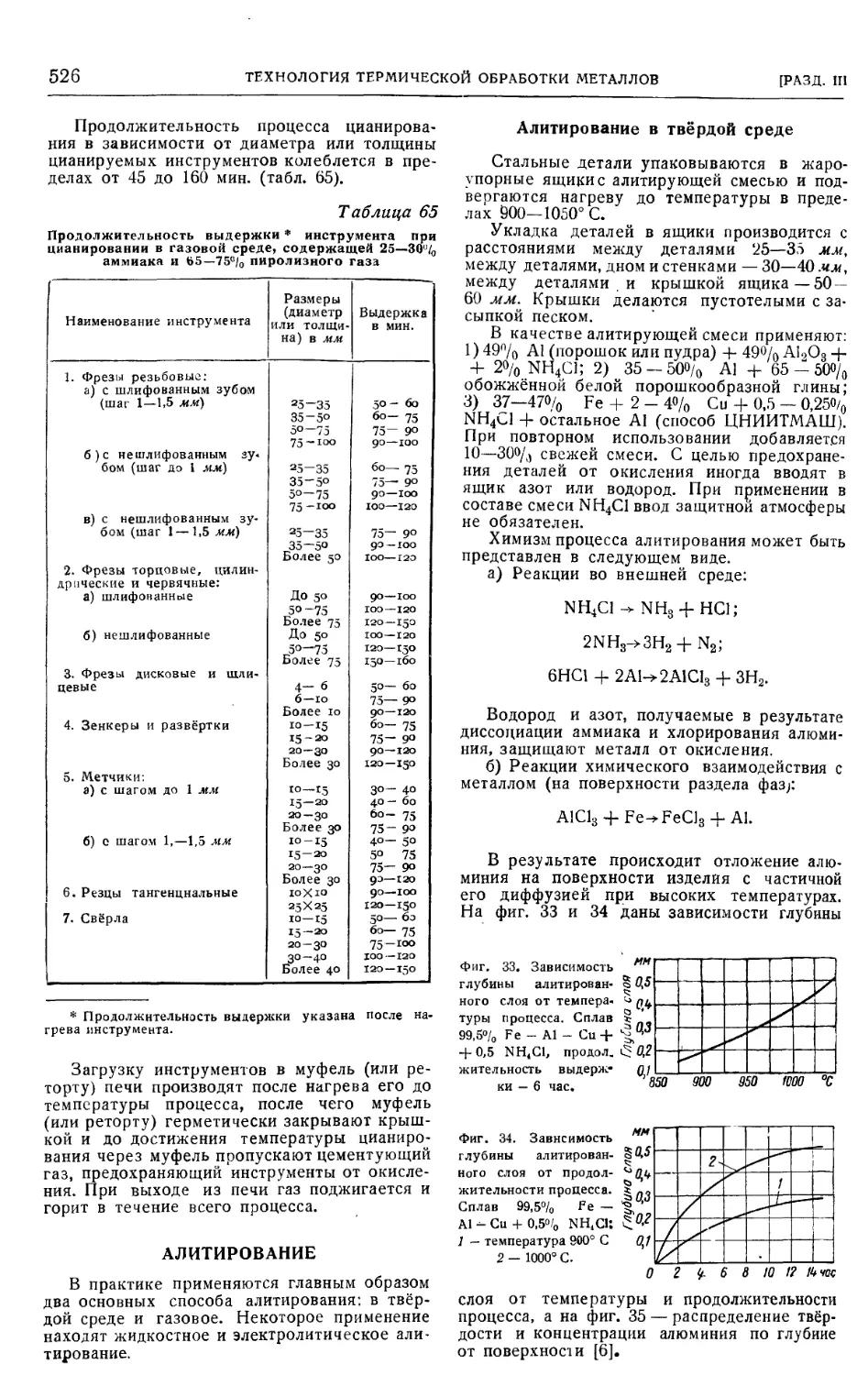
Алитирование 526
Алитирование в твёрдой среде 526
Газовое алитирование 527
Жидкостное алитирование в расплавлен-
ном алюминии 527
Электрическое алитирование (в распла-
вленных солях) 527
Хромирование (термодиффузионное) 527
Хромирование в твёрдой среде 527
Жидкостное хромирование 528
Газовое хромирование 528
Силицирование 628
Силицирование в твёрдой среде 528
Газовое силицирование 529
Борирование 529
Вотирование в твёрдой среде 529
Борирование в расплавленной буре при
её электролизе 529
Хромосилицирование 529
Хромоалитирование..... 529
Обработка стали при темпе-
ратурах ниже 0°С (доц., канд.
техн. наук М. Н. Кунявский) 530
Основы процесса 530
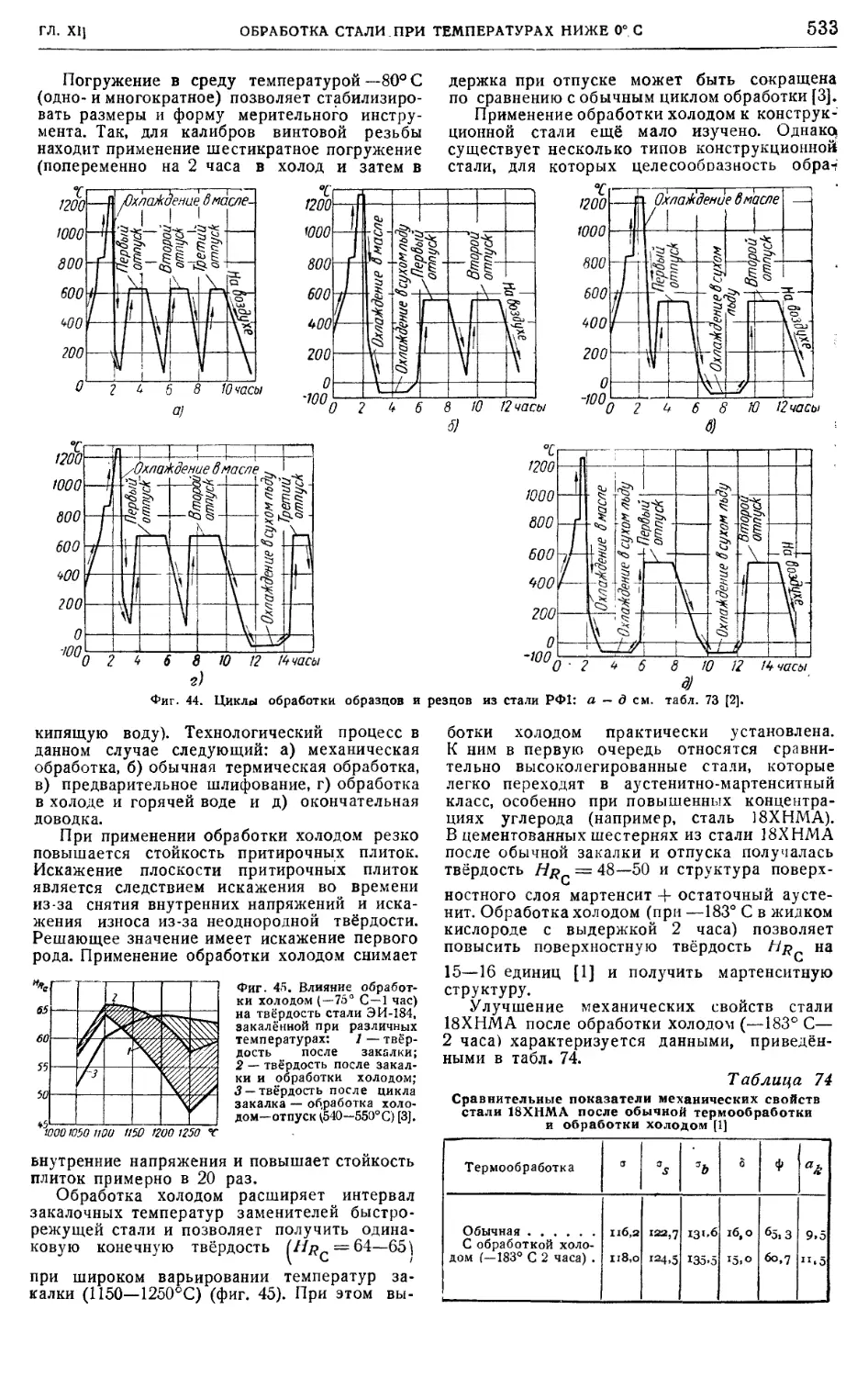
Влияние обработки стали холодом на её
свойства 532
Оборудование для обработки холодом .... 535
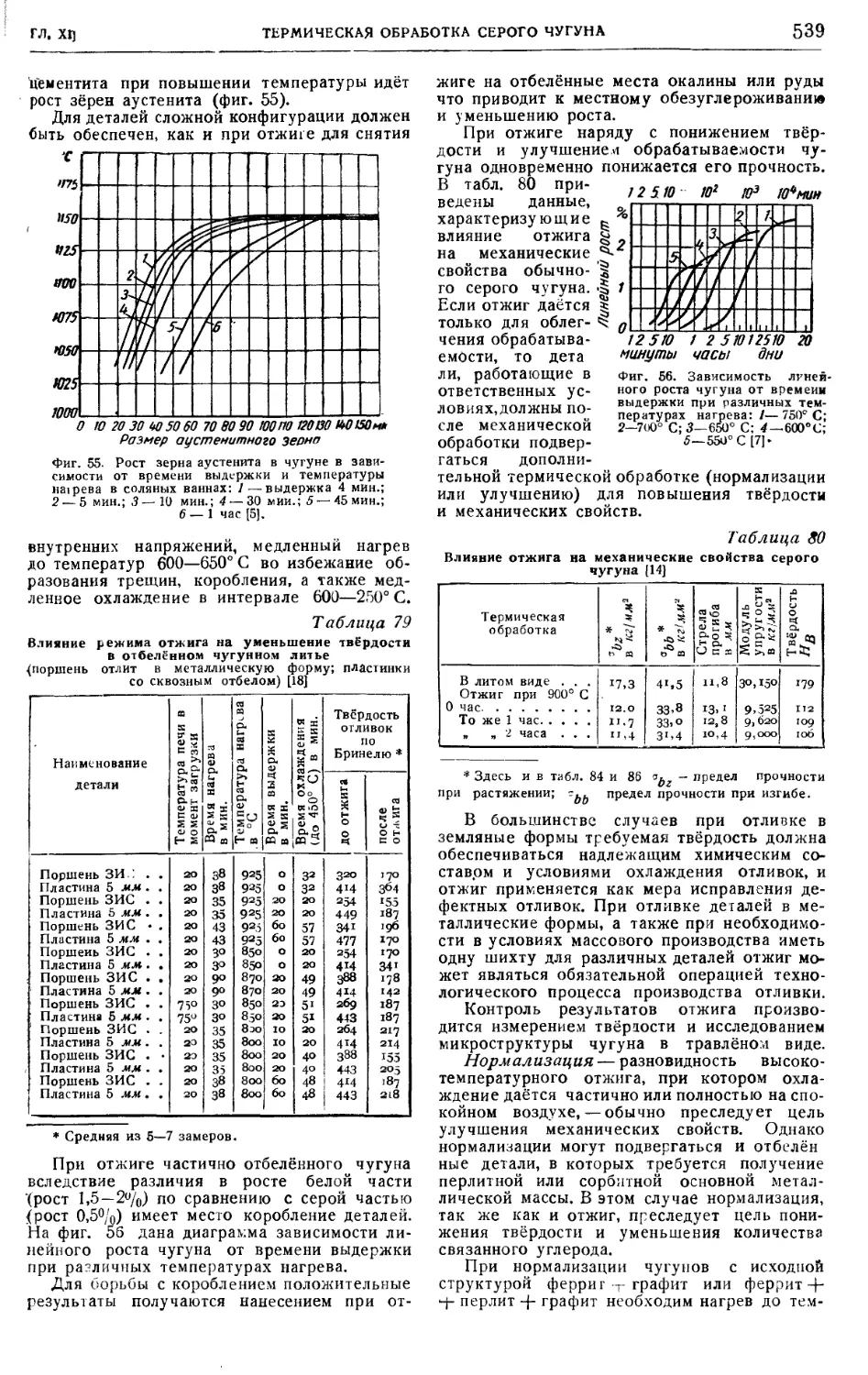
Термическая обработка серого
чугуна (доц., канд. техн. наук
М. Н. Кунявский) 535
Термическая обработка для снятия вну-
тренних напряжений 535
Термическая обработка для уменьшения
твёрдости 535
Термическая обработка для повышения
твёрдости и улучшения механических
свойств (закалка и отпуск) . 541
Химико-термическая обработка для повы-
шения износоустойчивости и коррозие-
стойкости 544
Термическая обработка легированных чугу-
нов 544
Термическа я обработка белого
чугуна (ковкие чугуны) (доц., канд.
техн. наук М. Н. Кунявский) 545
Термическая обработка (отжиг) для полу-
чения ферритного ковкого чугуна 545
Термическая обработка для получения пер-
литного ковкого чугуна 549
Термическая обработка ферритного ковкого
чугуна 552
Термическая обработка (отжиг) для полу-
чения обезуглероженного ковкого чу-
гуна 552
Сверхускоренный отжиг ков-
кого чугуна с повышенным
содержанием хрома (лауреат
Сталинской премии, канд. техн. наук
А. Д. Ассонов) 554
Термическая обработка цвет-
ных металлов и сплавов (доц.,
канд. техн. наук'Ф. А. Лунев) 555
Термическая обработка меди и сплавов . . . 555
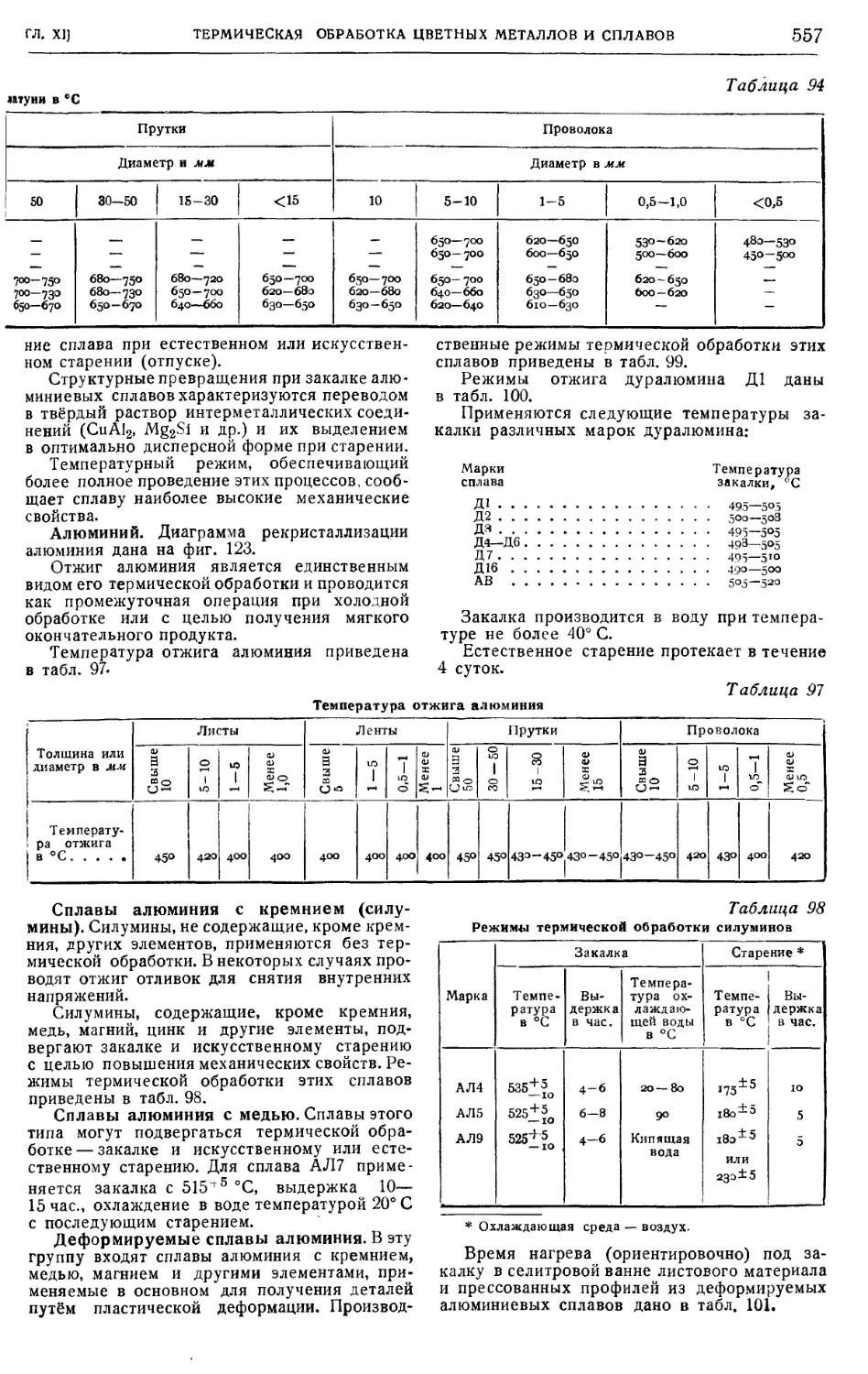
Термическая обработка алюминия и его
сплавов 556
Термическая обработка магниевых сплавов . 558
Химико-термическая обработка цветных ме-
таллов и сплавов 559
Контролируемые атмосферы
при термической обработке
(лауреат Сталинской премии, доц.,
канд. техн. наук. А. А. Шмыков) .... 559
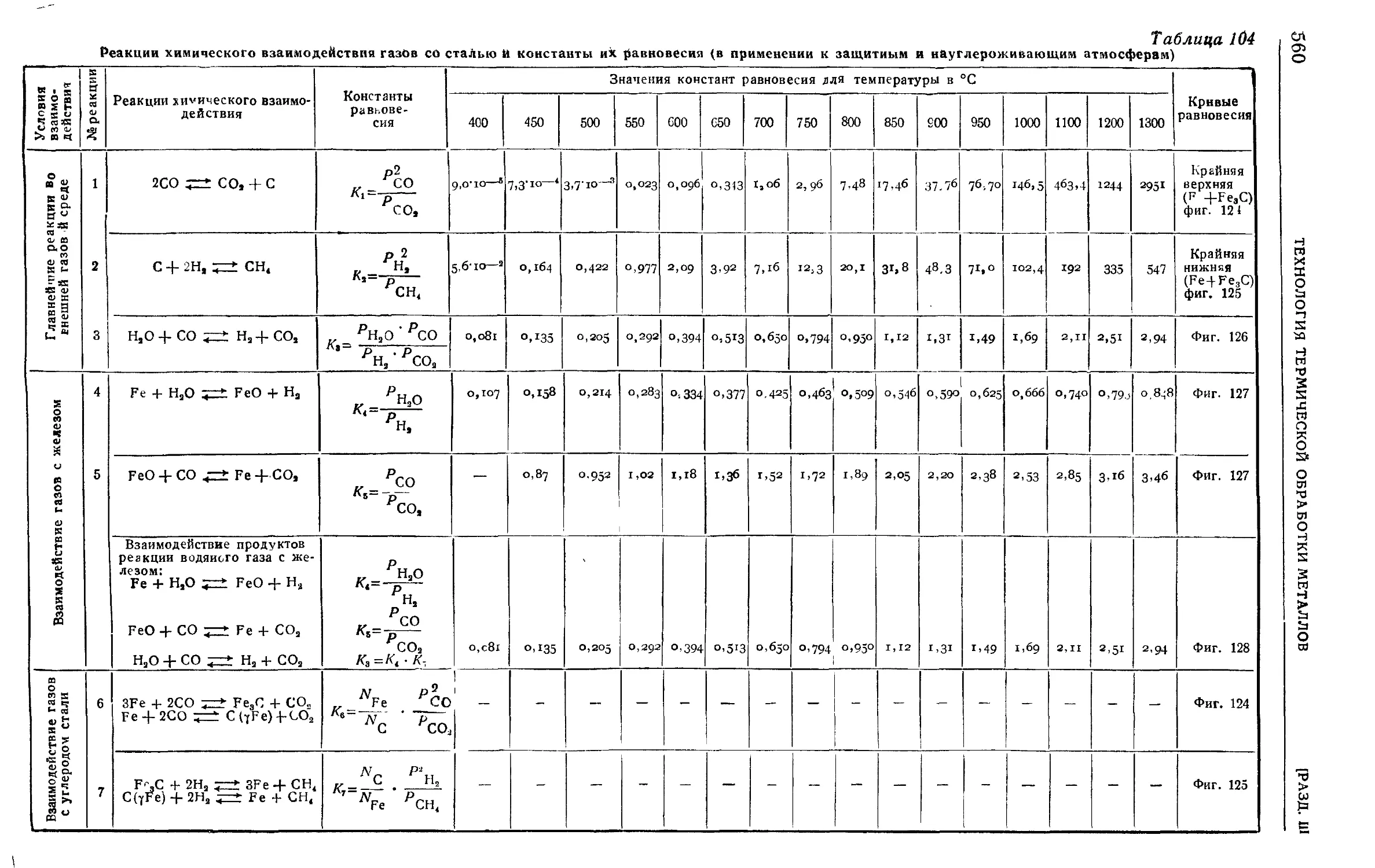
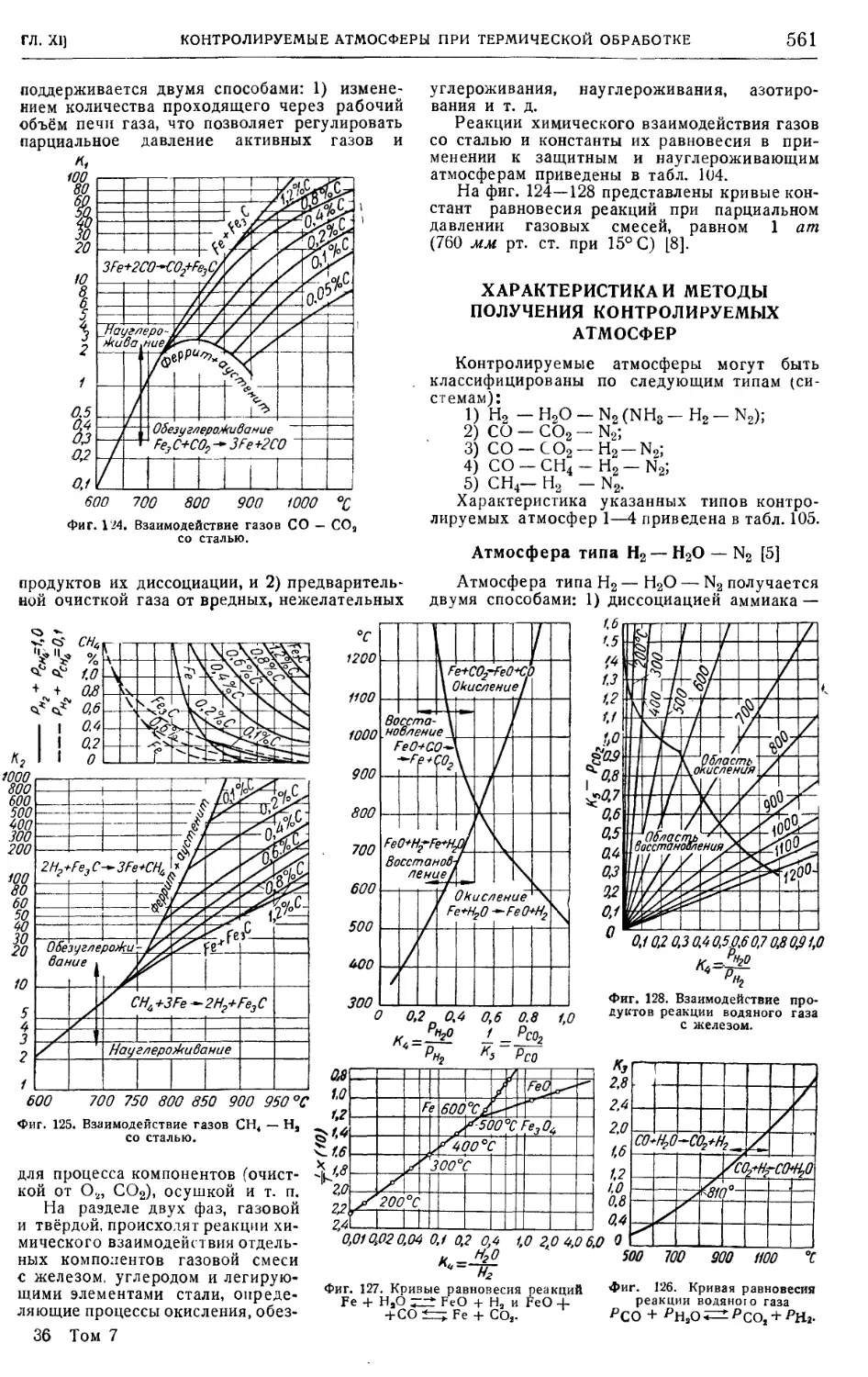
Взаимодействие газов при нагреве стали . . 559
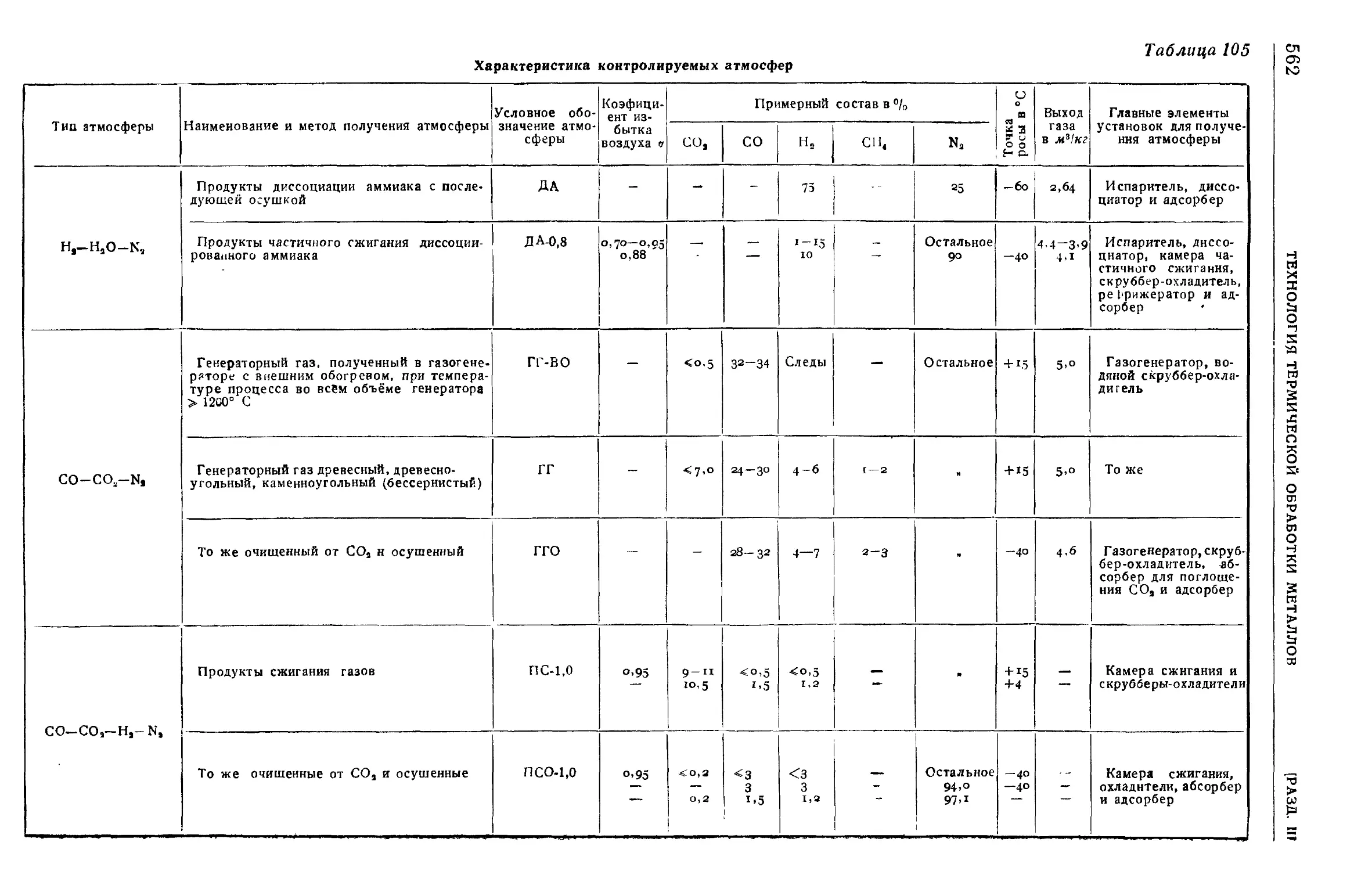
Характеристика и методы получения контро-
лируемых атмосфер 561
Атмосфера типа Н2 — Н2О — Na 561
Атмосфера типа СО-СО2 —Ns 564
Атмосфера типа СО — СО2 — Н2 — N2 . . . 568
Атмосфера типа СО - СН4 — На — N2 • . 572
Атмосфера типа СН4 — На — N2 • ..... 574
Применение контролируемых атмосфер . . 574
Требования к печам при применении кон-
тролируемых атмосфер 574
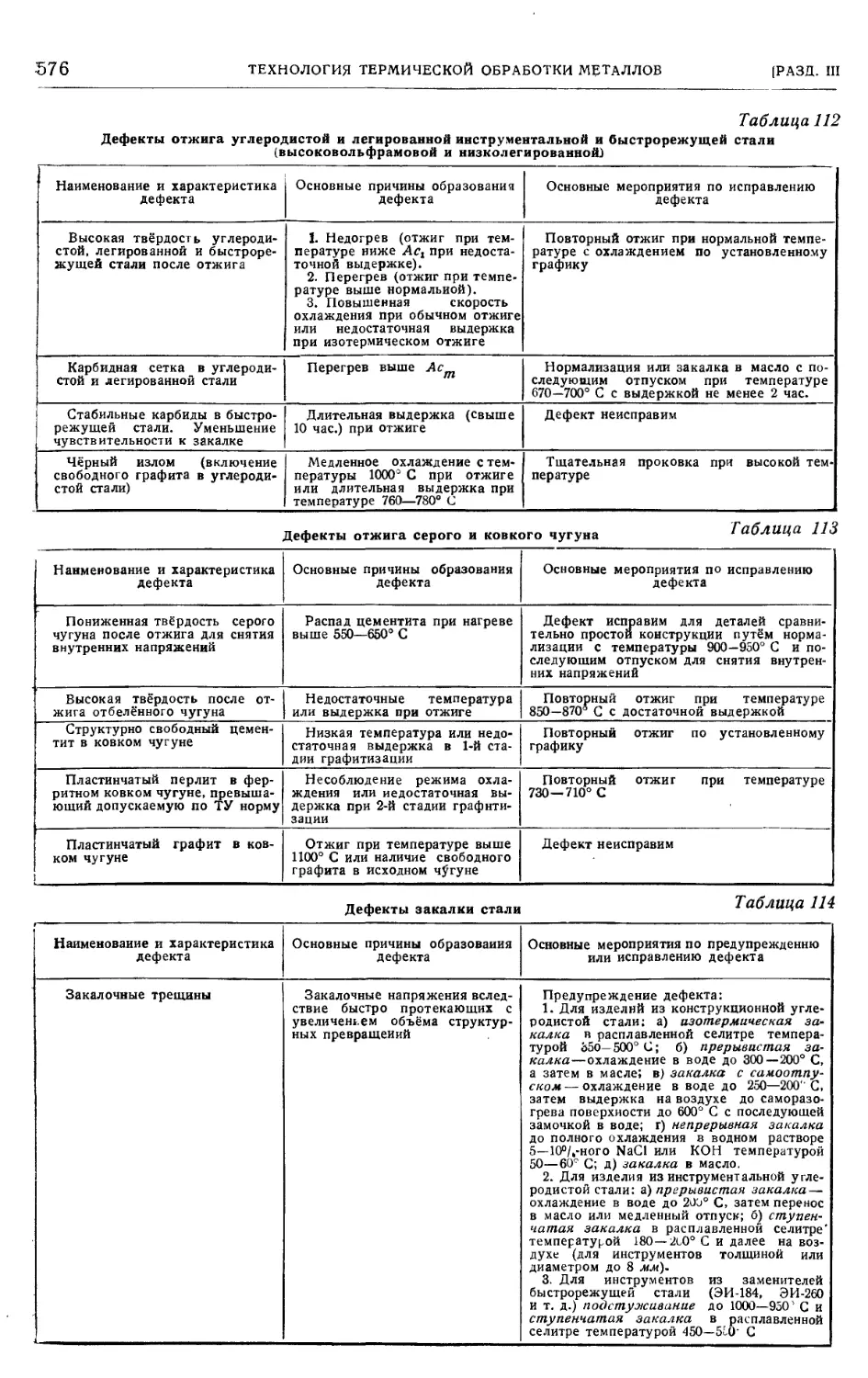
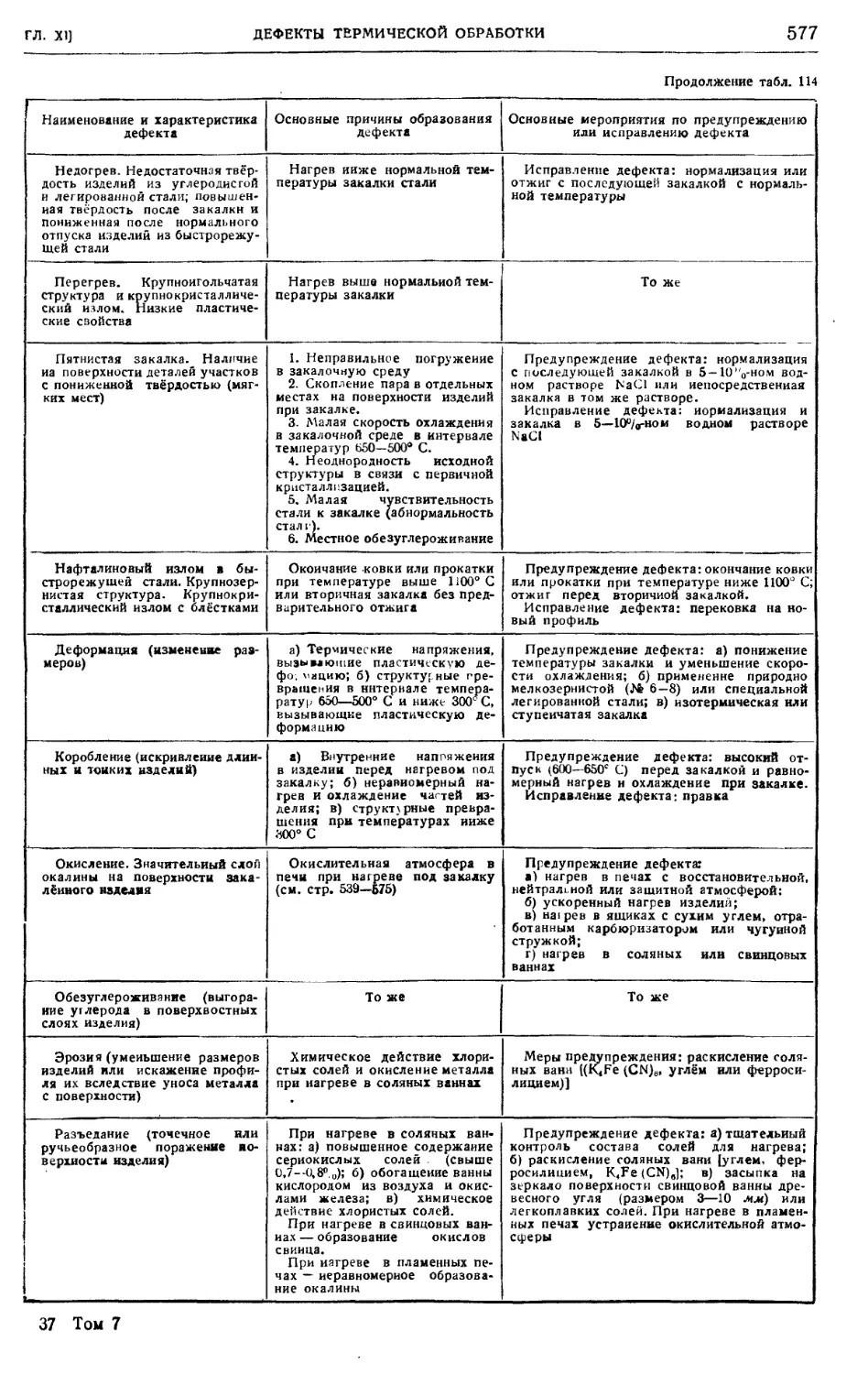
Дефекты термической обра-
ботки и основные меры борьбы
с ними.... 575
Оборудование термических
цехов (лауреат Сталинской пре-
мии, доц., канд. техн. наук
А. А. Шмыков) 580
Классификация оборудования 580
Основное оборудование 581
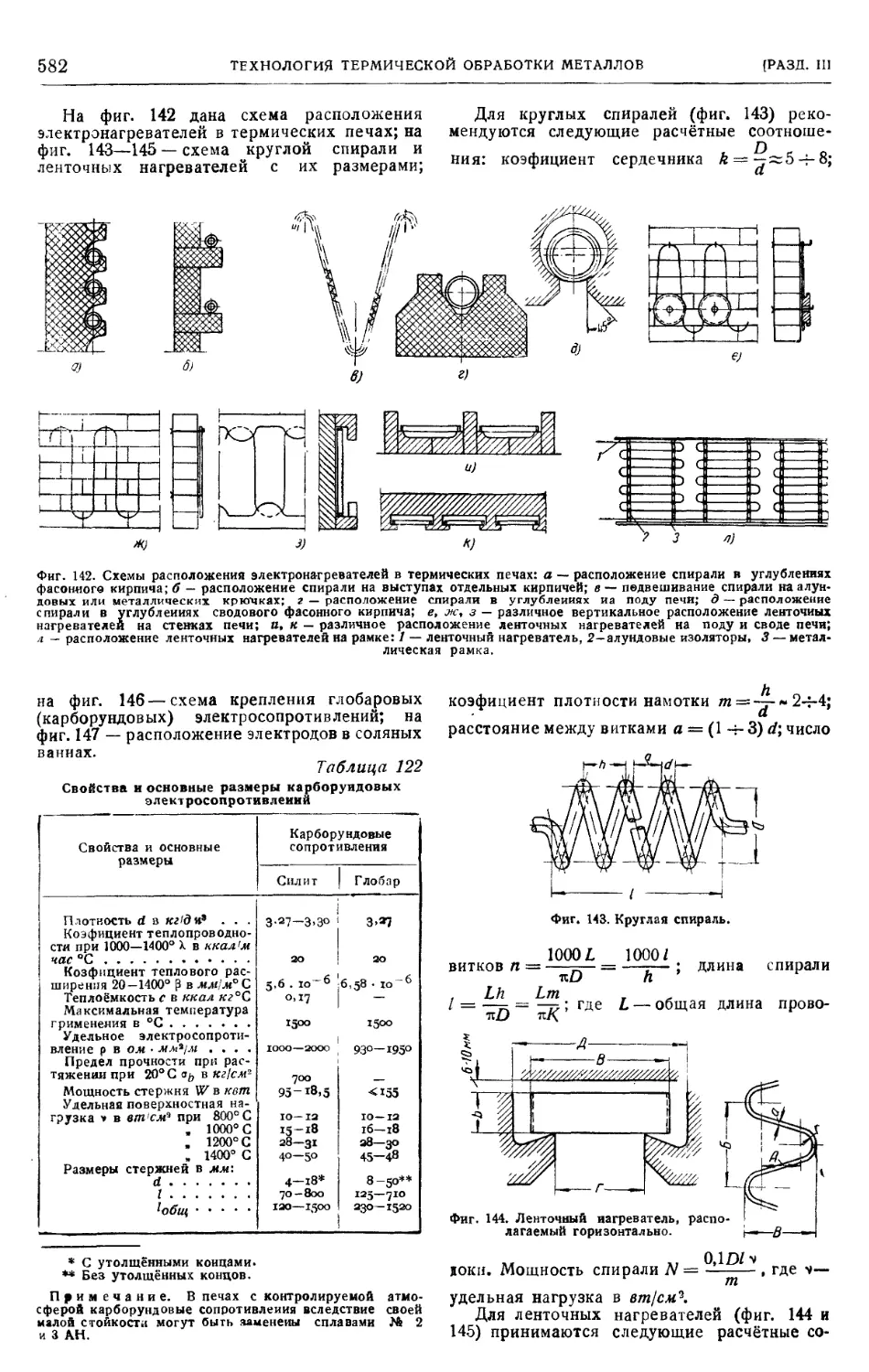
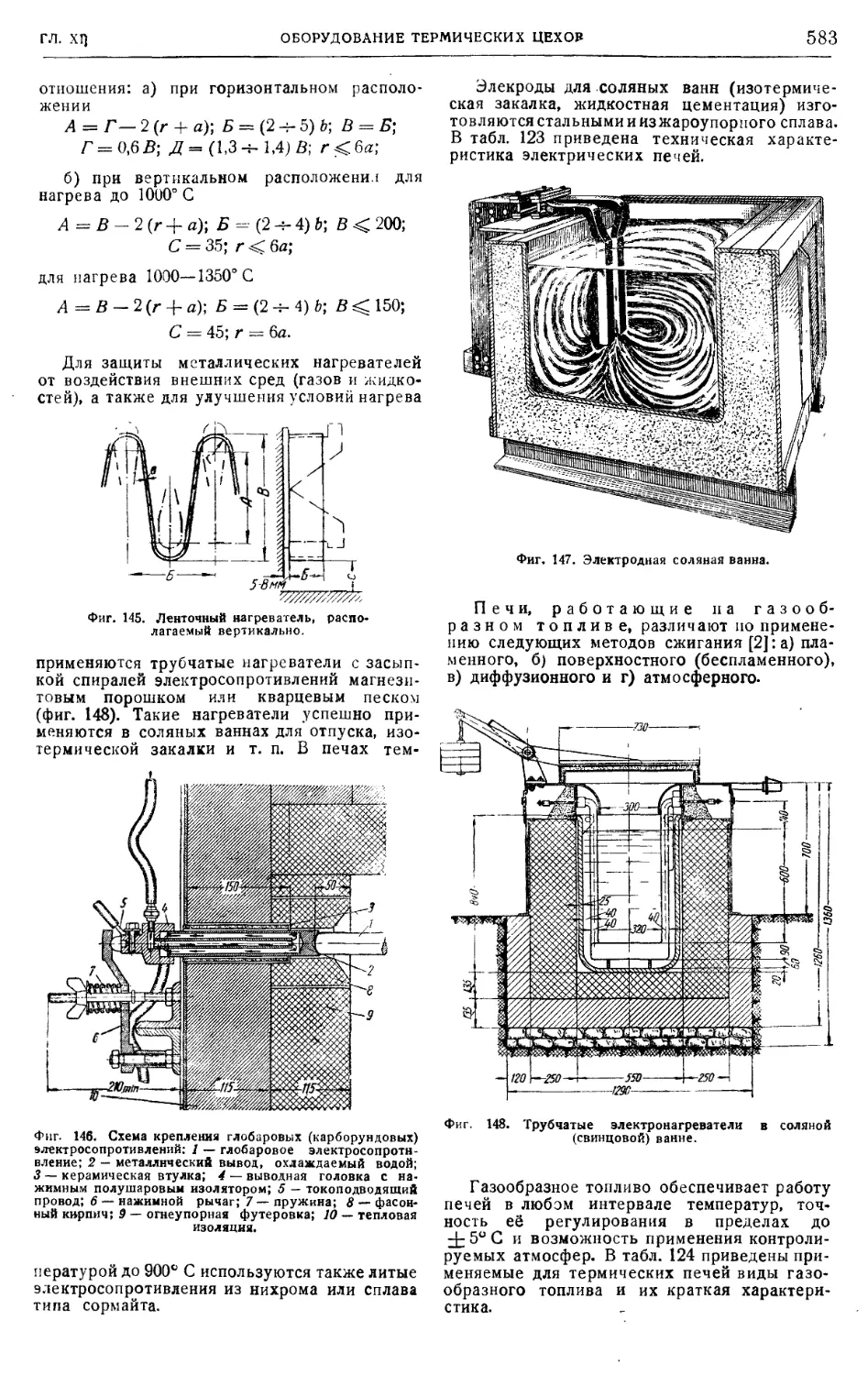
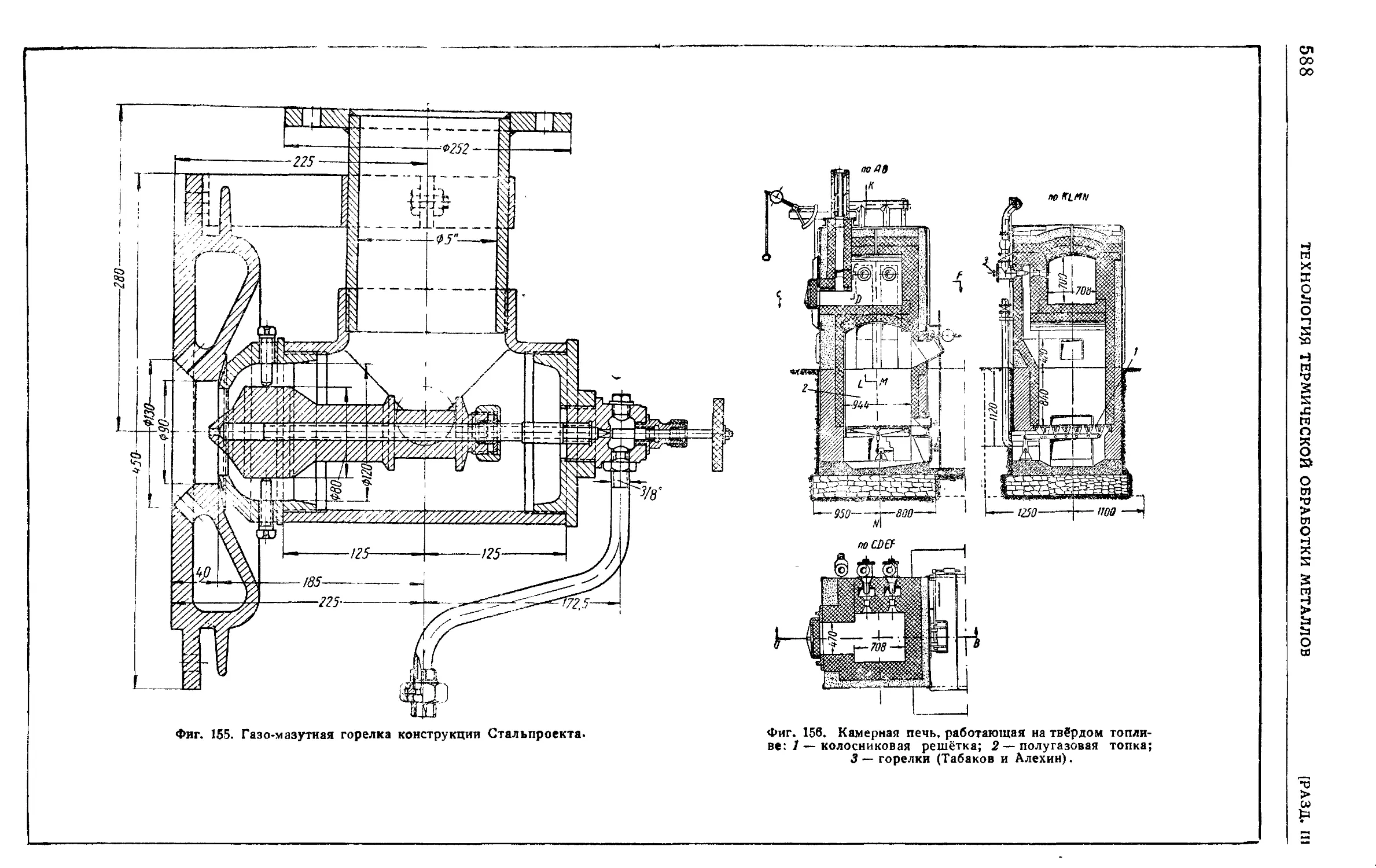
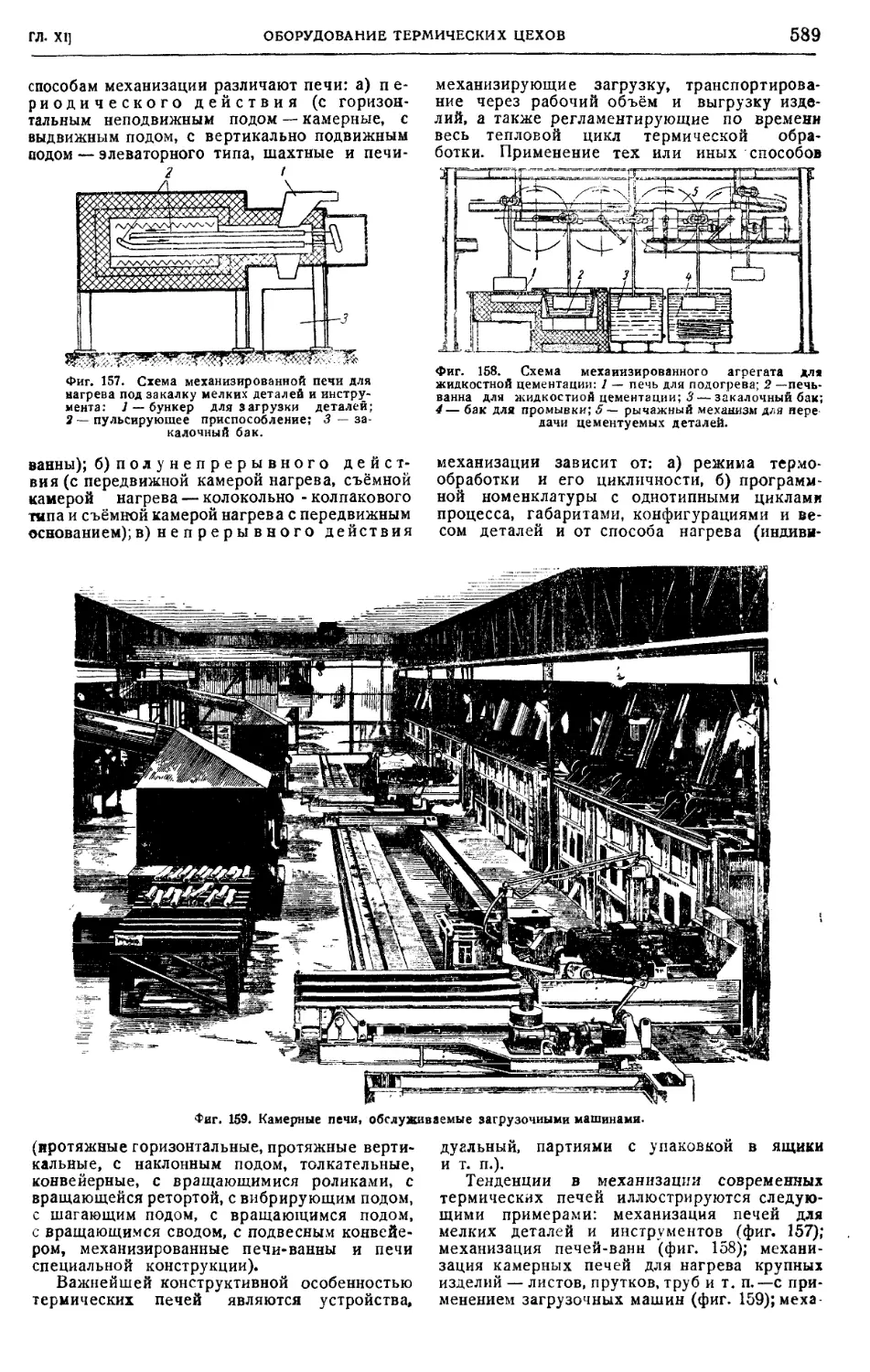
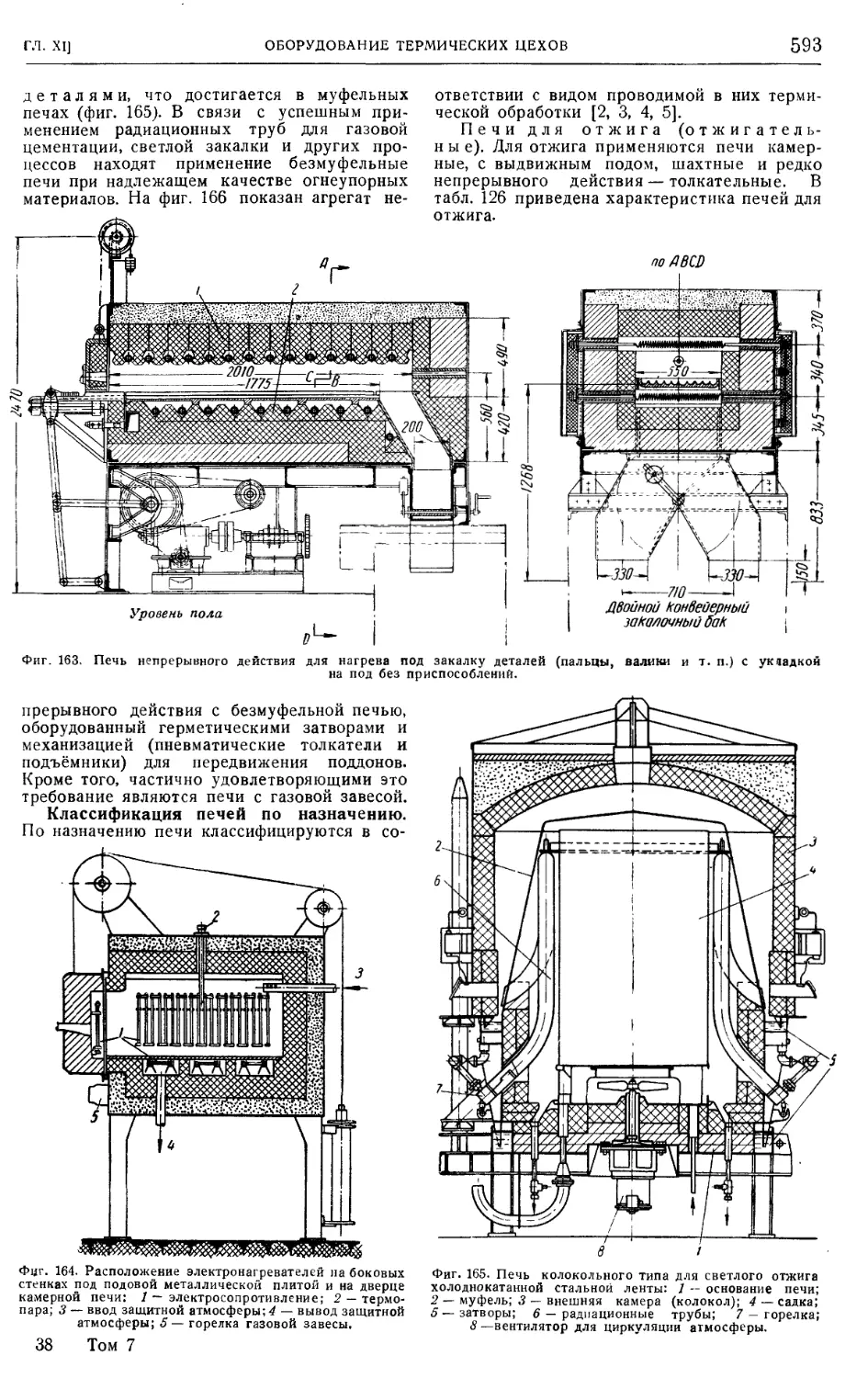
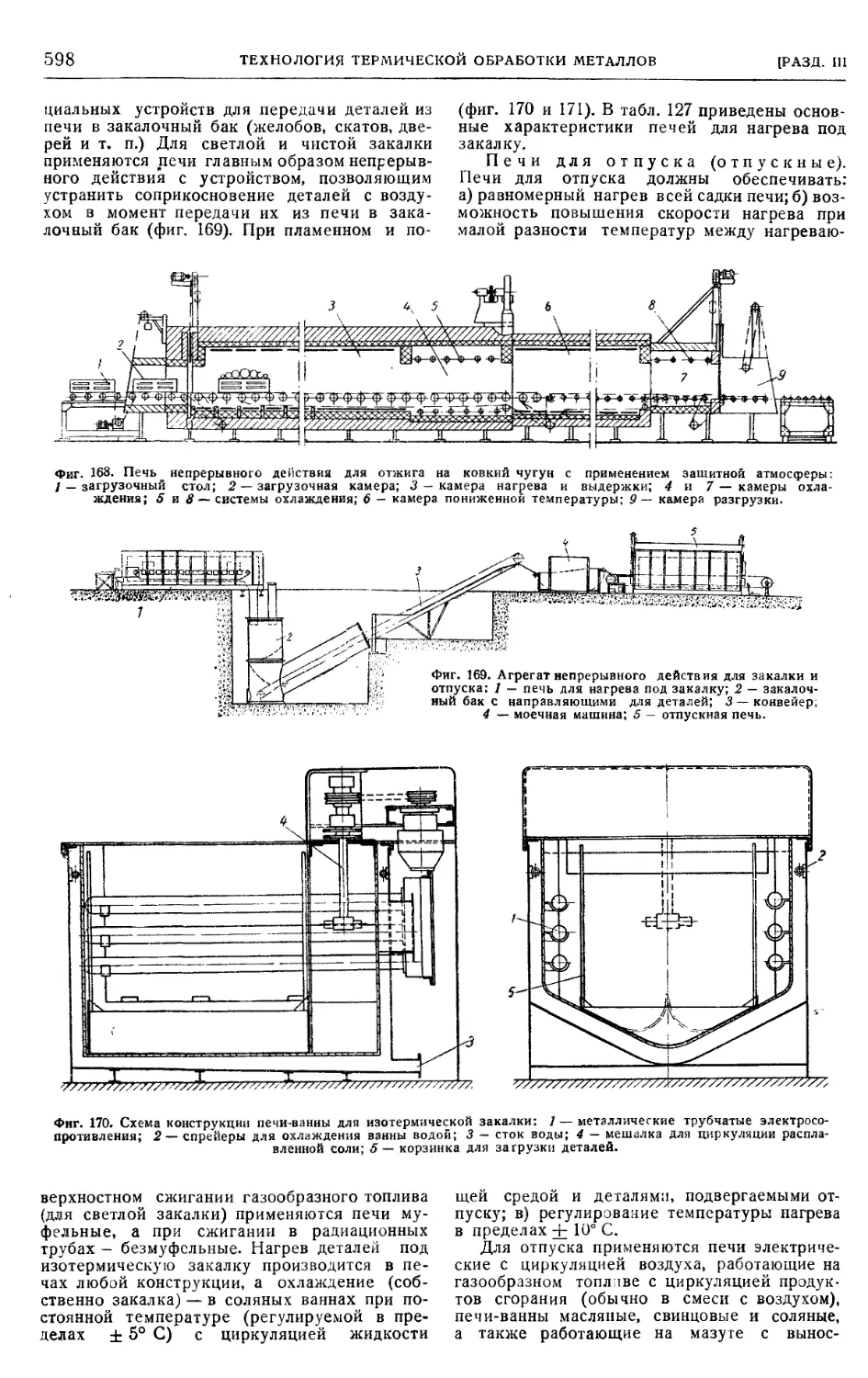
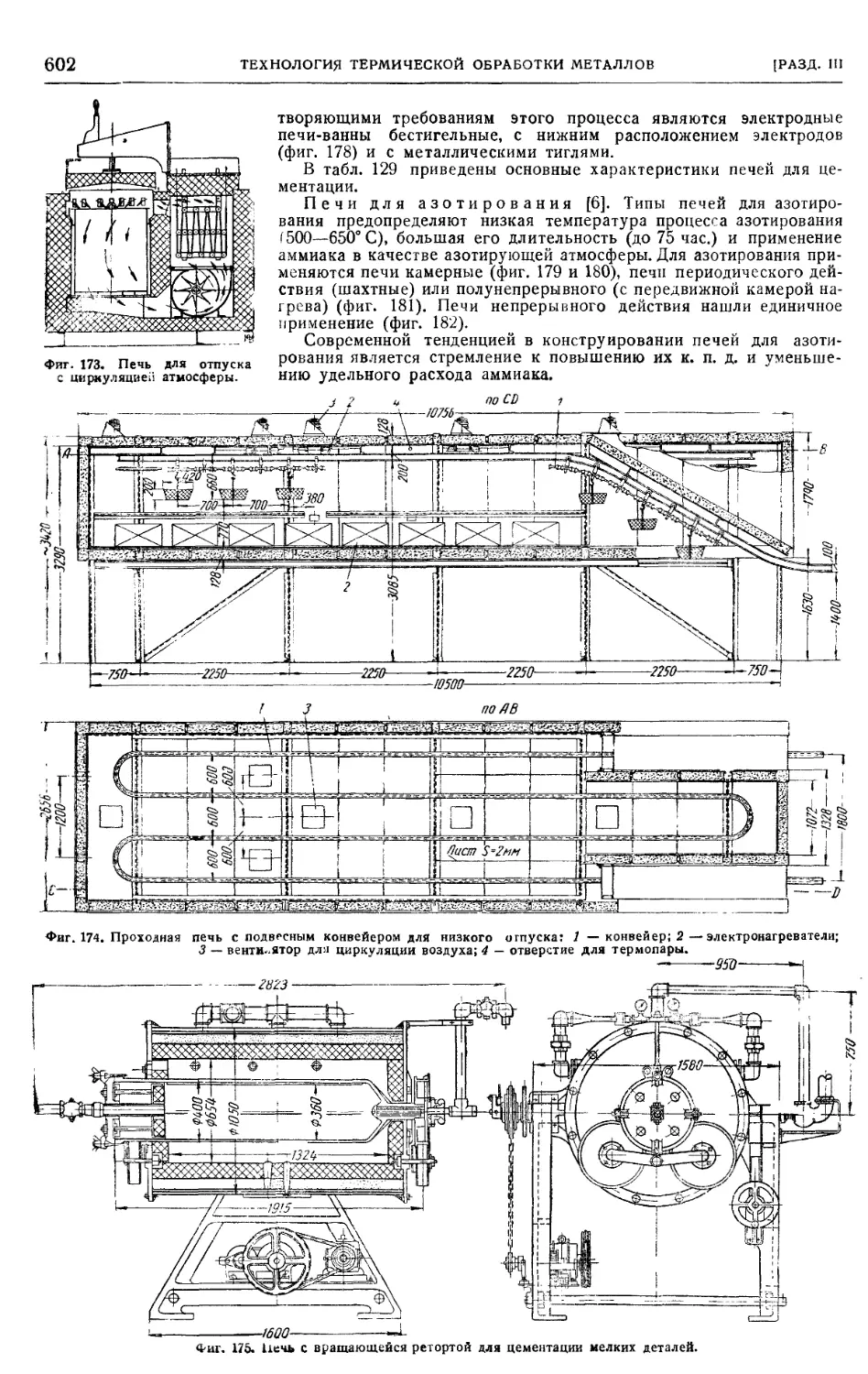
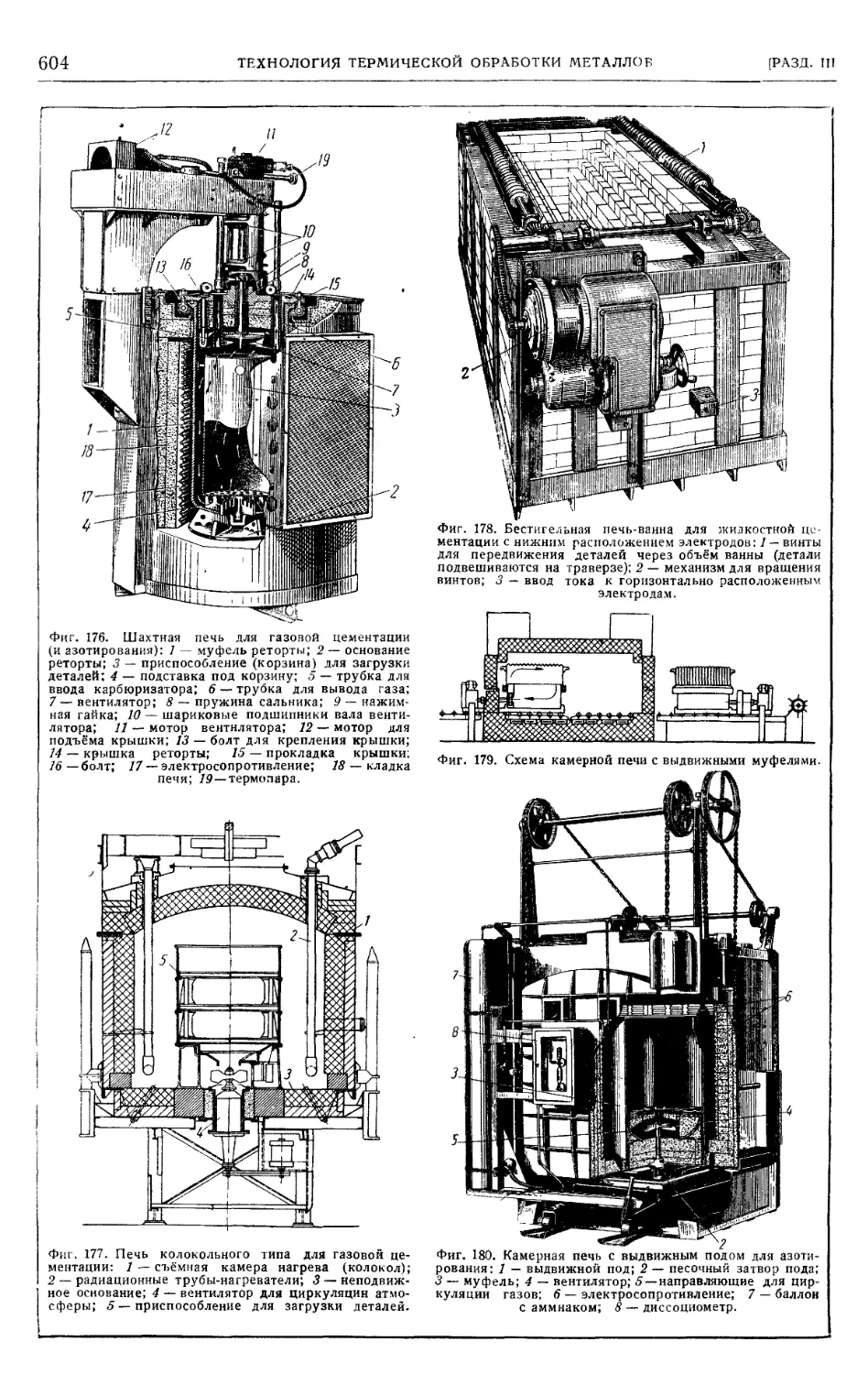
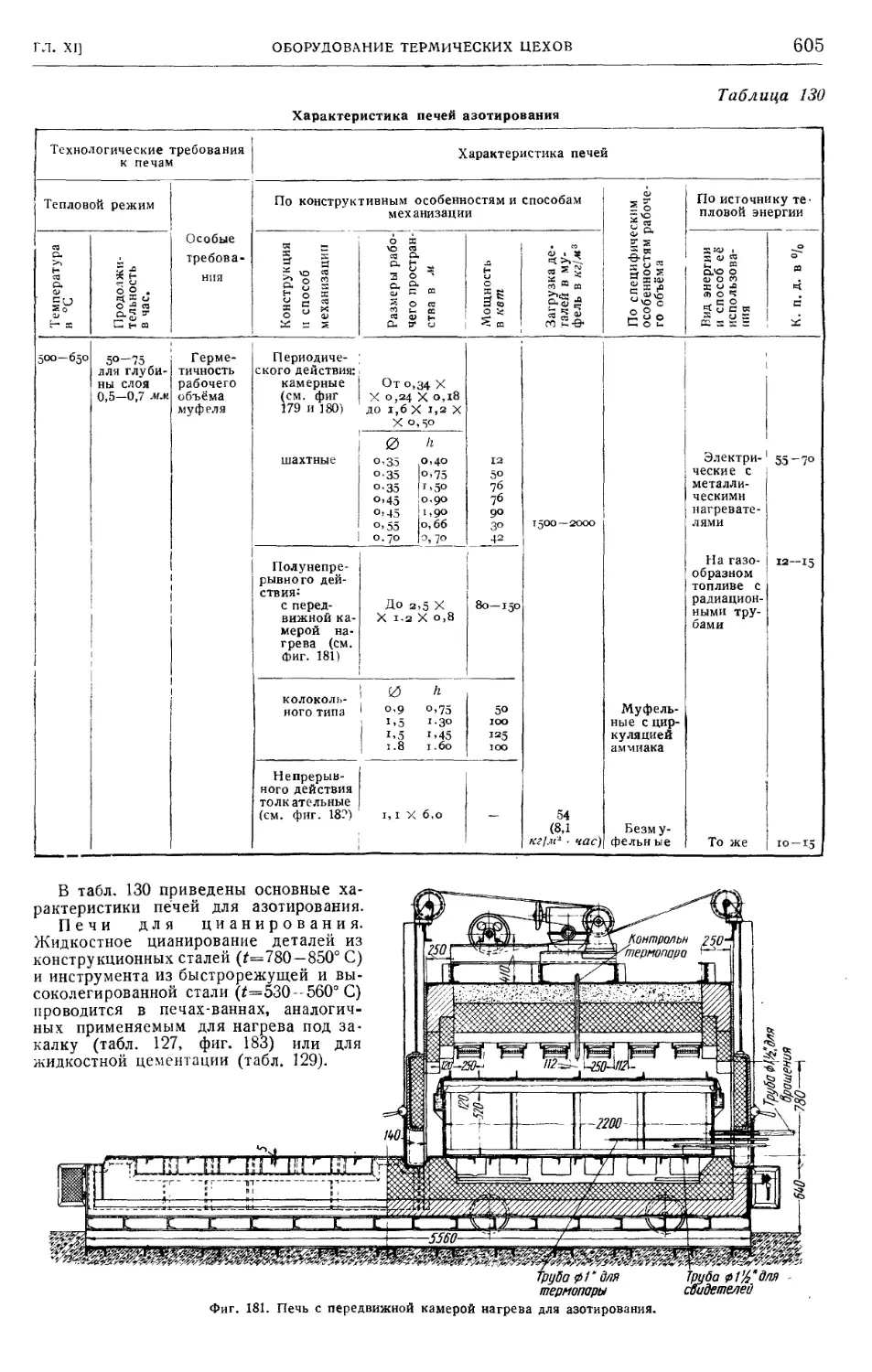
Печи 581
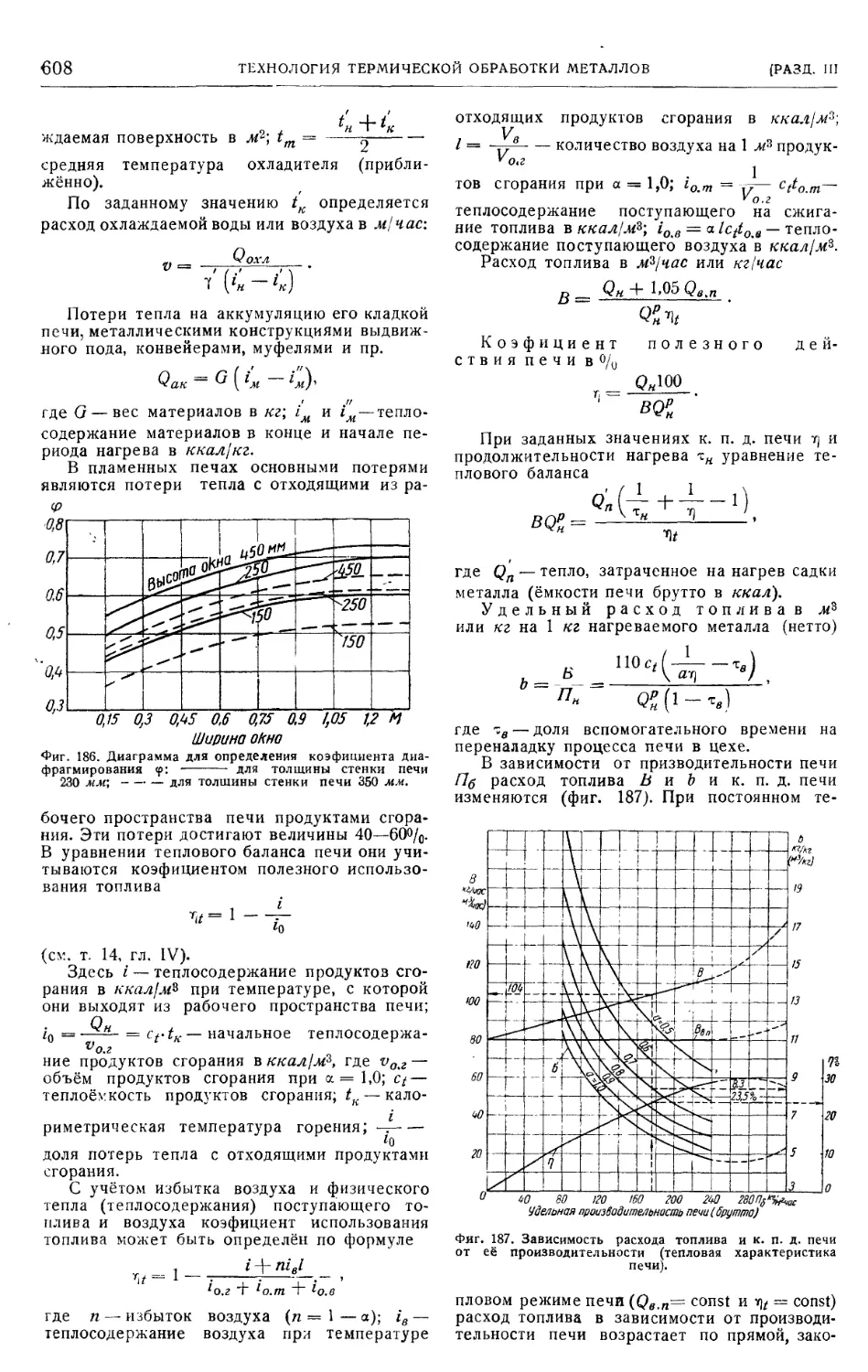
Тепловой расчёт печей 606
Нагревательные установки 609
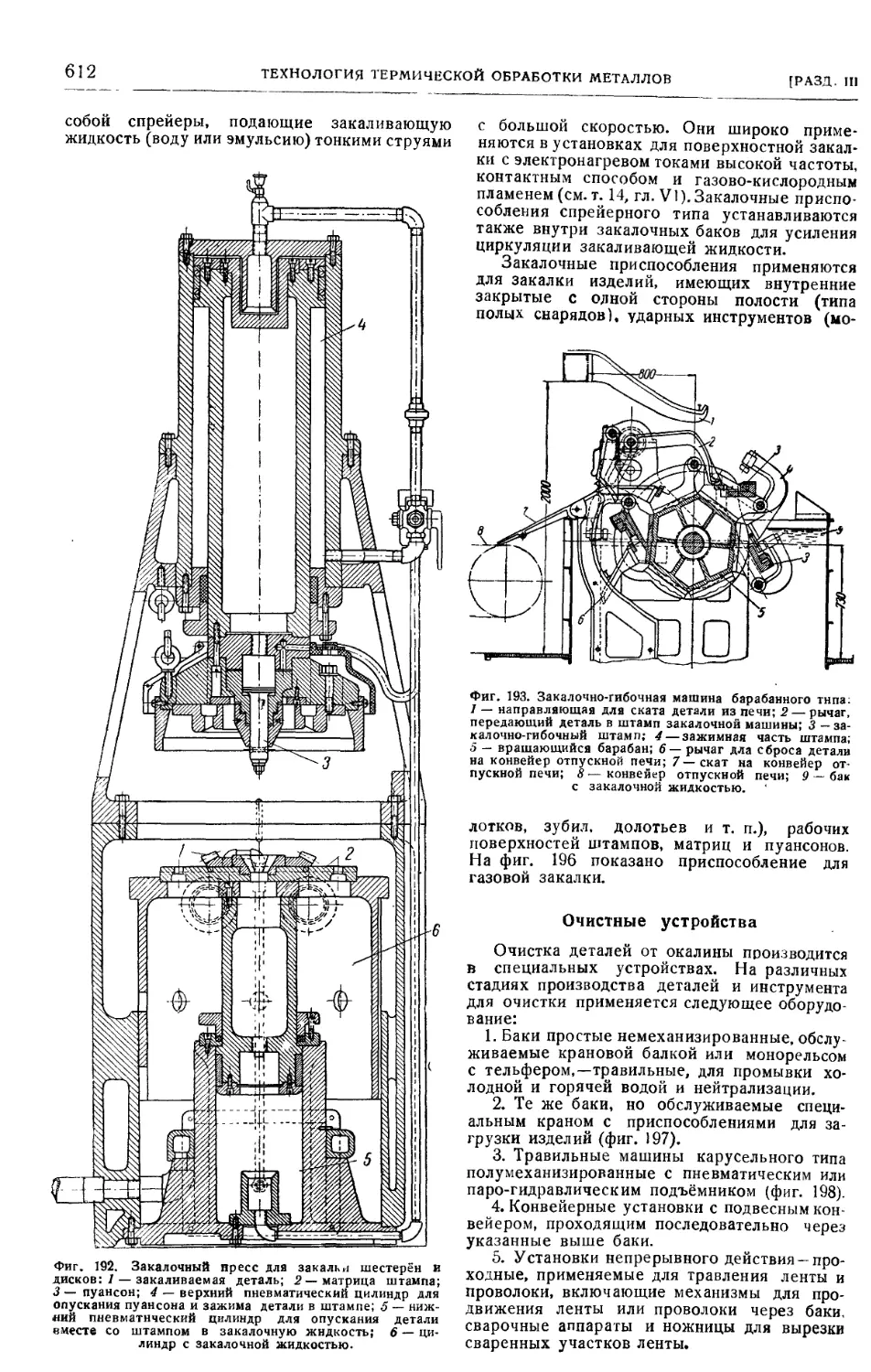
Закалочные устройства 609*
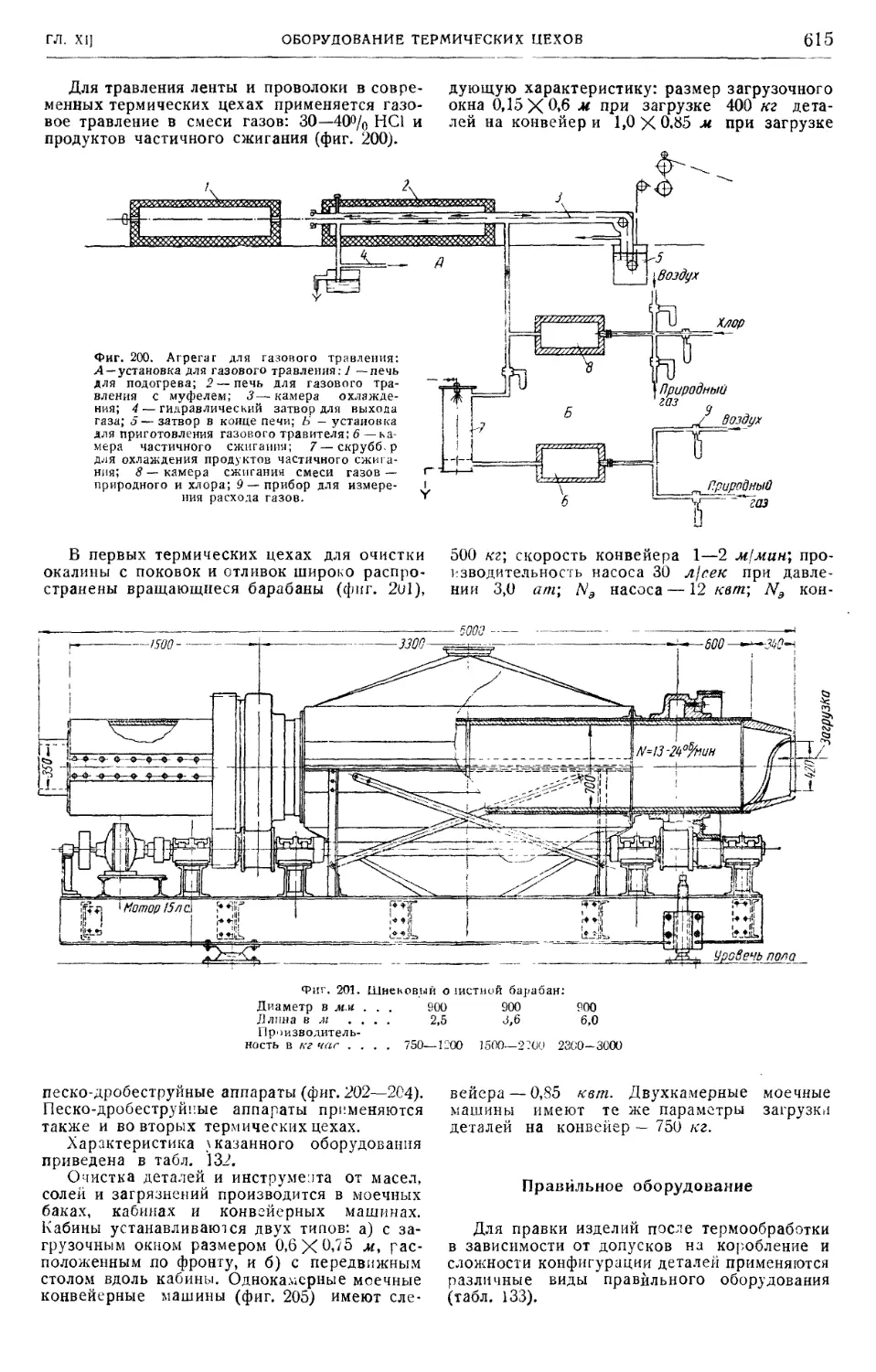
Очистные устройства 612
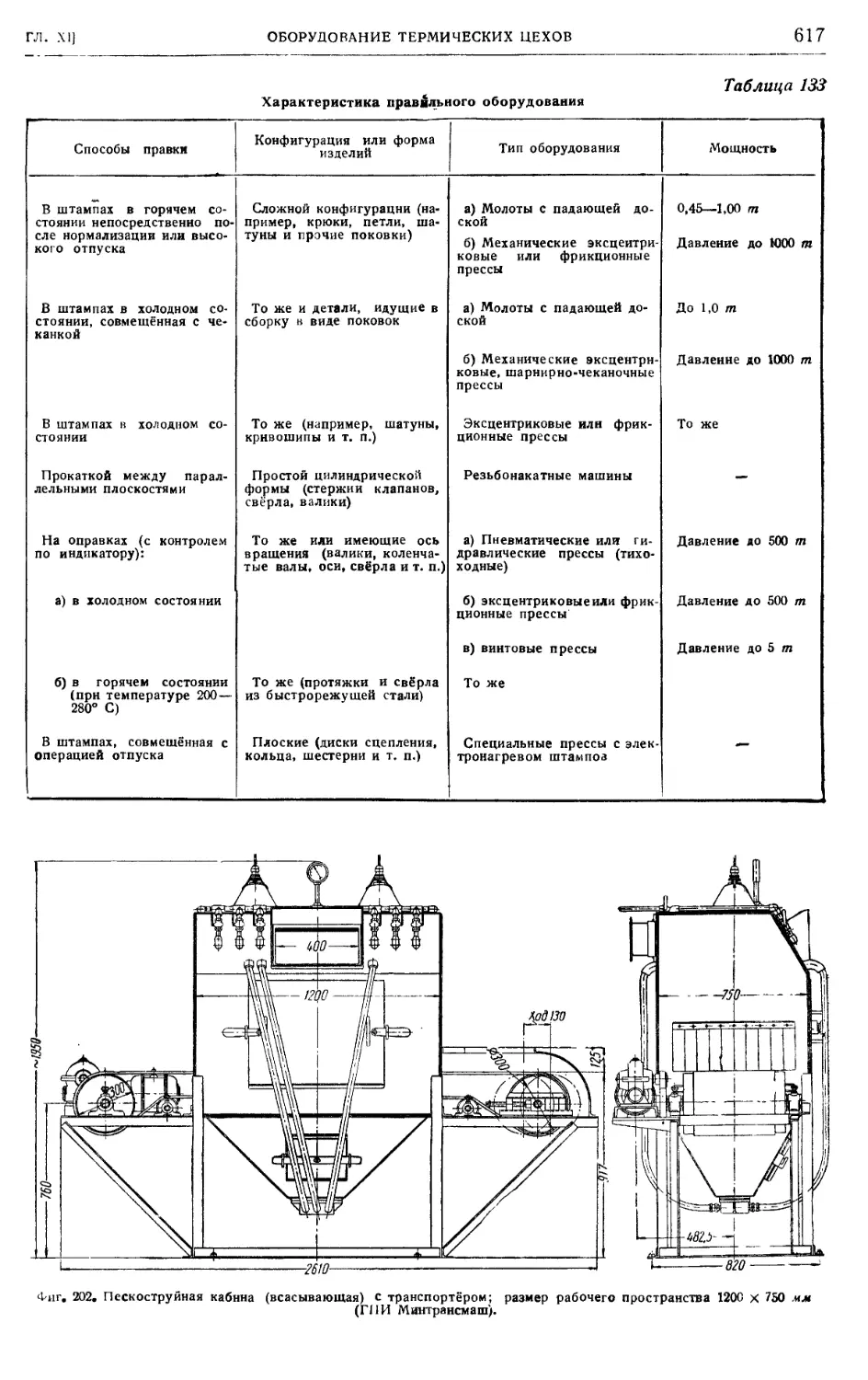
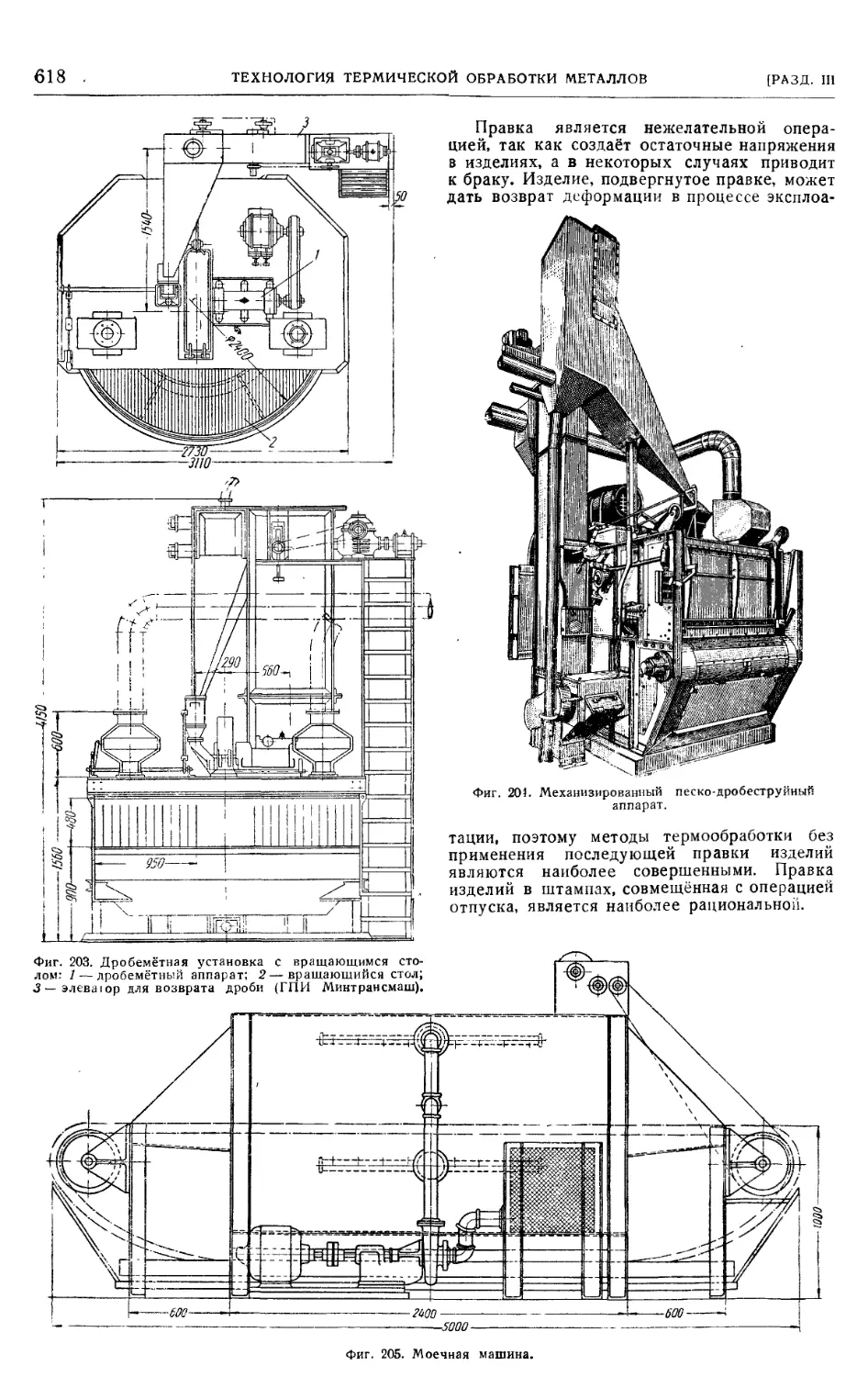
Правильное оборудование • ... 615
Вспомогательное оборудование 619
Установки для приготовления твёрдого кар-
бюризатора 619
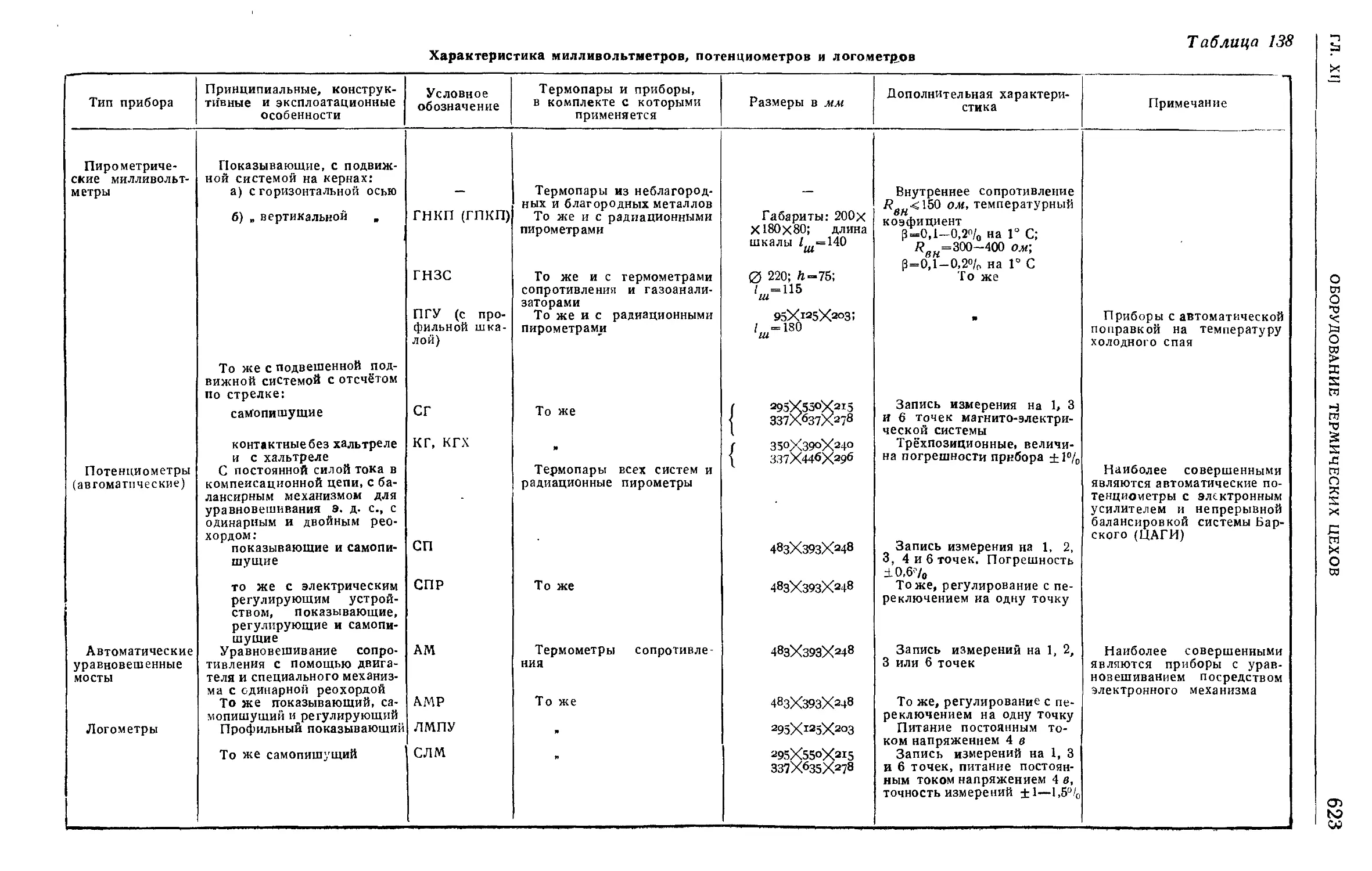
Контрольные приборы 619
Охладители закалочных жидкостей .... 622
Оборудование к системам использования
тепловой энергии 622
Транспортное оборудование 624
Приборы для определения результатов
термообработки 627
СОДЕРЖАНИЕ
IX
Материалы, применяемые при
термической обработке . . . . 628
Материалы для подогрева и нагрева под за-
калку и для отпуска стальных деталей . . 628
Материалы, применяемые при жидком циа-
нировании 629
Твёрдые карбюризаторы для цементации . 630
Сварочные порошки для приварки пласти-
нок из быстрорежущей стали 630
Закалочные среды 630
Глава XII. ТЕХНОЛОГИЯ МЕХАНИЧЕ-
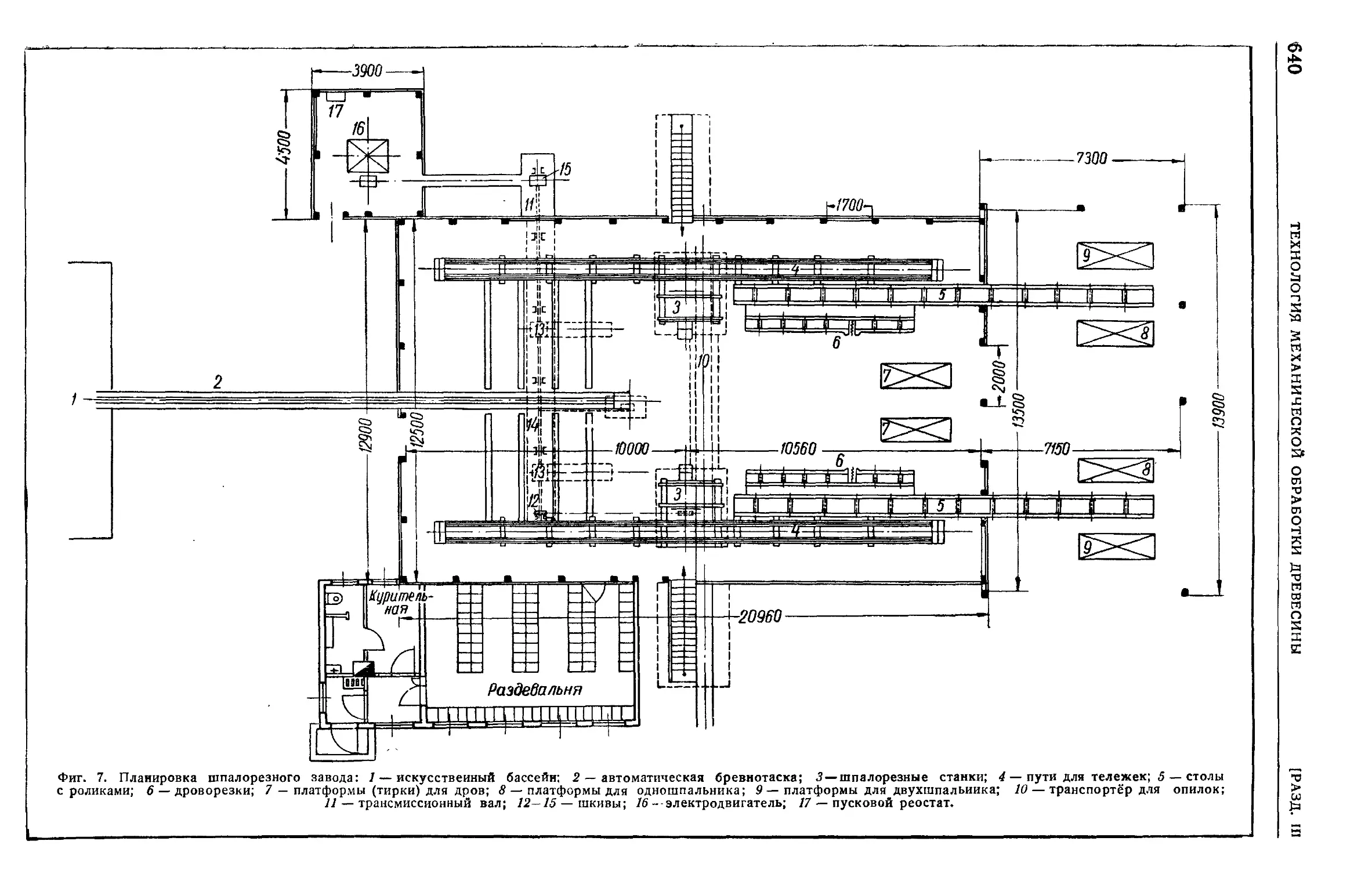
СКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ .... 633
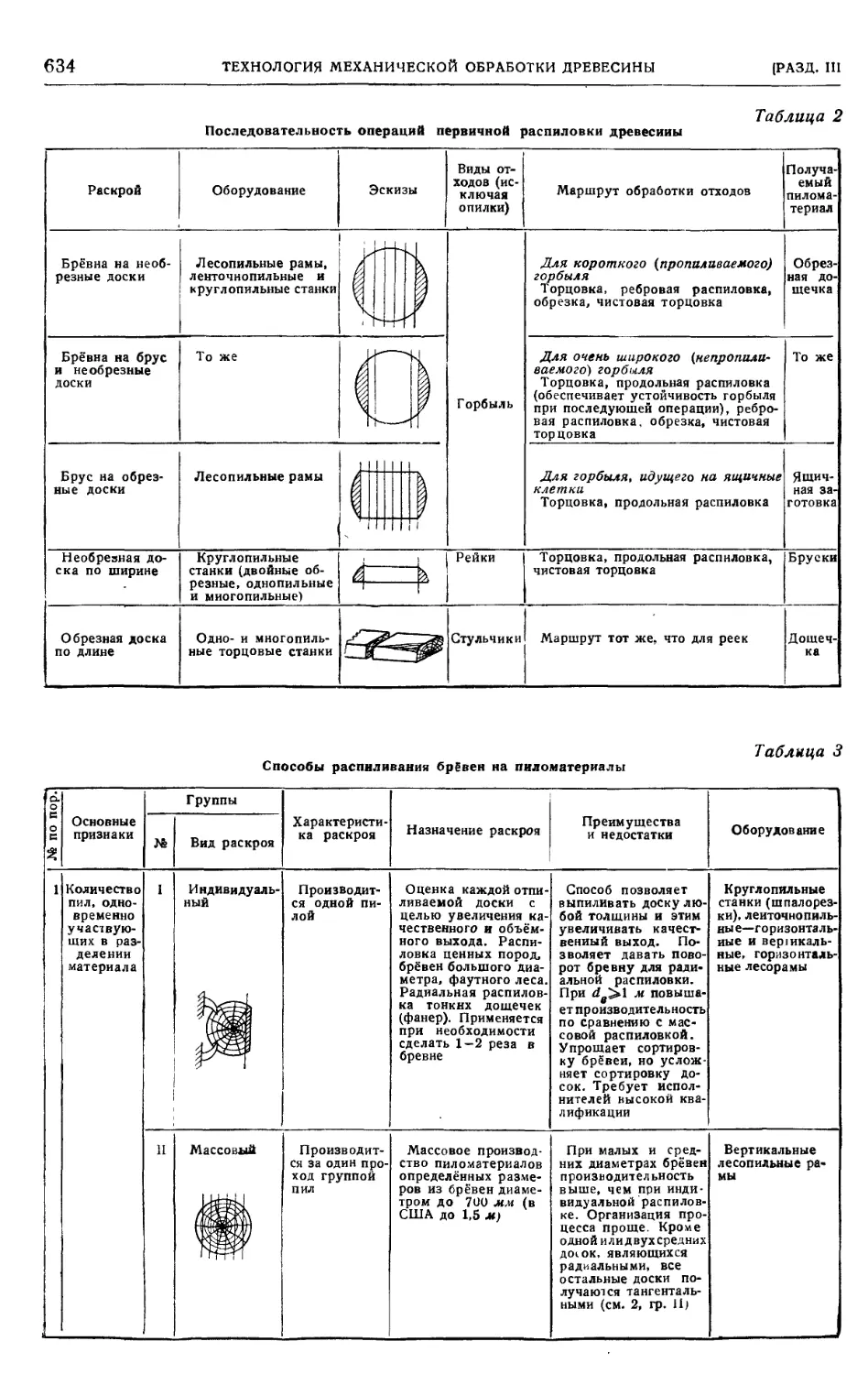
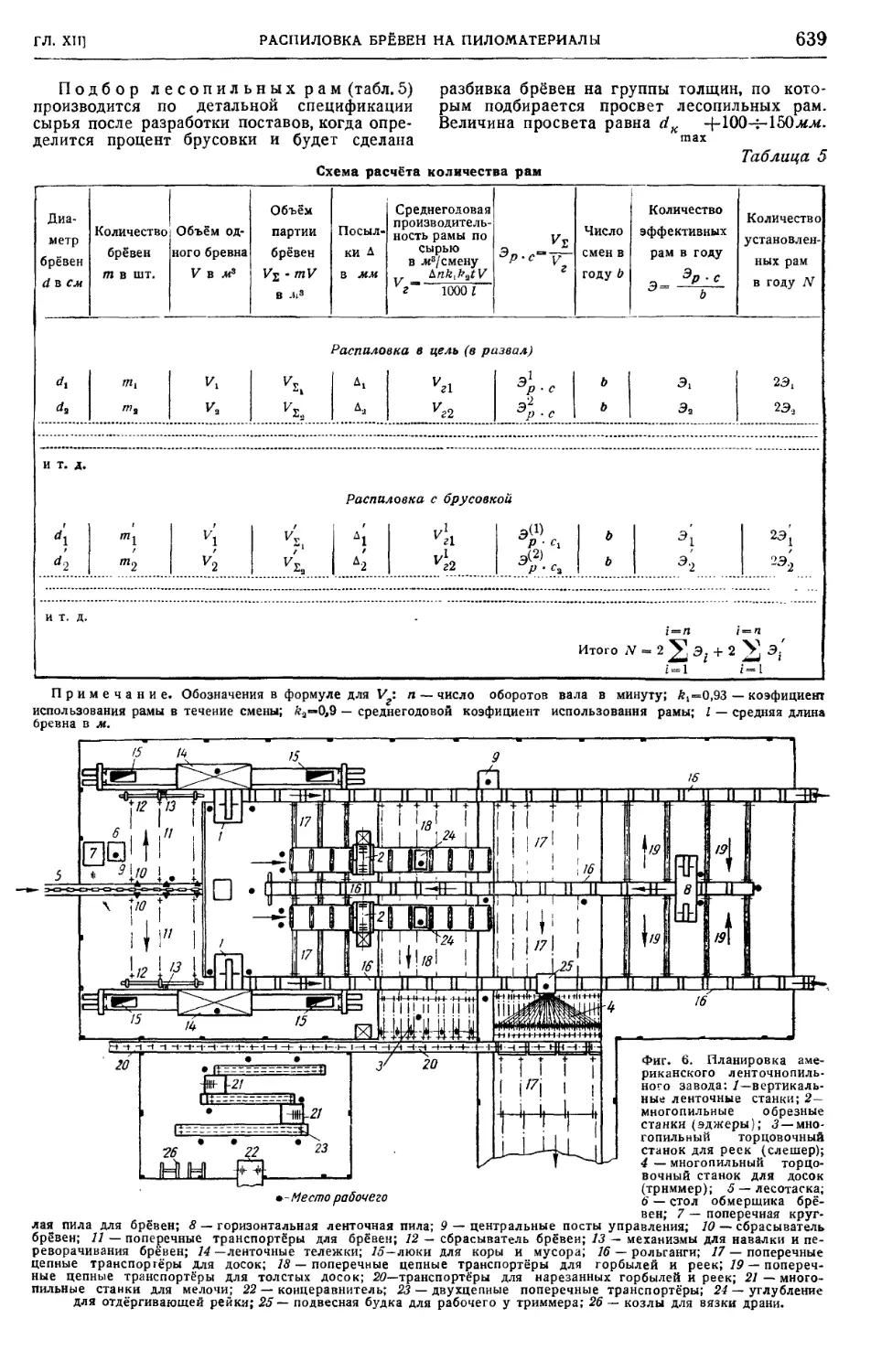
Распиловка брёвен на пило-
материалы (проф. А. Л. Бершадский) 633
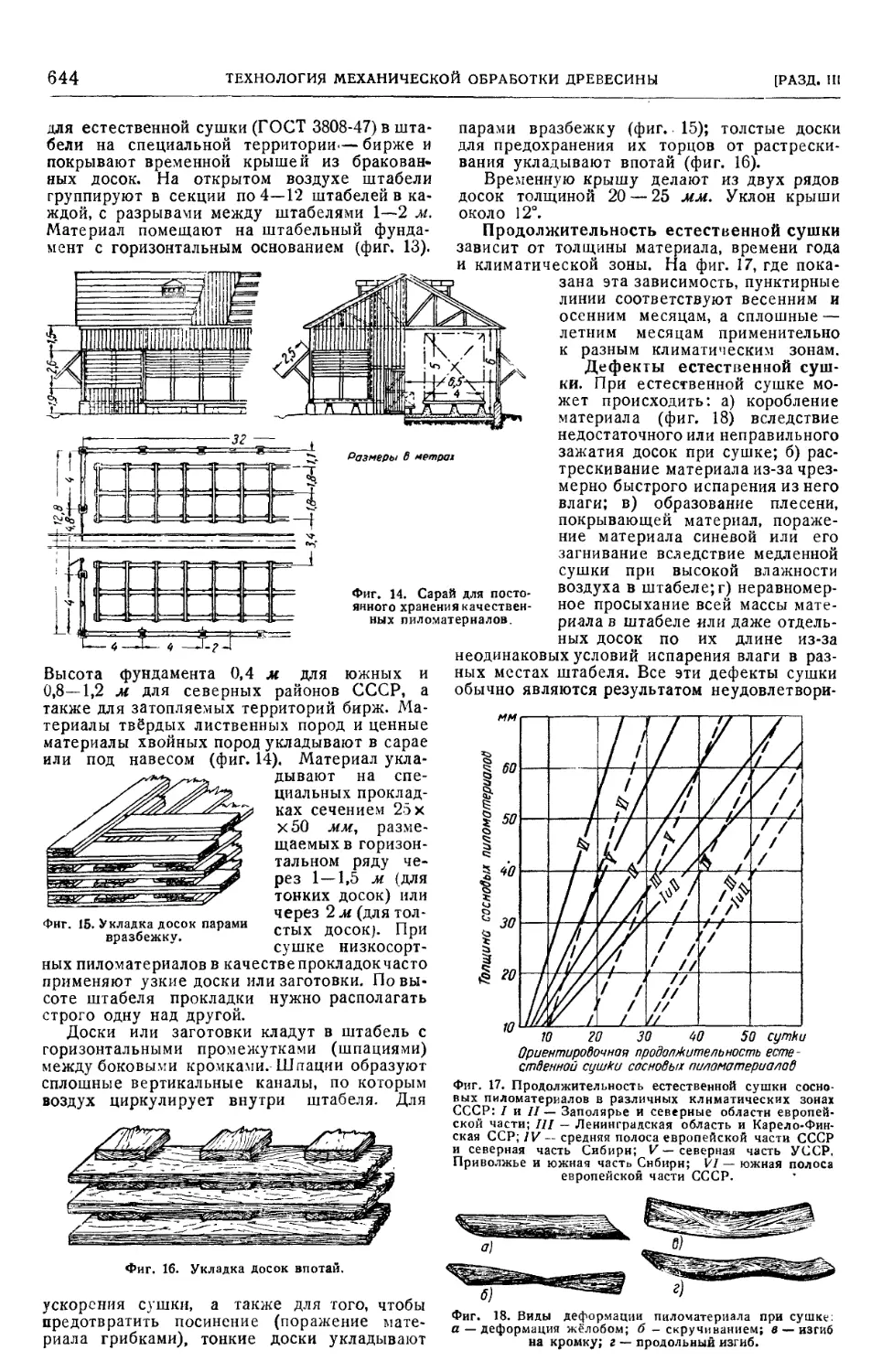
Сушка пиломатериалов (канд.
техн. наук И. В. Кречетов) 641
Влияние влажности на физико-механиче-
ские свойства древесины 641
Естественная сушка пиломатериалов .... 643
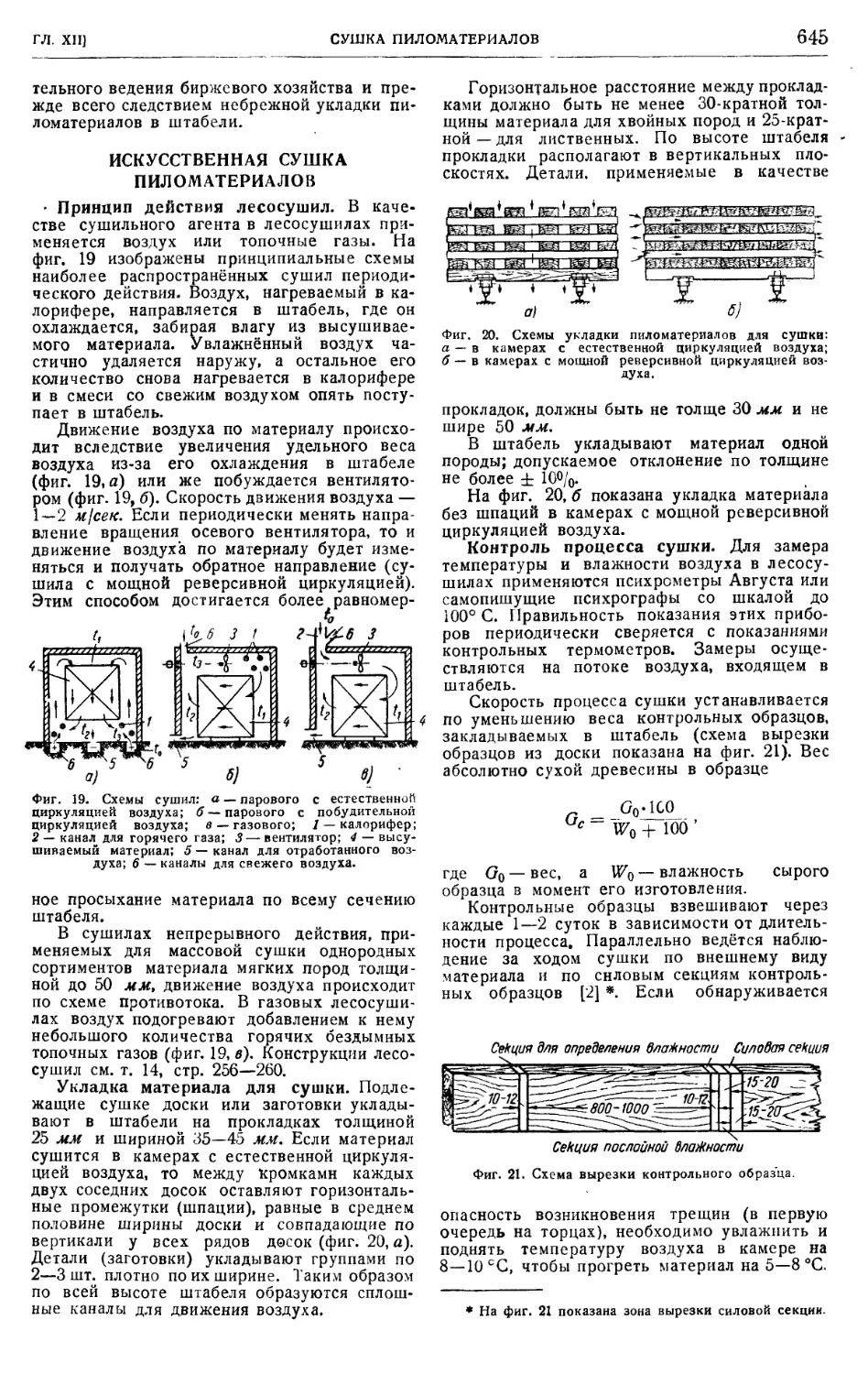
Искусственная сушка пиломатериалов .... 645
Механическая обработка дре-
весины (проф. А. Л. Бершадский) . 649
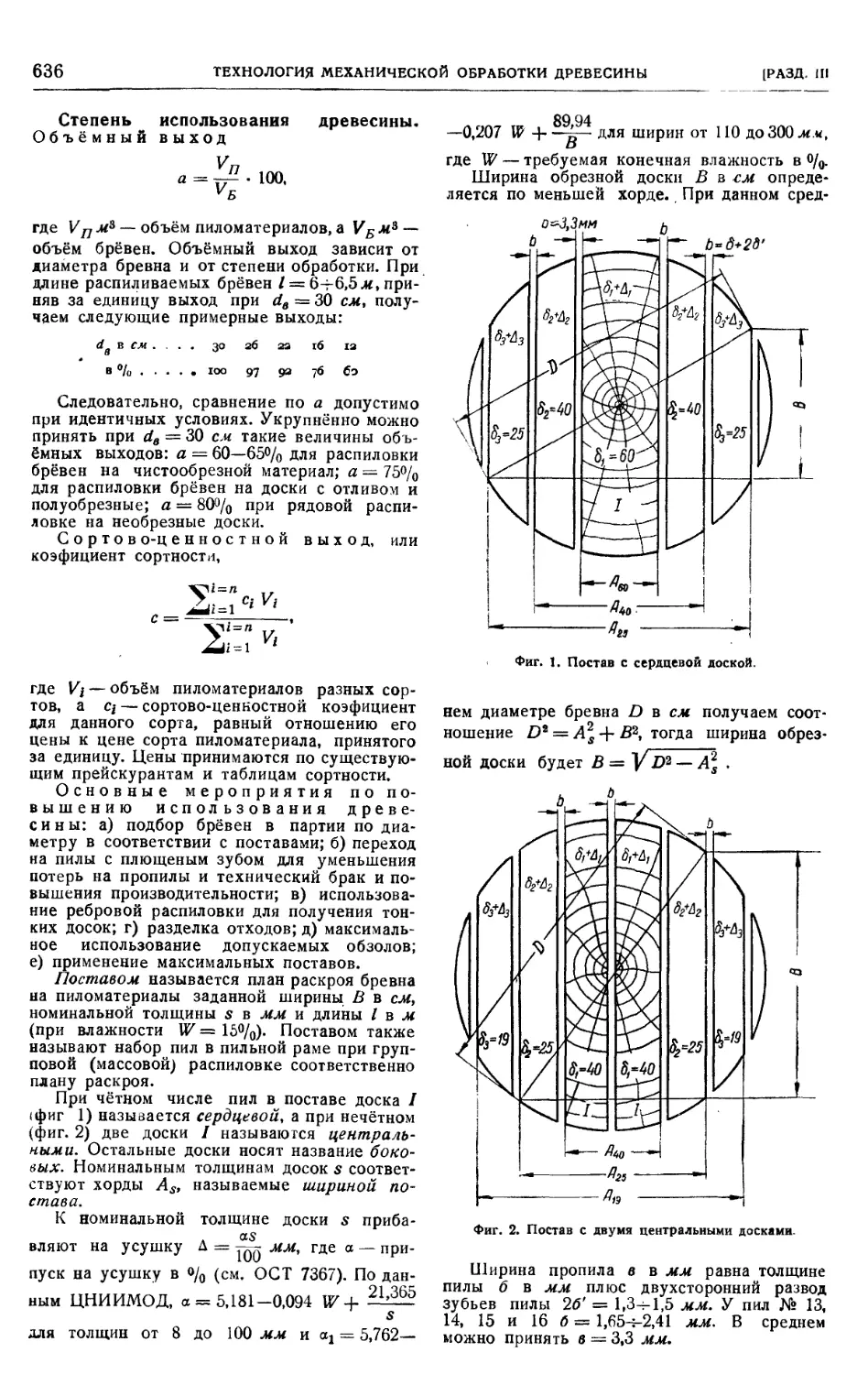
Раскрой пиломатериалов 649
Строгание и фрезерование 651
Припуски на обработку дере-
вянных деталей (доц. В. Г. Осад-
чаев) 654
Сопряжение деревянных де-
талей (проф. А. Л. Бершадский) . . 656
Склеивание деревянных де-
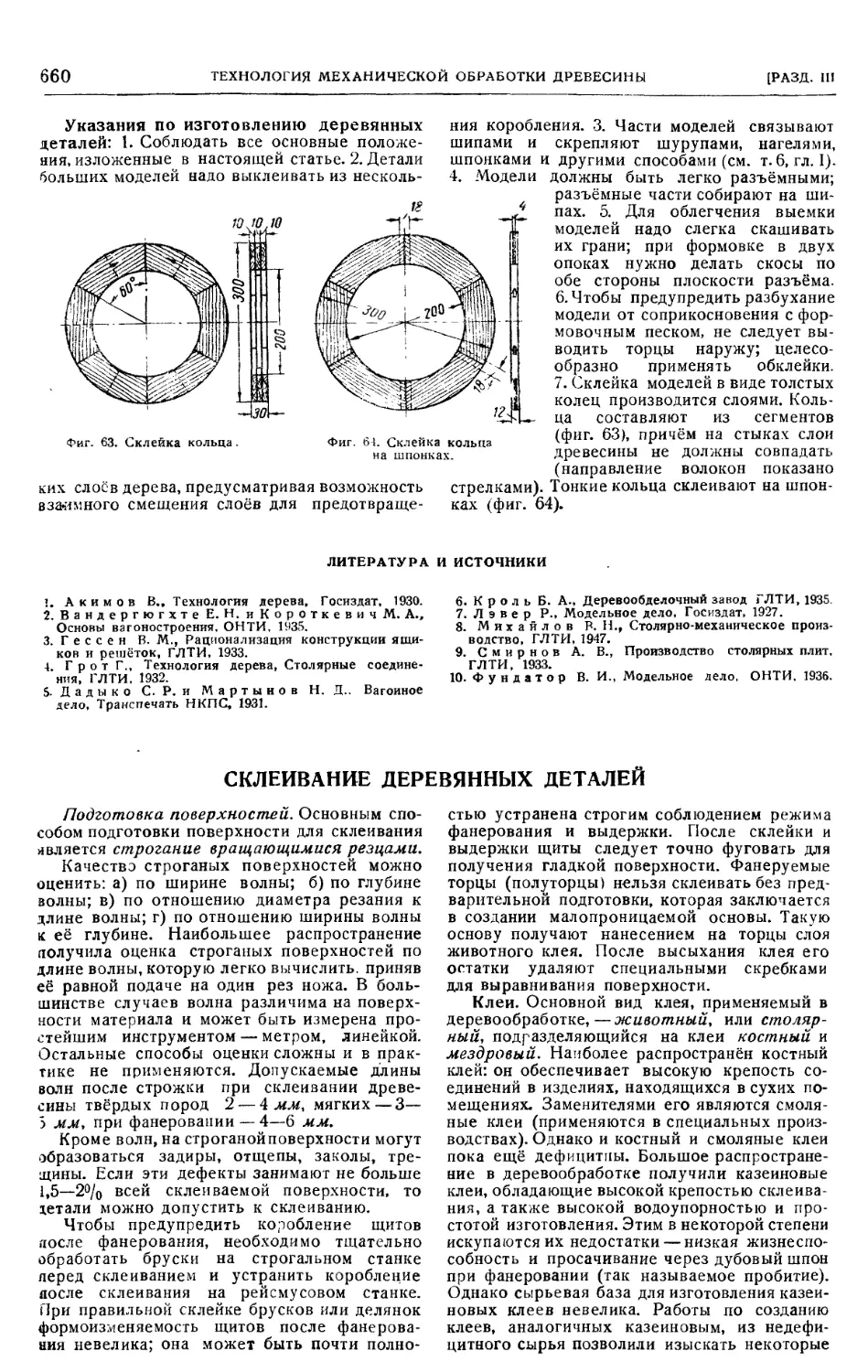
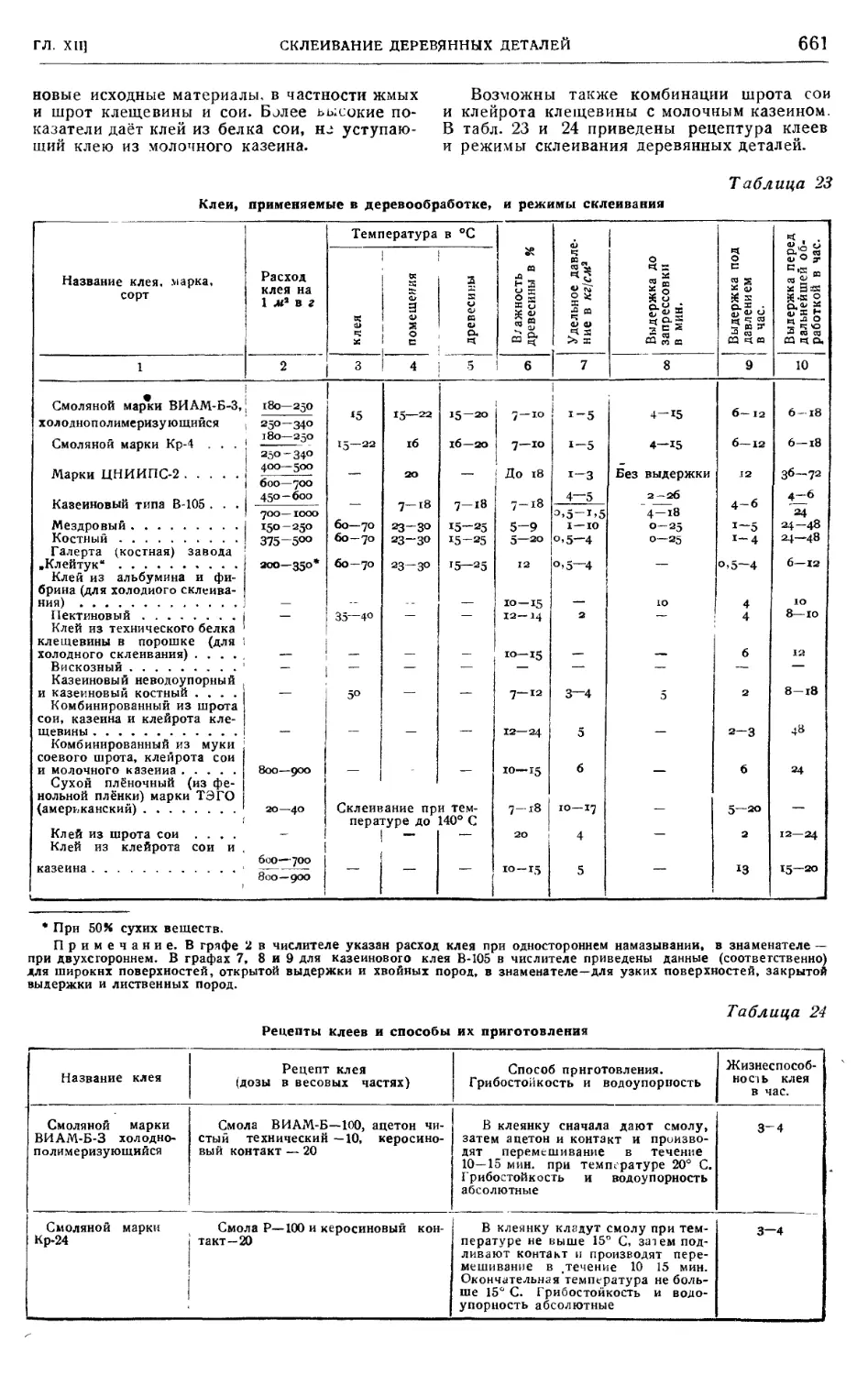
талей (доц. В. Г. Осадчиев) 660
Отделка деревянных деталей
и изделий (доц. В. Г. Осадчиев ) ... 664
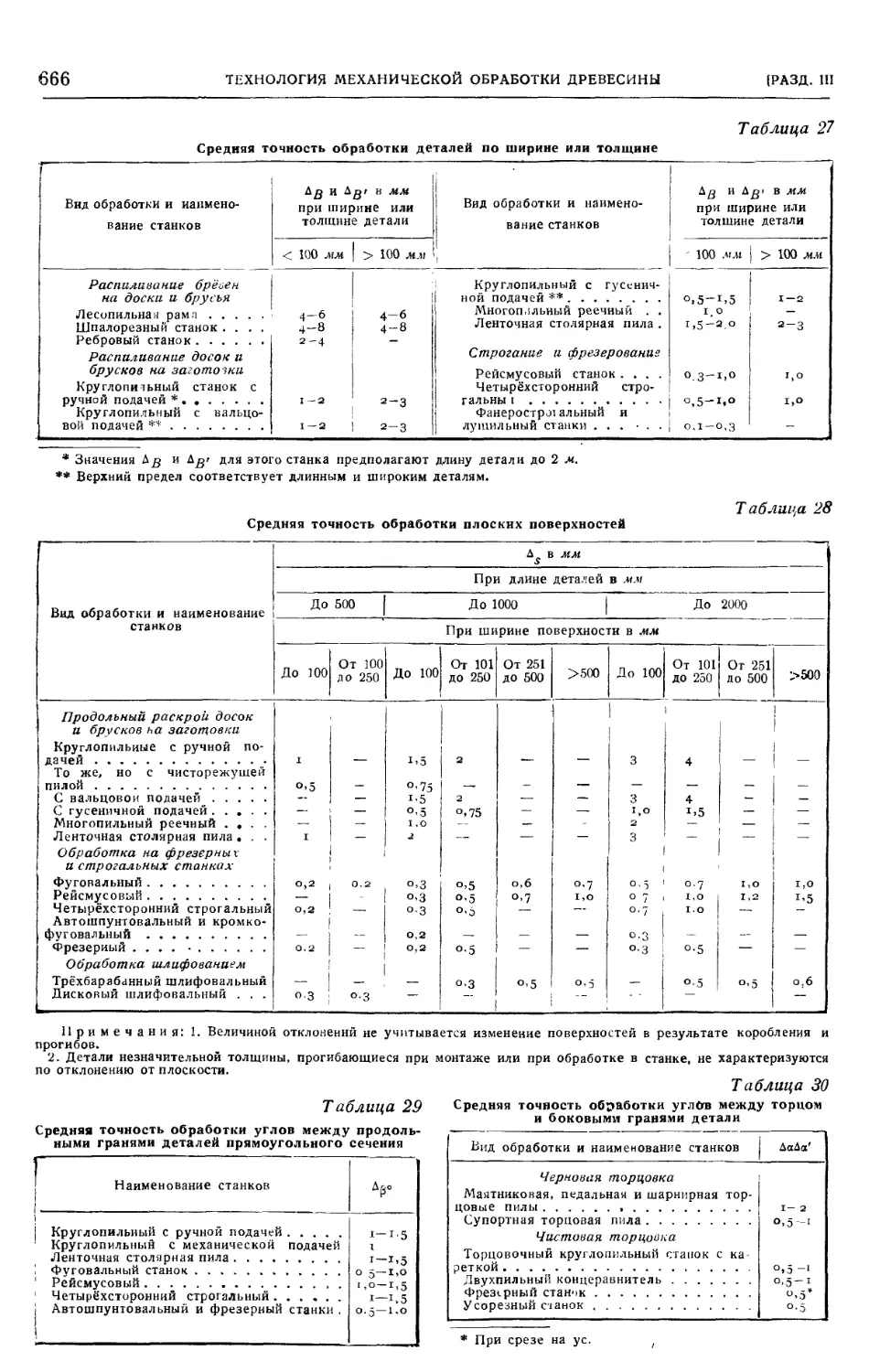
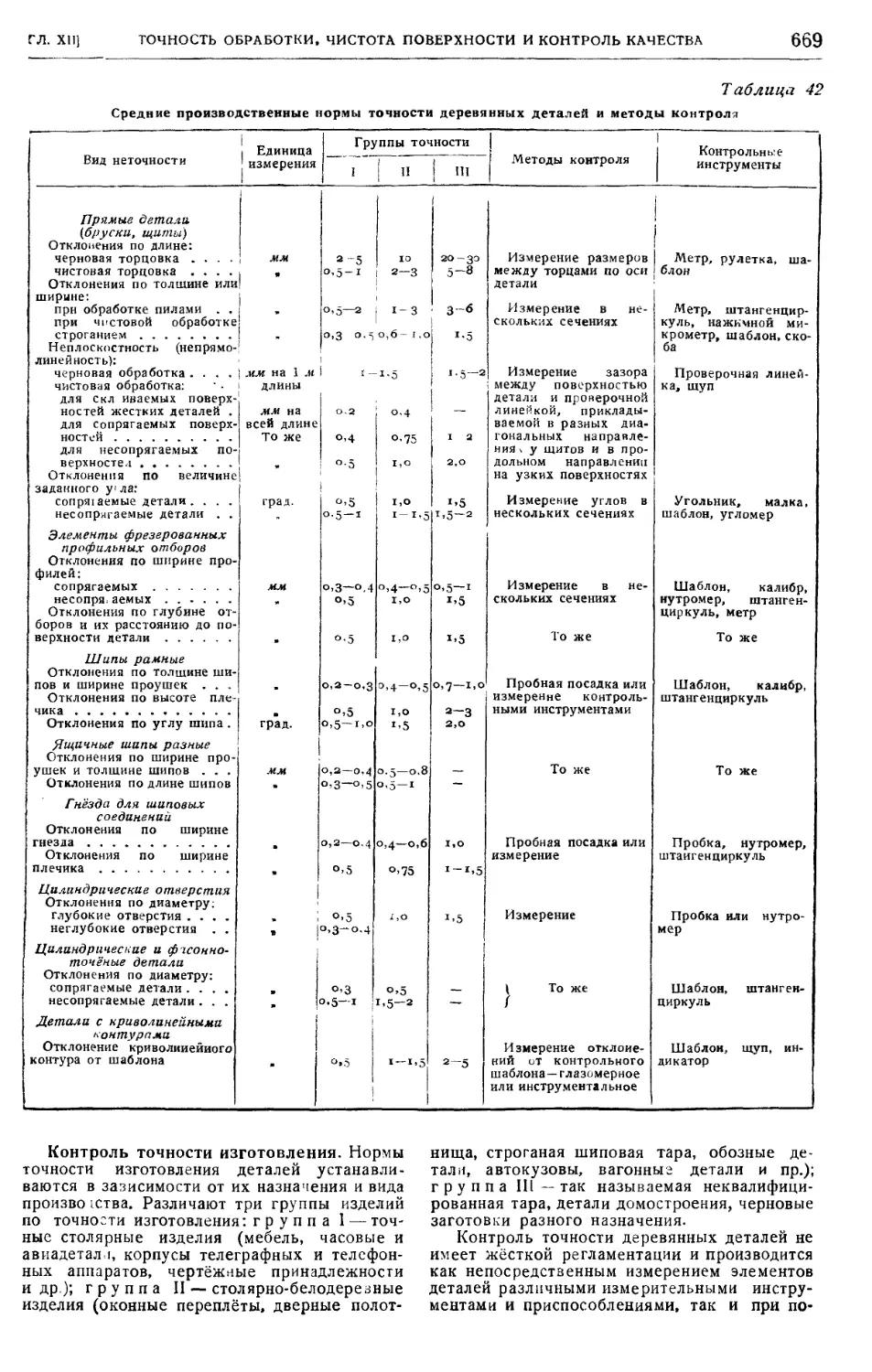
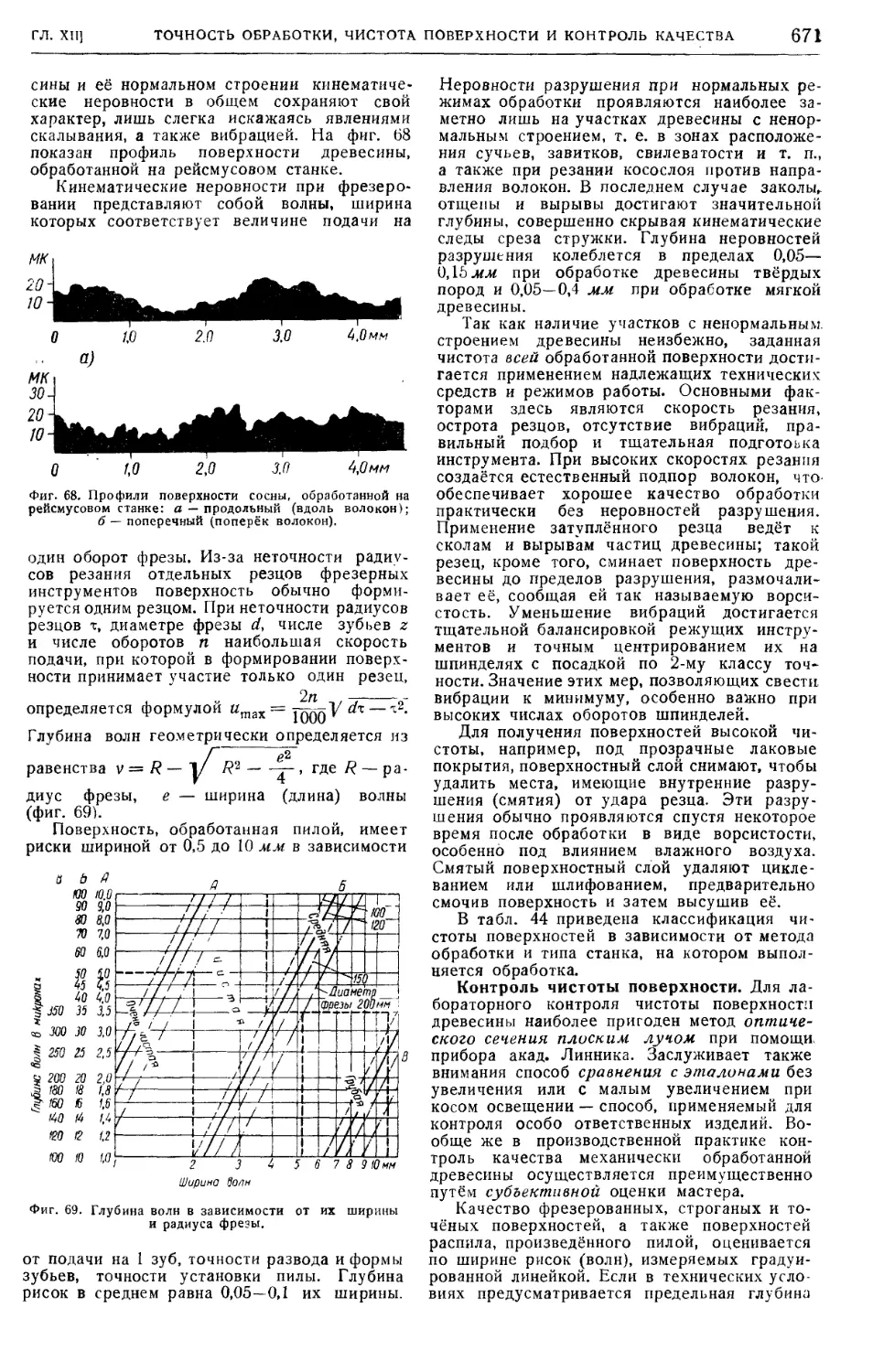
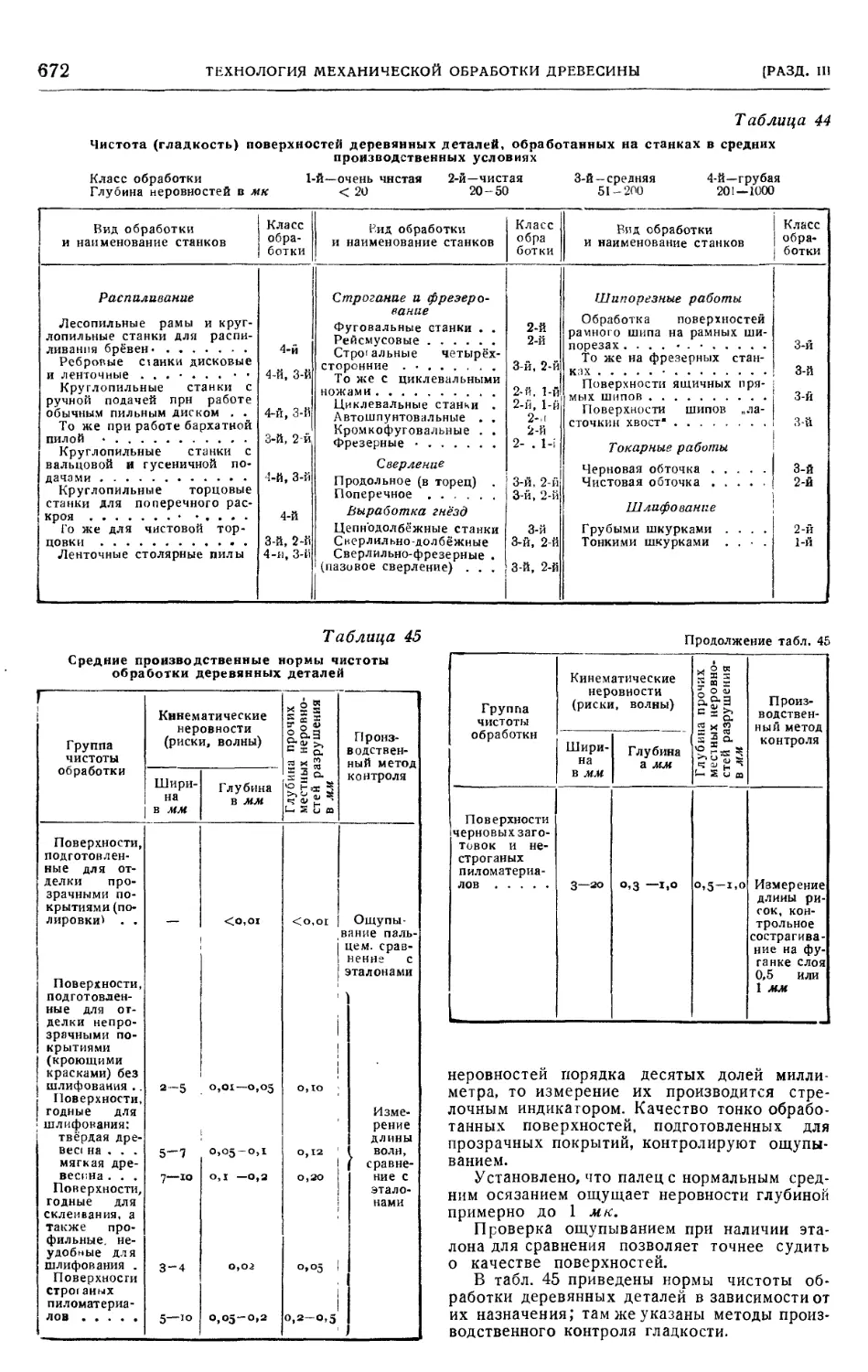
Точность обработки, чистота
поверхности и контроль каче-
ства (канд. техн. наук Ф. М. Манжос). 665
Технология обработки деталей
и сборки изделий (проф. А. Л- Бер-
шадский) 673
Этапы технологического процесса ..... 673
Технологические маршруты 673
Выбор станков 674
Расчёт и планировка оборудования по по-
току 676
Глава XIII. ТЕХНОЛОГИЯ ПРОИЗВОД-
СТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС ... 677
Прессование пластмасс {инж.
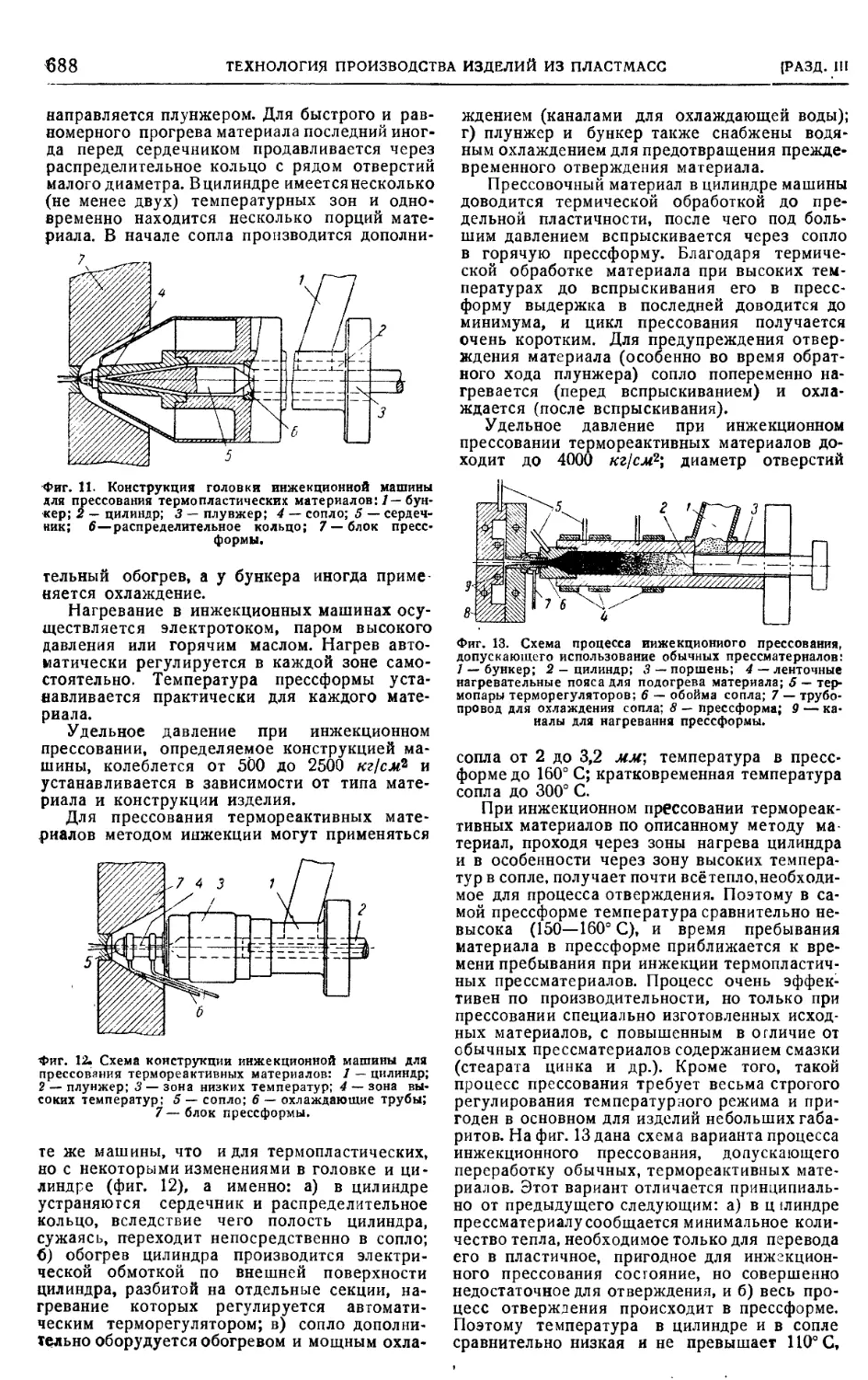
Д. Д. Аврасин и инж. Н. И. Гуревич) . . 677
Основные данные о пластмассах 677
Прессование 678
Свойства исходных прессматериалов .... 678
Основные факторы процесса прессования . 679
Подготовка прессматериалов к прессо-
ванию 679
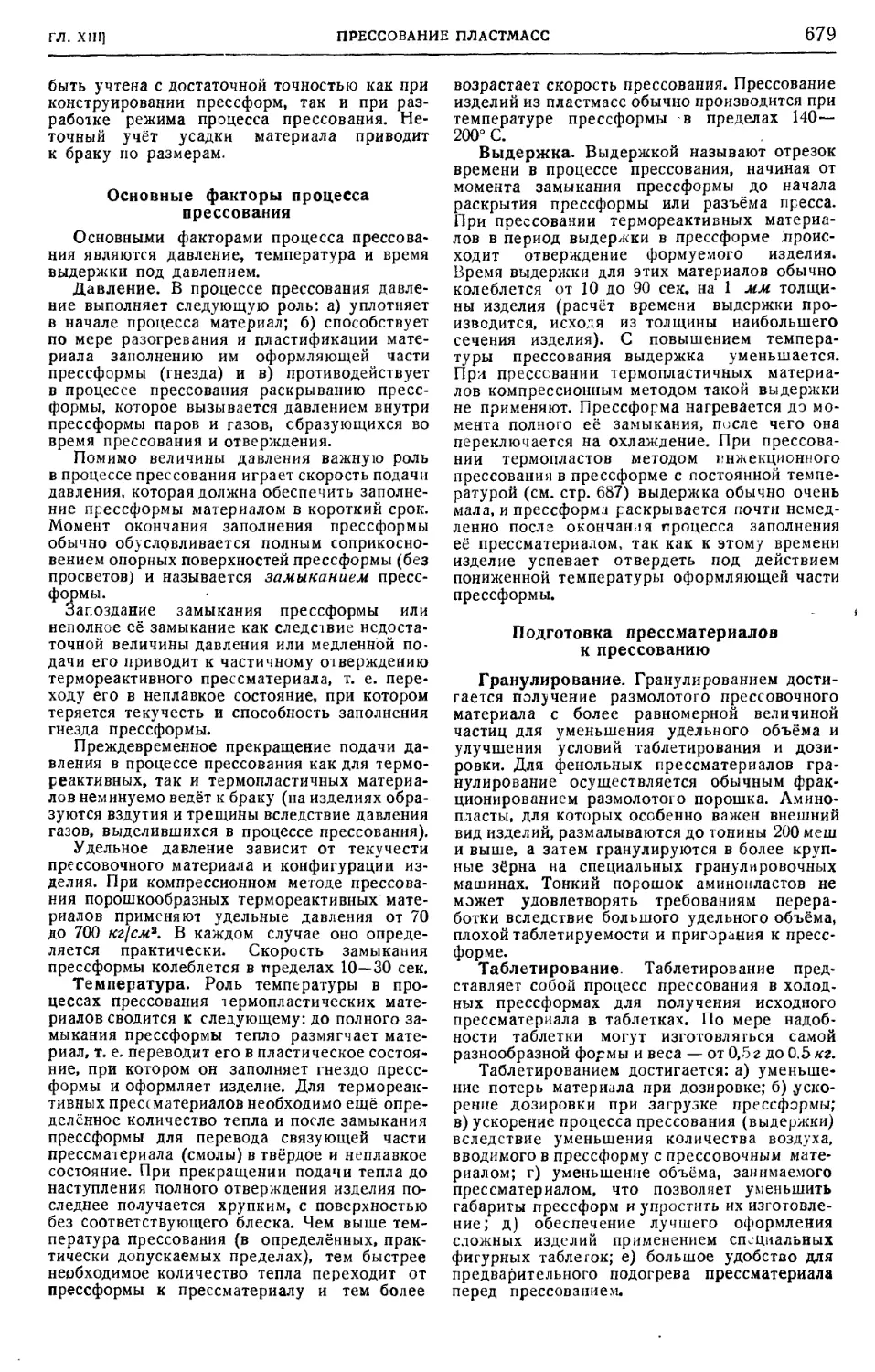
Прессформы для прессования изделий из
пластмасс 683
Способы обогрева прессформ 684
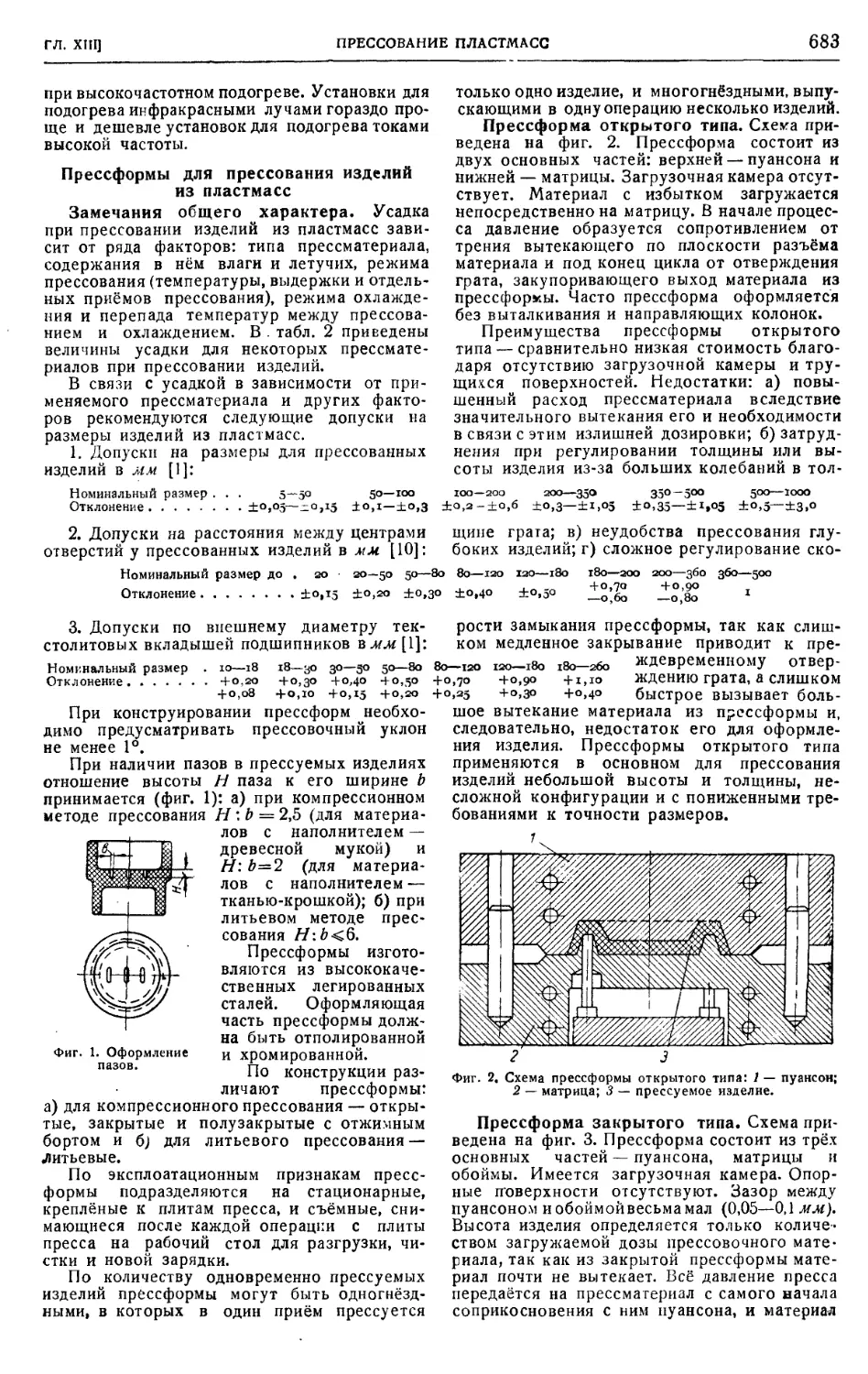
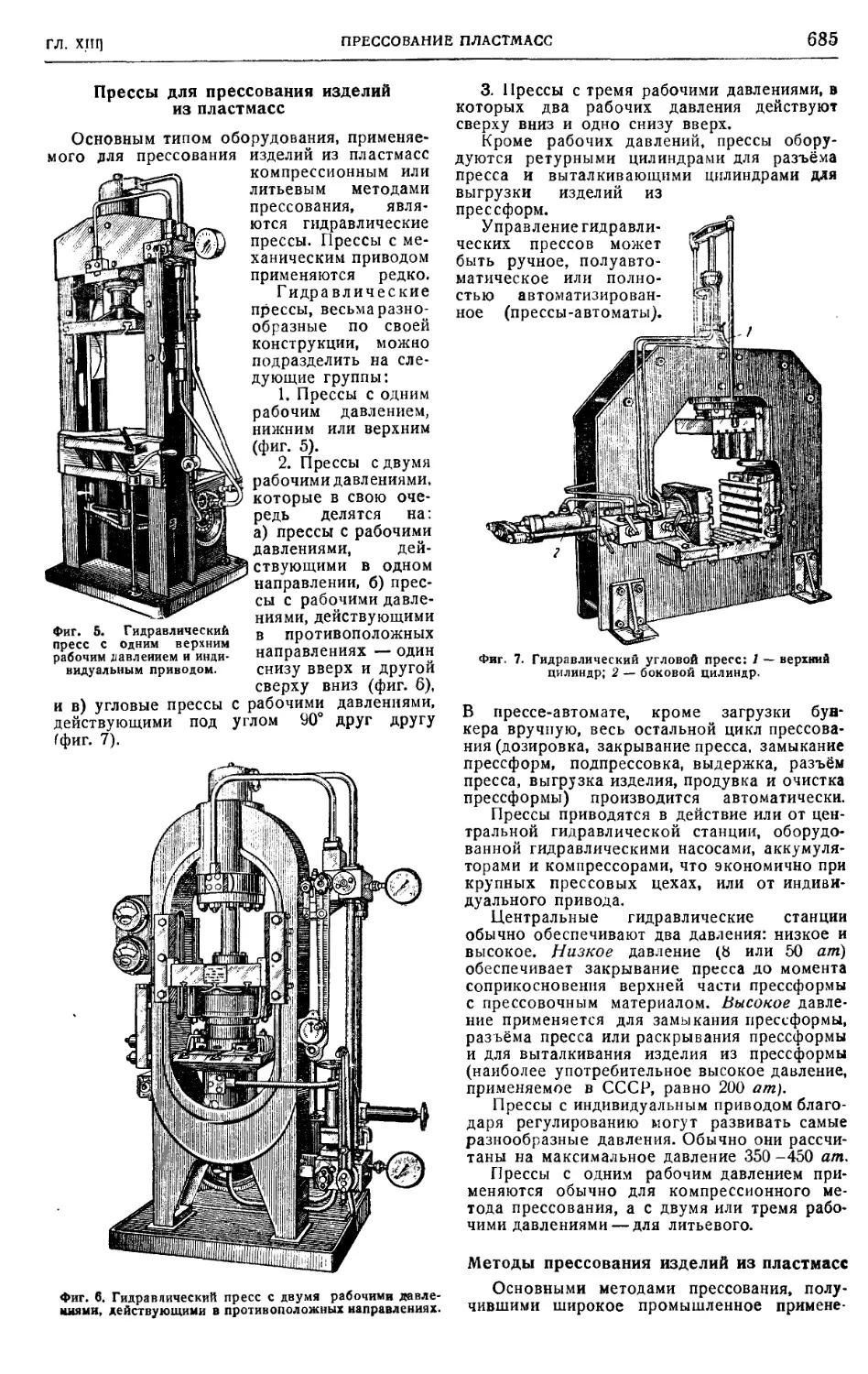
Прессы для прессования изделий из пласт-
масс 685
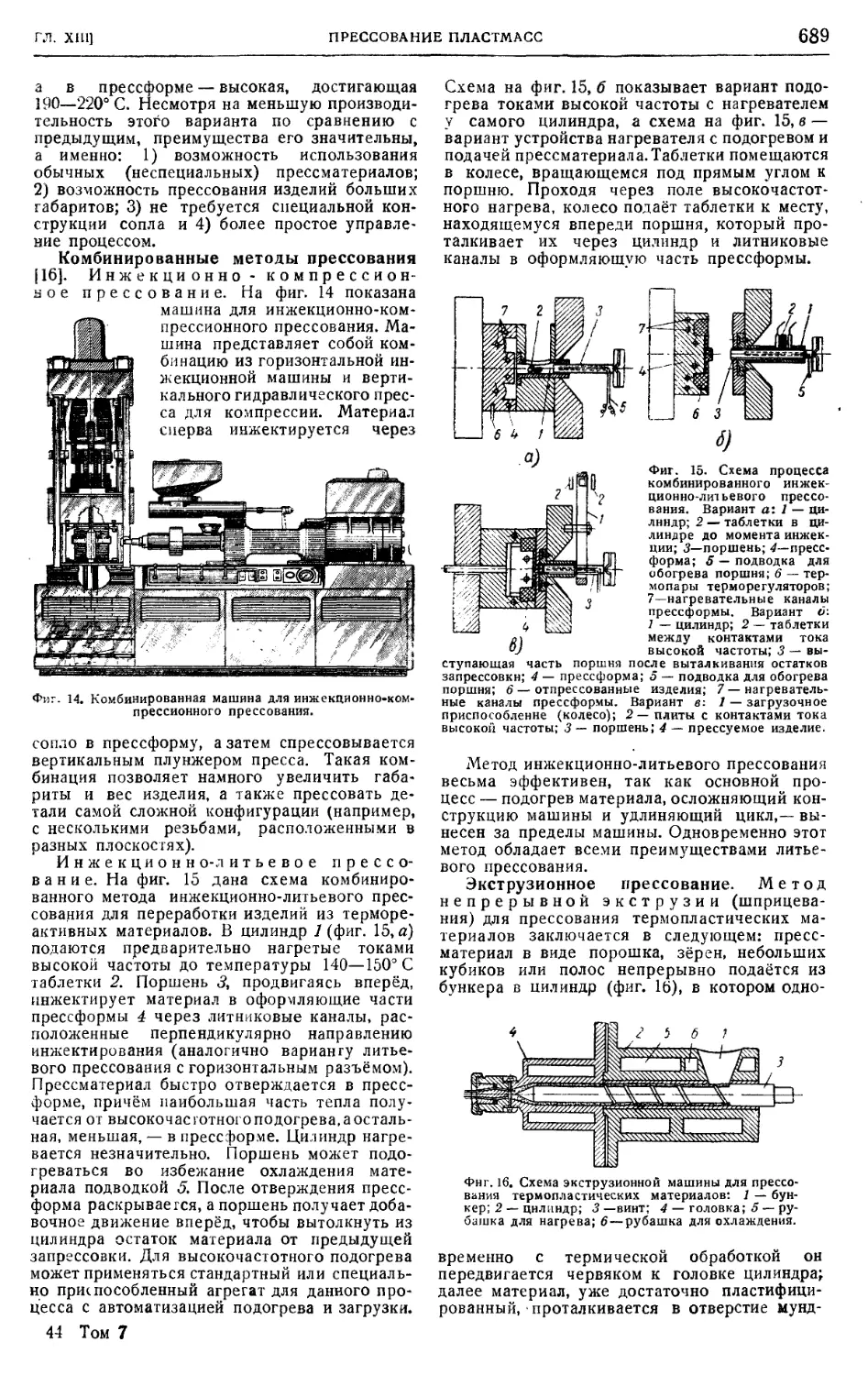
Методы прессования изделий из пласт-
масс 685
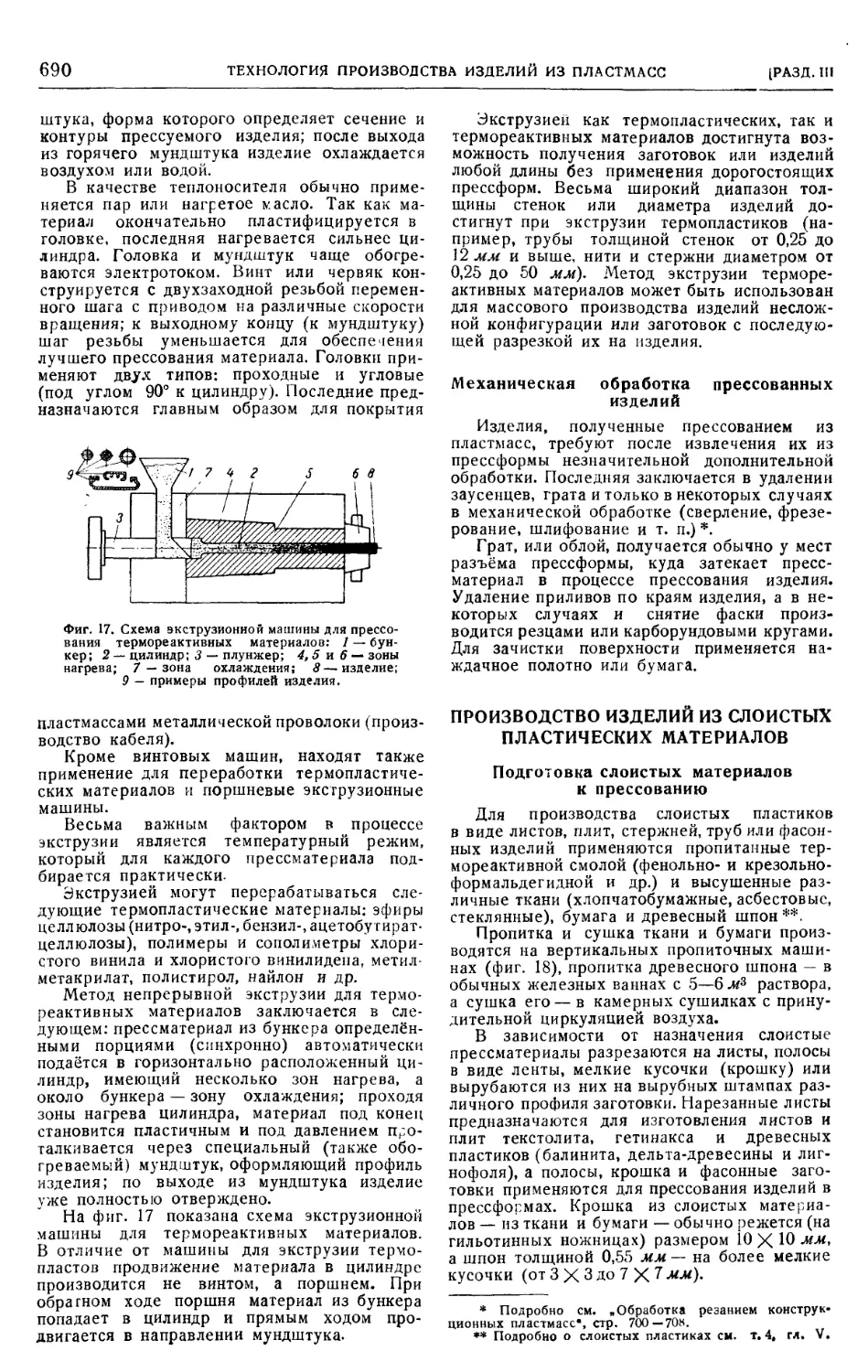
Механическая обработка прессованных из-
делий 690
Производство изделий из слоистых пласти-
ческих материалов 690
Подготовка слоистых материалов к прес-
сованию 690.
Прессование изделий из слоистых пресс-
материалов 691
Механическая обработка 693
Термическая обработка 693
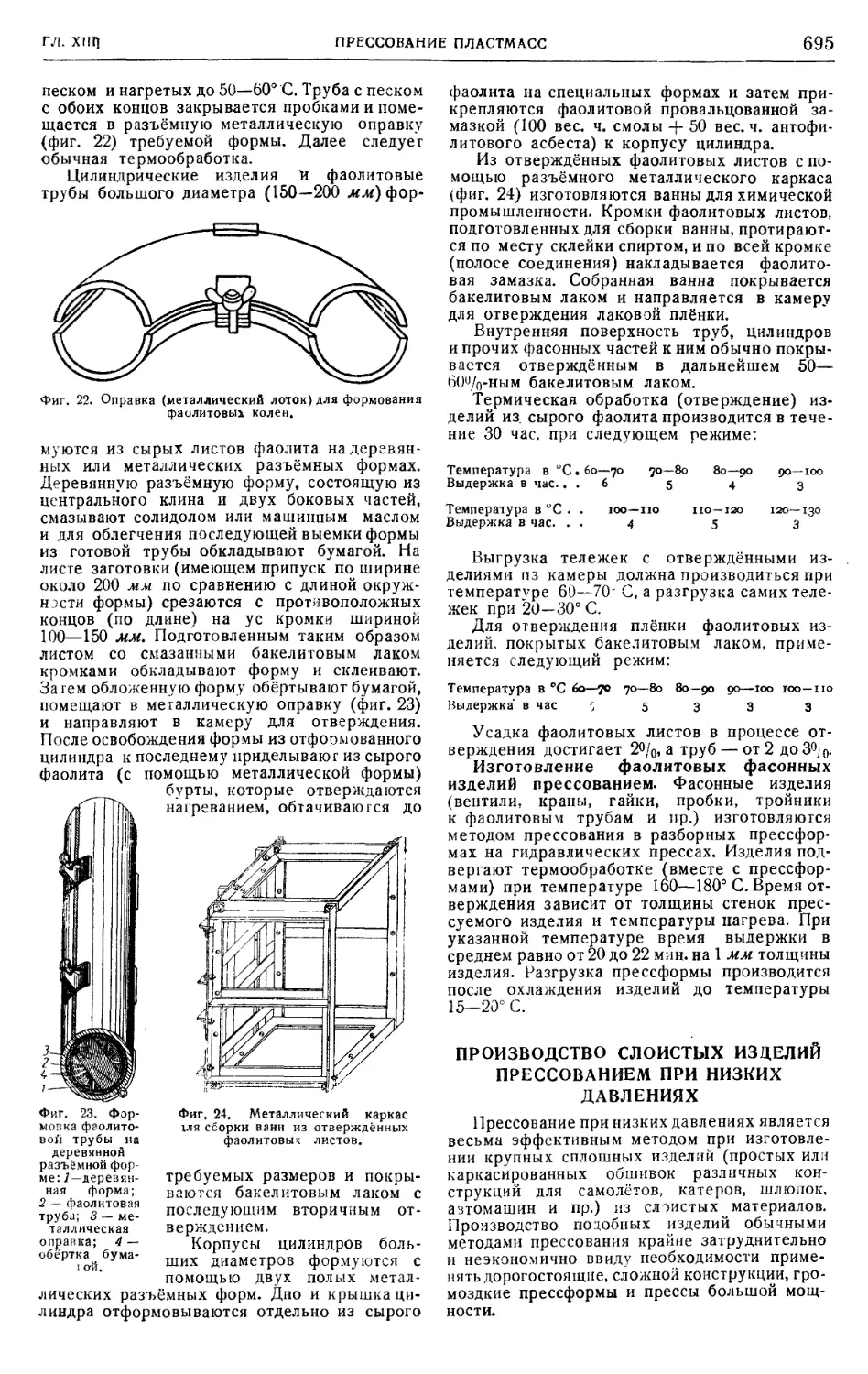
Производство изделий из кислотоупорных
пластических материалов 693
Исходные кислотоупорные пластмассы . . . 693
Производство изделий из фаолита ..... 694
Производство слоистых изделий прессо-
ванием при низких давлениях ....... 695
Подготовка материалов 696
Изготовление форм • 696
Клеящие вещества 696
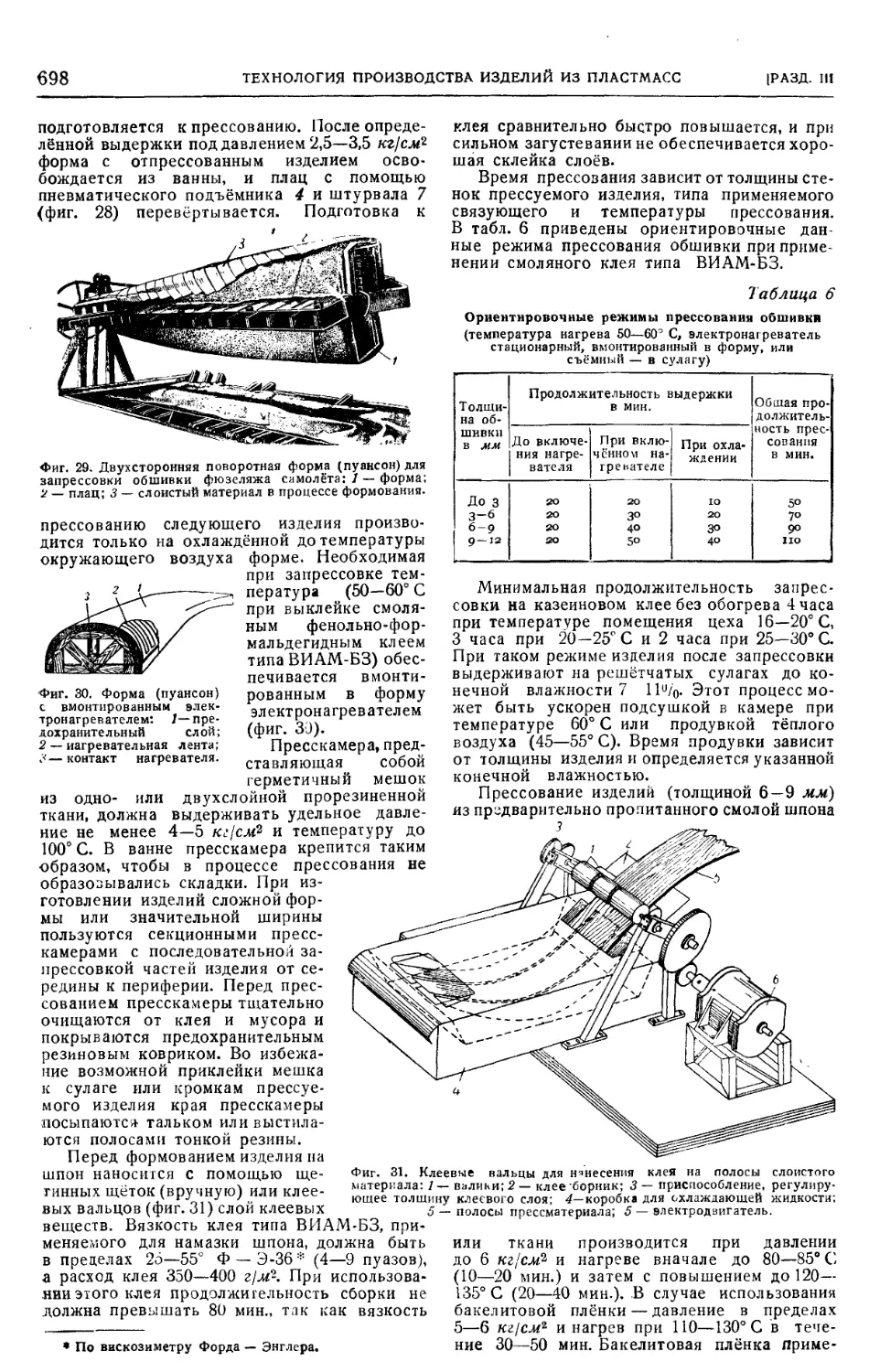
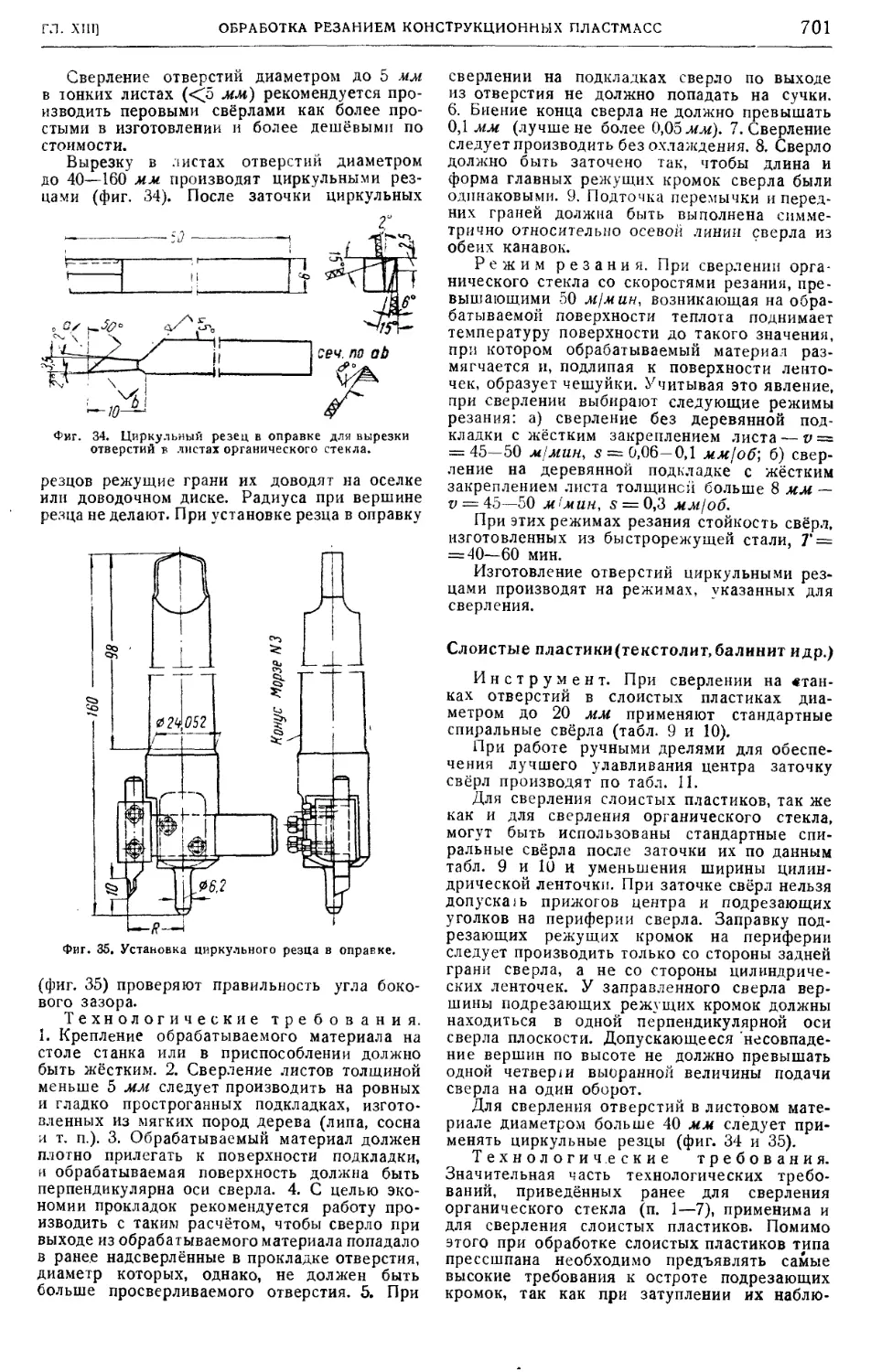
Пневматический способ прессования .... 697
Автоклавный способ прессования 699
Обработка резанием конструк-
ционных пластмасс (канд.
техн. наук А. И. Исаев} 700
Сверление отверстий 700
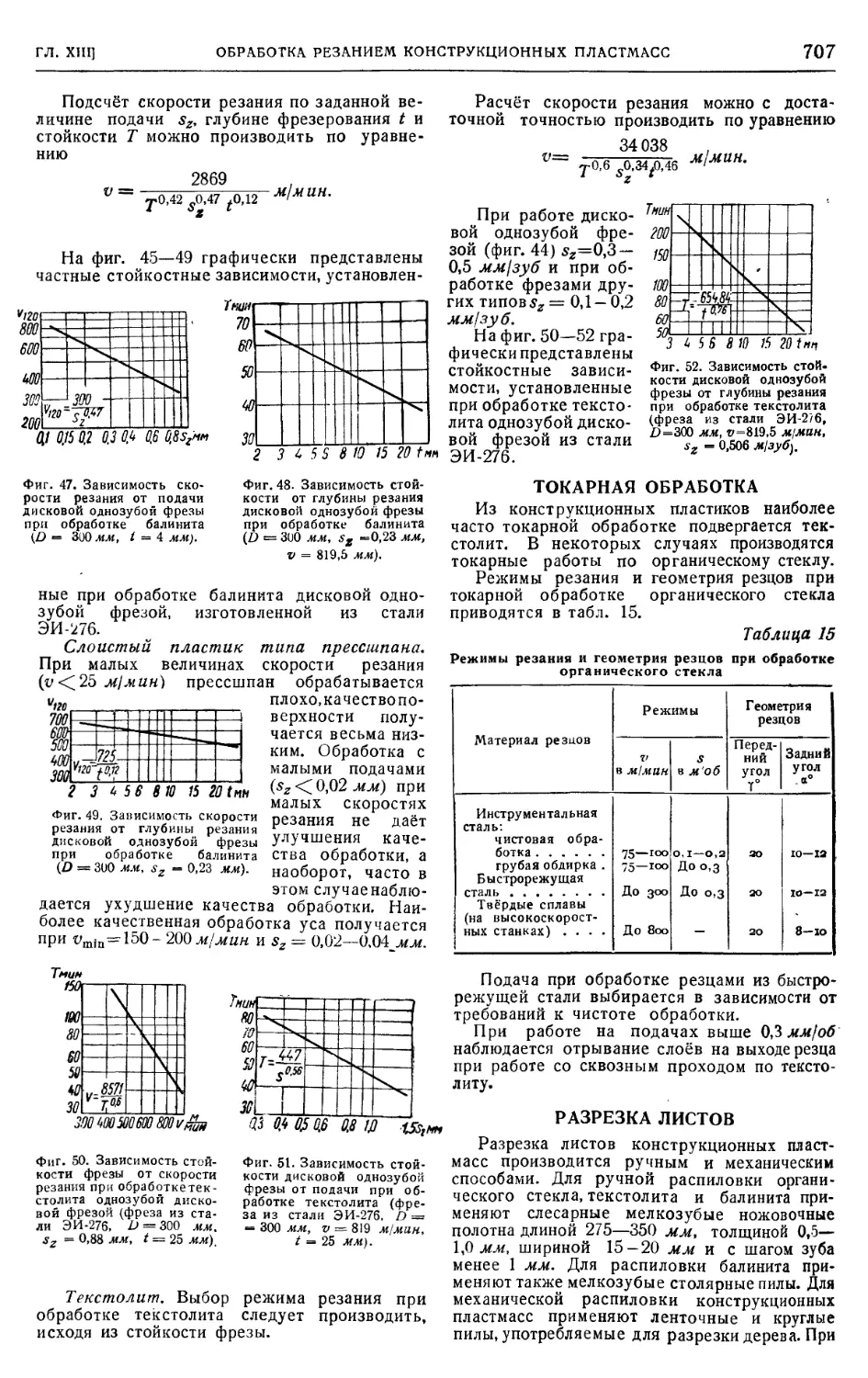
Органическое стекло 700
Слоистые пластики 701
Фрезерование 703
Органическое стекло 703
Слоистые пластики. . . 705
Токарная обработка 707
Разрезка листов 707
Шлифование и полирование 708
Виды брака при обработке резанием
пластмасс 708
ОТ РЕДАКТОРА
Седьмой том Энциклопедического справочника „Машиностроение" состоит
из 13 глав, посвященных технологии обработки деталей машин.
Главу I „Основы технологии механической обработки деталей машин",
учитывая взаимосвязь заготовительных операций с последующей механической
обработкой, было признано целесообразным начать общими сведениями о мето-
дах выполнения заготовок для деталей машин. Затем в ней приведены сведения
справочного характера о точности обработки, об установке заготовок при обра-
ботке их на станках и погрешностях базировки, о деформациях поверхностных
слоев заготовок при закреплении их для обработки, о качестве поверхностей
обработанных деталей машин. Далее помещены таблицы промежуточных при-
пусков на обработку, а также предельных размеров отверстий и стержней под
резьбы;теоретическое обоснование расчёта припусков на обработку и промежу-
точных размеров заготовок здесь не приведено в связи с тем, что к моменту
сдачи седьмого тома в печать ещё не были закончены относящиеся сюда новей-
шие исследования советских учёных, изменяющие в значительной степени при-
меняемые методы расчёта.
Следующая статья главы I посвящена отделочным операциям механической
обработки. Выделение всего комплекса этих вопросов в отдельную статью диктуется
тем значением, которое в современном машиностроении принадлежит оконча-
тельной обработке деталей машин.
В эту же главу включены сведения по химико-механическим и электрическим
способам обработки металлов в связи с небольшим объёмом этих статей.
Заканчивается глава I статьёй о типизации технологических процессов
в машиностроении.
Глава II „Режимы резания при механической обработке деталей машин"
содержит соответствующие справочные данные по обработке различных метал-
лов однолезвийными, многолезвийными и абразивными инструментами. Эти дан-
ные включают также режимы резания при скоростном точении и фрезеровании.
Глава III „Технология производства типовых деталей машин" охватывает
производство валов (включая и тяжёлые валы), втулок и вкладышей, шкивов и
маховиков, цилиндрических и конических зубчатых колёс, корпусных деталей и
витых пружин, т. е. деталей, общих для различных отраслей машиностроения.
Технологические маршруты обработки приведены в связи с конструктивными
особенностями обрабатываемых деталей и снабжены справочными данными по
применяемому для обработки оборудованию. Особые требования, предъявляемые
к некоторым специальным деталям машин, и соответствующие указания техно-
логического порядка читатель найдёт в томах, посвященных конструированию
машин (т. 8—13).
ОТ РЕДАКТОРА XI
Глава IV „Приспособления для механической обработки" включает спра-
вочные материалы по элементам приспособлений, их нормализации, расчётам,
а также автоматизации приспособлений.
Главы V—X, посвященные режущим инструментам для обработки металлов,
содержат статьи, освещающие геометрию режущего лезвия и материалы для
режущих инструментов, назначение, размеры, геометрические параметры режущих
элементов и конструктивное построение однолезвийных и многолезвийных инстру-
ментов; здесь же приведены необходимые сведения по абразивному инстру-
менту.
Глава XI „Технология термической обработки металлов" содержит справоч-
ные данные по термической и химико-термической обработке деталей из стали,
чугуна и частично цветных металлов и сплавов (по ряду алюминиевых, магниевых
и других сплавов сведения по термической обработке помещены в т. 4). В эту
главу включены также технологические характеристики основного и вспомога-
тельного оборудования термических цехов.
Материалы главы посвящены главным образом прикладным вопросам техно-
логии различных видов термической и химико-термической обработки металлов.
Сзедения по теории фазовых и структурных превращений, включая и диаграммы
состояния, приведены в т. 3 и 4 Лишь по некоторым технологическим процес-
сам в связи с их новизной и недостаточным освещением в технической
литературе (в частности, по контролируемым атмосферам, по обработке холодом
и др.) приведены необходимые указания по теории процесса, специфике обору-
дования и др. о
Характеристика оборудования и сведения по поверхностной закалке помещены
в т. 14, гл. IV.
Справочные данные нормативного характера (скорости нагрева и охлаждения
время выдержки, расход материалов, производительность, коэфициенты полезного
действия оборудования и др.), приведенные по укрупнённым показателям, должны
корректироваться с учётом конкретных условий производства.
Глава XII „Технология механической обработки древесины" содержит необ-
ходимые для технологов деревообрабатывающих производств данные по распи-
ловке брёвен на пиломатериалы, по сушке, методам механической обработки, по
припускам-на обработку, точности обработки, по сопряжениям деревянных дета-
лей; здесь же изложены типовые технологические маршруты обработки и сборки.
Данные по деревообрабатывающим машинам и инструментам приведены
в т. 9.
Глава XIII „Технология производства изделий из пластмасс" включает
технологию прессования и обработку резанием конструкционных пластмасс.
Со времени сдачи главы в набор значительно расширился ассортимент и по-
высилось качество пластмасс, в частности, наряду с фаолитом промышленность
пластмасс освоила новый вид более химически стойких пластиков на основе
полимеров и сополимеров виниловых производных, данные по которым не могли
быть включены в этот том.
Подготовленная к печати глава „Технология покрытий", включающая гальва-
нические покрытия, металлизацию (покрытие распылением), диффузионный и
горячий" способы покрытий, неметаллические покрытия на органической и неорга-
нической основе, защиту металлов от коррозии смазками, оксидирование, хими-
ческое окрашивание, фосфатирование, химическую и электрохимическую очистку,
не могла быть помещена в т. 7 вследствие нецелесообразности дальнейшего уве-
XII ОТ РЕДАКТОРА
личения его объёма. Предполагается издание этой главы Машгизом в виде от-
дельного справочника по покрытиям.
При пользовании настоящим томом следует учитывать, что он охватывает
в основном вопросы технологического порядка; справочные данные, связанные
с проектированием цехов, изложены в т. 14, сведения по организации производ-
ства и техническому нормированию — в т. 15, по конструированию металлоре-
жущих и деревообрабатывающих станков —в т. 9.
Показатели, помещённые в данном томе, характеризующие производитель-
ность оборудования, расход материалов и т. п., являются ориентировочными
и должны быть значительно превзойдены в результате дальнейшего развития
технологии машиностроения и внедрения в производство научных достижений
в этой области, а также передового стахановского опыта.
Для рецензирования помещенных в т. 7 материалов привлекались специа-
листы-производственники и научные работники.
Редакция приносит глубокую благодарность за рецензирование и весьма цен-
ные указания по содержанию отдельных глав и статей т. 7: лауреату Сталинской
премии, канд. техн. наук А. Д. Ассонову (гл. XI), канд. техн. наук М. И. Басову
(гл. I и II), инж. М. С. Берланеру (гл. VI), проф. А. Л. Бершадскому (гл. XII), инж.
И. Е. Бурщтейну (гл. V, VII и VIII), канд. техн. наук Н. И. Волскому (гл. X),
доц. В. М- Воробьеву (гл. VI), доц., канд. техн. наук Я. Я. Грудову (гл. I), проф.,
д-ру техн. наук А. П. Гуляеву (гл. XI), инж. К. Н. Гуревичу (гл. I), инж.
Н. С. Дегтяренко (гл. VI — VIII), доц., канд. техн. наук В. Л. Дмитриеву
(гл. II), инж. К. Я. Иванову (гл. IV), проф. С. К. Ильинскому (гл. XI), инж.
Г. Г. Ильвер (гл. VII), инж. Г. М. Ипполитову (гл. X), инж. С. Я Карцеву
(гл. IX), проф., д-ру техн. наук А. И. Каширину (гл. I), канд. техн. наук
К. А. Корнилову (гл. IX), канд. техн. наук И. С. Колобневу (гл. XI), доц., канд.
техн. наук В. С. Корсакову (гл. III), инж. В. К. Котельникову (гл. V—VIII и X),
проф., д-ру техн. наук В. А. Кривоухову (гл. II), доц., канд. техн. наук
Ю- М. Лахтину (гл. XI), инж. В. А. Максимову (гл. XIII), инж. Л. К. Мануйлову
(гл. VI), доц. В. М. Матюшину (гл. IX), инж. Н. Ф. Мельникову (гл. IV), инж.
И. А. Миндлину (гл. XII), инж. Я. Н. Орловскому (гл. XII), проф., д-ру техн.
наук В. И. Просвирину (гл. XI), инж. И. Ш. Пик (гл. XIII), канд. техн. наук
Л. А. Рождественскому (гл. II), доц. В. В. Сасову (гл. I), инж. А. В. Скуба
(гл. IX), инж. Г. И. Скундину (гл. IX), проф., д-ру техн. наук А. П. Соколовскому
(гл. I), канд. техн. наук С. А. Тиллес (гл. I), инж. С. Д. Чайковскому (гл. I),
канд. техн. наук Д. В. Чарнко (гл. III), инж. Б. А. Щукареву (гл. IV).
С особой признательностью редакция отмечает большую работу научных
редакторов: инж. С. В. Аврутина (гл. V—IX), инж. Л. С. Бродского (гл. XI и XIII),
проф., д-ра техн. наук Г. И. Грановского, доц., канд. техн. наук Е. К. Зверева
(гл. II) и доц., канд. техн. наук М. Н. Кунявского (гл. XI).
Критические замечания и пожелания по содержанию тома просим направлять
в адрес Главной редакции справочника; они будут приняты нами с благодар-
ностью для использования в нашей дальнейшей работе.
В. Кован
Глава I
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ДЕТАЛЕЙ МАШИН
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Заготовки для деталей машин получают
тремя методами: отливкой, обработкой давле-
нием и отрезкой из сортового материала.
Характеристика методов выполнения заго-
товок приведена в табл. 1.
Таблица 1
Методы выпол
неиия загото-
вок
Размеры или вес
наиболь-
шие
наименьшие
Сложность
формы
Точность'
выполнения
заготовок
в мм
Каче-
ство
поверх-
ности
Материал
Тип произвол
ства
Отливка в
землю при руч-
ной формовке
То же при
машинной фор-
мовке
То же при
формовке по
шаблону
Отливка в
стержнях
Центробеж-
ная отливка
Отливка в
постоянные
формы
Прецизион-
ная отливка
Отливка под
давлением
Свободная
ковка
Штамповка
под молотами
1 ТОМ 7
Не огра-
ничены
До 250 кг
Не огра-
ничены
То же
Обычно
до 200 кг
Обычно
до 100 кг
Не огра-
ничены
10-16 кг
Не огра-
ничены
Обычно
до 100 кг
Минимальная
толщина сте-
нок 3—5 мм
То же
20—30 г, тол-
щина стенки
для цветных
металлов
1,5 мм
Толщина сте-
нок 0,8 мм
Толщина сте-
нок 0,5 мм
для цинка и
1,0 мм для
других спла-
вов
Не ограни-
чены
Толщина сте-
нок 2,5 мм
Самые слож-
ные
То же
Преимуще-
ственно тела
вращения
Самые слож-
ные
Преимуще-
ственно тела
вращения
Простая и
средняя (зави
сит от возмож-
ности извле-
чения отливки
из формы)
Очень слож-
ные
Ограничи-
вается только
возможностью
изготовления
формы
Простые
Ограничи-
вается возмож-
ностью изго-
товления
штампа
1 -10 в зави-
симости от
размеров
1-2
4—15 в зависи-
мости от разме-
ров
1 — 10 в зави-
симости от
размеров
1-8
0,1-0,5
0,05-0,15
0,05-0,2; в
направлении
разъёма форм
несколько
меньше
1.5-25
0,4-2,5; в
направлении
разъёма штам
па несколько
меньше
Весьма
грубая
Грубая
Весьма
грубая
Грубая
Гладкая
Гладкая
Весьма
гладкая
Весьма
гладкая
Весьма
грубая
Грубая
Железоугле-
родистые спла-
вы, цветные
металлы и их
сплавы
То же
Предпочти-
тельно трудно
поддающийся
обработке ре-
занием
Сплавы цинка,
алюминия, маг-
ния, меди,
олова и свин-
ца
Углеродистые
и легирован-
ные стали, а
также сплавы
То же
Индивидуаль-
ное и мелко-
серийное
Крупносерий
ное и массо-
вое
Индивидуаль
ное и мелко-
серийное
Индивидуаль
ное,серийное
и массовое
Крупносерий
ное и массо-
вое
То же
Индивидуаль-
ное и серий-
ное
Крупносерий
ное и массо-
вое
Индивидуаль-
ное и мелко-
серийное
Серийное и
массовое
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[разд. иг
Продолжение табл. 1
Методы выпол-
нения загото-
вок
Размеры или вес
наиболь-
шие
наименьшие
Сложность
формы
Точность
выполнения
заготовок
в мм
Каче-
ство
поверх-
ности
Материал
Тип произвол
ства
Штамповка
на горизон-
тально-ко-
вочных маши-
нах
Штамповка
выдавлива-
нием без зау-
сенца (экс-
трюдинг-про-
цесс)
Фасонная
вальцовка
Штамповка
на калибровоч-
ных прессах
Чеканка и
калибровка
штамповок
Холодная вы-
садка
Резка сорто-
вого материа-
ла (прутков)
Листовая
штамповка
(вырезка)
Прессование
пластических
масс
Прессование
из порошкооб-
разных метал-
лов и графита
Обычно
до 100 кг
Диаметр
примерно
до 200 мм
Обычно
до 50 кг
Обычно
до 100 кг
То же
Диаметр
10—25 мм
Соответ-
ствуют
сортамен-
ту
Толщина
20 мм
450 мм при
толщине
стенок
Ь мм
Плошадь
попереч-
ного сече-
ния 100 см1
Толщина сте-
нок 2.5 м*
Толщина
стенки для
алюминиевых
сплавов от
1,5 мм
Толшина сте
нок 1,5 мм
То же
Диаметр
3,0 мм
Толщина
0,1 мм
Толщина сте-
нок 0,8 мм
Толщина стен-
ки 2,0 мм
Ограничи-
вается возмож
ностью изго-
товления
штампа
Простые
То же
Ограничи-
вается воз-
можностью
изготовления
штампа
То же
Простые
То же
Сложная
Ограничи-
вается воз-
можностью
изготовления
формы
Простая, ог-
раничивается
формой штам-
па и давлени-
ем в напра-
влении хода
пуансона
0,4—2,5; в
направлении
разъёма штам-
па несколько
меньше
0,2-0,5
0,4—2,5
0,4-1,3
0,05-0,10
0,1-0,25
0,5-6 в за-
висимости от
размера и ме-
тода резки
(см. табл. 2)
0,05-0,5
0,05-0,25
0,1—0,25 в на-
правлении хо-
да пуансона,
0,05 в перпен
дикулярном
направлении
Грубая
Гладкая
Грубая
Гладкая
Весьма
гладкая
Гладкая
Зависит
от мето-
да сезки
Гладкая
Весьма
гладкая
Весьма
гладкая
Углероди-
стые и теги-
рованные ста-
ли, а также
сплавы
То же
Крупносерий-
ное и массо-
вое
То же
Стали и дру-
гие пластиче-
ские материа-
лы
Все виды ли-
стового мате-
риала
Пластмассы
с волокнисты-
ми ил!г порош-
кообразными
наполнителями
Все виды ме-
таллов
Индивидуаль-
ное, серийное
и массовое
Серийное и
массовое
То же
Применяются также комбинированные ме-
тоды производства заготовок:
1. Штамповка из листового материала с
последующей сваркой (для заготовок сложных
форм мелких и средних размеров).
2. Резка листового материала или проката
с последующей сваркой (для получения
самых крупных заготовок — фундаментных
колец водяных турбин, рам двигателей,
станин тяжёлых станков, а также для заго-
товок сложных форм — корпусов приспосо-
блений).
3. Заливка штампованных или механически
обработанных заготовок при изготовлении
комбинированных отливок (диафрагмы паро-
вых турбин с залитыми лопатками, отливки
под давлением из цветных металлов с зали-
тыми стальными деталями, армированные от-
ливки).
4. Ковка промежуточных заготовок с по-
следующей сваркой (коленчатые валы).
5. Штамповка с последующей высадкой
(фланцы автомобильных коленчатых валов)
или чеканкой.
6. Ковка с включением операций механи-
ческой обработки (протачивание коренных
шеек коленчатого вала перед разводом колен
под соответствующими углами и т. д.).
Выбор метода получения заготовки опре-
деляется: 1) технологической характеристикой
материала, т. е. его литейными свойствами и
способностью претерпевать пластические де-
формации при обработке давлением, а также
структурными изменениями материала заго-
товки, получаемыми в результате применения
того или другого метода выполнения заго-
товки (расположение волокон в поковках, ве-
личина зерна в отливках и т. д.); 2) конструк-
тивными формами и размерами заготовки;
3) требуемой точностью выполнения заготовки,
чистотой и качеством поверхностного слоя;
4) величиной программного задания.
ГЛ. I]
ЗАГОТОВКИ ДЛЯ ДЕТАЛЕЙ МАШИН
Выбранный метод должен обеспечивать
наименьшую стоимость детали, т. е. расходы
на материал, стоимость выполнения заготовки
и последующей механической обработки вме-
сте с накладными расходами должны быть
минимальны. Следует стремиться к укороче-
нию технологического маршрута механической
обработки, что достигается главным сбразом
повышением точности выполнения размеров
заготовки.
На выбор метода выполнения заготовки
оказывает большое влияние время подготовки
технологической оснастки (изготовление штам-
пов, моделей, прессформ и т. п.).
При выполнении заготовок отливкой или
ковкой предварительно устанавливают: 1) при-
пуски на обработку; 2) допуски на размеры
обрабатываемых и чёрных поверхностей заго-
товок; 3) базирующие поверхности для пер-
вой операции механической обработки и тре-
бования, предъявляемые к этим поверхностям;
4) термическую обработку заготовок (если
она нужна) и требования к структуре и твёр-
дости материала с точки зрения его обра-
батываемости; 5) метод предварительной очист-
ки заготовки; 6) места вырезки пробных
образцов для заготовок ответственного назна-
чения .
При изготовлении заготовок из сортового
материала устанавливают профиль и размеры
прутка.
К заготовкам предъявляются следующие*
основные требования:
1. Поверхности, подлежащие обработке,
должны иметь установленные припуски на
обработку и допуски на размеры заготовок.
Заниженные припуски вызывают брак, завы-
шенные усложняют обработку. Несоблюдение
допусков лишает возможности пользоваться
приспособлениями и вынуждает к перена-
ладке станков.
2. Необрабатываемые поверхности должны
быть выполнены достаточно гладко и в пре-
делах установленных допусков, чтобы избе-
жать дополнительной механической обработки
для достижения веса и габаритных размеров,
предписанных чертежом.
3. Поверхности, принятые за первоначаль-
ные чёрные базы, должны быть гладкими, не
иметь заусенцев и уклонов.
4. Материал должен быть освобождён от
внутренних напряжений и обладать хорошей
обрабатываемостью.
5. Обрабатываемые поверхности с целью
облегчения выявления пороков и для умень-
шения износа режущего инструмента дол-
жны быть очищены от окалины и литейного
песка.
Перед поступлением в механический цех
заготовки подвергают предварительной обра-
ботке: правке, отрезке, зачистке, зацентровке
и обдирке. Отдельные виды заготовок под-
вергают также термообработке (отжигу, нор-
мализации).
Правка производится для восстановления
правильной формы заготовок. Её осущест-
вляют: 1) на плитах ударами ручными молот-
ками или кувалдами (точность до 3,0 мм на
длине 1 м); 2) на прессах ручного действй>-
или приводных (точность 0,05—0,15 мм на
длине 1 м); 3) на рихтовочных станках (точ-
ность 0,5 — 0,9 мм на 1 м для чёрных прут-
ков и 0,1—0,2 мм для проточенных прут-
ков).
Правке подвергают заготовки из проката,
поковки, отливки из стали и ковкого чугуна,
а также сварные заготовки.
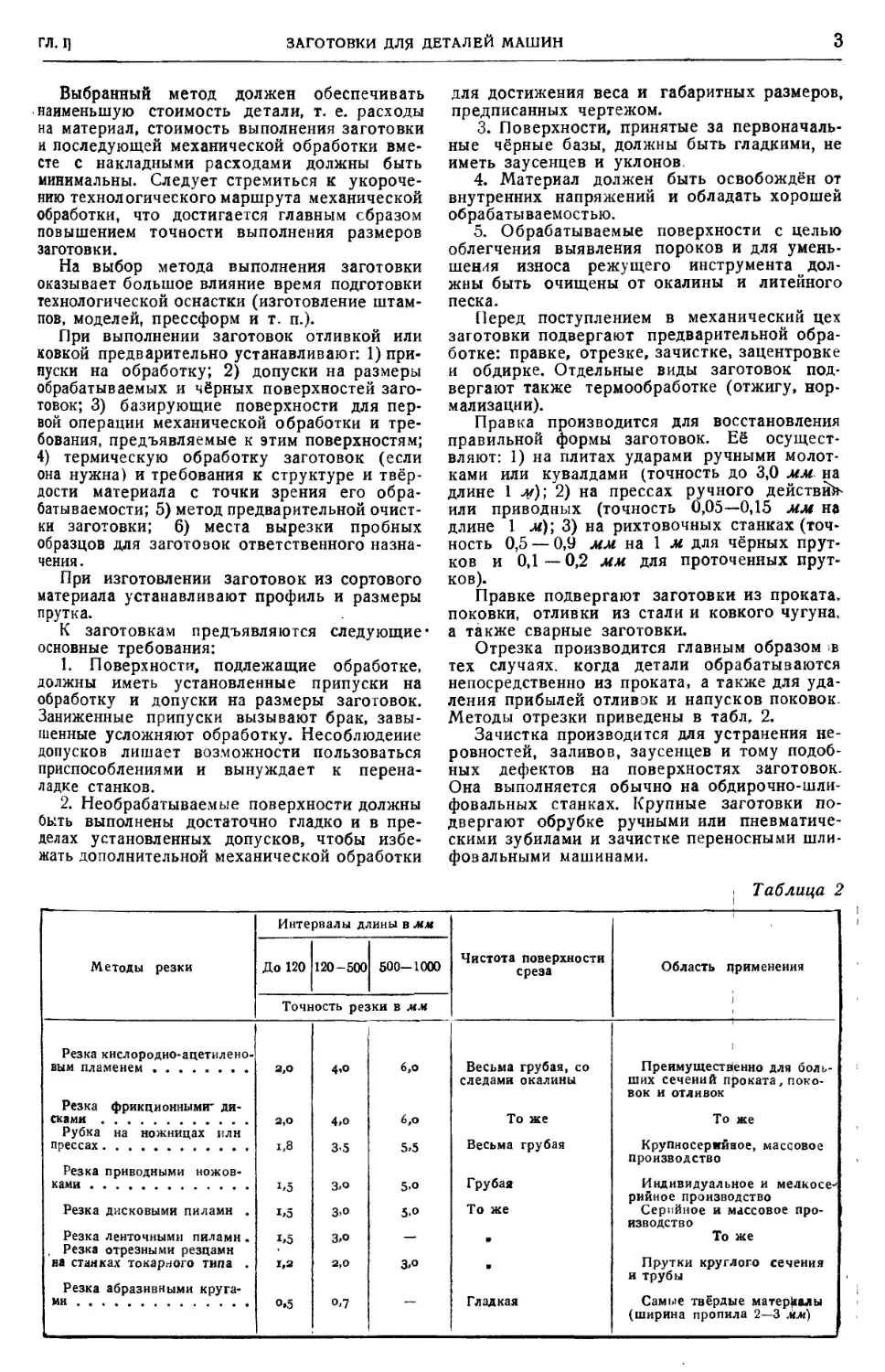
Отрезка производится главным образом в
тех случаях, когда детали обрабатываются
непосредственно из проката, а также для уда-
ления прибылей отливок и напусков поковок.
Методы отрезки приведены в табл, 2.
Зачистка производится для устранения не-
ровностей, заливов, заусенцев и тому подоб-
ных дефектов на поверхностях заготовок.
Она выполняется обычно на обдирочно-шли-
фовальных станках. Крупные заготовки по-
двергают обрубке ручными или пневматиче-
скими зубилами и зачистке переносными шли-
фовальными машинами.
; Таблица 2
Методы резки
Резка кислородно-ацетилено-
вым пламенем
Резка фрикционными' ди-
сками
Рубка на ножницах или
прессах
Резка приводными ножов-
ками .
Резка дисковыми пилами .
Резка ленточными пилами.
, Резка отрезными резцами
на станках токарного типа .
Резка абразивными круга-
ми
Интервалы длины в мм
До 120
120-500
500-1000
Точность резки в мм
о.5
3.5
6,о
5,5
5.о
5.°
Чистота поверхности
среза
Весьма грубая, со
следами окалины
То же
Весьма грубая
Грубая
То же
Гладкая
Область применения
Преимущественно для боль-
ших сечений проката, поко-
вок и отливок
То же
Крупносерийное, массовое
производство
Индивидуальное и мелкосе-
рийное производство
Серийное и массовое про-
изводство
То же
Прутки круглого сечения
и трубы
Самые твёрдые материалы
(ширина пропила 2—3 мм)
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
(РАЗД. Ш
Зацентровка выполняется у заготовок,
представляющих собой тела вращения и обра-
батываемых в центрах. Зацентровка произво-
дится на одно- или двухсторонних центроваль-
ных станках, а также на комбинированных
станках, где сверлению центровых гнёзд
предшествует обработка торцов заготовки
торцовыми фрезами. Зацентровка крупных за-
готовок выполняется по разметке на гори-
зонтально сверлильных или радиально-свер-
лильных станках, а также переносным меха-
низированным инструментом.
Обдирка производится в случае превыше-
ния заготовительными цехами припусков на
обработку. При изготовлении крупных дета-
лей ответственного назначения (валы турбин
и др.) обдирку применяют для обнаружения
трещин, волосовин, раковин и тому подоб-
ных дефектов металла.
Контроль заготовок заключается: 1) в вы-
явлении пороков материала внешним осмотром
чёрных и предварительно обработанных по-
верхностей; 2) в проверке размеров при по-
мощи универсальных измерительных инстру-
ментов, шаблонов или разметки; 3) в про-
верке физических и механических свойств
материала и его химического состава (см. т. 3,
гл. I).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К о в а н В. М., Технология машиностроения, Машгиз,
М. 1944.
2. Соколовский А. П., Основы технологии маши-
ностроения, т. 1, Машгиз, М. 1938.
ТОЧНОСТЬ ОБРАБОТКИ
Точность обработки определяется вели-
чиной результативной погрешности, т. е.
погрешности, которая является результатом
совместного действия всех отдельных (пер-
вичных) погрешностей, возникающих в про-
цессе обработки детали.
Требуемые формы и размеры детали можно
получить обработкой по разметке, методом
пробных проходов и автоматически путём
соответствующей настройки станка.
Обычные способы разметки малопроизво-
дительны, отличаются ограниченной степенью
точности (десятые доли миллиметра), требуют
рабочих высокой квалификации. Поэтому раз-
метка применяется преимущественно в инди-
видуальном производстве крупных деталей.
Метод пробных проходов связан со значи-
тельной затратой времени на снятие пробных
стружек.
При обработке деталей средних и мелких
размеров в серийном и массовом производ-
стве наиболее рациональным является метод
автоматического получения размеров.
Чтобы обеспечить необходимую точность
обработки, следует производить расчёт тех-
нологических процессов на точность при про-
ектировании [2].
Ориентировочные данные о допусках,
выдерживаемых при основных видах меха-
нической обработки, приводятся ниже
в табл. 3—9.
Таблица 3
Средняя экономическая точность обработки отверстий в мм
(допуск на диаметр отверстия)
Диаметр в
»— 3
3- 6
<0— IO
Ю— i8
18— 30
3°— 50
50— 80
80—120
120—180
180—260
ИЛИ
черновым резцом
енкером
Обработка
черновым з
—
—
—
—
о,3°
о,3°
о, 4°
°.4°
°,5°
к
чистовым резцом,
СТИНОЙ ИЛИ ЧИСТОВ
Обработка
точной пла
зенкером
—
—
*>, 15
о, 15
О,2О
О,2О
о,25
S
о
спиральным сверл
тора
Сверление
без кондук1
о,15
о. '5
О, 20
О,2О
о,25
о»35
о,45
—
—
Длина отверстия до
о
спиральным сверл
ору
Сверление
по кондукт
о,о6
о,о7
о,:о
о,13
0,20
0,25
о,3°
—
—
о
Is
л Я)
ание сверлом бол!
еле сверла меныш
Рассверлив
размера по
размера
—
—
О,1О
о,15
О,2О
О,2О
—
_
?-1
ие, черновое разв!
черновое шлифова
ие
Растачивай
вание или.
протягивай:
о.оз
°»°3
о
о
о
о
о
о
о
о
О5
об
°5
О5
°7
°7
ю
ю
300 мм
-OJ
азвёртывание, чис
зание
Чистовое р
вое шлифо!
O.OI2
0,015
О,О2О
О,О25
0,030
о,оз5
0,040
0,045
0,050
о,обо
ифование
Тонкое шл
—
—
O.OIQ
О,О23
О,О25
0,030
О,О35
0,040
О,О45
О
О
О
О
О
О
О
вёртывание
Ручное раз
ою
ою
ою
ою
о*5
015
О2О
са
ie .
п .
>астачивание, до во
Алмазное f
—
—
0,010
0,010
0,015
0,018
0,021
0,024
0,027
Длива отверстия
свыше 300 мм
или
черновым резцом
зенкером
Обработка
черновым :
—
_
—
—
о.35
°,4°
°.45
о,5°
о,55
.2
чистовым резцом,
:тиной или чистое!
Обработка
точной плас
зенкером
—
—
_
_
О,2О
о,25
о.25
°.3°
°,3°
шфо-
ие, черновое раз-
: или черновое шл
Растачивай
вёртывание
вание
_
—
—
—
о,об
о,о8
о,о8
0,12
0,12
ЧИСТО- 1
азвёртывание или
зание
Чистовое р
вое шлифoi
—
°,°4
о
о
о
о
°5
°5
об
°7
ГЛ, I]
ТОЧНОСТЬ ОБРАБОТКИ
Таблица 4
Средняя экономическая точность обработки валов в мм
(допуск на диаметр вала)
Диаметр
Черновое
обтачивание
Длина вала в мм
Чистовое
обтачивание
Длина вала в мм
Черновое
шлифование
Длина вала в мм
8
До 6
6— ю
ю— i8
Щ- 3°
Зо— 5о
5о— 8о
8о—I2O
I2O—l8o
180—260
260—360
0,15
0,15
0,20
0,20
о>4°
о,4°
°.4О
О,2О
0,20
О,2О
0,40
о,з°
о,зо
о. 4°
о, 4°
0,4°
о<4°
о,4О
о,4о
°| 4°
0,40
0,40
0.40
0,40
0,06
0,08
0,08
0,10
0,15
0,15
°.i5
0,20
0,20
0,20
0,10
0,10
0,10
0,15
0,15
0,15
0,20
0,20
0,20
0,15
0,15
°.*5
o,i8
0,20
0,20
0,20
0,20
0,20
0,20
0,20
0,20
0,20
О,2О
О.ЗО
,5
о,об
о,о8
о,о8
о,ю
О, 12
О, 12
О,Об
О.об
о,о8
о,о8
О,]
о,
о,
о,о8
о,оЗ
о,о8
о8
Продолжение табл. 4
Диаметр
в мн
Чистовое шлифование
Длина вала в мм
Тонкое шлифование
Длина вала в мм
Полирование и доводка
Длина вала в мм
До 6
6— ю
ю— 18
18— 30
3°— 50
50- 80
80-120
120—180
180—260
260—360
0,012
0.015
0,018
0,020
0,025
0,035
0,035
0,040
0,045
0,050
0,020
0,025
0,030
0,040
0,040
0.045
O.O45
0,050
0,030
O.O35
0,045
0,045
0,045
0.045
0,050
0,035
0,040
0,045
0,045
0.045
0,045
0,050
0,008
0,010
0,012
0.015
0,018
0,020
0,025
0,030
0,030
0,035
o,oi6
0,018
О,О2О
O.O22
O.O25
0,030
о,оз5
0,020
О,О22
О,О25
0,028
0,030
0,030
°.°35
O25
O28
030
030
030
O35
о,оо5
о,оо6
о,оо8
0,009
о,он
0,013
o,oi5
О,О2О
0,020
O.O25
—
О,О]
О,О]
о,о
О,О]
О,О]
I
2
4
5
8
0,020
0,020
0,025
,5
o,oi8
0,020
0,020
0,020
0,025
0.020
0,020
0,020
0,020
0,025
Примечание. При обработке ступенчатых валов точность обработки ступени определяется по диаметру
ступени в обшей длине вала.
ТаСГлица 5
Длина
поверхности
в мм
До loo
юо— з°о
goo— боо
бОО—I2OO
Средняя
экономическая
точность обработки плоскостей в мм
Ширина поверхности в мм
Черновое фре-
зерование ци-
линдрической
фрезой или
черновое
строгание
До 100
О,2О
о,3°
о, 4°
о,5о
100-300
о,35
о,45
о,5о
Черновое фре-
зерование тор-
цовой фрезой
или фрезерной
головкой
До 100
о, 15
О,2О
о.зо
о,4о
100-300
о,25
о, 35
о,45
Чистовое фре«
зерование ци-
линдрической
фрезой или
чистовое
строгание
До 100
0,1О
о, 15
o,i8
0,20
100—300
0,18
0,20
0,25
Чистовое фре-
зерование тор-
цовой фрезой
или фрезерной
головкой
До 100
о,о8
О, 12
о,15 '
o,i8
100-300
0,15
0, i8
0,20
Шлифование
До 100|lOO—300
о,оз
о.°5
°i°7
о,о8
о,°7
о,о8
о,ю
Тонкое
шлифование
До 100
0,025
О,О25
о,оз5
0,040
100-300
о,оз5
0,040
0,050
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. III
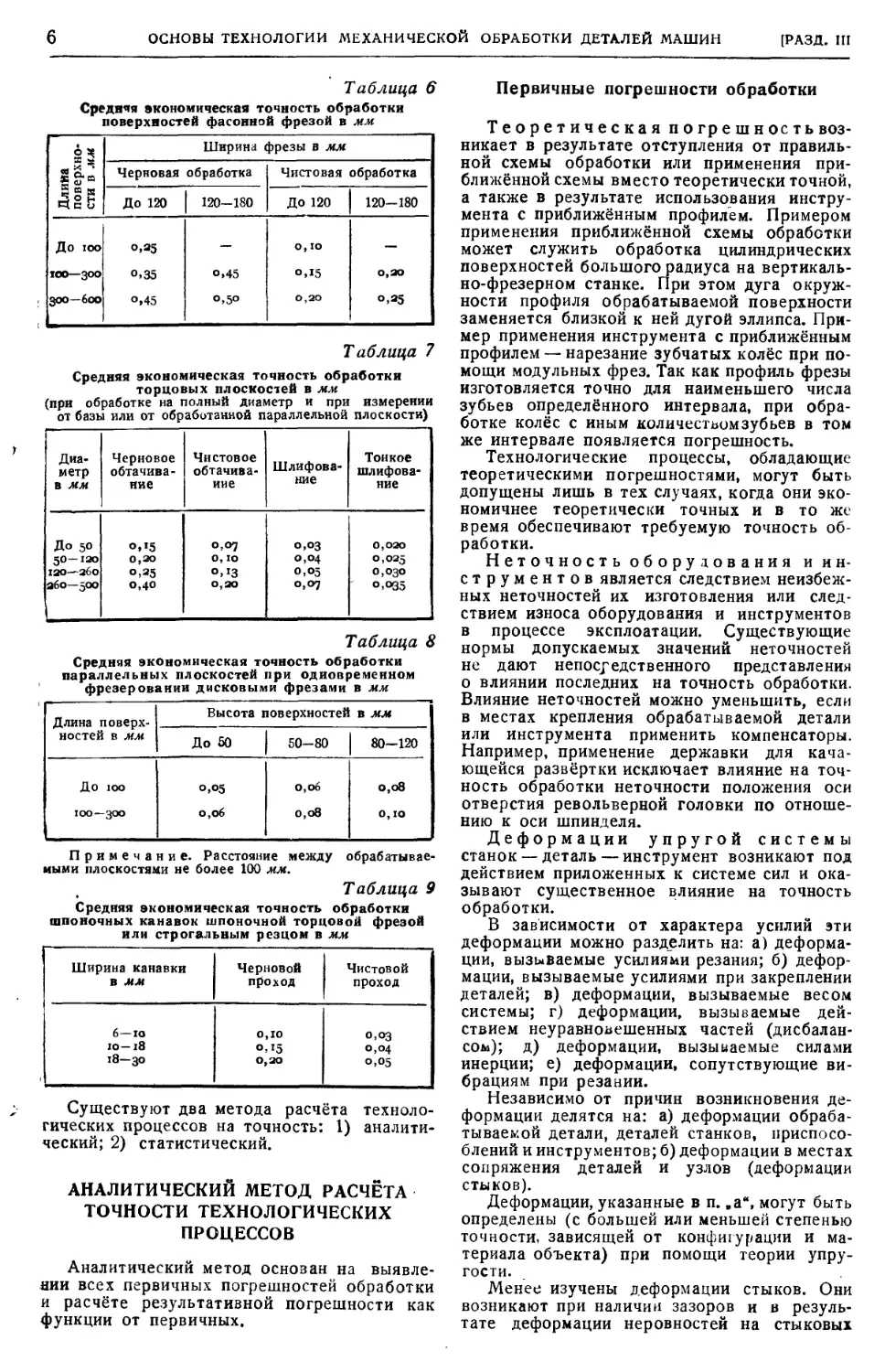
Таблица 6
Средняя экономическая точность обработки
поверхностей фасонной фрезой в мм
Длина
поверхно-
сти в мм
До ioo
loo—з°°
300—600
Ширина фрезы в мм
Черновая обработка
До 120
о,»5
о.35
о,45
120-180
о,45
о.5°
Чистовая обработка
До 120 j 120-180
о,ю
о,15
О,2О
о,ао
о, 35
Таблица 7
Средняя экономическая точность обработки
торцовых плоскостей в мм
(при обработке на полный диаметр и при измерении
от базы или от обработанной параллельной плоскости)
Диа-
метр
в мм
До 5°
50—120
I2O—ЗбО
або—5оо
Черновое
обтачива-
ние
о, 15
0,20
о,25
Чистовое
обтачива-
ние
0,07
о, ю
о.'З
О,2О
Шлифова-
ние
S3
Тонкое
шлифова-
ние
о,оао
O.O25
0,030
Таблица 8
Средняя экономическая точность обработки
параллельных плоскостей при одновременном
фрезеровании дисковыми фрезами в мм
Длина поверх-
ностей в мм
До ioo
ioo—з°°
Высота поверхностей в мм
До 50
°,°5
о,об
50-80
о,об
о,оЗ
80—120
о,о8
о,ю
Примечание. Расстояние между обрабатывае-
мыми плоскостями не более 100 мм.
Таблица 9
Средняя экономическая точность обработки
шпоночных канавок шпоночной торцовой фрезой
или строгальным резцом в мм
Ширина канавки
в мм
6—ю
ю—18
18-30
Черновой
проход
о,ю
о.'5
О,2О
Чистовой
проход
о,оз
°>°4
о,О5
Существуют два метода расчёта техноло-
гических процессов на точность: 1) аналити-
ческий; 2) статистический.
АНАЛИТИЧЕСКИЙ МЕТОД РАСЧЁТА
ТОЧНОСТИ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Аналитический метод основан на выявле-
нии всех первичных погрешностей обработки
и расчёте результативной погрешности как
функции от первичных.
Первичные погрешности обработки
Теоретическая п о гре ш нос ть воз-
никает в результате отступления от правиль-
ной схемы обработки или применения при-
ближённой схемы вместо теоретически точной,
а также в результате использования инстру-
мента с приближённым профилем. Примером
применения приближённой схемы обработки
может служить обработка цилиндрических
поверхностей большого радиуса на вертикаль-
но-фрезерном станке. При этом дуга окруж-
ности профиля обрабатываемой поверхности
заменяется близкой к ней дугой эллипса. При-
мер применения инструмента с приближённым
профилем — нарезание зубчатых колёс при по-
мощи модульных фрез. Так как профиль фрезы
изготовляется точно для наименьшего числа
зубьев определённого интервала, при обра-
ботке колёс с иным количестъомзубьев в том
же интервале появляется погрешность.
Технологические процессы, обладающие
теоретическими погрешностями, могут быть
допущены лишь в тех случаях, когда они эко-
номичнее теоретически точных и в то же
время обеспечивают требуемую точность об-
работки.
Неточность оборудования и ин-
струментов является следствием неизбеж-
ных неточностей их изготовления или след-
ствием износа оборудования и инструментов
в процессе эксплоатации. Существующие
нормы допускаемых значений неточностей
не дают непосредственного представления
о влиянии последних на точность обработки.
Влияние неточностей можно уменьшить, если
в местах крепления обрабатываемой детали
или инструмента применить компенсаторы.
Например, применение державки для кача-
ющейся развёртки исключает влияние на точ-
ность обработки неточности положения оси
отверстия револьверной головки по отноше-
нию к оси шпинделя.
Деформации упругой системы
станок — деталь — инструмент возникают под
действием приложенных к системе сил и ока-
зывают существенное влияние на точность
обработки.
В зависимости от характера усилий эти
деформации можно разделить на: а) деформа-
ции, вызываемые усилиями резания; б) дефор-
мации, вызываемые усилиями при закреплении
деталей; в) деформации, вызываемые весом
системы; г) деформации, вызываемые дей-
ствием неуравновешенных частей (дисбалан-
сом); д) деформации, вызываемые силами
инерции; е) деформации, сопутствующие ви-
брациям при резании.
Независимо от причин возникновения де-
формации делятся на: а) деформации обраба-
тываемой детали, деталей станков, приспосо-
блений и инструментов; б) деформации в местах
сопряжения деталей и узлов (деформации
стыков).
Деформации, указанные в п. „а", могут быть
определены (с большей или меньшей степенью
точности, зависящей от конфигурации и ма-
териала объекта) при помощи теории упру-
гости.
Менее изучены деформации стыков. Они
возникают при наличии зазоров и в резуль-
тате деформации неровностей на стыковых
ГЛ. 1]
ТОЧНОСТЬ ОБРАБОТКИ
поверхностях [3]. Чем грубее обработаны
стыковые поверхности,тем деформации больше.
Кроме указанных, существенное значение
имеют поверхностные деформации в местах
прижима обрабатываемой детали к опорным
элементам приспособления.
Деформации под действием на-
грева (температурные деформации). Причи-
нами деформаций являются: а) теплота, выде-
ляющаяся при трении движущихся деталей
станка; б) теплота, выделяющаяся в процессе
резания; в) неравномерный нагрев системы
станок — деталь — инструмент от солнечных
лучей, отопительных батарей и т. д.
Внутренние напряжения возни-
кают на разных этапах технологического про-
цесса. Их подразделяют на напряжения, воз-
никающие: а) при заготовительных операциях —
отливке, сварке, ковке и штамповке (внутрен-
ние напряжения); б) при механической обра-
ботке резанием; в) при термической обра-
ботке (закалке).
Внутренние напряжения являются резуль-
татом: а) усадки при неравномерном остыва-
нии расплавленного металла или охлаждении
нагретой детали; б) неравномерной пластиче-
ской деформации под действием внешних уси-
лий; в) закалки изделий, когда в процессе
охлаждения происходят структурные превра-
щения металла; г) неравномерного нагрева.
О внутренних напряжениях, возникающих
в процессе заготовительных операций, имеется
ряд исследований. Менее изучены напряжения,
возникающие при обработке резанием. При
недостаточной жёсткости детали (обтачивание
тонких дисков, фрезерование тонких реек)
внутренние напряжения могут вызвать значи-
тельные деформации. Проведённые исследова-
ния показали, что напряжения, возникающие
в поверхностных слоях деталей при обработке
их резанием, выражаются значительными ве-
личинами и распространяются вглубь на не-
сколько десятых миллиметра.
Методика расчёта результативной
погрешности
При малых величинах первичных погреш-
ностей результативную погрешность q можно
выразить в виде линейной функции их:
п
q = аххх + О2Ха + ... + апхп =2 aixl • С1)
где х^, х2,..., хп — первичные погрешности.
Определение результативной погрешности
по уравнению A) возможно лишь при постоян-
ных значениях первичных погрешностей.
В этом случае точность обработки деталей
получалась бы одинаковой. Однако перечи-
сленные выше первичные погрешности за
исключением теоретических различаются для
отдельных деталей одной и той же группы или
партии даже при практически неизменном тех-
нологическом процессе. Это явление, называе-
мое рассеиванием погрешностей (ошибок),
обусловлено неизбежными в производственных
условиях колебаниями факторов, от которых
зависят первичные погрешности. Так, напри-
мер, деформации под действием давления реза-
ния не сохраняют постоянного значения, так
как само давление резания зависит от изме-
няющихся механических свойств материала,
его структуры, химического состава, величины
припуска и т. д.
Погрешность, не сохраняющую постоянного
значения, можно характеризовать аналити-
чески — величинами, которые называются ве-
роятностными характеристиками, и графи-
чески — кривыми распределения (см. т. 1, гл. I,
стр. 281).
Для практических целей погрешность обра-
ботки можно характеризовать двумя величи-
нами: а) средним значением результативной
погрешности, которое определяет системати-
ческое отклонение от идеальной формы или
размера; б) предельным случайным отклоне-
нием <7о результативной погрешности от её
среднего значения. Величина предельного от-
клонения определяется в зависимости от зна-
чения среднего квадратического отклонения
(см. т. 1, гл. 1,стр. 283).
Первичные погрешности в большинстве не-
зависимы друг от друга, поэтому по отноше-
нию к ним можно считать справедливым за-
кон накопления независимых случайных по-
грешностей. В соответствии с этим опреде-
ляется среднее значение результативной по-
грешности
Чср =
• • • ansncp =
и среднее квадратическое отклонение резуль-
тативной погрешности
a\ a
... а
У к
C)
где axl, ox2.,. ,Qxn— средние квадратические от-
клонения соответствующих первичных погреш-
ностей.
Практически, однако, ни средние значения
первичных погрешностей, ни их средние ква-
дратические отклонения не являются исход-
ными величинами. Обычно известны или мо-
гут быть определены непосредственно лишь
предельные значения хт&х и лсщц, той или иной
первичной погрешности.
Обозначим v = Агтах — *min абсолютную
величину поля рассеивания; ix— величину
погрешности, соответствующей середине поля
рассеивания. Очевидно,
2
D)
Среднее значение результативной погреш-
ности можно выразить значениями первичных
погрешностей, соответствующих середине поля
рассеивания:
Яср
E)
гдеа$ — коэфициент относительной асимметрии
(см. т. 1, гл. I, стр. 285).
8
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. IH
Предельное отклонение результативной
погрешности в зависимости от абсолютных
величин поля рассеивания первичных погреш-
ностей выражается в виде
где k\ — коэфициент относительного рассеи-
вания. Значения а/ и ?,- зависят от закона рас-
пределения первичных погрешностей по полю
допуска. При законе Гаусса а/ = 0, fy = 1,0,
при законе Симпсона сц = 0, Щ= 1,21, при за-
коне равной вероятности сц = 0, к-г = 1,73 (см.
т. 1, гл. I, стр. 296 — 298).
СТАТИСТИЧЕСКИЙ МЕТОД РАСЧЁТА
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Статистический метод основан на наблю-
дениях, систематически производимых в цехах.
Он даёт возможность определить результа-
тивную погрешность обработки без анализа
влияния каждой из первичных погрешностей
в отдельности.
часовом заводе) у одной и той же партии осей
центрального триба: до полировки (кривая А)
и после полировки (кривая В). Из сопоставле-
ния кривых ясно, что рассеивание размеров
после отделки в данном случае не только не
уменьшилось, но даже увеличилось.
На фиг. 2 показаны кривые распределения
диаметров поршневых пальцев после шлифо-
вания на бесцентрово -шлифовальном станке.
Пальцы шлифовались последовательно в шесть
| 0.60
| 0,54
% 0,46
5 0J6
% азо
0,24
0,18
on
0.0S
I I
и
и
it
If
Ht
it
H
Lj
I
1
1
\
\
V
¦"¦¦¦,
'527 560 600 640 680 720 760 800 840 мк
Показания измерительного прибора
Фиг. 2.
Методика исследования технологических
процессов при помощи кривых
распределения
На основе анализа и сопоставления кривых
распределения можно в цеховых условиях ис-
следовать технологический процесс и наглядно
представить, как отражается изменение того
или иного фактора на точности обработки. По
перемещению кривой и изменению её формы
можно судить как о среднем значении погреш-
ности, так и о степени рассеивания.
Предположим, что имеется кривая распре-
деления, характеризующая точность обработки
при определённом технологическом процессе.
Если ввести принципиальное изменение только
в один из факторов, может оказаться, что
кривая распределения будет существенно от-
личаться от первоначальной кривой. Ясно,
что различия в форме и в положении обеих
кривых объясняются введением указанного
принципиального изменения. Наоборот, если
кривые распределения до введения изменения
и после него различаются мало, то вве-
дённое изменение существенного влияния на
30
25
20
15
W
5
Q,
t
"\
-35 -25 -15 -5 0 5 15 25
Показания оптиметра
Фиг. 1.
35 мк
точность обработки не оказывает. Таким обра-
зом изменение кривой распределения может
служить объективным критерием для оценки
влияния того или иного фактора на точность
обработки.
На фиг. 1 показаны кривые распределения,
построенные на основе измерения цапф (на 1-м
операций. По данным замеров строились кри-
вые распределения и определялись значения
среднего квадратического отклонения.
Из сравнения кривых распределения и зна-
чений среднего квадратического отклонения
видно, что после первых трёх операций рас-
сеивание резко уменьшается, после четвёртой
и пятой остаётся практически неизменным.
Очевидно, что дальнейшее увеличение числа
операций без дополнительных усовершенство-
ваний существенно не повысит точности обра-
ботки.
Статистический метод по сравнению с анали-
тическим более универсален, и, кроме того, ре-
зультаты лабораторных исследований, прове-
дённых в искусственно созданной обстановке,
не всегда справедливы в условиях производства.
Достоверность выводов, полученных при стати-
стическом методе, обусловливается ещё тем,
что они являются результатом обработки боль-
шого числа данных; кроме того, статистиче-
ский метод позволяет непрерывно наблюдать
за технологическим процессом, не отрываясь
от производства.
Однако статистическим методом можно
лишь установить, как влияет на точность об-
работки тот или иной фактор. Для более глу-
боких исследований и выяснения причинной за-
висимости необходимо прибегать к аналити-
ческому методу или экспериментам.
Выводы обобщающего характера особенно
достоверны, если они подтверждаются одно-
временно и аналитическим, и статистическим
методами.
Закон распределения размеров деталей,
обработанных на металлорежущих станках
При определении точности обработки ста-
тистическим методом существенным является
закон распределения размеров обработанных
деталей; при этом в зависимости от условий
ГЛ. I]
ТОЧНОСТЬ ОБРАБОТКИ
обработки могут иметь место различные за-
коны распределения.
Исследованиями доказано, что если пар-
тия деталей обработана по методу автомати-
ческого получения размеров на одном станке,
при одной настройке и одним инструментом,
то при решении производственных задач допу-
стимо основываться на зависимостях, выте-
кающих из закона Гаусса. В этом случае пара-
метрами, характеризующими распределение
размеров, являются среднее значение и сред-
нее квадратическое отклонение (см. т. 1, гл. I,
стр. 283).
ВЫБОР МЕТОДА ОБРАБОТКИ
В ЗАВИСИМОСТИ ОТ ТОЧНОСТИ
Таблица 10
Требуемую точность обработки
обеспечить лишь при условии
Фиг. 3.
можно
где ?0 — поле рассеивания размеров деталей
в партии, обработанной на одном станке, при
одной настройке и одним инструментом; 8 —
допуск на неточ-
ность размера, про-
ставленный на опе-
рационном черте-
же (фиг. 3).
Исходя из за-
кона Гаусса, мож-
но с вероятно-
стью 0,9973, весь-
ма близкой к 1
(к достоверности),
принять So = 6а. Для расчёта точности об-
работки при проектировании технологи-
ческих процессов необходимо разработать
для всех типовых окончательных операций нор-
мативы, определяющие значения а (среднего
квадратического отклонения).
Общая методика установления нормативов,
определяющих значения а для типовой опера-
ции, заключается в следующем: 1) станок
настраивают и в нормальных производствен-
ных условиях * обрабатывают партию деталей
без смены, заправки и регулировки инстру-
мента; 2) обработанные детали измеряют
при помощи штангенциркуля, микрометра,
оптиметра и т. п. в зависимости от требу-
емой точности измерений; 3) по данным изме-
рений подсчитывают значение среднего ква-
дратического отклонения по формуле
оз = *П
п
где I —действительный размер ;Lcp — средний
размер; т — частота; п — общее количество
деталей.
Для удобства вычислений данные распо-
лагают так, как показано в табл. 10.
Количество обрабатываемых деталей уста-
навливается в зависимости от того, с каким
• Так как значение <т, устанавливаемое в качестве
норматива, должно характеризовать рассеивание, вызы-
ваемое лишь факторами, не отделимыми от данного вида
обработки, то при построении операции необходимо
исключить влияние погрешности установки.
Определение среднего квадратического
L
в мм
8,53
8,54
8,55
8,87
8,88
т
2
I
4
i
2
L-Lcp
В jKM
—о, 17
—O,l6
-о, is
+о,,7
+o,i8
-5б6~ 1О
(L-Lcp)>x
X Ю—^ мм
289
356
335
=&>
3=4
~2 = 0,056
отклонения
см*»*
ХотХ10~4
мм
578
256
9оо
289
648
приближением нужно определить значение
среднего квадратического отклонения. Для
практических целей можно ограничиться изме-
рением 50 деталей.
В тех случаях, когда So > Ь, необходимо
либо полностью перестроить технологический
процесс, либо предусмотреть дополнительную
обработку тех деталей, размеры которых
окажутся вне допуска. Чтобы решить, целесо-
образен ли указанный метод, необходимо
предварительно определить вероятное коли-
чество деталей, которые потребуют дополни-
тельной обработки (снятия слоя металла).
Наращивание металла
(путём хромирования
и т. п.) допускается
лишь в виде исклю-
чения.
К расположению
кривой распределе-
ния по отношению к
полю допуска предъ-
являются следующие
требования: при об-
работке наружных
поверхностей должны совпадать наимевь-
шие действительный и предельный (по
чертежу) размеры (фиг. 4), при обработке
внутренних поверхностей — наибольшие дей-
ствительный и предельный размеры (фиг. 5);,
Фиг. 6.
10
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
так как вследствие погрешностей при на-
стройке (или по размеру инструмента) невоз-
Ю 20 30 АО 50 60 70 80 90
Среднее количество деталей,
подлежащих дополнительной обработке
Фиг. 7.
можно выдержать в точности требуемое рас-
положение кривой распределения, следует за-
ч
Ti/6=L
--—
¦~--
^—
3 4-7
~-—
¦~—~,
!
=/
1 I
даться величиной ¦») — допуском на настройку
(фиг. 6). Вероятное количество деталей, под-
лежащих дополнительной обработке, характе-
ризуется на фиг. 4—6 заштрихованной пло-
щадью.
На фиг. 7 дан график, позволяющий опре-
делять в процентах среднее количество дета-
лей, подлежащих дополнительной обработке
в зависимости от отношении — и —.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. В о т и н о в К. В., Жёсткость станков, ЛОНИТОМАШ,
1940.
2. Я х и н А. Б., Проектирование технологических
процессов механической обработки, Оборонгиз,
1946.
3. Соколовский А. П., Жёсткость в технологии
машиностроения, Машгиз, 1946.
УСТАНОВКА ДЕТАЛЕЙ
Терминология и общие положения
Установка — часть операции, обеспечи-
вающая правильное положение детали отно-
сительно обрабатывающих её инструментов.
Элементы детали, определяющие её поло-
жение при установке, называются устано-
вочными базами.
Установочная база, которой деталь опи-
рается на стол станка или на установочные
элементы приспособления, является опорной.
Элемент заготовки, относительно которого
требуется выдержать расположение обраба-
тываемой поверхности, носит название исход-
ной (или конструкторской) базы. Исходная
база может быть реальной или условной. При-
мером условной исходной базы (фиг. 8) служит
точка А, относитель-
но которой требуется
выдержать размер R.
Размеры детали,
от которых зависит
Фиг. 8.
положение исходной базы при установке, назы-
ваются базисными. На фиг. 9 показан слу-
чай, когда требуется профрезеровать паз,
выдержав размерт; исходной базой является
точка А, а базисными размерами — наружный
диаметр D и внутренний d.
Чтобы обеспечить при установке требуе-
мое положение детали, нужно лишить её тех
степеней свободы, которые могут вызвать в
процессе обработки недопустимые изменения
в положении детали. Например, если тре-
буется профрезеровать плоскость М, выдер-
жав размер а (фиг. 10, а), нужно обеспечить
одинаковое положение всех элементов детали
вдоль оси OY, исключив возможность их по-
Фиг. 10.
ворота вокруг осей ОХ и OZ. Для этого до-
статочно избрать в качестве установочной
базы плоскость N (фиг. 10, б).
Погрешность базировки
Погрешность базировки вызывается коле-
баниями в положении исходной базы вслед-
ствие неточности формы и размеров заго-
товки.
Способы установки делятся на две кате-
гории: к первой относятся такие, при кото-
Фиг, и.
рых исходная база не изменяет положения,
в этом случае погрешность базировки равна
нулю (фиг. 11); ко второй относятся способы
ГЛ. 1]
УСТАНОВКА ДЕТАЛЕЙ
11
установки, при которых погрешность бази-
ровки не равна нулю; пример — установка
цилиндрической заготовки на призму (фиг. 12),
когда требуется профрезеровать паз, выдер-
жав размер А.
Погрешность базировки порождает допол-
нительное рассеивание размеров детали.
Способы установки второй категории целе-
сообразны, если позволяют применить более
простые приспособления или обеспечивают
более высокую производительность, чем спо-
собы первой категории. При этом необходимо
соблюдать неравенство
A)
где е — поле рассеивания погрешности бази-
ровки; 8 — заданный допуск на выдерживае-
мый размер; т| — приведённая систематическая
погрешность (в частности погрешность на-
стройки); ?о — поле рассеивания погрешности,
вызываемой факторами, непосредственно свя-
занными с данным видом обработки.
Нарушение неравенства неизбежно ведёт
к браку, так как размеры некоторых деталей
при этом выпадают из поля допуска.
Выбор правильного способа установки сво-
дится к следующему: 1) определяют допускае-
мое значение е, подставив в правую часть не-
равенства A) соответствующие числовые зна-
чения; 2) намечают принципиальную схему
устройства, предназначенного для установки
изделия; 3) выявляют базисные размеры;
4) определяют действительное значение е;
5) сопоставляют действительное и допускаемое
значения е.
Для определения действительного значе-
ния е выражают отклонение AZ. по выдержи-
ваемому размеру в виде линейной функции
4-
B)
где Д*1, Д^2 — отклонения по базисным раз-
мерам. Установление зависимости A) сводится
к решению соответствующих геометрических
задач. В ряде случаев эти задачи решаются
более просто, если представить выдерживае-
мый размер в виде функции
L = <р (хи хь...,ха, А, В...),
где Х\, х2, ..., хп — базисные размеры; А,
В...— постоянные размеры. При этом по-
грешность, вызываемая смещением исходной
базы, может быть представлена в виде пол-
ного диференциала:
AL=-=— &Хл + т^- Д^2 ¦+ • • « ^— &хя- C)
Значение е в зависимости от допусков по
базисным размерам определяется из выраже-
ния
сящие от закона распределения базисных раз-
меров по полю допуска.
С достаточным для практических целей
приближением можно исходить из выражения
i=i
где k колеблется в пределах от 1,2 до 1,5.
Поверхности, по которым устанавливаются
детали, обычно имеют плоскую или цилиндри-
ческую, реже коническую форму. В отдельных
случаях детали устанавливаются одновре-
менно по нескольким поверхностям, причём
количество наиболее употребительных ком-
бинаций и типовых устройств, предназначен-
ных для установки, невелико. Так как многие
приспособления для различных целей с точки
зрения расчёта значения е идентичны, можно
обойтись сравнительно небольшим количе-
ством формул.
Примеры расчёта значения е для простей-
ших схем установки показаны на фиг. 13 и 14.
V////////////////////////////////////,
Фиг. 13.
/V
Фиг. 14.
Исходной базой на фиг. 13 является ниж-
няя плоскость М (следовательно, еа=0), на
фиг. 14—верхняя плоскость N, а базисным
размером — толщина заготовки //. Погреш-
ность базировки ДЬ — Д//, a eb = If/.
Схема установки, при которой еь = О
(фиг. 15), требует более сложного и дорогого
приспособления и целесообразна лишь в тех
случаях, когда установка по схеме, показан-
ной на фиг. 14, не обеспечивает требуемой точ-
ности [условия неравенства A)].
Неподвижный
упор
Фиг. 15.
Фиг. 16.
п' Хп При установке по цилиндрической поверх-
Хп> ..., о^. — допуски но базисным ности (фиг. 16) в зависимости от конструк-
\ , , , тивных соображений может потребоваться со-
размерам; ku к2,.... ka — коэфицьенты, зави- блюдение расстояния до центра Л, до нижней
r*e 8*lt \
12
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. III
образующей валика т и до верхней образую-
щей п.
При установке на призму погрешности бази-
ровки по размерам Л, т и п равны
ДА
Дт = —
D)
E)
F)
(соответствующие графики показаны на фиг.
17—19). Наименьшее значение е и, следова-
тельно, наивысшая степень точности установки
достигается, когда требуется выдержать раз-
мер т; труднее всего обеспечить размер п.
Если требуется выдержать размер до пра-
вого торца В, то при установке на неподвиж-
ную оправку (фиг. 20) погрешность базировки
При установке по схеме, показанной на фиг.
21, еа = 0 и еь = 8Я.
Определение допусков и предельных
значений базисных размеров
Предельные значения базисных размеров
приходится определять, когда базисные раз-
меры не даны на конструкторских чертежах,
0.05 OJ 0,15 0202503 035 Ah
Фиг. 17.
0.05 Ш 0.15
Фиг. 18.
0.2 й т
0.102 03 ОА 0.5 0.6 0.7 Ьп
Фиг. 19.
Из формул D) — F) и графиков фиг. 17—
19 видно, что погрешность базировки тем
меньше, чем больше угол призмы. В ряде
случаев увеличением угла призмы можно
уменьшить е до значения, определяемого не-
равенством A).
При установке в самоцентрирующемся при-
способлении любого типа центр у всех дета-
лей независимо от их диаметра занимает одно
и то же положение. Поэтому ДЛ = 0; Am —
ДО .. Д?>
При установке по коническому отверстию
на коническую оправку (фиг. 20) погреш-
Подбшкюй
Фиг. 21.
ность базировки продольных размеров, отсчи-
тываемых от торца А, определяется формулой
где i — уклон (отношение длины к высоте).
В соответствии с этим еа=-^.
указаны как свободные, т. е. без допусков, или
когда допуски не обеспечивают требуемого
положения детали при установке в приспосо-
бление.
Определение базисных размеров не вызы-
вает затруднений, если при обработке поверх-
ности требуется выдержать один размер или
несколько независимых друг от друга. В этих
случаях действительное значение е приравни-
вается к допустимому, и полученное уравне-
ние решается относительно допуска по базис-
ному размеру.
Для случая, приведённого на фиг. 16 (если
нужно выдержать размер /и), получим
!^ / 1
2
откуда
Предельные отклонения по наружному диа-
метру могут быть установлены любыми спо-
собами.
Если требуется выдержать два связанных
размера, исходят из зависимости между ними.
При настройке станка выдерживают только
один размер, который называют основным;
второй, называемый производным, получается
в виде функции от основного и базисных
размеров. Составляют уравнение размерной
цепи, выражающее производный размер через
основной базисный размер.
Old]
УСТАНОВКА ДЕТАЛЕЙ
13
Если рассеивание основного и базисного
размеров подчиняется закону Гаусса, то до-
пуск по производному размеру равен корню
квадратному из суммы квадратов допу-
сков по основному и
базисным размерам.
В случае, показан-
ном на фиг. 15, раз-
мер 30 ± 0,06 примем
в качестве основного.
Размер 20 ± 0,1, сле-
довательно, является
производным. Среднее
у/////////////////////////// значение производно-
Фиг. 22. го размера B0) че-
рез средние значения
основного размера C0) и базисного (X = 50),
выразится в виде
20.
ср
Хср —
откуда
=20fp + 30,р=20,0 + 30,0 = 50,0.
Допуск по производному размеру
у
830 + 85О
откуда
-/"
Що-Ь1о
°'16-
Базисный размер, следовательно, можно пред-
ставить в виде X = 50 ± 0,08, или, располагая
допуск в минус, X = 50,08~0Д6-
Обеспечить требуемую точность обработки
можно лишь в том случае, когда по произ-
водному размеру допуск больше, чем по основ-
ному. Это условие, как и соображения, свя-
занные с настройкой станка и удобством из-
мерений, необходимо учитывать при выборе
основного размера. Если оно не удовлетворено,
целесообразно в отдельных случаях устано-
вить по основному размеру более узкий тех-
нологический допуск, чем на конструкторском
чертеже. Так же поступают, если допуски
по базисным размерам получаются слишком
узкими.
Сортировка заготовок по базисным
размерам
Метод предварительной сортировки заго-
товок, аналогичный методу селективной сбор-
ки, применяют, если допуск, который нужно
установить по базисному размеру, слишком
мал и его трудно выдержать. Например, тре-
буется профрезеровать плоскость, выдержав
размер т (см. фиг. 16). Поле допуска по наруж-
ному диаметру D разбивают на несколько
частей и в соответствии с этим сортируют за-
готовки перед обработкой. Настройка станка
для каждой группы заготовок выполняется
в процессе обработки отдельно. Значение еот
для каждой группы выразится формулой
где п — количество групп.
.Если е является функцией нескольких ба-
зисных размеров, при сортировке заготовок
следует ориентироваться на базисные раз-
меры, которые оказывают наиболее суще-
ственное влияние на величину е.
Метод сортировки может быть проведён
в хорошо организованном крупносерийном или
массовом производстве при строгом соблю-
дении технологической дисциплины.
Предупредительный контроль точности
изготовления приспособлений и точности
настройки станков
До передачи в эксплоатацию новых при-
способлений проверяется точность их изгото-
вления. В процессе эксплоатации контроль
периодически повторяется, чтобы предотвра-
тить износ приспосо-
бления и недопусти-
мые отклонения раз-
меров детали.
У станавл и в а е т с я
также предупреди-
тельный контрол ь
точности настройки
станков.
Рекомендуются два
метода предупреди-
тельного контроля.
Первый основан
на измерении несколь-
ких пробных деталей
при помощи рабочего
123456789 @
Количестбо детален
Фиг. 23. График для опре-
деления, количества проб-
ных деталей.
предельного калибра.
Если размер первой
детали находится в
пределах допуска,
есть вероятность, что
приспособление или
настройка станка выполнены правильно. Если
и вторая деталь оказывается в пределах до-
пуска, эта вероятность будет больше и т. д.
Задаваясь желательной степенью вероят-
ности Яп, можно установить, сколько проб-
ных деталей п должны оказаться в пределах
допуска по фиг. 23 или по формуле
12о
О —
1+* ¦
"¦ 2s
-, о — средние квадратические
где Ъ —
о —
отклонения. |
При втором методе измерение пробных де-
талей производится универсальным измери-
тельным инструментом. Минимальное коли-
чество пробных деталей п определяется из
выражения
6о
Настройка или приспособление считаются
выполненными правильно, если среднее ариф-
метическое из размеров пробных деталей Lcp
находится в пределах
'min
— За 1 +
где ?max и Lmln —наибольший и наименьший
предельные размеры детали по чертежу,.
14
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. III
ДЕФОРМАЦИИ ПОВЕРХНОСТНЫХ СЛОЕВ ПРИ ЗАКРЕПЛЕНИИ ДЕТАЛЕЙ
Закрепление деталей при обработке на ме-
таллорежущих станках сопровождается воз-
никновением деформаций, являющихся частью
общей деформации упругой системы станок —
деталь — инструмент. Эти деформации оказы-
вают большое влияние на точность обработки.
Под действием усилия закрепления дефор-
мируется как сама обрабатываемая деталь, так
Фиг. 24. Профилограмма чугунного шлифованного
образца.
Фиг. 25. Профилограмма чугунного образца, простроган-
ного с подачей 0,80 мм/ход.
На фиг. 27 и 28 приведены кривые, харак-
теризующие зависимость деформаций у от
удельного давления р для образцов с различной
микрогеометрией поверхности. Удельные давле-
ния изменялись в пределах0,013—0,905\кг\мм^.
Зависимости деформаций поверхности от
удельных давлений во всех случаях имеют
одинаковый характер, хотя количественно они
различны. По мере увеличения давления р
осадка профиля возрастает сначала быстро,
а затем медленнее. Таким образом деформа-
ции, возникающие при первичной нагрузке
образцов, нельзя считать пропорциональными
удельному давлению.
Зависимость деформаций от удельного да-
вления может быть приближённо выражена
формулой
у = С-рт,
где для разных образцов и нагрузок величина
показателя т колеблется в пределах 0,3—ОД
Беря среднее значение т = 0,4, имеем
Фиг. 26. Профилограмма стального образца, простроган-
ного с подачей 0,80 мм1ход.
и её поверхностные слои в местах контакта
с установочными поверхностями станка или
приспособления.
Зависимость деформации поверхностного
слоя у от удельного давления р установлена
экспериментально на образцах кольцевой
формы наружным диаметром 100 мм и вну-
тренним 80 мм.
Испытывались торцовые поверхности об-
разцов в сочетаниях строганые со шлифован-
У
мкг
90
80
70
60
J0
ЬО
30
/
ч
/
(/
г
/
-к
W
у*
т—
¦Г
*--
**
/
W
п
1—
0 0.10,2 Q3Qi 0.50.6 07 0.ва Кг/мм2
О Q}020?0.UQ.50?0,7Q.e0?pkziM/** Фиг. 28. Зависимость
деформаций от удель-
Фиг. 27. Зависимость дефор- ного давления при пер-
маций от удельного давления *
при первой нагрузке чугун-
ных образцов, строганных с
подачами: / — 0,8; // — 0,53;
III — 0,265; IV— шлифованный.
вой нагрузке стальных
образцов, строганных
с подачами: /— 0,8;
// - 0,53; III -0,265;
IV — шлифованный.
ными и шлифованные со шлифованными. Ка-
ждая пара образцов подвергалась двукратной
нагрузке и разгрузке.
Профилограммы микропрофиля соприка-
сающихся поверхностей даны на фиг. 24—26.
где С — коэфициент, зависящий от качества
поверхности и рода материала, приведён
в табл. 11.
Таблица 11
Значение коэфициента С при первичной нагрузке
Образцы
Материал
Чугун
Нв = 100-110
(фиг. 27)
Сталь
Нв = 125
1фиг. 28)
Метод
обработки
Шлифование
Строгание
с подачей
мм1ход
о,з68
о, 53°
о,8оо
Шлифование
Строгание
с подачей
мм) ход
О,2б8
о, 530
о.Зоо
Высота
неров-
ностей
В МК
38
98
170
»5
ЗО
88
1б4
Коэфи-
циент
С
38,8
92.8
123,9
4.1
9.о
28,7
6о, i
Примечания: 1. Высоты неровностей даны: для
попарно испытуемых шлифованных образцов — средняя,
а при испытании строганых образцов со шлифован-
ными — относящаяся к строганому образцу.
2. Значения С действительны в диапазоне удельных
давлений р от 0,01 до 1,0 кг'мм3.
Приведённые цифры относятся к образцам,
обработанным резцом, заточенным без после-
дующей доводки. При других методах обра-
ботки и при другой форме режущего инстру-
мента даже при одинаковом материале и вы-
соте неровностей значения коэфициента С
а следовательно, и деформации могут оказаться
иными.
Для стали коэфициенты С меньше.чемдля
чугуна, благодаря чему при одинаковой высоте
ГЛ. I]
ДЕФОРМАЦИИ ПОВЕРХНОСТНЫХ СЛОЕВ ПРИ ЗАКРЕПЛЕНИИ ДЕТАЛЕЙ
О 0.2 ОЛ ad 0.8ркг1м»г
Фиг. 2Э. Нагрузочная и раз-
грузочная ветви кривой, полу-
ченные при испытании чугун-
ного грубо обработанного
образца.
неровностей деформации стальных образцов
меньше, чем чугунных.
Указанные значения коэфициента С дают
при расчётах некоторый запас надёжности.
Испытания производились с сырыми образ-
цами. Для стальных закалённых и шлифован-
ных образцов коэфициент С необходимо кор-
ректировать в сторону снижения.
Всё вышесказанное относится к первой
нагрузке образцов непосредственно после их
обработки на стан-
ках. При повтор-
ных нагрузках по-
лучаются суще-
ственно иные ре-
зультаты.
На фиг. 29 по-
казаны кривые,
характеризующие
зависимость де-
формаций от удель-
ного давления,
причём одна из
них получена при
нагрузке, а вторая
при разгрузке. Обе
кривые относятся
к испытанию чу-
гунного образца,
простроганного с подачей 0,8 мм/ход, со-
вместно со шлифованным образцом.
Разгрузочная кривая расположена значи-
тельно выше нагрузочной, что указывает на
большое влияние остаточных деформаций, воз-
никающих при нагруз'ке. Этот эффект полу-
чается особенно значительным при контакте
грубо обработанных поверхностей с большими
неровностями профиля (профилограмма на
фиг. 25). Величина остаточных деформаций,
рассчитанная по замерам, в данном случае ока-
залась равной 100 мк. Для поверхностей, обра-
ботанных более тщательно, величина обжатия
неровностей получается меньшей, в соответ-
ствии с чем нагрузочная и разгрузочная кри-
вые располагаются ближе одна к другой. На-
пример, при испытании стальных шлифован-
ных образцов, работающих попарно, такое об-
жатие не превышает 2 мк.
При вторичной нагрузке нагрузочная кривая
расположится близко от кривой разгрузки,
полученной при первичной нагрузке. Вторая
разгрузочная кривая проходит близко ко вто-
рой нагрузочной кривой.
Численные значения деформаций, соответ-
ствующих обеим разгрузочным и второй на-
грузочной кривым, очень невелики. Они со-
ставляли при нагрузке р = 0,902 кг/мм2 для
чугунных образцов 4,4—17,2 мк, а для сталь-
ных 1,6-6,4 мк.
В табл. 12 приведены значения коэфи-
циента С для вторичной нагрузки. Показа-
тель т в этом случае имеет большее значе-
ние, чем при первой нагрузке, и, принимая
т = 0,4, заведомо допускается некоторая
погрешность в целях сравнимости резуль-
татов.
Разгрузочные кривые при второй нагрузке
почти совпадают с нагрузочными, что ука-
зывает на преобладание упругих деформа-
ций.
Зависимость у от р нельзя считать линей-
ной, поэтому значения коэфициента жёсткости
Таблица 12
Значение коэфициента С при вторичной нагрузке
Образцы
Материал
Чугун
Нв = 100-110
Сталь
Нв = 125
Метод обработки
Шлифование
Строгание с пода-
чей мм/ход
О,2б8
о,53°
о,8оо
Шлифование
Строгание с пода-
чей мм/ход
о,аб8
о,53°
о,8оо
Коэфи-
циент
6,8
13.а
ю,о
ю.З
а,о
6,8
4,6
3.4
поверхностного слоя ? получаются различными:
для различных нагрузок [1].
Чем больше нагрузка, тем выше значение
этого коэфициента. Если принять зависимость-
у=С-/?04, то среднее значение этого коэфи-
циента для нагрузки от 0 до р
где D = —рт- • Здесь | выражено в кг)мм5.
Принятая выше зависимость у от р чисто
эмпирическая и справедлива лишь в пределах
значений р от 0,01 до 1,0 кг/мм2.
В действительности кривые фиг. 27 и 28
носят такой характер, что их кривизна быстро
уменьшается при увеличении р; это особенна
ярко выражается при повторных нагрузках
(фиг. 30). При больших р мы получаем почти
прямую линию, и в У
интервалах боль-
ших нагрузок за-
висимость у от р
близка к линейной.
Соприкаса ю-
щиеся поверхности
"у
~Г_
/
/
не имеют идеально
правильной формы
и касаются лишь
в отдельных точ- г
ках или по отдель- /
ным площадкам.*
Влияние погреш-
ности формы по- •"._». Зависимость кфор-
верхностей приво-
дит к значитель-
о 01 а? щз epos о,б о,7 од пар кг/»*?
фр
маций от удельного давления
при вторичной нагрузке чу-
гунных образцов (шлифован-
ного с грубо простроганным),
подача — 0,80 мм!ход.
ному понижению
жёсткости стыка.
Рассмотрим схему, по которой к нижней
плите (фиг. 31), имеющей совершенно правиль-
ную и гладкую поверхность, прилегает верх-
няя плита, опорная поверхность которой имеет
волнистую форму, причём волны имеют про-
филь синусоиды (синусоидальная цилиндри-
ческая поверхность). На этой поверхности
имеются обычные микронеровности. Обе плиты
предполагаются абсолютно жёсткими, а на-
грузка на верхнюю плиту равномерно распре-
делённой. Предположим, что на длине плиты
размещается целое число волн.
16
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
(РАЗД. III
Уравнение синусоиды, определяющей вид
поверхности, пишется в следующем виде:
где h — высота волны; / — длина одной волны.
При осадке верхней плиты на величину у
у каждой волны образуется площадка шири-
ной 2х. При этом
предполагается,
что значение у
невелико, во вся-
ком случае мень-
ше высоты микро-
неровностей.
Вдоль площад-
Фиг. 31. Влияние общей не-
правильности плиты.
ки длиной 2х
величина смятия
неровностей различна и в каждой точке
является функцией её абсциссы. Принимая
линейную зависимость между деформациями
и удельными давлениями (т — 1), задачу об
определении усилия Q,необходимого для осадки
плиты на величину у, можно решить анали-
тически. В результате интегрирования и соот-
ветственных преобразований находим для не-
больших значений —
где F— площадь плиты; $ — коэфициент жёст-
кости; у — осадка плиты; Л — высота волны.
Если бы обе поверхности были правиль-
ными, то нагрузка Q,, вызывающая ту же
осадку плиты у, была бы больше и равнялась
Qi — i-F-y, отсюда коэфициент, учитывающий
уменьшение нагрузки, обусловленное вол-
нистостью поверхности, равен отношению
A)
? = 0,425/|
Это отношение можно также назвать
коэфициентом уменьшения жёсткости.
Отношение осадок плит (неправильной и
правильной форм), т. е. коэфициент увеличе-
ния осадки при неизменной нагрузке, равно
У_
Ух
2,36
B)
В обе формулы A) и B) число волн не
у
входит, а входит только отношение —-.
Л
Формула B) показывает, что осадка при
наличии волн сильно отличается от осадки
гладкой плиты с той же поверхностью, осо-
бенно при начале вдавливания и больших Л.
Например, при —=10 — = 7,5, т. е. общая
У У\
неправильность поверхности обусловливает
увеличение осадки, а следовательно, умень-
шение жёсткости стыка в 7,5 раза.
При поверхностях, имеющих в сечении не
синусоиду, а другую кривую, в неблагоприят-
ных . случаях эффект может оказаться ещё
ббльшим.
В случае поверхности двоякой кривизны
считаем, что она образована рядом выступов,
имеющих форму тел вращения и ограничен-
ных в сечениях, перпендикулярных плоскости
стыка, синусоидами. При таких условиях раз-
рез этой поверхности будет иметь тот же вид,
как и ранее рассмотренной поверхности
(фиг. 31).
Считая попрежнему зависимости линей-
ными (т = 1), находим значения отношений:
?-<»б(?)'
Qx
C)
D)
Эти формулы, так же как и аналогичные
формулы A) и B), точны только при малых
у
j-. Из сравнения зависимостей B) и D) видно,
что влияние неровностей двоякой кривизны
значительно больше, чем волнистости в одном
направлении. Например, при — =10 по фор-
у
муле D) получаем — = 63, в то время как
формула B) давала только 7,5.
Если бы зависимости давления от осадки
были не линейными, что имеет место, напри-
мер, при т = 0,4, то выкладки получились бы
более сложными и окончательные соотноше-
ния оказались бы численно другими. Однако
общий характер влияния волнистости стыков
сохраняется и в этом случае: неправильность
соприкасающихся поверхностей уменьшает
жёсткость стыка в большой степени.
Другим обстоятельством, усиливающим
влияние деформации поверхностных слоев,
является внецен-
тренное прило-
жение нагрузки.
Пусть абсолют-
но жёсткая плита
нагружена силой
Q в точке, отстоя-
щей от середины
плиты на расстоя-
ние е (фиг. 32);
принимая и здесь
для простоты ли-
нейную зависи-
мость удельного
давления от осад-
ки/? = ^.рассмо-
трим два случая.
1. Конец верхней плиты, более удалённый
от точки приложения силы Q (на фиг. 32, о —
правый), не отделяется от поверхности ниж-
ней плиты, что имеет место при е < -^- • Из
условий равновесия плиты находим
Фиг. 32. Внецентренная
нагрузка.
¦У\ —
Q
E)
где у1 — опускание левого конца плиты;_у2 —
опускание правого конца плиты; L — длина
плит ы; В — ширина плиты.
ГЛ. I]
КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
17
2. Конец верхней плиты (на фиг. 32,6" —
правый) отделяется от поверхности нижней
плиты, что получается при е^>-^.
Из условий равновесия имеем
x = \,bL—Ze\ >
1-В '
1-х
F)
(Уг получается отрицательным, что соответ-
ствует поднятию правого конца плиты).
Расчёт следует начинать с определения Q
и е. При силах, расположенных, как угодно,
следует найти их нормальную составляющую Q
М
и момент М, тогда е = -^-. При этом пред-
полагается, что составляющие этих сил, ле-
жащие в плоскости плиты, воспринимаются
отдельными упорами. Если ? <^ • т0 расчёт
следует вести по формулам E), если же
*>-?-, то по формулам F). Наклон плиты
Ул Уъ
равен -ri ^.
Если принять нелинейную зависимость р
от v, то решение получится более сложным.
Имеются два пути уменьшения осадки, вы-
зываемой приложением действующей силы Р:
первый — увеличение жёсткости стыка, т.е.
шабрение или шлифование опорных поверх-
ностей, второй — усиление конструкции за-
жимных устройств при одновременном повы-
шении величины предварительной затяжки
до Q = P.
Произведённое исследование показывает,
что при совершенно упругих стыках пред-
варительная затяжка влияет на величину
осадки только при достаточно жёстких при-
жимах.
Если нагрузка меняет свой знак и колеблется
от -\-Р до —Р, то повышение жёсткости
стыка без одновременного увеличения усилия
предварительной затяжки не даёт желаемого
результата.
Понятие „установка детали" включает
в себя как базировку, т. е. придание детали
определённого расположения относительно
станка, так и закрепление детали, которое
преследует цели фиксации положения детали
и восприятия сил, стремящихся сдвинуть де-
таль с места.
Основной силой, на которую приходится
вести расчёт, является сила резания. Она из-
меняется вследствие изменения припуска и
твёрдости материала. По мере передвижения
инструмента относительно детали изменяются
направление и точка положения силы резания.
При наличии упругости в системе установоч-
ных элементов и зажимов всякое изменение
в величине или расположении внешних сил
вызывает смещение детали относительно ин-
струмента, а следовательно, изменение её
формы и размеров. Средством для уменьше-
ния влияния этих переменных сил является
предварительный натяг между деталью, с од-
ной стороны, и установочными элементами —
с другой.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Соколовский А. П., Жёсткость в технологии
машиностроения, Машгиз, М. 1946.
КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
ПОВЕРХНОСТНЫЙ СЛОЙ ДЕТАЛЕЙ
МАШИН
Долговечность современных машин в зна-
чительной степени зависит от качества по-
верхностей их деталей. Понятие качества
поверхности, определяющего эксплоатацион-
ные свойства деталей машин, включает чистоту
{микрогеометрию), механические свойства
(твёрдость, наклёп и др.) и микроструктуру
поверхностного слоя металла. Этот слой тол-
щиной в несколько десятков микронов, име-
ющий в условиях эксплоатации наиболее от-
ветственное назначение, после обработки
получает другие характеристики, чем сердце-
вина детали: верхний слой деталей, изготовлен-
ных из мягких металлов, во время механической
обработки приобретает наклёп, верхний слой
закалённых сталей при шлифовании меняет
мартенситную структуру на аустенитную и
трооститную и т. п.
Машиностроение обладает достаточно эф-
фективными технологическими методами, мо-
гущими обеспечить требуемые качества по-
верхностного слоя деталей машин, и заводская
практика может обеспечивать самую разно-
образную микрогеометрию поверхности и раз-
2 Том 7 .
ные степени микротвёрдости и наклёпа по-
верхностного слоя. Изменение качества поверх-
ностного слоя влияет на многие свойства
деталей машин.
Микрогеометрия поверхности в значитель-
ной мере влияет на: 1) усталостную прочность
[5]; 2) износоустойчивость [4]; 3) характер и
интенсивность начальной приработки; 4) со-
противляемость эрозии при систематическом
воздействии на деталь струи горячих газов
(опыты инж. М. Г. Голубовского, НИИ 13);
5) натяг при неподвижных (прессовых) со-
единениях.
Основными факторами, вызывающими раз-
рушение поверхности детали при переменных
нагрузках, являются наиболее глубокие тре-
щины [б].
КРИТЕРИИ ОЦЕНКИ МИКРОГЕОМЕТРИИ
В промышленности разработаны методы
оценки только в. отношении микрогеометрии
поверхности.
Необходимо различать микрогеометрию,
или геометрию малых участков поверхности,
и макрогеометрию, или геометрию больших
участков поверхности. По Шмальцу предметом
18
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. III
микрогеометрии служит соотношение распо-
ложения частиц поверхности внутри 1 мм2.
Соотношения в местоположении частиц по-
верхности на участках свыше 1 мм* относятся
к макрогеометрии.
Микрогеометрия в направлении резания
называется продольной шероховатостью.
Микрогеометрия в направлении, перпендику-
лярном продольной шероховатости, назы-
вается поперечной шероховатостью. Попе-
речная шероховатость обычно больше про-
дольной, поэтому она главным образом и под-
вергается измерениям.
Геометрические элементы реальной поверх-
ности могут быть характеризованы различными
единицами измерения в зависимости от мас-
штаба шкалы, в которой измеряются эти эле-
менты поверхности. При исследовании свойств
поверхности применяются шкалы согласно
табл. 13.
Таблица 13
Шкала исследования свойств поверхности
Наимено-
вание
шкалы
Микроско-
пическая
Субмикро-
скопиче-
ская
Атомная
Единица
измерения
мк = 0,001
мм
(микрон)
100Л -
= 10—5мм
0.1А =
—10—8лл
Характер исследования по-
верхностного слоя в пределах,
различных шкал
1. Исследование геометри-
ческое — величина неровно-
стей и характер их \чистота
поверхности)
2. Исследование физиче-
ских модификаций состоя-'
ния поверхностного слоя,
зависящих от вида и режи-
ма обработки: снятием
стружки, давлением, термо-
обработкой и т. п.
3. Исследование физико-
химических модификаций,
зависящих от режима обра-
ботки
Исследование явлений,
относящихся к. качеству
особо тонких видов рбработ-
ки (полирование, притирка
и т. п.). и вопросов контак-
та и смазки трущихся по-
верхностей
Исследование химических
явлений, происходящих при
резаний металла и при тре-
нии поверхностей, напри-
мер, влияние охлаждающе-
смазывающих жидкостей на
процесс резания, строение
масляной плёнки при полу-
жидкостном трении и т. д.
Микроскопическая шкала во многих слу-
чаях не удовлетворяет задачам, которые ста-
вят себе исследователи в области изучения
свойств технической поверхности. Так, напри-
мер, при изучении полированных и притёртых
поверхностей уже необходимо прибегать к ме-
тодам использования интерференции света
(взяв за единицу измерения длину световой
волны). Современная аппаратура для измере-
ния неровностей поверхностей уже даёт воз-
можность измерять неровности порядка
10~~ 6-г-10~ 5 мм, но нормирование поверхно-
сти производится только в микроскопической
шкале.
Профильповерхности,как показано в табл. 14
(фиг. 33), может быть оценён на основе раз-
личных критериев.
Для возможности сравнения поверхностей;
микрогеометрия которых оценена по различ-
ным стандартам, и для использования большего
Фиг. 33. Схема профиля поверхности: OL —
средняя линия; суммы заштрихованных площадей
выше и ниже OL равны.
количества имеющихся приборов применяют
переходные коэфициенты от одного критерия
на другой. Для ориентировочных подсчётов
отношение ¦ г?ах принимается равным 4. Так.
как Нтах выражается в микронах, а Иск часто
в микродюймах и 1ж равен 40 микродюймам,
то Яшах=0,1 Нск.
Для более точных пересчётов такой спо-
соб не годится, так как отношение /°-ах
не постоянно, а изменяется при изменении
формы профиля неровностей. Величина Нск
целиком зависит от конфигурации профиля и
суммируется на всём протяжении испытуемой
трассы. Величина #тах зависит не от всей
125
37.5
18.7
10
3.1
1.6
пя
0.5
П1
/
У
/
/
/
/
/
/
/
°'' 1 2 <г 8 16 32 63l252505W1000HckMkd
ti'II 109 8 VfiV Vj 2 1 '
№ класса по стандарту
Фиг. 84. Графическая зависимость
критериев ffmax и НСК.
конфигурации профиля, а от положения лишь
крайних точек пр.офиля—вершины гребешка
и дна впадины.
На фиг. 34 показана диаграмма, прибли-
жённо выражающая зависимость Нтах от
Нск в логарифмических координатах:
=0,
По оси ординат отложена величина //шах
в микронах, по оси абсцисс — величина Нск
в микродюймах. Здесь же показаны классы
советского стандарта по ГОСТ 2789-45.
ГЛ. 1}
КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
19
Критерии оценки микрогеометрии поверхности (Фиг. 33)
Таблица 14
Обозначе-
ние
нск
hp
^max
hi
h,
m
¦ F%
S
Наименование критерия
Среднее квадратическое
отклонение неровностей от
средней линии профиля
Среднее арифметическое
отклонение неровностей от
средней линии профиля
Максимальная высота не-
ровностей
Среднее арифметическое
отклонение от линии дна
впадин
То же от линии вершин
Коэфициент наполнения
Опорная площадь несущей
поверхности
Шаг неровностей
Формула
или
И ™ kl ' Н*
ПСК И
¦"max
L
*v"TJ hdL
0
#max — 0,1Нск (ориентировочно);
#тах -0,14 HCfi°>9 (более точно)
¦^max ~~ h*
^max ~~ Ai
"max
-
-
Примечание
Нск принята в советском и
американском стандартах для
оценки микрогеометрии.
В СССР Нск выражена в мк,
в США — в микродюймах
hCp принята в качестве кри-
терия в английском проекте
стандарта
Ятах выражена в мк, Нск —
в иикродюймах
Выражена в мк
Выражена в мк
—
-
-
f-f
и шах
Из диаграммы видно, что отношение —г?—
пек
равно 4 при оценке микрогеометрии шлифо-
ванной поверхности. При более тонких видах
механической обработки это отношение повы-
шается до 5 и более, при грубой обработке
понижается до 3. .
По данным Шлезингера Нск ж Нср [9].
Ни один из предложенных однозначных
критериев не даёт полной геометрической
характеристики формы профиля. Известны
попытки создать более сложный критерий,
объединяющий в одной формуле несколько
однозначных критериев.
СТАНДАРТ ЧИСТОТЫ ПОВЕРХНОСТИ
Классификация чистоты (микрогеометрии)
обработанных поверхностей определяется
•в СССР по ГОСТ 2789-45.
Основным критерием оценки микрогео-
метрии по этому стандарту является величина
среднего квадратического отклонения Нск
неровностей поверхности. Величина Нск опре-
деляется при помощи графического интегри-
рования профилограммы или автоматического
прибора —профилометра (типа профилометра
Аббота). В случаях, когда необходимо измере-
ние максимальной высоты неровностей //тах,
ОСТАЛЬНОЕ
определение классов чистоты может быть про-
изведено путём пересчёта на Нск (фиг. 34).
В табл. 15 представлена классификация
чистоты поверхности по группам и классам,
а в табл. 16 — по клас-
сам и разрядам.
В рабочих чертежах
вместо порядкового но-
мера при треугольниках
можно писать наиболь-
шее значение Нск ъмк
соответствующего ин-
тервала.
Шкала разрядов чи-
стоты применяется при
необходимости особой
диференциации чистоты.
В этом случае мини-
стерствами устанавли-
ваются соответствующие нормали. Различные
отрасли промышленности из шкалы разрядов
чистоты будут применять определённое коли-
чество разрядов (не всю шкалу полностью)
соответственно потребностям производ-
ства.
Чистые^ но необработанные поверхности
обозначаются на чертежах знаком со. Поверх-
ности, обработанные со значением Нск больше
100 мк, обозначаются (если это необходимо)
знаком V.
Фиг. 35. Пример обо-
значения микрогео-
метрии на чертеже.
20
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
1РАЗД. III
На фиг. 35 показан пример обозначения
чистоты поверхности. Значок в правом верхнем
углу чертежа показывает чистоту тех поверх-
ностей детали, которые не обозначены на
чертеже особо.
По данным некоторых исследователей при
изменении условий обработки макрогеоме-
трия изменяется аналогично микрогеометрии,
а именно с изменением параметров, увеличи-
вающих микронеровности, возрастают и ма-
кронеровности.
Таблица 1Ь
Группы чистоть!
№
группы
1
В
ш
ш
Наименование
поверхностей
Грубые
Попцчисрые
Чистые
весьма чистые
Обозначения
W
WW
На
микроны
12,5-ЮО
1.6-12.5
0.2-1,6
0-0.7
Knaccbi чистоть'
№
нпассо
1
2
3
4
5
6
7
в
9
10
11
12
13
14
Обозначения
V /
У 2
V 3
W «
W 5
W 6
VW 7
VW. 8
VW 9
WW 10
WW 11
WW 12
WW 13
WW м
ttf* микроны
100 - 50
50-25
25 - 12,5
12,5-6,3
6,3 - 3,2
3,2 -1,6
1.6 ~ 0,8
0.8 - 0,4
0,4 - 0.2
0,2-0,1
0,1'0,05
0,05-0,025
0,025-0,012
0,012-0
Таблица 16
Массы
чистотпы
2
3
5
6
7
8
9
10
11
12
13
№
За
36
36
4а
46
4в
5а
56
58
6а
66
68
7а
76
1в
8а
86
88
9а
36
96
10а
W
108
11а
116
116
12а
126
126
13а
136
136
1ча
146
Разряды
Обозначения
V За
V 36
V 36
w 4а
W 46
W 46
w 5о
W 56
w 58
w 6а
w 66
w 69
WV 7а
VW 76
WV 76
vw 8а
\ДД7 86
vw 86
vw 9а
^jv 96
vw Si?
WAA/ ЮО
vvw WJ
УЛЛЛ/ /0^
WW /70
WW ^i?
WW 770
WW 7?0
w^7 7Z5
WW 720
WW Wo
WW 7J5
ww У^
WW '4/7
WW W5
чистоты
Hci< 6 микронах
25 -
20 -
16 -
12,5-
10.0 ~
8.0 -
6.3 -
5.0-
4.0 ~
3,2 ~
2.5 -
2.0 -
1.6 ~
1.7.5-
1.0 -
0.8 -
0.63 -
0.5 -
0,4 -
0.32-
0.25-
0,7 -
0.16 -
0.125 -
0.1 -
0.08 -
0.063 -
0,05 -
0,04 -
0.032-
0,025-
0.02 ~
0016 -
0,012 -
0,005 ~
20
16
12.5
10.0
8.0
6,3
5.0
4.0
3.2
2.5
2.0 ]
1.6
1.25
1.0
0.8
0.63
0.5
'ft*
0.32
0.25
0,2
0,16
0.125
0.1
0.08
0.063
0.05
OJ34
0.032
0,025
OjO2
0.016
0.012
0,006
0 С
В табл. 17 показаны границы, в которых
на производстве укладывается микрогеоме-
трия при различных видах механической обра-
ботки. В этой таблице группы и классы
чистоты поверхности приняты по стандарту
(ГОСТ 2789-45).
Для внедрения в промышленность стандарта
оценки чистоты поверхности технологам не-
обходимо разработать руководящие материалы
по выбору условий механической обработки
для получения в цеховых условиях заданной
микрогеометрии, так как имеется большое
различие между той микрогеометрией, которую
можно было бы ожидать, исходя из формы
режущего инструмента, и действительной
микрогеометрией обработанной поверхности.
Это расхождение объясняется в основном
пластической деформацией и упругим восста-
новлением обрабатываемого металла после
снятия нагрузки (прохода резца), если резец
рассматривать как индентор. Упругое восста-
новление наблюдается при всех видах меха-
нической обработки [3].
Зависимость действительной высоты не-
ровностей HmajL от величины продольной по-
дачи резца s при точении, радиуса закругле-
ния вершины резца /? и величины упругого
восстановления обрабатываемого материала
Hv для зон скоростей, в которых не наблю-
дается нароста на инструменте, при получи-
стовом и черновом точении (с малым R по
сравнению с s) определяется формулой
ЧИСТОТА ПОВЕРХНОСТИ ПРИ РАЗНЫХ
ВИДАХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Различные виды обработки дают различную
микрогеометрию, различную макрогеометрию
и различное направление штрихов.
Эта зависимость/fmax=/(s) схематически
показана на фиг. 36. Кривая ODF даёт расчёт-
ную высоту неровностей (по геометрической
форме вершины резца) Нр= -^ и кривая
CDK — действительную высоту неровностей
ГЛ. 1]
КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
21
Таблица 17
Квопитет по
среднему кба-
дратическому
отклонении}
Аппаратура для
оценки чистоты
поверхности
Микроинтерферометр Пиннико/\^\\^Д6ойной микроскоп /7w//m/k7<\V\\
У У j У У У , у, УуУУУ/УуУ/У ч\\\\ ч \ Ч \ \ Ч Ч N. Ч \ N \ N \ N у W \\
и, другие интегральные
При подаче s1=0,15 — 0,2 мм\об наблю-
дается граница чистовых (/) и черновых {II)
подач (тонких и толстых стружек). Для тон-
Фиг. ЗС. Зависимость микрогео-
метрии от продольной подачи.
ких стружек микрогеометрия обработанной
поверхности определяется микрогеометрией
лезвия режущего инструмента. Микрогео-
метрия лезвия оценивается профилометром
типа Аббота, в датчик которого вместо иглы
вставляется лопатка с тем же радиусом за-
кругления на конце, что и игла [3]. По выше-
приведённой формуле можно построить зави-
симость Hm&x=f{s,R) для получистовых и
обдирочных подач и любых радиусов закруг-
ления вершины резца. Величина упругого вос-
становления Ну в этой формуле определяется
для зоны, где на резце отсутствует нарост,
радиусом притупления лезвия р и углом скалы-
вания стружки 8 по приближённой формуле
Яу=рA — cosO).
Радиус притупления (завала) лезвия опре-
деляется двойным микроскопом Линника,
в окуляр которого встазляется специальный
шаблон.
На фиг. 37 показан способ практического
применения описанной методики. На диаграмме
по оси ординат отложена высота неровностей
для стали У10А, а по оси абсцисс вправо —
22
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. III
величина продольной подачи s и влево —
скорости резания v. Для нахождения зависи-
мости ffmajL—f(v) для неизвестного материала
необходимо измерить высоту неровностей при
различных скоростях резания. Получив кри-
вую Hmax=F (v) для одной подачи, можно по
разработанной формуле построить зависимости
// ax=/(v) для любых подач, а затем по
Ст. У10 Л
60 45 30 15
I/ M/MUh
0 0,14 0,220,3k 0,54 0,841,2
s мм/об
Фиг. 37. Зависимость микрогеометрии
от режимов резания.
вышеприводившейся формуле получить зави-
симость Hmax=f(v) Для любых значений /? и
Ну. Диаграмма на фиг. 37 даёт зависимости,
необходимые для условий производства.
Геометрия резца влияет на высоту неров-
ностей, но в меньшей степени, чем режимы
резания. Передний угол резца почти не влияет
на микрогеометрию в зоне скоростей резания
до 100 м/мин, когда на резце имеется нарост.
При более высоких скоростях резания (тонкое
точение) с увеличением переднего угла не-
сколько уменьшается высота неровностей. Прн
увеличении заднего угла а при всех условиях
резания высота неровностей несколько увели-
чивается. В процессе затупления резца высота
неровностей беспрерывно меняется, следуя за
изменением формы лезвия.
мк
15
6,3
5,0
3J5
2,5
125
0
mM
-300
-250
-200
¦150
-100
\-50
- n
/a
3
1 /
///
/У
/ A
/
у
1
Кпоссь
W 4
w 5
w 6
wv7
1 2 3 4 5 S
Фиг. 38. Зависимость микрогеометрии
от продольной подачи при цилиндриче-
ском фрезеровании.
по чистоте обработки можно наблюдать шесть
типовых случаев направлений штрихов: 1) па-
раллельно оси детали; 2) перпендикулярно оси
детали; 3) перекрещивающиеся штрихи; 4) кон-
центрические окружности; 5) направленные
к центру и 6) нерегулярная ориентация.
При износе в процессе приработки ориенти-
ровка неровностей изменяется, приобретая
направление по движению трущихся поверх-
ностей [8]. При этом шероховатость весьма
гладких поверхностей повышается, шерохова-
тость грубо обработанных поверхностей по-
нижается. При хорошей смазке и малом удель-
ном делении имеет место эмпирическая пря-
молинейная зависимость между величиной из-
носа в процессе приработки (первоначального
износа) и исходной микрогеометрией поверх-
ности. Чем больше величина неровностей, тем
в ряде случаев больше износ во время при-
работки. Направление штрихов механической
обработки влияет особенно в деталях, рабо-
тающих при относительно больших нагрузках
и в условиях полужидкостного трения.
При изучении влияния механической обра-
ботки на качество поверхности необходимо
учитывать не только микрогеометрию, но и
макрогеометрию и в первую очередь так на-
зываемую „волнистость", при которой волны
имеют шаг, превышающий подачу при машин-
ной обработке деталей.
На фиг. 39 и 40 показано несколько по-
верхностей с одной и той же глубиной не-
о воздух „
V//Memann
Фиг. 39. Волнистость в шероховатость.
Фиг. 40. Отклонения формы изделия от нормы.
На фиг. 38 представлена зависимость Нск
от подачи s при цилиндрическом фрезеровании
стали для фрез диаметром D от 5 до 100 мм.
Очень важной характеристикой качества
поверхности является направление штрихов,
образующихся при механической обработке
режущим или абразивным инструментом. При
различных видах механической обработки
согласно американскому проекту стандарта
ровностей, но с разной длиной волны Х=6-г—
-4-0,003'.
Эксплоатационные свойства различных по-
верхностей с неровностями одной и той же
формы и частоты зависят от длины и вы-
соты волны. Так, поверхность.с хорошей ми-
крогеометрией, полученная после слесарной
зачистки и ручной полировки, работает значи-
тельно хуже поверхности, полученной токар-
ГЛ. 11
КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
23
ной обработкой и имеющей плохую микрогео-
метрию, но значительно лучшую макрогеоме-
трию (опыты инж. Голубовского, НИИ 13).
Следует также отметить, что технологи-
ческие методы и приёмы, обеспечивающие
оптимальную волнистость поверхности, отли-
чаются от методов, обеспечивающих высокое
качество микрогеометрии поверхности. На-
пример, суперфиниш, дающий превосходные
результаты по микрогеометрии, не может
устранить волнистости, полученной при пре-
дыдущей механической обработке.
СПОСОБЫ ОЦЕНКИ ЧИСТОТЫ
(МИКРОГЕОМЕТРИИ) ПОВЕРХНОСТИ
Основными приборами для оценки микро-
геометрии по стандарту являются профило-
метр, двойной микроскоп и микроинтерферо-
метр. Каждый из них имеет свою область при-
менения.
Профилометр типа Аббота не применяется
для оценки грубых поверхностей (расстояние
между неровностями более 0,3 мм\об) из-за ог-
раниченности частотной характеристики усили-
теля. Двойной микроскоп Линника непригоден
для оценки шлифованных и доведённых по-
верхностей, так как может измерять высоту
неровностей не менее 1—2 мк. Микроинтерфе-
рометр Линника способен оценивать лишь
тонко обработанные поверхности от 8-го до
14-го класса (см. табл. 17).
Профилометр типа Аббота (фиг. 41). Элек-
трические приборы для оценки микрогеометрии
типа профилометра Аббота автоматически
определяют величину среднего квадратиче-
Фиг. 41. Профилометр Аббота: 1 — штепсельное гнездо
для включения прибора в сеть переменного тока; 2— ру-
коятка реостата измерителя; 3 — кнопка включения
лампы усилителя; 4 — гнездо для вилки шнура ощупы-
вающей головки; 5 — измеритель; 6 — рукоятка реостата
регулировки гальванометра; 7 — кнопки проверки воль-
тажа анодных батарей; 8— кнопка батареи накала;
9— комбинированный вольтметр; 10 — рукоятка реостата
регулировки чувствительности прибора; И — штепсель-
ный наконечник шнура ощупывающей головки.
ского и среднего арифметического отклонения
от средней линии профиля.
В настоящее время известны три модели
профилометра Аббота: Р, РАС и Q, а также
отечественный профилометр Киселева.
-Модель Р работает на собственных сухих
батареях. Отсчёт неровности определяется по
гальванометру. Алмазная игла имеет на конце
закругление радиусом 12 мк. Щуп профи-
лометра перемещается вручную со скоростью,
от б до 25 мм/сек. Наименьший диаметр
оцениваемых внутренних цилиндрических по-
верхностей 70 мм. Профилометр предна-
значен для оценки микрогеометрии от 0 до
1000 микродюймов, но практически не реко-
мендуется подниматься выше 400—500 микро-
дюймов. В новых моделях профилометра
(РАС и Q) питание производится от сети
переменного тока.
Модель РАС (фиг. 41) в отличие от модели Р
имеет следующие дополнительные приспосо-
бления, расширяющие сферу применения при-
бора и упрощающие работу на нём: ощупы-
вающую головку для оценки микрогеометрии
на внутренних цилиндрических поверхностях
диаметром от 12,7 мм и для оценки микро-
геометрии в труднодоступных местах деталей
(ргзьба, шлицы, шпоночные канавки, запле-
чики, галтели, зубчатые колёса с шагом от
8 мм и выше); ошупывающую головку для
оценки неровностей с отсчётом меньше
5 микродюймов; приспособление для автома-
тического передвижения головки на поверх-
ностях с отсчётом меньше 1,5 микродюйма;
устройство для автоматического возвратно-
поступательного движения головки длиной
хода от 0,8 до 3,1 мм; добавочное приспосо-
бление для увеличения длины хода в пределах
9,3—50 мм. Механическое передвижение щупа
у модели РАС обеспечивает ей более правиль-
ные и устойчивые показания, чем .у модели Р.
Модель профилометра Q работает также
на переменном токе, очень портативна, легка
и имеет панель, наклонённую под углом 45°
для удобства наблюдения за отсчётами при-
бора. Профилометр Киселева — наиболее пор-
тативный из существующих, не уступает в
точности и удобстве приборам Аббота, рабо-
тает на переменном токе.
Для правильной работы профилометра не-
обходимо периодически производить следую-
щие его проверки: 1) регулировку отсчётов
гальванометра — через 15 дней; 2) проверку
работы батареи усилителя — через 5 дней;
3) проверку ощупывающей головки — через
5 дней.
Порядок измерения микрогеометрии на про-
филометре следующий: 1) промыть бензином
исследуемую поверхность; 2) вставить в гнез-
до 4 штепсельный наконечник шнура ощупы-
вающей головки И; 3) включить усилитель
поднятием кнопки 3; 4) через 1—2 мин. после
включения усилителя, когда лампы прогреются,
устанавливают рукоятку 10 на том значении
шкалы, которое выражает ориентировочно
предполагаемый отсчёт; 5) провести иглу при-
бора по испытуемой поверхности и произвести
отсчёт по стрелке измерителя 5.
При выполнении измерений необходимо
соблюдать следующие правила: 1. Ощупываю-
щая головка должна прижиматься к исследуе-
мой поверхности только собственным весом.
2. Показания (максимальные в случае колеба-
ния стрелки) должны сниматься в то время,
когда стрелка измерителя 5 устойчива. 3. На
испытуемой поверхности в зависимости от
однородности обработки следует брать от трёх
до пяти отсчётов в различных участках по-
верхности и выводить среднее. Необходимо
принимать во внимание только характерные
участки данной поверхности и не брать в рас-
чёт участков, резко отличающихся по харак-
теру от остальной поверхности.
24
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
При оценке микрогеометрки грубо обрабо-
танных поверхностей, а также внутренних
поверхностей цилиндров малого диаметра, ко-
торые для обмера были разрезаны, применяется
простое приспособление в виде пластинки-
вилки толщиной 1,5—2 мм, в середине кото-
рой с одного конца сделан продольный прорез
шириной 5 мм. Планка накладывается на ис-
пытуемую поверхность. Опорные шарики дви-
гаются по планке, а алмазная игла — в прорезе
планки по испытуемой поверхности.
Двойной микроскоп Линника. Приборы
акад. Линника, измеряющие Нтгх, (двойной ми-
кроскоп и микро-
интерферометр),
нашли достаточное
применение.
Двойной микро-
скоп (фиг. 42)
служит для оценки
поверхностей, име-
ющих высоту не-
ровностей от 1—2
до 60 мк. Микро-
скоп производства
завода „Прогресс"
имеет увеличение
от 63 до 270 (объ-
ектив с увеличе-
нием 18, окуляр-
микрометр с увели-
чением 7,10,15,17).
Вполезрениядвой-
ного микроскопа
помещается испы-
туемая поверх-
ность в поперечни-
ке от 0,3 до 1 мм.
На фиг. 43 показа-
на схема светового сечения. Для получения
надёжных результатов необходимо брать на
оцениваемой поверхно-
сти 10 замеров. Для пере-
вода делений окуляр-ми-
крометра в микроны, вы-
ражающие высоту неров-
ностей, устанавливается
переводной коэфициент
при помощи металличе-
ского объект-микроме-
тра. Так, при увеличе-
нии объектива микро-
скопа 9 и окулярми-
крометра 10 переводной
коэфициент выражается
0,65, при увеличении объектива 9 и окуляр-
микрометра 17 переводной коэфициент выра-
жается 0,56.
Микроинтерферометр Линника. Для
оценки микрогеометрии поверхностей после
отделочных операций служит микроинтерфе-
рометр Линника с тремя головками: первая —
для поверхностей высотой неровностей от
нуля до 1 мк (хонинг, притирка, суперфиниш),
вторая — от 1 до 8 мк (тонкое точение, шли-
фование) и модель ИЗК-46 от 0,1 до 6 мк.
Увеличение в первой головке от 280 до 600
(в зависимости от увеличения окуляр-микро-
метра), увеличение во второй головке — от
56 до 120.
На фиг. 44 показан внешний вид головки
микроинтерферометра. С помощью окуляр-
микрометра на испытуемой поверхности де-
лается два отсчёта — а и b (фиг. 45). Отсчёт а
выражает величину//тах, отсчёт Ь — расстоя-
ние между двумя соседними интерферен-
Фиг. 42. Двойной микроскоп
Линника.
Фиг. 43. Метод свето-
вого сечения.
Фиг. 44. Головка микроинтерферометра Линника.
ционными полосами, равное половине длины
световой волны, или 0,275 мк. Тогда
fmax = 0,275 у МК.
Кроме перечисленных приборов, имеется
большое количество профилографов, которые
рисуют профиль испытуемой поверхности на
Фйг, 45. Графическое изображе-
ние величин, измеряемых микро-
интерферометром.
бумаге при различных увеличениях как по
вертикали, так и" по горизонтали. Лучшими
русскими приборами являются профилографы
Аммона и Левина.
Метод сравнения. В производственных
условиях для быстрой оценки микрогеоме-
трии находят применение косвенные методы
оценки при помощи сравнительных образцов,
рефлектометров, пневматических и акустиче-
ских приборов и т. д.
Все эти косвенные методы оценки приме-
няются в цеховых условиях в СССР и за гра-
ницей.
Наиболее простым методом оценки микро-
геометрии является глазомерное сравнение
испытуемой поверхности с эталонной поверх-
ностью, обработанной согласно классу стан-
дарта. При навыке контролёр не ошибается
в определении классов чистоты по эта-
лону.
ГЛ. II
КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
25
Система сравнения имеет ряд существен-
ных дефектов: образцы легко поцверга-
ются коррозии, меняют цвет, блеск; различные
материалы, детали различных размеров и раз-
личной формы (плоская, круглая внутренняя,
круглая наружная) требуют различных образ-
цов, и поэтому в Цехе требуется большое их
количество; глазомерная оценка субъективна;
образцы требуют тщательного хранения и
бережного обращения; они громоздки в прак-
тическом применении и должны меняться
одновременно с изменением методов меха-
нической обработки. Однако несмотря на от-
меченные недостатки, система сравнения
является весьма простым наглядным методом
сравнения обработанных поверхностей, осо-
бенно в заводских условиях. Каждый завод,
пользуясь общесоюзным стандартом классифи-
кации микрогеометрии поверхности, должен
определить технические условия на чистоту
обработки отдельных деталей, производимых
данным заводом. При этом основным способом
оценки чистоты поверхности должно быть ис-
пытание на одном из приборов, рекомендуемых
стандартом, а образцы могут явиться лишь
вспомогательным средством, позволяющим не
обращаться каждый раз к профилографу и та-
ким образом ускоряющим работу технического
контроля.
К изготовлению и использованию образцов
предъявляются следующие основные требо-
вания:
1. Набор образцов чистоты должен вклю-
чать все основные группы материалов, при-
меняемых в данной отрасли промышленности
(сталь, бронза, алюминиевые сплавы и т. д.),
и основные виды механической обработки по
данной отрасли промышленности.
2. Образцы должны быть изготовлены по
наибольшему пределу неровности для данного
класса стандарта.
3. Образцы должны быть изготовлены при
вполне определённых условиях (материал об-
разца, твёрдость, геометрия режущего инстру-
мента, режимы резания, материал инструмен-
та), для того чтобы обеспечить идентичное
изготовление образцов чистоты на различных
заводах.
4. В заводских условиях должен быть уста-
новлен следующий порядок пользования об-
разцами чистоты: а) конструкторский отдел
назначает в зависимости от характера работы
детали соответствующую степень чистоты по
стандарту в окончательно обработанном виде
(для этого необходимо разработать специаль-
ную инструкцию); б) технолог, пользуясь
специально разработанной инструкцией и со-
образуясь с возможностями производства,
устанавливает метод механической обработки,
степень чистоты обработки на промежуточных
операциях и, пользуясь руководящими мате-
риалами, устанавливает необходимые режимы
резания для получения поверхности соответ-
ствующей чистоты; в) контролёр, пользуясь
образцами чистоты и прилагаемой к образцам
инструкцией, производит проверку качества
поверхности обработанных деталей.
5. При контроле поверхностей, полученных
отделочными операциями, необходимо рассма-
тривать их через лупу (с пяти- и более крат-
ным увеличением).
6. В случае разногласий при определении
чистоты обработки по образцам производится
оценка чистоты при помощи профилометра,
профилографа или другого прибора и оконча-
тельно устанавливается градация чистоты по
стандарту.
СПОСОБЫ УПРОЧНЕНИЯ
ПОВЕРХНОСТНОГО СЛОЯ
Получили значительное развитие методы,
связанные с созданием поверхностного наклёпа
(гидравлический автофретаж, накатка роли-
ками или калибровка дорном и др.). Вне-
дряется повышение прочности поверхностного
слоя путём бомбардировки его струёй шари-
ков — метод дробеструйной обработки. При
обработке по этому методу поверхности ме-
таллических 'деталей подвергаются действию
металлической дроби, которая выбрасывается
лопатками вращающегося колеса или струёй
воздуха и с силой ударяется в поверхность
металла.
При ударе дроби поверхностный слой
детали деформируется, микрогеометрия его
изменяется. Обжатый ударами дроби поверх-
ностный слой металла делается более прочным
и менее пластичным, чем был до обработки.
Применением дробеструйной обработки
достигалось увеличение длительности срока
службы (циклов напряжения до разрыва) на-
гартованной стали по сравнению с ненагарто-
ванной на 46 — 100%. Так, например, в сталь-
ной пружинной проволоке с содержанием угле-
рода 0,85% при испытании на кручение было-
достигнуто повышение сопротивления устало-
сти образцов на 42%, а в проволоке из не-
ржавеющей стали 18-8 на 69%.
Разнообразные технологические методы по-
крытий поверхности деталей получили также
широкое распространение в машиностроении.
Следует назвать здесь нитрирование, хроми-
рование, цементацию. Так, например, за счёт
пористого хромирования удаётся в значитель-
ной мере повысить стойкость на износ цилин-
дров; за счёт толстослойного хромирования
пулемётных стволов удалось значительно по-
высить их живучесть — уменьшить износ и
эрозию.
Можно считать установленным, что приме-
няемые методы поверхностных покрытий дета-
лей оказывают также значительное влияние
на разнообразные свойства поверхностного
слоя — сопротивление износу, коррозии, уста-
лостной прочности, склонности к образованию
поверхностных трещин, распределению напря-
жений в поверхностных слоях. Однако коли-
чественные величины такого влияния ещё не
изучены.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Дьяченко П. Е., Качество поверхности деталей
авиационного мотора, изд. АН СССР, 1946.
2. Д ь я ч е н к о П. Е„ Критерии оценки микрогеоме-
трин поверхности, изд. АН СССР, 1942.
3. Дьяченко П. Е., Микрогеометрия поверхности
при механической обработке, изд. АН СССР. 1947.
4. К р а г е л ь с к и й И. Б., Влияние шероховатости-
поверхности на трение, изд. АН СССР, 1946.
26
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ш
?. К р а с а н т о в и ч Ю. Ф., Влияние качества поверх-
ности на усталостную прочность деталей машин,
ВНИТОМАШ, 1946.
6. Петрусевич А. И., Качество поверхности и
прочность материалов при контактных напряжениях,
изд. АН СССР, 1946.
7. РебиндерП. А., Влияние активных смазочно-охла-
ждаюших жидкостей на качество поверхности при об-
работке металлов, изд. АН СССР, 1946.
8. Шмаль ц Г., Качество поверхности, Машгиз, 1941.
9. Шлезингер Г., Качество поверхности, Машгиз,
1941.
ПРОМЕЖУТОЧНЫЕ ПРИПУСКИ НА ОБРАБОТКУ ДЕТАЛЕЙ МАШИН
' Промежуточным припуском на обработку
резанием называется слой материала, снимае-
мый при выполнении определённого техно-
логического перехода (в частном случае —
операции).
В табл. 18—30 приведены припуски, уста-
навливаемые в массовом и крупносерийном
производствах.
Таблица 18
Максимальные припуски на чистовое обтачивание
валов после чернового обтачивания
(в мм на диаметр)
6— IO
ю— i8
18— 30
30— 5°
50- 80
80—120
120—180
180—260
260—36°
360—500
Длина вала в мм
о,7
о, 75
о,9
1,2
I
1.9
2,3
Таблица 19
Максимальные припуски на шлифование закалён-
ных валов после чернового обтачивания
(в мм на диаметр)
Длина вала в мм
6— ю
ю- i8
18— з°
30— 5°
50— 80
80—120
120—180
180—260
260—360
0,30
0,36
0,40
о,45
0,50
0,60
0,65
0,80
0,85
O.35
0,40
O.45
0,50
о,55
о,б5
°>7°
о,8о
о,85
0,40
о.45
о,50
о,55
о,6о
0,70
о,75
о,85
о,9э
о,55
о,6о
°.75
о,8о
°.95
>,(о о
•,б5
',7°
|,8оо
о,85
о,ро
1,оо
о, 8.
7О о
л О
75
о,75
,9° о
,95j°:
,05 I,
\
951
°5 111О
Примечания: 1. При делении шлифования после
термической обработки на черновое и чистовое 70°/о
указанного в таблице припуска следует снимать при
черновом шлифовании и 30°/#—при чистовом.
2. При черновом шлифовании до термической обра-
ботки суммарный припуск на оба шлифования следует
увеличивать до 125°/0 от табличных данных, причём
примерно 40% снимается до термической обработки,
а 60% — после.
3. Припуски, приведённые в таблице, пригодны
также для деталей, которые шлифуются' на оправках
или в приспособлениях.
Для мелкосерийного производства при-
пуски, указанные в таблицах, можно увели-
чить до 200/0.
Среднеэкономические точности обработки
при назначении припусков на промежуточные
операции см. стр. 4—6.
Таблица 20
Максимальные припуски иа шлифование сырых
валов после чистового обтачивания
(в мм на диаметр)
Длина вала в мм
6— 10 0,25
10— 18 0,30
18— 30J 0,35
1— 8oj 0,45
80—120
120—180
180-260
260—360
0,50
0,60
0,70
0,80
о,3°
0,35
0,40
0,45
.0,50
0,55
0,60
0,70
0,80
0.35
0,40
0,45
0,50
,
0,65
о,7о
о,8о
о,55
о.бо
0,65
°,7°
о.75
о,85
о,6о
,65
. 7°
, 7°
о, 75
о,85
о,6о
о.65
о,
о.75
о,8о
7о о
0,65
75
751
о,8
о,7О о
, 75
о,8о
о,85
о,95
о,8о
о,85
Примечания: 1. При делении шлифования на
черновое и чистовое примерно 70% указанного в таблице
припуска снимается при черновом шлифовании и
20% — при чистовом.
2. Припуски, приведённые в таблице, пригодны так-
же для деталей, шлифуемых на оправках или в при-
способлениях.
Таблица 21
Максимальные припуски на шлифование закалён-
ных валов на бесцентровошлифовальных станках
после чистового обтачивания
(в мм на диаметр)
Диаметр
вала
в мм
6— ю
ю— i8
18— 30
30- 50
50- 80
80—120
120—180
До 100
о,зо
о,35
°>4°
о.45
о.5°
о.55
о,6о
Длина
100-250
о.35
°>4°
о.45
о,5о
о,55
о,бо
о,б5
вала в мм
250-500
—
о.50
о,55
о,бо
о,б5
°>7°
500-1000
—
—
о,бо
0,65
о,7о
о.75
Примечания: 1. В случаях, когда получить заго-
товки с точностью больше 0,1 мм невозможно, следует
до шлифования произвести сортировку деталей на груп-
пы так, чтобы на одну и ту же настройку станка посту-
пали детали с колебанием диаметра не более чем 0,1 мм
2. Припуски, данные в таблице, учитывают заготовки,
начисто обработанные на токарных или револьверных
станках, или заготовки из холоднотянутого материал?.
3. Припуски, приведённые в таблице, относятся как
к шлифованию на проход, так и к шлифованию
в упор. В первом случае за длину шлифования следует
принимать общую длину шлифуемого изделия, во
втором — длину шлифуемой шейки.
ГЛ. 1]
ПРОМЕЖУТОЧНЫЕ ПРИПУСКИ НА ОБРАБОТКУ ДЕТАЛЕЙ МАШИН
27
Таблица 22
Максимальные припуски на шлифование сырых
валов на бесцентрово - шлифовальных станках
после чистового обтачивания (в мм на диаметр)
Диаметр
вала
в мм
6—ю
10—18
18-30
ЗО-5О
50-80
80—120
120—180
До 100
о,25
о.ЗО
о,35
о>4°
о,45
°,5°
°,55
Длина
100-250
о,зо
о,35
о,4°
о.45
о,5°
о,55
о,бо
вала в мм
250-500
—
о,45
о»5о
о,55
о,бо
°,б5
500-1000
_
—
—
о,55
о,6о
0,65
0,70
См. примечание к табл. 21.
Таблица 23
Максимальные припуски на различные операции
обработки отверстий (в мм на диаметр)
Диаметр отвер-
стия в мм
6—ю
10—18
i8—30
30—50
50-80
80—120
I3O— 180
180—з5о
260—360
На растачива-
ние после
сверления
о,8
1,2
!,5
На развёрты-
вание после
сверления
о,зо
о,35
°,4°
о,5°
На чистовое
раётачивание
после черно-
вого
1,2
1.5
1,8
2,0
2.3
2,6
На развёрты-
вание после
растачивания
о,3°
о,35
°.4°
о,5°
о,бо
На чистовое
развёртывание
после черно-
вого
о" о о" о о' о 1
о8
оо
IO
12
Ч
Таблица 24
Максимальные припуски на шлифование закаливае-
мых отверстий после чистового растачивания или
после сверления и растачивания (в мм на диаметр)
!
Диаметр
отверстия в мм
6—ю
ю—18
18-30
30—50
50-80
80—120
120—180
180-260
260—360
-
Длина отверстия в мм
До 100
О,25
о,3о
о,35
о» 4°
о,45
°>5о
о,6о
о,7о
о,8о
100-200
о,40
о, 45
о,5О
о,6о
0,65
о,75
о,8з
200-250
0,65
о,7о
0,70
о,8о
о, до
Таблица 25
Максимальные припуски на шлифование сырых
отверстий после чистового растачивания или после
сверления и растачивания (в мм на диаметр)
Диаметр отверстия
в мм
6—ю
ю—18
18-30
ЗО-5°
50-80
80—120
120—:8о
i8o- або
260—360
Длина отверстия в мм
До 100 | 100-200
О,2О
О,25
о.ЗО
о,35
°.4О
°,45
°,5°
о,6о
о, 70
о,35
о,4°
о,45
°.5°
о,55
°.05
о,75
Таблица 26
Максимальные припуски на протягивание отверстий
(в мм на диаметр)
Длина
отверстия
в мм
15—5°
5О—I2O
Интервалы диаметров в мм
10-18 | 18-30
о,6
°>7
о,8
30-40
о,8
i,o
40-50
1,О
1,1
50-60
1,2
Таблица 27
Припуски на хонингование отверстий
(в мм на диаметр)
Диаметр
отверстия
в мм
25-'25
125—3°°
300—500
Обрабатываемый материал
Чугун
О,О2—О,Ю
о,о8—o,i6
0,12—О,2О
Сталь
o,oi—0,04
О,О2—0,05
о,о4—о,об
Таблица 28
Максимальные припуски на чистовое фрезерование
плоскостей после чернового и на шлифование
плоскостей после чистового фрезерования
(в мм на сторону)
До ioo
loo—250
250-500
Св. 5°°
На чисто-
вое фрезе-
рование
после чер-
нового
На шлифова-
ния сырых
плоскостей
после чисто-
вого фрезеро-
вания
На шлифование
закаливаемых
плоскостей после
чистового фре-
зерования
Ширина плоскости в мм
о,85
1,ОО 1,2О{
,2О I,
1,4°
1.4°
1,5°
8
0,25
о,35
45
35Р.45
о,5°
о,55 0,55
о,55
о,6о
8
о,25
°,45
о,55
0,65
о, 55
о,6о
0,65
0,65
°, 7°
Таблица 29
Припуски на отрезку по длине материала в мм
1
Сечение
материала
в мм
До ю
IO—2О
2О—ЗО
ЗО—4О
40-50
5о—бо
60—70
7О—8о
8о— ioo
IOO—I2O
I2O—I5O
150—180
i8o—260
Св. 2бо
На разреза-
ние ножов-
кой
о. 75
о,75
о, 75
о,75
о, 75
°,75
о, 75
°* 75
1,25
1,25
Ь75
i,75
J,75
_
На разреза-
ние цир-
кульной
пилой
i.5
1,5
1,5
2,0
2,0
2,5
2,5
2,5
3,°
З.о
3,5
3>5
3.5
На отреза-
ние прямым
отрезным
резцом
2,О
2,0
3,о
4,о
4,о
5,о
6,о
6,о
8,о
ю,о
12,0
12,0
12,0
ев
М
ъ
о
ее
X
6
ж
и
5
| ние i
2
3
3
4
4
V °
й«
I ВЫМ (
ным р
,о
,о
,о
,о
,о
Прим ечание. При установлении припусков на
отрезание следует учитывать, что в таблице указана
ширина лезвия режущего инструмента; ширина резания
получается несколько больше ширины режущего инстру-
мента.
28
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Таблица 30
Максимальные припуски на чистовую подрезку тор-
цовых поверхностей после черновой и на шлифова-
ние после чистовой подрезки (в мм на сторону)
Длина обраба-
тываемой дета-
ли в мм
До 5°
5о- 8о
8о — I2O
I2O—l8o
180—260
260—360
360—500
На чистовую
подрезку после
черновой
с
с
'.9°
,оо
-1°
,ао
-ЗО
,4°
На шлифование по-
верхностей после чи-
стовой подрезки
сырых
°,з°
о, 35
о,4-о
о,45
о,5°
о, 55
о,6о
закалённых
о,35
о, 4°
о,45
о, 5°
о>?
о,6о
о,°5
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Балакшин Б. С, Технология станкостроения,
Машгиз, М. 1943.
2. Егоров М. Е., Основы проектирования механиче-
ских и сборочных цехов, Машгиз, М. 1940.
3. К а ш и р и н А. И., Основы проектирования техноло-
гических процессов механических цехов, ОНТИ, М.
1937.
4. К о в а н В. М., Припуски на обработку деталей
стрелкового оружия, Машгиз, М. 1944.
5. К о в а н В. М. Технология машиностроения, Маш-
гиз, М. 1944.
6. НАТИ, Бюро стандартизации, Межопераиионные
припуски и допуски. Нормаль Н-257-41, НКСМ,
7. Станкинпром, Бюро руководящих материалов, Сбор-
ник руководящих материалов для технологов,
1939.
8. Стандарты Главного управления Народного комисса-
риата оборонной промышленности, Технологические
стандарты, Оборонгиз, 1939.
ПРЕДЕЛЬНЫЕ РАЗМЕРЫ ОТВЕРСТИЙ (ГАЕК) И СТЕРЖНЕЙ (БОЛТОВ)
ПОД РЕЗЬБЫ
Предельные размеры отверстий (гаек)
и стержней (болтов) под резьбы приняты в
зависимости от допуска на неточность изго-'
товления наружного диаметра резьбы болта
и внутреннего диаметра резьбы гайки.
В табл. 31—36 предельных размеров отвер-
стий и стержней под метрические резьбы
даны лишь наименьшие размеры номинальных
диаметров резьб для данного шага и данных
предельных размеров отверстий и стержней.
Для других диаметров по ОСТ данной
резьбы соответствующие размеры надлежит
определять по формулам
где dx — диаметр резьбы, для которого опре-
деляются размеры (в пределах диаметров,
указанных в заголовках таблиц); d^—бли-
жайший меньший диаметр резьбы, помещён-
ный в таблице; Ах и ах — наибольший и наи-
меньший предельные искомые размеры, соот-
ветствующие диаметру dx\ A a a — указанные
в таблице размеры, соответствующие диаме-
тру d0.
Примеры. 1. Для внутренней основной метрической
резьбы 2-го и 3-го классов точности определить предель-
ные размеры отверстия, соответствующие номиналь-
ному диаметру резьбы 120 мм.
Находим ближайший меньший диаметр 85 мм
(табл. 31).
Наименьший предельный размер отверстия под
резьбу
а .=77 ,9 +A20-85)= 112,9 мм.
Наибольший предельный размер отверстия под
резьбу
—85) = 113,4 мм.
2. Для наружной третьей мелкой метрической резьбы
определить предельные размеры стержня, соответствую-
щие номинальному диаметру резьбы 80 мм.
Находим ближайший меньший диаметр 56 мм
(табл.34).
Предельные размеры стержня под резьбу:
наибольший
Л =55,9О+(8О-56) =
мм;
Предельные размеры отверстий и стержней
(гаек и болтов) под метрические резьбы
Таблица 31
Основная метрическая резьба 2-го и 3-го классов
точности диаметром от 1 до 150 мм
о.
s-
QJ
<S
3 оз
x 2
SV3
о SP
X%.
i ;4
i.7
2
2,6
3
C.5)
4
5
6
G)
8
10
A1)
12
14
18
20
24
3°
C3»
42
48
56
72
85
'25
a;
03
CO
зь бы
HI
0*
Urn
0,25
°!35
o,4
o,4
0,5
0,6
0,7
0,8
r,°
1 0
I',25
r>5
',5
',75
a,-
a,5
2,5
3
3,5
3,5
4
4,5
5
5
5,5
6
6
6
6
Предельные
отверстия
2-го
и 3-го
классов
?
5
та К
к а
о,73
i,O7
i,32
1,55
2,Ю
2,45
2,82
3-2°
4,о8
4-8.5
6,55
8,25
9-а5
9,97
и,67
15,°7
i7.°7
20,47
25,97
28,97
31,37
36.77
42,17
46,2
49,7
57.2
64,9
77,9
и8,о
1*
со К
х а
о,8о
1,15
1,4°
i ,65
2,2О
2,55
3.°°
3,4°
4.3°
5,1°
6,ю
6,8о
8,55
9-55
Ю,з
12,0
Т5>5
17,5
2О,9
25,4
29,4
31,8
37,2
42,6
46,7
5°,2
57,7
°5,4
78,4
48,5
2-го и
размеры в мм
стержня
2а клас-
сов
jj
0
VO
S*
Я S
ХВ
°,97
i,37
1,67
',97
2,57
2,97
3,46
3,96
4,9°
5.96
6,95
7-95
9.95
то,94
11,94
Т3,94
17,94
'9,93
23,93
Э9,93
32,92
35,9а
4i,92
47,92
5i,9°
55,9°
63,9°
71,9°
84,88
124,87
к*
е а
о,91
1,3'
i,6i
i ,9'
2,51
2,91
3,38
3,88
4,88
5,88
6,85
7,85
9,85
10,82
11,82
13.82
17,82
19,79
23,79
29.79
32,75
35,75
4i,7э
47,75
51,7°
55,7°
6з,7°
71,7°
84,65
124,6°
3-го
ч
о
о
S*
ЕЗ
°-97
',37
'.67
i,97
2,57
а,97
3,42
3.92
4,92
5,92
6,9°
7,9°
9,9Э
ю,88
и,88
'3,88
17,88
19,86
23,86
29,86
32,83
35,83
41,83
47,8з
51,8о
55,8о
63,8о
72,ОО
84,95
'24,95
класса
j
Z>
s
а*
X В
о, 9i
I.31
i,6i
1.91
2,5t
2,91
3,26
3,76
4,76
5,76
6,70
7,7°
9-7°
ю.64
11,64
'3,64
17.64
'9,58
23,58
29-58
32>5°
35,5°
4i,5°
47.5°
5i,4°
55,4°
63,40
71,60
84,55
124,55
наименьший
я,.=55,70+(80-56)=79,70 мм.
В табл. 37 предельные размеры под вну-
тренние и наружные дюймовые резьбы (гайки
и болты) 2-го и 3-го классов точности диаме-
тром от 3/16 до А" и в табл. 38 предельные раз-
rrt. i]
ПРЕДЕЛЬНЫЕ РАЗМЕРЫ ОТВЕРСТИЙ И СТЕРЖНЕЙ ПОД РЕЗЬБЫ
29
меры под внутреннюю и наружную трубную
резьбу (муфты и трубы) 2-го и 3-го классов
точности диаметром от i/e Д° 6" приведены
полностью, дабы при пользовании этими та-
блицами справочника не затруднять читателя
переводом долей дюйма в миллиметры.
Номинальные диаметры резьбы даны по
ОСТ
соответствующим -¦_,1.^1-, :94,32,2764(табл.31),
пК 111
271 (табл. 32), 272 (табл. 33), 4120 (табл. 34),
4121 (табл. 35), 4122 (табл. 36), 1260 (табл. 37)
и 266 (табл. 38).
Диаметроз резьб, обозначение которых
взято в скобки, по возможности не приме-
нять.
Предельные размеры резьб см. т. 5, гл. 1,
„Допуски и посадки цилиндрических резьбо-
вых соединений".
Таблица 32
1-я мелкая метрическая резьба диаметром
от 1 до 150 мм
Номи-
наль-
ный
диаметр
резьбы
в мм
Шаг
резьбы
S
в мм
Предельные размеры в мм
отверстия
Наи-
мень-
ший
Наи-
боль-
ший
2,6
3.5
4
6
G)
24
33
36
52
56
8о
125
0,2
0,25
о.35
°.35
о,5
о.75
о,75
I
I
1,35
1,5
1.5
2
а
3
3
4
4
4
о.77
1,72
2,2О
З,10
3,45
5,15
6,15
. 6,85
9.85
ю,55
12,25
18,25
21,65
30,65
32,43
48,43
5L3
8о,3
12О,3
о,85
i,8o
3.55
5,3о
6,3
7>°
ю,о
ю,8
12,5
18,5
21,9
ЗО,9
32,7
48,7
51,6
8о,6
I2O.6
стержня
Наи- Наи-
боль- ' мень-
ший I ший
0,98
1,93
2,57
3,9е
3»9б
б
7,95
ю,94
и,94
13,94
19,93
«3,93
32,92
35,92
51.90
55.9°
84,88
124,87
о,93
1,93
2,51
3,38
3,88
5,88
6,88
7,85
io,8a
11,82
13.82
19,79
23,79
32,75
35,75
51.7O
55'7О
84,65
6
Таблица 33
2-я мелкая метрическая резьба диаметром
от 6 до 150 мм
Номиналь-
ный диа-
метр резь-
бы de в мм
6
8
и
12
24
33
зб
5?
56
85
125
Шаг
резьбы
5
в мм
о,5
о,75
о, 75
1,О
1.5
1,5
2
2
3
3
3
Предельные размеры
отверстия
Наи-
мень-
ший
5,45
7Д5
ю,15
ю,83
22,25
3125
33.65
49.65
52.5
8i,5
121,5
Наи-
боль-
ший
5.55
7.3
ю.З
н,о
22,5
3L5
33,9
49.9
.52,8
8i,8
121,9
в мм
стержня
Наи-
боль-
ший
5-9б5
7.95
ю,94
и.94
23.93
32,92
35.92
5L9O
55.9O
84,88
124.87
Наи-
мень-
ший
5.915
7.85
IO.82
11,82
23.79
32,75
35,75
51.7О
55.7°
84.65
124,6о
Таблица 34
3-я мелкая метрическая резьба диаметром
от 8 до 150 мм
Номиналь-
ный диа-
метр резь-
бы da в мм
8
2О
24
33
зб
52
56
85
Шаг
резьбы
S
в мм
о,5
о.75
о.75
i
i
1.5
1.5
2
2
Предельные размеры
отверстия
Наи-
мень-
ший
7.45
19,15
22,85
31,85
34.25
5°,25
53.65
82,7
Наи-
боль-
ший
7-55
19.3
23.O
32.O
34,5
5°.5
53.9
83.о
в мм
стержня
Наи-
боль-
ший
7.95
19,93
2393
32,92
35,92
5i,9O
55.9O
84,83
Наи-
мень-
ший
7.85
11,82
19.79
-3.79
32.75
35.75
5L7O
55.7°
84,65
Таблица 35
4-я мелкая метрическая резьба диаметром
от 9 до 150 мм
Номиналь-
ный диа-
метр резь-
бы d0 в мм
9
и
12
2О
24
зб
52
56
85
«5
Шаг
резьбы
v s
в мм
Oj35
о,35
о,5
о.5
°.75
I
X
1.5
1,5
т.5
Предельные размеры
отверстия
Наи-
мень-
ший
8,6
ю,6
11 45
19.45
23.15
34,9
5°.9
54.3
83.3
123,3
Наи-
боль-
ший
8,7
ю,7
и,6
19.6
23-3
35,1
5L1
54t5
83.5
123,5
В ММ
стержня
Наи-
боль-
ший
8,9б5
ю,955
и,955
19,94
23,94
35.92
5J>9O
55.90
84,88
124.85
Наи-
мень-
ший
8,915
10,895
",895
19,87
23,87
35-75
5I-7O
55,7°
84,68
124.65
Таблица 36
5-я мелкая метрическая резьба диаметром
от 42 до 125 мм
Номиналь-
ный диа-
метр dQ
в мм
42
5
85
X
Шаг
резьбы
в мм
о,75
о,75
i
i
i
Предельные размеры в мм
отверстия
Наи-
мень-
ший
4LI5
5L15
54-85
83-85
123.85
Наи-
боль-
ший
41 3°
51,3о
55.°5
84,05
124,05
стержня
Наи-
боль-
ший
41,925
5L9O5
55,905
84,88
124,85
Наи-
мень-
ший
41,84
51.805
55.8O5
84.765
124.715
30
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Предельные размеры под дюймовые
резьбы (гайки и болты)
Таблица 37
Дюймовая резьба 2-го и 3-го классов точности
диаметром от 3/„ до 4"
3 о>2
"» О.<=?
« г~
s?e
5 s о
'/.«
1/
и
•/и
I/
'8
Г/,.)
V,
p/l.)
¦/•
'/4
7,
1
17,
IV.
A%)
17,
(!*/„)
Is/.
Aт/в)
2
27*
21/,
2»/,
3
374
37,
»/*
4
)хин
о
ч*
и —•
а
т?
24
2О
[8
[6
[4
Г2
Е2
I
О
9
8
7
7
6
6
5
5
47,
47,
4
4
з1/.:
з7,
з7.
З1'*
3
3
Шаг
резьбы
v s
В JHM
I.O58
1,270
i,4ii
1,588
i,8i4
2,117
2,117
2,309
2,540
2,822
3,175
З.629
3,629
4,233
4.233
5.°8о
5,о8о
5.644
5,644
6,35°
6,35°
7-257
7,257
7-815
7,815
8,4б7
8,46/
Предельные
отверстия
Наи-
мень-
ший
3-56
4.95
6,35
7,75
9-15
ю,35
11,9°
13,26
16,16
19) 03
21,80
24.46
27,65
30,15
33,35
35.55
38,75
41,25
44,45
50.00
56,3
61,8
68,0
73-9
80,8
85,9
92,3
Наи-
боль-
ший
3,8
5-2
6,6
8,о
9А
ю,6
12,2
13-6
16,5
19,4
22,2
24,9
23,1
30,6
33-8
Зб.о
39.2
4L7
44.9
5О,5
56,8
62,3
68,5
74,4
8i,3
86,4
92,8
размеры
в мм
стержня
Наи-
боль-
ший
4,5<5
б,ю
7,7О
9.25
ю,8о
12,35
13,95
15,50
18,65
21,75
24.QO
28,00
31,20
34,Зо
37,5о
4о,5о
43,65
4б,8о
49.95
5б,зо
62,65
68,95
75,30
8i,5°
87,85
94,ю
100,50
Наи-
мень-
ший
4,40
5.9O
7,5о
9,°5
ю,6о
12, IO
13,7°
15,25
18,40
21,45
24,60
27.65
30,85
33,95
37,15
40,05
43.2O
4б,35
49,5о
55,8о
62,15
68,45
74,8о
81,00
87.35
93,6о
100,00
Предельные размеры под внутреннюю
трубную резьбу (муфты и трубы)
Таблица 38
Трубная резьба 2-го и 3-го классов точности
диаметром от Vs Д° 6*
Номиналь-
ный диа-
метр резь-
бы d0 в
дюймах
Gв)
к
V,
(¦/.)
г
B)
27,
C%)
EVa)
E7,)
6
Шаг
резьбы
S
в мм
0,907
1.377
i,8i4
, 2,309*
Предельные размеры в мм
отверстия
Наи-
мень-
ший
8,7
и,6
i5,i
18,8
20,8
24,25
28,05
30,45
35-2O
39.2О
41,60
45,ю
51.°°
56,90
62,95
72,45
78,75
85,2
91,3
97.6
104,0
110,4
123,1
135,8
148,4
161,1
Наи-
боль-
ший
8,9
И,8
15-3
19<°
21,О
24,5
28,з
ЗО-7
35,5
39.5
41,9
45-4
5L3
57-2
63.З
72,8
79,1
85,6
9L7
98.°
i°4.4
но, 4
123.5
136.2
148,9
l6i,6
стержня
Наи-
боль-
ший
9i56
13,00
16,40
520,70
22,70
26,25
29.95
ЗЗ.оо
37.65
41.65
44.05
47,5о
53,4о
59,зо
65.40
74.85
81,25
87,55
93,65
100,00
106,30
112,65
125,35
137,95
150,70
163,40
Наи-
мень-
ший
9-35
12,8О
l6,2O
20.5°
22,50
26,00
29,70
32,75
37,4о
41,35
43.75
47,20
53,Io
59,оо
65,05
74,50
8о,оо
87,20
93,Зо
99,65
Ю5.9О
.112,25
124,95
137,55
150,20
162,90
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ОБЗОР И КЛАССИФИКАЦИЯ
ОТДЕЛОЧНЫХ ОПЕРАЦИЙ
Современное машиностроение предъявляет
всё большие требования к качеству отделки
ответственных поверхностей деталей машин.
В связи с развитием моторостроения и дру-
гих отраслей машиностроения были усовер-
шенствованы и созданы вновь такие произво-
дительные методы окончательной обработки,
как тонкое точение, и фрезерование, протяги-
вание, хонинг, суперфинйш и др.
Общая характеристика современных мето-
дов окончательной механической обработки
приведена в табл. 39. В дальнейшем изложе-
нии рассматриваются только методы, отлича-
ющиеся специфическими особенностями.
ТОНКОЕ ТОЧЕНИЕ
Сущность процесса и область примене-
ния. Процесс тонкого точения характеризует-
ся высокими скоростями, резания при малых
глубинах резания и подачах (см. табл. 44),
что исключает деформации обрабатываемой
детали и узлов станка и обеспечивает высо-
кую точность обработки и чистоту поверх-
ности.
Точность обработки находится в пределах
5—8 мк при эллиптичности 3—5мк на диа-
метрах 15—100 мм.
Чистота поверхности при тонком точении
зависит от обрабатываемого материала, со-
стояния станка, режима резания, геометрии
инструмента и применяемого охлаждения. При
работе без охлаждения наибольшая высота
неровностей для цветных сплавов достигает
1—4 мк, для стали и чугуна средней твёр-
дости-3—6 мк. При работе с охлажде-
нием указанные величины несколько умень-
шаются.
Инструмент для тонкого точения. Мате-
риал и геометрия резцов для тонкого точе-
ния приведены в табл. 40.
Преимуществом алмазных резцов является
их высокая стойкость, позволяющая работать
в течение нескольких недель без регулиро-
Таблица 39
Назначение
обработки
Обеспечение высо-
кой точности и не-
большой шерохова-
тости поверхности
Обеспечение высо-
кой чистоты поверх-
ности с частичным ис-
правлением или со-
хранением макрогео-
метрии, полученной
от предыдущей обра-
ботки
Обеспечение поверх-
ности блестящего по-
лированного вида с не-
значительным измене-
нием размеров
Род
обработки
Одно- и' мно-
голезвийным
инструментом
Абразивными
и химически
активными ве-
ществами
Давящим ин-
струментом
без снятия
стружки
Характеристика методов окончательной обработки поверхностей
Вид операций
Тонкое точение
Развёртывание
Протягивание
Тонкое фрезерование пло-
скостей
Тонкое фрезерование тел
вращения
Тонкое строгание
Тонкое шлифование
Притирка
Хонинг
Суперфиниш
Полирование
Обкатывание роликом
Калибрование шариком или
оправкой
Раскатывание роликами
Характеристика процесса
Отделочная обработка тел вращения резцами из алмазов или твёрдых
сплавов при высоких скоростях резания, малых подачах и малых глубинах
резания
Отделочная обработка отверстий развёртками при малых окружных ско-
ростях и глубинах резания
Отделочная обработка внутренних и наружных поверхностей протяжками
при малых скоростях резания и малых глубинах резания, снимаемых ка-
ждым зубом*
Отделочное торцовое фрезерование плоских поверхностей одно- или мно-
гозубыми фрезами с большой скоростью резания при малых подачах и
малых глубинах резания
Отделка наружных цилиндрических и конических поверхностей посред-
ством угловых фрез с мелким зубом при небольшой круговой подаче из-
делия
Строгание широкими резцами при больших подачах с малыми скоростя-
ми и глубинами резания
Отделочное шлифование мелкозернистыми абразивными кругами
Доводка размеров и чистоты поверхностей различных конфигураций по-
средством притиров, имеющих форму обрабатываемой поверхности, и
шаржированного в притире или свободного абразивного порошка или паст
Доводка размеров и чистоты поверхностей вращения посредством мелко-
зернистых абразивных брусков в процессе взаимосвязанного вращатель-
ного и возвратно-поступательного перемещения головки с брусками или
головки и детали
Доводка микрогеометрии поверхностей вращения и плоских поверхностей
посредством весьма мелкозернистых абразивных брусков, совершающих
быстрое колебательное движение в комбинации с вращательными или воз-
вратно-поступательными движениями детали и брусков
Придание блеска и чистоты поверхностям деталей машин посредством
быстро вращающихся мягких кругов с нанесёнными на них поверхностно
активными пастами или веществами
Отделочная обработка внешних и внутренних поверхностей вращения
путём пластического деформирования
Качество обработки [10]
Класс точности
1-й -2-й
2-й
2-й- 3-й
2-й -
2-й-З-й
3-й
1-й-2-й
1-й и выше
1-й-2-й
Макрогеоме-
трии не изме-
няет
1-й-б-й
2-й-З-й
1-Й-2-Й
3-й
Класс
чисто-
ты по
ГОСТ
2789-45
7-9
6 8
6-8
7-9
6-9
5-7
9—ю
ю—14
8-12
и—14
9-13
6-9
7-9
5-7
Глубина
дефор-
миро-
ванного
слоя
в мк
15—2О
15-2О
IO—2O
15-25
15—2О
ю—15
15—25
3—5
ю—15
2-5
2—5
50-юо
32
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Материал и геометрия резцов для тонкого точения
Таблица 40
\
Обрабатываемый
материал
Баббит, белый ме-
талл
Алюминий и его
сплавы, латунь
Твёрдая бронза
Сталь конструкци-
онная
Чугун серый
Материал режущего
элемента
Алмаз *. ВК8, Т15К6
То же
Алмаз. ВК6, ВКЗ,
карболой
Т30К4. Т15К6с,
кеннаметалл
ВКЗ, ВК6, ВК8, кар-
болой
Углы главной режу-
щей кромки в °
Задний
а **
Для рас-
тачивания—
10—15,
для обтачи-
вания—
8—12
Перед-
ний y**
3—12
О—IO
-7-м
—5+ю
о
Угол
накло-
на X
о—7
о
о-5
о
Углы в плане в градусах
Главный <р
45—9°
(в зави-
симости от
' назначения
резца)
Вспомогатель-
ный <pi
о-45
(в зависи-
мости от
назначения
резца)
IO—2О
IO—2O
Радиус
закруг-
ления
т в
мм***
0,3—1,0
°.3—1-5
о,3—о,5
о,з— i,o
о,з— i,o
* Для алмазных резцов применяются жёлтые и коричневые бортсы и карбонаты весом 0,75—1,25 карата.
** Ввиду хрупкости алмазов для алмазных резцов угол а<< 10°, угол у<;5°. По некоторым данным угол о = 20—26°
значительно повышает стойкость инструмента при снятии тонких стружек.
*** Для алмазов г = 0,2—0.5 мм. Для точения стали резцами из твёрдых сплавов начинают применять резцы г,
близкими нулю.
вания и смены инструмента. Малое сродство
алмазов с металлом облегчает сход стружки
и затрудняет образование нароста. Широкому
внедрению алмазных резцов препятствует де-
фицитность алмазов, способность выкраши-
ваться при обработке чёрных металлов и не-
которая сложность изготовления и эксплоата-
ции самих резцов [1, 6].
Качество поверхности после обработки её
правильно доведённым резцом из твёрдого
Установка резцов производится в резце-
держателях (для обтачивания) и оправках
(для растачивания) с минимальным выле-
том режущей кромки от опоры резцедержа-
теля или шейки шпинделя. Кроме того, необ-
ходимо обеспечить жёсткость и точность кре-
пления, а также возможность быстрой смены
и тонкого регулирования резцов на размер.
Критерием допустимого износа резцов
является изменение размера детали и увели-
Фиг. 46. Державка с эксцентричной регулировкой: 1—фланец шпинделя; 2—прижимное кольцо;
3 —державка для двух резцов; 4— эксцентричный палец.
сплава не уступает таковому при обработке
алмазом.
Крепление алмазов и пластинок твёрдого
сплава в державках осуществляется в боль-
шинстве случаев пайкой. Обязательная доводка
режущих граней производится особыми баке-
литовыми кругами, насыщенными алмазной
пылью зернистостью 220 и выше, или такой
же зернистости карбидом бора, шаржирован-
ным на чугунных дисках.
чение шероховатости поверхности. Износ ал-
мазных резцов выражается в выкрашивании
лезвий, а резцов из твёрдых сплавов — в исти-
рании по задней грани, величина которого
может достигать 0,5 мм без заметного ухуд-
шения чистоты поверхности. Между двумя
заточками резца обычно производят две-
три регулировки его для компенсации изме-
нения размера детали вследствие износа
резца [1].
ГЛ. I]
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
33
Регулирование резца производится микро-
метрическим винтом, подающим резец, или за
счёт эксцентрического крепления державки с
резцом (фиг. 46). Державка имеет эксцентрич-
ный палец, который входит в эксцентричное
гнездо шпинделя. В нулевом положении экс-
центриситеты компенсируются и ось бор-
штанги совпадает с осью шпинделя. При по-
ворачивании борштанги с резцом в обе
стороны от центрального положения О, обо-
значенного чертой на фланце шпинделя, вер-
шина резца будет перемещаться (удаляться
чли приближаться) относительно оси шпин-
деля на величину эксцентриситета (обычно
0,1 мм). Полный угол поворота державки
обычно равен 45—70°. Цена деления в различ-
ных борштангах составляет 0,005—0,0025 мм,
предел регулирования — 0,1—0,2 мм по диа-
метру изделия.
Для тонкого точения применяются также
комбинированные оправки с несколькими рез-
цами (два, три и более), закреплённые в кони-
ческой расточке шпинделя.
Контроль установки резцов на размер про-
изводится жёсткими калибрами, индикатор-
ными приборами, опирающимися призмой на
тело оправки, и специальными устройствами,
состоящими из микрометра с миниметром и
монтируемыми на самом станке. Последние
приборы применяются преимущественно на
вертикальных станках [1].
Станки для тонкого точения. К современ-
ным станкам ' для тонкого точения предъ-
являются следующие основные требования:
1) числа оборотов 2000—4000 в минуту и
выше; 2) равномерные подачи от 0,02 до
0,2 мм\об (для рабочих подач); 3) точность
вращения шпинделя в пределах 0,005 мм
и отсутствие зазоров в ответственных соеди-
нениях станка; 4) отсутствие вибраций станка
на больших оборотах, а также деформаций
отдельных его элементов при работе; 5) высо-
кая степень автоматизации — автоматические
остановы и переключения, торможение шпинде-
лей, остановка их в заданном положении, уско-
ренные холостые хода, а также наличие при-
способлений для индивидуальных и мелкосе-
рийных работ.
Тонкое точение может выполняться на спе-
циальных тонкорасточных станках и быстро-
ходных прецизионных токарных станках.
Классификация и характеристика современ-
ных тонкорасточных станков даны в табл. 41,
а конструктивные схемы их на фиг. 47.
. V, '////////У///////////////////////////
а) к) л)
Фиг, 47. Конструктивные схемы тонкорасточных станков: 1в — вращающаяся колонка; 1з — переносный станок;
2з — блок цилиндров; 1и—задняя головка под углом 90° к боковым; 2и — место для приспособления с деталью.
Эскиз
по фиг. 47
а
6,
Классификация и характеристика тонкорасточных станков
Типы станков
I. Вертикальные
1. С верхним расположени-
ем шпинделей
С подачей борштанги, одно-
шпиндельные
С подачей шпиндельной го-
ловки, одно- и двухшпиндель-
ные
Способ уста-
новки и коли-
чество одно-
временно обра-
батываемых
деталей
Непосредст-
венно на сто-
ле станка или
в приспособле-
нии по одной
детали
Непосредст-
венно на сто-
ле или в при-
способлении
по одной или
по две детали
Количество и
способ уста-
новки инстру-
мента
В расточной
однорезцовой
головке в
шпинделе
В расточной
однорезцовой
головке или
двух-трёхрез-
цовой держав-
ке в шпинделе
Движение
детали
Нет
•
инструмента
I. Вращение
П. Вертикаль-
ная подача
шпинделя
станка
1 Вращение
II. Вертикаль-
ная подача
шпиндельной
головки.
Таблица 41
Обрабатывае-
мые детали
и тип произ-
водства
Блоки и гиль-
зы цилиндров,
гильзы мото-
ров в серий-
ном производ-
стве и при
ремонте
Блоки и гиль-
зы цилиндров,
шатуны и пор-
шни в- массо-
вом производ-
стве (двух-
шяиндельные
стаыки)
3 Том 7
34
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД III
Продолжение табл. 41
<п S
"О
(Л С
в
г
д
в
ж
—
3
т
к
л
Типы станков для тонкого
точения
На вращающейся колонке,
с подачей головок, непрерыв-
ного действия, многошпин-
дельные
С подачей стола, много-
шпиндельные
2. С нижним расположением
шпинделей
С подачей шпинделей одно-
вссьмишпиндельные
II. Горизонтальные
1. Односторонние
С подачей стола, одно-се-
мишпиндельные
С «юдачей шпиндельной ка-
ретки, двухшпиндельные
2. Двухсторонние
С подачей стола, одно-
восьмишпиндельные
С подачей шпиндельных ка-
реток, двухшпиндельные
III. Снециальные виды
1. Переносные вертикаль-
ные
2. Трёхсторонние горизон-
тальные трёхшпиндельные
3. Наклонные двухсторон-
ние многошпиндельные
5. Горизонтальные, с попе-
речным столом, многошпин-
дельные, для подрезки
Способ уста-
новки и коли-
чество одно-
временно обра-
батываемых
деталей
В приспосо-
блениях по од-
ной детали на
каждый шпин-
дель
На столе в
одно- или мно-
гоместном
приспособле-
нии
То же
В одно- или
многоместном
приспособле-
нии на столе
или по одной
детали в
шпинделе
В приспосо-
блении на сто-
ле
Количество
и способ уста
новки инстру-
мента
В одно-двух-
резцовой дер-
жавке в шпин-
деле
В одно-трёх-
резцовой дер-
жавке в шпин-
деле
В расточной
однорезцовой
головке или
одно-трёхрез-
цовой держав-
ке
В одно-и мно-
горезцовых
державках в
шпинделе или
в резцедержа-
телях на сто-
ле станка
В многорез-
цовых оправ-
ках с напра-
влениями
Движение
детали
Нет
Вертикаль-
ная подача
снизу вверх
(гидравличе-
ская)
Нет
Подача при
установке на
столе.
Вращение
при установ-
ке на шпин-
деле
Нет
инструмента
I. Вращение
II. Подача
вниз и вверх
Вращение
I. Вращение
11. Подача
снизу вверх
Вращение при
установке в
шпинделе. По-
дача при уста-
новке на сто-
ле
I. Вращение
II. Подача
То же, что и горизонтальные односторонние (фиг.
В приспосо-
блении по од-
ной детали
Независимо
от станка
В приспосо-
блении по од-
ной детали
В приспосо-
блении по од-
ной детали
То же, что и
В одно- и
многорезцо-
вых держав-
ках
Воднорезцо-
вой головке
в шпинделе
В одно- и
многорезцовой
державке
В однорезцо-
вой головке
горизонтальны
Нет
Нет
„
односторонние
I. Вращение
II. Подача
I, Вращение
П. Подача
То же
я
(фиг. 47,6)
Обрабатывае-
мые детали
и тип произ-
водства
Поршни в
массовом про-
изводстве
Блоки цилин-
дров и тому по-
добные лета-
ли в крупносе-
рийном и мас-
совом произ-
водстве
Блоки цилин-
дров, поршни,
шатуны в се-
рийном и мас-
совом произ-
водстве
Средние и
мелкие детали
с внутренней
и наружной
обработкой
в массовом
производстве
Отверстиядля
подшипников
в блоке ци-
линдров, в се-
рийном и мас-
совом произ-
водстве
17, д)
Корпусы с
двухсторонней
обработкой в
серийном и
массовом про-
изводстве
Блоки цилин-
дров при ре-
монте
Корпусы с
трёхсторонней
обработкой в
крупносерий-
ном и массо-
вом производ-
стве
Блоки цилин-
дров V-образ-
ных моторов
в крупносерий-
ном и массо-
вом производ-
стве
Фланцы, ди-
ски для под-
резки в круп-
носерийном и
массовом про-
изводстве
Примечания: 1. В этой и последующих таблицах классификация станков произведена по конструктивному
мризнаку: расположение и количество шпинделей, род привода и т. п. в порядке усложнения типа.
2. У станков вертикального типа вращение шпинделей и подача в большинстве случаев осуществляются
механической передачей.
3. У горизонтальных станков вращение шпинделей производится главным образом посредством текеропной
¦ередачи, а движение подачи от гидропривода.
4. Все тонкорасточные станки, кроме переносных, могут работать по настроенному циклу, как полуавтоматы.
5. Горизонтальные станки для индивидуального и серийного производства могут снабжаться универсальным
сунортом с поперечным и вертикальным микрометрическим перемещением.
ГЛ.
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
35
Таблица 42
Основные технические данные горизонтальных тонкорасточных станков завода им. Ленина
Типы и модели
Основные параметры
Односторонние
2710
2711
Двухсторонние
2715
2716
Пределы диаметров расточки в мм . . .
Максимальная длина хода стола в мм .
Число шпиндельных головок на мостике
Крепёжная площадь стола в мм
Пределы рабочих подач в мм/мин . . .
Общая установленная мощность в кет .
Габариты станка в ж
Вес станка в кг
IO—2O0
275
До 4
i,7-6
I,23XI,O2
22OO
10—аоо
45°
До 4
6ооХ7°°
ю—5°°
1,7—6
' 3°°°'
ю—аоо
45°
з-8
4°оХбоо
35—5оо
а,о— и
1,58x1,07
3°°°
го— аоо
боо
а—8
600X700
25—5°°
а,9—и
2,05X1,3
4200
Примечание. Пределы растачиваемых отверстий у всех моделей зависят от наладки и размеров головок,
последние определяют расстояние оси шпинделя от стола (min 205 мм), длину расточки, мощность мотора, устана-
вливаемого на головках @,85—2,7 кет), и числа оборотов, настраиваемые сменными шкивами, в пределах 595—5000
в минуту.
Таблица 43
Основные технические данные вертикальных тонкорасточных ставков
Фирмы и модели
Основные параметры
Завод
им. Ленина
Фирма Краузе
С верхним расположением шпинделей
С нижним расположением
шпинделей
2697
FB-2
FB-6
FB-4
FB-5
Пределы диаметров растачива-
ния в мм
Максимальная длина растачива-
ния в мм при наибольшем диаметре
Число шпинделей .
Максимальное расстояние
между осями в мм
Крепёжная площадь стола в мм
Число ступеней оборотов
шпинделя
Пределы чисел оборотов
в минуту
Число ступеней подач
Пределы величин подач
в мм1об
60-165
515X144°
4
ioo —4°°
3 •
о,об—o,i8
16—230
43°
1
560x1410
11
150—1500
10
0,01—0,24
30-80
15°
з
95
450—1300
б
О,ОЗ—О,12
До 8о
аоо
1-4
13°
400X1 юо
75O—4аоо
6
До 150
33°
1-8
'5°
5°°XJ5°°
365—150°
б
Шпиндели тонкорасточных станков монти-
руются на специальных прецизионных шари-
коподшипниках с постоянным предваритель-
ным натягом, а в некоторых случаях на под-
шипниках скольжения.
Технические данные станков горизонталь-
ного и вертикального типа приведены в
табл. 42 и 43.
Технологический процесс. Обработка
крупных и средних деталей, а также мелких
деталей несимметричной формы, вызывающих
вибрации при быстром их вращении, произво-
дится с установкой деталей на столе станка.
Наружные и внутренние цилиндрические по-
верхности мелких деталей типа втулок, а
также конические поверхности обрабаты-
ваются с установкой деталей в шпинделе.
Точение конических поверхностей произ-
водится путём поворота оси шпиндельных
головок на угол, равный половине угла при.
вершине конуса, благодаря чему образующая
конуса становится параллельно оси стола, или
же посредством дополнительного супорта,
устанавливаемого на столе станка под нужным
углом к оси шпиндельной головки.
Тонкое точение, как правило, выполняется
в два прохода. За первый проход снимают не
менее 75% припуска. В случае коротких
отверстий черновые и чистовые резцы уста-
навливаются на одной борштанге на таком
расстоянии, чтобы чистовой резец вступил в
работу после выхода из отверстия черновых
резцов (фиг. 48). В случае длинного отверстия
растачивание производится на двухстороннем
станке, как показано на фиг. 49. При отвер-
стиях L > SD применяют борштанги с задним
направлением посредством втулки с шарико-
вым подшипником. Детали, подлежащие тон-
кому точению, предварительно проходят полу-
чистовую обработку резцом, зенкером или
однократным развёртыванием.
Зажимные приспособления должны обеспе-
чивать минимальное и равномерно распреде-
лённое давление, исключающее деформацию
36
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ш
Таблица 44
Режимы резания при товкон точении
Обрабатываемый материал
Инструмент из алмаза
в м/мин*
в мм\об
t
в мм
Инструмент из твёрдого сплава
в м/мин
в мм об
t
в мм ¦*
Баббит, белый металл • ¦ ¦ ! 4°°—8оо
Алюминий, латунь : 400—600
Бронза 4°°—б
Сталь конструкционная средней
твердости ..........
Чугун серый
0,03—о,ю
о,оз—о,о8
О,О2 —О,оЗ
0,05—0,25
о,о5—о,з5
о,о5—о,35
4оо—8оо*
2ОО—боО*
Х5° 5°°*
150—300***
loo—аоо ***
°>°3—o,io
0,03—0,10
°>°3—о, ю
0,04—0,13
0,04—0,18
>>45
».45
',45
°5-о,55
• Ограничивается числом оборотов шпинделя. Для больших диаметров v < 1500 — 3000 м/мин.
** Оптимальная *—0,1—0,15 мм; припуск на диаметр при «го размерах до 25 мм —0,25 мм до 100 мм —8,35 мм.
•** Для получения минимальной шероховатости v >150—180 м/мин (при ЛГд — 160).
детали. Режимы обработки и припуски для
тонкого точения приведены в табл. 44.
Охлаждение инструмента и детали при тон-
ком точении стали и цветных сплавов осу-
ществляют обычной эмульсией или воздухом,
Уст
6 ,5 Ъ
Л
Фиг. 48. Схема расточки шатунов' на двухстороннем
станке: / — пуск станка от руки; 2 — ускоренный ход
стола; 3—^включение I рабочей подачи; 4—пуск шпинде-
лей; 5—включение II рабочей подачи; 6 — стоп; Уст—
установка детали; Съём — съём детали.
Фиг. 49. Схема растачивания поршней на двухстороннем
станке: / — пуск станка от руки; 2—ускоренный ход
стола; 3—включение рабочей подачи; 4—пуск шпинделей;
5 останов шпинделей; б—реверс стола; . 7 —стол;
Уст — установка детали; Съем — съём детали.
а для алюминиевых сплавов и скипидаром.
Задачей охлаждающей жидкости является не
столько охлаждение й повышение чистоты
среза, как смывание стружки, скопление кото-
рой в отверстии является недопустимым.
Производительность обработки при тонком
точении превосходит внутреннее и наружное
шлифование с продольной подачей, а в неко-
торых случаях и развёртывание, уступая про-
тягиванию.
ТОНКОЕ ФРЕЗЕРОВАНИЕ ТЕЛ
ВРАЩЕНИЯ
Этот вид фрезерования применяется для
отделки (вместо шлифования) цилиндриче-
ских, конических и ступенчатых деталей из не-
закалённой стали (///?с<38). Схема процесса
представлена на фиг. 50. Деталь медленно вра-
щается в центрах, а специальные угловые
фрезы диаметром 75—150 мм с мелкими спи-
Фиг. 50. Схема процесса тонкого фрезерования
тел вращения.
ральными зубьями, вращающиеся в особых
головках, производят обработку.
Операции тонкого фрезерования тел враще-
ния должно предшествовать получистовое об-
тачивание или круглое фрезерование. Процесс
обеспечивает точность порядка 0,02—0,03 мм
при диаметре 50 мм. Обработка произво-
дится в один проход глубиной 0,2—0,3 мм.
Производительность процесса в два-три раза
превышает шлифование [7].
Распространение процесса задерживается
сложностью станков и инструмента, а также
возможностью обрабатывать этим способом
только незакалённые детали, благодаря чему
он не может конкурировать со шлифованием.
ГЛ.1]
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
37
ТОНКОЕ ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ
Этот процесс [2] аналогичен обычному
торцовому фрезерованию плоскостей и от-
личается от него лишь применением высо-
ких скоростей и малых подач и глубин ре-
зания.
Инструментом для тонкого фрезерования
служит торцовая наборная фреза диаметром
175—600 мм с одним или несколькими (до 6)
ножами из твёрдых сплавов. Окончательная за-
точка и доводка ножей производятся в со-
бранном виде во избежание биения, величина
которого не должна превышать 0,04 мм. Вы-
сокая чистота поверхности обеспечивается
наличием на вспомогательной режущей грани
заглаживающей фаски шириной 2 мм под
углом ^ = 1°. В отношении других элементов
инструмента применяется обычная геометрия.
При обработке чёрных металлов применяют
отрицательные передние углы порядка—5°.
Тонкое фрезерование производится на жё-
стких, точных вертикальных и продольно-фре-
зерных станках, обладающих необходимыми
скоростями и подачами. Детали предварительно
фрезеруются или строгаются с оставлением
припуска 0,2— 1 мм. Обработка выполняется
в один проход таким образом, чтобы фрезер-
ная головка полностью перекрывала обраба-
тываемую поверхность.
Скорости резания для тонкого фрезерова-
ния применяются того же порядка, что и для
тонкого точения. Величины подач в зависи-
мости от требуемой чистоты поверхности из-
меняются в пределах 20—75 мм/мин. Точ-
ность обработки для деталей размером 50 X
X 600 мм может быть выдержана в пределах
0,03 мм с прямолинейностью около 0,05 мм на
1000 мм. длины. Производительность тонкого
фрезерования несколько выше плоского шли-
фования.
ПРИТИРКА
Сущность процесса. Притирка осуще-
ствляется вручную или на станках притирами,
е помощью тонких абразивных материалов или
поверхностно активных веществ [8, 19, 22].
В процессе притирки происходит относи-
тельное перемещение детали и притира, в
результате чего производится или механи-
ческое удаление частиц металла абразивными
веществами, или одновременное с механиче-
ским химическое воздействие поверхностно
активных веществ. Последнее приводит к обра-
зованию сравнительно мягких плёнок окислив-
шегося металла, снимаемых последующим пе-
ремещением притира, и даёт дополнительное
ускорение процесса. Кинематика движений
при доводке должна обеспечивать невозмож-
ность повторения абразивным зерном уже
пройденного пути.
Притиры и абразивные материалы. При-
тиры для ручной доводки выполняются в виде
плит и брусков для плоских деталей, разрез-
ных колец или брусков для наружных цилин-
дрических поверхностей и разрезных стерж-
ней— оправок для внутренних поверхностей.
Для доводки резьбы применяются разрезные
резьбовые кольца или резьбовые пробки. Ра-
бота на специальных станках производится
чугунными дисками или колодками. Выбор
материала притира зависит от характера опе-
рации и абразивного вещества (табл. 45) [15].
Для съёма больших припусков применяют
крупный абразив, которым шаржируются
мягкие притиры (свинец, медь). Для работы с
абразивом мелкой зернистости применяют бо-
лее твёрдые притиры (чугун).
Станки для притирки. Характеристика
и классификация современных станков для
притирки приведены в табл. 46. Конструк-
тивные схемы основных типов показаны на
фиг. 51. Основные размеры типичных станков
помещены в табл. 47.
Таблица 45
Характеристика притирочных средств
Назначение и способ
применения
1. Тонкая ручная
притирка посредством
нешаржирующегося
абразивного материала
2. Механическая
притирка посредством
свободно шаржирую-
щегося в притире
абразива
3. Ручная притирка
деталей и лезвий ин-
струмента абразивом,
принудительно шар-
жированным перед ра-
ботой
Притирочные средства
Абразив
Крокус, венская из-
весть, окись хрома,
трепел (не вдавли-
вается ни в притир,
ни в деталь)
Наждак, корунд,
карборунд зернисто-
стью 80—120 для пред-
варительной и 150—240
для окончательной
притирки, а также па-
сты ГОИ
То же, что и при
втором способе; для
инструмента—алмазная
пыль и карбид бора
зернистостью 100, 200,
320
Смазка
Керосин, бен-
зин, масло ма-
шинное (сталь,
чугун), деревян-
ное масло (лёг-
кие сплавы),
техническое
сало (медь)
Керосин, ма-
шинное масло
Вода при до-
водке резцов
Материал притира
Из материала более
твёрдого, чем деталь:
закалённая и хромиро-
ванная сталь, стекло
Из материала мягче,
чем обрабатываемая
деталь: чугун, медь,
латунь, свинец и др.
Мягкий перлитовый
чугун. Абразив вда-
вливается, не расти-
раясь, стальной пла-
стинкой
Примечание
Для очень тонкой
притирки стали — вен-
ская- известь в спирте,
для алюминия—трепел
с толуолом иди стеа-
риновой кислотой
Абразивный мате-
риал подаётся в виде
кашицы и вдавливает-
ся в притир в процес-
се работы
Шаржирование про-
изводится до получе-
ния поверхности рав-
номерного матово-се-
рого цвета. Излишек
абразива смывается
керосином
38
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Таблица 46
| Эскиз
I по фиг
а
б
a
Классификация i
Типы станков
I. Вертикальные
1. С одним диском
Доводочная план-
шайба
2. С двумя дисками
С нижним вращаю-
щимся диском
С нижним и верхним
вращающимися ди-
сками
П. Горизонтальные
/. Доводочные
головки
С вращающимся
диском
С зажимным патро-
ном на шпинделе
2. Бесцентровые
станки
III- Специальные
виды
1. Настольные
2. Станок Семенова
3. Станки для до-
водки центровых
впадин
Способ уста-
новки и коли-
чество одно-
временно об-
рабатываемых
деталей
В руках по
одной детали
В дисковой
обойме (кассе-
те) между при-
тирами по не-
скольку дета-
лей
То же
В руках или
на столике по
одной детали
В руках
В патроне по
одной детали
На опорной
призме-ноже
В кассете
между прити-
рами
В ленте-сепа-
раторе между
притирами
На центре
с фиксацией
призмой
i характеристика станков i
Материал
и форма
притира
Медная или чугунная
планшайба, шаржирован-
ная абразивом
Чугунные диски
Алмазный круг или чу-
гунный диск, шаржирован-
ный абразивом
Притиры-пробки
Чугунные плитки, втул-
ки и пробки, шаржирован-
ные абразивом
Мелкозернистый абра-
зивный круг
Стеклянные или чугун-
ные плиты
Две плоские чугунные
плиты
Чугунный конус
1ЛЯ притирке
Движения
детали
Возвратно-
поступатель-
ное переме-
щение от руки
Вращение
(только круг-
лых деталей)
и возвратно-
поступатель-
ное переме-
щение с обой-
мой от экс-
центрика
Возвратно-
поступатель-
ное переме-
щение от руки
То же
Вращение
Вращение и
поступатель-
ное переме-
щение
Вращение с
проскальзыва-
нием между
притирами
Возвратно-
поступатель-
ное продоль-
ное и попе-
речное пере-
мещение с се-
паратором
Отсутствует
инстру-
мента
Вращение
»
„
„
Возвратно-
поступа-
тельное пе-
ремещение
от руки
Вращение
Возвратно-
поступа-
тельное
перемеще-
ние верхне-
го притира
от криво-
шипа
Отсут-
ствует
*
Вращение
Вид обраба-
тываемых
деталей
Плоские де-
тали и лезвия
в инструмен-
тальном про-
изводстве
Небольшие
круглые или
плоские де-
тали
Те же
Резцы
детали с не-
большими от-
верстиями
Наружные и
внутренние по-
верхности не-
больших де-
талей
Гладкие ци-
линдрические
дета ля
Вставки ка-
либров-пробок
Плоско-
параллельные
плитка
Центровые
впадины от-
ветственных
деталей
Примечания:!. На вертикальных притирочных станках при двух вращающихся дисках движение их на-
правлено в противоположные стороны, а оси расположены эксцентрично, абразив подаётся в жидком виде.
2. Бесцентровые станки работают по принципу бесцентровошлифовальных с мелкозернистыми A80—500) особым
образом заправленными кругами. Этот процесс даёт поверхность HCK=Q,Q&—0,20 мк и по существу является тон-
ким шлифованием.
Технологический процесс притирки. Под-
готовка поверхности для притирки произво-
дится путём шлифования, а также другими
методами чистовой обработки.
Притирка осуществляется в две операции:
предварительной притиркой снимается основ-
ной припуск, в пределах которого исправляет-
ся геометрическая форма детали; оконча-
тельная притирка служит для повышения чи-
стоты поверхности. Предварительную и окон-
чательную притирку необходимо производить
разными притирами, так как их перешаржи-
ровка весьма затруднительна.
По характеру выполнения операций при-
тирка распадается на ручную и механическую.
Ручная притирка требует высокой квалифика-
ГЛ. I]
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
39
Таблица 47
Основные технические данные притирочных станков
Основные параметры
Доводочные головки
Вертикальные
Бесцентровые
Диаметр или толщина обраба-
тываемых деталей в мм
Максимальная длина обработки
в мм
Максимальное расстояние
между дисками в мм
Число оборотов шпинделя в
минуту
Мощность в кет
Площадь под станком в м . .
Вес станка в кг
6-Э5
50-76
55O, 'ооо и 1720
о.37
о,74Хо,97
674
б—6i
76-178
35O, 4°о.
и 8ао
о,35
До 7°
' IOI
88
40, 6о
о,74
0,69X0,89
435
До ioi
228
io8
45—65
2,2
0,99X1.6
6,5-150
380
3.7
4600
ции рабочего и выполняется: 1) на неподвиж-
ной плите, 2) на вращающемся диске (план-
шайбе), 3) в патроне токарного станка или
специальных доводочных головках.
>иг. 51. Конструктивные схемы станков для притирки:
1а, 1в — кассета с деталями; 2в —притиры из стекла.
Первые два способа применяются для пло-
ских деталей и резцов. В обоих случаях деталь
удерживается в руках, а абразив наносится
на плиту или диск. При работе на токарном
станке деталь обычно устанавливается в па-
троне, а притир (втулка или пробка) зажи-
мается в хомутик и удерживается в руках рабо-
чего. При работе на вертикальных станках
для обеспечения однородной и производитель-
ной притирки детали (пальцы поршней, ролики
подшипников) предварительно сортируются на
группы по диаметру через 5 мк.
Припуски на притирку составляют 0,005—
0,012 мм для предварительной и до 0,005 мм
для окончательной доводки круглых деталей.
Для плоских деталей припуски принимают от
0,004 до 0,008 мм на сторону.
Скорость резания при работе на станках
находится в пределах 10—30 м\мин при руч-
ной и до 100 mjmuh при механической при-
тирке.
Производительность притирки (табл. 48)
зависит от применяемого абразива, величины
Таблица 48
Примерные заводские данные производитель-
ности механической притирки
1
Деталь
Порш-
невой
палец .
То же .
Толка-
тель . .
дъ
7330
хш
6301
Х4Н
е-
Ж *
со 3
а!
38
36
36
со
IOO
IOO
7о
7°
ж
о
S •?
С в
O.OI5
о,ого
о,оо8
0,005
1й
8.»
со а
2,Об
1.3°
1,°5
о, 91
Притироч-
ные
средства
Паста
ГОИ-15 мк;
20 тюбиков
на 6—8 л
машинного
масла и
4 а керо-
сина
припуска и требований к отделке по-
верхности; нормы времени устанавли-
ваются опытным путём [15].
ХОНИНГОВАНИЕ
Сущность процесса. Операция хонингова-
ния выполняется специальной головкой с укре-
плёнными на ней абразивными брусками (hone),
что и породило термин „honing". В процессе
работы головка совершает вращательное и
возвратно-поступательное движение, в резуль-
тате чего на обрабатываемой поверхности со-
здаётся косая сетка рисок от абразивных
Фиг. 52. Схема движения абразива при хонинговании:
/ — положение бруска в начале первого поступательного
хода; II — положение бруска в конце первого поступа-
тельного хода; ///—положение бруска в конце первог»
возвратного хода; 2а — внутренний угол скрещивания.
зёрен, как это видно на фиг. 52, где показан»
движение абразивного бруска за один двойной
ход головки.
40
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД II
При работе бруски выходят из отверстия
на некоторую величину /, называемую пере-
бегом, которая необходима во избежание
уменьшения диаметра у концов отверстия. Для
устранения возможности движения брусков по
пройденной уже траектории им даётся пере-
крытие k (фиг. 52), т. е. сдвиг в окружном
направлении положения бруска в конце двой-
ного хода относительно его положения в на-
чале хода.
В процессе хонингования абразивные бруски
удаляют слой металла в пределах 0,01—0,10 мм,
снимая как микронеровности от предыдущей
обработки, так и некоторую часть основного
металла, что позволяет в известной степени
выводить конусность, эллиптичность, бочко-
образиость и отчасти непрямолинейность оси
отверстия. Точность хонингования составляет
0,005- 0,02 мм.
Хонингование является типовым методом
окончательной обработки цилиндров двигате-
лей, насосов, гидроприводов, противооткатных
устройств и других точных сквозных и глухих
отверстий. Хонингование применяется также
для наружных цилиндрических поверхностей,
а в некоторых случаях и конических отвер-
стий. Габариты обрабатываемых отверстий
находятся в пределах от 8 до 1500 им по диа-
метру и от 10 мм до 10—20 м по длине.
Хонингование применяется для обработки де-
тален из чугуна, закалённой и сырой стали,
азотированных поверхностей, а также де-
талей из бронзы, алюминия и других цветных
сплавов.
Основными разновидностями головок
являются; 1) головки с ручной подачей бру-
сков — полуавтоматические;
2) головки с автоматической
подачей брусков; 3) гидра-
влические автоматические
головки [15].
На фиг. 53 представлена
автоматическая головка для
диаметров от 75 до 150 мм.
При вводе головки в отвер-
стие детали собачки 1 вхо-
дят в закалённую втулку
специального приспособле-
ния и опускают тарелку 2,
которая перемещает вниз
втулку 3, благодаря чему
внутренний край бурта 4
опускается ниже бурта
кольца б. При этом пружина
6"начинает давить на кольцо
5 и перемещать вниз свя-
занный с ним конус 7, раз-
двигающий бруски до тех
пор, пока буртик 4 не срав-
няется с буртом кольца 5.
В некоторых конструк-
циях в целях большей ком-
пактности собачки сжима-
ются специальным градуиро-
ванным кольцом, навёрну-
тым непосредственно на
корпус головки.
На фиг. 54 представлена гидравлическая
головка для глубоких отверстий. Особенно-
стью этой конструкции является наличие трёх
Фиг. 53. Автомати-
ческая головка с
механической пода-
чей брусков.
сеч. по ab сеч по cd сеч. по е/
сеч. по gh
Фиг. ?4 Гидравлическая головка для глубоких отверстий.
Инструмент для хонингования. Хонинго-
вальная головка обычно состоит из следующих
частей: патрона, служащего для закрепления
головки в шпинделе станка, механизма для
автоматического или ручного раздвигания
брусков и рабочей головки, в которой укре-
пляются абразивные бруски.
Бруски закрепляются в металлических
обоймах, опирающихся на один или два
центрально расположенных конуса, переме-
щением которых вдоль оси осуществляется
раздвигание брусков. Количество брусков за-
висит от диаметра обрабатываемой поверх-
ности, как это указано в табл. 49.
Размеры брусков регламентированы ГОСТ
2463-44. Соединение рабочей головки с па-
троном и патрона со шпинделем станка произ-
водится шарнирами, которые обеспечивают
самоустановку головки по отверстию.
Таблица 49
Количество брусков головки в зависимости
от обрабатываемых диаметров
Пределы
диаметров
в мм
До 5°
5о—ioo
ioo—з°°
3<ЭО—5<Х5
Размеры
брусков
Вертикальные
головки
Число
рядов
i
i
i
1—2
Число
брусков
в ряду
129-8
От 4ОХЭХЗ ДС
151X12,7X12,7
и iooXi6Xi6 мм
Горизонтальные
головки
Число
рядов
i
3
3
4
Число
брусков
в ряду
4
4
6
8 .
От 8X5X5 Д«
152X16X16 мм
ГЛ. 1]
ОТДБЛОЧНЫЕ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
41
поясков абразивных брусков, по четыре в каж-
дом (сечения ef и gh) и трёх направляющих
поясков из фибровых прокладок (сечения с—d).
Радиальная подача брусков осуществляется
посредством перемещения по стрелке
стержня Ш, связанного со штоком гидравли-
ческого цилиндра. Через палец 2 и детали 1,
4, 3, б и 6 перемещение передаётся втулке 7
и пальцу П, который, двигаясь в прорезе
корпуса головки, ведёт валик подачи 10. При
выключении гидравлического давления пру-
жина 8 возвращает подвижные части в исход-
ное положение, а бруски осаживаются внутрь
корпуса пружинами 9. Установка брусков на
заданный диаметр производится посредством
делительного лимба 4 в пределах зазора А.
Головки для глухих отверстий выполняются
без нижнего направляющего фланца. Имеются
также ступенчатые головки для двух отверстий
разного диаметра, расположенных на одной
оси (отверстия для пальцев прицепных шатунов
в главном шатуне авиамоторов). Эти головки
имеют над брусками шейку с фибровыми про-
кладками, направляемую втулкой приспосо-
бления.
Абразивные бруски. Бруски для хонинго-
вания изготовляются из экстракорунда (для
стали) и экстракарборунда (для чугуна и цвет-
ных металлов), главным образом на керами-
ческой связке. Характеристика абразива для
разных операций указана в табл. 50.
Закрепление брусков в обоймах произво-
дится сургучом или асфальтовым гудроном с
Таблица 50
Зернистость брусков для хонингования
Характер обработки
Обработка в одну
операцию
Предварительный
хонинг
Окончательный
хонинг
Зернистость
брусков
230, 270
325—400
100—170
2ОО—27O
325. 4оо
5оо, боо
Твёрдость
связки
вмэ-с,
вм,—с,
Мз-С,
BMj-C,
BM^CJVLj
выдержкой 4—5 час. при f = 20 — 25° С или
специальными мастиками. Наиболее быстрый
способ крепления брусков состоит в приклеи-
вании их целлулоидом, растворённым в аце-
тоне до консистенции жидкой кашицы. В не-
которых случаях бруски заливаются специ-
альной пластмассой. Перед закреплением ъ
головке бруски устанавливаются в специаль-
ной оправке и заправляются по радиусу отвер-
стия с помощью шлифовального круга или
алмаза [15].
Станки для хонингования. Характеристи-
ка и конструктивные схемы основных типов
современных хонинговальных станков приве-
дены в табл. 51 и на фиг. 55.
Таблица <5'i
Характеристика станков для хонингования
8
и
ГОо
а
б
»
Типы станков
I. Вертикальные
1. Одно шпиндельные
С верхним расположением
шпинделя
С нижним расположением
шпинделя
2. Многошпиндельные
С верхним расположением
4—8 шпинделей
II. Горизонтальные
/. О дно шпиндельные
Для глубоких отверстий
Для наружного хонингования
Способ уста-
новки и коли-
чество одно-
временно об-
рабатываемых
деталей
На столе
станка по од-
ной детали
или в приспо-
соблении, по
одной или не-
скольку дета-
лей
На столе
станка в при-
способлении
тоннельного
типа одно- или
многоместном
В патроне и
люнете на ста-
нине по одной
детали
В центрах на
каретке стан-
ка по одной
детали
Инструмент
Автоматиче-
ские и полу-
автоматиче-
ские головки с
механической
подачей
Автоматиче-
ские головки с
механической
подачей
Автоматиче-
ские головки
с гидравличе-
ской или ме-
ханической по-
дачей
Втулка с че-
тырьмя брус-
ками, установ-
ленная в крон-
штейне в се-
редине станка
Движение
детали
При обработ-
ке деталь ос-
таётся непо-
движной
То же
Медленное
вращение
(п=4—10
об/мин)
I. Вращение
П. Возвратно-
поступатель-
ное перемеще-
ние
инструмента
Инструмент,
установленный
в шпинделе
станка, имеет
два движения:
а) вращение,
б) возвратно-
поступатель-
ное переме-
щение
То же
•
Отсутствует
Обрабаты-
ваемые
детали
Гильзы дви-
гателей, цилин-
дры насосов,
отверстия ша-
тунов, детали
с отверстиями
типа шестерён
и т. п.
Блоки цилин-
дров и гильзы
в крупносе-
рийном и мас-
совом произ-
водстве
Стволы ору-
дий, цилиндры
гидроприво-
дов, накатни-
ков и т. п.
Штоки про-
тивооткатных
устройств, гид-
роприводов
и т. п.
42
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. III
Эскиз
по фиг. 55
Типы станков
Для наружного и внутрен-
него хонингования мелких де-
талей
2. Двухшпиндельные
Для внутреннего и наруж-
ного хонингования
III. Специальные виды
1. Переносные
2. Двухсторонние много-
шпиндельные наклонные
Способ уста-
новки и коли-
чество одно-
временно обра-
батываемых
деталей
I. В приспо-
соблении на
столе
II. В патро-
не шпинделя
То же, что
по схеме фиг.
55,г, две детали
Независимо
от станка
В приспосо-
блении на по-
стаменте меж-
ду наклонны-
ми станинами
Инструмент
Автоматиче-
ская головка
с гидравличе-
ской подачей
Втулка с
брусками на
столе
То же, что
по схеме фиг.
55. г
Полуавтома-
тические го-
ловки с меха-
нической по-
дачей
Автоматиче-
ские головки
с механиче-
ской или ги-
дравлической
падачёй
Продолжение табл. 51
Движение
детали
Медленное
перемещение
I. Вращение
II-Возвратно-
поступатель-
ное переме-
щение
То же, что
по схеме фиг.
55, г
Отсутствует
инструмента
I. Вращение
II. Возвратно -
поступатель-
ное перемеще-
ние
Отсутствует
То же, что
по схеме фиг.
55, г
I. Вращение
II. Перемеще-
ние от руки
I. Вращение
II. Возвратно-
поступатель-
ное перемеще-
ние
Обрабатывае-
мые детали
Мелкие дета-
ли типа вту-
лок, отверстия
поршней, ка-
либры
То же
Наружные
поверхности
Наружные и
внутренние по-
верхности мел-
ких деталей
Цилиндры и
гильзы мото-
ров при ре-
монте
Блоки Цилин-
дров V-образ-
ных моторов
в массовом
производстве
У вертикальных станков вращение головки
осуществляется посредством механической
яередачи ют мотора к шпинделю через ко-
от мотора, установленного вместе со шпинде-
лем на подвижной каретке. Возвратно-посту-
пательное перемещение каретки осуще-
а)
б)
г)
Фиг. 55. Конструктивные схемы станков для хонингования: 1а — шлицевой приводной вал; 2а—напра-
вляющие стойки для каретки; За-—шток гидроцилиндра; 4а — каретка; 5а—шпиндель; 6а—го-
ловка; 16— деталь; 26— головка; 36 — лоток для головки; 46—шпиндельная каретка;56"—бара-
бан с тросом; 1в — деталь; 2в — головка с брусками.
•робку скоростей или сменные шестерни. Воз-
вратно-поступательное движение головки про-
изводится посредством гидравлического ци-
линдра, шток которого связан с кареткой
шпинделя.
В горизонтальных станках вращение
шпинделю передаётся сменными .шестернями
ствляется комбинированной гидравлической и
механической передачей. Вращение изделия
в станках по типу фиг. 55,6 осуществляется
дополнительным приводом. Станки по фиг. 55,*
.имеют дополнительный гидравлический привоя
стола. В табл. 52 и 53 даны основные размеры
наиболее распространённых станков.
ГЛ. 1]
ОТДЕЛОЧНЫЕ.ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
43
Таблица 52
Основные данные вертикальных одношпиндельных станков для хонинга
Основные параметры
Диаметр обрабатываемого
отверстия в мм
Длина хода головки в мм .
Числа оборотов шпинделя
в минуту
Скорость возвратно-посту-
пательного движения в mjmuh
Крепёжная площадь стола
в мм ...
Мощность моторов в кет .
Габариты в м или площадь
под станком в м*
Вес станка в кг
Завод им. Ленина
383
85—160
До 45°
И4, lSo й 284
До so
45°Х75°
7.4
i,5Xi,a
2150
Барнес Дрилл
172
9—5°
До з°о
225, з20 и 45°
250X5°°
i,i
63°—95°
306Н, 366Н
До 150
25-625
65—760
а и 8 ступеней
425X750
55ОХПОО
2,2
я,6Х1,о, i,8Xi,4
i6oo
2610
До 250
25-5°о
loo—250
До 24
435X75°
7.4—и
1,17X1,87
5652
2420
До 35°
25-8OO
150-418
38—418
432X75°
7,4—4.8
i,8 — i,32
6jOO
Примечание. Модель 366Н имеет продольное перемещение стола и многошпиндельное испол-
нение. На базе этих моделей выпускаются комбинированные станки для расточки и хонйнгования модели
306С и 366С.
Таблица 53
Основные технические данные горизонтальных станков для хонинга фирмы Барнес Дрилл
Модели
Основные
параметры
№2
До 5°
боо
х25-5°°
о, 33—45
Для внутреннего хонйнгования
№6
50—150
1,8-9,6
QOO
№ 12
150-300
2,4—24,О
IOOO
№20
300—500
2,4—3°.°
5
№30
2,4—3°.°
'55°
встраиваются сменными шестернями
65—374
о.зз—27
3°-15а
°.33—а7
17—IO9
°.33—22,5
ю—5я
о,зз—23,5
Для наруж
ного хонин
гования
N5E
3.°
15в
5в-45°
°. 33-33
Диаметры хонйнгования в мм
Длина хода головки в м . . .
Максимальный наружный диаметр детали
в мм •
Количество скоростей шпинделя
Числа оборотов шпинделя в минуту . . .
Скорость возвратно-поступательного дви-
жения в mjmuh ¦ . .
Автоматизация рабочего цикла станков
осуществляется: 1) упорами, регулирующими
длину и автоматическое реверсирование хода
шпинделя с инструментальной головкой, и
2) механическими или электромеханическими
устройствами, обеспечивающими автоматиче-
ское выключение станка после определённого
числа ходов или после достижения заданного
размера отверстия, автоматически контроли-
руемого специальными калибрами.
Следует также отметить, что благодаря шар-
нирному соединению шпинделя станка с голов-
кой к станкам для хонйнгования не предъя-
вляется особо высоких требований в отноше-
нии точности.
Технологический процесс, режимы и при-
пуски. В зависимости от характера предше-
ствующей обработки (растачивание,-развёрты-
вание, шлифование, тонкое растачивание) и
требуемой точности и чистоты поверхности
хонингование производится в одну, две, а
иногда в три операции. В связи с этим раз-
личают предварительное, окончательное и зер-
кальное хонингование, отличающееся главным
образом зернистостью брусков, величиной при-
пуска и отчасти режимами обработки.
По характеру технологического процесса
хонингуемые детали могут быть разбиты на три
группы: 1) детали, у которых диаметр больше
длины; 2) детали, у которых длина в 1,5—2
раза больше диаметра; 3) детали с глубокими
отверстиями, у которых длина в 5—10 рази
более превышает диаметр.
Для коротких отверстий применяют головки
с принудительным направлением от втулки
приспособления, так как обычные самоцен-
трирующиеся головки дают в этом случае рас-
ширенное по концам отверстие (корсетность).
При хонинговании деталь слегка зажимается
с торцов и самоустанавливается по головке.
В 1945 г. на автозаводе им. Сталина освоено
хонингование коротких отверстий на внутри-
шлифовальных станках с центрированием
отверстия по головке, дающее хорошие резуль-
таты в отношении устранения конусности,
овальности и неперпендикулярности оси отвер-
стия торцу детали. Иногда такие короткие
детали, как кольца роликоподшипников и отвер-
стия шатунов моторов, хонингуют обычными
головками в специальных приспособлениях
(обоймах), устанавливая несколько деталей,
одну над другой.
Типичным примером деталей второй группы
являются гильзы и блоки цилиндров моторов.
Стальные азотированные гильзы авиамоторов
хонингуются после шлифования в две или чаще
44
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
{РАЗД. IH
в одну операцию. Автомобильные блоки ци-
линдров хонингуются после развёртывания в
две операции, а после тонкого растачивания—
в одну или две операции. Детали с глубоки-
ми отверстиями хонингуются на горизонталь-
ных станках в две или три операции.
К особым случаям хонингования относится
обработка глухих и ступенчатых отверстий,
исправление конуса, а также отверстий с па-
зами. Для работ первого типа применяют стан-
ки с особыми устройствами, обеспечивающими
выдержку вращающейся головки у дна отвер-
стия. Точность переключения хода в таких
станках находится в пределах 0,05 мм. Хонин-
гование отверстий с пазами и прорезями про-
изводится брусками, которые по длине и ши-
рине полностью перекрывают поверхность
паза. При исправлении конуса, полученного
на предыдущей операции, или неравномерного
износа в ремонтируемых деталях хонинго-
вание производится по участкам, начиная с
наименьшего диаметра. После снятия излишка
припуска в одном месте переходят к другому
участку, постепенно увеличивая длину расхо-
да головки, пока не получится цилиндриче-
ское отверстие одного диаметра по всей длине.
Длину хода головки рассчитывают по
формуле
где Lx — длина хода в мм; L —длина отвер-
стия в мм; I — длина бруска в мм; /j — вели-
чина перебега « 10—25 мм.
Величина припуска на хонингование за-
висит от диаметра детали, материала и ха-
рактера предыдущей обработки. Величины при-
пусков и скоростей резания по данным Бюро
технических нормативов Министерства станко-
строения (БТН МСС) приведены в табл. 54 и 55.
Таблица 54
Припуски при хонинговании
Диаметр отверстия
в мч
25—Н9
150—299
300—500
Величина припуска на диаметр
в мм
Чугун
a,oi8—0,10
0,08—0,16
0,12—0,25
Сталь
p,oi—о,о4
О,О2—О,О8
О,О4—О,12
Таблица 55
Режимы резания при хонинговании
Обрабатываемый
материал
Чугун ¦ . . . .
Бронза
Сталь мягкая . .
Сталь закалённая
СкОрОСТЬ В MJM.U.H
окружная
6о-75
6о-75
45 -°5
2O-35
возвратно-посту-
пательная
15—ао
15—ао
16—15
5-ю
общего припуска на чистовое хонингование
оставляют 0,01—0,015 ми.
Режим резания при хояинговании уточ-
няется пробной обработкой. Скорости вра-
щения и возвратно-поступательного движе-
ния следует устанавливать, исходя из угла
подъёма спирали а = 15—30°, с уменьшением
которого чистота поверхности улучшается:
иокр
Скорость возвратно-поступательного дви-
жения лимитируется условиями спокойной
работы станка, без толчков при перемене
хода.
Охлаждающая жидкость при хонинго-
вании (табл. 56) должна обеспечить не только
отсутствие местного нагревания детали, но и
непрерывное смывание абразивных зёрен с
обрабатываемой поверхности и хорошо сма-
чивать последнюю. Жидкость подаётся в
количестве 50 л/мин и выше под давлением
до 5 am.
Таблица 56
Составы охлаждающих жидкостей при хонингова-
нии
Обрабаты-
ваемый ма-
териал
Чугун . .
Сталь . .
Бронза .
Состав охлаждающей
жидкости
Керосин или керо-
син+20— 10% машин-
ного масла
1) Керосина 3 части+
-f ЦЛС-3 1 часть (по
объёму)
2) Керосин с пара-
фином или 5°',-ная
эмульсия
Вода или всухую
Примечание
Состав ЦЛС-3:
осернённое (до 22%
в готовом растворе)
хлопковое масло,
авиамасло СО и
нитробензол
A,5л + 10л+6-8л*л)
[131
После хонингования производится обяза-
тельная промывка деталей в ванне, содержа-
щей на 1 л воды 35 частей эмульсола, 1,5 г
жидкого стекла и 0,5 части кальцинирован-
ной соды. После промывки детали сушатся
струёй воздуха при температуре 20° С [15].
Машинное время хонингования определяют
по следующим формулам:
Тп
пдв.
~>пп —Т
При хонинговании глубоких отверстий при-
пуски доходят до 0,5 мм на диаметр. Из
где па — число двойных ходов, необходимое
для снятия всего припуска; щв. х—число
двойных ходов в минуту; ив я — скорость
возвратно-поступательного движения головки;
Lj — длина хода головки; а — весь припуск
в мм-(на сторону); b—слой металла, снима-
емый за один двойной ход.
Величину b следует определять экспери
ментально. По данным проф. А. И. Каши-
ГЛ. 1]
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
45
рила [9] пп для чугуна (блок мотора) соста-
вляет 30—60.(и выше), для стали — 420—470,
при этом для стальных гильз радиальная по-
дача составляет 1 мк на 10 двойных ходов [15].
Производительность хонингования иллюстри-
руется табл. 57.
ность с едва заметной сложной сеткой от
абразивных зёрен с высотой неровностей Нск
порядка 1—4 микродюйма или Hm&x—Q,\ —
0,5 мк. Благодаря малым удельным давлениям
и отсутствию нагревания при обработке супер-
финишем не происходит разрушения крн-
Таблица 67
Примерны* данные производительности хонингования
Деталь
Материал
Размеры обработки
в мм
Диаметр Длина
Точность
обработки
в мм
Припуск
на диаметр
в мм
Время
обработки
Наружная поверхность хвоста
вилки шарнира Гука
Кольцо роликового подшипника
Цилиндр1 автомобильного амор-
тизатора . . .
Отверстие поршня под палец . .
8-цилиндровый блок (предвари-
тельная операция)
Гильза цилиндра мотора . . . .
Цилиндр шасси (предваритель-
ная и окончательная обработка) .
Гильза дизеля . . • •
Цилиндр отката
Сталь
Закалённая
сталь
Сталь
Чугун
Закалённая
сталь
Хромомолиб-
деновая сталь
Чугун
Сталь
З4.а
7»,а
43
35
82,5
95
77,8
35°
IOI
72,3
44,9
178
152
190
235
48,9
1370
б
0,0076
O.OI25
0,0125
0,0076
О,О125
О,О0б2
O,Ol6
о,оэ6
,5
o,oi8
0,05
0,025
0,20
0,028
15 сек.
3°
5°
1.4 мин.
3.5 »
7
ю
35
СУПЕРФИНИШ
Сущность процесса. Суперфиниш является
чисто отделочным процессом, удаляющим по-
средством абразивных брусков микронеров-
ности обрабатываемой поверхности без изме-
нения при этом макрогеометрии, полученной
предыдущей обработкой.
Характерными особенностями процесса
являются: 1. Быстрое колебательное относи-
тельное перемещение абразива и детали при
наличии нескольких дополнительных и сравни-
тельно медленных вращательных и возвратно-
поступательных движений, усложняющих
траекторию абразивных зёрен. Минимально
необходимы два движения (фиг. 56). 2. Авто-
Фиг.
Схема суперфиниша поршня:
/ — след от абразива.
матическое прекращение процесса по мере
удаления микронеровностей от предыдущей
обработки и уменьшения фактического удель-
ного давления вследствие образования не-
разрывающейся масляной плёнки между изде-
лием и абразивом. Последнее имеет место при
правильном подборе режима обработки и твёр-
дости брусков. 3. Весьма малые скорости ре-
зания и удельные давления, а также отсут-
ствие нагревания.
Детали, обработанные суперфинишем,
имеют зеркальную или тёмыоматовую поверх-
сталлическои структуры поверхностного слоя
и получаются весьма износоустойчивые по-
верхности [11, 16,21].
Суперфиниш является весьма производи-
тельным процессом, продолжительностью
цикла 30—60—90 сек. (соответственно тре-
буемой чистоте поверхности) и независимо
от размеров детали.
Суперфинишу могут подвергаться круглые,
плоские и конические поверхности деталей из
закалённой и сырой стали, чугуна, цветных
металлов и сплавов. Габариты обрабатывае-
мых поверхностей лежат в пределах от b до
450 мм и более по диаметру и от 10 до 100 мм
и более по длине. Однако до настоящего
времени суперфиниш не получил широкого
применения главным образом вследствие по-
вышенных требований к качеству предвари-
тельной обработки в части макрогеометрии
поверхности и затруднений с получением вы-
сококачественных абразивов.
Инструмент. Решающее значение для
нормального хода суперфиниша имеет пра-
вильный выбор абразивных брусков, которые
должны обладать достаточным абразивным дей-
ствием для быстрого съёма микронеровностей
от предыдущей обработки и необходимым
полирующим действием, обеспечивающим ми-
нимальную шероховатость после суперфи-
ниширования. Для суперфиниша любых ма-
териалов применяют электрокорундовые или
карборундовые абразивные бруски с кера-
мической или бакелитовой связкой. Зерни-
стость брусков принимается от 320 до 600, что
соответственно обеспечивает чистоту поверх-
ности от 11-го до 14-го класса по ГОСТ 2789-45
в зависимости от режима обработки и твёр-
дости связки. Последняя для закалённой стали
принимается в пределах Mj—Ms со структурой
№ 10, а для мягких материалов М3 — СМ3
структуры № 6 и 8.
46
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ш
Существующие градации твёрдости абрази-
вов являются весьма широкими и не обеспе-
чивают необходимой однородности брусков.
Ввиду этого принят способ определения твёр-
дости абразивных брусков зернистостью более
320 на приборе Роквелла, шкала Н [18].
Рекомендуемые твёрдости абразивных бру-
сков в зависимости от твёрдости стали при-
ведены в табл. 58.
Таблица 68
Твёрдость брусков для суперфиниша
^~~-~-\^^ Род связки
Род металла ^~"---~^^^
Твёрдая сталь
Сталь средней твёрдости . . .
Мягкая сталь . . . ¦ .... ¦
Керамиче-
ская
Бакелито-
вая
Твёрдость по Роквеллу
Я*Н
30—50 *
5°—65
65—75
ю—is
15—аа
аа-45
* Меньшие значения твёрдости принимаются
большей зернистости брусков.
при
Твёрдость одного бруска и брусков одной
партии должна находиться в пределах 10
единиц Нрн . Для суперфиниша применяются
бруски квадратного сечения 10 X Ю, 18 X 18 и
по детали. Перед началом процесса произ-
водится приработка брусков абразивным по-
лотном зернистостью 100—120, натянутым на
деталь. Бруски прижимаются к полотну и им
сообщается колебательное движение в тече-
ние 1—2 мин. Прижатие абразивов к деталям
при суперфинише производится пружинами.
Станки для суперфиниша. Характеристи-
ка и конструктивные схемы основных типов
станков приведены в табл. 59 и на фиг. 57.
У вертикальных и горизонтальных станков
вращение осуществляется механической (ше-
стерни, гибкая связь, червячные пары) пере-
дачей. Колебательное движение производится'
посредством эксцентриков — кулачков или
эксцентричных втулок, вращающихся на шпин-
делях.
Вертикальные станки с вращающимся сто-
лом для массового производства снабжаются
поворотными столами с дублированными ма-
гнитными патронами или обоймами для уста-
новки деталей во время обработки устано-
вленных ранее.
На горизонтальном станке (фиг. 57, б) мо-
жет монтироваться горизонтальный вращаю-
щийся стол с приводом от шпинделя для об-
работки плоских деталей.
В станках для коленчатых валов при
суперфинише шатунных шеек абразивные го-
ППмШ
а) б) в)
Фиг. 57. Конструктивные схемы станков для суперфиниша: 1а — каретка с двигателем и шпинделем;
2а — чашечный круг; За — магнитный стол; 16 и 1в — осциллирующие головки с брусками.
25 X 25 мм, длиной до 50, 80 и 100 мм, а в не-
которых случаях чашечные круги и плоские
диски. Суммарная ширина брусков должна
составлять 30—60% диаметра детали, а длина
равняться или быть немного меньшей длины
обрабатываемой поверхности. Для диаме-
тров до 75 мм применяют головки с одним
бруском, для больших — с двумя, тремя и
более.
При неравномерной твёрдости брусков или
нрн обработке ограниченных поверхностей
(шейки коленчатых валов) съём металла в
середине поверхности детали происходит ин-
тенсивнее. Во избежание этого в средней
части бруска делается трапецеидальная или
полукруглая выемка до.2/8 его ширины [18].
Крепление абразивов производится,в .спе-
циальных головках, самоустанавливающихея.
ловки совершают шатунно-кривошипное дви-
жение посредством двух эталонных коленча-
тых валов.
Эти станки выполняются: а) для раздельного
суперфиниширования коренных и шатунных
шеек с 2—5 головками; б) для одновремен-
ного суперфиниширования всех шеек.
Характерной особенностью станков для
суперфиниширования является их относитель-
ная простота и отсутствие высоких требо-
ваний к точности изготовления вследствие при-
менения самоустанавливающегося инструмен:
та, гибко связанного со станком. По внеш-
ней конфигурации станки для суперфиниша
во многом напоминают станки для притирки
(вертикальные с нижним и верхним абра-,
зивом, для коленчатых валов и др. см.
фш\ 5.1),, . .. ¦ .:!;¦:; :..; , ¦ :¦.. . ..'_ , ¦ ¦: ''л\
Характеристика станков для суперфиниша
Таблица 59
Типы станков
1. Вертикальные
1. Одношпиндельные
С неподвижным столом
С вращающимся столом
(фиг. 57, а)
С дополнительным нижним
шпинделем
Комбинированный суперфи-
нишно-хонинговальный станок
2. Много шпиндельные ротор-
ного типа
(9—14-шпиндельные)
II. Горизонтальные
1. Центровые, одношпиндель-
ные
Универсального типа
(фиг 57, б)
Для коленчатых валов
Для кулачковых валов
2. Патронного типа
одно- или двухшпинделъные
3. С фрикционным приводом
двтпали
Непрерывного действия для
поршней (фиг. 57, в)
Роторный 9 — 14-позицион-
ный для толкателей
III. Универсальные приспо-
собления (головки)
1. Осциллирующие
2. Ротативные
Способ установки и
количество одновре-
менно обрабатываемых
деталей
На столе или в при-
способлении по одной
детали
На магнитном столе
по одной или несколь-
ку деталей
В дисковой обойме
между двумя абразив-
ными дисками
На столе или в при-
способлении по одной
детали
В цангах нижних
шпинделей, по их чи-
слу
В центрах, патроне
или цанге, по одной
детали
В центрах по одной
детали
То же
В патроне, по одной
на шпиндель
По 6 деталей, ка-
ждая на двух вращаю*
щихся роликах
9—14 деталей, ка-
ждая на двух роликах
В центрах или патро-
не токарного или круг-
лошлифовального, на
планшайбе карусель-
ного станка и т. п.
Инструмент
Головка с наружны-
ми или внутренними
абразивными брусками
Чашечный абразив-
ный круг или плоский
брусок в шпинделе
Плоские абразивные
круги: верхний—ра-
бочий, нижний—веду-
Автоматнческая го-
ловка с гидравлической
подачей
Чашечные абразив-
ные круги иа верхних
шпинделях
Переставные вдоль
оси станка головки
с плоскими абразив-
брусками
То же
Абразивные круги
(с обеих сторон детали)
Чистовой и черновой
бруски в специальной
державке
6 головок с плоскими
брусками
9—14 головок с пло-
скими брусками
Плоские абразивные
бруски
Чашечный круг
Движение
детали
Отсутствует
Вращение в направле-
нии, обратном враще-
нию шпинделя
Вращение с про-
скальзыванием
Отсутствует
Вращение* вокруг
вертикальной оси
Вращение
ш
I. Вращение
II. Осциллирующее
ПРПРМР1Т1РННР
I1C jJC JHCUivfirlC
I. Вращение
И. Осциллирующее
параллельно оси или
только вращение
Вращение от тексто-
литовых роликов
То же
I. Вращение
II. Медленное воз-
вратно •поступательное
перемещение (на кругло
шлифовальном станке)
То же
инструмента
I. Вращение
II. Колебательное вертикальное пе-
ремещение
I. Вращение
II. Колебательное горизонтальное
перемещение шпишгеля
III. Медленное горизонтальное пере-
мещение шпиндельной бабки
I. Вращение двух дисков с разными
числами оборотов
II. Колебательное горизонтальное
перемещение обоих дисков
I. Вращение
П. Колебательное вертикальное
III. Возвратно поступательное верти-
кальное
I. Вращение вокруг наклонной оси
II. Колебательное горизонтальное
перемещение
II. Колебательное горизонтальное
перемещение вдоль оси станка
То же
Вращение
Отсутствует или колебательное
перпендикулярно оси при обработке
торцовых плоскостей
Колебательное перемещение
вдоль оси станка (детали)
То же
I. Колебательное
II. Возвратно-поступательное переме-
щение
I. Колебательное
11. Вращение
Обрабатываемые детали
и поверхности
Внутренняя и наружная поверх-
ность тормозных барабанов и
колодок
Плоские детали типа поршне-
вых колец и т. п.
Цилиндрические изделия не-
больших размеров (клапаны,
толкатели)
Отверстия с ?> C-5-5) D (гильзы
цилиндров и т. п.)
Плоские и сферические торцы
цилиндрических деталей
Короткие цилиндрические де-
тали, шейки валов, калибры,
кольца и плоскости
Коренные и шатунные шейки
коленчатых валов
Рабочая поверхность кулачков
Тормозные барабаны, диски
сцепления и т. п.
Наружная поверхность порш-
ней
Наружная цилиндрическая по-
верхность толкателей
Цилиндрические, конические и
плоские наружные и внутренние
поверхности в серийном и инди-
видуальном производстве •..: "
48
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Конструктивна схема головки для супер-
финиширования представлена на фиг. 58.
Фиг. в8. Универсальная головка для суперфиниша:
/ — плита для крепления на супорте станка; 2—
стойка с рейкой; 3—корпус, устанавливаемый по высо-
те и несущий электродвигатель с эксцентриковым устрой-
ством для осциллирующего движения; 4 — ручка для
вертикального перемещения головки; 5—направляющие
для горизонтального перемещения абразивной головки;
6 — головка с абразивом.
Технические данные типичных станков
приведены в табл. 60.
Таблица 60
Основные технические данные станков для супер-
финиша
Основные параметры
Максимальный диа-
метр или толщина
обработки в мм . , .
Размах над станиной
: в мм ..-¦.,
] Максимальное рас-
стояьие между цен-
! трами в мм
; Число оборотов де-
! тали в минуту ....
Число колебатель-
i ных движений в ми-
Мощность моторов
1 в кет
Плошадь под стан-
ком в м
Фостер
Универсальные
4X18"
IOI
254
457
45O—боо
о,68х
Xi,28
4X36"
IOI
254
A270)
45»
Нортон
Для ко-
ленча-
тых ва-
лов
4X36"
35б
9'5
43—172
2,4
i.oiX
Xi,75
Вертикаль-
ные двух-
шпиндель-
ные
10F
б4
Диам.
стола
408 мм
6о
о,92
1.52Х
Xi,6
Особенности технологического про-
цесса и режимы обработки. Суперфиниш
не исправляет дефектов формы детали, и по-
следние перед суперфинишированием должны
иметь заданную точность по макрогеометгии,
обеспечиваемую соответствующей обработ-
кой — шлифованием, развёртыванием и т. н.
Дефекты типа волнистости и огранности
вызывают пятнистость поверхности через
10—20 сек. после начала суперфиниша.
Нормально при суперфинишировании шли-
фованной стали берут поверхность с Нтах =
= 2—3 мк. При этом съём металла соста-
вляет около 5 мк на диаметр, что обычно
укладывается в пределы допуска. В случае
более грубой поверхности съём металла при
суперфинише может достигнуть 10—20 мк на
диаметр, и обработка производится в две опе-
рации: черновая, абразивом зернистостью до
320, и чистовая, абразивом более высокой
зернистости. Это осуществляется или по-
средством двух головок с абразивами (обра-
ботка диска сцепления), или посредством
головки с двумя или тремя поворотными обой-
мами с брусками. Припуск на обработку та-
ких деталей устанавливают, исходя из высоты
неровностей на поверхности после предвари-
тельной обработки (//max)-
Во всех случаях для правильного протека-
ния процесса необходимо обеспечить одина-
ковую величину шероховатости поверхности
перед суперфинишем у всех деталей одной
партии.
Основной трудностью при суперфинише
является подбор брусков и режима обра-
ботки, т. е. скорости или числа оборотов
детали пи, числа двойных ходов колебатель-
ного движения абразивов п^р, а также давле-
ния брусков. Увеличение пи при tigp = const
замедляет съём металла. Это объясняется
тем, что при большом угле л наклона спирали
(см. фиг. 56) хода абразива гребешки удаляются
быстрее, чем при малых величинах угла а.
Однако высокую чистоту поверхности можно
получить только при малом угле <х, порядка
6—15°, когда увеличивается полирующее дей-
ствие абразива. Величина угла а определяется
по формуле
где Vqp — средняя скорость возвратно-посту-
пательного движения брусков в минуту;
vu—скорость вращения детали в м/мин.
В целях ускорения обработки применяют так
называемый ступенчатый процесс с измене-
нием величины угла а посредством увеличе-
ния пи в середине процесса.
Практически применяемые режимы супер-
финиша даны в табл. 61.
БТН МСС рекомендует vcp = 15—18, vt —
= 6 - 9 и v2 = 18-27 м/мин.
При ступенчатом процессе рекомендуется
в начале цикла A0—20 сек.) выдерживать
отношение vu: vgp в пределах 0,85—1,5,
а в конце — 8—14. Чем мягче металл, тем
больше должно быть это соотношение. Для
алюминиевых поршней va доходит до 120 м/мин,
vqp до 12 м/мин и ограничивается величиной
возникающих инерционных усилий.
Величина давления бруска на деталь опре
деляет интенсивность процесса и его автома-
тизм (прекращение съёма в конце цикла).
Давление осуществляется пружинами на го-
ловке и регулируется в пределах от 0,5 до
3 кг/см2, увеличиваясь с возрастанием твёр-
дости детали. Для стали р — 1,5—2 кг/смг.
При суперфинише применяется смазываю-
щая жидкость, которая создаёт масляную
гл. и
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
49
Таблица 61
Режимы резания при суперфинише
Материал
Закалённая сталь .
Разные металлы .
,' Величина хода
брусков
в мм
3—5
3,5-6,5
Число двойных
ходов абрази-
вов
пдв. ход/мин
45о—боо
350—1200
Средняя ско-
рость движе-
ния абразивов
v в mjmuh
3,5
а-б
Скорость вращения детали
v = const
в м\ман
15—35
3—4°
Для ступенчатого процесса
ю, в mImuh
6—8
3—10
Vt В MlMUH
35—40
2О-40
плёнку и интенсивно смывает частицы металла
и абразива с поверхности. Все применяемые
смеси состоят из керосина с добавкой одно-
го из следующих масел: веретённого № 2 —
10%, № 3 — от 5 до 25<>/0, турбинного Л —
lOO/
/o
Табл. 62 показывает, что для достижения
очень высоких показателей чистоты поверх-
ности (Нск« 1 микродюйм) продолжитель-
ность цикла доходит до 3—4 мин.
ровальных паст, содержащих поверхностно
активные вещества. Полированием достигается
зеркальный вид поверхности. При этом имеют
место: а) химическое воздействие на поверх-
ность металла и образование поверхностных
плёнок, б) удаление этих плёнок и остающихся
неровностей механическим путём и в) явление
электрического взаимодействия между деталью
и инструментом, также влияющее на ход
процесса.
Таблица 62
Чистота поверхности в зависимости от продолжительности цикла суперфиниша
Материал
Закалённаясталь
Сталь Х1М-58-62
(Оргавиапром) . .
Сталь 20, зака-
лённая после це-
ментации (ЗИС) .
Чистота поверхности У/ в микродюймах за время обработки в сек.
<5
5°
ао—15
зб—34
5
i8
-
12—Ю
10
11,5
-
10—8
15
8
3
-
20
б
-
7-5
30
3
а,5
3,5
35
2,5
-
40 | 45
2
-
',5
2.15
60
о,75
i,8
75
90 j 120 j 180 j 240
Без изменения
-
'.45
*,3
l,1
i
Очень медленное уменьшение шероховатости
Следует отметить работы, представляющие
собой комбинацию хонинг-процесса с супер-
финишем, примерами чего является отделка
отверстий для обойм коренных подшипников
коленчатого вала в блоке мотора и гильз авиа-
моторов. Работа выполняется головкой дли-
ной, меньшей длины отверстия. Головка со-
вершает колебательное и возвратно-поступа-
тельное движение. При этом осуществляется
не только отделка поверхности, но и доводка
размера отверстия.
Давление брусков, осуществляемое гидра-
влическим способом, вначале обычное для
хонинга, к концу работы уменьшается до 2,2—
2,7 кг\см\
ПОЛИРОВАНИЕ
Процесс полирования складывается из под-
готовительного шлифования и собственно поли-
рования. Первый процесс (Polishing) удаляет
неровности поверхности механическим путём
посредством абразивов, нанесённых на спе-
циальные круги или абразивные ленты, и при-
даёт поверхности ровный, блестящий вид.
Собственно полирование (Buffing) произво-
дится мягкими кругами посредством поли-
4 Том 7
Полирование широко применяется для де-
талей, не требующих точности размеров, —
рукояток, маховичков, втулок, оправ, рефлек-
торов и тому подобных деталей автомобилей,
велосипедов, станков, вооружения и разных
предметов домашнего обихода. Полирование
применяется в качестве окончательной деко-
ративной отделки, а также является подгото-
вительной операцией перед никелированием,
хромированием и другими гальваническими
покрытиями.
Инструмент для полирования. Полирова-
ние выполняется мягкими кругами, на которые
наносятся абразивные вещества с помощью
клея или в свободном состоянии в виде паст.
Перед полированием обычно производится
подготовительное шлифование порошками на-
ждака или искусственного корунда зерни-
стостью от 60 до 150—220.
Примерные составы полировальных паст
приведены в табл. 63.
Наилучшей является паста с венской из-
вестью, так как крокус и окись хрома несколько
царапают поверхность.
Круги для предварительного шлифования
диаметром 250—350 мм изготовляются из вой-
лока, прессованной бумаги, резины и кожи.
50
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Составы полировальных паст
Таблица 63
Назначение паст
Составные
части (по весу)
Олеин ....
Стеарин . . .
Парафин . . .
Боек пчелиный
Говяжье сало .
Абразив * ...
Окончательное поли-
рование
цветных
металлов
12
2-6
A)**
(I) 12
Предварительное полирование
Сильно
реж.
2) 35-4°
Слабо
реж.
C) до 5
Под хроми-
рование
I—O
I—a
D) S-i
Просаливание
1,5
E) «г
=5
E)*
* A) — венская известь, B) — окись железа, C) — окись хрома, D) — окись алюминия, E) — наждачная пыль.
** По количеству — до нужной густоты.
Конструкции кругов показаны на фиг. 59. По-
верхность круга грунтуют столярным клеем
в 1 — 3 слоя, наносят на высохший круг абра-
зивную головку слоем 1,5—3 мм и произ-
Ко&а, текстиль,
резина спец. состава
и т.п. материалы
Развальцованная
трубчатая закпёпко
Фиг. 59. Конструкции шлифовальных и полировальных
кругов: а — конструкция круга для обработки узких де-
талей; б — конструкция круга для обработки широких
деталей; в — круг из текстиля, набранный из отдельных
секций.
водят сушку готового круга [12]. Полироваль-
ные круги изготовляются из тех же материа-
лов, что и круги для предварительного шли-
фования. Во время полирования круги перио-
дически смазываются пастой.
Полировальные станки. Классификация и
характеристика станков для полирования пред-
ставлены в табл. 64.
Кроме указанных моделей, имеются станки
для полирования плоских деталей на магнит-
ном столе, многошпиндельные станки для по-
лирования стальной ленты для ободов вело-
сипедов и другие специальные станки.
Особенностью автоматизированных станков
является применение стандартных полироваль-
ных головок на самостоятельном постаменте,
имеющих возможность поворота шпинделя
в горизонтальной и вертикальной плоскости.
Фиг. 60. Конструктивные схемы станков для полирова-
ния; а — многошпиндельный роторный полуавтомат с
круглым столом без подачи круга (/ — 5 шпинделей п»
окружности стола; 2 — вращающийся пятипозиционный
стол; 3 — стопорный болт; 4 — переносная поворотная
стойка); б — центробежно-полировальный станок (/ — иа-
делие; 2 — абразивный порошок).
Установка таких головок в различных комби-
нациях у станины станков создаёт возмож-
ность их широкого агрегатирования и разно-
образных настроек. На фиг. 60 представлены
конструктивные схемы двух характерных стан-
ков для полирования.
Особенности технологического про-
цесса. На полирование детали должны посту-
пать без окалины, заусенцев и неровностей,
которые удаляются галтованием или грубой
шлифовкой— „обдиркой" абразивными кругами
зернистостью 36—40 на утяжелённых обдироч-
ных станках — точилах.
Таблица 64
Характеристика станков для полирования
Типы станков для полирование
I. Одношпиндельные для ручных работ
/. Горизонтальные на станине
С групповым приводом
С индивидуальным приводом
2. Станки-электромоторы
Настольные
Переносные
3. Станки с абразивной лентой, вертикальные
и горизонтальные
II. Многошпиндельные полуавтоматы
/. Роторные, с круглым столом 4-36-шпиндглъные
Без подачи круга (фиг. 60, а)
С подачей круга вдоль оси
2. Конвейерные с продольным перемещением стола
С непрерывной подачей
С прерывистой подачей
III. Специальные виды
1. Центробежно-полировальный станок (фиг. 60, б)
2. Бесцентровополировальный станок
IV. Центровые станки
Для шеек валов
Для продольного полирования
Способ установки и
количество одновре-
менно обрабатываемых
деталей
В руках или держав
ке по нескольку де-
талей
То же
Независимо от стан-
ка
В руках или дер-
жавке, по одной и
г'о нескольку деталей
В зажимных патро-
нах на вертикальных
шпинделях по одной
детали в каждом
На столе в непо-
движных зажимных
приспособлениях
То же во вращаю-
щихся приспособлениях
В шпинделях, вращаю-
щихся вокруг наклон-
ной оси головок
На опорной призме-
ноже между кругами
одной детали
В центрах по одной
детали
То же
Инструмент и способ
его установки
Полировальный круг
на шпинделе
Полировальный круг
или диск на валу
электромотора
Полировальный круг
на валу электро-
мотора
Абразивная лента,
натянутая на шкивы
Полировальные кру-
ги на поворотных го-
/ювках-моторах, уста-
новленных на стойках
или колонне
Полировальные кру-
ги на поворотных го-
ловках-моторах, уста-
новленных на стан-
дартных переносных
стойках
То же
Абразивный поро-
шок во вращающемся
барабане
Абразивный эла-
стичный полироваль-
ный круг
Абразивная лента
4—8 колодок с абра-
зивным полотном
Движение
детали
Вращение для цилиндри-
ческих фасонных; возвратно-
поступательное для плоских
Вращение и возвратно по-
ступательное для гладких
TIM ПЫЧ Л П ИИ^РКИТГ
ЦИЛИМДр И. ЧС1- IV ИЛ
То же
Нет
Возвратно-поступательное
перемещение от руки
I. Вращение на шпинделях
II. Периодическое индек-
сирование в рабочих пози-
циях путём поворота стола
Непрерывное перемеще-
ние со столом
Т. Вращение
II. Индексирование со
столом в рабочих позициях
I. Вращение вокруг оси
шпинделя
П. Перемещение по окруж-
ности
I. Вращение
II. Продольное перемеще-
ние или только вращение
,. Вращение и медленное
короткое возвратно-поступа-
тельное перемещение
Поворот на 90—45° после ка-
ждого хода каретки с брусками
инструмента
Вращение
То же
Перемещение в
виде бесконечной
ленты
Вращение
I. Вращение
II. Возвратно-по-
ступательное пере-
мещение
Вращение
Вращение
Вращение в виде
плотной массы у сте-
нок барабана
Врашение
Периодическое про-
тягивание ленты
Возвратно-поступа-
тельное перемещение
Обрабатываемые
детали и поверхности
Рукоятки, махович-
ки, стержни, оправы
и т. п.
Металлографиче-
ские шлифы и др.
Крупные тяжёлые
детали
Плоские поверх-
ности мелких деталей
Детали — тела вра-
щения длиной, рав-
ной ширине круга
То же длиной
больше ширины круга
Плоские детали
Детали с цилиндри-
ческими и плоскими
поверхностями
Тела вращения
гладкие и с фасонны-
ми выступами
Цилиндрические
гладкие и фасонные •
детали, трубы :
Коленчатые, рас-
пределительные "и .
другие валы
Штоки прртивоот-.
катных устройств и т. п.
52
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ш
Последовательность переходов и условия
обработки при полировании устанавливаются
в зависимости от рода металла, предваритель-
ной обработки и требований к чистоте по-
верхности.
Типичный порядок переходов с указанием
применяемых абразивов и скоростей кругов
приведён в табл. 65 [13].
Таблица 65
Зернистость абразива и скорости кругов
при полировании
Название переходов
Грубая обдирка . .
Сухая чистовая . .
Просаливание . . .
Наведение глянца .
Зеркальное поли-
рование .
Зерни-
стость
абрази-
ва
6о-8о
too—iao
150—180
2ОО—23O
Пасты
Скорость круга в м/сек
Сталь,
никель
о—35
3°-5°
Медь
её спла-
вы
и Алюми-
ний,
цинк
25—45
20-30
В некоторых случаях количество перехо-
дов сокращают до двух-трёх (второй и третий
или первый, второй и третий). Перед четвёр-
тым и пятым переходами производят чистку
поверхности волосяной или травяной щёткой-
кругом с v = 15—30 м/сек.
Припуск на всю обработку составляет от
0,12—0,2 до 0,3—0,5 мм на сторону. Давление
круга на изделие должно находиться в преде-
лах 2,5—5 кг/см*.
Пример работы на полуавтоматических
станках показан на фиг. 61. Первые две опе-
рации выполняются на станке с вращающимся
1 операция
2 операция
3 операция
..: ^ Переход 3,4
п ап, ""' Переходу
ПереходЗ,4 | ч
Переход^ Ж ф
Переход 1,2
Фиг. 61. Схема поли-
Первход 3 4 рования фасонной де-
тали на полуавтомати-
ческих станках.
столом в четыре перехода (позиции) каждая.
Плоские поверхности C-я операция) обраба-
тываются при неподвижной детали на станке
с конвейерным столом, причём каждая по-
верхность также обрабатывается в два пере-
хода — предварительно и окончательно. На
всех операциях применяются круги со сле-
дующим абразивом: 1-й и 3-й переходы — на-
ждак 120,2-й и 4-й переходы — наждак 150—180
с пастой для просаливания.
На первых двух операциях круги делают
1750 об/мин (диаметром 300—350 мм) и сни-
мают суммарный припуск 0,1—0,2 мч на сто-
рону с производительностью 400—500 деталей
в час. Стойкость круга до следующей заправки
составляет 900—1200 деталей, т. е. 2—3 часа.
Полная стойкость круга при работе на стан-
ках составляет около 50—80 час. и при руч-
ном полировании до 200 час. и более в зави-
симости от диаметра круга.
ОТДЕЛКА ПОВЕРХНОСТЕЙ ДАВЛЕНИЕМ
Разновидности и сущность метода. От-
делка поверхностей посредством давящего
инструмента выполняется путём: 1) обка-
тывания наружных поверхностей роликами,
2) продавливания отверстий шариками или
оправками и 3) раскатывания .отверстий роли-
ковыми вальцовками.
При этих методах отделки стружка с по-
верхности не снимается, а происходит сгла-
живание поверхностных микронеровностей,
оставшихся от предыдущей обработки, вслед-
ствие чего металл выступающих частиц за-
полняет впадины, имеющиеся на поверхности
детали. При этом размер деталей несколько
.изменяется за счёт указанных пластических
деформаций.
Обкатывание роликами. Обработка про-
изводится посредством стального закалённого
или стеллитового ролика, смонтированного
на роликовых подшипниках в державке, по-
мещаемой в супорте токарного станка (фиг. 62).
В некоторых случаях применяются спе-
циальные станки для обкатывания шеек вагон-
ных и паровозных осей [23]. Эти станки имеют
два супорта на каретке и работают одновре-
менно двумя роликами. Применяются также
-НЕ
Фиг. 62. Схема обкатывания роликом.
станки с двумя роликами на каждом супорте,
которые подводятся друг против друга с обеих
сторон детали.
При обкатывании производится обильная
смазка машинным маслом. Операция осуще-
ствляется в один или несколько проходов
в зависимости от требуемой чистоты поверх-
ности.
Величина давления и режимы обработки
подбираются экспериментально. В табл. 66
приведены данные по отделке роликами двух
типичных деталей.
ГЛ. 1]
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
53
Режимы обкатки при обкатывании роликами
Таблица 66
Деталь
Шток поршня
Размеры обработки
Диаметр
в мм
140
IOO
Длина
в мм
254-3°о
I22O
Станок
Специальный с 4 роликами
на 2 супортах
Токарный
Режим обработки
V
в м/мин
45
45
s
в
мм/мин
14°
78
Т шт.
в мин.
3—7*
Пуансон
* 7 мин. при двукратной обкатке каждой шейки.
Точность обкатанных деталей зависит от
предыдущей обработки и для диаметров около
50 мм достигает 0,035—0,04 мм. Шерохова-
тость поверхности Hmax — 2—15 мк.
Калибрование шариком или оправкой.
Операция выполняется на прессе с помощью
калиброванного зака-
лённого шарика или
с помощью соответ-
ствующего набора их
(фиг. 63). Вследствие
упругой деформации
металла диаметр ка-
либрующего шарика
должен превышать за-
данный диаметр от-
верстия на величины,
указанные в табл. 67.
При работе отверстие
смазывается машин-
ным маслом или его
смесью с графитом.
Производитель-
ность калибрования
шариками весьма вы-
сока, и при массовом
производстве процесс может быть автомати-
зирован. После продавливания получается
гладкая блестящая поверхность с шероховато-
стью #тах — 1-5-5лл, с точностью в пределах
10—20 мк и с повышенной твёрдостью (для
чугуна, например, твёрдость повышается с
Ив = 166 до НВ = 270).
Недостатком процесса является возмож-
ность искривления оси за -счёт отжима ша-
рика при прохождении твёрдых мест, в слу-
чае неравномерной толщины стенок, наличия
канавок в отверстии ипр.'В целях обеспе-
чения большей прямизны оси в некоторых
случаях вместо шарика применяют оправку
с двумя-тремя калибрующими утолщениями
Фиг. 63. Схема продавли-
вания шариком.
и направляющей головкой по диаметру пред-
варительно обработанного отверстия.
Раскатывание роликами. Для больших
отверстий, например, цилиндров двигателей, до
появления хонинг-
процесса довольно
широко применялось
раскатывание ролико-
выми вальцовками
предварительно раз-
вёрнутой поверхно-
сти. "При этом уплот-
нялись стенки и сгла-
живались следы пре-
дыдущей обработки.
В некоторых случаях
этот способ приме-
нялся также для от-
делки вкладышей под-
шипников, миномёт-
ных стволов и других
деталей. Операция
выполняется вальцов-
кой, несущей 10—12
закалённых роликов, как показано на фиг. 64.
Ролики укрепляются в бронзовых или
стальных обоймах и могут самоустанавли-
ваться в пределах 3°, катясь по наружной по-
верхности закалённой втулки, надетой на
центральный стержень вальцовки. Инструмент
закрепляется в шпинделе вертикально-свер-
лильного или токарного станка. В процессе
работы происходит вращение инструмента или
детали и их относительное перемещение вдоль
оси отверстия.
Как пример можно указать, что припуск
на раскатывание цилиндров блока двигателя
диаметром 95 мм составлял 0,02 мм на
диаметр; окружная скорость 4Э—70 м/мин
и более, подача 150—200 мм/мин. Обработка
производилась с машинным маслом.
Таблица 67
Фиг. 64. Схема раскатыва-
ния вальцовкой.
Величины превышения диаметра шарика над размером отверстия при продавливании
Материал детали
Сталь средней твёрдости . . .
Медное литьё
Заданное увеличение отверстия диаметром 20 мм в мк
5
10
15
20
25
30
АО
50
60
70
Необходимое превышение диаметра шарика над окончательным
диаметром отверстия в мк \
20
12
27
38
2О
35
51
3°
4о
62
4о
72
48
5<>
I2O
1°
SPI I
юз
54
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. III
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Белецкий Д. Г., Тонкое точение. Оборонгиз,
194$.
2. Белецкий Д. Г., Тонкое фрезерование, „Станки
и инструмент* № 4—5, 1940.
34 Бил и"к Ш, М., Технология обработки автомобиль-
ных цилиндров, Машгиз, 1944.
4. Г е л ь ф г ат С. И.. Расточка отверстий на алмазно-
расточных станках, „Станки и инструмент" № 12,
1946.
5. Гальперин С. И., Хонингование глубоких отвер-
стий на модернизированных токарных станках, „Стан-
ки и инструмент" №9—10,1943.
6. К о в а л е в С. Н., Алмазные резцы, Оборонгиз,
1939.
7. К о з л о в Д. В., Шевингование цилиндрических, ко-
нусных и торцовых поверхностей изделий, „Амери-
канская техника и промышленность* № 3, 1947.
8. Коган Я-> Притирка направляющих станин паста-
ми ГОИ, «Машиностроитель" № 5—6,1940.
9. Кащирин А. И.у Технология механической обра-
ботки, Машгиз, М. 1938.
10. Кован В. М., Технология машиностроения, Маш-
гиз, М. 1944.
'И.Кедров С. М„ Экспериментальное исследование
суперфиниширования подшипниковых колец, „Вестник
металлопромышленности* № 4—5, 1940.
12. К и р ц е в Н. И., Техминимум шлифовальщика-поли-
ровщика по отделке металлов, Машгиз, 1943.
13. К о ч е р ы г и н Н. В., Полуавтоматические полиро-
вальные станки и технологический процесс полировки,
„Американская техника и промышленность" № 5, 1940.
14. Нецветаев.Н. И. и Федоров Г. Г., Хонинго-
вание глубоких отверстий больших диаметров, .Во-
оружение" № 7, 1941.
15. Оргавиапром, Чистовая обработка поверхностей,
Оборонгиз, 1941.
16. Суперфиниш, сб. статей под ред. проф. А. В. Пан-
кина, Оборонгиз, 1940.
17. Э рлих Л. Б., Вибрации консольных борштанг ал-
мазно-расточных станков, .Станки и инструмент"
№ 7—8, 1945.
18. Ш в а рц б у р д Б. И-, Исследование процесса су-
перфгниша (диссертация). Оргавиапром, 1941.
19. Col v in F. and Stanley F., Grinding practic,
N. Y. 1943.
20. J а с hs о n H., Honing blind holes «Machinery", L-,
№ 1590, 1943.
21. s w a i g e г t A., Story of superfinish, N. y. 1943.
22. Wills H: J., Lapping for final finish, .The Machinist"
№ 49, 51, 53, 1940.
23. W h i t e f о г d A. W., Refinishing Axles of rolling stock
by burnishing, „Machinery" № 7, v. Ь0, N. Y. ^944.
ХИМИКО-МЕХАНИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ МЕТАЛЛОВ
ОСНОВНЫЕ ПОНЯТИЯ
Сущность химико-механической обработки
металлов заключается в сочетании процесса
химического разрушения тончайшего поверх-
ностного слоя металла с механическим удале-
нием его инструментом.
Акад. И. В. Гребенщиков установил.что про-
цесс полирования металлов с применением паст
является одновременно механическим и хими-
ческим процессом. В процессе полирования
плёнка окисла металла под воздействием ин-
струмента (полирорального круга) удаляется
с обрабатываемой поверхности; под влия-
нием окружающей среды образуется новая
плёнка, которая вновь удаляется и т. д. При
этом воздействующей средой являются со-
ставные компоненты полирующих составов,
так называемые поверхностно активные ве-
щества.
В отношении практики осуществления
процесса полирования акад. И. В. Гребенщи-
ков установил следующее:
1. Для того чтобы полированная поверх-
ность была наиболее гладкой и имела наимень-
шее количество механических повреждений,
необходимо, чтобы при полировании снималась
только плёнка окисла металла.
2. Чтобы процесс полирования происходил
именно таким образом, необходимо, чтобы по-
лирующие вещества не резали металла, а спо-
собствовали образованию плёнки и облегчали
её удаление. Пасты ГОИ*, включающие в свой
состав поверхностно активные вещества (серу,
стеа^ ин и др.), способствуют образованию плё-
нок и облегчают их удаление.
3 Твёрдые металлы могут быть отполиро-
ваны более мягкими полирующими материа-
лами (венская известь, стеарин, олеиновая
кислота, красная охра, нашатырный спирт
и др.).
Химико-механическая обработка металлов
полированием с помощью поверхностно актив-
• Государственный оптический институт.
ных веществ получила своё дальнейшее раз-
витие в процессах с применением электро-
литов [2, 3].
В этих процессах химически активная среда,
в которой происходит обработка, образует
при взаимодействии с металлом твёрдые про-
дукты реакции, покрывающие обрабатываемую
поверхность тонким слоем и защищающие её
от дальнейшего химического разрушения. За-
щитный слой затем снимается инструментом и
вновь возобновляется на обнажённой метал-
лической поверхности под воздействием элек-
тролита. Таким образом химико-механическая
обработка заключается в непрерывном чередо-
вании процессов образования защитного слоя
и его удаления. Поскольку при этом методе
обработки роль инструмента заключается не
в резании металла, а в удалении с обрабаты-
ваемой поверхности продуктов взаимодей-
ствия металла с химически активным веще-
ством, твёрдость инструмента не имеет боль-
шого значения. Обработку можно производить
инструментами, твёрдость которых ниже твёр-
дости обрабатываемых металлов. Например,
твёрдый сплав победит шлифуют сравнительно
мягкими абразивами — наждаком и кварцевым
песком. Химически воздействующей средой
в процессе могут являться как составные
компоненты электролитов, так и газовая атмо-
сфера вокруг обрабатываемого металла.
Почти все полировальные составы являются
окисями металлов, поэтому можно предполо-
жить, что способность металла растворяться
в своей окиси может играть важную роль
в процессе полирования.
Скорость механической обработки метал-
лов в электролите зависит в основном от дея-
тельности поверхностных гальванических пар
(влияние электролита), от механической проч-
ности защитных слоев, длительности воздей-
ствия электролита на металл и температуры
процесса.
Влияние различных электролитов на про-
изводительность процесса шлифования пока-
зано в табл. 68 [3].
ГЛ. I]
ХИМИКО-МЕХАНИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ МЕТАЛЛОВ
55
Таблица 68
Количество металла, снятого при шлифовании
углеродистой незакалённой стали, алюминия
и чугуна в различных электролитах за 30 мин.
(по данным ГОИ)
Электролит
Вода . . .
Ка„СОэ. .
на ...
FeSO4 . .
Fes (SO4K.
K3Fe (CN)e
(NHt)s SaO8
CuSO4 . .
HgNO3 * .
NaOH . .
Количество сошлифо-
ванного металла в мг
Сталь
19
51
48
7б
299
Алюми-
ний
21,6
22,3
Чугун
за
2б
42
29
51
5б
99
250
233
* Раствор HgNOa подкислён азотной кислотой.
Данные табл. 68 показывают, что скорость
процесса шлифования в большинстве случаев
повышается в тех электролитах, в которых
металлы наиболее сильно корродируют. Когда
образующийся слой отличается значительной
механической прочностью и прочной связью
со шлифуемым материалом, скорость шли-
фования металла снижается. Алюминий, являясь
сильно электроотрицательным металлом, легко
пассивируется и покрывается с поверхности
слоем негидратированного А12О3, обладающего
исключительными защитными свойствами, по-
этому скорость шлифования алюминия в воде
и в растворах C11SO4 одинакова. В средах,
растворяющих окись алюминия (NaOH), ско-
рость шлифования значительно повышается.
Аналогичные данные имеются и в отноше-
нии других легко пассивирующихся металлов.
Скорость шлифования никеля и нержавеющей
высокохромистой" стали лишь незначительно
изменяется при переходе от одного электро-
лита к другому. Только в растворе сильных
окислителей, как, например, K3Fe (CNN, наблю-
дается некоторое возрастание скорости шли-
фования. Наблюдаются случаи, когда скорость
шлифования металла после введения в абра-
зивную суспензию химически активных ве-
ществ значительно снижается.
При химических методах обработки интен-
сивность снятия металла изменяется во вре-
мени следующим образом: толщина снимаемо-
го слоя металла в начале процесса увеличи-
вается пропорционально увеличению длитель-
ности процесса, через некоторый промежуток
времени скорость процесса падает и, нако-
нец, процесс прекращается в связи с обра-
зованием на поверхности металла продук-
тов реакции, препятствующих дальнейшему
проникновению электролитов к металлической
поверхности; так как при химико-механиче-
ском способе обработки продукты реакции
непрерывно удаляются с обрабатываемой по-
верхности, то производительность процесса
возрастает в несколько раз по сравнению с хи-
мическим методом. С повышением темпера-
туры электролита скорость реакции возра-
стает, и при нагреве электролита до 65° С
процесс ускоряется в 2,5 раза.
СТАНКИ ДЛЯ ХИМИКО-МЕХАНИЧЕСКОЙ
ОБРАБОТКИ
Для химико-механической обработки ис-
пользуются обычные металлообрабатывающие
станки. Однако детали станков, соприкасаю-
щиеся с раствором, должны быть изготовлены
из химически устойчивых материалов (кисло-
тоупорная сталь, латунь, текстолит и др.).
В ряде случаев применяются специальные
станки; например, станок ХМЗт1 (фиг. 65)
предназначен для химико-механического шли-
фования твёрдых сплавов. Привод станка от
электродвигателя мощностью 0,8 кет при
900—1000 об/мин. Материал шлифовальника
для заточки резцов ¦— кислотоупорная сталь
25ХНВА и для доводки - чугун. Нижняя часть
ванны окружена кожухом подогревателя, на
3 4
Фиг. 65. Станок ХМЗ-1 для шлифования пластинок и
заточки резцов из твёрдых сплавов: 1 — станина со сто-
лом G00x900x1000 мм); 2 — валы (промежуточный и ди-
сковый) с подшипниками, шкивами и ремнями; 3 —экс-
центриковый диск; 4— палец эксцентриковый с гайкой;
S — ведущая тяга; 6 — направляющая со втулкой; 7 —
спица; 8 — диск-шлифовальник; 9 — лопатка; 10 — ванна
(диаметр 380 мм, высота 145 мм); 11 — кожух подогрева-
теля ванны.
дне которого укладывается спираль из нихро-
мовой или фехралевой проволоки, изолирован-
ная от кожуха асбестом. Концы спирали выво-
дятся наружу и присоединяются к освети
тельной сети. При напряжении 65 в диаметр
нихромовой проволоки спирали—1,2 мм,
длина — 24 м.
Ванна 10 изготовляется из красной меди
или латуни. В кольцевом пространстве ванны
на кольце устанавливаются три лопатки из
красной меди, служащие для перемешивания
абразивной суспензии во время процесса шли-
фования.
56
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. lit
ХИМИКО-МЕХАНИЧЕСКАЯ ОБРАБОТКА
ТВЁРДЫХ СПЛАВОВ В РАСТВОРАХ
ЭЛЕКТРОЛИТОВ
Поверхность твёрдого сплава в растворах
электролитов в электрохимическом отношении
является особенно неоднородной. Зёрна кар-
бида вольфрама являются электроположитель-
ными, а участки кобальта — электроотрица-
тельными центрами поверхности. Деятельность
гальванических микропар должна привести
к коррозийному разрушению кобальтовой связки
и к освобождению зёрен карбидов вольфрама.
Однако при шлифовании этот процесс не
заходит настолько глубоко, чтобы зёрна кар-
бидов вольфрама полностью освобождались
за счёт коррозии.
Коррозийный процесс при шлифовании
значительно ослабляет прочность поверхност-
ного слоя сплава, что приводит к повышению
скорости шлифования.
Наиболее эффективными ускорителями про-
цесса являются растворы солей электрополо-
жительных металлов — серебра, меди, ртути.
В этих электролитах металлический кобальт,
входящий в состав твёрдого сплава, раство-
ряется, вытесняя из раствора электроположи-
тельный металл. Во время шлифования содер-
жание соли электроположительного металла
в электролите непрерывно уменьшается, а со-
держание соли кобальта возрастает, и для
поддержания постоянства состава электро-
лита и скорости шлифования необходимо
регулярно возмещать израсходованный элек-
тролит.
Эффективность различных ускорителей ха-
рактеризуется табл. 69, где показана скорость
шлифования победита в различных электро-
литах (шлифование 30-мин. наждаком, число
оборотов медного шлифовальника 74 в минуту,
давление на обрабатываемой поверхности
240 г/с-и2, длительность обработки 30 мин.).
Таблица 6Э
Эффективность различных ускорителей
(по данным ГОИ)
Электролит (ускоритель)
Вода
Fe,(SO<K
CuSO4
AgNO,
HgNO,+- HNO3
HNO,
Количество со шлифо-
ванного металла
в мг
4С
344
1203
П74
1522
При шлифовании твёрдых сплавов практи-
ческое значение имеет CUSO4. При соприкос-
новении с раствором CuSO4 поверхность сплава
оказывается покрытой сплошным тонким слоем
металлической меди, которая затем снимается
абразивным порошком на шлифовальнике.
Шлифование твёрдого сплава в растворе C11SO4
заключается в последовательном чередовании
процессов химического разрушения кобаль-
товой связки и образования медного слоя с
процессом механического удаления этого слоя.
В качестве материала шлифовальника дл»
шлифования твёрдых сплавов применяется
кислотоупорная сталь, химически устойчивая
в растворе сернокислой меди (табл. 70).
Таблица 70
Состав кислотоупорной стали для изготовления
шлифовальников
С
°>4°
о,55
Мп
О,2О
°,5°
Содержание
Si
0,70
1,50
Р
о,35
в %
S
°,з°
Сг
24,0
27,о
N4
12,О
'3,5
Равномерность износа шлифовальника обес-
печивается возвратно-поступательным дви-
жением обрабатываемых деталей по всей
рабочей поверхности шлифовальника.
При непрерывной круглосуточной работе
шлифовальник изнашивается за месяц на
1—1,5 -мм.
Технологический процесс шлифования твёр-
дых сплавов характеризуется следующими дан-
ными: 1) окружная скорость диска,соответству-
ющая оптимальной производительности про-
цесса, равна 1,5м/сек, и с увеличением скорости
вращения шлифовальника производительность
процесса возрастает незначительно, так как
решающим фактором производительности
является скорость химической реакции; 2) кон-
центрация раствора CuSO4—15—20п/0; 3) тем-
пература раствора — 35—40° С; 4) зернистость
абразивного зерна, входящего в состав шлиг
фующей смеси,— 46—60.
Химико-механическая заточка резцов про-
изводится на станке ХМЗ-1 (фиг. 65) в специ-
альной головке-резцедержателе (фиг. 66Л в ко-
торой закрепляется одновременно шесть рез-
цов. При заточке резцов рекомендуется обес-
печить следующий порядок операций: 1. От-
сортировать резцы в группы (по 6 шт.) по
Фиг. 66. Головка-резцедержатель для закрепления
шести резцов.
принципу однородности затупления. 2. Уста-
новить головку-резцедержатель на провероч-
ную плиту и на промежуточные кольца.
3. Закрепить резцы в резцедержателе (фиг. 67)
с помощью зажимных винтов так, чтобы каждый
резец своим основанием прижимался к на-
клонной стенке резцедержателя^ затачиваемой
гранью упирался в плиту. Угол наклона резце-
держателя должен соответствовать углу за-
ГЛ. I]
ХИМИКО-МЕХАНИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ МЕТАЛЛОВ
57
точки резца. 4. Головку с закреплёнными рез-
цами перенести с плиты в ванну станка и
прижать резцы к шлифовальнику с помощью
спицы 7 (фиг. 65) и дополнительного груза.
Процесс заточки и выключение станка
происходят автоматически. Во время заточки
резцы вместе с головкой при помощи пальца
эксцентриковой передачи совершают воз-
вратно-поступательное движение по поверх-
ности шлифовальника. Время заточки зависит
Фиг. 67. Закрепление резцов в резцедержателе.
от величины затупления и в среднем при за-
точке задней грани у новых резцов (первич-
ная заточка) составляет 8—12 мин., для зату-
пленных резцов с нормальным притуплением
(на глубину до 0,5 мм)—15—20 мин, для
сильно затупленных резцов с выкрошенным
лезвием на глубину до 1,5 мм — 40 мин. После
заточки головку снимают, резцы промывают
водой и головку вновь устанавливают на ста-
нок и производят доводку резцов. Доводка
осуществляется автоматически на чугунном
диске в смеси керосина, олеиновой кислоты и
карбида бора. Время доводки резцов незначи-
тельно по сравнению с доводкой резцов меха-
ническим способом. Для заточки передней грани
к станку требуется специальная конструкция
приспособления, что затрудняет осуществление
данного метода.
Химико-механическая заточка и шлифова-
ние твёрдых сплавов имеют следующие осо-
бенности: 1) отсутствует потребность приме-
нения дефицитных карборундовых кругов
.экстра"; 2) возможность автоматизации про-
Фиг. 68. Микрофотография лезвий резцов: а — заточка
на станке ХМЗ-1; о — заточка карборундовым кругом
.экстра".
цесса и высокой производительности рабочего,
одновременно затачивающего до 60 резцов;
3) возможность получить гладкое, ровное лез-
вие обработанных резцов, без штрихов, рисок,
завалов, зазубрин и трещин, неизбежных при.
механической обработке (фиг. 68); 4) во
время заточки отсутствует нагрев твёрдога
сплава, что полностью исключает растрески-
вание пластинок; 5) требуется невысокая
квалификация исполнителя; 6) полное отсут-
ствие пыли во время работы.
Шлифование пластин твёрдых сплавов.
Для получения надёжной пайки необходимо
обеспечить наиболее полное соприкосновение
основания пластины с опорной площадкой
державки ргзца. Химико-механическое шлифо-
вание ускоряет обработку пластин, улучшает
чистоту и качество поверхности, исключает
растрескивание пластин, позволяет обнару-
жить имеющиеся на пластинах дефекты — по-
ристость, мелкие трещины и др., не требуетг
остродефицитных абразивов.
Шлифование пластин рекомендуется про-
изводить в следующем порядке: 1. Пластины,
подлежащие обработке, укрепляются с помощью
сплава воска и канифоли на латунной шайбе
(фиг. Ь9). 2. В шлифовальную чашку заточного
Фиг. 69. Пластинки твёрдого^ сплава, наклеенные
на латунную шайбу.
станка ХМЗ-1 загружают абразивную суспен-
зию: 1 часть абразивного порошка-пятиминут-
ника + 1 часть 20%-ного раствора CuSO4.
3. Латунную шайбу с пластинами устанавливают
на шлифовальник, а спицу опускают на опор-
ную лунку шайбы. 4. Производят шлифование
пластин. Время обработки одного блока пла-
стин в зависимости от неровностей колеблется
в пределах от 30 мин. до 2 час. Для шлифо-
вания 30 000 пластин в месяц требуется один
двухшпиндельный станок.
Шлифование пластин для контроля их
на трещины. При шлифовании металлокера-
мических твёрдых сплавов наждачными по-
рошками с раствором CuSO4 получаются,
равномерные матовые поверхности, на которых
совершенно отсутствуют штрихи, риски и ца-
рапины. На таких поверхностях легко обна-
ружить имеющиеся трещины и другие дефекты
(раковины, неоднородности) при осмотре через
лупу или микроскоп с небольшим увеличением.
Поэтому способ химико-механического шли-
фования используют при сортировке пластинок,
поступающих в напайку, для обнаружения
трещин, появившихся или в процессе изгото-
вления сплава от неправильного режима спе-
кания, или при его дальнейшей обработке..
Наличие трещин на пластинах обусловливает
выкрашивание режущих кромок резцов, осна-
щённых твёрдыми сплавами, и преждевремен-
ный выход из строя.
Шлифование фильер. Обычно фильеры
из твердых сплавов шлифуются порошками:
карборунда „экстра", карбида бора или алмаза
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
на быстроходных станках A500—2500 об/мин).
В качестве иглы - шлифовальника употре-
бляется-стальной незакалённый стержень.
Химико-механический метод рекомендуется
применять для шлифования фильер из твёр-
дых сплавов, преимущественно крупного ка-
либра (от 15 до 20 мм) Шлифование произ-
водится на конусных иглах-шлифовальниках,
изготовленных из красной меди, бронзы или
кислотоупорной стали. Порядок обработки
фильеры следующий: 1. Иглу-шлифовальник
укрепляют в патроне токарного станка. 2. На-
носят кистью шлифующую смесь на поверх-
ность шлифовальника и шлифуют отверстие
4»ильеры со скоростью около 300 об/мин, на-
двигая её вручную с небольшим усилием на ра-
бочую конусную часть иглы. Во время шли-
¦фования периодически возобновляют смесь на
шлифовальнике, перемещая фильеру периоди-
чески в осевом направлении. 3. Время от вре-
мени шлифуемую фильеру промывают горя-
чей водой и при помощи куска проволоки с
заданным диаметром проверяют размер отвер-
стия. 4. Снимают фаску с выходной стороны
конусным шлифовальником с помощью шли-
фующей смеси и окончательно промывают
фильеру. 5. Доводят поверхность глазка с по-
мощью смеси карбида бора с керосином. На
доводку остается припуск 0,03—0.U4 мм.
При шлифовании рекомендуется применять
следующий состав шлифующей смеси: абразив-
ного порошка C0-мин. фракция) — 10 г; 15%-
ного раствора CuSO4— 10 смг; крахмала— 1 г.
Крахмал вводится в смесь для повышения
вязкости сцеси и предупреждения стекания её
со шлифовальника.
ХИМИКО-МЕХАНИЧЕСКАЯ ОБРАБОТКА
ДЕТАЛЕЙ МАШИН
Механизированная химическая обработка
на станках применяется, в частности, при из-
готовлении различных деталей двигателей
в-нутреннего сгорания при обработке по-
верхностей неподвижных посадок, для которых
требуется обеспечить точные размеры, высо-
кую чистоту поверхности и плотность прилега-
ния.
Этот способ обработки может найти при-
менение в различных отраслях машинострое-
ния (двигателестроение, турбостроение, станко-
строение, паровозостроение, ремонт оборудо-
вания и др.) с развитыми ручными слесарными
работами.
Образцы, притёртые грубыми и средними
пастами ГОИ, после тщательной промывки
при химическом анализе не обнаружили нали-
чия пасты в поверхностном слое. Пасты не
обладают режущими свойствами, они не вти-
раются в поверхность металла и при экспло-
атации не вызывают абразивного износа.
Исследование износа трущихся поверхно-
стей в присутствии паст ГОИ показало, что
если между трущимися поверхностями умы-
шленно оставить какое-либо количество пасты,
то через 1200 оборотов вала изнашивающая
способность пасты теряется и наступает ста-
билизация износа.
На фиг. 70 приведена кривая износа тру-
щейся пары, смазанной пастой, для случая
работы вала и вкладыша подшипника.
1
-Сталь
-^угун-^
I
200
ЬОО
600 800 W00 о6/мин
Фиг. 70. График износа трущейся пары
(вал — подшипник), обработанной пастой
с олеиновой кислотой.
Обработка деталей приспособлений. Хи-
мико-механическая обработка деталей приспо-
соблений применяется для ускорения слесар-
ных работ и механизации ручного труда
в ряде весьма ответственных операций. Хи-
мико-механическая обработка во многих слу-
чаях позволяет упрощать конструкцию при-
способлений и технологию их изготовления.
Замена шабровки оснований приспособлений
химико-механической обработкой обеспечи-
вает высокую точность их выполнения; по-
верхность контакта в этом случае может
быть уменьшена, а время обработки сокра-
щено.
С переходом на химико-механическую
обработку становится возможным в конструк-
циях, опорных .поверхностей больших разме-
ров допускать устройство узких опорных пло-
щадок вместо применявшихся ранее закре-
пляемых в деталь опорных элементов приспосо-
бления, устройство которых требовало точной
шабровки узких площадок, расположенных на
расстоянии друг от друга. .
При изготовлении деталей приспособлений,
имеющих закалённые опорные площадки, на-
ходящиеся на значительном расстоянии друг
от друга, химико-механическая обработка
может заменить при сборке приспособлений
весьма кропотливую работу подшабривания
опорных поверхностей.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Гребенщиков И. В., акад., Роль химии в процес- 3. С а м а р ц е в А. Г., ЛавровВ. П. иКизель-
сах полировки, «Фронт науки и техники" № 3, 1935.
J2. Кизельштейн В. Я., Химико-механический метод
обработки металлов, .Машиностроитель" № 5—6, 1940.
штейн В. Я-. Новый метод шлифования твёрдых
сплавов, Оборонгиз, М. 1939.
4. FlnkM., .Met. WIrt.-Wlss. Technik" № 36, 1934.
ГЛ. I]
ЭЛЕКТРИЧЕСКИЕ .СПОСОБЫ РАЗМЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ
59
ЭЛЕКТРИЧЕСКИЕ СПОСОБЫ РАЗМЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ
ЭЛЕКТРОХИМИЧЕСКИЕ СПОСОБЫ
ОБРАБОТКИ МЕТАЛЛОВ
Электрохимическая обработка металлов
основывается на законах электролиза, устано-
вленных Фарадеем, и на явлении поляризации.
Закон Фарадея количественно выражается
уравнением
7 = /С Aft = /C — e,
1 п п
где f — общее количество выделившегося при
электролизе вещества в мг; А — атомный вес
выделившегося вещества; п — его валентность;
t — длительность электролиза в сек.; / — сила
тока в а; е = if, К — константа для любых
веществ, равная 0,01036.
Поляризация, всегда сопровождающая
процесс электролиза, является следствием
ряда причин, препятствующих разряду ионов
на электродах. При повышении плотности тока
концентрация ионов металла в слое электро-
лита, примыкающем к аноду, возрастает и
препятствует анодному растворению. Иногда
анодная поляризация достигает столь значи-
тельных размеров, что наступает пассивность
анода, т. е. такое явление, когда выход по
току падает до нуля, анод перестаёт раство-
.ряться и на нём образуется пассивная изоля-
ционная плёнка.
Процесс образования изоляционной плёнки,
поляризационного слоя, развёрнутый во вре-
мени, изображён на фиг. 71. Для продолжения
Направление процесса
Фиг. 71. Схема пассивации анодной поверхно-
сти* 1 — силовые линии; 2 — поляризационный
слой; 3 — электролит,
электрохимического процесса образовавшаяся
плёнка должна быть снята с анодной поверх-
ности. В зависимости от приёмов, с помощью
которых она удаляется, различают три спо-
соба обработки металлов.
Химико-механический способ обра-
ботки м ета л л о в (фиг. 72) — плёнка сди-
Фиг. 72. Схема процесса химико-механической обработки
металлов: 1 — силовые Л1.нии; 2—поляризационный слой;
3 — электролит; 4—электронейтральный скребок.
рается с мест, подлежащих дальнейшей обра-
ботке, при помощи эле.ктронейтрального
скребка или щё;тки.
Электрохимический способ по-
лировки металлов (фиг. 73) .— плёнка
Фиг. 73. Схема процесса электрохимического полирования
металлов: / — силовые линии;2 — поляризационный слой;
3 — электролит.
удаляется силами электрического поля с наи-
более возвышенных мест анодной поверхности.
Анодное травление металлов
< фиг. 74) —плотность тока берётся столь боль-
шой, что образовавшаяся плёнка не может
Направление процессе
Фиг. 74. Схема процесса анодного травления металлов,:
/ — силовые линии; 2 — поляризационный слой; 3— элек-
тролит.
удерживаться на анодной поверхности и в про-
цессе образования непрерывно срывается со
всей поверхности действием электрического
поля. Вследствие такого протекания процесса
анодная поверхность самоочищается. Послед-
ний способ обработки металлов здесь не рас-
сматривается.
Для осуществления химико-механического
способа обработки металлов создают кинема-
тическую схему с перемещением скребка
относительно изделия (фиг. 75). Изделие 1 за-
Фиг. i5. Схема станка для химико-механической обработки
металлов.
крепляется в приспособлении и вращается
электромотором 2 в ванне 5, наполненной
электролитом. Анодом является изделие, а ка-
60
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ш
тодом — железная ванна или специальная пла-
стинка б, погружаемая в электролит. Скребок 3
заданной конфигурации закрепляется в су-
порте 4 и подводится к изделию с таким на-
жимом, чтобы обеспечить снятие хрупкой
пассивной плёнки. Сила тока и состав элек-
тролита меняются в широком диапазоне в за-
висимости от состава обрабатываемого мате-
риала. Напряжение не должно превышать 20 в,
так как в противном случае наступает анод-
ное травление.
Способ особенно пригоден для обработки
твёрдых сплавов (заточка инструмента, арми-
рованного твёрдым сплавом), так как- анод-
ная плёнка, образующаяся на твёрдом сплаве
и представляющая собой химическое соедине-
ние между компонентами сплава и электро-
литом, очень хрупка и снимается легко даже
медным скребком. Преимуществами химико-
механического способа обработки по сравне-
нию с механическим является исключение по-
требности в специальных абразивах, отсут-
ствие прижогов обрабатываемой поверхности
и деформирующих усилий на поверхности
обрабатываемого материала, а также более
высокая стойкость изделий.
Электрохимический способ по-
лирования (или точнее глянцовки) металлов
может осуществляться лишь тогда, когда не
имеет места полная поляризация, но и не на-
ступает процесс анодного травления. Состав
электролита и режим обработки (электриче-
ский, температурный и по времени) должны
обеспечивать разрыв поляризационной плёнки
только на гребешках поверхности (где сило-
вые линии электрического поля всегда более
концентрированы) и не нарушать её в углу-
блениях, а так как снимаемые гребешки имеют
высоту, два-три десятка микронов, то, оче-
видно, что предъявляемые требования к ре-
жиму и электролиту должны быть весьма жёст-
кими и различными для различных материалов
(см. табл. 71). Для обеспечения наибольшей
концентрации электрического поля на гре-
бешках обрабатываемой поверхности необхо-
димо уменьшать рассеивающую способ-
ность ванны увеличением размера катода
(в некоторых случаях" площадь его в 15—20 раз
больше площади анода). Применяемые элек-
тролиты должны быть сильно концентриро-
ванными, чтобы не допустить химического
травления обрабатываемых поверхностей.
С помощью электрохимического способа
полируются углеродистая сталь, нержавеющая
сталь, медь, латунь, олово, бронза, никель,
цинк, алюминий, монель-металл. Все эти ме-
таллы могут быть в виде листов или полос,
а также проволоки, поковок и штамповок.
Электрохимический способ особенно эффек-
тивен при полировании нержавеющих ста-
лей.
Процесс полирования состоит из следующих
операций: 1) предварительного шлифования
абразивами, 2) химического травления для
удаления окалины и прижогов, 3) полирова-
ния, 4) промывания в холодной воде, 5) про-
мывания в щёлочи для окончательного удале-
ния кислоты, 6) промывания в проточной хо-
лодной воде, 7) протирки и сушки.
Поверхность, отполированная электрохи-
мическим путём, имеет очень большую отра-
жательную способность (анодный блеск); даже
Таблица 71
Состав электролитов и режим процесса
электрохимического полирования
Состав электролита
Серная кислота
Ортофосфорная кислота . .
Хромовый ангидрид ....
Глицерин (уд. в. 1,25) . . .
Вода
Режим процесса
Напряжение в в
Плотность тока в а дм" . .
Температура ванны в °С . .
Длительность ч полировки
в мин
В °/0
по весу
4°
44
3
13
12—15
Зо—6о
7о—9О
IO — 2О
В % по
объёму
42
48
ю
12—15
10
IOO
5
при 2500-кратном увеличении на отполиро-
ванной поверхности не наблюдается каких-
либо царапин.
Для полирования изделия завешиваются на
бронзовых или медных подвесах в ванну,
имеющую заданную температуру. Так как
в процессе работы электролит разогревается,
то ванны оборудуются змеевиками или охла-
ждающими рубашками.
Ванна обеспечивается также надёжной
бортовой вентиляцией для отсоса вредных
паров, а обслуживающий персонал работает
в защитных очках и резиновых перчатках.
ЭЛЕКТРОТЕРМИЧЕСКИЙ СПОСОБ
ОБРАБОТКИ МЕТАЛЛОВ
При электротермическом способе обра-
ботки металлов используется термическое
действие тока. Способ основан на том, что
ток большой силы и малого напряжения одним
полюсом подаётся к изделию, а другим на
заострённый электрод, скользящий по поверх-
ности обрабатываемого изделия.
Вследствие большой плотности тока в ме-
стах соприкосновения острия с изделием
металл здесь разогревается до расплавления
или до состояния пластичности. За первым
заострённым электродом следует серия таких
же электродов, которые выскребают механи-
ческим усилием размягчённый материал и
размягчают его для следующих за ними элек-
тродов. В изделии появляется канавка, кото-
рая постепенно углубляется за счёт сближе-
ния изделия с электродом.
Способ практически осуществляется с по-
мощью дисковой зубчатой пилы и трансфор-
матора тока (фиг. 76).
Стальная круглая пила / толщиной около
3 мм по краям и около 2 мм в средней части
имеет мелкие разведённые зубья и вращается
со скоростью около 120 MfceK.
В табл. 72 приведены характеристики элек-
трических пил Demag [3].
Производительность резки (длина разреза)
пилой более 1 м/мин. Разрез имеет правиль-
ную и чистую поверхность.
Недостатки процесса: 1) при со-
прикосновении зуба с изделием (фиг. 77)
металл разбрызгивается, и со стороны входа
ГЛ. J]
ЭЛЕКТРИЧЕСКИЕ СПОСОБЫ РАЗМЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ
61
Таблица 72
Характеристика электрических пил Demag
Тип пилы
ЕТ-1
ЕТ-2
ЕТЗ
Мощность мото-
ра в ква
7.5
2О,О
20,О
Мощность транс-
форматора в ква
25
35
35
Напряжение, по-
даваемое к пиле,
в в
13
13
12
Диаметр диска
в мм
7ОО
9бо
155°
Пила разрезает
круглый мате -
риал до диа-
метра в мм
бо
IOO
I3O
листовой ма-
териал тол-
щиной до мм
3°
5°
6о
пилы образуется заусенец до 1 мм; 2) в мо-
мент отрыва капли или размягчённой порции
металла от изделия часть металла остаётся на
изделии и образует заусенец со стороны
Фиг. 76. Взаимосвязь электрической и кинематической
схемы пилы электротермического действия: 1 — ди-
сковая пила; 2 — электромотор; 3 — разрезаемое изделие;
4— супорт, подающий изделие; 5 — трансформатор тока.
выхода пилы до 1,5 мм; 3) поверхность раз-
реза термически обрабатывается на глубину
до 2 мм; 4) пила чрезвычайно быстро изна-
шивается за счёт износа зубьев от термиче-
Фиг. 77. Схема про-
цесса резки метал-
ла пилой: / — за-
усенец со стороны
выхода пилы до
1,5 мм; 2 — заусе-
нец со стороны вхо-
да пилы до 1 мм;
3 — зона размягчён-
ного материала;
4 — изделие.
ского действия тока и за счёт налипания на
них размягчённого металла изделия.
Несмотря на все эти недостатки, электро-
термический способ нашёл применение при
разрезке профильных стальных материалов.
ЭЛЕКТРОДИНАМИЧЕСКИЙ
(ЭЛЕКРОИСКРОВОЙ) СПОСОБ
ОБРАБОТКИ МЕТАЛЛОВ [2, 3]
Искровой разряд (общие понятия)
Эрозией называется процесс частичного
или полного разрушения материала под воз-
действием внешних факторов.
Электрическую эрозию металла определяют
как физическое явление, заключающееся в на-
правленном выбрасывании материала из элек-
тродов под действием самостоятельного элек-
трического разряда, протекающего между элек-
тродами.
Искровой разряд сопровождается пробоем
межэлектродного пространства и имеет отри-
цательную вольтамперную характеристику,
т. е. наряду с броском тока вызывает резкое
падение напряжения на электродах. Искровой
разряд является типичным электронным про-
цессом. В момент пробоя межэлектродного
пространства электроны, оторвавшись от ка-
тода, достигают анода. Через образовавшийся
канал сквозной проводимости, окружённый
ионами, проходит вся энергия, запасённая
системой, создавая своим движением импульс
тока. Возникающее при этом магнитное поле
ещё более усиливает сжимающее действие и
приводит в конечном итоге к тому, что гро-
мадные мощности, протекая через весьма
узкие каналы скозной проводимости, фокуси-
рованно обрушиваются на электрод-анод,
вызывая его разрушение.
Искровой импульс (электрический удар),
укладывающийся в промежутки времени, опре-
деляемые миллионными долями секунды, со-
провождается весьма малыми термическими
эффектами и практически не нагревает обра-
батываемого изделия. Кроме того, поскольку
место приложения импульса всегда строго
локализовано, этим обеспечивается возмож-
ность с помощью искрового способа произво-
дить обработку металла в намеченном месте
и с большой точностью.
Искровая форма электрического разряда
может быть получена двумя способами. При
первом способе применяют напряжения столь
небольшой величины, что возникновение дуги
при любых силах разрываемого тока является
практически невозможным (так называемое
минимальное напряжение дуги). В воздухе
оно для большинства металлов не превы-
шает 18 в. Замена газовой среды жидкими
диэлектриками позволяет несколько поднять
значение минимального напряжения дуги (ма-
ксимум до 30 в). Такое же действие оказы-
вают некоторые суспензии и растворы солей
фосфорной, кремневой и борной кислот. Так
как этот способ получения искровой формы
электрического разряда требует весьма боль-
шой силы тока, определяемой сотнями ампер,
и уникальных мощных источников питания, то
он имеет ограниченное применение, например,
для разрезки и шлифования металла.
Второй способ получения искрового раз-
ряда заключается в осуществлении мероприя-
тий, не допускающих появления дуговой формы
электрического разряда, что обеспечивается
минимальным временем разряда, т. е. обрывом
его до^ перехода в дуговую форму, и поглоще-
нием магнитной энергии цепи, выделяющейся
в виде экстратока размыкания. Эти мероприятия
обычно осуществляются с помощью ёмкости,
подключаемой параллельно электродам, между
которыми происходит разряд. Ёмкость задер-
живает во времени подъём напряжения на
электродах после падения его при пробое и
даёт дополнительное время, потребное для под-
нятия потенциала на конденсаторе, что благо-
приятно сказывается на процессе приведения
межэлектродной среды в состояние, предшест-
вующее пробою.
62
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
При наличии в схеме ёмкости оказывается
возможным получать большие порции энергии
от весьма маломощных источников тока, и,
мгновенно обрушивать их на места, подлежа-
щие обработке; •
Получаемые импульсы тока могут весьма
легко регулироваться по величине примени-
тельно к требуемой чистоте обрабатываемой
поверхности.
Так как количество электричества, нако-
пленное конденсатором, зависит главным обра-
зом от напряжения, то всегда стремятся рабо-
тать на высоких напряжениях (десятки и сотни
вольт). .
При обработке металла электроискровым
способом искровой разряд должен . проте-
кать в жидкой среде по следующим соображе-
ниям: .
1. При протекании электроэрозионных про-
цессов материал изделия (анода) вырывается
искрой и отлагается на инструменте (катоде),
чем искажается его профиль. Жидкая среда
преграждает путь летящим частицам металла
и, защищает инструмент.
2. Бризантное действие искрового импульса
тем больше, чем больше переходное сопро-
тивление искра—металл. Жидкая среда (диэлек-
трик или суспензия, которые постоянно
образуют на электродах изоляционные плёнки,
пробиваемые искрой) увеличивает переходное
сопротивление.
3. Порошок получающийся в процессе
обработки, частично остаётся взвешенным
в жидкой среде, и при наложении на элек-
троды напряжения частицы втягиваются элек-
трическим полем в межэлектродное простран-
ство. Когерирующее действие их позволяет
значительно увеличить рабочий зазор между
электродами.
При электроискровом способе обработки
металлов инструмент и обрабатываемая деталь
являются электродами электрического коле-
бательного контура, который настроен так,
что работает в области не стационарного
электрического разряда, а в области искрового
разряда. При этом выброс металла от элек-
трода-изделия, являющегося анодом, происхо-
дит при контактном или бесконтактном замы-
кании цепи разрядного контура в жидкой
среде.
Бесконтактный способ, при котором замы-
Кание депи разрядного контура осуществляется
путём пробоя межэлектродного пространства
и обработка материала производится без со-
прикосновения с ним (на расстоянии), имеет
по сравнению с контактным способом обра-
ботки существенные преимущества: упро-
щается кинематическая схема станка за счёт
исключения из неё одной движущейся системы
и имеется возможность многократного увели-
чения скорости обработки. Последнее обусло-
вливается тем, что скорость электроискровых
работ пропорциональна частоте срабатывания
контура. При бесконтактном способе частота
отдельных срабатываний колебательного кон-
тура определяется не кинематической схемой
станка, а скоростью подъёма напряжения на
обкладках конденсатора до напряжения, обу-
словливающего пробой межэлектродного про-
странства; это напряжение и скорость обра-
ботки могут регулироваться в весьма широких
пределах.
Технологические характеристики
электроискрового способа обработки
металлов
При замыкании цепи разрядного контура
контактным или бесконтактным способами
импульс тока направленно выбрасывает мате-
риал от электрода-изделия к электроду-инстру-
менту. Колебания, сопровождающие разряд
контура, имеют весьма большой декремент
затухания, т. е. площадь, ограниченная кривой
разряда в её положительной части, значи-
тельно больше, нежели в её отрицательной
части (фиг. 76). Поэтому количество мате-
/L
tcek
Фиг. 78. Осциллограмма искрового процесса.
риала, выносимое с анода при одноимённом
материале электродов, будет значительно
больше, нежели количество материала, выно-
симое с катода.
Работа, выраженная отрицательной частью
кривой, является вредной, поскольку она вы-
зывает износ инструмента.
Процесс перенесения материала под дей-
ствием искрового разряда подчиняется сле-
дующим законам, на которых построено даль-
нейшее изучение и использование этого про-
цесса:
1. Электрическая эрозия является неотъем-
лемым свойством любых токопроводящих
материалов, которые поэтому могут обраба-
тываться с помощью электроискрового способа
независимо от их твёрдости.
2. Весовое количество материала, выбра-
сываемое из электродов в результате действия
искрового импульса, строго пропорционально
количеству электричества, протекшему за дан-
ный импульс, но зависит от крутизны фронта
импульса.
3. Одно и то же количество электричества,
протекшее за данный импульс, выбрасывает
из электродов различные весовые количества
материалов в зависимости от химического
состава электродов, а электроэгозионная
устойчивость металлов понижается с повыше-
нием атомного веса элемента.
Режим процесса электроискровой обра-
ботки характеризуется жёсткостью, под
которой понимается соответствующее коли-
чество ампер, прочитанное по показаниям
теплового амперметра разрядного контура,
отнесённое к соответствующей величине на-
пряжения, питающего данный контур. Жёст-
кость режима обработки определяет макси-
мальную порцию металла, которая может быть
вырвана в результате действия единичного
импульса, а также чистоту поверхности и
точность обработки ... Скорость электроискро- -:
ГЛ. \]
ЭЛЕКТРИЧЕСКИЕ СПОСОБЫ РАЗМЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ
вой обработки металлов авляется интеграль-
ным значением импульсов, среднеэффективное
значение которых замеряется- величиной тока
разрядного контура. : ,
Электроискровой способ обработки;метал-
лов обладает исключительно большим и легко
осуществляемым диапазоном режимов обра-
ботки, которые разбиваются на три группы:
мягкие режимы до № 1, средние режимы от
№ 1 до 10 и жёсткие режимы от № 11 и выше.
Для указанного ниже стандартного пульта
управления для 220 в мягкие режимы осуще-
ствляются на ступенях, № 1, 2 и 3, средние
режимы на ступенях № 4, •
5, 6 и 7, жёсткие режи-
мы на ступенях № 8, 9
и 10. Сила тока выби-
рается в зависимости от
принятой ёмкости по
фиг. 79.
Скорость обработки
различных ; материалов
характеризуется количе-
ством импульсов iV, не-
обходимых для изгото-
вления круглого сквоз-
ного отверстия диаме,-
тром 10 мм в пластине
толщиной 10 мм при
токе короткого замыкания 30 а, при напряже-
нии 110 в и ёмкости 400 мкф. Материал элек-
трода-инструмента—латунь.
зоо
гоо
юо
/1
/
-Л
Ю 20 30 /„
Фиг. 79. Зависимость
величины тока от вы-
бранной величины ём-
кости для проведения
электроискрового про-
цесса.
Материал
Олово . .
Висмут . .
Свинец . .
Кадмий . .
Алюминий
Цинк . . .
Латунь
N
8064
83i6
8484
8 736
9 24°
9 786
41580
Медь 52 5ОО
Материал
Медно-графи-
товая компо-
зиция . .
Никель • .
Сталь X12М
Железо . .
Молибден
Графит . .
52800
63 2IO
71 19°
IO2 27O
125 58O
Внешний вид поверхностей, полученных
при электроискровой обработке, представлен
на фиг. 80.
Поверхности состоят из отдельных лунок,
появляющихся на обрабатываемой поверхно^
Фиг. 80. Внешний вид поверхностей, полученных
при электроискровой обработке.
сти в результате вырывания из неё опреде-
лённых по величине порций металла.
Лунки имеют чечезицеобразную форму и
глубину, равную i/s диаметра.
Все отпечатки получены одним и тем же
8'Мм латунным элекхподом-инс тру ментом, без
какой-либо промежуточной зачистки торца.
его>между двумя,отдельно полученными отпе-
чатками.. . : '.
Отпечатки /—9 характеризуют серию ре-
жимов для 100 в от М» 30 до 0,1, отпечатки
10—15 — серию режимов для 25 в от № 20 до-
0,1. Диаметр лунок показан в табл. 73.
Влияние режимов электроискровой
иа диаметр лунок
Таблица 73
обработки
- № от-
печатка
i
а
3
4
5
6
7
8
Жёст-
кость
режима
№
5°
4°
3°
2О
IO
б
I
°>5
Диа-
метр
лунки
в мк
9Ю
775
68о
56°
425
. 3°°
l8o
120
JSfe от-
печатка
9
IO
11
12
13
14
15
Жёст-
кость
режима
№
О,1
2О
1О
5
i
°,5
О,1
Диаметр
лунки
в мк
60
2бо
i8o
150
НО
75
3°
Данные таблицы показывают, что режимы,
обеспечивающие наибольшие скорости обра-
ботки, дают наиболее грубую поверхность, и
наоборот. Поэтому для получения в возможно
короткий срок поверхностей высокой чистоты
проводят вначале предварительную обработку
поверхности на жёстком режиме и доводят
затем на мягком режиме. При этом обдироч-
ный и доводочный режимы осуществляют &
одну операцию, за одну установку электрода-
инструмента.
Точность изготовления отверстий. При
сближении электрода-инструмента с электро-
дом-изделием (фиг. 81) на определённое рас-
стояние / градиент
поля достигает та-
кой величины, что
происходит пробой
межэлектродного
пространства, за-
полненного жидкой
средой. В резуль-
тате этого импуль-
са ИЗ тела анода Фиг. 81. Схема образования
вырывается части- зазора при электроискровой
ца металла, кото- обработке,
рая в условиях
жидкой среды приобретает шарообразную-
Форму с радиусом R.
- Динамическими силами электрического'
поля, а также давлением газов, образовавшихся
при охлаждении частицы (газы не успевают
конденсироваться вследствие кратковремен-
ности протекания процесса), ей сообщается по-
ступательное движение, которое с большой
скоростью выбрасывает частицу из камеры.
Движущаяся частица вызывает дополнитель-
ные электрические разряды между боковыми
плоскостями инструмента и изделия и тем са-
мым обусловливает появление зазора между
электродами, величина которого равняется
2R 4- /.
Так как величина R характеризуется то-
ком разрядного контура, то величина зазора
или точность выполнения операции по про-
ходке отверстий электроискоовым способом
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. III
•определяется жёсткостью режима обработки
и для каждой заданной жёсткости является
величиной постоянной и зависит лишь от хи-
мического состава элементов, принимающих
участие в происходящем разряде.
Величина зазора для закалённой стали Х12М
при работе латунным электродом-инструмен-
том в масле при напряжении питающей цепи
ПО в для различных режимов равняется: ре-
жим № 30 — 0.25 мм на сторону, № 20—0,20 мм,
№ 10—0,15 мм, № 0,6—0,09 мм, № 0,2—0,03 мм.
Технологические характеристики электро-
искровых процессов, являясь органически взаи-
мосвязанными природой процесса, вполне од-
нозначно и воспроизводимо характеризуются
жёсткостью режима обработки, и каждое на-
звание номера режима обработки включает в
себя определённую количественную характе-
ристику скорости обработки, качества поверх-
ности, а также размерной точности обработки.
Оборудование для электроискровой
обработки металлов
Общее устройство станков электроиск-
рового действия. В станках электроискрового
действия основной рабочей частью является
электрическая схема, а кинематическая часть
станка является вспо-
могательным элемен-
том, назначение кото-
рого сводится к со-
хранению во время
работы зазора между
электродом - инстру-
ментом и электродом-
изделием, а также к
обеспечению устано-
вочных, а иногда и
рабочих перемещений
обрабатываемой де-
тали относительно ин-
струмента. Принци-
пиальная схема стан-
ка электроискрового
действия представле-
на на фиг. 82. Она
состоит из электри-
•Фиг. 82. Принципиальная схема станка электроискрового
действия.
ческой части, включающей источник постоян-
ного тока, переменное балластное сопротивле-
ние /?, переменную ёмкость С и измеритель-
ные приборы, и из кинематической части,
электроды которой подключаются параллельно
батарее конденсаторов.
У большинства установок электроискро-
вого действия кинематическая часть состоит
из семи элементов: ванночки, головки для
крепления электрода-инструмента, приспосо-
блений для установочных и рабочих переме-
щений, приспособлений сближения электродов,
следящей системы, гидравлической части и
станины.
Источником тока является мотор-ге-
нератор с независимым возбуждением мощ-
ностью 8—10 кет и напряжением 220 в. При
отсутствии генератора можно применять лю-
бые выпрямляющие устройства, например, се
леновые выпрямители, которые представляют
собой весьма компактное устройство, ра-
ботающее при нормальной эксплоатации
весьма устойчиво. Ламповые схемы вы-
прямления при достаточной мощности их
также являются вполне применимыми для
этих целей.
Сопротивления представляют собой
нихромовые спирали, намотанные на керамике
или подвешенные на изоляторах. Набор сопро-
тивлений рекомендуется разбить на 10 сту-
пеней для токов 40, 20, 15, 10, 5, 3, 1, 0,5,
0,3, 0,1а.
КонденсаторГная батарея состоит
из обычных бумажных низковольтных конден-
саторов (телефонного типа) с соответствую-
щими величинами рабочих и пробивных на-
пряжений. Общая ёмкость конденсаторной
батареи 500 мкф. Для перекрытия всего диа-
пазона режимов обработки рекомендуется
объединить их в 10 групп: 2, 6, 10, 20, 30,
50, 100, 200, 300, 500 мкф. Монтаж от-
дельных групп следует производить шин-
кой 16 мм2, а соединение групп между со-
бой и выводы — шинкой сечением не менее
100 мм*.
Измерительная аппаратура со-
стоит из вольтметра постоянного тока
на 250 в, амперметра в питающей цепи с
двумя шунтами на 50 и 3 а и теплового
амперметра в цепи разрядного контура на
300 а.
Все рабочие элементы электриче-
ской схемы компонуются в пульте упра-
вления в соответствии с принципиальной схе-
мой установки. При конструировании и сборке
электрической схемы необходимо обеспечить
выполнение всех требований, являющихся обя-
зательными при монтаже любой электриче-
ской машины. Особое внимание следует обра-
щать на выполнение цепи разрядного контура:
мгновенные токи, идущие по этой цепи, выра-
жаются сотнями ампер, и для уменьшения
потерь на сопротивление (что обеспечивает
наиболее крутой фронт волны импульса) тре-
буются надёжные контакты всех переключа-
телей и соответствующее сечение подводящих
проводов. С этой же целью максимально
уменьшают длину всех проводов цепи разряд-
ного контура, размещая всю электрическую
схему в корпусе станка или в каркасе, на ко-
тором он стоит.
Омическое сопротивление рабочего коле-
бательного контура (от искрового промежутка
до конденсаторов) не допускается более
0,03 ом.
Ванночка, в которой обрабатывается
изделие, представляет собой металлическую
сварную коробку, открытую сверху, и имеет
ряд крепёжных приспособлений для закрепле-
ния обрабатываемых изделий. В ванночке
устроены два отверстия с пробковыми кра-
нами — верхнее для нагнетания и нижнее для
слива рабочей жидкости. Высота ванночки
выбирается такой, чтобы при работе над из-
делием был слой жидкости не менее 100 мм.
Корпус ванночки электрически изолирован от
ГЛ. 1)
ЭЛЕКТРИЧЕСКИЕ СПОСОБЫ РАЗМЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ
65
станины станка, к которой она прикреплена.
В одной из боковых стенок ванночки имеется
проходная втулка, через которую ток от анода
разрядного контура подаётся к крепежным
приспособлениям.
Головки для закрепления элек-
трод а-и нструмента применяются самой
разнообразной конструкции, исключая головки
с резьбовыми соединениями, которые оказа-
лись весьма ненадёжными в работе.
Приспособление для перемеще-
ния детали относительно инструмента
обычно состоит из поворотного крестового
супорта.
Приспособление для сближе-
ния электродов обычно выполняется в
виде механического, гидравлического или
электромагнитного приводов, которые обеспе-
чивают одному из электродов поступательное
движение относительно другого.
Следящая система автоматически с
помощью электромагнитных систем приводит
в действие приспособления для сближения
электродов.
Гидравлическая часть установки
состоит из отстойника, центробежного насоса,
сборного бачка и системы трубопроводов
и обеспечивает бесперебойную подачу рабо-
чей жидкости в ванночку.
Станина установки может быть са-
мой разнообразной конструкции в зависимо-
сти от назначения установки.
Пульт управления показан на фиг. 83.
Фиг. 83. Внешний вид пульта управления (боковая стенка
снята).
Характеристика установок электроискро-
вого действия приведена в табл. 74.
Станок для прошивки отверстий. Прин-
ципиальная схема станка представлена на
фиг. 84. В этой схеме на следящую систему
возложены функции непосредственного упра-
вления подачей, что уменьшает число рабо-
5 Том 7
Таблица 74
Характеристика установок электроискрового
действия
Тип
установки
Станок
для про-
шивки от-
верстий
Станок
копиро-
вальный
Станок
для раз-
резки ме-
таллов
Станок
для вспо-
могатель-
ных работ
Уста-
новка ДЛЯ
нанесения
металличе-
ских по-
крытий
Назначение
Изготовле-
ние штампов,
фильер
Прошивка
мелких от-
верстий, гра-
вирование
Разрезка
твёрдых спла-
вов, изгото-
вление узких
щелей, заго-
товительные
операции
Извлечение
сломанного
инструмента
Нанесение
твёрдых по-
крытий на
режущие гра-
ни инструмен-
та
Характери-
стика
Бесконтакт-
ного дейст-
вия. Наличие
следящей си-
стемы обяза-
тельно
Контактно-
го действия.
Наличие сле-
дящей систе-
мы обяза-
тельно
Маятниковая
пила
Модернизи-
рованный
сверлильный
станок с со-
леноидным
приводом
Контакт-
ного дейст-
вия, электро-
магнитный
вибратор, пи-
таемый током
промышлен-
ной частоты
Источник
тока при
индивиду-
альном
питании
Селено-
вый вы-
прямитель
ИЛИ MOTOD-
генератор
То же
Мотор-
генератор
или селе-
новый вы-
прямитель
типа
ВСГ-3
Селено-
вый вы-
прями-
тель или
мотор ге-
нератор
То же
чих элементов станка и инерционность дей-
ствия всей системы подачи.
Поскольку втя-
гивающее усилие
соленоида для
большинства при-
меняемых режи-
мов является не-
достаточным для
подъёма шпинделя,
то или баланси-
руют шпиндель,
оставляя на долю
соленоида весьма
небольшой вес,
или делают катуш-
ку соленоида с пе-
ременным числом
витков, или соз-
дают дополнитель-
ную кинематиче-
скую схему, в ко-
торой соленоид
выносится в сто-
рону и якорь его
связывается со
шпинделем станка системой рычагов.
Так как при работе с соленоидным приво-
дом в питающую цепь электрической схемы
вводится дополнительная индуктивная нагрузка
Фиг. 84. Схема станка электро-
искрового действия с электро-
магнитной подачей.
66
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
и возможны пики напряжений, то во избежа-
ние порчи конденсаторов необходимо брать
их с несколько более высоким пробивным на-
пряжением или же шунтировать соленоид до-
полнительной ёмкостью.
На фиг. 85 представлен наиболее простой
вариант установки с соленоидным приводом.
Она смонтирована на базе обычного сверлиль-
ного станка, у ко-
торого изъят ме-
ханизм вращения
шпинделя и в верх-
ней части располо-
жен соленоид. Кон-
цы от соленоида
выведены к пере-
ключателю, кото-
рый расположен на
правой части стола.
Прошивка отвер-
стий производится
следующим обра-
зом: плита, в кото-
рой изготовляется
отверстие, поме-
щается в ванночку,
а электрод-инстру-
мент заданного
профиля или одно-
Фкг. 85- Внешний вид станка электроискрового
действия с электромагнитной подачей.
временно серия их в кондукторе зажимается
в головке, ванночка заполняется керосином,
задаётся необходимая жёсткость режима обра-
ботки (соответствующим перемещением пере-
ключателей ёмкости и сопротивления) и по-
даётся ток на разрядный контур.
Переключатель витков соленоида устанавли-
вается в положение, при котором имеет место
устойчивая работа станка. Во время работы
станок не нуждается в каком-либо обслужива-
нии. После проходки отверстия вся установка
автоматически выключается.
Станок для гравировки (фиг. 86). Грави-
ровка производится методом копирования ри-
сунка с негативного изображения на металле. С
этой целью латунный штемпель с нанесённым на
нём рисунком или текстом закрепляется в го-
ловке, которая является якорем электрома-
гнита, питаемого током промышленной частоты.
Вследствие этого штемпель получает воз-
вратно-поступательное движение и при этом
каждый раз, касаясь изделия, закреплённого
в ванночке, воспроизводит на нём рисунок.
Подача для данного вида работ весьма не-
значительна и производится вручную с по-
мощью винта, находящегося над электрома-
гнитом. На этой же установке производится
прошивка отверстий
диаметром, меньшим г J
1 мм. > ,<
Пила электро- ' j
искрового действия.
Станок представляет
собой металлическую
раму сварной кон-
Фиг.
6. Внешний вид станка для гравировки металле!
электроискровым способом.
струкции (фиг. 87), в верхней части которой
помещаются головка с диском и су порт с за
креплённой деталью. Разрезка является след
Фиг. 87. Внешний вид станка для резки металлов электрс
искровым способом.
ствием электроэрозионных процессов, проте
кающих между вращающимся диском и ра;
резаемым изделием, являющимися электрс
дами искрового контура.
Головка станка представляет собой че|:
вячный. редуктор, приводимый в движение ре
мённой передачей от электромотора, располс
женного в корпусе рамы станка.
ГЛ. I]
ЭЛЕКТРИЧЕСКИЕ СПОСОБЫ РАЗМЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ
67
На рабочем валу редуктора закреплён с
помощью гайки и двух фланцев латунный
диск толщиной не более 1 мм, являющийся
электродом-инструментом. Ток к диску подво-
дится с противоположной стороны вала от
меднографитовой щётки, прижимаемой к торцо-
вой части вала пружиной щёткодержателя.
Диск, а следовательно, и вся масса станка
соединены с катодом.
Супорт, в который закрепляются детали,
электрически изолирован от массы станка де-
ревянной подкладкой, пропитанной парафином.
Жидкая среда на диск подаётся электрона-
сосом. Для предотвращения разбрызгивания
диск защищен кожухом.
Электрическая схема разрядного контура
размещена в корпусе станка и в монтажном
оформлении представляет собой наиболее про-
стой вариант, без каких-либо переключений
схемы, поскольку все процессы разрезки про-
текают на одной и той нее жёсткости режима
разрядного контура.
При работе на станках электроискрового
действия необходимо соблюдать все правила
по технике безопасности работы с электро-
сетями и установками соответствующего на-
пряжения.
Применение электроискрового способа
обработки металлов
Электроискровой способ обработки металлов
может иметь самое разнообразное применение:
обработка штампов контурно-вырубных, про-
сечных, чеканочных и для горячей штамповки;
обработка преесформ, кокилей, фильер и воло-
чильных досок; прошивка отверстий диа-
метром менее 1 мм, глубоких отверстий и
отверстий с криволинейными осями; разрезка
пруткового металла, закалённых цанг, лерок,
пластинок из твёрдого сплава; фасонная резка
кулачков к автоматам и пластинок из твёр-
дого сплава; заточка резцов, многолезвийного
инструмента и фасонных резцов, армирован-
ных твёрдым сплавом; разметочные и гравер-
ные работы; очистка металлических поверхно-
стей от загрязнения; искровая сварка, упроч-
нение поверхности искровым облучением и
нанесением металлических покрытий (напри-
мер, твёрдым сплавом).
Большинство указанных операций выпол-
няется на станках бесконтактного действия,
и только операции по гравировке и прошивке
мелких отверстий выполняются на станках
контактного действия.
Изготовление вырубных и просечных
штампов. Все детали штампа, кроме матрицы,
направляющей, пуансонодержателя и рабочего
пуансона, изготовляют обычным способом. За-
готовки матрицы, пуансонодержателя и напра-
вляющей изготовляют обычным способом, а кре-
пёжные отверстия делают заранее в сыром виде,
с обеспечением необходимых сопряжений (ма-
трица — направляющая — подушка, пуансоно-
держатель — верхняя плита и т. д.).
Затем заготовки шлифуются по плоскостям,
проходят (если необходимо) термообработку,
вновь шлифуются по плоскостям и поступают
на обработку рабочих отверстий электро-
искровым способом. Рабочим инструментом при
этом является латунный электрод, изготовляе-
мый дополнительно к деталям штампа с раз-
мерами и допусками, обеспечивающими обра-
зование необходимого отверстия.
Отверстие в матрице предварительно про-
шивается на жёстком режиме, а затем дово-
дится до заданных размеров на мягком режиме.
После доводки отверстия производится кали-
бровка рубящего пояска.
Необходимая конусность провального от-
верстия матрицы достигается тем, что матрица
при креплении в ванне устанавливается рубя-
щей поверхностью контура ко дну ванны.
В процессе электроискровой обработки
на обрабатываемой поверхности протекают
пирогенетические процессы, образующие
весьма прочный и износоустойчивый слой хи-
мического соединения. Стойкость штампов,
изготовленных электроискровым способом, вы-
ше стойкости штампов, изготовленных меха-
нической обработкой.
Электрокопировальные работы. С по-
мощью электроискрового способа возможно из-
готовление самых разнообразных по сложно-
сти оттисков на материалах любой твёрдости.
При изготовлении оттисков рабочая пло-
скость электрода-инструмента является нега-
тивным отпечатком изображения, которое
переносится на изделие.
Для серийного изготовления оттисков изго-
товляют стальной кокиль, в котором отливают
из легкоплавкого металла или выпрессовывают
из медно-графитового порошка необходимый
профиль электрода-инструмента. Отлитые или
выпрессованные инструменты возобновляются
после их износа.
Режимы обработки для любых электроко-
пировальных работ обычно располагаются в
интервале от 0,1 до 0,5, что легко осуще-
ствляется как на напряжении 25 в при ёмкости
4—6 миф, так и при напряжении 120 в с ём-
костью 2 мкф. Для осуществления таких мяг-
ких режимов обработки рекомендуются станки
контактного действия
В качестве диэлектрика применяют масла
небольшой вязкости, а для особо преци-
зионных работ — керосин. Толщина слоя ди-
электрика над обрабатываемой поверхностью
2—5 мм. Кроме того, рекомендуется обеспе-
чить проток жидкой среды по поверхности
обрабатываемого изделия. Небольшая вяз-
кость и проток диэлектрика требуются для
быстрейшего удаления порошка, образующе-
гося при разрушении поверхности изделия.
Прошивка отверстий малых диаметров.
Прошивка малых отверстий проводится на
станке контактного действия с помощью мед-
ных проволочек. Режимы во всех случаях бе-
рутся мягкие, чтобы сделать отрывающуюся
частицу металла соизмеримой с величиной
проходимого отверстия, в противном случае
износ инструмента будет чрезвычайно велик.
Для сохранения прямолинейности медной про-
волочки применяют кондуктор в виде стеклян-
ной трубки, оттянутой в нижней части на ка-
пилляр.
Пример 1. Прошивка в победитовой пластинке тол-
щиной 3 мм отверстия диаметром 0,2 мм. Режим работы:
напряжение 40 в, ёмкость 1,5 мкф, сила тока 0,2 а, время
для прошивки 25 мин.
Пример 2. Прошивка в стальной закалённой пла-
стинке толщиной 1,5 мм отверстия диаметром 0,1 мм.
Режим работы: напряжение 20—25 в, ёмкость 0,5 мкф,
сила тока 0,15 а, время прошивки 1,5 мин.
68
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. III
Разрезка металла. С помощью данного
способа можно в любых металлах изготовить
различные щели шириной меньше 1 мм, раз-
личные фигурные разрезы и серии разрезов
с толщиной оставшейся стенки меньше 1 мм.
Разрезка металла и изготовление прямоли-
нейных щелей производятся на дисковой пиле
маятникового типа. Электрод-инструмент вы-
полняется в виде тонкого диска толщиной 0,2—
0,5 мм. Фигурные разрезы выполняются про-
волокой, натянутой между роликами и пере-
мещающейся на них.
Скорость разрезки различных металлов
электроискровым способом при мощности уста-
новки 800 вт указана ниже:
Характеристика разрезаемого Длитель-
материала носгь раз-
резки
Пластинка твёрдого сплава о-21
размером 5X^0 мм 96 сек.
Стальной калёный брусок разме-
ром 23X40 мм ". 2 мин.
Слитки магнитного сплава алнико
(обрабатывающиеся обычно только
шлифовальными кругами) размером
12X30 мм 40 сек
Пруток бериллия диаметром 50 мм 7 мин.
Заточка резцов., армированных твёр-
дыми сплавами. Резец, подлежащий заточке,
вставляют в колодку, соединённую с анодом
разрядного контура, и подводят к диску на
расстояние приблизительно 0,1 мм (легко фи-
ксируемое). При этом расстоянии начинаются
искровой разряд и заточка резца. Параметры
разрядного- контура в процессе заточки могут
быть изменены, что позволяет на одном диске
получать всю серию режимов от обдирочного
до доводочного включительно.
При напряжении постоянного тока 120—220 в
заточку рекомендуется проводить на четырёх
режимах (табл. 75).
Таблица 75
Режимы заточки резцов (размер 15Х-
пластинка 7X12 мм)
№ операции
1
2
3
4
Характеристика
операции
Грубая обдирка слоя
на двух гранях, съём
по 2 мм
Чистовая обдирка
слоя на двух гранях,
съём по 0,3—и,5 мм . . .
Заточка трёх граней .
Доводка трёх граней .
Ёмкость кон-
денсатора С
в мкф
4<х>
IOO
2О
5—ю
-0 или 30X20 мм,
Ток коротко-
го замыкания
1т в а
2О
7—ю
2—3
о,25- о-5
Длительность
заточки t в
мин. •
4-8
I—2
г—a
2
Получение указанных режимов осуще-
ствляется поворотом ручки специального пере-
ключателя, одновременно переключающего ём-
кость и сопротивление.
Переточка с доводкой затупленного резца
занимает от 3 до 5 мин. при тех же размерах
резца. При механической подаче резца время
доводки уменьшается на 20%. Благодаря пол-
ному отсутствию шлифовочных трещин и мест
концентраций напряжений, создаваемых меха-
иическим воздействием абразива на резец.стой-
кость резцов, заточенных и доведённых элек-
троискровым способом, повышается на 25—40%
по сравнению с теми же резцами, заточенными
механическим путём.
Заточка с помощью электроискрового спо-
соба фасонных резцов, армированных твёрдым
сплавом, может быть осуществлена по следую-
щей схеме. В патрон токарного станка за-
крепляется латунный или чугунный диск. С по-
мощью специально изготовленного резца из
стали этому диску задаётся необходимый про-
филь. К диску подводится обрабатываемый ре-
зец с твёрдым сплавом, и в процессе после-
дующей эрозионной обработки, где диск и ре-
зец являются электродами колебательного кон-
тура, резец приобретает профиль .диска.
Вспомогательные операции. Электро-
искровой способ обработки металлов приме-
няется для выполнения большого числа вспо-
могательных операций: извлечения из изделий
сломанного инструмента и крепёжных дета-
лей (фиг. 88), прошивки шлицевых и другой
Фиг.
Примеры извлечения сломанного
инструмента.
формы отверстий в калёных сталях, разрезки
калёных цанг и лерок, а также цанг из твёр-
дого сплава.
Прошивка отверстий с криволинейными
осями. Электрод-инструмент требующегося
сечения изготовляется в виде дуги заданного
радиуса и подаётся на изделие по кривой, опи-
санной из центра дуги.
При прошивке спирального отверстия элек-
трод-инструмент необходимого профиля и се-
чения свёртывается в спираль с заданным ша-
гом и при обработке как бы ввёртывается
в изделие с тем же шагом.
Упрочнение поверхности изделий с по-
мощью искрового облучения основано на том,
что униполярный импульс, протекая через
жидкие среды, внедряет в металл химические
элементы, из которых состоит среда. Подбирая
необходимый состав сред способом искрового
облучения, производят легирование рабочих
поверхностей изделия^
Электророспись. Роспись по металлу про-
изводится с помощью приспособления, назван-
ного электроштихелем. Электроштихель пред-
ставляет собой электромагнитную систему,
питаемую от обычной конденсаторной схемы,
описанной выше. Конструктивно он обычно
выполняется в корпусе обыкновенной автомат
тической ручки. Внешний вид электроштихеля
представлен на фиг. 89.
С помощью электроштихеля можно делать
надписи как по металлу, так и по многим
ГЛ. I]
ЭЛЕКТРИЧЕСКИЕ СПОСОБЫ РАЗМЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ
69
изоляторам со скоростью обычной для писа-
ния чертежным пером. В отличие от надпи-
сей, получаемых например с помощью элек-
трографа, надписи, полученные электроштихе-
лем, имеют металлический блеск, характерный
для поверхностей, обработанных.электроискро-
вым способом. Они особенно эффектны при
писании по оксидированному металлу. Над-
писи, выполненные электроштихелем, отлича-
ются значительной прочностью. Поскольку
абсолютные количества металла, снимаемого
с изделия при писании электроштихелем, нич-
Фиг. 89. Электроштихель.
тожны, то для данного — частного случая рас-
ходом электрода — инструмента (медной про
волочки) можно пренебречь, что в свою
очередь разрешает перейти на питание элек-
троштихеля переменным током промышленной
частоты. Правда, это несколько снижает про-
изводительность, но, с другой стороны, резко
раздвигает границы применимости электро-
штихеля. Мощность описываемой установки
40 ватт, максимальная величина ёмкости
4 мкф.
чения на низкой стороне трансформатора то-
ков до 70 000 а ёмкость разряжается на транс-
форматор.
При замыкании цепи по схеме фиг. 90
приходит в действие колебательный контур
с весьма слабым декрементом затухания, что
вызывает весьма нежелательное появление
в первичной цепи нескольких полуволн. Это
обстоятельство усложняет регулирование коли-
чества тепла, выделяемого в месте сварки, и
растягивает импульс во времени настолько,
что изделие успевает прогреваться на большую
глубину, при которой возникает весьма не-
желательное изменение структуры металяа
в местах, расположенных вокруг свариваемой
точки.
Для получения волны тока, наиболее благо-
приятной для получения высокого качества
соединения, применяют различные ламповые
схемы. Одна из наиболее простых схем пред-
ставлена на фиг. 91. Схема состоит из двух
электронных ламп, включённых в первичную
Фиг. 91. Ламповая схема установки для проведения
сварки электроискровым способом.
ЭЛЕКТРОИСКРОВОЙ СПОСОБ СВАРКИ
МЕТАЛЛОВ
Искровой импульс применяется для сварки
различных металлов между собой: алюминия
со сталью, серебра с медью, меди с алюминием,
немагнитной или специальной стали с обычной
сталью или цветными металлами и т. д. Воз-
можность строгой дозировки энергии, по-
сылаемой к месту точечной сварки, позволяет
осуществить целый ряд технологических опе-
раций при сварке весьма тонких изделий из
вольфрама, нержавеющих сталей и сплавов
алюминия, а также при приварке тонких из-
делий к толстым.
Принципиальная схема электрической части
установки для электроискровой сварки изо-
бражена на фиг. 90. Величину ёмкости можно
Фиг. 90. Принципиальная схема установки для проведе-
ния сварки электроискровым способом.
регулировать в пределах 150—1500 мкф, а на-
пряжение 1500-5000 в. Для возможности полу-
цепь трансформатора и пропускающих ток
лишь в одном направлении. Когда первая лампа
замкнута посредством соответствующей си-
стемы контроллера, ток вследствие разряда
конденсатора начинает протекать через
первичную обмотку сварочного трансформа-
тора.
Вторая лампа, которая также пропускает
ток только одного направления, включена так,
что она начинает работать только в тот мо-
мент, когда происходит перемена знака напря-
жения между зажимами конденсатора. Эта
лампа предотвращает свободные колебания
тока во время сварки.
Таким образом сварное соединение полу-
чает ток и соответствующую тепловую энер-
гию цельным импульсом, а не прерывистым,
как это было в предыдущем случае.
Величина и форма кривой, характеризую-
щей этот ток, задаются с помощью соответ-
ствующего изменения величины ёмкости,
а также числа витков в первичной обмотке
трансформатора. Изменением числа витков или
ёмкости конденсатора можно подобрать нуж-
ную характеристику волны вторичного тока,
наиболее удовлетворительную для сварки того
или иного материала.
Стремление к получению импульса с весьма
высоким декрементом затухания, а также жела-
ние использовать для этих схем низковольтные
конденсаторы (что уменьшает габариты уста-
70
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ш
Сравнительная характеристика искровой и точечной сварки
Таблица 76
Толщина
листа
в мм
о,5
о,8
1,О
1,6
я
3
Мощность,
потребляемая
нормальной
точечной
машиной,
в ква
8о
но
2IO
33°
Мощность,
потребляемая
машиной для
электроискро-
вой сварки,
в ква
5°
5°
5°
75
75
Напряже-
ние на кон-
денсаторе
в в
2200
2500
23ОО
2400
Ёмкость
конденса-
тора
в мкф
3°о
3°о
боо
I35O
Число
первичных
витков
сварочного
трансфор-
матора
172
172
172
258
Давление на наконеч-
никах электродов
в кг
начальное
25O
32О
383
ббо
максималь-
ное
35°
5<ю
1030
Количество
точек
сварки
в минуту
IOO
IOO
7О
новки) привели к созданию схем, аналогичных
изображённой на фиг. 92.
лЛлл Ц—|
рядник;
4—высоковольтный
стат; 6— конденсатор; 7 — контактор.
Фиг. 92. Комбинирован-
ная схема установки
для проведения сварки
электроискровым спо-
собом: 1 — сварочный
трансформатор; 2—вы-
прямитель; 3 — раз-
трансформатор; 5 — рео-
Принцип действия схемы заключается в том,
что при замыкании контактора 7 срабатывает
резонанс-трансформатор, перекрывая искрой
все искровые промежутки разрядников, по
одному из которых разряжается генератор
импульсов тока, производя сварку.
Применение указанных схем позволяет
уложить импульс в отрезки времени до
0,0001 сек.
Метод искровой сварки в отличие от обыч-
ной точечной сварки характеризуется тем, что
он даёт возможность потреблять из сети в те-
чение относительно длительного промежутка
времени небольшую мощность, аккумулируя
получаемую энергию в системе конденсаторов.
Кроме того, сварочные установки электро-
искрового действия питаются трёхфазным
током и не дают пиковых нагрузок, характер-
ных для однофазных аппаратов точечной
сварки.
Сравнительная характеристика этих спо-
собов сварки приводится в табл. 76 [1].
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Кочновский Н.
Электрическая сварка
5
в США, Госэнергоиздат, М. 1945.
2. Лазаренко Б. Р. и Лазаренко Н. И.» Фи-
зика электроискрового способа обработки метал-
лов, ЦБТИ Министерства электропромышленности,
М. 1946.
3. Лазаренко Б. Р. иЛазаренкоН. И., Элек-
троискровой способ обработки металлов, .Вестник
машиностроения" № 1, 1947.
4. Лайнер В. И. Электролитическая полировка ме-
таллов, Машгиз, 1947:
5. Хренов К. К. и Ярхб В. И., Технология дуго-
вой электросварки, Машгиз, М. 1940.
ТИПИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ*
ИДЕЯ ТИПИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Для получения прямых указаний по обра-
ботке заданной конкретной детали необходимо
располагать руководящими материалами, по-
строенными так, чтобы обрабатываемая де-
таль являлась основным звеном, вокруг ко-
торого группировались бы все другие факторы,
определяющие процесс обработки (станок,
инструмент, режим обработки и т. д.).
Разработка методики построения таких ма-
териалов представляет значительные трудно-
сти, так как количество деталей, входящих в
* Невозможность при современном состоянии во-
проса дать достаточно авторитетные справочные матери-
алы по типизации технологических процессов ограничи-
вает статью информационным назначением.
конструкцию различных машин, столь велико,
что оно на первый взгляд представляется почти
необозримым, в соответствии с чем столь же
велико и количество технологических про-
цессов.
Вместе с тем количество деталей любого
одного наименования, исключая случаи массо-
вого производства, обычно оказывается весьма
ограниченным и не оправдывает затрат средств
и квалифицированного труда, требуемых для
углублённой разработки процесса, которая, как
правило, должна основываться на обследова-
нии ряда производств, на расчётах и экспери-
ментах; на разработку операции, длительность
которой измеряется минутами или часами, при-
ходится затрачивать в ряде случаев дни и
месяцы.
Эти обстоятельства оказались столь суще-
ственными, что попыток построения техно-
ГЛ. 1}
ТИПИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
71
логических руководящих материалов в ука-
занном здесь понимании почти не предприни-
малось. Решение этого вопроса следует искать
в идее типизации технологических процессов.
Анализируя технологические процессы на
различные детали, можно заметить, что для
схоДных деталей они имеют много общего.
Различие между такими процессами часто
больше зависит от взглядов технолога, их
разрабатывавшего, чем от особенностей де-
тали и производственной обстановки. Отсюда,
естественно, возникает мысль разрабатывать
процессы не на отдельные детали, а на типы
деталей. Таким образом типизацией техно-
логических процессов называется такое на-
правление в изучении и построении техно-
логии, которое заключается в классифи-
кации технологических процессов обра-
ботки деталей машин и их элементов и
в комплексном решении всех задач, возни-
кающих при осуществлении процессов ка-
ждой классификационной группы. При этом
под комплексным изучением подразумевается
всестороннее изучение процесса, включая
рассмотрение плана обработки, оборудования,
инструмента, режимов резания, участия рабо-
чего, определение времени обработки и ре-
шение некоторых технико-экономических во-
просов.
Безграничному разнообразию деталей ма-
шин, личному опыту и интуиции отдельных
заводских работников идея типизации про-
тивопоставляет конечное число типов и
систематизированный опыт всего коллектива
технологов.
Нецелесообразность многократного повто-
рения одной и той же работы по проектиро-
ванию и нормированию процессов на сходные
детали бросалась в глаза каждому, кто имел
отношение к технологическим разработкам.
Поэтому уже давно на различных заводах
предпринимались работы по унификации,
нормализации и типизации технологических
процессов. Однако объём и методика та-
ких работ оставались совершенно неопреде-
лёнными. Кроме того, их действительное значе-
ние было ясным для немногих технологов и не
выдвигалось никаких предложений по расшире-
нию и углублению этих работ для того, чтобы
придать им характер мероприятия, общего для
всей машиностроительной промышленности.
Начало систематической работе в области
установления методики типизации было поло-
жено секцией, организованной в 1936 г. при
Ленинградском отделении Научно-техниче-
ского общества работников машиностроитель-
ной промышленности (ЛОНИТОМАШ). Здесь
идея типизации была сформулирована как
общая проблема; был зафиксирован и самый
термин „типизация технологических процес-
сов". В 1938 г. была созвана конференция в
Ленинграде, которая утвердила идею типи-
зации и наметила пути работ в дайной
области.
С этого времени работа по типизации про-
водится на заводах, в научно-исследова-
тельских и проектных институтах, во втузах
и многих других организациях.
Идея типизации в широком понимании
этого слова родилась и созрела на почве
социалистической советской промышленности;
хотя за границей работы подобного харак-
тера также предпринимались, однако по понят-
ным причинам достигнутые результаты за.
границей не опубликовывались, а использова-
лись на своих предприятиях и лишь иногда
становились частично известными.
ЗАДАЧИ ТИПИЗАЦИИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Задачи организационного характера
1. Упорядочение методики разработки
технологических процессов. Перспективы^
открывающиеся в этом направлении, обусло-
вили тот интерес, который возбудила идея
типизации. Избегая повторных разработок,
можно достичь большой экономии в расходо-
вании средств и лучшего использования
труда технологов.
2. Внесение единообразия в технологию
сходных деталей, благодаря чему облег-
чается освоение запроектированных про-
цессов.
3. Сокращение цикла подготовки произ-
водства и освоения новых типов машин.
4. Унификация оснастки — приспособлений
и инструментов. На базе типизации многие
специальные инструменты могут изготовляться
серийно.
5. Создание базы для типизации стан-
ков. Существующие типы металлорежущих
станков являются результатом продолжитель-
ной эволюции и носят на себе следы разных
этапов развития промышленности. Типизация
процессов позволяет подойти к рассмотрению
типажа станков с точки зрения требований
современной технологии. Отсюда возмож-
ности широкого использования различных
специализированных станков и внесения ряда
изменений в конструкции станков общего
назначения.
6. Облегчение организации заводов на
основе создания замкнутых участков, на
которых обрабатываются детали сходных кон-
фигураций (участок валов, шестерён и т. д.),
7. Облегчение внедрения поточных форм
в серийное производство.
8. Обле'чечие кооперации между заво-
дами и организация цехов и заводов для
производства стандартных деталей и полу-
фабрикатов.
У. Оолвгчение. подготовки новых техни-
ческих кадров. Инструктивный материал по
типизации является ценнейшим пособием при
изучении технологии на всех ступенях обу-
чения. Типовая технология непосредственно
вводит учащегося в самую сущность его про-
фессии.
Задачи технологического характера
1. Внедрение прогрессивных технологи-
ческие методов. Концентрируя внимание на
определённом числе объектов, типовая техно-
логия позволяет оценить значение новых,
прогрессивных методов для данного произ-
водства и подсчитать экономический эффект
от их введения.
2. Организация обмена опытом между
заводами. Типизация облегчает перенос опыта
с одного завода на другой даже в тех слу-
чаях, когда они изготовляют различную про-
72
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. ИГ
дукцию, так как позволяет найти в техно-
логии общие элементы. При отсутствии типо-
вой технологии во многих случаях трудно
даже формулировать вопросы, которые сле-
дует ставить при обмене опытом между раз-
личными заводами.
3. Перенос опыта массового производства
в серийное. Это мероприятие является част-
ным случаем предыдущего и выделяется
ввиду его особого значения. Формулируя
общие технологические задачи, мы ищем их
решение в другой отрасли машиностроения.
Пример — перенос в станкостроение методов
обработки корпусных деталей из авто-трак-
торостроения.
4. Оценка уровня состояния технологии
на различных заводах. Сравнивая типовые
процессы различных заводов, можно оценить
состояние технологии на заводах и установить
постоянный контроль и наблюдение за этим
состоянием.
5. Установление связи между работой
конструктора и технолога. В процессе
типизации выясняется, какие конетруктивные
формы наиболее приемлемы для технолога,
причём все указания по ним даются в привыч-
ной и понятной для конструктора формули-
ровке.
Самый принцип типизации, как заимство-
ванный до некоторой степени из области кон-
структорской работы, должен оказаться весьма
близким конструкторам.
о". Получение материалов, способствую-
щих дальнейшему развитию технологии
машиностроения как научной дисциплины.
Заменяя необозримое многообразие действи-
тельных деталей и процессов поддающимся
изучению ограниченным числом типовых про-
цессов, все технологические задачи ставятся
в общей форме, благодаря чему создаётся
стройная система технологических понятий и
терминов.
Говоря о перспективах, которые откры-
ваются в связи с типизацией, следует отме-
тить опасности, возникающие при неправиль-
ном проведении в жизнь этой идеи. К таким
опасностям относятся:
1) попытки рассматривать типизацию как
средство исправления всех дефектов про-
изводства, по какой бы причине они ни воз-
никали, так как никакая методика техно-
логического планирования (в том числе и
типизация) не сможет заменить хорошей
организации всего производственного про-
цесса;
2) неправильное проведение типизации,
когда в угоду технологии приносятся в жертву
соображения комплектности и своевремен-
ности поставки деталей на сборку (например,
в некоторых случаях замечается стремление
давать детали в работу „технологическими
комплектами", т. е. подбирать однотипные
детали от разных узлов и даже от разных-
изделий, соединять их в одну партию и по-
следовательно пропускать через все операции,
что может привести к резкому увеличению
незавершённого производства и дезоргани-
зации работы цехов);
3) стремление к чрезмерному упрощению
типовой технологии, вследствие чего она
приобретает характер схематичности и, произ-
водя хорошее впечатление при первом с ней
ознакомлении, оказывается слишком прими-
тивной для практического пользования;
4) фиксация на типовых картах устарелых
или заведомо неправильных методов работы,
которая ограничивает работников завода в
проявлении инициативы в деле повышения
уровня технологии.
При правильном проведении типизации
типовые процессы должны периодически пере-
сматриваться и в них должны вноситься не-
обходимые изменения. С упорядочением типо-
вой документации оценка процессов и наблю-
дение за уровнем технологии на заводе во
много раз упростятся по сравнению с обыч-
ным положением дела, ковдГ из-за громозд-.
кости и бессистемности технологических раз-
работок своевременное внесение в них изме-
нений до крайности затруднено. Каждый
заводской технологический процесс по своему
уровню должен быть не ниже типового
процесса. Все улучшения должны вно-
ситься в типовые процессы в организованном
порядке.
ОСНОВАНИЯ МЕТОДИКИ ТИПИЗАЦИИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
При разработке типовых процессов нужно
стремиться к комплексному рассмотрению
технологического процесса, а не отдельных
участвующих в нём факторов. Поэтому ра-
боты в области стандартизации допусков,
нормализации инструмента, установления
укрупнённых норм времени и т. п. не могут
заменить типовых разработок, хотя являются
весьма полезными и даже необходимыми для
целей типизации.
Типизация должна учитывать индивидуаль-
ные свойства обрабатываемых деталей и
давать прежде всего указания на план обра-
ботки, т. е. на последовательность операций
и установок.
Попытки построить типизацию техно-
логических процессов на основе рассмотре-
ния процессов на отдельные поверхности вне
связи этих поверхностей с самими деталями
обречены на неудачу. Достаточно указать, что
при такой методике совершенно выпадают из
рассмотрения вопросы базировки и закре-
пления деталей, жёсткость системы станок —
деталь — инструмент и т. д.
Типизация технологических процессов
должна решить две основные задачи: упоря-
дочение существующей технологии и внедре-
ние новых, более совершенных методов об-
работки. Эти задачи тесно связаны между
собой, но всё же их можно рассматривать-
порознь. При решении первой задачи необ-
ходимо основываться на оборудовании, кото-
рым располагает завод или данная группа
предприятий. Далее нужно считаться с воз-
можными расходами на изготовление оснастки,
с пропускной способностью инструментального
цеха и т. д., вообще с имеющимися в данный
момент возможностями. Типовые разработки
фиксируют технологию, которую можно ввести
немедля; она отличается от принятой на заводе
лишь такими рационализаторскими мероприя-
тиями, которые можно провести в пределах
имеющихся возможностей. Во многих случаях
это просто упорядоченная технология сего-
ГЛ. II
ТИПИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
73
дняшнего дня. Такую технологию называют
оперативной.
Решение второй задачи требует разработки
перспективной технологии. Это — техно-
логия, к внедрению которой нужно стремиться;
ею определяется технологическая политика
завода. На основе перспективных разработок
заказывается новое оборудование, изгото-
вляются сложные приспособления и инстру-
мент, производится перепланировка цехов
и т. д. В некоторых случаях для лучшей
оценки перспективы могут быть разработаны
несколько перспективных вариантов, из кото-
рых одни стоят ближе к оперативным, а дру-
гие являются наметками, предназначенными к
осуществлению в более отдалённые сроки.
Оба вида типовой технологии должны суще-
ствовать параллельно. Перспективная техно-
логия является развитием оперативной, а
оперативная технология — отправной точкой
для создания перспективной.
Типизация может иметь различную степень
детализации разработок и их общности. Для
нормальных деталей {крепёжные детали ин-
струмент, арматура и т. д.), различающихся
между собой только размерами и иногда мате-
риалом и точностью обработки, можно раз-
работать нормальные процессы^которые опре-
деляют процесс во всех подробностях; при
этом порядок операций, установок и перехо-
дов, а также содержание работ оказываются
одинаковыми для всех нормальных деталей
одного типа, а шифры оборудования и ин-
струмента, режимы резания и нормы вре-
мени — различными, зависящими от размеров
детали и материала. Иногда область примени-
мости таких нормальных процессов можно
несколько расширить, вводя в них некоторые
дополнительные операции, применяемые лишь
для некоторых деталей данного типа (напри-
мер, при обработке одинаковых деталей, но
с различной степенью точности). При наличии
нормальных процессов, содержащих все не-
обходимые данные, разработка процессов на
отдельные детали становится излишней.
Проведение такой нормализационной ра-
боты не может быть распространено на все
сходные детали; например, обычные ступен-
чатые валы похожи между собой, но длины и
диаметры, а также расположение ступеней, оп-
ределяясь целиком конструкцией, т. е. подчи-
няясь расположению шестерён, муфт, подшип-
ников и т. д., не могут быть нормализованы.
Технологические процессы на такие детали
будут похожи между собой. Имея процесс на
одну деталь, технолог средней квалификации
по образцу безошибочно разработает про-
цессы и на другие детали. Такие типовые
разработки не могут быть столь же деталь-
ными, как нормальные процессы; здесь фик-
сируется лишь принципиальная технология,
общая для всех деталей данного типа. При
переходе от такой типовой технологии к тех-
нологии на каждую отдельную деталь процесс
необходимо конкретизировать. Типовой про-
цесс включает в себя в этом случае только
основные операции, при выполнении которых
могут встретиться различные трудности и воз-
никнуть принципиальные вопросы. Дополни-
тельные операции могут не заноситься в
карту типового процесса, вместо чего она
снабжается некоторыми примечаниями.
Сказанное даёт ясное представление о
трудностях, связанных с разработкой типовой
документации, и о большой и весьма квали-
фицированной работе, которую необходимо
проделать в этом направлении. Поэтому со-
здание полной системы типовой документации
следует рассматривать как завершение работы
по типизации.
Начинаться эта работа должна с подбора:
характерных процессов на детали различных.
классов, встречающихся в данном произ-
водстве. Такие характерные процессы со-
ставляются на реальные детали, причём могут
быть использованы обычные формы карт.
Вопросы типизации ставятся по-разному в
индивидуальном и серийном производствах, с
одной стороны, и в массовом — с другой. Мы
уже указывали, что проблему типизации
можно рассматривать с двух точек зрения:
организационной и технологической. В усло-
виях массового производства при устойчивой
номенклатуре продукции роль типизации как
средства упрощения и удешевления работ по
проектированию технологических процессов
становится менее заметной, чем в серийном
производстве, но одновременно с этим в мас-
совом производстве увеличивается роль типи-
зации как средства повышения уровня техно-
логии на заводах.
Массовое производство ставит ряд техно-
логических задач, общих многим заводам, от
правильного решения которых зависит про-
гресс производства. Работа над решением та-
ких задач должна вестись по общему плану,
который, естественно, увязывается со всей
системой классификации технологических про-
цессов, т. е. входит в систему работ по типи-
зации.
КЛАССИФИКАЦИЯ
Идея типизации неразрывно связана с про-
ведением классификации, которая мыслится
как первый этап работы по созданию типовой
технологии.
В основу классификации процессов кладут
классификацию обрабатываемых деталей, так
как конструктивная форма детали является
фактором, связывающим все операции, опре-
деляющим всё построение технологического
процесса.
Разработка классификации деталей машин
является сложной задачей. Эта классификация
должна носить технологический характер,
так как она должна служить для классифика-
ции технологических процессов. Поэтому в
классификационные группы включаются де-
тали, имеющие сходные технологические про-
цессы.
Технологическая классификация деталей
машин отличается от классификации, приме-
няемой конструкторами и основанной на ха-
рактере работы детали в изделии. Одинако-
вые наименования присваиваются конструк-
торами деталям самой различной конфигура-
ции, например, поршень паровоза и поршень
автомобиля. С другой стороны, детали сход-
ной конфигурации, имеющие похожие техно-
логические процессы их изготовления, полу-
чают различные наименования, например, вал,
ось, шпиндель, шток и т. д. По характеру
работы эти детали различны: вал работает
74
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. II!
«а кручение, ось — только на изгиб, а шток —
на растяжение и сжатие. С технологической
точки зрения все эти детали могут быть от-
несены к одному классу (валов).
Такая двойственность классификации
является нежелательной и может быть устра-
нена введением в классификацию понятий
.группа" и „подгруппа" на основе того факта,
что детали, различные по назначению, обычно
несколько различаются и в отношении техно-
логии. Например, шпиндели станков можно
объединить в одну подгруппу шпинделей, ко-
торая входит в группу ступенчатых валов
класса валов.
Классификация деталей должна быть еди-
ной для всех цехов завода — заготовительных
и механических. Технология тех и других
различна, и признаки, второстепенные в одном
случае, могут оказаться основными в другом.
Например, замена цветного литья чугуном
может мало повлиять на характер механиче-
ской обработки детали (кроме геометрии ин-
струмента и режимов резания),но она в тоже
время обусловливает передачу заказа на литьё
из одного заготовительного цеха в другой.
В основу классификации деталей необхо-
димо положить такие признаки, которые одно-
временно определяли бы и технологию.
Механическая обработка деталей машин
преследует цель придания элементам этих де.
Фиг. 93.
талей требуемых форм, размеров и чистоты
поверхностей. Поэтому классификация обра-
батываемых поверхностей является первым
направлением в деле классификации деталей
•машин.
Рассматривая всю обработанную поверх-
ность детали как систему отдельных поверх-
ностей, мы должны причислить к задачам ме-
ханической обработки также обеспечение
определённого взаимного положения этих по-
верхностей. Классификация систем обрабаты-
ваемых поверхностей является вторым напра-
влением при классификации деталей.
Не все обрабатываемые поверхности оди-
наково влияют на построение технологиче-
ского процесса: часть из них — основные об-
рабатываемые поверхности — составляет не-
которую систему, характеризующую процесс;
обработка других, дополнительных, поверх-
ностей может производиться почти независимо
от первых и обычно со значительно меньшей
степенью точности (отверстия для крепитель-
аых болтов и т. д. — фиг. 93).
Признаков, основанных на рассмотрении
обрабатываемых поверхностей, для построе-
ш\
ния жизненной системы классификации недо-
статочно. Технологический процесс зависит
также от ряда других факторов: формы необ-
рабатываемых поверхностей детали, их поло-
жения, взаимного, расположения поверхностей
обрабатываемых и необрабатываемых и т. п.
Все эти факторы определяют форму детали
в целом, и их можно обобщить одним понятием
её конфигурации. Конфигурация детали часто
решает выбор оборудования, определяет ме-
тоды крепления детали на станке, а иногда
оказывает сильное влияние также на выбор
инструмента, режима резания и т. д.
На фиг. 94 показаны детали, у которых
обрабатываются одинаковые цилиндрические
поверхности, но различными методами: в слу-
чае А —токарным резцом в центрах, а в слу-
чае В — при помощи резцовой головки (наруж-
ного зенкера) при неподвижной установке де-
тали.
Рассмотрение конфигурации деталей ука-
зызает третье направление классификации.
Материал и термическая обработка детали
также влияют на ход технологического про-
цесса, обусловливая технологию получения
заготовки, а при холодной обработке — выбор
инструмента, режима резания, а во многих
случаях и плана
операций. Класси- А
фикациядеталей по
роду материала и
термической обра-
ботки является
четвёртым напра-
влением классифи-
кации.
Соответствен-
ные признаки опре-
деляют разбивку
деталей на основные подразделения — классы.
Внутри этих подразделений классификация
производится путём уточнения тех же при-
знаков, а также путём рассмотрения ряда
новых.
Большое влияние на классификацию ока-
зывают размеры деталей. При прочих равных
условиях крупные и мелкие детали не могут
обрабатываться одинаково, причём они тре-
буют использования различного оборудования,
приспособлений и инструмента. Фактор габа-
ритности должен быть так или иначе учтён
при классификации.
Даже наиболее тщательное проведение
классификации деталей не исчерпывает во-
проса. Для одной и той же детали можно по-
строить ряд технологических процессов, при-
водящих к той же цели, но коренным образом
отличающихся друг от друга. Факторами, опре-
деляющими процесс, но не зависящими от де-
тали, являются тип производства (индивидуаль-
ное, серийное, массовое), наличный парк обо-
рудования, общая структура цеха и т. д. Влия-
ние этих факторов, которые все вместе назо-
вём производственной обстановкой, очень
велико, поэтому, основывая классификацию
процессов на классификации деталей машин,
необходимо давать несколько вариантов ти-
повых процессов соответственно различным
условиям производства (различной производ-
ственной обстановке).
Для выполнения классификации деталей
машин созцают особые классификаторы —
Фиг. 94.
ГЛ. 1]
ТИПИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
75
инструкций, содержащие либо некоторые
определения и характеристики, либо эскизы,
применительно к которым и присваивают де-
тали тот или иной шифр (индекс). В качестве
примера ссылаемся на классификатор, разра-
ботанный кафедрой технологии машинострое-
ния Ленинградского политехнического инсти-
тута [2, 3].
Окончательно детали должны быть разбиты
на типы. Типом называется совокупность
сходных деталей, имеющих в данных про-
изводственных условиях общий технологи-
ческий процесс.
Практически к одному типу относятся де-
тали, для которых можно написать общую
карту типового процесса? Если разбивку на
типы чрезмерно детализировать, то многие
типовые карты получаются почти одинаковыми,
а число их недопустимо возрастает. С другой
стороны, при чрезмерном укрупнении типов
при переходе от типового процесса к реаль-
ному потребуется значительная дополнитель-
ная проработка различных вопросов, и польза
от таких типовых процессов окажется сомни-
тельной.
Общее число типов весьма велико, и вы-
явление их при первоначальной классифика-
ции практически неосуществимо. Для того
чтобы обосновать какой-либо тип, необходимо
разработать соответствующую типовую тех-
нологию. Поэтому целесообразно при разра-
ботке классификатора ограничиться разбивкой
деталей на классы, группы и подгруппы, обра-
зование же типов совместить во времени с
составлением самих процессов.
При проведении заводской типизации могут
быть использованы значительно более простые
схемы, если продукция завода однообразна и
различные изделия отличаются лишь размерами
и некоторыми особенностями конструкции.
Здесь можно достичь единства классификации
конструкторской и технологической, так как
наименования деталей в достаточной степени
стабилизировались и определяют их принад-
лежность к тем или иным классификационным
группам. На таких заводах на первых этапах
работы по типизации в качестве классифика-
тора деталей может быть использован простой
список деталей. В дальнейшем эти детали
можно классифицировать по шифрам любого
классификатора универсального характера.
РАЗРАБОТКА ТИПОВОЙ ТЕХНОЛОГИИ
При разработке типовой технологии имеют
большое значение инструктивные и расчётные
материалы.
Инструктивные материалы можно подраз-
делить на следующие группы:
1) общего характера, относящиеся к по-
строению и оформлению технологического про-
цесса (структура процесса, технологическая
документация, классификация и индексация
станков, инструмента, приспособлений и т. д.);
2) по методам обработки —содержащие раз-
личные методы обработки, их сопоставление,
область применения и оценку, характеристику
работ, выполняемых на станках различным
инструментом (особенно высокопроизводитель-
ным) при образовании поверхностей разных
форм;
3) по установке и закреплению деталей —
классификация баз, установочных систем и за-
жимных устройств, различные методы уста-
новки и закрепления деталей на станках,
быстродействующие приспособления;
4) по измерению и контролю продукции —
методы измерения и контроля различных по-
верхностей и их сочетаний;
5) по заготовкам и припускам — материалы,
относящиеся к выбору заготовок (отливки,
поковки, штамповки и т. д.) и к назначению
припусков на обработку.
Материалы расчётного характера охваты-
вают: 1) определение деформаций упругой
системы станок—деталь — инструмент; 2) опре-
деление качества поверхности при различных
методах и режимах обработки; 3) расчёт ре-
жимов резания (с учётом деформаций упругой
системы и чистоты поверхности); 4) опреде-
ление частоты и амплитуды вибраций; 5) опре-
деление деформаций, вызываемых внутрен-
ними напряжениями; 6) расчёт температурных
деформаций; 7) расчёт износа инструмента;
8) определение погрешностей обработки (рас-
чётный метод); 9) пересчёт размеров и допу-
сков при изменении баз; 10) расчёт операцион-
ных припусков и допусков; 11) расчёт норм
времени; 12) технико-экономические расчёты
для сопоставления различных вариантов тех-
нологических процессов; 13) расчёт техноло-
гического процесса при поточном производ-
стве; 14) расчёт технологического процесса
при многостаночном обслуживании и т. п.
Кроме перечисленных руководящих мате-
риалов, непосредственно относящихся к тех-
нологии механической обработки, следует
иметь в виду материалы, относящиеся к смеж-
ным областям: 1) к технологии сборки, 2) пред
назначенные для конструктора приспособлений.
3) предназначенные для конструктора объек-
тов производства и касающиеся технологич-
ности конструкций.
Работы по типизации могут итти в двух
направлениях: организационном и технологи-
ческом.
Организационное направление свойственно
в основном заводской типизации. На заводах,
производящих вполне определённую продук-
цию со сравнительно небольшой и однород-
ной номенклатурой изделий, проведение ти-
пизации мыслится как единовременное меро-
приятие, включаемое в план работ технологи-
ческих органов завода; иногда проведение этого
мероприятия приурочивается к пересмотру
программы или конструкций изделий.
На заводах со сложной и разнообразной
номенклатурой изделий проведение типизации
обычно мыслится прежде всего как мероприя-
тие организационного характера, позволяющее
привести в систему сложную документацию
технологических разработок. Здесь на первый
план выступают вопросы классификации и раз-
работка такой организации технологического
планирования, которая была бы согласована
с мероприятиями по типизации. При этом
исключается возможность рассматривать про-
ведение типизации как единовременного меро-
приятия. Так может мыслиться только соста-
вление классификатора и проведение различ-
ных мероприятий организационного характера.
Разработка же самой типовой технологии и
внесение в эту технологию рационализаторских
76
ОСНОВЫ ТЕХНОЛОГИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
мероприятий требует затраты столь большого
времени и столь значительных средств, что
выполнение этой работы возможно только на
протяжении ряда лет параллельно с обычной
оперативной работой технологических орга-
нов.
На заводе, где в производстве одновре-
менно находится большое количество различ-
ных наименований деталей, внимание работни-
ков в области типизации сосредоточивается
в основном на разработке системы, позволя-
ющей охватить и систематизировать громад-
ное количество чертежей, технологических
карт и других документов, находящихся в об-
ращении. Поэтому наряду с проведением клас-
сификации в центр внимания ставится органи-
зация архива технологических разработок.
В этом архиве имеются специальные шкафы,
в которых хранятся документы, рассортиро-
ванные по классам и группам деталей. Доку-
менты, относящиеся к одному типу, поме-
щаются в одну папку, в которой, кроме карты
типового процесса, находятся все подлинники
ранее разработанных карт на реальные детали
данного типа. При отсутствии типовой карты
вместо неё могут быть использованы эти ра-
нее разработанные карты, тщательно прове-
ренные и играющие роль карт характерных
процессов.
При таких условиях разработка типовой
документации может происходить постепенно,
причём всё же достигаются многие основные
цели типизации — сокращение повторной ра-
боты и уменьшение разнобоя в технологии
на сходные детали. Получая папку, технолог
сразу же знакомится с историей технологии
деталей данного типа, что в большой степени
облегчает его работу.
Очень важной является шифровка деталей,
т. е. отнесение их к правильным классам и
типам для того, чтобы можно было быстро
найти необходимую папку. Эта работа требует
хорошего знакомства с классификатором и не-
которого навыка.
Технологическое направление работ по ти-
пизации касается повышения уровня техно-
логии.
Большая работа в области типизации, име-
ющая основной целью решение не организа-
ционных, а технологических задач, была про-
ведена в ЭНИМС. На основе анализа обшир-
ного заводского и литературного материала
были разработаны типовые технологические
процессы на главнейшие детали станкострое-
ния (станины, шпиндели, зубчатые колёса
и др.). В области авиамоторостроения работы
аналогичного характера проводились Оргавиа-
промом.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Аронов И. С, Система классификации деталей на
ЛМЗ им. Сталина, Труды Ленинградской конференции
по типизации, 1939.
2. Соколовский А. П., Курс технологии машино-
строения, ч. 1-я, 1947.
3. Соколовский А. П., Проблема типизации техно-
логических процессов, ЛОНИТОМАШ, 1938.
Глава II
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
ДЕТАЛЕЙ МАШИН
РЕЖИМЫ РЕЗАНИЯ РЕЗЦАМИ ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ
И РЕЗЦАМИ, ОСНАЩЁННЫМИ ТВЕРДЫМИ СПЛАВАМИ
Износ резцов. В зависимости от матери-
ала режущей части и от условий эксплоата-
ции резцы имеют различный износ. Предель-
ные допустимые величины износа В по задней
грани быстрорежущих резцов даны в табл. 1,
для резцов, оснащённых твёрдыми сплавами, —
в табл. 2.
Приведённые в таблицах величины изно-
сов резцов соответствуют экономическим
и технологическим условиям обработки чёр-
ных металлов.
Работа с износом, превышающим табличные
величины, приводит к ухудшению качества
обработки, к резкому уменьшению числа воз-
можных переточек и к поломке инструмента.
Углы заточки. Геометрические параметры
режущих частей резцов следует выбирать по
ГОСТ 2320-43 и руководящим материалам для
скоростного точения, т. е. y=—5-4 10°; X =
=5ч-15 и г—0,5-r-l мм.
Глубина резания. При грубом точении
глубина резания t определяется припуском на
обработку. Если мощность привода и жёст-
кость станка не позволяют снять весь при-
пуск за один проход, его снимают за два или
большее число проходов.
При точной обработке припуск целесооб-
разно снимать за два или несколько проходов.
Глубина резания за каждый проход устанавли-
вается из практических соображений.
Износ резцов из быстрорежущей стали
Таблииа 1
Типы резцов
Условия эксплоата-
ции резцов
Допу-
стимый
износ
8 в мм
Вид износа
Признаки- сопутствующие
затуплению
Сталь, стальное литьё. Чугун ковкий
Токарные (проходные, под-
резные и расточные)
Строгальные (проходные и
подрезные)
Долбёжные (проходные)
Работа с охлажде-
нием
Работа без охлажде
ния
Работа без охлажде-
ния
1,5—2,0
о, 3—о,5
о,3-о,5
Появление блестящей или
жёлтой полоски на поверх-
ности резания
Токарные (прорезные и
отрезные)
Работа с охлажде-
нием
о,8—i,o
Работа без охлажде-
ния
о,3—о,5
Строгальные (прорезные и
отрезные)
Долбёжные (прорезные и
отрезные)
Работа без охлажде-
ния
о,8—i,
Резкое ухудшение чистоты
обрабатываемой поверхности
Волнообразная обработан-
ная поверхность
Токарные (широкие) и стро-
гальные (широкие)
Работа без охлажде-
Появление на режущей
кромке зазубрин и ухудше-
ние чистоты обработанной
поверхности
78
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
(РАЗД. Щ
Продолжение табл. 1
Типы резцов
Условия эксплоатации
резцов
Допу-
стимый
износ
S в мм I
Вид износа
Признаки, сопутствующие
затуплению
Чугун серый
Токарные (проходные)
Грубое точение
Получистое точение
Строгальные (проходные)
Работа на продоль-
но-строгальных стан- з,°—4,о
ках
3,о—4,о
,5—а,о
Долбёжные (проходные)
Токарные (проходные1!
Строгальные (подрезные)
Работа на поперечно-
строгальных станках
Работа на долбёж-
ных станках
5—2 ,о
о,8—г,о
Работа на токар-
ных станках
Работа на строгаль-
ных станках
Появление чёрных чешуек
на поверхности резания и рез
кое ухудшение чистоты обра-
ботанной поверхности
Увеличение диаметра обра-
батываемой детали на 0,1 мм
Появление чёрных чешуек
на поверхности резания и
резкое ухудшение чистоты
обработанной поверхности
Появление чешуек на по-
верхности резания и ухудше-
ние чистоты обработанной
поверхности
Токарные (прорезные и
отрезные)
Работа на токар-
ных станках
Строгальные (прорезные и
отрезньГе)
Работа на строгаль-
ных станках
1,5—э.о
Долбёжные (прорезные и
отрезные)
Работа на долбёж-
ных станках
Резкое ухудшение чистоты
обработанной поверхности
I Волнообразная обработанная
I поверхность
Токарные (широкие) и стро-
гальные (широкие)
Отделочная обра-
ботка на токарных
и строгальных стан-
ках
Появление на режущей
кромке зазубрин и ухудше-
ние чистоты обработанной
поверхности
Примечание. При работе по корке (окалина или песочные включения) глубиной резания до 3 мм
допустимый износ больше табличных данных примерно в 1,5 раза.
Износ резцов, оснащённых твёрдыми сплавами
Таблица 2
Типы резцов и марка
твёрдого сплава
Усло-
вия экс-
плоа-
тации
резцов
До-
пусти-
мый
ИЗНОС 8
в мм
Вид износа
Признаки, сопутствующие затуплению
Сталь, цветные металлы а лёгкое сплавы, стальное литьё
Токарные, оснащён-
ные твёрдыми спла-
вами титанокобаль-
тового типа (марок
Т5К10, ТЬКб, Т21К8
и др.)
Токарные, оснащён-
нке твёрдым спла-
вом марки ВК8
s>o,3
S<o,3
5>O,3
s<o,3
1,5—2,0
0,8—1,0
0,4—0,6
0,5-0.7
Появление на поверхности резания чёрной или
жёлтой полоски и на обработанной поверхности
прилипших чёрных стружек
Появление белых выступающих полос и мелких
чёрных стружек на обработанной поверхности
Появление жёлтой блестящей полоски на поверх-
ности резания. Местные разрушения режущей
кромки (небольшое выкрашивание)
Чугун
Токарные, оснащён-
ные твёрдыми спла-
вами вольфрамоко-
бальтового типа
(марки ВК6 иВК8)
Строгальные, осна-
щённые твёрдым
сплавом марки BKS
0,8—1,0
1.4—1,7
1,0 1,2
1,5—2,0
Выкрашивание режущей кромки и появление
(при больших подачах) жёлтой блестящей полоски
на поверхности резания
Резкое увеличение неровностей на обработанной
поверхности
Появление жёлтой полоски на поверхности ре-
зания
Резкое угеличение неровностей на обработанной
поверхности .
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ РЕЗЦАМИ
Подача. Наименьшему машинному времени
соответствует работа с наибольшими техно-
логически допустимыми подачами. Величина
допустимой подачи в случаях, когда требуется
обработать поверхность заданной чистоты,
лодсчитывается по формуле
jyh ин
s =
txH .
MM,
A)
где /^max — максимальная высота неровности
поверхности в мк\ г — радиус сопряжения
задних граней в мм; <р — главный угол в плане
Таблица 3
Обрабатывае-
мый металл
Сталь и сталь-
ное литьё . .
То же ....
Чугун ....
" • • •
<i
>i
<i
>г
.75
.75
,6о
,6о
о
о
о
о
*
н
,оо8
,17
.°45
,290
о
О
о
о
.3°
,12
,25
,12
у
I.4O
о,6о
1.25
о,6о
2
о
о
о
О
.35
.15
.5о
.25
1)
о,
о,
о,
о,
7О
4°
75
35
* Величины Сц соответствуют затуплению резца
i = 2 мм; при 8 = 0,5 мм значения С// следует увели-
чить на 25 — 35%.
в град.; <рх—вспомогательный угол в плане в
град.
Числовые величины коэфициента С// и
показателей степени Хц, К//, 2.и и ?/#
даны в табл. 3.
Во избежание прогиба или получения бочко-
образной формы вместо цилиндрической при
обточке тонких и длинных деталей величина
подачи должна удовлетворять неравенству
Рдоп У
ну»)
мм,
B)
где Рдоп — допускаемое усилие резания в кг
(подсчитывается по формулам, приведён-
ным в табл. 4); Нв — твёрдость по Бринелю.
Значения коэфициента С% и показателей
степени XDZ, YDZ и пог даны в табл.
35-37. Р Р Р
При отсутствии ограничений со стороны
чистоты и точности размеров обрабатывае-
мой поверхности наибольшая допустимая
подача устанавливается в зависимости от
прочности наиболее нагружённых звеньев;
станка.
Средние величины подач для различных
видов грубой обработки даны в табл. 5—8.
Таблица 4
рдоп ¦= р
_ 768?7/
*¦доп- 11*
рдоп=—-JJ
Таблица 5
Подача при грубом поперечном и продольном
точении и подрезке
пета-
41 а
1-е
to—18
18—30
3°—5°
50-80
80—120
120—180
180—260
260—360
Св. 360
До 5
До о,25
0,
о,
о,
I,
I
I,
2
20—0
4о—о
бо— i
OD—I
5о
8о
2О
6о
4О— 2,ОО
80—2
3°~3
6о
20
~лубина
5-8
резания t в
Подача s
—
0,30—0
0,50—1
0,70—1
t,IO — I
6о
00
3°
8о
1,50—2,00
2,50—2
а, 80—з
Во
.5°
в
о
о
i
i
2
8-12
мм об
—
—
—
5о— i
8o-i,
IO —2
5О—2
оо—з
мм
12-30
оо
5О
оо
5°
оо
—
—
—
—
—
i,oo — i,5o
1.3°—2,ОО
1,50—2,50
Примечания: 1. Большие значения подач сле-
дует брать при обработке мягких сталей при работе в
центрах с отношением -уг- < 6 или в патроне при—— < 2,
меньшие — при обработке твёрдой стали и чугуна.
2. При поперечном точении и подрезке табличные
значения подач следует уменьшать на 30—50°/0.
3. Подачи даны для случаев обработки, когда после
грубого будет один или несколько получистых проходов.
Средние величины подач для различных
видов получистовой обработки (в том числе
и под шлифовку) приведены в табл. 9.
Средние величины подач при работе про-
резными и отрезными резцами, ширина ко-
торых В = 0,6 d0'5 мм, ппиведены в табл. 10.
Охлаждение. Для эффективной токарной
обработки (на токарных, лобовых, карусель-
ных и расточных станках) стали, стального
литья, ковкого чугуна, медных, алюминиевых,
и магниевых сплавов применяют в качестве
охлаждающей жидкости 3—5%-ный раствор
эмульсола в воде. При точении лёгких цвет-
ных сплавов возможно также применение
смеси солярового масла и керосина или спе-
циальных эмульсий. При обработке серого
чугуна охлаждение не применяется.
Строгание и долбление ведутся без охла-
ждения (всухую).
Стойкость резцов. Экономическая стой-
кость резцов Тэк (при централизованной за-
точке) определяется по формуле ;
мин. C>
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. III
Таблица 6
Подача s в мм/об при грубом продольном и поперечном обтачивании и подрезании резцами, оснащенными
твёрдым сплавом Т5К10
Твёрдость
обрабаты-
металла
НВ
и5
45— «7°
170—230
230—285
285—340
340-400
Толщина пластинок в мм
1,5—3,0
о,2 -о,45
о,15—о,4
o,i —о,з
О,1 —О,2б
о,о8—о,23
о,о8—о,2
3-4,5
о,45-о.7
о,4 —о,6
о,3 —о,5
о,25-о,45
о,23—о,4
о,2 —о,35
4,5-6
о,7 —i,2
о,6 —о,95
о,5 —о,8
о,45—о,7
о,4 —о,бо
о,35—о,55 ,
6-8
I ,2 —I
«.95—г
о.8 —I
о,7 -I
о,6о—i
о,55-о
,8
,5
,25
,i
,о
,9
8-10
с
.8 -2,7
,5 —2,2
,25-1,8
,i —1,6
,о — 1,4
5.9 -1,3
10-12
3,7—3,6
2,2-2,8
1,8—2,3
1,6 — 2,1
i,4—i,8
'¦3-1,7
Примечания: 1. Для твёрдого сплава марок Т15К6 и Т21К8 подачи следует уменьшать на 10—20°/0 и' ма-
ксимальное значение подач брать не выше 1,5 мм/об.
2. При работе твёрдым сплавом марки ВК8 подачи могут быть увеличены при обработке чугуна и цветных
•металлов на 50%.
Таблица 7
Подача s в мм'об при грубом растачивании резцом круглого сечения (вылет резца l=5d)
Обрабаты-
ваемый
материал
Сталь и
стальное
литьё
Чугун
Глубина
резания t
в мм
а
3
5
3
3
5
Диаметр сечения резца d в мм
.0
<о,о8
о,о8—о, ia
<о,о8
12
<О,1О
<о,о8
О, 12 О,2О
О,О8— 0,12
<о,о8
16
о,о8—о,2О
¦<О,12
<о,о8
0,25—0,40
0,15—0,25
О,О8—О, 12
20
о,15—о,4о
о, ю—о,25
<Со, ю
о,5о—о,8о
0,30—0,50
0,15—0,25
25
0,25—0,70
о,15—о,4О
О,О8—О,2О
о,оо — 1,5°
о,5О—о,8о
0,25—0,50
30
o,5O—i,oo
0,20—0,50
0,12—О,ЗО
О-9Э—1,2О
o.jo—0,70
40
0,25—0,60
0,13—0,40
-
Примечания: 1. Большие значения подачи брать для мягких металлов, меньшие—для твёрдых.
2. При обработке цветных металлов табличные подачи увеличивать на 20—30°;0.
Таблица 8
Подача * при грубом растачивании борштангой консольного типа
Обрабаты-
ваемый
! материал
Сталь и стальное литьё
Вылет бор-
штанги
в мм
3°о
4О0
5оо
75°
Глубина
резания t
в мм
3
5
8
3
5
3
3
5
8
3
5
8
Диаметр борштанги в мм
50
о,3°—°,7°
0,15—0,30
О,IO—О,2О
О,Ю—О,2О
<О,1О
-
—
60
О,6о—1,20
0,30—0,70
0.15—0,40
0,25'— О,6О
о,15—°,3°
о, ю—о, 15
О, IO—О,2О
<о,ю
—
70
-
О,6О—I ,2О
0,30-0,7°
о,15-о,4°
с,25—о,6о
0,15-0.30
о,ю—о, 15
-
80
-
0,30—0,60
0,40— i,co
0,25—0,50
0,15—0,25
0, IO—0,20
<О,Ю
100
-
-
о,7°—1>5°
0,50—1,00
0,30—0,70
0,15—0,70
О,Ю—0,20
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ РЕЗЦАМИ
81
Продолжение табл. 8
Обрабаты-
ваемый
материал
Чугун
Вылет бор-
штанги
в мм
зоо
4оо
5°°
75O
Глубина
резания t
в мм
3
5
8
3
5
8
3
5
3
3
5
8
Диаметр борштанги в мм
50
о,8о—i ,2о
о,4о—0,70
0,20—0,30
0.30 -о,4О
0,15—0,25
<о,ю
-
— .
60
О,0Х> —1,20
о,бо—о,8о
о,7о—i,oo
о,35—о,5о
О,2О—О,ЗО
о,5О—о,8о
о.3°—о,4°
0,15—0,25
-
70
-
О,8О— 1,2О
°,5О—oi7°
0,70—1,00
0,40—0,50
0,20—0,30
0,12—0,20
<!o,io
80
-
1,00—1,50
0,70—1,00
0,40—0,60
0,25—0,40
0,12—0,20
<о,ю
юэ
-
-
1,00—1,50
0,80—1,20
0,50—0,80
0,25-0,35
Примечания: 1. Большие" значения подач брать для мягких металлов, меньшие — для твёрдых.
2. При обработке цветных металлов, а также при работе борштангой с передним и задним направлением та-
бличные подачи увеличивать на 20—30°/0.
3. Указанные в табл.8. подачи даны для случаев, когда после грубого прохода предусматривается получисто-
вая обработка. »
Таблица 9
Подача ? для различных видов обработки
Диаметр обра-
батываемой
детали d в мм
До зо
3°-5о
5О-8о
8о— I2O
I2O—l8o .
180—260
260—з°о
Св. збо
Форма резца
Широкий
Продольное и поперечное обта-
чивание и подрезание нормаль-
ными резцами
Грубое
Получистое
Продольное об-
тачивание ши-
роким резцом
Получистое
Растачивание
нормальными
Грубое
Получистое
Растачивание
пластинками
Получистое
Класс чистоты обработки
V2-V3
Глубина резания t в мм
Св. 2
До 2
0,2-0,5
Подача 5
0,15—0,25
о,25-о,35
0,30-0,45
о,4о—о,6о
0,50—0,70
о,6о—о,8о
0,70— i ,оо
О 9O — I.2O
0,08—0,13
0,10—0,15
0,13—0,20
o,i8 — 0,25
0,20—0,30
0,25—0,35
0.30-0,45
°, 35—о,55
0,30 - о,8о
0.70-1,50
I .20 — 2,00
i ,80-2,50
2,О —3,О
2,5 -3,5
З.о -4,°
3,5 -5>°
Строгание и долбление
Виды обработки
Грубая
Получистая
Под последующую шлифовку
Окончательная без после-
дующей обработки
Св. 2
в мм об
о,ю—о, 15
0,15-0.25
о,25—о,з5
0,30—0,45
о,4о—о,6о
0.50—0,70
о,бо—о,75
0,70—1,00
Обозначение группы
чистоты
v3
V V«
vv,
vv,
Глубина
t в
До 2
О,О4 -о,о8
о,об— о,ю
0,08—0,13
о, ю- о,15
О. 12—O,l8
0,15 -0,20
0,18-0,25
0,20-0,30
резания
мм
По ч
w«-vv*
„
0,3-1,0
0,15-0,25
0,20-0,40
0,30-0,50
0,40—0,60
0.50—0,80
0.70—1,0
0,90—1,2
х>° —'.5
Подача s в мм/ход
О.2О—О,бо
о,ю — 0,30
(о,3—о,5) В
(о,2-о,з) В
Примечания: 1. Меньшие значения подач следует брать при обработке стали и стального литья при работе
на поперечно-строгальных и долбёжных станках и при больших глубинах резания, большие—при обработке чугунов
при малых глубинах резания и прл работе на продольно-строгальных станках.
2. Подачи для широких резцов не должны превышать 0,3-0,4 ширины резца В.
6 Том 7
82
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. III
Подача s в мм/об при работе отрезными и прорезными резцами
Таблица 10
Диаметр обра-
детали d в мм
ю— i8
18- 30
3°— 5°
5°— 8°
8о- I2O
I2O — l8o
180—260
260—360
Св. 36°
Ширина резца
В в мм
2
3
3—4
4-5
5-7
7-8
8 - ю
Ю— 12
12-15
Обрабатываемый
Сталь, стальное литьё, алюминиевые и маг-
ниевые сплавы твёрдостью
до 150
0,07—0,09
о
о
о
О
о
о
о
о
09 — 0,11
11-0,13
13—о»15
15-0,18
18 — 0,22
22-0,25
25—0.30
3°-°>35
150-230
0,05—0,07
0
0
0
0
0
0
0
0
07—0
09—0
11—0
13—0
15-0
18—0
20—0
25-0
09
11
l3
15
18
20
25
28
по Бринелю
230-340
. о,о4—о,об
о
о
о
о
о
о
о
о
об—о
07—о
О9 -о
II —О
13—о
Г5 о
,i7-o
2О—О
°7
°9
и
13
15
П
2О
22
металл
Чугун и цветные металлы
твёрдостью по Бринелю
до 160
0,09—0,12
О, 12 —О, 15
о, 1,5 -о, г8
о, i8 -0,22
0,22—0,25
0,25—0,30
0,30-0,35
0,350,40
0,40-0,45
180-260
0,07 — 0,10
О
о
о
о
о
о
о
о
IO — О,12
12-0,15
15-0,18
i8—0,20
20—0,25
25—0,28
28—0,32
32-0,38
Примечания: 1. При нежёстком креплении детали и резца, при требовании чистоты поверхности и при
работе с ручной подачей значения подач следует уменьшать на 30—40° 0, а при работе на специальных отрезных
станках — увеличивать на сО—40%.
2. Для получения чистой поверхности и предотвращения отжима по мере углубления резца к центру на полови-
ну радиуса обрабатываемой детали подачу следует уменьшать вдвое по сравнению с первоначальной.
Таблица 11
Показатели стойкости
Типы резцов
Проходные, под-
резные и расточ-
ные
Прорезные и
отрезные
Проходные, под-
резные и расточ-
ные
Прорезные и
отрезные
Все типы резцов
Все типы резцов
Характеристика
и условия
обработки
т
Показатель
стойкости т
для резцов
стали
¦S
CD
Я
0)
U,
о
а.
ь
и
3
\о
т
s
-OHOHi
н
IBOR
ипа
с о
*|
Зо
fSvo
о
ьфрам
ч:
о
а -
с
Я к
§ь
ч ?
с о
и оз
*?
3 л
=t ч
:и\о
¦а О
Н X
Обрабатываемый материал—сталь,
стальное литьё
Грубая и полу-
чистая обработка
с охлаждением
без охлаждения
с охлаждением
без охлаждения
, чугун ковкий
O.I25
0,100
о 250
О,2О0
О, Г25
0,125
—
—
э,15
°>15
Обрабатываемый материал — чугун
серый
Грубая и полу-
чистая обработка
То же
О, IO0
о, 15°
0,125
О,2О
О,-2О
Обрабатываемый материал — мед-
ные сплавы
Грубая и полу-
чистая обработка
с охлаждением
и без охлаждения
0,150
—
О,2О
Обрабатываемый материал —
алюминиевые и. магниевые сплавы
Грубая и полу-
чистая обработка
с охлаждением
и без охлаждения
0,300
О>3°
Стойкость наибольшей производительности
Тн.п определяется по формуле
Тн.п= -—^ tc мин., D)
где т — показатель относительной стойкости;
tc — время на смену резца с регулировкой на
размер в мин.; цс - стоимость 1 мин. ста
ночника в коп., включая накладные расходы;
t3 — норма времени на заточку резца в мин.;
ц3—стоимость 1 мин. заточника в коп., вклю-
чая накладные расходы; цр — стоимость резца
в коп.; п — допустимое число переточек резца.
Числовые значения показателей т при-
ведены в табл. 11.
Средние значения стойкости резцов в за-
висимости от их размеров даны в табл. 12.
Таблица 12
Стойкость резцов в зависимости от размеров
Материал резца
' Быстрорежущая
сталь
Твёрдый сплав . .
Сечение резца q в
16X25 20x30 25X40 40X60
Стойкость резца Тдк в
бо
оо
6о
оо
9°
I2O
I2O
I5O
ММ
60XW
мин.
I5O
i8o
Скорость резания. Скорость резания при
наружном продольном точении и строгании
на продольно-строгальных станках подсчиты-
вается по формуле
Cv-r
V] = jjj—r-у м/мин; E)
X Y 1ИВ X'v
1 VS Ч2Ш/
/"> IS IS Ь( \У
v7- — *-> ' >\ f ' *\Af ' *vс s\
X1\C it ' An * K.I4 ' A,- ' Atr, ' А г * t\r >
где CVt — коэфициент, характеризующий усло-
вия работы; С — коэфициент, характеризую-
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ РЕЗЦАМИ
щий влияние заднего угла, переднего угла и
других факторов, не вошедших отдельными
коэфициентами в данную формулу; Кт —
коэфициент, характеризующий влияние стой-
кости резца; Kmv ~ коэфициент, характери-
зующий влияние группы металла; Kqv — коэ-
фициент, характеризующий состояние металла;
KCjtv — коэфициент, характеризующий влияние
состояния поверхности заготовки; Kqv—коэ-
фициент, характеризующий влияние сечения
резца; Кцу — коэфициент, характеризующий
материал инструмента; К — коэфициент,
характеризующий влияние главного угла
в плане; /С —коэфициент характеризую-
Значения показателей Cv~, Xv, У,.
щий влияние вспомогательного угла к
плане; Кг — коэфициент, характеризующий
влияние геометрических параметров резца;
Krv — коэфициент, характеризующий влияние
радиуса закругления вершины резца.
Значения постоянных коэфициентов CVT и
показателей степеней Xv и Yv приведены в-
табл. 13.
Числовые величины показателя степени nv
и значения коэфициента К#3=—тт—: • ха~
\200
рактеризующих влияние твёрдости по Бринелю
на скорость резания, приведены в табл. 14.
Таблица 13-
Материал резца
Быстрорежущая
сталь марки РФ1
Твёрдый сплав мар-
ки Т15К6
Твёрдый сплав мар-
ки ВК8
Обрабатываемый
материал
Сталь, стальное
литьё, алюминиевые и
магниевые сплавы
Чугун ковкий
Чугун серый и мед-
ные сплавы
Сталь, стальное
литьё, алюминиевые
и магниевые сплавы
Чугун и медные
сплавы
Характер
работы
J < 0,25 мм/об
s > 0,25
•s < 0,25 мм!об
s > 0,25
Получистовая
5 = 2 мм
8 — 4 мм
s < 0,3 мм/об
s ^ 0,75 мм/об
s < 0,3 мм/об
s > 0,3
^ < 0,4
5 > 0,4
Условия работы
С охлаждением
CvT
57,2°
36,20
33.90
28,20
-
146,3
167,3
67,8
62,7
-
0,25
0,20
0,20
-
0,18
0,18
0,18
0,22
0,22
-
Yv
о,33
0,66
0,25
0,50
-
0,20
°.45
0,40
-
Бес
cvj
34,8о
27,80
28,20
24,50
22, fo
21,60
138
152
147.7
64
57
67,3
59,5
i охлаждения
xv
0,25
0,25
0,20
0,20
0,15
0,18
o,i3
0,18
0,22
O,22
O,I3
O,20
Yv
0,53
0,66
0,40
0,50
0,40
°,'з5
о.45
c,4°
0,20
0,40
Примечания: 1. Значения коэфициентов CVT даны для обработки без корки металлов твёрдостью
Яд=190—210 резцами сечением 20X30 мм, с плоской передней гранью, углами а, -(. >• по ГОСТ 2320-43, при угле
<р = 45°, угле <pi = Ю" (быстрорежущие) и 15° (оснащённые твёрдыми сплавами), радиусе г = 2 мм, допустимом износе
и стойкости согласно данным табл. 1, 2 и 12.
2. При обработке с охлаждением легированных сталей и стального литья быстрорежущими резцами значения ско-
ростей резания, подсчитанных по формуле E), следует уменьшать на 10%.
3. При обработке стали, чугуна и других металлов резцами, оснащёнными твёрдыми сплавами, не рекомендуется
вести работу с охлаждением.
4. При работе широким резцом скорость резания следует брать в пределах 12—24 м\мин.
Таблица 14
Значения показателей степени п и коэфициентов Kit
Обрабатывае-
мый металл
Углероди-
стая сталь
Легирован-
ная сталь
Чуг\ н и мед-
ные сплавы
Показатель
степени п
—1,0 при Нв <130,
1,75 при#в>130
1.75
Твёрдость Hq
90-110
111-130
131-150
151-170
171-190
191-210
211—230
231—250
251—270
271-290
Поправочный коэфициент Klj
1,62
-
ЗэЗ°
1>96
-
2.4°
i,8a
1,70
1,82
1.45
1,38
1,45
Г,2О
i,i8
1,20
1,00
1,0а
I ,ОО
о,85
о,88
о,85
о.73
о.77
о-73
°,6з
0,67
°.6з
о,55
о,6о
°.55
Примечание. Если механические свойства металла характеризуются пределом прочности о. в кг/мм-, то
q определяют пересчётом (см. т. 3, гл. 1).
84
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Числовые величины поправочных коэфи-
циентов KTv, Kmv, Kcv, Kcr,v, #v КИу> *гр.
K« . К* , Кг даны в табл. 15—24.
Таблица 15
Значения коэфициента Kj
Значения коэфициента
Таблица 18
Показа-
тель
стойко-
сти т
О,Ю
0,125
о,15
0,2О
о,25
...
Стойкость Т в мин.
30
I.O7
i,i5
Г,24
1,19
1,23
i,4o
60
90
i,oo 0,96
1,00
1,00
1,об
1,00
1,ОО
I ,ОО
1,14
о, 95
1,ОО
о,94
1,0О
О,92
1,ОО
о,9°
о,88
1,ОО
120
о,93
0,92
о,97
°, 9°
о, дб
о, 86
о,94
о,8з
o,8i
0,92
150
0,91
0,90
о,95
0,87
о,93
0,82
°,9°
о, 79
0,76
180
0,9°
о,83
о, 93
о,85
о,9о
о,8о
о,87
о,75
0,72
о,86 1 о,82
Примечание. Значения коэфициентов подсчитаны
по формуле
«ш:
где Т— стойкость (для быстрорежущих резцов Т=60 мин.,
для оснащённых твёрдыми сплавами 7"-90 мин.) в мин.
Таблица 16
Значения коэфициентов Kq
Состояние металла
Холоднообработанный
Горячекатанный, нормализованный и тер-
мически обработанный (закалка с высоким
отпуском)
Отожжённый. . . .
Кг
Значения коэфициента Кп
Таблица 17
Сечение резца в им
6X6 •
юХю;0 ю; 0 is
12X12; ioXi6
16X16; 12X12; 0 16
20x20; 16X25; 0 20; 0 25 . .
?°ХЗ°; 25Х»5," 0 3°
3<>Хзо: 25X40; 0 4°
3°Х45! 4°Х4°
4°Х6° ,
Сталь
и стальное
литьё
°> 7°
о,87
о,до
о, 93
о,97
i,o8
i,°4
1,о8
1,12
1,19
Чугун
и медные
сплавы
о,89
°,93
о,95
о,97
О,д8
i,o
1,О2
1,о4
1,06
г,О9
Примечание. Значения коэфициента подсчитаны
по формуле
/ п \ D
G)
•30
При обработке сталей и стального литья Pv - 0,08,
чугуна — Pv = 0,04.
Обрабатываемый материал
Автоматная сталь • . .
Углеродистая сталь С < 0,6%
0 0,6%
Хромистая, хромоникелевая, хромованадие-
вая, хромоникелеванадиевая, никелевая, ни-
келемолибденовая, хромоникелемолибденовая,
хромомолибденованадиевая, молибденовая,
хромомолибденовая и хромоникелемолибдено-
вая сталь • . . .
Марганцовистая, хромомарганцовистая, хро-
момарганцевомолибденовая, хромомарганце-
вотитановая, хромокремнистая, хромокремне-
марганцовая. кремнемарганцевая, хромокрем-
немолибденовая, хромоникелевольфрамовая,
хромомолибденоалюминиевая и хромоалюмн-
ниевая сталь
Хромистая и вольфрамовая инструменталь-
ная сталь
Мало- и высоколегированная быстрорежу-
щая высокохромистая инструментальная
сталь, нержавеющая и клапанная сталь . . .
Сталь Гадфильда
KMv
1,20
1,00
0,85
1,10
0,90
0,75
0,65
о,5°
Чугун ковкий i,oo
Чугун серый и медные сплавы
Алюминий и силумин
Дуралюмин з. = 25 кг 1мм'
** = 35
^ = 35 -
Электрон и. = 16 кг!мм*
1,ОО
5,оо
6,оо
5»°°
4,Оо
6,50
Примечание. Скорость резания при обработке
алюминиевых и магниевых сплавов подсчитывается по
формуле E), как для углеродистой стали (С •< 0,6%)
Hq = 200, но с учётом соответствующего коэфици-
ента AT,,
Mv.
Таблица 19
Значение коэфициента К
сл-о
Обрабатываемый
металл
Сталь и стальное
литьё
Чугун
Состояние поверхности
заготовки
Без окалины и после
травления
Без корки
С коркой, твёрдость до
#Б-160
Нв -160—200
Нв> 200 ........
KCAV
1,0
0,90
1,0
0,70
0,80
0,90
Г Л III
РЕЖИМЫ РЕЗАНИЯ РЕЗЦАМИ
85
Таблица 20
Область применения и значения коэфициента /С^
Таблица 22
Резец
Мате-
риал
Быстрорежущая сталь
1 Твёрдый сплав
Марка
РФ1
Р
РО
ЭИ-262
ЭИ-184
Т5К10
Т5К6
Т15К6
Т15Кбу
Т15К6с
ВК8
ВК6
Обрабатывае-
мый металл
Все металлы
Все металлы
твёрдостью
НВ < 200
Сталь и сталь-
ное литьё
То же
W
Чугун и
бронза
Чугун, бронза
и пластические
массы
Область
применения
Все виды обра-
ботки металлов
резанием
Работы на пони-
женных режимах
резания или гал-
тельными резцами
Грубые работы
с переменной глу-
биной резания.
Прерывистое реза-
ние
Грубые работы
с постоянной глу-
биной резания.
Отрезка и фасон-
ное точение
Получистое то-
чение
То же
„
Грубые работы
с переменной глу-
биной резания.
Прерывистое ре-
зание. Отрезка и
фасонное точение
Грубые работы
с постоянной глу-
биной резания и
получистое реза-
ние
КИ
1,ОО
о,95
о>9°
1,00
о,8о
о.75
о,85
1,0О
I , IO
i>*5
I ,О0
1,1
Таблица 21
Значения коэфициентов К^
Материал резца
Быстрорежущие ста-
ли ... ¦
Твёрдые сплавы . .
Вспомогательный угол в плане
<р! в град.
10
J.OO
i»°3
5
о,97
1,ОО
20
о.94
°>97
30
о,91
о,94
45
0,87
°>9°
Примечание. Значения коэфициентов подсчи-
таны по формуле
, ,. ч 0,09
Г1» \ «р.
для быстрорежущих резцов и
Ч"(т)
для резцов, оснащённых твёрдыми сплавами.
Значения коэфициента Кт
TV
Обрабатываемый
металл
Сталь, сталь-
ное литьё и алю-
миниевые и маг-
ниевые сплавы
Чугун и мед-
ные сплавы
Материал резца
Быстрорежущая
сталь
Твёрдые сплавы
титанокобальто-
вого типа . . . .
Быстрорежущая
сталь и твёрдые
сплавы марки ВК8
Главный угол в
плане <р в град.
30 | 45 | 60 | 90
КоэфициентАГу
1,26
1,000,840,66
i,oo о,93
o,8i
1,000,88
о,73
Примечания:
считаны по формуле
1. Значения коэфициентов под-
К- =(<L
(8)
При этом показатель степени Zv имеет следующие зна-
чения: а) при обработке стали, стального литья, алюми-
ниевых и магниевых сплавов резцами из быстрорежущей
стали Zv =0,Ь0, из титанокобальтового сплава Zv=0,30,
из твёрдого сплава марки ВК8 Zv = 0,45; б) при обработ-
ке чугуна резцами из быстро режущей стали и твёрдых
сплавов марки ВК8 Zv = 0,46.
2. Значения коэфициента /(„ даны для ,s>0,25 мм,
а при обработке чугуна резцами, оснащёнными твёрдыми
сплавами,—подача s>0,3mm.
Таблица 23
Значения коэфициентов Кг
Радиус сопряже- '
ния задних граней
резца т в мм
i
2
3
о
Обрабатываемый металл
Сталь, стальное литьё,
алюминиевые и магние-
вые сплавы
Грубая
обработка
о,94
I ,ОО
I.O3
Получистая
обработка
о,86
I ,ОО
ЬО9
1,21
Чугун и медные
сплавы
Грубая
обработка
°>9°
1,ОО
Г|о6
Получистая
обработка
о, 94
I ,О
I.O3
i,o7
Примечания: 1. Значения коэфициентов под-
считаны по формуле
кг- (L\ Uv (ii)
При этом принимались следующие показатели сте-
пени и„ •
Обрабатываемый металл
Сталь, стальное литьё и
алюминиевые и магниевые
сплавы
Грубая
обработка
о,ю
Получистая
обработка
0,20
Чугун и медные
сплавы
Грубая
обработка
О,1
Получистая
обработка
о,о8
2. Характер зависимости при обработке стали и
стального литья верен до г=4 мм, дальнейшее увеличе-
ние радиуса приводит к понижению скорости, и только
примерно от г=10 мм скорость резания начинает опять
увеличиваться.
86
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. III
Таблица 24
Значения коэфициентов Кр
Форма передней грани по ГОСТ 2320-43
Плоская
Радиусная . . •
Плоская или радиусная с фаской
Плоская с отрицательным передним углом
г= от-5 до-10; Х= от+5 до + 12"
Кр
Г,Г5
I,2O
Поправочные коэфициенты на скорость
резания в зависимости от величины износа 8
быстрорежущих резцов даны на графике
фиг. 1.
Если на станке нельзя получить числа
оборотов пэк, соответствующего экономиче-
0,95 -
0,90
0,85
3-
2-
'if
V
-—-
0,5 1,0 1,5 2.0 2$ 3,0 3,5 дмм
Фиг. 1. Поправочный коэфициент /с", на скорость ре-
зания в зависимости от величины износа 8 быстрорежу-
ших резцо*.
Сталь, стальное литьё и ковкий чугун: 1 —точение с
охлаждением и строгание без охлаждения; 2 — отреза-
ние и прорезание с охлаждением; 3— отрезание и про-
резание без охлаждения; 4 — точение и строгание без
охлаждения.
Серый чугун: S— отрезание и прорезание без охлажде-
ния; 6 — долбление без охлаждения; 7 — точение и стро-
гание без охлаждения.
ской скорости резания v9K, вопрос о выборе
числа оборотов решается следующим обра-
зом:
а) рассчитывается отношение между со-
седними числами обротов:
ПХ+\
A2)
и отношение а экономического числа оборо-
тов шпинделя пэк к ближайшему меньшему пх,
имеющемуся на станке:
а = ^* ; A3)
б) наибольшее экономически допустимое
снижение числа оборотов шпинделя ак уста-
навливается по формуле
/ 1 — т
Л—т
—1
A4)
или по табл. 25.
Если после подсчётов а окажется меньше aKi
следует принимать ближайшее меньшее число
оборотов шпинделя, а при а~^>ак—- ближай-
шее большее.
Таблица 25
Наибольшее экономически допустимое снижение
числа оборотов шпинделя
Отношение
между со-
седними
числами
оборотов
I, 12
I ,26
1,33
i,4i
Показатель стойкости т
. 0,25
1,О6
i,i3
i,i6
I,2O
1,28
0,15
I,Об
i,i3
I.1?
I ,2Г
i,3°
0,125
I,Об
i,i4
i,i8
1,22
1,33
0,08
I,Об
i,4
1,24
1.36
Скорость резания при растачивании vp или
поперечном точении vn подсчитывается по
формуле E) с последующим умножением на
поправочный коэфициент:
v м/мин;
v м/мин,
A5)
A6)
где vm — скорость резания при наружном про-
дольном точении; Кр —коэфициент, харак-
теризующий влияние диаметра растачиваемого
отверстия; Кп — коэфициент, характеризую-
щий влияние условий работы при поперечном
точении.
Скорость резания при поперечном точении
следует считать по наружному диаметру обра-
ботки.
Значения коэфициентов Кр и Кп даны
•в табл. 26 и 27.
Таблица 26
Значение коэфициента К
P
Вид обработки
Наружное продольное точение
Растачивание:
до 0 75 мм
0 76-150
0 151—250 _
0 >250 ,
1,0О
о,8о
°,95
1,ОО
Скорость резания при работе отрезными
и прорезными резцами подсчитывается по
формуле
vT=
V200
Cv= С •
м/мин; A7)
X
где Kd — коэфициент, характеризующий влия-
ние отношения разности между наружным
диаметром d2 и диаметром d\, до которого
производится прорезка; к наружному диа-
метру; Kh — коэфициент, характеризующий
влияние глубины канавки; КСт — коэфициент,
характеризующий влияние типа станка.
И]
режимы резания резцами
87
Таблица 27
"" S
n Z
1-8.
Значения коэфициента /Сл
Направление резания
и тип резца
0,2010,60 0,80 1,0
в ?
а. о.
„. S
On
0,65 0,68
Коэфициент
0,71
I
0,78 0,80 0,84
1,00
1,03
1,47
1.05
1,18
1,00
1,29
1,22
'.53
1,74
Условные обозначения остальных факто-
ров см. в формуле E).
Значения коэфициентов и показателей сте-
пеней в формуле A7) дамы в табл., 14—18,20
28—31
Таблица 28
Значение коэфициента Cv и показателя Yv
Материал
резца
Быстроре-
жущая
сталь мар-
ки РФ1
Твёрдый
сплав мар-
ки Т15К6
Твёрдый
сплав мар-
ки ВК8
Обрабатывае-
мый металл
Сталь, сталь-
ное литьё,
алюминиевые
и магниевые
сплавы ....
Ковкий чу-
гун
Серый чугун
и медные
сплавы ....
Сгаль, сталь-
ное литьё,
алюминиевые
и магниевые
сплавы ....
Алюминиевые
и магниевые
сплавы .....
Чугун и мед-
ные сплавы .
Условия работы
С охла-
ждением
ьез охла-
ждения
Коэфициент и пока-
затель степени
С Vj,
7 60
8,10
_
41,40
17. ю
-
Yv
0,66
0,50
_
о,35
С
^ V т
-
8,94
27.60
Г5о°
0,40
0 -35
о, 5°
о.4о
Примечания: 1. Числовые значения коэфипиен-
тов даны при обработке металлов твёрдостью Hg =
— 190—210 резцами с плоской передней гранью, углами
a, Y и tpi п° ГОСТ 2323-43, допустимом износе по дан-
ным табл. 1 и 2 и стойкости по данным табл. 12.
2. При обработке с охлаждением легированных сталей
и стального литья быстрорежущими резцами значения
скоростей резания, подсчитанных по формуле A7), сле-
дует уменьшать на 10%.
Таблица 29
Значения коэфициента К^
J.
Тип станка
ф- f 1
я
С врашатетьным
главным движением
С возвратно-посту-
пательным движением
|
di—d,
d3
1,00
0,50
0,25
о,ю
¦<о,о5
—
Kdv
1,00
O.97
о,93
0,89
0,86
1,00
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. III
Таблица 30
Значения коэфициента
Тип станка
С возвратно-поступательным
главным движением
С вращательным главным
движением
Глубина
паза в мм
2—8
IO
15
2О
4О
-
"v
1,46—1,05
1,00
0,92
0,87
0.76
1,00
Примечание. Значения коэфициента подсчита-
ны по формуле
0,20
Таблица 3l
Значения коэфициента Кст
Тип станка
С вращательным главным движением . . .
С возвратно-поступательным главным-дви-
жением, головка резцедержателя откидная .
То же неоткидная
0,60
0,50
Скорость резания при работе на попе-
речно-строгальных и долбёжных станках под-
считывается по формуле
г" = С
x кИ„
К
,200
1 мин; A9)
/с „ • к
Vv
-Кг
r
к,
кс
X
где Kiv — коэфициент, характеризующий влия-
ние длины хода и перебега резца [условные
обозначения остальных факторов см. в фор-
мулах E) и A7)].
Значения коэфициентов и показателей сте-
пеней в формуле A9) даны в табл. 14—24 и
32—34.
Таблица 32
Значения коэфициента К\
Длина хода резца
1$ в мм
5°
75
IOO
15°
200
Зоо
Зоо
5°°
Длина перебега
/„ в мм
35
35
5°
5°
6о
6о
75
75
к
V
1,18
1,09
1,11
1,02
1,00
0,96
0,96
0,87
Примечание. Значения коэфициентов подсчита-
ны по формуле
°2
200/
B0)
Таблица 33
It , и п
Значения коэфициента Cv и показателей Xv и Yv
Обрабатываемый материал
Сталь, стальное литьё, алю-
миниевые и магниевые сплавы
Чугун ковкий • .
Чугун серый и медные спла-
вы
и
Чо
28,бо
23,00
21,ОО
0,25
О,2О
O,I5
0,5°
°.4°
°.4°
Примечания: 1. Числовые значения коэфици-
ентов Cv даны при обработке металлов твёрдостью-
60
Hq =190—210, работа не по корке резцами марки РФ1
с плоской передней гранью, сечением 20X30 мм, углами
а, у и X по ГОСТ 2320-43 при угле (р=45°, угле <p,=10o
(строгальные) и 45° (долбёжные), радиусе /-=2 мм, допу-
стимом износе по данным табл. 1, стойкости по данным
табл. 11, работе без охлаждения, перебеге резца 60 мм
и длине хода резца 200 мм.
2. Скорость резания при работе резцами, оснащённы-
ми твёрдыми сплавами подсчитывается по формуле E>
с последующим умножением на коэфициенг, равный 0,85.
Таблица 34
Значения коэфициента Кст
Тип станка
Поперечно-строгальный (шепинг)
Долбёжный, головка резцедержателя от-
кидная
То же неоткидняя
Л/..
о.75
о.бо
Усилия резания. Составляющие силы ре-
зания подсчитываются по формулам:
а) при работе проходными (токарными,
расточными, строгальными и долбёжными)
резцами
X Y
кг;
B1)
= Сх • Км ' К,
<?рг
Ру=Су
Су = Сч Км ' К
Px = Cxi
С г = С» Км
кг;
B2>
Кгру • К1ру
КЬру\
Ypx
кг;
• К
B3)
Ьрх;
б) при работе прорезными и отрезным»
(токарными, строгальными и долбёжными)
резцами
рг = Сг*Р* sYp* ifgz кг; B4)
Py = Cy BXP* sYp*
B5)
где Рг — вертикальная составляющая усилия
резания в кг; Ру — составляющая, перпенди-
кулярная оси изделия (радиальная), в кг\
рх — составляющая, параллельная подаче
(осевая), в кг; С2, СУ,СХ — коэфициенты, ха-
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ РЕЗЦАМИ
89
\
л
V-
РУ
в,
\
I
i
fz
^—-.
is
него^гла^и^лоугих Значения "коэфициентов и показателей сте-
Аактппоя HP Spit- ПбНе? В приведённых ВЫШе формулах ДЭНЫ
рактеризующие определённые условия ра- /С8 —коэфициенты, характеризующие влия-
боты; Q, С2, С3 —коэфициенты, характери- р* ичнпгя
к wmmw «n»aui»> мл. НИе_ ИЗНОСЭ реЗЦЭ.
ГР
UPfe^^l HIM- ?*1™^'_."с..в.иш^д" в табл. 35-40 и на фиг. 2 и
/.*
/,/
1,0
0.9
0,8
0,7
0,6
0.5,
фициентами в данные
уравнения; Км — коэ"
фициент, характери-
зующий влияние груп-
пы металла;К9 ,К9
/С — коэфициенты,
характеризующие
"^° *гост° ^°*° влияние главного угла
у • а • г -r^t В плане» Кг„2> Кг„у —
ФигП Влияние Тред- коэфициенты, харак-
него угла на величину ко- теризующие влияние
эфициента/ry ^ радиуса закругления
вершины резца;
Кт г. Ку , Ку х — коэфициенты, характери-
зующие влияние переднего угла; Kb /Cg ,
0,3
I
\
^^
^—"¦
'
fz
р
^^- *
—-"
——•
У
Pv
Pz
0 0.5 1 1.5 2
Износ резца 8
2.5 3 3,5 мм
Фиг. 3. Влияние износа резца по задней грани
на величину коэфициента Ag /x „ г), сталь,
стальное литьё и ковкий чугун (сплошные линии);
чугун серый (пунктирные линии).
Значения коэфициентов Сг • Су , Сх
Таблица 35
1
Типы резцов
Проходные
Прорезные и отрез-
ные
Материал резцов
Быстрорежущая сталь
Твёрдые сплавы 1
Быстрорежущая сталь и
твёрдые сплавы
Обрабатываемый металл
Сталь, стальное литьё и алюми-
ниевые и магниевые сплавы
27,90 при Нв < 170
3,57 при Нв > 170
34,42 при Яд < 170
4,42 при Нв > 170
Су
о,оз7
о,оз.
сх
0.O2I2
Чугун и медные
сплавы
сг | су
6,35
5.Н
8,82
о.13
о,О45
0,13
Сх
O,l6
О-О51
Примечание. Числовые значения коэфициентов даны при работе резцами с углами а, у, X и ф, по
ГОСТ 2323-43, <р = 45° и т =• 2 (проходные) и износе (8=2 мм для быстрорежущих резцов и 5 =0 мм для резцов,
оснащённых твёрдыми сплавами).
Таблица 36
Значения показателей степени при t и s
Типы резцов
Проходные .
Прорезные и
отрезные . . .
Обрабатываемый металл
Сталь, стальное литьё, алюминиевые
и магниевые сплавы
Xpz
I,OO
i,oo
YPZ \ ХРУ
°,75
I,OO
0,90
Ypy
O.75
-
Xpx
1,30
1,20
Урх
о,6,5
°.75
Чугун и медные сплавы
xpz j Ург
i ,00
1,00
о,75
I,OO
Хру
°>9°
-
Уру
о.75
-
1,2О
1,ЗО
о,б5
о>75
Таблица 37
Значения показателя степени при #g
Обрабатыгаемый металл
Сталь и стальное литьё
Чугуны
О.35ИО.75*
о.55
Пру
2,ОО
1.3°
V
1,5°
1,Ю
* Первое значение при Яв < 170, второе—Яд >170.
Значение коэфициента Км
Таблица 38
Обрабатываемый металл
Горячекатанные, отожжённые нормализован-
ные и термообработанные (закалка с высоким
отпуском) стали
Алюминий и силумин .
Дуралюмин "«, = 16 кг/мм
35
1,ОО
О,2О
°» 3°
°>4°
0,55
90
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Таблица 39
Значения коэфициентов
Угол
<р В
град.
3°
45
6о
75
оо
К9рг
Сталь и
лёгкие
цветные
сплавы
t,o8
I,OO
Г798
1,03
i,o3
Чугун и
медные
сплавы
I ,00
0,96
о,94
о, 92
К<?ру
Сталь и
лёгкие
цветные
сплавы
1,6з
I ,ОО
0T71
°.54
°,44
Чугун и
медные
сплавы
1,23
1,О0
о,87
о,77
°,7°
К*рх
Сталь и
лёгкие
цветные
сплавы
0,70
I ,00
1,27
1.51
1,82
Чугун и
медные
сплавы
°Аз
I ,О0
I ,2О
1,28
Примечание. Значения коэфициентов подсчита-
ны по формулам
с,
Рх.
B6)
B7)
B8)
причём в формулах B6) — B8) были приняты следующие
показатели степени: при обработке стали, стального
литья и цветных лёгких сплавов /„^=0,18 (для (р<55°) и
0,22 (для ср > 55°), 1ру= —1,2; 1рх = 0,85; при обработ-
ке чугуна и медных сплавов lpz = - 0,126, lpy =¦ 0,50,
l^j v=l,08 (для tp < 45°) и 0,35 (для ср > 45°).
Таблица 40
Значения коэфициента Л", и К,
rpz rpy
Радиус
г в мм
о.5
I.O
2
3
1 5
Сталь, сталь-
ное литьё,
алюминиевые
и магниевые
сплавы
0,87
о.93
о,97
1,О
i>°4
I , IO
Чугун и мед-
ные сплавы
о,9i
о.95
о,98
1,О
^оз
i,o7
Сталь, сталь-
ное литьё,
алюминиевые
и магниевые
сплавы
°,б5
o,8i
0,93
1,0
1Т13
i,32
Чугун и мед-
ные сплавы
0,76
о,87
о,94
I ,О
7^о§
1,20
Примечание. Значения коэфициентов подсчи-
таны по формулам
-С, .гиР*\
-С, • тиРУ.
B9)
C0)
При этом приняты следующие показатели степеней:
при обработке стали, стального литья, алюминиевых и
магниевых сплавов ирг = 0,10 и upz = 0,30; при обра-
ботке чугуна и медных сплавов а„2 = 0,07 и ару = 0,20.
Мощность на резце. Эффективная мощ-
ность на резце подсчитывается по формуле
кг,— кет
е " 60 • 102
или находится по номограмме (фиг. 4).
Полная мощность на приводе станка
N3 =
э
N.
вт,
C1)
C4)
Основное (технологическое)
подсчитывается по формуле
t L A
t
п • s
мин.,
время t0
C5)
где L — длина прохода резца (детали) в на-
правлении подачи (L = / + 1г -г /2 или L —
«= В + li + /2 мм), получаемая "как сумма
длины / (станки с вращательным главным
-ю
Фиг. 4. Номограмма для определения крутящего мо-
мента 2Мкр и эффективной мощности Ng.
Пример: Дано d = 100 мм, v = 10 м'мин, Pz = 1000 кг;
получаем: 2 Мкр = 100 кем, N =1,7 кет.
движением) или ширины В (станки с прямо-
линейным главным движением) обрабатывае-
мой части детали, врезания /], подхода и вы-
хода резца /2> п—число оборотов детали
(резца) или двойных ходов резца (стола) в
минуту; Д — припуск на обработку в мм.
Таблица 41
Поперечно-строгальный
или долбёжный станок
Длина обра-
батываемой
части детали
в мм
До ioo
IOI—2OO
2OI — ЗОО
Св. з°°
Перебег
резца
в мм
35
5°
оо
75
Продольно-строгдльный
станок
Длина обра-
батываемой
части детали
в мм
ДО 2ООО
2OOI— 4 °°°
4OOI — 6 ооо
6ooi —ю ооо
Перебег
стола
в мм
2О0
2ОО—3°°
. з°о-4°о
400—500
где
к. п. д. станка.
Примечание. При работе на продольно-строгаль-
ных станках, имеющих торможение при переключении,
перебег стола следует уменьшить на 25%.
ГЛ. II] РЕЖИМЫ РЕЗАНИЯ ЗАКАЛЁННЫХ СТАЛЕЙ РЕЗЦАМИ, ОСНАЩЁННЫМИ ТВЁРДЫМИ СПЛАВАМИ 91
Величина врезания
формуле
подсчитывается по
U —
tg -f
Величина подхода и выхода резца /2 при-
нимается в зависимости от глубины резания
до 3 мм.
Величину подхода, врезания и выхода под-
резного, прорезного или отрезного резца (/] +
-\-12) принимают равной 2—5 мм.
Величины перебега резца (ползуна) или
стола для строгальных и долбёжных станков
даны в табл. 41.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А в к с е н т ь е в И. Г., Исследование усилий реза-
ния при строгании чугуна, ЭНИМС, 1939.
2. Бор зов И. Я-. Обработка чугуна, Харьковский
паровозостроительный завод. 1936.
3. Внедрение скоростных методов обработки металлов
резанием (опыт передовых предприятий Ленинграда),
ЛДТМ, Л. 1948.
4. В у р ц е л ь И. Г.. Геометрия резцов, изд. ЗИС, 1939.
5. Грудов П.. П., Режимы резания при точении
углеродистых и хромоникелевых сталей, изд. Пром-
академии им. Л. М. Кагановича, 1940.
6. Грудов П. П.. Режимы резария при обработке
чугуна, изд. Промакадемии им. Л. М. Кагановича,
1938.
7. Г р у д о в П. П., Режимы резания при обработке чу-
гуна на поперечно-строгальных станках, изд. Москов-
ского вечернего машиностроительного института,
1941.
8. Грудой П. П. и 3 в е р е в Е. К., Режимы реза-
ния при обработке углеродистых сталей на поперечно-
строгальных станках, изд. Московского машино-
строительного института, 1940.
9. Грудов П. П. и Разоренов А. А., Сравни-
тельные испытания режущих свойств резцов, изд.
Промакадемии им. И. В. Сталина, 1937.
10. Гуревич Ш. И., Обрабатыраемость маргзнцо-
• вистых сталей точением, ЛАРИГ, 1940.
11. Зверев Е. К., Геометрия резцов и режимы ре-
зания при точении углеродистых сталей, МВТУ
им. Баумана, 1939.
12. Зверев Е. К, Обрабатываемость специальных
сталей точением, МВТУ им. Баумана, 1941.
13 И с а е в А. И., Режимы резания при обработке
чугуна на долбёжных станках, ЦНИИТМАШ, 1940.
14. И т к и н М. Э., Режимы резания при чистовой
обработке углеродистых сталей, изд. Орджоникидзе-
градского машиностроительного института, 1939.
15. И т к и н М. Э., Режимм резания при поперечном
точении и подрезке, изд. Орджоникидзеградского ма-
шиностроительного института, 1939.
16. Клоков И. Ф., Режимы резания при точении
чугуна, ЦНИИТМАШ, 1939.
17 Клушин М. И., Скоростное резание металлов,
Машгиз, 1947.
18. Клушин М. И. иФельдштейнЭ. И., Обра-
батываемость улучшенной хромистой стали точением,
изд. ГАЗ им. В. М. Молотова, 1940.
19. Комаров Ф. А., Режимы резания при обработке
сталей на долбёжных станках, изд. Московского за-
вода шлифовальных станков, 1940.
20. Левант X. В., Качество поверхности при токар-
ной обработке, изд. Московского вечернего машино-
строительного института, 1941.
21. Леонтьев В. Л., Влияние охлаждения на стой-
кость резцов, изд. ЗИС, 1938.
22. НКТМ СССР, Технический отдел. Бюро техни-
ческих нормативов, Комиссия по резанию металлов,
Режимы резания при работе резцами, Оборонгиз, 1941.
23. НКСС СССР, Бюро технических нормативов, Спра-
вочник по режимам резания при работе резцами,. 1945.
24. НКТП СССР, Бюро технических нормативов. Ко-
миссия по резанию металла. Режимы резания при об-
работке чугуна резцами, оснащёнными твёрдыми
сплавами, 1942.
25. Оргавиапром, Режимы резания при точении алю«и-
ниевых и магниевых сплавов, 1941.
26. Певцов Г. А., Режимы резания при точении
хромоникелевых и социальных сталей, ВАММ СА
им. И. В. Сталина, 1939.
27. Разоре мо в А. А.. Отрезка стали и чугуна,
изд. Промакадем^и им. Л М. Кагановича, 1941.
28. Рудник С. С., П р е й с Г. Л. и Бовсунов-
гкий А. И., Геометрия резцов и режимы резания
при обработке чуунов, изд. Киевского индустриаль-
ного института, 1939.
29. С к а р а г а н В. А., Режимы резания при точении
хромистых сталей, изд. Ленинградского политехниче-
ского института, 19^9.
30. Скоростные методы обработки металлов, ЛОНИТО-
МАШ-. кн. 3, Машгиз. Л. 1948.
31. Скоростное резание, сб. материалов совещания по
вопросам скоростного и сверхскоростного резания, ВНИ-
ТОМАШ, 1947.
32. Трест твёрдых сплавов НКЦМ СССР, Инструкция
по изготовлению и эксплоатгщии резцов с пластин-
ками твёрдых сплавов, 1916.
33. Федоров Н. М , Режимы резания при точении
хромистой стали, ЦНИИТМАШ, 1940.
34. Ша с Кольский Б. В., Методика уточнения
выбора режима резания на станке, изд. Бюро техни-
ческих нормативов, 1946.
35. Ш а с к о л ь с к и й Б- В., Уточнение расчётного ре-
жима резания по параметрам станка, „Вестник маши-
ностроения" № 11—12, 1945.
РЕЖИМЫ РЕЗАНИЯ ЗАКАЛЁННЫХ СТАЛЕЙ РЕЗЦАМИ,
ОСНАЩЁННЫМИ ТВЁРДЫМИ СПЛАВАМИ
Износ резцов. Допустимая величина из
носа 8 по задней грани резцов, оснащённых
твёрдыми сплавами, при обработке закалённых
сталей принимается 0,8—1,1 мм.
Углы заточки. Оптимальные геометриче-
ские параметры резцов, оснащённых твёр-
дыми сплавами, даны в табл. 42.
Главный угол в плане <р может быть умень-
шен до 10—15° и соответственно увеличена
подача (толщина стружки должна быть в пре-
делах 0,05—0,07 мм). Такое уменьшение глав-
ного угла в плане даёт возможность увеличить
/»' \0,5
скорость резания примерно в( —А раза [2,3,6].
Глубина резания. При обтачивании зака-
лённых сталей резцами, оснащёнными твёр-
дыми сплавами, глубину резания следует брать
Таблица 42
Предел проч-
ности при
растяжении
0? в кг/мм*
140—i6o
160- 180
180—200
Задний
угол а°
15
Передний угол у°
Твёрдый сплав марки
Т15К6у
— ю
- '5
—2О
Т15К10
-¦5
—ю
-15
Угол в плане
Главный
45—9°
Вспомогатель-
ный <р!°
15
Радиус
сопряже-
ния задних
граней
г в мм ,
i,o—а,о
Угол на-
клона
главной
режущей
кромки. \°
+4
92
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. III
в пределах 0,5—2 мм. При очень точных ра-
ботах весь припуск целесообразно снимать за
два-три прохода; на последний проход глубина
резания должна быть не более 0,2—0,3 мм.
Подача. Для получения минимального ма-
шинного времени следует работать с наиболь-
шими технологическими допустимыми пода-
чами с учётом прочности твёрдого сплава.
Можно принять следующие средние вели-
чины подач для наружного продольного об-
тачивания:
Предел прочности
в кг/мм* 140—160 i6o—180 180—200
Подача в мм\об. 0,1—0,3 0,07—0,20 0,05—0,15
Охлаждение. При обработке закалённых
сталей резцами, оснащёнными твёрдыми спла-
вами, охлаждение не применяется.
Стойкость резцов. Определение механи-
ческой стойкости резцов Тэк и стойкости наи-
большей производительности Тн п — см. стр.
79 и 82. При обработке закалённых сталей
среднее значение показателя относительной
стойкости т = 0,1. Средняя величина стой-
кости Т — 90 мин.
Скорость резания при наружном продоль-
ном обтачивании закалённых сталей подсчи-
тывается по формуле
V V
0.47*0'33
где fgo — скорость резания в м/мин при стой-
кости резца 7 = 90 мин; Cv—постоянный
коэфициент; I — глубина резания в мм; s —
подача в мм/об; аь — предел прочности при
растяжении в кг/мм*; ka — коэфициент, харак-
теризующий влияние марки твёрдого сплава;
Кт — коэфициент, характеризующий влияние
V
стойкости резца; К — коэфициент, характе-
rv
ризующий влияние главного угла в плане.
Числовые значения коэфициента Cv и по-
казателя степени xv зависят от глубины реза-
ния:
t мм С,. х_.
До 1,25
480 000
560 000
1,1
Значения коэфициентов Cv даны при ра-
боте без охлаждения резцами с плоской перед-
ней гранью при угле ср = 45°, остальных углах
по табл. 42, радиусе г = 2 мм, износе В =
= 0,8 — 1,1 мм и стойкости Т = 90 мин.
Числовые значения коэфициентов Ки ПРИ"
нимаются: для сплава Т15К6у, применяемого
при малых подачах и глубинах резания, Ка =
= 1,00; для сплаиа Т5К10, применяемого при
больших подачах и глубинах резания, Ка =
= 0,75. V
Коэфициент К-т в зависимости от стой-
„ v
кости / для этих сплавов получает следую-
щие числовые значения:
Стойкость Т в мин з° °° 9°
Коэфициент Кт 1,115 i.°4° 1,000
v
Стойкость Г в мин I2O 150 i8o
Коэфицйент Кт 0,970 0,950 0,93s
v
В зависимости от главного угла в плане <р
коэфициент /С? для этих сплавов изменяется
следующим образом:
Главный угол в плане <р° . . . 45 бо 75 9°
Коэфициент К„ ....... 1,000,880,790,73
Усилие резания. Вертикальное усилие ре-
зания подсчитывается по формуле
P2=l0,5t-s°-9-ob0'75 кг. B)
При износе резца 8 = 1 мм величина Рг
повышается на 5—8%.
Соотношение между усилиями подачи Рх,
радиальным усилием Ру и вертикальным уси-
лием Рг при <р = 45° равно
Р ру
^ = 0,6г0,8и -— = 1,3 ± 2,3.
Рг Иг
Рг
Меньшее числовое значение отношения -^
имеем для меньших глубин резания, а меньшее
числовое значение отношения -jf- — для боль-
ших глубин резания и больших передних
углов.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Г р у д о в П. П. Исследование резцов с пластинками
из твёрдых сплавов и режимов резания при токарной
чистовой обработке хромокремнемарганцовистой зака-
лённой стали хромансиль (отчёт Промакадемии
им. Сталина).
2. Кривоухов В. А., Обрабатываемость хромансиля
точением и сверлением(тезисы доклада Ин-та усоверш.
инженеров).
З.Козлов Д. Н., Физическое обоснование скорост-
ного резания хромансиля высокой твёрдости, диссерта-
ция, МАИ. 1947.
4. РезницкийЛ. М., Обработка закалённых сталей
твёрдыми сплавами (материалы к Конференции по ре-
занию металлов 1940 г.).
5. Скоростные методы обработки металлов, ЛОНИТО-
МАШ, кн. 3, Машгиз, Л. 1948.
6. Шелконогов Н. И., Обработка закалённых ста-
лей резцами из твёрдых сплавов и предпосылки для
механической обработки стали при особо высоких ско-
ростях резчния, «Вестник металлопромышленности" № 1,
1938.
РЕЖИМЫ РЕЗАНИЯ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ СВЁРЛАМИ,
ЗЕНКЕРАМИ, РАЗВЁРТКАМИ, ЗЕНКОВКАМИ И ЦЕКОВКАМИ
Износ режущих инструментов. Допусти-
мые величины и вид износа свёрл, зенкеров и
развёрток даны в табл. 43 и на фиг. 5—7.
При обработке сталей изнашивается задняя
грань вдоль главных режущих кромок. При
обработке сталей развёртками и чугуна свёр-
лами, зенкерами и развёртками износ наблю-
дается в месте сопряжения главной и вспо-
могательной режущих кромок.
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
93
Таблица 43
Износ инструментов
Наименование
инструмента
Сверло . . .
Зенкер . . .
Развёртка .
Вид
износа
См. фиг. 5
См. фиг. 6
См. фиг. 7
Допустимый износ
S в мм при обработке
сталей
с охлажде-
нием
1,О—1,3
о,5— 1,з
о,6—о,8
чугуна
без охла-
ждения
о,5~~1»з
о,8—1,5
о,6—о,8
Углы заточки. Геометрические параметры
режущих частей спиральных свёрл опреде-
ляются по ГОСТ 2322-43.
Геометрические параметры
свёрл, зенкеров и развёрток
см. гл. VII.
Фиг. 5.
Фиг. 6.
Фиг. 7.
Глубина резания. При сверлении в сплош-
ном металле глубина резания t = -^ (фиг. 8);
при рассверливании, зенкеро-
вании, развёртывании, зенко-
вании и цековании глубина ре-
зания t = —^— (фиг. 9).
Величину припуска под зен-
керование и развёртывание
см. гл. I.
Подачи при сверлении и рассверлива-
нии. Величина подачи при сверлении подсчи-
тывается по формуле 5 = CSD0'6, где 5 — по-
дача в мм/об; Cs — коэфициент, характери-
Фиг. 8.
Рассверли- Зенкера- Разверти- Зенко-
вате вание воние вание
Фиг. 9.
Цекование
зующий механические и технологические фак-
торы; D — диаметр сверла в мм.
Значения коэфициента С5 приведены в
табл. 44.
Величина подачи при рассверливании в
1,2—2 раза больше, чем при сверлении.
Технологическими факторами для различ-
ных групп подач при сверлении и рассверли-
вании являются:
I группа подач (сверление глухое):
1) сверление или рассверливание отверстия
без допуска; 2) сверление или рассверлива-
Значения
Таблица 44
коэфициента Cs для определения
подачи при сверлении
Обрабаты
и его х
Сталь
Чугун
Цветные
металллы
ваемый материал
арактеристика
Нв до 160
НВ = 160-240
Нв = 240-300
Нв св. 300
Нв до 170
Нв св. 170
Мягкие
Твёрдые
Коэфициент Су
Группа подач, опреде-
ляемая технологиче-
скими факторами
I
0,085
о.обз
0,046
0,038
0,130
0,078
0,170
0,130
11
0,063
о,о47
0,038
O.O28
О,О97
0,058
0,130
Р.О97
III
0,043
0,031
O.O23
O,OIQ
о,о6з
о,оз9
0,085
0,065
ние по 5-му классу точности; 3) сверление
отверстия под последующую рассверловку;
4) сверление или рассверливание отверстия с
последующей обработкой его двумя или тремя
инструментами (зенкером или резцом и раз-
вёртками или расточной пластиной); 5) свер-
ление или рассверливание отверстия под на-
резку резьбы метчиками при условии обра-
ботки отверстия после сверла зенкером, рез-
цом или расточной пластиной. При сверлении
на проход для всех перечисленных случаев
подачу брать по II группе.
II группа подач (сверление глухое и
на проход): 1) сверление отверстий в дета-
лях недостаточно жёстких (тонкостенные де-
тали коробчатой формы, тонкие выступаю-
щие части детали и т. п.); 2) сверление или
рассверливание для последующего нарезания
резьбы метчиками или резцом; 3) рассверли-
вание для последующей обработки отверстия
одним зенкером с нормальной глубиной реза-
ния или двумя развёртками.
III группа подач (сверление глухое
и на проход): сверление или рассверливание
для последующей обработки отверстия одним
зенкером с малой глубиной резания или одцой
развёрткой.
Подачи при зенкеровании. Величина по-
дачи при зенкеровании на проход опреде-
ляется по формуле
s = Cs-D0'6 мм(об.
где D — диаметр зенкера в мм; Cs — коэфи-
циент, характеризующий механические свой-
ства и технологические факторы обрабаты-
ваемого материала
При обработке глухих отверстий, особенно
при одновременной обработке дна отверстия,
подачи берутся в пределах 0,2—0,6 мм/об.
Значения коэфициента Cs для определе-
ния подачи при зенкеровании приведены в
табл. 45.
94
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Таблица 45
Значение коэфициента Cs для определения
подачи при зенкеровании
Таблица 46
Значение коэфициента С$ для определения подачи
при развёртывании
Обрабаты
и его х
Сталь
Чугун
Цветные
металлы
ваемый материал
арактеристика
Нв до 160
Нв = 160—240
Нв = 240—300
Нв св. 300
Нв до 170
Нв св. 170
Мягкие
Твёрдые
Значения С
Группа подач, опре-
деляемая технологи-
ческими факторами
I
0,190
0,140
°,Ю5
о,о85
0,250
0,150
о, 33°
0,250
II
0,140
о,ю5
0,079
0,063
0,190
о,из
0,250
0,190
III
0,095
0,070
0,052
0,042
0,125
0,075
0,170
0,125
Технологическими факторами для раз-
личных групп подач при зенкеровании
являются:
I группа подач: 1) зенкерование ли-
того или прокованного отверстия без допуска;
2) зенкерование литого или прокованного от-
верстия при условии обработки отверстия
после чернового зенкера двумя или тремя
инструментами (чистовым зенкером или рез-
цом и развёртками или расточной пластин-
кой); 3) зенкерование отверстия, предвари-
тельно обработанного сверлом или резцом,
с последующим применением двух развёр-
ток; 4) зенкерование литого или прокован-
ного отверстия под последующее нареза-
ние резьбы метчиками или резцом при усло-
вии обработки отверстия после чернового
зенкера чистовым зенкером или расточной
пластинкой.
II группа подач: 1) зенкерование ли-
того или прокованного отверстия под после-
дующее нарезание резьбы; 2) зенкерование
литого или прокованного отверстия по 5-му
классу точности; 3) зенкерование литого или
прокованного отверстия для последующей об-
работки его двумя развёртками; 4) зенкеро-
вание предварительно обработанного (сверлом
или зенкером) отверстия с последующим при
менением одной развёртки.
III группа подач: зенкерование ли-
того или прокованного отверстия для после-
дующей обработки отверстия одним зенкером
с малой глубиной резания или одной раз-
вёрткой.
Подачи при развёртывании. Величина по-
дачи для развёртывания на проход подсчиты-
вается по формуле
s = Cs-D0J мм/об,
где Cs — коэфициент, характеризующий меха-
нические свойства и технологические фак-
торы обрабатываемого материала; D — диа-
метр развёртки в мм.
Значения коэфициента Cs для определения
подачи при развёртывании приведены в
табл. 46.
Обрабатываемый материал
и его характеристика
Сталь
Чугун
Цветные
металлы
Нв до 160
Л„ = 1СО-240
HD св. 240
Нв до 170
Нв св. 170
Мягкие
Твёрдые
Значение
Группа подач, опре-
деляемая технологи-
.ческими факторами
I
О,2О
O,l6
0.12
0,33
О.2Э
О,2О
°.33
II
о, 15
0,12
о.°9
о, 25
о, 15
°.15
о,35
III
0,10
0,08
0,06
0,16
0,10
0,10
0,16
Технологическими факторами для раз-
личных групп подач при развёртывании явля-
ются:
I группа по да ч: предварительное (чер-
новое) развёртывание отверстия после сверла
или зенкера под последующее чистовое раз-
вёртывание.
II группа подач: 1) чистовое развёр-
тывание по 2-му классу точности после чер-
нового развёртывания; 2) чистовое развёрты-
вание по 2-му классу точности после чисто-
вого резца или чистовой расточной пластинки.
III группа подач: 1) чистовое развёр-
тывание под полирование или хонинг; 2) раз-
вёртывание отверстия одной развёрткой по
3-му классу точности.
При обработке глухих отверстий, особенно
при одновременной обработке дна отверстия,
подачи берутся в пределах 0,1—0,5 мм/об.
Коэфициенты, указанные в табл. 44—-46,
даны для случаев, когда длина отверстия не
более трёх диаметров. При длине отверстия,
равной трём диаметрам и больше, подачи
нужно уменьшать введением поправочных
коэфициентов по табл. 47.
Таблица 47
Поправочные коэфициенты на величину подачи
при обработке отверстий длиной более трёх
диаметров
Диаметр
отверстия
d
в мм
До 20
. 40
60
Длина отверстия 1, выражен-
ная в диаметрах
3-5 j 5—7
7—10
Поправочный коэфициент на подачу
о,9о
0,90
о,85
o,8j
0,80
0,8а
о,8о
°. 75
о ,75.
Подачи при зенковании и цековании даны
в табл. 48.
Охлаждение. При работе по сталям, латуни,
дуралюмину и силумину применение смазочно-
охлаждающик жидкостей обязательно. Расход
ж-идкости должен быть не менее 6 л/мин.
В табл. 49 приводятся рекомендуемые
жидкости.
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
95
Таблица 48
Подачи при зенксвании и цековании
Таблица 50
Средние стойкости инструмента
Диаметр
обработки
D
в мм
15
2О
3°
4О
бо
7°
8о
9°
юо
Обрабатываемые материалы
Сталь
Я„<" 180,
медь и
латунь
Стали
Нв > 180
Чугун, бронза
и алюминие-
вые сплавы
Подача s мм/об
о
о
о
о
о
о
о
о
О
08- О,12
08-0,15
ю—о, is
12—0,20
12—О,2О
15-°,25
15—о, 25
2О—О,ЗО
20—0,30
0,2-0,30
0,05—0,08
о
о
о
о
о
о
о
о
о
о5-о,
об—о,
о8—о,
оЗ -о,
ю-о,
ю-о,
12—О
J2—О
15—о.
IO
IO
12
15
i8
20
25
25
3°
о,ю—о, 15
о
о
о
о
о
о
о
о
о
ю-о,15
12 —0,20
15—о, 25
15—о, 25
2О—О,^О
2О—о, 35
25—0,40
25—0,40
25—о, 5°
Таблица 49
Охлаждающе-смазывающие жидкости
Обрабатывае-
мые
материалы
Углероди-
стые, легиро-
ванные и ин-
струменталь-
ные стали и
стальное литьё
Чугунное
литьё, бронза
Дуралюмин,
силумин
Вид обработки
Сверление, зен-
керование, зенко-
вание и цекование
Развёртывание
Рекомендуемая жидкость
1. Эмульсия
2. Сдвоенное
масло
1. Всухую
2. Керосин
3. Смесь буры
и воды с глице-
рином
1. Эмульсия
2. Сурепное
масло с кероси-
ном
1. Эмульсия
2. Раститель-
ное масло
3. Сдвоенное
масло
1. Всухую
2. Сдвоенное
масло
1. Сурепное
масло
2. Керосин
3. Скипидар
Стойкость. Для обеспечения наименьшей
стоимости обработки назначают скорость ре-
зания, соответствующую экономической стой-
кости.
В табл. 50 приводятся средние значения эко-
номических стойкостей для инструментов, из-
готовленных из быстрорежущих сталей, при
обработке стали и чугуна.
В тех случаях, когда по условиям органи-
зации производства работа ведётся одним и
тем же инструментом как по стали, так и по
чугуну, средние значения стойкости инстру-
мента следует брать по тому материалу, кото-
рый преобладает в обработке. При одновре-
менной работе несколькими инструментами,
одинаковыми но типу, размеру и материалу,
а также при работе в одинаковых условиях
на многошпиндельных станках или головках
стойкость нужно увеличить во столько раз,
сколько одновременно работает инструментов.
ента
г
rv
НСТ|
К
р
5q
2-5
6 — 14
15-19
20—24
25-29
3°—34
35—39
4°-44
45—< 9
5°—54
55—59
6о-б9
70—79
80—89
00—ЮО
Свёрла
спираль-
ные
я
тал
6
ю
12
18
25
30
35
45
55
65
85
100
140
—
5
Е
я*
Зенкеры
цельные
Зенкеры
насадные
при обработке
тал
Стойкость
12
i8
2[
3°
зб
42
55
бо
7О
9б
Л2О
15°
2IO
—
12
18
24
24
—
—
—
—
—
—
—
—
S
9
а
тал:
и
се
X
>,
инструмента в
—
3°
36
42
48
—
—
—•
—
—
—
—
—
—
—
—
зб
42
5°
55
бо
7°
оо
по
13°
—
—
—
бо
7°
85
юо
I2O
I2O
i6o
2ОО
240
Развёртки
цельные и
насадные
s
тал
и
мин.
—
24
3°
42
48
бо
72
85
85
юо
I2O
I2O
i8o
200
X
—
48
54
72
84
120
150
150
180
180
200
220
240
300
Стойкостные и силовые зависимости.
Формулы для подсчёта скорости резания v
в mjmuh, усилия подачи Рх в кг и крутящего
момента Мкр в кг/мм даны в табл. 51.
В формулах, приведённых в табл. 51, Cv —
коэфициент, зависящий от механических
свойств обрабатываемого материала и мате-
риала инструмента — марки инструментальной
стали; Срх, Cpz — коэфициенты, зависящие от
механических свойств обрабатываемого мате-
риала; Т—стойкость инструмента в минутах
машинного времени; nv — показатель степени.
Значения коэфициентов Cv, Cpx, Cpz и по-
казателя степени nv при обработке различных
материалов даны в табл. 52.
При работе инструментами из сталей, не
указанных в табл. 52, скорость резания изме-
няется в соответствии с коэфициентами по
табл. 53.
Выбор марок инструментальных сталей для
инструментов производится по табл. 54.
При обработке отверстий длиной, равной
трём диаметрам и выше, принимаются сле-
дующие поправочные коэфициенты, умень-
шающие скорость резания:
Длина отверстия /, выра- А
женная в диаметрах 3—4d 4—5'
Поправочный коэфициент . 0,9-0,8 0,8-0,7
Длина отверстия I, выра-
женная в диаметрах . . . $—6d 6—bd 8—iorf
Поправочный коэфи-
циент о,7—0,65 o,6j—0,6 0,6— 0,5
При зенковании и цековании в зависимо-
сти от обрабатываемого материала применя-
ются следующие скорости резания в м\мин:
Сталь Я„ < 181 io-i8
о
Сталь Нв > 180 7—12
Чугун твёрдый 7—12
Чугун средней твёрдости и бронза .... 12-25
Алюминиевые сплавы 4°—бо
Расчётные формулы
Таблица 51
as
Вид обработки
Сверление
Свёрла
из инстру-
менталь-
ных
сталей
Свёрла
с пластин-
ками из
твёрдых
сплавов
ВК8(РЭ8)
02—8 мм
0Ю -ео мм
012-36 мм
Рассверливание
Зенкеро-
вание
цельными
и насадны-
ми зенке-
рами
Зенкеры из инстру-
ментальных сталей
Зенкеры с пла-
стинками из твёр-
дых сплавов ВК8
(РЭ8)
Развёртывание
Обработка сталей, цветных металлов и лёгких сплавов
скорости резания
V В MjMUH
С ?)О>C51
v V
_п о по _.п
в
—
V =
cv.dW
jQ,2^s0,5 ^jO,2,jjnv
Ь
v =
С D°>3
V
-
cv ¦ /)°.3
i1 HB
осевого усилия
Px в кг
Px =
-С D s0'7 И0'75
-
Х^7-^'3-я0'75
-
-
Обработка чугунов и бронзы
Формулы для определения
крутящего момента
Мк„ ъ кгмм
мкр~
- С . Д» • s0'8 • Я0'7
pz' ' В
-
-
скорости резания
V В MjMUH
V *»
С -ZH-6
V
-0,125 с0,75 „1,3
i -s .пв
С -ZH'25
if v
г0,125. ,0,4.^,3
С -?>0-5
^0,125 ^0,4 ^0,1 ^1,3
cj.>;2
у€, 125 0,4 .0,1 у, 1,3
f *
у-0,3 . ^0,5 ф f0,l Я1,3
осевого усилия
Рх в «г
= V-D. ,0.8.^0,6
w 0,4 Л,2 „0,6
Ал " * '"?
-
-
крутящего момента
МКр в «гжл/
лгр "* jj2 A
^ с0,8 .0,75 „0,6
X * • t ¦ Ив
-
Примечание. Для обработки малоуглеродистой стали Я„ < 155 формула имеет вид: 1) v
¦ D0'65 ¦ HBV
7О,2 . ^0,8
С .D°'4.HBV
м1мин; 2) ф = "огоб мман'
Значения койфИциентО* Cv . Срх, Срг и показателя степени nv
Таблица 52
Материал
Сверление
быстрорежущими свёрлами
из стали марок РФ1 и ЭИ-262
Свёрла 0 до
10 мм
'Р*
¦рг
Свёрла 0 10 мм
и больше
'РХ
-рг
свёрлами
с пластинками из
твёрдого сплава
ВК8 (РЭ8)
-рх
-pz
Рассверливание
быстрорежущими
свёрлами из стали
марок
РФ1 и ЭИ-262
Срх
Зенкерование
быстрорежу-
щими зенке-
рами из стали
марок РФ1 и
ЭИ-262
цель-
ными
насад-
ными
зенкерами
с пластинками
из твёрдых
сплавов
ВК8 (РЭ8)
цель-
ными
насад-
ными
nS
i sCt>
3 Я о.
О- О.Й
Конструкционная углеродистая сталь:
вязкая, Hq до 155 •
автоматная легкообрабатываемая, Н% =
=140-230
среднеуглеродистая, //g = 155—265 ....
Конструкционная легированная сталь:
хромистая, хромоникелевая, хромоникеле-
молибденованадиевая, молибденовая, ни-
келемолибденовая, хррмованадиевая, хро-
момолибденованадиевая, Нв = 155 — 340
марганцовистая, кремнемарганцовистая, хро
моалюминиевая, хромомолибденоалюминие-
вая, хромокремнемолибденовая, хромомар-
ганцовистая, хромомарганцевомолибдено-
вая, хромомарганцевотитановая, хромони-
келевольфрамовая.Яд = 155—340
Углеродистая инструментальная и углероди-
стая труднообрабатываемая сталь марок
?0, 85 и др., НВ = 155-340
Вольфрамовая сталь, Hq = 210—240
Кобальтовая инструментальная, легированная
инструментальная и аустенитного класса
нержавеющая, жароупорная и Гадфильда
сталь,#е= 210—240
Латунь .
Дуралюмин, силумин, алюминий
Электрон
Чугун, Ив = 140-240 . .
Ковкий чугун Яд = 120—200
Бронза средняя .
Бронза твёрдая , ¦.
о,9
0,041
54°
Зоб
252
270
1.43
Ы5
8,6
14.3
17,а
4ооо
5ооо
6,5
»,5
1-35
1,8
1,8
а,б
з,б
о,8
0,72
о,8
о,87
о,ю
1310
874
743
655
3.5
s,8
21
35
42
II 4°°
14 200
37.°
1,5
1,35
1,5
1,8
1,8
1.65
юо
2,6
2.6
о,9б
о,87
4°
40
41
7.1
0,263
о.збз
o,i68
2175
45°
1230
1090
5.8
35
58
70
15600
19500
50
=5
0,63
0.56
0,6а
о.74
о.74
о,68
41
41
о,93
о,93
1,8з
2,3
з,оо
95
95
3.16
3.16
О,22б
ЗООО
2ООО
Г700
I4OO
1500
8,о
6,4
48
8о
96
17 too
зт 400
$
2700
1800
'535
1260
I35O
7.а
5,75
43
73
86
15 4°°
19 ооо
5°
25
87 ооо
io8 7оо
78300
97 90О
',152
915
98O
5,25
4.а
18 100
98
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
(РАЗД.
Таблица 53
Поправочные коэфициенты на скорость резания
Наименование
инструмента
Свёрла и зен-
кер ы ....
Развёртки .
Марка инструментальных сталей
РФ1,
ЭИ-262
9ХС 1\Ц
ВК8
Поправочный коэфициент
1,О
1,О
0,65
0,6
°,5°
°-5
2,2
Таблица 54
Область применения инструментов из инструмен-
тальных сталей различных марок и твёрдого
сплава
РФ1,
9ХС
У12А,
ВК8
Марка
ЭИ-262 .....
У10А
Область применения
Сталь и чугун Яд>230 . .
. Нв =200-230
, Нв -150-180
Чугун любой твёрдости . .
Мощность на режущем инструменте Ne под-
считывается по формуле
716 200-1,36
кет,
где
i —крутя.дии момент в кгмм (см.
табл. 51); п — число оборотов в минуту. >
Основное (технологическое) время подсчк-
тывается по формуле
где L — расчётная длина в направлении по-
дачи в мм; п —число оборотов в минуту;
s — подача в мм/об.
Величина L определяется по формулам:
при сверлении на проход
L=/4-yctgy + 3s;
при рассверливании, зенкеровании и развёр-
тывании на проход
при цилиндрическом зенковании и цековании
L — ft, где I—длина (глубина) отверстия;/) —
диаметр инструмента; d — диаметр предвари-
тельно обработанного отверстия; % — угол при
вершине сверла или угол при вершине при-
ёмного конуса зенкера и развёртки; h — глу-
бина зенкования или припуск на цекование.
Перебег инструмента принят равным 3s.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Баженов Л. М., Режущие свойства свёрл из
мало легированных быстрорежущих сталей, отчёт
СТЗ им. Дзержинского, 1939.
2. Баженов Л. М., Усилие подачи я крутящий
момент при обработке отверстий свёрлами и зенке-
рами по стали и чугуну, отчёт СТЗ им. Дзержин-
ского, 1939.
2. Б а ж е н о в Л. М., Факторы, влияющие на разби-
вание отверстий при работе машинных развёрток по
алюминиевым сплавам, отчёт СТЗ им. Дзержин-
ского, 1940.
4- Иванов Л. П., Испытание спиральных свёрл
с двойной заточкой по углеродистой стали, отчёт
Уралмашзавода, 1939.
5. И с а е в А. И., Изучение процесса износа спираль-
ных свёрл, отчёт ЦНИИТМАШ, 1940.
6. Исаев П. П., Максимальные подачи, допускаемые
прочностью спирального сверла, отчёт Артиллерий-
ской ордена Ленина академии ВС им. Дзержин-
ского, 1У40.
7. Исаев А. И., Режущие свойства различных марок
малолегированных быстрорежущих сталей при свер-
лении, отчёт ЦНИИТМАШ, 194U.
8. И с а е в А. И., Сверление, зенкерование и развёрты-
вание сталей 45 и 40Х, отчёт ЦНИИТМАШ, 1940.
9. Исаев П. П., Сверление и рассверливание стали 45,
отчёт ВАМ БТВ ВС им. И. В. Сталина, 1939.
10. К а р а т ы г и н А. М., Сверление сталей 45,40Х,
Э-10 и чугуна быстрорежущими свёрлами малых диа-
метров, отчёт Всесоюзной прбмакадемии им. Кагано-
вича. 1940. j
П.Лапин И. А., Режимы резания при обработке от-
верстий в чугуне свёрлами и зенкерами, '-снащёнными
твёрдыми сплавами, отчёт ЦНИИГМАШ, 1938-1939.
12. М а л к и н А. И.. Сверление, рассверливание, зенке-
рование, развёртывание серого чугуна, отчёт
ЭНИМС, 1939.
13. Резников Н. И., Сверление и рассверливание
стали Х4Н, отчёт ХММИ, 1939.
14. Рудн и к С. С., Сверление, рассверливание, зенке
рование и развёртывание отверстий в чугуне, отчёт
Киевского индустриального института, 1940.
15. Соломонович Е. Д., Сверление латуни углероди-
стыми свёрлами, отчёт Всесоюзной промакадемия
им. Кагановича, 1940.
РЕЖИМЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
Износ фрез. Допустимые величины из-
носа 8 по задней грани различных типов фрез,
изготовленных из быстрорежущей стали и
оснащённыхтвёрдыми сплавами, даны в табл. 55.
Углы заточки. Геометрические параметры
фрез см. ГОСТ 2321-43 и гл. VI.
Глубина и ширина резания. Понятие
о глубине резания t и ширине В при работе
различными типами фрез дано на фиг. 10—12.
Припуски на фрезерование — см. гл. I.
Подачи. Величина подачи на один зуб sz
при фрезеровании заданного припуска за один
проход для различных обрабатываемых мате-
риалов и поправочные коэфициенты на пода чу
в зависимости от условий работы и жёст-
кости детали, приспособления и станка при-
ведены в табл. 56 и 57 (стр. 100 и 101).
Охлаждение. При работе по сталям обя-
зательно применение охлаждающей жидко-
сти— 5°0-ного раствора эмульсола в воде.
Расход жидкости должен быть не менее
10 л/мин.
Стойкость фрез. Формулу экономической,
стойкости см. на стр. 79.
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
-99
Числовые показатели т приве-
дены в табл. 58.
Средние значения стойкости
для различных типов фрез даны
в табл. 59.
Фиг. 10. Глубина и ширина реза-
ния при работе дисковыми фре-
зами: а — трёхсторонняя дисковая
фреза; б двухсторонняя диско-
вая фреза.
Скорость резания. Скорость
резания v при фрезеровании под-
считывается по формулам, приве-
дённым в табл. 60.
Фиг. 11. Глуби-
на и ширина
резания при ра-
боте концекы-
ми фрезами:
а —фрезерова-
ние паза; б —
фрезерование
уступа.
Фиг. 12 Глубина и
ширина резания при
работе торцовыми
фрезами: а — глу-
бина резания при не-
симметричном фре-
зеровании; б—глу-
бина резания при
симметричном фре-
зеровании; a — ши-
рина фрезерования
(величина снимае-
мого слоя за 1 про-
ход) при работе
торцовой фрезой,
Числовые величины постоян-
ных коэфициентов Cv, KM, К<? и
Ки даны в табл. 61—61.
Числовые значения скоростей
резания и подач при скоростном
фрезеровании даны в табл. 65.
Силовые зависимости и мощ-
ность. Сила резания в пределах
нормального износа (см. табл. 55)
незначительно изменяется от мар-
ки стали и её состояния.
о, и
X Я
X X
Ос
Таблица 66 <х
исковые
:хсторон-
ние
П?
<и
3
о
и
Тип фрезы
Цельные
с прямым зу-
бом
с разнона-
правленным
зубом ....
Сборные со вставными
зубьями
Прорезные
размером В
до 2 ли . .
св. 2 мм . .
Отрезные В св. 2 мм . . .
Торцовые
Ци
линдрические
Концевые диаме-
тром D
щ _^
Я i Q
з: <и _.
Я 5 S
Незатылован-
ные
о S о ""
« ? н* Затылованные
•& ч '
Мелкозубые
Крупнозубые
Мелкозубые
Крупнозубые
до 4 мм . .
4-6 .
6-8 .
8-10 „ . .
10-15 . . .
15-20 , . .
20-30 . . .
30-40 . . .
до 60 мм
св. 60 »-
До 60 „
св. 60 „
0,5-1,0
-
-
-
О, 12—О, 10
-
О,о8—О,05
0,015—0,01
0,03 — 0,01
О,О35—О,О2
О.°3—°)°2
о,о4—о,оз
0,06-0,04
о, ю—о,О7
о,ю—0,07
о,об—0,04
о,ю—0,07
0,08—0,05
о. ю—о.О7
Подача на зуб при фрезеровании чёрных i
1 цветных металлов
Величина снимаемого припуска з&
1-2
о,оЗ—о,о5
0,01—0,005
О,О2 0,015
-
О, 12—О,Ю
о, 08—0.05
-
0,О12—О,О1
О,ОЗ—О,О1
0,02—0,015
0,025-0,015
О,О4—О,О2
о,об—о,о4
о,ю —о,О7
о,ю—0,07
о,о6—о,04
о, ю—о, О7
0,08-0,05
о.ю—о,07
2-4
0,05—0,04
__
o,oi—0,005
0,02—0,015
-
0,10—0,05
0,15—0,10
о,о8_о,о5
0,15—0,10
0,008—0,004
о,01—о,оо8
0,015—0.01
0,02 — 0.01
0,03—0,015
о,04—о,оа
0,08—0,07
о,ю—0,07
0,04—0,03
о,ю—0,07
0,08—0,05
o,io—о.О7
4-6
о,04—о,оз
о,об—о,о4
о,ю—0,07.
0,005—0,00?
o,oi—0,005
0,03—0,03
0,05—0,03
0,10—0,07
0,05—0,03
о,ю—0,07
-
0,008-0,005
0,01— О.Ооб
0,015—0,008
0,03—0,01
О,О4—О,О2
О,о8-о,о5
о,о8—о, 05
о,оз—о,оз
о,о8—о,О5
о,об—о,О4
о,о8—о,о5
6-8
0,04—0,03
0,04—О,О2
0,07—0,04
-
-
0,02—0,01
-
О,О7—О,О4
-
0,07—0,04
-
о.ооб—о,ооз
о,оо8—о.ооб
о,or — 0.008
0,03—0.015
0,05-0,04
0,08-0.05
0,03—0,01
0.06—0,04
0,04—0,03
0,08—0.05
один проход в мм
8-10
о,оз—о,015
О.О4—О,О2
0,07-0,04
-
о,or—0,007
- ¦
0,07—0,04
-
о,04—о,оэ
-
0,006—0,003
0,008—0,005
О.О2—0,01
0,05—0,03
0,05—0,03
О.О2—0,01
о,об—о,О4
0,03—0,015
0,05—0,03
10-15
. -
0,03—0,015
0,04-0,03
-
-
0,007-0,004
-
0,07—0,04
-
-
-
_
-
0,005—0,003
о,оа—o,oi
о,оз—о,or
0,03—0,03
о,оэ—o,oi
о,о4—о,оз
О,О2—О,О1
о,оз—о.оз
15-ЭО
-
0,03—0,01
0,04—0,03
-
—
0,007—0,004
o,oi—о,О7
o,oi—о,оо8
Св. 30
-
0,03—0,02
-
-
0,007—о,ос4
-
-
-
-
-
-
-
-
0,03—0,01 j 0,03-0,01
0,01—0,008
0,02—0,01
0,01—0,007
0,03—0,01
.—
—
—
-
П ри м е ч а ни я: 1. При обработке бронзы и чугунов значения подачи увеличивать в 1,5—2,0 раза в зависимости от условий обработки.
2. При черновой обработке с последующим чистовым проходом подачу можно увеличивать в 1,5—2 раза, если жёсткость всей системы позволяет это сделать.
3. При чистовом фрезеровании торцовыми фрезами с выступающими зачистными зубьями величина подачи подсчитывается по формуле S'=*0,Q9H^^x мм об, где
ксимальная высота неровности в мк.
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
101
Таблица 57
Поправочные коэфициенты на подачу при работе
цилиндрическими, торцовыми и фасонными
фрезами '
Таблица 59
Условия работы
При черновом фрезеровании и весьма
жёстких условиях фрезерования, ,-....
Детали жёсткие, закрепляемые в приспо-
соблениях
Детали тонкостенные, имеющие малые
опорные поверхности, не обеспечивающие
надёжного закрепления (концевые фрезы
с удлинённым хвостом) . . .
При ширине фрезерования В < 0,75?> . .
й>075Д
Значе-
ния коэ-
фициен-
тов
о,6
1,О
о, б—о,
Таблица 58
Значения показателя степени т
Тип фрезы
Торцовые, дисковые,
шлицевые и фрезы-
пилы
Цилиндриче ские,
концевые и фасонные
Обрабатываемый ма-
териал
Сталь, латунь и лёг-
Чугун и бронза . . .
Сталь, латунь и лёг-
кие сплавы
Чугун и бронза . .
Значе-
ния по-
казате-
ля т
о,а
о.'о
°.зз
Oi25
Значени*
Ширина
фрезы В
в мм
6
IO
2О
4О
So
160
320
1 СТОЙКОСТИ
из
ДЛЯ
различных типов фрез
быстрорежущей стали
Цилиндрические, дисковые,
торцовые,
фасонные, затылованные диаметром в мм
—
30
30
40
50
60
Остроконечные
40
50
60
80
80
100
130
диаметром в
100
130
160
160
210
мм
210
290
Стойкость Т в мин.
4о
ё
95
5о
бо
7О
Во
95
13°
6о
7°
Во
95
45
130
ibo
ТО
8о
95
J3O
1бО
I9O
8о
95
I3O
ibo
190
S25
95
'3°
IOO
190
22S
2Ь5
Концевые фрезы диаметров
-
-
Доб
ю
8—
10
«5
зо
ЗО
Стойкость Г в
15
зо
35
4О
мин
4°
130
ibo
190
335
265
315
I3O
1бО
IOO
22,т
Я65
3'5
4оо
1 в мм
5°
6о
-
-
i6o
I9O
2Oj
265
315
4ОО
335
265
315
35O
40с
480
~
-
-
-
-
Примечания: 1. При работе мерными концевы-
ми и дисковыми фрезами стойкость должна быть увели-
чена в 1,5—2 раза.
2. При работе набором фрез стойкость должна быть
увеличена в 1,2—1,3 раза.
3. При работе фрезами из углеродистой и легиро-
ванной стали табличные данные должны быть увеличены
в 1,25—1,5 раза.
Расчётные формулы скорости резания
Таблица 60
Типы фрез
Торцовые,
дисковые,
шлицевые и
фрезы-пилы
Цилиндриче-
ские, концевые
и фасонные
Обрабаты-
ваемый
материал
Сталь, ла-
тунь и лёг-
кие спла-
вы
Чугун и
бронза
Сталь, ла-
тунь и лёг-
кие спла-
вы
Чугун и
бронза
Формула
Cv • D°.25 KUKM-K*
Т ' • t*v • sVzv -г' • В v
0,15 х„ 0,4 0,1 г„
Т ¦ t v • S2 • z • В v
cv.b№.ku.km.k9
0,33 0,3 v 0,1 0,1
T ¦ t - s2v ¦ г -В
Значение показателей степени
\ yv
Торцовые
^=0,15
Дисковые и
шлицевые
Торцовые
*„-о,ю
Дисковые и
щлицевые
^-0,5
-
При s. <0,1
При sz>0,\
yv=0A
-
При ^,<0,1
При s_>0,1
При ^г<0,15
yv-w
При sz>0.15
yv=o,co
zv
Шлицевые
Дисковые и
торцовые
*в-од
Шлицевые
Дисковые и
торцовые
^=0,1
-
Значения показателей в формулах таблицы: С — постоянный коэфициент; D — диаметр фрезы в мм; Г—стой-
кость фрезы в мин: г—число зубьев фрезы; К„ — коэфициент, характеризующий влияние главного угла в плане;
Км—коэфициент1, характеризующий влияние группы металла и механических .свойств; К — коэфициент, характе-
ризующий влияние марки материала инструмента.
102
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Таблица 61
Таблица 62
Значения коэфициента С
Значения коэфициента К,
Тип фрезы
' Торцо-
вые
Диско-
вые
Из быстрорежу-
щей стали ....
Оснащённые твёр-
дым сплавом ВК8
Со вставными
зубьями
Цельные с раз-
нонаправленными
Цельные с пря-
мыми зубьями . .
Шлице вые и фрезы-пилы .
Концевые
Фасон-
ные
С резко очерчен-
ным контуром . .
С пологим кон-
туром
Сталь 45
кг/мма
о
Л»
55
-
6о
-
-
4б
-
-
-
V
8о
-
86
8i
75
65
60
35
44
53
Чугун Hq
по корке
23
4О
34
22,75
21,5
22,5
«3,5
28,8
37,5
-
-
= 180
без
корки
4б,5
8о
48
45,5
43
45
а7
57,6
75
-
-
Примечания: 1. Значения Cv даны при работе
по стали не по корке, с охлаждением, при фрезеровании
против направления подачи, с главным углом в плане
ф=90° и при допустимом износе.
2. При фрезеровании заданного припуска за один
проход, когда предъявляются повышенные требования по
чистоте обработанной поверхности, вводить поправоч-
ный коэфициент K=Qfi.
3. При обработке стали без охлаждения вводить на
скорость резания коэфициент /С=0,5.
4. При фрезеровании в направлении подачи (без
корки) вводить на скорость резания коэфициент К=\,Ъ.
5. При обработке стали по корке вводить на ско-
рость резания коэфициент К — 0,6—0,7.
Обрабатываемый
материал
Углеродистые стали
Хромистые стали
Хромоникелевые,
хромонанадиевые хро-
момолибденовые, хро-
моникелемолибдено-
вые, хромовольфрами-
стые и никелевые стали
Хромомолибденоалю-
миниевые, марганцо-
вистые , хромомарган-
цовистые и кремне-
марганцовистые стали
Хромокремнемарган-
цовистые стали
Инструментальные
стали:
углеродистые.
легированные,
быстрорежущие
Нержавеющие, жа-
роупорные и сталь
Гадфильда
Латунь
Силумин, дуралю-
мин
Электрон
Серый чугун
Ковкий чугун
Бронза
Коэфициент К
где значения показате-
ля степени принимают
для обрабатываемой
стали:
а) малоуглеродистой
5u**.OU—Ои KcjMM ,
𠦦 — 1:
б) углеродистой и
легированной:
о. =55—85 кг/мм'1;
р ^ 1 *
в) высоколегирован-
ной:
0^=90—140 кг:мм»;
А - С-'!°
м нв
Значе-
ния коэ-
фициен-
1.О
о.8
°,75
о,7о
о,8о
1,ОО
°,7°
о, 50
О,4О
З.о
5,о
7,о
I.O
..о
3
Значения коэфициента Иа
Таблица 63
Обрабатываемый материал
Сталь Я?<220
Ив>220
Чугун Лв<180
„ нв>т
Цветные и лёгкие сплавы .
Марка инструментальной стали
РФ1
1,ОО
I ,ОО
1,ОО
1,ОО
1,ОО
р
1,ОО
о,85
I ,ОО
о,85
1,ОО
ЭИ-262
1,ОО
1,ОО
I ,О0
1,ОО
I ,00
ЭИ-184
о,85
о,85
о,85
РО
о,85
о,85
о,85
9ХС
о,5о—о,6о
°,5°—°,6о
oi5°—0,60
У12А
0,50—0,60
0,50—0,60
0,50—0,60
У10А
0,50— 0,60
0,50—о,60
о,5О —о,бо
ГЛ. И]
РЕЖИМЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
103
Таблица 64
Значения коэфициента
1 ' . . ' ¦
Типы фрез
Торцовые .
Дисковые двухсторонние
и концевые
Главный угол в ...
плане <р в град.
90
о.дб
»,о
60
1,О
45
1,06
I.1O
30
i,i8
1,23
20
i,3°
>,37
Сила резания при затуплении, соответ-
ствующем оптимальному износу, при обра-
ботке вязких сталей увеличивается на
75— 90% и при обработке средних и твёрдых
сталей, а также чугунов на 20 — 40%.
Таким образам сила резания при обработке
вязких сталей при затупленной кромке уве-
личивается более резко, чем при фрезеровании
средних и твёрдых сталей. -
Это обстоятельство позволяет для практи-
ческих расчётов принять, что при затуплен-
ной кромке сила резания не зависит от каче-
ства обрабатываемой стали в вышеуказанных
пределах.
Таблица 65
Значе) ме скоростей резания и подачи при скоростной фрезеровании
:
Режим резания
• ¦ ...
S В ММ
Обрабатываемый материал
Сталь углеродистая
Яд<200
20О—22O
О,1— О, 15
//д>200
150-180
0,07—0,15
Сталь легированная
нв<эсо
I5O—2ОО
0,07—0,1
#?=300-400
110—150
¦
0,07-0,1
#?>400
75—loo
0,05—0,08
Чугун
Нв<200
120—150
0,2- 0,4
нв>т
ЮО—I2O
Ь,15—О.З
Примечание. Указанные режимы резания рекомендуются для стойкости 7*=A,0—1,5) -Р мин.
Проведённые исследования силы резания
при фрезеровании показывают, что качество
обрабатываемой стали сравнительно незначи-
тельно влияет на величину силы резания;
в частности, при фрезеровании сталей, харак
теризуемых oft=40 -г-106 кг/мм2, сила реза-
ния при работе торцовыми фрезами (с острой
кромкой) изменяется лишь в пределах +10%
и при работе цилиндрическими фрезами в пре-
делах ±33% [4].
Зависимости для определения окружной
силы резания и мощности приведены в
табл. 67 {стр. 104).
Числовые значения соотношений между
компонентами (Рн, Pv и Ро) и силой резания Р
приведены в табл. 66.
Основное (технологическое) время. Под-
счёт основного (технологического) времени *0
при фрезеровании производится по формулам,
указанным в табл. 68.
Таблица 66
Значения соотношений между силой резания Р и её компонентами
Типы фрез
Торцовые фрезы:
-^- - 0,4 -*- 0,8
л >- 0,1 + 0,2 мм
Цилиндрические, концевые,
дисковые и фасонные фрезы:
, 5ЛБ
sz=* 0,1 -i- 0,2 мм
Симметричное
резание
Р„ :Р=»0,3-*-0,4
Н
Pv :P -0,854-0,95
Ро : Р -0,5+0,55
-
Несимметричное резание
Прямая подача
ЯЛ:Р=О,9 +0,6
Р1/:Р=0,45+0,7
Р0:Р«0,5 +0,55
Р :Р = 1 +1,2
н
PV:P=0,2 +0,3
Р0:Р=0,35+0,4
Обратная подача
Pw:P=0,3 -f0.15
Р0:Р=0,5 -^0,55
Р-.Р =0,8 +0,9
н
P&:P=0,75+0,8
Р0:Р=0,35+0,4
104
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН [РАЗД. ПК
Таблица 67
Зависимости для определения окружной силы резания и эффективной мощности
(при затуплении режущей кромки соответственно оптимальному критерию затупления)
Обрабатывае-
мый материал
Сталь
X
;>,
>,
У
Тип фрезы
Цилиндрические, концевые и торцовые
при несимметричном резании (когда ось
фрезы выходит за пределы ширины за-
готовки)
Торцовые при симметричном резании
(а также при несимметричном резании,
когда ось фрезы находится в пределах
ширины заготовки), дисковые и фрезы-
пилы
Угловые и двуугловые
Выпуклые и вогнутые фасонные
Цилиндрические, концевые и торцовые
при несимметричном резании (когда ось
фрезы выходит за пределы ширины за-
готовки)
Торцовые при симметричном резании
(а также при несимметричном резании,
когда ось фрезы находится в пределах
ширины заготовки), дисковые и фрезы-
пилы
Окружная сила Р в кг
P=m°-m.sz0>u.z.B.D-°>86
Р=Ш0'86-5г0'П-*.В.П-ОМ
P-47tOS6.szOJ4.2.B.D-°&
P=m0'B3.sz0'E-z-B-D-°-m
P-7Otl'l\°'7.Z.B0'9.D-lM
Эффективная мощность в кет
Ne-3Wn.t0'm.sg°>74.z.B.D0U
0,86 0,74 0,14
Лге=2«10~5 n-t -sz -Z'B-D
0,86 0,74 0,Ы
N,-2,42-10—*n -t »sz -z-B*D
0,83 0,65 0,17
Arg=2,46*10-»rt-f •St -z-B-D
АГ,-«.юЛ./1Л4.^7.*.в0'9-1»-°Л4
Примечания: 1. При фрезеровании алюминиевых сплавов для определения окружной силы и эффективной
мощности следует применять поправочный коэфициент К~= 0,25 применительно к формулам для обработки сталей.
2. При фрезеровании бронзовых отливок для определения окружной силы и эффективной мощности следует
ввести в формулы для чугуна поправочный коэфициент А^—0,75.
3. При скоростном фрезеровании фрезами, оснащёнными твёрдыми сплавами, изготовленными с отрицательными
передними углами, при определении окружной силы и эффективной мощности следует применять поправочные ко>-
фициенты К- и К , учитывающие влияние переднего угла и скорости резания на силу резания и мощность.
Числовые значения коэфициентов даны в нижеследующей таблице:
Передний угол фре-
зы
*7
Скорость резания
Kv
+ '5°
о,9
5°
I
+ ю°
I ,О
75
о,98
4 5°
i,i
IOO
о. Ф
0°
о.94
—5°
'.3
15°
0,92
— кг
1,4
175
о,9
-'5°
«.5
2ОО
о,88
—2О"
1,6
ао°
о,85
Фиг. 13. Величина пути вреза-
ния I, при работе цилиндрической
фрезой.
Фиг. 14. Величина пути вре-
зания I. при работе торцовой
фрезой при симметричном фре-
зеровании.
Фиг. 15. Величина пути вре-
зания I. при работе торцовой
фрезой при несимметричном
фрезеровании.
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
105
Таблица 68
Формулы подсчёта основного (технологического) времени при фрезеровании
Характер фрезерования
Цилиндрическое и торцовое фре-
зерование с продольной и попереч-
ной подачей:
а) цилиндрическое фрезерова-
ние (фиг. 13) — Ц
б) лобовое (симметричное) фре-
зерование (фиг. 14) — 1\
в) несимметричное фрезерова-
ние (фиг. 15) —1\
Фрезерование с круговой подачей
стола
Фрезерование шпоночных канавок
за один проход:
а) канавка, закрытая с двух
сторон
б) канавка, закрытая с одной
стороны
в) канавка, открытая с двух
сторон
Фрезерование шпоночных канавок
на станках с маятниковой подачей
аа несколько проходов:
а) шпоночная канавка, закры-
тая с двух сторон
б) шпоночная к навка, закры-
тая с одной стороны
в) шпоночная канавка, откры-
тая с двух сторон
Формула основного (машин-
ного) времени в мин.
t -l+l* I
SM
t - Л + l~D
SM-8 SMtip
*o —
мпр
Z+0,5Z>
SM-llp
м-пр
A l+0,5D
ta~°'s Пд.х
м-пр
Буквенные обозначения
/ — длина фрезерования в мм;
/, — величина врезания в мм;
1й — величина выхода в мм;
s — минутная подача в мм;
i — число проходов
lx^Vt(D-t)
lx ~Vt(D — t-2e)
t — глубина резания в мм;
D — диаметр фрезы в мм;
При фрезеровании по полной окружности
Z = icd, где d — диаметр, измеренный по пе-
риферии фрезеруемой поверхности
При копирном фрезеровании 1 — фактиче-
ская длина фрезеруемой поверхности по
контуру
{ — полная длина шпоночной канавки;
D — диаметр фрезы в мм;
h — глубина шпоночной накатки;
SM-no ~ пР°Д°льная минутная подача в мм;
s — вертикальная минутная по ,ача
в мм
л а — число двойных ходов, определяемое
по формуле
h
где Л — глубина шпоночной канавки; / —
углубление шпоночной канавки за каждый
двойной ход в мм
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Л'ар и н М. Н , Вопросы рациональной эксплоатации
фрез, .Вестник металлопромышленности" № 7—8, 1943.
2. Л а р и н М. Н., Основы фрезерования, Машгиз, 1947.
3. Л а р и н М. Н. и Ф и н к е л ь В. И., Режущая спо-
собность малолегированных быстрорежущих сталей при
фрезеровании, „Вестник
№ 4-5, 1940.
4. Розенберг А. М.,
.Советская наука", 1945.
5. Справочник по режимам резания на фрезерных стан-
ках, Комиссия по резанию металлов, Машгиз. 1942.
металлопромышленности"
Динамика фрезерования
106
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. III
РЕЖИМЫ СКОРОСТНОГО ФРЕЗЕРОВАНИЯ СТАЛИ ТОРЦОВЫМИ
ФРЕЗАМИ, ОСНАЩЕННЫМИ ТВЁРДЫМИ СПЛАВАМИ
Сплавы, применяемые для фрез. Фрезы
оснащаются карбидо - титановольфрамовыми
сплавами с кобальтом марок Т5К10 и Т15Кбу
или Т5К10с и Т15К6с. Сплав Т5К10 является
более прочным и имеет пониженную стойкость
по сравнению со сплавами Т15К6у. Сплав
Т5К10 применяется при обработке с большими
глубинами резания и подачами и с перемен-
ным припуском в условиях нежёсткого крепле-
ния деталей либо при недостаточной жёстко-
сти станка или обрабатываемой детали.
Марка Т15Кбу применима при работе без
резких ударов в условиях жёсткого крепле-
ния обрабатываемой детали.
Для фрезерования стали можно применять
«ак многозубые, так и однозубые фрезы (ле-
тучие). Применение тех и других фрез рен-
табельно при обработке полузакалённых и
закалённых сталей (<?й>130 кг]мм2) и для
получения особо чистых поверхностей, не
требующих шлифования. Однозубые фрезы
обычно применяются
при указанных усло-
виях и маломощных
станках. Рентабель-
ность применения
торцовых фрез во
всех остальных слу-
чаях определяется
расчётом по машинно-
му времени.
Износ фрез. Тор-
цовые фрезы в зави-
симости от механи-
ческих свойств обрабатываемого материала
имеют различную величину износа 8 по зад-
жей грани (фиг. 16). Допускается следующая
величина износа:
-Фиг. 16. Схема износа ножа
фрезы.
6о—8о 8о—ioo
Предел прочности стали
<Jt в кг\мм? 4°
Допустимая величина из-
носа В в мм о,6-о,8 о,8— i,o 1,о—1,5
Предел прочности стали
а. В K2JMM - ... IOO—I2O I2O—I4O
Допустимая величина из-
носа 8вжл 1,5—2,5 2,5—3.5
Геометрические параметры режущей ча-
сти фрез (фиг. 17) даны в табл. 69.
Таблица 69
Углы заточки фрез
1
а. в кг1мм'
До 80
80—120 ....
Св. 120 ....
Геометрические параметры
+ 15
Т для
TJ5K6y
— ю
-15
—ао
Т5КЮ
5
— ю
—15
а*
s
Ьч
В
в
2О
15— ю
7—ю
"&¦
6о
в-
5
3°
m
с
I
станка не позволяет снять весь припуск за
один проход при максимально допустимой
подаче, его следует снимать за два или
большее число проходов.
Выполнение очень точных работ следует
вести за два прохода — черновой и чистовой.
Подача. Для получения наименьшего ма-
шинного времени при принятой стойкости
Вид по стрелке /!
noNN
Глубина резания при фрезеровании опре-
деляется припуском на обработку. Для умень-
.шения машинного времени, если мощность
Фиг. 17. Геометрические параметры торцовой
фрезы.
фрезы выгодно работать с возможно боль-
шими подачами.
При обработке сталей фрезами, оснащён-
ными твёрдыми сплавами, величина подачи
определяется прочностью режущего лезвия
ножа.
Рекомендуются следующие подачи на зуб
фрезы с пластинками твёрдого сплава Т15К6у:
Предел прочности стали ;
а. в кг/мм*....... До 6о 6о—8о
Допустимая подача на
зуб s в мя\зуб . . . o,i8—o.ao 0,18—0,13
Предел прочности стали
о^ в кг /мм3. . . . ¦ . 8о~ loo ioo—дао Св. 130
Допустимая подача на
зуб s в мм\зуб . . . 0,13—0,1 0,1—0,075 °°7
В случае работы с твёрдым сплавом Т5К10
указанные подачи следует увеличивать на
25<у0.
Охлаждение при обработке фрезами, осна-
щёнными твёрдыми сплавами, не рекомен-
дуется.
Стойкость фрез. Формулу экономической
стойкости фрез Тэк (при централизованной
заточке) см. на стр. 79.
Числовые значения показателя m прини-
маются: т—0,2 для стали ай<100 кг/мм%;
т=0,25 для стали о^]>100 кг/мм2.
Среднее значение условной стойкости фрез
принято 300 мин.
ГЛ. И]
РЕЖИМЫ СКОРОСТНОГО ФРЕЗЕРОВАНИЯ СТАЛИ ТОРЦОВЫМИ ФРЕЗАМИ
107
Скорость резания при скоростном фрезе-
ровании торцовыми фрезами подсчитывается
по формуле
CV'D '~'
м/мин,
где vm—скорость резания в м/мин при стой-
кости'фрезы 7"===30t) мин.; Сь — постоянный
коэфициент; D — диаметр фрезы в мм; t —
глубина резания в мм; s., —подача в мм/зуб;
В — ширина фрезерования в мм; Ки — коэфи-
циент, характеризующий марку твёрдого
сплава;/Cj- —коэфициент, характеризующий
стойкость фрезы; Ка — коэфициент, характе-
ризующий предел прочности; Км — коэфици-
v
ент, характеризующий группу обрабатыва-
емого материала; yv — показатель степени у
подачи.
Числовые значения коэфициента Cv (при
работе с окалиной), показателя степени yv
и коэфициентов К Кг f Ки даны в табл.70—73.
Числовые величины коэфициента С
Таблица 70
и показателя
степени
при подаче у
Подача на зуб s в
0,04-0,08
Cv
209
О,1
Cv
98
ММ
0,08—0,2
у
о
V
,4
Таблица 71
Числовые величины коэфициента Кц
Марка твёрдого сплава
дляо^ЭО/сглл3
Коэфи-
циент Аи
дляи.>50 кг\мм>
Т15К6у
1,О
1 ,О
Т5К10
о,75
о,9
Т15КС
i,i
Таблица 72
Числовые величины коэфициента Кт
Значе-
ние по-
казате-
ля m
0,3
0,25
Стойкость Т в мин.
100
200 1 300
400
500
600
Величина коэфициента
1,23
1,33
1.ОО
i,ii
1,О
1,0
о, 95
о,93
о,91
о,88
0,87
0,84
В зависимости от предела прочности при
растяжении принимается:
Предел прочности
Si в кг/мм2 . . 6о—8о 8о—ioo 100—120 120—140
Коэфнциент Кя . i,oo 0,69 0,52 0,40
V
Таблица 73
Числовые величины коэфициента К
Обрабатываемая сталь
Углеродистые стали
С «0,6%
Коэфици-
ент К,
С>0,6°0
Хромистые, хромоникелевые, хромованадие-
вые, хромоникелеванадиевые, никелевые, ни-
келемолибденовые и хромоникелемолибдено-
вые .
Марганцовистые, хромокирганцовистые,
хромомарганцевомолибденовые, хроиомар-
i анцевотитановые, хромокремнистые, хромо-
кремнемарганцовистые, кремнемарггнцови-
стые, хромокремнемолибденовые, хромони-
келевольфрамовые, хромомолибденоалюми-
ниевые и хромоалюминиевые стали
Хромистые и в ляьфрамовые инструменталь
ные стали
Мало-и высоколегированные быстрорежу-
шие, высокохромистые инструментальные
стали. . . . .
о»75.
0,65
В зависимости от состояния поверхности
заготовки коэфициент К берётся: без ока-
С V
лины — 1,17, с окалиной — 1,0.
Усилие резания определяется по формуле
г^4т • ^ ^
z г D1'1 p vp V 7P
где г — число зубьев фрезы; t — глубина фре-
зерования в мм; sz — подача в мм на 1 зуб;
В — ширина фрезерования в мм; D — диаметр
фрезы в мм; Ка — коэфициент, характеризу-
ющии предел прочности обрабатываемого ма-
териала; К — коэфициент, характеризующий
vp
скорость резания; /( — коэфициент,характе-
р
ризующий передний угол; /(8 —коэфициент,
характеризующий износ фрезы.
Значения коэфициентов Ка , Kv , K~ и
/Cs даны в табл. 74.
р
Эффективную мощность при фрезеровании
и основное (технологическое) время см.
в табл. 67 и 68.
Таблица 74
Числовые величины коэфициентов
| Числовые величины коэфициента Ка
Р
Предел прочности
Коэфициент К . .
60—80
1
8о—ioo
1,15
IOO—I2O
1,3
I2O- I4O
»,45
Числовые величины коэфициента К
Скорость резания
Коэфициент К . .
VP
50
1,0
1ОО
°,955
«5°
°,9Э
2ОО
о,9
Зоо
4оо
о,86
108
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. IIt
Продолжение табл. 74
Числовые величины коэфициента
Передний угол у в град. . .
Коэфициент К
20
о,8о
ю
.,.
%
о
1,12
— IO
1,26
—2О
'.37
Продолжение
л. 74
Числовые величины коэфициента К,
Р
Износ по задней
грани 8 в мм
Коэфициент К* . .
о
о.5
'.'5
1,0
'.25
',5
1.35
а,о
1.45
а.5
'.55
3-°
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Трудов П. П., ВолковС. И., Скоростное фре-
зерование, ВНИИ, 1946.
2. Г р у д о в П. П. и Волков С. И., Режимы ре-
зания для скоростного фрезерования сталей, „Новости
инструментальной техники" № 1—2, ВНИИ, 1948.
3 ВолковС. И., Воробьеве. М., Фрезерование
стали фрезами с пластинками твёрдого сплава,
ВНИИ, 1944.
4. ВолковС. И. и ГрудовП. П,, Исследование
отечественных твёрдых сплавов при фрезеровании
сталей, ВНИИ, 1945.
5. ВолковС. И. и ГрудовП. П.. Исследование
геометрии режущей части фрез с твёрдым сплавом при
обработке сталей, ВНИИ, 1945.
6. Волков С. И., Воробьев В. М. и Гру-
довП- П , Конструкция и геометрия фрез скоро-
стного фрезерования, „Новости инструментальной тех
ники* № 3, ВНИИ, 1946.
7. ВолковС. И., Трудов П. П., Выбор главного
угла в плане у фрез для скоростного фрезерования,
„Новости инструментальной техники", ВНИИ, 194R.
8. КлушинМ. И. и Фельд ш.т е й н Э. И., Вли
хние скорости резания на усилия резания при поло-
жительных, и отрицательных: передних углах инстру-
ментов, „Станки и инструмент" № 7—8, 1945.
9. К л у ш и н М. И., Внедрение сверхскоростного фре-
зерования, „Вестник машиностроения* № 11 12, 1945.
10. КлушинМ. И., Отрицательный передний угол в ре-
жу них инструментах, .Станки и инструмент* № i, 1946.
11. К лу ш ин М. И., Обработка стальных деталей твёр-
дыми сплавами, „Вестник машиностроения" № 1, 1946.
12. К л у ш и н М. И.. Расход мощности при скоростном
фрезеровании, „Автомобильная промышленность' Л6 2 ,
1946.
13. Скоростные методы обработки металлов, ЛОНИТО-
МАШ, кн. 3, Машгиз, Л. 1948.
РЕЖИМЫ РЕЗАНИЯ ПРИ НАРЕЗАНИИ ЗУБЧАТЫХ КОЛЁС
Износ зуборезных инстру-
ментов. Режущие зубья зубо-
резных инструментов изнаши-
ваются по задней грани и вы-
пуклым угловым переходам.
В табл. 75 даны допустимые
величины износа 8 по задней
грани различных зуборезных
инструментов при черновой и
чистовой обработке зубчатых
колёс.
Углы заточки. Величины
основных геометрических па-
раметров зуборезных инстру-
ментов даны в табл. 76.
Глубина резания. Цилин-
дрические шестерни до модуля
М = 2 и конические до М = 3
нарезаются за один проход на-
чисто.
Цилиндрические шестерни
М^>2 и конические М^>3 на-
резаются за два прохода. При
черновом проходе зубья нор-
мальной высоты прорезаются
на глубину менее двух мо-
дулей.
В тех случаях, когда жёст-
кость станка не позволяет про-
резать впадину между зубьями
на глубину, равную 2 модулям
за один проход, черновую обра-
ботку следует производить за
два прохода. При Ж>15 число
проходов может быть больше
двух и выбирается из условия
полного использования мощ-
ности станка.
При нарезании конических
прямозубых колёс крупных мо-
Таблица 75
Износ зуборезных инструментов
Наименование
инструмента
Вид износа
Долбяки
Червячные
фрезы
Модульные
дисковые
фрезы
Материал
инстру-
мента
(марка)
при
черно-
вой об-
работке
РФ1 \
ЭИ-262 /
ЭИ-184
о,8—I,о
о,3-о.4
РФ1 1
ЭИ-262 }
ЭИ-184
РФ1 \
ЭИ-262 }
ЭИ-184 \
У12 /
Допустимый
износ 5 в мм
1,2—1,6
о,8
о,8—х,о
о,3—о.4
при чисто-
вой обра-
ботке
о,об— o,i
о,об -о,1
о,2-о,35
о.з—«,3
ГЛ. Ill
РЕЖИМЫ РЕЗАНИЯ ПРИ НАРЕЗАНИИ ЗУБЧАТЫХ КОЛЁС
109
Продолжение табл. 75
Наименование
инструмента
Дисковые
специальные
фрезы
Резцы зубо-
строгальные
а) для прямо-
зубых колёс
6) для кони*
ческих спи-
ральных колёс
Фрезы кони-
ческие спи-
ральные
Вид износа
-г г-
?аднйя грани
Режущая
кромка
Материал
инстру-
мента
(марка)
РФ1
ЭИ-262
1,о—1,а
РФ1 \
ЭИ 262 /
РФ1
ЭИ-262 /
РФ1
ЭИ-262
Допустимый
износ 8 в мм
при
черно-
вой об-
работке
при чисто-
вой обра-
ботке
o,8-i,o
о,з-о,б
Таблица 76
Углы заточки зуборезных инструментов
Наименование инструмента
Долбяки
Дисковые специальные
фрезы для предварительной
Резцы типа зубострогальные
а) для прямозубых колёс
б) для конических спи-
Углы заточки
3 адний
угол а
в град.
6
10
1О—12
5-6
ДО 13
Передний
угол у
в град.
5
о
5-8
8—ю
До ю
тённое масло № 3, на чисто-
вых проходах — сульфофрезол
типа В и Р и 15— 20%-ный
раствор эмульсии с добавкой
4% мыла. В последнем случае
необходимо предусмотреть за-
щиту рук работающих резино-
выми перчатками. При обра-
ботке чугунных шестерён охла-
ждение не применяется.
Стойкость. При нарезании
зубчатых колёс до AI=S стой-
кость зуборезных инструментов
принимается равной 7"=а18Омин.
для стальных, 7"=360 мин. для
чугунных колёс.
Для увеличения стойкости
долбяков при черновой обра-
ботке рекомендуется менять
направление их вращения после
120—140 мин. работы. Это ме-
роприятие обычно увеличивает
стойкость долбяков на 50—70°/о
При обработке колёс до
М = 6 червячными фрезами ре-
комендуется производить их
осевую передвижку по фрезер-
ной оправке на величину, рав-
ную 1,5—2 шагам, после нор-
мального затупления работаю-
щих зубьев, поэтому первона-
чальную установку фрезы сле-
дует производить в крайнем
положении с таким расчётом,
чтобы обеспечить полное её
зацепление с нарезаемой заго-
товкой. При нарезании колёс
с модулем М =» 1 — 1,5 стан-
дартными однозаходными чер-
вячными фрезами удаётся по-
лучить от трёх до восьми пе-
редвижек и тем самым почти
во столько же раз увеличить стойкость фрез.
При нарезании колёс М = 4 число передвижек
получается равным от двух до четырёх.
Скорость резания при обработке цилин-
дрических зубчатых колёс и шлицевых вали-
ков подсчитывается по формуле
о,25-о,з
о,15-о,з
о,б—о,8
Cz
Ка
sx
A)
дулей число проходов может доходить до че-
тырёх-пяти.
Подача. Величины подач, рекомендуемых
при нарезании цилиндрических колёс и шли-
цевых валиков, приведены в табл. 77.
Охлаждение. На черновых проходах при
нарезании стальных шестерён наиболее эффек-
тивными охлаждающими жидкостями являются
10%-ный водный раствор эмульсола и вере-
Значения постоянных величин Ка и Сг и
показателей степеней, входящих в эту зави-
симость, приведены в табл. 78 и 79.
В табл. 80 и 81 приведены справочные
данные для определения скорости резания при
некоторых видах обработки шестерён.
Усилие резания и мощность. Можно ре-
комендовать следующие расчётные формулы
для подсчёта усилий резания и мощности.
Зубодолбление. Черновая обработка:
среднее усилие резания
сР ' s
сР
B)
При шлиценарезании М обозначена высота шлицев.
по
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН
[РАЗД. Ш
Таблица 77
Рекомендуемые величины подач при зубонареза-
нии [4]
Обрабатываемый материал сталь 45 или 12ХНЗ
Материал инструмента сталь РФ1 или ЭИ-2о2
Таблица 78
Поправочные коэфициенты иа скорость резания
для зуборезных инструментов, наготовленных
из инструментальных сталей различных марок
1
1
Метод обработки
Зубодолбление 3"
долбяком:
а) черновой про-
ход
б) чистовой про-
ход . . . .... .
Зубофрезерование
однозаходной червяч-
ной фрезой:
а) черновой про-
ход ........
б) чистовой про-
ход ........
Нарезание шлице-
вых валиков червяч-
ной фрезой:
а) черновой про-
ход ........
б) чистовой про-
ход . .
Подача s в мм на 1 двойной
ход или 1 оборот
При модуле
до 2 | до 3
°,3»
°i3i
о,8 -i,2
О,8—1,2
з —4
i,5—а ,о
о.За—о,5
о,3«
4-8
'.а
до 4
о, 19 -о,5
°,38
2,7-8
1.4
Наименование режущего
инструмента
Долбяки и червячные фре-
зы цилиндрические и кониче-
ские
Дисковые модульные фрезы
Резцы типа Глиссон
Марка
стали
РФ1 1
ЭИ-262 J
ЭИ-184
РФ1
У12
ЭИ-184
РФ1 1
ЭИ-262 j
Поправка
на ско-
рость ре-
зания Ки
0,6
1,О
о,6
°,7
'.о
среднее сечение стружки
v^ 0,5/W2-s
.0,1
мм*.
C)
Примечания: 1. При черновых проходах подачи
при зубонарезании назначают в зависимости от жёст-
кости станка, а при нарезании шлицев—в зависимости
от жесткости обрабатываемой детали.
2. При нарезании чугунных шестерён подачи назна-
чают в 1,5—2 раза больше указанных в таблице.
3. При черновом нарезании шестерён с помощью чер-
вячных многозаходных фрез подачи, указанные для од-
нозаходных фрез, следует разделить на число заходов.
4. При черновом нарезании стальных заготовок кони-
ческих прямозубых шестерён дисковыми специальными
фрезами подачи берутся в пределах от 0,14 до 0,18 мм зуб
и при обработке чугунных заготовок от 0,26 до 0,Змм/зуб.
Коэфициент резания: для чугуна средней
твёрдости Ks = 120 — 14) кг/мм2; для стали.
ч = 40 — 60 Ks = 160 - 180 кг/мм* оЬ =
= 80 — 100 Ks = 300 — 350 кг\мм\ >Подача
s мм/дв. ход выбирается по табл. 78. Средняя
мощность на долбяке
Чистовая обработка: затрачиваемую мощ-
ность на долбяке приближённо можно считать
не более 0,5 кет.
Таблица 79
Числовые
Характер
и метод
обработки
шестерён
Зубодолбле-
ние:
черновое
5=0,4 мм
8=0,8 „
чистовое
о=0,04 мм
3=0.10 .
Зубофрезе-
рование чер-
вячной одно-
заходной фре-
зой
М<8
Черновой
проход 8 -0,8мм
6=1,2 .
М>8
1-й черновой
проход на глу-
бину 1,4 М
5=1-1,2 М
2-й черновой
проход на
глубину 0,7 М
5-1.0-1.2 мм
величины коэфициентов и показателей <
га
. S.SS
ЭИ-184
РФ1 и
ЭИ-262
РФ1 и
ЭИ-262
РФ1 и
ЭИ-262
РФ1 и
ЭИ-262
Сталь 20Х
и 12ХНЗ
Яд = 215
С
г
93
41,6
17б
127
388
445
217
3°5О
Сталь 40X
Яб=-180 j НВж=24О
.тепени, входящих
Сталь 45
tfs=200
С г
138
47.°
52,5
20О ) —
148
—
494 ! —
565
242
—
344°
»37
49.5
208
153
5=4
598
25б
в уравнение скорости резания
Сталь марок
20Х. 40Х и 45
*
о
о,оз
о
о
°
о
о
0
т
о,37
О, 22
о,37
о. 25
о,5
о,47
о,^5
о,53
X
0,65
о,47
о
о
о,85
о,88
0,25
о, 53
у
0,67
о, 29
о
о
-о,59
—°,5а
о,17
о,35
*
Чугун Яд=180-
с
_
53,9
—
—
99,8
89.5
—
*
_
0,03
—
О
о
—
т
О, II
—
O-23
0,21
—
X
-20П
1 у
__
О,2б
—
О,38
о,зб
—
°,15
_
—о, 52
—о, 58
—
гл. in
РЕЖИМЫ РЕЗАНИЯ ПРИ НАРЕЗАНИИ ЗУБЧАТЫХ КОЛЁС
111
Продолжение табл. 7&
Характер и
метод
( обработки
шестерён
: Нарезание
шлицевых ва-
ликов червяч-
ной фрезой
(с усиками)
о=1,О мм
Материал
инстру-
мента
РФ1 и
ЭИ-262
Сталь 20Х
и 12ХНЗ
Яд=215
V
78
Сталь 40Х
Яд-180
Яд = 240
Сталь 45
Яд-200
; \" Z '¦
до,о
¦ —
ISO
Сталь марок
20Х, 40Х и 45
к
о,37
т
о
X
°>5
У
1,28
Чугун Я„ —180—200
?5
—
—
т
—
X
.—
У
—
Примечания: 1. Расчёт скорости резания при зубодолблении ведётся на нормальный 3" долбя к. При работе
долбяком диаметром 4" «режим резания не изменяется, стойкость Г повышается на 30%.
2. В таблице приведены средние величины допустимого износа 8 по залней грани.
Таблица 80
¦ Рекомендуемые режимы резания при некоторых видах зубонарезаиия
Характер и, ;метод
обработки
Зубофрезерование ди-
сковой модульной фрезой
цилиндрических зубчатых
колёс
а) черновой проход . .
б)-чистовой проход . .
Предварительное зубо-
фрезерование специаль-
ной дисковой фрезой ко-
нических колёс на 3-шпин-
дельном станке . ¦¦, . ...
Нарезание прямозубых
конических зубчатых ко-
лёс зубострогальными рез-
цами:
а) черновой проход . .
б) чистовой проход . .
Нарезание спиральных
конических зубчатых колёс
головками:
а) черновой проход . .
б) чистовой проход . .
Закругление торцов
зубьев концевыми фреза
ми
Материал
режущего
инстру-
мента (мар-
ка стали)
ЭИ-262
РФ1
ЭИ-262
ЭИ-262
РФ1
ЭИ-262
РФ1
РФ1
Скорость резания v в м/мин при обработке
стали марок
20Х. 12ХНЗ
Яд = 215
22
23
э8
14,0
l6
3°>о
40
45
40Х
Яд-180
Зо
з8
3°
i8,o
20
34
40
5О
45
НВ-
=200
За
4°,
За
2О
22
Зб
4О
бо
чугуна
/Уд-
= 160—180
аэ
3°
4О
2О
22
3°
34
: 45.
латуни
4°
6о
-
-
-
-
Стойкость
ТЭК в мин.
i8o
180
480
180
240
540
500
30
Величина
износа по
задней
грани 6
в мм
о,8
о.З
i,°
1,О,
0.25
о,7
о. 15
о,5
Примечание. Подача на один оборот четырёхзубой концевой фрезы при закруглении торцов зубьев
0,3—0,6 мм.
Зубофрезерование червячной
фрезой. Мощность на фрезе при черновых
проходах на полную глубину
Основное (технологическое) время подсчи-
тывается по следующим формулам:
При обработке круглым долбяком
4500 • 1,36
кет;
E)
h
здесь при зубонарезании М — модуль в мм,
а при нарезании шлицев М — диаметр вала
в мм; #-—заходность фрезы. Числовые ве-
личины Ср, х и у даны в табл. 82.
tzz • М
где sn — круговая подача на 1 двойной ход
в мм; п — число двойных ходов в минуту;
sn — подача врезания = 0,1—0,35 sn; h — вы-
сота обрабатываемого зуба; / — число про-
112
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН [РАЗД. III
Таблица 81
Режим резания при шевинговании круглым шевером диаметром 7"
I
Обрабатываемый
материал
\
Сталь 12ХНЗ
. 40Х
Сталь 4S
Чугун
Окружная
скорость
шевера
в mjmuh
130
145
Продольная
подача s
в мм/об
о, is
о, а5
о,4
Вертик.
подача
в MMJxod
стола
О,ОЗ
о,о4
о,О5
о,о8
Число проходов i до
полной обработки
при припуске
0,1 мм 1 0,2 мм
5-6
4
4
8 ю
6-8
6-8
Стойкость
шевера в ча-
сах машин-
ного времени
между пере-
точками
2О— ЗО
2О—ЗО
to—is
Число пере-
точек шевера
до износа
6—8
6—8
6-8
Примечание. Количество зубчатых колёс, обрабатываемых за период стойкости шевера, колеблется в пре-
делах для чугунных 400—600 шт. и для стальных 800—1500 шт.
Таблица 82
Числовые величины коэфициента С„ и показателей
степеней х и v
f
Обрабатываемый
материал
Сталь 40
. 40Х . •
, 20Х и 12ХНЗ ....
Чугун tfg=160—180 ....
Нв - 200-220 ....
Числовые значе-
ния величин, вхо-
дящих в формулу E)
С
&
X
AS-
3D
30
24
р
Вали-
ки
i,47
1,35
X
Ше-
стерни
о, 75
о,8
о,8
Вали-
ки
•ъ
У
Ше-
стерни
1,13
1,37
Вали-
ки
| ' ' ' "и '
ходов; z — число нарезаемых зубьев; М — де-
лительный модуль.
При обработке червячной фрезой цилин-
дрических зубчатых колёс и шлицевых валов
tn =
/. -Z
п • s0- д
мин.,
где д — число заходов фрезы; s0 — подача на
1 оборот заготовки; п—число оборотов
фрезы в минуту; L — длина хода каретки на
рабочей подаче.
При обработке дисковой модульной фре-
зой на универсально-фрезерном станке с дели-
тельной головкой
L - z . L • z
1
z МИНм
где sx — минутная подача обратного хода,
равная 4000 мм/мин (в первом приближении);
$м — минутная подача рабочего хода; х ~ время
деления на 1 зуб (х = 0,05 мин).
При обработке конических колёс прямо-
зубых и спиральных
где tM—время на 1 зуб в секундах, рекомендуе-
мое заводом для данного типа станка и ме-
тода обработки. Значение tM дла станков типа
Глисон 3 и № даны в табл. 83 и 84.
Таблица 83
Время нарезания зубьев спиральных конических
зубчатых колёс на специальных станках (включая
время деления) [7, 8]
Черновая обработка
НОН!
и
1 3
i6"
Модуль
мых
шестерён
2—2,25
2,5-2,75
3
4
5
6
7
8
Обрабатываемый материал
Сталь типа 20Х,
12ХНЗ
Чугун
Нв = 190-225
Число зубьев шестерён
г > 10 | z < 10
г> Ю
г< 10
Время tM в сек. на 1 зуб
4,а
6,4
5,5
6
7
12
2О
34
5.1
7,6
12
12
12
17,5
32
6о
3.5
4,2
5.5
5,5
б
9
i6
24
4,з
5,1
ю
IO
IO
15
24
45
Примечание. Стойкость фрезы до переточке
Г = 9 час. Средний износ зубьев по задней грани
о — 0,7 мм.
При обработке круглым шевером (число
оборотов шевера в минуту п — 252, диаметр
делительной окружности шевера D « 175 мм)
252* • zx
мин.,
-тг
где zx — число зубьев шевера (zx =
число проходов стола, назначенное для обра-
ботки шестерён; / — длина зуба в мм; s —
подача на 1 оборот заготовки.
При закруглении торцов зубьев конической
концевой фрезой
tn =
S ' П
I МИН.,
где D — диаметр делительной окружности
обрабатываемого зубчатого колеса; 5 — подача
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
113
Таблица 84
Время tM в сек. на нарезание 1 зуба спиральных
конических зубчатых колёс
Чистовая обработка
¦я
аемо
41
га
л К '
>.2
Ч о
? ~{
2
2,5
3
3,5
4
5
6
7
8
Обрабатываемый материал
Сталь типа 12ХНЗ
и 20Х
Специальная резцова5
менной o6pa6oTKt
(ведомые
Обработка
за 1 проход
начерно и
начисто
17,8
2О,6
28,2
36,9
—
—
—
—
Чистовая
обработка
14,6
2О,6
24.7
24.7
32,3
32.3
36,9
42,2
71,5
Чугун Нв
= 190-225
i головка для одновре-
обеих сторон зуба
шестерни)
Обработка
за 1 проход
начерно и
начисто
14,6
17,8
2O.6
24,7
32,3
36,9
—
—
Чистовая
обработка
14.6
14.6
14.6
17,8
17.8
2О,б
24.7
32,3
42,2
Примечание. Стойкость фрезы до заточки
Т ш Ш час. Средний износ зубьев фрезы по задней
грани 5 = 0,25 мм.
на 1 оборот фрезы @,3—0,5 мм); п — число обо-
ротов фрезы в минуту (п = 1580—2000 об/мин);
/—число проходов при обработке колеса
(при М — до 11/2/=1, при.М = 2— 4 / = 2,
при М = 5 - 6 / = 3).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ерёмин Б. Ф. и Б о н а р Я- М., Нарезание цилин-
дрических шестерён с прямым зубом методом Феллоу.
Нарезание шлицевых валиков червячной фрезой. Кон-
трольные испытания по стойкости резцов Глисон и ди-
сковых фрез при нарезании конических шестерен,
сб. изд. Лаборатории резания Горьковского автозавода
им. Молотова, 1939.
2. М а л к и н А. Я., Экспериментальное и теоретиче-
ское исследование стойкости долбяков при черновой
и чистовой обработке зусьев шестерён, изд. ЛИР
ЭНИМС, 1939.
3. Малкин А. Я-. Экспериментальное исследование
стойкости при черновой и чистовой нарезке зубьев
червячными фрезами, изд. ЛИР ЭНИМС, 1939.
4. М а л к и н А. Я-, Исследование стойкости червячных
фрез, изд. ЭНИМС и Лаборатории исследования
станков завода „Комсомолец", 1938.
5. РозенбергА. М., Экспериментальные исследо-
вания усилий при фрезеровании, изд. Томского техно-
логического института, 1940.
6. Рязанова, Исследование критерии затупления
червячных фрез крупных модулей от М=8 до М=с20,
изд. Лаборатории резания Уралмашзавода, 1939.
7. Режимы'резания на зуборезных станках, изд. Комиссии
по резанию металлов, БТН ЬКТП, 1942.
8. Справочник по режимам резания на зуборезных стан-
ках, изд. Комиссии по резанию металлов, БТН НКСС,
Машгиз, 1943.
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Износ протяжек. Режущие зубья протя-
жек изнашиваются по задней грани и угловым
переходам, а также на уголках стружколома-
тельных канавок.
Углы заточки. Величины углов заточки,
определяющие режущие способности протя-
жек, приведены в табл. 86.
Фиг. 20.
Фиг. 21.
Фиг. 22.
Допустимые величины износа о по задней
грани различных типов протяжек даны в
табл. 85.
Таблица 85
Износ протяжек
Фиг. 23.
Таблица 8б
Углы заточки протяжек
Тип протяжки
Общий вид
протяжки
Вид
износа
Шпоночная .
Шлицевая
. См. фиг. 18 См. фиг. 20
Круглая (цилин-
дрическая) . . . .
См. фиг. 19 См. фиг. 21
См. фиг. 22
Величина
допускае-
мого износ.
8 по задней
грани
в мм
о.З—о,4
'См. фиг. 23{ 0,2—0,3
Обрабатываемый материал
Сталь
Чугун
Бронза и алюминиевые
сплавы
Латунь и мягкие алюми-
ниевые сплавы
Задний
угол
5-6
Передний
угол
Т°
12-15
15- 2О
22—25
о Том 7
Подача. Величину подачи при протяги-
вании в зависимости от конкретных условий
работы можно выбрать по табл. 87.
114
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН {РАЗД. Ill
Таблица 87
Величины подач при протягивании
Типы протяжек
Шпоночные и шли-
цевые:
шириной канавки
до 6 ж и
шириной канавки
более 6 мм. . .
Круглые (цилиндри-
ческие)
Подача на 1 зуб в мм
Обрабатываемый материал
Сталь, алюми-
ниевые и ма-
гниевые сплавы
0,05—0,08
о,об—о, 15
О,О2—О,О4
Чугун и мед-
ные сплавы
О,Об— 0,12
о,о8—о,а
о,о4—о,об
батываемой детали (механические свойства,
твёрдость, микроструктура, наличие посто-
ронних включений); б) профиля обрабатывае-
мой поверхности (наличие острых внутренних
углов, сложность профиля, длина протягивае-
мого отверстия); в) качества материала про-
тяжки (наличие специальных покрытий или
химической обработки на режущем профиле);
г) охлаждения.
Скорость резания при протягивании опре-
деляется по формуле
v
К» mjmuh,
Примечания: 1. При протягивании поверхно-
стей, имеющих впадины остроугольного профиля, подачи
следует выбирать пониженные, но не менее 0,02 мм на
1 зуб.
2. При протягивании сложных профилей (фасонные
пазы), у которых снимается припуск по глубине и по
ширине профиля одновременно (прогрессивное протяги-
вание), величина подачи лимитируется прочностью про-
тяжки, поэтому величины подач следует брать меньшие.
у
Т v /
где Cv — коэфициент, характеризующий усло-
вия работы; Т — стойкость протяжки в мину-
тах машинного времени (без учёта обратного
хода); sz — подача на один зуб протяжки в мм;
Ки — коэфициент, характеризующий марку
стали протяжки.
Числовые значения коэфициентов Сь и
показателей степени Xv и Yv приведены в
табл. 88.
Таблица 88
Обрабатываемый
материал
Сталь 45
Сталь 45
40Х
20Х
12ХНЗ
Сталь 45
4Оа
20Х ....
12ХНЗ
Сталь 40Х
20Х
12ХНЗ
Значение коэфнциента С
Твёрдость
НВ
1бо—i8o
181—207
160—195
140—170
140—170
220 — 260
200—230
180—220
290—330
эбо —290
2бЭ—29O
i6o—i8o
190—215
} и показателей Л
1
Типы протяжек
Цилиндриче-
ские
Cv 1 Xv
12
II
8
7
10
8,2
0,62
0,62
0,62
о,77
о,5
о,5
yv
0,62
0,62
о,бз
о,8
о,6
о,б
Шлицевые
Cv
11
10
7.3
5.5
13,5
ю ,5
Xv
0,6
0,6
0,6
0,5
0,5
0.5
0,75
0,75
0,75
0,6
о.б
о.б
Шпоночные
При
*г<0,07 мм/зуб
И «<11 MJMUH
Cv
7
6,3
4,5
3,4
4,4
3,65
\
0,87
0,87
0,87
о,87
о,6
0,6
1,4
1,4
1.4
1.4
о,95
о,95
При sg*=O,l—
0,15 мм/зуб
И V>$ MlMUH
5,5
5
3,6
2,7
4,4
З.бо
Xv
0,87
0,87
0,87
0,87
0,6
0,6
Yv
1,4
1.4
1.4
1.4
0.95
0,95
Охлаждение. Охлаждающей жидкостью
при протягивании стальных деталей служит
сульфофрезол.
При протягивании сложных профилей иногда
применяется 2О°/о-ный раствор эмульсола в
воде с прибавкой 40/0 мыла. В этом случае
необходимо предусмотреть защиту рук рабо-
чих резиновыми перчатками. Чугунные детали
протягиваются всухую.
Скорость резания при протягивании на-
ружных поверхностей и отверстий различных
профилей устанавливается с учётом следую-
щих факторов: а) качества материала обра-
Значения коэфициента Cv даны для про-
тяжек, изготовленных из стали марки 5ХВС.
Для протяжек, изготовленных из стали других
марок, числовые значения коэфициентов К^
для стали марок ХВ5 и 5ХВС будут 1,0, для
РФ1 _ 1Д, для ЭИ-262 — 1,45.
Экономическую стойкость при протягива-
нии следует назначать равной 100 мин. При
других величинах стойкости необходимо брать
поправочные коэфициенты Кт на скорость
резания по табл. 89.
Усилие резания при протягивании под-
считывается по формулам:
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
115
Таблица 89
Поправочные коэфициевты К- , учитывающие влияние стойкости на скорость резания
Типы
протяжек
Обрабатываемый материал
Твёрдость
Стойкость Т в мин. основного
технологического времени
60
100
180
240
360
Цилиндри-
ческие
Сталь 45
20Х
40Х
12ХНЗ •
Сталь 20Х
40Х •
12ХНЗ
Чугун
Сталь 45 ...'.¦
20Х
40Х
12ХНЗ
Сталь 20Х
40Х
12ХНЗ
Чугун
Сталь 46
20Х •
При s ¦¦= 0,07 мм/зуб и о< 11 м!мин
При sy =0,1-0,15 мм/зуб и #>8—11 м\ман
Чугун • . . .
i6o—260
140—220
160—230
140—220
О-7
O.59
°,45
2бО—29O
29О—ЗЗО
2бо—гоа
1.49
0,64
о,37
1бо—215
1,29
O.75
°.°5 I °,53
1<5о—250
I4O — 22O
160—230
I4O—22O
Шлицевые
260—290
аоо—ЗЗ0
2бо 29O
i6o—ai5
O.59
O.75
0.65
O.53
160—220
140—220
Шпоночные
о,6
о,86
о,47
о,8
°.33
о, 72
I7O—22O
1.3в
о.7
о,59
при работе шпоночными и шлицевыми про-
тяжками
Рг = Ср • ф.Ъ -Я'П.К6-КЖ-КЛ-КЬ
при работе круглыми протяжками
где Рг — усилие резания в кг; Ср, С"р— коэ-
фициенты, характеризующие качество обра-
батываемого материала и другие факторы;
s2 — подача на 1 зуб протяжки в мм; Ь — ши-
рина шпонки или шлица в мм; q — число поя-
сов с зубьями протяжки, одновременно про-
изводящих обработку; D — диаметр протяги-
вания в мм; п — число шлицев; К$ — коэфи-
циент, характеризующий влияние износа
режущих кромок; Кж — коэфициент- характе-
ризующий влияние охлаждения; КЛ — коэфи-
циент, характеризующий влияние заднего
угла; /С — коэфициент, характеризующий
влияние переднего угла.
Числовые значения коэфициентов С', С"р
и показатели степени при подаче ур даны в
табл. 90.
Принимаются следующие числовые значе-
ния коэфициентов К§, Ка и К '•
Износ 8 в мм. о о,з i,o
К§ i.oo i,i5 I.75
Угол т". . . . ia 6—8 До а
Ку i,oo i,i3 I.35
Угол а° . . . . зз До i
К fi.oa i,2o При обработке стали
" |i,oo 1,12 При обработке чугуна
Таблица 90
Значения постоянных коэфициентов С_ и С
и показатели степени у
Обрабатывае-
мый материал
Сталь 45
Сталь 45
40 X
Сталь 45
40Х
20Х
Сталь 40 X
20Х
Чугун
5
о
ЕС
о.
оа
i6o—180
181—207
160—190
220—260
аоо—230
i8o— 220
290—330
260—29°
160—180
190—215
С_ для шпоночной
протяжки
177
SO2
25°
282
137
С для шлицевой
протяжки
212
23O
284
315
152
315
С для круглой про-
тяжки
7оо
7б2
842
IOOO
3°°
354
УР
> °.85
°. 73
116
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН [РАЗД. III
При работе с охлаждением сульфофрезо-
лом Кж = 1,0, с эмульсией, из 20% эмульсола
в воде с прибавлением 4% мыла /("^=1,13,
При работе без охлаждения А^ = 1,34.
Эффективная мощность, необходимая для
снятия стружки при протягивании, подсчиты-
вается по формуле
P*-v
Максимальное тяговое усилие станка Ртах
подсчитывается по усилию резания Pz при
работе без охлаждения и при износе о = 1 мм.
Основное (технологическое) время при
протягивании подсчитывается по формуле
te = -.пЛл—— мин.,
е 1000 • v • sz • q
где Д — припуск на сторону, снимаемый за
1 проход, в мм; / — длина протягиваемого
изделия в мм; -цп/) — коэфициент, учитываю-
щий длину калибрующей части протяжки
(при отсутствии калибрующей части rinp=l,
у нормальных протяжек rtnp = 1,17—1,25);
К - коэфициент, учитывающий обратный ход
станка (для большинства существующих стан-
ков К = 1,14—1,5); q = — число зубьев, од-
новременно находящихся в работе (t — шаг
зубьев протяжки в мм).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К а ш и р и н А. И., Стойкостные и динамические
испытания одношпоночных протяжек, ЛИР ЭНИМС,
1938-1939.
2. РезниковН. О., Исследования работы протяжек,
Кафедра резания металлов ХММИ, 1У39.
3. Справочник по режимам резания при протягивании,
Комиссия по резанию металлов, Машгиз, 1942. •
4. Щ е г о л е в А. В. Стойкостные и динамические иссле-
дования протяжек, Лаборатория технологии металлов
ЛИИ, 1937-1939.
РЕЖИМЫ РЕЗЬБОНАРЕЗАНИЯ
Износ резьбонарезных инструментов.
Резьбонарезные инструменты в зависимости
от типа, размера и условий эксплоатации
имеют различную величину износа.
В табл. 91 приводятся допустимые вели-
чины износа или расчётные формулы для вы-
числения по ним допустимых величин из-
носа.
Таблица 91
Величины и расчётные формулы технологически и экономически допустимого износа резьбонарезных
инструментов
Тип инструмента
Схематическое изобра-
жение износа
Ееличина износа 8 в мм
и расчётные формулы
Примечание
Резьбовые резцы и резьбо-
нарезные гребёнки
2,0
0,3
Для черновых резцов
Для чистовых резцов
Резьбонарезные головки
(самооткрывающиеся)
8 = 0,35d°'S
Круглые плашки
Автоматные гаечные
метчики (Нурка)
8 = О,1<2°>5
Для горячештампованных
заготовок гаек
о = 0,05d
Для травления и холодно-
штампованных заготовок
гаек
ГЛ. II]
РЕЖИМЫ РЕЗЬБОНАРЕЗАНИЯ
117
Продолжение табл. 91
Тип инструмента
Гаечные метчики
Машинные метчики
Резьбовые фрезы (груп-
повые)
Схематическое изображе-
ние износа
Величина износа 6 в мм
и расчётные формулы
S - 0,05d
8 = 0.1254
8 = 0,07d
5 = 0,4
5 = 0,5
8 =0,6
Примечание
-
Нарезка в стали
Нарезка в чугуне
йфр = 40—50 мм
°фр = 55-65 „
ОфР - so-^o »
Работа резьбонарезными инструментами,
износ которых превышает предельные таблич-
ные данные, приводит к ухудшению качества
нарезаемой резьбы и к поломке инструмента.
Углы заточки. Величины основных геоме-
трических параметров, определяющих режу
щие способности резьбонарезных инструмен-
тов, приведены в табл. 92.
Подача. Образование полного профиля
резьбовых ниток при нарезании резьбы резь-
бовыми резцами на станках токарного типа
достигается рядом повторных проходов. Ве-
личина врезания резца за каждый проход за-
висит от принятого количества проходов. Для
резьб с шагом до 2,5 мм направление вреза-
ния как для черновых, так и для чистовых
проходов радиально. Для резьб с шагом
свыше 2,5 мм черновые проходы ведутся с
боковым врезанием с направлением вдоль
одной из боковых профильных сторон наре-
заемой резьбы, а чистовые ведутся с радиаль-
ным направлением врезания.
Количество проходов при нарезке дюймо-
вой резьбы дано в табл. 93, метрической тре-
угольной резьбы — в табл. 94 и трапецоидаль-
ной резьбы — в табл. 95.
При фрезеровании треугольной резьбы
групповыми резьбовыми фрезами подачи за-
Таблица 92
Величины основных геометрических параметров у резьбонарезных инструментов
Тип резьбонарезного
инструмента
Резьбовые резцы и резьбо-
нарезные гребёнки
Резьбонарезные головки
(самооткрывающиеся)
Круглые плашки
Автоматные гаечные мет-
чики Нурка
Гаечные метчики
Машинные метчики
Обрабатываемый материал
Черновые проходы по ста-
ли, латуни, меди, алюминию .
Черновые проходы по чу-
гуну и бронзе
Чистовые проходы по всем
материалам
Сталь, латунь, медь, алюми-
ний, ковкий чугун
Чугун серый
Сталь
Сталь
Сталь и латунь
Сталь и чугун
Рекомендуемые углы заточки
Задний
угол
<х°
7
7
7
12 — 15
12—15
7
то
то
IO
Резьбовые фрезы | Сталь и чугун ю .
Перед-
ний
угол
Т°
15
5
о
15
5
Угол
скоса
Х°
-
2-5
2—5
25 | 5
15
15
15
о
3
—
-
—
Рабочий конус
9° •
-
От 15 до зо
От is до зо
От а до з
По ОСТ
2508—2509
По ОСТ
2508-2509
-
Обратный
конус
в мм
-
—
От —о,о4
до —о,об
От —о,О4
ДО О,Об
От —о,о8
ДО —о, то
--
118
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН [РАЗД. III
Таблица 93
Числа проходов при нарезании дюймовой треугольной
Система резьбы
ОСТ 1260
Л/Im ПСС
ОСТ 266
в дюймах
-
3/.в
V.
—
—
3/8
¦ Va, 7/)в
Г
—
—
7/в
1
—
—
• ive, iv*
13/8, 1Ча
I7"/., 24
21/4, 2'/а
23/«, 3
3'/4, 3V,
33/4, 4
Ve .
I
'/«—3/8
—
—
—
—
1/а-7/а
—
_
-
7—10
—
—
—
11—18
—
—
—
—
—
—
SAE
V*
•/,.-»/в
'/и-1/.
—
—
*/•
—
-
7/8-1
1 /8 z /8
1-6
3-5s/e
—
—
—
6
—
—
—
z
—
—
—
Глубина
резьбы
t в мм
0,581
0,589
O,6ll
0,738
0*856
0,824
0,916
°.934
1,071
1,162
1,178
'.255
Ь479
i ,627
i ,650
1,674
1,838
2,озз
2,Об2
2,l6o
2,528
3i376
з!во1
4,352
4,684
5,°7Г
Шаг
резьбы
_
S
в мм
0,907
1,058
1,270
1,337
i,4ii
1,588
1,814
2,117
2,309
2,54О
а, 822
3>Г75
3,629
4,233
5,о8о
б!з5о
7,257
8^67
Число
ниток
на 1»
28
24
30
19
i8
16
14
12
11
10
9
8
7
6
5
4.5
4
3,5
3,25
3
резьбы
Сталь, чугун,
бронза,
латунь
Число проходов
черновых
с боковым
врезанием
-
Z
—
—
—
—
'
—
—
—
—
5
4
5
5
5
5
5
5
6
5
б
7
7
7
8
8
9
чистовых
с радиальным
врезанием
4
3
3
3
3
3
4
3
4
3
4
4
4
4
4
5
_
—
—
—
—
—
—
—
I
—
—
—
7
2
2
з
2
3
7
3
3
3
3
3
7
3
3
з
3
7
3
6
3
4
4
6
4
4
4
4
4
4
4
4
4
Таблица 94
Числа проходов при нарезании метрической
треугольной резьбы
Таблица 95
Числа проходов при нарезании трапецеидальной
резьбы
Система
ОСТ 32
ОСТ
193
Диаметр
о* 7
8, 9
го, ц
12
14, i6
j8, 20, 22
24, 27
3°. 33
36, 39
42, 45
48, 5а
56, 6о
64, 68
—
—
—
—
—
—
—
—
—
—
—
72—боо
резьбы
ОСТ
271
в мм
6
8—и
12
14—22
. —
24—33
—
36-52
—
56—4оо
—
—
—
ОСТ
272
__
—
—
24—33
—
36-52
—
56—300
—
—
—
—
-
са
Шаг
о,75
1,00
1.25
I.5O
1>75
2,ОО
2,50
3>оо
3,5О
4,оо
4,5о
5,оо
5,5о
6,оо
Сталь, чу-
гун
за,
брон-
латунь
Число про-
ходов
чер-
но-
вых
s s
И S
S3
с бо
врег
_
—
—
—
—
—
б
б
7
7
7
8
8
9
чисто-
вых
•
и"и
с ра
ным
зани
3
3
4
4
5
б
—
—
—
—
—
—
-
3
3
3
3
3
3
3
3
4
4
4
4
4
4
Система резьбы
ОСТ
2409
ОСТ
2410
Диаметр в
—
_
22—28
ЗО—42
44-бо
62-82
85—И5
I2O—175
i8o—230
240—30°
io—14
i6—20
22—28
30—42
44—60
62—82
85—115
12°— ?75
i8o—230
240—300
—
ост
2411
мм
Ю—28
Зо—бо
6э—8г
85-И5
I2O—150
155-19°
195—23°
240—300
—
—
—
—
ш
«0
я
3
а
3
4
5
6
8
IO
12
16
2О
24
32
4°
Углеро-
дистая
сталь
Чугун,
бронза,
латунь
Сталь-
ное
литьё,
хроми-
стая и
хромо-
никеле-
вая
сталь
Число проходов
о
<и 3
14
Ч
14
14
14
14
14
14
15
17
21
27
32
-0,
5 д
6
6
б
6
6
6
6
%
8
ю
и
IO
1 -01
5*3
в- и
II
II
II
12
12
12
12
12
12
13
15
2О
25
о
s 3
В" Ю
5
5
5
5
5
5
5
5
5
7
8
ю
12
о
о. и
3" и
за
22
22
о
с«
S 3
X ffi
10
10
10
2О Ю
2О j IO
2О
2О
2О
2О
3°
35
4О
45
10
10
10
10
15
18
20
20
Обшие примечания к табл. 93—95.
1. При нарезании резьбы на сталях повышенной твёрдости числа проходов могут быть увеличены в 1,5—1,75 раза
против указанных в табл. 93—95.
2. Числа проходов в табл. 93 и 94 указаны для нарезания резьбы по 3-му классу точности.
3. Для точных резьб, кроме указанного в таблицах числа проходов, необходимо применять 1—3 зачистных прохо-
да при скорости 4 м)мин.
4. При нарезании внутренней резьбы число проходов увеличить против табличных на 2о°/0.
5. При нарезании резьбы на ответственных деталях, испытывающих переменные динамические нагрузки,- числа
проходов могут быть увеличены в зависимости от технологических условий изготовления резьбы.
ГЛ. II]
РЕЖИМЫ РЕЗЬБОНАРЕЗАНИЯ
119
висят главным образом от класса точности и
шага фрезеруемой резьбы (табл. 96).
Таблица 96
Средняя величина подачи на один зуб фрезы
при фрезеровании по стали треугольной резьбы
групповыми резьбовыми фрезами
Шаг фрезеруемой
резьбы
5 в мм
о. 75—Mo
1,50—2,30
2,5О—4.ао
Класс точности
2-й
3-й
Величина подачи s в мм/зуб
О,О1
о,о15
О,О2
о,о5
о,об
о,О7
При фрезеровании дисковыми резьбовыми
фрезами трапецеидальной резьбы 2-го класса
точности средняя величина подачи фрезы
равна s2 = 0,03 мм/зуб, а резьбы 3-го класса
точности s2 = 0,06 мм/зуб.
Охлаждение. При нарезании резьбы на
стальных и латунных деталях наиболее эффек-
тивные результаты даёт применение раститель-
ных масел в смеси с керосином или скипида-
ром. Практически равноценные результаты
даёт применение сульфофрезола, содержащего
около 2—30/0 серы. Замена сульфофрезола
3—5%-ным раствором эмульсии несколько
ухудшает качество нарезаемых резьбовых по-
верхностей, не увеличивая ни норм, ни тем-
пов износа и не уменьшая лри равных усло-
виях стойкости резбонарезных инструментов
(метчиков и плашек).
При нарезании резьбы на чугунных дета-
лях применяется керосин с целью предупре-
дить или затруднить процесс налипания чу-
гунной пыли на резьбовые поверхности
инструментов. На заводах массового произ-
водства, в особенности когда применяются
многошпиндельные станки или агрегатные го-
ловки, по соображениям противопожарного
порядка, а также удобства обслуживания стан-
ков керосин заменяется маслом или сульфо-
фрезолом.
Стойкость. Благодаря частым и относи-
тельно продолжительным перерывам между
сравнительно кратковременными рабочими
циклами отдельных режущих зубьев и обиль-
ному применению смазывающе-охлаждающей
жидкости процесс трения и износа режущих
элементов у метчиков, плашек и резьбовых
фрез протекает в условиях низкой темпера-
туры. Эти специфические условия резьбона-
резания отражаются на увеличении показа-
теля относительной стойкости т, колеблюще-
гося для метчиков и резьбовых фрез в пре-
делах от 0,6 до 1,0 и для плашек около 0,5.
Для резьбовых резцов, эксплоатационные
условия и температурный режим которых
близки к таковым для чистовых токарных
резцов, абсолютные величины показателя
относительной стойкости тоже сходны и ле-
жат в пределах от 0,08 до 0,13.
С увеличением абсолютного значения по-
казателя т экономическая стойкость Тэк и
стойкость наибольшей производительности
Тн п (см. стр. 79 и 82) уменьшаются, а эко-
номическая скорость резания v3 и скорость
максимальной производительности vnp соот-
ветственно увеличиваются.
При значениях т>0,6 как va, так и vnp
становятся столь большими, что на современ-
ных сверлильных и резьбонарезных станках
они неосуществимы вследствие недостаточной
их быстроходности и мощности. По этой при-
чине наиболее экономичное и производитель-
ное нарезание резьбы метчиками и группо-
выми резьбовыми фрезами достигается при
наибольших предельных скоростях резания,
допускаемых наличным станочным оборудо-
ванием и качеством резьбовых ниток на
обрабатываемых деталях. Равным образом
практически неосуществимы экономические
скорости резании v3 при нарезании резьбы
круглыми плашками и самооткрывающимися
резьбонарезными головками. Независимо от
системы и размера резьбы технически при-
годного качества можно нарезать лишь при
скоростях резания, не превосходящих 14—
16 mjmuh для всех типов самооткрывающихся
головок и 4 mIm.uk для круглых плашек.
Превышение указанных скоростей неизменно
приводит к массовому разрушению и срыву
нарезаемых резьбовых ниток, т. е. к браку
производимой продукции.
Реальные стойкости Г, соответствующие
допустимым скоростям резания метчиками и
плашками, больше экономических стойкостей
Тэк, подсчитанных по указанному выше урав-
нению (стр. 79), и при назначении режимов
резьбонарезания не определяются заранее, как
это имеет место при точении, сверлении или
фрезеровании, а определяются как расчётные
следствияпоформулам, приведённым в табл.97,
для вычисления по ним скорости резания.
Условия работы резьбонарезных и чистовых
токарных резцов аналогичны. При беспрепят-
ственном выходе резьбового резца скорость
резания ничем не ограничена, и нарезание
резьбы может быть проведено с экономиче-
ской скоростью резания и соответствующей
ей экономической стойкостью ТаК = 60 мин.
Скорость резания, крутящие моменты и
эффективная мощность. Расчётные формулы
скорости резания и мощности, затрачиваемой
резьбонарезными инструментами, в зависимо-
сти от стойкости, диаметра и шага нарезае-
мой резьбы и крутящих моментов приведены
в табл. 97.
Поправочные коэфициенты, учитывающие
влияние качества обрабатываемых металлов
на режимы резьёонарезания, даны в табл. 98.
При нарезании резьбы резьбовыми рез-
цами на деталях с ограниченными возможно-
стями отвода резца и при необходимости пере-
ключения станка на обратный ход скорость
резания определяется по формуле
Tt-df
1000 х-5
где d—номинальный диаметр нарезаемой
резьбы в мм; f—размер проточки в детали
для выхода резца в мм; S — шаг нарезаемой
резьбы в мм; t — время, необходимое на
отвод резца и на переключение на обратный
ход, в мин.
Для рабочего средней квалификации г бе-
рётся в пределах от 0,03 до 0,04 мин.
120
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН [РАЗД. Ш
Таблица 97
Расчётные формулы для вычисления скорости резания, крутящих моментов и эффективной мощности,
затрачиваемой при нарезании резьбы
Тип
инструмента
Автоматные
гаечные мет-
чики Нурка
Гаечные мет-
чики по ОСТ
2508-2509
Машинные
метчики
Круглые
плашки
Резьбонарез-
ные самоот-
крывающиеся
головки
Резьбовые
резцы (шаг
5 < 2 мм)
Резьбовые
резцы черно-
вые (шаг 5 >
>2 мм)
То же чи-
стовые
Резьбовые
фрезы груп-
повые
Марка
инстру-
менталь-
ной стали
РФ1
РФ1
РФ1
У12А
РФ1
РФ1
РФ1
РФ1
РФ1
Обраба-
тываемый
материал
Сталь
45
Сталь
45
Силу-
мин
Сталь
45
Чугун
= 140
Сталь
45
Сталь
45
Сталь
45
Сталь
45
Сталь
45
Сталь
45
Ковкий
чугун
Смазываю-
ще-охла-
ждающая
жидкость
Сульфо-
фрезол
Сульфо-
фрезол
Керосин
Сульфо-
фрезол
Керосин
Эмуль-
сия
Сульфо-
фрезол
Сульфо-
фрезол
Сульфо-
фрезол
Сульфо-
фрезол
Эмуль-
сия
Эмуль-
сия
Расчётная формула
скорости резания
V В М MUH
v —
20rfl-2
V 7-°'85°-5
64,8rfL2
г0,950,5
V 7°-65°'9
2Jd1'2
7,4,1,2
V t^S1'2
14,8
" 7-0,1150.3,0,1
30
V ^,08^0,25^0,6
41,8
V T0,13^0,3^0,45
Z
257
X ,0,6, 0,65n
24 500
z
Расчётная формула
крутящих моментов
МКр в кгсм
мкр == °>25d ^ '
Мкр = 0,4Ы4751>5
кр ~= »
Мкр = 2.7dl.^l.5
Мкр - l,3rfl.45l,5
М — 4 5rfl'l 5^«^
кр •
' кр — •"" ' "
-
-
-
-
-
Расчётная формула
мощности
Ne в л. с.
O,O45d2-2S
е 7-0.9
0.097*1.95
0,019^5
OJSd^s
е уЮ,9
0,05,1.650.6
е го,6
0,06rfl-3s0.3
Ne y-0,5
0.151*1.3.50.3
-
-
-
-
-
Примечания: 1. В формулах для крутящих моментов приведены коэфициенты при нарезании резьбы неза-
тупившимися метчиками и плашками. К концу работы, когда износ инструмента достигает предельной величины,
указанной в табл. 91, крутящие моменты увеличиваются для метчиков в 2,5—3 раза, для плашек — в 1,5—2 раза.
2. Поправочные коэфициенты, учитывающие влияние качества обрабатываемых материалов других марок
на v, Мкр и N , приведены в табл. 98.
Таблица 98
Поправочные коэфициенты, учитывающие влияние качества обрабатываемых материалов на скорость
резания, крутящие моменты и мощность, затрачиваемую при нарезании резьбы
Наименование инстру-
мента
Автоматные гаечные
метчики
Гаечные метчики
Коэфициент
относится к
формуле
V
мкр
Ne
V
мкр
Ne
Марка стали
Ст. 10
о,7
i
о.7
1.3
о,9
Ст.
20
1.5
1,5
i
1.3
1.3
Ст.
35
i
i
i
i
i
i
Ст.
45
i
i
i
i
i
i
Ст.
40 X
о,8
I
о,8
о8
i
о,8
Ст.
20ХН
о, g
i
о,9
о,9
i
о. 9
Ст.
1112
i
о,7
о. 7
i
о.7
о.7
Бронза
2
2
Латунь
2
2
Ковкий чугун
1.7
о, 7
1,2
Ь7
о,7
1.2
1
Чугун
= 120-
140
-
== 140-
180
_
_
"в-
= 180-
220
-
_
ГЛ. II]
РЕЖИМЫ РЕЗЬБОНАРЕЗАНИЯ
121
Наименование инстру-
мента
Машинные метчики
Круглые плашки
Самооткрывающиеся
резьбовые головки
Резьбовые фрезы
(групповые)
Коэфициент
относится к
формуле
V
мкр
Ne
V
мкр
Ne
V
мкр
Ne
V
Ст. 10
°.7
г>7
о.9
о,6
i
о,6
о, 6
о. 7
о, 4
Ст.
20
i
1.3
1.3
°>7
i
о,7
о,7
о,8
о,6
-
Марка стали
Ст.
35
i
i
i
i
i
i
i
о,9
о.9
i
Ст.
45
i
i
i
i
i
i
i
i
i
i
Ст.
40 X
о, 8
i
о,8
о,8
i.i
о,9
о, 8
1,2
о.9
о.5
Ст.
20ХН
о.9
i
о, 9
о.9
i.i
i
о,9
1,2
Iil
о.7
Ст-
1112
i
о,8
о,8
i.i
о,8
о,9
i,i
о,8
о,9
-
Бронза
2
~"
2
2
-
Латунь
2
2
2
-
Ковкий чугун
i.7
о,8
1.4
J.7
о,8
1,4
1.7
о,8
1.4
2,5
Продолжение
табл. 98
Чугун
= 120-
140
i
i
i
-
1
-
= 140—
180
°>7
1,2
о,9
-
-
нв=
= 180-
220
о,5
1.5
о,7
-
Примечание. В тех случаях, когда быстроходность и мощность станка недостаточны, следует работать с
числом оборотов, при котором мощность станка используется полностью.
Таблица 99
Расчётные формулы основного (технологического) времени и соответствующей этому времени стойкости
инструмента
Наименование
инструмента
Резьбовые
резцы
Гаечные мет-
чики
Машинные
метчики (сквоз-
ные отверстия)
Машинные
метчики (глу-
хие отверстия)
Плашки к
самооткрываю-
щимся голов-
кам
Круглые
плашки
Фрезы диско-
вые
Фрезы груп-
повые
Формулы суммарного основного
(технологического) времени Т^
т Kd(l + ll+j)i-g
» n-S
Т«д11+1Р)
0 п. S '
^^^irrs' + ^s) Кд
T0 - 1 п ¦ S 1 nQ ¦ S) Кд
Г0 - ( n ¦ S ' nQ ¦ S ) Kd
0 S • s ¦ cos a
1,2 it -d • КЛ
°" Sm
Формулы соответствующей стойкости
T
Kd-l-i-g
1 n-S
•г- О
' ~ n-S
n-S
K\ ¦ I
т д
l~ n-S
Kd-l '
n-S
¦
т Кд'1
n - S
S •S Cos a
Ж
т д
Принятые соотноше-
ния между Tq и Т
ro-1.87-(l+-?)
ro = l,87-
Го-1,87
¦ т^т
* Число оборотов л0 обратного хода инструмента принято равным 1,25 п.
** Уравнения даны для случая нарезания резьбы за 1 проход.
*** Величины врезания и перебега сравнительно невелики и ими можно пренебречь.
Принятые в табл. 99 обозначения: К=— количество нарезанных деталей в шт.; /—длина нарезанной части в мм;
'i — величина врезания в мм', f— ширина выточки для выхода резца в мм; I — число повторных проходов резьбового"
резца в мм; g— число заходов резьбы; / — длина рабочей части в мм; a — угол подъёма нарезаемой резьбовой-
нитки в град.; sM— подача в мм/мин; п — число оборотов рабочего хода в минуту; я» — число оборотов обратного»
хода в минуту; S — шаг нарезаемой резьбы в мм\ d — номинальный диаметр нарезаемой резьбы.
122
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН [РАЗД. III
Основное (технологическое) время. При
резьбонарезании стойкость Т не равна суммар-
ному основному (технологическому) времени
7'0. Стойкость / выражает суммарную продол-
жительность непосредственной работы ка-
ждого в отдельности рассматриваемого режу-
щего зуба инструмента. Основное (техно-
логическое) время Го выражает суммарную
продолжительность работы инструмента, вклю-
чая обратные ходы.
Расчётные формулы для вычисления по
ним суммарного основного (технологического)
времени Гй и формулы для вычисления соот-
ветствующей стойкости отдельного режущего
зуба с наибольшей продолжительностью ра-
бочего цикла приведены в табл. 99.
Основное (технологическое) штучное
время t0 получим по тем же формулам, исклю-
чив множитель Кд (количество нарезанных
деталей).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Справочник по режимам резания при нарезании резьбы,
Бюро технических нормативов, Машгиз, 1942.
РЕЖИМЫ РЕЗАНИЯ ПРИ ШЛИФОВАНИИ
Скорости вращения детали при шлифова-
нии и экономическая стойкость кругов
Скорость вращения детали при шлифова-
нии может изменяться в широких пределах
в зависимости от требований, которые предъ-
являются к обрабатываемой поверхности, от
размеров детали и рода металла, а равно от
размера снимаемого слоя металла. Она может
быть взята по эмпирическим формулам:
при шлифовании периферией круга
Тт*х$У '
при шлифовании торцом круга
_ С
Vu TmtxBz '
где va — окружная скорость детали в м/мин;
d — диаметр детали в мм; t — поперечная по-
дача или глубина шлифования в мм; s — про-
дольная подача в долях ширины круга на
1 оборот детали; В — приведённая (сплошная)
ширина шлифования в мм; С, р, т, x,y,z — коэ-
фициенты, значение которых дано в табл. 100;
Т—экономическая стойкость кругов между
правками, значение которой приведено
в табл. 101.
Таблица Ш
Значения коэфициентов в эмпирических формулах для подсчёта скорости вращения детали
Вид шлифования
Круглое шлифование с по-
перечной подачей на двойной
¦чсод стола
Круглое шлифование с по-
перечной подачей на каждый
ход стола
Круглое врезное шлифова-
ние
Бесцентровое шлифование
на проход
Бесцентровое врезное шли-
фование
I ¦
Материал
детали
Незакалён-
ная сталь
Закалён-
ная сталь
Незакалён-
ная сталь
Закалён-
ная сталь
Незакалён-
ная сталь
Закалён-
ная сталь
Незакалён-
ная сталь
Закалён-
ная сталь
Незакалён-
ная сталь
Закалён-
ная сталь
Характеристика круга
Электрокорунд, кера-
мический, 36-СМ,
То же
Электрокорунд, кера-
мический, 36— СМ9
То же
Электрокорунд, кера-
мический, 36—Ci
То же
Электрокорунд, кера-
мический,
46—С,
46—СТ,
60-СМ3
60-СТ,
46-СМ,
46-С,
60-СМ,
60-С,
Электрокорунд, кера-
мический,
46-СМа
46-С,
46-СМ,
46-С,
С
о,27
о, 24
о .°?5
O.95O
о.95
о,85
15.5
13
14
13
1б,5
13.5
и.5
1О,5
о.5
о, 45
о,45
о,42
Р
°.з
о.З
о.З
о,3
о.З
m
0:5
о,5
о,35
о,5
о.5
i
i
1,2
о,7
1,0
о,°5
У
I
i
-
I.»
_
z
-
-
-
-
-
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ ПРИ ШЛИФОВАНИИ
123
Вид шлифования
Внутреннее шлифование
Плоское шлифование пери-
ферией круга на станках с
прямоугольным столом серий-
.ного производства
Плоское шлифование пери-
ферией круга на станках с
круглым столом
Плоское шлифование торцом
круга на станках с круглым
столом
Материал
детали
Незакалён-
ная сталь
Закалён-
ная сталь
Незакалён-
ная сталь
Закалён-
ная сталь
Незакалён-
ная сталь
Закалён-
ная сталь
Чугун
Характеристика круга
Электрокорунд, кера-
мический,
36-СМ,
Белый электроко-
рунд,
60-СМ,
Электрокорунд, кера-
мический,
36—СМ,
Белый электроко-
рунд,
46-С,
60-СМ,
Электрокорунд, кера-
мический,
36-CMj
36—С,
36—CTj
Электрокорунд, кера-
мический,
36- С,
36-М,
46—СМ,
46-СМ3
Электрокорунд, кера-
мический, кольцевой
24-М,
36-СМ2
сегментный
36-М3 •
Электрокорунд, кера-
мический, сегментный,
36-Мз
24-М3
Кольцевой.
24-М,
Карбид кремния, ке-
рамический, сегментный
36-СМа
кольцевой
24-СМ2
сегментный
24-М3
С
0,054
0,054
0,050
0,058
2-5
2>3
2,О
о,з8
о,5о
о,5О
о,48
9°
IO6
14,7
2О>5
57O
594
912
р
о,5
—
—
—
—
т
0,6
°.7
о,53
0,83
0,65
1,О
Продолжение
X
о,9
о,75
I ,0
I ,О
о,75
У
о,g
I ,0
Г,О
_
—
—
табл. 100
г
—
о,9
°>7
1,О
Таблица 101
Экоивмические периоды стойкости шлифовальных
кругов между правками в мин.
Вид шлифования
Круглое наружное шли-
фование .... • . . . .
Бесцентровое шлифо-
вание
Внутреннее шлифование
Плоское шлифование
периферией круга на
станках с круглым столом
Плоское шлифование
торцом круга на станках
с круглым столом ....
Размеры
шлифовальных
кругов в мм
600x75X305
500X150X305
0 5°—15°
405X50X205
457X150X380
(кольцевой)
То же сегмент-
ный
Принятые
периоды
СТОЙКОСТИ
в мин.
15
15
3
15
to
5
Скорости вращения шлифовальных кругов
Окружные скорости шлифовальных кругов
следует держать близкими к наибольшим до-
пустимым, так как только высокие скорости
обеспечивают наибольшую производитель-
ность. Наибольшие допустимые рабочие окруж-
ные скорости в м/сек см. гл. X, табл. 6.
При шлифовании скорость кругов стремятся
поддерживать постоянной, повышая по мере
износа круга число его оборотов.
Режимы резания при шлифовании
Окружная скорость детали, глубина шли-
фования и продольная подача выбираются во
взаимной связи, как элементы, составляющие
режим шлифования. Ниже приводятся значе-
ния применяемых глубин шлифования, про-
дольных подач и скоростей вращения детали
по отдельным видам шлифования.
Круглое наружное шлифование. При
круглом наружном шлифовании работают с про-
дольной подачей стола или по методу вреза-
ния. Режимы резания приведены в табл. 102.
Бесцентровое шлифование. При бесцен-
тровом шлифовании деталь поддерживается
опорным ножом и ведущим кругом. Окружная
скорость и продольная подача детали опре-
деляются окружной скоростью и углом наклона
ведущего круга.
¦Различают шлифование на проход и шли-
фование по методу врезания: на проход шли-
124
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН [РАЗД. III
Таблица 102
Режимы резания при круглом наружном шлифова-
нии
Характер
обработки
Пр едварительное
шлифование с про-
дольной подачей
стола (длинные
поверхности):
шлифование с
подачей на
каждый ход
стола
шлифование с
подачей на
двойной ход
стола
Чистовое шли-
фование с про-
дольной подачей
стола (длинные
поверхности) . . .
Врезное шлифо-
вание (короткие
поверхности):
предваритель-
ное
чистовое . . .
Глубина
шлифования
О,О1 -0,025 ММ
о,ог5 —о,о5 „
0,005 —0,015 »
О, OO25 —O,Q7$MMJ06
o,OOI —0,005 „
я по-
элях
уга
я ч м
ч m a
с!э
о,з—о,4
—
О,2 — 0,4
—
ско-
ли vu
кная
дета
чн
ОсСш
12—25
20-30
Г5—55
ЗО-5О
20 —4О
фуют цилиндрические детали без буртов, по
методу врезания шлифуют цилиндрические де-
тали с буртами, конические и фасонные де-
тали.
Шлифование на проход. Углы поворота
ведущего круга и глубины шлифования при
предварительной обработке выбирают в зави-
симости от диаметра детали по табл. 103.
Таблица 103
S
ч
со
н
Диаметр д
в мм
До 5
б—го
II—2О
21 - 45
о
о
о
о
я
о ts
Удвоенная
на шлифо
It в мм
,О4—о
,о5~о
,об—о
о,5
об
IO
2О
3
3
2
2
СЗ
се ^
о о.
Угол пово
ведущего
в град.
—4
—4
.5—3,5
,5—3,5
5
н
<Ц
Диаметр
в мм
ф- 7о
71 — I2O
121 —l8o
ю ts
Ч X
Удвоенная
на шлифо
It в мм
о i5-o Зо
О,2О—0,35
о,25—о,4о
СО
СО <-
с*
Угол пово
ведущего
в град.
а -3
1,5—2,5
г,5—2,о
Примечание. При чистовом шлифовании глуби-
на шлифования 2^=0,005—0,002 мм и угол поворота
ведущего круга 1,5—2е.
Окружная скорость детали vu зависит от
её диаметра, глубины шлифования и угла по-
ворота ведущего круга. При предварительном
шлифовании va = 20—120 м/мин и при чисго-
вом шлифовании t>B = 40—120 mjmuh.
Бесцентровое шлифование методом вре-
зания:
'it мм V,, м'ман
Внутреннее шлифование. Внутришлифо-
вальные станки по циклу работы разделяются
на простые станки и станки с полуавтомати-
ческим циклом. Режимы резания приведены
в табл. 104.
Таблица 104
Режимы резания при внутреннем шлифовании
Тип станков
и характер
обработки
Простые станка
Предваритель-
ное шлифование .
Чистовое шли-.
фование
Полуавтомати-
ческие станки
Предваритель-
ное шлифование .
Чистовое шли-
фование ......
Глубина
шлифования
t в мм
0,005—0,02
О,О025—О,О1
о,оо2д -о,оо5
0,0015—0,0025
о
о
о
о
по-
СО
Л
IfOl
-ч
о
Q.
с
||
и _
-С
?|
За
,40 — 0,70
.25
—о. 4°
.4о-о,75
.25
—о. 4°
о
Й
о.
•А
О
20
2О
5О
«?
али
S s
1 =
С и
- 4О
- 4О
-150
50-150
Плоское шлифование периферией круга.
Различают плоскошлифовальные станки с пря-
моугольным и круглым столом. Станки с прямо-
угольным столом по своим эксплоатационным
свойствам делятся на станки для инструмен-
тального и серийного производства. Режимы
резания приведены в табл. 105.
Таблица 105
Режимы резания при плоском шлифовании
периферией круга
Тип станков
и характер обработки
•9-
1!
Станки
инструментальные
Предварительное j
шлифование |°,°5 —°>Х5
Чистовое шлифова-
ние
Станка серийного
производства
Предварительное
шлифование 10,015—0,04
Чистовое шлифова-
ние
Станки с круглым
столом
Предварительное
шлифование
Чистовое шлифова-
ние
o,oi —o,oi5
0,005—0,015
о5—0,015
0,005—о,ою
¦am-,
ч 3
О =0 В
t—2 мм/ход
0.4—0,7
0,2—0,3
0,3 — 0,6
0,2—0,25
А*
п. а
N * 3
3-8*
3-8*
8-30
15-20
20—60
40-60
Предварительное шлифование о,ооа—о,ою ю—45
Чистовое > о,оо2—о,ою ю^з°
* Меньшие величины выбираются для тонких дета-
лей толщиной до 3 мм.
ГЛ. II]
РЕЖИМЫ РЕЗАНИЯ ПРИ ШЛИФОВАНИИ
125
Плоское шлифование торцом круга.
Станки для плоского шлифования торцом
круга делятся на станки с прямоугольным
столом и станки с круглым столом. Станки
с прямоугольным столом в свою очередь
делятся на две подгруппы по виду сегментов:
с прямоугольным сечением сегментов и с кру-
говым сечением (станки типа Дискус). Станки
с круглым столом делятся также на две под-
группы: простые, толщиной сегмента 37—
40 мм и полуавтоматические, толщиной сег-
ментов до 100 мм. Режимы резания при плоском
шлифовании приведены в табл. 106.
Таблица 106
Режимы резания при плоском шлифовании торцом
круга
Тип станков
и характер обработки
Предварительное шли-
фование
Чистовое шлифование .
Станки типа Дискус
Предварительное шли-
фование
Чистовое шлифование .
Простые станки
с круглым столом
Предварительное шли-
фование
Чистовое шлифование .
Полуавтоматические
станки с круглым
столом
Предварительное шли-
фование
Чистовое шлифование .
1
Глубина
шлифования
t В ИМ .
0,015—0,04
0,005—o,oi
о,ю —о,зо
о,oi —0,015
o,oi5—o.ojo
о,оо5
о, ю —о, 1д
о,оо5
Скорость
стола
(детали)
vu
В MJWUH
4—12
2- 3
6—12
3— 4
10—40
10—4°
2- 3
2- 3
Скорость стола и глубина шлифования за-
висят от ширины шлифования: чем больше
ширина шлифования, тем ниже скорость стола
и глубина шлифования.
Шлифование многошпоночных вали-
ков. Шлифование многошпоночных валиков
производится фасонными или плоскимиэлектро-
корундовыми кругами керамической связки,
зернистостью 46 — 60, твёрдостью CMj — Cj.
Фасонным кругом шлифуется одновременно
вся впадина, а при работе плоскими кругами
дно впадины и боковые поверхности шпонок
шлифуются раздельно. Наиболее производи-
тельным является шлифование фасонным кру-
гом.
Глубину шлифования для фасонного круга
принимают 0,015—0,025 мм, для плоского
круга — 0,02—0,03 мм; скорость стола в обоих
случаях —8—12 м/мин.
Большая глубина шлифования способствует
образованию трещин, поэтому при шлифова-
нии легированных сталей, склонных к образо-
ванию трещин, следует работать с малыми
глубинами шлифования и с большими ско-
ростями стола.
Шлифование резьбы. Шлифование резьбы
производят однониточными и многониточными
кругами. Многониточными кругами резьбу
шлифуют в сплошном закалённом металле без
предварительного нарезания резьбы на фре-
зерных или токарных станках, как, например,
бесцентровое шлифование ответственной кре-
пёжной резьбы. Однониточными кругами произ-
водят точное чистовое шлифование.
Шлифование резьбы производят за один-два
прохода с малыми окружными скоростями и
большими глубинами или с высокими ско-
ростями и малыми глубинами шлифования.
Для шлифования резьбы применяют круги
из белого электрокорунда (корракса) или зелё-
ного карбида кремния на керамической связке.
Зернистость и твёрдость кругов для шлифова-
ния резьбы выбирается в зависимости от вели-
чины шага (табл. 107).
Таблица 107
Выбор абразивных кругов для шлифования резьбы
Шаг
шлифуемой
резьбы
в мм
До о,5
о,5 -°,9
I,О—1,25
1,5-2,5
2,5-4,о
4,5—5>5
б
Предварительное
шлифование
Зерни-
стость
4оо
325
250
22O
i8o
15°
I2O
Твёр-
дость
с,-ст,
с;-с2
СМ.-СМо
CM.-CMj
СМ,-СМ„
Чистовое
шлифование
Зерни-
стость
5оо
4оо
325
250
200
i8o
120
Твёр-
.дость
са—с rt
С-СТ,
Qj-CT,
с'-с,
СМ,—СМ-
СМ, - CMJ
Мз-СМ,
Режимы резания при шлифовании резьбы
приведены в табл. 108.
Таблица 10S
Режимы резания при шлифовании резьбы
Тип станков
и характер обработки
Тихоходные станки
11редварительное
шлифование однони-
ючными кругами . . .
То же чистовое
шлифование
Быстр оходные
станки
Предварительное
шлифование
Чистовое шлифова-
ние .....*•...
Шлифование много-
ниточными кругами
резьбы с шагом
до 1,5 мм
Глубина
шлифования
/ в мм
0,12 —О,2О
o,oi —o,oi5
о,оз —о,о4
0,005—o,oi
1 проход
Окружная
скорость
детали
'„ в м\мин
°,3 -о,5
°,2 -о,5
2,5 —3.5
2.5 —Я.Ч
О,О2д—О, Ю
Хонинг. В качестве режущего инстру-
мента при хонинге служит головка, несущая
абразивные бруски и получающая в процессе
работы вращательное и возвратно-поступа-
тельное движение.
Бруски для хонинга (табл. 109) применяются
электрокорундовые и карборундовые на кера-
мической и бакелитовой связке. Для твёр-
дых металлов выбирают более мягкие бруски,
и наоборот.
126
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН [РАЗД. II)
Таблица 109
Характеристика абразивных брусков для хонинга
Абразив
Электрокорунд белый
Карборунд 1
Карборунд зелёный /
Зернистость
8<Э— IOO— I2O—
140—170
200—230—270
325—400-500
Твёрдость
Мз-С,
ВМ2-С,
вм,—см2
Для предварительного хонинга применя-
ются бруски зернистостью 80—270, для чисто-
вого — зернистостью 325—500.
Режимы резания. Удельное давление
брусков 4—5 кг/см?. Окружная скорость бру-
сков при обработке стали 45—60 м/мин и при
обработке чугуна 60—75 м/мин. Скорость воз-
вратно-поступательного движения брусков при
обработке стали 10 — 12 м/мин и при обра-
ботке чугуна 15—20 м/мин.
Суперфиниш. В качестве режущих ин-
струментов при суперфинише используются
мелкозернистые абразивные бруски, плоские
и чашечные круги.
Выбор абразивных брусков для суперфи-
ниша зависит от рода металла обрабатывае-
мой поверхности и требующейся чистоты.
Для суперфиниша стали применяются элек-
трокорундовые и карборундовые, а для чу-
гуна и алюминия карборундовые бруски кера-
мической и бакелитовой связки. Твёрдость
брусков выбирают в пределах СМ2—Cj и тем
ниже, чем выше твёрдость стали; структура
брусков 10, зернистость 325—500.
Режимы резания. Удельное давление
брусков 1,0 — 2,0 кг/см?, число двойных ходов
брусков 500—1500 в минуту, величина хода
брусков 4,5—6 мм, окружная скорость детали
15—40 м/мин.
Заточка режущих инструментов. Лучшие
результаты дают круги мягкие и средней зер-
нистости. Более мягкие круги быстро изнаши-
ваются, что затрудняет получение лезвий,
расположенных на одном радиусе. Круги твёр-
дые и мелкой зернистости понижают произ-
водительность и вызывают опасность получе-
ния ожогов поверхности. При выборе кругов
следует руководствоваться табл. 110.
Таблица 110
Выбор шлифовальных кругов для заточки режущих
инструментов
Материал
инструмента
Быстрорежущая
сталь
Стеллит ....
Карбид воль-
Род
абразива
Электро-
корунд
То же
Карбид
кремния
(зелёный)
Зерни-
стость
46
бо—8о
Твёрдость
круга
вма-м,
М3-М3
М2-М3
Струк-
тура |
8
5
7
Р еж имы резания. Наилучшие резуль-
таты при заточке режущих инструментов полу-
чаются при окружных скоростях шлифоваль-
ных кругов, лежащих в пределах 25—28 м/сек.
Глубина шлифования и продольная подача
обычно ручные и устанавливаются опытным
путём, с учётом требующейся чистоты поверх-
ности и исключения отпуска и пережога шли-
фуемых режущих граней.
Мощность на приводе шлифовального
круга
Расходуемая на приводе шлифовального
круга мощность может быть определена по
следующим эмпирическим формулам:
а) шлифование периферией круга:
б) шлифование торцом круга:
где vu — окружная скорость детали в м/мин;
s — продольная подача в мм/об; t — попереч-
ная подача или глубина шлифования в мм;
d — диаметр детали в мм; В — приведённая
(сплошная) ширина шлифования в мм; CN,x,
у, z, p, a — коэфициенты, значение коих при-
ведено в табл. 111.
Мощность, получаемая по формулам,
является среднеквадратичной за цикл работы.
Таблица 111
Значения коэфициентов в эмпирических формулах для подсчёта мощности, расходуемой на привод
шлифовального круга
Вид шлифования
Круглое наружное шлифование с
поперечной подачей на двойной ход
стола
То же с поперечной подачей на
каждый ход
Материал детали
Незакалённая и за-
калённая сталь
Незакалённая и за-
калённая сталь
Характеристика
• круга
Электрокорунд, ке-
рамический,
36—СМ3
46- СМ,
46- СМ2
Электрокорунд, ке-
рамически а
36-СМа
46-СМ,
46-С,
CN
1.3
1,2
1,4
2,2
2,1
2,7
X
о,75
О.5
У
о,7
о,55
г
о ,85
о.5
?
-
-
а
-
-
ГЛ. И]
РЕЖИМЫ РЕЗАНИЯ ПРИ ШЛИФОВАНИИ
127
Продолжение табл. Ill
Вид шлифования
Круглое врезное шлифование
Бесцентровое шлифование на про-
ход
Бесцентровое врезное шлифование
Внутреннее шлифование
Плоское шлифование периферией
круга на станках с прямоугольным
столом
Плоское шлифование периферией
круга на станках с круглым столом
Плоское шлифование торцом кру-
га на станках с прямоугольным сто-
лом
Плоское шлифование торцом кру-
га на станках типа Дискус
Материал детали
Незакалённая и за-
калённая сталь
Незакалённая сталь
Закалённая сталь
Незакалённая и за-
калённая сталь
Незакалённая сталь
Закалённая сталь
Чугун
Незакалённая сталь
Незакалённая сталь
Закалённая сталь
Незакалённая сталь
Чугун
Характеристика
круга
Электрокорунд, ке-
рамический,
36-С,
Электрокорунд, ке-
рамический,
46-С,
46-СТ,
60-СМ,
60-СТ,
46-СМ,
46-С,
60-СМ,
60-С,
Электрокорунд, ке-
рамический,
46-СМ,
47-С,
Электрокорунд,ке-
рамический,
36-СМ,
46-С,
Электрокорунд,
36-СМ,
Корракс,
46-С,
Корракс,
60-СМ,
Карбид кремния,
керамический,
46-СМ,
Электрокорунд, ке-
рамический,
36-СТ,
36—С,
36-СМ2
Электрокорунд, ке-
рамический,
46-СМ,
36-С,
36 -М,
То же
46-СМ,
36-Mj
Электрокорунд, ба-
келитовый,
16-М,
16-С,
16-СТ,
Карбид кремния,
бакелитовый,
16-Са
16-СМ,
24-СМ,
24-М,
0,14
0,1
0,1
°.°75
О,2б
о,29
0,3«
о.35
о,70
о,зо
о,37
оKб
о,зб
о.З
o,8i
0,68
о,59
0,5а
о.ЗЗ
о,7i
о.бо,
о,17
о,39
о,59
0,48
0,28
0,36
0,31
X
о,8
о,85
о,б
о,б5
о,5
о,35
о,55
1,О
о,8
о,7
о, 7
о,4
У
-
о,7°
-
о,4
о,4
о,7
о,8
о,5
-
-
г
о,8
о,6о
о,б
0,65
о, 4
о,8
0,65
о,5
о,4
о
0,2
о,5
о.З
о.З
о.З
-
-
-
ос
м
1 1 о
х.о
-
-
-
о,б
о.9
128
РЕЖИМЫ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛЕЙ МАШИН [РАЗД. ИГ
Вид шлифования
Плоское шлифование торцом кру-
га на станках с круглым столом
Материал детали
Незакалённая сталь
Закалённая сталь
Чугун
Характеристика
круга
Электрокорунд,
керамический,
37—СМ2
(кольцевой)
36 -М3
(сегментный)
24-М,
(кольцевой)
36-СМ2
(кольцевой)
36-М3
(сегментный)
24-М,
(кольцевой)
2-}-М3
(сегментный)
Карбид кремния,
керамический,
36-СМ2
(сегментный)
36-СМ,
(кольцевой)
24-СМ2
(кольцевой)
I
Сдг
2,О1
1.3*
i,8i
4,8
3.4
5.6
4,oi
2,6о
4,°3
3.92
Тродолжение
X
°>5
°.з
°,4
У
—
—
—
z
°.5
°:2j
о,4
табл
Р
—
_
. 111
а
0,6
°,3°
о,45
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Беспрозванный И. М. и Бабчини-
ц е р М. И., Работа по определению стойкости и из-
носа шлифовального круга, МММИ им. Баумана,
1939.
2. Г у л е в К. Ф. и Глясе В. Д., Изучение влияния
различных факторов работы на эффективность шли-
фования при плоском шлифовании торцом круга,
ЦНИИЛАШ, 1937.
3. Д е м к ин В. Ф., Бесцентровое шлифование методом
сквозной подачи, ГПЗ им. Кагановича, 1940.
4. Д е м к и н В. Ф., Исследования по внутреннему
шлифованию, ГПЗ им. Кагановича, 1940.
5. Зотов Н. П., Исследование по режимам круг-
лого наружного шлифования сталистого чугуна,
ЦНИИТМАШ, 1939.
6. К е д р о в С. М., Экспериментальные режимы реза-
Н1.я при бесцентровом шлифовании по методу вреза-
ния, ЭНИМС, 1940.
7. Кедров С. М., Экспериментальные режимы реза-
ния при плоском шлифовании стали периферией
круга на станках с круглым столом, ЭНИМС, 1938.
8. Кедров С. М, Экспериментальные режимы ре-
зания при плоском шлифовании торцом круга на
станках с круглым столом, ЭНИМС, 1938.
9. Юдин А. Д., Наружное круглое шлифование стали,
ВАММ им. Сталина, 1939.
10. Слонимский В. И., Анализ процессов круглого
бесцентрового шлифования, ЦНИИЛАШ, 1938.
11. А р м а н д А. А., Экспериментальные режимыпокруг-
лому шлифованию, „Станки и инструмент" № 3, 1938.
12. Кедров С. М., Экспериментальные режимы ре-
зания при внутреннем шлифовании стали, „Станки и
инструмент" № 6, 1937.
13. К е д р о в С. М., Экономические периоды стойкости
шлифовальных кругов, „Станки и инструмент" № 2,
1947.
Глава III
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВАЛОВ
ГРУППЫ ВАЛОВ
Детали класса валов, различные по разме-
рам, конфигурации и точности, можно свести
по технологическим признакам в определён-
ные группы. При одинаковых конфигурациях
валов технологические процессы, а следова-
тельно, и применяемое оборудование будут
различны в зависимости от размеров валов
(например, валик ступенчатый длиной 100 мм
при массовом производстве изготовляется на
Таблица I
Группы и типы валов
Группа валов
Типы
валов
Длина вала I в мм
50-150 150-300 300-500 500-800 800-1200
Отверстия в торцах
L
Примечание. Заготовка для типов А—Д—прокат,
горячая штамповка; калиброванный материал при
обработке на автомате мелких валиков; для типа Е—
калиброванный материал или прокат.
9 Том 7
многошпиндельных прутковых автоматах с за-
жимом в цанге, а вал длиной 500 мм штам-
пуется и после подрезки торцов и зацентровки
обрабатывается на многорезцовых токарных
полуавтоматах в центрах).
В табл. 1 приведена разбивка типовых валов
на группы (по размерам) и типы (по конфи-
гурациям). В основу разбивки на группы взят
размер длины вала. Отношение длины к диа-
метру принято не больше 12. Такие валы
обладают достаточной жёсткостью при обра-
ботке их в центрах на высокопроизводитель-
ных многорезцовых станках (об обработке
валов с отношением — > 12 см. стр. 138).
В зависимости от допусков на размеры
различают четыре степени точности валов.
Валы особо точные, изготовляемые
по важнейшим посадочным размерам по
1-му классу точности и по остальным разме-
рам - по 2-му классу.
Валы повышенной точности, из-
готовляемые по важнейшим посадочным раз-
мерам по 2-му классу и по остальным разме-
рам-—по 3-му классу.
Валы нормальной точности, изго-
товляемые по основным размерам по
3-му классу и по остальным — по 4-му и
5-му классам.
Валы пониженной точности, из-
готовляемые по основным размерам по более
низким классам точности. Такие валы обра-
батываются на основе типового процесса для
валов нормальной точности с исключением
отделочных операций.
ОБОРУДОВАНИЕ, ПРИМЕНЯЕМОЕ
В ЗАВИСИМОСТИ ОТ РАЗМЕРОВ ВАЛОВ
И ТИПА ПРОИЗВОДСТВА
При массовом производстве с темпом 0,2—
3 мин. применяются: а) для обтачивания вали-
ков длиной до 150 мм — многошпиндельные
автоматы; обработка таких валиков на много
резцовых станках с двух сторон в два поста-
нова невыгодна потому, что рабочие ходы
супорта на многорезцовом станке получаются
очень короткими и машинное время ничтожно
по сравнению с вспомогательным, затрачивае-
мым на установку детали, пуск станка, подвод
инструмента и т. д.; б) для обтачивания валиков
130
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ш
длиной 150—300 мм — многорезцовые полу-
автоматы 1720 завода „Красный пролетарий";
в) для обтачивания валов длиной более
300 мм—многорезцовые полуавтоматы 1730
завода „Красный пролетарий" (фиг. 1) и 116
завода им. Орджоникидзе; г) для фрезерования
Фиг. 1. Многорезцовый полуавтомат 1730 завода
«Красный пролетарий" для обработки валов.
шлицев — шлицефрезерные полуавтоматы, ра-
ботающие методом обкатки червячной фре-
зой; д) для шлифования цилиндрических поверх-
ностей валов — центровые круглошлифоваль-
ные станки с несколькими шлифовальными
кругами, работающие по полуавтоматическому
циклу с автоматическим измерением детали
в процессе работы и автоматической правкой
кругов или шлифовальные полуавтоматы, ра-
ботающие методом врезания, а также бес-
центровошлифовальные станки с широким
кругом (фиг. 2); е) для шлифования шлицев —
Фиг. 2. Пяимер бесцентрового шлифова-
ния девяти ступеней вала: А — шлифу-
юший круг; Б — ведущий круг1,
1-9— шлифуемые ступени вала.
шлицешлифовальные полуавтоматы. При таком
типе производства появляется необходимость
создания автоматических линий.
При массовом производстве
с темпом 3 — 10 мин. оборудование также
должно иметь все элементы автоматики. Для
обтачивания валов применяются новые одно-
шг.индельные многорезцовые полуавтоматы
1720 и 1730 завода „Красный пролетарий"
(в зависимости от размера вала) или 116 за-
вода им. Орджоникидзе. Для фрезерования
шлицев, шлифования валов и резьбофрезеро-
вания также применяются одношпиндельные
станки, работающие по полуавтоматическому
циклу. Круглошлифовальные станки с не-
сколькими шлифовальными кругами употреб-
ляются редко.
При крупносерийном и серий-
ном производстве используются станки,
которые можно быстрэ перестраивать на
обработку других конфигураций валов опреде-
лённого диапазона размеров. Применение таких
станков-полуавтоматов (в частности многорез-
цовых 1720 или 1730 завода „Красный пролета-
рий"), не требующих смены кривых на бараба
не, даёт возможность внедрять многорезцовую
обработку не только в массовом, но и в серий-
ном производстве. Для обтачивания валиков
длиной до 150 мм (фиг. 3) в крупносерийном
Фиг. 3. Примеры деталей, обработанных
на многошпиндельном автомате.
производстве применяются миогошпиндельные
автоматы, которые также не требуют смены
кривых, например, новые автоматы завода
им. Орджоникидзе для диаметра до 25 мм.
При серийном производстве могут быть при-
менены одношпиндельные автоматы продоль-
ного точения Ленинградского завода автома-
тов или прутковые револьверные станки
(фиг. 4).
Фиг. 4. Револьверный станок для обработки валов.
Для шлифования мелких валиков приме-
няются круглошлифовальные станки диаме-
тром обрабатываемого валика до 100 мм
(фиг. 5).
При массовом и серийном производствах
обработка торцов производится на фрезер-
но-центровальных станках завода им. Орджо-
никидзе (фиг. 6). Для правки валов ис-
пользуется пресс с пружинными центрами
(фиг. 7).
Характеристика основного оборудования
для обработки валов, применяемого в зависи-
мости от типа производства, приведена в
табл. 2.
Таблица 2
Технологическое на-
значение оборудования
Отрезание прутка (по
.плинеи
фрезерование торцов
вала
Центрование вала
»
Двухстороннее фре-
зерование и центро-
вание вала
Обтачикание пала
Фрезерование шпо-
ночных канавок:
' а) закрытых
б) открытых
в) типа лолукруг-.
лых
Наименование станка
Дисковая пила
Барябанно-фрезерный двух-
сторонний полуавтомат
Центровальный двухсторон-
ний
Центровальный односторон-
ний
Фрезерно-центровальный по
луавтомат (фиг. fi), имеющий
2 фрезерных и 2 центроваль-
ных шпинделя
То же
Четырёхшпиндельный прут-
ковый автомат
Шестишпиндельный прут-
копый автомат
Токарный многорезцовый
одношпиндельный полуавто-
мат
Токарный многорезцовый
одношпиндельный полуавто-
мат (фиг. 1)
Токарный многорезцовый
одношпиндельный полуавто
мат
То же
Специальные шпоночны
Характеристика основного
Типили
модель
862
6АО7
—
—
ФЦ-1
ФЦ-2
123
1261М
1720
1730
116
1Б16
» станки
Для массового производства - \
циклом, работающих набором фрез
Специальные станки для
Завод-изготовитель
Минский им. Кирова
Горьковский завод
фрезерных станков
Троицкий завод
»
Завод им. Орджони-
кидзе
Тоже
„
Киевский завод ав-
томатов
„Красный пролета-
рий"
То же
Завод им. Орджони-
кидзе
То же
оборудования для обработки валов
Основные размеры в мм
Диаметр пилы 700
Диаметр барабана 1000; длина об-
рабатываемого вала до 1400
Диаметр обрабатываемого вала 25—
150; длина вала 110—500
Диаметр обрабатываемого вала 25—
150; длина вала 430—1200
Диаметр прутка до 36; длина пода-
чи до 200
Диаметр прутка до 58; длина пода-
чи до 150
Диаметр обрабатываемой детали
до 200; длина детали до 300. По спе-
циальному заказу имеет передний
супорт для прямого врезания
Диаметр обрабатываемой детали до
300: длина изделия до 500 /
Диаметр обрабатываемой детали
над супортом 200, над штангой 300;
длина детали до 800
Диаметр обрабатываемой детали
над супортом 200, над штангой 300;
длина детали до 1200
Дмитровского завода фрезерных станков
эазличные типы продольныхгоризонтально-фрезерных станков
Число оборо-
тов в минуту
5—Ч
ЗО — 102
Фрезерный
шпиндель 21—
83, сверлиль-
ный шпиндель
22O — I2OO
То же
До 1240
118—1675
Ю5—iooo
40—500
5<5-375
5^-375
Мощность
в кет
7,8
'3,°
и,8
и,8
7.3
l6,0
5,8
10,0
От 7,7
ДО 2О,О
с полуавтоматическим
параллельно на несколько валиков, для серийного —горизонтально консольные станки
полукруглых-шпоночных *а+«вок - - -
Примечание
Для серийного и массового
производства
Для массового производства
Для серийного и массового
произврдства
Для серийного и массового
производства
Тоже
Для массового производства
1, Я У,
Для серийного или массово-
го производства
Станки 1720 1730 обеспечи-
вают возможность быстрой
перестройки на разные дета-
ли, как исключающие необ-
ходимость перестановки ко-
пиров на барабане. Это по-
зволяет использовать их не
только в массовом, но и в
серийном производстве
Для массового производства
Мощность определяется в
зависимости от количества
резцов и режимов резания
Станки работают пальце-
вой фрезой методом её
вращения и качания
Технологическое на-
значэние оборудования
Фрезерование шли-
цев
Продолжение табл. 2
Наименование станка
Типили
моЯель
Нарезание или нака-
тывание резьбы
Шлифование вала
Шлифование шлицев
Шлифование резьбы
Шлииефрезерный полуавто-
мат
То же
Болторезный
Резьбонакатный с круг-
лыми плашками
Резьбофрезерный полуав-
томат
То же
Круглошлифовальны*
Бесцентровошлифовальньш
(для работы MtTOAOM вреза-
ния для валиков длиной до
/50 мм)
Для работы методом вреза-
ния для валиков длиной до
300 мм
Шлицешлифовальный полу-
Резьбошлифовальный
Завод-изготовитель
Основные размеры в мм
Число оборо-
тов в минуту
Мощность
в кет
5617
5618
5610
9101А
5933
562
561
Тяп3151
316
3180
3182
346
582
Средневолжский
То же
„Станок"
Средневолжский
Харьковский
Молотова
То же
Завод внутришлифо-
вальных станков
(ЗВШС)
То же
Московский завод
шлифовальных стан-
ков (МСЗ)
Завод внутришли-
фовальных станков
(ЗВШС.)
Диаметр обрабатываемой детали 176; 68— i
длина детали 350
Диаметр обрабатываемой детали 270; 44—127
длина детали 500
Диаметр обрабатываемой детали 125; з7~ 95
длина детали 12С0
Диаметр нарезки резьбы от 10 до
38
Диаметр накатки от 6 до 33 4°—
Диаметр фрезррования 100; длина 60—475
фрезерования 80; расстояние между
центрами 1150
Диаметр фрезерования 160; длина 58—250
фрезерования 750
Диаметр детали 200; длина детали 75—3°°
750
Диаметр детали 300; длина детали 60—240
1С0Э и 1500
Диаметр шлифования до 75; длина 13—з°°
для ступенчатых валиков 150
Диаметр шлифования до 150; длина 7—57
для специальных валиков до 300
Диаметр шлифования 150; длина
шлифования 500; расстояние между
центрами 750
Диаметр 250; расстояние между °,5~бо
центрами 400, 750 и 1000 \ или i—ао
7.5
4,3
3,2
4,3
IO— 12
12 18
Примечание
Для серийного и массово*
го производства
Для серийного, крупносе-
рийного производства
Для крупносерийного и мас-
сового производства
Для фрезерования много-
ниточной фрезой в крупно-
серийном и массовом произ-
водстве
Для фрезерования однони-
точной фрезой
По специальному заказу
станкя могут быть с попе-
речным врезанием круга и
полуавтоматическим циклом
работы для массового произ-
водства
Для ступенчатых валиков
работа методом врезания
(радиальная подача), для
гладких валиков — осевая
подача. Выполнение станка
для обработки ступенчатых
валиков с наладкой по спец-
заказам
Для серийного и массового
производства
Шлифование применяется
только для особо точных
резьб на валиках
ГЛ. HI]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВАЛОВ
133
Фиг.fi. Малый шлифовальный станок для валиков диа-
метром до 100 мм, длиной до 300 ми.
~\
Фиг. 6, Фрезерно-цептровальный
Фиг. 7. Правка вала в центрах на прессе.
ВЛИЯНИЕ КОНФИГУРАЦИИ ВАЛА
НА ТЕХНОЛОГИЮ ЕГО ОБРАБОТКИ
Ступени. Валы, имеющие одностороннее
расположение ступеней, обрабатываются на
многорезцовых станках в центрах за две опе-
рации (черновая и чистовая) на всю" длину
вала за исключением конца, зажатого в по-
водковый патрон. Для обработки места под
поводок вводится отдельная операция. Валы,
имеющие двухстороннее расположение сту-
пеней, как правило, обрабатываются за четыре
токарные операции (по две операции с каждой
стороны). Для коротких валиков длиной до
150 мм достаточна одна операция обтачива-
ния и отрезки на автомате при различных
исполнениях ступеней валика (если длина
ступеней позволяет обработать их на автомате).
Перепады диаметров ступеней у валов
также влияют на технологию обработки. При
больших перепадах и обработке из проката
обязательны две операции (черновая и чи-
стовая) на многорезцовом станке с каждого
конца вала. При малых перепадах и малом
количестве ступеней иногда достаточно одной
операции на многорезцовом станке. При
штампованном валике количество прохбдов
зависит от припусков и заданной точности
валика. Валики с большими перепадами диа-
метров ступеней при массовом производстве
штампуются в це-
лях экономии ме-
талла и уменьшения
количества прохо-
дов при механиче-
ской обработке.
Сквозное
центральное
отверстие. На-
личие такого от-
верстия требует,
кроме весьма тру-
доёмкой и слож-
ной операции глу-
бокого сверления,
также и перецен-
тровки вала после
сверления. При
глубоком свер-
лении длиной от
\2Qmm и выше не-
обходимо для пред-
отвращения увода
сверла вращение
детали при сверлении или работа на специаль-
ных станках с переменным вводом и выводом
сверла во избежание забивания отверстия
стружкой и поломки сверла.
Шлиц ы. Наличие шлицев обусловливает
необходимость дополнительных операций для
их обработки. При глубок их шлицах обра
ботку ведут в два прохода (чермовой и чи-
стовой), при мелких — в один проход.
Черновое фрезерование шлицев может
быть выполнено более производительно по
сравнению с шлицефрезерованием на одно-
шпиндельном горизонтально-фрезерном станке
с применением трёхшпиндельного делитель-
ного приспособления и с обработкой трёх
валов одновременно тремя дисковыми фреза-
ми. Делительное приспособление может
иметь автоматический поворот по индексу.-
станок для обработки валов типа ФЦ-1 завода
им. Орджоникидзе.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Фиг. 8. Выемка на валике,
требующая специальной опе-
рации: а — выемка.
Чистовое фрезерование производится на
шлицефрезерных станках шлицевой червяч-
ной фрезой обычно после термообработки
(закалка с отпуском, твёрдость до Нр„ =
= 40—41\
Шлицы, выполняемые по высокому классу
точности или закаливаемые с большой твёр-
достью, необходимо шлифовать на шлице-
шлифовальных станках.
Резьба. Образование коротких резьб на ва-
ликах длиной до 300 мм и диаметром до 38 мм
может производиться: а) накаткой на резьбо-
накатных станках в массовом производстве;
б) на болторезных станках нарезными голов-
ками в массовом и крупносерийном произ-
водстве и в) на резьбофрезерных станках
в массовом и серийном производстве. Для
валов длиной 300—500 мм и выше приме-
няются в основном резьбофрезерные станки.
Канавки, фаски, выемки. Наличие
этих элементов требует в некоторых случаях
включения в тех-
нологический про-
цесс дополнитель-
ных операций и
станков. Напри-
мер, вал с выем-
кой между ступе-
нями (фиг. 8) тре-
бует специальной
операции для обра-
ботки выемки, так
как получить её
на многорезцовом
станке невозмож-
но. Выемка а на
фланце (фиг. 9)
также требует спе-
циальной опера-
ции, поэтому кон-
структивное вы-
полнение вала
должно предусматривать возможность обра-
ботки его высокопроизводительными метода-
ми, избегая всякого рода подрезки, углу-
бляющейся неперпендикулярно оси.
Шпоночные канавки. Обработка за-
крытых шпоночных канавок под призматиче-
ские шпонки на валах является трудоёмкой ра-
ботой, поэтому следует по возможности поль-
зоваться канавками под полукруглые шпонки,
легко выполняемыми на станках с подачей
инструмента на деталь.
ВЛИЯНИЕ ТОЧНОСТИ ВАЛА
НА ТЕХНОЛОГИЮ ЕГО ОБРАБОТКИ
Шейки вала. Точность, с которой должны
быть выполнены шейки вала, определяет
в технологическом процессе операции окон-
чательной обработки (табл. 3).
Общие припуски на диаметр для
валов длиной до 1000 мм: а) выполняемых из
проката 3—6 мм; б) штампованных ступен-
чатых валов 5—10 мм.
Припуски на чистовое обтачивание на
диаметр в мм приведены в табл. 4.
Точность обработки при обтачива-
нии на многорезцовых станках 0,2—0,4 мм
при черновом и 0,1—0,2 мм при чистовом.
Таблица 3
Фиг. 9. Выемка на фланце ва-
лика, требующая специаль-
ной операции: а — выемка.
Класс
точно-
сти
5-й
4-й
3-й
2-й
1-й
Операции окончательной обработки шейки
вала
Черновое обтачивание
Чистовое обтачивание
Шлифование после чернового обтачивания
для валиков длиной до 300 мм
Шлифование после чистового обтачивания
для валиков длиной свыше 300 мм
Шлифование после чистового обтачивания
для валиков длиной до 300 мм
Чистовое шлифование после предваритель-
ного шлифования для валов длиной свыше
300 мм
Тонкое шлифование после предваритель-
ного и последующего чистового шлифова-
ния
Примечани е. Черновое обтачивание при глуби-
не резания более 2 мм, чистовое обтачивание — 2 мм и
менее. ,
Таблица
Длина вала в мм
До зоо
Зоо— зоо
5<х>—iooo
ЮЭО—2ООО
Диаметр вала в мм
6—18
1,О
I О
1>2
'¦5
18-50
'•5
1.5
1*5
2.0
50—120
'«5
1-5
2,0
3>°
Припуски под шлифование после
чистового обтачивания колеблются от 0,3 до
0,5 мм на диаметр в зависимости от длины
и диаметра вала. Большие размеры припу-
сков берутся для закаливаемых валов.
Шлицы вала. Различают три способа
центрирования шлицевых соединений: 1) по
наружному диаметру; 2) по внутреннему диа-
метру; 3) по ширине шлицев.
111 лицевые валы с центрированием по
наружному диаметру. Допуски в основном
приняты по 2-му классу точности, поэтому
обработка должна заканчиваться шлифованием
наружного диаметра, так как обтачиванием
на многорезцовом станке нельзя получить
указанных допусков.
При допусках по ширине шлицев в пре-
делах 35—70 мк применяют фрезерование их
червячной фрезой методом обкатки на шлице-
фрезерных станках. При глубоких шлицах
(глубиной 4—6 мм) до термообработки про-
изводится черновое фрезерование дисковыми
фасонными фрезами на трёхшпиндельном
приспособлении на фрезерном станхе и после
термообработки при твердости до HR =
= 40—41 — чистовое фрезерование червячной
шлицевой фрезой. При допусках по ширине
шлицев менее 35 мк необходимо вводить
в технологию обработки шлифование шлицев.
Шлицевые валы с центрированием по
внутреннему диаметру. При допусках в пре-
делах 35—70 мк такие валы могут быть обра-
ботаны фрезерованием на шлицефрезерных
станках. При более высокой точности тре-
буется введение операции шлифования шли-
цев как по ширине, так и по внутреннему
диаметру (по наружному диаметру шлифова-
ние не обязательно).
РЛ. Ill]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВАЛОВ
135
Шлицевые валы с центрированием по
ширине шлицев. При допусках в пределах
18-35 мк такие валы обрабатываются окон-
чательно шлифованием шлицев. При меньшей
точности они могут быть обработаны фрезеро-
ванием у незакалённых валов и шлифованием —
у закалённых валов твёрдостью //^_>40.
Припуски на чистовое фрезеро-
вание шлицев принимаются 0,6—0,8 мм на
ширину шлица и на внутренний диаметр.
Припуски на шлифование шли-
цев: при длине шлица до 200 мм — 0,10—
0,15 мм на сторону по ширине шлица; при
длине более 200 мм — 0,15—0,20 мм на сто-
рону по ширине шлица. Припуски для внутрен-
него диаметра шлицевого вала — 0,3—0,4 мм
на диаметр.
ТЕХНОЛОГИЧЕСКИЕ МАРШРУТЫ
ОБРАБОТКИ ВАЛОВ
Технологические маршруты обработки наи-
более сложных по конфигурации и наиболее
точных по выполнению валов приведены
в табл 5—7. Маршруты обработки более про-
стых по конфигурации и менее точных валов
аналогичны указанным в таблицах за исклю-
чением операций, зависящих от конфигурации
вала и заданной точности обработки.
Таблица 5
Технологический маршрут обработки валиков длиной до 150 мм
основу взят ступенчатый валик со шлицами и резьбой; диаметральные допуски валика по 1-му и 2-му классам
точности)
Технологические
операции
Применяемое оборудование при типах производства
массовом с темпом
0,2—3 мин.
Подрезание, цен-
трование, обтачивание
и отрезание; при на-
личии центрального
отверстия также свер-
ление и дальнейшая
обработка отверстия
в зависимости от его
конфигурации и точ-
ности (резьбонареза-
ние выделено в от-
дельную операцию
ввиду трудности вы-
полнения резьбы на
автомате). После отре-
зания летали на стан-
ке следует зачистить
на наждачном круге
образующийся вы-
ступ в центре торца
детали; эта опера-
ция необходима в
особенности для тех
валиков, которые во
2-й опьрации центру-
ются с другой сторонь
Центрование второ-
го конца валика (опе-
рация не производит-
ся для валиков, не
требующих в после-
дующей обработке
базировки на центрах)
Обтачивание начи-
сто второго конца
вала (только для ва-
ликов, требующих на
последующих опера-
циях базировки в цен-
трах)
Фрезерование шпо-
ночных канавок
Фрезерование шлицев
Сверление попереч-
ных отверстий
Выполнение резьбы
Многошпиндельный
прутковый автомат
D—8 шпинделей)
Типы автоматов: для
0 до 36 мм— четырёх-
шпиндельный 123 за-
вида им. Орджоникид
зе; для 0 до 58 мм—,
шестишпиндельный
1261М Киевского
станкозавода
массовом с темпом
3—10 мин.
Многошпиндельный
прутковый автомат
D—6 шпинделей)
Типы автоматов;
для 0 до 36 мм—четьь
рехшпиндельный 123
завода им. Орджони-
кидзе; для 0 до58лш —
шестишпиндельный
1261М Киевского
станкозавода
крупносерийном
серийном
Многошпиндельный
автомат с наличием
механизма для быст-
рой переналадки (без
смены копиров) или
одношпиндельные
автоматы
Типы автоматов:
многошпиндельный
для 0 '2Ь ми — 1225
завода им. Орджони-
кидзе; одношпиндель-
ный автомат продоль-
ного точения Ленин-
градского завода ав-
томатов
Одношпинделг.ный
автомат
Типы автоматов:
для 0 до 18 мм—авто-
мат Ленинградского
завода автоматов;
прутковый револь-
верный станок
Типы револьверные,
станков: для 0 до
25 мм—1325 Алапаев-
ского завода; для 0
до 36 мм — 1333 заво-
да им. Горького
(г. Кизел); для 0 до
62 мм — 13SM завода
им. Орджоникидзе
Примечание. Для тонких валиков в крупносерийном производстве применяется
одношпиндельный автомат продольного и фасонного точения Ленинградского завода ав-
томатов: для 0 до 7 мм тип ПО с длиной точения до 70 мм; для 0 до 12 мм— 112 с дли-
ной точения до 120 мм (по специальному заказу до 150 мм); для 0 до IS мм — И7 мо-
дели 1947 г. с длиной точения до 150 мм.
Многорезцовый то-
карный полуавтомат
V/Q завода „Красный
пролетарий" с мага-
зинной загрузкой (по
спецзаказу)
Центровальный односторонний станок
Многорезцовый токарный полуавтомат 1720 завода „Красный
пролетарий"
Специальный шпоночно-фрезерный станок Дмитровского завода фрезерных станков для
прямых закрытых канавок
Специальный горизонтально-фрезерный станок с многоместным приспособлением
для прямых открытых канавок
Шлицефрезерный полуавтомат 5617 Средневол;кского станкозавода
Многошпиндельный сверлильный станок с
расположением шпинделей в один ряд B—4
шпинделя)
Резьбонакатный станок с плоскими плаш-
ками для деталей, позволяющих производить
накатку
Одношпиндельный сверлильный станок
кондуктором
Речьбонакатный ста-
нок с круглыми плаш-
каи.и тбилисского за-
вода „Станок*
Болторезный одношпиндельный станок типа 9101А тбилисского
завода „Станок", резьбофрезерный станок
Болторезный станок
136
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. 111
Продолжение табл. 5
Применяемое оборудование при типах производства
Технологические
операции
массовом с темпом
0,2—3 мин.
массовом с темпом
3—10 мин.
крупносерийном
серийном
Термическая обра-
ботка (резьба при
термообработке защи-
щается)
Черновое шлифова-
ние
Чистовое шлифова-
ние
Шлифование шлицев
Шлифование резьбы
(только для валиков с
особо точной резьбой)
Бесцентровошли-
фовальный (схема
фиг. 2)
Круглошлифовальный
станок для шлифо-
вания 0 до 1U0 мм и длиной до 300 мм (фиг. 4)
Круглошлифоваль-
ный до 100 мм в уни-
версальном исполне-
нии
Шлицешлифовальный станок 345 Московского завода шлифовальных станков
Резьбошлифовальный полуавтомат на базе
станка 582 Московского завода внутришли-
фовальных станков
Универсальный резьбошлифовальный ста-
нок 582 Московского завода внутришлифо-
вальных станков
Таблица 6
Технологический маршрут обработки валиков длиной 150—300 мм
(за основу взят ступенчатый валик с двухсторонним расположением ступеней, со шлицами и резьбой; диаметральные
допуски валика — по 1-му и 2-му классам точности)
1ехиологические
операции
Применяемое оборудование при типах производства
массовом с темпом
0 2—3 мин.
массовом с темпом
3—10 мин.
крупносерийном
серийном
Отрезание прутков
по длине с припу-
ском на фрезерова-
ние торцов
Фрезерование тор-
цов с соблюдением
размера по длине от
базовой ступени вала
Центрование с двух
сторон
Черновое обтачи-
вание с одной сторо-
ны
То же с другой
стороны
Чистовое обтачи-
вание с одной сторо-
ны
То же с другой
стороны
Фрезерование шпо-
ночных канавок
Фрезерование шли-
цей
Сверление попе-
речных отверстий
Нарезание резьбы
Термическая обра-
ботка (резьба при
термообработке за-
щищается)
Черновое шлифо-
вание
Шлифование шли-
цев
Многошпиндельный отрезной автомат.
Эксцентриковый пресс (устанавливается
в заготовительном отделении)
Барабанно-фрезер-
ный полуавтомат для
валов 6А07 Горьков-
ского завода фрезер-
ных станков
Центровальный
двухсторонний ста-
нок с магазинной за-
грузкой
Дисковая пила 62
Минского станкоза-
вода. Эксцентрико-
вый пресс
Дисковая пила 862
или ножовочная ме-
ханическая пила
Многорезцовый
токарный полуав-
томат 1720 (с ма-
газинным устрой-
ством) завода
„Красный проле-
тарий"
Фрезерно-центровальный двухсторонний станок ФЦ-1 завода
им. Орджоникидзе (на этом станке выполняются обе опера-
ции — 2 и 3-я)
Одношпиндельный
многорезцовый то-
карный полуавтомат
1720 (без магазин-
ного устройства) за-
вода „Красный про-
летарий"
Одношпиндельный
многорезцовый то-
карный полуавтомат
1720
Одношпиндельный
многорезцовый то-
карный полуавтомат
1720 или токарный с
работой по упорам
Специальный шпоночно-фрезерный станок для закрытых канавок Дмитровского завода
фрезерных станков; специальный горизонтально-фрезерный станок с многоместным при-
способлением для прямых открытых канавок; шпоночно-фрезерный станок для полукруг-
лых шпоно ,ных канавок
Шлицефрезерный полуавтомат 5617 Средневолжского станкозавода
Чистовое
вание
шлнфо-
Шлифование резь-
бы (только для вали-
ков с особо точной
резьбой)
Сверлильный быстроходный станок до
18 мм с расположением шпинделей в один
ряд
Болторезный двухшпиндельный станок;
резьбофрезерный полуавтомат Средневолж-
ского станкозавода типа 562
( Кругдошлифоваль-
ный полуавтомат с
несколькими шлифо-
вальными кругами;
<J Круглошлифоваль-
ный станок,
Бесцентров ошли-
фовальный станок
(Дфиг. 2)
Шлицешлифовальный специальный станок с автоматической за-
правкой круга модели 345 Московского завода шлифовальных
станков (МСЗ)
Круглошлифовальный станок 0 до 100 мм
и с расстоянием между центрами до 300 мм,
работающий методом врезания
Одношпиндельный быстроходный высоко-
оборотный сверлильный станок до 18 мм
Одношпиндельный болторезный станок
типа 9101А завода „Станок"; резьбонарезной
станок 562 Среяневолжского станкозавода
Круглошлифоваль-
ный станок, работаю-
щий методом вреза-
ния, с автоматическим
измерением и оста-
новом
Ре ьбошлифоваль-
ный станок с много-
ниточным кругом
Круглошлифовальный
щий методом врезания
станок, работаю-
Резьбошлифовальный станок с автома-
тическим циклом работы
Универсальный
круглошлифоваль-
ный станок
Шлицешлифоваль-
ный станок 345 Мо-
сковского завода
шлифовальных стан-
ков
Универсальный
шлифовальный ста-
нок
Универсальный
резьбошлифовадьный
станок 582 (ЗВШС)
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВАЛОВ
137
Таблица 7.
Технологический маршрут обработки валов длиной 300—500лл
(за основу взят ступенчатый вал с двухсторонним расположением ступеней, со шлицами и резьбой; диаметральные
допуски вала — по 1-му и 2-му классам точности)
Технологические
операции
Применяемое оборудование при типах производства
массовом с темпом
0,2—3 мин.
Отрезание прутков
по длине с припу-
ском на фрезерова-
ние торцов (для
штампованной заго-
товки эта операция
исключается)
Фрезерование тор-
цов с соблюдением
размера по длине от
базовой ступени вала
Центрование с двух
сторон
Черновое обтачи-
вание с одной сторо-
ны
То же с другой
стороны
Чистовое обтачи-
вание с одной сторо-
ны
То же с другой
стороны
Фрезерование шпо-
ночных канавок (в за-
висимости от кон-
структивного офор-
мления шпоночной
канавки применяются
различные типы стан-
ков)
Черновое фрезе-
рование шлицев (при
глубоких шлицах
4—5 мм)
Чистовое фрезеро-
вание шлицев
Сверление попе-
речных отверстий
Выполнение резьбы
Термическая обра-
ботка (резьба при
термообработке за-
щищается от сгора-
ния)
Правка и проверка
вала
Черновое шлифо-
вание
Шлифование шли-
цев
Чистовое шлифова-
ние шеек
Шлифование резь-
бы (только для валов
с особо точной резь-
бой)
Эксцентриковый
пресс
Барабанно-фрезер-
ный двухсторонний
полуавтомат для ва-
лов 6А07 Горьков-
ского завода фрезер-
ных станков
Центровальный
двухсторонний станок
с магазинной загруз-
кой
Многорезцовый
токарный полуав-
томат с пневма-
тическим центром
типа 116 завода
им. Орджоникидзе;
многорезцовый по-
луавтомат 1730 за-
вода „Красный про-
летарий'
массовом с темпом
3—10 мин.
крупносерийном
Дисковая пила типа 862 Минского станко-
завода
серийном
Дисковая пила или
ножовочная механи-
ческая пила
Фрезерно-центровальный двухсторонний типа ФЦ-1 завода
им. Орджоникидзе. На этом станке выполняются обе опера-
ции — 2-я и 3-я
Многорезцовый полуавтомат 1730 с рас-
стоянием между центрами 500 мм завода
.Красный пролетарий"
Многорезцовый
полуавтомат 1730 за-
вода „Красный про-
летарий" (для партии
не менее 30 шт.); то-
карный станок с ра-
ботой по упорам (для
партий меньше 30шт.)
Специальный шпоночно-фрезерный станок Дмитровского завода фрезерных станков для
прямых закрытых канавок; горизонтально-фрезерный станок е многоместным приспосо-
блением для прямых открытых канавок; шпоночно-фрезерный станок для полукруглых
шпоночных канавок
Горизонтально-фрезерный полуавтомат с
трёхшпиндельной автоматической поворот-
ной головкой с работой тремя дисковыми
фрезами одновременно
Шлицефрезерный полуавтомат 5618 Сред-
неволжского станкозавода
Многошпиндельный
специальный свер-
лильный станок с
2—4 шпинделями в один
ряд для 0 до 18—25-ии*
Многош пиндельн ы й
сверлильный быстро-
ходный станок с 2—4
шпинделями в один
ряддля 0до18—2Ьмм
Шлицефрезерный одношпиндельный по-
луавтомат 5618 Средневолжского станко-
завода
Одношпиндельный
для 0 до 18—25 мм
Резьбофрезерный полуавтомат 562 Средневолжского станкозавода
Пресс с пружинными центрами (фиг. 7)
сверлильный станок
Резьбофрезерный
типа 562 или токарный
винторезный станок
Круглошлифовальный станок 3151 Харьков-
ского завода им. Молотова
Круглошлифоваль-
ный полуавтомат с
несколькими шлифо-
вальными кругами;
круглошлифовальный
станок с автоматиче-
ским подводом и от-
водом круга
Шлицешлифовальный полуавтомат Московского завода шлифовальных станков типа 345
Универсальный
круглошлифоваль-
ный станок
Круглошлифовальный станок Харьков-
ского завода им. Молотова
Круглошлифоваль-
ный полуавтомат с
несколькими шлифо-
вальными кругами;
круглошлифоваль-
ный станок с авто-
матическим подводом
и отводом круга
Резьбошлифовальный полуавтомат на базе станка 582 Московского
завода внутришлифовальных станков
Универсальный
круглошлифоваль-
ный станок
Универсально-шли-
фовальный станок
ЗВШС 682 Москов-
ского завода внутри-
шлифовальных стан-
ков
138
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
(РАЗД. III
Валы, подвергающиеся при термообработке
сильным короблениям, выходящим за пределы
припуска под шлифоаку, требуют после термо-
обработки правки на прессе (фиг. 7), имею-
щем пружинные центры.
Для поверхностной закалки шеек вала при-
меняются токи высокой частоты (т. в. ч.).
В этом случае отпадает необходимость защиты
мест под резьбу прл термообработке и значи-
тельно уменьшается коробление и необходи-
мость правки валов.
При обработке валов длиной до 500 мм
на многорезцовых станках иногда вводится
правка между операциями чернового и чи-
стового обтачивания, в особенности для
валов малых диаметров, когда при черновом
обтачивании имеются большие прогибы
вала.
При точности шеек вала по 1-му классу
круглошлифовальный станок с несколькими
шлифовальными кругами следует ставить
только на черновом шлифовании, а чистовое
шлифование надо производить на нормальном
круглошлифовальном станке.
Бесцентровое шлифование ступенчатых
валов длиной до 500 мм аналогично пока-
занному на фиг. 2 также нашло применение
я массовом производстве с темпом 0,2—
3 мин. Этому способствовало появление
бесцентровых станков с широким кругом.
Обработка валов длиной от 500
до 800 мм. Технологический маршрут обра-
ботки этих валов в принципе мало отличается
от маршрута, приведённого в табл. 7. Только
для некоторых операций необходимо приме-
нять станки иных размеров и типов, а именно:
1) Для операций 2-й и 3-й — фрезерно-
центровальные станки ФЦ-2 завода им. Орджо-
никидзе, на которых можно фрезеровать и цен-
тровать валы длиной от 500 до 1200 мм.
2) Для операций 4, 5, б и 7-й (черновое
и чистовое обтачивание)—токарные полуавто-
маты 116 завода им. Орджоникидзе.
3) Для операций 15-й и 17-й (черновое и
чистовое шлифование валов) — шлифовальные
станки 316 Харьковского завода им. Молотова.
Кроме того, выполняются операции правки
«ала и исправление центров после термообра-
ботки.
Обработка валов длиной от 800
до 1200 мм. Технологический маршрут обра-
ботки этих валов может базироваться на
маршруте обработки валов длиной от 500 до
800 л л.
Для токарной обработки при массовом про-
изводстве вместо станка 116 применяется
станок 1Б16 завода им. Орджоникидзе с рас-
стоянием между центрами 1200 мм.
В целях уменьшения длины станков при
обработке валов длиной до 1200 мм иногда
выполняют обработку, устанавливая вал на
половину длины в шпиндель станка и зажимая
«го в патроне или цанге по средней шейке,
предварительно шлифованной; другой конец
вала подпирается центром задней бабки.
Во избежание прогиба вала при обработке
на многорезцовых и шлифовальных станках
применяются люнеты. Следует, однако, иметь
в виду, что не всякий многорезцовый станок
дозволяет применять люнеты.
ГЛАДКИЕ ВАЛЫ
Материалом для гладкого вала обычно
служит точный калиброванный пруток (по 3-му
классу точности). При этом материале тех-
нологический маршрут сводится к следующим
операциям:
1. Отрезание вала по длине и снятие фасок.
Операция выполняется при массовом произ-
водстве для валиков длиной до 300 мм на
многошпиндельном отрезном автомате или на
токарно-отрезном станке. Последний позво-
ляет отрезать значительно большую длину,
чем 300 мм. Отрезание может выполняться
также на дисковой пиле; в этом случае фаски
снимаются отдельно.
2. Сверление отверстий на сверлильных
станках многошпиндельных и одношпиндель-
ных в зависимости от типа производства.
3. Фрезерование канавок.
4. Термическая обработка.
5. Правка после термообработки для валов
длиной более 300 мм.
6. Шлифование в несколько проходов на
бесцентровошлифовальном станке 3180 завода
шлифовальных станков.
НЕЖЁСТКИЕ ВАЛЫ
К нежёстким валам относятся валы, у
которых отношение длины к диаметру зна-
чительно больше 12. Такие валы затрудни-
тельно обрабатывать на многорезцовых
станках. При отношении —г =12— 15 ещё
может выполняться многорезцовая обработка
с применением люнета. При -^-J>15 прихо-
дится ограничиваться преимущественно одно--
резцовой обработкой.
Для автоматизации процесса однорезцовой
токарной обработки на универсальных то-
карных станках применяются специальные
механизмы к станкам, позволяющие вести об-
тачивание вала при помощи иглы, скользящей
по шаблону.
Операция фрезерования торцов и зацен-
тровка производятся на станках ФЦ-1 и ФЦ-2
завода им. Орджоникидзе. Шлифование вы-
полняется на круглошлифовальных станках
с люнетами.
Фрезерование шлицев выполняется с по-
мощью зажима в цангу средней части вала с
подпором длинных валов центром задней
бабки.
Для фрезерования шпонок, сверления от-
верстий и других операций можно применять
те же станки, что и для жёстких валов.
Правку производят не только после тер-
мической, но и в процессе механической
обработки.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Долматовский Г. А., Справочник технолога,
Машгиз, 1944.
2. Чарнко Д. В., Технология поточного производ-
ства станков, Машгиз, 1946.
ГЛ. Ш]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТЯЖЁЛЫХ ВАЛОВ
139
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТЯЖЁЛЫХ ВАЛОВ
К тяжёлым валам условно относятся валы
диаметром более 200 мм и весом более 1,0 т.
В машиностроении применяются тяжёлые
валы ступенчатые, фланцевые и гладкие.
Валы ступенчатой формы (фиг. 10)
преимущественно используются в паровых
Фиг. 10. Ступенчатый вал.
турбинах, турбокомпрессорах, шахтных подъ-
ёмных машинах, электрических генераторах
и т. п.
Валы фланцевого типа (фиг. 11)
встречаются в водяных турбинах и ввиду от-
носительной тихоходности этих машин при
¦Фнг. .11. Фланцевые валы: а — с одним фланцем;
б — с двумя фланцами.
передаче значительных мощностей дости-
гают особенно больших диаметров (до 1 м
и более). Эти валы выполняются пустоте-
лыми.
Гладкие валы используются главным
образом в качестве промежуточных элементов,
передающих движение от двигателей к испол-
нительным механизмам или машинам (транс-
миссионные валы).
Тяжёлые валы обычно изготовляют из
углеродистой стали марок 30, 35 и 40.
В особых случаях для тяжёлых валов при-
меняют легированные (никелевые и хромони-
келевые) стали Техническими условиями на
изготовление тяжёлых валов предусматри-
ваются химический анализ и испытания ме-
ханических свойств, а в отдельных случаях —
проверка макро- и микроструктуры, а также
дефектоскопический контроль материала. По-
верхности вала на различных стадиях обра-
ботки подвергаются визуальному контролю
для выявления внешних поверхностных по-
роков материала в виде раковин, волосовин,
плен и тому подобных дефектов. При про-
ведении химического анализа и механических
испытаний берут до 8—10 проб из разных
мест заготовки вдоль и поперёк её волокон;
по полученным результатам вычисляют сред-
ние данные, что уменьшает вероятность по-
лучения случайных ошибок при оценке ка-
чества металла.
Данные испытаний заносят в паспорт или
формуляр вала.
Точность обработки тяжёлых валов опре-
деляется следующими основными требова-
ниями: а) шейки вала должны быть круглыми
и иметь цилиндрическую форму; овальность
и конусность допускаются в пределах
0,02-0,04 мм для диаметров 800—1000 мм;
некруглая форма шеек приводит к вибра-
циям и неравномерному ходу машины, что
отрицательно влияет на работу турбин, гене-
раторов и других механизмов; б) шейки валов
должны быть соосными, допускаемый эксцен-
триситет составляет не более 0,01—0,02 мм;
в) торцовое биение фланцев не должно пре-
вышать 0,02—0,04 мм на плече до 800 мм;
наличие больших отклонений приводит к по-
явлению значительного «излома" осей соеди-
няемых валов; г) центрирующие буртики
должны быть концентричны с рабочими шей-
ками с отклонением до 0,03 мм; д) фланцы
вала должны быть плоскими или слегка во-
гнутыми, выпуклость фланца по плоскости
стыка не допускается; е) искривление оси
вала допускается до 0,005—0,010 мм на 1 м
длины (паровые турбины).
Обработку шеек валов предусматривают
обычно по 2-му классу точности. Однако
фактические диаметры шеек получаются при-
гонкой по сопрягаемым деталям (дискам, ра-
бочим колёсам, муфтам).
Допуски на длины шеек даются в пределах
0,05—0,2 мм. В рабочих чертежах валов при-
нята система простановки размеров от одной
базы; при этом базой часто является буртик
средней утолщённой части ступенчатого
вала.
В отношении чистоты поверхностей наи-
более высокие требования предъявляются к
рабочим шейкам вала, галтелям, центриру-
ющим буртам и пояскам.
Заготовки для тяжёлых валов получают
методом свободной ковки под молотом или
прессом.
Исходным материалом для выполнения
поковки является слиток (см. т. 6, гл. II).
После ковки валы подвергают отжигу
и нормализации. Отжигом достигается снятие
внутренних напряжений (см. т. 7, гл. XI).
Режим нагрева и его продолжитель-
ность оказывают существенное влияние на ре-
зультаты отжига. При слишком быстром на-
греве крупных заготовок могут возникнуть
трещины как следствие неизбежного пере-
пада температуры от периферии к центру.
Для равномерного распределения температур
по всему сечению нагрев выполняют со ско-
ростью 60—75° С в час, придерживаясь сту-
пенчатого графика. В процессе нагрева через
200—300° С дают 8—10-час. выдержку при
постоянной температуре. Затем выдерживают
заготовки в печи 20—30 час. при темпера-
туре отжига и медленно охлаждают поковки
вместе с печью. Длительность всего цикла
отжига для тяжёлых валов составляет
75-100 час.
Нормализация повышает механические
свойства металла (см т. 7, гл. XI). Нагре-
вание заготовки при нормализации осуще-
ствляется по такому же графику, как и при
отжиге.
После термической обработки от одного
или обоих концов вала отрезают пробы, из
которых изготовляют образцы для механи-
ческих испытаний металла.
Поковки тяжёлых валов подвергаются
предварительной обдирке, которая позволяет
выявить скрытые дефекты материала путём
осмотра обточенной поверхности невоору-
140
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. -III
женным глазом или при помощи лупы. Обдирку
выполняют по специальным чертежам, пред-
усматривая припуск на дальнейшую обработку.-
После обдирки поковку подвергают в ряде
случаев искусственному старению для снятия
внутренних напряжений в материале. При
обдирке и дальнейшей чистовой обработке
вала ведётся наблюдение за стружкой. В слу-
чае ненормального излома или обрыва стружки
соответствующее место тщательно исследуется.
При обнаружении трещин, волосовин, шла-
ковых и других включений валы ответствен-
ного назначения бракуют. В целях более пол-
ного контроля качества металла высверли-
вают пустотелым сверлом сердечник по оси
заготовки. Поверхность полученного канала
просматривается при помощи перископиче-
ского прибора, из высверленного сердечника
изготовляют образцы для механических испы-
таний.
Механическая обработка валов, не име-
ющих высверленного канала, строится по сле-
дующему плану:
1. Обрезка концов вала по длине
на круглой пиле.
2. Проверка вала и разметка
центровых гнёзд по струне (фиг. 12).
Поковка укладывается на подставки или
призмы /. установленные на плите 2, и вдоль
её оси натягивается струна 3. Поочерёдно к
Струна
при этом центры получаются более прочными
(фиг. 13). Центруют вал обычно с одной
стороны, так как при последующей токарной
Стоун о
Фиг. 12. Разметка вала по струне.
каждой шейке прикладывают два угольника 4
и накернивают на верхней поверхности вала
две точки 5—5 на расстояниях, равных ра-
диусу шейки, откладываемых от граней уголь-
ников. Расстояние между этими точками равно
фактическому припуску на диаметр шейки.
При натягивании струны следят за тем, чтобы
последняя проходила над валом между наме-
ченными точками 5—5. Если расположить
струну над всеми шейками между этими точ-
ками не удаётся, то это указывает на искри-
влённость вала, недостаточность припуска
или эксцентриситет шеек. Прогиб вала может
быть устранён правкой его под прессом или
молотом. По зафиксированному положению
струны с помощью угольника проводят верти-
кальные риски на торцовых поверхностях
вала. Повёртывая вал вокруг своей оси
на 90°, повторяют разметку и проводят вто-
рые вертикальные риски. Пересечение рисок
накернивается для последующего сверления
центровых гнёзд.
3. Засверливание центровых
гнёзд производят на горизонтально-свер-
лильных и радиально-сверлильных станках
(при наличии около них соответствующего
приямка), а также переносными сверлиль-
ными станками либо вручную при помощи
электро- или пневмодрелей. Угол конуса
центровых гнёзд берут равным 90°, так как
пиДЬ
Фиг. 13. Изготовление центрового гнезда на гори-
зонтально-сверлильном станке.
обработке другой конец вала зажимается в
кулачках патрона.
4. Токарная обработка предва-
рительная, получистовая и чисто-
вая производится при нескольких установках
вала на станках с двумя независимыми су-
портами. При первой установке один конец
вала зажимают в четырёхкулачковом патроне,
а другой поджимают задним центром (фиг. 14).
Фиг. 14. Установка вала в гтатрон и на центр.
Выверяют вал по рискам разметки при по-
мощи рейсмуса. Для этой цели риски с торца
вала, обращенного к патрону, предварительно
переносят на цилиндрическую часть заготовки.
Ввиду большого веса заготовки установкой
на центр пользуются только для проточки
шейки под люнет; последний применяется
при дальнейшей обработке
в качестве основной опоры
(фиг. 15). При большой
длине заготовки ставят до-
полнительные неподвижные
люнеты по длине вала. Для
обработки конца вала, за-
. жатого в патроне, заготовку перевёрты-
вают и Обточенный конец вала зажимают
в кулачках, а одну из обработанных шеек нз
другом конце поддерживают люнетом. При
установке вала производят проверку его на
биение индикатором (фиг. 16) по специально
проточенным и выверенным контрольным
Фиг. 15. Установка
вала в люнет.
Фиг. 16. Проверка вала индикатором по контрольным
пояскам.
пояскам. Устранение биения заготовки произ-
водится регулировкой кулачков патрона.
Предварительное обтачивание производят
с глубинами резания порядка 10 мм и выше,
часто со снятием припуска за несколько про-
ходов. Для чистового обтачивания оставляется
припуск 2—3 мм. При выполнении этой опе-
рации особое внимание обращается на пра-
ГЛ. HI]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТЯЖЁЛЫХ ВАЛОВ
141
вильность цилиндрических форм шеек, уста-
навливаемых в люнеты. При установке вала
а патрон кулачки последнего не должны за-
тягиваться слишком сильно. Окончательное
обтачивание шеек вала часто производят рез-
цами с широкой режущей кромкой при глубине
резания до 0,1 мм и при подаче до 10—\Ъ мм
на один оборот.
5. Разметка и фрезерование шпо-
ночных пазов выполняются на горизон-
тально-сверлильных станках (колонках) при
установке вала в призмах. Выверку положе-
ния вала ведут по его образующей при по-
мощи индикатора. Припуск на последующую
слесарную пригонку оставляют в пределах
до 0,05 мм.
6. Отделка шеек вала диаметром до
250 мм производится на круглошлифовальных
станках тяжёлых моделей при установке вала
на центры. Центровые гнёзда после токарной
обработки должны быть проверены и испра-
влены. Для получения правильной формы шеек
шпоночные гнёзда рекомендуется забивать
планками из дерева твёрдой породы или из
мягкого металла (свинец, медь). При значи-
тельных размерах вала отделку шеек произ-
водят абразивным полотном при помощи де-
ревянных хомутов или жимков на токарных
станках. В отдельных случаях отделка шеек
достигается обкатыванием роликом, а также
успешно применяется для этой цели супер-
финиш (Ново-Краматорскийзавод им. Сталина).
На заключительных этапах обработки пре-
дусматривается выполнение второстепенных
операций, определяемых конструктивными
особенностями вала. Слесарная обработка
включает пригонку шпоночных пазов, снятие
фасок, зачистку заусенцев и другие вспомо-
гательные работы.
Контроль вала на правильность
формы шеек и их концентричность
производят при помощи индикатора на то-
Обработка фланцевых валов
производится по аналогичному плану и в той
же последовательности. Если заготовка имеет
Фиг. 17. Индикаторное поворотное
приспособление для проверки
концентричности шеек вала.
парном станке или в призмах. Измерение
диаметров шеек осуществляется скобами с
микрометрическими наконечниками. Концен-
тричность смежных шеек проверяют специ-
альным индикаторным приспособлением при
неподвижном вале (фиг. 17) или непосред-
ственно на станке.
Подъём вала производят краном с по-
мощью специальных захватных устройств,
позволяющих производить установку оси вала
в горизонтальное положение по уровню
(фиг. 18).
Расстояние между опорами при транспор-
тировке и хранении вала выбирается с таким
расчётом, чтобы избежать прогиба вала под
влиянием собственного веса.
-¦¦-¦¦¦¦¦¦¦¦¦ 4-
Фиг. 18. Приспособление для подъёма
и переноски вала.
высверленный канал, то операция зацентровки
заменяется расточкой места под запрессовку
специальной втулки с центровым гнездом.
Вместо операции фрезерования шпоночных
канавок у этих валов предусматривается
сверление отверстий во фланце. Если напря-
жённая деталь (вал, рабочее колесо) соеди-
няется с рассматриваемым валом посредством
призонных фланцевых болтов, то после свер-
ления делается совместное развёртывание с
последующей маркировкой болтов по гнёздам.
Указанная операция выполняется на горизон-
тально-сверлильных станках по разметке или
по накладным кондукторам.
При изготовлении парных валов они сбол-
чиваются вместе и подвергаются проверке на
определение возможного „излома" осей. Для
проверки „излома" натягивают струну парал-
лельно образующей одного из валов, заме-
ряют расстояние между струной и образу-
ющей второго вала штихмасом (фиг. 19) и
поДЬ
Фиг. 19. Проверка соосности двух спаренных валов
по струне.
определяют „излом" как разность замеров ах
и а2 на определённой длине. Проверку „излома"
ведут в двух плоскостях. Плоскости фланцев
проверяются точной линейкой на краску.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К о р с а к о в В. С., Технология производства паро-
вых и водяных турбин, МВТУ, 1946.
2. Соколовский А. П., Основы технология маши-
ностроения, Машгиз, 1939.
142
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
(разд. m
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВТУЛОК И ВКЛАДЫШЕЙ ПОДШИПНИКОВ
СКОЛЬЖЕНИЯ
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ
ПОДШИПНИКОВЫХ ВТУЛОК
И ВКЛАДЫШЕЙ
Применяемые материалы для втулок и
вкладышей см. т. 2 стр. 634.
Втулки простейшего типа, которые запрес-
совывают непосредственно в корпусы подшип-
ников, в станины, рычаги, шатуны или дру-
гие детали (фиг. 20), применяются для цапф
диаметром до 100 мм, редко больше. Отноше-
ние длины к диаметру находится обычно в
пределах 1,0—1,5. Толщина стенок для диа-
Фиг. 20. Втулка, запрессовываемая в корпус подшипника.
метров от 10 до 100 мм колеблется в преде-
лах от 3,0 до 7,5 мм. Втулки большого диа-
метра дополнительно крепят от провёртыва-
ния при помощи стопорных винтов (фиг. 21).
Фиг. 21. Втулка с Фиг. 22. Втулка с фланцем,
дополнительным
креплением.
Розетки (фиг. 22), применяемые для подъёмно-
транспортных устройств, характеризуются на-
личием фланца и гильзы.
Втулки диаметром до 20—30 мм иногда де-
лают из листового материала, свёртывая его
в цилиндрическую фоэму с оставлением
открытого шва (фиг. 23). После посадки
Фиг. 23. Втулка с от-
крытым швом.
шшшш
Фиг. 24. Втулка для
конической шейки
вала.
втулки в отверстие через неё проталкивают
оправку для обжатия втулки и производят
обработку отверстия развёртыванием или тон-
ким растачиванием.
Для прецизионных металлорежущих стан-
ков применяют стальные калёные и шлифо-
ванные втулки (фиг. 24). Наличие конического
отверстия позволяет регулировать зазоры или
компенсировать износ. С целью облегчения
запрессовки снимают фаски.
Для шпинделей металлорежущих станков
применяют разрезные конические втулки, по-
зволяющие регулировать зазоры путём осла-
бления или затяжки гаек 1 и 2 (фиг. 25).
Фиг. 25. Разрезная коническая втулка.
Втулки из чугуна или сырой стали диа-
метром отверстия свыше 20 м я. часто подвер-
гают заливке антифрикционными сплавами,
причём для лучшего удержания сплава на
внутренней поверхности чугунных втулок вы-
полняют канавки в виде ласточкина хвоста
(фиг. 26). Толщина залитого слоя может быть
определена по данным табл. 8 [14].
Таблица S
Диаметр отверстия
в мм
2О 5°
5°—75
75—и»
Толщина залитого слоя в мм
для чугуна
2
3
3-5
для стали
о.75
1 ,О
1.5
На фиг. 27 показана втулка, на поверхно-
сти скольжения которой нанесён слой пласт-
Фиг. 26. Втулка с зали-
тым слоем антифрик-
ционного сплава.
Фиг. 27. Втулка
со слоем пласт-
массы.
массы, удерживаемый при помощи кольцевых
канавок.
Для лучшего скрепления втулок из пласт-
массы с основным металлом подшипника при-
меняют связующие средства
(шеллак, канифоль, синтети-
ческие смолы).
Наиболее часто встре-
чающиеся формы металли
ческих вкладышей показаны
На фиг. 28 И 2d. Фиг. 28. Вкладыш
Подшипники для ко- с буртами.
ренных валов стационар-
ных машин (фиг. 30 и 31) имеют разрез-
ные вкладыши, составленные из двух, трёх
ы -I L
ГЛ. ПЦ ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВТУЛОК И ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ 143-
или четырёх частей, устанавливаемых при
износе с помощью клиньев или нажимных
Фиг. 29. Вкладыши подшипника типа Селлерса.
Фиг. 30. Подшипник коренного вала стационарной
машины.
Фиг. 31. Подшипник коренного вала стационарной
машины.
винтов. Вкладыши обычно изготовляют из чу
туна и заливают антифрикционными сплавами
(баббитами). Для особо ответственных под-
шипников вкладыши
делают пустотелыми
для подвода к ним
охлаждающей жидко-
сти.
Фиг» 32. В к льды ш из пласт- Фиг. 33. Вкладыш из пласт-
массы с вертикальными массы с металлической
слоями наполнителя. кассетой.
На фиг. 32 и 33 показаны вкладыши из
пластмассы с различным расположением слоев
материала. Вкладыш, изображённый на фиг. 33,
заделан в металлическую кассету.
Стальные вкладыши с заливкой поверхности
скольжения антифрикционными сплавами при-
меняются в двигателях внутреннего сгорания,
станках и т. д. Вкладыши делают из полосо-
вой стали или стальной втулки. Против сме-
щения вкладыша в опоре служат главным
образом штифты (фиг. 34). Толщина подобных
Фиг. 34. Гладкий сталь-
ной вкладыш.
Фиг. 35. Тонкостенный би-
металлический вкладыш.
вкладышей принимается (без заливки баббитом)
равной 0,05—0,06 диаметра цапфы.
Тонкостенные вкладыши из биметаллической
ленты (фиг. 35) широко применяются для авто-
мобильных, тракторных и авиационных мото-
ров. Они выполняются из стальной ленты тол-
щиной 1—2 мм @,02rf), покрытой с одной сто-
роны слоем антифрикционного сплава (баб-
бит, свинцовистая бронза, сплав на кадмие-
вой основеI. Фиксирование вкладышей произ-
Фиг. 36. Тонкостенный вкладыш с буртами.
водят посредством специальных стопоров или
выдавленных на поверхностях разъёма шпор,,
входящих в соответствующие гнёзда в под-
шипнике.
Тонкостенные биметаллические вкладыши с
буртами (фиг. 36) используются для восприя-
тия радиальных и осевых нагрузок.
Технология производства подшипниковых
втулок
Заготовки для втулок и методы их по-
лучения. Для малых втулок внутренним
диаметром менее 15 мм, изготовляемых из
бронзы, латуни, чугуна, стали и некоторых
специальных сплавов (алюминиевых, магние-
вых), в качестве заготовки применяют прут-
ковый материал или отливки в виде болванок.
Для втулок внутренним диаметром более
20 мм обычно используют отливки в виде
труб или втулок, цельнотянутые трубы (из
цветных n еталлов и их заменителей) и заго-
товки, изготовленные штамповкой, высадкой
или ковкой.
В массовом производстве мелких втулок
применяют литьё индивидуальных заготовок
(используя металлические модели и машинную
формовку нескольких заготовок одновременно),
а также заливку в кокиль или центробежную.
Это обеспечивает высокое качество продук-
ции и большую производительность. Заготов-
ками для втулок, свёртываемых из листового-
144
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
материала (фиг. 23), служат бронзовые или
латунные полосы.
Технические условия изготовления вту-
лок. Для получения точных размеров и форм
втулок обработку внешней цилиндрической
поверхности обычно производят но 2-му (и
реже по 3-му) классу точности по посадкам,
обеспечивающим требуемую величину натяга
при запрессовке втулки в сопряжённую де-
таль, обработку внутренней цилиндрической
поверхности — по 2-му классу точности по
системе отверстия. Для ответственных сопря-
жений (втулки под поршневой палец быстро-
ходного двигателя внутреннего сгорания) от-
верстия втулок обрабатывают по 1-му классу,
а для грубых — по 3-му классу и ниже. Окон-
чательный размер отверстия получают обычно
после запрессовки втулки в место сопряже-
ния. В зависимости от назначения соединения
и от обработки после запрессовки разностен-
ность втулок допускается в пределах 0,03—
0,15 мм, неперпендикулярность торцовых пло-
скостей оси отверстия — до 0,2—0,3 мм.
Обработка втулок. В условиях серийного
и массовсго производства обработку мелких
втулок, изготовляемых из прутка или трубча-
тых заготовок, выполняют на токарно-револь-
верных станках и автоматах обычно в одну
операцию, если не считать прорезания сма-
зочной канавки и сверления отверстий для
смазки. Этот метод обеспечивает концентрич-
ность внешней и внутренней поверхности
втулок. Схема наладки токарно-револьвер-
ного станка для изготовления подшипниковой
втулки из прутка показана на фиг. 37.
При узких допусках на диаметр наружной
поверхности её подвергают дополнительной
обработке (например, бесцентровому шлифо-
Растачивоние
ЦентроВко
Чпоо
Фиг. 37. Схема наладки токарно-ре-ольверного станка
для изготовления подшипниковой ртулки.
ванию). Внутреннюю поверхность оконча-
тельно обрабатывают после запрессовки втулки
развёртыванием, тонким растачиванием, про-
тягиванием, прошиванием и другими методами
окончательной обработки.
При изготовлении втулок из индивидуаль-
ных заготовок (отливок) рассмотренный план
обработки возможен при наличии достаточной
прибыли, за которую крепят заготовки в па-
троне, в противном случае необходимы две
установки: 1) обрабатывают в окончательный
размер внутреннюю цилиндрическую поверх-
ность втулки и один торец, закрепив заго-
товку в патроне внешней поверхностью;
2) обрабатывают наружную поверхность и
второй торец на оправке, приняв за базу обра-
ботанное отверстие. Этим достигается концен-
тричность обеих поверхностей.
В массовом производстве обработку вту-
лок из индивидуальных заготовок часто про-
изводят диференцированным технологическим
процессом:
I) Зенкерование отверстия и снятие фаски
в отверстии с одной стороны. Обработку про-
изводят на вертикально-сверлильном станке,
закрепив заготовку в трёхкулачковом самоцен-
трирующем патроне, установленном на столе
станка. Инструмент — зенкер, на оправке ко-
Фиг. 38. Зенкеро-
вание втулки на
сверлильном
станке.
Фиг. 39. Про-
шивание от-
верстия
втулки.
Фиг. 40. За-
прессовка
втулки на
оправку.
торого закреплён резец для снятия фаски
(фиг. 38). Глубина фаски обеспечивается ра-
ботой по упору.
2) Протягивание или прошивание на прессе
отверстия в окончательный размер (фиг. 39).
3) Запрессовка втулки на оправку с точ-
ной фиксацией по длине и оставлением откры-
тых торцовых поверхностей (фиг. 40).
4) Протачивание наружной поверхности
втулки, снятие фасок и подрезка торцов в
окончательный размер. Обработка произво-
дится на быстроходном токараьм операционном
станке, снабжённом упорами, или на много-
резцовом станке (фиг. 41).
Фиг. 41. Обтачивание втулки на много-
резцовом станке.
5) Шлифование наружной поверхности в
окончательный размер по диаметру (фиг. 42),
6) Снятие втулки с оправки.
Обработку смазочных канавок во втулках
производят: а) вырубанием вручную (крупные
втулки в индивидуальном производстве);
б) прорезанием на токарном станке с исполь-
ГЛ. Ill] ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВТУЛОК И ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ 145
зованием специального копировального при-
способления; в) прорезанием на специальных
станках (фиг. 43).
Фиг. 42. Шлифование наружной поверх-
ности втулки.
Обработку втулок заканчивают сверлением
смазочных отверстий и снятием заусенцев.
Фиг. 43. Станок для нарезания смазочных канавок.
Изготовление втулок и вкладышей
из пластмасс
Втулки и вкладыши из пластмасс с напол-
нителями порошкообразными или без опре-
делённого направления волокон изготовляют
прессованием в прессформах (см. гл. IX).
Исходным материалом для изготовления
втулок и вкладышей служат также трубы из
пластмасс. Обработку резанием конструкцион-
ных пластмасс см. гл. XIII, стр. 702 и ел.
Изготовление втулок и вкладышей
из графитизированных металлов
Заготовки для втулок и вкладышей из гра-
фитизированных металлов см. т. 6, гл. IV,
„Технология производства металлокерамиче-
ских изделий".
Поры готовых втулок или вкладышей в про-
должение до 24 час. заполняют машинным
маслом в вакуум-аппаратах или в открытых
масляных ваннах при температуре 70 —130° С,
вследствие чего детали получают самосмазы-
вающие свойства.
Так как качество и точность деталей после
брикетирования достаточно высоки, оконча-
тельная механическая обработка сводится
к калибровке (прошивками, оправками, шари-
ками). Однако при этом поры поверхности
скольжения частично закрываются и само-
смазывающая способность подшипника ухуд-
шается.
Лучшие результаты даёт обработка мето-
дом тонкого растачивания.
10 Том 7
Технология производства толстостенных
вкладышей
В качестве заготовок используют отливки
и поковки для отдельных половинок вклады-
шей, трубы, литые втулки и прутковый мате-
риал.
В условиях индивидуального и мелкосерий-
ного производства обработку вкладышей из
заготовок в виде отдельных половинок про-
изводят в следующем порядке:
1) строгание или фрезерование плоскостей
стыков по разметке, при более тщательной
обработке — пришабривание по краске, иногда
шлифование;
2) сборка половинок вкладышей посред-
ством спаивания или стягивания хомутами;
последний способ лучше, так как нагревание
вкладышей при последующей разборке небла-
гоприятно влияет на их форму; при сборке
предусматривается простановка прокладок;
3) токарная обработка собранных вклады-
шей; в процессе обтачивания наружной по-
верхности вкладышей хомуты приходится пе-
реставлять; при обтачивании кольцевых
участков при литом вкладыше (см. фиг. 28)
надобность в перестановке хомутов отпа-
дает.
При перестановке вкладышей на станке
производят выверку; при этом важно, чтобы
плоскость разъёма совпадала с осью враще-
ния заготовки.
После токарной обработки производится
сверление и зенкование отверстия для смазки,
прорезание смазочных канавок и снятие зау-
сенцев.
Вкладыши подшипников тяжёлого типа (из
чугуна с заливкой баббитом) в индивидуальном
производстве обрабатывают в следующем по-
рядке:
1) разметка стыковых плоскостей вклады-
шей;
2) обработка стыковых плоскостей на стро-
гальном, долбёжном или фрезерном станке;
3) пришабривание плоскостей стыков по
краске и сборка их на струбцинах для раз-
метки;
4) разметка и сверление отверстий во
вкладышах для стяжных болтов (места для
головок болтов и гаек делают утопленными);
5) припасовка стяжных болтов и свёрты-
вание вкладышей под токарную обработку;
6) предварительная токарная обработка
собранных вкладышей — растачивание отвер-
стия, протачивание канавок в виде ласточ-
кина хвоста для заливки баббита, подрезка
торцовых плоскостей, обтачивание наружных
поверхностей;
7) разметка продольных канавок для за
ливки баббитом;
8) долбление продольных канавок;
9) разборка вкладышей и очистка поверх-
ностей, заливаемых баббитом, от грязи;
10) обезжиривание поверхности вкладышей;
11) протравливание внутренней поверхно-
сти вкладышей раствором хлористого цинка;
12) лужение внутренних поверхностей вкла-
дышей;
13) зачистка плоскостей стыка и сборка
вкладышей под заливку с простановкой про-
кладок;
14) заливка баббита;
146
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
15) разборка вкладышей, зачистка плоско-
стей разъёма, пригонка их по краске или
щупу, сборка вкладышей;
16) разметка и сверление отверстий для
смазки и для фиксирующих штифтов;
17) растачивание вкладышей и обтачива-
ние наружной поверхности в окончательный
размер, подрезка буртов и торцовых плоско-
стей;
18) разборка вкладышей;
19) снятие масляных холодильников и вы-
рубание канавок для смазки;
20) пришабривание вкладышей по шейке
вала.
При изготовлении вкладышей из труб
сбычно придерживаются следующего порядка
обработки:
1) обтачивание, растачивание и отрезка
заготовок в виде колец;
2) подготовка под заливку внутренней по-
верхности колец и заливка её антифрикцион-
ным сплавом;
3) разрезка колец на две половинки;
4) зачистка плоскостей стыка и сборка
вкладышей для дальнейшей обработки;
5) чистовое растачивание вкладышей и
окончательная обработка поверху и торцовых
плоскостей;
6) операции второстепенного характера
(сверление отверстий, снятие холодильников,
прорезание смазочных канавок, снятие за-
усенцев).
Изготовление взаимозаменяемых
вкладышей в условиях серийного
и массового производства
Обработка вкладышей с буртами (фиг. 28).
1. Фрезерование, протягивание или шлифова-
ние плоскостей стыка у обеих половинок.
База — наружная цилиндрическая поверхность
заготовки и черновая поверхность стыков.
На фиг. 44 показана схема приспособления
для фрезерования плоскостей стыка у несколь-
ких вкладышей одновременно. Заготовки 1
устанавливают на опорные штифты 2; гори-
зонтальное положение плоскостей стыков про-
веряют перед закреплением вкладышей при
2. Растачивание обеих половинок в приспо-
соблении, изображённом на фиг. 45. Сперва
устанавливают, половинку размером At (она
опирается плоскостью стыка на два стальных
закалённых сухаря / и прижимается к ним
кулачком 2), затем закрепляют вторую поло-
Толщина
прокладок
центровая
линия
.станка
Фиг. 45, Растачивание вкладышей в специальном патроне.
винку на стыковой поверхности первой по-
средством кулачка 3. Благодаря этому пло-
скость разъёма обеих половинок совпадает
с осью вращения приспособления. Растачива-
ние сопровождают подрезкой торцовых пло-
скостей вкладышей посредством резцовой
державки 4.
3. Подготовка внутренних поверхностей
вкладышей к заливке и заливка их антифрик-
ционным сплавом.
4. Зачистка стыковых плоскостей вкладышей
на шлифовальном диске для снятия наплывов
после заливки и для устранения коробления
плоскости разъёма половинок вследствие на-
грева.
5. Чистовое растачивание обеих половинок
после заливки и подрезка торцовых поверх-
ностей буртов (в приспособлении, аналогичной
изображённому на фиг. 45). Если между вкла-
дышами предполагается установка прокладок,
применяют сухари типа 5 (фиг. 45).
6. Обтачивание обеих половинок на оправке
(фиг. 46). На центрирующую шейку оправки/
устанавливаются вкладыши 2, стягиваемые-
хомутом 3. Торцы вкладышей выравнивают
по упору оправки ввинчиванием втулки 4 и
производят обтачивание буртов и подрезку их
заплечиков в окончательный размер. Затем
на бурты навинчивают втулки б и снимают
Фиг. 44. Фрезерование стыков вкладышей.
помощи отъёмного шаблона 3. Боковые пло-
щадки 4, обрабатываемые торцовыми фрезами,
служат базами при последующем растачивании
вкладышей. Размер Aj делается на 2—4 мм
больше размера А2 для получения базового
уступа.
Фиг. 46. Оправка для обтачивания вкладышей.
хомут 3. Далее обтачивается наружная поверх-
ность обеих половинок в окончательный раз-
мер.
7. Сверление отверстий для смазки и для
штифтов, препятствующих провёртыванию
вкладыша в гнезде подшипника, прорезание сма-.
ГЛ. III] ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВТУЛОК И ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ 147
зочных канавок, зачистка заусенцев и другие
операции второстепенного характера.
Обработка вкладышей без буртов
(фиг. 34) [5]. 1. Предварительное протягивание
стыков. Заготовку / устанавливают в призму 2
и зажимают по торцовым плоскостям (фиг. 47).
Фиг. 47. Протягивание
стыковых поверхностей.
Фиг. 48. Зенкерование
вкладышей на сверлильном
станке.
2. Предварительное растачивание двух
половинок одновременно. Установка заготовок
в двухкулачном патроне по наружной поверх-
ности. Обработку производят зенкером на
вертикально-сверлильном станке (фиг. 48).
3. Чистовое протягивание стыков с базиров-
кой от расточенной внутренней поверхности.
4. Фрезерование торцовых плоскостей
вкладышей. Установка заготовок по наружной
поверхности (фиг. 49).
Фиг. 49. Фрезерование торцовых плоскостей вкладышей.
5. Обтачивание наружной поверхности
У двух половинок. Обработка производится
Фиг. 50. Обтачивание вкладышей на оправке.
на оправке с установкой заготовок по вну-
тренней поверхности и с зажимом по торцам
(фиг. 50).
6. Шлифование наружной поверхности
вкладышей. Установка такая же, как в опе-
рации 5-й.
7. Чистовое растачивание обеих половинок
на револьверном станке. Зажим по наружной
поверхности в цанге. . ,
8. Зачистка заусенцев.
9. Сборка двух половинок под заливку
посредством хомута с простановкой прокладок.
10. Промывка в содовом растворе (обезжи-
ривание), в горячей воде, покрытие наружной
поверхности изолирующим составом.
11. Травление и лужение в ванне с по-
лудой.
12. Центробежная заливка баббита.
13. Промывка и очистка наружной поверх-
ности от изолирующего состава.
14. Разрезка залитого слоя баббита в пло-
скости разъёма вкладышей специальной про-
шивкой (фиг. 51), двигающейся в направляю-
Фиг. 51. Разрезка баббитовой за-
ливки специальной прошивкой.
щих /. Установка залитых вкладышей 2 в при-
способление производится по выступающей
части прокладок 3.
15. Разборка вкладышей и зачистка пло-
скости стыков на шлифовальном диске.
16. Предварительное растачивание на свер-
лильном станке залитого слоя у двух поло-
винок. Заготовки зажимают по наружной
поверхности в специальном цанговом патроне
(фиг. 52).
17. Снятие фасок и зачистка торцовых
плоскостей у двух половинок. Установка
такая же, как в операции 16-й.
Фиг. 52. Растачивание вкладышей
после заливки.
18. Сверление и зенкование отверстий под
смазку.
19. Вытачивание канавок на внутренней по-
верхности вкладыша.
20. Фрезерование холодильников (фиг. 53).
21. Окончательное шлифование наружной
поверхности двух половинок/ Установка такая
же, как в операции 5-й. ¦
22. Окончательная обработка плоскости
стыков протягиванием.
148
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ш
23. Тонкое растачивание внутренней по-
верхности.* Обрабатывается каждая половинка
в отдельности, так как собранные без прокла-
Подача
Фиг. 53. Фрезерование
холодильников.
Фиг. 54. Тонкое раста-
чивание вкладыша.
док вкладыши не представляют собой цилиндра.
Установка по наружной поверхности. Зажим
по плоскости разъёма (фиг. 54).
24. Общий контроль вкладышей.
Заливка подшипников баббитом
Очистка поверхностей, подлежа-
щих заливке, от грязи и окислов (для луч-
шего приставания баббита) производится
с помощью шкурки, стальных щёток (ручных
или приводных), пескоструйных аппаратов или
травлением в 10—15%-ном растворе серной
или соляной кислоты, нагретом до температуры
40—60° С. После травления подшипники про-
мывают в горячей воде.
Обезжиривание ведётся путём погру-
жения подшипников на 5—10 мин. в нагретый
до 80—90° С 10—15%-ный раствор едкого
натра или едкого кали. Хороший результат
даёт также 10%-ный раствор кальцинирован-
ной соды при температуре 90—100° С. После
обезжиривания для удаления остатков щёлочи
производится промывка подшипников в горя-
чей воде. Для полного удаления следов масла
подшипники иногда нагревают до темпера-
туры 200—250° С в специальных шкафах.
Травление. Для лучшего приставания
полуды поверхности, подвергающиеся заливке,
покрываются посредством войлока, пакли или
волосяной щётки флюсом — обычно раствором
хлористого цинка с небольшой добавкой
E—10°/0) хлористого аммония. Хорошие резуль-
таты даёт флюс ХТЗ D7% воды, 23,5% соля-
ной кислоты, 21% хлористого цинка и 8,5%
хлористого аммония) и флюс НАТИ B7% хло-
ристого цинка, 11% хлористого аммония и
62о/о воды).
В массовом производстве травление осуще-
ствляют в ваннах, погружая подшипники
в раствор флюса на 20—30 сек. Перед луже-
нием подшипники просушивают.
Поверхности подшипников, не требующие
травления и последующего лужения, покры-
ваются защитными пастами. Наиболее простая
паста состоит из 1 ч. мела и 2—3 ч. воды
с добавлением 1—2% столярного клея, более
прочная — из 2 ч. мела, 2 ч. жидкого стекла
и 1 ч. воды. После нанесения пасты под-
шипники просушивают при температуре
цо 120-140° С.
При массовом производстве защита поверх-
ностей достигается химической обработкой
заготовок в специальных ваннах (паркеризация
или фосфатирование) перед расточкой отверстия
подшипника под заливку. Таким образом все
поверхности заготовки, кроме расточенного
отверстия, оказываются покрытыми защитными
плёнками. После заливки баббитом защитная
плёнка удаляется с рабочих поверхностей по-
следующей обработкой вкладышей подшипни-
ков.
Лужение. Подшипники крупных раз-
меров перед лужением нагревают до темпера-
туры 260—300° С с помощью паяльных ламп,
газовых горелок, горнов, газовых или электри-
ческих печей с муфелями.. Слой полуды на-
носят, натирая поверхность прутком припоя
или посыпая её порошкообразной полудой
с последующим растиранием щёткой и паклей.
Порошкообразную полуду рекомендуется сме-
шивать с порошком хлористого аммония. Для
лужения применяется полуда, содержащая
70% свинца и 30% олова.
Лужение небольших подшипников обычно
производят в ванне с расплавленной полудой
C00—320° С), куда их погружают на 2—7 мин.
в зависимости от размеров. Перед этим под-
шипники рекомендуется нагревать в муфель-
ных печах до температуры 120—130° С, а также
на горячей плите или железном листе.
Для успешного лужения подшипников из
чугуна необходимо обезуглеродить их поверх-
ность. Это достигается нагреванием детали
в присутствии перекиси марганца, красной
окиси железа или других окислителей до тем-
пературы 500-550° С в течение 5—6 час.
Затем подшипники травят в кислоте, покры-
вают флюсом и лудят [14].
Для лужения обезуглероженной поверх-
ности применяют также в качестве полуды
сплав из 90% свинца, 5% олова, остаток—сурь-
ма 1*15].
Нагревание. Перед заливкой для луч-
шего приставания баббита подшипники нагре-
вают до температуры 250—270° С, при этом
слой полуды становится жидким. Нагревание
в зависимости от метода заливки производят
после сборки формы или после установки
подшипников в приспособление. Средства на-
грева те же, что и при лужении. При исполь-
зовании для заливки быстродействующих при-
способлений или при достаточно быстрой
передаче подшипников после лужения на
заливку часто дополнительного нагревания
деталей не требуется. Интервал между луже-
нием и заливкой не должен превышать
7—15 сек., при заливке крупных подшипников
он может быть удлинён до 30—60 сек.
Плавка баббита. Плавку производят
в тиглях с газовым или электрическим подо-
гревом и на горнах. Тигель очищают от
остатков баббита, шлаков и окислов, нагре-
вают до температуры 400—500° С и загружают
в него баббит в кусках весом 1—2 кг. По-
верхность расплавленного баббита покрывают
слоем древесного угля толщиной 20—30 мм
грануляцией 8 —12 мм, не содержащего
угольной мелочи и пыли. Периодически про-
изводят рафинировку баббита хлористым ам-
монием (при непрерывной плавке—не реже
одного раза в течение часа) или оловянно-
фосфористой лигатурой с содержанием фос-
ГЛ. III] ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВТУЛОК И ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ 149
фора в количестве 3—5%. Для рафинирова-
ния баббита марки БК и защиты его от
окисления в расплавленную ванну добавляют
значительное количество алюминия и смесь
хлористого натрия с хлористым кальцием.
Температура баббита, поступающего на
заливку (в зависимости от марки устанавли-
вается по ГОСТ 1320-41), контролируется по-
средством пирометров с железо-константано-
вой термопарой.
Ручная заливка. Производят сборку
вкладышей с простановкой в плоскости разъ-
Фиг. 55. Заливка подшипника
на плите.
ёма прокладок из алюминия или листового
железа, несколько выступающих внутрь. За-
ливку производят на плите (фиг. 55).
Собранный подшипник 1 устанавливается
так, чтобы стержень 2 находился в центре.
Для предупреждения утечки баббита приме-
няют обмазки следующих составов: 1) 65%
глины, 17% соли поваренной, 18% воды;
2) 56% глины, 340/0 песка, 10% жидкого
стекла. Смещение лёгких подшипников при
заливке предупреждают накладыванием на
них грузов. Собранную форму нагревают до
температуры 250—270° С и заполняют из чер-
пака короткой непрерывной струёй. Ликва-
ция залитого баббита предупреждается пере-
мешиванием его нагретым металлическим
стержнем и последующим ускоренным охла-
ждением подшипника водой или сжатым воз-
духом.
Заливку крупных подшипников производят
сифонным способом (фиг. 56) с заполнением
Фиг. 56. Заливка крупного подшипника сифон-
ным способом.
формы снизу. Это предупреждает попадание
в залитый слой шлаков и посторонних приме-
сей, которые ввиду меньшего удельного веса
остаются в литниковом канале.
При серийном производстве ручную за-
ливку выполняют с помощью специальных
приспособлений, ускоряющих установку под-
шипников и обеспечивающих точное центри-
рование вкладышей относительно стержня.
На фиг. 57 показано простейшее устрой-
ство для установки собранных посредством
хомута 3 вкладышей 7 и 2 по центрирующим
уступам 4. На фиг. 58 приведено приспосо-
бление для быстрой установки и фиксирования
вкладыша 1 посредством центрирующего
буртика 4 и зажимного винта 3. Стержень 2
имеет пустотелую форму. На фиг. 59 дано
приспособление для
быстрой установки и
закрепления заливае-
мых вкладышей.
Вкладыш / заклады-
вается между губка-
ми специальных кле-
щей, одна из полови-
mil
//
2
\
/ 4
Фиг. 57. Установочное при-
способление для заливки
вкладышей.
Фиг, 58. Быстродействую-
щее приспособление для
заливки вкладышей.
нок 2 которых образует выступающую часть
стержня. Зажим вкладыша достигается при
помощи накидной защёлки 3.
Для предохранения деталей приспособле-
ния от приставания баббита рекомендуется
их поверхности под-
вергать хромирова-
нию.
Центр о б еж ная
заливка. Простей-
шее устройство (на
токарном станке) для за-
ливки крупных деталей по-
казано на фиг. 60. Подогрев
детали после её выверки и
закрепления на планшайбе
станка производят при по-
мощи газовой горелки,
охлаждение осуществляется
сжатым воздухом или
струёй воды. При центро-
бежной заливке необхо-
димо надёжное закрепле-
ние подшипников, правиль-
ное центрирование, уравно-
вешенность и тепловая изо-
ляция их от патрона шпин-
деля станка. Устройство
для центробежной заливки
должно быть закрыто за-
щитным кожухом.
На фиг. 61—63 показаны
конструкции приспособле-
ний для быстрой установки
типовых деталей при выпол-
нении заливки на токарном
станке. Приспособления,
приведённые на фиг. 61 и 62,
пригодны для заливки вту-
лок и половинчатых вкладышей. Для бы-
строго захвата и установки нагретых вклады-
шей в приспособление служит специальное
Фиг. 59. Быстро-
действующее при-
способление для за-
ливки вкладышей.
150
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
ленточное зажимное устройство, показанное
на фиг. 64. В условиях массового производства
Фиг. 60. Центробежная заливка крупного подшипника:
1 — заливаемая деталь; 2 — планшайба станка; 3 — шайба
для крепления детали; 4 — газовая горелка; 5 — трубка
для подвода воды; 6 — асбестовая изоляция.
Фиг. 61. Приспособление для центробежной заливки:
1 — заливаемая деталь; 2 — патрон станка; 3 — задняя
бабка; 4—прижимное устройство; 5 — воронка для за-
ливки баббита.
k 3
Фиг. 62. Приспособление для центробежной заливки:
1 — заливаемые вкладыши; 2 и 3—установочные шайбы;
4 .— прижимная пружина; 5 — маховик для освобождения
вкладышей.
Фиг. 63. Приспособление для центробежной заливки
шатунов: 1 — заливаемый шатун; 2 — центрирующая
шайба; 3 — прижимные пружины; 4 — рычаг для осво-
бождения детали.
иногда применяют специальные многошпин-
дельные агрегаты (ГАЗ им. Молотова), обла-
дающие высокой производительностью.
Большое значение имеет скорость враще-
ния детали. С увеличением скорости улуч-
шается плотность заливки, но структура
сплава вследствие ликвации делается неравно-
мерной. На выбор скорости вращения влияют,
тип сплава, диаметр заливаемого отверстия
толщина залитого слоя, а также быстрота
охлаждения после заливки.
Для приближённых расчётов можно поль-
зоваться формулой [14]
1700-7-2100
где п — число оборотов детали в минуту; d —
диаметр заливаемого отверстия в см. Большее
значение постоянной числителя соответствует
баббитам с высоким содержанием свинца.
Для ориентировочных расчётов можно
пользоваться также формулой III]
а> = 20
где w — окружная скорость вращения в м/мин
на внутреннем диаметре d мм.
Центробежная за-
ливка обеспечивает
плотную, высокока-
чественную структу-
ру сплава (брак по
раковинам и порам
менее 1%), большую
производительность и
экономное расходова-
ние баббита (отсут-
ствие литников).
Заливка под да-
влением выполняется
специальным аппара-
Фиг. 64. Устройство для
захвата и установки вкла-
дышей в приспособление
для центробежной за-
ливки: 1 и 2 — вкла-
дыши.
том, подающим рас-
плавленный баббит в
форму, где устано-
влен заливаемый
подшипник (фиг. 65). Подача расплавлен-
ного баббита обычно осуществляется
V////////////777/////////////////////////////
Фиг. 65. Аппарат для заливки вкладышей под давлением
1 — вкладыш; 2 — зажимной винт; 3— плунжер для по-
дачи баббита; 4 — резервуар для баббита; 5—газовая
горелка.
ГЛ. Ill] ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВТУЛОК И ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ 151
176 -
Фиг.66. Установка для одновременной заливки под давлением четырёх подшипников.
152
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. IГ»
плунжером, приводимым в движение от руки
(рычагом или винтом) или сжатым воздухом.
Резервуар с баббитом в процессе работы по-
догревается газовыми горелками или электри-
ческими нагревателями. При заливке металл
постепенно заполняет форму и держится под
давлением 5—10 am до застывания. Большое
значение имеет правильное расположение лит-
ников и мест выхода воздуха; при заполне-
нии формы не должны возникать воздушные
мешки. Заливкой под давлением на поверхно-
стях вкладыша можно получать канавки и
карманы для смазки.
В условиях массового производства при-
меняются машины для одновременной заливки
нескольких деталей.
На фиг. 66 приводится пример установки
для одновременной заливки четырёх шатунных
подшипников. Основная причина брака при
заливке под давлением — пористость сплава и
недоливы.
Заливка с последующим уплотнением
баббита применяется для изготовления
тяжёлых, громоздких деталей. На фиг. 67 по-
Фиг. 67. Заливка коренных подшипников блока цилиндров.
казана заливка коренных подшипников блока
цилиндров с предварительной подготовкой
форм при помощи оправки / и торцовых ко-
лец 2, на фиг. 68 — заливка паровозного под-
шипника, на внутренней поверхности которого
отлиты углубления в виде ласточкина хвоста
Фиг. 68. Заливка под- Фиг. 69. Трамбовка
шипника с механиче- залитого баббита.
ским креплением баб-
бита посредством „ко-
лодцев", для лучшего удержи-
вания баббита. В не-
которых случаях до-
статочно хорошее удерживание баббита даёт
заполнение засверлённых отверстий или про-
точенных канавок на заливаемой поверхности
подшипника.
Залитый баббит уплотняют при помощи
ручных или пневматических трамбовок
(фиг. 69). Такой метод заливки не требует
предварительной очистки, лужения и нагрева-
ния подшипников, так как достаточно проч-
ное удерживание залитого баббита осуще-
ствляется механическими средствами.
Заливку с расплавлением баббита вну-
три формы применяют иногда в массовом
производстве мелких деталей. Подготовлен-
ные к заливке формы с заложенными кусоч-
ками баббита ставят в конвейерную печь. За-
тем детали с расплавленным баббитом, запол-
нившим требуемый объём, подвергают бы-
строму охлаждению водяными брызгами. Такой
метод применяется на некоторых американ-
ских заводах.
Антифрикционные сплавы могут быть на-
несены на покрываемую поверхность при по-
мощи тигельных пульверизационных аппаратов
(фиг. 70) и аппаратов, работающих на про-
волоке, — метод металлизации. Хорошие ре-
зультаты даёт использование биметаллической
Фиг. 70. Металлизатор тигельного типа: / — резервуар
для расплавленного баббита; 2 — запорная игла; 3 — под-
вод сжатого воздуха; 4 — змеевик для подогрева сжа-
того воздуха; 5 — нихромовая спираль для нагревания
резервуара с баббитом.
(медь — свинец и алюминий — свинец) и гра-
фитязированной (алюминий — графит) прово-
локи [12, 15]. Преимущество пульверизацион-
ного метода — малый расход антифрикционных
сплавов; толщина покрытия выражается деся-
тыми долями миллиметра. Последующая меха-
ническая обработка поверхности ограничи-
вается продавливанием заглаживающей, кали-
брующей оправки.
Положительные результаты дало также
применение прессованных баббитовых втулок
и вкладышей, по-
лучаемых на прес-
сах типа Дика при
температурах, со-
ответствующих
пластическому со-
стоянию сплава [7].
Для лучшего
скрепления вкла-
Фиг. 71. Крепление прессован-
ных баббитовых втулок в кор-
пусе подшипника.
дышеи и втулок
с корпусом неразъ-
ёмного подлипни-
ка служат сквоз-
ные продольные
пазы (фиг. 71). Для лучшего соединения по-
садке втулок предшествуют лужение и нагре-
вание корпуса подшипника. Преимущества
данного метода — повышенные механические
качества баббита, отсутствие зон ликвации и
литейного брака, малые отходы на угар и
механическую обработку.
Дефекты заливки и их причины
1. Плохое приставание баббнта
к облужённому подшипнику об-
наруживается простукиванием залитого под-
ГЛ. III] ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВТУЛОК И ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ 153
шипника; появление дребезжащего звука ука-
зывает на наличие дефекта. Причины дефекта —
плохие очистка, травление и лужение зали-
ваемой поверхности, недогрев или перегрев
подшипника при заливке.
2. Усадочные раковины обнаружи-
ваются чаще всего при кокильной заливке или
при заливке под давлением. Причины — не-
равномерное охлаждение подшипника при за-
ливке (односторонняя подача струи охлажда-
ющего воздуха или воды).
3. Пористость. Причины — плохо ра-
финированный и сильно окислившийся баббит,
неравномерное охлаждение формы, заливка
баббита длинной струёй, вследствие чего обра-
зуются пузырьки воздуха.
4. Крупнозернистое строение
залитого баббита обнаруживается при
отламывании литников. Причины — замедлен-
ное охлаждение вкладыша, неправильная тем-
пература заливки, плохая рафинировка и не-
правильный состав баббита.
5. Трещины в залитом слое обна-
руживаются дребезжащим звуком при про-
стукивании залитого подшипника. Причина —
внутренние напряжения, образующиеся при
заливке.
6. Посторонние включении. При-
чины— небрежная рафинировка баббита и
плохое качество подготовительных работ
перед заливкой.
7. Неравномерная толщина за-
литого слоя. Причины — неправильная
сборка формы вследствие смещения подшип-
ника относительно стержня, неточное центри-
рование подшипника при центробежной за-
ливке.
Машина для заливки баббита на стальную
ленту (фиг. 72)
Машина представляет собой объединённый
агрегат, на котором в последовательном по-
рядке производятся очистка, травление, луже-
ние, заливка баббита и фрезерование ленты. Ру-
лон ленты, подлежащей заливке, надевается на
барабан /хс которого она непрерывно разматы-
вается в процессе работы. Длина ленты в рулоне
70—80 м. В начале установки имеются компен
сирующая петля 2 и электросварочный аппа-
рат 3, предназначенный для стыковой сварки
конца ленты одного рулона с началом ленты
другого, установленного на запасном бара-
бане 4. Наличие компенсирующей петли обес-
печивает движение ленты во время соедине-
ния её концов на сварочном аппарате. Непо-
средственно за сварочным аппаратом находится
устройство 5 с двумя плоскими брошами для
зачистки сварного шва с обеих сторон.
Следующая установка — щелочная ванна 6,-
обеспечивающая очистку ленты от жира и
грязи. Состав ванны: 12% NaOH, 5<>/0 Na3PO4t
36% Na2CO3,45% Na2Si03, 2% древесной смолы.
Нагрев ванны до 80—90°С производится газо-
выми горелками или электрическими спиралями
с автоматическим регулированием температу-
ры. Лента проходит через ванну со скоростью-
около 3 м/мин. Из щелочной она поступает
в ванну 7 с проточной водой, нагретой да
60—70° С. Дальнейшее травление осуще-
ствляется в соляной кислоте (ванна 8) при
температуре 50—60° С. Травление обеспечи-
вает удаление плёнки окислов, что необхо-
димо для хорошего соединения металла ленты
со сплавом в процессе последующего лужения.
После травильной ванны лента проходит через
войлочные прокладки, отжимающие кислоту.
Окончательное удаление кислоты с поверхно-
сти ленты производится промывкой в нагре-
том до 50—55° С растворе хлористого цинка,
при избытке металлического цинка (ванна 9).
Раствор хлористого цинка не вызывает, как
горячая вода, часто применяемая для промывки
от кислоты, окисления поверхности ленты.
Лужение ленты с двух сторон производится
в ванне 10 при 280—300° С, регулируемой
автоматически. Лужение производят обычна
третниковым составом:свинца 63% и олова 37%.
При выходе ленты из лудильной ванны из-
лишек олова с её поверхности сгоняется на-
жимными роликами, причём на рабочей поверх-
ности ленты остаётся слой толщиной около
0,01 мм.
Для предохранения поверхности полуды от
окисления при нагревании перед заливкой
ленты баббитом проводят флюсование. В ка-
честве флюса рекомендуется состав 27% ZnC!2t.
/ \ /
Фиг. 72. Схема машины для заливки баббита на стальную ленту.
154
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
11°/0 NHC1, 62о/о Н2О — более легкоплавкий, чем
применяемый для флюсования хлористый цинк
(температура плавления 240° С). Из капельной
воронки флюс поступает на суконную щётку. И
для равномерного распределения его по всей
поверхности ленты, которая затем попадает
в муфель 12, где поддерживается температура
около 400° С. В заливочной коробке одна сто-
рона ленты покрывается баббитом. Это —
наиболее ответственное место машины. Баб-
бит, расплавленный в верхнем тигле 13, сте-
кает по трубке 14 в нижний приёмник 15, от-
куда попадает в заливочную коробку. Коробка
устанавливается горизонтально, чтобы слой
баббита получился одинаковой толщины по
всему сечению ленты. Температура баббита
в заливочной коробке 450—480° С. После за-
ливки лента охлаждается снизу сильной
струёй воды, подаваемой под давлением около
2 am.
На фрезерном станке 16 заливочной ма-
шины снимается около 1 мм залитого слоя
баббита. Обработка ведётся черновой и чи-
стовой фрезами со спиральными зубьями при
скорости резания около 250 м/мин. При чер-
новом фрезеровании снимается припуск около
0,7 мм, при чистовом — около 0,3 мм. В ста-
нок встроены два эксгаустера для отсоса
стружки и передачи её в бункеры, откуда она
поступает в плавильные тигли. Далее распо-
ложены ножницы 17 для обрезки ленты при
окончании намотки рулона на барабан 18.
Лента наматывается в рулоны баббитом внутрь
со скоростью 2—4 м/мин.
Машина для заливки стальной ленты
свинцовистой бронзой (фиг. 73)
Назначение и работа первой группы ча-
стей машины A—4) аналогичны соответствую-
щим частям установки для получения стале-
баббитовой ленты. Дальнейшее устройство
имеет специфические особенности. Буртовоч-
ный механизм 5 служит для придания ленте
в поперечном сечении вида жёлоба, что не-
обходимо для удержания залитого слоя
свинцовистой бронзы. Отбортовка произво-
дится двумя валиками, приводимыми во вра-
щение от отдельного электромотора. Предва-
рительное нагревание ленты осуществляется
двумя парами электроконтактных роликов 6,
имеющих профиль, соответствующий профилю
отбортованной ленты. Первой парой роликов
лента нагревается до 350—360° С, второй—до
650° С. Коробка, закрывающая ролики, непо-
средственно примыкает к муфельной электри-
ческой печи 7, где лента в восстановительной
атмосфере (93<у0 азота, 7% водорода) нагре-
вается до 1000° С.
Заливочное устройство 8 обеспечивает не-
прерывную заливку свинцовистой бронзы из
тиглей, подаваемых в кожух устройства по-
средством крана или кошки. Заливку произ-
водят в штампе, посредством которого осу-
ществляют дополнительный подогрев ленты
до 1100—1150° С. Штамп изготовляется в виде
открытой коробки из графитизированных элек-
тродов, по дну которой движется лента.
Прижим ленты к штампу осуществляют гра-
фитовыми пластинками.
После заливки лента при прохождении
спрейерного устройства 9 и водяного бака 10
быстро охлаждается. Тянущий и обрезной ме-
ханизм II состоит из двух пар валиков. Первая
пара тянет ленту через все предшествующие
устройства. На второй паре установлены ди-
сковые ножи, обрезающие бурты ленты по
заданной ширине. Отходы ленты рубят на
мелкие куски для облегчения уборки. Ролики 12
выравнивают ленту после обрезки буртов.
Фрезерный станок 13 снимает излишний слой
свинцовистой бронзы за два прохода (черно-
вой и чистовой) при скорости резания 240—
270 м/мин. Тянущие ролики 14 в то же время
заглаживают обработанную поверхность. Нож-
ницы 15 обрезают ленту при окончании на-
мотки рулона на барабан 16.
у////У///////////////////^
Сечение] ленто/
<Efl [ ffg
Ю
Фиг. 73. Схема машины для заливки свинцовистой бронзы на стальную ленту: 1 — размоточный бара-
бан; 2 — сварочный аппарат; 3— устройство для зачистки сварочного стыка ленты; 4—компенси-
рующее устройство; 5—буртовочный механизм; 6 — электрический аппарат для подогрева ленты;
7 -электрическая печь для окончательного нагревания ленты перед заливкой; 8 — заливочное устрой-
ство; 9 — спрейер; 10 — водяной бак; 11 — тянущий и обрезной механизм; 12— выравнивающий меха-
низм; 13 — фрезерный станок; 14 — тянущий механизм; 15 — ножницы; 16 — наматывающий барабан.
ГЛ. III] ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВТУЛОК И ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ 155
ТЕХНИЧЕСКИЕ УСЛОВИЯ ПРИЁМКИ
ТОНКОСТЕННЫХ ВКЛАДЫШЕЙ
(для автомобильных двигателей)
У обоих стыков готовых вкладышей в зоне
\5мм допускается занижение толщины стенки
на 0,005 мм при условии, что в средней части
вкладыша толщина стенки будет выдержана по
верхнему предельному размеру. Разностенность
вкладыша в указанных зонах не должна быть
более 0,003—0,0015 мм. Количество вкладышей
с указанными дефектами не должно превы-
шать 5°/0 (из расчёта на партию 1000 шт.).
Для 10% вкладышей допускаются следующие
отклонения: а) занижение толщины стенок до
0,005 мм вокруг фиксирующего выступа (в
зоне до 5 мму, б) занижение толщины стенок
до 0,005 мм на площади не более 10 мм2;
в) смещение масляных отверстий относи-
тельно оси симметрии в пределах + 0,35 мм.
- Сложенные вкладыши могут иметь в осевом
направлении на одной паре стыков зазор не
более 0,2 мм.
Рабочая поверхность должна иметь зер-
кальный вид. На всей её ширине допускается
не более трёх рисок, едва обнаруживаемых
глазом. Число вкладышей, имеющих риски, не
должно превышать 20%. Допускается не более
одной мелкой забоины или царапины (не вы-
веденной окончательной обработкой) на
каждом вкладыше. Протяжение забоин не
должно превышать 2 мм, царапин — 6 мм,
глубина их допускается до 0,1 мм. Число
вкладышей, имеющих забоины и царапины,
не должно быть более 5%. Забоины и цара-
пины, возникшие после окончательной обра-
ботки рабочей поверхности вкладыша, недо-
пустимы, отслаивание баббита и трещины на
ней не допускаются. У 2% вкладышей на по-
верхности, покрытой баббитом, допускается
на каждом не более трёх раковин диаме-
тром до 1 мм, расположенных на расстоянии
не менее 6 мм от краёв вкладышей и не
менее 10 мм друг от друга. Наличие рыхло-
стей на поверхности баббита не допускается.
Все заусенцы должны быть тщательно зачи-
щены.
На стальной поверхности каждого вкла-
дыша допускается не более трёх царапин глу-
биной до 0,1 мм, расположенных по всей
ширине вкладыша, и не более двух местных
вмятин размером до 0,5 X 2 мм и глубиной
до 0,3 мм с обязательной зачисткой металла
вокруг забитого места. Забоины, заусенцы и
царапины на плоскостях стыков не допуска-
ются.
Наблюдения за эксплоатацией тонко-
стенных вкладышей показали, что неполное
прилегание наружной поверхности вкладышей
к своим гнёздам сильно снижает срок их
службы. Возникающая при этом деформация
вкладыша вызывает усталость баббита и об-
разование в залитом слое трещин. Вмятины
диаметром 6—8 мм снижают срок службы
вкладыша на 20—25%. Проверку плотности
прилегания затылочной части вкладышей про-
изводят на краску в специальндм приспосо-
блении под нагрузкой, при этом средняя часть
вкладыша должна окрашиваться не менее чем
на 90%, а остальные поверхности не менее
чем на 75-85%.
Производство тонкостенных вкладышей
из стале-баббитовой ленты
Исходным материалом для изготовления
вкладышей служит лента из стали Ст. 10 тол-
щиной от 1 до 2,5 мм, залитая тонким слоем
баббита @,4—0,9 мм).
Обработка вкладышей без буртов (фиг. 38)
ведётся в следующем порядке;
1) вырубка заготовки производится на
кривошипном прессе с подачей ленты спе-
циальными роликами;
2) гибка заготовки для получения
полукруглой формы вкладыша выполняется
на кривошипном прессе в специальном
штампе (фиг. 74); для обеспечения плотной
посадки вкладыша в при-
способления при даль-
Фиг. 74. Гибка тонкостенного Фиг. 75. Фрезерование
вкладыша. торцов вкладыша и
снятие фасок с двух
сторон.
нейшей обработке и для плотного контакта
его при сборке диаметр наружной поверхности
выполняют несколько больше размера расточки
соответствующего гнезда;
3) контроль вкладыша — проверка высоты
и формы наружной поверхности по краске
(на выбор), проверка на отсутствие спираль-
ной изогнутости вкладыша;
4) обтачивание торцов и снятие фасок
выполняются на специальных двухсторонних
станках; установка заготовок в приспособле-
ние по наружной цилиндрической поверхности
вкладышей (фиг. 75);
5) проверка ширины вкладыша и фасок;
6) штамповка на
кривошипном прессе
фиксирующего уса
(фиг. 76);
Подача
Фиг. 76. Штамповка Фиг. 77. Фрезерование
фиксирующего уса. холодильников.
7) проверка ширины уса и величины его
отгиба;
8) сверление отверстия для смазки и снятие
фаски с наружной стороны вкладыша;
9) фрезерование холодильников (фиг. 77);
10J проверка масляной канавки и холо-
дильников внешним осмотром;
11) омеднение вкладышей для предохране-
ния от коррозии при транспортировке и хра-
нении:
156
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. 1И
12) протягивание плоскостей стыка на
вертикально-протяжном станке, установка
вкладышей по наружной поверхности, зажим
по внутренней поверхности специальным ги-
дравлическим устройством (фиг. 78);
Фиг. 78. Протягивание
плоскостей стыка: 1—вкла-
дыш; 2—протяжка; 3— ги-
дравлические зажимы.
Фиг. 79. Проверка высоты
вкладыша на индикаторном
приборе: 1 — вкладыш; 2—
пневматический цилиндр;
3 — индикатор.
Изготовление вкладышей с буртами
(фиг. 28) из биметаллической ленты на заводе
CGB (США) [1J производится по следующему
плану:
1) вырезка на прессе прямоугольных заго-
товок из ленты;
2) гибка вкладышей на вертикальном
прессе с предварительным нагреванием их
Фиг. 82. Шлифование наружной поверхности
вкладыша.
13) проверка высоты вкладыша на инди-
каторном приборе под стандартной нагрузкой
(фиг. 79);
14) протягивание внутренней поверхности
на вертикальном протяжном станке, установка
вкладыша по наружной поверхности, зажим
по плоскостям стыка (фиг. 80);
Фиг. 80. Протягивание
внутренней поверхно-
сти вкладыша: 1—вкла-
дыш; 2 — круглая про-
тяжка; 3 — зажим.
Фиг. 81. Проверка тол-
щины вкладыша: ) — вкла-
дыш; 2 — прижимной ры-
чаг; 3 — индикатор.
15) проверка толщины стенок вкладышей
(фиг. 81);
16) снятие заусенцев;
17) окончательный контроль (высоты вкла-
дыша, цилиндричности наружной поверхности
по отпечатку, толщины стенок, спиральности,
общий осмотр).
Для получения хорошего прилегания на-
ружной поверхности вкладыша к гнезду под-
шипника её иногда шлифуют.
Обработка вкладыша без канавки и отвер-
стия для смазки может производиться в сле-
дующем порядке [5]: вырезка заготовки, гибка
вкладыша, подрезка торцов и снятие фасок с
наружной и внутренней поверхностей, протя-
гивание стыков, предварительное и чистовое
шлифование наружной поверхности вкладыша,
штамповка фиксирующего уса, фрезерование
холодильников, омеднение вкладыша, протя-
гивание внутренней поверхности, промывка,
снятие заусенцев. Шлифование наружной по-
верхности производится на оправке (фиг. 82)
с предварительным обжимом вкладыша гибкой
лентой в специальном приспособлении (фиг. 83)
и последующим закреплением его по торцовым
плоскостям.
в специальной электрической печи до 160° С.
Нагревание придаёт эластичность залитому
слою металла и сохраняет прочность сцепле-
ния его со стальной
лентой. При гибке
вкладыша предвари-
тельно отгибают бур-
ты на угол 60° к об-
разующей (фиг. 84);
3) обрезка вкла-
дыша на прессе в пло-
скости стыка с оста-
влением припуска на
дальнейшую обра-
ботку;
4) окончательное
штампование буртов
в полный профиль;
5) обрезка буртов
по контуру в штам-
пах;
6) снятие фасок на внутренней и внешней
сторонах буртов (фиг. 85). Обработка произ-
водится неподвижными резцами 1 и 2 при
вращении вкладыша, установленного в специ-
альное приспособление;
7) проверка на краску наружной поверх-
ности вкладыша по калибру;
Фиг. 83. Приспособление
для обжима вкладыша лен-
той при установке на
оправку: 1 — вкладыш; 2—
лента; 3—шайба, зажимаю-
щая вкладыш по торцу
после обжима.
Фиг. 84. Предварительная отгибка буртов тонко-
стенного вкладыша.
8) штампование фиксирующего уса;
9) фрезерование смазочной канавки;
1@) пробивка штампом отверстия для смазки;
И) зенкование отверстия;
12) омеднение вкладышей гальваническим
способом;
13) протягивание плоскости стыка на вер-
тикальном станке;
14) контроль высоты вкладыша;
15) протягивание внутренней цилиндриче-
ской поверхности на вертикальном станке;
16) проверка толщины вкладыша;
ГЛ. III] ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВТУЛОК И ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ 157
17) обработка торцовых плоскостей буртов
вкладыша;
18) контроль длины вкладыша;
19) проверка торцовых смазочных канавок
на плоскостях буртов;
Фиг. 85. Снятие фасок на буртах.
20) снятие продольных фасок вручную на
специальном приспособлении;
21) окончательный контроль и клеймение
вкладышей.
Изготовление тонкостенных вкладышей
из цельнотянутых труб
При отсутствии биметаллической ленты
тонкостенные вкладыши можно изготовлять
из цельнотянутых бесшовных труб. Операции
проводятся в следующем порядке:
1) протачивание поверху, растачивание
внутри и разрезание на кольца, трубы, кон-
сольно закреплённой в патроне токарного
станка;
2) заливка баббита на внутреннюю поверх-
ность кольца центробежным способом с пред-
варительной очисткой, травлением и луже-
нием этой поверхности;
3) растачивание залитой баббитом поверх-
ности, подрезание торцов и снятие фасок
с двух сторон на внутренней поверхности;
4) разрезание кольца на две половинки
дисковой фрезой на оправке;
5) штамповка фиксирующего уса (замка);
6) сверление и зенкование отверстия;
7) фрезерование стыковых плоскостей;
8) снятие заусенцев;
9) шлифование наружной поверхности
кольца на оправке;
10) омеднение;
11) протягивание рабочей поверхности
вкладыша или тонкое её растачивание;
12) окончательный контроль вкладыша.
ОБРАБОТКА ВТУЛОК И ВКЛАДЫШЕЙ
ПРИ СБОРКЕ
Для повышения точности и чистоты вну-
тренней поверхности подшипниковых втулок
их после запрессовки подвергают следующей
обработке:
1) ручное или машинное развёртывание;
для получения соосного расположения не-
скольких втулок применяют развёртывание
в линию, осуществляемое удлинёнными или
насадными развёртками;
2) прошивание или протягивание;
3) продавливание калибрующих шариков
или оправок, что обеспечивает уплотнение
рабочих поверхностей и увеличивает плот-
ность посадки втулок в сопряжённые детали,
4) тонкое растачивание на специальных
станках (обеспечивает получение соосности и
точность в пределах 1—2-го классов).
Растачивание бронзовых втулок и втулок,
залитых баббитом, производится со скоростью
резания до 400—600 м/мин и подачами 0,02 —
0,05 мм/об при глубине резания 0,1—0,25 мм.
При использовании многошпиндельных стан-
ков или специальных приспособлений легко
достигается параллельность осей отверстий,
а также расположение их относительно баз с
точностью до 0,02—0,03 мм на 100 мм и
выше;
5) пришабривание по сопряжённому валу
или специальной оправке.
Стальные закалённые втулки, запрессовы-
ваемые в небольшие детали (шестерни, холо-
стые шкивы и пр.), подвергают внутреннему
шлифованию, а втулки, сопрягаемые с шей-
кой вала, — притирке по конической поверх-
ности (фиг. 24). Расшлифовку запрессованных
бронзовых или чугунных втулок производят
редко, главным образом из-за возможности
застревания абразивных частиц в порах шли-
фуемого материала. Сравнительно редко при-
меняется также метод раскатывания запрес-
сованных втулок специальными оправками с
калибрующими и заглаживающими роликами.
Для дополнительной обработки вкладышей
на месте применяют следующие методы:
1) чистовое или тонкое растачивание со-
бранных вкладышей, что обеспечивает соосное
расположение нескольких подшипников и по-
зволяет исправить положение оси расточек
по отношению к базе;
2) пришабривание для окончательной от-
делки рабочих поверхностей вкладышей после
чистового растачивания производится по со-
пряжённому валу или эталонной скалке; при-
шабривание позволяет исправить незначитель-
ные ошибки в расположении оси подшипников
и широко распространено в индивидуальном
производстве;
3) прошивание, протягивание и продавли-
вание калибрующих оправок или шариков —
отделочные операции при изготовлении под-
шипников диаметром до 50—80 мм (главным
образом в условиях массового производства —
нижние головки шатунов и т. п.); при обра-
ботке указанными методами вкладыши соби-
раются на болтах или в специальном приспо-
соблении, исправления положения оси под-
шипника получить нельзя;
4) для подшипников, залитых баббитом,
применяется так называемое „прижигание",
которое осуществляется на специальном
стенде провёртыванием вала со скоростью
200—300 об/мин с одновременной затяжкой
подшипников, благодаря чему поверхностный
слой баббита расплавляется и рабочая поверх-
ность вкладышей приобретает гладкий, блестя-
щий вид. Процесс прижигания ведётся в при-
сутствии смазки и выполняется после чисто-
вого растачивания.
Обработка вкладышей рассмотренными
методами на месте требует установки соот-
ветствующего набора прокладок. Для испра-
вления значительных ошибок положения оси
подшипников или для достижения плотного
прилегания вкладышей к гнёздам корпуса
производят припилнвание и пришабривание
наружной поверхности вкладышей.
158
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
ЗАЛИВКА ПОДШИПНИКОВ
СВИНЦОВИСТОЙ БРОНЗОЙ *
При заливке подшипников свинцовистой
бронзой имеют место различные виды ликва-
ции свинца: оседание вниз, выжимание на-
ружу и скопление ликвационных частиц по
всей массе сплава. Не меньшее значение имеет
появление между сплавом и телом подшип-
ника -хрупкой прослойки, нарушающей проч-
ность сцепления бронзы со сталью.
Технологический процесс состоит из сле-
дующих основных операций: 1) получения
бинарной бронзы; 2) изготовления форм и под-
готовки форм и подшипников к заливке;
3) заливки; 4) охлаждения подшипников.
Для получения бинарной бронзы марки
БрС 30 (ГОСТ 493-41) требуются следующие
исходные и вспомогательные материалы:
а) Медь электролитическая марки Ml или
М2 (ГОСТ 859-41, см. т. 4, гл. II, табл. 1).
б) Свинец марки С1 и СЗ (ГОСТ 3778-47)
и рафинированные переплавы марки ПСЗ и КСЗ
(см. т. 4, гл. И, табл. 91). Применение сурмяни-
стого свинца гартблея не разрешается. Воз-
можно применение свинцового лома 1-го сорта
с содержанием не менее 98% свинца (обрезки
листового или кабельного свинца, обрезки
труб и т. п.).
в) Фосфористая медь МФ (ОСТ НКТП3135)
Р!>12% является раскислителем бронзы.
г) Бура (Na2B4O7 • 10Н2О) применяется
в качестве флюса для плавки бронзы и для
предохранения заливаемых подшипников от
окисления.
д) Едкий натр (NaOH) — для обезжири-
вания подшипников и форм.
е) Сода (Na2CO3 • 10Н2О)—для нейтра-
лизации обезжиренных подшипников и для пре-
дохранительного покрова при плавке бронзы.
Для получения бронзы указанного состава
составляют шихту из 65,5—64,0% Си, 33,0—•
34,5% РЬ и 1,5% фосфористой меди МФ
A2%) [8]. Плавку рекомендуется вести в про-
должение 1,5—3 час.
Порядок выполнения работ по
плавке БрС 30: 1) заготовка меди кусками
весом 0,5—0,7 кг, очищенными от окислов;
2) предварительный подогрев кусков меди до
500° С; 3) очистка тиглей, приготовление шихты
и подготовка печи к работе; 4) закладка на
дно тигля древесного угля слоем 50—80 мм;
5) прогрев тигля докрасна; 6) загрузка всей
порции меди и плавка её при температуре
1150° С; 7) навеска ]/г порции фосфористой
меди; 8) навеска при температуре сплава
1050—1070° С всей порции свинца через за-
щитный слой древесного угля толщиной 30—
50 мм; 9) перемешивание сплава при темпе-
ратуре 1150°С и навеска остальной части
фосфористой меди; 10) заливка подшипников
или разливка в изложницы при температуре
сплава до 1070—1080° С.
Формы для заливки подшип-
ников изготовляют из листового железа,
прессуют из графитового порошка или выта-
чивают из остатков графитовых электродов.
На фиг. 86 показана форма из листового
железа с установленными в ней половинками
вкладышей, Диаметр обечайки DH зависит от
внутреннего диаметра вкладышей DB.
При штамповке донышка 3 необходимо
обеспечить должное качество шва и мест за-
* Химический состав и физико-механические свой-
ства свинцовистых бронз см. т. 4, гл. II, стр. 208.
Фиг. 86. Форма из листового железа для заливки вкла-
дышей свинцовистой бронзой: / — обечайка; 2— вкла-
дыш; 3 — донышко формы; 4 — хомутик; 5 — стяжная
трубка хомутика; 6 — стяжной болт; 7 — гайка болта;
8 — дужка для захвата клещами; 9—предохранительная
планка; а — б — флюсуемые поверхности.
гиба; вытянутые места и трещины могут по-
служить причиной прогара и вытекания из
формы жидкого сплава. Свободное простран-
ство между обечайкой 1 и внутренней поверх-
ностью вкладыша 2 устанавливается для
толстостенных вкладышей от 4 до 6 мм, для
тонкостенных — от 2 до 4 мм.
Флюс для металлических форм
приготовляется путём плавления буры. Сме-
шанная с равным количеством воды бура на-
носится мягкой кистью на поверхность вкла-
дыша. После 'просушки слой флюса должен
иметь толщину 0,3—0,5 мм.
Обмазка собранных вкладышей в метал-
лических формах производится замазкой, со-
стоящей из 30% трепела, 35% серебристого
графита и 35% воды (густота обычной окон-
ной замазки). Трепел можно заменить мелом,
однако это ухудшает качество замазки. За-
мазка наносится равномерным слоем толщи-
ной 5—8 мм (фиг. 87). Неравномерный слой
может при охлаждении вызвать в более
толстых местах зональную ликвацию свинца.
Флюс для графитовых форм по-
лучают плавлением при 900° С смеси следую-
щего состава: 85% борной кислоты, 9% буры,
6% кремниевой кислоты. После охлаждения
ГЛ. Ill] ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВТУЛОК И ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ 159"
смесь дробится, и в результате экзотермиче-
ской реакции и просушки получается тонкий
белый порошок, который разводят водой
в отношении 1:2.
Собранные в графитовых формах вкладыши
обмазывают в местах стыков тарелок 2 и 5
(фиг. 88) замазкой,
приготовленной на во-
де из 1 ч. асбестита и
1 ч. графитового по-
рошка, и для предо-
хранения от окалины
окрашивают снаружи
краской, состоящей из
25% графитового по-
рошка, 25% мела в
порошке и 50% воды.
Сушка со-
бранных форм
производится в печи
сначала при 30—40° С,
а затем при 120—
150° С. Появившиеся
трещины и отвалившиеся места подмазывают,
и формы вновь просушиваются.
Перед заливкой формы нагревают в про-
должение 6—8 мин. до 1070±5аС. Нагретую
форму устанавливают на спрейер, заливают
металлом, а затем охлаждают воздухом.
Заливка форм. Из одного тигля зали-
вают не более 25—30 форм, так как при удли-
нении времени заливки снижается до 23—24%
содержание свинца и увеличивается до 74—75%
содержание меди, что может привести к браку
вкладышей.
Охлаждение залитой формы
ведётся на трубчатом (фиг. 89) или рубашеч-
ном (фиг. 90) спрейере. Для получения пуль-
веризации струек воды применяют распыли-
тельную установку (фиг. 91). В баллон 1 через
кран 2 и трубу 4 поступает сжатый воздух,
Фиг. 87. Вкладыши, со-
бранные в металлической
форме после обмазки.
Фиг. 88. Графитовая форма для заливки
СБ: 1 — крышка; 2 — верхняя тарелка;
'3 — вкладыш; 4 — сердечник; 5— нижняя
тарелка; 6 — замазка; 7 — слой флюса;
а — окрашиваемая поверхность.
который давит на поверхность заключённой
в баллоне воды. Вода при открытом вентиле 7
и закрытом вентиле 6 поступает через шланг 8
? спрейер 9. Для охлаждения одним воздухом
вентиль 7 закрывают и открывают вентиль 6.
При одновременно открытых вентилях полу-
чается наиболее интенсивное распыление воды.
Регулируя положение формы во внутренней
полости спрейера, можно довести скорость
охлаждения до 400° С в минуту (тогда потре-
буется от 100 до 150 сек. на охлаждение одной
формы).
Фиг. 89. Трубчатый спрейер: 1— кордус спрейера;
2 — защитный козырёк; 3— пульверизационная трубка;
4 — питательная трубка; 5 — ножки корпуса; 6 — со-
единительные трубки.
Фиг. 90. Рубашечный спрейер: 1 — корпус; 2—рубашка
(сварная); 3 — штуцер для подвода воды и воздуха;
4 — ножка корпуса; 5 — отверстия диаметром 1 мм.
Зачистка и правка вкладышей.
После заливки удаляют замазку с поверхности
формы и вкладыша и снимают хомуты. Затем
производят очистку наружной поверхности
вкладыша, предварительную расточку и уда-
ление донышка металлической формы, при-
плавленной к бронзе (форма может служить
только для одной заливки). Удалив прокладки
160
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
разрезают слой СБ по линии разъёма вкла-
дышей, зачищают плоскости стыков до по-
явления ясной границы сплава со стальными
вкладышами и проверяют половинки на коро-
бление. Правка вкладышей производится на
прессе, рихтовка—
1 3 молотком или за-
тяжкой (под кра-
ску) в специаль-
ном приспособле-
нии.
Брак после
заливки полу-
чается в резуль-
тате следующих
причин: 1) вытека-
ния металла из
железной формы
вследствие прого-
рания листового
железа по загибам
или образования
трещин при штам-
повке и отбортовке
донышка; 2) выплё-
скивания сплава из
10 It
Фиг. 91. Распылительная установка: / — водяной баллон
ёмкостью 100 л под давлением 10 am; 2 — воздушный
кран (для присоединения к ресиверу компрессора); 3—
манометр; 4 — воздушная труба к баллону; 5 — воздушная
труба к спрейеру; 6 — воздушный вентиль, 7 — водяной
вентиль; 8 - резиновый соединительный шланг; 9 — ру-
башечный или трубчатый спрейер; 10 — спускной кран;
11 — ванна для сбора воды; 12 — горловина заливного
¦отверстия; 13 — рама крепления распылителя; 14 — хо-
муты крепления баллона.
формы при неправильном захвате формы кле-
щами, при толчках во время переноса формы
на спрейер или при сильном бурлении сплава,
залитого в форму (выход газа при недоста-
точном прогреве формы или низкой темпера-
туре сплава, что вызывает образование газо-
вых раковин, а также рваных краёв залитого
вкладыша); 3) чрезмерно толстой обмазки
формы и вкладыша, затрудняющей охлажде-
ние с нормальной скоростью, в результате
на поверхности залитого сплава образуются
усадочные раковины, представляющие обычно
сферические впадины значительной глубины;
4) включения кусочков угля, которые не уда-
ляются при дальнейшей обработке; 5) непра-
вильного режима охлаждения, вызывающего
явную и глубокую радиальную ликвацию
свинца в виде пузырьков и пятен свинца [10];
6) попадания сплошной струи воды на поверх-
ность вкладыша в местах отвалившейся за-
мазки, вызывающей зональную ликвацию
свинца в виде крупных пятен на поверхности
сплава; 7) ударов по форме (бросание формы
после охлаждения в спрейере, клеймение; и
т. п.) с неостывшим ещё сплавом, вызывающих
выпадение кусков сплава, трещины на поверх-
ности и другие механические повреждения.
Обработка вкладышей. Высокока-
чественная поверхность вкладышей, залитых
свинцовистой бронзой, получается при окон-
чательной расточке победитовыми резцами
со скоростью резания v — 150—180 м/мин при
подаче от 0,1 до 0,05 мм [8].
При сборке недопустимы забоины, зау-
сенцы, стружка, опилки и т. п. между вклады-
шем и его ложем (в картере, шатуне и пр.),
могущие привести к полному разрушению
вкладыша. Для затяжки вкладыша в ложе кар-
тера следует применять специальный тариро-
ванный динамометрический ключ, который до-
пускает затяжку гаек с одним определённым
усилием.
Технические требования, предъ-
являемые к вкладышам: толщина слоя залитой
бронзы должна находиться в пределах 0,4—
1,5 мм. Внутренняя поверхность (по бронзе)
должна быть блестящей, гладкой, ровного
цвета, не иметь рисок, царапин, заусенцев,
пористости, флюсовых включений и ликваци-
онных пятен, допускаются отдельные ликва-
ционные пятна свинца величиной не более
2—4 мм2 и не более одного флюсового вклю-
чения (по галтелям вкладыша) в местах спая
бронзы со сталью размером до 2 мм2 (не до-
ходящего до рабочей поверхности).
При перегибе опытного вкладыша или
при надломе слой бронзы не должен отслаи-
ваться от стали. Образование хрупкой проме-
жуточной прослойки зависит от общего содер-
жания фосфора в бронзе и углерода в сталь-
ном вкладыше, от длительности контактиро-
вания расплавленного сплава со стальным
вкладышем и температуры заливаемой бронзы.
При температуре 1060—1080° С толщина слоя
хрупкой прослойки редко бывает больше
0,05 мм, тогда как уже при температуре
1100—1120° С она доходит до 0,2—0,3 мм и
вызывает полное отставание слоя бронзы, т. е.
окончательный брак [9].
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Андрусенко П. И., Изготовление прецизионных
вкладышей для подшипников на заводах США, „Авто-
тракторное дело" № 8—9, 1940.
2. Беляев В. Ф. и Криворотое Н. И., Арми-
рованные стальные подшипники с наплавкой свинцо-
вистой бронзой (Коломенский машиностроительный за-
вод), Машгиз, 1941.
3. Дриц М. X. и Песков Д. А., Заливка подшипни-
ков баббитом, Трансжелдориздат, 1939.
4. ЗубовичБ. И. и Комаров А. И., Заливка под-
шипников, ОНТИ, 1936.
5. И з о т о в А. Е., Обработка толстостенных и тонко-
стенных вкладышей, „Авто тракторное дело" № 4, 193Э.
45. К о н о н е н к о Г. И., Центробежная заливка подшип-
ников баббитом, ОНТИ, 1936.
7. Мосолов Н. Н., Прессованный баббит, Инсти-
тут технико-экономической информации, Госплан
СССР, 1941.
8. Производственная инструкция ВИАМ по работе со
свинцовистой бронзой, ОНТИ, 1935.
9. С л и н к о Б. Л., Образование хрупкого слоя в под-
шипниках, заливаемых свинцовистой бронзой, .Труды
ЦИАМ", вып. 9, Оборонгиз, 1940.
10. С л и н к о Б. Л. и Б а б к и н С. И., Исследование
влияния скорости охлаждения на структуру и свойства
свинцовистой бронзы, „Труды ВИАМ", вып. 29, 1935.
11. Соколовский А. П., Основы технологии маши-
ностроения, т. 11, Машгиз, 1939.
12. Статьи по заменителям для подшипников, «Машино-
строитель" № 5—6. 1940.
13. ЦНИОЦВЕТМЕТ, Инструкция по заливке подшипни-
ков малоодовянистыми баббитами марок БН и Б6 и их
обработка, Металлургиздат, 1941.
14. К п h n e I, Werkstoffe fur Gleitlager, Berlin 1939.
15. S h о w H., Metalsprayed bearings for high speed opera-
tions, „Power transmission' № 88, 1939.
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ШКИВОВ И МАХОВИКОВ
161
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ШКИВОВ И МАХОВИКОВ
ТЕХНОЛОГИЯ ОБРАБОТКИ ШКИВОВ
Типы шкивов
В массовом и серийном машиностроении
наибольшее применение находят шкивы диа-
метром от 50 до 500 мм. Шкивы больших
диаметров применяются на более крупных
машинах, выпускаемых чаще всего индивиду-
ально или мелкими сериями.
На фиг. 92 даны типы шкивов по конфи-
гурациям.
Тип А—шкивы с отверстием в ступице
достаточного диаметра d и длины / (при этом
1>й), обеспечивающих необходимую для много-
ТипН
i г 3 4 5
Фиг. 92. Различные типы шкивов.
резцовой обработки жёсткость оправки. По
типу А различают два вида шкивов: 1) без обра-
ботки внутренних поверхностей контура (в
этом случае вводится динамическая или стати-
ческая балансировка в зависимости от скорости
вращения шкива на машине; 2) с обработкой
внутренних поверхностей контура (динамиче-
ская балансировка не производится, и техно-
логия обработки аналогична обработке шки-
вов типа Б).
Тип Б — шкивы с отверстием в ступице
малого диаметра d и длиной ступицы / меньше
Диаметра отверстия (/ < d)\ внутренние поверх-
ности шкивов обрабатываются. Обработка
шкивов типа Б на центровой оправке в боль-
шинстве случаев невозможна из-за малой жёст-
кости и устойчивости шкива на оправке, а
также затруднённого подвода инструмента
для обработки внутренних поверхностей, по-
этому обработка производится в трёхкулач-
ковом патроне (базой являются внешняя по-
верхность обода и торец).
В серийном и массовом производстве изго-
товляются: а) шкивы типа А с необрабатывае-
мыми внутренними поверхностями контура —
на сверлильных, протяжных и многорезцовых
станках; б) шкивы типов Б и А с обрабаты-
ваемыми внутренними поверхностями кон-
тура— на револьверных станках с зажимом в
Патроне или на токарных патронных много-
резцовых одношдиндельных полуавтоматах.
11 Том 7
В массовом производстве с ритмом 0,2 —
3 мин. обработка всех типов шкивов часто
производится на вертикальных шестишпин-
дельных токарных патронных полуавтома-
тах.
По размерам различают три группы шки-
вов: 1-я группа — диаметры от 50 до 200 мм —
применяются токарные многорезцовые (много-
шпиндельные и одношпиндельные) полуавто-
маты малого размера диаметром точения до
200 мм; 2-я группа — диаметры от 200 до
300 мм — применяются токарные многорезцо-
вые полуавтоматы среднего размера диаме-
тром точения до 300 мм; 3-я группа—диаметры
от 300 до 500 мм — применяются крупные
многорезцовые станки или
токарные полуавтоматы.
Оборудование, применяемое
в зависимости от размеров
шкивов и типа производства
При се р и ином про-
изводстве применяют-
ся: а) для шкивов типа А на
первой операции сверления
отверстия в ступице при ма-
лых диаметрах отверстия (до
35 мм) — сверлильный станок
типа 2135 завода им. Ленина;
для крупных диаметров —
станок типа Л-94 завода им.
Ленина, позволяющий свер-
лить отверстие диаметром
6 до 75 мм; для обтачивания
шкивов по диаметру и торцам
на оправке в центрах — много-
резцовые токарные полуавтоматы завода
„Красный пролетарий" (типа 1720 для точения
диаметром до 200 мм и тица 1730 — диаметром
до300 мм); для протягивания отверстий, шлицев
или шпоночной канавки — горизонтальные про-
тяжные станки Минского станкозавода разных
типов в зависимости от размера отверстия;
б) для шкивов типов Б и А с обработкой вну-
тренних поверхностей контура — револьверные
патронные станки завода им. Орджоникидзе
(тип 136М для диаметра точения до 350 мм
и тип 137 —до 440 мм).
При массовом производстве с
ритмом 3-10 мин. применяются: а) для
шкивов типа А, кроме станков 1720 и 1730
завода „Красный пролетарий", также токар-
ные многорезцовые полуавтоматы завода им.
Орджоникидзе типа 116 для диаметра обра-
ботки над супортом до 200 мм и патронного
типа 118В диаметром обработки в патроне
600 мм; б) для шкивов типов Б и А с обра-
боткой внутренних поверхностей контура —
специальные (короткие) многорезцовые токар-
ные патронные полуавтоматы или револьвер-
ные полуавтоматы.
При массовом производстве с
ритмом 0,2—3 мин. применяются шести-
шпиндельные патронные вертикальные полу-
автоматы завода „Красный пролетарий" типа
1А2§3 для диаметра точения до 300 мм и типа
1284 до 400 мм.
162
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[разд.т
Для динамической балансировки шкивов с
большой шириной обода в серийном и массо-
вом производстве применяют специальные ба-
лансировочные станки. Статическую баланси-
ровку шкивов с узким ободом производят на
специальных горизонтальных стендах с роли-
ковыми или призматическими опорами или на
специальных станках для статической балан-
сировки.
Технологические маршруты обработки
шкивов
Технологические маршруты обработки шки-
вов приведены в табл. 9—И. Конкретные типы
станков в зависимости от размеров изделия
подбираются по паспортным данным (характе-
ристики токарных полуавтоматов —г см. табл. 2
на стр. 131). Для серийного производства реко-
мендуется выбирать многорезцовые полуавто-
маты, имеющие механизмы для быстрой пере-
наладки цикла работы станка при переходе
на обработку другой детали и не требующие
смены копиров (станки типов 1720, 1730 за-
вода „Красный пролетарий"). При работе в
патроне на револьверных станках или патрон-
ных полуавтоматах для уменьшения времени
на установку и съём детали, облегчения труда
рабочего и усиления зажима применяют пнев-
матические или механические быстродей-
ствующие патроны.
Наиболее трудной операцией при обработке
шкивов является протачивание канавок под
клиновидный ремень, поэтому вначале делают
прорезание ступенчатых канавок, а затем
протачивание конусов профильными резцами.
Для этой работы требуется жёсткий ста-
нок.
В табл. 9 приведён маршрут по сверлильно-
протяжному многорезцовому варианту для
шкивов, не требующих обработки внутренних
поверхностей контура. Маршрут дан по основ-
Таблица 9
Технологический маршрут обработки шкивов
типа А диаметром от 200 до 500 мм при серийном
и массовом производстве
(без обработки внутренних поверхностей контура)
Прэдолжение табл. 9
Технологические операции
Сверление или рассверли-
вание отверстий (в зависи-
мости от наличия отверстия
в литье) и подрезка перед-
него торца ступицы
Подрезка второго торца
ступицы (для шкивов типа А—
см. фиг. 92, эскизы /—4);
эта операция производится
на многорезцовом станке
Протягивание отверстия и
шлицев комбинированной
протяжкой (при наличии
одной шпоночной канавки
обработка производится в
две операции: 1) протягива-
ние отверстия и 2) протяги-
вание шпоночной канавки)
Запрессовка на оправку
перед черновым обтачиванием
Черновое обтачивание на-
ружного диаметра, протачи-
вание канавок и подрезка
торцов (а для шкивов типа
А — см. фиг. 92, эскиз 7 —
одновременное обтачивание
конца ступицы)
Оборудование
Сверлильные станки
То же
Протяжные горизон-
тальные станки
Пресс для запрес-
совки
Многорезцовые то-
карные полуавтоматы
заводов „Красный про-
летарий" и им. Орджо-
никидзе
Технологические операции
Чистовое обтачивание на-
ружного диаметра, протачи-
вание канавок, подрезка тор-
цов (при гладкой поверхно-
сти обода черновое и чисто-
вое обтачивание совмещают
в одну операцию)
Сверление отверстий в тор-
це ступицы, в оболе и дру-
гих местах (операция может
быть разбита на несколько
операций, если отверстия,
имеющиеся в детали по чер-
тежу, сверлятся под разными
углами и в разных точках»
Балансировка и высверли-
вание дисбаланса (динамиче-
ская или статическая в за-
BncnvociH от технических
услошгО
Шлифование выступающей
части ступицы шкива (тип А,
фиг. 92, эскиз 7), если пре-
дусматривается в сборе вой-
лочное или кожаное уплот-
нение по выступающей части
ступицы (после шлифования
часто вводят полирование
для лучшей работы и мень-
шего износа уплотнения)
Контроль
Оборудование
То же
Сверлильные станки
одношпиндельные или
с многошпиндельной
головкой при значи-
тельном количестве
отверстий в детали и
массовом производ-
стве
Балансировочные
станки
Шлифовальные
центровые станки
Контрольный пункт
с набором инструмен-
та
Примечание. Так как при данном маршруте
внутренние поверхности контура шкивов не обрабаты-
ваются, то применяется машинная формовка для полу-
чения более точной заготовки.
ным операциям для серийного и массового
производства с ритмом 3—10 мин.
В табл. 10 приведён маршрут обработки
сложных по конфигурации шкивов по револь-
верному или токарному варианту с обработ-
кой в патрэне и базировкой по верхней по-
верхности обода и торцу.
Таблица 10
Технологический маршрут обработки шкивов типов
Б и А диаметром от 200 до 500 мм при серийном
и массовом производстве
(с обработкой внутренних поверхностей)
Технологические операции
Сверление или черновое рас-
тачивание отверстия, подрез-
ка торцов, растачивание вые-
мок и обработка внутренних
поверхностей контура с одной
стороны (иногда на этой же
операции производится ча-
стичное обтачивание по на-
ружному диаметру)
Обработка внутренних по-
верхностей контура, подрезка
торцов и обтачивание с дру-
гой стороны
Чистовая обработка внутрен-
них поверхностей ьонтура с
одной стороны
Чистовая обработка внутрен-
них поверхностей контура с
другой стороны, чистовое рас-
тачивание отверстия (иногда
развёртывание) и чистовое об-
тачивание по наружному диа-
метру
Оборудование
а) При серийном про-
изводстве — револь-
верные станки завода
им. Орджоникидзе или
других заводов
б) При массовом про-
изводстве — многорез-
цовые патронные то-
карные полуавтоматы
Револьверные станки
в серийном производ-
стве или многорезцо-
вые патронные полу-
автоматы в массовом
производстве.
Те же станки, что и
в 1-й операции
Те же станки,' что и
во 2-й операции
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТПА "ШКИВОВ И МАХОВИКОВ
163
Продолжение табл. 10
Технологические операции
Протягивание шпоночной
канавки и шлицев
Сверление отверстий (в тор-
цах и других местах)
Балансировка и высверлива-
ние дисбаланса
Контроль
Оборудование
Протяжные станки
Сверлильные одно-
шпиндельные или мно-
гошпиндельные станки
в зависимости от типа
производства и количе-
ства отверстий
Балансировочные
станки,
Контрольный пункт
с набором инструмента
Таблица II
Технологический маршрут обработки шкивов типов
А и Б при массовом производстве с темпом 0,2—3 мин.
Примечания: 1. При сложной конфигурации шки-
вов, требующих оэтачивания внутреннего и наружного
контура, не всегда удаётся при обработке в патроне на
многорезцовых одношпиндельных токарных полуавтома-
тах за первые четыре операции полностью обработать
весь контур. Количество операций и переходов опреде-
ляется схемой наладки на подобранный для данной опе-
рации станок. В ряде случаев возникает необходимость
в дополнительных операциях по обтачиванию шкива.
При более простых контурах шкива количество токар--
ных операций может быть сведено к лвум или трём.
2. При работе на револьверных станках токарную
обработку часто удаётся закончить в две операции,
однако норма времени на эти операции обычно полу-
чается больше, чем на три или на четыре операции, вы-
полняемые на многорезцовых патронных полуавтоматах.
В табл. 11 приведён маршрут обработки
шкивов всех типов для массового производ-
ства с ритмом выпуска 0,2—3 мин. на верти-
кальных шестишгындельных патронных полу-
автоматах завода „Красный пролетарий".Коли-
чество операций в этом случае сокращается,
а производительность увеличивается.
Шкивы малых размеров, имеющие конус-
ное отверстие (см. фиг. 92, тип Б, эскизы 1—2)
требуют на первых операциях для обработки
отверстия и торца применения револьверных
станков.
Окончательное обтачивание наружного
диаметра может быть произведено на оправке
на многорезцовых станках.
Технологические операции
Черновая и чистовая токар-
ная обработка с одной сто-
роны шкива в несколько пе-
реходов
Черновая и чистовая токар-
ная обработка в несколько
переходов с другой стороны
шкива (включая многошпин-
дельное сверление отверстия
в торце для типа Б, фиг. 92,
эскиз 6)
Протягивание шпоночной
канавки
Балансировка, высверлива-
ние дисбаланса
Оборудование
Вертикальные шести-
шпиндельные патрон-
ные полуавтоматы за-
вода ..Красный проле-
тарий". Характеристи-
ки станков см. разд.
„Цилиндрические зуб-
чатые колёса"
То же
Протяжные станки
Балансировочные
станки
Примечание. Разбивка токарной обработки
на шестишпиндельных полуавтоматах по переходам
определяется конструкцией детали после вычерчивания
схемы наладки.
ТЕХНОЛОГИЯ ОБРАБОТКИ МАХОВИКОВ
Маховики являются телами вращения с
относительно большим весом. Обработка про-
изводится с базировкой по внешней поверх-
ности обода и торцу (обработка на центровой
оправке почти не применяется).
Диаметры маховиков при массовом и се-
рийном производствах (для автомобилей, трак-
торов, станков и разных быстроходных мото-
ров) находятся в пределах 300—6U0 мм. Эти
размеры допускают обработку как на гори-
зонтальных револьверных или многорезцовых
станках, так и на станках с вертикальной осью
вращения карусельного типа.
Маховики диаметром свыше 600 мм обра-
батываются почти исключительно на карусель-
ных одношпиндельных или многошпиндельных
станках. В табл. 12 приведён технологический
маршрут для обработки маховиков диаме-
тром 300—600 мм.
Таблица 12
Технологический маршрут обработки маховиков диаметром 300—600 мм
Технологические операции
Черновое и чистовое обтачивание с
одной и другой стороны и растачива-
ние отверстия ступицы в четыре
операции
Применяемое оборудование при типах производства
серийном
Револьвер-
ные станки
массовом с ритмом
3—10 мин.
Патронные токарные
полуавтоматы
массовом с ритмом 0,2—3 мин.
Вертикальные шестишпиндельные
полуавтоматы завода „Красный про-
летарий" для точения диаметром до
400 мм; вертикальные четырёхшпин-
дельные полуавтоматы для точения
до 600 мм и выше
Протягивание отверстия j Протяжные станки
Сверление мелких крепежных отвер-
стий, фланца, маховика и др.
Шлифование торцов (для маховиков,
работающих совместно с дисковой
муфтой сцепления)
Динамическая балансировка и сня-
тие дисбаланса
Сверлильные
станки
Одношпиндельные
станки с многошпин-
дельными головками
Многошпиндельные сверлильные
станки
Вертикальные шлифовальные станки Московского завода шлифоваль-
ных станков с круглым столом, работающие торцом круга
Балансировочные станки
164
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
ОСНОВНЫЕ ФАКТОРЫ,
ОПРЕДЕЛЯЮЩИЕ ТЕХНОЛОГИЮ
ПРОИЗВОДСТВА
Основные размеры зубчатых колёс
Основными факторами, определяющими
технологический процесс механической обра-
ботки зубчатых колёс, являются: а) размеры;
б) конструкция; в) точность обработки; г) ка-
чество поверхности; д) количественный вы-
пуск и е) метод выполнения заготовки.
Основные размеры зубчатых колёс опре-
деляют подбор оборудования по его габа-
ритам и мощности.
Для обработки малых зубчатых колёс тре-
буются станки малых габаритов с большим чис-
лом оборотов шпинделя, для обработки круп-
ных — мощные жёсткие станки крупных га-
баритов.
Размеры шестерни влияют также и на вы-
бор технологического маршрута. Например,
зубчатое колесо (табл. 13, тип А) диаметром
40—50 мм в массовом производстве изгото-
вляется из прутка, причём обтачивание его и
обработка отверстия производятся на много-
шпиндельном автомате. Такой же формы ше-
стерня диаметром 150—200 мм изготовляется
из кованой или штампованной заготовки, при-
чём черновое и чистовое обтачивание про-
изводится на многорезцовых станках, а отвер-
стие обрабатывается методом сверления и про-
тягивания.
Размеры зубчатых колёс влияют также и
на технологию обработки зубьев: мелкомодуль-
ные обрабатываются на зуборезных стан-
ках за один проход, а крупномодульные —
за два прохода. Размерные соотношения эле-
ментов зубчатых колёс также определяют
построение технологического процесса:
а) При отношении длины ступицы к диа-
метру отверстия -т^1 токарная обработка
может производиться на многорезцовом станке
с применением оправки, причём отверстие
предварительно сверлится и протягивается.
При отношении — < 1 устойчивое положение
детали на оправке не всегда обеспечивается,
что вызывает необходимость вести обработку
таких зубчатых колёс на первых операциях в
серийном производстве на револьверных стан-
ках и в массовом производстве — на патрон-
ных полуавтоматах.
б) Чем меньше отношение наружного диа-
метра зубчатого колеса к диаметру отверстия
— , тем большая устойчивость обеспечивается
при обтачивании его по многорезцовому ме-
тоду. Так, например, оправка для шестерни
d < 25 мм при многорезцовой обработке недо-
статочно жестка: появляются отжимы, дрожа-
ния; но если -г- не более 2—3, то обтачивание
а
такого зубчатого колеса, в особенности чисто-
вое на малых многорезцовых станках, всё же
удаётся.
В машиностроении наибольшее применение
имеют зубчатые колёса с отношением —?= 2—6.
а
В табл. 13 приведена разбивка зубчатых
колёс на четыре группы по их размерам.
Технологические маршруты для первых
трёх групп представлены в табл. 14—16.
Таблица 13
Размерные группы и типы цилиндрических зубчатых колёс
Размерные
группы по
диаметру
в мм
Тип зубчатых колёс
Индекс
типа
Эскиз
Одинарные, с отверстием без вые-
мок и плоскими торцами (выемки
Н— штампованные)
Одинарные, с выступающей ступи-
цей и отверстием без выемок (выем-
ки Н — штампованные)
Блочные (многовенцовые) с отвер-
стием без выемок
Одинарные с точёной выемкой в
отверстии или торце
т
ГЛ. III)
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
165
Продолжение табл. 13
Размерные
группы по
диаметру
в мм
Тип зубчатых колёс
Индекс
типа
Эскиз
Одинарные, с выступающей ступи-
цей и точёными выемками в отвер-
стии или торце
Блочные многовенцовые, с точёной
выемкой в отверстии или торце
Зубчатое колесо венец (а — полу-
круглые канавки для заклёпок)
Ж
11
1
Тарельчатое губчатое колесо с то-
чёными выемками
Одновенцовое зубчатое колесо с
выступающей ступицей и точёными
выемками
ш
Таблица 14
Технологический маршрут обработки зубчатых колёс диаметром от 25 до 55 мм
Типы А, Б, В, Г, Д, Е (табл. 13). Класс точности 1—2-й
№ опера-
ции
1
2
2а
Технологические
операции
Сверление отверстия,
подрезание торца,
растачивание отверстия
(растачивание выемок
в отверстии и торцах
для зубчатых колёс ти-
пов Г, Д, Е), обтачи-
вание снаружи и от-
резание (при гладком
отверстии, без шпо-
ночных канавок, до-
бавляется развёртыва-
ние отверстия)
Протягивание отвер-
стия и шлицев комби-
нированной протяжкой
Протягивание шпо-
ночной канавки
Применяемое оборудование при типах производства
массовом с темпом
0,2-3,0 мин.
Восьмишпиндель-
ный автомат; шести-
шпиндельный прутко-
вый автомат, 0 прут-
ка до 58 мм, типа
1261М Киевского
станкозавода; четы-
рёхшпиндельный ав-
томат типа 123 завода
им. Орджоникидзе,
0 прутка до 36 мм
Количество шпиндел
зависимости от колич
масштаба производств
массовом с темпом
3—10 мин
Шестишпиндель-
ный прутковый
автомат 1261М
Киевского станко-
завода, 0 прут-
ка до 58 мм; че-
тырёхшпиндель-
ный автомат типа
123 завода им.
Орджоникидзе
ей подбирается в
;ства переходов и
а
крупносерий-
ном и серий-
ном
Револьвер-
ный прутко-
вый станок ти-
па 136 завода
им. Орджони-
кидзе для 0
прутка до
63 мм
Револьвер-
ный прутковый
станок с гори-
зонтальной
осью поворота
револьверной
головки типа
1336, 0 прутка
36 мм
Протяжной 10-/Л станок Минского завода
Протяжной 5-от станок Минского завода
Примечание
Маршрут с заготовкой-
прутком дан для зубча-
тых колёс, которые могут
быть жёстко напрессованы
на оправку при чистовой
токарной обработке на
многорезцовом станке.
Диаметр отверстия не ме-
нее 15-20 мм
При заготовке-штампов-
ке эта* операция выпол-
няется на сверлильном и
многорезцовых станках
или в патроне на револь-
верных станках или па-
тронных автоматах
Операция 2а вместо 2-й
применяется для зубчатых
колёс, у которых вместо
шлицев имеется одна
шпоночная канавка
166
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА- ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД..Ш
Продолжение табл. 14
№ опера- <
ции
3
4
4а
5
6
7
8
9
9а
10
11
Технологические
операции
Чистовое обтачива-
ние и подрезание тор-
цов с базированием по
отверстию (иногда для
уменьшения биения
торца применяется ещё
операция шлифования
торца зубчатого коле-
са с базированием на
оправке)
Фрезерование зубьев
(при одинарном зубча-
том колесе)
Зубодолбление (при
двух-трёхвенцовом
зубчатом колесе)
Шевингование
зубьев
Закругление зубьев
Термическая обра-
ботка
Шлифование отвер-
стия (при незакалён-
ном материале шли-
фование часто заме-
няется калиброванием
отверстия и шлицев
прошивкой на прессе)
Шлифование зубьев
Притирка зубьев
(при 0 40 мм и выше)
Испытание на шум
Шлифование торцов
в размер по длине с
выдерживанием пер-
пендикулярности тор-
цов оси отверстия
Применяемое оборудование при типах производства
массовом с темпом
0,2—3,0 мин.
массовом с тем-
пом 3—10 мин.
крупносерий-
ном и серий-
ном
Многорезцовый малый токарный полуавтомат типа
1720 завода .Красный пролетарий' (табл. 18)
Зубофрезерный полуавтомат малого размера типа
5617 Средневолжского станкозавода (табл. 20)
Зубодолбёжный
станок для одновре-
менной обработки
всех зубьев одного
венца, типа 5110
(табл. 21)
Зубодолбёжный станок типа
5А12 завода „Комсомолец"
(табл, 22)
Шевинговальный станок типа 571 завода „Комсомолец*
(табл. 23)
Зубозакругляющие станки завода „Комсомолец"
(табл. 27)
Цементация и закалка с нагревом в печах для це-
ментуемых сталей или закалка на установке токами
высокой частоты для закаливающихся сталей
Внутришлифовальный специальный по-
луавтомат малого размера с автоматиче-
ским остановом и автоматическим изме-
рением размера изделия (ЗВШС) на базе
станка 3240 (по заказу)
Внутришли-
фовальный ста-
нок 3240 без
автоматическо-
го измерения
изделия (табл.
26)
Зубошлифовальный станок, работающий по методу
деления окружности или по методу обкатки
Зубопритирочные станки (см. табл. 24)
Станок для испытания зубчатых колёс на шум типа
579 завода „Комсомолец" (табл. 25)
Плоскошлифоваль-
ный станок с круглым
столом типа 3756 за-
вода МСЗ (со спе-
циальным приспосо-
блением для базирова-
ния по отверстию)
Круглошлифовальныи станок ма-
лого размера (шлифование торцом
чашечного круга)
Примечание
Фрезерование произво-
дится шлифованной точной
фрезой
Для одновенцовых зуб-
чатых колёс с модулем
1—3 операция 4а опу-
скается, применяется со-
кращённый маршрут
Базирование детали при
шлифовании по начальной
окружности зубьев по
трём точкам в специаль-
ном патроне
При наличии в маршру-
те 9-й операции (шлифо-
вание зуба) операции 5-я
и 9а в большинстве слу-
чаев опускаются
При наличии операции
зубо шлифования опера-
цию 9-ю в маршрут не
вводят
Минимальные размеры
зубчатых колёс, обрабаты-
ваемые на станке 579, см.
габл. 25
Операция П-я выпол-
няется главным образом
для зубчатых колёс ма-
сляных насосов
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
167
Таблица 15
Технологический маршрут обработки зубчатых колёс диаметром от 56 до 200 мм
Типы А, Б, В, Г, Д, Е (табл. 13). Класс точности 1-2-й. Заготовка штампованная
№ опе-
рации
1-й ва-
риант
1
2
3
4
2-й ва-
риант
1-2
3
4
Технологические
операции
Сверление от-
верстия и подре-
зание торца с од-
ной стороны (при
точной штампован-
ной заготовке и
применении в по-
следующей опера-
ции шаровой опо-
ры подрезание
торца ступицы ча-
сто опускают)
1. Сверление от-
верстия, подреза-
ние торца, обтачи-
вание с передней
стороны (для зуб-
чатых колёс типов
Г, Д. Е—растачи-
вание выемок в
торце и отверстии)
2. Растачивание
отверстия, подре-
зание торца и об-
тачивание со вто-
рой стороны (для
зубчатых колёс ти-
пов Г, Д, Е раста-
чивание выемок со
второй стороны)
Протягивание от-
верстия и шлицев
комбинированной
протяжкой
Черновое обтачи-
вание и подреза-
ние торцов (при
отсутствии в от-
верстии шлицев или
шпоночных кана-
вок применяют ко-
нусную или раз-
жимную оправку)
Чистовое обта-
чивание и подреза-
ние торцов
Применяемое оборудование при типах производства
массовом
с темпом
0,2-3,0 мин.
Специальный
вертикально-свер-
лильный много-
шпиндельный ста-
нок с поворотным
столом
Сверлильный
одношпиндельный
станок с быстро-
зажимным или пне-
вматическим па-
троном завода им.
Ленина типа Л-94
или типа 2135 при
малом диаметре
отверстия
Горизонтальный
многошпиндель-
ный патронный
полуавтомат для
изделия 0 135 мм.
Тип 1225-П завода
им. Орджоникидзе
Вертикальный
шестишпиндель-
ный патронный
полуавтомат 1А
283 завода „Крас-
ный пролетарий"
(табл. 19)
массовом с темпом
3-10 мин.
крупносерийном
и серийном
Сверлильный станок типа 2135 или Л-94
завода им. Ленина с быстрозажимным па-
троном. Станок 2135 для сверления до 0
35 мм, Л-94 для сверления до 0 75 мм
Шестишпиндельный
полуавтомат типа 1А
283 завода „Красный
пролетарий" (табл. 19)
или многошпиндель-
ный горизонтальный
полуавтомат (при рит-
ме 3—5 мин.)
Одно шпиндельные
полуавтоматы завода
„Красный пролетарий"
типа 1720 при ритме
6-10 мин. (табл. 18)
Ренольверный по-
луавтомат при выем-
ках в отверстиях или
торцах и ритме
6—10 мин.
Многорезцовый
полуавтомат типа
1720 завода „Крас-
ный пролетарий"
(табл. 18)
Револьверный
станок завода им.
Орджоникидзе при
наличии выемок
Горизонтально-протяжной станок 20 т типа 7520 или 30 т
типа 7530 Минского станкозавода
Многорезцовый полуавтомат типа 1720 завода .Красный
пролетарий" или полуавтомат типа 116 завода им. Орджо-
никидзе для массового производства (табл. 18)
Многорезцовый полуавтомат типа 1720 завода „Красный
пролетарий" (табл. 18) или полуавтомат типа 116 завода
им. Орджоникидзе для массового производства (табл. 18)
Примечание
При ритме 0,2-3,0
мин. одношпиндель-
ный станок приме-
няется для небольшой
длины отверстия, ко-
гда время на опера-
цию примерно соот-
ветствует ритму
При наличии глад-
кого отверстия с од-
ной шпоночной канав-
кой последняя протя-
гивается после про-
тягивания отверстия
на станке меньшей
мощности
Для многовенцовых
зубчатых колёс, у ко-
торых требуется об-
тачивать выемку
между венцами, зака-
зывается заводу ста-
нок 1720 с циклом
прямого врезания пе-
реднего супорта
(фиг. 93, в). Нормаль-
ный цикл переднего
супорта—фиг. 93, б
Во 2-м варианте 4-я
операция отпадает,
если на многошпин-
дельном полуавтома-
те удаётся получить
чисто обточенное (со-
гласно техусловиям)
зубчатое колесо
168
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА. ТИПОВЫХ ДЕТАЛЕЙ МАШИН
1РАЗД. III.
Продолжение табл. 15
№ опе-
рации
Технологические
операции
Применяемое оборудование при типах производства
массовом
с темпом
0,2—3,0 мин.
массовом с темпом
3—10 мин.
крупносерийном
и серийном
Примечание
Шлифование ба-
зовых торцов (на
оправке)
Шлифовальный
специальный ста-
нок с установкой
шлифовальных
кругов под углом
Круглошлифовальный станок с уста-
новкой круга под углом 45а Харьковско-
го завода им. Молотова
Операция обеспечи-
вает правильную
установку детали на
зуборезных станках и
применяется в тех
случаях, когда на
многорезцовом станке
не удаётся получить
требующейся перпен-
дикулярности торца
оси. В серийном про-
изводстве вместо
шлифования торцов
часто применяется чи-
стовое подрезание на
точном быстроходном
токарном станке
Предварительное
нарезание зубьев
Многошпиндель-
ный специальный
зубофрезерный
станок
Зубодолбёжный
с одновременным
долблением всех
зубьев одного
венца (табл. 21)
При больших диа-
метрах и модуле под-
бирается мощный зу-
бофрезерный станок
типа 5326
Зубофрезерные
и шлицефрезерные
горизонтального типа
5617-5618 Средне-
волжского завода
(табл. 20) (при средних
значениях модуля)
Зубодолбёжный ти-
пов 514 и 5А12 завода
„Комсомолец" (табл.
22) (при обработке
многовенцовых зуб-
чатых колёс)
Зубофрезерный
завода „Комсомо-
лец" типа 532.
(табл. 20)
Зубофрезерный
горизонтальный
типа 5617-5718
Средневолжского
завода (табл. 20)
Зубодолбёжный
типов 514 и 5А12
завода „Комсомо-
лец" (табл. 22).
(при обработке
многовенцовых
зубчатых колес)
При обработке мно-
говенцовых зубчатых
колёс с расстоянием
между венцами и раз-
ностью размеров диа-
метров венцов, по-
зволяющими работать
на проход фрезой,
операцию выполняют
на зубофрезерном
станке. В массовом
производстве опера-
цию производят ча-
сто на специальном
зуборезном станке
методом деления, об-
рабатывая одновре-
менно три зубчатых
колеса тремя диско-
выми фрезами
Чистовое наре-
зание зубьев
Станки тех же типов, что и в 6-й операции
По сокращённому
маршруту 7-я опера-
ция для зубчатых ко-
лёс с модулем до 5 мм
опускается. При этом
6-я операция произво
дится однозаходной
шлифованной фрезой
с фрезерованием по
направлению подачи
на жёстком станке,
имеющем специаль-
ный поджим гайки
ходового винта для
устранения зазора.
Шевингование
зубьев (прямых
или спиральных)
Шевинговальный станок 571 или 5715 завода
лед" (табл. 23)
.Комсомо-
Стаиок 5715 позво-
ляет получать на пря-
мозубых колёсах боч-
кообразную форму
зуба, а станок 571
требует для этого
специального устрой-
с ва по заказу
Шлифование
наружного диа-
метра
Круглошлифовальный станок
В тех случаях, когда
шлифование отверстия
в 11-й операции про-
изводят с базировкой
зажима по наружному
диаметру зубьев, доба-
вляется операция 8а—
шлифование наруж
ного диаметра зубча-
того колеса на кругло-
шлифовальном станке.
Шлифование произво-
дится на той же оп-
равке, что и 8-я опе«
рация, не снимая с
оправки детали
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
169
Продолжение табл.
№ опе-
рации
I 1-й ва-
! риант
9
10
11
12
13
—
14
15
2-й ва-
риант
8
9
10
11
-
12
13
14
Технологические
операции
Закругление
зуба
Термическая об-
работка
Шлифование от-
верстия (при глад-
ком отверстии)
или внутреннего
диаметра шлицев
(при наличии
шлицевой посад-
ки по внутренне-
му диаметру)
Калибрование
шлицев прошивкой
Притирка зубьев
Шлифование
зубьев (если кон-
фигурация зубча-
того колеса обес-
печивает возмож-
ность выхода кам-
ня)
Приработка
парных зубчатых
колёс
Испытание на
шум
Применяемое оборудование при типах производства
массовом
с темпом
0,2—3,0 мин.
массовом с темпом
3—10 мин.
крупносерийном
и серийном
Станки типа 550 завода „Комсомолец» (табл. 27)
Цементация и закалка с нагревом в печах для цементуе-
мых сталей или закалка на установке токами высокой ча-
стоты для закаливаемых сталей
Внутришлифо-
вальный полуав-
томат с автомати-
ческим промером
изделий и автома-
тическим остано-
вом станка типа
3251 Завода вну-
тришлифовальных
станков (ЗВШС)
при гладком от-
верстии (табл. 26),
типа 3252 с при-
бором, работаю-
щим воздухом,
для автоматиче-
ского промера из-
делия в случаях
наличия в глад-
ком отверстии
перемычки
Внутришлифо-
вальный двух-
сторонний с
центральным при-
водом, типа 3253
М-4 для одновре-
менного шлифо-
вания с двух сто-
рон длинныхтрёх-
четырёхвенцовых
зубчатых колёс
(табл. 26)
Внутришлифоваль-
ный полуавтомат (ти-
па 3251, 3252) при
ритме 3—5 мин.
(табл. 26)
Универсальный
внутришлифоваль-
ный станок типа
3250 Завода внутри-
шлифовальных
станков (ЗВШС)
без автоматиче-
ских промеров
(табл. 26)
Фрикционный или гидравлический вертикальный пресс
15—20 т
Зубопритирочный станок соответствующих размеров (для
зубчатых колёс 0 150 мм и выше станок 5735) (табл. 24)
Зубошлифовальный станок (выбирается в зависимости от
характера производства и техусловий на точность зубча-
того колеса)
Специальный станок для приработки зубчатых колёс
Станок для испытания зубчатых колёс на шум в соот-
ветствии с размерами детали (табл. 25)
Примечание
В 11-й операции
первого варианта и
10-й операции вто-
рого варианта зубча-
тое колесо базирует-
ся по начальной ок-
ружности в патроне
или по наружному
диаметру, В послед-
нем случае после ше-
вингования для полу-
чения хорошей базы
вводят операцию 8а
шлифования наруж-
ного диаметра
Операция 12-я пер-
вого варианта и опе-
рация 11-я второго
варианта применяются
только в случаях, ко-
гда отверстие не за-
калено (при закалке
зуба т. в. ч.) или пре-
дохранено от закалки
достаточно надёжно
170
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Таблица 16
Технологический маршрут обработки зубчатых колёс диаметром от 200 до 300 мм
Типы А, Б, В, Г, Д, Е (табл. 13). Класс точности 1—2 й. Заготовка штампованная
№ опе-
рации
1-й ва-
риант
1
.
2
! з
А
4
1
4
i
2-й ва-
риант
1-2
3
4
Технологические
операции
Сверление отверстия
и подрезание торца с
одной стороны (при
точной штампованной
заготовке и примене-
нии в последующем
операции протягивания
на шаровой опоре под-
резание торца ступицы
зубчатого колеса часто
не делают)
В 1-й операции: свер-
ление и растачивание
отверстия, обтачивание
передней стороны, под-
резание переднего тор-
ца (для зубчатых ко-
лёс всех типов), раста-
чивание выемок в пе-
реднем торце (для зуб-
чатых колёс типов Г, Д,
Е) (работа в патроне)
Во 2-й операции: рас-
тачивание отверстия
(для зубчатых колёс ти-
пов А, Б, В, Г, Д, Е),
растачивание выемки
в отверстии (для зубча-
тых колёс типов V, Д,
Е), обтачивание второй
стороны и подрезание
второго торца (для всех
типов А — Е).
Растачивание выемок
второго торца для зуб-
чатых колёс типов Г,
Д, Е (обработка в па-
троне)
Протягивание отвер-
стия и шлицев комби-
нированной протяжкой.
Черновое обтачива-
ние и подрезание тор-
цов (на оправке)
Чистовое обтачива-
ние и подрезание тор-
цов
Применяемое оборудование при типах производства
массовом с темпом
0,2-3,0 мин.
Сверлильный
специальный мно-
гошпиндельный
или вертикальный
агрегатный станок
с поворотным сто-
лом
Вертикальный
шестишпиндель-
ный патронный по-
луавтомат типа
1А283, диаметр
точения до 250 мм,
или типа 1284, диа-
метр точения до
350 мм, завода
.Красный пролета-
рий" (табл. 19)
массовом с темпом
3-10 мин.
Сверлильный станок
т;ша Л 94 завода им.
Ленина диаметром
сверления 75 мм, с
быстрозажимным па-
троном для детали и
быстросменным для
инструмента
При длинном отвер-
стии— многошпиндель-
ный сверлильный ста-
нок с поворотным сто-
лом
Патронный шести-
шпинДельный полуав-
томат завода „Красный
пролетарий" (табл. 19)
(при ритме 3—5 мин).
Одношпиндельный
полуавтомат типа 1730
завода „Красный про-
летарий" (табл.18) (при
ритме 6—10 мин. и
отсутствии выемок в
отверстии или торцах).
Револьверный станок
или револьверный по-
луавтомат (при нали-
чии выемок в отвер-
стии или торцах)
крупносерийном
и серийном
Сверлильный типа
Л-94 завода им.
Ленина с быстро-
сменным патроном
для инструмента и
быстрозажимным
патроном для дета-
ли
Многорезцовый
типа 1730 завода
„Красный пролета-
рий" (табл. 18) или
револьверный ста-
нок типа 136 заво-
да им. Орджони-
кидзе (при наличии
выемок в отвер-
стии или торцах)
Горизонтально-протяжной станок с усилием 20 т типа
7520 или больший размер станка с усилием 30 т типа 7530
Минского станкозавода
Многорезцовый полуавтомат типа 1730 завода „Красный
пролетарий-1 (табл. 18).
Многорезцовые полуавтоматы типов 116, 118 завода
им. Орджоникидзе для массового производства (размеры см.
в табл. 18)
Станки тех же типов, что и в 3-й операции
Примечание
1 -й или 2-й вари-
ант обработки вы-
бирается в зависи-
мости от характе-
ра производства,
конфигурации, раз-
меров и техусло-
вий на деталь
См. прим. в
табл. 15 к опера-
ции 2/3
Для обработки
многовенцовых ко-
лёс типов В и Е
при необходимости
обточки между вен-
цами на проход
станок заказы-
вается с механиз-
мом прямого вре-
зания переднего
с у порта (фиг. 93,8).
Обточка на оп-
равке позволяет
быстро перейти на
другую деталь из
числа закреплён-
ных за данным
станком. Полуав-
томат 1730 не тре-
бует смены копи-
ров при перена-
ладке на другую
деталь
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
171
№ опе-
рации
1 1-й ва-
«" риант
6
7
8
9
ю
11
12
13
14
15
2-й ва-
риант
5
6
7
-
8
9
10
И
-
12
13
14
Технологические
операции
Шлифование базовых
торцов
Предварит ельное
нарезание зубьев
Чистовое нарезание
зубьев
Шевингование зубьев
(прямых или спи-
рал ьных)
Закругление зуба
Термическая обра-
ботка
Шлифование отвер-
стия (при гладком
отверстии) или внутрен-
него диаметра шлицев
(при наличии шлице-
вой посадки по вну-
треннему диаметру)
Калибрование шли-
цев прошивкой
Притирка зубьев
Шлифование зубьев
Приработка парных
зубчатых колёс
Испытание на шум
Продолжение табл. 16
Применяемое оборудование при типах производства
массовом с тем-
пом 0,2—3,0 мин.
Круглошлифо-
вальный специаль-
ный станок с уста-
новкой двух шли-
фовальных кругов
под углом 45'
Многошпиндель-
ный зубофрезер-
ный специальный
станок.
Зубодолбёжный
высокопроизводи-
тельный специаль-
ный станок с одно-
временной обра-
боткой всех зубьев
одного венца.
массовом с темпом
3—10 мин.
Кр углошлифоваль-
ный с установкой кру-
га под углом 45° (спе-
циализированный)
Жёсткий и мощный
зубофрезерный ста-
нок, позволяющий ра-
ботать на высоких ре-
жимах резания, типа
5326.
Зубодолбёжный ста-
нок заводз „Комсомо-
лец* типа 514 (табл. 22)
при обработке много-
венгтовых зубчатых
колёс
крупносерийном
и серийном
Круглошлифо-
вальный станок с
установкой круга
под углом 45° (спе-
циализированный)
Зубофрезерный
типа 532 завода
„Комсомолец"
(табл. 20).
Зубодолбёжный
типа 514 завода
„Комсомолец"
(табл 22) при обра-
ботке многовенцо-
вых зубчатых ко-
лёс
Станки те же, что и в 6-й операции
Шевинговальный станок типа 5715 завода „Комсомолец"
(табл. 23)
Станки типа 550 завода „Комсомолец" (табл. 27)
Цементация и закалка с нагревом в печах для цементуе-
мых сталей или закалка на установке токами высокой ча-
стоты для закаливаемых сталей
Внутришлифо-
вальный полуавто-
мат типа 3251
ЗВШС с автома-
тическим проме-
ром и автоматиче-
ским остановом;
станок типа 3252
с прибором, рабо-
тающим воздухом
(для автоматиче-
ского промера
изделия в случаях
наличия в гладком
отверстии пере-
мычки) (табл. 26)
Внутришлифов а ль-
ны й полуавтомат ти-
пов 3251, 3252 (табл. 26)
при ритме 3—5 мин.;
внутришлифовальный
станок без автомати-
ческого промера типа
3250 (табл. 26) при
ритме 10 мин.
Внутришлифо-
вальный станок
типа 32Г0 ЗВШС
без автоматиче-
ского промера
(табл. 26)
Фрикционный или гидравлический пресс различной мощ-
ности в зависимости от размеров шлицевого отверстия
Зубопритирочный станок для зубчатых колёс 0 150 —
450 мм типа 5735 завода „Комсомолец" (табл. 24)
Зубошлифоваль.ные станки в соответствии с выбираемым
методом зубошлифования
Специальный станок для прирабатывания зубчатых колёс
Станок завода „Комсомолец" для испытания на шум в
соответствии с размером зубчатого колеса
Примечание
См. прим. в
табл. 15 к 5-й опе-
рации
См. прим. в
табл. 15 к 6-й опе-
рации
См. прим. в табл.
15 к 8-й операции
Cvi. прим. в
табл. 15 к опера-
ции 11/10
См. прим. в
табл. 15 к опера-
ции 12/11
Операция при-
меняется в случае,
когда коробление
зуба после терми-
ческой обработки
больше 0,05 мм и
зубчатое колесо
допускает выход
круга
На некоторых за-
водах подбор пары
зубчатых колёс по
шуму делается до
операции притир-
ки, а после неё
применяется вто-
ричное испытание
на шум
72
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ш
Зубчатые колёса диаметром от 301 до 500 мм
встречаются в крупносерийном и массовом
производстве значительно реже, чем колёса
первых трёх групп, и поэтому выделены в
особую группу IV, требующую применения
станков больших размеров. Такие колёса в
виде многовенцовых конструкций почти не
встречаются. Преобладающими типами зубча-
тых колёс группы IV являются одинарные в
виде венцов или тарельчатые с фланцем или
ступицей.
Конструкция зубчатых колёс
Отверстие, торцы, венцы. Зубчатые ко-
лёса типов А, Б, В отличаются от типов Г, Д, Е
отсутствием выемок в отверстии или торцах,
что влечёт за собой применение разных тех-
нологических маршрутов для их обработки.
Например, для типов А, Б, В сверление отвер-
стия и подрезание торца штампованных колёс
диаметром более 55 мм производится в первой
операции на сверлильном станке, а для типов
Г, Д, Е из-за наличия выемок требуется при-
менение особо сложного инструмента и боль-
шого количества переходов. По этой причине
операция переносится для этих типов колёс
на револьверный станок в серийном производ-
стве или на многошпиндельный патронный по-
луавтомат — в массовом производстве, причём
обработка выполняется с применением боль-
шого количества инструмента обычной кон-
струкции.
Влияние количества венцов зубчатого ко-
леса не столь существенно: наличие двух или
нескольких венцов меняет только наладку
многорезцового станка. В случаях необходи-
мости обтачивания промежутка между венцами
резцом с переднего супорта применяют мно-
горезцовый станок с циклом прямого вреза-
ния переднего супорта (фиг. 93, в).
Размер промежутка между венцами должен
быть достаточной величины, чтобы обеспе-
а/
Фиг. 93. Схем» наладки многорезцового станка с пря-
мым врезанием переднего супорта для обработки много-
венцового зубчатого колеса: а — схема наладки: б —
нормальный цикл переднего супорта; в — специальный
цикл переднего супорта (для прямого врезания).
чить выход фрезы или шлифовального круга
при обработке зуба. При недостаточной вели-
чине этого промежутка невозможно приме-
нить фрезерование зуба или его шлифование,
а в ряде случаев также и шевингование венца
на шевинговальном станке, работающем по
методу, скрещивающихся осей шевера и зуб-
чатого колеса с углом между их осями 10—15°.
При отсутствии других станков угол скре-
щивания доводят до 5°, но это вызывает рез-
кое снижение производительности шевинго-
вания.
В тех случаях, когда необходимо шлифо-
вать блочную шестерню, имея малые проме-
жутки между венцами, применяется сборная
конструкция зубчатых колёс. Однако это удо-
рожает изготовление их, так как наличие не-
скольких деталей вместо одной требует зна-
чительного количества дополнительных опе-
раций.
Форма зуба. Работа зубчатого колеса с
минимальным шумом обеспечивается не только
высоким качеством его обработки, но и усовер-
шенствованием конструктивных форм зуба:
уменьшением модуля, увеличением числа
зубьев, угла зацепления, угла спирали и длины
зуба, применением зубчатых колёс со спираль-
Фиг. 94. Бочкообразный зуб зубчатого колеса:
а — пятно касания зуба; б— уменьшение толщины
зуба на вершине.
ным зубом, бочкообразной формой зуба пря-
мозубых шестерён, небольшим уменьшением
толщины зуба на вершине (фланкированием)
и т. д. (см. т. 2. гл. VII).
Бочкообразная форма зуба делается только
у одного из пары сцепляющихся колёс, у дру-
гого оставляется прямой зуб. Пятно касания
по размерам соответствует 70-80% длины
зуба и 60—7О<>/о высоты его (фиг. 94, а).
Торцы зуба уже середины его на 0,01—
0,05 мм при ширине зуба 25—30 мм (это
компенсирует неточность отверстий под валы
в коробке скоростей).
Бочкообразность зуба достигается на шевин-
говальном станке двумя методами: а) качанием
стола при шевинговании и б) специальным
профилем шевера (облегающий шевер).
Уменьшение толщины зуба на вершине
(фиг. 94, б) производят на зубодолбёжном
станке, применяя специальный профиль зуба у
долбяка, или на зубофрезерном станке при
помощи специальной модульной фрезы. Однако
это часто не достигает цели, так как биение
зубчатого колеса по зубу @,06—0,08) больше,
чем принятая величина уменьшения толщины
зуба, в результате чего в последующих опе-
рациях шевингования это уменьшение тол-
щины зуба уничтожается. Некоторые заводы
производят эту операцию с помощью шевера
специального профиля, что даёт лучшие ре-
зультаты, хотя и усложняет конструкцию шеве-
ра. Дно впадины шевингуемых зубчатых колёс
должно иметь выемку, чтобы шевер работал
ТЛ. Ill]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
173
только боковой стороной, а не углом зуба;
отсюда следует, что долбяк или фреза должны
иметь увеличенную головку для обеспечения
указанной выемки во впадине зубчатого колеса.
Закругление торца зуба. Существует не-
сколько конструктивных форм закругления
торца зуба, из которых наиболее распростра-
нёнными являются две. Первая форма закруг-
ления — радиусная — достигается фрезерова-
нием пальцевой фрезой, вторая форма — фаска
на профиле торца зуба под углом — дости-
гается применением трубчатой фрезы.
В зависимости от характера закругления в
технологическом процессе подбираются раз-
ные станки.
Работа пальцевой фрезой менее произво-
дительна, однако на зубчатых колёсах высо-
ких классов точности применяют всё же ра-
диусное закругление зуба.
Виды шлицевых посадок. Наиболее рас-
пространены шлицевые посадки: а) по вну-
треннему диаметру и б) по наружному диа-
метру.
В зубчатых колёсах с посадкой первого
типа или имеющих гладкое отверстие (со
шпонкой или без шпонки) после термической
обработки обычно производится шлифование
отверстия на внутришлифовальном станке с
Фазированием зубчатого колеса в патроне по
впадине зуба (от начальной окружности). Этим
стараются достигнуть концентричности от-
верстия и начальной окружности.
Такие патроны часто не дают требующейся
точности, поэтому иногда применяют шли-
фование отверстия, базируясь от наружного
диаметра зубьев, для чего после шевингова-
ния вводится операция шлифования наружно-
го диаметра на той же оправке, на которой
было выполнено шевингование—см. маршрут
табл. 15.
После шлифования отверстия часто произ-
водят калибрование шлицев протяжкой, кото-
рой дают направление по шлифованному от-
верстию, для обеспечения концентричности
последнего наружному диаметру шлицев.
Во время цементации зубчатого колеса
кромки отверстия, несмотря на применение
защитных шайб, иногда подвергаются частич-
ному науглероживанию и затем подкали-
ваются при закалке. Для устранения возмож-
ного по этой причине затупления протяжки
для калибрования шлицев между цементацией
и закалкой вводится операция снятия на тор-
цах отверстия широкой, но не глубокой фаски
(зенкером на сверлильном станке).
В зубчатых колёсах, имеющих посадку по
наружному диаметру шлица, шлифования от-
верстия с базированием по начальному диа-
метру зуба не делают. Калибровку шлицев
производят сразу после термообработки при
соответствующей твёрдости отверстия, кото-
рое защищают от насыщения поверхности
углеродом при цементации.
Точность и качество поверхности зубчатых
колёс
Влияние точности и качества поверхности
зубчатых колёс на технологический про-
цесс. Эти факторы являются одними из глав-
ных, влияющих на технологию обработки и
подбор оборудования.
Основные параметры, определяющие точ-
ность зубчатых колёс, регламентированы
ГОСТ 1643-46 (см. т. 5. гл. I).
Изготовление колёс 3-го и 4-го классов
точности сравнительно легко осуществляется
применением современного токарного и зубо-
резного оборудования.
Для изготовления высококачественных зуб-
чатых колёс 2-го и в особенности 1-го классов
точности в технологию обработки вводятся
отделочные и доводочные операции. Совре-
менные зубофрезерные и зубодолбёжные
станки обеспечивают точность зубчатого
колеса не выше 2-го класса при условии пра-
вильного изготовления заготовки под нарезку
зуба и обеспечения в ней допусков на раз-
меры отверстия и технических условий на
правильность торца. При термической обра-
ботке точность 2-го класса теряется в
силу коробления зубчатого колеса (см.
ниже).
Влияние материала зубчатого колеса
и термической ооработки на точность его
изготовления. Высококачественные колёса
изготовляются из хромоникелевой стали с
различным содержанием никеля и хрома в
зависимости от назначения детали. Зубчатые
колёса, подвергающиеся цементации, часто
изготовляются также из хромистой стали с
содержанием углерода до 0,20%. Ковка за-
готовки увеличивает прочность зубчатого
колеса и его сопротивление износу и ведёт,
кроме того, к экономии инструмента. Точ-
ность нарезания колёс в этом случае также
выше в силу меньших отжимов инструмента
при обработке материала более однородной
массы.
Хорошие результаты даёт применение
современного метода закалки зубьев токами
высокой частоты при конструкционных угле-
родистых закаливающихся сталях с содержа-
нием углерода 0,45%.
Коробление зубчатого колеса в термиче-
ской обработке на длине зуба по шагу нахо-
дится в пределах от 0,01 до 0,03 мм. В тер-
мообработке размер зуба на вершине его
увеличивается часто по толщине на 0,02—
0,03 мм на сторону. Отверстие часто умень-
шается или увеличивается в размерах на не-
сколько сотых долей миллиметра в зависи-
мости от размера, материала и характера тер-
мической обработки. Последняя снижает точ-
ность колеса на 1 — 1!/2 класса точности.
Закалка зубьев токами высокой частоты даёт
значительно меньшие деформации зуба, однако
отверстие и при этом методе изменяется в
большинстве случаев в сторону уменьшения
на 0,03—0,05 и даже на 0,1 мм, а иногда
деформируется неравномерно, образуя конус-
ность и эллиптичность.
Для уменьшения коробления при цемен-
тации и закалке в ряде случаев прибегают
к нормализации перед окончательным обтачи-
ванием зубчатого колеса.
Указанные деформации вызывают необхо-
димость введения доводочных операций после
термообработки: шлифование, притирку
зубьев, обкатку и т. д.
Наклёп, получающийся при нарезании зуба,
в особенности при большом сечении стружки,
также вызывает деформацию при термической
обработке. Чем меньше наклеп, тем меньше
174
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. II)
деформация. Чистовое фрезерование зуба
уменьшает наклёп и деформацию до 2*/г раз
по сравнению с зубьями, нарезанными только
одним черновым проходом.
Шевинговальный процесс уменьшает
деформацию в 37г раза по сравнению с зубьями,
нарезанными фрезой в один проход.
Снятие больших стружек перед термиче-
ской обработкой для высококачественных зуб-
чатых колёс не рекомендуется.
Точность различных методов обработки.
Окончательную обработку зубьев можно
производить двумя методами: зубошлифоваль-
ным и шевинговально-притирочным (см.
табл. 15).
Зубошлифовальный метод. При
деформации зуба свыше 0,03—0,05 мм приме-
няют зубошлифование, если конфигурация де-
тали обеспечивает выход круга. Зубоприти-
рочные операции при большом припуске
экономически невыгодны и часто не устра-
няют ошибок.
Зубошлифованием удаётся обеспечить точ-
ность зубчатого колеса по 2-му классу, а пред-
варительным и чистовым шлифованием зуба —
даже по 1-му классу.
Точность, получаемая после зубошлифова-
ния: по эвольвенте 0,002—0,005, по шагу
0,005—0,006, по эксцентричности 0,012—0,02,
по параллельности зуба — 0,0025 мм на длине
75 мм. Припуски под предгарительное шли-
фование 0,25-0,50 мм, под чистовое шлифо-
вание 0,08-0,10 мм.
Кроме чистого зубошлифования, для полу-
чения зубчатых колёс 1-го класса применяют
ещё операцию приработки, как указано в
технологических маршрутах.
Шевинговально - притирочный
метод. Технологический процесс, обеспечи-
вающий конечную точность зубчатых колёс
1—2-го классов, осуществляется следующим
образом.
1. Зубчатое колесо изготовляется до термо-
обработки с точностью 1—1V2 класса введе-
нием операции шевингования зуба после
зубофрезерной или зубодолбёжной обра-
ботки.
2. Утерянная при термообработке точность
восстанавливается на зубопритирочном станке.
3. Доведение точности до 1-го класса до-
стигается приработкой парных зубчатых
колёс.
Ввиду малой трудоёмкости операций
шевингования и притирки увеличение числа
операций не удорожает процесса по сравне-
нию с зубошлифовальным методом, а наобо-
рот, уменьшает стоимость обработки в не-
сколько раз.
Кроме того, шевинговально-притирочный
метод позволяет получать многовенцовые зуб-
чатые колёса высоких классов точности,
что не всегда возможно получить шлифова-
нием при малом расстоянии между двумя
венцами.
Шевинговально-притирочный метод при-
меняется в массовом и крупносерийном произ-
водстве. Конечная точность зубчатого колеса
зависит главным образом от точности пред-
варительных операций. Шевингование, зубо-
притирка и приработка, выправляя доста-
точно хорошо ошибки колеса по биению на-
чальной окружности, профилю зуба — по
отклонению направления зуба, смещению
исходного контура, — всё же очень слабо
исправляют ошибки шага зубчатого колеса,
поэтому точность шага в пределах 2-го
класса следует получать на зуборезных
станках до шевингования (т. е. в незакалён-
ном виде).
Точность и припуски по отдельным
операциям обработки цилиндрических зуб-
чатых колёс. Протягивание отвер-
стий. Протягивание отверстий (гладких или
шлицевых) обеспечивает получение 2-го
класса точности. Калиброванием прошивкой
достигается 1-й класс точности. Припуск под
калибровку после термообработки даётся в
пределах 0,05—0,01 мм на сторону. Часто
можно обойтись без специального припуска
на калибровку, так как отверстие уменьшается
при термообработке.
Черновое и чистовое обтачива-
ние на многорезцовых станках.
Черновое обтачивание на многорезцовых стан-
ках или многошпиндельных вертикальных и
горизонтальных полуавтоматах даёт на зубча-
тых колёсах средних размеров точность по
диаметру и торцам, соответствующую при-
мерно точности вала при скользящей посадке
системы отверстия 4-го класса.
На штампованных заготовках припуски
на обработку равны от 2 до 5 мм на сто-
рону.
Чистовое обтачивание может обеспечить
аналогичную точность детали по 3-му и За
классам.
Многорезцовое обтачивание не всегда
обеспечивает надлежащие условия по биению
торцов.
Для ограничения биения торцов в преде-
лах 0,02—0,04 мм приходится вводить спе-
циальную доводочную операцию подрезания
торцов на токарных или шлифовальных стан-
ках на оправке. Для устранения биения и
соблюдения допусков по наружному диаметру
для шестерён 1-го класса часто вводят отде-
лочную токарную обработку.
Припуски на чистовое обтачивание нахо-
дятся в пределах от и,5 —1,5 мм на сторону.
Припуск на отделочную токарную обра-
ботку — в пределах 0,2 — 0,5 мм на сторо-
ну, а на шлифование — 0Д5 — 0,25 мм на
сторону.
Точность отверстия по 2-му классу при
работе на револьверных станках достигается
развёртыванием одной или двумя развёртками,
а ещё лучше плавающими развёртками. Зна-
чительно большие трудности представляет
получение 2-го класса точности в отверстиях
на вертикальных многошпиндельных полу-
автоматах, однако эта точность достигается
применением плавающих развёрток.
Зубофрезерование. Точность зуб-
чатых колёс, обрабатываемых на зубофре-
зерных станках, зависит не только от точ-
ности станка, но и от жёсткости его кон-
струкции.
Сырые (не подвергающиеся термооб:
работке после нарезки зуба) колёса, изго-
товляемые зубофрезерованием на жёстких
станках по методу обкатки, в ряде слу-
чаев не уступают по точности шага калёным
шестерням, шлифованным по методу об-
катки. .
171 III1
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
175
Практика показала, что зубофрезерование
на жёстких станках, в особенности методом
попутного фрезерования (по направлению по-
дачи), не уступает по точности, а в ряде слу-
чаев превышает точность, достигаемую зубо-
долблением. Зубофрезерные станки обеспечи-
вают получение зуба по 2-му классу точ-
ности при фрезеровании в два прохода.
Чистовой проход в этом случае производится
однозаходной шлифованной фрезой.
В среднем производительность зубофрезе-
рования равна 10—12 сек. на обработку
одного зуба с модулем от 3 до 5 мм. При-
пуски на чистовое зубофрезерование для
модулей от 3 до 8 мм составляют от 1 до
2 мм на обе стороны зуба.
Зубодолбление. Зубодолбёжные станки
с круглым долбяком, наиболее распространён-
ные на заводах, обеспечивают точность по
2-му классу при производительности 10—
12 сек. на обработку одного зуба.
Для поддержания точности обработки на
зубодолбёжных станках производится систе-
матический контроль точности как станка,
так и инструмента, обусловленной паспортом
станка.
Припуск на чистовое зубодолбление для
шестерён с модулем от 3 до 5 мм соста-
вляет от 0,8 до 1,25 мм на обе стороны зуба.
Шевингование. Шевинг исправляет
ошибки зубчатых колёс, полученные при на-
резании зуба, однако по разным элементам
возможность исправления не одинакова.
Шевинг даёт возможность исправления
шага в следующих пределах:
Исправления отклонений профиля
теризуются следующими данными:
харак-
1одуль
а-3
3,5" 5
Отклонения до
шевингования
в мм
ДО 0,020
. о,025—0,030
Отклонения
после шевинго-
вания в мм.
До о,оо8
„ О,ОТ2
При наличии больших ошибок в шаге
результаты исправления будут меньше. Увели-
чение числа ходов с 4—6 до 8—12 при
шевинговании мало (на 0,01) изменяет резуль-
таты по исправлению шага.
Для получения зубчатого колеса 1-го
класса точности шевинг-процессом колесо
предварительно обрабатывают на зуборезных
станках с точностью шага не ниже 2-го
класса.
Величину биения до шевингования свыше
0,1 мм трудно исправить шевингованием.
При наличии же нормального биения по-
сле зубообработки по 2-му. классу точно-
сти (в пределах 0,05—0,07 мм) и припуске
на толщину зуба 0,15-0,20 мм биение
после шевингования доводится до 0,01 —
0,03 мм.
При припуске большем 0,2 мм исправле-
ние биения идёт медленно.
Профиль зуба зависит не только от про-
филя, выполненного до шевингования, но и
от профиля самого шевера.
Ошибка в профиле зуба до шевингования
в размере 0,025—0,030 мм легко исправляется
шевером, если припуск не ниже 0,12 мм.
Часто удаётся исправить профиль шевинго-
ванием не только со 2-го класса на 1-й, но и
^ 4-го класса на 2-й.
Класс точ-
ности зуб-
чатого ко-
леса
1-Й
2-Й
Модуль
2—3
3-5
2-3
3—5
До шевин-
гования
в мм
О,О2
о,оз
°»°о
О|°7
После
шевингова-
ния в мм
о,оо5
о,ою
о,ою
0,015
Шевинг хорошо исправляет направление
зуба в течение первых двух-трёх ходов. При
припуске 0,2 мм отклонение спиральности до
0,05 мм на длине 30 мм выправляется до
0,005—0,01 мм. Можно считать, что шевинго-
вание исправляет направление зуба с 3-го—
4-го класса на 1-й и 2-й класс.
Суммарная ошибка при шевинговании также
снижается (см. табл. 17).
Таблица 17
Мо-
дуль
2-3
3.5-5
Биение в мм при диаметре начальной
окружности в мм
50-100
до ше-
винго-
вания
о,О7
о,о8
после
шевин-
гования
о,о25
0,030
100-200
до ше-
винго-
вания
о,о8о
о,О9О
после
шевин-
гования
О,О25
0,030
200—400
до ше-
винго-
вания
о,од
о,ю
после
шевин-
гования
0,030
°.°35
В целом можно считать, что шевингование
даёт исправление колеса на один класс, по-
этому для получения колеса 1-го класса не-
обходимо, чтобы оно до шевингования было
нарезано по 2-му классу.
Полный припуск на шевингование склады-
вается из: 1) припуска для снятия биения,
2) припуска для исправления шага и профиля
и 3) припуска для исправления спирали.
Припуск по толщине зуба измерять неудобно,
поэтому пользуются радиальным припуском.
Радиальные припуски под шевингование
в мм для модулей от 2 до 5 мм выражаются
следующими величинами (в мм):
Диаметр
зубчатого
колеса
5о—loo
IOO—-2О0
аоо—4°°
Радиальные
припуски
0,15—0,21
0,20—0,24
0,24-0,28
Шевер, изготовленный по 1-му классу точ-
ности из быстрорежущей стали, обрабатывает
1000—2000 зубчатых колёс между переточками
и выдерживает пять-шесть переточек.
Исправляющее свойство шевера резко па-
дает при затуплении его. Указанные выше
данные соответствуют нормальной остроте
шевера.
Притирка зубчатых колёс. Опе-
рация зубопритирки производится после тер-
мической обработки и имеет целью доводить
зубчатое колесо до той точности, которая не-
обходима по техническим условиям, и до
точности, с которой она была сделана в „сы-
ром" виде методом шевингования. Величина
повышения точности зубчатого колеса притир-
кой — не больше одного класса, поэтому
176
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
притирка колеса с отклонениями, превы-
шающими 0,03—0,05 мм, становится невыгод-
ной, и в этих случаях для получения высо-
коточных зубчатых колёс следует переходить
на зубошлифование. Притирка производится
при помощи точных (по 1-му классу) прити-
ров и абразива за счёт давления притиров на
колесо при его вращении и осевом переме-
щении.
Притиркой исправляют в зубчатом колесе
в течение 2—4 мин. ошибку шага с 0,03-0,04
до 0,007'—0,010 мм, ошибку профиля с
0,02 — 0,025 до 0,008 — 0,012 мм и биение
делительной окружности с 0,05 — 0,06 до
0,03—0,04 мм. Припуск для притирки в ра-
диальном направлении составляет при этом
0,01—0,04 мм.
Требуется тщательное наблюдение за цен-
трами станка для поддержания точности его
работы (радиальное и осевое биение шпин-
деля и оправки должно быть не более 0,01 мм).
Наилучший угол скрещивания притиров 10°.
Ввиду того что в термообработке размеры
колеса и зуба увеличиваются до 0,04 мм,
припуск на притирку обычно не предусма-
тривается.
Притиры изготовляются обычно из мелко-
зернистого чугуна твёрдостью Нв ~= 150—180.
Наилучшие результаты притирки полу-
чаются при уменьшении числа оборотов из-
делия и увеличении числа ходов стола.
Для притирки зубчатых колёс применяют
на автозаводах пасту № 1 лужского завода
„Красный тигель'с корундовыми или алундо-
выми порошками зернистостью 200—250
(алунд 3).
Кроме этого, употребляют пасту с окисью
хрома (пасту ГОИ).
Рекомендуют также пасту, имеющую сле-
дующий состав (в % по весу): 1) абразивного
порошка .соловьют" (пылевидный кварц
зернистостью 10')—50,2) веретённого масла—
35, 3) тавота — 15 (порошок „соловьют" —
Института минерального сырья).
Для лучшей притирки зубьев практикуют
предварительный подбор по шуму (до при-
тирки), затем идёт операция притирки зубьев,
а вслед за ней — вторичный окончательный
подбор по шуму.
Приработка парных зубчатых
колёс. Приработка также производится с
помощью абразивной пасты, но не с помощью
притиров, а путём приработки парных колёс.
Точность, достигаемая на станке, соответ-
ствует 1-му классу, если колёса хорошо под-
готовлены в предыдущей операции. Снимае-
мый слой металла — 0,02 мм за 5 мин. Дли-
тельная приработка может исказить профиль
зуба, поэтому припуски на приработку спе-
циально не назначаются.
Количественный выпуск деталей
Подбор оборудования при одном и том же
технологическом маршруте обработки в значи-
тельной степени зависит от количественного
выпуска детали. С увеличением выпуска или
уменьшением темпа выпуска в минутах выби-
рается более производительное оборудование:
многошпиндельные и многоинструментальные
станки, автоматические или полуавтоматиче-
ские (массовое производство). При уменьше-
нии выпуска оборудование выбирают с та-
ким расчётом, чтобы его легко было перена-
лаживать с одной детали на другую, так как
в этом случае за каждым станком закре-
пляется несколько однотипных деталей (серий-
ное производство).
В серийном производстве основным типом
станка для токарной обработки зубчатых колёс
являлся до последнего времени универсально-
токарный станок,так как многорезцовые одно-
шпиндельные или многошпиндельные полуав-
томаты, оправдывающие себя в массовом произ-
водстве, были неудобны в переналадке, отни-
мавшей много времени из-за необходимости
смены кривых на барабанах подачи. Примене-
ние специальных механизмов в станке, ускоряю-
щих переналадку многорезцовых полуавтома-
тов на разные детали, осуществляемую без
смены кривых (постоянные кривые), позволило
внедрить многорезцовую обработку и в серий-
ное производство. Кроме этого, многорезцовые
станки в настоящее время работают по полу-
автоматическому циклу, что даёт возможность
одному рабочему обслуживать несколько стан-
ков (новые многорезцовые полуавтоматы за-
вода „Красный пролетарий" типов 1730и 1720).
Патронные горизонтальные многошпиндельные
полуавтоматы также не требуют смены кривых
(полуавтоматы завода им. Орджоникидзе ти-
пов 1225п).
При темпе 1—2 мин. характер применяемо-
го технологического оборудования по сравне-
нию с крупносерийным производством резко
меняется: оборудование максимально автомати-
зируется, количество шпинделей увеличи-
вается, создаются новые типы отечественных
станков и способы обработки, внедряются на
заводах СССР автоматические линии механи-
ческой обработки и т. д.
Для токарной обработки в массовом произ-
водстве зубчатых колёс применяются новые
многошпиндельные горизонтальные и верти-
кальные полуавтоматы 1А283 и 1284 завода
„Красный пролетарий". Для внутреннего шли-
фования отверстия применяются новые союз-
ные станки с автоматическим измерением де-
тали во время работы и автоматическим оста-
новом по достижении размера (станки 3251.
3252 ЗВШС).
Для обработки зуба созданы на стан-
козаводах СССР специальные зубодолбёж-
ные станки-полуавтоматы с одновременным
долблением всех зубьев производительностью
1 мин. на зубчатое колесо; создаются новые
зубошлифовальные станки.
Таким образом для массового производства
с темпом 1—2 мин. характер оборудования
резко меняется даже в том случае, когда прин-
ципиальный технологический маршрут остаётся
прежним.
Техническая характеристика станков
В типовых процессах, приведённых
в табл. 14—16, указаны типы станков, приме-,
няемых в различных типах производств.
Основные технические характеристики стан-
ков, которые необходимы при составлении
технологии, указаны в табл. 18—27.
ГЛ. HI]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
177
Таблица 18
Техническая характеристика многорезцовых одношпиндельных токарных полуавтоматов заводов «Красный
пролетарий" и им. Орджоникидзе
Элементы характеристики
Завод „Красный пролетарий"
1720
1730
Завод им. Орджоникидзе
116*
118Б*
Высота центров в мм 15°
Наибольший 0 обработки над супортом в мм ¦ . , гоо
Наибольший 0 обработки над кареткой в мм . . j 250
Наибольший 0 обработки над станиной в мм . . i 300
Наибольшая длина обточки по рабочему ходу су- |
порта в мм .....! 15°
Расстояние между центрами в мм \ з°°
Наибольшее продольное перемещение в мм про-
дольного супорта:
рабочий ход 15°
установочное 250
Наибольшее поперечное перемещение продольного!
супорта (установочное) в мм 75
Наибольшее поперечное перемещение заднего су-
порта в мм. '
рабочий ход ! 9°
установочное 65
Размеры опорной поверхности супортов для рез-
цедержателей в мм:
а) переднего супорта (ширинахдлина) 150X15°
а) заднего супорта (ширинахдлина) j 185X19°
Число оборотов шпинделя в минуту юл—iooo
Количество скоростей (сменными зубчатыми колё-
сами)
Продольные подачи на оборот в мм • . 0,07—i,oa
Поперечные подачи заднего супорта в мм .... 0,019—2,51
Мощность электродвигателя в кет 5>8
Габариты станка в мм (длинаХ ширина) J 1800x1290
Вес станка в кг . . -,
2ОО
335
38о
25O
200—500
25O
35°
8о
135
9°
190X250
230X400
40—500
о,12—1,38
o,oi6—2,37
7.8
2200 Х1700
3000
255
200
300
250
800
250
100 ***
54
5<5-376
8
0,26—1,89
o,33—i,7
8-17
2540X1210
35OO
395
45°
600 **
250
lOOO
250
150 =
70
19—126
1,1—2,74
0,11—2,53
10 -25
4100x1580
7100
* Станки снабжены качающимися супортами.
** Над штангой.
¦•• Величина регулировки про дольного, супорта.
**** Этот же станок выпускается для патронных работ типа 118В для 0 точения 600 мм.
Примечание. Станки 116 и. 118Б при переналадке требуют смены копиров (применяются в массовом про-
изводстве).
Станки 1720, 1730 не требуют смены копиров, применяются в серийном и массовом производстве.
Таблица 19
Техническая характеристика токарных вертикальных многошпиндельных полуавтоматов завода
„Красный пролетарий"
Элементы характеристики
Модель
1А283
1284
Элементы характеристики
Модель
1А283
1284
Количество шпинделей . . .
Диаметр детали, зажимае-
мой в трёхкулачковом патро-
не, в мм . '.
Наибольший диаметр обра-
ботки в мм
Допустимая высота детали
в мм
Допустимый диаметр обра-
ботки в мм
Допустимая высота обра-
ботки в мм .
Скорости шпинделей (обо-
роты в минуту) со стандарт-
ными зубчатыми колёсами . .
Подачи на один оборот
шпинделя ъ мм
Количество рабочих шпин-
делей
Наибольшее перемещение
простого вертикального су-
порта с вертикальной подачей
в мм
Наибольшее перемещение
простого, двойного супорта
в мм:
а) вертикальное
б) горизонтальное ....
Зоо
Зоо
Зависит от
наладки *
26—233
о. '33-5-7*
2ОО
21—184
о, i68—7,3
2ОО
IOO
Наибольшее перемещение
универсального супорта в мм:
а) вертикальное
б) горизонтальное или под
углом
Наибольшее перемещение
стандартного супорта двойно-
го действия в мм:
а) вертикальное левого су-
порта . •
б) общее перемещение
двух супортов
в) горизонтальное переме-
щение правого супорта
(в отношениях*** вер-
тикального перемеще-
ния левого супорта) . .
Мощность главного электро-
двигателя в кет
Диаметр окружности, зани-
маемой станком (без отстой-
ника), в мм
Высота станка с электродви-
гателем в мм
Вес станка в кг
2ОО
юо
75 и 6о **
2ОО
2 : i
'3 : г
3617
13 ооо
2ОО
IOO
75 и 6о **
200
я : i
3: i
2340
Зб17
15 ооо
* См. паспорт станка.
** Зависит от типа супорта.
*•* Зависит от типа применяемого супорта.
12 Том 7
178
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Таблица 20
Техническая характеристика зубофрезерных станков
завода „Комсомолец" и Средневолжского
станкозавода
Элементы харак-
теристики
Наибольший 0
нарезаемого коле-
са в мм
Длина нарезания
в мм
Наибольший мо-
дуль в мм ....
Угол наклона
зубьев в ° ....
Диаметр рабоче -
го стола в мм . .
Наибольший 0
фрезы в мм ...
Число оборотов
фрезы в минуту .
Мощность в кет
Занимаемая пло-
щадь в мм ....
Вес станка в кг .
Завод „Ком-
сомолец"
Средневолжский завод
Модель станка
532
75°
250
6
45 (бо)
58о
120
6о—154
З.2
1885X1160
Зооо
5617 *
175
35° **
3
6о
78
68, 85,
Ю5, J21-
151» 188
2,2
1350Х1450
920
5618*
270
500**
10
150
44—53—67.
84
106—127
6
3000X2500
2900
* Горизонтального типа для нарезания шлицев на
валах и зубьев на зубчатых колёсах.
** Расстояние между центрами у станков 5617—400мм,
5618—550 мм.
Таблица 21
Техническая характеристика высокопроизводитель-
ного зубодолбёжного полуавтомата типа 5110
Элементы характеристики
Диаметр нарезаемого зубчатого колеса
в мм • . . . •
Модуль в мм
Длина нарезаемого зуба в мм
Длина хода штосселя в мм
Число проходов для нарезания полного
модуля на псех зубьях сразу
Число двойных ходов штосселя в минуту .
Мощность главного привода в кет . .
Габариты станка в мм:
ширина
длина
высота
Вес станка в кг
Затрата времени на нарезку одного зубча-
того колеса в сек
Цифро-
вые зна-
чения
i,5-3>5
До 5°
3°—бо
13
175°
i6oo
2600
7000
30—60
Таблица 22
Техническая характеристика зубодолбёжных
полуавтоматов завода „Комсомолец"
Г Элементы характеристики
Наибольший диаметр обрабатывае-
мых зубчатых колёс в мм:
наружного зацепления
внутреннего „
Наименьший диаметр зубчатых ко-
лёс наружного зацепления в мм . . .
Наибольшая длина зуба обрабаты-
в емых колёс в мм:
наружного зацепления
внутреннего „
Наибольший модуль в мм
Число двойных ходов штосселя в
минуту . . -
Мощность электродвигателя в кет
Вес станка в кг
Габариты станка в мм:
длина . . .
ширина
высота
Модель
5А12
2О8
2IO
5°
4
эо—боо
1650
1235
IO25
'735
514
462
55°
125—359
2,2
ЗООО
1760
I27O
2Обо
Таблица 23
Техническая характеристика шевинговальных
полуавтоматов завода „Комсомолец"
Элементы характеристики
Диаметр обрабатываемых зубчатых
колёс в мм:
наибольший
наименьший .
Наибольший модуль обрабатывае-
мой шестерни в мм
Наибольшее расстояние между
ОСЯМИ В ЛИ
Число оборотов шпинделя в мину-
ту ... • .
Число двойных ходов стола в ми-
нуту
Мощность главного электродвига-
теля в кет
Вес станка в кг
Габариты станка в мм:
длина
ширина
высота
Модель
571 5715
зоо
Зо
6
зоо
95—1292
',2
I2OO
I52O
IO5O
IQ2O
45° л
15°
8
35°
: 18-294
2,2
2500
5
i6oo
139°
* Для косозубых цилиндрических шестерён 0 350 мм.
Таблица 24
Техническая характеристика зубопритирочного
полуавтомата завода „Комсомолец"
Элементы характеристики
Диаметр обрабатываемой шестерни в мм:
наибольший
наименьший
Наибольший модуль обрабатываемой ше-
стерни в мм
Наибольшее расстояние между осями в мм
Число притиров
Число оборотов шпинделя в минуту ....
Число двойных ходов головки в минуту .
Мощность главного электродвигателя
в кет
Вес станка а кг
Габариты станка в мм:
длина
ширина
высота
Модель
5735
45°
15°
8
33°
i
бо—150
40—250
1,5
3500
1б6Ъ
15°°
Таблица 25
Техническая характеристика станка для испытания
шестерён на шум завода „Комсомолец"
Элементы характеристики
Расстояние между осями в мм:
наибольшее
наименьшее
Расстояние между передним и задним
шпинделями в мм:
наибольшее
наименьшее
Конус передних шпинделей
Конус задних шпинделей
Смещение верхней коробки в мм
Число оборотов ведущего шпинделя в ми-
нуту
Мощность электродвигателя в кет ....
Вес станка в кг
Модель
579
13°
85
38°
1 -5
Морзе №2
IOO
75°;I5Q
°,8; I,:
4бо
ГЛ. ill]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
179
Техническая характеристика внутришлифовальных станков ЗВШС
Таблица 26
Элементы характеристики
Модель станка
Универ-
сальный
3240
Универ-
сальный
3250
Полуавтомат
3251
Полуавтомат
3252
Двухсторонний
полуавтомат
3253М-4
Диаметр детали в мм
Диаметр шлифуемого отверстия в мм:
наибольший
наименьший
Длина шлифования в мм
Число оборотов шпинделя в минуту. . .
Скорость стола в м/мин
Диаметр кругов в мм:
наибольший
наименьший
Число оборотов круга в минуту
Мощность электродвигателя шлифовала
ного круга в кет
Общая мощность на станке в кет....
Габариты станка в мм:
длина
ширина
высота
Вес станка в кг
Измерение детали
58
75
5оо
7оо
ноо
0,25—10,0
35
5
12 ООО
1б ООО
ао ооо
3,55
1690
1640
1385
1800
Ручное
2ОО
4°
125
128
178
»43
34°
0,25—ю
8о
о25
8 ооо
12 ООО
15 ооо
4.2
6,35
2500
Н75
147°
2400
Ручное
IO0
4о
125
'5°
22O
334
494
о ,25—ю
8о
25
8 ооо
12 ООО
15 ооо
4,3
6,35
2815
i6ao
1345
3000
Автоматиче-
ское калибром
«°°
IO0
4О
«а
140
178
243
340
0,25—ю
8о
о Э5
8 ооо
12 ООО
15 ооо
4,3
7,°
2435
i68o
1490
3000
Автоматиче-
ское пневмати-
ческим прибо-
ром
i8o
80
20
125
'5°
0,35—10
80
25
8 000
12 ооэ
15 ооо
5,5
9,8
37°°
15°°
157°
55°°
Автоматиче-
ское
Таблица 27
Техническая характеристика зубозакругляющего
станка завода „Комсомолец"
Элементы характеристики
Наибольший диаметр обрабатываемого
зубчатого колеса в мм:
при закруглении зуба
» снятии фасок
Высота обрабатываемого зубчатого коле-
са в мм:
наибольшая
наименьшая
Наибольший модуль в мм:
при закруглении зуба
, снятии фасок
. Число оборотов фрезы в минуту
Число обрабатываемых зубьев в минуту .
Мощность электродвигателя привода в кет
Диаметр отверстия цанги для крепления
фрезы в мм
Вес стайка в кг
Габариты станка в мм:
длина
ширина
высота
Модель
550
5°о
ооо
5°°
1500
; з°;17
i,5
13
i5°°
1565
830
«54°
Методы выполнения заготовок
В серийном производстве заготовки зубча-
тых колёс выполняются методом штамповки
в подкладных штампах на ковочных молотах;
при крупносерийном и массовом штамповка
производится на штамповочных молотах в за-
крытых штампах.
При массовом выпуске зубчатых колёс диа-
метром до 175 мм заготовка штампуется на
горизонтально-ковочных машинах в разъёмных
штампах. Особенно выгодна штамповка на гори-
зонтально-ковочных машинах в тех случаях,
когда зубчатое колесо имеет сложный контур
или выемки между венцами. Отверстие при
штамповке в заготовке прошивается насквозь.
Припуск при штамповке на ковочных моло-
тах— 5 мм, на штамповочных молотах—3—
4 мм, на горизонтально-ковочных машинах —
2—3 мм.
Некоторые заводы массового производства
выполняют заготовки зубчатых колёс методом
центробежной отливки, при котором дости-
гается хорошее заполнение форм по конфи-
гурации, а также экономия металла за счёт
меньших отходов (литники переплавляются) и
уменьшения припусков.
ОБРАБОТКА ЗУБЧАТЫХ КОЛЁС
Зубчатые колёса диаметром 25—55 мм
В табл. 14 приведён маршрут обработки
зубчатых колёс из прутка с отверстием в сту-
пице достаточной длины, со шлицами или шпо-
ночной канавкой. Такие зубчатые колёса после
токарной черновой обработки их из прутка на
автоматах или револьверных станках можно
базировать в последующих операциях на
оправке. В качестве вариантов в маршрут вклю-
чены операции 2а, 4а, 9а, которые применяются
в зависимости от конструкции и технических
условий на деталь.
Если зубчатое колесо необходимо изго-
товлять не из прутка, а из поковки, то первые
операции черновой токарной обработки выпол-
няются или по сверлильно-многорезцовому ва
рианту, или на станках с зажимом заготовки
в патроне.
В маршруте указан лишь характер потреб-
ного оборудования. Для конкретного выбора
оборудования пользуются соответственными
каталожными данными. Частично характе-
ристики станков даны в табл. 18—27. Из прутка
обрабатываются часто также и зубчатые колеся
180
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
1РАЗД. III
больших размеров (от 55 до 80 мм) на револь-
верных станках типа 137 завода им. Орджони-
кидзе в серийном производстве или на много-
шпиндельных автоматах соответствующих раз-
меров — в массовом производстве. Однако рас-
чёты показывают, что трудоёмкость токарной
обработки при изготовлении из прутка зубча-
тых колёс таких диаметров мало отличается
от трудоёмкости при их изготовлении из штам-
повки, и поэтому рациональный выбор варианта
токарной обработки зубчатых колёс этого ин-
тервала размеров E5—80 мм) должен решаться
в каждом отдельном случае сравнительным
расчётом. Зубчатые колёса диаметром больше
80 мм рекомендуется изготовлять из штам-
пованной заготовки.
Зубчатые колёса диаметром 56—200 мм
В табл. 15 приведены два варианта обра-
ботки зубчатых колёс диаметром 56—200 мм.
Для обработки заготовки может быть вы-
бран 1-й вариант — сверлильно-многорезцовый
или 2-й — обтачивание с зажатием детали
в патроне. 2-й вариант выбирают в тех слу-
чаях, когда по конфигурации детали преду-
смотрены выточки в отверстии или торцах
зубчатых колёс или для всех типов зубчатых
колёс в случае большого масштаба выпуска,
так как он позволяет применить высокопроиз-
водительные многошпиндельные патронные
полуавтоматы. В 1-м варианте применён ше-
винговально-притирочный метод обработки
зубьев, а во 2-м варианте — зубошлифоваль-
ный метод.
Выбор варианта обработки зуба производят
в зависимости от требований точности по тех-
ническим условиям и от конфигурации детали.
У особо точных колёс A-го класса) зубья
шлифуются. Зубчатые колёса автомобилей,
тракторов и значительное количество колёс
в станкостроении обрабатываются шевинго-
вально-притирочным методом.
Зубошлифовальный метод даёт высокое ка-
чество, но стоимость изтотовления при этом
высокая в силу малой производительности шли-
фовальных станков, работающих по методу
обкатки. В крупносерийном и массовом произ-
водстве эту операцию выполняют на станках,
работающих профилированным кругом (по про-
филю зуба). Производительность этих станков
в несколько раз выше станков, работающих
по методу обкатки, но на них можно произ-
водить только шлифование прямых зубьев.
Шевинговально-притирочный вариант даёт
также высококачественные зубчатые колёса
при соблюдении постоянного контроля за со-
стоянием оборудования и инструмента (центры
станков наплавляются твёрдым сплавом; центры
оправок полируются и систематически прове-
ряются).
В связи с большой жёсткостью новых зубо-
фрезерных станков, позволяющих работать
фрезой по направлению подачи (при наличии
у станков механизма для устранения люфта
в гайке ходового винта супорта), находит
распространение ещё и третий — сокращённый
шевинговально-притирочный метод обработки
зубьев (без зубодолбления) по следующему
маршруту: 1) зубофрезерование однозаходной
червячной фрезой со шлифованным профилем
на жёстком зубофрезерном станке методом
фрезерования по направлению подачи; 2) за-
кругление торца зуба; 3) шевингование; 4) тер-
мическая обработка; 5) шлифование отвер-
стия; 6) калибрование шлицев; 7) притирка
зубьев; 8) испытание на шум и подбор; 9) при-
работка.
В серийном производстве токарная обра-
ботка производится на многорезцовых полу-
автоматах типа 1720 завода „Красный проле-
тарий", допускающих быструю переналадку,
что значительно сокращает время токарной
обработки по сравнению с обработкой на
универсально-токарных станках.
Зубчатые колёса диаметром 201—300 мн
Детали данного размера по типам А — Е
табл. 13 обрабатываются по технологическим
маршрутам, приведённым в табл. 16. Размеры,
мощность и типы оборудования выбраны боль-
шими, чем указано в табл. 15, в соответствии
с большими размерами деталей. Так, например,
патронные горизонтальные многошпиндель-
ные автоматы уже не употребляются: они не
охватывают размеров диаметром 200—300 мм.
В массовом производстве с небольшим ритмом
обработка таких деталей ведётся на верти-
кальных шестишпиндельных автоматах завода
.Красный пролетарий". В крупносерийном и
серийном производствах для шестерён с выем-
ками применяют револьверный станок модели
136М завода им. Орджоникидзе.
Вместо многорезцовых токарных полуавто-
матов модели 1720, применяемых для зубчатых
колёс диаметром 200 мм, обработку зубчатых
колёс диаметром до 300 мм ведут на полу-
автоматах большого размера — модель 1730
завода „Красный пролетарий".
Протяжные станки с усилием 20 т ока-
зываются недостаточными, и их заменяют
станками Минского станкозавода с уси-
лием 30 т.
Зубофрезерные станки применяются более
мощные и жёсткие. Станок 532 завода „Ком-
сомолец" хотя по размерам и достаточен для
диаметра 300 мм, однако по жёсткости и мощ-
ности он является в основном станком для
серийного производства, поэтому в массовом
производстве подбираются более жёсткие
станки 5326 завода „Комсомолец". Зубодол-
бёжный станок 514 может быть применён
для обработки зубчатых колёс диаметром
200—300 мм, если модуль их не свыше 6 мм.
Шевинговальный станок 571, обрабатываю-
щий зубчатые колёса до диаметра 200 мм,
мал, поэтому вместо него в табл. 16 указана
модель 5715 (для диаметра до 450 мм).
Внутришлифовальный полуавтомат с авто-
матическим промером калибров типа 3251 для
массового производства может быть исполь-
зован только при диаметре отверстия до 100 мм.
При отверстии большего размера применяют
станок 3250. (не имеющий автоматического
промера изделия и останова).
Зубопритирочный станок 5735 завода .Ком-
сомолец" может быть использован для деталей
до диаметра ЗСО мм при длине зуба 50 мм.
Станок для испытания на шум завода „Ком-
сомолец" подбирается большего размера, так
как тип 579, указанный в табл. 14, обеспечи-
вает расстояние между осями зубчатых колёс
только 130 мм.
ГЛ. HI)
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
181
Для одинарных плоских колёс диаметром
до 300 мм типов Ж, 3 (табл. 13) без ступицы
маршрут токарной обработки на базе центро-
вой ©.правки не пригоден, так как недостаточ-
ная длина отверстия не гарантирует правиль-
ной базировки и достаточной жёсткости на
оправке. В таких деталях базой может служить
широкий торец, а отверстие служит только
для центрирования в чистовых токарных и
зубообрабатывающих операциях. В силу этих
причин токарную обработку зубчатого колеса
с обеих сторон ведут в массовом производстве
на патронных шестишпиндельных полуавтома-
тах завода „Красный пролетарий". В серийном
и крупносерийном производстве применяются
револьверные станки или одношпиндельные
патронные полуавтоматы.
Зубчатые колёса диаметром 300—500 мм
Наиболее ходовыми типами колёс данного
размера являются одновенцовые зубчатые
колёса (табл. 13, типы Ж, 3, И).
Токарная обработка больших колёс по
сверлильно-многорезцовому варианту с закре-
плением детали на оправке в центрах произ-
водится редко, так как длина отверстия сту-
пицы во многих случаях оказывается недоста-
точной и отверстие может служить только цен-
трирующей базой, основной же базой является
торец. Центровая оправка при многорезцовой
обработке больших диаметров колёс недоста-
точно жестка. Многорезцовые центровые полу-
автоматы для зубчатых колёс диаметром 400—
500 мм применяются редко. Зубчатые колёса
обтачиваются и растачиваются в патронах на
револьверных станках или одношпиндельных
токарных многорезцовых полуавтоматах в круп •
несерийном производстве и на вертикальных
многошпиндельных полуавтоматах в массовом
производстве.
Укрупнённый технологический маршрут для
типовых зубчатых колёс диаметром 300—500мм
с заготовкой из штамповки при наличии от-
верстия в заготовке может быть представлен
в следующем виде:
Продолжение
№ опТ-
рации
1
2
3
4
Наименование операции
Черновое протачивание де-
тали с одной стороны и раста-
чивание отверстия. Обтачива-
ние по наружному диаметру
под зажим патрона в после-
дующей операции
Черновое обтачивание на-
ружного диаметра, протачи-
вание торца с другой сторо-
ны и растачивание отверстия
Чистовое обтачивание на-
ружного диаметра и торца с
одной стороны, растачивание
отверстия
Чистовое обтачивание, рас-
тачивание с другой стороны
Характер оборудо-
вания
В массовом про-
изводстве верти-
кальный патрон-
ный многошпин-
дельный полуавто-
мат. В крупносе-
рийном производ-
стве — патронный
револьверный ста-
нок или одношпин-
дельный патрон-
ный полуавтомат
То же
То же
То же
С к
°В
eg* cti
5
6
7
8
9
10
11
12
13
14
Наименование операции
Протягивание шпоночных
канавок (если они имеются в
конструкции детали).
Зубофрезерование (черно-
вое)
Зубофрезерование (чисто-
вое)
Шевингование зуба (для точ-
ных зубчатых колёс)
Закругление зуба (в тех слу-
чаях, когда это требуется по
чертежу)
Термическая обработка
Шлифование отверстия и
торца от начального диаметра
зуба (для колёс высокого клас-
са точности)
Шлифование второго торца
(если это требуется по усло-
виям чертежа)
Шлифование зуба (для ше-
стерён 1-го класса точности);
при наличии в техпроцессе
шлифования зуба шевингова-
ния иногда не делают
Обкатка
Характер оборудо-
вания
Протяжной
Зубофрезерный
То же
Шевинговальный
Зубозакругляю-
щий полуавтомат
Цементация —
закалка
Внутришлифо-
вальный с двумя
кругами (один
круг — для шли-
фов аГиия отверстий,
другой —для шли-
фования торца)
Плоскошлифо-
вальный верти-
кальный с шли-
фованием торцом
круга
Зубошлифоваль-
ный
Специальный ста-
нок или специаль-
ное приспособле-
ние
Примечания: 1. Операций 3-ю и 4-ю (чистовую
обработку) иногда совмещают на тех же станках, что и
в 1-й и 2-й операциях, если позволяет количество шпин-
делей полуавтомата и не требуется старения детали.
2. Ввиду трудности получения отверстия по 2-му
классу точности на полуавтоматах при диаметре до
300 мм практикуют после 3-й операции калибрование
отверстия протяжкой на протяжном станке для получе-
ния точного отверстия перед чистовым обтачиванием
и протачиванием второго торца D-я операция) и нареза-
нием зуба, так как обе операции желательно базировать
от точного отверстия и торца. В этом случае в 4-й опе-
рации расточка отверстия исключается.
Для зубчатых колёс менее точных, чем
по 1-му и 2-му классам, шлифование не при-
меняется.
Шлифование зуба предусмотрено в тех-
процессе ввиду того, что крупные колёса
получают в термообработке большие дефор-
мации, которые трудно вывести методом
притирки.
Обработка зубчатых валиков по своему
маршруту до зубообработки отлична от об-
работки зубчатых колёс с наружным зубом и
отверстием.
Зубчатые валики обрабатываются наподо-
бие шлицевых валов, т. е. по следующему
варианту: 1) фрезерование торцов и цен-
тровка с двух сторон; 2) черновое обтачи-
вание на многорезцовых станках с двух
сторон; 3) чистовое обтачивание с двух сторон;
4) фрезерование шпонок, сверление различ-
ных отверстий, фрезерование резьбы и т. д.:
182
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
5) шлифование базисных участков для зажима
на зуборезных станках; 6) черновая и чистовая
обработка зуба; 7) термообработка; 8) после-
дующие чистовые операции после термо-
обработки и доводочные операции по обра-
ботке зуба.
Зубчатые колёса с внутренним зацеплением
в зависимости от их конфигурации обраба-
тываются на револьверных станках, много-
резцовых или на патронных полуавтоматах.
Внутренний зуб обрабатывается на зубодол-
бёжных станках. Зубчатые колёса с внутрен-
ним зацеплением больших размеров обра-
батывают по зубу иногда фрезерованием
дисковой или червячной фрезой в специаль-
ной головке для внутреннего зубофрезеро-
вания на зуборезном станке.
Технологические маршруты следует рас-
сматривать только как принципиальные схемы
построения технологии производства типовых
зубчатых колёс. При составлении конкретной
технологии количество операций, их после-
довательность и оборудование могут быть
изменены.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бакингем Е., Цилиндрические зубчатые колёса,
ОНТИ, 1935.
2. Долматовский Г. А., Справочник технолога,
ч. 1-я, Машгиз, 1944.
3. Кован В. М., Технология машиностроения, Машгиз,
1944.
4. Корнилов К. А., Производство зубчатых колёс,
Машгиз, 1947.
5. Оргавиапром, Чистовая обработка поверхностей,
Оборонгиз, 1941.
6. ЦНИИТМАШ, Справочное руководство по зуб-
чатым передачам и редукторам, вып. V, Машгиз,
1944.
7. Чапаев Н. П., Справочник по редукторостроению,
вып. IX, Окончательная отделка зубчатых колёс,
ЦНИИТМАШ, 1941.
8- Чарнко'Д. В., Технология поточного производ-
ства станков, Машгиз, 1946.
9. ЗНИМС, Новое в-иностранной технике станкострое-
ния, сб. № 16, 1945.
10. ЭНИМС, Справочник по отделке высококачествен-
ных зубчатых колёс (цилиндрические колёса). Бюро
зуборезных работ, 1941.
11. ЭНИМС, Типаж зуборезного оборудования, стеногр.
доклада К. А. Корнилова на 2-й сессии по зуборез-
ному делу в Ленинграде 20—24/V 1939.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Основные размеры
Технологический процесс обработки кони-
ческих зубчатых колёс определяется основ-
ными размерами, конструкцией, требуемой
точностью, качеством обработанных поверх-
ностей и методом выполнения заготовки.
В табл. 28 приведена разбивка на группы
типовых конических зубчатых колёс по их
размерам и типам.
Зубчатые колёса диаметром до 55 мм
типа А изготовляются обычно из прутка
Таблица 28
Размерные группы и типы конических зубчатых колбе
Размерная
группа
0 30— 55 мм
0 56-200
0 201—300
0 56—200 мм
0 201—300 .
Длина
до 150 мм
„ 150—300 мм
» 300-500 „
Тип зубчатых
колёс
Конические,
со ступицей
(с прямым или
спиральным
зубом)
Конические,
венцовые (с
прямым или
спиральным
зубом)
Конические,
с валиком
Индекс
типа
Эскизы
(если не требуется проковка металла) на ре-
вольверных станках в серийном производстве
и на автоматах с зажимом в цанге—в мас-
совом производстве.
Зубчатые колёса диаметром от 56 до 200 мм
типа А из штампованной заготовки обраба-
тываются в массовом и серийном производ-
стве по маршруту сверлильно-многорезцового
варианта. Такого же интервала диаметров
зубчатые колёса, отнесённые "к типу Б, обра-
батываются в патронах на револьверных
станках в серийном производстве или на
одношпиндельных и много-
шпиндельных полуавтоматах
малого размера — в массовом
производстве.
Зубчатые колёса диаметром
от 201 до 300 мм типа А обра-
батываются по маршруту свер-
лильно-многорезцового вари-
анта на станках большего раз-
мера, а такого же интервала
диаметров зубчатые колёса
типа Б — в патронах на револь-
верных станках в серийном
производстве и на полуавто-
матах в массовом производ-
стве.
Конические зубчатые колеса
с валиками типа В обрабаты-
ваются на первом этапе (до
образования зуба) в центрах
подобно обработке валиков.
Диаметр конического зуб-
чатого колеса при длине ва-
лика до 500 мм обычно не
превышает 100—150 мм, по-
этому в основу размерной груп-
пировки этих зубчаток принята
их полная длина, которая также
разбита на три интервала.
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
183
Конструкция конических зубчатых колёс
Конфигурация зубчатых колёс положена
в основу их разбивки на типы (см. табл. 28).
Тип А отличается от типа Б наличием сту-
пицы, позволяющей обрабатывать их на
оправках, тогда как тип Б обрабатывается в
патроне, а тип В — в центрах.
Форма зуба определяет типаж оборудо-
вания и технологический маршрут обработки
зубьев, существенно меняющийся также и в
зависимости от требуемой точности и ка-
чества поверхности.
Точность выполнения
Точность изготовления конических зуб-
чатых передач регламентирована ГОСТ
1758-42 (см. т. 5, гл. I). Требуемая точность и
качество поверхности определяют главным
образом характер отделочных операций, тех-
нологические маршруты которых меняются
в зависимости от формы зуба.
Конические зубчатые колёса с прямыми
зубьями средних модулей обрабатываются по
маршруту:
1. Черновое фрезерование впадины зуба
методом деления на многошпиндельных зубо-
фрезерных станках в массовом производстве
и на одношпиндельных в серийном.
2. Чистовая обработка зуба на зубостро-
гальных станках, работающих методом об-
катки.
! 3. Контроль на специальном станке.
4. Термическая обработка.
5. Проверка, подбор пары и обкатка пары
зубчатых колёс на специальном проверочно-
Обкаточном станке.
Конические зубчатые колёса со спираль-
ным зубом могут быть обработаны по двум
вариантам:
1. Зубчатые колёса повышенной точности:
1) черновое нарезание зуба; 2) чистовое на-
резание зуба; 3) проверка и обкатка; 4) тер-
мическая обработка; 5) шлифование зуба;
6) проверка и подбор пары (на краску).
2. Зубчатые колёса нормальной точности:
1) черновое нарезание зуба; 2) чистовое на-
резание зуба; 3> проверка и обкатка; 4) тер-
мическая обработка; 5) проверка и подбор
пары (на краску).
Для предохранения зубчатых колёс от по-
тери точности при термической обработке
закалка деталей среднего и большого раз-
меров производится в специальных штампах
на закалочных прессах.
Заготовки для конических зубчатых
колёс
В массовом производстве заготовки вы-
полняются штамповкой на горизонтально-
ковочных машинах, штамповочных молотах
или прессах, в серийном производстве —
штамповкой в подкладных штампах на ко-
вочных молотах. Припуски на обработку при-
нимаются те же, что и для цилиндрических
зубчатых колёс (см. стр. 179). В условиях
массового производства заготовки в не-
которых случаях выполняются с профилем
зубьев на мощных штамповочных прессах
или методом центробежной отливки.
Оборудование для обработки
конических зубчатых колёс
Подбор станков в массовом производстве
определяется размерами каждой детали, за-
креплённой за поточной линией, а в серийном
производстве — деталью максимального раз-
мера, закреплённой за данным станком.
Токарная обработка конических зубча-
тых колёс на оправке в серийном и массовом
производстве осуществляется, так же как
и цилиндрических, на многорезцовых токар-
ных станках-полуавтоматах — см. стр. 177.
В тех случаях, когда на одном станке
обрабатывается несколько деталей, удобнее
применять станки завода „Красный проле-
тарий" типов 1730, 1720, не требующие смены
кривых при переналадке; при закреплении же
на станке только одной детали в массовом
производстве применяют станок типа 116 за-
вода им. Орджоникидзе.
Конические зубчатые колёса типа Б диа-
метром 201—300 мм в массовом производ-
стве обрабатывают в патроне на многорез-
цовых станках завода „Красный пролетарий"
или станках завода им. Орджоникидзе, а при
очень большом выпуске — на шестишпиндель-
ных вертикальных полуавтоматах завода
„Красный пролетарий".
Характеристику шестишпиндельных полу-
автоматов см. в табл. 19.
Нарезание зуба и отделочные операции
по обработке зуба производят на станках,
специально предназначенных для обработки
конических зубчатых колёс.
В массовом производстве часто приме-
няется предварительное (черновое) фрезеро-
вание зубьев большой дисковой фрезой с
вертикальной осью вращения. Три горизон-
тальных шпинделя, несущих заготовки, по-
даются на фрезу и после окончания фрезе-
рования впадины отходят, поворачиваются по
индексу и вновь подходят к фрезе для обра-
ботки следующей впадины.
Шлифование внутреннего отверстия кони-
ческих зубчатых колёс после термической
обработки производится в специальном па-
троне с базированием по впадине зуба на
внутришлифовальных станках (характеристику
см. в табл. 26). В серийном производстве упо-
требляют станки нормального типа 3250 (для
средних размеров) или 3240 (для малых раз-
меров). В массовом производстве применяют
станок типа 3251 с автоматическим измере-
нием детали калибром (при гладких или
шлицевых отверстиях без выемок). Для от-
верстий, глухих или имеющих бурт, где изме-
рение калибром с задней стороны бабки
невозможно, применяют станки типа 3252,
снабжённые пневматическим прибором для
измерения деталей.
Технологические маршруты для типовых
конических зубчатых колёс приведены в
табл. 29—32.
При составлении конкретной технологии
количество операций и их последователь-
ность могут быть изменены, поэтому марш-
руты следует рассматривать только как
принципиальную схему построения технологи-
ческого процесса для типовых конических
зубчатых колёс.
184
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Таблица 29
Технологический маршрут обработки конических зубчатых колёс диаметром 30—55 мм, тип А (табл. 28)
(заготовка — пруток)
№
опера-
ции
2
3
Технологические
операции
Сверление отвер-
стия, обтачивание
наружного диаметра
и конусов, протачи-
вание выемки с тор-
ца, подрезание сту-
пицы, отрезание
Протягивание от-
верстия и шпоночных
канавок
Чистовое обтачи-
вание (с базирова-
нием по отверстию)
и подрезание базово-
го торца
Применяемое
оборудование
Многошпиндельный прут-
ковый автомат в массовом
производстве; револьвер-
ный прутковый станок в
серийном . производстве
(модели в зависимости от
конфигурации деталей и
масштаба выпуска) *
Протяжной станок до
5—10 т Минского станко-
завода
Многорезцовый токар-
ный полуавтомат типа 1720
завода „Красный проле-
тарий" и др.
№
опера-
ции
4
5 .
6
7
8
Технологические
операции
Нарезание прямого
зуба методом обкатки
Проеерка и обкат-
ка
Термическая обра-
ботка
Шлифование от-
верстия с базиро-
ванием от началь-
ной окружности ко-
нуса зубчатого ко-
леса
Проверка и подбор
парных зубчатых ко-
лёс
Применяемое
оборудование
Зуборезный станок
малого размера для
прямозубых кониче-
ских колёс
Проверочно-обкат-
ной станок
Внутришлифоваль-
ный универсальный
станок типа 3240
ЗВШС для серийного
производства, внутри-
шлифовальный полу-
автомат для массово-
го производства
Проверочный станок
'Примечание. При необходимости уплотнения металла путём штамповки обработка производится из
штампованной заготовки по аналогии с зубчатыми колёсами 0 56-^-200 мм на сверлильных и многорезцовых станках.
Таблица 30
Технологический маршрут обработки конических зубчатых колёс диаметром 56—200—300 мм, тип А (табл. 28)
(заготовка штампованная)
№
опера-
ции
1
2
3
4
5
6
7
8
9
10
11
12
Технологические операции
Сверление отверстия и под-
резание торца ступицы
Протягивание отверстия и
шлицев
Черновое обтачивание зуб-
чатого колеса
Чистовое обтачивание
Черновое нарезание зуба
Чистовое нарезание зуба
Проверка и обкатка
Термическая обработка
Шлифование отверстия с
базированием от начальной
окружности конуса
Калибрование шлицев
Шлифование зубьев (для
спиральных или гипоидных
конических зубчатых колёс)
Проверка и подбор парных
губчатых колёс
Применяемое оборудование
Сверлильные станки разных раз-
меров в зависимости от диаметра
сверления
Протяжной станок
Токарные многорезцовые полуав-
томаты
То же
Зуборезные станки для конических
зубчатых колёс среднего размера
разных моделей в зависимости от
формы зуба
Зуборезные станки для кониче-
ских колёс среднего размера
Проверочно-обкатные станки
Енутришлифовальный универсаль-
ный станок типа 3250 ЗВШС для
серийного производства; типа 3251
с автоматическим промером изде-
лия для массового производства. -
Пресс
Специальный зубошлифовальный
станок
Специальные проверочные станки
Примечание
Операции 1-я и 3-я в массовом
производстве, в особенности при на-
личии выемок в отверстии и тор-
цах, выполняются часто на верти-
кальных шестишпиндельных полу-
автоматах типа 1А283 завода
„Красный пролетарий"
й серийном производстве при на-
личии обрабатываемых выемок в от-
верстии или торцах операции 1-я
и 3-я выполняются часто на револь-
верных станках
В 5-й операции в массовом про-
изводстве для прямозубых колёс
применяются многошпиндельные
зубофрезерные станки, работающие
методом деления
Характеристики станков см. в та-
блицах в разд. „Цилиндрические
зубчатые колёса*
Таблица 31
Технологический маршрут обработки венцовых конических зубчатых колёс диаметром 56—200—300 мм,
тип Б (табл. 28) (заготовка штампованная, с отверстием)
№
опера-
ции
1
Технологические операции
Растачивание отверстия, протачи-
вание заднего торца //, частичное
протачивание переднего торца (за-
жим в трёхкулачковом патроне
специальными кулачками по кону-
сам зубчатого колеса)
Применяемое оборудование
Токарные многорезцовые полу-
автоматы в массовом и крупносе-
рийном производстве. Многошпин-
дельные вертикальные полуавтома-
ты завода „Красный пролетарий"
в массовом производстве с неболь-
шим темпом, револьверные станки
в серийном производстве
i
Примечание
Технические характеристи-
ки и размеры токарных мно-
горезцовых станков и полу-
автоматов для средних разме-
ров колёс см. разд. „Цилин-
дрические зубчатые колёса*.
Для малых размеров зубча-
тых колёс E6—100 мм) подби-
раются станки меньших раз-
меров
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
185
Продолжение табл. 31
№
опера-
ции
2
3
4
5
6
7
8
9
10
И
12
13
Технологические операции
Сверление крепёжных отверстий
Черновое обтачивание конусов
зубчатого колеса и подрезание с пе-
редней стороны (база—расточенное
в 1-й операции отверстие)
Шлифование заднего торца Н для
создания точной базы торца, необ-
ходимой при нарезании зуба
Протягивание (калибрование) от-
верстия для создания точной базы
отверстия при нарезании зуба
Чистовое обтачивание конусов зуб-
чатого колеса и других поверхно-
стей (базирование по отверстию
и заднему торцу Н)
Черновое нарезание зуба
Чистовое нарезание зуба
Проверка и обкатка
Термическая обработка (с изоля-
цией крепёжных отверстий для по-
следующего развёртывания в сборе)
Шлифование центрального отвер-
стия и торца с базированием от на-
чальной окружности конуса
Шлифование зубьев
Проверка и подбор парных зуб-
чатых колёс
Применяемое оборудование
Сверлильный станок с многошпин-
дельной головкой
Станки такие же, как и для 1-й
операции, но с другой наладкой
Вертикальный плоскошлифоваль-
ный станок с круглым столом Мо-
сковского завода шлифовальных
станков
Протяжной станок
Токарные многорезцовые полу-
автоматы завода .Красный проле-
тарий" и завода им. Орджоникидзе
Зуборезные станки для кониче-
ских колёс
Зуборезные станки
Проверочно-обкатные станки
Цементационные и закалочные
печи. Закалочный пресс
Внутришлифовальные станки с
двумя кругами для шлифования от-
верстия и торца в один постанов
Зубошлифовальные станки для
конических зубчатых колёс
Проверочные станки
Примечание
В массовом производстве
2-я операция иногда выпол-
няется на вертикальном ше-
стишпиндельном токарном
полуавтомате завода .Крас-
ный пролетарий" с примене-
нием сверлильной головки
При сложной конфигура-
ции зубчатых колёс обтачи-
вание и подрезание иногда
производят раздельно •
Базирование при шлифова-
нии от конуса
Короткая протяжка
Характеристики станков см.
разд. «Цилиндрические зуб-
чатые колёса"
В массовом производстве
прямозубых конических колёс
применяют многошпиндель-
ные станки, работающие ме-
тодом деления
Закалка с зажатием в штам-
пах
Станки Завода внутришли-
фовальных станков (ЗВШС)
Для спиральных или гипо-
идных конических зубчатых
колёс
Таблица 32
Технологический маршрут обработки конических зубчатых колёс с валиком, тип В (табл. 28)
(заготовка штампованная)
№
опера-
ции
1
2
3
4
5
Технологические операции
Фрезерование торцов и цен-
трирование заготовки зубча-
того колеса с валиком с двух
сторон
Черновое обтачивание со
стороны валика
Черновое обтачивание со
стороны зубчатого колеса
Чистовое обтачивание со
стороны валика
Чистовое обтачивание со
стороны зубчатого колеса
Применяемое оборудование
Фрезерно-центровальный двухсто-
ронний четырёхшпиндельный полу-
автомат типа ФЦ-1 завода им. Орджо-
никидзе
Для операций 2—5-й многорезцо-
вые токарные полуавтоматы завода
„Красный пролетарий" или завода
им. Орджоникидзе (см. разд. .Ци-
линдрические зубчатые колёса"),
размеры в зависимости от длины
валика
Примечание
В массовом производстве с не-
большим темпом эту операцию
иногда разбивают на две: фрезеро-
вание производят на двухсторон-
нем фрезерном станке барабанного
типа, центрирование — на двухсто-
роннем центровальном станке
В тех случаях, когда в штамповке
данной заготовки имеется специаль-
ный необрабатываемый выступ с
торца зубчатого колеса для повод-
кового патрона,обтачивание валика
и зубчатки производится одновре-
менно по всей длине детали, поэтому
вместо четырёх операций остаются
две — черновое обтачивание и чисто-
вое обтачивание
186
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
Продолжение табл. 32
опера-
ции
6
7
8
9
10
11
12
13
14
15
Технологические операции
Шлифование мест А,, ?,
(см. табл. 28), необходимых
как база для зуборезных опе-
раций
Нарезание резьбы на конце
валика для затяжки детали
при нарезании зуба
Черновое нарезание зуба
Чистовое нарезание зуба
Проверка и обкатка
Термическая обработка
Зачистка резьбы на конце
валика (коней валика дол-
жен быть предохранён от це-
ментации в 11-й операции)
Шлифование диаметров ва-
лика
Шлифование зуба (для спи-
рального и гипоидного зуба)
Проверка и подбор парных
зубчатых колёс
Применяемое оборудование
Круглошлифовальные станки Харь-
ковского завода им. Молотова
Резьбофрезерные станки Средне-
волжского станкозавода
Специальные зуборезные станки
Специальные зуборезные станки
Специальные проверочно-обкатные
станки
Резьбофрезерные станки Средне-
волжского завода
Круглошлифовальные станки Харь-
ковского завода им. Молотова
Зубошлифовальные станки для
конических зубчатых колёс
Специальные проверочные станки
Примечание
После 7-й операции может быть
ещё ряд операций по фрезеровке
шпонок, сверлению и т. д. в зави-
симости от конструкции
Для прямозубого колеса в мас-
совом производстве применяют мно-
гошпиндельные станки, работающие
фрезой методом деления
Операция 12-я делается только
в случаях, когда окончательную
резьбу валика нельзя использовать
для затяжки на зуборезном станке
в 7-й операции
Для особо точных зубчатых колёс
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОРПУСНЫХ ДЕТАЛЕЙ МАШИН
ХАРАКТЕРИСТИКА КОРПУСНЫХ
ДЕТАЛЕЙ
Корпусные детали, являясь базовыми де-
талями для механизмов, обеспечивают их
правильное положение и взаимодействие.
Основными требованиями, предъявляемыми
к корпусным деталям, являются: 1) точность
отверстий для валов по размеру и форме в
пределах 3—1-го классов по ОСТ; 2) соос-
ность отверстий, расположенных в двух или
нескольких стенках; 3) параллельность или nepj
пендикулярность осей отверстий между собой
и базирующим поверхностям; 4) точность рас-
стояний между осями отверстий и от базирую-
щих поверхностей; 5) перпендикулярность
торцовых поверхностей осям отверстий; 6) пря-
молинейность базирующих поверхностей.
Требования, предъявляемые к точности
взаимного положения отверстий и плоскостей,
зависят от точности монтируемых в корпус-
ных деталях механизмов; в частности, допуски
на межцентровые расстояния, непараллельность
и перекос осей для зубчатых передач опреде-
ляются по ГОСТ 1643-46.
Размеры главнейших элементов корпусных
деталей находятся в определённых соотноше-
ниях с диаметрами основных валов; поэтому
в основу разбивки корпусных деталей на раз-
мерные группы принимается наибольший диа-
метр основного отверстия. В табл. 33 приве-
дены ориентировочные соотношения размеров
корпусных деталей.
МЕТОДЫ ПОЛУЧЕНИЯ И КОНТРОЛЯ
ЗАГОТОВОК
Корпусные детали чаще всего выполняются
в виде чугунных отливок, реже — стального
литья или сварных конструкций.
Таблица 33
Ориентировочные соотношения размеров корпусных
деталей
Ориентировочные размеры в мм
Диаметр
растачива-
емого
отверстия
До 50
5о-1оо
IO0—25O
250—500
Св. 5О0
Диаметр
торцовой
поверхно-
сти
До до
до—150
I5O—35O
350-700
Св. 7оо
Наименьшее
межцентровое
расстояние для
одной пары
отверстий
До ioo
IOO—2ОО
2ОО 5°°
5оо—iooo
Св. iooo
Наименьшее
расстояние от
базовой по-
верхности до
оси отверстия
До 5°
5О-80
8о—i6o
:6о—280
Св. 28о
Постоянство размеров заготовки и припу-
сков на обработку имеет решающее значение
для построения технологического процесса
обработки и настройки станков. Получение
такой заготовки требует применения слож^
ной литейной оснастки и приспособлений для
контроля литья. В связи с этим рекомен-
дуется:
1) в серийном производстве подвергать
корпусные детали разметке, которая также
служит и методом проверки заготовки;
2) в крупносерийном производстве
обработку корпусных деталей производить без
разметки, если обеспечена в достаточной сте-
пени точность отливки; при других условиях
заготовки должны подвергаться разметке как
с целью проверки, так и для обработки; при
этом в ряде случаев производится лишь ча-
стичная разметка;
3) в массовом производстве хотя и со-
блюдается необходимая точность заготовки,
гл. щ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОРПУСНЫХ ДЕТАЛЕЙ МАШИН
187
Литьё наиболее сложных деталей следует под-
вергать обязательной проверке по шаблонам
или в приспособлениях.
Припуски на обработку (см. т. 6, стр. 262)
определяются конструкцией детали, её разме-
рами, техническими требованиями, технологи-
ческим процессом обработки и методом вы-
полнения заготовки.
ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ
КОРПУСНЫХ ДЕТАЛЕЙ
В зависимости от типа производства для
обработки корпусных деталей применяется
различное оборудование — от универсальных
станков до автоматических станочных линий.
Оборудование, применяемое в массовом
производстве [2]. Обработка плоско-
стей производится на специальных много-
шпиндельных фрезерных станках с непре-
рывно вращающимися столами или барабанами
для одновременной обработки нескольких по-
верхностей; при этом черновая и чистовая
обработка обычно производится последова-
тельно несколькими инструментами при одной
установке детали. В некоторых случаях при-
меняются станки для плоского протягивания.
Обработка основных отверстий
производится на агрегатных станках. При
темпе до 3 мин. успешно применяются авто-
матические станочные линии, состоящие из
нескольких специальных многошпиндельных
станков, производящих в различных позициях
обработку корпуса с двух-трёх сторон одно-
временно.
Отдел очны е операции отверстий, тре-
бующих высокой точности обработки и чисто-
ты поверхности, производятся также на спе-
циальных станках — хонинговальных или ал-
мазно-расточных.
Обработка крепёжных и других
мелких отверстий производится на спе-
циальных многошпиндельных станках, предна-
значенных для выполнения технологических
переходов по сверлению, зенкерованию и раз-
вёртыванию отверстий и нарезанию в них
резьбы метчиками, а также на автоматиче-
ских станочных
линиях [8]. Темп
работы таких ли-
ний при обработке
сложных корпус-
ных деталей соста-
вляет от 40—50 сек.
до 2—3 мин.
Оборудование,
применяемое в
круп нос ерийном,
производстве [1
13]. Обработка
плоскостей
производится на
уни версальных
продольно-фрезер-
ных станках, на ко-
торых последова-
тельно выполняет-
ся несколько пере-
ходов. Чтобы избе-
жать переналадки
станков, применяют
метод совмещения
Фиг. 95. Схема обработки че-
тырёх поверхностей фартука
токарного станка на двух-
шпиндельном продольно-фре-
зерном станке при применении
метода последовательного пе-
рекладывания детали.
операций при перекладывании детали
(фиг. 95 и 96) [13]. Например, по схеме обра-
ботки четырёх поверхностей (фиг. 95) на по-
зиции А устанавливаются две необработанные
детали, которые переносятся после обработки
на позицию Б, откуда снимаются уже обрабо
тайными; по схеме обработки семи поверхно-
стей (фиг. 96) последовательное перемещение
детали производится на позициях А, Б и В.
Таким образом на
одном станке, ра-
ботающем с до-
статочной загруз-
кой, непрерывно,
без переналадок,
совмещается не-
сколько технологи-
ческих переходов,
выполняемых па-
раллельно - после-
довательно.
Обработка
основных от-
верстий произ-
водится на агре-
гатно - расточных
станках, конструк-
ция которых так-
же предусматри-
вает возможность
выполнения не-
скольких техноло-
гических перехо-
дов.
На фиг. 97 для
примера приведена
схема обработки
десяти попереч-
ных отверстий в
фартуке токарного
станка на много-
шпиндельном двух-
позиционном стан-
ке с передвижным
столом. Станок
имеет четыре груп-
пы шпинделей, расположенных соответствен-
но обрабатываемым отверстиям. Обработка
на станке производится по следующей схеме.
2 позиция
I
Фиг. 96. Схема обработки семи
поверхностей коробки подач
токарного станка на четырёх-
шпиндельном продольно-фре-
зерном станке при применении
метода последовательного пе-
рекладывания детали.
/ позиция
Фиг. 97. Схема обработки десяти поперечных отверстий
в фартуке токарного станка с применением метода пере-
мещения и перекладывания детали.
В положении а производится сверление
десяти отверстий в верхней стенке детали; в
положении б — сверление десяти отверстий
в нижней стенке; в положении в — зенкерова-
188
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
ние всех отверстий в верхней и нижней стен-
ках одновременно; в положении г — развёр-
тывание отверстий в верхней и нижней стен-
ках одновременно.
Деталь из положения а перемещается с
приспособлением в положение <5, затем пере-
кладывается в положение в и, наконец, пере-
мещается с приспособлением в положение г.
В ряде случаев станки оборудуются одной
группой шпинделей с возможностью измене-
ния числа оборотов и подач их; при этом каждая
позиция станка обеспечивается набором бор-
штанг, установленных в соответствующих по-
садочных местах станка и поочерёдно соеди-
няемых с ведущими шпинделями.
При малой трудоёмкости обработки основ-
ные отверстия в корпусных деталях обраба-
тываются на универсальных горизонтально-
расточных станках с применением расточных
кондукторов, с последовательной сменой бор-
штанг, снабжённых необходимым для каждого
перехода набором инструментов. При крупных
размерах борштанг метод смены инстру-
мента затруднителен, и его следует избегать.
В корпусных деталях отверстия диаметром до
50—60 мм успешно обрабатываются на ради-
ально-сверлильных станках с применением
кондукторов и сменного инструмента, устана-.
вливаемого в быстросменном патроне. При
растачивании в кондукторе может быть дости-
гнута точность взаимного расположения отвер-
стий в пределах до 0,05 мм. Это обеспечи-
вается соответствующей точностью изготовле-
ния посадочных мест кондуктора, борштанги
и насадного инструмента (табл. 34) [1J.
Таблица 34
Посадки, применяемые в кондукторах для расточки
отверстий
Элементы соединений
Постоянная втулка кондук-
тора
Сменная втулка кондуктора
Насадной инструмент ....
Посадки на диаметрах
(по ОСТ 1012)
наружном
Н
С
внутреннем
А
А
А
Примечание. Н — напряжённая посадка, С — по-
садка скольжения, А — отклонение отверстия B-й класс
точности).
Борштанга в местах сопряжения с втулками
изготовляется по посадкам С, Д, X (скользя-
щая, движения, ходовая) (ОСТ 1012); посадка
инструмента производится на конус и шпонку.
При растачивании в кондукторе применяется
шарнирное соединение борштанги со шпинде-
лем. Направление борштанги может быть осу-
ществлено по неподвижной или вращающейся
втулке, при этом сама борштанга получает соот-
ветствующие конструктивные изменения [1, 3].
Отделочные операции при обработке
отверстий производятся на алмазно-расточных
и хонинговальных станках, а также пришабри-
ванием или притиркой по эталонам.
Обработка крепёжных и других
мелких отверстий производится на
специальных многошпиндельных сверлильных
и резьбонарезных станках, конструкция ко-
торых позволяет совмещать операции анало-
гично описанным за счёт перемещения детали
из одной позиции в другую или за счёт изме-
нения расположения шпинделей. Сверление
этих отверстий производят также на радиально-
сверлильных станках с применением поворот-
ного кондуктора со сменой инструмента в бы-
стросменном патроне.
Оборудование, применяемое в серийном
производстве [6, 9, 10]. Обработка пло-
скостей производится на строгальных и
фрезерных станках.
Обработка основных отверстий
производится на универсальных горизонтально-
расточных станках с применением универсаль-
ных методов обеспечения точности располо-
жения отверстий. Расточные станки применя-
ются двух типов. Первый тип — станки с
подвижным столом, имеющим продольное и
поперечное движение и поворот вокруг вер-
тикальной оси; шпиндельная бабка у этих-
станков перемещается только вертикально.
Второй тип — станки с подвижной шпиндель-
ной колонкой: стол (плита) неподвижен, а
все необходимые при расточке перемещения
совершает шпиндельная колонка.
На станках с подвижным столом может
быть достигнута более высокая производи-
тельность и точность за счёт гарантирован-
ного совпадения оси шпинделя, не имеющего
бокового перемещения, с отверстием задней
люнетной стойки. При работе на станках с
подвижной колонкой задняя люнетная стойка
переставляется и выверяется соответственно
каждому новому положению шпинделя. Для
повышения точности обработки и производи-
тельности, если позволяют габариты детали,
применяются приставные столы, которые уста-
навливаются на неподвижную плиту и выве-
ряются относительно шпинделя. В этом случае
обработка ведётся так же, как на станке с по-
движным столом.
Расточные станки с подвижным столом
отечественного производства и иностранных
фирм имеют следующие основные параметры:
диаметр шпинделя 60—120 мм, наибольший
диаметр расточки до 800 мм, размер поворот-
ного стола до 2X2 -«, поперечный ход стола
до 1,5 м, вертикальный ход шпиндельной
бабки до 1 м.
В тяжёлом машиностроении наиболее рас-
пространены станки с неподвижным столом
(плитой), имеющие основные параметры: диа-
метр шпинделя 90—300 мм, диаметр расточки
до 2,5 м и вертикальный ход шпинделя
до 3 м.
Методы выверки на расточных станках.
Расточные станки обычно оборудуются точ-
ными масштабными линейками, по кото-
рым производится перемещение на нужные
расстояния шпиндельной коробки и стола;
для повышения точности отсчётов применя-
ются оптические линзы. Основные методы
выверки и обеспечения точности расположе-
ния отверстий в корпусных деталях по глав-
нейшим элементам на расточных станках,
в условиях единичного и серийного производ-
ства без применения приспособлений приве-
дены в табл. 35 [6, 9, 10, 11; 12].
Отделочная обработка отверстий про-
изводится шабрением по сопрягаемому валу.
ГЛ. 1IIJ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОРПУСНЫХ ДЕТАЛЕЙ МАШИН
189
Таблица 35
Основные методы выверки и обеспечения точности расположения отверстий в корпусных деталях при
обработке на расточных станках без направления инструмента
Метод
Сущность метода и эскиз
Применение
метода
1. Выверка корпусной детали при установке на станке для растачивания
1. Выверка на горизонтальность
Выверка
от стола
станка
рейсмусом,
штанген-
рейсмусом
индикато-
ром
Выверка
от шпинде-
ля станка:
а) индика-
тором
от кон-
троль-
ных ли-
неек
б) ватер-
пасом
В четырёх наиболее удалён-
ных точках (по углам) заме-
ряются размеры Н от стола
до плоскости разъёма детали;
выверка может быть произве-
дена также от контрольных
платиков на крышках под-
шипников, ранее выверен-
ных от плоскости разъёма
Индикатор, закреплённый в
шпинделе, перемешается вме-
сте с ним по контрольным ли-
нейкам / и 2 последовательно
V77777777/7//
Достигается совпадение по-
казаний ватерпасов I n 2 при
положениях на шпинделе и
проверяемой поверхности; для
проверки в другой плоскости
ватерпас 2 ставится на прове-
ряемую поверхность перпенди-
кулярно первоначальному по-
ложению
Л
1
Для крупно-
габаритных
разъёмных
корпусных де-
талей с целью
обеспечения
совпадения
осей отвер-
стий с плоско-
стью разъёма
То же
2. Выверка параллельности осей отверстий оси шпинделя
Выверка
по осевой
разметоч-
ной риске
Выверка
по боковой
обработан-
ной по-
верхности :
а) штих-
масами
б) инди-
катором
Чертилка, закреплённая в
шпинделе станка, перемещает-
ся вдоль по центровой раз-
меточной риске аа или по
контрольной линейке, распо-
ложенной по этой риске. По
разметочной риске, нанесён-
ной на крышке корпуса, мо-
жет быть произведена провер-
ка без разборки корпуса; в
этом случае чертилка закре-
пляется в стойке, и проверка
производится от планшайбы
станка
Штихмасами замеряются
расстояния 2, или 13 между
контрольной линейкой 1, при-
легающей к боковой обрабо-
танной поверхности, и бор-
штангой 2 или прилегающими
к ней угольниками 3. Имеем
# 4
Индикатор /, закреплённый
в шпинделе станка 2, переме-
щается по боковой поверхно-
сти детали
У///////////.
Для грубой
выверки корпу-
сов с необрабо-
танными боко-
выми поверхно-
стями. Метод
имеет значение
для равномер-
ного распреде-
ления припу-
сков насторону
Для крупных
деталей, раста-
чиваемых бор-
штангой, кото-
рая предвари-
тельно выве-
ряется на соос-
ность со шпин-
делем
Для точного
растачивания
инструментом,
закреплённым
непосредствен-
но в шпинделе
станка
190
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. II!
Продолжение табл.35
Метод
Сущность метода и эскиз
Применение
метода
II. Выверка положения борштанги относительно оси шпинделя
(соосности борштанги и шпинделя)
1. Выверка борштанги в горизонтальной плоскости (по высоте)
Выверка
от плоско-
сти стола
штанген-
рейсмусом
или штих-
масами
Выверка
от плоско-
сти разъё-
ма корпу-
са индика-
тором
Выверка
от шпин-
деля стан-
ка или п.о-
скости
разъёма
корпуса
при помо-
щи ватер-
паса
Выверка
от кон-
трольного
платика на
крышке
подшипни-
ка и проб-
ной рас-
точки
Для установления размера И
замеряются размеры от бор-
штанги 1 до стола или плиты 2.
Имеем
В наиболее удалённых точках
предварительно выверенного
на горизонтальность корпуса
проверяется отклонение бор-
штанги / по высоте индика-
тором, устанавливаемым со
стойкой на плоскости разъ-
ёма корпуса
Достигается совпадение показаний ватерпасов при положении их на борштанге и
шпинделе или плоскости разъёма
После выверки корпуса на
горизонтальность по контроль-
ным платикам и выполнения
пробных расточек замеряется
при помощи микрометра размер
/ в обоих соосно расположен-
ных подшипниках. Расстояния
h от плоскости разъёма крыш-
ки до контрольных платиков их
точно выдерживаются для всех
крышек
При работе
на станках
неподвижной
плитой
Для крупных
деталей с от-
дельными
крышками под-
шипников и
при наличии н;
плоскости
разъёма пло-
щадок доста-
точного раз-
мера
То же
Для крупных
деталей с от-
дельными
крышками под
шипников
Выверка
от рисок на
пли-fe при
помощи
отвесов и
угольников
Выверка
от ранее
расточен-
ного от-
верстия
н-гев
2. Выверка борштанги в вертикальной плоскости (в боковом отношении)
В наиболее удалённых точ-
ках борштанги 4 прикрепля-
ются отвесы 2, от нитей ко-
торых замеряются расстояния
b до имеющихся на плите
станка рисок /, параллельных
оси шпинделя, при помощи
угольника 3. В случае неточ-
ного расположения рисок не-
обходимая для выверки риска
можег быть нанесена на пли-
те при помощи закреплённой
в шпинделе чертилки при про-
дольном его перемещении
Штангенциркулем или штих-
масом замеряются расстояния
Z, или 13 между контрольным
валиком 1 и устанавливаемой
борштангой 2. Имеем
i-—-н/ Переходные
втулки
2 »
Для весьма
крупных дета-
лей
Только при
обработке вто-|
рого и после-
дующих отвер-
стий; являет-
ся средством
обеспечения
параллельности
осей
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОРПУСНЫХ ДЕТАЛЕЙ МАШИН
191
Продолжение табл. 35
Метод
Сущность метода и эскиз
Применение
метода
Установ-
ка шпинде-
ля по раз-
меточным
рискам:
а) чертил-
,кой, за-
креплён-
ной в
шпин-
деле
б) остри-
ем цен-
тра,
устано-
вленно-
го в
шпинде-
ле, и
мас-
штаб-
ной ли-
нейкой
в) остри-
ем цен-
тра по
керну
Установ-
ка шпинде-
ля или бор-
штанги по
мерным
плиткам,
штихмасу
или штан-
ген-рейсму-
су от стола
станка
III. О б е с п е ч е ни е точности расположения отверстий
/. Обеспечение расстояния осей отверстий от опорных или боковых поверхностей
Окружность / радиуса г.
описываемая остриём чертил-
ки при проворачивании
шпинделя, доводится до со-
впадения С разметочными ри-
сками 2 в точках а
Острие вращающегося цен-
тра доводится до совмещения
с горизонтальной осевой ри-
ской или плоскостью разъёма
(фиг. а); в другой плоскости
положение фиксируется мас-
штабной линейкой от шпин-
деля станка до риски (фиг. б)
Острие вращающегося центра доводится до совпадения с разметочным центровым
керном
Измерение расстояний про-
изводится от образующей
шпинделя 1 или борштанги
до плоскости стола 2, Имеем
Н
Для случаев,
когда точность
расположения
отверстий от
базовых по-
верхностей на-
ходится в пре-
делах точности
установки по
разметке
То же
Для точных
отверстий, вы-
веряемых от
стола или бо-
ковой поверх-
ности детали;
одновременно
может являться
способом вы-
верки борштан-
ги относитель-
но стола станка
и обеспечения
межцентровых
расстояний
2. Обеспечение точности межцентровых расстояний
Метод
корректи-
рования
размера
(пробных
проточек)
Установ-
ка шпинде-
ля по кон-
трольному
Валику и
плиткам
или штих-
масам от
ранее рас-
точенного
отверстия
Первое отверстие растачи-
вается до заданного размера
d\ второе отверстие растачи-
вается на некоторую глубину
по разметке до размера ме-
нее заданного. Замером раз-
меров 1Х и Dt определяется
размер А,—- + 1Х + —!,
it L
устанавливается погрешность
размера А, относительно за-
данного и делается соответ-
ствующая поправка положе-
ния шпинделя. Далее в таком
же порядке определяются
размеры А3, Аа и т. д. до до-
стижения необходимого поло
жения шпинделя
От контрольного валика 1
замеряется расстояние до
образующей борштанги или
шпинделя 2. Имеем
При изгото-
влении единич-
ных деталей
большого раз-
мера
Для растачи-
вания отвер-
стий, точно рас-
положенных на
незначительном
расстоянии;
применим
также для уста-
новки шпинде-
ля в горизон-
тальной пло-
скости
192
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
Продолжение табл. 35
Метод
Сущность метода и эскиз
Применение
метода
Установ
ка шпинде-
ля по кноп-
кам
Коорди-
I натное рас-
|тачивание
Сверлятся по разметке и на-
резаются отверстия для за-,
крепления в них винтами кно-
пок /, положение которых
предварительно выверяется
по плиткам. После установки
корпуса на столе расточного
станка шпиндель выверяется
путём поворота вокруг
кнопки индикатора 3, за-
креплённого в шпинделе 2,
а затем кнопка удаляется и
производится обработка от-
верстия
Для точного отсчёта пере-
мещения стола 1 в попереч-
ном и продольном направле-
ниях и шпиндельной коробки
по вертикали универсально-
расточный станок оборудуется
индикаторами 2, устанавливае-
мыми:
1) для продольного переме-
щения стола — на станине,
2) для поперечного переме-
щения стола — на продольном
супорте,
3) для вертикального пере-
мещения шпинделя — на вер-
тикальной колонне.
По поверхностям тип
(фиг. г) установочных бру-
сков, точно выверенных на па-
раллельность оси шпинделя,
при помощи установленного в
шпинделе ловителя 3 находит-
ся начальное (нулевое) поло-
жение шпинделя относитель-
но поперечного перемещения
стола, которое фиксируется
нулевым штихмасом 4 (фиг. а).
Нулевое положение шпинде-
ля не совпадает с поверхно-
стями р и q детали (фиг. в),
установленной на бруски, на
строго определённую величи-
d „
ну -уг-. При перемещении
d
стола на величину Ах ^-
S штихмас 4 заменяется штих-
масом 5 (фиг. б), при этом
Li - Lo + Ai к-. Для переме-
щения стола на расстояние Аг
ставится штихмас длиной La—
— Lo + A3 ——- , затем длиной
Z., — Lo + А3 2~ и т- д- Ана-
логично определяются разме-
ры штихмасов для вертикаль-
ного перемещения шпинделя
на расстоянии Вх, В, и т. п.
При изгото-
влении единиц'
ных деталей
небольшого
размера
г\
-Шпиндель
в нулевом положении
(соответствует штихмосу
При неиз-
менном по-
ложении
шпинделя
или бор-
штанги
и детали
При пово-
роте стола
на 180°
3. Обеспечение соосности осей отверстий
Достигается за счёт применения борштанг с набором инструментов для одновремен-
ной или последовательной обработки всех соосно расположенных отверстий
Достигается за счёт совмещения оси вращения стола с осью обрабатываемого
отверстия, а также при применении метода координатной расточки
Преимуще-
ственно для от-
верстий с убы-
вающими диа-
метрами ступе-
ней
В случаях,
когда соотноше-
ние длины и ди-
аметра бор-
штанги не по-
зволяет вести
обработку без
поворота стола
ГЛ. Ill]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОРПУСНЫХ ДЕТАЛЕЙ МАШИН
193
Продолжение табл. 35
Метод
Сущность метода и эскиз
Применение
метода
Парал-
лельное
перемеще-
ние стола
станка в
каждое но-
вое поло-
жение
Выверка
каждого
нового по-
ложения
борштанги
4. Обеспечение параллельности осей отверстий
Обеспечивается точностью перемещения стола станка на размер межцентрового
расстояния
Обеспечивается точной выверкой положения борштанги относительно оси шпин-
деля, плиты станка или ранее расточенного отверстия
При растачи
ванин на стан-
ках с подвиж-
ным столом
При растачи-
вании на станке
с неподвижным
столом
5. Обеспечение перпендикулярности осей отверстий
' Поворот
стола на
90"
Выверка
индикато-
ром от
контроль-
ного вали-
ка
После растачивания одного от-
верстия стол поворачивается,
и шпиндель устанавливается
для растачивания второго от-
верстия.
В зависимости от располо-
жения отверстий деталь долж-
на быть установлена непо-
средственно на столе станка
(фиг. а) или на угольнике
(фиг. б). Выверка угольника /
для установки на нём детали
производится (при поворачи-
вании шпинделя 2) индикато-
ром 3, описывающим окруж-
ность 4 радиуса г (фиг. в)
В ранее расточенное отвер-
стие устанавливается кон-
трольный валик 1; выверка
производится при повороте
шпинделя 2 на 1&>° щупом ин-
дикатора 3, закреплённого в
шпинделе станка
При растачи-
вании на стан-
ках с подвиж-
ным столом или
при установке
переносного по-
воротного сто-
ла на станках
с неподвижным
столом (пли-
той)
При растачи-
вании отвер-
стий, оси кото-
рых располо-
жены в одной
плоскости
Обработка крепёжных и других
мелких отверстий производится на ра-
диально-сверлильных станках по разметке или
с применением накладных кондукторов; в ряде
случаев сверление отверстий производится
совместно с сопрягаемой деталью. Нарезание
резьбы выполняется обычно вручную в про-
цессе сборки.
Оборудование, применяемое в различных
типах производства для выполнения отдель-
ных операций обработки корпусных деталей,
приведено в табл. 36.
Особенности оборудования, применяе-
мого в тяжёлом машиностроении [6, 10J.
Размеры и вес деталей в тяжёлом машино-
строении предъявляют особые требования
к оборудованию.
Отличительной особенностью наиболее
крупных станков является наличие подвижных
шпиндельных колонок и неподвижных плит
весьма больших размеров, устанавливаемых
часто на уровне пола. Иногда плиты снаб-
жаются несколькими направляющими, на
13 Том 7
которых монтируются шпиндельные головки
различного назначения, что позволяет произ-
водить полную обработку детали на одном
станке. При этом разметка, установка и вы-
верка одной дета-
ли могут произво-
диться в то время,
когда шпиндельной
колонкой обраба-
тывается другая
деталь, ранее уста-
новленная в дру-
гой части . плиты.
Иногда удаётся
производить обра-
ботку одной детали
Одновременно не- Фиг. 98. Расточная переносная
СКОЛЬКИМИ КОЛОН- головка.
ками с разных сто-
рон. Можно устанавливать на плитах подвиж-
ные столы, которые затем легко снимаются.
В ряде случаев находят применение пере-
носные расточные головки (фиг. 98) для одно-
194
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
Таблица 56
Оборудование, применяемое для обработки корпусных деталей при различных типах производства
Технологиче-
ские операции
Обработка
базовых по-
верхностей,
плоскостей
разъёма и бо-
ковых плоских
поверхностей
Отделочная
обработка
плоскостей
Обработка
основных от-
верстий
Отделочная
обработка ос-
новных отвер-
стий
Сверление
крепёжных
отверстий
Нарезание
крепёжных
резьб
Массовое
Специальные многошпин-
дельные фрезерные стан-
ки
Плоскощлифовальные
станки
Специальные много-
шпиндельные агрегатные
станки
1. Специальные много-
шпинд'елъные алмазно-
расточные станки
2. Специальные много-
шпиндельные хонинго-
вальные станки
1. Специальные много-
шпиндельные агрегатные
станки
2. Специальные много-
шпиндельные сверлильные
головки
3. Радиально-сверлильные
станки (для одиночных
или неудобно расположен-
ных отверстий)
Специальные много-
шпиндельные резьбона-
резные станки
Крупносерийное
1. Продольно-фрезерные станки с при-
менением зажимных приспособлений,
позволяющих совмещать несколько опе-
раций
2. Продольно-строгальные станки
1. Плоскошлифовальные станки
2. Шабрение по плитам и линейкам
1. Многошпиндельные агрегатные
станки для выполнения нескольких опера-
ций
2. Универсальные горизонтально-расточ-
ные станки с применением расточных
кондукторов
3. Радиально-сверлильные станки с
применением кондукторов
1. Одношпиндельные хонинговальные
станки
2. Одношпиндельные алмазно-расточ-
ные станки
3. Шабрение по эталонам
1. Специальные многошпиндельные
сверлильные станки для выполнения
нескольких операций
2. Радиально-сверлильные станки с
применением поворотных приспособле-
ний и быстросменных патронов
3. Многошпиндельные сверлильные
головки с регулировкой расстояния
между шпинделями
4. Радиально-сверлильные станки с
применением накладных кондукторов
(для неудобно расположенных отверстий)
5. Электродрели
1. Многошпиндельные резьбонарезные
головки
2 Радиально- и вертикально-сверлиль-
ные станки с применением резьбона-
резного патрона
Серийное
1. Продольно-строгальные
станки
2. Продольно- или порталь-
но-фрезерные станки
1. Плоскошлифовальные
станки
2. Строгальные станки с
применением широких резцов
3. Шабрение по месту
1. Универсальные горизон-
тально-расточные станки с
применением универсальных
способов выверки и обработ-
ки методом пробных прохо-
дов и промеров
2. Токарные станки с при-
менением угольников (для
одноосных деталей с расстоя-
нием оси отверстий от базо-
вой поверхности до 200 мм)
Шабрение по месту
1. Вертикально-сверлильные
станки
2. Радиально-сверлильные
станки при обработке по раз-
метке или по месту
3. Электродрели (для не-
удобно расположенных от-
верстий)
1. Нарезание вручную сле-
сарными метчиками
2. Радиально-сверлильные
"станки с резьбонарезным
патроном (для крупных резьб)
временной (параллельной) обработки несколь-
ких отверстий; пример такой обработки круп-
ной корпусной детали (корпуса редуктора)
с тремя параллельными осями при межцентро-
вом расстоянии 1500 мм с точностью ±0,1 мм
показан на фиг. 99. Такая точность дости-
гается путём одновременной установки бор-
штанг в люнетах, положение которых регу-
лируется раздвижными клиньями для достиже-
ния точного положения борштанг по разме-
рам А и В. Для каждой борштанги устанавли-
вается своя расточная головка с индивидуаль-
ным электродвигателем и коробками скоростей
и подач [7].
Для обработки отверстий сравнительно не-
большого диаметра в основном шпинделе
расточной колонки помещается второй шпин-
дель, число оборотов которого позволяет
осуществить такую обработку.
Отдельные операции по обработке круп-
ных деталей производятся при помощи пере-
носных станков соответствующего назначения,
Фиг. 99. Пример параллельной обработки, нескольких
отверстии в крупных корпусных деталях.
ГЛ. Ill]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОРПУСНЫХ ДЕТАЛЕЙ МАШИН
195
устанавливаемых на плите, а в некоторых
случаях и на самой детали. Переносными
могут быть преимущественно шепинги, свер-
лильные и долбёжные станки.
РЕЖУЩИЙ ИНСТРУМЕНТ
Тип режущего инструмента для обработки
основных отверстий в корпусных деталях
выбирается в зависимости от размера обра-
батываемых отверстий и их точности (см.
табл. 37).
жёстко закреплённым, либо плавающим инстру-
ментом; в последнем случае достигается боль-
шая точность отверстия и более высокая чи-
стота поверхности.
Тип режущего инструмента зависит также
от типа производства. В массовом и крупно-
серийном производстве при обработке основ-
ных отверстий на окончательной операции
применяют расточные резцовые головки, раз-
вёртки, резцы для тонкого растачивания и го-
ловки для хонингования. Оправдывает себя
комбинированный инструмент (сверло—зенкер,
Таблица 37
Основные типы режущего инструмента, применяемого для обраэотки основных отверстий
Диаметр
основного
отверстия
в мн
До 50
50-100
100-250
250-500
Св. 500
Черновая
обработка
Сверло; зен-
кер черновой
Получистовая
обработка при точ-
ности 4-го класса
Зенкер чистовой
Расточной резец; резцовая го-
ловка
Расточной
резец; резцо-
вая головка
Расточной резец;
резцовая головка;
расточной блок
Чистовая обработка при точности
3-го класса
Развёртка черновая
(жёстко закреплённая)
Развёртка (жёстко
закреплённая); расточ-
ной блок (жёстко за-
креплённый); расточ-
ной резец
Расточной резец;
расточной блок (жё-
стко закреплённый)
Расточной резец; резцовая головка (на подвижной
борштанге и самоходная)
Расточной резец; резцовая головка (самоходная)
2-го класса
Развёртка чисто-
вая (плавающая)
Развёртка (пла-
вающая); расточ-
ной блок (пла-
вающий); расточ-
ной резец
Расточной резец;
расточной блок
(плавающий)
-
Шабер
Шабер
Обработка торцовых
поверхностей
Подрезная пластина
(облицовка, цековка)
Торцовая резцовая
головка; торцовая
фреза
Торцовая резцовая
головка; торцовая
фреза
Торцовая фреза; ре-
зец на летучем су-
порте или на план-
шайбе с поперечной
подачей резца
Торцовая фреза; ре-
зец на летучем су-
порте
Конструкции инструментов, применяемых
для обработки корпусных деталей, являются
в большинстве случаев обычными, и выбор
их определяется размерами и условиями уста-
новки в борштанге.
Черновая и получистовая обработка вы-
полняются жёстко закреплённым инструментом,
зенкер--развёртка и т.' п.). В крупносерийном
производстве помимо развёрток различной
конструкции могут с успехом применяться
Фиг. 100. Расточной блок для получистовой
обработки.
так как цель этих операций заключается
в удалении основной части припуска и при-
дании правильного направления оси отверстия.
Чистовая обработка может производиться либо
Фиг. 101. Расточной блок для черновой обработки1
ступенчатых отверстий.
расточные блоки (фиг. 100 и 101). Использова-
ние их позволяет сократить количество инстру-
мента, так как они допускают регулировку по
диаметру в пределах цобмм.
196
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
В мелкосерийном производстве обычно
применяют расточку резцом, причём точность
достигается за счёт высокой квалификации
рабочего и пригоночных работ. Расточные резцы
целесообразно применять квадратного сече-
ния, так как в этом случае достигается более
удобная заточка их, простая установка и пра-
вильное положение в квадратном гнезде бор-
штанги.
Точная установка резцов в борштанге на
размер производится применением различных
микрометрических устройств [1]. Контроль
лоДВ
места дстаноВкь
индикаторов
по CD
Фиг. 102. Приспособление для точной установки
резцов в борштанге.
положения резцов осуществляется индикато-
ром от стола станка или от внешней поверх-
ности борштанги. Иногда применяются спе-
циальные индикаторные приборы, а на бор-
штангах предусматриваются соответствующие
места для их закрепления (фиг. 102).
ВЛИЯНИЕ ОСОБЕННОСТЕЙ
КОНСТРУКЦИИ КОРПУСНЫХ ДЕТАЛЕЙ
НА ТЕХНОЛОГИЮ ИХ ОБРАБОТКИ
Характер ступенчатости соосно
расположенных отверстий. Обра-
ботка отверстий, расположенных в двух или
нескольких стенках на одной оси, производится
набором инструментов, соответственно устана-
вливаемым в борштанге. В случае располо-
жения отверстий в порядке убывания размеров
борштанга предварительно заряжается набо-
ром инструментов и вводится в отверстие.
При наличии возрастающей или смешанной
ступенчатости устанавливается насадной ин-
струмент при положении борштанги внутри
растачиваемого корпуса. В этом случае кон-
струкции борштанги и инструмента должны
обеспечивать быструю, точную и удобную
установку и фиксацию его в посадочном
месте борштаиги.
Внутренние обрабатываемые
горцы или заточки. Эти конструктив-
ные особенности вызывают установку инстру-
мента при положении борштанги внутри де-
тали и, кроме того, требуют в некоторых
случаях обратной подачи, что затрудняет и
замедляет процесс растачивания и усложняет
крепление борштанги в шпинделе станка.
При обработке торцовых поверхностей
большого размера, если невозможно торцовое
фрезерование, применяется метод обработки
резцом с помощью летучего супорта, который
устанавливается на борштанге и является нор-
мальной принадлежностью крупных расточных
станков. При этом борштанга совершает
только вращательное движение и не имеет
продольной подачи. При каждом обороте бор-
штанги резцу сообщается поперечная подача
от звёздочки. Для той же цели станки более
совершенной конструкции снабжаются спе-
циальной планшайбой (вращающийся супорт),
которая имеет механизм для автоматической
поперечной подачи оправки с резцом от шпин-
дельной бабки.
Кольцевые выточки. В корпусных
деталях кольцевые выточки редко встречаются.
При обработке они вызывают значительные
осложнения. Для отверстий небольшого раз-
мера применяются специальные приспособле-
ния, позволяющие сообщать инструменту по-
перечную подачу и перемещать его в радиаль-
ном направлении при выводе расточной
оправки. В крупногабаритных деталях канавки
могут быть выполнены при помощи вращаю-
щегося супорта.
Отверстия малого диаметра,
расположенные в удалённых стен-
ках. Длинные борштанги малого диаметра
G>12d) не обладают достаточной степенью
жёсткости, вследствие чего возникает необхо-
димость в обработке соосно расположенных
отверстий при помощи короткой шпиндельной
оправки поочередно в каждой стенке с пово-
ротом стола. Такой способ вызывает допол-
нительные затраты времени на выверку,
а также дополнительную погрешность, связан-
ную с поворотом стола.
Отверстия большого диаметра.
Обработка отверстий диаметром до 250 мм
производится обычно резцом, непосредственно
закреплённым в гнезде гладкой борштанги.
Диаметр борштанги dg выбирается в соот-
ветствии с диаметром шпинделя станка dm
при этом принимают 0,4dM <; dg <] dM.
Во избежание вибраций в процессе рас-
тачивания следует стремиться к уменьшению вы-
лета резца, который при растачивании даже са-
мых больших отверстий не должен превышать
двух-трёх сечений резца.
При обработке отверстий диаметром более
250 мм в целях сокращения вылета резца
Фиг. 103. Двухрезцовая расточная головка простой кон-
струкции, применяемая в тяжёлом машиностроении.
без увеличения диаметра борштанги и повы-
шения производительности применяют одно-.
двух-, трёх- и четырёхрезцовые головки, ко-
торые для удобства установки выполняются
разъёмными по диаметру и закрепляются на
шпонках" (фиг. 103).
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОРПУСНЫХ ДЕТАЛЕЙ МАШИН
197
При обработке отверстий большого диа-
метра и значительной длины применяются
резцовые головки с механической подачей.
В этом случае борштанга совершает при рас-
тачивании только вращательное движение, а рез-
цовая головка, соединённая с ходовым винтом,
вмонтированным в тело борштанги и приводи-
мым во вращение от шпиндельной коробки,
автоматически осуществляет движение про-
дольной подачи.
В резцовых головках каждый резец выдви-
гается и выверяется отдельно; применяются
также более сложные конструкции головок,
где возможно одновременное равномерное
выдвигание всех резцов.
Обработка отверстий в крупногабаритных
корпусных деталях обычно производится на
расточных станках с неподвижной плитой,
где весьма затруднительны и трудоёмки вывод
борштанги из отверстия, перемещение шпин-
деля и задней люнетной стойки и выверка их
в новом положении относительно детали.
В результате этого возникает необходимость
черновой и чистовой обработки отверстий,
расположенных на одной оси, с одной уста-
новки. Только после окончательной обра-
ботки всех соосно расположенных отверстий
производится перемещение шпиндельной ко-
лонки и люнетной стойки в положение сле-
дующей оси.
Плоскость разъёма. Разъёмные кор-
пусные детали имеют цельную литую крышку
или отдельные крышки для каждого подшип-
ника. Наличие разъёма вызывает необходи-
мость обработки крышек и выполнение до-
полнительных операций при обработке кор-
пуса, которые осуществляются методами,
присущими соответствующим типам произ-
водства.
В частности, в условиях серийного производ-
ства обработка крышек подшипников состоит
из следующих операций (по технологическому
маршруту): 1) проверки заготовки и разметки
под обработку; 2) обработки плоскости
разъёма; 3) сверления отверстий под шпильки
и контрольные штифты; 4) пригонки крышек
к корпусу припиливанием или пришабрива-
нием и маркировки по месту. При обработке
корпуса в этом случае возникает необходи-
мость в выполнении операций: 1) обработки
плоскости разъёма по разметке; 2) слесарной
пригонки крышек к плоскости разъёма;
3) сверления отверстий под шпильки с пред-
варительной разметкой или непосредственно
по крышкам; 4) нарезания резьбы в отвер-
стиях; 5) сборки с крышками; 6) сверления и
развёртывания отверстий под контрольные
штифты; 7) установки контрольных штифтов;
8) вторичной разметки собранного корпуса
под растачивание.
ТЕХНИЧЕСКИЙ КОНТРОЛЬ
Корпусные детали подвергаются техниче-
скому контролю в соответствии с основными
требованиями, предъявляемыми к точности их
изготовления. В зависимости от типа произ-
Таблица 38
Основные схемы контроля расположения отверстий в корпусных деталях
Объекты
контроля
Соосность
отверстий
Межцентро-
вые расстояния
Метод контроля
Через проверяемые отверстия должен
свободно проходить и легко проворачи-
ваться в них контрольный валик /. При
больших диаметрах отверстий применяют-
ся переходные втулки
1. Производится непосредственный за-
мер диаметров отверстий и расстояний
между отверстиями. Имеем
2~'
d,
2~
Эскиз
2. Замеряется расстояние между кон-
трольными валиками 1 и 2, вставленными
непосредственно в отверстия или через
переходные втулки 3. Имеем
198
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
Продолжение табл. 38
Объекты
контроля
Параллель-
ность осей от-
верстий бази-
рующим по-
верхностям
Параллель-
ность отвер-
стий между
собой
Перпендику-
лярность осей
отверстий
Метод контроля
При помощи контрольных валиков 1 и
индикаторов или штанген-рейсмусов опре-
деляются отклонения в размерах Ли//.
Деталь последовательно устанавливает-
ся в положения, удобные для замеров
Замеряются расстояния в двух точках
по концам контрольных валиков 1 и в
двух взаимно перпендикулярных пло-
скостях.
Расстояния между измеряемыми точка-
ми должны быть строго определёнными.
Размеры Л, и //, замеряются также с
двух сторон на определённых расстояниях
Эскиз
При помощи щупа замеряется зазор 8
между контрольным валиком 4 и лап-
кой 3 контрольного приспособления 1,
установленного на контрольном валике 2
водства применяются методы контроля, отве-
чающие темпу производства.
В массовом производстве со-
здаются контрольные приспособления, позво-
ляющие проверять одновременно несколько
размеров. Например, у блока цилиндров дви-
гателя автомобиля в одном контрольном при-
способлении проверяется одновременно вы-
сота и длина блока, расположение пяти пло-
щадок, параллельность и перпендикулярность
пяти осей и др.
В кр у пносе р и йно м производстве
также создаются специальные контрольные
приспособления с применением универсаль-
ных приборов и инструментов (индикаторов
и т. п.).
В мелкосерийном производстве
технический контроль обычно выполняется
непосредственно универсальными инструмен-
тами и приборами без применения специаль-
Фиг. 104. Методы контроля, применяемые в процессе
обработки крупных отверстий, позволяющие произво-
дить промеры без вывода борштанги из детали: а — при
помощи изогнутого калибра; б—при помощи штихмаса
через отверстие в борштанге; в —- при помощи штихмаса
от образующей блрштанги; /—калибр; 2—борштанга;
¦3 — штихмас.
ных контрольных приспособлений. Часто
контроль осуществляется в процессе обра-
ботки.
Для примера на фиг. 104 приведены методы
контроля отверстий в процессе обработки,
когда вывод борштанги из детали затрудни-
телен. Крупные детали даже при окончатель-
ном контроле проверяются на рабочем месте
при ослабленном креплении детали. Диаметры
отверстий, прямолинейность образующих пло-
скостей и взаимное положение базирующих
поверхностей корпусных деталей контроли-
руются общепринятыми методами. Некото-
рыми особенностями отличается контроль
взаимного расположения отверстий, хотя и
для этих случаев применяется универсаль-
ный измерительный инструмент. Основные
схемы контроля взаимного расположения
отверстий в корпусных деталях приведены
в табл. 38.
Точность изготовления контрольных вали-
ков и переходных контрольных втулок при-
ведена в табл. 39.
Таблица 39
Точность изготовления контрольных валиков
и втулок [1]
Номиналь-
ный
диаметр
валика
в мм
25— 3°
3°— 5°
5О— 6о
6О—120
Допуск в мк
на диаметр
валика
— 9
— и
—13
—15
на диаметр
отверстия
втулки
+6
+ 7
+ 8
+ 9
на концентрич-
ность наруж-
ной и внутрен-
ней поверхно-
стей втулки
3
5
7
8
ГЛ. Ill)
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВИТЫХ ПРУЖИН
199
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Балакшин Б. С-, Технология станкостроения,
Машгиз, 1943.
2. Кован В. М., Технология авто-тракторостроения,
Машгиз, 1938.
3. К у ш н е р 3. Ю., Высокопроизводительный расточ-
ный инструмент, „Станки и инструмент" № 9 —10 и
11-12, 1943.
4. Л ее на я В., Наш опыт работы блоками, „Машино-
строитель- № 12, 1943.
5. М а л к и н А. Я-» Режущий инструмент для обра-
ботки отверстий, „Станки и инструмент" № 4—5,
1940.
6. Малыш к ин К. П., Обработка рам редукторов на
расточных станках, Машгиз, 1940.
7. М а л ы ш к и н К. П., Комбинированная обработка
крупных деталей, Материалы Уралмашзавода, 1947.
8. Полторацкий Н. Г., Автоматические станочные
линии, „Американская техника и промышленность",
т. 21, № 5, 1944.
9. Преображенский Н. Д., Практика расточ-
ного дела, Машгиз, 1940.
10. С о к о л о в с к и й А. П., Основы технологии ма-
шиностроения, т. I и II, Машгиз, 1938 и 1939.
11. Те вс Н. Г., Ковердяев Н. С. и Рих-
тер С. Д., Редукторостроение на Ново-Краматорском
машиностроительном заводе им. И. В. Сталина, Маш-
гиз, 1946.
12..Ц ы п к и н М. X., Расточка точных параллельных
отверстий по координатной системе, „Станки и ин-
струмент" № 16, 1938.
13. Чарнко Д. В., Технология поточного производства
станков, Машгиз, 1946.
14. Щ у к а р е в Б. А., Расточные блоки для обработки
ответственных деталей в машиностроении, „Станки и
инструмент" № 1, 1939.
15. Щ у к а р е в Б. А., Агрегатные станки в станко-
строении, .Станки и инструмент" № 1, 2—3, 1946.
16. ЭНИМС, Расточка по координатам, 1937.
17. ЭНИМС, Обработка корпусных деталей, 1937—1939.
18. Э р п ш е р Ю. Б., Автоматические линии станков
для обработки крупных деталей, „Станки и инстру-
мент" № lj — ii и 12, 1946.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВИТЫХ ПРУЖИН
ТЕХНОЛОГИЧЕСКАЯ КЛАССИФИКАЦИЯ
ПРУЖИН
По технологическому признаку витые пру-
жины можно разделить на две группы: 1) пру-
жины горячей навивки, 2) пружины холодной
навивки.
К первой группе относятся крупногабарит-
ные витые пружины, изготовляемые из горя-
Фиг. 105. Цилиндрические витые пружины.
Фиг. 106. Конические витые пружины.
чекатанного металла диаметром прутка
выше 7 мм, ко второй — мелкие и средне-
габаритные пружины, изготовляемые из хо-
лоднотянутой стальной проволоки диаметром
до 7 мм. Холодным способом иногда нави-
вают пружины из материала большего сече-
ния (до 12 мм), однако в этих случаях тер-
мическая обработка пружины не ограничи-
вается только отпуском, а требуется закалка
с последующим отпуском.
По форме различают витые пружины
цилиндрические с постоянным и переменным
шагом (фиг. 105), конические (фиг. 106), фа-
сонные, конструктивная форма которых опре-
деляется условиями их работы в узлах.
Для производства витых пружин приме-
няется главным образом материал круглого
сечения и только в специальных случаях,
в частности, для некоторых типов крупногаба-
ритных пружин горячей навивки, — прямо-
угольного, квадратного или трапецеидального
сечения.
ПРОВЕРОЧНЫЙ РАСЧЁТ ОСЕВОЙ СИЛЫ
ПРУЖИН ПРИ ЗАДАННОЙ ДЕФОРМАЦИИ
В процессе изготовления пружин при на-
вивке, термической обработке и обжатии до со-
прикосновения витков получаются значитель-
ные остаточные деформации. На величину и
характер деформаций пружин влияют различ-
ные факторы: величина допускаемого напря-
жения, принятая при расчёте пружин, неодно-
родность механических свойств материала, ха-
рактер и режим термической обработки пру-
жин и др.
Нормальное течение технологического про-
цесса зависит от того, насколько правильно
произведён расчёт пружин. Особое значение
имеет выбор отдельных параметров пружины
(модуля сдвига, числа рабочих витков и др.),
допускаемых напряжений и соответствие ме-
ханических свойств пружины заданным раз-
мерам, поэтому проектирование технологи-
ческого процесса изготовления пружин целе-
сообразно начинать с проверки соответствия
осевой силы заданной деформации.
В табл. 40 и на фиг. 107 даны основные
параметры витых пружин растяжения и сжа-
тия, встречающиеся при проверочном расчёте,
а также при проектировании технологиче-
ского процесса, изготовлении и испытание
пружин.
200
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. ИГ
Таблица 40
Основные параметры витых пружин (см. фиг. 107)
Продолжение табл.
Наимено-
вание
параметров
Профиль
металла:
а) круг-
лый
б) ква-
дратный
в) пря-
моуголь-
ный
г) тра-
пецо-
идаль-
ный
Диаметр
пружины
(фиг. 107):
а) рас-
чётный
б) на-
ружный
в) вну-
тренний
г) сред-
ний рас-
чётный
Длина пру-
жин (фиг.
107):
а) в сво-
j бОДНОМ
состоя-
нии
б) при
полной
дефор-
мации
в) при
рабочей
нагруз-
ке или
дефор-
мации
Число
витков:
а) общее
б) рабо-
чее
в) опор-
ных
Индекс
пружины
Обо-
значе-
ние
d
а
ab
abc
D
п ¦
"н
Dau
ей
Dcp
нт
Hf
поб
па
поп
1
Связь с другими
параметрами
d - DH - D
а = DH — D
b - DH-D
—
D =» DH — d
DH + DeH
2
DH — D+ d
DH - DSH +2rf
°вн -D-d
Ucp ~ 2"
—
H = (fi—1 6\d
m \ > /
Hm "Ho+fm
no6=cflo+non
"o = no6~non
"on = поб~ л«
. D
i «¦ —
d
Служебное
назначение
параметра
Расчет пру-
жин
Контроль и
приёмка из-
готовленных
пружин
Определение
размера оправ-
ки при на-
вивке пружин.
Контролирует-
ся в пружи-
нах, монтируе-
мых на штоке
с небольшими
зазорами
Расчёт кони-
ческих пружин
Контроль га-
баритов пру-
жин
То же
Испытание
пружин
Расчёт длины
заготовки
Расчёт пру-
жин
То же
Нормализа-
ция пружин
Наимено-
вание
параметров
Осевая
сила:
а) при
полной
дефор-
мации
б) при
рабочей
дефор-
мации
Деформа-
ция пру-
жины:
а) пол-
ная
б) рабо-
чая
Жёсткость
пружин
Модуль
сдвига:
а) исход-
ного ме-
талла
б) харак-
теристи-
ческий
Обо-
значе-
ние
рт
Pf
fm
f
h
R
От
Gp
Связь с другими
параметрами
Р "" k • fm
Pf= kf
J ТП ^*0 ffl
f=*H0 — Ht
p GmP-d
n 8P • D3 • n0
Gp f.d<
Служебное
назначение
параметра
Для полного
обжатия пру-
жин
Для контро-
ля пружин
Для полного
обжатия пру-
жин
Для контро-
ля пружин
Для опреде-
ления упругих
свойств пру-
жины
Расчёт пру-
жин
То же
г—о„
Фиг. 107. Пружины растяжения и сжатия с указанием
основных параметров.
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВИТЫХ ПРУЖИН
201
Проверочный расчёт пружин холодной
навивки [7] следует производить по формуле
Таблица 42
Р =
G
f,
где Se = (si + 52) — величина, учитывающая
отклонение опорных витков от нормальной
формы (фиг. 108). Кроме того, для пружин
холодной и горячей навивки можно пользо-
ваться формулой [5]
8D* • n0 J'
В последнем случае при нормальной форме
опорных витков рабочее число витков л0 вы-
Фиг. 108. Опорные витки: а — нормальный; б — удлинён-
ный; в — укороченный.
бирают в зависимости от индекса пружины i
5-8
8—ю
10 12
по(Гх>*
В табл. 41 и 42 приведены величины мо-
дуля сдвига для горячекатанной стали и про-
волоки, применяемых при изготовлении пру-
жин [7].
Таблица 41
Модуль сдвига горячекатанной стали
Сталь
Углеродистая
Марганцовистая ....
Хромомарганцовистая .
Хромованадиевая ....
Кремневольфрамовая . .
Кремнистая
Модуль
сдвига *
в кг/мм?
7500—7600
8300-8400
8300—8600
8250—8550
8000—8500
7900—8400
Рекомендуемая
для расчёта
величина
модуля сдвига
в кг\мм*
75оо
8300
8400
8300
82OO
8ооо
* Верхний предел относится к отожжённой стали, ниж-
ний предел—к стали в закалённом состоянии.
Модуль сдвига проволоки
Проволока
Патентированная ....
Из углеродистой стали,
закалённой и отпущенной
Из легированной стали,
изготовленной методом
отжига . . •
Модуль
сдвига
в кг/мм?
8200—8350
7500—7600
8500—8600
Рекомендуемая
для расчёта
величина
модуля сдвига
в кг/ммп
8200
75оо
85оо
Для пружинной проволоки повышенного
качества (ПК) (ОСТ 20006) и для проволоки,
закалённой в масло (ГОСТ 1071-41), в зави-
симости от диаметра d принимаются следую-
щие значения модуля сдвига G:
d в мм
o,8-i,5
1,6—2,5
2,6—5,0
О в кг/мм%
&2ОО—8250
8ioo - 8200
8000—8100
ДОПУСКИ НА ВИТЫЕ ПРУЖИНЫ
В процессе производства неизбежны ко-
лебания величин параметров пружин. Их
необходимо ограничивать допусками в пре-
делах, соответствующих условиям работы
пружин в. машинах. Устанавливаются допуски
для следующих параметров: 1) осевая сила
при заданной деформации, 2) модуль сдвига,
3) диаметр материала, 4) число витков,
5) внешний или внутренний диаметр пружины,
6) длина пружины в свободном состоянии.
У пружин сжатия с опорными шлифован-
ными витками устанавливаются также допуски
на величину зазора между опорным и сле-
дующим за ним витком и на величину откло-
нения от перпендикулярности торцовой шли-
фованной поверхности витка к образующей
пружины.
Необходимая взаимная связь допусков на
все параметры пружин устанавливается J7J
уравнениями
+ 48 rf, — 8я2 — 38 D2 -Ь 1) —
_}_ 45 rf2 — бщ — 38 ?>! + 1) — 1,
где Сг =
и С==
ДРо
— верхнее и нижнее
р *• w2 —- р
относительные отклонения осевой силы пру-
жины; Нх = -—-! и 8//2 = —¦Л — верхнее »
нижнее относительные отклонения длины
пружины в свободном состоянии (фиг. 109);
8Gi = ~~ и 8О, = -р^ — верхнее и нижнее
1 G ¦ - и
202
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
относительные отклонения модуля сдвига;
bd^ = —~ и 6af2 = —f — верхнее и нижнее от-
носительные отклонения размеров диаметра
4п, „. Дпо
материала; ощ = — и ьп% = —- — верхнее
поб поб
и нижнее относительные отклонения числа
Фкг. 109. Отклонения осевой силы в зависимости
от допусков на отдельные параметры пружин.
витков; 3D] =
и Ш2
D
'— верхнее и
нижнее относительные отклонения диаметра
пружин.
Допуски на осевую силу пружины. Ве-
личина относительных отклонений Q и C<i
осевой силы Р назначается при проектиро-
вании и расчёте пружин в зависимости от
условий их работы в машине. В автомобиль-
ной промышленности относительные отклоне-
ния осевой силы принимаются в преде-
лах ^ @,02— 0,07), в других отраслях среднего
и крупного машиностроения — в пределах
±@,10-0,15).
Практически предельные отклонения
должны иметь меньшие значения, чем С, и С2,
так как вероятность совпадения в пружине
всех крайних значений отклонений параметров
ничтожна. Вместо предельных относительных
отклонений осевой силы следует пользоваться
допустимыми относительными отклонениями
Qi<Q и Cg2<C2-
Если по условиям работы пружин в маши-
нах относительные отклонения осевой силы
должны быть приняты Сп\ и Сп2, то при до-
пустимых отклонениях в процессе производ-
ства Cg) и Cg.j возможны следующие соотно-
шения: 1) Cn^Cgj и Сл2>ОГ2— производство
лружин протекает нормально, и 2) Сщ<^ Cg^
•л Cri2<iCg<i- наблюдается брак, и производ-
ство возможно только при условии индиви-
дуальной подгонки размеров. В этих случаях
следует сократить допуски на параметры
пружин.
Исследования витых пружин показали, что
рассеивание размеров осевой силы под-
чиняется нормальному закону распределе-
ния [7].
На фиг. ПО приведена схема распределе-
ния относительных отклонений осевой силы
тружины.
Допустимые относительные отклонения
Qfi и ОГг можно определить [7] из уравне-
ний
Cg2 =
Значения коэфициента C можно подобрать
по табл. 43 в зависимости от относительного
количества отклонений S.
Таблица 43
p
0,0
°,1
0,2
0,3
0,4
°.5
о,б
°.7
о,8
о,9
S
0,000
о,О54
о,ю7
o,i6o
0,213
0,264
0,314
0,363
0,411
0,456
CD.
I,O
I, I
1,2
1,3
1,4
1,5
1 ,6
i,7
1,8
i,9
5
0,500
0,542
0,582
0,619
0,655
o,688
0,719
0,748
o,775
0,800
P
2,0
2,1
2,2
2,3
2,4
2,5
2,6
2,7
2,8
2,9
0,823
0,843
0,862
0,879
0,895
0,908
0,921
0,931
0,941
o,95°
3.0
3,i
3,2
3,3
3,4
3,5
3,6
3,7
3,8
3,9
o,957
0,963
0,969
o,974
0,978
0,982
0,985
0,987
0,990
0,991
P
4,0
4.1
4.2
4,3
4.4
4,5
4,6
4,7
4,8
4,9
5.°
5
0.993
0,994
O.995
0,907
0,998
0,998
0,998
O.999
O.999
o,999255
В частном случае, принимая вероятность
0,993 за достоверность, при которой р = 4,
Фиг. 110. Схема распределения относитель-
ных отклонений осевой силы пружины.
получаем значения допустимых относитель-
ных отклонений:
17d + С2
Cgl ~ 18
-sa- 18
Допуски на модуль сдвига материала.
Для модуля сдвига абсолютные отклонения
могут быть приняты АОт = i 300 кг\м№, а
относительные отклонения — Шт= ^ 0,037 [7].
Допуски на размеры проволоки и горя-
чекатанной стали. В табл. 44 приведены до-
пуски на размеры диаметра пружинной про-
волоки [14].
ГЛ. Ill]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВИТЫХ ПРУЖИН
203
Таблица 44
Допуски в мм на размер диаметра пружинной
проволоки
(по ОСТ 20006 и ГОСТ 1071-41)
Таблица 46
Диаметр
проволоки
в мм
5,о -6,о
3-2 -4,5
2,О —3,О
1,4 - i ,8
1,0 —1,2
о.б —о,9
1-й
+
о,о8
о
о
о
о
о
о
°7
°5
°4
°3
°3
О2
класс
о,оз
°>°3
0,02
О,О2 \
0,02 J
0,01
О,О1
По ГОСТ 1071-41 только 1-й класс
от 1,2 до 5,5 мм.
2-й класс '
. +
о,ю
о,о8
о,об
О О"
' э
°,°4
о,оз
о,ю
о,о8
о,об
> э
о,о4
О.О2
для диаметров
Для горячекатанной стали можно пользо-
ваться следующими допусками, принятыми по
нормативам завода им. Будённого:
Допуск
d в мм
8 20
22
25
Допуск
±°>5
±о,6
+O.75
d в мм
3°
33
40
±2,2
Допуски на число витков Отклонения
числа витков от расчётного получаются глав-
ным образом за счёт некоторого скольжения
проволоки в подающих роликах при холодной
навивке пружин на автоматах, а также вслед-
ствие колебания разменов диаметра пружины.
Число витков изменяется также при последу-
ющих операциях в результате остаточных де-
фермаций. Изменение числа витков влияет на
величину осевой силы пружины тем больше,
чем меньше витков в пружине. Допуски на
число витков приведены в табл. 45 [7].
Таблица 45
Допуски-на число витков пружин
(в долях целого витка)
По нормативам
завода
им. Буденного
Число
витков
До 5
5-J5
15—2°
2О— ЗО
3°-4°
4о и
болье
Допуск
±О,25
±о,5
}°,75
+ i
±1,5
±2,О
Для с.-х. машин
по ОСТ 4812
Рычаж-
ные
пружи-
ны
± 4%
от
общего
числа
витков
Регулятор-
ные
пружины
± 1% от
обшего
числа
витков
Рекомендуемые
допуски [7]
Число
витков
3- 6
6—IO
ю—18
18-30
30 и
более
До-
пуск
±°.i5
±О,25
+ о,4
±о,75
±1,5
Допуски на диаметр пружин. Допуски
на размеры внутреннего или внешнего диа-
метра пружин устанавливаются в зависимости
от характера сопряжения пружин с другими
деталями машин и требований к точности осе-
вой силы пружины.
В табл. 46 приведены допуски на диаметр
пружин по нормативам завода им. Будённого
Допуски
По нормативам
за зола
им. Буденного
та
тренний
р пружи
м
^ Н S3
Я щ
^ S о
До 5
5—*°
ю—15
¦5-3°
ЗО-4О
4O-5O
5О—бо
бо и
более
Допуски
точных
жин >
к >>
ч с
±О,2
±°,3
±°,4
±о,5
±о,6
±о,8
±1,О
±1,2
нор-
ьных
жин
ой Ч t*i
с; Я О,
±о,3
1
(— °'5
±о,7
±1,о
±1.2
±1,5
±2,0
на диаметр пружин
Для с.-х. ма-
шин по
ОСТ 4812
Допуски
ры-
ных
жин
« Я >>
Ч « Л
4JC
Hi
к ° >>
Ч КЗ,
': 3% к'± 2% h
внеш-
нему
внеш-
нему
диа- диа-
метру
метру
Рекомендуе-
мые
а.
S 5=
дний диа
жины в .
^ >¦>
О с
з- б
6 — ю
ю—18
18-30
30—50
допуски
Допуски
для пружин
и
О «
±О,1
а
о
±о,15
±О 1^1+0,2^
±о'зо
±°,5°
±о,5о ±о,8о
±о,8о
50—80 ±1.3
±1,2
+ 2
по ОСТ 4218 на пружины с.-х. машин и также
рекомендуемые допуски [7].
Допуски на длину пружин. При назна-
чении допусков на длину пружин в свободном
состоянии, кроме технологических особенно-
стей, необходимо учитывать и конструктив-
ные требования.
Одинаковое влияние отклонений свободной
длины пружины при различных деформациях
Ш
можно обеспечить лишь при условии —— =
= const [7]. Однако при этом отношении,
приемлемом для пружин со средними вели-
чинами рабочих деформаций, абсолютные
отклонения свободной длины у пружин, рабо-
тающих с малыми деформациями, окажутся
настолько малы, что выполнение этих пру-
жин с такой точностью будет затруднитель-
ным; поэтому для пружин с малыми рабочими
деформациями отношение f приходится
несколько увеличивать.
Таким образом целесообразно строить до-
пуски на длину пружины не в зависимости
от размеров её длины, а в зависимости от ве-
личины заданной деформации. Система допу-
Таблица 47
Допуски на свободную длину цилиндрических
витых пружин в мм [7]
Деформация
пружины в мм
з-б
б—ю
ю—18
18—30
30-50
50—80
80 и выше
1-й класс
точности
±о,35
+ О,6д
±о,85
-1-1,2О
±1,6о
+ 2.ОО
±з,°°
2-й класс
точности
±°.7°
±1,2
±1,6
±2,4
±3,2
±4,о
±б,оо
сков на свободную длину пружин, предлагае-
мая на основании длительных наблюдений за
размерами большого числа пружин, приве-
дена в табл. 47 [7].
204
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Допуски на неточность формы пружин.
К неточностям формы пружин, нуждающимся
в ограничении допуском, относятся: 1) откло-
нение от перпендикулярности шлифованных
торцовых поверхностей опорных витков к
образующей наружной цилиндрической по-
верхности; 2) величина зазоров между опор-
ным и следующим за ним витком.
Фиг. 111. Деформация
пружин с неперпенди-
кулярными опорными
витками.
Фиг. 112. Деформация пружи-
ны, имеющей зазоры между
опорными и следующими за
ними витками: 1 — характери-
стика пружины; 2—теоретиче-
ская характеристика.
Первые вызы-
вают искривление
пружин при деформации вследствие несовпа-
дения направления осевой силы с осью пру-
жины (особенно у пружин большой длины
и относительно малым диаметром — фиг. 111).
Вторые искажают величину осевой силы и
способствуют появлению перекосов.
Влияние зазоров особенно велико при ра-
боте пружин с малыми деформациями
(фиг. 112).
В табл. 48 приведены допускаемые вели-
чины зазоров, а в табл. 49 — допускаемая не-
перпендикулярность плоскости опорных вит-
ков направлению оси пружины.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ВИТЫХ ПРУЖИН
Технологический процесс производства
пружин строится в зависимости от конструк-
ции и размера пружин, масштабов производ-
ства, оборудования и свойств металла.
В табл. 50 приведены типовые технологиче-
ские схемы обработки витых пружин.
Таблица 48
Допускаемая величина зазоров между опорным
и последующим витком в цилиндрических витых
пружинах
Дефор-
мация
пру-
жины
в мм
3-6
6—ю
io—18
18-30
30-50
50—80
80 и
более
Н*
Величина зазора в мм при jr
>5
о,ю—о,15
О,15—О,2О
о,2о—0,30
0,30-0,40
о,4о—о,55
о,55-о,7о
0,70—0,90
2,5—5,0
О,15—0,20
О,2О—О,25
o,25-o,35
о,35-о,45
о,45—о,6о
0,70—0,85
о,до—1,2
1-2,5
0,20—0,25
0,25—0,30
о,35—о.4°
о,45-о,55
о,6о—0,70
0,85—1,00
1,2О—1,5
< 1
0,25—0,30
О,3°-о.35
0,40—0,50
о,55—о,7°
0,70—о,8о
i,oo-i,3
1,5 —2,о
* Отношение длины пружины к диаметру.
Таблица 49
Допускаемая веперпендикулярность опорных
витков наружной цилиндрической поверхности
пружин
Расчёт-
ный
диа-
метр
в мм
з— $
6—ю
ю—18
18-30
30—50
50-80
>8о
о
о
о
о
о
I
2
Допускаемые отклонения в мм на наружном
диаметре опорного
< 1
,О9—о,
,18—о,
,3о—о,
,55—о,
,9°—I,
,5°—2,
,2О—3,
oi8
3°
55
90
50
20
00
1-2
0,06—0
0,12—0
0,22—0
о,35-о
0,68—г
1,15-1
1,65 —а
,12
,22
,35
,68
,15
,65
.30
витка при -?г
2 ^
0,03-0
о,об—о
о,ю—о
o,i8—о
0,30-0
о, 55—°
о,85—i
LJ
,об
,ю
,18
,3°
,55
,85
,20
0,
о,
о,
о,
о,
о,
в мм
> 4
О2—0,04
О4—о,о8
о8—о, 14
14—0,22
22—0,40
4О—0,65
бд—1,ОО
* Отношение длины пружины к диаметру.
Таблица 50
Технологические схемы обработки витых пружин
Получение заготовок для
навивки пружин
Пружины холодной навивки
изготовляют из проволоки, по-
ступающей в мотках следую-
щего минимального веса (ОСТ
20006):
Диаметр в мм
До о,5
о,5—о,8
о,8—i,o
i,o—1,4
1,4—2,о
а,о-з,о
Св. з,о
Вес в кг
о,5
1,О
З.о
5.о
8,о
ю,о
15 .о
Пружины горячей навивки
изготовляют из отдельных заго-
товок, имеющих определённую
длину и форму концов. Концы
заготовок у пружин, работа-
ющих на сжатие, оттягивают,
придавая им клиновидную фор-
Операция
Резка заготовок .
Оттяжка и вальцов-
ка концов
Навивка . . . . •
Разводка на шаг .
Отделка .....
Шлифование . . .
Закалка
Отпуск
Обжатие
Испытание ....
Пружи-
ны го-
рячей
навивки
Пружины холодной навивки
цилиндрические, конические
и фасонные
Из матеоиала
диаметром
до 7 мм
Из материала
диаметром
7-12 мм
Cfti
х *'
II
* Только для пружин, работающих нж сжатие.
ГЛ. H1J
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВИТЫХ ПРУЖИН
205
му (фиг. 113), которая обеспечивает получение
ровной опорной поверхности, сокращает объём
шлифовальных работ при обработке опорных
витков и облегчает процесс навивки пружин.
Длина оттягиваемого конца заготовки /0 —
= 0,75я?) [4]. Оттяжка концов производится
ковкой под пневматическими или привод-
Фиг. 113. Форма и размеры
оттянутого конца заготовки.
ными молотами, а также вальцовкой на
эксцентриковых вальцах. Вальцовка произво-
дительнее ковки, обеспечивает правильную
Сечения предварительного ручья
Сеч.подЬ Сеч.пое/ Сеч по ей Сеч по ab
Сечения окончательного ручья
Сеч nogh Cev.noef Сеч. по с d Сеч.поаЬ
Ш//, Ш/Л '//////л -У///Л
Фиг. 114. Схема сегмента вальцовочной машины и формы
ручьёв.
форму оттянутого конца и применяется при
крупносерийном и массовом производстве
пружин. Она производится в двух ручьях:
предварительном и окончательном. На фиг. 114
приведена схема сег-
мента вальцовочной ма-
шины с указанием формы
предварительного и окон-
чательного ручья [4].
Длина заготовки для
цилиндрических и кони-
ческих пружин подсчи-
тывается по формуле
Для пружин сжатия
горячей навивки приме-
няют заготовку несколь-
ко меньшей длины, чем
получаемая в результате
этого расчёта, так как
учитывается увеличение
длины вследствие оттяги-
вания концов прутка. Ве-
личину, на которую необ-
ходимо уменьшить расчётную длину заготовки,
можно определить по графику, изображённому
на фиг. 115, в зависимости от размера расчёт-
ного диаметра пружин.
Резка заготовок производится на прессах,
ножницах или механической ножовкой по
разметке или по упору.
О ЬО 80 /20160 200'D'мм
Фиг. 115. График для
определения величины,
на которую необходимо
уменьшить расчётную
длину заготовки: 1—л ля
материала квадратного
сечения; 2 — для мате-
риала круглого сече-
ния.
Навивка пружин
Навивка является начальной и наиболее
важной операцией, в результате которой про-
исходит основное формообразование пружины
влияющее не только на её конечные размеры,
но и на последующий технологический про-
цесс. Например, при высокой точности на-
вивки не требуется последующей правки
пружин и можно без дополнительной обра-
ботки применять шлифование торцов опор-
ных витков на специальных шлифовальных
станках.
Учитывая процесс релаксации, а также
для повышения прочности пружины нави-
ваются с увеличенным по сравнению с указан-
ным в рабочем чертеже шагом и затем под-
вергаются обжатию. Увеличение шага опре-
деляется экспериментальным путём или рас-
чётом [6J.
Навивка среднегабаритных и мелких
пружин холодным способом. Методы на-
вивки цилиндрических витых пружин в хо-
лодном состоянии можно разделить на две
группы: 1) навивка на оправку и 2) навивка
на автоматах без оправок.
Навивка пружин на оправку производится
одним из следующих способов: а) навивкой
вплотную (главным образом при изготовлении
пружин растяжения): б) индивидуальной на-
вивкой с шагом, без образования опорных
витков (при изготовлении пружин сжатия
большой длины); в) групповой навивкой с
шагом, без образования опорных витков, с по-
следующей рубкой на отдельные пружины
(пружины сжатия); г) индивидуальной навив-
кой с шагом и образованием опорных витков
(пружины сжатия); д) групповой навивкой с
шагом и образованием опорных витков (пру-
жины сжатия).
Все перечисленные методы навивки могут
быть произведены на обычном токарном
станке (фиг. 116) с помощью простых при-
Фиг. 116. Схема токарного станка для навивки пружин.
способлений. Для навивки пружин на шаг
станок снабжается специальным приспособле-
нием, состоящим из шагового винта и пальца.
Образование опорных витков обеспечивают
впаянные в шаговой винт пластины (фиг. 117)
[4]. При групповой навивке по способу „д" в
связи с искажением опорных витков при рубке
заготовок на отдельные пружины возникает
необходимость дополнительной обработки.
Перечисленные способы навивки пружин
малопроизводительны C—8 пружин в ми-
нуту), требуют вспомогательных ручных ра-
206
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. II!
бот (заправки проволоки в станок для каждой
пружины или заготовки, отрезки навитых
пружин, возвращения механизма станка в
исходное положение, разводки на шаг, рубки
заготовок и т. п.) и не обеспечивают вслед-
ствие невозможности регулирования разме-
ров при навивке высокой точности. Кроме
того, при разнородной номенклатуре пружин
Фиг. 117. Копирный винт с впаянными пластинами для
образования опорных прижатых витков: 1 — шаговой
винт; 2 — впаянные пластины; 3 — пружина.
требуется большое количество оправок и ко-
пирных винтов различных размеров.
В серийном и массовом производствах на-
вивка пружин в холодном состоянии произво-
дится на автоматах, которые обеспечивают
принудительную подачу материала, навивку
пружин без оправок,
образование требуе-
мого шага, своевре-
менное прекращение
подачи проволоки пе-
ред отделением заго-
товки и отрезку нави-
той пружины. Схема
безоправочной навив-
ки пружин на автома-
тах изображена на
фиг. 118. Протаскива-
ние проволоки через
правильный аппарат
и подача её в нави-
вочный механизм про-
изводятся роликами,
число которых коле-
блется от 2 до 4 пар.
Определённое напра-
Проволока, проталкиваемая через направляю-
щую, последовательно встречает на своём
пути два расположенных на одной и той же
окружности пальца или ролик и завивается в
пружину. Размер диаметра пружин регули-
руется соответствующим радиальным переме-
щением пальцев или ролика. Чтобы избежать
поверхностных дефектов, пальцы изготовляют
из мягкой стали, но это ведёт к их быстрому
износу и частым переналадкам станка. При
изготовлении пружин, не работающих на уста-
лость, допускается применение пальцев из
твёрдого сплава.
Образование шага пружин производится
шаговым механизмом, работа которого строго
согласована с работой других механизмов.
При навивке пружин с опорными витками
шаговой механизм автоматически включается
с некоторым запозданием и выключается не-
сколько раньше конца навивки пружины. В за-
висимости от конструкции механизма шаг
образуется путём горизонтального перемеще-
ния шаговой планки или вертикального пере-
мещения клина. Отрезка пружины произво-
дится с помощью ножа и оправки, конец ко-
торой имеет форму полуцилиндра.
Навивка пружин без оправки не требует
ручных работ, отличается высокой произво-
дительностью и точностью.
В производстве пружин при-
меняются автоматы с сегмент-
вление проволоки, по-
ступающей в нави-
вочный механизм, обеспечивается направляю-
щей, расположенной за подающими роликами.
Фиг. 118. Схема безоправочной навивки пружин на автомате: / — правильный аппарат;
2 — транспортирующие ролики; 3 — направляющая между роликами; 4 — накладка;
5 —крышка; 6— навивальный механизм; 7 —нож; 8— оправка; 9 — направляющая за
роликами; 10 — накладки.
ным или шестерёнчатым приводом и с постоян-
ной и переменной скоростью подачи проволо.
Таблица 51
Производственно-техническая
Номер
и серия станка
о —299
I —238
2 —254
3 —2б1
3,5—412
4,5-414
1,5—346
2,5—ЗЗ2
3 -318
4 -Зоб
5 — 326
Диаметр
обрабатывае-
мой проволоки
в мм
o,i — о,5
о,45— 1,63
о,85- 3,46
2,6 — 6,4
2,6 — 6,4
4,о — 9,5
о,8 — 2,6
1,6 — 4,о
я,6 — 6,4
4-о — 9,5
й,о —i6
Диаметр
навиваемых
пружин в мм
о,8— 9,°
2,0— 2д,4
4 — 5о,8
9,5- 63,5
9,5— 89,о
12,7—IOO
3,2— 31,0
6,4— 7°,°
ю,5- 89
12,7—Ю1
19 —2оз
характеристика автоматов Sleeper and Hartley
Средняя
скорость пода-
чи проволоки
в ммин
—
—
—
—
—
3°,°
3°>°
з°>°
3°>°
12,0
Производитель-
ность станка
в зависимости
от длины загото-
вок в шт/мин
IOO —2OO
5°-*5°
35~1О°
20— JO
IO — 2О
IO— 2О
—
—
—
—
Мощность
станка в кет
о,4
о,7
3,7
7,4
8,8
II.O
2,2
3,7
5,5
и,о
II,О
Наибольшая
длина отрезае-
мой заготовки
(на каждую
пружину) в м
5,5
ю,о
14,о
25,о
2 5,°
39,6
II,О
i8,6
1б,2
21,4
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВИТЫХ ПРУЖИН
207
ки [13]. В табл. 51 приведена производствен-
но-техническая характеристика станков Slee-
per and Hartley (США), а на фиг. 119 — внеш-
ний вид станка.
Пружины из проволоки диаметром более
12 мм холодным способом навиваются крайне
редко, так как изготовление таких пружин
Фиг. 119. Общий вид автомата для навивки пружин
Sleeper and Hartley.
затруднительно. Навивка на автоматах пру-
жин с индексом менее 3,5 не рекомендуется,
так как приводит к перегрузке станка и иска-
жению размеров пружины.
Универсальные пружинонавивочные авто-
маты Wafios позволяют навивать помимо ци-
линдрических пружин пружины сложной кон-
Фиг. 120. Общий вид автомата для навивки пружин
Wafios.
фигурации [16]. В табл. 52 приведена произ-
водственно-техническая характеристика, а на
фиг. 120 — внешний вид станка Wafios.
Число пружин, навиваемых в единицу вре-
мени автоматами с постоянной скоростью по-
дачи проволоки, зависит от длины заготовки.
Производительность в штуках в этом случае
можно определить по формуле
vcp 1000
где Т — производительность в шт/мин; vср —
средняя скорость подачи материалов в м\мин\
I — длина заготовки в мм на 1 шт.
Таблица 52
Производственно-техническая характеристика
автоматов типа Wafios
Модель
UFM-! . .
UFM-2 . .
UFM-3 . .
UFM-4 . .
1 UFM-5 . .
I
a 6
Диаметр обраб
тываемой пров
локи в мм
О, 3—I,2
о,8—з,°
2,0—6,0
6,0—12
4, о—8, о
Диаметр навив
мых пружин в
2,5- 15
6 — 4°
12 —IOO
Зо •—1бо
2О —1бэ
5 s
Наибольшая д
на отрезаемой
заготовки в м
2 9°°
12 ООО
l6 9OO
25 9°°
25 9°°
к
Скорость пода1
проволоки
В MJMUH
38
20
23
ю
ю
— 1
Мощность ста!
в кет
2.0
4:5
7,5
б,о
На фиг. 121 и 122 приведены графики, по-
зволяющие определить производительность
автоматов в зависимости от заданной длины
заготовки. Графи-
ки построены для
основных моделей
автоматов Wafios,
Sleeper and Hart-
ley.
Навивка круп-
ногабаритных
пружин. Крупно-
габаритные пру-
жины из материа-
ла диаметром бо-
лее 8—12 мм на-
вивают в горячем
состоянии. Прутки
перед навивкой на-
гревают в муфель-
ных или пламен-
ных печах.
Наиболее прост
и совершенен спо-
соб нагрева прут-
ков электрическим током B400 а, 40 в); при
этом время нагрева в зависимости от длины
120
W0
60
40
20
ин
i
V
\
\\
¦>
i
;—-
_
О 500 1000 1500 2000 2500 U
Фиг. 121. График для опреде-
ления производительности hj
автоматах Wafios: 1 — UFM-4,
^n=10 mjmuh; 2— UFM-2.
m\muh ; 3 — UFM-3,
mjmuh; 4 — UFM-4,
с =38 mImuh.
=20
=23
Г Ml
мин
180
160
ЦО
120
100
аи
60
40
20-
\
\
V
\
ч^
V.
Г'
I
/2
-
0 500 W00 1500 2000 2800 Irm
Фиг. 122. График для определения производительности
на автоматах Sleeper and Hartley: 1 — станок 5-326.
,=12 м/мин; 2 — станки 1,5-346, 2,5-332, 3-318, 4-206,
ф =30 м'мин.
ср
и поперечного сечения заготовок находится
в пределах 0,5 — 6 мин. [17]. Время нагрева
заготовок в пламенных печах — 10—30 мин..
208
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. Ill
Температура нагрева заготовок зависит
от их размера и химического состава
стали. Средние температурные пределы —
800—880° С [2]. Чтобы не обезуглеродить по-
верхности металла, нагрев следует произво-
дить в короткий промежуток времени. Необ-
ходим равномерный прогрев заготовок по
длине и сечению, так как заготовка, нагретая
неравномерно, при навивке даёт колебание
размера диаметра отдельных витков.
Навивка крупногабаритных пружин произ-
водится на специальных навивочных или то-
карных станках средних и крупных размеров,
приспособленных для этой цели.
Пружинонавивочный станок БР-35 завода
им. Буденного навивает пружины на шаг с
прижатыми витками. Размер шага от 12 до
100 мм. Включение и выключение шагового
механизма автоматическое. Переключение
скоростей с помощью коробки передач; число
передач 4. Число оборотов шпинделя от 32
до 70 в минуту. Диаметр материала навивае-
мых пружин от 12 до 50 мм. Габариты нави-
ваемых пружин до 300 мм по диаметру и до
800 мм по длине.
Шлифование опорных витков пружин
Чтобы обеспечить деформацию пружин без
искривления оси, торцы опорных витков шли-
фуют.
Основное требование к обработке — пер-
пендикулярность шлифуемого торца пружины
её оси.
Для шлифования при разных масштабах
производства применяют станки различной
конструкции. В мелкосерийном производстве
шлифование торцов ведётся на наждачных
или обдирочно-шлифовальных станках про-
стого типа. Мелкие и средние пружины шли-
фуются по нескольку штук в специальных
магазинах, которые перемещаются для обеспе-
чения равномерного износа шлифовального
Фиг. 123. Станки Wafios для шлифования торцов
опорных витков пружин.
круга. Крупногабаритные пружины шли-
фуются индивидуально с помощью специаль-
ных качающихся столов.
В крупносерийном и массовом производ-
стве для шлифования торцов средних и мел-
ких пружин применяются специальные шли-
фовальные станки. Пружины помещаются в
качающийся магазин, который перемещается
между двумя шлифовальными кругами, уста-
новленными на расстоянии, зависящем от длины
пружины. Оба торца шлифуются одновре-
менно [4]. Станок Wafios для шлифования
торцов пружин показан на фиг. 123.
В табл. 53 приведены основные методы
обработки торцов пружин.
Таблица 53
Методы обработки торцов пружин
Методы обра-
ботки
Ручная зато.ч-
ка периферией
круга
Ручная заточ-
ка торцом кру-
га
Механиче-
ское односто-
роннее шли-
фование
Механиче-
ское двухсто-
роннее шлифо-
вание
Инструмент и приспо-
собления
Подручники. Шлифо-
вальный круг твёрдо-
стью СТ-3, зернисто-
стью 24, размером 350Х
Х5ОХ4Олл
Магазинная коробка
со стальными калёны-
ми втулками. Шлифо-
вальный круг твёрдо-
стью СТ-3, зернисто-
стью 24, размером
350x50x40 мм
Призматическая на-
правляющая — сталь-
ные диски, покрытые
абразивным материа-
лом
Стальные калёные
втулки. Шлифоваль-
ный круг твёрдостью
СТ-3, зернистостью 36,
размером 350Х50Х
Х40 мм
Оборудование
Заточной
станок
То же
Обдирочный
станок с авто-
матически ка-
чающимся сто-
лом
Универсаль-
но-шлифоваль-
ный станок для
шлифования
торцов пружин
Термическая обработка пружин
Термическая обработка пружин из хо-
лоднотянутой проволоки. Пружины холод,
ной навивки, изготовленные из холоднотяну-
той проволоки диаметром до 7 мм, подвер-
гаются только отпуску, пружины из прово-
локи больших диаметров подвергаются за-
калке с последующим отпуском.
Отпуск при температуре 200—400° С хо-
лоднотянутой проволоки значительно повы-
шает её упругие свойства. Исследования по-
казали, что интенсивное повышение упругих
свойств пружин наступает в первые 3—5 мин.
выдержки [9]. Одновременно с изменением
упругих свойств происходит деформация пру-
жин: диаметр пружин уменьшается, а длина и
число витков возрастают. Величина деформа-
ции зависит от свойств материала, от кон-
струкции и размера пружин, от температуры
и времени выдержки при отпуске. Во всех
частях нагревательной камеры отпускной
печи необходимо соблюдать равномерную тем-
пературу. Нагрев пружин при отпуске произ-
водят в нефтяных печах, масляных или соля-
ных ваннах состава 40°/0 СаС12 и 60% NaCl.
Температура и время выдержки при отпуске
приведены в табл. 54 [12, 6, 7].
Термическая обработка крупногабарит-
ных пружин изгорячекатаннойстали. Основ-
ными операциями термической обработки
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВИТЫХ ПРУЖИН
209
Таблица 54
Режим отпуска пружин холодной навивки
Нефтяная
Масляная
Соляная
60Х NaCl)
Печь
печь . .
ванна .
ванна D0
% СаС1,
Диаметр
проволоки
в мм
о,5-5,о
Темпера-
тура на-
грева в °С
4оо —420
ибо
Зоо— збо
Время вы-
держки в
мин.
15—2О
5-8
являются закалка и отпуск. Иногда опорные
витки пружины для устранения хрупкости
подвергают отжигу или отпуску при высо-
кой температуре. В этом случае для нагрева
используют свинцовые ванны. Для устранения
дефектов горячей и механической обработки
(наклёп, подкалка и перегрев) пружины после
навивки в горячем состоянии подвергают нор-
мализации или отжигу.
Закалку пружин производят после отделоч-
ных операций (правки и разводки пружин на
шаг). Нагревают пружины под закалку в пла-
менных, муфельных нефтяных и муфель-
ных электрических печах [2]. Применяется
также индукционный метод нагрева токами
высокой частоты [6]. На фиг. 124 показана
Фиг. 124. Установка для нагрева пружин
пол закалку токами высокой частоты.
установка с генератором высокой частоты на
20 кет и 450 килоциклов. Чтобы избежать пе-
регрева закороченных опорных витков, кото-
рые соприкасаются с другими витками, ось
пружины располагают нормально к оси ка-
тушки индуктора; при таком положении ком-
понент тока, вызывающий перегрев, будет
ничтожен.
Температура закалки для каждой марки
стали строго регламентируется, колебания её
не должны превышать 20—30° С.
Режим термической обработки пружин го-
рячей навивки см. гл. VI.
Следует иметь в виду, что применение
в качестве охлаждающих жидкостей воды и
водных растворов поваренной соли концен-
трации от 10 до 200/0, особенно при повышенном
содержании углерода в стали, может вызвать
появление трещин [2].
Термическая обработка пружин холодной
навивки из материала диаметром > 7 мм.
Навитые холодным способом пружины для
удаления появившегося наклёпа и остаточных
напряжений подвергают высокому отпуску
при температуре 670—720° С [6]. Последующая
термическая обработка этих пружин (закалка
и отпуск) производится аналогично обработке
крупногабаритных пружин горячей навивки.
Выбор режимов обработки следует производить
по табл. 55. Помещённые в таблице последние
четыре марки стали для изготовления пружин
холодной навивки не применяются.
Термическая обработка пружин, работаю-
щих при высоких температурах [6]. Для
уменьшения процесса релаксации (перехода
упругих деформаций в пластические) пружины,
работающие при высоких температурах, под-
вергают дополнительной термической обра-
ботке, которая производится после закалки
и отпуска пружин.
Пружины при деформации, несколько пре-
вышающей рабочую, подвергаются выдержке
в течение 25 час. при температуре немного
выше той, при которой пружины должны ра-
ботать. При этом пружины получают остаточ-
ные деформации, что вызывает необходимость
навивать их с большим шагом. Увеличение
шага"определяется экспериментально.
Полный режим термической обработки
пружин, работающих при высоких темпера-
турах, приведён в табл. 55.
Обжатие пружин
Пружины, навитые с увеличенным шагом,
в конце технологического процесса много-
кратно обжимают до соприкосновения витков
или выдерживают длительное время в полно-
стью деформированном состоянии.
Таблица 55
Марка
стали
60С2 . .
40XG . .
Э5ХФ. .
ЖЗ CX31)
Ж4DХ13)
60Х16М2&
Содержание в °/0
С
о, 55—°>65
о,35—о,45
о,4б—о,54
о,25—о,35
о,35—о,45
0,50-0,70
Si
1,5—2,0
1,3—1,6
Сг
1,3—1,6
1,3—1,6
12,0—14,0
12- 14
I5.O—I7-O
Прочие
V>o,i5
Mo-=i,5—
2,5
Максимальная
температура
для работы
пружины
в °С
Э5О
35о
35°
4ОО
40о
5оо
Режим термической обработки
Закалка
в °С
880—900
840-860
840-860
IO2O -IOJO
IO2O—Ю50
IIOO — II2O
Охлажд.
среда
Масло
Воздух
Масло
Отпуск
в °С
35о
45°
45O
53O
53O
боо
Рела-
ксация
в СС
25°
37O
37о
42O
42О
5ао
14 Том 7
210
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
[РАЗД. III
Длительность выдерживания пружин или
число обжатий зависит от величины расчёт-
ных напряжений пружин при полной дефор-
мации: чем выше расчётные напряжения, тем
длительней выдержка или большее (от 3 до 10)
число обжатий; при этом величина остаточных
деформаций также возрастает [10, 1].
Повышение прочности пружин при обжатии
объясняется тем, что при разгрузке обжатых
пружин в материале возникают остаточные
напряжения противоположного знака основным
напряжениям [1]. При последующих рабочих
деформациях вследствие разности между
основными и остаточными напряжениями дей-
ствительные напряжения окажутся тем мень-
ше, чем больше будет шаг пружины при на-
вивке.
Остаточные деформации для цилиндрических
витых пружин определяются [1] из уравнения
~ —о -m Gdi •
остаточные напряжения — из уравнения
1- 16f (/>. Рд).
Метод многократного обжатия широко при-
меняется при изготовлении пружин. Он эф-
фективнее и рентабельнее метода длительного
выдерживания в деформированном состоянии.
Длительное выдерживание пружин в дефор-
мированном состоянии применяется преиму-
щественно при испыта-
нии пружин или в том
случае, когда процесс
релаксации имеет наи-
большие величины (ра-
бота пружины при высо-
ких температурах).
Многократное обжа-
тие пружин производится
под прессами с механи-
ческим или гидравличе-
ским приводом. В серий-
ном и индивидуальном
производстве обжатие
небольших пружин про-
изводится вручную. Пру-
жины подвергают инди-
видуальному или групповому обжатию. На
фиг. 125—127 показано индивидуальное и груп-
//////
Фиг. 125. Индивидуаль-
ное обжатие пружин
вручную.
у//////////////////////////////////,
Фиг. 126. Групповое (параллельное) обжатие пружин
вручную.
повое обжатие пружин вручную. Групповое
обжатие производится последовательно или
параллельно.
Последовательное обжатие (фиг. 127) тре-
бует простых приспособлений, но вследствие
большой суммарной деформации малопроизво-
дительно, параллельное обжатие (фиг. 126)
требует более слож-
ных приспособлений,
но более производи-
тельно.
Под прессом про-
изводится главным
образом групповое
(параллельное) обжа-
тие пружин (фиг. 128).
Индивидуальному об-
жатию подвергаются
толькопружины круп-
ных размеров.
В массовом про-
изводстве для много-
кратного обжатия
пружин применяются
автоматы с индивиду-
альным обжатием.
Пружины, у кото-
рых длина больше
двух диаметров, под-
вергаются обжатию на
Фиг. 127. Групповое (после-
довательное) обжатие пру-
жин вручную.
направляющих стерж-
нях (фиг. 129).
Обжатые пружины с течением времени или
под действием внешних сил (удар, встряхива-
Фиг. 128. Групповое обжатие коротких пружин
под прессом.
у//
/УА/
Фиг. 129. Групповое обжатие длинных пружин
с направлением под прессом.
ГЛ. III]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВИТЫХ ПРУЖИН
211
ние) деформируются, причём заметно увели-
чивается длина пружин [15]. Однако при
последующих обжатиях пружина принимает
первоначальные размеры. Это явление назы-
вается упругим гистерезисом пружины.
Контроль и испытание пружин
Изготовленные пружины подвергаются
сплошному или выборочному контролю и ис-
пытаниям. Рекомендуется сдедующий порядок
контроля и испытаний [11, 8]: 1) статические
испытания; 2) динамические испытания; 3) кон-
троль размеров и формы пружин.
В табл. 56 приведены основные методы
испытания пружин. Применение того или
иного метода и количество испытываемых
пружин в партии зависит от назначения
пружин. Первые два метода являются массо-
выми, и особенно ответственные типы пружин
подвергаются сплошному A00%-ному) испы-
танию указанными методами.
При проверке размеров и формы пружины
контролируются следующие параметры: размер
свободной длины — по шаблону; размер на-
ружного или внутреннего диаметра—калибром;
высота пружины, сжатой до соприкосновения
витков,— прессом и линейкой; число витков —
подсчётом; равномерность шага—по шаблону;
перпендикулярность опорной плоскости обра-
зующей пружины — угольником; отсутствие
кривизны — на плите; размеры сечения
прутка — штангенциркулем.
Таблица 56
Методы испытания витых пружин
Методы испытания
1. Статические
а) Определение величины осевой си-
лы при сжатии или растяжении пру-
жин до заданной деформации
б) Испытание на длительное сжатие
или растяжение (индивидуальное или
групповое)
2. Динамические
а) Испытание многократной пере-
менной нагрузкой (сжатие или рас-
тяжение пружин до заданной вели-
чины деформации)
б) Ударное испытание на копре.
Многократные удары свободно пада-
ющей бабой по пружине, установлен-
ной в специальном стакане
Оборудование и при-
способления
Рычажные весы и
гидравлический пресс
Стальная плита,
пресс и оправки
Машина кривошип-
ного или эксцентрико-
вого типа
Стакан для установ-
ки пружины. Копёр
с падающей бабой
Цель испытания
Определение харак-
теристики пружины
Определение оста-
точных деформаций
Определение преде-
ла усталости пружин
Определение хруп-
кости и динамической
усталости металла
Область применения
Пружины сжатия и растя-
жения, предназначенные для
работы с заданной осевой си-
лой при определённой дефор-
мации
Пружины сжатия и растяже-
ния, работающие при больших
деформациях
Пружины, работающие с пе-
ременными нагрузками
Крупногабаритные пружины,
подвергающиеся большим ди-
намическим нагрузкам
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Блинник С. И.,Малинин Н. Н., Пономарё'вС-Д.,
Федосеев В. И., Чернышёв Н. И., Новые
методы расчёта пружин, Машгиз, М. 1946.
2. Константинов В. Н., Производство и испыта-
ние винтовых цилиндрических пружин, А.рт. акад.
РККА им. Ф. Дзержинского, М. 1937.
3. Минкевич Н. А., Свойства, тепловая обработка и
назначение стали и чугуна, ч. III, ГНТИ, М. 1932.
4. М е х о в Б. Т. и Тарапин В. Н., Навивка пру-
жин, ОНТИ, М. 1936.
5. П о н о м а р е в С. Д., Расчёт и конструкция витых
пружин, ОНТИ, М. 1938.
в. Смирнов В. И., Термическая обработка стальных
рессор и пружин, Металлургиздат, 1944.
7. Шатуновский Г. М., Исследование производ-
ства холодновитых цилиндрических пружин, дисс.
МММИ им. Баумана, М. 1940.
8. Константинов В. Н., Методика испытаний
винтовых цилиндрических пружин, „Заводская лабо-
ратория" № 10, 1937.
9. Л о р е н ц В. Ф., Влияние отпуска на механические
свойства пружинной проволоки, Труды ВИСХОМ,
№. 1932.
10. Л о р е н ц В. Ф., Исследование пружин сжатия и
пружинной проволоки, „Сельскохозяйственная машина*
№ 10—11, М. 1930.
11. Прокофьев И. И., Б о л х о в и т и н о в Н. Ф.
и Пименов П. Г., Исследование пружин с -х.
машин, Сборник трудов лаборатории испытания мате-
риалов МИМЭСХ, 1931.
12. Самоходский А. И., Термообработка малых
спиральных пружин, .Точная индустрия" ЛЬ 10, 1937.
13. Ф р а н ц у з Р. А., Пружинонавивочные автоматы,
ОНТИ, М. 1932.
14. Государственные стандарты на пружинную стальную
проволоку № 20006, 1938 и № 1071, 1941."
15. li'nsslin M., Belastungsversuche mit zylindrlschen
sciiraubenfedern aus Stahl, „Maschinenbau", 1931.
16. Schrai d O., Federnwindemaschinen, „Werkstatts-
technik", 1931.
17. Spring wire heated to desired guenching temperature
by ekctric resistance, „Heat Treating and Forging",
v. XXVI, № 11, 1940.
Глава IV
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ОПРЕДЕЛЕНИЯ, ТЕРМИНОЛОГИЯ,
КЛАССИФИКАЦИЯ
Приспособлением для механической обра-
ботки называется дополнительное оборудование
к станку, позволяющее устанавливать и зажи-
мать обрабатываемую деталь соответственно
требованиям технологического процесса.
Приспособление включает полностью или
частично следующие элементы:
1) установочные детали и механизмы—для
установки обрабатываемой детали;
2) зажимные детали и механизмы —для
закрепления обрабатываемой детали;
3) направляющие детали и механизмы — для
направления или выверки положения инстру-
мента относительно обрабатываемой детали;
4) детали и механизмы для изменения поло-
жения обрабатываемой детали относительно
инструмента (делительные диски, фиксаторы
и др.);
5) корпусные детали или корпусы, связы-
вающие все перечисленные элементы приспо-
собления в один агрегат;
6) детали и механизмы гидро-, пневмо- и
электрооборудования приспособления (цилин-
дры, поршни, вентили и др).
Установочные, зажимные и направляющие
детали составляют вместе с корпусом соб-
ственно приспособление и являются основными
элементами. Остальные детали и механизмы
относятся к дополнительным элементам. Нали-
чие их в приспособлении зависит от его кон-
структивного оформления.
Классификация приспособлений произво-
дится обычно с разбивкой их на группы,
подгруппы и т. д. по технологическим и кон-
структивным признакам аналогично класси-
фикации инструмента, а также по степени
специализации.
По технологическим признакам приспосо-
бления делят на группы соответственно типам
станков: сверлильные, расточные, фрезерные,
токарные, револьверные, карусельные, стро-
гальные, долбёжные, шлифовальные, зубообра-
батывающие, протяжные и отделочные (хонин-
говальные, притирочные, полировочные и др.).
По степени специализации приспособления
часто делят на следующие группы:
1) нормализованные, предназначаемые для
обработки различных деталей и изготовляемые
на склад (частично или полностью) с последу-
ющей обработкой и укомплектовкой большин-
ства из них в зависимости от особенностей
обрабатываемой детали;
2) универсальные, представляющие собой
нормализованные приспособления, использу-
емые на различных станках без указанной
дополнительной обработки и комплектовки;
3) специализированные — нормализован-
ные и универсальные приспособления, нала-
женные только для обработки определённой
детали;
4) специальные, предназначаемые для опре-
делённого вида механической обработки за-
данной детали (или деталей) и изготовляемые
для обработки только этой детали (или дета-
лей) по мере необходимости.
Детали и узлы приспособлений обычно
классифицируются особо.
Классификация производится по техноло-
гическому назначению (установочные, зажим-
ные и т. д.), а затем по конструктивным при-
знакам.
УСТАНОВОЧНЫЕ ДЕТАЛИ
И МЕХАНИЗМЫ
Детали и механизмы, предназначаемые для
определённого расположения обрабатываемой
детали в приспособлении, называются устано-
вочными.
Установочные детали, лишающие обраба-
тываемую деталь всех или нескольких степе-
ней свободы, называются основными устано-
вочными. Детали, предназначаемые лишь для
придания обрабатываемой детали дополна-
тельной жёсткости или устойчивости в про-
цессе обработки, называются вспомогатель-
ными установочными.
Поверхности установочных элементов, при-
ходящие в соприкосновение с обрабатываемой
деталью (рабочие поверхности), должны обла-
дать высокой износоустойчивостью; для изго-
товления этих элементов используется мало-
углеродистая хромистая сталь 20Х (ОСТ 7124)
или обычная углеродистая сталь 20 (ОСТ
В 1050-41), подвергающаяся цементации на
глубину 0,8—1,2 мм с последующей закалкой
до Hrq = 58—62. При необходимости могут
быть использованы и другие стали, не усту-
пающие по своим механическим свойствам,
Рабочие поверхности, как правило, шли-
фуются. Если обрабатываемая деталь сопри-
касается с установочными элементами приспо-
собления своими необработанными поверхно-
стями, допускается обработка рабочих поверх-
ностей из-под резца с последующей накаткой
или насечкой их.
ГЛ. IV)
УСТАНОВОЧНЫЕ ДЕТАЛИ И МЕХАНИЗМЫ
213
Поверхности прилегания установочных де-
талей к корпусу приспособления всегда шли-
фуются, а соответствующие им места корпуса
или также шлифуются, или подвергаются ша-
брению. Для удобства обработки опорные места
корпуса не следует располагать в выфрезеро-
ванных или процекованных углублениях.
Штыри и пластинки
Для установки обрабатываемых деталей по
плоским поверхностям в качестве установоч-
ных деталей приспособлений чаще всего ис-
пользуются штыри и пластинки. Нормали этих
деталей приведены в табл. 1—4.
Таблица 1
Штыри опорные
Продолжение табл. 2
Размеры в мм
D
12
18
за
97
ч
3»
h
б
8
ю
13
1б
2О
dT | L
8
ю
12
1б
2О
24
18
22
28
35
42
50
t
2
2
3
a
3
3
I
2,2
a, a
2,2
3
3
Таблица 2
Пластинки опорные
, Оставить припуск 0,2мм
на шлифовку 6 сборке
L
ДО
75
100
So
75
100
b
ао
25
h
10
13
Размеры в мм
1
i
i
D
12,5
12,5
d
Ь,5
8,5
t
t>,5
8,5
а
ii
15
15
ii
15
15
с
28
45
35
28
45
35
Коли-
чество
отвер-
стий
2
2
3
2
2
3
L
50
75
100
¦75
120
75
120
75
120
b
30
40
40
50
Размеры в
Л
18
4
30
/
1.5
i,5
a
a
D
15.5
19
19
25
MM
*
Ю.5
1Я'Ь
12,5
17
t
11
13
13
17
a
11
1.5
15
IS
15
15
15
17.5
17.5
с
28
45
35
45
45
45
45
4O
42,5
Коли-
чество
отвер-
стий
a
2
3
2
3
a
3
2
3
Таблица 3
Пластинки опорные ступенчатые
Оставить припуск 0,2мм
шлифовку в сдЪрке
Размеры в мм
L
50
75
IOO
¦SO
75
IOO
SO
75
IOO
75
120
75
120
75
120
b
30
30
35
50
5°
60
A
10
13
18
20
24
30
16
16
18
25
25
3°
/
1
1
1,5
1,5
a
2
D
12,5
12,5
15,5
iy
19
25
d
8,5
8,5
10,5
12,6
12,5
17
t n
6,5
8,5
11
13
13
17
9
9
11
13
13
16
a
11
15
15
11
15
15
11
15
15
I=.
15
15
15
»7,5
¦7>5
с
28
45
35
28
45
35
28
45
35
45
45
45
45
¦2,5
Коли-
чество
отвер-
стий
2
2
3
2
2
3
2
2
3
2
3
а
3
2
3
На рабочих поверхностях оставляют при-
пуск 0,2—0,3 мм, шлифуя их после установки
элементов в корпус приспособления.
В крупносерийном и массовом производ-
стве штыри типа В и пластинки предпочти-
тельно изготовлять взаимозаменяемыми по
размеру /г.
214
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. Ill
Пластинки опорные
ОбработкаW, кроме мест,
«¦° показанных особо
Размеры в мм
L
8о
I2O
IOO
I5O
I2O
i8o
15°
320
В
2О
25
3°
35
А
—0,01а
13
,— 0,012
16
—O,OI4
2О
—O,OI4
35
/
1
1
1.5
1.5
9
9
и
13
D
13
13
1б
19
d
9
9
11
13
Ь
14
14
18
22
*.
i,5
а
3
а
23
25
Зо
4о
С
Зб
38
5°
6о
7о
Количество
отверстий
3
3
2
3
2
3
2
3
Призмы
Детали с цилиндрическими наружными по-
верхностями устанавливаются в призмы.
В призмах можно достаточно точно сцентри-
ровать деталь по продольной плоскости сим-
метрии вне зависи-
мости от точности
обработки установоч-
ной поверхности де-
тали и угла призмы.
Положение же оси
или центра детали
относительно основа-
ния призмы изменяет-
ся /зависимости от
допуска 8 на обработ-
ку детали и от угла
призмы (фиг. 1).
Смещение центра
при установке на призму см. стр. 12.
Для увязки размеров призмы с диаметром
обрабатываемой детали рекомендуются фор-
мулы (фиг. 2):
для призмы с углом 90°
С=1,4Ш — 2 (Я— Л);
Таблица 4 для призмы с углом 120°
С = 2?> — 3,46 (Я — Л).
Наиболее употребительный угол приз-
мы — 90°. Мате-
риал для изгото-
вления призм —
сталь 20 или сталь
20X;tf*c=a58-62.
Пальцы
Пальцами назы-
ваются элементы
приспособлений,
предназначаемые
для установки де-
талей по обрабо-
танным отвер-
стиям.
При установке
на один палец при-
меняют посадки
ходовую или дви-
жения 2-го или
3-го классов точно-
сти. При одновре-
менной установке
на два пальца огра-
ничиваются ходовой или широкоходовой
посадками 2-го или 3-го классов точности,
причём один из пальцев срезают с двух
сторон перпендикулярно линии, соединяю-
щей центры пальцев. Этим компенсируются
погрешности расстояний между центрами
пальцев и между центрами отверстий уста-
навливаемых на пальцы деталей. Так же по-
ступают при установке детали по одному
обработанному отверстию и параллельной
ему плоскости.
На фиг. 3 показаны наиболее распро-
странённые формы двухсторонне срезан-
ных пальцев. Форма / применяется для
пальцев малых диаметров, форма II-
только для пальцев диаметром более 50 леи,
форма III применяется при диаметрах менее
20 мм, когда необходимо придать значительно
Фиг. 2. Построение дли
расчёта размеров призмы.
Фиг. 1. Изменение положе-
ния центра обрабатывав-
мой детали при установке
в призме.
Фиг. 3. Ферма поперечного сечения уста-
новочных пальцев.
нагружённому пальцу наибольшее поперечное
сечение.
Размер Ъ хорды цилиндрической части
пальца (фиг. 4) может быть рассчитан по фор-
муле
где D — наименьший диаметр установочного
отверстия, принятый за номинальный диаметр-
ГЛ. IV]
УСТАНОВОЧНЫЕ ДЕТАЛИ И МЕХАНИЗМЫ
215
пальца; Д — наименьший радиальный зазор
межцу пальцем и отверстием; L = 8i + S2—
-~ Ai — сумма погрешностей расстояний между
Фиг. 4. Схема для расчёта хорды срезанного пальца.
центрами отверстий и пальцев без радиаль-
ного зазора для несрезанного пальца.
Угол наибольшего перекоса детали, надетой
на два пальца (фиг. 5), рассчитывают по фор-
муле
где Д2 и Д3 — наибольшие возможные радиаль-
ные зазоры; L — расстояние между центрами
пальцев.
Таблица 3
Пальцы со втулкой и винтами
ТипА
Тип Б
На
раз»
пус
вно
спе
чер
ГО ?
Тип
А
значенный
ер d и до-
it к нему
сятся в
цификацию
тежа обще-
ида
Спецификация
Обозначе-
ние
Наименова-
ние детали
Количество
на ком-
плект
Материал
Термообра-
ботка
Размеры в мм
d [ D
8-12
12-18
18—25
25—34
46
55
65
75
А.
IO
IO
12
15
i
Палец
1
Сталь 20Х
Цементо-
вать, ка-
лить
Тип
Б
2
Втулка
1
Сталь
У8А
Калить
3
Винт
3
Сталь35
Калить
Размеры в мм
d
8—12
12—18
18-25
25-34
D
Ф
55
65
75
А
ю
IO
12
15
В серийном производстве установочные
пальцы могут быть запрессованы в корпус при-
способления. В крупносерийном и массовом
производстве для облегчения и ускорения ре-
монта приспособлений пальцы рекомендуется
Фиг. 5. Схема для расчёта угла перекоса
детали при установке на два пальца.
укреплять в промежуточных втулках корпуса
приспособления. Рекомендуемые посадки —
движения, скользящая и плотная (ОСТ 1012).
Наиболее ходовые конструкции и размеры
сменных пальцев приведены в табл. 5 и 6.
Таблица 6
Пальцы установочные с пластинкой и втулкой
Назначен-
ный размер
d и допуск
к нему вно-
сятся в спе-
общего ви-
да
Спецификация
Обозна-
чение
Наиме-
нова-
ние де-
талей
1
Пла-
стина
Колич.
на ком-
плект
Мате-
риал
Термо-
обра-
ботка
1
Сталь
20 X
Па-
лец
1
л
ч
Цементо-
вать
калить
Размеры в мм
Тип
d
8-12
12—18
18—25
25—34
L
Ф
06
8о
IOO
В
32
4°
5°
66-
h
13
i6
2О
3
Втулка
1
Сталь
У8А.
Калить
Штифт
1
Сталь4о
Размерь
Тип
d
8-12
12—18
18—25
25—34
—
Винт
2
?
С4
Н
и
Налить
i в мм
L
56
66
8о
IOO
В
32
4О
5°
66
ft
13
16
20
216
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
{РАЗД. III
Вспомогательные установочные
механизмы
Вспомогательные установочные механизмы
дополняют основные и. придают детали в про-
цессе обработки ббльшую жёсткость и устой-
чивость. Эта механизмы не должны нару-
шать положения обрабатываемой детали,
занятого ею на основных'установочных де-
талях, и поэтому должны быть подвижными.
Наиболее удобны для этого пружинные меха-
низмы с принудительной или автоматической
фиксацией.
В табл. 7 приведена конструкция механизма
с принудительной фиксацией. При использо-
вании такого механизма требуется относи-
тельно большое усилие зажима, особенно в
случаях одновременной фиксации нескольких
механизмов.
Таблица. 7
Опоры плунжерные самоустанавливающиеся
Спецификация
Обозначе-
ние на
эскизе
Наименова-
ние детали
Количе-
ство на
комплект
Материал
Термообра-
ботка
1
Плунжер
опорный
i
Сталь 15
2
Штырь
скошенный
i
Сталь 15
Цементо-
вать,
калить
3
Колпачок
i
Сталь 35
-
4
Втулка
Сталь 45
—
5
Болт
Сталь 45
Кал'ить
6
Гайка
Сталь 45
-
7
Винт
Сталь 35
Калить
8
Штифт
Сталь 45
9
Пружина
Сталь
пружинн.
d
»3
17
21
Н
=5
28
33
DA\ Л
i8
22
2б
5
5
6
Л,
8
ю
12
Размеры
L
3°
38
4о
в мм
Ч
17
+0,070
+ 0,020
13
+0,070
,+ 0,020
10
+0,070
1б
IM20
IM24
IM24
с
15,5
22
22
Механизмы, изображённые на фиг. 6, фикси-
руются автоматически и требуют от рабочего
лишь незначительного усилия для отвода кли-
нового ползуна
при установке об-
рабатываемой де-
тали в~~ приспосо-
бление. В отве-
дённом положении
ползун запирается
выключающим ку-
лачком или рыча-
гом, переходящи-
ми за мёртвое по-
ложение. При од-
Фиг. 6. Вспомогательные установочные механизмы с авто-
матической фиксацией: а — тип I: 1 — клиновой ползун;
2 — выключающий кулачок; 3 — опорный плунжер;
4 — вал, поворачивающий кулачок; 5 — штифт, удержи-
вающий кулачок во включённом положении; 6 — пру-
жина; б>— тип II: / — клиновой ползун; 2 — выключаю-
щий кулачок; 3—опорный плунжер; 4 — вал, повора-
чивающий кулачок; 5 и 6 — рычаги запирающего меха-
низма; 7 — штифт, удерживающий механизм в выклю-
ченном положении.
новременном выключении группы таких меха-
низмов вал, поворачивающий рычаги или ку-
лачки выключения, может запираться спе-
циальным механизмом, расположенным на кон-
це вала, выступающем из корпуса "приспосо-
бления (фиг. 6, б).
Самоцентрирующие установочные
механизмы
Самоцентрирующие установочные меха-
низмы (патроны кулачковые или цанговые,
оправки плунжерные, тиски с призматическими
губками и т. п.) относятся к группе основных
установочных элементов. В большинстве слу-
чаев эти механизмы одновременно являются и
зажимными. Приводятся в действие такие ме-
ханизмы от руки или механически (пневматика,
гидравлика, электричество и др.).
ЗАЖИМНЫЕ МЕХАНИЗМЫ
Зажимными называются механизмы, устра-
няющие возможность смещения или вибрации
обрабатываемых деталей под действием на них
в процессе обработки усилий резания и соб-
ственного веса.
По силовым источникам, приводящим эти:
механизмы в действие, они делятся на руч-
ные и механические.
Для увеличения силы зажима детали при-
меняются различные механизмы-усилители —
резьбовые, эксцентриковые, клиновые, ры-
Чажные и комбинированные.
ГЛ. IV]
ЗАЖИМНЫЕ МЕХАНИЗМЫ
217
На фиг. 7 приведены схемы действия раз-
личных зажимов. В механизмах, выполненных
по схемам а и б, усилие зажима R равно при-
ложенному усилию Р. В механизмах, выпол-
ненных по схеме в, зажимное "усилие в два
раза меньше, а выполненных по схеме г —
едва раза"больше, чем приложенное усилие.
Фиг. 7. Схемы действия зажимных механизмов.
В механизмах, работающих по схемам дне,
усилие зажима больше приложенного усилия
соответственно в 6 и 36 раз.
Гайка с рукояткой
Таблица S
ОбработкаW, кроме
мест, показанных особо
Углы притупить
d
М14
Mi6
Мао
Мз4
Що
h
зб
3°
35
40
5°
Я
55
бо
70
8о
IOO
0
35
38
45
55
65
с
1.5
1.5
1.5
2
2.5
Размеры
я,
38
42
5°
55
7°
яа
ф
5°
6о
68
85
в мм
К
25
27
33
38
Ф
h3
7
8
9
12
15
18
18
18
2О
24
О3А3
12
13
14
1б
2О
d,A
3
3
4
5
5
Резьбовые и эксцентриковые зажимы
Зажимное усилие, ко-
торое можно создать
при помощи гайки
(фиг. 8), рассчитывается
с достаточной для прак-
тики точностью по фор-
муле [5]
л F-1
Фиг. 8. Схема для рас-
чёта зажимного уси-
Ляр кпнгтпукиии гай- лия' создаваемого при
две конструкции гаи помощи гайки.
ки приведены в табл. 8
и 9.
Зажимное усилие, создаваемое при помощи
болта с плоским торцом, может быть рассчи-
тано по формуле
F-1
Одна из конструкций звёздочки для зажим-
ного болта приведена в табл. 10.
Зажимное усилие, создаваемое при помощи
болта со сферическим торцом, рассчитывается
по формуле
п_
rcp
Xg (a
Зажимное усилие, создаваемое при помощи
эксцентрика (фиг. 9), может быть определено
по формуле
В формулах F—приложенное усилие в кг\
I — длина рукоятки или ключа в мм; а — угол
подъёма резьбы или эксцентрика в градусах;
Ф—угол трения в резьбе, равный 6°34'; ^ —
Таблица 9
Гайка с четырьмя рукоятками
06pa6omkaV4,kpoMe мест, пока-
занных особо. Углы притупить
Mi6
М20
М24
1М30
а:
45
55
6л
bo
Q
3=>
4т
50
bo
60
75
100
24
SO
36
47
ч?
i8
22
27
32
Размеры в
23
28
32
ea"
38
5°
55
05
•а
3
3
4
5
"**
ii
13
16
2О
ММ
5
б
б
8
* IS
11
13
Ч
17
i8
18
20
24
12
14
16
20
аг
98
122
I4O
sT
68
80
94
10»
218
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
1РАЗД. Ш
Звёздочки литые
Таблица 10
d
Мю
Ml2
М14
М16
D
55
70
80
100
A
20
25
30
35
Da
25
30
35
45
H
45
50
55
65
Размеры
в
3°
4o
45
55
R
40
60
65
80
в мм
r> j /
*M j *
за
35
35
45
22
2б
3°
35
г
4
5
б
7»5
г,
3-5
4
4.5
5
15
18
so
35
12
14
16
18
rt
а
2.5
2,5
3
duk
3
3
4
5
Отверстие da служит для закрепления звёздочки на
винтах штифтами (ГОСТ 3128 46).
Таблица 11
Эксцентрики
Обработка W, кроме мест, Рабочую поверхность
показанных ocoog.—9О° /зачистить после
термообработки
Углы.
притух
пить
Размеры в мм
R
3°
4°
5°
бо
7°
Я.
2°,5
26
3°,5
33
37
15
18
23
22
25
R*
37
5»
7о
9о
но
Е
4.5
б
7,5
9
<*А3
+0.045
20
2-+°-°45
28+°'°45
+O.O45
3°
5А4 I BXt
l8+°'lao
22+°'I4°
a5+o,i4o
28+о,Чо
—0,070
—0,210
20
—0,070
—0,210
25
— 0,070
—0,210
30
угол трения между поверхностями эксцентрика
или торца болта и опорой, равный 5°43'; <р2 —
угол трения в цап-
фе, также равный 5°43'
(этому соответствует ко-
эфициент трения/ = 0,1);
гср — средний радиус
резьбы влм*; г — радиус
торца в мм; /= 0,25 ч-
-S- 0,4 — коэфициент тре-
ния по торцовой поверх-
ности болта; р — радиус-
вектор, проведённый из
центра вращения эксцен-
трика до точки его со-
прикосновения с нажим-
ной поверхностью*.
В табл. 11 и 12 приведены две типовые
конструкции эксцентриков.
Таблица 12
Кулачки эксцентриковые цилиндрические
Я
Фиг. 9. Схема для рас-
чёта зажимного уси-
лия, создаваемого при
помощи эксцентрика.
Обработкачч^ро
показанных особо
Углы прите/пить
«*•
Размеры в мм
D
5°
бо
7°
bXt
18
22
24
е
4
4,5
5,5
dX
10
13
16
d,A,
12
14
16
k
48
58
68
d2A
3
4
5
с
7
8
IO
Cl
22
26
3°
Штифт
ГОСТ 3128-46
3x18
ГОСТ 3128-46
4X22
ГОСТ 3128-46
5X25
Так как величина р эксцентрика в 3—4 раза
больше величины гср болта, то при соответ-
ственно равных значениях / зажимное усилие,
создаваемое эксцентриком, во столько же
приблизительно раз меньше зажимного усилия,
создаваемого при помощи болта.
На фиг. 10 сопоставлены зажимные усилия
резьбовых и эксцентриковых зажимов.
При этом напряжения смятия эксцентрика
(по Герцу) не превосходят 9200 кг\смР.
* Иное построение формулы для расчёта эксцентрика
см. в статье Решетова Д. Н., „Станки и инструмент-
№ 22, 1937 и книге Яхина А. Б. [23].
ГЛ. IV]
ЗАЖИМНЫЕ МЕХАНИЗМЫ
219
Непременным условием самоторможения у
круглого эксцентрика при повороте на 90—100"
является отношение -5-<0,15, где е- эксцен-
триситет, a R — радиус эксцентрика [5, 6, 21].
&0О0*е?а*!В?кг Q=iOOOkSQ='030 кг
Юкг <
/= 980мм
Q=200ka
1=2А0мм
Ы70мм
0-№кг
М12 М16 М20мм
Диаметр резьбы
50 60 70мм
Диаметр эксцентрика
Фиг. 10. Диаграммы зажимных усилий эксцентриковых (а)
и резьбовых {б) зажимов.
Материалами для изготовления эксцентри-
ковых кулачков могут быть стали У7А, У8А,
20, 20Х с закалкой первых двух до Нр =
\j
= 55 и двух других после их цементации до
//д =60 при глубине цементованного слоя
до 0,8—1,2 мм.
Самозажимные механизмы
Самозажимными называются механизмы,
приводящиеся в действие усилиями резания,
возникающими в процессе обработки детали.
В практике применяются самозажимные меха-
низмы с двумя или тремя эксцентриками. Ме-
ханизмы, показанные на фиг. 11, а и б, обычно
Фиг. 11. Схемы самозажимных
механизмов: а — однокулач-
ковый механизм: 1 — откид-
ная планка; 2 — эксцентрико-
вый кулачок; 3 — призма;
4 — обрабатываемая деталь;
б — зажимной самоцентрирую-
щий трёхкулачковый патрон:
1 — эксцентриковые кулачки;
2— обрабатываемая деталь; в — двухкулачковый само-
зажимной патрон: 1 — эксцентриковые кулачки; 2—пол-
зун; 3 — обрабатываемая деталь.
используются в сверлильных приспособлениях,
а показанные на фиг. 11, в служат в качестве
поводковых самозажимающих устройств при
обработке деталей, поставленных на центры
токарного станка.
В самозажимном механизме (фиг. II, а) от-
кидная планка фактически не зажимает деталь,
поставленную на призме, а является лишь
люнетом для эксцентрикового кулачка, при-
жимаемого к детали лёгкой пружинкой. Под
действием сверла эксцентрик силой трения
увлекается во вращение и зажимает обраба-
тываемую деталь. Откидная планка служит для
удобства установки и снятия детали.
Трёхкулачковый механизм (фиг. 11,6)
является и нажимным, и самоцентрирующим.
Достигается это тем, что оси кулачков сбло-
кированы между собой зубчатой или криво-
шипной передачей (фиг. 12).
Фиг. 12. Зубчатая (а) и кривошипная (б) блокировка
движения трёх зажимных эксцентриков: / — центр кольца;
2 — кольцо; 3 — кулачки; 4 — центр патрона.
Самозажимные механизмы находят приме-
нение в патронах для токарных и сверлиль-
ных станков.
Самоцентрирующие патроны для сверлиль-
ных станков не требуют повышенной точности
диаметра кулачков, а также точного их рас-
положения относительно центра патрона.
Они устанавливаются на станке по зажатой
эталонной детали и, как правило, используются
лишь для первой операции обработки детали
без направляющих для инструмента. В табл. 13
приведены нормали таких патронов.
Таблица 13
Патроны настольные самозажимные
Размеры в мм
d
35-55
40—100
90—150
235
280
345
О,
210
265
34°
а,
128
140
154
Я, | h
169
190
208
20
23
32
220
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
(РАЗД. III
Размерный ряд этих нормалей может быть
значительно расширен за счёт больших типо-
размеров. На Кировском заводе широко при-
менялись патроны для зажима детали диаме-
тром до 700 мм. Для обработки деталей пре-
дельно больших диаметров при заданном вы-
лете шпинделя приспособление выполняется в
виде треугольника (в плане) с основанием,
параллельным вертикальной направляющей
станины станка, а для удобства установки и
смятия детали на корпусе приспособления пре-
дусматриваются загрузочные направляющие.
Форма эксцентриков не должна препятство-
вать боковому продвижению детали до рабо-
чего места.
Двухкулачковый механизм (фиг. 11, в) не
является центрирующим, так как зажимает
деталь, установленную в центрах станка. Пра-
вильная работа этого механизма обеспечи-
вается некоторой подвижностью ползуна, не-
сущего кулачки в перпендикулярном оси
вращения детали направлении. При отсутствии
смещения кулачков в указанном направлении
неизбежно одностороннее действие механизма,
перегрузка центра станка и неточная обра-
ботка. Плавающий ползун патрона обеспечи-
вает включение и одинаковую работу обоих
кулачков.
Существуют два вида таких патронов — со
сменными кулачками и с регулировкой рас-
стояния между центрами одной пары кулачков.
На фиг. 13 показана схе-
ма построения зажимно-
го кулачка для рассмо-
тренных патронов. В
основу построения при-
нимается угол а = 6—12°
при рабочем положении
кулачка [5].
В табл. 14 приведены
нормали поводковых са-
мозажимных патронов,
внедрённых на Киров-
ском заводе. Установка
переходных планшайб
даёт возможность при-
менять эти патроны на
центровых и многорезцо-
вых токарных станках.
Конструкция патрона по-
зволяет использование плавающих (табл. 55)
и неподвижных центров.
Характерной особенностью патронов Ки-
ровского завода является форма регулиро-
вочной рейки на ползуне, совершенно исклю-
чающей срыв винтов при значительных уси-
лиях резания.
Самозажимные механизмы применяются
также и при креплении деталей изнутри. На
фиг. 14 показаны токарные приспособления,
оснащённые такими зажимами. При проекти-
ровании их необходимо предусматривать меха-
низм для создания начального давления ролика
и кулачков на деталь и для выключения за-
жима при снятии детали. Необходимо преду-
смотреть возможность шлифования кулачков
в сборе в затянутом виде концентрично оси
патрона.
В приспособлении (фиг. 14, а) ролик дол-
жен монтироваться в специальной обойме, не
допускающей перекоса при его перекатыва-
нии. По данным Кировского завода, ролики
Фиг. 13. Схема построе-
ния самозажимного ку-
лачка поводкового па-
трона: 1—резец; 2— ку-
лачок; 3—обрабатывае-
мая деталь.
изготовляются из стали 12Х2Н4А, цементу-
ются и калятся до Нрс =58—62, а обойма,
воспринимающая давление ролика, изгото-
вляется из стали Х12М и калится до Нрс =
= 55-60.
поЛВ
Фиг. 14. Самозажимные механизмы для крепления дета-
лей изнутри: а — токарная оправка: / — корпус токар-
ной оправки; 2 — ролик; 3 — обойма ролика; 4 — обра-
батываемая деталь; б — токарный патрон: / — корпус
токарного приспособления; 2 — зажимные кулачки;
3 — пружины, создающие начальное давление кулачков
на обрабатываемую деталь; 4 — обрабатываемая деталь;
5 — маховик для выключения кулачков вручную.
Таблица 14
Патроны поводковые самозажимные
с регулируемыми кулачками
Размеры в мм
А
15°
2ОО
2=;о
Зсю
37O
max
40
60
100
J35
И
8о
9°
IOO
112
п8
о.
9О+0'035
122
ио+О'°3э 168
i5o+O'°4°
i8o+O>°4°
i8o+O'O4°
аоо
235
2бо
МюХ1,5
Mi2Xi,75
М16Х2
М16Х2
М20Х2.5
16
гб
18
20
25
ГЛ. IV]
ЗАЖИМНЫЕ МЕХАНИЗМЫ
221
Пневматические зажимы
Пневматические зажимы обеспечивают по-
стоянное действие зажимного усилия в про-
цессе всей обработки и крепление деталей
без деформаций вследствие возможности регу-
лировать и контролировать зажимное усилие.
Сила зажима (без усилителей) определяется
по формуле
Р =
где Р — сила зажима в кг; р — давление воз-
духа в am (обычно давление воздуха в сети
находится в пределах 4—б am), d — диаметр
цилиндра в см.
Основные детали пневматических зажи-
мов: цилиндр с поршнем, золотниковый вен-
тиль, редукционный клапан, маслёнка и мано-
метр.
Цилиндры пневматические стационарные
Нормальный ряд цилиндров, определяю-
щийся размерами их внутренних диаметров,
выражается следующими числами: 75, 100, 150,
200, 250, 350 мм.
Минимальная длина нормализованного ци-
линдра равна высоте поршня плюс его мини-
мальный ход /, который обычно принимается
от 24 до 32 мм.
Наиболее ответственной частью поршня
является манжета. От её герметичности зави-
сят величина и постоянство зажимного усилия.
Различают две разновидности манжет — с ре-
гулировкой и без регулировки. Манжета с ре-
гулировкой, изображённая на схеме табл. 15,
изготовляется из прорезиненной ткани с после-
дующей пропиткой графитом. Плотность при-
легания такой манжеты к цилиндру регули-
руется подтягиванием гайки без разборки всего
узла. При затягивании гайки манжета сжи-
мается, увеличиваясь в диаметре. Манжета без
Таблица 15
D
75
ТОО
135
'5°
зоо
»5о
1
24
24
24
24
24
34
»
122
149
i85
214
268
329
*
7°
85
i°5
I2O
145
i8o
А
п8
140
1бо
185
225
s8o
Размеры в
В
'5°
170
2ОО
225
2Й5
33°
L
IO2
И4
128
134
144
182
мм
L,
72
84
92
94
94
112
d
14,5
14,5
16.5
19
21
21
7О
83
88
94
S
75
79
91
93
101
107
м
MI2
Ml6
Ml8
М2О
М22
М27
ft
20
24
2»
30
33
за
трубная
У
У.
к
У.
У
Рабочее
давле-
ние в кг
«75
34
490
7°7
1256
1963
Цилиндры пневматические стационарные
Таблица 16
Размеры в мм
¦
1 1
75
IOO
1а5
аоо
250
»4
24
24
24
24
Н
122
149
185
214
268
329
» | л
7О
85
I2O
145
i8o
п8
140
160
185
225
280
В
15°
I7O
200
225
265
33°
L
102
106
116
120
124
13»
I.
72
76
80
80
74
88
d
14.5
14.5
16.5
19
21
21
F
52
59
63
73
80
86
57
68
73
83
87
99
M
M12
M16
M18
M20
M22
Ma,
k
20
24
28
3°
32
38
трубная
V/
У
V/
Рабочее
давле-
ние в кг
»75
34
49»
7°7
1256
Х9б3
222
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. I»
регулировки, показанная на схеме табл. 16, обыч-
но изготовляется из кожи или хлорвиниловой
Фиг. 15. Формы пневматических цилиндров.
Используя ряд нормализованных поршней,
можно путём применения крышек цилиндров
различной формы получить комбинации, допу-
скающие различное крепление цилиндрового
узла в приспособлении или непосредственно
на столе станка (фиг. 15).
В пневматических зажимах для патронной
обработки коротких заготовок на токарных
станках цилиндры закрепляются на заднем
конце шпинделя и вращаются вместе с ним
(фиг. 16). Шток поршня соединяется с меха-
низмом патрона штангой, проходящей сквозь
полость шпинделя. При обработке длинных
прутков, занимающих полость шпинделя, пнев-
матический цилиндр закрепляется на перед-
ней части шпинделя. На фиг. 17 показано та-
кое устройство к револьверному станку, приво-
димое в действие от гидравлического сило-
вого источника [20]. Цилиндр / прикреплён
к неподвижной части передней бабки станка.
Поршень 2 связан с вращающейся втулкой 3
через упорный шарикоподшипник. Переме-
щаясь вместе с поршнем влево, втулка 3 пе-
ремещает шарики 4 в радиальном направлении;
шарики, действуя на наклонную поверхность
втулки 5, перемещают её вправо и с помощью
цанги зажимают обрабатываемый пруток.
массы и надевается на поршень так, чтобы полка
её была обращена к воздушной камере цилиндра.
Если поршень перемещается в обе стороны
сжатым воздухом,
на него надевают-
ся две такие ман-
жеты. Если же пор-
шень возвращает-
ся в исходное по-
ложение с помо-
щью пружины, тог-
да ставится только
одна манжета.
Шайба, прижима-
ющая манжету к
поршню, должна
иметь обратный
конус и несколько
пазов на его по-
верхности, благо-
даря чему сжатый
воздух распирает
манжету, прижи-
поверхности цилин-
Фиг. 16. Пневматическое устройство для токарных стан-
ков: / — воздушный цилиндр; 2 — поршень; 3 — стер-
жень: 4 — конус стержня; 5 — кулчаки.
Золотниковый вентиль елужит для
подачи сжатого воздуха в цилиндр с той и
другой стороны поршня, создавая тем самым
Фиг. 17. Пневматическое
устройство для револьверных
станков.
мая
дра.
её к внутренней
Фиг. 18. Редукционный вентиль с поршнем: 1 — корпус;
2 — клапан; 3 — поршень; , 4 — гайка для регулировки
пружины; 5 — пружина.
ГЛ. IVJ
ЗАЖИМНЫЕ МЕХАНИЗМЫ
223
возвратно-поступательные перемещения его. обеспечивает выход отработавшему воздуху
При возвратном движении поршня вентиль в атмосферу.
Золотниковые вентили применяются двух
видов — с коническим и плоским золотником.
Золотник изготовляется из бронзы, а корпус —
из чугуна.
В табл. 17 и 18 приведены нормали золот-
никовых вентилей.
Редукционный клапан служит для
понижения давления воздуха в рабочем ци-
линдре относительно давления в общей воз-
духопроводной сети.
Различаются две разновидности конструк-
ций этих механизмов — поршневые (фиг. 18) и
мембранные (фиг. 19). Обычно редукционные
б цилиндр
магистра/го
Фиг. 19. Редукционный вентиль с мембраной: / — корпус;
3 — клапан; 3 — мембрана; 4 — регулировочный винт;
5 — пружина.
К таблице 17
клапаны включаются в воздухоподводящую
трубу цилиндра. Регулировка клапана осуще-
ствляется сжатием пружины с помощью винта
или гайки.
Гидравлические зажимы
Отличительной особенностью упрощённых
гидравлических механизмов, позволяющих эф-
фективно использовать физические свойства
жидкости для зажима деталей при обработке,
является отсутствие отдельной силовой насос-
ной установки и независимость их работы от
работы станка.
К таблице 18
Поворотная
шаибо
дру
Вентили золотниковые пневматические
Таблица 17
D труб-
ная ко-
ническая
V/-I8
'/в" ~ *8
V/-I4
'/«"-14
Размеры в мм
А
74
Ф
но
136
В
9б
122
136
168
С
30
44
52
16
22
24
3°
k
10
12
12
16
Я
74
95
IOI
122
L
145
*45
2ОО
М
42
58
64
79
Е
24
З2
3°
45
F
2б
Ф
42
52
1
12
15
i8
22
d
9
10,5
Ю.5
13,5
Таблица 18
А
*
125
9°
С
135
¦ 122
D
35
46
Вентили
Е
ЭР
3°
G
4°
34
золотниковые пневматические
Размеры в мм
Н
13.5
и
/
7°
54
К
142
IOO
L
%
М
4°
3°
Р
ю
5
в
9°
64
R
58
55
S
22,5
15
N
М8
О
Резьба
трубная
224
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. Щ
Подвижность жидкости и равномерное да-
вление во всех направлениях используются в
многократных зажимах. В изображённом на
фиг. 20 механизме используется парафин или
воск, разбавленный машинным маслом или
тавотом. Плунжеры, имеющие поперечные ка-
навки, пригоняются по скользящей посадке
2-го класса. При использовании плунжеров
с кожаными манжетами можно применять один
тавот. Некоторая утечка жидкости может ком-
пенсироваться подтяжкой пробки.
Гидравлика находит также применение для
регулируемых нажимных буферов и педаль-
ных механизмов выключения пружинных за-
жимов. На фиг. 21 показан пример использо-
вания регулируемого нажимного буфера на
тельно нагружается механизм подачи станка,
то во избежание перегрузки этого механизма
Заполнить воском
или парафином
Фиг. 20. Плунжерный многократный зажин.
Фиг. 21. Буферный гидравлический механизм для револьверных станков.
Педаль гидравлического
выключателя.
токарно-револьверном станке. Механизм со-
стоит из цилиндра / и поршня 2. На внешнем
конце поршня имеется наконечник 3, поддер-
живающий оправку 4 и прижимающий обраба-
тываемую деталь. По мере подачи револьвер-
ной головки резец обрабатывает деталь, а
поршень при этом постепенно погружается
в цилиндр, вытесняя жидкость через регули-
руемый шариковый клапан 5. Регулировкой
пружины клапана можно изменять давление
буфера.
Аналогичный механизм можно применить
на любом станке. Так как при применении
регулируемого нажимного буфера дополни-
J—\
Фиг. 22. Гидравлический механизм выключения пружинных зажимов.
ГЛ. IV]
НАПРАВЛЯЮЩИЕ ДЕТАЛИ И МЕХАНИЗМЫ
225
рекомендуется добавлять к буферу механизм-
усилитель [5].
На фиг. 22 показана схема педального ме-
ханизма выключения пружинных зажимов на
применяемом токарном станке. Этот механизм
расположен на специальном кронштейне /,
закреплённом у заднего конца шпинделя станка.
Шток 2 гидравлического цилиндра 3 действует
на пружину 4, затягивающую цанговый патрон
через полость шпинделя станка. Жидкость
нагнетается в цилиндр ножным педальным на-
сосом; руки рабочего свободны для переза-
рядки патрона [18].
Усилие, передаваемое ногой, возрастает
соответственно соотношению плеч педального
рычага и диаметров поршней насоса и ци-
линдра.
НАПРАВЛЯЮЩИЕ ДЕТАЛИ
И МЕХАНИЗМЫ
Направляющие детали служат для правиль-
ной установки приспособлений на станках
относительно инструмента и для направления
этого инструмента в процессе обработки.
К таким деталям относятся кондукторные
втулки для сверлильных или расточных при-
способлений, так называемые „габариты* для
фрезерных приспособлений и копиры.
Различают кондукторные втулки неподвиж-
ные и вращающиеся совместно с инструмен-
том. Первые из них применяются к сверлиль-
ным, а вторые — к расточным приспособле-
ниям.
Кондукторные втулки к сверлильным
приспособлениям
Кондукторные втулки к сверлильным при-
способлениям делятся на сменные, быстросмен-
ные и постоянные.
Сменные втулки применяются в при-
способлениях для массового и крупносерий-
ного производства при обработке отверстий
одним инструментом. Замена этих втулок но-
выми облегчается и ускоряется тем, что они
посажены в специальные втулки-гнёзда.
Быстросменные втулки приме-
няются при последовательной обработке отвер-
стий несколькими инструментами. Поэтому
крепление таких втулок в гнезде в отличие
от крепления сменных втулок должно обеспе-
чивать быструю замену или удаление втулок
в продолжение данной операции.
Постоянные втулки применяются в
приспособлениях для мелкосерийного производ-
ства. При износе таких втулок их выпрессо-
вывают и на их место устанавливают новые
с соблюдением при этом потребной точности
координат осей втулок.
Наружные диаметры постоянных втулок и
гнёзд для сменных и быстросменных втулок
исполняются по легкопрессовой посадке си-
стемы отверстия 2-го класса точности, а смен-
ных и быаросменных втулок — по посадке
движения системы отверстия 1-го или 2-го
классов точности-
Допуски на изготовление отверстий кондук-
торных втулок устанавливаются в зависимости
от точности инструмента и обрабатываемой
детали-
15 Том 7
В производствах объектов с преимуще-
ственным преобладанием посадки 2-го класса
точности применяются следующие допуски
для изготовления отверстий втулок:
1) если допуски на координаты осей обра-
батываемых отверстий превышают ± 0,03 мм,
отверстия втулок для направления свёрл и
чистовых развёрток изготовляются с допусками
по посадке движения системы вала 2-го класса
точности;
2) если координаты осей отверстий заданы
с более точными допусками, не превышаю-
щими + 0,03 мм, применяются втулки повы-
шенной точности, у которых отверстия для
направления свёрл изготовляются по системе
отверстия 2-го класса точности, а отверстия
для направления чистовых развёрток — по по-
садке движения системы вала 1-го класса точ-
ности.
В производствах, где точность изготовляе-
мого объекта ограничивается допусками 3-го
класса точности, для изготовления отверстий
кондукторных втулок могут быть использованы
допуски по ОСТ 4923 и 4924.
В табл. 19—24 приведены нормали кондук-
торных втулок, применяемых на Кировском
заводе. Размерный ряд для этих деталей за-
водом принят по материалам Челябинского
тракторного завода.
Для изготовления кондукторных втулок при-
меняется материал: для d^L2[>MM— стальУЮА
по ГОСТ В 1435-42, калигь, ##с = 55-60; для
> мм — сталь 20 по ГОСТ В 1050-41 или
сталь 20Х по ОСТ 7124, цементовать, калить,
HRq =55-60.
Допуски на d под свёрла и развёртки на-
значаются по посадке движения 2-го класса
точности системы вала (ОСТ 1022). Биение
наружного диаметра по отношению к вну-
треннему не должно превышать 0,01 мм.
В кондукторах для обработки отверстий,
координированных с точностью + 0,03 мм,
допуск на d под свёрла устанавливается по
системе отверстия 2-го класса точности
(ОСТ 1012), а под чистовую развёртку — по
посадке движения системы вала 1-го класса
точности.
Таблица 19
Втулки кондукторные постоянные
Udpa&omka Ч\/, кроме
мест, показанных ocodb
I
'А
f
Mb
!
Размеры в мч
d
1.5—4
4-8
L
8
12
2О
8
12
SO
Дпл
+ О,О2б
+ O,Ol6
о
+О,О32
+ О.О20
12
Г
1.5
2
226
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. III
Продолжение табл. 19
Размеры в мм
d
8 — 12
12—18
18-25
25—34
34 — 45
? ?)j-[ л
12
2О
25
2О
25
35
2О
25
35
25
35
45
25
35
45
+0,032
+ О,О2О
18
+0 ,039
+ O,O2j
25
+0,017
+0,040
34
+ 0,047
+0,030
45
+0,055
58
г
3
4
4
э
6
Таблица 20
Втулки кондукторные постоянные с бур-тиком
ОбработкаЧЧ, кроме мест,
^__ ^Ъ п _j .показанныхocodo
d
•, ~>—4
4-8
8-12
12—18
12
20
12
20
20
25
20
25
35
Размеры
ДПл
+0,036
+ О,О1б
3 '
+ 0,032
+ 0,020
12
+ 0,032
„+0,020
18
25 ' °
в мм
А
12
16
23
31
Я
3
4
4
5
г
l.g
2
3
4
t
1
1
1
1,5
—
—
7
—
—
b
—
—
—
—
4,7
—
—
8,7
—
—
d
18-25
25—34
34—45
L
20
25
35
25
35
45
25
35
45
Размеры
%л
+0,047
+0,030
34
+0,030
45
_8+o,O35
Продолжение
в мм
д,
40
51
66
H
6
б
Г
4
5
б
1.5
1,5
1>5
табл. 20
-
-
-
&х
-
-
-
Таблица 21
Втулки основные для сменных и быстросменных
кондукторных втулок
pm/raVW, кроме
мест,доказанных ocodo
Размеры в мм
L
8
12
2О
8
12
2О
12
2О
25
2О
25
35
2О
25
35
25
35
45
25
35
45
ЯПл
+0,032
+ О,О2О
12
+ O.O32
+ 0.О2О
1о
+0,039
+ О,О25
25
+0,030
34
+ O.O47
_ +0,030
„as
Н-О.О55
З+о.ооз
м + о.о,х
i8+o,0Ii
+0,013
45+о,о,
.8+o,oi8
1
2
2
2
3
3. .
3
3
ГЛ. IV]
НАПРАВЛЯЮЩИЕ ДЕТАЛИ И МЕХАНИЗМЫ
227
Втулки кондукторные сменные
Таблица 22
$ Обработка W, кроме
т пказа осбо
I— m
Ь Протачивать только на втул-
ках повышенной точности
Размеры в мм
d
i,5-4
4-8
8-12
I-'—18
18-25
25-34
34-45
L
14
18
26
'4
18
26
18
26
З1
3°
35
45
3°
35
45
35
45
55
35
45
55
D
14
20
27
Зб
46
59
7i
8
12
2О
8
12
?О
12
2О
25
2О
25
35
2О
25
35
25
35
45
25
35
45
А
-О.0О5
8-о.ои
—о,ооб
—о,о14
12
—о,ооб
18-о,ох4
—о,оо7
—O,Ol6
25
—0,009
.—0,020
34
—0,009
—0.020
45
—0,010
.„—0,023
f
1,5
1,5
2
2
2
3
3
т
Г3
i6
19.5
23-5
28,5
35.5
42
8.5
8,5
8,5
8,5
8,5
10
10
h
3
3
3
5
5
5
5
5
6
14
_
-
-
-
-
-
4,7
8,7
-
-
г
!,5
2
3
4
4
5
6
Винт
dxh
М8Хз,2
М8Х5.2
МгоХ5 2
228
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. III
Втулки кондукторные быстросменные
с 06~рад~отка V\? кроме
зиг мйггп. ппклчпииы* пппЛ.
Таблица 23
Протачивать только на втул-
ках повышенной точности
Размеры в мм
d
1.5-4
4-8
8—12
12—18
18-25
25—34
34-45
L
18
22
30
19
23
З1
23
З1
Зб
3i
46
31
ф
41
51
6i
4>
51
6i
D
14
20
27
Зб
46
5!>
71
и.
8
13
2О
8
13
2О
13
2О
25
ао
25
35
2О
=5
35
25
35
45
25
35
45
о,
—о,оо5
8-°,ои
—о.ооб
—0,014
12
—о.ооб
l8-o.oi4
— 0,006
25-0'014
— 0,009
—0,020
34
—0,009
- 0,020
45
—0,010
да-0."*
t
1.5
1.5
2
2
2
3
3
m
13
16
19.5
23,5
28,5
35,5
42
R
8,5
8,5
8,5
8,5
8.5
10
10
Ri
4,5
7,5
11
15
20
25
З2.
a
65°
65°
5o°
35°
3°°
3°°
25°
h
3
3
3
5
5
5
5
I
5
6
H
5
14
-
--
-
-
'¦
4,7
. 8,7
-
-
-
-
-
1-5
2
3
4
4
5
6
Винт
dxh
М8хз,2
М8Хз,а
М8хз,а
M8X5.2
Мю><5,а
ГЛ. IV]
НАПРАВЛЯЮЩИЕ ДЕТАЛИ И МЕХАНИЗМЫ
229
Таблица 24
Вмяты для крепления кондукторных втулок
Обработка
кругом VV
Размеры в мм
d
М8Х
Х1.25
М10Х
Х1,5
L
t
25
D
16
19
L,
13
17
20
А
го
II
h
32
5.2
5<2
1,2
1.5
е
1.6
2,4
2,4
Материал: сталь 35 по ГОСТ В 1050-41; калить, //^ =
=30—35.
Предельные размеры отверстий кондуктор-
ных втулок и допуски на неточность их из-
готовления приведены в табл. 25—29.
Таблица 25
Допуски на неточность изготовления отверстий
кондукторных втулок под зенкеры для отверстий
под развёртки
допуск на диаметц
черновой'развёрткЪ.
альныя
f> отвер-
мм
ю—18
18-З0
30—5°
Номиналь-
ный диа-
метр зен-
кера
^отв-0-20 мм
аотв -0.30 .
втулки
Допуск на неточность изго-
товления в мк
Отклонение
Нижнее | Верхнее
+ 6
+ 8
+ 25
+3°
+35
Допуск
19
22
25
Примечания: 1. Отклонения диаметров отвер-
стий кондукторных втулок установлены, исходя из верх-
них предельных размеров зенкеров с применением по-
садки движения системы вала 2-го класса точности
(ОСТ 1022).
2. Предельные размеры отверстий кондукторных
втулок получаются прибавлением отклонений данной
таблицы к номинальному диаметру зенкера. При наличии
специального зенкера за номинальный диаметр прини-
мается его верхний предельный размер.
Пример установления предельных размеров отвер-
стия кондукторной втулки для зенкера диаметром
+0,030
19,75 мм под развёртку диаметром 20А 19,75+0»008
Таблица 26
Допуски на неточность изготовления отверстий
кондукторных втулок под зенкеры для отверстий
4-го класса точности
f20
too
80
60
,ч0
го
о
Наибольший зазор меЖди зенкером и втцлкай
Номинальный \
диаметр \
ii.ii!
ДопуСк
на
отвер-
стие
в
изделии
-
Наименьший зазор меЖдц зенкером и бтцлкой
\
-f—[Допуск на диаметр втулки \
т
Допуск на диа-
метр зенкера
НиЖнее отклонение диаметра втулки
Верхнее отклонение диаметра втулки
Номинальный
диаметр отвер-
стия в изделии
в мм
6—IO
io—18
18—30
30—50
Допуск на неточность изготовления
в мк
4-й класс <(А4)
Отклонение
Нижнее
+ 65
+ 76
+ 88
+ IIO
Верхнее
+ 8i
+ 95
+ ИО
+ 135
Допуск
i6
«9
22
25
Примечания: 1. Отклонения диаметров отвер-
стий кондукторных втулок установлены, исходя из верх-
них предельных размеров зенкеров, с применением по-
садки движения системы вала 2-го класса точности (ОСТ
1022).
2. Предельные размеры отверстий кондукторных
втулок получаются прибавлением отклонений данной
таблицы к номинальному диаметру отверстия детали.
Пример установления предельных размеров кондук-
+0,110
торной втулки под зенкер 20А4: 20+0'088
Таблица 27
Допуски на неточность изготовления отверстий
кондукторных втулок под сверла
МК
50
40
30
20
+10
о
-10
го
30
40
50
Наименьший-зазор.меЖдц сверлом и втулкой_
Наибольший зазор меЖди сверлом и втилкой
[Допуск на диаметр втул-1
\ки нормальной точности \
Допуск
на
диа-
метр
сверла
Допуск на диаметр втул-
ки повышенной точности
Верхнее отклонение
диаметр,
тклот
>а вти,
тки
НиЖнее отклонение
диаметра втулки
*!•¦
к © ва
х 5
«Л S аа
I- 3
з- 6
6 IO
ю —18
18-30
3°—5°
Допуск на неточность изготовления
МК
Нормальная точность
Отклонение
Нижнее Верхнее
+ 3
+ 4
+ 5
+ 6
+ 8
+ ю
+ 13
+17
+21
+ 25
+ 3°
+ 35
Допуск
IO
13
16
'9
22
25
в
Повышенная точность
Отклонение
1
Нижнее |Верхнее
О
о
О
О
о
о
+ ю
+ ?з
+16
+ 19
+23
+27
о
IO
13
i6
19
23
27
Примечания: 1. См. прим. 1 к табл. 25.
2. Предельные размеры отверстий кондукторных
втулок получаются прибавлением отклонений, приведён-
ных в данной таблице, к номинальному диаметру сверла.
Пример установления предельных размеров отвер-
стия кондукторной втулки под сверло диаметром 20 мм-.
+0,030
втулка нормальной точности 20
втулка повышенной точности
+0,008
+0,023
230
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
1РАЗД. III
Таблица 28
Допуски на неточность изготовления отверстий кондукторных втулок под чистовые развёртки
Наибольший зазор м&кдц разверткой
Нижнее отклонение диаметра втилки
Номинальный
диаметр отвер-
стия в изде-
лии в мм
До 3
3-6
6—ю
ю—18
18—30
3°—5°
Допуск на
неточность изготовления
2-й класс (А)
Нормальная точность
Отклонение
Нижнее|Верхнее
+ 8
+ и
+ 13
+ 15
+ 19
+ 25
+ i8
+24
+29
+ 34
+ 41
+5О
Допуск
ю
13
i6
19
22
25
Повышенная точность
Отклонение
Нижнее
+ 8
+ и
+ 13
+ 15
Верхнее
+ 15
+ 19
+ 22
+ 2б
-t-31
+ 24 +4°
Допуск
7
8
9
и
13
i6
в мк
Класс
Нормальная точность
Отклонение
Нижнее
г II
+ 14
+ 17
. +31
+ 28
+36
Верхнее
' +21
+27
+33
+ 4°
+ 5О
+6i
Допуск
ю
13
i<\
19
22
25
2а (А2а)
Повышенная точность
Отклонение
Нижтее
+ 11
+ 14
+ 17
•+ 21
+27
+ 35
Верхнее
+ 18
+ 22
+ 26
+ 32
+ 4°
+ 51
Допуск
7
8
9
и
13
i6
Продолжение
Номинальный
диаметр отвер-
стия в изделии
в мм
Допуск на неточность изготовления в мк
3-й класс (А3)
Нормальная точность
Отклонение
Нижнее Верхнее
Допуск
Повышенная точность
Отклонение
Нижнее Верхнее
До 3
3- 6
6—ю
ю—18
18-30
3°—5°
+ 15
+ 19
+ 23
+29
+ 38
+ 45
+25
+ 32
+ 39
+48
+6о
+ 7°
ю
13
i6
19
23
25
+ 15
+ 19
+ 23
+ 29
+ 37
+ 44
+22
+27
+32
+40
+50
+ 60
Допуск
Класс За (Аза)
Нормальная точность
Отклонение
Нижнее Верхнее
+ 32
+ 4О
+ 48
+ 59
+ 42
+ 53
6
+ 94
+ ИЗ
Допуск
Повышенная точность.
Отклонение
Нижнее Верхнее
+ 32
+ 40
+ 48
+ 59
+ 71
+ 87
Допуск
+ 39
+ 48
+ 57
+ 7°
+ 84
+ к>3
Примечания: 1. Отклонения диаметров отверстий кондукторных втулок установлены, исходя из верхних
предельных размеров чистовых развёрток с применением посадки движения системы вала 2-го класса точности
(ОСТ 1022) для втулок нормальной точности и посадки движения системы вала 1-го класса точности / — - 10211
для втулок повышенной точности.
2. Предельные размеры отверстий кондукторных втулок получаются прибавлением отклонений данной таблицы
к номинальному диаметру отверстия в изделии.
Пример установления предельных размеров кондукторной втулки под развёртку 20А:
+0,041
втулка нормальной точности 20 +°.019; режущим инструментом и направляющим от-
+0,031 (d м — d \
втулка повышенной точности 20 +0.018. верстием [¦ см 2 свj ; 5) перекоса оси режу.
Приведённые в таблицах схемы располо-
жения полей допусков для втулок диаметром
18—30 мм позволяют произвести пересчёт
табличных данных соответственно любым дру-
гим исполнительным размерам инструмента.
На фиг. 23 приведена схема для расчёта
погрешностей, возникающих при обработке
детали.
Отклонение размера детали (^Ld) склады-
вается из следующих погрешностей: 1) откло-
нения размера на расположение центра отвер-
стия в кондукторе (&LK); 2) смещения оси
сменной втулки за счёт зазора по наружному
/ do — d'CH \
диаметру сменной втулки I ;—— ) ; 3) экс-
центриситета сменной втулки (е^); 4) смещения
режущего инструмента за счёт зазора между
щего инструмента
\асм ~~ асв) Т. " •
Фиг. 23. Схема для расчёта влияния неточности
торных Етулок и плит на точность обработки
кондук-
детали.
ГЛ. IV]
НАПРАВЛЯЮЩИЕ ДЕТАЛИ И МЕХАНИЗМЫ
231
Таблица 29
Допуски на неточность изготовления отверстий
кондукторных втулок под черновые развёртки
для отверстий 2-го и 2а классов точности
Допуск на диаметр
Номиналь-
ный диаметр
отверстия
в изделии в ми
До з
3- 6
б— ю
ю—13
18-30
3°-5°
Номинальный
диаметр чер-
новой раз-
вёртки
dome-°№ MM
dome-0.02 ,
О„2й-о,оз „
dome-0,04 -
<W-0,05 „
Допуск на неточность изго-
товления В МК
Отклонение
Нижнее
+ 3
+ 4
+ 5
+ б
+ 8
+ ю
Верхнее
+ 13
+ 17 ¦
+ 21
+ 25
+ 3°
+35
Допуск
IO
J3
16
*9 ,
22
Примечания: 1. Отклонения диаметров отвер-
стий кондукторных втулок установлены, исходя из верх-
них предельных размеров черновых развёрток с приме-
нением посадки движения системы вала 2-го класса
точности (ОСТ 1022).
2. Предельные размеры отверстий кондукторных
втулок получаются прибавлением отклонений данной
таблицы к номинальному диаметру черновой развёртки.
При наличии' специальной черновой развёртки за номи-
нальный диаметр принимается её верхний предельный
размер.
Пример установления предельных размеров кондук-
торной втулки под черновую развёртку диаметром
+0,030
19,96 мм для отверстия диаметром 20А: 19,96 +0,008.
Величины п, k, м, р — коэфициенты, учи-
тывающие вероятные пределы соответствую-
щих погрешностей, устанавливаемые экспери-
ментально. По данным института НИИ-13 эти
коэфициенты соответственно равны 0,8, 0,5,
0,4 и 0,35 для кондукторов нормальной точ-
ности и 0,8, 0,35, 0,4 и 0,2 для кондукторов
повышенной точности [12].
Кондукторные втулки для направления
борштанг на расточных станках
В табл. 30 и 31 приведены нормали враща-
ющихся втулок.
Таблица 30
Втулки вращающиеся для горизонтальных борштанг
(тип 1)
Пазы для пропуска рез-
цов согласовать с инструмен-
том
1
а
35-45
45—6о
Размеры
D
8з
но
в мм
Oi | D3
ПО
140
95
123
L 1 1
~2
95
13
13
13
1б
5°
68
Допуски для d назначаются по 2-му классу точности
системы отверстия.
Расчёт при расположении кондукторной
втулки согласно фигуре 23 ведётся по фор-
муле
± Мд== ±nMK±k
I
l + b
h '
при дополнительном направлении инстру-
мента втулкой, расположенной под обрабаты-
ваемым отверстием, — по формуле
±Ld= ±nUK±k d°~2 см ±
Здесь / — зазор по высоте между кондуктором
и деталью; Ь — глубина сверления; h — высота
направляющего отверстия в кондукторе.
В основу их конструкции положен принцип
применения борштанг (скалок) с предвари-
тельно настроенными (собранными) резцами.
С этой целью во втулках предусмотрены пазы
для пропуска деухрезцовых блоков или обыч-
ных одинарных резцов. Чтобы резцы не заде-
вали тела втулки, в ней предусмотрена шпонка,
попадающая в соответствующий паз, распо-
Фиг. 24. Форма конца борштанги.
ложенный на поверхности борштанги. Во втул-
ках для расточки отверстий диаметром до
80 мм шпонка имеет вид скобы и крепится
винтами на торцах втулки. В больших втулках
232
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. Ш
Таблица 31
Втулки вращающиеся для горизонтальных борштанг
(тип II)
Размеры
< \ О | В,
6о— 75
75-юо
ТОО—125
125-135
20О
245
з8о
190
240
295
33°
в мм
Z), L
172
322
272
3°5
128
165
2O5
22O
1
18
2О
h
2О
23
28
ЗО
95
128
158
I7O
Допуски для й назначаются по 2-му классу точности
системы отверстия.
шпонка крепится на некоторой глубине от
торца втулки.
Переднему концу борштанги придаётся вид,
изображённый на фиг. 24, чем и обеспечи-
вается при работе правильное попадание бор-
штанги во втулки, находящиеся вне поля на-
блюдения рабочего.
Для борштанг диаметром от 35 до 200 мм
предусмотрено шесть размеров втулок. Смазка
втулок производится либо через центральное
отверстие, либо через трубку, присоединённую
к торцовому кольцу, удерживающему сальник.
Габариты (установы)
Габаритами называются элементы приспо-
соблений, предназначаемые для правильного
^^ взаимного распо-
ОбработкаЧЪ, Кроме
чест. помазанных особо
р
инстру-
бР
ложения
UQma и обрабаы
ваемой детали. Ча-
ще всего они пред-
ставляют собой
стальную пластин-
ку или угольник,
неподвижно закре-
Материая пленный на кориу-
стальУ8А се приспособления.
поГОСТ Положение инстру-
мента проверяется
щупом между по-
верхностью габа-
рита и лезвием
инструмент а.
Обычная толщина
щупов а =1,3 и 5 мм. Последний размер
наиболее применим. Допуск на толщину при-
В 1435-42
Калить,
55-69
Фиг, 25. Установ прямоуголь-
ный.
нимается по скользящей посадке 2-го класса
точности. Габариты применяются при токар-
ной, фрезерной и строгальной обработке. Точ-
ность обработки при установке инструмента
Обработка W, кроме
меспгпоказанных
особо
Материал
сталь У8Й
по ГОСТ В1435-42
Калить, НР_ =55^60
Фиг. 26. Установ угловой.
по габаритам достигает 3-го класса. Положе-
ние инструмента проверяется от габарита и
от него же, как от исходной базы, задаются
Обработка W, кроме мест,
показанных особо
а\— Материал
Ы—г сталь УЗД
\ поГОСТ
II в 1435-42
Калить,
HR=55-60
Щупы выпол-
няют со сле-
дующими
размерапи„а"
'-0,0О6> 3-0,006
'~0,008
Фиг. 27. Щупы плоские.
размеры до установочных мест для обрабаты-
ваемой детали.
На фиг. 25—27 приводятся нормали типич-
ных габаритов и щупов.
Копиры
Копирами называются детали, обеспечива-
ющие при механической обработке фасонных
поверхностей соответствующее направление
подачи.
Профиль копира находится в зависимости
от профиля обрабатываемой поверхности. Для
выпуклых частей профиля обрабатываемой
фрезерованием детали, изображённой на фиг. 28,
соответствующая часть копира должна быть
очерчена радиусом, вычисленным по формуле
где RK — радиус копира; Гф — радиус фрезы;
гп — радиус ролика или пальца; RU3d — радиус
изделия.
Для вогнутых частей копира эта формула
принимает следующий вид:
ГЛ. IV]
ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
233
Построение профиля копира для обработки
детали с круговой подачей показано на фиг. 29
[Ю, 14].
Фиг. 28. Схема построения профиля крпира
для фрезерного станка.
Деталь
Копир
Ролик
Фреза
Путь оси ролика Пить оси фрезы
Фиг. 29. Схема построения профиля
копира для обработки детали с круго-
вой подачей на фрезерном станке.
ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
Делительные устройства применяются для
точной фиксации различных положений обра-
батываемых деталей относительно инструмента
в процессе обработки.
Наиболее распространёнными делитель-
ными механизмами являются защёлки с цилин-
дрическими или коническими втулками и с
клиновыми пазами.
При достаточно точном изготовлении
оба типа устройств могут обеспечить одина-
ковые положительные результаты. Практиче-
ски механизмы с цилиндрическими втулками
более надёжны в работе и удобны в изгото-
влении.
В табл. 32 и 33 приводятся нормали ци-
линдрических и конических реечных фикса-
торов.
Таблица 32
Фиксаторы реечные цилиндрические
—о,ооб
—o,oi8
12
— О,00б
,—O.O18
l6
-о.ооЗ
—O.O22
2О
—о,оо8
—0,022
35
L
4,6
57
7°
оо
Размеры
'1'.
18
23
З2
38
9
12
15
i8
в мм
D?
+0,030
24+0'015
+0,030
28+°'°15
+о,оз5
+o,oi8
35
+0,035
+0,018
42
—0,020
—0,025
^-0,085
—0,025
—0,025
-0,085
30
н
х4
i8
аз
27
Таблица 33
Фиксаторы реечные конические
Dt—диаметр пальца фикса-
тора в мм
D — диаметр отверстия
под фиксаторную втулку в мм
А — в ысота под фиксатор-
ную втулку в мм
?>i—диаметр отверстия под
втулку пальца в мм
Н— полная высота под втул-
ку пальца в мм
¦ Д,— диаметр цековки под
буртик в мм
с — расстояние до центра
валика в мм
b — высота до центра вали-
ка в мм
й — наружный диаметр ва-
лика шестерни в мм
й% — диаметр начальной ок-
ружности шестерён в мм . . .
т — модуль
г — число зубьев шестерни
г' — число зубьев рейки . .
о — угол зацепления . . .
+о,озз
28
15.5
3°
J
7О
36
2О
35
24
+о,оаз
—О.О2О
—0,040
3°
18,5
+о,4оо
—о,
- — о.
050
234
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. Ill
КОРПУСЫ ПРИСПОСОБЛЕНИЙ
Корпусы связывают между собой устано-
вочные и зажимные детали, но нередко на
них помещают и детали, направляющие инстру-
мент (втулки, копиры, габариты).
Корпусы часто подвергаются воздействию
усилий резания и зажимов, поэтому жёсткость
конструкции, сохранение линейных размеров
и отсутствие вибрации при работе приспосо-
бления являются основными требованиями при
конструировании корпусов. Эти требования
обеспечиваются выбором надлежащей формы
V=100u150mm \—L=
Фиг. 30. Чугунная заготовка
цилиндрической формы.
н размеров корпуса. Легче всего это дости-
гается отливкой корпуса из серого чугуна
(СЧ 28-32).
Важным преимуществом литых заготовок
является минимальный объём последующей
механической обработки.
При установившемся на заводе типаже
приспособлений профили литых заготовок и
их габариты могут быть нормализованы.
В табл. 34-37 и на фиг. 30 приведены про-
фили фасонного литья, применяемого на за-
водах.
Таблица 34
Плиты прямоугольные
¦ L=10O0
я
15°
2ОО
25°
Размеры в мм
В
4°
45
5°
Я
3°°
В
55
бо
Диски и планшайбы
Таблица 35
Размеры в мм
D
200
25О
Зоо
Я || D
4°
45
5°
4оо
5оо
65°
Я
6о
?о
85
Таблица 36
в
IOO
I4O
хбо
Ь
25
28
32
Размеры
Я
75
!°5
I2O
В ММ
В
2ОО
2бо
. 3°°
b
35
42
45
Я
15°
!95
225
Таблица 37
Угольники
Размеры в мм
В
2ОО
25°
Зоо
b
25
3°
35
Я
Зоо
375
4оо
Корпусы могут изготовляться также свар-
ными из сортового металла, различного
утильного металла и стандартного фасонного
проката.
Литые и сварные заготовки корпусов после
предварительной обдирки базисных поверх-
ностей подвергают термической обработке —
искусственному или естественному старению.
ПРИМЕРЫ АВТОМАТИЗАЦИИ
ПРИСПОСОБЛЕНИЙ
Автоматизированный скальчатый
кондуктор
При использовании скальчатого кондуктора
для обработки мелких деталей возникают
трудности в загрузке их под плитой и в на-
блюдении за чистотой установочных элементов.
На фиг. 31 показан механизм, автоматически
загружающий и разгружающий детали на таком
кондукторе.
При подъёме и опускании кондукторной
плиты приводится в движение сдвоенный рееч-
-ГЛ. IV]
ПРИМЕРЫ АВТОМАТИЗАЦИИ ПРИСПОСОБЛЕНИЙ
235
ный механизм, осуществляющий подачу дета-
лей из бункера до регулируемого упора
(справа от кондукторной втулки). Для ^обес-
печения зажатия деталей кондукторной пли-
изводится вручную, а включение автомати-
чески, под действием пружины при вращении
поворотной части приспособления. Самозащёл-
кивание делительного пальца и участие бла-
Фиг. 31. Автоматизированный скальчатый кондуктор: / — скальчатый кондуктор; 2 — бункер;
3 — обрабатываемые детали; 4 — вертикальная рейка.
той вертикальная рейка сделана пружинящей.
На таком приспособлении могут обрабаты-
ваться детали правильной формы — пластины,
шайбы, гайки, шпильки и т. п. -
Плита кондуктора приводится в движе-
ние от руки. Поэтому дальнейшей ступенью
усовершенствования этого приспособления
является использование механизма подачи
шпинделя станка для механического привода
в движение кондукторной плиты.
Сблокированные и автоматизированные
делительные механизмы
Делительный пружинный механизм сам по
себе уже содержит элемент автоматизации.
Выключение такого механизма обычно про-
по Fa
годаря этому обеих рук рабочего в повороте
стола ускоряет работу приспособления.
При относительно коротком машинном вре-
мени и значительном числе поворотов стола
применяется механизм, в котором выключение
фиксатора и поворот стола объединены и
осуществляются единой рукояткой. На цапфу 6
поворотного диска (фиг. 32) надет храповой ме-
ханизм. С храповой втулкой 3 этого меха-
низма шарнирно связана рукоятка 1, имеющая
около шарнира форму вилки. При повороте
рукоятки по часовой стрелке правый конец
вилки выталкивает плунжер 8 и через него
выключает делительный палец 9. Дальнейшим
вращением рукоятки производится поворот
диска до тех пор, пока палец не войдёт в
следующую делительную втулку, после чего
по/}в
Фиг. 32. Механизм блокировки фиксатора и поворота приспособления: / — рукоятка; 2 — ось рукоятки;
3 — храповая втулка; 4 — втулка, поддерживающая храповой механизм; 5 — собачка; 6 — цапфа ~ поворотного
диска; 7 — поворотный диск; 8 — плунжер; 9 — делительный палец; 10 — ограничитель.
236
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. III
рукоятка приводится в исходное положение.
Этот механизм нашёл применение в нормали-
зованных столах 50296 ЦНИИТМАШ.
На фиг. 33 показан пример блокировки де-
лительного механизма с поворотом и после-
нижнем торце кольца фасонный паз входит
штифт 9, связанный с фиксатором. Форма паза
определяет необходимые перемещения фикса-
тора. На внешнюю поверхность кольца надет
хомут 6, состоящий из двух частей. РукОЯТ-
U. 8
число делений
диска от 2 до 12
Вырыв
поОР
noKL
5
6
Крайнее
положение руко-
ятки при взводе
Рабочее
рукоятки при делении на 180
Рабочее
рукоятки при деле
иии на 60"
12
Фиг. 33. Механизм блокировки фиксатора, поворота и запирающего устрой-
ства приспособления: / — поворотный стол; 2 — рукоятка управления; 3 — де-
лительный диск; 4 — кольцо для выключения фиксатора; 5 — призма; 6 — хомут;
7 —двузначный винт; 8— корпус; 9— штифт выключения фиксатора; 10 — фи-
ксатор; 11 и 12—тормозы; 13—винты для крепления рабочего приспособления.
дующей фиксацией поворотной части приспо-
собления. Здесь фиксатор (делительный палец)
выключается поворотом кольца 4 вправо (про-
тив часовой стрелки). В расположенный на
кой 2 и винтом 7 с правой и левой резьбой
хомут стягивают и, воздействуя на две
призмы 5. запирают поворотную часть приспо-
собления, притягивая его к неподвижному
ГЛ. IV)
ПРИМЕРЫ АВТОМАТИЗАЦИИ ПРИСПОСОБЛЕНИЙ
237
корпусу. Рукоятка 2 связана с кольцом 4 со-
ответствующим пазом, и потому при её пово-
роте в горизонтальной плоскости осуще-
ствляется управление делительным механизмом
и поворотом стола, а при повороте в верти-
кальной плоскости — фиксация приспособле-
ния.
Приспособления-полуавтоматы
Приспособление для фрезеро-
вания шлицев с непрерывной кру-
говой подачей обрабатываемых
деталей. Такие приспособления применя-
ются на горизонтально-фрезерных станках при
обработке головок винтов. Назначение при-
способления — автоматически крепить и осво-
бождать обрабатываемую деталь и осуще-
ствлять непрерывную подачу детали относи-
тельно вращающегося инструмента.
Два диска 1 и 2 (фиг. 34) непрерывно
вращаются от червячной пары 3 и 4, приво-
димой от механизма подачи станка. Винты за-
кладываются между внутренними торцами
дисков. На торце диска 2 предусмотрены ра-
диально расположенные призмы 5 для винтов
и упорные кольца на случай обработки винтов
без утолщённой головки. Диск 2 жёстко связан
с приводным валом 6. Диск / свободно под-
вешен на винтах 7 и прижимается к диску 2
двумя пружинами 8 с двух сторон фрезеруе-
мой детали. Пружины 9, расположенные на
диаметрально противоположном конце диска J,
отжимают его от диска 2 и тем самым обес-
печивают автоматическое выпадение обрабо-
танных деталей.
Приспособление для
непрерывного фрезе-
рования корончатых
гаек на горизонтально-фре-
зерном станке с прямолинейно-
поступательной подачей. При-
способление (фиг. 35) состоит
из трёхшпиндельной фрезер-
ной головки 2, закреплённой
на хоботе станка, и механиз-
ма /, удерживающего обраба-
тываемые гайки посредством
пружинных зажимов 6 и осу-
ществляющего механическую
подачу.
Фрезерная головка 2 при-
водится в действие от рабо-
чего шпинделя станка, а рабо-
чее приспособление — от меха-
низма подачи станка через кар-
данную передачу. Включение
подающего механизма произво-
дится рычагом д.
Рабочее приспособление со-
стоит из непрерывно движу-
щейся бесконечной цепи 3, не-
сущей установочные гнёзда 4
для обрабатываемых гаек.
Гнёзд;; имеют прорези для про-
хода инструмента. При посту-
пательном движении цепи гнё-
зда своими прорезями дважды
цепляются за неподвижные
упоры 7 приспособления и по-
ворачиваются около верти-
кальной оси. Поворот гнезда
происходит в промежутке между фрезами.
Угол поворота гнезда равен 60° и соответ-
ствует углу взаимного расположения шлицев
в корончатых гайках.
При скорости движения цепи подающего
механизма v = 0,9 mjmuh и шаге цепи t = 50 мм
производительность приспособления равна
19—20 гаек в минуту.
Приспособление для сверления
отверстий в поршнях. Приспособление
(фиг. 36) состоит из двух частей: из четырёх-
V77////////////////////A
Фиг. 34. Приспособление для прорезки шлицев в винтах.
238
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. III
шпиндельной сверлильной головки к верти-
кальному сверлильному станку и собствен-
но рабочего приспособления. Приспособле-
ние имеет пять рабочих позиций, одна из
которых служит для пере-
зарядки детали (поршня).
После каждого рабочего
хода шпинделей стол при-
способления поворачивается
на 72°, а поршни поворачи-
ваются вокруг собственных
осей на 90э. Всего таким
образом сверлится четыре
радиально расположенных
отверстия
Ролики изготовляются из стали 20Х, твёр-
дость после термической обработки Hrc =
= 58—62. Точность обработки роликов по
диаметру — по скользящей посадке 1-го класса
(ОСТ 1011). Для зубчатых
колёс диаметром до 180мм
берётся три шарика или ро-
. лика, а диаметром свыше
180 м м — пять или шесть.
Нормали шлифовальных
патронов приведены в табл.
39 и 40.
Типовые патроны этой си-
стемы даны на фиг. 37 — 39.
_' ~>
Фиг. 35. Приспособление для прорезки шлицев в гайках на горизонтально-фрезерном станке с прямо-
линейнопоступательной подачей.
В приспособлении подача инструментов,
поворот поршней и самого, приспособления
автоматизированы. Подача головки с инстру-
ментом производится кулачком подачи, который
приводится во вращение центральным вали-
ком сверлильной головки. От этого же цен-
трального валика через дополнительную зуб-
чатую передачу приводится во вращение
мальтийский механизм,обеспечивающий перио-
дический поворот стола рабочего приспособ-
ления.
Поворот поршней происходит посредством
конических шестерён [5].
ПАТРОНЫ ДЛЯ ШЛИФОВАНИЯ
ЦЕНТРАЛЬНЫХ ОТВЕРСТИЙ ЗУБЧАТЫХ
КОЛЁС
Обрабатываемые колёса устанавливаются
в патрон впадинами зубчатого венца на ци-
линдрические или сферические установочные
элементы (ролики и шарики), которые входят
в соприкосновение с криволинейными поверх-
ностями головок зубьев, чем и обеспечивается
соосность шлифуемого отверстия с зубчатым
венцом.
В качестве установочных элементов при-
меняют ролики для прямозубых цилиндриче-
ских колёс и шарики для косозубых цилин-
дрических и конических колёс.
Таблица 39
Патроны шлифовальные
Патроны 1и2- 3-х кулачковый—
Патрон 3- 5-ти кулачковый
||в
70—130
130—180
180—280
л.
i8o
250
33°
D
250
320
395
Размеры в мм
L
200
2ОО
i8o
а
и
14
и
b
16
56
100
с
35M
42
45.
И
65
68
92
d
По )
М
песту
„
-
1
1
45
45
4б
ГЛ. IV]
ПАТРОНЫ ДЛЯ ШЛИФОВАНИЯ ЦЕНТРАЛЬНЫХ ОТВЕРСТИЙ ЗУБЧАТЫХ КОЛЁС
239=
Таблица 40
Губки зажимные к шлифовальным патронам
12
Шлифодать в с&орНе после
выверки патрона по
выточке Д на патроне^
Крепление роликов в патронах осуще-
ствляется свободным подвешиванием к ку-
лачкам патрона (фиг. 40) или закреплением в
отъёмной кольцевой обойме, вставляемой в
tf=R-Rr
Радиус зажима
35-
65-
90-
65
9°
14°
Размеры в мм
р
R
ii5+O'°5
1б5+О>°Э
Материал сталь 20Х; цементовать, калить,
• 58-62. Размер I, делать не менее 25 мм.
ЧетырехшпитЗель
мая специальная
Фиг. 36. Автоматизированное
приспособление для сверления
поршней: / - кулачок подачи;
2и,3 — конические шестерни,
обеспечивающие поворот пор-
шня; 4 и 5— мальтийский ме-
ханизм; '6 и 7—цилиндриче-
ские шестерни (дополнитель-
ная зубчатая передача); 8 —не-
подвижный корпус приспосо-
бления; 9 — поворотная часть;
10 — неподвижная кондукторная плита; 11 — валик, связанный со свер-
лильной головкой.
Фиг. 37. Патрон для шлифования прямозубых цилиндри-
ческих шестерён: / — обрабатываемая шестерня; 2 —уста-
новочные ролики; 3 — обойма для роликов; 4— зажимной
кулачок; 5 — упор.
патрон вместе с колесом. В обоих случаях
ролики имеют возможность некоторого пока-
чивания и перемещения парал-
лельно собственной оси.
Ролики с обоймой надевают
на колесо и совместно вста-
вляют в патрон. Колесо при
этом досылается до упоров,
расположенных на дае патро-
на, являющихся лишь ограни-
чителями положения детали в
патроне по оси, а не элемен-
тами, базирующими колесо для
правильной его обработки.
Для косозубых цилиндриче-
ских колёс шарики распола-
гают в обойме двумя рядами
(фиг. 38). В гнёздах обоймы
шарики до зажима заготовки
имеют некоторую свободу пе-
ремещения.
Для предупреждения воз-
можных деформаций при за-
жатии зубчатые колёса кре-
пятся в патронах с помощью
пневматических или пружин-
ных зажимов, позволяющих
регулировать силу зажатия.
На фиг. 41 показан типо-
вой пружинный зажим. Он
монтируется у заднего конца
шпинделя станка с помощью
специального кронштейна .2.
Зажатие заготовки происходит
под действием пружины Р, упи-
рающейся с одной стороны в
торец шпинделя /, а с Дру-
гой — в кольцо 10, закреплён-
ное на штоке 8, проходящем
через пустотелый шпиндель
станка. Открывается патро»
240
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. Ill
Фиг. 38. Патрон для шлифования шестерён с косым зубом: / — обрабатываемая шестерня; 2 — обойма для
шариков; 3 — зажимной эксцентрик; 4 — зажимные кулачки; 5 — пружина.
Фиг. 39. Патрон для шлифования конических шестерён: / — обрабатываемая шестерня; 2 —шарики; 3 — зажим-
ные кулачки; 4 — выступы для предварительной установки детали.
Фиг. 40. Методы крепления роликовых опор в патронах для шлифования шестерён: а — ролики свободно под-
вешены к кулачкам патрона: / — ролики; 2 — кулачок патрона; б — ролики свободно закреплены в кольцевой
обойме: 1 — ролики; 2 — кольцо; 3 — пружины.
т. ivi
ПАТРОНЫ ДЛЯ ШЛИФОВАНИЯ ЦЕНТРАЛЬНЫХ ОТВЕРСТИЙ ЗУБЧАТЫХ КОЛЁС
241
посредством системы рычагов 3, 4 и 5 опу- положения точки контакта ролика с зубом
еканием рукоятки 6 с доведением рычага 3 до в мм.
т л.,— „ ._ — — При модуле зацепления не более 5 радиус
окружности контакта Rs принимается меньшим
упора 7. Упор замыкает механизм так, что
патрон при установке изделия остаётся откры-
тым. Трубка 11 служит для подачи охлаждаю-
щей жидкости.
поДВ
/J-
5 В
¦Фиг. 41. Пружинный зажим внутришлифовального патрона.
Диаметр ролика для прямозубых цилин-
арнческих колёс (фиг. 42) определяется по
формуле
d=2[Ra tg (T + а2) — #2 sin «я],
где d—диаметр ролика в мм; Ra — радиус
основной окружности в мм; R2 — радиус рас-
Фиг. 42. Схема для определения диаметра ролика к па-
трону для шлифования отверстий б цилиндрических
колёсах.
16 Том 7
радиуса выступов на величину 0,2—0,4 высоты
головки зуба. Для колёс с большим модулем
диаметры роликов и шариков предварительно
выбираются по конструктивным соображениям
и затем проверяются расчётом. При выборе
руководствуются удобством крепления этих
элементов в патроне и необходимостью обес-
печить касание несколько выше начальной
окружности колеса.
Угол <*2 определяется из равенства cos а^ =
__Ra
Радиус Ra определяется из равенства
Ra = Rt cos alt где о^ — угол зацепления; /?/ —
радиус начальной окружности колеса.
Угол у (в радианах) находится из выра-
жения
Здесь z—число зубьев колеса; S — тол-
щина зуба по дуге начальной окружности
[ определяется по формуле о = —^— ).
Величины 0j и 82 берут из таблиц эволь-
вентных функций:
01 = ^ а1 ~ а1 и в2 = ^ а2 — а2-
Расстояние между осями ролика и патрона
COS tj + «2>
242
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[разд. га
По значению X определяется диаметр
окружности шлифования рабочей поверхности
кулачков патрона.
При необходимости округления размера d
до целого числа d1 производят повторный
расчёт межосевого расстояния X и провероч-
Фиг. 43. Схема для проверочного расчёта диаметра
ролика.
ный расчёт радиуса R2 расположения точек
контакта ролика с зубом (фиг. 43):
у,..__. Rj cos at
~~ COS <х3
Значение а3 находят из уравнения
пользуясь таблицами эвольвентной функции
в I = tg 03 — аз,
' sin «з - ^J + R\ •
Во избежание касания ролика по кромке го-
ловки зуба радиус R2 должен быть менее
D
радиуса окружности выступов -^.
D-
Пример.
Дано: Rt—40 мм, г—20, от=4, а,—20°, /?3=42 жл в
88
Расчёт:
#а-40 • 0,93969=37,5876;
cos «,-H^Z? - 0,89494;
os-26°30'.
вя =0,036069 (из таблиц); 0,-0,014904;
-А!1 - (|^ + 0,014904.) +0,036069=0,09971;
0,09971 • 180
Т ЗЛ41в 5
37,5876 ^
Л 0,84619 ' М '
d-2 C7,5876 • 0,62973 — 42 • 0,4462)-10,45 мм%
округляем до 11 мм.
Проверочный расчёт
• 2-40
= 0,08266;
11 3,1416
2-37,5876 20
«8=34°12\
40-0,93969
А 0,82708 ' '
?' - У D5,45 • 0,56208 — 5,5J+37,5876» - 42,6;
При расчёте d и /?2 для косозубых цилин-
дрических колёс пользуются вышеприведён-
ными формулами, принимая толщину зуба 5
и угол зацепления ах в сечении, нормальном
к направлению зуба:
Х=
cos (у + 02) cos
и X1
Rt cos 04
COS a3 COS
где p — угол наклона зуба относительно оси
зубчатого колеса.
Расчёт диаметра шарика для конических
прямозубых колёс [6J (фиг. 44) производится
Фиг. 44. Схема для расчёта диаметра шарика к патрону
для шлифования конических зубчатых колёс.
по той же формуле, что и расчёт диаметра
ролика. В формулу подставляется значение
радиуса основной окружности, подсчитанное
по следующей формуле:
Ra = (Н — К) tg <p • cos аь
где <р — половина угла начального конуса;
Н — длина образующей начального конуса.
Величина Л принимается равной 1-1,5 модуля
зуба.
ГЛ. IV]
НОРМАЛИЗОВАННЫЕ ПРИСПОСОБЛЕНИЯ
243
При определении угла f и последующих
расчётах действительное число зубьев z заме-
няется фиктивным г':
z = ¦
coscp
Толщина зуба S и радиус i?2 относятся к
выбранному сечению установки шарика.
• C0Sgi .
COS
При округлении расчётного диаметра ша-
рика до размера а" производят повторный
расчёт величин X' и R'2:
cos a8
j/ (
sin «з - ^-)V \{H~h) tgcp-cos at]2.
Применяются также следующие установоч-
ные элементы для цилиндрических колёс
(фиг. 45): а — плавающие рейки, закреплённые
на кулачках патрона токарного типа; б—зуб-
чатые секторы, повёртывающиеся одновре-
менно на эксцентрично расположенных осях;
в — обоймы с роликами, скользящими по спи-
ральным поверхностям корпуса патрона; при
повороте обрабатываемой зубчатки ролики,
скользя по спиралям, погружаются во впадины
и центрируют зубчатое колесо; г — качаю-
Ось вращения
Таблица 41
Столы поворотные для сверлильных станков
Конус Морзе
Размеры в мм
D
эоо
2дО
35«>
45°
D,
азо
3°°
L j H | е | й | А
34°
42O
85
I2O
13
14
—o.oia
12
i8-o.ola
5
9
Конус
Морзе
а
4
положенных по окружности, либо для много-
позиционной обработки с использованием
многошпиндельной головки. Рабочее приспо-
собление для обрабатываемых деталей наде-
а) 6) 6) г)
Фиг. 45. Различные способы центрирования тестер 1а при шлифовании центральных отверстий.
щиеся рычаги с криволинейными базирующими
участками.
Установка зубчатых колёс по внешней ци-
линдрической поверхности зубьев менее на-
дёжна с точки зрения соблюдения концентрич-
ности отверстия с зубчатым венцом и приме-
няется в тех случаях, когда после шлифования
отверстия предусматривается шлифование
профиля зубьев при посадке колеса на
оправку.
НОРМАЛИЗОВАННЫЕ ПРИСПОСОБЛЕНИЯ
В табл. 41—57 приведены конструкции нор-
мализованных приспособлений с указанием
основных размеров.
Повороти ыестолыдлясве р л иль-
ных с'танков (табл.41) применяются для
последовательной обработки отверстий, рас-
вается на центрирующий палец d. Угловому
смещению рабочего приспособления препят-
ствует шпонка, пригоняемая к пазу с.
Столы диаметром 350 и 450 мм имеют
квадратное основание. Кондукторные плиты
либо крепятся к рабочему приспособлению,,
либо подвешиваются к многошпиндельной
головке. Допускается крепление кондуктор-
ной плиты на дополнительном основании, при-
чём на нём же закрепляется и поворотный
стол.
Стойки одноопорных поворот-
ных кондукторов для вертикаль-
ных и радиально-сверлильных
станков (табл. 42 и 43) применяются для
обработки отверстий, расположенных под раз-
ными углами, а также для сверления со
стороны установочной плоскости. Управле-
ние делительным механизмом и крепление
244
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
(РАЗД. III
Стойки одноопорных поворотных кондукторов
делительного диска производятся от единой В табл. 45 приводится разновидность двух-
рукоятки. опорных стоек к вертикальным и радиально-
Таблица 42 сверлильным станкам. Применяются эти стойки
также для сверления под разными углами и со
стороны установочной плоскости.
Рабочее приспособление надевается на две
цапфы d и крепится к плоскости делитель-
ного диска. Управление делительным и запи-
рающим механизмами, а также поворот при-
способления осуществляется тремя отдельными
рукоятками.
Таблица 44
Стойки двухопорных поворотных кондукторов
Размеры в мм
D
35°
Я
*4o
В
2бо
35°
С
А
190,00
255.°°
d
—0,006
—0,018
12
—0,008
—0,023
3°
Таблица 43
Стойки одноопорных поворотных кондукторов
Размеры в мм
D
7оо
Я
5°°
В
боо
А
боо
я,
ббо
d
—0,025
—0,050
5° ^
Таблица 45
Стойки двухопорных поворотных кондукторов
Размеры в мм
D
45°
7оо
Я
65
I2O
В
353
боо
Dt
360,00
605,00
С
1б+о,оз5
18+о,оз5
d
— 0,014
30
—0,017
40
Ь
17
за
Стойки двухопорных поворот-
ных кондукторов (табл. 44) применя-
ются в приспособлениях к радиально-сверлиль-
ным станкам для обработки отверстий с разных
сторон изделия, а также со стороны плоскости,
принятой за базу. Управление делительным
механизмом производится педалью. Поворот
и запирание делительного диска осуще-
ствляются двумя отдельными рукоятками.
D
3°°
400
Я
2ОО
Зоо
Размеры в мм
В
240
34°
А
340
Ззо
я,
а8о
4оо
-0,035
40 ^
—о,оз5
45
Скальчатые (табл. 46) и д в у х с к а л ь-
чатые (табл. 47) кондукторы с роли-
ковым замком применяются на верти-
кальных и радиально-сверлильных станках.
Установочное (рабочее) приспособление рас-
ГЛ. IV]
НОРМАЛИЗОВАННЫЕ ПРИСПОСОБЛЕНИЯ
245
полагается на корпусе кондуктора под пли-
той. Зажим детали производится принудительно
опускающейся кондукторной плитой. Управле-
ние кондуктором производится одной руко-
яткой. Форма кондукторной плиты может быть
различной.
Таблица 46
Кондукторы скальчатые с роликовым замкои
Таблица 48
Бабки центровые передние
Размеры в мм
А
1ОО
I2O
В
7°
8о
h
max I min
84
I2O
54
75
А»
3°
4О
С
135
15°
D
165
^max
152
198
Е
158
168
Таблица 47
Кондукторы двухскальчатые с роликовым замком
15°
2ОО
=5°
Зоо
в
IOO
J25
I5O
175
Размеры в
ft
max
150
175
210
250
min
95
140
i65
ft,
45
55
70
80
чм
L
170
200
340
280
L>
195
256
32O
37°
"max
248
яда
348
4°3
199
232
270
315
ее
X
X m
3
4
Центровые бабки передние
(табл. 48) и задние (табл. 49) применя-
ются в фрезерных станках для фрезерования
граней и пазов. Шпиндель передней бабки
допускает использование токарного патрона
для закрепления обрабатываемой детали.
Управление делительным и запирающим ме-
ханизмами, а также поворотом осуществляется
тремя отдельными рукоятками.
И
IOO
140
Размеры
А
i8o
230
120
175
в мм
45
К
5О
75
D
86
13б
i8
20
№
конуса
Морзе
3
4
Таблица 49
Бабки центровые задние
Размеры в мм
Н
IOO
140
А | В
I9O
3IO
I2O
14°
12
14
№
конуса
Морзе
а
3
Стол ы поворотны е прямоуголь-
ные для фрезерных станков (табл. 50)
применяются при обработке деталей с продоль-
ной подачей. Два рабочих приспособления
устанавливаются на концах стола и работают
поочерёдно. Это позволяет использовать ма-
шинное время для смены обрабатываемых
деталей.
Столы поворотные (круглые)
для фрезерных станков (табл. 51)
применяются для обработки поверхностей де-
тали, расположенных под разными углами.
Рабочее приспособление базируется по
пальцу d и по одному из шпоночных пазов.
Управление делительным и зажимным меха-
низмами производится двумя отдельными руко-
ятками.
Патроны двухкулачковые (табл. 52)
и трёхкулачковые (табл. 53) рычажные
пневматические применяются на все-
возможных токарных станках, снабжённых
пневматическим оборудованием. Первые из
них используются в случаях, не допускающих
крепления детали в трёхкулачковых патронах-
246
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. III
Сюда относятся прежде всего детали неци-
линдрической формы. Патроны допускают ре-
гулировку положения зажимных кулачков.
Таблица 50
Столы поворотные прямоугольные для фрезерных
станков
Таблица 51
Столы поворотные для фрезерных станков
Г
Конус Морзе 4
D
боо
IOOO
В
too
Яоо
4OO
Размеры
Я
IOO
130
160
в мм
1
бо
IOO
То
1а+°.°35
14 °>О35
i8 °fO35
Колич.
пазов
3
5
Размеры в мм
D
I5O
2ОО
25O
35°
45O
b\l\h\ Ь\с
i8o
230
390
400
500
2ЭО
270
34O
45°
55O
8О
85
85
I2O
I3O
5°
бо
IOO
IOO
IO
ia
12
14
18
d | А
—О,012
13
,8-°'°12
7
ю
конуса
Морзе
¦
4
Патроны цвухкулачковые рычажные пневматические
Таблица 52
КонусноСЩЬ
1-20
D
1бО
«5О
goo
375
140+о,о4о
+O.O45
•Зэ
«eo+O'O5°
+0,060
350
D%
но
I7o
а°5
22O
ао
4°
45
5о
Я
9<>
но
1=5
14а
Размеры
К
i6
33
Зо
35
<2
Mi6
М22
М24
М*7
В JKM
d.
Мю
Mia
М16
М18
Mia
Мао
Мз4
Мз4
F
38
54
64
74
Е
_—o.oia
i8
в'01*
^-0.014
ав'014
/
7
б
б
б
1
22
33
35
36
Ход
кулачка
5
м
14
1б
i8
ГЛ. IV]
НОРМАЛИЗОВАННЫЕ ПРИСПОСОБЛЕНИЯ
247
Патроны трёхкулачковые рычажные пневматические
Таблица 53
Конусность
1:20
D
160
азо
300
375
500
I4O+0'040
з8о+°'О5°
35O+O)O5°
4бо+о,о6о
но
170
205
230
300
Яз
so
40
45
5°
70
H
9°
HO
125
143
I76
Размеры
К
i6
33
35
45
d
M16
Мзэ
Мз4
Мэ7
Мзо
в мм
Мю
Mia
М16
М18
Мзо
*
Mis
Мзо
Мз4
Мз4
Мзо
F
34
44
54
бо
То
Е
-—О,О13
1б
^-0,014
28-°'°14
32-°'°17
/
7
б
б
б
IO
;
зз
33
35
Зб
38
Ход
кулачка
ю
14
i6
i8
зо
Патроны поводковые (табл. 54)
применяются на обычных токарных и много-
резцовых токарных станках при обработке
деталей, надетых на центровую оправку.
Плавающий поводковый диск с прямоуголь-
ным отверстием обеспечивает вращение оправ-
ки за две противоположные грани.
Центры плавающие (табл. 55) при-
меняются на обычных токарных и много-
резцовых токарных станках совместно с само-
зажимными поводковыми патронами.
Подвижность центра в осевом направле-
нии позволяет использовать в качестве уста-
новочных поверхностей не только центровое
отверстие обрабатываемой детали, но и
торец её.
Патроны бесключевые цанговые
(табл. 56) предназначаются для кратковремен-
ных токарных операций, когда пользование
съёмным ключом утомительно и требует много
времени. Поворотом маховичка, диск которого
имеет зубчатый венец внутреннего зацепления
вращение передаётся на центрально располо-
женную шестерню-гайку, затягивающую цангу.
Выгодное передаточное число механизма и
наличие упорного шарикоподшипника делают
работу патрона эффективной.
Бесключевые цанговые патроны приме-
няются на токарных станках также при за-
креплении калиброванной или точно обрабо-
Патроны поводковые
Таблица 54
8
D
I5O
зоо
25O
Зоо
*
25
37
37
58
Н
48
58
Размеры в мм
D,-
^-о.озз
110+о,оз5
+0,040
•5°
i8o+°'O4°
122
168
зоо
235
d
MioXi,5
MiaXi,75
М16ХЗ
I
14
16
33
24
248
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
[РАЗД. HI
Таблица 55
Размеры в мм
D
46
58
75
п8
L
15°
'57
2ОО
248
1
IOO
135
178
№
конуса
Морзе
4
5
б
Таблица 56
Патроны цанговые бесключевые
А
min
5
ю
шах
25
Зб
D
252
Размеры
А
152
170
А,
112
13°
3 ММ
о,
7°
9°
С
I2O
d0
10,5
12,5
танной заготовки. Неподвижная часть па-
трона (табл. 57), а вместе с ней и зажимная
резьбовая втулка с рукояткой удерживаются
от совместного со шпинделем вращения крон-
штейном, укреплённым на корпусе передней
бабки станка.
При повороте рукоятки на себя резьбовая
втулка перемещается влево по направлению
оси шпинделя и через упорный шарикоподшип-
ник передвигает кольцо, вгоняющее шарики
между наклонной поверхностью корпуса патрона
и боковой стенкой паза втулки, 'затягивающей
цангу. При работе станка шарикоподшипники
не нагружены зажимными усилиями, а зажим-
ная рукоятка сохраняет неподвижное поло-
жение.
Таблица 57
Патроны цанговые бесключевые
Угол поборота рукоятки
d
4-24
10—36
150
210
Размеры в
С
135
175
L
i8o
250
ИМ
D,
86
I2O
А.А
6з
92
А
М6оХ5,5
Мдохб
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ансеров М. А., Зажимные приспособления для
токарных и круглошлифовадьных станков, Машгиз.
1948.
2. Базырин Н. Н. и Гоберман П. Н., Много-
шпиндельные головки и патроны к сверлильным стан-
кам, 1937.
3. Б л о х И. А., Способы изготовления отверстий в кон-
дукторах, ОНТИ, 1932.
4. Бобров Н. С, Разжимные оправки и самоцентри-
рующие патроны, Оборонгиз, 1940.
5. Б о л о т и н X. Л., Альбом приспособлений и спе-
циального инструмента, Оргаметалл, 1933 и 1934.
6. Б о л от и н X. Л., Типовые конструкции приспосо-
блений и их узлов, изд. ЦНИИТМАШ, 1941.
7. Болотин X. Л. и Костром и н Ф. П., Кон-"
струирование станочных приспособлений, Машгиз, 1946.
8. Г е м п е Е., Конструирование деталей приспособле-
ний, 1928.
9. Г о р о ш к и н А. К., Приспособления для станков,
Машгиз, 1947.
10. Грюнгаген Ф., Приспособления в производстве,
ОНТИ, 1935.
11. Д а н и л о в С. С, Приспособления дла обработка
на станках, ОНТИ, 1938.
Ш. Д а у д А. А. и К у р т и с Ф. В., Приспособления
для работы на токарных, револьверных и шлифоваль-
ных стайках, ОНТИ, 1932.
13. Долматовский Г. А., Универсальные приспо-
собления к металлорежущим станкам, Машгиз, 1940.
14. Допуски на размеры, определяющие положение осей
отверстий, изд. НИИ-13, 1942.
15. 3 а к р е в с к и й В. И. и Васильев В., Высоко-
производительные приспособления для механических
цехов, 1940.
16. И в а ш к е в и ч П. И., Методика проектирование
приспособлений, ОНТИ, 1936.
17. Кршесинский П. П., Изобретения в области
зажимных приспособлений для токарных станков,
ОНТИ, 1932.
18. Любомудров В. И., Приспособления для кре-
пления инструмента и обрабатываемой детали на токар-
ных, револьверных и расточных станках, Госпланиздат,
1945.
19. Мисожников В. М., Инструменты и приспо-
собления для автоматов, ГОНТИ, 1933.
20. П у с т ы л ь к и н Г. И. и Брежнев В. М., Тех-
нические усовершенствования и изобретения в станко-
строительной промышленности, ОНТИ. 1938.
21. цупко И. Н., Зажимные патроны для револьвер-
ных станков, ОНТИ, 1934.
22. Я х и н А. Б., Современные приспособления для ме»
таллорежущих станков, изд. МММИ, 1934.
23. Я х и н А. Б., Проектирование технологических про-
цессов механической обработки, Оборонгиз, 1946.
Глава V
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ И МАТЕРИАЛЫ ИНСТРУМЕНТОВ
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА В СВЯЗИ С ПРОЦЕССОМ
РЕЗАНИЯ МЕТАЛЛОВ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
Поверхности. Передняя — поверх-
ность 1, по которой сходит снимаемая стружка
(фиг. 1). Задние — поверхности, обращен-
ные к обрабаты-
ваемой поверхно-
сти: главная 2 и
вспомогательная 3.
Фаска — узкая
полоскав вдоль ре-
жущей кромки на
передней поверх-
ности, располо-
женная под неко-
торым углом к
последней. Лен-
точка — полоска
Фиг. 1. Поверхности режущей
части.
вдоль режущей
кромки на задней
поверхности: главной 5 или вспомогатель-
ной 6; на ней отсутствует задний угол.
Режущие кромки. Главная режущая
кромка / (фиг. 2), выполняющая основную ра-
боту резания, об- t 4
разуется пересе-
чением передней и
главной задней
поверхностей.
Вспомогат ель-
н а я режущая кром-
ка 2 образуется
пересечением пе-
редней и вспомо-
гательной задней
поверхностей. П е-
реходная ре-
жущая кромка —
место сопряжения
главной и вспомогательной режущих кро-
мок — имеет прямолинейную 3 или криволи-
нейную 4 форму с радиусом г.
Основная плоскость и плоскость реза-
ния. При рассмотрении режущего инстру-
мента как геометрического тела достаточно
предположить наличие в процессе резания
только одного главного рабочего движения;
тогда плоскости, определяющие углы режущей
части, займут положение, относительно кото-
Фиг. 2. Режущие кромки.
рого располагается инструмент вне зависимо-
сти от установки его на станке. Такими пло-
скостями являются основная плоскость
и плоскость резания.
Инструменты, для которых главным рабо-
чим движением является вращательное дви-
жение детали (токарные резцы), предпола-
гаются установленными рассматриваемой точ-
кой режущей кромки на высоте центров.
Основная плоскость — плоскость,
перпендикулярная прямой, касательной к тра-
ектории движения точки режущей кромки на
детали и принимаемая за базовую плоскость.
Она или параллельна осевой плоскости, про-
ходящей через рассматриваемую точку режу-
щей кромки у инструментов с вращательным,
рабочим движением детали в процессе реза-
ния, или же совпадает с ней у инструментов,
которые сами совершают вращательное рабо-
чее движение в этом процессе. У резцов ос-
новная плоскость совпадает с направлением
продольной и поперечной подач.
Плоскость резания. Эта плоскость
касательна к поверхности резания и проходит
через режущую кромку (КК на фиг. 3-6)
перпендикулярно основной плоскости.
Углы главной режущей кромки (фиг.
3—6) определяются в главной секущей пло-
скости (NN), перпендикулярной проекции глав-
ной режущей кромки на основную плоскость.
Передний угол 7 — угол между перед-
ней поверхностью и плоскостью, проходящей
через режущую кромку параллельно основ-
ной плоскости. Задний угол а — угол между
главной задней поверхностью и плоскостью
резания. Угол заострения {3—угол между
передней и главной задней поверхностями.
Угол резания о (условный) — угол
между передней поверхностью и плоскостью
резания.
Углы вспомогательной режущей кромки.
(фиг. 3—о). Углы вспомогательной режущей
кромки определяются в плоскости, перпенди-
кулярной проекции этой кромки на основную
плоскость. Для инструментов с вращательным
рабочим движением они определяются в пло-
скости, перпендикулярной проекции вспомо-
гательной режущей кромки на осевую пло-
скость, проходящую через рассматриваемую
точку и являющуюся основной плоскостью.
250
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ И МАТЕРИАЛЫ ИНСТРУМЕНТОВ
[РАЗД. III
Передний угол вспомогатель-
ной режущей кромки 7Х — угол между
лередней поверхностью и плоскостью, прохо-
дящей через вспомогательную режущую кром-
сеч поы ы
f- Продольная, °<q~
* ~^Гддача •*
Вид по
Флг. 3. Углы режущей части проходного резца;
КК — плоскость резания.
«у параллельно основной плоскости. Зад-
ний угол вспомогательной режу-
щей кромки ах — угол между вспомога-
тельной задней поверхностью и плоскостью,
ОсноЬмая
плоскость
Фиг. 4. Углы режущей части отрезного резца;
КК — плоскость резания.
проходящей через вспомогательную режущую
«ромку перепендикулярно основной плоскости.
Углы в плане (фиг. 3—6). Углами в плане
называются углы, образованные направлением
етодачи и проекциями режущих кромок на
основную плоскость. Главный угол в
сеч-noNN
К
Фиг. 5. Углы зуба торцовой фрезы;
КК — плоскость резания.
плане ср образован проекцией главной ре-
жущей кромки и направлением подачи.
Вспомогательный угол в плане ^
¦образован проекцией вспомогательной режу-
Основная
Фиг. 6. Углы режущей части
спирального сверла; КК — пло-
скость резания.
щей кромки и направлением подачи. Угол
переходной режущей кромки «ро
образован проекцией переходной режущей
кромки и направлением подачи. Угол при
вершине в
плане е — угол
между проекциями
главной и вспо-
могательной режу-
щих кромок на
основную пло-
скость.
Угол наклона
главной режущей
кромки к (фиг. 3—
6) — угол, обра-
зованный главной
режущей кромкой
и прямой, лежащей
в плоскости реза-
ния и параллель-
ной основной пло-
скости.
Каждый из пе-
речисленных выше
параметров влияет
на процесс резания и имеет следующее
основное назначение: а—обеспечить свобод-
ное рабочее движение инструмента и умень-
шить трение задней поверхности; с^ — об-
легчить свободное рабочее движение ин-
струмента по отношению к обработанной по-
верхности; -у — облегчить процесс образова-
ния и схода стружки; fi— облегчить процесс
образования стружки на вспомогательной ре-
жущей кромке; <р — установить соотношение
между толщиной стружки и подачей, шири-
ной стружки и глубиной резания; ух — уста-
новить чистоту обработанной поверхности;
X — сообщить уходящей стружке желаемое на-
правление; ср0 и г —укрепить место перехода от
главной режущей кромки к вспомогательной.
ОПРЕДЕЛЕНИЕ ЗНАЧЕНИЙ ПЕРЕДНЕГО
И ЗАДНЕГО УГЛОВ
Передний угол у. Оптимальное значение пег
реднего угла if определяется условиями мини-
мальной работы деформации, трения и мини-
мального износа. Благоприятные условия для
получения минимальной деформации и трения
при резании создаются при угле "у = 45е.
Интенсивность протекания износа и повыше-
ния температуры падает с изменением перед-
него угла от 30 до 45°. Однако при угле ? =45*
режущая кромка инструмента чрезмерно
ослабляется. Снижение величины переднего
угла до 30° приводит к увеличению прочности
режущей части без заметного увеличения ин-
тенсивности износа и повышения температуры.
Фаска / на передней поверхности повы-
шает прочность режущей кромки.
Для инструментов из металлокерамических
твёрдых сплавов передний угол при наличии
укрепляющей режущую кромку фаски уста-
навливается в 20° ввиду хрупкости металло-
керамических пластин.
Передняя поверхность режущего инстру-
мента выполняется в виде: 1) криволинейной
с фаской (фиг. 7); 2) плоской с фаской
(фиг. 8); 3) плоской без фаски.
ГЛ. V]
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
251
Рекомендуемые формы передней поверхности и величины переднего угла т
Таблица 1
Форма г
повер
С фаской
Плоская t
ередней
хности
Плоская и
криволи-
нейная
Криволи-
нейная
>ез фаски
Тип инструмента
Резцы токарные, пластины
расточные
Резцы строгальные и дол-
бёжные
Резцы токарные, работаю-
щие в условиях ударной на-
грузки, и для головок кольце-
вого- сверления. Сверла для
глубокого сверления
Резцы всех типов, фрезы ци-
линдрические, торцовые, кон-
цевые, дисковые двух- и трёх-
сторонние, кукурузные и пилы
со вставными сегментами
Резцы фасонные, фрезы фа-
сонные
Резцы всех типов
Фрезы-пилы, шлицевые,
Т-образные, дисковые
Обрабатываемый материал
Сталь
Предел
прочности
при растя-
жении
в кг/мм*
Твёрдость
по Брине-
лю
Чугун
Твёрдость
по Брине-
лю
Сталь, чугун и бронза всех марок
До 6о
Св. 6о
до 8о
Св. 8о
ДО 95
До i8o
Св. i8o
до 240
Св. 240
до 290
—
До 150
Св. 150
ДО 2ОО
Все материалы
Св. 95
ДО I2O
Св. 290
до 35°
Св. аоо
до 250
Все материалы
Передний угол f
Материал инструмента
Быстроре-
жущая
сталь
3°°
во"
15°
-
5°
Металл о-
керами-
ческнй
твёрдый
сплав
ао°
-
15'
о°
5°
-
В зависимости от типа режущего инстру-
мента и характера работы каждая из указан-
ных форм имеет своё применение. В табл. 1
приведены рекомендуемые формы передней
поверхности и значения переднего угла 7.
а) б)
Фиг. 7. Криволинейная форма передней поверхности
с фаской: а — с прямолинейным участком лунки р;
б — без прямолинейного участка.
Рекомендуются следующие значения перед-
него угла фаски у2: &ля токарных резцов из
быстрорежущей стали 0° и металлокера-
мических твердых спла-
вов—10°;для строгальных
и долбёжных резцов из
быстрорежущей стали5°.
Основное назначе-
ние переднего угла фа-
ски Ya заключается в
увеличении угла за-
Фиг. 8 Резец с пло-
угле 7-
Ширина фаски принимается
/= @,8 -и 1,0) s мм,
где s — подача в мм на один оборот или
двойной ход. Нижний предел относится к
инструментам из металлокерамических твёр-
дых сплавов, верхний предел — к инструмен-
там из быстрорежущей стали.
Ширина выемки / устанавливается в зави-
симости от радиуса R по формуле / = 2/^ sin у.
Величину радиуса выемки R следует при-
нимать в зависимости от типа резца и подачи.
Для проходных токарных и расточных рез-
цов R = A0 — 15) s мм, для строгальных и
долбёжных R = C0 — 40) s мм, для прорезных
и отрезных R == E0 — 60) s мм. Радиус вы-
емки должен обеспечить ширину / не менее
2,5 мм. Радиус выемки рекомендуется брать
не менее 3 мм.
Задний угол о. Действие резца не ограни^
чивается деформированием снимаемой струж-
ки, но распространяется в обрабатываемом
материале как впереди передней поверхно-
сти, так и вглубь за линией среза. Наличие
упругих и пластических деформаций за ла*
нией среза вызывает в процессе работы
трение и износ задней поверхности инстру-
мента. Величина и интенсивность этого из-
носа в основном зависят от величины заднего
угла.
Износ задней поверхности настолько
вредно отражается на режущих способностях
инструмента, что уже с самого начала своего
появления он служит причиной увеличения
усилий резания и давления на заднюю поверх-
ность, возрастания трения и температуры.
Это при повышенной скорости резания при-
252
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ И МАТЕРИАЛЫ ИНСТРУМЕНТОВ
[РАЗД. Ill
Таблица 2
Рекомендуемые величины заднего угла а
Инструмент
Наимено-
вание
Резцы
Резцы
Тип
Токарные про
ходные, расточные
и подрезные бы-
строрежущие -
Строгальные и
долбёжные бы-
строрежущие
Токарные про-
ходные, подрез-
ные, резьбовые и
фасонные быстро
режущие
Все типы с ме-
таллокерамиче-
скими пластинка-
ми
Фрезы
Резцы
Фрезы
Свёрла
Фрезы
Цилиндрические,
торцовые насад-
ные, дисковые
двух- и трёхсто-
ронние
Фасонные с заты
лованным зубом и
обдирочные куку-
рузные
Ъсе типы с ме-
таллокерамиче-
скими пластинка-
ми
Отрезные
Цилиндрические,
торцовые насад
ные, дисковые
двух- и трёхсто-
ронние
Концевые и шпо-
ночные
Угловые
Пилы дисковые
Фасонные с
остроконечным
зубом
Все типы
Дисковые пазо-
вые с прямыми
зубьями
Концевые и шпо-
ночные
Т-образные па-
зовые
Пилы дисковые
Характеристи-
ка или условия
работы
s>0,2 мм, об
s<0,2 мм/об
Для обработ
ки стали
Крупнозубые
г < 1,75 YD и
со вставными
ножами
Для обработ-
ки чугуна
Мелкозубые
?>>20 мм
D>200mm
?>> 20 мм
Мелкозубые
D=10+20 мм
D> 25 мм
Свёрла
Фрезы
б Фрезы
Все типы
D до 20 мм
Концевые и шпо-
ночные
Т-образные па-
зовые
Шлицевые
D до Юмм
D до 25 мм
6°
3°
водит к быстрому разрушению режущей
кромки.
Увеличение заднего угла особо благо-
приятно сказывается на стойкости многолез-
вийных инструментов, работающих с пере-
менной толщиной стружки, изменяющейся от
нуля (-в момент врезания режущей кромки)
до максимума (при её выходе из контакта с
деталью). Для фрезы оптимальные величины
задних углов имеют значения в пределах
12-35°.
Исследования влияния заднего угла на
стойкость резцов из металлокерамических
сплавов показали, что при черновом и чисто-
вом обтачивании стали наибольшая стойкость
резца получается при а — 12— 14°.
Оптимальная величина а при черновой об-
работке для резцов из металлокерамических
сплавов выше, чем для резцов из быстро-
режущей стали. Повышенная хрупкость спла-
вов приводит к скалыванию слоев пластины
у режущей кромки в направлении действия
радиальной составляющей усилия резания. По-
следняя возрастает с увеличением износа зад-
ней поверхности. Для повышения режущих
способностей инструментов из металлокера-
мических твёрдых сплавов важно снизить ин-
тенсивность износа по этой поверхности. Это
достигается увеличением заднего угла.
В основу определения величины заднего
угла принимается толщина стружки или по-
дача. В табл. 2 даны рекомендуемые значения
задних углов.
Для резцов величины углов приняты в
зависимости от характера работы, а именно:
для чистовой обработки (s ^ 0,2 мм/об) и для
полуобдирочной и обдирочной обработки
(s > 0,2 мм\об).
Задний угол для фрез принимается в за-
висимости от их типа, так как каждому из
них присуща примерно определённая толщина
стружки.
ИЗМЕНЕНИЕ ВЕЛИЧИН ПЕРЕДНЕГО
И ЗАДНЕГО УГЛОВ
В ПРОЦЕССЕ РЕЗАНИЯ
В процессе резания и в зависимости от
расположения точек режущих кромок по от-
ношению осевой линии детали углы претер-
певают значительные изменения из-за: 1) сме-
щения плоскости резания вследствие слож-
ного относительного движения инструмента
и детали; 2) расположения точек режущей
кромки в осевых плоскостях, непараллель-
ных основной плоскости.
В отдельных случаях изменения этих углов
оказываются настолько большими, что реза-
ние становится чрезвычайно затруднённым
или вообще невозможным.
Величины углов режущей части при реза-
нии можно рассматривать как сумму следую-
щих слагаемых:
т =
I*
И Ot =
где Уд — действительный передний угол;
а.д — действительный задний угол; {а — угол
смещения следа плоскости резания в главной
секущей плоскости в результате сложного
рабочего движения инструмента и детали;
ГЛ. V]
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
253
х — угол смещения следа плоскости резания в
главной секущей плоскости вследствие от-
клонения режущей кромки от осевой пло-
скости, параллельной основной. Последние два
члена уравнений fx и т отражают собой к и-
нематическую, а первые слагаемые 7<?
и ад — физическую сторону процесса ре-
зания (технологические факторы и качество
обрабатываемого металла).
В большинстве случаев значения слагае-
мых риг малы и ими можно пренебречь при
назначении углов 7 и а, полагая т = Т<? и
а = ад. Однако в отдельных случаях величины
этих слагаемых достигают высоких значений,
иногда превышая в несколько раз 7<? и ад>
что может привести к преждевременному из-
носу и даже к поломке инструмента.
Определение величины ц
След плоскости резания изменяет своё по-
ложение, приближаясь к задней поверхности
инструмента, и тем самым уменьшает вели-
чину действительного заднего угла а^ и одно-
временно увеличивает действительный перед-
ний угол та* Наглядное представление о при-
роде появления этого слагаемого можно ви-
деть из следующих сопоставлений работы
строгального резца, имеющего задний угол а
и передний угол у.
В первом случае (фиг. 9, а) слой
металла срезается резцом в результате .про-
стого движения, выраженного вектором U. На-
правление следа плоскости резания будет
параллельно направлению вектора U, и углы а
и у в процессе резания не изменятся и со-
хранят прежнюю величину, т. е. а = а$ и
Во втором случае (фиг. 9, б) слой
металла срезается резцом в результате слож-
ного движения (вектор V7), являющегося ре-
зультирующим двух движений: горизонталь-
Фиг. 9. Углы резца: а — при простом движении; 6 — при
сложном движении.
ного относительного движения резца (вектор U,
противоположно направленный) и верти-
кального движения резца (вектор L). Наличие
сложного движения изменяет направление
следа плоскости резания, который в данном
случае будет совпадать с направлением век-
тора W.
Из-за изменения направления следа пло-
скости резания действительный задний угол
уменьшится на {* = arc tg jj и будет
ад = а — ;х, а передний угол увеличится на ту
же величину и будет 7<э = 7 "I" f1*
Для нормального процесса резания необхо-
димо, чтобы задний угол был увеличен, а
передний уменьшен на величину {о,.
Определение р. при работе токарным
резцом. При точении процесс резания совер-
шается при двух движениях: вращательном —
детали со скоростью v м/мин и поступа-
тельном— резца с подачей 5 мм/об. Предпо-
ложим, что в этом процессе участвует токар-
ный проходной резец с углом наклона режу-
щей кромки X = 0е, установленный по центру,
причём его опорная поверхность совпадает
с основной плоскостью.
Действительные углы в процессе резания
в плоскости, перпендикулярной проекции режу-
ceunoNN
Фиг. 10. Изменение углов резца в процессе
резания.
щей кромки на основную плоскость (в сече-
нии NN, фиг. 10, а), будут а^ = о — р и
Уд = 7 + Р-
Величина угла ц (в плоскости NN) опре-
деляется по формуле
{д. = arc tg (tg ax sin cp),
где ах — угол смещения следа плоскости реза-
ния в сечении х-у — xt (фиг. 10, б). Угол ах
является одновременно углом подъёма винто-
вой траектории, описываемой точками режу-
щей кромки резца при относительном движе-
нии последнего в процессе резания, и опре-
деляется по формуле
где р — радиус рассматриваемой точки режу-
щей кромки; 5 — подача на один оборот де-
тали.
Значения величин а и 7 могут быть вы-
ражены следующими формулами:
arc
= ld — arc tg
sin
Величина arc tg I ^— sin 9 ) для обычных
токарных работ не велика и не превосходит
30—40', поэтому ею можно пренебречь и счи-
тать, что а = ад и у = 70.
При нарезании резьбы резцом с большим
углом подъёма надо учитывать (х, так как он
254
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ И МАТЕРИАЛЫ ИНСТРУМЕНТОВ
[разд.m
резко возрастает с увеличением шага резьбы
с
и достигает 15° при —j- = 1.
Определение (х при поперечном точе-
нии. При работе отрезным резцом с X = 0°,
Фиг. П. Траектория движения точки ре-
жущей кромки резца при поперечном
точении.
установленным по центру, траекторией реза-
ния является архимедова спираль (фиг. 11).
где в — угол поворота детали.
Угол fi весьма мал и будет в процессе
резания увеличиваться по мере приближения
резца к центру
детали (при D =
= 1 мм ц = 2°30'),
поэтому для отрез-
ного и подрезного
резцов, устано-
вленных по центру,
величиной |х можно
пренебречь и при-
1 нять а = ал и t =
фр
Вели-
будет
в за-
Иногда ^ пре-
небрегать нельзя,
например, при за-
тыловании фрез
(фиг. 12). В
чина угла [
изменяться
висимости от рас-
положения точки
режущей кромки
резца по отноше-
нию к центру вращения О. Наибольшее
значение р. будет иметь при прохождении
резца через точку Bv (условную), а наимень-
шее — при прохождении через точку А со-
гласно следующим уравнениям:
Фиг. 12. Схема затылования
фасонной фрезы.
2к[г-(Н+Нк)];
h-z
IхА
-' агс
где hK — величина затылования зубьев фрезы;
я — число зубьев фрезы; Н — высота профиля;
г — радиус фрезы.
Так как значения а и -у являются постоян-
ными, то значения действительных углов ад
и -fa будут для различных точек режущей
кромки резца различны, изменяясь в процессе
затылования; для точки Вх резца значения а^
и id B конце затылования будут
лдВ, == admin = a f^Bi
ТдЛ, = Типах = Т + Ptf,'»
для точки резца А в начале затылования
дА
Определение (х при фрезеровании ци-
линдрической фрезой. На фиг. 13 предста-
влены два последовательных положения цилин-
Фиг. 13. Изменение заднего угла зуба
фрезы в процессе резания.
дрической фрезы, второе из которых полу-
чилось в результате поворота фрезы на угол ф
и продольного перемещения детали на вели-
чину лга.
Величина заднего угла при положении вер-
шины зуба в точке А составляет а = а^ + ц.
Угол а определяется касательной АВ к
задней поверхности зуба и касательной /— /
к окружности в точке А. Угол ад опреде-
ляется касательной АВ к задней поверхности
зуба и касательной //—// к циклоиде ОС.
Угол [л определяется касательной /—/к окруж-
ности в точке А и касательной //—// к цик-
лоиде ОС.
Величина р-тах может быть определена по
формуле
arctg
Величина Sq (подача на 1 оборот фрезы
в мм) мала по отношению к tzD, и формула
может быть упрощена:
Подсчёт значений ц дляобычно применяемых
при фрезеровании значений s0 и D показы-
ГЛ. V]
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
255
вает, что величины {л, будут находиться в пре-
делах от 0°40' до 1°, поэтому при наличии у
фрез больших задних углов (обычно от 12
до 35°) величиной р. можно пренебречь и при-
нять а =ад. Аналогично f — f<?. так как незна-
чительное изменение переднего угла также не
может сколько-нибудь существенно отра-
зиться на работе фрезы.
Определение величины х
В процессе резания режущая кромка в
рабочем положении не совпадает с осевой
плоскостью, параллельной основной плоско-
сти. В зависимости от положения режущей
кромки величина угла х будет входить с по-
ложительным или отрицательным знаком в
уравнения, определяющие величины о и у.
Фиг. 14. Изменение переднею и
заднего углов вследствие уста-
новки инструмента режущей кром-
кой выше центра.
Если инструмент в процессе работы со-
вершает только одно рабочее движение, углы
а и у определяются последующим формулам:
1) при установке режущей кромки выше
осевой плоскости, параллельной основной пло-
скости (фиг. 14),
2) при установке режущей кромки ниже
осевой плоскости (фиг. 15)
— х И
Тс» +
где х—угол в плоскости, перпендикулярной
проекции режущей кромки на основную пло-
Фиг. 15. Изменение переднего и
заднего углов вследствие уста-
новки инструмента режущей кром-
кой ниже центра.
скость. Он образован осевой плоскостью ОА,
проходящей через рассматриваемую точку
режущей кромки, и плоскостью ОгА, прини-
мавшейся за осевую плоскость при определе-
нии углов вне процесса резания.
Определение величины х у проходного
токарного резца. При установке токарного
проходного резца выше линии центров на
величину h (фиг. 16) из-за смещения точки А
режущей кромки по отношению к линии цен-
тров на величину h след плоскости резания
в сечении NN отклонится от прямой на
угол т. Величины углов о и у получатся рав-
ными
° = ад + х и Т = Уд — 1-
Изменение угла х происходит в плоскости
YY, перпендикулярной оси обрабатываемой
детали и основной плоскости.
На фиг. 16 показаны положения заднего
угла в плоскости, нормальной к проекции
сечпо YY
Фиг. 16. Определение переднего и заднего углов
резца при установке его режущей кромки выше
линии центров.
режущей кромки (сечение NN), и в пло-
скости, перпендикулярной оси (сечение YY).
arctg
Y #2 _
7 = Уд —
- cos <p;
cos <?•
В процессе резания при установке резца
выше линии центров изменение а и у будет
сечпо NN
Фиг. 17. Изменение переднего и заднего углов резца
в процессе резания в результате установки его режущей
кромки выше линии центров.
происходить также ещё вследствие наличия
сложного движения (фиг. 17).
256
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ И МАТЕРИАЛЫ ИНСТРУМЕНТОВ
[РАЗД. III
Углы ад и Yd определяются по формулам
а = <xd + р. + т и ч = чд — р. — т.
С некоторым приближением можно при-
нять
a = ад + arc tg | ~ sin <р ) +
+ arc tg
/ А
— arc tg
— arc tg
cos ф);
sin 9 I —
- coscp j.
В зависимости от условий работы резца
второе или третье слагаемое или оба вместе
могут быть приравнены нулю и исключены
из уравнений ввиду их малых значений.
Определение величины х у спираль-
ного сверла. На фиг. 18 показана режущая
часть спирального сверла, у которого можно
принять ц = 0°; величины а и i в плоско-
сти NN, перпендикулярной проекции режу-
щей кромки на основную плоскость, будут
равны
где
о = <хд — х и 1 =
х = arc tg
сеч. по NN
При нормальной заточке величина дей-
ствительного переднего угла id У точек режу-
щей кромки, близ-
ко расположенных
к оси сверла, имеет
отрицательное зна-
чение.
Двойная заточ-
ка спирального
сверла и подточка
поперечной кром-
ки улучшают гео-
метрию, изменяя
значения о^. Для
точек, близко рас-
положенных к оси
сверла, углы ад
слегка уменьша-
ются. Это позво-
ляет приблизить
«а и 7<? к оптимальным значениям, т. е. уве-
личить стойкость сверла и производитель-
ность при сверлении.
Таким образом оптимальные величины пе-
редних и задних углов i и а, данные в табл. 1
и 2 в зависимости от условий работы, обра-
батываемого материала, типа и материала ин-
струмента, фактически представляют собой
значения первых слагаемых -у<? и ад уравне-
ний 7 = Yd — р. ^ х и a = ad-f-H±T.
Обычно при малых значениях слагаемых
можно пренебрегать ими, пользуясь ука-
¦Фиг. 18. Измененные углы
режущей части спирального
сверла.
занными таблицами без корректирования дан-
ных в них значений углов, считая -у = id и
а = ад, и лишь в тех случаях, когда в связи
с особенностями процесса резания > и х до-
стигают сравнительно больших значений,
следует их соответствующим образом учи-
тывать, используя приведённые выше урав-
нения.
ОПРЕДЕЛЕНИЕ ЗНАЧЕНИЙ УГЛОВ
ai. Ь 9и То и 1
Задний угол вспомогательной режущей
кромки av При определении оптимальной
величины заднего угла с^ вспомогательной
режущей кромки следует исходить из учёта
степени участия последней в процессе реза-
ния и характера износа вспомогательной зад-
ней поверхности.
Наблюдения за износом инструмента по-
казывают, что даже в случаях, когда на глав-
ной задней поверхности происходит интенсив-
ный износ, на вспомогательной износа не за-
мечается; лишь при работе с малой глубиной
резания наблюдаются некоторые признаки
истирания этой поверхности.
Отсутствие износа на вспомогательной зад-
ней поверхности объясняется тем, что пара-
метром поперечного сечения стружки, опре-
деляющим износ по этой поверхности,
является ширина b стружки, лежащая в попе-
речном направлении к вспомогательной режу-
щей кромке.
Так как ширина стружки обычно во много
раз превышает ее толщину, то очевидно, что
оптимальное значение угла ctj должно быть
сравнительно постоянным и соответствовать
оптимальному значению заднего угла главной
режущей кромки для толстых стружек.
Приведённые соображения дают возмож-
ность установить постоянную величину зад-
него угла ах вспомогательной режущей кром-
ки: 0^=6° для всех инструментов. Исклю-
чение составят случаи, когда вспомогатель-
ная режущая кромка в процессе работы
фактически выполняет роль главной режу-
щей кромки, например, при работе с вреза-
нием проходным резцом на многорезцовых
токарных станках или концевой шпоночной
фрезой. В этих случаях аг принимается рав-
ным 10°. i
Главный угол в плане ср. Влияние глав-
ного угла в плане у всех инструментов ска-
зывается на их стойкости. С изменением
угла ф изменяется соотношение между тол-
щиной и шириной стружки. Этим самым при
постоянной глубине резания и подаче регули-
руются: 1) длина режущей кромки, участвую-
щая в резании, 2) толщина стружки и, как
следствие этого, 3) тепловое напряжение на
отдельных участках режущей кромки. Поэтому
уменьшение главного угла в плане приводит
к увеличению стойкости инструмента, что
является общей закономерностью для различ-
ных инструментов.
Оптимальной величиной главного угла в
плане для любого режущего инструмента
будет минимально возможное значение его
в каждом конкретном случае. При этом сле-
дует учитывать сильное влияние главного угла
в плане на составляющие усилия резания.
ГЛ. V]
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
257
Это влияние для токарного резца выражается
увеличением усилия резания с уменьшением
угла в плане. Для свёрл, развёрток и метчи-
ков это выражается в росте крутящего мо-
мента с уменьшением угла в плане.
При малых значениях угла в плане часто
имеют место дрожание обрабатываемой де-
тали и вибрация станка, приводящие к ухуд-
шению чистоты обработанной поверхности
и к преждевременному разрушению режущей
кромки инструмента. Это особенно сильно
проявляется при недостаточной жёсткости об-
рабатываемых деталей.
Выбор главного угла в плане должен про-
изводиться с учётом жёсткости и конфигура-
ции обрабатываемой детали, прочности станка
и приспособления, величины припуска на об-
работку, материала инструмента и формы
передней поверхности.
Влияние материала инструмента на стой-
кость особенно характерно проявляется при
определении оптимальной величины главного
угла в плане у резцов из металлокерамических
твёрдых сплавоъ. В данном случае увеличение
Рекомендуемые величины главного угла в плане <р
стойкости резцов с уменьшением главного
угла в плане наблюдается лишь до величины
ср = 60°. Дальнейшее уменьшение этого угла
приводит к снижению стойкости. Последнее
объясняется повышенной хрупкостью металло-
керамических твёрдых сплавов, выкрашиваю-
щихся под воздействием увеличивающегося
усилия резания в связи с дальнейшим умень-
шением угла в плане.
При выборе величины угла ср следует учиты-
вать и форму передней поверхности. При кри-
волинейной её форме и большом переднем
угле составляющие усилия резания значи-
тельно уменьшаются, а следовательно, умень-
шаются прогиб и вибрация детали. Поэтому
главный угол в плане для инструментов с
криволинейной и плоской формами передней
поверхности с фаской (при большом перед-
нем угле) должен быть выбран несколько
меньшим, чем для инструментов с плоской
передней поверхностью,. но без фаски.
На основании изложенного составлена
табл. 3, рекомендуемая для выбора углов ср
у основных видов инструментов.
Таблица 3
|группы
i
j
3
4
5
Инструмент
Наименование
Резцы с криволи-
нейной передней
поверхностью с
фаской
Фрезы
Резцы с фаской
на передней по-
верхности
Резцы с плоской
передней поверх-
ностью без фаски
Фрезы
Резцы
Фрезы
Свёрла
Резцы со всеми
формами передней
поверхности
Резцы
Фрезы
Тип
Проходные и рас-
точные
Торцовые (тор-
цово-конические)
Проходные, рас-
точные и подрез-
ные
Торцовые и ди-
сковые двух- и
трёхсторонние
Проходные, рас-
точные и подрез-
ные
Торцовые
Спиральные
Проходные, рас-
точные, подрез-
ные, отрезные и
алмазные
Огр^зные
Проходные, рас-
точные, подрез-
ные и прорезные
Торцовые, диско-
вые, концевые
Материал режущей
части
Быстрорежущая
сталь
Быстрорежущая
сталь
Металлокерами-
ческий твёрдый
сплав
Быстрорежущая
сталь
Металлокерами-
ческий твёрдый
сплав
Быстрорежущая
сталь
Мета ялокерами-
ческий твёрдый
сплав и быстро-
режущая сталь
Быстрорежущая
сталь !
Область применения
Чистовая обработка жёстких дета-
лей
Фрезерование на проход жёстких
деталей с припуском на обработку
до 3 мм (рентабельно в массовом и
крупносерийном производстве)
Обработка деталей пониженной
жёсткости
Обработка жёстких деталей
Фрезерование на проход жёстких
деталей с припуском иа обработку до
6 мм (рентабельно в массовом и
крупносерийном производстве)
Обработка жёстких деталей и дета-
лей пониженной жёсткости
Обработка деталей с врезанием и
пониженной жёсткости
Фрезерование на проход
Сверление стали и чугуна
1) Обточка и расточка с врезанием
на токарных, многорезцовых станках
и автомат х
2) Обработка деталей пониженной
жёсткости
Отрезка
Для прутковых работ и для обра-
ботки деталей с затанным прямо-
угольг!..м пересечением поверхно-
стей
Фрезерование заданных на детали
взаимно перпендикулярных поверхно-
стей
Угол
в плане
'-?
ЗО°
45°
бо°
75°
до"
17
Том 7
258
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ И МАТЕРИАЛЫ ИНСТРУМЕНТОВ
[РАЗД. Ill
Вспомогательный угол в плане «pi- Основ-
ное назначение вспомогательного угла в
плане — обеспечить свободное перемещение
вспомогательной режущей кромки относи-
тельно обработанной поверхности. Значение
этого угла особенно велико для инструментов,
не имеющих заднего угла вспомогательной
режущей кромки ах. К таким инструментам
относятся фрезы дисковые пазовые, шлице-
вые, Т-образные, концевые без торцовых
зубьев и др.
При наличии угла «4 и отсутствий
вспомогательного угла в плане контакт ин-
струмента с обработанной поверхностью осу-
ществляется по прямой — вспомогательной
режущей кромкой АВ (фиг. 19, а). При нали-
чии же угла <pt вспомогательная режущая
Влияние вспомогательного угла в плане на
усилие резания выражается следующим об-
разом. Составляющая усилия резания, дей-
ствующая в направлении оси инструмента,
растёт с уменьшением угла срь поэтому с
J
Фиг. 20. Зависимость высоты шероховатости обработан-
ной поверхности (остаточного сечения) от величины
вспомогательного угла в плане.
целью уменьшения вибрации в случае точе-
ния нежёстких деталей приходится увели-
чивать <рг до 30°. При фрезеровании же уве-
Фиг. 21. Торцовая
фреза с зачистны-
ми зубьями: /—ос-
новной зуб; 2 — за-
чистной зуб.
Фиг. 22. Углы
<pt у резца для
мерного паза.
Фиг. 23. Углы
<р! у фрезы для
мерного паза.
Фиг. 19. Торцовая фреза: а — с углами а, > О и <р, =0;
б — с углами а, > 0 и <рд > 0.
кромка касается обработанной поверхности
только в одной точке А — вершине зуба
(фиг. 19, б).
В инструментах с углом оц > 0 уменьшение
угла cpt приводит к увеличению стойкости.
Назначая величину ерь следует различать:
1) инструменты (резцы), у которых возможны
значительные изменения углов <j>i вследствие
неточности установки их на станке, — для них
минимальное значение угла fi = 5—10°; 2) ин-
струменты, у которых наличие определённой
базы для крепления устраняет такие неточно-
сти установки (фрезы, сверла), — для них ми-
нимальное значение угла <рг будет гораздо
меньше.
В том случае, когда задний угол вспомо-
гательной режущей кромки at = 0°, влияние
угла «pi сказывается в повышении стойкости
инструмента при увеличении этого угла в не-
которых пределах.
Влияние угла tpj на чистоту обработанной
поверхности выражается в увеличении шеро-
ховатости обработанной поверхности с увели-
чением угла epi вследствие роста высоты оста-
точного сечения (фиг. 20), поэтому для чисто-
вой обработки величина угла <рх берётся не-
сколько ниже, чем для обработки предвари-
тельной. У торцовых фрез, предназначенных
для чистовой обработки, иногда оставляют за-
чистные зубья с небольшими участками вспо-
могательной кромки, расположенными под
углом <pi = 0 (фиг. 21).
личение составляющей усилия резания, дей-
ствующей вдоль оси инструмента, не вызы-
вает значительных вибраций, так как в этом
случае её направление совпадает с осью
оправки и шпинделя станка, жёсткость кото-
рых в этом направлении максимальна, поэтому
величина угла <pi для фрез устанавливается
минимальной.
Наконец, в ряде случаев, когда величина
угла ср! связана с точностью обработки, как,
например, при обработке мерных пазов про-
резными резцами (фиг. 22), дисковыми фре-
зами (фиг. 23), при сверлении (фиг. 24), вели-
чина угла «pi определяется в зависимости от
Фиг. 24. Спиральное сверло: Dt и Z)s — диаметры
сверла в начале и в конце вспомогательной ре-
жущей кромки; М — длина режущей части
сверла, стачиваемая при переточках.
допуска Д на ширину паза В или диаметр
отверстия и длины /И, стачиваемой при пере-
точках режущего элемента, по формуле
В этих случаях величина угла <pi часто
бывает весьма мала, вследствие чего у не-
ГЛ. V]
ГЕОМЕТРИЯ' РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
259
которых инструментов (свёрла, развёртки), её
выражают разностью размеров ?>i и D2 в на-
чале и в конце вспомогательной режущей
кромки.
Рекомендуемые величины углов ^ приве-
дены в табл. 4.
Таблица 4
Рекомендуемые величины вспомогательного угла
в плане ?,
группы
I
3
3
4
5
б
7
Инструмент
Наиме-
нование
Фрезы
Резцы
Фрезы
Резцы
Фрезы
Тип
Шлицевые и пи-
лы цельные
Торцовые, диско-
вые двух- и трёх-
сторонние, конце,
вые, Т-образные
Прорезные,
отрезные, танген-
циальные и фасон-
ные
Торцовые и кон-
цевые без торцо-
вых зубьев
Проходные из
быстрорежущей
стали
Проходные из ме-
таллокерамиче-
ских твёрдых спла-
вов, подрезные
и расточные
Проходные, под-
резные и расточ-
ные
Проходные ото-
гнутые
Прорезные, ди-
сковые пазовые
и Т-образные
Область
применения
-
Обточка
жёстких
деталей
Обработка
с врезани-
ем, а так-
же деталей
пониженной
жёсткости
—
Для обра-
ботки мер-
ных пазов
Вспомога-
тельный
угол в пла-
не <р,
От o°i5' до
i°3°'
2^
8°
ю°
15°
&?
В зависи-
мости от
допуска на
ширину
паза
Примечания: 1. Детали жёсткие, т. е. детали
с отношением ——
2. Детали пониженной жёсткости, т. е. детали с
отношением -тт->10
Переходная режущая кромка. Почти у
всех режущих инструментов наибольшему из-
носу подвержены: 1) место сопряжения глав-
ной и вспомогательной режущих кромок и
2) близлежащий участок главной режущей
кромки. На указанных участках происходит
стеснённый процесс образования стружки при
максимальной деформации. Кроме того, на
этих участках имеет место интенсивное тепло-
образование при неблагоприятных условиях
отвода тепла.
При работе концевыми и торцовыми фре-
зами, свёрлами и некоторыми другими инстру-
ментами в точках сопряжения главной и вспо-
могательной режущих кромок имеет место
максимальная скорость резания, что также
способствует увеличению теплообразования.
В целях уменьшения теплового напряже-
ния в этой зоне и укрепления вершины угла,
образованного пересечением режущих кро-
мок, необходимо уменьшить толщину стружки
на этом участке путём создания переходной
режущей кромки со значительно меньшим
углом в плане.
Наиболее широкое распространение полу-
чили переходные кромки в виде дуги опре-
делённого радиуса (фиг. 25, а). Дуга на этом
а) б)
Фиг. 25. Переходные режущие кромки
у резцов: а —криволинейная; б— прямые.
участке приводит к образованию стружки пере-
менной толщины, доходящей до нуля в месте
перехода от главной к вспомогательной режу-
щей кромке.
Резцы с прямолинейными переходными
кромками показаны на фиг. 25, б.
На многолезвийных инструментах выпол-
нение переходных режущих кромок в виде
дуги вызывает некоторые трудности в дости-
в)
Фиг. 26. Переходные режущие кромки у фрез:
а — концевой; 6 — торцовой; в — пазовой.
жении полной идентичности их формы и раз-
меров, а также требуемой величины задне-
го угла.
Здесь оказалась наиболее целесообразной
форма переходной кромки в виде прямолиней-
ного участка определён-
ной длины (фиг. 26).
У спиральных свёрл
выполнение переходной
режущей кромки вошло
в практику под назва-
нием двойной заточки
(фиг. 27).
Экспериментальные
исследования показали,
что введение переход-
ных режущих кромок с
задним углом, равным
заднему углу на главной
задней поверхности, даёт
увеличение стойкости
инструмента.
Оптимальной формой переходной режущей
кромки является прямолинейная, как легко
выполнимая с заданными величинами всех
геометрических параметров.
Фиг. 27. Спиральное
сверло с двойной эа-
точкой.
260
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ И МАТЕРИАЛЫ ИНСТРУМЕНТОВ
(РАЗД. Ill
На инструментах для обработки деталей,
не допускающих значительных переходных
кромок в местах сопряжений, следует преду-
сматривать минимальные переходные режущие
кромки длиной 1 мм под углом 45°.
В табл. 5 приведены величины угла в плане
переходной режущей кромки и длины её в за-
висимости от типа инструмента и условий его
работы.
Таблица 5
Рекомендуемые величины угла в плане переходной
режущей кромки <р0 и длины её /0
1
Инструмент
Резцы проходные, расточ-
ные, подрезные
Фрезы торцовые и диско-
вые двух- и трёхсторонние
Свёрла спиральные с двой-
ной заточкой
Резцы прорезные и отрез-
ные при В •< 6 мм
Фрезы торцовые, дисковые
пазовые двух- и трёхсторон-
ние и концевые при <р - 90°
Резцы прорезные и отрез-
ные при В > 6 мм
Угол
в плане пе-
реходной
режущей
кромки <р0
<Р
2
35°
45"
75°
Длина
переходной
режущей
кромки /и
а мм
о,2 а
I ММ
о,з5 В
Переходную режущую кромку в виде дуги
определённого радиуса следует применять
лишь в тех случаях, когда на детали необхо-
димо получить сопряжение по дуге соответ-
ствующего радиуса.
У токарных резцов радиус этого сопряжения
называется радиусом при вершине. Сопряже-
ние выполняется для резцов из быстрорежущей
стали с г — 2 — 3 мм и для резцов из металло-
керамических сплавов с г — 0,5 - 1,0 мм. Иссле-
дования показывают, что увеличение радиуса
при вершине благоприятно сказывается на
режущих способностях резца, применяемого
при чистовой обточке.
Однако увеличение
радиуса при вершине
в случаях недостаточ-
ной жёсткости детали
вызывает повышение
вибраций, а следова-
тельно, ухудшает чи-
стоту обработанной
поверхности. Так как
обработка резцами из
м еталлокерамических
твёрдых сплавов ве-
дётся на высоких ско
ростях резания, могу-
вызвать сильные вибрации и привести
с ухудшением чистоты обработанной
Фиг. 28. Сопряжение ре-
жущих кромок у резца с
фаской.
ЩИХ
наряду
поверхности к быстрому разрушению режущей
кромки резца, радиус при вершине рекомен-
дуется дать минимальным.
Особо следует выделить инструменты с
фаской на передней поверхности, у которых
радиус при вершине должен находиться в пре-
делах оптимальных значений, но в то же
время не должен ликвидировать фаску на
этом участке.
Вследствие этих требований радиусы при
вершине у инструментов с фаской определя-
ются в зависимости от ширины фаски и углов
в плане (фиг. 28) и подсчитываются по фор-
муле
2sin2
/f + Ti \
Угол наклона главной режущей кромки К.
Величина угла наклона главной режущей
Фиг. 29. Угол наклона главной режущей
кромки X: а—отрицательный (— X); б—ну-
левой (X =0); 6 — положительный (+ X).
кромки Л (фиг. 29) выбирается по следующим
данным в зависимости от типа резца, формы
передней поверхности и условий работы:
Рекомендуемые величины угла наклона
главной режущей кромки у резцов
Угол наклона
главной режущей
кромки X в граду-
сах
Тип и назначение резцов
Токарные проходные с фа-
ской на передней поверхности,
подрезные, прорезные и от-
резные
Токарные проходные и рас-
точные с плоской передней
поверхностью без фаски, для
обдирочных работ
Токарные проходные при об-
работке прерывистых поверх-
ностей, строгальные, для мно-
горезцовых станков и автома-
тов
Чистовые резцы
ЗАТОЧКА РЕЖУЩЕГО ИНСТРУМЕНТА
Заточка резцов может производиться либо
на специальных заточных, либо на универ-
сально-заточных станках с помощью специаль-
ных приборов или приспособлений.
Прибор для установки и крепления резцов
при заточке на универсально-заточных стан-
ках показан на фиг. 30.
Корпус 1 может передвигаться (вместе
с полуцилиндром 2, резцедержателем 3 и рез-
цом) вдоль направляющих стола заточного
станка. Полуцилиндр 2 может совершать
качательное движение в корпусе. Резцедер-
жатель 3 позволяет резцу поворачиваться
в плоскости, параллельной верхней базовой
плоскости полуцилиндра и основной плоско-
сти резца.
При установке резец закрепляется в резце-
держателе и поворачивается на величину
главного угла в плане.
ГЛ. V]
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
261
Поворотом полуцилиндра в вертикальной
плоскости резец устанавливается на величину
переднего угла.
Для получения на резце криволинейной
формы передней поверхности шлифовальному
кругу с закруглённым профилем сообщается
поворот около вертикальной оси zz на угол ф
(фиг. 31) относительно проекции главной ре-
Фиг. 30. Прибор для установки и
крепления резцов при заточке на
универсально-заточных станках.
Фиг. 32. Элементы криволиней-
ной формы передней поверх-
ности.
Фиг. 31. Схема об-
разования криво-
линейной формы
передней поверх-
ности.
жущеи кромки резца на его основную пло-
скость. Заточка осуществляется возвратно-
поступательным движением вращающегося
круга параллельно упомянутой проекции режу-
щей кромки. Контур криволинейной формы
Передней поверхности, полученный заточкой,
представляет собой часть эллипса, находя-
щуюся в зоне малых радиусов кривизны. Для
настройки круга при заточке криволинейного
профиля можно пользоваться формулой [10]
sinty
|/
D,— d
где ф — угол поворота шлифовального круга
в градусах; А' — радиус криволинейного про-
филя в мм; DK—'Диаметр шлифовального
круга в мм; у — передний угол в градусах;
d — диаметр профиля шлифовального круга
в мм.
Для определения глубины h криволиней-
ного профиля (фиг. 32) служит следующая
формула:
h
1 —
При наличии угла Тз глубина криволиней-
ного профиля у резца с наварной пластинкой
будет
D
/7ft — ~ ' ¦
Заточка фрез и других многолезвийных
инструментов производится по передней и
задней поверхностям. Цилиндрическая лен-
точка на задних поверхностях зубьев фрез до-
пускается не более 0,03—0,05 мм.
Заточка передней по верхно сти
инструментов с остроконечными
зубьями. Передняя поверхность инструмен-
тов с прямыми зубьями затачивается плоской
поверхностью тарельчатого круга.
Переднюю поверхность инструментов с
винтовыми зубьями следует затачивать кони-
ческой поверхностью шлифовального круга
Фиг. 33. Заточка передней поверх-
ности инструмента с винтовыми
зубьями.
(фиг. 33), так как заточка плоской его стороной
приводит к неправильной форме передней по-
верхности и уменьшению переднего угла.
Для получения переднего угла 7 необхо-
димо повернуть вершину затачиваемого зуба
так, чтобы его передняя поверхность была
на расстоянии h от оси инструмента (фиг. 34).
по EF
где а = 0,5 (DK — d) sin <J<.+
Фиг. 34. Схема установки затачивае-
мого зуба фрезы при заточке передней
поверхности.
Величина смещения h оси инструмента
в направлении, перпендикулярном плоскости
шлифования, для инструментов с прямыми
зубьями совпадает с поперечным перемеще-
нием стола станка и определяется из тре-
угольника OAK (фиг. 34, а):
h = у sin -у,
где D — диаметр инструмента; у — передний
угол.
Величина смещения Л оси инструмента
в направлении, перпендикулярном режущей
262
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ И МАТЕРИАЛЫ ИНСТРУМЕНТОВ
|РАЗД. II!
кромке, для инструментов с винтовыми зубья-
ми (фиг. 34, б) определяется из условия
наличия эллипса в сечении, перпендикулярном
этой кромке, и угла шлифовального круга 8:
sin 7
cos2 G -f- 8) -t- sin2 (t + 8) cos2 u>
где a>—угол наклона винтовых зубьев (ка-
навок).
Для получения необходимого смещения ин-
струмента практически приходится смещать
стол станка с инструментом или шлифоваль-
ную головку (в зависимости от конструкции
станка) на величину
_ D sin G+ 5)
2 ]/cos2 G -t- S) -f sins (T 4- щ cos2 <o
Во избежание подсчётов и с целью облег-
чения установки рекомендуется пользоваться
прибором, показанным на фиг. 35. Прибор,
пс ЙЗ
Шкала У
Шкала W
Фиг. 35. Прибор для усгановки фрез и других много-
лезвийных инструментов при заточке передней поверх-
ности.
закреплённый призмами 1 на оправке или
центре бабки станка, после соответствующей
настройки по имеющимся на нём шкалам на
передний угол 7» диаметр инструмента D и
угол винтового зуба <л совмещается пло-
скостью /— / каретки с образующей конуса
шлифовального круга, чем достигается авто-
матическое получение необходимой величины
смещения h.
При заточке инструмента с прямыми зубь-
ями установку круга можно производить с
помощью прибора, изображённого на фиг. 36.
Определив величину h по шкале, имею-
щейся на оборотной стороне линейки 4, сме-
щают стойку 3 на эту величину. Наложив
прибор призмой / на цилиндрическую часть
инструмента или центра бабки, получают при
совмещении плоскости /—/ и движка 2 с
плоскостью шлифовального круга (или обра-
зующей конуса этого круга) необходимую
величину смещения h.
Заточка передней поверхности
инструментов с затылованными
зубьями. Заточка фрез и других инстру-
ментов с затылованными зубьями произво-
дится только по передним поверхностям. При
этом базой для установки упора служат спинки
затачиваемых зубьев, которые при изгото-
влении инструмента должны быть прошлифо-
ваны в делительном приспособлении для рав-
номерного расположения их по окружности.
Подачу на глубину снимаемого слоя для
каждого прохода по всем зубьям необходимо
производить путём поворота инструмента во-
круг его оси на
соот ветству ющую
величину, что осу-
ществляется вы-
движением регули-
руемого упора
(фиг. 37).
Фиг. 36. Прибор для установ-
ки фрез и других' многолез-
вийных инструментов с прямы-
ми зубьями при заточке перед-
ней поверхности.
Заточка задней поверхности.
Заточку задней поверхности инструмента с
остроконечными зубьями рекомендуется про-
изводить чашечным шлифовальным кругом.
Фиг. 37. Схема заточки передней поверхности
у затылованного инструмента.
С целью уменьшения поверхности соприкос-
новения и нагрева инструмента при заточке
чашечным кругом необходимо поворачивать
ось последнего в горизонтальной плоскости
относительно оси затачиваемого инструмента
на 1—2° (фиг. 38).
Получение требуемого заднего угла при за-
точке чашечным кругом достигается путём
поворота инструмента вокруг своей оси так,
чтобы вершина А затачиваемого зуба полу-
чила смещение на величину Н (фиг. 39, а):
Н = -н- sin a,
где D — диаметр инструмента; а — задний угол.
ГЛ. V]
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
263
Правильное положение вершины зуба фи-
ксируется упором, который должен быть уста-
новлен как можно ближе к режущей кромке
затачиваемого зуба. При заточке в зависимо-
сти от вида инструмента для инструмента
с прямыми зубьями рекомендуется широкий
упор, с винтовыми — широкий
упор со скошенными углами, с
торцовыми зубьями — узкий
упор.
Установка упора по высоте
легко может быть осуще-
ствлена при помощи прибора
(фиг. 41), а режущие кромки его совпадают
с образующими этих конусов. Оси вообра-
жаемых конусов взаимно перпендикулярны и
составляют
горизонтальной
с осью сверла угол в = 45°, а в
проекции смещены относи-
Фиг. 38. Установка чашечного шлифо-
вального круга относительно затачи-
ваемого инструмента.
Фиг. 39. Схема
(фиг. 39,5) [18]. Для этого по шкалам прибора
производится: а) установка линейки 1 на вели-
чину, равную половине диаметра инстру-
мента -~-\ б) поворот внутреннего полудиска 2
вместе с линейкой на задний угол а; в) уста-
новка наружного полудиска 3 вместе с вну-
тренним полудиском и линейкой вдоль про-
рези стойки 4 на высоту центров заточного
станка.
Упор подводится под вершину А выреза
линейки 1, чем достигается смещение вер-
шины затачиваемого зуба на величину Н.
При малом числе зубьев можно пользоваться
дисковым шлифовальным кругом (фиг. 40).
В этом случае вершина А затачиваемого зуба
Упор
Фиг. 40. Схема заточки задней по-
верхности многолезвийного инстру-
мента дисковым шлифовальным
кругом.
'должна лежать в одной горизонтальной пло-
скости с осью инструмента, а ось круга
должна быть выше этой плоскости на величину
Н = -у- sin о.
Заточку спиральных свёрл по задней по-
верхности для получения заданных величин
элементов геометрии следует производить на
специальных станках.
В этом случае образование заднего угла о
основано на том, что задние поверхности
сверла являются частями конических по-
верхностей воображаемых заточных конусов
и прибор для установки многолезвийного инструмента
при заточке задней поверхности.
тельно оси сверла на величину pD = 0,07D
(где D — диаметр сверла), чем достигаются
положительные значения заднего угла.
Торцовая плоскость чашечного шлифоваль-
ного круга, совершающего при заточке вра-
щательное и возвратно-поступательное дви-
жения, совпадает с образующей воображае-
мого заточного конуса, осью которого является
ось поворота головки. Сверло, закреплённое
в головке под углом в° к её оси, в процессе
заточки совершает вокруг этой оси качатель-
ное движение.
При заточке необходимо правильно закре-
пить сверло в губках, зажимающих его по
ленточкам (фиг. 42), на расстоянии yD (фиг. 41),
определяемом из треугольников ABC и ВСЕ:
ВС sin
sin A80 — cp)
xD sin 4>
sin 0 sin (р'
Для определения положения зажимных гу-
бок можно пользоваться данными, приведён-
ными в табл. 6; в таблице указаны расстоя-
ния z от периферийных точек режущих кро-
мок сверла до зажимных губок (фиг. 41).
Таблица 6
Расстояния 2 в мм для установки свёрл при заточке
0
сверла
в мм
Ю
15
2О
25
3°
35
4°
45
5°
55
6о
65
7°
75
Нормаль-
ные свёрла
6
7
8
9
ю
11
«-5
12
12>5
13
14
М-,5
15
16
Свёрла
для мягкой
стали
6
7
7.5
8,5
9
9.5
о
°>5
I
1.5
2
2-5
3
Ч
Свёрла
для алюми-
ния и меди
3.5
4
5
5.5
6
6,5
7
7-5
8
8,5
—
—
Свёрла
для латуни
7
8
9
ю
и
—
—
—
—
—
—
—
-
264
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ И МАТЕРИАЛЫ ИНСТРУМЕНТОВ
[РАЗД. III
Для получения заданной величины угла
при вершине сверла 2ср необходимо изменить
величину угла при вершине заточного ко-
нуса 2<\> поворотом супорта с расположен-
ной на нём осью качания головки, так как
2<р = 2ф + 20 (фиг. 41).
Для заточки задних поверхностей мелких
свёрл (менее 4 мм) можно применять при-
Вращательное
движенце круга
Возвратно-
поступательное
дбшкение круга
Начательное ддитение
сверла относительно
оси заточного конуса
Фиг. 41. Принципиальная схема заточки спирального сверла.
способление, изображённое на фиг. 43. Во
втулку 1 поворотного кронштейна 2, вращаю-
щегося в стойке 3 и качающегося под углом
4> = 13° к торцовой плоскости шлифовального
круга, вставляются сменные гильзы 4 (в зави-
симости от диаметра
сверла). Ось сверла 5
вального круга с закруглёнными кромками,
установленного на универсальном или про-
стом заточном станке.
ПРОВЕРКА ГЕОМЕТРИИ РЕЖУЩЕГО
ИНСТРУМЕНТА
Проверка заднего угла. Проверка заднего
угла у резца предельным шаблоном (фиг. 44)
и измерение его угломером (фиг. 45) произ-
водятся в плоскости N — N, перпендикуляр-
ной проекции главной режущей кромки на
основную плоскость. Измерение заднего угла
универсальным угломером для резцов (фиг. 46)
удобно тем, что угломер может быть нало-
жен на резец, и таким образом промер может
быть осуществлён в процессе за-
точки резца на заточном станке.
Проверка заднего угла у с в е р-
л а предельным шаблоном пока-
зана на фиг. 47. Проверка заднего
угла многолезвийного ин-
струмента производится пре-
дельным шаблоном (фиг. 48) или
угломером (фиг. 49) [1].
Проверка переднего угла и
формы передней поверхности
резцов и фрез производится ана-
логично проверке заднего угла.
Пользование предельным ша-
блоном сводится к проверке угла
заострения после проверки заднего
угла. При измерении же перед-
него угла угломером необходимо, чтобы из-
мерительная лапка угломера касалась передней
поверхности и лежала также в плоскости, пер-
Фиг. 44. Проверка
заднего угла у резца
предельным шабло-
ном.
Фиг. 45. Измерение заднего угла
у резца угломером.
Фиг. 42. Схема кре.
пления спираль-
ного сверла при
заточке.
Фиг. 43. Приспосо-
бление для заточки
мелких спираль-
ных свёрл.
(а также гильзы 4 и втулки 1) расположена
под углом в= 45° к оси качания поворот-
ного кронштейна 2.
Принцип заточки свёрл в данном приспо-
соблении аналогичен описанному принципу
заточки на станке.
При углах <\> = 13° и в = 45° в приспосо-
блении можно производить только нормальную
заточку свёрл, так как
2-f = 2ф + 20 = 26 + 90 = 116°.
Подточка перемычки и ленточки у свёрл
производится вручную при помощи шлифо-
Фиг. 46. Измерение заднего угла у резца
универсальным угломером для резцов.
ГЛ. V]
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
265
пендикулярной проекции главной режущей
кромки на основную ' плоскость. Криволиней-
ная форма передней поверхности проверяется
Проверка вспомогательного угла в плане
у резцов производится с помощью предель-
ного шаблона или универсального угломера
Фиг. 47. Проверка заднего
угла у Спирального
сверла предельным шабло-
ном.
Фиг. 48. Проверка зад-
него угла у фрезы
предельным шаблоном.
предельным шаблоном (фиг. 50), а измерение
переднего угла в этом случае производится
универсальным угломером (фиг. 51).
Принцип измерения заднего и переднего
углов многолезвийных инструмен-
тов предельными шабло-
нами и угломером сво-
дится к определению
углов ах и ух (фиг.52), ко-
торые при данных значе-
ниях заднего и переднего
углов зависят от числа
зубьев z и определяются
последующим формулам:
? 180
ах = а рг- = а — ¦—-
х 2 z
и
= 90 — — —
/ tg7 \
где 7?. = arc tg I —^-'- j; у — передний угол ин-
струмента в нормальной (главной секущей)
плоскости; ш — угол наклона винтового зуба.
ПОМЫ
Фиг. 49. Измерение
заднего угла у фрезы
угломером для много-
лезвийного инстру-
мента.
Фиг. 50. Проверка переднего угла и
формы передней поверхности у резца
предельным шаблоном.
Фиг. 51. Измерение
переднего угла и
проверка криво-
линейной формы
передней поверхно-
сти у резца.
Проверка главного угла в плане про-
изводится предельным шаблоном или уни-
версальным угломером (фиг. 53 и 54).
Фиг. 52. Схема расчёта углов предельных шаблонов
и угломера для многолезвийного инструмента.
по аналогии с проверкой главного угла в
плане.
У свёрл и развёрток вспомогательный угол
в плане вследствие малой его величины опре-
деляется с по-
мощью микроме-
тра измерением
диаметров в на-
чале и в конце
вспомогательной
режущей кромки
(обратный конус).
Фиг. 53. Проверка
главного угла в плане
у резца предельным
шаблоном.
Фиг. 54. Измерение главного-
угла в плане у резца универ-
сальным угломером для рез-
цов.
У фрез измерение вспомогательного угла
в плане производится угломером, а проверка
его — на просвет с помощью линейки (фиг. 55).
Проверка угла на-
клона главной режу-
щей кромки у резцов
производится с помощью
угломера в плоскости,
перпендикулярной опор-
ной плоскости и прохо-
дящей через режущую
кромку.
Допуски на элемен-
ты геометрии резцов
и фрез приведены в
табл. 7.
Проверка симметричности расположе-
ния режущих элементов фрез и других мно-
голезвийных инструментов (биения) произво-
дится при помощи индикатора. Величина
отклонений между соседними зубьями опре-
деляется как среднее арифметическое трёх
замеров.
Фиг. 55. Проверка
вспомогательного угла
в плане у фрезы ли-
нейкой на просвет.
266
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ И МАТЕРИАЛЫ ИНСТРУМЕНТОВ
[РАЗД. III
Таблица 7
Допуски на элементы геометрии
№
по
пор-
1
2
3
4
5
Элементы геометрии
Задние углы а и а1
Передний угол f
Главный угол в пла-
не <р
Вспомогательный
угол в плане <pi
Угол наклона глав-
ной режущей кромки X
Величина
угла
ДО 2О°
СВ. 2О°
До го0
СВ. 2О°
-
До о°зо'
От о°зо'
ДО 1°
От i до ю°
Св. ю°
-
Допуск
+2°
+3°
+ 2°
+3°
+3°
-fo°i5'
+ос3°'
+ 1°
+ 2°
+ 1°
СКОРОСТНОЕ РЕЗАНИЕ МЕТАЛЛОВ
Основное практическое решение задачи о
скоростном резании металлов, предложенное
в СССР ещё в 1936 г., заключается в исполь-
зовании той части тепла, которая образуется
в процессе резания в результате пластиче-
ской деформации отделяемого слоя металла
[17] *.
При малых скоростях резания выделяю-
щееся тепло распространяется в обрабаты-
ваемом материале. Кроме того, при низких
скоростях резания температура в отделяемом
слое не превышает 330—400° С, т. е. значи-
тельно ниже наивыгоднейшей для резания
температуры обрабатываемого материала
E00-600° С) [12].
При высоких скоростях резания количе-
ство энергии, подводимой извне в единицу
времени, увеличивается, а время на отвод
тепла уменьшается. Поэтому при высоких
скоростях резания увеличенное количество
тепла концентрируется в зоне отделяемого
слоя металла, следствием чего является зна-
чительное повышение температуры в этой
зоне — до 600—800° С.
Однако следует учитывать, что при реза-
нии одновременно с повышением температуры
обрабатываемого материала повышается и
температура режущей части инструмента. По-
этому лимитирующим фактором в смысле по-
вышения температуры является теплостой-
кость материала режущего инструмента, т. е.
сохранение его режущей способности при вы-
соких температурах. Этому условию при ука-
занных выше температурах удовлетворяют
металлокерамические вольфрамотитанокобаль-
товые сплавы.
¦ Способ повышения производительности при обра-
ботке деталей, нагретых с подведением тепла из внеш-
них источников, не получил промышленного применения
в силу необходимости в специальном оборудовании рабо-
чего места. В частности, при использовании для лока-
лизованного нагрева токов высокой частоты требуется
-мощная высокочастотная установка и затруднена обра-
ботка деталей с переменным сечением.
Наиболее широкое распространение ско-
ростное резание получило при точении и фре-
зеровании и известно под терминами „ско-
ростное точение" и „скоростное фрезеро-
вание".
Разрешение вопросов скоростного резания
тесно связано с установлением соответствую-
щей геометрии режущей части инструмента
и режимов резания, значения которых, исходя
из специфики скоростного резания, должны
устанавливаться из соображений, принципи-
ально отличных от тех, которые имели место
при выборе указанных параметров при обыч-
ном резании металлов.
Так, при установлении переднего угла при
скоростном резании следует исходить из стре-
мления повысить температуру отделяемого слоя
металла путём увеличения деформации сни-
маемого слоя. Последнее достигается умень-
шением переднего угла до отрицательных
величин. Одновременно обеспечивается и уве-
личение прочности режущей части инстру-
мента, что имеет большое значение, учитывая
хрупкость твёрдых сплавов.
Произведённые исследования позволяют
рекомендовать оптимальные геометрические
параметры инструмента при скоростном точе-
нии и скоростном фрезеровании.
1. Передний угол и форма перед-
ней поверхности. При обработке рез-
цами из металлокерамических твёрдых сплавов
с высокими скоростями резания оптимальный
передний угол должен обеспечивать: 1) уве-
личенную степень деформации отделяемого
слоя металла с целью повышения темпера-
туры в этом слое; 2) увеличение прочности
режущей части; 3) снижение работы внеш-
него трения стружки о переднюю поверх-
ность инструмента.
Первым двум условиям удовлетворяет отри-
цательный передний угол. Вместе с тем отри-
цательный передний угол не обеспечивает сни-
жения внешнего трения стружки о переднюю-
поверхность инструмента. Всем указанным
выше условиям удовлетворяет двойная перед-
няя поверхность (плоская с фаской).
Величина переднего угла -у при плоской
передней поверхности лежит в пределах от
—10 до —15°.
При двойной передней поверхности эти
значения сохраняются для угла фаски у2.
В этом случае фаска должна иметь значитель-
ную ширину для создания достаточной опор-
ной поверхности, обеспечивающей стружко-
образование на ней. При этом угол передней
поверхности у должен быть положительным
для уменьшения внешнего трения при про-
движении стружки по передней поверхности
инструмента
2. Задний угол. В связи со специфи-
кой износа инструментов из металлокерами-
ческих сплавов величина заднего угла остаётся
в пределах 14—16°.
3. Главный и вспомогательный
углы в плане. На стойкость инструмен-
тов из металлокерамических сплавов оказы-
вает большое влияние усилие резания. По-
этому значение угла <р устанавливается
в 60°, так как при этом усилие резания будет
иметь минимальную величину.
С увеличением вспомогательного угла в
плане уменьшается радиальная составляющая
. V]
МАТЕРИАЛЫ РЕЖУЩИХ ИНСТРУМЕНТОВ
267
усилия резания; поэтому увеличение срг бла-
гоприятно отражается на стойкости инстру-
ментов из металлокерамических твёрдых спла-
вов, для которых величина этого угла реко-
мендуется не ниже 10°.
4. Переходная режущая кромка.
Лри скоростном резании металлов следует
применять прямолинейную переходную режу-
щую кромку с углом в плане ср0 = 20°.
Оптимальные значения геометрических па-
раметров режущей части инструмента, при-
меняемого при скоростном резании металлов,
приведены в табл. 8.
Таблица 8
Геометрические параметры режущей части инструмента для скоростного резания металлов
Форма перед-
ней поверхно-
сти
Плоская с
фаской
Плоская без
фаски
i
Обрабатываемый
материал
Сталь
а. < 65 кг мм
з, > 65 KZjMM'
Чугун
Сталь
-ъ < 65 кг; \ш*
<?? > 65 кг/мм-
Чугун
Геометрические параметры
Главная режущая кромка
+20°
— юГ/
-15°
+5°
J.
bs мм
\s мм
— ю°
— ]5°
о
а
'5°
л
+5°
<Р
6о°
Вспомогательная
режущая кромка
о
Резцы
3°°
Фрезы
Переходная
режущая
кромка
/о
2 ММ
20°
3°°
20°
3°°
МАТЕРИАЛЫ РЕЖУЩИХ ИНСТРУМЕНТОВ
, Выбор материала для режущего инстру-
мента зависит от вида, назначения, формы и
объёма инструмента, условий работы при
эксплоатации, термической и отделочных обра-
боток.
Детальные сведения о материалах режу-
щих инструментов изложены в гл. VIII т. 3
(ио инструментальным сталям) и гл. Ill т. 4
(твёрдые сплавы) энциклопедического спра-
вочника „Машиностроение".
При назначении марок стали для изгото-
вления различных инструментов рекомендуется
пользоваться табл. 9
Значительные деформации, имеющие место
при термической обработке углеродистой стали,
не допускают применения её для целого ряда
инструментов: крупных цилиндрических фрез,
тонких прорезных фрез, фрез сложной кон-
фигурации, червячных фрез, резьбового инстру-
мента и т. п.
Легированная сталь 9ХС, закаливаемая
в масло, обладающая минимальными искаже-
ниями при термической обработке и допу-
скающая сквозную прокаливаемость и сту-
пенчатую закалку, находит более широкое
применение. Недостатком её является менее
удовлетворительная обрабатываемость по срав-
нению с углеродистой сталью и в особенности
при изготовлении резьбы.
Инструменты со шлифованным профилем
(метчики, плашки к головкам и т. п.) изго-
товляют только из быстрорежущей стали
или её заменителей, так как при шлифова-
нии инструментов из стали других марок они
сильно отпускаются. Из заменителей быстро-
режущей стали в табл. 9 указаны только
основные.
Металлокерамические твёрдые сплавы при-
меняются для режущего инструмента в виде
стандартных пластинок для резцов и сборного
инструмента (фрезы, свёрла, зенкеры, раз-
вёртки). Материал пластины выбирается в за-
висимости от рода материала обрабатываемой
детали. Для обработки чугуна применяются
пластины из карбидных вольфрамовых спла-
вов марки ВК8 и ВК6, для обработки стали —
пластинки из карбидных титановольфрамовых
сплавов марок Т15К6, Т5К6иТ5К10.
268
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ И МАТЕРИАЛЫ ИНСТРУМЕНТОВ
[РАЗД. И!
Марки сталей для различных инструментов
Таблица 9
Наименование инструмента
Марки стали
Углеродистая
Легированная
Быстрорежущая
Гребёнки резьбовые дисковые и призматические с не-
шлифованным профилем
Зенкеры насадные и с коническим хвостом
Зенковки
Ножи к сборным зенкерам
Зуборезный инструмент (долбяки, гребёнки, резцы,
резцовые головки, шеверы)
Корпусы для фрез, резцовых головок, зенкеров, раз-
вёрток и т. п.
Метчики ручные (с нешлифованным профилем) ....
Метчики гаечные, станочные, машинные, нлашечные
и маточные с нешлифованным профилем
Напильники (при закалке в печи)
То же (при закалке с нагревом токами высокой ча-
стоты)
Плашки круглые, квадратные, шестигранные, слесар-
ные для косых клуппов, прогонки трубчатые
Плашки накатные
Плашки к резьбонарезным головкам с нешлифован-
ным профилем
То же со шлифованным профилем
Протяжки шпоночные, шлицевые, круглые, квадрат-
ные, для наружного протягивания, фасонные, калибрую-
щие и т. п
Подушки для сварного инструмента (зуборезных рез-
цов гребёнок, долбяков, шеверов и т. п.)
Развёртки ручные, машинные, конические, насадные .
Развёртки котельные
Ножи к сборным развёрткам
Резцы проходные, отрезные, подрезные и т. п
Резцы фасонные дисковые и призматические
Свёрла диаметром 0,25-1,0 мч
Свёрла всех других размеров спиральные и центро-
вочные ¦
Фрезы цилиндрические, торцовые, дисковые трёхсто-
ронние, пазовые, шпоночные, прорезные, конусные для
штампов и т. п
Фрезы с затылованным зубом разных профилей, не-
шлифованные по профилю
Фрезы угловые всех профилей концевые цилиндри-
ческие
Фрезы резьбовые гребенчатые и дисковые со шлифо-
ванным профилем
То же с нешлифованным профилем
Дисковые зуборезные фрезы до модуля 1
То же для модуля свыше 1
Пальцевые зуборезные фрезы
Фрезы червячные зуборезные, червячные для неэволь-
вентных профилей и шлицевые, конические червячные
со шлифованным профилем
То же с нешлифованным профилем
Ножи к сборным фрезам •
Хвосты для сварного инструмента
У12А
У12А, У10А
У12А, У10А
У12А, У10А
У12А, У10А
У12А, У10А
У8А
У12А
У12А
У12А, У10А
У12А, У10А
У1-А
У12Л
Сталь 40, 45
9ХС
9ХС
9ХС
40Х, ШХ15
9ХС
9ХС
X
9ХС
Х12М, 5ХНМ
9ХС
ХВГ, 9ХС, ХГ
40Х, ШХ15
9ХС
9ХС
9ХС
9ХС
9ХС
9ХС
9ХС
9ХС
9ХС
9ХС
9ХС
Р, ЭИ-347
Р, ЭИ-347
РФ1, Р. ЭИ-347
Р, ЭИ-347
РФ1, Р, ЭИ-347
ЭИ-347
ЭИ-347
РФ1, Р, ЭИ-347
РФ1, Р, ЭИ-347
РФ1. Р, ЭИ-347
РФ1, Р, ЭИ-347
Р, РФ1, ЭИ-347
РФ1, Р, ЭИ-347
РФ1. Р, ЭИ-347
РФ1, Р, ЭИ-347
Примечание. Во всех приведённых случаях вместо стали марки ЭИ-347 можно пользоваться также и сталью
марки Э'И-262.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бабчиницер М. И., Прибор для контроля гео-
метрии фрез, протяжек и других многолезвийных
инструментов, ГСПКИ НКВ СССР, 1944.
2. Беспрозванный И. М., Физические основы
учения о резании металлов, Оборонгиз, 1940.
3. Грановский Г. И., Равномерность и неравно-
мерность фрезерования, „Оргаинформация" № 9, 1935.
4. Трудов П. П., Лаборатория резания, ОНТИ, 1936.
5. ГОСТ на геометрические параметры режущих частей
резцов, фрез и свёрл 2320-43, 2321-43 и 2322-43 (реко-
мендуемые).
6. 3 в е р е в Е. К., Технические условия на приёмку
геометрии режушей части инструментов, руководящие
материалы завода им. Молотова, 1943.
?. Каменкович С. Л., Элементы геометрии режу-
щей части инструмента, диссертационная работа, 1944.
8. Л а р и н М. Н., Конструкция режущей части фрез,
Машгиз, 1944.
9. М а с л и н Д. С, Влияние геометрии лезвия на ра-
боту спирального сверла, изд. Техкабинета НКВ СССР,
1939.
30. Р е з н и к о в Н. И.. Геометрия резцов в свяаи с их
заточкой, ОНТИ, 1938.
11. Р о ж д е с т в е н с к и й Л. А.. Расчёт, конструиро-
вание и изготовление кукурузных фрез, Техсовет НКВ
СССР, 1944.
12. Р у к а в и ш н и к о в И. В., Обработка деталей в
горячем состоянии резцами из твёрдых сплавов,
„Машиностроитель" № 7, 1936.
13. С е м е н ч е н к о И. И., Режущий инструмент,
Машгиз, т. 1 и II, 1938.
14. Третьяков И. П., Рациональная геометрия шли-
цевых фрез, диссертационная работа, 1941.
1о. Четвериков С. С., Металлорежущие инстру-
менты, Машгиз, 1941.
16. ЩеголевА. В. и МурашкинЛ. С, Зависи-
мость между углами резца и углами в процессе реза-
ния. Труды Ленинградского индустриального инсти-
тута, 1637.
17. Щ е л к о н о г о в Н. И , Обработка закалённых ста-
лей резцами из твёрдых сплавов и предпосылки для
механической обработки сталей на особо высоких ско-
ростях, „Вестник металлопромышленности" № 11, 1938.
18. Ю д и н Д. Л., Прибор для установки многолезвий-
ного инструмента при заточке задней поверхности,
сборник по обмену опытом завода им. Сталина, 1943.
Глава VI
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
РЕЗЦЫ
Назначение, область применения и типы
Резцы являются самыми распроетранёнными
инструментами при обработке металлов. Они
применяются на токарных, револьверных, рас-
точных, карусельных, строгальных, долбёж-
ных станках, токарных полуавтоматах, авто-
матах и на других станках специального на-
значения. Резцы отличаются многообразием
форм, конструкций и геометрических пара-
метров.
Резцы можно классифицировать следующим
образом:
1) по виду станков: а) токарные;
б) строгальные; в) долбёжные; г) резцы для
полуавтоматов; д) автоматно-револьверные;
е) расточные для горизонтально-расточных
станков; ж) специальные;
2) по виду обработки: а) проходные;
б) подрезные; в) отрезные; г) прорезные;
д) расточные; е) галтельные; ж) фасочные;
з) резьбовые; и) фасонные;
3) по установке относительно
детали: а) радиальные; б) тангенциальные;
4) по характеру обработки: а) об-
дирочные (черновые); б) чистовые; в) для тон-
кого точения;
5) по сечению стержня: а) прямо-
угольные; б) квадратные, в) круглые;
6) по конструкции головки: а) пря-
мые (фиг. 1,а), б) отогнутые (фиг. 1, б); в) изо-
гнутые (фиг. 1,в); г) оттянутые (фиг. 1,г);
7) по направлению под а ч и (фиг. 1, а):
а) правые; б) левые;
8) по способу изготовления:
: а) с головкой, сделанной за одно целое со
стержнем; б) с приваренной встык головкой;
в) с приваренной или припаянной пластинкой;
г) с приваренной полоской; д) с наплавленной
головкой; е) державочные (вставки для дер-
жавок);
9) по роду материала: а) с пласти-
нами из твёрдого сплава; б) из быстрорежущей
стали; в) из углеродистой стали; г) из легиро-
ванной стали.
Основные понятия, наименование и опре-
деление форм призматических резцов даны в
стандарте ОСТ/ьКС 6897, а геометрические па-
раметры режущих частей — - в стандарте ГОСТ
2320-43, Выдержки из них приведены выше
(см. гл. V).
Габаритные размеры резца
Сечение резца может быть выбрано в зави-
симости от вертикальной составляющей Pz уси-
0 ¦<&
Прабый Лебый
|
ш
Прабый
6)
I
Изогнутый бЬерх Изогнутый 6низ
(дперед) (назад) 8nPaSo Симметр. Влебо,
6) г)
Фиг. 1. Конструкции головки резца.
лия резания и расстояния / точки приложения
её до опоры (фиг. 2).
Фиг. 2. Определение сечения резца.
Они определяются по формуле
где Ks—удельное давление резания в кг/мм2;
F — площадь сечения стружки в мм2.
270
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. I»
Изгибающий момент
где W — момент сопротивления в мм*\ ац —
допускаемое напряжение на изгиб, принимае-
мое около 20—25 кг/мм2 для инструменталь-
ной стали.
Расчётные формулы для резцов прямоуголь-
ного сечения
для резцов квадратного сечения
для резцов круглого сечения
Кроме прочности, необходимо учитывать
также жёсткость системы станок — инстру-
мент — деталь, а также характер обработки
(прерывистое резание, работа по корке и т. п.).
В практике вместо расчёта на прочность вы-
бирают необходимое сечение резца на основа-
нии опытных данных в зависимости от сечения
стружки или высоты центров токарного станка.
При обработке стали средней твёрдости можно
пользоваться данными, приведёнными в табл.
1—2.
При выборе сечения резца необходимо учи-
тывать высоту Н резца от опорной плоскости
до вершины (фиг. 3, а). Чем меньше этот раз-
мер, тем большее применение может иметь
резец. Он связан с минимальным расстоя-
нием М от линии центров станка до опорной
плоскости (фиг; 2).
Основной формой сечения резца является
прямоугольное,допускающее меньшее ослабле-
ние тела стержня при постановке пластинки
благодаря большей высоте заделки (//j ]> Н2
на фиг. 3, а). Квадратное сечение применяется
Фиг. 3. Высота и угол
заделки пластинки.
в тех случаях, когда прямоугольное сечение
невозможно или затруднительно использовать,
например, для расточных, долбёжных и авто-
матно-револьаерных резцов или при малом
расстоянии М от линии центров станка до
опоры резцедержателя.
Круглое сечение применяется для расточ-
ных резцов. В этом случае возможно осуще-
ствлять поворот резца в державке и тем са-
мым изменять установку резца по высоте и
придавать лезвию различные углы. Во избе-
жание проворачивания при работе резцы круг-
лого сечения требуют надёжного закрепления
в державке.
Размеры строгальных резцов для одинако-
вых сечений стружки приходится выбирать
в 1,25—1,5 раза больше, чем для токарных рез-
цов, из-за наличия ударов инструмента об об-
рабатываемую деталь и неравномерности на-
Выбор сечения резца в зависимости от сечения стружки
Таблица I
Тип резца
Прямоугольный
Квадратный . .
Обозна-
чение
h
1.5
2,5
Сечение стружки в мм3
4 | 6 | 9
12
16-25
Размеры резца в мм
ioxi6
12
I2X2O
16
1бХ2.5 2ОХЗ°
I
2О j 25
25Х4О
3°
30X45
40
40x60
50
Таблица 2
Выбор сечения резца в зависимости от высоты
центров станка
Установка
резца
В четырёх-
резцовой го-
ловке ....
В супорте .
Высота центров в мм
150
180—200
260
300
350-400
Размеры резца в мм
I2X2O
I2X2O
I2X2O
16X25
16X25
2ОХЗ°
20X30
2ОХЗ°
=5Х4О
25X40
пряжения тела резца вследствие меняющегося
усилия резания.
Резцы для револьверных станков, токарных
полуавтоматов и автоматов из-за ограничен-
ности их габаритов применяются несколько
меньших сечений, чем для токарных станков.
Тангенциальные резцы для автоматов в
зависимости от диаметра D обрабатываемой
детали применяются следующих размеров:
D 6 9 12 *9 25 мм
Сортамент квадратной и круглой инстру-
ментальной стали стандартизован по ГОСТ
1133-41, а полосовой по ОСТ 10007-38.
ГЛ. VI]
РЕЗЦЫ
271
Длина резцов выбирается в зависимости от
принятого сечения (табл. 3 и 4).
Автоматно-револьверные и полуавтоматные
резцы применяются обычно в державке с ре-
циального проката заготовок под пластинки,
усложняют приварку и поэтому в нашей прак-
тике редко применяются. Размеры прямоуголь-
ных пластинок подбираются таким образом
Таблица Я
Длина прямоугольных резцов в мм
Резцы
Токарные для одинарной
резцедержавки. . •
То же для четырёхрезцовой
державки
Полуавтоматные
Строгальные •
Долбёжные
Сечение резца (byh) в мм
10X16
15°
125
¦5°
2ОО
12X20 | 16X25
200
125—150
'25
200
250
225
15°—175
125- 150
250
Зоо
20X30
25°
I5O—2ОО
15°—175
Зоо
35°
25X40 | 30X40
Зоо
150—250
175—зоо
35°
45°
4оо
15°—25°
4оо
5оо
40X60
5°°
5оо
боо
Таблица Ф
Длина квадратных резцов в мм
Резцы
Токарные для одинарной резцедер-
жавки
То же для четырёхрезцовой державки
Автоматно-револьверные
Размер квадратного резца в мм
6 ! 8
25
5°
10
бо
12
7°
16
175
!25—25O
8о
20
2ОО
I25-I5O
IOO
25 | 30 | 40
250
125—00
125
Зоо
15°-25°
4оо
200—250
гулировкои при помощи винта, упирающегося
на задний торец резца, поэтому резцы изго-
товляются более короткими, чем токарные.
Конструктивное оформление головки
резцов
Резцы с головкой, сделанной за одно
целое со стержнем, применяются только при
изготовлении их из инструментальной угле-
родистой стали. В целях экономии быстроре-
жущей стали резцы изготовляются составными.
Материалом для державок составных резцов
из быстрорежущей стали служит малоуглеро-
а/' б) в)
Фиг. 4. Формы пластинок.
дистая сталь марки Ст. 6, а для державок со-
ставных резцов из твёрдых сплавов — инстру-
ментальная сталь марок У 8—У10.
Для резцов малого сечения (меньше
12 X 12 мм) головка из быстрорежущей стали
приваривается встык к державке.
Составные резцы с пластинками получили
наибольшее распространение (фиг. 4). Формы б
и в допускают лучшее использование материала
благодаря большему числу переточек по срав-
нению с формой а. Однако они требуют спе-
чтобы отношение толщины к длине было равно
приблизительно 1:2,2. Это даёт примерно оди-
наковое количество переточек по передней и
задней поверхностям. Угол заделки пластин-
ки в (фиг. 3, б) должен быть на 5° больше перед-
него угла 7 Для резца с плоской передней
гранью (по форме III согласно ГОСТ 2320-43).
При такой заделке при переточках на перед-
ней грани образуется фаска /, улучшающая
конструкцию головки. Во избежание ослабле-
ния тела стержня вырез под пластинку выби-
рается в пределах 25—ЗО°/о от всего сечения
стержня. Вершина
НОВОГО резца имеет Быстрорежущая сталь
превышение над
стержнем на 1—2
мм.
Для резцов
автоматно- револь-
верных и к полу-
автоматам целесо-
образно приме-
нять форму головки в виде приваренной по-
лосы быстрорежущей стали (фиг. 5). Дер-
жавка делается или сплошной, или с при-
варенным встык основанием для полосы из
быстрорежущей стали. Такая форма увеличи-
вает срок службы резца в 4—5 раз при не-
значительном увеличении расхода быстроре-
жущей стали.
Для подрезных резцов в практике встре-
чаются два варианта постановки пластинки:
сверху или сбоку стержня. Выбор варианта
обусловлен тем, какая из поверхностей рез-
ца (передняя или задняя) подвергается мак-
симальному износу при данных условиях об-
работки.
Размеры пластинок стандартизованы: из-
быстрорежущей стали — ГОСТ 2379-44, из
твёрдых сплавов — ГОСТ 2209-45.
Лридарка встык
Фиг. 5. Резец с приварен-
ной полосой.
272
резцы; фрезы и протяжки
[РАЗД. III
Резцы А. М. Игнатьева [1] предусматривают
приварку тонкой полосы A,5—4 мм) из быстро-
режущей стали к стержню по задней грани.
Резцы устанавливаются под постоянным зад-
ним углом в державке и затачиваются только
по передней грани плоско
под углом fi« Лунка под
углом у2 образуется в
процессе резания(фиг. 6).
Резцы с наплавленной
головкой по конструк-
ции ничем не отличаются
от резцов с головкой, сде-
ланной за одно целое со
стержнем.
При обработке стали
резцами из твёрдых спла-
вов уборка стружки
представляет значитель-
ные трудности. Стружка
сходит с резца в виде
сливной ленты, завивается спиралью или
петлёй и обвивает резцовую головку. Для
удаления стружки приходится часто останавли-
вать станок, что приводит к снижению произ-
водительности последнего. Рекомендуется снаб-
жать переднюю поверхность резца небольшим
уступом (фиг. 7), который заставляет стружку
завиваться в отдельные секции, состоящие из
Фиг. 6. Резец
А. М. Игнатьева.
предложены две конструкции (фиг. 8): а) на
пластинку из твёрдого сплава сверху припаяна
пластинка из легированной стали (например,
Х5Н), образующая уступ под углом 45°; б) уступ
образован стержнем резца при врезанной
пластинке из твёрдого сплава. Обе конструк-
ции обеспечивают образование стружки в виде
небольших отдельных секций завитков.
При обработке твёрдой стали с повышен-
ным режимом резания для устранения вибра-
ций рекомендуется главную заднюю поверх-
ность снабжать небольшими стружколомами.
Цель их — разделить широкую стружку на ряд
узких.
Токарные резцы
К этой группе относятся резцы проходные,
подрезные, отрезные, расточные. Все эти рез-
цы встречаются двух видов: прямые (фиг. 9,
а, в, д, е, з) и отогнутые (фиг. 9, б, г, ж, и, к, л).
Проходные обдирочные резцы (фиг. 9, а, б)
отличаются в основном выбором углов в пла-
не: главного ср и вспомогательного срг (ГОСТ
2380-44 и 2381-44). Проходные чистовые выпол-
няются в двух вариантах: с большим закру-
глением R (фиг. 9, в, г) и лопаточный (фиг. 9, д)
по ГОСТ 2383-44.
Подрезные резцы показаны на фиг. 9, e,Mi
Фиг. 7. Стружколомы для типовых резцов.
нескольких небольшого диаметра витков, легко
отламывающихся от заготовки. Размеры уступа
зависят от типа резца и величины подачи.
В табл. 5 приведены эти размеры для резцов
с углом в плане ср = 45, 60 и 90°. Глубина
уступа Г,4—0,6 мм, радиус закругления вер-
шины резца 1,5—2,5 мм. Передний угол y на
уступе делается той же величины, что и на всей
передней грани. При подаче меньше 0,2 мм\об
стружколомание ухудшается. Для подач больше
1,5 мм\об величину С следует повысить.
Отрезные резцы (фиг. 9, з, и) по ГОСТ
2382-44 выполняются или с приваренной встык
по Niv
Л""
Таблица 5
Размеры стружколомов
Глубина реза-
ния в мм
t
2 4i°
4,5-8
8,5—14
Размеры стружколомов ъ мм
С
2.5
3.°
3,о
В
7,3
12,5
21,5
V
14°
8°
При больших размерах уступа прочность
резца понижается из-за ослабления угла за-
острения. Для устранения этого недостатка
Фиг. 8. Стружколомы.
головкой, или с пластинкой. Высота головки
делается больше высоты Стержня с целью луч-
шего использования материала резца.
ГЛ. VI)
РЕЗЦЫ
273
I I I ч
Фиг. 9. Типы токарных резцов;
а — проходной обдирочный пря-
мой; б — проходной обдирочный
отогнутый; в — проходной чисто-
вой радиусный прямой; г — про-
ходной чистовой радиусный ото-
гнутый; д — проходной чистовой
лопаточный прямой; е — подрез-
ной прямой; ж — подрезной ото-
гнутый; з — отрезной оттянутый
прямой; а — отрезной оттянутый
отогнутый; к — расточной для
сквозных отверстий; л — расточ-
ной для глухих отверстий.
18 Том 7
274
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. Ill
Расточные резцы по ГОСТ 2384-44 и 2385-44
различаются по форме в зависимости от на-
значения. Для сквозных отверстий (фиг. 9, к)
головка оформляется таким же образом, как
и для наружной обработки, т. е. с углом ср. Для
глухих отверстий (фиг, 9, л) или при наличии
в отверстии литейной корки приходится отка-
зываться от угла <р и применять резец с за-
острённой вершиной, что ослабляет резец и
снижает его производительность.
Строгальные и долбёжные резцы
Для уменьшения трения и прижимания
резца к обрабатываемой поверхности рез-
цедержатель во время обратного хода повора-
чивается вокруг точки О
(фиг. 10). В связи с этим
головка резца должна
быть изогнутой. Во избе-
жание задирания верши-
ной резца поверхности
заготовки при прямом и
обратном ходе вершина
должна быть располо-
жена или по оси резца
(принято по ГОСТ
2880-45, 2881-45 и 2882-
ноправление вращения 45), или по линии, сов-
Фиг, ю. Резцедержа- падающей с опорной пло-
тель строгального СКОСТЬЮ. На фиг. 11 ПО-
станка. казаны типовые стро-
гальные резцы.
На фиг. 12 приведены типы долбёжных
резцов (по ГОСТ 2883-45, 2884-45, 2885-45).
Полуавтоматные и автоматно-револьверные
резцы
Резцы для полуавтоматов радиального
типа применяются для работы с врезанием
и без врезания (фиг. 13). Угол врезания
на станках достигает 25—30°. Для таких рез-
цов вспомогательный угол в плане <pi прини-
мается до 35—45°, а угол при вершине не
должен быть больше 90°, так как иначе будет
затруднено резание. Эти резцы могут приме-
няться также и для постановки в державке
под углом 15 и 30° к оси резца.
Типовые автоматно-револьверные резцы
приведены на фиг. 14.
Автоматно-револьверные проходные резцы
также применяются в державках под углом 15
и 30° к оси заготовки (фиг. 15). При закрепле-
нии расточных резцов распространёнными
углами установки в борштанге являются О,
30 и 45° (фиг. 16).
Фасочные резцы предназначены для снятия
фасок под углом 30 и 45" при закреплении под
углом 0, 30 и 45°.
В табл. 6 и 7 приведены углы ср и срх для
резцов к полуавтоматам и автоматно-револь-
верным станкам.
Для одношпиндельных автоматов иногда
применяются круглые резцы (фиг. 17).
Конструктивные размеры их указаны в
табл. 8.
Круглые резцы применяются следующих
типов (фиг. 18): а) прорезные (а=1,5—4ммн
/ = 6—13 мм); б) фасочные односторонние
(а = 0,8—3,5 мм; Ъ — 4—7 мм; I = 4—6 мм,
Таблица 6
Углы
в °
*
«Pi
Проходные
45
2О
6о
IO
о
IO
Углы в
плане для резцов к полуавтоматам
Проходные с вреза-
нием
45
45
6о
35
75
35
Подрезные
о
35
о
6
о
б
8о
2О
Фасочные
3°
45
6о
Углы в плане для резцов к автоиатно-револьверныч станкам
Таблица 7
Углы
в °
V
Проходные
45
35
6о
35
75
2О
О
IO
Фасочные
45
о
45
45
6о
6о
Фасочные для
внутренних фасок
9°
3°
15
Отрезные
От го
ДО ю
6о
IO
Расточные
6о
45
55
3°
55
до
ю
Таблица 8
Тип
т
II
I
11
Конструктивные размеры
Ь
От 10 до 12
Св. 12
От 10 до 16
Св. 16
и
52
52
68
68
d
12
12
1б
16
d,
19
19
23
23
d.2
3
42
круглых автоматных
29
—
37
dt
6,1
6,i
8,1
8,1
R
11
11
14
14
эезцов
/
IO
IO
13
в мм
e
12
—
16
с
b—12
—
b —16
k
42,5
42.5
53
53
r
2
2
3
3
ГЛ. VI]
РЕЗЦЫ
275
Фиг. 11. Типы строгальных
резцов: а — проходной
обдирочный; б — проход-
ной узкий; в — проходной
чистовой лопаточый; г—
подрезной; д—прорезной.
Фиг. 12. Типы долбёжных резцов: а — проходной двухсторонний; б — шпоночный; в — прорезной.
Фиг. 13. Типы резцов для полуавтоматов: а — проходной с врезанием; о— проходной, в— подрезной,-
г — фасочный.
276
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. Ш
Сварка
\\
/
-1
1
^ V "
^**5 Сварка
/ \ .
\
Фиг. 14. Типы автоматногревольверных резцов: а— проходной; б— фасочный односторонний; в — фасочный
двухсторонний; г — фасочный для внутренних фасок; д — отрезной; е — расточной.
Фиг. 15. Расположение резцов для полуавтоматов под
углом к оси заготовки.
Фиг. 17. Габаритные размеры круглых резцов для авто- Фиг. 16. Установка жвтоматно-револьверных рез-
матов, цов в борштанге: а — для сквозных отверстий;
б — для глухих отверстий.
ГЛ. VI]
РЕЗЦЫ
277
«р = 45 и 60°); в) фасонные двухсторонние
(а = 0,8—3,5 мм; b = 6—10мм; h = 1,8—3,5мм;
<р = 45 и 60°); г) отрезные (а = 1,5—Змм; I =
«6,5—\1мм; ©=18—10°).
Рекомендуемые углы заточки и установки
резцов (фиг. 21) приведены в табл. 9.
Таблица 9
Углы заточки и установки тангенциальных
резцов *
Обработка
Черновая
(фиг. 21, а)
Чистовая
(фиг. 21, б)
Углы
в °
а
т
р
а
V
X
Обрабатываемый материал —
сталь
автоматная
8—ю
ю
70-72
ю
инструмен-
тальная
8—то
8
72—74
8
ю—12 ; 8—ю
15—18 8—ю
6о-б5
7о-74
Фиг. 18. Типы круглых резцов для автоматов: а — про-
резной; б — фасочный односторонний; в — фасочный
двухсторонний; г — отрезной.
Тангенциальные резцы
Резцы этого типа устанавливаются по каса-
тельной к детали, что обеспечивает более бла-
* Для ft принимать при обработке автоматной стали
'/и V и инструментальной 4a D.
При обработке углеродистой стали реко-
мендуется наклонять резец (левая проекция
фиг. 21, а) под углом А 1 — 2°. При обработке
вязких материалов резец должен быть снаб-
жён лункой для лучшего отвода стружки
(фиг. 21,5).
Фиг. 20. "Положение тангенциального
резца в державке.
Фиг. 19. Силы, действуюшие на тангенциальный и радиальный резцы.
гоприятное распределение составляющих уси-
лия резания, действующего на резец (фиг. 19, а):
вертикальной Рг, осевой Рх и радиальной Ру.
Наибольшее по своей величине усилие Рг тан-
генциального резца направлено вдоль оси и не
подвергает тело резца изгибающему моменту,
как это имеет место у радиального резца
(фиг. 19, б). Тангенциальный резец оказывает
большее сопротивление резанию и позволяет
снимать при равных условиях более крупную
стружку по сравнению с радиальным.
Тангенциальный резец затачивают только
по передней поверхности. Задний угол обес
печивается определённой установкой резца
в державке (фиг. 20). Простота заточки и
установки является основным преимуществом
тангенциального резца.
, Тангенциальные резцы получили широкое
распространение на токарных автоматах и
полуавтоматах.
Фиг. 21. Углы лезвия тангенциального резца.
278
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
Расточные резцы для расточных
станков
У горизонтально-расточных станков вра-
щается закреплённый в борштанге инструмент
при неподвижном положении заготовки. При
вращающейся борштанге отверстие полу-
чается строго цилиндрической формы, однако
труднее обеспечить прямолинейность и точное
Л
а)
основном в индивидуальном и мелкосерийном
производствах. Резцы располагаются перпен-
дикулярно оси борштанги (например, для
сквозных отверстий — фиг. 22, а) или наклонно
(например, для глухих отверстий — фиг. 22, б).
Закрепление резцов осуществляется различ-
ными методами (фиг. 23). Для упрощения уста-
новки применяются резцы (фиг. 24), допускаю-
щие регулирование величины их выдвигания
из борштаиги (размер х). Установка резца на
размер обычно производится в инструменталь-
но-раздаточной кладовой, и при работе рабо-
чему приходится только менять изношенные
резцы на острозаточенные. Такие резцы приме-
няются для предварительной и окончательной
обработки в пределах 3-го и 4-го классов
точности (для подготовки отверстий под раз-
Фиг. 22. Закрепление резцов в борштанге.
положение его оси. При невращающемся ин-
струменте фактическая ось отверстия всегда
совпадает с геометрической, но отверстие
может оказаться коническим или овальным.
Растачивание отверстий производится или
резцом с одним лезвием, или многолезвийным
инструментом (двухсторонние резцы, пластин-
чатые резцы, резцы-блоки, расточные головки).
Резец с одним лезвием по сравнению с мно-
голезвийным инструментом обладает меньшей
производительностью, требует рабочего более
высокой квалификации из-за трудности полу-
чения точного отверстия и применяется в
Фиг. 23. Различные конструкции закрепления резцов в борштанге
Фиг. 24 Резец с регулированием по диа-
метру расточки: 1 — борштанга; 2 — ре-
зец; 3 — винт для закрепления резца;
4—регулировочный винт; 5 — винт-фи-
ксатор.
вёртку или тонкую расточку). Форма сечения
резцов — круглая. Рекомендуемые диаметры
борштанг и резцов в зависимости от размера
отверстий приведены в табл. 10.
Резцы с двумя лез-
виями (фиг. 25) при-
меняются при растачи-
вании нескольких со-
осных отверстий диаме-
тром свыше 20—30 мм
или ступенчатых отвер-
стий, полученных путём
отливки. Они обеспечи-
вают точное расположе-
ние осей отверстий при
использовании борштан-
ги небольшого сечения,
смену без перестановки
борштанги и не требуют
установки на размер.
Крепление резцов в бор-
штанге осуществляется
винтом. Недостатком
является малое использо-
вание материала резца
из-за ограниченного до-
пускаемого количества
заточек.
Пластинчатые рез-
цы (фиг. 26) являются
основным инструментом
для растачивания от-
верстий диаметром свы-
ше 40 мм. Типы за-
f-fl. VI]
РЕЗЦЫ
279
Таблица 10
Диаметры борштанг и резцов в мм
Диаметры
отверстия
Диаметр борштан-
ги
Диаметр резца . .
40-50
З2
ю
51-70
4О
12
СО
1
5°
i6
86-100
6о
i8
101-140
8о
2О
IOO
24
крепления их в борштанге показаны на
фиг. 27. При обработке пластинчатый резец
Фиг. 25. Резец с двумя лезвиями.
режет только торцовыми кромками, цилиндри-
ческие же кромки (/ на фиг. 26, а) в работе
не участвуют, за исключением небольшого
участка, примыкающего к торцу, поэтому за-
точка резца после затупления производится
в основном по торцу и частично по неболь-
шому цилиндрическому участку.
Фиг. 27. Закрепление пластинчатых резцов в борштанге.
Пластинчатые резцы применяются также и
для обработки фасонных отверстий (перки)
(фиг. 28). В целях экономии быстрорежущей
Фиг. 26- Пластинчатые резцы: а — из быстрорежущей
стали; б — ступенчатый с пластинками из твёрдою
сплава.
Фиг. 28. Пластинчатый резец.
стали зажимная часть изготовляется из мало-
углеродистой стали и присоединяется к режу-
щей части путём стыковой сварки.
В целях лучшего использования материала
применяются также резцы сборной конструк-
280
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. Ill
ции (фиг. 29, а). Для возможности регулиро-
вания на размер предусмотрена конструкция
резца, состоящего из двух половинок, соеди-
нённых пружиной и раздвигаемых при завёр-
тывании винта с коническим стержнем.
На фиг. 29, б обе половинки резца соеди-
нены между собой с помощью рифлений. После
Блок устанавливается строго по оси бор-
штанги с помощью шпонки 5 и двух винтов 6
и закрепляется планкой 8 и двумя затяжными
клиньями 9. Закрепление осуществляется пу-
тём затяжки болта 10, который, сближая
клинья 9, прижимает блок к борштанге. План-
ка 8 снабжена дополнительно ещё коническим
а)
Фиг. 29. Пластинчатые резцы сборной конструкции.
износа производится перестановка на один или
два зуба рифления.
Резцы-блоки состоят из корпуса с од-
ной или несколькими парами вставных регу-
лируемых резцов. Резцы-блоки применяются
для предварительной и окончательной обра-
ботки отверстий и получили широкое распро-
странение в автотракторной и станкострои-
тельной промышленности.
Резцы-блоки обладают следующими пре-
имуществами: 1) допускают лучшее использо-
вание твёрдых сплавов; 2) обеспечивают вы-
сокое качество поверхности
обработки при использова-
нии больших скоростей ре-
зания и малых сечений
стружки; 3) более удобны
в эксплоатации по сравне-
нию с развёртками благо-
даря своим габаритным раз-
мерам и меньшему весу;
4) дают большую гарантию
получения меньшей конус-
ности отверстия, чем при
развёртывании, благодаря
меньшему нагреванию де-
тали при обработке рез-
цами-блоками, 5) допускают
регулирование размера диа-
метра обточки при наличии
одного корпуса, быструю за-
мену блока без вывода бор-
штанги из направляющего
приспособления и установку
на размер при заточке.
1 io конструкции резцы-
блоки различаются по ме-
тоду закрепления и регули-
рования вставных резцов
центрирования
штанге.
В блоке на фиг. 30 резцы / имеют трапе-
цоидальную форму с углом уклона 10° и за-
крепляются втулками 2 со скосами 10е и вин-
тами 3. Регулирование резцов на размер про-
изводится установочными винтами 4.
Фиг. 30. Блок для чистовой обработки.
штифтом //. Эта конструкция предназначена
для тяжёлых работ.
В блоке на фиг. 31 резец / закрепляется
посредством винта 2 и штифта 3. Закрепление
и центрирование блока в борштанге произво
Г 4
8
Фиг. 31. Блоки для чистовой обработки.
в корпусе блока,
и закрепления корпуса в бор-
дятся штифтом 4, снабжённым коническим
скосом, прижимающим блок к борштанге через
вкладыш 5. Головка штифта 4 снабжена на-
ружной резьбой и шестигранным отверстием
для торцового ключа. Для предохранения
вкладыша от выпадения поставлен шарик 6 с
пружинкой 7 и предохранительным винтом 8.
Вкладыш 5 предназначается для ускорения
ГЛ. VI]
РЕЗЦЫ
281
смены блока. Для этой цели штифт 4 припод-
нимается, вкладыш 5 выталкивается^ блок ото-
двигается назад и свободно вынимается из
паза. Такая конструкция обеспечивает надёж-
ность и жёсткость закрепления.
Некоторые заводы применяют блоки, у ко-
торых закрепление резцов принято по кон-
а)
Фиг. 32. Блоки конструкции ЭНИМС: а — с одной па-
рой резцов: / — борштанга^ 2 — верхняя часть корпуса,
3 — нижняя часть корпуса, 4— резец, 5 — опорная
планка, 6 — винт, 7 — затяжной клин без резьбы,
8 — затяжной клин с резьбой, 9 — винт для стяжки кор-
пусов, ID — винт; б — с двумя парами резцов.
струкции фиг. 30, а корпуса в борштанге —
по конструкции фиг. 31.
Экспериментальный научно-исследователь-
ский институт металлорежущих станков
(ЭНИМС) рекомендует для черновой обработки
блок с корпусом, состоящим из двух (фиг. 32, а)
или трёх частей (фиг. 32, б) в зависимости от
количества резцов. Рифления позволяют про-
изводить перестановку резцов по мере износа
и снятия слоя металла после заточки.
Задний а и передний -у углы заточки (в ста-
тическом положении) выбираются в зависи-
мости от соответствующих углов ад и ^ в
процессе резания (фиг. 33, а):
<х« ад — х; y = T(j-f-T. ¦
Угол х определяется по формуле tg т = -~ .
где Ь — расстояние от вершины резца до оси
борштанги, R — радиус обрабатываемого от-
верстия. а$ принимается равным в среднем
10—12°. 7д зависит от обрабатываемого мате-
риала и выбирается в пределах 5—10°.
Угол наклона режущей кромки X = 4°.
Углы в плане <р и <pi зависят от угла уста
новки ф резца в корпусе (фиг. 33, б). Дл*
Фиг. 33. Углы режущей кромки блока. •
чистовых блоков резцы устанавливаются под
углом <р = 45°, а для черновых ф = 60° к оси
борштанги. Соответственно этому углы в плане
для черновых блоков <р = 60° и ?j = 10—15°,
для чистовых ф = 90° и <fj = 0°—30'.
Расточные головки обладают наиболь-
шей производительностью по сравнению со
всеми другими расточными инструментами.
Они применяются для предварительной обра-
ботки отверстий. Закрепление резцов осуще-
ствляется посредством: а) втулок с винтами;
б) конических винтов; в) штифтов; г) клино-
образных E°) резцов, снабжённых рифлениями.
На фиг. 34 представлена расточная головка с
резцами, оснащёнными твёрдым сплавом. Число
зубьев z выбирается в зависимости от диа
метра обточки D:
D в мм г
120—155 4
1бО—22O 6
230-300 8
Плавающие резцы. Окончательная обра-
ботка отверстий является одной из самых слож-
ных операций. Основным видом этой обработки
является развёртывание, которое не всегда
обеспечивает требуемые точность размера,
качество и чистоту обрабатываемой поверх-
ности, что объясняется наличием бокового
давления на режущие кромки, вызываемого-
282
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
весом развёртки и несовпадением осей её и пляющееся с широким зубчатым колесом 8,
Детали. При работе с горизонтальным распо- посаженным на валике 9. Торец валика снаб-
ложением оси детали отверстие получается жён головкой с делениями. Поворот валика на
Фиг. 34. Расточная головка: / — корпус; 2— диск опорный; 3 — нож; 4 — винт для ножа;
5 — винт для диска; 6 — регулировочный винт; 7 —пластинка твёрдого сплава.
конусным н овальным из-за веса развёртки
вместе с качающейся оправкой. Для устране-
ния этих дефектов применяют плава.ощие
резцы. Конструкция резцов заключается в
том, что два резца свободно вложены в дер-
жавку и допускают радиальное перемещение.
Они применяются для удаления очень тон-
кого слоя металла при окончательной кали-
С;ровке отверстия. Плавающее центрирующее
положение резцов компенсирует неточносгь
установки и даёт точное высококачественное
отверстие.
Плавающие резцы изготовляются диаме-
тром от 25 до 600 мм. С увеличением диаметра
значение и экономичность обработки повы-
шаются.
В конструкции, изображённой на фиг. 35,
резцы 1 свободно перемещаются в радиальном
Фиг. 35. Расточная головка с плавающем резцом.
направлении в пазах корпуса 2. В крышке 3
посажены два упорных штифта 4 для пружин 5,
прижимающих резцы внутрь корпуса. Винт 6
с. точной резьбой одним концом завёрнут в пра-
еый резец и свободно помещается в левом.
На винте посажено зубчатое колесо 7, сце-
одно деление соответствует изменению диа-
метра резцов на 0,025 мм.
В конструкции, приведённой на фиг. 36,
резцы 1 перемещаются в корпусе 2 при завёр-
тывании винтов 3, раздвигающих резцы в ра-
диальном направлении через вкладыши 4 со
по Д8
Фиг. 36. Составной плавающий резец.
скосами. После установки резцы закрепляются
винтами 5. Такой сборный плавающий резец
вставляется в паз расточной оправки, где сво-
бодно перемещается в радиальном . направле-
нии.
Резцы для тонкого точения
Материалами резцов для тонкого (алмаз-
ного) точения служат алмазы или твёрдые
сплавы. Алмазные резцы применяются обычно
для обработки цветных и лёгких металлов и
ГЛ. VI]
РЕЗЦЫ
283
сплавов, г также деталей, состоящих из слоев
различных материалов, как, например, при об-
тачивании коллекторов электромашин. Резцы
из металлокерамических твёрдых сплавов
применяются в основном для стали и чугуна.
Недостатками алмаза являются хрупкость и
сравнительно высокая начальная стоимость.
Алмазные резцы имеют стойкость порядка
40—50 час, после чего лезвия их обычно вы-
крашиваются от тех или иных механических
повреждений. Стойкость резцов с пластин-
ками из твёрдых сплавов практически соста-
вляет при обработке баббита 8—12 час, по
бронзе 4—8 час. и по чугуну 4 часа. За вре-
мя работы производится от двух до шести
подрегулировок резцов из-за потери размера
обрабатываемого диаметра на величину около
0,0025 мм.
Форма и углы заточки режущих элемен-
тов резцов для тонкого точения выбираются
в зависимости от рода обрабатываемого ма-
териала и отчасти от материала резца.
Резцы из твёрдых сплавов выполняются
обычно с одним лезвием. Алмазные резцы
выполняются одно- и многолезвийными и раз-
личных форм. В основном различают три
формы алмазных резцов (фиг. 37): с одним
Фиг. 37. Форма лезвий алмазных резцов.
лезвием, с несколькими лезвиями-фасками (фа-
сетная огранка), с круглым лезвием.
Резцы с одной режущей кромкой широко
применяются для внутреннего точения. Пре-
имущество резцов с фасетной огранкой заклю-
чается в возможности после затупления од-
ной фаски алмаза вводить в работу другую.
Резцы с круглым лезвием применяются чаще
для обработки пластмасс, эбонита, твёрдой
резины. Для нормальных резцов и обычных
случаев обработки можно рекомендовать зна-
чения элементов геометрии резцов, приведён-
ные в табл. 11.
При выборе геометрии для конкретных
условий обработки надо учесть следующее.
Положительное значение наклона режущей
кромки до X = 7° улучшает отвод стружки. Его
рекомендуется применять при одностороннем
точении и в особенности для вязких материа-
лов. Для двухсторонних резцов обычно X = 0°.
При тонком точении часто образуется на-
рост на резце, что резко снижает качество
обрабатываемой поверхности. С увеличением
переднего угла f склонность к образованию
нароста уменьшается, но одновременно пони-
жается и прочность резца из-за уменьшения
угла заострения, поэтому из-за хрупкости ал-
мазов приходится принимать угол -j в преде-
лах 0—5° в зависимости от обрабатываемого
материала.
Отрицательные значения переднего угла f
употребляются при тонком точении хрупких и
твёрдых материалов. В целях улучшения схо-
да стружки резцы для точения рекомендуется
устанавливать выше центра приблизительно
по Vjoo диаметра обрабатываемой детали, что
несколько увеличивает передний угол.
Задний угол а выбирается в пределах 8—
12°, причём для расточных работ он должен
быть выше, чем для наружного точения.
Величины углов в плане выбираются в за-
висимости от жёсткости детали и характера
выполняемых операций; применяются резцы
с главным углом в плане ср=60° (для точения
в одну сторону на проход), ср = 45° (для то-
чения в двух направлениях), <р = 90° (для под-
резания уступов); со вспомогательным углом
в плане ср1=20° (для односторонней расточки)
и <pj = 45° (для двухсторонней расточки) при
угле заострения не меньше 90°; с заглаживаю-
щим вспомогательным лезвием при ^ = 0ч-2°
для заглаживания обрабатываемой поверхно-
сти. Во всех случаях 180° — (ср + fi) не должно
быть меньше 90°.
Для улучшения качества обрабатываемой
поверхности вершина снабжается закругле-
нием в пределах R = 0,2ч-0,5 мм. С увеличе-
нием R растёт склонность резца к вибрациям,
особенно при обработке вязких и твёрдых
металлов.
Алмаз и пластинка из твёрдого сплава за-
крепляются в державке с помощью твёрдого
припоя или механическим путём. Для надёж-
Таблица 11
Геометрия резцов для тонкого точения
Обрабатываемый материал
Антифрикционные сплавы (баббит,
белый металл)
.
Алюминий и его сплавы
....
Твёрдая бронза
Сталь
Чугун
Углы заточки резца в градусах
Задний а
Растачивание
10—15 в зави-
симости от
диаметра, об-
тачивание
8-12
Перед-
ний у *
3—12
о—ю
—7 о
о—ю
о
В плане
<Р
От 45 до 90
в зависимости
от назначения
резца
9.
От 0 до 45 в
зависимости
от назначения
резца
IO—2O
Накло-
на X
-
°-7
о
о-5
IO— 2О 1 О
Радиус
вершины
R в мм**
0,5—1,0
0,5-15
0,3-0,5
0,5 1,0
0.5—'. °
* Меньшие значения для алмазных резцов, у которых
** Для алмазов ^?шах=^>^ мм независимо от обрабатываемого материала; оптимально i?",2—0,5 мм.
284
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
ного крепления алмаз должен быть на две
трети своей величины залит в припой. Пла-
стинки из твёрдого сплава или припаивают
сверху к державке, как в обычных резцах,
или же вставляют в прорезь и заливают при-
поем. Закрепление алмазов с помощью припоя
является более надёжным, однако при неосто-
рожном нагревании алмазы можно легко по-
вредить.
Державки для резцов изготовляются из
стали У6 или конструкционной, большей ча-
стью круглой формы, и снабжаются продоль-
ной риской для ориентации и зажима резца
в борштанге.
В табл. 12 приведены размеры нормальных
резцов с пластинками из твёрдых сплавов для
растачивания отверстий разных диаметров.
Механический зажим громоздок и исполь-
зуется только для алмазных резцов, предна-
значенных для обтачивания и отчасти растачи-
вания отверстий большого диаметра.
На фиг. 38 изображены различные способы
механического закрепления алмазов. Алмаз 1
(фиг. 38, а) зажат между корпусом 2 и план-
кой 3 через промежуточную прокладку 4,
фиксируемую штифтом 5. После закрепления
винтом 6 на головке его ставится пломба 7.
Для обеспечения лучшей опоры алмаз 1 уста-
навливают на подкладку 4 сферической формы
(фиг. 38, б); между корпусом 2 и прижимной
планкой 3 ставят штифт 5.
На фиг. 38, в обе половинки 2 и 3 корпуса
сжимают алмаз 1 при завёртывании гайки 4,
навинчиваемой на втулку 6. После зажатия
просверливается отверстие для штифта 5 для
предотвращения отвёртывания втулки. Перед
корпуса помещаются во втулке 4 и стяги-
ваются винтом 5с помощью торцового ключа 6,
продеваемого через колпачок 7.
Фиг. 38. Закрепление алмазов в державку.
Державки с резцами закрепляются в бор-
штангах. Для чистовых работ резцы регули-
Таблица 12
¦
Диаметр растачивания
Длина резца
Диаметр
Толщина
Толщина
тела резца
тела резца до
пластинки из
Размеры
твёрдого сплава .
резцов для
ооо
тонкого
12
IO
¦у
5
4-5
2
15
12
точения в мм
i8
15
21 25
18 21
—v '
8
6,5
2,5
30
25
З6 42
3° З6
ю
9.2
3.5
5°
42
постановкой в оправку резьбовая часть кор-
пуса вместе со втулкой отрезается (по ли-
нии АВ).
На фиг. 38, г алмаз / снабжён основанием
сферической формы. Центр вращения алмаза
располагается на значительном расстоянии от
верхней его плоскости, поэтому возможные
колебания алмаза мало влияют на положение
его режущей кромки. Обе половинки 2 и 3
руются с помощью микрометрического или
эксцентрично посаженного винта.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Альбом инструмента по обработке отверстий, ЭНИМС,
1940.
2- Б е л е ц кий Д. Г., Тонкое точение, Оборонгиз, 1946.
3. Семенченко И. И., Режущий инструмент, т. I,
ОНТИ, 1936.
ФАСОННЫЕ РЕЗЦЫ
Назначение, типы и область применения
Фасонные резцы применяются для точения
деталей с фасонным профилем. Они обеспечи-
вают идентичность формы, точность размеров
и высокую производительность, большое ко-
личество заточек.
Фасонные резцы получили широкое рас-
пространение в массовом и крупносерийном
производствах.
Фасонные резцы можно классифицировать
следующим образом:
1. П о форме резца: а) круглые и
б) призматические (фиг. 39).
2. По установке относительно
детали: а) радиальные (фиг. 39) и б) танген-
циальные (фиг. 40).
3. По расположению оси или
базы крепления резца по отноше-
нию к оси детали: а) с параллельным
гл. vi]
ФАСОННЫЕ РЕЗЦЫ
285
расположением оси (фиг. 41, а) или базы кре-
пления; б) с наклонным расположением оси
(фиг. 41, б) или базы крепления.
Подача
Фиг. 39. Круглый (а) и призматический (б) резпы.
4. По расположению передней
поверхности: а) с положительным или
равным нулю передним углом (фиг. 39); с по-
ложительным передним углом и углом на-
клона режущей кромки (фиг. 42).
I i I /X \ ^
\ . У/ i 1
¦да
Фиг. 40. Тангенциальный резец.
мощи зубьев или рифлений, сделанных на
одном из его торцов. Призматический резец
закрепляется в державке при помощи ласточ-
кина хвоста и болтов.
Радиальные резцы имеют круглую или приз-
матическую форму, тангенциальные — призма-
тическую. Круглые резцы применяются для
наружной и внутренней обработки, призмати-
ческие— для наружной.
Радиальный резец устанавливается по от-
ношению к детали таким образом, чтобы обес-
печить поперечную подачу по радиусу
(фиг. 39). При этом ось детали в процессе ре-
зания пересекается одной или несколькими
точками режущей кромки. Радиальный резец
из-за широкого фронта работы работает в тя-
жёлых условиях, вследствие чего приходится
применять пониженные режимы резания. При
обработке длинной детали малого сечения
возникает опасность прогиба её от давления
резания.
Тангенциальный резец устанавливается по
касательной к внутренней окружности про-
филя детали. Резец снабжён углом <р (фиг. 40).
Это позволяет ему работать не сразу всем
профилем, а с последовательным вводом в
работу всех точек режущей кромки (от О
до А). Обработка профиля заканчивается, ко-
гда точка А кромки пройдёт через ось детали.
Тангенциальные резцы рекомендуется при-
менять для обработки малоустойчивых к про-
гибу деталей и неглубоких профилей.
В практике получили распространение резцы
с параллельным расположением оси (для
круглых) или базы крепления (для призмати-
ческих) относительно оси детали. Наклонное
расположение оси или базы крепления приме-
няется в исключительных случаях, когда кон-
фигурация детали на отдельных участках про-
филя не обеспечивает получения оптимальных
задних углов при параллельном расположении.
Для улучшения процесса обработки фасон-
ные резцы необходимо снабжать положитель-
ным передним уг-
лом у (фиг. 39).
Расчёт профиля
резца и его изго-
товление совер-
шенно одинаковы
независимо от зна-
чения угла y. по-
этому бесцельно и
нерационально из-
Фиг. 41. Резцы с параллельной (а) и наклонной (б) осями
по отношению к оси детали.
5. По форме образующих фасон-
ных поверхностей: а) с кольцевыми
образующими (фиг. 39); б) с винтовыми обра-
зующими (фиг. 43).
Круглый резец насаживается на оправку
и предохраняется от проворачивания при по-
Фиг. 42. Круглый резец
с заточкой под углами
Y и X.
Фиг. 43. Резец с профилем
по винтовой линии.
готовлять резцы с 7=0. Резцы с положитель-
ными передним углом f и углом наклона лезвия X
(фиг. 42) применяются при повышенных тре-
бованиях в отношении соблюдения формы де-
тали и точности заданных её размеров (напри-
мер, на ответственном участке 1 —2 длиной /),
-286
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
Круглые резцы обычно выполняются с
кольцевыми образующими фасонных поверхно-
стей. Для детали с профилем, имеющим уча-
стки, расположенные перпендикулярно его
оси, приходится во избежание сильного тре-
ния изготовлять резцы с поднутрением (под
углом г->2°) или с фасками для этих участ-
ков (фиг. 44). Для этой же цели применяют
Деталь
Деталь
\W\\\\\\\\\
Фиг. 44. Резец с поднутрением
(а) и резец с фасками (б).
профиль которых
линии с шагом S
типу принадлежат
также резцы, фасонный
расположен по винтовой
(фиг. 43). К последнему
резьбовые гребёнки.
Призматические резцы обладают по сравне-
нию с круглыми повышенной точностью, на-
дёжностью закрепления, широким выбором
заднего угла, прочностью режущей кромки,
лучшим отводом тепла.
Широкое применение круглых резцов
объясняется в основном простотой их изго-
товления как тел вращения.
Углы режущей кромки резцов
Для образования заднего угла а (фиг. 39, а)
круглого резца передняя поверхность должна
быть расположена ниже его оси на расстоя-
ние Л. Величина смещения h = R sin а, где
R — наибольший радиус резца. С возраста-
нием а величина смещения повышается. Это
влечёт за собой ослабление режущей кромки.
Угол а выбирается в пределах 10—12°.
Задний угол а (фиг. 39, б) призмати-
ческого резца получается не заточкой, а уста-
новкой в державке! Он может быть выбран
большей величины, чем для круглых резцов,
а именно 12—15°.
Указанные величины угла а выбираются
по отношению к наружной точке режущей
кромки резца. Во всех остальных точках про-
филя они будут иметь другие значения. С при-
ближением рассматриваемых точек к центру
круглого резца или базе крепления призмати-
ческого резца по мере удаления от центра
детали задний угол непрерывно возрастает.
При выборе величины заднего угла прихо-
дится учитывать также и форму детали.
Оптимальные значения заднего угла полу-
чаются на горизонтальных участках резца,
параллельных оси детали. Вертикальные уча-
стки имеют задний угол, равный нулю. Задний
угол а.х в произвольной точке а- режущей
кромки (фиг. 45) определяется по формуле
D
tg tgasincp
где R, rx — соответствующие расстояния на-
ружной и произвольной точек от центра или
базы крепления резца; ц>х—угол между каса-
тельной к профилю резца в рассматриваемой
точке и прямой, перпендикулярной оси детали.
При выборе угла а надо задаться мини-
мально допустимым (не менее 2 — 3°) углом
ах для самой неблагоприятной точки режу-
щей кромки, характеризуемой углом <?х. Угол
ух определяется аналитическим или графиче-
ским путём.
Для профилей с участками, перпендикуляр-
ными оси детали, приходится изготовлять
резцы с профилем, снабжённым поднутрением
или расположенным на винтовой поверхности
(фиг. 43—44).
Выбор величин переднего угла у зависит
от рода обрабатываемого материала. С повы-
шением его твёрдости угол у понижается.
Передний угол у для фасонных рез-
цов при обработке алюминия и меди прини-
мается 30 — 25°, мягкой стали — 20°, стали
средней твёрдости—15°, твёрдой стадии мяг-
кого чугуна — 10°, весьма твёрдой стали и
твёрдого чугуна—5°, бронзы, латуни и весьма
твёрдого чугуна — 0°.
Указанные величины угла у относятся к
наружной точке'профиля. Во всех остальных
точках профиля они будут иметь другие зна-
чения. С приближением рассматриваемых то-
чек к центру или базе крепления резца пе-
Фиг. 45. Определение заднего
угла на боковых кромках резца.
Фиг. 46. Выемка на пе-
редней грани.
реднии угол непрерывно уменьшается, при-
ближаясь к нулю. С целью увеличения угла
у и улучшения условий резания рекомендуется
делать на передней поверхности канавку по-
лукруглой формы радиусом 5—6 мм на
участках с малым углом у с оставлением лен-
точки шириной 0,2 — 0,25 мм у режущей
кромки (фиг. 46).
Профилирование фасонных радиальных
резцов [Г—4]
Из-за наличия заднего а и переднего у
углов профиль круглого резца в диаме-
тральном сечении и профиль призматическо-
го резца в сечении, перпендикулярном ба-
зе крепления, не совпадают с заданным про-
филем детали в его диаметральном сечении.
Величина искажения профиля резца возрастает
с увеличением угла коррекции ф == а -|- у.
Высота профиля в нормальном сечении
резца получается меньше соответствующей
высоты профиля детали, т. е. /?j — R% < r2 — rt
для круглого резца и р<Сг2 — г1 для призма-
тического резца, где R^ и R2 — наружный и
внутренний радиусы профиля резца; rt и г2 —
наружный и внутренний радиусы профиля деч
ГЛ. VI]
ФАСОННЫЕ РЕЗЦЫ
287
тали; р — высота профиля призматического
резца в сечении, перпендикулярном базе
крепления.
В связи с изменением угла ф (из-за изме-
нения а и 7) необходимо корректировать про-
При проектировании профиль резца рас-
считывается по характерным точкам детали,
например, 0, 1, 2 и 3 на фиг. 47. Положение
их определяется радиусами г, гг, г2, г3 и соот-
ветствующими осевыми размерами 1Ъ /2, 4
и т. п. Независимо от формы
резца, необходимо знать раз-
меры С], С2, С3 на фиг. 47,
определяемые по такой,
схеме:
2) А =
3) sin 7i
4) Аг =
5) С2 =
6) Sin У'.
7) А2 =
8) С2 =
9) sin v3
10) А3 =
11) С8 =
г cos у;
= —;
: /"] cos 7i',
= i4j —/I;
/и
A2-A;
~~гз'
¦¦ Л3 — A.
L
2
"V.
Фасонные резцы с заточкой под углом у.
При расчёте круглых резцов заданными вели-
чинами являются углы режущей части аиу,
а также наружный радиус R резца, соответ-
ствующий минимальному радиусу г детали
при наружной обработке (фиг. 47) и макси-
мальному радиусу г детали при внутренней
Фиг. 47. Расчёт круглого резца с углом заточки у
для наружной обработки.
филь резца во всех характерных точках режу-
щей кромки. Коррекции подлежат радиальные
(высотные) размеры всех фасонных резцов.
Осевые размеры остаются неизменными, за
исключением резцов с наклонным расположе-
нием оси или базы крепления и с профилем,
расположенным по винтовой линии.
Особенностью, фасонных тангенциальных
резцов является постоянство угла коррекции
4* для всех точек режущей кромки. Высотные
размеры профиля тангенциального резца опре-
деляются путём умножения на постоянный
коэфициент соответствующих размеров де-
тали. Это значительно упрощает расчёт резцов.
К профилю фасонных резцов предъявляются
большие требования в отношении точности.
Коррекционные расчёты необходимо произво-
дить с точностью до 0,001 мм для линейных
размеров и до \" для угловых с использова-
нием пятизначных логарифмов. Окончательные
результаты округляются до 0,01 мм.
Расчёт профиля резца удобнее производить
путём последовательного решения простых
трёхчленных уравнений взамен применения
единых расчётных формул сложного харак-
тера [4]. Такой метод значительно упрощает
расчёт и устраняет ошибки, почти неизбеж-
ные при использовании громоздких формул.
Фиг. 48. Расчёт круглого резца с углом заточки т
для внутренней обработки.
(фиг. 48). В результате расчёта определяются
радиусы всех точек резца, соответствующие
288
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
характерным точкам детали. Расчёт произво-
дится по схеме фиг. 47 и 48:
2)H=Rsinty; 8)tgф2 = -к-;
3)Я = #со8ф; 9) /?2 = -гД-;
4) Bt =
6) /?,=
10) 53 = ? —С3;
12) Яд =
При наличии на детали криволинейного
участка профиля необходимо разбить его на
две или более частей и определить радиусы
для выбранных точек таким же путём, как и
для прочих ха-
рактерных то-
чек. Получен-
ные точки про-
филя резца со-
единяются плав-
ной кривой.
При расчёте
призматических
резцов углы лез-
вия а и y заданы.
На оси детали
устанавливается
точка режущей
кромки, наибо-
лее близко рас-
положенная к
оси детали
(фиг. 49). Рас-
чёт произво-
дится по схеме:
1
1 1 \
1
1
I
^3 (
Фиг. 49. Расчёт призматического
радиального резца с углом 7.
2) Р, = С1! cos ф;
3) Яо = ^2 COS'i;
4) P3 = CS COS ф.
Осевые размеры 1Ь /2, 4 и т. п. корректи-
рованию не подлежат, так как они не подвер-
гаются искажению.
Фасонные резцы с заточкой под угла-
ми 7 и X. С целью повышения точности обра-
батываемого профиля фасонные резцы снаб-
жаются, кроме переднего угла f. ещё и углом
наклона режущей кромки X (в плоскости,
параллельной оси или базе крепления резца).
Такая заточка позволяет расположить по
центру не одну точку режущей части резца,
а целый участок (например, 1 — 2 на фиг. 50),
соответствующий наиболее важному участку
профиля детали. Таким участком может быть
выбран только конусный; для криволинейной
же формы этот метод неприменим. Для обес-
печения положения участка 1 — 2 (фиг. 50)
на одной линии (по центру) необходимо ре-
зец повернуть на угол X. Угол X не может быть
выбран произвольным. Он зависит от осевого
расстояния / между заданными точками/—2 и
величины превышения q точки 2 над точкой /
а сечении, перпендикулярном следу пересече-
ния передней грани с плоскостью заточки
под углом у. Угол X для круглых и призмати-
ческих резцов (фиг. 50 — 52) определяется
по формуле
где t = r2 — rx — глубина профиля выбранного
участка профиля 1 — 2.
Фиг. 50. Расчёт круглого резца с углами заточки ] и>
для наружной обработки.
Остальные участки профиля резца распо-
лагаются выше или ниже центра детали. Ра-
диус 7?2 круглого резца для наружной и вну-
тренней обработки, соответствующий второй
Фиг. 51. Расчёт круглого резца с углами -j и X
для внутренней обработки.
ГЛ. VI]
ФАСОННЫЕ РЕЗЦЫ
289
точке 2 базового конусного участка, опреде-
ляется по следующей схеме (фиг. 50 — 52):
1) t = r2—r1;
2) Л =s=/?] sin 04;
3) Et = /?! COS OjJ
4) ! = /-! + ?!;
5) E^ — E^ — t,
Pi
;
Л
7) R2 =
sin eta
Знаки плюс для наружной и минус для
внутренней обработки.
Для призматического резца необходимо
определить расстояние Р2 для точки 2 по
формуле (фиг. 52)
Р2 = (г2 — r{) cos a — t cos а.
Принцип расчёта для других характерных
точек профиля круглого резца, расположен-
Фиг. 52. Расчёт
призматическо-
го радиального
резца с углами
заточки y и X.
шх выше (например, 3 и 4) или ниже (на-
пример, 5 и 6) центра детали, заключается в
следующем: если точки 1 и 2обрабатываются
по центру, то любая точка, расположенная на
базовой линии ВВ, будет также обрабаты-
ваться по центру (фиг. 50). Проектируя на
прямую ВВ все остальные точки профиля
C, 4, 5, 6), определяем соответствующие им
радиусы детали r3> rv r& re- На пересечении
окружностей этих радиусов с горизонтальной
линией детали получаются точки З1, 4', 5' и 6".
Проведя через эти точки прямые под углом
7, получаем при пересечении их с окружно-
стями г3, г'4, г'5, г'6 точки 3, 4,5 и 6, являю-
щиеся конечными точками искомых радиусов
резца Rs, /?4, #ь> #6-
Для призматических резцов вместо радиу-
сов находим расстояния Р3, Р4, Ръ, Р6 от зад-
ней грани резца до точек 3, 4, 5 и 6 детали
(фиг. 52). Определение производится анало-
гичным путём.
Для расчёта круглого резца для наружной об-
работки служат следующие формулы (фиг. 50):
19 Том 7
Для точки 3
1) /С3=С3 sin r,
2) FB = C3 cos r,
S)NB = h — Ks;
4) г'3 = гг;
7) tgаз = ¦??-;
Для точки 6
1) К6=Св sin г,
2) /V= Ce cosT;
3) Ne h + K
5)
6)
7)
sina3
Аналогичным путём определяются радиусы
резца /?4 и -^б Для точек 4 и 5 детали.
Для расчёта круглого резца для внутрен-
ней обработки служат следующие формулы
(фиг. 51):
Для точки 4
1) 7^4 == C4 sin 7;
2) ?4 = C4 cos 7;
3)
4)
5)
6)
y\ ?J __ p
8) tga4 =
4 x
= h - /C4;
= /4tg8;
r2;
Для точки 5
I!
4)
5)
6)
7)
8) /?5 =
Sin a4
Аналогичным путём определяются радиусы
резца /?3 и -^6 Для точек Зяб детали.
Для расчёта призматического резца служат
следующие формулы (фиг. 52):
Для точки 4 Для точки 5
1) 74 = С\ cos ф; 1) Г5 = С5 cos <1>;
3) г4 = Ti — 54; 3) Р2 = / cos a;
5) 1Г4= K4cosa;
О) /^4 == ^4 ~Г * 4-
Аналогичным путём определяются расстоя-
ния Р3 и Р6 резца для точек 5 и 6 детали.
Профилирование фасонных тангенциальных
резцов [2]
Резец устанавливается и имеет подачу по
касательной к внутренней окружности профиля
детали (фиг. 40). Углы а н \ непрерывно ме-
няются в процессе резания (фиг. 53). В поло-
жении 1 (начало работы) аг имеет максимальное
значение, а ?i — минимальное, в положении 2
«2 имеет минимальное значение, а 72—макси-
мальное. Для избежания чрезмерного ослабле-
ния режущей части резца (угол заострения не
должен быть меньше 45°) а2 принимается не
больше 2—3°, а f не больше 0°.
Угол между радиусами, проведёнными из
центра С в начальную О и конечную О] точки,
ф = -у2 ,— -fl ИЛИ при У! = 0 . . .: 4* = Т2- Уг<>л Ф
характеризует высоту установки резца или
290
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. Ill
глубину резания. Из отношения cos ф в -н~
/к
следует, что тангенциальные резцы могут быть
использованы для обработки деталей с неглу-
боким профилем.
Передний угол ^ обеспечивается путём за-
точки, задний же <*— установкой. Из-за нали-
чия углов аи] необходимо повернуть резец
вокруг своей оси (на угол ш) до тех пор,
пока точка А не будет находиться на одной
высоте с точкой О (фиг. 40). Только при та-
ком положении резца можно достигнуть уча-
стия в работе всех точек его режущей кром-
ки. Угол поворота <о не зависит от конфигу-
рации профиля детали и определяется по
формуле
tg «о = ctg <p«sin a.
Угол <pi, измеряемый между режущей кром-
кой и направлением подачи, принимается в
пределах 45 — 75°. Наличие угла ср позволяет
..< осуществить постепен-
ное вступление в работу
всехточекрежущейкром-
ки. Оформление ripe-
1-е пот/кение
Фиг. 53. Изменение углов а и т при работе тангенциаль-
ного резца.
филя заканчивается тогда, когда конечная
точка А пройдёт через ось детали. Каждая
точка режущей кромки, проходя через ось
детали и формируя круговую образующую
поверхности детали, имеет одинаковые углы
о и y- Благодаря этому все точки режущей
кромки резца обладают одинаковым углом
искажения ty — а -\- Т- Для получения высотных
размеров резца в сечении MN (фиг. 40), пер-
пендикулярном базе его крепления, необхо-
димо соответствующие высотные размеры де-
тали помножить на постоянный коэфициент
искажения
cos 7
Основные размеры резца (в сечении MN)
не искажаются и равны соответствующим
осевым размерам детали.
При рассмотрении резца как геометриче-
ского тела вне связи с деталью угол <р полу-
чает значение <pi> определяемое по формуле
tg «j = бТ •.
ь T1 cos a
Величина искажения небольшая, и практически
ею пренебрегают.
Профилирование фасонных затыловочных
резцов [2]
Затыловочный резец представляет собой
пластинку, снабжённую отверстием для закре-
пления на станке. Он применяется при затыло-
вании фрез с затылованными зубьями (фиг, 54).
Для облегчения изготовления и сохранения
профиля неизменным затыловочный резец рабо-
тает с передним углом, равным нулю. Задний
угол а на вершине резца приходится выбирать
большей величины
A5 — 35°) с целью
обеспечения до-
статочного заднего
угла на боковых
режущих кромках
например, в сече-
ниях АВ и CD, Зад-
ний угол ах в лю-
бой точке х на бо-
ковой режущей
кромке опреде-
ляется по формуле
•12-
(фиг. 55)
a-Sin <рда
Фиг. 54. Фасонный резец для
затыловочных работ.
где 9дг — Угол между касательной к профилю
в точке х и его осью.
Задаваясь минимально допустимым углом
ах = 2 — 3° в самой неблагоприятной точке
х и определяя для неё срх (графически или
сеч по ОВ
Фиг. 55. Определение заднего угла на боковых
кромках затыловочного резца.
аналитически), находим необходимый задний
угол о на вершине резца.
Высотные размеры резца подлежат коррек-
тированию согласно формуле
tp — td cos а,
где tp, t^ — высота профиля резца и детали.
Осевые размеры резца равны соответствую-
щим осевым размерам детали.
Искажение формы деталей при обработке
фасонными резцами [1 и 2]
При обработке фасонными резцами полу-
чается искажение формы детали, при этом ко-
нусные участки профиля обращаются в криво-
линейные с различной степенью вогнутости.
Форма детали зависит от формы инструмента
и его установки в работе.
Круглый резец, рассчитанный на обработку
детали с конусным участком, представляет
собой усечённый конус. В сечении конуса
плоскостью, отстоящей на некотором расстоя-
нии от оси резца, получается не прямая, а
дуга гиперболы. Выпуклая режущая кромка
поверхности резца придаёт конусному участку
ГЛ. VI]
ФАСОННЫЕ РЕЗЦЫ
291
профиля детали вогнутую форму. Выпуклость
дуги гиперболы режущей кромки круглого
резца зависит от расстояния М = /?-sin (а -f-т)
от его оси до передней поверхности. Круглые
резцы с углами 7 и X дают меньшую величину
выпуклости по сравнению с резцами с одним
только углом -у- Стрела выпуклости равна
расстоянию от гиперболы до теоретической
прямой, соединяющей две рассматриваемые
точки конусного участка режущего лезвия.
Резцы, заточенные только под углом f,
дают величину стрелы выпуклости во много
раз большую D — 5 раз) по сравнению с рез-
цами, заточенными под двумя углами f и X.
В некоторых случаях она может оказаться
больше допуска на неточность изготовления
резца и даже детали.
Выпуклая форма лезвия круглого резца
образует на детали поверхность с вогнутыми
образующими вместо конуса.
При заточке резца под двумя углами 7 и
X стрела вогнутости конусного участка де-
тали по величине равна стреле выпуклости
режущей кромки резца.
Круглый резец с заточкой под углом 7
имеет только одну точку режущей кромки
резца, расположенную по центру. Все осталь-
ные точки его расположены или выше, или
ниже центра. Режущая кромка не совпадает
с образующей конуса детали и образует с ней
некоторый угол. В процессе резания полу-
чается поверхность однополого гиперболоида
вращения вместо требуемой конической. Ве-
личина стрелы вогнутости равна разности ра-
диусов прямой и вогнутой образующих ко-
нуса детали, измеренная в направлении, пер-
пендикулярном оси детали.
Призматические резцы независимо от зна-
чений углов а, ^ и X и положений передних и
задних поверхностей относительно базы его
крепления всегда- имеют прямолинейные
участки режущей кромки, соответствующие
конусным участкам детали. Таким образом
они не дают искажения формы режущей
кромки. В этом большое преимущество их
перед круглыми резцами.
Правильная форма конусного участка про-
филя детали может быть получена при усло-
вии, если режущая кромка резца прямоли-
нейна и расположена по образующей конуса
детали. Этому условию удовлетворяет только
призматический резец с заточкой под двумя
углами а и X. Призматический резец с заточ-
кой под углом 7 имеет только одну точку
лезвия, расположенную по центру.
Из-за несовпадения режущей кромки с
образующей конуса детали в процессе реза-
ния получается поверхность однополого ги-
перболоида вращения, и деталь будет иметь
вогнутую форму. Величина стрелы вогнутости
является величиной отклонения от конической
формы детали между заданными точками в
сечении, перпендикулярном его оси. Она опре-
деляется как разность радиусов прямой и
вогнутой образующих конуса детали.
Из анализа величин погрешностей можно
сделать следующие выводы:
1. Круглые резцы с заточкой под углом
7 дают наибольшую погрешность; из суммар-
ной ошибки подавляющая часть прихо-
дится на долю выпуклости лезвия резца, а
на вогнутость от установки—ничтожно малый
процент; это является основным пороком
конструкции таких резцов.
2. Круглые резцы с заточкой под углами
7 и X дают значительно меньшую точность,
чем призматические резцы даже с заточкой
под одним углом 7«
3. Призматические резцы с заточкой под
одним углом 7 из-за малой вогнутости дета-
лей, укладывающейся в пределы допусков
на детали, дают достаточную точность.
4. Призматические резцы с заточкой под
углами 7 и X как исключающие вогнутость
детали обеспечивают наибольшую точность.
Конструктивное оформление
фасонных резцов
Фасонные резцы чаще всего применя-
ются при обработке из прутка на токарных
автоматах и револьверных станках, причём
обычно после фасонной обработки следует
отрезка детали отрезным резцом. При опреде-
лении общей длины фасонного резца необхо-
димо со стороны открытого конца заготовки
учитывать величину припуска на окончатель-
ную обработку заготовки. Для избежания
острых углов этот торец резца обычно снаб-
жается цилиндрическим пояском длиной 2 —
Змм. При оформлении второго резца необхо-
димо учитывать припуск на обработку торца
заготовки и дальнейшую отрезку заготовки
отрезным резцом. Для этой цели этот торец
резца снабжается выступающим цилиндриче-
ским пояском, равным ширине отрезного резца
C — б мм). Боковые стороны выступа сре-
заются под углом 15°. При обработке литых
или штампованных заготовок оба торца фасон-
ного резца делаются открытыми.
Наружный диаметр круглого резца опре-
деляется с учётом высоты профиля и дополни-
тельной величины в пределах 3 — 8 мм от
конца профиля до начала выреза. Расстояние
от центра до выреза принимается в пределах
0,4 — 0,5 диаметра отверстия. После расчёта
размер округляется согласно принятому ряду
диаметров. Резец для внутренней обработки
должен иметь наружный диаметр равным
0,6 — 0,75 диаметра отверстия.
Наружный диаметр D и диаметр отверстия
d круглых резцов принимаются следующие:
D з° 4° 5° 6° 75 9°
U 13 16 1б 22 22 27
Для облегчения установки и закрепления
на. оправке резец на одном торце обычно
снабжается зубьями z = 3i с углом профиля
90°, направленными по радиусу.
Для обеспечения сопряжения зубьев по
сторонам профиля вершины их на резце и дер-
жавке срезаются на 0,1 — 0,2 мм (составле-
нием площадок шириной до 0,5 — 0,75 мм).
Призматические резцы делаются длиной
75 — 100 мм. Ширина их зависит от длины
профиля заготовки. Ласточкин хвост изгото-
вляется под углом 55°. Для уменьшения опор-
ной плоскости (шлифованной) делается выемка
глубиной 1,5 — 2 мм и длиной 15 мм при об-
щей длине базы крепления 30 мм.
Затыловочные резцы делаются длиной 75—
100 мм. Ширина выбирается в зависимости
от длины профиля заготовки, толщина — 12 —
20 мм, диаметр отверстия — 16, 18, 22 мм.
292
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
1РАЗД. Ill
ЛИТЕРАТУРА И ИСТОЧНИКИ
. Р ран о в с к ий
1947.
Г. И., Фасонные резцы, Машгиз,
2. С е м е н ч е и к о И. И., Режущий инструмент,
ОНТИ, 1936.
т. I,
3. Т и т о в Г. Н., Расчёт профилей я режимы работы
фасонных резцов, Уральское отд. РНИТОМАШ, 1941.
4. Jons on,;Contour calculations for forming tools, Am.
Mach,, London, 1/X, 15/X, 29/X, 12/X. 10/ХП 1932 я
21/1» 4/11 1933.
ФРЕЗЫ
Классификация фрез
Фрезы могут быть разбиты на группы по
технологическому и конструктивному призна-
кам.
По технологическому признаку суще-
ствуют фрезы для обработки: а) плоскостей;
б) пазов и шлицев; в) фасонных поверхно-
стей; г) тел вращения и д) для разрезки ме-
таллов.
По конструктивным признакам фрезы раз-
личаются; а) по форме зуба—1) с пря-
мыми; 2) с наклонными, 3) с винтовыми, а
также 4) с разнонаправленными зубьями;
б)поформезатылованной поверх-
ности—1) затылованные, 2) незатыловаи-
ные (остроконечные); в) по внутреннему
устройству —1) цельные, 2) составные,
3) комплектные, 4) со вставными зубьями;
г) по способу закрепления — 1) с от-
верстием, 2) концевые с коническим или ци-
линдрическим хвостом.
Габаритные размеры фрез и форма зубьев
приведены в следующих общесоюзных стан-
дартах на фрезы:
Наименование стандарта Индекс
и № стандарта
Фрезы цилиндрические с мел-
ким зубом ОСТ НКТП 3592
Фрезы цилиндрические со
вставными ножами ГОСТ 2569-44
Фрезы цилиндрические сборные
составные ГОСТ 1979 43
Ножи к цилиндрическим фре-
зам ...... ГОСТ 1980-43
Фрезы торцовые насадные с
мелким зубом . ОСТ НКТП 3595
Фрезы торцовые насадные с
крупным зубом ОСТ НКТП 3596
Фрезы торцовые насадные диа-
метром до И25 мм со вставными
ножами из быстрорежущей стали ГОСТ 3876-47
Фрезы торцовые с коническим
хвостом со вставными ножами . ГОСТ 2637-44
Фрезы дисковые трёхсторон-
ние с мелким зубом ОСТ НКТП 3598
Фрезы трёхсторонние со встав-
ными ножами из быстрорежущей
стали ОСТ 1669-45
Фрезы дисковые трёхсторонние
я торцовые со вставными ножами.
Технические условия ...... ГОСТ 1671-4?
Фрезы дисковые пазовые . . . ОСТ НКТП 3597
Фрезы пазовые затылованные . ОСТ 20194-40
Фрезы цилиндрические, торцо-
вые, трёхеюронние и дисковые
пазовые. Технические условия . . ГОСТ В 1695-42
Фрезы концевые с цилиндриче-
ским хвостом ОСТ НКТП 3608
Фрезы концевые с коническим
хвостом ОСТ НКТП 3617
Фрезы двухконцевые для бое-
припасов • . ГОСТ 1167-41
Фрезы концевые торцовые. Тех-
нические условия ОСТ 20193-40
Фрезы одноугловые ОСТ НКТП 3618
Фрезы двухугловые несимме-
тричные . . ОСТ НКТП 3653
Фрезы угловые для канавок
затылованных фрез с прямым зу-
бом .... . ОСТ НКТП 3654
Фрезы двухугловые для канавок
затылованных фрез со спираль-
ным зубом ОСТ НКТП 3655
Наименование стандарта Индекс
и № стандарта
Фрезы угловые. Технические
условия ОСТ 20192-40
Фрезы полукруглые выпуклые . ОСТ НКТП 3659
Фрезы полукруглые вогнутые . ОСТ НКТП 3664
Фрезы полукруглые вогнутые
и выпуклые. Технические условия ОСТ 20232-40
Фрезы Т-оСразные для станоч-
ных пазов ............ ОСТ НКТП 3656
Фрезы шпоночные С цилиндри-
ческим хвостом • ОСТ НКТП 3942
Фрезы шпоночны* с коническим
хвостом. ОСТ НКТП 3943
Фрезы для сегментных шпонок
размером от 13 до 38 мм ОСТ НКТП 20135-39
Фрезы отрезные (пилы круглые) ГОСТ ?679-44
Фрезы прорезные (шлицевые). ГОСТ 2680-44
Фрезы резьбовые (рекомендуе-
мый) ГОСТ 1336-41
Диаметры цилиндрических
оправок и отверстий в инстру-
менте. Крепление инструмента на
шпонке ОСТ 1489
Крепление инструмента на
оправке торцовой шпонкой, . . ОСТ НКТП 2874
Ножи и пазы клиновые рифлё-
ные для режущих инструментов.
Основные размеры ГОСТ 2568-44
Конусы инструментов. Размеры ГОСТ 2817-45
Конусы инструментов. Допуски ГОСТ 2848-45
Диаметры цилиндрических хво-
стов режущего инструмента. Нор-
мальный ряд ОСТ НКМ 4044
Приложение. Центровые отвер-
стия для режущих инструментов
Ножи и пазы клиновые рифлё-
ные для режущих инструментов.
Основные размеры. ГОСТ 2568-44.
Геометрические параметры режущей
части фрез
Условные обозначения. На фиг. 56 и 57
показаны геометрические параметры режущей
части торцовой фрезы со следующими обо-
L
вид по стоелке Д
1мо ре/кущую угловую кронку
Фиг. 56. Геометрические параметры режущей части фрезы.
ГЛ. VM
ФРЕЗЫ
293
значениями: а — задний угол на главной ре-
жущей кромке; ах — задний угол на вспомо-
гательной (торцовой) кромке; ап — нормаль-
ный задний угол; f — нормальный передний
угол; Yt — поперечный передний угол;«—угол
наклона винтового или наклонного зуба;
к — угол наклона главной
режущей кромки; ср —
угол в плане главной
режущей кромки; ср0 —
угол в плане переходной
кромки; cpt —угол в плане
вспомогательной (торцо-
вой) кромки; /—шири-
на затылочной поверх-
ности в мм; /о — ши-
рина переходной кромки
в мм; D —диаметр фре-
зы; d — диаметр отвер-
стия для оправки; z—
число зубьев.
Расчётные значения нормальных задних
и передних углов. Для определения нормаль-
ного заднего угла «д служат нижеприведён-
ные формулы:
для торцовых фрез с угловой кромкой
и угловых фрез
tgoe==lgo.sln«p;
для цилиндрических и концевых фрез с
винтовыми зубьями и дисковых фрез с на-
клонными зубьями
Фиг. 57. Схема режу-
щей части зуба торцо-
вой фрезы.
ап —
COS ш
для фасонных затылованных фрез
R
где /? —наибольший радиус фрезы в мм;
гх—радиус рассматриваемой точки х на ре-
жущей кромке фасонной фрезы; а — задний
угол, измеренный в плоскости, перпендику-
лярной оси фрезы;
для фасонных косозатылованных фрез
где х— угол поворота супорта при косом
затыловании в градусах, е— угол между пло-
скостью, касательной к рассматриваемой точке
режущей кромки фасонной фрезы, и плоско-
стью, перпендикулярной оси фрезы:
для фасонных острозаточенных (при по-
мощи копира) фрез
*e = tga • sin e --^Jf_
где hx — расстояние от рассматриваемой
точки х на режущей кромке до точки с наи-
большим радиусом R мм.
Для определения нормального переднего
угла служат нижеприведённые форглулы:
для цилиндрических и концевых фрез с вин-
товыми зубьями и дисковых фрез с наклон-
ными зубьями
tg-т = tg 7i •sintu;
для торцовых фрез с угловой кромкой
tg y = tg <o • cos ? + tg 7! • sin ф,
для фасонных фрез с разнонаправленными
зубьями
tg -у .= tg о» • sin е + tg fi • cos e.
Задний угол. Оптимальная величина задне-
го угла зависит от режима резания и харак-
тера образующегося при этом износа.
В ГОСТ 2321-43 даны рекомендуемые значе-
ния задних углов для различных типов фрез.
Для определения заднего угла в зависи-
мости от определённых условий резания для
зоны скоростей резания, близкой к экономи-
ческой, рекомендуется пользоваться формулой
sin а.
const
а
0,3
При обработке сталей const = 0,13, чугунов
const = 0,1.
Передний угол. Оптимальная величина
переднего угла зависит от качества обраба-
тываемого металла, определяемого значением
коэфициента усадки стружки. Значение коэ-
фиииента усадки стружки определено пока
лишь для небольшого числа марок сталей,
поэтому за характеристику качества обраба-
тываемого металла принимается предел проч-
ности а6 в kzjmmK
Для уточнённого определения переднего
угла при обработке пластичных металлов
в зоне скорости резания, близкой к экономи-
ческой, рекомендуется пользоваться следую-
щей формулой [7]:
где Ко = 0,83 — 0,008^, причём ф — поперечное
сужение образца в процентах.
В ГОСТ 2321-43 даны рекомендуемые зна-
чения передних углов в зависимости от типа
фрезы и качества обрабатываемых сталей и
чугунов *.
Угол в плане. С уменьшением угла в
плане при постоянстве подачи на зуб толщина
стружки уменьшается, длина рабочей части
'режущей кромки увеличивается, стойкость и
производительность фрезы повышаются.
В табл. 13 приведены конструкции режу-
щих кромок различных типов фрез и реко-
мендуемые значения углов в плане <р и <ро-
Таблица 13
Назначение углов в плане
9"
го
Эскиз обработки
Область
применения
Торцово-кониче-
ские фрезы /5>15О
мм в крупносерий-
ном и массовом
производствах при
обработке жёстких
деталей на проход
на продольно-фре-
зериых станках и
величине снимае-
мого слоя за про-
ход не свыше 3 мм
* Передний угол твердосплавных фрез при скорост-
ном фрезеровании определяется по данным табл. 16.
294
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
Продолжение табл. 13
?* «Рог
Эскиз обработки
От
45
до
6о
От
до
3°
45
6о
9°
45
Область
применения
Конические фре-
зы ?>>150 мм при
обработке жёстких
деталей на проход
на продольно-фре-
зерных станках и
величине снимае-
мого слоя не свы-
ше 3 мм, когда
требуется повы-
шенная чистота
обрабатываемой
поверхности
Торцово-кониче-
скиефрезы сдвой
ным углом в пла-
не <р. Применяются
для тех же усло-
вий обработки, но
при повышенной
величине снимае-
мого слоя за про-
ход—от 3 до 6 мм
Торцово-кониче-
ские фрезы со
стружколоматель-
ными канавками.
Применяются при
необходимости
снимать за один
проход припуски
от 6 до 10 мм
Торцовые и ди-
сковые двухсто-
ронние фрезы в
крупносерийном и
массовом произ-
водствах при ве-
личине снимае-
мого слоя за один
проход: а) для
торцовых фрез—
до 6 мм; б) для
дисковых фрез-
до 3 мм
Торцовые и ди-
сковые двухсто-
ронние фрезы в
мелкосерийном и
индивидуальном
производствах при
величине снимае-
мого слоя за один
проход до 6 мм
Торцовые и ди-
сковые двухсто-
ронние и концевые
фрезы при обра-
ботке взаимно
перпендикулярных
плоскостей
45
Дисковые трёх-
сторонние фрезы
с пртмыми и осо-
бенно с разнона-
правленными
зубьями
/0 = 0,5 + 1,5 мм
Вспомогательный угол в плане. Он слу-
жит для беспрепятственного перемещения
торцовой кромки в процессе резания.
С увеличением вспомогательного угла в
плане ft уменьшается длина торцовой кромки,
непосредственно участвующей в резании,
увеличивается стойкость (до определённого
значения ^l), однако при этом ухудшается
чистота обрабатываемой поверхности. Для
фрез с торцовой режущей кромкой величина^
невелика.
У фрез шлицевых, фрез-пил, концевых,
пазовых и Т-образных значение <f>i связано
с шириной и диаметром инструмента, обусло-
вливающими прочность этих фрез.
В табл. 14 приведены различные кон-
структивные формы торцовых кромок, а
также соответственные расчётные данные.
В ГОСТ 2321-43 даны рекомендуемые зна-
чения вспомогательного угла в плане для нор-
мальных фрез рыночного типа.
Для мерных дисковых и шлицевых фрез
расчёт <pj следует производить по формуле
срх= arc tg —- ,
где АВ — допустимое уменьшение ширины
фрезы в соответствии с предельными откло-
нениями обрабатываемого паза; ftj — величина
перетачиваемого слоя зубьев фрезы.
Угол наклона винтовых зубьев. Он слу-
жит для достижения равномерного фрезеро-
вания, для уменьшения мгновенной ширины
стружки при врезании и для отвода стружки
в желательном направлении.
Значение угла определяется формулой [1]
В-г
где k — целое число зубьев, одновременно
режущих.
i
63
Число эибьеб _ г
25 20 15 №9 8 7 S 5
300 250 200 150 ЮО 80 70 SO 50 ЬО 30 20 15
Диаметр фрезы ~* дм*
Фиг. 58. Номограмма для расчёта углов наклона зубьев
фрезы.
Для удобства пользования этой формулой
приводим номограмму (фиг. 58).
Рекомендуемые значения углов наклона
винтовых и наклонных зубьев приведены
в табл. 15.
ГЛ. VI]
ФРЕЗЫ
295
Таблица 14
Расчётные данные вспомогательного угла в плане у, для торцовых кромок фреэ
по пор,
Наименование фрезы
Эскиз фрезы
Значение расчётных элементов
1 Торцовые насадные фрезы
со вставными зубьями для
! обдирочных работ
То же для чистовых работ
<Pi => 0 на длине /с;
1В = 4-6 s0;
% - 2°
Торцовые фрезы с зачист-
! ньши зубьями для чистовой
1 обработки чугуна
Зачисггтоп /
'У {очистной зуО /VV
Ь - 2°;
h > 30<
но не менее 30 мм.
Число зачистных зубьев: при D > 250 мм
2зач " 2' ПРИ D < 25° мм гзач ~ ' *
То же для чистовой обра-
ботки стали
\
<р1 F' до 12');
но не менее 30 мм.
Число зачистных зубьев: при D > 250 мм
гзач ~ 2' При D < 250 мм 2зач™ * *
Торцовые насадные цель-
ные фрезы без торцовых
зубьев **
6 То же с торцовыми зубья-
ми
<р, ¦= 8—10° для работы с подачами
s, < 0,08 мм
Ь = 1-2°
Концевые фрезы:
а) с торцовыми зубьями
б) без торцовых зубьев
а) <р, = 1—2°
б) ср, = 8-5-10° для работы с подачами
s, < 0,08 мм
Дисковые фрезы трёх- и
двухсторонние
Г
а) для грубых пазовых работ <pt =t —2°
б) для точных (мерных) и чистовых работ
<р, = 30', <p'j = 2°, 10 > 4-5 *0
* По данным инж. Г.. М. Рывкина (ЗИС).
** Согласно предложению канд. техн. наук Л. А. Рождественского.
296
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
(РАЗД. Ш
Продолжение табл. 14
по пор.
Наименование фрезы
Эскиз фрезы
Значение расчётных элементов
Дисковые пазовые
Для пазов с широкими допусками на
обработку
10
Т-образные пазовые
Для пазов с широкими допусками на об-
работку <р, - 1°30'— 2°30', для мерных фрез
<Р,-30'-1°
С торцовыми зубьями применять для
мерных фрез повышенной точности и чисто-
ты поверхности обработки
Дисковые шлицевые
ЯЕШШ -J-Я II 111Н1Ш
Ь - 20' до 1°30'; при В < 2 мм <р, = 15'
60', при В > 2 мм <р» = 1° — 1°30'
12
Фрезы-пилы
Для D свыше 150 мм
?,-2-3°;
— = 0,6-0,75;
Ь - В — 2 (О - d) tg <р, - 2R
13
Шпоночные
9, =4-6'
14
Пилы с приклёпанными
сегментами
2°30'-Зв
Таблица 15
Рекомендуемые значения углов » наклона винтовых
и наклонных зубьев для нормальных фрез
Наименование фрезы
Цилиндрические крупнозубые
Цилиндрические мелкозубые
Цилиндрические сдвоенные
Концевые •
Шпоночные
Дисковые двухсторонние
Дисковые трехсторонние
Дисковые трёхсторонние сдвоенные . . .
Торцовые с цельными зубьями
Торцовые со вставными ножами ....
3°
ао
55
3°
'5
8-^15*
15
ю
[О
* Для дисковых трёхсторонних сборных фрез шири-
ной В более 15 мм значение а» =¦ 12—15° и для В
менее 15 мм ш — 8—10°.
Для фрезерования глухих пазов следует
конструировать фрезы с правым направлением
винтовых зубьев при правом вращении фрезы
или с левым направлением винтовых зубьев
при левом вращении фрезы (фиг. 59 и 60).
для того чтобы стружка транспортировалась
вверх. При этом осевая сила Яо направлена
вниз и стремится вытащить фрезу из конус-
ного отверстия шпинделя станка, поэтому сле-
дует затяжной болт
делать усиленной
конструкции.
При обработке
плоскостей конце- Щ
выми фрезами на
вертикально - фре- %
зерных станках вы- ^
годнее стружку от-
водить вниз, для
чего следует при-
менять фрезы с ле-
вым направлением
винтового зуба при
правом вращении
фрезы или с пра-
вым направлением
винтового зуба при левом вращении фрезы
(фиг. 61 и 62). Для обработки пазов или вы-
ступов эти фрезы непригодны, так как на
торцовых зубьях будут отрицательные значе-
ния передних углов.
Фиг. 59. Спи-
раль правая,
вращение пра-
вое.
Фиг. 60. Спи
раль левая,
вращение ле-
вое.
ГЛ. VI]
ФРЕЗЫ
297
Для работы на горизонтально-фрезерных
станках цилиндрические фрезы следует из-
готовлять с левым направлением винтовых
зубьев при правом вращении фрезы или с
правым направлением винтовых зубьев при
левом вращении фрезы.
У концевых фрез с большим углом наклона
винтовых зубьев (ш >> 35°) ослабляется вер-
шина зуба в месте стыка торцовой и цилин-
дрической кромок,
поэтому в этих
случаях рекомен-
дуется надлине15—
20 мм изготовлять
винтовую канавку
с углом наклона
<в = 20°, затем всю
остальную часть
фрезы с углом на-
клона to =s 35° [8J.
Число зубьев
для различныхфрез
зависит от харак-
тера работы и ре-
жима резания.
При фрезерова-
нии с большими
припусками и опасности защемления стружки
между зубьями у переточенной фрезы опреде-
ление числа зубьев производится с учётом
свободного размещения стружки между зубья-
ми. В этом случае можно пользоваться ниже-
приведёнными формулами:
для цилиндрических, концевых, дисковых,
шлицевых, пазовых и фасонных фрез
0.2D
Фиг. 61. Спи-
раль левая, вра-
щение правое.
Фиг. 62. Спи-
раль правая,
вращение ле-
вое.
/>.5 .0,5
4тах *2тах
где fmax — наибольшая глубина резания в мм;
5*шах — наибольшая подача на зуб в мм-
для торцовых фрез с угловой кромкой при
симметричном резании
0,6О
t
0,5
При фрезеровании с небольшими при-
пусками число зубьев следует рассчитывать,
исходя из необходимости получения наиболь-
шего числа переточек при сохранении рав-
номерного фрезерования, по следующей фор-
муле:
где I — число переточек фрезы до её полной
амортизации; х^ — величина слоя, снимаемого
за одну переточку, в мм.
Работу фрезы может лимитировать сила
резания. Так, например, у концевых фрез
возможны поломки в опасном сечении, а у
цилиндрических и дисковых фрез — понижен-
ная производительность (при работе на фре-
зерных станках недостаточной мощности). По-
этому здесь рекомендуется по возможности
снижать число зубьев для уменьшения силы
резания.
Для концевых фрез при rf<!10 мм г = 3,
при rf> 10 мм z — 4 при ш = 35°. Для цилин-
дрических сдвоенных фрез для rf<!75 мм
z = 4 и для d^-90 mm z = 6 при угле наклона
винтовых зубьев соответственно условиям
равномерного фрезерования.
При выборе числа зубьев у затылованных
фрез необходимо исходить из следующего:
а) оно должно быть таким, чтобы толщина зуба^
позволяла производить экономическое числа
переточек; б) оно должно быть назначено
с учётом получения достаточного простран-
ства для помещения стружки.
Для обеспечения наибольшего числа пере-
точек толщина зуба должна иметь значение
р = @,8 ¦- 1,0) Я, причём Н = h-\-hK + r, где
h — высота профиля детали в мм, hK — вели
чина затылования, опреде- ,
ляемая по формуле hK = f
¦z-D . ъ
= tga; r—радиус за- [
Схема заты
лованного зуба.
кругления у основания зуба
в мм (фиг. 63).
При обдирочной работе
важнейшим условием для фиг-
выбора числа зубьев
является свободное помеще-
ние стружки в пространстве между зубьями
Торцово-конические фрезы. Торцово
конические фрезы [4, 13] применяют для
высокопроизводительной обработки пло-
скостей в условиях крупносерийного или мае
сового производства. Расчёту подлежат сле-
дующие элементы:
длина проекции главной режущей кромки
по формуле
длина проекции вспомогательной режущей
кромки по формуле
мм;
минимальный диаметр торцово-коническок
фрезы по формуле
?>шт = 2/ + /,
когда /^100 мм;
угол в плане по формуле
<Р = arc ctg —.
Угол в плане назначается в зависимости
от припуска на обработку В в мм и жёст-
кости фрезерной установки.
Число зубьев, задний и передний углы
торцово-конической фрезы определяются по
приведённым ранее формулам.
При необходимости снимать за один про-
ход повышенные припуски следует применять
торцово-конические фрезы с-двойным углом
в плане или со стружколомательными канав-
ками (табл. 13).
Ступенчатые фрезы. На фиг. 64 показана
схема режущей части ступенчатой фрезы.
Каждый зуб состоит из отдельных ступеней
шириной от 5 до 10 мм. Высота ступени соот-
ветствует толщине стружки. Для черновых
зубьев а = 0,2—0,3 мм, а для чистовых зубьев.
а = 0,05 мм.
298
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. Ш
Ступени служат для разделения стружки
по её ширине, что уменьшает склонность к
дрожаниям и вибрациям.
5ступеней 2сгпуп. Urn. 2cmyn.
! /2
5 ступеней
Фиг. 64. Схема режущей части фрезы со ступенчатыми
зубьями: bd—главная режущая кромка; ей—вспомо*
гательная кройка; 1 — черновая фреза; 2 — чистовая
фреза.
Размер диаметра зависит от числа ступе-
ней, ширины ступени и ширины заготовки:
Dmin = 2я • b + t мм,
где п — число ступеней; Ъ — ширина ступени.
Фиг. 65. Схема ступенчатой фрезы И. И. Гудова и др.
Число ступеней определяется по формуле
В
п = —,
а
где В — припуск на обработку в мм; а — тол-
щина стружки в мм.
Ступенчатые фрезы рекомендуется приме-
нять для обработки широких заготовок, когда t
больше 100 мм, и для снятия за один проход
слоя металла не свыше 4 мм в условиях
массового производства при обработке жёст-
ких деталей на продольно-фрезерных станках.
На фиг. 64 дана схема ступенчатой фрезы,
у которой ступени составлены из отдельных
зубьев. При этом происходит разделение
стружки по ширине фрезерования (припуску)
В мм при увеличенной подаче на один зуб
пропорционально числу ступеней.
На фиг. 65 показана трёхступенчатая фреза
с одинаковой высотой ступеней Bi — B2 = B%.
Благодаря увеличенной толщине стружки
при работе этими фрезами мощность на фре-
зерование понижается примерно на 20%.
Ступенчатые фрезы этого типа могут
иметь применение при снятии за один проход
больших припусков В (свыше 8 мм) на про-
дольно-фрезерных станках при недостатке
мощности.
Обдирочные фрезы с разделением
стружки по её ширине (кукурузные фрезы).
Такие фрезы применяются для обдирочных
работ при повышенных припусках на обра-
ботку или для обработки пазов.
На фиг. 66 показана развёртка зубьев
кукурузной фрезы. Режущие кромки её рас-
положены на кольцевых выступах, смещённых
относительно друг друга на величину
й бь/стцп
Фиг. 66. Развёртка зубьев кукурузной фрезы: D—60 мм;
г=6; ш-208; 5-12 мм.
х = —, где S — шаг винтовой линии точек
Z
режущей кромки; г— число зубьев. Зубья заты-
лованы по архимедовой спирали.
Напрабление подачи
по ходовому бит
Фиг. 67. Установка супорта и резца при
затыловании леворежущих фрез с располо-
жением супорта перед фрезой.
Для обеспечения задних углов на боковых
сторонах профиля станок следует настроить
так, чтобы затылование происходило по вин-
товой кромке в направлении, перпендикуляр-
ном оси фрезы. Для получения кольцевых
выступов на фрезе при перемещении супорта
ГЛ. VI]
ФРЕЗЫ
299
Таблица 16
Геометрия режущей части твердосплавных фрез при скоростном резании сталей
Обрабатываемый
материал
Сталь Ив < 200
Сталь Нв = 225-300
Сталь Нв = 325—500
Фрезерный станок
с плоскоремённым при-
водом
7°
+ 10 до +15
+5 до +8
0
Xе
+ 15
+ 15
+ 15
Станок с жёстким или клиноремённым приводом
средней
жёсткости
Т*
0
-5
-10
повышенной
жёсткости
7°
—5
-10
—15 до —20
при
ах > 0,06
Х°
+ 15
+ 15
+ 15
при
ах < 0,045
\°
0 до +5
0 до +5
+5
« - 14—16"; а, = 10-12°; <р = 60°; (р, «= 5°; <р„ - 30°; /0 - 1—1,2 мм
Примечания: 1. я_ — толщина стружки при начале врезания зуба фрезы
ах — s • sin <p • cos ф ,
где Ф — текущий угол контакта.
2. X — угол наклона режущей кромки
tgr X — tg Yi • cos <f — tg ш • sin <p.
3. При обработке лёгких сплавов на сверхвысоких скоростях резания (« > 1200 м1ман) передний угол т= 0 до —5°.
4. При работе цилиндрическими и дисковыми фрезами при скоростном резании рекомендуется работать с пря-
мыми подачами (т. е. в направлении против вращения фрезы).
5. Для чистового фрезерования для всех обрабатываемых материалов величина переднего угла т ¦= —10° при
Х=+10°.
Таблица 17
__ Геометрия режущей части твердосплавных фрез при скоростном фрезеровании чугуна
Обрабатываемый материал
Чугун На - 150 — 250
7°
+5
+5
IO—12
•l
IO—12
«Р°
45-6о
»1
2—5
25—3°
/о мм
i-».5
по ходовому винту необходимо его повернуть
на угол т, тогда результирующее движение
резца будет происходить в направлении, пер-
пендикулярном оси фрезы.
Направление подачи
~~ по ходовому ванту
Фиг. 68. Установка супорта и резца при
затыловании леворежущих фрез с распо-
ложением супорта за фрезой.
На фиг. 67 и 68 даны схемы установок
супорта и направления вращения шпинделя
для леворежущих фрез.
Угол поворота х супорта определяется по
формуле [12]
tg т = -г-- '
x-z
S
• tg a tzD • tg a '
Геометрия режущей части фрез, осна-
щённых твёрдым сплавом. При обработке
сталей рекомендуется применять фрезы, ос-
нащённые твёрдым сплавом отечественной
марки T15K6-G.
В табл. 16 приводится геометрия режущей
части твердосплавных фрез при скоростном
резании сталей.
При обработке серого, легированного и
ковкого чугунов рекомендуется применять
пластины твёрдого сплава марок ВК8, а также
Т15К6-С.
В табл. 17 приводится геометрия режущей
части твердосплавных фрез при скоростном
фрезеровании чугуна, а в табл. 18 — данные
по выбору основных параметров торцовых
фрез.
Таблица 18
Выбор диаметра, числа зубьев и толщины
вставных резцов торцовых фрез
D в мм
7°-75
IOO—125
150-250
250 и выше
z
А
6-8
8— го
Толщина
резца в мм
'5
2О
25
3°
Примечания: 1. Величина диа.метра должна со-
ставлять D—1,2—1,4 tm&x, где *тах — наибольшая глу-
бина резания (ширина заготовки).
2. При работе фрезами D < 150 мм и для однозубых
фрез рекомендуется применять маховики весом — 50 —
100 кг.
300
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
(РАЗД. IU
Расчёт фасонных фрез
Корригирование контура фасонных
фрез с прямыми зубьями. Для обработки
фасонных деталей с резко очерченными кон-
турами рекомендуется применять фрезы, за*
тылованные по архимедовой спирали.
Для обработки пологих контуров, когда
угол контура е > 20°, рекомендуется применять
фасонные фрезы, заточенные по задней по-
верхности при помощи копирных или других
устройств.
При затыловании фасонных фрез с у = 0
контур затыловочного резца равен контуру
фрезеруемой детали в её осевом сечении.
Для повышения производительности, стой-
кости и чистоты обрабатываемой поверхности
фасонные фрезы изготовляют с передним
углом 7>0 (фиг. 69).
Заданный контур /Контур фрезы б
детали / асевом сечении
Фиг. 69. Корригирование контура фасонных фрез с пря-
мыми зубьями: НК — падение кривой кулачка в мм;
hu — высота контура детали в мм; Иф — высота кон-
тура фрезы и затыловочного резца в мм; <х—минимально
необходимый задний угол при конечном положении за-
тыловочного резца (в точке с); а, — угол зазора.
В этом случае для получения заданного кон-
тура на детали профиль фрезы в её осевой
плоскости, а следовательно, и контур затыло-
вочного резца должны быть скорригированы
по формуле
и _ и K'Z
¦9х>
где
360°
R-siny
Осевые размеры контура фасонного резца
в точности равны соответствующим размерам
детали.
Минимально необходимый задний угол за-
тыловочного резца (фиг. 70)
Вышеуказанный метод расчёта рекомен-
дуется применять для обработки контуров,
составленных из прямолинейных участкоз.
При корригировании фасонных фрез с ра-
диусным (или другим криволинейным) конту-
ром режущая кромка затыловочного резца по-
лучает более сложную форму. Она отлична
от контура обрабатываемой заготовки. Это
усложняет изготовление соответствующего
шаблона.
Путём специальной установки резца
(фиг. 70) и придания ему расчётного угла чр
7
Фиг. 70. Корригирование контура фасонной
фрезы путём специальной установки затыло-
вочного резца с расчётным передним углом fp .
достигают того, что профиль резца по его пе-
редней грани равен профилю заготовки, обра-
батываемой фрезой.
При этом точка I резца должна быть уста-
новлена на уровне центров заготовки, а за-
тыловочный резец должен быть изготовлен с
передним углом ip~t — B-5-3°).
Точное определение переднего угла заты-
ловочного резца производится из расчётного
уравнения [16]
Я, + *• А?
= 0,
где
hK-z .
360° '
= arc sin
arctg
sin? .
h,,-B
Задаваясь различными значениями В, до-
стигают удовлетворения тождества
гч . t « В
Тогда
= arc sin
sin (т] + Тр)
В
=0.
Необходимый минимальный задний угол
затыловочного резца определяется из фор-
мулы
hK-z
где яг — уменьшение заднего угла вследствие
установки резца выше центров детали; <хс —
ГЛ. VI]
ФРЕЗЫ
301
угол между касательной к архимедовой спи-
рали в точке С и перпендикуляром к ра-
диусу-вектору в этой точке; а3 — угол зазора
(действительный задний угол в движении).
Косое затылование фрез. Фасонные
фрезы с резко очерченными контурами на
участке, где е<20в, имеют весьма малые (до
нуля) значения задних углов. Для увеличения
задних углов на указанном участке рекомен-
дуется применять косое затылование.
На фиг. 71 представлены некоторые формы
контуров фасонных фрез, где необходимо при-
i/
Фиг. 71. Характерные контуры фасонных
фрез, когда необходимо косое затылова-
ние.
менение косого затылования; при этом в ряде
случаев приходится фрезу делать составной
из двух частей (для создания возможности
производить косое затылование).
Фиг. 72. Затылование
одним резцом одновремен-
но боковой стороны и вер-
шины контура фрезы: hK—
падение затылка кривой в
направлении косого заты-
лования, ft — падение кри-
вой кулачка в направле-
нии, перпендикулярном оси
фрезы, в мм; hKt в — паде-
ние кривой кулачка при за-
тыловании вершины зуба
при е — 90° (нормальный
задний угол у вершины
ал> в на фигуре не показан).
Расчётные данные при косом затыловании
[15]:
1. Затылование одним резцом одновре-
менно боковой стороны и вершины контура
фрезы (фиг. 72):
при е<90°
sin (г -\-%)
2) при е = 90"
Z-COST
3) при hK = hK (
tg
4) при ал = ап в
90° — е .
Z'Sin
• hKt в — падение? кривой кулачка при затыловании
вершины зуба фрезы при • — 90°; hK — падение кривой
кулачка в направлений косого затылования; ал в — нор-
мальный задний угол у вершины.
На участке контура, где е < 20°, значение
нормальных задних углов должно быть не ме-
нее оя = 3—5".
Угол наклона супорта при косом затыло-
вании в пределах
х .» 4 -4- 8°.
2. Затылование
одним резцом од-
новременно боко-
вой стороны и вер-
шины контура,
если задано h и Ло
(фиг. 73).
Угол поворота
супорта опреде-
лится из следую-
щего:
_ tga,
Фиг. 73» Затылование одним
резцом одновременно боковой
стороны и вершины контура,
если задано h и h0.
= —^ _.
sinx
sint
гДе ап min — нормальный задний угол на уча-
стках ей (фиг. 73); ал> 9 — нормальный задний
угол на участке be.
Необходимо иметь в виду, что при косом
затыловании после переточки фасонная фреза
изменяет свои размеры значительно больше,
чем при прямом затыловании.
Корригирование фасонных фрез с раз-
нонаправленными зубьями. При фрезеро-
вании деталей с радиусным или криволиней-
ным контуром для получения передних углов
7>0 в любой точке режущей кромки, а также
для обеспечения постепенного врезания реко-
Профиль детсли Просриль фрезы
>>, Фиг. 74. Корригирование
фасонных фрез с разно-
направленными зубьями и
определение контура заты-
ловочного резца.
мендуется применять фасонные фрезы с раз-
ным направлением зубьев. При этом наклон
передней поверхности определяется продоль-
ным передним углом f3 и поперечным перед-
ним углом 7i«
302
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
(РАЗД. II!
Каждый зуб фрезы работает только одной
стороной, снабжённой режущей кромкой, дру-
гая сторона, как не участвующая в работе,
несколько срезается (фиг. 74).
В связи с двойным наклоном передней по-
верхности профиль фрезы (и затыловочного
резца) для получения заданного контура де-
тали должен быть скорректирован согласно
следующим формулам:
для левой удлинённой половины зуба
для правой укороченной половины зуба
где
«*-«а "Г «13605-.
sin9x = "Б— -' ?i=y-tg?2—¦*
для левой стороны фрезы;
sin®.
^-- /.„ = v.1
для правой стороны фрезы;
* = (/?! — Ли) sin <ы
Продольный передний угол 72 = 10-f-20°.
Установочные расчёты при изготовлении
фрез
Для получения заданного контура винто-
вой канавки с заданным передним углом не-
обходимо (фиг. 75):
1) установить дисковую двухугловую фрезу,
имеющую радиус /?, определённой ширины и
контура соответствен-
но заданному профи-
лю канавки [6];
2) поперечным пе-
редвижением стола
сместить двухугловую
фрезу по отношению
к оси заготовки на
величину Cs;
3) поворотом сто-
ла универсально-фре-
зерного станка повер-
нуть заготовку на
угол г] соответственно
заданному углу накло-
на винтового зуба <о;
4) вертикальным
смещением стола уста-
новить фрезу на глу-
бину Ch соответствен-
но заданной высоте
зуба Л мм.
Расчётные фор-
мулы при фрезеро-
вании винтовых ка-
Фиг. 75. Установка двух-
угловой фрезы при обра-
ботке винтовых канавок ци-
линдрической фрезы. ОА—
ось продольного ходового
винта станка.
навок.
1) Угол поворота
стола i\ в соответствии с заданным углом
наклона винтовых зубьев о> (фиг. 75)
tg 73 = cos (Ox + 71) tg со,
2) Горизонтальное поперечное смещение
стола
С = ^'sin (e* + ft) ~ H'sin 9l
cos21\
где
В
= 180°—Г^90°
sin Э = tg 7rcos'
в)
sinO
cos ш
R-h
cos
G+вI ;
sin в.
3) Вертикальное смещение стола
Сн = R - [R cos (в2 + Tl) — tf-cos 9j],
где в — полный угол двухугловой фрезы;
6j — меньший угол двухугловой фрезы.
Расчётные формулы при фрезеровании
прямых канавок [14J. Обработка пря-
мой канавки одноугловой фрезой
(фиг. 76):
горизонтальное смещение
= R ¦ sin n;
вертикальное сме-
щение
sin(& —X)
sin& "*"
ctgd —
где X. = e — и- — Ti!
31" 2 ~ 2/? *
Обработка
двухугловой
(фиг. 77):
Фиг. 76. Установочные па-
раметры при фрезерова-
нии прямой канавки одно-
угловой фрезой.
прямой
фрезой
канавки
при 7 > 0
фиг. 77. Установочные параметры
при фрезеровании прямой канавки
двухугловой фрезой.
горизонтальное смещение
CS =
Tl)-sin(p-X) 1
sin 0 SlnWlJ
/¦•sin/p —
sin у
ГЛ. VI]
ФРЕЗЫ
303
вертикальное смещение
sin(p —
>—sinft 4- Ti) ~ sin(P—X)
A
. „ *r
COS I p
2 1
sinT
Обработка прямой канавки
двухугловой фрезой при i — Q:
горизонтальное смещение
rsin(p-|)
Sin?;
вертикальное смещение
г —т>\\ sin(P—Х
sine —sin (p—X)
sin °J
cos
sin?;
Расчётные формулы при установке
двухугловых фрез для обработки зубьев
угловых фрез. Для фрезерования зубьев,
расположенных на конической поверхности,
должны быть заданы (фиг. 78) Ь — угол кон-
Фиг. 78. Установка двухугловой фрезы
для фрезерования зубьев угловой фрезы.
тура фрезеруемой канавки в плоскости, пер-
пендикулярной её основанию, в градусах; (J —
угол при вершине угловой фрезы в градусах;
s — центральный угол между зубьями.
Расчёту подлежат следующие данные:
1) угол наклона шпинделя делительной го-
ловки по формуле"
А=В — С;
2) половина угла при вершине конуса за-
готовки по формуле
tg В = cos е • ctg P;
3) вспомогательный угол С по формуле
sin С = sin В • tge • ctg ft;
4) наибольшая глубина фрезерования по
формуле
fl(ft 4)
5) высота зуба по торцу по формуле
cos р ¦ cos Л
При фрезеровании зубьев, расположенных
на плоской поверхности (фиг. 79), угол на
клона шпинделя делитель-
ной головки рассчиты-
вается по следующей
формуле:
cos A = tg s • tg 8.
Расчётные формулы
при фрезеровании тор-
цовых зубьев конце-
вых и торцовых фрез.
Условные обозна-
чения: xi обозначает
поперечный передний
угол в точке х на тор-
цовой кромке в граду-
сах; Y2 —продольный пе-
редний угол в точке х на
торцовой кромке в гра-
дусах; 7i — поперечный
передний угол на диаметре d в градусах;
Ьт—угол рабочей фрезы для канавки торцо-
вого зуба в градусах; $т— угол заострения
торцового зуба в градусах, когда задняя грань
ещё не заточена; г—радиус закругления у
Фиг. 79. Установка
двухугловой фрезы для
обработки торцовые
зубьев концевых и тор
цовых фрез.
Шпиндель делитель-
ной головки
Поворот корпуса
делительной головки
Вокруг вертикальной
оси 0
Фиг. 80. Расчётная схема установки двухугловой фрезы
для обработки торцовых зубьев концевых и торцовых
фрез.
основания зуба в мм', f—ширина затылочной
поверхности в мм; ац — задний угол на тор-
цовой кромке в градусах; аг — угол спинки
торцового зуба в градусах (фиг. 80).
304
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. Ill
Угол наклона Шпинделя делительной го-
аовки [10]
Sin A = COS ffi • COS (о)
t D — 2/г
t;
-
sin yi^ =
D
D_2h '
. D - 2Л
ig Ъх = tg ю—q~.
Угол поворота корпуса делительной головки
вокруг вертикальной оси (считая за положи-
тельное направление против часовой стрелки
<при правом вращении)
sin (ог -}- ф) — sin 4> • ctg 9/- • ctg toj;
tg^ = tge • sino)i;
_ 360°.
cos ©7- = sin <ax • cos otj -f- cos e • cos (•>! • sin
где otj =90° —¦ (py -\- <»]).
Глубина торцовых канавок
где
D • sin a' • cos (-к- 4" 7i
/• cos a • sin (aj —
*'
Наименьшая глубина торцовых канавок
hi = h — с • sin с;
rf • sin (r| — Ti)
= — sin
Определение контура двухугловой фрезы
для фрезерования винтовых канавок
заданного профиля
Ниже приводится графический метод рас-
чёта контура наибольшего диаметра и ширины
двухугловой фрезы. Профиль канавки обраба-
тываемой фрезы задаётся в плоскости, пер-
пендикулярной оси фрезы.
Зафиксируем ряд отдельных положений
контура канавки фрезы @, 1, 2, 3...) при её
повороте на угол Af>p вокруг центра 0 (фиг. 81).
Затем строим ряд положений профиля канавки
на вертикальной проекции @', Г, 2', 3) соот-
ветственно повороту заготовки на угол Дер для
ясанавки с углом наклона о>.
При повороте заготовки на угол Дер двух-
угловая фреза переместится вдоль оси заго-
товки на величину ДГ:
Т • Ду
360е
• D
^360°
где Т — шаг винтовой канавки.
Рассекая винтовую канавку параллельными
друг другу плоскостями /, //, ///,..., VIII,
расположенными под углом <о, получаем на
проекции с ряд кривых. Построение их про-
изводится по точкам пересечения секущих
плоскостей с соответствующим положением
контура фрезы.
Для определения точек пересечения при-
нимаем линию АА за базу для отсчётов.
Определив точку встречи / секущей плоско-
сти / с положением контура Г, переносим её
на соответствующее положение контура /
(проекция а). Полученная точка 1\ находится
на расстоянии у[ от базовой линии АА.
Откладываем отрезок у^ от базовой ли-
нии ВВ на линии, проведённой через точку /
перпендикулярно секущей плоскости /. Полу-
чаем точку 1г на кривой Г.
То же самое проделываем для остальных
точек встречи секущих плоскостей / — VIII
с положением контуров /'—12'.
Таким образом получим ряд кривых /',
//',... ,VIW\ образующихся в результате се-
чения поверхности винтовой канавки с соот-
ветствуюо;ими секущими плоскостями.
Из этих кривых самое низкое положение
по дну канавки занимает кривая V. Проводим
к ней касательную окружность радиуса Яф.
Этот радиус является максимально допустимым
для обработки заданного контура.
Из полученного центра О проводим каса-
тельные окружности к другим кривым, ради-
усы которых Ri, R%,... ,R5 являются радиусами
соответствующих точек контура двухугловой
фрезы.
Отложив от оси двухугловой фрезы найден-
ные радиусы на соответствующих секущих
плоскостях и соединив их конечные точки
плавной кривой, имеем искомый контур двух-
угловой фрезы, получающийся несколько
криволинейным; контур допускает определён-
ное выпрямление и характеризуется углами в,
и в2.
Сборные фрезы
Крепление вставных зубьев. Фрезы со
вставными зубьями как наиболее надёжные
и экономичные получили на практике широкое
распространение. Торцовые фрезы изготовляют
сборными, начиная от D = 30 мм до D =
= 70U—800 мм и выше. Корпус сборной фрезы
изготовляют из стали марок 45 или 40Х с по-
следующим улучшением (закалка с высоким
отпуском). Возможно изготовлять корпусы
торцовых фрез для скоростного резания
из легированного или модифицированного
чугуна.
Корпусы фрез большого диаметра (D =
= 600—1000 мм) для обработки лёгких сплавов
изготовляются из отливок лёгких сплавов.
Существует много способов крепления
вставных зубьев. При их оценке необходимо
ГЛ. VI]
ФРЕЗЫ
305
Фиг 81. Определение контура двухугловои фрезы для фрезерования винтовых канавок фрезы
заданного контура с у > 0.
20
Том 7
306
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
принимать во внимание следующие факторы:
1) жёсткость и надёжность закрепления;
2) экономичность — наибольшее число пере-
точек; 3) технологичность конструкции (про-
стота изготовления) и удобство эксплоатации.
Пластинчатые вставные зубья применяются
для дисковых и торцовых фрез при сравни-
тельно нетяжёлых работах и диаметрах
?><250 мм.
Для тяжёлых работ фрезами больших диа-
метров (D > 250 мм) при обработке плоско-
стей и особенно при скоростном фрезеровании
широкое применение получили фрезы со встав-
ными резцами.
Крепление вставного клинообразного пла-
стинчатого зуба, выполненного с рифлениями
(фиг. 82), получило широкое распространение.
Фиг. 82. Крепление клиновидного вставного зуба
с осевыми рифлениями.
Оно обеспечивает жёсткое и надёжное закре-
пление. Недостатком является невозможность
выдвижения вставного зуба вдоль паза, что
снижает число возможных переточек. Он может
быть устранён следующими мероприятиями:
1) устройством второго наклона клина с
углом 2,5° для торцовых фрез и углом 5° для
дисковых трёхсторонних фрез (фиг. 83);
Обработка W
кроме мест
\ указанных особо
Фиг. S3. Вставной пластинчагый зуб с двойным клином
и осевыми рифлениями.
2) закреплением рифлёного вставного резца
при помощи двух клиньев — плоского и круг-
лого со срезанной плоскостью;
3) закреплением плоского (призматиче-
ского) вставного зуба с помощью плоского
клина;
4) закреплением пластинчатого рифлёного
зуба рифлёным клином без изготовления риф-
ления в корпусе фрезы.
При обработке больших припусков торцо-
выми фрезами с высокой угловой кромкой
рекомендуется рифления направлять парал-
лельно угловой кромке. Это привод к увеличе-
нию числа переточек.
Для дисковых трёхсторонних фрез при
ширине вставного зуба В свыше 16 мм можно
располагать рифления в осевом направлении,
как для торцовых фрез. В этом случае выдви-
жение (регулирование) вставного зуба по
рифлениям происходит по радиусу в напра-
влении наибольшего износа (по главной режу-
щей кромке).
Для одновременного регулирования и в
осевом направлении устраивают второй (до-
полнительный) наклон клина зуба с углом 2°30'.
При перемещении этого вставного зуба на
одно рифление в радиальном направлении
выдвижение зуба в направлении торца составит
sin 2°30'
tg5e
где t — шаг рифлений.
Для дисковых фрез шириной вставного
зуба В < 16 мм рифления следует располагать
в радиальном на-
правлении.
Некоторый не-
достаток этого ви-
да крепления втом,
что перемещение
зуба по рифлениям
происходит в на-
правлении торца
фрезы, который
меньше всего из-
нашивается.
Закрепление
резцов с рифления-
ми производится
при помощи на-
кладной планки и
двух винтов или
клиновой накладки
с двумя болтами
(фиг. 84).
Хороший про-
изводственный эф-
фект при скорост-
ном резании даёт
торцовая фреза,ос-
нащённая твёрдым
сплавом (фиг. 85).
Резцы, закрепляемые в резцедержателе, можно
поворачивать, что даёт возможность произво-
дить их установку на угол в плане и по радиусу
при помощи шаблона. Конструкция крепления
позволяет вести заточку каждого вставного
резца в отдельности до установки в резце-
держателе.
Расчёт элементов сборных фрез [17].
При конструировании и изготовлении фрез
со вставными зубьями необходимо знать сле-
дующие размеры зубьев и впадин для них
(фиг. Ьб):
Фиг. 84. Торцовая фреза с
вставными рифлёными резца-
mi\ укреплёнными клиновой
накладкой с двумя болтами.
ГЛ. VI]
ФРЕЗЫ
307
смещение вставного зуба и паза, а также расстояние от осевой плоскости до дна
смещение рабочей фрезы при фрезеровании впадины
паза Сг
вылет зуба из корпуса
COS a)
COS a»
Шаблон
вид на резцедержатель
(под прямым углом) л
Фиг. 85. Сборная фреза со вставными регулируемыми резцами для скоростного фрезерования.
Таблица 19
Расчётные формулы для прямоугольных пазов торцовых фрез
(по А. В. Щеголеву)
Определяемые
значения
Смещение зуба и
паза
Вылет зуба из кор-
пуса
Расстояние от осе-
вой плоскости
Высота зуба
Глубина впадины
На торце
фрезы z—0
C=*R • sin Yi
- ¦
-
Я
-
На переднем торце корпуса z=q
С|"=/? • sin Yi + <7 • tg ш
..-/*-cf-/«?-c?
..-*-.,--.?:
' COS со
Л1=Я+«7—— R • cos Yi +
cos ш '
На заднем торце корпуса z=L
С.2=Л ¦ sin Yi + i ¦ t? "*
'-}/*-*-/*-<*
13=R ¦ cos y,— Я — L ~-~
1 " COS 10
Ян = Я -4- Z.
COS o>
А, Я+, ** RcOSll +
308
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
высоту зуба
глубину паза
z г z
. - 1§^ .
COS со '
и tgfJl
COS со
величину л:, на которую отстаёт нерабочая
часть зуба при фрезеровании паза дисковой
Фиг. 86. Расчётная схема элементов торцовой
фрезы.
трёхсторонней фрезой с разнонаправленными
зубьями (фиг. 87),
х = b — Ь • cos о»! + -В • sin <ox • cos t»j.
Фиг. 87. Определение величины х у диско-
вой трёхсторонней фрезы с разнонаправлен-
ными зубьями.
Из фиг.
где
= ;гт [sin (yi + 40— sin Yi],
ft.tgco
Смещение рабочей фрезы при фрезерова-
нии паза трёхсторонней фрезы с разнона-
правленными зубьями
(фиг. 88)
= 0,5 О • sin Ti + / • tg щ.
Сводка формул дана
в табл. 19.
Определение
угла наклона дна
паза в корпусе
торцовой фрезы.
Наклон дна паза под
углом }л имеет особое
значение для торцовых
фрез с цилиндрическим
корпусом. Он позволяет
продольным перемеще-
нием зуба компенсиро-
вать возникающее при
переточке уменьшение
диаметра фрезы и тор-
цового вылета зуба.
Для фрез с перед-
ним углом Г!<;120 и
о) < 10° угол (х наклона
паза выбирается такой,
чтобы дно паза было
параллельно касательной
зуба в её средней точке:
Фиг. 88. Смещение ра-
бочей фрезы при фре-
зеровании паза трёх-
сторонней фрезы с раз-
нонаправленными
зубьями.
к режущей кромке
@,5 tg со + R • sin yi) sin о»
i — @,5Z. • tgo»+ R - sinYiK "
У торцовых фрез с большими передними
углами yi!>15° и большим углом наклона
тМН
Фиг. 89. Определение величины смещения паза
трапецеидального профиля.
о > 10° (например, при обработке лёгких
сплавов) этого наклона бывает недостаточно
для надёжного закрепления зуба в корпусе.
Глубина паза на заднем торце у них полу-
чается меньше, чем на переднем. Для таких
фрез глубину впадины /i2 на заднем торце
фрезы приходится выбирать произвольно и в
отдельных случаях принимать /ij = h2. Для
этого случая имеем
\~ (R •sin ъ
ГЛ. VI]
протяжки
309
У торцовых фрез с цилиндрическо-кони-
ческим корпусом угол jj. наклона паза обычно
принимается равным углу т между образую-
щей конической части корпуса фрезы и осью
фрезы. Для больших значений переднего угла
("d > 15") и угла наклона зубьев (ш > 10°) также
приходится делать дно канавки непараллель-
ным образующей корпуса из-за необходимости
произвольно выбирать глубину паза на заднем
торце фрезы. Угол наклона паза определяется
по следующей формуле:
где
/Ctgx) - (Я sin Ti + Lvtg WJJ -
COS to
где К — длина цилиндрической части участка
корпуса фрезы.
Определение величины смеще-
ния паза трапецеидального сече-
ния: а) для наклонной стенки со стороны
передней грани зуба (фиг. 89, а)
I/ ГУ
С ) cos Хо + /, • sin Ао,
COS w /
где Б—толщина зуба; С —ширина дна паза
в мм;
б) для наклонной стенки со стороны, про-
тивоположной передней грани зуба (фиг. 89, б),
К
COS о>
] cosX0—/2-sinX0,
Кп =
COS ft)
Для фрез с наклонными зубьями глубина
впадины по длине фрезы постепенно умень-
шается и может сделаться настолько малой,
что зуб не будет в ней держаться.
Наибольшую допустимую длину фрезы Lma?
с наклонными зубьями рекомендуется опреде-
лять графически.
Для этого корпус фрезы вычерчивается в
масштабе в двух проекциях, как это показано
на фиг. 90. На верхней проекции отклады-
вается минимально допустимая глубина /i^
паза со стороны заднего торца фрезы, при-
мерно равная минимально допустимой толщине
стенки /ш1П. Установленное таким образом по-
ложение /zrain проектируется на нижнюю про-
екцию до пересечения с линией А —В, пред-
I
/
I
Фиг. 90. Предельная длина
фрезы с наклонными
зубьями.
ставляющего собой проекцию заднего края
паза. Расстояние переднего торца фрезы CD
до точки пересечения М и представляет собой
максимальную длину Z.inax.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Грановский Г. И., Затылование зубьев фасон-
ных фрез, „Органнформация" № 9 —10, 1934.
2. Воробьев В. М., Определение размеров и числа
зубьев фасонных затылованных фрез, „Станки и
инструмент" № 2, 1936.
3. Л а р и н М. Н., Выбор рационального угла в плане
фрез, „Станки и инструмент" № 12, 1944.
4. Ларин М. Н., Исследование торцовых фрез, Обо-
ронгиз, 1940.
5. Л а р и н М. Н., Исследование оптимального заднего
угла режущих инструментов, „Станки и инструмент"
№ 6—7, 1943.
6. Ларин М. Н., Основы фрезерования, Машгиз, 1947.
7. Л а р и н М. Н., Исследование оптимального перед-
него угла режущих инструментов, „Станки и инстру-
мент" № 12, 1943.
8. Ларин М. Н., Конструирование режущей части
фрез, руководящий материал Министерства вооруже-
ния CClP, 1944.
9. Л а р и н М. Н., Расчёт числа зубьев фрез, „Станки
и инструмент" № 6, 1944.
10. Л и б е р м а н А. И., Расчёт элементов торцовых
зубьев у концевых фрез, .Станки и инструмент" № 5,
1936.
11. Новиков С. Ф., Ступенчатые торцовые фрезы.
Материалы к конференции по резанию металлов,
ЛОНИТОМАШ, 1940.
12. Рождественский Л. А., Руководящие мате-
риалы по конструированию кукурузных фрез, изд.
МВТУ им. Баумана, 1944.
13. Р ы в к и н Г. М., Современные высокопроизводи-
тельные конструкции фрез, Машгиз, 1939.
14. Семенченко И. И., Режущий инструмент, т. II,
Машгиз, 1938.
15. Ф р а и ф е л ь д И. А., Фрезы фасонные с задней
обточкой, изд. Ленинградского индустриального инсти-
тута, 1938.
16. Шумаков Л. П., Изготовление фасонных затыло-
ванных фрез с передним углом, отчёт МВТУ им. Бау-
мана.
1-7. Щеголев А В., Геометрия фрез со вставными
зубьями, „Труды Ленинградского индустриального
института" № ю, 1937.
18. Эрпшер Ю. Б., Нарезание зубьев на фрезерах
новых конструкций, „Станки и инструмент" № 12, 1934.
ПРОТЯЖКИ
Основные определения и область
применения
Протяжки—режущий инструмент для обра-
ботки сквозных отверстий и наружных по-
верхностей. Основные типы протяжек имеют
форму стержня с расположенными вдоль его
оси рядами зубьев. Размеры зубьев увеличи-
ваются от начала к концу режущей части про-
тяжки.
Снятие стружки осуществляется чаще
всего при перемещении протяжки в осевом
направлении относительно обрабатываемой
детали.
310
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
Протяжки — наиболее стойкий тип режу-
щего инструмента, так как при обработке де-
тали каждый зуб протяжки приходит в сопри-
косновение с обрабатываемым ^металлом только
один раз. Сочетание в одном инструменте —
протяжке — зубьев для предварительной и чи-
стовой работы обеспечивает высокое качество
и точность обработки E—9-й класс чистоты по-
верхности и точность обработки — в пределах
2—3-го классов).
Высокая скорость перемещения протяжки
(от 1 до 12 м/мин и более) по сравнению с
величиной подачи других режущих инструмен.-
тов обеспечивает большую производитель-
ность.
Обработку отверстий и наружных поверх-
ностей протягиванием следует отличать от
обработки проталкиванием инструмента —про-
шивки.
Протяжки могут быть длиннее прошивок и
поэтому способны снимать больший слой ме-
талла.
Протяжки, с помощью которых обрабаты-
вают металл путём его пластической дефор-
мации (без снятия стружки), называются вы-
глаживающими. Они дают весьма чистую и
гладкую поверхность с уплотнённым наруж-
ным слоем металла (наклёп).
Протяжки применяются преимущественно
в массовом и серийном производстве средних
я мелких деталей из металла (сталь, чугун,
цветные металлы) и пластмасс. Протягиванием
можно получить почти все формы сквозных
отверстий (круглые, многогранные, шлицевые
с различными профилями канавок, фасонные
и пр.), прямые и винтовые канавки (внутрен-
ние и наружные), наружные поверхности (плос-
кие и кривые), наружное рифление, прямые и
спиральные зубья на зубчатых секторах и
колёсах с внутренним и наружным зацепле-
нием (модуль до 4—5 мм), прямые зубья ко-
нических зубчатых колёс (предварительная
обработка), наружные поверхности вращения
и т. п.
Внутреннее протягивание можно применить
для широкого диапазона поперечных разме-
ров отверстий (диаметр, высота, ширина) от
3 до 300 мм. Чаще всего протяжки исполь-
зуют для получения размеров от 6 до 50 мм;
тонкие протяжки недостаточно прочны, а круп-
ные требуют для перемещения их с одного
конца протяжного станка на другой специаль-
ных транспортных устройств. Длина протяги-
ваемых отверстий обычно не превосходит
трёхкратной величины поперечного размера
отверстия, но протяжки с успехом приме-
няются и для таких длинных отверстий, какие
имеются в стволах стрелкового оружия
и артиллерийских орудий.
Отверстия под протяжку предварительно
обрабатываются сверлом, фрезой, резцом и в
случае необходимости сократить длину про-
тяжки развёрткой или другим чистозым ин-
струментом. Наружные поверхности, как пра-
вило, протягиваются в чёрном виде (отливки,
поковки), без предварительной обработки рез-
цом или фрезой. Величина припуска, снимае-
мого за один проход наружной протяжкой, ко-
леблется от 2 до 6 мм в зависимости от вели-
чины заготовки и качества её изготовления.
Основные элементы протяжек
Основные элементы (конструктивные части)
протяжки приведены на фиг. 91.
В отдельных типах протяжек некоторые
элементы за исключением режущей и кали-
брующей частей могут отсутствовать.
Фиг. 91. Основные конструктивные элементы протяжки:
/ — хвостовая часть; 2— шейка; 3 — переходный конус;
4 — передняя направляющая часть, Рч — режущая
часть; 5 — калибрующая часть; 6 - задняя направляю-
щая часть; 7 — цапфа.
Толщина стружки (толщина среза),
допускаемая для основных типов протяжек,
приведена в табл. 20.
Нижние значения приведённых в таблице
величин принимают для протяжек с неболь-
шими поперечными размерами, при повышен-
ных требованиях к качеству протягиваемых
поверхностей и к точности их размеров, при
плохой обрабатываемости металла, высоких
механических свойствах его и при малой проч-
ности протягиваемой детали (тонкие стенки).
Протяжки, снимающие стружку толщиной
менее 0,015 мм, требуют тщательной отделки
режущих лезвий во избежание перехода про-
цесса резания в процесс пластической дефор-
мации металла без снятия стружки. Снятие
стружки толще 0,15—0,2 мм ведёт к ускорен-
ному износу зубьев протяжки и ухудшению
качества протягиваемых поверхностей. Исклю-
чением является работа наружными прогрес-
сивными протяжками.
Толщина стружки для всех режущих зубьев
обычно принимается постоянной за исключе-
нием последних двух — пяти зубьев (переход-
Га блица 20
Толщина стружки при обработке протяжками (подъём на зуб, на сторону) в мм
Протяжки
Обрабатываемый материал
Сталь
>
ОЗ
,о8
15
,о8
'5
Чугун
0,03—0,08
о
о
о
о
04—о
об-о
оз—о
оз-о
IO
2О
IO
15
Бронза
Медь, алюминий
Цилиндрические
Шлицевые
Канавочные, шпоночные,
угольные и плоские ....
Фасонные
Квадратные и шестигранные
прямо-
0,015—о
о.оз-
0,05—0
О,О2
0,03—0,10
О,об—0,20
0,05—0,12
0,05—0,20
О,О5—0,12
О,О2—О,О7
0,02— О,Ю
ГЛ. VI]
протяжки
311
ных), которые способствуют получению чи-
стой поверхности обработки: толщина стружки
на них постепенно уменьшается. Калибрую-
щие зубья протяжки лишь в очень малой сте-
пени улучшают качество поверхности, полу-
ченное при работе основных режущих зубьев.
Шаг t зубьев протяжки (фиг. 91)
определяется в зависимости от длины L в мм
отверстия по формуле
где т — коэфициент, равный 1,25—1,5 (нижнее
значение принимается для коротких отверстий,
верхнее — для длинных): имеются также и
другие формулы для подсчёта шага [4, 7].
Число одновременно работаю-
щих зубьев Sf меняется при перемещении
протяжки. Наибольшее и наименьшее значе-
ния zi определяются (с округлением до це-
лого меньшего числа) по формулам
L . 1 _ L
2i max — JTVi min— у •
Рекомендуется zt min больше двух (три —
пять), хотя возможна работа и при zlmm, рав-
ном единице.
. Шаг зубьев во избежание поперечных ри-
сок и волн на обрабатываемой поверхности
делают неравномерным. Неравномерность до-
статочно распространить на каждые три зуба.
Величина неравномерности колеблется от
0,3 мм (при шаге меньше 8 мм) до 1 мм
(при шаге больше 12 мм).
Дно впадины между зубьями
протяжки (фиг. 92, а) имеет закругление
радиусом г«(.О.55ч-О,6),/7О, способствующее
свободному образованию стружки и лёгкому
удалению её. Глубина впадины Ло определяется
в зависимости от количества стружки, сни-
маемой каждым зубом, по формулам
F K-hl
Fr AaL
где Fa — площадь активной части впадины,
т. е. зоны, примыкающей к передней поверх-
ности зуба и ограниченной окружностью диа-
метром, равным глубине впадины (фиг. 92, а);
Fc—площадь продольного сечения сгружки;
а —толщина стружки; L — длина протягивае-
мой поверхности (среза); k — коэфициент за-
полнения впадины. Значения k приведены в
табл. 21.
Таблица 21
Минимальные коэфициенты k заполнения впадин
на протяжках
Толшина
стружки
в мм
<°>°з
°i°3—°>°7
>о,о7
Обрабатываемый материал
Сталь
<70 кг/мм,-
2
3
4
>70 кг/мм3
3
4
4,5
Чугун,
бронза,
мунцевая
латунь
2
3
Медь,
лагунь,
алю-
миний
2
3
4
Для протяжек, обрабатывающих вязкие ле-
гированные стали в отожжённом состоянии,
коэфициент & следует увеличить в 1,2—1,3 раза
по сравнению с данными табл. 21.
В зависимости от объёма стружки и раз-
меров протяжки применяются зубья: а) с нор-
мальной глубиной впадины Л0яз0,4? для боль-
шей части протяжек; б) с глубокой впадиной
Л0«0,5? когда снимаемая стружка не вме-
щается во впадине с нормальной глубиной;
в) с мелкой впадиной h0zz0,27t, когда при
нормальной глубине прочность протяжки ока-
зывается недостаточной (тонкие цилиндриче-
Задняя поверхность
Передняя поверхность
Спинка зуба
Фиг. 92. Форма режущих зубьев протяжек: а — с нор-
мальной впадиной; б— с удлинённой впадиной; в —с кри-
волинейной спинкой; г — с двойным закруглением пе-
редней грани.
ские, квадратные, плоские и другие про-
тяжки).
Угол наклона спинки зуба v]^:45-f-50o, угол
впадины w»30-f- 35°.
Чтобы сократить номенклатуру инстру-
мента для изготовления протяжек, размеры
зубьев стандартизируются [16, 22].
Кроме указанных, применяют также зубья
другой формы: а) с удлинённой впадиной
(фиг. 92, б) — для протяжек с шагом свыше
15—16 мм', б) с криволинейной спинкой
(фиг. 92, б) — для протяжек, обрабатывающих
весьма вязкие стали, которые образуют слабо
завивающиеся витки стружки; в) с двойным
закруглением (фиг. 92, г) — для протяжек, сни-
мающих относительно толстые стальные
стружки (более 0,1 мм), когда при нормаль-
ной форме возможно застревание стружки во
впадине.
Режущие зубья протяжек выпол-
няются: а) цельными; б) вставными — для круп-
ных протяжек (крепление при помощи пло-
ских клиньев и т. п. [6, 12, 26]); в) втулоч-
ными или кольцевыми — для составных цилин-
312
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
дрических протяжек диаметрами более
50 мм; д) из пластинок твёрдых сплавов —
для канавочных и плоских протяжек, предна-
значенных для обработки твёрдых металлов.
По своему направлению зубья протяжек
изготовляются: а) прямыми, т. е. перпенди-
кулярными оси протяжки; б) наклонными
(угол между зубом и осью протяжки от 80 до
50°) — для протяжек, обрабатывающих плоские
стороны деталей (плоские, угловые и тому по-
добные протяжки); в) винтовыми — для обра-
ботки винтовых канавок и протягивания глу-
боких цилиндрических отверстий.
В зависимости от свойств обрабатываемого
материала протяжки изготовляются с различ-
ными передними углами -у-
Передний угол -/ протяжки прини-
мается: а) для обработки вязкой стали марок
10, 15. 20, 25, 30, 35, 20Х, 20ХН, 25Н, ОУ, ОХ,
ОХН1М, ОХФ, ОХНЗМ и др., алюминия, ла-
туни, меди и баббита равным 20°; б) для
стали марок 40, 45, 50, 40Х, ОХМ и др., ковко-
го и серого чугуна твёрдостью //^^160
равным 15°; в) для высокоуглеродистой и ле-
гированной инструментальной стали, быстро-
режущей стали и серого чугуна твёрдостью
//j5^> 160 равным 10°; г) для бронзы и мунцевой
латуни равным 5°.
У протяжек с односторонним расположе-
нием зубьев (шпоночные, плоские, канавоч-
ные, угловые и т. п.) и свободным направле-
нием в отверстии или протяжном приспособле-
нии не рекомендуется применять передние
углы больше 15°, так как может произойти
подхватывание протяжки обрабатываемой де-
талью.
Задний угол протяжек а зависит от их
формы, от условий работы и от требуемой
точности обработки.
Задний угол а делается: а) у ци-
линдрических, шлицевых, прямоугольных, ква-
дратных, шестигранных, и других протяжек для
отверстий 2-го и 3-го классов точности рав-
ным 2—3°, а для отверстий 4-го и более гру-
бых классов точности равным 3—4°; б) у вну-
тренних и наружных протяжек, работающих
с принудительным направлением и регулиро-
ванием своего положения относительно обра-
батываемой поверхности (плоских, односто-
ронних фасонных, канавочных, угловых и х. п.),
равным 4—5°.
Зубья режущей части протяжек должны
иметь острую вершину, без ленточки на зад-
ней поверхности.
Вспомогательные кромки чубьев канавоч-
ных, шлицевых, прямоугольных и тому подоб-
ных протяжек выполняются с боковым под-
нутрением или вспомогательным углом в
плане cpj, равным !/2—1°. Переходы от глав-
ных к вспомогательным кромкам и места со-
пряжения двух главных кромок снабжаются
переходными кромками в виде дуги окружно-
сти, или прямой длиной 0,3—0,5 мм в зависимо-
сти от размеров протяжки. Задний угол пере-
ходных кромок равен главному заднему
углу.
Поперечные размеры режущих зубьев
(диаметр, высота) получаются последователь-
ным прибавлением к размерам первого зуба
и каждого последующего удвоенной толщины
стружки для протяжек с круговыми или дву-
сторонними зубьями и одинарной толщины
для протяжек с односторонними зубьями (на-
пример, шпоночные протяжки).
Размер первого зуба принимается равным
минимальному размеру предварительного от-
верстия, а у протяжек, поперечные размеры ко-
торых непосредственно не связаны с разме-
рами протягиваемого отверстия (канавочные,
плоские и другие протяжки), определяется
конструктивно. Поперечный размер последнего
режущего зуба равен размеру калибрующих
зубьев.
Число режущих зубьев zp пре-
тя ж к и подсчитывают по формуле
где Т—припуск на сторону, снимаемый про-
тяжкой; а — толщина стружки (подъём на зуб,
на сторону).
Длина режущей части / (фиг. 91).
определяется по формулам
для протяжек с прямыми зубьями и
для протяжек с наклонными зубьями (В — ши-
рина протяжки).
На всех режущих зубьях протяжек имеются
стружкоделительные канавки, расположен-
ные на режущих кромках в шахматном по-
рядке, параллельно направлению главного дви-
жения протяжки. Профиль канавок треуголь-
ный, с углом 40—60" и закруглённым дном
впадины; ширина канавок —0,6 —1 мм, глу-
бина — 0,5 — 0,8 мм, радиус закругления
«0,3 — 0,5 мм. Расстояние между канавками
колеблется от 3 мм (протяжки с небольшой
длиной режущих кромок) до 8 мм (протяжки
с большой длиной режущих кромок).
Все зубья калибрующей части выполняются
одного и того же поперечного размера, связан-
ного с окончательными размерами протягива-
емого отверстия зависимостью D5=Dmax + a
для протяжек с круговыми и двухсторонними
режущими кромками, Нъ—Нта^ + Ъ для протя-
жек с односторонними кромками, где DmaKn
Нтах — наибольшие допустимые размеры обра-
батываемого отверстия; о — величина разби-
вания (минус) или усадки (плюс) отверстия
после протягивания. Ориентировочно величина
разбивания стальных толстостенных деталей
ssQ,0l мм для протяжек длиной до 20 D и
0,015—0,02^/^ для более длинных протяжек [16].
Истинную величину разбивания и усадки от-
верстий определяют экспериментально при
испытании первых экземпляров протяжек. Для
отверстий с допусками 4-го и более грубых
классов точности величину разбивания можно
принимать равной 0,3—0,35 допуска на попе-
речный размер отверстия.
Число калибрующих зубьев ко-
леблется от четырёх (протяжки для отверстий
грубых классов точности) до восьми (протяжки
для наиболее точных отверстий).
Шаг калибрующих зубьев tKравен
шагу режущих зубьев. Однако в протяжках,
обрабатывающих точные отверстия, шаг iK
ГЛ. VI]
ПРОТЯЖКИ
313
Фиг. 93. Форма кали-
брующих зубьев.
укорачивается до @,55—0,6) t, но размер его
не должен быть менее 4—5 мм.
На вершине калибрующих зубьев в отли-
чие от режущих делается ленточка
(фиг. 93). Ширина ленточки fK постепенно
увеличивается от 0,2 мм
на первом зубе до 1—
1,2 мм на последнем,
что обеспечивает посте-
пенный переход кали-
брующих зубьев в режу-
щие при заточке про-
тяжки по передней по-
верхности. Передние
углы те же, что и на ре-
жущих зубьях; задние
углы аА.=0°30' -г- 1° для всех типов протяжек,
кроме односторонних (канавочные, плоские
и т. п.), у которых аЛГ=1°30'ч-2°.
Длина калибрующей части (фиг.91)
l$—tKzK. Калибрующие зубья не имеют кана-
вок для дробления стружки, но должны ими
снабжаться по мере перехода в режущие.
Хвостовая часть (фиг. 91) и тело
протяжки обычно выполняются из одного
куска металла; у протяжек же из быстроре-
жущей стали хвостовая часть приваривается.
Формы хвостовой части (фиг. 94): а) ци-
линдрическая для крепления протяжки чекой;
6)
В)
Фиг. 94. Разные формы хвостовой части.
б) цилиндрическая для крепления протяжки
в быстросменном кулачковом патроне; в) ци-
линдрическая для крепления протяжки вилкой
с плоскими или круглыми рожками (для про-
тяжек с малыми поперечными размерами);
г) плоская для крепления чекой протяжки с
поперечным сечением некруглой формы — шпо-
ночные, плоские, прямоугольные, угловые и
тому подобные протяжки); д) плоская для
жёсткого крепления протяжки в патроне при
помощи поперечной шпонки призматической
формы (для шпоночных протяжек, работающих
без отсоединения); е) резьбовая для жёсткого
присоединения к патрону шпоночных протя-
жек.
Поперечные размеры хвостовой части D{
(фиг. 91) принимаются на 0,5— 1 мм меньше
поперечного размера предварительного отвер-
стия в детали, чтобы хвостовая часть свободно
входила в это отверстие. Размеры хвостовиков
следует брать по определённому стандартному
ряду [16, 22].
Длина хвостовой части 1г в зависимости
от размера протяжки колеблется в пределах
от 50 до 120 мм.
Форма шейки такая же, как и у хво-
стовой части, поперечные размеры D2 на
0,3—1 мм меньше Dp
Длина шейки /2 выбирается так, чтобы
е ставленную в деталь протяжку можно было
легко присоединить к тяговому патрону в наи-
более близком (исходном) положении его
к столу протяжного станка. Можно считать,
что длина шейки /2 !> п + щ, где п — толщина
плиты стола протяжного станка;\ щ — длина
части опорного приспособления, выступающей
над плоскостью стола.
У отдельных типов хвостовой части, на-
пример, у цилиндрической формы (фиг. 94, б) и
почти у всех плоских форм, шейка выполняется
как одно целое с хвостовой частью.
Переходный конус располагается
между шейкой и направляющей частью; длина
его 13 колеблется от 10 до 20 мм.
Передняя направляющая часть
протяжки по форме соответствует предвари-
тельному отверстию в детали. Длина направля-
ющей части lA-=z L (но не менее 10 мм), где
L — длина протягиваемого отверстия.
Поперечный размер Z>4 = ^0min> г^е A) mm—
наименьший размер предварительного отвер-
стия.
Форма задней направляющей части
цилиндрическая для протяжек круглых,
квадратных и др., обрабатываемых на центрах,
и прямоугольная — для протяжек шпоночных,
канавочных, плоских, прямоугольных и др.
с прямоугольным телом.
Длина /б задней направляющей принимается
равной наибольшему поперечному размеру
протянутого отверстия, но не менее 20 мм,
поперечный размер её Dq — минимальному
значению поперечного размера готового от-
верстия.
Цапфа имеет обычно цилиндрическую-
форму. Длина /7 и диаметр цапфы D7 соот-
ветственно равны размерам отверстия в лю-
нете станка. Чтобы излишне не удлинять
протяжку, следует по возможности обходиться
без цапфы, используя для поддержки протяжки
заднюю направляющую часть.
Общая длина протяжки (фиг. 91)
Lnp = h + h + h + h + ' +- h + h + h обычна
округляется до чисел, кратных 5 или 10 мм.
протяжки приме-
когда расчётная длина
Комплектные
няются в том случае,
одной протяжки
превышает пре-
дельную Lq, допу-
скаемую длиной
хода станка или
производственны-
ми возможностями
инструментально-
го цеха. Длину от-
дельных протяжек
в комплекте реко-
мендуется делать
одинаковой. Ка-
ждая протяжка за-
канчивается тремя-
четырьмя кали-
брующими зубьями, последняя - числом кали-
брующих зубьев, как у одиночной протяжки.
Поперечный размер первого зуба каждой
протяжки равен поперечному размеру послед-
него зуба предыдущей протяжки.
Фиг. 95. Схема относительного
сужения комплектных про-
тяжек.
314
РЕЗЦЫ. ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
При обработке канавок, квадратов и прямо-
угольных отверстий длина режущих кромок
постепенно уменьшается от первой протяжки
к последней на величину U = 0,02 —¦ 0,04 мм,
что обеспечивает свободное прохождение тела
протяжки сквозь отверстие, сделанное преды-
дущей (фиг. 95) [20]. Остающиеся в отверстии
ступеньки снимаются в случае необходимости
последней протяжкой, снабжаемой для этой
цели боковыми лезвиями. Передние направля-
ющие имеют форму, соответствующую форме
отверстия от предыдущей протяжки. Попереч-
ные размеры должны обеспечивать свободное
вхождение направляющей в отверстие (без
больших зазоров).
Конструктивные особенности отдельных
типов протяжек для отверстий
Шлицевые протяжки. На фиг. 96 показано
поперечное сечение протяжки для протягива-
ния прямоугольных шлицев. Ширина выступов
wnp, одинаковая на всех режущих и калибру-
ющих зубьях, меньше
ширины шлицев а;тах
обрабатываемой детали на
0,01—0,02 мм. Шлицевые
выступы снабжены с бо-
ковых сторон вспомога-
тельными углами в пла-
не, а у основания — ка-
навками для выхода шли-
фовального круга. Для
притупления или закруг-
ления углов на шлицевых
выступах деталей служат
дополнительные (четыре-
пять) специальные зубья.
Дно канавок между шли-
цевыми выступами в ра-
боте либо не участвует (комбинированные
цилиндрическо-шлицевые протяжки), либо
несёт только направляющие функции (обык-
новенные шлицевые протяжки). В первом
случае внутренний диаметр ?)§ протяжки
выполняется с грубыми допусками (по по-
садке Х4 — ОСТ 1014), во втором случае
с более точными (по посадке Х8—ОСТ 1013).
У протяжек с эвольвентными [9, 11] или
треугольными шлицами, за исключением про-
тяжек для мелких шлицев (шаг менее 3 мм),
толщина стружки увеличивается от первых
зубьев к последним по мере уменьшения длины
главных режущих кромок.
Винтовые шлицевые протяжки (фиг. 97)
применяются для обработки винтовых канавок
(угол наклона до 45°) во многошпоночных отвер-
стиях [16]. Зубья этих протяжек располагаются
Фиг. 96. Поперечное
сечение шлицевой про-
тяжки.
Фиг. 97. Шлицевая протяжка для винтовых канавок.
винтовыми рядами соответственно канавкам
в детали. Впадины между зубьями — кольце-
вые (для малых углов спирали — до 10—12 )
или винтовые. Последние выполняются нор-
мально к направлению шлицев. Режущие эле-
менты конструируются так же, как у протяжек
с прямыми шлицами.
Шпоночные протяжки выполняются двух
типов — с цилиндрической (фиг. 98, а) и приз-
матической (фиг. 98, б, в) формой тела. Про-
тяжки первого типа более сложны ho кон-
струкции и применяются обычно в сочетании
с круглыми протяжками, когда требуется
Фиг. 98. Шпоночные протяжки: а — с цилин-
дрической, б и в—с призматической фор-
мой тела.
точная симметричность расположения канавки
относительно центра отверстия. Зубчатая гре-
бёнка этих протяжек выполняется или как
одно целое с телом, или в виде вставного
элемента, прикрепляемого винтами.
Плоские шпоночные протяжки работают
в направляющих оправках (фиг. 9!)), на пе-
реднюю цилиндрическую
часть которых насажи-
вается деталь. Продоль-
ная канавка оправки
служит для прохода
протяжки. Ширина тела
протяжки В принимает-
ся или равной ширине
канавки(протяжки с тон-
ким телом — фиг. 98, б),
или больше неё на 3 —
б мм (протяжки с утол-
щённым телом—фиг.98,в).
Высота тела протяжки
Н по первому зубу (фиг. 100) выбирается
конструктивно согласно условиям прочности,
но без ослабления направляющей оправки
слишком глубокой канавкой. Глубина канавки
b
Фиг. 99. Направляю-
щая оправка для пло-
ских шпоночных про-
тяжек.
ПротяЖка^
Оправка'
Деталь
Фиг. 100. Поперечное сечение пло-
ской шпоночной протяжки.
//о в оправке должна быть больше высоты
протяжки Н на величину /'. Размер hx про-
тяжки с утолщённым телом одинаков по всей
длине протяжки.
Квадратные и шестигранные протяжки
[2, 14, 15, 16] обычно выполняются ступенча-
тыми для снятия стружки переменной толщины.
Число групп или ступеней зубьев колеблется
от двух до пяти. Подъём зубьев, наимень-
ший на первой ступени и наибольший на по-
следней, выбирается так, чтобы усилие реза-
ния в начале каждой ступени было по воз-
можности одинаковым.
ГЛ. VI]
протяжки
315
Общий припуск Т распределяется между
отдельными ступенями протяжки так, чтобы
площади поперечного сечения слоев металла,
удаляемых зубьями каждой ступени, были
приблизительно равны. Соответственно этому
припуск Тп на группу зубьев (на ступень)
можно подсчитать по формуле
где 5 — внутренний размер между сторонами
квадрата или шестигранника. Величина коэ-
фициента ч] указана в табл. 22.
Таблица 22
Коафициент rt
№
сту-
пени
i
2
3
4
Квадратные протяжки
(притупление углов
квадрата равно 5% от
диаметра описанной
окружности)
3 сту.
пени
°.°57
°.°93
4 сту-
пени
о.обо
Шестигранные про-
тяжки без притупле-
ния углов
2 сту-
пени
°>°35
0,117
3 сту-
пени
О,О25
о од
тягиваемого отверстия в мм, D — номинальный
диаметр протягиваемого отверстия в мм. Для
протяжек диаметром меньше 25 мм прини-
маются t и Aч-1,2) УТГ; h0 « 0,15 D.
Кольцевые протяжки в зависимости от проч-
ности тела обычно имеют 5—10 режущих
зубьев и применяются комплектами по 4—8 шт.
Длина передней и задней направляющей про-
тяжек составляет A,5 ч- 2) D, но не менее
15 мм. Во избежание заедания в отверстиях
направляющие часто снабжаются разрезными
бронзовыми втулками или выполняются с тек-
столитовыми планками. Соединение протяжек
с тяговыми штангами производится двой-
ным шарниром. Смазывающе-охлаждающая
жидкость подаётся к каждому зубу или
через внутренний канал протяжки, или при
малых диаметрах через протягиваемое отвер-
стие.
Протяжки с винтовыми зубьями (фиг. 102)
обычно выполняются двухзаходными (двузу-
Фиг. 102. Цилиндрическая протяжка с винтовыми зубьями.
На фиг. 101 показано конструктивное
оформление зубьев квадратной протяжки [16].
Впадины между зу-
бьями обычно де-
лаются кольцевы-
ми, боковые (пря-
молинейные) кром-
ки снабжаются пло-
ской ленточкой ши-
риной 0,8—1 мм,
позади которой
располагается зад-
ний угол величи-
ной 1°. Аналоги ч-
Фиг. 101. Конструкция зубьев
квадратной протяжки.
ную конструкцию
имеют и зубья ше-
стигранных про-
тяжек. Для увеличения прочности тонкие
квадратные и шестигранные протяжки часто
выполняются с более мелкими впадинами
на первых зубьях и более глубокими на по-
следних.
Цилиндрические протяжки для глубо-
ких отверстий. Величина припуска на диа-
метр колеблется от 0,5 до 1,2 мм в зависимо-
сти от длины протягиваемого отверстия и
качества предварительной его обработки (свер-
ление, расточка). Зубья выполняются прямыми
или винтовыми. Прямые зубья у протяжек
диаметром более 50 мм делаются насадными
в форме колец, между кольцами устанавли-
ваются втулки. Глубина впадины Ло и шаг t
кольцевых протяжек диаметром от 25 до 100 мм
определяются исходя из условия заполнения
впадин стружкой и должны удовлетворять
следующим неравенствам:
t > 35 ~- + 0.25D; Ло > 0,175 D,
где а —¦ толщина стружки (обычно принимае-
мая в пределах 0,015—0,03 мм, а в тонких
протяжках —0,005—0,015 мм); L —длина про-
быми) с углом наклона кромок 45°. Рабочие
части режущих кромок расположены на ко-
нической поверхности. Общий подъём про-
тяжки равен 0,2—0,5 мм. Для облегчения вы-
вода стружки протяжке придают винтовое дви-
жение. Смазываюше-охлаждающая жидкость
прогоняется сквозь протягиваемое отверстие
и по винтовым впадинам протяжки. Протяжки
этого типа обеспечивают хорошее качество
обрабатываемой поверхности.
Протяжки для прямоугольных отверстий
выполняются с режущими кромками, очерчен-
ными по дуге окружности с центром на оси
протяжки или рас-
положенными на
плоскостях её тела.
Протяжки пер-
вого типа приме-
няются преимуще-
ственно для отвер-
стий с отношением
сторон не более
2:1. Схема снятия
стружки и кон-
струкция попереч-
ного сечения таких
протяжек показаны
на фиг. 103. Пер-
вые зубья сходны
с зубьями обыкно-
венных цилиндри-
ческих протяжек,
имеющих непол-
ные (незамкнутые)
режущие кромки.
Остальные зубья,
начиная с зуба, ка-
сающегося узких
сторон прямоугольника, такие же, как у ква-
дратных протяжек.
Протяжки второго типа (фиг. 104) сначала
изменяют цилиндрическую форму предвари-
Фиг. 103. Конструкция зуба
прямоугольной протяжки и
схема снятия стружки (первый
тип).
316
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. III
тельного отверстия на квадратную, а затем
расширяют отверстие или одновременно в обе
стороны, или сначала в одну, а затем в другую
сторону. Основное количество металла сни-
мается зубьями,
расположенными
на узких сторонах
протяжки. Позади
этих зубьев нахо-
дятся зубья, про-
изводящие зачист-
ку широких сторон
прямоугольного
отверстия. Анало-
гичным способом
протягиваются и
прямоугольные от-
в деталях из закалённой стали, выполняются
с общим подъёмом до 0,05 мм и подъёмом
на зуб 0,003-0,005 мм.
Фиг. 1С4. Конструкция зуба
прямоугольной протяжки и
схема снятия стружки (второй
тип).
верстия, предвари-
тельно обработан-
ные копирной фре-
зой илидолблением.
При длине режущих кромок более 10—12мм
зубья делаются наклонными с углом наклона
70—80° и с различным направлением наклона
на противоположных сторонах протяжки.
Прошивки [16] конструктивно мало отли-
ваются от протяжек (фиг. 105), у них лишь
отсутствуют хвостовая часть и шейка. Напра-
вляющий конус с передней стороны закругляется
радиусом 1—2 мм. Задняя цапфа удлиняется
настолько, чтобы калибрующие зубья вышли
Фиг. 105. Прошивка.
из отверстия раньше, чем толкатель прошив-
ного пресса коснётся торца детали. Общая
длина прошивки во избежание продольного
изгиба обычно не превосходит 12 — 15-кратной
величины её поперечного размера. Подсчёт
основных размеров, проставленных на фиг. 105,
производится так же, как и у протяжек.
Выглаживающие протяжки и прошивки.
Общая величина пластической деформации
цветных металлов и незакалённой стали, про-
изводимая выглаживающими протяжками и
прошивками, обычно не превосходит 0,2 мм
на диаметр отверстия. Подъём зубьев (увели-
чение диаметра), равный 0,01—0,02 мм, обычно
осуществляют через группу в два-три зуба.
Поперечные размеры последних зубьев де-
лаются больше максимального размера про-
тягиваемого отверстия на величину усадки,
колеблющуюся в пределах от 0,03 (диаметр
10 мм) до 0,08 мм (диаметр 75 мм) в зависи-
мости от обрабатываемого металла, размеров
и конфигурации детали.
Профили зубьев и размеры отдельных
элементов их представлены на фиг. 106. Ве-
личина шага такая же, как и у режущих
протяжек, или несколько меньше.
Выглаживающие протяжки и прошивки,
производящие исправление формы отверстий
Фиг. 106. Форма зубьев выглаживающей протяжки.
Для увеличения стойкости выглаживающие
протяжки хромируются или выполняются с на-
садными кольцами из твёрдых сплавов.
Конструкция наружных протяжек
Основные характеристики режущей и ка-
либрующей частей наружных протяжек (раз-
мер шага зубьев, число их, число одновре-
менно работающих зубьев, форма впадины,
величина передних и задних углов, заполняе-
мость впадин стружкой, число и размеры
канавок для дробления стружки, поперечные
размеры зубьев и пр.) определяются так же,
как и у внутренних протяжек. Первый зуб
наружных протяжек, обрабатывающих чёрные
поверхности, имеет заднюю поверхность в
1,5—2 раза длиннее, чем это обычно принято,
так как обычный зуб при встрече с коркой
часто выкрашивается или ломается.
Протяжки для обработки плоскостей [18].
Этого типа протяжки снимают стружку двумя
различными способами.
По схеме, изображённой на фиг. 107, стружка
срезается параллельными слоями во всю ши-
рину протягиваемой поверх-
ности. Протяжки снабжают-
ся наклонными зубьями с
углом наклона 50—80°.
По схеме, изображённой
на фиг. 108, так называе-
мой прогрессивной, припуск
снимается боковыми кром-
ками протяжки в виде уз-
ких слоев, расположенных
нормально или наклонно к
обрабатываемой поверхно-
сти (фиг. 108, а). Зубья
протяжки имеют по-
\ Протягиваемая стоянную высоту но
деталь различную длину (фиг.
Шо, О).
П рогрессивн ые
протяжки обладают
более высокой стой-
костью при резании
по твёрдой корке, чем
обыкновенные пло-
ские протяжки (даже
с усиленным зубом). Прогрессивные про-
тяжки могут выполняться для срезания
припуска одновременно в обе стороны, начи-
ная с середины снимаемого слоя (фиг. 109, а),
или с обоих краёв его (фиг. 109, б). Это повы-
шает производительность протяжек. Позади ,
Фиг. 107. Обычная кон-
струкция наружной про-
тяжки для обработки пло-
скостей.
ГЛ. VI]
протяжки
317
прогрессивных зубьев ставится короткая чисто-
вая протяжка обыкновенной конструкции. Тол-
щина стружки, снимаемой каждым зубом про-
грессивныхпротяжек (подъём боковых кромок),
доходит до 1 мм при обработке чугуна и до
0,6 мм при обработке стали.
о)
Фиг. 108. Прогрессивная конструкция наружной протяжки
для обработки плоскостей: а — порядок снятия припуска;
б—форма зубьев.
_
о) 6)
Фиг. 109. Двухсторонние прогрессивные протяжки.
Фасонные протяжки. Протяжки для обра-
ботки кривых поверхностей снимают стружку
или по обыкновенной схеме, или по генера-
торной.
Обыкновенные фасонные протяжки по кон-
струкции похожи на внутренние протяжки
с криволинейными
-Деталь Кромками. Профи-
/npunyci< ли их режущих
кромок соответ-
ствуют профилю
обрабатываемой
детали (фиг. ПО).
Зубья обычно пря-
мые, имеют впа-
дины с прямоли-
нейным или криво-
линейным дном (по
профилю режущей
кромки).
Для облегчения
изготовления про-
филя зубьев наружные фасонные протяжки
разделяют на отдельные секции, которые при-
крепляются к корпусу протяжки. Длина отдель-
ных секций 75—350 мм в зависимости от
сложности профиля режущих кромок.
Фиг. ПО. Схема снятия струж-
ки обыкновенной фасонной
протяжкой.
Генераторные протяжки выполняются с
прямолинейными главными режущими кром-
ками, пересекающимися продольной канавкой
или выступом, соответствующим форме обра-
батываемой поверхности.
Схема срезания стружки генераторной про-
тяжкой представлена на фиг. 111. В нижней
части схемы показаны прямолинейные кромки,
работающие по методу плоской протяжки до
момента, пока не будет достигнуто начало
профиля детали. Далее следуют чисто генера-
Деталь
Последний
зубец
Первый
зубец
ПротяМа
Фиг. 111. Схема снятия стружки гене-
раторной фасонной протяжкой.
торные зубья, дающие профиль детали вспо-
могательными кромками, лежащими на поверх-
ности профильной канавки. В образовании
профиля участвуют все генераторные зубья
(у обыкновенных фасонных протяжек — только
последний).
Основное достоинство генераторных про-
тяжек — простота их изготовления; отсутстзует
наиболее трудоёмкая часть обработки—шли-
фование затылка (заднего угла) и образование
подъёма на криволинейной части зубьев. Зад-
ним углом и подъёмом снабжаются лишь
прямолинейные, главные участки режущих кро-
мок. Чтобы предотвратить налипание металла
при протягивании очень вязких сталей, криво-
линейная часть зубьев выполняется с неболь-
шим снижением от начала к концу протяжки
(в пределах 3—6 мк на каждый зуб, или
0,08—0,15 мм на всю протяжку). Для этого
при шлифовании профиля под задний конец
протяжки подкладывается небольшая плитка.
Профиль детали при этом несколько иска-
жается: образуются ступеньки, расширение
выпуклых профилей и сужение вогнутых
(фиг. 112, а). Однако в подавляющем большин-
стве случаев это искажение укладывается в
поле допусков на обрабатываемую деталь.
Подсчёт искажения для наиболее распростра-
нённого профиля, очерченного по дуге окруж-
ности, может быть сделан по формулам:
отклонение Дртах в величине радиуса фак-
тического профиля
А?тах =
-An){AC + 8Q —
— R
при
Ртах
при
— (г0 -1) Щ
- R
318
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. Ill
где/?— радиус теоретического профиля детали;
Ап— высота обрабатываемого профиля; АС —
полное смещение (понижение) профиля про-
тяжки; 8С— смещение (понижение) профиля,
приходящееся на один зуб; ДЛ—подъём (тол-
в -н
Теоретический
профи/h) детом
Теоретический
просриль детали
Фактический
профиль детали
отклонение А В по ширине профиля В углы по криволинейным участкам режущих
кромок.
fmax = 2 ]/ 2/? (Ап + АС) — (Ап + ДС)а — В, Протяжки для сложных поверхностей
выполняются в виде наборных секций, кото-
рые монтируются на общем корпусе и рабо-
тают в параллельном, последовательном или
смешанном порядке. При параллельном по-
рядке работы секции располагаются на кор-
пусе взаимно параллельно и производят одно-
временную обработку всех участков профиля
детали. При последовательном порядке секции
располагаются одна за другой так, чтобы по
окончании работы одной секции вступала в
действие другая.
Общая длина протяжки и время протяги-
вания при последовательном расположении
секций больше, чем при параллельном, поэтому
при достаточной мощности станка и устране-
нии опасности застревания стружки между
секциями рекомендуется параллельное распо-
ложение.
Смешанный порядок работы секций с по-
следовательным расположением на корпусе
нескольких групп параллельных секций осо-
бенно распространён при наружном протяги-
вании.
Длина отдельных секций в каждой группе
должна быть по возможности одинаковой. На
одной протяжке могут
монтироваться секции,
снимающие стружку как
по обыкновенной, так и
по генераторной схеме.
Чтобы избежать необра-
ботанных мест на протя-
гиваемой поверхности,
режущие кромки отдель-
ных секций должны вза-
имно перекрываться.
Размеры наружных
протяжек. Поперечное
сечение тела наружных
протяжек обычно имеет
прямоугольную форму,
ширина его равна или
больше ширины обраба-
тываемого профиля де-
тали (по возможности
не менее 12—15 мм),
высота протяжек — не
менее 20—25 мм. Вы-
бранные размеры попе-
речного сечения необходимо
прочность.
Длина секций, обрабатывающих криволи-
нейные или сложные профили, выбирается в
пределах 75—350 мм. Протяжки для прямо-
линейных профилей (пло-
скости, прямоугольные ка-
Дртах = l//?2 + 2ро Сг0 — 2i\h (/? -f- г0ЬС — p)(z0 — 1) — (zo6CJ — /?, навки, углы) по возможности
делаются сплошными, без
разбивки на секции. Длина
(режущей и калибрующей)
Профили зубцоб
поотмкки
Фиг. 112. Схемы образования фасонной
поверхности: а — некорригированной,
б— корригированной генераторными про-
тяжками.
щина стружки) каждого зуба; гг — число ге-
нераторных зубьев (режущих); г0 — номер ге-
нераторного зуба, на котором Др достигает
наибольшего значения.
В тех случаях, когда Дртах и Д?тах пре-
восходят допустимые значения, производится
корригирование профиля протяжки. Полное
устранение всех отклонений фактического про-
филя детали усложняет подсчёты и изготовле-
йие протяжки, поэтому пользуются неполным
корригированием (рис. 112, б), при котором ра-
диус р криволинейной части протяжки опре-
деляется по формуле
////7V77777/ у
Фиг. 113. Предельная
про-
длина
наружной
тяжки.
проверить на
Отклонения фактического профиля от тео-
ретического
(р +A/Q8C—(Я —
где
(округляется до ближайшего большого целого
числа).
При этом Дб = 0.
При необходимости иметь гладкий профиль
детали (без гребешков) генераторные протяжки
снабжаются дополнительными тремя-четырь-
мя переходными зубьями, имеющими задние
зубчатой части
протяжек, работающих на наружно-протяж-
ных станках, должна удовлетворять условию
(фиг. 113)
lp+lK<Lc-(V+W+L).
где 1р + 1К — суммарная длина режущей и ка-
либрующей частей; Lc — максимальный ход
салазок протяжного станка; V — расстояние
от нижнего края салазок до первого зуба про-
ГЛ. VI]
ПРОТЯЖКИ
319
тяжки; W — расстояние от края салазок до
протягиваемой детали, L — длина протягива-
емой поверхности.
Длина наружных протяжек, работающих
на внутренне-протяжных станках, должна удо-
влетворять условиям, установленным для вну-
тренних протяжек. Размеры поперечного сече-
ния не должны препятствовать свободному
проходу протяжек сквозь отверстие в столе
станка.
Крепление и регулирование наружных
протяжек. Крепление протяжек и секций к
корпусам производится обычно при помощи
винтов и клиньев (фиг. 114). Винты распола-
а)
Фиг. 114. Разные конструкции крепления наружных протяжек и секций к кор-
пусам.
гаются или с наружной стороны по концам
протяжек (фиг. 114, а) и между зубьями, или
со стороны опорной плоскости (фиг. 114, б).
Клиньями закрепляют тонкие протяжки
(фиг. 114, в) Крепление производится также
короткими и длинными накладками (планками).
Цилиндрические
секции прикрепля-
ются к стойкам, а
последние к кор-
пусу.
Отосевогосдви-
га наружные про-
тяжки удерживают
концевые упоры в
виде поперечных
планок (фиг. 115, а)
или накладныхпла-
стинок (фиг. 115, б),
прикрепляемых к
корпусу цилиндри-
ческими штифтами
и винтами.
Регулирование
секций (при сбор-
ке или переточке)
выполняется пло-
скими клиньями
с углом уклона
1°30'—2°, располо-
женными между
корпусом и опор-
ной поверхностью
секций.
Корпус вместе
с собранными в нём секциями присоеди-
няется к салазкам наружно-протяжных стан-
ков посредством винтов ~и шпонок (про-
дольной и поперечной), входящих в ка-
навки салазок. Для уменьшения веса корпуса
протяжек, для быстрой смены вместе с корпу-
сом затупившихся протяжек и для установки
новых применяются промежуточные плиты,
расположенные между салазками станка и кор-
пусом протяжек. Корпусы и плиты должны
быть массивными и жёсткими, чтобы погло-
щать вибрации, возникающие при работе про-
тяжек, и не деформироваться под действием
усилия протягивания.
При работе на внутренне-протяжных стан-
ках наружные протяжки снабжаются хвосто-
виками такой же конструкции, как и у вну-
тренних протяжек.
Проверка протяжек
на прочность [16, 3]
В процессе работы
протяжки и прошивки
подвергаются сложной
деформации (растяжение,
сжатие, кручение, изгиб).
При проектировании про-
тяжек обычно учиты-
вают лишь главную де-
формацию (растяжение у
протяжек, сжатие у про-
шивок), возникающую
под действием осевой со-
ставляющей усилия про-
тягивания. В этом слу-
чае условие прочности
протяжки (прошивки) определяется следую-
щим образом:
min
где о — действительное напряжение в мате-
риале протяжки (прошивки) на растяжение
или сжатие; Pzmax —наибольшая величина осе-
вой составляющей усилия протягивания; Rz —
допускаемое напряжение для материала про-
тяжки; Fmln — наименьшая величина площади
поперечного сечения тела протяжки (у вну-
тренних протяжек обычно на хвостовой части
или первой впадине).
Для протяжек с прямыми зубьями
5)
Фиг. 115. Концевые упоры на-
ружных протяжек: а—в виде
поперечной планке; б—в виде
накладной пластины.
где С —постоянная, зависящая от обрабатывае-
мого материала и других факторов; bmax —
наибольшая длина режущих кромок одного
зуба; аШх — наибольшая толщина стружки
(подъём на зуб на сторону); z-t тат — макси-
мальное число одновременно работающих
зубьев; К, Ка, р, "> — поправочные коэфи-
циенты на изменённые условия работы против
тех, при которых определялась постоянная С
(передний угол, задний угол, смазывающе-
охлаждающая жидкость и степень затупления
протяжки).
Для плоских и прямоугольных протяжек
с наклонными зубьями (на одну сторону)
где t — осевой шаг зубьев протяжки; Е =
= k*i ц + ktfi d-y-zid (когда zt д < kd); E =
320
РЕЗЦЫ, ФРЕЗЫ И ПРОТЯЖКИ
[РАЗД. Ill
в
—kzi ц+кц zid-\-k$ (когда zid^kd); k — — ctg т;
L _
zi = -j-; В — ширина протягиваемой поверх-
ности; L — длина протягивания, кц — целая
часть числа k\ k$ — дробная часть числа k;
Zi ц — целая часть числа z-t; zi д — дробная часть
числа Zi', т — угол наклона зубьев протяжки
(между осью протяжки и режущими кромками).
Значения С, х, К^, Ка, р и w приведены
в „Справочнике по режимам резания при про-
тягивании" [3].
Допускаемые напряжения Rz для протя-
жек с круглым телом из быстрорежущей ста-
ли и её заменителей принимаются равными
35 кг/мм2, а для протяжек из легированной
инструментальной стали до 30 кг\мм^ *. В про-
тяжках с плоским телом и зубьями на одной
стороне Rz не более 15 кг/мм7
Усилие протягивания не должно превышать
наибольшей величины тягового усилия про-
тяжного станка Q, т. е.
Допуски на основные размеры протяжек
Допустимые отклонения для поперечных
размеров внутренних протяжек находятся в
следующих пределах.
* Значения Rz относятся к высококачественным про-
тяжкам, используемым при правильной эксплоатации.
При сниженных требованиях к качеству протяжек и не-
удовлетворительныхусловиях их эксплоатации Rz следует
уменьшать на 20—25°/0.
Элементы про-
тяжек
Режущие зубья
Калибрующие
зубья
Хвостовая часть
Шейка
Передняя и зад-
няя направляющие
Допустимые отклонения
±'/в от подъёма зубьев, но
не более ±0 02 мм
— 1/3 допуска на протягивае-
мое отверстие, но не более
отклонений посадки С —
ОСТ 1012
Посадка Х3 - ОСТ 1013
Посадка С., — ОСТ 1015
Посадка Д — ОСТ 1012 для
отверстий 2-го класса точности;
посадка Л для отверстий 3-го
и более грубых классов точ-
ности.
Допуски на длины отдельных элементов
протяжек +1 мм, для общей длины ±2 мм.
Допустимые отклонения в размерах режу-
щих элементов и высоте зубьев у наруж-
ных протяжек такие же, как и у внутренних.
Допуски на ширину поперечного сечения про-
тяжек (секций) выбираются по посадке -р-
и -р2- при установке протяжек в паз корпу-
са и +50% допуска 5-го точности — при сво-
бодной установке (в угол и при зажиме кли-
ном).
Допуски на длину протяжек (секций): aj со
свободными концами и креплением при по-
мощи винтов ±0,15 мм: б) то же при крепле-
нии клином ±0,5 мм; в) с несвободными кон-
цами (промежуточные секции) ±0,05 мм.
Расстояния от торца протяжки (секции)
до отверстий под крепёжные винты выпол-
няются с точностью ±0,15 мм. Углы, опреде-
ляющие геометрическую форму тела протяжки,
имеют допуски от ±0°05' до ±0°15', кроме
свободного торца, допуск которого составляет
±0°30\
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Берлинер М. С, Протяжки, конструкция и рас-
чёты, „Станки и инструмент" № 9, 1931; № 1 и 2, 1935.
2. Б е р л и н е р М. С, Конструкция шестигранных,
квадратных и ёлочных протяжек, „НИИМАШ" № 10,
1935.
3. Бюро технических нормативов НКСС, Справочник по
режимам резания при протягивании.
4. Б у (| ш т е й н И. Е., Мануйлов Л- К., Чер-
ников С. С, Протягивание, Машгиз, 1947.
5. В е с е л о в с к и й С. Н., Прошивочное дело,
ОНТИ, 1036.
6. Д р а н н и к о в А. Б., Новые методы обработки
плоскостей на американских заводах, „Станки и ин-
струмент" № 6, 1939.
7. Е р е м и н Б. Ф., Новый метод расчёта протяжек,
„Станки и инструмент" № 7 — 8, 1946.
8. Кноль Л., Протяжки, Транспечать, 1928.
9. Каплан Р. Э. и Вульфман Н. А., Изгото-
вление шлицевых эвольвентных протяжек, «Станко-
строение за границей", 1946.
10. Л е в е н б е р г Е. М., Исследование процесса ре-
зания и усилий, возникающих при протягивании стали
и чугуна круглыми протяжками. ЛОНИТОМАШ,
Материалы к конференции по резанию металлов, 1940.
11. П о д г у р с к и й Г. В., Протяжка для шестерён с
внутренним зацеплением, „Станки и инструмент" № 11,
1938.
12. Подгурский Г. В., Протяжки наружного про-
тягиврния для обработки блок-цилиндров тракторов,
„Станки и инструмент" № 7, 1939.
13. С а в о с ь к и н Н. М., Наружная протяжка изделий
в машиностроении, Оргаметалл, 1936.
14. Т у р б и н е р В., Расчёт протяжек для многогран-
ных отверстий, „Оргаинформапия" Н 9, 1936.
15. Ф р у м и и Ю. В., Метод расчёта многогранных
протяжек, „Станки и инструмент" № 2, 1947.
16. Щ е г о л е в А. В., Конструирование протяжек и
прошивок, ОНТИ, 1936.
17. Щ е г о л е в А. В., Испытание протяжек, ЛОНИТО-
МАШ, Материалы к конференции по резанию метал-
лов, 1940.
18. Щ е г о л е в А. В., Современные методы обработки
плоскостей наружными протяжками, „Машинострои-
тель" № 2, 1941.
19. Щегол ев А. В., Координатное протягивание,
НИИМВ, 1947.
20. Э р л и х Д. К. и Ю н к и н П. П., Протяжное дело
в авто-тракторном производстве, ОНТИ, 1936.
21. Э п ш т е й н С. Н. и Жежер Н. А., Производ-
ство шлицевых соединений, ОНТИ Укр., 1936.
22. Проекты государственных общесоюзных стандартов
на цилиндрические и шлицевые протяжки.
23. G a m m о n E., Broaching practice, N. Y. 1924.
24. Einstein S. а. К о m a i n e M., Surface broaching
in high production industries, „Mechanical Enginee-
ring", v. 59, № 5, May 1937.
25. L i e b e r t H., 1 hs broaching of buckets for marine
turbines, „Machinist", v. 87, № 32, 27/X1 1у43.
26. R о m a i n e M, Broaching Cylinder Blocks and Heads
in the Lutest Engine Plant, „Machinery" v. 44, № 8,
N. Y, 1938.
27. S w i d 1 о J., Broaching v. s. Milling in Manufacturing
Rifle Parts, „The Iron Age* v. 154, № 23, 24, 25,
2b, 1944, v. 155, № 2, 1945.
Глава VII
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
СВЁРЛА
Назначение и типы
Свёрла предназначаются для: а) сверления
отверстий в сплошном материале; б) рассвер-
ливания уже имеющихся отверстий (напри-
мер, полученных при отливке, ковке или
штамповке); в) надсверливания конических
углублений (например, для центров).
По конструкции и назначению свёрла раз-
деляются на следующие типы: 1) спиральные;
2) центровочные; 3) перовые; 4) с прямыми
канавками; 5) с пластинками из твёрдых
сплавов; 6) для глубоких отверстий.
Спиральные свёрла являются основными
представителями этой группы инструментов,
как получившие наибольшее распространение
на практике. Они применяются для сверления
отверстий: а) не требующих дополнительной
обработки; б) под зенкерование; в) под раз-
вёртывание; г) под нарезание резьбы метчи-
ком. В ГОСТ 885-41 приведены рекомендуе-
мые данные по выбору диаметров свёрл
в зависимости от их назначения.
Спиральные свёрла
Определение и типы. Спиральное (пра-
вильно винтовое) сверло представляет собой
стержень, снабжённый двумя винтовыми
перьями, затылованными на конце для обра-
зования режущих элементов.
Спиральные свёрла разделяются на: 1) длин-
ные с цилиндрическим хвостом (ГОСТ 8S6-41);
2) короткие с цилиндрическим хвостом (ГОСТ
887-41); 3) левые для автоматов с цилиндри-
ческим хвостом (ГОСТ 2090-43); 4) с кони-
ческим хвостом (ГОСТ 888-41); 5) с усилен-
ным коническим хвостом (ГОСТ 889-41); 6) уко-
роченные с усиленным коническим хвостом
(ОСТ 20182-40); 7) удлинённые с коническим
хвостом (ГОСТ 2092-43); 8) с четырёхгранным
суживающимся хвостом для трещёток (ОСТ
20231-41).
Все вышеперечисленные типы спиральных
свёрл различаются в основном зажимной
частью. Режущие элементы их одинаковы по
конструктивному оформлению.
Спиральные свёрла, применяемые для
тяжёлых работ, например, при глубоком свер-
лении, снабжаются каналами для подвода
к лезвию охлаждающей жидкости.
21 Том 7
Иногда для обработки отверстия с двумя
или тремя диаметрами сверления изготовляют
двух- или трёхступенчатые спиральные свёрла.
Основные термины, обозначения и опреде-
ления по свёрлам приведены в ГОСТ 2894-45,
а геометрические параметры режущих частей
в ГОСТ 2322-43.
Части и конструктивные элементы.
Сверло состоит из следующих частей и кон-
структивных элементов (фиг. 1): / — рабочая
Фиг. 1. Части и конструктивные элементы
спирального сверла.
часть; 1\ — режущая часть; /2 — калибрующая
часть; /3 — шейка; Ц — хвост; е — лапка;
в\ — поводок; k — винтовая канавка (правая
или левая); р — перо; / — ленточка; d0— серд-
цевина; b — режущая кромка (две на конусе);
с—калибрующая кромка (две на цилиндре);
а — поперечная кромка (одна на вершине);
s — передняя поверхность; t — задняя (заты-
лованная) поверхность.
Основными конструктивными элементами
сверла являются: а) режущая часть; б) напра-
вление винтовой канавки; в) форма канавки;
г) углы режущей кромки; д) форма задней
(затылованной) поверхности; е) ленточка;
ж) задний конус; з) зажимная часть.
Режущая часть. Она является основ-
ной для процесса резания, так как заключает
в себе все режущие элементы.
Калибрующая часть служит в качестве
направляющей в процессе резания и является
запасом на переточку инструмента. На лен-
точках перьев её расположены калибрующие
кромки, окончательно формирующие отвер-
стие.
322
СВЕРЛА,ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. III
Угол 2<р (фиг. 2) — удвоенный угол в пла-
не — оказывает большое влияние на работу
сверла. Он выбирается в зависимости от обра-
батываемого материала (табл. 1).
Таблица 1
Таблица 2
Угол ш для свёрл универсального назначения
Значение
Обрабатываемый
материал
Сталь, чугун,
твёрдая бронза . .
Латунь, мягкая
бронза
Алюминий, ду-
ралюмин, силу-
мин, электрон,
29
в гра-
дусах
иб-и8
130
140
угла 2<р
Обрабатываемый
материал
Красная медь. .
Эбонит, целлу-
Мрамор и дру-
гие хрупкие мате-
риалы
2'f
в гра-
дусах
125
85-9°
8о
Направление винтовой канавки. Угол
наклона винтовой канавки о> (фиг. 2) тесно
связан с передним углом. С увеличением to
передний угол увеличивается, процесс резания
облегчается, при-
чём уменьшаются
крутящий момент
и осевое давление,
улучшается выход
стружки из канав-
ки. Но с увеличе-
нием ш режущая
кромка сверла
ослабляется. Это
ослабление при
одном и том же
угле со получается
относительно боль-
ше для мелких
свёрл, чем для
крупных, поэтому
для мелких свёрл
универсального на-
значения угол со
принимается мень-
шим, чем для круп-
ных.
Свёрла из бы-
строрежущей стали
работают с повы-
шенным режимом
резания по сравне-
нию со свёрлами
из углеродистой
или легированной
стали, поэтому
угол w для первых
выбирается боль-
шим, чем для вто-
рых. В табл. 2 приведены значения угла ш
для свёрл универсального назначения.
Выбор угла ш зависит от рода обрабаты-
ваемого материала. С этим приходится счи-
таться при использовании свёрл специального
назначения. Угол <о (в градусах) для специаль-
ных свёрл при обработке латуни, мягкой
бронзы, эбонита, бакелита и целлулоида
8—12, мрамора и других хрупких материалов
Ю—15, красной меди и алюминия 35—45.
Меньшие значения даны для мелких свёрл,
большие — для крупных.
Спиральные сверла изготовляются обычно
для правого резания с правым направлением
Фиг. 2. Угол режущей части
и угол наклона винтовой ка-
навки.
Свёрла из быстрорежущей
стали
Диаметры
свёрл
в мм
i,o — i,4
1.45- 1,5
1.55- 3.°
3.1 - 4.о
4,2 — 6,о
6,2 — 8,2
8,3 -",5
11,6 —1б,О
i6,5 —22,0
22,5 -33.°
33.5 —35.°
35.5 —44.O
44.5 -80
(О
в градусах
22
23
23—24
25
2б
27
28
29
3°
3'
3'—32
32
33
Свёрла из углеродистой
стали
Диаметры
свёрл
в мм
0,25— i,o
1,О5- i,5
1,55- 3,°
3,i — 6,7
6,8 — ю,о
io,i —i7,°
17,5 -28,о
28,5 -39.°
39.5 "8°
10
в градуса*
«9
2О
2О 22
22—23
24
25
2б
27
28
канавок. Свёрла с левым направлением кана-
вок применяются редко, в основном для ра-
боты на токарных автоматах.
Форма канавки. К профилю канавки
сверла предъявляются большие требования.
Он должен обеспечить: а) прочность сверла;
б) рациональное распределение металла по
всему сечению для предотвращения трещин
при термической обработке; в) достаточное
пространство для размещения стружек; г) пра-
вильное образование стружки на режущей
кромке и лёгкий отвод её из канавки.
Основными элементами профиля канавки
являются толщина сердцевины, ширина ка-
навки, форма режущей кромки, переходные
кривые.
Диаметр сердцевины а?0 (фиг. 2) выбирается
в зависимости от размера свёрл. С целью
повышения прочности диаметр сердцевины на-
значается для мелких свёрл относительно боль-
шим, чем для крупных. Для свёрл диаметром
0,25—1,25 мм он равен @,28-^0,20) Д для
свёрл диаметром 1,5—12 мм — @,19-8-0,15) Д
для свёрл диаметром 13—S0 мм—@,145-4-
-j-0,125) D, где ?> — диаметр сверла. Свёрла
из быстрорежущей стали из-за повышенного
обезуглероживания при термической обра-
ботке обязательно подвергаются шлифованию
по канавке, поэтому диаметр сердцевины для
быстрорежущих свёрл диаметром 0,25—18 мм
в сыром виде принимается на 0,03—0,20 мм
больше, чем для углеродистых свёрл. Для раз-
меров свёрл свыше 18 мм припуск не
даётся.
Для повышения прочности сверла диаметр
сердцевины увеличивается по направлению
к хвосту. Для свёрл из углеродистой стали
утолщение сердцевины равно 1,5 мм, а для
свёрл из быстрорежущей стали — 1,75 мм на
каждые 100 мм длины.
Ширина канавки обычно принимается рав-
ной ширине пера. Для свёрл из быстрорежущей
стали целесообразно её выбирать несколько
больше ширины пера (например, на ^ш часть
наружной окружности сверла).
Режущая кромка сверла может быть вы-
полнена прямолинейной, выпуклой или вогну-
той. До сих пор ещё не установлена предпоч-
тительность той или иной формы. В настоящее
ГЛ> VII]
СВЁРЛА
323
время все отечественные заводы и перво-
классные иностранные фирмы изготовляют
свёрла с прямолинейной режущей кромкой.
Во избежание трещин при термической
обработке, а также для облегчения отвода
стружки профиль канавки должен иметь плав-
ные закругления. О профилировании фрез
см. стр. 327.
Углы заточки. Углы режущей кромки могут
рассматриваться как углы заточки сверла и в
процессе резания.
Передний угол заточки y — Угол
между плоскостью, касательной к передней
поверхности в рассматриваемой точке режу-
Фиг. 3. Углы заточки режущей кромки сверла.
щей кромки, и плоскостью, нормальной в той
же точке к поверхности вращения режущей
кромки вокруг оси сверла.
Для определения переднего угла необхо-
димо задаться главной секущей плоскостью,
в которой он подлежит изменению. За тако-
вую обычно принимают плоскость NN (фиг. 3),
нормальную к режущей кромке Gлг)-
Передний угол чх в любой точке X режу-
щей кромки (фиг. 4), рассматриваемый в пло-
скости NN определяется по формуле
¦„„ С tg (о COSH
sin 9 — С tg си cos cp sin fi '
где С=-0-; гх—расстояние рассматривае-
** мой точки X от
оси сверла; R —
наружный радиус
сверла; ц — угол,
образованный ра-.
диусом гх с осью
симметрии попе-
речного сечения
сверла.
Толщина пере-
мычки, характери-
зуемая уГЛОМ (л,
оказывает незна-
чительное влияние
Фиг. 4. Передний угол в любой
точке режущей кромки.
на угол 7дг- Пренебрегая ею, мы можем пользо-
ваться такой приближенной формулой:
Из формулы видно, что передний угол, за-
висящий от отношения С = —§- и углов о> и ф,
не является постоянным на всём протяжении
режущей кромки даже для одного и того же
диаметра сверла, заточенного под определён-
ным углом у.
Наибольшее (положительное) значение
угла Y.r получается для точки на периферии
сверла и наименьшее (отрицательное) в сече-
нии ab по поперечной кромке (на фиг. 2).
Переменный, резко изменяющийся передний
угол является большим недостатком органи-
ческого характера конструкции спирального
сверла. Он служит причиной неравномерного
и быстрого износа режущей кромки. На пери-
ферии сверла, где имеет место наибольшая
скорость резания, будет выделяться и макси-
мальное количество тепла, которое из-за не-
большого угла заострения не может быстро
отводиться, поэтому место перехода от конуса
к цилиндру подвергается наибольшему износу.
Задний угол заточки о — угол
между плоскостью, касательной к задней по-
верхности в рассматриваемой точке режущей
кромки, и плоскостью, касательной в той же
точке к поверхности, образованной вращением
режущей кромки вокруг оси сверла.
Согласно определению, принятому в стан-
дартах, он подобно переднему углу изме-
ряется в плоскости NN (фиг. 3), нормальной
к режущей кромке. За главную секущую пло-
скость для заднего угла можно принимать
также плоскость 00, направленную вдоль оси
сверла и касательную к цилиндрической по-
верхности, образованной рассматриваемой точ-
кой при вращении режущей кромки вокруг оси
сверла.
Зависимость между значениями углов а^
и а0 в плоскостях NN и ОО для точки, нахо-
дящейся на периферии сверла, можно выра-
зить приближённой формулой (пренебрегая
толщиной сердцевины):
tg *N =
sin <р.
sin?
С целью достижения более или менее оди-
накового угла заострения на протяжении всей
режущей кромки, а также для обеспечения
достаточной величины заднего угла в про-
цессе резания приходится делать переменным
также и задний угол заточки. На периферии
он принимается равным 8—14°, а у сердцевины
20—25° в зависимости от диаметра сверла.
Мелкие свёрла имеют на периферии большие
задние углы по сравнению с крупными свёр-
лами.
Углы режущей кромки в процессе реза-
ния. При сверлении имеют место два движе-
ния: вращательное (скорость резания) и посту-
пательное (подача). В результате этих движений
каждая точка режущей кромки перемещается
по винтовой линии с шагом, равным величине
подачи на один оборот. Винтовая поверхность,
описываемая в процессе резания режущей
кромкой, является поверхностью резания,
а плоскость, касательная к ней, плоскостью
резания. На фиг. 5 показано сечение сверла
плоскостью, нормальной к режущей кромке
и дана развёртка винтовой линии — траекто-
рии точки А за один оборот сверла.
324
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. III
АР — развёрнутая длина окружности nD;
PW— величина подачи за один оборот;
AW—траектория резания (развёрнутая вин-
товая линия точки A); AN — нормаль к траек-
тории резания; о, f — углы заточки сверла;
ар> ip — углы в процессе резания; в — угол
наклона траектории резания (угол между
Фиг. 5. Углы режущей кромки сверла в процессе резания.
фактической траекторией резания и услов-
ной - окружностью при вращении сверла без
подачи).
Передний угол -\р — угол между пло-
скостью, касательной к передней поверхности
в рассматриваемой точке режущей кромки, и
плоскостью, нормальной
к плоскости резания в
той же точке.
Задний
угол между плоскостью,
касательной к задней по-
верхности в рассматри-
ваемой точке режущей
кромки, и плоскостью ре-
зания в той же точке.
Оба угла должны рас-
сматриваться в главной Л = tg E -(- 2р) — 2tg
секущей плоскости.
Зависимость между
жается таким образом:
ней) их нагрузке. Из-за биения сверло начи-
нает неправильно работать, и отверстие полу-
чается увеличенного диаметра.
Угол поперечной кромкий (фиг. 2)
для правильно заточенных свёрл равен 47—50*
для диаметров до 12 мм и 52—55° — от 12 мм
и выше.
Заточка свёрл может быть осуществлена
по винтовой или по конической поверхности.
Наибольшее распространение получили станки,
работающие по второму принципу. На фиг. 6
приведены две схемы заточки. Схема фиг. 6, а
заслуживает особого внимания, так как она
применена для целого ряда отечественных и
импортных заточных станков.
Задние углы заточки целесообразно вы-
бирать не только в зависимости от диаметра
сверла, но также и с учётом рода обрабаты-
ваемого материала. Это связано с определён-
ной наладкой заточного станка. Для наладки
станка по способу фиг. 6, а необходимо знать
угол 2р конической поверхности, расстояние а
от вершины конуса до оси сверла и Ь — вели-
чину смещения оси конуса от оси сверла. Эти
величины зависят от угла режущей части 2<р,
угла поперечной кромки 9 и заднего угла о.
Зависимость между ними выражается фор-
мулами
cos px) sin
^-2) (rx sin цж - Ь) cos px
+ rx cos ,*,)» -
(rx sin цх -
Кх - 0,5
а и
Sin E + p) A +
выра-
CQs(s+p)
tg2 p - [COS E + p) Д]
,5 [tg (S + 2p)-tg$],
где рх—угол между радиусом гх произвольно
выбранной точки режущей кромки и осью
Угол в определяется из формулы
При постоянной подаче $ и уменьшении D,
т. е. по мере удаления точек режущей кромки
от периферии к сердцевине, угол в возрастает.
Это одна из причин назначения переменного
заднего угла заточки а.
Форма задней поверхности. Для обеспе-
чения переменного заднего угла спиральные
свёрла подвергаются специальной заточке.
Критерием правильной заточки является со-
блюдение следующих заданных величин:
1) угла режущей части <?; 2) угла попереч-
ной кромки Ф; 3) заднего угла а для точек
режущей кромки у периферии и у сердце-
вины.
Кроме того, режущие кромки в продоль-
ном направлении должны иметь одинаковую
длину и равные углы <р> а ось сверла должна
проходить через середину поперечной кромки.
Несоблюдение симметричности режущих кро-
мок приводит к неравномерной (односторон-
Фиг. 6. Схемы заточки свёрл.
ГЛ. VII]
СВЁРЛА
325
симметрии сверла (для точки, лежащей на
сердцевине, рх обращается в 9); 2р—общий угол
образующего конуса; 5 =¦ 90°— «р» где 2^ — угол
режущей части; ах — задний угол в произволь-
ной точке режущей кромки, лежащей на ци-
линдре радиуса гх. Он получается при развёр-
тывании цилиндра радиуса гх на плоскость,
как угол между прямой пересечения цилиндра
с конусом режущей части сверла Bср) и каса-
тельной к кривой пересечения того же цилин-
дра с образующим конусом заточки Bр).
Ленточка. Для уменьшения трения сверла
об обрабатываемую поверхность и уменьше-
ния выделения связанного с ним тепла перо
по всей своей длине снабжается выемкой с
оставлением небольшой ленточки у режущей
кромки. Ленточка предназначается в основном
для направления сверла в процессе резания.
Ширина ленточки должна быть минимальной,
так как иначе возникает повышенное трение
между ленточкой и обрабатываемой поверх-
ностью. Переходная часть (уголок) между
конусом режущей части и калибрующей частью
является наиболее напряжённой из-за макси-
мальной скорости реза-
ния на периферии сверла
и возникающего в про-
цессе резания тепла. Пе-
реходная часть как наи-
более ослабленный уча-
сток сверла не в состоя-
нии обеспечить правиль-
ного отвода тепла. В ре-
зультате к ленточке у
уголка привариваются
мелкие частицы обраба-
тываемого материала,
ещё более повышающие
трение и возникновение тепла. Это приводит
к быстрому износу и разрушению переходной
части. Рекомендуемые величины ленточки при-
ведены в табл. 3.
Свёрла диаметром 0,25—0,5 мм выпол-
няются без ленточки.
Указанные в табл. 3 величины действи-
тельны для готовых свёрл. При фрезеровании
ширина ленточки должна быть уменьшена,
так как она возрастает после шлифования по
диаметру.
Задний конус. Для облегчения работы
(уменьшения трения и тепла) сверло снаб-
жается задним конусом на калибрующей части,
т. е. диаметр сверла у хвоста делается меньше
диаметра у режущей части. Величина умень-
шения на каждые 100 мм длины принимается
в следующих пределах:
у свёрл, изготовленных из малолегированной
быстрорежущей стали. Во избежание дальней-
шего износа и возможного защемления такие
свёрла должны быть заново снабжены задним
конусом.
Зажимная часть. Свёрла изготовляются
или с цилиндрическим хвостом (диа-
метр ^20 мм), или с коническим (диа-
метр^ 5 мм).
Цилиндрические свёрла диаметром до
6 мм могут быть изготовлены также и с
обратными центрами. Во избежание провора-
чивания сверла в патроне при использовании
повышенных режимов резания (например, для
быстрорежущих свёрл) цилиндрический хвост
снабжается поводком—двумя срезанными
лысками.
Свёрла с коническим хвостом изгото-
вляются с конусом Морзе. Крутящий момент,
возникающий в процессе сверления, должен
передаваться исключительно конусом, без
участия лапки. Она предназначена только для
облегчения выталкивания сверла из кониче-
ской втулки шпинделя. Конический хвост
Величины ленточки
Таблица 3
Диаметр
сверла в мм.
Ширина
ленточки в мм
Допуск
в мм ....
о.75
О,2
о,о5
х
0,3
0.О5
3
о,4
о,о5
5
о,6
о,о8
8
о,7
о,о8
ю
о,8
о, ю
13
о,9
О, 10
15
г,о
о, 15
го
1,3
о, 15
25
1,6
о, 15
3°
„а
о,15
35
t,8
о, 15
4О
2,0
о, 15
45
2,3
о,'5
5°
2,6
(фиг. 7) должен быть рассчитан на воспри-
нятие всего крутящего момента М, опреде-
ляемого по формуле
где р. = 0,096 — коафициент трения, возни-
кающего между поверхностями втулки и
конуса под действием осевого усилия Q; ty—
половина общего угла конуса; D и d — ма-
Диаметр сверла
в мм
i-6
6—i8
i8—8o
Уменьшение
в мм
0,03—0,04
0,05—0,06
о,О7—о,ю
Для свёрл с цилиндрическим хвостом диа-
метром до 12 мм задний конус может рас-
пространяться на всю длину сверла.
Уменьшение диаметра сверла при после-
дующих заточках не оказывает заметного
влияния на размер отверстия благодаря его
компенсированию из-за биения сверла.
В процессе эксплоатации иногда сверло те-
ряет задний конус из-за чрезмерного износа по
ленточке. Это в особенности часто имеет место
Фиг. 7. Силы, действующие на конус
сверла.
ксимальный и минимальный диаметры рабочей
части конуса хвоста.
Осевое усилие Q может быть разложено
на Р и V, причём сила Р вызывает на поверх-
ности корпуса силу трения Рц. Выражение
в скобках учитывает погрешность в угле ко-
нуса tp (при условии, если суммарная ошибка
конусов втулки и хвоста Дф не превышает 10',
можно принимать для рыночных свёрл Дф =
= ± 2', для втулок + 3', т. е. суммарная
ошибка + 5').
326
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. Ill
Между М и Q наблюдается постоянная
пропорциональность для определённого обра-
батываемого материала. Самое неблагоприят-
ное соотношение ( -=¦ — 0,04?) ) даёт мягкая
сталь. Учитывая возможность стечения не-
благоприятных обстоятельств (повышенные
отклонения в угле 41» чрезмерное затупление
сверла, защемление стружек и т. п.), при
расчёте можем принять трёхкратное увеличе-
М
ние соотношения —.
v
Подставляя в формулу значения М, можно
определить максимальный диаметр сверла,
соответствующий каждому номеру конуса
Морзе.
Необходимо отметить, что расчётный ма-
ксимальный диаметр свёрл не совпадает с уста-
новленным в стандартах. При стечении не-
благоприятных обстоятельств в передаче кру-
тящего момента может участвовать не только
конический хвост, но и лапка. Это обычно и
является причиной её поломки. Учитывая эти
обстоятельства, Всесоюзный комитет стандар-
тов выпустил дополнительный стандарт ГОСТ
889-41 на свёрла с усиленным конусом для
использования их на тяжёлых работах.
Улучшения конструкции сверла. Спи-
ральное сверло обычной конструкции не
является совершенным инструментом. Суще-
ственным недостатком его является прежде
всего резкое изменение переднего угла на
протяжении всей режущей кромки. По улуч-
шению переднего угла спирального сверла
имеются лишь компромиссные предложе-
ния.
Наиболее напряжённым (по нагрузке и
отводу тепла) участком сверла является пере-
ходная часть от конуса к цилиндру. Этот уча-
сток является и наиболее ослабленным из-за
большего переднего угла. Для уменьшения
угла на периферии можно рекомендовать спе-
циальную подточку передней поверхности.
Сверло снабжается большим углом наклона и
винтовой канавкой специальной формы, как
показано на фиг. 8 сплошной линией ВРВЬ
вместо нормальной, показанной пунктирной
линией АРАг. Фрезерование такого сверла
производится специальной фрезой. Для вы-
равнивания переднего угла передняя поверх-
ность у периферии подвергается дополнитель-
ной подточке. Участок ВР (заштрихованная
поверхность на фиг. 8) стачивается до со-
впадения с прямолинейным участком АР. Пе-
редний угол сохраняет постоянное значение
от А до Р и только от точки Р начинает
уменьшаться по направлению к сердцевине.
На фиг. 9 приведены два графика изменения
угла -у — Адя нормального сверла (а) и для
подточенного (б).
Некоторого улучшения в отношении из-
носа можно достигнуть также и посредством
снятия небольшой фаски на передней поверх-
ности вдоль режущей кромки. Фаска делается
неодинаковой по своей ширине. У периферии
сверла она наибольшая, равная половине по-
дачи, и постепенно снижается (до нуля) по
направлению к сердцевине.
Увеличение переднего угла у сердцевины
достигается путём подточки поперечной
кромки с одновременным её укорочением. По-
перечная кромка из-за большего угла реза-
ния 5 == 90° + <р (фиг. 2) работает в тяжёлых
условиях. Она не режет, а скоблит материал.
° 40
% 30
\ю
ko
/г
0,2 0,4 0,6 0,8 1,0
Отношение ?&.
a) R
_
/
1
/
/
Фиг. 8. Сверло с
подточкой по пе-
редней поверх-
ности.
: О
. 0,2 0,4 0,6
Отношение
5)
Фиг.9. Изменение переднего
угла при подточке.
0,8
гх
Т
Опытами установлено, что около 65% усилия
подачи и около 15% крутящего момента при-
ходится на поперечную кромку. Благодаря её
подточке уменьшается осевое усилие резания
и улучшается процесс стружкообразования.
Подточка поперечной кромки особенно не-
обходима для сточенных свёрл, сердцевина
которых значительно возрастает из-за утол-
щения её к хвосту, а также для свёрл круп-
ных размеров. На фиг. 10 представлена реко-
мендуемая подточка. Налево и направо от
поперечной кромки снят материал с образо-
ванием углублений. При пересечении с зад-
ней поверхностью они образуют в плане пря-
мые, служащие продолжением режущей
кромки от А до В. При
такой подточке повы-
шается передний угол в
зоне поперечной кромки,
причём последняя может
быть укорочена или оста-
влена без изменения.
Подточка не ослабляет
поперечной кромки. Опе-
рация производится пос-
ле каждой заточки сверла
или после двух-трёх
заточек. Длина кромки
после подточки для свёрл диаметром от 12
до 80 мм принимается в пределах 1,5—7,5 мм,
длина подточки вдоль сверла — в пределах
3—15 мм.
Вредное влияние поперечной кромки может
быть устранено вырезанием паза на вершине
сверла перпендикулярно направлению режу-
щих кромок. Вырезание производится шлифо-
вальным кругом диаметром не более 1,5 мм.
С целью повышения стойкости сверла и
скорости резания, в особенности при обра-
ботке чугуна, рекомендуется применять за-
точку свёрл под двойным углом (фиг. 11): нор-
мальным 2ср = 116—118° и дополнительным
2<pj = 70—75°, Ширина кромки делается в пре-
Фиг. 10. Подточка
поперечной кромки
сверла.
ГЛ. VII]
СВЁРЛА
327
делах 0,18—0,22 диаметра сверла; повышенная
стойкость объясняется лучшим образованием
стружки (более тонкой и широкой) и более
благоприятным отводом тепла
по сравнению с нормальной за-
точкой. Двойную заточку ре-
комендуется применять для
свёрл диаметром свыше 10—
12 мм. Для малых свёрл она
эффекта не даёт.
Для уменьшения вредного
влияния цилиндрической лен-
точки на процесс сверления
рекомендуется производить за-
тылование её у режущей части
на длине Iq = 1,5—4 мм для
свёрл от 12 до80 л/и (фиг. 12).
Затылование производится под
углом о = 6—8° с оставлением
небольшой фаски / в преде-
лах 0,1—0,3 мм.
Для уменьшения износа уголки перехода
от конуса к цилиндру целесообразно закруг-
лить на участке АВ длиной 5—6 мм (фиг. 13).
Радиус закругления в зависимости от диа-
метра сверла рекомендуется в пределах
0,5-1,2 мм.
Для облегчения резания, в особенности на
тяжёлых работах, например, при глубоком
Фиг. 11. Сверло
с двойной за-
точкой.
Фиг. 12. Затылование лен-
точки.
Фиг. 13. Закругление угол-
ков.
сверлении, свёрла иногда снабжаются струж-
коломами (фиг. 14). Они способствуют раз-
мельчению стружки, облегчению её отвода
из канавок, уменьшению теплообразования и
а) б)
Фиг. 14. Стружколомы.
давления резания. Они позволяют повысить ре-
жимы резания без снижения стойкости сверла.
Канавки для стружколомов (фиг. 14, а) фре-
зеруются по передней поверхности вдоль всей
рабочей части сверла. Во избежание оста-
вления бугорков при сверлении стружколомы
на обеих режущих кромках смещены отно-
сительно друг друга. Фрезерование струж-
коломов производится под углом 4—8° в за-
висимости от угла наклона канавки сверла и
его диаметра (винтовые линии канавки и
стружколомов не совпадают друг с другом).
Форма канавок для стружколомов полукруглая.
Она проста в изготовлении и предотвращает
заклинивание стружки. Такими стружколомами
снабжают свёрла диаметром 12 мм и выше.
Другая конструкция стружколомов
(фиг. 14, б) предусматривает расположение их
на задней поверхности. Она рекомендуется
для мелких свёрл и для обработки вязких
металлов (мягкая сталь, бронза, латунь и т. п.).
Изготовление этих стружколомов производится
на заточном станке при помощи прорезного
круга.
Для обработки лёгких металлов рекомен-
дуется применять свёрла с переменным шагом
винтовой канавки. Он делается или меньше
(фиг. 15, а), или больше (фиг. 15, б) у вер-
Фиг. 15. Свёрла с переменным шагом.
шины, чем у хвоста. В первом случае (а) пе-
редняя часть канавки сверла способствует
лёгкому резанию, последующая часть облег-
чает быстрый отвод стружки. Во втором слу-
чае (б) передняя часть позволяет применить
повышенную подачу, а последующая даёт не-
прерывное удаление стружки. Свёрла а
зарекомендовали себя при обработке на авто-
матах, в особенности для
вращающейся детали при
невращающемся инстру-
менте.
Профилирование фре-
зы для канавки [4].
Профиль фрезы для ка-
навки оказывает боль-
шое влияние на кон-
струкцию сверла. Он за-
висит от следующих эле-
ментов (фиг. 16): 1) фор-
мы канавки сверла;
2) угла режущей части2?;
3) угла наклона винтовой
канавки а>; 4) угла уста-
новки фрезы к оси свер-
ла О; 5) положения точки
S пересечения оси оправ-
ки фрезы с осью сверла,
6) диаметра фрезы.
При профилировании
необходимо знать эти
величины. Форма канавки задаётся толщиной
сердцевины, шириной канавки, формой режу-
щей кромки (обычно она прямолинейна).
Угол 2ср влияет на форму режущей
кромки. Фреза, рассчитанная на сверло с
углом 2ср = 116°, даёт при заточке сверла под
РеЖущая
кромка
Фиг. 16. Установка
фрезы при фрезерова-
нии канавки сверла.
Ось а
сверла ШЛХ Ж ШШШ 7
/ Ось
ШЩ\п Iа сверла ХШ ХИЛ X
Ё Ось gH I i '{ i
\Ш
WШ П I сверла ШИЛ X ЖШШШ \7 ШШЛа1
Ось
сверла ШХШЖЖХЖШШШ\7Ж ШД а
сверла |\xnmWxWmwwvшша
Фиг. 17. Положение точки пересечения оси сверла и оси оправки фрезы.
ГЛ. VIII
СВЁРЛА
329
углом 2? = 90° выпуклую кромку, а под
углом <р =» 140° — вогнутую.
Влияние угла а> на профиль фрезы
имеет практическое значение. Иногда прихо-
дится одной и той же фрезой обрабатывать
свёрла с различным углом о, например, свёрла
из быстрорежущей и углеродистой стали.
Важно знать, как меняется профиль фрезы
с изменением угла ш, с тем чтобы можно было
компенсировать получающееся искажение со-
ответствующей наладкой станка. С изменением
угла со конфигурация профиля фрезы меняется
как по главной, так и вспомогательной частям.
Изменением положения точки 5 нельзя до-
биться полного совпадения профилей, поэтому
приходится удовлетворяться лишь совпадением
главной части профиля фрезы, обеспечиваю-
щей прямолинейную режущую кромку сверла.
Несовпадением же вспомогательных частей
профилей можно пренебречь. Следовательно,
небольшое изменение угла <о допускает ис-
пользование фрезы не „по прямому назна-
чению.
Угол установки в выбирается отлич-
ным от угла фрезерования т = 90° — о>. Он
принимается на 1—2° больше или меньше т.
Такой выбор обеспечивает более чистую обра-
батываемую поверхность и препятствует под-
резанию фрезой уже профрезерованной ка-
навки. Угол в на профиль фрезы влияния не
оказывает. ¦
Положение точки S характеризует
поперечный снос фрезы при фрезеровании
канавки. Точка 5 оказывает большое влия-
ние на профиль фрезы. С уменьшением х
(фиг. 17) участок профиля фрезы, соответ-
ствующий режущей кромке сверла, получается
более крутым и подверженным повышенному
износу из-за малых боковых углов. При этом
ширина фрезы получается наиболее узкой.
Такая форма малоприменима для затылованных
и вполне приемлема для остроконечных фрез.
С возрастанием х ответственный участок
делается более пологим, ширина фрезы воз-
растает, улучшаются также и боковые углы
профиля. Завод „Фрезер" для свёрл из угле-
родистой стали применяет в основном симме-
тричное расположение точки S (х = у), а для
свёрл из быстрорежущей стали несимметрич-
ное (х<^у).
Профиль фрезы не совпадает с профилем
фрезеруемой канавки сверла. Это объясняется
тем, что отдельные точки профиля фрезы
касаются винтовой поверхности канавки в
разных сечениях сверла. Вырезание профиля
канавки осуществляется не по плоской,.а про-
странственной кривой. Максимальное несовпа-
дение профилей получается в крайних поло-
жениях / и V (фиг. 17). В положении III
наблюдается почти полное совпадение про-
филей на передней поверхности сверла.
Положение точки 5 фиксируется при наладке
станка. Окружность при сечении фрезы пло-
скостью, перпендикулярной её оси и прохо-
дящей через точку 5, соответствует круговой
риске, наносимой на одном зубе фрезы. Против
этой риски надо ставить острие центроискателя
при установке стола станка. На фиг. 18 пока-
зано приспособление для установки фрезы.
Положение точки S характеризуется разме-
ром k, отмеченным на шаблоне для профиля
фрезы риской. Приспособление состоит из
втулки 1, надеваемой на эталон-заготовку
сверла 2. Фреза устанавливается на оправке 4L
Размер k выдерживается при помощи устано-
вочных шайб 3, насаженных на оправку 5.
Совмещение оси оправки фрезы 4 с осью
оправки 5 достигается посредством центро-
искателя. После установки фрезы втулка I
снимается, эталон 2 заменяется заготовкой.
Фиг. 18. Приспособление для установки фрезы при фре-
зеровании канавки сверла.
Диаметр эталона может отличаться от диа-
метра заготовки.
Диаметр фрезы выбирается по кон-
структивным соображениям с учётом кон-
струкции станка. Изменение его в связи с
переточкой фрезы практически не оказывает
влияния на её профиль.
Профилирование фрезы (фиг. 19 и 20, см.
вклейку) состоит из следующих построений:
I) сечения канавки, перпендикулярного оси
сверла; 2) винтовых линий поверхности ка-
навки; 3) следов винтовой канавки в сечениях
плоскостями, перпендикулярными оси оправки-
фрезы; 4) радиусов сечений фрезы; 5) профиля
фрезы; 6)
вины.
сечения канавки сверла и сердце-
1. Рассечём конус рядом прямых, перпенди-
кулярных оси сверла и отстоящих друг от друга
на Vi28 шага винтовой поверхности (фиг. 19).
„ '1аз и и it г \т /
1очки aQ , b0 , cQ и т. п. проектируем на пря-
мую Oq/o (режущую кромку). Через точки aOt
b0, с0 и т. п. проводим окружности. Для удоб-
ства построения повернём кромку о0/0 на
90°. Разделим наружную окружность на 64
части или от точки а0 до а1б на 16 частей^
При переходе от конуса к цилиндру прямо-
линейная кромка обращается в плавную кри-
вую. При повороте сверла на Vi28 часть
окружности фреза войдёт в тело сверла на.
Vi28 часть шага. Точка Ь^ прямой a9f3 займёт
на окружности Ъ новое положение b'3, от-
стоящее от точки Ьа на расстоянии, равном
1/i28 части окружности. Аналогично этому ш
все другие точки с8, с?3 и т- п* прямой пере-
местятся в точки с3, rf3 и т* п< на соответ-
ствующих окружностях. Полученные точки'
„ соединяем кривой. Для удобства построения
360°
рекомендуется построить отдельно угол -у^н- .
Методом подбора заменяем кривую дугой;
окружности радиуса Rlt Для определения?
330
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. III
вспомогательной части профиля соединяем
точку О\ с центром О и принимаем (условно),
что на этой прямой лежит центр О^ радиуса
/?2 второй кривой. Зная R\ и /?2, можем про-
вести из точек я3, а4» аь и т. д. и из точек а^,
а\, а'5 и т. д. кривые профиля канавки.
2. Для построения винтовых линий (фиг. 20)
пересекаем ось сверла плоскостями 1, 2, 3, 4
и т. д., перпендикулярными оси сверла и от-
стоящими на расстоянии, равном ]/б4 или Vm
шага. Для проектирования винтовой линии а
проектируем с фиг. 19 точки ая, а^ аъ и т.д.
соответственно на прямые 7, 2,3 и т. д. На
фиг. 20 получаем точки я3, аА, а6 и т. д., кото-
рые при соединении плавной кривой дают вин-
товую линию а. Аналогично находим и все
другие винтовые линии.
3. Ось оправки фрезы располагаем к оси
сверла под углом в = 90° — ш — 1°, выбираем
симметричное расположение для точки 5.
Рассечём канавку плоскостями /, //, /// и т. д.,
равноотстоящими на произвольную величину
и перпендикулярными оси оправки фрезы. Эти
плоскости на фиг. 20 дают кривые — следы
пересечения этих плоскостей с винтовой ка-
«авкой. Проекция D даёт кривые для рабочего
участка профиля, а проекция Е— для вспомо-
гательного (она для удобства построения дана
по американскому методу проекций). В каче-
стве примера рассмотрим построение следа
для плоскости III. Она пересекает винтовые
линии в точках аш, bjjr, cIU и т. д. На про-
екции D точки следа лежат на продолженных
прямых, пе пендикулярных плоскости ///.
Точка аш по высоте на проекциях С и А
находится на одинаковом расстоянии ашх от
горизонтальной оси сверла и отстоит на
расстоянии ошу от вертикальной его оси.
Отрезок <Хщу равен на проекции D расстоя-
нию, на которое отстоит точка ащ от оси
сверла. Аналогичным путём определяются и
другие точки й///, сш и т. д. кривой.
4. При пересечении фрезы плоскостями У,
//, /// и т. д. получаются концентрические
•окружности. Если провести бесконечное коли-
чество таких секущих плоскостей, то фрезу
можно представить, как состоящую из беско-
нечно большого числа дисков, сложенных
вместе. Каждый диск представляет опреде-
лённую точку профиля фрезы. В этой точке
и происходит соприкосновение диска с кривой
сечения канавки сверла соответствующей
плоскостью. Таким образом точки профиля
4фезы определяются при проведении из опре-
делённого центра концентрических окружно-
стей, касательных к соответствующим кривым
канавки. Центр фрезы И лежит на продолже-
нии оси оправки О—О. Расстояние от него до оси
сверла зависит от диаметра фрезы и толщины
сердцевины. Радиус окружности касательной
к кривой III даёт расстояние, на которое
точка профиля фрезы отстоит от её оси в
сечении плоскостью ///. Для определения ра-
диусов достаточно найти точки касания окруж-
ностей с кривыми (без вычерчивания самих
концентрических окружностей во избежание
затемнения чертежа). Зная радиусы, можем
найти и отрезки gv g%, g$ и т. д., предста-
вляющие расстояния соответствующих точек
касания от оси сверла.
5. Для построения профиля (проекция F)
проводим ось сверла X'— X' и к ней ряд пер-
пендикулярных прямых, расстояние между ко-
торыми равно расстоянию между плоскостями
/, // и III и т. д. Отложим от этой оси
сверла на соответствующих прямых отрезки
gbgi'Ss и т. д. и полученные точки соединяем
плавной кривой, представляющей искомый
профиль фрезы. Путём подбора она может
быть заменена дугами окружностей радиусов
/?! и /?2. Резание на вспомогательном участке
профиля заканчивается у нижних точек, по-
этому нерабочий участок может быть срезан
путём проведения касательной под углом 10'
к вертикали.
6. Для сравнения полученного профиля
фрезы с профилем канавки сверла в сечении,
проходящем через ось О—О (проекция С), от-
мечаем точки пересечения кривых /, //, ///
и т. д. с осью оправки (проекции D и Е). Рас-
стояния от этих точек до оси сверла перено-
сим на соответствующие плоскости /, //, ///
и т. д. проекции F. Соединяя точки плавной
кривой, получаем профиль канавки (показано
по проекции F пунктирной линией).
Для полноты чертежа производим ещё по-
строение эллипсов, соответствующих окруж-
ностям наружной и сердцевины. Эллипс серд-
цевины касается профиля фрезы только в
единственном случае, когда точка 5 располо-
жена на пересечении оси оправки фрезы с
винтовой линией, расположенной на цилиндре
сердцевины.
Допуски. Шлифованные свёрла по наруж-
ному диаметру изготовляются с отклонениями
в сторону минуса от номинала согласно ГОСТ
885-41 (табл. 4).
Для общей длины и длины рабочей части
сверла устанавливается допуск, равный
удвоенному допуску 9-го класса точности
(ОСТ 1010) с симметричным расположением
предельных отклонений относительно номи-
нальных размеров.
Предельные отклонения длины поводка
для свёрл с цилиндрическим хвостом устана-
вливаются "по В8 (ОСТ 1010), а толщина по-
водка —по Хб (ОСТ 1015). Смещение оси
поводка относительно оси сверла должно быть
в пределах 0,5 допуска на его толщину. Обе
ленточки сверла должны лежать на одной
и той же поверхности вращения, соосной
Таблица 4
Диаметры свёрл
в мм
Допуск в мм. . .
о,=5—о,5
О,О1
Допуски на диаметр сверла
о,5-о,75
o,oi5
о,75-»
о,оа
1-3
O.O25
з-б
о.оз
6-ю
0,036
io-i8
о,о43
i8—30
0,052
30-50
0,062
50-80
0,074
Проекция
Фиг. 19. Построение сьчения канавки перпендикулярно оси сверла.
Фиг. 20. Пострсение профиля фрезы для канавки сверла.
ГЛ. VII]
СВЁРЛА
331
с поверхностью хвоста. Двойное отклонение от
соосности (биение) для свёрл с цилиндри-
ческим хвостом диаметром от 3 до 20 лж
допускается 0,08 мм, для свёрл с коническим
хвостом диаметром до 20 мм—0,12 мм, диа-
метром свыше 20 до 50 мм — 0,15 мм, свыше
50 мм — 0,18 мм.
Биение проверяется у начала калибрующей
части при зажатой хвостовой части.
Технические условия на приёмку спираль-
ных сверл изложены в ГОСТ 2034-43.
Другие типы свёрл
Центровочные свёрла. Для изготовления
центровочных отверстий применяются цен-
тровочные свёрла (фиг. 21). Они встречаются
трёх типов: а) простые (ОСТ 3727); б) комби-
нированные (ОСТ
3732): в) комбини-
рованные с предо-
хранительным ко-
нусом (ОСТ 3733).
Простые цен-
тровочные свёрла
по конструкции не
отличаются от спи-
ральных свёрл.
Комбинирован-
ные свёрла (фиг.
22) изготовляются
Таблица 5
Размеры для расчёта кулачков для затылования
свёрл
а)
Фиг. 21. Типы центровочных
свёрл: а — простые; С — ком.
бинированные; в — комбиниро-
ванные с предохранительным
конусом.
двухсторонними
для лучшего ис-
пользования мате-
риала. Канавки де-
лаются или прямыми, или косыми (реже вин-
товыми) с углом наклона и> = 5—8°. Угол
режущей части 59—60, угол поперечной
кромки 50—55°. Задний конус принят 0,05—
0,10 мм на всю длину сверла. Толщина серд-
цевины С — @,15^-0.17) D и увеличивается
по направлению к хвосту под углом 3°. Пе-
редний угол заточки 5—6°. Заточка такого
сверла производится таким же образом, как и
по CD
Фиг. 22. Конструкция комбинированного центровочного
сверла.
спирального. Задний угол на периферии режу-
щей части равен 8°. Калибрующая часть и ко-
ническая для зенковки снабжаются затылова-
нием без оставления ленточки. С целью получе-
ния равномерного снятия затылка и избежания
трения об обрабатываемую поверхность пере-
ходной частью (от цилиндра к конусу) заты-
лование производится под углом 10—12° к
оси сверла.
Кулачки для затылования рассчитываются
из условия получения заднего угла не свыше
2—2°30'. Размеры для расчёта кулачков при-
ведены в табл. 5.
Для свёрл
диаметром
в мм ....
Ki в мм . .
#3 В ММ . .
J
°-°55
о, 149
0,083
О,225
2
О, НО
О,298
2,5
0,138
O.375
3
0,165
о,448
4
О,22О
5
0,270
о. 745
6
о,зз°
Радиус закругления канавки (выход фрезы)
R = 15—23 мм. Радиус на дне канавки г =
= 0,2—1,3 мм.
Коническая часть делается под углом 60°,
предохранительный конус—под углом 120°. Его
назначение — предохранять центровочное от-
верстие от забивания и засорения.
Наиболее слабым местом центровочного
сверла является переход от цилиндра к конусу.
Для упрочнения рекомендуется переход очер-
чивать по радиусу 0,5—1,6 мм или снабжать
его пояском. Поясок способствует также и
удержанию смазки на центре благодаря углу-
блению на заготовке.
Перовые свёрла. Режущая часть этих
свёрл выполняется в виде пластинки (лопатки),
снабжённой режущими элементами (фиг. 23).
Они применяются в тех случаях, когда тре-
буется жёсткость инструмента, например, при
обработке твёрдых поковок или
литья, а также для ступенчатых
и фасонных отверстий. Перовые
свёрла для больших диаме-
тров обычно изготовляются со
вставной рабочей
частью.
Угол <р выби-
рается в зависи-
мости от обраба-
тываемого мате-
риала. Для универ-
сального назначе-
ния ср = 59 — 60°.
Угол поперечной
кромки &=55°. Для
уменьшения тре-
ния калибрующая
часть сверла снаб-
жена боковым
углом ф = 5—8" и
задним конусом в
пределах 0,05—0,10
мм на всю длину
сверла. Для облег-
чения работы рекомендуется на режущих кром-
ках делать стружколомы (фиг. 24) Они должны
быть расположены несимметрично относи-
тельно оси сверла. Ширина их составляет
2—3 мм, расстояние между ними равно
8—12 мм. Канавки должны расширяться по
мере удаления от режущей части. Передняя
поверхность сверла выступает вперёд за нор-
маль NN, и передний угол т получается отри-
цательным,- Из-за большего угла резания
(Ь > 90°) перовое сверло работает в более тя-
жёлых условиях, чем спиральное. Для улуч-
шения угла 8 передняя поверхность снаб-
Фиг. 23. Перовые свёрла.
332
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. III
жается выемкой, тогда у>0. При глубокой
выемке из-за ослабления лезвия прочность
сверла понижается. Задний угол а выбирается
в пределах 10—20°; для вязких и мягких ма-
Фиг. 24. Режущая часть перового сверла.
териалов он больше, чем для хрупких и твёр-
дых.
Свёрла с прямыми канавками. Они при-
меняются для сверления отверстий в тонких
листах из вязкого металла, как, например,
латуни. В противоположность спиральным
свёрлам при работе устраняются ввинчивание
и заедание этих свёрл в отверстии. Режущие
элементы их выбираются таким же образом,
как и для спиральных свёрл. Недостаток их
заключается в том, что они подобно перовым
свёрлам имеют угол резания больше 90°, что
ухудшает работу сверла.
Свёрла с пластинками из твёрдых спла-
вов. Из-за физических свойств твёрдых спла-
вов эти свёрла имеют ограниченное примене-
ние. Их рационально применять для материа-
лов, не требующих больших передних углов,
например, чугуна, в особенности при наличии
литейной корки, твёрдых сталей, пластмасс,
эбонита, бакелита, стекла и т. п., а также
в тех случаях, когда величины подачи для
инструментов из твёрдых сплавов и быстро-
режущей стали примерно одинаковы. В этом
случае производительность станка увеличи-
вается за счёт использования повышенных
скоростей резания, например, при обработке
на быстроходных станках лёгких сплавов,
чугуна и др. Из-за малой прочности пластинки
и необходимости иметь значительный угол
резания приходится отказываться от исполь-
зования твёрдых сплавов при обработке вязких
металлов (например, сталей с а^<100 кг/мм2).
Свёрла с пластинками из твёрдых сплавов
изготовляются диаметром от 3 до 50 мм,
причём у мелких свёрл (до 8 мм) вместо
впаянной пластинки припаивается встык к
державке режущая вставка. Диаметр державки
делается на 0.3—0,5 мм меньше диаметра
вставки. К твердосплавным свёрлам предъя-
вляются большие требования в отношении
прочности, надёжности, простоты крепления
пластинки, жёсткости всей конструкции.
Сверло должно хорошо сопротивляться усилию
резания и не пружинить в работе. Вибрации
сверла являются основной причиной выкра-
шивания пластинки. Из-за слабости вершины
и сердцевины спиральное сверло трудно под-
дается оснащению твёрдым сплавом. Для уси-
ления сверла приходится прибегать к увеличе-
нию сердцевины и большему по сравнению
с обычными свёрлами утолщению её по на-
правлению к хвосту.
Длина рабочей части твердосплавных свёрл
делается меньшей по сравнению с обычными
свёрлами, так как они могут быть использо-
ваны (запас на переточку) только на длине,
равной длине пластинки твёрдого сплава. Мень-
шая длина сверла способствует уменьшению
его пружинения в работе.
С целью повышения стойкости ленточки на
калибрующей части державки свёрла, предна-
значенные для обработки особо твёрдых мате-
риалов, изготовляются из закалённой быстро-
режущей стали. В других случаях материалом
державки служит легированная или высоко-
углеродистая сталь.
В зависимости от назначения сверла (род
обрабатываемого материала, глубина сверле-
ния) конструкция инструмента делается раз-
личной.
Для сверления неглубоких отверстий на-
правление канавок не имеет большого значе-
ния для вывода стружки. Канавки могут быть
приняты прямыми. Для сверления глубоких
отверстий приходится применять свёрла с
винтовыми канавками. Угол наклона о> выби-
рается в зависимости от обрабатываемого
материала. Он принимается равным 10—15°
для твёрдых материалов, дающих сливную
стружку резания (фиг. 25, а), и 55—60° для
хрупких материалов, дающих стружку скалы-
вания (фиг. 25, б). Калибрующая часть по
фиг. 25, б играет роль шнека для вывода
Пластинка
Пластинка
SL
Фиг. 25. Свёрла с пластинками из твёрдых сплавов.
стружки. Угол 2^ режущей части сверла для
материалов со сливной стружкой выбирается
равным 125—130°, а для материалов со струж-
кой скалывания 116—118°. Во избежание
ослабления передняя поверхность пластинки
затачивается под небольшим передним углом т
в пределах 0—3° для материалов со сливной
стружкой и 4—7° для материалов со стружкой
скалывания. В табл. 6 приведены данные по
выбору 2<р и у для различных материалов.
Таблица 6
Данные для выбора углов 2<р и у для разных
материалов
Обрабатываемый материал
Чугун твёрдостью Hq = 200 ....
Нв ~ 300-400
Стальное литьё, нержавеющая
сталь, хромоникелевая сталь о, —
— 140 кг1мм3
Инструментальная сталь, кокильные
твёрдые отливки, марганцовистая
сталь
Ковкий чугун
Фосфористая бронза
2?
Т
в градусах
ISO
140
120
140
120
130
+7
о
о
-а -з
+4
+4
ТЛ. VII]
СВЁРЛА
333
Поперечная кромка должна быть снабжена
подточкой. Задний конус на длине пластинки
выбирается в пределах 0,03—0,05 мм. Для
облегчения выхода стружки канавки должны
быть хорошо отполированы.
Свёрла для глубокого сверления [1, 2,5].
Под глубоким сверлением понимается сверле-
ние на глубину, превышающую диаметр сверла
в пять и более раз. Свёрла применяются для
сплошного и кольцевого сверления. В по-
следнем случае не весь металл обращается
в стружку, в центре заготовки остаётся
стержень, удаляемый в зависимости от его
размера посредством отламывания или под-
резания. Обработка производится на токарно-
сверлильных станках обычно при вращаю-
щейся заготовке и поступательном переме-
щением инструмента, реже при вращающихся
заготовке и инструменте. К глубокому свер-
лению предъявляются требования прямоли-
нейности оси отверстия, концентричности
отверстия по отношению к наружным поверх-
ностям, цилиндричности отверстия на всей
длине, чистоты и точности обработки (в пре-
делах между 2-м и 3-м классами точности по
ОСТ). Свёрла для глубокого сверления охва-
Фиг. 26. Пушечное сверло.
тывают весьма широкий диапазон диаметров
от 6 до 400 мм. В практике встречаются
различные конструкции свёрл, обусловленные
размерами деталей и техническими к ним
треб ваниями.
Пушечное сверло представляет круглый
стержень, срезанный примерно на половину
диаметра (фиг. 26). Во
избежание заедания пе-
редняя поверхность сде-
лана выше центра на
/= 0,2-5-0,5 мм в зави-
симости от размера свер-
ла. Главная режущая
кромка направлена под
прямым углом к оси
сверла, вспомогательная
срезана под углом 10°.
Она начинается, отсту-
пая от оси сверла на
0,5 мм. Вершина режу-
щей кромки закруглена
радиусом 1—1,5 мм.
Вдоль всей длины рабо-
чей части срезана лыс-
ка под углом 30—45°.
Задний угол равен8—10°.
Задний конус принимается в пределах
0,03—0,05 мм на 100 мм длины. Иногда сверло
снабжают углублением на передней поверх-
ности (сечение NN).
По характеру своей работы пушечное
сверло напоминает расточной резец, поэтому
его нужно применять при сверлении в кон-
дукторе или же при предварительно надсвер-
лённом отверстии для обеспечения достаточ-
ной опорной поверхности. Сверло работает
в тяжёлых условиях из-за большого угла
резания (90°), затруднённости выхода стружки
и подвода охлаждающей жидкости. Недостат-
ком сверла является также и необеспечен-
ность геометрической оси отверстия из-за
увода инструмента.
Ружейное сверло состоит из двух частей:
рабочей длиной 60—150 мм из быстрорежу-
щей стали и зажимной из углеродистой стали,
представляющей длинную трубку с проваль-
цованной по всей длине канавкой. На конце
её насаживается втулка для закрепления в
патроне. Рабочая часть снабжена отверстием
круглой или серпообразной формы (с углом
130—140°) для подвода к лезвию охлаждающей
жидкости (фиг. 27). Обратно жидкость вместе
со стружкой выходит по канавке. Угол ф ка-
навки играет существенную роль. Сверло
из-за большой глубины сверления испыты-
вает напряжение продольного изгиба и скру-
чивания, вследствие чего необходимо обеспе-
чить достаточную жёсткость державки, в осо-
бенности для малых диаметров сверления.
Угол ф влияет также и на размеры каналов,
подводящих и отводящих жидкость и струж-
ку. С уменьшением угла ф жёсткость дер-
жавки и скоростной напор повышаются, но
повышается трение стружки о стенки и воз-
никает опасность её заклинивания в ка-
навке. Угол ф рекомендуется в пределах
100-120°.
Сверло имеет одну режущую кромку, со-
стоящую из двух частей: наружной и вну-
тренней.
Для направления в работе и* облегчения
внедрения в металл вершина сверла сме-
щена от его оси на расстояние b (фиг. 28).
Смещение образует конус (фиг. 29, а), слу-
жащий упором сверлу и обеспечивающий ему
направление в процессе резания. Величина
смещения b оказывает большое влияние на
работу сверла (увод сверла, его стойкость.
Фиг. 27. Ружейное сверло.
качество обрабатываемой поверхности и т. п.).
Она зависит от многих факторов, связанных
334
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. III
с конструкцией и заточкой сверла, а также
свойств обрабатываемого материала. Обычно
принимается Ъ — а — 0,25D (диаметра сверла).
Однако предпочтительнее выбирать Ь меньше а
) Ось сверла.
¦ Осьх вершины
Фиг. 28. Режущая часть ружейного сверла.
(например, Ъ = 0.2D; . а — 0,3/)) и угол ср
меньше угла <pi (например, <р = 50° и <pi = 70°).
При ¦ этих условиях калибрующая кромка,
снабжённая фаской /, будет испытывать ми-
нимальное давление, так как составляющая
усилия резания, действующая перпендику-
лярно оси сверла, для кромки N будет больше,
чем для кромки W {PjJ>Pw на Фиг- 28).
Фиг 29. Ружейное сверло в работе.
Калибрующая фаска лишена возможности
углубляться в металл и снимает лишь гре-
бешки. Это предупреждает увод сверла и рас-
ширение отверстия, а также повышает стой-
метром от 5 до 40 мм. Для уменьшения по-
верхности соприкосновения и повышения
эффективного действия охлаждающей жидко-
сти предусмотрены лыски с оставлением лен-
точек небольшой ширины. Ленточка /(фиг. 27),
предназначенная для зачистки и калибровки
отверстия, выбирается в пределах 0,4—0,6 мм.
При больших величинах/сверло имеет склон-
ность к заеданию.
Против ленточки/обязательно должна быть
опорная цилиндрическая поверхность. Осталь-
ные ленточки являются направляющими, раз-
меры их выбираются по конструктивным
соображениям с учетом ширины лысок. Глу-
бина лысок обычно составляет 0,15—0,25 мм.
Вершина канавки должна быть расположена
ниже центра сверла (на h = 0,05—0,18 мм).
иначе оно не будет работать и сможет по-
гнуться или сломаться. При расположении
вершины ниже центра при сверлении полу-
чается в центре отверстия сердечник
(фиг. 29, б). Диаметр его возрастает по мере
опускания вершины канавки. Для облегчения
отламывания диаметр сердечника не должен
быть более 0,03 диаметра отверстия. Передний
угол делается в пределах 5—8°, задний угол
на кромке А/ в пределах 8—10°, а на кромке W
12—20°, угол при вершине в = 120—130°.
Передняя поверхность снабжается стружко-
ломами. Высота их, зависящая от величины
подачи на один оборот и вязкости обраба-
тываемого материала, может быть принята
равной 17 5, где s—подача в мм. Стружколо-
мы должны иметь поднутрение под углом
6—8° для обеспечения гофрированной формы
стружки и требуемого направления её схода.
Имеется опыт применения твёрдых сплавов
для ружейных свёрл диаметром 7,5—13 мм.
Наконечник (фиг. 30) из твёрдого сплава,
снабжённый стружечной канавкой и угловым
замком, припаян торцом к короткой державке
из углеродистой стали, которая привари-
вается к основной трубке. Заточка произво-
дится алмазным кругом на обычном заточном
станке. Геометрия режущей части сверла
приведена на фиг. 30.
Существенным недостатком ружейных
свёрл является наличие одной лишь режущей
Наконечник
/твердого сплава
Фиг. 30. Сверле с наконечником из твёрдого сплава.
кость сверла. Несколько повышенное давление
на противоположную фаске / сторону воспри-
нимается цилиндрической поверхностью тела
сверла или солидной направляющей фаской.
Для уменьшения трения рабочая часть
сверла снабжается задним конусом в пределах
0,10—0,30 мм на 100 мм длины для свёрл диа-
кромки, что снижает их производительность.
Обычное спиральное сверло с каналами для
подвода жидкости хотя и обладает двумя
режущими кромками, тем не менее не может
обеспечить высокой производительности из-за
необходимости периодически выводить сверло
из отверстия для удаления стружки. На фиг. 31
ГЛ. VII]
ЗЕНКЕРЫ
335-
приведена конструкция спирального сверла
для глубокого сверления. Оно снабжено вместо
двух четырьмя ленточками, образующими
каналы для подвода охлаждающей жидкости.
Фиг. 31. Сверло для глубокого сверления.
В хвосте просверлено отверстие, сообщаю-
щееся с перпендикулярным ему отверстием
в конце винтовых канавок. Через эти отвер-
стия стружка вымывается из штанги наружу.
Сверло хотя и обладает высокой производи-
тельностью, но не обеспечивает достаточно
Фиг. 32. Улучшенные конструкции свёрл для глубокого
сверления.
чистой обрабатываемой поверхности и не сво-
бодно от увода. Увод связан с непра-
вильной заточкой многолезвийного сверла
3 1
и наличием поперечной кромки. Вредное влия-
ние последней можно уменьшить или пол-
ностью устранить путём: 1) высверливания
вдоль сверла отверстия диаметром больше
диаметра поперечной кромки; такое сверло
(фиг. 32, а) имеет внутренний отвод стружки
и образует сердечник; 2) высверливания не-
сквозного центрального отверстия, скрытога
в одной из винтовых канавок, с уступом для
отламывания образующегося сердечника, уда-
ляемого наружу через
отверстие (фиг. 32, б);
3) замены одной по-
перечной кромки дву-
мя не мнущими, а ре-
жущими металл при
сверлении (фиг. 32, в).
Отверстия диаме-
тром от 75 мм и выше
выполняются по ме-
тоду кольцевого свер-
ления с оставлением
центрального стержня
большого диаметра
Кольцевое сверление
осуществляется одно-
лезвийным сверлом
или*чаще сверлильной головкой многолезвий-
ного типа. Головка состоит из корпуса с закре-
плёнными резцами, число которых выбирается
в зависимости от диаметра отверстия. На фиг.ЗЗ
показан вид с торца головки. Три резца 2, за-
креплённые клиньями 4, обрабатывают металл
с двух сторон (диаметры D и d). Между цен-
тральным стержнем и корпусом головки / пре-
дусмотрен зазор 3—6 мм для подвода жидко-
сти. Для отвода жидкости со стружкой имеется
зазор В между просверлённым отверстием
и корпусом головки. Головка снабжена на-
правляющими кулачками 3, изготовленными из.
металла или чаще из дерева.
Фиг. 33. Головка для коль-
цевого сверления.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1.Арефьев М. Г. и К а р п о в Л. И., Производство
стволов стрелкового оружия, Оборонгиз, 1945.
2. В е р е м е и ч у к И. С, Кольцевое сверление, .Ма-
шиностроитель" № 12, 1940.
3. Н е м и р о в с к и й А. С, Расчёт задних углов сверла,
.Труды Станкоинструментального института", т. VI,
изд. Станкин, 1940.
4. Семенченко И. И., Режущий инструмент, т. I,
ОНТИ, 1936.
5. С у в о р о в А. И., Сверление глубоких отверстий»
.Машиностроитель" № 12, 1940,
ЗЕНКЕРЫ
Назначение и типы
Зенкеры предназначаются для:
а) расширения цилиндрических отверстий,
полученных после холодной или горячей об-
работки;
б) цилиндрических углублений (под головки
или шейки винтов и др.);
в) конических углублений (для центровых
отверстий под головки винтов, гнёзд под
клапаны и т. п.);
г) зачистки торцовых поверхностей.
Для первой группы работ применяются
следующие типы зенкеров: 1) с коническим
хвостом (ГОСТ В 1676-42); 2) насадные (ОСТ
НКТ.П3677) с оправками (ОСТ НКТП3678);
3) сборные регулируемые насадные (ГОСТ
2255-43).
Для второй группы работ применяются
зенкеры: 1) с цапфой для расширения отвер-
стий под головку винтов (цилиндрической
формы); 2) с цапфой для расширения отвер-
стий под шейку винтов.
Для третьей группы применяются зенкеры,
известные под названием зенковок: 1) центро-
вочные простые 60°-ные (ОСТ 3728); 2) цен-
тровочные 60°-ные для центровых отверстий
без предохранительного конуса (ОСТ 3729) и
с ним (ОСТ 3730); 3) центровочные бО°-ные с
конусным хвостом (ОСТ 3731); 4) зенковки с
другими углами конуса G5°, 90° и т. п.) для
разных работ.
Для четвёртой группы работ применяются
торцовые зенкеры: 1) хвостовые; 2) насадные
односторонние и двухсторонние сборной и не-
сборной конструкций.
336
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
(РАЗД. IH
Зенкеры для расширения отверстий
Назначение, типы и геометрия зенкеров.
Зенкеры для расширения отверстий приме-
няются для окончательно обработанных отвер-
стий 4—5-го классов точности и для обра-
ботки отверстий под развёртку 2—3-го
классов точности. Соответственно этим требо-
ваниям устанавливается наружный диаметр
зенкера с учётом необходимого припуска под
развёртку.
Зенкер состоит из следующих частей и
конструктивных элементов (фиг. 34): /—ра-
бочая часть; /х — режущая часть; /а — калибру-
ющая часть; /3 — шейка; /4 — хвост; е—лапка;
Фиг. 34. Части и элементы зенкера.
d—отверстие для посадки на оправку; k—ка-
навка (прямая, винтовая с правым или ле-
вым направлением); р — перо; / — ленточка.
Основными конструктивными элементами
являются: а) режущая часть; б) направление
канавки; в) углы лезвия; г) ленточка; д) зад-
ний конус.
В технологическом процессе изготовления
отверстия зенкер занимает промежуточное
место между сверлом и развёрткой. Соответ-
ственно этому производится конструктивное
оформление зенкера. Он напоминает сверло,
но снабжён ббльшим числом перьев, благо-
даря чему обеспечивается лучшее направле-
ние в работе и большая чистота обрабаты-
ваемой поверхности.
Фиг. 35. Режущие кромки зенкера.
В противоположность развёртке резание
осуществляется торцовыми зубьями, а именно
торцовой режущей кромкой т и кромкой п
ленточки (фиг. 35). Величина т = — , где
части. Величина л = —, где s0— подача на
один оборот, z — число перьев.
На фиг. 36, приведены геометрические
элементы зуба зенкера: передняя поверхность
/, по которой сходит отделяемая в процессе
Фиг. 36. Геометрические элементы зенкера.
резания стружка; задние поверхности — глав-
ная 2, обращенная к обрабатываемой поверх-
ности, вспомогательная 3, соприкасающаяся
с ней(цилиндрическая поверхность ленточки);
главная режущая кромка 4, образованная
пересечением передней и главной задней по-
верхностей и выполняющая основную ра-
боту резания; вспомогательная режущая
кромка 5, образованная пересечением передней
поверхности и вспомогательной задней по-
верхности (ленточки); вершина лезвия 6—
точка пересечения главной и вспомогательной
режущих кромок.
Для определения углов резания необхо-
димо знать координирующие плоскости —
основную и плоскость резания.
Основная плоскость проходит через дан-
ную точку главной режущей кромки и ось
зенкера перпендикулярно его торцу.
Плоскость резания проходит через данную
точку главной режущей кромки касательно
— глубина стружки;
sin? '
> — угол режущей
а; \6) Л в)
Фиг. 37. Угол наклона режущей кромки зенкера.
к поверхности резания. При рассмотрении
углов резания в статическом положении за
поверхность резания принимается цилиндри-
ческая поверхность, образованная при вра-
щении данной точки режущей кромки (без
подачи).
Углы в плане главный <р и вспо-
могательный cpj заключаются между на-
правлением подачи и соответствующей проек-
цией главной или вспомогательной режущей
кромок на основную плоскость (фиг. 35).
Угол наклона режущей кромкиХ
заключается между главной режущей кромкой
и основной плоскостью. Он измеряется в пло-
скости, проходящей через данную точку ре-
жущей кромки перпендикулярно основной
ГЛ. VU]
ЗЕНКЕРЫ
337
плоскости. По аналогии с резцом режущая
кромка зенкера может быть выполнена в
трёх вариантах (фиг. 37). При расположении
вершины зуба ниже остальных точек режущей
кромки угол X принимается положительным
(Х]>0), выше — отрицательным (Х<0), в слу-
чае расположения на одной высоте X = 0.
Передний угол заточки 7 образо-
ван плоскостью, касательной к передней по-
верхности в данной точке режущей кромки, и
плоскостью, перпендикулярной плоскости ре-
зания, проведённой через ту же точку.
Задний угол заточки а образован
плоскостью, касательной к задней поверхно-
сти в данной точке режущей кромки, и пло-
скостью резания, проведённой через ту же
точку.
сеч пои ce4.noNN
С5ЧП0КК
Фиг. 38. Углы режущей кромки в различных плоскостях.
Для полноты определения необходимо знать
координирующую плоскость. Передний f и
задний а углы заточки зенкера обычно за-
даются по аналогии с ОСТ 6898 („Основные по-
нятия при обработке резцом") в главной се-
кущей плоскости, перпендикулярной проекции
режущей кромки на основную плоскость
(фиг. 38). Задний угол можно измерять также
и в плоскости, касательной к поверхности
движения.
При конструировании и изготовлении зен-
кера необходимо по аналогии с резцами опе-
рировать передними и задними углами, рас-
сматриваемыми в плоскостях: 1) КК — перпен-
дикулярной направлению подачи (аи 7i)J
2) LL— параллельной направлению подачи,
касательной в данной точке к цилиндрической
поверхности, образованной при вращении (без
подачи) этой точки (а2, 72); 3) RR — нор-
мальной к режущей кромке (ar, fr).
Зависимость между передними и задними
углами в различных плоскостях:
- tg Tjv " cos ? — tg X • sin cp;
tg 72 = tg iN • sin cp + tg X • cos cp;
tg Таг = tg Ii ' cos ? + tg 7s • sin cp;
tg7r =tg-{N • cos).;
ctg <*! = ctg aN cos cp — tg X • sin cp;
ctg a2 = ctg a^ • sin cp + tg X • cos cp;
ctg aN = ctg ax • cos cp -j- ctg cx2 . sin cp;
Ctg ar = ctg aN ' cos X.
При пользовании формулами с углом X
надо соблюдать правила знаков для тангенсов.
22 Том 7
Угол X определяется по формулам
tg X = tg 72 • cos 9 — tg f! • sin cp;
tg X = ctg a2 • COS -f — ctg aj • sin cp.
Для определения \t в торцовом сечении
служит формула
, tgX
tg X, = —s— .
61 sin?
Угол режущей части ср оказывает большое
влияние на форму и отвод стружки и выби-
рается на основании экспериментальных
данных. Надлежащий угол ср способствует
правильному отводу стружки согласно на-
правлению канавки. Это имеет особенное зна-
чение для металлов, дающих сливную стружку.
Угол ср для обработки стали принимается
равным 60°. Для увеличения стойкости при
обработке стали рекомендуется давать до-
полнительную заточку режущей кромки под
углом ср = 30° на длине, равной утроенной
величине припуска на сторону. Для чугуна
угол ср принимается равным 60 или 45° без
дополнительной заточки. Для зенкеров из
твёрдых сплавов иногда повышают угол ср
до 75°.
Зенкер подобно спиральному сверлу сна-
бжается винтовой канавкой. Для образования
положительного переднего угла направление
канавки должно совпадать с направлением
резания. В плоскости LL передний угол 72
для точки, находящейся на периферии, по
своей величине равен углу наклона винтовой
канавки а>. Угол ш как связанный с передним
углом выбирается в зависимости от обраба-
тываемого материала и диаметра зенкера.
С повышением твёрдости материала и умень-
шением диаметра (для усиления режущей
кромки) угол и> уменьшается. Для зенкеров
универсального пользования он. принимается
в пределах 10—25°.
Передний угол 7// оказывает влияние на
процесс резания. С увеличением угла ^ уси-
лие резания и крутящий момент понижаются.
Он выбирается в зависимости от обрабаты-
ваемого материала, диаметра и конструкции
зенкера. Во избежание ослабления крепления
ножей для сборных зенкеров приходится
иногда прибегать к уменьшению угла ^м
(подобно тому, как и о>) по сравнению с опти-
мальным.
Ниже приводятся рекомендуемые вели-
члны 7// для разных материалов:
Обрабатываемый материал Угол у^
Алюминий, латунь 25~3°
Мягкая сталь 15—яо
Сталь средней твёрдости, сталь-
ное литьё 8—12
Чугун средней твёрдости . . . 6—8
Твёрдая сталь, твёрдый чугун 5—°
Наиболее напряжённым участком зенкера,
равно как и сверла, является уголок пере\ода
от конуса к цилиндру, так как здесь осла-
блена режущая кромка и имеется максималь-
ная скорость резания, что приводит к концен-
трации тепла. Для усиления режущей кромки
рекомендуется давать лезвию положительный
угол наклона X. При наличии положительного
угла X центр давления резания отходит от
режущей кромки. Это предохраняет её от
338
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. Ш
повышенного напряжения. Положительное зна-
чение угла X способствует также и лучшему
отводу стружки. Однако в практике чаще
встречаются зенкер >i с углом X. = 0, в осо-
бенности при изготовлении их из быстроре-
жущей стали.
Величина угла X имеет большое значение
для зенкера с пластинка :и из твёрдых спла-
вов, где особенно требуется усиление ре-
жущей кротки из-за хрулкости пластинки.
Для таких зенкеров реко ендуется выбирать X
в пределах 12 —20" в зависимости от обраба-
тываемого материала.
Каждое перо зенкера подобно сверлу за-
тачивается по кон веской поверхности на
универсально-заточном станке в приспосо-
бления или на заточном станка для свёрл.
Задний угол а на режущей части принимается
в пределах 8—10°, а на калибрующей 5—6°
(фиг. 39;. Заточка под углом а на режущей и
0,05-0,061
Фиг. 39. Задние углы на режущей (а) и калибрующей (б)
частях.
калибрующей частях производится на не-
большом участке шириной 0,6 -1,5 мм в за-
висимоста от размера зенкера. Остальная
часть пера затачивается под углом а1 = 20—30".
Для контроля прав1льности заточки (отсут-
ствия биения) на режущей части оставляется
незаточенной ленточка шириной 0,05—0,06 мм.
Калибрующая часть имеет ленточку
/(по цилиндру) ширшэй 0,8—2,0 мм для диа-
метров 10—50 м и. Её назначение то же, что
и у сверла. С увеличением ширины ленточки
процесс резания ухудшается.
Зенкер имеет задний конус, равный 0,06 —
0,10 мм на 100 мм длины.
Зенкеры сборной конструкции. В целях
экономии быстрорежущей стали и лучшего
использования материала применяются зен-
керы сборной конструкти к Корпус зенкеров
изготовлнется из углеродистой или легирован-
ной стали, а ножи или целиком из быстро-
режущей с ал и, ил 1 из легированной стали
с приваренными (припаянными) пластинками
из быстрорежущей стали (твёрдого сплава).
Сами ножи также могут быть приварены
или припаяны к корпусу и составлять с ним
одно целое. В это л случае отпадает возмож-
ность регулирования диаметра зенкера после
износа.
Из нерегулируемых зенкеров с пластин-
ками твёрдого сплава заслуживает внимания
конструкция, предложенная ЦНИИТМАШ
(фиг. 4)), показавшая высокую производи-
тельность, в особенности при обрабО1ке чу-
гуна. Она принята в качестве стандарта
(ГОСТ 3231-46).
Зенкеры изготовляются с коническим хво-
стом или насадными, с канавками прямыми
или винтовыми. Для обеспечения жёсткости
конструкции пластинки припаяны к корпусу.
Особенностью конструкции являются наклон-
ное расположение пластинки относительно
канавки корпуса и наличие положительного
угла наклона режущей кромки X.
Для определения положения пластинки в
пазу необходимо знать также расстояние а.
Фиг. 40. Зенкер с зубья-
ми из твёрдого сплава.
на которое отстоит пластинка от оси зенкера
(фиг. 41). Величина а находится по формуле
а = b — / • tg a) = R • sin yi — / • tg ш.
Пластинка наклонена к оси зенкера под
углом fi в сечении, перпендикулярном оси
зенкера, и под углом 72 B сечении плоскостью,
перпендикулярной радиусу, отнесённому к
данной точке (для вершины 72 = ш)» и парал-
лельной оси зенкера. Углы 71 и 72 опреде-
ляются по вышеприведённым формулам в за-
висимости от заданной геометрии лезвия
зенкера.
Угол наклона о^ паза корпуса под пла-
стинку определяется при повороте пластинки
вокруг оси зенкера на угол 71 по формуле
tg со, — tg 72 • cos 71.
При угле наклона пластинки 72 — 20° угол
наклона паза в корпусе щ = 12ч-15° в за-
висимости от заданной геометрии лезвия.
Такой выбор углов наклона пластинки
и паза пластинки позволяет производить за-
7/ /
Фиг. 41» Смещение пластинки относительно
оси зенкера.
точку пластинки по плоскости (передняя
грань) с образованием фаски шириной 2—4 мм.
Фаска обеспечивает получение переднего
гл. vin
ЗЕНКЕРЫ
339
угла 7. выбираемого в пределах 10—12°. За-
точка по плоскости облегчает операцию. На-
личие положительного угла X обеспечивает
плавность резания и усиливает прочность
лезвия в наиболее напряжённом месте. Это
особенно важно для инструментов, оснащён-
ных твёрдыми сплавами, обладающими по-
вышенной хрупкостью.
При переточках величина X уменьшается.
Необходимо для нового зенкера выбирать
такую величину X, чтобы после всех допуска-
емых переточек она оставалась больше или
равной нулю. Угол X для нового зенкера вы-
бирается в зависимости от рабочей высоты
пластинки и должен быть в пределах 12—16°.
В практике встречаются различные кон-
струкции сборных зенкеров. Наиболее удач-
ными следует признать такие, у которых за-
крепление ножей осуществляется посредством
рифлений. Рассмотрим эти конструкции. Изо-
бражённый на фиг. 42, а зенкер состоит из
корпуса 1 с наклонными к оси пазами и кли-
новидных ножей 2 с углом радиального уклона
5°. Пазы корпуса и ножи снабжены рифле-
ниями для регулирования диаметра после за-
тупления путём перестановки на одно или
несколько делений рифления. Клиновидная
форма ножей обеспечивает надёжное их за-
крепление в корпусе. Недостатком конструк-
ции является невозможность осевого регули-
рования ножей.
На фиг. 42, б приведена изменённая кон-
струкция зенкера по сравнению с предыдущей.
Нож 2 и паз корпуса / снабжены попереч-
ными рифлениями и имеют двойной уклон в
радиальном направлении 5° и в осевом 1°30'.
Зенкер обладает двояким регулированием —
радиальным и осевым. Недостаток конструк-
ции заключается в том, что поперечное
направление рифлений не позволяет при-
менить метод протягивания пазов в корпусе
и требует трудоёмкой операции долбления.
На фиг. 42, в представлена конструкция,
состоящая из корпуса / с наклонными к оси
пазами клиновидной формы, клиньев 2 и
ножей 3. Продольные рифления даны на
боковой стороне паза и примыкающей к ней
стороне ножа, а поперечные рифления — на
другой стороне ножа и примыкающей к ней
стороне клина. Конструкция обеспечивает
двойное регулирование ножей: осевое и ра^
диальное. Недостатками конструкции являются
закрытый паз, что не позволяет использовать
метод протягивания при изготовлении риф-
лений, и выступ на ноже для поперечного
рифления.
В конструкции на фиг. 42, г ножи 3 и
клинья 2 снабжены продольными рифлениями.
Клин 2 с радиальным уклоном 5° закрепляет
посредством напряжённой посадки нож 3 в
корпусе /. Конструкция обеспечивает двоя-
кое регулирование ножей (осевое и ради-
альное). Недостатком конструкции является
сложность изготовления пазов под напря-
жённую посадку.
Зенкер по фиг. 42, д представляет улуч-
шенную конструкцию по сравнению с пре-
дыдущей. Ножи 3 и клинья 2 снабжены про-
дольными рифлениями. Пазы в корпусе 1
имеют в радиальном направлении уклон 5°
и в продольном 3е. Зенкер допускает двоякое
регулирование ножей.
по Л BCD
Фиг. 42. Зенкеры сборной конструкций.
340
СВЁРЛА,ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. Ш
К сборным зенкерам предъявляются сле-
дующие требования: 1) прочность, надёж-
ность и жёсткость крепления ножей в кор-
пусе ; 2) простота изготовления и возможность
регулирования ножей после износа; 3) возмож-
ность после регулирования иметь нормальный
припуск по диаметру на шлифование; 4) со-
хранение более или менее постоянным вы-
лета ножа по торцу при переточках (раз-
мер k по фиг. 43).
В процессе работы нож зенкера изнаши-
вается по уголку — переходному участку,
образованному от пересечения задней по-
верхности режущей части и цилиндрической
поверхности ленточки (заштрихованный уча-
сток длиной А на фиг. 43). Износ (например,
по чугуну) происходит приблизительно под
углом ~. На основании этого можно реко-
мендовать заточку с дополнительным углом
Ф! =-?f на длине фаски 0,8-ь1,2 мм.
Для восстановления режущей способности
зенкера необходимо произвести стачивание
ножа по задней поверхности на величину Л.
Диаметр зенкера сохраняется при этом не-
изменным. При заточке размер вылета ножа
по то-рцу к уменьшается. Это приводит к не-
Наилучшие показатели в отношении мини-
мального припуска на шлифование и макси-
мально допустимого числа переточек даёт
конструкция на фиг. 42, д, которая утвер-
ждена ГОСТ 2253-43.
Фиг. 43. Предельные величины стачива-
ния зенкера.
достаточному использованию материала зен-
кера, поэтому конструкция закрепления но-
жей должна предусматривать сохранение по
возможности неизменным размера к.
Сборные зенкеры допускают предельные
величины стачивания по оспМ и по высоте М].
Дальнейшее стачивание уже не обеспечивает
прочности и надёжности крепления ножей.
Практикой установлены следующие величины
стачивания:
M = L — C/г + ш);
М i = а — 6s,
где L — длина ножа; т — длина угловой
кромки, а — глубина паза на переднем торце;
,$ — шаг рифления.
Фиг. 44. Стандартное рифление вставных ножей.
Сборные зенкеры диаметром от 40 до 75 мм
изготовляются с коническим хвостом. На-
садные зенкеры изготовляются диаметром от
40 до 100 мм. Число зубьев для зенкеров
диаметром до 55 мм принимается равным 4,
свыше 55 мм — 6.
На фиг. 44 изображены элементы стан-
дартного крепления с помощью рифления
(ГОСТ 2568-44). Угол рифлений составляет 90°,
шаг 0,75—1,0 мм, вершины срезаны с обра-
зованием площадки 0,1—0,2 мм, впадины
имеют площадки шириной 0,05—0,1 мм, тол-
щина рифления равна толщине впадины по
средней линии профиля.
Режущие элементы сборных зенкеров при-
нимаются с учётом рода материала обраба-
тываемых деталей и ножей, а также конструк-
тивных особенностей зенкера.
Закрепление зенкеров. Зенкеры стан-
дартной конструкции диаметром от 10 до 36 мч
снабжены коническим хвостом, а зенкеры
диаметром от 25 мм и выше — отверстием
для установки на оправке. Оправка также
снабжается коническим хвостом. Хвост с ко-
нусом Морзе обеспечивает хорошее центри-
рование инструмента, за счёт чего умень-
шаются вибрации и улучшается качество об-
рабатываемой поверхности.
В процессе эксплоатации в результате
износа и последующей заточки уменьшается
по длине сравнительно небольшой участок
цилиндрической части зенкера. Для увели-
чения количества заточек рекомендуется у
концевых зенкеров на торце высверливать
отверстие, а у насадных увеличивать длину
передней части конического отверстия (до
внутренней выточки) примерно на 50% по
сравнению с размером, предусмотренным для
стандартных зенкеров. Такая конструкция
обеспечивает также надёжное крепление зен-
кера на оправке, несмотря на многократные
переточки.
У зенкеров стандартной конструкции по-
лучается нерациональное использование ма-
териала цилиндрической части. Для устране-
ния этого недостатка применяются составные
зенкеры со сменной головкой. После полного
использования изношенная головка заменяется
новой. Головка насаживается на корпус из зака-
лённой углеродистой или легированной стали.
Корпус имеет форму обычного зенкера с кони-
ГЛ. VII]
ЗЕНКЕРЫ
341
ческим хвостом. Головка, являющаяся режущей
частью, изготовляется или целиком из быстро-
режущей стали, или с припаянными пла-
стинками из твёрдого сплава. Такие зенкеры
хорошо себя оправдали при обработке через
направляющие (на-
пример, в агрегат-
ных станках), • а
также при обра-
ботке глубоких
отверстий. Длин-
ный корпус обес-
печивает хорошее
направление в ра-
боте.
Соединение го-
ловки с корпусом
осуществляется
различными спо-
собами.
В конструкции
на фиг. 45, а голов-
ка снабжена ква-
дратом,для которо-
го в корпусе преду-
смотрено квадрат-
ное отверстие; кор-
пус имеет сквоз-
ной паз для облег-
чения выбивания
головки. Головка
затягивается бол-
ФИс-квкдратОоСмОВИК том. пропущенным
а) через неё насквозь
(фиг. 45, б).
В конструкции на фиг. 46 вместо квадрата
применён шестигранник. Выполнение шести-
гранника более просто, чем квадрата. Болт
завёртывается в гайку, посаженную в шести-
гранное отверстие корпуса. Гайка удержи-
по ДВ
S_
д с
по ДВ
по CD
В В
Фиг. 46. Хвостовик с шестигранником.
вается от выпадания при помощи пружины
в форме незамкнутого кольца, заложенного
в соответствующую выемку. Для облегчения
выбивания сделано сквозное отверстие.
Крепление на фиг. 47 состоит из штифта,
поставленного в засверлённое отверстие в кор-
Фиг. 47. Хвостовик со штифтом.
пусе и головке. Для облегчения выбивания
головки поставлена пружина, упирающаяся
в торец конуса головки.
Крепление по фиг. 48 выполняется в двух
вариантах: 1) при помощи лапки хвоста,
помещающейся в соответствующем прорезе
(фиг. 48, а); 2) при помощи лапки хвоста и
прямоугольного паза у большего диаметра
конуса и фиксирующего шурупа (фиг. 48,6).
по ДВ
по ДВСВ
Фиг. 48. Хвостовик со срезанной лапкой (а) и хвостовик
с прямоугольным пазом и фиксирующим шурупом {б).
Для обработки неглубоких отверстий также
применяются составные зенкеры. На фиг. 49
показана одна из конструкций крепления. Кор-
пус снабжён конусом Морзе, головка же —
цилиндрическим хвостом, на середине которого
имеется два выступающих кулачка, осуще-
ствляющих байонетное закрепление. Головка,
Фиг. 49. Хвостовик с байонетным закреплением.
сжимая пружину, вдвигается в корпус и пово-
рачивается противоположно вращению инстру-
мента. Кулачки заходят в соответствующие
выемки корпуса и осуществляют передачу кру-
тящего момента. Конструкция этого зенкера
сложна в изготовлении.
На фиг. 50 показано крепление зенкеров
с цилиндрическим хвостом в быстросменном
Положение I
Фиг. 50. Закрепление по ГОСТ 3009-45.
патроне. Конструкция утверждена в качестве
общесоюзного стандарта (ГОСТ 3009-45). Хвост
342
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. Ill
снабжён кольцевой канавкой J, плоскостью 2,
указанной размером Н и радиусным пазом 3
шириной Ъ. В корпус патрона запрессован
штифт 4 и предусмотрено фиксационное устрой-
ство, состоящее из штифта 5 и кольцевой
пружины 6. Хвостовик зенкера вставляется
в патрон в положение /. Плоскость 2 свободно
проходит под штифтом 4. Штифт 5 под дей-
ствием пружины 6 заскакивает в кольцевую
канавку /, фиксируя правильное положение
Фиг. 51. Конструкция фиксаторов для быстросмен-
ного патрона.
инструмента. При вращении шпинделя с патро-
ном штифт 4 заходит в паз 3, захватывает хвост
и осуществляет рабочее движение зенкера
(положение //). Фиксационное устройство пре-
дохраняет зенкер от выпадания и осуществляет
быстрое и удобное закрепление хвоста в па-
ло SB
имущества этого крепления заключаются
в упрощении и быстроте постановки и снятия
инструмента, а также в экономии материала,
так как в этом типе крепления хвост в два-
три раза короче соответствующих конусов
Морзе. Недостаток крепления заключается
в том, что цилиндрический хвост не может
обеспечить по сравнению с коническим луч-
шего центрирования инструмента и более ка-
чественной обрабатываемой поверхности. Его
можно рекомендовать для менее ответствен-
ной работы.
Двухпёрый зенкер, изображённый на фиг. 52,
закрепляется в оправке с помощью двух шпи-
лек, передающих крутящий момент, и выточки,
предназначенной для центрирования. Зенкер
применяется для сквозных, глухих, ступенча-
тых и фасонных отверстий диаметром от 30
до 200 мм и длиной до 4000 мм. Часто им
пользуются при обработке в сплошном мате-
риале в комбинации со сверлом, установлен-
ным на оправку впереди зенкера. Зенкер по-
зволяет снимать большие припуски на обра-
ботку, обладает высокими производитель-
ностью и стойкостью, допускает большое коли-
чество заточек.
Задняя поверхность главной режущей
кромки — затылованная, нешлифованная, со
стружколомательными кольцевыми канавками,
снабжается углом в плане 60 или 75°. Кали-
брующая часть шлифуется по цилиндру или
с небольшим задним углом C0f-r2°30/). Заточка
noDD
Фиг, 52. Двухпёрый зенкер для больших припусков.
троне. От рабочего требуется только ввести
хвост в патрон. При повороте шпинделя штифт
патрона, входя в паз, сам захватывает и ведёт
зенкер. Это устройство особенно важно для
инструментов, работающих на станках с вер-
тикальным шпинделем.В практике применяется
как штифтовой (фиг. 51, а), так и шариковый
фиксатор (фиг. 51,6).
Хвосты описанного типа (для зенкеров диа-
метром от 10 до 50 мм) с успехом заменяют
крепление при помощи конусов Морзе. Пре-
производится только по передней поверхности.
В противоположность обычному зенкеру двух-
пёрый зенкер имеет короткую рабочую часть
без направляющих ленточек, что препятствует
защемлению стружки и налипанию её на ин-
струмент. Передний угол выбирается в зави-
симости от обрабатываемого материала в пре-
делах 10—25°, задний угол на затылованной
поверхности равен 5—8°. Для правильного от-
вода стружки режущая кромка снабжена уг-
лом наклона X = 10°.
ГЛ. VII]
ЗЕНКЕРЫ
343
Зенкеры для цилиндрических углублений
Для изготовления углублений под цилин-
дрическую головку (фиг. 53, а) или шейку
(фиг. 53, б) винтов применяются зенкеры. Эти
зенкеры ничем не отличаются друг от друга,
за исключением размеров диаметров и цапф.
Для малых размеров применяется конструкция
а)
Фиг. 53, Формы цилиндрических углублений.
с цилиндрическим хвостом, для больших —
с коническим хвостом; реже они изготовляются
насадными. Особенностью зенкера этого типа
является наличие цапфы на торце режущей
части. Цапфа служит для направления зенкера
в работе и обеспечения соосности раззенкован-
ного углубления под головку и отверстия под
Сварить встыН„
Монус Морзе
Фиг. 54. Крепление сменной цапфы к зенкеру.
,05 *ь
¦Шг-t
,-а в г—
Конус Морзе №1
Для маркировки
На фиг. 54 показано крепление цапфы к зен-
керу с помощью конуса. Возможны другие ме-
тоды крепления цапфы, как показано на фиг. 45.
Оформление рабочей части зенкеров пред-
ставлено на фиг. 55. Угол наклона винтовой
канавки со равен 10—15°; поднутрение на торце
равно 8—10°; задний угол на калибрующей
части а=8-=-10° на ширине пера 1—1,5 мм
с оставлением ленточки 0,2 мм. Перо снабжено
дополнительным скосом под углом 0B=254-30°.
Угол наклона режущей кромки Х=10°.
Зенкеры для конических углублений
(зенковки)
Для обработки центровых отверстий приме-
няются зенковки однозубые простые (фиг. 56,а),
конусные спиральные (фиг. 56, б), центровоч-
ные (фиг.56,в),центровочные с предохранитель-
ным конусом (фиг. 56, г). Распространёнными
углами 2<у центровочных отверстий являются
60°, реже 75 и 90°. Для обработки кониче-
ских отверстий применяются также кониче-
ские зенковки (фиг. 57). Они изготовляются с
2гр=60, 75, 90 и 120° и диаметром от 12
до 60 мм. Число зубьев выбирается со-
ответственно от 6 до 12. Для облегче-
ния условий резания рекомендуется сре-
зать через зуб площадку длиной/= 1,5ч-
-^5 мм. Толщина сердцевины на торце
выбирается равной 0,Ш, а диаметр сре-
занного торца d=@,15-r-0,18) D, где D —
диаметр зенковки. Угол впадины & зави-
сит от числа зубьев и угла тела зуба г].
Он определяется по формуле
360°
где е= —.'
Во избежание ослабления зубьев угол т\
должен быть не меньше 30—40°. После расчёта
угол Ь округляется до
нормального ряда углов
угловых фрез. Для со-
блюдения постоянства
ширины пера р на всём
протяжении зуба необхо-
димо рассчитать угол р
установки делительной
головки, определяемый
по формуле
Числозцбьеб
^ 14
Фиг. 55. Конструкция зенкера для цилиндрических углублений.
где
?=cos e-tg<p;
C=sini?-tge.ctg&,
где 2ф — общий угол ко-
360°
нуса зенковки; в = ;
винт. Цапфа изготовляется или за одно целое & — угол впадины. Ширина пера р выби-
с корпусом зенкера, или сменной. Последняя рается в пределах 0,6—1,2 мм. Перо затачи-
конструкция более предпочтительна, так как
позволяет увеличить количество заточек, об-
легчает процесс заточки, допускает использо-
вание зенкера для группы диаметров при смене
одного размера цапфы на другой.
вается доостра или с оставлением фаски ши-
риной 0,05—0,06 мм. Задний угол а=6ч-8°.
Передняя поверхность направлена по радиусу.
Зенковки изготовляются или с коническим
хвостом, или с хвостом по фиг. 50.
344
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. III
Задний угол реМсищей грани 6 е
поЙВ
0,16
а)
Зенкеры для зачистки торцовых
поверхностей
Особенностью этих зенкеров является нали-
чие зубьев только на торце. Реже применяются
зенкеры с винтовыми зубьями на цилиндре. Они
изготовляются или насадными, или с хвостом
типа, указанного на фиг. 50, или под быстро-
сменный патрон. В последнем случае зубья
располагают иногда с двух торцов. Зубья
на втором торце используются в работе после
затупления зубьев на первом торце. Зубья
зенкеров часто выполняются, в особенности
для чугуна, из твёрдого сплава. Для соблю-
дения соосности отверстия и обрабатывае-
мой поверхности зенкеры работают вместе
с цапфами подобно зенкерам под головки вин-
тов. Цапфы изготовляются сменными или за
одно целое с оправкой. Закрепление на оправке
производится с помощью винта. Распростра-
сечпоСй
Затылок снять
наискось под углом 10
Затылок снять
наискось подуепомЮ0
Фиг. 56. Типы зенковок
Сварка Встык
Фиг. 57. Коническая зенковка.
Фит. 58. Зенкер для зачистки торцовых поверхностей
под быстросменный патрон (с кулачковым креплением,.
нённкми диаметрами зенкера являются 14 —
40 мм. Из-за тяжёлой работы зенкера число
зубьев не должно быть велико, оно прини-
мается равным 2, 4 или 6. На фиг 58, я, дано
оформление режущих элменетов зенкера.
В целях облегчения работы рекомендуется
на зенкерах, обрабатывающих большую по-
верхность, делать стружколомы (в шахматном
порядке). Зенкеры больших диаметров изго-
товляются сборными. Заслуживает внимания
конструкция крепления зенкеров типа, изобра-
жённого на фиг. 58, б. Она зарекомендовала
себя для обработки недоступных или неудоб-
ных для обработки сверху поверхностей. Зен-
кер снабжён отверстием с параллельными сто-
ронами, а конец оправки — фасонным сече-
ГЛ. VII]
ЗЕНКЕРЫ
345
Фиг. 59. Зенкер для зачистки
торцевых поверхностей
(с квадратным креплением).
нием. Такая конструкция обеспечивает пер-
пендикулярность торца режущих зубьев отно-
сительно оси даже при наличии небольшого за-
зора между зенкером и оправкой. Закрепления
с помощью винта,
шпильки, ролика
или шарика лише-
ны этого достоин-
ства при наличии
их на торце, про-
тивоположном рас-
положению режу-
щих кромок.
На фиг. 59 по-
казана другая кон-
струкция крепле-
ния с помощью
квадрата на конце
оправки, входяще-
го в квадратное
отверстие зенкера, и упорной шайбы с кониче-
ским углублением, примыкающим к зенкеру.
Шайба снабжена вырезом для быстрой поста-
новки и съёма зенкера с оправки.
Комбинированные и фасонные зенкеры
Для совмещения нескольких операций (пере-
ходов) в одну применяются комбинированные
инструменты. Комбинированный инструмент
обладает большими преимуществами по сравне-
нию с обычным: 1) допускает использование
простого станка для сложной обработки; 2) со-
кращает время обработки и тем самым удеше-
вляет стоимость обработки; 3) уменьшает время
на проверку обрабатываемой детали, так как
правильность детали обеспечивается надлежа-
щей заточкой инструмента.
Комбинированный инструмент встречается
в двух вариантах. Он состоит из инструментов
одного и того же типа, отличающихся между
собой только по размерам, или различных
типов.
Из первой группы заслуживают внимания
ступенчатые зенкеры, предназначенные для от-
верстий двух, трёх или больше диаметров.
На фиг. 60 изображена удоб-
ная конструкция двухступенча-
того зенкера. Особенностью её
Фиг. 60. Двух-
ступенчатый
зенкер.
Фиг 61. Зенкер с различ-
ными зубьями для больших
припусков.
дующимися зубьями обеспечивает большое
число заточек. Зенкеры с чередующимися
зубьями с успехом применяются также и для
расточки отверстий с большим припуском.
В этом случае припуск распределяется между
двумя или тремя группами зубьев, расположен-
ных на окружностях различных диаметров
(фиг. 61). Каждый последующий зуб перекры-
вает предыдущий. При конструировании вы-
черчивают окружности требуемых диаметров.
Задаваясь толщи-
ной И ВЫСОТОЙ
зубьев, определя-
ют их центральные
углыстакимрасчё- Ч^Л2
том, чтобы обеспе- W^ з]
чить минимальное
количество рабо-
12.
является чередующееся расположение зубьев
для расточки и торцовой зачистки. Конструк-
ция в противоположность зенкеру с нечере-
Фиг. 62. Комбинированные зенкеры.
чих фрез для фрезерования канавок зенкера.
После фрезерования канавок зубья срезаются
по высоте и по длине согласно припуску,
приходящемуся на каждую группу зубьев.
Каждая группа обычно состоит из трёх-че-
тырёх зубьев, реже из двух. Для улучшения ре-
зания зенкеры снабжаются винтовыми зубьями
с углом наклона ш=15—20° для наибольшей
окружности. При конструировании необходимо
учитывать, что для других окружностей угол и>
принимает меньшие значения.
Из второй группы распространены комби-
нированные инструменты, состоящие из сверла
и зенкера или развёртки и зенкера, или расточ-
ных резцов, зенкера и развёртки, или других
комбинаций.
На фиг. 62 показаны комбинированные
инструменты для обработки целого ряда по-
верхностей и плоскостей, указанных соответ-
ствующими цифрами на детали и инструменте.
Буква О обозначает обдирочный проход^
а буква Ч — чистовой.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Галей М. Т., Исследование геометрии сборных,
зенкеров, дисс. работа Моск. Станкоинструментальнога
института, 1941.
2. Лапин Н. А., Зенкер с режущей частью из твёр- '
дого сплава. „Станки и инструмент" № 11. 1936.
3. Руководящие материалы по зенкерам, ЭНИМС, 1945.
346
СВЁРЛА. ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. ill
РАЗВЕРТКИ
Назначение и типы развёрток
Развёртка предназначается для изготовле-
ния точных отверстий. Развёртки применяются
для чистовой и черновой обработки. В зависи-
мости от технологических требований раз-
вёртками можно получить отверстия с широ-
ким диапазоном допусков — от 5-го до 1-го
классов.
Правильная работа развёртки зависит от
конструкции и качества её изготовления, равно
и от условий эксплоатации (режим резания,
охлаждение, величина припуска на развёрты-
вание, качество заточки и доводки режущих
кромок и др.).
Развёртки разделяются:
1) по характеру применения — на ручные
(ОСТ 2512-39), машинные (ГОСТ В 1672—
1673-42), котельные;
2) по форме обрабатываемого отверстия —
на цилиндрические и конические .(ОСТ
2513-2516-39);
3) по форме закрепления — на хвостовые и
насадные (ОСТ НКТП 3676);
4) по конструкции зубьев — на развёртки
ео вставными зубьями (ГОСТ 883-46, 884-46 и
1523-42) и развёртки с зубьями, выполненными
за одно целое с корпусом;
5) по регулированию размера—на регули-
руемые развёртки и нерегулируемые.
Основные понятия, обозначения и терми-
нология элементов развёртки установлены по
ОСТ НКТП 2937.
Цилиндрические развёртки
Развёртки с фрезерованными
зубьями. Развёртка представляет собой
цилиндрическое тело с канавками для обра-
зования режущих кромок (фиг. 63).
Развёртка состоит из следующих частей и
конструктивных элементов: I — рабочая
.г
Фиг. 63. Части и конструктивные элементы
развёртки.
часть; 1Х — режущая часть; /2 — калибрующая
часть; /3 — цилиндрическая часть; /4 — зад-
ний конус; /5 — хвост; /6 —шейка; е — ква-
драт; z — зуб; k — канавка; s — передняя по-
верхность; t — задняя поверхность; у — перед-
ний угол; а —задний угол.
Основными конструктивными элементами
развёртки являются режущая и калибрующая
части, число зубьев, направление зубьев,
углы заточки зубьев, шаг канавок (зубьев),
профиль канавки, зажимная часть.
Режущая (коническая) часть 1Х
служит для максимального удаления металла.
Угол конуса ср <в градусах), оказывающий влия-
ние на стойкость развёртки и чистоту обраба-
тываемой поверхности, принимается для руч-
ных развёрток 0,5—1,5°, для машинных раз-
вёрток в зависимости от обрабатываемого ма-
териала: для хрупких и твёрдых материалов
(например, чугун) 3—5°, для вязких материалов
(например, стали) 12—15°, для котельных
развёрток 1,5—3°.
Получили распространение также развёртки
с углом у = 45° на режущей части. Такие раз-
вёртки показывают хорошую режущую спо-
собность и высокое качество обрабатываемой
поверхности.
Для обеспечения свободного входа в от-
верстие меньший диаметр режущей части вы-
полняется меньше диаметра развёртки на
1,3—1,4 припуска на развёртывание. Кроме
того, на конце режущей части снимается
фаска под углом 45° для предохранения
зубьев развёртки от выкрашивания при нали-
чии повышенного припуска или каких-либо
дефектов в отверстии. Переход от режущей
части к калибрующей закругляется.
Для обработки лёгких сплавов рекомен-
дуется применять специальную подточку ре-
жущей части, подобно тому как это делается
для бесканавочных метчиков. Перо «а режу-
щей части срезается под углом 30° к оси, а
канавка соответственно углубляется под
углом 15°. Такое оформление режущей части
обеспечивает положительный передний угол
до 8°. Для избежания ослабления такой под-
точкой ширина пера выбирается повышенной
за счёт уменьшения количества зубьев.
Калибрующая часть /2 направляет
развёртку в процессе обработки, придаёт от-
верстию точность и чистоту и обеспечивает
запас на переточку. Увеличение длины /2 при-
водит к более тяжёлой работе развёртки и её
заеданию в О!верстии, поэтому рекомендуется
применять короткие развёртки длиной /2 =
-=и,25 — 0,3 диаметра развёртки. Малая вели-
чина /2 уменьшает расход стали и коробление
развёртки при закалке.
Задний конус Ц делают для умень-
шения трения развёртки о поверхность
отверстия и предупреждения разбивки его
участком калибрующей части, примыкающей
к шейке. Малый диаметр конуса (у шейки)
меньше большого на величину для ручных
развёрток от 0,005 мм и до нуля, для машин-
ных развёрток от 0,04 до 0,06 мм, для ка-
чающихся развёрток от 0,06 до 0,10 мм.
Из-за малого заднего конуса на ручных
развёртках цилиндрический участок часто
отсутствует. Развёртывание особо чистых
отверстий небольшой длины (до 20 мм) мож-
но проводить развёртками без заднего конуса.
Число зубьев принимают обычно чёт-
ным для возможности промера диаметра раз-
вёртки микрометром в зависимости от диа-
метра D в мм и назначения развёртки по
формуле г = 1,5|^?> ¦+- Bн-4). Большее зна-
чение г выбирают для развёртки повышен-
ного класса, так как с увеличением числа
зубьев чистота обработки повышается.
ГЛ. VII]
РАЗВЁРТКИ
347
Для котельных развёрток число зубьев
принимают равным трём — восьми в зависи-
мости от диаметра.
Развёртки снабжаются прямыми или вин-
товыми зубьями. Винтовые зубья обеспечи-
вают бблыиую чистоту обрабатываемой по-
верхности и ббльшую стойкость. Развёртки
с прямыми зубьями при правильной конструк-
ции дают отверстие, вполне удовлетворитель-
ное по точности и качеству поверхности.
Изготовление, заточка и контроль прямозу-
бых развёрток значительно проще, чем раз-
вёрток с винтовыми зубьями. Обработку от-
верстий с продольными канавками или пре-
рывающихся по длине рекомендуется произ-
водить развёртками с винтовыми зубьями.
Направление винтовых зубьев делается обрат-
ным направлению вращения для предупрежде-
ния самозатягивания и заедания развёртки, а
также выхода её хвоста из шпинделя. Угол
наклона канавки выбирают в зависимости от
обрабатываемого материала: для серого чу-
гуна и твёрдой стали 7—8°, для ковкого чу-
гуна и стали 12—20°, для алюминия и лёгких
сплавов 35—45°, для котельных развёрток
25-30°.
Неравномерное распределение
зубьев по окружности в развёртываемом
отверстии предупреждает появление продоль-
ных рисок, расположенных соответственно
шагу зубьев. Причиной получения рифлёной
поверхности являются периодические изме-
нения нагрузки на зубья развёртки, обусло-
вленные неоднородностью обрабатываемого
материала, твёрдыми или мягкими включе-
ниями и т. п.
Неравномерности шага можно достигнуть
различными методами (фиг. 64), из кото-
рых наиболее распространёнными является
способ Ъ, обеспечивающий большую простоту
изготовления развёртки и удобство при изме-
рении её диаметра микрометром.
Данные по неравномерности шага зубьев
приведены в табл. 7.
Неравномерность шага зубьев
Число
зубьев
6
8
10
13
Угол поворота
58°оа'
42°
33°
27°3°
59°53'
44°
34°3°'
28°3о'
62°О5'
46°
Зб°
29°3°'
48°
37°3°
з°°з°
—
39°
3i°3°'
—
—
32°3°'
Примечание. Делительный диск головки дол-
жен иметь 49 отверстий.
Неравномерность шага зубьев можно полу-
чить также изготовлением косых канавок
с переменным направлением для каждых двух
соседних зубьев.
Углы режущей части выбираются
в зависимости от назначения развёртки и обра-
батываемого материала.
Задний угол а на режущей части при-
нимают в пределах 4—8°. Для чистовых раз-
вёрток о выбирается меньшим, чем для чер-
новых. Заточку зуба по режущей части про-
изводят до остроты, а на калибрующей части
оставляют небольшую ленточку (фиг. 65).
Ленточка обеспечивает направление раз-
вёртки в отверстии, способствует выглажива-
нию обрабатываемой поверхности и калибро-
ванию отверстия по размеру, облегчает кон-
троль развёртки по диа-
метру. Ширина ленточ-
ки принимается равной
0,05—0,3 мм в зависи-
мости от размера раз-
вёртки. При обработке
вязких материалов во
избежание налипания
стружки ширина лен-
точки уменьшается до
Фиг. 64. Способы образования неравномерного шага
зубьев развёртки: а — различные величины шага у всех
зубьев; б — различные величины шага в обе стороны от
контрольных зубьев, лежащих на одном диаметре; в —
одинаковые величины шага для каждых двух противо-
лежащих зубьев.
0,05—0,08 мм. Можно рекомендовать также
производить затачивание ленточки под углом
30' —1°30'. Для ручных развёрток, а также
машинных с хромированными кромками ши-
Перо
Таблица 7 —
Перо
J
Ленточка
1П
б)
Фиг. 6Б. а — зуб с одинарным задним углом; 6 — зуб
с двойным задним углом.
рина ленточки 0,15—0,18 мм. Ширина лен-
точки машинных развёрток может быть по-
вышена до 0,3—0,4 мм при обработке особо
точных отверстий по стали и чугуну; в этом
случае развёртывание производят с механи-
ческой подачей при малой скорости резания.
Регулируемые цилиндрические развёртки,
а также конические и котельные рекомен-
дуется затачивать под двумя углами: о = 6 -г-
-г-8° и о! — 15^-20° (фиг. 65, б).
Передний угол f развёрток прини-
мается равным нулю, передняя поверхность
направлена по радиусу. При повышенных
требованиях в отношении качества поверхно-
сти рекомендуется принимать f отрицатель-
348
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. III
ным и равным — 5°. При обработке вязких
материалов во избежание налипания стружки
к режущей кромке рекомендуется применять
развёртки с положительным углом f E—10°).
Угол 7 котельных развёрток, которыми
приходится удалять не только установленный
припуск, но также и слой металла, получив-
шийся вследствие смещения развёртываемых
листов, делают положительным A2—15°).
Угол -у измеряют в плоскости, нормальной
к направлению канавки. Зависимость между у
в нормальном сечении и -ц- в торцовом (для
точки, находящейся на периферии) выра-
жается формулой
Тип ?
Тип Б
где а> — угол наклона винтовой канавки.
Профиль канавки для развёрток не
играет такой большой роли, как для свёрл
или метчиков.
Размеры и тип профилей канавок приве-
дены в табл. 8.
На фиг. 66 изображены различные типы
профилей канавки.
Одноугловая фреза (канавка типа А) даёт
менее чистую переднюю поверхность раз-
вёртки, и торцо-
вые зубья фрезы
быстро изнашива-
ются. Из-за под-
резания зуба эта
фреза непримени-
ма для нарезания
развёрток с вин-
товыми зубьями.
Двухугловая фреза
(канавка типа Б)
лишена этих недо-
статков. Для сред-
них и крупных
размеров рекомен-
дуется применять
профиль с очерта-
нием спинки зуба
по радиусу (канав-
ка типа В). Такой
профиль обеспечи-
вает достаточное
пространство для
стружек и необхо-
димую прочность
зуба.
Во избежание
появления трещин
при закалке впади-
на канавки должна
быть закруглена;
радиус закругле-
ния г=0,3—0,8 ж**.
При фрезерова-
нии канавки раз-
вёртки с нерав-
номерным шагом
(фиг. 67) для со-
Фиг. 66. профиль канавок раз- блюдения одинако-
вёртки. вой величины р не-
обходимо менять
глубину канавки и расстояние между осями
развёртки и фрезы для каждой новой ка-
навки.
Таблица Я
Размеры профиля канавок развёрток
Диаметр
развёртки
в мм
З-Зо
4-4,5
5
6-8
9
ю
и
12
13—14
15—16
17—20
21-23
24-27
28-эо
Число
зубьев
6
6
6
6
б
6
8
8
8
8
8
ю
IO
IO
р в мм
О,25
о-З
о.4
°>5
о,б
о.7
о,7
°>7
о,8
°.9
1,О
iii
1,2
1.3
/ В ММ
0,12
О
О
О
О
О
О
о
о
о
12
12
15
15
15
l8
I8
I8
l8
o,i8
0,18
0,18
0,18
Ов
град.
85
85
85
85
9°
9°
75
75
75
8о
8о
—
—
Тип
Б
Б
Б
Б
Б
Б
Б
Б
Б
Б
Б
В
В
В
Эти величины подсчитываются по форму-
лам:
sin F 4-& — е)
= *.(
— г
/?,sin(9
sin»
¦ COS <р —
D-0
sin
2
е) sin <p
sin
sin &
— r-
i & \
i-2-f.)
sin
где /?3 — радиус заготовки (с припуском
0,15 — 0,40 мм на шлифование).
Для упрощения операции фрезерования ка-
навок применяют фасонные фрезы, обрабаты-
вающие не канавку, а
зуб развёртки (фиг.68);
при этом ширина пера
р остаётся постоянной
F L
Фиг. 67. Фрезерование канавок двухугловой фрезой.
Фиг. 68. Фасонная фреза для фрезерования развёрток.
ГЛ. VII]
РАЗВЁРТКИ
349
Таблица 9
Диаметр
развёртки
и
12
13
i4
i5
i6
= 7
18
19
2О
21
22
23
24
25
аб
27
28
3°
Число
зубьев
8
8
8
8
8
8
8
8
8
ю
ю
ю
IO
IO
IO
IO
IO
IO
то
5-5
5
6
6
6
7
7
7>5
ю
6
6
8
8
9
9
8
8
9
9
*
°.35
°о
о,5
°5
°5
°5
о,5
°-5
о,5
о,5
о8
о,8
о8
оЗ
о,8
о,8
о.8
о,8
Профили фасонных фрез (см
19
19
20
2О
2О
2О
2О
2О
2О
2О
2О
23
23
2О
2О
23
2О
2О
2О
(размеры в мм)
о, 25
O.25
о,5
о,5
о, 5
о,25
O.25
о,5
о,8
О,25
о,75
о,8
о.8
о,5
о. 5
о,8
о,8
о. 5
°,5
171
3-25
3,25
1.85
1-95
3.33 г.95
4,62
3.45
2,25
1,97
4.8 2,8
4.8
355
2,85
2,8
2,25
2,О9
4.4 3,65
4,9
7,°
3.65
3-7
7>° 3-7
7Д ! 3,6
7.1 1 3,6
6,7
6,7
8,3
8,3
3.35
3,35
4.45
4,45
. фиг. 71)
1,65
1,65
«.85
1,85
i,97
2,2
2,2
2,35
2,4
2,25
2,25
2,55
2,55
З.О5
3,O5
2.8
2,8
2,9
2,9
j
2,80
2,95
3,1
3.4
3.5
3.95
3.95
4.6
4,47
З.80
З,80
4.35
4,35
4.95
4,95
4,77
4.77
525
5.25
п
и
о,5
о!б
о» 7
о,7
о-75
о,85
0,85
о,85
о 85
0,85
0,85
о,g
о,9
I.O
I.O
i.i5
I.I5
i,i
4,5
4.5
5
5-5
5-5
6,5
6,5
6,5
7.о
5-7
5.7
7,3
7-3
7,65
7,65
7.8
7,8
83
8,8
4.5
4.75
5,2
5.7
5.6
6,7
6,7
6.7
7.°
6,75
6,75
7,7
7-7
7.55
7-55
8,2
8,2
9.15
9.*о
-€-
в градусах
51
5°
5°
5°
51
5°
5°
51
4о
4о
42
42
42
42
42
42
4°
4°
б
10
7
3
8
3
8
12
9
8
8
12
12
'3
'3
Н
14
J3
13
Примечание. Ниже линии АВ в теле фрезы допускается закругление произвольного радиуса.
без изменения глубины фрезерования. Недо-
статок фасонных фрез состоит в том, что спинка
зуба получает небольшой уступ а высотой
0,1—0,2 мм (фиг. 69). Такой метод фрезеро-
вания фасонными фрезами применим только
для прямозубых развёрток.
Фасонная фреза может быть заменена
двумя фрезами (фиг. 70) с регулированием
размера р промежуточным
кольцом [2].
Фиг. 72. Схема допусков на
диаметр развёртки: N—допуск
на неточность изготовления;
Р и Р . —величины раз-
Фиг. 69. Образование уступа при
фрезеровании развёрток.
Фиг. 70. Наборная
фасонная фреза для
развёрток.
Размеры профиля фасонных фрез даны в
табл. 9, а на фиг. 71 даны обозначения эле-
ментов профиля фасонных фрез.
Фиг. 71. Профиль фасонной фрезы для фре-
зерования развёртки.
Зажимная часть ручных развёр-
ток состоит из короткой шейки /6, цилиндри-
ческого хвоста /5 и квадрата е. Шейка служит
для облегчения шлифования режущей части
и хвоста, квадрат — для закрепления в во-
ротке, хвост — для направления развёртки
при развёртывании длинных отверстий. Диа-
метр хвоста делается на 0,0-^—0,08 мм
меньше диаметра развёртки.
Зажимная часть машинных раз-
вёрток выполняется: 1) цилиндрической для
развёрток до 10— 12 мм; 2) с конусом Морзе;
3) с квадратом (малораспространённая). Ма-
шинные развёртки имеют длинную шейку для
возможности обра-
ботки глубоких от-
верстий.
Насадные раз-
вёртки снабжают-
ся коническими
отверстиями с ко-
нусностью 1 :30.
Технич еские
условия на раз-
вёртки установле-
ны по ОСТ 2811-40. . mai „ г ^.п_ «,,„.,„„„, над-
Схема располо- бивки развёртываемого отвер-
жения допусков на стия; / —гарантированный за-
ииямртп пля пяч- пас на износ развёртки по
диаметр ДЛЯ раз- д,иаметру в процессе эксплоа-
верТКИ, Предназна- тации; Д - допуск на отвер-
ченной ДЛт обра- стие; А В — верхнее отклоне-
ботки пртялрй г ние диаметра развёртки; CD—
uuin.ii дсшлси v, нижнее отклонение диаметра
Отклонениями ПО развёртки,
системе отвер-
стий, приведена на
фиг. 72. Величины составных частей допуска
приведены в табл. 10.
Развёртки сборной конструкции
Развёртки сборной конструкции разде-
ляются на разжимные и со вставными зубьями.
Разжимные развёртки применяются при мон-
тажных работах. Зубья их сделаны за одно
целое с корпусом, но раздаются по диаметру
благодаря прорезанным осевым шлицам и на-
жиму конического штифта или шарика в рас-
точенном отверстии.
Развёртки со вставными зубьями встре-
чаются самых разнообразных конструкций, но
наиболее рациональными являются развёртки'
с зубьями, вставленными в корпус с помощью
350
СВЁРЛА, ЗЕНКЕРЫ И РАЗВЁРТКИ
[РАЗД. Ш
Таблица 10
Элементы допусков на диаметр развёртки
Элементы
допусков
Макси-
мальная ве-
личина раз-
бивКиРгаах
Допуски
на неточ-
ность изго-
товления N
Мини-
мальная ве-
личина раз-
бйвкиРт}„
1-й
класс
2-й
класс
1й
класс
2-й
класс
Номинальный диаметр развёртки
в мм
со
<о
со
6-10
оо
10-1
18-30
30-50
Величина допусков в
7
5
ю
7
9
8
12
я
II
IO
15
ю
12
IO
12
ч
до
15
ч
1б
15
2О
О
50—8
80-1
мк
гб
i8
15
2О
со.
2О
2О
25
Принимается для всех диаметров
равной 5
рифлений. Закрепление и регулирование на
размер осуществляются так же, как и зубьев
зенкеров (см. стр. 338).
Сборные развёртки изготовляются с не-
большим числом зубьев:
Диаметр раз-
вёртки в мм
i6— 42
44— 65
65—125
130—150
Число зубьев
б
8
IO
12
Эти развёртки также изготовляются с не-
равномерным шагом согласно данным табл. 7.
Углы заточки, режущая и калибрующая
части принимаются такими же, что и для цель-
ных развёрток.
В корпусе развёртки на длине режущей
части рекомендуется делать углубления для
каждого зуба для облегчения отвода стружек.
Технические условия на развёртки со встав-
ными зубьями установлены по ГОСТ 1523-42.
Конические развёртки
Конические развёртки применяются для
развёртывания цилиндрического отверстия на
конус или для калибрования конического же
отверстия, предварительно обработанного дру-
гим инструментом.
Конические развёртки изготовляются сле-
дующих типов: 1) конические для конусов
Морзе; 2) конические для кранов (конусность
1:7 или 1:10); 8) штифтовые (конусность
1 :5Э); 4) инструментальные для насадных ин-
струментов, развёрток, зенкеров и др. (конус-
ность 1 :30).
Конические развёртки для ко-
нусов Морзе (фиг. 73) изготовляются ком-
плектами из трёх или двух штук. Первая
(фиг. 73, а), имеющая форму зенкера, снаб-
жена резьбой с углом наклона, равным углу
наклона конуса Морзе. Направление резьбы
совпадает с направлением резания. Развёртка
обращает цилиндрическое отверстие в ступен-
чатое. Зубья затылованы. Число их 3—8 в
зависимости от номера конуса. Каждая вы-
ступающая часть работает небольшим угол-
ком, подобно расточному резцу с торцовой
режущей кромкой.
Вторая развёртка (фиг. 73, б) снабжается
прямоугольной левой (для правого резания)
резьбой, предназначенной для раздробления
стружки и придания отверстию более мелких
ступенек. Число ниток на V равно 8—4 в за-
Фиг. 73. Конические развёртки для конусов Морзе: s —
шаг резьбы; р — перо; / — ленточка; / . — высота зуба;
k — величина затылования; 6 — угол канавки; Ь — ши-
рина канавки резьбы; а— глубина канавки резьбы.
висимости от номера конуса; Ь = — - s; а —
= -п~ Ь\ зубья остроконечные, с небольшой
ленточкой 1—2 мм.
Третья развёртка (фиг. 73, в) по своей кон-
струкции мало отличается от цилиндрической
развёртки. Шаг зубьев равномерный. Ширина
ленточки 0,05—0,08 мм.
Конические развёртки для кра-
нов и инструментов в каждом ком-
плекте имеют одну развёртку. Конструктивные
элементы развёрток выбираются так же, как
и для обычных цилиндрических развёрток.
Штифтовые развёртки служат для
развёртывания цилиндрических отверстий в
различных машинных деталях, соединяемых
штифтами. Благодаря малой конусности A:50)
они снимают незначительный слой металла и
поэтому обращают цилиндрические отверстия
в конические без предварительного развёрты-
вания. Диаметр переднего конца рассчиты-
вается таким образом, чтобы развёртка вы-
ступала из отверстия на 1,5—4 мм. Для уве-
личения числа переточек режущая часть де-
лается больше стандартной длины штифта.
Число зубьев выбирается от четырёх до ше-
сти. Развёртки диаметром до 5—8 мм снаб-
ГЛ. VII]
РАЗВЁРТКИ
351
жаются обратными центрами. Развёртки диа-
метром до 3 мм в сечении имеют форму
трёх- или пятигранника, рёбра которого
являются режущими кромками.
Винтовые штифтовые развёртки, конструк-
ция которых изображена на фиг. 74, а раз-
Фиг. 74. Винтовая штифтовая машинная развёртка.
меры приведены в табл. 11, допускают высо-
кие скорости резания и большую стойкость.
Таблица 11
Винтовые штифтовые развёртки (машинные)
s
<u о.
II
a
3
4
5
8
10
i3
16
a a
ёю
2
2
2
(размеры
s
4.5
6
8
IO
16
2O
25
3°
f
o',6
O,8
I,O
1,6
I,O
1,3
i.5
в мм)
t
0,2
0,2
0,2
°'3
0,4
0,6
0,8
1,0
8o°
8o°
8o°
8o°
80°
8o°
8o°
8o°
В
4,o
5.4
7.2
9, о
14.4
11,2
13.5
ш
а8°
25°4°'
2б5
аб&з°'
26°ЗО'
аб'зо'
2б°
2б°
Примечание. В — ширина, 0 — угол конуса
конической фрезы для фрезерования канавок развёрток.
Направление винтовых зубьев противопо-
ложно направлению резания, благодаря чему
исключается самозатягивание развёртки. Ка-
навки обеспечивают достаточное простран-
ство для помещения стружки, поэтому отсут-
ствует защемление их при развёртывании.
Ручные развёртки отличаются от машинных
ббльшим числом зубьев C—4) и большей ве-
личиной шага A2—60 мм). Угол р-абочей
фрезы для них принимается равным 75°. В
остальном конструкции сходны между собой.
Развёртки с пластинками из твёрдых
сплавов
Применение твёрдых сплавов для развёр-
ток обусловливается их большой сопротивляе-
мостью износу и сравнительно малой чувстви-
тельностью к неоднородности материала и
его местным включениям.
Развёртки из твёрдых сплавов допускают
в несколько раз большие скорости резания по
сравнению с развёртками из быстрорежущей
стали.
Во избежание засаливания шлифовального
круга при шлифовании зубьев развёрток
длина пластинок принимается равной длине
рабочей части, которая делается на Одну
треть короче, чем у обычных развёрток. Ма-
териалом для корпуса служит углеродистая
сталь с содержанием углерода до 0,6—0,7%,
Это вполне допустимо, так как корпус при
наличии на всей длине рабочей части зубьев
из твёрдого сплава не соприкасается с обра-
батываемой поверхностью. Толщина пласти-
нок не должна быть большой, иначе нельзя
применять их для развёрток малых диаме-
тров. Она принимается равной !/ю — Vi2 длины
пластинки.
Передний угол -{ = 0, задний угол о == 12-f-
-т-15°; угол режущей части <р = 2У2°> фаска на
торце 1 лис X 45°. Задний конус делается
в пределах 0,015—0,025 мм. Для глухих отвер-
стий рекомендуется снабжать развёртку тор-
цовыми зубьями.
Для обработки глубоких отверстий приме-
няются трёхзубые короткие развёртки с при-
паянными пластинками из твёрдого сплава
типа Т15К6, снабжённые передней направляю-
щей из твёрдого дерева. Угол режущей части
ср=75°, задний угол на режущей части а=3°.
Развёртки работают с сильным охлаждением
при повышенных режимах резания.
Для твёрдых металлов с з$>
применяются трёхгранные развёртки без фре-
зерованных канавок. Пластинки припаяны в
пазах, расположенных на вершинах трёхгран-
ного сечения корпуса таким образом, что пе-
редний угол 7 получается отрицательным.
Задний угол а = 8°. с-адний конус делается
под углом 2°. Такие развёртки раоотают с вы-
сокими скоростями резания (до 80 м/мии).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К у т а й А. К. и Ш т е р м е р Г. А., Допуски, раз
вёртки и зенкеры, ОНТИ, 1936.
2. Семенченко И. И., Режущий инструмент, т. 1,
ОНТИ, 1936.
3. Четвериков С. С, Металлорежущие инстру-
менты, Машгиз, 1945.
Глава VIII
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
МЕТЧИКИ
Назначение и типы метчиков
Метчик предназначается для нарезания или
калибрования резьбы в отверстиях и пред-
ставляет собой винт с продольными (прямыми
или винтовыми) канавками, образующими ре-
жущие кромки.
По конструкции и применению различаются
следующие основные типы метчиков: а) руч-
ные — для нарезания резьбы вручную; б) гаеч-
ные — для нарезания гаек на гайконарезных
станках; в) машинные — для нарезания резьбы
на станках; г) плзшечные и маточные — для
нарезания и калибрования резьбы в плашках;
д) трубные — для трубной резьбы; е) кониче-
ские— для конической резьбы; ж) метчики
со вставными перьями (регулируемые и са-
мооткрывающиеся); з) специальные (сдвоен-
ные, или ступенчатые, с прерывной резьбой,
калибровочные и т. п.).
Основные понятия, обозначения и термино-
логия элементов метчиков установлены
ОСТ НКТП 2936.
Конструктивные элементы метчиков
Метчик должен обладать высокими режу-
щими свойствами и стойкостью, а также обес-
печивать необходимую точность резьбы и
требуемое качество обработанной поверх-
ности. Эти требования могут быть выполнены
только при правильном выборе конструктив-
режущей части; х — угол подъёма резьбы; ш —
угол наклона винтовой канавки; Ь — передняя
поверхность; с — задняя поверхность; g —
режущая кромка; -\ — передний угол; а — зад-
ний угол; i — профиль резьбы; S — шаг резьбы;
т — вершина резьбы; п — основание резьбы;
s — угол профиля резьбы; t2 — глубина резьбы;
dcp — средний диаметр; d0 — наружный диа-
метр;^—-внутренний диаметр резьбы.
Режущая часть. Режущая часть /1( выпол-
няющая основную работу по нарезанию резьбы,
должна быть по возможности короткой. Малое
значение 1^ способствует: 1) уменьшению
удельного давления резания из-за снятия
стружек более крупного сечения; 2) умень-
шению крутящего момента во всех случаях
за исключением только нарезания гаек не-
большой высоты; 3) уменьшению сил трения
и защемления стружки, а также опасности
заклинивания и поломки метчика; 4) сниже-
нию машинного времени при нарезании резьбы
метчиком; 5) экономии материала и удеше-
влению обработки метчика; 6) уменьшению
коробления метчика при термической обра-
ботке.
Конструкция режущей части предусматри-
вает распределение работы нарезания на не-
Э
эффективная длина режущей части; 5 — шаг
резьбы; п — число перьев (фиг. 2).
Толщина стружки а2, измеренная в на-
правлении, перпендикулярном оси метчика.
сколько отдельных резцов р~~- п, где /„ —
Фиг. 1. Части и конструктивные элементы метчика.
яых элементов метчика. На фиг. 1 даны части
и конструктивные элементы метчика: / — ра-
бочая часть; 1г — режущая часть; /2 — кали-
брующая часть; /3 — хвост;/4 — квадрат; р —
деро; k — сердцевина; а — канавка; <р — угол
равна —, где h = /j tg <p — фактическая высота
резьбы, вырезаемая метчиком (с учётом, что
часть высоты резьбы срезается при сверлении
под резьбу).
ГЛ. VIII]
МЕТЧИКИ
353
Угол ср и длина 1\ определяются по фор-
мулам
D — dT аг-п D — dT t~
tg!?= ___=:___ = а. Л; /1==___— = — ,
где D — наружный диаметр; dT—диаметр пе-
реднего торца; t2 — рабочая высота зубьев;
Фиг. 2. Распределение работы нарезании
на режушей части.
а
о = -ф — постоянная -величина, зависящая от
о
типа и размера метчика, а также и от рода
обрабатываемого материала.
Для гаечных метчиков по ГОСТ В 1604-42
до В 1607-42 значение о выражается в пре-
делах 0,014—0,016 при четырёх и 0,019—0,021
при трёх перьях. Длина 1\ для этих метчиков
составляет 12—11 витков. Для плашечных мет-
чиков как более ответственных и работаю-
щих по более твёрдому материалу з = 0,003-т-
-5-0,004; /j = 40 -Т-.46 виткам.
Длина 1\ для ручных метчиков устанавли-
вается в зависимости от распределения работы
нарезания между тремя метчиками комплекта
по соотношению 4:2:1, а именно для черно-
вого метчика 7—6 витков, среднего — 3,5—3
витка, чистового—1,75—1,5 витка.
Машинные метчики для глухих отверстий
имеют/х = 2 виткам; для сквозных /г = 5 -н
¦4- 6 виткам.
Для обеспечения направления при входе
в нарезаемое отверстие диаметр переднего
"ZWWWXAAAAAA
Фиг. 3. Режущая часть метчика цилиндрической кон-
струкции: а— профиль режущей части; б — последова-
тельность снятия стружки.
горца метчика (независимо от типа и назна-
чения) делается меньше внутреннего диаметра
резьбы:
Для метчиков V, до i8 чм на 0,1—0,15 мм
0 2О—39 » я 0,2-0,25 .
0 43-52 » „ 0,3-0,35 *
. По конструкции режущей части различают
два типа метчиков. В первом случае цилин-
23 Том 7
дрическая резьба метчика (фиг. 3) в пределах
длины режущей части обтачивается на конус;
при нарезании резьбы таким метчиком
стружки снимаются в виде широких площадок
вершинами зубьев. Во втором случае резьба
в пределах длины режущей части делается
конической и дополнительно срезается по
вершинам зубьев на конус (фиг. 4). Метчики
этого типа срезают стружку в виде узких
площадок и одновременно производят обра-
ботку нарезаемой резьбы боковыми сторо-
нами зубьев.
Вторая конструкция имеет два преимуще-
ства: во-первых, неточность в шаге резьбы
метчика меньше отражается на точности на-
резаемой резьбы и, во-вторых, в начале реза-
ния метчик обладает лучшим направлением и
обеспечивает нарезание резьбы уже первыми
витками, в то время как при первой конструк-
Фиг. 4. Режущая часть метчика конической конструк-
ции: а — профиль режущей части; б — последователь-
ность снятия стружки.
ции первые витки действуют скорее как раз-
вёртка. Для получения этих преимуществ не-
обходимо, чтобы метчик был затылован по
всему профилю резьбы. При отсутствии заты-
лования задняя кромка пера окажется распо-
ложенной на большем диаметре по сравнению
с режущей кромкой и будет надавливать на
резьбу, образованную режущей кромкой. В
результате может произойти поломка мет-
чика.
Для метчиков, нарезанных по конусу,
внутренний диаметр резьбы переднего конца
конуса делают меньше диаметра переднего
торца на одну высоту резьбы.
Калибрующая часть. Калибрующая часть
/3 предназначается для зачистки и калиброва-
ния резьбы, для направления при самоподаче
и как резерв для переточек. При заточке по
диаметру режущей части её длина постепенно
возрастает за счёт уменьшения длины кали-
брующей части. Длина /2 после всех пере-
точек не должна быть менее 0,6 высоты гайки,
что соответствует -0,5 диаметра резьбы.
Для гаечных метчиков по ГОСТ В 1604-42 до
1607-42 длина /2 принята равной восьми вит-
кам, что соответствует 1,2—0,8 диаметра
резьбы.
Для обработки лёгких сплавов длина /2
даётся в пределах пяти — восьми витков для
глухих отверстий и 8 —10 витков для сквозных
при длине режущей части не менее трёх —
пяти витков в первом случае и пяти — восьми
витков — во втором.
Число канавок. В практике получили ши-
рокое распространение метчики с тремя или
четырьмя канавками. Крутящий момент для
354
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. Ш
первых на 10—20% меньше, чем для вторых.
Четырёхканавочные метчики показывают боль-
шую склонность к заеданию (в особенности
при обработке вязких металлов). Изготовле-
ние трёхканавочных метчиков дешевле че-
тырёхканавочных, но измерение их более за-
труднено. Выбор числа канавок для различных
типов метчиков может быть выполнен по
табл. 1.
Таблица 1
Выбор числа канавок метчиков
Диа-
метр
резьбы
в мм
2-3
4-6
8-14
l6—2О
22 — 24
27-ЗО
зз—з6
39-52
Метчики метрические
Ручные
, гаеч-
ные, машинные
для
лёгких
спла-
вов
ДЛЯ
чёрных
метал-
лов
Ша-
шечные
Ма-
точ-
ные
Число канавок
2
2
2
или з
3
3
или 4
4
4
или б
6
2 3
2
или з
3
3
3
или 4
4
4
или 6
б
з
3
з
или 4
4
4
4
4
4
i
i
6
6
б
8
8
ю
Метчики
трубные
Диа-
метр
резьбы
в дюй-
мах
'/,-»/«
''U — *3/я
l'/а—lS/«
2-2V4
З-З'А
з'/.-з3/*
4
Число
канавок
4
5
или 6
б
7
или 8
8
9
или ю
ю
II
ИЛИ 12
Профиль канавки. Профиль канавки мет-
чика должен: 1) обеспечить достаточное про-
странство для помещения стружки; 2) способ-
ствовать лучшему образованию и отводу
стружки в процессе резания; 3) препятство-
вать резанию во время обратного вы-
вёртывания мет-
чика после наре-
зания резьбы;
4) препятствовать
налипанию струж-
ки, застреванию
и спрессовыванию
её между витками
метчика и отвер-
стия во избежание
повреждения на-
резанной резьбы;
5) не иметь резких
переходов во из-
бежание появле-
ния трещин при
закалке.
Основными па-
раметрами профиля канавки (фиг. 5) являются
число канавок, диаметр сердцевины d, ширина
пера р, передний угол -у-
Профили канавок на калибрующей и режу-
щей частях рекомендуется делать различными
в зависимости от назначения каждой. Макси-
мальное количество стружки удаляется режу-
щей частью, и поэтому площадь сечения
канавки для неё играет значительно большую
роль, чем для калибрующей части. Для уве-
Фиг. 5. Профиль канавки мет-
чика.
личения пространства для стружки углубляют
канавку на режущей части. Это компенсирует
уменьшение площади сечения канавки, вы-
званное конусностью режущей части. Для луч-
шего отвода стружки и устранения забивания
канавки стружкой целесообразно канавку на
режущей части 1\ выполнять винтовой или на-
клонной к оси под углом X (фиг. 6), опреде-
ляемым по формуле
где h = @,5-г-0,7) ширины пера р и а =
=¦ 2 -г-12 мм. Угол наклона винтовой канавки л
получается в пределах 5—6°. Благодаря углу-
Фиг. 6. Дополнительное углубле-
ние канавки режущей части.
блению ширина пера на режущей части со-
ставляет 0,5—0,3 ширины пера на калибрую-
щей части в зависимости от размера метчика.
Скос пера обеспечивает совпадение направле-
ния схода стружки с направлением подачи
метчика. Стружка не скопляется на режущей
части, а отводится вниз. Такая конструкция
уменьшает величину крутящего момента за
счёт лучшего резания, правильного отвода
стружки и меньшей опасности её заще-
мления.
Для увеличения сечения канавки на режу-
щей части рекомендуется также производить
фрезерование канавки под углом 30' —1°30' в
зависимости от типа и размера метчика.
Диаметр сердцевины d должен быть выбран
такого размера, чтобы обеспечить достаточное
пространство для стружки и сохранить проч-
ность метчика.
Перо не должно быть широким, так как с
увеличением ширины его сильно возрастают
трение, работа нарезания, опасность забива-
ния канавки стружкой, что может привести к
поломке метчика. Чрезмерно узкое перо
уменьшает количество переточек, не даёт мет-
чику хорошего направления и вызывает его
дрожание.
По мере уменьшения ширины пера при
переточках работа метчика облегчается. Наи-
больший процент поломок метчиков происхо-
дит из-за широкого пера и большой сердце-
вины, а не в результате полного использования
всей ширины пера, поэтому размеры сердце-
вины и пера должны быть выбраны мини-
мально допустимыми.
Выбор величин d и р рекомендуемых про-
филей канавок калибрующей части произвэ-
дится по табл. 2. Для режущей части d умень-
шается до 0,7—0,8, а р до 0,6—0,7 соответ-
ствующих величин на калибрующую часть.
Передняя поверхность Ь (фиг. 1) может
быть выполнена или прямолинейной, или криво-
линейной. Прямолинейная форма упрощает
заточку метчика и не даёт таких резких коле-
баний значений переднего угла в разных
ГЛ. VIII]
МЕТЧИКИ
355
точках по высоте резьбы, как это имеет ме-
сто при криволинейной форме. Последняя
форма облегчает завивание и отвод стружки,
почему и рекомендуется при нарезании особо
вязких металлов.
Таблица 2
Диаметр
Диаметр
сердцеви-
ны ....
Ширина
пера . . .
сердцевины и ширина
(в долях
че-
бозна
не
О х
d
Р
о,
2
38-о
¦5-°
диаметра метчика)
Число канаво(
,4°
,50
3
о,-|о—о,45
о,33-о,35
4
о,45—о
0,23—О
пера
с
.5°
,35
о
о,
6
55~~О»^°
17—о.ао
Во избежание защемления стружки во время
обратного вращения угол С (фиг. 5) у нера-
бочей кромки пера должен быть как можно
больше. С другой стороны, во избежание
резания этой кромкой во время вывёртывания
метчика дополнительный угол р должен быть
больше 90°. Для удовлетворения этих условий
угол С выбирается в пределах 85—82°.
С целью обеспечения плавного схода
стружки и уменьшения опасности появления
трещин при термической обработке профиль
канавки очерчивается двумя радиусами.
Однако при наличии небольшогоу ступа стружка
получает способность ломаться и легче уда-
ляется из канавки.
Углы режущей кромки. Режущая способ-
ность метчика зависит от величины углов —
переднего у и заднего о.
Передний угол -\ (фиг. 1) выбирается
в зависимости от обрабатываемого материала.
С увеличением угла у. улучшаются условия
для формирования и отвода стружки, в осо-
бенности при обработке мягких и вязких ма-
териалов, и повышается чистота нарезанной
поверхности. Малый угол у ПРИ нарезании
вязких металлов вызывает шероховатую
резьбу, сильное налипание стружки на витки
метчика и может вызвать его поломку. В
табл. 3 приведены рекомендуемые значения у.
Таблица 3
Выбор переднего угла г нетчиков в зависимости
от рода обрабатываемого материала
1
Обрабатываемый
материал
Чугун и бронза
Твёрдая сталь .
Сталь средней
твёрдости ....
Угол 1
в °
8-ю
Обрабатываемый
материал
Латунь
Мягкая и вязкая
сталь
Алюминий, силу-
мин, электрон . .
>—
h
>> 0
ю
13 - 15
30
В случае, если канавка на режущей части
углублена, целесообразно давать различные
углы 7 на режущей и калибрующей частях
(на режущей части на 5—7° больше, чем на
калибрующей). Для возможности изменения
угла f при переточке (в зависимости от усло-
вий обработки) рекомендуется при выборе
профиля канавки угол у делать минимальным,
с тем чтобы довести его до требуемого боль-
шего значения путём заточки.
Задний угол а на метчике получается
путём затылования режущей части по наруж-
ному диаметру. Величина а зависит от назна-
чения, типа и размера метчика и от обраба-
тываемого материала. Угол а увеличивают с
повышением вязкости материала детали. Для
глухих отверстий он выбирается меньшим,
чем для сквозных. Чрезмерная величина а при-
водит к выкрашиванию витков заборной части.
Рекомендуется давать следующие значения
угла а:
Машинные и гаечные метчики .... ю—iac
Ручные метчики 6—8°
Метчики для лёгких сплавов при обра-
ботке глухих отверстий 3—4°
Метчики для лёгких сплавов при обра-
ботке сквозных отверстий 5~8~
Для шлифованных метчиков значения а
принимаются меньше, чем для нешлифо-
ванных.
У ручных нешлифованных метчиков заты-
лование производится только на режущей
части, калибрующая же часть оставляется
без затылования, так как иначе: 1) умень-
шается опорная поверхность; 2) при последу-
ющих заточках метчик скоро теряет свой
размер по диаметру; 3) появляется опасность
защемления стружки между затылованной по-
верхностью и нарезанной резьбой, срыва и
даже поломки её при обратном вращении
метчика. Гаечные нешлифованные метчики
обязательно должны быть затылованы по кали-
брующей части, так как при нарезании гаек
метчик после нарезания не вывёртывается и
поэтому исключается повреждение резьбы
затылованной поверхностью.
Для того чтобы метчик имел достаточную
опорную поверхность, хорошее направление
в работе и допускал большее количество пе-
реточек, затылование необходимо производить
не на всю ширину пера, а оставлять на нём
неснятую полоску до */8 ширины пера.
Для шлифованных метчиков необходимо
затылование также и на калибрующей части
во избежание прилипания частиц металла к
виткам резьбы метчика Для уменьшения тре-
ния затылование производится не только по
наружному диаметру, но также и по всему
профилю резьбы метчика. На практике приме-
няют затылование, начиная от режущей кромки
или же отступя от нее на 73 шир.чны пера.
Для предупреждения защемления стружки при
обратном вращении метчика величина заты-
лования должна быть минимальной и соста-
влять 0,02—0,08 мм в зависимости от размера
метчика.
Затылование обычно производится по архи-
медовой спирали, и величина его подсчиты-
вается по формуле
где dT — диаметр переднего торца метчика;
я — число перьев; а — задний угол.
При определённой величине затылования
угол а уменьшается по направле ию от торца
к калибрующей части.
356
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. III
Задний конус. Для уменьшения трения
между метчиком и нарезанными витками, а
также в целях сокращения разбивки резьбо-
вого отверстия метчик снабжается задним
конусом. Диаметр резьбы у хвоста делается
меньше, чем по первому калибрующему
витку. Для ручных метчиков величина пони-
жения, отнесённая к 100 мм длины, не должна
превышать (для среднего и наружного диа-
метров): для метчиков с шагом 0,2—1 мм—
0,10 мм, с шагом 1,25—2,5 мм — 0,08 мм и с
шагом 3—5 мм — 0,05 мм.
При этом все три диаметра резьбы на
длине, равной пяти виткам калибрующей ча-
сти, а также средний и внутренний диаметры
резьбы режущей части должны находиться в
пределах допусков на резьбу метчика.
Для гаечных метчиков указанные, вели-
чины могут быть повышены на 50—100% в
зависимости от требуемой точности.
Для лёгких сплавов величина понижения
даётся в пределах 0,2—0,3 мм на 100 мм
длины.
Направление канавок. Метчики обычно
изготовляются с прямыми канавками, но для
лучшего отвода стружки рекомендуется снаб-
Вид пострепке Я
Вид по стрелке В
5)
Фиг. 7. Направление канавок метчика: а — для сквозных
отверстий; б— для глухих отверстий.
жать метчики винтовыми канавками с углом
наклона к оси 8—15° (фиг. 7). Благодаря углу
наклона канавок стружка выводится или вниз
(фиг.. .7, а); или вверх (фиг. 7,6). Первая
форма предназначается для сквозных отвер-
стий, а вторая — для глухих. Для лёгких
сплавов угол наклона канавок делают до 10°,
причём для сквозных отверстий применяют
нёсквозные канавки, оставляя калибрующую
часть без канавок.
Распределение нагрузки между метчи-
ками в комплекте. Ручные метчики изгото-
вляются комплектами из трёх или двух мет-
чиков различных диаметров (фиг. Ь). Ступен-
чатость обеспечивает равномерное распреде-
ление работы нарезания между всеми метчика-
ми в комплекте.
Первый, или черновой, метчик снимает до
60% металла, средний — до 30% и третий,
или чистовой, — до 10% (зачищает и кали-
брует, резьбу).
Чернрвой и средний метчики имеют пони-
жение или только наружных (фиг. 8, а), или
наружных и средних диаметров (фиг. 8, б).
Схема фиг. 8,6 является более предпочти-
тельной, так как она допускает изготовление
первых двух метчиков с меньшей точностью
благодаря тому, что при этом калибровка по
всему профилю производится чистовым метчи-
ком. Величины понижений выбираются в таких
Щметчик
йметчик
6)
Фиг. 8. Распределение работы нарезания между отдель-
ными метчиками комплекта.
пределах, чтобы даже при самых неблаго-
приятных условиях в отношении допусков
чистовой метчик всё же мог исправить про-
филь резьбы по шагу, углу профиля и диа-
метрам.
При определении нагрузки следует учиты-
вать, что из-за текучести материала диаметр
сверла под резьбу выбирается всегда больше
внутреннего диаметра резьбы. Без учёта этого
черновой метчик может оказаться малозагру-
жённым, а средний и чистовой — перегружён-
ными. В качестве исходной величины при
определении нагрузки следует принимать не
высоту резьбы, а площадь сечения слоя ме-
талла, удаляемого каждым метчиком.
Распределение нагрузки следует устанавли-
вать диференцированно, т. е. в зависимости
от диаметра метчика.
Необходимо также учитывать диаметр мет-
чика, тип резьбы (метрическая, дюймовая,
мелкометрическая и т. п.), допуски на резь-
бовое соединение и допуски на резьбу мет-
чиков.
Распределение нагрузки должно быть про-
изведено от определённой базы, за которую
можно принимать либо номинальные размеры
метчика(или резь-
бы гайки), либо
минимальные диа-
метры метчика,
т. е. его размеры
с учётом отклоне-
ний.
Целесообразно
за нижнюю грани-
цу отсчёта прини-
мать' линию, про-
ходящую по сере-
дине поля допуска
на внутренний диа-
метр резьбы гайки
(фип9;. При свер-
лении меньшим
сверлом (для хруп-
ких материалов)
выбранная граница
почти совпадает с
диаметром про-
Фиг. 9. Распределение размер»
свёрл под резьбу: т& тм, т~
максимальный, минимальный4
и номинальный диаметры
резьбы гайки; u3q — макси-
мальный диаметр метчика;
АВ — граница размеров свёрл
для вязких металлов; CD —
граница размеров сиёрл для
хрупких металлов; EF — ниж-
няя граница отсчёта нагрузки.
сверленногоотвер-
стия, если учесть величину разбивки при
сверлении. Такие метчики также будут при-
годны и для отверстий, нарезанных большими
ГЛ. VIII}
МЕТЧИКИ
357
свёрлами (для вязких материалов), так как
нельзя ожидать значительного повышения на-
грузки. Нижняя граница принимается одинако-
вой для всех трёх метчиков.
За верхнюю границу всего вырезаемого
профиля следует принять минимальный на-
мальные размеры средних диаметров тех же
метчиков; Л], /42— соответствующие величины
понижений средних диаметров.
При выборе Л] и Л2 надо учитывать, что
понижение по среднему диаметру предназна-
чается не только для корригирования ошибок
he/пчик
ft
Фиг. 10. Определение наружного и среднего диаметров комплектных метчиков.
ружный диаметр чистового метчика. Анало-
гично этому устанавливается верхняя граница
и для предварительных метчиков.
На фиг. 10 представлена схема распреде-
ления нагрузки, а в табл. 4 даны расчётные
формулы.
Для набора метчиков из трёх штук можно
принимать следующее значение диаметров:
а) наружный диаметр
rfOl = cfo — 0.52S;
rfO2 = 4)- 0,165;
б) средний диаметр
гпл — ucp'i пЪ
dcm -»
lcpi
где d01, d(Q, d0 — минимальные размеры на-
ружных диаметров чернового, среднего и
СЮ\* С/?2* C0Q ~~"* МИНИ"
по шагу и углу профиля, но также и для не-
которой разгрузки метчиков. С увеличением
Л, и Л2 при одном и том же распределении
нагрузки площадки вершин резьбы уменьша-
ются, резьба получается острой. Величины
А, и Л2 должны быть выбраны такими, чтобы
обеспечить достаточную толщину стружки,
необходимую для зачистки и калибровки
резьбы. С другой стороны, резьба не должна
быть острой из-за трудности её обработки и
малой стойкости. Критерием для правильного
выбора служит величина площадки вершины
резьбы, которая даже в самом неблагоприят-
ном случае должна составлять не менее 0,6
площадки теоретического профиля. Величины
А\ и Л2 для основной крепёжной метрической
резьбы можно определять по формулам:
для метчиков 3—12 мм
А, = 0,5РЕ + 2Д; Л2 = 0.5ЯЯ -f Д;
Расчётные формулы для распределения нагрузки между метчиками
Таблица 4
Площадь, получае-
мая после нарезания .
Коэфициент распре-
деления нарезания . .
Высота малого тре-
угольника
Высота трапеции . .
Высота большого тре-
Наружный диаметр
Средний диаметр. .
Номер метчика
I
пл. JKLM- (TJ—h'ij tg-|-
х,=(например, 0,6)
T1 = T3-0,5Al
dol = d0-2 (Н,-Иг)
Icp min= zcp min '
II
пл. EFGH={ Г32-Ла2) tg -|-
x3—(например, 0,9)
Г,= Г,—0,5-A,
dm=d0 - 2 (#3-tfa)
d2cp min d3cp щ'Л]
Ш
пл. ABCD- ('7?—ftf ) tg-?
A3=A+l).5C-0,5E
Я3=Г3-Л3
Г3=Г+0,5С
d0 по ГОСТ
«3С/,шШпоГОСТ
Примечание. Л=0,108 S; Г=О,866 5—0,108 S—0,5 fc-0,5 e' =0,768 S~
e +e
5—шаг резьбы; е' и е"—нижнее
4
и верхнее отклонения внутреннего диаметра резьбы гайки; С, Е—допуски на износ по среднему и наружному диаметру
чистового метчика (берутся из таблиц допусков на метчики ОСТ ВКС 7217—7218); к = — величина превышения
среднего значения внутреннего диаметра над минимальным внутренним диаметром резьбы гайки (берётся из таблиц
допусков на резьбу по 2-му классу точности, например, для метрической резьбы по ОСТ НКТП 1251); Аи 4S — вели-
чины понижения по среднему диаметру чернового и среднего метчиков.
358
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. III
для метчиков свыше 12 мм
Ах — РЕ + 2Д; А2
где РЕ — резьбовая единица допуска, равная
0,067 I^S; Д —0,070-^0,120 мм — допуск по
изготовлению метчиков, устанавливаемый
в зависимости от их размера (по 10-му ква-
литету ISA).
Рекомендуемые величины А\ и А% для
основной метрической резьбы даны в табл. 5.
метчики 4 — 12 мм
dQi = do — 0.3S; dcpX mln= dcp — 0,155;
метчики 14—52 мм
d01 - rfo-O,45; dcpl min = dcp~0,\2S;
Размеры резьбы метчика. По ОСТ ВКС
7217—7218 метчики разделяются на шлифо-
ванные по профилю (С— повышенной и D —
обычной точности) и нешлифованные (Е—обыч-
Величины понижения среднего диаметра резьбы Ai и А2 в мм
Таблица 5
Диаметр
метчика
в мм
д.
А,
4
0,124
0,076
5
О,12б
О,О78
6-7
о,150
0,092
8-9
о,154
0,096
10-И
O,l82
0,112
12
0,186
0,116
14—16
O.237
0,167
18—22
0,274
0,190
24-27
0,284
0,200
30-33
0.325
0,225
36-39
O-334
0,234
42-45
°-343
о, 243
48-52
о, 35°
0,250
Иногда принимают, что минимальный диа-
мегр среднего метчика равен максимальному
диаметру чернового.
При рекомендуемых величинах А\ и А2
можно принять следующее распределение на-
грузок (табл. 6).
Таблица 6
Распределение нагрузки между метчиками
в комплекте в "/„
Диаметр метчика в мм
3—4
8 — 12
12-52
или для всех метчиков
5-53
Номер метчика
1
56
58
6о
бо
58
II | III
28
28
39
ЗО
28
16
14
II
10
«4
Внутренний диаметр не оказывает влияния
ни на распределение нагрузки, ни на точность
нарезаемой резьбы, поэтому для него не сле-
дует давать предписанного понижения. Изго-
товление резьбы у всех трёх метчиков про-
изводится обычно одними и теми же инстру-
ментами (например, резцом или гребёнкой).
При таком нарезании внутренний диаметр
предварительных метчиков получается меньше,
чем чистового, только на разность в средних
диаметрах. Внутренние диаметры метчиков
определяются по формулам:
'lmax
2max
cp\ max
cpi max
— В;
a3max ~~ асрЪ max D>
где В — высота резьбы с учётом износа гре-
бёнки (или резца); В = /2 — 0.62S, где 5 — шаг
резьбы; 0,625 — величина износа (в пределах
0,02-г-0,18 мм); t2 — рабочая высота резьбы.
Минимальный размер внутреннего диаметра
для всех трёх метчиков не ограничен.
Для набора метчиков из двух штук прини-
мается 75% нагрузки на черновой н 25% на
чистовой метчики. Наружный и средний диа-
метры резьбы определяются по формулам:
метчики до 3 мм
^ = do - 0,25; dcpl пЛй = dcp - 0.185;
ной и Н — пониженной точности). При пра-
вильной конструкции метчика и рациональном
выборе эксплоатационных данных можно обес-
печить получение резьбы следующих классов
точности: 1-й класс — метчиками степени С;
2-й класс — метчиками степени D и реже Е
и 3-й класс — метчиками степени Н.
Допуски на метчики устанавливаются по
пяти элементам, т. е. по углу профиля, шагу
и трём диаметрам.
Допуск на угол профиля относят
к половине угла, так как биссектриса угла
должна быть перпендикулярна оси резьбы.
Искажения в профиле зависят от точности
нарезающего метчик инструмента, его уста-
новки на станке, а для нешлифованных мет-
чиков также и от термической обработки.
Изготовление мелкой резьбы связано с боль-
шими затруднениями, чем крупной, поэтому
отклонения для малых диаметров устанавли-
ваются менее жёсткими, чем для больших
(табл. 7).
Таблица 7
Отклонения на половину угла профиля в минутах
(плюс - минус) (ОСТ ВКС 7217-7218)
Шлифованные
Диаметр
в мм
4
5-6
8-ю
'2-33
36-52
С и D
35
ЗО
а5
2О
15
Нешлифованные
Диаметр
в мм
1—1,7
а-3,5
4-6
7-12
14 — 22
24-33
3°~52
Е
75-7°
бо—5о
45-4о
35-3°
35
2О
2О
Н
9о-85
75~°5
6о-55
5O-45
4О
35
3°
Отклонения по шагу (с плюсом и
минусом) устанавливаются в зависимости от
точности станка, на котором изготовляется
резьба, и погрешности термической обработки.
Величину погрешности в шаге на любой
длине с п витками для метчиков степени
Е определяют по формуле
= 1,5л /S + 16 /5.
Для метчиков степени Н делают послабление
на 40%.
ГЛ. VIII]
МЕТЧИКИ
359
Расчётные величины приведены в табл. 8.
Таблица 8
Отклонения (плюс — минус) по шагу метчиков
Степень
Е
Н
Диаметр в мм
1-3
4-52
1-3
4-52
Отклонения по шагу в мм
на длине
10 мм
0,04—0,03
о,оз
о,об—о,о5
0.04
25 мм
о,о5
о,07
Для метчиков степеней С и D отклонения
установлены ±0,01 мм на длине 25 мм.
Величина погрешности на средний
диаметр зависит не только от правиль-
ности изготовления среднего диаметра, но
также и от ошибок в шаге и угле профиля.
Для компенсирования этих ошибок и для уве-
личения запаса на износ среднему диаметру
дают некоторое превышение над номиналом.
Нижнее и верхнее отклонения выбирают
в таких пределах, чтобы обеспечить достаточ-
ный запас на разбивку отверстия по среднему
Средний диаметр
3 класс
Дспуск на гайку Допуск на метчик
Фиг. 11. Схема допусков на средний диаметр.
ние устанавливают так, чтобы внутренний диа-
метр не принимал непосредственного участия
в резании, а только зачищал заусенцы и вы-
давленный в процессе резания металл. При
этом превышение над номиналом равно ~ 0,5
величины зазора между гайкой и болтом,
а максимальный внутренний диаметр равен
номиналу плюс 0,055 s для метрической резьбы
и 0,075 s для дюймовой. Верхнее отклонение
устанавливают одинаковым для всех метчиков
метрической и дюймовой резьб.
На получение точного отверстия помимо
конструктивных и эксплоатационных факто-
ров оказывает влияние и род обрабатывае-
мого материала. Вязкие материалы, в особен-
ности лёгкие сплавы, способствуют большой
разбивке резьбового отверстия, а поэтому
метчики для них изготовляют минимальных
размеров или даже с занижением их против
номинальных (на несколько процентов). На-
npojHB, для хрупких материалов (пластмассы,
эбонит и т. п.) отверстие при нарезании
уменьшается, и метчику дают увеличенные
размеры (на 0,05—0,30 мм) по сравнению
с номинальными. Требуемые размеры метчи-
ков во всех специальных случаях устанавли-
вают опытным путём.
Технические условия на метчики устано-
влены по ГОСТ 3449-46.
Габаритные размеры для большинства
метчиков остированы: 1) ручные метчики
основной метрической резьбы—ГОСТ 1602-43;
2) то же дюймовой резьбы — ГОСТ 1603-43;
3) то же мелкометрических резьб — ОСТ НКТМ
20128-39; 4) гаечные короткие и длинные мет-
чики для метрической резьбы—ГОСТ В 1604-42
и 1606-42; 5) гаечные короткие для дюймовой
резьбы — ГОСТ В 1605-42 и 1607-42; 6) гаечные
длинные метчики для мелкометрических
резьб — ОСТ НКТМ 20130-39; 7) машинные
метчики для метрической резьбы — ГОСТ
3266-46; 8) машинные метчики для дюймовой
резьбы —ГОСТ 3267-46; 9) калибровочные
метчики —ГОСТ 1052-41.
диаметру (фиг. 11). Нижнее отклонение для
всех метчиков принимается равным 0,016^6'-ил*.
Допуски устанавливаются по квалитетам ISA
для метчиков С и Н соответственно 7—10-го
квалитетов.
Наружный диаметр из-за интенсив-
ного изнашивания имеет значительный запас
на износ. Увеличение наружного диаметра
метчика не отражается на прочности резьбо-
вого соединения, так как верхнее отклонение
резьбы гайки не ограничено и поле допуска
значительно больше, чем по среднему диа-
метру. Нижнее и верхнее отклонения выбраны
в таких пределах, чтобы ширина площадки по
наружному диаметру метчика составляла--'0,6
ширины площадки теоретического профиля.
Нижнее отклонение для всех метчиков принято
одинаковым и равным 0.086.S минус величина
по 9-му квалитету ISA. Допуски на изготовле-
ние для шлифованных метчиков приняты по
9-му квалитету идля нешлифованных по 10-му.
Для нешлифованных метчиков мелких разме-
ров во избежание чрезмерного заострения
резьбы установлено только нижнее отклонение.
Нижнее отклонение внутреннего диа-
метра не регламентируют. Верхнее отклоне-
Конструктивные особенности разных
типов метчиков
Метчики для трубной резьбы изготовля-
ются комплектами из двух штук. Наружный
диаметр чернового метчика делают меньше
наружного диаметра чистового на глубину
резьбы t и внутренний диаметр соответственно
на 0,67?. Диаметр режущей части чернового
метчика делают меньше внутреннего диаметра
его на 0,4 мм. Режущая часть распространяется
на 4—5 ниток у чернового метчика и на
2 — 3,5 нитки у чистового. Понижение резьбы
(по всему профилю) у хвоста принимается
в пределах 0,02—0,04 мм. (задний конус).
Габаритные размеры — по ОСТ НКМ 4094.
Плашечные метчики. Для нарезания круг-
лых плашек диаметром от 6 мм и выше при-
меняется один метчик, от 6 до 3 мм— два,
с 3 мм и ниже — один метчик. Для облегчения
нарезания и получения более чистой обра-
батываемой поверхности режущая часть на
длине 16 витков обтачивается и нарезается
по конусу с углом 1°20', на остальной же
части (на длине 30 витков) она нарезана по
цилиндру. Первая часть затылована по сред-
360
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. II?
нему и внутреннему диаметрам в пределах
0,03—0,06 мм (для диаметров от 5 до 36 мм),
а вся режущая часть — по наружному диа-
метру в пределах 0,15 —1,1 мм. Первые зубья
работают всем профилем, остальные же только
вершинами (фиг. 12).
Фиг. 12. Схема распределения нагрузки на режущей
части плашечного метчика.
Маточные метчики. Для зачистки и ка-
либровки резьбы в круглых плашках маточ-
ные метчики имеют режущую часть на длине
12 витков и калибрующую на длине 10 витков.
Режущую часть обтачивают и нарезают по
конусу с углом 0°12\ Величину затылования
всей режущей части по всему профилю при-
нимают в пределах 0,015—0,040 мм. Во избе-
жание ударов режущих кромок метчика
о режущие кромки плашки и заваливания
последних метчики снабжают симметричными
(по профилю) винтовыми канавками с углом
наклона к оси 3—7" и с направлением, про-
тивоположным направлению резания. Канавки
изготовляют угловой 15 —10°-ной фрезой
с радиусом закругления 0,2—2,0 мм. Глубина
канавок 0,7—7,5 мм в зависимости от раз-
мера метчика. Количество канавок 6 — 10 для
метчиков диаметром более 6 мм и одна для
метчиков меньшего диаметра.
Маточные метчики для косых клуппов от-
личаются тем, что средний диаметр их больше
номинального среднего диаметра плашек на
две глубины резьбы.
Исполнительные размеры элементов резьбы
плашечных и маточных метчиков установлены
по ГОСТ 2174-43.
Метчики для трапецеидальной резьбы
изготовляются комплектами 2 — 5 шт. в за-
висимости от размера отверстия и материала
обрабатываемой детали. Метчики снабжаются
винтовыми канавками, расположенными под
прямым углом к виткам резьбы и затылован-
ными по всему профилю зубьями. Работа на-
резания между метчиками распределена таким
образом, что предварительные метчики сни-
мают широкие площадки только вершинами
зубьев, последний же метчик зачищает и
калибрует резьбу по всему профилю (фиг. 13).
Первый метчик снабжён передней направляю-
щей а диаметром, равным диаметру просвер-
лённого отверстия. Для облегчения нарезания
гайки (обычно длинной) каждый метчик имеет
две режущие части bud, разделённые цилин-
дрической частью с, предназначенной для за-
чистки и калибровки резьбы. Суммарная
длина первой режущей b и калибрующей с
частей должна быть равна длине нарезаемой
гайки для возможности входа в гайку второй
режущей части d только после выхода первой.
Длина режущей части зависит не только от
размера резьбы, но и от обрабатываемого
материала. При расчёте принимают толщину
стружки на каждый зуб при нарезании чугуна
равной 0,13—0,15 мм, а стали и бронзы —
0,08—1,10 мм. Длина калибрующей части не
должна быть больше диаметра резьбы. На
правляющие последующих метчиков снабжа-
ются резьбой, диаметр которой меньше диа-
метра второй калибрующей части предыду-
щего метчика. С увеличением размера резьбы
и вязкости обрабатываемого материала вели-
чина затылования повышается.
В практике встречаются также метчики
с одинарной режущей частью. Для диаметров
от 12 до 75 мм применяются обычно три мет-
чика, общая длина и длина рабочей части
которых одинакова. Режущая часть первого
метчика распространяется на 35 — 45 витков,
калибрующая — на 6—8 витков. Длина режу-
щей части второго метчика составляет 0,9,
а третьего 0,8 длины режущей части первого
метчика. У первого метчика режущая часть
на 0,3 длины обточена и нарезана по конусу
таким образом, чтобы фактический внутрен-
ний диаметр был на 0,8 мм меньше номиналь-
ного. Диаметр конца режущей части первого
метчика делается на 0,25 мм больше внутрен-
него диаметра резьбы, а второго и третьего
на 0,13 мм меньше диаметра калибрующей
с b a
4>-Ш$$Ш$8& фиг" ^* Комплект метчиков
n~^№V$p^^-n для трапецоидальной резьбы.
части соответствующего предыдущего метчика.
Внутренний диаметр чистового метчика вы-
полняется по номиналу: первого метчика
меньше номинала на 0,25 мм и второго на
0,13 мм. Распределение нагрузки на каждый
метчик приведено в табл. 9, где rfx — внутрен-
ний диаметр и t—глубина резьбы.
Таблица 9
Распределение нагрузки в комплекте метчиков
для трапецеидальной резьбы
Число метчи-
ков в ком-
плекте
2
3
4
i
№ нетчика
в комплекте
i
3
i
а
3
i
2
3
4
i
2
3
Диаметр калибрую-
щей части d0
dt + l,3t
d,
dx + o,9t
di+i.bt
d, + o,8f
d, + i,4t
dt + j,St
do
dt+l ,23t
dj+1,64^
dj+1,83/
ГЛ. VIII]
ПЛАШКИ
361
Для облегчения нарезания рекомендуется
давать такое распределение работы, при ко-
тором каждое перо метчика вырезает неглу-
бокие узкие площадки, смещённые у одного
пера относительно двух других на определён-
ную величину (фиг. 14).
Фиг. 14. Смещение перьев метчика с прямоугольной
резьбой.
Бесканавочные метчики. Бесканавочные
метчики (фиг. 15) не имеют продольных сквоз-
ных канавок. Канавки делаются на неболь-
шой длине (обычно равной удвоенной длине
режущей части /) под углом наклона к оси
и> = 9-4-12°. Направление канавок обратно на-
правлению резьбы.
Число канавок такое же, как и у обычных
метчиков.
Во избежание заедания в отверстии и вы-
крашивания зубьев делают задний конус
с величиной понижения диаметров (отнесён-
ной к 100 мм) не меньше 0,2 мм. Из-за скоса
передний угол резко уменьшается по напра-
влению к калибрующей части. Он выбирается
такой величины, чтобы на первых двух-трёх
витках оставаться положительным. Для обес-
печения этого достаточно дать в начале
режущей части передний угол на 5—8° больше,
чем принимается у обычных метчиков. Дно
канавки располагается под углом о> = 8-!-10°
к оси метчика. Бесканавочные метчики обла-
дают целым рядом преимуществ перед обыч-
ными: более чистая обрабатываемая поверх-
ность, большая прочность метчика, лучшие,
условия резания и отвод стружки, более пол-
ное использование материала из-за возмож*
ности многократного удлинения поДВ
канавки после полной сточки
ширины пера. Эти метчики
Фиг. 15. Бесканавочный метчик.
особенно хороши для лёгких сплавов, цветных
металлов и вязкой стали.
Метчики с прерывной резьбой. Для пре
дупреждения срыва резьбы при нарезании
вязких и мягких материалов применяют мет-
чики со срезанными в шахматном порядке
зубьями. Удаление витков производится широ
ким резцом на затыловочном станке с оста-
влением небольшого гребешка в 0,15 высоты
резьбы для зачистки её вершин. Число кана
вок для правильного расположения полных и
срезанных зубьев должно быть нечётным
Режущую часть делают более длинной, чем
у обычных метчиков, для уменьшения на
грузки на каждый несрезанный зуб.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Альбом режущего инструмента, вып. 1.ВНИИ, Машгиз
1946.
2. С е м е н ч е н к о И. И., Режущий инструмент, т. И,
Машгиз, 1938.
3. Техническая энциклопедия, т. 13, Метчик, ОГИЗ, 1931
ПЛАШКИ
Назначение и типы плашек
Плашки предназначаются для нарезания
или калибрования наружной резьбы на болтах,
винтах и других резьбовых деталях. По кон-
струкции и применению различаются плашки:
1) круглые, квадратные и шестигранные,
2) трубчатые, 3) призматические к слесарным
клуппам, 4) плоские и круглые (гребёнки) для
резьбонарезных головок, 5) накатные.
Круглые плашки
Круглая плашка представляет собой за-
калённую гайку с отверстиями, образующими
режущие кромки. Она нарезает или кали-
брует резьбу за один проход. На фиг. 16 даны
части и конструктивные элементы плашки:
dj — отверстие под резьбу; а — стружечное
отверстие; b — режущее перо; с — просвет;
е — отверстия для крепёжного винта;/—паз
(иногда отверстие) для разжимного болта;
q — отверстия для поджимного болта; k — пе-
редняя поверхность; h — задняя поверхность.
Наружный диаметр плашек зависит от
размера нарезаемой резьбы и диаметра стру-
жечных отверстий. С увеличением диаметра
отверстий улуч-
шаются условия
отвода стружки и
уменьшается опас-
ность поломки пла-
шек. В табл. 10
даны стандартные
диаметры плашек
и соответствую-
щее количество
стружечных отвер-
стий.
Для мелких раз-
меров резьбы
A—4 мм) реко-
мендуется делать
двойные стружеч-
ные отверстия (фиг. 17).
Толщина плашки выбирается минималь
ной G—9 ниток) для уменьшения искажений
по шагу резьбы во время термической обра-
Фиг. 16. Конструктивные эле
менты круглой плашки.
¦362
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. Ill
Таблица 10
Диаметры плашек в мм и число стружечных отверстий
| Диаметр
резьбы . .
\ Диаметр
- плашки . .
i
• Число
i отверстий
i
г— а,6
i6
3
3—5
2О
3
6-9
25
4
IO—11
3°
4
12—14
38
4
1б
45
4
l8~ 2О
45
5
22-24
55
5 .
27
65
5
з°—зз
65
6
Зб
65
7
39-42
75
7
45-48
9°
6
52
9°
8
56-6о
too
8
ботки и для улучшения условий вывода
стружки из стружечных отверстий. Однако
толщина плашки должна обеспечивать хо-
рошее центрирование и направление её в
работе. Плашки мелких размеров, у кото-
Фиг. 17. Плашки с двойными стру-
жечными отверстиями
цых толщина получается больше 7—9 вит-
ков, укорачивают с одной стороны посред-
ством выточки.
Для мелкометрических резьб повышают
количество витков, относящихся к определён-
ной толщине плашки A2—15 ниток при на-
личии выточки). Для 3-й, 4-й и 5-й мелко-
метрических резьб выточка необходима.
Габаритные размеры круглых плашек
установлены по ГОСТ 2173-43, а воротков для
них —по ГОСТ 2175-43.
Режущая часть плашки выполняется в
Еиде внутреннего конуса (фиг. 18), который
обеспечивает рас-
пределение рабо-
ты по нарезанию
резьбы на несколь-
козубьев. С умень-
шением угла кону-
са 2<р работа на-
резания распреде-
ляется на большее
Направление
/ стружки
число зубьев. При
чрезмерно боль-
шом угле 2ср плаш-
ка не в состоянии
захватить заготов-
ку, срывается .и
портит резьбу.
Угол 2'f выбирают
в пределах 40—60°
и при нарезании
резьбы до упора его увеличивают до 90°. По
ГОСТ 2173-43 принимают 2<р=50°.
Фиг. 18. Режущая часть
плашки
Повышение диаметра режущей части d2 на
величину 2а необходимо для компенсирования
отклонений заготовки по диаметру и захвата
заготовки зубьями. Для стандартных плашек
диаметром от 3 до 30 мм величина 2а =
= 0,3—0,8 мм.
Длина режущей части 1Х (фиг. 19) подсчи-
тывается по формуле
k = (h + a) ctg cp,
где <2 — теоретическая высота резьбы.
С целью большего использования плашки
режущая часть делается с двух сторон. Углы
Фиг. 19. Профиль резьбы плашки: /j и /j -
режущая часть; la — калибрующая часгь;
Ъ и <р —углы наклона режущей части;
в — угол профиля.
конуса <р и срх изготовляют одинаковыми или
различными в зависимости от условий обра-
ботки. Стандартные плашки имеют одина-
ковые углы <р.
Число витков w и число зубьев г, на кото-
рые распределяется работа нарезания, опре-
деляются по формулам (при условии, что
режущая часть удаляет полную глубину Ц,
резьбы)
w = ctg Г
г = w-n = -—¦
/.»
где -^- — коэфициент (для основной крепёж-
ной резьбы -~г = 0,64); 5 — шаг резьбы; п —
о
число перьев плашки.
Длина калибрующей части /2 для нормаль-
ной резьбы составляет 4—5,5 витка и для
более точной резьбы 3—3,5 витка. С увели-
чением числа витков растут ошибки по шагу
при термической обработке.
Углы режущей кромки. .Отделение струж-
ки происходит в плоскости NN (фиг. 18), перпен-
дикулярной образующей режущей части, по-
этому передний угол должен измеряться в этой
плоскости (Yjy), а не в плоскости ОО, перпенди-
ГЛ. V11I]
ПЛАШКИ
363
кулярной оси плашки (y). Зависимость между
этими углами определяется формулой
Из-за малой величины <р разница между
углами -уN и -у получается незначительной, и
вместо угла fyy обычно принимают угол f.
Наличие переднего угла 7 не вызывает у
плашек искажения резьбы, как это имеет
место у резьбовых резцов и гребёнок.
Фиг. 20. Формы режушей кромки плашки: а — криволи-
нейная форма (по дуге окружности стружечного отвер-
стия), б — прямолинейная форма.
Величина угла -\ зависит от рода обраба-
тываемого материала: для твёрдых материалов
^ = 10-г-12°, для мягких - 20—25* и для стан-
дартных плашек - 15—20°. Для облегчения
изготовления плашек угол f делают одина-
ковым на режущей и калибрующей частях.
Однако целесообразнее, чтобы на режущей
части угол if был на 4—6° больше, чем на
калибрующей. Этого достигают специальным
углублением режущей части.
Выполняемые формы передней поверх-
ности плашки показаны на фиг. 20. Угол -\х.
для любой точки / меняется в зависимости от
её положения на режущей кромке. Величина -\х
для криволинейной кромки (фиг. 20, а) опре-
деляется формулой [1]
sin 7.г
2 (rt + Дг) r0
а для прямолинейной кромки (фиг. 20, б)
р г°
^ - -77 =
sin
где 4< = °> + TfJ x=*BI.
Криволинейная кромка даёт более резкие
колебания переднего угла, чем прямолинейная.
Нередко в точках, приближающихся к наруж-
ной окружности резьбы, он становится даже
отрицательным, несмотря на большую вели-
чину его для точки, лежащей на внутренней
окружности. Прямолинейная кромка более
проста в изготовлении и поэтому чаще при-
меняется на практике.
Передний угол связан с углом наклона
режущей кромки X [1]. При горизонталь-
ном его расположении (X = 0) и при положи-
тельном угле -у (фиг. 21, а) стружка зави-
/\
Фиг. 21. Угол наклона режущей
кромки.
вается внутрь, запутывается и забивает
стружечные отверстия. Лучшие результаты
364
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. Ш
получаются для Х> 0 (фиг. 21, б), когда
стружка направляется из отверстия [1].
Плашка, изображённая на фиг. 22, имеет на
режущей части углубления для лучшего от-
вода стружки, устранения забивания стружеч-
по Й8СОЕГ
Фиг. 23. Плашка с косыми
стружечными отверстиями.
Фиг. 22. Плашка с углублением на режу-
шей части.
ных отверстий и увеличения переднего угла.
Углубление выполняется конусной зенков-
кой 20° (фиг. 22, б), устанавливаемой под
углом 15° к оси плашки. Хорошие результаты
даёт также конструк-
ция плашки с отвер-
стиями, просверлён-
ными под углом к её
оси (фиг. 23).
Задний угол а.
Задний угол а, имею-
щийся только на ре-
жущей части, оказы-
вает большое влия-
ние на работу плашки.
При малом угле о воз-
никает сильное трение
витков плашки о на-
резаемый материал,
резьба получается
шероховатой или ис-
порченной. С повы-
шением вязкости ма-
териала заготовки
угол о увеличивают.
Для стандартных плашек а — 7 ~- 9°. При
большем значении угла а и одновременно
угла 7 режущая кромка плашки получается
ослабленной, и может произойти выкрашива-
ние зубьев на режущей части.
Затылование режущей части производится
по архимедовой спирали. Величина затылова-
360°
ния k, отнесенная к дуге окружности —г— ,
определяется по формуле
где d\ — внутренний диаметр резьбы; п— число
перьев.
Ширина пера. С увеличением ширины
пера Ъ (фиг. 16) повышаются самозатягивание
плашки при нарезании, жёсткость и прочность
аера, обеспечиваются лучшее центрирование и
направление нарезаемой детали, но одновре-
менно возрастает трение между витками
плашки и детали, уменьшаются просветы
между перьями и затрудняется отвод стружки
из-за уменьшения пространства для её по-
мещения. Наибольшее количество поломок
плашек происходит из-за чрезмерной ширины
пера.
Учитывая вышеизложенное и то, что
плашка обычно ломается значительно раньше,
чем используется полностью ширина пера для
переточек, Ь рекомендуется делать как можно
меньше, так, чтобы Ь: с ¦< 0,65—0,70. Для мел-
ких размеров резьбы с целью обеспечить
лучшее центрирование при нарезании это от-
ношение иногда повышают до 0,9—1,0. Ширину
пера принимают постоянной для определённого
диаметра резьбы независимо от шага. Передний
угол плашки по этой причине изменяется й
пределах до^З0 в зависимости от шага.
Диаметры стружечных отверстий и
окружности их центров. При определении г0
и /?0 (фиг. 24) необходимо руководствоваться:
1) минимальным количеством кондукторов для
сверления отверстий (небольшой ассортимент
Фиг. 24. Схемы определения диаметров стружечных от-
верстий и окружности их центров: а — для плашки
с криволинейной кромкой; б — для плашки с прямоли-
нейной кромкой.
свёрл и нормальный их ряд); 2) минимальным
слоем металла, подлежащего удалению при
запиловке просветов (желательно пересечение
окружностей резьбы и отверстий); 3) величи-
ной хп (в пределах 1—1,5 высоты резьбы);
4) отношением — (в пределах 0,65—0,7); 5) ве-
С
ГЛ. VIII]
ПЛАШКИ
365
личиной перемычки е между стружечными от-
верстиями и наружной поверхностью плашки.
При расчёте г0 и /?0 исходными данными
служат rv D, 7» °>. а также заданная форма
режущей кромки.
Расчёт ведётся по формулам [1]:
для криволинейной кромки (фиг. 24, а)
cos 6
Ro = rx (cos ш + sin o).tg ф);
для прямолинейной кромки с прямолиней-
ным участком на расстоянии хп (фиг. 24, б)
?ysinu> 4- -кп-
cos&
.-Хя.СО8ф-т
+ xrt.sin^.tj
tgu)-j-
В формулах принято ф = w + >
Величина перемычки е, определяющая
прочность плашки, проверяется по формуле
е = ~2 — #о — до-
полученное значение е для плашек с 3—5
отверстиями должно находиться в пределах
@,15-5-0,11) D и для плашек с 6—8 отвер-
стиями в пределах @,10-^0,08) D.
Если е окажется малым, то необходимо из-
менить уГЛЫ ш И],
Для решения обратной задачи, т. е. для
определения /?0, г0 и формы режущей кромки
ло заданной величине е, применяют формулы
2
D
1чи 1 + sin ф
_ /?0 — Гд COS u) — Го Sin ф
" ~~ COS ф
Если *л>-0, — режущая кромка прямо-
линейна, если хп << 0, — криволинейна.
Закрепление плашек. Закрепление плашки
при ручной работе производится в воротке
или в установочном кольце (фиг. 25), закре-
пляемом в воротке. Закрепление плашки в
кольце целесообразнее, так как оно сокращает
ассортимент воротков и позволяет отрегули-
ровать размер разрезной плашки в инструмен-
тальной раздаточной перед выдачей её в ра-
боту.
Во избежание искривления перьев во время
термической обработки у плашки оставляется
неразрезанной перемычка т = 0,5 ¦— 1,5 мм
(фиг. 26). Она разрезается в процессе экс-
плоатации после некоторого износа элементов
резьбы. Регулирование размера плашки в
воротке или кольце после разрезания пере-
мычки осуществляется тремя винтами. Средний
винт d2y входит в прорезь плашки а и слу-
жит для разжима, а два боковых (rf^) пред-
назначаются для её сжатия. Регулирование
осуществляют за' счёт зазора между наруж-
ным диаметром плашки и отверстием в воротке
или кольце. При неправильной установке за-
зор может вызвать в процессе нарезания
пружинение заготовки. Для избежания этого
отверстия d\y под зажимные винты раззен-
кованы под углом 90°. Благодаря смещению
осей отверстий плашки и воротка винты при-
и w ire
по ДВС
Фиг. 25. Вороток и кольцо для закрепления плашек:
а — вороток; б — кольцо.
жимают плашку всегда к внутреннему торцу
воротка.
Смещение зажимных винтов осносительно
центра плашки на величину g = 0,5-=-2,0 мм
Фиг. 26. Оформление рабочих размеров плашки,
(в зависимости от размера резьбы) необ-
ходимо для того, чтобы при завинчивании
каждый винт упирался не в острие отверстия,
а в его боковую поверхность. Винт, сдвигая
плашку, скользит по гнезду своим конусом и
обеспечивает лёгкое и достаточное сжатие.
Для среднего винта предусматривается
обычно паз шириной 3—9 мм по всей толщине
под углом 60°. Вместо паза иногда изготовляют
366
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. III
зенкером в плашке отверстие под углом 60°.
Такая конструкция обладает тем преимуще-
ством, что разрезанные концы плашки не пере-
кашиваются, так как винт держит плашку по
всей своей окружности, тогда как при продоль-
ном пазе он соприкасается только по двум
касательным прямым.
Некоторые заводы предусматривают в
плашке коническое отверстие с резьбой для
разжима плашки коническим винтом. В прак-
тике встречаются также и плашки с регули-
рованием размера резьбы посредством боко-
вого винта. '
Для предохранения плашки от поворота в
воротке её снабжают ещё двумя дополнитель-
ными отверстиями dSy (для малых размеров
до 6 мм диаметром — только одним) для кре-
пёжных винтов.
Размеры резьбы [2J. Проверка элементов
резьбы плашки в производственных условиях
сложна и обычно не производится. Вместо
этого размеры резьбы часто устанавливают
косвенным путём, задаваясь размерами маточ-
ных и плашечных метчиков. При выборе допу-
сков на элементы резьбы наобходимо учиты-
вать искризление перьев й искажение резьбы
плашки при термической обработке. Нижепри-
ведённая схема предусматривает изготовление
плашек из стали, не дающей больших объём-
ных изменений (например, 9ХС).
Величины отклонении на пэловину угла
профиля со знаком плюс — минус прини-
маются одинаковыми для маточных и плашеч-
ных метчиков и равными в среднем 0,75—0,8
соответствующих величин отклонений, уста-
новленных для шлифованных метчиков. Для
мелких размеров с шагом до 0,6 мм откло-
нения даются те же, что и для резьбовых
калибров.
Отклонения по шагу со знаком плюс —
минус принимаются для плашечных и маточ-
ных метчиков одинаковыми и равными 0,01 мм
на длине 10 любых витков резьбы.
При установлении допусков на диаметры
целесообразно исходить из допусков на болт
с резьбой по 2-му классу точности. Поле до-
пусков на плашку
Средний диаметр
и метчик для их из-
готовления должно
находиться внутри
поля допусков на
резьбу болта.
При установле-
нии допусков на
средний диаметр
(фиг. 27) преду-
сматривают следу-
ющее:
1) гарантиро-
ванный допуск на
износ плашки по
среднему диаме-
тру: чем больше
опущено верхнее
отклонение плаш-
ки и маточного
метчика ниже но-
минала, тем боль-
ший имеется за-
пас на износ;
2) возможность получения заниженной
резьбы при короблении перьев и при непра-
Фиг. 27. Схема расположения
допусков на средний диаметр
резьбы плашек и метчиков:
АВ — номинал и верхнее от-
клонение болта; CD — верхнее
отклонение плашки: EF— верх-
нее отклонение метчика; GH—
нижнее отклонение нового ма-
точного метчика; JK—нижнее
отклонение плашки; LM —
нижнее отклонение изношен-
ного маточного метчика; NO—
верхнее отклонение плашечно-
го метчика; PQ—нижнее от-
клонение плашечного метчика;
RS—нижнее отклонение болта.
наружный диаметр
вильной установке плашки: чем выше будет
расположено нижнее отклонение плашки и
маточного метчика, тем больше будет гарантия
не выходить за пределы поля допуска на
резьбу болта;
3) гарантированный запас на износ маточ-
ного метчика в процессе его использования,
равный допуску на изготовление метчика;
4) разбивку нарезаемого отверстия маточ-
ным метчиком;
5) размеры плашечного метчика такими,
чтобы маточный метчик работал без пе-
регрузки и имел достаточный слой для
зачистки заусен-
цев и калибровки
резьбы.
При установле-
нии допусков на
наружный диа-
метр (фиг. 28)
надо исходить из
следующих поло-
жений :
1) верхнее от-
клонение плашки
не ограничивается,
так как оно не
может переходить
за вершину сре-
занного треуголь-
ника теоретиче-
ского профиля;
2) нижнее от-
клонение плашки
должно быть вы-
брано таким, что-
бы наружный диа-
метр плашки не
участвовал в ра-
боте резания. До-
пустима лишь зачистка заусенцев. Нижнее
отклонение может быть принято ниже номи-
нала, так как диаметр заготовки болта всегда
берётся меньше номинала из-за выпучивания
материала при нарезании. Это даёт возможность
в случае нарезания плашки даже изношенным
метчиком препятствовать ей работать наруж-
ным диаметром;
3) чем выше будет верхнее отклонение
маточного метчика, тем больше будет запас
на его износ;
4) верхнее отклонение маточного метчика
должно быть выбрано таким, чтобы в самом
неблагоприятном случае площадка вершины
зуба резьбы метчика была не меньше 0,05 мм,
так как иначе получаются большие затрудне-
ния при изготовлении; чем ниже будет верх-
нее отклонение, тем больше получается пло-
щадка;
5) для облегчения работы маточного мет-
чика необходимо, чтобы диаметры его и пла-
шечного метчика мало отличались друг от
друга;
6) задаваться большой величиной износа
на наружный диаметр не следует, так как
метчик обычно выходит из строя из-за износа
по среднему диаметру.
При установлении допусков на внутрен
ний диаметр (фиг. 29) следует руковод-
ствоваться следующими положениями:
1) нижнее отклонение плашки не ограничи-
вается, так как оно не может переходить за
Фиг. 28. Схема расположения
допусков на наружный диа-
метр резьбы плашек и мет-
чиков: АВ — номинал; СО—
верхнее отклонение маточного
метчика; EF— нижнее откло-
нение нового маточного мет-
чика и верхнее отклонение
плашечного метчика; ОН—
нижнее отклонение плашки;
JK — нижнее отклонение из-
ношенного маточного метчика;
LM — нижнее отклонение пла-
шечного метчика.
ГЛ. VIII]
ПЛАШКИ
36',
пределы вершины срезанного треугольника
теоретического профиля;
2) величина зазора между зубьями болта
и гайки является вполне достаточной для из-
носа плашки, поэтому казалось бы возможным
внутренний диаметр маточного метчика взять
равным номиналу. Однако метчик должен ка-
либровать резьбу плашки по внутреннему
диаметру, поэтому последний должен быть
выполнен правильно. Из-за осыпания круга
при шлифовании резьбы площадка теоретиче-
ского профиля получается закруглённой и непо-
стоянной по своей
Я Внутренний диаметр g величине, ЧТО за-
ставляет итти на
выбор более зани-
женного диаметра;
3) с пониже-
нием диаметра
уменьшается пло-
щадка у впадины
зуба метчика и
вершины зуба
плашки, что за-
трудняет изгото-
м вление инструмен-
тов и отражается
на стойкости;
верхнее отклоне-
ние метчика дол-
жно быть выбрано
таким, чтобы даже
в самом неблаго-
приятном случае
площадка была не
менее 0,05 мм;
4) во избежа-
ние срыва верши-
ны плашки при нарезании не рекомендуется
давать большой нагрузки метчика по вну-
треннему диаметру, поэтому допуск на диа-
метр отверстия плашки следует брать воз-
можно меньшим (для метрических и дюймо-
вых резьб—1,4 А3, для трубной —А3); эти
величины вполне обеспечиваются путём раз-
вёртывания ;
5) плашечный метчик не должен участво-
вать в процессе резания, поэтому для него
даётся только верхнее отклонение.
Таблица И
Допуски на средний, наружный и внутренний
диаметры (фиг. 27—29)
Продолжение табл. 11.
Фиг. 29. Схема расположения
допусков на внутренний диа-
метр резьбы плашек и мет-
чиков: АВ — номинал; CD —
верхнее отклонение плашки;
EF— верхнее отклонение ма-
точного метчика; ОН— верх-
нее отклонение маточного мет-
чика; Ж—верхнее отклонение
плашечного метчика; LM —
нижнее отклонение плашечно-
го метчика.
Инстру-
мент
Заго-
товка
Плаш-
ка
Элемент
Допуск
Верхнее откло-
нение
Нижнее откло-
нение ......
Допуск ....
Запас на зани-
жение
Диаметр
Сред-
ний
iooVT
39/S"
6^YT
28/5
33/5"
Наруж-
ный
335^
Не
огра-
ничено
47VT.
Внутрен-
ний
-
33^54 3oS
Не огра-
ничено
Инстру-
мент
Ма-
точный
метчик
Пла-
шеч-
ный
метчик
Элемент
Верхнее откло-
нение
Нижнее откло-
нение (новый) . .
Допуск ....
Нижнее откло-
нение (изношен-
ный) .
Запас на износ
Разбивка . . .
Верхнее откло-
нение
Нижнее откло-
нение
Допуск ....
Допуск на от-
верстие
Диаметр
Сред-
ний
45^
59V5"
6VtT
90/S"
104/5"
14IT
Наруж-
ный
17/5"
45^3Г
авУ5
isY~s~
4SVS~
73VT
28/5"
Внутрен-
ний
45V~S\-3PS
73/5+3°S
28KS~
12VT
73^5"+
-+30S-4-
+1,4 A,
He огра-
ничено
i.4 А„
Примечание. 5—шаг резьбы в мм, результат—в
микронах.
Данные для расчёта всех отклонений по
среднему, наружному и внутреннему диаметрам
приведены в табл. 11.
Предельные размеры маточных и плашеч-
ных метчиков приведены в ГОСТ 2174-43.
Допуски на основные размеры плашки
приведены в табл. 12. Технические условия
на плашки установлены по ГОСТ В 1679-42,
Таблица 12
Допуски на плашки
Наименование
Наружный диа-
м"етр
Толщина . . . .
Биение по на-
ружному диаметру
в мм
Биение торцов
(параллельность
друг другу и пер-
пендикулярность
оси) в мм . . . .
Смещение гнёзд
под зажимы винта
от средней пло-
скости в мм . . .
Для диаметров в мм
12-22
24-52
о,о8
Х« по ОСТ 1014
В< по ОСТ 1024
О, IO О,12 0,15
O.25
Плашки трубчатые (прогонки)
Плашки трубчатые (прогонки) (фиг. 30),
применяемые для нарезания резьбы на револь-
верных станках и токарных автоматах, имею:
ряд преимуществ по сравнению с круглыми
368
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. III
плашками: 1) меньше засоряются стружками;
2) более устойчивы против коробления при
термической обработке; 3) обеспечивают бо-
-L -Ч Л'Ь
Л
лее лёгкую заточку перьев;
4) допускают более точную
¦\ установку по отношению к за-
&о готовке.
J° Плашки трубчатые снабже-
ны сквозным отверстием и 3—4
перьями. Длина нарезанной ча-
сти / составляет 7 —8 витков;
длина режущей части lt равна
Фиг. зо. Плашка 2—2,5 витка; длина канавки Lx
трубчатая. обычно делается ~2/; угол 2?
обычно составляет 50—60°;
передний угол -\ принимают для мягкой стали
равным 15—20°, для лёгких сплавов 25—30"
и для твёрдой латуни 0—5°.
^ ; i
Vv
^—
Фиг. 31. Кольцо для плашек трубчатых.
Габаритные размеры плашек трубчатых
(прогонок) и колец стандартизованы по ОСТ
НКТП 6313/299 и 6314/300.
Во время работы плашки устанавливаются
в разрезные кольца (фиг. 31). Регулирование
резьбы по диаметру производится зажимным
винтом d.
Плашки к слесарным клуппам
Плашки к слесарным клуппам (фиг. 32)
в процессе нарезания резьбы изменяют диа-
метр вследствие сближения половинок, про-
изводимого от завинчивания винта клуппа,
поэтому в процессе нарезания участвует вся
Тип !
тип И
р _j
Фиг. 32. Плашки для слесарных клуппов: тип /—плашки
для мелких размеров резьбы; тип II — плашки для круп-
ных размеров резьбы
нарезанная часть плашки, а не только режу-
щая часть, как у других плашек.
Основные размеры плашек к клуппам,
указанные на фиг. 32, стандартизованы по
ОСТ 4253—4259.
Плашки нарезаются метчиком, диаметр
которого больше номинального размера на
две глубины резьбы. Это обеспечивает более
точную резьбу.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Грановский Г. И., Испытание круглых плашек,
Труды МММИ им. Баумана, 1934.
2. Семенченко И. И., Режущий инструмент, т. II,
Машгиз, 1938.
ИНСТРУМЕНТ ДЛЯ НАКАТКИ РЕЗЬБЫ
Процесс накатки и типы инструмента
Накатка резьбы является наиболее про-
грессивным методом получения резьбы на
болтах, винтах и других аналогичных деталях,
имеющих наружную резьбу. Основными пре-
имуществами этого процесса являются боль-
шая производительность, высокая чистота
нарезаемой поверхности (отсутствие рванин),
достаточная точность, сравнительная простота
наладки станка, возможность получения резь-
бы без сбегов. Метчики с накатанной резьбой
имеют повышенную стойкость благодаря отсут-
ствию перерезанных волокон и уплотнению
поверхностного слоя. К недостаткам следует
отнести наличие эллиптичности по среднему
диаметру резьбы. Накатка производится плаш-
ками (фиг. 33) или роликами (фиг. 36).
Наиболее распространёнными диаметрами
резьб, получаемых накаткой плашками,
являются 3—24 мм.
Резьбы более крупных диаметров целесо-
образно изготовлять с помощью накатных
роликов.
Накатные плашки
Плашки (фиг. 33) — подвижная 2 и непо-
движная /—представляют собой две массивные
пластинки с развёрнутыми витками резьбы
на лицевой стороне.
Подвижная плашка закрепляется в продольно
перемещающихся салазках. Заготовка, попадая
в пространство между плашками, захваты-
вается ими и прокатывается по всей длине
плашек. В результате на заготовке получается
выдавленная резьба. Плашки должны быть
ГЛ. VIII)
ИНСТРУМЕНТ ДЛЯ НАКАТКИ РЕЗЬБЫ
369
строго параллельны и смещены относительно
друг друга на Q,5 шага. Направление резьбы
у обеих плашек одинаковое.но противоположно
направлению резьбы заготовки. Заготовка
устанавливается строго перпендикулярно обеим
плашкам.
Для обеспечения лучшего выбрасывания
заготовки после накатки подвижная плашка
по CD
Опорная плоскости
Установочная плоскость
Фиг. 33. Накатные плашки: / — неподвижная
плашка; 2— подвижная плашка.
делается длиннее неподвижной. Для надёж-
ности закрепления и жёсткости торцы плашек
срезаны под углом 85°.
Процесс накатки резьбы состоит из двух
операций: постепенного обжатия заготовки и
калибровки для получения заданных размеров
и формы детали. В соответствии с этим плашки
снабжаются заборной частью /j для постепен-
ного формирования профиля резьбы, калибру-
ющей частью /2 для полного обжатия и оконча-
тельного калибрования и освобождающей
частью /3 для освобождения заготовки от за-
цепления с инструментом и предотвращения
возможности затягивания её между плашками
при обратном ходе станка. Скосы на выходе
уменьшают также давление на концах плашки
и способствуют получению цилиндрической
резьбы.
Длина резьбовой части плашек должна
обеспечить количество оборотов детали, необ-
ходимое для формирования резьбы в пределах
установленных допусков.
Форма заборной части и направление резьбы
на ней (фиг. 34) оказывают существенное
влияние на процесс формирования резьбы.
Заборная часть, выполненная по фиг. 34, а,
является наиболее распространённой на прак-
тике и даёт лучшие результаты, в особенности
при наличии канавок (фиг. 34, б), которые пре-
пятствуют проскальзыванию заготовки и обес-
печивают лучший захват её в начале работы.
Ступенчатая заборная часть (фиг. 34, б) предна-
значается для постепенного и более быстрого
устранения овальности заготовки, образуемой
в начале процесса накатки. Закруглённая ра-
диусом R заборная часть (фиг. 34, г) даёт хоро-
шие результаты, но технологически сложна.
Заборная часть, изготовленная по фиг. 34, д,
предназначена для предварительного калибро-
вания заготовки перед накаткой, для чего
24 Том 7
заборная часть плашки спереди имеет гладкую
калибрующую часть. Заготовка при заборной
части, выполненной по фиг. 34, е плохо захва-
тывается, и выдавливание материала затруд-
няется.
Наличие заборной части на плашках пони-
жает усилие, требуемое для процесса накатки,
и повышает точность резьбы детали. С увели-
чением длины 1\ заборной части от 0,25 r.dcp
до 4itdcp усилие резания резко понижается.
Излишне большая длина 1г приводит к про-
скальзыванию заготовки, что усложняетналадку
станка. Для резьбы средней точности 1г =
=A,0 -г-1,25) ndcp и для резьбы повышенной
точности /j = B,0ч-4,0) ndcp. Если общая длина
плашек, связанная с габаритом станка, огра-
ничивает повышение длины 1Ь то при обра-
ботке твёрдых металлов накатку производят
в два или несколько проходов. Для обеспече-
ния полного захвата заготовок перед накаткой
Фиг. 34. Формы заборной части накатных плашек.
расстояние между плашками в начале заборной
части должно быть больше диаметра заготовки.
Это обеспечивается выбором величины скоса а
(фиг. 35) по формуле
da — Л .
где х — дополнительная величина для обеспе-
чения захвата заготовки, определяемая по
формуле
Здесь d3—диаметр заготовки; d{—-внутрен-
ний диаметр резьбы.
Величина х выбирается в пределах 0,07 —
0,20 мм для метрической резьбы диаметром
3—24 мм. При увеличении х затрудняется
попадание заготовки между плашками и исклю-
чается из работы определённый участок длины
заборной части.
Точность и стабильность размеров накаты-
ваемой резьбы зависят от длины калибрующей
370
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. III
части /2 (фиг. 33). Длина её выбирается в пре-
делах B-4-3) ndcp. На длине izdcp происходит
окончательное формирование профиля резьбы,
и для калибрования её необходимо дать заго-
товке ещё однн-два полных оборота детали.
Фпг. 35. Определение величины х.
Длина освобождающей части /3 обычно
принимается равной длине заборной части lv
что даёт возможность использовать её как
заборную после износа последней.
Общая длина плашек лимитируется габа-
ритными размерами станков и технологией
изготовления резьбы плашек. С увеличением
длины плашек повышаются погрешности в шаге
и искривление витков резьбы по длине. При
шлифованной резьбе эти дефекты устраняются,
и длина плашек может быть повышена.
Габаритные размеры плашек для болтов и
винтов установлены по ГОСТ 2248-43. Общая
длина плашек по стандарту для резьб диа-
метром 3,5—5 мм составляет примерно
(8-т-7) izdcp, диаметром 6—9 мм Gч-Ь) -Ыср и
диаметром 10—21 мм — E -*- 6) ^dcp.
Для предупреждения затягивания заготовки
между плашками подвижная плашка преду-
смотрена длиннее неподвижной на A,5—3)d0,
где d0 — наружный диаметр резьбы.
Для накатки метчиков рекомендуется уве-
личить длину плашек для всех размеров до
7ndcp.
Высота плашек установлена с учётом наи-
более распространённых длин резьбы деталей.
Толщина плашек принята с учётом возможно-
сти восстановления их после использования
и равна G-7-4) cf0 для диаметров 3,5—6 мм и
C-^2) й?0 Для диаметров 14—24 мм.
Накатные ролики
Ролики (фиг. 36) обла-
дают преимуществами по
сравнению с плашками.
Они обеспечивают повы-
шенную точность дета-
лей по шагу (до четы-
рёх раз), углу профиля
(до трёх раз), лучшую
чистоту обработанной
поверхности, более вы-
сокую стойкость (в пол-
тора-два раза), но обладают меньшей произ-
водительностью.
Диаметр роликов зависит от конструкции
станка и в несколько раз превышает диаметр
накатываемой резьбы.
Фиг. 34. Накатный
ролик.
Резьба роликов делается многозаходной с
направлением витков, противоположным напра-
влению витков заготовки.
Наружный диамегр роликов DHap и шаг
резьбы ролика Sp определяются по формулам
— "
ср
где dcp — средний диаметр заготовки в мм;
i— число заходов резьбы ролика; t0— полная
глубина резьбы в мм; S — шаг резьбы заго-
товки.
Диаметр и материал заготовки
Диаметр заготовки оказывает влияние на
размер среднего диаметра нарезаемой резьбы.
Завышенный диаметр вызывает искажение
резьбы детали и выкрашивание резьбы инстру-
мента, так как избыточный материал не может
разместиться во впадине инструмента.
Выбор диаметра заготовки зависит от про-
филей резьбы заготовки и инструмента, рода и
структурного состояния обрабатываемого ма-
териала.
Из-за выпучивания материала в процессе
накатки диаметр заготовки d3 должен быть
меньше наружного диаметра резьбы cf0. Для
накатки болтов и винтов d3 заготовки при-
нимается обычно равным среднему диаметру
резьбы. Он может быть также определён ко
формулам
или
где S — шаг резьбы; d(, и d\ — соответственно
наружный и внутренний диаметры резьбы.
Допуск на изготовление заготовки равеа
1/2 —1/3 допуска на средний диаметр.
Для накатки нетчиков из стали У10А—У12А
d3 заготовки должен быть на 0,07—0,09 мм
меньше dcp с допуском в пределах 0,015—
0,025 мм в зависимости от размера.
• Приведённые формулы являются прибли-
жёнными, и правильный размер заготовки
необходимо определять экспериментальным пу-
тём, накатывая резьбу на образцах различ-
ных диаметров с интервалами 0,01—0,02 мм.
Во избежание проскальзывания заготовки
в процессе накатки и выкрашивания резьбы
инструмента заготовка не должна быть эллип-
тичной.
Материал заготовки должен обладать доста-
точной пластичностью для обеспечения полно-
го профиля резьбы инструмента. Наилучшие
результаты даёт структура мелкозернистого
перлита. Пластинчатый или крупнозернистый
перлит не обеспечивает постоянства размеров
резьбы.
Наличие цементитной сетки затрудняет
выдавливание материала, вызывая трещины и
даже раскалывание заготовки. Путём предва-
рительной термической обработки можно
добиться улучшения структуры материала,
Для углеродистой стали У10А — У12А при
изготовлении метчиков с накатанной резьбой
рекомендуются следующие режимы термиче-
ГЛ. VIII]
ИНСТРУМЕНТ ДЛЯ НАКАТКИ РЕЗЬБЫ
371
ской обработки [1]: 1) закалка при 780—800° С
с охлаждением в масле, отпуск при 700—710° С
в течение 8—10 час.; 2) нагрев при 800° С
с выдержкой в зависимости от сечения заго-
товки, охлаждение на воздухе до 540—560° С,
быстрый перенос в печь температурой
690—710° С и выдержка в ней в течение 4 час.
Профиль резьбы инструмента
Точность размеров резьбы детали зависит
в значительной степени от точности профиля
инструмента. Он должен обеспечить свобод-
ное размещение выдавливаемого на заготовке
металла. Дно впадины между витками не должно
соприкасаться с выдавленным металлом и
участвовать в формировании наружного диа-
метра заготовки. При отсутствии зазора искри-
вляется линия среднего диаметра резьбы де-
тали (бочкообразность) и появляется допол-
нительная нагрузка на витках резьбы инстру-
мента, снижающая его стойкость и вызываю-
щая выкрашивание витков.
Высота ножки резьбы инструментаh'uдолжна
быть больше высоты головки заготовки h' на
величину гарантированного зазора С (фиг. 37).
Фиг. 37. Профили заготовки и инструмента.
При изготовлении метчиков и других точных
деталей, шлифуемых после накатки по на-
ружному диаметру, необходимо, кроме вели-
чины зазора С, учитывать также и припуск на
это шлифование, равный Д. Для метчиков при
диаметрах резьбы 6—36 мм величина С + Д=
=0,04ч-0,10 мм.
В целях унификации высота ножки инстру-
мента hu для накатки может быть принята
равной высоте головки резьбы резьбовой фрезы
по формуле
Л^-4 + 0,025 5=0,35 5,
где 5 — шаг резьбы; t2 — рабочая высота
резьбы.
На участке C-f Д ножки резьбы инструмента
профиль впадины может быть и непрямоли-
нейным.
Головка резьбы инструмента hu, воспроиз-
водящая полностью ножку h резьбы заготовки,
гю своей величине должна быть равна ей или
больше неё на величину запаса на износ, рав-
ную 0,015 5.
Шаг резьбы 5 и угол профиля s инстру-
мента и детали одинаковы.
Под профилем резьбы детали следует по-
нимать профиль, очерченный по максимальным
значениям допусков на резьбу. Тогда
Л'=-
dO max — d-
ср
min
2
2
Согласно ОСТ 1251 для болтов и винтов
теоретический профиль резьбы является верх-
ним отклонением. Этот профиль и следует
принимать в качестве расчётного.
Допуски на резьбу метчиков согласно
ОСТ ВКС 7217— 7218 откладываются в сторону
плюса, поэтому в качестве расчётного здесь
нужно принять профиль резьбы метчика,
очерченный по верхним предельным откло-
нениям.
Величины площадок впадины а-^ и вершины
а2 профиля резьбы инструмента определяются
по формулам
где s — угол профиля.
Прямолинейный участок профиля резьбы
инструмента простирается до линии NN на
высоту Л' от средней линии. Для контроля
длины этого участка надо определить Ь1тах по
формуле
5 ?
При расчёте ролика (фиг. 36) для накатки
резьбы необходимо знать, кроме указанных
выше величин, ещё средний Dcp и наружный
^«а/> Диаметры ролика. Для получения одинако-
вого угла подъёма резьбы на ролике и детали
необходимо из-за большого диаметра ролика
делать на нём резьбу многозаходной. Сред-
ний Dcp и наружный Онар диаметры ролика
определяются по формулам
где i — число заходов резьбы ролика.
Число заходов устанавливается с учётом
допускаемого станком наружного диаметра
ролика.
Размеры резьбы заготовки расположены
в плоскости Т—Т (фиг. 33), параллельной
торцу, а плашки — в плоскости NN, перпенди-
кулярной направлению витков. Зависимость
между ними следующая:
для угла профиля
для шага
SU=S-cos a,
где ?и, Su — угол профиля и шаг резьбы
плашки; е, 5 — угол профиля и шаг резьбы
детали; т — угол подъёма резьбы.
Для болтов и винтов резьба инструмента
изготовляется с меньшей точностью, чем для
метчиков; отклонения (плюс—минус) на по-
ловину угла профиля 8 -^ и на шаг 55 могут
372
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. III
быть установлены следующие: для болтов
с5 = 0,25-4-3 мм 5 ^=80—20', 55=0,03 мм,
для метчиков с 5 = 0,5—3 мм. Ь-^ = 20-s-10',
85 = 0,02 мм.
Высота резьбы проверяется по микроскопу
от средней линии (фиг. 38). Для болтов допуск
на износ для верхней половины (Amiu) прини-
Фиг. 38. Схема допусков на профиль инструмента.
мается равным /=0,04 5, допуск на неточ-
ность изготовления N=0,025 5, т. е. Amin—
=-? + /; Атах =-k + 1+N. Для нижней поло-
вины минимальный размер Вт^а принимается
меньше половины рабочей высоты *2 резьбы
на 0,025 5, максимальный же размер ?шах не
регламентируется. Профиль ниже линии аЬ
может быть произвольным, разрешается за-
кругление вершины резьбы в пределах до-
пуска N.
Для метчиков допуск на высоту головки
резьбы инструмента принимается равным 40%
от половины допуска на наружный диаметр
заготовки. Высота ножки резьбы инстру-
мента hu всегда больше высоты головки резьбы
метчика /Г, поэтому устанавливается только
минимальное её значение, а максимальное
ограничивается возможностью изготовления
фрезы для плашек.
Отклонения в угле подъёма витков резьбы1:
целесообразно определять в линейных вели-
чинах, например, + 0,02 мм на 100 мм длины.
Вершины резьбы плашки должны лежать
в плоскости, параллельной опорной плоскости
(фиг. 33), с отклонением от параллельности не
более 0,02 мм на 100 мм длины.
Установочные плоскости (фиг. 33) должны
быть перпендикулярны опорной плоскости
с отклонением от перпендикулярности не более
0,02 мм на 100 мм длины.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. БурштейнИ. Е., Накатывание резьбы на метчиках,
диссертация, Московский станкоинструментальный
институт, 1946.
2. 3 о р и ч И. К., Накатывание резьбы плоскими плаш-
ками, Оборонгиз, 1941.
РЕЗЬБОНАРЕЗНЫЕ ГОЛОВКИ
Назначение и типы головок
Резьбонарезные самооткрывающиеся го-
ловки для нарезания наружной резьбы полу-
чили широкое применение, так как по произ-
водительности, точности и качеству обраба-
тываемой поверхности значительно превосхо-
дят круглые плашки.
В зависимости от расположения плашек
резьбонарезные головки разделяются на две
основные группы: радиальные (фиг. 39, а) и
тангенциальные (фиг. 39, б).
По конструкции плашек резьбонарезные
головки делятся на головки с плоскими (приз-
Фиг. 39. Плашки к головкам: а — радиального типа;
б—тангенциального типа.
матическими) плашками и на головки с круг-
лыми гребёнками. Головки с круглыми гре-
бёнками усиленно вытесняют головки с пло-
скими плашками. Круглые гребёнки допускают
во много раз большее количество заточек,
более просты в изготовлении и обеспечивают
лучшее качество нарезаемой резьбы.
По типу закрепления на станке различают
головки с хвостовиком и с фланцем.
По характеру работы головки разделяются
на два типа: стационарные (невращающиеся)
и вращающиеся. Первые применяют на револь-
верных, токарных, нарезных, сверлильных
станках, вторые применяют на автоматах с
установкой на вращающемся шпинделе.
По способу раскрывания головки разли-
чают три вида: с автоматическим раскрыва-
нием головки при остановке механизма, несу-
щего головку, с внутренним упором и с на-
ружным упором.
Радиальная головка с плоскими плашками
Плашкодержатель / (фиг. 40) имеет сквоз-
ное отверстие для прохода нарезаемой детали,
четыре торцовых паза для плашек и два сквоз-
ных отверстия под отжимные винты 8 и пру-
жины 10.
Внутри колпака 2 имеются четыре криво-
линейных углубления Л1, с которыми сопри-
касаются торцы К. плашек, и кольцевая ка-
навка для пружин is. На заднем торце кол-
пака имеется углубление для стержня ^запор-
ного механизма. К колпаку 2 винтами 12 при-
вёрнута крышка 11.
К корпусу 3 привертывается установочное
кольцо 17. В корпусе 3 сделано овальное от-,
верстие для втулки 24, и косое отверстие с
буксой 21 для установочного ?инта 22.
ГЛ. VIII]
РЕЗЬБОНАРЕЗНЫЕ ГОЛОВКИ
373
Разводящее кольцо 5 снабжено четырьмя
криволинейными выступами N, входящими в
пазы L плашек. Кольцо 5, посаженное на
плашкодержатель 1, свободно повёртывается
вместе с колпаком 2, с которым оно соеди-
нено винтами 6. При повороте кольца «5
плашки сходятся или расходятся. От продоль-
ного перемещения кольцо предохраняется
двумя винтами 7, служащими также и упо-
рами для разводящих пружин 13. Другими
упорами для пружины служат шпильки 14.
резьбы уменьшается. Если калибр не входит
в отверстие между плашками, установочный
винт надо повернуть против часовой стрелки.
Предварительная установка на размер может
быть произведена также и по шкале.
Головка нарезает резьбу в один или два
прохода. Запорный стержень 25 может с по-
мощью ручки 27 повёртываться во втулке 24
на 180°. Головка стержня 25 снабжена двумя
плоскостями, отстоящими на разных расстоя-
ниях от его оси. Плашки устанавливаются на
г<
Фиг. 40. Головка с радиальными плоскими плашками.
Установочное кольцо 17 снабжено кольце-
вой выемкой для установочной пружины 19
и двумя отверстиями для штифта 16 и шпиль-
ки 20.
Для установки плашек на размер нарезае-
мой резьбы служит винт 22 с контргайкой 23
и ручкой 9. Установка производится по ка-
либру или образцовому винту. При вращении
по часовой стрелке винт 22 давит на втулку 24
стержня 25, что заставляет её вместе с коль-
цом 17 сжать пружину 19 и повернуться против
часовой стрелки. В результате этого колпак 3
повёртывается, сжимая пружины 13 и увлекая
разводящее кольцо 5. Углубления колпака 2,
нажимая на торцы плашек, заставляют их
приблизиться к центру. Диаметр нарезаемой
больший или меньший диаметр резьбы в зави-
симости от того, какой плоскостью упирается
стержень в поверхность углубления.
Нарезание резьбы осуществляется следую-
щим образом. Головка от руки или с помощью
самохода подаётся к заготовке до тех пор,
пока не будет нарезано несколько витков. За-
тем подача прекращается и головка подаётся
вперёд самотягом по нарезанной уже резьбе
заготовки. Длина продвижения механизма с
установленной головкой регулируется упором,
устанавливаемым на станке соответственно
длине нарезаемой резьбы. Как только ручка 26
найдёт на упор, корпус останавливается, но
плашкодержатель, втягиваясь плашками в за-
готовку, продолжает итти вперёд до тех пор,
374
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. III
пока запорный винт 25 не выскочит из про-
реза колпака. В этот момент вступают в дей-
ствие пружины 13, заставляющие повернуться
колпак, а вместе с ним и кольцо 5. В резуль-
тате этого плашки разойдутся, и головка мо-
жет быть отведена назад в своё первоначаль-
ное положение. Для закрывания головки не-
обходимо повернуть колпак в его прежнее
положение с помощью рукоятки 18, благодаря
чему запорный стержень 25 снова попадёт в
прорез колпака, и плашки сойдутся под дей-
ствием нажима криволинейных прорезов кол-
пака.
Радиальные плоские плашки
Конфигурация плашек меняется в зависи-
мости от конструкции головки, тогда как ре-
жущие их элементы остаются почти одинако-
выми для всех кон-
струкций. Для рас-
смотренной выше
конструкции го-
ловки плашка
представляет со-
бой призматиче-
скую пластинку
(фиг. 41). Четыре
плашки в головке
расположены друг
от друга на рав-
ных расстояниях,
и поэтому резьба
каждой плашки
смещена относи-
тельно резьб смеж-
ных плашек на х/4
шага. Поверхность
т
шл
Фиг. 41. Элементы плоской
плашки: А — резьба; I —паз
для перемещения криволиней-
ных выступов разводящего
кольца головки; К — торец,
очерченный по форме выступа
колпака головки; Р — опорная
поверхность; О — основная
плоскость; В — передняя по-
верхность; С — задняя поверх-
ность; 1Х — режущая часть;
1г — калибрующая часть.
резьбы выполняет-
ся или по плоско-
сти резьбофрезеро-
ванием,или по во-
гнутой поверхности метчиком, или по выпук-
лой — резьбошлифованием. Наибольшее рас-
пространение получили плашки с фрезерован-
ной резьбой. Отечественные заводы выпускают
плашки со шлифованной резьбой. Такие плашки
отличаются большой точностью и стойкостью
жание, некруглая форма заготовки, а нередко
и выкрашивание режущих витков. При уста-
новке под углом ф< 90° (фиг. 42, в) нижняя
часть будет вдавливаться в заготовку. Из-за
малого заднего угла и большего трения реза-
ние будет затруднено, нарезаемая резьба ока-
жется нечистой, а износ режущей кромки
чрезмерным. Таким образом положение плашки
по отношению к заготовке должно быть строго
определённым. Оно характеризуется величи-
ной Н, равной расстоянию от первого пол-
ного витка до основания плашки:
Формула показывает, что каждой плашкой
можно нарезать резьбы, диаметры которых
находятся в узких границах.
Ввиду важности размер Н маркируется на
каждой плашке.
Режущую поверхность затачивают под
углом к опорной плоскости X = 2-г-6° (фиг. 43).
Обычно угол X делают равным углу подъёма
резьбы, что создает оди-
наковые условия резания
на обеих сторонах, вит-
ка. Угол X обеспечивает
более надёжное самоза-
тягивание (за счёт тре-
угольника Л ВС) и способ-
ствует правильному отво-
ду из головки отделяемой
стружки. Изношенная
плашка затачивается по
режущей части, что при-
водит к уменьшению
Направление
сбега стрцМи -
Фиг. 43. Наклон пе-
редней поверхности
плашки.
Фиг. 42. Расположение плашки по отношению к заготовке: В—толщина плашки;
г0—внутренний диаметр резьбы; о—задний угол; ф— угол между задней поверх-
ностью и внутренним радиусом резьбы, проведённым через первый полный ви-
ток (точка Р); а — ф = 90°; б — ф > 90°; в — ф < 90е.
величины установки. Для сохранения послед-
ней без изменения плашку затачивают также
и по передней поверхности. При наличии
угла X для сохранения размера установки не
требуется снятия большего слоя металла.
Угол режущей части (фиг. 44) <р = 15-f-20°.
Для резьб с мелким шагом принимается боль-
шее значение угла <р и для резьб с крупным —
меньшее. Для вязких металлов <р берётся
меньше, чем для хрупких. Для болтов с резь-
бой до заплечика угол <j
увеличивается до35—40°.
Величина угла <р при оди-
наковых других факто-
рах резания определяет
усилие ввинчивания за-
готовки в плашках или
силу подачи.
Длину режущей ча-
сти 1\ определяют по
формуле
и обходятся значительно дешевле других типов
из-за простоты изготовления.
Плашка устанавливается своей передней
поверхностью выше центра заготовки так,
чтобы угол ф = 90° (фиг. 42, а). Такая уста-
новка обеспечивает более лёгкий отвод струж-
ки и повышенное качество нарезаемой резьбы.
При установке плашки под углом 4р>90°
(фиг. 42, б) верхняя часть А будет врезаться
в тело болта и портить нарезаемую резьбу.
Из-за большого заднего угла получается дро-
где а = 0,2ч-0,5 мм. Величина а имеет такое
же значение, как и для круглых плашек, и
Фиг. 44. Режущая часть плашки: t — высота резьбы;
<р — угол режущей части; /, — длина режущей части;
а — величина превышения начальной точки режушей
части от линии впадины резьбы.
ГЛ. VHI]
РЕЗЬБОНАРЕЗНЫЕ ГОЛОВКИ
375
Вив по стрелке Я
служит для лучшего захватывания заготовки
в начале нарезания. Обычно режущая часть
распространяется на 3—4 витка.
По мере стачивания плашки уменьшается
длина калибрующей части и число витков, не-
обходимое для само-
затягивания плашки.
Резьба на болтах мо-
жет быть нарезана
ещё достаточно удо-
влетворительно при
наличии на калибрую-
щей части не меньше
3—4 витков.
Для уменьшения
трения и во избежа-
ние получения кони-
ческой резьбы на за-
готовке рекомендует-
ся делать задний ко-
нус на калибрующей
части плашки по ли-
нии PC (фиг. 45), по
которой протекает
процесс резания. Угол
заднего конуса ц =
= 15—20'.
Задний угол а (фиг.
46, 6) принимается в
пределах 12—15°. На
режущей части реко-
мендуется угол а повышать на 2—3° по сравне-
нию с его величиной на калибрующей части.
При недостаточном угле о на режущей части
резьба заготовки получается шероховатой и
нечистой. Большой угол а способствует силь-
СР
Фиг. 45. Задний конус.
Фиг. 46 Углы лезвия плашки при
установке с заготовкой. т> о)
ному забору материала, повышенной подаче
по сравнению с шагом нарезаемой резьбы и
приводит к неправильной форме резьбы.
Передний угол f (фиг. 46, а) зависит от
обрабатываемого материала и выбирается по
табл. 13.
Таблица 13
Величина переднего угла радиальных плоских
плашек
Обрабатываемый материал
Литая или твёрдая сталь
Мягкая сталь
Хромоникелевая сталь .
Твёрдый чуг^н
Мягкий чугун
Ковкий чугун
Фосфористая бронза
Латунь
Медь
Алюминий
Передний
угол y°
о
15—25
ю—ia
о
5
ю—is
2- 3
12—15
15—2О
2О -25
Угол fj меняется в зависимости от поло-
жения режущей кромки относительно центра
заготовки (средней линии плашки) и опреде-
ляется по формуле
В
sin 7i =
Задаваясь углом т по табл. 13 и опре-
деляя угол yi в зависимости от х, находят
угол i2> под которым необходимо производить
заточку плашки.
Зависимость между fN и т2 определяется
формулой
В табл. 14—16 даны конструктивные раз-
меры рассмотренных плашек для разных но-
меров головок.
Таблица 14
Конструктивные размеры плашек для головки № 1
в мм
~7^ F f\\ L
kjm
Номиналь-
ный диа-
метр и шаг
в мм
2X0,4
2,зХо,4
з,6Хо,45
ЗХо,5
C.5)Хо,б
4Хо,7
5Хо,8
6X1
G)Xi
8X1,о
8X1,25
ОСТ
94
94
94
94
94
94
94
32
32
¦—•
34
А
17,55
17,40
17,28
17,и
16,92
16,73
i6 29
'5i9i
I5 4O
1489
I5'O5
В
0,48
о, 48
о,5о
о,55
О 62
о,6а
°.74
0,87
0,87
0,87
i.°3
С
i8,o8
4 7*93
17,82
17,64
17,47
'7.29
1686
16,50
16 01
15,52
15.68
Н
2,18
2,20
2,24
2,3°
2,34
2,4°
2,5°
а,60
а, 7°
а,8о
Их
2,16
2,18
2,22
2,28
2,32
т
4° II'12"
3°34'Н"
3°33'i3"
3°23'57"
3^31'го"
2,38!3°35'33"
2>48з°15'°3"
2»58з°°7'11"
2,68 2°52'о5"
2,78,2°43' 12"
2,802,78
3°°8'53"
Плашки, нарезанные метчиком (фиг. 47),
затачиваются только по передней поверх-
Фиг. 47. Плоская плашка, нарезанная метчиком.
ности. Заточка по режущей части произво-
дится только в том случае, если требуется
удалить затупление большой величины.
376
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
(РАЗД. Ill
Таблица 15
Конструктивные размеры плашек для головки № 2
в мм
Таблица 16
Конструктивные размеры плашек для Головки М» 3
в мм
-У ч Л0-0*
Номиналь-
ный диа-
метр и шаг
4Хо,7
5Хо,о8
6X1
7X1
8Xi
8X1,25
9X1,25
ioXi,5
11X1,25
«Xi, 5
12X1
12X1,25
12X1,5
12X1,75
ОСТ
94
94
3«
32
271
32
32
32
—
32
271
32
L
34.33
23.87
23-51
23,00
22,49
22,67
22,18
21,84
21,15
21,33
20,47
20,64
20,8а
21,00
И
3-5
и
3>9
4.о
4,о
4.о
4-1
4.2
4.2
4-3
4.3
4.3
4.3
1.9
2,1
2,5
2.5
2,5
3.0
3,о
3.7
З-о
3.7
2,5
З.о
3.7
4.2
т
3°3б'
3°25'
3°24(
2°52
2°28
3°ю'
2°47'
2°О2
2°44'
2°44'
1°3б'
2°О2(
2°29'
2°5б'
X
3°45'
3 «5
3o3t
30'
2°3°'
3Ji5'
30 ,
3°i5
2°3°
2°45'
2сзо
2СЗО'
2°ЗО'
3°°'
Для уменьшения трения и облегчения работы
нарезания на калибрующей части создаётся
небольшой угол зазора A — 1,5°) между вит-
ками плашки и нарезаемой резьбы смещением
центра резьбы плашек относительно оси заго-
товки (средней линии плашки). Задний угол
на режущей части делается в пределах 7—
10*. Для облегчения отвода стружки рекомен
дуется снабжать режущую часть скосом под
углом X = 8-r-lG°.
Допуски на элементы резьбы устанавли-
ваются аналогично допускам на резьбовые гре-
бенчатые фрезы (см. стр. 388).
Радиальная головка с круглыми
гребёнками
На плашкодержателе / (фиг. 48) сделаны
четыре Т-образных паза, в которых переме-
щаются кулачки 3 с гребёнками 4. Каждый
кулачок снабжён штифтом 5, упирающимся в
упор 16, который под действием пружины 6
может перемещаться от центра и к центру
головки и разводить или сжимать кулачки с
гребёнками. Упор пргдохраняется от выпаде-
ния винтом 17. Внутри колпака 2 у перед-
него торца сняты четыре плоскости, в кото-
рые упираются затылованные торцы кулачков
(фиг. 49). Регулирование головки на размер
производится кольцом 7 (фиг. 48) с двумя вы-
ступами, входящими в кольцевые вырезы ко-
лодки. В выступы упираются винты 8. Кольцо
имеет сквозной прорез с раззенковкой под
винт //, ввёрнутый в колпак и предназначен-
л
-о.оз
Номиналь-
ный диа-
метр и шаг
6Хг
7Xi
8Xi,25
8Xi
9Xi,25
ioXi,5
10X1
"Xi,5
12X1,75
14X2
14X1,5
16X2
16X1,5
16 Xi
18X2,5
18X1,5
20X1,5
ОСТ
32
32
32
271
32
32
271
32
32
32
271
32
271
—
32
271
А
34.69
34.19
33.85
33.69
33.35
33.OI
32.65
32.51
32,17
3L32
30,96
30,29
3°.°4
29.59
29.64
28,92
27,91
В
i.i
i,i
i,i
i,i
i.i
1.5
1.2
'.5
1.7
1.9
'.5
1/9
1.5
1,2
1.3
1,6
1,6
С
35-8
35.3
34,9
34,8
34.4
34,1
33,8
33.6
33-3
32,4
32,2
31,6
31,4
3°,9
31,о
Зо,3
29,3
Я
4,6
4-7
4.8
4.8
4.9
5.о
5-1
51
5-2
5.4
5.5
5.7
5.7
5-8
5.8
6,о
6,2
я.
4.58
4,68
4.78
4,78
4.83
4,9б
5.о6
5,Ь6
5.1б
5.36
5.46
5,66
5-66
5-76
5.75
5.95
6,15
L
о,55
о-55
о,55
о.55
о,55
О,82
О,82
о,82
0,82
о8э
О,82
О,82
O.82
О,82
I.IO
1,Ю
I.IO
За24'
2°52'
3 Ю/
г 29'
го47'
» з
°57' ¦
г°43'
»8'
t°6'
8° 28'
°49'
°22'
!°4б'
°35'
ГЗб'
ный для предохранения от перемещения вместе
с плашкодержателем. Штифт 12 служит для
образования зазора между кольцом и плашко-
держателем. Плашкодержатель связан с коль-
цом 7 штифтом 10, препятствующим повороту
их относительно друг друга. При ослаблении
одного винта 8 и подвёртывании другого кол-
'пак поворачивается и тем самым заставляет
расходиться или сходиться кулачки с гребён-
ками, т. е. регулировать размер резьбы. Гру-
бая установка на размер может быть произ-
ведена также и по шкале, нанесённой на
кольце.
Винт 9 ограничивает продольное переме-
щение плашкодержателя на величину, тре-
буемую при смене гребёнок, а винт 15 — на
величину, необходимую для самооткрывания
головки.
Верхняя плоскость кулачка снабжена цен-
трирующим буртиком. Внутри сделано двух-
ступенчатое отверстие, снабжённое внизу
резьбой, а сверху зубьями z\. Кулачок и
гребёнка соединяются между собой посред-
ством зубчатого колеса 13 и винта 14. Зубча-
тое колесо на большой ступени имеет z<i зубьев,
а на меньшей z\ (фиг. 50). Такое соединение
ГЛ. VIII!
РЕЗЬБОНАРЕЗНЫЕ ГОЛОВКИ
37-7
облегчает установку режущей кромки гребёнки
и уменьшает величину слоя, подлежащего уда-
лению при заточке. При перестановке зубча-
того колеса вместе с гребёнкой на один зуб
22 и 23 и т. д.), соответственно меняются и А
(например, 0,0027, 0,002 и т. д.).
Работа головки протекает следующим обра-
зом. В момент окончания нарезания резьбы
Место под шестерню 13
noEF
10
Фиг. 48. Головка с радиальными круглыми гребёнками завода .Фрезер".
гребёнка перемещается относительно кулачка
на — своей окружности. При перестановке же
гребёнки (последняя имеет г3 зубьев) в зубча-
том колесе на один
зуб гребёнка переме-
щается на — части
окружности. Так как
при заточке гребёнки
не требуется боль-
ших перемещений, та
поворачивают сна-
чала зубчатое колесо
вместе с гребёнкой на
— вперёд, а затем гре-
1 Zl
бёнку на — часть окружности назад. Тогда
величина перемещения а получается по фор-
муле
а = % D [ J = A-it D,
где D — диаметр гребёнки.
Для различных размеров головок вели-
чины гг и 22 меняются (например, 19 и 20 или
Фиг. 49. Сопряжение ку-
лачка с колпаком: 1 — кол-
пак; 2 — кулачок.
вилка, помещающаяся в выточке колпака, на-
талкивается на упор, установленный на станке.
Колпак останавливается, а плашкодержатель,
увлекаемый плашками, навинчивающимися на
Фиг. 50. Кулачок, зубчатое колесо, гребёнка и вант,
вращающуюся заготовку, постепенно выходит
из колпака. Плашки под действием разводя-
щих пружин при выходе из колпака по-
степенно расходятся. Головка возвращается
назад, при этом вилка наталкивается на вто-
рой упор, колпак останавливается, а плашко-
держатель вместе с механизмом, несущим го-
ловку, продолжает перемещение. Плашки, прео-
долевая сопротивление пружин, войдут в кол-
пак и займут первоначальное положение.
378
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. Ш
Таблица 17
Размеры кулачков для головки 1К
Правый кулачок <, Левый ку
Таблица 18
Размеры кулачков для головки 2К
Правый кулачок Левый кулачок
i Размеры
1 резьбы
1 в мм
i
1
4X0,7
4,5x0,5
4.5x0,5
5X0,8
5X0,5
5,5X0,5
6X1
6X0,75
| 6X0,5
! 7XI.O
1 7Хо,75
! 7Хо,5
| 8X1,25
8Xi,о
8ХЬ,75
9X1,25
«Xi,о
9Хо,75
юХ1,5
joXi.o
10X0,75
Обозначе-
ние кулач-
ка
1-Б
1-Ж
1-И
I-B
1-М
i Н
I-C
1-Е
i-П
i-Д .
1-Л
1-р
I-B
1-Е
1-М
i-Д
1-Ж
i-П
I-B
1-М
1-р
т
3°24'
2°2О'
2°2О'
3°6'
1°52'
1°52'
3°24'
2°2О'
1°28'
2°5О'
204'
1°28'
3°б'
2°ао'
1°52'
2°5о'
2°2о'
1°28'
3°б'
iQ5='
ioa8'
С
1
(
и
12,5
12,0
ю,5
12,0
и,5
ю,5
i3,°
",5
ю,о
12,5
II,О
ю,5
13,о
12,0
Ю,О
12,5
".5
ю,5
12,0
II,О
Обозначе-
ние гре-
бёнки
i-o,7
а-о.5
2-о,5
I—о,8
2—0,5
2—о, 5
2—lA
20,75
2—0,5
2—1,0
2-0,75
2-0,5
1-1,25
2-1,0
2-0,75
1-1,25 ¦
2—1,0
2—0,75
'-1,5
2—1,0
2-0,75
Диаметр
гребёнки
в мм
32,0
28,65
28,65
32,07
28,65
28,65
3!,35
2б,О
28,б5
31.35
2б,О
з8,б5
29,70
24,35
2б,О
29,70
24,35
2б,О
28,05
24,35
2б,0О
т
\
8,3
8,9
8,9
8,9
8,9
9,5
8,3
9.5
8,9
8,9
9.5
9.5
8.3
9.5
8,9
8,9
8,9
8,9
8-3
8.9
9.5
Разме-
резьбы
в мм
6Xi,о
6Xo,75
6Хо,5
7Xi,о
7Хо,75
7Хо,5
8X1,25
8Xi,о
8Хо,75
9X1,25
9X1,о
9Хо,75
юХ1,5
ioXi,o
10X0,75
iiXi,5
uXi.o
"Хо,75
12X1,75
i2Xi,5
12X1,25
I2Xl,O
14X2,0
HXi,5
14X1,0
s
шачен
чка
Обо;
кула
2-Т
2-Д
2-Л
2-В
2-Ж
а-М
2-Б
2-Д
2-И
2-Г
2-Б
2Л
2-Б
2-И
2-М
2-Г
2-С
2-Н
2-Г
2-У
2-П
2-М
2-Г
2-П
Э-Р
¦с
3°24'
2°2О'
1°28'
2°5О'
2°О4'
1°28'
зсб'
2-2о'
1°52'
а°5о'
2°2О'
1°28'
3П6'
1°52'
1°28'
2°5О'
1°52'
1°28'
2и5о'
2°2О'
2ОО4'
1°28'
2°5о'
2°О4'
128'
с
13,о
15,5
14, о
12,5
i5>°
13,5
12, О
15,5
14,5
и,5
15,°
14,о
12,0
14,5
13.5
и.5
14,о
13,°
и,5
и,о
10,0
13,5
«,5
ю,о
12,5
о
г =•
5 аз
Обоз
rpe6i
2-lA
2—0,75
2-0,5
2—iA
2-0,75
2—0,5
2—1,25
2—10
2—0,75
2—1,25
2—1
2—0,75
2-1,5
2 — 1
2—0,75
2-1,5
2—1
2-0,75
2-1,75
2-i,5
2—1,25
2—1
2—2
2-1,5
2—1
i 3
етр гр
и в м
s м
я) S
ЕЮ»
do
3i,35
аб
28,65
3i,35
26
28,56
31,7О
24,35
26
31,7°'
24,35
26
ЗО.О5
24,35
2б
3°.О5
24,35
26
29,40
30,05
31,7о
24,35
27,75
ЗО.О5
24,35
1
скоса
Тип
В
Б
Б
В
А
В
В
Б
А
В
А
Б
В
А
В
В
В
А
В
А
В
В
В
В
В
гл.
РЕЗЬБОНАРЕЗНЫЕ ГОЛОВКИ
379
Круглые гребёнки
Гребёнки (фиг. 51) снабжены кольцевыми
витками, расположенными параллельно тор-
цам гребёнки, с профилем нарезаемой резьбы.
При расположении в головке каждая гребёнка
смещена относительно другой на */4 шага. Для
установки гребёнки под углом подъёма наре-
заемой резьбы кулачок сошлифован под тем
же углом.
Наружный диаметр гребёнки определяется
так, чтобы она при раскрывании головки не
выходила за её пределы, а в рабочем поло-
жении гребёнки не упирались друг в друга.
Диаметр D определяют по формуле
— а.
где с — диаметр колпака; dq— внутренний диа-
метр резьбы; а — величина отхода гребёнки
при раскрывании.
Размеры гребёнок для головок 1К и 1КА в мм
Для закрепления в кулачке гребёнка имеет
коническое отверстие, расположенное в её
центре. Соответствующее нарезанное отвер-
стие в кулачке смещено в сторону для полу-
чения заднего угла у гребёнки. На другом
торце сделаны внутренние зубья для соедине-
ния с зубчатым колесом.
Ширина гребёнки В принимается в зави-
симости от шага резьбы или числа витков.
В табл. 17 и 18 даны размеры кулачков, а
в табл. 19 и 20 размеры гребёнок для головок
1К и 2К завода „Фрезер".
В этих таблицах (табл. 19 и 20) допуск на ци-
линдричность по среднему диаметру при умень-
шении к заднему торцу 0,02 мм', допуск на шаг
дан на всю длину /2; разница между отдельными
шагами не должна превышать 0,008 мм;допуски
на dcp, V, /2 даны в пределах комплекта.
Угол режущей части ср выбирается равным
20°, а при нарезании до упора резьбы равным
45°. При заточке угол <р и длина режущих
Таблица 19
Правая гребёнПа
Левая гребёнка
2 3
Номера плсщ.ек _,
Обозначе-
ние гребён-
ки
1—о ,8
1-1,25
1—1,5
5 ± 0,01
о,7
о,8
1,25
1,5
Допуск на
Va угла
профиля
±35'
35
25
25'
Г
0,23
О,2б
о,4х
о,49
min
0,26
0,30
°,47
°,55
D
3°,°о
32,о7
29,7O
28,05
dcp
29,45
31.52
28,89
27,07
,-0,03
12,7
12,4
11, i
X
i°3°'
i°3o'
x°3o'
1°
M
19,3
20,0
19,0
17,5
d
21
21
21
18,5
примечания: 1. Допуск на цилиндричность по среднему диаметру при уменьшении к заднему торцу—0,02 мм.
1. Допуск на шаг дан на всю длину 1Л. Разница между отдельными шагами не должна превышать 0,008 мм.
В. Допуски на dCp, S, 1% даны в пределах комплекта.
380
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. Ш
кромок должны выдерживаться одинаковыми
у всех гребёнок в комплекте-
Фиг. 51- Круглая гребёнка.
Увеличение пространства для стружек у
режущей части обеспечивается вырезом под
углом 12° для образования режущих кромок.
Для получения винтовых витков на заго-
товке ось гребёнки наклоняется к оси заго-
товки под углом т, равным углу подъёма на-
резаемой резьбы. Для этого плоскость кулачка
срезана под тем же углом т.
Передняя поверхность затачивается под
углом X. Этот наклон способствует лёгкому
резанию режущей частью, лучшему самозатя-
гиванию гребёнок калибрующей частью, пра-
вильному отводу стружки и предохранению
нарезаемой резьбы от повреждения. Угол ^
зависит от многих факторов и определяется
опытным путём. Ориентировочные значения X
даны в табл. 19 и 20. Гребёнка при малом
угле X из-за уменьшения самозатягивания даёт
искажение шага, а при слишком большом—'
ухудшение качества нарезаемой поверхности;
Размеры гребёнок для Головок 2К и 2КА в мм
Правая греоен^а
Таблица 20
Педая гребёнка
Обозначе-
ние гребён-
ки
2-O.5
2—°>75
2—1,О
2 -1,25
2-1.5
2-г,75
2—2,0
5±0,01
°,5
о,75
1,О
1.25
1.5
1.75
2,0
Допуск на
V, угла
профиля
4о'
35'
25
25'
25'
2О
2О'
г'
о,17
о, 25
о,33
о, 41
о,49
о,57
о,б5
'min
0,18
0,28
°,37
о,47
Оо5
°)°5
о, 74
D
28,63
20, ОО
24.35
3I.7O
3°,°5
29,4°
27,75
Ср
28, за
зз,51
23.7°
3°.^9
29,07
28,2б
26,45
f-0,03
'2
3,25
2,55
2,00
i,55
1,10
[0,60
10,00
к
°ЗО'
°3°'
3°'
°3°'
°
1°
dT
18,5
18,5
18,5
21
21
21
18,5
Л-0,1
8
8
8
ю
ю
. IO
8
л+о,з
9,5
9,5
9,5
ю,7
и,5
ii,g
и»,з
¦ М
17.«
16,4
15,7
19,8
19,3
17,з
См. прим. к табл. 19.
ГЛ. YJ1I]
РЕЗЬБОНАРЕЗНЫЕ ГОЛОВКИ
381
Автозавод им. Сталина успешно применяет
гребёнки с углом I = 6-f- 7°.
Передний угол 7 выбирается в зависимости
от обрабатываемого материала. Значения его
в нерабочем состоянии приведены в табл. 21.
Значение т# для рабочего положения в пло-
скости, перпендикулярной образующей режу-
щей части, определяется по формуле
щ
*g TiV = tg 7 • cos cp — tg (t 4- A) sin 9.
При увеличении <р угол -у# уменьшается, а
с повышением режущей кромки над центром
заготовки увеличивается.
Для получения заднего угла а центр гре-
бёнки располагается выше центра заготовки
на величину g (фиг. 52), определяемую раз-
мером головки (например, для модели 2К
g = 1,5 мм). Для этой цели центр отверстия
для гребёнки смещён от центра кулачка, совпа-
дающего с центром заготовки. Ориентировочно
угол а может быть определён по формуле
sin a =
До
Из-за наличия угла X. точки режущей
кромки расположены на разной высоте отно-
сительно центра заготовки, поэтому задний
Фиг. 52. Расположение гребёнки относительно заготовки.
угол имеет переменную величину, и на режу-
щей части он больше C—5°), чем на кали-
брующей B—3°).
Положение режущей кромки относительно
оси заготовки также оказывает большое влия-
ние на работу гребёнки. Оно контролирует-
ся приспособлением с двумя микрометрами
(фиг. 53). Микрометр / при проверке упи-
рается в вершину резьбы, а микрометр II — в
переднюю поверхность под впадиной резьбы
витка, расположенного на расстоянии около
0,4 длины гребёнки от её торца со стороны
заборной части. Отсчёт А по микрометру Я
определяет величину возвышения кромки над
центром кулачка (заготовки). Режущая кромка
установлена по центру тогда, когда микро-
метр // показывает 0.5U0". В табл. 21 приве-
дены рекомендуемые значения возвышения А.
Они меняются в зависимости от размера резь-
бы обрабатываемого материала, состояния и
износа головки и станка, охлаждения и т. п.
и' поэтому подлежат уточнению в процессе
эксплоатации. Большая величина возвышения
способствует получению более точного шага
резьбы благодаря лучшему направлению и са-
мозатягиванию. Однако при этом качество
нарезаемой поверхности может ухудшиться,
так как из-за большого трения происходит
налипание частиц металла на витки гребёнки
Фиг. 53. Схема контроля режущей кромки.
и задирание нарезаемой резьбы. Чрезмерное
уменьшение величины превышения приводит
к искажению шага и получению гранёной
резьбы.
Таблица 21
Значения углов у и \ и величины А круглых гребёнок
В зависимости от
размера резьбы
Размер
резьбы
в мм
5Хо,8
6X1
8Xi,25
ioXi,5
i2Xi,75
14Хз
i°
i°
i°3o'
i°3o'
i?3o'
i°3o
А в дюй-
мах
о,5о8
0,508
о,5!3
о,5гЗ
о,523
O.5I7
В зависимости от обрабатываемого
материала
Обрабатываемый
материал
Автоматная
сталь
Легированная
сталь
Инструменталь-
ная сталь ....
Ковкий чугун .
Бронза ....
Медь
7
25°
25°
*5°
2О°
2OU
25°
X
i°3°'
ic3°'
1°
1°3о'
!°ЗО'
2
А в дюй-
мах
0,510
°.5°3
о>5°5
0,5*5
°,5Jo
о,5ю
Примечания: 1. Значения X и А в зависимости
от размера резьбы приведены для стали средней твёр-
дости при ^ = 20" и <р = 20°.
2. При использовании прибора (фиг. S3) для резьб
высотой до 1,2 мм показание Б микрометра / принимать
равным 0,050", а свыше 1,2 мм равным 0,075" с таким
расчётом, чтобы ножка микрометра II касалась передней
поверхности ниже впадины резьбы на величину
0,2-0,4 мм.
Тангенциальная головка
Головка (фиг. 54) предназначена в основ-
ном для нарезания резьбы на болторезных
станках и закрепляется на вращающемся шпин-
деле. В отверстие корпуса 1 поставлены оси 4,
к которым винтами 5 прикреплены плашко-
держатели 6 с плашками 7. В пазы плашко-
держателей входят сухари 18. При поступа-
тельном движении вправо рукоятки 21 с хо-
мутом 22 перемещается вправо и кольцо 12,
центры 19 входят в конические отверстия
втулок 20 и повёртывают кольцо 14, сжимая
Фиг. 54. Головка с тангенциальными плашками.
ГЛ. VIII]
РЕЗЬБОНАРЕЗНЫЕ ГОЛОВКИ
38;
одновременно пружину 25. Тогда плашкодер-
жатели под воздействием сухарей 18 повёр-
тываются вокруг осей 4 и заставляют плашки
сближаться. При отводе хомута влево центры 19
выходят из втулок 20, и пружина 25, разжи-
маясь, возвращает кольцо 14 и плашкодержа-
тели в исходное положение. Отвод хомута
производится или от руки, или с помощью
упора на станке.
Работа головки при нарезании происходит
следующим образом. После нарезания резьбы
кольцо переключения 12 под действием суха-
рей 18 перемещается вдоль оси корпуса. Цен-
тры 19 выходят из отверстий втулок 20 по-
водкового кольца 14, которое повёртывается
относительно корпуса под воздействием пру-
жины 25 на стержень 27, ввинченный в коль-
цо 14. Сухари 18 перемещаются вместе с коль-
цом 14 и заставляют повернуться плашкодер-
жатель вокруг осей. Плашки расходятся, и
головка может быть отведена назад. Для за-
крывания головки кольцо 12 передвигают
обратно, при этом центры 19 войдут во
втулки 20 кольца 14, и плашки сойдутся.
Для установки головки на размер служит
червяк 28 (фиг. 55), находящийся в кольце 13
Фиг. 55. Схема регулирования головки
на размер.
(фиг. 54) и сцепляющийся с зубьями, нарезан-
ными в корпусе. При вращении червяка 28
кольцо 13 и связанное с ним кольцо 14 повёр-
тываются по отношению к корпусу и сдви-
гают или раздвигают плашки.
Тангенциальные плашки
Плашки представляют собой пластины с из-
готовленной на одной из широких сторон
резьбой.
На фиг. 56 изображены конструктивные
элементы тангенциальной плашки: /j — режу-
щая часть; /2 — калибрующая часть; А—вы-
рез для закрепления плашки в плашкодержа-
теле; В—передняя поверхность режущей
части; С—передняя поверхность калибрую-
щей части; Е — торцовая часть.
Плашки работают самозатягиванием или при-
нудительной подачей от ходового винта и от-
личаются формой заточки. Каждая плашка в
комплекте смещена относительно другой на
V4 шага.
Витки резьбы расположены параллельно
сторонам плашки. Для получения же необхо-
димого угла подъёма резьбы на заготовке
предусмотрена возможность установки плашки
в плашкодержателе под некоторым углом, со-
ответствующим определённой группе диаме-
тров резьб. Незначительная разница в углах
подъёма C0—40') для разных диаметров ком-
пенсируется зазором, предусмотренным между
плоскостями плашкодержателя и головки
@,05 - 0,25 мм).
На работу плашки оказывает большое
влияние угол ф (фиг. 57), величина которого
зависит от метода на-
резания. Для плашек,
работающих самоза-
тягиванием, угол <р =
= 90° для всех основ-
ных крепёжных резьб
(метрической, дюймо-
вой). Для резьб мел-
кометрических угол
ф = 90° для крупных
размеров с шагом от
2 мм и выше и ф=92"
для мелких размеров с
шагом до 2 мм и ниже.
При наличии угла
ф:>90о калибрующие
витки по мере удале-
ния от режущей ча-
сти отходят от оси
заготовки, образуя
угол наклона режу-
щей кромки X. Благо-
даря этому образуется
как бы ведущая зака-
лённая гайка, обеспечивающая самозатягива-
ние заготовки. Для плашек, работающих от
ходового винта, самозатягивание нежелательно
(фиг. 58), поэтому для таких плашек угол <|/
берётся равным 90° минус угол, заклеймённый
на плашкодержателе.
Одни и те же плашки применяют для на-
резания правой и левой резьб благодаря па-
раллельному расположению витков относи-
тельно сторон плашки. При этом заточка про-
изводится на соответствующей стороне и го-
Фиг. 56. Конструктивные
элементы тангенциальной
плашки.
Фиг. 57. Установка плашки,
работающей с самозатяги-
ьанием, относительно за-
готовки (передний угол де-
лать на ¦ длине режушей
части, включая первый
полный зуб).
Фиг. 58. Установка плашки,
работающей от ходового
винта, относительно заго-
товки (передний угол дол-
жен быть на всей
плашки).
ширине
ловке даётся правое или левое вращение.
Плашкодержатели должны быть сменными в
зависимости от направления резьбы.
Угол <р = 20° для крепёжной и 15° для труб-
ной резьбы. При нарезании до упора <р повы-
шается до 30—35°. Длина режущей части
/} — (h + а) ctg Ь гДе *» — высота резьбы,
а = 0,8-г-1,2 мм — величина для компенсиро-
вания отклонений по диаметру и облегчения
захвата заготовки зубьями режущей части.
Передний угол f на режущей части пла-
шек, работающих самозатягиванием, выби-
384
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. 111
рается в зависимости от обрабатываемого ма-
териала.
Обрабатываемый материал Угол ••;"
Малоуглеродистая сталь 22—25
Никелевая сталь 18—20
Латунь литая 0—5
Латунь катаная 22
Алюминий катаный 28—33
Бронза о—ю
Медь мягкая ; ¦ з°
Передний угол на калибрующей части пла-
шек делают равным 1 — 2°, что обеспечивает
более удобный отвод оставшейся от резания
стружки и лучшую зачистку резьбы. Так как
первый калибрующий виток является ещё ре-
жущим и профилирующим по всей глубине
резьбы, он должен иметь тот же угол -у. что
и режущая часть. Для мелких размеров (при
S <; 1,25 мм) рекомендуется такую заточку
распространить даже на два витка.
Режущую часть располагают на одной ли-
нии с калибрующей, так как иначе плашка
начнёт заедать и может сломаться.
Плашки, работающие от ходового винта,
затачиваются под одним и тем же углом 7 по
режущей и калибрующей частям.
Для уменьшения трения и облегчения ра-
боты нарезания калибрующая часть снабжена
задним конусом, угол которого берётся в пре-
делах 15—30' в зависимости от размера резь-
бы.
Габаритные размеры тангенциальных пла-
шек стандартизованы ГОСТ 2287-43.
Допуски на элементы резьбы устанавли-
ваются по тем же соображениям, что и для
резьбовых гребенчатых фрез (см. стр. 388).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Басов М. И., Резьбонарезные головки, 1940.
2. С е м е н ч е н к о И. И., Режущий инструмент, т. 11,
Машгиз, 1938.
РЕЗЬБОВЫЕ РЕЗЦЫ И ГРЕБЁНКИ
Резьбовые резцы и гребёнки предназна-
чаются для нарезания наружной и внутренней
резьбы различных профилей: остроугольного,
трапецеидального, прямоугольного и т. п.
Резьбовые резцы
По конструкции резцы разделяются на
стержневые, призматические и дисковые.
Стержневые резцы. Резец для остроуголь-
ной резьбы (фиг. 59) выполняется с задним
v г л о м а=12—15°. Большой угол а упрощает
сеч. потп
ceu.nocd
-Фиг. 59. Резьбовой резец для остроугольной
резьбы.
установку резца (под углом 90° к оси заго-
товки вместо поворота на угол подъёма резьбы)
и облегчает нарезание боковых сторон про-
филя. Углы ocj и <*2 для резьб с малыми углами
подъёма резьбы делаются одинаковыми C—5°)
и для резьб с большими углами подъёма
(свыше 4е) различными — один « 10°, Дру-
гой ~ 3—5°. Резец с разными углами аг и а2
устанавливается наклонно к оси (под углом
подъёма резьбы).
Для многозаходной резьбы углы aj и а2 вы-
бираются по формулам
a1=8° - 0,9 т; a2=8°—°>9т-
где г — угол подъёма резьбы.
. , Правильный профиль (угол профиля s и вы-
сота резьбы to) располагается в плоскости АВ
(фиг. 60). Для изготовления же резца надо
знать профиль {вр и tp) в сечении NN, пер-
гендикулярном задней грани. Зависимость
между этими величинами в сечении АВ и Л/Л/
выражается формулами1.
tp=-(V rj—rj-sin 7 —/у cos 7) cos(a-r7);
2
-lp
где г0 и rj —наружный и внутренний радиусы
резьбы; S — шаг резьбы.
Фиг. 60. Определение профиля стержне-
вого резца.
Передний угол у выбирается в зави-
симости от обрабатываемого материала в пре-
делах от 5 до 25°. Для упрощения изготовле-
ния и заточки чистовые резцы часто изгото-
вляются с т=0, тогда
tp=i0- cos a и
COS a
При установке на станке резцов для прямо-
угольной и трапецоидальной резьб режущую
кромку располагают по оси винта (фиг. 61, а)
или нормально к средней винтовой линии
(фиг. 61,6). При установке резца по схеме
фиг. 61, а боковые стороны профиля резца
прямолинейны, так как они являются как бы
образующими винтовой (архимедовой) поверх-
ности резьбы. Угол профиля резца получаетсй
неискажённым и равен углу профиля нарезае-
ГЛ. VIII]
РЕЗЬБОВЫЕ РЕЗЦЫ И ГРЕБЁНКИ
385
мой резьбы. Недостатком этого метода
являются неодинаковые условия резания на
боковых кромках резца. Резание по схеме
фиг. 61,5 протекает в лучших условиях, но
проектирование и изготовление резца более
затруднительны из-за криволинейной формы
Ось винта
Фиг. 61. Установка резца при нарезании
прямоугольной и трапецеидальной резьб.
сторон профиля. В практике часто приме-
няют второй метод для предварительной обра-
ботки с оставлением припуска 0,4—0,5 мм на
окончательную обработку по схеме фиг. 61, а.
Для избежания трения резца об обрабаты-
ваемую поверхность его боковые кромки снаб-
жаются различными углами at и а2, величину
которых определяют по формулам (для правой
резьбы):
для острой кромки
для тупой кромки
«!=-*! -B4-3°),
где х, и т2 — углы подъёма винтовой линии,
отнесённой соответственно к наружному и
внутреннему диаметрам.
Призматические резцы представляют со-
бой пластины, обработанные вдоль оси по про-
филю резьбы (фиг. 62). Резцы устанавливаются
в специальных дер-
жавках с постоянным
задним углом а = 15°.
Заточка резцов про-
изводится только по
передней грани, при-
чём передний угол y
выбирается в зависи-
мости от обрабаты-
ваемого материала
G=5-т-25°). Для окон-
чательного нарезания
часто применяют рез-
цы с углом 7=0-
Угол профиля и
высоту резьбы резца
определяют по тем же
формулам, что и для
стержневых резцов.
Призматические резцы применяются в ос-
новном для остроугольной резьбы.
Круглые резцы получили широкое распро-
странение на практике из-за простоты изго-
товления, как тел вращения. Для установки
в державке резцы снабжены отверстием, а для
предохранения от проворачивания они имеют
зубья на одном из торцов, которые входят
в сцепление с соответствующими зубьями на
державке. Распространённые диаметры резцов
40 и 50 мм и диаметры отверстий 13 и 19 мм.
Ширина резца определяется формой профиля
и шагом резьбы F—12 мм).
Резцы выполняются или в виде одного зуба
для обработки впадины, или двух неполных
25 Том 7
Фиг. 62. Державка с приз-
матическим резцом.
зубьев (вилки) для обработки витка резьбы
(фиг. 63). Последняя форма обеспечивает луч-
ший отвод стружки.
Для образования заднего угла а центр резца
устанавливается на величину h=Rp-sin а выше
витки по кольцевой
линии
I'30 зубьев
Фиг. 63. Круглый резец.
центра детали (фиг. 64). Рекомендуют а =10-5-
-г 12 и Y=5-f-25° в зависимости от обрабаты-
ваемого материала; для чистовых резцов у=0-
Из-за наличия углов а и y профиль резьбы
резца отличается от поофиля нарезаемой
^Деталь
Фиг. 64. Схемы определения профиля круглого резца.
резьбы. Высота профиля резца tp определяется
по формулам
tp=Rp — у Rzp — xi — 2Rpx • cos (о -f- Y),
где х= У r\ — r\- sin2Y— гг • cosy,
для наружной резьбы;
x=Rp • cos y — Vr\ — r\ • sin2T
для внутренней резьбы.
Угол профиля ер определяется по формуле
t i? = JL
2 1tp
Гребёнки
Резьбовые гребёнки в отличие от резцов
снабжены несколькими F—8) витками. Рабочая
часть гребёнки состоит из режущей (П/2 —
2 витка) и калибрующей частей D^2 — 6 вит-
ков). Гребёнка обеспечивает более равномер-
ное распределение работы нарезания между
витками, требует меньшего количества прохо-
дов на нарезание и даёт большую производи-
тельность по сравнению с резцом.
Гребёнки применяются для обработки на-
ружной и внутренней резьбы и разделяются по
форме на призматические и круглые (фиг. 65).
386
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. Ill
Последние получили на практике большее
распространение.
Призматические гребёнки закрепляются
в таких же державках, как и призматические
Фиг. 65. Круглая гребёнка.
резцы. Профиль проектируется так же, как и
для призматических резцов.
Круглые гребёнки снабжаются витками,
расположенными по винтовой линии. Это облег-
чает их обработку на резьбошлифовальном
станке. Для деталей с правой наружной резь-
бой применяют гребёнки с левой резьбой, а для
деталей с левой наружной резьбой — гребёнки
с правой резьбой. При внутреннем нарезании
направление витков детали должно совпадать
с направлением витков гребёнки, так как
только при таком направлении витков можно
добиться совпадения наклона резьбы детали
с наклоном резьбы гребёнки. При обратном
направлении нарезаемая резьба окажется ис-
порченной.
Метод крепления, углы лезвия (а и -у), га-
баритные размеры выбираются такими же, как
и для круглых резцов. Определение угла про-
филя и высоты резьбы производится по тем же
формулам, что и для резцов. На фиг. 65 при-
ведена гребёнка для нарезания деталей диаме-
тром от б до 40 мм. Длина её от 16 до 24 мм,
а величина К от 13 до 10 мм в зависимости
от размера резьбы.
Допуски на элементы резьбы (угол про-
филя, шаг, высота резьбы) устанавливаются по
тем же правилам, что и на резьбовые фрезы
(см. стр. 388).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Семенченко И. И., Режущий инструмент, т. II*
Машгиз, 1938.
РЕЗЬБОВЫЕ ФРЕЗЫ
Типы и назначение фрез
Резьбовые фрезы предназначаются для
фрезерования на резьбофрезерных станках на-
ружной и внутренней резьбы. Фрезы разделя-
ются на дисковые и цилиндрические гребен-
чатые.
Дисковые резьбовые фрезы
Дисковые фрезы применяются в основном
для нарезания трапецоидальной резьбы, реже —
для остроугольной и совершенно исключают
нарезание прямоугольной резьбы. При фрезе-
ровании имеет место некоторое искажение
резьбы. Для резьб с небольшим углом
подъёма и с углами между сторонами не ме-
нее 15° это искажение незначительно, и при
изготовлении крепёжных резьб им можно
пренебречь.
При изготовлении точных винтов с трапе-
цоидальным профилем фрезерование резьбы
может применяться только как предваритель-
ная операция.
Ось оправки дисковой фрезы при нареза-
нии резьбы устанавливают по отношению к
оси детали п~д углом, равным углу подъёма
нарезаемой резьбы. Профиль резьбы в сечении,
нормальном к средней винтовой линии, имеет
криволинейные кромки, и для изготовления
правильной резьбы необходимо иметь фрезу
с криволинейным профилем. Однако по про-
изводственным условиям режущие кромки
фрез обычно делают ппямолинейными, и иска-
жением профиля резьбы пренебрегают. При
нарезании червячной резьбы с углом подъёма
свыше 10—15° рекомендуется применять фрезы
с криволинейным профилем, который опреде-
ляют графически. В процессе фрезерования
каждая точка профиля фрезы описывает
АЛ
окружность соответствующего радиуса. Если
представить резьбу нарезанной, а фрезу по-
мещённой во впадине, то, рассекая впадину
резьбы и фрезу рядом параллельных плоско-
стей, проведённых перпендикулярно оси
оправки фрезы, мы получаем в сечении ряд
кривых. Каждая кривая даёт общую точку
касания с соответствующей окружностью
фрезы. Для определения профиля фрезы опре-
деляют эти точки касания фрезы с кривыми
сечений.
Дисковые фрезы для трапецоидальной
резьбы изготовляют с остроконечными зубьями,
которые последовательно смещены и одно-
временно перекрывают друг
друга на небольшую величину I
(фиг. 66).
В каждый данный момент
в резании (в осевой плоско-
сти) одновременно участвует
лишь одна режущая кромка.
Благодаря большому количе-
ству зубьев в зацеплении с
деталью находится всегда свы-
ше двух зубьев, что обеспе-
чивает большую равномер-
ность фрезерования и каче-
ственно обработанную поверх-
ность. Для контроля угла про-
филя и ширины зуба фреза
снабжена одним полным (кон-
трольным) зубом.
Диаметр (от 60 до 80 мм,
через каждые 5 мм) и тол-
щину (от 8 до 18 мм) фрезы выбирают
в зависимости от размера резьбы и габа-
ритов станка. Число зубьев определяют из
условия равномерности фрезерования. Для
этого в работе должно участвовать не менее
двух зубьев, т. е. чтобы центральный угол
Фиг. 66. Пере-
крытие зубьев
резьбовой
фрезы.
ГЛ. VIII]
РЕЗЬБОВЫЕ ФРЕЗЫ
387
между зубьями
360°
был меньше угла кон-
Ф
такта -^-, который определяется по формуле
cos-^ = 1 —
где R — радиус фрезы; г0 и гг — наружный и
внутренний радиусы нарезаемой резьбы.
Фиг. 67. Дисковая фреза для трапецеидальной резьбы
(с симметричным профилем).
Зная угол контакта, находят число зубьев
¦фрезы. В табл. 22 приведены данные дисковой
фрезы для трапецеидальной резьбы, а на фиг. 67
изображена фреза с симметричным профилем.
Таблица 22
Дисковая фреза для трапецеидальной резьбы
(с симметричным профилем)
Шаг нарезае-
мой резьбы
в мм
3—5
6—8
Число
зубьев
38
34
Угол е0 для
всех зубьев
72°3°'
72°о5°
Угол е0 для
контрольного
зуба
7i°25'
71°
Для фрезерных станков с поворотной фре-
зерной головкой применяются дисковые фрезы
для трапецоидальной резьбы с двумя несим-
метричными скосами (табл. 23 и 24). На фиг. 68
изображена фреза с несимметричным профилем,
а на фиг. 69 — шаблон такой фрезы.
Таблица 23
Дисковая фреза для трапецоидальной резьбы
(с несимметричным профилем)
Шаг наре-
заемой
резьбы
в мм
з- 6
8—16
Углы
84°45'
83°54'
64°43'
бЗ°54'
Число
зубьев
8о
6о
Угол.
6
К
~125— Т29
~ 132 - нз
Фиг. 68. Дисковая фреза для трапецоидальной резьбы
(с несимметричным профилем).
Дисковые фрезы для остроугольной резьбы
делаются с затылованными зубьями. Профиль
их состоит из одного или
двух витков. По конструк-
ции они ничем не отли-
чаются от обычных затыло-
ванных фрез.
Цилиндрические
гребенчатые фрезы
Цилиндрические гребен-
чатые резьбовые фрезы при-
меняются для остроуголь-
ных резьб небольшой длины
с некрупным шагом, изгото-
вляются они с затылован-
ными зубьями и кольце-
выми витками. Направле-
ние канавок или прямое,
или винтовое с углом на-
клона ш = 5-7-8°.
Диаметр фрезы для наружной обра-
ботки выбирают в пределах 45 —90 мм с интер-
Фиг. 69. Шаблон
резьбовой фрезы с
несимметричным
профилем.
Шаблоны для резьбовой фрезы с несимметричным профилем
Таблица 24
Элемент
Шаг нарезаемой резьбы ....
Средняя ширина -^- ......
Минимальная ширина Ь . . . .
Высота h
Общая высота N
Размеры в мм
3
1,5
0,964
г ,о
22,658
4
2,0
1,33°
1.25
22,432
5
2,5
>.5б2
1.75
21,415
б
З.о
1,928
2,0
20,635
8
4,о
2,658
19."Зб
ю
5,о
3.392
17,610
12
6,0
4,126
3.5о
16,084
i6
8,0
5.32O
13.600
388
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
[РАЗД. Ill
валом через каждые 10 мм и для внутренней
10—40 мм с интервалом через каждые 5 мм.
В последнем случае диаметр фрезы прини-
мается равным 0,85—0,9 диаметра отверстия.
Длина фрезы должна быть на 2—3 шага
больше длины нарезаемой резьбы, но не более
60 витков, так как с увеличением длины фрезы
сильно возрастает деформация витков (по
шагу) при закалке и затрудняется работа из-за
повышения давления на фрезу. Стандартная
длина фрезы 15—90 мм.
Диаметр отверстия выбирается из
условия жёсткости и надёжности крепления
фрезы. Практикой установлены следующие
размеры (в мм)
Диаметр фрезы ... 45
Диаметр отверстия . i6
Во 9°
32 З2
Фрезы для внутренней обработки изгото-
вляются с коническим хвостовиком Морзе
сварной конструкции; фрезы диаметром свыше
30 мм могут быть и насадными.
Число зубьев для достижения большей
равномерности фрезерования выбирают ма-
ксимально допустимым поконструктивным сооб-
ражениям и условиям хорошего отвода стружки.
Основным препятствием к увеличению числа
зубьев является необходимость обеспечения
достаточного пространства для выхода резца
при затыловании. При недостаточной ширине
впадины выход резца затруднён, а при малой
ширине пера уменьшаются количества пере-
точек и долговечность фрезы. Рекомендуется
выбирать следующие числа зубьев:
Диаметр фрезы в мм .
Число зубьев
35
Диаметр фрезы в мм. 45 55 65 809°
Число зубьев ю—12 12-14 14—1616—1816—18
Меньшее число зубьев дано для фрез со
шлифованным профилем. С возрастанием диа-
метра фрезы число
зубьев в противо-
положность обыч-
ным затылованным
фрезам возрастает,
так как профиль
резьбы увеличи-
вается незначи-
тельно. Для ориен-
тировочного под-
счёта числа зубьев
z можно пользо-
ваться формулой
Фиг. 70. 3 (тылование фрезы
под двойным углом: Ь — угол
впадины; R — радиус закруг-
ления; а —задний угол; К— ве-
личина затылования.
1,75
где D — диаметр фрезы в мм.
Угол впадины 0 и радиус закруг-
ления R (фиг. 70) для обеспечения заты-
лования и шлифования по профилю делаются
значительно большими, чем у обычных заты-
лованных фрез, а именно Ь = 30-ь45° вместо
18—24°, R = 2,5-т-4,5 мм вместо 1 — 2,5 мм.
Величина затылования К также
оказывает влияние на выход инструмента и
поэтому выбирается небольшой:
Диаметр фрезы
в мм
ю—аз
3°-45
55-65
8
Величина затылования
К в мм
2.5
3
Эти значения соответствуют заднему углу а
в пределах 8—10°.
Резьбовые фрезы изготовляют со шлифо-
ванным по всей ширине пером или с оста-
влением небольшого нешлифованного участка.
Первая конструкция требует большой ширины
впадины @,4—0,5 шага), так как иначе шли-
фовальный круг не в состоянии полностью
выйти из контакта со шлифуемым пером и
будет задевать соседний зуб. Так как при
переточках всё равно не удаётся использовать
всю ширину пера, то рационально в целях
усиления пера оставлять часть его нешлифо-
ванной. Во избежание трения нешлифованной
части пера об обрабатываемую поверхность
необходимо её затыловать при другой (боль-
шей) величине затылования. Так как с увели-
чением заднего угла уменьшается шлифован-
ная часть пера, то не рекомендуется брать
угол о больше 9—10°.
При шлифовании профиля фрезы с мелким
шагом из-за малой величины площадки вер-
шины резьбы круг быстро осыпается и изна-
шивается, и его приходится часто заправлять.
Ввиду этого фрезы делают с укрупнённым
шагом. Так, например, для резьбы с шагом
S = 0,5 мм изготовляют фрезу с шагом Sj =
= 1 мм (фиг. 71), причём резьба всех чётных
зубьев смещена на половину шага @,5 мм).
Фиг. 71. Смешение витков резьбы фрезы.
/ — резьба нечётных зубьев; 2 — резьба чёт-
ных зубьев.
При наложении двух перьев друг на друга
получается необходимая резьба на детали с
шагом 0,5 мм. При затыловании и шлифова-
нии инструмент должен перескакивать через
один зуб, для чего увеличивают размер заты-
лования вдвое с соответствующим уменьше-
нием числа ударов (затылования). Таким же
образом вместо удвоенного шага можно при-
менять утроенный. У таких фрез отсутствует
закругление на дне впадины, что, однако, не
оказывает влияния на точность резьбы, так
как впадина не принимает никакого участия
в работе.
Допуски. Резьба фрезы изготовляется
двух степеней точности—Е и Н. Они разли-
чаются предельными отклонениями по шагу и
углу профиля. Отклонения по шагу даются
в пределах + 0,02 -ч- 0,04 мм, отнесенные к
10 виткам, и + 0,01 мм на один виток для фрез
(с шагом резьбы 0.75 — 6,0 мм) степени точ-
ности Е и соответственно + 0,03 -г- 0,055 мм
и± 0,015 мм для фрез степени точности Н.
Отклонения по углу профиля i}l%&) даются
в пределах +35-7-15' для фрез степени точ-
ности Е и + 60 -т- 25' для фрез степени точ-
ности Н.
При шлифовании профиля многониточным ,
кругом допускают увеличение отклонений по
шагу и углу профиля вдвое.
Проверку диаметральных размеров реко-
мендуется проводить по высоте профиля, при-
ГЛ. VIII]
РЕЗЬБОВЫЕ ФРЕЗЫ
389
чём верхняя А и нижняя В половины профиля
контролируются отдельно от средней линии
по микроскопу (фиг. 72). Вершины резьбы
фрезы изнашиваются довольно быстро, поэтому
необходимо предусмотреть достаточный га-
рантированный запас на износ. Но с увели-
чением запаса уменьшается площадка вершин,
Отметки
по микроскопу
Теоретач.
закругление
Фиг. 72. Схема допусков на резьбу фрезы: 5 — шаг
резьбы; t% — высота зуба; В — глубина впадины;
А— высота головки зуба; / — допуск на износ; N— до-
пуск на неточность.
что также приводит к повышенному износу и
затруднениям при изготовлении. Поэтому при-
нимают, что минимально допустимая площадка
должна быть равна приблизительно 0,75 пло-
щадки вершины теоретического профиля.
Исходя из этого, для фрез со шлифованным
профилем принимают / = 0,055 5 и N = 0,027 5.
Отсюда
= у +0,055 5;
Для фрез с нешлифованным профилем при-
нимается / = 0,055 S и N = 0,027 • 1,5 S.
Впадина резьбы фрезы не должна при-
нимать участия в работе, и поэтому Bmiu должно
быть больше рас-
стояния от сред-
ней линии до тео-
ретического за-
кругления. Однако,
учитывая осыпа-
ние круга при шли-
фовании профиля,
допускают превы-
шение над теоре-
тическим закруг-
лением до 0,02 мм.
#max не ограничи-
вают.
Габаритные раз-
Фиг. 73. Расчёт коррекции
профиля резьбы фрезы: R —
радиус фрезы; ? — передний
угол; ht — глубина впадины
зуба; А,— высота головки зуба.
меры и техниче-
ские условия на ци-
линдрические гре-
бенчатые фрезы
стандартизованы
по ГОСТ 1336-41.
Для улучшения процесса резания рекомен-
дуется применять фрезы с передним углом -\
(фиг. 73) (т = 5ч-10° в зависимости от обра-
батываемого материала). При наличии 7 про-
филь резьбы фрезы корректируют ^по фор-
мулам
tai*- = fa— № 4- h2) Sin Г
«2 8 2 * [Я —(
'1
(Я
sin 7
R
R • sin 7
' -;
)
где e, eH — углы профиля некоррелированной
и корректированной резьбы.
Скоростное нарезание резьбы
При скоростном нарезании наружной и
внутренней резьбы применяется резец, арми-
рованный твёрдым сплавом. В процессе работы
вращаются заготовка и резец, закреплённый
в специальной державке. За один оборот за-
готовки инструмент подаётся на один шаг, т. е.
работа осуществляется по такой же схеме,
как и при фрезеровании резьбы гребенчатой
фрезой. Нарезание может производиться с ис-
пользованием специального приспособления на
токарных, резьбофрезерных или круглошлифо-
вальных станках. Диаметр нарезаемой резьбы
'20—220 мм. Режимы обработки: скорость ре-
зания 150-450 mjmuh, охлаждение не приме-
няется. Нарезание происходит за один проход.
Для улучшения обрабатываемой поверхности
нарезание производится по направлению по-
дачи. Производительность скоростного метода
примерно в 2,5—3,5 раза выше обычного
резьбофрезерования.
С целью повышения производительности
и улучшения качества обрабатываемой по-
верхности рекомендуется применять два или
три резца, расположенные друг относительно
друга под углом соответственно 180 или 270*.
В этом случае нарезание производится в две
операции: предварительное и окончательное.
Особенностью процесса скоростного метода
является форма стружки. Для уменьшения
ударной нагрузки на инструмент и улучшения
качества обрабатываемой поверхности стружка
получает V-образную форму. Толщина её ме-
няется от нуля до максимума и снова до нуля.
Для этой цели ось шпинделя станка в гори-
зонтальной плоскости смещена относительно
оси заготовки так, что за каждый оборот
резца резание осуществляется лишь на не-
большом участке длины окружности. Таким
образом диаметр окружности, описываемой
резцом, больше диаметра нарезаемой наруж-
ной резьбы и меньше диаметра внутренней
резьбы.
Резец снабжается передним отрицательным
углом 7 = — 5-i 7° и задними углами на
пластинке а = 4-5-6° и на державке 15—20°.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Семенченко И. И., Режущий инструмент, т. II,
Машгиз, 1933.
2. Левин Б. Г. и ФраткинА М., Скоростной
метод нарезания резьбы, Машгиз, 1948.
Глава IX
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
ФАСОННЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
Типы, назначение и принципы работы
Фасонные зуборезные фрезы по кон-
струкции разделяются на дисковые и паль-
цевые, по назначению — на фрезы для
прямозубых колёс и фрезы для косозубых и
шевронных колёс. Эти фрезы в свою очередь
разделяются по характеру обработки
на чистовые и черновые и по исходным
данным — на стандартные (со стандартным
модулем иа^ = 20°) и нестандартные (в том
числе питчевые)
Фасонные з>борезные фрезы применяются
при нарезании цилиндрических зубчатых колёс
(прямозубых, косозубых и шевронных) и
реек. Пальцевые фрезы, в частности, приме-
няются преимущественно для нарезания шев-
ронных колёс, а также зубчатых колёс боль-
ших модулей.
Преимущества фасонных зуборезных фрез—
простота изготовления, низкая стоимость и
возможность использования их на универсаль-
ных станках, недостатки — пониженная точ-
ность нарезанных колёс (не выше 4 го класса
точности).
Точность зубчатых колёс, нарезаемых фа-
сонными фрезами, зависит не только от фак-
торов, имеющих место при обработке методом
обката, но и в значительной мере от пра-
вильной установки оси фрезы относительно
оси заготовки и от точности установки фрезы
на заданную глубину.
Профилирование фасонных фрез
Профиль зуба колеса состоит из актив-
ного — эвольвентного — участка (для косо-
зубых и шевронных в торцовом сечении),
принимающего участие в процессе зацепле-
ния, и неактивного участка у ножки зуба.
Первый участок простирается от вершины
зуба до крайней контактной точки, радиус га
которой определяется по соответствующим
уравнениям. С увеличением числа зубьев со-
пряжённого колеса (при внешнем зацеплении)
крайняя контактная точка понижается, т. е. ра-
диус окружности, на которой лежит крайняя
контактная точка, уменьшается. Эвольвентный
участок зубьев фрез для нарезания колёс
внешнего зацепления для избежания интер-
ференции следует продолжить до крайней
контактной точки при зацеплении с рейкой
если неизвестно, с каким зубчатым колесом
будет сопряжено нарезаемое колесо.
Фрезы для прямозубых колёс
Дисковые и пальцевые фрезы для нареза-
ния прямозубых колёс имеют один и тот же
профиль.
Для проектирования необходимо иметь сле-
дующие данные [2, 4, 5]: модуль т, угол да-
вления на делительном цилиндре колеса (угол
профиля исходной рейки) ад, число зубьев г,
коэфициенх смещения исходного контура ?
(для некорригированных колёс ? = 0), угол за-
цепления зубчатой передачи а, радиусы окруж-
ностей выступов и впадин Re и /??, ширину
впадины колеса по дуге делительной окруж-
ности W$ или величину уменьшения толщины
зуба нарезаемого колеса для получения боко-
вого зазора (верхнее отклонение толщины
зуба) &eS, межцентровое расстояние зубчатой
передачи А.
Координаты точек эвольвентной части
(фиг. 1) определяются в следующем порядке:
1) находят радиус основной окружности по
формуле
mz
г0 = -п- cos a^;
2) задаются рядом значений радиусов гх
в пределах от величины немного меньшей га
или от Го Д° величины на 2—10 мм боль-
шей радиуса окружности выступов и из фор-
мулы
cos ах = -2-
определяют ряд значений углов давления <хл.;
3) определяют половину угловой ширины
впадины на основной окружности .uq (в радиа-
нах) по формуле
AeS
m-z
(величина (i0 у зубчатых колёс с большими
числами зубьев может быть отрицательной);
ГЛ. IX]
ФАСОННЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
391
4) определяют половины угловых ширин
впадины на соответствующих окружностях
радиуса гх (в радианах) по формуле
Рх = f*o + inv ах
и переводят угол в градусы, минуты и се-
кунды;
5) определяют координаты ряда точек про-
филя (X и У):
X «= rx sin рх; Y = г* cos ц^.
От количества принятых значений гх за-
висит точность профилирования фрезы. Обыч-
Фиг. 1. Координаты профиля фасонных фрез для прямо-
зубых колёс.
но определяют от 6 до 20 точек в зависимо-
сти от модуля и от требуемой точности.
Фреза профилируется так, чтобы при пол-
ном врезании она касалась окружности впа-
дин (фиг. 2).
Для построения профиля шаблона начало
координат переносится в точку О'. Ордината
шаблона Уш — Y—/?,-.
Абсцисса X откладывается независимо от
знака симметрично по обе стороны оси орди-
нат Y. Части профиля фасонных фрез, соответ-
ствующие нерабочим участкам ножек зубьев,
можно профилировать по любым переходным
Фиг. 2. Установка фрезы при нарезании колеса с
ним зубом.
внеш-
кри-вым при условиях: 1) зуб колеса у ножки
должен быть прочен (особенно важно для
зубчатых колёс с небольшим числом зубьев);
2) впадина не должна давать внедрения про-
филей.
При зацеплении любая точка на головке
зуба сопряжённого колеса описывает в отно-
сительном движении удлинённую эпициклоиду.
Наиболее глубоко располагается эпициклоида,
описываемая точкой профиля, лежащей на
вершине зуба. Её координаты X и Y опреде-
ляются из уравнений
X^Asmx —
Y = A cos x - Re cos
[71 + -p
e z' 2z'
Угол ае определяется по формуле
» mz'cosad
cos a = ;— .
2Re
Для построения этой кривой задаются рядом
значений переменного параметра угла х в пре-
делах от xi до та, где
х--— '• т = (г— ') — ¦
I Xе' а ^ е> Z
угол tj определяется по формуле
COST) —
Все обозначения с индексом ' относятся к
сопряжённому колесу.
Чем больше число зубьев, тем глубже
лежит удлинённая эпициклоида. При числе
зубьев, равном бесконечности (рейка), она
превращается в удлинённую эвольвенту, коор-
динаты которой определяются из уравнений
__ TYIZ - . ^fi
X = -j (sin xp — хр cos гр)— -
р—/i'stn хр\
$еР = m ( у ~
где fp — коэфициент высоты зуба исходной
рейки.
У некорригированного колеса 6 = 0.
Значениями переменного параметра хр
для построения удлинённой эвольвенты нужно
задаться в пределах от xpi до %ра, где
Л/mzh' — h'
392
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
Для системы координат, принятых при вы-
черчивании шаблона,
У первого случая кривую CD (фиг. 3, а)
иногда заменяют прямой, проведённой не
радиально, а под углом v' (фиг. 4).
При профилировании неактивной части зуба
по удлинённой эпициклоиде, описываемой
верхней кромкой зуба сопряжённого колеса,
получается предельный случай, при котором
интерференции при зацеплении с этим коле-
сом не будет; при профилировании по удли-
нённой эвольвенте — предельный случай, при
котором интерференции не будет при заце-
плении с колесом любого числа зубьев и даже
при зацеплении с рейкой.
Участок фрезы, соответствующий неэволь-
вентной части ножки зуба, профилируется
обычно следующим образом, но при этом тре-
буется проверка прохождения вершины зуба
сопряжённого колеса (рейки) по формулам
удлинённой эпициклоиды (удлинённой эволь-
венты).
1. Ножка зуба не свободна от
подрезания (фиг. 3, а): АВ — эвольвента,
Фиг. 3. Профилирование неактивной части ножки
зуба.
из которой теряется участок ВС (по условиям
подрезания), KDF— удлинённая эвольвента,
CD — кривая сопряжения, ЕК— яуга окруж-
ности радиуса закругления г, НЕ — прямая,
касательная к окружности впадин.
Этот случай соответствует некорригиро-
ванным зубчатым колёсам с числом зубьев
от 12 до 16 при а^ = 20° и fp= 1,0.
2. Эвольвента используется пол-
ностью от основной окружности
(фиг. 3, б). Участок ВК является радиальной
прямой.
Случай соответствует некорригированным
зубчатым колёсам с числом зубьев от 17
до 65 при ад = 20° и fp = 1,0.
3. Основная окружность лежит
внутри тела зубчатого колеса
(фиг. 3, в). Профиль фрезы состоит из эволь-
венты АК, сопряжённой с прямой НЕ (каса-
тельной окружности впадин) дугой радиуса
закругления г. Случай соответствует некор-
ригированным зубчатым колёсам с числом
зубьев свыше 66 при ад — 20° и fp = 1,0. При
небольших числах зубьев прямую В/С(фиг.З, б)
иногда проводят не радиально, а под несколько
большим углом (фиг. 4), соединяя её с точкой
эвольвенты, лежащей выше основной окруж-
ности. Это ухудшает условия зацепления, но
увеличивает задний угол на боковых сторонах
фрезы, улучшая условия резания.
Фиг. 4. Профилирование фрезы для нарезания
шестерён с небольшим числом зубьев.
Для определения радиуса закругления г
пользуются следующими коэфициентами, кото-
рые необходимо умножить на модуль [7]:
Таблица 1
Значение коэфициентов радиусов закругления
Число зубьев
Коэфициенты для
определения радиу-
са закругления . .
о,52 о,49 °>46
о,43
8
0,320,25
Фрезы для косозубых и шевронных колёс
Для нарезания косозубых и шевронных
колёс иногда неправильно применяют те же
фрезы, что и для прямозубых колёс, подби-
рая (или проектируя) их не по фактическому
числу зубьев нарезаемого колеса, а по так
называемому приведённому числу зубьев z
равному
np.
где г—число зубьев нарезаемого косозубого
или шевронного колеса; C«j — угол наклона
зубьев на делительном цилиндре.
Подобный подбор, допустимый только для
очень грубых передач, принципиально непра-
вилен по следующим причинам: 1) косозубое
(или шевронное) колесо должно иметь эволь-
вентный профиль не в нормальном, а в тор-
цовом сечении; 2) профиль нормального сече-
ния колеса не является копией фрезы, так
как боковая поверхность зуба колеса является
огибающей ряда положений фрезы в её дви-
жении по отношению к нарезаемому колесу,
следовательно, и в нормальном сечении также
не будет эвольвенты. Ошибка профиля полу-
чится тем большей, чем больше угол наклона
винтовой линии зуба колеса на делительном
цилиндре 9з-
При проектировании фрез для косозубых
колёс необходимы следующие данные: модуль
в торцовом сечении ms\ угол давления на
делительном цилиндре в торцовом сечении ads\
коэфициент сдвига исходного контура по от-
ношению к торцовому модулю ?s; угол на-
клона зуба косозубого колеса на делительном
ГЛ IX]
ФАСОННЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
393
цилиндре Ра; радиусы окружностей — дели-
тельной rat выступов Re, впадин Rf, число
зубьев z; величина уменьшения толщины зуба
для получения бокового зазора A8S.
Если даны модуль в нормальном сечении тп,
угол давления на делительном цилиндре в
нормальном сечении адп, коэфициент сдвига
исходного контура по отношению к нормаль-
ному модулю ?л, то соответствующие данные
в торцовом сечении равны
т„
cos
cos ?d
ds .
Радиус основной окружности r0 = r$ cos ads
Угол наклона зуба на основном цилиндре
tg Ро = tg pd cos ads.
Половина угловой ширины впадины по
основному цилиндру в торцовом сечении для
косозубых колёс
1Ч.-2Г
msz
Величина \iqs может быть отрицательной (для
зубчатых колёс с большими числами зубьев).
Координаты профиля дисковой фрезы
Профили дисковой и пальцевой фрез для
нарезания одного и того же косозубого или
шевронного колеса различны.
Координаты X и Y той части профиля ди-
сковой фрезы, которая соответствует э.воль-
вентному участку профиля зуба косозубого
или шевронного колеса, определяются по
уравнениям
y_Ki + АГ2 cos Q — Ks F sin Q + cos Q)
coi~4» '
6 = 2 — fxOiS;
. _ (cos Q — cos ads) sin 3a .
g * "~ . sin Q
1% и Q проставляют в радианах и со своим
знаком. Угол й — переменный параметр, зна-
чениями которого следует задаваться так,
чтобы Y получился в пределах от величины
немного меньшей га или Го до величины не-
сколько большей Re. Одно значение Q при-
нимают Q = oi0S, остальные берут меньшими
и большими.
Постоянные коэфициенты Kt -f- Ks опреде-
ляются по формулам
Ki = А а cosa $0 — гд sin JJ0;
К2 =
COS 1qs
r0 cos»
- Br
cos
== (^4H +
~ AT2 cos Pa;
sin2 fi0 cos
Здесь Aa — межцентровое расстояние фрезы
и колеса, определяемое по формуле
где Deu — наружный диаметр дисковой фрезы,
которым нужно задаться до начала расчёта
координат профиля.
Ордината шаблона профиля дисковой фрезы
равна
у Deu у
2.
Величина X откладывается независимо от
знака по обе стороны оси Уш. Так как про-
филь шаблона зависит от диаметра дисковой?
фрезы, то данный шаблон можно употреблять
только для профилирования фрез диаметром,
принятым при расчёте.
Координаты профиля пальцевой фрезы
Координаты X и Y той части профиля
пальцевой фрезы, которая соответствует эволь-
вентному участку профиля зуба косозубого
или шевронного колеса, определяются по урав-
нениям
X = г0 cos Ь (sin Q — 6 cos Q);
_ cosQ — 8 sin Q cos» ftp m
0 1 — sin2 po sin* Q
tg Ь = tg ?o cos Q.
Формулы для определения величин Гл, р0 и Ь
даны выше.
Угол Q является переменным параметром,
значениями которого нужно задаваться так,
чтобы получить Y в пределах от величины:
немного меньшей га (или г0) до величины не-
сколько большей Re, следовательно, и в нор-
мальном сечении также не будет эвольвенты.
В большинстве случаев Qmln и Qmax опре
деляют по формулам
cos at = р " ~ ,
где Ri — радиус окружности впадин; С—ра-
диальный зазор; при г0 > Я* + Со принимаете»
равной нулю;
COS <*е=ТТ;
Qmax =
0°
r0 cos Ра-
Ордината шаблона пальцевой фрезы Ym
равна Уш = Y— /?j. Величина X отклады-
вается симметрично по обе стороны от оси Уш.
В остальном всё изложенное ранее для
прямозубых колёс распространяется на косо-
зубые и шевронные колёса. При расчёте все
элементы нужно относить к торцовому сече-
нию.
Расчёт и подбор радиуса закругления можно
вести по приведённому числу зубьев (прини
мая все данные по нормальному сечению).
394
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
Фасонные фрезы для колёс внутреннего
зацепления
В передаче внутреннего зацепления малое
колесо имеет внешние зубья, большое — вну-
тренние.
Фрезы для нарезания малых колёс про-
филируются так же, как и фрезы для колёс
внешнего зацепления, за исключением пере-
ходной кривой и радиуса крайней контактной
точки. Применяя те же фрезы, что и для ана-
логичных колёс внешнего зацепления, во из-
бежание интерференции профилей необходимо
проверить и уточнить (во многих случаях
увеличить) размер радиуса окружности вы-
ступов сопряжённого колеса с внутренними
зубьями Rei. Неэвольвентный участок про-
филя для колёс с внутренними зубьями очер-
чивается во всех случаях радиусом, равным
мли несколько большим радиального зазора.
«Фиг. 5. Координатное профилирование фасонных фрез
для прямозубых колёс с внутренним зубом.
На фиг. 5 даны элементы для профилиро-
вания фасонных фрез для прямозубых колёс
с внутренним зацеплением.
Расчёт фрез для прямозубых колёс
Порядок расчёта и формулы для фрез, на-
резающих прямые внутренние зубья, те же,
что и для фрез, нарезающих зубчатые колёса
с внешними зубьями, за исключением значе-
ний fio» V-x и ^ш» которые соответственно заме-
няются [хОв, \х.хв и У'ш, которые определяются
по формулам
2^ д5
V-хв = Рое
У ш — Ri2'— ^i
так как при этом начало координат перено-
сится в точку О' и меняется направление ор-
динаты Уш- Величиной гх задаются в пределах
от Ri2 — С до величины, несколько меньшей
&е2 •
Принцип приближённого профилирования
тот же, что и при фрезах для зубчатых колёс
с внешним зубом.
Расчёт фрез для косозубых и шевронных
колёс
Порядок расчёта, замечания и формулы
для фрез, нарезающих косозубые и шеврон-
ные колёса с внутренним зубом, те же, что и
для фрез, нарезающих колёса с внешними
зубьями, за исключением значений р.О5, ко-
торые заменяются значениями [Ао5в, -6 и Аи, и
определяются для дисковых фрез по формулам
Для пальцевых фрез |%и 6 определяются
по вышеуказанным формулам для дисковых
фрез, а Уш по формуле Уш — Ri2 — У.
Величиной угла Q для дисковых и паль-
цевых фрез нужно задаться так, чтобы по-
лучить У в пределах от Ri2 — С до величины,
несколько меньшей /?е2 •
Набор фасонных фрез
Теоретически для каждого числа зубьев
требуется отдельная фреза, практически для
некорригированных колёс пользуются набо-
рами дисковых фрез, причём одной фрезой
нарезают колёса с разным числом зубьев.
Наибольшее распространение получили набор
из восьми фрез для нарезания зубчатых колёс с
модулем до б—10 и набор из 15 фрез для более
высоких модулей. Более точные работы вы-
полняются с помощью набора из 26 фрез.
Номера фрез и числа зубьев колёс, для
которых они предназначены, даны в табл. 2.
Каждая фреза набора профилируется по эволь-
венте зубчатого колеса с наименьшим для
данного диапазона числом зубьев.
Таблица 2
Наборы зуборезных фрез и число нарезаемых
зубьев
as
0» n
S <u
о a,
rn-e
1
173
2
2V.
2«/«
3
374
37S
33/,
4
474
4V.
43/4
Число фрез в
Q
15
наборе
26
Зубчатые колёса
с числом зубьев
ia-хз
—
14—16
—
—
17—20
—
—
—
21—25
—
—
—
12
13
14
15-16
—
17—18
—
19—20
—
21—22
—
23-25
—
12
13
ч
15
16
18
19
20
21
22
=3
24-25
Номер
фрезы
5
5'Л
51/.
58/4
6
674
64,
63/4
7
7V4
77,
73/;
8
Число
8
фрез в
,5
наборе
26
Зубчатые колёса
с числом зубьев
26-34
—
—
• —
35-54
—
—
—
55-134
—
—
—
135 и
выше
аб—29
—
3°—34
—
35-41
—
42—54
—
55-79
—
8о-134
135 и
выше
26—27
28—29
3°-31
32-34
35-37
38-41
42-4б
47-54
55-65
66-79
8О—102
юз-134
135 и
выше
Увеличение количества фрез в наборе
(с 8 до 15 и 26) производится за счёт доба-
вления промежуточных (дробных) номеров. При
использовании из набора фреза большей
частью оказывается изготовленной по числу
зубьев, отличному от требуемого. Получаю-
щиеся погрешности профиля нарезанных зубьев
ГЛ. IX]
ФАСОННЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
395
аналогичны погрешностям, возникающим от
неверной установки фрезы по глубине. Эти
погрешности можно компенсировать измене-
нием глубины установки фрез [1] при на-
резании пары зубчатых колёс и соответствую-
щим подбором номеров фрез.
Условный коэфициент изменения скоростей
Kv равен
где 2фх и Zf2 — число зубьев колёс, по кото-
рым изготовлены фрезы, используемые для
нарезания ведущего и ведомого зубчатых
колёс. Наилучший случай—когда /Справен
нулю. Допускается Kv положительный по не-
значительной величине. Kv отрицательный не-
допустим, так как при этом происходит кро-
мочное зацепление.
Для уменьшения значения Kv второй член
уравнения делают иногда отрицательным; для
этого ведущую шестерню нарезают фрезой,
соответствующей большему числу зубьев. При
этом необходимо изменить теоретическую глу-
бину установки фрезы на величину ДЛ/i, рав-
ную
=- f tg
4
При положительном значении ЬНХ глубина
увеличивается, при отрицательном — умень-
шается. Изменение глубины установки при
нарезании парного ведомого колеса ДЯ2 равно
Д#2 = — Atfj.
Толщина зубьев на делительном цилиндре
при этом изменится на величину Ь?х на ше-
стерне и Д52 на колесе:
COS 0Ld
cos ад
При A5i или Д52 положительном толщина
зубьев уменьшается, при отрицательном —
увеличивается. Величина у^ в радианах опре-
деляется по формуле, указанной выше.
При использовании набора в случае, когда
число нарезаемых зубьев больше числа зубьев,
по которым изготовлены фрезы, кромочное за-
цепление бывает очень редко, но может по-
лучиться большая степень неравномерности
хода.
При появлении опасности кромочного за-
цепления необходимо ведомое колесо наре-
зать на глубину большую, чем теоретическая.
Конструирование дисковых фрез [3, 4]
Задний угол на боковых режущих кром-
ках 8 должен быть не менее 2°. У дисковых
фрез для колёс с малым числом зубьев допу-
скается 6 не менее 1°30'- 1°20'.
Задний угол при вершине зуба 8е опре-
деляется по формуле
Угол v или \/ (фиг. 3 и 4) должен быть не
меньше 5°, при угле м или v', равном 5, угол
Ze получится около 15°. Величина Кг падения
затыловочного кулачка равна
где zK — число канавок; Dea — наружный диа-
метр дисковой фрезы.
При шлифовании профиля величину паде-
ния «второго" затылка рекомендуется принять
равной
/Са = A,2 4-1.5) tfi.
При этом разность между /B и Ki должна
быть не менее 1 мм. Величины Кг и Af2 округ-
ляются до 0,5 мм.
Во избежание искажения профиля наре-
заемого колеса чистовые фрезы изготовляются
без поднутрения.
В ОСТ 20181-40 приведены размеры эле-
ментов дисковых фрез для нарезания некор-
ригированных прямозу-
бых колёс внешнего за-
цепления с а^ = 20°. В
ГОСТ 1678-42 даны тех-
нические условия.
Эти величины могут
служить также для рас-
чётов, касающихся не-
стандартных фрез.
Черновые фрезы при-
меняются для предвари-
тельной обработки перед
нарезанием методом ин-
дивидуального деления
или методом обкатки.
Конструкция черновых
фрез довольно разнооб-
разна. Встречаются фре-
зы с профилем в виде
трапеции (фиг. 6, а), со
ступенчатым профилем (фиг. 6, б) и прорезные
(фиг. 6, в). Некоторые изготовляются с ка-
навками для ломки стружки, Канавки распо-
лагаются в шахматном порядке на соседних
зубьях.
Черновые фрезы затачиваются не радиаль-
но, а с поднутрением, т. е. с передним
углом у, равным 8—10°. Черновая нарезка
производится на полную глубину. Припуск
на сторону по толщине нарезаемых зубьев
обычно равен 0,5—2 мм (в зависимости от
модуля).
Конструирование пальцевых фрез
Радиальное и осевое затылование чистовых
пальцевых фрез вызывает после переточек
большие искажения. Лучшие результаты по-
лучаются при затыловании под углом 15° к
оси фрезы [2]. Стрелки А и В на фиг. 7 по-
казывают направление затылования.
Задние углы определяются по формулам
S *
Фиг. 6. Набор из трёх
черновых дисковых
фрез.
sinv
углы <pj и <f2. а также величины Dx и D2 см.
на фиг. 7.
396
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ш
Зубья на торце подвергаются осевому за-
тылованию.
Наиболее распространены фрезы, которые
крепятся на оправке с внутренней резьбой
ную глубину, припуск на сторону по толщине
даётся равным 0,5—2 мм в зависимости от
модуля.
Фиг. 8. Чистовая пальце-
вая фреза.
Фиг. 7. Схема для затылования пальцевых фрез.
(фиг. 8). Точная установка фрезы на оправке
достигается за счёт цилиндрической напра-
вляющей выточки и
торца, которые шли-
фуются за один уста-
нов. Во избежание пе-
рекоса фрезы на оп-
равке резьба для кре-
пления делается с га-
рантийным зазором.
Угол дна канавки
ш принимается на
4—7° меньше угла ср,
причём касательная
ТТ проводится так,
чтобы расстояния от
неё до кривой профи-
ля по обоим концам
были по возможности
одинаковыми; рас-
стояние между выточкой и дном впадины
должно быть достаточным по величине (>8—
10 мм).
Число зубьев чистовых фрез должно быть
чётным.
Рекомендуются следующие числа зубьев
(фиг. 9):
Диаметр фрезы в мм 4°—45 5°—7° 75—14° i5°—зао
Число зубьев ... а или 446 3
Заточка фрез производится по передней
грани.
Черновые пальцевые фрезы имеют на ре-
жущих зубьях канавки для ломки стружки,
расположенные в шахматном порядке. Они
обычно затачиваются не радиально, а с под-
нутрением, т. е. с передним углом 8—10°. Чер-
новая прорезка производится также на пол-
Фиг. 9. Количество режущих зубьев и их
размещение на пальцевой фрезе.
Допускаемые отклонения на пальцевые
фрезы
1. Отклонения по общей длине фрезы и
длине сверления должны быть выдержаны по
7-му классу (ОСТ 1010).
2. Контроль профиля производится на про-
свет по шаблону. Допускается просвет в сле-
дующих пределах: на торце и закруглениях—
0,004 тп\ на неактивном участке профиля (до
начальной контактной точки и на участке про-
филя выше диаметра выступов) 0,003/и; на
активном участке профиля 0,002т.
Для черновых фрез величина допускаемых
отклонений удваивается.
3. Биение зубьев по профилю, а также по
режущим зубьям на торце при креплении
фрезы на оправке и посадке в шпиндель го-
ловки без подпирания центром не должно
быть больше 0,04 мм для /га = 10-г-16, 0,05 мм
для тп — 18-5-30 и 0,07 мм для m = 36 -г- 50 мм.
Для черновых фрез эти значения увели-
чиваются в полтора раза.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бакингем Е., Цилиндрические зубчатые колёса,
ОНТИ, 1935 и Машгиз, 1947.
2. Г р у б и н А. Н., ЛихциерМ. Б. и Поло ц-
кии М. С, Зуборезный инструмент, т. 2, Машгиз,
1946.
3. Л и х ц и е р М. Б., Теория модульных фасонных
фрез для нарезания цилиндрических зубчатых колёс,
изд. ЦБР ЦНИИТМАШ, 1935-1937.
4. Л и х ц и е р М. Б., Дисковая фреза для нарезания
эвольвентных червяков, изд. ЦБР ЦНИИТМАШ, 1937.
5. Семенченко И. И., Режущий инструмент, т. 3,
Машгиз, 1944.
6. Соколовский И. И., Профиль пальцевой фрезы
лчя нарезания косых зубьев, «Технический вестник
УЗТМ" № 3, 1934.
7. Справочник по редукторостроению, вып. VIII, .Зубо-
резный инструмент", изд. ЦБР ЦНИИТМАШ, 1941.
ГЛ. IX]
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЁС
397
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ
И ЧЕРВЯЧНЫХ КОЛЁС
обеспечивает большую точность шага зу-
бьев нарезаемого колеса: каждый зуб заго-
товки обрабатывается одними и теми же
Фрезы для нарезания цилиндрических
зубчатых колёс
Принцип работы и область применения.
Основой червячной фрезы служит основной
червяк, способный правильно сцепляться с зуб-
чагой рейкой с заданным исходным контуром.
Основной червяк превращают в фрезу проре-
занием винтовых канавок и затылованием
зубьев.
Преимуществом червячных фрез перед
фасонными зуборезными является возмож-
ность применения их при нарезании цилиндри-
ческих зубчатых колёс с любым числом зубьев
яри заданном модуле, высокая производитель-
ность и значительная точность.
Червячная фреза может нарезать любые
зубчатые колёса наружного зацепления: прямо-
зубые и косозубые, некорригированные и кор-
ригированные, с малыми и большими модулями
(до т = 36).
Винтовые канавки обычно профрезеровы-
вают перпендикулярно виткам основного чер-
вяка. Угол $к наклона винтовой канавки к оси
фрезы принимают равным углу Хд подъёма
винтовой линии на делительном цилиндре ос-
новного червяка. При нарезании колеса ось
фрезы устанавливают так, чтобы направление
витков фрезы и зубьев колеса совпадало в
точке касания делительных цилиндров фрезы
и колеса. Теоретические величины профиля
исходной рейки (профильный угол, шаг, тол-
щина и высота зубьев) относят к нормальному
сечению фрезы.
зубьями фрезы, поэтому погрешность в шаге
зубьев фрезы не имеет значения.
Червячные фрезы общепринятой конструк-
ции применяются как чистовые в основном
для нарезания колёс не выше 3-го класса
точности и только при небольших модулях
(не свыше т = 4) для колёс 2-го класса точ-
ности. Колёса 2-го класса точности больших
модулей (вплоть до т = 14) нарезают специ-
альными фрезами с увеличенным наружным
диаметром и более строгими допусками. Бла-
годаря внедрению методов чистовой отделки
зубчатых колёс (шевинг, шлифование, при-
тирка) значение червячной фрезы возросло.
Она обеспечивает ббльшую точность по шагу
нарезаемых колёс и благоприятные переход-
ные кривые и потому более пригодна для
последующих операций шевингования и при-
тирки, чем, например, долбяки.
Типы фрез. Червячные фрезы приме-
няются преимущественно для нарезания колёс
с эвольвентным профилем.
Фрезы делятся: 1) по роду обработки— н*
черновые (однозаходные, многозаходные, спе-
циальные) и чистовые (нормальные и преци-
зионные); 2) по исходному контуру — в зави-
симости от данных, характеризующих исход-
ный контур (профильный угол «<? = 14V2» 15-
20° и др.; коэфициент высоты зуба fp = 1,
0,8 и др.; радиальный зазор с = 0,2/п,
0,25т и др.); 3) по системе зацепления — на
Обработка w, кроме мест, показанных осойо
Высокая производительность
зубофрезерования обусловливает-
ся непрерывностью процесса ре-
зания. Однако из-за недостаточно
точного профилирования фрез об-
щепринятой конструкции точность
профиля и основного шага наре-
заемых колёс получается ниже,
чем, например, при работе зубо-
резными гребёнками.
Погрешности профиля червячных фрез
возрастают с увеличением угла подъёма вин-
товой линии на делительном цилиндре фрезы.
В связи с этим чистовые фрезы всегда делают
однозаходными. Однозаходная червячная фреза
Осевое сечение
зубьев^ фрезы
1
Нормольное сечение зубьев фрезы
Фиг. 10. Чистовая архимедова фреза для зубчатых колёс.
модульные и питчевые; 4) по конструкции —
на фрезы без заборного конуса и с заборным
конусом, а также на фрезы с зубьями, сде-
ланными как одно целое с корпусом, и фрезы
со вставными зубьями (сборные).
398
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
Расчёт и конструирование чистовых мальному модулю (для прямозубых ко-
фрез. Исходными данными для конструиро- лес—/р); с' — коэфициент радиального за-
П^Же^ "pU^TTo* «Ч». «™ «&™! « нормальному модулк, (для
лес —/и); а^ — профильный угол исходного прямозубых колёс cpj#
контура в нормальном сечении (для прямо- При расчётах фрез следует пользоваться
зубых колёс — ад); fpn — коэфициент высоты данными, приведёнными в табл. 3.
зуба исходного контура, отнесённый к нор-
Данные для червячной фрезы
Таблица 3
№
фор-
мулы
1
о
2а
3
За
4
4а
5
6
7
8
9
9а
10
11
12
13
14
14а
15
16
17
Искомая величина
i
Высота головки зуба
Высота ножки зуба при от-
сутствии фланкирования
То же при наличии флан-
кирования
Радиус закругления голов-
ки зуба при с < 0,3
То же при с > 0,3
Радиус закругления ножки
зуба при отсутствии фланки-
рования
То же при наличии флан-
кирования
Глубина канавки для выхода
шлифовального круга
Ширина канавки
Радиус закругления канавки
Полная высота зуба
Толщина зуба в нормаль-
ном сечении на делительном
цилиндре
Наружный диаметр
Внутренний диаметр
Число винтовых канавок
Угол затылования по на-
ружному диаметру
Величина затылования пер-
вого кулачка
То же второго кулачка
Высота канавки для шли-
фованных фрез
То же для нешлифованных
фрез
Радиус закругления канав-
ки
Угол угловой фрезы, про-
резающей канавки
Делительный диаметр
Обозна-
чение
h'a
h
а
l"
и
т
Л
гз
Гз
hUK
Ьн
r3
К
Dea
Diu
z
К
8
ft.
k3
H
H
r
%
d6a
Формула
**-(',* +*pn)m«
h if +¦ 0 2\ m
it~~\Jpn ' ) n
u" t f j. о 1 \ m
a~V Pn 1 n
c'pn
1 1—>»¦<*, n
4" cos adn ~ Vpn + cPn) sin adn
1 1 — Sin OCa tl
r3 = 0,3 mn
a= ' л
h 1 • 9 ми
UK ~
Применяется из конструктивных сообра-
жений
rs = 0,5 -т- 1,2 мм
ti = h' + h" + Л„
¦и и и к
ппг
snrw JL.
пи ^ л
Принимается в зависимости от конструк-
тивных требований. Для фрез классов А,
В и С величины D можно принимать по
ГОСТ 3346-46
Diu=dda-2hu
2ic
arc os ( 1 — 4,4 —~Q- j
8=11 + 12°
k., = A,2 -r 1,35) ft,
H = hu + 0,5 (ft, + fta) + 1,5 мм
H = h + ft, + 0,5 мм
*(Deu~2H)
к
e = 18, 22, 25 и 301
ddu = Deu-2h'u~°Mi
Примечание
Только для фрез
с mn> 4
То же
„
Подсчитывается с
точностью до 0,01 мм
При выборе значе-
ния D „ для преци-
зионных червячных
фрез следует учиты-
вать, что число вин-
товых канавок для
этих фрез не должно
быть ниже 10
Меньшие значения 8
берутся для меньших
модулей
Значение ft, округ-
ляется до 0,5 мм
Меньшие значения
ft3 берутся для ббль-
ших модулей. Значе-
ние fta округляется до
0,5 мм
Уточняется вычерчи-
ванием
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЁС
399
Продолжение табл. 3
фор-
мулы
18
19
20
21
22
22а
23
24
25
26
27
28
29
29а
30
31
32
33
34
35
36
аба
Ш
Искомая величина
Угол подъёма винтовой ли-
нии на делительном цилиндре
Осевой шаг
Угол наклона винтовых ка-
навок
Ход винтовых канавок
Длина нарезанной части
фрезы для фрез классов А,
В и С
То же для прецизионных
фрез
Длина заборного конуса у
фрез для косозубых колёс
Угол заборного конуса
Длина цилиндрической ча-
сти буртиков
Длина конической фаски
буртиков
Полная длина фрезы
Длина шлифованной части
отверстия
Диаметр оправки без учёта
шпоночной канавки
То же с учётом шпоночной
канавки
Диаметр выточки по фрезе
Диаметр буртиков
Угол подъёма винтовой
линии на основном цилиндре
основного эвольвентного чер-
вяка
Вспомогательный угол
Профильный угол основ-
ного архимедова червяка
Профильный угол осевого
сечения правой стороны зуба
фрезы в случае, когда основ-
ной червяк фрезы архиме-
дов
То же для левой стороны
зуба
Профильный угол в нор-
мальном сечении впадин
зубьев фрезы в случае про-
филирования по нормальному
сечению
Обозна-
чение
х
t
C
к
sK
L
а
La
L
ик
б
бк
L
1
d
d
d,
Пб
•л
Л
°ал
пи
Формула
sin X = -^L
д dda
в 1
COS А-а
8 =>.,
гк о
-г А
La=4t + A0 4- 15) мм
L = 5/ + A0 -г 15) мм
1,„= Eч- 7) тп
ик п
5 = 18 -г 30°
Ь=4ч-5 мм
l*v =1 -г 1,5 мм
бк
L~La + LUK + 2Aб + 1К)
1 = @,22 -г 0,26) L
d < 0,625 ( Dm — 2Я)
33|~д _ fj-.it --W
' \_ ей \ i 2 /J
d, = d + 2 мм
Dg = Dea — 2Н — C -г 5) мм
cos Хо — cos X, • cos ал„
с/ on
d0 .
со- а г,- d°
2 (гди ~ °'6тп + 0>5*0
'nV °X1 ~ 'nV *Х2
2coB\d(fpn + 0fi+0,^\
kt ¦ z
ntrr n — j»+ #r re _i_ ••
ctg <x ctg а ±
К
a = a -._ — Да -,
пи дп дп
Примечание
Подсчитывается с
точностью до 1'
Подсчитывается с
точностью до 0,001 мм
Округляется в со-
ответствии с имею-
щимся набором смен-
ных шестерён на за-
точном станке
Меньшие значения;
соответствуют боль-
шей длине ?_„
ик
t — соответствую-
щий крепёжный раз-
мер (ОСТ 1489)
Формулы C2)—C4)—
вспомогательные и
служат для подсчёта
угла а по формуле C5)
Верхний знак бе-
рётся для правых
фрез, нижний—для
левых
Углы аап и чал под-
считываются с точ-
ностью до 1'
Наружный диаметр. С увеличением
наружного диаметра благодаря уменьшению
угла подъёма винтовой линии на делительном
цилиндре повышается точность профиля фрезы,
фреза приближается к зубчатой рейке, и при
обычных методах ее профилирования умень-
шаются погрешности.
Увеличение диаметра фрезы позволяет,
кроме того, применить оправку большего
диаметра (повышение жёсткости), а также
увеличить число канавок и резов, приходя-
щихся на каждый зуб заготовки; это повы-
шает чистоту обрабатываемой поверхности и.
стойкость зубьев.
400
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
При сохранении числа канавок неизменным
возрастает величина падения затылка и задних
углов на боковых кромках фрезы и повы-
шается прочность зубьев.
Увеличение диаметра повышает также
производительность, если отношение наруж-
яого диаметра к диаметру оправки умень-
шается.
Для экономии дефицитной стали фрезы
больших диаметров изготовляются сборными,
т. е. со вставными зубьями или гребёнками.
Данные по выбору наружного диаметра
фрез класса А (по ГОСТ 2973-45) для колёс
3-го класса точности, класса В для колёс
4-го класса и класса С для колёс пониженной
точности и для предварительной обработки
приведены в ГОСТ 3346-46.
Для удовлетворения требований, предъ-
являемых к точности профилирования цилин-
дрических колёс (по 2-му классу точности)
рекомендуется применять прецизионные фре-
зы следующих наружных диаметров:
Модуль та
4,оо
4,35
4,5°
5»°°
5.5°
6.ОО
6,5О
7.оо
Наружный
диаметр
85
оо
95
IO5
«5
135
45
Модуль тп
8,оо
9,оо
ю,оо
и,оо
12,ОО
13,оо
14,оо
Наружный
диаметр
155
170
IOO
2IO
23O
25О
2бо
Размеры зуба фрезы. Чтобы обеспе-
чить радиальный зазор, высота hu головки
зуба фрезы (фиг. 10) должна превышать
высоту головки зуба рейки исходного контура
на величину радиального зазора [формула A)
в табл. 3]. Высота ножки зуба фрезы берётся
на 0,2/ил больше высоты ножки зуба рейки
исходного контура [формула B)].
Радиус закругления у головки зуба фрезы
должен быть по возможности больше, но вы-
сота переходного закругления не должна
превышать радиального зазора. При c'pn<CQ,3
это требование выражается формулой C), а
при с ;> 0,3 формулой (За). В последнем слу-
чае зуб фрезы полностью закруглён.
Число и элементы винтовых ка-
навок. Винтовая канавка должна быть до-
статочно широкой, чтобы поместить стружку
и инструмент (резец или круг) при затылова-
нии профиля. Ширина зубьев должна обеспе-
чить прочность и большое количество зато-
чек. Число винтовых канавок уменьшается
с увеличением наружного диаметра фрезы.
Его можно ориентировочно определить по
формуле A0) и уточнить вычерчиванием.
Толщина зуба у ножки должна быть ^0,75
высоты канавки. У шлифованных фрез 2/3
зуба (по дуге наружного радиуса) шлифуются
так, чтобы при этом шлифовальный круг не
задевал соседнего зуба. Данные по выбору
числа канавок для фрез классов А, В и С
приведены в ГОСТ C346-46).
Для прецизионных фрез рекомендуется
принимать zK ^ 10. Угол е (фиг. 10) фрезы,
прорезающей канавки, принимается равным
18, 22, ib и 30° в зависимости от конструк-
тивных и технологических требований.
У фрез со шлифованным профилем угол е
должен быть больше (для свободного вы-
хода шлифовального круга). Дно впадины
закругляется, чтобы уменьшить возможность
появления трещин при термообработке. Вы-
сота Н и радиус закругления г канавки
подсчитываются по формулам A4), A4а)
и A5).
Величины затылования k\ и &3.
Угол 8 (фиг. 10) затылования по наружному
диаметру принимают в пределах 11—12е.
Меньшие значения S соответствуют меньшим
модулям.
Величину затылования kx подсчитывают по
формуле A2). Для фрез классов А, В и С
величина kl принимается по ГОСТ 3346-46.
Для того чтобы после нескольких пере-
точек червячной фрезы нешлифованная часть
зуба, её не принимала участия в резании,
фреза снабжается вторым затылком с вели-
чиной затылования k$, которую подсчи-
тывают по формуле A3). Меньшие значе-
ния k2 принимают для больших модулей, и
наоборот.
Диаметр оправки d определяют ори-
ентировочно по формулам B9) и B9а), где
t\ — соответствующий крепёжный размер
(ОСТ 1489). Окончательную величину d при-
нимают по ОСТ 1489. Толщина тела фрезы
в опасном сечении должна быть не менее
0,3 d.
Для фрез классов А, В и С размер d при-
нимается по ГОСТ 3346-46, размеры шпоноч-
ной канавки — по ОСТ 1489. Рекомендуется
применение конусного отверстия и конусных
оправок, что сводит к минимуму радиальное
и торцовое биение фрезы, крайне неблаго-
приятно отражающееся на профиле изделия.
Прочие конструктивные эле-
менты. Для контроля в процессе изготовле-
ния и для проверки на. биение при установке
на зуборезном станке фреза снабжается с двух
сторон шлифованными буртиками с цилин-
дрической частью длиной 4—5 мм и кониче-
скими фасками длиной 1 — 1,5 мм, сделанными
под углом 30°.
Для облегчения шлифования у шлифован-
ных по профилю фрез при тп ^ 4 во впадине
необходима затылованная канавка.
Снятие неполных витков выполняется так,
чтобы ширина верхней части зуба по всей его
длине оставалась равной примерно 0,7 тп.
Профиль зубьев фрезы. Оси фрезы
и нарезаемого колеса скрещиваются в про-
странстве. Зацепление между ними соответ-
ствует винтовой зубчатой передаче. Так как
колесо имеет эвольвентный профиль, то основ-
ной червяк фрезы и сама фреза должны быть
эвольвентными.
Ввиду сложности профилирования, изго-
товления и контроля таких фрез применяют
ряд приближённых методов профилирования.
Наиболее распространённым является метод,
при котором в нормальном сечении впадины
зуба фрезы воспроизводится профиль исход-
ной рейки. Однако контроль профиля этих
фрез на специальных измерительных приборах
даёт неустойчивые результаты. Кроме того,
при данном методе профилирования при \э>3"
получаются значительные погрешности в про*
филе исходной рейки.
ГЛ. IX)
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЁС
401
Большие удобства для измерения и мень-
шие искажения профиля исходной рейки даёт
метод профилирования, при котором основной
червяк фрезы для зубчатого колеса полу-
чается в виде архимедова червяка с профиль-
ным углом а, рассчитываемым по формулам
C2)—C5). При этом профильные углы в осевом
сечении фрезы аип (с правой стороны зуба)
и аил (с левой стороны зуба), различные по
величине, подсчитывают по формулам C6)
и C6а).
При третьем методе профилирования в нор-
мальном сечении впадины зуба фрезы вос-
производится профиль исходной рейки с не-
сколько скорректированным углом исходного
контура. Величина уменьшения этого угла
йадп в зависимости от угла 1д подъёма вин-
товой линии на делительном цилиндре фрезы
при ад„ =s 20° выражается следующими зна-
чениями:
я"
3°
4°
4°3°'
о'
I'
1.5'
2Г
5°3о'
6°
б°зо'
7°
3.5
4'
5'
б'
Размеры фланкированного участка ножки в
данном случае характеризуются величи-
ной киф и радиусом фланка Гщр. Выбор вида
Фиг. 12. График для определения погрешностей профиля
при разных методах приближённого профилирования чер-
вячных фрез в зависимости от угла подъёма >^ при
Последний метод обладает той же точно-
стью, что и второй, но значительно уступает
ему в точности контроля профиля на измери-
тельных приборах. На фиг. 11 приведён гра-
фик для определения погрешностей Д/ про-
Фнг. 11. Профиль в нормальном сечении зубьев фрезы,
осуществляющей фланкирование зубчатых колёс.
филя при разных методах приближённого про-
филирования фрез в зависимости от угла
подъёма Х<э, если адп = 20° и тп = 1. При
тпф\ величины Д/ умножают на тп.
Фланкирование колёс червяч-
ными фрезами. Фланкирование колёс
обычно производят фрезой с преднамеренно
искажённым профилем зубьев у ножки. Наи-
более распространены два метода фланкиро-
вания (фиг. 12). При первом методе фланкиро-
ванный участок ножки (фиг. 12,й) делают пря-
молинейным с профильным углом ааф, нескэль-
ко большим профильного угла а$п (ad) исход-
ной рейки. Размеры фланкированного участка
ножки характеризуются расстоянием hU(f, на-
чала участка до средней прямой и величиной
угла фланка ацф. При втором методе (фиг. 12, б)
фланкированный участок ножки выполняют
в виде дуги окружности радиуса гиф, сопря-
жённой с линией теоретического профиля.
26 Том 7
фланкирования обусловливается заданием про-
филя исходной рейки*.
Особенности конструкции чер-
вячных фрез для косозубых колёс.
Во избежание отжимов делительного червяка
зубофрезерного станка и дрожания в про-
цессе нарезания рекомендуется правые косс-
зубые колёса нарезать правыми фрезами,
левые колёса — левыми.
Фрезу для косозубых и шевронных колёс
с углами наклона ^>20° для облегчения ра-
боты врезания снабжают заборным конусом
(фиг. 10). Фреза, предназначенная для колёс
с правым и левым направлением зубьев,
снабжается заборной частью с обеих сторон.
Заборная часть рекомендуется также и для
фрез, предназначенных для колёс с углом
наклона зубьев менее 20°.
Расчёт и конструирование черновых
червячных фрез. Для улучшения условий
резания черновые фрезы обычно выполняются
с передним углом 7 = 5—10°.
Для повышения производительности их
часто делают двух- или трёхзаходными. Угол
подъёма винтовой линии Л^ рекомендуется
делать не более 10°.
Наружные диаметры и число канавок для
фрез класса В могут быть приняты по
ГОСТ 3346-46, за исключением случаев, когда
угол А^ получается больше 10°. Иногда число
канавок и наружный диаметр для повышения
стойкости и производительности увеличивают.
Угол \$, ход фрезы 5 и толщину зуба в
нормальном сечении подсчитывают по фор-
мулам
sin \q =
гда
; S —t *2]j sna =
где Д5ПИ — припуск на чистовую обработку.
* ГОСТ 3058-15 „Исходный и рабочий контуры зуб*
чатой рейки" предусматривается первый метод фланки-
рования.
402
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
РАЗД. Ш
Высотные размеры зуба (Лы, hu, ha) чер-
новой фрезы больше, чем у чистовой, в отно-
шении .
cos-у
Профильный угол а зубьев в сечении по
передней поверхности определяют по фор-
муле
tg «т = tg адп . cos 7.
Допуски на фрезы. Допуски на габарит-
ные размеры, а также на прочие элементы
Сборные червячные фрезы. Для эко-
номии быстрорежущей стали прибегают иногда
к изготовлению сборных червячных фрез.
На фиг. 13 приведена фреза со вставными
¦зубьями из быстрорежущей и корпусом из
легированной или малоуглеродистой стали,
на фиг. 14 — фреза со вставными гребён-
ками.
Фрезы со вставными зубьями рекомен-
дуется применять при /ил>15 и Dm^
^200 мм, со вставными гребёнками — при
5 От^\20 мм.
Вид по стрелке А
Примечание.
Клин (дет. 5) подобрать
таким образом, чтобы в за-
>катом состоянии-его ниж-
няя поверхность не доходила
бо дяп впадины но 1— 1.5мм
Ход винтовых
канавок =5040
Фиг. 13. Червячная фреза для зубчатых колёс со вставными зубьями ("»„- 16, а$п -20е):
/ — корпус; 2 — нож; 3 — винт; 4 — шайба Гровера М8; 5—клин; б —винт; 7 — гайка М8.
Фиг. 14. Червячная фреза для зубчатых колёс со вставными гребёнками (^=10, о^л =
1— корпус фрезы; 2 — рейка вставная; 3 — кольцо; 4 — винг М8 X 40-
фрез приведены в ГОСТ 2973-45 (Техниче-
ские условия на фрезы).
Допуски для черновых фрез, работающих
вместе с шевер-фрезами, принимаются такими,
как и для фрез класса В.
В автомобильной промышленности СССР
для модулей зубчатых колёс не свышетн=Ь
получили распространение сборные фрезы со
вставными гребёнками, которые отличатся
от конструкции, изображённой на фиг. 14.
ГЛ. IX)
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЁС
403
Принципиальные отличия заключаются в
следующем: 1) пазы для гребёнок в корпусе
фрезы новой конструкции выполняются парал-
лельными оси фрезы; 2) передняя режущая
поверхность гребёнок является плоскостью,
проходящей через ось фрезы; 3) гребёнки для
таких фрез изготовляются в отдельном (вспо-
могательном) корпусе, что даёт возможность
путём соответствующего смещения передней
режущей поверхности обеспечить необхо-
димые углы резания, не прибегая к процессу
затылования на затыловочном станке. Эта
технология и соответствующая конструкция
ответствующее профилирование фрезы, т. е.
достижение теоретически правильной формы
боковой затылованной поверхности; 3) совпа-
дение межосевого расстояния при нарезании
червячного колеса с межосевым расстоянием
собранной червячной пары.
В зависимости от направления подачи
фрезы различают три метода нарезания чер-
вячных колёс: 1) с радиальной подачей;
2) с тангенциальной подачей; 3) с комбини
рованной радиально-тангенциальной подачей.
При радиальной подаче межосевое рас-
стояние между фрезой и нарезаемым колесом
Осевое сечение
зубьев фрезы
\ вил v
Нормальное сеуечие зубьев фрезы
Фиг. 15. Чистовая затылованная архимедова фреза для червячных колёс.
вспомогательного корпуса и самой сборной
фрезы полностью обеспечивают взаимозаме-
няемость черновых фрез. Для чистовых фрез
пока ещё полная взаимозаменяемость не до-
стигнута (требуется дополнительная обработка
зубьев собранной фрезы на затыловочном
станке).
Отмеченные выше особенности новой кон-
струкции сборных фрез в значительной мере
удешевляют стоимость изготовления и повы-
шают общую экономичность этих фрез по
сравнению со старыми конструкциями. Данные
фрезы можно применять для небольших углов
подъёма винтовой линии на делительном ци-
линдре (для чистовых фрез не свыше 4°).
Фрезы для нарезания червячных колёс
Принцип работы и область применения.
Основой фрезы для нарезания червячных колёс
служит основной червяк, способный правильно
сцепляться с нарезаемым червячным колесом.'
В последней стадии нарезания колеса чер-
вячная фреза должна копировать процесс
зацепления с основным червяком. Для этого
необходимы: 1) совпадение основных пара-
метров червячной фрезы и основного червяка
(модуль, диаметр делительного цилиндра, число
заходов и исходный профильный угол); 2) со-
непрерывно уменьшается до расстояния в
собранной червячной паре.
При тангенциальной подаче фрезу (или
летучку) устанавливают на определённое меж-
осевое расстояние при каждом проходе.
Кроме вращения, фрезе придают поступа-
тельное движение в направлении её оси.
Чистовые червячные фрезы обычлой кон-
струкции применяют для червячных колёс 3-го
и 4-го классов точности, реже для червячных
колёс 2-го класса точности. Для чистовой
отделки червячных колёс 1-го и 2-го классов
точности пользуются шевер-фрезой. Она пред-
ставляет собой червяк с витками, снабжёнными
на вершине и боковых сторонах мелкой на-
сечкой.
Параметры основных червяков выбираются
по ГОСТ 2144-43 „Редукторы червячные".
Типы фрез. В зависимости от формы ос-
новного червяка различают три типа фрез
для червячных колёс: 1) архимедовы; 2) эволь-
вентные; 3) прямолинейные в нормальном
сечении по впадине.
Ввиду сложности профилирования, изгото-
вления и контроля эвольвентные фрезы для
чистовой обработки у нас не применяются.
По тем же причинам прямолинейные в нор-
мальном сечении по впадине фрезы рекомен-
дуется применять лишь при Х^^10°; в этом
404
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
«дучае они допускают сравнительно простое
профилирование.
Наиболее распространены архимедовы чер-
вячные фрезы. Профилирование их просто.
Боковые затылованные поверхности их зубьев
получаются в виде архимедовых винтовых
поверхностей с несколько иными профиль-
ными углами, чем у основного червяка.
Фрезы делятся: 1) по роду обработки —
на черновые, чистовые, отделочные (шевер-
фрезы); 2) по виду подачи — на фрезы для
радиальной подачи и фрезы для тангенци-
альной подачи; последние для облегчения
врезания в заготовку снабжаются конической
заборной частью (фиг. 1С); 3) по системе за-
цепления — на модульные, питчевые и с шагом,
выраженным в дюймах; 4) по конструкции —
на фрезы насадные и фрезы цельные (изгото-
вленные заодно с оправкой).
Расчёт и конструирование фрез. Фрезы
для червячных колёс в основном рассчитывают
и конструируют так же, как и фрезы для
зубчатых колёс.
Исходными данными для конструирования
архимедовой червячной фрезы являются тип
червяка, направление его винтовой линии,
его модуль в осевом сечении /га; число за-
ходов Z\\ его делительный диаметр d^\ про-
фильный угол а архимедова червяка или про-
фильный угол ап червяка, прямолинейного в
нормальном сечении по впадине; его наруж-
ный диаметр Del; его внутренний диаметр D?1;
радиальный зазор С или коэфициент радиаль-
ного зазора с'; длина нарезанной части чер-
вяка L4\ число зубьев колеса — z2.
Тип, направление винтовой линии, а также
величины т% гъ dg, о, (an), t (осевой шаг), 5
(ход), X<j (угол подъёма винтовой линии на
делительном цилиндре) у фрезы и основного
червяка должны совпадать.
Тип подачи. Необходимость получения
достаточного числа резов, приходящихся на
один зуб нарезаемого колеса, ограничивает
применение радиальной подачи. В общем случае
её можно применять лишь для однозаходных
фрез. Для многозаходных фрез радиальная
подача применима в следующих частных слу-
чаях: 1) когда число зубьев колеса и число
заходов фрезы не имеют общих множителей;
2) при чётном числе зубьев колеса (не ниже 6U)
и при числе заходов фрезы zx = 2.
Применение тангенциальной подачи недо-
пустимо, если нарезанное этой подачей ко-
лесо нельзя собрать с червяком при радиаль-
ном вводе последнего. Для определения этого
условия достаточно проверить соблюдение
неравенства (для архимедова червяка)
tg a > tg \
у ?/• d?
А
el
где dt — диаметр начального цилиндра основ-
ного червяка; Xj — угол подъёма винтовой
линии на начальном цилиндре.
Наружный диаметр. Расчёт величины
Deu производится для фрезы (фиг. 15) по
формуле
Deu = Del+2(с' + 0,1) т.
Величина 0,1т — припуск для компенсации
уменьшения радиального зазора в передаче
в связи с переточкой при обязательном со-
хранении межосевого расстояния в процессе
нарезания колеса.
Минимальное допустимое значение Dm
после всех переточек определяется по фор-
муле
№еи)т\т\ = De\ + С.
Внутренний диаметр Dia фрезы не должен
участвовать в резании; его принимают равным
внутреннему диаметру червяка или несколько
большим, если тело фрезы получается слишком
тонким, а именно
Diu =
С.
13
16
22
«7
9O-I3O
I3O—18O
180—24O
24O—3OO
32
40
5О
60
Число zK винтовых канавок. При
радиальной подаче, чтобы получить достаточ-
ное число резов на один зуб колеса, для
чистовых фрез принимают 2^=10 для 2-го
класса точности, zK = 8 для 3-го класса,
zK = б для 4-го класса. Для чистовых много-
заходных фрез zK и zx не должны иметь об-
щего множителя.
Диаметр оправки выбирается по тем
же соображениям, что и диаметр фрез для ци-
линдрических зубчатых колёс, но величина d
должна быть не менее указанной ниже.
Наружный Диаметр Наружный Диаметр
диаметр оправки диаметр оправки
в мм в мм в мм в мм
Deu d Deu *
До зо
30-50
50—70
70-90
Для меньшего ослабления тела фрезы при
малых диаметрах и крупных модулях умень-
шают величину затылования &,.
Если расчётная величина d меньше, чем
следует по ГОСТ 1489, то фрезу надо
делать заодно с оправкой. Для таких фрез
хвостовики оправки выполняют применительно
к зубофрезерному станку. Длина хвостовиков
выбирается такой, чтобы подшипники шпин-
деля станка и опорный подшипник фрезы в
процессе нарезания не задевали заготовки.
Прочие величины. Длина нарезанной
части фрезы принимается для фрез, предна-
значенных для радиальной подачи,
La = LH + t,
для фрез, предназначенных для тангенциальной
подачи,
где LUK — длина заборной фрезы, определя-
емая по формуле
!„„= B,5 + 3)*.
Угол заборного конуса (• принимается
равным 11—13°, причём меньшие значения 6
соответствуют большим значениям Lm.
Толщина зуба в нормальном сечении на
делительном цилиндре для чистовых фрез
Sfiu = ^ cos л^;
для черновых фрез
ТС/Я/» . .
Snu = —<?- COS \д — bSna,
где Asm — припуск на чистовую обработку.
ГЛ. IX]
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЁС
405
Профиль зубьев фрезы. На чер-
теже фрезы помимо осевого сечения, на ко-
тором указываются профильные углы аип и
аил, условно (в виде трапеции) изображается
и профиль зубьев в нормальном сечении.
На чертеже фрезы, прямолинейной в нор-
мальном сечении, указывается только профиль
зубьев в этом сечении (с профильным углом ап).
Летучки для нарезания червячных колёс
Летучка — резец (иногда несколько резцов),
закреплённый в оправке и предназначенный
для нарезания червячного колеса (фиг. 16).
Летучка применяется только при танген-
циальной подаче. При правильном профили-
ровании, точной установке, достаточной жёст-
Фиг. 16. Крепление резца-летучки в оправке.
кости конструкции и надлежащем выборе ре-
жима резания точность нарезания колёс ле-
тучкой не ниже, чем при работе фрезой.
Достоинства летучки — простота, быстрота и
низкая стоимость изготовления, недостаток —
низкая производительность. Летучкой поль-
зуются, когда требуется нарезать небольшое
количество колёс при отсутствии соответ-
ствующей червячной фрезы.
Число зубьев колеса, нарезаемого ле-
тучкой, и число заходов соответствующего
червяка не должны иметь общих множителей,
так как в этом случае приходится делить
колесо, что обычно осуществить с достаточной
точностью не удаётся.
Для лучших условий резания резец должен
быть наклонён к горизонтальной плоскости,
проходящей через ось оправки, под углом Х^.
подъёма винтовой линии на делительном ци-
линдре червяка. Профиль резца должен со-
впадать с профилем нормального сечения ос-
новного червяка по его витку. По техноло-
гическим соображениям наиболее удобен ос-
новной червяк, прямолинейный в нормальном
сечении по витку. В этом случае резец полу-
чается в виде прямосторонней трапеции с про-
фильным углом ол, равным профильному углу
основного червяка в нормальном сечении.
К креплению предъявляются следующие
основные требования: 1) отсутствие провора-
чивания и смещения резца в оправке во время
работы; 2) возможность использования резца
после его переточек. Способ крепления, изо-
бражённый на фиг. 16, удовлетворяет этим
требованиям.
На фиг. 17 и 18 даны типовые резцы для
нарезания колёс с малыми (т < 8) и боль-
Фиг. 17. Летучка для небольших модулей.
шими (т>8) модулями. Резцы изготовляют
обычно из круглого стержня. Закругление
при переходе от хвостовика к режущей части
снижает возможность возникновения трещин
при закалке. У резцов для больших модулей
(фиг. 18) на режущей части делается допол-
нительное местное утолщение N, а за ре-
жущей частью выполняется площадка Р, ко-
торая должна опираться на соответствующую
лыску на оправке. Это придаёт резцу необхо-
димую прочность. По мере переточек резец
Фиг. 18. Летучка для больших модулей.
выдвигается. Между площадкой Р и соответ-
ствующей лыской оправки помещают сменные
прокладки кольцевой формы.
Задние углы на наружной и боковых ре-
жущих кромках делают равными о = ох =
= 8-f-10o. Во избежание задевания резца
задними нерабочими гранями нарезаемой по-
верхности заднюю заточку производят обычно
вначале под углом 15—20°, а затем под углом ах
(фиг. 18). При заточке под углом аг сни-
мают небольшую фаску.
406
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Г р у б и н А. Н., Расчёт зацепления эвольвентных
червячных передач, сб. I работ ЦБ редукторострое-
ния, Машгиз, 1940.
2. Г р у б и н А. Н., Червячное зацепление, Оргаметалл,
1936.
3. Г р у б и н А. Н., Теория архимедова червячного
фрезера для нарезания червячных колёс, .Станки и
инструмент" № 1, 1938.
4. Грубин А. Н.,Лихциер М. Б. и Полоцкий М. С,
Зуборезный инструмент, ч. i и 2, Машгиз, 1946—1947.
5. По л я к о в Д. И., Червячные фрезы со вставными
зубьями, „Станки и инструмент" № 4, 1939.
6. Шишков В. А., Как определять погрешности при
шлифовании червяков и фрезеров, .Станки и инстру-
мент- № 5, 1941.
'Т.Шишков В. А., Геометрия зуборезного инструмента,
диссертация, 1943.
8. В u d п i k, Genaue Zahnradabwalzfraber, „Maschinenbair
№ 3-4, 1934.
9. О 1 a h . Der theoretisch richtige Abwalzfraser fur
Evolventen — Stirn u. SchraubenrSder, .Loewe-Notizen",
Heft 7-9, 1934.
ДОЛБЯКИ ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ЦИЛИНДРИЧЕСКИХ КОЛЕС
С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
Принцип работы и область применения.
Долбяк представляет собой зубчатое колесо
с эвольвентным профилем, снабжённое режу-
щими кромками. Долбяки применяются на
зубодолбёжных станках, работающих по ме-
тоду обката. Поверхность зуба нарезаемого
колеса получается, как огибающая последова-
тельных положений производящей поверхности
долбяка, образующейся поступательным дви-
жением режущей кромки прямозубых долбя-
ков и винтовым движением косозубых. Для
осуществления обкатка долбяку и заготовке
сообщают принудительные вращения с числом
оборотов, связанным зависимостью
где пи, п и 2И и z — соответственно число обо-
ротов и число зубьев долбяка и заготовки.
Долбяками нарезают цилиндрические ко-
лёса с прямыми, косыми и шевронными зубь-
ями. Это — единственный инструмент, кото-
рым можно нарезать колёса внутреннего за-
цепления методом обката. Долбяками обра-
батывают также зубья блочных зубчатых колёс
и колёс с выступающими фланцами. Чистовые
долбяки могут обеспечить точность обработки
деталей по 2-му классу.
Классификация зуборезных долбяков.
По типу нарезаемого колеса различают дол-
бяки для: 1) прямозубых колёс внешнего за-
цепления; 2) косозубых и шевронных колёс
внешнего зацепления с кольцевой канавкой
(дорожкой); 3) шевронных колёс без канавки;
4) прямозубых колёс внутреннего зацепления;
5) косозубых колёс внутреннего зацепления.
По типу крепления на зубодолбёж-
ном станке долбяки разделяются на: 1) диско-
вые фиг. 19, а), применяемые главным обра-
зом для нарезания колёс внешнего зацепления
и частично для нарезания колёс внутреннего
зацепления больших диаметров; 2) чашечные
(фиг. 19, б) для нарезания колёс с выступаю-
щим фланцем (при долблении в упор); они от-
личаются от дисковых внешней формой, по-
зволяющей поместить закрепляющую гайку вну-
три тела долбяка; 3) впулочные (фиг. 19, б) —
главным образом для нарезания колёс внутрен-
него зацепления, а также колёс внешнего за-
цепления малых модулей (эти долбяки закре-
пляются на шпинделе станка при помощи вну-
тренней резьбы); 4) хвостовые (фиг. 19, г),
для нарезания колёс внутреннего зацепления
(хвостовая часть служит для крепления дол-
бяка на станке).
По роду обработки долбяки делятся
на: 1) чистовые — для окончательной обра-
ботки зубьев; 2) обдирочные (черновые) —
для предварительной обработки зубьев.
Фиг. lfl. Долбяки: а — дисковый; 6*—чашечный;
в —втулочный; г — .хвостовой.
Расчёт чистового долбяка. При расчёте
долбяка для нарезания заданной пары зубча-
тых колёс * необходимо располагать данными,
приведёнными в табл. 4.
* Приводимый расчёт долбяка не предполагает на-
резания специально фланкированных зубчатых колёс
(по этом/ вопросу си. стр. 418).
Таблица 4
Данные о зубчатой передаче
Название элементов
передачи
Число зубьев шестерни
ж колеса
Модуль исходного кон-
тура .
Профильный угол исход-
ного контура
Коэфициент высоты зу-
ба исходного контура . .
Угол наклона зуба на
делительном цилиндре . .
Направление наклона
зуба •
Коэфициенты смещения
исходною контура ....
Радиусы окружностей
Внешнее и внутреннее
зацепление
Прямозу-
бое
г, и /а
т
"д
*Р
Si и ?3
Rei и Re2
Косозубое
*i ¦ г%
/я или т
s л
ads или адп
fps или fPn
Правое или
левое
Е«и Чили
hn И 52Я
Rel и лл
ГЛ. IX]
ДОЛБЯКИ ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ЦИЛИНДРИЧЕСКИХ КОЛЁС
407
Продолжение табл. 4
Название элементов
передачи
Расстояние между ося-
•ми в нарезаемой переда-
че ........ ...
Угол зацепления нареза-
емой передачи
Радиусы окружностей
впадин
Верхнее отклонение тол-
щины зуба (обязательное
. утонение зубьев для по-
лучения бокового зазора)
Внешнее и внутреннее
зацепление
Прямозу-
бое
А
а
Rh и Rh
Косозубое
А
а
*Ь U Ri>
Д5в1иД5#а
Примечай ие. Индексы s и п указывают соот-
ветственно на торцовое и нормальное сечения. Индексы
1и2 относятся соотве!ственно к шестерне (малое ко-
лесо) и колесу (большое колесо). Для заготовок символы
б б 1 2 В R /?
) у ( ) Д
|боэначаютси без индексов 1 и 2 Величины
и /?
.
требуются при расчёте, когда их изменения связаны с кон-
структивными ограничениями. Под fp (fps или /рп) по-
нимается коэфициент высоты зуба исходного контура*
на базе которого проектируется зубчатая передача. Фак-
тические резме^ы окружностей выступов и впадин зуб-
чатых колёс иногда не отвечают значению fpt так как в
процессе проектирования-они могут изменяться. Эти из-
менения вызываются гядом причин, как, например,
необходимостью п, едотвратить различные помехи в за-
цеплении, увеличить коэфициент перекрытия и т. д.
Для проверки возможности использования
имеющегося долбяка для нарезания конкретной
пары зубчатых колёс необходимо располагать
также дополнительными данными, приведён-
ными в табл. 5.
Таблица 5
Данные о долбяке
Элементы долбяка
Модуль исходного контура
; Профильный угол исходного
i контура
Коэфициент высоты зуба .
Угол наклона винтовгй ли-
нии производящей поверхно-
¦ сти \щ делительном цилин-
дре
. Число зубьев
> Максимальный коэфициент
, смешения исходного контура
!(ж передней плоскости) . . .
Диаметр окружности высту-
пов долбя* а
, Коэфициент увеличения го-
товку зу'а долбяка для по-
'лучения радиального зазора
Долбяк
Прямо-
зубый
ти
ади
z»
«Vox
D.a
Косозубый
(тиMяли(от«)Л
ha
zm
<?as)max жли
Cus или Сап
У долбяка и нарезаемых колёс должны
быть tns = (mu)s\ ods = (ada)s;Jps = (fpu)s\ iid =
"= $ди (ДЛЯ прямозубых долбяка и нарезае-
мых колёс т = ти; ад = а0и и fp = fpu).
Для того чтобы было возможно нарезать
долбяком .naiiHjio пару зубчать.х колёс, необ-
ходимо, чтобы ссноЕЬые шаги долбяка в торцо-
вом и нормальном сечениях были соответ-
ственно равны основным шагам зубчатых ко-
лёс в тех же сечениях, т. е.
71 (mu)s ' cos (adu)s = к ms ' COS ads;
* (*"и)л • cos (ади)п = ктп- cos адп
(для прямозубых долбяков и зубчатых колёс
должно быть тс ти • cos а^а = п т • cos a^).
Оба эти равенства будут иметь место, если
соблюсти одно из них и дополнительно сле-
дующее равенство:
tg $дя ' cos (adu)s = tg pd • cos ads.
Однако равенство основных шагов ещё не
обеспечивает правильности сцепления долбяка
с зубчатыми колёсами и последних друг с
другом (под правильным сцеплением имеется
в Биду отсутствие интерференции с переход-
ными кривыми, отсутствие подрезания и из-
лишиего срезания кромок, наличие достаточ-
ных радиальных зазоров и т. д.).
Расчёт нового долбяка производится по
следующей схеме: 1) перевод элементов колёс
из нормального сечения в торцовое (только
для косозубых колёс); 2) выбор числа зубьев
долбяка; 3) определение расстояния а перед-
ней плоскости от исходного сечения; 4) опре-
деление фактических радиусов окружностей
впадин Rn и Ri2 шестерни и колеса, а также
радиального зазора С между окружностью
выступов шестерни и окружностью впадин
колеса в передаче внутреннего зацепления
(при нарезании новым долбяком); 5) опреде-
ление величины допустимого уменьшения длины
зуба долбяка; 6) определение фактических ра-
диусов окружностей впадин Rn и Ri2 шестерни
и колеса, а также радиального зазора С между
окружностью выступов шестерни и окруж-
ностью впадин колеса в передаче внутреннего
зацепления (при нарезании до предела сто-
ченным долбяком); 7) определение диаметров
окружностей выступов и впадин долбяка в пе-
редней плоскости; 8) определение толщины
зуба долбяка по делительной окружности в пе-
редней плоскости.
При наличии готового долбяка возможность
нарезания им требуемых колёс проверяют по
следующей схеме: а) проверка на интерферен-
цию с переходными кривыми; б) проверка на
срезание кромок при подаче врезания (только
для колеса внутреннего зацепления); в) про-
верка на срезание кромок прямолинейным
участком ножки зуба долбяка (срезание кромок
зубьев прямолинейным участком ножки зуба
долбяка, которое в ряде случаев неизбежно,
является естественным фланкированием; это
срезание при небольшой высоте положительно
влияет на работу зубчатых колёс); г) проверка
радиусов окружностей впадин нарезаемых
колёс и радиального зазора между окружно-
стью впадин колеса и окружностью выступов
шестерни в передаче внутреннего зацепления.
Долбякй для нарезания прямозубых колёс
внешнего зацепления
Геометрия долбяка. Для получения зад-
него угла ов при вершине (фиг. 20) наружная
поверхность долбяка делается конической
формы. Для получения задних углов на боко-
вых поверхностях зуба последние выполня-
ются в виде эвольвентных винтовых, поверх-
ностей противоположных направлений. Угол
408
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
(РАЗД. Ш
ДРди наклона их винтовых линий на делитель-
ном цилиндре определяется по формуле
где а^ — профильный угол исходного контура
долбяка и нарезаемого колеса.
Эта зависимость А$да от ав обеспечивает
то, что по мере стачивания долбяка его радиу-
сы окружностей выступов меняются так же,
как и смещения исходного контура
В сечении XX
L.m<0
Диаметр окружности впадин Dia долбяка
определяется по формуле
где Си — коэфициент увеличения ножки зуба
долбяка для получения радиального зазора
между долбяком и нарезаемым колесом. Обыч
но Си = 6„.
Толщина зуба по делительной окружности
sda ь произвольном сечении, перпендикуляр-
ном оси долбяка, определяется по формуле
Радиусы делительной и основной окруж-
ностей долбяка соответственно равны
mz,
Развертка сечения зуба
долбяка делительным
цилиндром
Фиг. 20. Долбяк как корригированная шестерня.
Долбяк можно рассматривать как корриги
рованную прямозубую шестерню с переменным
в каждом сечении, перпендикулярном оси, сме-
щением исходного контура зубчатой рейки
(фиг. 20). Сечение плоскостью АА, в котором
смещение исходного контура х — ?ит = 0, а
толщина зуба на делительной окружности
7Г/И ТТ/И .
— —n или -о" +
называется исход-
ным. Смещения исходного контура влево от
исходного сечения (увеличивающие толщину
зуба) — положительны, а вправо (уменьшающие
толщину зуба)—отрицательны.
В произвольном сечении хх, лежащем на
расстоянии Дя от исходного, величина сме-
щения х = ?ат определяется по формуле
х = kum = ± Aa-tgae-
Представление о долбяке, как о корригирован-
ной шестерне, позволяет сделать следующие
выводы: 1) долбяком можно нарезать как некор
ригированные, так и корригированные зубчатые
колеса; 2) формулы, по которым производятся
расчёты элементов корригированных колёс, в
основном пригодны и для расчёта долбяка;
3) все зависимости, характеризующие зацепле-
ние зубчатых колёс, справедливы и для за-
цепления долбяка с нарезаемым колесом.
Диаметр окружности выступов Dea дол-
бяка определяется по формуле
где обычно Са — 0,25 -*- 0,3.
* Если обязательное утонение зуба As заготовки
для получения необходимого бокового зазора в передаче
велико.
Угол зацепления долбяка с нарезаемой за-
готовкой
inv а„ =
Зная толщины зубьев по делительным
окружностям долбяка s'da и заготовки sd,
угол зацепления можно определять по фор-
муле
Расстояние между осями долбяка и на-
резаемой заготовки
т {za 4- z) cos а^
COS au
А '
Радиус окружности впадин нарезаемой
заготовки
Передние и задние углы. Для получе-
ния передних углов дол&як затачивают по
конусу с углом при основании ? (фиг. 21).
В результате пересечения поверхности за-
точки с боковыми поверхностями зуба и с на-
ружной конической поверхностью долбяка об-
разуются боковые режущие кромки / и // и
режущая кромка /// на вершине. Задний ав и
передний y углы на вершине постоянны по
всей режущей кромке. На фиг. 21 показано
сечение поверхности зуба плоскостью NN
нормальной к производящей поверхности
(плоскость, касательная к основному цилин-
дру). В этой плоскости измеряются задние а6
и передние y* углы долбяка на боковых режу-
щих кромках. Задние углы аб, которые можно
считать постоянными по всей режущей кромке,
определяются по формуле
Для чистовых долбяков обычно выби-
рают аб х 2°. При ад = 20° и аб — 2°4' угол
«а = 6°.
ГЛ. IXJ
ДОЛБЯКИ ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ЦИЛИНДРИЧЕСКИХ КОЛЁС
409
Передние углы переменны вдоль режущей
кромки. Они определяются по формуле
tg Т* = tg ?• sin о^.
Угол давления ах для данной точки х режу-
щей кромки определяется по формуле
где гх — радиус-вектор точки х.
Коническая заточка долбяка отрицательно
влияет на точность профиля нарезаемых ко-
лёс, поэтому угол т берётся сравнительно не-
большой величины; чаще всего ? = 5°. Для
сеч. по Ш
Фиг. 21. Передние и задние углы долбяка.
черновых долбяков передний угол обычно
принимается if = 10°.
Чтобы уменьшить искажения профиля при
выбранном угле -\, профильный угол исход-
ного контура &дэ ПРИ изготовлении долбяка
принимается больше, чем угол а^. Он опре-
деляется по формуле
При ад = 20°, ав = 6° и 1 = 5° адэ — 20°10'10\
Расстояние а передней плоскости от ис-
ходного сечения. Насстояние а передней пло-
скости долбяка от исходного сечения опреде-
ляется по формуле
где E«)max—максимальный коэфициент сме-
щения на долбяке.
При расчёте долбяка необходимо прини-
мать максимальное значение коэфициента сме-
щения l?o)max' ЭТ0 повышает качество обра-
батываемой поверхности и точность профиля
нарезаемого колеса.
Максимальный коэфициент смещения лими-
тируется: 1) заострением зуба долбяка; 2) ин-
терференцией с переходными кривыми, кото-
рая может возникнуть в процессе зацепления
зубчатых колёс, нарезанных данным долбяком.
Дальнейший расчёт для определения (?и)тах
предполагает, что у долбяка не закруглены
кромки зубьев. Если закругление кромок имеет
место, то для того, чтобы учесть это, во все
формулы для определения Aи)шах
подставлять D
ей
надо вместо
где
= Re
— высота неэволь-
вентного — закруглённого участка головки
зуба долбяка, измеренная в радиальном напра-
влении).
Опасность заострения возрастает при уве-
личении Еа и Са и уменьшении zu, а опас-
ность интерференции — при увеличении ?а и
уменьшении zu и Си.
Для достаточной стойкости долбяка тол-
щина его зуба sea на окружности выступов
не должна быть меньше допустимой вели-
чины {se)don.
Для долбяков с делительными диаметрами
dda = 75-i- 100 мм можно пользоваться сле-
дующими значениями (se)^on, положенными в
основу данных для зуборезных долбяков по
ГОСТ 321-41—324-41:
(se)don
i—i,5 (о^б—0,41) tn
i.75-2,75 (о. 40—0,31) m
3,оо—4,о (О.ЗО—о,?5) т
4,25—6,0 @,25—0,20) m
7,0—8,0 (о,2о—о,ю) т
На фиг. 22 и 23 даны графики для опре-
деления коэфициента толщины зуба s'ea на
V
0.4-
0.3
0.2
0.1
—».
ч
ч
[N
г*
\
"¦".
ч
ч
\
\
г*
*-^
-~»
¦~~
-».
V
\
ч
s
\
ч
Л"
—-
ч.
ч
s,
N
•^^
>^.
V
\
ч^
\
-~.
>«^
ч
ч^
N
¦—
я
Ч
ч
¦—«.
"^«
ч
s
1—,
ч
ч
ч
ч»
ч
ч.
ч
•ч.
L
О
Фиг. 22. График для определения коэфициента толщины
зуба на окружности выступов для *з=20э, sga"—5— '
Фиг. 23. График для определения коэфициента толщины
зуба на окружности выступов для a^ = 20°, s^u=—-— ,
окружности выступов. Толщина зуба соответ-
ственно равна seu= sea • т. При помощи этих
графиков легко определить значение 5И, при
котором толщина зуба будет равна (se)^on.
410
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
22_
ruuv
900
800
700
600
500
400
300
олл
WQ
90
80
70
60
50
40
30
20
tz:
—
—ч.
Л
—I—"
f
1
I
I
I
- s
/
/
i
Ф
—'
_i
/
/
!
i
I
/
/
Г
i
_
1
\
1
1
-
1
г
/
/
/
/
r
i
—
>
1
-Щ
ТГ'
*
/
?
i
1
L
L
._
¦-.
.1
__1Ц
--I--H
-t -
__t
__E..__
-~t—~
tl
¦
-HHUr—
¦ i
4i -44-
i
/ / / 1/ 1 '
1 If III III / 1
7 F VI II I . i
/
' J
h
/
/
I
f
%
/
/
/
f
/
о
i
TELEL._r
Щ
/
/
/
/
1
f
—
у
у
1
*~
j _
У
r
/
/
=}
ft
n
J
/
r
r
jt:::t
1 /j ] 1
r/
q
1
г
-LiL
i /1.
± I T.
.Ы
v
CVii
ZL
I
Ю
Is
20
25 39
•Фиг. 24. График для проверки ишерферен-
чии с переходными кр1.вьми или а ==20°,
;o-i, ^=5а=о и си=о,з.
Пример. Дано: га= 15, т = 5 мм, ад = 20°, / + Са ~ Ь25 и
= 1 *¦*• Определить значение %и> при котором толщина зуба на
ости выступов s будет раа {^\ Кф
окружности выступов s будет равна
_ se)don = = 0<2. По графику фиг. 23 для
т о
ходим 5„ = 0,2.
мм. Коэфициент j =
15 и sc
= 0,2, на-
Когда графиками воспользоваться нельзя, величину
определяют по формуле
sea —
inv aa — inr а
¦)•
где
mza-cosstd
'~ ~d7u '
При заданном seu можшэ определять 5„ последователь-
ным подбором, причём удовлетворяющее (по заострению
зуба) значение ?и должно быть проверено на интерфе-
ренцию с переходными кривыми.
Во избежание интерференции с переходными кривым
должны быть соблюдены следующие неравенства:
для переходной кривой шестерни
где
Pi — Pai > 0.
= А sina-yO^-rJ
02
Pai = ^ai'sln aHi —
где Re
где
для переходной кривой колеса
Р2 — Р«2 ^ 0,
р2 = Asina —
Pa2 = ^a2-sin aa5 ~ у
Г01
r0a
^«i и aai ~ межосевое расстояние и угол зацепления при
нарезании долбяком шестерни, Ля2 и ан2 — то же при на-
резании колеса. fel <0 указывает на подрезание шестерни,
ргй <^ 0 — на подрезание колеса.
Надо иметь в виду, что при нарезании некорриги-
рованных зубчатых колёс (|1=^3=0), когда лд == 20°, /р^ 1,
ги^30, Сп^0,25, интерференции с переходными кривыми
не произойдёт, если:
й
< О:*
<о,з
, < °.3
!<о.5
!<°.5
<; о,6
<о,8
1<25°
2Г2<00
Е
Когда ад =20°, fp< 1, %<Э0, Ся>0,3 и ^ - fe-O,
проверять интерференцию надо только с переходной
кривой шестерни по графику, представленному на фиг. 24.
Пример. Дано: гц = 19; / =И С„» 0,3; О(? = 20°; г» = 40; *,= 50;
? — 0 и 5г = 0. Определить б>дет ли иметь место интерференция с пе-
реходными кривыми в заданной паре зубчатых колёс при ^ = 0,158.
По фиг. 24 для *и = 19 и ?ц== 0,158 находим г, = 65. Значение
2.1 _ 65 найденное поИгргфику, является максимальным числом зубьев
колеса'Bа)тах- Для которого ешё не будет интерференции с переход-
ными кривыми. Так как Bа)шах=65 больше числа зубьев колеса zs=50
в заданной передаче, то интерференция с переходными кривыми будет
отсутствовать.
ГЛ. IX]
ДОЛБЯКИ ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ЦИЛИНДРИЧЕСКИХ КОЛЁС
411
Если график указывает на наличие интер-
ференции, то при /^< 1 или при Св>0,3 её
фактически может и не быть. В этих случаях
следует проверить-, соблюдается ли неравенство
Pi ~~ Pai ^ 0. Если при выбранном ?и (по за-
острению зуба) опасности интерференции не
возникнет, то (?и)шах принимается равным ?а.
При наличии интерференции ($и)шах прини-
мается меньшим ?в.
Иногда, особенно при малых значениях zu,
величина (?w)max получается отрицательной,
что нежелательно. Во избежание этого надо
пытаться исключить интерференцию уменьше-
нием /?g2 и JRel. Последнее надо согласовать
с конструктором зубчатой передачи.
Допустимое уменьшение длины зуба
долбяка при переточках ограничивается:
1) нрочностью зуба сточенного долбяка, а в
ряде случаев его конструктивными особен-
ностями (например, у сборных долбяков —
элементами крепления зуба к корпусу); 2) сре-
занием кромок зубьев у нарезаемых загото-
вок прямолинейным участком ножки зуба дол-
бяка; 3) подрезанием зубьев нарезаемых заго-
товок.
Высота срезания кромок увеличивается
при уменьшении za и 5а. Если обозначить до-
пустимое уменьшение длины зуба, исходя из
условий прочности, через ДВ, то коэфициент
смещения, соответствующий этой величине,
определится по формуле
Полученное значение 6Я проверяется на
срезание кромок зубьев.
При ?„;>—^2— срезания кромок или
вообще не происходит, или оно столь незна-
чительно, что с ним можно не считаться, по-
этому значение ?ц проверяется в дальнейшем
только на подрезание.
Однако и при несоблюдении неравенства
кромки могут не срезаться.
Минимальный коэфициент смещения ?п,
при котором высота среза кромки нарезаемой
заготовки будет равна заданной (допустимой)
величине Д/?, определяется по формуле
где
(i
*g amin
— inv ad)
•е,
т (za ¦+ z) COS a.0
В тех случаях, когда долбяк имеет утолщён-
ную ножку (см. стр. 418), срезание кромок
зубчатых колёс проверяется по формуле
Д# = Re — ]
где р^ — минимальный радиус кривизны
эвольвенты зуба долбяка в данном сечении
(может быть определён при проверке профиля
на эвольвентомере). При Д/?^0 срезания кро-
мок нет.
Выбрав значение ?и, удовлетворяющее
условию срезания кромок зубьев, производят
проверку на подрезание. Опасность подреза-
ния возрастает при увеличении zu, Ca и умень-
шении \и.
При ?, < {=2 проверяется только шестерня,
при ki > $з проверяются и шестерня, и колесо.
Подрезание исключается, если сохраняется
условие:
(Аи ¦ sin aa
Re
При z > 22, *д > 20% /- < 1, | > 0, za < 30
(Ca<0,3) и ги>30 (Си<0,25) подрезания не
будет, и проверка не требуется.
П <22 ^20<
р
При z<22,
С 03)
<30
р ^^/р< ^ д<
(при Си = 0,3) и 2„>30 (при С„ = 0,25) для
проверки подрезания можно пользоваться
табл. 6.
Таблица 6
Предельное число зубьев нарезаемой шестерни, сво-
бодное от подрезания. Для а,=20°, /„=!• 5=0, Z <30
(при Си=-0,3) и ги >30 (при ГЦ=О,25)
\ 5И
zn \
12
13
15
i6
17
18
19
2О
23
24
25
27
28
3°
31
34
Зб
38
4°
43
45
5°
58
6о
68
76
8о
IOO
ю
о"
—
—
—
—
—
—
—
—
—
—
—
17
17
17
*7
i8
18
18
18
18
18
19
—
0
<N
—
—
—
—
—
—
—
—
—
—
'
—
17
17
17
I8
l8
l8
l8
l8
l8
19
19
19
19
2O
3
0
15
16
16
16
16
16
*7
17
17
4
4
18
18
17
18
18
18
18
18
18
19
19
19
19
20
20
20
c3
0
15
15
16
16
16
16
17
17
*7
17
18
18
18
18
—
—
—
—
—
—
—
—
—
—
—
—
—
Q
s
0"
16
16
16
16
17
J7
*7
17
17
18
18
18
18
18
18
18
18
18
!9
19
19
19
19
19
20
20
20
20
<N
О
1
l6
l6
17
17
17
J7
17
18
18
18
18
18
18
19
—
—
—
—
—
—
—
_
—
—
—
—
—
8
0
1
16
17
17
17
18
18
18
18
18
19
19
19
19
19
18
19
19
19
19
19
19
19
20
20
so
20
20
20
00
0*
1
17
17
18
18
18
18
18
18
19
19
19
19
19
19
—
—
—
—
—
—
—
—
—
—
—
—
—
0
cs
cT
1
—
—
—
—
—
—
—
—
—
—
—
—
—
19
19
19
20
20
20
20
30
20
20
20
20
20
21
eg
0
I
18
18
19
19
19
19
19
19
20
20
20
20
20
—
—
—
—
—
—
—
—
—
—
—
—
—
—
0
1
—
—
—
—
—
—
—
—
—
_
20
20
20
20
20
30
20
21
21
21
31
21
21
21
0
1
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
-
—
22
22
22
Пример. Дано: za = 27, a& = 20°, /^ =» 1. Сц
0,3
и Е =- 0,105. Определить, будет ли п'одрезано зубча-
тое колесо z = 25 при 5 = 0. По таблице для za = 27 и
? = — 0 105 предельное число зубьев, свободное от под-
резания, равно 19. Так как z = 25;>19, то подрезания
не произойдёт.
Табл. 6 составлена для <%д = 20°, fp = 1,
6 = 0, zH < 30 (при Св = 0,3) и ги > 30 (при
Св = 0,25) Если, например, /р<1 или S>-0
и таблица фиксирует наличие подрезания, тоЛ
его в действительности может и не быть, по-
этому в этих случаях проверку на подрезание
надо производить по ранее приведённой фор '
муле.
Если в результате проверки будет устано-
влено наличие подрезания, то надо увеличить
коэфициент смещения ?и.
Максимально допустимое уменьшение дли-
ны з)ба долбяка определяется по формуле
tgae '
где (cJbWh — минимальный коэфициент смеще-
ния, выбранный из условия допустимого сре-
зания кромок и отсутствия подрезания
412
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
Выбор числа зубьев долбяка. Число
зубьев za рекомендуется выбирать так, чтобы
выдержать соотношение mzu ?s dH, где dH —
номинальный диаметр делительной окружности
долбяка для данного зубодолбёжного станка.
Обычно применяются долбяки следующих
номинальных диаметров:
d в мм Модуль
и /га в мм
75 1—4.5
ioo 1—8
I5O 2—12
Збо 6—зб
С увеличением числа зубьев долбяка умень-
шается опасность интерференции с переход-
ными кривыми и уменьшается величина сре-
зания кромок.
При выборе числа зубьев необходимо пред-
усмотреть возможность зубошлифования дол-
бяка на имеющемся оборудовании.
Конструктивные размеры долбяка. Реко-
мендуется брать конструктивные размеры дол-
бяков по ГОСТ 321-41, 322-41, 323-41 и 324-41
и по нормалям Главинструмента на долбяки
для шевронных колёс (проект). Размеры долбя-
ков, связанные с зубодолбёжным станком, со-
гласуются с последним. Долбяки с делитель-
ным диаметром dH = ЗОО-т-360 мм изготовля-
ются сборными.
Долбяки для нарезания косозубых колёс
внешнего зацепления
Геометрия долбяка. Для получения задне-
го угла при вершине наружная поверхность
долбяка делается конической формы с углом
при основании 90° — ав. Для получения задних
углов на боковых поверхностях последние вы-
полняются в виде эвольвентных винтовых по-
верхностей.
Для получения передних углов долбяк под-
вергают специальной заточке. По форме за-
точки различают два типа долбяков — I и II.
Долбяк типа I характеризуется раздельной за-
точкой обеих сторон зуба, а долбяк типа II
одновременной их заточкой. Заточка типа I
обеспечивает большую точность профиля на-
резанных колйс и более благоприятные углы
резания вдоль режущих кромок.
Долбяком типа I можно нарезать также
шевронные колёса без кольцевой канавки.
В зависимости от направления наклона
зубьев косозубые долбяки делятся на правые
и левые. Косозубые колёса внешнего заце-
пления с правым наклоном зубьев нарезаются
левыми долбяками, и наоборот.
Для нарезания шевронного колеса тре-
буется комплект из двух долбяков — правого
и левого. К их спаренности предъявляются
особые требования.
У косозубых долбяков различают: а) тор-
цовое сечение, перпендикулярное оси долбяка;
б) нормальное сечение, перпендикулярное
винтовой линии производящей поверхности
долбяка на его делительном цилиндре.
Угол наклона fou производящей поверхно-
сти на делительном цилиндре долбяка должен
быть равен углу ^ наклона зубьев на дели-
тельном цилиндре нарезаемого колеса. Между
отдельными элементами долбяка в торцовом и
нормальном сечениях существуют зависимо-
сти, аналогичные зависимостям для косозубых
колёс:
ТПп . t$J йлв
щ — —\- > *ё aos = о-;
fps = fpn' cos pd; tus = Ьип' cos %
и Cas = Cun«cos ?Ja.
У косозубых долбяков различают острую
и тупую сторону зубьев. У правых долбяков
правая сторона зуба, если смотреть на долбяк
с переднего торца, является тупой, левая —
острой; у левых долбяков — наоборот.
Долбяки типа I. Косозубый долбяк типа I
можно рассматривать как корригированную
косозубую шестерню с переменным смещением
исходного контура в каждом сечении, перпен-
дикулярном оси. Всё, сказанное о прямозубых
долбяках, рассматриваемых как корригиро-
ванные шестерни, справедливо и в данном слу-
чае, но относится к торцовому сечению косо-
зубого долбяка. Эвольвентные винтовые по-
верхности зуба вы-
полняются так, что
углы наклона их
винтовых линий на
делительном ци-
Фиг. 25. а — развёртка сечения зуба долбяка типа I де-
лительным цилиндром; б — заточка вершины долбяка
типа I.
линдре (фиг. 25, а) равны на острой стороне
зуба tg'(PdB)«. = tgpd + tgeaj.tgae, на тупой
стороне зуба tg {§ди)т = tg рд — tg adr tgав.
Для получения передних углов Yr и Ъс
тупую и острую сторону зуба затачивают от-
дельно. На фиг. 26 показаны сечения правой
Фиг. 26. Сечение зуба долбяка типа I плоскостями, каса-
тельными к основному цилиндру.
и левой сторон зуба долбяка плоскостями,
касательными к основному цилиндру. В этих
плоскостях измеряются задние и передние
углы на боковых режущих кромках. Задние
ГЛ. IX]
ДОЛБЯКИ ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ЦИЛИНДРИЧЕСКИХ КОЛЁС
413
углы (у-б)ос и (лб)т на острой и тупой сто-
ронах зуба определяются по формулам
{аб)ос = ($ои)ос — (Рои); (аб) т = (Рои) — (Раи) т,
гДе (Рои)ос и (Рои) г—Углы наклона винтовых
линий на основном цилиндре острой и тупой
сторон зуба, определяемые по формулам
tg (рои)ос = (tg Ра + tg ads- tg ae) со s ads;
tg (Sou) г = (*§ fa — tg «dHg ae) COS ad5.
Роя — Угол наклона винтовой линии произ-
водящей поверхности на основном цилиндре —
находится из равенства
Так как (аб)ос •< (<*б) т, то определение угла
ав ведут по величине (а^)^. Угол ав наружного
конуса долбяка определяется по формуле
tg [9oa + (<*б)ос\ - tg Ров
iff Я„ =
Обычно принимают (ag)oc w 2°.
Определённое по формуле значение угла а,
округляется.
При 0^ = 20°, ра = 30° и ав = 7° угол
(«,)„. к 1-50'.
При ads = 20o, ^ = 30° и ав = 9° угол
(аб)ос « 2°20'.
Величина передних углов на боковых
режущих кромках -\ос и tT выбирается в пре-
делах 5—7°, причём принимается ^Ое==^Г'
Для правильной обработки вершины ше-
врона у шевронных колёс режущая кромка Ь
тупой стороны зуба (фиг. 26) должна превы-
шать режущую кромку а острой стороны на
величину Д/( = Bi« sin ((Зоа — ?ос), где Вх —
ширина фаски, равная @,25—0,4) (seu)s, где
($еиЪ ~ толщина зуба на окружности выступов
долбяка в торцовом сечении.
У долбяков больших модулей для улучше-
ния условий резания применяется дополнитель-
ная заточка вершины зуба (фиг. 25, б).
Долбяки типа II. Зуб долбяка типа II имеет
заточку по плоскости, нормальной к винтовой
линии производящей поверхности на делитель-
ном цилиндре (т. е. по плоскости, составляю-
щей угол p«j с торцовой плоскостью BSBS)
с поднутрением на угол f (фиг. 27, а). Такая
заточка зуба вносит некоторые изменения в
расчёт долбяка.
Нормальное сечение АпАп, в котором E^ы)л =
\
или
называется исходным. Толщина зуба (s^a)n
соответствует толщине зуба в торцовом сече-
нии (squ)s = да п . Это торцовое сечение на-
зывают исходным торцовым сечением. В обоих
сечениях смещение равно нулю.
По мере заточки радиусы окружностей вы-
ступов долбяка уменьшаются примерно на
величину &R = [сГп + Дол) tg ae-cos Ра> гДе
Да„ — расстояние произвольного нормального
сечения от исходного АпАп; ап — расстояние
передней нормальной плоскости от того же
исходного сечения.
Знак плюс надо принимать, когда рассма-
триваемое сечение располагается справа от ис-
ходного, а минус — когда оно располагается
слева от него.
Для того чтобы долбяк типа II можно было
отождествить с корригированной косозубой
шестерней, у которой смещение меняется так
же, как и радиусы окружности выступов
(т. е. %usms= ± Aan-tgae-cos fo), эвольвентные
винтовые поверхности зуба долбяка выпол-
няются так, что углы наклона их винтовых
линий на делительном цилиндре (фиг. 27, б)
равны на острой стороне зуба ($ди)ос =
= p0« + Afo«. на тупой стороне зуба (E^)г =
= fou — д §дш причём tg Д $ди = tg ads. tg aa X
X COS2 3d.
Отождествление косозубого долбяка типа И
с корригированой косозубой шестерней по-
Вид по стрелке А
сеч. по ад
Развертка сеченый зуба
далд'яка делительным
цилиндрам
зволяет сделать те
же выводы, что и
для прямозубых
долбяков, но отно-
сить их к торцово-
му сечению.
Толщины зубьев
на делительном ци-
линдре в произ-
вольном нормаль-
ном и в соответ-
ствующем торцо-
вом сечениях свя-
заны формулой
(S'du)n =
= (s'du)s c°s Ра-
Обе стороны долбяка затачиваются одно-
временно. Задние углы (аб)ос и (а^)Т острой и
тупой сторон зуба определяются по тем же
формулам, что и для долбяка типа I, а углы
(ha)ос и (%ои)т по формулам
Фиг. 27. а — затпчка долбяка
типа II; б —развёртка сечения
зуба долбяка типа II дели-
тельным цилиндром.
tg {'?ои)ос = tg (Ра +
tg (нои)г= tg (Ра —
Ы cos ads;
u) cos ads.
Угол ae наружного конуса следует опреде-
лять по формуле
Обычно принимают
{«б) ос ~ 2°.
Заточка долбяка типа И отрицательно влияет
на точность профиля нарезаемых колёс. Вели-
чина угла поднутрения у для чистовых долбя-
ков берётся обычно равной 5°.
414
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[разд. m
Для уменьшения искажения профиля угол
исходного контура при изготовлении долбяка
изменяется. Его определяют по формулам:
для острой стороны
tg (адэ)ос =
для тупой стороны
7 cos
% 4- tg (Д Paa)tg 7
cos (Д $ди).
Расстояние передней плоскости от ис-
ходного сечения. Расстояние as передней тор-
цовой плоскости от исходного сечения для
долбяков типа 1 (фиг. 25, а) определяется по
формуле
()
aS tgafl •
Расстояние ап передней нормальной пло-
скости от исходного нормального сечения для
долбяков типа II (фиг. 27, б) определяется по
формуле
Определение максимального коэфициента
смещения для косозубых долбяков произво-
дится таким же образом, как и для прямозубых,
но с подстановкой в формулы элементов, со-
ответствующих торцовому сечению. Если у ко-
созубых долбяков значения aQn и fpn -\- Сиа,
например, соответственно равны значениям ад
и /. + Са, для которых построены графики
на фиг. 22 и 23, то последними можно поль-
зоваться и для косозубых долбяков, учиты-
вая, что:
1) косозубый долбяк, имеющий число зубьев
zu, отождествляется с прямозубым долбяком,
число зубьев которого —-{-г- ;
2) коэфициенты s'eu и ?и на графиках со-
ответствуют нормальному сечению косозубого
долбяка;
3) толщина зуба (sea)a на окружности высту-
пов в нормальном сечении косозубого долбяка
(seu)n ~ s'eu'mn>
толщина зуба на окружности выступов в тор-
цовом сечении может определяться по следую-
щей приближённой формуле:
ствующий допустимому уменьшению длины
зуба ДБ5 (или ДВЛ), выбираемой из условий
прочности конструктивных особенностей и т. д.,
определяется по формулам:
для долбяков типа 1
для долбяков типа II
Значение %иь проверяется на срезание кро-
мок. Предварительно определяется Zmm:
Sin3 ad3
Если z
zu ^ гт1п, то срезания кромок не
происходит, поэтому значение ?ил проверяется
только на подрезание зубчатых колёс, как это
делалось для прямозубых долбяков (подставляя
в формулы элементы, соответствующие тер-
цовому сечению).
Если za<zma и при этом tgtfiOtt)e,<
10 amtn и соответствующее
Sin ads '
= SB (стр. 411) определяют так же, как и для
прямозубых долбяков, но подставляя в фор-
мулы элементы торцового сечения.
Если %а < zmln, а tg (pou)ot. >
тД-,то про
hlrl *ds
веряется величина 4/? срезания кромок у на-
резаемых колёс при работе новым долбяком
(т. е. при ?as max ) по формуле
причём для долбяков типа II ABS =A/J/,-cosp(>.
Определив значение ^us, удовлетворяющее
условию срезания кромок, производят провер-
ку на подрезание так же, как и для прямозу-
бых долбяков (стр. 411).
Максимальное допустимое уменьшение дди-
ны зуба определяется по формулам:
для долбяков типа I
Для долбяков типа I, предназначенных для
нарезания шевронных колёс, можно принять
следующие значения величины se (d0/J) в тор-
цовом сечении:
Модуль ms se {доп)
i,o-i,5 @,46 4- 0.41) ms
*.75-2-75 (°.4о -г <^3i) ms
3.0-4о ( ) s
5,0—9,0 @,25 -=- 0,20) mg
10—15 @,20
16—36
0,15)
бяка
Допустимое уменьшение длины зуб
ка. Коэфициент смещения долбяка, со
а дол-
соответ-
для долбяков типа II
Производящая поверхность долбяка и
винтовые направляющие зубодолбёжных
станков. Вследствие винтового движения дол-
бяка при нарезании косозубых и шевронных
колёс режущая кромка образует винтовую
производящую поверхность.- Винтовое движе-
ние осуществляется при помощи специальных
винтовых направляющих, ход которых SH пре-
допределяет ход Stt производящей поверхно-
сти (SH = Sa). Угол наклона $ди винтовой ли-
ГЛ. IX}
ДОЛБЯКИ ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ЦИЛИНДРИЧЕСКИХ КОЛЁС
415
нии производящей поверхности на делительном
цилиндре определяется по формуле
• msz
К зубодолбёжным станкам обычно прилагается
набор винтовых направляющих. Каждая на-
правляющая рассчитана на определённый но-
минальный диаметр dH делительной окружно-
сти долбяка и на номинальный угол наклона $н
винтовой линии на делительном цилиндре на-
резаемых колёс.
В табл. 7 приведены данные о величинах
SH, dH и Рк Ддя некоторых зубодолбёжных
станков.
Таблица 7
Станок
Средневоджского станкоза-
вода
То же
Лоренд-Сайкс, модель SH-6,
и Сайке, модель ЗС
Лоренц-Сайке, модель SH-12
То же
Лоренц Сайке, модель SH-18
Сайке Фарелл
S, ,в мм
1198,01
751,96
552,85
2993,33
1899,38
829,38
11О5,7°
1958,9
d . в мм
-IOO
~ioo
~ioo
~i6o
~1бо
15
Э°
то
15
3°
ЭР
Выбор числа зубьев косозубого долбяка
лимитируется винтовыми направляющими, по-
этому величину угла $$ необходимо согласо-
вать с числом зубьев долбяка, учитывая нали-
чие направляющих. В остальном соображения
при выборе zu не отличаются от принятых для
прямозубых долбяков. Косозубые долбяки и
долбякидля нарезания шевронных колёс обыч-
но изготовляются примерно тех же диаме-
тров делительных окружностей, что и пря-
мозубые.
Конструктивные размеры косозубых
долбяков. Рекомендуется конструктивные раз-
меры косозубых долбяков брать по ГОСТ
327-41 и по нормалям Главинструмента (про-
ект) на долбяки для шевронных колёс. Раз-
меры долбяка, связанные с зубодолбёжным
станком, должны быть согласованы с послед-
ним.
Долбяки прямозубые для нарезания
цилиндрических прямозубых колёс
внутреннего зацепления
Геометрия долбяков для нарезания цилин-
дрических прямозубых колёс внутреннего за-
цепления не отличается от геометрии долбя-
ков для аналогичных колёс внешнего заце-
пления.
Долбяк и нарезаемая шестерня (колесо с
наружными зубьями) представляют собой пере-
дачу внешнего зацепления, поэтэму всё из-
ложенное ранее о сцеплении долбяка с прямо-
зубой шестерней остаётся в силе.
Долбяк и колесо внутреннего зацепления
представляют собой передачу внутреннего за-
цепления. Угол зацепления, расстояние между
осями, радиус окружности впадин колеса и
радиальный зазор С между окружностью впа-
дин колеса и окружностью выступов шестерн»
рассчитываются по следующим формулам:
Зная толщину зубьев по делительным окруж-
ностям долбяка s'gu и колеса внутреннего за-
цепления Sd%, угол зацепления можно точно
определить по формуле
тал — (Srio + s'du)
inv au2 = / __ '
m(z2 — zu) COS a^
. 2 COSaa2
. Q __ П. /
Интерференция с переходными кривыми про-
веряется по формулам, которые приводятся
ниже.
Максимальный радиус окружности высту-
пов шестерни, при котором отсутствует интер-
ференция с переходной кривой колеса, опре-
деляется по формуле
где
-1*0*
«2*
sin a
;И2-
Если Д/?! = Rei — (Ял)шах<0, то интер-
ференции с переходной кривой колеса не про-
исходит.
Минимальный радиус окружности выступо»
колеса, при котором отсутствует интерферен-
ция с переходной кривой шестерни, опреде-
ляется по формуле
где ри1 =Аи1 -sin aul —
^п то интер-
переходной кривой шестерни не
Если
ференции с
произойдёт.
Срезание кромок колеса внутреннего за-
цепления проверяется вместо ранее приведён-
ных формул для внешнего зацепления (стр. 411)
соответственно по следующим формулам:
Соблюдение этого неравенства указывает на
отсутствие во всяком случае существенного
срезания кромок зубьев колеса. При несоблю-
дении неравенства кромки могут не срезаться,
inv («и2)тах — inv «л
где tg(ccu2)max =
r02
?и — минимальный коэфициент смещения, при
котором величина срезания кромки зуба колеса
будет равна заданной величине Д/?2. В тех
случаях, когда долбяк имеет утолщённую нож-
ку, срезание кромок проверяется по формуле
416
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
Рфи~ минимальный радиус кривизны эволь-
венты зуба долбяка в данном сечении. При
А#2 < 0 срезания кромок нет.
Расстояние а передней плоскости
от исходного сечения
Макси мальныйкоэфициент смещения (?в)тах,
(Umax7*
а следовательно, величина а = .
ограничивается заострением зуба долбяка
(см. стр. 409) и интерференцией с переход-
ными кривыми (см. стр. 409).
Для долбяков малых диаметров дели-
тельных окружностей предусматриваются до-
пустимые величины {se)don , приведённые в
табл. 8 (данные таблицы положены в основу
ГОСТ 325-41—326-41).
Таблица 8
ddu~50 мн
т
г—2,75
2,75—3-75
4,оо—5,оо
<-se)don
@,48—0,4 )т
(О.ЗО- 0,35)"!
(o,i6—о,ю)т
Uq „*25 мм
т
1,о-1,75
2,0— 3.°
@,40- о,25)/и
(О,31—О,12)ОТ
Помимо заострения зуба и интерференции,
максимальный коэфициент смещения лимити-
руется факторами, присущими исключительно
передаче долбяк — колесо внутреннего заце-
пления: срезанием кромок зубьев колеса при
радиальной подаче врезания долбяка и возмож-
ностью неправильного зацепления долбяка с
нарезаемым колесом (признак аи2 < 0). Среза-
ние кромок колеса при подаче врезания про-
исходит в результате того, что кромки зубьев
долбяка во время врезания оказываются на
большем расстоянии Ь от линии центров О2Оа,
чем соответствующие кромки колеса (расстоя-
ние а) (фиг. 28). Это обычно случается при
малой разности z2 — zu.
b-
Колесо
Фиг. 28. Срезание кромок колеса при радиальной подаче
врезания долбяка.
Опасность срезания кромок уменьшается
при увеличении разности г2 — zu и при умень-
шении $а и Си.
Если ен< 0,2, <rd>20°, /р<1, Си<0,25,
52>Ои'z2 — zu^22, то срезания кромок не
происходит.
Если ?и < — 0,2, ад ^ 20°, fp < 1, Си < 0,25,
?2^0 и s2 — za~^ 15, то срезания кромок так-
же не происходит.
При 5И < 0, е2 ^ 0 для fp < 1 и Са < 0,25 и
для ^^0,8 и 6"и<;0,2 проверку срезания
кромок для различных «^ можно вести по гра-
фику фиг. 29.
Если по графику (г2 — zu)mia < z2 — za, то
срезания кромок не происходит.
Срезания кромок может не быть даже
если это условие и не соблюдается (кроме
,-Zu)min
\
ч
Ч
1—«
yl
уП
"—
1
0' 2Г
23' 24' 25' 26' 2Т 28" 2Г а$
Фиг. 29. График для определения минимальной разносш
чисел зубьев колеса и долбяка, при которой не проис-
ходит срезания кромок при подаче врезания: кривая
/— для ?а=0, 6,=>0, / =1 и Си=0,25; кривая Я—для
/ =1 и Си
5а~0, 5,-0, /р=0,8 и С
0,2.
случаев, когда 6Ы = О, ^2 = 0,/„=1 и Си =
= 0,25 или fp = 0,8 и Св = 0,2).
Во всех случаях, не охватываемых указа-
ниями, изложенными выше, проверку на сре-
зание кромок производят в следующем по-
рядке:
а) определяют контрольный размер а по
формуле
>2 I Л п2
если и !> /2, срезания кромок не происходит,
если u<V02> то проверку продолжают;
б) определяют контрольный размер и' по
формуле
и' = а — Аи2;
если и ^ гои, то срезания не происходит, если
и' <С"ои- проверку продолжают;
в) определяют вспомогательный угол В:
— inv
ац2 -f inv ле
где
cos ae2 =
г) определяют вспомогательный угол 8':
д) из формулы F = Rg2• cos f — /?„ х
Xcosf— <f — 8J определяют величину угла
у = <р0, при котором значение F будет равно
гл.
ДОЛБЯКИ ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ЦИЛИНДРИЧЕСКИХ КОЛЁС
417
нулю, для этого задаются рядом значений <f
(достаточно бывает трёх значений) в пределах
от 5' до х, где х определяется по формуле
cos л1 =
Rt
затем подсчитывают для этих у соответствую-
щие значения F и строят кривую, как это по-
казано на фиг. 30; значение <р в точке пере-
Фиг. 30. Графическое определение <р=«р0.
сечения кривой с осью абсцисс и будет иско-
мым сро, при котором F=0;
е) определяют контрольный размер Л;1 по
формуле
N, = /?й. sin ср0 - Reu • sin (^ <р0 — Ъ) .
Отрицательное значение Nx указывает на
срезание кромок.
Если при всех значениях <р между S' и х
величина F будет положительной, то подсчи-
тывают контрольный размер Д/2 по формуле
Ni = Rei-sinb' — Reu-sin aeu.
Отрицательное значение Л/2 указывает на
срезание кромок.
Если при всех значениях «р между 5' и х
величина F будет отрицательной, то подсчи-
тывают контрольный размер по формуле
=/?<?• sin ж —
•sin
\ — x — 8).
\zu '
Отрицательное значение Д/3 указывает на
срезание кромок.
Для устранения срезания кромок надо
применить один из следующих способов или
комбинацию их: а) уменьшить коэфициент
смещения ?ц; б) уменьшить число зубьев дол-
бяка zu', в) увеличить радиус выступов коле-
са Re2> г) изменить коэфициенты смещения
б, и е*
Возможность применения последних двух
способов надо согласовать с конструктором
зубчатой передачи.
Если при проверке радиального зазора С
его величина окажется недостаточной, то
иногда бывает удобно получить желаемый ра-
диальный зазор за счёт уменьшения радиуса
окружности выступов R# шестерни.
При неудачно выбранном коэфициенте
смещения ?и правильное зацепление долбяка
с зубчатым колесом вообще может не иметь
места (признак нарушения зацепления ааз<С0)-
27 Том 7
Предельное положение, при котором зацепле-
ние ещё не нарушается, соответствует ка-
санию основных окружностей долбяка и наре-
заемого колеса (т. е. при оса2 = 0).
Угол зацепления <*и2 долбяка и колеса
больше нуля или равен нулю, если сохраня-
ются соотношения
То же самое при ад=20°: ?и^?
+ 0,0205 (г2 — га), а также при о^=
5<5 + О115
в<а + Bя)
Допустимое уменьшение длины зуба
долбяка. Всё изложенное по этому вопросу
для прямозубых долбяков, нарезающих ко-
лёса внешнего зацепления, справедливо для
долбяков, нарезающих передачи внутреннего
зацепления. Проверку на срезание кромок
колеса необходимо вести по особым форму-
лам, данным для колеса внутреннего зацепле-
ния (см. стр. 415). На подрезание проверяют
лишь шестерню.
Выбор числа зубьев долбяка zu лимити-
руется числом зубьев колеса внутреннего за-
цепления z2. При выборе ги желательно, чтобы
разность г2 — za была больше предельной раз-
ности (z2 — 2a)min, определяемой по графику,
представленному на фиг. 29. В остальном со-
ображения при выборе za те же, что и при вы-
боре числа зубьев прямозубых долбяков для
колёс внешнего зацепления.
Конструктивные размеры долбяков с диа-
метрами делительных окружностей ddu и 25 и
50 можно выбирать по ГОСТ 326-41 и 325-41.
Долбяки косозубые для нарезания
цилиндрических косозубых колёс
внутреннего зацепления
Геометрия долбяков для нарезания цилин-
дрических косозубых колёс внутреннего за-
цепления не отличается от геометрии долбя-
ков для нарезания аналогичных колёс внешнего
зацепления.
Долбяки нарезаемая шестерня представляют
собой косозубую передачу внешнего зацепле-
ния, поэтому всё изложенное о долбяках для
нарезания косозубых колёс внешнего зацепле-
ния распространяется на долбяк и передачу
долбяк —шестерня.
Долбяк и колесо представляют собой косо-
зубую передачу внутреннего зацепления, по-
этому всё изложенное о нарезании долбяками
прямозубых колёс внутреннего зацепления
справедливо и для рассматриваемого случая,
но во все формулы необходимо подставлять
элементы, соответствующие торцовому сече-
нию. В тех случаях, когда za< 2^g+c^
sin- а^,
до,. j> —-¦ ° , величину срезания кромок
sin ot^y
Д/?2 колеса надо определять при работе но-
вым долбяком (при cus шах) по формуле
ДЯЯ
Ли2 sin ад+ЬВ, tg (Зоц)ос
Если Д/?2<.0, срезания кромок нет.
Левый косозубый долбяк нарезает левое
колесо внутреннего зацепления, правый — пра-
вое.
418
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ш
Габаритные (не расчётные) размеры долбя-
ков с косыми зубьями и малыми диаметрами
делительных окружностей (d^a « 38 мм) пре-
дусмотрены ГОСТ 329-41.
Фланкирование
Фланкирование, т. е. некоторое преднаме-
ренное искажение теоретического профиля зуб-
чатых колёс, применяется главным образом
для снижения динамического эффекта в про-
цессе работы зубчатых передач.
Наиболее распространённое фланкирова-
ние—срез вершин головки зуба (фиг. 31, а) —
осуществляется инструментом с утолщённым
основанием ножки зуба (фиг. 31,6). Параметры
фланкирования зубчатых колёс устанавливают
по ГОСТ 3058-45 „ Исходный и рабочий кон-
туры зубчатой рейки"*. При этом имеется в
Срез головки
ЛЗальбента
— / \ Утолщенная
/ Uff
Збольбента
а) 5)
Фиг. 31. Зубья шестерни и долбяка: а — флан-
кированный зуб шестерни; б — зуб долбяка
С утолщённой ножкой.
виду, что производящая рейка, контур зубьев
которой совпадает с контуром впадины рабо-
чего контура, формирует на зубчатых колёсах
звольвентные зубья с теоретически предусмо-
тренными фланками. Для получения на зубча-
тых колёсах требуемого фланка необходимо
специальным образом спрофилировать утол-
щённую ножку зуба долбяка. Требуемая форма
профиля зуба долбяка получается, как оги-
бающая профиля рабочего контура рейки при
качении её начальной прямой по делительной
окружности долбяка.
На фиг. 32 показано сопряжение рабочего
контура зубчатой рейки с зубом долбяка
в произвольном торцовом сечении последнего,
где коэфициент смещения рабочего контура
равен ?и.
Минимальный радиус кривизны рфи эволь-
венты зуба долбяка (в точке а начала утол-
щения) в данном торцовом сечении определяется
по формуле
Рфи —
(fp
sin ад
Следует отметить, что при нарезании таким
долбяком зубчатых колёс внешнего зацепле-
ния величина фланка на зубьях будет соот-
ветствовать ГОСТ 3058-45 только при ?я =—? *,
где к — коэфициент смещения на нарезаемой
заготовке. В остальных случаях (при %иф — ?)
высота фланка будет несколько большей.
Средняя прямая
Начальная прямая
Фиг. 32. Сопряжение рабочего контура зубчатой
рейки с долбяком.
Высота фланка (среза кромок зубьев) на
зубчатых колёсах внешнего зацепления при
нарезании фланкированным долбяком опре-
деляется по формуле
AR = Re -
Допуски. Различают долбяки трёх классов
точности: чистовые — классов А и Б и обди-
рочные — для предварительной обработки
зубьев. Допуски на основные элементы дол-
бяков для прямозубых и косозубых колёс
установлены ГОСТ 331-41.
* У нефланкированных зубчатых колёс исходный и
рабочий контуры совпадают.
* Высота фланка на зубьях и при этом получается
несколько большей, чем требуется, из-за добавочного
углубления долбяка, необходимого для получения боко-
вого зазора.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Белоконь М. Н., Резцы Феллоу, „Вестник метал-
лопромышленности" № 6, 1934.
2. ГольбрайхИ. Е„ Аналитический расчёт долбяка,
.Вестник металлопромышленности" № 8—9, 1938.
3. ГОСТ 321-41 — 330-41. .Зуборезные долбяки".
4. ГОСТ 331-41. „Зуборезные долбяки". Технические
условия.
5. Д и к е р Я. И., Эвольвентное зацепление, Оргаме-
талл, 1935.
6. Д и к е р Я. И., Внутреннее зацепление прямозубое
и косозубое, Оргаметалл, 1938.
7. Полоцкий М. С., Теория долбяков для цилин-
дрических колёс с прямыми и косыми зубьями, мате-
риалы ЦБР ЦНИИТМАШ, 1935.
8. П о л о ц к и й М. С., Долбяки для внутреннего за-
цепления, Труды ЦБР ЦНИИТМАШ, 1939.
9. Г рубин А. Н., Лихциер М. Б., Полоцкий М. С,
Зуборезный инструмент, Машгиз, 1947.
10. Пугачёв, Внутреннее зацепление, Оборонгиз, 1939.
11. Справочник по редукторостроению, вып. II,
ЦНИИТМАШ, 1941.
12. Справочник по редукторостроению, вып. VUI,
ЦНИИТМАШ, 1941.
ГЛ. IX)
ЗУБОРЕЗНЫЕ ГРЕБЁНКИ
419
ЗУБОРЕЗНЫЕ ГРЕБЕНКИ
Типы и область применения гребёнок
Зуборезные гребёнки предназначаются для
нарезания зубчатых колёс по методу обката
на зубострогальных станках:
1) прямозубые гребёнки для нарезания
цилиндрических прямозубых и косозубых ко-
лёс, а также шевронных колёс при наличии
достаточной ширины канавки между ветвями
шеврона; каждая ветвь шеврона обрабатывается
раздельно;
2) к о с о з у б ы е гребёнки для шев-
ронных колёс без канавок; нарезание обеих
ветвей производится за одну установку двумя
гребёнками—правой и левой.
Прямозубые гребёнки
Принцип работы. Гребёнки различаются
только методом получения переднего угла ^1
в гребёнках одного типа (фиг. 33, а) угол
7=6°ЗО' получается установкой её под углом
к торцу заготовки, в гребёнках другого типа
(фиг. 33, б) угол 7 Обеспечивается заточкой,
а гребёнка устанавливается параллельно торцу
заготовки (фиг. 33). В дальнейшем рассматри-
вается грабёнка первого типа.
,<t=50'
а) 5)
Фиг. 33. Установка гребёнок.
Профиль гребёнки представляет рабочий
профиль исходной рейки, снабжённой режу-
щими кромками. В процессе нарезания ко-
лесо находится в беззазорном зацеплении с
гребёнкой.
При нарезании гребёнке сообщается воз-
вратно-поступательное перемещение относи-
тельно заготовки. Гребёнка соприкасается
с заготовкой только во время рабочего хода.
При обратном же ходе она благодаря пово-
роту резцедержателя отходит от заготовки.
Это предохраняет её режущие кромки от
преждевременного износа и поломки и спо-
собствует получению более гладкой и чистой
поверхности обработки.
Под гребёнку при установке на станке
ставят подкладку с зубьями, размеры которых
несколько меньше, чем у гребёнки. Подкладка
воспринимает напряжения от усилий резания,
предохраняет гребёнку от больших изгибаю-
щих усилий и допускает использование гре-
Зёнки почти до полного износа.
Преимущества гребёнки по сравнению
: другими зуборезными инструментами:
I) простота профиля инструмента,позволяющая
«готовить его с высокой точностью; 2) про-
стота изготовления и невысокая стоимость
шструмента; 3) широкий диапазон нарезаемых
юлёс (например, до модуля 60 и диаметра
юлеса до 12 м); 4) использование почти
scero периметра лезвия гребёнки, что делает
гребёнку более экономичной по сравнению
с червячной фрезой; 5) возможность обработки
прямозубых и косозубых колёс, а также де-
талей с уступами, расположенными рядом
с нарезаемыми зубьями; 6) высокое качество
нарезаемой поверхности в отношении чистоты
и гладкости; 7) достаточно высокая произво-
дительность, в особенности для крупных мо-
дулей; 8) возможность вносить изменения
в профиль нарезаемого колеса путём дополни-
тельной заточки гребёнки или модификации
её профиля.
Недостатки метода нарезания гребёнкой:
1) невозможность нарезания гребёнками колёс
внутреннего зацепления; 2) прерывность про-
цесса обработки; 3) сложность конструкции и
наладки станка.
Типы прямозубых гребёнок. Чистовые
гребёнки предназначаются для окончатель-
ного нарезания колёс. Они обрабатывают
только боковые стороны зуба и не касаются
дна впадины. Благодаря этому вершины зубьев
гребёнки разгружаются и стойкость их повы-
шается.
Черновые гребёнки служат для
предварительной обработки, и на их долю
приходится максимальная работало вырезанию
профиля. Зубья черновой гребёнки делаются
тоньше и выше зубьев чистовой гребёнки на
величину припуска. Угол профиля черновой
гребёнки выбирается равным углу профиля
чистовой гребёнки или на 5—2° меньше (в за-
висимости от модуля).
Шлифовочные гребёнки приме-
няются для нарезания колёс, подвергающихся
шлифованию после термической обработки.
При выборе размера зубьев гребёнки учи-
тывают припуск для шлифования профилл
колеса.
Гребёнки различаются также по системе
зацепления (модульные, питчевые), виду за-
цепления (нормальные, модифицированные),
углу зацепления A5°, 20° и др.).
Конструкция прямозубых гребёнок. Га-
баритные размеры ' гребёнок выбираются на
основании опыта заволов-изгот шителей.
Длина гребёнки L определяется по
формуле
L = ът (zu —1/2) + 2/i'q tg «q + 2fc
где т — модуль; га — число зубьев гребёнки,
меняющееся в пределах от 22 до 5 для моду-
лей 1—20; h"Q — высота ножки зуба; k — до-
полнительная величина с каждой стороны гре-
бёнки (k = 0,1 -г о мм).
Длина мелкомодульных гребёнок, применяе-
мых на специальных быстроходных станках,
принимается несколько больше длины окруж-
ности обрабатываемого колеса.
Ширина гребёнки зависит от высоты
зубьев и величины, достаточной для закрепле-
ния (?0—130 мм), толщина берётся из условий
прочности и достаточного числа заточек
B0—25 мм).
Профиль исходной рейки лежит в плоско-
сти ОО,перпендикулярной оси колеса (фиг. 34).
В этой же плоскости находятся и исходные
размеры профиля зубьев гребёнки: угол про-
420
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ш
филя
шина
(о0 = 20 или 15°), высота головки
1,25т), высота ножки [fi^ = т + Д);тол-
зуба (s=—^—¦ J. В случае последующей
обработки долбяком
после гребёнки высо-
та h'o принимается
1,3 т для колёс модуля
свыше 2,5.
sltu
— 25да - 2 tg o01 A,25m + 0,6 cos 7),
nol-i
Фиг. 34. Основные сече-
ния зуба гребёнки: h0 и
А, — высота головки; Ао
Фиг. 35. Определение тол-
шины зуба гребёнки: ftt и
h — высота головки зу-
„ ь" ....,*„,... „„«.«,„. и . ба чистовой и черновой
и А, - высота ножки, Л„и гребёнок; , и , * ТОл-
П,-высота зуба; *-тол- щина зуба по вершине
шина зуоа; а^ и а,,, чистовой и черновой гре-
углы профиля. бёнок; S - припуск на сто-
рону профиля для обра-
ботки чистовой гребёнкой.
Размеры гребёнки в передней
плоскости /—/ (фиг. 34) определяются по
формулам
г 1,25т
^«*2аС08т; л*
2,25m
COS Y
COS f
где Д = 0,6 -г- 2,5 мм — величина припуска,
устанавливаемая в зависимости от модуля.
Припуск даётся для избежания касания дном
впадины гребёнки наружной поверхности за-
готовки в процессе её нарезания и облегчает
выход шлифовального круга при шлифовании
профиля гребёнки.
Размеры профиля по длине гребёнки
остаются без изменения. Для колёс с модифи-
цированным зубом последний зуб гребёнки
делается калибрующим с профилем, обеспечи-
вающим требуемый профиль зуба.
Толщину зуба гребёнки контролируют по
делительной прямой, а в целях проверки зуба
на заострение ещё и по вершине (фиг. 35) по
формуле
2с=т (д ~ 2'5
Для черновой и шлифовочной гребёнок
размеры профиля определяются по формулам
hu^h[ +0,1 Ym; ftjw-fti + 0,6 мм;
^ A,25m +0,1 ym.cos T);
где 8 = @,10 ч- 0,15)
и Ъш = 0,4 4-0,8 мм.
Для обеспечения достаточной величины
закругления у ножки зуба нарезаемого колеса,
а также для повышения стойкости гребёнки
вершины зубьев снабжаются закруглением
в пределах @,35 —0,4) т. По ГОСТ ?058-45
«Исходный и рабочий контуры зубчатой рейки'
рекомендуется делать закругление радиусом
0,38 т. На мелких размерах закругление может
быть заменено фаской 0,1—0,2 мм. Для спе-
циальных гребёнок, применяемых в крупно-
серийном производстве, рекомендуется вы-
бирать величину закругления в зависимости
от числа зубьев, величины радиального зазора
и угла зацепления.
Для изготовления колёс с фланкированным
профилем (срез вершин зубьев) необходимо
предусмотреть утолщение ножки зуба гребёнки.
Размеры утолщения подсчитываются согласно
ГОСТ 1643-46 с учётом величины зазора, пре-
дусмотренной в стандарте на допуски для зуб-
чатых колёс.
Углы лезвия гребёнки. Гребёнка имеет
три режущие кромки: одну на вершине зуба
и две на боковых поверхностях. В гребёнке
различают следующие углы лезвия: 1) задний
угол о и передний угол у на вершине зуба;
2) задний угол ад и передний угол fo" на бо-
ковых сторонах.
Целесообразно эти углы измерять в пло-
скости, проходящей через траекторию движе-
ния выбранной точки на режущей кромке
перпендикулярно проекции режущей кромки
на основную плоскость, т. е. перпендикулярно
плоскости резания.
Задняя грань гребёнки расположена под
углом 12° к перпендикуляру к передней пло-
скости (фиг. 33).
Угол т=6°30' и о=5°30'.
Для боковых кромок задний (а<у) и передний
(Т<?) углы определяют по формулам:
sina«sina0'COSf
COS (a + 1f) + Sina-sin2a0-sinf '
tg У б — sin aoi*tg 7» причём tg a01 = tg oq-cos 7.
Если ao= 20°, т - 6°30\ a = 5°30\ то аб= Г54'
и Yg=2°13'.
Эти значения являются не вполне доста-
точными для обеспечения необходимых усло-
вий резания. Передний угол yg можно улуч-
шить путём дополнительной заточки, а
задний угол cxq изменением конструкции
гребёнки.
Заточка гребёнки. Заточка, применяемая
для увеличения переднего угла на профили-
рующих кромках гребёнки, меняется в зави-
симости от назначения инструмента. Гребёнка
для обработки твёрдых и хрупких мате-
риалов (чугун и др.) затачивается по перед-
ней поверхности параллельно опорной пло-
скости.
При обработке вязких материалов перед-
няя поверхность гребёнки снабжается ещё
ГЛ. IX]
ЗУБОРЕЗНЫЕ ГРЕБЁНКИ
421
дополнительной заточкой. Гребёнки для моду-
лей до 10 затачиваются по всей поверхности
шлифовальным кругом (фиг. 36).
Фиг. 36. Схема заточки гребё-
нок мелких модулей: .у—-тол-
щина зуба по делительной
прямой; а01 — угол профиля в
передней плоскости; i? — ра-
диус шлифовального круга;
1— угол наклона круга относительно передней грани;
у — передний угол заточки.
Угол наклона т\ определяется по формуле
sin-г]:
Иногда с целью удобства в работе оста-
вляют для всех гребёнок один и тот же
угол ¦»] и изменяют диаметр круга:
/?=
sin yj
Sin» Y|
Дополнительная заточка способствует уве-
личению угла Чз» величина которого не остаётся
постоянной на всём протяжении боковой
кромки: у вершины зуба f3min = 5-=-7°, у осно-
вания 1зтах= 15~-17°. Непостоянство угла 7з
является недостатком данного метода заточки,
который применяется поэтому только для
гребёнок мелких модулей. Гребёнки с круп-
ным модулем (т;>10) снабжаются двумя
канавками, расположенными параллельно боко-
вым сторонам профиля (фиг. 37).
Фиг. 37. Схема заточки гребёнок крупных модулей.
При этом методе заточки у3 = const (фиг. 37)
и определяется по формуле
__
D
В зависимости от Ъ и D угол у3 выбирают
в пределах 10—12°.
Заточка производится с оставлением на
боковых сторонах профиля небольшой лен-
точки @,05—0,10 мм), которая служит для
контроля правильности заточки и повышает
стойкость кромки. Допускается отклонение
в сторону вогнутости только при условии,
если величина его находится в пределах до-
пуска на отклонение боковой кромки от пря-
молинейности.
Допуски на гребёнки. Отклонения по
элементам профиля гребёнки принимаются
в зависимости от модуля и её назначения
(табл. 9).
Таблица 9
Величины допусков для прямозубых гребёнок
По шагу в мм ± . . . .
По углу профиля в
мин. ±
По ширине зуба в мм ±
По высоте зуба в мм ±
По длине и ширине гре-
бёнки в мм ±
По толщине гребёнки в
мм ±
Отклонения для гребёнок
Чистовая
0,002—О,О0б
О,О2
О,2—О,5
Черно-
0,030
15—12
о,о5
О,2—О,5
Шлифо-
o,oio
8—ю
0,2—0,5
Допуск на параллельность сторон 0,01 —
0,015 мм.
Косозубые гребёнки
Принцип работы. Нарезание шевронных
колёс по методу обката осуществляется
двумя косозубыми гребёнками, из которых
одна снабжена правым наклоном зубьев, дру-
гая—левым (фиг. 38). Когда одна гребёнка дви-
Левая xv у q, ,C
Правам
Фиг.
жется вперёд, другая в это время отходит
назад. Передняя грань косозубой гребёнки
располагается параллельно торцу нарезаемого
колеса, т. е. передний угол в противополож-
422
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ill
ность прямозубой гребёнке отсутствует. В про-
цессе резания гребёнка совершает движение
под углом «о, равным углу наклона винтовых
зубьев колеса. Обычно этот угол принимается
равным 30°.
На станках для нарезания шевронных ко-
лёс нельзя применять большие сечения струж-
ки, и обработка каждой впадины производится
в несколько проходов B—7, в зависимости от
модуля). Каждая ветвь шеврона нарезается гре-
бёнками полностью, так же как и при наре-
зании косозубыми долбяками, в противополож-
ность обработке фрезами (пальцевой или чер-
вячной), для которых приходится делать ка-
навку в месте сопряжения двух ветвей шеврона.
Если рассечь шевронное колесо вместе
с гребёнкой плоскостью, параллельной торцу
колеса, то в сечении получается та же картина
зацепления, что и при работе прямозубой
гребёнки. Профиль колеса в этом сечении
будет эвольвентным за счёт обката его рей-
кой стандартного профиля.
Конструкция косозубых гребёнок. Габа-
ритные размеры косозубых гребёнок и до-
пуски на основные размеры могут быть при-
няты теми же, что и прямозубых гребёнок.
Колёса, нарезанные косозубыми гребёнками,
рассчитываются так, чтобы в торцовом сече-
нии получился угол зацепления as = 20°,
а в нормальном сечении адг = 17° Ж)'. Поэтому
в торцовой плоскости гребёнка снабжена
углом профиля а = 20°, а также номинальными
модулем и шагом.
Исходный профиль производственной рейки,
по которому производится расчёт косозубой
гребёнки, расположен в торцовой плоскости
нарезаемого колеса. Так как косозубая гре-
бёнка устанавливается параллельно торцу за-
готовки, то и исходный профиль рейки совпа-
дает с профилем на передней грани.
Углы профиля а^у/Иа^ (фиг. 38) на
боковых сторонах зуба определяются по фор-
мулам".
tg a
N
COSodj
COS p
COS (Oj
COS p
— tg P •
¦ + tg p • Sin O)j,
где p — угол между задней гранью и перпен-
дикуляром к торцу гребёнки. Угол toj опреде-
ляется по формуле
tg о)! = tg О) • COS р,
где to — угол наклона зубьев.
При р = 8°30\ as = 20° и ш = 30° углы
профиля равны Ядг = 14° 20' и a^ = 21° 30'.
Углы лезвия гребёнки. Задний угол
на вершине зубьев а связан с углом р
зависимостью tga = tg р ¦ cosa).
Задние углы на боковых сторо-
нах а1 и Oj определяются по формулам"-
' tg p • sin a2 . cos to
tg a, = — •
ь x 1 — tg p • sina2 • cos a2 • sin ш '
и tg p • sin a2 • cos o>
** 1 ~ 1 -f- tg p • Sin a2 • cos a2 • sin to '
Угол а} определяется из формулы tga2 =
= tg as • cos to.
При p = 8°30\ as =. 20°, to =30° задние углы
aj=2°15' и oj1 = 2° 20'.
С целью улучшения условий резания угол р
рекомендуется повысить до Yl°.
Передний угол на вершине
зуба получается равным нулю. Для улучше-
ния резания режущая кромка на вершине зуба
подвергается специальной подточке.
Передние углы на боковых сто-
ронах определяются по формулам
tgrj =tga> • cosa2; tg-j"
При to = 30э, as = 20°
= + 28° и ^' = — 28°.
Таким образом у косозубой гребёнки одна
боковая режущая кромка д: работает с до-
вольно острым углом резания F2°), другая у,
наоборот, с тупым A18°). Для улучшения
условий резания острые кромки несколько
затупляются снятием небольшой фаски под
углом 82е, а на кромках производится вышли^
фовка небольших канавок (фиг. 38, сеч. по pq).
Канавки хотя несколько и уменьшают вели-
чину угла fi'i но условия резания для обеих
кромок остаются неодинаковыми, что приво-
дит к неравномерному их износу.
= — tg о • cos o2.
передние углы
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. В а к с м а н А. В., Исследование геометрии режущих
и конструктивных элементов зуборезных гребёнок,
диссертация, Станкин. 1945.
2. Г р у б и н А. Н., ЛихциерМ. Б. и Полоц-
кий М. С, Зуборезный инструмент, Машгиз, 1947.
3. Корнилов К. А., Ещё раз о прочности шестерён,
„Станки и инструмент" № 4—5, 1945.
4. Корнилов К. А., Производство зубчатых кэлес,
Машгиз, 1947.
5. Матюшин Р. М., Конструкция и производство
зуборезных гребёнок, „Станки и инструмент" № 2, 1935
и № I, 1936.
6. Окороков А. А., Расчёт зуборезных гребёнок,
„Оргаинформация" № 6. 1935.
7. Семенченко И. И., Релущий инструмент, т. Ш,
Машгиз, 1944.
ШЕВЕРЫ
Сущность процесса
Шевингование — процесс окончатель-
ной отделки незакалённого зуба путём среза-
ния тонких волосообразных стружек. В каче-
стве инструмента применяется дисковый шевер
или шевер-рейка.
При шевинговании заготовка и инструмент
образуют зубчатую передачу со скрещиваю-
щимися осями, т. е. винтовую передачу. По-
следняя характеризуется повышенным сколь-
жением и интенсивным износом зубьев.
Шевингование является сложным процес-
сом и характеризуется давлением, скольже-
нием и резанием. Закалённые зубья работаю
щего шевера вдавливаются в зубья заготовки,
на поверхности которой появляется наклёп.
Под действием усиленного скольжения режу-
ГЛ. IX1
ШЕВЕРЫ
423
щие кромки шевера начинают срезать тонкие
стружки, и давление между сопряжёнными
поверхностями снижается до минимума. В этот
момент заготовка и шевер сближаются, и про-
цесс повторяется снова. Сближение заготовки
и шевера осуществляется периодической по-
дачей стола с установленной заготовкой на
глубину резания.
С увеличением угла скрещивания осей по-
вышаются скольжение и резание, но умень-
шаются зона соприкосновения и число режу-
щих кромок. В результате этого повышается
удельное давление, возрастает опасность за-
клинивания зубьев и их поломки, ухуд-
шается качество обрабатываемой поверх-
ности.
С уменьшением угла наклона облегчается
процесс шлифования профиля шевера.
Угол скрещивания ср осей заготовки и
шевера выбирается в пределах 10—15°, но не
менее 5°.
Для обеспечения передачи со скрещиваю-
щимися осями применяется для прямозубых
колёс шевер с косыми
зубьями, а для косозу-
бых — шевер с прямыми
зубьями.
Дисковый шевер
Шевер (фиг. 39) пред-
ставляет собой корри-
гированное колесо, зубья
которого снабжены уз-
кими канавками, об-
разующими режущие
кромки.
Определение кон-
структивных размеров и
эксплоатационных дан-
ных шеверов приводится по следующим рас-
четным данным:
Фиг. 39. Шевер
дисковый.
по
пор.
1
2
3
4
5
6
7
8
i
9
10
11
12
13
14
Наименование искомой величины
Угол зацепления в нормальном сечении .
Модуль в нормальном сечении
Угол наклона зубьев заготовки, отнесён-
ный к делительной окружности
Высота головки зуба заготовки
То же ножки
Толщина зуба заготовки по делительной
окружности в нормальном сечении
Угол скрещивания осей
Угол наклона зубьев шевера, отнесённый
к делительной окружности
Модуль по торцу
Максимальный наружный диаметр (номи-
нальный)
Число зубьев шевера
Диаметр делительной окружности по
торцу
Угол зацепления по торцу
Диаметр основной окружности по торцу .
Обо-
значе-
ние
а
on
тп
*°1
h'
h"
sn
<Р
ms
d'ea
2u
d*u
Расчётные данные
Задаётся
-
-
-
я 2
с = Ю -J- 15°
u>B - со, ± т
S COS u>
d'ei = 188-190 мм
u ms
s cos ш
1 it
doa - ddu ¦ cos as
424
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ш
по
пор.
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
Наименование искомой величины
Толщина зуба по делительной окружно-
сти в нормальном сечении нового шевера
(фиг. 40)
То же изношенного шевера (фиг. 40) . .
Припуск на толщину зуба для переточки,
отнесённый к одной стороне @,5 общего при-
пуска на зуб)
Условный радиус делительной окружности
шевера в нормальном сечении
Условный радиус делительной окружно-
сти колеса в нормальном сечении
Угол зацепления при нарезании новым
Угол зацепления при нарезании изношен-
ным шевером
Условное теоретическое межцентровое
расстояние в нормальном сечении
Условное межцентровое расстояние
в нормальном сечении для нового шевера . .
Условное межцентровое расстояние
в нормальном сечении для изношенного
шевера
Разность межцентрового расстояния
нового и теоретического шеверов
Разность межцентрового расстояния из-
ношенного и теоретического шеверов ....
Высота головки зуба колеса
Диаметр окружности выступов шевера
по торцу
Радиус окружности впадин шевера
в нормальном сечении
Условный радиус окружности выступов
в нормальном сечении
Условный радиус основной окружности
шевера в нормальном сечении
Условное число зубьев шевера в нор-
мальном сечении
Обо-
значе-
ние
sna
s'na
д
т'да
г[
а
А'иХ
Аи\
m
h
и
к
dea
r'm
r'eu
r'ou
г'и
Расчётные данные
* ' mn Д
snu — 2 + Т
%
д
s' K-mn n A
"ли 2 2
2-2,75
0.25
3
0,30
3,25-6
0,40
,'¦ _ ddu
да 2 coss w
mn ¦ zi
r* ~ 2cosau>,
inVo
inV a,
Д
-• , , \ \n\ a.
on
on
Au\ = гда + r»
" ' cos aon
Aa\ Aa\ cosa
m , cos aQn
»1 «1 Cosa,
n i
h — Aul - Aul
m i
l* ~ Aul ~ Aa\
Задаётся
dea " dda + 2Ai' + °<2mn + 2^
r'ia=rda-^-0'lmn-1*'
r'iu>r'oa+l
r'ea==rdu + h'i+0*mn + li
г'оа^гди-со5аоп
Zu~ mn
ГЛ. IX)
ШЕВЕРЫ
425*
по
пор.
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
Наименование искомой величины
Шаг по дуге окружности впадин
Угол давления на окружности впадин . .
Толщина зуба по дуге окружности впадин
Ширина впадин по дуге окружности
впадин
Высота зуба шевера
Угол давления на окружности выступов
Толщина зуба по дуге окружности высту-
пов
Диаметр свёрл для отверстий
Диаметр окружности впадин шевера по
торцу ¦ ...
Диаметр окружности центров отверстий
Шаг винтовой линии зубьев шевера . .
Угол наклона оси отверстий
Высота головки зуба по зубомеру ....
Шаг канавок
Ширина выступов
Глубина канавок по нормали
Перемычка на вершине зуба (фиг. 41) . .
Обо-
значе-
ние
и.
siu
seu
К
«ей
S
ей
d
diu
Du
ф
к
Я
Ь
а
Р
t
Расчётные данные
'*-
2кгШ
_г_ои
cosa.tt_ ^
2/' / 5"а
Oft
\
'"]
sea ~ iu~siu
ha=reu~ria
тп
d
cos aea --
r'ou
reu
,'lSnu , \
- *^"лв.1 / 1 HIV п*т 1X1V Q-pff I
\2гди !
2-2,25
2,5-3,75
3 4
4-6
5
diu=deu-2hu
Из-за малого угла ш
пренебречь
d* s%n
4 cosa u) 4
величиной cos9
i
а можно
1С -?>ч
Для нового шевера
Для изношенного шевера
q ¦= 0,75 мм
Ъ - 0,75 мм
тп
а
2-2,75
0,6
р
должно
3
0,8
- *ги 2а> ~
быть р > о
3,25-6
1,0
la
"eu cos e
426
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
№
по
пор.
1
50
: si
' 52
! гз
1 54
J 55
\. 56
1 57
1
F
t
, 58
|
? 59
60
| 61
t
1 62
f
63
1 Ы
\
Наименование искомой величины
Ширина шевера
Число зубьев: 1) заготовки, 2) сопряжён-
ного колеса и 3) долбяка для нарезания
заготовки - ....
Радиусы окружностей выступов заго-
товки и сопряжённого колеса
Радиусы основных окружностей заго-
товки и сопряжённого колеса
Радиусы окружностей впадин заготовки
и сопряжённого колеса
Межцентровое расстояние долбяка и заго-
товки при долблении
Радиусы делительной и основной окруж-
ностей долбяка
Высота активной части профиля заго-
товки после шевингования (для нового ше-
вера)
Угол зацепления при нарезании заготовки
долбяком
Радиус конца переходной кривой заго-
товки после нарезания долбяком
Радиус начала активной части профиля
заготовки после шевингования
Высота переходной кривой заготовки
после шевингования
Высота активной части профиля заго-
товки при зацеплении с сопряжённым коле-
сом
Проверка условия зацепления
Проверка диапазона чисед зубьев колёс,
возможных для обработки данным шевером.
Обо-
значе-
ние
«1
zs
''oi» *"оз
Гдд'
год
Р
ч
Tv
гк
К
Q
Расчётные данные
В = 19+20 мм
Задаётся
»
-
-
где а — уго
/ 'I +(Vta«"-/" r'ei-r'ol)\
л зацепления при новом шевере
где ?,5 — коэфициент смещения долбяка, получаемый
в зависимости от его сточенности
rv=rh +
+ |/ rl+(Adxsln«on--/ r2d_r2j
/ й + ^-ад-Кй-йI
Должно быть Р > Q
Определяем активную часть профиля при соот-
ветствующем зацеплении
ги' г1пип
zu' zimax
zimin' г2шах
^12
г]тах; г2тт
Должно быть gm > g12; gul> «12
¦ГЛ. IX]
ШЕВЕРЫ
427
Ниже приводятся пояснения к расчёту
дискового шевера, причём цифры указывают
на порядковый номер расчёта.
По п. 1—6. При проектировании шевера
исходными данными являются размеры заго-
товки в нормальном сечении.
По п. 8. Минимальное значение ш„ при об-
работке стали равно 10°, чугуна — 5°. Напра-
вление зубьев выбирается обратным напра-
влению зубьев заготовки (плюс для правого
и минус для левого направления). Для прямо-
зубых колёс шевер может быть изготовлен
как с правым (чаще), так и левым наклоном
зубьев. Для этих колёс угол наклона является
и углом скрещивания осей. Из двух значений,
получаемых по формуле (8), надо выбрать
меньшее с целью уменьшения давления между
зубьями заготовки и шевера.
По п. 10- 11. Для уменьшения погреш-
ностей в инструменте (профиль, шаг, угол на-
клона, биение) количество зубьев ги выби-
рают как первоначальное, некратное числу
зубьев заготовки. Для уменьшения нагрузки,
приходящейся на один зуб, zu выбирают ма-
ксимально допустимым. Ограничением является
йвя — 188—190 мм для станка завода „Ком-
сомолец". Выбранное число зубьев должно
быть согласовано с наличием эвольвентных
копиров, применяемых на специальных стан-
ках для шлифования профиля шевера.
По п. 15—17. Затупившийся шевер шли-
фуют по боковым сторонам профиля, т. е. по
эвольвенте в пределах припуска на шлифова-
ние по толщине (фиг. 40). Для увеличения
количества переточек и уменьшения износа
(из-за повышен-
г •? ного скольжения
профилей) уча-
стков, близко рас-
положенных к ос-
новной окружно-
сти, толщину зуба
snu выбирают воз-
можно большей.
С увеличением sna
уменьшается ши-
рина дна впадины
(из-за ширины кру-
га она должна
быть не менее
2 мм), затрудняет-
ся изготовление
шевера, а также
увеличивается заострение вершины его зуба,
толщина которой должна быть 1—2 мм. При-
пуск на одну сторону зуба выбирают в зави-
симости от глубины канавки а (в среднем 0,4а).
Обычно он распределяется поровну от номи-
нальной толщины зуба (фиг. 40).
По п. 20—21. Для угла зацепления при-
ведена упрощённая формула, полученная
путём преобразования известной формулы
Фиг. 40. Расположение при-
пуска на заточку шевера.
inv a =
^ о
По п. 28—30. Для определения deu, г'еи, г'ш
необходимо знать высоту головки зуба ше-
вера, которая выбирается из следующих
соображений. Для обеспечения обработки
всего активного участка профиля высота пере-
ходной кривой заготовки при шевинговании
должна быть меньше, чем при сопряжении её
с парным колесом. С другой стороны, головка
шевера не должна упираться в дно впадины
заготовки. Желательно даже, чтобы зуб ше-
вера не обрабатывал переходной кривой,
полученной при предварительном нарезании
заготовки (например, долбяком). Следова-
тельно, высота головки зуба шевера должна
лежать между высотой головки зуба заготовки
(Л' = т) и высотой головки зуба инструмента,
которым была нарезана заготовка до шевин-
гования (например, при нарезании долбяком
Ли = A,25-т-1,3)/я. Её выбирают равной 1,1/п.
Для обработки заготовки эвольвентной
частью зуба шевера необходимо, чтобы его
профиль был расположен выше основной
окружности, т. е. diu :> doa 4- х, где х —- 2 мм —
гарантированное превышение.
По п. 40—44. Во избежание ослабления
зубьев необходимо выбирать d минимальным,
но достаточным для выхода гребёнки при
долблении канавок. Отверстия сверлят под
углом <|/« определяемым в зависимости от
угла наклона зубьев шевера. Диаметр D4
определяют из условия, что отверстие про-
ходит через две точки окружности впадин,
причём расстояние между ними равно ширине
впадины.
По п. 46—48. Размеры q, b, а выбирают
по конструктивным соображениям. Профиль
канавки принимают прямолинейным для обес-
печения остроты режущих кромок после пере-
точек. На торцах шевера зубья делают шире
(до 0,9 мм) для усиления и возможности по-
следующей под-
шлифовки при не-
обходимости их
исправления. Дно
канавки конгру-
энтно профилю.
На шевере шири-
ной 19 мм делают
12 канавок и 13
выступов. Число
выступов выби-
рают нечётным.
Углы на высту-
пах должны быть
острыми.
По п. 49. Перемычка р (фиг. 41) необ-
ходима для предупреждения ослабления зуба
шевера. Если неравенство р^>0 не выдер-
жано, то надо или уменьшить глубину кана-
вок, что связано с понижением числа пере-
точек, или изменить расположение припуска
на толщину зуба (например, i/3, i/4 и т. д.
величины припуска для нового шевера и
соответственно 2/з» 3Д и т- Д- её Для изношен-
ного), или отнести всю величину припуска
для изношенного шевера. В последнем слу-
чае толщина зуба нового шевера будет равна
номинальной.
По п. 51—63. Необходимо производить
проверку правильности зацепления колёс, об-
работанных шевингованием. При изменении
толщины зуба изменяются межцентровое рас-
стояние, угол зацепления, начальные окруж-
ности при шевинговании и величина актив-
ной части профиля заготовки. Для получения
правильного зацепления необходимо, чтобы
Фиг. 41. Перемычка р на вер-
шине зуба шевера.
428
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ill
Таблица 10
Дисковые шеверы для прямозубых колёс с а. — 20°
Зуб в плоскости перпендикуляр-
ной направлению витков
135
тп
a
2.25
2.5
2.75
3
3.25
3.5
3.75
4
4.25
4.5
4»75
5
5.5
6
га
83
73
67
6i
53
53
47
43
41
37
37
35
31
«9
27
ddu
171.856
170,044
173-409
173.668
164.609
178,326
I7°»3°3
166,938
169.785
162,797
172,373
172,115
160,468
165,126
167,715
dou
160,818
159,122
162,271
162,513
154.036
166,872
159,365
156,216
158,880
152.341
161,302
161,060
150,161
154.520
Jo6,943
Леи
176,26
174,99
I79.6o
180,41
172,31
186,58
179,76
178,16
181,88
I76,39
186,40
187,21
177.36
183,82
187,85
ha
5-2
5,8
6,4
7,0
8,1
8,7
9,2
10,0
10,5
11,0
11,6
12,1
12,6
13.7
14.7
К
2.2O
2,47
3,1°
3'37
З.85
4.13
4,73
5.61
6,05
6,80
7.01
7.55
8.45
9.35
10,7
ЗЛ4
3-53
4,18
4.56
5,"
5-51
6,14
6,97
7.48
8,22
8,57
9.15
9,99
11,04
11,94
d
3
3
4
4
4
4
4
4
5
5
5
5
5
5
5
163,0
160,8
162,9
162,8
152,3
i65.7
157.9
1548
156,4
149.9
159Д
i59,o
148.2
153.4
155.5
a
0,6
0,6
0,6
0,6
0,8
^eu min
174,89
173,62
178,23
179,04
170,11
184,38
177,56
175,96
179,68
174.19
184,20
185,01
175.16
181,62
185,65
Примечание,
после переточки.
doa—диаметр основной окружности; deu— минимально допустимый наружный диаметр
активная часть профиля заготовки при шевин-
говании была больше активной части её
профиля при зацеплении с сопряжённым коле-
сом.
Необходимо также произвести проверку
зацепления изношенного шевера с заготовкой,
так как при переточках шевера активная
часть профиля заготовки после шевингования
увеличивается и зуб изношенного шевера
может упереться в переходную кривую, полу-
ченную на заготовке при предварительном
нарезании (например, долбяком), и вызвать
поломку зубьев шевера. При шевинговании
можно допустить обработку переходной кри-
вой, полученной при предварительном наре-
зании, до 0,5 мм.
Необходимо установить диапазон колёс,
которые могут быть обработаны шевинго-
ванием. Для этой цели определяется активная
часть профиля колёс после шевингования с
различным числом их зубьев. Так как с уве-
личением числа зубьев высота активной части
профиля возрастает, то проверку надо произ-
водить по г1т1п.
Размеры шеверов приведены в табл. 10.
Шеверы изготовляются с правым и левым
наклоном зубьев. Угол наклона зубьев шевера
<ои = 15е. Угол наклона оси отверстия для
выхода резца 14°. Число канавок 12.
На торце шевера необходимо клеймить т„,
za, aom о>ц, марку стали, марку завода-изгото-
вителя, номер шевера, год выпуска.
Допуски на дисковые шеверы приведены
в табл. И.
Таблица 11
Допуски на дисковый шевер
Наименование элементов
Шаг между двумя смежными
зубьями
Накопление ошибки по шагу на
полуокружности
Отклонение профиля для тп—1—6
Биение окружности выступов . . .
Перпендикулярность оси отверстия
торцам
Диаметр отверстия (овальность и
конусность) в пределах допуска . . .
Диаметр окружности выступом . .
Толщина зуба
Диаметр окружности центров . . .
Угол наклона зубьев
Ширина шпонки
Высота . .
Отклонение
в мм
о,оо%
o,oi5
0,005—о.оов
О,О2
О,О1
+O.OI
-°,з
±О,О1
+ O.I
±5'
±О,1
+ O.J
ГЛ. IX]
ШЕВЕРЫ
429
Шевер-рейка
Шевер-рейка состоит из отдельных зубьев
(фиг. 42), посаженных на стальную штангу и
смонтированных на плите (фиг. 43). С боков
зубья прижимаются планками, а с торцов —
колодками и затягиваются гайками.
Высота головки, ножки и толщина зуба
определяются так же, как и для дискового
шевера.
На фиг. 44 приведён шевер-рейка с основ-
ными конструктивными размерами и допусками
на них.
Шевер-рейка обладает повышенной стой-
костью (до 8—10 раз) и большей точностью
fYYYYYYYYYYYYYYVYYYYYYIfYYYyYYYYYYYYYY'.
•rgrr
Фиг. 42. Зуб шевера-рейки.
Угол наклона зубьев рейки выбирается
так же, как и для дисковых шеверов.
Канавки, образующие режущие кромки,
прорезаются для прямозубых колёс под
углом 45*, для косозубых — перпендикулярно
основанию зуба. Для увеличения прочности,
канавки, расположенные на одной стороне
зуба, смещены на 0,4—0,6 мм относительно
канавок, лежащих на другой стороне. Ширина
канавки и выступа 0,8—1,0 мм, глубина 1,0 мм.
Длина рейки L определяется из условия,
чтобы заготовка могла полностью прокатиться
по рейке за время перемещения стола в одну
сторону согласно формуле
+ 2e
cosa>a
где d\ — диаметр начальной окружности за-
готовки; а — величина перебега на одну сто-
/ пт
рону, принимаемая равной шагу (
J\cos
— ].
coH;
Фиг. 43. Шевер-рейка в собранном виде.
по сравнению с дисковым шевером. Суще-
ственным недостатком её является сложность
изготовления и сборки из-за высоких требо-
ваний, предъявляемых к инструменту. Этот
недостаток служит главной причиной сравни-
тельно малого применения его на наших за-
водах.
Исправляемость колёс при шевинговании
Шевингование является радикальным сред-
ством для исправления зубчатых колёс по
шагу, профилю, эксцентричности делительной
окружности, направлению зуба.
При наличии ошибки по шагу до 0,03 мм,
получаемой при нарезании зубьев на зубофре-
зерном или зубодолбёжном станке, шевингова-
Фиг. 44. Конструктивные размеры и допуски шевера-рейки: а — шевер-рейка для прямозубых колёс;
б — шевер-рейка для косозубых колёс.
Для уменьшения износа рейки ширина её
выбирается в 3—4 раза больше ширины за-
готовки.
ние исправляет шаг в течение шести-восьми
ходов. При наличии ббльших погрешностей
в шаге оно приводит к ухудшению профиля на
430
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ill
тех зубьях, которые дают неравномерные ко-
лебания шага.
Характер и точность профиля зуба колеса
после шевингования зависят от формы про-
филя шевера и от точности и характера про-
филя зуба заготовки до шевингования. Испра-
вление профиля легко достигается при откло-
нении его от теоретического до 0,025—0,030 мм.
При ббльших отклонениях намечается тен-
денция к повышению ошибки после шевин-
гования. Если до шевингования отклонение
было положительным, то оно при шевинго-
вании также растёт в сторону плюса, и на-
оборот.
Исправляемость эксцентриситета делитель-
ной окружности зависит от припуска и бие-
ния, которое имела заготовка до шевингования.
Рекомендуется ограничить величину биения
до шевингования для колёс высокой точности
до 0,09 мм, а для колёс средней точности до
0,12 мм с сохранением припуска на обработку
в пределах от 0,15 до 0,20 мм.
При затуплении шевера резко затруд-
няется устранение биения делительной окруж-
ности.
Зубодолбёжный и зубофрезерный станки
дают отклонения в направлении зуба в преде-
лах 0,05—0,06 мм. Шевингование исправляет
эту погрешность с точностью до + 0,005 мм.
При затуплении шевера и здесь условия
исправления ухудшаются.
Результирующие данные по исправляемости
колёс при шевинговании приведены в
табл. 12—15.
Таблица 12
Допускаемое биение делительной окружности
Таблица 14
Допускаемые отклонения профиля эвольвенты в мм
ост
;г
о
н
о
и
Кла
1Й I
1
2-й 1
1
Модуль
2 —3
3.5—5
2 -3
3.5-5
Биение
в мм
делительной
до 50
6
В
К
И
а/
а |
о jg.
Ч и
0,050
о.обо
о,обо
0,070
мм
1 о:
О) S
as
3 8
II
0,020
0,025
0,025
0,030
при диаметре
окружности
50-100 мм
о
S
S
со
а а
Ч В
0,070
о,о8о
0,090
О,1ОО
i я
as
ч2
С ш
О,О25
0,030
0,030
0,040
100—200 мм
X
S
ш
<и
as
tt и
о,о8о
0,090
О, IOO
О,12О
1 «
a s
щ О
|М О
г; ь-
O.O25
0,030
O.O35
о,04о
Таблица 13
Допускаемые отклонения по шагу в мм
Класс
точности
колес
1-й 1
1й |
2-й /
Модуль
2 —3
3.5—5
2 —3
3.5-5
Отклонения
ДО
шевингования
o,oi5
0,020
0,020
0,025
Отклонения
после
шевингования
о,оо5
о,ою
о,оо8
0,012
Класс
точности
колёс
2-й |
Модуль
2 -3
3.5—5
2 —3
3.5—5
Отклонения
до
шевингования
О,О2О
0,030
о,о8о
О,1ОО
Отклонения
после
шевингования
о,ою
О. OIO
O.OI5
Таблица 15
Допускаемые отклонения по направлению зуба
на 50 мм длины в мм
Класс
точности
колёс
14 {
2.й{
Модуль
2 —3
3.5^5
а —3
3.5—5
Отклонения
ДО
шевингования
0,020
0,030
О.ОЗО
°.°35
Отклонения
после
шевингования
о,ою
o,oi5
0,020
Модифицирование профиля шевера
Процесс шевингования даёт некоторые от-
клонения по профилю зуба заготовки, которые
более сильно проявляются у прямозубых, чем
у косозубых заготовок (фиг. 45). У первых
отклонения от эвольвенты наблюдаются у
Косой зуб
Головко
Теоретическая'
эвольвента
¦ Профиль
зуба
Нож к а
Фиг. 45. Отклонения в профиле зуба
шевингованного колеса.
головки и в середине зуба. Отклонение в се-
редине зуба достигает иногда значительной
величины @,03—0,04 мм). Для косозубых ко-
лёс отклонение получается в основном у го-
ловки зуба.
Искажение профиля зуба заготовки обу-
словлено также и процессом резания при
шевинговании. Если рассечь заготовку и
шевер плоскостью, касательной к начальным
окружностям, то можно заметить, что режу-
щие кромки на одной стороне шевера с
острыми углами производят срезание стружек,
а кромки на противоположной стороне из-за
тупых углов только скоблят материал. Эта
сторона является как бы опорой для резания
другой стороны. В зависимости от изменения
удельного давления на опорную сторону режу-
ГЛ. IX]
ЗУБОРЕЗНЫЕ РЕЗЦЫ ДЛЯ КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЁС
431
щие кромки шевера будут снимать больший
или меньший слой металла. Удельное давле-
ние на зуб изменяется различно по его высоте.
Модифицирование профиля зуба шевера
ставит задачей обеспечить наилучший кон-
такт сопряжённых профилей и компенсиро-
вать некоторые искажения в профиле ше-
вера, получаемые при термической обработке.
Для прямозубых колёс прибегают к различ-
ным методам модифицирования в зависимости
от требований в каждом конкретном случае.
На фиг. 46 показаны различные отклонения
профиля зуба шевера от теоретической эволь-
венты, полученные при измерении на эволь-
0,005
0,005
Ножка
~*0 ~0~ 0 0 0
1=20 2=30 Z=25Z*35Z°27
1 I
О НоХка О О
V 6) б)
Фиг. 46. Отклонения
профиле зуба шевера.
Фиг. 47. Различные слу-
чаи модифицирования
профиля зуба шевера.
вентомере (условные кривые, полученные на
приборе при измерении). Профиль а в виде
вогнутой кривой рекомендуется для прямо-
зубых колёс, причём кривая сохраняет верти-
кальное направление. Профиль б также при-
меняется для прямозубых колёс, но в этом
случае кривая уже имеет небольшой наклон
вправо (в сторону минуса). Величина откло-
нений А = 0,0074-0,010 мм, В = 0,010-5-
-г-0,013 мм. Для косозубых колёс с углом на-
клона 40° профиль в делается точно по эволь-
венте, т. е. кривая измерения обращается
в прямую, но имеет некоторый наклон в сто-
рону минуса. Отклонения С = 0,0104-0,013 мм.
Указанные формы кривых и величины откло-
нений являются только ориентировочными.
В зависимости от назначения обрабатывае-
мых заготовок, модуля, числа зубьев, угла
наклона зубьев, рода материала, термической
обработки и т. п. модифицирование профиля
зуба шевера меняется.
На фиг. 47 даны некоторые кривые про-
филя, полученные при измерении дисковых
шеверов, причём модифицирование устано-
влено экспериментальным путём.
При выборе вида модификации следует
принимать в расчёт необходимость фланкиро-
вания ножки зуба шевера для получения среза
вершины головки зуба заготовки.
При шевинговании изношенным шевером
может случиться, что он упрётся в переход-
ную кривую, полученную на заготовке при
нарезании её долбяком. Во избежание этого и
для облегчения работы шевера применяют
специальную коррекцию долбяков, предназна-
ченных для колёс под шевингование. Такие дол-
бяки обеспечивают небольшую подрезку @,08—
0,15 мм) ножки зуба обрабатываемого колеса.
Экспериментальные работы отечественных
заводов показывают, что для шеверов жела-
тельно делать небольшую выемку в зоне на-
чальной окружности с отклонением от теоре-
тической эвольвенты в пределах 0,01—0,025 мм
в зависимости от числа зубьев заготовки.
Рекомендуются следующие величины от-
клонений:
Число зубьев
2О
35
5°
Отклонения в мм
О,О2О - О,О25
О,О15—0,020
о, oio—o,oi5
Модифицирование профиля зуба шевера
производится непосредственно на зубошлифо-
вальном станке с соответствующей наладкой
станка или правкой шлифовального круга.
Для снижения шума колёс в зубчатой пере-
даче рекомендуется применять бочкообразный
зуб, который суживается по направлению к
торцам на 0,02—0,03 мм. Такие колёса, помимо
резкого снижения шума, обладают меньшей
чувствительностью к перекосу осей благо-
даря своей самоустанавливаемости, чем умень-
шается опасность заклинивания зубьев.
Колёса с бочкообразными зубьями можно
получить шевингованием на станке завода
„Комсомолец" с помощью специального при-
способления.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Клепиков В. Д., Шевинг-процесс. Машгиз, 1946.
2. К о р н и л о в К. А., Шишков В. А., Л а щ а-
в е р А. Л. и др., Альбом зуборезного инструмента,
ЭНИМС, 1939.
3. Литвин Ф. Л., Основные положения шевинг-про-
цесса, сб. работ Комитета по зуборезному делу, вып. 1,
ЛОНИТОМАШ, 1939.
I
4. Оргавиапром, Чистовая обработка поверхностей,
Оборонгиз, 1941.
5. СеменченкоИ. И., Режущий инструмент, т. IV,
Машгиз, 1944.
6. Справочник по редукторостроению, вып. IX, Оконча-
тельная обработка зубчатых колёс, литограф, изд.»
ЦНИИТМАШ, 1941.
ЗУБОРЕЗНЫЕ РЕЗЦЫ ДЛЯ КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЁС
Схемы нарезания
В процессе нарезания резец (фиг. в табл. 16)
вращается вокруг оси ОС воображаемого пло-
ского колеса, а заготовка — вокруг своей оси.
Движения резца и заготовки должны быть так
согласованы, чтобы
"з __
sin
sin 6,
где ш3, (мк — угловые скорости заготовки и
воображаемого плоского колеса; Ь3, Ьк — углы
их начальных конусов.
Приведённая схема нарезания носит только
принципиальный характер. В некоторых стан-
ках резец обладает только возвратно-поступа-
тельными перемещениями, а заготовка наряду
с вращением вокруг её оси совершает также
вращение и вокруг оси плоского колеса.
Для обеспечения неизменности направления
движения резца заготовка устанавливается та-
ким образом, чтобы образующая конуса впадин
была параллельна этому движению, поэтому
заготовке даётся дополнительный поворот на
угол, равный углу ножки зубаJi.
432
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
Таблица 16
Сравнительная характеристика схем I и II
Направление подачи Направление подачи
Параметры
Схема I
Схема И
Форма производящего колеса
Угол между осью производящего колеса
и направлением резания
Угол между осью производящего колеса
и осью заготовки
Плосковершинное, с углом
Д=90о— const
fl=90°+S_ —В
Плоское, с углом Ьк = 90°
Л—90° +S (переменное)
8=9O°+S
Примечание, а — схема I; б — схема II; / —производящее колесо; 2 — заготовка; 3 — резец.
В практике распространены две схемы
станков, которые отличаются между собой не
только конструктивным оформлением станков,
но и формой производящего колеса — схема I
(Глисон) и схема II (Бильграм) (табл. 16).
Плоское колесо по сравнению с плосковер-
шинным обеспечивает большую точность про-
филя заготовки, и поэтому для схемы I полу-
чается большее отступление профиля зубьев
плоского колеса от теоретического профиля
исходной рейки, чем для схемы II. Эта погреш-
Таблица 17
Резцы 27X40 мм
Снять фаску 45°хО,15
у резцов ст=1 и выше
0*0,05;}, При/пере,
Фиг. 48. Последовательное
расположение резцов при
нарезании конических
колёс: а — резцы ниже
центра станка; 6 — резцы
против центра станка; в —
резцы выше центра станка;
/ — наружная окружность;
2 — начальная окружность;
3 — окружность полной
глубины впадины;
4 — резцы.
яость может быть устранена соответствующей
яаладкой станка.
Зуб заготовки обрабатывается одновре-
менно двумя резцами. Последовательные поло-
жения их относительно заготовки показаны на
фиг. 48. Для получения большой чистоты обра-
батываемой поверхности каждый зуб наре-
Модуль
т
о,з .
о,4 Ч
о,5
о,б
о,7
о,8
о-9
I
1.25
1.5
1.75
а
3,25
2,5-
а>75
3-3.25
ft
0,85
1,00
1.25
1,50
1,25
2,00
2,25
3,20
З.20
4.5O
4,5°
5,6о
5.60
6,6"
8,00
*
=4
24
24
24
24
24
24
20
20
20
20
20
20
20
18
/
о,5
о,5
о,5
О-5
о,5
о,5
о,5
1,0
1,0
1,1
1.1
1,5
i,5
2,0
2,4
К
21
21
21
21
21
21
21
18
I8
l8
l8
l8
l8
I8
1б
Для угла зацепления
205
А
Ю,25
о. 35
г°,45
to,55
10,65
10,75
10,85
«,15
"Д5
11,6
11,6
12, О
[2,О
12,4
12,9
а
0,12
о,тб
О,2О
о,34
0,28
О,32
о,зб
°>4°
о,5о
о,6о
о, 7°
о,8о
0,90
1,°4
1,23
15°
А
о,35
а
О, 16
о,зоо,а
0,350,27
о,47 о. З2
°,47
о, 54
[О,6
[о,8
со,8
1,2
11,2
",5
Ц.5
н,8
12,15
о,37
о,43
о,49
о,55
0,65
0,80
о,95
1,05
1,20
1,36
1,62
14°30'
А
1о,25
с,3
ю,35
о,47
о. 47
о.54
о,б
о,8
о,8
11,2
11,3
",5
«,5
и,8
12,15
а
0,16
0,31
0,37
0,3а
о,37
о,43
о,49
°-55
°|б5
о,8о
0.95
1-05
!,*>
1,36
Примечание. Для 00 = 20° С=»18,63; для о, = 15"
С-16,65; для ао-14°30' С-16,44.
ГЛ. IX]
ЗУБОРЕЗНЫЕ РЕЗЦЫ ДЛЯ КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЁС
433
зается в два прохода: черновым при повороте
люльки с резцами вниз с оставлением припуска
@,5—0,8 мм), чистовым при повороте люльки
вверх.
После обработки одного зуба заготовка
поворачивается на один шаг для обработки
следующего зуба.
Резцы схемы I
Конструктивные элементы [3—4]. Раз-
меры резцов схемы I и конструкция их для
различных станков даны в табл. 17—20.
Резец выполняется в виде призматического
тела и крепится к державке болтами. Зажим-
ная часть резца делается в виде клина с уг-
лом 73°. Высота режущей кромки h должна
быть достаточной для обеспечения обкатки
полного профиля зуба заготовки.
Толщина зуба по вершине а должна быть
меньше размера впадины на меньшем (внутрен-
нем) диаметре заготовки, для того чтобы
резец во время работы не задевал сосед-
него зуба. С другой стороны, для того чтобы
во впадине не оставался не срезанным неболь-
шой выступ (гребешок), а должно быть больше
половины размера впадины на большем наруж-
ном диаметре.
Величина С, постоянная для каждой модели
станка и определяющая положение режущей
точки относительно опорного клина, ме-
няется только в зависимости от угла зацепле-
ния заготовки oq.
Толщина резца А зависит от толщины зуба
по окружности начального конуса. Зависи-
мость между А и С следующая:
(
COSOq
Размер К зависит от высоты зуба по
окружности большого диаметра.
Путём соответствующей наладки станка
можно нарезать колёса с углом зацепления 15°
и 14° 30' резцами, предназначенными для колёс
с углом зацепления 20° [3].
Искажение угла зацепления [7]. Режущая
кромка расположена под углом профиля, рав-
ным углу зацепления о0 нарезаемого колеса.
Вследствие установки её нормально^ к обра-
зующей конуса впадины фактический угол за-
цепления а'о заготовки уже не будет равен о0.
Уголад был бы равен углу а0 только в том
случае, если бы режущая кромка в процессе
нарезания была расположена нормально
к образующей начального конуса. Однако это
заставило бы для каждого колеса: с различным
углом ножки изготовлять отдельные резцы.
Совпадения углов а'о и oq можно достигнуть
внесением определённой коррекции для угла
профиля резца, но это привело бы к усложне-
нию изготовления резцов и расширению их
ассортимента.
Так как величина искажения небольшая
C—10') и постоянная для нары сопряжённых
колёс, нарезанных на одном и том же станке,
Таблица 18
Резцы 33x75 мм
Снять фаску Ь5"
>q° у резцов cm *t и Выше
Модуль т
о,5
о.б
о.7
о,8
°>9
¦¦ ¦ 'I
1,25
1.5
1,75
', ' ¦ а
2,2
8,5—2,75
3 -3.25
3<5 3>75
4 -4-25
4.5-5.75
5 — 5>5
h
1.25
1.5
1,75
2,0
2,25
3.2
32
4-5
4,5
5,6
5.6
6,6
8,о
9,4
II.O
114
13.2
Ъ
25
25
25
25
25
25
=5
25
25
2О
2О
2О
2О
2О
2О
2О
2О
°,5
°>5
°>5
о,5
I
I
i
i
i,5
1-5
1.5
1.5
1.5
1.5
1.5
1-5
К
28
28
28
28
28
26
2б
26
26
23.5
23-5
23.5
23-5
2О
2О
2О
18
Для угла зацепления
20°
А
15.95
16.04
i6 15
16,25
16,35
16,65
16,65
17.1
17.1
17.5
17,5
17.5
18,4
18,9
195
19.65
20,0
а
О.2О
о. 24
О 28
0,32
0,36
oi4°
0,50
0,60
0,70
0,80
0,90
1,04
1,23
1.45
1,63
1,83
2,07
15°
А
15J84
159
15-97
16,04
i6,i
16,3
16.3
16,7
16,7
17,0
17,0
17.3 '
17.65
18,0
18,45
• 18,5
18,9
"'¦ а
0,27
0,32
о.37
о,43
Р,45
°,55
0,65
о,8о
°>95
1.O5
I.2O
1,36
1,62
1,88
' 2,16
2,4О
2,72
14СЗС
А \
¦ 15-94
15-9
15.97
i6,04
i6,i
16,3
16,3
16,7
16,7
17,0
17,0
17.3 :
17.°5 •
; i8,o •
18,40 \
18,5 !
i8,9 i
а
O.27
О,{J
о,37
о,43
о,55
о,б5
о,8о
о. 95
'1,о5
I.2O
1,39
1.65
1,92
2,1в
2,45
2,78
Примечание. Для Од-200 С=25,85; для «о=15° С= 23,51 в для ^ - 14°Э0' С=23,'Л.
28 Том 7
434
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ш
Резцы 43X1 00 мм
Снять фаску 45°хО,2?
120°
Таблица 19
Размер С для угла зацепления
I—ю 27,39
25,29
1
Модуль т
i
1.25
1,5
1.75
a
2,25
2,5-2,75
з -3.25
3.5-3-75
4 -4.25
4.5-4.75
5 —5,5
6 -6,5
7 -8
9 —10
Л
3.°°
З.°о
4-5°
4.5°
5.5°
5.5°
б,бо
8,оо
9.4°
II,ОО
II,ОО
12,00
15»°°
20,00
25.OO
ь
33
33
33
33
33
33
33
33
33
23
23
23
«3
23
23
I
I
I
I
1.5
1-5
!-5
1.5
1/5
1.5
1.5
1.5
1.5
1.5
1-5
К
3°
3°
36
3°
33
33
33
33
29.5
39.5
29.5
2б
2б
21
17
Для угла зацепления
20°
А
14.6
14,6
15,1
15-1
15.5
15.5
159
1б,4
16,9
17.5
17.5
18,1
19.°
20,8
22,6
а
°,4°
°.5°
о,6о
о,7°
о,8о
°,9°
i,°4
1.23
1.45
1.63
1,83
2,О7
2,46
2.95
3.75
15°
А
15.8
15.8
1б,2
1б,2
16.5
16,5
16,8
17.1
17.5
17.9
17.9
18,3
19,0
20,4
21,0
а
°.55
°.б5
о,8о
°^95
I..OO
I.2O
1,32
1,3б
1,88
я,15
2,4°
2,72
3.24
3.87
4.92
14д30'
А
15-8
15.8
1б,2
1б,2
1б,5
1б,5
1б,8
I7.I
17.5
17.9
17,9
18,3
I9,O
2О,4
2I,O
а
о.55
°'65
О(8о
°.95
i,°5
1,2О
1,39
1,65
1,92
2,18
2,45
2,78
3.31
3.96
5.°3
Примечание. При использовании резцов на станках 25КН и 50КН необходимо применять прокладки: для
во-2О° толщиной 5,64 мм; для а„—^ и 14°-30'— 4,21 мм.
Таблица 20
Резцы 50X125 и 75X125 мм
Снять фаска
Л5 '
Размер С для угла зацепления
т 20° 15° 14°30'
3-ia 39.78 48,87 48,31
13—20 54<3i 35.33 З4.87
Модуль
т
3 -3.25
3,5-375
4 —4,25
4.5- 4.75
5 -5.5
6 —6,5
7 -8'
9 — ю
II —12
13 —14
15 —17
18 —20
Я
5°
5°
5°
5°
5°
5°
5°
5°
5°
75
75
75
h
8,0
9
11
и
12
15
20
25
3°
33
4
0
0
5
0
0
0
0
5
41,0
48,0
b
40
40
40
40
40
3°
3°
3°
3°
3°
30
3°
/
1.5
I
I
I
I
I
I
. I
5
5
5
5
5
5
5
2
a
2.5
2*5
К
47
47
47
47
43
43
38
32
25.5
38
32
25,5
n
7
7
7
7
7
7
7
9
11
12
13
17
8
8
8
8
8
8
8
8
8
та
12
12
20°
A
234
23.9
24.0
24.5
25,1
26,0
27,8
29,6
31.4
42,7
45,4
48,0
а
1,23
1,45
i,63
i,83
2,O7
2,46
2,95
3.75
4.55
5.35
6,зо
7.5°
1ля угла
зацепления
15°
A
22,65
23,0
23,5
23.5
23.85
24.5
25.9
27,2
28,5
39.5
41.5
43.4
а
1,62
i,83
2,15
2,4°
2,72
3.24
3.87
4.92
5 95
7>°°
8,3°
9.8°
14
А
22,65
23,О
23,5
33.5
23.85
24,5
25.9
27,2
28,5
39.5
41-5
43.4
'30'
а
1.65
1,93
2,18
2,45
2,78
3.31
396
5,°3
6,ю
7,ю
8,45
IO.I
При не ч а н и е: Для резцов т-3—12 необходимо применять прокладки толщиной 9,66 мм.
ГЛ. 1X1
ЗУБОРЕЗНЫЕ РЕЗЦЫ ДЛЯ КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЁС
435
то нецелесообразно для угла профиля резца
давать другое какое-либо значение вместо
угла зацепления.
Зависимость между а0 и <х0 выражается
формулой
где а — задний угол резца в процессе резания;
§ — угол ножки.
Например, при Р = 4О, а = 12° и ао = 2О"
фактический угол зацепления ад=19°50\
Углы лезвия резца. В зависимости от
конструкции станка задний угол на вершине
зуба а8 равен 4, 10 или 12°.
В рабочем положении резец перемещается
под углом <хв. Во время же обратного хода он
благодаря наличию откидной державки (фиг.49)
Фиг. 49. Крепление резца в откидной державке.
отходит от обрабатываемой поверхности, что
устраняет трение и повреждение поверхности
резца.
Такая установка обеспечивает необходимый
задний угол аб также и на боковой профили-
рующей кромке. Зависимость между углами аб
и ав выражается формулой
sin ag = sin зв • sin a0.
При 00 = 20°, oe=12° и aff = 4°10'.
Передний угол зависит от заточки резца.
В нерабочем положении он измеряется в пло-
скости, перпендикулярной режущей кромке
(f ). Значение переднего угла в плоскостях,'
параллельной оси резца (yj) и перпендикуляр-
ной ей (f2). определяется по формулам
= tg 1N • sin aQ + tg <xe • cosa0;
= tgT^V coso0— tgae
Угол i = 10 ~ 22° в зависимости от обра-
батываемого материала.
В рабочем положении передний угол
Режущая кромка резца устанавливается
перпендикулярно образующей конуса впадин
заготовки, и угол между ней и прямой, парал-
лельной торцу, ав = 12°. Этот угол оказывает
важное влияние на профиль заготовки, по-
этому он должен быть выдержан при заточке.
Проверка его производится по шаблону.
Допуски. Для резцов допускают следую-
щие отклонения:
По высоте Н ±0,05-1-0,10 мм
„ длине L ±0,54-1,0
„ высоте го-
ловки ft +о,1Ч-о,5
ж размеру Ъ ±0,5+0,8
„ толщине.
среза / ±о,2-го,з
„ высоте
среза К ±о,5 мм
„ толщине
резца А ±0,2+0,4 мм
По вершине а 0,02+0,10 мм
„ размеру Со,о2-го,о,5 „
„ расстоянию
между цен-
трами от-
верстий и
от центра
до нижней
плоскости ±о,ю мм
„ углу 73° ±5'
„ „ профи-
ля ±5'
При проверке лекальной линейкой допу-
скается просвет в продольном и поперечном
направлениях плоскостей резца не более
0,03 мм, плоскости режущей поверхности
(угла профиля) в продольном направлении —
не выше 0,03 мм, в поперечном не допускается
никакого просвета.
Резьба в отверстиях — по 3-му классу точ-
ности.
Резцы схемы II
Конструктивные элементы. Резец схемы 11
представляет призматическую пластинку со
срезанными боковыми сторонами (фиг. 50),
в верхней части которой имеется утолщение
для державки. Крепление резца в державке
производится болтами. Для получения задних
углов на вершине ав и на боковых сторо-
нах ag резец устанавливается под углом
ав к направлению резания. Угол ад выбирается
такой величины, чтобы обеспечить достаточ-
ный угол
°4'
Так, при а0 = 20° ад = 8°
б2
В поперечном сечении профиль резца пред-
ставляет равнобедренный треугольник. Ши-
Рвйущая кромка
РеЖущие
кромки
Фиг. 60. Резец схемы П.
рина вершины резца принимается в зависи-
мости от модуля: для т — 1ч-2 ширина вер-
шины резца а = 0,9; для т= 2,5ч-3 ширина вер-
шины резца а = 1,4; для т — 3,254- 4 ширина
вершины резца а—1,9 мм и для т = 4,25 ~
Н-10 ширина вершины резца а = 2,06.
Для нарезания колеса с любым числом
зубьев определённой группы модулей приме-
няется комплект из трёх резцов, которые, од-
нако, могут быть использованы и для других
модулей при соответствующей переточке с
целью получения необходимого размера а.
Передняя поверхность резца для предвари-
тельной обработки располагается перпендику-
436
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
(РАЗД. Ш
лярно направлению резания. Для профилирую-
щих резцов передний угол 7 выбирается в за-
висимости от обрабатываемого материала.
В этом случае передняя поверхность накло-
нена к направлению резания под углом f. ре-
жущая же кромка должна быть перпендику-
лярна направлению резания.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К е т о в X. Ф., Зубчатые колеса, Техническая энци-
клопедия, т. 8, стр. 671.
2. К о л ч и н Н. И. и Болдырев В. В., Анали-
тическая теория современных зацеплений конических
зубчатых колёс. QHTИ, 1937.
3. К о р н и л о в К. А., Производство зубчатых колёс,
Машгиз, 1947.
4. Л а щ а в е р А., Л-, Профилировочный механизм зу-
бострогального станка для прямозубых конических
колёс/ модель 8' фирмы Глисон, „Станки и инстру-
мент" № 7, 1935.
5. Л ю л ь е в Л. В., Профили прямых зубьев кониче-
ских колёс, „Вестник металлопромышленности" № 2,1937.
6. П о л о ц к и й М. С, Конические колёса с прямыми
зубьями, „Оргаинформация" № 3, 1936.
7. Семенченко И. И., Режущий инструмент, т. IV,
Машгиз, 1944.
РЕЗЦОВЫЕ ГОЛОВКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЁС
С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ
Принцип кругового зацепления
Колёса с криволинейными зубьями наре-
заются резцовой головкой (фиг. 51), снабжён-
ной на торце большим количеством резцов.
Нарезание производится по методу обката.
Зубья получаются очерченными по дуге окруж-
ности (круговое зацепление Глисон). Метод
Фиг. 51- Резцовая головка.
основан на использовании свойств беззазор-
ного зацепления заготовки с сопряжённым ему
воображаемым плоским колесом. Зубом послед-
него и являются резцы головки, находящиеся
в рассматриваемый момент во впадине заго-
товки. Профиль зуба заготовки получается,
как огибающая последовательных положений
прямолинейного профиля резца.
На фиг. 52 представлена принципиальная
схема станка кругового зацепления, Люлька 7
вместе с закреплённой в ней головкой Сможет
поворачиваться в ту или другую сторону. Заго-
товка 4 закреплена на шпинделе делительной
бабки. Люлька и заготовка вращаются с рав-
номерной скоростью и для обеспечения без-
зазорного зацепления заготовки 4 и плоского
колеса 1 кинематически связаны между собой.
Вершина начального конуса заготовки совпа-
дает с центром плоского колеса. Торцовая пло-
скость резца 3 касательна к образующей ко-
нуса впадин заготовки. Количество резцов и
скорость вращения головки не оказывают ни-
какого влияния на процесс обката. Они вы-
бираются только из условий производитель-
ности и стойкости инструмента. Обработка
одной впадины заканчивается после опреде-
лённого угла поворота люльки. Для обработки
следующей впадины люлька поворачивается
обратно на тот же угол. Одновременно пово-
Фиг. 52. Схема станка: 1 — плоское колесо; 2 — резцо-
вая головка; 3 — зуб головки; 4 — заготовка; 5 — червяк;
6 — червячное колесо люльки; 7 — люлька.
рачивается заготовка на угол, соответствую-
щий одному угловому шагу.
Метод кругового зацепления является пре-
рывным процессом нарезания колёс.
В качестве плоского колеса используется
колесо с углом начального конуса 6« = 90°—0,
где JJ — угол ножки заготовки. Здесь, выбрано
плосковершинное колесо, как и при нарезании
ГЛ. IX)
РЕЗЦОВЫЕ ГОЛОВКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЁС
437
конических прямозубых колёс, с целью упро-
щения конструкции станка, повышения его
жёсткости и избежания частой перестановки
головки.
Однако такая форма плоского колеса слу-
жит одним из источников погрешности про-
филя заготовки.
Каждое колесо со-
пряжённой пары
нарезается с по-
мощью своего пло-
i jWZ^J-^M сковершинного ко-
i-^rAfrNI леса (фиг. 53 "
пряженными друг
доугу т е про-
Фиг. 63. Плосковершинное Жиль опного коле-
производящее колесо: / — птго- Филь одного коле
сковершинное колесо; 2 — са должен быть
заготовка. огибающей про-
филя другого. Для
упрощения головки профиль резца принят
прямолинейным, что обусловливает также
прямолинейные профили зубьев, которые
вследствие этого не могут быть взаимно
огибающими. Такие производящие колёса
не обеспечивают линейчатого зацепления для
нарезаемых заготовок и теоретически должны
давать точечное зацепление. Фактически же
из-за упругости материала колёс боковые
поверхности профилей соприкасаются по не-
которому пятну, называемому зоной касания.
Точечное зацепление обеспечивает удовле-
творительные условия работы.
При наличии упругих деформаций, разве-
ряющих положение осей, зубья, перекаши-
ваясь, будут не заклиниваться, а скользить
друг относительно друга. Зона касания пере-
местится относительно своего первоначального
положения, и оба колеса самоустановятся отг
носительно друг друга. Это важное свойство
позволяет колёсам работать вполне нормально
при перекосах осей.
Метод нарезания основан на трёх усло-
виях (фиг. 54): 1) боковые поверхности зубьев
должны соприкасаться по точкам, лежащим
на серединах длин образующих начальных ко-
нусов (фиг. 54, а); 2) зона касания должна
быть сплошной и располагаться приблизи-
тельно вдоль образующих начальных конусов
в)
Фиг. 54. Графическое изображение трёх основных
условий зацепления.
(фиг. 54, б)', 3) зона касания / должна быть
(фиг. 54, в) равной 0,25—0,75 длины зуба, а по
профилю 0,6 высоты зуба. Общее направление
зоны касания должно приблизительно совпа-
дать с направлением образующей начального
конуса. В нерабочем состоянии зона касания
должна быть расположена ближе к узкому
торцу; в процессе работы под влиянием на-
грузки зона касания перемещается по напра-
влению к широкому торцу колеса.
Выполнение первого условия достигается
системой номеров резцов головки и соответ-
ствующей наладкой зуборезного станка, так
называемой чистовой установкой.
Для выполнения второго условия необхо-
димо устранить диагональное касание профи-
лей. Это обеспечивается путём соответствую-
щего изменения установки заготовки.
Третье условие выполняется путём испра-
вления длины зоны касания.
Система номеров резцов. Для совмеще-
ния средних точек сопряжённых профилей не-
обходимо прежде всего соблюсти равенство
углов зацепления в этих точках.
Резец является зубом плосковершинного
производящего колеса. Вершина его лежит в
плоскости, перпендикулярной оси вращения
люльки. Образующая начального конуса на-
клонена к этой плоскости под углом ножки
зуба заготовки или ось симметрии профиля
резца наклонена к образующей начального
конуса под тем же углом. Следовательно, теоре-
тический угол зацепления отличается от углов
зацепления на начальном конусе малого и
большого колёс. Разница в углах зацепления
при заданном угле наклона зубьев в средней
точке о>с подсчитывается по формуле
Да;
где Pj и (*2 — углы ножки зуба малого и боль-
шого колёс.
Выпуклые и вогнутые стороны зубьев для
пары колёс являются сопряжёнными. Для по-
лучения равенства углов зацепления вводится
коррекция углов профилей резцов по указан-
ной формуле. Подбором резцов уравнивают
углы зацепления в среаних точках. Каждый
номер резца соответствует отступлению 107
от номинала с плюсом или минусом. Номер
резца определяют по формуле
— 10'
— 20'
sin o>c.
Чистовая установка. Равенство углов
наклона зубьев в средних точках обеспечи-
вают установкой головки относительно заго-
товки.
Большое колесо нарезается при так назы-
ваемой черновой установке, при которой
окружность номинального диаметра головки
образует в плоскости, касательной к внутрен-
нему конусу заготовки, угол наклона, равный
номинальному. Тогда угол шс в средней точке
уже не будет равен номинальному.
Малое колесо нарезается при так назы-
ваемой чистовой установке, которая обеспе-
чивает получение угла <ос, равного углу, полу-
ченному в средней точке на большом колесе
при черновой установке.
Исправление диагонального касания.
Для выполнения второго условия необходимо»
чтобы точки вдоль образующих начальных
конусов были сопряжёнными у пары загото-
вок. Это обеспечивается равенством углов за-
цепления и наклона зубьев для этих точек.
Каждый номер резца соответствует определён-
438
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ш
ному углу наклона зуба в средней точке. Не-
смотря на та, что угол наклона изменяется по
всей длине (имеет отклонения по концам в
пределах в—10°), нарезание колеса произво-
дится головкой с резцами одного и того же
номера. Нельзя уравнять углы наклона для
точек, лежащих вдоль образующих начальных
конусов вне средней точки, использованием
только номерных резцов. Соприкасание поверх-
ностей вдоль линии на начальных конусах также
будет отсутствовать. Зона касания распола-
гается по диагонали от вершины головки зуба
у широкого торца к основанию зуба у узкого
торца. Она вызывает шум и неспокойную
работу колёс. Диагональное касание устраняют
раздельным нарезанием выпуклых и вогнутых
поверхностей малого колеса, определяя для
этого новые начальные конусы. Исправление
делает зону касания более короткой, концен-
трирует нагрузку на небольших рабочих участ-
ках профилей и вызывает быстрый износ зубьев.
Зону касания удлиняют изменением соот-
ношения радиусов головок для нарезания вы-
пуклых и вогнутых сторон зубьев малого ко-
леса. Новые размеры радиусов головок обес-
печиваются постановкой подкладок между тор-
цами пазюв корпуса и резцов.
Исправления зоны касания не всегда
удаётся достигнуть расчётом, поэтому в прак-
тике применяют метод исправления на спе-
ыиальных станках I —rj метод 1. На шпинде-
\ п I
лях бабок устанавливают пару сопряжённых
колёс или заготовку и эталон — колесо. Вер-
тикальным и горизонтальным перемеще-
нием шпиндельных бабок и поворачиванием
колёс под нагрузкой добиваются правильного
расположения зоны касания сопряжённых про-
филей.
Методы нарезания колёс. На станках
кругового зацепления изготовляют конические
колёса различной формы (обыкновенные, ги-
поидные, специальные). Для окончательного
нарезания применяется один или два из сле-
дующих методов: 1) односторонний; 2) про-
стой двухсторонний; 3) двойной двухсторонний.
Предварительная обработка производится по
третьему методу.
Односторонний метод характери-
зуется тем, что выпуклые и вогнутые стороны
зубьев обоих колёс нарезаются раздельно без
снятия заготовки со станка. Для получения
одинакового угла наклона каждая сторона
зуба требует особой наладки станка. Нареза-
ние производится или двумя односторонними
головками, одна из которых снабжена наруж-
ными резцами, другая внутренними, или одной
двухсторонней, снабжённой чередующимися
наружными и внутренними резцами. Всего тре-
буется четыре головки: две черновые двух-
сторонние и две чистовые односторонние. Ме-
тод обеспечивает достаточно благоприятную
зону касания и удовлетворительную форму
зуба, но малопроизводителен и применяется
в индивидуальном и мелкосерийном производ-
стве.
Простой двухсторонний метод
характеризуется тем, что для большого ко-
аеса применяется двухсторонняя головка для
одновременного нарезания выпуклой и вогну-
той сюрон зубьев, малое же колесо наре-
зается по одностороннему методу. Всего тре-
буется пять головок: три двухсторонние (две
черновые и одна чистовая) и две односторон*
ние. Метод обеспечивает хорошую зону каса-
ния, чистоту обрабатываемой поверхности и
более высокую производительность. Он широ-
ко применяется в мелкосерийном производ-
стве. Разновидностью рассмотренного метода
является метод постоянной уста-
новки. Выгнутая и вогнутая стороны зуба
малого колеса обрабатываются раздельно на
двух отдельных станках, специально налажен-
ных на определённую операцию, двумя односто-
ронними головками. Большое колесо наре-
зается на третьем станке за одну установку
двухсторонней головкой. Метод постоянной
установки получил широкое распространение
в массовом и крупносерийном производстве.
Колёса гипоидные нарезаются простым двух-
сторонним методом.
Двойной двухсторонний метод
характеризуется тем, что обе стороны зуба
обоих колёс нарезаются одновременно двумя
двухсторонними головками — черновой и чи-
стовой (каждая для нарезания обоих колёс).
Этот метод даёт менее благоприятную зону
касания и менее удовлетворительную форму
зуба и рекомендуется в том случае, если по
условиям работы передачи можно допустить
некоторые послабления в отношении правиль-
ности зацепления, бесшумного хода и т. п.
В основном он применяется в массовом про-
изводстве колёс мелких модулей (до т =2,5).
Для более крупных модулей метод не реко-
мендуется из-за неблагоприятной зоны касания,
вызывающей прогрессивный износ зубьев.
Резцовые головки
Типы и размеры головок. Головки раз-
деляются по методу нарезания на односторон-
ние и двухсторонние, по , направлению вра-
щения — на праворежущие и леворежущие,
по характеру обработки — на чистовые и чер-
новые.
Черновая обработка производится право-
режущей головкой, чистовая — леворежущей
(правое вращение — по часовой стрелке, ле-
вое— против при взгляде со стороны заднего
торца).
Для нарезания всего диапазона конических
колёс требуется 10 головок следующих номи-
нальных диаметров: */г< Ww W2» '^ Зх/г. 6, 7i/2,
9, 12 и 18". Первые четыре головки изгото-
вляются с зубьями, сделанными за одно це-
лое с корпусом, вторые шесть — со вставными
резцами.
Конструкция головок малых размеров.
Головки диаметром от */2 до 2" (включительно)
имеют два или четыре зуба и применяются
на станке 3", работающем по двойному двух-
стороннему методу. Каждая головка снабжена
двумя видами зубьев; два (или один зуб у
головки у2") наружных и два внутренних.
Зубья изготовляются из быстрорежущей стали
и привариваются встык к корпусу из легиро-
ванной стали.
Размеры правых и левых головок даны в
табл. 21.
Для посадки на шпиндель головка снаб-
жается коническим отверстием (угол уклона
2°24') и пазом для торцовой шпонки. Закре-
пление осуществляется резьбовой гайкой, упи-
гл. щ
РЕЗЦОВЫЕ ГОЛОВКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЁС
439
Таблица 21
Таблица 22
Размеры головок диаметром 11/м>"» l'/i" и 2" в мм Размеры чистовых наружных и внутренних резцов
„ леворежущей и праворежущей головок в мм
?&зцовая головка правая
сечпоМЫ
сечпоСВ
\ у*30^ ^ ~1>е~~/ВеЩ0!/Ра6очая сторона ^
Резцовая гоповка
певая сеч.поДВ
VI,"
2"
D
43
ЯЬ
7°
1
33
44
5Ь
D«
22
31
43
Н
27
27,5
28
я,
14
17
я.
i6
13,5
13,5
h
б
7
Н
\
25°
25°
28°
Внутренний резец
Примечание. D—диаметр основания головки.
рающейся торцовым выступом в буртик го-
ловки.
Конструкция головок со вставными
зубьями. На фиг. 55 представлена чистовая
праворежущая двухсторонняя головка диаме-
тром 6". Резцы (наружные и внутренние) регу-
лируются в радиальном направлении посред-
ством подкладок, клиньев и винтов. Для кон-
троля разверки резцов два из них (наружный
и внутренний) закрепляются наглухо шпиль-
ками, предохраняющими клинья от перемеще-
ния. Точное положение нерегулируемых рез-
цов служит также и в качестве базы для их
установки при заточке.
Чистовые ре^цы снабжаются уширенной
головкой, выступающей над задней плоскостью
стержня резца. Этим упорным выступом ре-
зец (вид по стрелке А на фиг. 55) ложится
на торец корпуса и закрепляется болтом.
Размеры наружных и внутренних резцов
леворежущей и праворежущей головок ука-
заны в табл. 22. Резец леворежущей головки
представляет собой зеркальное изображение
праворежущей.
о.
з1/,
6"
7V,"
9"
12"
А
38,9
41,3
56,3
55,4
67,2
В
22
23,5
Зб
32
38
Aраворе/кущая головка
Т
9
9
13
13
15
С
19, °5
2О,б2
25,39
25,39
*,*
m
-
-
20
20
25
п
i8
.,
27
27
32
Е
ii.i
12,7
15,8
15,8
19,о
F
13,4
13,7
2О,3
2О.З
25, о
22,2
25,4
31,6
31.6
33>°
*
Р
-
-
3
3
4
q
-
4
5
5
б
-
9,5
»,3
12,7
12,7
14,28
d
9
11
13
12
13
Каждый резец снабжается маркировкой:
тип резца (например, чистовой), номер резца,
угол зацепления, диаметр головки.
На фиг. 56 приведена черновая леворежу-
щая двухсторонняя головка 6". Резцы регули-
руются только подкладками без клиньев, так
440
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ш
как черновая головка в противоположность
чистовой не нуждается в тщательной выверке
биения резцов. Основная работа резания при-
ходится на долю вершин резцов. Для предо-
пойОЕПВТ
- Ф 156.19—
Фиг. 55. Чистовая двухсторонняя праворежущая го-
ловка 6*: /—корпус; 2 — указательная пробка; 3 —
шпилька; 4 — клин; 5 — подкладка под внутренний резец;
6 — внутренний резец; 7— болт; 8 — съёмный винт; 9 —
регулировочный винт; 10 — клин подвижной; 11 — под-
кладка под наружный резец; 12— наружный резец.
хранения от сдвига резцы упираются в упор-
ное кольцо, привёрнутое к корпусу винтами.
Черновые резцы отличаются от чистовых бо-
пойОВи
-61
Ф149.69
Фиг.56. Черновая двухсторонняя леворежушая головка 6":
/ — корпус; 2 — указательная пробка; 3 — болт; 4 — под-
кладка под наружный резец; 5 - наружный резец; 6 —
винт; 7 — винт съёмный; 8 — упорное кольцо; 9 — под-
кладка под внутренний резец; 10 - вну1ренний резец.
лее узкой головкой и отсутствием упорного
торца на задней плоскости. Размеры их при-
ведены в табл. 23.
Таблица 23
Размеры червовых резцов в мм
Черновой наружный
правый
Do
6"
"/•/¦"
9"
12"
А
42
45,Ь
4б
55
В
=4
26
28
3°
Т
9
II
II
14
С
2О,б2
33,22
32,23
33,22
m
13
зо
2О
35
п
1б
аз
зз
з8
Е
12,7
13
13
14.з
F
39.1
43,4
43,4
51 .о
1
Зо
31
33
4О
ю.зо
ii.ii
ii.ii
iitn
d
II
13
12
13
Конструктивные элементы головок
Номинальный диаметр. Под номинальным
диаметром ?>0 (фиг. 57) подразумевается диа-
метр условной концентрической окружности,
проходящей приблизительно по середине впа-
дины нарезаемых зубьев. Наружные резцы
обрабатывают вогнутые стороны зубьев, а вну-
тренние — выпуклые. Выбор номинального диа-
метра головки производится по данным табл. 24J
Фиг. 57. Характеристические диаметры головок:/ — кор:
пус; 2— клин; 3 — подкладка; 4 — наружный резец;
5-внутренний резец; W — развод резцов; Do - ноии-1
нальный диаметр; К — расстояние между клиньями;
Di — образующие диаметры внутренние; De —образую-,
щие диаметры наружные; Ье — базовое расстояние для,
наружных резцов; ftf — базовое расстояние для внутрен-
них резцов; Ве и Bi — толщина прокладок.
Модели головок и их характеристические
данные приведены в табл. 25 и 26.
Число резцов. Число резцов выбирают а
зависимости от номинального диаметра го-
ловки и её назначения по табл. 27.
Развод резцов. Величина развода W
(фиг. 58) выбирается в зависимости от метод»
нарезания, характера обработки, длины обра-
зующей начального конуса, шага, длины и
утла наклона зуба.
ГЛ. IX]
РЕЗЦОВЫЕ ГОЛОВКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЁС
441
Выбор размера головки
Таблица 24
Номинальный диа-
метр
в дюйм.
'/*
IVjo
l'/j
2
З'/j
6
V1*
9
12
головки
в мм
12,7
37,94
38,1
5°,8
88,9
153,4
19°, 5
228,6
3°4,2
Пределы длины образующей
начального конуса
в дюйм.
V«-Vi
*U—1
1—IV,
2*Л"~4
2*/<—5
4-51',
51/4-7114
в мм
6,35—13,7
12,7—19,°5
19,05-25,4
35.4-38,1
38,1-69,8
69,8—Ю1,4
69,8-127
101,4—133.3
133,3—190,5
Наибольшая длина
в дюйм.
>
V*
%
11/4
—
зуба
в дш
3 97
6,35
7.9
9-5
I9.O5
31,7
—
44-4
63,5
Наибольшая высота
зуба
в дюйм.
'/я
а/)в
*/ie
11/32
—
*/ie
Ч*
В ММ
3.2
3-2
4-7
4.7
8,7
9.5
—
14.2
I9.O5
Наибольший питч
и
в дюйм.
15
15
10
10
8
5
4
З'/i
2"я
модуль
в мм
i,°9
г,б9
2,54
з,54
3.17
5.о8
6,35
7.28
IO,l6
Таблица 25
Односторонние головки
Номиналь-
ный диа-
метр
головки
в дюймах
6
7V,
9
9
9
9
9
9
12
12
12
12
12
Число
резцов
13
12
12
12
16
16
1б
1б
1б
16
2О
2О
ЗО
Расстояние между клиньями
(размер К, фиг. 57)
в дюймах
5.3326
5»844б
6,3646
6,8б4б
7-Зб4б
7,6146
8,1146
8,5146
9.0146
9,6400
10,2400
10,9400
и,54оо
В ММ
135.448
148,453
i6i.66i
I74,36i
187,061
19З.411
206,111
316,371
238,971
344.856
360,096
277.876
393.116
Таблица 26
Двухсторонние головки
а) Ч е р н о в-ы е
«8
3 ч
в о
Is!
si:
6
7V,
9
12
ас ж s ч t«
3,/
6
77.
9
9
12
12
Число
резцов
i6
so
34
32
8
12
13
IS
16
16
so
Расстояние между клиньями
(размер
Под наружные
резцы
в дюй-
мах
5.3326
6,0200
8.42ОО
11,3900
В ММ
135,448
I75..763
313,868
286,766
К, фиг. 57)
Под внутренние
резцы
в дюй-
мах
5.3326
6,7боо
8,2бО0
и.обоо
В ММ
135.448
171.704
309,804
280,924
б) Чистовые
Расстояние между клиньями
(размер
в дюймах
2,9375
5-3326
6,6146
8,1146
8,1146
ю,94°
10,940
К, фиг. 57)
в мм
74.6130
135,4480
Хб8,02о8
Зоб.иоЗ
2о6,ио8
377.8760
277,8760
Таблица 27
Число резцов головки
Номи-
нальный диа-
метр головки
в дюймах
I1/!.»
I1/,
2
г-
7V,
9
1 '2
Число резцов головки
черновой
я
4
4
4
8
ха или i6
ао
i6 или 34
зо или зз
чистовой
э
4
4
4
8
13
13
1б
16
При черновом нарезании резец прорезает
впадину на глубину ббльшую теоретической
для разгрузки чистового резца и повышения
его стойкости. Величины дополнительного
углубления следующие: для колёс щ < 2,5—
0,12 мм; т=2,5 ~ 3—0,25мм и /н>8—0,40 мм~
Развод
резцов
Фиг. 58. Развод резцов головки.
Развод черновых резцов обусловливается1
толщиной их вершин. Толщина вершины должна
быть меньше впадины на узком торце и больше
половины ширины впадины на широком торце
нарезаемого колеса. Данные черновых головок
приведены в табл. 28.
При определении развода резцов необхо-
димо учитывать следующий припуск А на
чистовую обработку: для колёс т = 2-^2,75
А = 0,25 мм, т = 3-=-4 Л = 0,32 мм, т —
= 4,25-г 5,25 А = 0,45 мм и при от = 5,5 н- 9
А = 0,50 мм.
Чистовой резец обрабатывает только боко-
вые стороны зубьев колёс, поэтому толщина»
442
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
{РАЗД. Ill
Характеристика резцов головок 3'/а, 6, 71!?, 9 и 12*
Черновые головки
Таблица 28
Ширина развода
в дюйм.
0,015
О,О2О '
O.O25
0,030—0,035
0,040—0,045
0,050
о,о6о—0,070
о,о8о—0,090
0,100—O.I2O
0,130—о, 150.
o,i6o
0,170—0,180
0,190—0,200
• 0,210—0,280
0,290—0,380
резцов
в мм
о,з8
о,51
о,б4
0,76—0,89
1,02—1,14
1,27
1,52—1,78
2,ОЗ—2,29
2,54-3.°5
3.3o—3,8i
4<°6
4,32-4-57
4.8з-5.о8
5.33—7."
7*37—9.65
Толщина
в дюйм.
О,ОЮ
0,012
о,о15
0,020
O.O25
0,030
0,040
0,050
о,об5
о о8о
0,100
о, но
O.125
0,150
О.2ОО
вершины резца
в мм
О,25
o,3i
0,38
О51
о,б4
0,76
, I.O2
1,27
1,63
2,ОЗ
2.54
2,79
; 3.18
3,81
5.о8
Радиус закруг-
ления
в мм
—
—
О,1
о,15
ОД5
О,25
о.З
о,4
о,5
о,б
о,7
о,7
о,8
1,2
Пределы
в дюйм.
Нет
„
„
0,030—0,035
0,040—о,о45
0,050—0,055
0,060—0,070
о,о8о—0,090
O.IOO—О,12О
0,130—0,150
o,i6o—0,180
0,170—0,200
0,190—0,230
0,210—0,280
0,290 — 0,380
перестановки
1 в мм
Нет
0,76—0,89
1,02—1,14
1.27—1,40
1,53-1,78
2,03—2,29
з,54-3°5
ЗЗО-3.81
•4,06—4,57
4,32-5.08
4,83-5,84
5.33-7."
7.37-9,65
Примечание. Ширина развода резцов имеет градацию для размеров от 0,015 до 0,050" через каждые 0,005",
а для размеров от 0,050 до 0,400" — через каждые 0,010".
вершины его принимается меньшей, чем для
чернового резца, а именно на 0,1—0,3 мм
меньше ширины впадины на узком торце
колеса.
Для одностороннего метода при-
нимается стандартная и одинаковая для обоих
колёс величина развода резцов для каждого
размера чистовой головки согласно табл. 29.
Таблица 29
Стандартные величины развода резцов
Номинальный
диаметр го-
ловки в дюйм.
З1/.
6
Развод резцов
в дюйм.
0,030
0,030
о,обо
в мм
0,762
0,762
1,5=4
Номинальный
диаметр го-
ловки в дюйм.
9
12
Развод резцов
в дюйм.
о,обо
о.обо
В мм
1.524
1,5=4
Примечание. Данные та.бл. 29 действительны
для колёс длиной обода не более '/з длины образующей
начального конуса и модуля более 1,5 мм.
колёс; ДЛ— величина дополнительного углу-
бления при черновом нарезании; а — номи-
нальный угол зацепления; А — величина при-
пуска на сторону для чистового нарезания;
со — угол наклона зубьев.
Поправку B°30') на угол ш вводят для
компенсирования его изменения при переходе
от средней точки к узкому или широкому
концу. Полученные величины округляют в
сторону минуса до стандартных величин, при-
ведённых в табл. 29.
При п ро с т ом двухстороннем методе
малое колесо нарезают по одностороннему ме-
тоду. Развод резцов для чистового нарезания
выбирают по табл. 29. Развод W\ для чистовых
резцов должен быть меньше развода w[ для
черновых резцов. Если при расчёте он полу-
чается больше или равным Wlt необходимо
его уменьшить до следующей стандартной
величины согласно табл. 30.
Развод черновых резцов W^ для малого
колеса определяется по формуле
Величины развода резцов черновой
ловки определяют по формулам 11, 4, 5]:
для малого колеса
W[ = ~ [s2 cos (со - 2°30') —
cos
го-
для большого колеса
W'2 = —gr-
Ah)tga]-2A;
колеса
[sj cos (о, - 2°30') —
где Е — длина образующей начального конуса;
b — длина обода колеса; s\ и s2 — толщина
зуба по дуге начальной окружности на широ-
ком конце малого и большого колёс;
ji\ и /?2—высота ножки зуба малого и большого
2°30') ~~
где W2 — ширина развода чистовых резцов
для большого колеса; ts = пт5 — окружной
шаг на большом торце малого колеса.
Из-за приближённости формулы рекомен-
дуется полученный результат уменьшить ещё
на 0,125 мм.
Чистовая обработка большого колеса про-
изводится двухсторонней головкой. Развод
резцов должен обеспечить одновременную
обработку обеих сторон впадины. Величина
развода определяется по формуле:
для чистовых резцов
cos <о — 2Л2 tg a);
ГЛ. IX]
РЕЗЦОВЫЕ ГОЛОВКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЁС
443
Таблица 30
Характеристика резцов головок 34» 6, 7'/а. 9 и 12"
Чистовые головки
1
Ширина развода резцов
в дюйм.
°,о15
О.О2О
. . О,О25
0,030—0,035
0,040—0,045
0,030
о,обо
0,070—0,090
O.IOO—О,12О
0,130—0,200
; О,2Ю—О,2бО
0,270—0,300
0,310—0,350
0,360—о,4оо
в мм
о,з8
0,64
0,76—0,89
1,02—1,14
1.27
1.52
1,78—2,29
2,54—3.о5
3,зо-5,о8
5.33—6,бо
6,86—7,6з
7,87—8,89
9,14—10,16
Толщина вершины резцов
в дюйм.
о,ою
О,О12
0,020
О,О25
О,ОЗО
0,040
0,050
о,об5
о,о8о
0,100
о, но
0,125
о.15о
в мм
О,25
о,31
o'Ji
0,64
0,76
1,02
1,27
1,65
2,03
2,54
2,79
3.18
3,81
Радиус закруг-
ления
в мм
—
—
—
—
0,2
°.25
о.З
°,4
о.5
о,6
о,7
°»7
Пределы перестановки
в дюйм.
Нет
»
0,030—0,035
о ,040—0,045
о^Одо—0,055
о,обо—0,070
0,070—0,090
0,090—0,120
0,110—0,200
о, 1з°—о,2бо
0,140—0,300
o,i6o—0,350
0,190—0,400
в мм
Нет
0,76—0.89
I.O2—1,14
1,27—1,40
1,52-1,78
1,78—2,29
2,29—3,05
2.79—4.57
3,30—6,60
3,56—7,62
4,06—8,89
4.83—io,i6
' для черновых резцов
W'2 =W2- 2А
При двойном двухстороннем методе
оба колеса нарезаются одними и теми же двух-
сторонними головками. Из них одна для чи-
стовой, а другая для черновой обработки.
Черновая обработка производится только для
колёс т>2. Колёса т<;2 нарезают чисто-
выми головками без предварительного проре-
зания впадины.
Величины развода определяются по фор-
мулам:
для чистовых резцов
Е
x = W2 =
для черновых резцов
W[ = W'2 = Wt
ДА • tg a — 2A.
Здесь Bel и Ве2 — корригированные вели-
чины ширины впадины зуба малого и боль-
шого колёс на широком конце определяются
по формулам
Я'
в, 26 tg a tg (pa + Др) + Bi2 cos o»f
e2 COS ше '
где Pi, P2 — углы ножки зуба малого и боль-
10'Na
шого колес в минутах; Д8 = —:—г —
г since
— 0,5 (Pj -j- p2) — поправка на угол ножки;
Мф — фактический номер резца; Вп, В& — ши-
рина впадины зуба малого и большого колёс
на узком конце; <о,-, ше - углы наклона зуба
иа узком и широком конце.
Образующие и производящие диаметры
головок. Они являются основными параме-
трами и определяются в зависимости от раз-
вода резцов. Величины их приведены в
табл. 31—32.
Таблица 31
Односторонние наружные головки
етр!
ый диам
дюйм.
1 s
О Ч
к?
6
7'/j
9
9
9
9
9
9
9
12
12
12
12
Предельное значение
14\Е°
Минималь-
ные
им.
?
к*
m
5.870
6,640
7,140
7.640
8,140
8,390
8,890
9,290
9.790
10,500
11,100
11,800
12,400
п
149. ю
163.58
i8i.35
I94.O5
2О6,76
212,09
235.8о
235.97
248,67
э66,7о
28i,93
299,71
34.95
Макси-
мальные
•я
S
ю
6,240
7.2Ю
7,710
CD
I58.5O
183.ХЗ
195.83
8,2Ю 2O8.53
8,7Ю 231,23
8,960 237.58
9,460 34O.22
9,86о 2,50,44
10,360 263,14
11,250 285,75
11,850 300,99
12,550 318,77
13.150
334.O1
образующих
диаметров
171/, и 20°
М инималь-
ные
s
с:
2
ю
5.78о
6,520
7.O2O
7.52O
8.O2O
8,270
8.77O
9<i7°
9,670
10,360
10,960
п.ббо
12,400
5?
В)
146,81
165,61
178.31
191,01
203,70
2Ю,об
222,76
232.92
Макси-
мальные
¦S
2
со
6,150
7,090
7-59O
8,090
8,59°
8,84о
9.34O
974O
245.62 10,24°
263,14
278,38
296,15
ЗН.95
II, НО
11,710
12,410
13,ою
№
15б,21
i8o,o8
192,79
205,48
218,19
224,54
237.24
247.ro
260,10
282,20
397,42
315.20
330,45
Образующие диаметры односторонних,
двухсторонних чистовых и черновых головок,
для которых развод резцов располагается
симметрично относительно номинального диа-
метра, определяются по формулам:
для наружного
De=D0+W;
для внутреннего
где Do — номинальный диаметр головки.
Производящие диаметры, относящиеся к
начальному конусу производящего колеса
(фиг. 57), являются исходными при профили-
ровании, так как режущие кромки, лежащие
на окружности производящего диаметра, обра-
батывают точки профиля зубьев, расположен-
ные на начальном конусе заготовки. Сопря-
жение же колёс по их начальным конусам
444
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ш
Таблица 32
Односторонние внутренние головки
е-
S
* ю
|з
6
77*
9
9
9
9
9 .
9
9
12
12
12
12
Предельные значения
1*7*°
Минималь-
ные
2
ю
5.780
6.43O
6.93O
7.93O
8л8о
8,б8о
9,о8о
9.58о
10,330
10,930
11,630
12.230
i
а
146,81
163.32
176,02
191,77
201,42
207,77
220,47
230,63
243.33
262,38
277.62
395.4O
310,64
Макси-
мальные
s
И
to
6,140
7,000
7.500
8,000
8,500
8.75O
9.250
9.650
10,150
11,080
н«68о
12,38о
12,980
00
155.96
177.8о
1ОЛ.5О
203,20
21590
222,25
234.95
247."
257.81
281,43
296,66
3U.44
329,68
образующих
17»/,
Минималь-
ные
s
2
ю
5.87O
6.55°
7.050
7.43°
8,050
8,з°°
8.8оо
9.2OO
9.7°°
ю,44о
и,ою
и,74о
12,340
X
а
149.1»
166,37
I79.O7
188,73
2O4.47
210,82
223,52
233-68
246,38
265,18
28041
298,19
313.43
диаметров
и 20°
Макси-
мальные
s
•S
со
6,230
7.I2O
7.62O
8,iaoJ
8,620
8,870
5.370
9,770
10,270
11,190
«.795
12,490
13,090
л
158,242
180.848
198,548
206.248
218,948
225,298
237.998
248,158
260,858
284,226
299.466
317,246
322,486
является необходимым условием правильной
работы зубчатой передачи. Эти диаметры
определяются по формулам:
для наружного
для внутреннего
где А" — высота ножки зуба заготовки, рас-
считанная по системе корригирования Гли-
сон; (te, а,- -— углы наклона наружного и вну-
треннего лезвий чистовых резцов.
Номер резца. Средний номер резцов для
предварительной обработки всегда прини-
мается равным 6 для обоих колёс.
Средний номер резцов для чистовой го-
ловки независимо от метода нарезания (одно-
стороннего или двухстороннего) определяется
по формуле
Знаки указывают направление отклонения.
Номера резцов стандартизованы и обозна-
чаются через Зу2, 4Уг. 5*/2 и т. д. до 201/2
включительно. Полученный по расчёту номер
округляется до ближайшего стандартного.
Из-за округления необходимо произвести пе-
ресчёт угла наклона по формуле
20' N.
окр
Это значение угла наклона и подставляется
во все расчётные формулы.
Угол профиля режущей кромки. Исполь-
зование в качестве производящего плоско-
вершинного колеса требует при нарезании
повернуть заготовку на угол ножки зуба.
Вследствие такой установки при одинаковых
углах профиля наружных и внутренних режу-
щих кромок оба колеса на вогнутых сторонах
будут иметь увеличенный угол зацепления,
а на выпуклых — уменьшенный. Для выравни-
вания углов зацепления необходимо уменьшить
угол профиля ае наружных резцов и увели-
чить угол профиля <х; внутренних резцов на
одну и ту же величину Да = 10' N.
Из-за округления номера резца до бли-
жайшего стандартного фактический угол за-
цепления отличается от номинального. Это*
однако, не оказывает влияния на правиль-
ность зацепления ввиду сохранения равенства
углов зацепления на соприкасающихся сторо-
нах зубьев сопряжённой пары.
Базовое расстояние резца. Под ним по-
нимается расстояние от опорной плоскости
(базы) резца до ближайшей точки, находя-
щейся на затылованной поверхности (фиг. 57).
Базовое расстояние измеряется в плоскости,
проходящей через ось головки и середину
ширины стержня резца. Оно принимается
таким, чтобы иметь возможность обработать
наибольшую высоту зуба заготовки, допусти-
мую для данной головки, и определяется на
формулам:
для наружных резцов
для внутренних резцов
где Г—толщина резцов; ттах —максималь-
ный модуль заготовки для данной головки;
a*max, a/max — максимальные углы профиля
наружных и внутренних резцов; g= I -j- 2 мм—
дополнительная величина; 1,888 ттах — полная
высота зуба обоих колёс (по системе корри-
гирования Глисон).
Для выбора базового расстояния рекомен-
дуется пользоваться табл. 33.
Таблица 33
Величины базового расстояния головок в мм
Номинальный
диаметр го-
ловки в дюйм.
з1/»
77.
9
12
Резцы чистовые
ье
5.24
6,о6
9O9
9*о9
IO,l6
4.48
4.92
6,42
6,42
8,00
16, I77» 20°
be
4,48
4.92
7.56
7.56
8,38
5.24
6,06
7.94
7.94
9.4O
Резцы чернокые
14»/,°
»е
6,об
6,86
6,86
8,б4
4,92
4.95
4.95
6,48
16, 17V3, 28°
be
4^92
5-33
5-33
6,60
V
6.06
6,48
6.48
8,51
Толщина подкладок. Толщина подкладки
(Ве или Bt на фиг. 57) определяется согласно
табл. 34.
Величины подкладок, полученные по фор-
мулам табл. 34, всегда являются кратными
0,127 мм @,05") или 0,0635 мм @,0025"). так
как входящие в эти формулы величины обра-
зующих диаметров и развода резцов были
уже ранее округлены до стандартных значе-
ний.
ГЛ. IX]
РЕЗЦОВЫЕ ГОЛОВКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЁС
445
Таблица 34
Толщина подкладок
Резцы
Наруж-
ные
Вну-
тренние
Черновая головка
Малое колесо
Большое колесо
Чистовая головка
Малое колесо
Bel=-2{D*-2b*-K)
вь-\[°п-*>г*)
Большое колесо
В*Н(°е2-2*е-*)
Размер подкладки можно подсчитать по
данным табл. 35.
Таблица 35
Число подкладок и их размеры
Диаметр головки
Число размеров (номеров)
подкладок
Предель-
ные
значения
. толщины
подкладок
Мини-
маль-
ные
Макси-
маль-
ные
в дюйм,
в мм
в дюйм,
в мм
6" на-
ружн.
38
0,030
0,76
O.2I5
5>4°
6" вну-
тренн.
37
0,030
0,76
О,2Ю
5-33
Р.
58
0,030
о,7б
O.3I5
8,оо
1
58
0,030
°i7°
0,315
8,00
76
0,030
0,76
0,405
10,29
Для определения (по табл. 35) размера
образующего диаметра и соответствующего
ему размера подкладки в зависимости от по-
рядкового номера X служат следующие фор-
мулы (например, для наружной головки):
для образующего диаметра
0,010» (*-
для подкладки
где De— минимальный наружный образующий
диаметр; Ве — минимальная толщина под-
кладки.
Для внутренней головки применяются ана-
логичные формулы.
Пример 1. Для номера Х=15 для 12" наружной голов-
ки, модель C12S10LH при а — 141/," имеем
Dga - 12,400" -|-0,010" A5—1) - 12,540".
Этому диаметру будет соответствовать подкладка
толщиной
В„ - 0,030" + 0.005" A5-1) -= 0,100".
Пример 2. Предположим, что по расчёту образующий
диаметр Dgx наружной 12" головки для а = 14Ча° равен
12,677". Округляем его до стандартного D = 12,680"
и определяем номер X головки (модель C12S10EH)
0,010"
+ 1
12,680" — 12,400"
0,010"
+ 1 •= 29.
Тогда толщина подкладки получается равной
ве29 " 0>030" + °'005" <29 ~ 2>
г. Передний угол (фиг. 59), рассматриваемый
в*.: плоскости, перпендикулярной режущей
кромке резца, принимается обычно для стали
средней твёрдости равным 20° и для вязких
металлов 22—27°.
Для контроля передней поверхности резца
необходимо знать передний угол в плоскости.
Фиг. 59. Углы лезвия резцов.
перпендикулярной оси вращения головки и
пересекающей режущую кромку:
для наружных резцов
для внутренних резцов
*2Т* = tgr • cos otf.
Передняя поверхность при правильной за-
точке должна быть расположена на опреде-
лённом расстоянии от оси головки:
для наружных резцов
для внутренних резцов
~Т sin Ь
Задний угол на вершине резца а8 выби-
рается из условия прочности наиболее нагру-
жённой части резца (вершины) и наличия до-
статочного заднего угла а.б на боковой режу-
щей кромке. Угол ав принимается в преде-'
лах 11—13°, тогда а$ получается равным
2—5°. Зависимость между а$ и ав опреде-
ляется по формулам (углы рассматриваются"
446
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ill
в плоскости, перпендикулярной режущей
кромке):
для наружных резцов
= tgae • Sinae;
для внутренних резцов
tg a6i = tg ав ' sin a/.
Форма боковой поверхности резца. Бо-
ковая поверхность резца является одним из
важных конструктивных элементов, от формы
которой зависит профиль зуба заготовки. Она
должна удовлетворять следующим условиям:
1) сохранение прямолинейности режущих кро-
ток наружных и внутренних резцов в любом
сечении, проходящем через ось головки, что
важно для точечного касания сопряжённых
профилей пары колёс; 2) сохранение постоян-
ства углов профиля с/е и я; в любом диаме-
тральном сечении и соответствие их заданному
углу зацепления пары нарезаемых колёс;
3) сохранение неизменными величин образую-
щих диаметров наружных и внутренних рез-
цов, так как они оказывают влияние на вели-
чину и расположение зоны касания сопряжён-
ных профилей; 4) сохранение постоянства
задних углов ад и ag в любом диаметральном
сечении.
Эти требования должны быть обеспечены
также и в процессе эксплоатации после пере-
точек. Для их выполнения рабочая боковая
поверхность резца должна быть выполнена
(затылованием) в виде винтовой архимедовой
поверхности.
Указанная поверхность может быть заме-
нена конической поверхностью, получаемой
на круглошлифовальном станке в специальном
приспособлении без всяких затылующих дви-
жений. При такой замене режущая кромка
имеет форму гиперболы вместо прямой. Это
отклонение кривой от прямой незначительно,
и им можно ^пренебречь.
Затылованная поверхность резцов должна
удовлетворять следующим требованиям: а) со-
хранность образующих диаметров резцов в
любом сечении, проходящем через ось резцо-
вой головки; б) неизменность угла профиля
режущей кромки резца; в) прямолинейность
режущей кромки в любом диаметральном се-
чении головки.
Нарезание конических колёс
в мелкосерийном производстве
Для использования зуборезных станков при
нарезании конических колёс в мелкосерийном
производстве применяется метод, основанный
на использовании небольшого комплекта го-
ловок. Сокращение комплектов головок дости-
гается стандартизацией параметров зацепле-
ния, размеров колёс и инструмента, а именно
упп зацепления ао=16°, угла наклона зуба
в средней точке а>с = 35°, средней длины обра-
зующей по начальному конусу (она выбирается
кратной 6,35 ihm), номера и развода резцов
и т. п. Метод этот применяется только для
колёс со взаимно перпендикулярными осями.
Обработка колёс производится по простому
двухстороннему методу тремя головками и
требует двух наладок станка для чернового и
трёх наладок для чистового нарезания. Для
черновой обработки обоих колёс применяется
одна и та же двухсторонняя головка для
одновременного нарезания выпуклой и вогну-
той сторон впадины зуба с одной установки.
Чистовая обработка обоих колёс производится
отдельными двухсторонними головками с одной
установки для большого колеса и с двух уста-
новок для малого колеса.
Все геометрические размеры зуба, кроме
толщины, определяются по системе корриги-
рования, принятой для конических колёс с
криволинейными зубьями.
В качестве стандартного инструмента при-
меняются головки 6, 9 и 12" на станке № 16.
Дополнительно введена также головка lyj1 с
резцами Ла 12,15,27.33 и 39. Для мелкомодуль-
ных колёс применяется головка 3lj2' для
станка № 7.
В табл. 36 приведены данные, характери-
зующие область применения головок.
Таблица 3S
Область применения головок
Номи-
нальн.
диа-
метр
головки
в дюйм.
6
j
9
12
Величи-
на раз-
вода
в мм
1.78
1.78
2.ОЗ
2,29
з,54
2,79
3°5
2,29
2.29
з,79
з,79
3-3°
3.81
4-32
3.3»
3.8i
4^3
5.°3
5.84
№
резца
12
12
12
27
39
39
39
12
12
12
12
27
39
39
12
12
27
27
39
39
Средняя обра-
зующая началь-
ного конуса
в мм
50,8—69,8
5°>8 95.3
5O-8-95-3
5о,8—95 3
5°.8 -95.3
5O.8-95.3
5Q.8-95.3
76,2-107,5
114.3-139.7
76,2-107.5
и4-3 -139.7
76.2-139.7
76,2-139,7
76,2-139.7
127,0—100,5
127,0—190,5
127,0-190,5
127,о—190,5
127,0-190,5
127,о—190.5
Модуль в мм
на средней дли-
не образующей
начального ко-
нуса
2,33
2.43
2,70
З.О7
3.44
3.8о
4,17
2,94
3>2О
368
З,80
4 41
5.15
588
4.3O
5.O4
5-77
6.51
7.24
7.98
2,50
2,50
3.23
3,6о
3.97
4.34
3.20
3.20
3.93
3.93
4.67
5.4°
6,14
5.37
6,10
6,84
7.57
8,31
При расчёте головок по данным г,, г2 и
модулю в торцовом сечении ms находим длину
средней образующей начального конуса
Ь
2
причём результат округляется до величины,
кратной 6,35 мм.
По найденному значению Е™ выбирается
номинальный диаметр головки Щ по табл. 36.
По формуле
находится число зубьев производящего колеса.
Зная среднюю расчётную образующую к
число зубьев производящего колеса znpt по
табл. 37—39 определяем номер резцов и ве-
личину их развода для чистового нарезания
большого колеса.
Для чистового нарезания малого колеса
служит табл. 40 с постоянными величинами
развода при различных номерах резцов. Номер
выбирается с учётом характера зубчатой пере-
ГЛ. IX]
РЕЗЦОВЫЕ ГОЛОВКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЁС
447
Таблица 37
Величины развода и номера резцов для чистового нарезания большого колеса головкой 6"
браз
са в
oi
5O.8
57.3
&5
69,9
76,2
82,6
88,9
95.3
Развод в мм
U8
2,03
2,29
2,54
2,79
3,05
Номер резца
12
27 39
ЗЭ
39
Число зубьев производящего колеса
при г^гз
41.9
47,1
52,3
57,6
65-3
7°-7
76,2
8i,6
37.6
42,3
47.°
51.7
56,4
61,1
65,8
7°<5
33-1
37,2
4L4
45,5
49,6
53.8
57,9
62,1
29.6
33.3
36,9
4°.б
44.3
48,0
5L7
55,4
2б,7
3°-°
334
36,7
4О,1
43,4
46,7
5°,i
24,4
27.4
3°.4
33.5
Зб,5
39.6
42,6
45,7
о х
СО Л
о.»
U3
5°,8
57.2
6з,5
69.9
76,2
82,6
88,9
95.3
Развод в мм
1,78
12
2,03
12
2,29
Номер
27
2,54
резца
39
2,79
39
3,06
39
Число зубьев производящего колеса
при Zi—za
40,6
45,7
5°.8
55,9
6i,o
66,0
76,2
35.4
39»9
44.3
48,7
53-2
57.6
62,0
66,4
31.4
35,3
39.3
43-2
47.1
55.°
58,9
28,2
3i,7
35-3
38,8
42,3
45-8
49-4
52.9
25,6
28,8
32,0
35,2
38,4
41,6
14,8
48,0
23,4
26,3
29,3
32,2
35,1
38,i
41,0
43,9
Таблица 38
Величины развода и номера резцов для чистового
нарезания большого колеса головкой 9"
Таблица 39
Величины развода и номера резцов для чистового
нарезания большого колеса головкой 12"
я обра-
-о конуса
Средняя расчё'тна
зующая начально
в мм
76.2
82,6
88,9
96,3
IOI.6
1о8,о
114,3
12°,7
127,0
133.4
139.7
76,2
82.6
88,9
96,3
IOI.6
io8,o
И4-3
I2O.7
127,0
133.4
139-7
Развод в ли
2,29
2,79
3,30
3,81
4,32
Номер резца
12
Числе
47.6
51.6
55.6
59.6
63.5
67.5
77.7
82,Г
86,4
9°,7
95-°
Число
47,7
5Ilf
55.6
59.6
63.5
67,5
71,5
75.5
79.4
83,4
87,4
12
27
39
39
зубьев производящего колеса
прм ггфга
43^5
4б,8
53.5
56,8
62,2
72,б
7б,°
34.6
37-4
4°,3
43-2
46,1
48,9
51.8
54.7
57,6
б°,5
бз.з
29.6
З2,!
34.5
37.°
39-5
42.о
44.4
49.4
51,8
54.3
25.9
28,1
3°,2
32,4
!Й'5
36,7
38,9
41,о
43.2
45.3
47.5
зубьев прэизводящего колеса
при г,-»га
37,7
42,0
45,2
48,4
51,7
54,9
58,1
6i,3
64,6
67,8
71,о
32,7
35.4
38,1
4O.8
43.5
46,3
49,°
51,7
54,4
57,1
59,9
28,2
3°,6
32,9
35,3
37,6
4°,о
42,3
44,7
47.°
49,4
5L7
24.8
26,9
29,о
31,°
33.1
35.2
37,2
39,3
41,4
43.4
45,5
Средняя расчётнря образую-
щая начального конуса в ми
127,0
133.4
139,7
146,0
152.4
158,8
165.1
17L5
177,8
184,2
19°. 5
127, °
133 4
139.7
146,0
1524
158.8
165. i
171-5
177.8
184.Я
19°-5
Развод в мм
3,30
3,81
4,32
4,83
5,33
5,84
Номер резца
12
12
27
27
39
39
Число зубьев производящего колеса
при г^+г,,
59.1
62,0
65.0
67.9
7O.9
73,8
76.8
79.7
82,7
85,6
88,6
5O.4
53.о
55.4
58.о
6о.5
630
65,6
68,1
7°,6
73.1
75.7
44.O
46,2
48,4
5O.6
52,8
55.°
57-2
59,4
6i,6
63,8
66,0
39,о
41 ,о
42,9
44-9
46,8
48,8
5°>7
52-7
54,7
56,6
58,6
35,1
368
38,6
4°,3
42,1
43-8
45.6
47.3
49.1
5°.9
52,6
31.8
33,4
35°
Зб.б
38-2
39.8
4L4
43.°
44.6
4б>2
47.8
Число зубьев производящего колеса
При 2, =.?э
54,8
57-6
бо.з
63.1
65,8
б8,5
71.3
74.°
76,8
79.5
82,3
47.3
49.7
52,1
54,4
56,8
59-2
61.5
63.9
бб.з
68,6
71.°
41,6
43.7
45,8
п,9
49,9
52°
54.1
56,2
58,3
60,4
62,4
37,1
39.°
4°,9
42,7
44,6
46,4
48,3
5°,1
52,°
53,9
55,7
33,5
35.2
36,9
38,6
4O.2
41,9
43.6
45.3
47 >°
48,6
5°,3
3°.б
32,1
33,6
35,2
36,7
38,2
39-7
41-3
42,8
. 44,3
45,9
448
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
дачи. С увеличением номера увеличивается
зона касания. При повышенной жёсткости кон-
м
0,14
0,13
0,12
0,11
0,10
0,09
0,08
0,07
0,06
Го/
1 :
I
И
Ювкс
1 6"
С
—2
2,0
—-1
3 0
1
-—¦"
¦—
3,25
—¦—
—
—-
.—
——¦
1 I
, '-
— -"
—-—-
2.0
2,5
3,0
Фиг. 60. График для определения значения коэфициента Л! при диаметре
i головки 6" и угле наклона 35°.
Каждой головке соответствуют два. или
три номера резцов и величин их развода.
Выбор черновых рез-
цов для обоих колёс по
таблицам надо произво-
дить с учётом минималь-
ного припуска на чисто-
вую обработку. Он не
должен быть меньше ве-
личин, указанных в табл.
41. При выборе величины
припуска для малого ко-
леса должно быть соблю-
дено условие, чтобы раз-
вод резцов Wx для чер-
нового нарезания малого
колеса был меньше пре-
дельного значения раз-
вода Wiap, при котором
припуск равен нулю.
3,5 Е,
струкции зона касания может быть выбрана
более длинной C/з — BU длины зуба), чем при
маложёстких конструкциях.
Таблица 40
Данные по выбору головок для чернового
и чистового нарезания
Колесо
Большое
Малое
Большое и
малое
Обра-
ботка
Чисто-
вая
Чисто-
вая
Черно-
вая
Угол за-
цепле-
ния
16°
16°
14V
16°
Номинальный диаметр
6"
а
азвод
м
о. =5
1,78
2,ОЗ
2,29
2,54
а-79
3,°5
1,О2
I.O2
1,О2
1,ОЗ
-
S3
о ?
12
12
27
39
39
39
27
33
39
-
головки
за
аз
(О „
се Ч
е. ч
2^9
2,79
З.ЗО
3.8i
4-32
~
1-52
1,52
I 52
1,52
-
омер
езца
¦и Р.
12
12
27
39
39
~
27
33
39
12"
со
§
ш
«О ;.
га
O.S5
З..ЧО
g(8l
4.32
4,83
5-33
5.84
2,03
2,03
2.03
э,оз
омер
езца
-Lcu
12
12
27
27
39
39
27
33
39
10V,
га
12
Таблица 41
величины припуска для чистовой обработки колёс
в мм
Номиналь-
ный
диаметр
головки
в дюйм.
6
9
12
Средняя расчётная длина об-
разующей начального конуса
в мм
5о,8— 69,85
76,2— 96,25
101,6 — 107,95
,3—139,7
: 127,0—158,8
165,1—190,5
При-
пуск
в мм
о. 4
°.5
о,б
о,8
о,9
I/O
Величина U?j np определяется по формуле
w 75 М
/4+4
где Л! — коэфициент, определяемый по гра-
фикам фиг. 60—62 (дан в дюймах) в зависи-
мости от Do, Ecp и внутренней образующей
са E Е b; W вели
ср
b;
— вели-
Головка 9"
t
-з5р
L
75;
<
,—
^"
^—-
«SO j
^~
г
начального конуса
М
0,20
0,19
0,18
0,17
0,16
0,15
0,13
0,12
0,11
0,10
0,09
2? 2,6 2? 3,0 3.2 ЗА 3,6 3,3 4,0 4,2 «,4 4,6 4? 5.0 f,
Фиг. 61. График для определения значения коэфици-
ента М при диаметре головки 9" и угле наклона зуба 35°.
М
0,27
0.26
0.25
0J4
ОЛЗ
0.22
0,21
0,20
0,19
0,18
0,17
0.16 i
U,0 4,2 4,4 4.6 4,8 5,0 5.? 5.4 5.6 5.8 6.0 6.2 6.4 6.6 6.8 Е,
Фиг. 62. График для определения значения коэфици-
ента М при диаметре головки 12" и угле наклона зуба 39°.
Головка 11"
I
h
. _
г
n
***
*—
г?!
——¦
*
—'
-—
-——
-—¦
—
——
—
—¦—¦
ГЛ. IX]
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ КОНИЧЕСКИХ КОЛЁС
449
чина развода резцов для чистового нарезания
большого колеса.
Если при расчёте W[ окажется больше
Winp, надо уменьшить величину развода для
чернового нарезания малого колеса, доведя
её до требуемого, но обязательно стандарт-
ного значения.
Допуски на элементы головок
№ Откло-
по Наименование элемента нения
пор. в мм
1. Корпус
1 Наружный диаметр корпуса — 0,35
2 Ширина корпуса ¦ . — 0,15
3 Диаметр окружности центров отверстий
для крепёжных болтов • ± o,i
4 Угол между центрами крепёжных отверстий
(в минутах)- ± ю
5 Диаметр окружности центров отверстий для
съёмных и маркировочных винтов • ±0,5
6 Диаметр окружности центров отверстий
регулирующих винтов . ±о,2
7 Ширина пазов ± o.oi
8 Расстояние между основаниями двух про-
тивоположно расположенных пазов • • ... — 0,05
9 Смещение резцового паза с оси ± 0,05
10 Угол скоса основания резцового паза . . . ± я
11 Ширина шпоночной канавки +- 0,15
12 Глубина „ „ • • • + о,з
13 Смещение » „ с оси + o,i
14 Угол между осью паза и осью шпоночной
канавки (в минутах) ± ю'
15 Угол между шпоночной канавкой и линией,
проходящей через центр крепёжного отвер-
стия и центр головки (в минутах) ± ю'
16 Биение опорного торца для головки:
6" на диаметре 110 мм о,ою
9" „ , 160 „ 0,015
12" „ , 220 „• 0,020
17 Неплоскопараллельность торцов . • . . . . o,oi
18 Неравномерность шага по окружности ме-
жду пазами о.оч
19 Конусное отверстие головки должно быть
изготовлено по калибру и показывать всесто-
роннее полное прилегание при проверке его
на краску. Конусность калибра выдержи-
вается в пределах + i'
2. Резцы
1 Длина резца ± о,з
2 Ширина » ± о,2
3 „ крепёжной части — o,oi
4 Толщина резца • — o,i
5 Расстояние от вершины резца до опорного
выступа (в осевом сечении):
а) для одного комплекта для чистовых
резцов ± 0,015
для одного комплекта для черновых
резцов ± о.оао
б) между комплектами для чистовых
резцов . ± о,5
между комплектами для черновых
резцов . . • ± о,8
,Nfe Откло-
по Наименование элемента нения
пор. в мм
6 Расстояние от вершины резца до опорного
торца (в осевом сечении) для черновых го-
ловок • • . • ± О,О4
7 Диаметр крепёжного отверстия ± o,oi ,
8 Расстояние от вершины рабочей части до
базовой опорной плоскости:
а) для одного комплекта для чистовых
резцов + o,oi
для одного комплекта для черновых
резцов . • • + °,°2
б) между комплектами для чистовых
резцов -. т о,о2
между комплектами для черновых
резцов . . . . • + о,оз
9 Расстояние от центра крепёжного отвер-
стия до выступа ± o,oi
10 Толщина вершины резца • — °,i
11 Образующий диаметр для наружных резцов ± 0,03
12 Образующий диаметр для внутренних
резцов ....-...•..- ± °.°3
13 Угол профиля режущей кромки резцов
(в минутах):
а) чистовых . . . ± 2'
б) черновых ¦ • • . ± ю'
14 Угол профиля нерабочей кромки резцов
(в минутах) ± 15
15 Передний угол в плане (в минутах) .... ± 3°'
16 Режущие кромки после заточки должны
быть-прямолинейными и находиться в пло-
скости, проходящей через ось корпуса го-
ловки. Допускаемое отклонение по всей
высоте резца должно быть в пределах:
а) для головок 6" о,о8
б) „ 9" о, то
в) „ „ 12" о,13
17 Прямолинейность профиля резца °,°i
3. Клинья
1 Длина клина — о,з
2 Ширина » — о.оз
3 Толщина ...¦ -оо2
4 -Угол , -.-...+ а'
5 Радиус выемки ; о,а
6 Диаметр отверстия -Ь о,г
7 Ширина тела после фрезерования .... — о,2
4. Подкладка
1 Высота — о,5
2 Ширина . . — 0,05
3 Толщина •-....-+ о,оо5
4 Плоскопараллельность широких плоскостей 0,005
5 Диаметр отверстия + о,2
Примечания: 1. Болты и винты изготовля-
ются по 3-му классу точности.
2. Свободные размеры всех деталей головки из-
готовляются с отклонением по 5-му классу точности.
В собранном виде допускаются нижеследующие от-
клонения .
1 Торцовое биение головки по вершинам резцов:
а) чистовых 0,0'25 мм,
б) черновых 0,040 ,
2 Радиальное биение головки с клиньями:
а) регулируемыми 0,0025 мм
б) нерегулируемыми 0,05
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. ГуревичС. И.# Резцовые головки Глисон, дисс,
Московский станкоинструментальный институт, 1943.
2. Корнилов К. А.,Шишков В. А., ЛащаверА. Л.
и др., Альбом зуборезных инструментов, изд. ЭНИМС,
1939.
3. ЛащаверА. Л., Производство спиральных кони-
ческих колёс, дисс, Московский станкоинструмен-
тальный институт, 1940.
4. Семенченко И. И., Режущий инструмент, т. IV,
Машгиз, 1944.
5. С у х а р е в с к и й Д. Я- Станки Глисон для нарезания
конических колёс с прямыми и спиральными зубьями,
ОНТИ, 1936.
6. Gleason Works, Инструкции и каталоги фирмы.
7. Hofmann F., Gleason Spiralkegalrader, J. Springer,
1939;
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ КОНИЧЕСКИХ КОЛЁС С КРИВОЛИНЕЙНЫМИ
ЗУБЬЯМИ
Сравнение методов нарезания колёс.
В практике получили распространение два
метода нарезания конических колёс с криво-
линейными зубьями—круговое зацепление (ме-
тод Глисон) и паллоидное зацепление (метод
Клингельнберг)*
29 Том 7
Первый метод характеризуется:
1) широким диапазоном нарезаемых колёс
(модули от 0,2 до 17); 2) возможностью ра-
ционального использования для массового
производства и в меньшей степени для мелко-
серийного производства; 3) простотой шлифо-
450
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
(РАЗД. Ill
вания и возможностью притирки колёс после
термической обработки; 4) сравнительной про-
стотой инструмента; 5) высокой чистотой на-
резаемой поверхности.
Второй метод характеризуется:
1) простотой конструкции и наладки станка;
2) универсальностью инструмента, так как ка-
ждая фреза служит для нарезания колёс одного
модуля с любым числом зубьев; 3) высокой
производительностью благодаря непрерывно-
сти процесса; 4) ограниченным диапазоном
нарезаемых колёс (модули от 1 до 8); 5) слож-
ностью шлифования и притирки колёс после
термической обработки; 6) меньшей чистотой
обрабатываемой поверхности; 7) менее благо-
приятной формой зуба.
Второй метод менее распространён по срав-
нению с первым методом. Он зарекомендовал
себя в основном при мелкосерийном и инди-
видуальном производствах, но имеются станки
и для массового производства.
Принцип работы конических червячных
фрез. Конические колёса с криволинейными
зубьями обеспечивают требуемое зацепление
при соприкосновении их сопряжённых профи-
Заготовка,
Фиг. 63. Принцип работы фрезы.
лей не по всей длине, а только на некотором
участке (зона касания). Для этого зуб утолщён
в середине и сужен по концам. Ошибки мон-
тажа или другие дефекты при такой форме
зуба не оказывают влияния на качество пере-
дачи, так как при смещении колёс зона каса-
ния перемещается и занимает другое поло-
жение.
Для получения колёс с небольшой зоной
касания коническая червячная фреза изгото-
вляется с несколько вогнутой образующей
начального конуса: зубья, расположенные на
концах режущей части фрезы, выступают
Фиг. 64. Работа фрезы.
несколько вперёд по сравнению с зубьями,
расположенными по середине. Зазоры на концах
зубьев колёс устраняют защемление их при
смещении. Исходный контур рейки в осевом
сечении получается также изогнутым. При
наличии утолщения в средней части выпуклые
боковые поверхности одного колеса полу-
чаются более изогнутыми, чем вогнутые сто-
роны сопряжённого колеса.
Из-за искривления образующей начального
конуса зубья нарезаемого колеса получаются
очерченными не по эвольвенте, а по некото-
рой кривой общего характера — паллоиде.
Нарезание колеса фрезой основано на
принципе зацепления с воображаемым плоским
колесом (фиг. 63). Оси заготовки и плоского
колеса пересекаются в точке О. Та образу-
ющая конуса фрезы, которая находится в
плоскости чертежа и в горизонтальной пло-
скости, проходя-
щей через ось фре-
зы, располагает-
ся касательно к
окружности ради-
уса ОА. Точками 1,
2, 3... отмечены
режущие зубья.
Во время враще-
ния фрезы вокруг
центра плоского
колеса фреза про-
ходит над заго-
товкой и даёт про-
извольно много огибаемых положений, в ре-
зультате чего и образуется профиль зуба за-
готовки. На фиг. 64 показан процесс нареза-
ния зубьев.
Конструкция конической червячной
фрезы. Фреза представляет собой червяк
с витками, расположенными на усечённом ко-
нусе. Для образования режущих кромок фреза
снабжена прямыми канавками и затылован-
ными зубьями. Профиль зуба фрезы распо-
лагается на образующей делительного конуса
с углом при вершине 60°. Образующая ко-
нуса — вогнутая кривая с большим радиусом
кривизны, которая мало отличается от пря-
мой. Стрела прогиба равна приблизительно
0,015 модуля, что даёт для самого крупного
модуля F,5) величину 0,1 мм.
В процессе зацепления зона касания должна
быть расположена ближе к большему диа-
метру, поэтому зубья на малом диаметре
фрезы должны быть несколько толще, чем ва
большом. Это обеспечивает необходимое
утонение зубьев на малом диаметре колеса.
Для выполнения этого условия кривая началь-
ного конуса располагается несимметрично от-
носительно его образующей. Расположение
кривой меняется в зависимости от назначен
ния фрезы. На фиг. 65 показано изменение
толщины зуба фрезы на различных участках
по делительной прямой для фрез универсаль-
ного назначения. Для специальных фрез, пред-
назначенных для определённой пары колёс,
кривая должна быть расположена с учётом
специфических условий их работы.
Расположение кривой должно обеспечить
правильное положение зоны касания колёс
при определённой нагрузке. Чем тяжелее
условия работы колёс, тем больше кривая
должна отклоняться от прямой.
ГЛ. IX]
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ КОНИЧЕСКИХ КОЛЁС
451
Изогнутость образующей конуса и различ-
ная толщина зубьев получаются механическим
путём на специальном зубошлифовальном
станке.
Фрезу изготовляют однозаходной с посто-
янным шагом t = тс • т. Размеры профиля
Tim
~2
0,01т
0,01т
Фиг. 65. Толщина зуба на различных участках длины
фрезы.
фрезы даны в табл. 42. Высота головки при-
нимается равной 1,3 т, высота ножки 1,2 т.
Профиль зуба делается фланкированным по
методу, принятому для обычных червячных
фрез. Ножка зуба утолщается под углом 5°,
начиная от точки, отстоящей от делительной
прямой на расстоянии, равном 0,8 т. Флан-
кирование способствует лучшему зацеплению
сопряжённых профилей, устраняет возмож-
ность их заклинивания и облегчает шлифова-
ние профиля зуба фрезы пальцевым кругом.
Для облегчения выхода круга при шлифова-
нии профиля предусмотрена канавка, выполня-
емая по типу I или II (табл. 42).
Длину режущей части фрезы выбирают в
зависимости от ширины обода нарезаемого
колеса. Для фрез универсального назначения
эту длину принимают с некоторым запасом
для возможности нарезания колёс данного
модуля с максимальной шириной обода.
Малый наружный диаметр устанавливают
на основании практики заводов-изготовителей.
Большой наружный диаметр определяют рас-
чётом. Зажимная часть выполняется в виде
конуса Морзе сварной или сборной конструк-
ции. Число зубьев фрез принимается равным
8—10. Передняя поверхность зубьев обычно
делается радиальной. Однако при заточке на
специальном станке можно получить передний
угол переменной величины: он возможен от
0е на малом диаметре до 10° на большом.
Место сварки
Таблица 42
Размеры профиля червячных фрез в мм
ТипД
t
Smeop
К
н
ир
г
а
Фрезы к станку модели FK-200C
6,283
7.854
9.425
б
9
12,566
14.137
8
17,279
18,850
3.927
4.7Г3
5-498
6,283
б
79
7.854
8,639
9,425
2,6о
3»25
3-9°
4.55
5>2О
5,85
6,50
7.15
7,8о
8,45
55
6,3о
7.35
8,4о
9.45
ю,5о
И.55
12, ОО
*3,65
7.5O
8.75
ю,оо
",25
12,5°
1375
15,оо
16,25
4,60
5-75
6,90
8,05
9.20
.5
12,65
13,80
14,95
>,8
с,о
,о
с,о
.о
[>5
•5
¦5
•5
11
II
II
П
П
II
II
II
II
Фрезы к станку модели FK-75A
X
1.5
а
з,5
3
3,5
4
З-^а
4.712
5.283
7-854
9.425
10,996
12,566
1.57°
2,356
3.*42
3-927
4.7!3
5.498
6,283
1,3°
!.93
2,бО
3.25
3,9°
4.55
5.2O
2,Ю
3,15
4.2O
5,=5
6,зо
7,35
8,4о
а.5°
3.75
5.°°
6,25
7-5°
8,75
ю,оо
2,3°
3-45
4,6о
5.75
6,оо
8.O5
9,2О
О,2
о,3
о, 4
о, 5
О.6
о, 7
о, 8
—
—
1,О
1,2
1,5
1.7
0,2
о,4
о,6
°>7
1,О
I.O
I.O
Примечание. Размеры, приведённые в таблице,
действительны для углов зацепления 15 и 20°.
такой, чтобы в самом неблагоприятном месте
задний угол был не менее 4—6°.
Угол подъёма винтовой линии т, отнесён-
ный к делительному диаметру и имеющий
непостоянную величину, подсчитывают по
первому полному зубу у ма-
лого диаметра по формуле
т
140 10,5
Фиг. 66. Размеры фрезы для модуля /п=»1.
Из-за различных диаметров конуса фрезы
задние углы на вершине зубьев получаются
различными. Величину затылования выбирают
, 2ha + 0,5k '
1 cos 30°
где т— модуль; D1 — фак-
тический размер малого
наружного диаметра, полу-
ченный у первого полного
витка после окончания из-
готовления фрезы; k — ве-
личина затылования; h'u —
высота зуба фрезы.
Угол х принимается за
исходный и подлежит клей-
мению на фрезе.
На фиг. 66 дана фреза для модуля
т — \. Конструктивные размеры фрез для раз-
личных модулей даны в табл. 43 и 44.
452
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
Размер фрез к станку Клингельнберг FK 75A в мм
Число зубьев 8, т- р-
Таблица 43
т
Ь5
2
2.5
3
3-5
4
D
6о
75
9°
95
юо
123
А
24
28
32
36
4°
48
D3
45
55
55
55
55
55
L
140
140
14а
143
144
157
35
44
54
55
56
69
h
36
47
58
59
60
75
и
25
ib
8
8
8
8
к
45
52
5»
59
6о
73
d
7.5
7-5
8,5
10
10
10
di
5
5
5,5
5.5
55
5.5
d,
а
2
2.5
2-5
2,5
а,5
Н,
6,о
7.5
9.о
ю,о
и,5
I3-O
к
2,0
2,5
2-5
2,5
2.5
З.о
3.0
3.5
3.5
3.5
3.5
4.5
F
10
12
15
Ib
17
IQ
а
6
7
8.5
9
9
9
b
2
2
2,5
2,5
3,5
2.5
Размер фрез к станку Клвнгельнберг FK 200C в мм
Число зудьеб 10; т^ 2+4,5
Место сварка
Таблица 44
h- SO. оХ
т
3
а.5
3
3.5
4
4.5
5
5-5
6
6.5
D
i°5
128
13°
138
157
159
2ОО
2О5
2IO
212
35
46
48
5°
52
54
6о
65
7°
74
I
152
1бз
1б3
168
184
184
2О8
2О8
ао8
2О8
1
64
75
75
8о
ф
Ф
128
128
128
128
h
70
82
32
88
i°5
i°5
140
140
140
140
h
68
79
79
84
100
100
131
131
131
131
Я3
7.5
9,o
10,5
12,5
14.5
16,0
18,5
20,0
21 ,J
23,0
k
2.5
2.5
3,o
3.5
4.5
4.5
6,0
6,0
6,5
65
*i
4,0
4,o
5,o
5,5
6,5
6,5
9,0
9,o
10,0
10,0
F
ia
14
16
18
20
20
22
22
26
26
a
8
10
10
10
12
12
13
14
l6
17
ГЛ. 1X1
ИНСТРУМЕНТЫ, РАБОТАЮЩИЕ МЕТОДОМ ОБКАТА
453
Нарезание обоих сопряжённых колёс можно
производить одной фрезой. Чаще же приме-
няют две фрезы — левозаходную для правой
заготовки, а правозаходную — для левой.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Семенченко И. И., Режущий инструмент, т. IV,
Машгиз, 1944.
ИНСТРУМЕНТЫ, РАБОТАЮЩИЕ МЕТОДОМ ОБКАТА
Общие положения
Типы инструментов. Для обработки дета-
лей с неэвольвентным профилем методом об-
ката применяются фрезы, долбяки и резцы.
Высокая точность и идентичность профиля
деталей, большая точность окружного шага
и высокая производительность обеспечили
методу обката широкое применение на
практике.
Наибольшее применение, в особенности
при обработке шлицевых валиков, получили
фрезы, имеющие серьёзные преимущества
перед долбяками (непрерывность рабочего
процесса и большая производительность, от-
сутствие накопленной ошибки по шагу детали,
возможность обработки длинных валиков и др.).
Метод обката с помощью точения, при-
меняемый для обработки червяков, резьбы,
различных деталей с криволинейными образу-
ющими и т. п., не получил ещё должного
распространения на практике.
Основные положения метода обката.
В процессе обката деталь и инструмент на-
ходятся в относительном движении, при кото-
ром благодаря наличию специального меха-
низма в станке полоида одного из объектов
сопряжённой пары катится по полоиде дру-
гого без скольжения.
В зависимости от вида обработки полоиды
имеют различные формы:
Вид обработки Форма полоиды
инструмента детали
Фрезерование Прямая Окружность
Долбление Окружность »
Точение „ Прямая
Профиль детали является огибающей по-
следовательных положений инструмента при
качении без скольжения полоиды инструмента
по полоиде детали. С другой стороны, профиль
инструмента является огибающей последова-
касательную и нормаль; 2) общая нормаль
должна проходить через точку соприкоснове-
ния полоид, т. е. полюс зацепления, лежащий
на пересечении линии центров полоид инстру-
мента и детали; 3) нормали, проведённые к про-
филю детали, должны, во-первых, пересекать
полоиду инструмента, и, во-вторых, это пере-
сечение должно протекать в последовательном
порядке.
Из п. 3 следует, что не всякий профиль
может быть получен путём обката. Напри-
мер, нельзя обработать методом обката де-
тали с профилем из неплавных или зигзаго-
образных кривых, а также с заострёнными
или угловатыми участками.
Методы определения профиля инстру-
мента. Профиль инструмента может быть
определён аналитически, графически или
графо-аналитически.
Аналитические методы являются более на-
дёжными, так как допускают получение про-
филя инструмента с любой степенью точности.
Для получения верных результатов расчёты
производят до пятого — шестого знака для
линейных величин и до секунды для угловых.
Округления производят только для результа-
тивных размеров.
Графические методы не обеспечивают тре-
буемой точности профиля и редко применя-
ются на практике.
Существующие методы расчёта профиля
инструмента основаны на использовании линии
зацепления или рассматривают профиль инстру-
мента как огибающую последовательных по-
ложений профиля изделия. Из других ориги-
нальных методов заслуживает внимания метод
В. А. Шишкова.
В качестве примера ниже рассматривается
профилирование инструмента для деталей
с прямолинейным профилем, например, шли-
цевых валиков.
Фиг. 67. Детали с прямолинейным профилем.
тельных положений профиля детали при каче-
нии без скольжения полоиды детали по полоиде
инструмента. Этот принцип и положен в ос-
нову расчёта профиля инструмента.
Сопряжение двух профилей возможно
только при соблюдении следующих основных
законов зацепления: 1) в точках касания со-
пряжённые профили должны иметь общие
Прямолинейный профиль деталей характе-
ризуется углом у. определяемым по формуле
h — Rx sinчх = R-sinу,
где Rx — радиус-вектор любой точки профиля
(R — наружной точки); ух — угол между про-
филем и радиусом-вектором для любой точки
(т — для наружной точки валика).
454
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
Зависимость между углами 7. s, P указана
на фиг. 67 для типовых деталей. На этой
фигуре 7 — УгОЛ между прямой профиля и
радиусом R, проведённым в данную точку;
h — кратчайшее расстояние от центра детали
до прямой профиля; р — угол между прямой
профиля и прямой, параллельной оси шлица;
Ь — угол, соответствующий половине шлица.
Фрезы
Определение профиля фрезы. Профиль
фрезы определяется как огибающая семейства
прямых профиля детали при качении без сколь-
жения его начальной окружности по начальной
прямой фрезы. Для определения профиля
фрезы надо найти уравнение семейства прямых
и уравнение их огибающей.
На фиг. 68 показаны два положения С и Cj
прямой ОВ профиля. Угол поворота осейхОу
Фиг. 68. Схема определения профиля фрезы: RH и R —
радиусы начальной и наружной окружностей; Тя и Т —
соответствующие им углы профиля прямой.
составляет ср. Радиус начальной окружно-
сти RH принят равным радиусу наружной
окружности R.
Уравнение семейства прямых ОВ в пара-
метрической форме в зависимости от угла а
получает вид
где параметр a = ср + Ун-
Уравнение огибающей семейства прямых:
х = RH [(а — ун) — COS at (sin a — sin fH)];
у = RH-sin a (sin a — sin fK),
где угол (a — fH) дан в радианах.
Эти выражения и являются уравнениями
профиля фрезы. Давая различные значения па-
раметру а, можем получить различные точки
кривой профиля фрезы как огибающей сопря-
жённого профиля детали.
Вместо параметра а целесообразнее принять
радиус зацепления р, являющийся радиусом
окружности на детали, проходящей через
точку касания М сопряжённых профилей при
данном значении угла а, т. е. в момент заце-
пления (Р — полюс зацепления). При пара-
метре р уравнение координат профиля фрезы
принимает вид
х = RHl arc cos
\
/"p* —
s 1/ -—„
h
r:
Определение радиуса начальной окруж-
ности. Радиус является одним из важных
факторов при расчёте инструмента. Он не
может быть выбран произвольно, так как от
него зависят правильность и чистота нарезае-
мого профиля, а также продолжительность
зацепления.
При выборе начальной окружности меньше
теоретической наружная окружность валика
окажется вне линии зацепления, в результате
чего вершины шлицев будут срезаны. С воз-
растанием радиуса начальной окружности
уменьшается прямолинейный участок кривой
у основания шлица из-за повышения высоты
переходной кривой.
С увеличением продолжительности заце-
пления повышаются плавность и непрерывность
зацепления, а также улучшаются точность и
чистота обрабатываемой детали. Продолжи-
тельность зацепления повышается с уменьше-
нием радиуса начальной окружности. Отсюда
следует, что оптимальным радиусом началь-
ной окружности является минимально допу-
стимый.
На фиг. 69 даны две ветви кривой огиба-
ющей профиля детали. Они получаются из-за
того, что линия зацепления имеет точку пере-
гиба. Профиль фрезы может быть очерчен
только по одной ветви кривой, причём по-
следней её точкой, сопрягаемой с соответству-
Фиг. 69. Две ветви огибающей профиля детали.
ющей точкой профиля детали, является точка
острия Аи, наиболее удалённая от начальной
прямой Ох. Минимально допустимый радиус RH
определяется из условия, что точка Аи должна
быть предельной для рабочего участка профиля
ГЛ. IX].
ИНСТРУМЕНТЫ, РАБОТАЮЩИЕ МЕТОДОМ ОБКАТА
455
фрезы. Этой точке фрезы соответствует сопря-
жённая точка профиля детали, лежащая на
окружности радиуса зацепления р. Для опре-
деления р надо найти минимум функции y=f(p),
т. е. взять первую производную, приравнять
вулю и решить относительно р. Тогда
Rp
Cmin), где Cmin—минимальный
— г, где
p = j/ /^ + 0,75Л*
Так как точке Аи фрезы соответствует послед-
няя точка профиля детали, т. е. лежащая на
наружной окружности радиуса R, то, подста-
вляя р = R и решая относительно RH, полу-
чаем общую формулу для определения опти-
мального радиуса начальной окружности:
/?„= У"/?2 - 0,75Л2.
Формулы для радиуса начальной окружно-
сти типовых деталей даны в табл. 45.
размер фаски, А — величина верхнего откло-
нения для R; hp=-~, причём 6p=:6mJn-f 0.25?,
где Е — допуск на ширину шлица.
Для третьей фjpMbi RH == Яmax
г — радиус закругления шлица.
Определение величины переходной кри-
вой. Для определения теоретической высоты
профиля фрезы h'a от начальной прямой надо
в уравнении профиля фрезы вместо р под-
ставить радиус внутренней окружности г:
Радиус начальной окружности для типовых деталей
Так как Л>0 и й«>г, то hu > RH — r,
т. е. высота профиля фрезы больше высоты
Таблица 45
Эскиз
Наименование
Формула
Многогранник
I Квадрат
Прямоугольник с
двумя сторонами,
очерченными по
наружной окруж-
ности
Валик с радиаль-
ными шлицами . .
Валик с ёлочны-
ми зубьями....
Прорезная фреза
2 sin
180
1—0,75 cos3
180°
ftH= о -лео У1-0,75со8*45*
к 2 sin 45
=0,5 Vb*+0,25a*
RH = R -^1—0,75 sin* 7
Для валиков шлицевых соединений радиус
начальной окружности меняется в зависимости
от формы шлица. Обычно шлицевые соедине-
ния имеют три формы шлица: 1) шлиц без фаски
и закругления, 2) шлиц с фаской; 3) шлиц с
закруглением.
Для первых двух форм
где Rp — расчётный радиус, принимаемый для
первой формы равным R, а для второй
отрезка профиля детали, измеренной в напра-
влении радиуса.
Это означает, что самая низкая точка
вершины зуба фрезы после обработки последней
точки на внутренней окружности начнёт
углубляться дальше за её пределы на глубину
Величина / характеризует размер пере-
ходной кривой, получаемой в виде закругле-
456
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
ния при сопряжении прямолинейного участка
профиля с окружностью впадин.
Если валик должен иметь прямолинейный
профиль до окружности впадин, то неминуемо
вырезание вершиной зуба фрезы углубления
у основания шлица за пределами окружности
валика, что приводит к его ослаблению. Если
ослабление валика недопустимо, то переходную (
кривую надо начинать выше окружности впа-
дин. Так как это приведёт к уменьшению
прямолинейного участка профиля, то необхо-
димо стремиться к максимальному снижению
переходной кривой. Оно уменьшается с умень-
шением радиуса начальной окружности.
С уменьшением ширины шлицев и увели-
чением их числа высота переходной кривой
увеличивается и может доходить до поло-
вины всей высоты профиля детали. Это иногда
• служит причиной невозможности обработать
по методу обката валики с большим числом
шлицев. Для таких валиков приходится при-
менять червячные фрезы, работающие по
методу фасонного фрезерования.
Для получения прямолинейного профиля
на всём его протяжении вершина зуба фрезы
иногда снабжается усиками, вырезающими
углубления у основания шлицев. Высота усиков
принимается равной высоте переходной кри-
вой /", т. е.
/-2 Д2
Замена кривой профиля дугами окруж-
ностей. По координатам кривой профиля фрезы
можно построить кривую шаблона для фрезы.
С целью упрощения профилирования круга
теоретическая кривая заменяется одной или
двумя дугами окружностей. Такая замена вы-
зывает определённую погрешность, величина
которой зависит от более или менее удачного
подбора радиусов заменяющих окружностей.
При замене кривой дугой одной окружности
служат следующие формулы (фиг. 70):
2 sin [i- sin (<р — а)
а = q ¦ cos ф + 9 — о) + хъ
-а)— у2;
где q — радиус заменяющей окружности; а, Ъ—
координаты её центра.
Остальные обозначения даны на фиг. 70.
При замене кривой дугами двух окружно-
стей служат аналогичные формулы (фиг. 71):
(фиг. 72). Неточность профиля должна быть
определена по направлению нормали к профилю
фрезы, что соответствует направлению радиу-
са заменяющей окружности.
Согласно фиг. 73 погрешность hq — qx — q,
где qi — расстояние до кривой от центра
Фиг. 70. Геометрическое определение эле-
ментов одной окружности, заменяющей
кривую профиля.
заменяющей окружности, q — радиус заменяю-
щей окружности.
Составляя уравнение для #1 и пользуясь
основным уравнением для профиля фрезы,
Фиг. 71. Определение элементов двух
окружностей, заменяющих кривую про-
филя.
находим критическое значение параметра ан
для максимальной величины kq и <?тах:
__ Х2 —
1 "T^"
2 sin p-sin(<p — a)
ai—#rcos
4- <? — а) -f x2;
-f- «p — о)— >'2;
Уз— У'я
к~~ 25 - V 4й2
ах=/?я (sin а/с — sin fw)
где
sin a.
—а)
В =
+
р — а) 4- х2;
— °)— Уъ
. У\
где <p=tg —,
Л1
x\
После нахождения окружности, заменяющей
кривую профиля, определяют максимальную
величину погрешности при такой замене
' 3 '
При Aq ^ 0 будет иметь
место утолщение, а при
Д<7<^0 утонение шлицев де-
тали.
Оптимальной окруж-
ностью будет та, для кото-
рой как положительные, так и отрицатель-
ные отклонения оказываются равными по
абсолютной величине.
XZ — Х2
Гл. IX]
ИНСТРУМЕНТЫ, РАБОТАЮЩИЕ МЕТОДОМ ОБКАТА
457
Данные для расчёта профиля фрезы. Оптимальная окружность выбрана таким
В табл. 46 приведены данные для расчёта про- образом, чтобы отклонения верхней и нижней
филя фрезы. частей дуги окружности были приблизительно»
Таблица 4(F
Расчётные данные по определению профиля фрезы для шлицевого валика лёгкой серии при центрировании
по внутреннему диаметру. Профиль очерчен по дуге окружности
№ по
пор.
1
2
3
4
5
6
7
8
9
10
Искомая величина
Расчётный наружный диаметр
Расчётная ширина шлица
Расчётный внутренний диаметр
валика
Диаметр начальной окружности
Угол шлица
Вспомогательный угол для осно-
вания шлица
Угол прямой профиля для точки
основания шлица
Максимальная высота профиля
Высота профиля валика
Высота шлифованной части про-
филя фрезы
11 Общая высота профиля фрезы
12
13
Толщина зуба по начальной пря-
мой
Шаг витков по нормальному се-
чению
14 1 Диаметр окружности первой точки
15
16
Вспомогательный угол для пер-
вой точки
Угол прямой профиля для пер-
вой точки
Обозначе-
ние
Dp
ЬР
dP
D
н
Л
a
^'max
h
-hnP
bn
*n
d7
Д;
4
Расчётные данные
Выбирается максимальным с учётом минималь-
ного размера фаски:
D = О — (Д - с , ),
р у min"
где А — величина верхнего отклонения по D
Для чистовых фрез
где Е — величина допуска на b
Для черновых фрез
b = &+припуск
Для чистовых фрез
dP = dmi*+25E»
где Е1 — величина допуска на внутренний диаметр.
Для черновых фрез
d =d + припуск
DH-=V°l-U'lbbP
dB cos Д
cos a — v
к
>/max = i?KS'ma(sina-SinTK)
н D"~dp
h~ 2
huu~ymBX. + 2 + e'
принимаем е = 0,1 ¦+¦ 1,5 мм
Задаёмся
di cos д,
CO.*- ^
458
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. III
Продолжение табл. 46
№ по
пор.
17
18
19
20
.
22
23
24
25
26
1
27
28
29
Искомая величина
Абсцисса первой точки профиля
фрезы
Ордината первой точки профиля
фрезы
Диаметр окружности второй
точки
Вспомогательный угол для вто-
рой ТОЧКИ
Угол профиля второй точки
Абсцисса второй точки профиля
фрезы
Ордината второй точки профиля
Вспомогательный угол (фиг. 70)
Вспомогательный угол (фиг. 70)
Вспомогательный угол (фиг. 70)
Радиус заменяющей окружности
профиля (фиг. 70)
Абсцисса центра заменяющей
окружности (фиг. 70)
Ордината центра заменяющей
окружности (фиг. 70)
Обозначе-
ние
.V,
Ух
«1
X,
Ун
9
ч
а
Ъ
Расчётные данные
xi~RH [(ei "" Т«) ~ cos °i (sm ai "~ s'n Ты)]
yi=RH • sin a, (sin Oj — sin jH)
Задаёмся
b
dt cos Да
cos a, ^
«s = R [(&, — у ) — cos oa (sin as — sin ykI
.У,-=Я • sin aa (sin a2 — sin у )
у
у
q 2 sin (<p — a) sin p
a — q ¦ cos (P + <P — °) + ^j
b = q • sin (P + <p — a) —y%
одинаковыми (фиг. 72) по абсолютной вели-
чине за исключением профилей при
1418°
1 Г
Начальная
прямая
Фиг. 72. Определение величины погреш-
ности от замены кривой профиля дугами
окружностей.
Для уменьшения отклонений крайняя
точка (Л2У2) профиля фрез соответствует 0,9*
^профиля детали, где /—глубина впадины,
отсчитываемая от окружности начального
радиуса, т. е. t = RH — г.
Приведённые данные действительны для
валиков с параллельными сторонами шлицев,
число которых от 4 до 18,
причём глубина впадины
*^0,12/?я. Для валиков с
большей глубиной впадины
у чистовых фрез кривую за-
меняют дугами двух окруж-
ностей во избежание боль-
ших отклонений от теоре-
тического профиля.
Для фрез без усиков глу-
бина впадины берётся не
выше *г?^ 1Д.У2.
Конструктивные элементы фрез. Червяч-
ные фрезы для шлицевых валиков изготовля-
ются: 1) без усиков — для шлицевых соеди-
нений всех трёх серий при центрировании по
наружному диаметру и ширине шлицев;
2) с усиками — для шлицевых соединений лёг-
кой серии при центрировании по внутреннему
диаметру.
Фиг. 73. Определе-
ние величины по-
грешности от за-
мены кривой про-
филя дугой окруж-
ности.
ГЛ. IXI
ИНСТРУМЕНТЫ, РАБОТАЮЩИЕ МЕТОДОМ ОБКАТА
459
Обработку шлицевых соединений средней
серии при центрировании по внутреннему
диаметру выполняют или червячными фрезами
с прямолинейным профилем (для фасонного
фрезерования), или червячными фрезами
с удлинённым зубом.
Наружный диаметр фрезы. Наружный
диаметр фрезы выбирается с учётом следую-
щих соображений: 1) фреза должна иметь
достаточный диаметр отверстия для обеспе-
чения требуемой жёсткости оправки; 2) тол-
щина т тела фрезы (от окружности до впа-
дины зуба) должна обеспечивать достаточную
прочность; 3) угол наклона канавки не дол-
жен быть меньше 7°. Наружный диаметр D
может быть определён по следующей при-
ближённой формуле:
где t1 — размер заделки шпонки по ОСТ 1489;
т— толщина тела фрезы, принимаемая в пре-
делах 8,5—22 мм в зависимости от диаметра
фрезы; Н—полная высота зуба фрезы; d —
диаметр отверстия.
Длина фрезы. Минимально необходимая
длина фрезы должна быть равна 0,5 длины
линии зацепления плюс 0,5 длины хорды на-
ружной окружности фрезы. Хорда проводится
на расстоянии высоты шлифованной части
профиля, определяемом по приближённой фор-
муле
Ьшл = Утих ~Г R — #м -f"<?»
где « = 0,5-т-1,5 мм (добавка); утлх— макси-
мальная теоретическая высота профиля от
вершины зуба до начальной прямой.
Для перестановки фрезы вдоль оси при
затуплении рабочего участка рекомендуется
увеличить рабочую длину на величину
Dч-0,5) t0, где *о — осевой шаг витков. Тогда
длина фрезы Z.j без буртиков определяется
по формуле
I, = 2 У Я* - (Я - /тшлJ + D+0,5) tf,
Длина буртиков берётся не менее 3,5—4 мм
для удобства измерения биения фрезы инди-
катором.
Число зубьев. Для фрез диаметром 55—
85 мм число зубьев равно 12—14. Оно выби-
рается из условия обеспечения прочности
зуба, большого числа заточек, достаточной
впадины для помещения стружки и выхода
инструмента при затыловании профиля.
Полная высота зуба. Полная высота зуба
определяется по формуле
где hnp — теоретическая высота профиля;
k = — tg a — величина затылования; для рас-
чёта задний угол а принимается в среднем
равным 10°.
Средний диаметр. Средний диаметр не
совпадает с начальной прямой фрезы и слу-
жит для расчёта угла наклона и шага винто-
вой канавки. Для компенсирования неточности,
получающейся от уменьшения диаметра при
заточке, принимается, что расчётный средний
диаметр фрезы лежит в радиальной плоскости,
отстоящей от передней на расстоянии, рав-
ном V4 окружного шага зубьев:
Dcp = D — 2 @,5А + 0.25Й),
где Л =JW ¦+- ^ - Rh-
Средний диаметр фрезы зависит от
радиуса RH, числа шлицев п и угла наклона ш
по формуле
_ 2Rh
п sin to
D -
р
Угол наклона ш и шаг винтовой ка-
навки SK. Эти элементы связаны со средним
диаметром фрезы зависимостью
_ъРсР
Так как с уменьшением угла ш точность про-
филя нарезаемого валика увеличивается, то
для чистовых фрез берут ш^ 7°, а для чер-
новых О) •< 10°.
Угол ш связан с нормальным шагом tn
формулой
sin to = —-^— .
Найденное значение о» подставляют в формулу
для Sk. Если по найденному SK нельзя подо-
брать сменные колёса на станке для изгото-
вления фрезы, то выбирают другое значение SK
и по нему находят новый угол ш по формуле
sin
Это значение <» клеймится на фрезе.
Направление витков принимается правое,
а направление винтовых канавок — левое.
Впадина между зубьями. Впадина между
зубьями должна быть достаточной по ши-
рине для свободного выхода шлифовального
круга при шлифовании профиля. Угол впа-
дины не менее 25°. Радиус закругления 1,0—
1,5 мм.
Фреза со шлифованным профилем по-
зволяет производить шлифование профиля на
длину, равную 1/2 ширины зуба или 2/3 ок-
ружного шага. Фрезу снабжают двойным за-
тылованием для предупреждения повре-
ждения валика нешлифованной частью зуба
фрезы.
Величина затылования для нешлифованной
части берётся в 1,5—2 раза больше, чем для
шлифованной.
Прочие размеры выбираются такими же,
как и для обычных червячных зуборезных
фрез.
Маркировка фрезы. Каждая фреза под-
вергается маркировке со следующими данными:
1) обозначение валика по ОСТ (число шлицев,
вид центрирования, номинальные размеры
валика); 2) обозначение посадки; 3) угол о>;
4) шаг SK; 5) марка стали; 6) марка завода-
изготовителя; 7) номер фрезы.
Допуски на шлицевые фрезы. Червяч-
ные шлицевые фрезы изготовляются двух
классов А и Б с приведёнными в табл. 47
отклонениями.
460
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
1РАЗД. Ill
Таблица 47
Допуски на шлицевые фрезы
Отклонения (±) по осевому шагу витков (от абсо-
лютного размера)
Класс
фрезы
Шаг витков в мм
До 10
о,оо8
0,015
10-20
о,ою
о.оао
20-30
Св. 30
О,О12
О,О25
0,030
Отклонения (±) по суммарной ошибке на длине
трёх шагов
Класс
фрезы
Шаг витков в мм
До 10
o,oi6
0,030
10—20
0,020
0,0^0
20-30
0,025
0,050
Св. 30
0,030
о,обо
Отклонения по конусности по наружному
диаметру (на сторону)
Класс
фрезы
Шаг витков а мм
До 10
10-20
20-30
Св. 30
Угол ш"
0,010
0,032
0,030
O.O25
0,038
O.O25
0.035
0,032
°.°45
5" | >6°
0,030
O.O45
°.°55
Отклонения по биению по наружному диаметру
Класс
фрезы
Шаг витков в мм
До 10
10-20
20-30
Св. 30
Угол
О,О25
0,038
O.O25
0,040
0,032
О,О5О
О.ОЗО
О.ОдО
0,038
°-°55
°.°35
о.обо
>6°
°.°75
Отклонения по биению по диаметру буртиков
Класс
фрезы
Для фрезы диаметром в мм
До 60
60-75
О,О2О
O.O25
Отклонения по биению по торцам
75-100 Св. 100
0,030
0,030
Класс
фрезы
Для фрезы диаметром в мм
До 60
60-75
75-100
O.OI2
О.О2О
O.OI5
O.O25
Св. 100
0,020
0,030
Продолжение табл. 47
Отклонения по равномерности окружного шага
Класс
фрезы
А
Б
Для фрезы диаметром в мм
До 60
о,о5
о,о7
60—75
о,о7
O.IO
75-100
0,085
о,ю
Св. 100
о,ю
0,12
Отклонения по переднему углу (в сто-
рону поднутрения):
Для фрез класса А . . 30'
Б. . Г
Отклонение по шагу винтовой канавки
допускается в пределах ^ @,5—0,35)% от рас-
чётной величины.
Отклонения по наружному диаметру по
В8 (ОСТ 1010).
Отклонения по длине по В8 (ОСТ 1010).
Отклонения по диаметру отверстия:
Для фрез класса А. . по Aj (ОСТ 1011)
Б. . по А (ОСТ 1012)
Овальность и конусность отвер-
с т и я (кроме места, соприкасающегося со
шпоночным пазом на расстоянии 2,5 ширины
паза) не должны выходить за пределы до-
пуска на отверстие.
Равномерность толщины зубьев
и правильность формы профиля определяются
по контрольным кольцам, нарезанным прове-
ряемыми фрезами. Контрольные кольца должны
удовлетворять следующим условиям: а) откло-
нения по ширине должны быть в пределах
допуска на ширину шлица валика согласно
рабочему чертежу; б) смещение боковых сто-
рон шлицев от оси симметрии, проходящей
через центр валика, не должно превышать 0,5
допуска на ширину шлицев; в) прямолиней-
ность сторон шлицев должна быть в пре-
делах 2/3 допуска, установленного на ширину
шлица валика; г) размер внутреннего диаметра
должен быть в пределах допуска, установлен-
ного на внутренний, диаметр валика; д) эксцен-
тричность по внутреннему диаметру не должна
превышать 2/3 допуска, установленного на вну-
тренний диаметр валика; е) величина фасок
на вершине шлицев должна быть в преде-
лах допуска, установленного на фаску по
чертежу.
Все прочие неответственные элементы фре-
зы должны быть выполнены в пределах 7-го
класса точности по ОСТ 1010.
Долбяки
При проектировании долбяков для шлице-
вых валиков пользуются расчётными данными,
применяемыми для обкаточных фрез и для
зуборезных долбяков.
Определение радиуса начальной окруж-
ности валика. Радиус начальной окруж-
ности RH выбирают минимальным во избежа-
ние увеличения переходных кривых и уменьше-
ния прямолинейного участка профиля валика.
Обработка последнего производится по линии
ГЛ. IXj
ИНСТРУМЕНТЫ, РАБОТАЮЩИЕ МЕТОДОМ ОБКАТА
461
зацепления. Точки его, расположенные вне ли-
нии зацепления, не могут быть правильно
обработаны, и вершина шлица окажется под-
резанной.
Последняя точка профиля, расположенная
на вершине шлица, в процессе нарезания со-
прягается с точкой зуба долбяка, расположен-
ной на окружности, касательной к линии за-
цепления. Радиус этой окружности равен ми-
нимальному расстоянию от линии зацепления
до центра долбяка. Окружность валика, про-
ведённая через точку касания минимальной
окружности долбяка с линией зацепления,
является окружностью выступов валика. Пра-
вильная обработка профиля валика будет
только внутри этой окружности.
Радиус начальной окружности валика RH
определяется по формуле
Уравнение кривой дано в параметрической
форме. При изменении параметра угла пово-
рота <рц заданная точка перемещается по кри-
вой профиля долбяка.
Переходная кривая. Долбяк подобно чер-
вячной фрезе даёт у основания шлица пере-
ходную кривую, которая получается, как траек-
тория (удлинённая эпициклоида) точки вер-
шины зуба долбяка, и расположена вне ка-
тящейся окружности. При проектировании
долбяков необязательно знать точное очерта-
ние переходной кривой. Вместо этого можно
ограничиться определением радиуса гпр гра-
ницы прямолинейного участка и высоты пере-
ходной кривой валика (фиг. 75).
Долбяк
I — Sin2 7e —
2Х
(X + 2J "'"
, RH n
где A = ~~~ = — ; n — число шлицев ва-
"ни zn
лика; гп—число зубьев долбяка; RHU — радиус
начальной окружности долбяка; ге—радиус
наружной окружности валика; -\е — угол про-
филя шлица на окружности выступов; А — коэ-
фициент пропорциональности (он будет по-
стоянен даже при различных ге при условии
одинаковых уе и X).
Валик
Фиг. 75. Формирование профиля валика.
Он определяется по формуле
' пр
_ я.
- *.,] - х*
Определение уравнения профиля зуба
долбяка (фиг. 74). Координаты точек профиля
долбяка хи и уи определяются по формулам
^+7)-ein Т]
где <ря — угол поворота долбяка от началь-
ного положения. i
-^ iBanuk
/luHuft зацепления
'У
где т) = —2= — коэфициент глубины про-
Кн
филя; г,- —радиус окружности впадин валика.
Высота переходной кривой b заключается
между окружностью гпр, проходящей через
конечную точку прямолинейного участка, и
точкой, лежащей на окружности впадин, и
определяется по формуле
b = RH [cos (fnp + т) — cos (<fj + 7)],
где <?пр и ф/ —угловые параметры начала и
конца переходной кривой.
Если в процессе проектирования прямоли-
нейный участок профиля получается недоста-
точным, то его можно увеличить: 1) увеличе-
нием глубины впадин валика, т. е. уменьшением
диаметра окружности впадин (при центриро-
Фиг. 74. Сопряжение профилей валика и долбяка. Фиг. 76. Углы зуба долбяка: а — задние; 6 — передние.
462
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
[РАЗД. Ш
вании по наружному диаметру); для этой цели
увеличивают наружный диаметр долбяка;2) вы-
полнением углубления у основания шлица(при
центрировании по внутреннему диаметру);
в этом случае долбяк снабжается усиками.
Радиус наружной окружности усиков Rea
определяется по формуле
скости переднего торца
где а — расстояние от переднего торца до
исходного сечения; ав — задний угол долбяка
на вершине зуба.
Углы лезвия долбяка. В процессе резания
долбяк осуществляет возвратно-поступатель-
(* + 2) sin2 (?; + Т) - 2ЦХ + 1) sin T-sin (?; -}- T)+1-X2.sin21,
где <рв — угловой параметр для точки, лежа-
щей на окружности усиков Reu.
Высота усиков определяется по формуле
/= Rpu Rew
где Rea— радиус наружной окружности дол-
бяка.
Если профиль валика должен быть прямо-
линейным до самого основания, а углубле-
ния у основания шлицев не допускаются, то
применяют специальные долбяки.
Заострение зуба долбяка. Вершина зуба
долбяка должна иметь достаточную по ширине
площадку во избежание быстрого износа. Ши-
рину площадки (по хорде) принимают в тех же
пределах, что и для зуборезных долбяков, и
определяют по формуле
s» =
где уеа — угловой параметр долбяка, соответ-
ствующий точке профиля валика, расположен-
ной на вершине зуба; 0 — центральный угол,
соответствующий шагу шлицев валика.
Радиус окружности выступов долбяка опре-
деляется из условий, что эта окружность ка-
сательна к окружности впадин валика, т. е.
= (Rhu + RH) —
Радиус окружности впадин долбяка опре-
деляется таким образом:
)-re-k = RHa [
l-X (Jjf-
где k = 0,3 -f-1,2 мм — величина, необходимая
для того, чтобы впадина долбяка не участво-
вала в резании.
Радиусы окружностей выступов Reu и впа-
дин г-ш долбяка относятся к исходному сече-
нию инструмента. В зависимости от сдвига
производящей рейки в каждом другом сечении
они будут принимать другие величины. В пло-
ное перемещение параллельно его оси и дви-
жение обката. Последним из-за его незначи-
тельности пренебрегают и рассматривают углы
лезвия долбяка в плоскости, нормальной
к проекции режущей кромки на плоскость
переднего торца.
Задний угол заключается между плоскостью,
касательной к задней поверхности, и пло-
скостью резания. Задний угол на вершине
зуба <хв задаётся такой величины, чтобы обеспе-
чить достаточный задний угол на боковых
кромках аб. Минимально допустимый угол a.g~
=1°~г45'. Задний угол ав обычно выбирается
в пределах 5—6°. Зависимость между углами
абх и ав в любой точке х профиля выражается
формулой (фиг. 76, а)
где Ех — угол между касательной в данной
точке к профилю, совпадающей с прямой про-
филя валика и осью симметрии зуба долбяка:
Угол o.q не остаётся постоянным на всём
протяжении боковой режущей кромки. Мини-
мальное значение аб получается для точек,
примыкающих к окружности впадин долбяка.
Оно и подлежит проверке.
Передняя поверхность затачивается так же,
как и на зуборезных долбяках. Передний угол
на вершине зуба 7в обычно задаётся равным
5°, на боковых же кромках он меняется в за-
висимости от расположения рассматриваемой
точки. Угол ^б заключается между плоскостью,
касательной к передней поверхности долбяка.
и плоскостью, нормальной к плоскости реза-
ния. Зависимость между f« и ^бх в любой точке
профиля выражается формулой (фиг. 76, б)
Минимальная величина у^ получается для
точек профиля, расположенных у окружности
впадин долбяка
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Корнилов К. А., Шишков В. А., Л а щ а-
в е р А. Л. и др., Альбом зуборезного инструмента,
изд. ЭНИМС, 1939.
2. Сахаров Г. Н., Долбяки для обработки валиков
прямоугольных профилей по методу огибания, дисс.
МММИ им. Баумана, 1940.
3. С е м е н ч е н к о И. И., Режущий инструмент, т. IV
Машгиз, 1944. '
4. Фрайфельд И. А., Фрезы, работающие методом
обкатки, ОНТИ НКТП, 1935.
5. Шишков В. А., Геометрия зуборезного инстру-
мента, дисс. Московского станкоинструментального
института, М. 1943.
Глава X
АБРАЗИВНЫЙ ИНСТРУМЕНТ
ХАРАКТЕРИСТИКА АБРАЗИВНОГО
ИНСТРУМЕНТА
Шлифовальные круги, сегменты, бруски
и головки составляют группу абразивного
инструмента, в котором режущим элемен-
том является абразивный материал — зёрна
природных и искусственных веществ вы-
сокой твёрдости.
Абразивный инструмент обладает спо-
собностью самозатачиваться. В зависимо-
сти от характеристики абразивного инстру-
мента и условий его работы процесс шли-
фования протекает с частичным или пол-
ным самозатачиванием.
При шлифовании с полным самозата-
чиванием затупившиеся абразивные зёрна
выкрашиваются или раздробляются под
воздействием увеличившегося усилия реза-
ния и обнажают острые режущие кромки
других зёрен, лежащих под ними. Режу-
щая способность круга периодически вос-
станавливается, а потребляемая мощность
колеблется около среднего значения.
При шлифовании с частичным самоза-
тачиванием лишь небольшая часть зату-
иившихся зёрен выкрашивается или раз-
рушается полностью. Самозатачивание
обеспечивается за счёт образования острых
кромок на затупившихся зёрнах. Круг по-
степенно теряет режущую способность, и
потребляемая мощность возрастает. Восста-
новление работоспособности круга обеспе-
чивается правкой. Чистовые и получистовые
операции шлифования выполняются с ча-
стичным самозатачиванием круга, и лишь
при плоском обдирочном шлифовании сег-
ментными кругами наблюдается полное
самозатачивание.
При несоответствии характеристики
абразивного инструмента условиям его
использования вместо самозатачивания
(полного или частичного) происходят сле-
дующие виды ненормального износа: 1) сгла-
живание рабочей поверхности инструмента
вследствие истирания выступов и кромок
с образованием на зёрнах площадок и за-
сорением пор стружкой и раздроблённой
связкой; при этом работа круга сопро-
вождается интенсивным теплообразова-
нием, резким увеличением потребляемой
мощности, а высокая температура в зоне
шлифования ухудшает микрогеометрию и
качество поверхностного слоя обработанной
поверхности; 2) осыпание, выкрашивание
работоспособных целых абразивных зёрен или?
отламывание их частей, которое сопровождается
резким понижением потребляемой мощности.
Абразивный инструмент различается по форме
и размерам, роду и виду абразивного материала,
номеру зернистости, роду связки, твёрдости,
номеру структуры.
Форма и размеры. Абразивный инструмент,
применяемый и выпускаемый в СССР, стандартизи-
рован по форме и размерам ГОСТ 2425-44 —
2471-44 (табл. 1).
Таблица I
Виды стандартного абразивного инструмента
и его применение
Форма сечения
инструмента
Обозначение
и номер
стандарта
Применение
Круги
ПП
ГОСТ 2425-44
ш
Я
Круглое на-
ружное, вну-
треннее и бес-
центровое шли-
фование, пло-
ское шлифова-
ние перифе-
рией круга,
заточка резцов
ПВ
ГОСТ 2427-44
пвд
ГОСТ 2429-44
ПВК
ГОСТ 2428-44
ПВДК
ГОСТ 2430-44
ПВЛ
ГОСТ 2431-44
ПР
ГОСТ 2432-44
ПН
ГОСТ 2433-44
Круглое шли-
фование, когда
зажимные
фланцы могут
помешать под-
водке круга к
месту обработ-
ки; ПВД приме-
няют также для
ведущих кру-
гов бесцентро-
вого шлифова-
ния
Круглое шли-
фование с под-
резкой торца
обрабатывае-
мой детали
Ручная об-
дирка деталей,
заточка круп-
ных резцов .
Плоская об-
дирка деталей
на специальных
стайках
464
АБРАЗИВНЫЙ ИНСТРУМЕНТ
[РАЗД. Ill
Продолжение табл. 1
Форма сечения
инструмента
1
! 1
Обозначение
и номер
стандарта
1К
ГОСТ 2435-44
2К
ГОСТ 2435-44
ЧЦ
ГОСТ 2436-44
ЧК
ГОСТ 2437-44
IT
ГОСТ 2438-44
2Т
ГОСТ 2438-44
ЗТ
ГОСТ 2438-44
2П
ГОСТ 2426-44
ЗП
ГОСТ 2426-44
4П
ГОСТ 2426-44
д
ГОСТ 2434-44
Ш
ГОСТ 2439-44
ГОСТ 2440-44
И
ГОСТ 2441-44
Кр
? 2442-4
ГОСТ 2442-44
М
ГОСТ 2443-44
О
ГОСТ 2444-44
Применение
Плоское шли-
фование тор-
цом круга
Заточка ин-
струмента
Шлифование
зубьев долбя-
ков и шесте-
рён
Шлифование
зубьев шесте-
рён
Заточка
пил
Шлифование
зубьев шесте-
рён, заточка ин-
струмента
Отрезание,
прорезание
пазов
Шлифование
зубьев шесте-
рён (ограничен-
ное применение)
Шлифование
калибровых
скоб
Заточка
иголок
Заточка кард
Разрезание
минералов
Обработка
огнеупоров
Продолжение табл. 1
Форма сечения
инструмента
II
рггж
Обозначение
и номер
стандарта
Кс
ГОСТ 2445-45
ГОСТ 2446-44
Применение
Заточка но-
жей косилок
Доводка
развёрток
Ш±Ш1
Головка
ГЦ
ГОСТ 2448-44
ГУ
ГОСТ 2449-44
Г60°
ГОСТ 2450-44
ГСв
ГОСТ 2451-44
ГК
ГОСТ 2452-44
ГКУ
ГОСТ 2453-44
ГШ
ГОСТ 2454-44
ГШЦ
ГОСТ 2455-44
Для обработ-
ки фасонных
поверхностей
штампов, отли-
вок, металли-
ческих свар-
ных соедине-
ний и др.
ГЦ приме-
няют также для
внутреннего
шлифования
вместо мелких
кружков ПП
и ПВ
Бруски
БКв
ГОСТ 2457-44
БП
ГОСТ 2458-44
БТ
ГОСТ 2459-44
БКр
ГОСТ 2460-44
БПК
ГОСТ 2461-44
БН
ГОСТ 2462-44
Для ручных
работ. БК при-
меняют так-
же для супер-
финиша
ГЛ. X]
ХАРАКТЕРИСТИКА АБРАЗИВНОГО ИНСТРУМЕНТА
465
Продолжение табл. 1
Форма сечения
инструмента
Обозначение
и номер
стандарта
Применение
Бруски
БХ
ГОСТ 24S3-44
БХВ
ГОСТ 2463-44
Для хонинго-
рания и супер-
финиша
Сегменты
СП
ГОСТ 2465-44
1С
ГОСТ 2466-44
2С
ГОСТ 2467-44
ЗС
ГОСТ 2468-44
4С
ГОСТ 2469-44
5С
ГОСТ 2470-44
6С
ГОСТ 2471-44
Для наборных
кругов з зави-
симости от ти-
па станка и кон-
струкции сег-
ментной голов-
ки или оправки
Род и вид абразивного материала. Для изго-
товления абразивного инструмента применяют
либо искусственные абразивные материалы —
карборунд и электрокорунд, либо природные —
наждак и корунд (табл. 2).
Зернистость. Зернистость абразивного мате-
риала классифицируется по размерной характе-
ристике зерна — номеру зерна, по гранулометри-
ческому составу, имеющему ряд номеров зё-
рен,— номеру зернистости. Согласно ГОСТ 3233-46
для зёрен длиной более 40 м/с (№ 280—5) номер
зерна устанавливается методом двух смежных
предельных сиг размером ячеек по ГОСТ 2851-45,
для зёрен длиной 40 мк и менее (№ 320—М5) —
микроскопическим и другими методами, в част-
, ности гидравлическим, согласованным с микро-
скопическим.
Нормы гранулометрического состава различ-
ной зернистости материала, применяемого при
изготовлении абразивного инструмента, устано-
влены ГОСТ 3647-47 и характеризуются пятью
размерными фракциями зёрен и относительным
весом (в процентах) зёрен в них.
В табл. 3 приведены группы стандартных
номеров зернистости.
По ГОСТ 3648-47 предусмотрены следующие
методы гранулометрического анализа: ситовой —
для зернистости от № 10 до 220; микроско-
пический — для зернистости от № М28 до М5;
комбинированный — комбинация ситового и ми-
кроскопического — для зернистости от № 240
цо 320.
При изготовлении абразивного инструмента
применяют зёрна одного номера зернистости и
лишь для получения кругов высокой плотности
смесь зёрен различной зернистости.
Таблица 2
Абразивные материалы
Наименование абра-
зивного материала
Электрокорунд нор-
мальный
Эле^ктрокорунд бе-
лый (корракс)
Карборунд зелёный
Карборунд чёрный
Наждак
Корунд
Обозначение
Э
ЭБ
КЗ
кч
н
ь
•
Характеристика
Искусственные материалы
От серо-коричневого до тёмноко-
ричневого и от розового до тёмно-
красного цвета
Белого, серовато-белого, а иногда
светлорозового цвета. ЭБ по твёр-
дости выше Э, но менее прочен, не-
прочно сцепляется с керамической
связкой и не пригоден для грубого
шлифования
Имеет острые кромки зёрен, усту-
пающие по твёрдости лишь карбиду
бора и алмазу, но менее прочен, чем
Э и ЭБ, сравнительно легко расще-
пляется под давлением прочной и
вязкой стружки
Чёрного или тёмносинего цвета, име-
ет металлический оттенок. Является
менее твёрдым, но более прочен, чем
КЗ
Природные материалы
Чёрного и чёрно-серого цвета.
Низкие твёрдость и огнеупорность,
а также неоднородность ограничи-
рают применение Н в абразивном
инструменте (круги на магнезиаль-
ной связке)
Неоднородность, низкие твёр-
дость и огнеупорность. Е приме-
няют в основном для производства
микропорошков и шлифовальных
порошков, а также для кругов при
шлифовании шариков
Примечание
Электрокорунд нормальный содер-
жит 86—91% А12О3 и встречается
под названиями алунда, алоксита,
абразита, электрита и пр.
Электрокорунд белый содержит
96-99'Vu A13O3
Карборунд зелёный содержит не
менее 97°/0 SiC и встречается под
названиями кристолона, карболона,
силициум карбида и пр.
Карборунд чёрный содержит не
менее 95% SiC
В лучших сортах отечественного
наждака содержится 25—30°/0 А12О3
Корунд сорта Семиз-Бугу (название
по месту добычи) содержит до 95%
А12О3
30 Том 7
466
АБРАЗИВНЫЙ ИНСТРУМЕНТ
[РАЗД. Ш
Связка. При изготовлении абразивного
инстр} мента применяются связки либо неор-
ганические — керамическая, силикатовая и
магнезиальная, либо органические — бакели-
товая и вулканитовая (табл. 4).
Твёрдость. Под твёрдостью абразивного»
инструмента понимается сопротивляемость
связки вырыванию абразивных зёрен с поверх-
ности инструмента под влиянием внешних
усилий.
Классификация зернистости абразивного материала
Таблица
Наименование
группы
Шлифоваль-
ные зёрна
Шлифоваль-
ные порошки
Ми кро по-
рошки
Номер зер-
нистости
ю
12
IOO
Мз8
Характеристи-
ка зерна ос-
новной фрак-
ции в мк
От 2300
ДО 2ООО
От 2ооо
до 17°°
Oti5o
ДО 125
От 28
ДО 2О
Номер зер-
нистости
14
гб
I2O
Мго
Характеристи-
ка зерна ос-
новной фрак-
ции в мк
От 17°°
до I4od
1
От 14°о
ДО I2OO
От 125
до Ю5
ОТ2О
до 14
о,
^>
11
1) О
¦S Н
о а
? ж
2О
24
15°
Mi4
Характеристи-
ка зерна ос-
новной фрак-
ции в мк
ОТ I2OO
до гооо!
От 850
до 7°°
От юз
До 15
От 14
до ю
Номер зер-
нистости
3°
Зб
i8o
Мю
Характеристи-
ка зерна ос-
новной фрак-
ции в мк
От 7°°
до боо
Отбоо
до 5°°
ОтЗ?
до 6з
От ю
до 7
Номер зер-
нистости
46
54
22O
М7
Характеристи-
ка зерна ос-
новной фрак-
ции R МК
От 42°
ДО 355
От 355
ДО 3°°
От 75
ДО 53
От 7
ДО 5
Номер зер-
нистости
6о
7°
240
м5
Характеристи-
ка зерна ос-
новной фрак-
ции в мк
От з°°
ДО 2д°
От 250
ДО 2IO
Отб3
ДО 42
От 5
ДО 3.5
Номер зер-
нистости
8о
9°
гЗо
-
Характеристи-
ка зерна ос-
новной фрак-
ции в мк
ОТ 2IO
ДО l8o
От i8o
До 150
От 53
до га
-
Номер зер-
нистости
_
-
32°
-
Характеристи-
ка зерна ос-
новной фрак-
ции в мк
-
-
Ог'43
ДО за
-
Таблица 4
Связки абразивного инструмента
Наименование
связки
1аче-
Обоз*
ние
1
Керамическая
Силикатовая
Магнезиальная
1
К
С
м
Характеристика эксплоата-
ционных свойств связки
Виды изготовляемого
инструмента
Неорганические связки
Связка К по водоупор-
ности, огнеупорности и хими-
ческой стойкости выше дру-
гих связок. Керамические
круги хорошо сохраняют про-
фяль рабочей кромки, но
чувствительны к ударным и
изгибающим нагрузкам (осо-
бенно при небольшой толщи-
не круга). При неправильном
выборе режима шлифования
и характеристики круга воз-
можен прижог шлифуемой
поверхности с образованием
на ней микротрещин
Силикатовые круги мало-
производительны. Слабая
сцепляемость связки С с зер-
ном ограничивает повыше-
ние температуры шлифова-
ния. Имеют малое примене-
ние
Магнезиальные круги для
сухого шлифования чувстви-
тельны к влажности и холо-
ду и должны храниться в су-
хом и тёплом помещении.
Имеют малое применение
Шлифовальные круги,
сегменты, бруски и
головки
Кольцеобразные круги.
Плоские круги прямого
профиля
Наждачные круги боль-
шого диаметра (больше
1000 мм)
Применение (виды обработки)
Все виды шлифования за
исключением операций раз-
резки и прорезки узких па-
зов
Плоское шлифование тор-
цом круга (сухое шлифова-
ние). Заточка широких боль-
ших ножей (сухое шлифова-
ние). Мокрое шлифование
возможно лишь при гарантии
завода-изготовителя
Сухое шлифование. Мок-
рое шлифование возможно
при гарантии завода-изгото-
вителя
ГЛ. X]
ХАРАКТЕРИСТИКА АБРАЗИВНОГО ИНСТРУМЕНТА
467
Продолжение табл. 4
Наименование
связки
Бакелитовая
Вулканитовая
:аче-
Обозн
ние
1 '
Б
В
Характеристика эксплоата-
ционных свойств связки
Виды изготовляемого
инструмента
Органические связка
Бакелитовые круги имеют
высокую прочность и упру-
гость, разрушаются щелоч-
ной (более 1.5°/0) охлаждаю-
щей жидкостью, имеют по-
ниженную по сравнению с
керамическими прочность
сцепления связки с зерном и
вызывают при работе мень-
шее теплообразование. От
действия щелочных охла-
ждающих жидкостей предо-
храняются пропиткой пара-
фином
Вулканитовые круги более
упруги и менее огнестой-
ки, чем бакелитовые. При
температуре выше 150J С
связка В размягчается и
зёрна вдавливаются в неё.
Круги на связке В имеют
большую плотность струк-
туры и не пригодны для сня-
тия больших припусков
Круги, сегменты и
бруски (для хонингования)
Круги-диски (главным
образом), плоские круги,
головки. Твёрдость—СМ,
С, СТ и Т
Применение (виды обработки)
Разрезка и прорезка узких
пазов, шлифование закалён-
ной стали, заточка инстру-
мента, плоское шлифование
наборными кругами из сег-
ментов и брусков, фасонное
шлифование и доводка, шли-
фование цилиндров и резьбы,
хонингованне
Отрезные и прорезные ра-
боты, разрезка и шлифова-
ние узких пазов, шлифование
сферических поверхностей,
чистовые операции при фа-
сонном шлифовании, бес-
центровое шлифование (ве-
дущие круги) .
Шкала степеней твёрдости абразивных
инструментов приведена в табл. 5. Цифры 1,
2, 3 справа от буквенного обозначения харак-
теризуют твёрдость в порядке её возрастания.
Эта шкала твёрдости служит лишь для срав-
нительных качественных характеристик в ста-
тическом состоянии инструмента. Его твёр-
дость в работе зависит от режима шлифова-
ния, величины и характера напряжений,
испытываемых зёрнами и связкой, и т. д.
Таблица 5
Шкала твёрдости абразивного инструмента
№ 100 — М14 — измерением глубины лунки,
образующейся от вдавливания в тело инстру-
мента стального шарика под действием по-
стоянной нагрузки на приборе Роквелла;
в) для инструментов на вулканитовой
связке зернистостью № 24—120— измерением
числа оборотов сверла, необходимого для
высверливания в теле инструмента лунки
определённой глубины, образующейся при
Твёрдость инструмента
М—мягкий
СМ—среднем» гкий
G—средний ....
СТ—среднетвёрдый
Т—твёрдый
ВТ—весьма твёрдый
ЧТ— чрезвычайно
твёрдый
Обозначения
подразделений
твёрдости,
принятые
в СССР
Ml, M2, МЗ
СМ1, СМ2
CI, C2
СП, СТ2, СТЗ
Tl, T2
ВТ1, ВТ2
ЧТ1, ЧТ2
Обозначения
твёрдости,
употребляемые
в США
и Англии
Н, I.J
К, L
М, N
О, Р, Q
R, S
т, и
W, Z
Определение и контроль твёр-
дости производят одним из следующих
трёх методов:
а) для инструментов на керамической
и бакелитовой связке зернистостью № 10—90—
измерением глубины лунки, образующейся на
поверхности инструмента под действием струи
кварцевого песка, выбрасываемой из песко-
струйного прибора (фиг. 1);
б) для инструментов на керамической
или бакелитовой связке зернистостью
Фиг. 1. Схема прибора Макензена для определения твёр-
дости абразивного инструмента: 1 — приёмник песка;
2 — сменный конус для песка; 3 — воздушная камера;
4 — манометр; 5 — сопло; 6 — испытуемый круг; 7 —йтол
прибора; 8 — вентиль регулировании давления воздуха}'
9 — рукоятка; 10 и 11 —игла с индикатором для измере-
ния глубины лунки а; 12 — наконечник штанги;
13— штанга; 14 — п>убка отвода отработанного песка.
468
АБРАЗИВНЫЙ ИНСТРУМЕНТ
[РАЗД. III
заданной нагрузке, на приборе Центральной
научно-исследовательской лаборатории абра-
зивов и шлифования (фиг. 2).
Условия определения твёрдости абразив-
ного инструмента предусмотрены стандартом
(ГОСТ 3751-47), в котором дана шкала сте-
f
Is
1,5
P-5-J
Фиг. 2. Схема прибора ЦНИЛАШ для определения твёр-
дости абразивных инструментов: / — испытуемый круг;
2 — стол прибора; ? — корпус; 4 — противовес; 5—ма-
ховичок; 6 — блок для троса с грузом; 7 — трос; 8 — ко-
лонка; 9 — рукоятка для нагрузки сверла; 10 — двухпла-
стинное сверло; // — груз, действующий на шпиндель;
12 рукоятка подачи сверла; 13— электромотор;
14 — счётчик числа оборотов сверла.
пеней твёрдости в показаниях названных выше
приборов.
Структура. Под структурой абразивного
инструмента понимают количественное соотно-
шение между абразивными зёрнами, связкой и
порами. Абразивные инструменты, изготовлен-
ные с заранее заданной структурой, называются
структурными кругами. Обычно различают 13
номеров структур (№ 0—12). Номер структуры
определяет относительное количество зёрен
па единице поверхности или в единице объёма
круга, при этом чем меньше номер структуры,
тем плотнее расположены абразивные зёрна.
Структуры делятся на три группы: плотные
(№0, 1, 2 и 3), среднеплотные (№ 4, 5 и 6) и
открытые (№ 7, 8, 9, 10, 11 и 12). Круги на
керамической связке плотных структур, как
правило, не изготовляются. На фиг. 3 пока-
Фиг. 3. Схемы различной структуры абразивных инстру-
ментов при одинаковой зернистости, твёрдости и связке:
а — открытая структура; б — плотная структура.
зано схематическое изображение двух различ-
ных структур. Отечественные заводы выпу-
скают различные структурные круги, позво-
ляющие работать с высокой производитель-
ностью.
МАРКИРОВКА ИНСТРУМЕНТОВ
Маркировка абразивного инструмента оте-
чественного производства помимо марки
завода-изготовителя и сорта продукции (в за-
висимости от внешнего вида и точности геоме-
трической формы) включает: 1) характеристику
абразивного материала и связки инструмента,
номер зернистости, степень твёрдости, род
связки, номер структуры); 2) обозначения, ха-
рактеризующие форму сечения и основные
размеры; 3) предельные рабочие окружные
скорости или предельные числа оборотов
круга; 4) класс статического дисбаланса (по
ГОСТ 3060-46).
Абразивный инструмент маркируется пол-
ностью или частично в зависимости от его
размера и формы. Маркировка, например,
Э46СМ1К5 обозначает: электрокорунд нор-
мальный, зернистость №46, средняя мягкость 1,
керамическая связка, структура № 5.
По стандартам США и Англии маркировка
кругов предусматривает условные обозначе-
ния, расположенные в следующем порядке:
1) род абразивного материала — окись алюми-
ния А, карбид кремния — С; 2) зернистость —
цифрами, такими же, как в СССР; 3) твёр-
дость—буквами латинского алфавита; 4) струк-
тура—цифрами 1—15; 5) род связки: керамиче-
ская — V, бакелитовая — В, вулканитовая — R,
шеллаковая — Е, силикатовая -— S, магнезиаль-
ная — О (только по стандарту США).
Указанная маркировка Дополняется но
усмотрению фирмы обозначениями типа абра-
зивного материала и особенностей связки.
Например, маркировка фирмы Нортон (США)
38A46L5BE означает: абразивное зерно алунд 38
(торговая марка окиси алюминия) типа элек-
трокорунда белого, зернистость 46, средняя
мягкость, структура № 5, керамическая связка
типа BE.
Из-за различия сырья и способов произ-
водства у различных фирм нет полного со-
впадения качества кругов, имеющих одинако-
вые обозначения характеристики.
Максимальные допустимые рабочие
окружные скорости кругов по ГОСТ 3881-47
приведены в табл. 6.
ВЫБОР АБРАЗИВНОГО ИНСТРУМЕНТА
Правильный выбор абразивного инстру-
мента в значительной степени определяет
успешность работы на шлифовальном станке.
Доброкачественный инструмент может ока-
заться негодным для того или другого назна-
чения, если его характеристика не соответ-
ствует условиям работы.
Круг выбирают, учитывая физические
свойства обрабатываемого материала, при-
пуски на обработку, требования к чистоте, раз-
мерам и геометрии обрабатываемой поверхно-
сти, угол контакта между кругом и деталью,
конструкцию и тип станка.
Выбор связки зависит от характера давле-
ния на круг в процессе шлифования, от влия-
ния тепла на обрабатываемую поверхность
детали и от степени и интенсивности тепло-
образования и удаления тепла.
Выбор абразивного материала опреде-
ляется в основном характеристикой обраба-
тываемого металла (табл. 7).
Выбор зернистости зависит от требуемой
степени чистоты и точности обработки по-
верхности, характеристики обрабатываемого
металла (твёрдость, пластичность) и величины
снимаемого припуска. Чем выше требования
ГЛ. X]
ВЫБОР АБРАЗИВНОГО ИНСТРУМЕНТА
469
Максимальные допустимые рабочие окружные скорости абразивного инструмента
Таблица 6
Вид абразивного
инструмента
Номер стандарта
Подача абразивного
инструмента или обра-
батываемой детали
Окружные скорости
для инструмента в м\сек
на связках
кера-
миче-
ской
баке-
лито-
вой
вулка-
нито-
вой
Плоские, прямого профиля
То же . .
То же скоростные для об-
дирочно-шлифовальных опе-
раций
То же для нарезки и шли-
фования резьбы специаль-
ного изготовления с соответ-
ствующей гарантией завода-
изготовителя для специаль-
ных станков
Плоские, 40°, конического
профиля
Плоские, 45°, конического
профиля
Плоские, с малым углом
конического профиля (не
более 30°)
Плоские, с выточкой....
Плоские с конической вы-
точкой
Плоские, с двухсторонней
выточкой
Плоские, с двухсторонней
конической выточкой ....
Плоские, с выточками
в виде ласточкина хвоста . .
Плоские рифлёные . . . . .
Плоские наращённые . . .
Круги-диски |
Круги-кольца и круги-коль-
ца с выточкой ;
Круги-чашки цилиндриче-
ские
Круги-чашки конические. .
Круги-чашки цилиндриче-
ские
Круги-чашки конические .
Круги-тарелки
Для шлифования зубьев
шестерён
Для шлифования калибро-
вых скоб
Для заточки иголок . . . .
Для заточки кард
Для разрезки минералов . .
Для обработки огнеупоров.
Для доводки развёрток . .
Цилиндрические
Угловые
Конические, с углом кону-
са 60°
Сводчатые
Конические, с закруглён-
ной вершиной
Конические усечённые . . .
Шаровые
Шаровые, с цилиндриче-
скими боковыми поверхно
стями
Плоские
Выпукло-вогнутые
Вогнуто-выпуклые
Быпукло-плоские .
Плоско-выпуклые
Трапециевидные .
Специальные . . .
Квадратные
Круглые
Для хонинга
Для хоникга, с выточками
ПП
ПИ
ПП
ПП
2П
ЗП
4П
ПВ
пвк
пвд
пвдк
пвл
ПР
ПН
д
1К и2К
чц
чк
чц
чк
IT, 2T
зт
ш
с
и
Кр
м
о
р
ГЦ
ГУ
Г60°
ГСв
гк
ГКУ
гш
гшц
СП
1С
2С
зс
4С
5С
6С
БКв
БКр
БХ
НХВ
Круга
ГОСТ 2425-44
ГОСТ 2425-44
ГОСТ 2425-44
ГОСТ 2425-44
ГОСТ 2426-44
ГОСТ 2426-44
ГОСТ 2426-44
ГОСТ 2427-44
ГОСТ 2428-44
ГОСТ 2429-44
ГОСТ 2430-44
ГОСТ 2431-44
ГОСТ 2432-44
ГОСТ 2433-44
ГОСТ 2434-44
ГОСТ 2435-41
ГОСТ 2436-44
ГОСТ 2437-44
ГОСТ 2436-44
ГОСТ 2437-44
ГОСТ 2438-44
ГОСТ 2438-44
ГОСТ 2439-44
ГОСТ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
гост
гост
гост
2440-44
2441-44
2442-44
2443-44
2444-44
2446-44
Головки
2448-44
2449-44
ГОСТ 2450-44
ГОСТ 2451-44
ГОСТ 2452-44
ГОСТ 2453-44
ГОСТ 2454-44
гост
гост
гост
гост
гост
гост
гост
гост
гост
гост
гост
гост
2455-44
Сегменты
2465-44
2466-44
2467-44
2468-44
2469-44
2470-44
2471-44
Бруска
2457-44
2460-44
2463-44
2463-44
Ручная
Механическая или
автоматическая
Ручная
Автоматическая
Механическая или
автоматическая
Автоматическая
Механическая или
автоматическая
Механическая или
автоматическая
Ручная
Ручная, механическая
/ или автоматическая
Ручная или механическая
Механическая
Ручная
Механическая
Ручная
Механическая или
автоматическая
Ручная или меха-
ническая
Механическая
Ручная
Ручная
ЗО
35
6о
35
3°
35
6о
35
35
35
Механическая или
автоматическая
Механическая или
автоматическая
35
3°
25
3°
Я5
3"
25
25
25
4°
4°
35
35
5°
3°
35
3°
3°
25
4О
25
35
35
35
35
35
5°
25
П р и м е ч а ни я: 1. Для кругов-колец и колец с выточкой 1К 600X100X480 мм и 2К 340ХЮиХ260 jut (по
ГОСТ 2435-44), предназначенных для обработки шариков, окружная скорость допускается 30 м\се>с.
2. Для шлифовально-заточных кругов на магнезиальной связке окружная скорость допускается: для плоских
кругов — 20 м/сек, для фасонных кругов с соответствующей гарантией поставщика — 30 MfceK.
3. Для алмазных кругов различных профилей и связок окружная скорость допускается 30 м.'сек.
470*
АБРАЗИВНЫЙ ИНСТРУМЕНТ
[РАЗД. Ill
к чистоте и точности размера и к форме
обрабатываемой поверхности, чем выше твёр-
Таблаца 7
Выбор абразивного материала
Обрабатываемый материал
или характер шлифования
Сталь машиноподелочная; угле-
родистая, легированная (кроме
закалённых быстрорежущих ста-
лей)
Чугун ковкий (отожжённый)
перлитовой структуры
Бронза твёрдая
Шлифование закалённой быстро-
гежущей стали и её заменителей
Шлифование резьбы
Заточка мелких свёрл, развёр-
ток, протяжек, долбяков, червяч-
рых фрез, резьбовых резцов и
гребёнок
Шлифование волочильных ма-
, триц, зубьев зубчатых колёс и дол-
бяков
Ведущие круги для бесцентро-
вого шлифования
Окончательное шлифование за-
калённых шариков
Бронза мягкая и меяь
Латунь
Чугун белый, отбелённый и
серый
Алюминий
Эбонит, фибра, бакелит, пес-
чаники, фарфор, шифер и другие
неметаллические материалы
Твёрдые сплавы
Доводка режущего инструмента
из инструментальной стали
Абразивный
материал
Электрокорунд
нормальный
Электрокорунд
белый
Корунд
Карборунд чёр-
ный
То же
Карборунд чёр-
ный или электро-
корунд белый
Карборунд чёр-
ный
Карборунд зе-
лёный
дость обрабатываемого материала, исключая
твердые сплавы, тем более мелкозернистым
должен быть круг. Крупнозернистые круги
применяют при шлифовании мягких и вязких
материалов, где имеется опасность засалива-
ния рабочей поверхности круга стружкой,
а также при обдирочном шлифовании. Кру-
гами зернистостью № 46, 60, 80, 100 (в осо-
бенности № 46 и 60) шлифуют большинство
деталей и затачивают режущий инструмент
из быстрорежущей стали и твёрдого сплава.
Инструментом зернистостью № 120—325 и
М28—Ml 0 обрабатывают особо точные детали,
которые требуют высокой чистоты поверх-
ности (резьбошлифование, суперфиниш, хонин-
гование, доводочные операции). Круги зерни-
стостью № 12, 16, 20, 24 и 36 применяют для
грубых, обдирочных работ, причем круги
зернистостью № 36: часто используют для
предварительной обработки точной и чистой
поверхности.
Выбор твёрдости круга. Во время ра-
боты кругом, правильно подобранным по
твёрдости, связка должна удерживать абразив-
ные зерна при напряжениях, испытываемых
кругом в работе, до определённого состояния
их затупления и истираться одновременно с за-
туплением или выламыванием абразивных
зёрен. Выполнение этого требования обеспе-
чивает нормальный износ и достаточную стой-
кость круга, до правки при режимах шлифо-
вания, удовлетворяющих условиям рациональ-
ного ведения процесса работы.
Почти все случаи обработки охватываются
кругами твердостью М2 — СТЗ и лишь для
шлифования шариков применяют круги
группы ЧТ. При различных операциях обра^
ботки рекомендуется применять круги сле-
дующих твёрдостей: МЗ — СМ1—для шлифо^
вания и заточки твёрдого сплава и заточки
режущего инструмента из быстрорежущей
стали; СТ1 -г СТЗ —для обдирочных операций
(на станках и вручную) поковок, отливок и
проката, зачистки мест сварки, снятия заусен-*
цев, грата и других подобных работ; С — СТ —
для операции отрезки; М2-^С2 — для полу-
чистовой и чистовой обработки деталей на
круглых и плоскошлифовальных станках. '•
Выбор твёрдости круга для каждого кон-
кретного случая обработки необходимо про-
изводить, учитывая физические свойства
обрабатываемого материала, характер поверх-
ности обработки (гладкая, прерывистая), вид
и режим шлифования, мощность станка и
характер подачи (ручная, механическая, авто-
матическая),' способ охлаждения.
Рекомендуется пользоваться следующими
правилами выбора твёрдости круга. Закалён-
ные стали обрабатывать менее твёрдыми кру-
гами, чем обычные сорта незакалённой стали.
Цветные металлы (алюминий, бронза, медь,
латунь и др.) обрабатывать менее твёрдыми
кругами, чем сталь. При прерывистом реза-
нии и неодинаковой глубине шлифования
выбирать круги повышенной твёрдости. Боль-
шие сплошные поверхности, а также тонко-
стенные детали обрабатывать мягкими кру-
гами. Небольшие отверстия шлифовать кру-
гами повышенной для данного материала
твёрдости. Обдирку производить более твёр-
дыми кругами, чем получистовую и чистовую
обработку. Точные поверхности шлифовать
кругами повышенной твёрдости. Мелкозер-
нистые круги выбирать более мягкими, чем
крупнозернистые при выполнении той же опе-
рации.
Шлифование с ручной подачей произво-
дить более твёрдыми кругами, чем шлифо-
вание с автоматической подачей. При шли-
фовании с жидкостным охлаждением твёр-
дость круга должна быть выше (примерно на
одну-две степени), чем при шлифовании без
охлаждения. Чем выше окружная скорость
обрабатываемой детали по отношению к ско-
рости круга, тем твёрже должен быть
круг.
Выбор структуры круга зависит от харак-
теристики обрабатываемого материала (твёр-
дости, пластичности), величины снимаемого
припуска и угла контакта круга с деталью.
Чем пластичнее обрабатываемый материал,
чем больше глубина шлифования, чем больше
угол контакта, тем крупнее должны быть про-
межутки между зёрнами (поры) абразивного
инструмента.
Структурные круги рекомендуется при*
менять для следующих операций:
ГЛ. X]
ИСПЫТАНИЕ НА ПРОЧНОСТЬ
471
№ 7, 8, 9 — плоское шлифование торцом
круга, отрезка, шлифование и заточка твёр-
дого сплава;
№ 5, 6 — круглое наружное, внутреннее,
бесцентровое шлифование, плоское шлифо-
вание периферией круга и заточка режущего
инструмента.
№ 3, 4 — шлифование, при котором тре-
буется сохранить профиль круга, например,
при фасонном шлифовании кругом зернистостью
не свыше № 80, шлифование при больших
давлениях, деформирующих круг.
Правильно выбранная структура круга
обеспечивает при работе лёгкий отвод отде-
ляемой стружки и исключает возможность
застревания её в порах инструмента.
КРЕПЛЕНИЕ
Правильное и надёжное крепление и уста-
новка круга на станок должны обеспечить
безопасную работу и исключить возможность
вибрации станка и детали, понижающей точ-
ность обработки, искажающей форму обра-
батываемой поверхности и повышающей износ
круга.
В зависимости от типа и конструкции станка,
а также от формы и размеров круга применяют
или механическое крепление (винтом, флан-
цами, во фланцах с гайкой, во фланцах винтом,
во фланцах с конической зажимающей поверх-
ностью, в патроне), или крепление склеиванием
{наклейка кольцеобразных кругов, насадка на
шпильку, наклейка сегментов на оправку—
табл. 8).
Крепление шлифовальных кругов и дру-
гих абразивных инструментов следует произ-
водить, учитывая следующие правила. Размеры
мест посадок круга и сегмента должны отве-
чать требованиям стандартов ГОСТ 2271-43 до
2276-43 и 3881-47.Зажимные крепёжные приспо-
собления должны отвечать требованиям надёж-
ности крепления и центричной посадки круга
либо устанавливаемого комплекта сегментов
или брусков относительно оси вращения
шпинделя станка. Круг должен быть зажат
между двумя одинакового размера плоскими
кольцевыми поверхностями центрично относи-
тельно оси вращения шпинделя станка. Сегмент
должен быть зажат по длине не менее чем на
величину, равную его толщине. Между зажим-
ными фланцами и кругом должны ставиться
с обеих сторон прокладки из упругого мате-
риала (картон, резина, кожа и др.) толщиной
0,5—3 мм (в зависимости от диаметра круга).
Прокладки должны перекрывать всю зажимную
поверхность фланцев и выступать по всей
окружности наружу за фланец на 3—5 мм.
Поверхности соприкосновения зажимных
фланцев, прокладок и круга должны быть чи-
стыми и обеспечить плотное прилегание сопри-
касающихся поверхностей. При установке круга
должна быть выверена центричность его пери-
ферии оси шпинделя и перпендикулярность
его боковых сторон.
Наклейку колец, сегментов, головок и круж-
ков мелкого размера производят целлулоидом,
растворённым в ацетоне до вязкости натураль-
ного сотового мёда, жидким стеклом, серой,
цементом Сореля, бакелитовым лаком. Для
лучшего схватывания необходимо тщательно
перемешать жидкое стекло и бакелитовый
лак с мелким абразивнам порошком и перед
склеиванием очистить от грязи или жира и
сделать шероховатыми посадочные поверх-
ности металлической оправки и диска.
Наклеенные абразивные инструменты должны
быть проверены на прочность склейки лёгкими
ударами деревянного молотка.
ИСПЫТАНИЕ НА ПРОЧНОСТЬ.
БАЛАНСИРОВКА КРУГОВ
При работе абразивным инструментом не-
обходимо строго соблюдать правила и нормы
безопасности, установленные ГОСТ 3881-47:
Все абразивные инструменты, получаемые;
заводом-потребителем, осматривают для вы-:
явления наружных дефектов и проверяют лёг-
кими ударами деревянного молотка по боко-
вой (торцовой) поверхности. Инструмент без
трещин должен издавать чистый звук.
Круги диаметром 150 мм и более, предна-
значенные для работы с окружными скоро-
стями 15 м/сек и более, непосредственно пе-
ред установкой на шлифовальный станок не-
обходимо испытать вращением на прочность
при скорости, превышающей на 50% скорость,
указанную в табл. 6, в течение 5—10 мин. в
зависимости от наружного диаметра круга.
Шлифовальные круги диаметром 150 мм и
более после заливки отверстий, а также круги,
подвергшиеся какой-либо механической пе-
ределке, химической обработке или не имею-
щие в маркировке указания о допустимой
скорости, непосредственно перед установкой
на шлифовальный станок должны быть испы-
таны вращением в течение 10 мин. при ско-
рости, превышающей допустимую для этих
кругов рабочую скорость на 60%.
Не подвергаются испытанию вращением
на прочность следующие виды инструментов:
ПП для шлифования шариков, ведущие круги,
ПВД на вулканитовой и бакелитовой связке,
ПР, ПН, IK, 2K, Кр, М, О, круги на магне-
зиальной связке диаметром 650 мм и более,
алмазные круги, сегменты и бруски всех раз-
меров. Испытание кругов вращением на проч-
ность производят на специально предназна-
ченном для этой цел и станке, обеспечивающем]
безопасное проведение испытания.
Круги диаметром 125 мм и более на кре-;
плении с переходными фланцевыми втулкам»
по ГОСТ 2272.-43 должны быть отбалансиро-i
ваны независимо от балансировки кругов за-;
водом-изготовителем. . :
Балансировку сплошных и наборных кру-|
гов производят на специальном приспособле-j
нии, снабжённом параллельными валиками или;
легко вращающимися дисками. Балансировка;
кругов производится в рабочих крепёжных'
приспособлениях.
В работе шлифовальные круги должны
быть защищены специальными кожухами над-
лежащей прочности по ГОСТ 3881-47. Распо-
ложение и наибольший угол раскрытия защит-
ных кожухов приведены в табл. 9.
Каждый круг после установки его на шли-
фовальном станке должен быть пущен в ход
вхолостую при рабочем числе оборотов на
время не менее 5 мин. при обязательном на^
личии защитного кожуха. ;
472
АБРАЗИВНЫЙ ИНСТРУМЕНТ
1РАЗД. НЕ
Таблица 8"
Типовые конструкции крепления инструмента
Эскизы к табл. 8
Насечка u/iu накатка
10
Тип крепления
№ стандарта
на размеры
мест посадок
Виды абра-
зивного
инстру-
мента
Тип крепление
№ стандарта
на размеры
мест посадок
Виды абра-
зивного
инстру-
мента
Посадка на винт
Посадка на конец
шпинделя:
а) крепление вин-
том
б) крепление флан-
цами
Посадка на переход-
ные втулки:
а) крепление флан-
цами
б) крепление во
фланцах
гайкой
в) крепление во
фланцах винтами
ГОСТ 2270-43
ГОСТ 2271-43
ГОСТ 2271-43
ГОСТ 2272-43
ГОСТ 2272-43
ГОСТ 2272-43
ПП, ПВ, Р
ПП, ПВ,
ЧЦ,ЧК,4П,
IT,
д, пп
ПП, ПВ,
чк, чц,
2П, 4П,
пвд
ПП, ЗП,
4П. С, ЧЦ,
чк
ПП, 4П,
ПВ, ПВК,
пвд, пвдк
г) крепление во
фланцах с кони-
ческой зажимаю-
щей поверхностью
Наклейка на план-
шайбу
Посадка на шпильку
Крепление сегмен-
тов в сегментной го-
ловке
Наклейка сегментов
в сегментной оправке
8 и 9
10
11
VI
ГОСТ 2272-43
ГОСТ 2273-43
ГОСТ 2274-43
ГОСТ 2275-43
ГОСТ 2276-43
ПВЛ
IK, 2K
ГЦ, ГУ.
I 60°, ГСв
гк, гку,
гш. гшц
СП
6С
ПРАВКА ШЛИФОВАЛЬНОГО КРУГА
Правкой круга называется процесс удале-
ния с его поверхности слоя абразивных зёрен,
производимый для: 1) восстановления режу-
щей способности, потерянной в результате
притупления кромок режущих зёрен или
засорения пор стружкой и раздроблённой
связкой; 2) придания кругу правильной гео-
метрической формы, профиля и размеров,
изменившихся от неравномерности износа;
3) обеспечения правильного расположения
рабочей поверхности круга относительно оси
его вращения при установке круга на станке
ГЛ. X]
ПРАВКА ШЛИФОВАЛЬНОГО КРУГА
47Э
Таблица 9
Расположение и наибольшие углы раскрытия
защитных кожухов
Для обычных обдироч-
ных и точильных станков:
а) при расположении
обрабатываемой де-
тали по оси
б) при расположении
обрабатываемой де-
тали ниже оси
Для кругло- и беспен-
тровошлифовальных стан-
ков
Для плоскошлифоваль-
ных станков при работе
| периферией круга
Для переносных станков
с гибким валом и для об-
дирочных станков с ка-
чающейся рамой (маятни-
ковых)
Для кругов, работаю-
щих своей наиболее вы-
сокой точкой
* На эскизах указаны максимальные значения углов.
(концентричность — при круглом шлифовании,
перпендикулярность — при плоском торцовом
шлифовании). Процесс правки кругов фасон-
ной шарошкой называется накатыванием.
Момент затупления круга и нарушения
правильности формы и расположения его ра-
бочей поверхности определяется следующими
внешними признаками: 1) ухудшением чистоты
и уменьшением точности размеров обрабаты-
ваемой поверхности; 2) появлением прижогов
(если это не является следствием чрезмерно вы-
сокого режима шлифования); 3) уменьшением
интенсивности снятия припуска на обработку;
4) появлением дополнительных шумов, связан-
ных с вибрацией обрабатываемой детали или
частей станка (при исправном состоянии станка
и надлежащем креплении детали). Несвое-
временность правки удорожает стоимость
шлифования, приводит к браку обрабатывае-
мой детали и потере производительности.
Необходимость частой правки является при-
знаком несоответствия характеристики круга
условиям его работы.
Для правки применяются: 1) алмаз; 2) аб-
разивный инструмент — шлифовальные круги,
бруски; 3) металлический инструмент — ро-
лики с зёрнами металлокерамического сплава,
наборные и сплошные шарошки и др.
Технические алмазы (борты, балласы,
карбонадо и другие сорта) применяют для
правки кругов при обработке фасонных де-
талей и инструментов, например, при шлифо-
вании шестерён, шлицевых валиков, фасонных
резцов, протяжек, долбяков, при внутреннем
шлифовании мелкими кругами, отрезке тон-
кими кругами и доводочных операциях.
Алмазы также применяют для окончательной
обработки особо точных плоских и цилин-
дрических поверхностей с допуском 12 мк
и точнее.
Наряду с крупными кристаллами алмаза
весом 0,5—2,5 карата (карат — 0,2 г) для
правки используют также алмазную крошку
весом !/3 — i/ioo карата, цементованную
сплавом вольфрама, меди и алюминия
G0-800/с W+19—28% Си + 0,9—2о/о А1) в.
форме цилиндриков (алмазно-металлические
карандаши). В зависимости от характера рас-
положения и размера зёрен алмаза алмазно-
металлические карандаши содержат Va—2 ка-
рата алмаза (табл. 10) и маркируются по
ГОСТ 607-41.
Таблица 10
Характеристика типов алмазно-металлических
карандашей
Марка
карандаша
СК-1 1
СК-2 }
СС-1 \
СС-2/
СМ-1 1
СМ-2 /
ц
н
Характери-
стика
расположения
алмазов
Слои круп-
ные
Слои сред-
ние
Слои мел-
кие
Цепочкой
вдоль каран-
даша
Неориенти-
рованное рас-
положение
Вес отдельных
зёрен алмаза
в каратах
V3-7r
7м-1/»
v.-v*
V*)-
V,00
Общий вес
алмазов в
каргндаше
в каратах
1
2
1
2
1
2
а
Примечание
В попереч-
ном сечении
должно быть
не более семи
зёрен алмаза
Алмазы не
должны пере-
крывать друг
друга
Алмазы
должны быть
расположены
равномерно
Крупные кристаллы алмаза зачеканивают
в стальной державке на медной подушке или*
запаивают в стальной державке припоем
D8% Си + 52% Zn) или латунной проволокой.
При запаивании алмаз предварительно подо-
гревают, чтобы избежать резкого изменения
температуры и растрескивания его. Запаян-
ные алмазы вытравливают раствором азотной
кислоты.
Выбор каратности алмазов и алмазно-ме-
таллических карандашей зависит от характе-
ристики круга, подлежащего правке. Чем
больше высота круга, чем выше его твёрдость,
тем больше каратность алмаза. Круги на не-
органических связках (керамические и др.)
требуют более крупных алмазов, чем круги на
органических связках (бакелитовые, вулканито-
вые и др.). Карборундовые круги правят более
крупным алмазом, чем электрокорундовые.
Для достижения более экономичного рас-
ходования алмаза следует придерживаться
следующих правил: 1) прочно укреплять алмаз
в державке, углубляя его так, чтобы выступала
одна из его кромок; 2) державку устанавли-
вать под углом 10—20° к оси круга, а точку
474
АБРАЗИВНЫЙ ИНСТРУМЕНТ
[РАЗД. III
•соприкосновения с ним кромки алмаза — на
1,5—2 мм ниже центра круга; 3) повора-
чивать державку по мере затупления кромок
-алмаза; 4) править с механической пода-
чей при обильном охлаждении чистой жидко-
стью.
Режим правки: поперечная подача при
правке алмазом 0,02—0,035 мм, а при правке
алмазно-металлическим карандашом 0,035—
Ю,05 мм; продольная подача 0,2—0,3 м/мин;
скорость круга нормальная рабочая.
Безалмазную правку производят двумя
-способами: обкаткой или шлифованием. При
правке обкаткой правящий инструмент, укре-
плённый на свободно вращающейся оправке
приспособления, прижимается к выправляемой
поверхности круга и увлекается ею во враще-
ние. Хорошие результаты правки обкаткой
получают при повороте оси правящего ин-
струмента на 5—6" в вертикальной плоско-
сти при наружном шлифовании (фиг. 4) и на
10—15° относительно горизонтальной плоско-
сти при внутреннем шлифовании. Для регули-
рования процесса
правки, зависяще-
го от соотношения
характеристик пра-
вящего и выпра-
вляемого кругов,
от степени зату-
пления последнего
и других условий.
при механической
правке для круг-
лого шлифования
предусматривают
возможность пово-
рота оси инстру-
мента на 5—10°
больше указанных выше величин. Для правки
обкаткой, широко применяемой при всех ви-
дах шлифования (за исключением резьбошли-
фования однониточным кругом), используют
®се виды алмазозаменителей.
При правке способом шлифования пра-
вящий инструмент вращается от самостоя-
¦Фиг. 4. Схема правки способом
обкатки.
Фиг. 5. Схема правки круга способом шлифования
на круглошлифовальном станке.
тельного привода (фиг. 5). Правку однони-
точных резьбошлифовальных кругов, а также
окончательную обработку мелкозернистых кру-
гов производят шлифовальным кругом спосо-
бом шлифования. Этот же способ правки с
использованием привода станка применяют
при наружном круглом шлифовании и внутрен-
нем шлифовании. При этом правящий инстру-
мент устанавливают вместо обрабатываемой
детали в первом случае на оправке, а во вто-
ром — в патроне станка.
Для правки круга при фасонном плоском
шлифовании применяют иногда металлический
ролик, вращающийся от индивидуального элек-
тродвигателя {10].
Выбор вида и характеристики безалмазной
правки зависит от требований, предъявляе-
мых к чистоте и точности обработанной по-
верхности, типа станка и характеристики
выправляемого круга и экономической целе-
сообразности.
Для правки применяют абразивный ин-
струмент из карбида кремния на керамической
связке твёрдостью С —'¦ ЧТ.
Для ручной правки кругов применяют ко-
нические круги диаметром 50 мм, зернисто-
стью 16—24, круглые бруски 10—20 лш и ква-
дратные бруски размерами 10 X 10, 16 X 16,
20 X 20 мм, зернистостью 16—36.
Механическую правку кругов на керами-
ческой связке выполняют плоскими шлифо-
вальными кругами диаметром 50—200 мм,
зернистостью 16—100. Круги на бакелитовой
и вулканитовой связках правят металлическим
инструментом. Шлифовальными кругами пра-
вят круги для предварительной и окончатель-
ной обработки поверхностей.
Зернистость правящего круга должна быть
при правке методом шлифования на один-два,
а при правке методом обкатки на два-четыре
номера меньше номера зернистости выправляе-
мого круга. Твёрдость правящего круга должна
быть на две-пять степеней больше твёрдости
рабочего круга. При правке обкаткой приме-
няют более твёрдые круги, чем при правке
шлифованием. Диаметр правящего круга выби-
рается в зависимости от диаметра рабочего
круга (табл. 11).
Таблица 11
Выбор диаметра правящего
Виды станков
Круглошлифовальные
Плоскошлифовальные
Бесцентр ово шлифо-
вальные
круга
Диаметр круга в мм
рабочего
До 4°о
Св. 4°°
До 250
Св. 250
правящего
6о—loo
125—2ОО
6о— 8о
IOO—1дО
5О—ioo
Ролик с твёрдым сплавом для правки со-
стоит из металлического корпуса, на котором
наплавлены зёрна (определённой зернистости)
из отходов дроблёного твёрдого сплава (режу-
щий элемент) и латунь (связка). Правка роли-
ком (при круглом наружном и плоском шли-
фовании) даёт чистую и точную поверхность
обработки.
Наборные шарошки состоят из штампо-
ванных волнистых и плоских дисков из мало-
ГЛ. X]
ПРАВКА ШЛИФОВАЛЬНОГО КРУГА
475
углеродистой стали, цементованной и закалён-
ной на твёрдость Ир = 50—60. Диски вол-
нистые с отверстиями (фиг. 6, а) применяют
преимущественно для правки шлифовальных
кругов, выполняющих предварительную обра-
ботку.
19 ребер
Вид no стрелке В
(развертка) _"??
м Вид по стрелке ft
1„ (развертка)
15 отверстий
к
Тип
t
2
3
и
5
6
В
30
35
ио
74
62
90
А
22
27
30
58
52
78
d
6,5
8,4
12.5
U8
42
50
b
0,754,5
1-1,5
Н,5
0,7-1,2
1,5
2
Число
зцдьев
16
16
16
2Ь
20
20
Фиг. 6. Металлические диски наборных шарошек
для правки шлифовальных кругов.
Диски волнистые, без отверстий приме-
няют для правки кругов, выполняющих пред-
варительную и окончательную обработку по-
верхностей 3-го и 4-го классов точности на
станках бесцентрового шлифования и плоского
шлифования торцом круга.
Диски плоские, с зубчатой рабочей поверх-
ностью (фиг. б, б) применяют для правки
кругов, выполняющих предварительное шли-
фование и заточку крупных резцов, а также
обдирку поковок и отливок. Зубчатые диски
используют для предварительной правки
сильно изношенных кругов, выполняющих
чистовые и получи стовые операции шлифо-
вания.
Применяются также диски из отходов
легированных сталей, изготовляемые токар-
ной обработкой с последующим фрезерова-
нием или сверлением (фиг. 6, в) и закалкой
на твёрдость Hrc = 60— 65. Эти диски более
стойки, но менее производительны и более
сложны в изготовлении, чем плоские и вол-
нистые диски. Обычно общая ширина ком-
плекта дисков в наборной шарошке равна
ширине выправляемого круга.
Цельная шарошка, имеющая зубчатую
рабочую поверхность, применяется для
правки мелкозернистых и твёрдых кругов
(при притирке).
Шарошки с фасонным профилем (накатной
ролик) применяют для правки фасонных кру-
гов, предназначаемых для нарезания много-
ниточной резьбы, шлифования дисковых рез-
цов и других фасонных деталей. Этот ин-
струмент имеет продольные пазы (прорезы)
с неравномерным шагом для придания ему
правящей способности. Фасонную шарошку
изготовляют из инструментальной углероди-
стой, легированной или быстрорежущей ста-
лей и закаливают на твёрдость Hrc = 62—64.
Качество правки в значительной мере за-
висит от правильной наладки механизма
станка и приспособления (в котором уста-
навливают правящий инструмент), соблюдения
режимов и методов ведения процесса правки.
В табл. 12 приведены данные о режиме
правки.
Таблица 12
Режим правки шлифовальных кругов
Инструмент
ДЛЯ
правки
Шлифоваль-
ный круг
Металличе-
ская цельная
или наборная
шарошка
Характер
шлифования
Предвари-
тельное
Окончатель-
ное
Предвари-
тельное
Окончатель-
ное
Режим правки
Продоль-
ная подача
в м/ман
о, 5 — i,o
о,25—о,5
О,7—1.2
О,7—1,2
Глубина
слоя, сни-
маемого за
один про-
ход в мм.
о,о5 — о,«5
о.оя5—о,е>5
о.об—о,о8
о.об—о,о8
При правке кругов для окончательного
шлифования последние два-три прохода произ-
водят без поперечной подачи.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Абразивы, сб. под ред. акад. Ферсмана, ОНТИ,
Л. 1935.'
,2. Абразивный инструмент, справ, под ред. Г. М. Ип-
политова, Машгиз, 1945.
3. Бабчиницер М. И., Исследования процесса
' шлифования, „Труды МММИ—МВТУ", 1У39—1941.
4. Баранец Н. Ф., Шлифовальный круг и его вы-
бор, Машгиз, 1943.
Берлин С. Г. и др., Безалмазная правка шлифо-
вальных кругов, Машгиз, 1943.
6. Васильев Н. Н., Экономия алмазов при правке
шлифовальных кругов, Машгиз, 1945.
7. Ипполитов Г. М., Шлифование, ОНТИ,
М.-Л. 1932.
8. П а н о в А. А., Заточка и доводка резцов с пла-
стинками из твёрдых сплавов, Машгиз, 1943.
9. Д ь я ч е н к о П. Е., Шлифовальный круг и его ре-
жущая способность, Оборонгиз, 1939.
10. „Machinery", v. 52, № 5', N. Y. 1946.
Глава XI
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Теоретические основы и прочная научная
база рациональной термической обработки
созданы знаменитым русским ученым Дмитрием
Константиновичем Черновым A839—1921).
Д. К. Чернов ещё в 1868 г. установил на-
личие в стали критических точек (точки Чер-
нова), в которых при нагреве и охлаждении
происходят фазовые превращения. Первая
точка, соответствующая темновишнёвому цвету
каления стали, названа Черновым точкой а,
вторая, соответствующая красному цвету ка-
ления,— точкой б.
Значение точки а по Чернову состоит в
следующем: „сталь как бы тверда она ни была,
будучи нагрета ниже точки а, не принимает
закалки, как бы быстро её ни охлаждали; на-
против того, она становится значительно мягче
и легче обрабатывается пилою". Значение
точки б по Чернову заключается в том, что
„как только температура стали возвысилась
до точки б, масса стали быстро переходит из
зернистой (или вообще говоря кристалличе-
ской) в аморфное* воскообразное состояние".
Точка а дала возможность правильно уста-
новить температуру закалки, точка б внесла
понятие об изменении в структуре при нагреве,
позволяя правильно устанавливать режим ковки
и других видов горячей деформации. Д. К Чер-
новым впервые было установлено, что рацио-
нальный режим термической обработки должен
базироваться на учёте этих критических точек.
Д. К. Черновым создана классическая тео-
рия кристаллизации стали и решён ряд дру-
гих проблем в области металловедения, терми-
ческой обработки и металлургии; в частности,
в начале 1900-х годов им разработан метод
получения стали непосредственно из руд.
Плеяда русских учёных— акад. А.А. Байков
A870—1946). акад. Н. С. Курнаков A860—1941),
проф. Н. А. Минкевич A883-1942), акад.
Н. Г. Гудцов, акад. А. А. Бочвар, проф.
С С Штейнберг A872—1940), проф. В. Е. Кур-
дюмов, чл.-корр. АН СССР В. П. Вологдин и
др.. а также многотысячный коллектив совет-
ских металловедов-термистов продолжают раз-
вивать науку, созданную Д. К. Черновым.
Научные основы и практика термической
обработки достигли больших успехов в годы
сталинских пятилеток.
Отечественными металловедами разрабо-
таны проблемы связи между свойствами спла-
вов и диаграммами состояния. Современная
теория закалки и особенно исследование про-
цессов изотермического превращения аусте-
нита творчески разработана советской научной
школой металловедения. В результате этих
работ машиностроение располагает тщательно
исследованным механизмом и кинетикой пре-
вращения аустенита. Новым словом является
обработка при температурах ниже 0° С, ши-
роко внедряемая в отечественную практику
термической обработки.
В области химико-термической обработки
большой вклад внесён в исследование и вне-
дрение различных методов газовой це-
ментации. Низкотемпературное газовое циа-
нирование инструментальных сталей, разрабо-
танное отечественными заводами,— один из
весьма эффективных методов повышения стой-
кости режущего инструмента. Советскими
учёными также разработаны и применены но-
вые методы нагрева при термической обра-
ботке— нагрев токами высокой частоты, на-
грев токами промышленной частоты, нагрев
в электролите, — позволяющие весьма рацио-
нально и экономично разрешать чрезвычайно
сложные задачи современного машиностроения.
Отечественная наука и практика рационали-
зировали режимы термической обработки чу-
гуна (сверхускоренный отжиг ковкого чугуна,
изотермическая закалка серых чугунов и др.).
Особенно большие работы проведены в обла-
сти металлографии, термической обработки
цветных металлов и сплавов.
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Термической обработкой называется спе-
циальная тепловая обработка, изменяющая фи-
зико-механическке, технологические и эксплоа-
тационные свойства металлов и сплавов.
* В современной терминологии — твёрдый раствор,
аустенит.
Термическая обработка состоит из трёх
основных последовательных стадий: нагрева,
выдержки и охлаждения.
При термической обработке достигается
улучшение свойств металлов и сплавов вслед-
ствие структурных и фазовых превращений и
снятия внутренних напряжений без изменения
химического состава.
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ
477
Диффузионное насыщение поверхностного
слоя различными элементами, улучшающее
свойства изделий с изменением химического
состава поверхностного слоя, называется хи-
мико-термической обработкой.
Виды термической обработки различаются
по температуре нагрева и скорости охлажде-
ния, которые обеспечивают получение сталью
заданных свойств.
Видами термической обработки, применяе-
мыми на практике, являются: 1) отжиг; 2) нор-
мализация; 3) закалка и отпуск; 4) поверх-
ностная закалка и отпуск; 5) диференциальная
термообработка; 6) обработка холодом.
На фиг. 1 и 2 схематически показаны
режимы отдельных видов термообработки.
Термообработкой стали достигается повы-
шение её прочности (о^,, ар, as), пластичности и
вязкости (8, <{*, аь), предела усталости (аг, тг),
износоустойчивости, улучшение обрабатывае-
мости резанием и обрабатываемости при хо-
лодной деформации, уничтожение внутренних
напряжений, уничтожение хрупкости и изме-
нение физических свойств.
Отжиг. Нагрев стали до температуры,
несколько превышающей точку Ас^ (на 30—
50° С), выдержка при этой температуре и по-
следующее медленное охлаждение ниже тем-
пературы перлитного превращения называются
полным отжигом (фиг. 1, режим 2). В резуль-
тате такого отжига получаются полная фазо-
вая перекристаллизация и стабильное состоя-
ние стали.
Цель полного отжига — понижение твёрдо-
сти, улучшение обрабатываемости резанием,
повышение вязких свойств, уничтожение вну-
тренних напряжений, созданных предыдущей
обработкой, и подготовка структуры к после-
дующей термообработке (закалке).
Полный отжиг применяется главным обра-
зом для стальных отливок, поковок и штампо-
вок, а также для проката.
Нагрев стали до температуры, превышаю-
щей точку Ас\
(но ниже Лс3),
выдержка при
этой темпера-
туре и последу-
ющее медлен-
ное охлаждение
ниже темпера-
туры перлитно-
го превращения
называются не-
полным отжи-
гом (фиг. 1, ре-
жим 3). В ре-
зультате непол-
ного отжига по-
лучается ча-
стичная пере-
кристаллиза-
ция.
Цель неполного отжига — изменение строе-
ния перлита, изменение твёрдости и улучше-
ние обрабатываемости резанием. При получе-
нии после неполного отжига структуры зерни-
стого перлита процесс называется сферо-
идизацией. Неполный отжиг находит при-
менение для заготовок из сортового про-
ката и поковок перед их механической обра-
боткой.
Время
Фиг. 1. Схематические кривые раз-
личных видов отжига: 1 — гомоге-
низация (диффузионный отжиг);
2 — полный отжиг; 3 — неполный
отжиг; 4 — низкотемпературный
отжиг; 5 — рекристаллизующий
отжиг ("рекристаллизация); 6— от-
пуск (после закалки).
Нагрев стали до температуры, близкой
к точке Ас-[, выдержка при этой температуре
и последующее медленное охлаждение назы-
ваются низкотемпературным отжигом
(фиг. 1, режим 4). В результате этого отжига
снижаются внутренние напряжения, понижается
твёрдость и улучшается обрабатываемость ре-
занием. Этот вид от-
жига применяется для
поковок из высоколе-
гированной стали
A8ХНМА, 20Х2Н4А
и т. п.).
Нагрев стали до
температуры, значи-
тельно превышающей
точки Асг (на 180—
300° С), продолжи-
тельная выдержка при
этой температуре с
последующим охла-
время
Фиг. 2. Схематические кри-
вые различных видов за-
калки (и нормализации):
/ - закалка (полная); 2 —
одинарная термообработка;
3— нормализация; 4—изо-
термическая закалка.
ждением называются
гомогенизацией, или
диффузионным отжи-
гом (фиг. 1, режим /).
При этом отжиге может наблюдаться значи-
тельное увеличение размера зерна стали. После
диффузионного отжига обычно требуется про-
ведение термообработки отливок с целью из-
мельчения структуры.
Целью диффузионного отжига является
выравнивание путём диффузии химической не-
однородности зёрен твёрдого раствора и улуч-
шение обрабатываемости резанием. Этот вид
отжига применяется главным образом для круп-
ных фасонных стальных отливок и крупных
слитков из легированной стали, характеризую-
щихся значительной химической неоднород-
ностью.
Нагрев деформированной в холодном со-
стоянии стали выше температуры рекристал-
лизации, но ниже Ась выдержка при этой
температуре и последующее охлаждение на-
зываются рекристаллизующим отжигом, или
рекристаллизацией (фиг. 1, режим 5).
Цель рекристаллизации—снятие внутренних
напряжений, восстановление пластичности и
вязкости, получение равноосных, недеформи-
рованных зёрен и улучшение обрабатывае-
мости при последующих операциях деформа-
ции в холодном состоянии.
Рекристаллизующий отжиг применяется для
холоднокатанной листовой и сортовой стали,
холоднотянутой прозолоки и холодноштампо-
ванных изделий как межоперационная терми-
ческая обработка в процессе деформации
в холодном состоянии.
Нормализация. Нагрев стали до темпера-
туры выше точки Лс3, выдержка при этой
температуре и последующее охлаждение на
спокойном воздухе называются нормализа-
цией (фиг. 2, режим S). При нормализации
сталь получается несколько более твёрдой,
чем при полном отжиге, и величина зерна
меньшей, что приводит к получению более
высоких значений предела прочности и пре-
дела пропорциональности.
Цель нормализации — получение мелкозер-
нистой структуры, выравнивание структурной
неоднородности (в поковках, отливках или
деталях после цементации), улучшение обра-
батываемости резанием (для низкоуглеродистой
478
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
стали), повышение твёрдости и механических
свойств, устранение наклёпа после обработки
резанием и подготовка структуры к после-
дующей термообработке (закалке).
Закалка и отпуск. Нагрев до темпера-
туры выше Ас3 (на 30—50° С), выдержка при
этой температуре и последующее достаточно
быстрое охлаждение (в водных растворах
солей или кислот, в воде, в масляной эмуль-
сии, в масле, на воздухе) для получения глав-
ным образом мартенситовой структуры назы-
вается закалкой (полной) (фаг. 2, режим 1).
При закалке получается метастабильное струк-
турное состояние, и в зависимости от скорости
охлаждения для данного химсостава стали
структура последней состоит из переохла-
ждённого твёрдого раствора (аустенита), пе-
ресыщенного твёрдого раствора (мартенсита)
или тонкодисперсной смеси феррита и це-
ментита.
Цель закалки с последующим отпуском —
обеспечение работоспособности, длительной
эксплоатационной стойкости изделий (полу-
чение высоких характеристик механических
свойств, высокой износоустойчивости и кор-
розиеустойчивости) или изменение физических
свойств (электрических и магнитных).
Нагрев предварительно закалённой стали
до температуры ниже Acv выдержка при этой
температуре и последующее медленное или
быстрое охлаждение называются отпуском
(фиг. 1, режим 6). В зависимости от темпера-
туры отпуска сталь приближается в большей
или меньшей степени к стабильному струк-
турному состоянию. При отпуске происходит:
а) в интервале температур 8Э—170° С — пре-
вращение тетрагонального мартенсита (мар-
тенсита закалки) в кубический мартенсит
(мартенсит отпуска); б) в интервале 200 —
270° С — превращение остаточного аустенита
в отпущенный мартенсит; в) в интервале 300—
400° С — образование троостита и г) в интер-
вале от 400° С до Асх — коагуляция цементит-
ных частиц с образованием троостита, сорбита
или перлита.
Отпуск при температуре 150—240° С назы-
вается низкотемпературным, при темпера-
турах от 400° С до Асх — высокотемпера-
турным. С повышением температуры отпуска
закалённых изделий понижаются значения
Hq, с&, Ор, Су, аг и повышаются значения 5,
Двойная термическая обработка стали,
состоящая из закалки (или нормализации)
и последующего высокотемпературного от-
пуска (при 500—670° С), называется улуч-
шением.
Цель улучшения — измельчение структуры,
подготовка структуры к последующей окон-
чательной термообработке и повышение вяз-
кости.
Улучшение применяется главным образом
для изделий из легированной стали в качестве
предварительной и окончательной термообра-
ботки.
Нагрев стали до температуры выше Ас%.
выдержка при этой температуре с последую-
щим среднезамедленным охлаждением (в рас-
плавленных металлах, расплавленных солях,
обдувкой паро-воздушной смесью или возду-
хом) называются одинарной термической
обработкой (фиг. 2, режим 2). После одинар-
ной термической обработки сталь приобретает
структуру троостита, троосто-сорбита или
сорбита [5].
При получении сорбитовой структуры
(бандажи, головки рельсов и др.) этот процесс
называют также сорбитизацией. Этот вид
термообработки аналогичен неполной закалке
при охлаждении со скоростями ниже крити-
ческих.
Цель одинарной термической обработки —
получение минимальных деформаций, избежа-
ние трещин и повышение твёрдости и изно-
соустойчивости изделий.
Одинарную термическую обработку, при-
меняемую при протяжке проволоки в качестве
промежуточной операции с целью восстано-;
вления её пластических свойств, называют
патентированием. Патентирование прово-*
локи производится между операциями про-
тяжки и заключается в нагреве до 850— 900° С
с последующим охлаждением в свинцовой
ванне температурой 450—500° С; при этом
проволока получает сорбитовую струкг
туру.
Нагрев стали (как и при обычной закалке)
до температуры выше точки Ас$, выдержка
при этой температуре и последующее охла-
ждение в закалочной среде температурой
180—350° С, с выдержкой в этой среде в те-
чение времени, необходимого для окончания
изотермического превращения аустенита, на-
зываются изотермической закалкой (фиг. 2,
режим 4).
Закалочная среда для изотермической за-
калки— см. стр. 628—632.
После окончания изотермического превра^
щения изделие может быть охлаждено с любой
скоростью.
Цель изотермической закалки — получе-
ние минимальных внутренних напряжений,
минимальных деформаций и высокой вяз-
кости. .:.
Поверхностная закалка и отпуск. Ряд
деталей машин и механизмов, работающих на
износ, подвергают поверхностной закалке,
осуществляемой различными методами. По-
верхностная закалка позволяет применять
менее легированную сталь, заменяет в ряде
случаев трудоёмкие операции химико-терми-
ческой обработки (цементация, азотирование)
и значительно упрочняет поверхностный слой
деталей, работающих, кроме трения, в усло-
виях знакопеременных нагрузок.
Наиболее широко подвергаются поверхно-
стной закалке детали из углеродистой стали
марок 40, 45, 50, а также низколегированной
йарганцем или хромом среднеуглеродистой
стали.
Наиболее совершенным методом поверхност-
ной закалки является нагрез деталей токами
высокой частоты до температуры выше j4c3vh
последующая закалка водой при помощи спрей-
ера (см. т. 14, гл. IV, стр. 168). Время нагрева
C—6 сек.) зависит от размеров закаливаемой
поверхности, требуемой глубины закалённого
слоя, частоты. тока и мощности установки.
Во многих случаях целесообразно прекращение
подачи охлаждающей воды до момента пол-
ного остывания закаливаемой детали. Это при-
водит к самоотпуску и освобождает от необ<-
ходимости проведения специальной операции
отпуска. >
ГЛ. XIJ
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ
479*
Тяжелонагружённые детали, требующие,
кроме высокой поверхностной твёрдости, также
и высоких механических свойств сердцевины,
перед высокочастотной поверхностной закал-
кой подвергаются закалке и отпуску или нор-
мализации и отпуску.
Высокочастотная поверхностная закалка
применяется для весьма обширной номенкла-
туры деталей (шейки коленчатых валов,
кулачки распределительных валов, гильзы
цилиндров двигателей внутреннего сгорания,
зубья различных шестерён, валики, пальцы
гусеничных траков, шпиндели и направляю-
щие различных станков и многие другие де-
тали) [1]. -
Закалённый поверхностный слой получается
глубиной до 5 мм поверхностной твёрдостью
до Н# =62—64 (после закалки).
Нагрев поверхностного слоя электротоком
при помощи специальных токонесущих элек-
тродов роликов, соприкасающихся с закали-
ваемой поверхностью, с последующим охла-
ждением водой (или воздухом) называется
контактным методом поверхностной закалки.
Этот метод разработан проф. Н. В. Гевелингом
и нашёл применение для закалки деталей
с простыми конструктивными формами (тела
вращения—шейки шпинделей станков, валы;
плоские поверхности — направляющие стан-
ков, головки рельсов).Глубина закалки 3—6мм;
поверхностная твёрдость HR = 60.
Для поверхностной закалки используется
также нагрев кислородно-газовым пламенем
(ацетилен или светильный газ) с последую-
щим охлаждением водой при помощи спрейера.
Этот метод успешно применяется для поверх-
ностной закалки ряда ответственных деталей
(шейки коленчатых валов танковых и трак-
торных двигателей, зубья различных шесте-
рён, опорные кольца, бронедетали, паровозные
параллели и т. п.) (см. т. 14, гл. IV, стр. 185).
Метод поверхностной закалки со сквозным
(объёмным) прогревом детали выше Acs и
последующим охлаждением в резко закали-
вающем охладителе с выдержкой в нём в те-
чение незначительного времени применяется
в массовом производстве для деталей цилин-
дрической формы из стали марок 40,45,50 (ко-
ленчатые я распределительные валы автомо-
бильных моторов, задние полуоси, промежу-
точные и карданные валы автомобилей)*. Глу-
бина закалённого слоя 3—5 мм (при выдержке
10—40 сек. в охладителе — 10%-ный водный
раствор NaOH температурой 30—35° С).
Поверхностная твёрдость Н%с =48—50. Непо-
средственно после закалки должен следовать
отпуск деталей во избежание образования
трещин.
Метод поверхностной закалки с поверх-
ностным нагревом выше Acz слоя требуемой
глубины нашёл применение для закалки ше-
стерён.
При этом методе применяется легирован-
ная хромом и никелем сталь, содержащая
около 0,75 — 0,85% углерода. Процесс заклю-
чается в следующем: деталь нагревается пол-
ностью в соляной ванне до температуры ниже
/4с3, затем переносится на короткое время
в свинцовую ванну, имеющую температуру
значительно выше Асм где прогревается
с поверхности до температуры закалки, после
чего погружается в закалочную среду. Глу-
бина закалённого слоя 0,5—1,0 мм.
Диференциальная термообработка. Для
получения заданной твёрдости детали на опре-
делённой длине или окружности применяется
диференциальная термообработка, осуще-
ствляемая одним из следующих методов.
1) Полный нагрев детали и закалка с пре-
дохранением отдельных мест детали от охла-
ждения специальными патронами или струй-
чатая (масло, вода, раствор NaOH) закалка
с подачей жидкости только на закаливаемые
места. После закалки следует отпуск всей
детали.1 ¦
Применение этого метода для закалки ко-
ленчатого вала из стали 40 или 45 (закалка
с патронами в 10%-ном водном растворе NaOH>
даёт следующие результаты: твёрдость фланца
у края Нв — 228, в центре Нв =| 402, носок
Ив = 302 — 364, твёрдость шейки и щёк
Нв = 402—444 (после отпуска).
2) Местный нагрев детали выше точки Ас$.
пропусканием тока промышленной частоты
(метод сопротивления) или в соляной или.
свинцовой ванне и последующая закалка на-
гретой части.
3) Обычная полная закалка всей детали и
местный отпуск в свинцовой ванне, соляной
ванне, в специальных печах или током про-
мышленной частоты.
Обработка холодом. Охлаждение сталь-
ных изделий (после предварительной закалки
или закалки с отпуском) до температур-
ниже 0° С (обычно минус 60 -80° С), выдержка
при этой температуре для охлаждения п*
всему сечению изделия и последующее извле-
чение из холодильника с самонагревом до
комнатной температуры называются обработ-
кой холодом. Во время охлаждения в закалён-
ной стали возобновляется мартенситное пре-
вращение [2].
Цель обработки холодом — уменьшение
количества остаточного аустенита для по-
вышения твёрдости и износоустойчивости
изделий из высоколегированной стали, содер-
жащей после цементации, закалки и низко-
температурного отпуска в поверхностном
цементованном слое значительные количества
остаточного аустенита *. После обработки
холодом деталей (например, из стали 18ХНМА,
20Х2Н4А и 12Х2Н4А) обязательной операцией
является низкотемпературный отпуск при
170—200° С для уничтожения внутренних на-
пряжений.
ВЫБОР И НАЗНАЧЕНИЕ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ ДЕТАЛЕЙ
В зависимости от условий эксплоатации
деталей машин и механизмов и предъявляе-
мых к ним требований они изготовляются из
различной стали (углеродистой, малолегиро-
* Закалка производится в закалочных машинах при
непрерывном вращении детали со скоростью 250 —
350 об/мин, что также способствует энергичному охла-
ждению.
* Количество остаточного аустенита особеннс велико
при закалке изделий непосредственно из цементацион-
ной печи (при газовой цементации) даже при подстужм-
вании перед закалкой.
480
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
ванной или высоколегированной). В соответ-
ствии с этим назначается различная терми-
ческая обработка.
1. Слабо нагружённые в эксплоатации де-
тали из углеродистой стали марок 20, 25, 30,
35, 40, 45 и 50 подвергаются наиболее про-
стой термообработке — нормализации или от-
жигу (сталь 50, 60).
В табл. 1 приведены механические свой-
ства углеродистой стали после нормализации
(поковки).
Таблица 1
Механические свойства углеродистой стали для
поковок сечением до 100 мм после нормализации
с охлаждением на воздухе
(„Мярочник сталей НКТМ", 1943)
Марка
стали
зо
25
3°
35
4о
45
5°
Темпе-
ратура
норма-
лизации
в °С
880—900
870—890
86о-88о
850—870
840-860
830 - 850
8го -- 840
о
в кг/мм*
4°
43
48
52
56
бо
62
О"
S
в кг/мм?
в°/о
не менее
22
24
25
27
28
3°
32
24
22
19
18
17
15
13
Ф
в%
53
5°
48
43
4°
38
35
Твёр-
дость
НВ
не бо-
лее
156
17О
179
l87
2O7
217
829
2. Средненагружённые в эксплоатации де-
тали из среднеуглеродистои стали марок 35,
40, 45 и легированной марок 35Г2, 45Г2, 50Г,
50Г2, ЗОХ, 35Х, 40Х, 45Х, 25СГ; 35СГ, ЗЗХС,
38ХС, 35ХГ2, 35ХГС и т. д. подвергаются
{чаще всего в поковке) улучшению (закалке
и высокотемпературному отпуску).
В табл. 2 приведены механические свой-
ства стали некоторых марок после улучшения.
3. Высоконагружённые в эксплоатации де-
тали (работающие в условиях комбинирован-
ных напряжений, ударных нагрузок) из высоко-
легированной стали подвергаются сложной
термической обработке, состоящей из ряда
операций.
1) Нормализация, высокотемпературный
отпуск (в поковке), закалка, отпуск — для
легированной среднеуглеродистои стали.
2) Нормализация, высокотемпературный
отпуск (в поковке), цементация, низкотемпе-
ратурный отжиг, закалка, отпуск — для леги-
рованной цементуемой стали.
3) Нормализация, высокотемпературный
отпуск (в поковке), цементация с подстужи-
ванием и непосредственной закалкой, отпуск,
обработка холодом, отпуск — для высоколеги-
рованной цементуемой стали при газовой
цементации в печах непрерывного действия
(фиг. 3).
4) Гомогенизация, высокотемпературный
отпуск (в отливке), закалка, отпуск — для
крупных фасонных отливок ответственного
назначения из легированной стали.
5) Закалка и отпуск (в заготовке или по-
ковке), стабилизирующий отпуск (после меха-
нической обработки), азотирование — для
специальной стали.
Примерами высоконагружённых деталей
могут служить: а) детали, работающие в усло-
виях кручения при знакопеременном изгибе
с ударным приложением нагрузки и трением
скольжения опорных поверхностей (колен-
чатые валы дизельмоторов); б) детали, рабо-
тающие в условиях знакопеременного рас-
Таблица 2
Механические свойства углеродистой и легированной стали для поковок сечением до 100 мм после
улучшения
(по заводским данным и данным „Марочника сталей НКТМ", 1942)
-Закалка
Марка стали
40
45
35Г2
45Г2
БОГ
ЗОХ
35 X
40Х
45Х
35СГ
ЗЗХС
ЗОХНЗ
37ХНЗ
40ХН
35ХМА
35ХГ2
ЗОХ ГС
35ХГС
ззхсм
35ХНМ
40ХФ
45ХНМФ
38ХМЮА
Темпе-
ратура
в °С
830 850
820—850
&00—82О
83о- 85о
820—840
850—870
840-860
830—850
820-840
890—910
920-940
8го - 840
810—830
820—840
850—870
810-830
86о—88о
8бо-88о
880-890
Збо—88о
870—890
86о—88о
93°—95°
Охлаждающая
среда
Вода
Масло
Вода
Масло
Вода
Масло
Вода или масло
Масло
Вода
Масло
Масло или вода
Отпуск
Темпе-
ратура
в°С
Охлаждающая
среда
580-630
580—640
бю—640
560—600
55O- боо
55°—57°
610—630
54O- 57°
600—650
580—620
62O—64O
520-550
550—580
550—600
боо—640
62О— ббо
64О—66О
5°о
580—650
62O—65O
630—660
55О-6О0
60О — 670
Воздух
Вода
Воздух
Вода
Масло
Вода
Воздух
•п
Вода
Воздух
Вода
Механические свойства
Ь
в кг!мм'2
вкг/м.и?
Ф
в°/„
"ft
в
кгм/см3
не менее
бо
65
8о *
85*
8о*
72
65
78
85
85*
95*
9°;
И5 *
«5
7°„
85*
75
IOO *
до*
7О**
9о *
i°5
IOO *
32
35
65
7о
55
5°
45
55
Ь5
°5
75
7о
IOO
бо
5О
7О
55
75
75
5о
75
9О
«5
18
17
16
13
8
Н
14
12
10
15
15
8
10
10
15
12
12
7
10
15
10
9
15
40
38
5°
45
40
45
45
40
45
40
45
45
5°
40
40
45
45
45
45
40
50
40
5°
5
4.5
6
4.5
3.5
5
5
4
5
6
6
6
6
6
6
а
6
6
6
б
9
Твёр-
дость
192—228
192-235
255-3°2
269-321
241—285
212
288
241
2ба
286
255
351—418
255
217
235—269
241
255
217
269
321-363
* Для поковок сечением до 60 мм; ** Для поковок сечением 100—300 мм.
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ
481
тяжения — сжатия с ударным приложением
нагрузки (шатуны дизельмоторов); в) детали,
работающие в условиях переменного изгиба
с ударным приложением нагрузки и трением
скольжения и качения рабочих поверхностей
(шестерни коробки перемены передач, редук-
тора, бортпередачи, диференциала тяжёлых
тракторов, грузовых автомобилей и танков);
г) детали, работающие в условиях переменного
Время
Фиг. 3. Схематический график сложной термообработки
шестерён из высоколегированных сталей 18ХНМ
и 16Х2Н4: 1 — нормализация; 2 — высокотемпературный
отпуск; 3 — цементация; 4 — подстуживание в камере
цементационной печи; 5 — закалка; 6 — отпуск; 7 — об-
работка холодом; 8 — отпуск.
кручения с ударным приложением нагрузки
(автомобильные и танковые торсионные валы).
В табл. 3 приведены механические свой-
ства (сердцевины) цементуемой легирован-
ной стали некоторых марок после закалки и
отпуска.
Таблица 3
Механические свойства легированной цементуемой
стали (сердцевины) после закалки и отпуска
(по заводским данным)
Марка
стали
15Х
20Х
12ХНЗ
12Х2Н4
20X3
15ХФ
15НМ
18ХГМ
18ХНМА
13Н2А
Термообработ-
ка цементации
2 §"п
акал:
темг
уры
СО о н
780—800
780—800
780-800
760—780
860-870
780-800
780—800
820—830
860-870
8Ьо—870
i
с
?, S> <u
,*" О. Я
J с an
180—200
180-200
180—200
160—180
190—210
190—210
190—210
190—210
160-180
160—180
Механические
"За
у
а
t>
62
65
85
100
но
8о
85
но
нд
60
к
о
38
4о
7°
8о
оо
6о
75
85
4°
не
о
о
то
15
13
ю
7
9
ю
7
и
15
свойства
менее
-5
-Э-
45
4°
50
55
5°
5°
5°
5°
5°
5°
*^
i
е
6
5
8
9
9
7
9
9
12
и
&
о
р.
н5;
179
IB?
241
293—387
285-415
241—255
241-255
285-388
331-388
180 — 302
* Закалочная среда для сталей 15Х и 20Х — вода,
для всех остальных сталей — масло.
КОРОБЛЕНИЕ И ДЕФОРМАЦИЯ
ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Коробление стальных деталей является
результатом неравномерности нагрева и охла-
ждения вследствие различной толщины сече-
ний или прогиба под влиянием собственного
веса при высоких температурах.
Для устранения коробления деталей, осо-
бенно сложной конфигурации или с резкими
переходами по сечению, применяются посте-
пенный нагрев под закалку, изоляция тонких
31 Том 7
сечений и мест резких переходов асбестовым
шнуром или глиной, снижение резкости охла-
ждения при закалке (подогрев воды или
закалка в масло вместо воды, подстуживание
перед погружением в закалочную жидкость),
закалка в закалочных приспособлениях, прес-
сах и машинах и отпуск в приспособлениях
и прессах.
На деформацию(изменение размеров) детали
при закалке оказывают влияние следующие
факторы: температура закалки, скорость охла-
ждения при закалке, глубина закалки, микро-
структура стали в исходном состоянии (до
закалки) и температура отпуска. Чем выше
температура закалки и больше скорость
охлаждения, тем больше возможная дефор-
мация.
Влияние скорости охлаждения (закалочной
среды) на деформацию (изменение диаметра
отверстия шестерён, изготовленных из стали 40)
можно иллюстрировать следующим примером:
диаметр отверстия до закалки — 54,64 —
54,68 мм, диаметр отверстия после закалки
с 820° С в воду— 54,81—55,06 мм (увеличе-
ние на 0,17—0,38 мм) и в масло — 54,69—
54,73 мм (увеличение на 0,(M мм) [6].
Влияние температуры закалки на дефор-
мацию шестерён из стали 40Х приведено в
табл. 4.
Таблица 4
Изменение диаметра начальной окружности шесте-
рён из стали 40Х в зависимости от температуры
закалки в масло [6]
Температура
нагрева под
закалку
в "С
До закалки
760
8оо
8i5
83о
845
Диаметр началь-
ной окружности
в мм
90,246
90,302
оо.зю
9°>325
90,340
9°,348
Увеличение диа-
метра начальной
окружности
в мм
0,000
о,о55
0,064
о,о79
о,о94
О,Ю2
Влияние исходной микроструктуры стали
на деформацию, образующуюся при закалке,
можно иллюстрировать следующим примером:
шестерни из стали 20ХН @,16% С) с исходной
сорбитовои структурой дали после цементации
ц закалки уменьшение диаметра отверстия
на 0,25—0,38 мм, а с исходной перлитовой —
увеличение диаметра отверстия на 0,06 мм.
Одним из методов, уменьшающих величину
деформации и коробления деталей при их
термообработке, является предварительное
изменение размеров и конфигурации деталей
с учётом степени и направления деформации
и коробления при термообработке. Величина
предварительного изменения размеров и необ-
ходимое изменение конфигурации деталей
устанавливаются опытным путем.
Пример 1. При закалке распределительного вала
карбюраторного двигателя, изготовленного из стали 45
(диаметр шеек 20 мм, длина вала 560 мм), в закалочной
машине (с вращением его между роликами машины в рас-
творе NaOH) вал удлинялся („раскатывался")наО,5—0,6 мм,
что изменяло размеры между кулачками и приводила
к неисправимому браку. Уменьшение длины вала в общем
на 0,5 мм равномерно между всеми шейками привело
к получению после закалки 1QO% годных валов.
482
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. II!
Пример 2. При цементации тяжелонагруже'нных ше-
стерён из высоколегированной хромоникелевой стали
размер по шаговой скобе, до цементации равный 175,24 —
175,34 мм, уменьшался до 175,08—175,24 м н при до-
пускаемом размере 175,14—175,44 мм. Окончательный раз-
мер должен был укладываться в пределах 175,09—175,48 мм.
Предварительным изменением размера по шаговой скобе
до 175,34—175,44 мм (до цементации) учитывалось изме-
нение этогоразмера после цементации до 175,15—175,50мм,
что и привело к ликвидации брака шестерён.
Пример 3. При закалке конических шестерён со спи-
ральным зубом из легированной цементуемой стали проис-
ходят деформация и коробление зубьев, что усложняет
подбор пар шестерён (ведущей'и ведомой) по сопряже-
нию рабочих поверхностей и выводит их в окончательный
брак. Установление закономерности в деформации и
короблении зубьев (для данной марки и данной степени
прокаливаемости сталг, при строго идентичных режимах
операций термообработки) позволяет путём предвари-
тельного искажения профиля зубьев при их нарезании
на станках получать после цементации, закалки и от-
пуска требуемые размеры элементов зуба и профиль.
Пример 4. При закалке толстостенных колец из
стали 40 внутренний диаметр их увеличивается, а после
отпуска — уменьшается. После термообработки и шли-
фовгния внутренний диаметр должен быть равен 65,0 —
65,1 лм, для чего кольца перед термообработкой изго-
товляют внутренним диаметром 64,64—64,68 мм; после
закалки в воду он увеличивается до 64,8—65,05 мм, а
после отпуска уменьшается до 64,7—64,97 мм, позволяя
шлифовать его до размера 65,0—65,1 мм.
ВЫБОР РЕЖИМА ТЕРМООБРАБОТКИ
Исходным материалом для установления
режима термической обработки является чер-
тёж, в котором, кроме размеров и конструк-
тивных форм детали, должны быть указаны
марка стали, глубина цементации, цианирова-
ния, азотирования, поверхностной закалки,
места, подлежащие предохранению от термооб-
работки, и требуемая твёрдость. Для особо от-
ветственных деталей в чертеже обычно ука-
зываются особые требования в части механи-
ческих свойств (а^, а9, 8, <\>, а*,). По этим данным
назначается одна из четырёх групп термооб-
работки, приведённых в табл. 5.
Последовательность проведения операций
термообработки обусловливает прохождение
детали по термическим цехам. Отливки
проходят предвари-
б
Таблица 5
Типовые схемы термообработки деталей
из конструкционной стали
кгм
мм
ПО
140
110
80
50
20
тельную термообра-
ботку в термическом
отделении фасонно-
сталелитейного цеха
и, если требуется,
окончательную тер-
мическую после ме-
ханической обработки
во вторых термиче-
ских цехах. Поковки
проходят предвари-
тельную термообра-
ботку в термическом
отделении кузнечного
цеха и, если это тре-
буется (например,
группы третья и чет-
вертая), окончатель-
ную термообработку
после механической
обработки во вторых
термических цехах или
на участке закалки то-
кам ивысокойчастоты.
По марке стали устанавливаются темпера-
туры отжига, нормализации и закалки (в соот-
ветствии с критической точкой Ас3), тип
охлаждающей среды при закалке, скорости
охлаждения при отжиге и отпуске (сталь,
\
4
о*
ф.
8
Д
\
У
/1
/
ф%
70
60-
50-
40-
¦15
12
20
¦ 10
160280'400 520640°С
Фиг. 4. Зависимость меха-
нических свойств стали
40ХГ (закалка при 870° С
в масло) от температуры
отпуска.
Группы
Первая
Вторая
Третья
Четвёр-
тая
Схемы термообработки
1. Отжиг (полный отжиг,
неполный отжиг)
2. Нормализация (с охла-
ждением на спокойном воздухе
или с обдувкой воздухом)
1. Закалка — высокотемпе-
ратурный отпуск
2. Нормализация — высоко-
температурный отпуск
1. Отжиг или нормализа-
ция — закалка — низкотемпе-
ратурный отпуск
2. Нормализации — высоко-
температурный отпуск — за-
калка — низкотемпературный
отпуск
1. Нормализация—цемен-
тация — закалка— низкотем-
пературный отпуск
2. Нормализация — высоко-
температурный отпуск —це-
ментация — высокотемператур-
ный отпуск — закалка - низ-
котемпературный отпуск
3. Цианирование — закал-
ка — низкотемпературный от-
пуск
4. Нормализация (или улуч-
шение) — азотирование
5 Нормализация (или улуч-
шение) — поверхностная за-
калка — низкотемпературный
отпуск
Назначение
Для деталей из
низко- и сред-
неуглеродистой
стали с содер-
жанием 0,15—
0,45"С
Дли деталей из
среднеуглеро-
дистй легиро-
ванной и угле-
родистой стали
с Содержанием
0,38-0,50% С
То же
Для деталей из
низко- и сред-
неуглеродистой
стали, подвер-
гающихся хи-
мико-термиче-
ской обработке
или поверхно-
стной закалке
склонная к отпускной хрупкости, должна после
отпуска охлаждаться в воде или масле). По
конфигурации и размерам (максимальное сече-
ние) детали устанавливаются скорость на-
грева и продолжительность выдержки при
операциях термообработки. По требуемой
твёрдости (и механическим свойствам) назна-
чается температура отпуска (см., например,
табл. б и фиг. 4).
При выборе видов и установлении последо-
вательности термообработки деталей должны
учитываться не только требования, определяю-
щие эксплоатационные свойства детали, но
и улучшающие технологию её изготовления
(обрабатываемость резанием, обрабатывае-
мость при холодной деформации, подготовка
микроструктуры к окончательной термообра-
ботке и др.). В соответствии с этим могут
заменяться предварительно назначенные марки
стали.
В приводимых ниже примерах иллюстри-
руется корректирование марки стали, на-
значенной для коленчатого вала стационар-
ного двигателя Дизеля, с выбором термо-
обработки, обеспечивающей требуемые тех-
нические условия (пример 1-й), методика вы-
бора видов, последовательности и режимов
термообработки двух деталей (примеры 2-й и
3-й), корректирование марки стали для трак-
торных шестерён с применением нового
метода их термообработки (пример 4-й).
Пример 1. Коленчатый вал шестицилиндрового ста-
ционарного двигателя Дизеля. Длина вала 3600 мч\ диа-
метр шеек 200 мм. сталь 35. Требуемые механические
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ
483
Таблица б
Зависимость твёрдости стали от температуры
отпуска
(по заводским данным)
Марка
стали
40
45
40СХ
45ХНМФА
6Т
Температу-
ра закалки
в С
830-850
8ю—830
ооо—дж>
86о-88о
8оо—82о
Зака-
лочная
среда
Вода
Масло
Температу-
ра отпуска
в°С
300—400
400—450
510-550
540—580
580-640
510—560
550—580
580—640
24O - 2бо
45°-5°°
560—610
600—650
630-680
39о - 42O
460-530
53о-6оо
600—650
480—530
650-680
Твёрдость
НВ
444-3^4
415—321
286—241
269—229
229—192
286 —241
269-—329
235-192
555-388
415-341
321—269
3°2—255
2З5—241
477—415
444-3^3
363—321
321—260
321—269
229—179
свойства: сг^ > 50 кг/мм-; а^ > 6 кгм/см3; //„ > 140. Раз-
меры и конструктивные формы вала не позволяют при-
менить улучшение (закалка и высокотемпературный
отпуск), так как при закалке коробление колен вала
(по щекам) приводит к выходу его за пределы допусти-
мых размеров. Это создаёт необходимость применить
нормализацию. В углеродистой стали 35 после нормали-
зации (850 — Ы0° С) при сечении 200 мм з^ > 50 кг/мм1, но
ие обеспечивается требуемая ударная вязкость и гаран-
тированно получается только а^ > 4 кгм1см-. При из-
готовлении этого коленчатого вала из низколегирован-
ной стали марки ЗОН @,9—1,2а/0 Mi) нормализация
(850-870" С) обеспечивает получение требуемых свойств:
j& > 50 кг/мм*; «fe > 6 кгм/слр и Н„ > 149. Таким
образом назначенная сталь 35 должна быть заменена
сталью ЗОН.
Пример 2. Ведущая коническая шестерня диферен-
циала (автомобиля) (фиг. 5). Сталь 15НМ, твёрдость по-
ковки Н^ = 163-170, глубина цементации 0,9—1,2 мм в
Фиг. 5. Ведущая коническая шестерня.
готовой детали, твёрдость на цементованной поверх-
ности (зубья и подшипниковая шейка) Нр =58—64, на
хвостовой части (на длине По мм) Нр =33—43. Для
этой детали должна быть назначена следующая термо-
обработка.
Подготовка структуры к последующей термооб-
работке, улучшение обрабатываемости резанием и полу-
чение чистоты поверхности зубьев после нарезки обес-
печиваются нормализацией поковки шестерни при темпе-
ратуре 930-950° С (контрольная твёрдость #g = 163—170).
После механической обработки шестерня должна под-
вергаться цементации при 900-920" С для получения
глубины цементованного слоя, равной 1,0—1,3 мм (с учё-
том снятия части слоя при шлифовании). После цемен-
тации должны следовать закалка с «00—810° С в масло
и отпуск всей шестерни при 180—200° С в течение
1,5 часа для снятия внутренних напряжений (контрольная
твёрдость Нр =56—b4). Для хвостовой части шестерни
на длине 176 мм требуется после закалки нарезать
шлицы и шпоночную канавку, для чего эта часть ше-
стерни подвергается дополнительному местному отпуску
в свинцовой ванне при температуре 590—600° С с после-
дующей замочкой в воде- Нормализация и дополни-
тельный местный отпуск улучшают технологические
свойства, а цементация, закалка
и отпуск повышают эксплоата-
ционные свойства (износоустой-
чивость, усталостную прочность,
ударную вязкость, предел проч-
ности при кручении и при из-
гибе).
Пример 3. Гайка (фиг. 6).
Сталь авт.12, поверхностная твёр-
дость по тарированному напиль-
нику Нр > 60, глубина закалённого
слоя — 0,10—
0,15 мм. Высокая твёрдость и требуемая глубина закалён-
ного слоя могут быть обеспечены цианированием при
температуре 840—850' С с закалкой в воду (выдержка в
цианистой ванне 35—40 мин.). Для снятия внутренних
напряжений после закалки должен следовать отпуск
при температуре 150—180° С-
Пример 4. Шестерня привода гусеницы тяжёлого
трактора (фиг. 7).
1. Технологический процесс изготовления из никеле-
вой стали с содержанием 0,4—0,5"/0 С и 3,25—3,7ou/0 Ni:
а) нормализация поковки при 840" С; б) предварительная
Фиг. 7. Шестерня-венец тяжёлого трактора.
механическая обработка; в) закалка с 780J С в масло,
отпуск на твёрдость Нр =40; г) окончательна!) механи-
ческая обработка.
Результаты: получаемая тзёрдость (H
=40) высока
С
для механической обработки (одна фреза может обра-
ботать четыре шестерни) и одновременно низка для
обеспечения износоустойчивости зубьев (быстрый износ
шестерни); стендовые испытания при полной нагрузке
приводят к образованию на рабьей поверхности пит-
тингов после 100 час. испытаний.
2. Технологический процесс изготовления из углеро-
дистой стали 45 с допускаемым максимальным содер-
жанием О.Г'/о Сг; 0,15" „ КЧ; 0,03°/0 Мо: а) нормализация
поковки при 870° С; б) предварительная механическая об-
работка; в) закалка с 815° С в волу, отпуск на тнёр-
дость Нg= 197—229; структура— сорбит, обеспечивающий
достаточную прочность и высокую вязкость сердцевины,
а также хорошую обрабатываемость резанием; г) окон-
чательная механическая обработка; д* закалка зубьев
токами высокой частоты на глубину 3,0—3,5 мм (охла-
ждающая среда—вида); е) отпуск при 150"'С на твер-
дость Нрг = 55—60.
Результаты: высокая стойкость в эксплоатации;
ПИТТИН1И не образуются даже после 300час стендовых
испытаний.
ТИПОВЫЕ РЕЖИМЫ ТЕРМООБРАБОТКИ
ДЕТАЛЕЙ
В табл. 7—18 приведены типовые режимы
термообработки некоторых деталей из кон-
струкционной стали.
Таблица 7
Марка стали
45
Cr-Mo-Cu-NI*
18ХНМА
Сг-Мо **
Сг-Мо***
50
Сг—Ni ****
Сг—N1—Мо *****
40
Типовые
режимы термообработки коленчатых
Предварительная термообработка (в поковке)
Отжиг
к °С
-
-
-
720-750
-
-
-
-
—
Норма-
лизация
в °С
-
юбо
940-960
-
-
_
-
92O—940
840—860
Отпуск
в °С
-
-
640—660
-
-
-
-
-
Закалка
Темпе-
ратура
в °С
820—840
-
-
-
82о 850
800-820
8ю 830
-
—
Охлаждаю-
щая среда
Вода
-
-
-
Масло
Вода
Масло
-
—
Отпуск
Темпе-
ратура
в С
500 боо
-
-
-
570-650
550-630
48° -530
_
—
Охлаждаю-
щая среда
Воздух
-
-
_
Воздух
-
-
—
Твёр-
дость
нв
255-285
-
197 аб9
-
250—280
Ззо-35°
22O- 240
149-197
валов двигателей внутреннего сгорании
Окончательная термообработка
Закалка
Температура в °С
Шеек — током высокой ча-
стоты (8бо 88о)
870
870—900
86о-88о
Шеек — газо-кислородным
пламенем
Шеек — током высокой частоты
Азотирование шеек на глуби-
ну 0,2-0,3 мм
82о - 870
после цементации шеек на
глубину 2,5—3,5 мм
8ю—8го
шеек в закалочной машине
Охлаждающая
среда
Вода
Воздух
Воздух
или масло
Масло
Кода
-
Масло
Раствор кау-
стической соды
Отпуск
Темпе-
ратура
в °С
170- 190
бэо
I8O—32O
640 - 690
Охлаждаю-
щая среда
Воздух
-
-
Самоотпуск
180—190
-
190—ою
45о-47°
Воздух
-
Воздух
-
Твёрдость
шеек Ярг,
55-6°
-
53-54
5° -58
520- 59° Нв
59- 62
4O2-444 Нв
сердце-
вины
НВ
255-=85
302—341
ЗИ—375
260—310
2дО -28о
Зао 35°
230-240
-
250—380
GO
р-Р»
* Литой вал из стали состава: @,55-0,60%) С, (O,fO-O,8G%) Мп; @,30—0,40%) Si, A,0 -1,25%) Сг, ,0,9—1,1"/0) Мо, @,7—1 07„) Си, @,65-0,66%,) N1
** Вал из стали состава: @,38-0,45%) С, A,6-1,9%) Сг, @,3-0,4%) Mo. ° v ""
*** Вал из стали состава: @,38—0,45%) С, @ 9—1,2%) Сг, @,15-0,25%) Мо.
**** Вал из стали состава: @,40—0,46°¦'„) С, A,2-1,5°/) Сг, A,0—1,3%) К1.
***** вал из стали состава: @,18—0,22%) С, A,7—2,1%) Сг. A,8—2,1%) Ni, @,20-0.35%) Мо.
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ
485
Таблица 8
вые режимы термообработки шестерён коробки перемены передач, редуктора, демультипликатора,
диференциала и мотора (автомобильные, тракторные, танковые станочные, дизельмоторов и др.)
Типовые режимы
к;
«
«3
арк
40ХС
40СХ
50ХН
20X3
12ХНЗА
12Х2Н4А
18ХНМА
12Х2Н4А
Сг-Мп—
Мо*
("V Мп
V_<1 —JMll
Мо**
45 ..
12ХН2А
Предварительная терми-
ческая обработка
[ (в поковке)
и
*?
О ю
—
, и
я°
§й
? к
Р. 5
о 3
К т
_ ;
— 920—95°
— ! 880—900
— 92°—95°
—
68о—7оо
935—9б°
92O—94°
-
б8о—7°°1 —
— —
890—9го
и
1р
О в
—
640—ббо
_
640—ббо
640—ббо
630—650
—
_.
—
1
X
а?
—
255
269
269
269
—
—
_
(
«о
щ В
§1
.
—
Газовая
9IO—9зо
9°о—92о
9°о—92°
9О0—9го
Газовая
910—930
86о—88о
86о—88о
—
язкс
рат
1Й О'
X с х аз
_
—
—
640—ббо
—
630—650
бзо—650
—
9оо—920 —
Зкончательная термообработка
Закалка
Темпера-
в °С
880—900
90о—92°
830
820—830,
подсту-
жив. с тем-
пературы
гтрир нт я тт м и
Ц, Cm СП 1 аЦИИ
760—8оо
79°—8ю
840—8бо
8оо—88о,
подсту-
жив. с тем-
пературы
цементации
850—870
8оо—82O
820—840
77о—8ю
Охлаж-
дающая
среда
Масло
„
-
Вода
Масло
а
тпу(
О о
580—о2О
дбо—6IO
250
i8o—200
150—180
170—190
180—200
190—210
160
160
570—640
180—200
X
VO gc-
О « в
—
—Gо-8о)
—
—
_
|о
О а
—
—
—
—
—
I9O 2 ТО
—
—
Твёрдость
R
.
Е
X
а.
<L>
Э a
О н
с и
33—37
5°—55
56_б2
58
6о
-65462
6о
6о
192—240
56
|
а-5
S3
— '
—
3°—45
26—40
35—45
35—47
3°—35
37—4°
—
217
нв
* @ДЗ-0,17%)С, @,8-1,2») Сг, @,7-1,0%) Мп, @,2-0,3*!) Мо.
** @,17-0,22%) С, A,0-1,3») Сг, @,8-1,1%) Мп, @,2-0,3%) Мо.
Таблица 9
Типовые режимы термообработки крепёжных деталей
Наименование
деталей
Болты
Гайки
Винты
Марка стали
40Х
40ХН
40СН
45
18ХНМА
Сг-Мо *
Ni—Мо **¦
20ХГС
45
35
Авт. 12
40ХН
40ХС
10
40СХ
Низко-
темпе-
ратур-
ный
отжиг
в °С
—
640—660
68о—7°°
_
—
—
—
Цианирование
Темпе-
ратура
в °С
—
—
—
—
—
—
—
840—860
—
840—86о
Охла-
ждаю-
щая
среда
—
—
—
—
—
—
Вода
—
Вода
Термообработка
Закалка
Темпе-
ратура
840—86о
800-820
900—920
810—830
8бо— 8оо
830—860
8оо—8го
880-890
8го—830
840—850
—
79O - 8ю
880—900
_
9оо—92°
Охлаждаю-
щая среда
Масло
„
Вода
Масло
„
Вода
—
Масло
_
Масло
Отпуск
Темпе-
ратура
в "С
590-630
4'о- 43°
560—боо
54°—57°
170—200
630—680
55°—6°°
500—520
53°—57°
54°—56°
150- i8o
540—560
650—690
150—180
560—610
Охлаждаю-
щая среда
Вода
„
Воздух
„
Вода
Воздух
Вода
—
Вода
Вода
Твёрдость
и
пВ
241—285
. —
269—З21
241—285
32О—444
187 217
240—285
230—269
ЗЗ—36
—
—
—
.— ,
24-^30
— ! 24--3°
По напильнику
255-^85
25-з°
26—30
По напильнику
269—з21
* @,22-0,29%) С, @,9-1,2%) Сг, @,15—0,25%) Мо.
** @,43-0,48%) С, A,65-2,0%) Ni, @,2-0,3%) Мо
486
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
Таблица 10
Типовые режимы термообработки распределительных валов двигателей внутреннего сгорания
Марка стали
20
Автоматная •
13Н2А
Цемента-
ция
в °С
9оо—980
ооо—дао
goo—дао
Закалка
Темпера-
тура
в °С
760—72°
770-790
760—8оо
Охлаждающая среда
Раствор каустич. соды
Вода
Масло
Отпуск
в °С
2ОО 22O
I7O—I9O
хбо - i8o
Твёрдость
поверхностная
HRc.
_
6о-65
58
HSh
75—00
-
—
сердцевины
Rc
_
28-34
12 -ЗО
* @,17—0,23%) С, A,35—1,69%) Мп, @,08—0,13%) S.
Типовые режимы термообработки шатунов двигателей внутреннего сгорания
Таблица 11
Марка стали
40
Сг-Мо *
18ХНМА
35Г2
40ХНМ
Si-Mn **
Предварительная термообработка
(в поковке)
Нормализация
Темпе-
ратура
в °С
940—960
Охлаждаю-
щая среда
Воздух
Низкотемператур-
ный отжиг
Темпе-
ратура
в "С
700—720
640—660
Охлаждаю-
щая среда
Воздух
Окончательная термообработка
Закалка
Темпе-
ратура
в °С
820—840
820—850
870—900
8оо—82о
8го—840
830—850
Охлаждающая среда
5°/0-ный раствор NaCl
Масло
Воздух или масло
Вода
Масло
Отпуск
Темпе-
ратура
в °С
500—520
570—650
i8o—220
610—650
560—620
560—640
Охлаждаю-
щая среда
Воздух
Вода
Воздух
Твёр-
дость
НВ
255-а86
230—300
32О-40О
250—300
250-300
2оо—аЗо
* @,38% — 0,19%) С, @,9—1,24) Сг, @,15—0,25*) Мо.
** @,33-0,40%) С, A.1—1,496) Si. A.1-1,4%) Мп.
Типовые режимы термообработка клапанов двигателей вяутреннего сгоравия
Таблица 12
Марка
стали
ЭИ-107
Сильхром*
20ХНФА
40Х
СХ8
Сильхром**
Термообработка всего клапана
Отжиг
в °С
75о—88о
8io—830
780—800
Закалка
Темпера-
те
1040—го8о
1030—1070
840—860
850—860
93O—95O
Охлаждаю-
щая
среда
Воздух
Масло или
воздух
Масло
ш
Масло
Отпуск
Темпе-
ратура
в °С
760—800
8оо—в4о
бао—6би>
боо—озо
7«о—8оо
Охлаж-
дающая
среда
Вода
Вода
Воздух
Твёр-
дость
«в
=55—Зо»
2О?—293
255-ЗО2
288 мин.
255—3°»
248—093
Термообработка ножки клапана
Закалка
Темпера-
тура
в °С
850
1050—1700
93O—95о
Охлаждаю-
щая
среда
Масло
Масло или
воздух
Отпуск
в °С
55»
Твёр-
дость
яяс
45-5°
4O-45
Характеристика
клапана
Выпу-
скной
То же
Всасы-
ваю-
щий
То же
Выпу-
скной
Всасы-
ваю-
щий
* Состав стали: @,4—0,5°/) С, 10% Сг, B,5—3,0%) Si.
•* Состав стали: 0,4/д С; 2,2°/0 Сг, 4,0°/0 Si.
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ
487
Таблица 13
Типовые режимы термообработки поршневых паль-
цев двигателей внутреннего сгорания
Марка стали
15ХФ
20Х
Сг*
Температура в "С
цемен-
тации
9оо~93о 860—870 200—220 56—62
900—920 79°—8ю
9ю 8оо—8го i8o—200
отпуска
i8o—гею 56
Твёрдость
i—62
58-63 24-з6
* @,13—0,18«) С, @,8-1,1 %) Сг.
Таблица 14
Типовые режимы термообработки пружин
Марка
стали
50ХФА
60С2
У7А
55С
Закалка
Темпе-
ратура
В Vj
840-860
850—870
810—830
830-850
Охла-
ждаю-
щая
среда
Масло
Вода
или
масло
Масло
Масло
или
вода
Отпуск
Темпе-
ратура
в °С
430-450
470-49°
380—420
420-450
Охла-
ждаю,
щая
среда
Вода
Воздух
Твёрдость
4°-47
40—46
"в
э88-477
364—450
Таблица 15
Типовые режимы термообработки гусеничных траков
Марка или состав
стали
ПЗ
35ХГ2
0,25-0,30% С,
1,2-1,570Мп,
0,1% V
0,25-0,30°/о С,
0,7—0,9% Мп,
0,8 -1,0% Si
Нормализация
Темпе-
ратура
в °С
86о—88о
920—940
960—980
Охла-
ждаю-
щая
среда
Воздух
-
Закалка
Температура
в °С
1050—io8o
830—850
870—880
880-890
(подстуживание
с температуры норма-
лизации)
Охлаж-
дающая
среда
Вода
Масло
Вода
•
Отпуск
Темпе-
ратура
-
620—650
550-600
600—650
Охлаж-
дающая
среда
-
Вода
—
Твёр-
дость
"в
156—2O7
235 -ибо
2ОО— 2бЪ
235-275
Тип трака
Литой
Штампованный
Литое
Таблица 16
Типовые режимы термообработки рессор
Марка
60С2
50ХФ
50ХГ
55
55С2
Закалка
Темпе
те
830-850
86о—88о
840-860
780-820
840—860
840—860
780—820
Охлаждаю-
щая среда
Масло
Вода
C0-40° С)
Масло
Вода
C0-40° С)
Отпуск
в °С
400—450
350-400 387
450-480 387
43O-
480—500 364—418
-450320
5оо-
400—510
Твер-
560331
387-418
-4i8
-418
—400
—4
-388
320—400
Таблица 17
Типовые режимы термообработки турбинных лопаток
Наимено-
вание
лопаток
Лопатки
паровых
турбин
Лопатки
газовых
турбин
Марка
стали
12Х14А
18Х14А
Сг—N1—
Мо—Си—
Т1*
Si-Cr—
Ni-Ti **
Закалка
Темпера-
тура в "С
1050—1060
980—1000
1050
rose
Охла-
ждаю-
щая
среда
Масло
ИЛИ
воздух
То же
Воздух
Вода
Отпуск
Темпе-
ратура
в °С
680—720
68о—75O
8оо,
затем
боо
500—600
Охла-
ждаю-
щая
среда
Воздух
•
Твёр-
дость
НВ
167—193
^97-255
226—241
* Состав стали: 0,08% С, 18,0% Ni; 14,0% Сг, 4,0% Мо, 4,0% Си,
** Состав стали: 0,15% С, @,4-0,9%) Мп, @,40—1,5%) S1, A4,0—
16,0%) Сг, B8,0-32.0%) Ni, A,5-2,0 >/0) Ti.
488
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
Таблица 18
Наименование
Главные и
промежуточ-
ные валы ко-
робок пере-
мены передач
Валики пе-
реключения
коробок пе-
ремены пере-
дач
возов, элек-
тровозов, те-
пловозов
Оси различ-
ных машин и
механизмов
(сечением вы-
ше 100 мм)
Оси желез-
нодорожных
вагонов
Марка
стали
18ХНМА
40Х
40
50ХН
18ХГМ
40СХ
40Х
40
20
15Х
40
35
45
35Г2
ЗОХ
ЗОН
45Г
Типовые режимы термообработки
Предварительная
обработка
°
к
О
640 -
66о
—
-
—
—
—
—
—
—
'Л
Норма-
лиза-
ция
в°С
—
—
900—920
880-900
пуск
О
—
—
68о-
55°-
боо
_
—
—
—
—
— ! —
900—920
8Лп 8Л->
850 — 870
830-850
840-860
—
850—870
8бо—88о
гермо-
Твёр-
ДОС1Ь
НВ
269
—
—
валов и
осей
Окончательная термообработка
Цемен-
тация
в °С
—
—
i8o - 207 —
163 -207
900-920
—
—
—
—
— 9°°—910
143 —Х79 9°° 9го
—
—
—
179
217
241
—
149
—
—
—
Циани-
рова-
ние
в °С
—
—
-
—
8ю-82о
Мест-
ное
8оо-8ю
—
—
—
—
Закалка
Темпе-
ратура
860-890
815-830
820—840
800—820
810—830
890—910
—
—
79о—8ю
760-780
8оо—870
Охла-
ждаю-
шая
среда
Масло
Вода
Масло
—
Рас-
твор
NaOH
Вода
»
—
—
Вода
Отпуск
Темпе-
ратура
i8o— 200
190—200
530-550
440-460
210 —230
600—64°
200
190—200
180—200
200— 220
—
—
540-560
Охла-
ждаю-
щая
среда
Воздух
»
•
Вода
Воздух
„
»
—
—
Вода
Твёрдость
"в
363—
444
269—
ЗО2
—
255-
—
—
—
—
—
—
212
V
46-53
35—48
56-б2
_
45—53
45—58
5б-63
58-$3
—
—
—
1. В о л о г д и н В. П., Поверхностная индукционная за-
калка, Оборонгиз, 1947.
2. Г у л я е в А. П., Л а х т и н Ю. М. иТарусииА. И.,
Термическая обработка стали, Машгиз, 1У46.
3. Конторович И. Е., Термическая обработка стали,
Металлургиздат, 1945.
4. Минкёвич Н. А., Курс термической обработки
стали и чугуна, ОНТИ, 1935.
ЛИТЕРАТУРА И ИСТОЧНИКИ
5. Минкёвич Н. А., Свойства, тепловая обра-
ботка и назначение стали и чугуна, Металлургиздат,
1934.
6. Прейгерзон Я. И., Термическая обработка де-
талей трактора ХТЗ-СТЗ, ОНТИ, 1936.
7. РегирерЗ. Л., Материалы и термическая обра-
ботка авто-тракторных шестерён, ОНТИ 1938.
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ИНСТРУМЕНТА
Перед нагревом под закалку ответственный
инструмент рекомендуется подвергать низко-
температурному отжигу при температуре 600—
660° С с выдержкой при этой температуре от
30 мин. до 3 час. (в зависимости от размера
инструмента) для снятия напряжений, полу-
ченных при механической обработке. Если на-
грев инструмента под закалку производится
в камерной печи, низкотемпературного отжига
можно не делать.
Для уменьшения термических напряжений
и во избежание перегрева и обезуглерожи-
вания, а также для уменьшения времени вы-
держки при высокой температуре нагрев ин-
струмента под закалку должен производиться
с подогревом.
Инструмент из углеродистой и легирован-
ной стали нагревается с одним подогревом до
температуры 550—600° С. Для инструмента
сложной формы из высоколегированной стали
Х12 и Х12М и из быстрорежущей рекомен-
дуются два подогрева: первый — до 550—600° С
и второй — до 800-850° С. Для мелкого ин-
струмента простой формы из этих же сталей
ГЛ. XI]
ТИПОВЫЕ ПРОЦЕССЫ ОБРАБОТКИ ИНСТРУМЕНТА
можно ограничиться только одним подогре-
вом до 800—850° С.
Подогрев может производиться в небольших
нефтяных, газовых и электрических камерных
печах и в соляных ваннах, нагреваемых газом,
нефтью или электричеством. В типовых тех-
нологических процессах подогрев инстру-
мента предусматривается в соляной ванне
типа ВЦ-22 или в камерных печах нефтяных,
газовых и электрических типа ПН-12 и
ПН-13, а окончательный нагрев под закалку
в соляной ванне типа ВЦ-22, СПЗ-35 и СП-18
для инструмента из углеродистой и легиро-
ванной стали и в электродной соляной ванне
типа СП2-35 и СПЗ-75 — для инструмента из
быстрорежущей стали.
Для нагрева инструмента до 550—600°С
можно применять соляные ванны состава 33%
ВаС12 + 34% NaCl + ЗЗО/о КС1, для нагрева до
800—850° С —состава 280/0КС1+720/0 BaCl,, a
для нагрева до 1280—1290° С — хлоробариевую
соль (ВаС12). Смесь солей для температуры
подогрева 550—600° С загружается в ванну
в переплавленном виде. Переплавка произво-
дится при 750—850° С. Смесь солей для по-
догрева до температуры 800—850° С должна
быть хорошо измельчена, перемешана и сухая.
Соль ВаОз предварительно прокаливается
при температуре 600—700° С.
Продолжительность подогрева и оконча-
тельного нагрева под закалку может быть-
определена по формулам, приведённым в
табл. 19.
Продолжительность нагрева по формулам
табл.19 определяется, исходя из размера се-
чения основного тела инструмента (без режу-
щей части) или по его габаритным размерам
За расчётные величины при определении
по размеру сечения основного тела прини-
маются D — диаметр режущей части инстру-
мента (метчики, развёртки, зенкеры и т. д.)
в мм; d — диаметр отверстия инструмента
(фрезы цилиндрические, червячные, насадные,
развёртки и т. д.) в мм; h— высота или тол-
щина (накатные, круглые плашки и т. д.)
в мм; a, b и с — параметры (коэфициенты).
В табл. 20 даны ориентировочные значения
параметров а, Ъ и с для расчёта продол-
жительности нагрева, исходя из размера се-
чения основного тела инструмента (без ре-
жущей части) при подогреве инструмента из
углеродистой и легированной стали — до
550—600° С и из быстрорежущей и высоко-
легированной—до 550—600 и 800—850° С.
Таблица 19
Формулы для определения продолжительности подогрева и окончательного нагрева под закалку различных
инструментов
Вид инструмента
Метчики, развёртки, свёрла, круглые протяжки
и прочий стержневой инструмент . . .
Фрезы, насадные развёртки, насадные зенкеры,
D- d .
имеющие —-— < п..... •;
Круглые и накатные плашки фрезы, у которых
D — d
- > h, молотовые штампы и квадратные штампы-
для холодной штамповки
Круглые протяжки из легированной стали при
нагреве их в шахтной электропечи типа ПШ-320. . .
То же для шпоночных протяжек
Продолжительность подогрева
t в мин. до температуры в °С
550-600
t=bD
<-^
t = bh
t= (d + A)b
t- (A + 4) ft
800-850
t=cD
t=cfi
Продолжитель-
ность окончатель-
ного нагрева под
закалку t в мин,
/ - aD
D-d
*~а 2
t=ah
t=d + 4
t=h + 4
Таблица 20
Значения параметров а, Ь, и с для расчёта продолжительности нагрева по формулам табл. 19
Тип печи
Соляная ван-
на
Свинцовая
ванна
Камерная
а в мин/мм j b в muhjmm J с в ман/мм
Для инструмента из стали
углеродистой
о,ю—о,17
°,3°-о,35
(без подогрева)
О,1
(без подогрева)
о,7—о,8
О,2-1,5
(без подогрева)
легиро-
ванной
0,15—0,20
1,О—1,2
высоколе-
гированной
XI2, Х12М
о,17—o,i8
о,4—о.5
быстрорежу-
щей марок
Р, РФ1,
ЭИ-262,
ЭИ-260,
ЭИ-290
о,д—о,12
О,25
ЭИ-184,
ЭИ-172
0.15-0,17
о,35
углеродистой и
легированной
высоколегирован-
ной Х12 и Х12М
0,30—о,4о
М—2,5
быстроре-
жущей
о,35—о,5о
2>°-2,5
высоколеги-
рованной
Х12, Х12М
и быстроре-
жущей
О,зо-о,з5
о,8— i,i
490
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
В типовых технологических процессах
продолжительность нагрева инструмента с
достаточной для практики точностью вычис-
ляется по формулам табл. 19, в которых для
простоты и удобства пользования приняты
габаритные размеры инструмента. Значения я,
b и с для габаритных размеров приводятся в
картах типового технологического процесса
термической обработки инструмента.
В целях предохранения инструмента из
быстрорежущей стали от обезуглероживания
рекомендуется хлоробариевую ванну раскис-
лять после каждой рабочей смены высоко-
процентным ферросилицием, добавляя его в
ванну в количестве 200—300 г при темпера-
туре ванны 1240—1250° С.
При нагреве в нефтяных, газовых или
силитовых электропечах инструмент покры-
вают защитным слоем буры путём: а) посыпки
предварительно подогретого до 800—850° С
инструмента порошком безводной буры и пере-
носа его в печь для окончательного нагрева
под закалку или б) погружения предвари-
тельно нагретого до 50—60° С инструмента в
кипящий насыщенный водный раствор буры.
При окончательном нагреве под закалку
сварного инструмента нельзя погружать в со-
ляную ванну сварной шов во избежание об-
разования трещин по шву.
Инструмент, изготовленный из углеро-
дистой стали У10А, У10, У12А, У12 и из ле-
гированной Bl, B2, Ф, Х05 диаметром до
6—8 мм, при закалке может охлаждаться в
масле или в селитре состава 55%KNO3 +
-t-45NaNO2 температурой 180—200° С и да-
лее на воздухе. При толщине более 6—8 мм
тот же инструмент должен охлаждаться в
воде или в 5—10%-ном водном растворе по-
варенной соли до температуры 200—150° С
с переносом для дальнейшего охлаждения в
холодное или горячее масло температурой
100-150° С.
Инструмент любых размеров, изготовлен-
ный из легированной стали (за исключением
марок Bl, B2, Х05, Ф), закаливается в масло
температурой 20—60° С; инструмент диа-
метром или толщиной до 20 мм может охла-
ждаться в соляной ванне (состава 55% KNO3 -4-
-\- 45% NaNO2) с выдержкой, необходимой для
выравнивания температуры инструмента с тем-
пературой ванны 180—200° Сие дальней-
шим охлаждением на воздухе. Ступенчатая
закалка в горячей расплавленной соли умень-
шает деформацию и исключает образование
закалочных трещин.
Закалка инструмента из быстрорежущей
стали производится в масло температурой
20—60° С или в селитру температурой 450—
550* С с дальнейшим охлаждением на воздухе.
Инструмент из малолегированной стали и свар-
ной рекомендуется закаливать после подсту-
живания на воздухе до температуры 1000—
950° С.
Стержневой инструмент погружается в за-
калочную среду строго вертикально.
Отпуск производится непосредственно
после закалки. Инструмент из углеродистой
и легированной стали отпускается в масля-
ной ванне или селитровой из смеси солей
E5%KNO3 + 450/0NaNO2) и в электропечах
типа ПН-31-1 и ПН-32-1. В тех же печах
производится отпуск инструмента из быстро-
режущей стали. Выдержка при температуре
отпуска зависит от размера инструмента (см.
табл. 21).
Таблица 21
Выдержка при температуре отпуска в зависимости
от размера инструмента
ч в
8-
5 s
s *
Диамет{
на инст]
ДО 2О
21—4О
41—6о
6i-8o
Углеродистая или леги-
рованная сталь
_
Тип печи
Масляная
или селитро-
вая ванна
\ Шахтная
1 электропечь
f или ПН-32
) иПН-31
с as-
Выдерж
темпера
отпуска
х,о
1,5
а,о
а,с
Быстрорежущая сталь
Тип печи
Печь шахт-
ная или ка-
мерная
ПН-31 и
ПН-32
= s.s
Выдерж
темпера
отпуска
°.75
1,0
1.25
В случае скручивания квадрата головок
у хвостового инструмента для улучшения хво-
стовика применяется режим закалки и отпуска,
указанный в табл. 22.
Таблица 22
Режим закалки и отпуска для улучшения хвостовика режущего инструмента
Марка
стали
35 и 40
t
40Х
р, РФ1,
ЭИ-262,
ЭИ-260,
ЭИ-184
Закалка
Тип печи
Свинцовая
ванна
То же
я
Темпера-
тура
закалки
в °С
840—860
840—860
840—850
Охлаждающая
среда
Вода до
200-1ЛH С, затем
масло
Масло
Песок, известь,
зола
Отпуск
Тип печи
ч Селитровая ванна
I или шахтная электро-
\ печь
1 ПН-31.
J ПН-32
Темпера-
тура от-
пуска
в °С
300-35°
45о-5°°
Охла-
ждаю-
щая
среда
Воздух
Твёрдость
хвостовика
после
отпуска
"«С
ЗО-45
3°-35
3°-45
ГЛ. XI]
ТИПОВЫЕ ПРОЦЕССЫ ОБРАБОТКИ ИНСТРУМЕНТА
491
Инструмент из быстрорежущей стали после
закалки и отпуска, шлифования, заточки и по-
лировки рекомендуется подвергать дополни-
тельно химико-термической обработке (циани-
рованию жидкому, газовому или в твёрдой
среде) (см. стр. 522—525), а также обработке
холодом (см. стр. 530—535).
Термической обработкой мерительного ин-
струмента калибров и лекал должны обеспе-
чиваться высокая твёрдость и минимальная
деформация его при эксплоатации в резуль-
тате естественного старения.
Калибры из легированной стали X, ХГ,
ХВГ и Х12М подвергаются закалке, отпуску
и искусственному старению.
Очень хорошие результаты даёт химико-
термическая обработка (азотирование и циа-
нирование) калибров и лекал из стали
35ХМЮА.
В табл. 23—25 приводятся ориентировоч-
ные данные по режимам термической обра-
ботки инструмента из углеродистой, легиро-
ванной и быстрорежущей стали.
Таблица 23
я
ка стал
Х12 и
Х12М
xr
X
9Х
ХОб
i 7X3
9ХС
4ХС
ф
Bi
i B2
ХВ5
ХВГ
; vSXBcS
Uxbc
9ХВГ
вхнм
5XHM
5ХГМ
Режимы термической
if
S g,
5* °
8оо
8ю
740
75°
74°
73о
77°
77°
765
73о
74O
75°
Тбо
75о
«5°
Т1о
760
7Ю
7ю
77°
обработки инструмента из легированной стали (ориентировочно)
Нормальный
Температура в СС
850 — 870 или
¦
780—800
(высокий отпуск)
780—800 или
7ю—73O
(высокий отпуск)
780—8оо или
7Ю — 73°
(высокий отпуск)
780—800 или
710 — 730
(высокий отпуск)
780 — 800
8оо—82O
8ао—840
840 — 860
760—780 или
680—720
(высокий отпуск)
780 — 8оо или
6So — 72O
(высокий отпуск)
780—8оо или
7оо—72°
(высокий отпуск)
780—800 или
73°—75°
(высокий отпуск)
780—800 или
7оо—720 ¦
(высокий отпуск)
850—860 или
73°-75°
(высокий отпуск)
boo—820 иди
700—730
(высокий отпуск)
780—800
830—860
830—86о
830-860
Охла-
ждение
с
%
ни
2 <§
¦ * я
с|
0) о.
и
01
S
со
я
fe *
i и1
о о
ее оа
, 2 я
о J
g 5
и
о
О
с
8
***
2
>>
Н Л)
СО >4
&5
сЗ
г о
4J Си
• о я
2 *J
печь
и за
и
0>
н
о
Ш
отжиг
Твёрдость Нg
Диа-
метр
отпе-
чатка
в мм
3-7-4.1
3.8-4,2
3.9-4-3
4,0—4,4
4.1-4.5
3.9-4,3
4,о—4,4
4.О—4.4
4.2-4,6
4,1—4.5
4.О—4.4
3-8-4,2
3.6-4.O
3.8-4.2
3.3—4.2
3,8-4.2
3.9- 4.3
3.8-4.2
3.9—4.3
3-9-4-3
Число
твёрдо-
сти
269—217
Э55—2O7
241-197
229—187
217—179
241—197
229—187
229 l87
307—170
217—179
229—l87
255—2О7
2З5—229
255—2O7
255—207
255-2О7
241-197
255-207
241—197
241—197
Закалка
Темпе-
ратура
в °С
9оо—95O
IOOO—
1030
ноо—
И5°
800—820
820—840
820—840
820—840
760—780
860—900
840—8бо
850—870
890—92O
79О-8Ю
780—820
8эо-8бо
770—800
800—830
8оо—82O
850—860
79°— 8зо
1070—
изо
95°~
IOOO
850—900
810—830
820—850
820—850
Охлаждающая
среда
Масло или
струя воздуха
Спокойный
воздух или
масло
Масло
Масло или
вода—масло
Вода
Масло
т
Вода
Масло
Вода
я
Масло
Рода
Масло
Вода
Масло
Масло или
струя воздуха
Масло
Вода
Масло
Отпуск
Темпера-
тура в °С
22O—2бЪ
4оо
525. двух-
кратный
170—200
170—200
I7O—2ОО
Кипячение
в воде
4бо—55°
150—2оо
150-200
150—180
150—i8o
150—170
190—210
600—720
570—620
190-210
420—400
45° и выше
45° и выше
2
2 3
Ч Г:
X X.
О&
>,
о
со
2
X
о
X
о
(_}
Вид инстру-
мента
Штампы
холодной
штампов-
ки, калиб-
ры, режу-
щий ин-
струмент
Мелкий
инструмент
Крупный
инструмент
Штампы
Матрицы
и пуансоны
Сложный
инструмент
Инстру-
мент при
холодной
работе
Инстру-
мент при
горячей
работе
Примечание. Поковки могут также подвергаться изотермическому отжигу по режиму, отличающемуся от
нормального отжига ускоренным охлаждением до температуры на 10—20° С ниже Ас„ выдержкой при этой темпе-
ратуре и с последующим охлаждением на воздухе.
492
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
Таблица 24
Режимы термической обработки инструмента из углеродистой стали (ориентировочно)
Марка стали
У7А, У7
У8А, У8, У8ГА,
У8Г
У9А, У9
У10А, У10, У ЮГА,
У10Г
У12А. У12
У13А, У13
Отжиг *
Темпе-
ратура
в °С
750—760
750—760
750-760
760—780
760 - 780
760—780
Охлаждение
Вместе с
печью со
скоростью
50°/час до
'600—550° С,
далее на
воздухе
1
Твёрдость
по Брине-
лю после
отжига не
более
i87
192
197
2O7
217
Закалка
Темпе-
ратура
в ЬС
800—830
790—820
780—810
770-8801
760-790
760 —79°
Охлаждающая среда
До 200-250' С в воде или
5%-ном водном растворе по-
варенной соли с последующим
охлаждением в масле. Инстру-
мент диаметром до 6—8 мм
может охлаждаться в масле
или в селитре температурой
170 — 200° С и далее на воздухе
J
Отпуск
Темпера-
тура в "С
160 и вы-
ше в зави-
симости от
требуемой
твёрдости
Охла-
ждаю-
щая
среда
Воздух
* Кроме того, для умягчения стали можег производиться низкотемпературный отжиг при температуре 680—720* С
с длительной выдержкой и охлаждением на воздухе или изотермический отжиг при температуре, указанной в Та-
блице, с ускоренным охлаждением до температуры 670—690° С, выдержкой при этой температуре и охлаждением
на воздухе.
Таблица 25
Режимы термической обработки инструмента из быстрорежущей стали и её заменителей (ориентировочно)
Марка
стали
РиРФ1
РФ2
(ЭИ-262)
Отжиг
Темпе-
ратура
отжига
в °С
1
> 870—890
I
ЭИ-184
ЭИ-260
ЭИ-284
ЭИ-276
ЭИ-277
ЭИ-290
ЭИ-298
И-743
ИРО
940—960
1
/ 870—890
1
Твёр-
дость
после
отжит в.
нв
2O7-255
207-255
Температура закалки°С
резцов
1290—1310
I24O—I20O
1170—II9O
I22O—I24O
I22O—I24O
I22O—I24O
I22O—I24O
I22O—I24O
II90—I22O
122O—I24O
I20O—128О
I25O—127°
фасонного
инстру-
мента
12бо—128о
1230—1250
"ибо—н8о
2IO I23O
I90 I22O
I90— I22O
I90—I22O
I90—I22O
i8o—1200
l8o—I200
240—I260
240—1260
Закалка
Охлаждающая
среда
Масло до темпе-
ратуры 200-250°С
и далее на воздухе
или селитра тем-
пературой 450—
550°С с последу-
ющим охлажде-
нием на воздухе
Твёр-
дость
после
закал-
ки
Hrc
62—63
62-63
56-62
55—59
61—63
61-63
61-63
61—63
61-63
61-63
59-63
60—62
Количе-
ство
оста-
точного
аусте-
нита
20—25
25—3°
5°-°5
6о—8о
30-40
25—35
25—35
25—35
Зо-4°
25-35
30-40
Отпуск
Темпе-
ратура
отпуска
в° С
55°-57°
55°-57°
54о-55°
53°-54о
55°—обо
550-560
550—560
550—560
560—570
560-570
550-560
55°-57°
о
>,
с
о
о
ч
X
3"
2-3
2-3
3—4
3-4
а—3
2—3
2-3
2—3
2-3
2-3
2-3
2-3
Твёр-
дость
после
отпу-
ска
6з-65
63-65
62—64
62—64
62-65
б2-65
62-65
б2-65
б2-б5
б2-65
62_б5
б2-65
Циани-
рование
о
сч о
се * я.
&я *
(- % Q;
550-560
550-560
535—545
535-545
550—560
550—560
55°—5бо
550—560
550—560
500—560
550—560
Примечания: 1. Выдержка при температуре отпуска 1 час. Для инструмента из стали Р, РФ1, РФ2 (ЭИ-262)
можно применять однократный отпуск при температуре 550—570° С с выдержкой при температуре отпуска 6 час,
а лля инструмента из стали ЭИ-276, ЭИ-277 - однократный отпуск при температуре 550-560°С с выдержкой 3 часа.
2. Быстрорежущая сталь в поковке подвергается нормальному и изотермическому отжигу ло режимам: а) нормаль-
ный отжиг: нагрев до 870—890° С (ЭИ-184—940—960° С), выдержка 3—4 часа, охлаждение до 750-760° С со скоростью
20—40° С в час и охлаждение от 750 — 760 до 600°С со скоростью 6—10° С в час и далее на воздухе; б) изотер-
мический отжиг: нагрев до 870—890° С (ЭИ-184—940—160° С), выдержка 3-4 часа; охлаждение до 720—730° С
(ЭИ-184— 760—860° Cj со скоростью 40—50° С в час; при 720—730° С изотермическая выдержка 2 —4 часа и далее
охлаждение на воздухе. Твёрдость после изотермического отжига получается несколько выше, чем после нормаль-
ного отжига.
Типовые технологические процессы терми-
ческой обработки инструмента приведены
в табл. 26—40
Примечание. В табл. 26—40 на эскизах
инструмента: / — место замера твёрдости тарированным
напильником. 2 — место замера твёрдости по Rq ,
Таблица 26
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТЕРМИЧЕСКОЙ
ОБРАБОТКИ ФРЕЗ КОНЦЕВЫХ, ЦИЛИНДРИЧЕСКИХ
И КОНИЧЕСКИХ РАЗВЁРТОК И СВЁРЛ
Марка
Закалка
Подогрев
Окончательный нагрев
(соляная ванна)
Количество
инструмен-
та в шт.
Продолжительность t в мин.
Первый подо- Второй подо-
грев 550—600°С грев 800—8,с0°С
Темпера-
тура в СС
Продолжитель-
ность нагрева t
в мин.
Охлаждающая среда
Отпуск
Тип печ
Темпера-
тура в СС
л кратность
отпуска
Выдержка
в мин.
Твёрдость
рабочей
части после
отпуска
Я
У10А
У10
У12А
У12
9ХС
X
ХГ
ХВГ
В зависи-
мости от
размера ин-
струмента
в камерной
печи 50—
100, в соля-
ной ванне
2 о
—о
t=b ¦ D
при 6 = 1,5—
1.8 мая мм
(камерная печь'
и 6=0,30 —
0,35 мин мн
(соляная ванна)
То же
t=b ¦ D
пр &=1,5—
2.0 мин!мм
(камерная печь)
и й=0,30—
0,35 мин/мм
(соляная ванна)
Р. РФ1
ЭИ-262
ЭИ-184,
(ЭИ-260
ЭИ-290)
То же
t~*b ¦ D
при 6 = 2,0 —
2,2 мин мм
(камерная печь
и й=0,35 —
0,40 мин мм
(соляная ванна
t~c ¦ D
при с =0,9—
1,0 мин!мм
(камерная печь)
и с=0,30-
0,35 мин мм
(соляная ванна)
770-790
770-790
770-790
/ = а. D
при с-=0,14~
0,15 мин\мм
Вода или 5%-ный водный
раствор NaCl до 200—150°С,
затем перенос в масло
(фрезы, свёрла и развёртки
диаметром до 8 мм мож-
но охлаждать в масле при
20—60 °С или в селитре при
1Ш-200°С и далее на воз-
духе)
В40—8бо
820—840
8io—830
790—820
t*=a ¦ D
при я=0,17 —
0,19 мин/мм
12бо— I28O
1230—1250
ибо—и8о
при а=0,09 —
0,10 мин/мм (для
стали Р, РФ1 и
ЭИ-262) и о =0,14-
0,15 мин/мм для
стали ЭИ 184
Масло 20—СО С (фрезы
диаметром до 20 мм мож-
но охлаждать в селитре
при 180—200° С и далее на
воздухе)
Масляная
или сели-
тровая
ванна
Электро-
печь или
ПН-31,
ПН-32
До 25
В за-
висимо-
сти от
размера
партии
17°—19° 3
170—190 *
17°—19° я
170-19° 5
60 при D-3-
25 мм
90 при Z)=2
50 мм
То же
То же
Масло 20 — 60° С или се- , Электро-
литра 450 — 550° С и далее | печь или
на воздухе ПН-31,
ПН 32
В завися'
мости от
размера
партии
15°-17° з
170—190 i
170—190
19°—2Ю
60 при
D-Z— Ю мм
90 при
D=»30— GO мм
120 при
D-60 —S0 мм
1 55°-57°
> 2—3-крат-
ный
54°-55°
3—4-крат-
ный
45 при
Z)=3 —20 мч
60 при
Z>=20 — 40 мм
75 при
Z>=40 — 60 мм
90 при
Z) = 60 — 80 мм
h
а о
8*
о о
с а
f0-61
(развёртки
и свёрла
диаметром
8—10 мм
59-62)
То же
62 65
(спираль-
ные свёрл
?><10 мм
6о-63
DW
6i б5)
Примечания: 1. Погружение фрез, вёрл и развёрток в закалочную среду строго вертикально.
2. Выдержка в селитре при охлаждении ;о выравнивания температуры с температурой ванны.
Таблица 21
Марка
У10А
У10
У12А
У12
эхе
X
ХГ
ХВГ
Р,Рн 1
ЭИ-262
ЭИ-184
(ЭИ-260,
ЭИ-290)
4
i
т
инструмента
в шт.
В зависимо-
сти от разме-
ра инструмен-
та в камерной
печи 30—80, в
соляной ван-
не 2-6
То же
4/ч LL 1
1 7
¦'
Подогрев
ПГЩ<Э '
Продолжительность t в мин.
Первый подогрев
550-600° С
t-b ¦ D
при 6=1,4—1,8
мин мм (камерная
печь) и 6 =0,3—0,.:5
мин/мм (соляная
ванна)
t-b-D
при 6=1,5—2,0
мин/мм 1 камерная
печь)ий =0,3—0,35
мин мм (соляная
ванна)
t=*b ¦ D
при Ь=2.0—2,2
мин/мм (камерная
печь) и 6-0,35—
0,40 мин мм (со-
ляная ванна)
Второй подо-
грев ?00-850°С
<=<;• D
прис=0,9—1,0
мин/мм (ка-
мерная печь)
и с=0,3—0.35
мин/мм (соля-
ная ванна)
Закалка
Окончательный нагрев (соляная
¦ •
V и «
ев
И Н
s S
о о.
5 в J»
о.
ti i
S га га
о S"s
S S <u
« О. Й1
Во и
? a.'ra
s *• х
я я S
ЮОо
ванна)
Темпе-
ратура
в °С
770—790
77О-79О
77О-79°
77о—79O
840—860
820-840
8го— 830
790—820
1260 —1280
1230—1250
ибо—1180
Продолжитель-
ность нагрева
/ в мин.
t-a- D
при а =0,12—0,13
мин/мм
t-a- D
при а -0,14—0,15
мин/мм
t~a- D
при а = 0,084-0,09
мин/мм (для фрез
из стали Р, РФ1,
ЭИ-262)иа=0,13-
0,14 muhjmm для
фрез из стали
ЭИ-184
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТЕРМИЧЕСКОЙ ОБРАБОТКИ
РЕЗЬБОВЫХ
ФРЕЗ КОНЦЕВЫХ, ФРЕЗ ШПОНОЧНЫХ, ЗЕНКЕРОВ
ХВОСТОВЫХ, МЕТЧИКОВ МАШИННЫХ И
Охлаждающая среда
Вода или 5%-ный
раствор NaCl до 200—
150° С, затем перенос
в масло (фрезы, метчи-
ки, зенкеры диаме-
тром до6—8мм можно
охлаждать в масле при
20-60° С или в сели-
тре температурой
180—200° С и далее на
возлухе)
Масло 20—60° С (зен-
керы, метчики и фре-
зы диаметром до 20 мм
можно охлаждать в се-
л* тре температурой
180—200° С и далее на
воздухе)
Масло ?0—60° С или
селитра температу-
рой 450—550° С и да-
лее на воздухе
Тип печи
Соляная
или сели-
тровая ван-
на
Электро-
печь
П Н-31
ПН-32
То же
Электро-
печь
ПН-31,
ПН-32
Садка в кг
До 25 кг
размера
То же
В зави-
симости
от размера
партии
Отпуск
Температу-
ра в °С и
отпуска
170-190 =5
Г7°—19° я
170—190 й
170-190 g-
с
О
150-170 *
170—190 х
17°—19° Й
IOO—2IO g"
0
*
О
| 55O-57O
1 2-3-
| крат-
) ный
54°—55°
3 — 4-
крат-
ный
РУЧНЫХ
Выдержка
60 при /Э =
= 13—30мм;
90 при D =
= 30—40.И.И
60 при Г-
= 13—20;мм;
90 при/3 =
=30—40 мм;
120 при D =
=40— 50 мм
45 при D=
= 13—20-мл;
60 при ?)=
=20-40 мм;
75 при D—
=40-50 мм
|
Q
S
Я §
о 5*
к
ч
о
"Я
•я
о
о
п
•к
и
а
X X
о ч
? п
с я
и
¦ <и
я о CJ
° « S
^«^
Н v о
60-64
(метчи-
ки до
0 = 10
мм
59—62)
То же
61-65
(метчи-
ки до
Z)=»10
мм
60-63)
П ри м е ч а ни я: 1. Погружение фрез зенкеров и метчиков в закалочную среду строго вертикально.
2. Выдержка в селитре при охлаждении до выравнивания температуры инструмента с температурой ванны.
Таблица 28
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ЗЕНКЕРОВ НАСАДНЫХ, РАЗВЁРТОК НАСАДНЫХ, ТОРЦОВЫХ
И ЦИЛИНДРИЧЕСКИХ ФРЕЗ ЧЕРВЯЧНЫХ
Марка
Количество
инструмен-
та в шт.
Закалка
Подогрев
Продолжительность t в мин.
Первый подогрев
550—600° С
Второй подо-
грев
800—850° С
Окончательный нагрев (соляная ванна)!
Продолжительность
нагрева / в мин.
Охлаждающая среда
Отпуск
Тип печи
Садка
в кг
Темпе-
ратура
в °С и
крат-
ность
отпуска
Выдержка
в мин.
У10А
УК)
У12А
У12
В зависи-
мости от
размера
инструмен-
та в камер-
ной печи
30-150, в
соляной
ванне 2—8
t~-b —=— при Ь—
—1,4—1,8 ман/мм
(камерная печь) и
b =0,30—0,35
мин/мм (соляная
ванна)
||
Ш
«S
77O—79°
77о—79°
770—79°
770—79°
. D—d
/-=-а —s— ПРИ
0=0,15—0,16 мин/мм
Вода или 5%-ный водный
раствор NaCI до 200—
150° С, затем перенос в
масло (зенкеры, фрезы и
Z) — d
развёртки с — — < 6 —
8 мм можно охлаждать
в масле при 20—60° С или
в селитре температурой
180—200° С и далее на воз-
духе)
Масля-
ная илисе-
литровая
ванна
Электро
печь
ПН-31,
ПН-32
До
25 кг
В зави-
симости
от раз-
мера
партии
170—190*
170— ioojn
170-190 ?
170—190 о.
60 при
< 20 мм,
90 при
D-d
2
—20-40 мм
60-63-
раз-
вёртки
и зен-
керы,
61-64
фрезы
9ХС
X
ХГ
ХВГ
То же
^ = {>__— при Ь=
=1,5—2,0 мин/мм
(камерная печь) и
ft=0,3—vjSbMimlMM
(соляная ванна)
840—860
820—840
810—830
790—830
, D-d
t-a -у-при
а =0,18—0,20 muhjmm
Масло20—60° С (фрезы,
зенкеры, развёртки с
г— < 20 мм можно ох-
То же
То же
150—170*
170
170
igo
То же
То же
0-190
лаждать в селитре тем-
пературой 180-200° С и
далее на воздухе)
Р, РФ1
ЭИ-262
ЭИ-184
(ЭИ-260,
ЭИ-290)
t~b
при Ь=
=2,0-2.2 muhImm
(камерная печь; и
при b =0,35—0,4
muhImm (соляная
ванна)
D—d
t-c -у- при
с-0,9-1,0
линШм (ка-
мерная печь)
и г=0,30—0,35
muhImm (соля-
ная ванна)
12бо—128о
I23O—I25O
ибо—и8о
D—d
t-=a —~— при я—0,10—
0,11 muhImm для
фрез, развёрток и зен-
керов из стали Р, РФ1
и ЭИ-262 и а - 0,15—
0,16 мин/мм из ста-
ли ЭИ-184
Масло 20—60° С или се-
литра температурой
450—550° С и далее на
воздухе
Электро-
печь
ПН-31,
ПН-32
В зави-
симо-
сти от
размера
партии
55°-57°
2—3-крат-
ный
54°—55°
3—4-крат-
ный
61-64
=20-40 мм
Примечания: 1. При определении продолжительности нагрева фрез с мелким зубом значения a, b и с берутся наибольшие, а для фрез с крупным зубом — наименьшие.
2 Выдержка в селитре при охлаждении до выравнивания температуры инструмента с температурой ванны.
4
СО
Л I—
Таблица 29
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ФРЕЗ ДИСКОВЫХ НАСАДНЫХ, ТРЁХСТОРОННИХ И ПАЗОВЫХ, "РЕЗ
ОДНОУГЛОВЫХ, ДВУУГЛОВЫХ НЕСИММЕТРИЧНЫХ, ПЛАШЕК
ТИПА АКМЭ И КРУГЛЫХ (ЛЕРОК)
Марка
стали
Закалка
Отпуск
Подогрев
Количест-
во инстру-
мента в шт.
УЮА
У10
У12А
У12
В зави-
симости от
размера
инструмен-
та в камер-
ной печи
30-100, в
соляной
ванне 2 12
Продолжительность t в мин.
Первый подогрев
550 -600° С
t=b ¦ h при b—
= 1,4—1,8 мин!мм
(камерная печь) и
Ь=0 20 мин/мм (со-
ляная ванна)
Второй подо-
грев
800-850° С
Окончательный нагрев (соляная ванна)
% С
? я «
о о v
OS
Темпе-
ратура
в v_j
770-79°
770-790
770-790
770—790
Продолжительность
нагрева / а мин.
t—a • h при
a =0,16—0,1/ мин мм
Охлаждающая среда
Масло или селитра тем-
пературой 180—220° С и да-
лее на воздухе для фрез
и круглых плашек высо-
той менее 8 мм. Вода или
5%-ный водный раствор
NaCl до 200-150" С и затем
перенос в масло для фрез
и круглых плашек высо-
той более 8 мм
Тип печи
Масля-
ная или се-
литровая
ванна
Электро-
печь
ПН-31,
ПН-32
Садка
в кг
До
25 кг
В зави-
симо-
сти от
разме-
ра пар-
тии
170—1905
170—1901
170—190 Й
170—190°-
Выдержка
в мин.
60 при
/г=5—20 мм
90 при
Л=20-
40 мм
61-64
(круг-
лые
плашки
59-62)
СО
О5
9ХС
X
хг
хвг
То же
t-=b ¦ h при ? =
= 1,5—2,0 мин/мм
(камерная печь)и
6=0,30—0t35
muhImm (соляная
ванна)
840—860
820—840
810—830
790—820
p. РФ1
ЭИ-262
ЭИ-184
(ЭИ-260,
ЭИ-29и)
t=b • h при b —
=2,0—2,2 muhImm
(камерная печь) и
6=0,35-0,40
muhImm (соляная
ванна)
t=c ¦ h при
?¦=0,9—1,0
muhImm (ка-
мерная печь)и
r=0,30-0,35
muhImm (соля-
ная ванна)
H S
о «с
12бо —128о
I23O—I25O
ибо—iiSo
/=а • й при
0,20—0,21 мин/мм
Масло 20—60° С (плашки
и фрезы высотой до 20 мм
можно охлаждать в селитре
температурой 180— 200° С
и далее на воздухе)
То же
То же
t=a ¦ h при
а =0,10—0,11 мин'мм
(для фрез и плашек
Акмэ из стали Р, РФ1,
ЭИ-262) иа=0,15—0,16
muhImm (для фрез из
стали ЭИ-184)
Масло 20—60° С или се-
литра температурой
450—550° С и далее на
воздухе
Электро-
печь
ПН-31,
ПН-32
В зави-
симости
от раз-
мера
партии
57?
170-190*5
170—190»-
I9O—2IOO
60 при
/г—5—20мм
90 при Л —
-20-40 мм
61-64
(круг-
лые
плашки
59-62)
55°-57°
2-3-крат-
ный
540—55°
3 4-крат-
ный
43 при Л =
=5—20 мм
90 при Л =
=20 40 мм
62-65
Примечания: 1. Выдержка в селитре при охлаждении До выравнивания температуры инструмента с температурой ванны.
2 Твёрдость фрез проверяется на торце на расстояния не далге 5 мч от режущей кромки зубьев фрез или резьбы плашек.
3. Плашки типа Аклэ изготовляются из бысгрорежущэй стали, а круглые плашки — из углеродистой и легированной стали.
Таблица 30
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТЕРМИЧЕСКОЙ
ОБРАБОТКИ ДОЛБЯКОВ ТИПА ФЕЛЛОУ, ДИСКОВЫХ
И ХВОСТОВЫХ ФРЕЗ, КРУГЛЫХ РЕЗЦОВ ФАСОННЫХ
И РЕЗЬБОВЫХ (ОДНОЗУБЫХ И МНОГОЗУБЫХ)
Марка
стали
Закалка
Подогрев
Количество
инструмента
в шт.
Продолжительность t в мин.
Первый подо-
грев 550—600° С
Второй подогрев
800—850° С
Окончательный нагрев (соляная ванна)
Темпе-
ратура
в °С
Продолжительность
нагрева t в мин.
Охлаждающая
среда
Отпуск
Тип печи
Садка
в кг
Температу-
ра в СС и
кратность
Выдержка
в мин.
S3 ?У
со (J™/4
р, РФ1.
ЭИ-262,
ЭИ-181
(ЭИ-260,
ЭИ-290)
В зависимо-
сти от размера
инструмента: в
камерной пе-
чи 20-60, в со-
ляной ванне
2-8
t"b ¦ h при b=
=2,0-2,2 мпщмм
(камерная печь) и
при Л-=0,35-0,40
мин/мм (соляная
ванна)
t=c • h при с—
=0,9—1,0 muhjmm
(камерная печь) и
?•=0,3-0,35
мин/мм (соляная
ванна)
В зави-
симо-
сти от
разме-
ра ин-
стру-
мента
2-8
12бо—128о
1230—1250
ибо —и8о
t^a ¦ h при а=0,11
мин/мм для фрез, рез-
цов и долбяков из ста-
ли Р, РФ1и ЭИ-262 и
а -=0,16 мин/мм из
стали ЭИ-184
Масло 20—
60° С или се-
литра темпе-
ратурой 450—
550э С и да-
лее на воздухе
Электро-
печь
ПН-31,
ПН-32
В зави-
симо-
сти от
размера
партии
55°~57°
2—3-крат-
ный
54°-55°
3—4-крат-
ный
45 при h
до 20 мм
60 при h—
-20—30 мм
75 при Л=
-30-40 мм
бз—64
Примечания: 1. Продолжительность нагрева полукруглых вогнутых и дисковых фрез и долбяков с А < —^- определяется по формулам: первый подогрев t—b —5— мин.
„ , D—й . . D—d
второй подогрев t—с —к— мин. и окончательный нагрев t-= a —g— мин.
2 и
2 При окончательном нагреве в камерной печи а—0,35 мин/мм для стали ЭИ-184 и а — 0,25 мин/^им для остальных марок быстрорежущей стали.
со
Таблица 31
СО
00
Марка
стали
Р, РФ1,
ЭИ-262,
ЭИ-260,
ЭИ-290
(пластин-
ки),
45 и У7
(державки)
Размеры
резца в мм
н
3
Ю
4О—6о
«3
X
S
о.
ы
а
Температура
подогрева
X
5
(J(J
с я
боо 650
о
га
СО
а.
ш
и
800-850
И
м
I
1 *
ч
Приварка пластинки
Окончательный нагрев
ю
ш
V
в*
^ а
4-6
Н в
До тем-
пера-
туры
закалки
Продолжи-
тельность
нагрева
t в мин.
t~*a • В
при о->
=0,11-0,12
мин! мм
Охлажде-
ние
На воз-
духе под
ручным
прессом
5—.10 сек!,
затем в
термостате
Отжиг
При
870—890° С
охлажде-
ние вместе
с печью
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ
ГЕЗЦОВ
ПРОЦЕСС ТЕРМИЧЕСКОЙ ОБРАБОТКИ
С ПРИВАРНЫМИ ПЛАСТИНКАМИ ИЗ БЫСТРОРЕЖУЩЕЙ
Закалка
Подогрев
800-850° С
со
а
<и
к а
S
с
S
о.
а
X
9
S
Продолжи-
тельность
t в мин
t-c В
при с=1,0—
1,1 мин)мм
Окончательный нагрев
а
к
о
3*
ч .
о ь
4-6
Темпе-
ратура
в °С
1290—1310
I24O—12бо
I32O- I24O
II90- I220
Продолжи-
тельность
нагрева
t в мин
t-a- В
при а=
=0,11-0,12
мин/мм
га
а
в
Я
ч
X
О
и
S
f
0
Тип
печи
Электро- 1
печь
ПН-31 1
или камер-
ная
Отпуск
Темпера-
тура в °С
и кратность
отпуска
550 - 570 \
однократ [
ный
J
550-560г
2—3-крат
ный
о
V
т
*
о.
з
а_
3—4
СТАЛИ
i
01
0
* се
о
о. 2
62 6>
Примечание. Нагрев для приварки пластинок и закалки резцов в газовой или нефтяной очковой или камерной печи.
Таблица 32
Марка
стали
Х12М
(заготовка
накатной
плашки)
Х12М
(накатная
плашка)
Р, РФ1,
ЭИ-262,
ЭИ-184
(ЭИ-260,
ЭИ-290)
(накатная
плашка)
г \
?
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЗЬБОНАКАТНЫХ ПЛОСКИХ Г
Закалка
Подогрев
Количество
инструмента
в шт.
В зависимости от
размера инстру-
мента в камерной
печи 20—40, в со-
ляной ванне 5—25
То же
Продолжительность t в мин.
Первый подогрев
550-600° С
t—b • h при
6-1,5—2,0 минjмм
(камерная печь) и
6=0,35 muhjmm
(соляная ванна)
То же
t-=b • h при
6=2,0—2,5 мин 1мм
(камерная печь) и
6=0,4—0,45 мин/мм
(соляная ванна)
Второй подогрев
800-850° С
t*=c ¦ h при с—0,8
(камерная печь) и
с=0,30 мин\мм
(соляная ванна)
То же
/=с • h при
?¦¦=1,0 MUH j ММ
(камерная печь) и
с=0,3—0,35 мин/мм
(соляная ванна)
Окончательный нагрев (соляная ванна)
Количество
инструмента
в шт.
В зависимо-
сти от разме-
ра инструмента
1-4
То же
Темпера-
тура
в °С
IO2O— Ю4О
IO2O—Ю4О
12бо— 128о
I23O-I25O
ибо—н8о
Продолжи-
тельность
нагрева
t в мин.
t—a ¦ h при
а—0,17 мин/мм
То же
/ = а • h при
а-0,10—
0,11 мин/мм
для плашек из
стали Р, РФ!
и ЭИ-262 и
«¦=0,15 мин\мм
для плашек из
стали ЭИ-184
Охл аждающая
среда
Масло 20-60° С
Воздух или соляная
ванна температурой
800—820° С с выдерж-
кой 1—2 мин., затем
масло с выдержкой
3—4 мин. и оконча-
тельно воздух
Воздух или селитро-
вая ванна темпера-
турой 450—550° С и
далее воздух
1ЛАШЕК
Отпуск
Темпера-
тура в °С
и крат-
ность от-
пуска
780-800
(камерная
печь),
однократ-
ный
4оо
(селитро-
вая ванна
или печь
ПН-31),
однократ-
ный
55О—570
2—3-крат-
ный
ибо— н8о
3—4-крат-
ный '
Выдержка
в мин.
Зоо
6с
45
Охла-
ждаю-
щая
среда
Вместе с печью
до 400° С, далее
воздух
Спокойный воздух
Спокойный воздух
Твёрдость
рабочей части
после
отпуска
#? = 207-240
ЛЛс = 5В-«о
а =б1-б4
Таблица 33
Марка
стали
9ХС,
X,
ХГ,
хвг
Х12М,
35, 45
и 45Х
(хвосты)
Р, РФ1,
Э И-262,
ЭИ-184
(ЭИ-260,
ЭИ-290),
35, 45 и
40Х
(хвосгы)
ЛААЛАЛА*
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ОБРАБОТКИ КРУГЛЫХ ПРОТЯЖЕК И ПРОШИВОК
Закалка
Подогрев
й я *
5Г *¦ ^ .
«О^
О ?2 {*"
•po-
ST
«о
«с
«|
с
¦я
§!
я *^
52
оэ *}Э |
ктро-
-4
(В
168 со
|э
а я
г
Продолжительность
* в мин.
Первый
подогрев
550-600° С
t-(D+
+ 4N
при
ft-1,5-2,0
MUHJMM
t-b -D
при
ft-1,8-2,0
MUHJMM
t-b-D
при
6-2,0—2,5
MUHJMM
: Второй
подогрев
800—850° С
—
t-c-D
при
c-0,9
muhjmm
t~c-D
при
c~l,0
MUHJMM
Окончательный нагрев
Количе-
струмента
в шт.
В шахт-
ной элек-
тропечи
ПШ-320
1
В шахт-
ной элек-
тропечи
ПШ-320
i
То же
Темпера-
в С
840—860
820—840
8ю—830
790—820
IO2O— КЦО
I26O-I28O
I23O—1350
ибо—и8о
Продол житель-
ность нагрева
t в мин.
t-D+A
t—a • D при
в-0,45 мин/мм
t—a • D при
а-0,25 мин/мм
для протяжек
из стали Р, РФ1,
Э И-262 и
а—0,35 ман/мм
из стали ЭИ-184
Охлаждающая
среда
Масло до 200-150° С,
затем правка под прес-
сом на воздухе (про-
тяжки и прошивки
d<20 мм можно ох-
лаждать в селитре
температурой 180—
220° С и далее правка
под прессом на воз-
духе)
Масло до 250-200° С,
затем правка под прес-
сом или селитра тем-
пературой 300—250° С
и правка под прессом
на воздухе
Масло до темпера-
туры 250—200° С, за-
тем правка под прес-
сом на воздухе или
селитра температу-
рой 450—550° С и да-
лее правка под прес-
сом на воздухе
Отпуск
Тип печи
Масляная
или селитро-
вая ванна
Селитровая
ванна, шахтная
электропечь
ПШ-320 или
камерная
электропечь
ПН-13
Шахтная
электропечь
ПШ-320 или
камерная
электропечь
ПН-13
а
я
*^
я
и
о
к
*к
о ?
в ^
О С
Ш Я
я а.
го <и
а.
и
2
s а
CJ V
SS,
В m ft
Я W Н
са н я
о с
н
о
ё 5
S я
3 в
ш я
SS"
я
о.
Температура
и кратность
150—170 «
170-190 я
170—190 S
I90—2IO О.
Р
?
о
однократный
55O-57O
2—3-кратный
„ 54°—55° „_
о—4-кратный
Выдержка в мин.
60 при D до 20 мм
90 . D-20—35 ,
120 , D-35-55 .
То же
45 при D до 20 мм
Ю я D0—35 ,
90 „¦ D=35-65 .
к
я
2
«з
л О.
О о
g,
m
О
ВЗ
•к
3
X
о
ж
о
с
и
95
2
S
§ >,
Q
а
X
1
о
SQ
3
Э
о
о
с
и
о
с я
ость
:пуск
3.5 и
62—64
б2-О4
б2-б5
Примечания: 1. Для закалки хвостов нагрев протяжек производится
в селитре до твёрдости //j?c = 35—45.
в свинцовой ванне до температуры 840—850° С с последующим охлаждением в масле и отпуском
•=3
>
и
2. Для предупреждения обезуглероживания протяжки посыпают бурой (после второго подогрева)
3. Протяжки небольших размеров под закалку нагреваются в соляной ванне.
Таблица 34
¦jjyCit^Cvt^KI
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ТЕРМИЧЕСКОЙ ОБРАБОТКИ ШПОНОЧНЫХ ПРОТЯЖЕК
Закалка
Отпуск
Подогрев
Марка
стали
Коли-
чество
инстру-
мента
в шт.
Продолжительность t в мин.
Первый подогрев
550-600° С
Второй подо-
грев 800—850° С
Окончательный нагрев
Коли-
чество
инстру-
мента
в шт.
Темпера-
тура
в °С
Продолжи-
тельность
нагрева
t в мин.
Охлаждающая
среда
Тип печи
Темпера-
тура в °С
и крат-
ность
отпуска
II
03 m
9ХС,
X.
хг,
хвг
В шахт-
ной элек-
тропечи
ПШ-320
1-4
t-(k+4) Ь
при Ъ—1,5—2,0
мин 1мм
В шахт-
ной элек-
тропечи
ПШ-320
1
840-860
820—840
810—830
79O—8ао
t-fl+l
Масло до темпера-
туры 200-150° С, за-
тем правка под прес-
сом на воздухе (про-
тяжки толщиной мень-
ше 20 мм можно
охлаждать в селитре
температурой 180 —
200° С и далее правка
под прессом на воз-
)
Масляная или
селитровая ванна
150—170 «
170—190 ж
170-190 Й
190—210 g"
60-90
6a-64
Х12М
То же
t=b • А при
6-1,8—2,0 мин!мм
t—c • h при
<r—0,9 muhjmm
В шахт-
ной элек-
тропечи
ПШ-320
1
IO2O— IO4O
t—a • h при
а=0,45 muhjmm
Масло до темпера-
туры 250—200° С, за-
тем правка под прес-
сом на воздухе или
селитра температу-
рой 300—250° С и да-
лее правка под прес-
сом на воздухе
Селитровая ван-
на, шахтная элек-
тропечь ПШ-320
или камерная
электропечь
ПН-13
s s
О eg
S с
5 ее
^ &
(О со
CQO.
4<х>
однократ-
ный
60—90
62—64
о >,
Р, РФ1,
ЭИ-262,
ЭИ-184
(ЭИ-260,
ЭИ-290)
rf—b • h при
•2,0-2,5 минjмм
t—c • h при
с—1,0 мин]мм
То же
12бо—128О
1230—1250
ибо—и8о
t—a • h при
а-=0,25 минiмм
для протяжек
из стали Р, РФ1
и ЭИ-262 и
0=0,35 мин/мм
для протяжек
из стали ЭИ-184
Масло до 250—200°С,
затем правка под
прессом на воздухе
или селитра темпе-
ратурой 450-550° С
и далее правка под
прессом на воздухе
Шахтная элек-
тропечь ПШ-320
или камерная
электропечь
ПН-13
55°-57о
2—3-крат-
ный
54° -55°
3—4-крат-
ный
45—б
ба-65
I о
Примечания: 1. Для закалки хвостов нагрев протяжек производится в свинцовой ванне до температуры 840-850° С с последующим охлаждением в масле и отпуском
в селитре до твёрдости Я^„ =35—40.
2. Для предупреждения обезуглероживания протяжки после второго подогрева посыпают бурой.
3. Протяжки небольшого размера под закалку нагреваются в соляной ванне.
о
Таблица 35
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТЕРМИЧЕСКОЙ
ОБРАБОТКИ КОНЦЕВЫХ КОНУСНЫХ КАЛИБРОВ (ПРОБОЮ
И ВСТАВОК ГЛАДКИХ И РЕЗЬБОВЫХ КАЛИБРОВ
СП
о
ю
Марка стали
Закалка
Отпуск
Продолжитель-
ность подогре-
ва t в мин. при
0-600° С (ка-
мерная печь,
укладка на
поддонах)
Окончательный нагрев (соляная
ванна)
Садка
в кг
Темпе-
ратура
в ЬС
Продолжитель-
ность нагрева
/ в мин.
Охлаждающая среда
Тип печи
Садка
Темпе-
ратура
отпуска
в °С
Выдержка в мин.
60 при D < 20 мм
90 „ D-20--30 „
120 „ ?-40-55,,
150 180 при
?>«60—90 мм
та д
Старение
Тип печм
Темпе-
ратура
старе-
ния
в °С
в .О о
т
X,
хг,
хвг
У10А
(конусные
калибры-
пробки)
X,
ХГ,
ХГВ
/—6 . О при
6-1.8-2,0
мин/мм
В зависи- 820—840
мости о1
размера
партии
1-5
810—830
79O—8ю
=>й • D при
6 = 1,5-1,8
мин/мм
То же
t—b • h при
6=1,8-2,0
MUHJMM
Х12,
Х12М
У10 А
(гладкие ка-
либры-вставки
и резьбовые
калибры-
вставки)
t"b • h при
b -2,0-2,2
MUH'MM
t=-b ¦ h при
6=1,4—1,8
MU Hi MM
t=-a ¦ D при
а —0,21 мин\мм
770—790
820—840
810 - 830
790—810
920-950
770-790
Масло 20—60J (ка-
либры D < 20 мм
можно охлаждать в
селитре температу-
рой Ш-2СХГ С и да-
лее на воздухе)
=*a • D при
0,17 мин;мм
Вода до 200—15)° С,
затем перенос в масло
(калибры D <! 6 мм
можно охлаждать в
селитре температу-
рой 180—200° С и да-
лее на воздухе)
t=a ¦ ft при
а =0,21 мин\мм
Масло 20—60° С (ка-
либры толщиной<20д/.и
можно охлаждать в
селитре температу-
рой 180—200° С и да-
лее на воздухе)
t~*a ¦ h при
а=0,18 мин/мм
Масло 20—60° С или
селитра температу-
рой 300—250° С и да-
лее на воздухе
t-°a ¦ h при
а = 0,17 мищмм
Вода до 200—150° С,
атем перенос в мас-
Масляная
или селит-
ровая ван-
на
То же
До 25
До 25
До 25
До 25
170—190
170—190
Г9О—210
170-190
170—190
170—190
IOO—2IO
22O—24O
I70—I9O
То же
60-90
бо 9°
60—90
Масля-
ная ванна
или элек-
трошкаф
45-155
То же
I2O— I3O
Н5 Х
145 -155
120—130
5б-6о
56-6о
56-бо
5б-6о
Примечания: 1. Заготовки калибров с припуском +0,Ь мм подвергаются улучшению (закалка с высоким отпуском), а затем окончательной механической обработке.
2. Старение производится После предварительного шлифования.
Таблица 36
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТЕРМИЧЕСКОЙ
ОБРАБОТКИ КАЛИБРОВ (ГЛАДКИЕ КОЛЬЦА, ГЛАДКИЕ
КАЛИБРЫ-НАСАДКИ, КОНУСНЫЕ КАЛИБРЫ)
Марка стали
Закалка
Продолжительность
подогрева t в мин.
при 500—600° С (ка-
мерная печь, укладка
на поддонах)
Окончательный нагрев
(камерная печь)
Темпе-
ратура
в ЪС
Продолжительность
нагрева t в мин.
Охлаждающая среда
Отпуск
Тип печи
Садка
в кг
Темпе-
ратура
отп ус-
ка в°С
Старение
Тип печи
Темпе-
ратура
старе-
ния
в °С
3
s
я
ч
^ 0> . д. ^ та
о 51 5
x,
хг,
хвг
t^-Ь • h при
«1,5—2,0 muhjmm
820—840
810—830
790—820
t—a • h при
[ — 1,0 минIмм
Магло 20—60° С (кольца тол-
щиной <20 мм можно охла-
ждать в селитре температу-
рой 180-200° С и далее на
воздухе)
Масляная
или се-
литровая
ванна
До 25
170—190 6о
170-190
190—am
Масля-
iая ванна,
электрО'
шкаф
145 155
УША
t—b • h при
b—1,4—1,8 мин/мм
77°-79°
t=a • h при
о=0,7-0,8 мин/мм
Рода до 200—150° С,
перенос в масло
То же
До 25
170—190
Х12, Х12М
(гладкие
кольца)
t=b ¦ h при •
b—2,0—2,2 muhjmm
3—950
t=-a ' h при
a~*0,7—0,8 мин;мм
Масло 20—60° С или селитра
температурой 300—250° С и
далее на воздухе
До 25
X,
хг,
хвг
t°~b ¦ h при
1,5—2,0 мин/мн
820—840
810—830
790—8го
D-d
при а-=1,0 muhjmm
Масло 20—60° С (калибры
(Л
-=т— < 20 мм можно схла-
До 25
ждать в селитре температу-
рой 180-200° С и далее ьа
воздухе)
170—190
170—190
I90—2IO
Х12 и Х12М
о—95°
t-a
D-d
при а-*О,7-О8 мин',мм
Масло 20-60° С или сели-
тра 300—250° С, далее на воз-
духе
До 25
220—240
УЮА
(гладкие ка-
либры-насадки
и конусные
калибры)
770—790
D-d
при а-0 7-0,8 мин/мм
Вода 200—150° С, затем пе-
ренос в масло
До 25
170—190
бо
То же
I2O I30
I2O—I30
ОО
6о
145-155
145-155
6о
I2O—130
56-60
56-60
56-60
56-60
56-60
56-60
Примечания: 1. Заготовки калибров с припуском +0,5 мм подвергаются улучшению (закалке с высоким отпуском), а затем окончательной механической обработке.
2. Старение пролзводится после" предварительного шлифования; ¦"
сл
о
504
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
Марка стали
Цементация при 880—900° С
Глубина
цементации
в мм
Продолжи-
тельность на-
грева t в час.
Выдержка
Охла-
ждение
Предварительная
Продолжительность
нагрева t в мин.
при 550-600° С,
(укладка на поддонах
в один ряд)
Продолжительность
окончательного на-
грева t в мин. при
840-860° С (электро-
печь типа ПН-12,
укладка на поддонах
в один ряд)
10, 15Х. 15ХГ,
12ХНЗА
(резьбовые и
гладкие
кольца)
10 и 15
(гладкие ско-
бы, шаблоны
и неполные
калибры)
0,7-1,0
(резьбовые
кольца)
1,5-2,0
(гладкие
кольца)
0,7-1,0
(гладкие скобы
и шаблоны)
1,0-1,3
(неполные
калибры)
*=0,2 В,
где В—наи-
меньшее сече-
ние цемента-
ционного ящи-
ка в см
1 час на ка-
ждые 0,15 мм.
слоя цемента-
ции
На
возду-
хе вме-
сте с
ящиком
t—b • h при
Ь—1,5—2,0 мин/мм
t—a ¦ А при
0—0,8 мин/мм
Примечания: 1. Закалка и высокий отпуск производятся в том случае, если калибры цементовались после
отпуск после нормализации производится только для калибров из легированной стали.
2. Состав карбюризатора: 85% древесного угля и 15Х соды или применяется бондюжский карбюризатор.
3. Старение производится после предварительного шлифования.
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Марка стали
5ХГМ
5ХНМ
Высота штампа
вместе с хвосто-
виком h в мм
150—600
Отжиг штамповых блоков (заготовок)
Садка
Блоки загружа-
ются в холодную
камерную печь,
нефтяную, газовую
или электрическую
Количество в за-
висимости от раз-
меров блоков
Температура
отжига в °С
850-860
Прод ол жител ьность
нагрева и выдержки
в мин.
Нагрев до темпе-
ратуры отжига;
t-a-h
при а—2,0 мин/мм
Выдержка при тем-
пературе отжига;
t=a- h
при а -0,7 -0,8 мин/мм
Охлаждение
Вместе с печью
со скоростью 50°
в час до 300—400° С,
далее на воздухе
Закалка
Садка
В зависимости от
размера штампа 4 —
8 в нефтяную, газо-
вую или электриче-
скую камерную печь
температурой 600—
650° С
Температура
закалки в °С
810-830
830-840
Примечания: 1. При нагреве под закалку штамп загружается фигурой вниз на поддон с отработанным
до боковых стенок поддона в пределах 20—30 мм.
2. На температуру 525—550 С отпускаются небольшие штампы с мелкими рабочими ручьями, на температуру
штампы крупных размеров с глубокими рабочими ручьями.
3. При нагреве в печи расстояние между штампами должно быть не менее 150—200 мм.
4. Твёрдость хвостовика Hq s 255 — 300.
5. Перед капитальным ремонтом штампы подвергаются высокому отпуску по режиму: загрузка в печь, наг»
со скоростью 75—100° в час.
ГЛ. XI]
ТИПОВЫЕ ПРОЦЕССЫ ОБРАБОТКИ ИНСТРУМЕНТА
505
Таблица 37
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТЕРМИЧЕСКОЙ ОБРАБОТКИ
КАЛИБРОВ, РЕЗЬБОВЫХ И ГЛАДКИХ КОЛЕЦ, НЕПОЛНЫХ КАЛИБРОВ,
ГЛАДКИХ СКОБ И ШТАМПОВ
• закалка
Охлаждающая
среда
Вода до тем-
пературы 200-
150° С. затем
перенос в мас-
ло (калибры,
скобы и шабло-
ны из стали 10)
Масло (ка-
либры из стали
15Х, 15ХГ,
12ХНЗА)
Высокий
отпуск при
650-660° С
В электро-
печи типа
ПН-12,
укладка на
поддонах в
один ряд. Вы-
держка 1,5—
2,0 часа
Окончательная закалка
Продолжитель-
ность подогрева
t в мин. при
550-600° С (ка-
мерная печь,
укладка на под-
донах в один ряд)
t=b • А при
* =.1,5—2,0 ман!мм
Продолжитель-
ность окончатель-
ного нагрева при
770-790° С (элек-
тропечь типа
ПН-12, укладка
на поддонах)
t—a • А при
я—0,9 ман1 мм
Охлаждаю-
щая среда
Такая же,
как при
предвари-
тельной
закалке
Отпуск
при
170-190° С
В масля-
ной или
селитровой
ванне с вы-
держкой
1,0—1,5
часа
Старение
при
145-155° С
В масля-
ной ванне
или в
электро-
шкафу с
выдержкой
3—4 час?
Твёрдость
после от-
пуска и
старения
HRC
(нагрузка
60 кг)
8о-83
предварительной механической обработки. Предварительная закалка может быть заменена нормализацией. Высокий
Таблица 38
ТЕРМИЧЕСКОЙ ОБРАБОТКИ МОЛОТОВЫХ ШТАМПОВ
штампов
Продолжительность
нагрева и выдержки
в мин.
Подогрев до 650° С;
ЫЬ ¦ h
при 6 = 1,2 мин/мм.
Нагрев от 650° С до
температуры закалки;
t*~a-h
при а—0,4 мин/мм.
Выдержка при тем-
пературе закалки;
t=a • h
при а =0,8 мин'мм
Охлаждающая
среда
Воздух до
750-700° С,
затем масло
до 200—150° С
и немедлен-
ный перенос
в отпускную
печь
Отпуск штампов
Садка
Штампы загру-
жаются в нефтя-
ную, газовую или
электрическую ка-
мерную печь, пред-
варительно нагре-
тую до 250-300° С
Температура
отпуска в °С
525-55°
55°—575
Продолжительность
нагрева и выдержки
в мин.
Выдержка при250—800° С
t = a ¦ А
при 0=0,5—0,6 мин/мм.
Нагрев от 250—300° С до
температуры отпуска
t=a ¦ h
при в—0,5—0,7 мин/мм.
Выдержка при темпера-
туре отпуска
при а=1,0 мин/мм
Дополнитель-
ный отпуск
хвостовика
Штамп за-
гружается на
плиту хвосто-
виком вниз,
температура
плиты 700—
720° С, вы-
держка 1—2
часа
Твёрдость
после отпуска
"В
364—418
34O-387
карбюризатором и замазывается смесью шамотной глины с 10-20% молотого асбеста. Расстояние граней штампа от дна
550—575° С— штампы средних и небольших размеров со средней глубиной рабочих ручьёв в на температуру 575—600° С—
тую до 650—765е С, выдержка при этой температуре t—a-h при о—1,2 мин/мм, охлаждение вместе с печью до 500* С
Наименование
штампов
Холодновысадоч-
ные:
а) круглые
б) квадратные
Обрезные, отрез-
ные, вытяжные, вы-
резные и гибочные:
а) простой формы
6) сложной ,
Гибочные штампы
большого размера
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Марка
стали
У10А
У10А
У10А
Х12М
7X3
ТЕРМИЧЕСКОЙ ОБРАБОТКИ ШТАМПОВ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
Закалка
Продолжительность
подогрева
до 6С0—650" С
t в мин.
t — b • D при
b — 1,4—1,8 muhJmm
t — b • h при
b — 1,4 — 1,8 мин]мм
To же
/ — b • h при
b - 2,0—2,2 -i uhjmm
t — b ¦ h при
Ь = 1,5-2,0 мин/мм
Температура
в СС
820—380— штам-
пы диаметром
до 60 мм
900 — штампы
диаметром боль-
шего размера
820—830 — штам-
пы высотой
до 45 мм
900 — штампы
высотой боль-
шего размера
То же
1ээо—1040
850—860
Продолжитель-
ность нагрева
в мин.
t — а • D при
а — 1,0 MUHjMM
t — a • h при
а — J,o muhjmm
То же
t — а • h при
а = 0,4—0,5 muhImm
t ** a ¦ h при
а — 1,0 мин/мм
Охлаждающая
среда
Водяная струя
до 200—150° С,
затем перенос в
масло
Вода до
200—250° С,
затем перенос в
масло
То же
Воздух или ма-
сло
Масло
Тип печи
Масляная или
селитровая ванна
или печь ПН-32
То же
Печь ПН-31,
ПН-32
То же
Темпе-
ратура
в °С
220 2б0
22O — 2бо
2IO—22O
475—525
44°—4*>°
Отпуск
Про-
дол жи-
тель-
ность
вы-
держки
в час.
а—5
2—5
1.5—3.о
2—4
6—8
Охлаждаю-
щая
среда
Спокой-
ный воздух
То же
О
*
Таблица 39
Твёрдость
рабочей части
после отпуска
яяс
57—59 (с плав-
ным переходом
у подголовка),
55—57 (с резким
переходом у под-
головка)
57—59 (с плав-
ным переходом),
55—57 (с резким
переходом)
59—61
58—6о
4б—48
П р и м е ча ни я: 1. Подогрев и окончательный нагрев в камерных печах, нефтяных, газовых или электрических ПН-11, ПН-12.
2. После предварительной механической обработки заготовки штампов подвергаются улучшению (закалке в масло и отпуск при 65Э—660° С).
ГЛ. XI]
НАГРЕВ, ВЫДЕРЖКА И ОХЛАЖДЕНИЕ
507
Таблица 40
типовой
Марка
¦ стали
7X3
5ХГМ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ГИБОЧНЫХ И
Отжиг (заготовок штампов)
Темпе-
ратура
в °С
850—860
850—865
Продолжитель-
ность нагрева
и выдержки
в мин.
Нагрев до
температуры
отжига t*=a • ft
или t<=a ¦ D
при я=2,0
мин! мм
Выдержка
при темпера-
туре отжига
t=a • ft при
а- 0,7 — 0,8
ми н мм
Охлажде-
ние
Вместе
с печью
со скоро-
стью 60°
в час до
300—400° С,
далее на
воздухе
ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ОБРЕЗНЫХ ШТАМПОВ
Закалка штампов
Темпе-
ратура
в °С
86о—870
8зо—83с
Продолжитель-
ность нагрева
в мин.
Подогрев
до 6U0— 650°
t<=a • ft при
а=1,2 muhjmm
Нагрев от
650° С до тем-
пературы за-
калки
t—a • ft приа=
=0,4 ман\мм
Выдержка
при темпера-
туре закалки
t^a • ft
а=0,8 muhjmm
Охлаждающая
среда
Масло до
температуры
200-150° С и
немедленный
перенос в от-
пускную печь
ГОРЯЧЕВЫСАДОЧНЫХ,
Отпуск штампов
Темпе-
ратура
в °С
4°°—55°
480—550
Продолжитель-
ность нагрева
и выдержки
Выдержка
при 250—300° С
t=a ¦ ft при
а=0,5 muhjmm
Нагрев от
250—300° С до
температуры
отпуска
t^a • ft при
а =0,5 — 0,6
мин! мм
Выдержка
при темпера-
туре отпуска
t=a • ft при
л=0,8 muhImm
л , oq
Твёр,
посл<
пуск
364—444
364—444
Примечания: 1. Заготовки штампов для отжига загружаются в холодную камерную печь. Штампы загру-
жаются: при закалке в камерную печь, нагретую до 300—400е С, при отпуске — в камерную или шахтную
печь, нагретую до 250 — 300° с.
2. d и А — наименьшие диаметр или толщина.
3. Высадочные матрицы и пуансоны отпускаются на #g=364 — 418, гибочные матрицы и пуансоны на #?=387— 440,
обрезные матрицы и пуансоны на //д = 364—418.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Дубовой В. Я., Выбор стали и термическая обра-
ботка штампов в авто-тракторном производстве, Ме-
таллургиздат, М. 1939.
2. М и н к е в и ч Н. А.. Малолегированные быстроре-
жущие стали, Металлургиздат, М. 1944.
3. Рустем С. Л. и Скоров Д. М., Основы про-
ектирования инструментальных штамповых цехов,
Металлургиздат, М. 1939
4. Тиховский В. А-, Справочное пособие для тер-
миста „Термическая обработка стали", Металлургиздат,
М. 1942.
5 Типовые технологические процессы термической об-
работки инструмента, Оргавиапром, НКАП СССР,
М. 1942.
6. Типовые технологические процессы и нормы вре-
мени на изготовление режущего инструмента, Бюро
технических нормативов НКТМ,. М. 1941.
НАГРЕВ, ВЫДЕРЖКА И ОХЛАЖДЕНИЕ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
СТАЛИ
ГРАФИК ТЕМПЕРАТУРА - ВРЕМЯ
Процесс термической обработки стали,
характеризуемый кривой температура — время
(фиг. 8), подразделяется на три последователь-
ные стадии: нагрев (тя), выдержка (тв) и охла-
ждение (-со).
В период нагрева изменяются: а) темпера-
тура от начальной до заданной по процессу,
причём получается разность температур ме-
талла (Д/л н) в сечении от периферии к центру
детали (за исключением электронагрева при
непосредственном пропускании тока через из-
делие); б) структура при отпуске, начиная с
температуры 150° С и выше, и при остальных
видах термообработки при переходе через
критические температуры (Асъ Ас3, Аст и
ТрекУг в) напряжённое состояние, причём в
упругой области F00—550° С и ниже) поверх-
ностные слои испытывают напряжение сжа-
тия, а внутренние — растяжения; г) размер
зерна аустенита при температурах выше верх-
них критических точек (Ас& Аст).
В период выдержки происходят: а) вырав-
нивание температуры в сечении до заданной
величины AtM.8', б) диссоциация карбидов или
нитридов и выравнивание концентрации леги-
рующих элементов за счёт их диффузии; в) на-
сыщение стали углеродом, азэтом или леги-
рующими элементами (при химико-термиче-
ской обработке); г) уменьшение и снятие на-
пряжений в сечении изделий; д) рост зерна
аустенита (при нагреве выше критических
точек Лс3, Аст).
В период охлаждения изменяются: а) тем-
пература от конечной пэ условиям процесса
до нормальной (обычно 20° С), причём полу-
чается разность между температурой сердце-
вины и поверхности — &tM0, б) структура—•
превращение аустенита или в мартенсит (при
скорости охлаждения, равной или выше кри-
тической), или в другие более стабильные
структуры в зависимости от скорости охла-
ждения (превращения аусгенита могут проис-
ходить и при постоянной температуре); в) фазо-
вое состояние — выделение избыточных фаз
из пересыщенного твёрдого раствора.
508
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
Нагрев. При термической обработке дета-
лей необходима скорость нагрева, обеспе-
чивающая максимальную производительность
печей, снижение трудоёмкости и экономию
топлива. При этом следует учитывать, что
допустимая скорость нагрева деталей должна
гарантировать их от возникновения внутрен-
них напряжений, коробления, образования на-
ружных и внутренних трещин и обеспечивать
Фиг. 8. Тепловой график температура — время {t — -с);
хн' V *о "" пР°Д°Лжительность нагрева, выдержки и
охлаждения; tм и tM — температура поверхности и
сердцевины металла; Мм н, М и А(м 0~разность тем-
ператур между поверхностью и сердцевиной металла в
период нагрева, выдержки и охлаждения.
внутренние превращения для данного вида
термообработки.
Различают допустимую скорость нагрева
для данной детали и практически возможную
в данной печи.
Допустимая скорость нагрева зависит от
химического состава стали, степени её одно-
родности и чистоты (макро- и микрострук-
туры), наличия остаточных напряжений перед
нагревом, сечения детали и её конструктив-
ных форм.
Ниже указывается качественное влияние
перечисленных факторов на допустимую ско-
рость нагрева.
Химический состав. Чем выше со-
держание углерода и легирующих элементов
в стали, тем ниже её теплопроводность и тем-
пературопроводность и тем меньше должна
быть допустимая скорость нагрева во избежа-
ние больших внутренних напряжений, коро-
бления и трещин.
Степень однородности и чи-
стоты стали. Развитая неоднородность
стали (ликвация) и повышенная её загрязнён-
ность неметаллическими включениями, создаю-
щие при быстром нагреве рост напряжений, а за
счёт последних коробление и даже образова-
ние трещин, заставляют несколько снижать
скорость нагрева деталей из такой стали.
Остаточные внутренние напря-
жения (перед н а г р е во м). Остаточные
напряжения в исходном состоянии деталей,
обусловленные характером макро- и микро-
структуры (в результате штамповки, отливки,
предварительной термообработки), приводят к
необходимости во избежание коробления или
получения трещин некоторого уменьшения
скорости нагрева.
Сечение детали. При большой разности
между температурой наружного и внутреннего
слоев детали из-за быстрого нагрева могут
возникать большие внутренние термические
напряжения и напряжения вследствие неодно-
временных структурных превращений стали в
наружных и внутренних слоях детали, поэтому
при больших сечениях деталей рекомендуется
пониженная скорость нагрева.
Конструктивные формы детали.
При нагреве деталей с резкими переходами от
толстых сечений к тонким скорость нагрева
должна быть несколько уменьшена во избежа-
ние возникновения напряжений.
При установлении максимально допусти-
мых скоростей нагрева необходимо руковод-
ствоваться следующим общим правилом, вы-
текающим из стахановской практики работы
термических цехов отечественных заводов: на-
грев деталей для термообработки может и
должен производиться с максимальными ско-
ростями, если эти детали перед нагревом не
имеют остаточных внутренних напряжений
высокого значения.
Практически возможная скорость на-
грева зависит от тепловой мощности печи,
её конструкции, массы загружаемых деталей
(величины садки), их расположения в печи,
температуры печи при загрузке деталей, формы
деталей и характера нагревательной среды.
Эти факторы качественно влияют на возмож-
ную скорость нагрева следующим образом.
Тепловая мощность печи. Высокая
тепловая мощность печи позволяет вести на-
грев деталей с максимальными скоростями.
Конструкция печи. Максимальные
скорости нагрева без опасения получить вну-
тренние напряжения, коробление и трещины
возможны в печах, обеспечивающих равно-
мерный и всесторонний нагрев деталей.
Масса загружаемых деталей.
При перегрузке печи нагреваемыми деталями
(для данной тепловой мощности печи) ско-
рость нагрева уменьшается. Увеличение веса
садки повышает производительность печи, но
должно применяться без ущерба для равно-
мерного нагрева деталей.
Расположение деталей в печи.
Укладка деталей, не обеспечивающая всесто-
роннего нагрева, снижает скорость на-
грева.
Температура печи при загрузке
деталей. Чем выше температура печи
при загрузке, тем больше скорость нагрева
(табл. 41). Возможны следующие три варианта
нагрева.
Таблица 41
Средняя скорость нагрева стальных образцов
в электрической печи [1]
Темпера-
тура печи
в °С
3°о
5оо
75»
9оо
Скорость нагрева до температуры печи
в ° С/мин
Квадратная
заготовка
50X50 мм,
1=150 мм
5
и
29
41
Круглая заго-
товка 0 50 мм,
7=150 мм
5.3
12,5
=5
37.5
Шар
0 50 мм
9,1
зо
бо
ГЛ. XII
НАГРЕВ, ВЫДЕРЖКА И ОХЛАЖДЕНИЕ
509
Загрузка в печь, имеющую низкую тем-
пературу (до 4(f С), и нагрев вместе с печью
(фиг. 9, а). Этот вариант даёт малую скорость
нагрева и применяется для особо крупных
изделий, изготовленных из легированной стали
с низким коэфициентом теплопроводности, а
также при нагреве изделий в методических
или колокольного типа печах при подстужи-
вании печи перед загрузкой.
Загрузка в печь, имеющую температуру
заданного режима термообработки (фиг.9, б),
что даёт большую скорость нагрева и при-
Фиг. 9. Тепловой график трёх вариантов нагрева металла: *я—температура печи;
и tи р — температура поверхности и сердцевины металла; Ut'M — разность
- температура в рабочем
1м.п
температур поверхности и сердцевины; »я н » .д к
объёме печи в начальный и конечный моменты периода нагрева металла
Охлаждение. Скорость охлаждения при тер-
Выдержка. Продолжительность выдержки
деталей после достижения заданной темпера-
туры процесса термообработки должна быть
возможно минимальной, так как излишняя вы-
держка ведёт к ухудшению качества стали,
увеличению окалинообразования и обезуглеро-
живания, росту зерна, увеличению расхода
топлива и снижению производительности пе-
чей. Продолжительность выдержки при тем-
пературе процесса не зависит от метода на-
грева деталей. При нагреве для отжига, нор-
мализации, закалки и отпуска продолжитель-
ность выдержки должна
обеспечивать не только
сквозной прогрев всех за-
гружённых в печь деталей,
но и полноту структурных
и фазовых превращений и-
снятие напряжений.
Чем выше температура
нагрева, тем меньше продол-
жительность выдержки.
Ориентировочные дан-
ные продолжительности на-
грева и выдержки деталей
различного сечения из кон-
струкционной стали приве-
дены в табл. 43.
меняется главным образом при нагреве мел-
ких изделий в камерных печах и при нагреве
изделий в печах непрерывного действия (тол-
кательных и конвейерных).
Загрузка в печь, имеющую в начальный
момент температуру более высокую, чем
заданная по режиму. При этом варианте до-
стигается максимальная скорость нагрева
(фиг. 9, в), и он применим в случаях, когда
разность температур по сечению детали до-
пустима с точки зрения механической проч-
ности изделия (при больших внутренних напря-
жениях) и превращений в стали.
Температура печей для отпуска закалённых
деталей перед загрузкой последних не должна
превышать температуры операции отпуска.
Форма нагреваемых деталей. С
увеличением отношения поверхности детали к
её объёму скорость нагрева повышается (см.
табл. 41).
Нагревательная среда. Скорость
нагрева в жидких средах (соляные, свинцовые
ванны) значительно превышает скорость на-
грева в газовых средах (электрические, мазут-
ные, газовые печи) (табл. 42).
Таблица 42
Средняя скорость нагрева до температуры среды
стальных цилиндров диаметром 50 мм в различных
нагревательных средах в °С/мин [1]
мообработке зависит от требуемых конечной
структуры и свойств стали.
Таблица 43
Продолжительность нагрева и выдержки углероди-
стой стали под закалку и отпуск в мин.
(Гипроавтопром)
Сечение детали
в мм
25
5°
75
IOO
125
15°
175
2О0
Закалка
Камерные
печи
(газовые)
На-
грев
2О
4°
бо
8о
IOO
I2O
140
1бо
Вы-
держ-
ка
5
ю
15
2О
25
Зо
35
4О
Соляные
ванны
На-
грев
7
Ч
24
33
4о
5°
55
65
Вы-
держ-
ка
3
8
12
17
2О
25
Зо
35
Отпуск
Камерные
печи
(газовые)
На-
грев
25
5°
75
IOO
125
15°
175
2ОО
Вы-
держ-
ка
ю
15
2О
25
3°
4°
45
5°
Соляные
ванны
На-
грев
ю
25
35
45
55
65
7°
до
Вы-
держ-
ка
5
6
9
12
14
15
2О
2О -
Темпера-
тура на-
греватель-
ной среды
в °С
боо
75°
Нагревательная среда
Газовая
Элек-
тропечь
21,6
23,6
Пламенная
печь
24
27.9
Жидкая
Соляная
ванна
77,4
П4
Свинцовая
ванна
13°
'25
Примечания: 1. Для легированной стали продол-
жительность должна быть увеличена на 25—4О7о-
2. Продолжительность нагрева в печах дана при усло-
вии загрузки деталей в печь, имеющую температуру на
10 — 30° С выше заданной под закалку.
3. При высокотемпературном отпуске легированной
стали продолжительность его должна быть увеличена
до 1 — 3 час.
При охлаждении стальных деталей после
их нагрева и выдержки вследствие разности
температур по сечению возникают термиче-
ские и структурные внутренние напряжения.
На фиг. 10 показана разность температур при
охлаждении стали в воде и на воздухе. На
фиг. 11 приведены максимальные продольные
(аз.в» аз.л) и тангенциальные (oj--e, <*j-M) на-
пряжения в зависимости от скорости охла-
ждения при закалке стали с различным содер-
жанием углерода.
510
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
Скорость охлаждения при закалке стали
должна быть выше критической и обеспечи-
вать получение мартенситной структуры. Охла-
ждение со скоростью меньше критической при-
водит к образованию наряду с мартенситом
значительных количеств троостита.
Критическая скорость охлаждения сни-
жается с повышением легированности. Это
Г
800
600
400
гро
Таблица 44
Сравнительная охлаждающая способность
Г"
г
1
=
S
—•
ч
—«
\
-
4
^»
3
,2
\
-1
s
«7 гОЖМбОвОШ 150г00 ЗОО Ш 700 Шеек.
Фиг. 10. Кривые охлаждения образцов 50x150x200 мм
из хромоникельмолибденовой стали: / — температура
поверхности при закалке в спокойной воде B0° С);
2 — температура сердцевины при закалке в спокойной
воде B0° С); 3 — температура поверхности при охлажде-
нии на спокойном воздухе; 4 — температура сердце-
вины при охлаждении на спокойном воздухе.
позволяет применять меньшую скорость охла-
ждения при закалке легированной стали.
Практически требуемая скорость охлажде-
ния при закалке регулируется применением
охлаждающих сред с различной закаливающей
б
60
'
J
^
°ТВ
—
\
О
0,1
о. г
0.3
о.*
0.5 %С
Фиг. 11. Зависимость максимальных закалочных напря-
жений от скорости охлаждения и содержания углерода
в стали (закалка образцов диаметром 50 мм при 850-
ЬО0°С):? — продольные напряжения после закалки в
воду; а '—то же после закалки в масло; jye — тан-
генциальные напряжения после закалки в воду;
то же после закалки в масло.
способностью. В табл. 44 приведены сравни-
тельные данные охлаждающей способности
различных сред, а на фиг. 12 - сравнительная
охлаждающая способность масел и распла-
вленных солей (см. также стр. 631). Примене-
ние той или иной закаливающей среды зави-
сит от химического состава стали, требуе-
мых свойств после закалки, сечения детали
и её конфигурации.
Скорость охлаждения при отжиге сле-
дует рассматривать в интервале температур
критических точек (Аг3 — Агг) и при темпе-
ратурах ниже точки Агх. В интервале темпе-
ратур Аг3 — Агх выделяется свободный фер-
рит, и чем медленнее охлаждение в этом
закалочных
Закалочная среда
Вода спокойная
Водный раствор NaCl
5%-ный спокойный
» 10°/0-ный проточный .
Водный раствор NaOH
5°/0-ный спокойный ... ...
То же проточный
„ 10°/и-ный проточный .
Масло трансформаторное . .
„ машинное
„ хлопковое
Мазут
сред
Относительная закали-
вающая способность
при температуре в СС
20
1,0
I. 12
1,14
1,23
1=17
I.2O
1,2О
о, 17
0,22
60
о,44
0,46
о,72
0,78
о,9°
ММ
99
о,о8
о, 14
О,2О
—
интервале, тем более крупными получаются
зёрна. Увеличение скорости охлаждения в этом
интервале (нормализация) приводит к образо-
Фиг. 12. Сравни-
тельная охлажда-
ющая способность
масел и распла-
вленной соли при
охлаждении сталь-
ного шарика диа-
метром 12 мм: I —
растительное мас-
ло; 2— минеральное
масло; 3 — распла-
вленная соль при
температуре 250°С;
4—то же при 350°С;
5—то же при 450°С;
6"-то же при 550°С.
1000
200
0 50 100 150 "С/сек.
ванию более тонкой сетки или более мелких
зёрен феррита.
Скорость охлаждения при температурах
ниже Агх должна обеспечивать минимальные
внутренние напряжения.
Большая скорость и неравномерность охла-
ждения при высоком отпуске могут приво-
дить к образованию внутренних напряжений.
Это вызывает необходимость применения мед-
ленного (и равномерного) охлаждения деталей
после отпуска, особенно при их сложной кон-
фигурации.
Медленное охлаждение после отпуска,
(с температуры 450—690° С) стали хромистой
марганцевой, хромомарганцевой, кремнемар-
ганцевой, хромоникелевой и хромокремнистой
и стали с содержанием свыше 0,1% Р приво-
дит к резкому понижению ударной вязкости
^чувствительность к скорости охлаждения при
отпуске —отпускная хрупкость). В табл. 45
приведены данные, характеризующие влияние
скорости охлаждения при отпуске на удар-
ГЛ. XI]
НАГРЕВ, ВЫДЕРЖКА И ОХЛАЖДЕНИЕ
511
ную вязкость хромоникелевой стали. Увеличе-
ние скорости охлаждения подобной стали
(охлаждение в воде) уничтожает снижение
ударной вязкости, но приводит к появлению
остаточных внутренних напряжений, достигаю-
щих высоких значений. В связи с этим для
сложных деталей применяется легирование
указанной стали молибденом, вольфрамом или
ниобием, уничтожающими отпускную хруп-
кость.
Таблица 45
Влияние скорости охлаждения при отпуске
на ударную вязкость стали состава: С = 0,35/0,
Mn=0,32°/0, Si=0,29°/0, Сг=2,77°/0, NI=2,82<>/0
Температура
отпуска
в °С
5°о
55°
боо
650
Ударная вязкость а^ в кгм!см% после
отпуска в течение 1 часа
Охлаждение
с печью
2,2
«.9
4.1
8,о
Охлаждение
в воде
б. i
5.8
9.1
15,4
МЕТОДИКА РАСЧЁТА ПРОДОЛЖИТЕЛЬ-
НОСТИ НАГРЕВА И ОСНОВНЫХ ПАРА-
МЕТРОВ СОСТОЯНИЯ НАГРЕВАЕМОГО
МЕТАЛЛА
Каждая из стадий термической обработки
(нагрев, выдержка и охлаждение) характери-
зуется количестом тепла Q ккал/час, которое
воспринимается или отдаётся металлом. Q за-
висит от: а) внешних условий нагрева и охла-
ждения; б) энергетического (теплового) ба-
ланса; в) физических свойств нагреваемого
металла.
Внешние условия нагрева и охлаждения.
Количество тепла
Высокая скорость нагрева может быть по-
лучена за счёт большого перепада температур-
(h.c — *м.п)< например, при нагреве газо-кис-
лородным пламенем.
Относительная степень охлаждающей спо-
собности различных сред, применяемых при
термообработке, приведена в табл. 44 и на
фиг. 12 (см. также стр. 631).
Энергетический тепловой баланс. Коли-
чество тепла
откуда
kF
Здесь V—объём изделия; ст — средняя
теплоёмкость; у — удельный вес металла; tM-K*
tMH — конечная и начальная температуры ме-
талла (средние). Определяющими процесс на-
грева и охлаждения являются
v F
Ь — ст-\Х и у ,
где X—сечение прогрева.
Физические свойства нагреваемого ме-
талла. Количество тепла
Отсюда важным определяющим наряду с
F
величинами k и -г? является разность темпе-
ратур в сечении нагреваемого (охлаждаемого)
изделия:
kX
2\
X*
= 2aV'>
2a
где а — коэфициент теплоотдачи в ккал/м* X
X час-град', tax — температура внешней среды;
tMn _ температура поверхности металла из-
делия; F— поверхность изделия в л&\
+ tм.п)
— продолжительность
в часах.
Основной величиной, определяющей про-
должительность нагрева или охлаждения (ско-
рость нагрева или охлаждения — vH или vo
в °С/час), является коэфициент теплоотдачи а,
устанавливаемый экспериментально для раз-
личных условий. По степени уменьшения ско-'
рости нагрева существующие способы на-
грева характеризуются следующим рядом
(сравнение при одинаковых температурах):
индукционный, в электролите, контактный,
непосредственным пропусканием тока через
изделия, как через сопротивление, газо-водо-
родным пламенем, в свинцовых печах-ваннах,
в соляных печах-ваннах, в масляных печах-
ваннах, в пламенных печах, в электропечах с
искусственной циркуляцией воздуха, в электро-
печах с естественной циркуляцией воздуха.
(для печей непрерывного действия). Здесь X —
коэфициент теплопроводности вккал/м'2-час°С;
а = коэфициент температуропроводности
в м^/час; v — скорость нагрева в град/час^
w — скорость продвижения металла череа
печь в м/час; ti — нарастание температуры
металла по длине печи в град/м.
Для определения скорости нагрева (v град/
час) или продолжительности нагрева (х час),
а также распределения температурных полей
при нагреве и охлаждении стальных изделий
можно пользоваться аналитическими и эмпи-
рическими формулами, а также практическими
нормами.
Существующие аналитические и эмпириче-
ские формулы с достаточной для практики
точностью позволяют определять параметры,,
устанавливающие взаимосвязь между темпе-
ратурой печи и температурой нагреваемых
изделий, условиями теплопередачи и темпера-
турными полями в сечении нагреваемых из-
делий.
Аналитические формулы. Теоретическая
кривая скорости нагрева, приведённая на
512
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
фиг. 13, характеризуется следующими анали-
тическими зависимостями:
ори т =
¦L\-
= 0,63^;
<>иг. 13. Теоретическая кри-
вая скорости нагрева.
-
где tx, vx — температура в "Си скорость на-
грева в град/час, соответствующая любому
времени нагрева -с в час; tK — конечная тем-
пература нагрева в °С; %х — время в часах, со-
ответствующее начальной скорости нагрева —
vH в град/час.
Конечные условия нагрева изделий: об-
щая продолжительность — т в час; средняя
температура — tM.K; температура поверхно-
сти tMnK и температура сердцевины — tMCK
нагреваемого металла в конце периода нагрева
в зависимости от условий теплопередачи и
разности температур между внешней средой
(teiC) и металлом (tM,H) в начале нагрева AtH =
= tB.c — tM.H определяются по нижеприведен-
ным формулам (см. также фиг. 14) [8]:
в'с
МшН ¦
Таблица 46
Значения коэфициента теплоотдача * для пламенных
печей
Темпе-
ратура
метал-
ла
в °С
о
2ОО
4оо
боо
8оо
IOOO
1200
Коэфициент о в ккал1м"час при темпера-
туре печи в °С
900
2ОО
I9O
i8o
165
155
1000
330
220
210
195
185
170
1100
260
250
240
230
220
г 10
1300
380
365
35°
34O
3=5
315
Зоо
Коэфициент е, учитывающий форму нагре-
ваемых изделий (плита, цилиндр, шар), может
быть определён по табл. 47 в зависимости от
параметра
где X — коэфициент теплопроводности металла
в ккал\М'Час °С; X, R — размеры сечения
прогрева плиты, цилиндра и шара в м. Для
ленты, проволоки и тонких плит (листов) коэ-
фициент е = 1,0.
Функции / и ср при определении ktM K и
*
находятся по специальным таблицам или
графикам [8] в зависимости от критериев Фурье
fFu = ^j) и Нуссельта ^и=~Ьгдеа —
коэфициент температуропроводности в м2/час.
Аналогичными являются формулы
где g — отношение
веса изделия к его
поверхности нагре-
ва в кг/м2; ст —
средняя теплоём-
кость металла в
кал/кг °С; о—коэ-
фициент теплоотдачи в ккал/м^-час
Фиг. 14. Кривые скорости
нагрева к расчёту.
'С;
в—коэфициент, учитывающий форму нагревае-
мых изделий.
Коэфициент теплоотдачи а может быть
определён для пламенных печей по следую-
щим эмпирическим формулам:
где Гв#с — температура внешней среды в "К;
2) a = 50 + 0,3 (Твх - 700).
Значения коэфициента теплоотдачи для пла-
менных печей приведены в табл. 46.
Функции <ря и ус определяются по специаль-
ным таблицам или графикам [6].
Определение температурных полей и тепло-
обмена при охлаждении может производиться
Таблица 47
~ X или
?«
о
0,2
о, 4
о,б
о,8
1,О
1,2
'.4
1,6
1,8
2,О
2,2
Значения
коэфициента i
1
Коэфициенты (..для деталей формы
плиты
1,О
о, 9=5
о, 87
о, 825
0,78
о. 745
o,7i
о,б75
о,б45
0,615
о,59
о,5б5
цилиндра
i.o
°.955
°.905
о,86
о. 8а
°. 735
о,75
°.7i5
0,685
0,66
0.635
0,615
шара
1,О
0,965
°.925
0,89
о. 855
0,825
о,795
0,765
о, 74
O.7I5
0,69
о.б7
ГЛ. XI]
НАГРЕВ, ВЫДЕРЖКА И ОХЛАЖДЕНИЕ
513
также с помощью следующей функциональной
зависимости:
• nt.r.tf ~~ •
Q
Тл
Nu);
Nu);
Nu),
где QH и Q — теплосодержание металла в на-
чале процесса охлаждения и потеря тепла
в ккал. Функции <р„, срс и <pQ определяются
по специальным таблицам или графикам [3].
Пример определения по последнему методу
температурных полей и теплообмена в сече-
°с
SQO
700
600
500
400
300
гоо
too
\
ч
A1
1
ч.
-^
M
4
К
^^
--—.
"^
—-.
I —
^^
1—^
- -
—>.
— -
t — b—— •
при Д/в = 5° k= 1,2; при Д/в = 10° A = 0,9;
при Д*в = 20° А = 0,65.
Здесь vHl и t/w2~CK0P0CTb нагрева в град/час
в период упругого (напряжённого) и пласти-
ческого состояния; хн1 и ih2 — продолжитель-
ность нагрева в час в указанные периоды;
R — радиус цилиндра в м; S — половина тол-
щины пластины; о — допустимое напряжение
в кг/мм2; Е—модуль упругости в кг /мм; $ —
коэфициент линейного расширения; а -~ коэ-
фициент температуропроводности в м^\час\
*м.п.к — температура поверхности металла в
конце периода напряжений.
5 6
8 9 Ю
Фиг. 15. Пример определения температурных полей и теплового потока
при охлаждении стального цилиндра.
нии 200 мм стального цилиндра приведён на
фиг. 15 при его охлаждении с 860° С в масло
температурой 60° С при заданных X = 50
ккал\м-час °С; с = 0,13 ккал/кг; а = 0,05
м^/час; а=500 ккал/м^-час °С; Nu=l,0.
Взаимную зависимость между скоростью
нагрева и допустимыми напряжениями, возни-
кающими в стали при нагреве до темпера-
туры перехода из упругого (напряжённого)
в пластическое состояние E50—600° С) и выше,
даёт метод Тайца [7], согласно которому
f.,1 =
Зависимости между количеством тепла К в
ккал\м?-час, воспринимаемого или отдавае-
мого металлом при одностороннем наг, еве
температурным полем в сечении нагреваемого
изделия, его физическими свойствами и на-
пряжённым состоянием дают нижеприведён-
ные формулы [10]:
tr =
2к
+ °'25) ~ Т
~~ 2 +
wXz ,
*=2а1*
400a 200a
при Д^=50° k = 0,6; при Ate = 10°
при A*e = 20° A; = 0,3;
33 Том 7
= 0,4;
2\~ 2а
2
Здесь /д.—температура в любой точке iione-
реч iOi'o сечения на расстоянии х от изоли-
рованной поверхности односторонне нагре-
ваемого изделия; X— толщина (диаметр) из-
514
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
делия в м; 2 — суммарный коэфициент ( при
^м. * ~~ Раз"
У2
0,3 — принимается 2=
ность температур в сечении нагреваемого из-
делия в определённый отрезок времени; v—
скорость нагрева (или охлаждения) в град/час;
w — скорость продвижения изделий через ра-
бочий объём печи в м/час; ti— нарастание
температуры поверхности металла по длине
печи в град/м; htM<s — разность температур в
сечении нагревaeiworo (охлаждаемого) изделия
при температуре перехода из упругого в пла-
стическое состояние (или наоборот); з0—¦
остаточные (начальные) внутренние напряже-
ния в кг/мм2.
Большим вкладом в разработку теории
нагрева служит работа доцента Иванцова Г. И.
[5], рассматривающего диференцированно на-
грев условно „тонких" и „толстых" сечений,
а также работы инж. Будрина [1] и др.
Экспериментальная проверка основных тео-
ретических положений, выдвинутых, в част-
ности, Иванцовым, несомненно, приведёт к их
широкому практическому применению.
Эмпирические формулы. Для определе-
ния продолжительности нагрева применяются
также эмпирические формулы; наиболее рас-
пространена формула Доброхотова
где k принимают равным 20 (для легирован-
ной стали) и 13 (для углеродистой); d — диа-
метр нагреваемого изделия в м.
Практический интерес представляет также
формула Голованова
где X — коэфициент теплопроводности стали
в ккал/см-.сек °С; d — диаметр нагреваемого
изделия в см; Ъ — коэфициент, учитывающий
условия предшествующей нагреву термообра-
ботки (кроме закалки); а — сводный коэфи-
циент замедления, зависящий от содержания
углерода в стали, структуры стали перед
нагревом, формы и сечения изделий и пр. [2].
Эмпирические формулы для определения
времени подогрева и выдержки различного
вида инструментов см. в табл. 19, 20 и 26—40.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б у д р и н, „Труды Уральского индустриального
института", вып. XVII, 1941.
2. Вишняков Д. Я-, Скорость нагрева стальных об-
разцов разных форм и размеров в различных печах.
Термическая обработка легированной стали. Сборник
трудов Моск. ин-та стали им. И. В. Сталина ОНТИ,
М. 1937.
З.Голованов С. Г., „Вестник машиностроения"
№ 2-3, 1946.
4. Гребер Г. и Эр к, Основы учения о теплообмене,
ОНТИ, 1936.
5. Иванцов Г. И., „Журнал технической физики",
АН, вып. Vill, т. 4, 1934.
6. КирпичевМ. В. и др., Теплопередача, ГЭИ, 1940.
7. Минкевич Н. А., Пути к улучшению нагрева в
термических печах и их конструкции. Теория и прак-
тика металлургии, Сборник трудов Моск. ин-та стали
им. И. В. Сталина, Оборонгиз, М. 1939.
8. Михайленко А. Я- и др., Печи для цветных
металлов, Металлургиздат, М. 1946.
9. Тайц Н. Ю., Доклад на И Всесоюзной конференции
по стахановским методам термообработки, 1941.
10. Хейлигенштадт В., Теплотехнические расчё-
ты, ОНТИ, Харьков 1937.
11. Ш т е й н б е р г С. С, Термическая обработка стали,
Металлургиздат, М. 1945.
12. HelwigL, .Arch. f. d. Eisenhiittenn", XI, 1933.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
КЛАССИФИКАЦИЯ ПРОЦЕССОВ ХИМИКО-
ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Изменения химического состава стали в
поверхностных слоях являются результатом
процессов, которые протекают: а) во внешней
по отношению к нагреваемому металлу среде,
б) на разделе между жидкой и газовой сре-
дами и металлом и в) во внутренних слоях
обрабатываемого металла. Благодаря этим
процессам во внешней среде достигается тре-
буемая концентрация активных элементов, на
разделе двух сред осуществляется химическое
взаимодействие активных элементов с метал-
лом и во внутренних слоях обрабатываемого
металла происходит абсорбция активного эле-
мента на определённой глубине (диффузия
его в глубже лежащие слои). Все три процесса
связаны между собой, зависят от времени,
температуры, концентрации реагирующих эле-
ментов и от катализаторов или активизаторов
процесса. Химическое взаимодействие с ме-
таллом происходит только через жидкую и
газовую фазы независимо от агрегатного со-
стояния внешней среды.
Механизм перехода активного элемента
(углерода, азота, хрома и т. п.) из внешней
среды в поверхностные слои металла объяс-
няют несколько существующих гипотез, глав-
ными из которых являются следующие: а) ак-
тивный элемент выделяется во внешней среде
за счёт реакций, происходящих вблизи поверх-
ности металла, и поглощается последним в мо-
мент выделения (in statu nascendi), находясь в
атомарном состоянии (С, N', Сг' и т. п.), и б) на
поверхности металла происходит химическое
взаимодейств.ie (активированная адсорбция —
хемосорбция) внешней среды со сталью с обра-
зованием в конечном итоге комплексных соеди-
нений (карбидов, нитридов и т п.) и с последую-
щей возможной диссоциацией последних [10,12].
Направление реакций химического взаимо-
действия находится в зависимости от концен-
трации (парциального давления) реагирующих
элементов, а константы равновесия реакции —
в зависимости от температуры (см. стр. 575).
В процессе взаимодействия внешней фазы
с поверхностью стали вблизи последней суще-
ствует слой определённой толщины, в котором
происходят физические процессы обмена актив-
ных элементов или их соединений с продук-
тами реакций взаимодействия (фиг. 16). Чем
активнее обмен в этом слое, т. е. чем быстрее
продукты реакции удаляются от поверхности
и быстрее поступают к поверхности активные
соединения, тем больше скорость реакции
ГЛ. XI]
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
515
взаимодействия. Помимо этого, ускорение или
замедление реакций взаимодействия внешней
среды с поверхностью стали происходит ещё
под влиянием каталитического действия неко-
торых веществ.
Процессы, протекающие во внутренних
слоях нагреваемого металла, связаны с явле-
ниями диффузии элементов. Качество и свой-
ства поверхностного слоя, полученного в ре-
зультате насыщения стали углеродом, азотом,
хромом, алюминием и другими элементами,
характеризуются следующими показателями
(параметрами): 1) количеством (концентрацией)
элемента, поглощённого поверхностным филь-
мом, Cf в %; 2) количеством поглощённого
элемента на определённой глубине слоя от по-
верхности Сх в %; 3) глубиной насыщенного
ь*сНьЪ)ГгМ;
Г
-C02.H,
H2+^-H20
. С0+тг = С02
2NaCN+02=2NaCN0
u dp.
2С0~С02+С
2Н С
2NH3—3H2+N2
Реакции
диссоци-
ации
Н2+С02=Н20+СО I Реакции
,д. взаимо-
"ОР ) действия
Диффузия газов и Жидкостей и т.д.
ЗГе+2СО=РеэС+СОг (цементация;
3fe+3NoCNO=Fe3ONaCN*Na2C03+N2 (цианирование/
2mfe + 2NH3= 2FemN + ЗНг (азотирование)
Fe+fllClj=FeClj+Д1 (алитирование)
Фиг. 16. Схема взаимодействия внешней среды со сталью
при химико-термической обработке: / — внешняя жидкая
или газообразная среда; //— поверхность раздела сред;
/// — твёрдая среда — сталь.
элементом слоя х в мм; твёрдостью на по-
верхности и на глубине х от поверхности
(распределением твёрдости по глубине) Н и
Нх; 4) микроструктурой; 5) механическими
свойствами, внутренними напряжениями, из-
носоустойчивостью и др.
Указанные параметры в свою очередь за-
висят от: а) исходного содержания в стали
абсорбируемого элемента — Со в %; б) коэфи-
циента диффузии абсорбируемого эле ;ента D
в см2/сек или в см% за 24 часа; в) величины
зерна и наличия в стали легирующих элементов;
г) факторов, характеризующих тепловой ре-
жим процесса; д) температуры Г в VK или t в
СС; е) продолжительности х в час и ж) скоро-
сти нагрева и охлаждения.
Аналитическими и экспериментальными
исследованиями установлена применимость
законов Фика к случаю диффузии различных
элементов в твёрдых растворах.
По первому закону Фика
dc
dm = D -у df-di,
dx
По второму закону Фика
,dx%
д v "I" dz* ) '
Первый закон показывает параболический
характер зависимости глубины слоя х от про-
должительности процесса т:
Решение диференциального уравнения вто-
рого закона Фика [10] приводит к формуле,
принятой в основу всех процессов химико-
термической обработки:
\
- представляет интеграл вероят-
ГДе/'21ЛВх
ности Гаусса.
Определяя химическим анализом или
другим методом концентрацию Сх диффунди-
рующего вещества на глубине от поверхности
и по специальным таблицам [2] значение
х
—г= , можно найти для данной продолжи-
тельности процесса величину коэфициента
диффузии D. Условием получения достоверных
значений коэфициента диффузии является до-
стижение при данной температуре Cf — max.
Коэфициент диффузии характеризует со-
бой скорость нарастания или уменьшения
концентрации вещества под воздействием его
потенциала (разности концентрации).
Зависимость коэфициента диффузии от
температуры подчиняется общему закону
Аррениуса:
D = Ае
__
Здесь Q — теплота диффузии (разрыхления) —
количество энергии, необходимое для осуще-
ствления передвижения атома вещества в
твёрдом растворе; R—газовая постоянная;
А — коэфициент.
Q = 3fcs Ts,
где Ts — температура плавления металла, в
котором происходит диффузия; Ъ — коэфи-
циент, зависящий от атомного радиуса диф-
фундирующего элемента; b находится в пре-
делах 1,7-2,0..
О_
RT
Логарифмирование равенства D = Ае
даёт уравнение прямой в координатах In Д и
1 - Q ,
— при тангенсе угла наклона прямой j~ (см.
фиг.. 17):
Подробные исследования процессов диф-
фузии приводят к выражению
где S — межатомное расстояние металла, в ко-
тором происходит диффузия; iV— число Аво-
гадро; п — постоянная Планка.
Наиболее подробно изучены закономерно-
сти диффузии углерода в стали.
Классификация процессов химико-термиче-
ской обработки стали приведена в табл. 48.
516
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
Классификация процессов химико-термической обработки стали
Таблица 4S
Наименование
процесса
Виды процессов по при-
меняемой среде
Характеристика процесса
Назначение
Цементация
Азотирование
Цианирование
Алитирование
Хромирование (тер-
моди ф фузионное)
Силицир ование
Борированве
Хромосилицирова-
иие
Хромоалитирование
1) Твёрдым карбюриза-
тором; 2) жидкостная;
3) электролизом; 4) газо-
вая
1) Газовое; 2) жидкост-
1) В твёрдой среде;
2) жидкостное; 3) газовое
1) В твёрдой среде;
2) газовое; 3) жидкостное;
4) электролитическое
1) В твёрдой среде;
2) жидкостное; 3) газо-
вое
1) В твёрдой среде с
пропусканием газообраз-
ного хлора; 2) газовое
1) В твёрдой среде
2) в расплавленной буре
при её .электролизе
Газовое
Газовое
Насыщение поверх-
ностного слоя углеродом
Насыщение поверх-
ностного слоя азотом
Насыщение поверхност-
ного слоя углеродом и
азотом
Насыщение поверх-
ностного слоя алюминием
Насыщение поверх-
ностного слоя хромом
Насыщение поверх-
ностного слоя кремнием
Насыщение поверх-
ностного слоя бором
Одновременное насы-
щение поверхностного
слоя хромом и кремнием
Одновременное насы-
щение поверхностного
слоя хромом и алюми-
нием
Повышение износоустойчивости,
поверхностной твёрдости и предела
усталости стальных деталей
Повышение износоустойчивости,
поверхностной твёрдости, предела
усталости и коррозиеустойчи-
вости стальных деталей
Повышение износоустойчивости,
поверхностной твёрдости и предела
усталости деталей из конструкцион-
ной стали. Повышение режущих
свойств и стойкости инструментов
Повышение жароупорности
стальных деталей
Повышение износоустойчивости и
поверхностной твёрдости деталей
машин и механизмов. Повышение
режущих свойств и коррозиеустой-
чивости инструментов
Повышение жароупорности, изно-
соустойчивости и коррозиеустой-
чивости стальных деталей
Повышение твёрдости, коррозие-
устойчивости и кислотоупорности
стальных деталей
Приобретение комплекса свойств,
присущих хромированному и сили-
цированному слоям, главным обра-
зом жароупорности
Повышение жароупорности
ЦЕМЕНТАЦИЯ
Цементация является процессом поверхно-
стного насыщения стали углеродом.
Скорость диффузии углерода в стали свя-
зана с переходом Fea-+Fe7; в феррите она
минимальна, в аустените максимальна, поэтому
процесс цементации стали проводится при
температурах выше Acs (в частности для
стали с содержанием углерода 0,10-0,25%
при температурах в пределах 900—940° С, а
для стали с содержанием углерода 0,20—0,35%
в пределах 880—920° С).
Числовые значения коэфициента диффузии
углерода в стали следующие:
а) в зависимости от температуры (см.
фиг. 17) [13] по различным данным
32 000
' rt
(для стали с 0,7% С) или
13 400
?> = 0,35 -10 ;
б) в зависимости от начального сбдержа-
ния углерода в стали [13]
32О0О
или
D = @,07 + 0,06% С) е
D = 0,092 A + 2,7% С)
13 400
Т
в) в зависимости от легирующих элементов
стали; для конструкционной легированной
стали, содержащей до 1,9% Ni и до 2,5% Мп,
коэфициент диффузии углерода практически
постоянен (D » 4,5 • 10~ см^/сек при 1000° С).
Распределение концентрации углерода в
цементованном слое находится в зависимости
от температуры процесса (фиг. 18), продолжи-
тельности его (фиг. 19), температуры (фиг. 20)
и продолжительности периода выдержки без
карбюризатора (диффузионного периода)
(фиг. 21).
Глубина цементованного слоя х мм в зави-
симости от продолжительности процесса т час
ix = \/^2jn) является параболической функ-
цией (фиг. 22) [12]: -
х = 800 Y% - Ю
6700
Т
В практике за глубину цементованного
слоя принимается сумма заэвтектоидной, эвтек-
тоидной и половины переходной зон @,40—
0,45% С), что после термической обработки
определяет закалённую зону твёрдостью около
HRc =40 (фиг. 23).
Полная глубина цементованного слоя харак-
теризует собой всю диффузионную зону до
исходного содержания углерода в стали.
Цементация твёрдым карбюризатором
Стальные детали упаковываются в ящики
с засыпкой твёрдым карбюризатором (см.
стр. 630), содержащим 20-35% свежего и
80—65% отработанного. Поверхности деталей,
не подлежащие науглероживанию, защищаются
омеднением, обмазкой пастами и т. д.
ГЛ. XI]
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
517
0,15
0,10
0,08
0.06
6.05
0,0k
0,03
—
\
s—
>
\
^
Л
Л
с%
ко
0.8
0,6
0,2
\\ \цемен
\\\.юоо°
вооЩ
soo°\
>
950°
lodd3-
\
тацил
к
^/
К
к
ч:
¦2
К.
1
6jS 7,0 7,5 8,0 8,5 9,0 9j
Ю
Фиг. 17. Коэфициент диффузии углерода
в сталь.
1,0 г/) з,о сф мм
Глубина от поверхности
Фиг. 20. Распределение концентра-
ции углерода по глубине в зави-
симости от температуры выдержки
без карбюризатора в течение 10 час.
Сталь 08. Предварительная цемен-
тация при температуре 1000° С-
С%
Г, 2
КО
0,8
0,6
0,k
0.2
0 0,5 1,0 1,5 2,0 мм
Глубина от поверхности
Фиг. 21. Распределение
концентрации углерода по
глубине в зависимости от
продолжительности вы-
держки без карбюриза-
тора. Сталь 20, температу-
ра 925* С: 1 — продолжитель-
ность выдержки 3 ч. 10 м.
при цементации; 2 — про-
должительность выдержки
3 ч. 10 м. при цементация
и 4 ч. 45 м. без карбю-
ризатора (диффузионный
период).
с%
1,0
0,8
0,6
is
900
ч
ч
\>
0
925е
чК
1
—
3,0
12,0
1,5
?
V
/
/ /
/
/
+—¦
^—
лаз
-81-
У
<-
/
г*
t^
.—
0^5 0,5 0,75 Ifl W 1J50 1,75 2,0 мм
Глубина от поверхности
Фиг. 18. Распределение концен-
трации углерода по глубине в
зависимости от температуры про-
цесса (сталь Щ.
С%
1.2.
ко
0,8
0,6
о,ь
0,2
О ч 8 12 16 20 2k 28час
Фиг. 22. Зависимость глубцны це-
ментованного слоя от продолжи-
тельности процесса.
СУ.
1,0
0,9
0,8
0,6
0,5
04
0,2
0,1
О-
К
аэв
$з8
— С
зак
С
\
\
\
п
f
Soi
\
%
ч
г„, -
1
0
s
и
60
50
30
20
Глубина слоя
Фиг. 23. Содержание углерода и твёр-
дость по глубине цементованного слоя.
3 >
4"
\
V
\
__1
0,5 1,0 1,5 2,0 ММ
Глубина от поверхности
Фиг. 19. Распределение концентрации
углерода по глубине в зависимости
от продолжительности процесса (вы-
держка при температуре У20° С): 7—8,3
часа; 2—6,3 часа; 3-4,3 часа; 4—2,3 часа.
Сталь 20.
Кб
% /9
щ1,0
$0,6
а'17
—
/
/
*
/
/
/
L
/1
/
0 2 4 6 8 10 12 1k 16 18 20час
Фиг. 24. Зависимость глубины цементо-
ванного слоя от продолжительности про-
цесса: / — газовая цементация; 2 — це-
ментация твёрдым карбюризатором.
518
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
Процесс науглероживания при наличии в
карбюризаторах углекислых солей может быть
представлен следующей схемой:
ВаСО3-> ВаО + СО2;
2С(уг0Ль) + О2-^
2CO'+3Fe-*COa
2СО;
При упаковке деталей в ящики между де-
талями принимаются расстояния 5—15 мм, ме-
жду деталями и дном ящика — 20—30 мм, ме-
жду деталями и боковыми стенками — 15—
25 мм, между деталями и верхней крышкой —
25—40 мм
После упаковки ящики закрываются крыш-
ками и края обмазываются шамотной глиной.
Для повышения эффективности процесса
применяются специальные ящики, выполнен-
ные с учётом конфигурации деталей.
Ящики и крышки к ним изготовляются
стальные, чугунные или из жароупорного
сплава.
Стойкость стальных сварных ящиков —
150—200 час, литых стальных и чугунных —
250—500 час. и из жароупорного сплава —•
4000—6000 час.
Температура процесса 920—940° С. Общая
продолжительность процесса (включая период
нагрева и выдержки) в зависимости от тре-
буемой глубины цементованного слоя может
быть ориентировочно определена по кривой 2
фиг. 24 для средней загрузки деталей в ящик
70—100 кг при его размерах в сечении до
300X350 мм.
Цементация проводится в печах: а) камер-
ных— немеханизированных, б) непрерывного
действия — толкательных или с вращающимся
подом (карусельных) и в) с вращающейся ре-
тортой. Обогрев мазутом или газом, реже —
электронагрев.
Жидкостная цементация
Существуют два метода жидкостной цемен-
тации.
Первый метод, разработанный и при-
меняемый в СССР, основан на разложении
карбида кремния (SiC) — карборунда. Цемен-
тация проводится в ваннах из расплавленных
солей, содержащих 75—85% Na2CO3H 15—10%
NaCl, к которым добавляется около 10% SiC,
размолотого до величины зёрен 0,5—1,0 мм.
Карбид кремния в чистом виде диссоциирует
при 2200° С, а в присутствии хлора (NaCl)
уже при 600° С.
Химизм цементации в ваннах с карборун-
дом (SiC) может быть представлен реакцией
2Na2CO3 + SiC = Na2Si03 + Na2O + 2CO + С.
Na2Si03 + Na2O всплывают в виде шлака,
предохраняя ванну от тепловых потерь, СО
пробивается сквозь толщу шлака и сгорает,
а С науглероживает сталь.
Процесс ведётся при температуре 815—
860° С (для деталей из стали 15, 20, Авт12, 20Х
при температуре 840—860° С, а из стали 35,
АвтЗО, Авт35, 40Х — при температуре 815—-
840° С). Повышение температуры (выше 860° С)
ведёт к сильному шлакообразованию и затруд-
няет работу.
Шлак с поверхности ванны' должен пери-
одически удаляться. Через каждые 6—8 час.
работы ванны в неё должен добавляться кар-
борунд (SiC) в количестве 2 -3% (от общего
веса солей в ванне). •?
Концентрация углерода в цементованном
слое приведена в табл. 49.
Таблица 49
Концентрация углерода в цементованном слое
в зависимости от продолжительности выдержки
для стали 20Х при температуре 850D С
1
Глубина
от поверх-
ности
в мм
О,1
О,2
°,3
°,4
°>5
о,6
°,7
№
Содержание С в °/0 при выдержке
0,5
о,44
°>3°
О,2О
О,2О
О,2О
О,2О
O,l8
1,0
о,бо
О,42
О,28
°>24
о, 24
О.2О
О,2О
2,0
о,до
о,ъо
°, 5°
о,42
о 34
°,32
О,28
в час.
3,0
1,об
о
о
о
о
о
88
8i
78
81
о,6о
Поверхностная твёрдости деталей после це-
ментации в ванне с SiC и закалки (в воду
или масло в зависимости от марки стали) на-
ходится в пределах Ндс = 56—62.
Второй метод заключается в цемента-
ции в цианистых ваннах с добавкой графита
или карборунда. Примерные составы ванны
приведены в табл. 50.
Таблица 50
Составы цианистых ванн для жидкостной цементации
Наименование
компонента
BaCU
КС1
NaCl
NaF
NaXO, . .
NaCN
SiC
Графит ....
Ca(CN), ....
Составы ванн в °/0
1
35—55
15-25
2Э—28
2
85-9°
7—15
*
3
7о—8о
Ю—2О
i—i,5
1—2
4
27
3
45
14—23
I
I
5
5 -15
15—45
3^~65
6
45-65
5—20
До 15
Д030
8—12
i
Цементация ведётся при температуре 850 —
950° С и выдержке 1—6 час. Насыщенный
углеродом слой получается глубиной до 1,5—
2,0 мм при наличии тонкого азотированного
слоя 0,1—0,15 мм.
Этот метод применяется для цементации
автомобильных, танковых, мотоциклетных и
тракторных шестерён и валов коробки пере-
мены передач, шестерён редукторов подъём-
но-транспортных механизмов (диаметром до
ЗСО ми), пальцев, болтов, втулок, осей и т. д.,.
изготовленных из легированных и углероди-
стых сталей.
Основные преимущества жидкостной цемен-
тации заключаются в следующем:
а) Сокращение продолжительности про-
цесса химико-термической и термической обра-
ботки. Цементация в твёрдом карбюризаторе
даёт глубину слоя, равную 0,9—1,0 мм за
Г Л XI]
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
519
10 час. (нагрев и выдержка при температуре
900° С), а слой той же глубины при жидко-
стной цементации (температура 900° С) полу-
чается за 3 — 4 часа. Кроме того, при жидко-
стной цементации отпадает операция нагрева
под закалку, так как последняя производится
с этого же нагрева (или в отдельных случаях
после охлаждения в соляной ванне до темпе-
ратуры закалки).
б) На закалённых после жидкостной цемен-
тации деталях совершенно отсутствуют обез-
углероживание и окалина, что исключает
операции электрохимической или пескоструй-
ной очистки.
в) Деформации деталей (особенно важно
для шестерён) получаются минимальными
благодаря весыа равномерному нагреву де-
талей в ванне, сокращённому времени пребы-
вания их при высокой температуре цемента-
ции и отсутствию отдельной операции нагрева
под закалку.
Влияние температуры и продолжительности
процесса жидкостной цементации на глубину
диффузионного слоя приведено в табл. 51.
Таблица 51
Глубина цементованного слоя * стали 20 @,18п'о С)
в зависимости от температуры и продолжительности
процесса жидкостной цементации
Таблица 52
Содержание углерода и азота в слое после жидко-
стной цементации стали 20 (выдержка 2 часа)
Температу-
ра цемен-
тации
в °С
8i5
840
870
goo
925
95°
Глубина цементованного слоя при про-
должительности выдержки в час.
1,0
О,25
о, 33
oi4°
о,44
о,5°
о, 60
2,0
°,4°
о,48
°-57
0,64
°,75
о,8о
3,0
о. 5°
°,6з
о, 7°
О,82
о,94
1,15
4,0
о,бо
°,75
о,85
о,94
i,T5
i,4o
* За глубину цементованного слоя принимается
диффузионный слой с содержанием углерода до 0,35°/е
минимум.
После выдержки стальные детали подвер-
гаются закалке и последующему низкому от-
пуску A70—200" С) в течение 1—2 час. с по-
лучением поверхностной твёрдости в пределах
/у^г=58—63 для шестерён и валов и /Y#c=
—56—63 для других деталей с меньшей глу-
биной цементованного слоя. В отдельных слу-
чаях, когда непосредственная закалка из
цементационной ванны с температуры 870—
930° С невозможна (из-за опасений получения
деформаций изделий, значительных количеств
аустенита в поверхностном слое и т. п.), при-
меняют перенос деталей в соляную ванну с
пониженной температурой G90—820° С), откуда
после подстуживания производят закалку.
Степень насыщения стали углеродом и
азотом и градиент их по глубине слоя в за-
висимости от температуры процесса приведены
в табл. 52.
Для жидкостной цементации чаще всего при-
меняются электросоляные ванны с внутренними
электродами, что значительно повышает стой-
кость тиглей, экономит электроэнергию, спо-
собствует созданию равномерной температуры
в рабочем объёме соли и позволяет форсиро-
вать работу ванны при загрузке деталей.
Глу-
бина
слоя
в мм
О,1
0,2
°,3
о,4
о,5
о,6 '
°>7
о,8
о,9
1,О
i,i
1,2
1,3
1,4
Температура в °С
840
С
о.75
о,б5
os49
о, 34
О, 27
о. 19
N.
о, 34
о.об
О,О2
О,О1
870
С
°. 77
0,76
о. 58
о =43
о.З1
Oi23
О, 21
о,19
N2
°,32
°.°5
О, О2
О OI
900
С
о, 78
о, 8о
os72
О,б2
о, 47
°,36
°,3°
О,2б
О.2О
No
0,31
0,07
0,04
0,03
ОЖО1
О,О1
925
С
о,87
°. 99
о,89
0,72
О,б2
°,5i
°,39
о.З1
О,21
N.
0,20
0 О7
о'о8
°5°5
°,°4
О,О2
950
С
о, 86
о, 95
о, 91
о,84
о, 7i
о,6о
°,48
о, 40
°. 33
о. 31
о, 29
о,зб
о. 24
N2
о, 08
о,о7
о, об
о,04
о.оз
О,О2
В тигель такой ванны, например, ёмкостью
730 кг солей при высоте соли в тигле около
460 мм, одновременно загружается 115 кг
шестерён или других деталей.
Электролитическая цементация
Метод основан на том, что при электро-
лизе расплавленных щелочных и щёлочно-
земельных карбонатов последние действуют
как карбюризато-
ры, причём наугле-
роживание проис-
ходит только на
катоде, которым
являются цемен-
туемые стальные
детали, погружён-
ные в ванну. Опти-
мальным составом
ванны для электро-
литической цемен-
тации является
смесь из 43%
ВаСО3 и 57% ВаС12
(по весу). Содер-
жание углерода при
этом доходит до ,.
эвтектоидного.
Чем больше
продолжитель- |
ность процесса, тем °
более глубоким по- §
лучается цементо- ^
ванный слой (фиг. ^
25). Температура
процесса в интер-
вале 800—950° мало
влияет на глубину
цементованного
слоя, и ее следует
выбирать в зави-
симости от типа
цементуемой стали.
Зависимость глубины цементованного слоя
от плотности тока показана на фиг. 26. Уве-
личение глубины слоя идёт только до 2J а\дм2
поверхности катода.
30 мин
Фиг. 25. Зависимость глубины
науглероживания при электро-
литической цементации от про-
должительности процесса.
/
1
/
/
--—
\пе
—
рехс
дная зона
ЭВтеНто
цемент
ид пая зона
ими
итная сетка
0 10 20 30 40 50 60 70 фм?
Фиг. 26. Зависимость глубины
науглероживания при электро-
литической цементации от
плотности тока.
520
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. IH
Эффективность процесса может быть иллю-
стрирована следующими данными: при цемен-
тации в твёрдом карбюризаторе при темпера-
туре 955° С после четырёхчасовой выдержки
стальных образцов глубина эвтектоиднои зоны
была получена равной 0,3 мм (при общей
глубине 1,0 мм), а при электролитической
цементации (температура 1145° С, плотность
тока 40 а/дм%) после 10-минутной выдержки
стальных образцов глубина звтектоидной зоны
получается также равной 0,3 мм (при общей
глубине цементации 0,9 мм).
Газовая цементация
' Процесс газовой цементации заключается
в науглероживании газовой средой, содержа-
щей в своём составе, как правило, наряду с
окисью углерода и углеводороды, главным
образом метан (СН4).
Основными реакциями науглероживания
стали при газовой цементации являются
СН4
2СО
3Fe
2Н2 + Fe3C;
CO2 + Fe3G.
В качестве газового карбюризатора при-
меняются „сырые", необработанные содержа-
щие углеводороды газы или смесь их с газами-
разбавителями. В первом случае цементация
ведётся в камерных, шахтных муфельных с
вращающейся ретортой печах при непосред-
ственном вводе газового карбюризатора. По-
следний может быть в виде жидкости (бензол,
кэрбонал, керосин) или газов (пирол-газ керо-
сина, светильный газ и т. п.),
Методы получения газового карбюризатора
и схемы установок см. стр. 559—575.
Типичными установками являются шахт-
ные печи и печи с вращающейся ретор-
той.
Отличительной особенностью процесса при
применении газов без разбавителей является
большое выделение в рабочем объёме печи
сажистого углерода. Для устранения вредного
влияния сажистого углерода на процесс вза-
имодействия активных газов (СН4 и СО) с
поверхностью цементуемых деталей приме-
няется или циркуляция газов в рабочем
объёме (муфеле) печи (шахтные печи), или
перемещение самих деталей (печи с вращаю-
щейся ретортой). Широко распространён в
практике процесс цементации в шахтных вер-
тикальных печах в применении к шестерням,
распределительным валикам двигателей и т. п.
В качестве газового карбюризатора в СССР
используются бензол, керосин, саратовский
газ. Печи с вращающейся ретортой приме-
няются для цементации мелких деталей про-
стой конфигурации — шайб, болтов, шпилек
и т. п.
В поточно-массовом производстве газовая
цементация чаще проводится в печах толка-
тельных — непрерывного действия; муфельных
с обогревом газом и электронагревом или
безмуфельных с нагреваемыми газом радиа-
ционными трубами. Детали загружаются в
печь на поддонах.
Укладка должна предусматривать макси-
мальное омывание газом цементуемых поверх-
ностей.
АЗОТИРОВАНИЕ
По своему назначению про4есс азотирова-
ния может быть продолжительным и кратко-
временным. Последний применяется только
с целью повышения коррозиеустойчивости
стальных и чугунных деталей? (антикоррозий-
ное азотирование).
Для получения максимальной твёрдости
азотированию подвергаются легированные
алюминием, ванадием, хромом и молибденом
стали. Эти элементы образуют с азотом стойкие
нитриды, обладающие высокой твёрдостью.
Механизм процесса азотирования состоит
из трех стадий:
1) Диссоциация аммиака на поверхности
стали, являющейся катализатором, по реак-
ции
2) Адсорбция азота поверхностью стали и
образование в поверхностном фильме нитридов
железа (и легирующих элементов) по реакции
2т Fe + 2N ^Г gFeOT N.
3) Диффузия азота в металл.
Газовое азотирование
Продолжительный процесс газового азо-
тирования применяется для различных дета-
лей машин и механизмов, работающих в усло-
виях трения, а также при знакопеременных
нагрузках изгиба при вращении (коленчатые
валы, гильзы цилиндров карбюраторных мо-
торов и дизельмоторов, шестерни, толкатели,
клапаны и сёдла клапанов авиационных мо-
торов, детали топливной аппаратуры дизелей,
шпиндели быстроходных станков, ходовые
винты станков и т. д.). Кроме деталей машин,
азотирование применяется также для различ-
ных мерительных инструментов (резьбовые
пробки и кольца, плоские калибры, скобы,
шаблоны и т. п.).
Для изготовления азотируемых деталей
машин наиболее широко применяется сталь,
легированная алюминием, хромом и молибде-
ном. В машиностроении СССР для этой цели
используется сталь 38ХМЮА.
В целях обеспечения требуемых механиче-
ских свойств стальные детали, предназна-
чаемые для азотирования, подвергаются пред-
варительной термической обработке (норма-
лизация с высоким отпуском и закалка с
высоким отпуском*).
Для предохранения отдельных частей по-
верхности деталей от азотирования приме-
няется лужение или покрытие защитными
обмазками.
Азотирование ведётся вереде диссоциирую-
щего аммиака при 480—650° С.
Влияние температуры, продолжительности
азотирования и степени диссоциации аммиака
характеризуется следующим:
I) с повышением температуры азотирова-
ния снижается поверхностная твёрдость, бы-
стрее протекает процесс диффузии азота в
* В подавляющем большинстве случаев применяется
только закалка с высоким отпуском.
ГЛ. XI]
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
521
сталь и увеличивается глубина азотированного
слоя ;
2) с увеличением продолжительности азо-
тирования глубина азотированного слоя уве-
личивается и при этом скорость диффузии
азота снижается;
3) с повышением температуры и продол-
жительности азотирования менее резко сни-
жается твёрдость по глубине азотированного
слоя;
4) диссоциация аммиака до 60% практиче-
ски не оказывает влияния на твёрдость и
глубину азотированного слоя; дальнейшее уве-
личение степени диссоциации аммиака пони-
жает твёрдость и уменьшает глубину слоя.
При требовании максимальной твёрдости
(Wir= 1050—1150) и минимальной деформации
процесс следует вести при температуре 480—
520° С и степени диссоциации аммиака 15 —
30%. Для получения несколько пониженной
твёрдости (//у =950—1000) и при отсутствии
опасений деформации изделий процесс ведётся
при 540—560' С (что ускоряет ход процесса) и
степени диссоциации аммиака 30—40%-
Ускорение процесса азотирования дости-
гается двух- и трёхступенчатым режимами,
характеристика которых приведена в табл. 53.
кольного типа и особенно печи с передвиж-
ной нагревательной камерой и двумя стацио-
нарными основаниями (подами).
Антикоррозийное азотирование отли-
чается от обычного своей кратковременностью,
широким диапазоном температур и получе-
нием азотированного слоя небольшой глубины,
достаточной для предохранения изделий от
коррозии.
Азотирование неответственных деталей,
изготовленных из низкоуглеродистой стали,
не несущих нагрузки в эксплоатации, к кото-
рым предъявляются требования только в части
устойчивости против коррозии, может прово-
диться при температурах 500—850° С. Глу-
бина азотированного слоя, обеспечивающая
антикоррозийные свойства, получается при вы-
держках 2—3 часа при температуре 500° С,
20—60 мин. при 600—750° С и 10 — 20 мин.
при 800—850° С.
Характеристика практически применяемых
режимов антикоррозийного азотирования дета-
лей из низкоуглеродистой стали приведена в
'табл. 54.
Антикоррозийное азотирование чугунных
деталей производится при температурах, ана-
логичных применяемым при азотировании дета-
Таблица 53
Характеристика ступенчатых режимов азотирования
Режим азотирования
Двухступенчатый .
Трёхступенчатый .
1-я ступень
Температура
азотирования
в °С
500—510
500—520
Степень дис-
социации
NH3 в %
Не выше
25
so- 35
Продолжи-
тельность
выдержки
в час.
i8—20
15-18
2-я ступень
Температура
азотирования
в°С
55о-57°
бОО—62O
Степень дис-
социации
NHa в °/0
35—55
5О-7°
Продолжи-
тельность вы-
держки в час.
2О—24
18—20
3-я ступень
Температура
азотир ования
в °С
-
55°~57°
Степень дис-
социации
NH3 в°/0
-
35-5O
Продолжи-
тельность
выдержки
в час.
-
4-5
Глубина
азотирован-
ного слоя
в мм
°.5-о.8
о,5-о,8
I
I
V
/
1
s
j,
-—
Эти ступенчатые режимы могут приме-
няться только для стали, содержащей алюми-
ний, и при допуще-
нии некоторой де-
НОО ——1^<^ формации азоти-
1000 / Iz. руемых деталей.
onn—L- S На фиг. 27 при-
tfW| ' ' ' ' ' ' 'мм% ведена зависимость
0,6 В глубины азотиро-
пц § вания и поверх-
«§ ностной твёрдости
^J от продолжитель-
ности процесса при
500е С.
После азотиро-
вания детали под-
вергаются оконча-
тельному шлифо-
ванию (полировке),
при котором уда-
ляется поверхностный слой, содержащий хруп-
кую фазу с максимальным содержанием азота.
Для азотирования применяются электриче-
ские камерные или шахтные печи с гермети-
ческим муфелем. В массовом производстве
нашли применение электрические печи коло-
Таблица 54
Режимы антикоррозийного азотирования
низкоуглеродистой стали
800
700
600
°0 10 20 30 ЦО 50 60 час
Фиг. 27. Зависимость поверх-
ностной твёрдости Ну и глу-
бины азотированного слоя S от
продолжительности азотирова-
ния при 500° С [3).
Темпера-
тура
азотиро-
вания
в °С
б2О
бдО
7оо
Продолжи-
тельность
выдержки
в мин.
75-iao
4о-7о
Зо—6о
Степень
диссоциа-
ции N На
в%
35
50
7°
Глубина азотиро-
ванного слоя
в мм
0,025—0,04
0,015-0,025
о,О4—о,об
лей из низкоуглеродистой стали; продолжи-
тельность выдержки при этом увеличивается
в полтора-два раза.
Азотирование деталей из высокоуглероди-
стой и хромистой стали (ШХ12, ШХ15) произ-
водится с последующей закалкой. Это опре-
деляет собой температуру азотирования, таю
как для мелких деталей она является одновре-
менно температурой нагрева их под закалку.
Крупные детали после азотирования нагре-
ваются в той же печи под закалку и после
522
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
кратковременной выдержки закаливаются в
масло.
В табл. 55 приведены режимы азотирова-
ния некоторых мелких и крупных деталей из
высокоуглеродистой и хромистой стали.
через ванну пропускается аммиак. Азотирова-
ние происходит за счёт непосредственного воз-
действия струи аммиака, а также растворён*
ного в солях газа. Для защиты поверхности
стальных деталей от коррозии расплавленными
Таблица 55
Режимы антикоррозийного азотирования высокоуглеродистой и хромистой стали
Азотируемые детали
Мелкие (шестерни, валики, винты,
штифты, поводки и др. сечением
1 — 10 мм)
Крупные (шестерни, валы, винты
и др.)
Марка
стали
У7, У8, У10
ШХ15
У7, У8. У10
ШХ15
Температура
в °С
азоти-
рова-
ния
780 - 79°
83о
боо—7°°
боо 7°°
нагрева
под
закалку
—
780 — 79°
830
Степень
диссоциа-
ции NH3
в%
7°-75
7О—8о
70—8о
70-80
Выдержка
в мин.
при температуре
азотирова-
ния
2 -IO
2 — 10
5-3°
5-3°
закалки
—
5-7
5-7
Закалочная
среда
Вода или
Масло
п
-А
Отпуск после азотирования и закалки в за-
висимости от требуемой твёрдости произво-
дится при различных температурах в струе
аммиака, если температура отпуска высока,
и без аммиака при низ-
ком отпуске.Зависимость
глубины азотированного
слоя от продолжитель-
ности процесса для стали
20 при 700° С показана
на фиг. 28.
Микроструктура азо-
тированного слоя состоит
из поверхностной свет-
лой зоны (s-фаза или
нитроаустенит и нитро-
мартенсит) и нижележа-
щей тёмной зоны (брау-
нит — а 4- -f).
Процесс антикоррозийного азотирования
может проводиться в шахтных печах ПА-32,
контейнерных шахтных печах или камерных
муфельных печах.
Жидкостное азотирование
При жидкостном азотировании детали по-
гружаются при температуре 650—700° С в со-
ляную ванну состава: 31 % BaCl -f 21о/о NaCl-(-
-f-480/0CaCl2 или 27,5% NaCl + 72,50/0СаС12, и
(для кривой 5)
550 600 650 700 "С
эта
1
? 0,02
. 0 0,5 f,0 15 2,0 час
Фиг. 28. Зависимость
глубины азотированно-
го слоя стали 2(> от
продолжительности
азотирования при
700° С
мг
дм*
120
W0
во
60
U0
20
А
' L
W'
V
I/
А
//
У
/ч
/
/
/
'г
S3 i
^-*
у~
^~-
:==¦
it-
-5
\
\
0 15 30 « 60 1590 105 мин
Продолжительность
азотирования
Фиг. 29. Результаты азотирования стали в соляной ванне
с разной зашитой от коррозии. Сталь 20, температура
азотирования 6 ОС; состав ванны: 31% ВаС14-48°'о СаС13+
+ 21°/0 NaCl. / — азотирование с электрозащитой; 2 — га-
зовое азотирование; 3 — азотирование с защитой NaOtt;
4 — азотирование без защиты; 5 — поглощение сталью
азота в зависимости от температуры азотирования.
солями применяются добавки ферросилиция
или щёлочи (NaOH). Лучшие результаты по-
лучены при электролитической защите от кор-
розии (деталь — анод, графит — катод) при
плотности тока 0,1—0,25 а/дм2.
Результаты азотирования даны на фиг. 29.
Опыты ЦНИИТМАШ с образцами из стали
35ХМЮА показали, что поверхностная твёр-
дость в результате трёхчасовой обработки при
550° С повышается до Ну= 700, а на образцах
из стали У10 после 15—25 мин. азотирования
гри температуре 730° С с последующим охла-
ждением в воде получается твёрдость до //#с =
-67 (Я^
ЦИАНИРОВАНИЕ
Цианирование в твёрдой среде
(низкотемпературное)
Назначением цианирования в твёрдой среде
(низкотемпературного) является повышение
режущих свойств инструментов, изготовленных
из быстрорежущей стали и её заменителей.
Инструменты, прошедшие окончательную
термообработку и механическую обработку,
упаковываются в ящики с засыпкой цианиза-
тором и выдерживаются при 540—560° С от
1,5 до 3 час. Цианизатор состоит из смеси
(по весу) 60—7С°/0 просушенного древесного
угля (величиной зерна 1—5 мм), 10—30%
просушенной порошкообразной Na2CO3 и ?0—
40% K4Fe(CNN или K8Fe(CNN*.
При температуре процесса 540—560° С про-
исходит термическая диссоциация красной кро-
вяной соли по реакции
K4Fe (CN)e-»4KCN + Fe + 2С + 2N.
Азот и углерод частично диффундируют в
поверхностные слои стали, остальная часть
азота (ассоциированного в молекулярный азот)
удаляется из системы; часть углерода оса-
ждается в виде сажи.
При упаковке инструментов в ящики для
цианирования на дно ящика насыпают слой
* Калиевые соли могут быть заменены аналогичными
натриевыми: Na4Fe(CNN или Na3Fe(CN)e.
ГЛ. Xi]
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
523
цианизатора толщиной 20—30 мм. Расстояние
между инструментами и стенками ящика
должно быть 20—30 мм, а между самими ин-
струментами — 15—20 мм.
После выдержки при температуре процесса
охлаждение инструментов производят в ящи-
ках вне печи до 100—200° С. Затем следуют
распаковка, очистка инструментов проволоч-
ной щёткой, охлаждение на воздухе, промывка,
сушка и протирка.
Твёрдость цианированного инструмента
колеблется в пределах Ну= 1000—1100 для ста-
ли РФ1 и ЭИ-262 и tf^ = 925—1000 для стали
ЭИ-184; глубина цианированного слоя полу-
чается 0,02—0,03 мм.
Жидкостное цианирование
Высокотемпературное жидкостное циа-
нирование применяется для деталей из кон-
струкционной стали и мерительных инстру-
ментов. Ванны в основном двух видов: 1) с циа-
нидом натрия или калия (NaCN, KCN), 2) с циа-
нидом кальция [Ca(CNJ]. Состав ванны см.
статью стр. 631.
Ванны с цианидом натрия или
калия. В расплавленных ваннах с NaCN или
KCN при рабочих температурах процесса
G50—850° С) и открытой поверхности (зер-
кале) ванны в контакте со стальными издели-
ями происходят реакции, дающие в результате
СО, Na, Fe3C, NaCO3, NaCNO, CO2 и FeOTN.
Окисление ванны воздухом (через зеркало) идёт
по реакции 2NaCN + 2О2 = Na2CO8 + CO+2N,
которая является основной для процесса циа-
нирования (СО — цементующий газ, N — азо-
тирующий . газ). Кроме того, при недостатке
кислорода в ванне происходит реакция непол-
ного окисления:
2NaCN + 02->2NaCN0;
4NaCNO-*2№iCN + Na2CO3 + CO + 2N.
Взаимодействие цианата со сталью идёт по
реакции
3NaCNO+3Fe-^Fe3C + NaCN + Na2CO3 4-2N.
В табл. 56 приведены данные, характери-
зующие влияние концентрации NaCNO и тем-
пературы цианирования на содержание угле-
рода и азота в поверхностном слое стали.
Таблица 55
Содержание углерода и азота в °/0 в поверхностном
слое стали в зависимости от концентрации NaCNO и
температуры цианирования. Сталь 20, выдержка 1 час
о
с
о
с
ванн
I
2
3
4
5
6
7
Состав
ванны
в
Z
и
Z
25,о
23.2
24,0
24,4
27,4
22,6
24,2
°/о
aCNO
Z
20,7
12,8
8,8
4,8
4,8
4.4
2
§.и
Й?
емпер
фова
Н я
7°5
760
79°
815
845
870
9оо
Глубина от
0,1
С
0,82
1,ОО
0,69
о, 75
о, 42
о, =$8
о, 38
N*
2,18
1,27
1.31
0,83
1,о4
о, 98
o,bi
вине
периферии к сердце-
образца в мм
0,2
Q
О,21
о,42
о. 51
°.5б
0,38
О,2б
о.З»
N..
о, is
0,3
с
0,20
N.
о О7
О, 25 O.2OO,Об
О, 41 О,22О;05
°t43,°. 3°
0,410,27
°,43
°:47
О, 24
О;3'-'
0,08
0,16
0,30
0,4
0
0
0
0
0
э
о
с
19
N,
О ОС)
19 о4 04
19
20
22
22
24
°,°3
°>°4
о,о4
о, об
о, 17
Для ведения процесса необходимо непре-
рывное окисление ванны, поэтому цианирова-
ние стали в герметически закрытом тигле без
доступа воздуха и других окислителей про-
текает очень медленно.
Практически применяемые температуры ле-
жат в'пределах 750—850° С в зависимости от
мм
0.5
/
/
1
/
—"|
1
!
1
0 05 / 15 2 2J5 чае
Фиг. 30. Зависимость глубины
цианированного слоя стали 15 от
продолжительности цианирования
при 850° С в ванне с 30°/„ NaCN [9].
марки стали, требуемой глубины цианирован-
ного слоя и конфигурации цианируемых дета-
лей.
С повышением продолжительности выдерж-
ки увеличивается глубина цианированного
слоя, изменяющаяся
при этом по парабо-
лической кривой (фиг.
30), а Также поверх-
ностная твёрдость
(фиг. 31).
В табл. 57 приве-
дены данные о содер-
жании углерода и
азота в диффузион-
ном цианированном
10 20 30 40 50 ми»
Фиг. 31. Зависимость по-
верхностной твёрдости ста-
ли 15 от продолжительно-
стицианированияпри 850°С
в ванне с 25% NaCN [9].
слое после цианирова-
ния углеродистой ста-
ли с содержанием
0,38% С в ванне с 45о/о
NaCN при 815° С в
течение 30 мин.
Микроструктура цианированного слоя стали
20Х (после закалки в масло) показана на
фиг. 32 (см. вклейку).
Цианирование проводится в печах-ваннах
(электрических, мазутных, газовых), наилуч-
7аблица 57
Содержание С и N, после цианирования углеродистой
стали @,38о/п С; в ванне с 45% NaCN при 815° С
в течение 30 мин.
Глубина от поверх-
ности в мм
°,°75
°,23
oi3°
0,40
Содержание в °/0
С
о.78
°,65
°>56
о, 39
°,38
N,
о,78
о,6
О, I .
о,о
о,о
шими из которых являются электрические
ванны с внутренним обогревом (т. е. с погру-
жёнными внутрь тигля электродами), обеспе-
чивающие равномерную температуру в рабо-
чем объёме соли в тигле, а также позволяю-
щие форсировать работу ванны после загрузки
деталей и резко повышающие стойкость тиг-
лей.
524
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
Ванны с цианидом кальция
[Ca(CN2)]. Рабочая ванна состоит из нейтраль-
ной части E0—56% обезвоженного СаС12 и
33—36% NaCl) и активной части G—10% циан-
плава). При работе ванны через каждые 2,0 —
2,5 часа необходимо вводить 2—4% цианплава.
Основной реакцией при цианировании в
ваннах с цианидом кальция является реакция
диссоциации Ca(CNJ*:
Ca(CNJ-*CaCN2 + C.
При окислении
CaCN2 + О2 = СаО + GO + 2N.
В этих ваннах температура процесса цианиро-
вания (840—860° С) ** приводит к слабому на-
сыщению стальных деталей азотом (до 0,2%
максимум), но значительно более высокому
насыщению углеродом, чем при цианировании
в ваннах с NaCN или KCN (табл. 58).
Таблица 68
Содержание С и N3 после цианирования стали 20
в ванне с Ca(CN), при 870° С в течение 3 час.
Таблица 60
Глубина цианированного слоя стали марки Р
в зависимости от продолжительности выдержки
Глубина от поверх-
ности в мм
о,оо
°.1а5
0,250
O.375
о,5оо
0,625
о.75°
O.875
о.93
Содержание в %
С
1.25
1,Ю
о,9°
о,74
о,58
о,42
о,32
°,25
°.23
N2
0,22
0.15
0,11
0,07
0,04
0,04
0,00
о,оо
о,оо
Низкотемпературное жидкостное циа-
нирование применяется для повышения стой-
кости инструментов, изготовленных из быстро-
режущей стали и её заменителей; некоторые
составы ванн, получивших наибольшее распро-
странение, даны в табл. 59.
Таблица 59
Состав ванн для низкотемпературного цианирования
инструментов (в °/0 содержания солей)
f
Тип
ванн
i
2
3
Активная часть
NaCN
5°-55
25—35
85-90
Нейтральная часть
Na,COs
25—3°
45
10—15
NaCl
15-20
25
Глубина цианированного слоя в зависимо-
сти от продолжительности выдержки приве-
дена в табл. 60. С повышением продолжитель-
ности выдержки увеличиваются глубина слоя
и поверхностная твёрдость.
Инструменты подвергаются цианированию
после их окончательной термической и меха-
нической обработки.
Температура цианирования для инструмен-
тов из стали марок РФ1, РФ2 и ЭИ-262
должна находиться в пределах 550—560° С, а
из стали ЭИ-184 —535-545° С.
м
о ° а
Прод
тельн
держ
5
15
Зо
45
бо
I2O
Збо
Глубина
цианированного слоя
в мм при
ваннах различного состава
90% NaCN
0,008
о, 020
о,оз5
о,оз7
0.О45
о,О55
о,о8о
50°/0 NaCN
ofoo6
o,oi8
0,030
о,035
0,043
0,055
0,075
30% NaCN
0,008
0,015
0,030
0,035
0,040
0.052
0,070
20% NaCN
0,006
0,015
0,030
0,030
0.045
0.057
оью
При проведении процесса цианирования
необходимо выполнять мероприятия по тех-
нике безопасности, предусмотренные соответ-
ствующими инструкциями.
Продолжительность цианирования в ваннах,
содержащих не менее 50% NaCN или 60% KCN,
для некоторых видов инструмента приведена
в табл. 61, а твёрдость инструмента после
цианирования — в табл. 62.
Таблица 61
Продолжительность цианирования некоторых видов
. инструмента
Наименование инстру-
мента
1. Протяжки ....
2. Свёрла, развёрт-
ки и зенкеры . . . .
3. Метчики с шагом
резьбы до 1 мм....
4. Резьбонарезные
фрезы с нешлифован-
ным зубом и шагом
резьбы 1—1,5 мм . . .
5. Дисковые фрезы
6. Токарные и стро-
гальные ревцы ....
Размеры
в мм
Диаметр 5—1О
ю-15
„ 15—ао
„ зо—з°
св. 4о
3- 5
5-ю
ю—15
I5—20
2О—ЗО
30-40
св. 4°
4-6
„ 6—ю
ю—15
15—ао
ао-зо
30-40
„ св. 4°
4о— 50
» 5°— 7°
7о— оо
п QO—IOO
„ СВ. J0O
Толщина I— a
а— 5
5-ю
ю—15
, is и выше
бХю
ioxi6
16X24
эохзо
3°Х45
Быдержка в
мин. для стали
РФ1,
РФ2,
ЭИ-262
8
13
14
i6
18
30—30
6
8
10
13
15
017
18—25
4
5
б
7
8
9
IO—13
13
13
14
15
i6-i8
6
8
13
15
18—23
10
10
13
14
16
30
ЭИ-184
ю
15
18
ао
24
зб—35
8
ю
12
15
18
30
22-30
б
7
8
9
ю
II
12—14
14
15
1б
17
18-20
8
ю
14
18
ао—28
14
14
1б
18
30
25
* Диссоциация Ca(CNJ начинается уже при темпера-
туре 200° С.
** Высокая температура вследствие тугоплавкости
ванны с Ca(CN)a.
Примечание. Время выдержки дано, исходя из
работы ванн, содержащих не менее S0"it NaCN или 60е/,)
KCN, при температурах 550—560° С для режущего ин-
струмента из стали РФ1, РФ2, ЭИ-262 и 535—545* С—
из стали ЭИ-184.
Фиг. 32. Микроструктура цианированного слоя
стали 20Х после закалки с 780"С в масло. XlOO [91.
f
Фиг. 38. Микроструктура хромированного слоя
стали 45. Температура 1050°С, продолжительность
процесса 15 час. X 150.
0,00 до 0,25 мм
Si — 14,02о/0
0,25 до 0,50 мм
Si - 13,94%
0,50 до 0,75 мм
Si - 13,92%
0,75 до 1,00 мм
Si — 13,540/0
С —нет
1,00 до 1,25 мм
Si-11,67%
1,25 до 1,50 мм
Si - 5,40%
1,50 до 1,75 мм
Si — 0,33%
С - 0,55%
Сердцевина: Si—0,14%
С - 0,12%
Мп - 0,52%
S - 0,026%
Фиг. 40. Микроструктура силицированного слоя. X 50-
Том 7, гл. 11
ГЛ. XI]
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
525
Таблица 62
Твёрдость инструмента после цианирования
Тип ванны
(по табл. 59)
3
i
Твёрдость Ну инструмента из
стали марок
РФ1, РФ2,
ЭИ-262
IOOO—IIOO
95°—иоо
ЭИ-184
975-1050
925—1000
Глубина цианированного слоя у инстру-
мента после цианирования обычно находится
в пределах 0,02—0,03 мм.
Газовое цианирование
Высокотемпературное газовое цианиро-
вание применяется для деталей из цементу-
емой конструкционной стали с целью повы-
шения их поверхностной твёрдости, износо-
устойчивости и усталостной прочности.
В качестве цианирующей среды употре-
бляется смесь из 70—80% цементующего газа
и 20—30% аммиака (содержание аммиака сверх
ЗО°/о ведёт к получению в поверхностном
слое цианируемых деталей хрупкой фазы е).
Цементующим газом может служить: а) газ
пиролиза керосина или мазута; б) природный
газ с добавкой газа, полученного крекингом
керосина или мазута; в) светильный газ, со-
держащий не менее 30% суммы углеводоро-
дов и не более 3% СОг-
Глубина цианированного слоя и твёрдость
поверхности после закалки при газовом циа-
нировании (в зависимости от температуры и
продолжительности процесса) приведены в
табл. 63.
Таблица 63
Глубина цианированного слоя и твёрдость поверх-
ности после высокотемпературного газового циани-
рования и закалки
Температу-
ра циани-
рования
в °С
820—830
820—830
820—830
700—750
7OO-75O
Продолжи-
тельность
процесса
в час.
1.5
2, О
3.°—5t°
if°—3t°
3,0-6,0
Глубина
цианиро-
ванного
слоя в мм
0,35—0,30
°»3°—°»4°
0,40—0,50
0,05—о,ю
0,10-0,30
Твёрдость Нрс
поверхности после
закалки с темпера-
туры цианирования
и отпуска при
200° С
5б—62
56—62
5б-б2
По напильнику
п я
Чем ниже содержание углерода в стали,
тем более глубоким должен быть слой циани-
рования. Требуемая глубина цианированного
слоя зависит от степени нагружённости дета-
лей при эксплоатации и от сечения детали.
Например^ тяжело нагружённые шестерни ко-
робки перемены передач автомобиля при изго-
товлении их из легированной стали с содер-
жанием углерода в пределах 0,23—0,28% циа-
нируются на глубину 0,7—0,9 мм, а при изго-
товлении из легированной стали с содержа-
нием 0,35—0,45% С— на глубину 0,30-0,40 мм.
Мелкие малонагружённые детали подвер-
гаются цианированию на глубину до 0,3 мм
максимум при температуре 700—750° С. После
цианирования с этого же нагрева произво-
дится закалка деталей.
Микроструктура поверхностного слоя после
закалки цианированных деталей состоит из
нитроаустенита или нитромартенсита в поверх-
ностной зоне и мартенсита или троосто-мар-
тенсита в последующей зоне.
Для газового цианирования деталей машин
и инструментов применяются шахтные и ка-
мерные — муфельные или ретортные — печи,
которые снабжаются соответствующими вен-
тиляционными устройствами для отсоса про-
сачивающегося из печи газа, содержащего
синильную кислоту.
На заводах массово-поточного производ-
ства применяются муфельные печи непрерыв-
ного действия, аналогичные печам для газовой
цементации.
Цементующий газ перед впуском в муфель
или реторту печи подвергается очистке и
осушке в скрубберах, описание которых см.
стр. 559—575. Отработавший газ при выходе
из печи поджигается и горит в течение всего
процесса.
Низкотемпературное газовое цианирова-
ние применяется для повышения режущей
способности и стойкости инструментов, изго-
товленных из быстрорежущей стали и её за-
менителей (фрезы, резцы, плашки, гребёнки,
зенкеры, зенковки, развёртки, свёрла, про-
тяжки, метчики и др.). Перед цианированием
инструменты проходят полную механическую
и термическую обработку. Глубина цианиро-
ванного слоя получается равной 0,02—0,04 мм;
поверхностная твёрдость цианированных ин-
струментов должна находиться в пределах
Як=980-И50 (HRc=66—70). Перед циани-
рованием инструменты тщательно очищаются
от окалины, соли, масла.
Температура цианирования инструментов
должна совпадать с температурой их отпуска
или быть ниже неё на 5—10° С. Так, для стали
марок РФ1. РФ2, ЭИ-262 температура циа-
нирования 550—560° С, для стали ЭИ-184—
540—550° С.
Цианизатором является смесь аммиака и
цементующих газов.
Состав смеси приведён в табл. 64; давление
в печи — в пределах 50—75 мм вод. ст.
Таблица 64
Состав смеси газов для низкотемпературного
газового цианирования инструментов
Наименование цементующего
газа
Газ пиролиза керосина . .
Генераторный каменно-
угольный
Светильный
Природный
Древесноугольный генера-
торный
Количество газа
в смеси в %
Цементую-
щий газ
65-75
85-90
7°—75
60—70
65—75
Аммиак
35-25
15—ю
3°-25
4°~3°
35-25
526
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
Продолжительность процесса цианирова-
ния в зависимости от диаметра или толщины
цианируемых инструментов колеблется в пре-
делах от 45 до 160 мин. (табл. 65).
Таблица 65
Продолжительность выдержки * инструмента при
цианировании в газовой среде, содержащей 25—30"/0
аммиака и tt5—75°/„ пиролизного газа
Наименование инструмента
1. Фрезы резьбовые:
а) с шлифованным зубом
(шаг 1—1,5 мм)
б)с нешлифованным зу«
бом (шаг до 1 мм)
в) с нешлифованным зу-
бом (шаг 1 — 1,5 мм)
2. Фрезы торцовые, цилин-
дрические и червячные:
а) шлифованные
б) нешлифованные
3. Фрезы дисковые и щли-
цевые
4. Зенкеры и развёртки
5. Метчики:
а) с шагом до 1 мм
б) с шагом 1,—1,5 мм
6. Резцы тангенциальные
7. Свёрла
Размеры
(диаметр
или толщи-
на) в мм
25-35
35-5°
5°—75
75-IOO
25-35
35-5°
5°—75
75-1°°
25—35
35—5°
Более 5°
До 5°
5°-75
Более 75
До 5°
5°—75
Более 75
4- б
6—ю
Более ю
ю—is
15 -2О
2О—ЗО
Более з°
ю—15
15—2О
2О-ЗО
Более з°
ю-is
I5-2O
20—30
Более з°
юХю
25X25
ю—15
15—20
20-30
30-40
Более 4°
Выдержка
в мин.
5о- бо
бо- 75
75- 9°
ОО —IOO
бо— 75
75— 9°
90—loo
IOO—120
75- 9°
9° — 1°°
ЮО—120
ОО—IOO
ЮО—120
I2O—150
IOO—I2O
120—I5O
15О—1бо
50— 60
75—9°
9О—I2O
бо— 75
75— 9°
9О—I2O
120—150
3°- 4°
4о— бо
бо- 75
75- 9°
4°— 5°
5° 75
75— 9°
9Э—I2O
90—loo
I2O—I5O
до 6э
бо— 75
75-™°
ЮО—120
120 —1дО
* Продолжительность выдержки указана после на-
грева инструмента.
Загрузку инструментов в муфель (или ре-
торту) печи производят после нагрева его до
температуры процесса, после чего муфель
(или реторту) герметически закрывают крыш-
кой и до достижения температуры цианиро-
вания через муфель пропускают цементующий
газ, предохраняющий инструменты от окисле-
ния. При выходе из печи газ поджигается и
горит в течение всего процесса.
АЛИТИРОВАНИЕ
В практике применяются главным образом
два основных способа алитирования: в твёр-
дой среде и газовое. Некоторое применение
находят жидкостное и электролитическое али-
тирование.
Алитирование в твёрдой среде
Стальные детали упаковываются в жаро-
упорные ящики с алитирующей смесью и под-
вергаются нагреву до температуры в преде-
лах 900—1050° С.
Укладка деталей в ящики производится с
расстояниями между деталями 25—35 мм,
между деталями, дном и стенками — 30—40 мм,
между деталями и крышкой ящика— 50 —
60 мм. Крышки делаются пустотелыми с за-
сыпкой песком.
В качестве алитирующей смеси применяют:
1) 49% А1 (порошок или пудра) 4- 49»/0 А12О3 +
+ 2% NH4C1; 2) 35 — 500/0 Al + 65 - 50%
обожжённой белой порошкообразной глины;
3) 37—470/0 Fe + 2 - 4°/0 Си + 0,5 - О,250/0
NH4C1 + остальное А1 (способ ЦНИИТМАШ).
При повторном использовании добавляется
10—30% свежей смеси. С целью предохране-
ния деталей от окисления иногда вводят в
ящик азот или водород. При применении в
составе смеси NH4C1 ввод защитной атмосферы
не обязателен.
Химизм процесса алитирования может быть
представлен в следующем виде.
а) Реакции во внешней среде:
NH4Cl-.-NH3.fHCl;
2NH3->3H2 + N2;
6НС1 + 2А1-*2А1С13 + ЗН2.
Водород и азот, получаемые в результате
диссоциации аммиака и хлорирования алюми-
ния, защищают металл от окисления.
б) Реакции химического взаимодействия с
металлом (на поверхности раздела фаз,):
В результате происходит отложение алю-
миния на поверхности изделия с частичной
его диффузией при высоких температурах.
На фиг. 33 и 34 даны зависимости глубины
Фиг. 33. Зависимость
мм
глубины алитирован- § 0,5
ного слоя от темпера- ^ р^
туры процесса. Сплав §-_
99,5% Fe - Al - Си + S|4J
+ 0,5 NH4C1, продол. l$ 0,2
жительность выдерж* Q ]
ки — 6 час.
/
850 900 950 W00 "С
Фиг. 34. Зависимость
глубины алитирован-
ного слоя от продол-
жительности процесса.
Сплав 99,5% Ре —
А1 - Си + 0,5% NH4CU
1 — температура 900° С
2- 1000° С.
мм
Щ0.5
—•
/
1/
/
2~
/
_
1
М-
J
——
г
—
6 8 10 I? ft we
слоя от температуры и продолжительности
процесса, а на фиг. 35 — распределение твёр-
дости и концентрации алюминия по глубине
от поверхности [6].
ГЛ. XI]
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
527
Для уменьшения хрупкости алитированного
слоя и увеличения глубины последнего после
Hv
500
U00
300
200
100
О
Л
850°
Л.
У
JO5O0
^1000°
N
Q.5
о,1*
0,3
0,2
0,1
0,1 0,2 0,3 0,k 0,5 0,6 мм
Глубина от поверхности
Фиг. 35. Изменение твёрдости и концен-
трации алюминия по глубине от поверх-
ности. Сплав 99,5°/0 Fe - А1 - Си +
+ 0,5°/0 NrI4Cl.
процесса алитирования применяется диффу-
зионный отжиг при температуре 900—1050° С
с выдержкой 3—5 час.
Газовое алитирование
Изделия помещаются в цилиндрическую
реторту, один конец которой заполнен смесью
состава: 1) 45% А1 (пудра или порошок) -f-
+ 45% А!2О3 -I- 10% NH4C1 или 2) 550/0 А1 +
+ 3,4% Си + остальное fe. Часть реторты, в
которой помещаются детали, нагревается до
900 —1050° С, а часть, в которой помещается
смесь, нагревается до 600—1000° С. Через ре-
торту пропускается в направлении от смеси
к деталям водород (или аммиак) вместе с
парами А1С13 или хлора; последние в кон-
такте с алюминием при высокой температуре
приводят к диффузии алюминия в сталь.
Процесс насыщения поверхности деталей
алюминием, так же как при алитировании в
твёрдой среде, происходит за счёт обменной
реакции.
Глубина алитированного слоя при продол-
жительности процесса 120 мин. при 900° С равна
0,08 мм, при 1000° С — 0,15 мм и при 1050° С —
0/22 мм. Твёрдость на поверхности в преде-
лах Hv = 340—390.
Наилучшие результаты по жароупорности
получаются после алитирования при темпера-
туре 1000°С.
Жидкостное алитирование
в расплавленном алюминии
Способ заключается в погружении дета-
лей в расплавленный алюминиевый сплав
(92—94% Al -f- 6—8%Fe) при температуре
750—800° С, с выдержкой 45—60 мин. и после-
дующим отжигом при 1100—1150° С про-
должительностью 90 мин. При таком режиме
алитирования получается глубина слоя до
1,0 мм.
Электролитическое алитирование
(в расплавленных солях)
Способ заключается в погружении деталей
в расплав соли, состоящей (по весу) из 75%
А1С13 + 25% NaCl или 50% А1С13 4- 50% NaCl.
Детали служат катодом, расплав соли—ано-
дом. Ток постоянный, плотностью до 1,0 а/дм%.
ХРОМИРОВАНИЕ
(ТЕРМОДИФФУЗИОННОЕ)
Хромирование в твёрдой среде
Стальные детали, упакованные в ящики,
помещаются в одну из следующих смесей
1) 50—55% размолотого феррохрома E0—
75% Сг, < 1,0% С) размером зёрен ~ 30 меш. +
+ 45-500/0 А12О3 + 2% NH4C1; 2) 65-700/0 раз-
молотого феррохрома E0—75% Сг, ^ 1,00/0 С)
размером зёрен~ 30 меш 4 30—35% силикагеля
(>8С% SiO2) + 2—30/0 NH4C1; 3) 60-65<>/0 раз-
молотого феррохрома E0—75% Сг, <1,00/0 С)
величиной зёрен ~50—100 меш •+• 30 — 35%
белой глины (часов-ярской) -J- 5% НС1 *.
Основной реакционной частью смеси
являются феррохром и хлористый аммоний
или соляная кислота, которые служат для
образования активных хлоридов хрома (СгС13)
по реакциям
NH4C1->NH3 + HC1;
4НС1 + (Fe, Cr) = СгС12 + FeCl2 4- 2Н2.
При работе со смесями 1-й и 2-й обра-
зующийся и диссоциирующий аммиак (NH3)
предохраняет хромируемые детали от окисле-
ния.
Окись алюминия (смесь 1-я), силикагель
(смесь 2-я) и белая глина (смесь 3-я) являются
инертными мате-
риалами, предо- мм
храняющими фер- 0,9
рохром от спека-
ния и детали от его
прилипания.
Процесс хроми-
рования может
производиться
прл температурах
от 925 до 1050J С,
оптимальной тем-
пературой являет-
ся 950 — 1000° С.
Влияние темпера-
туры на глубину
хромированного
слоя показано на
фиг. 36.
С увеличением
1000 1100 1200 °С
Фиг. 36. Зависимость глубины-
хромированного слоя от тем-
пературы; выдержка 15 час.
(по данным ЭНИМС).
продолжительности вы-
держки глубина хромированного слоя также
увеличивается (фиг. 37).
1 . !
Сталь 45
Столь Ю
*-*
— —
'
——
„ '
^Сталь 410
¦с
—
0
6 8 10 12 Ik 16 f8wc
Фиг. 37. Зависимость глубины хромированного
слоя от продолжительности процесса; темпера-
тура 1050° (по данным ЭНИМС).
Практически получаемая глубина хроми-
рованного слоя находится в пределах 0,1—
0,3 мм.
* Смесь феррохрома и глины пропитывается соляной
кислотой.
'528
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
Насыщение стальных деталей хромом про-
исходит за счёт диссоциации на поверхности
стали хлоридов хрома (СгС12) по реакции
СгС12 + Fe = FeCl2 + Cr.
Содержание хрома в поверхностном слое
толщиной 0,01 мм достигает после хромирова-
ния 50—60%.
Для получения максимальных значений
твёрдости и износоустойчивости хромирован-
ного слоя детали необходимо изготовлять из
средне- и высокоуглеродистой стали.
Микроструктура хромированного слоя в
зависимости от содержания углерода в стали
состоит из следующих зон:
Сталь У10, У8, 60 и 45. Поверхностная
максимально насыщенная хромом зона (белая,
нетравящаяся) состоит из карбидов хрома *
(твёрдость её для стали У10 достигает
Ну= 1400); под этой зоной расположена про-
межуточная (с повышенным содержанием
хрома и углерода) эвтектоидного строения
(марки У10 и У8) или обеднённая углеродом
зона (доэвтектоидная сталь 45 и 60) (фиг. 38,
см. вклейку).
Сталь 10 и 15. Поверхностная зона со-
стоит из а-твёрдого раствора хрома в железе
(да 25% Сг) при содержании в стали 0,05—
0,08% С или из а-твёрдого раствора хрома в
железе и карбидов хрома при содержании в
стали 0,12—0,17% С.
Хромированные детали стойки против воз-
действия растворов HNO3, NaCl (менее стойки
против воздействия HCI), обладают жароупор-
ностью (до 800" С) и высокой твёрдостью и
износоустойчивостью.
Хромированию подвергаются напильники,
свёрла, калибры, матрицы для глубокой штам-
повки, а также детали механизмов, работаю-
щие в условиях трения и воздействия раство-
ров HNO3 и NaCl и газов при высоких тем-
пературах.
Жидкостное хромирование
Жидкостное хромирование осуществляется
-в расплавленной ванне, содержащей NaCl, CrCI3
и феррохром. Преимущество процесса — воз-
можность производить закалку хромирован-
ных в ванне деталей**, не производя их до-
полнительного нагрева. Недостатки: а) бы-
стрый нагрев деталей при погружении их в
ванну и быстрое охлаждение при извлечении
из ванны, что может приводить к значи-
тельной деформации; б) затруднения при не-
обходимости хромирования деталей средней
и крупной величины; в) замедленная по срав-
нению с газовым хромированием скорость по-
лучения диффузионного слоя; г) необходимость
проведения процесса при высоких темпера-
турах (950—1000° С), что ведёт к частому вы-
ходу из строя тиглей соляных ванн. Ука-
занные недостатки являются причиной сла-
бого внедрения в производство жидкостного
хромирования.
* При хромировании деталей из стали 45 и 60 угле-
род диффундирует из внутренних слоев металла к по-
верхностному слою и соединяется с Сг в карбиды
Газовое хромирование
Газовое хромирование осуществляется пу-
тём пропускания паров СгС12* через печь с
хромируемыми дета-
лями при температу-
ре 950-1050° С Опти-
мальный режим: тем-
пература 950° С, вы-
держка 3—5 час.
Процесс газового
хромирования позво-
ляет получать диффу-
зионные слои при бо-
лее кратковременных
выдержках по срав-
0,12
0,10
^0,06
0,02
/
/
/
/
/
/
/^ДрмКОу
А
I 2 3
5 час
Фиг. 39. Зависимость глу-
бины хромированного слоя
от продолжительности
хромирования.
нению с хромирова-
нием в твёрдой среде
(фиг. 39).
Химизм процесса,
микроструктура и
твёрдость аналогичны получаемым при хро-
мировании в твёрдой среде.
Недостатком этого вида хромирования
является необходимость обеспечения герме-
тичности печи.
СИЛИЦИРОВАНИЕ
Силицирование в твёрдой среде
Стальные детали помещаются в реторту и
засыпаются размолотым карбидом кремния
(или размолотым ферросилицием, или же
смесью карборунда и ферросилиция). Через
реторту в течение всего процесса пропу-
скается газообразный хлор.
Глубина силицированного слоя регули-
руется количеством вводимого хлора, в зави-
симости от которого при оптимальной тем-
пературе процесса 950° С в течение 2—4 час.
может быть получен насыщенный кремнием
слой глубиной 0,5—0,7 мм.
Механизм процесса силицирования заклю-
чается в следующем: при высоких темпера-
турах вследствие диссоциации образующегося
на поверхности стальной детали хлорида
кремня (S1CI4) выделяется атомарный кремний,
который и диффундирует в железо:
2Fe -f SICI4 -> 2FeCl2 -f- Si.
Для силицирования наилучшей является
низкоуглеродистая сталь, так как повышенное
содержание углерода в стали замедляет про-
цесс насыщения её кремнием. Так. сталь 45
для получения силицированного слоя глубиной
0,60—0,75 мм требует продолжительности
почти вдвое большей, чем сталь 15.
Микроструктура силицированного слоя
(фиг. 40, см. вклейку) состоит из поверхностной
максимально насыщенной кремнием зоны, пред-
ставляющей собой твёрдый раствор кремния в
а-железе. К этой ферритной насыщенной крем-
нием зоне примыкает ферритоперлитовая или
перлитовая зона, имеющая повышенное содер-
жание углерода по сравнению с исходной
сталью. Такое перемещение углерода от пе-
риферии к сердцевине образца объясняется
хрома.
** Если это требуе
тся по технологии их изготовле-
* Пары хлоридов хрома получаются пропусканием
осушенного водорода и дымящейся осушенной НС1 че-
рез размолотый феррохром при 950° С.
ГЛ. XI]
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
529
малой растворимостью углерода в кремнистом
феррите и значительной его растворимостью
в аустените. Вследствие насыщения кремнием
наружная зона стальной детали состоит только
из а-железа, и при высоких температурах
углерод перемещается в глубь стальной де-
тали, где железо, не насыщенное кремнием,
находится в состоянии -у и растворяет нор-
мальное количество углерода,
В результате силицирования размеры
детали увеличиваются, так как удельный объём
силицированного слоя увеличивается. Напри-
мер, стержень диаметром 25,4 мм и длиной
152,0 мм после силицирования имеет диаметр
25,5 мм и длину 152,1 мм. Коэфициент расши-
рения силицированного слоя не отличается от
коэфициента расширения обычной углеро-
дистой стали.
Силицированные детали обладают высокой
стойкостью против действия кислот HNO3,
H2SO4 и НС1 и высоким сопротивлением
окислению при высоких температурах вплоть
до 980° С. Практически они обладают продол-
жительной стойкостью при температурах 650—
900° С. Силицированный слой имеет повышен-
ную износоустойчивость, особенно после на-
грева силицированной детали в смазочном масле
при 120—150° G вследствие поглощения масла
силицированной поверхностью. При работе та-
кой детали (например, втулки) на трение она
ведёт себя, как самосмазывающийся подшип-
ник, и даёт минимальный износ.
Газовое силицирование
При газовом силицировании размолотый
ферросилиций или карборунд (или их смесь)
помещается в реторте отдельно от силицируе-
мых деталей. Через силицирующий материал
<SiC или Fe — Si) при температуре 925—1000° С
пропускается высушенный хлор, и образую-
щийся SiCl4 направляется в часть реторты, где
расположены предназначенные для силициро-
вания детали.
Режим процесса по температуре и вре-
мени, а также получаемые результаты ничем
не отличаются от силицирования в твёрдой
среде.
Преимуществом этого вида силицирования
является отсутствие возможности разъедания
силицируемых деталей, а также прилипания
к ним частиц SiC или Fe — Si. недостатком —не-
обходимость обеспечения герметичности печи.
БОРИРОВАНИЕ
Борирование в твёрдой среде
Процесс осуществляется при упаковке сталь-
ных деталей в ящики с засыпкой порошком
аморфного бора или ферробора. Лучшие ре-
зультаты получаются при герметически закры-
тых ящиках-муфелях в вакууме или с приме-
нением водорода или углеводородов. Наиболее
рациональная температура процесса 900—
1000° С. Так, при температуре 1000° С и про-
должительности процесса 20 час. глубина бори-
рованного слоя армко-железа получена 0,45 мм
при твёрдости на поверхности Ну = 1430.
34 Том 7
Борирование в расплавленной буре
при её электролизе
Борирование производится в ванне с распла-
вленной бурой (Na2B4O7) при размещении де-
талей в качестве катода и угольных электро-
дов в качестве анода. Ток постоянный, плот-
ностью на аноде 0,1—0,2 а/см2.
Поверхностная твёрдость при продолжи-
тельности процесса 5—8 час. достигает Ну =
= 1250.
ХРОМОСИЛИЦИРОВАНИЕ
Процесс газового хромосилицирования про-
водится при температуре 950—10J00 С в газо-
вой среде, содержащей СгС12 и SiCl4- Эти актив-
ные газы получаются пропусканием хлора или
хлористого водорода (или смеси водорода и
хлористого водорода) через смесь размолотых
ферросилиция и феррохрома с отношением
1 :1 (или раздельно через ферросилиций и че-
рез феррохром). В табл. 66 приведены данные
глубины хромосилицированного слоя стали 30,
полученные при температуре 950—1000° С
с применением различных газов.
Таблица 66
Глубина хромосилицированного слоя стали 30
в зависимости от состава газа и выдержки
Газы, применя-
емые для по-
лучения
СгС1а и SiCl4
Н*
НС1+На • . .
ci,
Глубина диффузионного слоя
в мм при выдержке
8 час.
0,07—0,10
0,20—0,25
0,40—0,50
24 часа
0,15-0,20
°>4°—о,5°
В результате газового хромосилицирования
с применением хлора диффузионный слой на-
сыщается главным образом кремнием. Прл хро-
мосилицировании с применением Н2 + НС1
диффузионный слой насыщается одновременно
кремнием и хромом, но при этом способе по-
является опасность взрыва газовой смеси
вследствие высокого содержания в ней водо-
рода. Поэтому наибольший интерес предста-
вляет хромосилицирование с применением НС1,
при котором нет указанных недостатков.
Хромосилицированный слой обладает боль-
шей вязкостью, чем силицированный, а де-
тали — более высокой жароупорностью, чем
хромированные или силицированные.
На поверхности хромосилидированных де-
талей образуется диффузионная зона, к кото-
рой непосредственно примыкает структура
исходной стали.
ХРОМОАЛИТИРОВАНИЕ
Газовое хромоалитирование проводится при
температуре 950—980° С в газовой среде, со-
держащей активные хлориды СгС!2 и А1С13.
Процесс получения последних следующий: че-
рез одну реакционную реторту, содержащую
смесь из 45% А1 (порошок), 45% А12О3 и
530
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
|РАЗИ. III
100/0 NH4C1, при температуре 600—650° С про-
пускается водород *; через вторую реторту,
содержащую дроблёный феррохром с шамотом,
при температуре 950—1030° С пропускается
смесь газов Н2 и НС1. Получаемые А1С13 (в пер-
вой реторте) и СгС12 (во второй) направляются
в третью реторту, в которой расположены
хромоалитируемые детали при температуре
950—980° С.
Применение водорода для получения СгС12
и А1С13 создаёт опасность взрыва газовой смеси.
* При применении вместо указанной смеси ферроалю-
миния через реторту пропускают газы Н3 и НС1.
Поэтому рациональнее вести процесс с при-
менением только НС1 (без водорода), хотя
в этом случае процесс хромоалитирования
протекает несколько медленнее.
Хромоалитирование низкоуглеродистой ста-
ли при 980° С в течение 8 час. даёт диффу-
зионный слой глубиной 0,3-0,4 мм; при
более высоких температурах процесс уско-
ряется. Так, например, глубина хромоалити-
рованного слоя при выдержке 3 часа полу-
чается: при 1000° С —0,174 мм, 1050° С —
0,380 мм и 1100° С —0,785 мм.
Жароупорность хромоалитированных де-
талей несколько выше, чем алитированных.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А ф о н с к и й И. Ф., С м и р н о в А. В. и В е р О. И.,
Теория и практика азотирования стали, Госметаллург-
издат, М. 1933.
2. БугаковВ. С и Нескучаев В. Д., Диффузия
металлов, ДНТВУ, 1937.
3. Л а х т и н Ю. М., Азотизация стали, Машгиз, М.
1933.
4. МинкевичА. Н. и др., Азотирование как метод
защиты стали от коррозии, ИТЭИН № 10, 1941.
5. ПрокошкинД. А., Диффузия элементов в твёр-
дое железо, сб. трудов Московского института стали,
ОНТИ, М. 1Е38.
6. Просвирин В. И. иЗудин, Повышение жаро-
упорности железоуглеродистых сплавов алитированием,
Машгиз, М. 1944.
7. Просвирин В. И. и Рябчиков А. В., .Вест-
ник машиностроения" № 11—12, 1945.
S. РегирерЗ. Л. иШмыковА. А. (ред.), Цемен-
тация стали, сб. статей докладов (перев. с англ.)
Машгиз, М. 1933.
9. РегирерЗ. Л., Цианирование стали, Госметал-
луглиздат, М. 1933.
10. См и те л с К., Газы и металлы, Металлургиздат,
М. 1940.
11. Ю р ь е в С. Ф., Азотирование стали и его приме-
нение в авто-тракторостроении, ОНТИ, М. 1938.
12. L е р р Н., Gases in metals and their sufficience
adsorption, absorption and chemical reactions, „The metal
industry", июнь 8, 15, 22, 29, август 5, 1938.
13. M e h 1 R., „Transaction of AIME", v. 122, 1936.
14. PaschkeM., Hauptman A.. „Archiv fur das
Eisenhutteuwesen", XII, v. 9, № 6, 1935.
15. Wells C. a. Mehl R., „Transaction of AIME".
v. 140; .Iron a. Steel Division", 1940.
ОБРАБОТКА СТАЛИ ПРИ ТЕМПЕРАТУРАХ НИЖЕ 0°
(обработка холодом)
ОСНОВЫ ПРОЦЕССА
Обработка стали холодом заключается в
погружении стальных деталей в одну из охла-
ждающих сред: жидкий кислород (t = — 180° С)
или раствор твёрдой углекислоты в спирте
(—80° С), или же в специальные холодильники
(от—60 до— 80° С) и определённой затем вы-
держке при этих температурах. Операция мо-
жет следовать непосредственно после закалки
или являться промежуточной между отпусками.
Перед обработкой холодом, особенно в жидком
кислороде, детали должны быть тщательно
обезжирены.
Основные закономерности процессов, про-
исходящих в легированной инструментальной
стали при температурах ниже 0° С, и примене-
ние низкотемпературной обработки для повы-
шения стойкости инструмента установлены ра-
ботами проф. А. П. Гуляева [2].
В результате обычных режимов термиче-
ской обработки легированной инструменталь-
ной и конструкционной стали остаётся неко-
торое количество нераспавшегося аустенита
(остаточный аустенит), которым предопреде-
ляются в значительной степени механиче-
ские, физические и технологические свойства
стали.
Количество остаточного аустенита в стали
данного состава зависит от темпе атуры на-
грева под закалку, времени выдержки и условий
охлаждения (см. т. 3). Отпуск (однократный и
многократный) преследует цель уменьшения
количества остаточного аустенита, но пол-
ный распад и при многократном отпуске не
достигается. В быстрорежущей стали и после
отпуска остаётся до 15—20% нераспавшегося
аустенита, а в заменителях и значительно
больше.
Распад аустенита происходит не при одно-
значной температуре, а в некотором интер-
вале температур мартенситного превращения.
Если температура конца мартенситного пре-
вращения лежит ниже 0° С, то обработка
холодом приводит к более полному распаду
аустенита.
Зависимость температуры начала и конца
мартенситного превращения от температуры
закалки для стали данного состава приведена
в табл. 67.
Таблица 67
Зависимость температуры начала и конца мартен-
ситного превращения от температуры закалки [2j
Температу-
ра згкальи
в «С
9оо
IOOO
IIOO
I2OO
13°°
Температуры начала t и конца / мар-
тенситного превращения для стали в СС
Р
*н
3°о
2ОО
15°
I2O
и
+ 25°
— з°
— 8о
— IOO
Х12
'«
4оо
220
8о
о
+200
- 50
—120
Ниже
-18з
ГЛ. XI]
ОБРАБОТКА СТАЛИ ПРИ ТЕМПЕРАТУРАХ НИЖЕ 0° С
531
В быстрорежущей стали только при срав-
нительно низкой температуре закалки A000° С),
практически никогда не применяемой, обе
температуры находятся выше 0° С. Начиная
с температуры закалки 1100° С, температура
конца распада лежит ниже 0° С, и обработка
холодом уменьшает количество остаточного
аустенита (табл. 68).
Таблица 68
Зависимость количества остаточного аустенита
от температуры закалки [3]
Темпе-
ратура
закалки
в QC
900
1000
1100
1150
1200
1250
1380
Количество остаточного аустенита в °
о после
закалки (^3/YV) и после обработки холодом
Азак
IO
18
. —
—
35
40
при —183°С (АХОЛ) в стали
Р 1 Х12
Ахол
IO
IO
—
—
2О
2О
Азак
12
2О
до
—
IOO
—
АХ0А
12
15
2О
—
9°
—
СХ12
Азак
—
3»
4°
бо
—
Ахол
—
25
25
3°
—
Температура, до которой необходимо про-
должать охлаждение, зависит в основном от
состава стали, условий закалки и отпуска.
Обработка холодом стали, предварительно
подвергнутой отпуску, также способствует
более полному распаду остаточного аустенита
(табл. 69 и 70), так как в процессе отпуска
последний обедняется легирующими элемен-
тами и устойчивость его уменьшается.
Таблица 69
Влияние температуры закалки стали РФ1
(обработка по режиму: 1-й подоргев 650° С, 2-й подо-
грев 860е С, окончательный нагрев до заданной темпе-
ратуры, два отпуска при 560° С по 2 часа, обработка
холодом при—78° С с выдержкой 2 часа и отпуск при
560° С 1 час) [3]
Темпе-
ратура
закалки
в °С
128о
*з°°
Количество остаточного аустенита в %
(числитель) и Ирп (знаменатель)
закал-
ки
25
62,7
27
63
35
62
1-го от-
пуска
ао
63,3
24
64
18
63
2-го от-
пуска
15
63,9
1б
65
12.
64,2
обработки
при —78° С
7
б4;а
8
бэТз
ю
65,1
после
3-го от-
пуска
о
65
о
"б?"
ю
65,6
Применяя обработку при температурах
ниже 0° С в качестве промежуточной операции
между отпусками, можно добиться почти пол-
ного распада остаточного аустенита. Продукт
этого распада (мартенсит), полученный при
низких температурах, обладает некоторыми
особыми свойствами, улучшающими качество
стали.
Таблица 70
Влияние цикла термической обработки
на количество остаточного аустенита
(закалка с 1290° С в масло; отпуск при 560° С 2 часа,
обработка холодом в растворе сухого льда в спирте при
температуре —78е С)
Цикл термической
обработки
Обычная термообра-
ботка
Вариант I (обработка
холодом после закалки)
Вариант II (обработ-
ка холодом после 1-го
отпуска)
Вариант III (обработ-
ка холодом после 2-го
отпуска)
Вариант IV (обработ-
ка холодом после за-
калки и после 1-го от-
пуска)
Количество остаточного
аустенита в °/0 после
со О
ю о
О X
Стабилизация остаточного аустенита.
Выдержка при комнатной температуре перед
обработкой холодом приводит к некоторой ста-
билизации остаточного аустенита, поэтому
обработку холодом рекомендуется применять
непосредственно (не позднее чем через 0,5—
1 час) после закалки или отпуска. С увели-
чением времени выдержки при комнатной
температуре понижается температура начала
превращения, а также уменьшается доля
остаточного аустенита, распадающегося при
температуре ниже 0° С (фиг. 41), и вследствие
/7
Q7
0,6
0,5
0,3
0,2
0,1
0,0
т.
™
-N
™' "ч
в
**—
—*.
го
0.1 W 10 ЮО ЮООчасы
б с
см/г-Ю5
80
60
Выдержка при комнатной mejunepamvoe
Фиг. 41. Влияние выдержки при комнатной тем-
пературе перед обработкой холодом на твёрдость
Wfir)» возрастание удельного объёма (В) и долю
остаточного аустенита, подвергающегося распаду
(Л), твёрдость после закалки Н^г^ 64 [7].
этого в значительной степени понижается прак-
тическая эффективность обработки холодом.
Однако практически для некоторых марок стали
эффективность обработки холодом сохраняется
и при наличии длительной предварительной
выдержки при комнатной температуре (не-
сколько суток и даже недель). Так, при обра-
ботке холодом стали ЭИ-184 влияние стаби-
лизации на изменение твёрдости не обнару-
жено при однО'Двухнедельной выдержке при
532
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
комнатной температуре; ещё более длитель-
ная выдержка привела к уменьшению конеч-
ной твёрдости на 1,0—1,5 единицы [3]. Обра-
ботка холодом (—183° С) цементуемой стали
18ХНМА оказалась эффективной и при нали-
чии предварительной весьма длительной (не-
сколько месяцев) выдержки при комнатной
температуре.
ВЛИЯНИЕ ОБРАБОТКИ СТАЛИ ХОЛОДОМ
НА ЕЁ СВОЙСТВА
Обработка холодом улучшает свойства
инструментальной и конструкционной высоко-
легированной стали [5].
Твёрдость (Нр \ при обработке холодом
(—78е С) быстрорежущей стали повышается
примерно на 1—1,5 единицы по сравнению
с обычной термообработкой (фиг. 42). При
66
65
-*>
>
V
2'
——•
-у
N
!
63
62-
61
60-Ч0 93,3 204 316 427 538 Г
Фиг. 42. Влияние обработки холодом
(—78° С) на твёрдость быстрорежущей
стали после отпуска при различных тем-
пературах: /— закалка + обработка холо-
дом при ^-74° С; 2— обычная закалка.
температурах отпуска выше 540—550° С твёр-
дость после обычного цикла обработки не-
сколько более высокая, чем при наличии
обработки холодом. Это объясняется распа-
дом мартенсита, количество которого в по-
следнем случае больше, чем в первом.
Вязкость быстрорежущей стали, пластиче-
ская деформация, предел пропорциональности
и предел прочности при растяжении также
повышаются при низкотемпературной обра-
ботке (табл. 71) [6].
Таблица 71
Относительные показатели повышения механических
свойств быстрорежущей стали при обработке
холодом
Цикл термической
обработки
Обычная закалка,
отпуск 2,5 часа при
565° С
Закалка ниже 0° С
(—190° С), отпуск 2,5
часа при 565" С ...
"RQ.
65
66
Показатели механи-
ческих свойств
Предел
пропор-
циональ-
ности
IOO
Предел
прочности
при растя-
жении
IOO
ю8
Пластиче-
ские де-
формации
IOO
2OI
Сочетание высокой прочности с высокой
вязкостью инструментальной стали, обеспечи-
ваемое обработкой холодом, предопределяет
Ьысокую стойкость инструмента. Резкое повы-
/
420
У\
350
281
210
шение сопротивления изгибу (на 200%) в ши-
роком диапазоне твёрдости Шр = 62—67Л
в результате обра-
ботки холот.рм (—80Х)
стали состава 1%С,
5% Сг и io/o Мо видно
из фиг. 43 [6].
Повышение стой-
кости режущего ин-
струмента отмечается
при различных циклах
обработки, включаю-
щих обработку холо-
дом.
В табл. 72 и 73
приведены показатели
относительной стой-
кости инструмента из
быстрорежущей ста-
ли, подвергнутого раз-
личным циклам тер-
мической обработки.
Циклы обработки да-
ны на фиг. 44 [2].
140
70
67 65 63 61 Н*с
Фиг. 43. Влияние обработ-
ки холодом на предел
прочности при изгибе ста-
ли A,0% С, 5,0% Сг,
1,0% Мо) различной твёр-
дости: 1 — обычная тер-
мическая обработка; 2 — с
обработкой холодом [6].
Таблица 72
Показатели относительной стойкости режущего
инструмента в зависимости от цикла термической
обработки
^закалка с 1280° С, предварительный нагрев до 870° С;
изотермическая закалка в ванну с 515° С с выдержкой
3 часа; обработка холодом при температуре —80° с вы-
держкой 2 часа; отпуск при 565° С —выдержка 2 часа).
Стойкостные испытания на стали ЛЪ_ — 38 — 41.
Цикл термической обработки
Закалка и двойной отпуск ....
Закалка, обработка холодом и
двойной отпуск
Изотермическая закалка,обработ-
ка холодом и двойной отпуск ....
Закалка, отпуск, обработка холо-
дом и отпуск
Изотермическая закалка, отпуск,
обработка холодом и отпуск ....
Изотермическая закалка, двойной
отпуск и обработка холодом ....
Относительная
стойкость в °/0
IOO
.5
122,8
45,1
128, I
13>.5
Таблица 73
Показатели относительной стойкости резцов йзстали
РФ1 в зависимости от цикла термической обработки
(сталь состава 0,72% С, 0,32% Si, 0,31% Мп, 4.8°/0 Сг,
18,O5°/o W, 1,0° о V). Стойкостные испытания на деталях
из стали 50А твёрдостью'//^=-220—270. Скорость резания
18 м/мин, подача 0,65 мм\об, глубина резания 1,4 мм
Цикл термической" обработ-
ки, охлаждение (по фиг. 44)
Обычная термообработка
(а)
Обработка холодом после
закалки (б) ...
То же между 1-м и 2-м
отпуском (в)
То же между 2-м и 3-м
отпуском (г) . . .
То же после закалки и
1-го отпуска (д)
Стойкость до
переточек;
ю-75
1444
14.83
7,5
9.8
и,1б
i8,83
18,85
т
О и «
IOO
122
133
i8o
180
ГЛ. X1J
ОБРАБОТКА СТАЛИ ПРИ ТЕМПЕРАТУРАХ НИЖЕ 0° С
533
Погружение в среду температурой —80° С
(одно- и многократное) позволяет стабилизиро-
вать размеры и форму мерительного инстру-
мента. Так, для калибров винтовой резьбы
находит применение шестикратное погружение
(попеременно на 2 часа в холод и затем в
держка при отпуске может быть сокращена
по сравнению с обычным циклом обработки [3].
Применение обработки холодом к конструк-
ционной стали ещё мало изучено. Однащ
существует несколько типов конструкционной
стали, для которых целесообразность обра-г
rt
I
J
/
L
i ^
к
?
\\
1
1
f
г
\\
\\
V
Л
U
\
0 2 t* 6 8 Ю 12часы
SI
0 2
8 10 12 /4 часы
2)
-юо
0 ¦ 2
8 Ю 12 К часы
д)
Фиг. 44. Циклы обработки образцов и резцов из стали РФ1: а — д см. табл. 73 [2].
кипящую воду). Технологический процесс в
данном случае следующий: а) механическая
обработка, б) обычная термическая обработка,
в) предварительное шлифование, г) обработка
в холоде и горячей воде и д) окончательная
доводка.
При применении обработки холодом резко
повышается стойкость притирочных плиток.
Искажение плоскости притирочных плиток
является следствием искажения во времени
из-за снятия внутренних напряжений и иска-
жения износа из-за неоднородной твёрдости.
Решающее значение имеет искажение первого
рода. Применение обработки холодом снимает
Фиг. 45. Влияние обработ-
ки холодом (—75° С—1 час)
на твёрдость стали ЭИ-184,
закалённой при различных
температурах: / — твёр-
дость после закалки;
2 — твёрдость после закал-
ки и обработки холодом;
3 — твёрдость после цикла
закалка — обработка холо-
дом—отпуск v540—550°C) [3J.
'Ю001050 1100 1150 1200 1250 Y
внутренние напряжения и повышает стойкость
плиток примерно в 20 раз.
Обработка холодом расширяет интервал
закалочных температур заменителей быстро-
режущей стали и позволяет получить одина-
ковую конечную твёрдость [tiRn = 64—65^
ботки холодом практически установлена.
К ним в первую очередь относятся сравни-
тельно высоколегированные стали, которые
легко переходят в аустенитно-мартенситный
класс, особенно при повышенных концентра-
циях углерода (например, сталь 18ХНМА).
В цементованных шестернях из стали 18ХНМА
после обычной закалки и отпуска получалась
твёрдость Нц = 48—50 и структура поверх-
ностного слоя мартенсит -f остаточный аусте-
нит. Обработка холодом (при —183° С в жидком
кислороде с выдержкой 2 часа) позволяет
повысить поверхностную твёрдость Нр на
15—16 единиц [1] и получить мартенситную
структуру.
Улучшение механических свойств стали
18ХНМА после обработки холодом (—183° С—
2 часа) характеризуется данными, приведён-
ными в табл. 74.
Таблица 74
Сравнительные показатели механических свойств
стали 18ХНМА после обычной термообработки
и обработки холодом [1]
при широком варьировании температур за-
калки A150—1250°С) (фиг. 45). При этом вы-
Термообработка
Обычная
С обработкой холо-
дом (—183° С 2 часа) .
а
Ыб,2
п8,о
°s
122O
124,5
ч
13'-6
135-5
S
1б, О
15. о
Ф
65,3
6о,7
9.5
".5
пийд
Заливка
кислорода^
Фиг. 46. Установка для обработки холодом инструмента: 1 — танк;
2 — холодильная камера; 3 — барабан; 4 — соединительная труба;
5 — щит приборов; 6 — термопара [4].
ГЛ. XII
ТЕРМИЧЕСКАЯ ОБРАБОТКА СЕРОГО ЧУГУНА
535
ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ
ХОЛОДОМ
Обработку при температурах до —75-г-80° С
можно проводить в растворе твёрдой угле-
кислоты в спирте. Оборудованием для обра-
Сотки холодом может служить обычный тер-
мос (деревянный или металлический ящик,
хорошо изолированный войлоком, стеклянной
ватой или другим теплоизоляционным мате-
риалом), в который вста-
вляется латунный или мед-
ный сосуд. Крышка термоса
должна быть покрыта также
изоляционным материалом.
Для достижения температу-
ры —75 -i 78° С расхо-
дуется твёрдая углекислота
в количестве примерно 800 г
на 1 л спирта. Время охла-
ждения от 50 до 60 мин.
Постоянство температуры
в течение длительного вре-
мени обеспечивается добав-
ками твёрдой углекислоты,
которая всё время должна
быть в некотором избытке.
Для хранения твёрдой угле-
кислоты применим анало-
гичный термос, позволяю-
щий сохранять твёрдую
углекислоту в течение 2,0—
2,5 суток.
Охлаждение в жидком
кислороде (—183° С) может
производиться в сосудах из
нержавеющей стали или при массовом произ-
водстве в специальной установке (фиг. 47),
состоящей из двух ванн: стационарного танка
(хранителя кислорода) и охладителя деталей.
Камеры в танке и охладителе изготовляются
из меди. Изолирующим материалом служит
стеклянная вата. Жидкий кислород доставляет-
ся в специальном резервуаре и сливается в
бак-хранилище и затем по мере надобности
подаётся в холодильник, откуда отработанный
кислород (испарившийся) выпускается на
воздух.
Для обработки холодом применяются также
специальные холодильники (фиг. 47, а и б),
в которых охлаждающими реагентами слу-
жат: 1) жидкий метиленхлорид (до темпера-
а) б)
Фиг. 47. а и б — различные холодильники, применяемые для обработки стали
холодом при температуре—60—80° С.
туры —84° С), 2) фреон дихлордифторметол
(СС12 F2 СН4) или f 12 (условное обозначе-
ние), бесцветная и безвредная, негорящая
жидкость, позволяющая установить темпера-
туру —85°С.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. АссоновА. Д., Применение температур ниже 0°
для термообработки стали, „Вестник машиностроения"
№8, 1945.
2. Г у л я е в А. П., .Металлург" № 12, 1937.
3. Кунявский М. Н., Сам о шин И. Г.,
Ш и ш к о в П. П. и др., Исследование влияния обра-
ботки при температурах ниже 0е С на инструменталь-
ную и конструкционную сталь, отчёт МВТУ, 1945.
4. НИИ Оргавиапром, Обработка инструментов при
температурах ниже 0° С, М. 19ч6-
Б. Садовский В. Д. и др., Труды УФАН, 1937.
6. D о w d е 11, N 11 s e n, .Transactions ASST", v. XXI1,
№ 9, 1934.
7. Cordon P., Cohen M., Rose R., „Transactions
ASM" № 33, 1944.
ТЕРМИЧЕСКАЯ ОБРАБОТКА СЕРОГО ЧУГУНА
Термическая обработка серого чугуна при-
меняется для: а) снятия остаточных внутрен-
них (литейных) напряжений; б) уменьшения
твёрдости и улучшения обрабатываемости;
в) увеличения твёрдости и улучшения меха-
нических свойств; г) повышения износоустой-
чивости и коррозиестойкости.
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЛЯ СНЯТИЯ
ВНУТРЕННИХ НАПРЯЖЕНИЙ
Главной причиной наличия остаточных вну-
тренних напряжений в литой детали является
различие в температурах её толстых и тонких
частей при охлаждении в момент перехода из
области пластических в область упругих де-
формаций. Для чугуна область перехода от
пластических к упругим деформациям лежит
в интервале 620— 400° С [10]. Чем медленнее
охлаждение в этом интервале температур и
чем меньше различие в толщинах стенок де-
тали, тем меньше внутренние остаточные на-
пряжения.
Внутренние остаточные напряжения (часто
называемые литейными напряжениями) могут
превышать предел текучести или предел проч-
ности чугуна и приводить к короблению, тре-
щинам и разрушению детали. Для снятия или
536
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
(разд. m
!
уменьшения внутренних напряжений в чугун-
ных деталях применяются два способа: есте-
ственное старение и термическая обработка
(искусственное старение).
Естественное старение заклю-
чается в выдержке деталей на открытом воз-
духе в течение длительного периода времени —
от 6 до 18 мес. Недостатками этого способа
являются неполнота снятия напряжений, удли-
нение производственного цикла изготовления
детали, большая задержка в выявлении вну-
тренних дефектов отливки и удорожание про-
изводства.
На фиг. 48 показана степень снятия вну-
тренних напряжений в зависимости от дли-
тельности естест-
венного старения.
Эффективность
естественного ста-
рения незначитель-
на—даже при полу-
годовой выдержке
снимается только
300/0 внутренних
напряжений [8].
Те рмическая
обработк а(ис-
к у с с т в е иное
старение) яв-
ляется наиболее рациональным методом снятия
внутренних напряжений и заключается в низко-
температурном отжиге. Этот отжиг состоит из
трёх стадий: нагрева до температуры пере-
хода чугуна в область пластических дефор-
маций, выдержки для выравнивания темпера-
туры во всех частях де-
талей и охлаждения
(медленного) до области
упругих деформаций.
Нагрев должен быть
медленным, чтобы избе-
жать дополнительных
внутренних напряжений
от большой разности тем-
ператур между тонкими
и толстыми частями де-
тали. Практически мед-
ленным считается нагрев
30 60 90 120 150 №дни
Фиг. 48. Уменьшение внутрен-
них напряжений в зависимо-
сти от длительности естествен-
ного старения [8].
%70
Si
| 30
1 20
& 10
о
350 УЮ № 500 Я0°С
а)
500°С
Фиг. 49. Влияние температуры нагрева на снятие вну-
тренних напряжений: а — по данным завода им. К. Маркса
[8]; б— по данным различных исследователей: / — Бенсон
и Аллисон [8], 2—Бауэр и Зипп [15]; 3—Грищенко [3].
со скоростью 60—170° С в час в зависимости
от сложности детали. Загрузка деталей может
производиться в печь температурой от нор-
мальной цеховой до 200—230* С. Температура
нагрева теоретически и практически находится
в пределах 500—610° С. При этом необходимо
учитывать, что с повышением температуры
уменьшается время выдержки и более эффек-
тивно снимаются внутренние напряжения
(фиг. 49, а, б). При температурах, превыша-
ющих 500° С, наряду со снятием внутренних
напряжений может происходить (особенно в
чугунах с повышенной концентрацией крем-
ния) и частичный распад цементита, ведущий к
некоторому снижению твёрдости и ухудшению
механических свойств.
Время выдержки должно быть достаточным
для полного прогрева всей детали до задан-
ной температуры. Время выдержки устана-
вливается опытным путём и находится в пре-
делах от 1 до 8 час. в зависимости от харак-
тера деталей и назначенной температуры.
Охлаждение является наиболее ответствен-
ной частью процесса и должно быть весьма
замедленным до перехода деталей полностью
в область упругих деформаций A50—250° С).
Достаточно замедленным практически можно
считать охлаждение вместе с печью со ско-
ростью 25—75° С в час. Охлаждение ниже
150—250° С можно вести на воздухе.
Экспериментальные данные по влиянию
отжига на снятие внутренних напряжений
Данные различных исследований, характе-
ризующие влияние температуры отжига и вре-
мени выдержки на снятие внутренних напря-
жений, приведены в табл. 75—77.
Таблица 75
Влияние режима отжига на остаточные напряжения
серого чугуна состава Соби,~ 3,]8"/О. С — 2,45°/0,
ССйяз - Ol73°/o> si-2.O6!7o> Mn-0,63/о. Р-0,1.9°/о,
S —0,11%. Сг-0,23°/о. Ni-0,35% [6]. Нагрев со ско-
ростью 120—140°/час, охлаждение до 200° С со ско-
ростью 12-15°/час.
Температура
отжига
в СС
Сырой
45°
45°
45°
45°
5оо
5°°
5°°
55°
55°
55°
боо
боо
боо
боо
Время
выдержки
в час.
i
3
б
9
3
6
9
3
б
9
I
3
6
9
Остаточное
напряжение
(среднее)
в кг/мм3
2.15
2,°9
,9i
.82
,55
.38
.17
1,О0
1,о5
о.8j
0,67
1,о6
о,88
0,63
о,35
Снятые
напряже-
ния в °/„
о
3
12
15
28
Зб
45
54
5О
6о
69
?
78
84
Таблица 76
Влияние температуры отжига и времени выдержки
на снятие внутренних напряжений (чугун состава
3,03°/0 Соб О,4»/о СС8ЯЗ, 2,и2°/0 Ы, 0,38° 0 Мп, 0,04% Р.
0,С9% S) [17]
Температура
нагрева в °С
35°
5°о
55°
боо
5оо
боо
Выдержка в час.
б
6
б
б
Без выдержки
Снятые
напряжения в %
2О,6
бо,о
9°i°
97,5
51,5
8о,о
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА СЕРОГО ЧУГУНА
537
Таблица 77
Влияние режима отжига на остаточные напря-
жения и механические свойства (чугун состава
3420/С0^. 2'64°/o<V 0,7Ь% Ссвя„ 1.4Ь-0 Si,
0^ V свя„
О,89о/(, Мп,б,17°/0Р, 0,11% S. 0,16% Сг, 0,31°/о Ni)
J6]. Нагрев со скоростью 120—140° С э час,
охлаждение до 200° С со скоростью 12—15° С
в час
«и
СХо
мперату
грева в
Н я
Исхо
[держка
jac.
р m
1НЫЙ
(без термо-
обработки)
45°
45°
5оо
5°°
5оо
55°
55°
55°
боо
боо
боо
боо
3
б
9
3
б
9
3
б
9
I
3
6
9
<ц в-
3 Я
я яп
Н [¦ ju
2,3
а,а
Э!°4
1,7
i,7i
1.53
1,оз
Ы9
о, 87
о, 82
1,2
о,32
о,47
о,41
К
О.
ятые нал
ния в °/
и*
о
IO
12
2б
25
4о
53
48
62
б4
48
б4
73
83
Твёрдость Hjg
верх-
стная
О о
в я
229 -265
217—241
217—228
218—235
217-241
217—241
217—241
217—255
217—228
179-187
196-207
—
138-179
глуби-
25 мм
га а>
Я X
i78
170
170
187
187
i78
1б2
178
I7O
1б2
I7O
I7O
170
156
а
в*
2б,4
25.6
2б,4
27.5
28,3
25>8
—
2б, 2
23,3
21,7
24,7
23,3
—
2О,9
Примечай не. Остаточные напряжения
определялись путём замера деформации на про-
дольно разрезанных образцах размером 50 X 75 X
X 300 мм.
Рост чугуна при нагреве для снятия
внутренних напряжений весьма незначи-
телен и характеризуется следующими
данными:
Температура
нагрева в "С . 5°° 55° 575 625 650 75° 8о° 95°
Роств%. . о,о о,о2О,о8 о,4 о,6 о,б 0,70,7
Практические режимы отжига для
снятия внутренних напряжений. В
табл. 78 приведены некоторые режимы
отжига, применяемые на заводах СССР
для снятия внутренних напряжений в
чугунных деталях.
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ДЛЯ УМЕНЬШЕНИЯ ТВЁРДОСТИ
Уменьшение твёрдости серого чугу-
на с целью улучшения обрабатываемо-
сти и изменения антифрикционных и
магнитных свойств достигается в боль-
шинстве случаев за счёт разложения це-
ментита эвтектического, вторичного или
эвтектоидного. Некоторое понижение
твёрдости может быть достигнуто и без
изменения количества связанного угле-
рода за счёт сфероидизации эвтектоид-
ного цементита, а также, но в меньшей
степени, за счёт снятия внутренних на-
пряжений. Таким образом основной ме-
тод уменьшения твёрдости чугуна заклю-
чается в его частичной или даже пол-
ной графитизации, при которой цемен-
тит (Нв т 800) в конечном итоге рас-
падается на феррит {Нв = 80—1С0) и
графит.
При нагреве до 400—500° С твёрдость
практически не изменяется, а при на-
ndu xAfeoa
вн BhBtfHg
•эвь
'ЭВЬ
а бинэтгж
ifxo Bwada
a HHJKdaff
-ия ensdg
Do я
ияжйэяна
•эвь/э о Baadj
-вн
Ос
о
«
н
о
о
*s
S
tr
s
s
s
X
ЧЯ
X
а.
s
я
С
4X3odo»3
ИМЁ/CdjBE
XBd3UW31
z
д
с
w
0
kw a ия
-НЭХЭ BHHlnifOX
s
етал
m
m
CD
cc
ание деталей
Наименов
3
ю
со
ft
00
1
0
CO
10
СЧ
8
1
я
H
CO
1
200
IO
n-
0
IT-
CO
0'
'§
0
0
10
СЧ
CO
1
1
/порты, салазки
каретки, cj
3
33
Стани
о.
г
&
о
хс
О
ю
со
VO
О
со
ю
СЧ
8
vo
1
ю
р.
8
1
1
'О
»
О
ю
сч"
СО
1
1
я
о
СО
о
корпус задней
ней бабки
редуктора,
рпуса перед
о*
Koprry
крышка
1«
о
"в.
ю
о
:*
g
ю
8
!
1
'иные вкладыши
алазки, чуг)
Столь
i sr
га Я
ь ш
о о
р* со
О) ?
о. ^
о
¦?¦
i 9
Сутки е
сте спе
Ю
"О
"> .
«о
8
о
V
СЧ
1
1
1
СЧ
О
со
О
>г
-¦
сл
СЧ
¦?
00
СЧ
1
01
"
3
Стани
и
ч
Станко
ft
ID
600
О
CO
ft
1
СЧ
о
СЧ
о*
о
о
о
СЧ
со
I
IO
со
1
-If
X
корпус выхлопно
я
вающего коллекто
цилиндров,
трпус всасы
S
X
Голов
ХТЗ
X
лектора
ICO
со
н
1
Ро
ю
1
я
1О
1
1
1
1
ю
*-^
СЧ
м
о
с^
о
со
"
сч
со
I
1
п
о
о.
р
I, крышки реду
я
ч
а
з 1
S" со
В о
О
Устан
станины
шзавод
а
Уралм
t
§
I
та
ft
8
8
5,
OOS
1
1
1
0
to
88
8
*"
я
со со со
1 ' '
8
I
i
о
о
СЧ
о
X
о
IOO-
1
!
гч
о
СЧ
о
со
о
н
м
м
СО СЧ
a
1
СЧ
о
3-
IOO-
1
1
т
п"
м
о
о
о
с-
м
со
сою
in
6
\
о'
1
Ю СЧ
0
о
Я"
ч
о
для поршневых
и обечайки
я
Y,
сз
0
X
Порш
Крыш
Масле
1СКИЙ
Колом
ft
со
о
''
1
ft
8
я
1
IOO-
1
1
СО
0
о"
VO
°
м
СО
1ОО
0
СЧ
"
г—
ft
со
со
¦*•
v<
3
0
м
о
1 со '
о"с
1 с
-"¦
СО
СЧ
со
о
1
- i
со
СЧ
со
3-
6
ю
Т
ю
А
ч
о
, станины, рамы р
духодувок
чные плиты
Разм
нкмз
мы газо-воз
о.
гангов,
ft
t
ft
1
1
0
и
с'
ее
0
t>
—ч
538
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
греве до температур, лежащих выше 500° С,
но ниже Ас, твёрдость падает незначительно
за счёт разложения цементита и его сферо-
идизации.
При наличии структуры ледебурита, вто-
ричного цементита (отбела) нагрев с целью гра-
фитизации должен производиться до темпера-
тур, лежащих выше критической. В данном
случае процесс аналогичен проведению пер-
вой стадии графитизации белого чугуна, но
идёт с большей скоростью благодаря более
высокой концентрации кремния (графитизи-
рующего элемента) и наличию включений сво-
бодного углерода, служащих центрами графи-
тизации.
Понижение концентрации связанного угле-
рода за счёт уменьшения количества перлита,
л также понижение твёрдости за счёт сферо-
идизации эвтектоидного цементита могут быть
достигнуты: а) выдержкой при температурах
ниже критической — такой отжиг может быть
назван низкотемпературным; б) нагревом выше
критической температуры, незначительной вы-
держкой и медленным охлаждением в интер-
вале критических температур; в) нагревом
выше критической температуры, охлаждением
до температуры несколько ниже критической
и выдержкой при этой температуре (изотер-
мический отжиг).
Графитизация эвтектоидного цементита при
температурах ниже критической иллюстри-
руется на фиг. 50 — 52. В области под-
12 5 Ю Юг /О3 мин
60
J
/
L_ A\
I
J
УТ50 (
7
/^
f
7
У
/
J..
A
/70a/
¦ 1 /
/650 t
t-
t
1
j
V—t
/
'A
Й7
/
5»
20
^ / ^ 5 10 30 1 2 5 Ю 123
минуты часы дни
Фиг. 50. Степень графитизации перлита при
различных темпер;турах в зависимости от
ьремени выдержки. Чугун состава 3,37% С,
2,03% Si, 0,87% Мп, 0,125% S [7].
1 2 5 Ю
Юг
Ю3
°С
700
650
600
550
>.
К
"Чг
ч 3
\ Ч
|\
ч
12 5 10 30 1 2 5
минуты часы
ю / 23
дни
Фиг. 51. Зависимость между температу-
рой отжига и временем, необходимым для
графитизации перлита: 10% (кривая /),
50°/0 (кривая 2) и 90°/., (кривая 3). Чугун
соаава 3,37% С, 2,03% Si, 0,87% Мп,
0,125"/0 S 17].
критических температур с повышением тем-
пературы время, необходимое для разложе-
ния эвтектоидного цементита, уменьшается.
При необходимости разложения цементита
эвтектического, вторичного и эвтектоидного
(отбелённое литьё) требуется нагрев до темпе-
ратур, лежащих выше критической, выдержка,
достаточная для установления равновесия
аустенит - графит, и медленное охлаждение
в интервале критических температур. Охла-
ждение в интервале критических температур со
скоростью 1 - 3° С в %
минуту вполне обес-
печивает разложе-
ние эвтектоидного це-
ментита. Такой отжиг
может быть назван
в ы с о к о т е м ператур-
ным.
Критические тем-
пературы серых чу-
гунов должны опре-
деляться либо непо-
средственно дилато-
метрическим мето-
дом, либо по диаграм-
ме состояния Fe —
%
юо
90
ВО
70
60
%50
%
>
\\
\\
\
\
1
\
\\
\\
600 700
1
/
\
\
800
/
Л
QQQX
Фиг. 52. Зависимость ме-
жду температурой нагре-
ва и концентрацией перли-
та в чугуне [1].
С—Si.
В практических целях можно также вос-
пользоваться для определения критической
температуры Ас серого чугуна следующей
эмпирической формулой:
Ас = 730 + 28 X (% Si) - 25 X (°/о Мп).
Зависимость критических точек при охла-
ждении от концентрации Si дана на фиг. 53.
Время выдержки для разложения цемен-
тита при температурах выше критической
(850-900° С) варьирует-
ся в сравнительно ши-
роких пределах от 0,5
до 8 час. в зависимости
т
850
шо
. 90
SOD
750
700
650
70
50
/О
?! ^
4-
—
—
'0 I 2 SIS
Фиг. 53. Зависимость ме-
жду критическими точка-
ми чугуна с 3,37оС0Eы<
(при охлаждении) и раз-
личной концентрацией
кремния.
5 Ш 15 мин
Фиг. 54. Распад цементита
в отбелённом чугуне в за-
висимости от времени
выдержки и температуры
нагрева в соляных ваннах:
1 — 1050" С; 2 — Ш01 С;
5 — 1125° С; 4 —1150° С [5)
от химического состава чугуна, количества
избыточного цементита и глубины отбела.
Наиболее часто в практике применяется
выдержка 1—2 часа. Экспериментальные дан-
ные по отжигу отбелённого чугуна приведены
в табл. 79.
С повышением температуры нагрева ско-
рость распада цементита увеличивается. При
нагреве в соляных ваннах температурой
1050—1150° С распад цементита с образова-
нием пластинчатого графита (в образцах се-
чением до 10 мм или деталях с такой же
глубиной отбела) происходит в течение 1 —
10 мин. (фиг. 54). Одновременно с распадом
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА СЕРОГО ЧУГУНА
539
цементита при повышении температуры идёт
рост зёрен аустенита (фиг. 55).
Для деталей сложной конфигурации должен
быть обеспечен, как и при отжиге для снятия
П75
nso
V2S
то
Ю75
Ю50
Ю25
юоо
О Ю 20 30 W 50 60 70 80 90 100 ПО 120130 М150 м*
Размер аустенитного зеоно
Фиг. 55. Рост зерна аустенита в чугуне в зави-
симости от времени выдержки и температуры
naipeea в соляных ваннах: /—выдержка 4 мин.;
2 — 5 мин.; 3—10 мин.; 4 — 30 мин.; 5 — 45 мин.;
6—1 час [5].
внутренних напряжений, медленный нагрев
до температур 600—650° С во избежание об-
разования трещин, коробления, а также мед-
ленное охлаждение в интервале 600—250° С.
Таблица 79
Влияние режима отжига на уменьшение твёрдости
в отбелённом чугунном литье
{поршень отлит в металлическую форму; пластинки
со сквозным отбелом) [18]
2
1
41
#
V
1
У/
У
5
1
У
-/
1
/
/
/
6
——
Наименование
детали
Поршень ЗИ.:
Пластина 5 мм
Поршень ЗИС
Пластина 5 мм
Поршень ЗИС
Пластина 5 мм
Поршень ЗИС
Пластина 5 мм
Поршень ЗИС
Пластина 5 мм
Поршень ЗИС
Пластина 5 мм
Поршень ЗИС
Пластина 5 мм.
Поршень ЗИС
Пластина 5 мм
Поршень ЗИС
Пластина 5 мм.
Температура печи в
момент загрузки
2О
2О
2О
2О
2О
ао
2О
2О
2О
2О
75°
75°
2О
2Э
2Э
2О
2О
2О
Время нагрева
в мин.
38
38
35
35
43
43
3°
Зо
9°
9о
3°
3°
35
35
35
35
38
за
Температура нагрева
в °С
925
925
925
925
92о
9^5
85о
85о
870
870
850
850
8эо
8оо
8оо
8оо
8оо
8оо
Время выдержки
в мин.
О
о
2О
ао
6о
6о
о
о
зо
20
2Э
2О
IO
IO
2О
2О
6о
6о
Время охлаждения
(до 450° С) в мин.
32
32
2О
2О
57
57
2О
2О
49
49
5'
5i
2О
2О
4°
4°
48
48
Твёрдость
отливок
по
Бринелю *
до отжига
32O
4Н
254
449
341
477
254
414
388
414
2б9
443
264
414
388
443
4X4
443
са
%ч
и ^
о н
с о
Зб4
155
187
.96
170
170
34'
i78
142
i87
187
217
214
155
2O5
i87
218
* Средняя из 5—7 замеров.
При отжиге частично отбелённого чугуна
вследствие различия в росте белой части
'(рост 1,5—2°/0) по сравнению с серой частью
(рост 0,5%) имеет место коробление деталей.
На фиг. 56 дана диаграмма зависимости ли-
нейного роста чугуна от времени выдержки
при различных температурах нагрева.
Для борьбы с короблением положительные
результаты получаются нанесением при от-
жиге на отбелённые места окалины или руды
что приводит к местному обезуглероживанию
и уменьшению роста.
При отжиге наряду с понижением твёр-
дости и улучшением обрабатываемости чу-
гуна одновременно понижается его прочность.
8
характеризующие с
влияние отжига ^
на механические с*-
свойства обычно- 1
го серого чугуна. •§
Если отжиг даётся 1
только для облег- ^
чения обрабатыва-
емости, то дета
1
у
5
/
у
If
%
1
3,
у
1
{
2
с
1
I
1
1
(
12 510 1 2 510125 Ю 20
минуты яасы дни
ЛИ, работающие В Фиг. 56. Зависимость лгнен-
ного роста чугуна от времени
выдержки при различных тем-
пературах нагрева:/—750° С;
2—700° С; 3—650° С; 4—600°С;
5—550° С [7] >
ответственных ус-
ловиях,должны по-
сле механической
обработки подвер-
гаться дополни-
тельной термической обработке (нормализации
или улучшению) для повышения твёрдости
и механических свойств.
Таблица 80
Влияние отжига на механические
чугуна [14]
Термическая
обработка
В литом виде . . .
Отжиг при 900° С
0 час
То же 1 час
„ „2 часа . . .
^.З
12.0
и.7
и,4
а?
* "Sj
4i,5
33.8
33) о
3!>4
свойства серого
Стрела
прогиба
в мм
и,8
13.'
12,8
ю,4
Модуль
упругости
в кг/мм"
9>525
9, 62O
9,ооо
Твёрдость
179
112
юр
1Об
* Здесь и в табл. 84 и 86 ^ - предел прочности
при растяжении; ?^. предел прочности при изгибе.
В большинстве случаев при отливке в
земляные формы требуемая твёрдость должна
обеспечиваться надлежащим химическим со-
ставом и условиями охлаждения отливок, и
отжиг применяется как мера исправления де-
фектных отливок. При отливке деталей в ме-
таллические формы, а также при необходимо-
сти в условиях массового производства иметь
одну шихту для различных деталей отжиг мо-
жет являться обязательной операцией техно-
логического процесса производства отливки.
Контроль результатов отжига произво-
дится измерением твёрдости и исследованием
микроструктуры чугуна в травленом виде.
Нормализация — разновидность высоко-
температурного отжига, при котором охла-
ждение даётся частично или полностью на спо-
койном воздухе, — обычно преследует цель
улучшения механических свойств. Однако
нормализации могут подвергаться и отбелён
ные детали, в которых требуется получение
перлитной или сорбитной основной метал-
лической массы, В этом случае нормализация,
так же как и отжиг, преследует цель пони-
жения твёрдости и уменьшения количества
связанного углерода.
При нормализации чугунов с исходной
структурой феррит -f- графит или феррит +
4- перлит -f- графит необходим нагрев до тем-
540
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
лературы . выше критической и выдержка
для растворения углерода в аустените, а по-
следующее охлаждение должно быть ускорен-
ным (на воздухе) для обеспечения образо-
вания продуктов распада твёрдого раствора
по метастабильной системе с образованием
перлита или сорбита.
При нормализации чугуна с перлито-гра-
фитовой структурой нагрев должен также
вестись до температур выше критической,
но с весьма незначительной выдержкой (до-
статочной только для прогрева по всему
сечению); охлаждение, как и в предыдущем
случае.
Детали простой конфигурации могут охла-
ждаться на воздухе до цеховой температуры.
Детали сложной конфигурации должны охла-
ждаться на воздухе только до температур
650—603° С, дальнейшее охлаждение замедлен-
ное, аналогично охлаждению при отжиге для
снятия внутренних напряжений.
В случае необходимости при нормализа-
ции сложных отливок вести охлаждение пол-
ностью на воздухе, следует непосредственно
после нормализации дать высокий отпуск
E50—600° С) для снятия внутренних напря-
жений, возникших при нормализации.
Количество связанного углерода, получа-
ющегося при нормализации, зависит от хими-
ческого состава и отношения объёма детали
к её поверхности. С увеличением отношения
объёма к поверхности (т. е. чем больше мас-
сивность детали) и увеличением концентрации
кремния уменьшается количество связанного
углерода при нормализации (см. табл. 81). Для
массивных деталей, а также деталей из высоко-
кремнистого чугуна необходимо ускорять
I Таблица 81
Зависимость между концентрацией С „., содержа-
нием S1 и отношением объёма к поверхности детали
при нормализации с 900° С [7J
Отношение
объёма к по-
верхности
i,i8
2,22
3,3°
3,99
4.76
Содержание С,о„ в % при концентрациях
Si в %
1,47
о, 48
о. 33
о, i8
0,18
1,62
о,44
о,44
о,38
1,65
о, 54
о, 44
о, 33
oi4°
0,24
1,7
O.47
о,34
°,35
О, 16
°»25
1,78
o,5i
о, 44
о, 34
0,28
1,83
о. 45
о,42
°«3°
о, i8
0,18
1,93
о»5б
0,40
0,21
0,12
0,12
2,07
о,34
0,20
0,15
0,14
0.14
охлаждение, т. е. переходить от нормализа-
ции к воздушной закалке или даже закалке в
масло или воду. Ориенти-
ровочные режимы нормали-
зации в зависимости от
исходной структуры чугуна
приведены в табл. 82.
При нормализации отбе-
лённых чугунов основным
изменением в свойствах
является понижение твёр-
дости и хрупкости. При нор-
мализации чугунов с перлит-
ной, перлитно-ферритной или
ферритовой основной метал-
лической массой повышают-
ся твёрдость, предел проч-
ности и другие показатели
механических свойств. В
табл. 83 и на фиг. 57 при-
90
85
80
75
70
65
60
7
750
850
57.
950 X
Фиг. 57. Зависи-
мость предела
прочности при
сжатии от темпе-
ратуры нормализа-
ции чугуна (преде-
ла прочности при
сжатии исходного
чугуна 85 кг/мм7).
Режимы нормализации чугуна
Таблица 82
Исходная
структура
Перлит + це-
ментит+гра-
фит (отбелён-
ный, половин-
чатый чугун)
Перлит+гра-
фит
Перлит+
+ феррит+гра-
фят
Феррит-ь
+графит
Скорость
нагрева
Медлен-
ная до
500—550 °С
То же
Темпера-
тура нагре-
ва в °С
Выше
Асстаб
(850—950)
То же
Выше
Асстаб
^870-930)
Выше
Асстаб
(900-УоО)
Выдержка
в час.
0,5-8 (в за-
висимости от
толщины изде-
лия, степени
отбела и тем-
пературы нор-
мализации)
До 1
1—3
1—3 и выше
в зависимости
от сечения де-
тали и темпе-
ратуры нагре-
ва
Превращения
при выдержке
Разложение
неэвтектоид-
ного цементи-
та (вторичного,
эвтектическо-
го)
Полное пре-
вращение пер-
лита в аусте-
нит
Насыщение
твёрдого рас-
твора углево-
дом (повыше-
ние концентра-
циисвязанного
y^tpofla)
То же
Условия
охлаждения
На воздухе
до температур
ниже крити-
ческой
F00-550° С)
и далее за-
медленное-
То же
Конечная
структура
Перлит
или сор-
бит + гра-
фит
То же
Изменение
СВОЙСТВ !
Уменьшение
твёрдости
Незначи-
тельное повы-
шение твёрдо-'
сти и прочно-
сти A0-20 70),
повышение
износоустой-
чивости
Повышение
твёрдости,
прочности
и износо-
устойчивости
Значитель-
ное повыше-
ние твёрдости
ГЛ. XI)
ТЕРМИЧЕСКАЯ ОБРАБОТКА СЕРОГО ЧУГУНА
541
Таблица 83
Изменение механических свойств чугуна
при нормализации
Термическая обработка
1. Исходная структура пер-
лит -(-графит (в литом виде) .
Нормализация с 900° С, вы-
держка 1 час
2. Исходная структура пер-
лит+феррит+ графит (в литом
виде)
Нормализация t900° С, вы-
держка 1 час
to
l6ftO
ю
За,2
35. i
28,5
проги-
ч
з,7
2 6
2,3
со
At
а
0,21
о, 35
,-2
и
о
27,6
27 О
23,5
ведены данные, характеризующие изменение
механических свойств чугуна при нормали-
зации.
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЛЯ ПОВЫ-
ШЕНИЯ ТВЁРДОСТИ И УЛУЧШЕНИЯ
МЕХАНИЧЕСКИХ СВОЙСТВ
(ЗАКАЛКА И ОТПУСК)
Превращения при закалке и отпуске чу-
гуна в основном аналогичны со сталью. За-
калка преследует цель повышения твёрдости,
сопротивления истиранию и улучшения меха-
нических свойств. В отличие от стали нагрев
и выдержка чугуна до температур, лежащих
ниже критической, может приводить к умень-
шению, твёрдости вследствие распада цемен-
тита. При нагреве выше критической темпе-
ратуры в серых чугунах протекает процесс
растворения свободного графита в аустените,
приводящий к повышению концентрации СС8Я3.
;Нагрев под закалку должен быть выше кри-
тической температуры (830—900° С), время
выдержки определяется сечением детали и
исходной структурой. Как и в случае норма-
лизации чугуна с исходной перлитно-графи-
товой структурой, выдержка при закалке
¦должна быть достаточной только для про-
грева детали до заданной температуры; при
исходной перлитно-ферритовои и ферритовои
основной металлической массе время вы-
держки должно быть достаточным для насы-
щения твёрдого раствора углеродом за счёт
свободного графита. В последнем случае прак-
тически время выдержки находится в пре-
делах от 0,5 до 3 час. Более длительные вы-
держки, не приводя к повышению концен-
трации Ссвяз> не изменяют эффективности за-
' калки.
В зависимости от скорости охлаждения
при закалке из области аустенито-графито-
вого равновесия могут быть получены струк-
туры мартенсит -f графит, троостит -f- графит,
сорбит -+- графит или смешанная троосто-сор-
<5итная, троосто-мартенситная основная ме-
таллическая масса. При резком охлаждении в
структуре закалённого чугуна имеется также
и остаточный аустенит.
1
J
На фиг. 58 и 59 показано изменение ме-
ханических свойств серого чугуна в зависи-
мости от температуры закалки.
При закалке чугуна получаются значитель-
ные закалочные напряжения, резко снижаются
пластические свой-
ства и увеличиваете» н„.
хрупкость, поэтому
после закалки даётся
отпуск, заключаю-
щийся в нагреве и
выдержке при темпе-
ратурах ниже крити-
ческой. Применяется
обычно низкий от-
пуск (до 250° С), пре-
следующий цель толь-
ко снятия закалочных
напряжений и высо-
кий отпуск E00—
650° С) для получе-
ния троосто-сорбитной или сорбитной струк-
туры основной металлической массы. Струк-
турные изменения при отпуске закалённого чу-
гуна в основном аналогичны изменениям при
отпуске закалённой стали.
500 600 700 800 900 °С
Фиг. 58. Зависимость твёр-
дости от температуры за-
калки серого чугуна со-
става 3,31°/0 С, 1,51°/0 Si,
0,8% Мп, 0,14 /0 Р, 0,14°/0S.
Выдержка перед закал-
кой — 30 мин., охлаждаю-
щая среда — масло [13].
2,10
1,75
0,35
20
IS
1'
0 -
500
Ш
300
200
100
0
450 550 650 750
Фиг. 59. Зависимость механических свойств
серого чугуна от температуры закалки. Чу-
гун состава 1,83% Si, 0,62°/., Mn, 0,ll°/0S. Ис-
ходные свойства чугуна: а^ =- 20 кг,мм?;
стрела прогиба 11 мм; Hq — 200 кг/мм*;
H$}i = 25. 1 — кривая о^2; 2 — кривая стрелы
прогиба; 3—кривая Hq ; 4—кривая h^h',
5—кривая i.j [13].
В зависимости от температуры отпуска
(начиная с 200° С) понижается твёрдость и
возрастают прочность, сопротивление изгибу
28
21
14
7
/
ч
s
Ив
500
иоо
300
200
90 180 270 360 450 °С
Фиг. 60. Зависимость твёрдости и предела проч-
ности при растяжении от температуры отпуска.
. Исходные свойства чугуна: а^ =¦ 28 кг/мм1;
Hq = 200 KtjMM1 [12].
и сжатию. Влияние температуры отпуска на
свойства закалённого чугуна приведены в
табл. 84 и 85 и на фиг. 60—62.
542
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
Таблица 84
Изменение механических свойств серого чугуна
при закалке с высоким отпуском [14]
Термическая обработка
Без термообработки . .
Закалка с 850° С в воду,
отпуск с 500° С
То же отпуск с 550° С
» 580е1 С
„ 600° С
. 630° С
* 650° С
, 700° С
SS
ш
33,5
4°, I
38,5
37,8
35,7
37,°
33-5
33,2
1
кг,
m
#
ii5
—
—
130,1
—
3,
ffi
52, о
57,8
58,3
6i,8
60,2
55,°
57,8
52;6
6
eg со
5 s
7,°
6,5
бЗ
6,7
7,2
7,4
6,5
а:
и
о
<=(
Твёр
247
3°8
291
275
250
245
231
22O
О
о. и
ш^
25,5
3°,5
З8,о
34,5
27,О
25,°
2О,О
19,5
является мартенсит; 2) область перлитного
превращения E50—560° С и выше), в которой
продуктами распада являются троостит, сор-
бит, перлит, зернистый перлит, и 3) переход-
ная область B70—550° С), в которой продук-
тами распада являют-
ся игольчатые струк-
туры — так называе-
мый бейнит.
Микроструктура
чугуна, полученная
при изотермическом
распаде, показана на
фиг. 64.
Изотермическая за-
калка чугуна заклю-
чается в нагреве до
0 юо 200зоо т°с
Фиг. 62. Зависимость со-
противления износу (поте-
ря веса в г) от темпера-
туры отпуска.
* abd ~ пРедел прочности при сжатии.
Изотермическая закалка серого чугуна.
Кривые изотермического распада аустенита
в сером чугуне имеют С-образный вид (фиг. 63
и 64).
"в
500
№
300
0 Ю 20 30 W 50 60 70 80 90 часы
Фиг. 61. Зависимости твёрдости от времени выдержки
при низком отпуске A3J.
Различают три температурные области изо-
термического распада аустенита в чугунах:
1) область мартенситного превращения B60—
270° С и ниже), в которой продуктом распада
200"
50 "С
— и
>
1
250°\
0°
—
- —
— —
температуры выше
критической (как и при обычной закалке с830—
900" С), выдержке, обеспечивающей полный
прогрев детали и насыщение аустенита угле-
родом (если исход-
ная структура была
перлито -феррито-
графитовой или
феррито-графито-
вой), и закалке в
горячую среду. За-
калочными среда-
ми могут служить
масло A70—180"С),
соляные ванны
B00—600° С), свин-
цовые ванныE00°С
100
600
500
№
300
200
1
1
¦4
[
\
\
\
\
у
\
ч
\
т
1
г
510 50Ю0т1(КЮ5000Ю№сек
Фиг. 63. Изотермический рас-
пад аустенита в сером чугуне:
1 — начало распада; 2— конец
распада [13].
и выше). Преиму-
ществом изотерми-
ческой закалки яв-
ляются весьма не-
значительные закалочные напряжения.
В результате изотермической закалки [4J
повышаются твёрдость, предел прочности при
Фиг.
2 3 U 56 610 ЮО*^^ /000 10000 С€к
Время выдержки в изотермической среде
64. Диаграмма изотермического распада аустенита в сером чугуне состава 3,6°/0С, 2,5°/,) Si, 0,77«Mn, 0,04e/0S,
0,55°/0 Р., О,О2°/о Сг. Исходная твёрдость //д = 196. / — начало распада; 2—конец распада [4].
ГЛ. XI)
ТЕРМИЧЕСКАЯ ОБРАБОТКА СЕРОГО ЧУГУНА
543
Таблица 85
Механические свойства серых чугунов различного
химического состава после закалки и отпуска [9]
Термическая
обработка
«1
о
a
s a u
2?*
О с оз
а,
1. Чугун: 3.1So/o СобЩг 0,64% Ссвяз> 1,7% S!, 0,76% Мп
Без термообработки . 126,15
Закалённый с 850° С .
То же с отпуском при:
100° С
315° С
425° С
540
650'
С
С
700° С
17.58
18,91
34,17
37,63
36,21
30.16
26,08
1188
599
1O59.I4
1226,96
8,51
7.72
3>°7
5.31
6,17
5.84
4,29
2.77
4! 18
4.29
217
514
54
437
352
285
217
8
2. Чугун: 3,2% Собщ> 0,58% Ссвя3 1,76% Si,
0,64% Мп, 0,48% Мо
Без термообработки.
Закалённый с 850° С .
То же с отпуском при:
100° С
200° С
315
425
640
650
700
30,23
2О,32
22,85
33,47
40, о8
43,75
43,87
39,44
32,97
пз8
771
762
1048
121б
1297
1397
1279
1329,ОЗ
6,97
3,12
3.3°
4.31
4.95
5.i8
5,72
5.33
5,84
6,09
2,49
4,43
4,43
4,43
4,29
4,7°
4,28
5,53
223
555
555
514
477
401
б
255
210
3. Чугун: 3,22% Соб1ц< 0,5370 Ссвяз> 2'02°/о Si,
О,66"/о Мп, 0,52% Мо
Без термообработки . C3,05
23,76
рр
Закалённый с 850°С.
То же с отпуском при:
100° С
200° С
315° С
425° (.:
540° С
700° С
23,06
38,32
44.5O
36,70
28,12
1360,18 I 7,65
1038,72 5.69
730,29
1247.38
1437.89
1369.85
1084,08
3.56
6,16
6,88
6,58
6,02
6,22
4S 28
4,28
5.95
5,67
5.39
4,98
4,98
241
514
514
469
444
375
321
190
4. Чугун: 3,21°/, Собщ, 0,6% Ссвяз 2,24% Si,
О,67°/0 Мп, 0,52% Мо, 0,570 Сг
Без термообработки .
Закалённый с 850° С .
То же с отпуском при:
100° С
200
315'
С
С
425° С
540° С
650° С
700° С
34.03
23,62
22,85
39,37
41,00
47,o3
4o,99
36,84
1446,96
979,76
1378,92
1229,24
1478.72
1297, 28
1310,88
8,00
5.21
6,55
6^76
5,99
6,38
4>oi
3,73
4,56
4*. 43
5.12
5,8i
5.67
235
555
534
5O5
477
415
352
2б9
238
5. Чугун: 3,36% Собщ, 0,61% Ссвяз, 1,76°/„ Si,
0,74% Мп,0,47% Мо, 0,52% Ni, 0.35% Сг
Без термообработки .
Закалённый с 850а С .
То же с отпуском при
100° С
200° С
315° С
425° С
540° С
650° С
700° С
31,78
17.79
19,62
29,81
36,9'
39,58
39.58
35.65
31.92
1360,78
6о8,53
948,01
1347.17
1356,24
1356, 24
—
1338,ю
6,73
3.58
_
4,47
6,25
6,38
6,38
—
6,86
7.47
3,4б
3.32
4,56
6,од
4,98
4=98
6,22
6,22
235
514
514
477
444
4oi
331
2б2
228
растяжении (на 30 — 40%), сжатии (на
40—60'/о), и изгибе (на 50 — 60%), ударная
вязкость (на 30—40%), весьма резко сопро-
тивление истиранию (в 1,5—5 раз) и может
быть увеличена безопасная нагрузка при ра-
боте на истирание со скольжением и без
скольжения.
Экспериментальные данные, характеризую-
щие эффективность изотермической закалки?
чугуна, приведены в табл. 86 и 87.
Таблица 86
Влияние изотермической закалки (в соляной ванне)
на механические свойства серого чугуна различного-
состава [9j
1
Температу-
ра закалоч-
ной среды
в0 С
1. Чугун
0,55% Мп,
Без термо-
обработки
250
Зоо
5оо
бои
2. Чугун
0,56% Мп.
Без термо-
обработки
250
Зоо
35O
5оо
боо
в кг/мМ1
: 2,83% Соб
0,1% Мо,
3L9
—
54.7
—
в кг'мм*
в ьг/мМ*
Твёр-
дость
¦щ> 2,13% Сгр, 1,9% Si,
0,1°/0 Ni, 0,15% Сг, 0,19°/0 Р,
0,028% S
IO4.5
—
i8o,6
—
—
—
6о,4
38,5
9о,5
87,6
77.6
67,2
229
492
332
317
286
237
2,85% Собщ, 2.15% Сгр, 1.2% Si,
0,29% Мо, (
38,6
—
56,6
—
—
3. Чугун:2,83»/0Со<?ад,
0,5% Мо
Без термо-
обработки
250
Зоо
35°
5оо
боо
, 0,09% Ni,
37,7
—
63.5
—
—
4. Чугун: 3,56% Собщ>
Без термо-
обработки
200
Зоо
400
5°°
боо
0,754
—
—
—
—
—
—
3,09% Ni, 0,14% Сг, 0,14% Р,
0,027% S
,3
—
182,3
—
—
72,5
41,8
юз, о
96,1
74,7
— 75.9
240
5O7
388
334
29O
253
2,12% Сгр, 1,92% Si, 0,55% Мп
0,15% Сг, 0.15% Р, 0,028% S
120,8
—
2О1,О
—
—
—
74,8
44,о
109,9
9O.I
71,2
77.3
«5*
515
386
34O
314
2б5
2,9°/0 Сгр, 2,08% Si, 0,54% Мп,
0 Р, 0,101% S
—
—•
—
—
—¦
—
62,7
21,5
7L7
65,6
69,3
732
255
47°
345
28а
299
273
Таблица 87
Результаты сравнительных испытаний чугуна
на истирание
(безопасная нагрузка устанавливалась при 10 000 000
циклов вращения чугунного образца) [16]
Условия
испытания
Без скольже-
ния
То же
ш „
С 9% сколь-
жения
То же
Безопасная
нагрузка
в кг
4оо
8оо
I2OO
480
8оо
Термообра-
ботка
Без термо-
обработки
Закалка в
масло
Изотермиче-
ская закалка
Без термо-
обработки
Изотермиче-
ская закалка
Твёрдость
"в
230
Зоо
Зоо
г I9O
28о
544
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЛЯ
ПОВЫШЕНИЯ ИЗНОСОУСТОЙЧИВОСТИ
И КОРРОЗИЕСТОЙКОСТИ
Азотирование чугуна, как и стали,
ведётся в среде диссоциирующего аммиака
при температурах 510—520" С в специальных
герметических печах. Степень диссоциации
аммиака 25—300/0, время выдержки 50—90 час, 2,75—3,00% С
Таблица 88
Составы чугуна, применяемого для азотирования
2,
2,
2,
2,
С
5 -2,
5°-2,
4° — 2,
4° — 2,
2,79
2,б2
65
7о
t>S
8о
Si
2=5-2
2,4 2
2,4О 2
2t4° 2
i,54
2,44
7
6
too
80
Химический
о,
о,
о,
о,
Мп
5 ~о,6ч
5О—о, бо
55—о.б5
5о—о,6о
О; 58
о,6о
состав в
А1
о, 8о—I
i,8o —i
1,2О— I
о,6—о
1,О
1.37
°/о
о
ю
So
в
I
I
Сг
1,3-1
,2О—I
1.5—i
,3°-i
о,зб
о,58
5
5°
в
7°
Мо
0,15—0,20
0,20 — 0,25
—
—
°,73
глубина азотированного слоя 0,35—0,50 мм, по-
верхностная твёрдость Ну=800—1000. Азоти-
рованные чугунные детали обладают высоким
сопротивлением истиранию и высокими анти-
коррозийными свойствами. Азотированию под-
вергаются чугуны, легированные хромом и
алюминием (см. табл. 88).
Режимы азотирования по практическим
данным приведены в табл. 89.
Таблица 89
Режимы азотирования чугуна (гильзы) [13]
Режим азотирования
Темпера-
тура в °С
5ю—52°
52O
5«»
5оо
Время
в час.
бо—so
бо
65
оо
Поверхностная
твёрдость Ну
8оо—дбо
-
-
QOO IOOO
Глубина
слоя в мм
о,45—о, 5°
о.35
о,35
o,4o—o,35
Алитирование, силицирование и антикор-
розийное азотирование проводятся по режи-
мам и в средах, аналогичных со сталью (см.
стр. 520—522 и 526—530).
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ЛЕГИРОВАННЫХ ЧУГУНОВ
Термическая обработка легированных серых
¦чугунов может в различных случаях приме-
няться для снятия напряжений, улучшения
обрабатываемости, повышения механических
и других свойств. Для низколегированных
чугунов применяется такая же термообра-
ботка, как и для обычных серых. Ниже при-
водятся некоторые примеры термической
обработки деталей из легированного серого
чугуна.
1. Автомоторные гильзы. Состав
чугуна: 3,1-3,4 Co(Jaj, о,75-0,90/0Ссвяз, 0,55—
О,750/о Мп, 1,8—2,2<>/о Ni, 0,55—0,750/0 Сг, 1,9—
2,1% Si, 0,2%P; 0,1% S; исходные aft=27 кг/мм*
и Нв —220. Термообработка —закалка в масло
с 830—840° С, выдержка 30—40 мин. Механи-
ческие свойства после закалки с отпуском:
при 180° С, 2 часа — вЬг = 25—28 кг/мм* и
Hrc= 48—53; при 315° С, 1 час —а^г = 32—
40 кг/мм2 и Нрс~44—48.
2. Станочное литьё. Состав чугуна:
г„,. 2,50/0 Si. о,80/0Мп, 1,60/в Ni,
О,4о/о Сг. Термообработка — за-
калка в масло с температуры
850—870° С и отпуск с 480—
530° С. Механические свойства
после закалки с отпуском: аь =
= 52 кг/мм2 и #в=* 290—340.
3. Крупные чугунные
штампы для холодной
высадки. Состав чугуна:
3,250/oCeftn. I, 240/oSi. 0,450/0Mn,
2,00/oNi, 0,7%Cr. Термообра-
ботка: закалка в масло с 840° С,
отпуск до 500° С, охлаждение
после отпуска на воздухе. Твёрдость Нв =
= 286—320.
Прокаливаемость серого легированного
чугуна (закалка образцов диаметром 75 мм
в масло) характеризуется кривыми на фиг* 65.
Состав чугунов при-
ведён в табл. 90 [12]. нв
500
400
300
300
200\—\—г-ТМ-Ч—I—1 г 200
0 6 12 18 2Ь 30мм
Расстояние от поверхности
Фиг. 65. Зависимость про-
каливаемости серого леги-
рованного чугуна от его
состава (состав чугуна см.
табл. 90) [12].
Твёрдость серого
легированного чугуна
после закалки с тем-
пературы 820° С в ма-
сло и отпуска харак-
теризуется кривыми
на фиг. 66.
В литом состоянии
1
Ml
ill
W
и
s
~-s.
г-*
3
1
\
V
\
\
300 1E0 600 "С
Фиг. 66. Зависимость твёр^
дости легированного чугу-
на от температуры отпуска
[12]: / — чугун состава
3,1% С
общ
Ш
1,69% Si;
,S.
Сг;
Сг;
Si,
1,21% N1, 6,39%
4-3,15% С , , 1,76%
1,13% Ni, .0,45%
5-2,68% Соб 2,31°/,
1,22% Ы, 0,33% Сг. ';
Таблица 96
Химический состав чугуна (к фиг. 65)
с
т ¦
J
3
а
4
7
8
Химический состав
Собщ
2,79
2,54
3,15
3.13
З.Зб
3,44
3,15
3.37
Мп
о, 74
0,76
о,54
о, 79
о,5б
°,6з
о,66
0,52
i
Si
',58
2,51
1
з
[,23
[,02
f.5°
«55
,18
с.47
чугуна в %
Ni
_
1=05
°.97
3-89
1,22
2,22
3-18
3>4б
Сг
_
—
—
—
о, 58
о. 98
о, 86
1.56
Темпера-
тура на-
грева под
закалку
в °С
857
857
83о
788
847
830
8оз
815
Фиг. 67. Микроструктура белого
чугуна, подвергаемого отжигу на
коакий чугун. X ЮО.
Фиг. 68. Микроструктура фер-
ритного ковкого чугуна. X ЮО.
Фиг. 69. Микроструктура перлит-
ного ковкого чугуна (зернистый
перлит -f- углерод отжига). X ЮО.
Фиг. 70. Обезуглероженный ков-
кий чугун (край), перлит-(-фер-
рит И- углерод отжига. X 100.
Том 7, гл. 11
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА БЕЛОГО ЧУГУНА
545
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б о ч в а р А. А., Смирягин А. П., Башки-
р о в П. М., .Вестник металлопромышленности" № 12,
1939.
2. Б р а й н и н И. Е., Б о р н а ц к и й И. И. и Б р у-
щ е н к о Г. М., „Литейное дело" Л* 1, 1938.
3. Гр и щ е н к о Г. П., „Металлург" № 5, 1935.
4. Куртов И. Ф., .Автомобильная промышленность"
№ 4, 1946.
5. П о р о ш и н а В. И., Дипломная работа, 1947.
€. Розенфельд С. Е., Внутренние напряжения
в чугуне, ЦНИИТМАШ, отчёт, 1941.
7. Салтыков С. А., „Литейное дело" № 4, 1935.
8. Работы лаборатории завода им. К. Маркса, „Литей-
ное дело" № 12, М.—Л. 1939.
9. Б о г а ч е в И. Н., Металлографические основы по-
лучения качественного чугуна, Металлургиздат, М. 1941.
10. Г и р ш о в и ч Н. Г., Чугунное литьё, Кубуч, 1935.
11. «Легированные чугуны", перев. с англ. под ред.
В. М. Шестопал, Машгиз, 1940.
12. Справочник ASTM, перев. с англ. под ред. Рыбарж,
ГОНТИ, 1936.
13. Т р о и ц к и й Н. Г., Свойства чугуна, ГОНТИ, М.
1941.
14. О к н о в М. Г., Металлография чугуна, 1933.
15. Bauer О. u. S i p p К., .Die Giesserei", Bd, 23,
Н. 11, 1936.
16. Bartholomew, „FTY" № 1255, 1940.
17. BensonL.E., AllisonH., »№geneer\ 1/VHI 1938.
18. Дубинин Н. П., Отливки в металлические формы,
Машгиз, 1947.
ТЕРМИЧЕСКАЯ ОБРАБОТКА БЕЛОГО ЧУГУНА (КОВКИЕ ЧУГУНЫ)
Ковкий чугун получается специальной тер-
мической обработкой белого чугуна, имеющего
доэвтектический состав * и структуру леде-
бурит + цементит (вторичный) 4~ перлит
(фиг. 67, см. вклейку). Весь углерод в белом
чугуне находится в химически связанном
состоянии в виде цементита.
Термическая обработка белого чугуна
может преследовать следующие цели:
1) Полное разложение цементита с получе-
нием структуры основной металлической мас-
сы феррита (ферритный ковкий чугун). Ми-
кроструктура дана на фиг. 68 (см. вклейку).
2) Разложение цементита эвтектического
и вторичного с сохранением концентрации
связанного углерода, одинаковой с эвтектоид-
ной или меньше неё, и структуры основной
металлической массы, представляющей собой
продукты распада твёрдого раствора различ-
ной степени дисперсности (специальный так
называемый перлитный ковкий чугун). Микро-
структура одного из типов такого чугуна
(СПКЧ) дана на фиг. 6Э (см. вклейку).
3) Обезуглероживание белого чугуна.
Микроструктура показана на фиг. 70 (см.
вклейку).
ТЕРМИЧЕСКАЯ ОБРАБОТКА (ОТЖИГ)
ДЛЯ ПОЛУЧЕНИЯ ФЕРРИТНОГО
КОВКОГО ЧУГУНА
Отжигом на ферритный ковкий чугун до-
стигается разложение цементита эвтектиче-
ского, цементита вторичного, цементита эвтек-
тоидного и получение конечной структуры
феррит -+- углерод отжига.
Режим отжига на ферритный ковкий чугун
(фиг. 71) кожет быть разбит на пять перио-
дов времени: нагрев (xw), первая стадия гра-
фитизации (tj), промежуточная стадия графи-
тизации (тл), вторая стадия графитизации (xjj)
и охлаждение (xov).
Основные фазовые и структурные превра-
щения происходят в периоды первой и второй
стадий графитизации. В период первой стадии
графитизации идёт распад цементита эвтекти-
ческого и устанавливается равновесие аусте-
нит +углерод (отжига); в период второй
стадии графитизации происходит распад эвтек-
тоидного цементита и в зависимости от
полноты этого процесса получается структура
феррит + углерод отжига или феррит + пер-
лит + углерод отжига или перлит -t- углерод
отжига.
Нагрев (ти). Отжиг на ферритный ковкий
чугун ведётся в печах различного типа (см.
стр. 580—627) с упаковкой в ящиках при за-
* Состав ковкого чугуна, его свойства и применение
см. т. 4, гл. 1.
35 Том 7
Фиг. 71. Схема режимов отжига на фер-
ритный ковкий чугун: а — вторая стадия '
осуществляется выдержкой при темпера-
туре ниже критической; б — вторая ста-
дия осуществляется медленным охлажде-
нием в интервале критических температур.
сыпке песком или без засыпки, а также без
ящиков. В соответствии с этим время нагрева
изменяется в широких пределах от 2 до 40 час.
Скорость нагрева может быть максимально
форсирована, ибо она практически не влияет
на конечные результаты и лимитируется только
характером печи и методом отжига.
Форсированный нагрев является одним из
методов рационализации режима и ускорения
процесса отжига.
546
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
20
1
/
V
N
Icrrn
ста
\
X
/
1дия
дия
ЧОСЫ
50
45
40
35
30
25
го
, 15
10
5
/
/
/
i
л
,
пстадия
Icmac
У
1ия
1
/
ЧОСЫ
100
80
60
40
20
Ю
8
6
4
г
/г
fa
L
¦7г.,
&
0.5 0,7 0.9
11
U 15 U %Si
0.5 7.0 1J5 ZP%Mn
Фиг. 73. Влияние содер-
жания марганца на дли-
тельность первой и вто-
рой стадий графитиза-
цйи [1].
\
0.8% Si
п
У
"^
о
1,0
О 1J5 2,0 2.5 3,0 %С
Фиг. 72. Влияние содер-
жания углерода на дли-
тельность первой и
второй стадий графи-
тизации [1].
"С
1000
950
900
350
800
О 5 10 15 20 25 30 35 40 45 50 55 часы
Фиг. 75. Зависимость длительности первой ста-
дии графитизации от температуры и содержания
кремния [4].
"С
1500
1450
1400
1350
1300
Фиг. 78. Влияние тем-
пературы заливки бе-
логочугуна на длитель-
ность первой стадии
графитизации [1].
Фиг. 74. Зависимость длительности первой и
второй стадий графитизации от содержания
кремния [9].
часы
100
80
60
' 40
30
20
10
в
6
4
3
2
V
\
\
5
ч
s
\
щ
\
чл
\
К
t s
ч
ч\,
\(
ч
\
чч
ч
700
800
900
1000''С
чаш
го
15
10
/
1
1
1
/
! Пстадия
у
[стадия
Фиг. 76. Зависимость длительно-
сти первой стадии графитизации
чугуна с различным содержанием
кремния от температуры
отжига [9].
/
/
/
1
—
о
0.05 0,10 0,15 %S
100
80
40
—.
"""^
Фиг. 77. Влияние содержания серы
на длительность первой и второй
стадий графитизации [1].
'МО 1450 1500 1550 1600 1650 "С
Фиг. 80. Влияние температуры перегрева на
относительное количество включений угле-
рода отжига z [9J.
1540 1595 №50 1705 176ОХ
Фиг. 79. Влияние температуры перегрева на
относительную продолжительность первой
стадии графитизации (отжиг при 925° С) [9].
¦шва
У
/
У
Т,
2,0
1.0
0.5
Х25
\
\
/
/
/
¦ч.
г,
V
—^
-—
5 10 15 20 25 30 мм
Толщина стенки
Фиг. 81. Влияние толщины стенки детали на
относительную продолжительность первой
стадии графитизации xj и количество вклю-
чений углерода отжига г иг 1 мяС- [9].
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА БЕЛОГО ЧУГУНА
547
Первая стадия графитизации (тг). Осу-
ществляется путём выдержки при темпера-
туре выше критической. Распад цементита при
отжиге белого чугуна на ковкий — процесс
диффузионный. Чем выше температура, тем
больше скорость процесса и меньше требуемая
выдержка. Для проведения первой стадии гра-
фитизации необходимо время, достаточное
только для установления равновесия аусте-
нит — углерод (отжига).
Скорость распада цементита зависит от
значительного числа факторов: химического
7",
часы
4,0
3,5
3,0
15
2,0
1,5
1.0 ¦
0,5
°15 2.0 2,5 3,0 3,5 4.0 %С
Фиг. 82. Влияние скорости пер-
вичной кристаллизации(отлив-
ка в землю, в кокиль) и пред-
варительной закалки на дли-
тельность первой стадии гра-
фитизации xj белого чугуна
A.3—1,4°/0 Si) с различным со-
держанием углерода. Отжиг
при 1000° С: / — литьё в зем-
лю; 2—литьё в кокиль; 3—
литьё в кокиль с предвари-
тельной закалкой перед отжи-
гом с 850° С в воду [8].
\
\
\
\
\
\
\
\
ч
-2
ч
ч
-/
г,
часы
ч.О
35
3.0
15
2,0
15
1.0
0.5
О
\
\
у
\
у
\
\
\
ч
\
V
¦2S
\
Ч
V
ч
—
1,25 \5 1,75 2.0 2,25 %Si
Фиг. 83. Влияние скорости
первичной кристаллизации
(отливка в землю, в кокиль)
и предварительной -закалки
на длительность первой ста-
дии графитизации i\ белого
чугуна B,4-2,5 7(, С) с раз-
личным содержанием крем-
ния. Отжиг при 1000° С: 7 —
литьё в землю; 2 — литьё в
кокиль; 3 — литьё в кокиль
с предварительной закалкой
отжигом с 850° С
в воду [8].
перед
лизации (отливка в землю, в кокиль) и пред-
варительной закалки.
Предварительная термическая
обработка. Предварительная (перед отжигом
на ковкий чугун) нормализация и закалка бе-
лого чугуна увеличивают число центров гра-
фитизации и скорость распада цементита в пер-
вой "стадии графитизации. Метод разработан
советскими инженерами (Салтыков, Ассонов,
Прядилов). С повышением скорости охлажде-
ния увеличивается число включений угле-
рода отжига и соответственно уменьшается
часы
5.5
5,0
3,5
3,0
2,5
2.0
1,5
W
0,5
Г ЗА 3,8 4,2 4.6 %(C+Si)
Фиг. 84. Влияние скорости первичной кри-
сталлизации (отливка в землю, в кокиль)
и предварительной закалки на длитель-
ность первой стадии графитизации tj чу-
гунов с различным содержанием С + Si.
Отжиг при 1000° С: 1 — литьё в землю;
2— литьё в кокиль; 3 — литьё в кокиль
с предварительной закалкой перед отжи-
гом с 850° С в воду [8].
N
\
N
\
V
\
\
Ч;
у
\
\
\
\
-2
\
ч
ч
->
состава чугуна, условии первичной кристалли-
зации, предварительной термической обработки
белого чугуна и др.
Химический состав. Влияние угле-
рода, кремния, марганца и серы на скорость
распада цементита в первой стадии графити-
зации показано на фиг. 72—П. Фосфор в бе-
лом чугуне @,1—0,2%) практически не влияет
на скорость первой стадии графитизации; хром
весьма сильно тормозит распад цементита;
алюминий, медь, никель, кобальт и титан
ускоряют распад цементита.
Условия первичной кристалли-
зации. С повышением температуры пере-
грева чугуна и увеличением скорости первич-
ной кристаллизации увеличивается скорость
распада цементита. На фиг. 78—81 даны за-
висимости длительности первой стадии графити-
зации от температуры заливки чугуна (фиг. 78),
относительной продолжительности первой ста-
дии графитизации от температуры перегрева
(фиг. 7Э), относительного количества включе-
ний углерода отжига от температуры пере-
грева (фиг. 80) и относительной продолжи-
тельности первой стадии и количества центров
графитизации от толщины стенки детали
(фиг. 81). На фиг. 82—85 показана длительность
первой стадии графитизации для чугунов с раз-
личным содержанием углерода и кремния
в зависимости от скорости первичной кристал-
время графитизации. Зависимость времени гра-
фитизации Т от количества включений угле-
С
1050
1000
950
900
850
800
\
\
\
V
\
<
-1
ч
ч
—-
4 6 в Ю f? г47,чащ
Фиг. 85. Зависимость температуры отжига и длитель-
ности первой стадии графитизации t] от скорости пер-
вичной кристаллизации (отливка в землю, в кокиль) и
предварительной закалки. Чугун состава 2,4%С, 1,32°/0 Si:
1 — литьё в землю; 2— литьё в кокиль; 3 - литьё в ко-
киль с предварительной закалкой перед отжигом1 с 850° С
j воду [8].
рода отжига п может
мулой [9]
быть выражена фор-
где А — константа, зависящая от состава чугуна
и температуры отжига.
548
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
Зависимость расстояния с между включе-
ниями углерода отжига и числом включений
д на 1 мм2 выражается формулой [9]
с =
1,1895 /л1'6
Линейная зависимость между временем
первой стадии графитизации т, в час. и рас-
стоянием между центрами графитизации С в мм
выражается равенством т,= 118 С.
Влияние предварительной закалки на отжиг
ковкого чугуна см. также стр. 554.
В чугунах, модифицированных алюминием,
силикокальцием или ферросилицием, скорость
распада цементита увеличивается.
Важнейшим фактором, определяющим ско-
рость распада цементита, является температура
нагрева. Для чугуна данного химического со-
става с повышением температуры нагрева
уменьшается время первой стадии графитизации
(см. фиг. 74, 75 и 85). Однако при нагреве до
температур, превышающих 1050—1100" С, в
зависимости от химического состава чугуна
углерод в чугуне может выделяться в виде
пластинчатых включений, что недопустимо для
ковкого чугуна.
Практически температура первой стадии
графитизации при отжиге на ковкий чугун
колеблется от 875 до 1050° С; время выдержки
имеет широкие пределы от 3 до 35 час. (в за-
висимости от перечисленных выше факторов).
Установлено [3, 12], что предварительная
выдержка при температурах 310—330° С в
течение 5 —8 час. значительно измельчает вклю-
чения углерода отжига и ускоряет пер-
вую стадию графитизации (фиг. 86—87, см.
вклейку).
Промежуточная стадия графитизации (т„)
заключается в охлаждении от температуры
первой стадии до температуры ниже критиче-
ской G30—720° С). Охлаждение следует вести
со скоростью, исключающей выделение вто-
ричного цементита, т. е. обеспечивающей кри-
сталлизацию по стабильной системе. Допусти-
мая скорость охлаждения сравнительно весьма
велика и достигает 280° С в час. Практически
скорость охлаждения определяется характером
печи, методом отжига и степенью использова-
ния рабочего объёма печи. При отжиге в пе-
чах механизированных и электрических про-
межуточная стадия может осуществляться
охлаждением на воздухе. Время промежуточ-
ной стадии — от 0,5 до 12 час.
Вторая стадия графитизации (тп) осуще-
ствляется путём выдержки при температурах
730—720° С (см. фиг. 71, а) или медленным
охлаждением в интервале критических тем-
ператур 780—700° С (см. фиг. 71, б). Распад
цементита идёт через твёрдый а-раствор и
носит диффузионный характер. Скорость вто-
рой стадии графитизации зависит от химиче-
ского состава чугуна, его предварительной
обработки и имеющегося в результате про-
ведения первой стадии числа центров графи-
тизации. Влияние химического состава, пред-
варительной обработки и других факторов
на вторую стадию графитизации качественно
аналогично их влиянию на первую ста-
дию.
С повышением концентрации углерода и
кремния скорость второй стадии увеличивается
(см. фиг. 72, 73). С повышением концентрации
марганца (фиг. 88) и серы (см. фиг. 83) ско-
рость второй стадии графитизации умень-
шается. Хром весьма резко замедляет распад
\
N
\|
\
\
к;
N
1—
14
I
!
! Г
L
i—
H
го зо 40
Выдержка при 705 "С
50 часи
Фиг. 88. Влияние концентрации марганца на распад
эвтектоидного цементита во второй стадии графи-
тизации [11].
эвтектоидного цементита. Алюминий, медь,
никель ускоряют вторую стадию графитизации.
Перегрев увеличивает число включений
углерода отжига (фиг. 89) и скорость второй
стадии графитизации.
С увеличением скорости охлаждения в про-
цессе первичной кристаллизации (отливка
в кокиль) скорость вто- чась1
рой стадии графитизации
увеличивается (фиг. 90).
Предварительная вы-
держка при температуре
310—330°С ускоряет вто-
рую стадию графитиза-
ции и измельчает вклю-
чения углерода отжига
(фиг. 91 и 92, см. вклей-
ку). Особенно эффектив-
ной для ускорения вто-
рой стадии графитизации
(как и для первой ста-
дии) является предвари-
тельная закалка, или нор-
мализация (см. стр. 556),
увеличивающая число
включений углерода от-
жига п и уменьшающая
расстояние между ними с. Взаимная зависи-
мость между tji в часах и с в мм выражается
3 \
\
.2
•—.
— 1—
№1540159516501705 °С
Фиг. 89. Влияние тем-
пературы перегрева на
длительность второй
стадии графитизации.
Отжиг при 720° С: 1 —
чугун с 1,7°/0 Si; 2 — чу-
гун с 1,53°/О Si; 3 — чу-
гунс l,17%Si [9].
равенством т1Т = 31 с [9]. Время второй стадии
графитизации колеблется в значительных пре-
делах (от 6 до 60 час). При проведении второй
стадии графитизации медленным охлаждением
в интервале критических температур скорость
охлаждения принимается в пределах 2—5° С
в час.
Охлаждение (гох). После второй стадии
графитизации охлаждение обычно ведётся
вместе с печью и не влияет на конечную
структуру. Однако условия охлаждения после
второй стадии графитизации влияют на удар-
ную вязкость ковкого чугуна (особенно с по-
а)
б)
Фиг. 86. Структура чугуна
после отжига (первая стадия
графитизации): а — без пред-
варительной выдержки; о — с
предварительной (при 315° С
8 час.) выдержкой. X 20 112].
О гО 40 60 80 100 120 ПО 160
Количество Выделении углерода отАига на 1ммг
*
•
Фиг. 87. Влияние предварительной выдержки (при
315° С 8 час.) на первую стадию графитизации в чугу-
нах нелегированных и легированных медью: А — без
предварительной выдержки; Б — с предварительной вы-
держкой [3].
/
/
я
П
1
1
1
Б-
¦/
/
О 20 40 60 80 100 120 140 160
Количество выделении углерода от/кига на 1 ммг
Я
б
*•?
* *
*
•ш
-*" •
*- %
*? ,.
к
«¦ *
•"V
f*
Л
—л
¦ 1ч-
—Ж j
4 * * 4±
* "/ .»" *.¦»¦'}
Фиг. 91. Влияние предварительной выдержки (при 315°С
8 час.) на вторую стадию графитизации в чугунах неле-
гированных и легированных медью: А — без предвари-
тельной выдержки; Б — с предварительной выдержкой [3].
б)
Фиг. 92. Структура чугуна
после отжига (вторая стадия
графитизации): а — без пред-
варительной выдержки; б— с
предварительной (при 315° С
8 час.) выдержкой. Х2° A21-
7, гл. 11
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА БЕЛОГО ЧУГУНА
549
вышенным содержанием Si и Р). При быстром
охлаждении в интервале температур 550—250°С
наблюдаются так называемый белый излом и
пониженная ударная вязкость. Слишком мед-
ленное охлаждение после второй стадии гра-
Таблица 91
Влияние режима термообработки на длительность
первой и второй стадий графитизации
\
\
\
\
\
\
\
\
\
\
\
\
\
\
{
\
\
\
N
\
V
V
\
3
ч
V*
Ч
-г
\
\
ч
>¦¦—¦
3,0 3.4 3,в 4.2 4,6 5t0%(C-Si)
Фиг. SO. Влияние скорости первичной кристаллизации
(отливка в землю, в кокиль) и предварительной закалки
на длительность второй стадии графитизации для
чугунов с различным содержанием G + Si: / — литьё
в землю; 2 — литьё в кокиль; 3 — литьё в кокиль с пред-
варительной закалкой перед отжигом с 850° С в воду [8].
фитизации приводит к понижению ударной
вязкости, особенно при температурах ниже 0° С.
Для избежания белого излома и повышения
ударной вязкости чугуна желательно охлажде-
ние вести ускоренно; при охлаждении в интер-
вале 700—500° С со скоростью больше 100° С
в час устраняется белый излом и повышается
ударная вязкость. В некоторых случаях для
устранения этих дефектов находит применение
специальная обработка, которая заключается
в закалке чугуна с температуры 650° С в воду.
Охлаждением на воздухе после первой стадии
графитизации также устраняются белый излом
и пониженная ударная вязкость.
В табл. 91 приводятся сравнительные
ориентировочные данные выдержки, необхо-
димой для завершения первой и второй стадий
графитизации чугуна обычного состава.
На фиг. 93 — 102 даны некоторые практиче-
ские режимы отжига на ферритный ковкий
чугун [7].
В термической обработке белого чугуна на
ковкий необходимое и достаточное для струк-
турных и фазовых превращений время значи-
тельно меньше общего технологического вре-
мени на проведение процесса. Весьма часто
это является следствием несовершенства кон-
струкции печей, применяемых для отжига
ковкого чугуна, и несовершенства метода от-
жига, при котором значительное время и
тепловая энергия уходят на нагрев упаковоч-
ного материала и приспособлений. При малой
тепловой мощности печей увеличивается время
нагрева, и отжиг ведётся при пониженных
температурах, что резко увеличивает общую
длительность процесса.
Рациональные печи для отжига на ковкий
чугун должны обеспечивать большую скорость
Разновидность отжига белого
чугуна
Нормальный отжиг.....
Отжиг с предварительной
нормализацией
Отжиг с предварительной
закалкой в масло
Отжиг с предварительной
закалкой в воду
Продолжительность
графитизации в час.
I стадия
15-3°
ю—is
4-8
1-5
II стадия
35-6о
15—зо
8 — 12
6—ю
нагрева до первой стадии графитизации и вы-
сокую её температуру, возможность быстрого
охлаждения в промежуточной и после второй
стадии графитизации. Наиболее рациональными
печами являются механизированные электро-
печи с контролируемой атмосферой. Практи-
ческие режимы должны корректироваться
в зависимости от характера используемого
печного оборудования. Чем медленнее нагрев
детали в печи, тем меньше должно быть время
выдержки в первой стадии графитизации. Опти-
мальная температура отжига в печах суще-
ствующих конструкций при принятом методе
должна устанавливаться с учётом скорости
нагрева до первой стадии графитизации и
скорости охлаждения в промежуточной ста-
дии [4].
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЛЯ
ПОЛУЧЕНИЯ ПЕРЛИТНОГО КОВКОГО
ЧУГУНА
Для получения ковких чугунов повышен-
ной прочности и износоустойчивости приме-
няются специальные режимы термической
обработки белого чугуна.
Перлитные чугуны могут быть подразде-
лены по структуре на следующие типы:
Тип 1. Ковкий чугун со структурой пер-
лит -f феррит + углерод отжига (перлито-фер-
ритовый ковкий чугун).
Тип 2. Ковкий чугун со структурой пер-
лит + углерод отжига (перлитный графити-
зированный ковкий чугун).
Тип 3. Ковкий чугун со структурой
зернистый перлит + углерод отжига (сферои-
дизированный перлитный ковкий чугун —
СПКЧ).
Тип 4. Ковкий чугун со структурой сор-
бит 4- углерод отжига или троостит, троосто-
сорбит и даже троосто-мартенсит -f углерод
отжига.
Тип 5. Ковкий чугун со структурой пер-
лит -f- цементит + углерод отжига (ковкив
550
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
1
/
-/-
/
1
1
1
-S50-S10 -
—3D
-JU-
\
е-
-т
—во
-741Г
зь-
iO. 50 SO 79 80 SO 100 ПО 120 130 40 часа
"С
900
goo
too
то
ш
ш
300
—4
7"
/
/
/
/
/
Г7--
/
¦ —п
950 г
—25
X
7
-7S0-
47—
720
ссп
изо
\
\
\
[Л
О Ю 20 30 40 50 60 70
Ш Шчасы
Фиг. 93. Режим отжига ваграночного ковкого чугуна Фиг. 94. Режим отжига ковкого чугуна (дуплекс-процесс
(марки КЧЗО-6) в нефтяной камерной печи площадью вагранка — электропечь) марки КЧ35-10 в нефтяной камер-
пода 6 Mi, ёмкостью 6 т. Отжиг в ящиках с засыпкой ной печи (с выдвижной тележкой) площадью пода 18 л*2 и
' песком. ёмкостью 18—20 т.
80S
т
500
ьи
'1^
1
/
-f-2
/
4-
1-
0 •
ж
ML
f
4 —
\
1
i
п7
2
S-
¦ S~
В 10 20 30 W 50 SB 7в Мчасы
Фиг. 95. Режим отжига ковкого чугу-
на в нефтяной печи с выдвижной
тележкой.
10 20 3A
Фит. 96. Режим отжига ковкого чугуна марки
КЧ35-10 в камерной печи (с выдвижной те-
лежкой) ёмкостью 8—10 т, отапливаемой га-
зогенераторным газом. Отжиг в ящиках без
засыпки песком.
'?
51!!!
№
зав
ш
да
/
/
(
\
\
\
1
/
/
\2
V
1
Is,
Г
\
500
200
?fl 3Q
9> "О 1В час
1/
У
I
I
г
\
780
— —
—
^Joo
4
-
50
—
Фиг. 97. Режим отжи-
га высококремнистого
ковкого чугуна состава
2,0-2,4%С, 1,6—l,9°/0Si
(толщина стенок дета-
ли до 16 мм) в тоннель-
ной печи с радиацион-
ными трубами. Отжиг
на поддонах. Произво-
дительность печи 20 т
в сутки. Охлаждение в
промежуточной стадии
и после второй стадии
ведётся холодным воз-
духом через жароупор-
ные трубы [4].
О
10
SO 10 80 часы
Фиг. 98. Режим отжита крупных
отливок ковкого чугуна в электри-
ческой печи (с подъёмной тележ-
кой) ёмкостью 20 т: 1 — термо-
пара в печи; 2 — термопара
в горшке.
Фиг. 99. Режим отжига ковкого чугуна с предвари-
тельной выдержкой в камерной печи (с выдвижной
тележкой) ёмкостью 8—10 т.
ь
то
800
700
600
500
m
ж
?nn
Ю0
0
WISH
1
4
4~
/
/
/
/
/
f
V
\
760 —
7РП
\
\
\
, ЙЭ-:
12 16 20 24 часы 0 12 3 0 10 20 30 ты
0 IS
4Вччсы
Фиг. 100. Режим отжига ковкого чугуна р
двухкамерных электропечах: первая ста-
дия — в печи высокого нагрева A050° С);
вторая_ стадия — в печи низкого нагрева
G60—720° С); промежуточная стадия и
окончательное охлаждение — на воздухе.
Отжиг без ящиков и упаковки.
Фиг. 101. Режим отжига ков-
кого чугуна с предварительной
закалкой деталей (толщиной
до 20 мм) в масло. Отжиг
в нефтяной печи с шаровым
подом и укладкой деталей
в ящики.
Фиг. 102. Режим отжига ковкого чу-
гуна с предварительной нормализа-
цией в нефтяной камерной печи(с вы-
движной тележкой) площадью пода
6 м. Отжиг без^ горшков и засыпки.
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА БЕЛОГО ЧУГУНА
551
чугун для подшипников и втулок, легирован-
ный 0,1% V или ОД0/о V + 1% Си и др.).
Структуры приведённых типов чугунов
предопределяют необходимые режимы терми-
ческой обработки (фиг. 103). Во всех случаях
требуется проведение полностью первой стадии
графи тизации, кроме типа 5, для которого она
часы
Фиг. 103. Режимы термической обработки для получения
перлитных ковких чугунов с различными структурами:
а, б — перлит -(- феррит -\- углерод отжига; в — перлит +
4- углерод отжига; г, д — зернистый перлит + углерод
отжига; е — сорбит + углерод отжига; ж, з— цементит+
+ перлит + углерод отжига (схема).
несколько не доводится до конца в целях
сохранения незначительных количеств це-
ментита для улучшения антифрикционных
свойств.
Условия проведения первой стадии графи-
тизации аналогичны отжигу на ферритный
ковкий чугун.
Термическая обработка для получения
перлитного ковкого чугуна типа 1 заклю-
чается в полном проведении первой и частично
второй стадии графитизации. С уменьшением
времени выдержки при второй стадии графи-
тизации количество перлита в структуре чугуна
увеличивается (фиг. 103, а, б).
Термическая обработка для получения
перлитного ковкого чу-
гуна типа 2 заключает-
ся в полном проведении
первой стадии и отсут-
ствии второй стадии гра-
фитизации (фиг. 103, в).
Термическая обра-
ботка для получения
перлитного ковкого чу-
гуна типа 3 заключает-
ся в полном проведении
первой стадии графити-
зации и выдержке при
температуре второй ста-
дии в течение времени,
достаточного только для
сфероидизации перлита,
или быстром охлаждении после первой ста-
дии графитизации с 840—860° С (нормализа-
ция или закалка в масло) и последующей сфе-
роидизацией при температуре 690—720° С (фиг.
103, г, д). При температуре ниже критической
процессу распада цементита предшествует ста-
дия его сфероидизации. Однако в чугунах
обычного состава вследствие сравнительно
' меньшей стабильности цементита отделить эти
стадии практически невозможно. В чугунах
с повышенным содержанием марганца @,7—
1,О°/о) регулированием времени выдержки
можно зафиксировать момент, когда сферо-
идизация цементита прошла с достаточной пол-
нотой, а процесс распада перлита ещё практи-
чески не начался.
Прекращение дальнейшей выдержки по-
зволяет получить структуру зернистого пер-
лита.
^" $50-370
Отзкйте смаке
950-970
Термическая
обработка для
получения ковко-
го чугуна типа 4
заключается в пол-
ном проведении
первой стадии гра-
фитизации, после-
дующей закалке и
отпуске при темпе-
ратуре 650—700° С
(фиг. 103, е). После
проведения первой
стадии графитиза-
ции устанавли-
вается равновесие
аустенит — угле-
род отжига. При
последующем бы-
стром охлаждении
в основной метал-
лической массе
происходят пре-
вращения, анало-
гичные превраще-
ниям в стали при
её закалке. В зави-
симости от усло-
вий охлаждения
(температура за-
калки, охлаждаю-
щая среда) могут
быть получены
следующие струк-
туры основной металлической массы: мартен-
сит с остаточным аустенитом, мартенсит, мар-
950-970
псы
Фиг. 104. Режим отжига для
получения перлито-ферритно-
го ковкого чугуна: а — с мед-
ленным охлаждением в интер-
вале критических температур;
б— с выдержкой при темпе-
ратуре ниже критической.
а)
•mi
Фиг. 105. Режимы отжига для получения ковкого чугуна со структурой зернистый
перлит (СПКЧ) с содержанием 0,7 — 1,0'/0 Mn: a — сфероидизация при темпера-
туре ниже критической; б — нормализация или закалка с высоким отпуском.
552
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
тенсит с трооститом, троостит, троосто-сорбит.
При отпуске после закалки в зависимости
от температуры отпуска могут быть полу-
чены структуры троосто-мартенсит, троостит,
сорбит. Практическое применение находит
закалка в масло.
Термическая обработка для получения
перлитного чугуна типа 5 заключается в не-
полном проведении первой стадии в нелегиро-
ванных ковких чугунах (фиг. 103, ж) или
Г S50-J70
$80-71H
-Ц5-1М
Фиг. 106. Режим термической обработки для получения
ковкого чугуна с сорбитной структурой основной метал-
лической массы: а — закалка; б— отпуск.
в обычном отжиге на ферритный, феррито-
перлитный ковкий чугун (фиг. 103, з), если
введены элементы, образующие весьма устой-
чивые карбиды (ванадий, возможно хром и др.).
Некоторые практические режимы термиче-
ской обработки для получения перлитных
ковких чугунов даны на фиг. 104—106 [7].
ТЕРМИЧЕСКАЯ ОБРАБОТКА ФЕРРИТНОГО
КОВКОГО ЧУГУНА
Для повышения конструкционной прочности,
износоустойчивости иповерхностнойтвёрдости
обычного ферритного(а также и перлито-фер-
ритного, перлитового) ковкого чугуна послед-
ний подвергают нормализации, закалке с от-
пуском или поверхностной закалке.
При нагреве до температуры Асста^ о-же-
лезо переходит в f-железо, и начинается рас-
творение углерода в ^-железе. С повышением
температуры и увеличением времени выдержки
растворимость углерода в аустените увеличи-
вается.
Влияние температуры нагрева и времени
выдержки на концентрацию углерода в аусте-
ните и количество перлита при нормализации
ферритного ковкого чугуна показано на
фиг. 107 и 108. Зависимость между временем
7S0 780 890 № 840 860 880 300 920 940 'С
Фиг. 107. Влияние температуры нагрева на растворимость
углерода в аустените при термической обработке фер-
ритного ковкого чугуна [13].
выдержки и количеством перлита при норма-
лизации деталей ковкого чугуна с различной
толщиной стенок дана на фиг. 109.
На фиг. ПО и 111 приведены изменения
механических свойств ферритного ковкого
чугуна после нормализации и твёрдость после
закалки.
Обычно нормализация ведётся с темпера-
тур 860—880° С, с выдержкой 0,5—1,0 часа и
последующим отпуском 1—2 часа при 650—
680° С. Закалка (в масло) даётся с 840—860° С,
с выдержкой 0,5—1,0 часа и отпуском 1—2
часа при 680—700" С.
Режимы нормализации и закалки с отпуском
ферритного ковкого чугуна приведены на
фиг. 112 и 113.
Поверхностная закалка ковкого чугуна может
производиться путём нагрева кислородно-аце-
тиленовым пламенем или' токами высокой
частоты (см. т. 14, гл. IV). Вследствие больших
скоростей нагрева углерод может не насытить
60 80 100 ПО мин.
Фиг. 108. Влияние времени выдержки на растворимость
углерода в аустените при термической обработке фер-
ритного ковкого чугуна с нагревом до различных темпе-
ратур [13].
в достаточной степени аустенит и привести к
неравномерной и низкой твёрдости, поэтому
при поверхностной закалке этими методами
желательна предварительная нормализация
ферритного ковкого чугуна.
ТЕРМИЧЕСКАЯ ОБРАБОТКА (ОТЖИГ)
ДЛЯ ПОЛУЧЕНИЯ ОБЕЗУГЛЕРОЖЕННОГО
КОВКОГО ЧУГУНА
Обезуглероженный ковкий чугун полу-
чается путём отжига белого чугуна с упаковкой
деталей в смесь железной руды B5% свежей и
75% отработанной). Отжиг ведётся при тем-
пературе 950—1050° С с длительной выдерж-
кой — 25—80 час. В процессе отжига проис-
ходит обезуглероживание чугуна (больше
с поверхности, меньше в сердцевине) и разло-
жение цементита.
В зависимости от состава упаковочной
смеси, температуры отжига и времени вы-
держки на поверхности образуется ферритный
слой глубиной до 1,5—2 мм. В зависимости от
степени обезуглероженности и условий охла-
ждения структура сердцевины может пред-
ставлять перлит + углерод отжига, перлит -*-
-f- углерод отжига с ферритной оторочкой или
феррит -t- углерод отжига. Последняя полу-
чается, если охлаждение в интервале крити-
ческих температур дано достаточно медленное
или обеспечена надлежащая выдержка при
температуре ниже критической.
Отжиг для получения обезуглероженного
ковкого чугуна вытесняется отжигом на фер-
ритный и специальные виды ковкого чугуна.
На фиг. 114—116 даны некоторые режимы
обезуглероживающего отжига ковкого чу-
гуна.
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА БЕЛОГО ЧУГУНА
553
S'lo
9
8
7
в
5
3
1
вв
70
[60
?1
30
700
7i
Mi
»-»
4?
\
/
&
Л
/
я
i
"в,
у
V
s
ч
Hi
100
90
80
70
SO
900'
»8
т
300
200
100
1
1
*—
780 820~ 860
КоличеапЗо пертвло
Фиг. 109. Зависимость между вре-
менем выдержки и количеством
перлита при нормализации дета-
лей из ферритного ковкого чугуна
с различной толщиной стенки [10].
Фиг. ПО. Влияние температу-
ры нормализации ферритного
ковкого чугуна на механиче-
ские свойства.
860-8110 -
500
В 20 Ц 60~ SO ЮВ тмин ° 2В
1
(-
/
/
Вые
-650SS0
ikUL
-60
j
чтица
4-
!
!
_
wo
60
120 Щ WO мим
—
/
/
/
f
/
/
/
0-560-]
—30-60 -
1
t
1Ш
Is
1
!
Фиг. 111. Зависимость твёр-
дости от температуры закалки
в воду ферритного ковкого
чугуна. Чугун состава 2,71%С,
1,43% Si, 0,49°/0Мп, 0,104% S,
0,058% Р. Образцы 10 X ЮХ
Х30[6]
103
j
/
J
1
J
J
580-700]
i
i
-60-
100
V
&
Фиг. 112. Режим нормализации ферритного ковкого
чугуна.
-10501 1—
о го to a
а)
20 ЬО S3 SO ЮО 120 НО ми».
Фиг. 113. Режим термической обработки для полу-
чения троосто-сорбитного ковкого чугуна:
а — закалка; б — отпуск.
Фиг. 114. Режим отжига на обезуглероженный
ковкий чугун в нефтяной печи. Чугун соста-
ва 3,0-3,2% С, 0,9-1,0% Si, 0,35 — 0,40% Мп
0,15-0,19% S 15].
•c
300
800
600
500
Ш
300
ш
j
1
/
j
/
/
/
/
20 «
-—40-55—
Wd-1050 , ,
\\
|
6
— 31
0
—
A"
l
\
80 часы
1
1
350,
J
/
/
\
1
1
/
2
\—36
1
1
40 60
-— w-w —1
L
N
W
1?
0 120
—35 -
\
\
\
\
140 \часы
12 Р
•с
Ш
7ПП
ЛЯЛ
Г/?/?
АЛЛ
зон
200
0
/
/
/
/
/
/
/
¦ 1020-1080
А
3
jq
20
i
~— 35-М—-
50-70
\
\
V
\
Ъ
\
SO ты
US-136
Фиг. 115. Режим отжига на обезуглероженный ковкий
:угун в окислительной среде (красный железняк)с мед-
ленным охлаждением в интервале критических темпера-
тур для получения структу.ры феррит -f- углерод отжига.
Чугун состава 3,0 — 3,2°/, С, 0,75 — 0,85°/,, Si, до 0,2% Р.
0,12 — 0,16% S, 0,35 — 0,45% Мп [5].
SI
Фиг. 116. Режим отжига на обезуглероженный ковкий чугун
в нефтяной печи. Чугун состава 3,0 —3,3%С, 0,7—1,0% Ы,
0,4 — 0,6% Мп, до 0,2% S, 0,1-0,15% Р: а — обычный ре-
жим; б — с форсированным нагревом за счёт подогрева
мазута и ускорения обезуглероживания путём уменьшения
отработанной руды при упаковке более толстостенных
отливок.
554
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Гиршович Н. Т., Производство ковкого чугуна
в США, Машметиздат, М. 1932.
2. ГиршовичН. Г., Чугунное литьё, Кубуч, М. 1935.
3. Д е м и д о в а Т. Г., Дипломная работа МВТУ
ям. Баумана, М. 1944.
4. Л а н д а А. Ф., Высококачественные чугуны и литьё
боеприпасов, Машгиз, М. 1945.
5. Некрытый С. С., Производство ковкого чугуна,
Машгиз, М. 1946.
6. Р а б и н о в и ч И. П., Диссертация, 1940.
7. Рабинович Б. В., Гомольская Н. Г., Спра-
вочник технолога по термической обработке ковкого
чугуна, ГС11КИ 40, М. 1945.
8. Советинова В. М., Диссертация, 1945.
9. Т р о и ц к и й Г. Н., Свойства чугуна, ГНТИ,
М. 1941.
•10. Шуб и Горюнов, Временные инструкции по
применению антифрикционного серого и ковкого
чугуна как заменителя цветных сплавов, М. 1941.
11. Forbes, Paulson и др., „Transactions ASA" №3,
1941.
12. L о г i g С. А и др., „Transitions ASA" № 1, 1942.
13. М е г z u. Schuster, Ueber die Graphitisation von
weisen Gusseisen, „Giesserei" № 133, 1933.
СВЕРХУСКОРЕННЫЙ ОТЖИГ КОВКОГО ЧУГУНА С ПОВЫШЕННЫМ
СОДЕРЖАНИЕМ ХРОМА
Отжиг на ковкий чугун с предварительной
закалкой (или нормализацией) называется
сверхускоренным.
Скорость графитизации белого чугуна при
прочих равных условиях зависит от числа
центров графитизации. Предварительная за-
калка белого чугуна перед отжигом увеличи-
вает число центров графитизации по сравне-
нию с обычным отжигом в 30—60 раз при за-
калке с 930° С в масло и в 80-200 раз при
закалке в воду. На фиг. 117, а, б, в (см. вклейку)
показано изменение числа центров графитиза-
ции в зависимости от скорости охлаждения при
предварительной закалке.
С увеличением числа центров сокращается
луть диффузии углерода и ускоряется процесс
отжига на ковкий чугун.
Предварительная закалка перед отжигом
на ковкий чугун с повышенным содержанием
хрома является весьма эффективным методом
для ускорения процесса графитизации. При
обычном отжиге максимально допустимое со-
держание хрома - 0,05—0,07%. Применение
предварительной закалки позволяет отжигать
ковкий чугун (марки КЧ35-Ю, Нв =137—149)
с содержанием хрома до 0,15% при коротком
цикле отжига A8—24 часа). При более высокой
концентрации хрома @,20—0,34%) первая ста-
дия графитизации проходит полностью за 5—
6 час. вторая стадия при той же концентра-
ции хрома не осуществляется даже и при
/000-
800
600
UO0
200
А
/
г
/
f
\\
\
1
\
\
\
\
0 it в 12 16 20 2b 28яаан
Фиг. 119. Режим сверхускоренного
отжига на ковкий чугун с повы-
шенным содержанием хрома @,15°/0)
в камерной печи. Предварительная
закалка с 950—970° С в масло.
100-час. выдержке, и чугун получается со
структурой сорбит -f- углерод отжига (фиг. 118,
см. вклейку) и твёрдостью Ив = 187—207.
Режим сверхускоренного отжига приведён
на фиг. 119, а структура чугунов с различным
содержанием хрома после отжига по этому
режиму показана на фиг. 120 (см. вклейку).
Полученные методом сверхускоренного отжига
детали ковкого чугуна с повышенным содер-
жанием хрома представлены на фиг. 121.
Процесс сверхускоренного отжига на ков-
кий чугун с повышенным содержанием хрома
ведётся следующим образом: отливки после
очистки от земли и пригара в пескоструйных
Фиг. 121. Чугунные детали, подвергнутые сверхускорен-
ному отжигу.
барабанах нагреваются до температуры 950—
970° С, выдерживаются 45—60 мин. и закали-
ваются в масло или в воду в зависимости от
сложности конфигурации; после закалки в масло
производится обезжиривание.
При отжиге в пламенной печи детали укла-
дываются в железные ящики без засыпки
песком, а при отжиге в печи с нейтральной
атмосферой — непосредственно на под или кон-
вейер печи. Первая стадия графитизации про-
водится при температуре 950—970° С с выдерж-
кой 5—б час. (для деталей толщиной стенок
до 20 мм). Охлаждение в промежуточной ста-
дии (до 780° С) даётся ускоренное (в охлади-
тельной камере, на воздухе или специальным
режимом охлаждения печи). Вторая стадия
графитизации осуществляется по графику, по-
казанному на фиг. 119. Обычная установка
для сверхускоренного отжига состоит из за-
калочной печи, бака, моечной машины и от-
жигательной печи. Целесообразно проводить
процесс сверхускоренного отжига в электро-
печах с нейтральной атмосферой.
r-' .
« * -," »
Фиг. 117. Включения углерода отжига в ков-
ком чугуне, полученном сверхускоренным от-
жигом: а — предварительная закалка с 950—
970° С в воду; б —то же в масло; в—предва-
рительная нормализация (охлаждение с 950—
970° С на воздухе).
Фиг. 118. Структура чугуна с содержанием 0,34%
100-час. выдержки при вторе "
графитизации G30° С). Х250.
а)
б)
Фиг. 120 Структура ковкого чугуна, полученного
сверхускоренным отжигом (X 250). а — чугун со-
става 2,87% С, 1,38% Si, 0,32% Мп, 0,15% Сг;
б— чугун состава 2,71% С, 1,4% Si, 0.35% Мп,
0,34% Сг.
Том 7, гл. 11
гл. xq
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
555
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕДИ
И СПЛАВОВ
Литая медь и её сплавы (латуни и бронзы),
содержащие Al, Zn, Sn, Be и другие элементы
в количествах, не превышающих их пределов
растворимости в твёрдой меди при комнатных
температурах, не имеют фазовых превращений.
Литые сплавы меди лишь в некоторых слу-
чаях подвергают отжигу (диффузионному) для
Для специальных латуней и бронз приме-
няется ниже указанная температура отжига:
Температура
Марка сплава отжига в °С
ЛЖМц 59-1 600—650
ЛМц 58-2 600—650
Л АН 59-3-2 6оо-65о
ЛС 64-2 620—670
ЛС 74-3 620—670
БрМцб 7°°—75°
БрКМц 3,5—1,0 7°°—75°
Таблица 92
Температура отжига рекристаллизации меди
Изделия
Толщина или
диаметр в мм
Температура
отжига в °С .
Листы
Свыше
10
75°
5 -10
700—750
1-5
68о—7°°
Менее
1,0
650—700
Ленты
Свыше
5
700
1—5
6jo—700
0,5—1,0
650-700
Менее
0,5
боо—650
Проволока
Свыше
3,5
7°°— 75°
1,5-3,5
650—725
0,5—1,5
475—€оо
Менее
0,5
Зоо—475
устранения химической неоднородности (ли-
квации).
Механическая обработка этих сплавов (про-
катка, волочение, штамповка), приводящая
к наклёпу, деформирует кристаллиты сплава и
создаёт волокнистую структуру. Отжиг меха-
нически обработанных сплавов является типич-
ным рекристаллизационным отжигом и должен
проводиться с учётом степени деформации.
Структура отожжённой меди и её сплавов
характеризуется наличием значительных коли-
честв двойниковых кристаллов, что наблю-
дается в сплавах с кристаллической решёткой
гранецентрированного куба.
Латуни и бронзы различного состава (см.
т. 4, гл. II), содержащие Zn, Al, Be и др. в коли-
чествах, превышающих их пределы раствори-
мости в твёрдом состоянии при комнатной
температуре, и имеющие фазовые (в том числе
и эвтектоидного типа) превращения, относятся
к категории сплавов, термически обрабаты-
ваемых как в литом, так и в деформирован-
ном состоянии. Закалка, отпуск и отжиг этих
сплавов могут приводить в некоторых случаях
к повышению, а в некоторых и к понижению
твёрдости в зависимости от конечной фикси-
руемой структуры сплава.
Основным условием правильного проведе-
ния термической обработки сплавов меди
является выбор температур закалки и отжига
в соответствии с диаграммами состояния (см.
т. 4, гл. II) и температур отпуска, отвечаю-
щих оптимальной степени дисперсности сплава.
Медь. Диаграмма рекристаллизации меди
дана на фиг. 122. Температуры отжига меди
различного профиля приведены в табл. 92.
Латунь подвергается отжигу как промежу-
точной операции при её холодной обработке,
а также и для предупреждения деформации
в готовых деталях после обработки резанием.
Отжиг устраняет также самопроизвольное рас-
трескивание нагартованных деталейТ
Температуры отжига латуни * приведены
в табл. 94.
Таблица 93
Зависимость температуры отжига латуни от степени
обжатия
Марка
ЛТ 90 ....
ЛТ 90 ....
ЛТ 90 ....
Л 68
Л 68
Л 68
Степень обжатия
в °/о
20
4°
6о
2О
6о
Температура
отжига в °С
43°
4оо
37°
28о
28о
23О
Бронза оловянистая. Термическая обра-
ботка оловянистых бронз заключается обычно
Си
* Изменение механических свойств латуни, бронз в за-
висимости от температуры отжига см. т. 4, гл. П.
/ 25 50 75 %
Степень деформации
Фиг. 122, Диаграмма рекристаллизации меди.
в отжиге отливок или поковок с целью вы-
равнивания механических свойств и улучше-
ния коррозийной стойкости. Режим — медлен-
ный нагрев до 600—650° С, выдержка в течение
2—2,5 часа и медленное охлаждение (с печью;.
Температуры отжига оловянистых бронз (лента,
проволока) приведены в табл. 95.
Закалка и отпуск оловянистых бронз также
возможны, но не находят практического при-
менения ввиду незначительных изменений ме-
ханических свойств.
556
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
Температура отжига
Марка
ЛТ90
ЛТ 80
Л 70
Л 68
Л 62
ЛС 59-1
> 10
690—720
690—720
670—700
650—700
650
бю—бдо
Листы
Толщина в
5-10
680—700
68о—7°°
650—670
650—670
670
59°
мм
1-5
650—680
650—680
640
630
630-650
бю
<1,0
ббо
65О
620—640
57O-59O
Ленты
Толщина в мм
5
650-700
650—700
650—070
650—670
650—670
1-5
630-680
630—680
640
630
бЗ°—65°
59O—6ю
0,5-1,0
боо—650
600—650
ббо
650
620—640
570-590
<0,5
580-620
бю—630
560-580
Таблица 95
Марка
Бр ОФ 6,5—0,4
Бр ОЦ4—3
Температура отжига
Прутки
Диаметр в мм
Свыше 50
680—700
30-50
650
15-30
7оо
Менее 15
630—680
оловянистых бронз в
°с
Проволока
Диаметр в мм
Свыше 10
630-680
5—10
640—660
630—ббо
1—5
600—650
620—650
0,5—1
550—боо
580—620
Менее 0,5
300-55»
Таблица 96
Марка
БрА 5
БрА 10
Температура отжига алюминиевых бронз в <
Листы
Толшина в мм
Свыше
10
700—750
5-10
680—700
1—5
650-700
Ленты
Толщина в мм
Свыше
5
680-700
1-5
650—700
Прутки
Диаметр в мм
Свыше
50
760—800
30-50
750-780
15-30
740-770
Менее
15
740-760
Проволока
Диаметр в мм
Свыше
10
740—760
5-10
740—760
1-5
700—720
Бронза алюминиевая. Алюминиевые
бронзы подвергают отжигу, закалке и отпуску
вследствие значительного изменения механи-
ческих свойств этих сплавов. Закалка алюми-
ниевой бронзы, близкой к эвтектоидному со-
ставу A0,0% А1), приводит к понижению твёр-
дости, а отпуск закалённой бронзы увеличивает
её твёрдость.
В табл. 96 приведены температуры от-
жига для алюминиевых бронз некоторых
марок.
Бронза бериллиевая относится к сплавам,
наиболее эффективно изменяющим свои свой-
ства при термической обработке. По сравне-
нию с другими бинарными медными сплавами
бериллиевая бронза характеризуется макси-
мальными показателями механических свойств
после термической обработки (закалки и отпу-
ска) сплава. Температура закалки бериллиевои
бронзы, содержащей около 3% Be, — 800 —
850° С, температура отпуска 325—350° С. После
закалки бронза обладает высокой вязкостью
(ошосительное удлинение около 25о/о); после
отпуска предел прочности при растяжении
180 кг/мм2, твёрдость до Нв=400 и относи-
тельное удлинение 2—3%.
ТЕРМИЧЕСКАЯ ОБРАБОТКА АЛЮМИНИЯ
И ЕГО СПЛАВОВ
Алюминий не имеет аллотропических пре-
вращений, и его термическая обработка огра-
ничивается рекристаллизационным отжигом.
Все технические алюминиевые сплавы имеют
фазовые превращения, и к ним применимы
обычные виды термической обработки.
Особенностью термической обработки алю-
миниевых сплавов является фиксация CpaBHH-
5 25 50 75
Степень деформации
Фиг. 123. Диаграмма рекристаллизации алюминия.
тельно высоких пластических свойств в за-
калённом состоянии и значительное упрочне-
ГЛ. XI]
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
557
латуни в °С
Таблица 94
Прутки
Диаметр в мм
50
700-750
700-730
650—670
30-50
680—750
680—730
650—670
1S-30
680—720
650— 7оо
640—ббо
<15
650—700
62O— 68о
630—650
Проволока
Диаметр в мм
10
650—700
62О—68О
630-650
5-10
650—7°°
650-700
650— 700
640—ббо
62O—64O
1-5
620—650
600—650
650-680
630—650
610—630
0,5-1,0
530-620
500—600
бзо — 650
6ОО — 62O
<0,5
480—530
45O-5OO
ние сплава при естественном или искусствен-
ном старении (отпуске).
Структурные превращения при закалке алю-
миниевых сплавов характеризуются переводом
в твёрдый раствор интерметаллических соеди-
нений (СиА12, Mg2Si и др.) и их выделением
в оптимально дисперсной форме при старении.
Температурный режим, обеспечивающий
более полное проведение этих процессов, сооб-
щает сплаву наиболее высокие механические
свойства.
Алюминий. Диаграмма рекристаллизации
алюминия дана на фиг. 123.
Отжиг алюминия является единственным
видом его термической обработки и проводится
как промежуточная операция при холодной
обработке или с целью получения мягкого
окончательного продукта.
Температура отжига алюминия приведена
в табл. 97.
ственные режимы термической обработки этих
сплавов приведены в табл. 99.
Режимы отжига дуралюмина Д1 даны
в табл. 100.
Применяются следующие температуры за-
калки различных марок дуралюмина:
Марки Температура
сплава закалки, °С
Д1 495—5O5
Д2 500-508
Д3 495—5°5
Д4—Д6 493—505
Д7 495—5'О
Д16 49°—5оо
АВ 5°5—о20
Закалка производится в воду при темпера-
туре не более 40° С.
Естественное старение протекает в течение
4 суток.
Таблица 97
Температура отжига алюминия
Толщина или
диаметр в мм
Температу-
ра отжига
в °С. . . . .
Листы
Свыше
10
45°
5-10
420
ю
JI
4оо
Менее
1,0
4оо
Ленты
а
3
3
X
U«
400
1
4ОО
0,5-1
400
т
V
<и
4оо
Прутки
Свыше
50
45°
30 — 50
45°
15-30
43° -45°
Менее
15
43°-45°
Проволока
Свыше
10
43°-45°
5-10
42O
ю
1
43°
1С
с"
4оо
Менее
0,5
42О
Сплавы алюминия с кремнием (силу-
мины). Силумины, не содержащие, кроме крем-
ния, других элементов, применяются без тер-
мической обработки. В некоторых случаях про-
водят отжиг отливок для снятия внутренних
напряжений.
Силумины, содержащие, кроме кремния,
медь, магний, цинк и другие элементы, под-
вергают закалке и искусственному старению
с целью повышения механических свойств. Ре-
жимы термической обработки этих сплавов
приведены в табл. 98.
Сплавы алюминия с медью. Сплавы этого
типа могут подвергаться термической обра-
ботке— закалке и искусственному или есте-
ственному старению. Для сплава АЛ7 приме-
няется закалка с 515~^5 °С, выдержка 10—
15 час, охлаждение в воде температурой 20° С
с последующим старением.
Деформируемые сплавы алюминия. В эту
группу входят сплавы алюминия с кремнием,
медью, магнием и другими элементами, при-
меняемые в основном для получения деталей
путём пластической деформации. Производ-
Таблица 98
Режимы термической обработки силуминов
Марка
АЛ4
АЛ5
АЛ9
Закалка
Темпе-
ратура
в °С
535-L
525^о
Вы-
держка
в час.
4-6
6—8
4-6
Темпера-
тура ох-
лаждаю-
щей воды
в °С
2О — 8о
9О
Кипящая
вода
Старение *
Темпе-
ратура
в °С
175±5
18о±5
или
2зэ ±5
Вы-
держка
в час.
ю
5
5
* Охлаждающая среда — воздух.
Время нагрева (ориентировочно) под за-
калку в селитровой ванне листового материала
и прессованных профилей из деформируемых
алюминиевых сплавов дано в табл. 101.
558
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
Таблица 99
Режимы термической обработки некоторых заготовок для деталей машин из деформируемых
алюминиевых сплавов
Наименование
заготовок для деталей
машин
Марка
сплава
Закалка ('нагрев в селитре)
Продолжитель-
ность
нагрева
в час.
<i « к
К С м
До дост
ния тем
туры за
2
1-5
1-5
1-1,5
i-i,5
1-1,5
1,5—2,о
2-3
2-3
2—3
2-3
га К
Выдерж
при тем
туре заг
i
1,5—2,°
°>75
°>75
°»75
°>75
°-75
1,О
1-2
1 — 2
1—2
1—2
Охлаждающая
среда
Старение
Нагрев
о."
с «
S к
<u a
Н х
Продолжитель
ность старения
в час.
else ¦
?So,
Штампованные кар-
теры
To же
Кованые заготовки
для картеров . . . .
Поршни (штампо-
ванные)
То же • .
Крыльчатки (штам-
пованные)
То же
Шатуны (штампо-
ванные)
Лопасти (штампо-
ванные)
Поковки
АК5
АК6
АК6
АК2
АК4
АК1
АК6
АК7
АК1
АК1
АК2
АК4
АК6
525
515
515
520
520
500 I—
5оо
5оо
52O
52O
515
Вода при
30—40° С
Вода при
>60° С
Вода при
30-40° С
Электропечь с
циркуляцией воз-
духа
То же
Естественное
старение
Электропечь
с циркуляцией
воздуха
То же
Естественное
старение
То же
Электропечи
с циркуляцией
воздуха
То же
165
175
2O-25
15»
2О—25
2О—25
165
175
I6-,
5
7-8
6,5
8,5—9-
-у
7
4 суток
3—4 9—ю
2—3 Ю— II
4 суток
4 суток
4—б 7 ~ 1О
4-6
4-6
13—и
ю—9
Таблица 100
Толщина или
диаметр в мм
Температу-
ра отжига
в °С
<и
В
3
Листь
5-10
380—400
ю
380
Менее
1,0
Збо
Режимы
отжига
дуралюмина
Ленты
<и
а
3
m
UlO
380
I
37°
0,5-1,0
37°
Менее
1,0
37°
Свыше
50
4оо
Д1
Прутки
30-50
4оо
15-30
380—400
Менее
15
380
Проволока
Свыше
10
38°
5-10
Зво
Ю
1
360—380
Таблица 101
Время нагрева (ориентировочно) под закалку в сели-
тровой ванне деформируемых алюминиевых сплавов
Листы
(толщина
в мм)
о,5—о,б
о,8—1,о
2,О-2,5
3,о—4.о
4,8—5,о
6,о
8,о
Ю—12
Время
нагрева
в мин.
ю
15
го
25
3°
35
4°
45
5°
Прессованные
профили (тол-
щкна стенки
профиля)
в мм
Менее 1,5
i,5-2s°
2,1—3,0
3,1—4°
4,1—5.°
Вес
садки
в кг
I2O
20О
25°
25°
25О
Время
нагрева
в мин.
4°
5°
55
6о
65
ТЕРМИЧЕСКАЯ ОБРАБОТКА
МАГНИЕВЫХ СПЛАВОВ
Магний принадлежит к группе металлов,
имеющих гексагональную кристаллическую
решётку, вследствие чего его структура в
отожжённом состоянии не показывает двойни-
ковых образований, как это имеет место у меди
и её сплавов.
Рекристаллизационный отжиг магния при-
водит к образованию полиэдрической струк-
туры и восстановлению пластических свойств.
Структурные превращения в магниевых
сплавах при закалке и старении заключаются
в образовании твёрдого кристаллического рас-
твора интерметаллических соединений (типа
7-фазы), фиксируемого закалкой, и выделении
их в оптимально дисперсной форме при искус-
ственном старении.
ГЛ. XI]
КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
559^
Магний и его сплавы имеют незначитель-
ную скорость рекристаллизации, вследствие
чего легко нагартовываются и теряют пласти-
ческие свойства. Это обстоятельство вызывает
необходимость принятия специальных мер(по-
догрев штампов и приспособлений) при дефор-
мации сплавов прокаткой, штамповкой или
ковкой.
Термическая обработка магниевых сплавов
менее эффективна, чем алюминиевых.
Сплавы магния. Сплавы магния с алюми-
нием, цинком и другими элементами приме-
няются как для фасонного литья, так и для
ковки, прокатки и штамповки.
Все сплавы относятся к категории терми-
чески обрабатываемых и значительно повы-
шают свои механические свойства при закалке
и искусственном старении.
Режимы термической обработки магниевых
сплавов приведены в табл. 102.
Таблица 102
Режимы термической обработки магниевых сплавов
(литьё в землю)
Марка
сплава
МА5
МА6
Гомогенизация
Темпе-
ратура
407-415
407-415
Вы- Охлаж-
держка дающая
в час. среда
Воздух
Старение
Темпе
ратур
в °С
Вы-
а держка
в час.
175
175
Охлаж-
дающая
среда
Воздух
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Улучшение свойств поверхности цветных
металлов и сплавов может быть достигнуто
химико-термической обработкой, заключаю-
щейся в диффузии в поверхностные слои эле-
ментов, упрочняющих сплав.
Изменение поверхностной твёрдости меди,
магния, алюминия и его сплавов, полученное
путём диффузии некоторых элементов при хи-
мико-термической обработке (нагрев основного
металла в солях диффундирующего металла),
приведено в табл. 103.
Таблица 103
Влияние диффузии некоторых элементов на поверх-
ностную твердость Ну цветных металлов и сплавов
Основной
металл
Си
Си
Си
Си
Си
Си
Си
Си
Mg
Al
Силумин АЛ2
АЛ2
АЛ2
иру-
талл
X S
иффу:
щий 1
«2
Be
Be
Вг
Be
Sn
Sn
Fn
Sn
Cu
Mg
Cu
Cu
Cu
|§
765
804
814
832
740
748
742
748
468
445
520
520
520
И-
диф-
час.
S i- m
о л n
С S ^
43
97
100
118
63
62
240
62
48
62
20
40
5°
Твёрдость Ну
X
¦ё-1
° s-&
43j9
43.9
43.9
43» 9
43,9
43; 9
43.9
43.9
29,4
12,1
48
48
48
осле
иф-
узии
с «*.&
59.5
57.9
8i'.6
97.6
9i,5
81,7
87,0
36,6
87,2
70
но
ii8
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бочвар А. А,, Основы термической обработки 3. Справочник по цветным металлам под ред. Градусова
сплавол Метяллуогичпат 1947 П. И., Металлургиздат, 193J.
сплавов, металлургиздат, 194/. 4. Т у р к и н В. Д. и Р у м я н ц е в М. В., Структура и
2. Справочник по цветным сплавам, Госконтора справоч- свойства цветных металлов и сплавов, Металлургиз-
ников и каталогов, 1938. дат, 1947.
КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
ВЗАИМОДЕЙСТВИЕ ГАЗОВ
ПРИ НАГРЕВЕ СТАЛИ
В процессе нагрева стали в электрических
и пламенных печах происходит взаимодей-
ствие газов с железом (окисление) и углеро-
дом стали (обезуглероживание). Окисление и
обезуглероживание отрицательно влияют на
конструкционную прочность деталей и на
ряд показателей производства (угар, необхо-
димость дополнительных операций по очистке,
излишние припуски на механическую обработку
и т. п.). Для предупреждения окисления и
обезуглероживания стальных деталей (а также
с целью науглероживания и насыщения специ-
альными элементами) применяются газовые
среды, получившие общее название контро-
лируемых атмосфер, взаимодействие кото-
рых со сталью при её нагреве регулируется в
требуемом по технологическому процессу на-
правлении.
В зависимости от конечных условий взаи-
модействия со сталью контролируемые атмо-
сферы разделяются на: а) защитные от оки-
сления и обезуглероживания, применяемые
при светлом отжиге, нормализации, светлой
и чистой закалке; б) науглероживающие,
применяемые при газовой цементации (газо-
вый карбюризатор); в) специальные, приме-
няемые при газовом цианировании, азотиро-
вании, хромировании и т. п.
Результат взаимодействия газов с метал-
лами при их нагреве определяется процес-
сами, протекающими во внешней среде (газо-
вая фаза), на разделе двух фаз (газовая и
твёрдая фазы) и во внутренних слоях ме-
талла, — процессы диффузионного характера
(см. стр. 514—530).
Состав внешней газовой фазы непрерывно
изменяется благодаря, например, следующим
реакциям:
а) горения (при условии наличия кислорода):
Н2 + ^ — Н2О; СО + *Ь — СО2;
б) диссоциации:
СН4—»С + 2Н2; 2СО—> С + СО2;
2NH3-—N3 +ЗН2;
в) взаимодействия отдельных газовых ком-
понентов между собой:
СО + Н2О ^ СО2 + На.
При применении контролируемой атмо-
сферы того или иного назначения требуемый:
по процессу постоянства состав газовой фазы
Таблица 104
Реакции химического взаимодействия газйв со сталью И константы их равновесия (в применении к защитным и науглероживающим атмосферам)
о
Условия
взаимо-
действич
Главней'иие реакции во
внешней газов й среде
Взаимодействие газов с железом
Взаимодействие газов
с углеродом стали
№ реакции
1
2
3
4
5
6
7
Реакции хиуического взаимо-
действия
2СО 3=2 СО, + С
С+2Н,Ц=^ СН4
Н3О+СО з=± Н3+СО2
Fe + НаО 3=Z FeO + На
FeO + CO jz2 Fe + CO,
Взаимодействие продуктов
реакции водяного газа с же-
лезом:
Fe + НаО 3=2 FeO + Н2
FeO + СО 3=2 Fe + СОа
Н2О + СО з=2 Н2 + СО3
3Fe + 2СО 3=2 Fe3C + СО„
Fe + 2GO 5=± C(YFe)+-CO2
F%C + 2Н2 з=2 3Fe + СН4
C(YFe) + 2Н2 з=2 Fe + СН4
Константы
равнове-
сия
рЧ
к со
Ai -p
р 2
Н
снч
„ РН3О ' РСО
^н3 соа
„ Рн3о
*со,
ян3о
рн
я •
л- со
со2
в" ^с * 'со,
N Р*
v С Н2
^Fe ^CH4
Значения констант равновесия лля температуры в °С
400
9,o-io—в
5,6-Ю-а
o,o8i
0,107
—
o,c8l
-
450
7,з- ю—4
0,164
о, 135
0,158
0,87
о, 135
-
-
500
3,7-ю—3
0,422
0,205
0,214
о, 952
0,205
550
O.O23
о, 977
0,292
0,283
i,oa
0,292
СОО
0,096
2,09
о,394
о. 334
1,18
о,394
650
о,343
3,92
0,513
о,377
1,36
о>5гЗ
700
13о6
7,i6
0,650
о, 4=5
1,52
0,650
750
2, 9^
"Зз
о, 794
о,4°3
1,72
о, 794
800
7,48
2О,1
о,95°
0,509
1,89
о, 95°
850
'7.4<>
31.8
1,12
о,54б
2,О5
1,12
900
37.76
48.3
1,31
о,59о
2,2О
1,31
950
7б>7°
7i, о
1,49
0,625
2,38
1.49
1000
146,5
Ю2,4
1,69
о, 666
2,53
1,69
1100
4бз,4
192
2,11
о,74о
з,85
2,11
1200
1244
335
2,51
°.79J
3.16
2>51
1300
2951
547
2,94
о, 8^8
3'46
2,94
Кривые
равновесия
Крайняя
верхняя
(F +FesC)
фиг. 12 4
Крайняя
нижняя
(Fe-rFe3C)
фиг.. 125
Фиг. 126
Фиг. 127
Фиг. 127
Фиг. 128
Фиг. 124
Фиг. 125
ГЛ. XI]
КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
561
поддерживается двумя способами: 1) измене-
нием количества проходящего через рабочий
объём печи газа, что позволяет регулировать
парциальное давление активных газов и
Обезуглероживание
Fe3C+C0?-*3Fe+2C0
0,1
600 700 800 900 1000 %
Фиг. 124. Взаимодействие газов СО — COS
со сталью.
продуктов их диссоциации, и 2) предваритель-
ной очисткой газа от вредных, нежелательных
tooo
800
600
500
400
300
200
углероживания, науглероживания, азотиро-
вания и т. д.
Реакции химического взаимодействия газов
со сталью и константы их равновесия в при-
менении к защитным и науглероживающим
атмосферам приведены в табл. 104.
На фиг. 124—128 представлены кривые кон-
стант равновесия реакций при парциальном
давлении газовых смесей, равном 1 am
G60 мм рт. ст. при 15° С) 18].
ХАРАКТЕРИСТИКА И МЕТОДЫ
ПОЛУЧЕНИЯ КОНТРОЛИРУЕМЫХ
АТМОСФЕР
Контролируемые атмосферы могут быть
классифицированы по следующим типам (си-
стемам):
1) Н2 — Н2О — N2 (NH3 — Н2 — N2);
2) СО — СО2 — N2;
3) СО —СО2 —Н2 —N2;
4) СО — СН4 - Н2 — N2;
5) СН4- Н2 - N2.
Характеристика указанных типов контро-
лируемых атмосфер 1—4 приведена в табл. 105.
Атмосфера типа Н2 — Н2О — N2 [5]
Атмосфера типа Н2 — Н2О — N2 получается
двумя способами: 1) диссоциацией аммиака —
1.6,
К5\
<4\
0,10,2 0,30,4 0.5Ц.6 0,7 0,8 0? 1,0
к %°
600
700
800 850 900 950°С
Фиг. 125. Взаимодействие газов СН, — Ня
со сталью.
для процесса компонентов (очист-
кой от O.j, СО2), осушкой и т. п.
На разделе двух фаз, газовой
и твёрдой, происходят реакции хи-
мического взаимодействия отдель-
ных компонентов газовой смеси
с железом, углеродом и легирую-
щими элементами стали, опреде-
ляющие процессы окисления, обез-
36 Том 7
го
/
200
°С
F
е
/
3
бод°а.
[/
У-500
^4ОО°С
оо°с
J
FeO
Fe304
Фиг. 128. Взаимодействие про-
дуктов реакции водяного газа
с железом.
2.8
2.4
2,0
1,6
0,010,020,04 0.1 0,2 0,4
и Н,0
1,2
1,0
0,8
0,4
1.0 2,0 4,0 6,0 0
•
сощо~сдг+нг^
/а
^81С
А
и-
/
-со*
/
цо
Фиг. 127. Кривые равновесия реакций
Fe + HaO zr? FeO + На и FeO +
+ СО ±=^ Fe + COS.
500 700 900 1100
фиг. 126. Кривая равновесия
реакции водяного газа
Таблица 105
Тип атмосферы
Hj-HjO-N,
CO-CCV-N,
CO-COa-H,-N,
Характеристика
Наименование и метод получения атмосферы
Продукты диссоциации аммиака с после-
дующей осушкой
Продукты частичного сжигания диссоции-
рованного аммиака
Генераторный газ, полученный в газогене-
раторе с внешним обогревом, при темпера-
туре процесса во всем объёме генератора
> 1200° С
Генераторный газ древесный, древесно-
угольный, каменноугольный (бессернистый)
То же очищенный от СОа и осушенный
Продукты сжигания газов
То же очищенные от СОЭ и осушенные
Условное обо-
значение атмо-
сферы
ДА
ДА-0,8
ГГ-ВО
ГГ
ГГО
ПС-1,0
ПСО-1,0
контролируемых
Коэфици-
ент из-
бытка
воздуха v
-
0,70—о,05
о,83
-
-
о-95
о.95
атмосфер
Примерный состав в %
СО,
-
<о,5
<7-°
-
9-и
ю,5
<о,з
0,2
СО
-
—
32-34
24-3°
28-32
<°,5
1.5
<3
3
1.5
Н„
75
i-i5
ю
Следы
4-6
4—7
<о,5
1.2
<3
3
I.S
СП,
-
-
I — 2
2-3
-
Na
25
Остальное
9°
Остальное
-
-
•
Остальное
94.о
97. *
Точка
росы в °С
—6о
-4о
+ 15
+ 15
-4о
+ 15
+4
-4о
—4о
Выход
газа
в м31кг
2,64
4-4-3.9
4.1
5.о
5>°
4,6
-
-
Главные элементы
установок для получе-
ния атмосферы
Испаритель, диссо-
циатор и адсорбер
Испаритель, диссо-
циатор, камера ча-
стичного сжигания,
скруббер-охладитель,
ре (фижератор и ад-
сорбер '
Газогенератор, во-
дяной скруббер-охла-
дитель
То же
Газогенератор, скруб-
бер-охладитель, аб-
сорбер для поглоще-
ния СОа и адсорбер
Камера сжигания и
скрубберы-охладители
Камера сжигания,
охладители, абсорбер
и адсорбер
Продолжение табл. 105
Тип атмосферы
CO-CO,—H3-N3
CO-CH4-H,-N,
Наименование и метод получения атмосферы
Продукты частичного сжигания газа
То же с последующей очисткой от СО3 и
осушкой
Крекинг-газ углеводородных газов при
внешнем подогреве крекинг-труб до темпе-
ратуры >1000° С
Продукты сжигания газов (или генератор-
ный газ) с последующей очисткой от СО,
и осушкой путём пропускания через ретор-
ту с древесным углем при 1000—1200° С
Крекинг-газ углеводородных газов при
внешнем подогреве крекинг-труб до темпе-
ратуры <1000° С
Крекинг-газ нефтепродуктов (керосина,
масел и т. п.)
Пирол-газ нефтепродуктов (керосина, мазу-
та и т. п.) без доступа воздуха при темпе-
ратуре 650—860° С
Крекинг-газ нефтепродуктов (крекирование
пирол-газа в смеси с водяным паром при
температуре 900—950° С)
Условное обо-
значение атмо-
сферы
ПС-0,6
ПСО-0,6
КГУ-1000
ПС-Эндо
К ГУ
КГН
ПГН
КГН
Коэфици-
ент из-
бытка
воздуха а
о,55-°,б5
о,55—°.б5
0,25—0,28
о,б—о,б5
0,25—0,28
0,25—0,28
0,25—0,28
—
ПГН:
:НаО-
«=i: 1, 25
Примерный состав в %
СОа
4-6
5
-
—
—
0,2
<i,5
—
<1,О
СО
8-15
ю,5
Ю— 1б
11
18-28
19,0
20,7
23—28
25—3°
ЗО-35
18—22
20,3
12-15
«2
16—26
н3
IO—16
«,5
12-18
16
30-40
38,0
38,7
12—86
8—10
36-38
36
10—14
20—25
60—70
сн,
<2
о,5
<2
1>О
<2
1.3
о,8
—
2-4
3-8
8—ю
ю-12СлНш
4°—55
2О—
*5 СяНт
6-15
<х,5СлНт
N,
Остальное
7°.7
Остальное
72
Остальное
4L7
39.о
О стальное
Остальное
39
Остальное
и
•
Точка
росы в СС
+ 15
+ 4
—4о
—4о
-5
—
+15
— 2
+15
+15
+15
Выход
газа
в м3!кг
—
-
oL+i
(см.
стр.571)
-
«I + i
(см.
стр.571)
2,6—2,8
II
(_
Ьйю4
= ?
||]
м
Главные элементы
установок для получе-
ния атмосферы
То же, что для атмо-
сферы ПС-1,0
То же, что для атмо-
сферы ПСО-1,0
Крекинг-генератор,
скрубберы для охла-
ждения и очистки газа,
рефрижератор
1 Камера сжигания с
1 ретортой,заполненной
| древесным углем, ох-
J ладитель
Камера сжигания с
ретортой, заполненной
древесным углем, ох-
ладитель, адсорбер
Крекинг-генератор,
скрубберы для охла-
ждения и очистки газа
То же
Пирол-крекинг
(фиг. 141)
564
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
атмосфера ДА и 2) диссоциацией аммиака с
последующим частичным сжиганием продук-
тов диссоциации — атмосфера ДА-0,8.
Атмосфера ДА G5% Н2) находит ограни-
ченное практическое применение вследствие
её взрывоопасности при производственных
неполадках и малого выхода с I кг аммиака.
Атмосфера ДА-0,8 A—15% Н2) взрыво-
безопасна и имеет наибольшее применение в
промышленности.
Окислительная способность атмосферы
типа Н2 — Н2О — N2 определяется константой
равновесия реакции 4 (см. табл. 104). Равно-
весное содержание водяного пара понижается
с понижением температуры, что определяет
необходимость осушки газа в зависимости от
условий охлаждения стали до пределов, ука-
занных на нижней кривой фиг. 125. Экспери-
ментальные данные, характеризующие степень
осушки атмосферы ДА-0,8 для различных
условий нагрева и охлаждения стали, приве-
дены в табл. 106.
Таблица 106
Степень осушки атмосферы ДА-0,8 в применении
к различным условиям нагрева и охлаждения стали
Операция
термообра-
ботки
Закалка
Нормали-
зация
Отжиг
Условия охла-
ждения
В воде или масле
Быстрое, под по-
током газом . . .
Медленное, под
потоком газа до
150° С
К\==
рн2о
р
<о,5
<0,02
<О,О1
Степень осуш-
ки газа при
Р -i-Р =
Н/г Н3О
=0,1
Влаж-
ность
в °/о
3.3
0,2
о,09
Точка
росы
в "С
426
-J3
-25
Обезуглероживающая способность атмо-
сферы типа Н2 — Н2О — N2 зависит от напра-
вления реакции 7 (см. табл. 104), константа
равновесия которой определяется по кривым
фиг. 126; водяной пар, являясь катализатором
реакции, расширяет область обезуглерожи-
вания.
При нагреве стали под потоком газа атмо-
сфера типа Н2 — Н2О — N2 практически
является обезуглероживающей сталь с любым
содержанием углерода. При нагреве стали в
печах с герметическими муфелями и с огра-
ниченным весьма малым расходом газа обра-
зуется в результате некоторого обезуглеро-
живания стали метан в концентрации, доста-
точной для установления равновесия между
газовой фазой и углеродом в у-железе. С пони-
жением парциального давления Рн -(- Рсн
равновесное содержание метана уменьшается,
и область обезуглероживания сужается (пунк-
тирные кривые верхней части фиг. 125). Обез-
углероживающая способность атмосферы
типа На — Н2О — N2 при различных условиях
иагрева стали характеризуется кривыми зави-
симости глубины обезуглероживания от влаж-
ности атмосферы (фиг. Г29) и микрострукту-
рой обезуглероженного слоя (фиг. 130, см.
вклейку).
Атмосфера типа Н2— Н2О — N2 получается
по схеме, показанной на фиг. 131, совмещён-
ной для обеих атмосфер этого типа ДА и
ДА-0,8. Внешний вид установки, спроекти-
рованной в НАТИ и пущенной в эксплоата-
цию на заводе „Красная Этна" (Горький), про-
изводительностью 100 л3 газа в час, изобра-
жён на фиг. 132.
Процесс диссоциации аммиака протекает
при температуре 600—850° С в присутствии
катализатора (например, железных стружек).
мм
0,7
0,6
0,5
0,4
OJ
0,2
0,1
О—
о—
¦1 '—
— —
— —
?
_fl—-
L-«"
и,,
-TJ-
Y \
0,01 0.020,03 0,040,050,060,07
Фиг. 129. Глубина обезуглерожи-
вания стали 40 в зависимости от
влажности атмосферы Н2 —НаО —
N2. Температура нагрева ста-
ли 850° С; Р
Частичное сжигание диссоциированного ам-
миака производится при точном регулирова-
нии соотношения воздуха к газу в камере
сжигания, желательно в присутствии катали-
затора (шамотный кирпич с порошком никеля)
при температуре ^ 900° С.
При осушке газа вследствие наличия в
воде растворённых СО2 и О2 рекомендуется
охлаждение в скрубберах производить через
змеевики. Рефрижератор может быть заменён
непосредственно адсорбером с силикагелем.
Адсорбер состоит из двух попеременно рабо-
тающих колонок, заполненных силикагелем.
В период адсорбции колонки охлаждаются с
внешней поверхности водой. Восстановление
силикагеля производится нагретым до 250—
300° С воздухом.
Расчётные параметры элементов установки
даны в табл. 107.
Атмосфера типа СО — СО2 — N2 [2, 4]
Атмосфера типа СО—СО2—N2 предста-
вляет собой генераторный газ, получаемый в
обычных газогенераторах (стационарного и
автомобильного типа) или газогенераторах с
внешним (дополнительным) подогревом путём
продувания воздуха через раскалённый дре-
весный уголь.
Согласно кривой равновесия реакции 5
(см. табл. 104) с повышением температуры
присутствие двуокиси углерода становится бо-
лее опасным.
Получаемый обычно генераторный газ
(атмосфера ГГ, табл. 105) является вполне при-
800
900'
900'
Фиг. 130. Микроструктура обезуглероженного слоя. Продолжительность нагрева стали 3 часа; охлаждение
под потоком газа; атмосфера Н2— Н„О — 1ч\; Ру^ + Рцпо = 0>!-
Верхний ряд — микроструктура обезуглероженного слоя стали различных марок (температура 800° С)
Нижний ряд— микроструктура обезуглероженного слоя стали У1Л в зависимости от температуры нагрева
А. А. Шмыков).
Том 7, гл. 11
ГЛ. XI]
КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
565
Термопара
¦ Эпектрона-
греватель
ill
Электронагреватель ц 1*й 4
Предохранительная
прокладка
Подвод воды
Лвтомат -
включения
газа и Воздуха
Спуск воды
в канализацию
Условные обозначения
Газ Вода
Воздух —,-.—Хладагент
Фиг. 131. Схема приготовления контролируемой атмосферы Н, — НаО — N, из аммиака: / — баллоны с аммиа-
ком; 2—испаритель аммиака; 3 — диссоциатор; 4 — камера частичного сжигания; 5—воздуходувка; б—водя-
ные затворы; 7 — скруббер для охлаждения газа водой; 8—камера холодильной машины; 9—холодильная ма-
шина; 10—абсорбер с силикагелем; И — воздухонагреватель адсорбера; а — краны на баллонах; б — редук-
ционный клапан; в — горелка камеры сжигания; г — приборы для регулирования подачи в камеру горения газа
ж воздуха.
Фиг. 132. Внешний вид установки для получения атмосферы На — Н^О — Na из аммиака производительностью
566
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
Таблица 107
Расчётные параметры элементов установки для
получения контролируемых атмосфер типа
На—H2O-N2
Элементы
процесса
Диссоци- 1
ация аи- 1
миака
1
Частич-
ное сжига-
ние газа—
диссоции- •
рованного
аммиака
1
Осушка
газа '
Расчётные параметры
Производительность диссоциа-
тора
V=2,64 Ga м*1чае,
где Оа — расход аммиака в
кг/час
Объём реторты диссоциатора
Кл = 100-4-120 О„ м3
" а
Мощность диссоциатора
1,2A120+ Яв п)
Nd~ 860 K8m
Удельный расход электроэнер-
гии на 1 кг аммиака
Nd
nd~~i,2G квтпн1кг
Количество воздуха при сжига-
нии газа L м31м?
Количество продуктов сжига-
ния газа Z м3/м3
Содержание водорода во влаж-
ных продуктах сжигания
ч' н l~w° л?м*
и«-н* A-HS)+1.88 Wott, *lM •
где Н,—содержание водорода в
сухих продуктах сжигания, рав-
ное 0,1 m3i м3;
№„—содержание Н2О в продук-
тах сжигания при а=1,0 м3/м3
Количество воздуха, необходи-
мое для частичного сжигания
(при заданном На=0,1 л?1мг),
2,38На'
Т' Г Ст „я/ 1гя
1+1,88 На
Количество продуктов (влаж-
ных) частичного сжигания
JU*' IIя
^ ~ 1+1.88Н,
Влажность продуктов частич-
ного сжигания
№„=0,42 Г м»/м*
Количество продуктов (сухих)
частичного сжигания
Z"-=Z'—W0 ж»/л»
Выход газа с 1 кг аммиака
Ка-2,64 Z" м3/кг
Производительность всей уста-
новки
F-2,64 Z"Ga м31час
Влажность в °/0 (при охлажде-
нии в скрубберах до температу-
ры точки росы +15-ь +20° С)
Содержание влаги в % в осу-
шенном газе при условии ох-
лаждения до 0 или 5° С в ка-
мере рефрижератора
Потребное количество силика-
геля в адсорбере
Л-10кД№ кг.
где A W — количество осушаемой
влаги в г на 1 м3 продуктов
сжигания
Период адсорбции -с в часах
Количество воздуха, необходи-
мое для восстановления 1 кг
силикагелн, в м3.час
1 'ериод восстановления (десорб-
ции) в часах
Температура конца периода
восстановлю ння в °С
S к
II i
? х я о,
Я m с н
i.75-a.o
mi,8
(При а—
= 1,О)
~2,42
(при о=
-1,О)
о,о77
i.4i
О ТС
¦*) АО
°>59
1,56
4.1
4.Юв
1,68-2,3
о,6 — о,4
2>5-3.°
1,О
2-5
70—90
годным для светлого нагрева стали при тем
пературе < 850° С, что подтверждается опы
том и расчётом по
значениям кон-
станты равновесия
реакции 5.
Генераторный
газ, полученный с
минимальным (до
О»5°/о) содержа-
нием двуокиси
углерода (атмо-
сфера ГР-ВО, табл.
105), является в
этом случае уже
вполне пригодной
атмосферой при
безокислительном
нагреве средне-
углеродистой ста-
ли. Схема генера-
тора и внешний
вид установки по-
казаны на фиг. 133
и 134.
Наличие в со-
ставе генератор-
ного газа некото-
рого количества
водорода (до 6%)
и одновременно
двуокиси углерода
ограничивает сте-
пень осушки этих
газов (атмосферы
Фиг. 133. Схематический чер-
тёж газогенератора для приго-
товления контролируемой ат-
мосферы типа СО—
СОа - N..
ГГ и ГГ-ВО) до
точки росы —(—15° С (влажность 1,69%) вслед-
ствие протекания реакции 3 водяного газа (см.
табл. 104).
Фиг. 134. Внешний вид установки для приготовления
контролируемой атмосферы ГГ (.тип СО —СОа—N,,).
Фиг. 13,5. Схема приготовления
кон филину! мой атмосферы ти-
па СО - CO., — N2 из генера-
Ti-pnoro газа: 1— газогенера-
тор; 2 скруббер г кольцами
Рашига для охлаждения газа во-
дой; 3—ск] уобер с древесной
стружкой, 4 — гидравлический
затвор; 5—колонка абсорбера
для очистки газа от СО,, 6 —
колонка абсорбера для вос-
становления абсорбента; 7 —
подогреватель абсорбента; 8—
охладитель абсорбента; 9 —
адсорбер (колонки с силикаге-
лем) , Ю — воздухонагреватель
адсорбера; // —воздуходувка;
12 — манометры; 13 - приборы
для определения pat хода газа;
14 — термометры; 15 —регуля-
тор температуры; 16 и 17 —
насосы для перекачки абсор-
бента.
Газ -кпитропируемая атмосфера к\пеяоч
r~W
Условное обозначение
трубопроводов
— _ Газ неочищенные/
.._..->-_«—„. Газ очищенный )
... х ^—»_ Газ контропио атмосфера
*-.*..^,—»_ Триэтаноламин хоподный
,-*-*—*— Тоиэтаноламин нагретый
_ ._ — воздух колодный
. ^ _— Воздух нагретый
¦ Газ, воздух на выхлоп
568
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. И»
С целью предупреждения процесса обез-
углероживания средне-и высокоуглеродистой
стали производится очистка генераторного
газа от двуокиси углерода и последующая
его осушка до точки росы — 40° С (атмо-
сфера ГГО).
Атмосфера типа СО—СО2—N2 получается
по технологической схеме, показанной на
фиг. 135. Установка в основном состоит из
газогенератора, скрубберов для охлаждения
газа, абсорбера для очистки газа от двуокиси
углерода и адсорбера для осушки газа.
Газогенераторы применяются различной
конструкции: стационарные прямого процесса,
автомобильного типа прямого, обратного и
форсированного процесса, с внешним обогре-
вом и др. В качестве сырья используются
древесный уголь, древесные чурки и камен-
ный уголь (бессернистый). Наиболее рацио-
нальными являются газогенераторы форсиван-
ного (горизонтального) процесса и газогене-
раторы с внешним обогревом, дающие мини-
мальное содержание в газе двуокиси угле-
рода (до 6,0%). Наилучшее сырье — берёзо-
вый уголь.
Выход генераторного газа 4,5—5,0 мг с 1 кг
угля или 3,5—4,0 Д€3 с 1 кг воздушно-сухих
древесных чурок.
Охлаждение газа по выходе из газогене-
ратора до температуры 15—20° С производится
водсй. Если в качестве защитной атмосферы
применяется газ ГГ, то охлаждение его может
производиться непосредственным соприкосно-
вением с водой, если же этот газ в по-
следующем очищается от СО2 и осушается
(ГГО), то рекомендуется охлаждение через
змеевики.
Очистка газа от двуокиси углерода про-
изводится обычно пропусканием его через
50%-ный водный раствор диэтаноламина или
триэтаноламина, свойства которых указаны в
табл. 108.
Восстановление диэтаноламина и триэта-
ноламина производится нагревом до 100° С.
Абсорбер, работающий по схеме, указан-
ной на фиг. 135, позволяет производить не-
прерывный процесс очистки газа с параллель-
ным восстановлением абсорбента.
Осушка газа производится в адсорбере,
аналогичном по конструкции и расчётным
параметрам описанным выше (см. табл. 107).
Атмосфера типа СО — СО2 — Н2 — N2 [1,3]
Атмосфера типа СО — СО2 — Н2 — N3
является наиболее распространённой в прак-
тике термообработки стали, чугуна и цвет-
ных металлов. Получается она путём частич-
ного сжигания газов светильного, коксоваль-
ного, нефтяного, природного и сжиженных
углеводородных (ПС).
На фиг. 136 показано примерное измене-
ние состава продуктов частичного сжигания
газов (влажных) в зависимости от коэфици-
ента избытка воздуха.
Чаще всего применяются атмосферы, полу-
ченные частичным сжиганием газов при тем-
пературе 850—950е С с коэфициентом избытка
воздуха а = 0,55—0,65 (ПС-0,6) (атмосферы,
получаемые при коэфициенте избытка воз-
духа а = 0,25—0,275, являются продуктами
Таблица 108
Свойства диэтаноламина и триэтаноламина
Свойства
Удельный вес при 15е С ..
Равновесное отношение
объёма газа (СО„) к объёму
50%-ного раствора абсорбента
в зависимости от температуры
в °С:
ю
2О
3°
4°
6о
8о
IOO
То же в зависимости от
продолжительности контакта
при КГ С в мин.
о,5
г,о
3>°
4.о
5.о
Температура кипения в *С .
Упругость паров при 25° С
в мм рт. ст
Молекулярный вес
Температура замерзания
50"/0-ного раствора в ЬС . . . .
Теплоёмкость 50°/0-ного рас-
твора при 25° С
Теплота реакции поглоще-
ния СО в кал\кг
Показатели
Триэтанол-
амин
1*124
6о
57
57
52
38
15
о
227
>О, OOI
149
— 26
в,787
35°
Диэтанол-
амин
о,9°5
75
75
7з
7о
59
4°
о
12
22
4О
48
55
6о
271
>О,О02
™5
—34
о,8оо
ЗбЗ
Примечание. Растворы этаноламинов не должны
соприкасаться с медью, цинком и алюминием; насталь,
чугун и никель они не действуют.
термического расщепления — крекирования
углеводородных газов, требующих дополни-
тельного подвода тепла).
ПС-1,0
кгу
2 3 Ь 5 6 7 в 9 10
Коэсрициент избытка eojde/xa a
Фиг. 136. Состав продуктов частичного сжигания
в зависимости от коэфициента избытка воздуха
(кривые составлены для природного газа; по оси
абсцисс—соотношение воздуха к газу). А — внеш-
ний нагрев камеры сжигания.
Наличие в составе атмосфер ПС-1,0 и
ПС-0,6 большого количества СО2 приводит
ГЛ. XI]
КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
569
при последующем нагреве к направлению
реакции водяного газа в сторону образования
водяного пара СО2 + Н2 —> Н2О + СО, что
ограничивает осушку газа практически до
точки росы +15° С.
Равновесное содержание водяного пара Y
для данного состава атмосферы может быть
найдено исходя из следующей формулы:
К(СО+Г)
'V3~ (Н2-Г)(СО2-У)
для /С3 — 1,0 при 810° С получаем
Но-СОо
¦у __
(СО + СО2 + На)
Например, для газа ПС-0,6 состава
5,00/0СО2,14.00/0Н2, 12% СО имеем Y = 2,28%.
ния процесса обезуглероживания к данной
атмосфере добавляется исходный газ (газ, из
которого получается атмосфера) в количестве
1—6% в зависимости от марки стали и со-
става газа. Это приводит к увеличению в ат-
мосфере соотношений СН4". Н2 и СО : СО2
(фиг. 137).
Атмосферы ПСО-1,0, ПСО-0,6 и КГУ-1000
с точки зрения обезуглероживающей их спо-
собности являются удовлетворительными для
безокислительного нагрева среднеуглероди-
стой (до 0,5% С) стали. При нагреве высоко-
углеродистой стали, так же как и в случае
применения атмосферы ПС-0,6, требуется до-
бавка исходного газа. Таким образом регули-
рованием добавки исходного газа к атмосфере
СО — СО2 — Н2 — N2 можно получить защит-
ную (равновесную) атмосферу для стали лю-
бой марки при заданных условиях нагрева.
"У
440
400
360
320
280
240
200
Щ
1?П
1
у
71
7
У
\/
/
if
/
u
I
1.
15 ]"
41
У
_>
1hX
1
1
—
-у\
¦я.
0.2 0.4 0.6 0.8 10 12 ни
Глубина от поверхности
Ц,
440
400
360
320
280
240
200
160
/го
•\
0Ш>
\
\
\
\
\
\
{
N
*•*
\^
s
/
/
<
\
to
\
ч
40
к
\
1
У12
I
УвД
к
ь
у
440
400
360
320
280
240
200
160
•~
/
\
ч
s
1
\
к
\
2.5%
у/
>
>
<
\
ч
<
с
4>
\
\
%
\
\
\
дн
Ч
ко
ч.
ее
за
0.2 0,4 0,6 0.8 10 12 мм
Глубина от повеохности
в)
02 0,4 0.6 0# W 12 ми
Глудина от поверхности
Фиг. 137. Взаимодействие атмосферы ПС-0,6 с добавкой исходного газа и без добавки с различными
марками стали. Температура нагрева 850° С, охлаждение под потоком газа, продолжительность нагрева 3 часа.
Распределение твёрдости на глубине от поверхности: а — атмосфера ПС-0,6 без добавки исходного газа;
б —то же с добавкой I0/, исходного газа (бутано-пропановой смеси); в — влияние на сталь 40 различной
добавки исходного газа (А. А. Шмыков).
Следовательно, при указанной температуре
атмосфера в печи будет иметь состав
СОа = 5,0 - 2,28 = 2,72<>/0; Н2 = 14,0 — 2,28 =
= 11,72<у0; СО = 12,0+2,28=14,28; Н2О = 2,28;
N2 — остальное (без учёта СН4).
Содержание Н2О = 2,28 соответствует тем-
пературе точки росы +20° С.
Ход реакции водяного газа при любой тем-
пературе приводит к наличию в составе ат-
мосферы газов-окислителей СО2 и Н2О.
Получение безокислительной атмосферы
возможно путём расчёта её состава, руковод-
ствуясь кривой равновесия продуктов реак-
ции водяного газа с железом, приведённой на
фиг. 126 (см. стр. 561).
Атмосферы ПСО-1,0 и ПСО-0,6 при
очистке от СО2 требуют обязательной осушки,
так как ход реакции водяного газа СО +
+ Н2О —>СО2+ Н2 при температуре процесса
увеличивает содержание СО2, и осушка газа
в этом случае до точки росы ( — 40 С) обес-
печивает требуемые результаты безокисли-
тельного нагрева.
Наличие в атмосфере ПС-1,0 и ПС-0,6 в
большом количестве газов СО2 и Н2 приво-
дит к поверхностному обезуглероживанию
стали до чистого феррита. Для предупрежде-
При увеличении добавки свежего газа ат-
мосфера для стали данной марки становится
науглероживающей (фиг. 137). Данное свой-
ство используется в практике приготовления
газового карбюризатора.
Атмосферы ПС-1,0 и ПС-0,6 получаются в
установках, работающих по схеме, показан-
ной на фиг. 138. Необходимо учитывать, что
состав продуктов частичного сжигания зави-
сит не только от коэфициента избытка воз-
духа, но и от температуры в камере сжи-
гания, особенно при применении газов, бо-
гатых углеводородами (природного, нефтя-
ного, сжиженных газов). Практически про-
цесс частичного сжигания производится при
температуре 850 — 950° С. С понижением
температуры в составе атмосферы увеличи-
вается содержание СО2 и СН4 и уменьшается
СО и Н2.
Пример расчёта процесса частичного сжигания
газов. В качестве исходного взят природный газ, в
котором при а=1,0 количество воздуха, необходимое для
полного сжигания, L = 9,65 м3/м3 газа, количество про-
дуктов сжигания Z = 10,60 м*1ма газа, содержание водя-
ного пара в продуюах сжигания W0 = 0,187 ма 1м3 про-
дуктов сжигания.
Для сухих продуктов частичного сжигания, содержа-
щих (по анализу) Н2 - 0,12, СО — 0,10, СН, — 0,016-
570
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
<фиг. 136), имеем состав горючих газов во влажных про-
дуктах сжигания
н' н 1~Wn
tt. —i На
A-Н,)
-0,12
1,88 WB (H.+CO+5CHJ
1 —ОД87
A-0,12)+1,88 • 0,187 @,12+0,10+5 • 0,015)
в= 0,12 • 0,83 = 0,10; :
СО'=0,10-0,83 = 0,083; ]
СН[= 0,015 • 0,83 = 0,012.
Весьма распространённым является способ
получения контролируемых атмосфер путём
пропускания продуктов частичного сжигания
через реторту с древесным углем при темпе
ратуре 1000—1200° С (атмосфера ПС-Эндо).
За счёт эндотермических реакций СО2 +
+ С2—*2СО; Н2О 4-С—> СО+Н2 происхо-
дит удаление из газа двуокиси углерода и во-
дяного пара.
Фиг. 138. Схема процесса получения контролируемой атмосферы ПС-1,0 и ПС-0,6 путём частичного
сжигания газов: / — камера частичного сжигания; 2 - охладитель газа; 3—скруббер для охлаждения
газа водой: 4 — скруббер, заполненный коксом, совмещённый с гидравлическим затвором; 5—камера
охлаждения холодильной машины 6 — холодильная машина (рефрижератор); 7— воздуходувка; 8 —
регуляторы подачи газа и воздуха; 9 — инспиратор (вместо инспиратора может быть применён сме-
ситель газа и воздуха).
Количество воздуха, необходимое для частичного
сжигания,
L' = L—Z
2,38 (Н2+СО'+4СН )
1 + 1,88 (Н1+СО' + 5СН4)
Коэфициент избытка воздуха о
5,65 м3!м* газа;
¦?-•*
Отношение воздуха к газу равно 5,65 : 1 (по данному
«соотношению производится регулирование подачи воз-
духа и газа в камеру частичного сжигания).
Количество влажных продуктов частичного сжигания
1 + 1,88 (Н, +СО'+5CHJ
¦ 7,27 м31м* газа.
Количество сухих продуктов (выход контролируемой
.атмосферы с 1 л] исходного газа)
Z" = Z — [ZW0 - Z1 (Hj +2CH4')I = 6,20 м*/м3 газа.
Отсюда производительность установки
k=VM • Z' м*;час,
¦.еде V — расход исходного газа в му1час.
При получении атмосфер ПСО-1,0и ПСО-0,6
к установке частичного сжигания (фиг. 1 )8)
добавляемся адсорбер для o-uictkh газ.1 от СО2
и адсорбер дли осушки газа, работающие по
схеме, шжазанний на фиг. 135.
При пропускании продуктов частичного
сжигания через реторту с древесным углем
применяются три схемы этого способа; а) не-
посредственно из камеры сжигания (состав
атмосферы: 23—28<>/0 СО, 12—16()/о Н2. осталь-
ное — Нг); б) после охлаждения до темпера-
туры 15 - 20г С (состав атмосферы: 25—30°/0СО,
8 —10% Н2, остальное — N2); в) после охла-
ждения и сушки в адсорбере (состав атмо-
сферы: 3;) 35% СО, остальное — N2).
Атмосфера КГ получается путём крекиро-
вания светильного, природного, нефтяного и
сжиженных !азов и см.си с воздухом (а =
= 0,25—0,275) при температуре 900—1000° С
в жароупорных трубах, заполненных катали-
затором (железными стружками или кольцами
Рашига). Последующая очистка газа от смо-
листых влцеств и сажи производится водой
или маслом (соляровым, льняным). В части
получения и очистки крекинг газа установка
аналогична применяемой для пиролиз-крекинга
жидких нефтепродуктов при изготовлении
газового карбюризатора (см. ниже, фиг. 141).
Ориентировтчные расчёгные параметры
крекинг-усraiiuBKH следующее:
выход крекинг-газа с 1 л3 исходного газа
Z" ss O.
Газа;
ГЛ. XII
КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
571
Фиг. 139. Схема получения крекинг-газа путём крекирования керосина при 730—750° С в смеси с воздухом при
а —0,25—0,28: / — насос для подачи керосина; 2 — камера крекирования; 3— воздуходувка; 4 —щит управления с
терморегулятором автоматическим клапаном, регулирующим подячу керосина в камеру крекирования, и мано-
метром диафрагмы измерения подачи воздуха; 5 — гидравлический затвор; 6—второй гидравлический затвор
(вне установки); 7— скруббер, заполненный коксом, для охлаждения и промывки газа водой; 8— газодувка;
9 — регулятор давления i аза; 10 и 11 — скрубберы, заполненные древесными опилками для очистки газа от смол;
12 и 13—газовые регуляторы; 14—горелка-индикатор для контроля качества газа; 15—сливной бак-отстойник смол.
Уровень I
масла I
. . i i
Масляные скаубберь.
Залив хлори-
стого кальция
в скруббер
Подача чистого масла
—«>—о—¦ Керосин
Вода
Условные обозначения
—,—1_ Масло Крекинг-газ
Пирол-гаэ —»—*— Хлористый ^алы/ий
Фиг. 140. Схема получения газового карбюризатора путём пиролиза керосина и крекирования пи-
рол-i аза в смей с водяным паром: / — насосы для подачи керосина в пирол-трубы и воды в кре-
Ki нг-трубы; 2 - газогенератор; 3 - гидравлический затиор: 4, о и 6 — скрубберы дш очистки соля-
ровым маслом пирол-газа от смолистых веществ и тяжелых фракций углеводоролов 7 - скруб-
бер с древесно,. стружкой; 8 скруббер для охлаждения крекинг-i аза водой; 9 скруббер с вод-
ным раонором хлор>;сто!0 кальция для осушки крекин; -газа; /0-скруббер с древесным.! опилками;
// — пропирщюнирук-щие регуляторы; 12 — насосы для перекачки масла и раствора хлористого
кальция; 13 — водяные манометры.
572
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
длина крекинг-труб
где d — диаметр труб в дюймах; Va — расход
исходного газа в мЦяас.
Атмосфера типа СО — СН4 — Н2 — N2 [6, 7J
Этот тип атмосферы применяется главным
образом в качестве газового карбюризатора
при процессах газовой цементации и газового
цианирования. Может служить также защитной
650—850° С, температура крекирования —
950—1000° С.
По данным практики расход газового кар-
бюризатора на 1 кг цементуемых изделий
равен 0,02—0,025 л3.
Общее количество требуемого пирод-
газа (ПГН)
ПГН = -|р A,55* + 0,45) мЦчас,
где V — общий расход газового карбюри-
затора.
Фиг. 141. Внешний вид пиролиз-крекинг-установки для приготовления газового карбюризатора из керосина.
атмосферой при светлом отжиге и светлой
закалке высокоуглеродистой инструменталь-
ной стали (в том числе быстрорежущей).
Атмосфера типа СО — СН4 — Н2— N2 по-
лучается путём пиролиза (без присутствия
воздуха или других разбавителей) или кре-
кинга углеводородных газов (природного или
сжиженных) и жидких нефтепродуктов (керо-
сина, мазута, масел и т. п.). Типичные наи-
более распространённые схемы получения
указаны на фиг. 139 и 140. Внешний вид
пиролиз-крекинг-установки изображён на
фиг. 141.
Газовый карбюризатор приготовляется
путём смещения пирол-газа и крекинг-газа в
соотношении 40:60 (* :у = 0,4 :0,6). Крекинг-
газ получается крекированием пирол-газа с
водяным паром при соотношении 45:55, при
этом происходит увеличение объёма газа в
два раза. Температура пиролиза керосина
Количество пирол-газа, идущее на креки-
рование (ПГН/ф), равно -^-@,45—0,45*).
От общего количества пирол-газа, равного
0,5351/, 75% его поступает в печи и 25% в
трубы на крекирование.
Из 1 кг керосина образуется а = 0,6 —
0,7 м3/кг пирол-газа, откуда выход газового
карбюризатора с 1 кг керосина
е = тг-^г—. „ ,^ = 1,1 м^/кг.
Расход воды на крекирование
Ged = 0,22 A -*) V кг/час.
Расход керосина на 1 м? внутренней по-
верхности пиролизных труб
К/= 3,3---4,0 «г/лА
ГЛ. XI]
КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
573
Таблица 109
Применение контролируемых атмосфер
Вид термообра-
ботки или
операции
Отжиг
Нормализация
Закалка
Отпуск
Спекание ме-
таллов (с вос-
становлением
окислов)
Газовая це-
ментация
Газовое циа-
нирование
Пайка
Обрабатываемый металл
Малоуглеродистая сталь . .
Средне- и высокоуглероди-
стая сталь
Средне- и высокоуглероди-
стая легированная сталь . . .
Быстрорежущая сталь и ин-
струментальная сталь, содер-
жащая молибден
Хромистая и хромоникеле-
вая нержавеющая сталь . . .
Медь
Латунь
Медноникелевые сплавы . .
Кремнемедистые сплавы. .
Чугун ковкий ферритный
То же перлитный
Малоуглеродистая сталь . .
Средне- и высокоуглероди-
стая и легированная сталь .
Средне- и высокоуглероди-
стая сталь
Средне- и высокоуглероди-
стая легированная сталь . . .
Быстрорежущая сталь. . .
Все стали марки
Малоуглеродистые сплавы.
Высокоуглеродистые и спе-
циальные сплавы
Цветные сплавы
Все цементуемые марки
стали
Среднеуглеродистая и леги-
рованная сталь
Быстрорежущая сталь. . .
Малоуглеродистая сталь. .
Средне- и высокоуглероди-
стая и легированная сталь . .
Высокохромистая сталь . .
Нержавеющая сталь ....
Медь и латунь (пайка фос-
фористой медью или сере-
бром) • • ,
Температура
процесса в °С
б5о—75°
650—800
70О—870
760—870
980 —H5O
200-650
425—735
420—7**°
650—760
7оо—1050
7<х>—1050
870 -iooo
8оо — иоо
760—980
760—983
080—1350
200—650
980—1150
980—1150
760—980
760—9^о
720—870
640—660
И5°
И5°
И5°
1150
650—870
Требуемый
вид поверхно-
сти
Светлый
Светлый или
чистый
То же
Светлый
Чистый
Светлый
Светлый или
чистый
То же
Светлый или
чистый
То же
-
Светлый или
чистый
То же
¦
Светлый
Светлый
Рекомендуемые атмосферы
ДА; ДА-08; ПС0-1,0; ПС-0,6; ГГ;
ГГО
ПСО-1,0; ПСО-0,6; ГГО
ПСО-1,0; ПСО-0,6; ГГО; КГУ
ПСО-0,6; ПСО-1.0
ДА; ДА-0,8
ПС-1,0; ГГ; ПС-0,6
ПС-1,0; ГГ; ПС-0,6
ПС-0,6; ГГ
ПС-0,6; ГГ
КГУ-1000; КГУ; ПС-0,6 -f исходный
газ
ПС-0,6; ГГ
ПС-0,6; ПСО-1,0; ГГ-1200; ГГО; КГУ
КГУ-1000; КГУ-ПСО-0,6 с добавкой
исходного газа; ГГ-1200; ГГО
КГУ-1000; КГУ; ПСО-0,6 и ПСО-1,0
с добавкой исходного газа
КГУ-1000; КГУ
ПС-0,6; ПС-1,0; ГГ
КГУ-1000; КГУ
КГУ-1000; КГУ
КГУ-1000; КГУ
ПС-0,6 или ПСО-6 с добавкой исход-
ного газа КГН; ПГН + КГН; ГГО с до-
бавкой углеводородного газа; КГУ с
добавкой исходного газа
То же, что и для газовой цемен-
тации + аммиак NH3 в количестве
10-30°/0
ПС-0,6; ГГО
КГУ-1000; КГУ; ПС-0,6; ПСО-1,0; ГГС
ДА; ДА-08
ДА; ДА-0,8
ПС-1,0; ПС-0,6
574
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
Длина труб
где d — диаметр трубы в м.
Пиролизные трубы подвергаются чистке
через каждые 4 часа. Количество труб для
крекирования обычно равно количеству пиро-
лизных труб.
Для очистки газа от смолистых веществ
применяется соляровое масло. Удельный рас-
ход масла равен 0,3—0,35 л на 1 л& пиролгаза.
Осушка крекинг-газа производится 10°/0-ным
водным раствором хлористого кальция. Расход
раствора — 0,05 л на 1 л3 крекинг-газа.
Пирол- и крекинг-газы нефтепродуктов
(ПГН и КГН) используются в качестве исход-
ных газов при получении защитных атмосфер.
Атмосфера типа СН4 —Н2 —N2 [5]
Атмосфера типа СН4— Н2 — N2 в пределах
концентрации метана в малых количествах,
соответствующих условиям равновесия по
кривым фиг. 125, может быть получена путём
добавки углеводородов (природного газа,
бутано-пропановых смесей и т. п.) к атмо-
сфере типа Н2 — Н2О — N2.
Благодаря весьма малым значениям кон-
центрации метана, равновесного со сталью
с различным содержанием углерода, атмо-
сфера типа СН4— Н2— N2 может быть только
науглероживающей или обезуглероживающей,
вследствие чего она не находит практического
применения в качестве защитной атмосферы.
Применение контролируемых атмосфер
В табл. 109 приведены рекомендуемые
атмосферы для применения при термооб-
работке различных металлов и сплавов.
Требования к печам при применении
контролируемых атмосфер
При применении контролируемых атмосфер
печи должны отвечать следующим требо-
ваниям:
1. Отсутствие в рабочем объёме печи
условий, ведущих к изменению состава атмо-
сферы, т. е. отсутствие элементов, способ-
ствующих -увеличению в составе атмосферы
окисляющих или обезуглероживающих газов.
Особенно это относится к атмосфере типа
Н2 — Н3О — N2, при которой оказывают влия-
ние содержание водяного пара в пределах
до 0,01%. В этом случае независимо от при-
меняемого топлива печь должна иметь:
а) герметичный муфель с масляным затво-
ром;
б) шамотную кладку оснований, отделённую
от нагреваемого металла, так как кирпич
десорбирует при нагревании кислород и водя-
ной пар;
в) муфель печи, свободный от окислов на
рабочей поверхности.
2. Температура процессов при получении
защитных атмосфер (температура частичного
сжигания, крекирования и т. п.) должна быть
равна или несколько выше температуры про-
цесса термообработки.
3. Положительное давление, поддерживае-
мое в рабочем объёме печи (см. табл. НО) во
все периоды процесса термообработки, а при
отжиге особенно в период охлаждения.
4. Ввод защитной атмосферы в рабочий
объём печи, осуществляемый в области высо-
ких (конечных) температур процесса.
5. Циркуляция газа в рабочем объёме
печи с полным омыванием поверхности де-
талей.
Таблица 110
Типы печей для различных операций термообработки с применением контролируемых атмосфер
Операции термообработки
Светлый отжиг стальной
ленты, проволоки в бунтах,
труб, штанг и т. п.
Светлый отжиг ковкого
чугуна
Светлая нормализация изде-
лий холодной штамповки,
ленты и т. п.
Светлая и чистая закалка,
светлый отжиг мелких дета-
лей и инструмента и отпуск
Газовая цементация и газо-
вое цианирование
Азотирование и светлый
отжиг изделий
Тип печей
1. Колокольного типа ци-
линдрические и прямоуголь-
ные (для труб и штанг)
2. Шахтные
Непрерывного действия
То же
1. Камерные
2. Непрерывного действия
1. Камерные — шахтные ко-
локольного типа и т. п.
2. Непрерывного действия
С передвижной камерой ча-
грева
Ориентировочный расход газа
контролируемой атмосферы
Продувка муфеля—
2—3-кратный объём; период
нагрева 1—2 лР/час; период
охлаждения 0,5—1,0 м3/час
В зависимости от герметич-
ности печи 20-50 M?tnac
То же
В зависимости от герметич-
ности печи 10—20 лР/час
В зависимости от герметич-
ности печи 20—50 м3/час
-
0,2—0,3 м3/кг обрабатывае-
мых изделий
При светлом отжиге изде-
лий то же, что для печей
колокольного типа
Давление газа в мм
вод. ст.
В муфеле печи поло-
жительное 5--10 "
На поду печи +0,5—
+ 1,5
То же
„
В муфеле печи +5+
+ 10
-
ГЛ. XI]
ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
575
В печах непрерывного действия для газо
вой цементации ввод газового карбюризатора
в нескольких точках по длине муфеля, а от-
вод отработанного карбюризатора — у выгру-
зочного затвора.
В табл. ПО приведены типы печей для раз-
личных операций термообработки с приме-
нением контролируемых атмосфер.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Контролируемые атмосферы в печах для термообра-
ботки авто-тракторных деталей, сб. ст. под ред. Реги-
рера 3. Л. и Шмыкова А. А., Машгиз, 1939.
2. Копытов В. Ф., Окисление стали в печах и без-
окислительный нагрев. Машгиз, 1941.
3. Ш м ы к о в А. А., Приготовление защитных атмосфер
из сжиженных углеводородных газов, „Среднее маши-
ностроение" № 7—8, 1941.
4. Ш м ы к о в А. А., Газогенераторная установка для
приготовления контролируемой атмосферы, .Вестник
машиностроения" № 11—12, 1943.
5. Ш м ы к о в А. А., Взаимодействие атмосферы водо-
род — азот с сталью при её термообработке, „Труды
НАТИ", вып. 42, Машгиз, 1944.
6. Ш м ы к о в А. А., Применение саратовского природ-
ного газа в промышленности „Вестник машиностроения"
№ 5, 1945.
7. Цементация стали, сб. ст. под ред. Регирера 3. Л. »
Шмыкова А. А., Машгиз, 1940.
8. Controlled atmospheres, ASM, 1941.
ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ОСНОВНЫЕ МЕРЫ БОРЬБЫ
С НИМИ
Характеристика основных дефектов при в табл. 111—118. В табл. 119 указаны дефекты
термической обработке стали и чугуна термической обработки дуралюмина.
и основные меры борьбы с ними приводятся
Таблица 111
Дефекты отжига и нормализации углеродистой и легированной конструкционной стали
Наименование и характеристика
дефекта
Основные причины образования
дефекта
Основные мероприятия по исправлению
дефекта
Недогрев — неполный отжиг
или неполная нормализация.
Низкие пластические свойства
Отжиг или нормализация при
температуре ниже АсЛ
Повторный отжиг или нормализация при
нормальной температуре (Ас3 + 30—50° С)
Перегрев. Крупнозернистая
микроструктура, иногда видман-
штетова строения (игольчатая).
Крупнокристаллический излом.
Низкие пластические свойства,
особенно ударная вязкость
Длительный отжиг или норма-
лизация при температуре выше
нормальной
При небольшом перегреве мелких изде-
лий — повторный отжиг или нормализация
при нормальной температуре (Ас3 + 30—50°С)
с продолжительной выдержкой.
При небольшом перегреве крупных из-
делий — повторные двухкратный отжиг
или нормализация при нормальной темпера-
туре с нормальной выдержкой
При большом перегреве мелках изде-
лий — повторные двухкратный отжиг или
нормализация (первые отжиг или нормали-
зация — при температуре Аса +¦ 100-»-150оС,
вторые — при нормальной температуре)
Камневидный (раковистый)
излом легированной стали.
Наличие по границам зёрен не-
металлических включений. Низ-
кие пластические свойства, осо-
бенно ударная вязкость
Перегрев до температуры
1200— 1350° С легированной ста-
ли, загрязнённой легкоплавкими
неметаллическими и шлаковыми
включениями
Перековка при нормальной температуре
трёхкратным или более обжатием
Пережог. Наличие по грани-
цам зёрен: а) обогащенных угле-
родом участков — 1-я стадия
пережога; б) неокислённых пу-
стот и пузырей — 2-я стадия;
в) включений окислов желе-
за — 3-я стадия
Нагрев стали в окислительной
среде при высокой температуре
или нагрев до температуры,
близкой к температуре начала
плавления
При 1-й стадии пережога — гомогениза-
ция при температуре 1100—1200° С с дли-
тельной выдержкой и последующим отжи-
гом по режиму для исправления структуры
сильно перегретой стали; при 2-й стадии —
перековка при нормальной температуре;
при 3-й стадии — неисправимый брак
Высокая твёрдость горячеде-
формированной отожжённой ста-
ли
Повышенная скорость охла- ! Повторный отжиг с охлаждением по
ждения установленному графику
Высокая твёрдость и низкие
пластические свойства холодно-
деформированной пружинной и
высокоуглеродистой стали после
промежуточного или оконча-
тельного отжига
Нагрев выше Ас,
Дефект неисправим для данного размера
и профиля изделия Материал может быть
использован после холодной деформации на
новый размер с последующим отжигом при
температуре ниже Act фьО— 710"" С)
Структурно свободный цемен-
тит в литой горяче- или холод-
нодеформированной малоуглеро-
дистой стали. Пониженные пла-
стические свойства, особенно
ударная вязкость
Медленное охлаждение в ин-
тервале температур 720 — 670° С
при отжиге стали или длитель-
ная выдержка малоуглеродистой
стали при температуре
670-720° С
Повторный отжиг при нормальной темпе-
ратуре (900—920' С) с ускоренным охла-
ждением или нормализация с этой же тем-
пературы
576
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
(РАЗД. III
Таблица 112
Дефекты отжига углеродистой и легированной инструментальной и быстрорежущей стали
(высоковольфрамовой и низколегированной)
Наименование и характеристика
дефекта
Высокая твёрдость углероди-
стой, легированной и быстроре-
жущей стали после отжига
Карбидная сетка в углероди-
стой и легированной стали
Стабильные карбиды в быстро-
режущей стали. Уменьшение
чувствительности к закалке
Чёрный излом (включение
свободного графита в углероди-
стой стали)
Основные причины образования
дефекта
1. Недогрев (отжиг при тем-
пературе ниже Асх при недоста-
точной выдержке).
2. Перегрев (отжиг при темпе-
ратуре выше нормальной).
3. Повышенная скорость
охлаждения при обычном отжиге
или недостаточная выдержка
при изотермическом отжиге
Перегрев выше Ас
Длительная выдержка (свыше
10 час.) при отжиге
Медленное охлаждение с тем-
пературы 1000° С при отжиге
или длительная выдержка при
температуре 760—780° С
Основные мероприятия по исправлению
дефекта
Повторный отжиг при нормальной темпе-
ратуре с охлаждением по установленному
графику
Нормализация или закалка в масло с по-
следующим отпуском при температуре
670—700° С с выдержкой не менее 2 час.
Дефект неисправим
Тщательная проковка при высокой тем-
пературе
Дефекты отжига серого и ковкого чугуна
Таблица 113
Наименование и характеристика
дефекта
Пониженная твёрдость серого
чугуна после отжига для снятия
внутренних напряжений
Высокая твёрдость после от-
жига отбелённого чугуна
Структурно свободный цемен-
тит в ковком чугуне
Пластинчатый перлит в фер-
ритном ковком чугуне, превыша-
ющий допускаемую по ТУ норму
Пластинчатый графит в ков-
ком чугуне
Основные причины образования
дефекта
Распад цементита при нагреве
выше 550—650° С
Недостаточные температура
или выдержка при отжиге
Низкая температура или недо-
статочная выдержка в 1-й ста-
дии графитизации
Несоблюдение режима охла-
ждения или недостаточная вы-
держка при 2-й стадии графити-
зации
Отжиг при температуре выше
1100° С или наличие свободного
графита в исходном чугуне
Основные мероприятия по исправлению
дефекта
Дефект исправим для деталей сравни-
тельно простой конструкции путём норма-
лизации с температуры 900-950° С и по-
следующим отпуском для снятия внутрен-
них напряжений
Повторный отжиг при температуре
850—870* С с достаточной выдержкой
Повторный отжиг по установленному
графику
Повторный отжиг при температуре
730—710° С
Дефект неисправим
Дефекты закалки стали
Таблица 114
Наименование и характеристика
дефекта
Основные причины образования
дефекта
Основные мероприятия по предупреждению
или исправлению дефекта
Закалочные трещины
Закалочные напряжения вслед-
ствие быстро протекающих с
увеличением объёма структур-
ных превращений
Предупреждение дефекта:
1. Для изделий из конструкционной угле-
родистой стали: а) изотермическая за-
калка в расплавленной селитре темпера-
турой Ь50— 500° С; б) прерывистая за-
калка—охлаждение в воде до 300—200° С,
а затем в масле; в) закалка с самоотпу-
ском— охлаждение в воде до 250—200'' С,
затем выдержка на воздухе до саморазо-
грева поверхности до 600° С с последующей
замочкой в воде; г) непрерывная закалка
до полного охлаждения в водном растворе
5—10°/,-ного NaCl или КОН температурой
50—60° С; д) закалка в масло.
2. Для изделия из инструментальной угле-
родистой стали: а) прерывистая закалка —
охлаждение в воде до 200° С, затем перенос
в масло или медленный отпуск; б) ступен-
чатая закалка в расплавленной
селитре
С и далее на воз-
толщиной или
температурой 180— 2С0
духе (для инструментов
диаметром до 8 мм).
3. Для инструментов из заменителей
быстрорежущей стали (ЭИ-184, ЭИ-260
и т. д.) подстуживание до 1000—9501 С и
ступенчатая закалка в расплавленной
селитре температурой 450—5L0' С
ГЛ. XI]
ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
577
Продолжение табл. 114
Наименование и характеристика
дефекта
Недогрев. Недостаточная твёр-
дость изделий из углеродистой
и легированной стали; повышен-
ная твёрдость после закалки и
пониженная после нормального
отпуска изделий из быстрорежу-
щей стали
Перегрев. Крупноигольчатая
структура и крупнокристалличе-
ский излом. Низкие пластиче-
ские свойства
Пятнистая закалка. Налячие
на поверхности деталей участков
с пониженной твёрдостью (мяг-
ких мест)
Нафталиновый излом в бы-
строрежущей стали. Крупнозер-
нистая структура. Крупнокри-
сталлический излом с блёстками
Деформация (изменение раз-
меров)
Коробление (искривление длин-
ных и тонких изделий)
Окисление. Значительный слой
окалины на поверхности зака-
лённого изделия
Обезуглероживание (выгора-
ние углерода в поверхностных
слоях изделия)
Эрозия (уменьшение размеров
изделий или искажение профи-
ля их вследствие уноса металла
с поверхности)
Разъедание (точечное или
ручьеобразное поражение ио-
верхностм изделия)
Основные причины образования
дефекта
Нагрев ниже нормальной тем-
пературы закалки стали
Нагрев выше нормальной тем-
пературы закалки
1. Неправильное погружение
в закалочную среду
2. Скопление пара в отдельных
местах на поверхности изделий
при закалке.
3. Малая скорость охлаждения
в закалочной среде в интервале
температур 650—500° С.
4. Неоднородность исходной
структуры в связи с первичной
кристаллизацией.
5. Малая чувствительность
стали к закалке (абнормальность
стал и).
6. Местное обезуглероживание
Окончание ковки или прокатки
при температуре выше 1100° С
или вторичная закалка без пред-
варительного отжига
а) Термические напряжения,
выэьмюшие пластическую де-
формацию; б) структурные пре-
вращения в интернале темпера-
ратур 650—500° С и ниже 300° С,
вызывающие пластическую де-
формацию
а) Внутренние напряжения
в изделии перед нагревом под
закалку; б) неравномерный на-
грев и охлаждение частей из-
делия; в) структурные превра-
щения при температурах ниже
жю°с
Окислительная атмосфера в
печи при нагреве под закалку
(см. стр. 539—675)
То же
Химическое действие хлори-
стых солей и окисление металла
при нагреве в соляных ваннах
При нагреве в соляных ван-
нах: а) повышенное содержание
сернокислых солей . (свыше
0,7--0,8°.о); б) обогащение ванны
кислородом из воздуха и окис-
лами железа; в) химическое
действие хлористых солей.
При нагреве в свинцовых ван-
нах — образование окислов
свинца.
При нагреве в пламенных пе-
чах — неравномерное образова-
ние окалины
Основные мероприятия по предупреждению
или исправлению дефекта
Исправление дефекта: нормализация или
отжиг с последующей закалкой с нормаль-
ной температуры
То же
Предупреждение дефекта: нормализация
с последующей закалкой в 5— 10'70-ном вод-
ном растворе NaCl или непосредственная
закалка в том же растворе.
Исправление дефекта: нормализация и
закалка в 5—10°/п-ном водном растворе
NaCl
Предупреждение дефекта: окончание ковки
или прокатки при температуре ниже 1100° С;
отжиг перед вторичной закалкой.
Исправление дефекта: перековка на но-
вый профиль
Предупреждение дефекта: а) понижение
температуры закалки и уменьшение скоро-
сти охлаждения; б) применение природно
мелкозернистой (№ 6—8) или специальной
легированной стали; в) изотермическая или
ступенчатая закалка
Предупреждение дефекта: высокий от-
пуск F00—650° С) перед закалкой и равно-
мерный нагрев и охлаждение при закалке.
Исправление дефекта; правка
Предупреждение дефекта;
а) нагрев в печах с восстановительной,
нейтральной или защитной атмосферой:
б) ускоренный нагрев изделий;
в) нагрев в ящиках с сухим углем, отра-
ботанным карбюризатором или чугунной
стружкой;
г) нагрев в соляных или свинцовых
ваннах
То же
Меры предупреждения: раскисление соля-
ных ванн KK^Fe (CN)e, углём или ферроси-
лицием)]
Предупреждение дефекта: а) тщательный
контроль состава солей для нагрева;
б) раскисление соляных ванн [углем, фер-
росилицием, K4Fe(CN)e]; в) засыпка на
зеркало поверхности свинцовой ванны дре-
весного угля (размером 3—10 мм) или
легкоплавких солей. При нагреве в пламен-
ных печах устранение окислительной атмо-
сферы
37 Том 7
578
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
Дефекты отпуска стали
Таблица 115
Наименование и характеристика
дефекта
Основные причины образования
дефекта
Основные мероприятия по предупреждению
и исправлению дефекта
Недоотпуск. Повышенная твёр-
дость и пониженные пластические
свойства изделий из углероди-
стой и легированной стали. По-
ниженная твёрдость инструмента
из быстрорежущих сталей
Пониженная температура или
недостаточная выдержка
Исправление дефекта: вторичный отпуск
при нормальной температуре с достаточной
выдержкой
Переотпуск. Пониженная
твёрдость и низкие пределы
прочности и упругости
Отпуск при температуре выше
нормальной
Исправление дефекта: отжиг, а затем
закалка с последующим отпуском при нор-
мальной TeMnepaTypf
Хрупкий отпуск. Низкая
ударная вязкость после отпуска:
а) при температуре 250—350°С —
стали углеродистой, кремнистой,
никелевой, кремненикелевой;
б) при температуре 325—425° С —
стали марганцовистой и кремне-
марганцовистой; в) при темпера-
туре 275—325 и 475-575° С —
стали хромистой и хромонике-
левой
Обособление и коагуляция
карбидов критической степени
дисперсности и превращение
остаточного аустенита
Исправление дефекта; отжиг, а затем
закалка с последующим отпуском при тем-
пературе ниже или выше интервала тем-
ператур хрупкого отпуск?
Отпускная хрупкость (чувстви-
тельность к скорости охлажде-
ния при отпуске). Низкая удар-
ная вязкость после отпуска при
температуре 400—600° С (обычно
около 525°С) с медленным охла-
ждением стали хромистой, хро-
моникелевой, марганцовистой и
хромомарганцовистой (содержа-
щих свыше 1°/„ хрома или
м ар га нца)
Выпадение высокодисперсных
карбидов, оксидов, фосфидов и
нитридов по границам зёрен при
медленном охлаждении с интер-
вала температур отпускной хруп-
кости или при длительной вы-
держке при этих температурах
Предупреждение дефекта: а) охлаждение
в воде или в масле после отпуска с после-
дующим снятием внутренних напряжений
при 300—350° С; б) отпуск при температуре
ниже 400° С; в) применение стали, содер-
жащей 0,3—0,5% Мо или Ti, Nb.
Исправление дефекта: вторичный отпуск
при температуре 400—600° С с охлаждением
в воде или масле с последующим снятием
внутренних напряжений при 300—350° С
Дефекты цементованного слоя
Таблица 116
Наименование и характеристика
дефекта
Основные причины образования
дефекта
Основные мероприятия по предупреждению
и исправлению дефекта
Точечные углубления на по-
верхности цементованных изде-
лий
Наличие
сернокислых
3-6%)
карбюризаторе
солей (более
Предупреждение дефекта: не допускать
в карбюризаторе наличия сернокислых солей
более 3—6°/,,
Лишаеобразное разъедание
поверхности цементованных из-
делий
Загрязнение карбюризатора
серным колчеданом
Предупреждение дефекта: мероприятия
малоэффективны (рекомендуется обжиг
карбюризатора при температуре 900° С в те-
чение 10—30 час. или просев карбюризатора)
Различная глубина цементо-
ванного слоя
Ссыпание солей в нижние
зоны ящика вследствие непроч-
ной связи их с частицами угля
в карбюризаторе; неравномер-
ный прогрев ящиков в печи
Предупреждение дефекта: применение
крупнозернистого карбюризатора с части-
цами угля размером 5—7 мм и введение
крепителя — патоки; равномерный нагрев
ящиков
Стекловидные наплывы, пре-
пятствующие цементации и при-
водящие к образованию мягких
мест после закалки
Загрязнение карбюризатора
песком
Предупреждение дефекта: просеивать
карбюризатор с последующей добавкой
углекислых солей до требуемой концентра-
ции
Слишком глубокая цементация
Повышенные температура и
время выдержки при цемен-
тации. Применение сильного
карбюризатора
Предупреждение дефекта: соблюдение
установленной технологии цементации
Повышенная концентрация
углерода в цементованном слое
(цементитная сетка)
То же
То же
ГЛ. XI]
ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
579
Продолжение табл. 116
Наименование и характеристика
дефекта
Пониженная концентрация
углерода в цементованном слое
Недостаточная глубина цемен-
тованного слоя
Поверхностное обезуглеро-
живание цементованного слоя
Пятнистая цементация (мягкие
пятна на поверхности закалён-
ных цементованных изделий)
Отслаивание закалённого
цементованного слоя (резкий
переход от цементованного
слоя к нецементованному)
Остаточный аустенит. Пони-
женная твёрдость цементован-
ного слоя, в закалённой высоко-
легированной стали
Повышенная твёрдость цемен-
тованного слоя после высокого
отпуска
Основные причины образования
дефекта
Низкая температура цемента-
ции. Применение слабого кар-
бюризатора
То же
Медленное охлаждение вместе
с печью ящиков после цемен-
тации (особенно с крупнозерни-
стым карбюризатором)
Загрязнение поверхности це-
ментуемых изделий; усадка
карбюризатора в ящике и обна-
жение изделий; плохая укупор-
ка ящика; абнормальность стали
Применение сильного карбю-
ризатора
Повышенное содержание угле-
рода в цементованном слое;
большая скорость охлаждения
при закалке
Недостаточные температура
и выдержка при отпуске или
нагрев выше Act
Основные мероприятия по предупреждению
и исправлению дефекта
Исправление дефекта: закалка в масло
или нормализация (с температуры 900—910° С
изделий из углеродистой стали и с темпера-
туры 850—860° С изделий из легированной
стали) с последующей закалкой с темпе-
ратуры 760° С (изделий из углеродистой
стали в воду, а из легированной — в масло)
Предупреждение дефекта: применение
более сильного карбюризатора.
Исправление дефекта: повторная цемен-
тация при нормальной температуре
То же
Предупреждение дефекта* охлаждение
ящиков после цементации на воздухе.
Исправление дефекта: повторная кратко-
временная цементация при нормальной
температуре
Предупреждение дефекта: применение
нормальной природно крупнозернистой
стали и точное соблюдение технологии
Предупреждение дефекта- цементация в
слабом карбюризаторе.
Исправление дефекта: нагрев в ящиках
с углем ¦+¦ 3—5°/0 Na2CO3 до температуры
920—940° С и выдержка при этой темпера-
туре 2—4 часа
Исправление дефекта: а) высокий от-
пуск при температуре 650—670° С перед
закалкой; б) закалка с нормальной темпе-
ратуры G60° С) в масло с подстуживанием
изделий до температуры 650—6СО° С; в) за-
калка с температуры 860° С в масло с вы-
соким отпуском при температуре 6Б0—670°С,
затем закалка с температуры 760° С и oi-
пуск при 200° С; г) обработка холодом
при температуре ниже 0° С
Повторный отпуск при нормальной тем-
пературе и выдержке
Дефекты азотирования
Таблица 117
Наименование и характеристика
дефекта
Коробление
Растрескивание (шелушение
азотированного слоя изделий)
Вздутия на поверхности
Основные причины образования
дефекта
Внутренние напряжения
вследствие: а) быстрого охла-
ждения после отпуска предвари-
тельно закалённых изделий;
б) механической обработки из-
делий
Внутренние напряжения
вследствие резкого перехода от
азотированного слоя к сердце-
вине
Шлаковые включения, распо-
ложенные у поверхности азоти-
рованного изделия
Основные мероприятия по предупреждению
и исправлению дефекта
Предупреждение дефекта: а) охлаждение
после отпуска со скоростью не более
2-3° С в минуту; б) стабилизующий от-
пуск при температуре 520—540° С в тече-
ние 3—5 час. после механической обра-
ботки.
Исправление дефекта: правка
Предупреждение дефекта: медленное
охлаждение после азотирования или азоти-
рование с отпуском.
Исправление дефекта: отпуск при
570—580° С в течение 4—5 час. в печи
с постоянной атмосферой аммиака
Предупреждение дефекта: тщательный
контроль стали на шлаковые включения
580
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
Продолжение табл. 117
Наименование и характеристика
дефекта
Хрупкость (выкрашивание по-
верхности азотированного слоя)
Основные причины образования
дефекта
Чрезмерное насыщение нитри-
дами тонкого слоя поверхности
вследствие крупнозернистости
стрчктуры и обезуглероживания
поверхности при предваритель-
ной термообработке
Основные мероприятия по предупреждению
и исправлению дефекта
Предупреждение дефекта: ступенчатый
процесс азотирования A-я ступень —
510—520° С, 6-Ю час; 2-я ступень —
570—580° С, 15-20 час. и 3-я ступень —
510-520° С, 2—4 часа).
Исправление дефекта: отпуск в атмо-
сфере аммиака при температуре 570—580° С
в течение 4—5 час. или при 630—650° С
в течение 2 час.
Неравномерная (пятнистая)
твёрдЬсть (мягкие места на по-
верхности азотированного изде-
лия)
Наличие отдельных участков,
покрытых оловом, на азотируе-
мой поверхности изделия
Предупреждение дефекта: фосфатирова-
ние перед азотированием и тщательная под-
готовка поверхности изделия
Дефекты цианироваяяого слоя
Таблица 118
Наименование и характеристика
дефекта
Разъедание (поражения в виде
точек или рельефа на поверх-
ности изделия при жидком вы-
сокотемпературном цианирова-
нии) (830-850° С)
Основные причины образования
дефекта
Наличие сернокислых солей
свыше 0,7—0,8% в нейлральных
солях, применяемых для соста-
вления цианистой ванны; химиче-
ское действие нейтральных хло-
ристых солей
Основные мероприятия по предупреждению
и исправлению дефекта
Предупреждение дефекта: тщательный
контроль нейтральных солей на содержание
в них сернокислых солей
Хрупкость (выкрашивание по-
верхностного слоя инструмента
из быстрорежущей стали после
низкотемпературного жидкого
цианирования)
Чрезмерное насыщение ни-
тридами тонкого слоя поверхно-
сти вследствие длительной вы-
держки или повышенной темпе-
ратуры при цианировании
Исправление дефекта: нагрев в селитро-
вой ванне до температуры 550—560* С
с выдержкой 30 мин.
Остаточный аустенит (пони-
женная твёрдость цианирован-
ного слоя легированной стали
после закалки)
Высокая концентрация угле-
рода и азота в цианированном
слое; большая скорость охла-
ждения
Предупреждение дефекта: закалка в масло
с подстуживанием до 65J—600° С.
Исправление дефекта: обработка холодом
при температурах ниже 0° С
Дефекты термической обработки дуралюмина *
Таблица 119
' Наименование и характеристика дефекта
Разъедание поверхности
Пережог. Низкие механические свойства и обра-
зование трещин при закалке, старении и при меха-
нической обработке
Низкая твёрдость после закалки и старения
Основные причины образования дефекта
Наличие свыше 0,594 хлористых солей в селитре
Высокая температура под закалку (свыше 495—505° С)
Закалка с температуры ниже нормальной D95—505° С)
или недостаточная выдержка при нормальной температу-
ре закалки
Предупреждение дефекта — тщательный контроль материалов и соблюдение технологии.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Завьялов А. С, К теории легирования и термиче-
ской обработки стали, ЦНИМ НКТП, М. 1943.
2. П о р т е в е и А., Введение в изучение термиче-
ской обработки металлургических продуктов, ГОНТИ,
193В.
3. Тутов И. ?., Дефекты и контроль горячей обработ-
ки металлов, Оборонгиз, М. 1942.
4. Штейнберг С. С, Пороки закалки стали, Цен-
тральные заочные курсы повышения квалификации ра-
бочих стахановцев термистов, М. 1939.
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯ
Оборудование термических цехов и от-
делений подразделяется на основное и вспо-
могательное.
Основное оборудование применяется для
выполнения технологических операций, непо-
средственно воздействующих на обрабатыва-
емые изделия при изменении их формы
или физико-химических и механических
свойств, вспомогательное—для выполнения
операций, не связанных с непосредственным
воздействием на обрабатываемые изделия.
Основным оборудованием являются: 1) печи!
2) нагревательные установки; 3) закалочные
устройства (баки, закалочные прессы и ма-
шины, закалочные приспособления и т. п.);
4) очистные установки (травильные, песко-
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
581
дробеструйные, барабаны, моечные машины
и т. п.); 5) правильные прессы.
К вспомогательному оборудованию отно-
сятся: 1) устройства для приготовления твёр-
дого карбюризатора; 2) установки для полу-
чения контролируемых атмосфер; 3) контроль-
ные приборы (для контроля и регулирования
тепловых режимов, газоанализаторы и др.)?
4) охладители закалочных жидкостей; 5) при-
боры и оборудование к системам использова-
ния тепловой энергии (воздуходувки и транс-
форматоры); 6) оборудование санитарно-тех-
ническое и техники безопасности (см. т. 14,
гл. XII); 7) транспортное оборудование; 8) при-
боры для определения результатов термо-
обработки.
ОСНОВНОЕ ОБОРУДОВАНИЕ
Печи
Современная термическая печь предста-
вляет собой механизированный тепловой
агрегат, предназначенный для выполнения
операций технологического процесса термо-
обработки при взаимодействии изделий с
внешними (жидкими и газовыми) средами и
оснащённый приборами для контроля и регу-
лирования тепловых и газовых режимов.
На выбор типа печи влияют следующие
основные факторы: а) режим термической обра-
ботки — граф in; температура — время (t — х),
точность регулирования температуры, внеш-
няя среда при нагреве и охлаждении и др.;
б) программа цеха — количество и номенкла-
тура изделий, характер и методы производ-
ства, сменность и т. п.; в] автоматизация и меха-
низация производства; г) энергетическая база.
Термические печи классифицируются по
следующим основным признакам: 1) по источ-
никам тепловой энергии и способам её исполь-
зования; 2) по конструктивным особенностям
и способа л механизации; 3) по специфическим
особенностям рабочего объёма и применению
внешних сред; 4) по назначению.
Классификация печей по источникам
тепловой энергии и способам её исполь-
зования. По источникам тепловой энергии и
способам её использования печи подразделя-
ются на электрические и работающие на
газообразном, жидком или твёрдом топливе.
Таблица 120
Допускае-
мая темпе-
ратура на
элементе
В С
¦^850
< IOOO
II50—I20O
1250 -1300
85°-i35o
<13°о
9°°
Химические
Наименование
и марка сплава
Константан
Алитированное
железо
Сплав № 1 АН,
сорт В (ЭИ-341,
Х171-05)
Нихром (ЭХН50,
Х15Н-60)
Сплав № 2 АН,
сорт В (ЭИ-340,
Х251-О5)
Сплав № 2 АН,
сорт А (ЭИ-292,
ОХ251-05)
Железохромо-
алюминиевые спла-
вы
Сплав М 3 АН
(Корнилов)
Сплав типа сор-
майта (литые на-
греватели)
¦ состав и свойства металлических электросопротивлений
Химический состав
60-57Х Си; 30-41% Ni;
1,0-1,4% Мп
<0,2% С
0.12К С; 16-19% Сг;
4,0-6,5% А1; 1,2% Si;
0,7% Мп; 0,6% Ni 0,5% Ti
0,25% С; 14-17%Сг;
0,5-1,2% Si; 1,2% Мп;
55-61% Ni
0,12% С; 23-27% Сг;
4,0-6.5% А1; 12% Si;
0,7% Мп;0,6% Ni; 0,5% Ti
0,5% С, 23-27% Сг;
4.0-6,5% AI; 0,5% Si;
0,5% Мп; 0,5% М; 0,5% Ti
55-84% Fe; 12-37.5% Сг;
2,0-7,5% Al; 2,0-4,0% Со;
«1,0% Мп; <1,0% Si
<0,5% С; 23-27% Сг;
6-8% Al; <0,8 Si;
<0,5% Мп; 0,2-0,4% Ti
2,0-3,4% С; 2,3-4,0% Si;
25-31% Сг; 2,5-4,0% Ni;
<1,5% Мп; <0,08% Р;
<0,07% S
Удельное
электросопро-
тивление
р0 ом - мм'/м
0,44-0,52
о,8 —г,о
1,25—1.40
1,о8—1,12
1,3°—1.45
1,30-1,45
1,я -ж,б5
1,45—1.6°
Темпера-
турный
коэфициент
электро-
сопротивле-
ния • ИГ"¦
о,5
—
о,4
—
°>3
°>3
°'3~--з
O.I • Ю
—
Удельный
вес
Т к?!дм3
8,9
7.8
7, о—7,a
8,65
—
7,0—7,2
6,9—7.6
6.8—7,о
*
Тепловое
расширение
C mmjm ¦ 10 •
_
14,5 --15.1
11,5
—
14,5 —151s
~ С
16.5—17,2
Таблица 121
Химический состав карборундовых электросопро-
тивлений
Наименование
карборундового
электросопротивления
Химический состав в %
SiC
94.4
96,0
53
0.3
о.З
О
0,3
0,6
S1O
3-6
1.5
о.
о,6
о,7
_
О,2
О
+
о
л)
о
о,6
о,6
Электрические печи [I] разли-
чают: а) с металлическими нагревателями
(табл. 120); б) с карб зрундозыми нагревателями
(табл. 121 и 122) и в) электродные печи-ванны.
Электроэнергия — наиболее широко при-
меняемый источник тепловой, энергии, удо-
влетворяющий полностью всем требованиям
технологии термической обработки. Электро-
энергией обеспечиваются нагрев при любых
температурах вплоть до 1350° С, точность
регулирования температуры в пределах до
±3°Си возможность применения в печах
внешних сред любого состава (газовых »
жидких).
582
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
На фиг. 142 дана схема расположения Для круглых спиралей (фиг. 143) реко-
электронагревателей в термических печах; на мендуются следующие расчётные соотноше-
фиг. 143—145 — схема круглой спирали и , D с о
ленточных нагревателей с их размерами; ния: коэфициент сердечника А = ^5-г 8;
Фиг. 142. Схемы расположения электронагревателей в термических печах: а — расположение спирали в углублениях
фасонного кирпича; б — расположение спирали на выступах отдельных кирпичей; в — подвешивание спирали на алун-
яовых или металлических крючках; г — расположение спирали в углублениях на поду печи; д — расположение
спирали в углублениях сводового фасонного кирпича; е, ж, з — различное вертикальное расположение ленточных
нагревателей на стеяках печи; и, к — различное расположение ленточных нагревателей на поду и своде печи;
л — расположение ленточных нагревателей на рамке: / — ленточный нагреватель, 2— алундовые изоляторы, 3 — метал-
лическая рамка.
на фиг. 146—схема крепления глобаровых
(карборундовых) электросопротивлений; на
фиг. 147 — расположение электродов в соляных
ваннах.
Таблица 122
Свойства и основные размеры карборундовых
электросопротивлении
Свойства и основные
размеры
Плотность d в кг/дн9 . . .
Коэфициент теплопроводно-
сти при 1000—1400° X. в ккал!м
час °С ........
Коэфициент теплового рас-
ширения 20-1400° В в мм!м°С
Теплоёмкость С в ккал кг°С
Максимальная температура
применения в °С
Удельное электросопроти-
вление р в ом • мм*/м ....
Предел прочности при рас-
тяжении при 20° С о-^ в кг/см^
Мощность стержня W в кет
Удельная поверхностная на-
грузка » в ваИсм? при 800° С
. 1000°С
, 1200°С
» 1400° С
Размеры стержней в мм:
d
1
^общ • • • • •
Карборундовые
сопротивления
Силит
3>27—3.3°
2О
5,6 . ю~б
о, 17
15°°
IOOO—2OOO
7оо
95-18,5
ю—ia
15-18
28—31
40—50
4—18*
70-800
iao—1500
Глобар
3.37
зо
б,58- ю^6
—
1500
930—195°
<155
ю—ia
16-18
38—30
45-48
8-50**
125—710
330—1520
* С утолщёнными концами.
¦* Без утолщённых концов.
Примечание. 6 печах с контролируемой атмо-
сферой карборундовые сопротивления вследствие своей
малой стойкости могут быть заменены сплавами № 2
и 3 АН.
коэфициент плотности намотки /п =-т-* 2-т-4;
расстояние между витками а = A -г- 3) d; число
витков п = ¦
_ Lh __ Lm
TtD ИД
Фиг. 143. Круглая спираль.
1000 L 1000/
длина спирали
L — общая длина прово-
Фиг. 144. Ленточный нагреватель, распо
лагаемый горизонтально.
юки. Мощность спирали N =
удельная нагрузка в вт/см.
Для ленточных нагревателей (фиг. 144 и
145) принимаются следующие расчётные со-
гл. хц
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОР
583
отношения: а) при горизонтальном располо-
жении
А = Г— 2 (г + а); Б = B -*- 5) Ъ; В = Б;
Г = 0,6 В; Л =A,3-*-1,4) ?; г<6я;
б) при вертикальном расположении для
нагрева до 1000° С
А = В -2(г+а); Б = B-*-4)Ь; б<200;
С = 35; г < 6а;
для нагрева 1000—1350° С
Л = В - 2 (г -f а); Б = B -*- 4) ft; В < 150;
С = 45; г = 6а.
Для защиты металлических нагревателей
от воздействия внешних сред (газов и жидко-
стей), а также для улучшения условий нагрева
Фиг. 145. Ленточный нагреватель, распо-
лагаемый вертикально.
применяются трубчатые нагреватели с засып-
кой спиралей электросопротивлений магнези-
товым порошком или кварцевым песком
(фиг. 148). Такие нагреватели успешно при-
меняются в соляных ваннах для отпуска, изо-
термической закалки и т. п. В печах тем-
Фнг. 146. Схема крепления глобаровых (карборундовых)
электросопротивлений: / — глобаровое электросопроти-
вление; 2 — металлический вывод, охлаждаемый водой;
3 — керамическая втулка; 4 — выводная головка с на-
жИмным полушаровым изолятором; 5 — токоподводящий
провод; б — нажимной рычаг; 7—пружина; 8 — фасон-
ный кирпич; 9— огнеупорная футеровка; 10 — тепловая
изоляция.
пературой до 900° С используются также литые
электросопротивления из нихрома или сплава
типа сормайта.
Элекроды для соляных ванн (изотермиче-
ская закалка, жидкостная цементация) изго-
товляются стальными и изжароупориого сплава.
В табл. 123 приведена техническая характе-
ристика электрических печей.
Фиг. 147. Электродная соляная ванна.
Печи, работающие на газооб-
разном топливе, различают по примене-
нию следующих методов сжигания [2]: а) пла-
менного, б) поверхностного (беспламенного),
в) диффузионного и г) атмосферного.
Фиг. 148. Трубчатые электронагреватели в соляной
(свинцовой) ванне.
Газообразное топливо обеспечивает работу
печей в любом интервале температур, точ-
ность её регулирования в пределах до
±5° С и возможность применения контроли-
руемых атмосфер. В табл. 124 приведены при-
меняемые для термических печей виды газо-
образного топлива и их краткая характери-
стика.
584
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
Техническая характеристика электропечей (трест .Электропечь")
Таблица 123
Типы печей
Старое
обозначе-
ние
ПНД-10
КН-15
ПН-12
ПН-13
ПН-14
ПН-15
ПН-21
ПН-22
ПН -23
ПН-31
ПН-32
ПН-33
ПН-34
ПН-32-3
ПШ-312
ПШ-320
ПШ-625
ВС-21
ВЦ-22
B1I-23
СП2-35
электродн.
СП 3-75
ПНТ-75
ПНТ-100
ПНТ-150
ПНТ-200
ПНТ-8
Новое
обозна-
чение
Н-14
Н-15
Н-30
Н-45
Н-60
Н-75
Ш-20
Ш-30
Ш-45
О-20
O-36
О-50
О-75
А-20
Ш-32
Ш-43
Ш-60
В-11
В-20
В-30
С-35
С-75
Т-75
Т-100
Т-150
Т-200
Т-210
S3
ост
g
о
14
15
3°
45
бо
75
2О
3°
45
2О
зб
5°
75
зо
32
48
бо
и
зо
3°
35
75
75
IOO
15о
200
2IO
Напряже-
ние в в
I2O
380/220
380/220
380/220
380/220
380/220
_
_
23O
_
_
38о/32О
22O
38О,22О
З8о/22О
380/220
МО—ЗОО
2ЭО
д8о,23О
34-9
34-9
38о—ззо
380—23O
380-320
380—330
380—320
Число
фаз
г
V.
1/.
3
3
3
I
7а
3
I
з
з
V,
I (З ЗОНЫ)
I (Я , )
3 C . )
I
i
У,
3
3
3 (э зоны)
3 (а . )
3 (э )
3 (з » )
3 (я „ )
Размеры рабо-
чего простран-
ства печи в
Шири-
на
(диа-
метр)
эоо
Зоо
4б4
боэ
760
Q2O
Зоо
4оо
боо
4оо
5°о
700
95°
45о
Зоо
боо
зоо
Зоо
4оо
22O
(между
граня-
ми)
(между
граня-
ми)
боо
боо
9оо
9ор
1900
s
ч
4ОО
65O
IOOO
1465
1500
1870
—
—
—
—
_
—
—
300
300
—
—
—
-
3000
3000
5090
5090
IOOOO
мм
а
о
Я
03
i8o
368
500
600
боо
боо
8оо
I2OO
5°°
65о
IOOO
1220
525
1265
2040
2500
350
535
535
420
58о
400
400
400
650
¦ §
га ^ 'rj
г; х со
и 2 л
v -¦¦ (-
! Mai
про
нос-
Верхн.
93
Нижн.
5°
125
эоо
з8о
34O
—
15°
—
155
э8о
_
5оо
125
330
350
3°
бо
125
30-40
5о-7°
—
З8о
2ОО
5°°
4оо
я
о.
я
1о
¦х
я ш
т
VO О.
°
ООО
95°
95°
95°
95O
95°
—
95°
650
650
_
б5о
65
95°
95°
82O
85о
850
85о
1300
650
95°
650
95°
650
Назначение
печей
Нормализация
Нагрев под за-
кал ку
Нормализация,
отжиг, цементация,
нагрев под закалку
То же
„
Отпуск мелких
деталей
То же
ш
„
Азотирование
Нагрев под за-
калку протяжек
То же
т
Нагрев под за-
калку в распла-
вленном свинце
Нагрев под за-
калку, цианирова-
ние
То же
Нагрев под за-
калку в распла-
вленных солях
То же
Отпуск
Нагрев под за-
калку
Отпуск
Нагрев под за-
калку
Термообработка
алюминиевых из-
делий, отпуск
Габаритные
размеры по
площади в м
i,o XLЗб
1,65X2,32
1,8оХЗ,8о
—
а>5бХЗ>3°
—
1,56X1.3°
I.I8XI.I7
1,43X1.23
1,15X1.85
1,45X1,12
1,35X1. is
о,8эхо,97
i>ioXi»I5
I.35XI.4O
0,93X0.74
i>59Xi,3i
4.4ОХ
Хэ,35X10,63*
6.68Х
ХЗ,8оХи,о7*
6.68Х
Х2,80XII,07*
и.бох
X3.72Xi4.6o*
Габаритные размеры всего агрегата.
Рид топлива
Генераторный газ (дре-
весный, торфяной, камен-
ноугольный)
Светильный и коксо-
вальный газы
Нефтяной и природные
Сжиженные (углеводо-
родные) газы **
Характеристика газообразного топлива
Типичный химический
СОа
5-9
состав в К
СО
2О -28 j 7—*3
8-9
45-55
Остальное
с3н8
4о—бо
IOO
с4н10
6о-4О
IOO
—
СН4*
<з.°
25—35
75—95
1
Теплотворность
Q\r в ккал\лР
i loo — i 55°
4000—5400
8 ооо—юооо
21 ООО—25 ООО
Начальное
теплосодержа-
ние продуктов
сгорания при
а—1,0 i0
в ккал1лР
600-715
830-845
770-780
815-825
Таблица 124
Средний состав про-
дуктов сгорания в %
СО,
17.6
9.о
9.7
и,8
Н,О
7,8
N,
74.6
!
31,0
70,0
18,7
15.3
72,6
72.9
* Остальное Na. ** Состав продуктов сгорания в m*jm* и теплотворность в ккал/м3 этих газов могут быть опреде-
лены следующим образом: т СО3; (т + 1) Н3О; E,6от+1,9) N,; Vp - 7,6m+2,9; Q^=6550 m+2000,
j CH4 I X+2 I C3H« l и+3 I CaH, I x+4 I CtH10| К . . .
A 100-(CO,
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
585
ж)
Керамические Втцпки
Фиг. 149. Горелки беспламенного поверхностного сжи-
гания с инжекторами высокого давления: а — тоннельная
горелка (Стальпроект): б — то же с индивидуальным
инспиратором (Стальпроект); в — горелка с двумя сту-
пенями инжекции воздуха; г — горелка с пропорциони-
рующим смесителем низкого давления (газа 50—120 мм
вод. ст., воздуха — 100—200 мм вод. ст.): / — подача
воздуха, 2 — инспиратор, 3 — смеситель, 4 — горелка;
д — то же с индивидуальным пропорционируюшим сме-
сителем: 1 — подача воздуха, 2—инспиратор, 3 — по-
дача газа, 4 — регулятор, 5 — горелка; е — керамическая
горелка: / — керамическая насадка; ж — то же (Равич,
АН СССР): / — подача воздуха, 2 — инспиратор! 3 — по-
дача газа, 4 — керамическая вставка.
586
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
1РАЗД. Ш
Фиг. ISO. Горелка пламенного сжигания низкого
давления, работающая при давлении газа 50—60 мм
вод. ст. и давлении воздуха 70—110 мм вод. ст.
(Союзтепл острой):
Горелка типа ГЩ-5 производи- SO—140 м'/час
тельностью
„ ГЩ-6 То же 100-200 -
. ГЩ-7 . 150-300 ,
В связи с широким развитием разработки природ-
ных газов в СССР, а также рациональным использо-
ванием твёрдых сортов топлива при их газифика-
ции система сжигания газообразного топлива в тер-
мических печах непрерывно улучшается. Наиболее
совершенными являются системы поверхностного и
диффузионного сжигания. Поверхностное сжигание
обеспечивает получение максимально возможных
температур в малом объёме камеры сжигания, осо-
бенно при применении катализаторов (активирован-
ный шамот, дунит и т. п.). Применение современных
керамических горелок поверхностного сжигания по-
зволяет получать тепловое напряжение до 400,0 млн
ккал\м.* и температуры свыше 1600° С. Диффузи-
онное сжигание даёт возможность применять радиа-
ционные трубчатые нагреватели, получившие широ-
кое распространение в печах для светлого отжига,
светлой закалки и газовой цементации.
Типовые горелки для сжигания газообразного
топлива показаны на фиг. 149—151.
Печи, работающие на жидком
топливе, различают с форсунками низкого
давления и с форсунками высокого давления.
оо ОВ
Фиг. 151. Горелки — радиационные трубы: а — горизонтального расположения
(Стальпроект); б — вертикального расположения.
Жидкое топливо — мазут — обладает высокой теплотвор-
ностью (9600 ккал/кг) и высоким начальным теплосодержанием
продуктов сгорания (900 ккал/м*) и дешевле других источни>
ков тепловой энергии. Как топливо для термических печей
мазут имеет следующие недостатки: трудность регулирования
температуры в пределах менее +15° С, необходимость подо-
грева при подаче его к форсункам и применимость только в
печах с высокой температурой. Типовые форсунки для сжига-
ния мазута в термических печах приведены на фиг. 152—155.
Печи, работающие на твёрдом топливе, могут
иметь: а) индивидуальные газогенераторы, б) полугазовые топки
и в) пылеугольные топки.
Твёрдое топливо при его непосредственном сжигании в топ-
ках с колосниковыми решётками не получило широкого приме-
нения в термических печах по причинам неустойчивости режима
горения (изменение температуры и состава продуктов сжигания
в момент шуровки и завалки новых порций топлива), труд-
ности регулирования температуры в пределах менее ±25* С,
трудности механизации подачи топлива и в связи с этим сильной
загрязнённости цеха. Печи на твёрдом топливе применяются
для отжига, цементации и нагрева под закалку крупных изделий
(фиг. 156).
Использование твёрдого топлива в индивидуальных (или груп-
повых на 2—5 печей) газогенераторах термических печей при
соблюдении известных условий обеспечивает требования нагрева
при термообработке.
Для отжига и нормализации крупных изделий в практике неко-
торых заводов находят применение печи с пылеугольным отопле-
нием. Для получения необходимых температур при применении
топлива с низкой теплотворностью, а также с целью экономии
топлива применяются рекуператоры. Широко распространены
в последне время чугунные игольчатые рекуператоры.
Классификация печей по конструктивным особенностями
способам механизации. По конструктивным особенностям и
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
587
Фиг. 153. Форсунка низкого
давления конструкции Сталь-
проекта.
Фиг. 152. Форсунка низкого давления
Вид по стре/ч<р t
воздуха
низкого
дав/генип
Подача воздуха
высокого давления
Фиг. 154. Форсунка высокого давления
и её монтажная схема.
I
Фиг. 155. Газо-мазутная горелка конструкции Стальпроекта.
Фиг. 156. Камерная печь, работающая на твёрдом топли-
ве: / — колосниковая решётка; 2 — полугазовая топка;
3 — горелки (Табаков и Алехин).
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
589
способам механизации различают печи: а) п е-
риодического действия (с горизон-
тальным неподвижным подом — камерные, с
выдвижным подом, с вертикально подвижным
иодом — элеваторного типа, шахтные и печи-
2 I
Фиг. 157. Схема механизированной печи для
нагрева под закалку мелких деталей и инстру-
мента: 1 — бункер для загрузки деталей;
2 — пульсирующее приспособление; 3 — за-
калочный бак.
ванны); б) полунепрерывного дейст-
вия (с передвижной камерой нагрева, съёмной
камерой нагрева — колокольно - колпакового
типа и съёмной камерой нагрева с передвижным
основанием);в) непрерывного действия
механизирующие загрузку, транспортирова-
ние через рабочий объём и выгрузку изде-
лий, а также регламентирующие по времени
весь тепловой цикл термической обра-
ботки. Применение тех или иных способов
JLL.JU
Фиг. 158. Схема механизированного агрегата дл«
жидкостной цементации: / — печь для подогрева; 2 —печь-
ванна для жидкостной цементации; 3 — закалочный бак;
4— бак для промывки; 5— рычажный механизм для пере-
дачи цементуемых деталей.
механизации зависит от: а) режима термо-
обработки и его цикличности, б) программ-
ной номенклатуры с однотипными циклами
процесса, габаритами, конфигурациями и ве-
сом деталей и от способа нагрева (индивн-
Фиг. 159. Камерные печи, обслуживаемые загрузочными машинами.
(протяжные горизонтальные, протяжные верти-
кальные, с наклонным подом, толкательные,
конвейерные, с вращающимися роликами, с
вращающейся ретортой, с вибрирующим подом,
с шагающим подом, с вращающимся подом,
с вращающимся сводом, с подвесным конвейе-
ром, механизированные печи-ванны и печи
специальной конструкции).
Важнейшей конструктивной особенностью
термических печей являются устройства,
дуальный, партиями с упаковкой в ящики
и т. п.).
Тенденции в механизации современных
термических печей иллюстрируются следую-
щими примерами: механизация печей для
мелких деталей и инструментов (фиг. 157);
механизация печей-ванн (фиг. 158); механи-
зация камерных печей для нагрева крупных
изделий — листов, прутков, труб и т. п.—с при-
менением загрузочных машин (фиг. 159); меха-
590
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
низация печей для нормализации листов, свет-
лого отжига и нормализации деталей холодной
штамповки — печи с вращающимися роликами
конвейерные (фиг. 160) и др.; печи с вращаю-
щимся подом — относительно малые по габа-
Классификация печей по особенностям
рабочего объёма и применению внешних
сред. По этому признаку различают печи
муфельные, безмуфельные, тигельные (печи-
ванны), бестигельные (печи-ванны), с атмо-
сферой продуктов сжигания, с воздушной
атмосферой, с контролируемой атмосферой
с газовой завесой, с выносными топками и
Фиг. 160. Печь для светлой нормализации деталей холодной штамповки (схема).
Фиг. 161. Схема печи с вращающимся подом.
ритам и занимаемой площади (фиг. 161) авто-
матические и синхронно работающие агрегаты
(фиг. 162); печи непрерывного действия с
циркуляцией атмосферы, масляные печи-
ванны, соляные печи-ванны и свинцовые
печи-ванны.
Рабочий объём в современных термиче-
ских печах должен удовлетворять следую-
щим требованиям:
1. Равномерность температу-
р ы. В электрических печах это дости-
гается расположением электронагревате-
лей не только на своде, поде и стенках,
но и на дверцах (фиг. 164), в пламенных
печах — расположением большого коли-
чества мелких горелок под подом и под сво-
дом с расстоянием между ними 0,4—0,6 м.
2. Максимальная
производительность
печи. В камерных печах
максимальная производи-
тельность обеспечивается
большим запасом тепловой
мощности (в электриче-
ских—до 40^70, в газовых
и нефтяных — запасом про-
изводительности горелок и
форсунок до 60%), в печах
непрерывного действия —
запасом мощности в первой
зоне (при возможности со-
здания температуры, превышающей темпера-
туру процесса). Применением вентиляторов в
низкотемпературных печах, циркуляцией газов
Фиг. 162. Схема механизированного агрегата для термической обработки заготовок гильз цилиндра дизель-
мотора (МАТИ): / — печь для нагрева под закалку; 2 — масляно-водяной закалочный бак; 3 и 7 — подъёмные
механизмы; 4 — моечная машина; 5 — печь для отпуска; 6—бак для замочки после отпуска; 8— наждачный
круг; 9 — пресс Бринеля.
минимальным весом приспособлений или без
приспособлений для сокращения удельного
расхода тепловой энергии (фиг. 163).
В табл. 125 указаны способы механизации
термических печей.
в высокотемпературных печах и циркуляцией
жидкости в соляных ваннах достигаются рав-
номерный нагрев и увеличение скорости.
3. Взаимодействие контроли-
руемых атмосфер с нагреваемыми
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
591
Таблица 125
Способы механизации термических печей
Типы
печей
1
а>
X
аме{
R
S
О|
лейст
щрерывнс
X
о
С
Конструктивные
особенности
2
С горизонталь-
но неподвижным
подом
С выдвижным
подом
С вертикально
подвижным по-
дом (элеваторные
печи)
Шахтные
Печи-ванны
G передвижной
камерой нагрева
Колокольные с
неподвижными
основаниями
Колокольные с
передвижным ос-
нованием
Горизонтально-
и вертикально-
протяжные
С наклонным
подом
Способ загрузки,
транспортирования
через рабочий объём
и выгрузки изделий
3
Загрузка изделий:
мелких — на поддо-
нах, в ящиках и на
приспособлениях,
крупных — индивиду-
ально или в пачках
Загрузка изделий
непосредственно на
под печи
То же
Загрузка изделий
индивидуально, на
приспособлениях и в
корзинах
То же
Загрузка изделий
в муфели, неподвиж-
но расположенные на
основании печи
Загрузка изделий
на неподвижное ос-
нование печи
Загрузка изделий
на тележки-основа-
ния печи
Протягивание про-
волоки и ленты через
рабочий объём печи
Загрузка изделий
на под печи вручную;
транспортирование в .
рабочем объёме по
наклонному поду; пе-
риодическая выдача
из печи (под соб-
ственным весом)
Механизация
Ручная тележка
Ручной толкатель
Приспособление на
кране, крановой балке
и монорельсе
Загрузочная машина,
передвигающаяся вдоль
фронта печей
Кран, крановая балка,
монорельс
То же
То же
То же
Кран, крановая балка,
монорельс
То же
То же
Механизм с намоточ-
ными барабанами
Механизмы, периоди-
чески выдающие изде-
лия из печи
Краткое описание процесс?
механизации
5
Загрузка на гладкий под печи
путём вкатывания тележки
Загрузка на под печи, имеющий
направляющие или металлические
шары
Загрузка и выгрузка рычажным
приспособлением
Загрузка и выгрузка хоботом
загрузочной машины, входящей в
углубления пода печи
Выкатывание пода на одну или
обе стороны печи тросами, лебёд-
кой, краном, механизмом через
рейку, толкателем и т. п.; выкаты-
вание пода на платформу, передви-
гающуюся вдоль фронта печей
Подъём и опускание пода с за-
гружёнными изделиями пневматиче-
ским подъёмником (давление воз-
духа до 5 am)
Загрузка в печи и выдача ручны-
ми, пневматическими и электриче-
скими подъёмниками грузоподъём-
ностью от 0,1 до 1,0 от; загрузка
и выгрузка крупных изделий кра-
нами
¦ То же
Периодическое передвижение ка-
меры нагрева от одного муфеля
к другому вручную или от электро-
мотора через редуктор
Перемещение муфеля печи и ка-
меры нагрева (колокола) посред-
ством крана
Перемещение камеры нагрева
подъёмником, установка и снятие
муфеля краном, транспортиров-
ка изделий в печь ручной тележ-
кой
Наматывание проволоки или лен-
ты на барабаны в бунты и рулоны
заданного веса
Периодическая выдача изделий
в выгрузное окно действующими от
эксцентриков вертикально переме-
щающимися толкателями
592
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. 111
Продолжение табл. 125
Типы
[ печей
Конструктивные
особенности
Способ загрузки,
транспортирования
через рабочий объём
и выгрузки изделий
Механизация
Краткое описание процесса
механизации
Толкатедьные
Загрузка изделий
на поддонах или в
ящиках, перемеще-
ние через рабочий
объём по направляю-
щим
Толкатели ручные, ме-
ханические, рычажные
и винтовые, пневмати-
ческие и гидравлические
Продвижение поддонов и ящиков
периодически действующим толка-
телем ^мощность толкателя устана-
вливается в зависимости от на!руз-
ки с учётом коэфнциеита трения,
равного 1,0; нагрузка «а поддон
250—400 кг)м)
поддонов
к загрузному месту
Одно- и многоходовые
рольганг, конвейер или
монорельс
Выгрузка поддонов из печи вруч-
ную или механизмами-вытаскивате-
лями
Конвейерные
Загрузка на кон-
вейер вручную, вы-
грузка в ящики или
закалочные баки, под-
веска изделий на
крючки конвейер*
Конвейеры ленточные,
сетчатые, пластинчатые,
цепные и подвесные
Продвижение изделий через ра-
бочий объём печи по конвейерной
ленте (вал ведущего барабана из
жароупорной стали или из обычной,
охлаждаемой водой; подшипники
вала выводятся наружу; ведомая
ветвь не охлаждается; нагрузка на
ленту конвейера 200—350 кг/мм*; на-
грузка на крюк подвесного конвейе-
ра 15—25 кг)
С вращающи-
мися роликами
Загрузка изделий
краном вручную, в
ящиках, на поддонах
или приспособлениях
Вращающиеся ролики
из жароупорного сплава
Проталкивание изделий на под-
донах или в ящиках толкателем по
роликовому поду
Передвижение изделий на вра-
щающихся роликах: вращение роли-
ков цепью или через шестерёноч-
ные сцепления; механизмы враще-
ния находятся вне печи
С вращающей-
ся ретортой
Загрузка изделий
вручную или подъём-
ником засыпкой в ре-
торту; выгрузка пу-
тём опрокидывания
реторты (печи) под
углом 35—45°
Вращение реторты от
электромотора цепной
передачей через редук-
тор
Перемещение изделий в процес-
се нагрева в реторте при её нра-
щении (загрузка изделий в реторту
до 30— 50°/в по объёму)
С вибрирую-
щим подом
Загрузка изделий
вручную
Рычажный или эксцен-
триковый механизм
Периодическое встряхивание по-
да печи со стороны загрузочного
окна посредством рычажного или
эксцентрикового механизма с укло-
ном в стороны выгрузки (этим осу-
ществляются перемещение изделий
и выгрузка их в закалочный бак
или на воздух)
С шагающим
подом
Загрузка изделий
вручную или подъём-
никами
Эксцентриковый меха-
низм
Поднятие и передвижение изделий
(на длину диаметра эксцентрика)
четырёхугольной жёсткой рамой,
соединённой с эксцентриковым ме-
ханизмом, перемещающейся в про-
резях пода
С вращающим-
ся подои ил в сво-
дом
То же
Механизм непрерывно-
го вращения от электро-
мотора или периодиче-
ского вращения от пне-
вматического, гидравли-
ческого или рычажного
толкателя.
Загрузка изделий на вращающий-
ся кольцевой и дисковый (сплош-
ной) под, с песочным затвором (для
изделий, имеющих большие габа-
риты по длине, применяются печн
с вращающимся сводом)
Механизирован-
ные печи-ванны
То же
Механизм с червячным
валом
Механизм со спиралью
Конвейер
Карусель с подъёмни-
ком
Перемещение изделий в ванне
приспособлением, находящимся в
сопряжении с вращающимся валом,
имеющим прямоугольную нарезку;
вал один (по оси ванны) или два (по
бокам)
Перемещение изделий в ванне
приспособлением, находящимся в со-
пряжении с вращающейся спиралью,
расположенной по оси ванны
Подвешивание изделий на крюч-
ки конвейера; передача изделий из
одной ванны в другую (в агрегате
осуществляется путём вертикаль-
ных конвейеров или перекидных
рычагов)
Перемещение изделий из одной
ванны в другую подъёмником с по-
воротом на угол, соответствующий
количеству ванн (в агрегате распо-
ложенных по окружности)
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
593
деталями, что достигается в муфельных
печах (фиг. 165). В связи с успешным при-
менением радиационных труб для газовой
цементации, светлой закалки и других про-
цессов находят применение безмуфельные
печи при надлежащем качестве огнеупорных
материалов. На фиг. 166 показан агрегат не-
ответствии с видом проводимой в них терми-
ческой обработки [2, 3, 4, 5].
Печи для отжига (отжигатель-
ные). Для отжига применяются печи камер-
ные, с выдвижным подом, шахтные и редко
непрерывного действия — толкательные. В
табл. 126 приведена характеристика печей для
отжига.
по ДВСО
Уровень пола
-710-
Двопной конвейерный
закалочный бак
Фиг. 163. Печь непрерывного действия для нагрева под закалку деталей (пальцы, валики и т. п.) с укладкой
на под без приспособлений.
прерывного действия с безмуфельной печью,
оборудованный герметическими затворами и
механизацией (пневматические толкатели и
подъёмники) для передвижения поддонов.
Кроме того, частично удовлетворяющими это
требование являются печи с газовой завесой.
Классификация печей по назначению.
По назначению печи классифицируются в со-
Фцг. 164. Расположение электронагревателей на боковых
стенках под подовой металлической плитой и на дверце
камерной печи: 1 — электросопротивление; 2 — термо-
пара; 3 — ввод защитной атмосферы; 4 — вывод защитной
атмосферы; 5 — горелка газовой завесы.
38 Том 7
Фиг. 165. Печь колокольного типа для светлого отжига
холоднокатанной стальной ленты: 1 — основание печи;
2 — муфель; 3 — внешняя камера (колокол); 4 — садка;
5— затворы; 6 — радиационные трубы; 7 — горелка;
8 —вентилятор для циркуляции атмосферы.
Камера охлаждения
г
Печь для низкого отпуска Моечная машина
- 9370 -—
Откидная секция-
Поддон.
Печь для газовой цементации
87К (по кладке)
Фиг. 166. Агрегат непрерывного действия с безмуфельными печами для газовой цементации деталей и их последующей термообработки (Стальпроект)
Таблица 126
Характеристика отжигательных печей
Технологические требования к печам
Вид процесса
Отжиг пол-
ный
Тепловой режим
Температура в °С
Продолжи-
тельность
На 30-50°С выше
точки Ас3 или Aci
для заэвтектоидной
стали
Отжиг непол-
ный
В интервале Ас,—
Ас„
Отжиг низко-
температур-
ный
Ниже Ас,
Отжиг изо-
термический
Отжиг диф-
фузионный (го-
могенизация)
На 30—50° С вы
ше Act или Ас,
для заэвтектоидной
стали
На 200-300° С
выше АсЛ
>3,0
То же
>3,0
тв<т«
То же
>б,0
Особые требо-
вания
Характеристика печей
По конструктивным особенностям и способам механизации
Конструкция и способ
механизации
Заданная скорость
охлаждения!' B0—
60° С в час)
То же
v > 60° С в час,
выдержка при тем-
пературе в преде-
лах 600-700° С
Заданная ско-
рость охлаждения
v в °С/час
\ Периодического
действия:
камерные
с выдвижным
подом
Непрерывного
действия:
толкательные
Размеры рабочего
пространства в м,
площадь пода в л»2
или объём в м3
Удельная про-
изводитель-
ность .
в кг!м3 час
или в кг/м3 час
По специфическим
особенностям
рабочего объёма
От 0,6x0,8 до 2,0x3,0
При т—3-6 час
60-100
От 1,2X3,0 до 3,0X6,0;
J3:1=1.8—3,0
0 0,3—1,4; h =0,5- 3,0
Непрерывного дей-
ствия специальной
конструкции с камера-
ми нагрева, охлажде-
ния и выдержки
Периодического дей
ствия:
камерные
с выдвижным подом
Я-0,8-1,5; I =3,0-
6,0;V.Io>2:l
(до 3:1)
6,0; L -1,0-1,5; Lg ~
=3,0-6,0;
/.„:/. я>1,5:1,0
От 0,8X1.2 до 2,0X3,0
1,2X3,0 „ 3,0X6,0
0 0,5-1,4; Л —1,0—3,0
При т>6 час.
40-70
С регулируе-
мой скоро-
стью охлажде-
ния
При 1=3-
6 час.
60-100
При -с=2 —
5 час.
70-120
<60
То же
По источнику тепловой
энергии
Вид энергии и способ
её использования
На газообразном то-
пливе (пламенного и
поверхностного сжига-
ния) и на мазуте.
Электрические с ме-
таллическими нагрева-
телями
К. п. д
На газообразном то-
пливе (пламенного и
поверхностного сжи-
гания) и на мазуте
15—22
45 -65
ю—is
Отжиг свет-
лый
То же, что и отжиг полный
и неполный
Герметичность
рабочего объёма;
циркуляция за-
щитной атмосферы
Полунепрерывного
действия колокольного
типа (возможно исполь-
зование печей с пере-
движной камерой на-
грева (см. табл. 130).
Цилиндрические:
0 0,8-2,5; А-1,5—3,0
Прямоугольные:
От 1,5X3.0 до 2,5X6,0
Муфельные с пе-
сочными, масляны-
ми и водяными за-
творами в зависи-
мости от применя-
емой защитной ат-
мосферы
Электрические с ме-
таллическими нагре-
вателями
На газообразном то-
пливе с радиацион-
ными трубами
65-76
15-22
Продолжение табл. 126
Вид процесса
Отжиг свет-
лый
Отжиг на
ковкий чугун
(обезуглерожи-
вающий)
То же
(графитизиру-
ЮЩИЙ)
Технологические требования к печам
Тепловой режим
Температура в °С
ОЭО— IOOO
poo - 1050
700—730
Продолжи-
тельность
в час.
90—140
25-7°
Особые требова-
ния
Упаковка отли-
вок в ящик с за-
сыпкой рудой или
окалиной
Герметичн. рабо-
чего объёма; при-
менение защитной
атмосферы или
упаковка деталей
в ящики.
Режим работы
печи: нагрев,
охлаждение, вы-
держка, охлажде-
ние
Характеристика печей
По конструктивным особенностям и способам механизации
Конструкция и способ
механизации
Непрерывного дей-
ствия-
конвейерные
с вращающимися
роликами
Периодического
действия
камерные
с выдвижным по-
дом
шахтные
Периодического дей-
ствия:
с вертикальным по-
движным подом (эле-
ваторного типа см.
фиг. 167)
Непрерывного дей-
ствия:
толкательные и с
вращающимися роли-
ками (см. фиг. 168)
Специальной кон-
струкции (тоннель-
ные, муфельные и
безмуфельные)
Размеры рабочего
пространства в м,
площадь пода в л*2
или объём в м3
5=0,8-1,5; L = 3,0-
6,ow
LH; to-2:l (до 3:1)
От 1,0x2,0 до 2,5X6,0
„ 1,2X2,0 п 2,5x5,0
0 0,8-1,5; А —1,5—3,0
От 1,5x2,5 до 2,5X4,5
6 = 1,0-2,0; L-
=6,0—15.0
Д=1,5-2,5; L до 100
Удельная про-
изводитель-
ность
в kzIm час
или кг/ж3 час
При т=3—6
60—100
25-40
-
40-60
40-100
25-40
По специфическим
особенностям
рабочего объёма
Безмуфельные с
регулируемой ско-
ростью охлажде-
ния
Нагрев деталей
при упаковке их
в ящики
Нагрев деталей
на поддонах или
на ходу или без
упаковки.
Безмуфельные с
герметичным рабо-
чим объёмом и с
регулируемой ско-
ростью охлажде-
ния
Нагрев деталей
при упаковке
в ящики и без
упаковки
По источнику тепловой
энергии
Вид энергии и способ
её использования
На газообразном то-
пливе (пламенного и
поверхностного сжига-
ния и на мазуте)
Электрические с ме-
таллическими нагре-
вателями
На газообразном то-
пливе с радиационны-
ми трубами
На газообразном то-
пливе (пламенного
сжигания) и на мазуте
К. п. д.
в°/о
ю- 15
бо-75
18-25
ia—i8
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
597
Основным требованием к печам для отжига
является обеспечение необходимой скорости
охлаждения. Это достигается специальными
устройствами регулирующими температуру в
период охлаждения (циркуляция воздуха, охла-
ждаемые водой или воздухом трубопроводы
или кессоны и т. п.).
Отжиг преимущественно проводится с при-
менением защитных атмосфер (светлый отжиг
холоднокатанной стальной ленты, листов, труб,
прутков и т. п.). В связи с этим широко рас-
пространены печи цилиндрические или прямо-
окислительной атмосфере применяются камер-
ные печи или печи с выдвижным подом. При
отжиге с нейтральной засыпкой песком или без
неё, а также при использовании защитных атмо-
сфер применяются электрические печи элева-
торного типа (с подъёмным подом) с гермети-
ческим рабочим' объёмом (фиг. 167) или печи
непрерывного действия (фиг. 168)— толкатель-
ные с роликовым подом и двумя камерами на-
грева (900-1050 и 700-730° С). Широко при-
меняются печи толкательные, имеющие длину
до 100 м. Ускоренные методы отжига при
Фиг. 167. Печь элеваторного типа для отжига на ковкий чугун: 1 — камера нагрева; 2— подъёмный под;
3 — пневматические цилиндры.
угольные, муфельные колокольного типа,
электрические (см. фиг. 165) или газовые с
радиационными трубчатыми нагревателями.
Для изотермического отжига, осуществля-
емого двумя ступенями температур(первая —
выше точки Acs или в интервале Ас1 — Acs
и вторая — в интервале 650—710° С с после-
дующим охлаждением на воздухе), применя-
ются или две печи, работающие по указанным
тепловым режимам, или одна печь с регули-
руемой (сравнительно большой) скоростью
охлаждения в период снижения температуры
от нагрева до изотермической выдержки. Для
этого же процесса используются также печи
непрерывного действия.
Для гомогенизации (температура Л с3 -|-
+ 180 -г- 300° С) применяются печи камерные,
шахтные или с выдвижным подом с мазутным
или газовым отоплением.
Отжиг на ковкий чугун проводится в пе-
чах различного типа. При упаковке отливок
в ящики с засыпкой рудой или окалиной при
предварительной нормализации или закалке
отливок (Салтыков, Ассонов, Прядилов) по-
зволяют применять обычные печи камерные
или непрерывного действия (толкательные)
меньших размеров, чем при обычном от-
жиге.
Печи для нормализации (нор-
мализационные). Вследствие сравнитель-
ной несложности теплового режима [темпера-
тура Ас& 4- 30—50°, тв = A/6 — V4) ^н» охлажде-
ние на воздухе] процесса нормализации он
может проводиться в зависимости от габаритов
изделий в печах любого типа, аналогичных
закалочным (кроме печей-ванн). Для светлой
нормализации изделий, изготовляемых холод-
ной штамповкой, применяются пёчи непрерыв-
ного действия конвейерные или с роликовым
подом, имеющие специальную камеру охла-
ждения с защитной атмосферой.
Печи для нагрева под закалку
(закалочны е). Особенностью печей для
нагрева под закалку является наличие спе-
598
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
циальных устройств для передачи деталей из
печи в закалочный бак (желобов, скатов, две-
рей и т. п.) Для светлой и чистой закалки
применяются печи главным образом непрерыв-
ного действия с устройством, позволяющим
устранить соприкосновение деталей с возду-
хом в момент передачи их из печи в зака-
лочный бак (фиг. 169). При пламенном и по-
(фиг. 170 и 171). В табл. 127 приведены основ-
ные характеристики печей для нагрева под
закалку.
Печи для отпуска (отпускные).
Печи для отпуска должны обеспечивать:
а) равномерный нагрев всей садки печи; б) воз-
можность повышения скорости нагрева при
малой разности температур между нагреваю-
Фиг. 168. Печь непрерывного действия для отжига на ковкий чугун с применением защитной атмосферы:
/ — загрузочный стол; 2 — загрузочная камера; 3 — камера нагрева и выдержки; 4 и 7— камеры охла-
ждения; 5 я 8— системы охлаждения; 6 — камера пониженной температуры; 9— камера разгрузки.
Фиг. 169. Агрегат непрерывного действия для закалки и
отпуска: / — печь для нагрева под закалку; 2 — закалоч-
ный бак с направляющими для деталей; 3 — конвейер;
4 — моечная машина; 5 — отпускная печь.
Фиг. 170. Схема конструкции печи-ванны для изотермической закалки: / — металлические трубчатые электросо-
противления; 5 — спрейеры для охлаждения ванны водой; 3 — сток воды; 4 — мешалка для циркуляции распла-
вленной соли; 5— корзинка для загрузки деталей.
верхностном сжигании газообразного топлива
(для светлой закалки) применяются печи му-
фельные, а при сжигании в радиационных
трубах — безмуфельные. Нагрев деталей под
изотермическую закалку производится в пе-
чах любой конструкции, а охлаждение (соб-
ственно закалка) — в соляных ваннах при по-
стоянной температуре (регулируемой в пре-
делах ± 5° С) с циркуляцией жидкости
щей средой и деталями, подвергаемыми от-
пуску; в) регулирование температуры нагрева
в пределах + 10° С.
Для отпуска применяются печи электриче-
ские с циркуляцией воздуха, работающие на
газообразном топливе с циркуляцией продук-
тов сгорания (обычно в смеси с воздухом),
печи-ванны масляные, свинцовые и соляные,
а также работающие на мазуте с вынос-
Характеристика закалочных печей
Таблица 127
Вид
процесса
Технологические требования к печам
Характеристика печей
Тепловой режим
Температура
Продолжите ль-1
ность
Особые
требования
По конструктивным особенностям и способам механизации
Конструкция и способ
механизации
Размеры рабочего про-
странства: площадь
пода в л2; объём в м*
Удельная произ-
водительность
в кг!м3 • час или
в кг/м3 • час
По специфическим
особенностям ра-
бочего объёма
По источнику тепловой энергии
Вид энергии и способ её
использования
К. п. д.
в %
Закалка
обычная
Закалка
светлая и
чистая
Закалка
изотерми-
ческая
На 30-50° С
выше Ас3 для
доэвтектояд-
ной или А^
для заэвтек-
тоидной ста-
ли. Для угле-
родистой и
малолегиро-
ванной 750—
875° С, для
специальной
850-1100° С;
для быстроре-
жущей 750—850
и 1280-1300° С
При нагреве
в соляных и
свинцовых
ваннах 1,0—
20,0 мин., при
нагреве в
печах 0,2—3,5
часа
Интервал
регулирования
температуры
<±10°С
То же ±5° С
То же
150-350
0,2—3,0 часа
0,1—1,5 часа
Герметич-
ность рабочего
объёма, цир-
куляция за-
щитной атмо-
сферы
Интервал
регулирования
температуры
±5° С
Периодического дей-
ствия:
камерные
От 0,3X0,5 до 2,0X5,0
120 — 1бо
с выдвижным по-
дом
„ 1,2X3,0 „ 2,0X4,0
loo—140
шахтные
0 0,5-1,5; А-1,0-4,0
Непрерывного дей-
ствия :
с наклонным подом,
толкательные, кон-
вейерные, с вра-
щающимися роли-
ками
6'-0,6-1,5; 1-2,5—12,0 180-220
с вращающейся
ретортой
0 0,3-1,2; 1-0.8-3,5
с шагающим подом
с вращающимся
подом
с вращающимся
сводом
В=0,6-1,5; 1=2,5-6,0
Dcp-1.5-3,0
специальной кон-
струкции
Печи - ванны про-
стые и механизирован-
ные
Цилиндрические:
0 0,3—ОД- /г=0,3—1,5
Прямоугольные:
От 0,3X0,4X0,5 АО
1,0X3,5X1.5
При массовой
закалке печи име-
ют приспособле-
ния для сброса де-
талей в закалоч-
ный бак (желоба,
скаты, вытаскива-
тели поддонов и
т. п.)
l8o—S2O
180—230
/>-600 850
Свинцовые и со-
ляные
Тигельные и бес-
тигельные
Электрические с металли-
ческими или карборундовыми
нагревателями (для />1000°С)
На газообразном топливе с
пламенным или поверхност-
ным сжиганием
На мазуте с форсунками
низкого давления
На твёрдом топливе с ин-
дивидуальными газогенерато-
рами или полугазовыми топ-
ками
Электрические с металличе-
скими нагревателями или
электродами
На газообразном топливе с
пламенным или поверхност-
ным сжиганием или радиаци-
онными трубами
То же, что и для обычной закалки, кроме печей с вы-
движным подом, с вращающимся подом и печей-ванн
Печи-ванны простые,
механизированные,
конвейерные, с чер-
вячным валом и кару-
сель с подъёмником
Цилиндрические:
0 0,3-0,6; Л=0,3—1,5
Прямоугольные:
От 0,3X0,4X0,5 до
1,0X3 5X1,5
С газовой заве-
сой муфельные
Безмуфельные с
газовой завесой
или с непрерывным
потоком защитной
атмосферы
Тигельные
Бестигельные
На газообразном топливе с
пламенным или поверхност-
ным сжиганием
Электрические с металличе-
скими или карборундовыми
нагревателями
На газообразном топливе с
радиационными трубами
Электрические с металличе-
скими нагревателями или элек-
тродами
На газообразном топливе
с пламенным или поверхности
ным сжиганием или радиаци-
онными трубами
Электрические с электродами
65-8о
15-25
15—25
IO—2О
15-25
6.S-8O
18-25
600
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. И!
ными топками и циркуляцией через рабочий
объём печи продуктов сгорания в смеси с возду-
хом (фиг. 172). Особенно распространены в про-
мышленности электрические шахтные печи с
циркуляцией атмосферы типа ПН-31 и печи
с циркуляцией газовой атмосферы (фиг. 173).
Наиболее рациональной конструкцией печей
для отпуска на заводах поточно-массового
производства являются гроходные печи с
подвесным конвейером (фиг. 174).
В табл. 128 приведены основные характе-
ристики печей для отпуска.
Печи для цементации (цемента-
ционны е). Для цементации твёрдым карбю-
ризатором применяются печи камерные и не-
прерывного действия, преимущественно толка-
тельные и реже с вращающимся подом, а для
мелких деталей — с вращающейся ретортой
(фиг. 175). В последних устраняется необхо-
димость упаковки деталей в ящики.
Для газовой цементации применяются печи
шахтные (фиг. 176), колокольного типа
(фиг. 177), непрерывного действия (см. фиг. 166)
и ретортные. Наибольшее распространение,
имеют шахтные электрические печи и перспек-
тиву развития — безмуфельные при приме-
нении качественных огнеупорных материалов,
стойких против воздействия окиси углерода
и метана.
Для жидкостной цементации (температура
900—940° С и наличие солей) предъявляются
высокие требования к конструктивным особен-
ностям рабочего объёма. Наиболее удовле-
Фиг. 171. Внешний вид печи-ванны для изотермической
закалки: 1 — металлические электросопротивления (спи-
рали, вмонтированные в трубы, с засыпкой магнезитовым
порошком); 2 — насос для циркуляции расплавленной
соли (термопара расположена за насосом); 3 — механизм
привода насоса; 4 — змеевик (спрейер) для охлаждения
ванны водой.
Фиг. 172. Печь для отпуска плит с циркуляцией атмосферы
Таблица 128
Характеристика отпускных печей
Вид процесса
Отпуск низ-
котемператур-
ный
Отпуск вы-
сокотемпера-
турный
Технологические требования
к печам
Тепловой режим
Темпе-
ратура
в ° С
150—240
400—650
Продолжи-
тельность
в час.
i.o—з,о
i>o—3iO
Особые
требования
Равно-
мерность
нагрева
садки и
улучшение
теплоот-
дачи
То же
Характеристика печей
По конструктивным особенностям и способам механизации
Конструкция и способ
механизации
Периодического дейст-
вия:
камерные
шахтные (см. фиг. 173)
Непрерывного дейст-
вия:
конвейерные
с вращающейся ре-
тортой
с вибрирующим по-
дом
с подвесным конвей-
ером (см. фиг, 174)
Печи-ванны простые и
механизированные
Размеры рабочего простран-
ства: площадь пода в ж2;
объём в м3
От 0,3X0.5 до 2,0X5,0
0 0,5-1,5; Л=0,8-4,0
?=0,6-1,5; 1=2,5-12,0
0 0,3—1,2; 1=0,8—4,0
0 0,3-1,2; 1=0,8X1.5
На 4—6 ветвей; 1=6—15
Цилиндрич еские
0 0,3-0,6; 1=0,3-1,5
Прямоугольные
от 0,3X0,4X0,5 до 1,0X3,5X1,5
Те же печи, что для низкотемпературного отпуска, и
камерные с выдвижным подом от 1,2X3,0 до 2,0X4,0
Непрерывного действия:
с наклонным подом,
толкательные и с вра-
щающимися роликами
с вращающимся подом
с вращающимся сво-
дом
1 В=0.6—1,5; ?=2,5—10,0
Df/,-1.5-3.0
Удельная про-
изводитель-
ность в
кг 1м2 ¦ час ил!
в кг/м* -час
но—150
—
150—200
—
I2O—l8o
—
/%,=3°°—500
80-120
160—200
160—200
По специфическим
особенностям ра-
бочего объёма
С выносными
топками и цирку-
ляцией атмосфе-
ры; с атмосферой
продуктов сжига-
ния; с воздушной
атмосферой
Тигельные, мас-
ляные, соляные
По источнику тепловой энергии
Вид энергии, способ её
использования
Электрические с металли-
ческими нагревателями
На газообразном топливе с
пламенным или поверхностным
сжиганием или атмосферные
На жидком топливе (мазуте)
Электрические с металличе-
скими нагревателями
На газообразном топливе с
пламенным сжиганием (с вы-
несенными топками), с радиа-
ционными трубами, атмосфер-
ные
То же, что для печей низкотемпературного
отпуска
К. п. д.
В °о
7о— 8о
18-28
15-25
55-65
ю—15
602
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
Фиг. 173. Печь для отпуска
с циркуляцией атмосферы.
творяющими требованиям этого процесса являются электродные
печи-ванны бестигельные, с нижним расположением электродов
(фиг. 178) и с металлическими тиглями.
В табл. 129 приведены основные характеристики печей для це-
ментации.
Печи для азотирования [6]. Типы печей для азотиро-
вания предопределяют низкая температура процесса азотирования
E00—650° С), большая его длительность (до 75 час.) и применение
аммиака в качестве азотирующей атмосферы. Для азотирования при-
меняются печи камерные (фиг. 179 и 180), печи периодического дей-
ствия (шахтные) или полунепрерывного (с передвижной камерой на-
грева) (фиг. 181). Печи непрерывного действия нашли единичное
применение (фиг. 182).
Современной тенденцией в конструировании печей для азоти-
рования является стремление к повышению их к. п. д. и уменьше-
нию удельного расхода аммиака.
* no CD 1
\ /0756-
ШШкШ^Шмттт^$^^щ;Шш^щШ
4>иг. 174. Проходная печь с подвесным конвейером для низкого отпуска: 1 — конвейер; 2—электронагреватели;
3 — венти-ятор дли циркуляции воздуха; 4 — отверстие для термопары.
г™ '950-
-I6QQ-
Фиг. 175. 1шчь с вращающейся ретортой для цементации мелких деталей.
Цементация жидкост-
ная
Цементация газовая
Цементация твёрдым карбюризатором
То же примерно в 2,5—
3,0 раза менее, чем твёр
дым карбюризатором
Продолжи-
тельность
в час.
То же примерно в 1,5 раза менее, чем твёр-
дым карбюризатором
В зависимости от требуемой глубины слоя
Нагрев деталей в со-
ляных ваннах (желатель
но с предварительным
подогревом)
Нагрев деталей
в реторте печи
вместе с твёрдым
карбюризатором
Нагрев деталей в ящиках
карбюризатором
Нагрев деталей на приспособлениях
Особые требования
fi-'ООООООЛ
ь-ч— н- Ст; 00 СО О СО
xxXxxxxx
OOOOOOOO
604
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
* J2
Фиг. 178. Бестигельная печь-ванна для жидкостной це-
ментации с нижним расположением электродов: / — винты
для передвижения деталей через объём ванны (детали
подвешиваются на траверзе); 2 — механизм для вращения
винтов; 3 — ввод тока к горизонтально расположенным
электродам.
Фиг. 176. Шахтная печь для газовой цементации
(и азотирования): 1 — муфель реторты; 2 — основание
реторты; 3 — приспособление (корзина) для загрузки
деталей; 4 — подставка под корзину; 5 — трубка для
ввода карбюризатора; 6 — трубка для вывода газа;
7— вентилятор; 8 — пружина сальника; 9 — нажим-
ная гайка; 10 — шариковые подшипники вала венти-
лятора; // — мотор вентилятора; 12 — мотор для
подъёма крышки; 13 — болт для крепления крышки;
14 — крышка реторты; 15 — прокладка крышки;
16— болт; 17 — электросопротивление; 18 — кладка
печи; 19—термопара.
Фиг. 179. Схема камерной печи с выдвижными муфелями.
Фиг. 177. Печь колокольного типа для газовой це-
ментации: / — съёмная камера нагрева (колокол);
2 — радиационные трубы-нагреватели; 3 — неподвиж-
ное основание; 4 — вентилятор для циркуляции атмо-
сферы; 5 — приспособление для загрузки деталей.
Фиг. 180. Камерная печь с выдвижным подом для азоти-
рования: / — выдвижной под; 2— песочный затвор пода;
3 — муфель; 4 — вентилятор; 5 —направляющие для цир-
куляции газов; 6 — электросопротивление; 7 — баллон
с аммиаком; 8 — диссоциометр.
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
605
Таблица 130
Характеристика печей азотирования
Технологические требования
к печам
Тепловой режим
м«
Особые
требова-
Характеристика печей
По конструктивным особенностям и способам
механизации
По источнику те-
пловой энергии
500—650
5°-75
лля глуби-
ны слоя
0,5—0,7 мм
Герме-
тичность
рабочего
объёма
муфеля
Периодиче-
ского действия:
камерные
(см. фиг
179 и 180)
Ото,
X о ,24
34 X
Xo,i8
ДО 1,6 X 1,2 X
X о
0
о. 35
о. 35
о,35
о»45
О'45
о. 55
0,70
.5°
h
0,40
°>75
i.5°
0.90
i,9°
о, 66
о, 7<з
5°
7б
б
9°
3°
Полунепре-
рывного дей-
ствия:
с перед-
вижной ка-
мерой на-
грева (см.
фиг. 181)
До 2,5 X
X 1-2 X о,8
колоколь-
ного типа
80—150
0
о,9
Непрерыв-
ного действия
толкательные
(см. фиг. 18?)
h
O.75
45
г.бо
5°
IOO
125
IOO
I, i X 6,о
54
(8,1
кг\м1 ¦ час)
Муфель-
ные с цир-
куляцией
аммиака
Безму-
фельн ые
!
Электри-! 55-7°
ческие с
металли-
ческими
нагревате
лями
На газо-
образном
топливе с
радиацион-
ными тру-
бами
То же
12-15
ю-15
В табл. 130 приведены основные ха-
рактеристики печей для азотирования.
Печи для цианирования.
Жидкостное цианирование деталей из
конструкционных сталей (?=780—850° С)
и инструмента из быстрорежущей и вы-
соколегированной стали (?=530--560° С)
проводится в печах-ваннах, аналогич-
ных применяемым для нагрева под за-
калку (табл. 127, фиг. 183) или для
жидкостной цементации (табл. 129).
труба Ф1" для
термопары
Фиг. 181. Печь с передвижной камерой нагрева для азотирования.
Триба Ф1%"для
свидеп
етелей
606
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
(РАЗД. IIi
Для газового цианирования деталей и фельных с радиационными трубами) размерами,
инструмента применяются те же печи, что и от 0,6 X 0,8 до 1,2 X 1*6 м2.
Фиг, 182. Печь непрерывного действия для азотирования.
для газовой цементации (табл. 129), с допол-
нением (для газового цианирования инстру-
мента) камерных печей (муфельных и безму-
Воздух.
Фиг. 183. Печь-ваина для жидкостного диани-
рования с газовым обогревом.
Цианирование твёрдым карбюризатором
проводится в печах, аналогичных применяе-
мым для твёрдой цементации, — печи камер-
ные с вращающейся ретортой (табл. 129).
Установки для обработки при
температуре ниже 0°С. Процесс обработки
стали при температурах ниже нуля (от — 60°
до — 80° С) применяется для уменьшения ко-
личества остаточного аустенита в быстроре-
жущей и легированной цементуемой стали.
Этот процесс проводится в установке, со-
стоящей из двух основных элементов: рефри-
жератора и камеры охлаждения. Хладоагентами
могут служить фреон, сернистый ангидрид,
аммиак и т. п.
Размеры камеры охлаждения конструи-
руются в зависимости от габаритов изделий
при их загрузке на 50—60% объёма. Произ-
водительность установок зависит от продол-
жительности процесса, которая колеблется в
пределах 0,25 до 1,5 часа.
Тепловой расчёт печей
Пламенные печи. Уравнение тепло-
вого баланса печи
1
nHAtM+l,Q5Q
l—¦
/ + ntj
*ог i lom т 1ов
Здесь QPH — низшая теплотворность то-
плива в ккал\мъ или ккал\кг\ В — расход то-
плива в мъ\час или кг/час; Qn — полезно за-
траченное тепло при производительности печи
брутто в ккал/час;
1
Qn = — ПНММ — -
^ П /у П И»
а =
"б
1,0 -г- 0,5 — коэфициент, учитываю-
щий нагрев приспособлений; Пн — производи-
тельность печи нетто в кг\час, Fig — произво-
дительность печи брутто с учётом приспосэ-
блений (поддонов, ящиков и др.) в кг[час;
Мм — разность теплосодержания нагреваемого
металла в ккал\кг с учётом конечной tK и
начальной tH температур нагрева и средней
теплоёмкости металла ст; т — количество
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
607
приспособлений, помещающихся в рабочем
объёме печи; я — количество деталей на при-
способлении; g—вес деталей в кг; g^— вес
приспособлений в кг; хн — продолжительность
нагрева в час; т (gn + g\) — ёмкость рабо-
чего объёма печи в кг: Qg n — внешние потери
тепла в ккал/час; при постоянном тепловом
режиме Рв,„ = const.
Внешниепотери тепла
Qe.n =0т + <2л + Qoxa + Qok + Qnp>
где Qm — потери тепла теплопроводностью
через стенки печи (вертикальные, свод и под);
QA — потери тепла
излучением через от-
крытые окна, отвер-
стия, зеркало ванн и
т. п.; Q0XA — потери
тепла на охлаждение
элементов конструк-
ции печи; QaK — по-
тери тепла на акку-
муляцию кладкой, кон-
вейерами, муфелями,
тележками и т. п.;
Qnp — прочие потери
тепла, составляющие
5-1ОО/о от QeM.
Потери тепла через
стенки печи (фиг. 184)
Фиг. 184. Схема стенки
печи.
R
fr —20
R
F.
Здесь t\ — температура рабочего объёма печи;
F = У^вн-Рн — средняя теплоотдающая по-
верхность стенок печи в м2 (FeH — внутрен-
няя, FH — наружная поверхность стенок печи);
R — тепловое сопротивление стенок печи в
С
ккал
для плоской стенки —
R = — -
для цилиндрической —
1
In
1
In
+ •¦•¦
In
где otj ~ коэфициент теплоотдачи на внутрен-
нюю поверхность стен рабочего объёма печи
ккал
в —g —=г ; а2 — коэфициент теплоотдачи от
наружной поверхности стен печи в окружаю-
щее пространство температурой 20° С в
ккал , л
—-— о (практически для большинства тер-
мических печей —«0,01—0,005,—я» 0,12 —
а1 «2
0,08); 8 — толщина отдельных слоев стенок
печи в м\ d — диаметры цилиндров по слоям
в м\ X, Х|, Х2, \п — коэфициенты теплопровод-
ности материалов отдельных слоев стенок
ккал
печи при средней температуре в —^ st= ;
-j— находится в пределах от 2,5 до 0,8.
По номограмме, приведённой на фиг. 185,
и заданным значениям R и температуре
woo
0/08 0,1 0,15 ЦгО&ЦЗ 0,U0,50fi0/ dS 1,0 J,5 2$ 2$3<B
TennoSoe сопротивление ^'а,*^^"*А
Фиг. 185. Номограмма для определения потерь тепла-
через стенки печи, температуры наружной поверхности
стенки и температуры между слоями.
печи t\ определяется qm — потеря тепла с
1 мг средней поверхности стенки печи;
tw п+1 — температура наружной поверхно-
сти стенки и tWt (л) _ (п+1) — температура,
между слоями (п — порядковый номер слоя).
Потери тепла излучением
где г —степень черноты (суммарно) стенок
внутреннего пространства печи и газов может
быть принята равной 0,8; <р — коэфициент диа-
фрагмирования в зависимости от размеров
окна (отверстия) и толщины стенок, опреде-
ляемый по кривым на фиг. 186; Т\ — темпе-
ратура печи в СК; ^о — площадь открытой ча
сти окна (площадь отверстия в м?); т — про-
должительность открытия окна.
Внешние потери тепла излучением от зер-
кала соляных и свинцовых ванн, а также от
открытых поверхностей в окружающее про-
странство температурой 20° С определяются
по этой же формуле, но без учёта коэфи-
циента диафрагмирования и при значении
степени черноты е соответственно излучаю-
щим материалам (например, окисленный сви-
нец при 200° С имеет е = 0,63).
Потери тепла на охлаждение элементов
конструкций водой или воздухом
QoXA -
t'm) F,
где k — суммарный коэфициент теплояере-
дачн в ккал/м2 час "С (k = -н~) » F ~ ®кла-
€08
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
(РАЗД. III
ждаемая поверхность в ж2; tm — ^
средняя температура охладителя (прибли-
жённо).
По заданному значению tK определяется
расход охлаждаемой воды или воздуха в м/час:
отходящих продуктов сгорания в ккал/м3;
I = -ггА количество воздуха на 1 м?> продук-
v —
' ('« ~ 4)
И
й
—
—-—
~250
-—-
Потери тепла на аккумуляцию его кладкой
печи, металлическими конструкциями выдвиж-
ного пода, конвейерами, муфелями и пр.
где G — вес материалов в кг; iM и iM—тепло-
содержание материалов в конце и начале пе-
риода нагрева в ккал\кг.
В пламенных печах основными потерями
являются потери тепла с отходящими из ра-
0,8
0,7
0,6
0,5
0,3 ._
0,15 0,3 ОМ 0,6 0,75 0,9 1,05 1,2 М
Ширина окно
Фиг. 186. Диаграмма для определения коэфициента диа-
фрагмирования <р: для толщины стенки печи
230 мм; — для толшины стенки печи 350 мм.
бочего пространства печи продуктами сгора-
ния. Эти потери достигают величины 40—60%.
В уравнении теплового баланса печи они учи-
тываются коэфициентом полезного использо-
вания топлива
1f
(см. т. 14, гл. IV).
Здесь i — теплосодержание продуктов сго-
рания в ккал/м^ при температуре, с которой
они выходят из рабочего пространства печи;
Qh
i0 = ¦ "•¦ = CftK— начальное теплосодержа-
vo.z
ние продуктов сгорания в ккал/м^, где voa —
объём продуктов сгорания при а= 1,0; Ct —
теплоёмкость продуктов сгорания; tK — кало-
i
риметрическая температура горения;-^
доля потерь тепла с отходящими продуктами
сгорания.
С учётом избытка воздуха и физического
тепла (теплосодержания) поступающего то-
плива и воздуха коэфициент использования
топлива может быть определён по формуле
1о.г ~Т lo.m i *o.s
где п — избыток воздуха (п — 1 — а); /в —
теплосодержание воздуха при температуре
Vn
тов
сгорания при а = 1,0; iOmm = -7— ctt0_
* о.г
теплосодержание поступающего на сжига-
ние топлива в ккал/мь; ioe = а 1с?Ожв — тепло-
содержание поступающего воздуха в ккал/мг.
Расход топлива в м^/час или кг/час
в^ QH+l05QeM
Коэфициент
ствия печи в °/0
При заданных значениях к. п. д. печи т] и
продолжительности нагрева ти уравнение те-
плового баланса
полезного дей-
ОЛ оо
где Qn — тепло, затраченное на нагрев садки
металла (ёмкости печи брутто в ккал).
Удельный расход топлива в м5
или кг на 1 кг нагреваемого металла (нетто)
llOc.f— тв)
Ъ= Б ^ ^аг] ' '
Пн пр (l — z )
где zg — доля вспомогательного времени на
переналадку процесса печи в цехе.
В зависимости от призводительности печи
FIq расход топлива В и Ь и к. п. д. печи
изменяются (фиг. 187). При постоянном те-
0 40 80 120 160 200 2Ь0 280Пд%г,ас
Удельная производительность печи (брутто)
Фиг. 187. Зависимость расхода топлива и к. п. д. печи
от её производительности (тепловая характеристика
печи).
пловом режиме печи (Qen=-- const и % — const)
расход топлива в зависимости от производи-
тельности печи возрастает по прямой, зако-
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
609
номерно возрастает к. п. д. и снижается
удельный расход топлива.
При увеличении производительности выше
оптимальной для данной конструкции печи
требуется форсированный тепловой режим
нагрева с высоким перепадом температур в
зоне (в период) нагрева, что ведёт к увели-
чению внешних потерь тепла QeM и снижению
коэфициента использования топлива ^ (по-
вышение доли
i)
В этом случае кривые,
отображающие зависимость рассматриваемых
величин от производительности печи, изме-
няют направление, как показано пунктиром
на фиг. 187.
Электрические печи. Уравнение те-
плового баланса печи. Общий расход
тепла
= -— Пн Мм + 1,05 QeM ккал/час.
Расход электроэнергии в квтч
W= 1,16 • 10~3 (—Рн Д/Л-г1,05
«7=1.16.Ю-3[-^т(^ + ^)Дгл +
Коэфициент полезного действия печи в
Коэфициент полезного действия электри-
ческих печей для термообработки, определяе-
мый с учётом продолжительности нагрева тн,
находится в пределах 70—800/0 для печей
с воздушной атмосферой, 55—65°/0 — для пе-
чей-ванн с внешним обогревом электросо-
противлениями, 60—70% — для печей-ванн
электродных и с внутренним обогревом элек-
тросопротивлениями.
При заданном значении к. п. д. печи и
продолжительности нагрева тк расход элек-
троэнергии в квтч определяется по фор-
муле
w= 1,16- ю-3о'(— + — — Л
Удельный расход электроэнер-
гии в квтч/кг нагреваемого металла (нетто)
1,16-
Ь =
/ 1
Мощность электрических печей в кет
с учётом возможного и производственных
условиях падения напряжения в сети и не-
обходимости форсирования нагрева прини-
мается на 25—40% больше расхода электро-
энергии в квтч:
Ny--=A,25 — 1 АО) W.
По значению величины Ny производится
расчёт электросопротивлений.
39 Том 7
Нагревательные установки
В современных термических цехах наряду
с термическими печами применяются различ-
ные нагревательные установки (см. табл. 131)
для ускоренного нагрева деталей главным
образом под поверхностную закалку, а также
для сквозного нагрева (фиг. 188). Наиболее
Фиг. 188. Схема нагрева цилиндрических деталей
(валов) пропусканием тока через деталь: / — на-
греваемая деталь; 2—дополнительное электросо-
противление; 3 — трансформатор; 4 — контактор.
распространены установки с электронагревом
под закалку токами средней (машинные гене-
раторы) и -высокой (ламповые генераторы)
частоты, а также установки с газово-кисло-
родным нагревом (см. т. 14, гл. IV).
Весьма простыми и удовлетворяющими
требованиям нагрева при поверхностной
Фиг. 18Э. Установка для поверхност-
ной закалки венца шестерни автомо-
бильного стартера; нагрев зубьев
венца газовыми керамическими горел-
ками.
закалке являются нагревательные установки
(станки), снабжённые керамическими горел-
ками беспламенного поверхностного горения
(фиг. 189).
Закалочные устройства [2, 3]
Закалочные устройства должны обеспе-
чивать: ai заданную скорость охлаждения
в зоне температур наименьшей устойчивости
аустенита; б) минимальную деформацию из-
610
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
Классификация и краткая характеристика нагревательных установок
Таблица 131
Источник
тепловой
энергии
Способ нагрева и характе-
ристика процесса
Назначение
Основные элементы установок
Электроэнер-
гия
1. Непосредственный нагрев
за счёт пропускания тока
через изделие ^напряжение
тока в пределах 5—15 в, сила
тока в зависимости от разме-
ров изделий)
Нагрев под закалку цилин-
дрических деталей машин
(фиг. 188)
Трансформатор понижающий,
броневого типа; добавочное сопро-
тивление для регулирования силы
тока в местах изделия различ-
ного сечения; токоподводящие
шины и клеммы; панель управле-
ния и с ганок для установки деталей
2. Индукционный нагрев:
а) током промышленной
частоты
То же деталей сложной кон-
фигурации
Трансформатор специальной кон-
струкции, в котором вторичным
витком служит нагреваемая де-
таль; панель управления
б) током средней частоты
в) током высокой частоты
Нагрев под закалку различ-
ных деталей и инструмента
См. т. 14, гл. IV
3. Контактный способ
Нагрев под закалку и отпуск
поверхностно закалённых де-
талей
То же
4. Нагрев в электролите
Нагрев под закалку
Трансформатор понижающий;
устройство для циркуляции элек-
тролита; станок; токоподводящие
шины и клеммы; электромотор по-
стоянного тока; панель управления
Газообразное
топливо
1. Нагрев ацетилено-кис-
лородным пламенем
2. Нагрев газово-кисло-
родным пламенем
Нагрев под закалку
См. т. 14, гл. IV
3. Нагрев керамическими
горелками при поверхностном
сжигании газов
Нагрев под закалку, норма-
лизацию и отпуск
Специальный станок, снабжён-
ный керамическими горелками
(фиг. 189)
делий в период охлаждения; в) равномерное
распределение твёрдости на закаливаемой
поверхности изделий; г) минимальное загряз-
нение поверхности закаливаемых изделий.
В практике термообработки применяются
способы закалки: массовая, индивидуальная,
диференциальная и местная (зональная).
Закалочными средами служат 5—10%-ный
водный раствор каустической соды при тем-
пературе 15—30° С; вода при температуре
15—30° С; минеральные и растительные масла
при температуре 20—80° С; светлокалящие
масла (при светлой закалке); водные эмульсии
и коллоидные растворы при температуре
15—30° С; расплавленные соли при темпера-
туре 160—250° С (ступенчатая и изотермиче-
ская закалка); воздушная или паро-воздуш-
ная струя и др. (см стр. 628).
В зависимости от требований процесса,
способов закалки и закаливающих сред при-
меняются следующие закалочные устройства
(см. также т. 14, гл. IV, табл. 9):
Баки простые и механизированные; с
циркуляцией закаливающей жидкости и без
циркуляции; с охлаждением закаливающей
жидкости непосредственно в баках или в от-
дельных охладителях; одинарные или сдвоен-
ные; с приспособлениями для индивидуаль-
ной или зональной закалки изделий или без
приспособлений; с отводом закаливающей
жидкости через борта (в боковые карманы)
или в трубопровод.
Основным принципом механизации зака-
лочных баков является обеспечение выдачи
деталей из бака. Это достигается путём раз-
мещения в них пластинчатых или сетчатых
(наклонно расположенных) и элеваторных
(вертикально расположенных) конвейеров
(фиг. 190), наклонно расположенных шнековых
вращающихся барабанов и тому подобных
механизмов.
Скорость перемещения изделий устана-
вливается в зависимости от заданной продол-
жительности нахождения их в закалочной
жидкости.
Закалочные прессы применяются
с целью предупреждения коробления изделий
(закалка шестерён, дисков сцепления, диско-
вых пил, плит и т. п.) (фиг. 191). Закалка
производится в штампах с зажимом в местах,
не требующих закалки, или при соприкосно-
вении в отдельных точках или линиях. Для
более энергичной закалки отдельных частей
изделий (например, зубьев шестерён) создаётся
усиленная циркуляция закаливающей жидко-
сти. Наиболее распространёнными в практике
являются закалочные прессы для шестерён
(фиг. 192).
Закалочно-гибочные прессы при-
меняются для закалки с одновременным из-
менением формы (гибка) (рессоры автомоби-
лей и вагонов, крупные плиты сложной кон-
фигурации, балки передних осей автомобилей
и др.).
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
611
В закалочно-гибочном прессе периодиче-
ского действия подача в штамп и выдача
изделий из штампа производятся с одного
рабочего места. Пресс имеет один или не-
(фиг. 194) и машины барабанного типа
(фиг. 195).
Закалочные прессы и машины позволяют
также производить диференциальную закалку
полной изоляцией (зажим в штампах) мест,
не подлежащих закалке, или более энергичной
подачей закалочной жидкости к поверхно-
стям, требующим высокой твёрдости.
Фиг. 190. Закалочный бак с конвейером: / — закалочный бак; 2 — конвейер закалочного бака; 3 — механизм кон-
вейера; 4 — жёлоб закалочной печи; 5 — конвейер отпускной печи.
сколько попеременно действующих штампов
(для закалки крупных плит). В прессах непре-
рывного действия барабанного
(фиг. 193) или карусельного
типа подача изделия в штамп
производится с одного рабо-
чего места, а выдача — с дру-
гого.
Закалочно-гибочные прессы
являются наиболее совершен-
ными устройствами, обеспечи-
вающими получение закален-
ных изделий без остаточных
закалочных напряжений в про-
цессе деформации.
Закалочные машины
с вращением закаливаемых
изделий применяются для за-
калки без деформации (закалка
распределительных валиков,
коленчатых валов, задних по-
луосей автомобилей и др.). За-
калочные машины также под-
разделяются на машины пе-
риодического и непрерывного
(барабанного типа) действия.
При закалке в этих машинах
изделия зажимаются между тре-
мя вращающимися роликами
(двумя опорными и третьим
прижимающим) и вращением
опускаются в закалочную среду
(или обдуваются струёй воз-
духа, например, коленчатые
валы, изготовляемые из стали
18ХНВА). Наиболее распро-
странены пневматические ма-
шины периодического действия
Закалочные присп особления для
местной и зональной закалки представляют
Фиг. 191. Схема закалочного пресса для плоских плит: /и 2 —нижняя и
верхняя части штампа; 3 — рычажно-пневматический механизм для зажима
изделий между штампами; 4—механизм для поворота штампа, опускания
его в закалочную жидкость и подъёма; 5 — противовес; 6 — бак с закалоч-
ной жидкостью.
612
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
собой спрейеры, подающие закаливающую
жидкость (воду или эмульсию) тонкими струями
Фиг. 192. Закалочный пресс для закалки шестерён и
дисков: 7 — закаливаемая деталь; 2 — матрица штампа;
^—пуансон; 4 — верхний пневматический цилиндр для
опускания пуансона и зажима детали в штампе; 5 — ниж-
ний пневматический цилиндр для опускания детали
вместе со штампом в закалочную жидкость; 6 — ци-
линдр с закалочной жидкостью.
с большой скоростью. Они широко приме-
няются в установках для поверхностной закал-
ки с электронагревом токами высокой частоты,
контактным способом и газово-кислородным
пламенем (см. т. 14, гл. VI). Закалочные приспо-
собления спрейерного типа устанавливаются
также внутри закалочных баков для усиления
циркуляции закаливающей жидкости.
Закалочные приспособления применяются
для закалки изделий, имеющих внутренние
закрытые с одной стороны полости (типа
полых снарядов), ударных инструментов (мо-
Фиг. 193. Закалочно-гибочная машина барабанного типа:
/ — направляющая для ската детали из печи; 2 — рычаг,
передающий деталь в штамп закалочной машины; 3 - за-
калочно-гибочный штамп; 4 — зажимная часть штампа;
5 — вращающийся барабан; 6— рычаг дла сброса детали
на конвейер отпускной печи; 7—скат на конвейер от-
пускной печи; «—конвейер отпускной печи; 9 — бак
с закалочной жидкостью.
лотков, зубил, долотьев и т. п.), рабочих
поверхностей штампов, матриц и пуансонов.
На фиг. 196 показано приспособление для
газовой закалки.
Очистные устройства
Очистка деталей от окалины производится
в специальных устройствах. На различных
стадиях производства деталей и инструмента
для очистки применяется следующее оборудо-
вание:
1. Баки простые немеханизированные, обслу-
живаемые крановой балкой или монорельсом
с тельфером,—травильные, для промывки хо-
лодной и горячей водой и нейтрализации.
2. Те же баки, но обслуживаемые специ-
альным краном с приспособлениями для за-
грузки изделий (фиг. 197).
3. Травильные машины карусельного типа
полумеханизированные с пневматическим или
паро-гидравлическим подъёмником (фиг. 198).
4. Конвейерные установки с подвесным кон-
вейером, проходящим последовательно через
указанные выше баки.
5. Установки непрерывного действия—про-
ходные, применяемые для травления ленты и
проволоки, включающие механизмы для про-
движения ленты или проволоки через баки,
сварочные аппараты и ножницы для вырезки
сваренных участков ленты.
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
613
Фиг. 194. Закалочная машина для закалки распределительных валиков, коленчатых валов и т. п.: 1 — нижняя
пара вращающихся роликов: 2 — верхний нажимной ролик; 3 — механизм вращения нижних роликов; 4 — пневма-
тические цилиндры для опускания верхнего нажимного ролика; 5— пневматические цилиндры для опускания деталей
в закалочную жидкость в зажатом между роликами состоянии и при вращении; 6 — закалочный бак.
Травильные баки устанавливаются; а) дере-
вянные с внутренней облицовкой свинцом или
специальными кислотоупорными обмазками;
б) из специального кислотоупорного бетона
(обрезиненные вулканизованные) и в) метал-
лические, облицованные многослойной резиной
с выкладкой кислотоупорным кирпичом.
В травильных отделениях для утилизации
железного купороса имеются специальные
установки.
Механизированные травильные установки
включают последовательно расположенные ба-
рабаны непрерывного действия (фиг. 199)
травильный, промывной, нейтрализационный
и резервуары для кислотного и нейтрали-
зационного растворов, перекачиваемых в
соответствующие барабаны посредством
насосов.
Для очистки окалины во вторых термиче-
ских и инструментально-термических цехах
применяются простые немеханизированные и
конвейерные установки электрохимического
травления с мотор-генераторами постоянного
тока. Установки включают баки травильные с
подводом тока для горячей и холодной про-
мывки и нейтрализационные. При травлении
с осаждением свинца дополнительно вклю-
чается бак для снятия свинца с подводом тока.
Фиг. 195. Закалочная машина барабанного типа для за-
калки полуосей, валов и т. п.: 1 — закаливаемая деталь;
2 — нижняя пара вращающихся роли-ков; 3 — верхний
нажимной ролик.
614
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
Фиг. 196. Приспособление для газовой закалки: А —печь с роликовым подом для нагрева
деталей под закалку; Б—приспособление для газовой закалки: / — газовые сопла;
2 — газодувки; 3 — охладители газа.
¦ •чг*_. .—/-
Фиг. 197. Установка для химического травления, обслуживаемая специальным краном: 1 — кислотный бак;
2 — промыв юй бак; 3 — нейтрализационный бак; 4 — мерительный и кислотный бачок; 5 — кран; 6 — цистерна
(кислотохранилище).
Фиг. 198. Травильная машина карусельного типа:
Диаметр Максим, нагрузка
цилиндра в мм на коромысло в кг
305 4Я0
560 900 '
810 1800
Фиг. 199. Травильный барабан.
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
615
Для травления ленты и проволоки в совре-
менных термических цехах применяется газо-
вое травление в смеси газов: 30—40% НО и
продуктов частичного сжигания (фиг. 200).
дующую характеристику: размер загрузочного
окна 0,15 Х0»6 м при загрузке 400 кг дета-
лей на конвейер и 1,0 X 0.85 м при загрузке
Фиг. 200. Агрегат для газового травления:
А—установка для газового травления: I —печь
для подогрева; 2—печь для газового тра-
вления с муфелем; 3—камера охлажде-
ния; 4 — гидравлический затвор для выхода
газа; 5— затвор в конце печи; Б — установка
для приготовления газового травителя; 6 — ка-
мера частичного сжигания; 7—скрубб.р
для охлаждения продуктов частичного сжига-
ния; 8 — камера сжигания смеси газов —
природного и хлора; 9— прибор для измере-
ния расхода газов-
В первых термических цехах для очистки
окалины с поковок и отливок широко распро-
странены вращающиеся барабаны (фиг. 2и1),
ЛриродныО
газ
500 кг; скорость конвейера 1—2 м\мин\ про-
изводительность насоса 30 л\сек при давле-
нии 3,0 am; Na насоса —12 кет; N3 кон-
5000
Фиг. 201. Шнековый ошстной барабан:
Диаметр в мм . . . 900 900 900
Длина в м .... 2,5 3,6 6,0
Производитель-
ность в кг чае .... 750—1200 1500—2200 2300-3000
песко-дробеструйные аппараты (фиг. 202—204).
Песко-дробеструйные аппараты применяются
также и во вторых термических цехах.
Характеристика указанного оборудования
приведена в табл. 132.
Очистка деталей и инструмента от масел,
солей и загрязнений производится в моечных
баках, кабинах и конвейерных машинах.
Кабины устанавливаются двух типов: а) с за-
грузочным окном размером 0,6X0,75 м, рас-
положенным по фронту, и б) с передвижным
столом вдоль кабины. Однокамерные моечные
конвейерные машины (фиг. 205) имеют сле-
вейера — 0,85 кет. Двухкамерные моечные
машины имеют те же параметры загрузки
деталей на конвейер — 75U кг.
Правильное оборудование
Для правки изделий после термообработки
в зависимости от допусков на коробление и
сложности конфигурации деталей применяются
различные виды правильного оборудования
(табл. 133).
616
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
Характеристика оборудования для механической очистки деталей от окалины *
Таблица 132
Наименование оборудо-
вания
Вращающиеся бараба-
ны *:
а) цилиндрические
то же
то же с отсосом
пыли
6) квадратные
в) шнековые (см.
фиг. 201)
то же
г) песко-дробеструй-
ные
д) дробеструйные
Песко-дробеструйные
кабины:
а) нагнетательные
б) то же со шторой
в) всасывающие со
шторой
г) всасывающая с
транспортёром
д) круглые всасываю-
щие или нагнета-
тельные с поворот-
ной тележкой
е) то же с поворотным
столом
Дробемётные установки
с вращающимся столом
(см. фиг. 206)
Механизированные
песко-яробеструйные ап-
параты (см. фиг. 204)
То же
„
-
•
„
Размеры рабочего
пространства
Диаметр
или разме-
ры сторон
в м
о,4
О.6
°.75
0,95X0,95
о-9
о,9
о.9
в,8
—
—
—
i,2Xo,75
Ширина
конвейера
0.40
2.14
2,39
2,4
0.380
O,jIO
0,685
0,915
1,22
1,22
1.22
Длина
в м
о,6
о.8
1,5
1,15
2,5
3,6
6,о
о,7
—
—
—
-
—
—
—
—
0,510
о,685
0,915
i,O7
1,О7
1,22
1,825
ютов п
г ско-
?йера v
of»
0 н о s
^ о
62
49
39
39
—
—
—
1.5
»=5,о
_
—
-
» = 6,о
—
1,О
3-4
»=4-б
^ = 4-5
» = 4,О5
v — 5,35
«=5-35
*> = 3.5
г<=з-б7
Мощность
электромо-
тора
в кет
°>55
.1,8
11,8
6,о
—
—
—
Аппарата—
Ю.4. цепи—
i,8, элевато-
ра 1,О
_
—
—
°-55
_
0,85
Аппарата-
ю,4, приво-
да стола—
i,o, элева-
тора—1,о
3,°
6,о
",75+
+ 13,75**
18.0+23,0
18,0+33,0
21,0+28.5
40,0+50,0
Загрузка
в кг или по
объему в
л*3 и произ-
водитель-
ность в
кг/час
50°/0 объёма
барабана
50°/0 объёма
барабана
50"„объёма
барабана
?0% объёма
барабана
750—12оо
1500—2000
2300—зосо
_
Загрузка
500 кг
_
_
-
_
_
—
Загрузка
500 кг
Объём за-
грузки в ма
0,028
0,056
0,141
0,325
о, 5°
°-565
о,85
Габариты в
плане в м
1,47X0,47
4,32X1,2
3,64X1,62
3,25X1,16
—
—
—
3,10X2,15
4,90—2,67
—
—
i,5Xi,о
4,64X1,09
4,30X2,28
2,5X3-3
3-1X3°
0,92X1,2X2,51
1,6X1,45X3,45
1,7X2,04X4,05
A,7-3,93)**
2,9зХ-'3°Х4,6о
B,93X4-50
3,07X2,53X4,83
C,07X4,75)
3,12X2,75X5,25
C,12x5,65)
4,3X2,80X6,27
D.3X5,95)
Дополнительна я
характеристика
Рабочий объём
0,12 м3
Рабочий объём
0,20 м3
Рабочий объём
0,5 м3
Рабочий объём
1,0*8
1 С конвейером
> для возврата звёз-
) дочки
То же
Количество сопел
1, диаметр сопла
8 мм, давление
воздуха 3 am
Производитель-
ность элеватора—
6 м31час, загрузоч-
ное окно 1,1x1,0 л
1 Загрузочное ок-
1 но -0,9X0,6 м, да-
( вление воздуха —
) 3—6 am
Загрузочное ок-
но 0,5X0,2 м
Загрузочное ок-
но 1,3X0,9 м
Диаметр кабины
3,9 м, загрузоч-
ное окно 1,0x0, гм
Загрузочное ок-
но 0,55X0,80 м,
производитель-
ность элеватора
6 м3!час
Производитель-
ность вентилято-
ра 10—14 я3[мин
То же 28-37.usjмин
„ 37-50
. 48-65
. 65-77
97
. 155 -185 „
* По данным Московского филиала ГПИ Министерства транспортного машиностроения (кроме шнековых бара-
банов и механизированных песко-дробеструйных аппаратов).
** С учётом загрузочного приспособления.
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
617
Характеристика правильного оборудования
Таблица 133
Способы правки
Конфигурация или форма
изделий
Тип оборудования
Мощность
В штампах в горячем со-
стоянии непосредственно по-
сле нормализации или высо-
кого отпуска
В штампах в холодном со-
стоянии, совмещённая с че-
канкой
В штампах в холодном со-
стоянии
Прокаткой между парал-
лельными плоскостями
На оправках (с контролем
по индикатору):
а) в холодном состоянии
б) в горячем состоянии
(при температуре 200—
280° С)
В штампах, совмещённая с
операцией отпуска
Сложной конфигурации (на-
пример, крюки, петли, ша-
туны и прочие поковки)
То же и детали, идущие в
сборку в виде поковок
То же (например, шатуны,
кривошипы и т. п.)
Простой цилиндрической
формы (стержни клапанов,
свёрла, валики)
То же или имеющие ось
вращения (валики, коленча-
тые валы, оси, свёрла и т. п.)
То же (протяжки и свёрла
из быстрорежущей стали)
Плоские (диски сцепления,
кольца, шестерни и т. п.)
а) Молоты с падающей до-
ской
б) Механические эксцентри-
ковые или фрикционные
прессы
а) Молоты с падающей до-
ской
б) Механические эксцентри-
ковые, шарнирно-чеканочные
прессы
Эксцентриковые или фрик-
ционные прессы
Резьбонакатные машины
а) Пневматические или ги-
дравлические прессы (тихо-
ходные)
б) эксцентриковые или фрик-
ционные прессы
в) винтовые прессы
То же
Специальные прессы с элек-
тронагревом штампов
0,45—1,00 т
Давление до ЮОО т
До 1,0 т
Давление до 1000 т
То же
Давление до 500 т
Давление до 500 т
Давление до 5 от
-2610
Фиг. 202. Пескоструйная кабина (всасывающая) с транспортёром; размер рабочего пространства 120С х 750 мм
(ГНИ Мантрансмаш).
618 .
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
Правка является нежелательной опера-
цией, так как создаёт остаточные напряжения
в изделиях, а в некоторых случаях приводит
к браку. Изделие, подвергнутое правке, может
дать возврат деформации в процессе эксплоа-
Фиг. 204. Механизированный песко-дробеструйный
аппарат.
тации, поэтому методы термообработки без
применения последующей правки изделий
являются наиболее совершенными. Правка
изделий в штампах, совмещённая с операцией
отпуска, является наиболее рациональной.
Фиг. 203. Дробемётная установка с вращающимся сто-
лом: 1 — дробемётный аппарат; 2—вращающийся стол;
3 — элеватор для возврата дроби (ГПИ Минтрансмаш).
Фиг. 205. Моечная машина.
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
619
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
Установки для приготовления твёрдого
карбюризатора
Большинство машиностроительных заводов
получает твёрдый карбюризатор в готовом
виде (см. стр. 630).
В термических цехах, проводящих процесс
цементации, производятся упаковка деталей
в ящики с засыпкой их карбюризатором, рас-
паковка ящиков, просеивание карбюризатора
и очистка его от окалины и составление ра-
бочей смеси карбюризатора A5—25° 0 свежего
и 85—75% отработанного).
Приготовление твёрдого карбюризатора
производится на специальных установках
(фиг. 206). Установка имеет вибрирующие
Подача отработанного карбюризатора в
бункер производится обычно посредством
вентилятора под разрежением; подача свежего
карбюризатора и рабочей смеси в бункеры
производится шнеками и нориями, а передача
рабочей смеси из бункера в бункер — лен-
точным конвейером или шнеком. Передача
ящиков к месту разгрузки и подача их от
бункера к цементационным печам осуще-
ствляются рольгангами. При цементации в
печах непрерывного действия применяются
специальные приспособления — опрокидыва-
тели ящиков.
На заводах индивидуального и мелкосе-
рийного производства, а также в инструмен-
тально-термических цехах приготовление ра-
бочей смеси карбюризатора производится
вручную с заменой бункеров ящиками.
Установки для получения контролируемых
атмосфер см. стр. 559—575.
Контрольные приборы [7]
Приборы для измерения и контроля
температур. Для измерения и контроля тем-
ператур в термических печах и различных
Фиг. 206. Схема смесительно-очистной установки для твёрдого карбюризатора.
решёта-сита / для распаковки на них ящиков
с деталями после цементации (в некоторых
установках с магнитным сепаратором для
очистки карбюризатора от окалины); бункер 2
для свежего карбюризатора; бункер 3 для
отработанного карбюризатора; приспособле-
ния — клапаны 4 для смешивания свежего
и отработанного карбюризатора; бункер 5 для
пыли и мелочи и бункер с готовым карбюри-
затором 6 с приспособлением для засыпки его
в ящики.
жидкостных ваннах (закалочных, травильных
и др.) применяются следующие приборы:
1) Воспринимающие (измеряющие)
температуру: а) термометры для жидкост-
ных ванн и низкотемпературных печей и пе-
чей-ванн рабочей температурой до 300° С
(табл. 134 и 135); б) термопары для печей и
печей-ванн рабочей температурой до 1100°С
(табл. 136); в) радиационные пирометры для
печей и печей-ванн рабочей температурой
свыше 1100°С (табл. 137).
Таблица 134
Характеристика термометров сопротивления
Параметры
Температура применения
в °С
Количество чувствительных
элементов
Длина в мм
Платиновые термометры*
Одинар-
ные для
высоких
давлений
ЭТ-1
— I2O +5СО
I
5°°
Двойные
для высо-
ких давле-
ний
ЭТ-VIII
— I2O +5О°
2
боо, 95° >
1500
Одинарные
для низких
давлений
ЭТ-Ш
— I2O +5°О
5°о, 75°.
IOOO
Двойные
для низких
давлений
ЭТ-1Х
— 120 +5°О
1250, 1500
Медные термометры
Для высо-
ких давле-
ний ЭТ-Х
Зоо, 4°о>
95°> 15°°
Для низких
давлений
ЭТ-XIV
-5° +WO
i
5ос, 75°>
iooo, 1250,
1500, 2000
Для высо-
ких давле-
ний с ка-
бельным
выводом
ЭТ-Х1
—50 +ioo
I
* Платиновые термометры с индексом а (например, ЭТ-1а, ЭТ-IMa и т. д.) предназначаются для измерения
температур в пределах от —120 до +30° С. Защитный чехол с чувствительным элементом и выводами у этих тер-
мометров залит парафином, что исключает попадание влаги в обмотку чувствительного элемента.
Характеристика термометров
Таблица
ел
о
Тип
/. Ртутные стеклянные
1. Технические с вложенной шка-
лой
2. Контактные
//. Манометрические
1. Жидкостные с рабочей жидкостью:
а) метиловым спиртом СН3ОН
б) ксилолом С0И<(СН3J
в) ртутью Hg
2. Паровые с рабочей испаряющей-
ся жидкостью:
а) хлор-метилом СН3С1
б; хлор-этилом С2Н6С1
в) эфир-этилом
г) ацетоном С3Н(;О
д) бензолом СвН„
3. Газовые
Тип ТГ азотный
Шкала в °С
от
оооооооооо
о
о
о
о
-4б
-4о
-Зо
—зо
о
о
о
0
0 О 0 О 1
ДО
+ 5о
+ IOO
-М5°
+ 2ОО
+з°°
+35»
+45°
+5°°
+ 5°
+ IOO
+ IOO
+ Э0О
+ 15°
+4оо
+5°°
+ I0O
-)-зоо
+ 15°
+17°
+ 2ОО
+ IIO
+ 150
+ 2ОО
+ 3°°
Характеристика
шкалы
о,5 или i,o
о,5 » i,o
I.O
х,о или а,о
з,о
2,0
з,о
а,о или 5>о
5, о.и ли ю,о
а.о
Равномерная шкала
Равномерная шкала
до 120°, далее нерав-
номерная
Равномерная
Неравномерная, рас-
ширяющаяся к верх-
нему пределу
Краткое описание
Капилляр заполнен инертным газом—азо-
том. Термометры прямые и изогнутые под
углом 90, 120 и 135°
Прямые и изогнутые под углом 90°; с од-
ним контактом на 20, 35 или 45э
То же с одним контактом на 150 или 75°
То же с двумя контактами на 80, 50 и 60°
или на 65 и 80°
То же с двумя контактами на 135 и 155°
Термометры состоят из термобаллона, ка-
пилляра, трубчатой пружины Бурбона, ука-
зывающей шкалы и самопишущего меха-
низма. В некоторых термопарах в капилля-
ре вставлена проволока из специального
сплава для компенсации изменения внешней
температуры в пределах от —20 до +50°
Термобаллон заполняется на */3 объёма
низкокипящей жидкостью; капилляр и пру-
жина заполняются глицерином в смеси с
водой или спиртом
Термометры показывающие и самопишущие
на одну или две кривые. Привод от мотор-
чика Уоррена. Термобаллон имеет диаметр
22 мм, длину 186-408 м
Длина в мм
рабо-
чей ча-
сти
85, I3O,
i8o, 330,
280, 33°,
43°. 53°,
750, iooo
85, 13°,
230, 33°
и 53°
верхней
части
Прямых—
ззо ±го;
Изогнутых-
Прямых—
135+5
Изогнутых-
Длина капилляра в м
2О,О
22,0
10,0 — 20,0
До бо,о
30-40
Назначение
Измерение температуры в
закалочных баках, печах-ван-
нах масляных для низкого
отпуска и соляных для изо-
термической закалки
Автоматическое регулирование
температуры в закалочных ба-
ках, при этом для всех контакт-
ных термопар допускается при-
менение тока 1 а при 6 в (пере-
менный ток); 0,5 а при 12 я (пе-
ременный ток); 0,15 а при 24 а
(постоянный ток)
Измерение и автоматическое
регулирование температуры в
закалочных баках и печах-ваннах
масляных и соляных
То же
То же
Характеристика термопар
Таблица 136
Тип X
ТП
ТБ- 9-29 **
ТХ
тхк
тжк
тмк
тж **
тм **
Материал термопар
Платинородий—платина
9O7n Pt + lO'/o Rh~
—100% Pt
Платинородий — плати-
нозолотопалладий
90%Pt + 10<7,Rh-10'>/0 Pt +
+60% Au+3O7o Pd
Хромель — алюмель
90% Ni+10°/0 Cr-95% N1 +
Л 5% (Al, Si, Mg)
Хромель — копель
9СГА, Ni+lOo/oCr-Se'Vo Cu+
+44% Ni
Железо — копель
Медь - копель
Железо — константан
100°/0 Fe-60% Cu+40% N1
Медь — константан
Э. д. с. в паре
в мв при
/=1С0°, *0=0; С
о,б4±о,оз
з,97
E7,1 при
laoo11 С)
4,ю±о,15
4>ю±°>3
б,оо±о,з
5.75±°.s»5
4,75±°.i5
5,оа-5,о5
4,ю±о,15
Рерхний предел изме-
ряемых температур
в °С
При дли-
тельном
применении
i3°°
1300
9оо (боо)
9эо (боо)
боэ
боо
35°
боо
35°
При крат-
ковремен-
ном приме-
нении
i6oo
хбоо
1250
rajo
800
800
500
800
500
Компенсационные провода
Марка провода
ПК1П ПК6П
ПК1Б-ПК6Б
ПК1М—ПК6М
ПК1ХА-ПК6ХА
ПК1ХК-ПК6ХК
ПК1ЖК-ПК6ЖК
ПК1МК-ПК7МК
ПК1Ж-ПК6Ж
ПК1М—ПК7М
Материал проводников
и условная их окраска
электроот-
рицатель-
ного
Медь
(красный)
То же
Хромель
(фиолето-
вый)
То же
Железо
(белый)
Медь
(красный)
Железо
(белый)
Медь
(красный)
электрополо-
жительного
Сплав ТП
(99,4% Си+
+0,6°/„ Ni) (зе-
лёный)
Сплав ТБ
(84% Си+
+16% Ni) (си-
ний)
Константан
(коричневый)
Алюмель
(чёрный)
Копель
(жёлтый)
То же
То же
Константан
(коричневый)
То же
Длина термопар в мм
—
Со штуцером TX-VIII:
350, 400, 500, 600, 950, 1500
Без штуцера ТХ-Ш и
ТХ-ХШ: БОО, 750, 10:0,
1250, 1500, 2000, 2500, 3000'
Со штуцером TXK-VII1,
то же, что TX-VIII без
штуцера ТХК-ХИ: 500, 750,
1500, 1250, 1500, 2000, 2500
Со штуцером ТЖК-VHI
то же, что TX-VIII
Без штуцера ТЖК-ХШ
То же
-
Материал и конструкция
защитного чехла
ТП-П в фарфоровом
чехле; ТП-Ш в фарфоро-
вом чехле и в арматуре с
охлаждением водой
То же
Составной с наконечни-
ком из стали ЭЯ-1-Т
Из алитированной стали
ЭЯ-1-Т и ЭИ-59
Составной с наконечни-
ком из стали ЭЯ-1Т
Из стали марки Ст. 3
Составной с наконечни-
ком из стали
Из стали марки Ст.3
_
* Термопары с индексом II (например, ТХ—II)—коленчатые.
•* Термопары нестандартные.
622
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
Таблица 137
Тип
Оптический с ис-
чезающей нитью (ча-
стичного излучения)
Радиационные, пол-
ного излучения (ардо-
метры):
а) переносный
б) стационарный
в)
Характеристика оптических и радиационных
Условное
обозначение
ОП
РП
РПС
РПС-СГ
Предел измерения
температуры в °С
(ш кала)
7ОО—2ООО
A300-2000 с при-
менением свето-
фильтра, до 3000 с
переводной табли-
цей,)
iooo—i8oo
iooo—1800
iooo—1800
Указывающие
приборы, в
комплекте с ко-
торыми пиро-
метры приме-
няются *
ГНКП
гнкп
ПГУ
СГ
пирометров
Расстояние от
измеряемого
источника
тепла в м
о,5-5.о
I.O
1,О
1,О
Аналогичные приборы
заграничных фирм
Гольборна и Курль-
баума; Пирепто Гарт-
мана и Брауна; Симен-
са — со скрещенными
НИТЯМИ
Фери
Сименс-Гальске
* См. табл. 138.
2) Фиксирующие (показывающие) ре-
зультат измерения температуры
(гальванометры, потенциометры, логометры
и т. п.), показывающие и записывающие
(записывающие одно- и многопозиционные);
регулирующие температуру в за-
данных пределах (одно- и многопозиционные);
регулирующие и записывающие (одно- и много-
позиционные). Характеристика этих приборов
приведена в табл. 138.
3) Регулирующие подачу то-
плива и воздухак форсункам и горелкам
(клапанные, моторные и электромагнитные) или
включающие и отключающие электроток в
электрических печах (контакторы) в зависи-
мости от импульса регулирующих приборов.
Газоанализаторы (см. т. 14, гл. IV). В тер-
мических цехах применяются автоматические
газоанализаторы для газового анализа про-
дуктов сгорания в печах и для контролируе-
мых атмосфер. Для газового анализа продук-
тов сгорания в печах наиболее распростра-
нёнными являются газоанализаторы абсорб-
ционного типа.
Газовый анализ контролируемых атмосфер
производится различными приборами в зави-
симости от типа атмосферы.
Для газов системы Н2 — Н2О — Ng приме-
няются электрические газоанализаторы, рабо-
тающие на принципе измерения теплопровод-
ности газовой смеси (тип ГЛ-2 со шкалой,
переградуированной на водород).
Для газов системы СО — СО2—N3 и
СО — СО2 — Н2 — N2 вполне удовлетворяю-
щими являются газоанализаторы абсорбцион-
ного типа (моноопределение СО2, дуплекс-
определение СО2 и СО -4- Н2).
Для газов систем СО — СО2 — Н2 — N2 и
СО — Н2 — СН4 — N2 применяются электриче-
ские газоанализаторы, работающие на прин-
ципе измерения теплопроводности газовой
смеси. Эти газоанализаторы для указанных га-
зовых систем дают только качественный
анализ.
Для качественного анализа газового кар-
бюризатора вполне приемлемыми являются
также газоанализаторы со шкалой измерения
температуры сжигания газовой смеси в осо-
бой камере (температура в камере горения
изменяется в зависимости от состава газа).
Влажность газов (точка росы) опре*
деляется психрометрами (простыми и электри-
ческими) и потенциометром точки росы (шкала
измерения точки росы до —50° С и охлажде-
ние зеркала жидкой двуокисью углерода).
Определение степени диссо-
циации аммиака диссоциометром основано
на растворении аммиака в воде или на из-
менении удельного веса газовой смеси в зави-
симости от степени диссоциации аммиака.
Последний может также применяться и для
анализа контролируемых атмосфер.
Охладители закалочных жидкостей
(см. также т. 14, гл. IV)
Охлаждение закалочных жидкостей (рас-
творов солей и масел) и поддержание их
темпер.атуры в закалочных баках в заданных
пределах осуществляется в циркуляционных
охладительных системах (фиг. 207). Послед-
ние состоят из резервуаров объёмом 1,25—
1,40 общего количества жидкости в системе,
насосов давлением 2,5—4,0 ати, фильтров (не
менее двух) и охладителей.
Охладители применяются следующих типов:
а) барабанные с ввальцованными в днища
латунными или медными трубками (фиг. 208);
б) пластинчатые, монтируемые непосред-
ственно на закалочных баках и в) «труба в
трубе" (фиг. 209).
Оборудование к системам использования
тепловой энергии
Вспомогательным оборудованием к си-
стемам использования тепловой энергии
являются трансформаторы для электрических
печей, вентиляторы для подачи воздуха к
горелкам и форсункам, приборы для контроля
и регулирования газовых потоков.
Трансформаторы для электрических печей,
особенно для электродных печей-ванн, при-
Характеристика милливольтметров, потенциометров и логометров
Таблица 138
Тип прибора
Пирометриче-
ские милливольт-
метры
Потенциометры
(автоматические)
Автоматические
уравновешенные
мосты
Логометры
Принципиальные, конструк-
тивные и эксплоатационные
особенности
Показывающие, с подвиж-
ной системой на кернах:
а) с горизонтальной осью
б) „ вертикальной .
То же с подвешенной под-
вижной системой с отсчётом
по стрелке:
самопишущие
контактные без хальтреле
и с хальтреле
С постоянной силой тока в
компенсационной цепи, с ба-
лансирным механизмом для
уравновешивания э. д. с, с
одинарным и двойным рео-
хордом:
показывающие и самопи-
шущие
то же с электрическим
регулирующим устрой-
ством, показывающие,
регулирующие и самопи-
шущие
Уравновешивание сопро-
тивления с помощью двига-
теля и специального механиз-
ма с одинарной реохордой
То же показывающий, са-
мопишущий и регулирующий
Профильный показывающий
То же самопишущий
Условное
обозначение
—
ГНКП (ГПКП)
гнзс
ПГУ (с про-
фильной шка-
лой)
СГ
КГ, КГХ
СП
СПР
AM
AMP
ЛМПУ
СЛМ
Термопары и приборы,
в комплекте с которыми
применяется
Термопары из неблагород-
ных и благородных металлов
То же и с радиационными
пирометрами
То же и с термометрами
сопротивления и газоанали-
о о i ираМп
То же и с радиационными
пирометрами
То же
п
Термопары всех систем и
радиационные пирометры
То же
Термометры сопротивле-
ния
То же
„
Размеры в мм
—
Габариты: 200х
X180X80; длина
шкалы / =140
0 220; ft-75;
1иГПЬ
95X125X203;
/ =180
ш
1 295Х5о°Х2Г5
{ 337X637X278
1
Г 350X390X240
\ 337X446X296
48зХ393Х248
48зХ393Х248
48зХ393Х248
48зХ393Х248
295Х125Х2ОЗ
295X55OX2I5
337X635X278
Дополнительная характери-
стика
Внутреннее сопротивление
R < 150 ом, температурный
вн
коэфициент
р =0,1-0,2% на 1° С;
Явк=300-400 ом;
р_0,1-0,2°/Р на 1° С
То же
я
Запись измерения на 1, 3
и 6 точек магнито-электри-
ческой системы
Трёхпозиционные, величи-
на погрешности прибора ±1°/0
Запись измерения на 1, 2,
3, 4и6точек. Погрешность
±О,б7о
Тоже, регулирование с пе-
реключением на одну точку
Запись измерений на 1, 2,
3 или 6 точек
То же, регулирование с пе-
реключением на одну точку
Питание постоянным то-
ком напряжением 4 в
Запись измерений на 1, 3
и 6 точек, питание постоян-
ным током напряжением 4 в,
точность измерений ±1—1,5°/0
Примечание
Приборы с автоматической
поправкой на температуру
холодного спая
Наиболее совершенными
являются автоматические по-
тенциометры с электронным
усилителем и непрерывной
балансировкой системы Бар-
ского (ЦАГИ)
Наиболее совершенными
являются приборы с урав-
новешиванием посредством
электронного механизма
624
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
меняются с целью понижения напряжения до
10—60 в и автоматического поддержания его
на определённом уровне.
Вентиляторы в зависимости от системы
сжигания газообразного топлива и мазута
применяются низкого давления E0—200 мм
повых и ремонтных цехах при обработке мас-
сивных изделий (штампы, орудийные стволы,
вагонные и паровозные оси, штоки паровых
молотов и т. п.). При этом краны исполь-
зуются при непосредственном выполнении
технологических операций, в частности при
Фиг. 207. Маслоохладительная система: /—цистерна (маслохранилище); 2 — фильтр; 3 — насос; 4 — масло-
охладитель; 5— закалочный бак; 6 — терморегулятор подачи воды в маслоохладитель.
вод. ст.), среднего давления E00—1200 мм
вод. ст.) и турбо-воздуходувки (давлением
до 0,8 am). Для форсунок высокого давления
обычно используется сжатый воздух из общей
цеховой сети от компрессоров.
Транспортное оборудование
В термических цехах и отделениях маши-
ностроительных заводов транспортное обору-
дование выполняет не только роль транс-
портных средств (передача изделий от одного
рабочего места к другому, межцеховое пере-
движение и др.), но может и непосредственно
участвовать в выполнении технологических
операций. Транспортное оборудование терми-
ческих цехов весьма разнообразно и подраз-
деляется на следующие виды: краны обычные
почти всех типов и специальные для терми-
ческих цехов, катучие — крановые балки, мо-
норельсы, конвейеры подвесные, ленточные
транспортёры, шнеки, рольганги, передвиж-
ные платформы, загрузочные машины, элек-
трокары, ручные тележки и железнодорожные
узкоколейные вагонетки и платформы.
Краны применяются главным образом в
первых термических, инструментально-штам-
закалке изделий, осуществляя их перемещение
в закалочной жидкости с целью наилучшей и
более равномерной закалки. Для деталей боль-
шой длины служат краны с регулируемой
скоростью подъёма и опускания; обычно в
начальный период опускания и подъёма ско-
рость больше, чем в конце. Краны исполь-
зуются также при монтаже и ремонте обору-
дования термических цехов. Грузоподъём-
ность кранов в термических цехах 5—10 т
при ширине пролёта 12—24 м.
Во вторых термических и инструмен-
тально-термических цехах краны, как пра-
вило, не применяются.
Наиболее распространёнными транспорт-
ными средствами в термических цехах
являются крановая балка и монорельс.
Крановая балкас ручной или электри-
ческой талью позволяет обслуживать в сфере
её действия любую точку на полу цеха и
удобна вследствие небольшой высоты её раз-
мещения для осуществления технологических
операций (например, закалки). Крановые балки
применяются грузоподъёмностью до 3—5 т
при ширине пролёта 6—12 м и технологи-
ческой высоте 3,0—5,0 м. Крановые балки
используются на участках обработки колен-
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
625
Вода
Meow
чатых валов и штампов, на участках цемен-
тации, отпуска в шахтных печах и в травиль-
ных отделениях.
Монорельс с ручной или электри-
ческой талью является наиболее простым
видом транспортных средств, выполняя те же
функции, что и кра-
новая балка. Моно-
рельс часто является
неотъемлемой частью
печи или агрегата
(например, в агрега-
тах для обработки
протяжек, в печах не-
прерывного действия
для возврата поддо-
нов, в отпускных
шахтных печах и др.).
Монорельсы монти-
руются на грузо-
подъёмность до 2,0—
3,0 т при технологи-
ческой высоте 2,5—
5,0 я.
П одв есной кон-
вейер (фиг. 210) —
вид транспортного
средства, применяю-
щийся главным обра-
Фиг. 208. Охладитель барабан- зом на заводах по-
ного типа. точно-массового про-
изводства. Наиболее
распространённым и эффективным является
подвесной конвейер, связывающий участки
цементационных и закалочных печей и печей-
ванн для цианирования с отпускной печью
для низкого отпуска, моечными машинами и
участком контроля (см. фиг. 169 и т. 14, гл. IV).
0,5 м, нагрузка на подвеску (крюк) конвейера
15—25 кг.
Ленточные транспортёры, шнеки и
нории применяются только в установках
для приготовления твёрдого карбюризатора.
Фиг. 209. Охладитель „труба в трубе".
Рольганги обслуживают участки це-
ментационных печей (фиг. 211), закалочные
печи, а также передачу крупных деталей от
одной печи к другой или в травильное отде-
ление (в первых термических цехах).
Передвижные платформы применяются для
обслуживания камерных отжигательных печей.
Под печей с загружёнными на нём деталями
выкатывается на платформу, передвигающуюся
по фронту печей.
Загрузочные машины (фиг. 212 и 159) об-
служивают камерные печи, производят за-
грузку печей и выгрузку из них деталей в за-
калочные машины или на стеллажи (см. т. 14,
гл. IV).
Железнодорожные узкоколейные ва-
гонетки и платформы применяются в терми-
ческих цехах заводов тяжёлого машинострое-
Фиг. 210. Схема
транспортиров ания
заготовок коленча-
тых валов в терми-
ческом отделении
кузнечного цеха:
1 — подвесной кон-
вейер для транс-
портировки деталей
из кузнечного цеха;
2 — печи двухряд-
ные с шагающим
подом для Haipeea
под закалку; 3 —за-
калочные баки с
конвейером; 4 — от-
пускные печи; 5 —
конвейер отпуск-
ных печей; 6—под-
весной конвейер
для передачи дета-
лей из отпускных
печей в дробемёт-
ную камеру; 7 —
дробемётная каме-
ра; 8 — подвесной
конвейер для транс-
портирования де-
талей на участки
правки, зацентров-
ки и контроля; 9
гидравлические прессы для правки; 10 — зацентровочные станки; 11 — приспособление для
контроля глубины зацентровки; 12— пресс для определения твёрдости.
Скорость движения подвесного конвейера
устанавливается в зависимости от продол-
жительности процессов термообработки и дли-
ны конвейера в рабочем объёме печи. Рас-
стояние между подвесками конвейера — 0,25 —
40 Том 7
ния. Этот вид устаревшего транспорта при
весьма примитивной механизации требует
большой затраты ручного труда, в современ-
ных термических цехах заменяется электро-
тележками и конвейерами.
626
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
Фиг. 211. Применение рольгангов и монорельсов с электрическим и ручным тельферами на участке цемен-
тационных печей.
ceteiHHHHHH И 111 111II1110
ю
11 НИ+
IL...
/f
3"="
1Л
f
Фиг. 212. Схема механизированного процесса упаковки и распаковки ящиков при цементации деталей твёрдым
карбюризатором с обслуживанием загрузочной машиной и рольгангами: А—участок цементации; Б—участок для
упаковки и распаковки ящиков; В — участок для очистки деталей и омеднения; / — камерные электрические
печи для цементации; 2 — платформа для передачи ящиков на охлаждение и на загрузку в печи; 3 —за-
грузочная машина; 4 — охлаждающий тоннель; 5—опрокидыватель ящиков; б—стол с встряхивающим ситом для
разгрузки яшиков; 7 — транспортёр-рольганг для ящиков; 8 — конвейер для подачи деталей; 9 — место загрузки
деталей в ящики; 10 — рольганг для передачи упакованных ящиков на платформу.
ГЛ. XI]
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
627
Приборы для определения результатов
термообработки
Результаты термообработки изделий в
термическом цехе контролируются главным
образом определением твёрдости. В табл. 139
приведена характеристика приборов, приме-
няемых в термических цехах для определения
твёрдости. Методы определения твёрдости см.
т. 3, гл. II.
Кроме определения твёрдости, испытание
результатов термообработки производится
также и другими методами: электрическими,
магнитными и т. д. (см. т. 3, гл. II).
Таблица 139
Наименование
прибора
Прибор Вик-
керса
Бривископ (по
типу Виккерса,
автоматический)
То же
„
Пресс Бринеля
(ручной и механи-
ческий)
Бривископ по
типу Бринеля, ав-
томатический
То же
„
Бривизор (по
типу Бринеля не-
автоматический)
То же
¦•
Бриро по типу
Роквелла
То же
Диатестор
Тип и
условное
обозна-
чение
ГЗИП
i87,5
250
Зооо
ГЗИП
ю/зооо
187,5
25°
Зооо
25°
62,5
Зооо
UV
IN hINV
—
Приборы для
Элемент прибора
для испытания
твёрдости
(размеры в мм)
Алмазная пира-
мидка
Алмазная пирамид-
ка 136
То же
я
Шарик 0 10 мм из
карбида вольфрама
Стальной шарик
Шарик 0 5,0
2,5
1,25
0,625
Шарик 0 5,0
2,5
1,25
0,62-5
Шарик 0 10
5,0
2.5
Аналогично бриви-
¦ скопам .
Шарик 0 2,5
Алмазный конус
120°
Шарик 0 Vi/'
Алмазный конус
120°
Шарик 0 2,5
Аналогичны при-
бору UV
Комплект наконеч-
ников, необходимых
для проведения ис-
пытаний по трём ме-
тодам: Бринеля, Вик-
керса и Роквелла
определения твёрдости
Нагрузка в кг
1,0-120 (стан-
дартная 50)
1, 2, 3, 4, 5, 10,
20, 30, 40, 50, 60,
80, 100 и 120
То же, начиная
с 2 кг
80, 100 и 120
3000
3000
3000
125 и 62,5
187,5; бз,5; 3L5;
15,6
46,9; I5.6; 7'3l>'
3,91; ".7; 3.91;
х>Уэ> °>977
250; 125; 62,5
187,5; 2,5; З^а; i6,6
46,9; I5-6; 7-81;
3,91; II.7; 3.91
i»95
Зооо; iooo; 500; 250;
750; 250; 125; 62,5
18.75; t>2,5
62,5
IOO
!5°
187.5
От i.o до 250,0
Показания
прибора
По измерению
диагоналей отпе-
чатка твёрдость
н,,
V
То лее, отпеча-
ток проектирует-
ся на матовое
стекло
То же
По изменению
диаметра отпе-
чатка, твёрдость
"в
То же
То же, отпеча-
ток проектирует-
ся на матовое
стекло
То же
2,5/62,5
В Vie" , К»
С
С 2,5/187,5
Увеличение от-
печатка на мато-
вом стекле при-
бора в 20, 43, 70
и 140 раз
Применение
Для азотированных
и цианированных из-
делий
Для весьма тонких
поверхностных слоев
в любом диапазоне
твёрдости
Для деталей твёр-
достью Hfj <! 745 и
толщиной > 10 мм
Для деталей твёр-
достью Н в •< 460 и
толщиной > 10 мм
(поковки, отливки)
В любом диапазоне
до значения Hq =745
То же
Для мелких деталей
То же
Для крупных дета-
Для цветных метал-
лов и цементованных
стальных деталей
Для цветных метал-
лов и улучшенных
сталей
Для закалённых
стальных деталей
То же
Для измерения
твёрдости внутрен-
них поверхностей
Для измерения
твёрдости в любом
диапазоне
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Минкевич Н. А., Печи и оборудование терми-
ческих цехов, ОНТИ, 1937.
2. П а ш к и с В., Электрические промышленные печи,
ОНТИ, 1934.
3. Преображенский В. П., Теплотехнические
измерения и приборы, Госэнергоиздат, 1946.
4. Регир'ер 3. Л. и Шмыков А. А., Проектиро-
вание термических цехов авто-тракторных заводов»
ОНТИ, 1936.
5. Руст ем С. Л. и С коров Д. М., Основы про-
ектирования инструментально-штамповьгх термических
цехов, Машгиз, 1939.
6. Справочник проектанта машиностроительных заводов,
Машгиз, 1946.
628
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. III
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
МАТЕРИАЛЫ ДЛЯ ПОДОГРЕВА
И НАГРЕВА ПОД ЗАКАЛКУ И ДЛЯ
ОТПУСКА СТАЛЬНЫХ ДЕТАЛЕЙ
Для подогрева и окончательного нагрева
стальных деталей под закалку применяются
соли и их сплавы, характеристика которых
приведена в табл. 140.
Таблица 140
Состав
100% NaCl ....
100% BaCL ....
28 '/„ NaCl +
+ 72«/0 CaCl, ....
50% Na,CO3 +
+ 50°/0 KC1
50% NaCl +
+ 50%KaCO3 ....
33,3°/,, CaCl,+
+33,3% BpC13 +
+ 33,4% NaCl. . . .
50% CaC13 +
+ 50% ВаС12 ....
35% NaCl +
+ 65°/0 NaaCO3 - . .
22% NaCl +
+ 78% BaCl, ....
44% NaCl +
+56% KC1
B0-10"/,,) [NaCN,
KCN, K4Fe(CN).l +
+ D0-^5%) NaCl +
+D0-45)% Na,CO3 .
50"/e BaCl, +
+ 39y0 NaCl + 8%
буры+3% магнезии .
о
g.»
н%я
Я я
Он CJ
с о
0) Ч
Н С
8о8
960
5оо
560
5бо
57O
боо
62O
635
665
—
-
С & S
S се Я
41 О. О.
Нес
850—1100
IOOO—1400
540-870
580-815
580-815
600—870
650—900
650-815
675-9OO
700—870
73о-93°
750-1400
Примечание
Обезуглеро-
живает
То же
Обезуглеро-
живает выше
815° С
Разлагается
выше 815° С
То же
Обезуглеро-
живает выше
815°С
То же
Разлагается
выше 815° С
Обезуглеро-
живает выше
815° С
То же
Предохра-
няет от обез-
углерожива-
ния, цементует
Предохра-
няет от обезуг-
лероживания
Соли и их сплавы перед загрузкой в ванну
должны быть хорошо просушены или прока-
лены. Потери от испарения и уноса с деталями
при нагреве на 150—200° С выше темпера-
туры плавления солей составляют 1,5—3,и°/0
от веса нагретых деталей.
Обезуглероживание в соляных ваннах про-
исходит главным образом за счёт растворения
кислорода воздуха, примесей сернокислых
солей и накопления окалины в ванне. С по-
вышением температуры соляной ванны, с
увеличением времени выдержки нагреваемой
детали и с удлинением срока работы ванны
обезуглероживающее действие её возрастает.
Обезуглероживание можно значительно умень-
шить или совсем устранить периодической
очисткой ванны от окалины добавкой (через
каждые 4 часа работы) буры или K4Fe (CN)e
в количестве 1,0—2,0°/0 от веса солей, а также
погружением древесного угля в ванну (в сет-
чатом пакете) при тщательном перемешивании.
Раскисление хлоробариевой ванны осуще-
ствляется добавкой в предварительно хорошо
очищенную ванну четыре раза в сутки по
200—300 г порошка 75%-ного ферросилиция.
Характеристика солей и их сплавов, при-
меняемых в качестве охлаждающих сред при
ступенчатой и изотермической закалке и для
отпуска стальных деталей, дана в табл. 141.
Таблица 141
Состав
100% NaNO.
100% KNO,
50% KNO,+50»/0 NaNOi . .
35% KNO3 + 3S"/o NaNOa +
+ 30%Ba (NO2K
55% NaNOs + 45% KNO3 - .
Темпера-
тура пла-
вления
в °С
317
337
137
160
218
Температу
pa практи-
ческого
применения
в 'С
325-600
Зоо-боо
I5O-45O
170-450
230-500
Перегрев азотистых солей и их сплавов
выше температуры практического применения,
указанной в табл. 141. может привести к их
разложению с опасностью взрыва.
В ванну для отпуска детали загружаются
сухими, очищенными от масла, сажи, грязи
и т. д. Не менее одного раза в пятидневку
ванна должна очищаться сетчатой ложкой от
посторонних веществ. Очистка ванн с азоти-
стыми солями, загрузка их для отпуска дета-
лей, а также выгрузка производятся в специ-
альных очках.
Сплав солей в ванне следует заменять
новым составом раз в 3 мес.
Плёнка солей на деталях, отпущенных в
соляных ваннах, легко удаляется путём про-
мывки в кипящей воде.
В табл. 142 приведены металлы и сплавы,
применяемые для нагрева под закалку и для
отпуска стальных деталей, а также в каче-
стве охлаждающих сред при изотермической
и ступенчатой закалке.
Таблица 142
Состав
100% РЬ технически чистый
100К Sn то же .......
63% Sn+37% Pb
91% Sn+ 9И Zn . . 4 . .
32,5% Sn+67,5% Pb . . .
15» Sn+85« Pb
335— 93O
240—iooo
190— 350
205— 400
245- 400
300— 500
Из указанных в табл. 142 металлов и сплавов
наиболее часто применяется свинец, имеющий
высокую теплопроводность, что способствует
быстрому и равномерному нагреву деталей.
Свинец обладает небольшой теплоёмкостью,
поэтому при погружении холодны^ деталей
температура его значительно падает. Потеря
ГЛ. XI]
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
629
свинца от испарения и уноса с деталями при
нагреве до 750—850° С составляет 0,5—1,0%
от веса деталей. Для уменьшения окисления
свинца и его сплавов поверхность ванн по-
крывается небольшими кусками древесного
угля или легкоплавкой солью. Окислы свинца
растворимы в свинце и обезуглероживают
поверхность высокоуглеродистой стали, но
значительно меньше, чем соляные ванны.
Прилипая к нагреваемым изделиям, окислы
свинца образуют на их поверхности после
закалки мягкие пятна.
В табл. 143 приведена характеристика не-
которых масел, применяемых для отпуска
стальных деталей.
Таблица 143
Наименование масла
Вапор
Цилиндровое ди-
стиллатное 6 ....
Вискозин
сость в °Е
100° С
т S
в а.
аз с
5.5-7.O
4.5-6.O
З.о-4-e
;ржание воды
не более
'
Следы
о.5
пература вспыш-
t °С не менее
s
Ь а
Зоо
240
симальная тем-
iTypa практиче-
о применения
а О. о
*. С и в
250
зоо
Потери масла от испарения и уноса с из-
делиями зависят от вязкости масла и темпе-
ратуры нагрева и составляют 0,5—1,0% от
веса нагретых деталей.
Материалы, применяемые при жидком
цианировании
При жидком цианировании в качестве циа-
низаторов могут применяться сплавленные с
нейтральными солями NaCl, KC1, ВаС12 и СаС12
следующие цианистые и цианамидные соли:
цианистый натрий (NaCN), цианистый калий
(KCN), цианистый кальций [Ca(CNJ], циана-
мид кальция (CaCN2), цианамид натрия
(Na2CN2), жёлтая кровяная соль [K4Fe(CN)ej,
красная кровяная соль [КзРе(СЫN].
Наибольшее применение имеют NaCN,
KCN и Ca(CNJ. Группа циана (CN) в чистом
NaCN составляет 53%, в KCN — 40% и в
Ca(CNJ —около 400/0.
Цианистый калий как более дорогой находит
значительно меньшее применение, чем циа-
нистый натрий.
Для жидкого цианирования цианамид каль-
ция употребляется в виде цианплава (чёрного
цианида), который получается сплавлением
цианамида кальция с поваренной солью. В
зависимости от содержания цианамида каль-
ция и примесей серы цианплав подразделяется
на два сорта (ГОСТ 452-41).
Первый сорт цианплава содержит не ме-
нее 47% цианидов (в пересчёте на NaCN),
не более 2% карбида кальция, 0,4% серы и
4% свободного углерода. Второй сорт со-
держит не менее 42% цианидов, не более 2%
карбида кальция, 0,70/0 серы и 4% свободного
углерода.
При определённых производственных усло-
виях допускается изготовление цианплава с
содержанием не менее 32% NaCN.
При добавлении цианплава в ванну для
цианирования образуется чёрный шлак, ко-
торый смешивается с солями и застывает на
поверхности ванны и нагреваемых деталей в
виде твёрдой корки.
Цианплав ядовит и легко разлагается на
воздухе с выделением свободной синильной
кислоты.
Типичные составы цианистых ванн с циан-
плавом приведены в табл. 144.
Таблица 144
Состав сплава
нейтральных солей
50 Я
35 И
26%
ВаС1,+50Н
NaCl+65%
NaCl+725*
Na^COa .
Na2CO3.
СаС13. .
[ава |
s
я
s
X
S
лаву
раль!
и
С (- ii
US С
X В S
8 —ю
8—10
8—10
Применение
Для высокотем-
пературного циа-
нирования
Для низкотемпе-
ратурного циани-
рования
Технический цианистый натрий изгото-
вляется двух сортов: 1) высокопроцентный,
применяемый для освежения ванн, с содер-
жанием 85% NaCN, 2<y0NaCNO, 10% Na2CO3,
1% NaCl, серы и влаги — следы; 2) средне-
процентный— для цианирования, с содержа-
нием 40—50% NaCN, 15—20% Na2CO3 и
25—ЗОо/0 NaCl.
Типичные составы цианистых ванн с циа-
нистым натрием приведены в табл. 145.
Таблица 146
Состав ванны в %
NaCN
зо
85
3°
40
3°
5°
50
О
Z
40
15—20
20-25
3°
45
33
32
NaCl
40
55-6O
45~5o
30
25
18
5
КОН
13
Темпера-
тура пла-
вления
в °С
бЮ |
58о J
535 |
5*° >
52°
Применение
Для высоко-
температурно-
го цианирова-
ния
Для низко-
температурно-
го цианирова-
ния
Технический железисто-синеродистый ка-
лий (жёлтая кровяная соль) K4Fe(CNN • ЗН2О
изготовляется двух сортов, с содержанием
(ОСТ 10921-40): 1) не менее 960/0 K4Fe(CN)a X
X ЗН2О, не более 1,3% хлоридов (в пере-
счёте на NaCl) и следы цианидов; 2) не ме-
нее 93%K4Fe(CNN • ЗН2О, не более 2%-хло-
ридов (в пересчёте на NaCl) и 0,005% циа-
нидов (в пересчёте на NaCN).
Соль K4Fe(CNN ¦ ЗН2О в расплавленном
виде становится ядовитой.
Типичные составы цианистых ванн с
K4Fe(CN)e • ЗН2О приведены в табл. 146.
630
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ш
Таблица 146
Состав ванны в %
О
К
ОЗ
3°-5°
3°-5°
9°
8о
NaCl
70-50
и
я
Q-
70-50
КОН
ю
2О
Температура пла-
вления в °С
5°° 1
49O I
Применение
Для высоко-
температурного
цианирования
Для низко-
температурного
цианирования
В табл. 148 приведён
состав карбюризатора.
гранулометрической
Потери цианистых солей от испарения и
уноса с деталями составляют 3—4°/0 от веса
нагретых деталей. Для освежения ванн при-
меняются соли с большим содержанием циа-
нида, чем в рабочей ванне.
Вследствие исключительной ядовитости
цианистые соли должны храниться в специ-
альных складах, сухих и оборудованных вен-
тиляцией. Приёмка, хранение и отпуск циа-
нистых солей, а также работа с ними произ-
водятся согласно специальной инструкции.
Различные отходы с содержанием цианистых
солей обезвреживают водным 10%-ным рас-
твором, содержащим шесть частей железного
купороса и три части гашёной извести. От-
ходы погружают в раствор и перемешивают
в течение 30 мин. Масляные отходы обезвре-
живают при температуре 80—90° С.
Твёрдые карбюризаторы для цементации
Твёрдый карбюризатор, применяемый для
цементации, должен обладать достаточным
цементующим свойством, способностью вос-
станавливать свои цементующие свойства,
механической прочностью и малой усадкой,
наименьшим объёмным весом и чистотой.
По ГОСТ 2407-44 предусматривается из-
готовление твёрдого карбюризатора четырёх
сортов: первого и второго — из древесного
берёзового угля, третьего — из древесного
угля любых пород и четвёртого — из дре-
весноугольной пыли.
Составы твёрдого карбюризатора даны в
табл. 147.
Таблица 147
Сорт
карбюризатора
Первый
Второй
Третий
Четвёртый ....
Состав карбюризатора в %
6
и
о"
и
и
(Я
О
5>
влаги
не более
2O-25*
2О — 25
12-15
ю-15
3-5
5'°
5'°
5*°
о,об
О,1
о,4
о,4
°>5
1-5
2,0
4.о
5»°
6,о
7> о
летучих
веществ
не менее
З.о
я
О.
н
са
s
а.
2
ю
о.
я
X
S.
о
и
Пер-
вый и
второй
То же
Третий
а)
О.
¦е-
Круп-
ная
Мелкая
Круп-
ная
Таблица
Содержание остатка в % в сите
размерами сторон ячейки в
свету (при последовательном
пропуске через сита) в мм
Полный
просев
То же
—
сч"
<13
о
«4
Полный
просев
—
00
ю
Не
менее
>
>78
—
2,8
>5
>2О
_
«а о
<i
* Допускается изготовление карбюризатора первого
сорта с содержанием углекислого бария в преде-
лах 5-6%.
Рабочая смесь составляется из одной части
свежего и двух или трёх частей отработанного
карбюризатора.
Карбюризатор влажностью более 5% про-
сушивается при температуре 100—150° С в
течение 3 — 4 час. Хранение карбюризатора
обязательно в сухом помещении в железных
бочках.
Типичными (нестандартными) карбюриза-
торами могут служить следующие смеси:
1) древесный уголь -+- 15— 20% Na2CO3;
2) древесный уголь + 5—10% Na2CO3; 3) дре-
весный уголь -+- 10—20%BaCO3f4) торфяной
кокс -f-15—20% Na2CO3; 5) древесный уголь -+-
-f- 20% малосернистого кокса -f-1% мела 4-
+ 10<V0BaCO8 + 10/0Na2CO3 + 3% патоки для
связи; 6) древесный уголь 4-5%ВаСО3 +
+ 50/о Na2CO8 + 5% СаСО3) — во всех случаях
размеры кусков древесного угля 5—15 мм.
Карбюризаторы приготовляются следующим
образом: минеральные соли растворяются в
воде и полученным раствором поливается
уголь, который затем тщательно перемеши-
вается и просушивается.
Рабочая смесь из указанных карбюриза-
торов составляется из одной части свежего
и двух частей отработанного.
Сварочные порошки для приварки
пластинок из быстрорежущей стали
Составы сварочных порошков, применя-
емых для приварки пластинок из быстроре-
жущей стали, даны в табл. 149.
Входящие в состав сварочных порошков
компоненты должны иметь следующие раз-
меры частиц: Fe, Мп и Fe, Si — 0,1— 0,3 мм,
Си — 0,8—1,0 мм, Ni, бура и стекло — в виде
мелкого порошка. Стальную стружку берут
непосредственно от станка, прокалённую при
700-800° С.
При приварке пластинок к сварочным по-
рошкам добавляют 10—30% обезвоженной
буры.
Закалочные среды
При погружении в закалочную среду рас-
калённой детали вокруг последней мгновенно
образуется плёнка из перегретого пара, за-
медляющая её охлаждение. В водных растворах
ГЛ. XI]
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
631
Таблица 149
Состав порошка в %
75% FeMn
60
80 (марки Мп-2)
75 (марки Мп-1)
Си
2О
25
до
85
Прочие
1. Стекло толчёное—зо
2. Бура обезвоженная—ю
Ki-io
Ni-17
Темпера-
тура пла-
вления в°С
1300—1320
ибо— и8о
ибо—и8о
ибо—и8о
120О— I22O
Применение
Для изделий из стали Р, РФ1, ЭИ-262
Для изделий из стали ЭИ-184, ЭИ-290
То же
Для изделий из стали ЭИ-260, ЭИ-276,
ЭИ-277
минеральных солей и кислот паровая плёнка
устойчива до 670—650° С, в воде до 650—
600° С, в масле (газовая плёнка) до 600—500° С,
и в коллоидальных растворах до 550—450° С.
Ниже этих температур плёнка разрывается,
и закалочная среда приобретает вновь воз-
можность непосредственного соприкосновения
с охлаждаемой деталью, скорость охлаждения
которой значительно увеличивается.
При достижении деталью температуры
кипения закалочной среды охлаждение про-
исходит посредством конвекции и значительно
замедляется.
Для характеристики закалочных сред имеет
большое значение их охлаждающая способ-
ность в интервалах температур 650—550 и
300—100° С. Охлаждающая способность при
650—550° С должна быть возможно большей,
чтобы обеспечить нормальную закалку, а при
300—100° С возможно меньшей, чтобы умень-
шить внутренние напряжения и устранить
возможность образования закалочных трещин.
В табл. 150 приведены данные относитель-
ной охлаждающей способности различных
закалочных сред. Охлаждающая способность
воды при 18° С принята за единицу.
Таблица 150
Закалочная среда
Вода при 0° С
, 18° С
, 26° С
, 50° С
, 74° С
Бода+ЮК КОН ...
Вода+ЮК NaCl
Вода+ЮИ Na.CO3
Вода + 10« HaSO4
Ртуть
Сурепное масло
Трансформаторное масло .
Минеральное масло ....
Эмульсия масла
Мыльная вода
Глицерин
Рыбий жир
Медные плиты
Железные ,
Воздух . . . . ¦ ¦
Средняя относитель-
ная охлаждающая
способность в интер-
валах температур
650-550° С
1,о5
1,О
о,7—о,9
о,15
о,о5
г,о
1,9—2,0
1.3
1>25
о,8
°.35
0,2
о,17
О,1
о.о5
0,22
о.З
О,1
coos
О.ОО2
300-200° С
1,О
1,О
1,О—1,1
1,О
о.75
1,1 — 1,4
1,О— 1,1
1,О
i,i—i,4
о,5-о,7
0,12
О,1
о,о5
о. 75
О: 75
0,65-0,9
О,1
О, I
о,о5
О.ОС2
Вода представляет собой резкий охлади-
тель и употребляется для закалки конструк-
ционной углеродистой стали с содержанием
до 0,5% С и до 0,8% Мп, инструментальной
углеродистой стали с содержанием 0,65—
1,3% С и не более 0,4% Мп и легированной
стали марок В1, В2, ХО5, Ф. Недостатками
воды как закалочной среды являются: а) боль-
шая охлаждающая способность при темпера-
туре детали 300—100° С, что приводит в не-
которых случаях к образованию закалочных
трещин; б) изменение охлаждающей способ-
ности с повышением температуры (добавка
5—10% NaCl или КОН способствует стабиль-
ности охлаждающих свойств воды).
Масла являются умеренными охлажда-
ющими средами и применяются для закалки
легированной стали, в некоторых случаях
стали 50, а также инструмента из углероди-
стой стали диаметром или толщиной не более
8 мм. Преимущества масла как закалочной
среды: а) малая скорость охлаждения при
температуре детали 300—100° С, благодаря
чему в изделиях, закалённых в масло, меньше
внутренних напряжений и отсутствуют за-
калочные трещины; б) стабильность охлажда-
ющих свойств при нагреве масла до темпера-
туры 80—100° С.
Недостатками масла являются: а) горю-
честь, б) выделение газов, вредных для здо-
ровья рабочих, в) загустение и изменение
охлаждающих свойств под влиянием высокой
температуры раскалённых деталей и окалины
с них, г) образование плёнки пригара, д) не-
большая охлаждающая способность при тем-
пературах 650—550° С, вследствие чего для
углеродистой стали невозможно получить нор-
мальную закалку.
В табл. 151 приведена характеристика не-
которых минеральных масел, практически
применяемых для закалки стальных деталей.
Таблица 151
Для закалки стали применяются главным
образом вода, минеральные масла и значи-
тельно реже водные растворы минеральных
солей и коллоидальные водные растворы.
Наименование масла
Веретённое 2
3
Автол 4 •
Машинное Л
С
ы
со
¦5 о
а „
?§.
2,0—2,2
2,8-3,2
3.5-4.о
4 -4.5
5 -5.5
Температура
вспышки
в °С не ниже
1б5
170
i8o
180
190
Температура
застывания
в °С не выше
-Зо
-Зо
-Зо
-15
— ю
632
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
[РАЗД. Ill
Наибольшее применение для закалки стали
имеют веретённые масла.
Водные растворы минераль-
ных солей в интервале температур 650—
550° С обладают охлаждающей способностью
значительно большей, чем вода, а в интервале
температур 30J—100° С большей или одина-
ковой с водой.
Типичные водные растворы минеральных со-
лей, применяемые для закалки стали: 1)вода-}-
+ 5—10<y0NaCI, 2) вода + 5—100/0Na2CO3,
3) вода +5-10%КОН.
Коллоидальные растворы в за-
висимости от концентрации коллоидальных
веществ характеризуются различной охла-
ждающей способностью, которая является
промежуточной между охлаждающей способ-
ностью воды и масла. Коллоидальные растворы
в интервале температур 650—550° С охла-
ждают медленнее воды, но быстрее масла, а
в интервале температур 300—100° С охла-
ждающая способность близка к воде.
Типичные коллоидальные растворы, при-
меняемые для закалки стали: 1) жидкое стекло
с модулем 2,5—3,0 и удельным весом 1,12—
1,2; 2) вода +@,25—1,25%) плёнки аль-
гината натрия; 3) вода +10—25% ацетата
кальция.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Кульчинский В. Г., Определение удельных
весов расплавленных солей и металлов, „НИИМАШ"
№ 8, 1934.
2. ПрокошкинД. А. и Дубовой В. Я-, Циани-
рование режущего инструмента, ЦДТ НКСМ, М. 1941.
3, Штейнберг С. С, Термическая обработка угле-
родистой стали. Охлаждающие среды для закалки
стали, изд. Центральных заочных курсов повышения
квалификации рабочих-стахановцев термистов, М.
1939.
Глава XII
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
РАСПИЛОВКА БРЁВЕН НА ПИЛОМАТЕРИАЛЫ
Последовательность распиловки. Раз-
личают распиловку первичную и вторичную.
Первичной называется распиловка брёвен на
пиломатериалы. Она производится на верти-
кальных и горизонтальных лесорамах, ленточ-
нопильных и круглопильных станках с ручной
или механической подачей. Последние могут
применяться как для продольной, так и для
поперечной распиловки. Вторичной называется
распиловка пиломатериалов и отходов на
тонкие доски, планки, бруски и пр. Она
производится на круглопильных, ленточнопиль-
ных и других станках с ручной или механи-
ческой подачей. Виды пиломатериалов пока-
заны в табл. 1.
Бревно приближённо можно принять за
усечённый конус со сбегом в 1 см на 1 м
Виды пиломатериалов
длины. Объём брёвен рассчитывают по ГОСТ
2708-44. При диаметре вершины dg в см »
длине бревна / в м диаметр комля
dK=deCM-\-(l м • 1 см/м).
При эксплоатационных и конструктивных
расчётах пользуются суммарной высотой про-
пилов 2^c, где пс = 7,5 (de + 0,5/) — средняя
высота пропила в мм. Например, при d8—20 см
и / = 6,5 м dK = 26,5 см; тогда hc =s 175 мм
и при числе пил у = 10 — У^пс = 1750 мм.
В табл. 2 показана последовательность рас-
пиловки брёвен на пиломатериалы, а в
табл. 3 приведена характеристика способов
раскроя.
Таблица I
Наименование
Эскиз
Наименование
Эскиз
Пластнна-однорез
Чистообрезная доска с тупын обзо-
лом по кромке
Двухкантный брус (снято два гор-
быля с диаметрально противополож-
ных сторон бревна)
Обрезная доска с острым обзолом
Острокантный брус (снято четыре
горбыля во взаимно перпендикуляр-
ных плоскостях)
Получистая доска с остатком гор-
быля
Четырёхкантный брус с отливами
(остатками периферийной части брев-
на)
Горбыли или обапол
Шпалы брусовая (слева) и пластин-
ная (справа)
Деловая рейка (идёт на ящичную
дощечку)
Чистообрезная доска (к этой же
группе относятся ящичные дощечки,
планки, бруски)
Цилиндрическая клёпка (получается
на цилиндрических пилах)
634
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
(РАЗД. III
Последовательность операций первичной распиловки древесины
Таблица 2
Раскрой
Оборудование
Эскизы
Брёвна на необ-
резные доски
Брёвна на брус
и необрезные
доски
Брус на обрез-
ные доски
Лесопильные рамы,
ленточнопильные и
круглопильные станки
То же
Лесопильные рамы
Виды от-
ходов (ис-
ключая
опилки)
Горбыль
Маршрут обработки отходов
Получа
емый
пилома-
териал
Для короткого {пропаливаемого)
горбыля
Торцовка, ребровая распиловка,
обрезка, чистовая торцовка
Для очень широкого (непропала-
ваемого) горбыля
Торцовка, продольная распиловка
(обеспечивает устойчивость горбыля
при последующей операции), ребро-
вая распиловка, обрезка, чистовая
торцовка
Для горбыля, идущего на ящичные
клетки
Торцовка, продольная распиловка
Обрез-
ная ДО'
щечка
То же
Ящич-
ная за-
готовка
Необрезная до-
ска по ширине
Круглопильные
станки (двойные об-
резные, однопильные
и многопильные)
Рейки
Торцовка, продольная распиловка,
чистовая торцовка
Бруски
Обрезная доска
по длине
Одно- и многопиль-
ные торцовые станки
Стульчики
Маршрут тот же, что для реек
Дошеч-
Способы распиливания брёвен на пиломатериалы
Таблица 3
Основные
признаки
Группы
Вид раскроя
Характеристи-
ка раскроя
Назначение раскроя
Преимущества
и недостатки
Оборудование
Количество
пил, одно-
временно
участвую-
щих в раз-
делении
материала
Индивидуаль-
ный
Производит-
ся одной пи-
лой
Оценка каждой отпи-
ливаемой доски с
целью увеличения ка-
чественного и объём-
ного выхода. Распи-
ловка ценных пород,
брёвен большого диа-
MeTpai фаутного леса,
Радиальная распилов-
ка тонких дощечек
(фанер). Применяется
при необходимости
сделать 1-2 реза в
бревне
Способ позволяет
выпиливать доску лю-
бой толщины и этим
увеличивать качест-
венный выход. По-
зволяет давать пово-
рот бревну для ради-
альной распиловки.
При de>l м повыша-
ет производительность
по сравнению с мас-
совой распиловкой.
Упрощает сортиров-
ку брёвен, но услож-
няет сортировку до-
сок. Требует испол-
нителей высокой ква-
лификации
Круглопильные
станки (шпалорез-
ки), ленточнопиль-
ны е—горизонталь-
ные и вертикаль-
ные, горизонталь-
ные лесорамы
Массовый
Производит-
ся за один про-
ход группой
пил
Массовое производ-
ство пиломатериалов
определённых разме-
ров из брёвен диаме-
тром до 700 мм (в
США до 1,5 ж).
При малых и сред-
них диаметрах брёвен
производительность
выше, чем при инди-
видуальной распилов-
ке. Организация про-
цесса проще. Кроме
одной или двухсредних
ДОСОК, ЯВЛЯЮЩИХСЯ
радиальными, все
остальные доски по-
лучаются тангенталь-
ными (см. 2, гр. II)
Вертикальные
лесопильные ра-
мы
ГЛ. XII]
РАСПИЛОВКА БРЁВЕН НА ПИЛОМАТЕРИАЛЫ
635
Продолжение табл. 3
Основные
признаки
Группы
Вид раскроя
Характеристика
раскроя
Назначение раскроя
Преимущества
и недостатки
Оборудование
Направле-
ние пропи-
лов относи-
тельно го-
довых ко-
лец
Радиальный
Пропилы на-
правлены под
радиусам го-
довых колец
или по близ-
кому к ним на-
правлению
Получение специаль-
ных сортиментов
Увеличивается цен-
ностный выход при
выпуске специальных
сортаментов, но ус-
ложняется процесс
распиловки и пони-
жается производи-
тельность
Круглопильные и
ленточнопильные
станки, лесорамы
Тангенталь-
ный
Пропилы на-
правлены по
касательным к
годовым коль-
цам или по
близкому к
ним направле-
нию
Наиболее распрост-
ранённый способ рас-
пиловки в вагоно-ав-
то-сельхозмашиностро
ении, строительстве,
тарном и других про
изводствах
Технологический про'
цесс проше, чем при
радиальной распилов
ке; позволяет приме-
нять массовый рас-
крой (см. 1, гр. II)
Все виды пиль-
ных станков с
плоскими полот-
нами пил
Направле-
ние пропи-
лов отно-
сительно
оси бревна
Продольно-
симметричный
Распиловка
параллельно
оси бревна
Получение равносбе
жистых досок нор-
мальных ширин и длин
См. 1, гр. И; 2 гр. II
и 4, гр. 1
Все виды пиль-
ных станков, кро-
ме станков со
сферическими
пилами
По сбегу
Распиловка
параллельно
образующей
конуса бревна
Получение длинных
досок с уменьшенным
сбегом и некоторого
количества коротких
досок с увеличенным
сбегом, но более ши-
роких (изготовление
полуфабрикатов для
ящичной тары)
Повышается выход
(опыт лесопильных за-
водов скандинавских
стран). Недостатки —
неравномерная загруз-
ка пил лесопильных
рам, сложная сорти-
ровка досок. При об-
резке досок по сбегу
выход увеличивается
Все виды стан-
ков с плоскими
полотнами пил
III
Торцовый
Распиловка
перпендику-
лярно направ-
лению волокон
Рескряжовка брёвен
Станки кругло-
пильные, ленточ-
нопильные. пилы
„лисий хвост", цеп-
ные электро- и ¦
мотопилы, слеше-
ры (многопильные
торцовочные стан-
ки) и др.
Однократный
проход бревна
через лесо-
пильную раму
{а) ;обрезка до-
сок на двой-
ном обрезном
станке (о")
Быстрый пропуск
большого количества
сырья (когда различ-
ная ширина досок не
играет роли)
Обрезкой досок ус-
ложняется технологи-
ческий процесс. На
1 —2°/0 понижается вы-
ход по сравнению с
брусовкой (см. 4, гр. II).
Не обеспечивается
ширина досок при дан-
ной толщине
Лесорама и двои'
ной обрезной ста-
нок
Брусовка
Двухкратный
пропуск брев-
на через лесо-
пильную раму:
/-брусовка;
2—развал бру-
са на обрезные
доски
Получение досок
определённой ширины.
Применяется преиму-
щественно для брГвен
большого диаметра
B8-30 см)
Увеличивается сред-
няя длина досок; вы-
держивается специфи
кация; упрощаются
разделка досок и сор
тировка; увеличивает
ся выход по сравне
нию с распиловкой
вразвал („слепой" ра-
скрой)
Для первого про-
хода лесопильная
рама или кругло-
пильный станок;
для второго про-
хода, лесопильная
рама
636
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. III
Степень
Объёмный
использования
выход
древесины.
где Vn ма — объём пиломатериалов, а УБ л3 —
объём брёвен. Объёмный выход зависит от
диаметра бревна и от степени обработки. При
длине распиливаемых брёвен / = 6-г6,5 м, при-
няв за единицу выход при de = 30 см, полу-
чаем следующие примерные выходы:
d в см .... з° вб 2а i6: и
в % . .... loo 97 93 7^ бэ
Следовательно, сравнение по а допустимо
при идентичных условиях. Укрупнённо можно
принять при de = 30 см такие величины объ-
ёмных выходов: а = 60—65<у0 для распиловки
брёвен на чистообрезной материал; а = 75%
для распиловки брёвен на доски с отливом и
полуобрезные; а = 80% при рядовой распи-
ловке на необрезные доски.
Сортов о-ц енностной выход, или
коэфициент сортности,
с =
где Vi — объём пиломатериалов разных сор-
тов, a ci — сортово-ценкостной коэфициент
для данного сорта, равный отношению его
цены к цене сорта пиломатериала, принятого
за единицу. Цены принимаются по существую-
щим прейскурантам и таблицам сортности.
Основные мероприятия по по-
вышению использования древе-
сины: а) подбор брёвен в партии по диа-
метру в соответствии с поставами; б) переход
на пилы с плющеным зубом для уменьшения
потерь на пропилы и технический брак и по-
вышения производительности; в) использова-
ние ребровой распиловки для получения тон-
ких досок; г) разделка отходов; д) максималь-
ное использование допускаемых обзолов;
е) применение максимальных поставов.
Поставом называется план раскроя бревна
на пиломатериалы заданной ширины В в см,
номинальной толщины s в мм и длины I в м
(при влажности W = 15%). Поставом также
называют набор пил в пильной раме при груп-
повой (массовой) распиловке соответственно
плану раскроя.
При чётном числе пил в поставе доска /
(фиг 1) называется сердцевой, а при нечётном
(фиг. 2) две доски / называются централь-
ными. Остальные доски носят название боко-
вых. Номинальным толщинам досок s соответ-
ствуют хорды As, называемые шириной по-
става.
К номинальной толщине доски 5 приба-
. as
вляют на усушку Д = щг мм, где a — при-
пуск на усушку в о/0 (См. ОСТ 7367). По дан-
ным ЦНИИМОД, о==5,181-0,094 W+ 21'365
s
для толщин от 8 до 100 мм и ах — 5,762—
89 94
—0,207 W + —~- для ширин от 110 до 300 мм,
где W — требуемая конечная влажность в о/о.
Ширина обрезной доски В в см опреде-
ляется по меньшей хорде. При данном сред-
0^-3,3 мм
Фиг. 1. Постав с сердцевой доской.
нем диаметре бревна D в см получаем соот-
ношение D2 = A2S + B\ тогда ширина обрез-
ной доски будет В = У D2 — A2S .
Ь -чиь-
Фиг. 2. Постав с двумя центральными досками.
Ширина пропила в в мм равна толщине
пилы б в мм плюс двухсторонний развод
зубьев пилы 26' — 1,Зн-1,5 мм. У пил № 13,
14, 15 и 16 б = 1,65^-2,41 мм. В среднем
можно принять в = 3,3 мм.
ГЛ. XII)
РАСПИЛОВКА БРЁВЕН НА ПИЛОМАТЕРИАЛЫ
637
Расчёт постава. С учётом сбега
\ см на \ м длины проектируют бревно на
плоскость, перпендикулярную его оси (фиг. 3).
Концентрические окружности соответствуют
сечениям перпендикулярно оси бревна через
1111
I
У
1
Ш
?99У
Фиг. 3. График для расчёта размеров досок
длины, ширины и толщины-
каждые 2 м (для большей точности лучше
вести расчёт при сечениях через 1 м). При
de = 22 см, /=6,5 л и намеченном поставе
доски / получаются обрезными по всей ширине
на длине 6,5 м. Доски II будут иметь на длине
2 м обзол, следовательно, чистообрезными по
всей ширине они получатся только на длине
4,5 м. Доски /// будут получистыми примерно
на длине 2,5 м, а обрезными по всей ширине —
на длине 4 м. Крайние (контрольные) пилы,
поставленные вне вершинного диаметра, нач-
нут рез с горбыля после подачи бревна на
2 м; чистообрезная доска длиной около 2,5 м
получится у комля.
Составляя ряд вариантов, определяют наи-
выгоднейший. Запись постава производится в
порядке последовательного расположения до-
сок по диаметру бревна перпендикулярно
плоскости распила: 25—40—60—40—25 (фиг. 1);
19-25-40—40-25-19 (фиг. 2).
В табл. 4 приводятся толщины досок со-
гласно теории о максимальных поставах (при-
менительно к объёмному выходу).
Таблица 4
Толщина досок по максимальным поставам
Коли-
чество
досок
5 пар
4 пары
3 .
о,8
<V75
о,8
М5
о,8
°7?5
Ширина
постава
в долях
1.05
I,Об
о,дб
i,oo
Порядковый номер пары
досок от центра
1-я 2-я 3-я 4-я I 5-я
Толщина досок в долях dg
0,164
0,167
0,190
0,300
0,223
0,237
0,120
0,133
0,130
0,130
0,147
0,147
0,091
0,091
0,097
0,103
0,110
0,123
0,075
0,086
0,088
0,100
—
-
0,073
0,085
Так как таблица составлена без учёта про-
пилов и усушки, необходимо постав соответ-
ственно откорректировать. Например, при
d8 = 22 см и ~- = 0,75 получим: а) теоре-
тический постав 22—23—29—44—44—29—23—
22; б) практический постав 19—19—25—40—
40—25—19—19. Следовательно, можно запи-
19 25 40 25 19
сывать поставы так: — = ^— —.
При разработке необходимо соблюдать сле-
дующие условия: 1) сокращать число пил,
чтобы этим уменьшить потери на опилки;
2) избегать раскроя крупных брёвен на тон-
кие доски, чтобы сократить потери на усушку;
3) располагать пилы так, чтобы получить тол-
стые доски по центру бревна, а тонкие — по
периферии; 4) ограничиваться толщиной досок
12 мм ввиду трудности установки тонких
разлучек, и в дальнейшем распиливать эти
доски на более тонкие ребровыми пилами;
5) располагать пилы так, чтобы метик при-
шёлся на сердцевую доску; 6) придерживаться
симметричных поставов, чтобы обеспечить
равномерную нагрузку рамы; 7) использовать
максимальные поставы для увеличения объ-
ёмного выхода.
Технологический поток. При распиловке
древесины на лесопильных рамах расчёт про-
изводительности и подбор оборудования
определяются характером потока. На фиг. 4
показана типичная схема
потока на лесопильном за-
воде. Сплошные линии со-
ответствуют 100%-ной рас-
пиловке в цель (в развал), а
пунктирные—100%-ной бру-
совке. Обычно заводы ра-
ботают со смешанной рас-
пиловкой: часть рам попарно
установлена в шахматном
порядке для брусовки BБ
рам), а часть — для распи-
ловки в цель (Ц рам).
Число установлен-
ных рам (или рамосмен)
Ы—7Б-\-Ц, число эффек-
тивных рам (или рамосмен)
Э=Б + Ц. Коэфициенг бру-
совки по числу рам (или
. N—Э Б
рамосмен) -\г = —^— = -ц .
3D0
т
Ц12
i
4Г
5+ +5 +5
т'
т
Если каждая из спаренных
рам распиливает за смену
V\ ms сырья, а рама для рас-
пиловки вразвал — V^mS, to
количество сырья по про-
пуску П — 1EVX + ЦУг, а по
распилу P = EVi+U,V2. Коэфициент брусочки
по сырью
Фиг. 4. Схема ти-
пичного потока ле-
сопильного завода:
/ и 2 — рамы; 3 —
обрезные станки;
4 и 5 — торцовоч-
ные станки; а —
брёвна; Ь — брус;
с — необрезные до-
ски; к и е — обрез-
ные доски; от— об-
резные и оторцо-
ванные доски.
П—Р
БУл
72 !
При переходе на брусовку требуется мень-
шее число обрезных и реечных станков, так
как вместо реек получаются горбыли, распи-
ливаемые на ребровых станках. При постоян-
ной работе с брусовкой рамы устанавливают
„тандем" (фиг. 5, средние рамы), причём ка-
ждую пару рам обслуживает одна бревнотаска.
При смешанной распиловке рамы устанавли-
вают в шахматном порядке (фиг. 5, крайние
рамы); в этом случае каждая рама имеет свою
бревнотаску.
Разработка отходов производится в лесо-
пильном цехе или же выносится в цехи вто-
ричной распиловки.
Фиг. 5. Планировка восьмирамного лесопильного завода: / — бревнотаски; 2 — лесопильные рамы; 5 — обрезные станки; 4 — ребровые станки; 5 — торцовочные
станки для реек; 6 — реечные станки; 7 — малый обрезной станок; 8 — концеравнитель.
ГЛ. XII]
РАСПИЛОВКА БРЁВЕН НА ПИЛОМАТЕРИАЛЫ
639
Подбор лесопильныхрам (табл. 5)
производится по детальной спецификации
сырья после разработки поставов, когда опре-
делится процент брусовки и будет сделана
разбивка брёвен на группы толщин, по кото-
рым подбирается просвет лесопильных рам.
Величина просвета равна dK -f-lOO-r-150мм.
max
Таблица 5
Схема расчёта количества рам
Диа-
метр
брёвен
йв см
й'х
d3
Количество
брёвен
т в шт.
от,
т3
Объём од-
ного бревна
V в м3
V,
V,
Объём
партии
брёвен
в м*
Ч
Посыл-
ки А
в мм
Среднегодовая
производитель-
ность рамы по
сырью
в .«3/смену
г 10001
г
Распиловка в цель (в развал)
А»
"л
"я
ЭР-с
З2
Зр-с
Число
смен в
году b
Ь
ь
Количество
эффективных
рам в году
з Эр с
э,
Количество
установлен-
ных рам
в году ЛГ
23,
23.з
и т. д.
а>1
ч
т\
ГПп
v\
V2
г
Vy
Распиловка с брусовкой
А1
Д2
Р ¦ С1
р • с3
b
b
Э2
oq
и т. д.
! = Я
Итого N — 2 ^ 3. + 2
Примечание. Обозначения в формуле для V: п — число оборотов вала в минуту; fti=0,93 — коэфициент
использования рамы в течение смены; ?а=-0,9 — среднегодовой коэфициент использования рамы; I — средняя длина
бревна в м.
Фиг. 6. Планировка аме-
риканского ленточнопиль-
ного завода: /—вертикаль-
ные ленточные станки; 2—
многопильные обрезные
станки (эджеры); 3 — мно-
гопильный торцовочный
станок для реек (слешер);
4 — многопильный торцо-
вочный станок для досок
г (триммер); 5 — лесотаска;
•-Месторабочего tf - стол обмерщика брё-
вен; 7 — поперечная круг-
лая пила для брёвен; 8 — горизонтальная ленточная пила; 9 — центральные посты управления; 10 — сбрасыватель
брёвен; 11 — поперечные транспортёры для брёвен; 12 — сбрасыватель брёвен; 13 — механизмы для навалки и пе-
реворачивания брёвен; 14 —ленточные тележки; 15—люки для коры и мусора; 16 — рольганги; 17 — поперечные
цепные транспортёры для досок; 18 — поперечные цепные транспортёры для горбылей и реек; 19 — попереч-
ные цепные транспортёры для толстых досок; 20—транспортёры для нарезанных горбылей и реек; 21 — много-
пильные станки для мелочи; 22 — концеравнитель; 23 — двухцепные поперечные транспортёры; 24 — углубление
для отдёргивающей рейки; 25— подвесная будка для рабочего у триммера; 26 — козлы для вязки драни.
-3900
Фиг. 7. Планировка шпалорезного завода: 1 — искусственный бассейн; 2 — автоматическая бревнотаска; 3 — шпалорезные станки; 4 — пути для тележек; 5 — столы
с роликами; 6 — дроворезки; 7 — платформы (тирки) для дров; 8 — платформы для одношпальника; 9 — платформы для двухшпальника; 10 — транспортёр для опилок;
11 — трансмиссионный вал; 12—15— шкивы; 16 -электродвигатель; 17 — пусковой реостат.
ГЛ. XII]
СУШКА ПИЛОМАТЕРИАЛОВ
641
Подбор распиловочных стан-
ков. Обрезные станки строят со скоростью
подачи до и = ПО mjmuh. Средняя скорость
подачи и ~ 70 mjmuh. При t мин. в смену и
коэфициенте использования времени станка
к = 0,75 производительность LM = 0,75 ut. По
разработанным поставам определяют число
досок и погонаж, подлежащий обрезке в смену.
Обычно на 1 — 1,5 эффективной рамы требуется
один обрезной станов
У ребровых круглопильных станков для
разделки горбылей и = 15—40 м!мин, иср =
= 25 mjmuh, k = 0,7. Число горбылей опре-
деляется по поставам; деловой горбыль со-
ставляет примерно 50% всего количества.
Если число пропилов равно 1,2, то L ч ~ 0,7 ut.
У обрезных станков с четырьмя или пятью
пилами для распиловки дощечек, получаемых
с ребрового станка, и i 30 м/мин, k — 0,7. Ско-
рость подачи на однопильном реечном станке
и ^ 50—70 м\мин, k = 0,7- 0,75. Количество
реек определяется по производительности
обрезного станка. Средняя длина реек 3—4 м.
К дальнейшей обработке пригодны около
30—50% реек. Среднее число пропилрв для
реечного станка примерно 1,2.
Обрезка дилен производится на двойных
обрезных станках со скоростью подачи до
60 м/мин или на диленно-реечных станках с
и = 50—70 м/мин иЬ 0,5.
Производительность торцовочных педальных
пил — 8—10 резов в минуту. При полной тор-
цовке обрезных досок принимают на один об-
резной станок от двух до четырёх торцовоч-
ных станков.
Разргзка на точную длину дощечек и бру-
сков (пачками), получаемых после разработки
горбылей и реек, ведётся трёхпильными 14он-
церавнителями.
Расчёты рабочих участков лесопильных
цехов см. т. 14, гл. VI.
Ленточнопильная распиловка.
На фиг. 6 показана схема американского двух-
ленточного лесозавода. Для переработки гор-
былей применяются горизонтальные, а для
роспуска толстых досок на тонкие — верти-
кальные ленточные ребровые станки. Про-
дольная и поперечная распиловка досок и
отходов производится на многопильных стан-
ках с дисковыми пилами — эджерах, слешерах,
триммерах.
Производительность ленточнопильного
станка в смену
где Т — продолжительность смены в секун-
дах; Vff— объём бревна в м*; k — коэфициент
использования рабочего времени смены.
Здесь t — полное время для распиловки
бревна в сек.; ta—время на смену бревна в
сек.; tg — время на переворачивание бревна в
сек.; тп — количество переворачиваний бревна;
ир — скорость подачи в м/сек\ у — количество
резов на бревно; щ—скорость обратного
хода каретки в м/сек.
Распиловка на круглопильных
станках. На фиг. 7 показана схема шпало-
резного завода. Круглые пилы больших диа-
метров вследствие значительной толщины по-
лотна D—4,5 мм) позволяют выполнить зубча-
тый венец с малым числом зубьев (например,
при D = 1500 мм число зубьев г = 60). Подача
на зуб равна 2—2,5 мм. В результате дости-
гается большая производительность (увели-
ченный погонаж одинарного пропила) при
пониженном удельном энергопотреблении.
Поэтому круглые пилы широко применяются
в виде одно- и двухпильных станков с механи-
ческой подачей (каретки, цепи) для распи-
ловки на брус, шпалу, пластины.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бершадский А. Л., проф., Пособие для прак-
тических занятий по расчёту производительности и
мощности лесопильной рамы, АЛТИ, Архангельск
1939.
2. Б е р ш а д с к и й А. Л., проф., Расчёт мощности
и производительности лесопильных рам, ГЛТИ,
1947.
3. Браунсхирн Ф., Лесопильный завод, ГЛТИ, 1933.
4. В л а с о в Г. Д., доц., Лесопильное производство,
ГЛТИ, 1933.
5. В о й т и н с к и й Н. С, Пилоставное дело, ГЛТИ,
1930.
6. Г у т е р м а н М. Н. и Ш о д э Г. А., Пособие
для освоения повышенных посылок на лесопильных
рамах, ГЛТИ, 1942.
7. Колтунов Я- Л., доц.. Многопильная торцовка
пилопродукции, ГЛТИ, 1933.
8. М а с л е н н и к о в А. Н., Круглопильные станки,
Бюро ВНИЛИ, 1931.
9. Минкевич А. М., проф., Лесопильное производ-
ство, ГЛТИ, 1938.
10. Справочник по лесопилению, ГЛТИ, 1947.
11. Ш у м а т о в Н. Л. доц., Лесопильное производство
ГЛТИ, 1931.
СУШКА ПИЛОМАТЕРИАЛОВ
ВЛИЯНИЕ ВЛАЖНОСТИ НА ФИЗИКО-
МЕХАНИЧЕСКИЕ СВОЙСТВА ДРЕВЕСИНЫ
Определение влажности древесины. В
древесине различают влагу свободную (всё
количество влаги выше 30%) и связанную
(от 30 до ии/0). Влажность определяется по весу
влаги, приходящейся на единицу веса абсо-
лютно сухой древесины (ОСТ НКЛеса 250).
41 Том 7
Для определения влажности пиломатериалов
вырезают на расстоянии 20—40 см от торца
так называемую секцию влажности (см.
стр. 645, фиг. 21), которую взвешивают на
технических весах и затем высушивают в су-
шильном шкафу при температуре 100* 5° С до
постоянного веса. Обозначим начальный
вес секции G\, вес её в абсолютно сухом
642
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД.Ш
состоянии G%. Тогда влажность древесины
Значения влажности древесины. Влаж-
ность растущей древесины составляет в сред-
нем 70—90%. У хвойных и ядровых листвен-
ных пород, а также у бука и липы влажность
в наружной части ствола достигает 100—
140Vo. a B средней части она равна 30—50%.
У сплавной древесины Влажность наружной
части ствола больше (для всех пород). На фиг. 8
0.4 0,5 0.6 0,7 0,8 0,9 1,0 U 1,г"У»3
Объемный вес древесины
Фиг. 8. Зависимость объёмного веса древесины от её
влажности: 1 — пихта; 2 — тополь; 3 — осина; 4— ель;
5 — липа; б—ольха; 7 — сосна; 8 — берёза; 9 — орех;
10 — лиственница; Л — бук, клён, ясень; 12 — дуб.
показана зависимость между объёмным весом
и влажностью древесины. Например, при влаж-
ности 100% объёмный вес сосны будет равен
0,85 (точка А), т. е. 1 мв сосновой древесины
будет весить 850 кг. Максимально возможная
влажность сосны составит около 170% при
весе ИЗО кг/м? (точка С), а её минималь-
ный вес — 490 кг/мв при влажности 0%
(точка Е).
После естественной сушки влажность дре-
весины уменьшается до 12—20%, а после
искусственной сушки—до 7—15%. Для рас-
чёта количества влаги, испаряющейся при
сушке, принято понятие „условный объёмный
вес", т. е. отношение веса древесины в абсо-
лютно сухом состоянии к её объёму при
влажности более 30%. Средние величины
условного объёмного веса для разных дре-
весных пород: пихта—0,35; кедр и тополь —
0,37; осина — 0,38; ель — 0,39; ольха — 0,42;
сосна — 0,43; берёза и орех —0,51; листвен-
ница -- 0,5С; бук, клён и ясень — 0,57; дуб —
0,58; граб —0,64.
Пример расчёта: количество влаги, удаляе-
мой из 1 л3 сосны влажностью 70% при вы-
сушивании её до 10%, будет
Равновесная влажность. При длительном
нахождении в воздушной среде, состояние ко-
торой неизменно, древесина достигает опреде-
лённой влажности, называемой равновесной.
При этом очень сухая древесина увлажняется,
а сырая высыхает до этого предела. Например,
при температуре воздуха 20°С и его относитель-
ной влажности 60% (обычные комнатные усло-
вия) равновесная влажность древесины соста-
вит 11%; при той же температуре, но при
относительной влажности 40% равновесная
влажность древесины снизится до 8% (фиг. 9).
25
го
15
5-
о ю го
-гаг
0
го"
60°
40°
80°
ЮР
щ
У
А
ш
г
30 40 S0 60 70
Влажность воздуха t
80 90 %
°'43
100° = 258
Фиг. 9. Зависимость равновесной влажности древесины
от влажности и температуры воздуха.
При искусственной сушке конечная влажность
древесины доводится до равновесной, соответ-
ствующей состоянию воздуха, в котором дре-
весина будет находиться во время эксплоата-
ции. Исходя из требуемой конечной влажно-
сти, устанавливают технические условия на
сушку.
Усушка и разбухание древесины. При
удалении связанной влаги древесина усыхает.
Величина полной усушки по длине волокон со-
ставляет 0,1—0,2%, и ею на практике обычно
пренебрегают; по направлению радиуса дерева
полная усушка достигает 3—8%, а по напра-
влению годичных колец (тангентальное напра-
вление) — 6 — 12%. Из-за-неодинаковой усушки
в радиальном и тангентальном направлениях
происходит деформация сечения деревянных
деталей при изменении содержания в них
связанной влаги
(фиг. 10). При этом
квадратное сече-
ние переходит в
прямоугольное или
ромбовидное, круг-
лое — в овальное
и т. п.
Величина усуш-
ки сосновых и ело-
вых' пиломатериа-
лов нормирована
ОСТ ВКС 7367, а
дубовых — ОСТ
НКЛеса 8791/172.
Усушка берёзы,
бука, граба, клёна
и ясеня приравни-
вается к усушке дуба. Величину припуска на
усушку в соответствии с этими нормами
можно определить при помощи номограмм
(фиг. 11 и 12). Например, для сосновых и ело-
вых пиломатериалов толщиной 80 мм и ко-
нечной влажностью 10% припуск на усушку
Фиг. 10. Деформация дерева
при сушке из-за неодинакового
усыханиядревесины в радиаль-
ном и тангентальном напра-
влениях.
ГЛ. XII]
СУШКА ПИЛОМАТЕРИАЛОВ
643
8 to t? и ю is го г? „ г* %
Конечная влажность пиломатериалов
Фиг. 11. Номограмма для определения припуска на
усушку сосновых и еловых пиломатериалов по толщине
и ширине при начальной влажности более 30%>
по толщине составит 3,6 м к (фиг. 11, точка
А). Точно так же можно найти припуск на
усушку по ширине; для материалов шириной
180 мм при конечной влажности 12% он бу-
дет равен 6,8 мм (точка В). Для дубовых
пиломатериалов в качестве примера может
служить брусок сечением 40 X 150 мм на-
чальной влажностью 36%. Припуск на усушку
по толщине (фиг. 12) составит Уд — YB =
= 2,9—1,0= 1,9 мм, а по ширине Yq— Ye—
= 9,5—3,2 = 6,3 мм, где YA, YB, Ус и YE —
ординаты точек А, В, С и Е.
При увеличении влажности до 30% древе-
сина разбухает. Величина разбухания соот-
ветствует величине усушки при том же диа-
пазоне влажности. Деформация сечения дета-
лей при их разбухании противоположна де-
формации от усушки.
ЕСТЕСТВЕННАЯ СУШКА ПИЛО-
МАТЕРИАЛОВ
Материал, влажность которого перестала
убывать, уравновесившись в тёплое время
года с состоянием наружного воздуха, назы-
вается воздушно-сухим. Для средней евро-
пейской части СССР влажность такого мате-
риала будет около 15%. Материал, имеющий
транспортную влажность (не более 20%),
можно перевозить в крытых вагонах или в
тёплое время года укладывать в плотные
стопы, не опасаясь поражения его плесенью
или синевой. Любой пиломатериал влажно-
стью более 20%, если его не направляют в
сушило для искусственной сушки, необходимо
сразу же после выпиловки или получения со
стороны укладывать для естественной сушки
(исключая зимний период). Естественная сушка
осуществляется в период апрель — октябрь.
В южных районах ClXP этот период удли-
няется.
Укладка пиломатериалов в штабели.
Хвойные пиломатериалы обычно укладывают
6 Ю М 18 22 26 30 34 38 42 46 S0 54 58%
Конечная и начальная влажность пиломатериалов
Фиг. 12. Номограмма для определения припуска на
усушку дубовых пиломатериалов по толщине и ширине.
Фиг. 13. Штабельные фундаменты: а — на
сваях; б — на бетонных опорах; в — на
клеточных опорах.
644
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. III
для естественной сушки (ГОСТ 3808-47) в шта-
бели на специальной территории— бирже и
покрывают временной крышей из бракован-
ных досок. На открытом воздухе штабели
группируют в секции по 4—12 штабелей в ка-
ждой, с разрывами между штабелями 1—2 м.
Материал помещают на штабельный фунда-
мент с горизонтальным основанием (фиг. 13).
Фиг. 14. Сарай для посто-
янного хранения качествен-
ных пиломатериалов.
Высота фундамента 0,4 м для южных и
0,8—1,2 м для северных районов СССР, а
также для затопляемых территорий бирж. Ма-
териалы твёрдых лиственных пород и ценные
материалы хвойных пород укладывают в сарае
или под навесом (фиг. 14). Материал укла-
дывают на спе-
циальных проклад-
ках сечением 25х
х 50 мм, разме-
щаемых в горизон-
тальном ряду че-
рез 1—1,5 м (для
тонких досок) или
через 2 м (для тол-
стых досок]. При
сушке низкосорт-
парами вразбежку (фиг.. 15); толстые доски
для предохранения их торцов от растрески-
вания укладывают впотай (фиг. 16).
Временную крышу делают из двух рядов
досок толщиной 20 — 25 мм. Уклон крыши
около 12°.
Продолжительность естественной сушки
зависит от толщины материала, времени года
и климатической зоны. На фиг. 17, где пока-
зана эта зависимость, пунктирные
линии соответствуют весенним и
осенним месяцам, а сплошные —
летним месяцам применительно
к разным климатическим зонам.
Дефекты естественной суш-
ки. При естественной сушке мо-
жет происходить: а) коробление
материала (фиг. 18) вследствие
недостаточного или неправильного
зажатия досок при сушке; б) рас-
трескивание материала из-за чрез-
мерно быстрого испарения из него
влаги; в) образование плесени,
покрывающей материал, пораже-
ние материала синевой или его
загнивание вследствие медленной
сушки при высокой влажности
воздуха в штабеле; г) неравномер-
ное просыхание всей массы мате-
риала в штабеле или даже отдель-
ных досок по их длине из-за
неодинаковых условий испарения влаги в раз-
ных местах штабеля. Все эти дефекты сушки
обычно являются результатом неудовлетвори-
Фиг. 15. Укладка досок парами
вразбежку.
ных пиломатериалов в качестве прокладок часто
применяют узкие доски или заготовки. По вы-
соте штабеля прокладки нужно располагать
строго одну над другой.
Доски или заготовки кладут в штабель с
горизонтальными промежутками (шпациями)
между боковыми кромками. Шпации образуют
сплошные вертикальные каналы, по которым
воздух циркулирует внутри штабеля. Для
70 20 30 Ь0 50 сутки
Ориентировочная продолжительность есте-
ственной сушки сосновых пиломатериалов
Фиг. 17. Продолжительность естественной сушки сосно-
вых пиломатериалов в различных климатических зонах
СССР: I ч II— Заполярье и северные области европей-
ской части; /// — Ленинградская область и Карело-Фин-
ская ССР; IV — средняя полоса европейской части СССР
и северная часть Сибири; V — северная часть УССР,
Приволжье и южная часть Сибири; VI— южная полоса
европейской части СССР.
Фиг. 16. Укладка досок впотай.
ускорения сушки, а также для того, чтобы
предотвратить посинение (поражение мате-
риала грибками), тонкие доски укладывают
Фиг. 18. Виды деформации пиломатериала при сушке:
а — деформация жёлобом; б — скручиванием; в — изгиб
на кромку; г — продольный изгиб.
ГЛ. XII]
СУШКА ПИЛОМАТЕРИАЛОВ
645
тельного ведения биржевого хозяйства и пре-
жде всего следствием небрежной укладки пи-
ломатериалов в штабели.
ИСКУССТВЕННАЯ СУШКА
ПИЛОМАТЕРИАЛОВ
• Принцип действия лесосушил. В каче-
стве сушильного агента в лесосушилах при-
меняется воздух или топочные газы. На
фиг. 19 изображены принципиальные схемы
наиболее распространённых сушил периоди-
ческого действия. Воздух, нагреваемый в ка-
лорифере, направляется в штабель, где он
охлаждается, забирая влагу из высушивае-
мого материала. Увлажнённый воздух ча-
стично удаляется наружу, а остальное его
количество снова нагревается в калорифере
и в смеси со свежим воздухом опять посту-
пает в штабель.
Движение воздуха по материалу происхо-
дит вследствие увеличения удельного веса
воздуха из-за его охлаждения в штабеле
(фиг. 19, я) или же побуждается вентилято-
ром (фиг. 19, б). Скорость движения воздуха —
1—2 м/сек. Если периодически менять напра-
вление вращения осевого вентилятора, то и
движение воздуха по материалу будет изме-
няться и получать обратное направление (су-
шила с мощной реверсивной циркуляцией).
Этим способом достигается более равномер-
Фиг. 19. Схемы сушил: а — парового с естественной
циркуляцией воздуха; б—парового с побудительной
циркуляцией воздуха; в — газового; 1 — калорифер;
2 — канал для горячего газа; 3 — вентилятор; 4 — высу-
шиваемый материал; 5 — канал для отработанного воз-
духа; 6 — каналы для свежего воздуха.
ное просыхание материала по всему сечению
штабеля.
В сушилах непрерывного действия, при-
меняемых для массовой сушки однородных
сортиментов материала мягких пород толщи-
ной до 50 мм, движение воздуха происходит
по схеме противотока. В газовых лесосуши-
лах воздух подогревают добавлением к нему
небольшого количества горячих бездымных
топочных газов (фиг. 19, в). Конструкции лесо-
сушил см. т. 14, стр. 256—260.
Укладка материала для сушки. Подле-
жащие сушке доски или заготовки уклады-
вают в штабели на прокладках толщиной
25 мм и шириной 35—45 мм. Если материал
сушится в камерах с естественной циркуля-
цией воздуха, то между Кромками каждых
двух соседних досок оставляют горизонталь-
ные промежутки (шпации), равные в среднем
половине ширины доски и совпадающие по
вертикали у всех рядов досок (фиг. 20, а).
Детали (заготовки) укладывают группами по
2—Зшт. плотно по их ширине. Таким образом
по всей высоте штабеля образуются сплош-
ные каналы для движения воздуха.
Горизонтальное расстояние между проклад-
ками должно быть не менее 30-кратной тол-
щины материала для хвойных пород и 25-крат-
ной — для лиственных. По высоте штабеля
прокладки располагают в вертикальных пло-
скостях. Детали, применяемые в качестве
Фиг. 20. Схемы укладки пиломатериалов для сушки:
а — в камерах с естественной циркуляцией воздуха;
б — в камерах с мощной реверсивной циркуляцией воз-
духа.
прокладок, должны быть не толще 30 мм и не
шире 50 мм.
В штабель укладывают материал одной
породы; допускаемое отклонение по толщине
не более ± 10%.
На фиг. 20, б показана укладка материала
без шпаций в камерах с мощной реверсивной
циркуляцией воздуха.
Контроль процесса сушки. Для замера
температуры и влажности воздуха в лесосу-
шилах применяются психрометры Августа или
самопишущие психрографы со шкалой до
100° С. Правильность показания этих прибо-
ров периодически сверяется с показаниями
контрольных термометров. Замеры осуще-
ствляются на потоке воздуха, входящем в
штабель.
Скорость процесса сушки устанавливается
по уменьшению веса контрольных образцов,
закладываемых в штабель (схема вырезки
образцов из доски показана на фиг. 21). Вес
абсолютно сухой древесины в образце
_ GO-1GO
е ~ ^о +100'
где Go — вес, a Wo — влажность сырого
образца в момент его изготовления.
Контрольные образцы взвешивают через
каждые 1—2 суток в зависимости от длитель-
ности процесса. Параллельно ведётся наблю-
дение за ходом сушки по внешнему виду
материала и по силовым секциям контроль-
ных образцов [2] *. Если обнаруживается
Секция для определения влажности Силовая секция
¦15-20 _г.
Секция послойной влажности
Фиг. 21. Схема вырезки контрольного образца.
опасность возникновения трещин (в первую
очередь на торцах), необходимо увлажнить и
поднять температуру воздуха в камере на
8—10 СС, чтобы прогреть материал на 5—8 °С.
* На фиг. 21 показана зона вырезки силовой секции.
646
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
{РАЗД. Ill
Перед окончанием сушки проверяется ла-
бораторным анализом (ОСТ НКЛеса 250) влаж-
ность материала в разных зонах штабеля. Ве-
личина конечной влажности должна соответ-
ствовать равновесной влажности воздуха
(см. фиг. 9), в котором высушенная древесина
будет длительное время находиться в период
эксплоатации. Для отапливаемых помещений
в зависимости от гигро-термических условий
в них влажность высушенной древесины до-
пускается в пределах 7—12%.
Если известны средние значения показа-
ний психрометра для какого-либо помещения
(с учётом поправки на скорость воздуха), то
влажность древесины, уравновешивающаяся
с влажностью воздуха этого помещения, можно
определить по диаграмме на фиг. 22. Напри-
30
х25
С;
И
| ю
ь
п
$
¦у
1
Й
1/;
«;
¦"
/
'/
/
/
•-
/
/
'/
¦/¦
Г""
т
<
&
/
г
/
/
л
¦=-
/
/
?
/у
/
-?
¦*
&
У
/
/
/
f
?
У
у.
}
/
1ft
/
i
г*
/
/
/"
У
$
->
к"*
1"-
1 ¦
-tp"
—t
^_
I°J
I
4|»
ГЧ
i
4
%
t
1
A
A
!
i
V
Фиг.
ной
го 40 во во °c
Температура по сухому термометру t
22. Номограмма для определения равновес-
влажности древесины W и влажности воз-
духа ср по показаниям психрометра.
мер, при температуре воздуха 24° С и его пси-
хрометрической разностиб^Сравновесная влаж-
ность древесины будет 10%. При температуре
воздуха 50° С (в сушиле) и психрометрической
разности 11° С равновесная влажность древе-
сины составит 8%; при этом относительная
влажность воздуха <р = 50%.
Производительность сушильной камеры
определяется длительностью сушки и коли-
чеством загружаемого материала (см. т. 14,
стр. 259). Для сопоставления производитель-
ности камеры при сушке материала различ-
ных сортиментов введено понятие .условный
материал", в качестве которого приняты сосно-
вые обрезные доски толщиной 50 мм, шири-
ной 100—200 мм и длиной более 1 м* на-
чальной влажностью 60% и конечной 12°/0.
Уложенный на прокладках толщиной 25 мм
с горизонтальными промежутками (шпациями),
равными в среднем половине ширины досок,
этот материал должен качественно просыхать
в камерах с естественной циркуляцией в тече-
ние 6 суток.
Продолжительность сушки Z пиломате-
риала той же характеристики, что и условного,
но других пород, следующая (в сутках): ели
и пихты — 5,5, кедра — 6, берёзы — 10, бука —
14, лиственницы — 16, ясеня — 18 и дуба — 28.
Для определения продолжительности сушки
различных материалов при разных способах
сушки приняты следующие расчётные коэфи-
циенты, на которые умножают величину Z:
Вид материала и способ Коэфициенты
сушки
Материал толщиной Ь менее
Ь
м ~W
Материал толщиной Ь более
/~м"
— = 0,0028/*3
50я
Бруски с отношением ши-
рины к толщине до 2 .... 0,8
Доски необрезные, а также
широкие обрезные 1,1
Заготовки длиной 0,3, 0,5 Соответственно
и 0,7 л 0,7, 0,8 и 0,9
Строительные детали, нека-
чественная тара и др. (рядо-
вая сушка) 0,83
Обозные детали, клёпка и
другие детали, подвергаю-
щиеся нагрузке при эксплоа-
тации (высококачественная
сушка) 1,33
Сушка в камерах с мощной
реверсивной циркуляцией . . 0,83
Сушка в камерах с есте-
ственной циркуляцией воздуха 1
При влажности, отличающейся от влаж-
ности условного материала, Z пропорцио-
нально логарифму отношения начальной и
конечной влажности материала (с постоянным
коэфициентом 1,43 для десятичных логариф-
мов).
Пример расчёта продолжительности сушки:
материал — дубовые бруски сечением 30 X
X 40 мм и длиной более 1 м; начальная влаж-
ность—70%, требуемая конечная влажность —
10%; сушка — высококачественная в камерах
с мощной реверсивной циркуляцией:
Z = 28 Щ- 0,8-1,33.0,83-1,43 lg ^~ =
= 21,3 lg 7 = 18 суткам.
Расчёт сушил см. т. 14, стр. 261 и 262
Характеристика лесосушил. Сушила пе-
риодического действия строятся длиной 7 и
14 м соответственно на один или на два шта-
беля досок длиной 6,5 м. По ширине ушила
также устанавливаются один или два штабеля.
В сушилах непрерывного действия с по-
будительной циркуляцией размещаются по
длине пять штабелей. Габаритные размеры
дверных проёмов: ширина—2 м, высота от го-
ловки рельсов — 3 м.
В паровых лесосушилах в качестве нагре-
вателей применяются чугунные ребристые
трубы или компактные пластинчатые калори-
феры. Пар — насыщенный, давлением 3—4ати.
Расход пара в сушилах непрерывного дей-
ствия при сушке пиломатериалов хвойных
пород толщиной до 35 мм составляет 2—3 кг
на 1 кг испаренной влаги или около 500—
700 кг на J м3 высушиваемой древесины (мень-
ший расход относится к работе сушил в лет-
ний период). Сушка толстых пиломатериалов
или древесины лиственных пород требует
Режимы сушки авиационной древесины (разработаны ВИАМ)
Таблица б
Влажность
материала
8 °/
Более 40
<,0—35
35-30
30-25
25 20
20-15
15—10
Конечный
прогрев
si
и
о.
с X
Н <"
К О.
1°
о,о8
о,ю
О,II
о, 14
о, 17
О,2б
—
А-2
Для лиственни-
цы в планках
толщиной до
3~> мм
, и
У-в
? «*
S о.
48
49
5°
53
56
61
63
71
ПР
ы
6,5
7
8
ю
13
17
IQ
7,о
МРЦ
4
5
б
8
12
17
19
7,о
А-3
Для бука в до-
сках и дреках
толщиной до
35 мм
' о
5о
51
52
55
58
6i
63
68
ПР
ы
4.5
5
6,5
ю
13
14
16
7
МРЦ
3
3,5
5
8
и
14
1б
7
А—4
Для сосны и
ЛИПЫ ТОЛЩИНОЙ
до 35 мм
. и
га'"
Е га
_
—
55
6о
65
68
во
ПР
ИГ
ы
_
—
9
ю
13
2О
7
МРЦ
_
—
7
8
12
17
эо
7
А-5
Для ели в бру-
сках толщиной
до 100 мм
. о
га°
s и
Н (-'
5°
53
¦so
бо
64
66
8о
ПР
ы
6,5
7
9
12
15
i8
2О
7
МРЦ
4
5
7
ю
14
18
ао
7
А—6
Для ясеня тол-
щиной до
35 мм
-т
52
54
58
6i
63
бз
7°
ПР
ы
6,5
7
9
12
15
1б
18
7
МРЦ
4
5
7
ю
14
1б
18
7
А—7
Для дуба в до-
сках и дреках
толщиной до
35 мм
. и
ceo
g-
Н н
45
45
45
47
52
56
6г
ПР
а
ы
4.5
5
5.5
6
7
то
14
б
МРЦ
3
3.5
4
5
7
ю
*4
б
А—8
Для пихты в
брусках толщи-
ной до 100 мм
, U
Н н
51
54
57
6i
64
66
67
8о
ПР
и
8,5
и
14
18
20
20
21
7
МРЦ
5
8
и
18
18
го
21
7
А-9
Для сосны
сплавной в за-
готовках
, и
«о
| я
? а.
н I-1
—
63
64
66
69
7°
Во
ПР
_
—
ю
и
12
14
15
7
МРЦ
_
—
8
9
и
14
15
7
А—10
Для сосны в
брусках толщи-
ной до 100 мм
, и
S?;
56
58
60
63
66
69
72
80
ПР
ы
5-5
6
6,5
7.5
9
12
2О
7
МРЦ
4,5
4
5
6
8
12
2О
7
Примечания: 1. Эти режимы назначаются в тех случаях, когда необходимо получить высушенную древесину с высокими механическими показателями. Производительность
сушила при данных режимах понижается в 1,5—3 раза.
2. Продолжительность конечного прогрева зависит от величины напряжений в материале, однако она должна быть не менее 1 часа на каждый сантиметр толщины материала.
3. ПР — психрометрическая разность в °С; ЕЦ — естественная циркуляция воздуха; МРЦ — мощная реверсивная циркуляция.
Таблица 7
Влажность ма-
териала в %
Выше 40
40-30
30—25
25-20
20-15
15-10
10 и ниже
н§
0,18
0,11
0,14
0,17
0,26
М—1
, и
5й
6о
бз
66
68
71
74
77
ПР
W
4,5
5.5
7.5
ю
Ч
21
3°
МРЦ
2.5
4
6
9
Н
21
3°
Медисонские режимы
М—2
,О
я°
?"я
S о.
Н н"
57
6о
63
66
68
71
74
ПР
Ы
4
5,5
6,5
ю
13
2О
3°
МРЦ
з.5
4
5.5
9
13
2О
ЗО
гао
§""
щ °>
Н ь"
54
57
6о
63
66
68
71
сушки для
м—г
ПР
и
4
5
0,5
4,5
13
17
25
МРЦ
з.5
3-5
5
9
13
17
35
материалов
твёрдых лиственных пород
М-4
, и
52
54
57
6о
63
65
68
ПР
ш
4
5
6,5
9.5
13
17
24
МРЦ
2.5
3.5
5
8.5
13
'7
, О
°"«
qj ш
с я
^Ь'
Н Н
49
52
,54
57
6о
63
66
М-5
ПР
ш
4
5
6
8
и
¦5
21
МРЦ
2-5
3.5
5
7.5
и
15
21
М-6
, и
са о
ire
с я
Н н"
46
49
52
54
57
6о
63
ПР
Ы
3-5
5
6
8
ю
Ч
21
МРЦ
2
3.5
4-5
7,5
ю
14
21
М-7
О. и
с Л
S О.
QJ ^
Е- Р
43
47
49
52
54
57
6о
ПР
ы
2,5
4
5
7
ю
13
18
МРЦ
1.5
3
4
6-5
ю
13
i8
с я
? о.
Н н"
4°
43
46
49
52
54
57
М-
-8
ПР
2
3
4-5
6
8
и
lt>
МРЦ
i
2
Зо
5>5
8
и
16
Примечания: 1. Данные режимы применяются для сушки досок толщиной до 40 мм; на каждые 25 мм сверх этой толщины берут следующий по таблице номер режима.
2. Режимы предназначаются: М—1 — для берёзы, липы, тополя; М—2 — для ивы, ильма и каштана; М—3 —для клёна; М—4 —для бука; М—5 - для ореха; М—6, М—7 и М—8-
для дуба.
3. Коэфициент пересчёта по времени равен единице для диапазона падения влажности материала от 60 до 12%.
4. ПР — психрометрическая разность в °С; ЕЦ — естественная циркуляция воздуха; МРЦ— мощная реверсивная циркуляция.
648
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. Ill
большего расхода пара, зависящего от про-
должительности сушки и определяемого по
ориентировочной формуле
D= 1,5 + a (tK — te)Z,
где D — расход пара в кг на 1 кг испарен-
ной влаги; Z — продолжительность сушки
в сутках, tK — средняя температура в камере,
t8 — средняя температура наружного воздуха,
а — коэфициент, равный в среднем 0,002 для
сушил непрерывного действия и 0,003 для
сушил периодического действия.
Для циркуляции воздуха используются глав-
ным образом осевые вентиляторы ЦАГИ се-
рии У и осевые реверсивные вентиляторы.
, Выбор типа сушил зависит от требований,
предъявляемых к качеству сушки, производи-
тельности сушильной установки и характе-
ристики материала, подлежащего сушке. Для
высушивания досок хвойных пород толщиной
Таблица 8
Медисонские
Обозначе-
ние режи-
ма
ООО
ООО
ООО
оо
оо
оо
о
о
о
о
режимы
сушки
ДЛЯ
хвойных порол
Влажность материала в %
Раз-
дел
I
4°
4°
2О
4о
4°
2О
3°
3°
2О
15
Раздел
II
35
35
хб
35
35
16
25
25
16
12
Раздел
III
3°
3°
13
Зо
3°
13
2О
2О
13
IO
Раздел
IV
25
25
25
25
13
—
—
¦ и
Темпер
тура в
82
88
93
7i
77
82
57
66
74
79
материалов
ПР
ЕЦ
8
1б
28
8
15
25
7
13
i8
25
МРЦ
4
12
28
4
и
25
3-5
ю
14
25
до 50 мм в количестве свыше 10 000 л*3 в год,
а также однообразных деталей, когда материал
при сушке не нуждается в периодическом
увлажнении, пользуются сушилами непрерыв-
ного действия. В остальных случаях применяют
сушила периодического действия преимуще-
ственно с мощной реверсивной циркуляцией
воздуха; лишь для пиломатериалов, не нуждаю-
щихся в качественной сушке, при малой го-
довой производительности используют сушила
с естественной циркуляцией. В проектах сушил
с естественной циркуляцией воздуха следует
предусматривать возможность применения
вентиляторов.
Возможно устройство на одном предприя-
тии лесосушил и периодического, и непре-
рывного действия. Во всех сушилах с побу-
дительной циркуляцией скорость движения
воздуха по материалу должна быть не менее
1 м\сек.
В табл. 6 приведены данные о режимах
сушки авиационной древесины, в табл. 7—9—
медисонские режимы сушки пиломатериалов
различных пород. В табл. 10 дан перечень воз-
можных дефектов сушки и способов их устра-
нения.
Таблица 9
Применение медисонских режимов сушки для
материалов хвойных пород
Примечание. ПР — психрометрическая разность
в °С; ЕЦ — естественная циркуляция воздуха; МРЦ —
мощная реверсивная циркуляция.
Толщи-
на ма-
териа-
ла в мм
хб—35
4о —6о
65-85
9О- I2O
Качественная сушка
(категория I)
Сосна и
кедр
oo-I
oo-IV
о— III
м-7*
Ель и
пихта
ООО—III
оо-Ш
О-Ш
М-б*
Рядовая сушка (кате-
гория II)
Сосна и
кедр
ооо-Ш
оо-Ш
о-Ш
М-б*
Ель и
пихта
ООО—11
оо—И
о—II
М-5*
* См. табл. 7.
Дефекты искусственной сушки древесины и их устранение
Таблица 10
Дефекты
Причина
Меры устранения
1. Неравномерное
просыхание партии
материала по длине
штабеля
2 Неравномерное
просыхание партии
материала по ширине
штабеля
3. Неравномерное
просыхание партии
материала по высоте
штабеля
а) Неравномерный нагрев воздуха
калорифером из ребристых труб по
длине камер (паровые сушильные
камеры периодического действия)
б) Неравномерная подача свежего
или нагретого воздуха по длине ка-
мер (периодического действия)
Слабое движение воздуха в штабе-
ле (при побудительной циркуляции)
а) Несоблюдение вертикальности
шпаций или их недостаточные раз-
меры (в камерах с естественной цир-
куляцией воздуха)
б) Неудовлетворительная конструк-
ция камеры с побудительной цирку-
ляцией
в) Неудовлетворительная конструк-
ция камеры с естественной циркуля-
цией
а) Проверить уклон всех ребристых труб калори-
фера и правильность отбора из него конденсата.
Устранить местный застой конденсата в калорифере
или скопление в нём воздуха. При необходимости
реконструировать калорифер, добившись равно-
мерной теплоотдачи
б) Отрегулировать равномерность распределения
по длине сушильной камеры температуры, влаж-
ности и количества нагретого воздуха
Усилить циркуляцию воздуха, обеспечив его дви-
жение по материалу со скоростью более 1 м/сек, в
сочетании с реверсированием; свести к минимуму бес-
полезную утечку воздуха; более редко укладывать
материал в местах, где он слабо просыхает
а) Шпации должны быть строго вертикальными и
равными при ширине (в среднем) не менее половины
ширины доски (или двух-трёх узких деталей, уло-
женных вплотную друг к другу); кроме того, необхо-
димо более разреженно укладывать материал в ниж-
ней части штабеля
б) Реконструировать циркуляционную систему, до-
бившись равномерного распределения воздуха по вы-
соте штабеля
в) Расположить нагревательные устройства ни-
же основания штабеля или при возможности приме-
нить мощную побудительную циркуляцию воздуха
ГЛ. XII]
МЕХАНИЧЕСКАЯ ОБРАБОТКА ДРЕВЕСИНЫ
649
Продолжение табл. 10
Дефекты
4. Неравномерное
просылание партии
материала по всему
сечению штабеля.
5. Поперечное р
дольное коробление
материала (или дета-
лей) во время сушки
6. Коробление мате-
риала после сушки.
7. Растрескивание
материала во время
сушки
8. Растрескивание
материала после суш-
ки (внутренние тре-
щины в дубовых и бу-
ковых пиломатериа-
лах)
9. Растрескивание
материала при меха-
нической обработке
(например, при строж-
ке)
10. Появление на ма-
териале плесени во
время сушки
Причина
Меры устранения
а) Укладка в штабель материала
разных сортаментов или применение
сдвоенной (по толщине) укладки.
б) Сушка широких досок в камерах
с естественной циркуляцией.
в) Применение широких или сырых
прокладок' или укладка деталей в
клетку с частым расположением
прокладок.
а) Большое расстояние между про-
кладками или неодинаковая толщина
прокладок.
б) Неправильное расположение про-
кладок (не на одной вертикали).
в) Коробление материала в верхних
(незажатых) рядах штабеля.
а) Наличие напряжений в матери-
але и неравномерное распределение
в нём влажности по окончании суш-
ки
б) Конечная влажность материала
не соответствует требуемой.
Неудовлетворительный режим суш-
ки и отсутствие должного наблюде-
ния за состоянием материала
Выпуск из сушила материала со зна-
чительными напряжениями и перепа-
дом влажности по сечению материала
Выпуск из сушила пересушенного
(хотя бы с поверхности) и покоро-
бленного материала
Застойная циркуляция воздуха в
штабеле при низких температурах
сушки
а) Не допускать отклонения в толщине материала,
укладываемого в штабель, более ± 10°/„. Сдвоенную
укладку можно применять только для материала
тоньше 19 мм
б) Широкие доски (шире 200 мм) укладывать на
прокладках толщиной 40—50 мм или же сушить та-
кие доски в камерах с побудительной циркуляцией.
в) Применять сухие и неширокие (до 50 мм) про-
кладки, размещая одну от другой не менее чем на
350 мм.
а) Расстояние между прокладками не должно пре-
вышать 30-кратной толщины высушиваемого матери-
ала хвойных пород и 25-кратной—твёрдых листвен-
ных пород.
б) Располагать прокладки в рядах материала строго
одну над другой
в) Укладывать на верх штабеля несколько рядов
неответственного по назначению материала или же
несколько рядов коротких и узких деталей, не под-
вергающихся значительному короблению
а) Медленнее высушивать материал (при повышен-
ной влажности воздуха); прогревать материал с од-
новременным увлажнением его в конце сушки; про-
изводить распиловку толстых досок на тонкие до
сушки.
б) Производить повторную сушку до равновесной
влажности, т. е. до влажности воздуха, в котором
изделие будет находиться в условиях эксплоатации.
Назначать режимы сушки в строгом соответствии
с характеристикой материала; вести процесс сушки,
применяя все необходимые приборы, которые должны
быть тщательно проверены и правильно установлены;
внимательно контролировать состояние высушивае-
мого материала по его наружному виду, распреде-
лению в нем влажности и величине напряжений
См. № б, а
Усилить контроль за ходом процесса сушки; про-
верить состояние сушил и всей аппаратуры; чаще
размещать прокладки
Правильно укладывать материал для сушки
(см. № 2 и 3) и периодически его нагревать выше
60°С (при высокой влажности воздуха)
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бычков А, Г., Осевые вентиляторы ЦАГИ серии У,
ЦАГИ, 1938.
2. Кречетов И. В., Сушка пиломатериалов, ГЛТИ,
. 1946.
3. Л у р ь е М. Ю., Сушильное дело, ОНТИ, 1938.
4. С е л ю г и н Н. С, Сушка древесины, ГЛТИ, 1940,
МЕХАНИЧЕСКАЯ ОБРАБОТКА ДРЕВЕСИНЫ
РАСКРОЙ ПИЛОМАТЕРИАЛОВ
Поперечная распиловка. Разделение дре-
весины на части пропилами, идущими пер-
пендикулярно или под углом к направлению
волокон, называется поперечной распиловкой.
Поперечная распиловка брёвен производится
балансирными пилами с вращающимся пиль-
ным диском, пилами „лисий хвост" с воз-
вратно-поступательным движением пильного
полотна и цепными пилами. Для поперечного
раскроя широких досок и щитов приме-
няются круглопильные маятниковые, а также
торцовочные станки с прямолинейным движе-
нием, снабжённые ручной или механической
подачей. Раскрой досок шириной до ЗОЭ мм
производится на круглопильных педальных
станках и многопильных концеравнителях
Основные операции на перечисленных стан-
ках: торцовка, т. е. отпиливание концевых
неровностей с трещинами; разделение досок
на концы заданной одинарной или кратной
650
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. 111
длины; выборка пазов; снятие потёмков пер-
пендикулярно длине досок; чистовая торцовка
в размер (мелкозубыми пилами); торцовка на
ус в специальных приспособлениях — цулагах
(или на усорезных станках). Иногда торцовка
производится на ленточнопильных станках.
Укрупнённый расчет норм. На
фиг. 23 указаны примерные значения скоро-
стей ручной подачи для маятниковых пил.
Для определения норм, а также для расчёта
потребного оборудования необходимо учиты-
вать коэфициент использования рабочего
дня ч\э и коэфициент использования станоч-
ного времени t\c. Расчётная скорость подачи
ир = г<э "*\с и- Для укрупнённых расчётов можно
ориентировочно принимать ч]д = 0,85-т-0,95, а
у\с = 0,5-=-0,6 для маятниковых торцовочных
пил, у\с = 0,45-5-0,55 для педальных, торцовоч-
ных и концеравнителей с кареткой, %=0,8-5-0,9
для торцовок с механической подачей. Вели-
чину и для пил с механической подачей
принимают по конструктивным данным.
Продольная распиловка заключается в
разделении древесины на части пропилами,
tOO 200 300
Длина реза
Ш мм
•Фиг. 23. Скорости ручных подач при обработке древе-
сины твёрдых пород на маятниковых торцовочных стан-
ках (для мягких пород значения подач увеличиваются
в 1,3 раза): 1 — для ft = 10 мм; 2— для h-ЗОмм; З—для
А =50 мм; 4— для А=80 мм; 5 — для Л = 100 мм.
идущими параллельно направлению волокон,
Продольный раскрой досок и брусков произ-
водится в основном на круглопильных стан-
ках с ручной и механической подачей (при-
менение ленточнопильных станков см. ниже).
Основные операции: обрезка обливин (рейки)
у необрезных досок; раскрой досок в размер
по ширине; снятие фасок; обрезка щитов в
размер; выборка продольных пазов; снятие
четвертей в два прохода; образование гребней
в четыре прохода; зарубка шипов и проушин;
прямоугольные вырезки в щитах; роспуск
досок по толщине на ребро; распиловка бру-
сков на клинья по ширине и толщине; вы-
резка крестовин и ряд других работ с при-
менением специальных приспособлений — кон-
дукторов, подставок, цулаг и т. п.
Производительность кругло-
пильных станков с ручной пода-
ч е й. Для расчётов принимают скорости по-
дач и за единицу при числе оборотов п =
= 2000 в минуту, числе зубьев пилы z =
«¦ 60 и высоте пропила h = 2b мм (значения
и в м/мин для ели и сосны —17, листвен-
яицы—16, берёзы и ясеня —14, дуба и
бука — 12). При других величинах я, Л и г
можно приближённо определить скорости по-
дач по графикам на фиг. 24 и 25. Например,
для распиловки сосновых досок при h = 50 мм,
п = 2500 об/мин, и г = 60 получим
1,2
Ц0.9
%0,8
%0,7
0,4
500 1000 1500 2000 2500 П об/мин
Фиг. 24. Определение ип для продольного
распиливания на круглопильных станках
при ручных подачах.
u= 17.1,09-0,6= 11,12 м/мин, а для дубовых
досок и= 12-1,09.0,60=7,85 mjmuh. Величину
2Д 2,5 3,0 Z5Z/60
50 75 Ьмм
Фиг. 25. Определение иг и нд для
круглопильных станков при ручных
подачах.
ип = 1,09 находим на фиг. 24, а величину
hh — 0,6 — на фиг. 25 *.
Производительность кругло-
пильных станковс механической
подачей зависит от
располагаемой полез-
ной мощности N. При
и = 10 м/мин, диа-
метре пилы ?) = 400
мм, п = 2000 об/мин,
г = 60 и h = 25 мм
за единицу мощности
принимаются следую-
щие значения А/в кет:
для сосны и ели —
1,25, лиственницы 1,40,
берёзы и ясеня—1,70,
дуба и бука — 2,10.
При других исходных
величинах Л/, D, п, г
сс5?т
% 25
| 1,5
| W
<§ Q5
0
/
/
/
/
/
У
/
и h скорости подачи
можно определить по
графикам на фиг.
26—28.
Фиг. 26. Определение #д
и Р^ для круглопильных
станков при механической
• На графиках (фиг. 24—28, 30—36) приняты следую-
щие обозначения: ид, в , н^, а^, Ujy—относительные
значения скоростей подачи при разных значениях (соот-
ветственно) числа оборотов и, числа зубьев пилы г,
высоты пропила я, ширины строгания Ь, диаметра рас-
пиливаемого материала D; N , ^пп> Л^, N , N^ —
относительные значения мощности резания при разных
значениях л, D, и, г, я; Рп, Рц, Рг, Р^ — относитель-
ные значения силы резания при разных значениях
л, и, г, я.
ГЛ. XII]
МЕХАНИЧЕСКАЯ ОБРАБОТКА ДРЕВЕСИНЫ
651
Пример 1. Найти скорости подач
для распиловки сосны и дуба при D=500,
п - 2600, Л - 50 мм, г - 60 и N=5 кет.
2,2
Ы
, Ю
1,9
1,8
и
1**
I 1,3
¦ 49
\
\
\
А
А
V
\
'А
У,
/
/
\
А
/
/
/
у
\(
/
/
у
/
у
/
/
/
>
>
з>
/
у
(к
/
у
У
У
у
><
/
У
У
I ЬО
\o.8
^ 0,7
0,6
0,5
аи
аз
0,2
at
¦' 0__— , , . . . .—.
500 ЮОО 1500 2000 2500 пЩн
Фиг. 27. Определение _Vn и Р_ для
un a
круглопильных станков при механиче-
ской подаче. Кривые для N: 1 — при
D=600 мм; 2— при _)«=5Ь0 мм; 3— при
D — ЫОмм; 4 - при Z3-450 мм; 5-
при D-400 мм; 6 — при ?>«=300 мм.
/
А
у
/
/
у
/
/
——
}у
——
X
денная величина
r-лл
3'5 A:e/n> т' е' для сосны она в
о с
о с
раза больше, а для дуба в -^х » 0,92 раза меньше, чем требуется при
о, /о
я = 10 м/мин. Найдя по ординате на фиг. 28 Лц — 1,55 и ЛГЦ •_ 0,92.
устанавливаем, что и «20 м'ман для сосны и и — 10 м/мин для дуба.
Пример 2. Определить значение и из примера 1 при г, = 30.
z 30
Так как — — тг- =» 0,5, то JV, — 0,75. Следовательно, для сосны по-
Z 60 z
лучим не W - -—_ — 1.55, а Л - 9.,с'П7С; ",10, чему соответствует
ЗОж/жня, а для дуба N =¦ -^
3,5
— 1,23, чему соответствует
а з,78 • 0,75
и * 14 м]мин.
Графики позволяют решать и обратные задачи по опреде-
лению потребных мощностей при заданных режимах работы.
Для определения расчётных скоростей подач ир на
круглопильных станках принимают ч\д = 0,9-i-0,93 для стан-
ков с ручной подачей и г1д = 0,88—0,9 для станков с ме-
ханической подачей; ч\с - 0,65, 0,75 и 0,8 для ручных по-
дач при длине материала соответственно до 0,8, 1,2
и 2 м и 7^ = 0,9-1-1,0 для механических подач.
Раскрой на ленточнопильных станках
производится как в поперечном, так и в продольном на-
правлениях, а также криволинейными пропилами вплоть до
Ю ~20 30 W 50 60 70 80 90 100 и м/мин
0,5 W 1.5 2,0 2,5 Z/60
ТО 20 30 ЪО S0 60 70 80 90
Фиг. 29. Определение а^ (йн) для ленточных пил:
/—прямой рез по линейке для мягкой древесины; 2 — для
твёрдой древесины; 3 — прямой короткий рез по раз-
метке для твёрдой древесины; 4 — для мягкой древесины;
5 — прямой рез по разметке для мягкой и твёрдой дре-
весины; 6 — круговой и криволинейный рез; 7 — работа
ажурной пилой.
кругового. Распиловка ведётся по упору, по разметке, по
шаблонам, а также с применением различных специальных
приспособлений. Скорости ручных подач на ленточно-
пильных станках для различных приёмов работы приве-
дены в графике фиг. 29. Коэфициент использования рабо-
чего дня принимают i]d = 0,9-=-0,93, а коэфициент исполь-
зования станочного времени г^ = 0,7-г-0,8.
Фаг. 28. Определение Ри> Nu, Рг и Ng
для строгания при механической подаче.
При Л = 50 Nh = 1,8, тогда N == 1,8х
X 1.25 — °25 кет для сосны и N =
-» 1,8 • 2.Ю = 3,78 кет для дуба. Эти дан-
ные соответствуют п •= 2000 и О = 400 мм;
следовательно, для сравнимости мы можем
заданную мощность N — 5 кет привести
к точке А на графике фиг. 27, отве-
чающей указанным условиям. Так как
N =1,43 при D - 500 и п = 2600, а точ-
ке А соответствует Nnn — U то приве-
СТРОГАНИЕ И ФРЕЗЕРОВАНИЕ
При ручных работах строгание производится рубанками
и другим аналогичным инструментом, а при станочной
обработке — на циклевальных станках, а также при по-
мощи встроенных зачистных ножей на четырёхсторонних
строгальных станках. Производительность строгания (ско-
рость подачи) рассчитывается по формуле
100Д/
где и—скорость подачи в м/сек, N — полезная мощность
в кет, Ь — ширина строгания в мм, h — толщина снимав-
652
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. III
мого слоя в мм; k — удельная работа в
кгм\сл&. При угле резания 8 = 60° k равен
0,8—1 для ели и сосны, 1—1,15 — для лист-
венницы, 1,2—1,4 — для берёзы и ясеня, 1,4—
1,8 — для дуба и бука.
Фрезерование производится на различных
станках в зависимости от характера обработки
древесины. На фуговальных станках (здесь
процесс фрезерования называют также стро-
го-,
V
\
ч
—
|
!
§¦§/,0
0 12 3Ь5678'9Ьмн
Фиг. 30. Определение а^ для строгания при ручных
подачах.
ганием) придаётся плоскостность базовой по-
верхности обрабатываемого материала (рих-
товка пласти), ведётся строгание в угол по
линейке, фуговка кромок у пачки досок и за-
готовок, а иногда и строгание по накладкам
на столе поверхностей незначительной кри-
визны (например, у лыж). На рейсмусовых
станках производят строгание (фрезерование)
в размер по толщине; по прямоугольному
сечению (после строгания в угол на фуговаль-
ном станке); в размер на клин в цулагах
(шаблонах), а также строгание поверхностей
незначительной кривизны. На фрезерных стан-
ках производят фрезерование плоское про-
дольное, сквозное, а также несквозное, огра-
ниченное с одной стороны или с двух сторон;
плоское под углом к оси бруска; отбор фаски;
отбор фальца сквозного и несквозного; от-
и 12 3U5678 9Z
100 200 300 W0 Ьнм
Фиг. 31. Определение и и и. для строгания при ручных
подачах.
бор шпунта сквозного и несквозного; отбор
гребня сквозного и несквозного; фрезеро-
вание свесов фанеры у фанерованных брусков;
криволинейное фрезерование (внешнее и вну-
треннее) замкнутых контуров; криволинейное
фрезерование незамкнутых контуров вогну-
тых и выпуклых. На четырёхсторонних
строгальных станках производят прямолиней-
ное сквозное фрезерование деталей с четырёх
сторон в один проход; то же на автошпунто-
вальных станках с той лишь разницей, что
на них фрезерование ведётся последовательно
по двум кромкам. К работам, выполняемым
на шипорезах, относятся зарезка рамного
шипа и проушины; зарезка шипа на ус;
скругление торцов; отборка торцового паза.
Зарезка ящичных шипов — прямых и в форме
ласточкина хвоста, сквозных и полупотай-
/
s
I***
IIй
II"
0,6
W0 125 150 175 200 D мм
Фиг. 32. Определение aD для
строгания при ручных подачах.
ных — производится на специальных станках.
На цепнодолбёжных станках производится
выработка гнёзд спомощьюфрезерныхцепочек.
Производительность плоского
фрез ерования (строгания) при ручных
подачах. При расчётах за единицу принимают
следующие значения скоростей подач и при
п = 4000 об/мин, диаметре окружности резания
D = 100 mm, z = 2, ширине фрезерования
b — 100 мм, тол-
щине снимаемого
слоя h = 1 мм: для
ели и сосны и =
= 25 м/мин, для
лиственницы — 22
м/мин, берёзы и
ясеня — 19 м/мин. ,п
дуба и бука—16 ?ь ®8
м/мин. При дру-
гих данных можно
определить значе-
ния и по графикам
на фиг. 30 — 33.
Например, при
D=125 мм, п =5000 об/мин, г = 4, Ь =
= 300 мм, Л = 3 мм величины и составят
6,3 м/мин для сосны и 4 м/мин для дуба.
Чтобы найти эти величины, нужно сначала
определить по графикам значения и^, иг, иь,
ио, ип. При плоском фрезеровании двумя но-
жами и — 8 м/мин для сосны (по графику на
фиг. 31 иг—\ при z = 2 вместо «г = 0,8
при z = 4).
Производительность профиль-
но г о ф ре зерования при ручных подачах
определяется по данным табл. 11. При меха-
нических подачах скорости принимают по
конструктивным данным с учётом располагае-
мой полезной мощности. Производительность
можно рассчиты-
вать по графикам
на фиг. 34 — 36.
За единицу прини-
маются следующие
мощности N при
п = 4000 об/мин,
г=2, «=10 м/мин,
h = 25 мм, D =в
100 мм, угле реза-
ния о =55°: для ели
и сосны Л/=0,5 кет,
для лиственницы—
0,6 кет, для бе-
рёзы и ясеня —
0,75 кет, для дуба
и бука — 0,2 кет.
Мощность изменяется пропорционально из-
менению ширины строгания или углов реза-
ния и не зависит от диаметра круга резания.
На фиг. 34—36 указаны величины и за-
висимости для примерного определения и. При
b = 200 мм, h = 3 мм, л=5000 об/мин, *=2
и Д/=4,6 кет получаем и = 20 м/мин.
Для многосторонних станков расчёт делают
применительно к каждому ножовому валу,
принимая меньшую из полученных скоростей.
Для укрупнённого расчёта скоростей по-
дач ир при фрезеровании принимаются сле-
дующие примерные значения коэфициентов
использования рабочего дня и станочного вре-
мени: т)д = 0,9н- 0,93 для станков с ручной по-
дачей; г\д = 0,88ч-0,9 для станков с механи-
Iе4
1
* 2000 Ш0
Фиг. 33. Определение и^ для
строгания при ручных подачах.
ГЛ. Xll]
МЕХАНИЧЕСКАЯ ОБРАБОТКА ДРЕВЕСИНЫ
653
Таблица И
Операции
Фрезерование:
по линейке (вдоль
волокон)
в торец
Шиповые работы
Фрезерование гнёзд
Скорость
Порода
древесины
Твёрдая
Мягкая
Твёрдая
Мягкая
Твёрдая
Мягкая
Твёрдая
и мягкая
ручных подач при
40
профильном фрезеровании
Площадь сечения снимаемого слоя
80 | 120
160 j 200
240
280
а мм*
320
360
400
Значения и в м/лшн
IO
15
8
12
8
и
3-5
8
13
6,3
ю
6
8,5
2,7
6,5
9,5
5,4
8,з
4,5
6,о
2,0
5,2
8
4,6
7,°
З.а
4,5
i,6
4.4
6,5
3,8
5-9
3,2
3,2
1.3
3,7
5,4
3,3
5»°
1,6
з,а
i,i
3 2
4,6
2,8
4-3
1,3
1,6
1,О
2,9
4,1
2,4
3.8
—
—
2,6
3,7
2,0
3>3
—
3,3
3,2
1,6
2,7
—
ческой подачей; ric и 0,5-4-0,7, 0.7-MJ.8, 0,8+0,9
для станков с ручной подачей при длине бру-
дующее время обработки одной стороны
стенки в зависимости от её ширины до
130 мм — 0,25 мин., до 200 мм — 0,30 мин.,
1,3 —Vf
S; 1,0
%Q7
Н 0,6
Фиг. 34. Определение N. и Р^ для стро-
гания при механической подаче.
20 30 40 50 60 70им/миь
i ? 3 U 5 в 7 Z
Фиг. 35. Определение Nu, Nz, Pu и Pg
для круглопильных станков при механи-
ческой подаче (гс — отношение применяе-
мого числа зубьев к 60).
~^г—1
Л
—
L.
L
ч
-Nn-
—4—j
WOO 3000 WOO 5000no6/Ml/H
Фиг. 36. Определение
Л' и Р для строга-
ния при механической
подаче.
тх = 0,8ч-0,9 для рейсмусовых, автошпунто-
вальных и фуговальных станков; т\с — 0,85-т-0,95
для калёвочных и четырёхсторонних станков.
Производительность при шипо-
резныхработах. В укрупнённых расчётах
применительно к зарезке рамного шипа на
односторонних шипорезах скорость подачи
принимают по данным, приведённым в табл. 12.
Таблица 12
Скорость ручных подач при зарезке шипов
на шипорезных станках
Вид
шипа
Оди-
нарный
Двоит
ной
Порода
древесины
Твёрдая
Мягкая
Твёрдая
и мягкая
Площадь
100
200
300
сечения
слоя
400
Значения
и
13
6
9
и
6
8
IO
5
6
9
4
снимаемого
в мм3
500
600
700
и в mImuh
5
7
3
4,5
о
3
4
5
2,5
800
3,5
4
3
При этом общую длину обработки полагают
равной ширине закладки плюс расстояние
между осями горизонтальных и крайних вер-
тикальных валов. Для двусторонних шипорезов
с автоподачей производительность рассчиты-
вают по конструктивным данным. При расчёте
ящично-шипорезных работ принимают сле-
доЗСОжм — 0,4 мин. В среднем y^«0,9-h0,92
для односторонних шипорезных станков и
ч\д = 0,85 для ящичных и двухсторонних шипо-
резов; т1с = 0,5-f-0,6 для односторонних и
ящичных шипорезов и т]с = 0,8-г0,9 для двух-
сторонних шипорезов.
60 80 100 120
Глубина отверстия
Фиг. 37. Величины ручных подач на сверлильных станках
для спиральных свёрл различных диаметров и древесины
твёрдых пород (для мягких пород подачи увеличиваются
в 1,6 раза; время на вытаскивание сверла включено
в подачу).
654
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. Ш
Таблица 13
Машинное время для долбления одного гнезда
на цепнодолбёжяом станке
этих видов работ
расчётное время
= 0,9, i\c =0,7-^-0,8, откуда
Размеры гнёзд в мм
Длина
Ширина
не более
7°
IOO
I2O
2ОЭ
2О
30
2О
2О
Глубина
<7<>
>7°
<7°
>7°
<7°
>7о
<7°
>7°
Машинное время в мин.
для ареве-
сины мяг-
ких пород
о. 15
О,1б
o,i8
0,20
0,22
0,24
0,24
0,2E
для древе-
сины твёр-
дых пород
O,l6
0,17
о, 20
0,22
о, 34
О,2б
0,28
о,зо
Данные о производительности при цепно-
долбёжных работах приведены в табл. 13. Для
Р
где Тм — машинное время.
Для расчёта производительности при свер-
лении можно ориентировочно пользоваться
графиком фиг. 37, принимая т)^ = 0,9-=-0,92
и г\с = 0,6-ьОД
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бендер М. М., Паспортизация станков, ГЛТИ, 1932.
2. Бершадский А. Л., Резание как технологиче-
ский процесс, НИТОЛЕС, 1934.
3. Бершадский А. Л., Расчет оптимальных ре-
жимов работы деревообрабатывающих сганкоа, ГЛТИ,
1944.
4. Г и л л ь р а т И., Деревообработка и деревообраба-
тывающие станки, ГЛТИ, 1933.
5. Гроссман И. и Штейнингер Ф., Техно-
логия дерева, ГЛТИ, 1932.
6. Г р у б е А. Э., Инструментальное дело, ГЛТИ, 1936
7. Дешевой М. А., Механическая технология де-
рева, т. I, II и III, ЛТА, 1934.
8. К р о т о в Е. Г., Технология дерева, ГЛТИ, 1934.
9. М а н ж о с Ф. М., Фрезерные станки и их эксплоата-
ция, ГЛТИ, 1940.
10. Манжос и Осадчиев, Краткий справочник по
деревообработке, ГЛТИ, 1945.
11. ЦНИИМОД, Станки и инструменты, ГЛТИ, 1934.
12. Ш а п и р о Д. Ф., Лесопильно-строгальное произ-
водство, ГЛТИ, 1936.
ПРИПУСКИ НА ОБРАБОТКУ ДЕРЕВЯННЫХ ДЕТАЛЕЙ
При расчёте потребного количества лесо-
материалов для данного изделия необходимо
знать величину отходов при раскрое, размеры
припусков и величину брака в процессе об-
работки. В практике принят следующий выход
заготовок при раскрое лесоматериала в о/о:
I сорт II сорт III сорт
Необрезные доски:
хвойных пород 75 5°~6о 35
берёзовые 7° 6о 3°—35
дубовые • . 6о 5° 30—35
Фанера ножовая дубовая .7° 5° ~
Фанера клеёная (берёзовая
или ольховая) АВ— 85 B-70 B-BC-60
Выход из чистообрезных досок хвойных по-
род (в производстве строительных деталей)
составляет 80—85°/0.
Брак деталей или увеличение числа заго-
товок против требуемого по расчёту в про-
цессе производства в °/0:
| Детали лицевые:
массивные длинные . . ¦ . 15
I массивные короткие • ......га
фанерованные длинные га
фанерованные короткие 5
Детали нелицевые:
массивные длинные • , . «8
массивные короткие 5
' мелкие второстепенные детали 3
! Коробление деталей в зависимости от их
длины:
Длина заготовки в мм. . . 5°° 1ОО° 15°° 2О°°
Величина коробления
(стрела провеса) в мм... 2 з 4 5
В табл. 14 — 16 приведены данные о ко-
личестве и распределении отходов.
В хорошо организованном производстве
эти непроизводительные затраты древесины
значительно меньше.
Припуски. Для установления припусков
на обработку необходимо иметь подетальный
чертёж изделия с указанием всех необходимых
размеров. Располагая данными по выходу за-
Таблица 14
Количество отходов на разных стадиях обработки
в X от количества сырья
Стадия обработки
Раскрой
Придание детали правильной формы
Окончательная обработка
Брак
Пре-
дел
15-7°
15-3°
а-5
Сред-
ний
про-
цент
35
22
3
Таблица 15
Распределение отходов по видам на разных стадиях
обработки в %
Стадия обработки
Раскрой
Обработка до требуемого
габарита
Окончательная обработка .
Брак
Обрез-
ки
75
8-ю
гао
Струж-
7°
80—84
Опил-
ки
и пыль
Таблица 16
Общее количество отходов по отдельным видам в %
Стадия обработки
Раскрой
Обработка до требуемого
габарита
Окончательная обработка .
Бракованные детали . . . .
Всего. . .
Обрез-
2б,О
4-5
о-З
35-8
Струж-
15-5
2,0
i8
Опил-
ки
8-75
2,2
П.25
ГЛ. XII]
ПРИПУСКИ НА ОБРАБОТКУ ДЕРЕВЯННЫХ ДЕТАЛЕЙ
65S
готовок, браку и отходам, определи ют потреб-
ное количество пиломатериала на изготовле-
ние деталей, а затем и всего изделия. Далее
устанавливают величины припусков для ка-
ждой детали.
ОСТ НКЛеса 290 предусматривает нормы
припусков на обработку по толщине и ширине
на строгальных станках заготовок хвойных и
лиственных пород для прямолинейных деталей
при влажности древесины от 8 до 15°/о- Нормы
объединены в три группы: группа I — для
последовательной обработки заготовок на
фуговальном и рейсмусовом станках или на
фуговальном и четырёхстороннем строгальном
станках; группа II—для заготовок, обрабаты-
ваемых на четырёхстороннем строгальном
станке; группа III — для заготовок, обрабаты-
ваемых на четырёхстороннем строгальном
станке с предварительной односторонней
строжкой для выверки пласти. В эти нормы
не включены припуски на усушку сырых за-
готовок, зачистку и шлифование деталей
после строжки.
В табл. 17 и 18 приведены нормы припу-
сков по толщине и ширине.
Нормы припусков на обработку буковых
заготовок на 25% выше норм, установленных
на обработку заготовок других лиственных
пород. Для заготовок хвойных пород толщи-
ной до 30 мм и длиной от 2 м и более нормы
припусков по толщине для группы II прини-
маются 5 мм и для группы III—3 мм; по
ширине нормы соответственно равны
6 и 5 мм.
Таблица 17
Нормы
та
? <и
<и и
II
К
III
0,5 1,0
1,0 — 2.0
3,0-4.0
4,0 — 6.0
0,2-0,5
0,5-1.0
1,О 2,0
в,о-3,°
припусков
4) н
* *
Сна
2О— ЮО
Выше
IOO
2О—IOO
Выше
IOO
50—ioo
Выше
IOO
5о—ioo
Выше
IOO
по
толщине
обработку
на
двухстороннюю
строжку)
При толщине деталей в
&
15-50
_
гр. 1
|п».1
51-100
гр. ]
_
гр. :
Для хвойных пород
4
5
5
б
б
7
—
3
4
4
5
5
б
б
7
3
3
3
4
4
5
5
б
5
б
б
7
7
8
—
—
Для лиственных пород
ЭО—IOO
Выше
юо
2О —tOO
Выше
IOO
2О—IOO
Выше
IOO
20 — I0O
Выше
IOO
4
5
5
6
б
7
7
8
3
4
4
5
5
б
б
7
3
3
3
4
4
5
5
б
5
б
6
7
7
8
8
9
4
5
5
б
б
7
7
7
гр. 1
3
4
4
5
5
б
б
б
шетоте в мм
101 и выше
d
б
7
7
8
8
9
—
—
кроме бука)
4
5
5
б
б
7
7
8
3
4
4
5
5
6
б
7
б
7
7
8
8
9
9
ю
...
гр. 1
5
6
б
7
7
8
8
8
5
б
б
7
7
8
8
9
гр.]
4
5
5
б
6
7
7
7
4
5
5
б
б
7
7
7
Таблица 18
Нормы припусков по ширине на двухстороннюю
обработку ^строжку)
При длине
деталей
в чистоте
в м
При ширине деталей в чистоте в мм
20-50
51-100
101 и выше
Для хвойных пород
о,5—1,о
2,0 — 3,О
З.О-4-5
4,5-6.°
4
5
б
7
8
—
3
4
5
б
3
3
4
5
6
7
5
6
7
8
9
—
4
5
6
7
8
9
3
4
5
б
7
7
б
7
8
9
ю
—
5
б
7
8
9
ю
Для лиственных пород (кроме бука)
о,2—о,5
о,5—1,о
I.5-2O
2,0-3.0
5
б
7
8
9
4
5
б
1
3
4
5
6
7
б
7
8
9
ю
5
б
7
8
9
4
5
б
7
7
7
8
9
ю
II
б
7
8
9
ш
Сырые заготовки, кроме припусков на
обработку, должны ещё иметь припуски на
усушку (ОСТ 7367 для сосны и ели и ОСТ
НКЛеса 8791/172 для дуба).
В табл. 19 приведены величины допустимых
отклонений от номинальных размеров заго-
товок, а в табл. 20 и 21 — режимы обработки
заготовок (толщина снимаемой стружки).
Таблица 19
Отклонения от номинальных размеров заготовок
(точность прирезки)
Длина деталей
в м
До 1
. 2
Св. 2
Точность прирезки в мм при
толщине или ширине заготовки
до 100
±i
+ 1,0—1,5
+ 1,5—а,о
св. 100
±i,5
+ i,5—a
+ 2,О-2,5
Таблица 20
Режимы фугования заготовок
Длина деталей
в мм
До 0,5
. 1,5
. 3,0
. 4,5
Толщина снимаемой стружки
в мм при толшине заготовок
до 100
1,5
2,0
2,5
3,о
св. 100
2,0
2-5
3,о
3,5
Данные режимы фугования обеспечивают
получение 75-80% чистостроганпых деталей
за один проход. При окончательной строжке
надлежит снимать стружку толщиной не
более 0,5—1,5 мм.
Припуски на длину детали (по практиче-
ским данным) для брусков на оба конца —
656
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. Ill
Таблица 21
Режимы строгания заготовок на четырёхстороннем
строгальном станке
Длина деталей
в м
До 0,5
. 1,5
. 3,0
. 4,5
. 6,0
Толщина стружки, снимаемой
нижними ножами, в мм при
толщине заготовок в мм
До 25
1.5
1-5
1,5
1,5
*'5
До 100
1.5
2,0
2,0
2>5
Св. 100
1.5
2,0
2.5
2,5
3'°
20—30 мм, для щитов на оба конца — 40 мм.
В большинстве случаев эти припуски вполне
достаточны.
Припуски на шлифование. Если изделие
шлифуется, то к его номинальным размерам
следует прибавить 0,2—0,5 мм на сторону как
по ширине, так и по толщине.
Припуски на коробление. У заготовок для
мелких деталей (длиной до 1 м) они пере-
крываются припусками, установленными на
строжку.
При длине заготовок от 1000 до 1500 мм
припуск на коробление принимается равным
1 мм, а при длине от 1500 до 2000 мм— 2 мм.
СОПРЯЖЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ
Фаска
Составные элементы изделий. Дерево-
обделочные цехи машиностроительных заводов
изготовляют из древесины различные детали
и узлы, которые входят в конструкцию изделий,
составляющих основную продукцию завода
(автомашин, вагонов, комбайнов, сенокосилок
и т. д.), а также изделия, детали и узлы, пред-
назначенные для вспомогательных целей (мо-
дели, тара, стройдетали, инвентарь). Всякое
изделие из древесины представляет собой со-
четание брусковых или дощатых деталей и
узлов в виде рамок, щитов и ящиков. Узлы
в свою очередь сочетают в себе то или
иное количество
штаб деталей, которые
могут быть мас-
сивными, скле-
енными, фанеро-
ванными, а по
конфигурации —
прямолинейными,
криволинейными,
острокантными,
профильными и
т. д.
На фиг. 38 по-
казаны некоторые
виды профильной
обработки.
Соединение де-
талей в узлы, а
узлов в изделия
производится кон-
цевой, серединной
или продольной
обработкой бру-
сков, позволяющей
вязать их под углом друг к другу, сплачи-
вать по ширине и толщине, сращивать по
длине. Для соединения деревянных деталей
применяются различные средства крепления:
1) клей для холодной и горячей клейки (см.
стр. 662); 2) деревянные крепления —
вкладные шипы, шпонки, клинья, рейки,
шканты; 3) металлические крепления—гвозди,
скобы, скрепы, шипы, болты, хомуты, вкладные
кольца и др.
Основные факторы, влияющие на кон-
струкцию. К ним относятся формоизменяе-
мость и сопротивление действующим усилиям.
Формоизменяемость (усадка, раз-
бухание, линейное расширение) зависит от
Фигарейная
филенка
Фиг. 38. Виды продольного
профилирования брусков.
влагосодержания древесины, температуры и
влажности воздуха. Величина деформации
различна в направлениях продольном, радиаль-
ном и тангентальном при соотношении при-
мерно 1:30:60 (см. стр. 644). Под влиянием
Фиг. 39. Поперечный разрез дверного полотна:
А — дощатый щит-филёнка; В —- брусок обвязки;
а — запас глубины пазов на случай расширения
филёнки.
указанных факторов изменяется поперечное
сечение деталей и нарушается связь между
волокнами; материал подвергается коробле-
нию в поперечном, а при косослое и в продоль-
ном направлениях (крыловатость); в соедине-
ниях возникают напряжения, нарушающие как
само соединение, так
и целость древесины
(трещины, разрывы).
Для предупрежде-
ния формоизменяе-
мости необходимо при
конструировании из-
делий или узлов из
древесины предусмо-
треть: а) независи-
мость деформации ка-
ждой детали (фиг. 39);
б) возможность такого
перемещения слоев,
при котором обеспечивалась бы взаимная
компенсация деформаций (фиг. 40); в) создание
стойких против формоизменяемости деталей
достигается переклейкой взаимно перпенди-
кулярных слоев древесины с небольшим объ-
ёмом волокон, в результате чего усилия, возни-
кающие при усадке, компенсируются проч-
ностью склейки; г) покрытие лаком, например,
моделей, соприкасающихся с сырым формовоч-
ным песком.
На фиг. 41 показаны переклейные кон-
струкции.
Сопротивление действующим
усилиям зависит от угла встречи направле-
ния усилия с направленим волокон и годич-
Фиг. 40. Перемещение
слоев древесины для ком-
пенсации деформации.
ГЛ. XI I]
СОПРЯЖЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ
657
ными слоями. Предел прочности оа при сжа-
тии сосны под углом а к направлению волокон
приведён в табл. 22.
Таблица 22
о
15
3°
45
в кг 'гм?
5°°
4оо
25°
15°
а°
6о
75
9°
в кг/сМ*
100
75
65
Расположение волокон в деталях должно
быть параллельно сжимающим и растягиваю-
Фиг. 41. Переклейные конструкции: а — сто-
лярный щит; б — столярная плита; в — щит
с пустотами.
щим усилиям и перпендикулярно изгибающим
усилиям.
При конструировании необходимо учиты-
вать также специальные требования, предъ-
являемые к изделию, и предусматривать воз-
можность станочной обработки деталей.
Соединение деталей. В я з к а под углом.
Вязка прямого шипа внакладку на одном клее
не рекомендуется; для надёжности соединение
скрепляют шурупами или нагелями (фиг. 42).
Фиг. 42. Соединение
шипа внакладку под
углом 90°.
Фиг. 43. Соединение в шип
и проушку.
При тавровом соединении шип часто делают
лапчатым (в ласточкин хвост).
Вязка прямыми сквозными шипами (фиг. 43)
даёт соединение в шип и проушку, а также
в шип и гнез'ю (фиг. 44). Для большей плот-
ности соединения необходимо вбивать клинья
с боков (фиг. 44, клинья С), а не в середине
шипа (клин С{), иначе может произойти раскол
бруска.
Основные элементы шипа показаны на
фиг. 45, основные типы шипов — на фиг. 46.
Шипы могут сочетаться в любых комбинациях.
Шип в ласточкин хвост при сквозной конструк-
ции получается путём расклинки; при этом
42 Том 7
образуется глухой шип в потёмок, плотно
сидящий в гнезде (фиг. 47). Для предупрежде-
ния отколов принимают угол скоса шипа 10°.
Ю 10,10
тт
то
Фиг. 44. Соединение в шип
и гнездо.
Фиг. 4">. Шип: Л — ко-
нец шипа; В — запле-
чики; С - ше'чки, / —
длина шипа; Ь — шири-
на; а —толщина.
Назначение потёмка — прикрывать края гнезда
и этим маскировать зазоры, ухул шающие внеш-
ний вид соединения. Заплечики не следует
делать большими, так как иначе уменьшится
Фиг. 46. Типовые шипы: а —шип одинарный; б— шип
двойной; в - шип целый; г — шип встанной; д — шип
плоский; в—шип круглый; ж — шип прямой; з — шип
в ласточкин хвост (ннаграт); и — шип сквозной; к— шип
глухой; л — шип открытый; м — шип в потёмок.
поверхность склейки и соединение получится
ослабленным.
При соединении на шип профилированных
брусков необходимо во время отборки шипа
658
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. Ш
произвести подсечку на шипорезном станке.
Она должна соответствовать профилю отборки,
чтобы обеспечить соединение без зазоров
(фиг. 48). Для углового соединения при высо-
Фиг. 47. Положение шипа: а —начальное;
б — конечное.
ких требованиях к качеству отделки кромок
применяют способ соединения на ус (фиг. 49).
В столярном производстве угловые соеди-
нения иногда усиливают накладными металли-
ческими угольниками на шурупах, а сопря-
Непраёипьно Жение шипов-же-
лезным хомутом на
D болтах.
Д Ра з м еры ши-
—э п о в. Длина глу-
хого шипа дол-
жна быть прибли-
5 зительно равна 0,5
Jk ширины бруска, со-
—¦' прягаемого с гнез-
Фиг. 48. Профилированный дом; ТОЛЩИна ОДИ-
брусок и шип с подсечкой. нарного шипа 1/з_
'2/7, двойного шипа
1/5—2/д толщины бруска. ОСТ 5058—5083 преду-
сматривает для вагоностроения толщину шипа
Правильно
Сращивание деревянных дета-
лей производится главным образом в строи-
тельном деле с целью увеличения длины бру-
сков и стоек.
Фиг. 50. Тройная накладка.
Сплачивание по толщине также
применяется особенно часто в строительстве
для увеличения прочности балок.
Сплачивание по ширине" широко
распространено в столярном деле. Каждый
сплачиваемый брусок или доска называется
делянкой, а шов между делянками — фугой.
На плоскостность получаемого этим способом
щита влияют ширина делянок (чем они уже>
тем менее будет коробление) и расположение
годовых колец каждой делянки относительно
плоскости щита. Лучшие результаты даёт ра-
диальное расположение (фиг. 51, б), а не тан-
Фиг. 51. Коробление щитов, набранных различными спо-
собами
-fir*-
y—"у
Фиг. 49. Усовое соединение: а — соединение целым пло-
ским шипом; б — соединение на круглых вставных ши-
пах; в — соединение плоским вставным шипом; г — со-
единение плоским вставным глухим шипом; д - соедине-
ние вставными плоскими открытыми шипами.
около 0,4 толщины бруска. Глубина гнезда
при глухом шипе должна превышать длину
шипа не менее чем на 2 мм. Ширина гнезда
и проушки должна соответствовать толщине
шипа минус 0,5--г-1 мм.
В литейном производстве в моделях шки-
вов применяется крестообразная вязка брусков
внакладку (фиг. 50).
Фиг. 52. Сплачивание щитов
гентальное (фиг. 51, я). На фиг. 52 показаны
щиты, сплочённые с учётом расположения го-
довых колец.
Соединение на ласточкин хвост в массовом
производстве выполняется на сшивательных
автоматах. Наиболее распространены способы
соединения на гладкую фугу, а также в шпунт
и гребень. В производстве тары часто приме-
няется соединение в четверть (фальц) с при-
бивкой планок. Распространено также соедине-
ние на металлических скрепах (фиг. 53).
Щиты можно изготовлять сплошными или
пустотелыми, окаймлять их рамками или делать
ГЛ. XII]
СОПРЯЖЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ
659
переклейными (см. фиг. 41). Для уменьшения динная вязка (фиг. 58) производится на прямой
коробления ставят щит на шпонку (фиг. 54) или круглый шип (шкант) или в виде шпун-
или собирают с наконечниками (фиг. 55) либо тового соединения. Соединение щитов в угол
с концевыми рейками (фиг. 56). Для простых ящиков выполняется на гвоздях;
Фиг. 53. Соединение металлическими вол-
нистыми пластинками.
Г I
I i
| i
1
j
1
К
1
1
1 1
I
Фиг. 58. Срединное угловое соединение щитов
его можно делать и на клею со вставкой
угольников-сухарей (фиг. 59).
Угловые соедине-
ния ящичных решёток.
У решёток доскн приши-
вают гвоздями к деревян-
ному каркасу, располагая
их с просветами в раз-
личных комбинациях
(фиг. 60). При диагональ-
ном расположении досок
прочность решётки уве-
личивается. Наиболее от-
ветственной частью ре-
ё Т
Сухарь
Фиг. 59. Соединение на
сухарях.
6)
Фиг. 51. Щит на шпонках: а — выступаю-
щая шпонка; б — шпонка, застроганная за-
подлицо
р
шётки является угол. Трёхгранный угол(фиг.61)
обеспечивает большую надёжность соеди-
нения.
!Г
1
i
1
1
1
1
] 1
...... , I
Фиг. 55. Щит с наконец- Фиг. 56. Щит на рейках,
никами.
Соединение щитов. Вязка щитов
в угол в ящичных конструкциях может быть
концевой, которая называется также шиповой
или ящичной (фиг. 57), и серединной. Сере-
Фиг. 60. Типы ящичных решёток.
Фиг. 57. Ящичная вязка.
Фиг. 61. Последовательность сборки узла с трёхгранным
узлом.
Фанерование и облицовка кромок. На
фиг. 62 показаны примеры облицовки кромок.
Одностороннее фанерование вызывает одно-
а-> 6)
Фиг. 62. Облицовка кромок: а — склейка
массивом; б — склейка фанерой.
сторонние напряжения, которые приводят
к короблению. Как правило, фанерование должно
быть двухсторонним.
660
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. III
Указания по изготовлению деревянных
деталей: 1. Соблюдать все основные положе-
ния, изложенные в настоящей статье. 2. Детали
больших моделей надо выклеивать из несколь-
Фиг. 63. Склейка кольца.
Фиг. 64. Склейка кольца
на шпонках.
ких слоев дерева, предусматривая возможность
вза-имного смещения слоев для предотвраще-
ния коробления. 3. Части моделей связывают
шипами и скрепляют шурупами, нагелями,
шпонками и другими способами (см. т. 6, гл. I).
4. Модели должны быть легко разъёмными;
разъёмные части собирают на ши-
пах. 5. Для облегчения выемки
моделей надо слегка скашивать
их грани; при формовке в двух
опоках нужно делать скосы по
обе стороны плоскости разъёма.
6. Чтобы предупредить разбухание
модели от соприкосновения с фор-
мовочным песком, не следует вы-
водить торцы наружу; целесо-
образно применять обклейки.
7. Склейка моделей в виде толстых
колец производится слоями. Коль-
ца составляют из сегментов
(фиг. 63), причём на стыках слои
древесины не должны совпадать
(направление волокон показано
стрелками). Тонкие кольца склеивают на шпон-
ках (фиг. 64).
ЛИТЕРАТУРА И ИСТОЧНИКИ
!. Акимов В., Технология дерева, Госиздат, 1930.
2. ВандергюгхтеЕ. Н. иКороткевичМ. А.,
Основы вагоностроения, ОНТИ, 1935.
3. Г е с с е н В. М., Рационализация конструкции ящи-
ков и решёток, ГЛТИ, 1933.
4. Грот Г., Технология дерева, Столярные соедине-
ния, ГЛТИ, 1932.
5-Дадыко С. Р. и Мартынов Н. Д., Вагонное
дело, Транспечать НКПС, 1931.
6. К р о л ь Б. А., Деревообделочный завод ГЛТИ, 1935.
7. Л э в е р Р., Модельное дело, Госиздат, 1927.
8. Михайлов Р. П., Столярно-механическое произ-
водство, ГЛТИ, 1947.
9. Смирнов А. В., Производство столярных плит,
ГЛТИ, 1933.
10. Ф у н д а т о р В. И., Модельное дело, ОНТИ, 1936.
СКЛЕИВАНИЕ ДЕРЕВЯННЫХ ДЕТАЛЕЙ
Подготовка поверхностей. Основным спо-
собом подготовки поверхности для склеивания
является строгание вращающимися резцами.
Качествэ строганых поверхностей можно
оценить: а) по ширине волны; б) по глубине
волны; в) по отношению диаметра резания к
длине волны; г) по отношению ширины волны
к её глубине. Наибольшее распространение
получила оценка строганых поверхностей по
длине волны, которую легко вычислить, приняв
её равной подаче на один рез ножа. В боль-
шинстве случаев волна различима на поверх-
ности материала и может быть измерена про-
стейшим инструментом — метром, линейкой.
Остальные способы оценки сложны и в прак-
тике не применяются. Допускаемые длины
волн после строжки при склеивании древе-
сины твёрдых пород 2— 4 мм, мягких — 3—
5 мм, при фанеровании — 4—6 мм.
Кроме волн, на строганойповерхности могут
образоваться задиры, отщепы, заколы, тре-
щины. Если эти дефекты занимают не больше
1,5—2% всей склеиваемой поверхности, то
детали можно допустить к склеиванию.
Чтобы предупредить коробление щитов
яосле фанерования, необходимо тщательно
обработать бруски на строгальном станке
перед склеиванием и устранить коробление
яосле склеивания на рейсмусовом станке.
При правильной склейке брусков или делянок
формоизменяемость щитов после фанерова-
ния невелика; она может быть почти полно-
стью устранена строгим соблюдением режима
фанерования и выдержки. После склейки и
выдержки щиты следует точно фуговать для
получения гладкой поверхности. Фанеруемые
торцы (полуторцы) нельзя склеивать без пред-
варительной подготовки, которая заключается
в создании малопроницаемой основы. Такую
основу получают нанесением на торцы слоя
животного клея. После высыхания клея его
остатки удаляют специальными скребками
для выравнивания поверхности.
Клеи. Основной вид клея, применяемый в
деревообработке, — животный, или столяр-
ный, подразделяющийся на клеи костный и
мездровый. Наиболее распространён костный
клей: он обеспечивает высокую крепость со-
единений в изделиях, находящихся в сухих по-
мещениях. Заменителями его являются смоля-
ные клеи (применяются в специальных произ-
водствах). Однако и костный и смоляные клеи
пока ещё дефицитны. Большое распростране-
ние в деревообработке получили казеиновые
клеи, обладающие высокой крепостью склеива-
ния, а также высокой водоупорностью и про-
стотой изготовления. Этим в некоторой степени
искупаются их недостатки — низкая жизнеспо-
собность и просачивание через дубовый шпон
при фанеровании (так называемое пробитие).
Однако сырьевая база для изготовления казеи-
новых клеев невелика. Работы по созданию
клеев, аналогичных казеиновым, из недефи-
цитного сырья позволили изыскать некоторые
ГЛ. XII]
СКЛЕИВАНИЕ ДЕРЕВЯННЫХ ДЕТАЛЕЙ
661
новые исходные материалы, в частности жмых
и шрот клещевины и сои. Более ьысокие по-
казатели даёт клей из белка сои, hj уступаю-
щий клею из молочного казеина.
Возможны также комбинации шрота сои
и клейрота клещевины с молочным казеином.
В табл. 23 и 24 приведены рецептура клеев
и режимы склеивания деревянных деталей.
Таблица 23
Клеи, применяемые в деревообработке, и режимы склеивания
Название клея, марка,
сорт
Расход
клея на
1 л1 в г
1
Температура в °С
ч
9
-Iе
10
Смоляной марки ВИАМ-Б-3, |
холоднополимеризующийся
Смоляной марки Кр-4 • • ¦ |
I
Марки ЦНИИПС-2 j
Казеиновый типа В-105 . . .
Мездровый
Костный
Галерта (костная) завода
„Клейтук"
Клей из альбумина и фи-
брина (для холодного склеива-
ния)
Пектиновый
Клей из технического белка
клещевины в порошке (для
холодного склеивания) ....
Вискозный
Казеиновый неводоупорный
и казеиновый костный ....
Комбинированный из шрота
сои, казеина и клейрота кле-
щевины
Комбинированный из муки
соевого шрота, клейрота сои
и молочного казеина
Сухой плёночный (из фе-
нольной плёнки) марки ТЭГО
(американский)
Клей из шрота сои ....
Клей из клейрота сои и
25°—34°
180—250
250-340
4оо—5°°
боо—7°°
450 — 600
7оо—iooo
150-250
375-5°°
2оо—35°*
800—900
боо—7°°
800—900
бо—7°
60—70
60—70
35—40
5°
15—22
i6
20
7-18
23-30
23—30
23—з°
15—2о
i6—20
7-18
15-25
15-25
Склеивание при тем-
пературе до 140° С
7-ю
7—10
До i8
7-18
5-9
5—20
12
ю—15
12—14
ю—15
7-12
5
1-5
1-3
4—5
э - je
I — Ю
°.5—4
о. 5—4
2
-
3—4
4—15
4—15
Без выдержки
2—26
4—i8
о-25
о—25
12—24
ю—15
7-i8
2О
ю—15
ю—17
4
6— 12
6—12
12
4-6
1~5
1-4
о, 5—4
2—3
6
5-2°
2
13
6-18
6—18
Зб—72
24
24-48
24—48
6—12
8—ю
48
12—24
15—20
• При 50Х сухих вешеств.
Примечание. В графе 2 в числителе указан расход клея при одностороннем намазывании, в знаменателе —
при двухстороннем. В графах 7, 8 и 9 для казеинового клея В-105 в числителе приведены данные (соответственно)
для широких поверхностей, открытой выдержки и хвойных пород, в знаменателе—для узких поверхностей, закрытой
выдержки и лиственных пород.
Таблица 24
Рецепты клеев н способы их приготовления
Название клея
Смоляной марки
ВИАМ-Б-3 холодно-
полимеризующийся
Смоляной марки
Кр-24
Рецепт клея
(дозы в весовых частях)
Смола ВИАМ-Б—100, ацетон чи-
стый технический —10, керосино-
вый контакт — 20
Смола Р—100 и керосиновый кон-
такт-20
Способ приготовления.
Грибостойкость и водоупорность
В клеянку сначала дают смолу,
затем ацетон и контакт и произво-
дят перемешивание в течение
10—15 мин. при температуре 20° С.
Грибостойкость и водоупорность
абсолютные
В клеянку кладут смолу при тем-
пературе не выше 15° С, затем под-
ливают контакт и производят пере-
мешивание в течение 10 15 мин.
Окончательная температура не боль-
ше 15° С. Грибостойкость и водо-
упорность абсолютные
Жизнеспособ-
ное ib клея
в час.
3-4
3—4
662
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. III
Продолжение табл. 24
Название клея
Марки ЦНИИПС-2
Казеиновый типа
В-105
Мездровый
Костный
Галерта (костная)
завода „Клейтук"
Клей из альбумина
и фибрина (для холод-
ного склеивания)
Вискозный
Клеи из техническо-
го белка клещевины
в порошке (для холод-
ного склеивания)
Казеиновый неводо-
упорный и казеино-
вый костный
Комбинированный
из шрота сои, казеи-
на и клейрота клеще-
вины
Рецепт клея
(дозы в весовых частях)
Смола ЦНИИПС-2-100, отверди-
тель А-11, состоящий из глицерина
и серной кислоты уд. в. 1,84 (в соот-
ношении 10 :1) контакт Петрова —
20, трикрезил-фосфат—6,5
Соотношение порошка и воды
(обязательно чистой, питьевой)
1 :1,8ч-2,2
Соотношение клея и воды: для
склеивания брусков 1 :3 при вяз-
кости клея 4° по Энглеру и 1 :4
при вязкости 6°; для фанерова-
ния—1 :2 при вязкости клея 4°
Соотношение клея и воды 1 :1,5
при вязкости клея 1,8—2° по Энгле-
ру; для фанерования—1 :1
№ 1 № 2
Альбумин 100 100
Вода ¦ 170 225
Паро формальдегид 15 10
Гидроокись аммо-
Щавелевая кислота — 5,5
Опилки—100, едкий натр—226,
сероуглерод — 12, крахмал — 20,
известь — 16
№ 3 № 5 № 17 № 20
Белок клеще-
вины 100 100 100 100
Гашёная из-
весть 10 12 20 20
Фтористый натр 8 8 8 8
Альбумин • . — — — 2
Натриевый
хромпик — — 2 —
Для Для Для
склей- склей- фане-
вания вания рова-
узлов мае- ния
сива
Казеин
кислотный . . 100 100 100
Вода.... 550 450 300
Бура 2О7о-
ная 10 11 И
Костный
клей — — 200
№ 1 № 2
Шрот сои 100 —
Казеин' кис-
лотный 80 80
Вода 535 470
Каустическая сода 75 87,5
Гашёная известь . 26 26
Шрот клещевины . — 100
Способ приготовления.
Грибостойкость и водоупорность
Клей приготовляется в постоянно
охлаждаемых клеемешалках. Грибо-
стойкость и водоупорность абсолют-
ные
Порошок засыпают в часть воды
B/3 всего количества), затем доли-
вают остальную воду. Лучше при-
готовлять клей в клеемешалках.
Грибостойкость отсутствует. Водо-
упорность недостаточная.
Клей заливают водой и оста-
вляют на 1—2 часа для набухания.
После этого его разогревают до
60—70° С (лучше электронагревом
в клеянке с водяной рубашкой).
Грибостойкость и водоупорность
отсутствуют
Приготовляется, как клей мездро-
вый. Грибостойкость и водоупор-
ность отсутствуют
Разогревается при температуре
80° С без добавления воды; иногда
добавляют мел или опилки. Грибо-
стойкость и водоупорность отсут-
ствуют
Грибостойкость и водоупорность
недостаточные
То же
То же
Казеин заливают водой и спустя
20 мин, подогревают до 40° С, за-
тем подливают буру и производят
перемешивание в течение 40 мин.
(с перерывами)
Грибостойкость и водоупорность
недостаточные
Казеин, шрот сои или клейрот
клещевины заливают водой и через
30 мин. производят перемешивание.
Затем постепенно вливают раствор
каустической соды и продолжают
перемешивание на протяжении
1 часа. После этого вводят раствор
гашёной извести и перемешивают
смесь в течение 30 мин. Грибостой-
кость и водоупорность недостаточ-
ные
Жизнеспособ-
ность клея
в час.
Неограничен-
ная
3-8
24-48
24-48
24-48
ю
-
7,5
24
24
ГЛ. XUj
СКЛЕИВАНИЕ ДЕРЕВЯННЫХ ДЕТАЛЕЙ
663
Продолжение табл. 24
Название клея
Комбинированный
из муки соевого шро-
та, клейрота сои и
молочного казеина
Клей из шрота сои
Клей из клейрота
сои и казеина
Рецепт клея
(дозы в весовых частях)
Мука соевого шрота — 100, мо-
лочный казеин — 25, известковое
тесто — 30, 10°/0-ный раствор едкого
натра — 75, вода — 375
Шрот сои—100, 10%-ный раствор
едкого натра —50—75, гашёная из-
весть — 10-15, вода —350—400
Молочный казеин — 100, клей-
рот сои — 150, едкий натр — 300,
известь — 125, вода — 450
Способ приготовления.
Грибостойкость и водоупорность
Казеин размешивают в воде при
температуре 35 — 40° С. Через
3—6 час, когда казеин разбухнет,
добавляют едкий натр. В отдельной
посуде (стеклянной| размешивают
в воде соевый шрот A5-20 мин.),
добавляют едкий натр и снона пере-
мешивают. Соединив затем оба рас-
твора, вводят известковое тесто.
Грибостойкость и водоупорность от-
сутствуют.
К 100 вес. частям шрота доба-
вляют 150 частей воды температу-
рой 15—20° С. Через 15 мин. дают
едкий натр, производят смешивание
и добавляют известковое молоко.
Грибостойкость и водоупорность
отсутствуют
Сначала приготовляют раствор
казеина, затем раствор клейрота
сои. Соединив оба раствора, доба-
вляют едкий натр, размешивают
и вводят известковый раствор. Гри-
бостойкость и водоупорность отсут-
ствуют.
Жизнеспособ-
ность клея
в час.
а
48
8
Примечание. Клей пектиновый (см. табл. 23) не вполне грибостойкий и недостаточно водоупорный;
данные о его жизнеспособности неопределённы. Клей ТЭГО (см. табл. 23) абсолютно грибостоек и абсолютно водо-
упорен; его жизнеспособность оценивается как неограниченная.
Процесс склеивания. Подготовленные де-
тали изделия предварительно собирают в узлы;
для прозрачной отделки производят подбор
деталей по цвету и текстуре. После проверки
плотности подгонки деталей изделие разби-
рают, намазывают клеем места соединения,
шипы, проушки и т. п., затем снова произ-
водят сборку. В таком виде изделие поступает
на ручные или механизированные ваймы для
зажима. Щиты, склеенные из делянок, оста-
ются зажатыми в ваймах, конвейерных прес-
сах или струбцинах до момента схватывания
клея.
Несколько сложнее процесс оклеивания
древесины — фанерование. В этом случае как
отдельные детали, так и узлы изделия подби-
рают по цвету и текстуре. Если размер детали
(узла) больше размера ножовой фанеры
(шпона), фанеру предварительно склеивают.
Затем подготовленные листы шпона намазы-
вают клеем (лучше наклеенамазочных станках)
и накладывают на деталь (узел, изделие).
Если фанерование производится в один слой,
то следует так подобрать фанеру, чтобы её
волокна были параллельны волокнам фанеру-
емой поверхности изделия. При фанеровании
в два слоя с двух сторон ставят один шпон
перпендикулярно основанию фанеруемого
предмета, а второй — параллельно. Обжим
фанеры вручную производится путём при-
тирки с помощью специальных молотков; на
криволинейные детали накладывают криво-
линейные цулаги или мешки с песком. На
современных предприятиях для этой операции
применяются прессы или пневматические
резиновые мешки, в которые закладывают
подлежащие обжиму детали. При удалении из
мешка воздуха он опадает, и резина,, плотно
облегая фанерованный предмет, создаёт не-
обходимое сжатие.
Технические условия на вы-
сококачественное склеивание мездровым
клеем * предусматривают ряд требований, в
частности:
1) Склеивание должно производиться по
возможности сразу же после обработки де-
талей, причём нельзя допускать захватывания
склеиваемых поверхностей руками и попада-
ния на них жира и пыли;
2) прокладки перед употреблением необ-
ходимо натирать мылом или мелом;
3) фанерование противоположных сторон
изделия должно производиться одновременно,
а фанерование в два слоя — с разрывами во
времени (выдержками);
4) винты и струбцины как при склеивании,
так и при фанеровании нужно зажимать по-
следовательно ог середины к краям, чтобы
выдавливались излишки клея;
5) струбцины следует устанавливать на
цулаги через 10—15 см по длине и ширине
закладок; на кромках их устанавливают через
30—40 см.
Брак при склеивании. К основным
причинам брака следует отнести: 1) непра-
вильное соотношение ингредиентов клеевого
раствора; 2) неправильное ведение процесса
склеивания, а именно: а) взята неподходящая
консистенция клея; б) клеевой раствор имеет
слишком низкую (глютиновые животные клеи)
или слишком высокую (альбуминовые и казеи-
новые клеи) температуру; в) давление при
запрессовке не соответствует консистенции
клеевого раствора и материалу изделия;
г) температура помещения не соответствует
роду применяемого клея; д) неравномерно на-
несён клей на склеиваемую поверхность или
поверхность недостаточно гладка; е) допущен
* Строительство Дворца Советов.
664
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
(РАЗД. I!»
чрезмерный разрыв во времени между опера-
цией нанесения клея и подачей изделия под
пресс (для столярного клея этот промежуток
не должен превышать 15—20 мин., для казеи-
новых — 25—30 мин); 3) высокая влажность
склеиваемой древесины (выше 15%); 4) при-
менение непроверенных в лаборатории клеевых
веществ; 5) грязь в цехе и неопрятность в
работе; 6) плохая пригонка склеиваемых по-
верхностей.
ОТДЕЛКА ДЕРЕВЯННЫХ ДЕТАЛЕЙ И ИЗДЕЛИЙ
Под влиянием света и воздуха древесина
всех пород теряет свой цвет, принимая одно-
образную серую окраску; при этом её тек-
стура становится незаметной. Чтобы преду-
предить эти изменения, а также для того
чтобы предохранить древесину от загнлвания,
её покрывают прозрачными красками и за-
тем изолирующим слоем (светлый лак, воск,
специальная мастика), защищающим древе-
сину от воздействия влаги и воздуха. Древе-
сину дешёвых сортов или некрасивой тек-
стуры, а иногда и древесину для технических
надобностей окрашивают непрозрачными
красками.
Различие между прозрачным и непрозрач-
ным окрашиванием состоит в том, что при
первом способе пигмент (краситель) прони-
кает в древесину на некоторую глубину A —
2 мм), не закрывая ее текстуры, а наоборот,
делая её более рельефной, а при втором спо-
собе краски совершенно не проникают в дре-
весину, не вступают с ней во взаимодействие,
а лишь закрывают сплошным слоем её поверх-
ность.
Прозрачное окрашивание в зави-
симости от глубины проникновения красителя
называется морением или травлением. Окра-
шивание под давлением, при котором краска
проникает в древесину на всю её толщину,
называется пропиткой. Лишь очень немногие
породы дерева поддаются пропитке без давле-
ния. К ним относятся ольха и груша. Для
пропитки изделий, выполненных из этих по-
род, достаточно опустить их на некоторое
время в горячий раствор красителя. Древе-
сина большинства пород требует для пропитки
высокого давления (например, дуб и ясень —
до 25 am, сосна — до 50 am).
Прозрачные краски приготовляют на вод-
ном растворе и реже на спиртовом, непро-
зрачные—на каком-либо связующем веществе,
способном образовать плёнку (масло, олифа,
лак, клей столярный или казеиновый). В зави-
симости от связующего вещества непрозрач-
ные краски называют масляными, клеевыми
и т. д.
Прозрачные краски не образуют на по-
верхности древесины плёнки, что и обусло-
вливает необходимость применения изолиру-
ющего слоя. Лак или воск, употребляющиеся
для этой цели, кроме того, придают поверх-
ности красивый вид. Для экономии лака и его
более прочной связи с обрабатываемой по-
верхностью последнюю предварительно грун-
туют или мастичат; такая подготовка особенно
нужна для пористой древесины. Неровности
устраняются различными шпатлёвками.
В зависимости от применяемых материалов
отделанные поверхности называются лакиро-
ванными, полированными, вощёными или
окрашенными. Эти материалы и их компо-
ненты весьма разнообразны. Основные из
них: а) кроющие краски —- масляные и эма-
левые, кра ки клеевые, нитрокраски; б) лаки
и политуры, дающие прозрачный и блестящий
изолирующий слой; в) грунтовки, шпатлёвки,
порозаполнители, служащие для подготовки
поверхности древесины к отделке; г) крася-
щие вещества—красители и главным образом
пигменты; д) смолы, входящие в состав лаков
и политур; е) растворители — вещества, в ко-
торых происходит растворение смол с обра-
зованием лака; ж) разбавители, которыми
разводят лаки для более удобного нанесения
их на поверхность; з) пластификаторы — веще-
ства, делающие плёнку лака эластичной, не-
хрупкой; и) олифы — связующее вещество для
шпатлёвок, грунтовок и масляных красок;
к) высыхающие масла для приготовления олиф
и лаков; л) воск и его суррогаты, образующие
различные ваксы.
Окраска кистью. Под этим способом
следует понимать не только собственно
окраску. При помощи разнообразных кистей
можно грунтовать, наносить краску, лакиро-
вать, олифить, а также морить и травить дре-
весину.
Окраска окунанием является наи-
более производительным и дешёвым способом»
одинаково применимым как в механизирован-
ном, так и в немеханизированном производ-
стве. Деталь или изделие после подготовки
опускают в ванну с краской и тотчас же, без
выдержки, извлекают их, давая излишку краски
стечь. Окунанием можно производить не только
олифование, грунтовку, окраску, но и лакиро-
вание. Этот процесс не требует рабочих вы-
сокой квалификации; кроме того, его легко
механизировать, устроив конвейерную подачу
изделий в ванны для окраски, а оттуда в го-
рячую сушку.
Окраска обливанием. Метод (при-
меняется для отделки больших деталей) со-
стоит в том, что изделия обливают краской
непосредственно из шланга.
Окраска пульверизацией. Краску
или лак наносят на поверхность изделия в
виде тончайшей пыли с помощью распыли-
теля, работающего под действием сжатого
воздуха. Этим способом, особенно распростра»
нённым, можно наносить почти все отделоч-
ные материалы — от грунтовок до эмалевых
и нитрокрасок, причём слоем любой толщины.
Краски и лаки ложатся очень ровно и прочно.
При способе пульверизации, почти незамени-
мом для нанесения нитролаков и нитрокрасок,
производительность лакирования в 7—12 раз
выше производительности лакирования кистью
вручную.
Для окраски пульверизацией требуются
компрессорная установка, дающая сжатый
воздух давлением до 5 am, аккумулятор воз-
гл. хщ
ТОЧНОСТЬ ОБРАБОТКИ, ЧИСТОТА ПОВЕРХНОСТИ И КОНТРОЛЬ КАЧЕСТВА
665
духа, поддерживающий давление постоянным,
фильтр для очистки сжатого воздуха от пыли,
влаги и масла, специальные баллоны — краско-
нагнетатели (лаконагнетатели). Помимо ста-
ционарных применяются также небольшие
передвижные пульверизационные установки.
Отделка изделий пульверизацией, особенно
если применяются нитролаки и нитрокраски,
должна производиться в специальных камерах
или шкафах с вытяжным устройством.
Высшим способом отделки древесины
является полирование, которое произво-
дится тампоном вручную. Подготовительные
операции можно выполнять кистью, вращаю-
щимися щётками, валиками, а также методами
пульверизации и окунания. Существуют руч-
ные полировочные аппараты, работающие
посредством гибкого вала от электросети. Они
значительно ускоряют процесс.
Разделка древесины. Разделкой
придают поверхности изделия рисунок, отве-
чающий природной текстуре древесины (дуба,
ореха, красного дерева и др.). Этот процесс ши-
роко применяется в вагоностроении, автострое-
нии и других отраслях промышленности. При
ручной разделке наносят краски резиновыми
или стальными гребешками, а разрисовку
делают кистями. При механизированной раз-
делке рисунок наносится при помощи пере-
водных валиков — пробочных, кожаных или
сделанных из желатины.
Травление и морение обычно при -
меняются к готовым изделиям. Краска (про-
трава) в горячем или холодном состоянии на-
носится кистью либо губкой или же способом
окунания (с некоторой выдержкой). Травление
следует вести в тёплом помещении; рекомен-
дуется также подогревать изделия, для того
чтобы протрава лучше проникла в древе-
сину.
Декалькомания, Этот способ нанесе-
ния рисунков, знаков, цифр, букв, текстуры
древесины, основанный на принципе детских
переводных картинок, применяется для раз-
делки древесины в вагоностроении, радио-
промышленности и других отраслях.
ТОЧНОСТЬ ОБРАБОТКИ, ЧИСТОТА ПОВЕРХНОСТИ
И КОНТРОЛЬ КАЧЕСТВА
Точность обработки деревянных деталей
определяется степенью соответствия их раз-
меров и формы указанным на чертеже. Точ-
ность размеров характеризуется величиной их
отклонений по длине, ширине, толщине и диа-
метру, а точность по форме — величиной от-
клонений от заданной геометрической формы
детали. Основными неточностями формы явля-
ются неплоскостность поверхностей, эллиптич-
ность цилиндрических поверхностей, косо-
угольность прямоугольных сечений и т. д.
Точность обработки деревянных изделий
зависит: а) от метода обработки и точности
технических средств, используемых при вы-
полнении операций (станок и его наладка,
режущий инструмент, приспособления); б) от
размеров и формы обрабатываемой детали;
в) от механических свойств древесины, в основ-
ном определяемых породой и влажностью.
Точность обработки древесины фактически
не превышает 0,05 мм. Это объясняется её
формоизменяемостью под воздействием пере-
менной влажности окружающего воздуха,
а также низкой поверхностной твёрдостью
материала и анизотропностью его строения.
Однако указанная предельная точность может
быть достигнута только специальной подгон-
кой размеров; в серийном и массовом произ-
водстве она неприемлема. Здесь принимается
средняя экономическая точность, т. е. те пре-
делы точности, которых возможно достигнуть
при рентабельной стоимости обработки дре-
весины на оборудовании, эксплоатируемом в
средних производственных условиях.
В табл. 25-41 приводятся данные о средней
точности обработки деревянных деталей на
станках, установленные опытами в производ-
ственных условиях. Так как в деревообра-
ботке отсутствует система допусков, в та-
блицах указаны фактические средние суммар-
ные отклонения, т. е. разность между
наибольшим и наименьшим фактическими
размерами обработанных деталей.
Таблица 25
Отклонения в размерах и форме прямых брусковых
или щитовых деталей
Отклоне-
ния
По длине
По шири-
не и тол-
щине • . .
От пло-
скости (не-
плоско-
стность)
Условное
обозна-
чение
Отклоне-
ния
Условное
обозна-
чение
По вели-
чине углов
между про-
дольными
гранями .
По вели-
чине углов
между тор-
цом и про-
дольными
гранями .
Таблица 26
Средняя точность торцовки деталей по длине
Вид обработки и наименование станков
Черновая торцовка
Маятниковая и балансирно-педальная
пила
Шарнирная торцовая пила
Супортная торцовая пила • . .
Чистовая торцовка
Круглопильный станок с кареткой . . . .
Двухпильный концеравнитель и шипорез
с цепной подачей
* При работе с жёстким ограничителем.
** При раскрое по разметке.
666
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. Ш
Таблица 27
Средняя точность обработки деталей по ширине или толщине
Вид обработки и наимено-
вание станков
Распиливание брёвен
на доски и брусья
Лесопильная рам я
Шпалорезный станок ....
Ребровый станок
Распиливание досок и
брусков на заготовки
Круглопияьный станок с
ручной подачей *. .
Круглопильный с вальцо-
вой подачей **
Ад и Дд' в мм
при ширине или
толщине детали
< 100 мм
4-6
4-8
2-4
1-2
I—a
> 100 м м
4-6
4-8
2-3
2—3
Вид обработки и наимено-
вание станков
Круглопильный с гусенич-
ной подачей **
Многоплльный реечный . .
Ленточная столярная пила .
Строгание и фрезерование
Рейсмусовый станок ....
Четырёхсторонний стро-
гальныл
Фанерострогальный и
лущильный станки ... ¦ . .
Д? И Д?| В ММ
при ширине или
толщине детали
< 100 мм
I, О
1.5-я.о
о.З-1.0
о,5-1.о
o,i — о,з
> 100 мм
3~3
1,О
1,О
* Значения hg и Agr для этого станка предполагают длину детали до 2 м.
** Верхний предел соответствует длинным и широким деталям.
Средняя точность обработки плоских поверхностей
Таблица 28
Вид обработки и наименование
станков
Продольный раскрой досок
а брусков ha заготовки
Круглопильные с ручной по-
дачей j.
То же, но с чисторежушей
пилой
С вальцовой подачей
С гусеничной подачей
Многопильный реечный ....
Ленточная столярная пила . . .
Обработка на фрезерных
и строгальных станках
Фуговальный
Рейсмусовый
Четырёхсторонний строгальный
Автошпунтовальный и кромко-
фуговальный
Фрезерный .... •
Обработка шлифованием
Трёхбарабанный шлифовальный
Дисковый шлифовальный . . .
Д„ в мм
При длине деталей в мм
До 500
До 1000
До 2000
При ширине поверхности в мм
До 100
От 100
до 250
о,5
О,2 j O,2
О,2 —
0-3
До 100
о, 75
От 101
до 250
От 251
до 500
о, 75
о,а
О,2
о,6
о,7
>500
До 100
От 101 От 251
до 250 до 500
>500
о.7
i.o
3
I.O
4
1.5
0.7
I.O
0.6
Примечания: 1. Величиной отклонений не учитывается изменение поверхностей в результате коробления и
прогибов.
2. Детали незначительной толщины, прогибающиеся при монтаже или при обработке в станке, не характеризуются
по отклонению от плоскости.
Таблица 30
Таблица 29 Средняя точность обработки углОгв между торцом
и боковыми гранями детали
Средняя точность обработки углов между продоль-
ными гранями деталей прямоугольного сечения
Наименование станков
Круглопильный с ручной подачей
Круглопильный с механической подачей
Ленточная столярная пила
Фуговальный станок
Рейсмусовый
Четырёхсторонний строгальный
Автошпунтовальный и фрезерный станки .
I ,O —
I—
О. л —
Вид обработки и наименование станков
ДаДа'
Черновая торцовка
Маятниковая, педальная и шарнирная тор-
цовые пилы
Супортная торцовая пила
Чистовая торцовка
Торцовочный круглопильный станок с ка-
реткой
Двухпильный концеравнитель
Фрезерный станок
Усорезный станок
I —
о. 5
°.5-
о,
2
— I
-1
5'
* При срезе на ус.
ГЛ. XII]
ТОЧНОСТЬ ОБРАБОТКИ, ЧИСТОТА ПОВЕРХНОСТИ И КОНТРОЛЬ КАЧЕСТВА
667
Таблица 31
Отклонения в размерах я форме фрезерованных
профильных отборов
Отклоне-
ния
По шири-
не (высоте)
отбора . .
По глу-
бине отбо-
ра ....
Условные
обозначе-
ния
Отклоне-
ния
По вели-
чине рас-
стояния от
линии от-
бора до
кромки де-
тали . . .
Условные
обозначе-
ния
Таблица 33
Отклонения в размерах и форме рамных шипов
для угловой вязки деталей
Отклонения
По тол-
щине . . .
По шири-
не проуш-
ки ....
Условные
обозначе-
ния
Aft'
xi—ч.
Отклонения
По высо-
те лицевого
плечика. .
По углу
шипа . . .
Условные
обозначе-
ния
*с
Да
Таблица 32
Средняя точность фрезерованных профильных
отборов
Наименование станков
Фрезерный
Четырёхсторонний
Фрезерный и четы-
рёхсторонний стро-
гальный
Автошпунтовальный
Откло-
нения
в мм
b
1-
Ширина отбора в мм
5-Ю
0,3-0.5
о.з—°>5
о.5
о.5
о.З
11-25
о.4—о.6
°.5—
о, 75
о.75
о,6
о.З
>25
°.5—°'75
0.5—1,0
1,О
о-75
Нижний предел Дг-для сопрягаемых профилей (шпунт
к гребень).
Таблица 31
Средняя точность обработки прямых ящичных
шипов
КГ
р
Отклонения
По ширине проушки Д^>
По толщине шипов Д^
в мм
По длине шипов Д, в мм
По углу между плоско-
стью детали и дном про-
ушки Д?
При обработке на
станках
фрезерном
\ 0,2—0,5
I—1.5
ЯЩИЧНОМ
шипорез-
ном
о,а—о,4
о,4
Таблица 35
Средняя точность обработки рамных шипов для угловой вязки деталей
Наименование станков
Шипорезный односторонний- . • • . .
Фрезерный
Д/j и bfrt в мм при толщине
шипов в мм
00
I
о,а—о«3
о, а—о,4
о.а-о,5
9-15
о, 3-о,5
16-25
о,4—о>5
26—50
о,6
Д^ в мм при толщине шипов
в мм
оо
1
о, 75
о,75
о.5
9-15
Z
ю
!
1.5
S
о
3,О
V
i—а
I—a
Va° при усовом шипе.
668
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
(РАЗД. Ш
Таблица 36
Средняя точность обработки полупотайных
ящичных шипов „ласточкин хвост"
на многошпиндельнои шипорезном станке
К табл. 36
Отклонения
По толщине шипа в широкой ча-
сти дАш
То же в узкой части Дд'ш • • • "
По ширине проушки в широкой
части Дй/г
То же в узкой части Дд'л . . .
По высоте шипа или глубине про-
ушки Д;
L
Величина
неточностей
в мм
°.3—о. 5
С4—О.5
Таблица 37
Отклонения в раз-
мерах и форме гнёзд,
К табл. 31
1
Отклонения
По шири-
не гнезда .
По шири-
не плечика
Непер-
пендику-
лярность
широких
стенок гнез-
да по-
верхности
детали . .
Услов-
ные
обозна-
чения
ДА
д*
Таблица 38
Наименование станков
Цепнодолбёжный:
долбление за один проход . . .
долбление с продольной подачей
Сверлильный горизонтальный . . .
Все станки
Средняя точность
Отклонение
I
{ V
обработки гнёзд
Ширина
До 5
До 25
о,а—о,4
о,4
I
6-10
Длина
26—50 j До 50
о,4
о,3—о,5
°>5
о,4
о,4-о,5
°.5
51-100
_
о,б
о,5—о,б
о, 75
гнезда в мм
11—20
гнезда в мм
До 50
о,5
о,5—о,6
«•75
51-100
о. 75
1,О
о,6—о,7
°-75
_
>20
До 100
о.75
1,О
1,О
>100
1,О
1,0
Таблица 39
Средняя точность обработки цилиндрических фасонно-точёных
Способ обработки !
Обтачивание с про-
дольной подачей . . .
Обтачивание с ра-
диальной подачей . .
Обработка на фре-
зерно-токарном станке
Обработка на круг-
лопалочном станке
Де 15
о,а-о,5
о,3
0,2
Длина изделия в мм
До 250
От 251 до 700
Диаметры в мм
От 16 до 50
>50
До 50
От51до100| >100
Отклонения по диаметру в мм
0-3—0,75
о.З
о,5—1,о
°-75
о,5—"^,75
о.5
о,3
0,6
°-75
I,о—1,25
°>75
изделий
> 700
До 50 [От 51 до 100[ >100
о, 75
1,2—1,75
1,5—2,о
1.5
Таблица 40
Средняя точность сверления круглых отверстий
на станках
Таблица 41
\
Вид
сверления
Неглубо-
кие * отвер-
стия
Глубокие**
отверстия . .
Отклонения от диаметров отверстий
при размерах диамефов в мм
3-5
о,а—о,з
о,4
6—10
о,з-°,4
о.5
11-25
о,4—о,5
о,8
| 26-50
>50
о,8—i,o
I.O—1,4
Средняя точность обработки деталей
с криволинейными гранями
l<Sd, где /—глубина, d—диаметр отверстия.
: i>Sd.
Способ обработки
Выпиливание на ленточной пиле. . .
[ Фрезерование в шаблонах:
на фрезерном станке с ручной
подачей
на специальных фрезерных стан-
ках с механической подачей
(карусельный и др.)
Среднее
отклонение
контура от
заданного чер-
тежом в мм
2—3
Q.5-I.O
о,3~о,5
ГЛ. Xll)
ТОЧНОСТЬ ОБРАБОТКИ, ЧИСТОТА ПОВЕРХНОСТИ И КОНТРОЛЬ КАЧЕСТВА
669
Таблица 42
Средние производственные нормы точности деревянных деталей и методы контроля
Вид неточности
Единица
измерения
Группы точности
Ш
11
Методы контроля
Контрольные
инструменты
Прямые детала
(бруски, щиты)
Отклонения по длине:
черновая торцовка ....
чистовая торцовка ....
Отклонения по толшине или
ширине:
при обработке пилами . .
при чистовой обработке
строганием
Неплоскостность (непрямо-!
линейность):
черновая обработка . . . .
чистовая обработка: " ¦ |
для скл иваемых поверх-
ностей жестких деталей .
для сопрягаемых поверх-
ностей
для несопрягаемых по-
верхностел
Отклонения по величине
заданного угла:
сопрягаемые детали ....
несопригаемые детали . .
Элементы фрезерованных
профильных отборов
Отклонения по ширине про-
филей:
сопрягаемых
несопря; аемых ......
Отклонения по глубине от-
боров и их расстоянию до по-
верхности детали
Шипы рамные
Отклонения по толщине ши-
пов и ширине проушек . . .
Отклонения по высоте пле-
чика
Отклонения по углу шипа .
Ящичные шипы разные
Отклонения по ширине про-
ушек и толщине шипов . . .
Отклонения по длине шипов
Гнёзда для шиповых
соединений
Отклонения по ширине
гнезда
Отклонения по ширине
плечика
Цилиндрические отверстия
Отклонения по диаметру:
глубокие отверстия ....
неглубокие отверстия . .
Цилиндрические и фгсонно-
точёные детали
Отклонения по диаметру:
сопрягаемые детали ....
несопрягаемые детали . . .
Детали с криволинейными
контурами
Отклонение криволинейного
контура от шаблона \
2-5
о,5-1
2О -3°
2-3 5-8
мм на 1 м
длины
мм на
всей длине
То же
град.
о. 5—а | 1-3 : 3-6
I
о,з -о.5 о,6- i,o 1,5
I —1.5
град.
о,5
о,3—о
°-5
о,2-о,з
о,5—1,о
о,а—о,4
о,4
о-75
I,O
1-1-5 т>5
о,4
о,4—о,5
о,5-i
о,4—о,б
о.75
о,5
о.5—1 :i,5—2
о,7—1.о
2-3
2,0
Измерение размеров | Метр, рулетка, ша-
между торцами по оси j блон
детали \
Измерение в
скольких сечениях
Измерение зазора
между поверхностью
детали и проверочной
линейкой, приклады-
ваемой в разных диа-
гональных направле-
ния ч у щитов и в про-
дольном направлении
на узких поверхностях
Измерение углов в
нескольких сечениях
Измерение в
скольких сечениях
То же
Пробная посадка или
измерение контроль-
ными инструментами
То же
Пробная посадка или
измерение
Измерение
То же
Измерение отклоне-
ний от контрольного
шаблона—глазомерное
или инструментальное
Метр, штангенцир-
куль, нажимной ми-
крометр, шаблон, ско-
Проверочная линей-
ка, щуп
Угольник, малка,
шаблон, угломер
Шаблон, калибр,
нутромер, штанген-
циркуль, метр
То же
Шаблон, калибр,
штангенциркуль
То же
Пробка, нутромер,
штангенциркуль
Пробка или нутро-
мер
Шаблон, штанген-
циркуль
Шаблон, щуп, ин-
дикатор
Контроль точности изготовления. Нормы
точности изготовления деталей устанавли-
ваются в зависимости от их назначения и вида
производства. Различают три группы изделий
по точности изготовления: группа 1 — точ-
ные столярные изделия (мебель, часовые и
авиадетал.1, корпусы телеграфных и телефон-
ных аппаратов, чертёжные принадлежности
и др.); группа II — столярно-белодерезные
изделия (оконные переплёты, дверные полот-
нища, строганая шиповая тара, обозные де-
тали, автокузовы, вагонные детали и пр.);
группа III — так называемая неквалифици-
рованная тара, детали домостроения, черновые
заготовки разного назначения.
Контроль точности деревянных деталей не
имеет жёсткой регламентации и производится
как непосредственным измерением элементов
деталей различными измерительными инстру-
ментами и приспособлениями, так и при по-
670
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. Ill
мощи специальных шаблонов и предельных
калибров (фиг. 65 — 67). В табл. 42 приве-
дены нормы точности изготовления деревянных
деталей разного
~~ назначения и мето-
—> ды контроля.
Различают следующие виды неровностей
(впадин и гребней) на древесной поверхности
в зависимости от их происхождения: 1) кине-
матические неровности в виде рисок (волн),
образующихся при срезе стружек движущи-
мися резцами; 2) неровности разрушения,
о)
ц
О)
Фиг. 65. Предельные калибры
(одномерные) для измерения:а —
толщины шипа; б — ширины гнез-
да; в —цилиндрического отверстия;
г — цилиндрического шипа.
в)
Фиг. 66. Шаблоны контрольные (многомерные)
для проверки: а — длины гнёзд; б — глубины
гнёзд; в — шпунта; г — гребня.
б)
Фиг. 67. Шаблоны комплекс-
ного контроля: а — криволи-
нейных контуров и размеров;
б —размеров детали с шапами.
Контрольные шаблоны и кали-
б р ы. Шаблоны для контроля допусков больше
1 мм точностью до 0,2 мм изготовляются
из фанеры, а допусков меньше 1 мм точ-
ностью до 0,05—0,1 — из металла. Предельные
калибры (в форме гладких скоб и пробок)
применяются в особо точных производствах
для контроля сопрягаемых элементов, напри-
мер, размеров шипов, проушек и гнёзд, тре-
бующих посадки точностью ^b 0>2 мм (соот-
ветствует точности шипа и гнезда ^ 0,1 мм).
Форма и размеры предельных калибров для
контроля точности элементов деревянных де-
талей не нормализованы. Эти калибры прин-
ципиально не отличаются от обычных гладких
калибров невысокого класса точности.
Чистота поверхности. Обработанная по-
верхность древесины, как и поверхность вся-
кого другого материала, имеет неровности,
размеры которых определяют степень её
чистоты (гладкости). Чистота поверхности
зависит главным образом от свойств древе-
сины, направления волокон относительно по-
верхности обработки и метода обработки.
Средняя глубина неровностей поверхности
древесины, обработанной разными методами,
приведена в табл. 43. Поверхность древесины,
получаемая в результате распиливания, имеет
грубые неровности—риски глубиной до 0,25
и даже до 1 мм. Фрезерование даёт более вы-
сокую чистоту поверхностей, делая их при-
годными для склеивания. Неровности в этом
случае имеют глубину от 0,025 до 0,05 мм; она
заметны на-глаз и осязаемы. Почти совсем
незаметны риски на шлифованных или циклё-
ванных поверхностях, что позволяет покры-
вать их прозрачными плёночными покрытиями
(лакировка, полировка и др.).
В зависимости от направления волокон
наиболее чисто обрабатывается древесина
в продольном направлении в радиальной пло-
скости и несколько хуже в плоскости танген-
тальной. Торцы, а также поверхности, обрабо-
танные резанием поперёк волокон, имеют
относительно низкую чистоту.
представляющие собой углубления, которые
появляются в результате скалывания или вы-
рывания отдельных частиц древесины, а также
вследствие смятия менее упругой части го-
дичных слоев; 3) вибрационные неровности
в форме порогов и выхватов (вырезок) или
заколов, образующиеся под влиянием вибра-
ции резца или обрабатываемой заготовки;
4) структурные неровности, обусловливае-
мые расположением и характером естествен-
ных пор древесины и особенно заметные
у так называемых кольцепоровых пород (дуб,
ясень и др.).
Наиболее закономерны кинематические не-
ровности. Величина их фактически отличается
от теоретической, так как срез стружки всегда
сопровождается скалыванием или отрывом
частиц древесины. Эти явления наблюдаются
в большей или меньшей степени и зависят
от режима резания, свойств древесины и на-
правления обработки относительно волокон.
При нормальных условиях обработки древе-
Таблица 43
Средняя характеристика чистоты обработки,
измеренной профилографом
Поверх-
ность
древесины
Торцовая
Продоль-
ная
Обработка
Дисковой пилой:
крупнозубой
мелкозубой
Дисковой пилой
Чисторежущей (бархатной)
пилой
Фуговальным и рейсмусо-
вым станками
Ручным строганием ....
Средняя
глубина
неровно-
стей в \х
160—230
85-105
4о- 9°
8- 5о
8— бо
7— 35
Примечание. Для продольной поверхности древе-
сины нижний предел относится к профилю, измеренному
вдоль волокон, а верхний к профилю, измеренному по-
перёк волокон.
ГЛ. XII]
ТОЧНОСТЬ ОБРАБОТКИ, ЧИСТОТА ПОВЕРХНОСТИ И КОНТРОЛЬ КАЧЕСТВА
671
сины и её нормальном строении кинематиче-
ские неровности в общем сохраняют свой
характер, лишь слегка искажаясь явлениями
скалывания, а также вибрацией. На фиг. 68
показан профиль поверхности древесины,
обработанной на рейсмусовом станке.
Кинематические неровности при фрезеро-
вании представляют собой волны, ширина
которых соответствует величине подачи на
3.0
4,0 мм
Фиг. 68. Профили поверхности сосны, обработанной на
рейсмусовом станке: а — продольный (вдоль волокон);
б — поперечный (поперёк волокон).
один оборот фрезы. Из-за неточности радиу-
сов резания отдельных резцов фрезерных
инструментов поверхность обычно форми-
руется одним резцом. При неточности радиусов
резцов т, диаметре фрезы d, числе зубьев z
и числе оборотов п наибольшая скорость
подачи, при которой в формировании поверх-
ности принимает участие только один резец,
определяется формулой «тах = щтчУ dx — чА
Глубина волн геометрически определяется из
R2
Ж
, где R — р а -
диус фрезы, е — ширина (длина) волны
(фиг. 69).
Поверхность, обработанная пилой, имеет
риски шириной от 0,5 до 10 мм в зависимости
чье
90 9,0
да 5,0
то го
60 6,0
W 5.0
а 45 4,5
I 40 4,0
f 350 35 3,5
ад 300 30 3,0
1 250 25 2,5
» 200 20 2,0
J 180 18 1,8
^? 160 16 1,6
/40 14 7,4
№ 12 1,2
ЮО Ю 1,0,
III /
/// /
/У/ /
/// .'¦
/7/
/„,/ L. -
ill I
If! /
Я'/J I
ft i j
mf—
i
/
/
/ *¦
r\
i
r\
/Л
/
jl
/Z
VI
, 177T.
1 A
1
>'/
ill
/ /
/ i
/
'/,
//
i
/-
/
7
"-
у
too
120~
15)
¦^Диа'не'гпо
Фрезы^гОО
/
-?
//
//
H
1
/
7
/
'/<
7
T
I
¦f
11
i
2 3
Ширимо Зопн
4 5 6 7 8 910 мм
Фиг. 69. Глубина волн в зависимости от их ширины
и радиуса фрезы.
от подачи на 1 зуб, точности развода и формы
зубьев, точности установки пилы. Глубина
рисок в среднем равна 0,05—0,1 их ширины.
Неровности разрушения при нормальных ре-
жимах обработки проявляются наиболее за-
метно лишь на участках древесины с ненор-
мальным строением, т. е. в зонах расположе-
ния сучьев, завитков, свилеватости и т. п.,
а также при резании косослоя против напра-
вления волокон. В последнем случае заколы^
отщеиы и вырывы достигают значительной
глубины, совершенно скрывая кинематические
следы среза стружки. Глубина неровностей
разрушения колеблется в пределах 0,05—
0,1^ мм при обработке древесины твёрдых
пород и 0,05—0,4 мм при обработке мягкой
древесины.
Так как наличие участков с ненормальным,
строением древесины неизбежно, заданная
чистота всей обработанной поверхности дости-
гается применением надлежащих технических
средств и режимов работы. Основными фак-
торами здесь являются скорость резания,
острота резцов, отсутствие вибраций, пра-
вильный подбор и тщательная подготовка
инструмента. При высоких скоростях резания
создаётся естественный подпор волокон, что
обеспечивает хорошее качество обработки
практически без неровностей разрушения.
Применение затупленного резца ведёт к.
сколам и вырывам частиц древесины; такой
резец, кроме того, сминает поверхность дре-
весины до пределов разрушения, размочали-
вает её, сообщая ей так называемую ворси-
стость. Уменьшение вибраций достигается^
тщательной балансировкой режущих инстру-
ментов и точным центрированием их на
шпинделях с посадкой по 2-му классу точ-
ности. Значение этих мер, позволяющих свести
вибрации к минимуму, особенно важно при
высоких числах оборотов шпинделей.
Для получения поверхностей высокой чи-
стоты, например, под прозрачные лаковые
покрытия, поверхностный слой снимают, чтобы
удалить места, имеющие внутренние разру-
шения (смятия) от удара резца. Эти разру-
шения обычно проявляются спустя некоторое
время после обработки в виде ворсистости,
особенно под влиянием влажного воздуха.
Смятый поверхностный слой удаляют цикле-
ванием или шлифованием, предварительно
смочив поверхность и затем высушив её.
В табл. 44 приведена классификация чи-
стоты поверхностей в зависимости от метода
обработки и типа станка, на котором выпол-
няется обработка.
Контроль чистоты поверхности. Для ла-
бораторного контроля чистоты поверхности
древесины наиболее пригоден метод оптиче-
ского сечения плоским лучом при помощи
прибора акад. Линника. Заслуживает также
внимания способ сравнения с эталонами без
увеличения или с малым увеличением при
косом освещении — способ, применяемый для
контроля особо ответственных изделий. Во-
обще же в производственной практике кон-
троль качества механически обработанной
древесины осуществляется преимущественно
путём субъективной оценки мастера.
Качество фрезерованных, строганых и то-
чёных поверхностей, а также поверхностей
распила, произведённого пилой, оценивается
по ширине рисок (волн), измеряемых градуи-
рованной линейкой. Если в технических усло-
виях предусматривается предельная глубина.
672
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. III
Таблица 44
Чистота (гладкость) поверхностей деревянных деталей, обработанных на станках в средних
производственных условиях
1-й—очень чистая 2-й—чистая 3-й— средняя 4-й—грубая
< 20 20-50 51-200 201—1000
Класс обработки
Глубина неровностей в мк
Вид обработки
и наименование станков
Класс
обра-
ботки
Распиливание
Лесопильные рамы и круг-
лопильные станки для распи-
ливания брёвен
Ребровые станки дисковые
и ленточные ...••.. • •
Круглопильные станки с
ручной подачей при работе
обычным пильным диском . .
То же при работе бархатной
пилой •
Круглопильные станки с
вальцовой и гусеничной по-
дачами
Круглопильные торцовые
станки для поперечного рас-
кроя • • . . . .
То же для чистовой тор-
цовки
Ленточные столярные пилы
4-й
4-й,
4-й,
3-й,
3-й
3-й
2-й
4-й,3-й
4-й
3-й, 2-й
4-й, 3-й
Вид обработки
и наименование станков
Строгание и фрезеро-
вание
Фуговальные станки . . 2-й
Рейсмусовые 2-й
Строгальные четырёх-
сторонние . • 3-й, 2-й
То же с циклевальными
ножами 2-й, 1-й
Циклевальные станки . 2-й, 1-й
Автошпунтовальные . . 2-
Кромкофуговальные . . 2-й
Фрезерные • 2- ;. 1-
Сверление
Продольное (в торец) . 3-й, 2-й
Поперечное 3-й, 2-й
Выработка гнёзд
Цепн'одолбёжные станки 3-й
Скерлильно-долбёжные 3-й, 2-й
Сверлильно-фрезерные .
(пазовое сверление) . . . 3-й, 2-й
Класс
обра
ботки
Вид обработки
и наименование станков
Класс
обра-
ботки
Шипорезные работы
Обработка поверхностей
рамного шипа на рамных ши-
порезах .... • . •
То же на фрезерных стан-
ках • !
Поверхности ящичных пря- j
мых шипов
Поверхности шипов „ла-
сточкин хвост"
Токарные работы
Черновая обточка
Чистовая обточка
Шлифование
Грубыми шкурками
Тонкими шкурками
3-й
3-й
3-й
3-й
3-й
2-й
2-й
1-й
Таблица 45
Средние производственные нормы чистоты
обработки деревянных деталей
Продолжение табл. 45
Группа
чистоты
обработки
Поверхности,
подготовлен-
ные для от-
делки про-
зрачными по-
крытиями (по-
лировки) . .
Поверхности,
подготовлен-
ные для от-
делки непро-
зрачными по-
крытиями
(кроющими
красками) без
шлифования ..
Поверхности,
годные для
шлифования:
твёрдая дре-
Beci на ...
мягкая дре-
весина . . .
Поверхности,
годные для
склеивания, а
также про-
фильные, не-
удобные для
шлифования .
Поверхности
строганых
пиломатериа-
лов
Кинематические
неровности
(риски, волны)
Шири-
на
в мм
—
Глубина
в мм
<О,О1
2—5 i °>oi—0,05
5—7 i 0,05-0,1
7—ю
3-4
5—Jo
o,i —о,а
О,ОЭ
0,05—0,2
вин
-она
ХИ!
проч
неро
руше
лубина
естных
гей раз;
мм
(- S и и
<o,oi
о,ю
0,12
О,2О
о.о5
0,2—0,5
Произ-
водствен-
лый метод
контроля
Ощупы-
вание паль-
цем, срав-
нение с
эталонами
Изме-
рение
длины
волн,
( сравне-
ние с
этало-
нами
Группа
чистоты
обработки
Поверхности
черновых заго-
товок и не-
строганых
пиломатериа-
лов
Кинематические
неровности
(риски, волны)
Шири-
на
в мм
3—2О
Глубина
в мм
о,з —i.o
Глубина прочих
местных неровно-
стей разрушения
в мм
о,5—1,о
Произ-
водствен-
ный метод
контроля
Измерение
длины ри-
сок, кон-
трольное
сострагива-
ние на фу-
ганке слоя
0,5 или
1 мм
неровностей порядка десятых долей милли-
метра, то измерение их производится стре-
лочным индикатором. Качество тонко обрабо-
танных поверхностей, подготовленных для
прозрачных покрытий, контролируют ощупы-
ванием.
Установлено, что палец с нормальным сред-
ним осязанием ощущает неровности глубиной
примерно до 1 мк.
Проверка ощупыванием при наличии эта-
лона для сравнения позволяет точнее судить
о качестве поверхностей.
В табл. 45 приведены нормы чистоты об-
работки деревянных деталей в зависимости от
их назначения; там же указаны методы произ-
водственного контроля гладкости.
гл. хщ
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ И СБОРКИ ИЗДЕЛИЙ
673
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Буглай Б. М., Контроль гладкости поверхности
древесины, дисс. Ленинградская лесотехническая
академия, 1939.
2. Кашталян А., Обзор методов измерения гладко-
сти обработанной древесины, Укр'НИИМОД, Киев 1937.
3. М а н ж о с Ф. М., Производственная точность обра-
ботки деревянных деталей, „Механическая обработка
дерева* № 3, 1934.
i. m а н ж о с Ф. М., Испытание деревообрабатывающих
станков и качественные нормативы их работы, сб.
„Инсгрукции по испытанию станков и нормативы по
уходу за режущим инструментом", УкрГИЗМест-
пром, Киев 1938.
5. М а н ж о с Ф. М., Современные принципы станочной
обработки древесины, сб. .Применение древесины в
авиастроении", Оборонгиз, 1940.
6. М а н ж о с Ф. М., Фрезерные станки и их экспло-
атяция, ГЛТИ, 1940.
7. М а н ж о с Ф. М., Интенсификация деревообрабаты-
вающих станков, доклад на Всесоюзной конференции
по деревообрабатывающему оборудованию, М. 1939.
8. М а и ж о с Ф. М., Контрольные инструменты и ме-
тоды контроля точности деревянных изделий, .Стаха-
новец лесной промышленности" № 9, 1938.
9. Михайлов В. Н., Столярно-механические произ-
водства, ГЛТИ, 1947.
10. Наркомлес СССР, Типовое положение по определе-
нию и учёту брака в лесопильном и деревообрабаты-
вающем производствах, 1940.
11. Оргавиапром, Выбор метода и аппаратуры для кон-
троля качества деревянных поверхностей, научный
отчёт. 1944.
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ И СБОРКИ ИЗДЕЛИЙ
ЭТАПЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Технологический процесс изготовления и
сборки деревянных изделий включает в себя
следующие этапы: 1) раскрой досок и других
пиломатериалов и фанеры на заготовки, т. е.
на концы кратной или одинарной длины и
на бруски с припусками, для дальнейшей об-
работки до заданной формы и размеров;
2) гнутьё, заменяющее криволинейный раскрой;
3) придание заготовке точных габаритных
размеров и гладкости в строгальном отделе-
нии; 4) фанерование заготовки; 5) станочную
отделку заготовки до получения готовой де-
тали путём концевых, срединных и про-
дольных профильных обработок в механоотде-
лочном отделении; 6) предварительную сборку
узлов;7)дополнительную ручную или станоч-
ную обработку узлов; 8) сборку изделия из
узлов и деталей в столярносборочном отде-
лении или на потоке сборки (конвейере)
машиностроительного цеха; 9) отделку изделия.
В развитом производстве этапы техноло-
гического процесса составляют общий поток
одного цеха, не разветвляясь по отделениям.
В виде изолированных наиболее часто встре-
чаются отделения раскройно-заготовительное,
гнутарное, строгальное, станочно-фанероваль-
ное, сборочно-столярное, отделочное.
ТЕХНОЛОГИЧЕСКИЕ МАРШРУТЫ
Последовательность технологических опе-
раций при изготовлении изделия определяется
технологическим маршрутом. Технологические
маршруты для одного и того же изделия
могут сильно отличаться друг от друга в за-
висимости от исходного сырья и объёма про-
изводства, предопределяющего выбор универ-
сального или специального оборудования.
Типовые маршруты в заготовительно-
строгальном и гнутарном отделениях.
Прямолинейная сосновая заготовка: раскрой
на концы на торцовых пилах, снятие обзола,
раскрой по ширине на пилах продольной рас-
пиловки. Прямолинейная дубовая заготовка:
прострагивание на рейсмусовом станке; раз-
метка; раскрой по ширине, как в предыдущем
случае. Криволинейно-выпильная заготовка:
раскрой на концы; разметка; распиливание на
ленте по разметке. Для дуба, кроме того,
предварительное прострагивание на рейсмусе.
Криволинейно-дубовая заготовка гнутая:
предварительное строгание на рейсмусовом
43 Том 7
станке; разметка до раскроя;торцовка на концы;
раскрой по ширине; мочка в чанах; гнутьё на
станках или вручную; сушка. Фанера-пере-
клейка и ножовая: раскрой на круглопиль-
ном, а при криволинейном контуре — на лен-
точнопильном станке. Фанера ножовая со
сшивкой листов: раскрой на круглопильном
станке; фугование кромок на фрезерном станке;
соединение заготовок фанеры на ребросклеи-
вающем станке. Половые доски, наличники,
плинтусы, кровельные доски и другие ана-
логичные заготовки: четырёхстороннее стро-
гание, торцовка. Коробочные бруски и анало-
гичные детали с концевой зашиповкой:
четырёхстороннее строгание, торцовка, заши-
повка.
Типовые маршруты основных групп де-
талей в механоотделочных цехах. Массив-
ная прямолинейная деталь: предварительное
строгание; разметка; поперечная распиловка;
продольная распиловка; фугование; строгание
в размер; чистовая торцовка; зашиповка;
долбление; сверление; фрезерование и шлифо-
вание. Все эти операции применяются полно-
стью или частично в зависимости от задания.
Массивная криволинейная деталь: пред-
варительное строгание; разметка; раскрой на
концы; разметка, раскрой на ленте; рихтовка
пласти, строгание в размер; чистовая тор-
цовка; зашиповка; долбление; сверление; фре-
зерование; шлифование.
Склеенная массивная деталь: поперечная
распиловка, продольная распиловка; фугова-
ние в угол; склейка; высверливание сучьев;
вставка пробок; снятие провесов на фуговоч-
ном станке, строгание в размер на рейсмусо-
вом станке, торцовка чистовая, зашиповка; дол-
бление; сверление; фрезерование; шлифование.
Склеенная фанерованная деталь: то же,
что для предыдущей детали, до строгания в
размер на рейсмусовом станке включительно
и далее подмазка углём с клеем; шлифование,
фанерование, обгонка на фрезере или опили-
вание; торцовка; зашиповка; долбление; свер-
ление; фрезерование; шлифование.
Деталь с тикарно- и фрезерно-копиро-
вальной обработкой заготовляется до ста-
дии бруска-заготовки обычными маршрутами.
Дальнейшая обработка цилиндрических дета-
лей производится на токарном или кругло-
палочном станке; фасоннотокарных деталей —
на простом токарном и фрезерно-токарном
станках; профилированных деталей многогран-
ного сечения — на копировальных или фрезер-
674
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. III
ных станках; объёмное копирование — на спе-
циальных одно- или многошпиндельных ко-
пировально фрезерных станках.
Щиты, склеенные на шпонках: торцо.вка;
продольная распиловка; фугование коробленных
дощечек; строгание в размер на рейсмусовых
станках; отбор шпунта, гребня и фальца на
фрезерных, шпунтовальных и четырёхсторон-
них строгальных станках (если применяются
четырёхсторонние строгальные станки, отпа-
дает строгание на рейсмусовом станке); чи-
стовая торцовка; обмазка клеем на клеевых
вальнах; склейка в ваймах и веерных прессах;
Снятие провесов на рейсмусовом станке; чи-
стовая обрезка в размер; отбор пазов на фре-
зерных, сверлильных и пазовальных станках;
вгонка шпонок; сверление под шканты; за-
бивка шкантов.
Щиты, склеиваемые на сшивательных
станках: технологический процесс строится
в зависимости от типа станка.
Стенки шиповых ящиков. После чистовой
торцовки дощечек зарезаются шипы (прямые
или „ласточкин хвост"), затем производится
сборка продольных и торцовых стенок. Рамоч-
ные конструкции собираются из деталей, заго-
товленных по маршрутам массивной прямо-
линейной детали. Далее производится зачистка
провесов на рейсмусовых и шлифовальных
станках.
Типовые маршруты сборки. Общие сбо-
рочные операции: зачистка и доводка отдель-
ных деталей; предварительная подгонка от-
дельных соединений; общая предварительная
сборка узлов; склеивание мест соединения и
их сушка; крепление нагелями, шурупами, гвоз-
дями; зачистка; обработка узла в сборке;
сборка узлов в изделие.
Сборка узла: предварительная сборка; за-
клейка; удаление провесов (строжка, шлифов-
ка); добавочная обработка на станках; зачистка
после заклейки (если при сборке производится
дополнительное фанерование); подмазка; ци-
нубка; фанерование и дальнейшая сборка узла.
Окончательная сборка изделия: сверление
гнёзд, вставка круглых шипов; соединение уз-
лов и деталей; пригонка ящиков, рамок, дверей
и т. п.; врезка замков, навесов и прочей ар-
матуры; сборка всего изделия; контроль и
ремонт.
Типовые маршруты отделки. Столярная
подготовка под полировку и лакировку: за-
чистка шлифтиком (брусков и рамочных кон-
струкций) или машинная циклёвка (фанерован-
ных филёнок и щитов); ручная циклёвка ци-
клей; шкуровка на станках; ручная шкуровка
недоступных для станка мест. Столярная под-
готовка под непрозрачные краски: шкуровка
на станках; заделка дефектов (пробки, заделки
и т. п.). Отделочная подготовка под поли-
рование щелочной политурой. Способ пер-
вый: мочка водой; сушка; шкуровка; окраска
водной протравой; сушка; протирка морской
травой или стружкой; мастичение масляной
мастикой с протиркой; сушка; лёгкая шку-
ровка отработанной шкуркой. Способ второй:
мочка водой; сушка; шкуровка; бейцовка;
сушка; протирка или лёгкая шкуровка. Подго-
товка под масляные и нитролаки для свет-
лой отделки: первое мастичение со шпате-
лем; сушка; второе мастичение; сушка; шку-
ровка. Подготовка для отделки масляными
красками: подмазка дефектов клеевой шпат-
лёвкой; сушка; шкуровка подмазанных мест
шкуркой № 2; грунтовка масляной кистью;
сушка; шкуровка шкуркой № 2—1. Подготовка
для высококачественной отделки э пале-
выми и нитрокрасками с располировкой и
шлифовкой: подмазка дефектов клеевой шпат-
лёвкой; сушка; подшкуровка шкуркой № 2;
сплошная клеевая шпатлёвка; сушка; шку-
ровка шкуркой № 2—1; грунтовка масляной
кистью; сушка; шлифовка пемзой. Окончатель-
ная отделка. Корпусная: первая окраска —
сушка; шлифовка; вторая окраска — сушка;
привёртка фурнитуры; контроль. Лаковая: пер-
вая лакировка — сушка; шлифовка; вторая
лакировка — сушка; привёртка фурнитуры;
контроль.
Приведённые технологические маршруты
далеко не исчерпывают всех возможных ва-
риантов.
ВЫБОР СТАНКОВ
При проектировании технологического
процесса решение вопроса о применении
станков универсальных или специальных с
ручной или механической подачей зависит от
объёма производства. При этом нужно учи-
тывать, что та или иная операция может
быть выполнена на различных станках, а также
принимать во внимание такие факторы, как
длина и ширина заготовок (деталей), подвер-
гающихся раскрою. Например, для растор-
цовки досок и деталей шире 300 мм необхо-
димо выбирать маятниковые пилы или тор-
цовочные станки с прямолинейным движением.
Распиливание заготовок короче 400 мм на
круглопильных станках с механической по-
дачей себя не оправдывает; целесообразнее
переходить на кратную заготовку с последу-
ющей расторцовкой после строгания.
При выборе строгальных станков нужно
исходить из следующих технологических сооб-
ражений. Без фугования обрабатываются
на четырёхстороннем строгальном станке де-
тали короче 0,6 м, а также нелицевые де-
тали, имеющие небольшую кривизну; на рейс-
мусовом станке — детали разной ширины, не
требующие выверки, и щиты шире 300 мм\
на фрезерном станке — криволинейные де-
тали по кривой стороне.
Применение фугования. Фугуется одна
пласть у деталей, предназначенных для строга-
ния на четырёхстороннем строгальном станке,
у которых должна быть выверена только одна
сторона; фугуется одна пласть и рейсмусуется
вторая пласть у деталей, у которых две сто-
роны должны быть параллельны, а две другие
криволинейны (например, задние ножки стула);
предварительно фугуется одна кромка у де-
тали, на которую наклеивается облицовочный
брусок (например, передняя стенка фанеро-
ванного ящика); фугуются пласть и кромка в
угол у детали, все плоскости которой подлежат
обязательной выверке; предварительно фу-
гуются пласть и кромка у детали для на-
клейки облицовочного бруска и фанерования;
фугуются две кромки и одна пласть у заго-
товок для широких склеенных щитов (чтобы
избежать больших провесов); фугуются пласть
и кромка в угол с последующей строжкой на
рейсмусе у брусков, сечение которых прибли-
жается к квадрату.
ГЛ. XII]
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ И СБОРКИ ИЗДЕЛИЙ
675
Таблица 46
Укрупнённые расчётные нормы производительности
оборудования в 1 мин.
Таблица 47
Станки
Торцовочные: педальный,
маятниковый и с прямоли-
нейным движением
Круглопильные:
с ручной подачей ....
с автоматической подачей
Круглопалочный
Фуговальные:
с ручной подачей ....
с автоматической подачей
Рейсмусовый
Калёвочно-строгальный . .
Четырёхсторонний строгаль-
ный
Торцовочный
Концеравнитель с конвейер-
ной подачей
Фрезерный станок для об-
гонки
Фрезерный станок шипорез
Шипорезные:
односторонний с кареткой
• двухсторонний
прямой ящичный
„ласточкин хвост" ....
Сверлильные:
горизонтальный одно-
шпиндельный .......
вертикальный трёхшпин-
дельный
вертикальный одношпин-
дельный . . •
Цепнодолбёжный
Пазовальный •
Сшивательный
Шпунтовальный
Усорезный • .
Шлифовальные:
трёхвальный
ленточный
дисковый
Кромкофуговальный для
фанеры (до 50 листов в за-
кладке)
Ребросклеивающий ....
Круглопильный для фанеры-
переклейки A0 листов в за-
кладке)
Веерный пресс (клеильная
вайма)
Фанеровальный пресс(объём
пакета 1800X850X750 мм) . .
Едини-
ца
учёта
Резы
Концы
Бруски
лог. м
Концы
Бруски
Концы
Отвер-
стия
То же
Резы
лог. м
Концы
П акеты
в смену
Норма в 1 мин.'
Для
мягких
пород
8-9
6—8
18-ЗО
5-6
8—ю
8—12
25
6
15—
4-4.5
8-12
IO—12
25
8—ю
4
8—ю
4
Для
твёр-
дых по
род
5-6
4-6
12—15
8-ю
3—4
6—8
7-8
б—ю
3—3.5
6—ю
8- ю
i6
6—8
4
7
6
4
4
5
6-8
3
4-6
а-3
о.З
20
Примечания: 1. Нормы даются применительно
к оборудованию отечественного производства.
2. Минимумы и максимумы зависят от конструкции
и степени износа станка, размеров заготовок, характе-
ра производства и организации рабочего места.
(
Схема
технологического процесса
со
сводным
расчётом оборудования
:мента
m
2
1
I
11
СО
н
ние элем!
со
X
2
али
дет
2
3
8
8
9
к
га
?
гнование
s
s
X
4
Размеры
детали в за-
готовке
в мм
ев
X
К
ч
5
я
X
о,
S
6
сз
К
1
Н
7
CD
Я
зде;
s
о
S
е*
О
X
) деталей
ч
и
V
8
И так далее
Итого минут на одно изделие
Процент технически неиз-
бежного брака
Добавочное время на брак '.
Полное время обработки на
Число изделий на суточную
программу
Время обработки на суточ-
ную программу в мин. t или
часах Т
Расчётное количество стан-
ков
t Т
е ~ 420 ИЛИ "Г
Принятое число смен m . .
Принятое число станков
— (с округлением до единицы)
Наименование опера-
ций по технологиче-
скому процессу
1
2
3
4 б
i
6
7
S
Наименование станков
или рабочих мест
I
11
III
IV
V
VI
| VII
1 и т. д.
Время на обработку
всех деталей
9
о
о
о
о
10
о
о
о
О
11
о
12
13
о
о
о
14
15
о
и т. д.
При расчёте станков следует учитывать
припуски на обработку и число проходов при
строжке.
Зарезка шипов мелких (на тонких и узких
деталях) и потайных (для шкатулочных со-
единений) производится на фрезерном станке,
а всех других видов шипов — на шипорезных
станках, односторонних при мелкосерийном
и двухсторонних при крупносерийном произ-
водстве.
Выборка гнёзд производится на сверлиль-
ных станках, если гнёзда длиной до 30 мм и
шириной до 6 мм, и на долбёжных станках
во всех остальных случаях. При выборке
гнёзд на сверлильных станках необходимо
учитывать добавочную операцию по закруг-
лению шипов вручную или на фрезерном
станке.
Снятие провесов у собранных элементов.
На рейсмусовых (пропускных) станках снк-
676
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
[РАЗД. III
мают провесы у нефанерованных рамок и
щитов, на шлифовальных станках — у щитов
с обкладкой (в этом случае можно произво-
дить операцию и на рейсмусовом станке с угла
на угол), вручную — у фанерованных рамок.
Для устранения провесов после фанерования
(средняя величина их у рамочных элементов
обычно составляет около 0,2 мм, а при неак-
куратной работе 0,4—0,5 мм) применяется
ручная циклёвка для наборных плоскостей,
стыков фанеры на углах рамок и непрямо-
линейных элементов, механическая (ма-
шинная) — во всех других случаях, позволя-
ющих также снимать провесы на рейсмусовом
или шлифовальном станке.
РАСЧЁТ И ПЛАНИРОВКА ОБОРУДОВАНИЯ
ПО ПОТОКУ
Расчёт потребного оборудования для за-
данной программы производится на основании
выбранных маршрутов и расчёта времени на
каждую отдельную операцию (с учётом потерь).
Для укрупнённых расчётов можно пользоваться
данными табл. 46.
После выявления производительности по
каждой операции составляют сводную таблицу
расчёта оборудования (табл. 47), в которой
обозначают кружками прохождение заготовки
через данный процесс обработки и данный
станок. В каждом кружке проставляют сум-
марное время в минутах на обработку
всех штук данной детали изделия на суточ-
ную программу. Так как при этом располо-
жение операций и станков — прямолинейное
по потоку, некоторые типы станков будут по-
вторяться. Расположив детали по узлам в
порядке последовательности сборки, можно
получить стройную схему потока примени-
тельно к изготовлению данного изделия.
Если проектируется одновременное изго-
товление нескольких изделий, то на каждое
из них составляют отдельную схему по типу
табл. 47, затем сводят итоги в общую схему и в
соответствии с ней планируют оборудование.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Афанасьев П. С, Машины для деревообработки,
Машгиз, 1947.
Глава XIII
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
ПРЕССОВАНИЕ ПЛАСТМАСС
ОСНОВНЫЕ ДАННЫЕ О ПЛАСТМАССАХ *
Пластические массы нашли широкое при-
менение в машиностроении. Кроме ценных
физико-механических свойств, пластические
массы легко подвергаются переработке, что
обеспечивает возможность массового произ-
водства деталей машин независимо от слож-
ности их конфигурации.
Выбор типа пластмасс для переработки
зависит от требований, которые предъявляются
к физико-механическим характеристикам из-
готовляемых деталей и к условиям их работы
в эксплоатации.
При .переработке пластических масс в изде-
лия можно впрессовывать различную металли-
ческую арматуру и этим значительно повысить
эксплоатационную стойкость деталей машин.
Пластические массы различают по их свой-
ствам и методам переработки. По свойствам
все пластмассы разделяются на две основные
группы: 1) термореактивные, в состав ко-
торых входят термореактивные связующие
смолы, и 2) термопластические, в состав
которых входят термопластические связующие
смолы.
Термореактивные пластмассы под
действием тепла вначале размягчаются и ча-
стью расплавляются, а затем переходят в твёр-
дое неплавкое и нерастворимое состояние. При
зтом смола —связующее — под действием тепла
последовательно переходит из начальной ста-
дии А—резола (смола плавится и раство-
ряется) в промежуточную стадию В —резитол
(смола плохо растворяется, но набухает, не
плавится, но размягчается и способна течь под
давлением) и, наконец, в стадию С — резит
(смола становится твёрдым, неплавким и не-
растворимым продуктом).
Термореактивные пластмассы называют
необратимыми, так как неплавкое их состоя-
ние в конечной стадии лишает возможности
вторичной переработки их прессованием.
Термопластические пластмассы под
действием тепла размягчаются или плавятся,
но переходят в твёрдое состояние только под
воздействием охлаждения. В отличие от тер-
мореактивных материалов эти пластмассы
* Подробно о пластмассах и их физико-механиче-
ских свойствах см. т. 4, гл. V.
можно подвергать вторичной переработке,
поэтому их называют обратимыми.
Кроме указанных двух групп, промышленно-
стью осваивается новый вид термореактивных
полимеризационных пластмасс (типа аллило-
вых), которые в первой стадии переработки
термопластичны, а в конечной термореак-
тивны.
По методам переработки пластические
материалы можно разбить на следующие четыре
группы:
1. Материалы для прессования.
Эта группа включает все пластмассы (термо-
активные, термопластичные и композиции на
их основе), известные под общим названием
прессовочных материалов. К основным видам
последних относятся: а) термореактивные —
прессовочные порошки разных марок (моно-
лит, К-18-2, К-21-22, К-17-2, К-211-3, амино-
пласты и др.), волокнит, пропитанные смолой
слоистые прессматериалы, прессматериалы на
основе минеральных наполнителей (]<Ф-3, К-6),
меламино-формальдегидные и др.; б) термо-
пластичные — этролы, на основе простых и
сложных эфиров целлюлозы, полистирол, поли-
хлорвинил, асфальтобитумные прессовочные
композиции и др. Все эти материалы могут
перерабатываться как компрессионным, так и
литьевым методом прессования и литьём под
давлением.
2. Материалы для литья без при-
менения давления. К этой группе отно-
сятся главным образом термореактивные фе-
нольно-формальдегидные и мочевино-формаль-
дегидные литые смолы (литые резиты), феноль-
ные смолы типа неолейкорита, литой карболит
или каталин и др. Сюда также можно отнести
мономеры, или низкомолекулярные полимеры,
метакриловой • и акриловой кислот и т. п., из
которых методом блочной полимеризации в
формах получают детали и заготовки. Из литых
смол отливают готовые детали или заготовки,
подвергаемые в дальнейшем механической
обработке.
3. Материалы для штамповки,
выдувания и вакуумирования
К ним относятся в основном листы из термо-
пластов (органическое стекло, эфиры целлю-
лозы и др.).
4. Материалы (полуфабрикаты) для
механической обработки. Эта груп-
678
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД. III
па включает полученные прессованием или
литьём различные заготовки из термореактив-
ных и термопластических материалов (листы
и плиты текстолитовые и гетинаксовые, стерж-
ни и блоки из литых резитов, листы и блоки
из оргстекла, эфиров целлюлозы и др.).
ПРЕССОВАНИЕ
Прессование является преимущественным
методом переработки как термореактивных,
так и термопластических прессматериалов. При
прессовании пластмасс используется основное
* их свойство — пластичность, т. е. способность
под воздействием тепла размягчаться и под
давлением заполнять собой форму. При этом
довольно точно воспроизводятся все контуры
формы и при отверждении сохраняется приня-
тая конфигурация.
Свойства исходных прессматериалов
Свойства прессовочного материала опре-
деляются главным образом его основными
составными частями: связующим и наполни-
телем. Механические свойства при одном и
том же связующем в основном зависят от
наполнителя. Наиболее прочными из фенольно-
альдегидных прессматериалов являются тек-
столиты, имеющие в качестве наполнителя
хлопчатобумажную и стеклянную ткань, бумагу
или древесный пластик на основе шпона, менее
прочными—карболитовые порошки (К-18-2
и др.), наполнителем которых служит древесная
мука; промежуточное положение занимают
пресскомпозиции с неориентированными во-
локнистыми наполнителями.
Структура прессматериалов (порошкооб-
разная, волокнистая, слоистая) определяется
структурой наполнителя. Структура прессма-
териалов без наполнителей обусловливается
методом переработки.
Помимо свойств, зависящих от составных
частей прессматериалов, последние обладают
ещё свойствами, которые приобретаются
в процессе их изготовления и зависят в основ-
ном от методов производства. К ним относятся
удельный объём, текучесть или пластичность,
содержание влаги и летучих, тонина помола,
скорость отверждения и усадка. Показатели
этих свойств прессматериалов играют весьма
важную роль в процессе прессования изделий.
Удельный объём. Этот показатель влияет
на процесс прессования в основном порошко-
образных (сыпучих) прессматериалов и коле-
блется для них в пределах 1,7—3,5 см*\г. Чем
больше удельный объём исходной пресском-
позиции, тем больше требуется загрузочная
камера в прессформе при загрузке её порош-
ком и, кроме того, вносится в прессформу
при дозировке больше воздуха, удаление ко-
торого требует увеличения выдержки, а сле-
довательно, и большей продолжительности
общего цикла процесса прессования.
Текучесть. Текучестью, или пластичностью,
определяется способность прессматериала за-
полнять прессформу под действием тепла и
давления. Более выгодно применение мате-
риалов, обладающих большей текучестью, при
которой требуется меньшее давление. Однако
слишком высокая текучесть способствует
меньшему уплотнению изделий, вызывает
частую чистку прессформы и ухудшает внеш-
ний вид изделия. Совершенного метода опре-
деления текучести, вполне удовлетворяющего
технологии производства пластмасс, пока не
существует. Принято определять текучесть
по методу Рашига. Показатель текучести по
этому методу выражается в миллиметрах
длины стрелы материала, выдавливаемого из
специальной прессформы при давлении и тем-
пературе, предусмотренных ТУ для прессова-
ния данного материала. Для прессматериалов,
наполнителем которых служит древесная мука,
показатель текучести колеблется от 35 до
180 мм.
Содержание влаги и летучих. Повышен-
ное содержание влаги и летучих вызывает:
а) необходимость увеличения времени вы-
держки, а иногда и понижения температуры
прессования, что приводит к снижению про-
изводительности; б) увеличение процента
усадки; в) увеличение коробления; г) ухуд-
шение диэлектрических показателей и в от-
дельных случаях некоторых других физико-
механических свойств; д) ухудшение внеш-
него вида изделий и особенно окрашенных
в светлые тона (появление пятен, разводов,
неоднотонности окраски и т. п.).
Повышенная влажность устраняется под-
сушкой или предварительным подогревом
прессматериала перед прессованием. Слишком
сухие пресспорошки плохо таблетируются и
имеют обычно пониженную текучесть, что
создаёт некоторые затруднения при их пере-
работке. Допускаемое содержание влаги в ис-
ходных прессматериалах составляет 2—5%.
Тонина и однородность помола. Тонкий
помол улучшает внешний вид изделия (в осо-
бенности светлых, прозрачных) и в отдельных
случаях способствует некоторому улучшению
диэлектрических показателей и физико-меха-
нических свойств прессованных изделий;
однородность размола улучшает таблетирова-
ние и даёт минимальное отклонение в весе
при объёмной дозировке.
Скорость отверждения. Скоростью отвер-
ждения термореактивных материалов назы-
вают скорость (выраженную в сек/мм тол-
щины) перехода материала в свою конечную
твёрдую, неплавкую и нерастворимую стадию.
Скорость отверждения зависит от свойств
связующего—термореактивной смолы, состава
композиции и технологии изготовления мате-
риала. На процесс прессования скорость отвер-
ждения оказывает большое влияние. Малая
скорость отверждения вызывает увеличение
времени выдержки под давлением, удлиняя тем
самым продолжительность цикла прессования,
что приводит к снижению производительности
оборудования. Слишком большая скорость
отверждения может оказаться вредной, особен-
но при прессовании изделий сложной конфи-
гурации (отверждение материала ранее, чем
он успевает заполнить все контуры оформля-
ющего изделие гнезда прессформы, приводит к
браку по недопрессовке). Скорость отвержде-
ния одного и того же материала зависит также
от условий прессования, температуры и метода
прессования.
Усадка. Усадкой называют свойство пласт-
масс изменять (уменьшать) размеры при охла-
ждении после прессования. Усадка должна
ГЛ. XIII]
ПРЕССОВАНИЕ ПЛАСТМАСС
679
быть учтена с достаточной точностью как при
конструировании прессформ, так и при раз-
работке режима процесса прессования. Не-
точный учёт усадки материала приводит
к браку по размерам.
Основные факторы процесса
прессования
Основными факторами процесса прессова-
ния являются давление, температура и время
выдержки под давлением.
Давление. В процессе прессования давле-
ние выполняет следующую роль: а) уплотняет
в начале процесса материал; б) способствует
по мере разогревания и пластификации мате-
риала заполнению им оформляющей части
прессформы (гнезда) и в) противодействует
в процессе прессования раскрыванию пресс-
формы, которое вызывается давлением внутри
прессформы паров и газов, образующихся во
время прессования и отверждения.
Помимо величины давления важную роль
в процессе прессования играет скорость подачи
давления, которая должна обеспечить заполне-
ние прессформы материалом в короткий срок.
Момент окончания заполнения прессформы
обычно обусловливается полным соприкосно-
вением опорных поверхностей прессформы (без
просветов) и называется замыканием пресс-
формы.
Запоздание замыкания прессформы или
неполное её замыкание как следствие недоста-
точной величины давления или медленной по-
дачи его приводит к частичному отверждению
термореактивного прессматериала, т. е. пере-
ходу его в неплавкое состояние, при котором
теряется текучесть и способность заполнения
гнезда прессформы.
Преждевременное прекращение подачи да-
вления в процессе прессования как для термо-
реактивных, так и термопластичных материа-
лов неминуемо ведёт к браку (на изделиях обра-
зуются вздутия и трещины вследствие давления
газов, выделившихся в процессе прессования).
Удельное давление зависит от текучести
прессовочного материала и конфигурации из-
делия. При компрессионном методе прессова-
ния порошкообразных термореактивных мате-
риалов применяют удельные давления от 70
до 700 кг/см2. В каждом случае оно опреде-
ляется практически. Скорость замыкания
прессформы колеблется в пределах 10—30 сек.
Температура. Роль температуры в про-
цессах прессования термопластических мате-
риалов сводится к следующему: до полного за-
мыкания прессформы тепло размягчает мате-
риал, т. е. переводит его в пластическое состоя-
ние, при котором он заполняет гнездо пресс-
формы и оформляет изделие. Для термореак-
тивных прессматериалов необходимо ещё опре-
делённое количество тепла и после замыкания
прессформы для перевода связующей части
прессматериала (смолы) в твёрдое и неплавкое
состояние. При прекращении подачи тепла до
наступления полного отверждения изделия по-
следнее получается хрупким, с поверхностью
без соответствующего блеска. Чем выше тем-
пература прессования (в определённых, прак-
тически допускаемых пределах), тем быстрее
необходимое количество тепла переходит от
прессформы к прессматериалу и тем более
возрастает скорость прессования. Прессование
изделий из пластмасс обычно производится при
температуре прессформы в пределах 140—
200° С.
Выдержка. Выдержкой называют отрезок
времени в процессе прессования, начиная от
момента замыкания прессформы до начала
раскрытия прессформы или разъёма пресса.
При прессовании термореактивных материа-
лов в период выдержки в прессформе проис-
ходит отверждение формуемого изделия.
Время выдержки для этих материалов обычно
колеблется от 10 до 90 сек. на 1 мм толщи-
ны изделия (расчёт времени выдержки про-
изводится, исходя из толщины наибольшего
сечения изделия). С повышением темпера-
туры прессования выдержка уменьшается.
При прессовании термопластичных материа-
лов компрессионным методом такой выдержки
не применяют. Прессформа нагревается до мо-
мента полного её замыкания, после чего она
переключается на охлаждение. При прессова-
нии термопластов методом инжекционного
прессования в прессформе с постоянной темпе-
ратурой (см. стр. 687) выдержка обычно очень
мала, и прессформа раскрывается почти немед-
ленно послг окончания процесса заполнения
её прессматериалом, так как к этому времени
изделие успевает отвердеть под действием
пониженной температуры оформляющей части
прессформы.
Подготовка прессматериалов
к прессованию
Гранулирование. Гранулированием дости-
гается получение размолотого прессовочного
материала с более равномерной величиной
частиц для уменьшения удельного объёма и
улучшения условий таблетирования и дози-
ровки. Для фенольных прессматериалов гра-
нулирование осуществляется обычным фрак-
ционированием размолотого порошка. Амино-
пласты, для которых особенно важен внешний
вид изделий, размалываются до тонины 200 меш
и выше, а затем гранулируются в более круп-
ные зёрна на специальных гранулнровочных
машинах. Тонкий порошок аминоиластов не
может удовлетворять требованиям перера-
ботки вследствие большого удельного объёма,
плохой таблетируемости и пригорания к пресс-
форме.
Таблетирование. Таблетирование пред-
ставляет собой процесс прессования в холод-
ных прессформах для получения исходного
прессматериала в таблетках. По мере надоб-
ности таблетки могут изготовляться самой
разнообразной формы и веса — от 0,5 г до 0.5 кг.
Таблетированием достигается: а) уменьше-
ние потерь материала при дозировке; б) уско-
рение дозировки при загрузке прессформы;
в) ускорение процесса прессования (выдержки)
вследствие уменьшения количества воздуха,
вводимого в прессформу с прессовочным мате-
риалом; г) уменьшение объёма, занимаемого
прессматериалом, что позволяет уменьшить
габариты прессформ и упростить их изготовле-
ние; д) обеспечение лучшего оформления
сложных изделий применением специальных
фигурных таблеток; е) большое удобство для
предварительного подогрева прессматериала
перед прессованием.
680
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
РАЗД. II!
Основная масса таблеток изготовляется на
специальных таблеточных машинах. Обычно
эти машины работают от механического при-
вода и бывают двух типов: ротационные
(многопуансонные) и эксцентриковые. Ка-
ждая таблеточная машина имеет по нескольку
форм и может изготовлять таблетки нескольких
типов. Вес таблеток каждого типа может регу-
лироваться в известных пределах. Таблетиро-
вание на этих машинах полуавтоматическое—
с загрузкой материала в бункер и регулиро-
ванием веса таблеток вручную.
При отсутствии таблеточных машин или
при необходимости получения фигурных та-
блеток сложной конфигурации таблетирование
осуществляется в прессформах на обычных
гидравлических прессах. Процесс таблетиро-
вания на гидравлических прессах неэкономи-
чен вследствие своей трудоёмкости и боль-
шого расхода гидравлической жидкости высо-
кого давления.
Таблеточные машины для полуавтоматиче-
ского таблетирования несыпучих прессовочных
материалов типа волокнита отличаются от
обычных машин следующим: дозировка произ-
водится не по объёму (что совершенно непри-
менимо для несыпучих материалов), а авто-
матическим взвешиванием.
Брикетирование. Брикетирование заклю-
чается в получении заготовок-брикетов в
слегка нагретых формах и производится в слу-
чаях, когда порошок в холодной форме плохо
таблетируется. Обычно брикетирование вы-
полняется на обычных прессах, применяе-
мых для прессования изделий, при темпера-
туре прессформы от 50 до 90° С без выдержки
или с очень небольшой выдержкой — 5—10 сек.
В отличие от таблеток брикеты имеют не-
сколько оплавленную смолой поверхность,
более прочны и не крошатся даже в самых
тонких частях.
При таблетировании и брикетировании при-
меняют широкий диапазон удельных давлений,
начиная с 300 до 1600 кг/см2.
Дозировка. Загрузка прессматериала в
прессформу производится для малогнездных
прессформ вручную и для многогнёздных
прессформ с помощью специальных загрузоч-
ных приспособлений, конструируемых и из-
готовляемых одновременно с прессформой.
Дозировка прессовочных материалов
является важной технологической операцией.
Неправильная дозировка может привести к
браку изделий, а нерационально выбранный
метод дозировки может снизить производитель-
ность прессов. Существуют три метода до-
зировки: весовой, объёмный и штучный.
Весовой метод, при котором каждая
порция прессматериала перед прессованием
взвешивается на весах, является самым точ-
ным, но он очень трудоёмок и для многогнёзд-
ных прессформ неприемлем.
Объёмный метод, при котором ка-
ждая порция прессматериала измеряется спе-
циальным мерником по объёму, менее точен,
чем весовой, но и менее трудоёмок. Приме-
ним для прессформ открытого и полузакрытого
типа и неприемлем для прессформ закрытого
типа.
Штучный метод — дозировка таблет-
ками, имеющими определённый вес, наиболее
удобен и приемлем для всех типов прессформ.
Предварительный подогрев. Предвари-
тельным подогревом термореактивного пресс-
материала достигается: 1) удаление большого
количества влаги и летучих, ускоряющее про-
цесс прессования; 2) уменьшение времени
пребывания (выдержки) в прессформе ма-
териала, загружаемого нагретым до темпе-
ратуры, близкой температуре прессования,
и частично размягчённым, а также рез-
кое сокращение времени замыкания пресс-
формы; 3) значительное снижение необхо-
димого для прессования удельного давле-
ния, что уменьшает износ прессформы, исклю-
чает возможность поломки её тонких офор-
мляющих элементов и предотвращает дефор-
мацию и смещение арматуры в прессованном
изделии; 4) ускорение процесса отвер-
ждения изделия (в два-три раза) вследствие
возможности повышения температуры прессо-
вания на 30—40° С; 5) возможность благодаря
быстрой пластификации материала в пресс-
форме прессовать изделия более сложной
конфигурации с более сложной арматурой и
оформлять отверстия меньшего диаметра и
большей высоты; 6) улучшение качества изде-
лий, их внешнего вида, а также диэлектриче-
ских показателей и некоторых физико-меха-
нических свойств.
Подогрев материала следует вести равно-
мерно. Для получения большего эффекта,
температура подогретого материала должна
быть близкой температуре прессования. При
подогреве необходимо удалить из материала
максимальное количество влаги и летучих,
не допуская, однако, потери текучести, т. е.
частичного перехода связующего — смолы —
в неплавкое состояние.
Предварительному подогреву подвергают
прессматериалы как в нетаблетированном со-
стоянии, так и в виде таблеток или брикетов.
Нетаблетированный материал для подогрева
неудобен, его трудно распределять равномер-
ными слоями, и при интенсивном подогреве
он спекается и прилипает к сосуду, в кото-
ром подогревается. В случае необходимости
подогрева нетаблетированного прессматери-
ала процесс следует вести при более низких
температурах и в течение более длительного
времени, чем значительно снижается эффект
от применения предварительного подогрева.
Некоторое улучшение процесса подогрева не-
таблетированного материала достигнуто приме-
нением специальных термостатов с принуди-
тельным перемещением порошка. В СССР
одним из авторов (Н. И. Гуревич) сконструи-
ровано особое приспособление, позволяющее
вести процесс подогревания порошкообразных
материалов при температурах, близких тем-
пературам подогрева таблеток O5J—160° С),
в течение 3—6 мин.
Приспособление представляет собой конусо-
образную воронку или систему воронок (для
многогнёздных прессформ), собранных в одну
коробку. Воронки размещаются соответственно
расположению гнёзд прессформы. Внутренняя
поверхность воронки и её легко выдвигаемого
днища должны быть хорошо отполированы
и хромированы. Дозировка для каждого гнезда
прессформы загружается в воронку при за-
крытом днище. Приспособление с загружённым
порошком ставится в термостат и после подо-
грева устанавливается на прессформу. Одно-
ГЛ. XIII]
ПРЕССОВАНИЕ ПЛАСТМАСС
681
временным выдвижением всех днищ подогре-
тый порошок поступает в соответствующие
гнёзда прессформы.
Основные методы предварительного подо-
грева, применяемые в промышленности, сле-
дующие: 1) подогрев паром или электриче-
ством; 2) подогрев токами высокой частоты;
3) подогрев инфракрасными лучами.
Предварительный подогрев
обычными теплоносителями (паром
или электротоком). Подогрев таблеток про-
водится в термостатах различной конструкции,
обогреваемых паром или электротоком (эле-
ментами сопротивления). Наиболее удобны
термостаты, в которых электрообмотка обо-
грева расположена по всей поверхности термо-
стата. Температура термостата должна строго
контролироваться и регулироваться. Наиболее
приемлемой является автоматическая регули-
ровка температуры специальными терморегу-
ляторами. Таблетки помещаются на противне
(совке) на полке термостата, расположенной
обычно посредине — на равном расстоянии от
нижнего и верхнего обогрева. Весьма удобны
термостаты с принудительной циркуляцией те*
плого воздуха В целях использования тепла
прессформы иногда прессматериалы подогре-
вают в пространстве между обогревательной
плитой пуансона и подвижной плитой пресса.
Для этого между плитами ставят два-три
бруска, в пространство между которыми и
вставляют противни с прессматериалом для
подогрева.
Таблетки из новолачных* прессовочных
материалов подогреваются при температуре
в пределах 150—200° С в течение 3—10 мин.
в зависимости от марки прессматериала,
формы, веса и конфигурации таблеток, а также
от технических условий на прессуемое из-
делие. Резольные прессматериалы подогрева-
ются при более низких температурах в пре-
делах 80—100° С в течение более длительного
времени—20—40 мин.
Хорошо подогретые таблетки обычно
имеют равномерное потемнение по всей по-
верхности и размягчаются настолько, что
продавливаются небольшим нажатием пальца.
Метод подогрева обычными теплоносите-
лями широко распространён как у нас, так и
за границей и даёт хорошие результаты как
в части ускорения процесса прессования, со-
кращая выдержку до 10—20 сек. на 1 мм
толщины, так и в части уменьшения удель-
ных давлений. Однако все преимущества пред-
варительного подогрева этим методом не до-
стигаются. Основная причина заключается в
трудности (ввиду низкой теплопроводности
прессовочного материала) обеспечить равно-
мерный подогрев таблеток по всей толще до
температуры прессования (или очень близкой
к ней) без потери текучести прессматериала.
Предварительный подогрев указанным ме-
тодом требует тщательного контроля про-
цесса для предупреждения возможного подго-
рания.
Предварительный подогрев то-
ками высокой частоты. Молекулы
прессовочных материалов, изготовляемых на
основе синтетических смол, обладают асим-
метрией электрических зарядов и, попадая в
• См. т. 4, гл.
электрическое поле, стремятся занять соответ-
ствующее положение подобно маленьким ма-
гнитам в магнитном поле. Помимо этого, в>
электрическом поле молекулы стремятся де-
формироваться, что также вызывает электри-
ческую асимметрию. Если напряжения элек-
трического поля являются часто переменной
величиной, то молекулы прессовочного мате-
риала, находящиеся под действием электриче-
ского поля, получают некоторые колебатель-
ные движения. Такие сложные молекулы не
обладают, однако, способностью двигаться в
этих условиях, как целые молекулы, но части
этих сложных молекул могут колебаться в соот-
ветствии с колебаниями поля. Величина сме-
щения и деформации молекул, а также степень
поляризации, вызываемая электрическим по-
лем, определяются значением диэлектрической
постоянной материала. Сопротивление поляри-
зации в той части, которая выражается эффек-
том затухания, вызывает диэлектрические
потери в материале и определяет собой погло-
щение энергии и соответственно повышение
температуры материала. Если материал и усло-
вия, в которых он находится, остаются неиз-
менными, интенсивность колебаний будет за-
висеть от величины градиента напряжений, в
таким образом при соблюдении его постоянства
во всём материале обеспечивается равномер-
ное нагревание по всей толщине.
При подогреве токами высокой частоты
скорость нагревания каждого участка объёма
материала зависит от величины градиента на-
пряжения в данном участке; скорость нара-
стания температуры не зависит от состояния
соседнего участка, вследствие чего при усло-
вии однородности материала и постоянства
градиента напряжения температура во всех
участках материала будет одинакова в каждый
данный момент. Передача тепла кондукцией
здесь не играет роли, а потому плохая тепло-
проводность прессовочных материалов не
является в условиях обогрева токами высокой
частоты отрицательным фактором.
Техника подогрева прессматериалоз токами
высокой частоты заключается в следующем.
Таблетка или несколько таблеток помещаются
между двумя металлическими пластинками,
которые являются электродами и питаются от
генератора токов высокой частоты. Система
электродов и таблетки между ними предста-
вляют собой конденсатор, в котором пресс-
материал является диэлектриком. Помещённая
таким образом таблетка под действием токов
высокой частоты быстро и равномерно на-
гревается по всей толщине. Весь цикл на-
грева длится от 20 до 70 сек., и таблетки за
это время нагреваются по всей толще до тем-
пературы прессформы или близкой ей. При
нагреве обильно .выделяются влага и летучие..
После такой обработки таблетки темнеют и
становятся тестообразными (почти полностью
пластичными). Для обеспечения качества про-
цесса необходимы строгая параллельность
пластин электродов и одинаковые плотность
и толщина таблеток или слоя порошка, по-
мещённых между пластинами.
Во избежание преждевременного отвер-
ждения дозировки промежуток времени между
загрузкой прессматериала в преесформу и
концом нагревания должен быть самым ко-
ротким. Подогреву токами высокой частот»
€82
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД. III
не рекомендуется подвергать материалы как
с высоким содержанием влаги (больше 2,5—
4,5°/о), так и практически не содержащие
влаги (менее 1%).
При подогреве токами высокой частоты
скорость замыкания прессформ увеличивается
от двух до десяти раз, и необходимое удельное
давление по сравнению с обычным умень-
шается до 50%.
Оптимальные условия подогрева прессма-
териалов токами высокой частоты подбира-
ются опытным путём в каждом конкретном
случае. Можно рекомендовать следующие
практические данные при высокочастотном
подогреве: 1) для нагрева 100 г материала до
100° С при мощности 100 вт требуется 2,5 мин.;
2) для обслуживания одного пресса необхо-
дима мощность около 500 вт\ 3) следует стре-
миться к более высоким частотам от 30 до 50
мегациклов. Кроме того, установлено, что
скорость нагревания в электростатическом
поле каждого материала зависит от прило-
женного напряжения, частоты поля, коэфи-
регуляторов и обусловливаемой только кон-
струкцией термостата, количеством и мощно-
стью ламп. Подогрев инфракрасными лучами
может применяться для подогрева как табле-
ток, так и нетаблетированного прессовочного
материала.
Существует ряд конструкций термостатов
с принудительной циркуляцией воздуха, с тря-
сучками и даже с мешалками для перемеще-
ния нетаблетированного порошка и получения
равномерности его подогрева. Однако исполь-
зование их не давало особых преимуществ
по сравнению с подогревом обычными тепло-
носителями. Только в 1945 г. [13] появились
данные о подборе волн специальной длины,
обеспечивающих равномерный подогрев инфра-
красными лучами по всей толще материала,
аналогично подогреву токами высокой частоты.
Хотя продолжительность подогрева при этом
более длительна по сравнению с высокоча-
стотным, однако процесс происходит спокой-
нее, не требует большого напряжения обслу-
живающего персонала, как это имеет место
Таблица 1
Сравнительные данные скорости замыкания прессформы и выдержки [12]
Материал
Общий
вес
табле-
ток
в г
Время предваритель-
ного нагрева в сек.
Обычный
подогрев
Высоко-
частотный
подогрев
Скорость замыкания пресс-
формы в сек.
Обычный подо-
грев
Высоко-
частотный
подогрев
Выдержка в сек.
Обычный
подогрев
Высоко-
частотный
подогрев
Бакелит 16С89— высокопроч-
ный материал
Бакелит 10136 \ высокопроч-
I ный материал
„ 10136 > на шерстя-
I ных отходах
Бакелит 3510—высокопрочный
материал на кусочках ткани
(„крошка")
198
68э
567
боо
9оо
9оо
9оо
45
55
75
4°
4°
Не заполни-
лась пресс-
форма
i8o
300
900
900
90
120
480
480
циента диэлектрических потерь и ряда других
факторов и выражается формулой [3]:
_ Q> tg 8 (Та-
( V
0,132а/ (-L
Таблица 2
'Усадка прессматериала при прессовании изделий
где t— время нагрева; С — теплоёмкость мате-
риала; р — уд. вес таблетки; о — угол диэлек-
трических потерь прессматериала; е — диэлек-
трическая постоянная прессматериала; Т2—
конечная температура таблетки; Т] —началь-
ная температура таблетки; v — напряжение
переменного тока высокой частоты; а — рас-
стояние между электродами; /— частота пере-
менного тока.
В табл. 1 приведены сравнительные данные
скорости замыкания прессфо.рмы и выдержки
при прессовании различных изделий из пласт-
масс при обычном (до 100° С) и высокочастот-
ном подогреве.
Предварительный подогрев
инфракрасными лучами. Наряду с
токами высокой частоты для предваритель-
ного подогрева прессматериалов применяются
также инфракрасные лучи.
Инфракрасные лучи обладают тем преиму-
ществом, что подогрев происходит в более
мягких условиях, с температурой более по-
стоянной, не требующей специальных термо-
Прессовочный
материал
К-21-22
К-18-2
Текстолит и тексто-
литовая крошка ....
К-6
Балинитовая крошка .
Влажность прессматери-
ала перед прессованием
2,5-4-о
2,5—4.о
2,5 4-°
2,5—4.о
2,5—6.5
Коэфициент термического
линейного расширения
5>°—5-5
4.7—5^
3'°—3'4
2,5-2,8
Усадка
прессмате-
риала при
прессова-
нии изде-
лий в °/0
минималь-
ная
О,б
э,6
О,3
°-43
макси-
мальная
1,О
1,О
о,8
°>5
Ы.
о,44
средняя
о,8
о,8
°.7
°,45
2,0
о,44
Примечания: 1. Температура прессования для
всех прессматериалов 150±^"С, кроме балинитовой
крошки, для которой устанавливается 145-° С.
2. Для балинитовой крошки показана усадка: в чис-
лителе. — параллельно плоскости прессования, в знаме-
нателе — перпендикулярно плоскости прессования.
ГЛ. ХШ]
ПРЕССОВАНИЕ ПЛАСТМАСС
683
при высокочастотном подогреве. Установки для
подогрева инфракрасными лучами гораздо про-
ще и дешевле установок для подогрева токами
высокой частоты.
Прессформы для прессования изделий
из пластмасс
Замечания общего характера. Усадка
при прессовании изделий из пластмасс зави-
сит от ряда факторов: типа прессматериала,
содержания в нём влаги и летучих, режима
прессования (температуры, выдержки и отдель-
ных приёмов прессования), режима охлажде-
ния и перепада температур между прессова-
нием и охлаждением. В . табл. 2 приведены
величины усадки для некоторых прессмате-
риалов при прессовании изделий.
В связи с усадкой в зависимости от при-
меняемого прессматериала и других факто-
ров рекомендуются следующие допуски на
размеры изделий из пластмасс.
1. Допуски на размеры для прессованных
изделий в мм []]:
Номинальный размер . . . 5—5° 5°— 1О°
Отклонение ±0,05—-±0,15 ±o,i—±0,3
2. Допуски на расстояния между центрами щине грата; в) неудобства прессования глу-
отверстий у прессованных изделий в мм [10]: боких изделий; г) сложное регулирование ско-
Номинальный размер до . эо 30—50 5°—8о 8о—120 120—180
Отклонение ±0,15 ±0,20 ±0,30 ±0,40 ±0,50
только одно изделие, и многогнёздными, выпу-
скающими в одну операцию несколько изделий.
Прессформа открытого типа. Схема при-
ведена на фиг. 2. Прессформа состоит из
двух основных частей: верхней — пуансона и
нижней — матрицы. Загрузочная камера отсут-
ствует. Материал с избытком загружается
непосредственно на матрицу. В начале процес-
са давление образуется сопротивлением от
трения вытекающего по плоскости разъёма
материала и под конец цикла от отверждения
грата, закупоривающего выход материала из
прессформы. Часто прессформа оформляется
без выталкивания и направляющих колонок.
Преимущества прессформы открытого
типа — сравнительно низкая стоимость благо-
даря отсутствию загрузочной камеры и тру-
щихся поверхностей. Недостатки: а) повы-
шенный расход прессматериала вследствие
значительного вытекания его и необходимости
в связи с этим излишней дозировки; б) затруд-
нения при регулировании толщины или вы-
соты изделия из-за больших колебаний в тол-
IOO—2оо 2оо—35° 35°—5°° 5°°—1О0°
±о,2-±о,6 ±о,з—±1,о5 ±О,35—±Ь°5 ±0.5—±3.°
180—200 200—360 360—5°°
+0,70 +0,90
—0,60 —о,8о х
3. Допуски по внешнему диаметру тек-
столитовых вкладышей подшипников в мм [1]:
Номинальный размер . io—18 18—30 3°—3°
Отклонение +о,го +0,30 +0,40 +0,50
+ О,о8 +О,Ю +6,1д +О,2О
При конструировании прессформ необхо-
димо предусматривать прессовочный уклон
не менее 1°.
При наличии пазов в прессуемых изделиях
отношение высоты Н паза к его ширине Ь
принимается (фиг. 1): а) при компрессионном
методе прессования Н\Ь = 2,5 (для материа-
лов с наполнителем —
древесной мукой) и
Н: 6=2 (для материа-
лов с наполнителем —
тканью-крошкой); б) при
литьевом методе прес-
сования Н:Ь<&.
Прессформы изгото-
вляются из высококаче-
ственных легированных
сталей. Оформляющая
часть прессформы долж-
на быть отполированной
и хромированной.
По конструкции раз-
личают прессформы:
а) для компрессионного прессования — откры-
тые, закрытые и полузакрытые с отжимным
бортом и б) для литьевого прессования —
Литьевые.
По эксплоатационным признакам пресс-
формы подразделяются на стационарные,
креплёные к плитам пресса, и съёмные, сни-
мающиеся после каждой операции с плиты
пресса на рабочий стол для разгрузки, чи-
стки и новой зарядки.
По количеству одновременно прессуемых
изделий прессформы могут быть одногнёзд-
ными, в которых в один приём прессуется
рости замыкания прессформы, так как слиш-
ком медленное закрывание приводит к пре-
8O-I2O iao-i8o I8O-26O ждевременному отвер-
+о,7о +о,9о +1,ю ждению грата, а слишком
+о,25 +о,зо +о,4о быстрое вызывает боль-
шое вытекание материала из прессформы и,
следовательно, недостаток его для оформле-
ния изделия. Прессформы открытого типа
применяются в основном для прессования
изделий небольшой высоты и толщины, не-
сложной конфигурации и с пониженными тре-
бованиями к точности размеров.
Фиг. 1. Оформление
пазов.
Фиг. 2, Схема прессформы открытого типа: / — пуансон;
2 — матрица; 3 — прессуемое изделие.
Прессформа закрытого типа. Схема при-
ведена на фиг. 3. Прессформа состоит из трёх
основных частей — пуансона, матрицы и
обоймы. Имеется загрузочная камера. Опор-
ные поверхности отсутствуют. Зазор между
пуансоном и обоймой весьма мал @,05—0,1 мм).
Высота изделия определяется только количе-
ством загружаемой дозы прессовочного мате-
риала, так как из закрытой прессформы мате-
риал почти не вытекает. Всё давление пресса
передаётся на прессматериал с самого начала
соприкосновения с ним пуансона, и материал
684
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД. III
Фиг. 3. Схема прессформы за-
крытого типа: / — пуансон;
2 — матрица; 3 — обойма;
4 — прессуемое изделие.
находится под этим давлением в течение
всего времени выдержки. Ввиду отсутствия
опорных поверхностей ход пуансона прекра-
щается по достижении максимального давле-
ния. Грат верти-
кальный.
Преимущества
конструкции пресс-
формы закрытого
типа — хорошее
уплотнение мате-
риала, точность
размеров по вы-
соте изделия, эко-
номный расход ма-
териала и малый
грат. К недостат-
кам следует отне-
сти: а) высокую
стоимость пресс-
формы вследствие
необходимости во избежание задиров иметь
повышенную твёрдость трущихся поверхно-
стей и большую точность их подгонки; б) не-
обходимость точной дозировки с применением
весового метода, так как вытекания излишка
материала почти не происходит; в) повышен-
ную выдержку, а следовательно, и удлинение
цикла прессования из-за неудовлетворитель-
ных условий для удаления газов из прессформы.
Прессформа полузакрытого типа с
отжимным бортом. Схема приведена на
фиг. 4. Прессформа аналогична закрытой и
состоит из трёх основных частей — пуансона,
матрицы и обоймы. Имеется загрузочная ка-
мера, а также (в отличие от закрытой пресс-
формы) опорные поверхности. Рабочие по-
верхности пуансона и матрицы сконструиро-
ваны таким образом, что они соприкасаются
лишь по узкому ранту (борту) по контуру
изделия. Этот рант (борт) называется отжим-
ным, так как через сделанные в нём узкие
вырезы вытекает избыток прессовочного ма-
териала. Благодаря отжимному ранту грат по-
лучается очень тонким и легко отламывается.
Нормальная ширина ранта 2,5 — 4,5 мм.
Опору пуансонанере-
комендуется устраи-
вать непосредствен-
но на ранте, а целе-
сообразно её делать
на кольцах или напра-
вляющих. В отличие
от открытой пресс-
формы вытекание из-
лишка прессматериа-
ла в данном случае
происходит только
после оформления из-
делия перед моментом
замыкания прессформы.
Прессформы полузакрытого типа являются
наиболее распространёнными благодаря ряду
преимуществ по сравнению с другими типами
ирессформ. Основные преимущества: а) ме-
нее интенсивное, чем в прессформе откры-
того типа, вытекание излишка прессматериала,
ироисходящее только после оформления изде-
лия, что позволяет применять объёмную до-
зировку и для многогнездных прессформ;
6) получение более точных размеров изделий
по сравнению с открытой прессформой; в) бо-
Фиг. 4. Схема прессформы
полузакрытого типа с от-
жимным бортом: 1 — пуан-
сон; 2 — матрица; 3 —прес-
суемое изделие; 4—от-
жимной борт; 5 — зазор
для вытекания избытка
прессматериала.
лее лёгкая обработка изделия после прессо-
вания благодаря отжиму грата; г) более де-
шёвая стоимость изготовления и эксплоатации
по сравнению с закрытыми прессформами.
Литьевая прессформа. В отличие от рас-
смотренных прессформ, в которых загрузоч-
ная камера непосредственно по всему сечению
переходит в оформляющую часть, в литьевой
прессформе отдельная загрузочная камера
соединяется с оформляющим гнездом одним
или несколькими каналами небольшого сече-
ния. Литьевая прессформа состоит из поршня,
загрузочной камеры, литников и оформля-
ющей части (см. фиг. 8).
Преимущества литьевой прессформы за-
ключаются в возможности оформлять изде-
лия сложной конфигурации с поднутрением,
разнотолщинностью, глубокими отверстиями
даже малого сечения, а также с впрессован-
ной сложной арматурой.
Все описанные типы прессформ могут
иметь разнообразные конструктивные ва-
рианты применительно к конфигурации прес-
суемого изделия, типу прессованного мате-
риала и конструкции пресса.
Способы обогрева прессформ
Нагревание прессформ осуществляется
преимущественно паром или электротоком.
В исключительных весьма редких случаях
применяют для обогрева нагретое масло или
перегретую воду.
Обогрев паром производится пропу-
сканием пара в специальные каналы, устроен-
ные в обойме прессформы. Нагревание пресс-
формы происходит быстро и равномерно без
необходимости в специальных терморегулято-
рах. Прессформа, оборудованная каналами
для парового обогрева, может быть исполь-
зована при прессовании с последующим охла-
ждением изделия в прессформе. Для этого па-
ровая коммуникация обогрева переключается
после окончания прессования на охлаждение
путём пуска в обогревающую систему холод-
ной воды. Недостатки способа обогрева па-
ром: а) громоздкость прессформы и сложность
её изготовления из-за необходимости устрой-
ства обогревательных каналов и б) загромо-
ждение прессового цеха добавочной паровой
коммуникацией.
Электрический обогрев произво-
дится специальными элементами сопротивле-
ния, вмонтированными в прессформу. При этом
способе обогрева упрощаются конструкция
прессформы и её обслуживание и устраняется
зависимость от температуры центральной ото-
пительной системы, что даёт возможность
иметь большой диапазон в температурных ре-
жимах для каждой прессформы в отдельно-
сти. К недостаткам этого способа следует
отнести: а) резкие изменения температуры
в прессформе, вызывающие необходимость ча-
стых включений и выключений тока или при-
менения специальных терморегуляторов, и
б) исключение возможности прессования с
охлаждением изделия в прессформе при отсут-
ствии добавочных каналов охлаждения. Прес-
сование в прессформах с электрообогревом и
охлаждением водой резко удлиняет цикл прес-
сования по сравнению с паровым обогревом
и охлаждением водой.
ГЛ. XIII]
ПРЕССОВАНИЕ ПЛАСТМАСС
685
Прессы для прессования изделий
из пластмасс
Основным типом оборудования, применяе-
мого для прессования изделий из пластмасс
компрессионным или
литьевым методами
прессования, явля-
ются гидравлические
прессы. Прессы с ме-
ханическим приводом
применяются редко.
Гидравлические
прессы, весьма разно-
образные по своей
конструкции, можно
подразделить на сле-
дующие группы:
1. Прессы с одним
рабочим давлением,
нижним или верхним
(фиг. 5).
2. Прессы с двумя
рабочими давлениями,
которые в свою оче-
редь делятся на:
а) прессы с рабочими
давлениями, дей-
| ствующими в одном
направлении, б) прес-
сы с рабочими давле-
ниями, действующими
в противоположных
Ж направлениях - один
видуальным приводом. снизу вверх и другой
сверху вниз (фиг. 6),
и в) угловые прессы с рабочими давлениями,
действующими под углом 90° друг другу
(фиг. 7).
Фиг. 5. Гидравлический
3. Прессы с тремя рабочими давлениями, в
которых два рабочих давления действуют
сверху вниз и одно снизу вверх.
Кроме рабочих давлений, прессы обору-
дуются ретурными цилиндрами для разъёма
пресса и выталкивающими цилиндрами для
выгрузки изделий из
прессформ.
Управление гидравли-
ческих прессов может
быть ручное, полуавто-
матическое или полно-
стью автоматизирован-
ное (прессы-автоматы).
Фиг. 6. Гидравлический пресс с двумя рабочими давле-
ниями, действующими в противоположных направлениях.
Фиг. 7. Гидравлический угловой пресс: 1 — верхний
цилиндр; 2 — боковой цилиндр.
В прессе-автомате, кроме загрузки бун-
кера вручную, весь остальной цикл прессова-
ния (дозировка, закрывание пресса, замыкание
прессформ, подпрессовка, выдержка, разъём
пресса, выгрузка изделия, продувка и очистка
прессформы) производится автоматически.
Прессы приводятся в действие или от цен-
тральной гидравлической станции, оборудо-
ванной гидравлическими насосами, аккумуля-
торами и компрессорами, что экономично при
крупных прессовых цехах, или от индиви-
дуального привода.
Центральные гидравлические станции
обычно обеспечивают два давления: низкое и
высокое. Низкое давление (Ь или 50 am)
обеспечивает закрывание пресса до момента
соприкосновения верхней части прессформы
с прессовочным материалом. Высокое давле-
ние применяется для замыкания прессформы,
разъёма пресса или раскрывания прессформы
и для выталкивания изделия из прессформы
(наиболее употребительное высокое давление,
применяемое в СССР, равно 200 am).
Прессы с индивидуальным приводом благо-
даря регулированию могут развивать самые
разнообразные давления. Обычно они рассчи-
таны на максимальное давление 350 -450 am.
Прессы с одним рабочим давлением при-
меняются обычно для компрессионного ме-
тода прессования, а с двумя или тремя рабо-
чими давлениями— для литьевого.
Методы прессования изделий из пластмасс
Основными методами прессования, полу-
чившими широкое промышленное примене-
686
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД. III
ние, являются: 1) компрессионный; 2) литье-
вой; 3) инжекционный и 4) экструзионный.
Кроме того, промышленностью осваиваются
методы комбинированного прессования: ин-
жекционно-компрессионного и инжекционно-
литьевого.
Компрессионное прессование. Компрес-
сионный метод применяется преимущественно
для прессования термореактивных пластмасс.
Переработка термопластичных материалов
компрессионным методом в связи с развитием
инжекционного метода ограничиваетсяв основ-
ном изделиями больших габаритов и веса при
малотиражном их производстве.
Отличительными признаками компрессион-
ного прессования являются: 1) приложение
давления с самого начала процесса прессова-
ния непосредственно к прессуемому изделию;
2) замыкание прессформы (оформляющей
части её) после полного оформления изделия.
Компрессионное прессование осуще-
ствляется в основном на гидравлических прес-
сах с одним рабочим давлением, но может
производиться и на любых других гидравли-
ческих и механических прессах. Изделия
оформляются в металлических прессформах,
обогреваемых паром, электрическим током,
нагретым маслом или перегретой водой.
Литьевое прессование. При литьевом ме-
тоде прессования давление в начале процесса
передаётся только на материал, находящийся
в камере прессформы. Под действием тепла
прессформы и давления материал в камере
пластифицируется и в полужидком состоянии
проталкивается через небольшое отверстие
(или несколько отверстий) в оформляющую
часть (гнездо) прессформы. Давление в офор-
мляющей части выравнивается с давлением
в камере только после заполнения гнезда
прессформы материалом, т. е. в конце про-
цесса прессования.
Литьевое прессование применяется как для
термореактивных, так и термопластичных ма-
териалов. Развитие метода инжекционного
прессования резко сократило применение литье-
вого метода для термопластичных материалов;
в технике прессования термореактивных пласт-
масс литьевое прессование используется для
прессования изделий сложного профиля и со
сложной арматурой.
Принципиальная разница в процессах прес-
сования литьевым методом термопластичных и
термореактивных материалов заключается в
следующем: для термопластичных материалов
температура оформляющей части прессформы
значительно ниже температуры в камере, и
процесс большей частью сопровождается пе-
риодическим охлаждением; для термореактив-
ных материалов температура в камере и в
оформляющей части одинакова, и охлаждения
не требуется.
Широкому распространению литьевого ме-
тода прессования термореактивных пластмасс
способствовали два фактора: 1) большие
преимущества по сравнению с компрессион-
ным прессованием и 2) усовершенствование
оформления процесса разработкой более со-
вершенных конструкций прессформ и специа-
лизированных прессов.
Вначале литьевое прессование произво-
дилось на обычных прессах с одним рабочим
давлением, и прессформы имели съёмные
детали, так как иначе нельзя было осуще-
ствлять выгрузку изделий из закрытой в про-
цессе прессования оформляющей части пресс-
формы. Последнее обстоятельство усложняло
изготовление прессформы и сильно увеличи-
вало время её обслуживания вследствие необ-
ходимости выемки и установки съёмных де-
талей и очистки камеры и литниковых кана-
лов от остатка материала после предыдущей
запрессовки. В этих условиях, несмотря на
уменьшение выдержки, цикл прессования всё
же удлинялся, и производительность прессов
снижалась. Поэтому литьевой метод прессо-
вания применялся преимущественно для
оформления изделий особо сложной конфигу-
рации и армированных тонкой и слабой арма-
турой.
В 1936 г. появились прессы с двумя рабочи-
ми давлениями, которые дали возможность
одним плунжером оформлять замыкание пресс-
формы, а другим производить литьё. В соот-
ветствии с этим коренным образом была изме-
нена конструкция прессформ, в которых
Фиг. 8. Схемы литьевого
прессования: а — с двумя
рабочими давлениями (го-
ризонтальный разъём пресс-
формы): 1 — загрузочная
камера; 2 — рабочий плун-
жера—изделие; 4 — линия
разъёма;.?—литник; б— с
одним рабочим давлением
(вертикальный разъём
прессформы): /— поршень (пуансон); 2 - загрузочная ка-
мера; 3 — съёмный вкладыш прессформы; 4 — литник;
5 — выталкиватель съёмного вкладыша; 6—обойма;
7—изделие.
исключались съёмные части, и разъём пресс-
формы осуществлялся непосредственно прес-
сом. На фиг. 8, а приведена схема литьевого
прессования прессом с двумя рабочими да-
влениями. Здесь преесформа не имеет съём-
ных частей, и разъём, производимый прессом,
горизонтальный (в отличие от вертикального
разъёма при съёмных деталях прессформы и
работе пресса с одним рабочим давлением)
(фиг. 8, б). После загрузки материала в на-
ходящуюся внизу камеру давлением верхнего
плунжера преесформа замыкается, затем ниж-
ний плунжер проталкивает пластифицирован-
ный материал через литниковые каналы, рас-
положенные в нижней половине прессформы,
в оформляющие 1нёзда. Литниковые каналы
устроены под углом 90° к направлению да-
вления литьевого плунжера. Преесформа рас-
крывается подъёмом её верхней половины
вместе с плитой пресса, к которой она при-
креплена. Изделие вместе с литниками и остат-
ГЛ XIII]
ПРЕССОВАНИЕ ПЛАСТМАСС
687
ком материала в камере в один приём выгру-
жается из прессформы. Зачистка гнёзд, литни-
ковых каналов и камеры производится обдув-
кой сжатым воздухом.
При литьевом методе прессования терморе-
активных пластмасс рекомендуется: 1) площадь
камеры прессформы конструировать на 15—
20% больше площади оформляющей её части
во избежание размыкания прессформы в про-
цессе литья; 2) литниковые каналы устраи-
вать открытыми только в одной части пресс-
формы, высоту каналов брать около 0,5 мм,
а необходимое сечение компенсировать ши-
риной канала (при прессовании порошкооб'
разных материалов высота каналов должна
быть меньше, чем для материалов с грубым
волокнистым наполнителем); 3) форму кана-
лов приближать к круглому сечению при
вертикальном разъёме прессформы и к прямо-
угольному при горизонтальном разъёме; при
изделиях больших габаритов применять пресс-
формы с несколькими каналами меньшего
сечения; 4) удельное давление применять по-
рядка 500—20С0 KZJcAfi, но в каждом отдель-
ном случае следует подбирать оптимальное
удельное давление в зависимости в основном
от прессматериала, конструкции прессформ и
конфигурации изделия.
Литьевым методом прессования дости-
гается: а) равномерный прогрев всего мате-
риала благодаря прохождению его в пласти-
фицированном виде с большой скоростью че-
рез небольшие сечения литниковых каналов;
б) равномерная прочность во всех частях из-
делия; в) возможность прессовать разнотол-
щинные изделия с неограниченной разницей в
толщине стенок, а также изделия весьма слож-
ной конфигурации с оформлением глубоких и
малого диаметра отверстий; г) исключение де-
формации и поломки даже хрупкой арматуры
в изделии и самых тонких вставок (шпилек)
прессформы; д) возможность применения пресс-
форм из сплава более низкой твёрдости, чем
при компрессионном прессовании.
Большой эффект как в производительности
(сокращение времени выдержки), так и в улуч-
шении качества изделия даёт литьевой метод
прессования с предварительным подогревом
таблеток токами высокой частоты. В табл. 3
приведены некоторые данные, характеризую-
щие эффективность этого метода по сравнению
с компрессионным [15].
Таблица 3
Метод прессования
Компрессионный
Литьевой с предваритель-
ным подогрепом таблеток
токами высокой частоты . .
Удель-
ный вес
в ejcju3
г.ЗЗ
1,38
Вы-
держка
в сек.
i°5
5-ю
Водо-
погло-
щение
в%
0,78
с,27
Прессование термопластических мате-
риалов методом инжекции производится пре-
имущественно на автоматических инжекцион-
ных (литьевых) машинах Процесс протекает
следующим образом (фиг. 9): загружённый а
бункер прессовочный материал автоматически
и синхронно определёнными порциями подаётся
в цилиндр, в котором он постепенно протал-
кивается плунжером к соплу, проходя при этом
Фиг. 9. Схема процесса инжекционного прессования тер-
мопластических материалов: 1 — бункер; 2 — прессмате-
риал; 3 — цилиндр; 4 — плунжер; 5 — сопло; 6 — вход-
ное отверстие; 7 — литниковые каналы; 8— оформляю-
щая часть прессформы; 9 — каналы для охлаждения;
10 — выталкиватели.
несколько температурных зон. Перед соплом
материал, продвигаясь вокруг сигарообразного
сердечника — торпеды (показан на фиг. 11),
окончательно пластифицируется и под большим
давлением выталкивается через сопло и выход-
ное отверстие в литниковые каналы, а из них
в оформляющую часть прессформы. Темпера-
Инжекционное прессование. Инжекцион-
ным методом прессования можно перерабаты-
вать в изделия как термопластические, так и
термореактивные материалы.
Фиг. 10. Общий вид инжекционной машины для прессо-
вания термопластических материалов.
тура прессформы должна быть постоянной и
значительно ниже температуры инжектируемого
прессматериала. Момент отвердевания практи-
чески совпадает с моментом заполнения пресс-
формы, и последняя почти немедленно после
заполнения или небольшой выдержки автома-
тически раскрывается. Затем изделия выгру-
жаются, прессформа очищается от остатков
запрессовки и закрывается, плунжер протал-
кивает к соплу новую порцию пластифициро-
ванного материала, и цикл повторяется.
Общий вид инжекционной машины для
прессования термопластов показан на фиг. 10,
а конструкция её головки — на фиг. 11.
Основные части машины: 1) зажимное
устройство для открывания и закрывания
(герметизации двух половинок) прессформы и
2) материальный цилиндр с плунжером для вы-
давливания материала через сопло в прессфор-
му. Цилиндр состоит из подающей части и зоны
предварительного нагрева, в которую материал
€88
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
(РАЗД. III
направляется плунжером. Для быстрого и рав-
номерного прогрева материала последний иног-
да перед сердечником продавливается через
распределительное кольцо с рядом отверстий
малого диаметра. Вцилиндре имеетсянесколько
(не менее двух) температурных зон и одно-
временно находится несколько порций мате-
риала. В начале сопла производится дополни-
Фиг. 11. Конструкция головки инжекционной машины
для прессования термопластических материалов:/—бун-
кер; 2 — цилиндр; 3 — плунжер; 4 — сопло; 5 — сердеч-
ник; 6—распределительное кольцо; 7—блок пресс-
формы.
тельный обогрев, а у бункера иногда приме
няется охлаждение.
Нагревание в инжекционных машинах осу-
ществляется электротоком, паром высокого
давления или горячим маслом. Нагрев авто-
матически регулируется в каждой зоне само-
стоятельно. Температура прессформы уста-
навливается практически для каждого мате-
риала.
Удельное давление при инжекционном
прессовании, определяемое конструкцией ма-
шины, колеблется от 500 до 2500 кг/см? и
устанавливается в зависимости от типа мате-
риала и конструкции изделия.
Для прессования термореактивных мате-
риалов методом инжекции могут применяться
Фиг. 12. Схема конструкции инжекционной машины для
прессования термореактивных материалов: / — цилиндр;
2 — плунжер; 3 — зона низких температур; 4 — зона вы-
соких температур; 5 — сопло; 6 — охлаждающие трубы;
7—блок прессформы.
те же машины, что и для термопластических,
но с некоторыми изменениями в головке и ци-
линдре (фиг. 12), а именно: а) в цилиндре
устраняются сердечник и распределительное
кольцо, вследствие чего полость цилиндра,
сужаясь, переходит непосредственно в сопло;
б) обогрев цилиндра производится электри-
ческой обмоткой по внешней поверхности
цилиндра, разбитой на отдельные секции, на-
гревание которых регулируется автомати-
ческим терморегулятором; в) сопло дополни-
тельно оборудуется обогревом и мощным охла-
ждением (каналами для охлаждающей воды);
г) плунжер и бункер также снабжены водя-
ным охлаждением для предотвращения прежде-
временного отверждения материала.
Прессовочный материал в цилиндре машины
доводится термической обработкой до пре-
дельной пластичности, после чего под боль-
шим давлением вспрыскивается через сопло
в горячую прессформу. Благодаря термиче-
ской обработке материала при высоких тем-
пературах до вспрыскивания его в пресс-
форму выдержка в последней доводится до
минимума, и цикл прессования получается
очень коротким. Для предупреждения отвер-
ждения материала (особенно во время обрат-
ного хода плунжера) сопло попеременно на-
гревается (перед вспрыскиванием) и охла-
ждается (после вспрыскивания).
Удельное давление при инжекционном
прессовании термореактивных материалов до-
ходит до 4000 kzjcm2\ диаметр отверстий
Фиг. 13. Схема процесса инжекционного прессования,
допускающего использование обычных прессматериалов:
/ — бункер; 2 — цилиндр; Л —поршень; 4 — ленточные
нагревательные пояса для подогрева материала; 5 — тер-
мопары терморегуляторов; 6 — обойма сопла; 7 — трубо-
провод для охлаждения сопла; 8 — прессформа; 9 — ка-
налы для нагревания прессформы.
сопла от 2 до 3,2 мм; температура в пресс-
форме до 160° С; кратковременная температура
сопла до 300° С.
При инжекционном прессовании термореак-
тивных материалов по описанному методу ма-
териал, проходя через зоны нагрева цилиндра
и в особенности через зону высоких темпера-
тур в сопле, получает почти всё тепло, необходи-
мое для процесса отверждения. Поэтому в са-
мой прессформе температура сравнительно не-
высока A50—160° С), и время пребывания
материала в прессформе приближается к вре-
мени пребывания при инжекции термопластич-
ных прессматериалов. Процесс очень эффек-
тивен по производительности, но только при
прессовании специально изготовленных исход-
ных материалов, с повышенным в отличие от
обычных прессматериалов содержанием смазки
(стеарата цинка и др.). Кроме того, такой
процесс прессования требует весьма строгого
регулирования температурного режима и при-
годен в основном для изделий небольших габа-
ритов. На фиг. 13 дана схема варианта процесса
инжекционного прессования, допускающего
переработку обычных, термореактивных мате-
риалов. Этот вариант отличается принципиаль-
но от предыдущего следующим: а) в щлиндре
прессматериалу сообщается минимальное коли-
чество тепла, необходимое только для перевода
его в пластичное, пригодное для инжекцион-
ного прессования состояние, но совершенно
недостаточное для отверждения, и б) весь про-
цесс отверждения происходит в прессформе.
Поэтому температура в цилиндре и в сопле
сравнительно низкая и не превышает 110° С,
ГЛ. ХШ]
ПРЕССОВАНИЕ ПЛАСТМАСС
689
а в прессформе — высокая, достигающая
190—220° С. Несмотря на меньшую производи-
тельность этого варианта по сравнению с
предыдущим, преимущества его значительны,
а именно: 1) возможность использования
обычных (неспециальных) прессматериалов;
2) возможность прессования изделий больших
габаритов; 3) не требуется специальной кон-
струкции сопла и 4) более простое управле-
ние процессом.
Комбинированные методы прессования
[16]. Инжекционно - компрессион-
ное прессование. На фиг. 14 показана
машина для инжекционно-ком-
прессионного прессования. Ма-
шина представляет собой ком-
бинацию из горизонтальной ин-
жекционной машины и верти-
кального гидравлического прес-
са для компрессии. Материал
сперва инжектируется через
Фиг. 14. Комбинированная машина для инжекционно-ком-
прессионного прессования.
сопло в прессформу, а затем спрессовывается
вертикальным плунжером пресса. Такая ком-
бинация позволяет намного увеличить габа-
риты и вес изделия, а также прессовать де-
тали самой сложной конфигурации (например,
с несколькими резьбами, расположенными в
разных плоскостях).
Инжекционн о-л итьевое прессо-
вание. На фиг. 15 дана схема комбиниро-
ванного метода инжекционно-литьевого прес-
сования для переработки изделий из терморе-
активных материалов. В цилиндр /(фиг. 15,а)
подаются предварительно нагретые токами
высокой частоты до температуры 140—150° С
таблетки 2. Поршень 3, продвигаясь вперёд,
инжектирует материал в оформляющие части
прессформы 4 через литниковые каналы, рас-
положенные перпендикулярно направлению
инжектирования (аналогично варианту литье-
вого прессования с горизонтальным разъёмом).
Прессматериал быстро отверждается в пресс-
форме, причём наибольшая часть тепла полу-
чается от высокочасготногоподогрева.аосталь-
ная, меньшая, — в прессформе. Цилиндр нагре-
вается незначительно. Поршень может подо-
греваться во избежание охлаждения мате-
риала подводкой 5. После отверждения пресс-
форма раскрывается, а поршень получает доба-
вочное движение вперёд, чтобы вытолкнуть из
цилиндра остаток материала от предыдущей
запрессовки. Для высокочастотного подогрева
может применяться стандартный или специаль-
но приспособленный агрегат для данного про-
цесса с автоматизацией подогрева и загрузки.
44 Том 7
Схема на фиг. 15, б показывает вариант подо-
грева токами высокой частоты с нагревателем
у самого цилиндра, а схема на фиг. 15, в —
вариант устройства нагревателя с подогревом и
подачей прессматериал а. Таблетки помещаются
в колесе, вращающемся под прямым углом к
поршню. Проходя через поле высокочастот-
ного нагрева, колесо подаёт таблетки к месту,
находящемуся впереди поршня, который про-
талкивает их через цилиндр и литниковые
каналы в оформляющую часть прессформы.
2 /
Фиг. 15. Схема процесса
комбинированного инжек-
ционно-литьевого прессо-
вания. Вариант а: 1 — ци-
линдр; 2 — таблетки в ци-
линдре до момента инжек-
ции; 3— поршень; 4— пресс-
форма; 5 — подводка для
обогрева поршня; 6 — тер-
мопары терморегуляторов;
7—нагревательные каналы
прессформы. Вариант 6:
1 — цилиндр; 2 — таблетки
между контактами тока
высокой частоты; 3 — вы-
ступающая часть поршня после выталкивания остатков
запрессовки; 4 — прессформа; о — подводка для обогрева
поршня; 6—отпрессованные изделия; 7—нагреватель-
ные каналы прессформы. Вариант в: 1 — загрузочное
приспособление (колесо); 2— плиты с контактами тока
высокой частоты; 3 — поршень; 4 — прессуемое изделие.
Метод инжекционно-литьевого прессования
весьма эффективен, так как основной про-
цесс — подогрев материала, осложняющий кон-
струкцию машины и удлиняющий цикл,— вы-
несен за пределы машины. Одновременно этот
метод обладает всеми преимуществами литье-
вого прессования.
Экструзионное прессование. Метод
непрерывной экструзии (шприцева-
ния) для прессования термопластических ма-
териалов заключается в следующем: пресс-
материал в виде порошка, зёрен, небольших
кубиков или полос непрерывно подаётся из
бункера в цилиндр (фиг. 16), в котором одно-
Фиг. 16. Схема экструзионной машины для прессо-
вания термопластических материалов: 1 — бун-
кер; 2 — цилиндр; 3 —винт; 4 — головка; 5 — ру-
башка для нагрева; 6—рубашка для охлаждения.
временно с термической обработкой он
передвигается червяком к головке цилиндра;
далее материал, уже достаточно пластифици-
рованный, проталкивается в отверстие мунд-
690
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД. III
штука, форма которого определяет сечение и
контуры прессуемого изделия; после выхода
из горячего мундштука изделие охлаждается
воздухом или водой.
В качестве теплоносителя обычно приме-
няется пар или нагретое масло. Так как ма-
териал окончательно пластифицируется в
головке, последняя нагревается сильнее ци-
линдра. Головка и мундштук чаще обогре-
ваются электротоком. Винт или червяк кон-
струируется с двухзаходной резьбой перемен-
ного шага с приводом на различные скорости
вращения; к выходному концу (к мундштуку)
шаг резьбы уменьшается для обеспечения
лучшего прессования материала. Головки при-
меняют двух типов: проходные и угловые
(под углом 90° к цилиндру). Последние пред-
назначаются главным образом для покрытия
6 в
Фиг. 17. Схема экструзионной машины для прессо-
вания термореактивных материалов: /— бун-
кер; 2 — цилиндр; 3 — плунжер; 4,5 и 5 — зоны
нагрева; 7 — зона охлаждения; 8—изделие;
9 — примеры профилей изделия.
пластмассами металлической проволоки (произ-
водство кабеля).
Кроме винтовых машин, находят также
применение для переработки термопластиче-
ских материалов и поршневые экструзионные
машины.
Весьма важным фактором в процессе
экструзии является температурный режим,
который для каждого прессматериала под-
бирается практически.
Экструзией могут перерабатываться сле-
дующие термопластические материалы: эфиры
целлюлозы (нитро-, этил-, бензил-, ацетобутират-
целлюлозы), полимеры и сополиметры хлори-
стого винила и хлористого винилидена, метил-
метакрилат, полистирол, найлон и др.
Метод непрерывной экструзии для термо-
реактивных материалов заключается в сле-
дующем: прессматериал из бункера определён-
ными порциями (синхронно) автоматически
подаётся в горизонтально расположенный ци-
линдр, имеющий несколько зон нагрева, а
около бункера — зону охлаждения; проходя
зоны нагрева цилиндра, материал под конец
становится пластичным и под давлением про-
талкивается через специальный (также обо-
греваемый) мундштук, оформляющий профиль
изделия; по выходе из мундштука изделие
уже полностью отверждено.
На фиг. 17 показана схема экструзионной
машины для термореактивных материалов.
В отличие от машины для экструзии термо-
пластов продвижение материала в цилиндре
производится не винтом, а поршнем. При
обратном ходе поршня материал из бункера
попадает в цилиндр и прямым ходом про-
двигается в направлении мундштука.
Экструзией как термопластических, так и
термореактивных материалов достигнута воз-
можность получения заготовок или изделий
любой длины без применения дорогостоящих
прессформ. Весьма широкий диапазон тол-
щины стенок или диаметра изделий до-
стигнут при экструзии термопластиков (на-
пример, трубы толщиной стенок от 0,25 до
12 мм и выше, нити и стержни диаметром от
0,25 до 50 мм). Метод экструзии терморе-
активных материалов может быть использован
для массового производства изделий неслож-
ной конфигурации или заготовок с последую-
щей разрезкой их на изделия.
Механическая обработка прессованных
изделий
Изделия, полученные прессованием из
пластмасс, требуют после извлечения их из
прессформы незначительной дополнительной
обработки. Последняя заключается в удалении
заусенцев, грата и только в некоторых случаях
в механической обработке (сверление, фрезе-
рование, шлифование и т. п.) *.
Грат, или облой, получается обычно у мест
разъёма прессформы, куда затекает пресс-
материал в процессе прессования изделия.
Удаление приливов по краям изделия, а в не-
которых случаях и снятие фаски произ-
водится резцами или карборундовыми кругами.
Для зачистки поверхности применяется на-
ждачное полотно или бумага.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ СЛОИСТЫХ
ПЛАСТИЧЕСКИХ МАТЕРИАЛОВ
Подготовка слоистых материалов
к прессованию
Для производства слоистых пластиков
в виде листов, плит, стержней, труб или фасон-
ных изделий применяются пропитанные тер-
мореактивной смолой (фенольно- и крезольно-
формальдегидной и др.) и высушенные раз-
личные ткани (хлопчатобумажные, асбестовые,
стеклянные), бумага и древесный шпон **.
Пропитка и сушка ткани и бумаги произ-
водятся на вертикальных пропиточных маши-
нах (фиг. 18), пропитка древесного шпона — в
обычных железных ваннах с 5—6 л*3 раствора,
а сушка его— в камерных сушилках с прину-
дительной циркуляцией воздуха.
В зависимости от назначения слоистые
прессматериалы разрезаются на листы, полосы
в виде ленты, мелкие кусочки (крошку) или
вырубаются из них на вырубных штампах раз-
личного профиля заготовки. Нарезанные листы
предназначаются для изготовления листов и
плит текстолита, гетинакса и древесных
пластиков (балинита, дельта-древесины и лиг-
нофоля), а полосы, крошка и фасонные заго-
товки применяются для прессования изделий в
прессформах. Крошка из слоистых материа-
лов — из ткани и бумаги — обычно режется (на
гильотинных ножницах) размером 10 X Ю мм>
а шпон толщиной 0,55 мм— на более мелкие
кусочки (от 3 X 3 до 7 X 7 мм).
* Подробно см. „Обработка резанием конструк-
ционных пластмасс*, стр. 700—70«.
** Подробно о слоистых пластиках см. т. 4, гл. V.
ГЛ. ХШ]
ПРЕССОВАНИЕ ПЛАСТМАСС
691
Нарезанные листы после дополнительной
просушки (в случае повышенного содержания
в них летучих) собирают в пакеты, исходя из
требуемой толщины готовых листов или плит
и с учётом уплотнения материала при прессо-
вании
Перед прессованием слоистые прессмате-
риалы подвергаются обязательному испытанию
(контролю) на содержание смолы, влаги и
летучих и на текучесть (крошки), а также
(в зависимости от назначения) некоторых физи-
ко-механических свойств. Пропитанная хлоп-
чатобумажная ткань для изготовления тексто-
лита разных марок должна содержать 45-т-55%
смолы, а на основе стеклянной ткани для
получения конструкционного стеклотексто-
лита— 30—40°/0 смолы; бумага для изготовле-
ния гетинакса — 40—55% смолы, а в случае
Фиг. 18. Схема вертикальной пропиточной машины:
1 — рулон бумаги или ткани; 2 — ванны для пропитки
смолой; 3 — сушильная шахта; 4 — паропроводящие
трубы; 5 — вал для намотки пропитанной ткани или
бумаги.
влагостойкого гетинакса — 62—67%; шпон для
изготовления дельта-древесины — 15 — 20%
смолы и больше, а для производства балинита
и лигнофоля — 30—35%. Содержание влаги и
летучих в ткани и бумаги - 3—5%, в шпоне—
6—9%; для изготовления конструкционного
древесного пластика типа дельта-древесины
содержание летучих не должно превышать 6%.
Во избежание увлажнения слоистые пресс-
материалы должны храниться в сухом поме-
щении и при транспортировке упаковываться
в плотно закрывающуюся тару.
Содержание смолы в слоистых пластиках
влияет на их прочность, влагостойкость и
электрические свойства, а также на оформле-
ние изделия при прессовании.
В зависимости от конструкции и объёма
загрузочного пространства прессформы слои-
стые прессматериалы могут брикетироваться
или таблетироваться. Брикетирование крошки
из шпона производится в закрытых нагретых
до 60—70° С прессформах на гидравлических
или механических прессах при удельном
давлении 100—150 кг/см'2 в течение 0,5 мин.
на 1 мм толщины. Таблетирование крошки
из пропитанной ткани и бумаги может произ-
водиться в ненагретых прессформах. Форма и
размер таблетки устанавливаются в зависи-
мости от конструкции изделия и прессформы.
Прессование изделий из слоистых пресс-
материалов
При прессовании слоистых пластиков проис-
ходит: а) расплавление смолы, содержащейся
в исходном слоистом прессматериале; б) даль-
нейшая пропитка расплавленной смоло.й прес-
суемых материалов и уплотнение их под воздей-
ствием давления и температуры; в) перевод
смолы наполнителя в отверждённое и нераство-
римое состояние и г) удаление значительной
части летучих из прессматериала. Максималь-
ное удаление влаги и летучих, особенно в про-
цессе предварительной термической обработки
имеет существенное значение для обеспече-
ния более высоких электрических и механи-
ческих свойств слоистых пластиков.
Физико-механические свойства слоистых
материалов (гетинаксов, текстолитов, древес-
ных пластиков) в основном определяются
свойствами наполнителей (бумаги, ткани и
шпона), содержанием и качеством связую-
щего — смолы, а также содержанием влаги и
летучих в пропитанных смолой исходных ма-
териалах.
Повышенное содержание смолы способ-
ствует повышению влагоупорности и стабиль-
ности механических и электрических свойств
в процессе эксплоатации слоистых пластиков,
но наряду с этим повышает их хрупкость и
несколько снижает механические свойства,
кроме сопротивления сдвигу и раскалыванию.
Повышенное содержание летучих в исходных
наполнителях практически ведёт к располза-
нию материала в прессе, к внутренним раз-
рывам и заметному снижению прочности при
растяжении (особенно стеклотекстолита). Ма-
ксимальным удалением влаги и летучих, увели-
чивающих текучесть смолы, можно устранить
эти недостатки. Таким образом для получения
качественных слоистых пластиков следует
обращать сугубое внимание на выбор исход-
ных материалов (наполнитель, смола), точное
выполнение требований по содержанию смолы,
летучих и т. п., а также требований технологи-
ческого процесса (температура, давление
время выдержки).
Прессование листов и плит. Собранные
пакеты из нарезанных листов слоистых пресс-
материалов укладываются между металли-
ческими гладкими прокладками, смазанными
олеиновой кислотой. Запрессовка производится
при температуре 145—150° С в многоэтажных
гидравлических прессах мощностью до 12 000 т
(фиг. 19).
Время выдержки и удельное давление при
прессовании некоторых слоистых пластиков
приведены в табл 4*.
Пониженное давление при прессовании сте-
клотекстолита необходимо потому, что при
высоких давлениях происходит некоторое сни-
жение прочности при растяжении вследствие
механического разрушения более хрупкой
стеклоткани. В случае применения в качестве
связующего смолы, не выделяющей в процессе
прессования летучих продуктов, удельное
давление при прессовании слоистых пластиков
может быть снижено до 1 кг/см2.
* Слоистые пластики на основе аллиловых смол, тре-
бующие длительной выдержки, подвергаются после
прессования дополнительной термической обработке
вне пресса.
692
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД. ill
Таблица 4
Наименование
слоистого пластика
Стеклотекстол ит
Текстолит . . .
Гетинакс ....
Дельта-древе-
сина1.
а) плиточная .
б) листовая . .
Балинит листо-
Толщи-
на ли-
ста или
плиты
в мм
°,5-
75 мм
и выше
о, 5—ioo
> 12—9°
и выше
I — IO
I — ю
Время выдержки
Удель-
в мин. на каждый ное да
миллиметр тол-
щины
4—5
4—5
5
4
До 6 мм тол-
щины 5 и свыше
6 мм плюс 3 на
каждый после-
дующий милли-
метр толщины
До 4 мм тол-
щины 3 на пер-
вый миллиметр и
плюс 5 на каждый
последующий
свыше 4 мм
вление
в хг/смй
20—5О
8о—12о
8о I2O
125—153
IOO—125
45—5°
Пониженное по сравнению с прессованием
дельта-древесины удельное давление D3—
50 кг\см2) при прессовании балинита объяс-
няется предварительной (до пропитки смолой)
усадкой шпона до 30—35°/о благодаря его
Фиг. 19. Гидравлический многоэтажный пресс для
прессования слоистых пластмасс.
химическому облагораживанию (обработке
5%-ной щёлочью при температуре 80° С с по-
следующим удалением остатков щёлочи много-
кратной промывкой).
Уплотнение при прессовании дельта-древе-
сины и лигнофоля достигает -50%, а бали-
нита до ~35°/0.
Прессование фасонных изделий. Слои-
стый прессматериал для прессования фасон-
ных изделий выбирается в зависимости от их
конфигурации и предъявляемых Требований к
их механическим, электрическим и антифрик-
ционным свойствам. Для изделий тонкостенных
и сложной конфигурации, как правило, должны
применяться прессматериалы на основе более
тонких сортов ткани или шпона с повышенным
содержанием смолы для обеспечения необхо-
димой текучести. Для изделий, требующих по-
вышенных механических свойств, рекомен-
дуется слоистый прессматериал на основе
стеклянной, хлопчатобумажной ткани или шпо-
на в листах или в комбинации с крошкой и дре-
весным волокном из шпона *.
Время выдержки в зависимости от толщины
стенок и сложности изделия колеблется в
пределах 1,2—2 мин. на 1 мм толщины из-
делия (по максимальной толщине сечения).
Удельное давление при прессовании из-
делий из различных слоистых прессматериалов
рекомендуется в следующих пределах:
Давление
в кг\см*
Исходный прессматериал
Ткань или бумага з°°—боо
Шпон балинитовый 45°~9°°
„ лигнофолевый 55°— 1ОО°
Время выдержки и удельное давление, как
правило, должны для каждого отдельного слу-
чая прессования устанавливаться опытным
путём.
Температура при прессовании фасонных
изделий применяется обычно в пределах
145—155° Сив отдельных случаях 160—165° С.
При прессовании изделий особо сложной кон-
фигурации применяется ступенчатое прессо-
вание, при котором до замыкания прессфор-
мы её температура ~80°С, а после замыка-
ния 145—155° С. Охлаждение массивных и
сложных изделий после выдержки произво-
дится в прессформах под давлением до темпе-
ратуры 40—60° С.
Весьма эффективно изготовление фасон-
ных изделий из слоистых материалов так назы-
ваемым методом термопластического повтор-
ного формования, сущность которого заклю-
чается в следующем. Листовой текстолит из
хлопчатобумажной ткани, изготовленный преи-
мущественно на основе крезольно-формальде-
гидной термореактивной смолы, кратковре-
менно A-2 ьшн.) нагревается при темпера-
туре 160—185° С. После этого возможно быстро
материал помещается в форму-матрицу, в кото-
рой давлением пуансона изделию придаётся
требуемая конфигурация.
При мелкосерийном производстве формы
изготовляются из сухой древесины или литых
смол, при крупносерийном производстве и
повышенных требованиях .к точности из-
делий— из древесных пластиков или алюми-
ниевоцинкового сплава.
Охлаждение в процессе изготовления из-
делия производится сжатым воздухом либо во-
дой, подаваемой через специальные каналы,
расположенные в металлической форме.
Скорость закрывания прессформы вместе
с временем для загрузкине должна превышать
10 сек., так как примерно через 15 сек. разо-
гретая заготовка уже начинает терять свою
пластичность, что может вызвать трещины при
формовании изделия.
* Балинитовый шпон может изготовляться в виде
волокна путём расчёски на волчке. Такая „кудель" при-
меняется для прессования изделий, требующих повышен-
ного сопротивления срезу.
ГЛ. XIII]
ПРЕССОВАНИЕ ПЛАСТМАСС
693
Давление в зависимости от сложности про-
филя изделия колеблется в пределах от 0,5
до 7 кг/см^.
Глубина вытяжки зависит от радиуса кри-
визны изделия и толщины исходного материала.
Текстолит толщиной до 2—2,5 мм после соот-
ветствующей термической обработки и мини-
мально возможного охлаждения подвергается
формованию сравнительно легко.
После выгрузки из формы изделие поме-
щается на шаблон для устранения возмож-
ности коробления.
Методом термопластического формования
изготовляют детали для самолётов, автомашин
и др.
Механическая обработка
Прессованные изделия из слоистых пласти-
ческих материалов после предварительного
контроля (по внешнему виду и размерам) по-
ступают на окончательную обработку — снятие
грата, шлифование, а иногда сверление и поли-
рование.
Термическая обработка
Дополнительная (после прессования) терми-
ческая обработка изделий из слоистых пласти-
ков применяется с целью повысить их проч-
ность, влагостойкость, электрические и анти-
фрикционные свойства, а также стойкость про-
тив коробления и усадки. В отдельных случаях
для уменьшения текучести под воздействием
постоянно действующих нагрузок произво-
дится также термическая обработка тексто-
литовых заготовок. Термическая обработка
производится в нагретом масле, температура
которого постепенно в течение 1—1,5 часа
повышается до 120° С. При этой температуре
изделия выдерживаются из расчёта 15—20 мин.
на 1 мм толщины изделия, после чего уасло
постепенно охлаждается до 40—50° С и изделия
выгружаются.
Кроме описанных методов производства из-
делий из слоистых пластических материалов,
широко распространено ещё изготовление из-
делий из слоистых пластмасс намоткой. Исход-
ными материалами в этом случае являются
покрытая с одной стороны бакелитовой смолой
лакированная бумага или пропитанные феноль-
ной смолой ткани и бумага. Методом намотки
изготовляются изделия, применяемые преиму-
щественно в электро- и радиотехнике (бакели-
товые цилиндры и трубки для трансформато-
ров, фибролитовые трубки для разрядников,
радиоконтурные трубки и др.).
ПРОИЗВОДСТВО ИЗДЕЛИЙ
ИЗ КИСЛОТОУПОРНЫХ ПЛАСТИЧЕСКИХ
МАТЕРИАЛОВ
Исходные кислотоупорные пластмассы
Для химического машино- и аппаратострое-
ния используются пластические массы, обла-
дающие кислотостойкостыо. Наиболее широко
применяется пластический материал, известный
под названием фаолита (хавега) трёх марок: А,
ТиП [5].
Фаолит изготовляется на основе фенольно-
формальдегидной резольной смолы. Наполни-
телями служат: 1) асбест (антофилитовый — для
кислотостойкости и хризотиловый — для повы-
шения механической прочности); 2) молотый
обожжённый графит и 3) горный или речной
песок.
Рецептура для изготовления различных
марок фаолита приведена в табл. 5.
Таблица 5
т
(г pa-
фолит)
П
Изготовляемые
изделия
Наполнители
в вес. частях на
100 вес. ч. смолы
Асбест
II
Листы
Трубы
Фасонные пресс-
изделия
Листы
Трубы
Листы ji
Трубы ....
! 95
.6:152
97
26
8о
3
148
Технологическая схема производства фао-
лита и изделий из него дана на фиг. 20.
(Щ^ Гидравлически/}
Шприимашино пресс
Обрезка _„^^_11.
кромок аистов ^Уамера для
^ отверждения
/
, ¦ Разборка
, ^—. *—м прессфоом
Гидравпическое
испытание '
Упаковка Упаковка Упаковка
сырых листов отверяденных тРУ°
фаолита . листов фаолито
Фиг. 20. Технологическая схема производства фаолита
и изготовления изделий из него.
694
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД. Ш
Резольная фенольно-формальдегидная смола
получается конденсацией фенола с формаль-
дегидом в присутствии щёлочи (едкий натр
иди аммиак) в качестве катализатора. После
окончания процесса конденсации (варки) смола
тщательно обезвоживается (сушится) при ва-
кууме до получения определённой вязкости.
Смола должна обладать такой вязкостью, чтобы
при замешивании на холоду с асбестом в соот-
ношении 1:1 образовалась пластичная масса.
Полученная фаолитовая масса в зависимости
от назначения поступает или на каландр для
изготовления сырых листов, или на шприц-
машину для шприцевания заготовок фаолито-
вых труб, или же на гидравлический пресс
для получения прессованием фасонных изделий.
Листы из каландра могут либо подвергаться
термической обработке (отверждению в су-
шильных камерах), либо направляться потре-
бителю в сыром виде. Трубы из шприцмашины
и фасонные изделия, полученные прессованием
в прессформах, обязательно подвергаются тер-
мической обработке, последующей механиче-
ской обработке, лакировке с повторным от-
верждением и гидравлическому испытанию.
Фаолит марки А — сырой (в термо-
необработанном виде), применяется для футе-
ровки химической аппаратуры для защиты ме-
талла от корродирующего действия кислот.
(Утверждённые листы идут на изготовление
ванн, широко применяющихся в химической
промышленности и гальванических цехах ма-
шиностроительных заводов. Трубы из фаолита
этой марки используются преимущественно
в химической промышленности для подачи
серной и соляной кислот разных концентраций.
Фаолит марки Т обладает большей,
чем фаолит А, теплопроводностью и приме-
няется главным образом для холодильной ап-
паратуры, работающей в среде хлора, серо-
углерода и т. п. Изделия из фаолита этой марки
труднее поддаются механической обработке и
крошатся при обрезке.
Фаолит марки П характеризуется
более высокой теплостойкостью, чем марок А
и Т, в термообработанном (отверждённом) виде
обладает хорошим диэлектрическим свойством
и поэтому успешно применяется как заменитель
мрамора для распределительных щитов и дру-
гих подобных целей. Фаолит марки П может
в эксплоатации выдерживать температуру
до 130° С и является стойким к резким пере-
падам температур.
Производство изделий из фаолита
Изготовление фаолитовых листов. Резоль-
ная смола перед смешением с наполнителем
подогревается до 70° С и загружается в меша-
тель. куда небольшими порциями E—6 приё-
мов за 8—10 мин.) добавляется асбест. Содер-
жание свободного фенола в сырой массе
фаолита А должно быть 6,0—7,би/0(вместэ~19%
в исходной смоле). После мешателя для улуч-
шения качества пропитки наполнителя смолой,
удаления части летучих веществ и получения
грубых фаолитовых листов производится валь-
цевание. Вальцы—двухвалковые, с отношением
окружных скоростей валков 1 :1,5, обогре-
ваются паром. Зазор между валками вначале
устанавливается в 1 мм, а затем его повышают
до требуемой величины. Температура заднего
валка, вращающегося со скоростью 23 об/мин,
должна быть от 20 до 30° С и переднего, вра-
щающегося со скоростью 15 об/мин,—70—80° С.
Срезанная по образующей заднего валка гру-
бая заготовка сырого фаолитового листа посы-
пается кизельгуром или тальком, умеренно
охлаждается и подаётся на каландр.
Каландрированле производится на двух-
валковом каландре при скорости вращающихся
валков 12 об/мин с зазором между ними
3—20 мм. В процессе каландрирования за-
зор постепенно уменьшается от максимального
до требуемой величины. Полученные из калан-
дра листы обрезаются и подвергаются даль-
нейшей термической обработке (отвгрждению)
или упаковываются в сыром виде.
Изготовление фаолитовых труб, колен
и цилиндрических изделий. Фаолитовые
трубы и подобные им изделия изготовляются
путём шприцевания сырой фаолитовой массы,
поступающей из вальцов на шприцмашину.
Фаолитовая масса разогревается либо на валь-
Фиг. 21. Шприцмашина.
цах при температуре 30—60° С, либо в термо-
стате при температуре 50—60° С.
* Шприцевание производится на шприцма-
шине (фиг. 21), представляющей собой гори-
зонтальный цилиндр, внутри которого вра-
щается винтовой червяк (шнек). Через от-
верстие 2 загружается фаолитовая масса, ко-
торая захватывается вращающимся червяком
и проталкивается через головку 3, ввинчен-
ную в переднюю часть шприцмашины. Нагрева-
ние и охлаждение передней части шприцма-
шины осуществляются паром и водой, подводи-
мыми трубопроводами 1. Цилиндр шприцма-
шины нагревается до 60—70, а головка — до
70—80° С. Выходящая из машины заготовка
трубы принимается на смазанную с поверхности
машинным маслом пустотелую трубу (дорн),
навлнченную на сердечник головки. Во избе-
жание разнотолщинности изготовляемых труб
необходимо тщательное центрирование дорна.
По достижении требуемой длины заготовка
отрезается, снимается вместе с дориом и посту-
пает в камеру для термообработки (отвержде-
ния).
Колена из фаолита изготовляются из сы-
рых заготовок фаолиговых труб, заполненных
гл. xnrj
ПРЕССОВАНИЕ ПЛАСТМАСС
695
песком и нагретых до 50—60° С. Труба с песком
с обоих концов закрывается пробками и поме-
щается в разъёмную металлическую оправку
(фиг. 22) требуемой формы. Далее следует
обычная термообработка.
Цилиндрические изделия и фаолитовые
трубы большого диаметра A50—200 мм) фор-
Фиг. 22. Оправка (металлический лоток) для формования
фаолитовых колен.
муются из сырых листов фаолита надергвян-
ных или металлических разъёмных формах.
Деревянную разъёмную форму, состоящую из
центрального клина и двух боковых частей,
смазывают солидолом или машинным маслом
и для облегчения последующей выемки формы
из готовой трубы обкладывают бумагой. На
листе заготовки (имеющем припуск по ширине
около 200 мм по сравнению с длиной окруж-
ности формы) срезаются с противоположных
концов (по длине) на ус кромки шириной
100—150 мм. Подготовленным таким образом
листом со смазанными бакелитовым лаком
кромками обкладывают форму и склеивают.
Затем обложенную форму обёртывают бумагой,
помещают в металлическую оправку (фиг. 23)
и направляют в камеру для отверждения.
После освобождения формы из отформованного
цилиндра к последнему приделывают из сырого
фаолита (с помощью металлической формы)
бурты, которые отверждаются
[К нагреванием, обтачиваются до
Фиг. 23. фор-
мовка фаолито-
вон трубы на
деревянной
разъёмной фор-
ме: 7—деревян-
ная форма;
2 — фаолитовая
труба; 3 — ме-
таллическая
оправка; 4 —
обёртка бума-
гой.
Фиг. 24. Металлический каркас
1ля сборки ванн из отверждённых
фаолитовык листов.
требуемых размеров и покры-
ваются бакелитовым лаком с
последующим вторичным от-
верждением.
Корпусы цилиндров боль-
ших диаметров формуются с
помощью двух полых метал-
лических разъёмных форм. Дно и крышка ци-
линдра отформовываются отдельно из сырого
фаолита на специальных формах и затем при-
крепляются фаолитовой провальцованной за-
мазкой A00 вес. ч. смолы -f- 50 вес. ч. антофи-
литового асбеста) к корпусу цилиндра.
Из отверждённых фаолитовых листов с по-
мощью разъёмного металлического каркаса
(фиг. 24) изготовляются ванны для химической
промышленности. Кромки фаолитовых листов,
подготовленных для сборки ванны, протирают-
ся по месту склейки спиртом, и по всей кромке
(полосе соединения) накладывается фаолито-
вая замазка. Собранная ванна покрывается
бакелитовым лаком и направляется в камеру
для отверждения лаковой плёнки.
Внутренняя поверхность труб, цилиндров
и прочих фасонных частей к ним обычно покры-
вается отверждённым в дальнейшем 50—
60%-ным бакелитовым лаком.
Термическая обработка (отверждение) из-
делий из. сырого фаолита производится в тече-
ние 30 час. при следующем режиме:
Температура в UC. 60—70 7°~8° 80—90 оо—ioo
Выдержка в час.. . 6 5 4 3
Температура в "С . . ioo—но но—iao 120—130
Выдержка в час. . . 4 5 3
Выгрузка тележек с отверждёнными из-
делиями из камеры должна производиться при
температуре 69—70е С, а разгрузка самих теле-
жек при 20—30° С.
Для отверждения плёнки фаолитовых из-
делий, покрытых бакелитовым лаком, приме-
няется следующий режим:
Температура в °С 6о—т° 7°—8° 80—90 9°—Io° ioo—но
Выдержка в час 05 3 3 3
Усадка фаолитовых листов в процессе от-
верждения достигает 2%, а труб — от 2 до 3°/0.
Изготовление фаолитовых фасонных
изделий прессованием. Фасонные изделия
(вентили, краны, гайки, пробки, тройники
к фаолитовым трубам и пр.) изготовляются
методом прессования в разборных преесфор-
мах на гидравлических прессах. Изделия под-
вергают термообработке (вместе с преесфор-
мами) при температуре 160—180° С. Время от-
верждения зависит от толщины стенок прес-
суемого изделия и температуры нагрева. При
указанной температуре время выдержки в
среднем равно от 20 до 22 мин. на 1 мм толщины
изделия. Разгрузка преесформы производится
после охлаждения изделий до температуры
15—20° С.
ПРОИЗВОДСТВО СЛОИСТЫХ ИЗДЕЛИЙ
ПРЕССОВАНИЕМ ПРИ НИЗКИХ
ДАВЛЕНИЯХ
Прессование при низких давлениях является
весьма эффективным методом при изготовле-
нии крупных сплошных изделий (простых или
каркасированных обшивок различных кон-
струкций для самолётов, катеров, шлюпок,
азтомашин и пр.) из слоистых материалов.
Производство подобных изделий обычными
методами прессования крайне затруднительно
и неэкономично ввиду необходимости приме-
нять дорогостоящие, сложной конструкции, гро-
моздкие преесформы и прессы большой мощ-
ности.
696
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
(РАЗД. Ш
В процессе прессивания при низких давле-
ниях прессформы заменяются простыми, пре-
имущественно деревянными, формами, а давле-
ние осуществляется нагнетаемым в резиновые
мешки воздухом (пневматический способ) или
посредством воды либо смеси пара с воздухом,
действующими на помещённый в автоклав
мешок с прессуемым изделием (автоклавный
способ). Таким образом в зависимости от рода
применяемого давления различают два способа
прессования при низких давлениях — пневма-
тический и автоклавный.
Применяется также способ контактного
прессования при давлениях от 1 до 7 кг/см^
с использованием в качестве связующего так
называемых контактных смол (типа полиэфи-
ров), не выделяющих в процессе прессования
(отверждения) летучих продуктов. Примене-
ние этих смол позволило также разработать
метод вакуумного прессования в герметизи-
руемых резиновых мешках при вакуумном
давлении менее 1 am.
Подготовка материалов
Исходными слоистыми материалами для
прессования при низких давлениях являются
древесный шпон (преимущественно) и различ-
ные ткани (хлопчатобумажные, асбестовые,
стеклянные и др.).
Подготовка полос шпона ведётся следую-
щим образом. Раскроенные по ширине листы
шпона склеиваются по длине внахлёстку или
на ус в полосы требуемой длины; длина
нахлёстки или скоса должна быть не менее
15-кратной толщины шпона. Склейка в полосы
производится партиями по 40—50 шт. при
давлении 1—3 кг/см2; при этом для предупре-
ждения склеивания полос между собой про-
кладывается между слоями тонкая резина или
промасленная бумага. После склейки полосы
с двух сторон зачищаются от потёков клея
на шлифовальном круге, а затем обрабаты-
ваются по контуру в шаблоне на фрезерном
станке.
Полосы шпона обычно имеют ширину 200—
220 мм и толщину 1,15 мм. При наиболее
сложных по конфигурации изделиях приме-
няется более тонкий шпон толщиной 0,75,0,50
и 0,40 мм.
В производстве слоистых изделий прессо-
ванием при низких давлениях следует стре-
миться применять широкие полосы прессуе-
мого исходного материала. Однако толщина
используемого материала, а также сложность
конфигурации изделия лимитируют ширину
полосы. Чем толще шпон и сложнее по кон-
фигурации прессуемое изделие, тем уже
должны быть заготовки полос из шпона, В слу-
чае применения ткани эти затруднения значи-
тельно облегчаются.
Подготовка ткани ведётся аналогично изло-
женной для процесса обычного прессова-
ния слоистых материалов.
Выкройка необходимых полос слоистого
материала в соответствии с конфигурацией из-
делия производится с помощью заранее заго-
товленных шаблонов из фанеры, дельта-древе-
сины, балинита и тому подобных материалов.
При выкраивании полос по шаблонам
должны учитываться направления волокон
(шпона) или основы и утка (ткани), а также
удобство укладки полос при формовании из-
делия. В целях изготовления возможно мень-
шего количества шаблонов, а следовательно, и
меньшего числа полос различной конфигу-
рации и размеров по ширине рекомендуется
начинать разбивку с наиболее трудных мест
формы.
Шаблоны должны допускать наличие зазо-
ров между полосами при их укладке.
При серийном производстве в целях полу-
чения наиболее удобных полос для укладки
при формовании окончательное определение-
формы и размеров шаблонов должно уста-
навливаться только после пробной запрессовки
изделия.
Изготовление форм
Формы могут изготовляться из различных
материалов—дерева, фанеры, металла, цемента,
гипса и др. Более простыми по конструкции
и дешёвыми в изготовлении являются деревян-
ные формы из сухих (влажностью 7—10°/0)
сосновых опалубок, скреплённых скобами и
обшитых с поверхности водоупорной фанерой
(лучше листовой дельта-древесиной илибали-
нитом). При конструировании формы из дерева
необходимо учитывать его механические свой-
ства в зависимости от направления волокон.
Для избежания образования вмятин в процессе
прессования древесина должна выбираться
наиболее однородной по строению и плотности.
Клей при изготовлении формы применяется
казеиновый, обладающий удовлетворительной
термостойкостью (при температуре 90—100 °С).
Лучшую прочность склейки обеспечивают
смоляные клеи типа фенольно-формальдегид-
ного клея ВИАМ-Б-3.
Процесс изготовления форм для пневмати-
ческого и автоклавного способа заключается
в следующем. На продольных брусках или
клеёном щите (основании) крепятся под
углом 90° рамные или сплошные шпангоуты.
Соединение шпангоутов производится клеем
и гвоздями. После сборки каркаса формы её
обшивают сосновыми брусками. Для увеличе-
ния жёсткости по каркасу пропускают несколь-
ко сквозных брусков, проходящих через ряд
шпангоутов.
Обшитую форму тщательно обрабатывают
по контуру, проверяя продольными и попе-
речными шаблонами, снятыми с плазовой
разбивки. Отклонения от плавных обводов не
должны превышать 1 мм на 1 лог. м. После
строгания и обработки циклями поверхность
формы зачищают шкуркой, шпатлюют и для
предохранения нижней поверхности формуе-
мого изделия от приклеивания к форме покры-
вают нитроклеем АК-20, меловым раствором
или обёрточной бумагой. Весьма эффективно
покрытие латунной фольгой.
При формовании изделия с элементами
жёсткости (каркасированная обшивка) в форме
предусматриваются пазы, размеры которых
должны соответствовать размерам элементов
каркаса.
Клеящие вещества
Клеящими веществами (связующими) могут
служить смолы фенольно-формальдегидные
(ВИАМ-Б, СБС-1), карбамидные, полимериза-
ГЛ. XIII]
ПРЕССОВАНИЕ ПЛАСТМАСС
69/
ционные типа аллиловыхи др., а также б-акели*
товая плёнка, изготовленная путём пропитки
специальной тонкой пористой бумаги (толщи-
ной 0,30—0,35 мм) бакелитовой смолой. В ка-
честве связующего могут быть использованы
и эфиры целлюлозы (этил, ацетил и пр.).
К лей на основе модифицированной фенольно-
формальдегидной смолы (типа ВИАМ-БЗ)
обеспечивает высокое качество склейки при
низкой температуре и обладает высокой водо-
упорностью.
Пневматический способ прессования
Пневматический способ прессования при-
меняется в СССР для изготовления из шпона
некаркасированных обшивок для различных
назначений [8].
Прессование обшивок
может производиться
Фиг. 25. Схема пневматиче- Фиг. 26. Схема пнев-
ского прессования с приме- матического прессова-
нением позитивной формы: ния с применением
1 — форма; 2 — пресскамера; негативной формы:
3 — слоистый материал (или / — форма; 2 — пресс-
изделие), камера; 3 — слоистый
прессматериал (или из-
делие).
(в зависимости от удобства формования) с при-
менением позитивной формы (по внутреннему
контуру изделия — фиг. 25) или негативной
формы (по внешнему контуру изделия —
фиг. 26).
Полосы шпона укладываются на форму от
середины её по обе стороны под необходимым
углом (в зависимости от кривизны изделия) с
отклонением на +5°. При укладке полосы на-
тягиваются до отказа и приглаживаются киян-
ками или роликами. Концы полос предваритель-
но закрепляются амортизационным шнуром
A0—12 мм), натянутым вдоль нижнего основа-
ния формы, а затем гвоздями или скобами с по-
мощью специального приспособления (фиг. 27).
По отношению друг к другу полосы распола-
гаются под углом 90±5 , а относительно оси —
под углом 45°. Для выклейки (смоляными
клеями) внутренние слои укладываются с за-
зором 2—3°/0 ширины полосы, а первый и
последний слои — почти впритык. Исходя из
требований прочности, толщину изделия сле-
дует в отдельных местах увеличивать измене-
нием количества накладываемых слоев. Для
облегчения формования и достижения точности
пригонки полос шпона или ткани у края формы
следует обозначать границы каждой формуе-
мой полосы. Эта разметка на форме должна
производиться при изготовлении шаблонов.
Собранное на форме для прессования из-
делие сверху покрывается сулагой, предста-
вляющей обшивку из шпона, соответствующую
контуру формы. Сулага служит для предотвра-
щения сдвига полос и появления морщин, ко-
торые могут иметь место вследствие возникно-
вения касательных напряжений на поверхности
прессуемого изделия в процессе прессования.
Для избежания приклеивания к прессуемо-
му изделию сулаги
внутренняя сторо-
на её покрывается
нитролаком АК-20
или другими ве-
ществами, не име-
ющими адгезии к
прессуемым слои-
стым материалам
(шпону, ткани).
Пресс ование
осуществляется в
пневмопрессе (фиг.
28), который со-
стоит из ванны 1,
выстланной одним или несколькими резино-
выми мешками — пресскамерами 2, рамы-
плаца 3, системы крепления плаца к ванне
пневматического подъёмника 4, магистрали
сжатого воздуха 5 и вентиляционной установки.
Форма 6" с собранным на ней изделием погру-
жается в ванну, имеющую контур изделия
Внутренняя поверхность ванны для простоты
изготовляется из деревянной опалубки с учётом
необходимого зазора для резинового мешка
(пресскамсры), который прокладывается между
поверхностью ванны и прессуемым изделием
Резиновый мешок в плане имеет контур раз-
Фиг. 27. Приспособление длг
закрепления скобами полос
при формовании слоистых
изделий.
Фиг. 28. Схема пневматического пресса.
i
вёртки прессуемого изделия. К обеим сторонам
плаца, представляющего собой сварную ме-
таллическую раму, на одной оси крепятся две
формы (пуансона) (фиг. 29). В то время как
одна из форм с собранным изделием находится
в закреплённом состоянии в ванне и осу-
ществляется запрессовка сжатым воздухом,
нагнетаемым в мешки (пресскамеры), друга»
форма, находящаяся на верхней стороне плаца.
698
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД. Ill
подготовляется к прессованию. После опреде-
лённой выдержки под давлением 2,5—3,5 кг/см2
форма с отпрессованным изделием осво-
бождается из ванны, и плац с помощью
пневматического подъёмника 4 и штурвала 7
(фиг. 28) перевёртывается. Подготовка к
Фиг. 29. Двухсторонняя поворотная форма (пуансон) для
запрессовки обшивки фюзеляжа самолёта: 1 — форма;
U — плац; 3 — слоистый материал в процессе формования.
прессованию следующего изделия произво-
дится только на охлаждённой до температуры
окружающего воздуха форме. Необходимая
при запрессовке тем-
пература E0—60° С
при выклейке смоля-
ным фенольно-фор-
мальдегидным клеем
типа ВИАМ-БЗ) обес-
печивается вмонти-
рованным в форму
Фиг. 30. Форма (пуансон)
с вмонтированным элек-
тронагревателем: /—пре-
дохранительный слой;
2 — нагревательная лента;
.V—контакт нагревателя.
электронагревателем
(фиг. 30).
Пресскамера, пред-
ставляющая собой
герметичный мешок
из одно- или двухслойной прорезиненной
ткани, должна выдерживать удельное давле-
ние не менее 4—5 кг/см? и температуру до
100° С. В ванне пресскамера крепится таким
образом, чтобы в процессе прессования не
образовывались складки. При из-
готовлении изделий сложной фор-
мы или значительной ширины
пользуются секционными пресс-
камерами с последовательной за-
прессовкой частей изделия от се-
редины к периферии. Перед прес-
сованием пресскамеры тщательно
очищаются от клея и мусора и
покрываются предохранительным
резиновым ковриком. Во избежа-
ние возможной приклейки мешка
к сулаге или кромкам прессуе-
мого изделия края пресскамеры
посыпаются- тальком или выстила-
ются полосами тонкой резины.
Перед формованием изделия на
шпон наносится с помощью ще-
гинных щёток (вручную) или клее-
вых вальцов (фиг. 31) слой клеевых
веществ. Вязкость клея типа ВИАМ-БЗ, при-
меняе?уюго для намазки шпона, должна быть
в пределах 25—55° Ф — Э-36* D—9 пуазов),
а расход клея 350—400 г/м2. При использова-
нии этого клея продолжительность сборки не
должна превышать 80 мин., так как вязкость
клея сравнительно быстро повышается, и при
сильном загустевании не обеспечивается хоро-
шая склейка слоев.
Время прессования зависит от толщины сте-
нок прессуемого изделия, типа применяемого
связующего и температуры прессования.
В табл. 6 приведены ориентировочные дан-
ные режима прессования обшивки при приме-
нении смоляного клея типа ВИАМ-БЗ.
Таблица 6
Ориентировочные режимы прессования обшивки
(температура нагрева 50—60° С, электронагреватель
стационарный, вмонтированный в форму, или
съёмный — в сулагу)
Толщи-
на об-
шивки
в мм
До з
3-6
6-9
9-12
Продолжительность выдержки
в мин.
До включе-
ния нагре-
вателя
2О
2О
SO
so
При вклю-
чённом на-
греьателе
2О
Зо
4О
5о
При охла-
ждении
10
2О
Зо
4о
Общая про-
должитель-
ность прес-
сования
в мин.
5°
7°
оо
НО
Минимальная продолжительность запрес-
совки на казеиновом клее без обогрева 4 часа
при температуре помещения цеха 16—20° С,
3 часа при 20-25° С и 2 часа при 25—30° С.
При таком режиме изделия после запрессовки
выдерживают на решётчатых сулагах до ко-
нечной влажности 7 11%. Этот процесс мо-
жет быть ускорен подсушкой в камере при
температуре 60° С или продувкой тёплого
воздуха D5—55° С). Время продувки зависит
от толщины изделия и определяется указанной
конечной влажностью.
Прессование изделий (толщиной 6—9 мм)
из предварительно пропитанного смолой шпона
3
* По вискозиметру Форда — Энглера.
Фиг. 31. Клеевые вальцы для нянесения клея на полосы слоистого
материала: 1— валики; 2 — клееборник; 3 — приспособление, регулиру-
ющее толщину клеевого слоя; 4— коробка для охлаждающей жидкости;
5— полосы прессматериала; 5 — электродвигатель.
или ткани производится при давлении
до 6 кг/см2 и нагреве вначале до 80—85е С
A0—20 мин.) и затем с повышением до 120—
135° С B0—40 мин.). В случае использования
бакелитовой плёнки—давление в пределах
5—6 кг/см2 и нагрев при НО—130° С в тече-
ние 30—50 мин. Бакелитовая плёнка приме-
ГЛ. ХШ]
ПРЕССОВАНИЕ ПЛАСТМАСС
699
няется только при прессовании изделий простой
формы.
Недостатки пневматического способа прес-
сования: 1) образование местных непроклеек
и пузырей вследствие скопления между слоями
шпона (или ткани) воздуха и паров воды, вы-
деляемых в процессе прессования; 2) неравно-
мерность давления при прессовании изделий
сложной конфигурации (наибольшее давление
на выпуклых местах, наименьшее — на вогну-
тых); 3) сдвиг слоев шпона при опускании
формы в ванну и во время подачи воздуха
в пресскамеру; 4) громоздкость пневмопресса.
Автоклавный способ прессования
Автоклавный способ применим для прес-
сования из шпона или ткани как обычных,
так и каркасированных изделий (обшивок)
любой конфигурации.
Сущность автоклавного способа прессова-
ния заключается в следующем. Слоистые ма-
териалы (шпон, ткань), пропитанные или на-
мазанные смоляным клеем, формуются на
пуансоне (форме) и погружаются затем с фор-
мой в резиновый мешок; последний гермети-
зируется и вакуумируется, после чего поме-
щается в автоклав, в котором происходит
прессование. Необходимые обогрев и давле-
ние по американскому методу осуществляются
подачей пара, горячего воздуха или горячей
воды, а по методу инж. Теребенина (ВИАМ)—
съёмным электронагревателем, помещаемым
на прессуемом изделии (обогрев), и водо-
проводной водой, подаваемой в автоклав
(давление). Обычное давление при автоклав-
ном прессовании —5-6 кг/см2, а по методу
Теребенина его возможно доводить до 25 кг/см'г
и более, не превышая, однако, давления, до-
пускаемого прочностью автоклава.
Советский метод более рационален, чем
американский. К недостаткам последнего сле-
дует отнести: а) необходимость в парокотель-
ной и компрессорной установках; б) сравни-
тельно быстрый выход из строя резинового
мешка вследствие действия на него папа,
горячего воздуха или горячей воды при обо-
греве; 3) ограниченность удельного давления
и температуры.
Процесс формования при автоклавном спо-
собе в основном аналогичен описанному при
пневматическом способе прессования. При
изготовлении каркасированных изделий фор-
мование производится на пуансоне, в котором
предусмотрены пазы. Для обеспечения беспре-
пятственного формования и качественной при-
прессовки каркаса к формуемому изделию
необходимо, чтобы элементы жёсткости (кар-
кас), смазанные с поверхности клеем, были уло-
жены в пазы заподлицо с пуансоном или в
крайнем случае утоплены не более чем на
1 мм. Герметизированный прорезиненный
мешок, в который по лещается пуансон (форма)
с прессуемым изделием, предохраняет послед-
нее от непосредственного воздействия окру-
жающей среды в автоклаве, создавая этим
условия для качественной склейки слоев, а
также способствуя достижению равномерного
давления при прессовании. Вакуум в мешке
ЛИТЕРАТУРА
1. Архангельский Б. А., Пластические массы
в машиностроении, Машгиз, 1940.
необходим для устранения воздуха, препят-
ствующего нормальному прессованию.
Автоклав представляет собой металличе-
ский резервуар, размер которого в зависи-
мости от количества и размеров одновременно
прессуемых изделий может достигать несколь-
ких десятков метров по длине и 3—5 м
в диаметре.
Прессование автоклавным способом может
производиться с применением как позитив-
ного (фиг. 32), так и негативного (фиг. 33)
пуансона (формы). Загрузку в автоклав обычно
осуществляют с помощью вагонеток. После
загрузки крышку автоклава герметически
закрывают и создают давление, которое посте-
Фиг. 32. Схема автоклав-
ного прессования с приме-
нением ПОЗИ1ИВНОЙ формы:
1 — автоклав; 2 —патрубок
для ввода среды, создаю-
щей давление и обогрев;
3 — форма; 4 — паз дл я эле-
ментов жёсткости; 5 — ре-
зиновый мешок; 6 —патру-
бок для вакуумирования
воздуха; 7 — слоистый
прессматериал; 8 — ваго-
нетка; 9 ~ выпускное от-
верстие автоклава.
Фиг. 33. Схема автоклав-
ного прессования с приме-
нением негативной формы:
/ — автоклав; 2 — патру-
бок для ввода среды, со-
здающей давление и обо-
грев; 3 — форма; 4 — по-
крывало, заменяющее ре-
зиновый мешок; 5—па-
трубок для вакуумирова-
ния воздуха; 6 — слоистый
прессматериал; 7 — ваго-
нетка; 8 — выпускное от-
верстие автоклава.
пенно повышают до 5—5,5 кг/см2, поддержи-
вая таковое на протяжении всего процесса
прессования. Температура при прессовании
применяется от 60 до 150° С в зависимости
от типа используемого связующего и источ-
ника обогрева. Продолжительность процесса
прессования колеблется в пределах от не-
скольких минут до 2 час. (иногда и более) и
зависит от природы связующего и толщины
прессуемого изделия.
Выгрузка формы из автоклава произво-
дится: а) при применении клея из термореак-
тивных смол — немедленно после окончания
времени выдержки с после.дующим охлажде-
нием при температуре помещения цеха; б) при
применении клея из термопластичных смол —
только после охлаждения формы, продолжи-
тельность которого зависит от температуры
и толщины прессуемого изделия.
Для облегчения процесса изготовления
крупных обшивок (фюзеляжи самолёта и дру-
гие изделия) их разделяют продольно на две
части, которые затем после прессования
состыковываются или склеиваются.
Отпрессованные изделия после устранения
мелких дефектов подвергаются отделке, заклю-
чающейся в обрезке, очистке поверхности
наждачной бумагой и полировании враща-
ющимся абразивны*! кругом.
и источники
2. Андрианов К. А. и Устинов С. И., Гетн-
накс и стеклотекстолит для радиопромышленности,
Госэнергоиздат, 1943.
700
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД. TII-
3. Г а р б е р М. И. и Соколова. Д., Применение
высококачественного подогрева при прессовании изде-
лий из пластмасс, „Химическая промышленность" № 2
1948.
4. Гуревич Н. И., Прессование изделий из пласт-
масс, Госхимиздат, 1945.
5. Егоров И. А. и Назаров М. И., Фаолит,
Госхимиздат, 1946.
6. Петров Г. С Рутовский Б. Н. и Ло-
сев И. П., Технология ситетических смол и пла-
стических масс. Госхимиздат, 1946.
7. Шальнев В. Г. Гидравлические прессы, ГОНТ И,
1939.
8. У с п а с с к и й П. П, Изготовление деталей из не-
металлических материалов, вып. V, Оборонгиз, 1946.
9. Организация непрерывного патока в обработке изде-
лий из пластических масс, .Химическая промышлен-
ность" № 4, 1948.
10. Руководство для конструкторов, т. 3, Оборонгиз, 1944.
11. Hou wink R., Chemie und TechnoLogie der Kunst-
stoffe, Lpz. 1939.
12. MoranJ. P. а. В о h г e r, Short wakes and Trans-
fer molding, .Modern Plastics" № 10, Juli 1944.
13. Ro bert s T. A. a. H a p p f i I d G. J., Reed Hea-
ting, .British Plastics", Juli, 1945.
14. S i m о n d s a. E 11 i s, Handbook of Plastics, N. Y.
1946.
15. S t a n I у Е. В., A year in Plastics engineering, .Mo-
dern Plastics* v. 23, № 5, 1946.
16. Plastics Catalog, 0. S. A. 1943, 1944, 1945 И 1946,
ОБРАБОТКА РЕЗАНИЕМ КОНСТРУКЦИОННЫХ ПЛАСТМАСС
СВЕРЛЕНИЕ ОТВЕРСТИЙ шения ширины цилиндрической ленточки. Для
получения хорошего качества поверхности сте-
Органическое стекло нок отверстия ширина ленточки должна
Инструмент. Для сверления в органи- равняться 0,15—0,3 мм. Дпину ленточки де-
ческом стекле отверстий применяют стандарт- лают равной толщине листа плюс 6—10 мм.
ные спиральные и перовые свёрла с изменён- Заточку свёрл и шлифование ленточки про-
ной геометрией режущей части их (табл. 7 и 8).
Таблица 8
Таблица 7
Спиральные свёрла для сверления органического
стекла
-1Я-
д поииаиндру
Размеры сверла в мм
D
3.2
3.6
3-7
4.1
4>2
5-а
53
6.2
6,3
7.2
7-3
8,2
8-3
ДО,2
L | В
7°
75
82
95
1О5
И5
125
140
4°
45
5°
бо
62
75
а
о.4
о,45
о,5
о,6
о.7
о,8
1.3
Ь4
1,6
а,о
а-5
2,9
8о @.95| 3-3
95
1-3
4-3
~R
°>5
о,8
I.O
1.5
/
о,15
0,2
с
°-5
°.55
о,б
о,б5
о.7
™.
о,8
1,О
t
0,1
о, 15
0,2
0,23
о,8
Перовые свёрла для сверления органического
стекла
Размеры сверла в мм
D
1.7
2,2
2,1
2,4
2,7
3.2
3^7
4.1
4,2
5-3
6,2
6,3
7>2
7.3
8,2
8,3
ТО.2
ю,4
L | 1
45
5°
55
бо
65
7о
75
8о
85
6
8
12
d
а \ h | ***#
х.5 | 0,3
1,8
2
'2,2
2,7
3.2
Зо
4,5
5.5
6
7
8
о.З2
°.36
о,4
¦
0,48
о,55
о,68
о,8
•О.05
i.i
ЬЗ
9
12
15
18
2О
IO
15
/
О, I
о, 15
0,2
Примечание. Глубина сверления Л=5-т-6 мм.
изводят на универсально-заточном станке
в специальном приспособлении.
Для сверления органического стекла можно После заточки и шлифования все режущие
применять стандартные свёрла после заточки кромки сверла тщательно заправляют оселком
их в соответствии с данными таблиц и умень- для снятия заусенцев и рисок.
ГЛ. ХШ]
ОБРАБОТКА РЕЗАНИЕМ КОНСТРУКЦИОННЫХ ПЛАСТМАСС
701
Сверление отверстий диаметром до 5 мм
в тонких листах (<Р мм) рекомендуется про-
изводить перовыми свёрлами как более про-
стыми в изготовлении и более дешёвыми по
стоимости.
Вырезку в листах отверстий диаметром
до 40—160 мм производят циркульными рез-
цами (фиг. 34). После заточки циркульных
-ю-
Фиг. 34. Циркульный резец в оправке для вырезки
отверстий в листах органического стекла.
резцов режущие грани их доводят на оселке
или доводочном диске. Радиуса при вершине
резца не делают. При установке резца в оправку
Фиг. 35. Установка циркульного резца в оправке.
(фиг. 35) проверяют правильность угла боко-
вого зазора.
Технологические требования.
1. Крепление обрабатываемого материала на
столе станка или в приспособлении должно
быть жёстким. 2. Сверление листов толщиной
меньше 5 мм следует производить на ровных
и гладко простроганных подкладках, изгото-
вленных из мягких пород дерева (липа, сосна
и т. п.). 3. Обрабатываемый материал должен
плотно прилегать к поверхности подкладки,
и обрабатываемая поверхность должна быть
перпендикулярна оси сверла. 4. С целью эко-
номии прокладок рекомендуется работу про-
изводить с таким расчётом, чтобы сверло при
выходе из обрабатываемого материала попадало
в ранее надсверлённые в прокладке отверстия,
диаметр которых, однако, не должен быть
больше просверливаемого отверстия. 5. При
сверлении на подкладках сверло по выходе
из отверстия не должно попадать на сучки.
6. Биение конца сверла не должно превышать
0,1мм (лучше не более 0,05 мм). 7. Сверление
следует производить без охлаждения. 8. Сверло
должно быть заточено так, чтобы длина и
форма главных режущих кромок сверла были
одинаковыми. 9. Подточка перемычки и перед-
них граней должна быть выполнена симме-
трично относительно осевой линии сверла из
обеих канавок.
Режим резания. При сверлении орга-
нического стекла со скоростями резания, пре-
вышающими 50 м/мин, возникающая на обра-
батываемой поверхности теплота поднимает
температуру поверхности до такого значения,
при котором обрабатываемый материал раз-
мягчается и, подлипая к поверхности ленто-
чек, образует чешуйки. Учитывая это явление,
при сверлении выбирают следующие режимы
резания: а) сверление без деревянной под-
кладки с жёстким закреплением листа — v =
==45—50 Mjмин, 5 = 0,06-0,1 мм/об; б) свер-
ление на деревянной подкладке с жёстким
закреплением листа толщине и больше 8 мм —
t/ = 45—50 м!мин, s = 0,3 мм/об.
При этих режимах резания стойкость свёрл,
изготовленных из быстрорежущей стали, 7' =
= 40—60 мин.
Изготовление отверстий циркульными рез-
цами производят на режимах, указанных для
сверления.
Слоистые пластики(текстолит,балинит идр.)
Инструмент. При сверлении на «тан-
ках отверстий в слоистых пластиках диа-
метром до 20 мм применяют стандартные
спиральные свёрла (табл. 9 и 10).
При работе ручными дрелями для обеспе-
чения лучшего улавливания центра заточку
свёрл производят по табл. 11.
Для сверления слоистых пластиков, так же
как и для сверления органического стекла,
могут быть использованы стандартные спи-
ральные свёрла после заточки их по данным
табл. 9 и 10 и уменьшения ширины цилин-
дрической ленточки. При заточке свёрл нельзя
допускать прижогов центра и подрезающих
уголков на периферии сверла. Заправку под-
резающих режущих кромок на периферии
следует производить только со стороны задней
грани сверла, а не со стороны цилиндриче-
ских ленточек. У заправленного сверла вер-
шины подрезающих режущих кромок должны
находиться в одной перпендикулярной оси
сверла плоскости. Допускающееся несовпаде-
ние вершин по высоте не должно превышать
одной четверги выбранной величины подачи
сверла на один оборот.
Для сверления отверстий в листовом мате- :
риале диаметром больше 40 мм следует при-
менять циркульные резцы (фиг. 34 и 35).
Технологические требования.
Значительная часть технологических требо-
ваний, приведённых ранее для сверления
органического стекла (п. 1—7), применима и
для сверления слоистых пластиков. Помимо
этого при обработке слоистых пластиков типа
прессшпана необходимо предъявлять самые
высокие требования к остроте подрезающих
кромок, так как при затуплении их наблю-
702
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД. Ш
Таблица 9
Спиральные свёрла с цилиндрическим хвостовиком
для сверления слоистых пластиков
D
4.2
—
5.»
5.3
6,3
6,3
7>3
8o
95
I05
Размеры
I \R
5°
60
°5
75
i.5
i,8
a,9
2,6
h
0,6
0,9
1,2
1»
0,72
0,76
1,02
1,06
1,12
1,16
1,21
1,25
сверла в мм
a
0,3
°>35
O.45
°: 55
/1'.
о, 15
о,б
—
о,б5
о,7
о,75
'!<¦
о, 15
0,2
U
d
D
82
8,3
10,2
10,4
11,2
11,4
13,2
12,4
14,2
14,4
15.2
15,4
16,2
16,4
—
17.2
17.4
18,2
18,4
L
«5
140
142
156
166
180
195
1
85
95
95
100
но
«5
Размеры
R
3
з.б
4
4.5
5
5,5
6
Л
1.4
т,7
2
2
2,3
ft.
1.35
1.39
1..88
1.96
1,98
2,06
2,02
а, 10
2,6о
2,63
2,66
2,74
З.О5
3.13
3.23
3.31
3.6i
3.&9
сверла в
»|/
0,65
о. 75
о,8
о, 85
1,О
Ы5
1,3
0,2
°,2
°. 25
Продолжение
мм
с
о,8
1,о
1,1
—
1,2
1,4
х>5
1,6
—
1-7
1,8
t
0,25
о.З
O.35
0,4
0.45
°.5
h
45
50
55
65
табл 9
—
ю
ю
d
—
11,2
11,4
13,2
13,4
I45a
14,4
—
15.2
'5,4
16,2
16,4
17,3
17,4
Примечание. Глубина сверления Z,— 5—10 мм.
Таблица 10
Спиральные свёрла с коническим хвостовиком для сверления слоистых пластиков
Размеры сверла в мм
D
12,2
12,4
14,2
14.4
15,2
15.4
1б,а
17.2
17>4
у 18,2
18,4
ао,3
ао.5
L
185
195
2ОО
22O
225
23O
I2O
125
135
145
R
4,5
5
5.5
6
7
h
2
2,3
э,8
*
2,02
2,10
а,60
2,68
2,66
2,74
З.О5
3.13
3.23
3.31
3-64
3,69
3.81
3.89
а
0,85
.,о
,ч
1,3
1.5
/
0,2
О, 25
С
1,2
1,4
1.5
1,6
1,7
1,8
а,о
t
о,35
0,4
°.45
о,5
о,55
Конус
Морзе
i
2
А
12,239
17,981
65,5
78.5
d
11.5
coco
мм
Ч.5
Н.7
15.4
15,6
1б,6
1б,8
17,2
19.5
19.7
h
7.5
7.5
Приме ч а н и е. Глубина сверления 1,<-5 —10 мм
ГЛ. XIII]
ОБРАБОТКА РЕЗАНИЕМ КОНСТРУКЦИОННЫХ ПЛАСТМАСС
703
Таблица 11
Спиральные свёрла с цилиндрическим хвостовиком
для сверления слоистых пластиков ручной дрелью
по цилиндру
Размеры сверла в мм
D
4.1
4.а
5.а
5,3
6,а
6.3
7.2
7-3
8,з
8,3
10,3
ю,4
L
8о
95
i°5
«5
125
140
/
50
6э
65
75
85
95
R
1,2
1,5
1.8
3,1
з.4
З.о
h
i,°5
i.35
i,6
1,85
2,10
2,65
k
1,19
г >49
1.79
2,08
2,38
2,98
a
0,3
O-35
o,45
o,55
0,65
o,75
/
0,15
0,3
с j t
0,6
0,65
0,7
o>75
0.8
1,0
0,15
0,2
0,25
0,3
Примечание. Глубина сверления f, = 5—6 мм.
дается вырывание краёв отверстия со сто-
роны выхода сверла.
Режим резания. При сверлении от-
верстий в слоистых пластиках режим резания
выбирают с учётом требований, предъявляе-
мых к качеству обработки отверстия и стой-
кости сверла.
Оптимальные режимы резания, обеспечи-
вающие наиболее хорошее качество обра-
ботки отверстий, даны в табл. 12.
Таблица 12
Оптимальные режимы резания при сверлении
пластиков
Обрабатываемый материал
и условия обработки
Балинит:
а) сверление без подкладки
б) » на подкладке
Прессшпан:
а) сверление без подкладки
б) , на подкладке
Текстолит
Режим сверления
Скорость
резания
V В M/MUH
4о-5°
40—5°
2Э-5О
ао— 5°
4О—6о
подача
s в мм/об
0,07—0,13
До о,а
0,07—0,13
0,13—0,20
0,07-0,2
Для выбора скорости резания по заданной
стойкости сверла (Т мин.) пользуются сле-
дующими формулами:
а) при обработке прессшпана
77,0
v = -JqaT MlMUIi>
б) при обработке текстолита
70,5
V = ^д - М MUH.
уО,18 „0,18 '
При обработке балинита стойкость свёрл,
изготовленных из стали Р, при работе с по-
дачей s = U,13 мм\об и скоростью резания
Тмин
30
го
/5
Ю
8
6
3
2
1,5
1
/5 20 30 40 50 60 70vm/muh
Фиг. 36. Зависимость скорости резания от
стойкости сверла при обработке пластика
типа прессшпана (сверло из быстрорежу-
щей стали, _)=11,5 мм, s=0,13mm/o6).
v —¦ 41,7 mjmuh равна 32 мин. и при работе
с подачей 5 = 0,2 мм/об и скоростью резанин
537 м!мин оавна 22 мин.
\
\
\
77
7-0,45
\
\
\
N
S
s
ч
1 мин
200
150
WO
80
60
30
?п
—Г
4
ю-
т
20 30 W50vm/huh
Фиг. 37. Зависимости
скорости резания от
стойкости сверла при
обработке пластика ти-
па текстолита (сверло
из быстрорежущей ста?
ли, D = 11,5 мм,
s — 0,13 мм/об).
Тпин
100
SO
60
30
20
15
ю
>
ц
1
S
\
\
ч
\
л
ПОЗ ЩИ 0.06 0.0W0 0J5020 Q30snn/nS
Фиг. 28. Зависимость стойко-
сти сверла от подачи при об-
работке пластика типа тексто-
лита (сверло из быстроре-
жушей стали, D = 11,5 мм,
v = 53.7 мм).
Для выбора режима обработки прессшпана
можно также пользоваться графиками, изо-
бражёнными на фиг. 36, а текстолита на
фиг. 37 и 38.
ФРЕЗЕРОВАНИЕ
Органическое стекло
Наиболее типичными и технологически
наиболее сложными видами фрезерования
органического стекла являются фрезерование
кромки листа на ус и фрезерование фальца
на кромке листа.
Обработка уса. Инструмент. Обра-
ботку кромки листа на ус производят цилин-
дрическими фрезами со спиральным зубом
(табл. 13, фиг. 39).
704
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД, 111
Таблица 13
\ Размеры фрезы в мм
i
_ D
5°
6о
75
i
L
40
60
50
75
60
75
100
dA
22
27
32
Число
зубьев г
и
1б
i8
Ч>
75°
70*
г
о,8
1,О
/
о,8
1,О
24
•9
34
1
ю
*3
18
16
18
24
b
6,08
6,08
8,1
t
24.1
29.4
34.8
°>5
о,8
Шаг спи-
рали 5
43°
52о
650
На качество работы фрезы большое влия-
ние оказывает ширина цилиндрической лен-
точки fi на вершине зуба. Обработку органи-
ческого стекла следует по возможности про-
изводить фрезами, зуб которых совершенно
не имеет на своей вершине цилиндрической
ленточки. Во всяком случае ширину ленточки
яе следует допускать более 0,05 мм. При
большей ширине ленточки наблюдается обра-
зование трещин на тонкой кромке уса и за-
дирин на обработанной поверхности.
При заточке фрез особое внимание сле-
дует обращать на радиальное биение отдель-
ных зубьев фрезы и биение её на оправке
во время работы. Наличие биения ухудшает
качество обработанной поверхности и спо-
собствует появлению трещин в обрабатывае-
мом материале. Биение зубьев фрезы на
оправке не должно превышать 0,03 мм.
До пуска в работу зубья фрезы следует
хорошо заправить оселком по передней и
задней граням до удаления заусенцев и рисок.
Технологические требования.
Для закрепления обрабатываемого материала
на столе станка в процессе обработки при-
меняют различного рода крепёжные приспосо-
бления. Применяемые приспособления должны
удовлетворять следующим требованиям:
а) обрабатываемый материал должен быть
плотно прижат к рабочей поверхности при-
способления. Обрабатываемый участок листа
после закрепления не должен отставать от ра-
бочей поверхности приспособления; б) обраба-
тываемая кромка листа перед закреплением
листа в приспособлении должна быть устано-
влена параллельно направлению движения
стола станка; в) рабочая поверхность приспо-
собления должна быть изготовлена из липы,
берёзы, сосны или текстолита; г) для получе-
ния уса правильной формы и предохранения
от выкрашивания обрабатываемого материала
на конце листа рабочая поверхность приспосо-
бления не должна иметь наклона к направле-
нию движения стола станка в продольной пло-
скости; д) в поперечной плоскости рабочая по-
верхность приспособления должна быть накло-
нена под углом скоса уса; е) конструкция при-
способления должна обеспечивать возможность
прижатия обрабатываемого материала к рабо-
чей поверхности приспособления в непосред-
ственной близости к началу уса; ж) весь
обрабатываемый участок детали должен пол-
ностью опираться на
рабочую поверхность
приспособления, све-
шивания краёв обра-
батываемого материа-
ла с рабочей поверх-
ности приспособления
допускать не следует;
з) обработка уса фре-
зами ПО табл. 13 ДОЛЖ- Фиг. 39. Схема обработки
на ПРОИЗВОДИТЬСЯ при уса цилиндрической фре-
сходе зуба на ус, как
это представлено на фиг. 39. Процесс срезания
стружки начинается в точке А и заканчи-
вается в точке В; и) направление подачи
стола фрезерного станка должно совпадать с на-
правлением вращения фрезы (подача под зуб).
В целях предупреждения обламывания тон-
кой кромки уса последний не следует сво-
дить совершенно на-нет. Кромка уса должна
иметь толщину около 0,1 мм.
Режим резания. Работа фрезы со спи-
ральным зубом при вращении её в напра-
влении подачи и при сходе зуба на ус допу-
скает применение весьма высоких режимов
резца без ухудшения качества обработки: v до
200 mjmuh и 5 до 0,03 мм/зуб. В зависимости
от кинематических возможностей имеющегося
в наличии фрезерного станка обработку сле-
дует вести на возможно более высоком
режиме (в указанном выше пределе). Глубину
фрезерования рекомендуется брать не более
2,5—3 мм и производить обработку уса за
два прохода, оставляя для чистового прохода
припуск около 0,5 мм. При обработке уса
за один проход следует обеспечить особо
хорошее соприкосновение обрабатываемого
материала с рабочей поверхностью приспо-
собления, ' а подачу на зуб брать не более
0,015 мм. Стойкость фрез из углеродистой
стали, работающих на указанных выше режи-
мах, обычно превышает 100 мин.
Обработка фальца. Инструмент. Для
обработки фальца и паза применяют диско-
вые трёхсторонние фрезы (табл. 14). При
большой ширине фальца следует отдавать
предпочтение цилин-
дрической фрезе
(табл. 13). Хорошие
результаты при фре-
зеровании глубоких и
широких фальцевмож-
но получить при рабо-
те фрезой с торцовы-
ми зубьями (фиг. 40).
Угол наклона спирали
зуба и угол заостре-
Фиг. 40. Схема обработки
глубоких и широких фаль-
цев фрезой с торцовыми
зубьями.
ния можно брать такими же, что и для цилин-
дрических фрез по табл. 13.
ГЛ. XIII]
ОБРАБОТКА РЕЗАНИЕМ КОНСТРУКЦИОННЫХ ПЛАСТМАСС
705
Технологические требования.
При фрезеровании фальца следует работать с
подачей в направлении вращения фрезы и
соблюдать все технологические требования,
}казанные для обработки кромки листа на ус.
В процессе обработки ор-
ганического стекла между
очередными переточками
фрезы следует производить
заправку её зубьев оселком,
не снимая фрезы с оправки
станка. Заправка зубьев зна-
чительно увеличивает время
между переточками фрезы
и гарантирует получение
хорошего качества обрабо-
танной поверхности.
Р е ж и м р е з а н и я. При
работе пазовыми фрезами
хорошие результаты полу-
чаются при работе со ско-
ростью резания v — 200-h
-f-400 mjmuh и s = 0,03-^-0,05
MMJ3y6. При обработке ор-
ганического стекла на ука-
занных выше режимах стой-
кость фрез, изготовленных
из быстрорежущей стали,
лежит выше 120 мин.
Слоистые пластики
Обработка слоистых пла-
стиков фрезами наиболее ча-
сто выполняется в виде фре-
зерования на ус или на
фальц. Другие виды фрезе-
рования (обработка плоско-
сти, угла и т. д.) можно
рассматривать как разно-
видность указанных выше
двух видов обработки.
Обработка уса. И н -
струмент. Обработка
уса производится специаль-
ной цилиндрической фрезой, изображённой на
фиг. 41.
При заточке зубьев указанных фрез ци-
линдрическую ленточку ./i на вершине зуба
по возможности не следует оставлять. После
заточки зубья фрезы необходимо заправить
оселком. Биение зубьев фрезы при установке
на оправке не должно превышать 0,03—
0,04 мм.
Технологические требования. Обработку
слоистых пластиков производят с вращением
фрезы в направлении подачи, так как при
обратном вращении фрезы относительно по-
дачи наблюдаются расслаивание материала и
задирание волокон. Особое значение имеет на-
правление схода зуба. При сходе зуба на ус
(фиг. 39), как правило, получить хороших ре-
зультатов не удаётся. В этом случае зуб фрезы
режет материал из-под слоя; обработанная
поверхность получается задранной, и наблю-
дается срывание верхнего слоя в зоне, приле-
гающей к основанию уса. Поэтому обработку
слоистых пластиков следует производить при
сходе зуба с уса с вращением фрезы в напра-
влении подачи. Установку и закрепление обра-
батываемого материала следует производить
45 Том 7
с соблюдением технологических требований,
указанных при обработке уса на органическом
стекле.
Обработка фальца. Инструмент. Для
обработки фальца на слоистых пластиках при-
Таблица 14
Дисковые трёхсторонние фрезы для обработки фальца и паза
по органическому стеклу
D
60
75
90
no
В
га о я
8
ю
12
14
10
12
14
16
12
14
16
22
27
Число
зубьев
i6
18
20
22
Размеры фрезы
W
8l°2o'
8o°i4'
8i°i7'
8o°i4'
V
70
65
60
75°
1
0,8
1
1,2
3 MM
1
1.5
с
о.5
о.7
о,5
о,7
о,7
I
и, 7
I
ft
3
2.8
3
35
45
45
55
65
80
6,08
6,08
t
24,1
29.4
0,5
0,8
меняются пазовые фрезы (фиг.42). При большой
ширине фальца хорошие результаты получа-
Фиг. 41. Специальная цилиндрическая фреза для обра-
ботки слоистых пластиков. Спираль правая 55°, шаг
спирали 165 мм, число зубьев 5.
ются при работе торцовыми фрезами (фиг. 43).
Для обработки глубоких фальцев применяются
706
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
[РАЗД. I»
дисковые однозубые фрезы (фиг. 44). Требо-
вания, предъявляемые к инструменту, остаются
теми же, что и при обработке уса.
Технологические требования.
Фрезерование фальца фрезами, изображён-
ными на фиг. 43, следует производить так,
дисковой однозубой фрезой (фиг. 44) можно
обрабатывать фальц глубиной до 20 мм за
один проход.
Режим резания. Балинит. При обра-
ботке балинита на скоростях резания .ниже
50 mjmuh наблюдаются подрывание волокон и
сеч по ab jip0
~#" Радиус б зависи-
мости от изделия
Фиг. 42. Пазовая фреза для обработки фальца на слои-
стых пластиках. Число ножей 6.
чтобы срезание стружки зубом начиналось из
угла фальца и заканчивалось на его кромке,
т. е. при правой спирали зуба вращение фрезы
Расположение
шпоночного паза
Фиг. 43. Специальная торцовая фреза для обработки
широких фальцев на слоистых пластиках. Спираль-пра-
вая 40°, шаг спирали 280 мм, число зубьев 4.
должно быть правым, и наоборот. Направ"ле-
ние подачи должно совпадать с вращением
фрезы (подача под зуб). При вращении фрезы
против направления подачи или к углу фальца
наблюдается расслаивание обрабатываемого
материала.
- Обработку фальца на глубину 2,5—3 мм
производят за один проход. При больших
глубинах делают два прохода. При работе
Фиг.
44. Дисковая однозубая фреза для обработки
глубоких фальцев на слоистых пластиках.
склонность к обкалыванию коаёв уса и фальца
в начале прохода. С увеличением скорости
резания качество обрабатываемой поверхности
улучшается. На скоростях выше 75 м/ман
качество обработки получается хорошим.
Тнин
ЗОН
20S
150
60
Фиг. 45. Зависимость ско-
рости резания от стойкости
дисковой однозубой фрезы
при обработке балинита
(фреза ?>=300лш, t=iMM,
sz = 0,4 мм).
v-~f
\
s
-Г
\
<
\
А
V
Ч
N
Тнин
100
во
60
т
30
20
15
\
v—
А;
ч
\
\
\
ч
Фиг. 46. Зависимость стой-
кости от подачи дисковой
однозубой фрезы при обра-
ботке балинита (D=300 мм,
t — 4 mm, v = 819,5 м мин).
Величина подачи на зуб5г оказывает боль-
шое влияние на качество обработки поверх-
ности. При работе с малыми подачами
(s2<0,05 mmjo6) часто наблюдается подры-
вание волокон. Хорошие результаты полу-
чаются при работе с подачей sz = 0,05—
0,25 мм/зуб. Хорошее качество обработки
уса получается при v = 100—200 м/мин <и
5^ = 0,1—0,2 мм/зуб.
Фрезерование фальца следует производить
на режимах vmin= 150—200 м/ман и sg ==
= 0,1—0,2 мм.
ГЛ. XIII]
ОБРАБОТКА РЕЗАНИЕМ КОНСТРУКЦИОННЫХ ПЛАСТМАСС
707
Подсчёт скорости резания по заданной ве-
личине подачи sz, глубине фрезерования t и
стойкости Т можно производить по уравне-
нию
Расчёт скорости резания можно с доста-
точной точностью производить по уравнению
34 038
v =
2869
50,47
м1миН'
На фиг. 45—49 графически представлены
частные стойкостные зависимости, установлен-
ЗОН
200
300
W
70
60
50
0Ц 0J5 0,2 0.3 ОМ 0,6 Ofisjm
Фиг. 47. Зависимость ско-
рости резания от подачи
дисковой однозубой фрезы
при обработке балинита
(?> — 300 мм, i = 4 мм).
2 3 (. 5 S 8 Ю 15 20 tm
Фиг. 48. Зависимость стой-
кости от глубины резания
дисковой однозубой фрезы
при обработке балинита
(?> = 3U0 мм, sg =0,23 мм,
v = 819,5 мм).
ные при обработке балинита дисковой одно-
зубой фрезой, изготовленной из стали
ЭИ-^76.
Слоистый пластик типа прессшпана.
При малых величинах скорости резания
(v <^25 м/мин) прессшпан обрабатывается
vtM плохо.качествопо-
верхности полу-
чается весьма низ-
ким. Обработка с
малыми подачами
(sz < °.°2 мм) при
малых скоростях
резания не даёт
улучшения каче-
ства обработки, а
наоборот, часто в
этом случае наблю-
дается ухудшение качества обработки, Наи-
более качественная обработка уса получается
ПРИ ^min=150- 200м/мин и«г= O.Q'2—OMjtM.
i I
4-
¦nk
S
~—.
]
w
300
2 3 и 5 6 810 15 20 tm
Фиг. 49. Зависимость скорости
резания от глубины резания
дисковой однозубой фрезы
при обработке балинита
(D = 300 мм, sz = 0,23 мм).
Тмин
т
.8571
¦jOjS
Тмин
80
10
60
53 Т=-
0,5B
#L_L
Фиг. 50. Зависимость стой-
кости фрезы от скорости
резания при обработке тек-
столита однозубой диско-
вой фрезой (фреза из ста-
ли ЭИ-276, L> = 300 мм.
sz = 0,88 мм, t = 25 мм).
0,8
Фиг. 51. Зависимость стой-
кости дисковой однозубой
фрезы от подачи при об-
работке текстолита (фре-
за из стали ЭИ-276, D =
= 300 мм, v = 819 м/мин,
t = 25 мм).
Текстолит. Выбор режима резания при
обработке текстолита следует производить,
исходя из стойкости фрезы.
v=
гО,6
При работе диско-
вой однозубой фре-
зой (фиг. 44) 52=0,3 —
0,5 мм\зуб и при об-
работке фрезами дру-
гих типов sz — 0,1 — 0,2
мм /зуб.
На фиг. 50—52 гра-
фически представлены
стойкостные зависи-
мости, установленные
при обработке тексто-
лита однозубой диско-
вой фрезой из стали
ЭИ-276.
Тмин
200
150
100
ч
ч
иЦнй
I
ч
н
Ч
3 4 56 810 15 20 tun
Фиг. 52. Зависимость стой-
кости дисковой однозубой
фрезы от глубины резания
при обработке текстолита
(фреза из стали ЭИ-2/6,
?>=300 мм, г;=819,5 м/ман,
sz 056 \б
ТОКАРНАЯ ОБРАБОТКА
Из конструкционных пластиков наиболее
часто токарной обработке подвергается тек-
столит. В некоторых случаях производятся
токарные работы по органическому стеклу.
Режимы резания и геометрия резцов при
токарной обработке органического стекла
приводятся в табл. 15.
Таблица 15
Режимы резания и геометрия резцов при обработке
органического стекла
Материал резцов
Инструментальная
сталь:
чистовая обра-
ботка
грубая обдирка .
Быстрорежущая
Твёрдые сплавы
(на высокоскорост-
ных станках) ....
Режимы
V
в м!мин
75—к»
75—к»
До з°о
До 8оо
S
В МО б
О,1— 0,2
Доо,з
До о,з
Геометрия
резцов
Перед-
ний
угол
Т°
зо
ао
2О
Задний
угол
.0°
10—13
го— ia
8— ю
Подача при обработке резцами из быстро-
режущей стали выбирается в зависимости от
требований к чистоте обработки.
При работе на подачах выше 0,3 мм/об
наблюдается отрывание слоев на выходе резца
при работе со сквозным проходом по тексто-
литу.
РАЗРЕЗКА ЛИСТОВ
Разрезка листов конструкционных пласт-
масс производится ручным и механическим
способами. Для ручной распиловки органи-
ческого стекла, текстолита и балинита при-
меняют слесарные мелкозубые ножовочные
полотна длиной 275—350 мм, толщиной 0,5—
1,0 мм, шириной 15 — 20 мм и с шагом зуба
менее 1 мм. Для распиловки балинита при-
меняют также мелкозубые столярные пилы. Для
механической распиловки конструкционных
пластмасс применяют ленточные и круглые
пилы, употребляемые для разрезки дерева. При
708
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
(РАЗД. III
разрезке листов толщиной до 15 мм приме-
няют ленточные пилы шириной 15—25 мм
и с шагом зуба в пределах от 0,8 до 2 мм в
зависимости от толщины разрезаемого мате-
риала. Скорость резания принимается в пре-
делах 15—20 м/сек при ручной подаче. Круглые
мелкозубые пилы в основном целесообразно
применять при разрезке прямолинейных ли-
стов. Скорость резания принимается равной
50—65 м/сек при ручной подаче. При механи-
ческой и ручной распиловке конструкционных
пластмасс необходимо особое внимание уде-
лять остроте режущих кромок зубьев пилы.
Не следует допускать большого приту-
пления зубьев, так как при работе тупой
пилой выделяется большое количество тепла.
которое разрушающе действует на разре-
заемый материал по стенкам пропила.
ШЛИФОВАНИЕ И ПОЛИРОВАНИЕ
Процесс шлифования и полирования наи-
более часто применяется при обработке орга-
нического стекла. Предварительное шлифо-
вание органического стекла производят бар-
хатной шкуркой № 325, а чистовое — бархат-
ной шкуркой № 400 или выше. Перед шли-
фованием шкурка в течение нескольких
минут размачивается в воде. Процесс шлифо-
вания производят с обильным смачиванием
водой и с криволинейным перемещением
шлифовальника по возможно большей по-
верхности детали. При задержке шлифоваль-
ника на небольшом участке развивающаяся
между обрабатываемой поверхностью и шли-
фовальником теплота разогревает материал,
который становится мягким и может быть
сильно задран абразивом.
с последующим выводом рисок полирова-
нием.
Полирование органического стекла реко-
мендуется производить мягкими полироваль-
ными кругами с пастой ВИАМ-2, которая хо-
рошо удаляет мелкие царапины и способствует
получению чистой, блестящей поверхности. Для
полирования вручную можно применять окись
хрома в порошке, нанесённую на хлопчато-
бумажную ткань.
При полировании пастой окружная ско-
рость полировального круга принимается
равной 500—600 м/мин. После полирования
на кругах с пастой для окончательного уда-
ления с обрабатываемой поверхности рисок
иногда производят дальнейшее полирование
на мягких кругах, смазанных салом.
При этом применяются следующие окруж-
ные скорости: для полотняного круга 1000—
1100 mjmuh и для замшевого круга 900—
1000 mjmuh.
В тех случаях, когда к качеству отделки
поверхности предъявляются особо высокие
требования, после полирования производят
глянцевание чистыми кругами из имитирован-
ной замши при окружной скорости 2500—
3000 м/мин.
Для глянцевания можно также применять
чистые круги из бумажной фланели при
окружной скорости 1750—2100 м/мин.
ВИДЫ БРАКА ПРИ ОБРАБОТКЕ
РЕЗАНИЕМ ПЛАСТМАСС
Важнейшими факторами, определяющими
качество обработки конструкционных пласт-
Таблица 16
Виды брака при обработке резанием конструкционных пластмасс
Характер
обработки
Фрезерование Сверление
Обрабатывае-
мый материал
Органиче-
ское стекло
Слоистые
пластики
Органиче-
ское стекло
Слоистые
пластики
Виды брака
1. Трещины в перемычке между соседними отверстиями
2. Трещины между отверстием и кромкой листа
3. Изломы краёв отверстий на выходной стороне
4. Шероховатость (чешуйчатость) обработанной по-
верхности стенок отверстий
1. Отставание слоев около входного и выходного
концов отверстия
2. Прижог стенок отверстия
3. Трещины в перемычках между соседними отвер-
стиями и между отверстием и кромкой листа
4. Вырывание верхнего или нижнего слоя на пере-
мычках между отверстиями
1. Скалывание кромки уса или фальца
2. Плохое качество обработанной поверхности
3. Трещины на кромке уса
4. Неравномерная ширина и толщина уса или фальца
5. Обламывание краёв листа
6. Задиры на обрабатываемой поверхности
1. Прижоги
2. Задиры и трещины на обработанной поверхности
3. Неровная кромка усов или фальца
4. Отрывание верхнего и нижнего слоев материала
Причина брака
Неплотное прилегание к под-
кладке
Чрезмерно высокая скорость
резания
Затупление подрезающих
кромок сверла
Высокий режим резания
Затупление подрезающих
кромок сверла
Биение фрезы
Широкая цилиндрическая
ленточка и биение фрезы
Биение фрезы
Неправильные геометрия
инструмента, приёмы обра-
ботки и режимы резания
На практике органическое стекло без
особой необходимости не шлифуют и стараются
сразу перейти к полированию.
Отдельные глубокие царапины и недоста-
точно чисто обработанные места подвергают
предварительному и чистовому шлифованию
масс, являются геометрия режущего инстру-
мента, режимы резания и технологические
условия обработки.
В табл. 16 приводятся различные виды
брака, появляющиеся в результате неправиль-
ного выбора указанных факторов.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. И с а е в А. И., Обработка резанием конструкционных пластмасс, Машгиз, 1943.
2. И с а е в А. И., Инструкция по обработке резанием конструкционных пластмасс,
Оргавиапром, 1943.
3. И с а е в А. И., Инструкция по сверлению гетинакса и текстолита МЗИМП, 1948.
Замеченные опечатки
Стр.
13
24
36
48
78
79
79
82
86
87
88
88
90
90
90
92
104
104
104
104
124
124
126
127
200
226
252
291
293
298
313
Строка
8-я сверху, левая колонка
Фиг. 45
Сноска к табл. 44
19-я снизу, правая колонка
Табл. 1, 1-я графа, 4-я
строка сверху
Табл. 4, 1-я графа
Табл. 4, 2-я графа
3-я снизу, правая колонка
10-я снизу, в знаменателе,
правая колонка
Табл. 28, б-я графа, 3-я
строка снизу
Примечание к табл. 33,
5-я строка снизу
8-я снизу, левая колонка
Табл. 39, 2-я графа, 3-я
строка снизу
Примечание к табл. 39,
2-я строка снизу
Примечание к табл. 39,
4-я строка снизу
18—-19-я сверху, левая
колонка
Табл. 67, 3-я графа, 2-я
строка снизу
Табл. 67,4-я графа,
2-я строка снизу i
Табл. 67, 3-я графа,
1-я строка снизу
Табл. 67, 4-я графа,
1-я строка снизу
Табл. 102, 3-я графа,
1-я строка сверху
Табл. 102, 3-я графа,
2-я строка сверху
15-я снизу, левая колонка
Табл. 111, 4-я графа,
10-я строка сверху
Табл. 40, 3-я графа,
7-я строка снизу
Табл. 20, 3-я графа,
1-я строка сверху
Табл. 2, 5-я графа,
1-я строка снизу
27-я сверху, правая
колонка
3-я снизу, левая колонка
7-я сверху, правая
колонка
25-я сверху, правая
колонка
Напечатано
на фиг. 15
На фиг. 45 размер „а" ошибочно до-
веден до нижней границы интерферен-
ционной полосы
v < 1500-3000 mjmuh
fc/,-=15-18.
Токарные (проходные)
р 48?Y/
доп р
_768E/f
доп 7Z.3
XKC-nv
Vv\'№ )
27,60
табл. 11
IS
cmv'
1,98
'„-0.18
механической
^=2,46.10.Л.Л83.^65.г.В.оОЛ7
N 3 6 Ю"/7 /1>14 0>? В6'9 Г/'д'Н
е z
0,3-0,4
—
СМ,-С,
0,70
И =(А-1,в) d
+0,036
„+0,016
о '
30°
второго резца
tgr T = tg Yj • sin u>;
На фиг. 64
D ««О
' 0 mln»
Должно быть
на фиг. 22
Следует считать размер „а" до
верхней границы полосы
v < 1500 м1ман
»const=15-18,
Токар 1ые (подрезные и расточные)
768EI/
доп^ 7L?
A8Elf
доп °* р
СЛу
37,60
табл. 12
Km '
V
0,98
lpy— 0,50
^ = -0,18
экономической
p=3o^VOi65-^-°'83
^=1,28.10-5Л.Л83.,г°'65.г.В./H'17
Р-Ю/.^-7.,.*0'9./)-1'14
-5 1,14 0,7 0,9 -0,14
Ng , n sz .z D
0,3 - 0,7
0,3-0,7
м,-с,
0,07
Ш +0,026
+ 0,016
о
¦ 35°
второго горца резца
tg Y = tg f ] COS to;
На фиг. 65
Почь
вин
Авт
-
я
Корр
Ред
ш
Корр
Тип
Авт
»
Тип
Kopf
-
Авт
*
я
-
-
-
•
-
•
Корр
Ред.
Авт.
Энциклопедический справочник «Машиностроение*, том 7. Зак. 2362.
См. на оборо,