








































































































































































































































































































































































































































Автор: Белкин И.М.
Теги: общее машиностроение технология машиностроения машиноведение машиностроение издательство машиностроение пособие для вузов допуски
ISBN: 5-217-01319-2
Год: 1992



Текст
И.М. Белкин
ДОПУСКИ
И ПОСАДКИ
МАШИНОСТРОЕ
ДЛЯ ВУЗОВ
ИМ. Белкин
ДОПУСКИ
И ПОСАДКИ
(Основные нормы
взаимозаменяемости)
Рекомендовано Комитетом то высшей школе
Миннауки России в качестве учебного пособия
для студентов лшшиностроителъных спе-
циальностей высших учебных заведений
МОСКВА
« МАШИНОСТРОЕНИЕ »
1992
ББК 34.41 я2
Б43
УДК [621.735.1/.2:621-057.2J (075.8)
Рецензент кафедра «Метрология и взаимозаменяемость»
МГТУ им. Баумана
Белкин И. М.
Б43 Допуски и посадки (Основные нормы взаимоза-
меняемости): Учеб, пособие для студентов машино-
строительных специальностей высших технических
заведений. — М.: Машиностроение, 1992—528с.: ил.'
ISBN 5-217-01319-2
Приведены таблицы допусков и посадок типовых соедине-
ний. Даны примеры пользования таблицами и рекомендации
по выбору допусков и параметров шероховатости поверхности,
сведения по выбору средств измерения размеров, таблицы по
допускам зубчатых передач, подшипников качения, по выбору
средств измерения и параметров метрических резьб для прибо-
ростроения.
2702000000635
Б 038 (01)—92 635—92
ББК 34.41Я2
ISBN 5-217-01319-2
© Издательство
«Машиностроение»,
1992
ОГЛАВЛЕНИЕ
*
Предисловие ............................................... 5
Глава 1. ОСНОВНЫЕ ПОНЯТИЯ О ДОПУСКАХ И ПО-
САДКАХ .................................................... 7
Взаимозаменяемость ................................ 7
Линейные размеры и отклонения...................... 9
Допуски размеров, посадки и допуски посадок ... 15
Глава 2. ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
(ЕСДП) ................................................... 25
Квалитеты......................................... 25
Основные отклонения. Образование полей допусков 36
Система отверстия и система вала................. 123
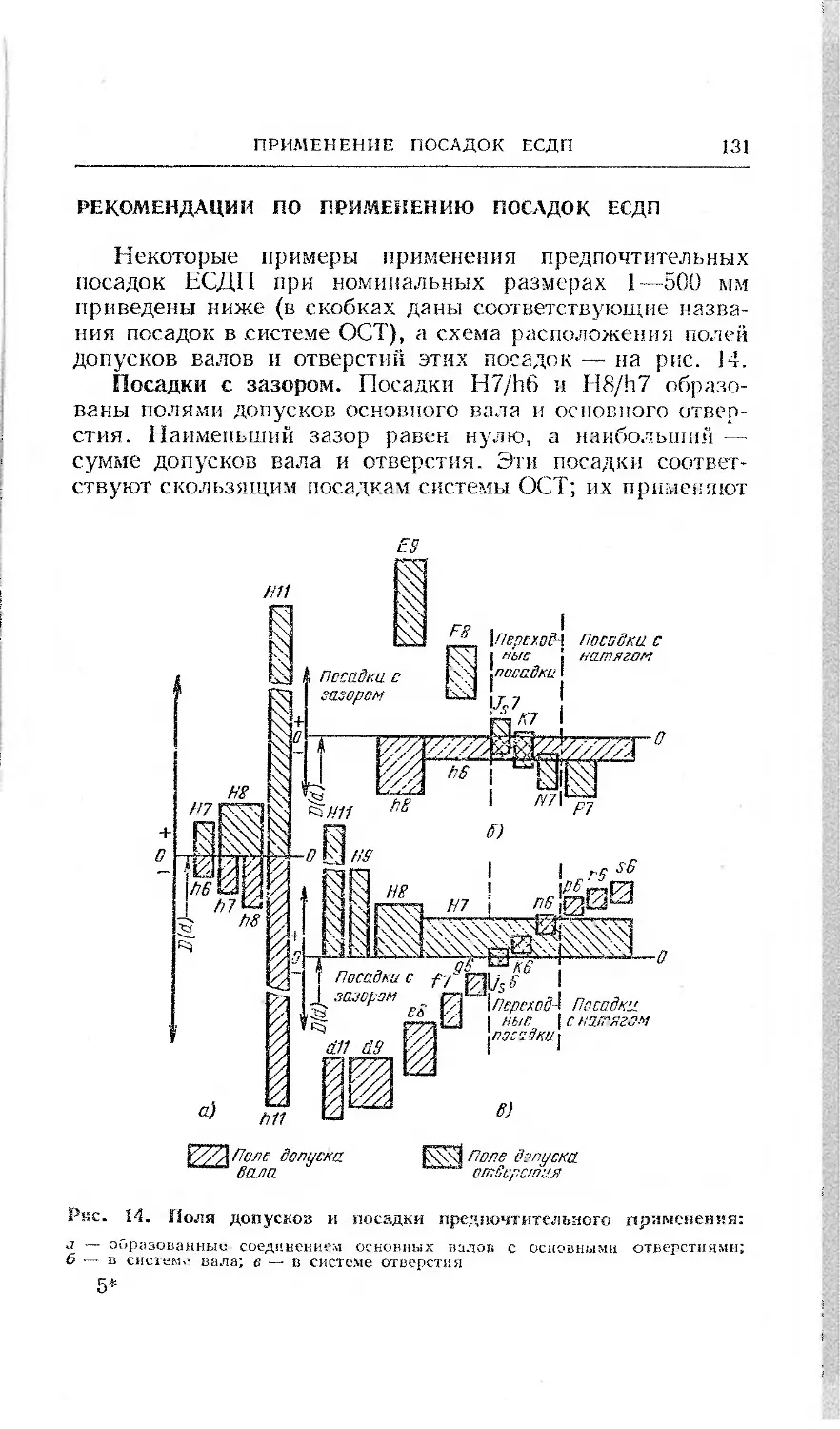
Рекомендации по применению посадок ЕСДП .... 131
Неуказанные предельные отклонения размеров . . . 139
Допуски и посадки деталей из пластмасс........... 142
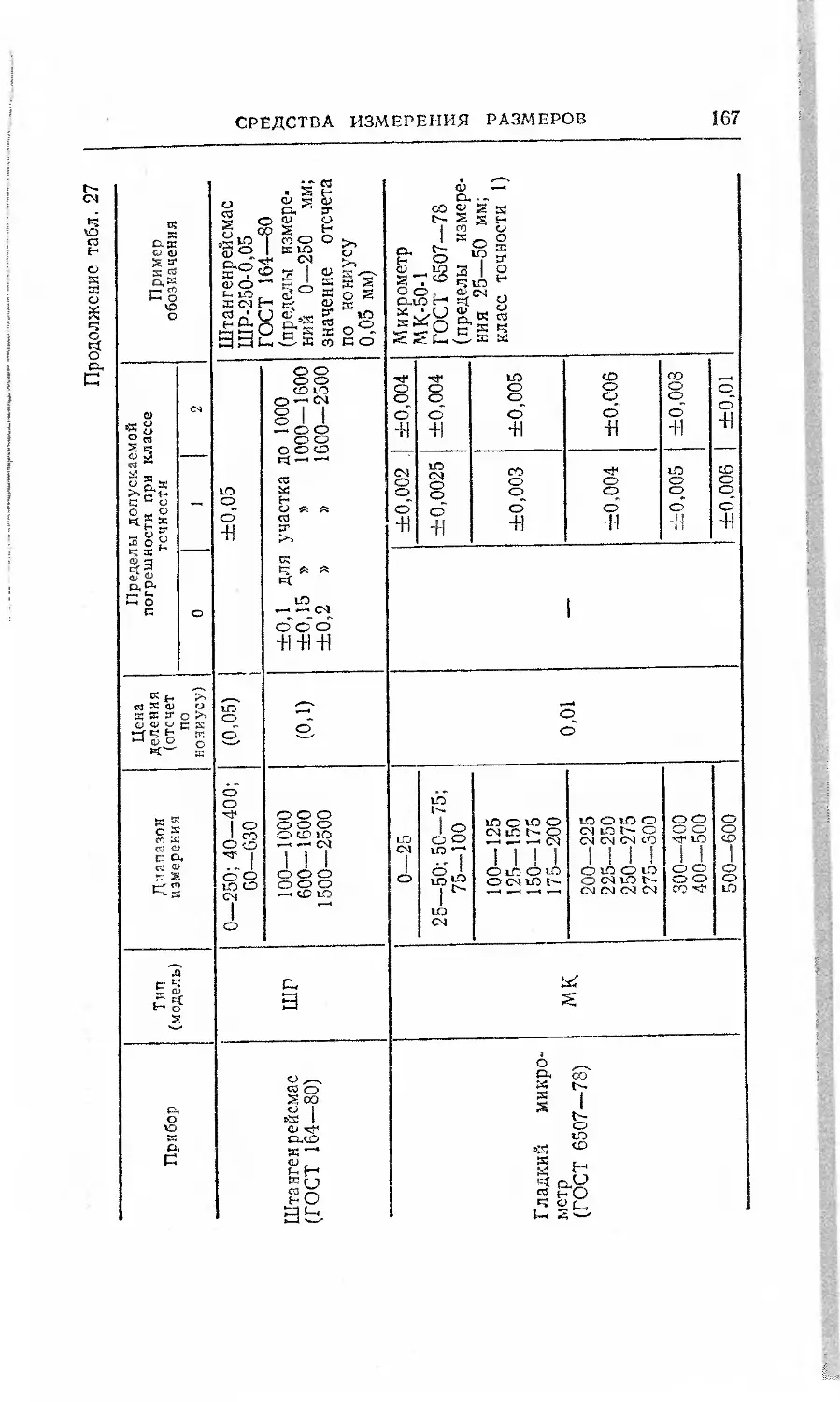
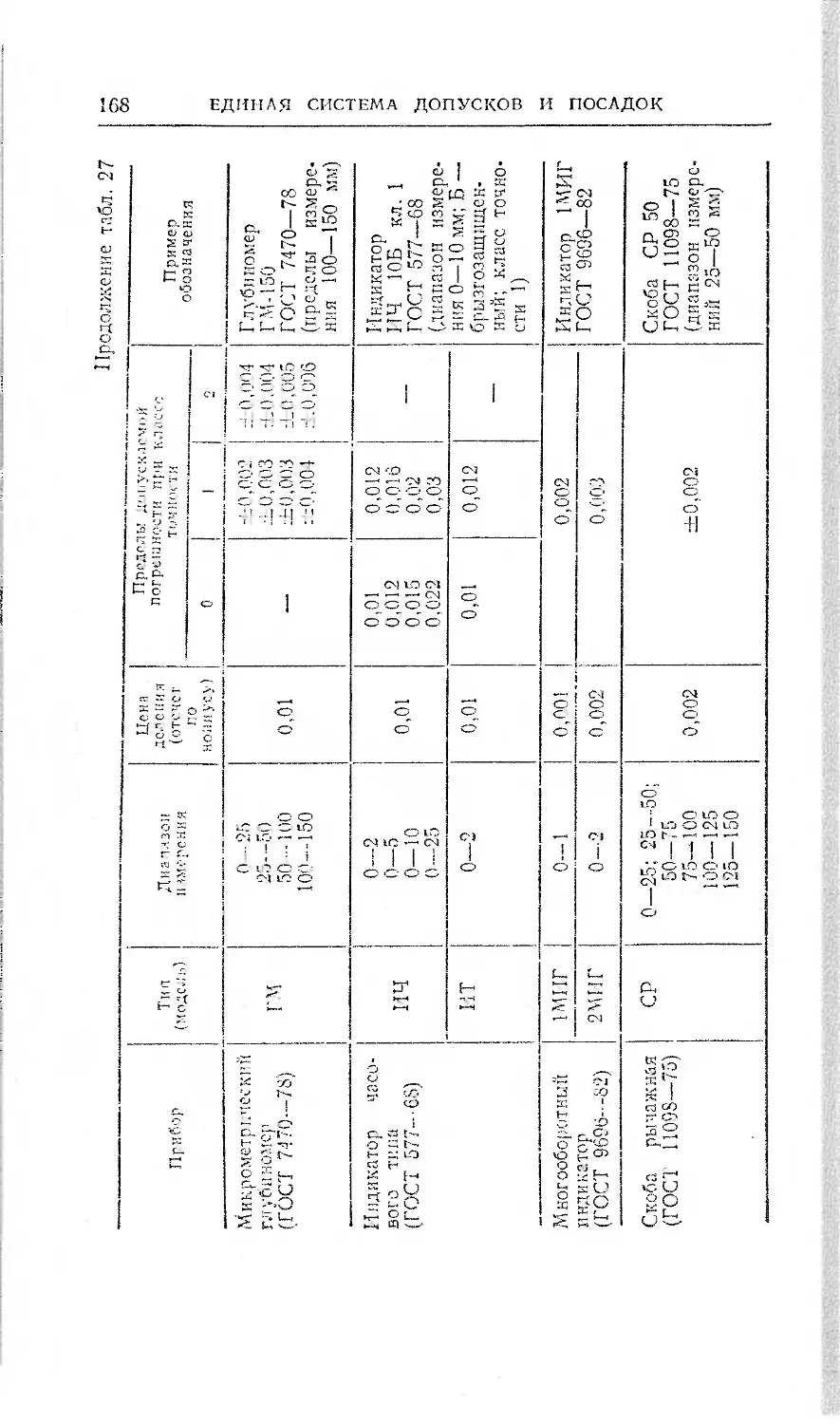
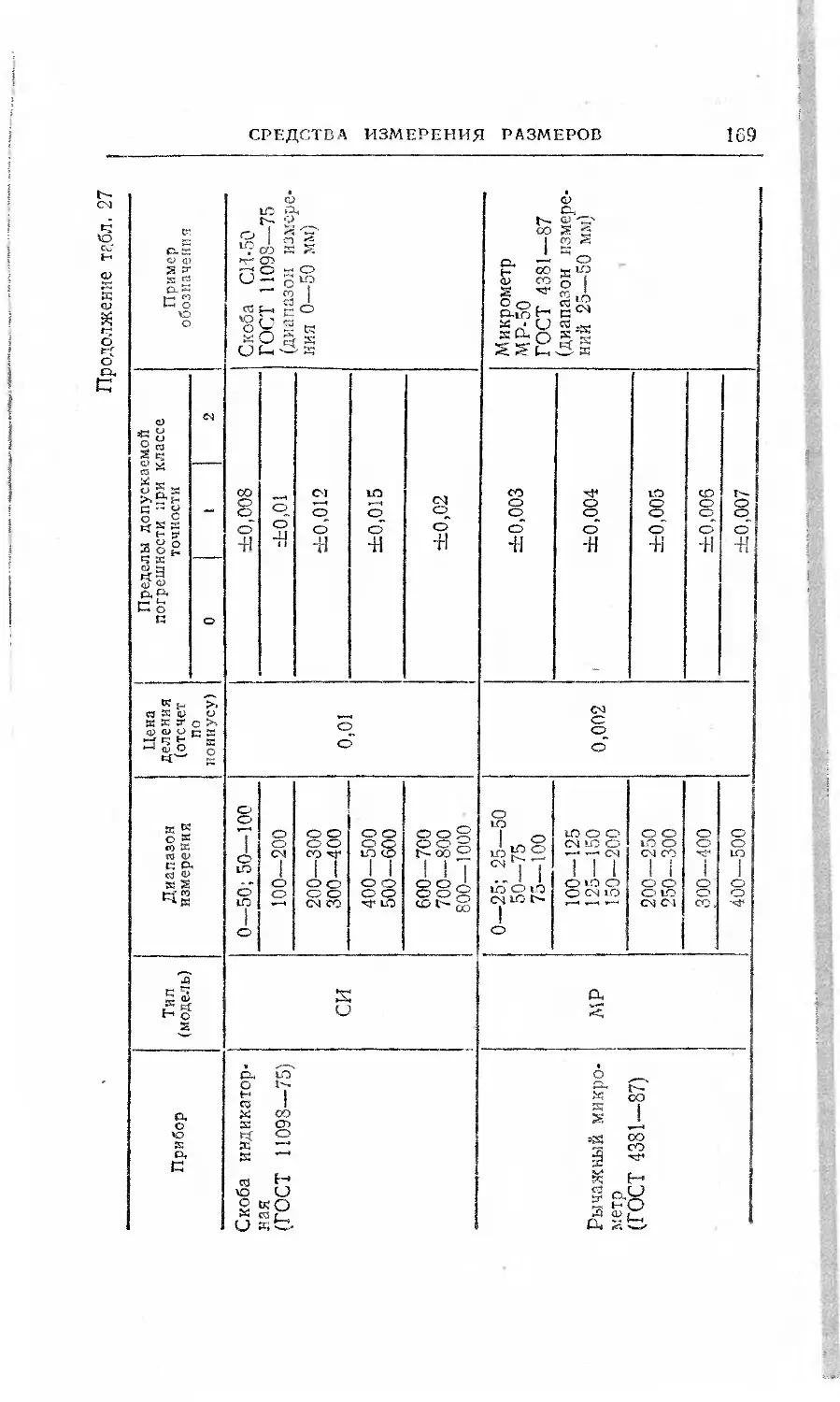
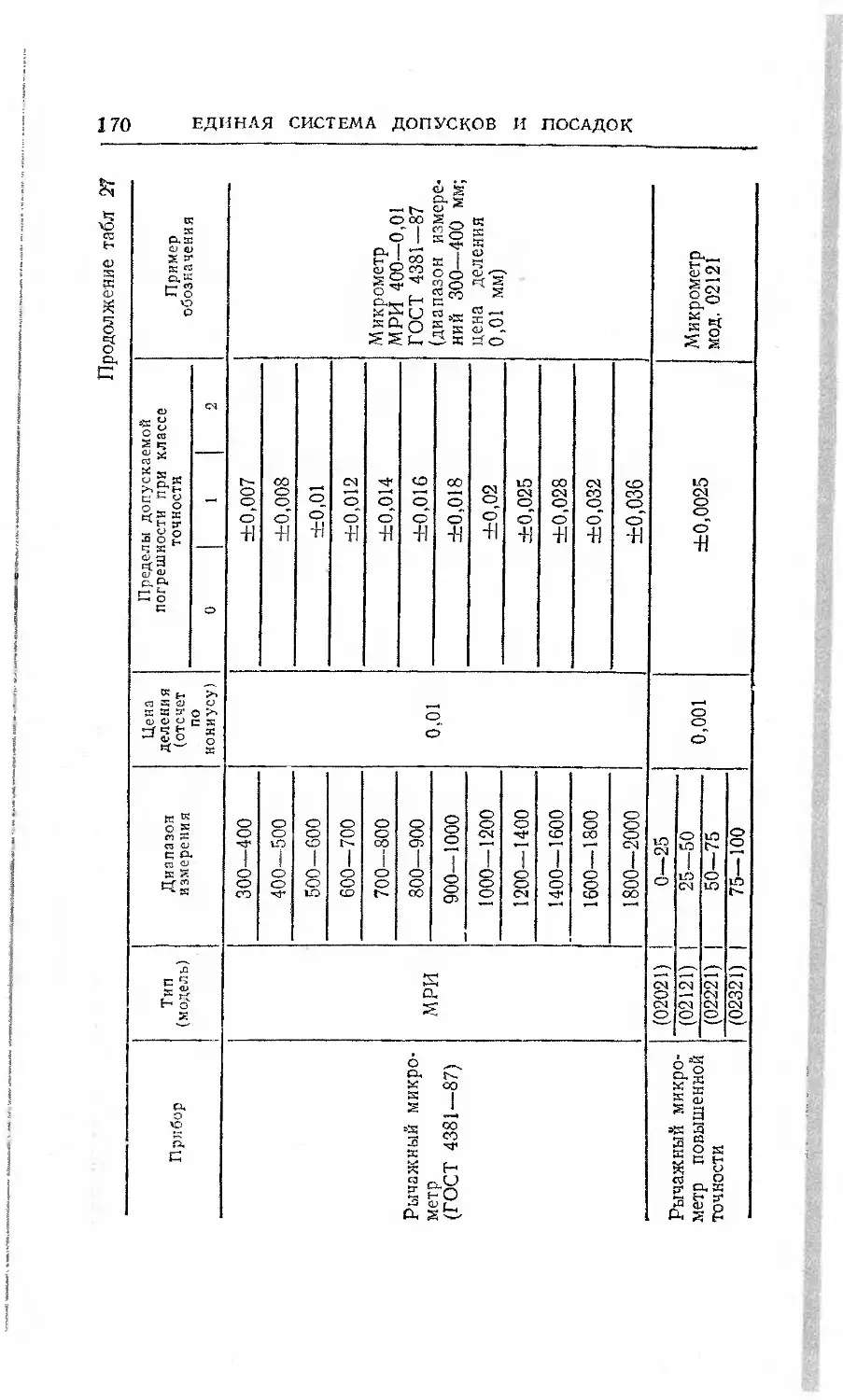
Средства измерения размеров...................... 162
Глава 3. ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
ПО ФОРМЕ И РАСПОЛОЖЕНИЮ ПОВЕРХНО-
СТЕЙ. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ ... 192
Отклонения и допуски формы поверхностей.......... 192
Отклонения и допуски расположения поверхностей.
Суммарные отклонения и допуски формы и располо-
жения ........................................... 206
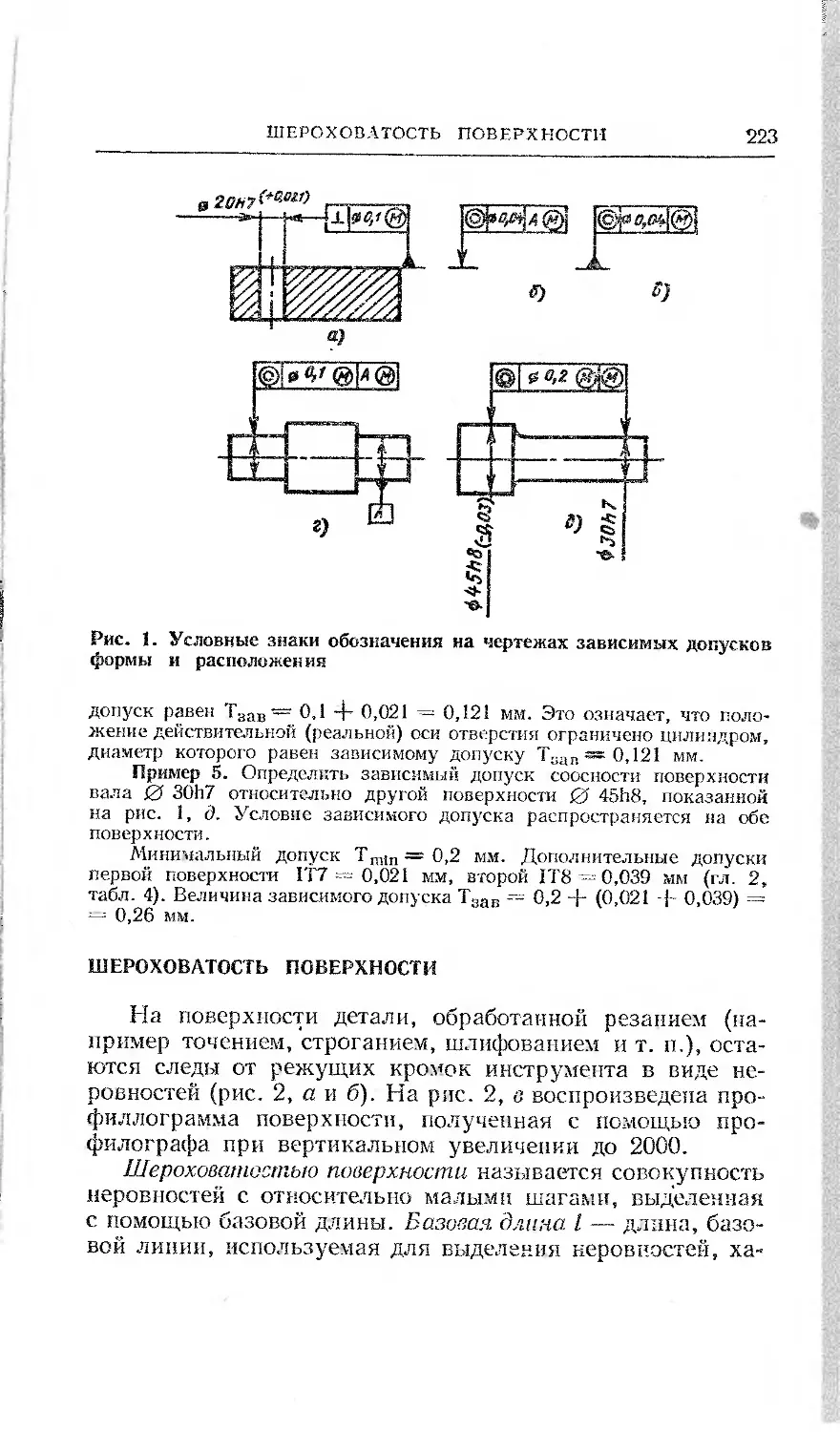
Независимые и зависимые допуски ................. 221
Шероховатость поверхности ....................... 223
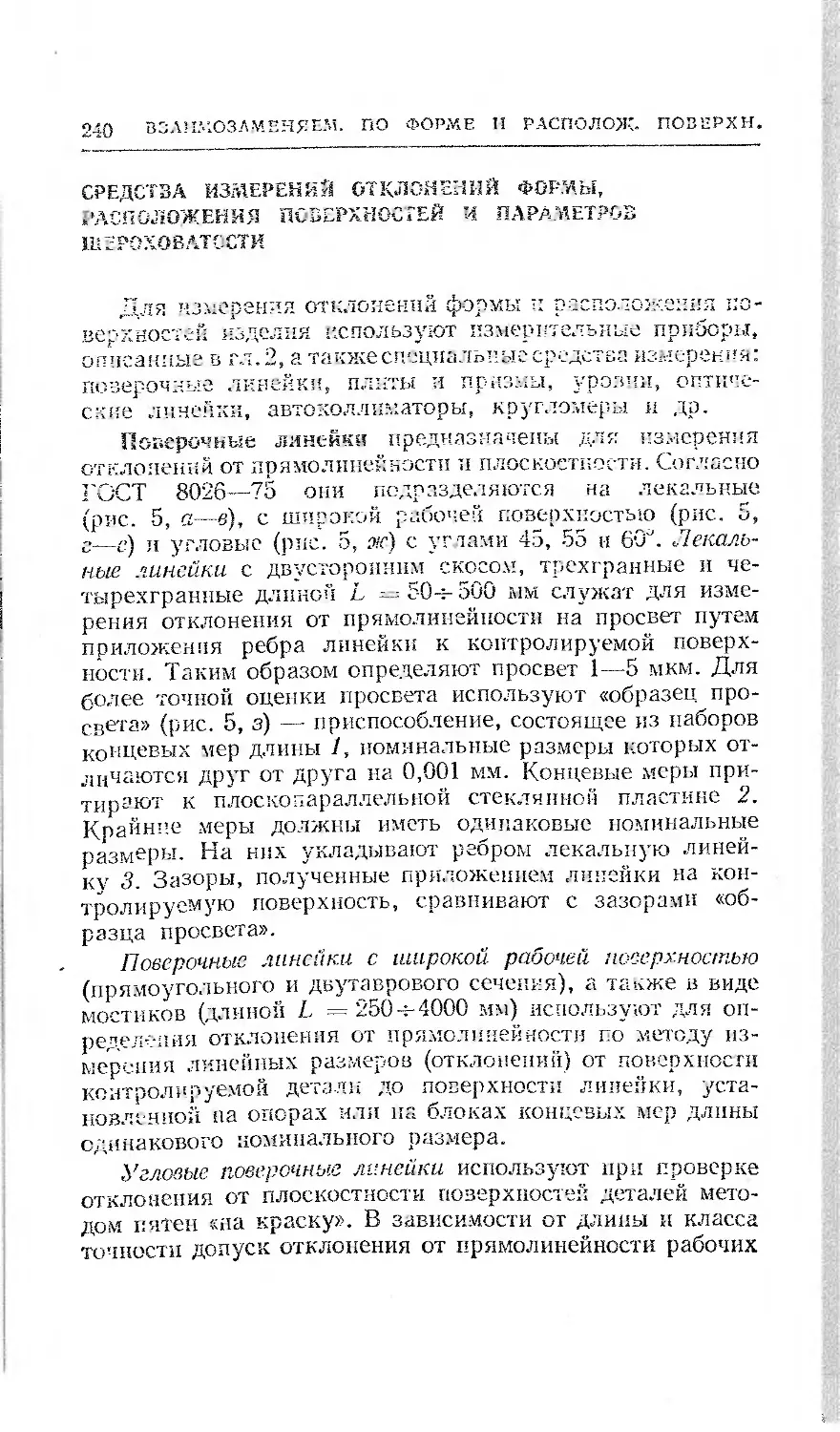
Средства измерений отклонений формы, расположе-
ния поверхностей и параметров шероховатости . . . 240
Допуски расположения осей отверстий под крепеж-
ные детали ...................................... 267
Глава 4. ДОПУСКИ И ПОСАДКИ ПОДШИПНИКОВ КА-
ЧЕНИЯ ............................................... 275
Классы точности подшипников качения.............. 275
Посадки подшипников качения........... . 283
Глава 5. ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
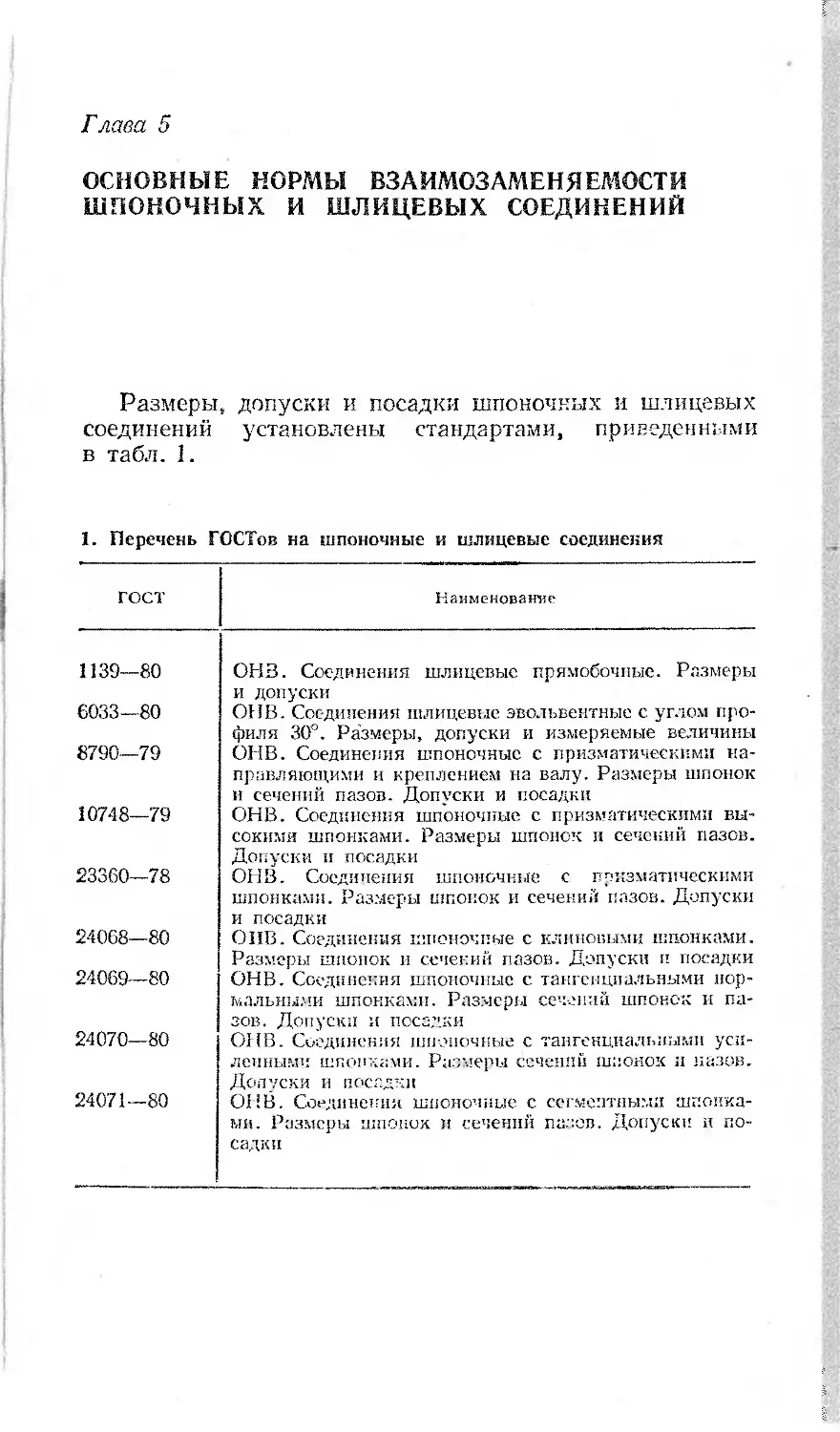
ШПОНОЧНЫХ И ШЛИЦЕВЫХ СОЕДИНЕНИЙ 301
Допуски и посадки шпоночных соединений. 302
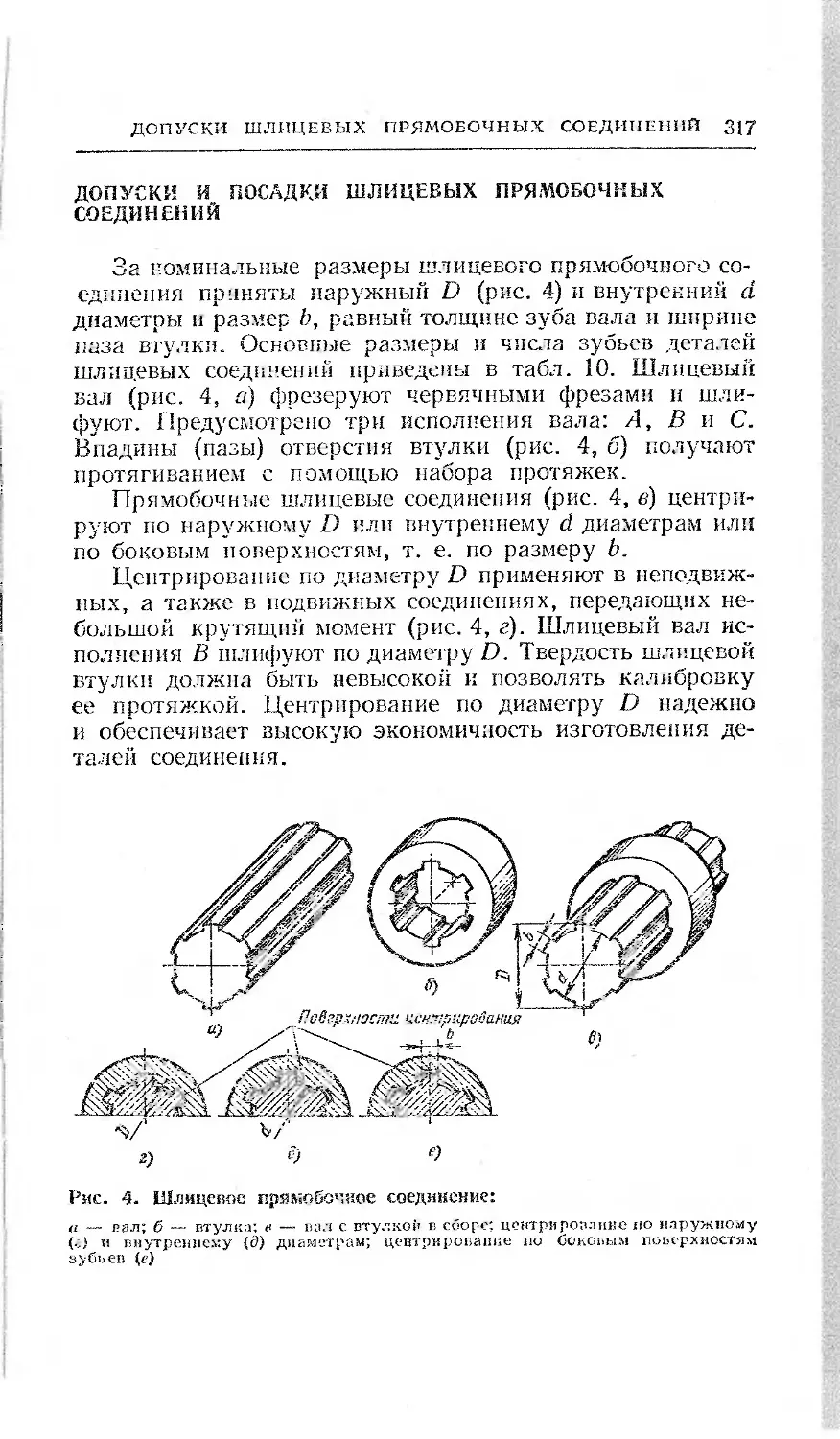
Допуски и посадки шлицевых прямобочных соеди-
нений ........................................... 317
Допуски и посадки эвольвентных шлицевых соеди-
нений .......................................... 325
Глава 6. ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
МЕТРИЧЕСКИХ РЕЗЬБ ....................................... 346
Параметры метрической резьбы .................... 346
ОГЛАВЛЕНИЕ
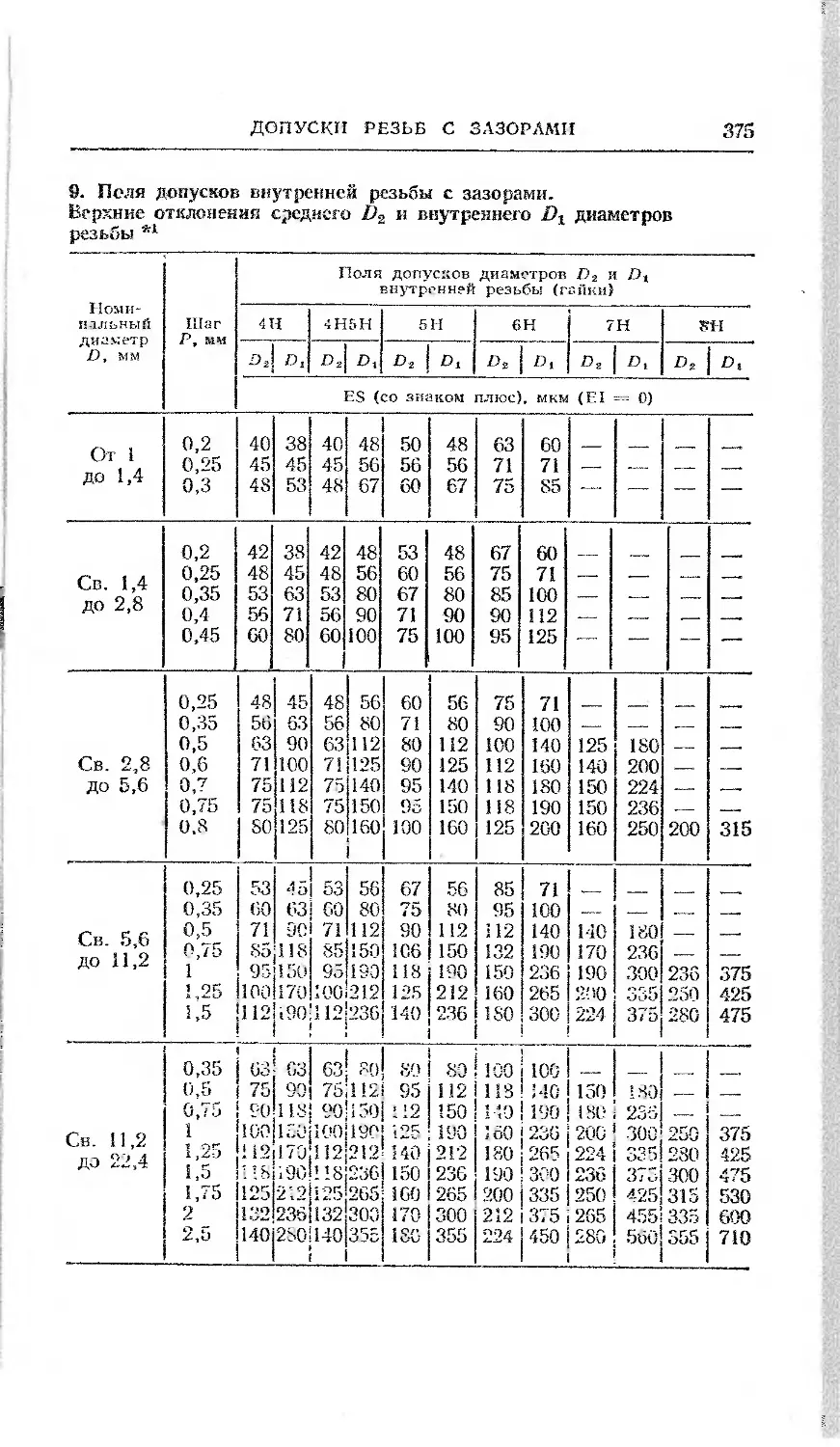
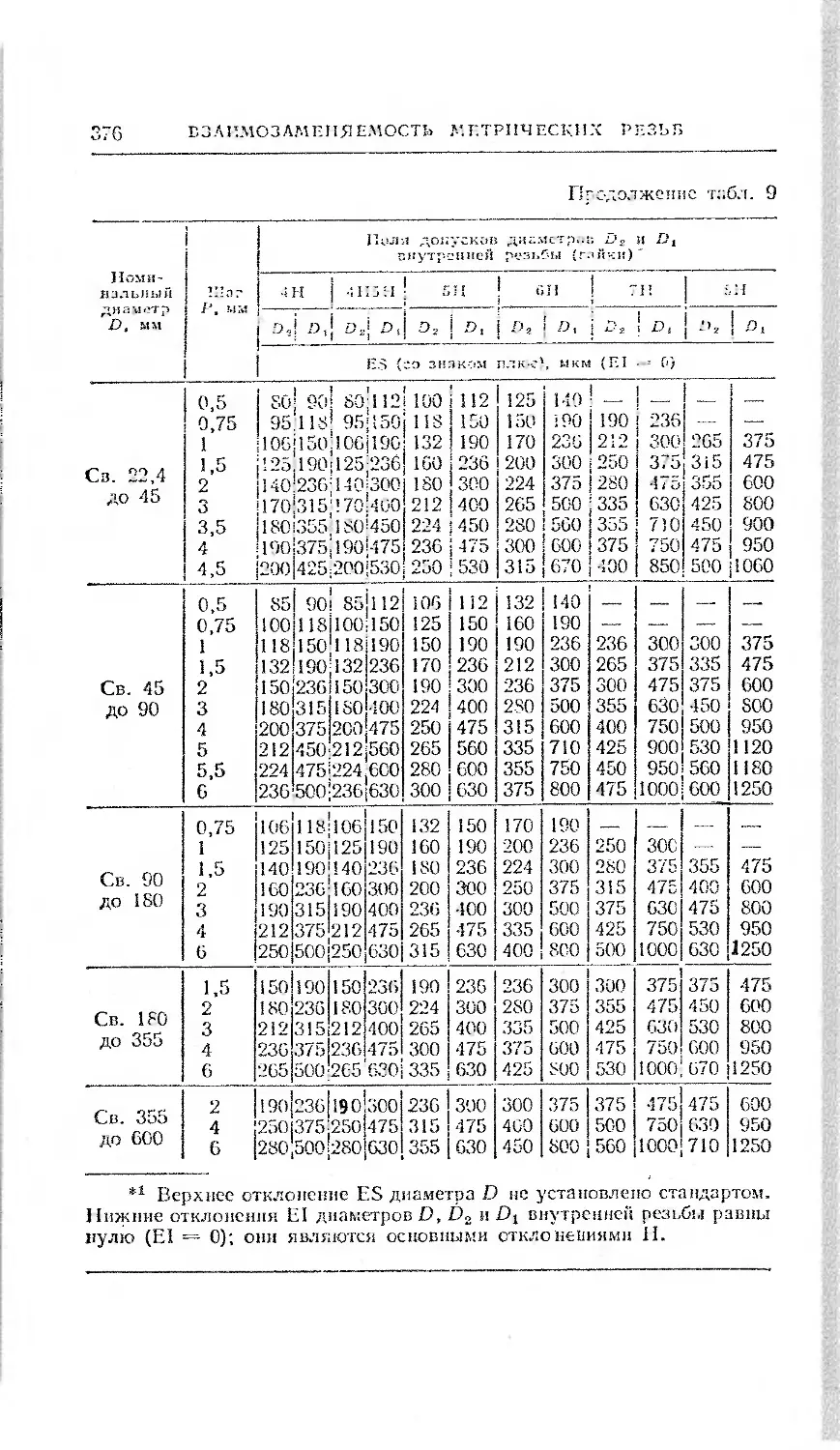
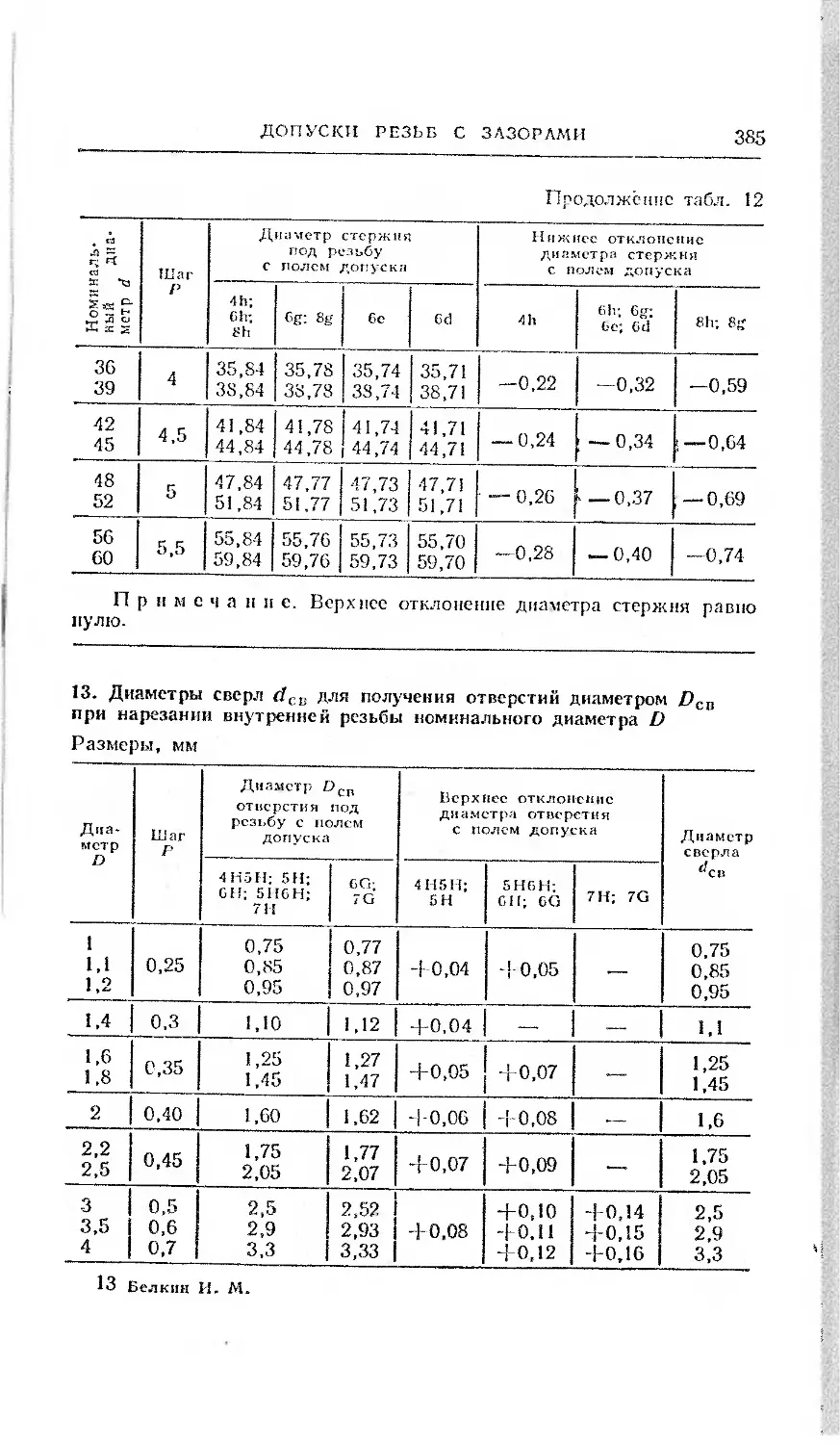
Допуски и посадки метрических резьб с зазорами 3G2
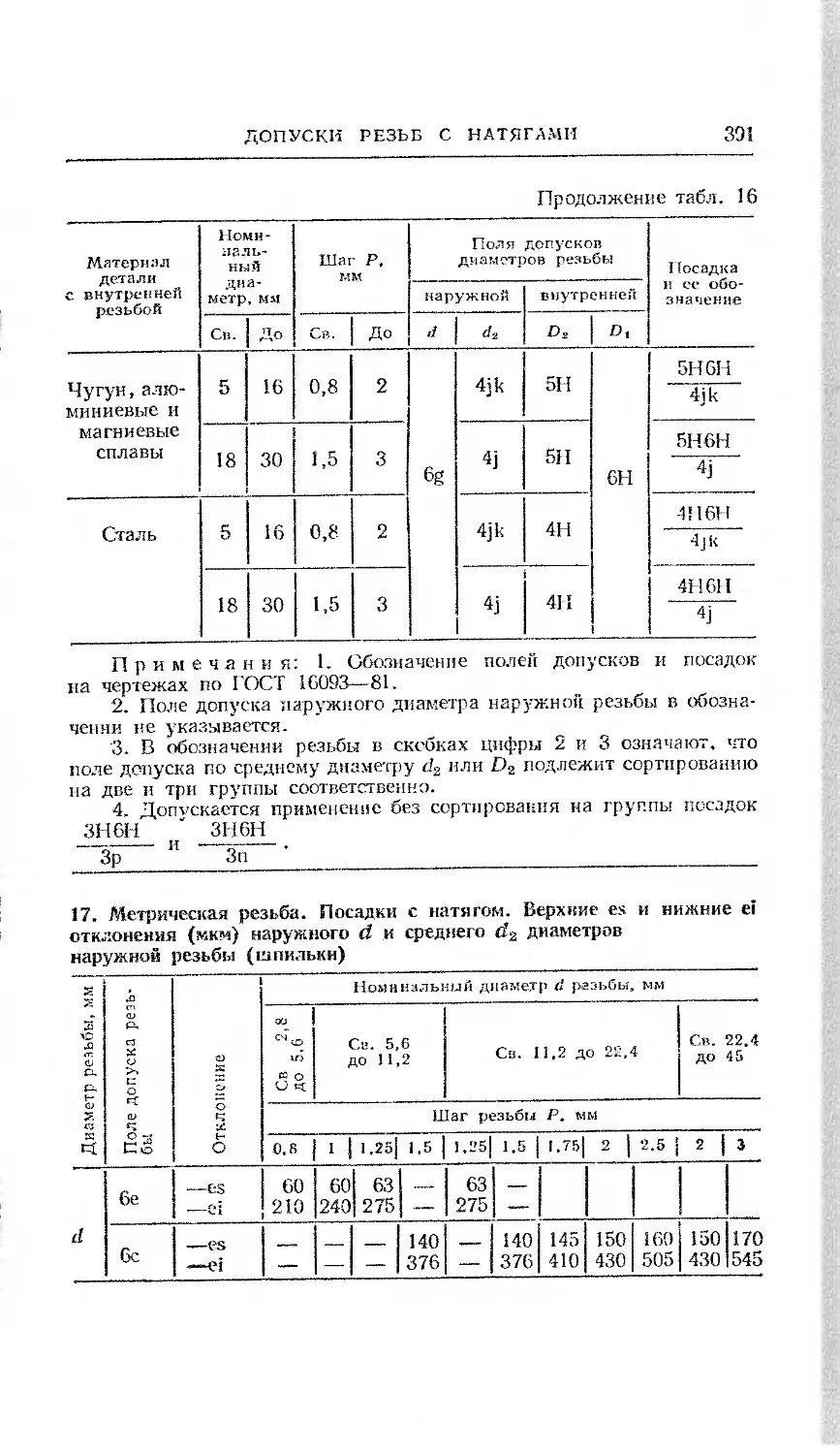
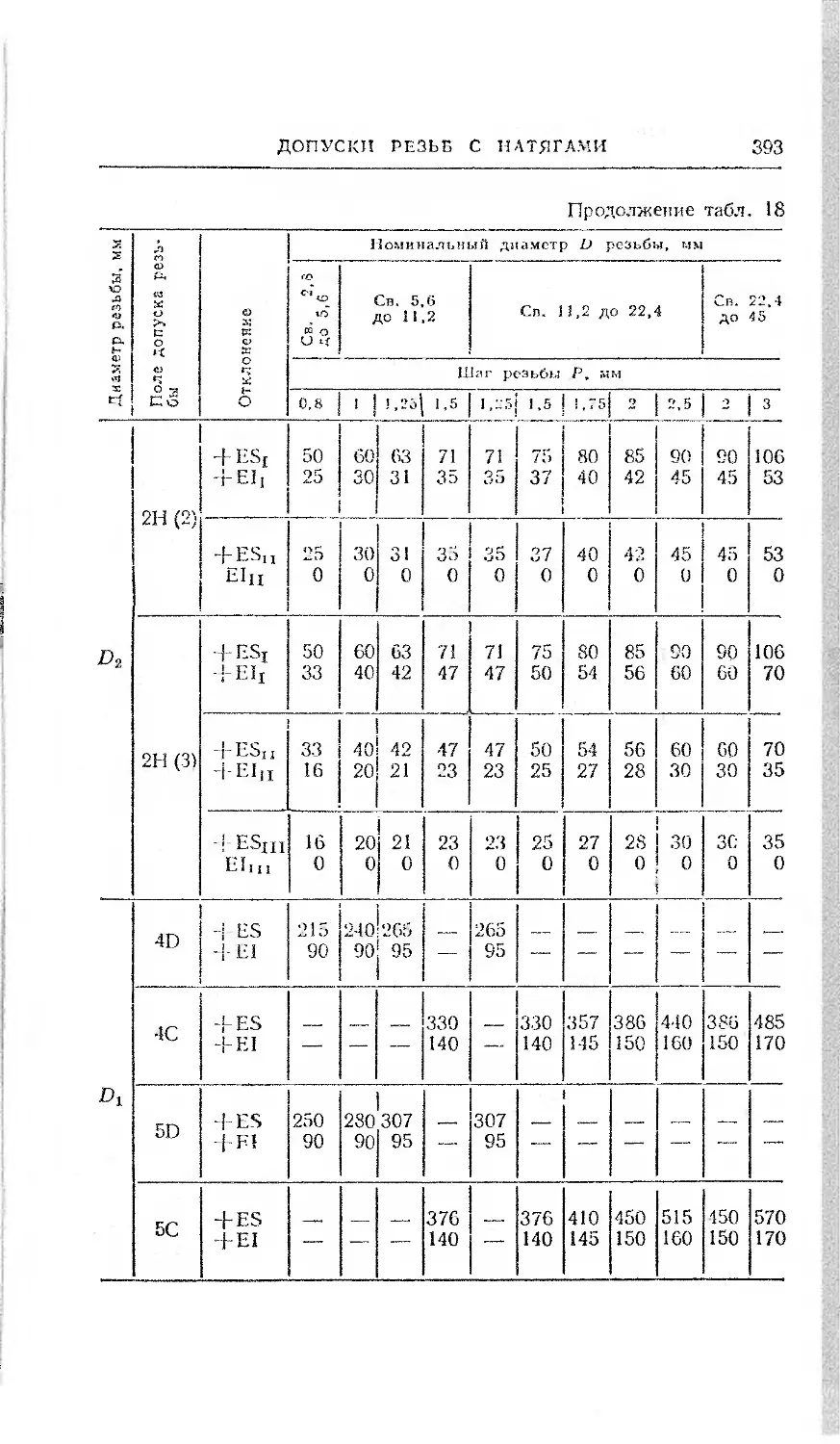
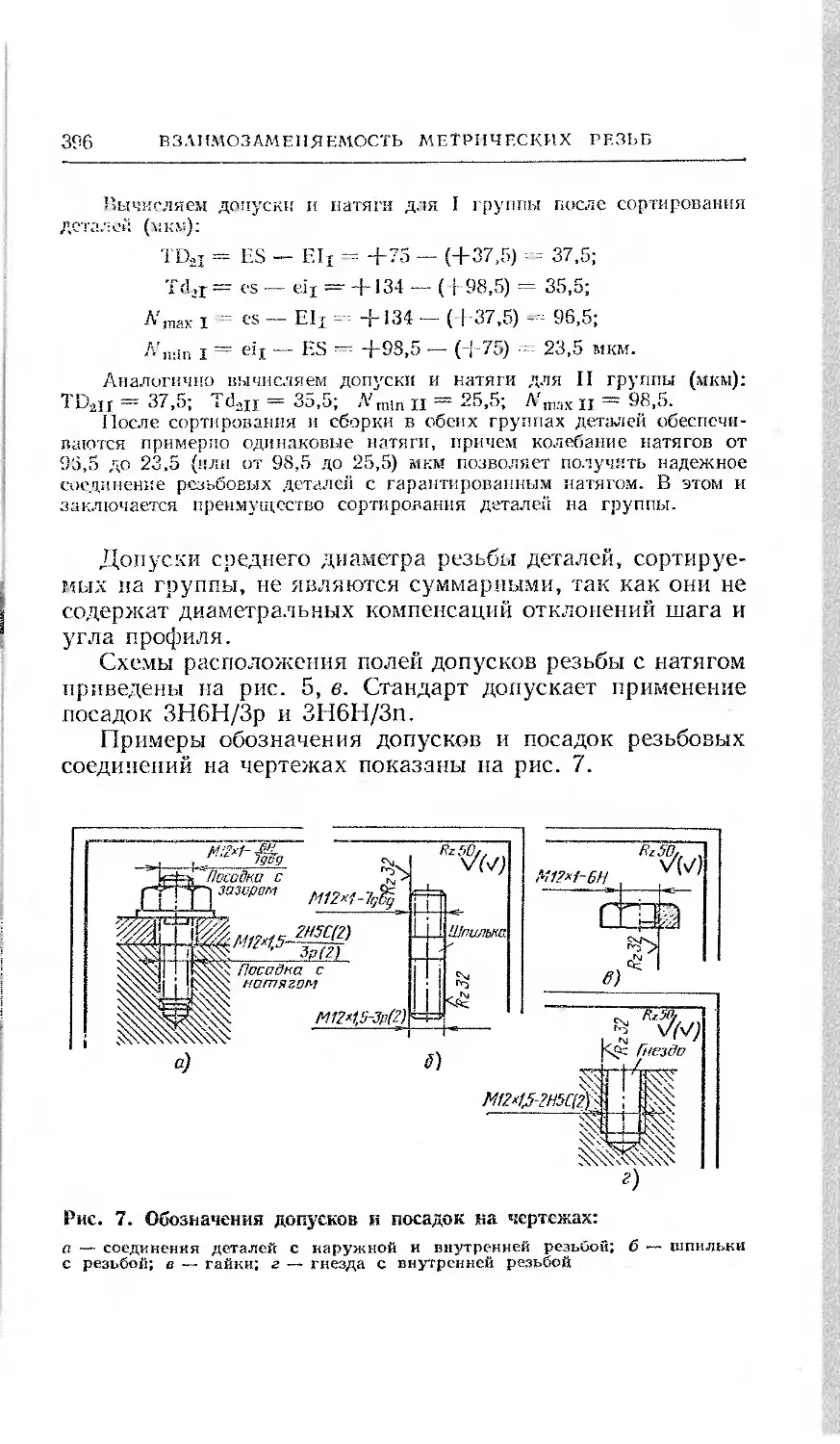
Допуски и посадки метрических резьб с натягами.
Переходные посадки ............................ 387
Резьба метрическая коническая с конусностью 1:16 397
Глава 7. СИСТЕМА ДОПУСКОВ НА УГЛОВЫЕ РАЗМЕ-
РЫ. ПОСАДКИ КОНИЧЕСКИХ СОЕДИНЕНИЙ 402
Допуски угловых размеров................. 403
Допуски и посадки конических соединений.. 408
Глава 8. ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС
И ПЕРЕДАЧ....................................... 418
Параметры цилиндрических зубчатых колес.. 418
Степени точности цилиндрических зубчатых колес 420
Кинематическая точность цилиндрических колес и
передач ....................................... 425
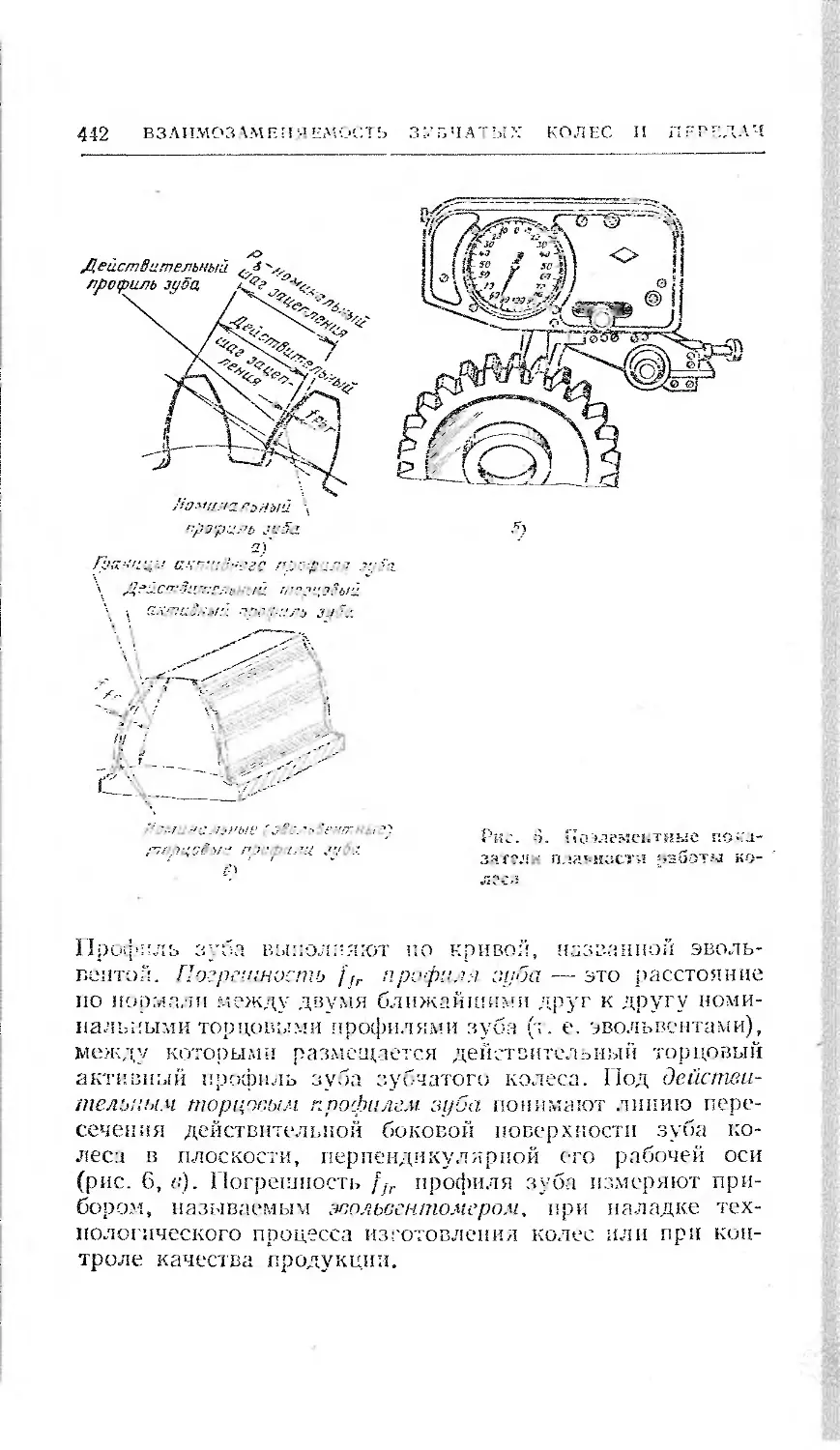
Плавность работы цилиндрических колес и передач 434
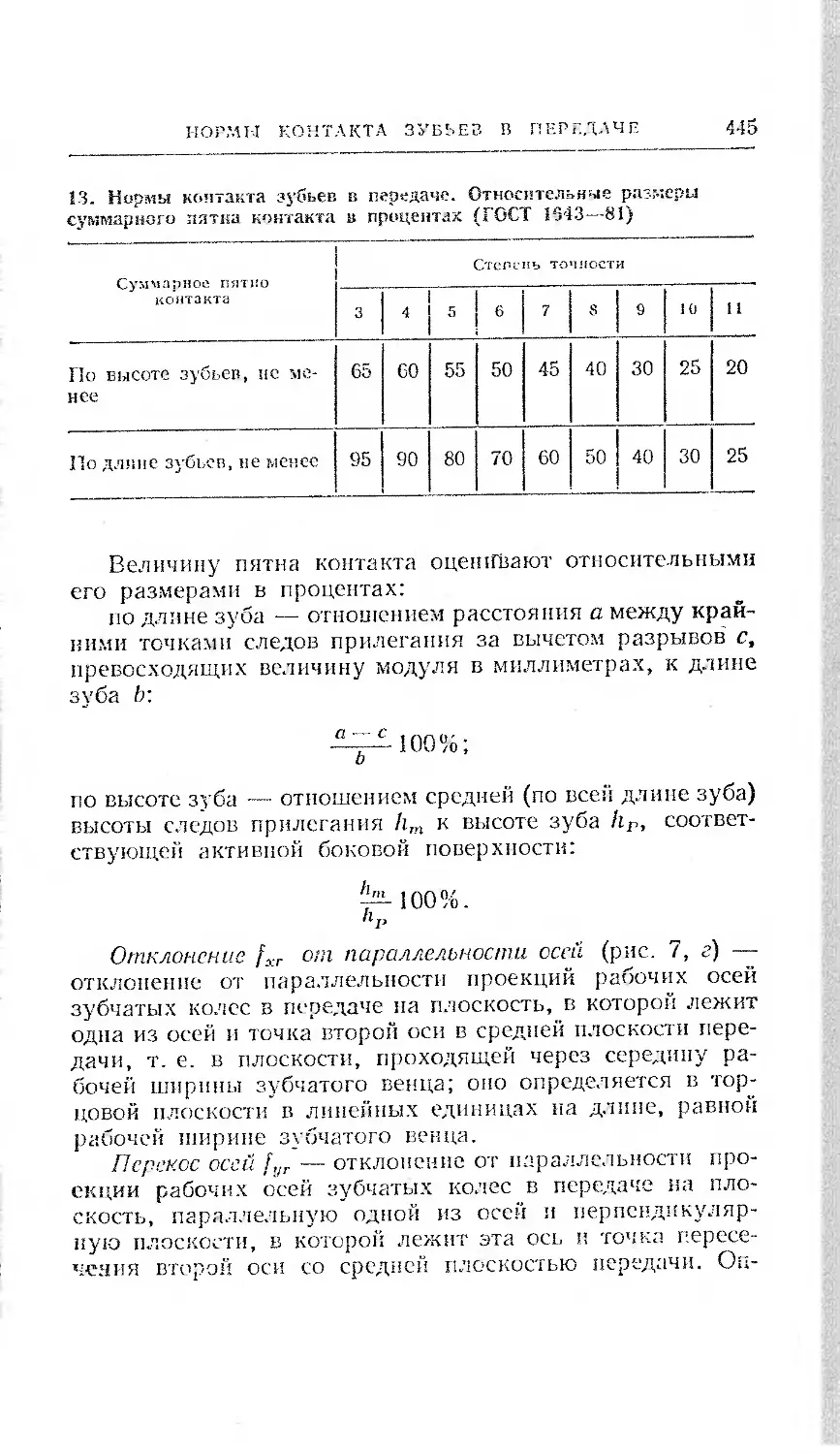
Нормы контакта зубьев в передаче......... 443
Боковой зазор цилиндрической передачи.... 449
Допуски зубчатых конических передач....... . 466
Глава 9. ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗ-
МЕРНЫЕ ЦЕПИ ................................. 485
Приложения ............................................ 509
Список литературы...................................... 517
Предметный указатель................................... 518
ПРЕДИСЛОВИЕ
Повышение уровня качества продукции, по-прежнему,
является важнейшей задачей машиностроения, в ус-
пешном решении которой большая роль принадлежит
квалифицированным кадрам. Ежегодно на прибора- я
машиностроительные предприятия приходят молодые спе-
циалисты, которые с первых же дней работы должны
выпускать высококачественную продукцию в строгом со-
ответствии с требованиями технической документация
(чертежей, технологических карт, технических условий
и др.). Техническая документация содержит требования
по точности (допускам и посадкам) размеров, формы
и расположения поверхностей, а также по параметрам
шероховатости.
При выполнении тех или иных операций технологи-
ческого процесса этой документацией руководствуются
каждый работник машиностроительной специальности, а
также работники ОТК при выполнении возложенных на
них обязанностей. Молодые специалисты а повседневной
работе сталкиваются с необходимостью чтения чертежей,
на которых содержатся условные обозначения предельных
отклонений и допусков, а также параметров шероховатости
К тому же молодой специалист должен быть подготовлен
к проведению простейших расчетов по допускам к
посадкам, а в необходимых случаях — уметь пользоваться
справочными данными и таблицами.
Учебное пособие «Допуски и посадки (основные нормы
взаимозаменяемости)» содержит таблицы основных раз-
меров метрической резьбы для приборостроения, допусков
и посадок конических зубчатых колес и передач и
сведения о средствах измерения размеров, отклонений
формы и расположения поверхностей, а также параметров
шероховатости.
G
ПРЕДИСЛОВИЕ
Автор приносит глубокую благодарность за ценные
предложения и замечания по улучшению содержания
учебного пособия канд. техн, наук доц. А. И. Андрианову,
инж. Л. А. Ковальчук и Н. И. Иванниковой, а также
преподавателям кафедры «Метрология и взаимозаменяе-
мость» Московского приборостроительного института и
МГТУ им. Н. Э. Баумана.
Глава 1
ОСНОВНЫЕ ПОНЯТИЯ о ДОПУСКАХ
И ПОСАДКАХ
ВЗАИМОЗАМЕНЯЕМОСТЬ
При производстве, эксплуатации и ремонте изделий
особое значение имеет принцип взаимозаменяемости. Взаи-
мозаменяемостью называется свойство конструкции со-
ставной части изделия, обеспечивающее возможность ее
применения вместо другой без дополнительной обработки,
с сохранением заданного качества изделия, в состав кото-
рого она входит. Взаимозаменяемые однотипные детали,
изделия, например болты, шпильки, гайки, подшипники
качения, могут быть изготовлены и установлены на «свои
места» без дополнительной обработки или предваритель-
ной пригонки. Такая взаимозаменяемость называется
полной.
Наряду с полной взаимозаменяемостью допускается
сборка изделий методами неполной и групповой взаимо-
заменяемости, регулирования и пригонки.
К неполной взаимозаменяемости относят сборку изде-
лий на основе теоретико-вероятностных расчетов.
При групповой взаимозаменяемости — детали, изго-
товленные на распространенном станочном оборудовании
с технологически выполнимыми допусками, сортируют по
размерам па несколько размерных групп (допуски дета-
лей в каждой группе уменьшаются в зависимости от числа
групп сортирования); затем проводят сборку деталей оди-
накового номера группы (такая сборка называется груп-
повой). При изготовлении подшипников качения, сборке
резьбовых соединений с натягом и сборке изделий высо-
кой точности эта сборка является единственно экономи-
чески целесообразным методом обеспечения требуемой
точности.
Метод регулирования предполагает сборку с регули-
рованием положения или размеров одной или нескольких
отдельных, заранее выбранных деталей изделия, назы-
ваемых компенсаторами.
s
ОСНОВНЫЕ ПОНЯТИЯ О ДОПУСКАХ И ПОСАДКАХ
/четод пригонки — сборка изделия с пригонкой одной
из собираемых деталей. Взаимозаменяемость обеспечивает
высокое качество изделий и снижает их стоимость, спо-
собствуя при этом развитию прогрессивной технологии
и измерительной техники. Без взаимозаменяемости невоз-
можно современное производство. Взаимозаменяемость
базируется на стандартизации — нахождении решений
для повторяющихся задач в сфере науки, техники и эко-
номики, направленной на достижение оптимальной сте-
пени упорядочения в определенной области. Стандарти-
зация направлена на совершенствование управления на-
родным хозяйством, повышение технического уровня и
качества продукции, интенсификацию общественного про-
изводства и повышение его эффективности, ускорение
научно-технического прогресса, установление рациональ-
ной номенклатуры продукции, рациональное и экономное
использование ресурсов. Главной задачей стандартизации
является создание системы нормативно-технической до-
кументации, которая устанавливает требования к объек-
там стандартизации, обязательна для исполнения в опре-
деленных областях деятельности, разработана в установ-
ленном порядке и утверждена компетентным органом.
Важнейшим нормативно-техническим документом стандар-
тизации является стандарт, разрабатываемый на основе
достижений отечественной и зарубежной науки, техники,
технологии и передового опыта и предусматривающий
решения, оптимальные для экономического и социального
развития страны.
Допуски и посадки нормированы государственными
стандартами, входящими в две системы: ЕСДП — «Единая
система допусков и посадок» и ОНВ — «Основные нормы
взаимозаменяемости». ЕСДП распространяется на допуски
размеров гладких элементов деталей и на посадки, обра-
зуемые при соединении этих деталей. ОНВ регламенти-
руют допуски и посадки шпоночных, шлицевых, резьбо-
вых и конических соединений, а также зубчатых передач
и колес.
Допуски и посадки указывают на чертежах, эскизах
технологических карт и в другой технической документа-
ции. На основе допусков и посадок разрабатываются тех-
нологические процессы изготовления деталей и контроля
их размеров, а также сборки изделий.
ЛИНЕЙНЫЕ РАЗМЕРЫ И ОТКЛОНЕНИЯ
9
ЛИНЕЙНЫЕ РАЗМЕРЫ И ОТКЛОНЕНИЯ
W)
[TiWpfo
^4Z?Z74|
«-[fl 0,0/5^
£> 0,004
/\o,oie 77]
45
т
2X45
ZtpOCKu
$ . -
12h6(^oto2 7)
7,ff повернуто
^45° HOP
A
25
290
' б-б
M20-6H
/й'о,о1в\
/\0,025^Б\
^Фвгыр^
<4?
ФЗО
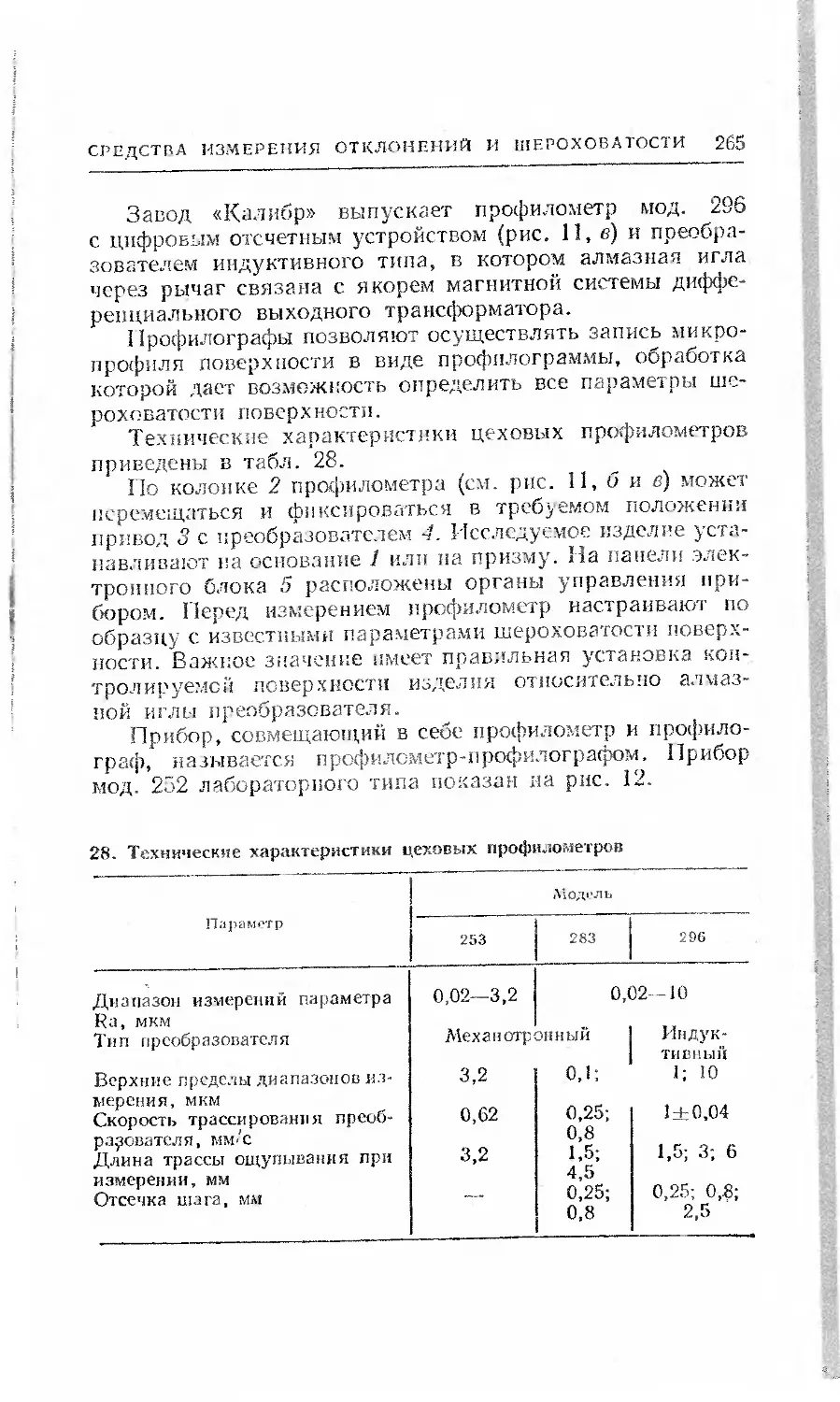
ФбОМ(^)
1,5*4?
4
1. ИВ 240... 280
2. Неуказанные предельные
отклонения размеров-,
валов noМ4, остальных
notice.
3. Предельные отклонения
углов з вТа1С-/2
к’:н. вися
~РрзраТ.
Пров.
Т. контр.
Принял
Н. контр.
Утв.
'ПоЗ/г
лит
Вал
Сталь 45
ГОСТ 1050- 74
Рис. 1. Рабочий чертеж детали (вала)
11:г
Лист | Листов Т
10
ОСНОВНЫЕ ПОНЯТИЯ О ДОПУСКАХ И ПОСАДКАХ
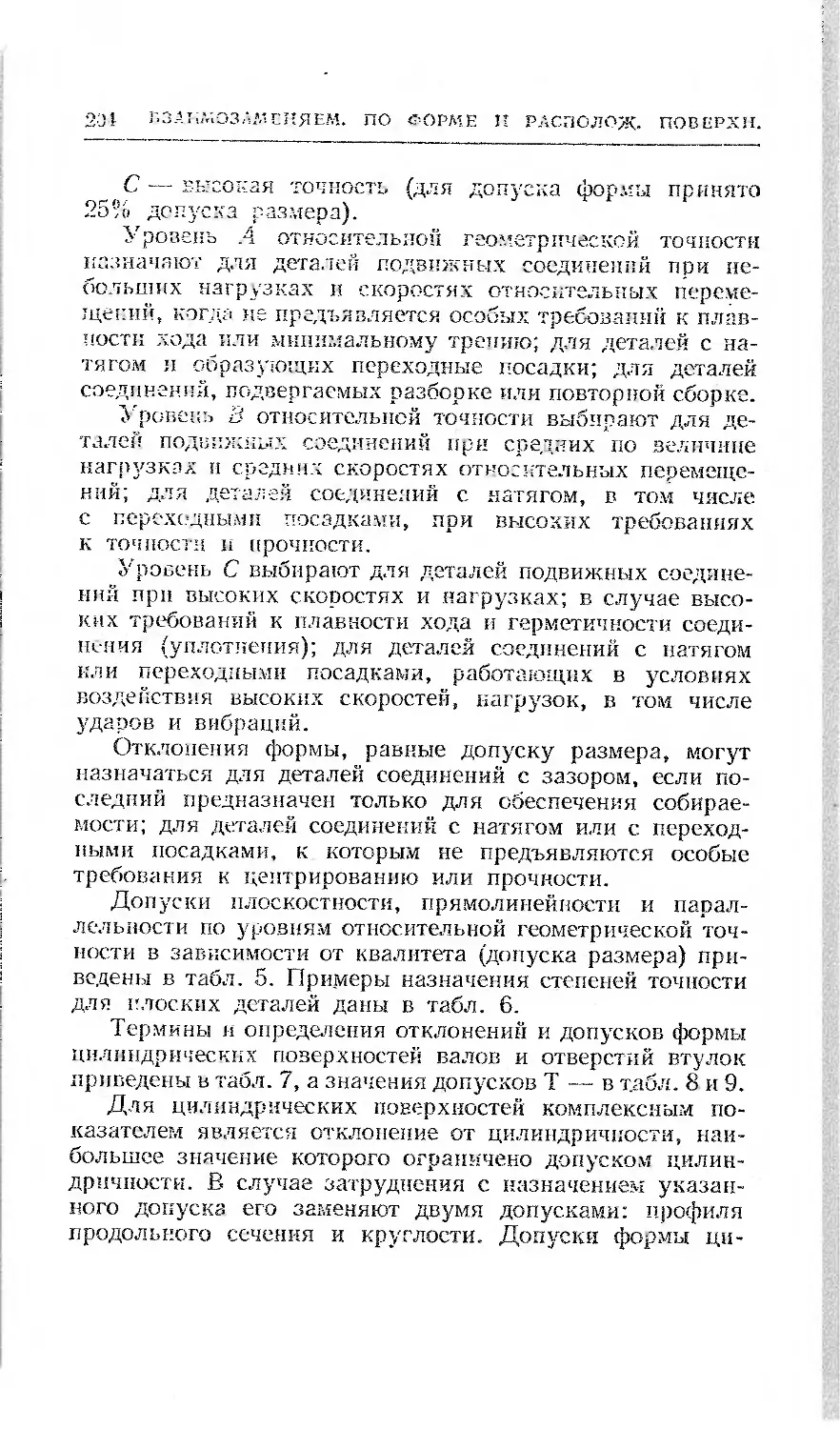
На рабочем чертеже детали (рис. 1) проставляют раз-
меры, называемые номинальными, предельные отклонения
размеров и условные обозначения полей допусков. Номи-
нальный размер отверстия обозначают D, а номинальный
размер вала — d. Термин «отверстие» применяют для обо-
значения внутренних (охватывающих) цилиндрических и
плоских параллельных поверхностей, а термин «вал» —
для обозначения наружных (охватываемых) цилиндриче-
ских и плоских параллельных поверхностей. В том слу-
чае, когда вал и отверстие образуют одно соединение,
за номинальный размер соединения принимают общий
размер для вала и отверстия, обозначаемый d (D). Номи-
нальный размер выбирают из рядов нормальных линей-
ных размеров по ГОСТ 6636—69 (табл. 1), ограничива-
ющих число применяемых размеров. В результате дости-
гается удешевление продукции вследствие уменьшения
номенклатуры режущего инструмента и изделий. Для раз-
меров в интервале 0,001—0,009 мм установлен ряд: 0,001;
0,002; 0,003; 0,004; 0,005; 0,006; 0,007; 0,008 и 0,009 мм.
Предусмотрены четыре основных ряда нормальных раз-
меров (Ra5; RalO; Ra20 и Ra40) и один ряд дополнитель-
ных размеров (табл. 2). Предпочтительны ряды с более
крупной градацией размеров (с большим знаменателем
прогрессии), т. е. ряд Ra5 следует предпочесть ряду RalO
и т. д.
1. Ряды основных нормальных линейных размеров, мм
Ra5 RalO Ra20 Ra40
0,10 0,10 0,12 0,10 0,12 0,11 0,14 0,10 0,12 0,105 0,13 0,11 0,14 0,115 0,15
0,16 0,16 0,16 0,18 0,16 0,17 0,18 0,19
0,20 0,20 0,22 0,20 0,21 0,22 0,24
0,25 0,25 0,25 0,28 0,25 0,26 0,28 0,30
0,32 0,32 0,36 0,32 0,34 0,36 0,38
0,40 0,40 0.40 0,45 0,40 0,42 0,45 0,48
0,50 0,50 0,56 0,50 0,53 0,56 0,60
0,63 0,63 0,63 0,71 0,63 0,67 0,71 0,75
0,80 0,80 0,90 0,80 0,85 0,90 0,95
ЛИНЕЙНЫЕ РАЗМЕРЫ И ОТКЛОНЕНИЯ
11
Продолжение табл. 1
Ra5 RalO Ra20 Ra40
1 0 1,0 1,0 1,1 l,o 1,05 1,1 1,15
1,2 1,2 1,4 1,2 1,3 1,4 1,5
1 6 1,6 1,6 1,8 1,6 1,7 1,8 1,9
2,0 2,0 2,2 2,0 2,1 2,2 2,4
9 Ч 2,5 2,5 2,8 2,5 2,6 2,8 3,0
3,2 3,2 3,6 3,2 3,4 3,6 3,8
д Л 4,0 4,0 4,5 4,0 4,2 4,5 4,8
Tt ,V 5,0 5,0 5,6 5,0 5,3 5,6 6,0
А Ч 6,3 6,3 7,1 6,3 6,7 7,1 7,5
8,0 8,0 9,0 8,0 8,5 9,0 9,5
1 л 10 10 11 10 10,5 11 11,5
1 и 12 12 14 12 13 14 15
1 а 16 16 18 16 17 18 19
АО 20 20 22 20 21 22 24
ОК 25 25 28 25 26 28 30
4и 32 32 36 32 34 36 38
А Л 40 40 45 40 42 45 48
з-и 50 50 56 50 53 56 60
до 63 63 71 63 67 71 75
ОО | 80 80 90 80 85 90 95
1 лл 100 100 110 100 105 110 120
1VV 125 125 140 125 130 140 150
1 АЛ 160 160 180 ICO 170 180 190
д VU 200 200 220 200 210 220 210
окл 250 250 280 250 260 280 300
хои 320 320 360 320 340 360 380
АЛЛ 400 400 450 400 420 450 480
500 500 560 500 530 560 600
12
ОСНОВНЫЕ ПОНЯТИЯ О ДОПУСКАХ И ПОСАДКАХ
Продолжение табл. 1
Ra5 RalO Ra20 Ra40
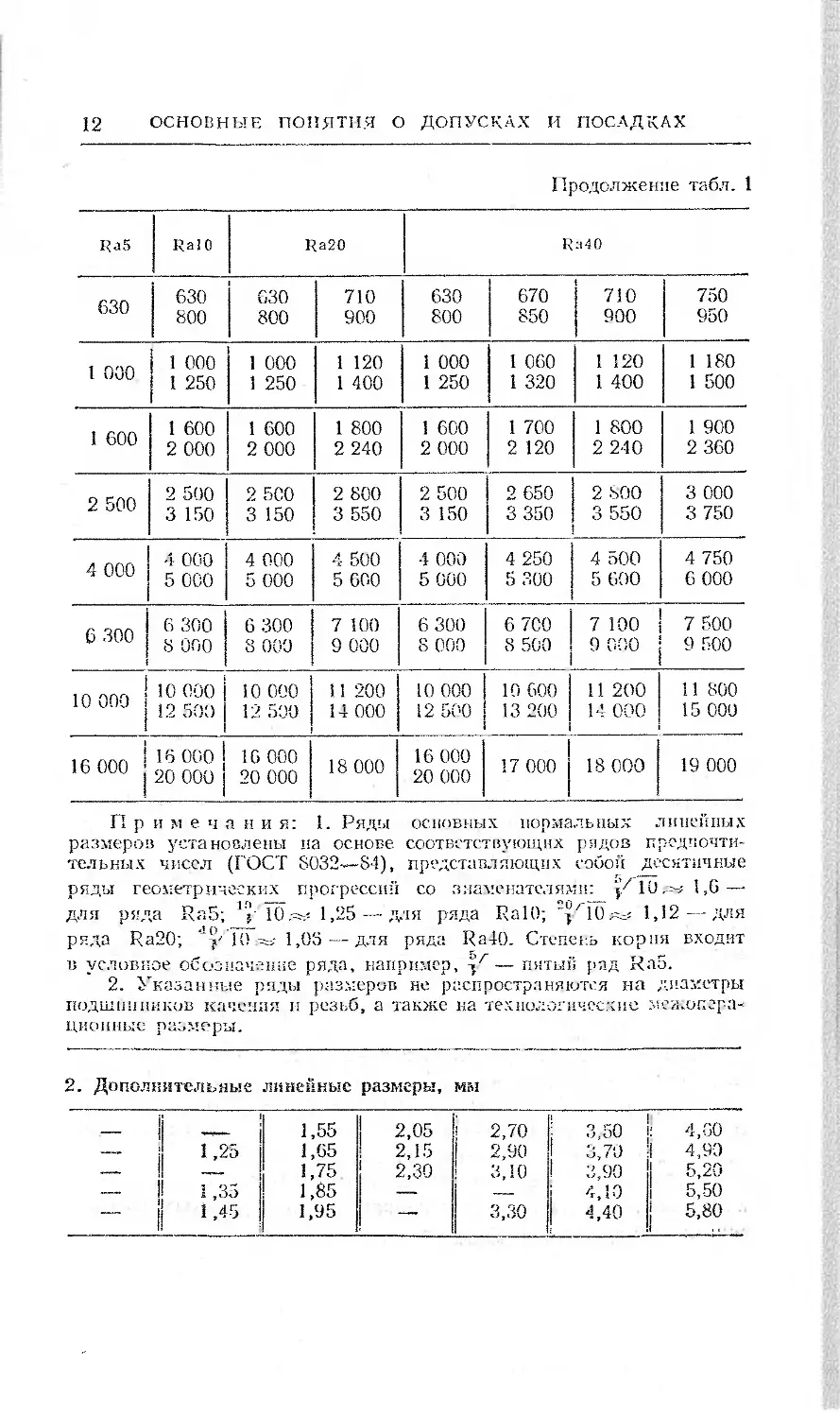
630 630 800 630 800 710 900 630 800 670 850 710 900 750 950
1 000 1 000 1 250 1 000 1 250 1 120 1 400 1 000 1 250 1 060 1 320 1 120 1 400 1 180 1 500
1 600 1 600 2 000 1 600 2 000 1 800 2 240 1 600 2 000 1 700 2 120 1 800 2 240 1 900 2 360
2 500 2 500 3 150 2 5С0 3 150 2 800 3 550 2 500 3 150 2 650 3 350 2 800 3 550 3 000 3 750
4 000 4 000 5 000 4 000 5 000 4 500 5 000 4 000 5 000 4 250 5 300 4 500 5 GOO 4 750 6 000
6 300 6 300 8 000 6 300 8 000 7 100 9 000 6 300 8 000 6 7C0 8 500 7 100 9 GOO 7 500 9 500
1 10 000 | 10 000 12 500 10 000 12 500 И 200 14 000 10 000 12 500 10 600 13 200 11 200 14 000 11 800 15 000
16 000 | 16 000 20 000 16 000 20 000 18 000 16 000 20 000 17 000 18 000 19 000
П р и м е ч а н и я: 1. Ряды основных нормальных линейных
размеров установлены на основе соответствующих рядов предпочти-
тельных чисел (ГОСТ 8032—84), представляющих собой десятичные
ряды геометрических прогрессий со знаменателями: ;/10л-е 1,0—•
для р!!да Ra5; V 10.-^ 1,25 — для ряда RalO; ',/'10л! 1,12 — для
ряда Ra20; 10^=.- 1,03 — для ряда Ra-Ю. Степень корня входит
в условное обозначение ряда, например, — пятый рад Ra5.
2. Указанные ряды размерив не распространяются на диаметры
подшшпшков качения и резьб, а также на технологические мея.опгра-
цистные размеры.
2. Дополнительные линейные размеры, мм
1,55 2,05 i 2,70 : 3.50 : 4,GO
—— 1,25 1,65 2,15 1 2,90 1 3,70 4,90
—— i ——- 1,75 2,30 3,10 1 3.90 5,20
— 1,35 1,85 — —_ i 4 10 5,50
1,45 1,95 — 3,30 1 4,40 5,80
ЛИНЕЙНЫЕ размеры и отклонения
13
Продолжение табл. 2
6.20 19,5 1 70,0 205 690 2 060 6 900
6,50 20,5 73,0 215 730 2 180 7 300
7,00 21,5 78,0 230 775 2 300 7 750
7,30 23,0 82,0 — 825 2 430 8 250
7,80 —— | 88,0 —_ 875 2 580 8 750
8,20 —. 92,0 270 925 2 720 9 250
8,80 27,0 98,0 290 975 2 900 9 750
9,20 29,0 102 310 1 030 3 070 10 300
9,80 31,0 108 315 I 090 .— 10 900
10,2 -— 112 330 — 3 250 —
10,8 33,0 115 350 1 150 3 450 11 500
11,2 35,0 118 370 — 3 650 —
— 37,0 390 1 220 3 870 12 200
11,8 39,0 — 410 —- 4 120 —
— 41,0 — 440 1 280 4 370 12 800
12,5 44,0 135 460 1 360 4 620 1 13 600
— 46,0 145 490 1 450 4 870 14 500
13,5 49,0 155 515 1 550 5 150 15 500
14,5 52,0 165 545 1 650 5 450 16 500
15,5 55,0 175 580 1 750 5 800 17 500
16,5 58,0 185 615 1 850 6 150 18 500
17,5 62,0 195 650 1 950 6 500 19 500
18,5 65,0
Примечание. Дополнительные линейные размеры допуска-
ется применять только в отдельных технически обоснованных случаях.
Обработать деталь точно по номинальному размеру
практически невозможно из-за многочисленных погреш-
ностей, влияющих на процесс обработки. Размеры обра-
ботанной детали отличаются от заданного номинального
размера. Поэтому их ограничивают двумя' предельными
размерами, один из которых (больший) называется наи-
большим предельным размером, а другой (меньший) —
наименьшим предельным размером. Наибольший предель-
ный размер отверстия обозначают О,пах, вала dniax; соот-
ветственно наименьший предельный размер отверстия
^пяп и вала
Измерением отверстия или вала с допустимой погреш-
ностью определяют их действительный размер. Деталь
является годной, если ее действительный размер больше
наименьшего предельного размера, но не превосходит
наибольшего предельного размера.
На чертежах вместо предельных размеров рядом с по-
минальным размером указывают два предельных откло-
нения, например, мм-
14
ОСНОВНЫЕ ПОНЯТИЯ О ДОПУСКАХ И ПОСАДКАХ
Отклонением называется алгебраическая разность ме-
жду размером (действительным, предельным и т. д.) и
соответствующим номинальным размером. Таким обра-
зом, номинальный размер служит также началом отсчета
отклонений и определяет положение нулевой линии.
Действительное отклонение — алгебраическая разность
между действительным и номинальным размерами. Пре-
дельное отклонение — алгебраическая разность между пре-
дельным и номинальным размерами. Одно из двух пре-
дельных отклонений называется верхним, а другое —
нижним. Обозначения отклонений, их определения и
формулы приведены в табл. 3.
3. Предельные отклонения и допуск размера (см. рис. 2 и 3)
Условное обозначение,
наименование и определение
D (d) — поминальный размер отверстия (ва-
ла) — размер, относительно которого опре-
деляются предельные размеры и который
служит также началом отсчета отклонений
ES (es) — верхнее отклонение отверстия (ва-
ла) — алгебраическая разность между наи-
большим предельным Dmax (^max) 11 номи-
нальным размерами отверстия (вала)
El (ei) — нижнее отклонение отверстия (ва-
ла) — алгебраическая разность между наи-
меньшим предельным Omln (^min) и номи-
нальным размерами отверстия (вала)
TD (Td) — допуск размера отверстия (ва-
ла) — разность между наибольшим Отах
(^тах) и наименьшим 'min (rfmin) предель-
ными размерами отверстия (вала) или абсо-
лютная величина алгебраической разности
между верхним ES (es) и нижним EI (ei)
отклонениями отверстия (вала)
Расчетные
формулы
ES — Отоах D
(es = d,nax
EI — D тщ — D
(ei = d min d)
TD — Dmax — Oraln
(Td = dmax — ^mln)
или
TD = ES — EI
(Td — es — ei)
Примечание. Одно из двух предельных отклонений (верх-
нее или нижнее), ближайшее к нулевой линии, используемое для
определения положения поля допуска, называется основным и обозна-
чается одной (двумя) буквами латинского алфавита: прописными —
для отверстия, а строчными для—вала.
ДОПУСКИ РАЗМЕРОВ, ПОСАДКИ И ДОПУСКИ ПОСАДОК 15
Верхнее и нижнее отклонения могут быть положитель-
ными, т. е. со знаком «плюс» (расположены выше номи-
нального размера или нулевой линии), отрицательными,
т. е. со знаком «минус» (расположены под нулевой ли-
нией), и равными нулю (совпадают с номинальным разме-
ром— нулевой линией). Нулевая линия —линия, соот-
ветствующая номинальному размеру, от которой откла-
дываются отклонения размеров при графическом изобра-
жении допусков и посадок (ГОСТ 25346—82). Если нуле-
вая. линия расположена горизонтально, то положитель-
ные отклонения откладываются вверх от нее, а отрица-
тельные -— вниз.
ДОПУСКИ РАЗМЕРОВ, ПОСАДКИ
И ДОПУСКИ ПОСАДОК
Допуск характеризует точность изготовления детали.
Чем меньше допуск, тем труднее обрабатывать деталь, так
как повышаются требования к точности станка, инстру-
мента, приспособлений, квалификации рабочего. Неоправ-
данно большие допуски снижают надежность и качество
работы изделия.
Зону (поле), ограниченную верхним и нижним откло-
нениями, называют полем допуска. Оно определяется ве-
личиной допуска и его положением относительно номи-
нального размера. При графическом изображении поле
допуска заключено между линиями, соответствующими
верхнему и нижнему отклонениям относительно нулевой
линии.
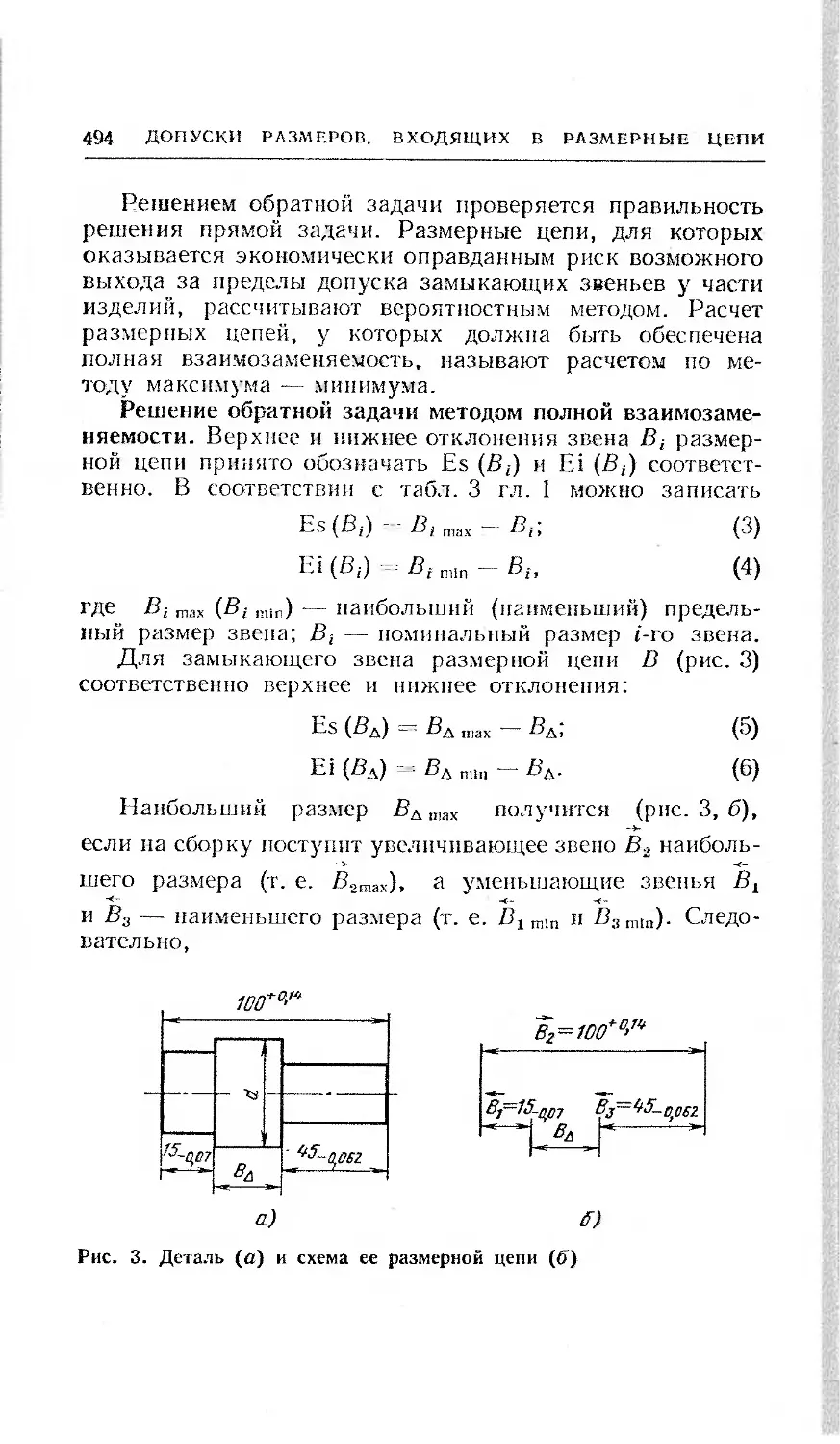
На рис. 2 и 3 изображены поля допусков вала и отвер-
стия. Для тел вращения допуск относительно оси распре-
деляется на две половины по Td/2, расположенные симме-
трично (рис. 2, а и б). Для наглядности и упрощения
схем расположения полей допусков принято односторон-
нее их изображение, как это показано на рис. 2, в и а
для вала, а на рис. 3, а и б — для отверстия. Поле до-
пуска характеризует не только величину допуска, но и
расположение его относительно номинального размера
или нулевой линии (рис. 2, д, е и 3, в). Поле допуска
может быть расположено выше, ниже, симметрично, одно-
сторонне и асимметрично относительно нулевой линии.
На чертежах деталей над размерной линией после номи-
16
ОСНОВНЫЕ ПОНЯТИЯ о ДОПУСКАХ И ПОСАДКАХ
нального размера принято указывать верхнее и нижнее
отклонения в миллиметрах с их знаками (рис. 4), позво-
ляющие вычислить по формулам табл. 3 наибольшее и
наименьшее предельные размеры, а также допуск на изго-
товление. Для наглядности строят схемы расположения
поля допуска вала или отверстия относительно нулевой
линии (номинального размера); при этом верхние и ниж-
ние отклонения откладывают в микрометрах, а не в милли
метрах.
Рис. 2. Симметричное (а и б) и одностороннее (в и г) расположение
поля допуска вяла; варианты расположения поля допуска вала относи-
тельно нулевой линии (д) и принятая схема их изображения (с)
Пример 1. На чертеже вала задан размер 0 мм. В соответ-
ствии с чертежом изготовлено два вала. Посла измерения размер пер-
вого вала оказался равным 10,005 мм, а второго вала — 9,975 мм. Дать
заключение о годности вала.
Номинальный размер вала d = 10 мм, верхнее отклонение es —
— —0,013 мм, а нижнее отклонение ei = —0,028 мм. Наибольший
предельный размер вала dmax “ 4+ es — Ю + (—0,013) = 9,987 мм;
наименьший предельный размер вала г ei = 10 + (—0,028) =
= 9,972 мм.
Размер первого вала превосходит наибольший пределхшый размер
''шах, а поэтому вал должен быть забракован. Размер второго вала не
выходит за предельные размеры, следовательно, этот вал является
годным.
ДОПУСКИ РАЗМЕРОВ, ПОСАДКИ И ДОПУСКИ ПОСАДОК 17
6)
Поле Попуска отверстия
Рис. 3. Поле допуска отверстия (а) и схема его изображения (й); ва-
рианты расположения поля допуска отверстия относительно нулевой
линии (й)
При нанесении размеров с верхним и нижним откло-
нениями на чертежах следует соблюдать определенные
правила:
верхнее пли нижнее отклонения, равные пулю, не ука-
зывают, как это показано на рис. 4, в и б ддя размеров
0 1Q40.0I5 (gj Q) п 0 lO o.cis мм (es 0) соответ-
ственно;
в случае симметричного расположения поля допуска
относительно нулевой линии, т. е. когда верхнее отклоне-
ние равно по абсолютной величине нижнему отклонению,
но противоположно по знаку, их значения указывают
после знака ± цифрами, равными по высоте цифрам
номинального размера (рис. 4, д);
верхнее и нижнее отклонения записывают в две строчки,
причем верхнее отклонение располагают над нижним
18
ОСНОВНЫЕ ПОНЯТИЯ о ДОПУСКАХ И ПОСАДКАХ
(рис. 4, а и г); высота цифр отклонений примерно вдвое
меньше цифр номинального размера;
количество знаков в верхнем и нижнем отклонениях
выравнивают; при необходимости для сохранения одина-
кового числа знаков справа дописывают нули, например,
0 0-0.004
-0.0W
Пример 2. Изобразить схему расположения поля допуска вала
0 lOJoiozs мм и вычислить допуск на его изготовление. Проводим
горизонтальную линию номинального размера d — 10 мм или нуле-
вую линию 0—0 (рис. 4, г), относительно которой откладываем по вер-
тикали в соответствующем масштабе верхнее ез=+38мкм и нижнее
ei — -J 23 мкм отклонения. Положительные отклонения откладываем
вверх от нулевой линии, а отрицательные — вниз. Две горизонтальные
линии верхнего и нижнего отклонений образуют поле допуска вала,
обозначаемое в виде прямоугольника. Допуск вала Td = es — ei =
= +38 — (+23) = 15 мкм, или 0,015 мм.
Характер соединения деталей, определяемый величи-
ной получающихся в нем зазоров или натягов, называется
посадкой. Различают посадки трех типов: с зазором,
с натягом и переходные.
Зазор S — разность размеров отверстия и вала до
сборки, если размер отверстия больше размера вала
о
8)
6)
С)
мкм
W-
30-
20-
+0±
es=+0,03dMM
ei~+0.023мм
--------О
1П+о,озв
‘'-'+0,023
мкм
10-
+0
-17
W± 0,007
-7
Е5= +0,007мм; Е1=~0,007мм
0)
++ поле допуска
втберстия
now допуска
Вала
4.
г)
Примеры обозначения на чертежах размеров с предельными
Рис.
отклонениями для отверстий (а, в и д) и валов (б и г) и схемы распо-
ложения их полей допусков
О
ДОПУСКИ РАЗМЕРОВ. ПОСАДКИ И ДОПУСКИ ПОСАДОК 19
(рис. 5, а). Посадка с зазором — посадка, при которой
обеспечивается зазор в соединении и поле допуска отвер-
стия расположено над полем допуска вала (рис. 5, б).
Эту посадку характеризуют наименьший Smln и наиболь-
ший Smax зазоры; Smln в соединении отверстия с валом
образуется, если в отверстии с наименьшим предельным
размером £>mln будет установлен вал с наибольшим пре-
дельным размером dmax, a <Sraax — при наибольшем пре-
дельном размере отверстия £)тах и наименьшем предель-
ном размере вала dmln.
Натяг N — разность размеров вала и отверстия до
сборки, если размер вала больше размера отверстия
Рис. 5. Соединение отверстия 1 с валом 2 и схемы расположения их
полей допусков при посадках:
а и б — с зазором; виг — с натягом; д — переходной
20
ОСНОВНЫЕ ПОНЯТИЯ о ДОПУСКАХ И ПОСАДКАХ
(рис. 5, в). Посадка с натягом — посадка, при которой
обеспечивается натяг в соединении, а поле допуска отвер-
стия расположено под полем допуска вала (рис. 5, г).
Для посадки с натягом важное значение имеют наимень-
ший Дт1п и наибольший Nmsx натяги. 7Vmln имеет место
в соединении, если в отверстии с наибольшим предельным
размером будет запрессован вал наименьшего пре-
дельного размера dmW, a — при наименьшем пре-
дельном размере отверстия Dm)n и наибольшем предельном
размере вала dmm.
Переходная посадка — посадка, при которой возможно
получение как зазора, так и натяга (рис. 5, <3). В этом
случае поля допусков отверстия и вала перекрываются
частично или полностью.
Вследствие неизбежного колебания размеров вала и
отверстия от наибольшего до наименьшего значений воз-
никает колебание зазоров и натягов при сборке деталей.
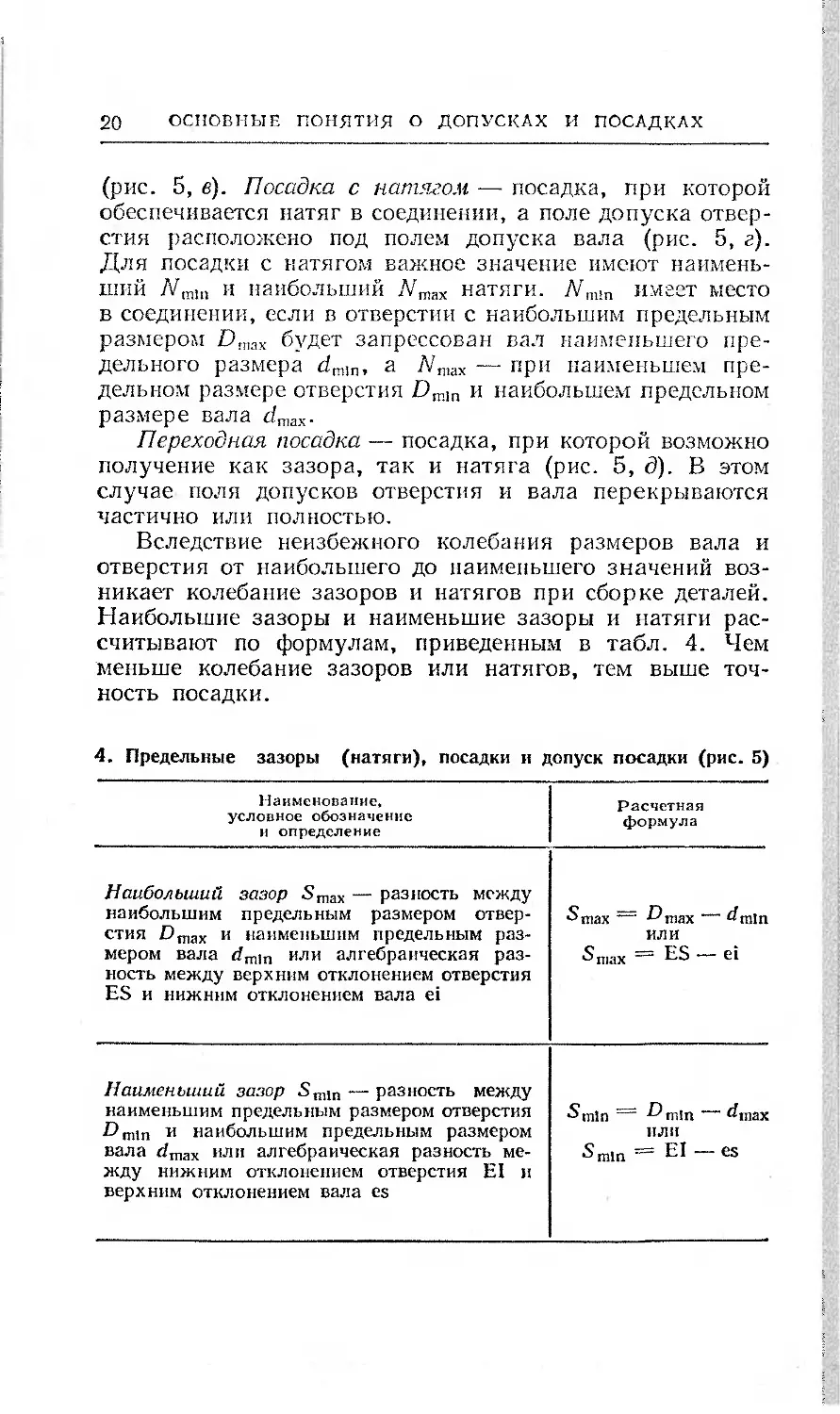
Наибольшие зазоры и наименьшие зазоры и натяги рас-
считывают по формулам, приведенным в табл. 4. Чем
меньше колебание зазоров или натягов, тем выше точ-
ность посадки.
4. Предельные зазоры (натяги), посадки и допуск посадки (рис. 5)
Наименование,
условное обозначение
н определение
Наибольший зазор Sraax — разность между
наибольшим предельным размером отвер-
стия Dmax и наименьшим предельным раз-
мером вала dmIn или алгебраическая раз-
ность между верхним отклонением отверстия
ES и нижним отклонением вала ei
Наименьший зазор Smln — разность между
наименьшим предельным размером отверстия
Z)min и наибольшим предельным размером
вала dmax или алгебраическая разность ме-
жду нижним отклонением отверстия EI и
верхним отклонением вала es
Расчетная
формула
Smax — Omax — drain
или
^max = ES ei
Smln — Е>т|П dmax
или
Smln " EI es
ДОПУСКИ РАЗМЕРОВ, ПОСАДКИ И ДОПУСКИ ПОСАДОК 21
Продолжение табл. 4
II аиме нова н ие. условное обозначение и он ределе ни е Расчетная формула
Наийолы дай натяг А71Пах — разность между наибольший предельным размером вала и наименьшим предельным размером отвер- стия Dnin или алгебраическая разность между верх ним отклонением вала es и ниж- ним отклонением отверстия Е1 A' max “ <Апах & mln или A^max es EI
Наименьший натяг — разность между наименьшим предельным размером вала с/т|П и наибольшим предельным размером отвер- стия Ртах пли алгебраическая разность ме- жду нижним отклонением вала ei и верхним от кл•?'[-’пнем отверсти я ЕS *• mln amin max или 2*rtnin ~
Сг/дний зазор Sc (натяг ЛГС) — среднее ариф- метическое между наибольшим Smax (Л/гаах) и пагмерыппм Sn,)n (.¥ш1п) зазорами (натя- гами) Sc — 0,5 T- 4- sn,ln)
Допуск посадки с зазором TS (с натягом TN) — разность между наибольшим .зазором б'тах (натягом Л\|лх) 11 наименьшим зазором Smin (натягом А'пип) или сумма допусков отверстия TD и вала Td I s = smax s mln (IN = л’аих — А ю1п) или TS == TD + Td (TN = TD + Td)
Допуск переходной посадки Т (S, N) сумма наибольшего зазора Sinax и наибольшего натяга А;П1-1Х или сумма допусков отверстия TD и вала Td 1(S, A max ИЛИ T (S, N) — TD + Td
Допуск посадки — разность между наибольшим и наи-
меньшим зазорами (натягами) или сумма допусков отвер-
стия и вала, составляющих соединение.
Вал и отверстие, образующие посадку, имеют один
п тот же номинальный размер и различаются верхними и
нижнг.мн отклонениями; поэтому на чертежах над раз-
мерной линией посадку обозначают после номинального
размера дробью, в числителе которой записывают пре-
дельные отклонения для отверстия, а в знаменателе—ана-
логичные данные для вала (рис. 6).
22
ОСНОВНЫЕ ПОНЯТИЯ О ДОПУСКАХ И ПОСАДКАХ
Поле допуска
Сала
Рис. 6. Поршневая группа в сборе (в) и схемы расположения полей
допусков валов и отверстий соединений:
1—с зазором (б); 11 —с натягом (в); III —по переходной посадке (г): I —
поршень; 2 — поршневой палец; 3 — втулка верхней головки шатуна; 4 —
шатун
Пом допуска
отверстия
Пример 3. Соединение поршневого пальца с поршнем и шатуном
в двигателе внутреннего сгорания осуществляется по трем видам поса-
док (рис. 6, а): с зазором (соединение /), с натягом (соединение II)
и по переходной посадке (соединение III). Определим предельные
размеры, допуски на изготовление деталей, предельные зазоры и на-
тяги, а также допуски посадок.
Соединение I. Посадка с зазором 0 48tg;g§| мм (рис. 6, б). Выписы-
"0.016
наем размеры и предельные отклонения отверстия и вала заданного
соединения: отверстие 0 мм; его верхнее отклонение ES—
~ +0,064 мм, нижнее отклонение EI = +0,025 мм; номинальный
размер D = 48 мм; вал 0 48_0j01g мм; его верхнее отклонение es = 0,
нижнее отклонение ei — —0,0i6 мм; номинальный размер d = 48 мм.
Предельные размеры и допуск отверстия (см. табл. 3):
наибольший предельный размер
£>гаах = D + ES -= 48 + (+0,064) = 48,064 мм;
наименьший предельный размер
£>дип = D + EI = 48 + (+0,025) = 48,025 мм;
ДОПУСКИ РАЗМЕРОВ, ПОСАДКИ И ДОПУСКИ ПОСАДОК 23
допуск отверстия
TD — Dniax ®mm — 48,064 •—- 48,02а — 0,039 мм
или
TD = ES — EI = +0,064 — (+0,025) = 0,039 мм.
Предельные размеры и допуск вала:
наибольший предельный размер
^ni3x 4“ es — 48 + 0 48 мм;
наименьший предельный размер
dmm — + е> — 48 + (—0,016) = 47,984 мм;
допуск вала
Тd dmax +nin — 48 — 47,984 — 0,016 мм
или
Td = es — ei = 0 — (—0,016) = 0,016 мм.
Изображаем схему расположения полей допусков и по формулам
табл. 4 рассчитываем предельные зазоры и допуск посадки с зазором:
наибольший зазор
*8max — Dmax 48,064 — 47,984 — 0,080 мм
или
•8щах — ES — ei = +0,064 — (—0,016) — 0,080 мм;
наименьший зазор
Smln = -О mln — dmax = 48,025 — 48 = 0,025 мм
или
Smin = EI — cs = -1-0,025 — 0 = 0,025 мм;
допуск посадки с зазором
TS = Smax — Smin = 0,080 — 0,025 = 0,055 мм
или
TS = TD -|- Td = 0,039 -1- 0,016 = 0,055 мм.
4 0,0-30
Соединение II. Посадка с натягом 0 53Jg;ggg мм. Отверстие
0 53+0>03 мм; его верхнее отклонение ES = +0,03 мм; нижнее откло-
нение отверстия EI — 0; вал 0 53Jg;ggg мм, его верхнее отклонение
es = +0,083 мм; нижнее отклонение вала ei = +0,053 мм.
Определяем допуск отверстия TD и допуск вала Td.
TD = ES — EI = +0,030 — 0 = 0,030 мм;
Td = es — ei = +0,083 — ( Ь0,053) = 0,030 мм.
Изображаем схему расположения полей допусков (рис. 6, е) и
рассчитываем предельные натяги и допуск посадки с натягом;
наибольший натяг
Д'max = es — EI = +0,083 — 0 = 0,083 мм;
24
ОСНОВНЫЕ ПОНЯТИЯ о ДОПУСКАХ И ПОСАДКАХ
наименьший натяг
Л? t,,ln = ei — ES = -1-0,053 — (-(-0,030) = 0,023 мм;
допуск посадки с натягом
TN = Д'max — A^mln — 0,083 — 0,023 -= 0,06 мм
или
TN -= TD Ч- Td = 0,03 -Ь 0,03 = 0,06 мм.
Соединение III. Переходная посадка. 0 48z,?;SJg мм (рис. 6, г).
-0,010
Верхнее и нижнее отклонения отверстая: ES -- -=-0,012 мм, EI =
== —0,028 мм. Допуск отверстия TD — ES — EI — —0,012 —
-— (—0,028) — 0,016 мм.
Верхнее и нижнее отклонения вала: es =0, ei = —0,016 мм.
Допуск вала Td = es — ei — 0—(—0,016) = 0,016 мм.
По схеме расположения полей допусков:
наибольший зазор
S’max == ES — ei = —0,012 — (—0,016) =- 0,004 мм;
наименьший зазор
Smin ~ EI — es — —0,028 — 0 = —0,028 мм.
Это соответствует наибольшему натягу, так как зазор получился отри-
цательным. Следовательно, переходная посадка позволяет получить
соединения с натягами (в случае поступления на сборку валов с раз-
мерами, превышающими размеры отверстий), а также соединения с за-
зорами (для отверстий с размерами, превышающими размеры валов).
Допуск переходной посадки
Т (S, N) = TD + Td = 0,016 + 0,016 = 0,032 мм.
Глава 2
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
(ЕСДП)
Стандарты ЕСДП распространяются па гладкие сопря-
гаемые и несопрягаемые элементы деталей с номиналь-
ными размерами до 10 000 мм (табл. 1).
1. Стандарты ЕСДП
ГОСТ Наименование Размеры, мм
25346—82 ЕСДП. Общие положения, ряды допу- сков и основных отклонений 0—3 150
25347—82 ЕСДП. Поля допусков и рекомендуе- мые посадки 0—3 150
25348—82 ЕСДП. Ряды допусков, основных от- клонений и поля допусков для раз- меров свыше 3150 мм 3 150—10 000
25349—82 ЕСДП. Поля допусков деталей из пластмасс 1—500
25670—83 ОНВ. Предельные отклонения разме- ров с неуказанными допусками 0—10 000
КВАЛИТЕТЫ
Классы (уровни, степени) точности в ЕСДП названы
квалитетами, что отличает их от классов точности в си-
стеме ОСТ. Квалитет (степень точности) — ступень гра-
дации значений допусков системы.
Допуски в каждом квалитете возрастают с увеличением
номинальных размеров, но они соответствуют одному и
тому же уровню точности, определяемому квалитетом
(его порядковым номером).
Для данного номинального размера допуск для разных
квалитетов неодинаков, так как каждый квалитет опреде-
ляет необходимость применения тех или иных методов
и средств обработки изделий.
26
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
В ЕСДП установлено 19 квалитетов, обозначаемых
порядковым номером: 01; 0; 1; 2; 3; 4; 5; 6; 7; 8; 9; 10;
11; 12; 13; 14; 15; 16 и 17. Наивысшей точности соответ-
ствует квалитет 01, а наинизшей — 17-й квалитет. Точ-
ность убывает от квалитета 01 к квалитету 17.
Допуск квалитета условно обозначают прописными
латинскими буквами IT с номером квалитета, например,
IT6 — допуск 6-го квалитета. В дальнейшем под словом
допуск понимается допуск системы. Квалитеты 01, 0 и 1
предусмотрены для оценки точности плоскопараллельных
концевых мер длины, а квалитеты 2, 3 и 4 — для оценки
гладких калибров-пробок и калибров-скоб. Размеры де-
талей высокоточных ответственных соединений, например
подшипников качения, шеек коленчатых валов, деталей,
соединяемых с подшипниками качения высоких классов
точности, шпинделей прецизионных и точных металлоре-
жущих станков и другие выполняют по 5-му и 6-му ква-
литетам. Квалитеты 7 и 8 являются наиболее распростра-
ненными. Они предусмотрены для размеров точных от-
ветственных соединений в приборостроении и машино-
строении, например деталей двигателей внутреннего сго-
рания, автомобилей, самолетов, металлорежущих стан-
ков, измерительных приборов. Размеры деталей тепло-
возов, паровых машин, подъемно-транспортных механиз-
мов, полиграфических, текстильных и сельскохозяйствен-
ных машин преимущественно выполняют по 9-му квали-
тету. Квалитет 10 предназначен для размеров неответ-
ственных соединений, например для размеров деталей
сельскохозяйственных машин, тракторов и вагонов. Раз-
меры деталей, образующих неответственные соединения,
в которых допустимы большие зазоры и их колебания,
например размеры крышек, фланцев, деталей, получен-
ных литьем или штамповкой, назначают по 11-му и
12-му квалитетам.
Квалитеты 13—17 предназначены для неответственных
размеров деталей, не входящих в соединения с другими
деталями, т. е. для свободных размеров, а также для
межоперационных размеров.
Допуски в квалнтетах 5—17 определяют по общей
формуле
ITq = ai, (1)
КВАЛИТЕТЫ
27
где q — номер квалитета; а — безразмерный коэффициент,
установленный для каждого квалитета (табл. 2) и не за-
висящий от номинального размера (его называют «число
единиц допуска»); i — единица допуска (мкм) — множи-
тель, зависящий от номинального размера;
2. Расчетные формулы допусков квалитетов от 5 до 17
Дот зуск
Номер КЕ литста Обозна- чение Расчет- ная фор- мула Число ед НИЦ ДОПУ' ска Методы финишной обработки деталей
5 IT5 71 7 Притирка и доводка, тонкое (преци- зионное) шлифование, суперфиниши- рование (две операции), полирование тонкое
6 IT6 10i 10 Притирка и доводка, тонкое (алмаз- ное) обтачивание и растачивание, чи- стовое протягивание, чистовое шли- фование, калибрование отверстий ша- риком, обкатывание и раскатывание роликами или шариками, хонингова- ние
7 IT7 ICi 16 Чистовое обтачивание и растачивание, чистовое шлифование, чистовое про- тягивание, развертывание двумя раз- вертками, полирование, холодная штамповка с зачисткой и калибровкой
8 IT8 25i 25 Чистовое обтачивание и растачивание, развертывание одной-двумя развертка- ми, шлифование, хонингование, обка- тывание роликом или шариком, тонкое строгание, тонкое фрезерование, тон- кое шабрение
9 IT9 40i 40 Шлифование, фрезерование, развер- тывание, обтачивание и растачивание, протягивание
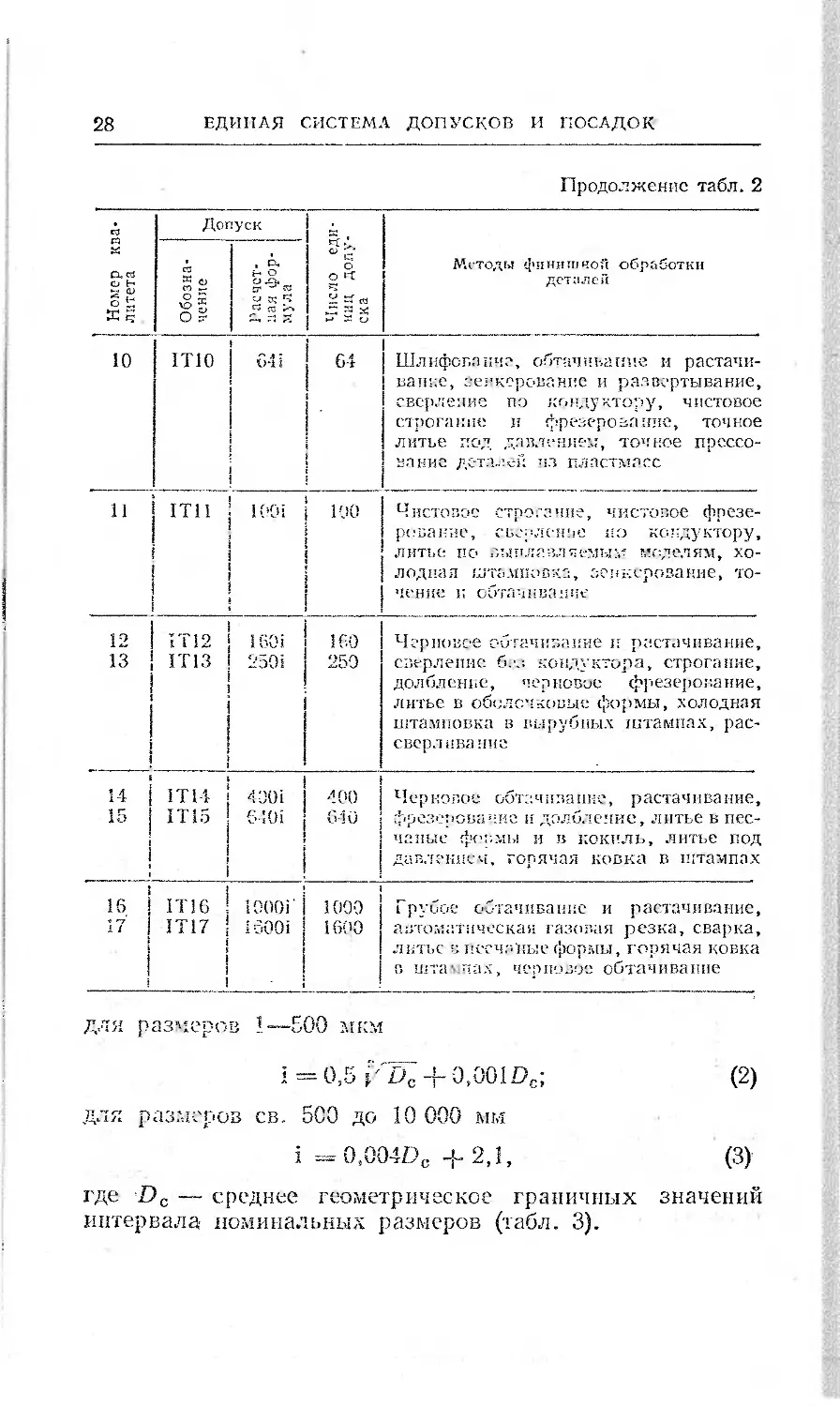
28
ЕДИНАЯ СИСТЕМА ДОПУСКОВ II ПОСАДОК
Продолжение табл. 2
Номер ква- литета Допуск Число еди- ниц допу- ска Методы финишной обработки деталей
Обозна- чение Расчет- ная фор- мула
10 IT10 641 64 Шлифование, обтачнъапие и растачи- вание, зенкоровамне и развертывание, сверление пэ кондуктору, чистовое строгание и фрезерование, точное литье под давлением, точное прессо- вание дс-тл-аек из пластмасс
11 1Т11 1001 100 Чистовое строгание, чистовое фрезе- ре в а г. и е, с вс •л о я •. >. е н э ко ? =ду ктору, литье по выплавляемые моделям, хо- л одна я шта м по в к а, зе j ; к сро ва ние, то- чение к обтачивание
12 13 ГП2 IT13 1601 2501 16.0 259 Черновое обтачивание и растачивание, сверление б.м кондуктора, строгание, долбленье, черновое фрезерование, литье в оболочковые формы, холодная штамповка в вырубных штампах, рас- сверливание
14 15 IT 14 IT15 400i 6401 400 640 Черновое обтачивание, растачивание, фрезерование и долбление, литье в пес- чаные ф<ч;.мы и в кокиль, литье под давлением, горячая ковка в штампах
16 17 IT16 IT17 ЮООГ 16001 1090 1600 Грубое обтачивание и растачивание, автоматi 1 ческая газовая резка, сварка, л итъ сип ес ч а пы е фор мы, горячая ковка в штампах, черновое обтачивание
для размеров 1-—500 мкм
1 = 0,5 ।
(2)
для разж'ров св. 5С0 до 10 000 мм
i = 0,004£)с 2,1, (3)
где Dc — среднее геометрическое граничных значений
интервала номинальных размеров (табл. 3).
КВАЛИТЕТЫ
29
3. Интервалы номинальных размеров (в мм) по ЕСДП
Основ- ные Проме- жуточ- ные ! Основные П ромежу- точные Основные Промежу- точные
Св. До Св. До | Св. До Св. До Св. До Св. До
— 3 — — 180 250 180 200 1250 1 600 1250 1 400
3 6 — 200 225 1400 1 600
6 10 __ — 225 250 1600 2 000 1600 1 800
10 18 10 14 250 315 250 280 1800 2 000
14 18 280 315 2000 2 500 2000 2 240
18 30 13 24 315 400 315 355 2240 2 500
24 30 355 400 2500 3 150 2500 2 800
30 50 30 40 400 500 400 450 2800 3 150
40 50 450 500 3150 4 000 3150 3 550
50 80 50 65 500 630 500 560 3550 4 000
65 80 560 630 4000 5 000 4000 4 500
80 120 80 100 630 800 630 710 4500 5 000
100 120 710 800 5000 6 300 5000 5 600
120 180 120 140 800 1000 800 900 5600 6 300
140 160 900 1000 6300 8 000 6300 7 100
160 180 1000 1250 1000 1120 7100 8 000
1120 1250 8000 10 000 8000 9 000
9000 10 000
Примечания: 1. Промежуточные интервалы размеров при-
меняются: для валов с основными отклонениями а,..., с и г, ...,zc;
для отверстий с основными отклонениями Л, ...,С и R, ...,ZC.
2. Промежуточные интервалы размеров, указанные в табл. 3
для валов и отверстий, предназначены для образования посадок с очень
большими зазорами и натягами.
30
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
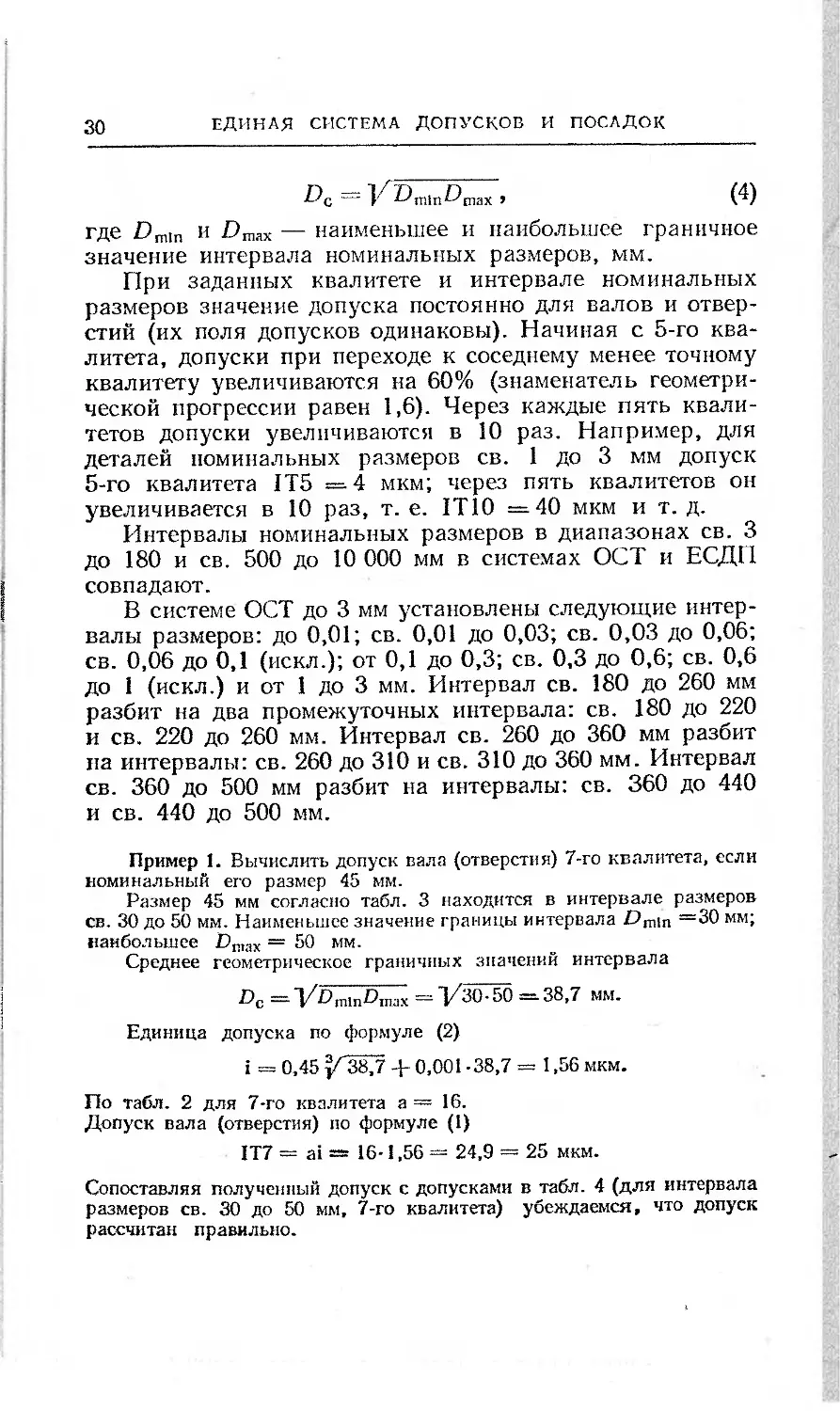
Dc = l/Z)mlnDmax , (4)
где £>П,|П и £>гаах — наименьшее и наибольшее граничное
значение интервала номинальных размеров, мм.
При заданных квалитете и интервале номинальных
размеров значение допуска постоянно для валов и отвер-
стий (их поля допусков одинаковы). Начиная с 5-го ква-
литета, допуски при переходе к соседнему менее точному
квалитету увеличиваются на 60% (знаменатель геометри-
ческой прогрессии равен 1,6). Через каждые пять квали-
тетов допуски увеличиваются в 10 раз. Например, для
деталей номинальных размеров св. 1 до 3 мм допуск
5-го квалитета IT5 =4 мкм; через пять квалитетов он
увеличивается в 10 раз, т. е. IT10 =40 мкм и т. д.
Интервалы номинальных размеров в диапазонах св. 3
до 180 и св. 500 до 10 000 мм в системах ОСТ и ЕСДП
совпадают.
В системе ОСТ до 3 мм установлены следующие интер-
валы размеров: до 0,01; св. 0,01 до 0,03; св. 0,03 до 0,06;
св. 0,06 до 0,1 (искл.); от 0,1 до 0,3; св. 0,3 до 0,6; св. 0,6
до 1 (искл.) и от 1 до 3 мм. Интервал св. 180 до 260 мм
разбит на два промежуточных интервала: св. 180 до 220
и св. 220 до 260 мм. Интервал св. 260 до 360 мм разбит
на интервалы: св. 260 до 310 и св. 310 до 360 мм. Интервал
св. 360 до 500 мм разбит на интервалы: св. 360 до 440
и св. 440 до 500 мм.
Пример I. Вычислить допуск вала (отверстия) 7-го квалитета, если
номинальный его размер 45 мм.
Размер 45 мм согласно табл. 3 находится в интервале размеров
св. 30 до 50 мм. Наименьшее значение границы интервала Pmin =30 мм;
наибольшее Dlnax = 50 мм.
Среднее геометрическое граничных значений интервала
Dc — — 1^30-50 =38,7 мм.
Единица допуска по формуле (2)
1 = 0,45 + 0,001 -38,7 = 1,56 мкм.
По табл. 2 для 7-го квалитета а = 16.
Допуск вала (отверстия) по формуле (1)
IT7 = а! = 16-1,56 = 24,9 = 25 мкм.
Сопоставляя полученный допуск с допусками в табл. 4 (для интервала
размеров св. 30 до 50 мм, 7-го квалитета) убеждаемся, что допуск
рассчитан правильно.
КВАЛИТЕТЫ
31
При переводе классов точности по ОСТ в квалитеты
по ЕСДП необходимо знать следующее. Так как в системе
ОСТ допуски подсчитывали по формулам, отличающимся
от формул (2) и (3), то нет точного совпадения допусков
по классам точности и квалитетам (таил. 4). Первона-
чально в системе ОСТ были установлены классы точности:
1; 2; 2а; 3; За; 4; 5; 7; 8 и 9. Позднее система ОСТ была
дополнена более точными классами 02, 03, ..., 08 и 09
и более грубыми классами 10 и 11. В системе ОСТ допуски
палов 1, 2 и 2а классов точности установлены меньшими,
чем для отверстий тех же классов точности.
Это связано с трудностями обработки отверстий по
сравнению с валами.
Пример 2. Определить квалитет точности вала номинального раз-
мера 45 мм, если задан допуск ITq = 25 мкм.
Квалитет точности q может быть определен, если найти коэффи-
циент а, называемый числом единиц допуска. Так, если число единиц
допуска а — 10 (см. табл. 2), то допуск соответствует 6-му квалитету,
и т. д. Число единиц допуска а может быть определено по формуле (1).
Используя результаты решения примера 1, получим
Согласно табл. 2 допуск вала соответствует 7-му квалитету
точности.
Пример 3. Дано соединение 0 48ф§;§25. Вычислить допуск вала и
-0.016
отверстия. Пользуясь табл. 4, определить квалитет точности вала и
отверстия, а по табл. 2 выбрать финишные операции обработки, обес-
печивающие получение этих квалитетов.
Пользуясь формулами гл. 1, табл. 3, находим допуск вала, рав-
ный 16 мкм, и допуск отверстия 39 мкм. Номинальный размер вала и
отверстия равен 48 мкм; он находится в интервале номинальных раз-
меров св. 30 до 50 мм (см. табл. 4). Для определения квалитета точности
вала находим в графе интервалов номинальных размеров допуск, рав-
ный 16 мкм, и по горизонтали, перемещаясь влево до графы «Квали-
тет ЕСДП», находим квалитет 6 (IT6). Аналогично для допуска отвер-
стия 39 мкм находим квалитет 8 (IT8). Сопоставляя найденные квали-
теты с классами точности по ОСТ, находим, что вал соответствует
2-му классу точности, а отверстие — 2а классу точности. По табл. 2
находим, что возможным методом окончательной обработки для вала
6-го квалитета может быть чистовое шлифование, а для отверстия
8-го квалитета — чистовое растачивание или развертывание двумя
развертками.
С помощью табл. 4 можно решить и обратную задачу:
по номинальному размеру и заданному квалитету найти
допуск на изготовление.
32 ЕДИНАЯ СИСТЕМА ДОПУСКОВ II ПОСАДОК
4. Допуски (в мкм) квалитетов ЕСДП и классов точности ОСТ (для
Квалитет по ЕСДП Класс точ- ности по ОСТ Интервалы помина
со -СО О - о О К£ Св. 0,6 до 1 * Сз. 1 до 3 Св. 3 до 6 Св. 6 до ! 10 о к о О 1 Св. 18 до 30 00 ю И о О < So СО 0 § Св. 80 до 120
4 — 3 3 3 4 4 5 6 9 7 8 10
в—08 о -08 1,8 2 4
4 4 5 6 8 11 13 15
в 1 4 5
о 09 2,5 3
6 — 6 6 6 8 9 И 13 16 19 22
в—2 6 7 6 8 10 12 14 17 20 23
о 1 4 5 6 8 9 11 13 15 18 21 ---
7 — 10 10 10 12 15 18 21 25 30 35
в— 2а 10 12 9
о—2 6 7 10 13 16 19 23 27
8 — 14 14 14 18 22 27 33 39 46 54
— о—2а 10 12
9 — 25 25 25 30 36 43 52 62 74 87
10 , 1 11“ 15 18 20 25 30 35 45 50 60 70
40 40 40 48 58 70 84 100 120 140
_ За 25 30
. 11 — 60 60 60 75 90 110 130 160 190 220
__ £_ 40 45 СО 80 100 150 120 140 170 250 200 230 ”.
12 100 100 100 120 180 210 300 350 ..
— 5 60 70 120 160 200 240 280 340 400 460
13 14 — 140 140 140 180 220 270 330 390 460 540
250 250 250 300 360 430 520 620 740 870
—- 7 140 160
КВАЛИТЕТЫ
33
основных палов и отверстий)
льных размеров, мм
Си. 120 ДО 1»0 Св. 1*0 до 250 Св. 250 ди 260 Св. ‘.'G0 дэ 315 Г1УР "V Св. З’.О до 100 Св. 4 00 ди 560 Св. 500 до 630 | Св. 630 до ЬОО Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 до 1600 Св. 1600 до 2000
12 14 16 18 20 22 25 29 34 40 48
14 If, 20 — — — — — —
i 18 20 23 25 27 30 35 40 46 54 65
20 22 25 30 35 40 45 50 55
20 23 27 — — — — —
25 29 32 36 40 44 50 56 66 78 92
27 30 nr ОЭ 40 45 50 55 60 65 75
24 27 30 35 45 50 55 60 65 75
40 46 52 Г,7 63 70 80 90 105 125 150
47 62 100 ПО 120
45 50 60 100 110 120
63 72 81 89 97 110 125 140 165 195 230
7С 84 95 110 120 130 150 170 190
-ТОО 115 130 140 155 175 200 230 260 310 370
80 90 1С0 120 140 150 170 200 220 250
160 250 185 290 210 230 250 280 320 3G0 420 500 600
185 215 250 280 300 350 400 450 500
320 3G0 400 440 500 560 660 780 920
260 300 .340 380 459 500 550 600 650 750
400 460 520 570 630 700 800 900 1 050 1 250 1 500
530 600 680 760 900 1000 1100 1 200 1 300 1 500
630 720 810 890 970 1100 1250 1400 1 650 1 950 2 300
1000 1150 1300 1400 1550 1750 2000 2300 2 600 3 100 3 700
1150 1350 1550 1800 2000 2200 2 400 2 600 3 000
2 Белкин И. М.
34
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Квалитет по ЕСДП Класс точ- ности по ОСТ Интервалы помина
Св. 0,3 ДО 0,6 Св. 0.6 до 1 * Св. 1 До 3 Св. 3 до 6 Св. 6 до 10 Св. 10 ДО 18 со ео и О О н Св. 30 ДО 50 О ад О СО С2 о О СВ. 80 до 120
15 — 400 400 400 480 580 700 840 1000 1200 1400
8 — —
16 .— 600 600 600 750 900 1100 1300 1600 1900 2200
.— 9
17 1000 1000 1000 1200 1500 1800 2100 2500 3000 -3500
— 10 - — —
* Для системы ОСТ размер 1 мм исключается, так как входит в
Примечание. В Графе «Класс точности по ОСТ» буквы
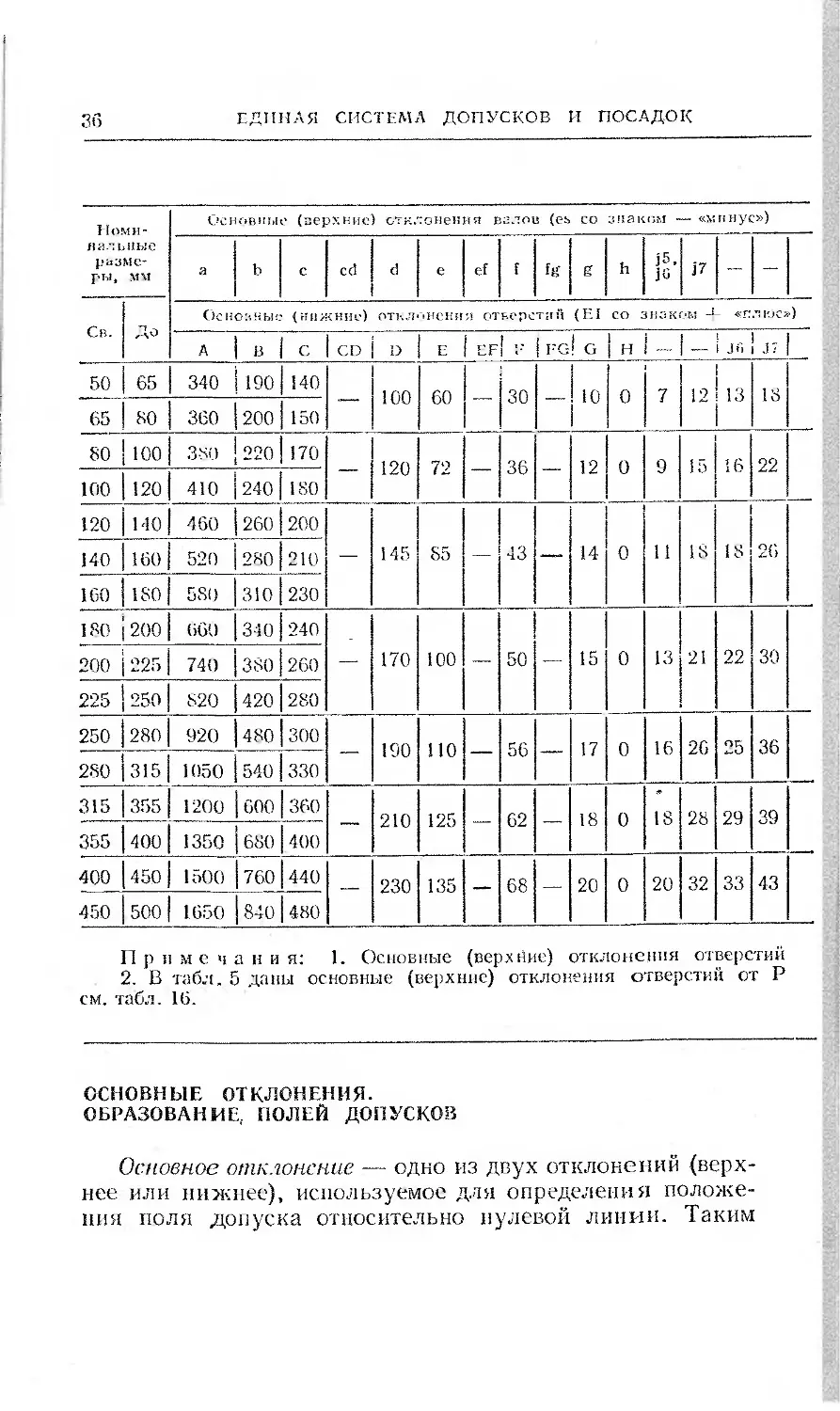
5. Основные отклонения (в мкм) валов и отверстий (ГОСТ 25346—82)
Номи- нальные разме- ры, мм Основные {верхние) отклонения валов (es со знаком — «минус»)
а ь С cd d e ef f fg g h 15. j6 17 — —
Св. До Основные (нижние) отклонения отверстий (EI со знаком -f- «плюс»)
А в с CD D E EE F FG G H — J6 J7
— 3 270 140 60 34 20 14 10 6 4 2 0 2 4 2 4
3 6 270 140 70 46 30 20 14 10 6 4 0 2 4 5 6
6 10 280 150 80 56 40 25 18 13 8 5 0 2 5 5 8
10 14 290 150 95 —. 50 32 —— 16 — 6 0 3 6 6- 10
14 18
18 24 300 160 110 — 65 40 — 20 — 7 0 4 8 8 12
24 30
30 40 310 170 120 — 80 50 — 25 — 9 0 -5 10 10 14
40 50 320 180 130
(
КВАЛ И ТЕТЫ
Продолжение табл. 4
льных размеров, мм
So 00 0 О п Св. 180 до 250 Св. 250 до 260 0*0 С! о Св. 315 до 300 । Св. 360 до 400 Св. 400 до 500 j Св. 500 до 630 Св. СЗО до 800 0001 0* 008 *аэ Св. 1000 до 1250 Св. 1250 до 1600 Св. 1600 до 2000
1600 1850 2100 2300 2500 2800 3200 3600 4 200 5 000 6 000
1900 2200 2500 2800 3000 3500 4 000 4 500 5 000
2500 2900 3200 3600 4000 4400 5000 5600 6 600 7 800 9 200
2900 3300 3800 4500 5000 5500 6 000 6 500 7 000
4000 4600 5200 5700 |б300 7000 8000 9000 10 500 12 500 15 000
4600 5200 6000 7000 8000 9000 10 000 11 000 12 000
следующий интервал номинальных размеров от 1 до 3 мм.
означают: в — вал; о — отверстие.
Основные (нижние) отклонения палов (ei со знаком 4- «плюс»)
— к m п р Г S t U V X У Z Z3 zb zc
Основные (верхние) отклонения отверстий (ES со знаком — «минус»)
.18 — — — р R S т и V X Y Z ZA ZB zc
6 0 2 4 6 10 14 — 18 — 20 - 26 32 40 60
10 1 4 8 12 15 19 23 28 35 42 50 80
12 I 6 10 15 19 23 28 — 34 42 52 67 97
15 1 7 12 18 23 28 — 33 —. 40 50 64 90 130
39 45 60 77 108 150
20 2 8 15 22 28 35 — 4! 47 54 63 73 98 136 188
41 48 55 64 75 88 118 160 218
24 2 9 17 26 34 43 48 60 68 80 94 112 148 200 . 274
54 70 81 97 114 136 180 242 325
2*
36
ЕДИНАЯ СИСТЕМА ДОПУСКОВ II ПОСАДОК
Поми- нальные разме- ры, мм Основные (верхние) стило нения валов (еь со знаком — «минус»)
а ь С cd d e ef f fg g h ]5, j6 j7 — —
Св. До венозные (нижние) отклонения отверстий (EI со знаком «плюс»)
А в С CD D F ГР FG! G > t :
H — Jn i J 7
50 65 340 190 140 — 100 60 — 30 10 0 7 12 13 18
65 80 360 200 150
80 100 380 220 170 — 120 72 — 36 12 0 9 15 16 22
100 120 410 240 180
120 1-10 460 260 200 — 145 85 43 — 14 0 11 18 IS 26
140 160 520 280 210
160 180 580 310 230
180 200 660 340 240 170 too — 50 — 15 0 13 21 22 30
200 225 740 380 260
U3 сч сч 250 820 420 280
250 280 920 480 300 — 190 110 — 56 — 17 0 16 26 25 36
280 315 1050 540 330
315 355 1200 ООО 360 __ 210 125 — 62 18 0 18 28 29 39
355 400 1350 680 400
400 450 1500 760 440 — 230 135 — 68 — 20 0 20 32 33 43
450 500 1650 840 480
Примечания: 1. Основные (верхние) отклонения отверстий
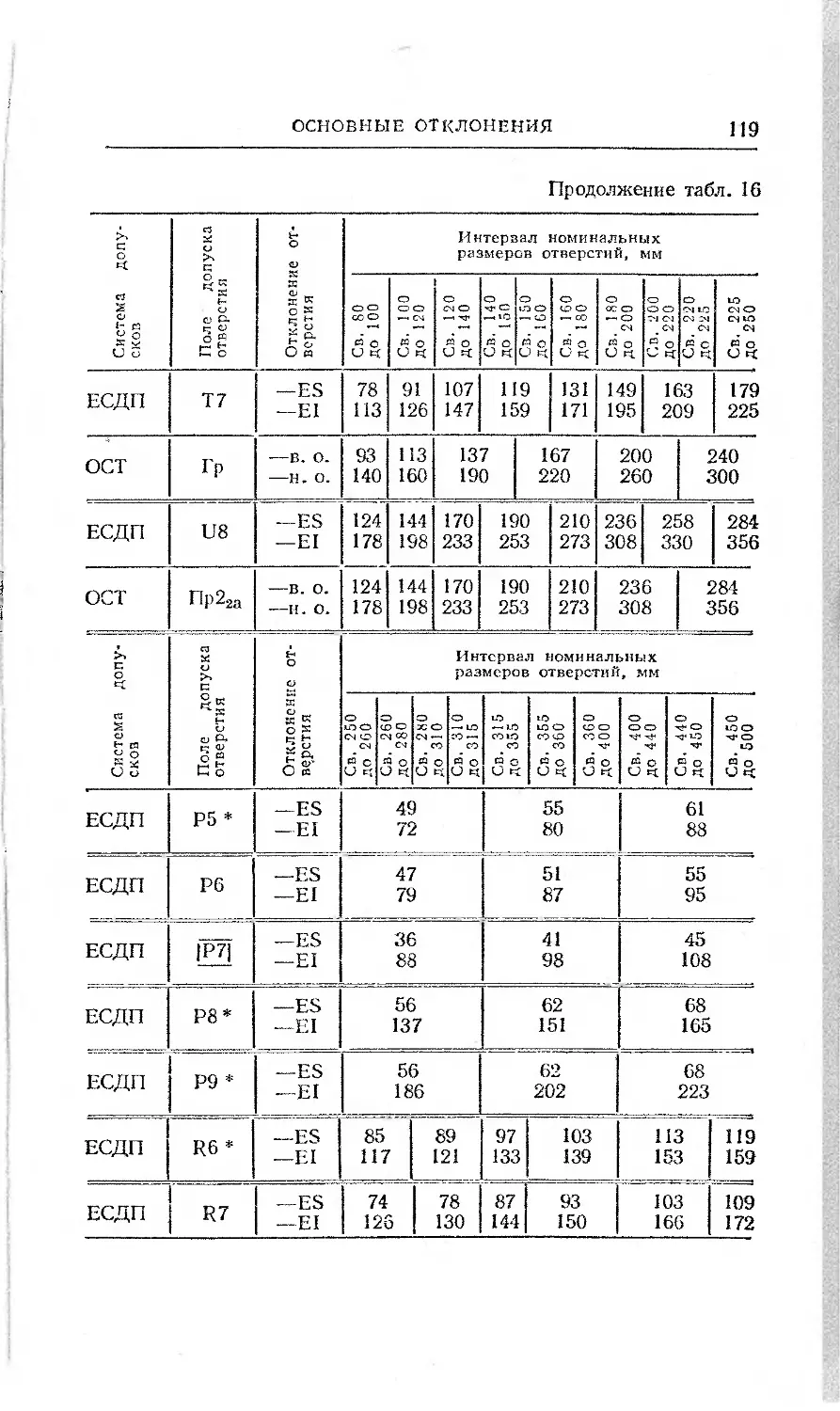
2. В табл. 5 даны основные (верхние) отклонения отверстий от Р
см. табл. 16.
ОСНОВНЫЕ ОТКЛОНЕНИЯ.
ОБРАЗОВАНИЕ. ПОЛЕЙ ДОПУСКОВ
Основное отклонение — одно из двух отклонений (верх-
нее или нижнее), используемое для определения положе-
ния ноля допуска относительно нулевой линии. Таким
ОСНОВНЫЕ ОТКЛОНЕНИЯ
37
Продолжение та<5л. 5
Основные (нижние) отклонения валов (ei со знаком -Д «плкьс»!
— к m и р Г s t u V X У z za zb ZC
। Основные (верхние) отклонения отверстий (ES со знаком — «минус»)
JS — р <7 i S T U V X Y ZA ZB ZC
28 2 и 20 32 41 53 66 87 102 122 114 172 226 300 405
*t3 59 75 102 120 146 174 210 274 360 480
34 3 13 23 37 51 71 91 124 146 178 214 258 335 445 585
54 79 104 144 172 210 254 310 400 525 690
41 3 15 27 43 63 92 '22 170 202 248 300 365 470 620 800
65 100 134 190 228 280 340 415 535 700 900
68 10S 146 210 252 310 380 465 600 780 1000
47 1 17 31 50 77 122 166 236 284 350 425 520 670 880 1150
80 130 180 258 310 385 470 575 740 960 1250
84 140 196 2.84 340 425 520 640 820 1050 1350
55 60 4 20 34 5G 94 158 218 315 385 475 580 710 920 1200 1550
170 240 350 425 525 650 790 1000 1300 1700
4 21 37 62 108 190 2GS 390 475 590 730 900 1150 1500 1900
111 208 294 435 530 660 820 1000 1300 1650 2100
66 5 23 40 63 126 232 330 490 595 J 740 920 1100 1450 1850 2400
132 252 360 540 660 82o|100o| 1250 | 1600 2100 2600
К, М и N могут быть найдены по табл. 13.
до ZC свыше 7-го квалитета. Эти отклонения для других квалитетов
отклонением является ближайшее отклонение от нулевой
линии. На рис. 1,аив показаны поля допусков вала I
и отверстия 2, расположенные выше и ниже нулевой
линии. Для полей допусков вала (отверстия), располо-
женных выше нулевой линии, основное отклонение яв-
ляется нижним отклонением вала ei (для отверстия EI)
38
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Рис. 1. Основные отклонения валов (а и б) и отверстий (в и г); d(Р) —
номинальный размер вала (отверстия)
со знаком «плюс», а для полей допусков, расположенных
ниже нулевой линии, основное отклонение — верхнее от-
клонение вала es (для отверстия ES) со знаком «минус»
От границы основного отклонения начинается поле до-
пуска. Положение второй границы поля допуска (т. е.
второе предельное отклонение) определяется как алге-
ОСНОВНЫЕ ОТКЛОНЕНИЯ
39
браическая сумма значения основного отклонения и до-
пуска квалитета точности (см. табл. 4).
Для валов установлено 28 основных отклонений и
столько же основных отклонений для отверстий
(ГОСТ 25346—82). Основные отклонения обозначают одной
или двумя буквами латинского алфавита: для вала —•
строчными буквами от а до zc (рис. 1,6), а для отвер-
стия — прописными буквами от А до ZC (рис. 1, а). Зна-
чения основных отклонений приведены в табл. 5.
Основные отклонения валов от а до g (верхние откло-
нения es со знаком «минус») и основное отклонение вала h
(es равно нулю) предназначены для образования полей
допусков валов в посадках с зазором; от j (js) до п —
в переходных посадках и от р до zc (нижние отклонения ei
со знаком «плюс») — в посадках с натягом. Аналогично
основные отклонения отверстий от А до G (нижние от-
клонения EI со знаком «плюс») и основное отклонение
отверстия Н (для него EI =0) предназначены для обра-
зования полей допусков отверстий в посадках с зазором;
от J (Js) до N — в переходных посадках и от Р до ZC
(верхние отклонения ES со знаком «минус») — в посадках
с натягом. Буквами js и Js обозначено симметричное рас-
положение допуска относительно нулевой линии. В этом
случае числовые значения верхнего es (ES) и нижнего
ei(EI) отклонений вала (отверстия) численно равны, но
противоположны по знаку (верхнее отклонение со знаком
«плюс», а нижнее—со знаком «минус»). Например, для
, ITq . ITq , ITq
вала es=H—ci = ——для отверстия: ES=q—s—;
EI =—
Основные отклонения вала и отверстия, обозначенные
одноименной буквой (для данного интервала размеров),
равны по величине, но противоположны по знаку; они
увеличиваются с возрастанием значения интервала раз-
меров; например, для отверстий с основными отклоне-
ниями от А до G и валов — от а до g: -j-EI = —es; для
отверстий с основными отклонениями от Р до ZC и валов
от к до zc: — ES = -pei. Из этого правила предусмотрено
исключение для следующих основных отклонений отвер-
стий: J, К, М и N с допусками 3—8-го квалитета; Р — ZC
40
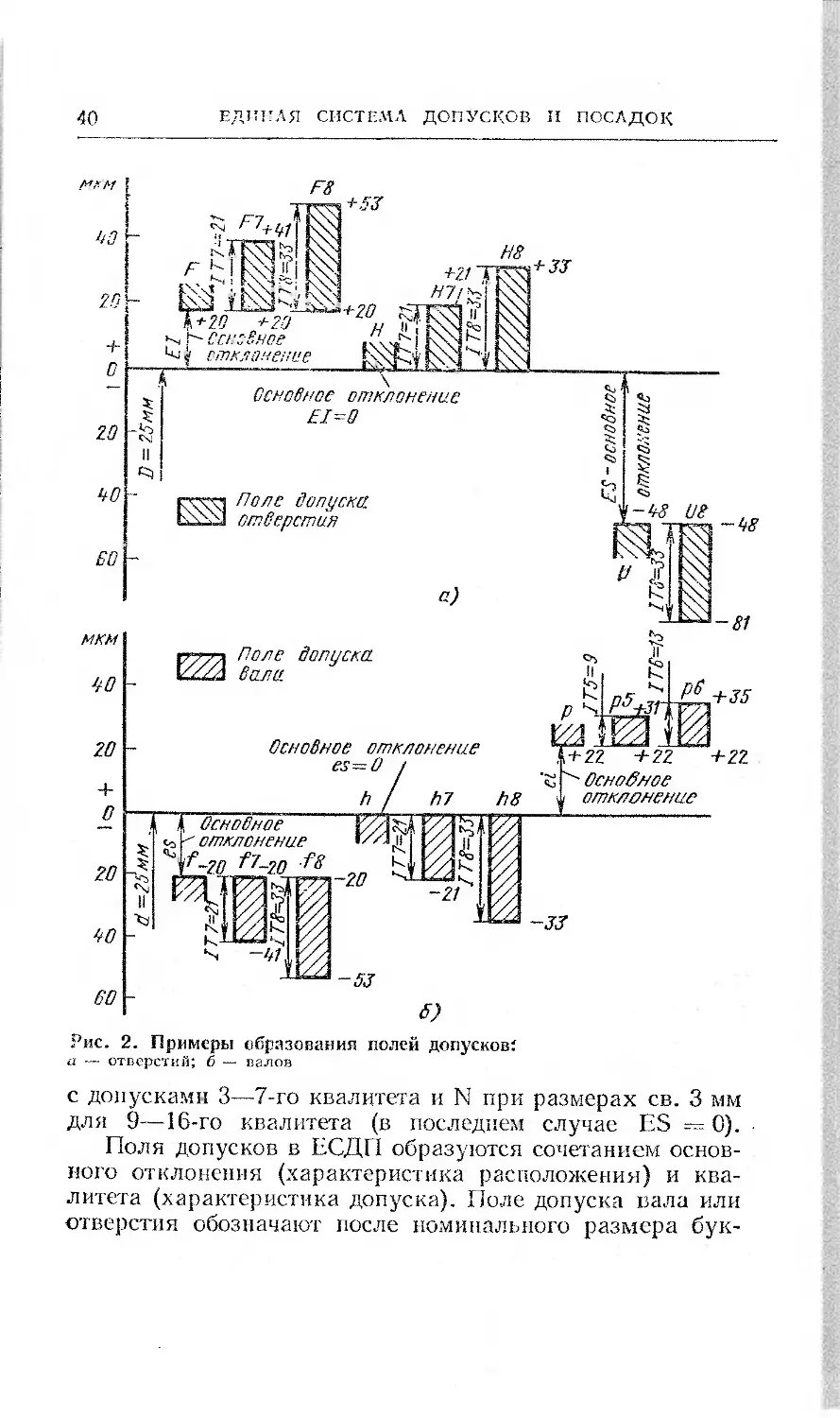
ЕДИНАЯ система допусков и посадок
Рис. 2. Примеры образования полей допусков:
а — отверстий; б — валов
с допусками 3—7-го квалитета и N при размерах св. 3 мм
для 9—16-го квалитета (в последнем случае ES — 0).
Поля допусков в ЕСДП образуются сочетанием основ-
ного отклонения (характеристика расположения) и ква-
литета (характеристика допуска). Поле допуска вала или
отверстия обозначают после номинального размера бук-
ОСНОВНЫЕ ОТКЛОНЕНИЯ
41
вой основного отклонения и номером квалитета (табл. 6).
Например, 45е8 означает вал диаметром 45 мм, 8-го ква-
литета с основным отклонением е, т. е. вал предназначен
для образования посадки с зазором.
При известном основном отклонении второе предель-
ное отклонение, зависящее от квалитета (допуска), опре-
деляется следующим образом. Если основное отклонение
является верхним отклонением (es для вала и ES для
отверстия), то второе предельное отклонение — нижнее
отклонение вала ei (отверстия EI), определяют по фор-
мулам:
ei — es — ITq; EI = ES — ITq. (5)
Когда основное отклонение является нижним откло-
нением вала ei (отверстия EI), второе предельное откло-
нение •— верхнее отклонение вала es (отверстия ES), опре-
деляют по формулам:
es g ei + ITq; ES •= EI -{- ITq. (6)
Пример 4. Для номинального размера 25 мм выписываем следующие
основные отклонения отверстий (см. табл. 5): F (EI — -р20 мкм),
Н (EI = 0), U (ES = —48 мкм); основные отклонения валов: f (es —
* —20 мкм), h (es — 0), р (ei — +22 мкм). Необходимо: по формулам
(5) и (6) вычислить вторые предельные отклонения отверстий 7-го и
8-го квалитета и валов от 5-го до 8-го квалитета; построить поля до-
пусков отверстий и валов.
Из табл. 4 выписываем допуски для поминального размера 25 мм
(интервал номинальных размеров св. 18 до 30 мм) 5—8-го квалитета
точности: IT5 — 9 мкм; 1Т6 - 13 мкм; 1Т7 = 21 мкм и 1Т8 33 мкм.
На рис. 2 приведены основные отклонения F, Н, U, f, h, р; от них от-
ложены значения допусков. Вторые предельные отклонения отверстий
и валов будут равны:
25F7 (EI = +20 мкм),
25F8 (EI - +20 мкм),
25Н7 (EI •-= 0),
25Н8 (EI = 0),
25U8 (ES = —48 мкм),
ES - EI ;-
ES = EI+
ES = EI+
ES --- EI -|-
EI
IT7 == +20 + 21 = +41
IT8 =-- +20 + 33 = +53
IT7 — +21 мкм;
IT8 — +33 мкм;
48 — 33 = —81
ES — IT8 =я
мкм;
мкм;
мкм;
2517 (es — —20 мкм),
2518 (es -- —20 мкм),
25117 (es = 0),
25h8 (cs -- 0),
25р5 (ei=+22 мкм),
25р6 (ei = +22 мкм),
ei — es — 117 — —20 — 21 ~ —41 мкм;
ei -= es —• IT8 — 20 — 33 — — 53 мкм;
ei — es — 1T7 = 0 — 21 —- — 21 мкм;
ei — es — 118 — 0 — 33 — — 33 мкм;
es = ei + IT6 = +22 9 = +31 мкм;
cs = ei + IT7 = +22 + 13 — +35 мкм.
6. Поля допусков валов и отверстий (для табл. 7—16)
Система допусков Система отверстия
Основное отверстие Поля допусков валов для образования посадок
с зазорами переходных c натягами
Номера таблиц 7 9 10 8 11
ЕСДП Н5 g4 g5 c8 js4 js5 n4 p4 *
ОСТ А()Э Доз Дг TX Поз lb Пр los —
ЕСДП Н6 I~g6~| g7* c9 * IMI /V p5 I~p6~l
ОСТ Aj |~| — — и — —
ЕСДП EE1I f4 * f5 * ell k4 k5 p7 * r5
ОСТ — — — H08 — nplj
ЕСДП |W| (6 Illi b9 * |TfT I k7 IZ1I r7 *
ОСТ |_М Xt IXI и нга Пл —
ЕСДП f8 f9 bll m4 m5 s5 1 1
ОСТ |~аГ| х2а IZZZI Л4 Гоз Ti np2i IZEI
ЕСДП ню е5 * e6 * Ы2 m6 m7 s7 s8 *
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
OCT Аза — — LA.I
ЕСДП | НН | e7 | e8 | a9 *
OCT | А4 | — IZI —
ЕСДП Н12 e9 d6 * all
OCT l_AsJ — —-
ЕСДП 1113 d7 * d8 —
OCT — — III —
ЕСДП H14 A dlO —
OCT A? ж — —
ЕСДП H15 1 dll — —
OCT As ж — —
ЕСДП H16 — — —
OCT a9 — — —
ЕСДП H17 — —
OCT Aw —• —
т Т2а |, Пр Ьа | —
п5 13 t5 * t6
Г1 1X1 — —
п7 — t7 * u5 *
Гга — — —
— — u6 * u7
— — —• rp
— — u8 v6 *
— — Пр23 —
— — v7 * x7 *
— — — —
— — x8 z7 *
— — —
— z8 —
— Пр33 —
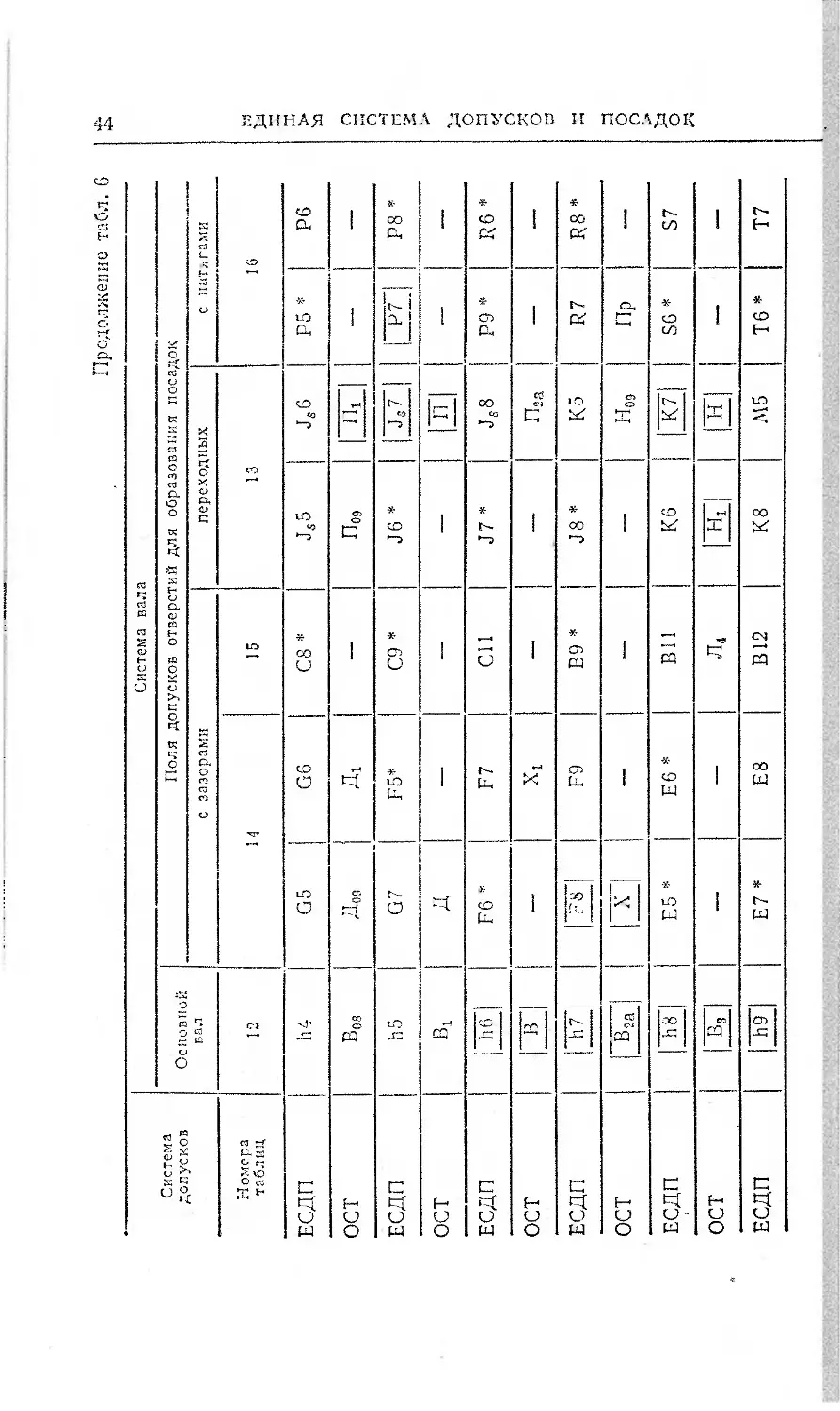
ОСНОВНЫЕ ОТКЛОНЕНИЯ
Продолжение табл. G
Система допусков Система вала
Основной вал Поля допусков отверстий для образования посадок
с зазорами переходных с натягами
Номера таблиц 12 и 15 13 16
ЕСДП 114 G5 G6 С8 * Js5 Js6 Р5 * Р6
ОСТ Bos Доз Д1 — Л09 ITOI “— —
ЕСДП h5 G7 F5* С9 * J6 * ГТО ш Р8 *
ОСТ Bt Д — — и — •—
ЕСДП iTO F6 * F7 СИ J7 * Js8 Р9 * R6 *
ОСТ |~1Г — ХД — — Паа — —
ЕСДП |~h7~| ITFI F9 В9 * J8 * К5 R7 R8 *
ОСТ IS ш — — — н09 Пр
ЕСДП |~h8~ Е5 * Е6 * ВИ Кб SG * S7
ОСТ TOI — — «Л4 то |ТГ| — —
ЕСДП |~h9~| Е7 * Е8 В12 К8 М5 Тб * Т7
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
ОСТ — — .—. — Н2Я Г'оЭ 1 — —
ЕСДП МО ЕЮ * Мб М7 — 08
ОСТ Вза |~хГ| — Х5 Т! Т Гр Пр22а
ЕСДП | Ы1 | D6 * D7 * А9 * М8 N6 — —
ОСТ — — — Таа Г! — —
ЕСДП Ы2 D8 D9 АП |~ЬГ7| N8 — —
ОСТ ш Ш ’—. Ш5 |Т"| Г2а — —
ЕСДП М3 D10 D11 CD11 N9 * — — —
ОСТ — — Ш — — — ——
ЕСДП М4 — .— —— — — — —
ОСТ В7 — — — — —.
ЕСДП М5 — —• — — — — —
ОСТ в8 •— — — — — — —
ЕСДП Мб
ОСТ В9
ЕСДП М7
ОСТ в10
Примечания: 1. Предпочтительные поля допусков заключены в рамки.
2. Дополнительные поля допусков отмечены знаком *.
ОСНОВНЫЕ ОТКЛОНЕНИЯ
46
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Аналогично рассмотренному примеру составлены таб-
лицы верхних и нижних отклонений вадов и отверстий,
включенные в ГОСТы (табл. 7, 9, И, 12, 14 и 16).
Рис. 3. Схема расположения полей допусков основных отверстий (для
интервала размеров 30—50 мм)
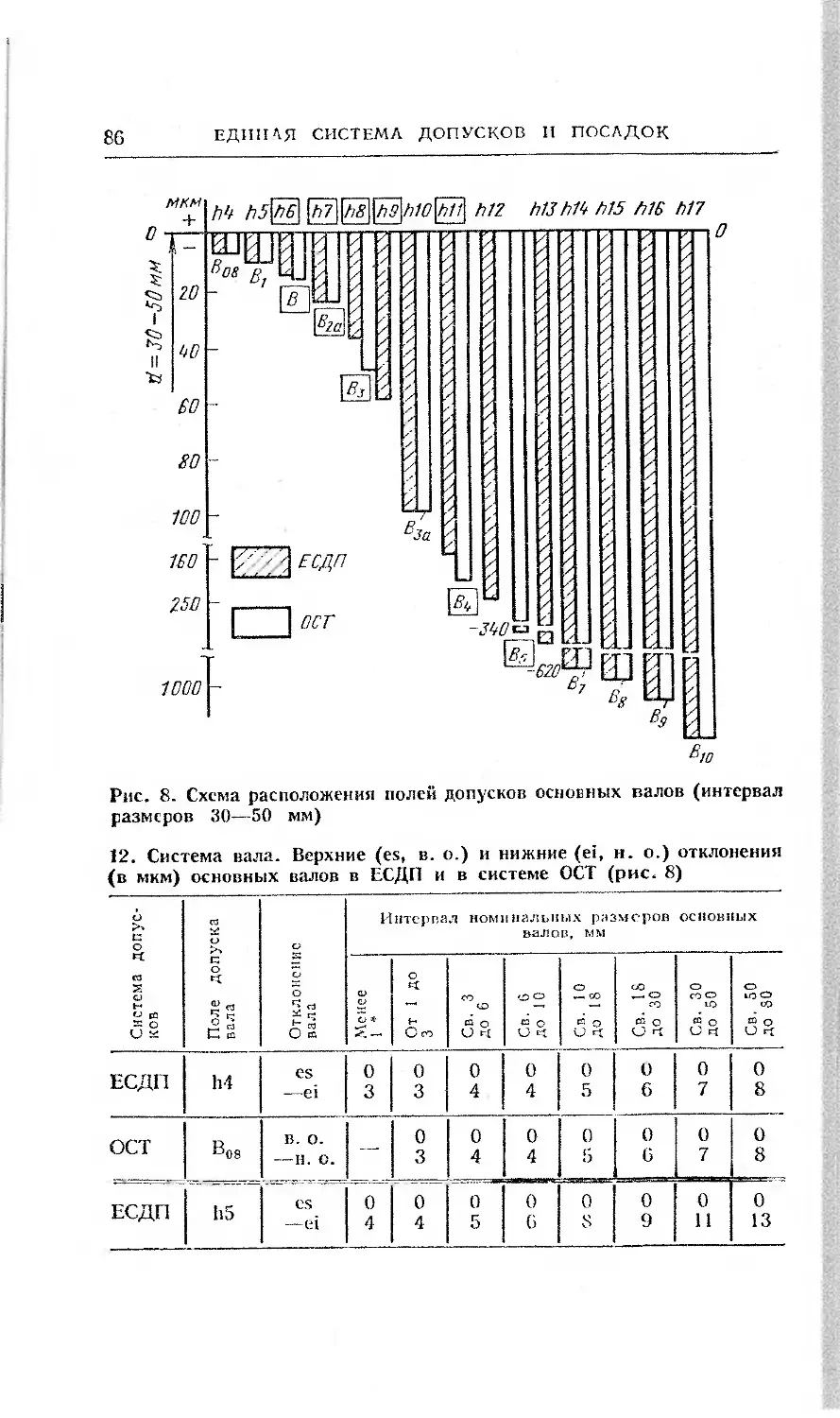
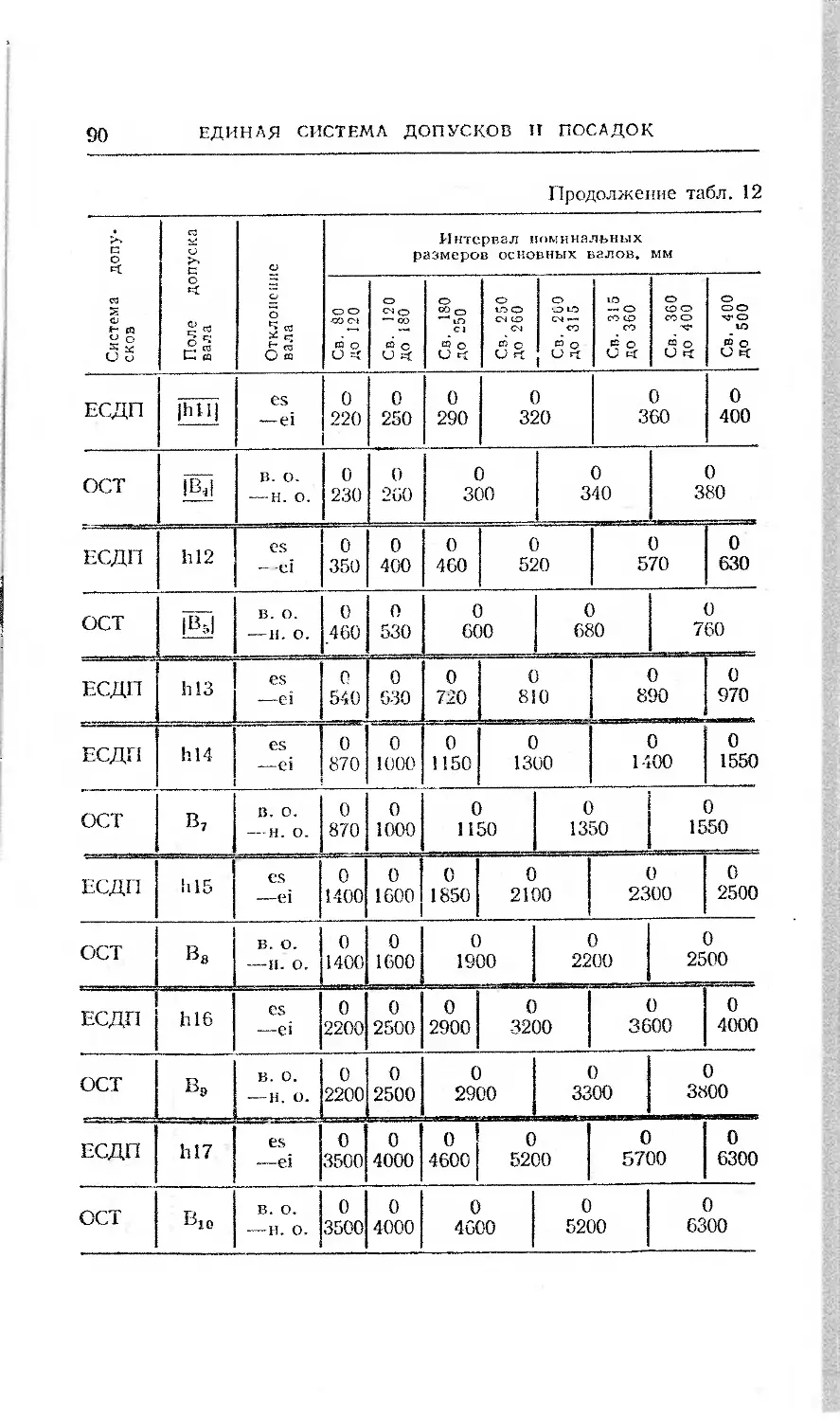
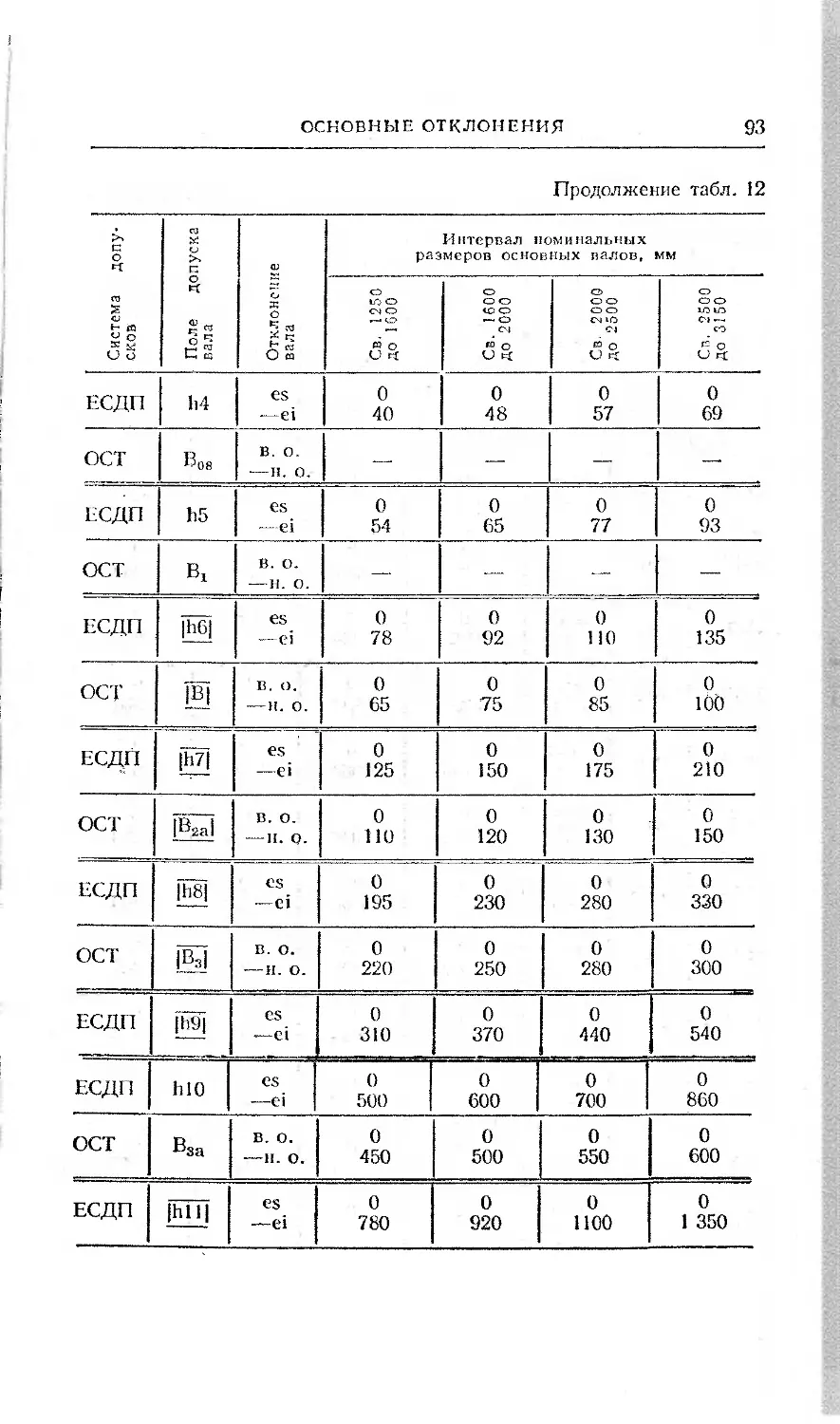
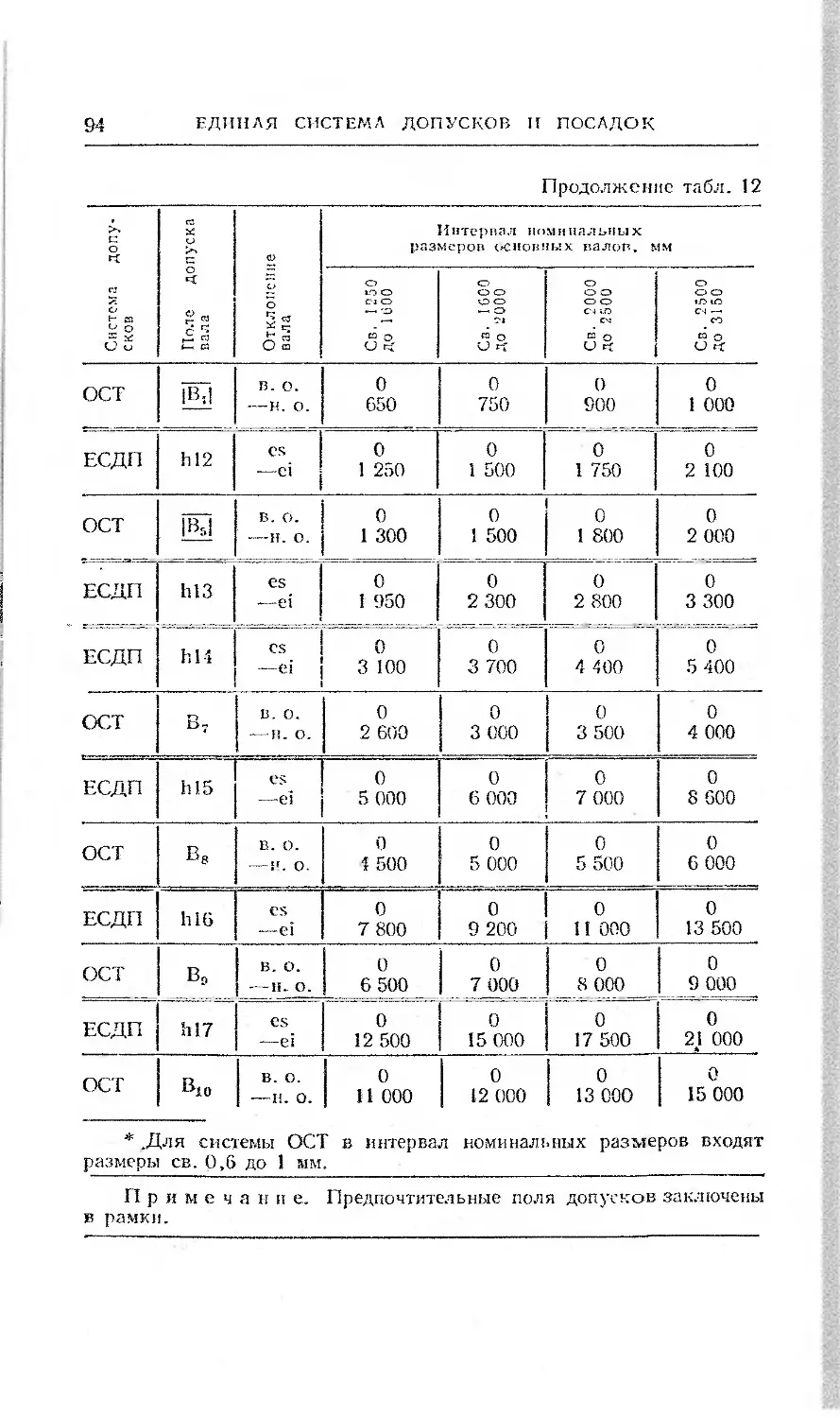
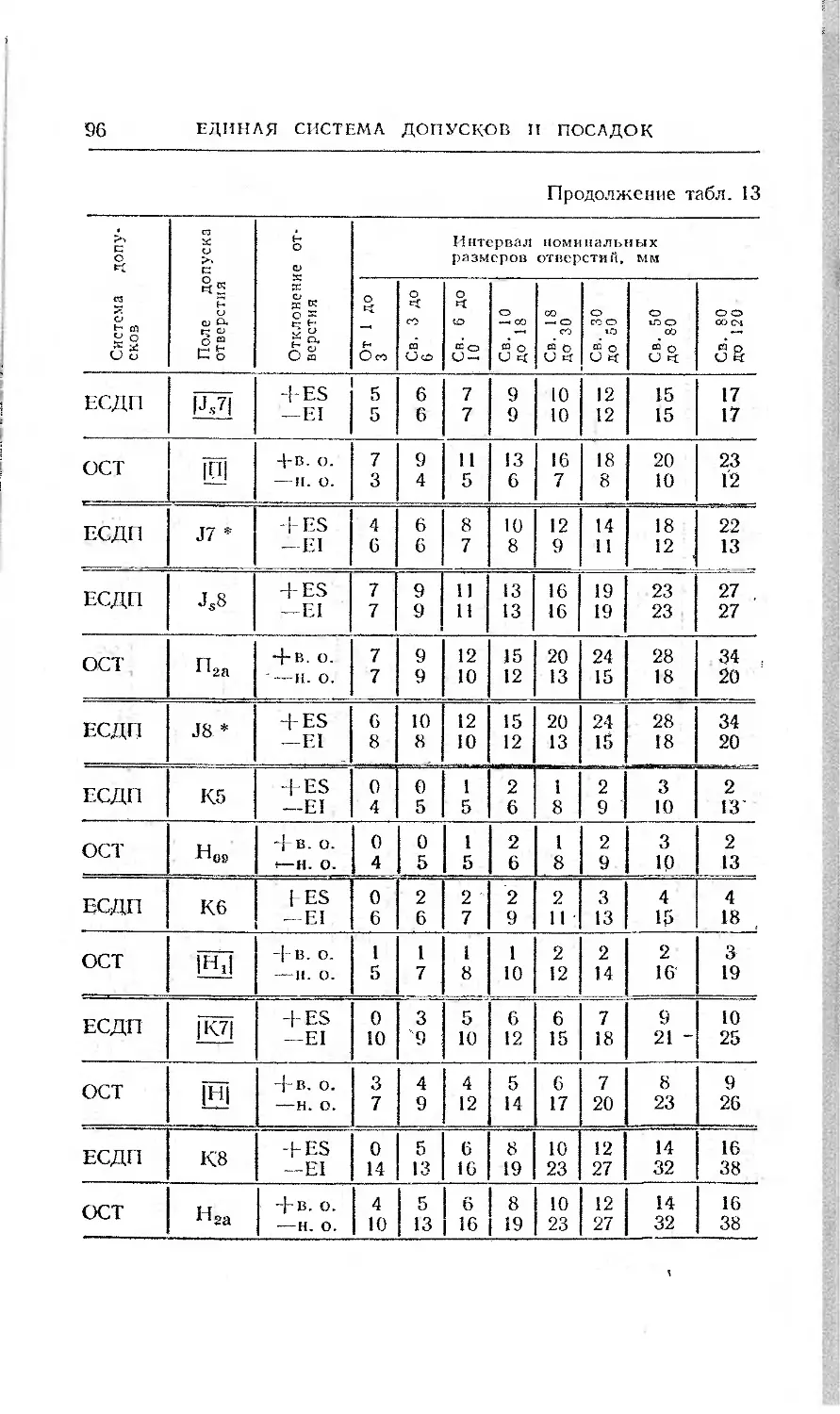
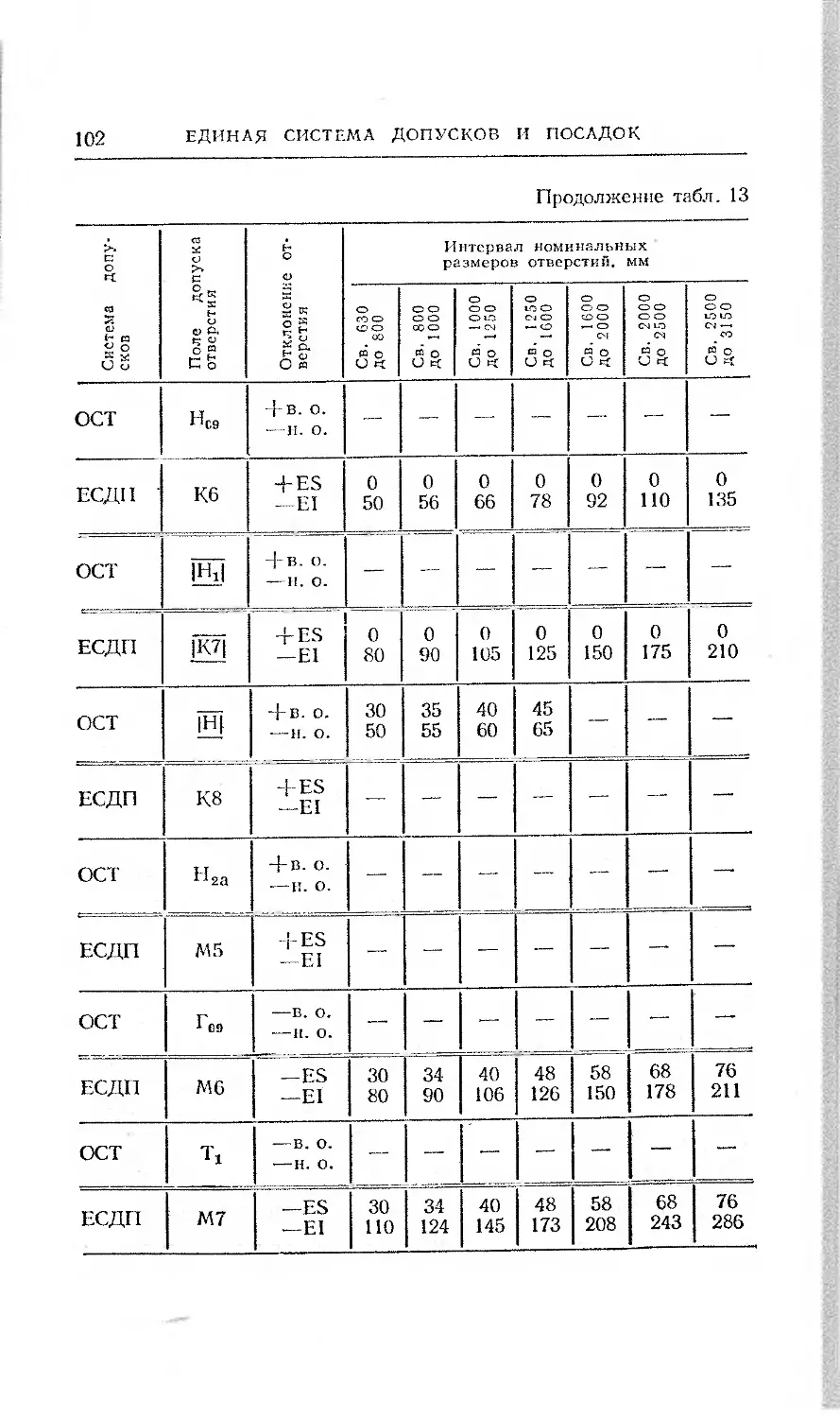
7. Система отверстия. Верхние (ES и в. о.) и нижние (EI и н. о.)
отклонения (в мкм) основных отверстий в ЕСДП и в системе ОСТ
(рис. 3)
Система допусков Поле допу- ска отвер- стия Отклонение отверстия Интервал коминальных размеров основных отверстий, мм
Менее 1* От 1 до 3 О е Ue Св. 6 до 10 Св. 10 до 13 га © О < Св. 30 до 50 га о О оо га о О kJ
ЕСДП Н5 + ES EI 4 0 4 0 5 0 6 0 8 0 9 0 11 0 13 0 15 0
ОСТ Л,. "Г В. О. 4 5 6 8 9 11 13 15
Н. О. 0 0 0 0 0 0 0 0
ОСНОВНЫЕ ОТКЛОНЕНИЯ
47
Продолжение табл. 7
Система допусков Поле допу- ска отвер- стия Отклонение отверстия Интервал номинальных размеров основных отверстий, мм
! Менее 1* От 1 до 3 Св. 3 до 6 Св. 6 до 10 Св. 10 ДО 13 СО —.О СО С2 О и Св, 30 ДО 50 Йо 00 и о О « Св. 80 до 120
ЕСДП Н6 + ES EI 6 0 6 0 8 0 9 0 11 0 13 0 16 0 19 0 22 0
ОСТ Ai + в. о. н. о. 5 0 6 0 8 0 9 0 11 0 13 0 15 0 18 0 21 0
ЕСДП EI + ES EI 10 0 10 0 12 0 15 0 18 0 21 0 25 0 30 0 35 0
ОСТ И + в. О. н. о. 7 0 10 0 13 0 16 0 19 0 23 0 27 0 30 0 35 0
ЕСДП |Н81 4-ES Е1 14 0 14 0 18 0 22 0 27 0 33 0 39 0 46 0 54 0
ОСТ |Ага | -J-В. о. н. о. 12 0 14 0 18 0 22 0 27 0 33 0 39 0 46 0 54 0
ЕСДП |Н9| + ES EI 25 0 25 0 30 0 36 0 43 0 52 0 62 0 74 0 87 0
ОСТ |Аз] 4~в. О. н. о. 18 0 20 0 25 0 30 0 35 0 45 0 50 0 60 0 70 0
ЕСДП НЮ + ES EI 40 0 40 0 48 0 58 0 70 0 84 0 100 0 120 0 140 0
ОСТ Аза + в. о. в. о. 30 0 40 0 48 0 58 0 70 0 84 0 100 0 120 0 140 0
ЕСДП 1»н| + ES EI СО 0 60 0 75 0 90 0 110 0 130 0 160 0 190 0 220 0
48
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 7
а о Ф о <-> С о ч Поле допу- ска отвер- стия Отклонение отверстия Интервал номинальных размеров основных отверстий, мм
Ф S- От 1 до 3 Св. 3 до ! 6 Св. 6 до • 10 Св. 10 ДО 18 Св. 18 до 30 Св. 30 до 50 2 S Й о Св. 80 ДО 120
ОСТ Aj + в. О. II. о. 45 0 60 0 80 0 100 0 120 0 140 0 170 0 200 0 230 0
ЕСДП Н12 4-ES EI 100 0 100 0 120 0 150 0 180 0 210 0 250 0 300 0 350 0
ОСТ А| + в. О. н. о. 70 0 120 0 160 0 200 0 240 0 280 0 340 0 400 0 460 0
ЕСДП Н13 4-ES EI 140 0 140 0 180 0 220 0 270 0 330 0 390 0 460 0 540 0
ЕСДП Н14 + ES EI — 250 0 300 0 360 0 430 0 520 0 620 0 740 0 870 0
ОСТ А, + в. о. И. С). 250 0 300 0 360 0 430 0 520 0 620 0 740 0 870 0
ЕСДП Н15 4-ES EI — 400 0 480 0 580 0 700 0 840 0 1000 0 1200 0 1400 0
ОСТ Ла -|-в. О. Н. О. — 400 Q 480 0 580 0 700 0 840 0 1000 0 1200 0 1400 0
ЕСДП H1G -I-ES EI — G00 0 750 0 900 0 1100 0 1300 0 1600 0 1900 0 2200 0
ОСТ ' Л9 -Г В. о. II. о. — 600 0 750 0 900 0 1100 0 1300 0 1600 0 1900 0 2200 0
ЕСДП II17 4- ES EI —- 1000 0 1200 0 1500 0 1800 0 2100 0 2500 0 3000 0 3500 0
ОСТ Лю -|'В. о. II. о. — 1200 0 1500 0 1800 0 2100 0 2500 Э 3000 0 3500 0
ОСНОВНЫЕ ОТКЛОНЕНИЯ
49
Продолжение табл. 7
Система допусков Поле допу* ска отвер- стия Отклонение отверстия Интервал ном и нальных размеров основных отверстий, ми
Св. 120 до 180 Св. 180 до 250 Св. 250 до 200 S t-O с-а —1 й о О Et Св. 315 до 360 . Св. 300 до 400 Св. 400 до 500 Св. 500 до 630
ЕСДП Н5 •'ES EI 18 0 20 0 23 0 25 0 27 0 30 0
ОСТ Агв “Г В. О. н. о. 18 0 20 0 23 0 27 0 —
ЕСДП В 6 + ES EI 25 0 29 0 32 0 36 ° ° 6
ОСТ Ах + в. О. И. О. 24 0 27 0 30 0 35 0 —
ЕСДП IBLI + ES EI 40 0 46 0 52 0 57 0 63 0 70 0
ОСТ А I + в. о. н. о. 40 0 45 0 50 0 60 0 70 0
ЕСДП Ц8| ;-es EI 63 0 72 0 81 0 89 0 97 0 110 0
ОСТ Л^| “В. о. Н. О. 63 0 73 0 84 0 95 0 110 0
ЕСДП + ES EI 100 0 115 0 130 0 140 0 155 0 175 0
ОСТ ~а7| 4- в. О. н. о. 80 0 90 0 100 0 120 0 140 0
ЕСДП НК) + ES EI 160 0 185 0 210 0 230 0 250 0 280 0
ОСТ Аза г В. о. Н. О. 1С0 0 185 0 215 0 25( 0 ) 280 0
ЕСДП 1ПТТ| 4 ES EI 250 0 290 0 320 0 3G0 0 400 0 440 0
50
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 7
Система допусков Поле допу- ска отвер- стия .Отклонений отверстия Интервал номинальных размеров основных отверстий, мм
Св. 120 до 180 Св. 180 до 250 Св. 250 до 260 Св. 260 до 315 Св. 315 до 360 Св. 360 до 400 Св. 400 до 500 Св. 500 до 630
ост А + в. о. II. о. 260 0 300 0 340 0 380 0 450 0
ЕСДП Н12 +ES EI 400 0 460 0 520 0 570 0 630 0 700 0
ОСТ .ЛА + в. о. я. о. 530 0 600 0 680 0 760 0 900 0
ЕСДП Н13 +ES EI 630 0 720 0 810 0 890 0 970 0 1100 0
ЕСДП Н14 + ES Е1 1000 0 1150 0 1300 0 1400 0 1550 0 1750 0
ОСТ Ат С И ® 4“ я 1000 0 1150 0 1350 0 1550 0 1800 0
ЕСДП Н15 + ES EI 1600 0 1850 0 2100 0 2300 0 2500 0 2800 0
ОСТ а8 4“В. о. я. о. 1600 0 1900 0 2200 0 2500 0 2800 0
ЕСДП Н16 •EES EI 2500 0 2900 0 3200 0 3600 0 4000 0 4400 0
ОСТ Ав ~рВ. о. н. о. 2500 0 2900 0 3300 0 3800 0 4500 0
ЕСДП Н17 -|ES EI 4000 0 4600 0 5200 0 5700 0 6300 0 7000 0
ост Ajo Ч-В. о. И. О. 4000 0 4600 0 5400 0 6300 О 7000 0
ОСНОВНЫЕ ОТКЛОНЕНИЯ
51
Продолжение табл. 7
Система допусков Поле допу- ска отвер- стия Отклонение отверстия Интервал номинальных размеров основных отверстий, мм
Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 до 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 до 3150
ЕСДП Н5 + ES EI 35 0 40 0 46 0 54 0 65 0 77 0 93 0
ОСТ Асэ -|-в. о. н. о. — — — — — — —
ЕСДП И6 + ES EI 50 0 50 0 66 0 78 0 92 0 110 0 135 0
ОСТ А, О И О “Г ж — — — — - — —
ЕСДП |н7| + ES EI 80 0 90 0 105 0 125 0 150 0 175 0 210 0
ОСТ |~А~| + в. о. II. о. 80 0 90 0 100 0 ПО 0 120 0 130 0 150 0
ЕСДП |Н8~| + ES Е1 125 0 140 0 165 0 195 0 230 0 280 0 330 0
ОСТ ы + в. о. н. о. 120 0 130 0 150 0 170 0 190 0 210 0 230 0
ЕСДП |Н9| + ES EI 200 0 230 0 260 0 310 0 370 0 .440 0 540 0
ОСТ ьм +в. о. н. о. 150 0 170 0 200 0 220 0 250 0 280 0 300 0
ЕСДП ню -I-ES Е1 320 0 360 0 420 0 500 0 600 0 700 0 860 0
ОСТ Аза 4~в. о. Н. О. 300 0 350 0 400 0 450 0 500 0 550 0 600 0
ЕСДП IBKI + ES EI 500 0 560 0 660 0 780 0 920 0 1 100 0 1 350 0
1
52
ЕДИНАЯ СИСТЕМ,А ДОПУСКОВ И ПОСАДОК
Продолжение табл. 7
Система допусков nu.ie допу- ска отвер- стия Отклонение отверстия Интервал номинальных размеров основных отверстии, мм
о Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 до 1000 Св. IG00 до 2000 Св. 2000 до 2500 Св. 2500 до 3150
ост Л<1 + в. о. н. о. 500 0 550 0 600 0 650 0 750 0 900 0 1 000 0
ЕСДП Н12 + ES EI 800 0 900 0 1 050 0 1 250 0 1 500 0 1 750 0 2 100 0
ОСТ 1 Л5 “Г В- о. н. о. 1000 0 1100 0 1 200 0 1 300 0 1 500 0 ’ 1 800 0 2 000 0
ЕСДП Н13 + ES EI 1250 0 1400 0 1 650 0 1 950 0 2 300 0 2 8.00 0 3 300 0
ЕСДП Н14 + ES EI 2000 0 2300 0 2 600 0 3 100 0 3 700 0 4 400 0 5 400 0
ОСТ А, + в, О. н. о. 2000 0 2200 0 2 400 0 2 600 0 3 000 0 3 500 0 4 000 0
ЕСДП Н15 + ES EI 3200 0 3600 0 4 200 0 5 000 0 6 000 0 7 000 0 8 600 0
ОСТ Ле + в. О. Н. О. 3000 0. 3500 0 4 000 0 4 500 0 5 000 0 5 500 0 6 000 0
ЕСДП Н16 + ES EI 5000 0 5600 0 6 600 0 7 800 0 9 200 0 И 000 0 13 500 0
ОСТ Ло + в. О. н. о. 5000 0 5500 0 6 000 0 6 500 0 7 000 0 8 000 0 9 000 0
ЕСДП Н17 + ES EI 8000 0 9000 0 10 500 0 12 500 0 15 000 0 17 500 0 21 000 0
ОСТ Ащ + в. О. н. о. 8000 0 9000 0 10 000 0 11 000 0 12 000 0 13 000 0 15 000 0
* Для системы ОСТ интервал номинальных размеров св. 0,6 до 1 мм.
Примечание. Предпочтительные поля допусков заключены
в рамки.
ОСНОВНЫЕ ОТКЛОНЕНИЯ
БЗ
Сочетанием любых основных отклонений с каждым
из квалитстов теоретически может быть образовано свыше
тысячи полей допусков валов и отверстий. Применение
их всех в производственных условиях является неэко-
номичным, так как чрезмерно затрудняет унификацию
режущего инструмента и калибров. Поэтому произведен
ограничительный отбор нолей допусков, рекомендуемых
для нрноешпия (см. табл. 6). Для размеров 1—5('О мм
выделены ноля допусков предпочтительного применения
(в табл. 6 они заключены в рамки).
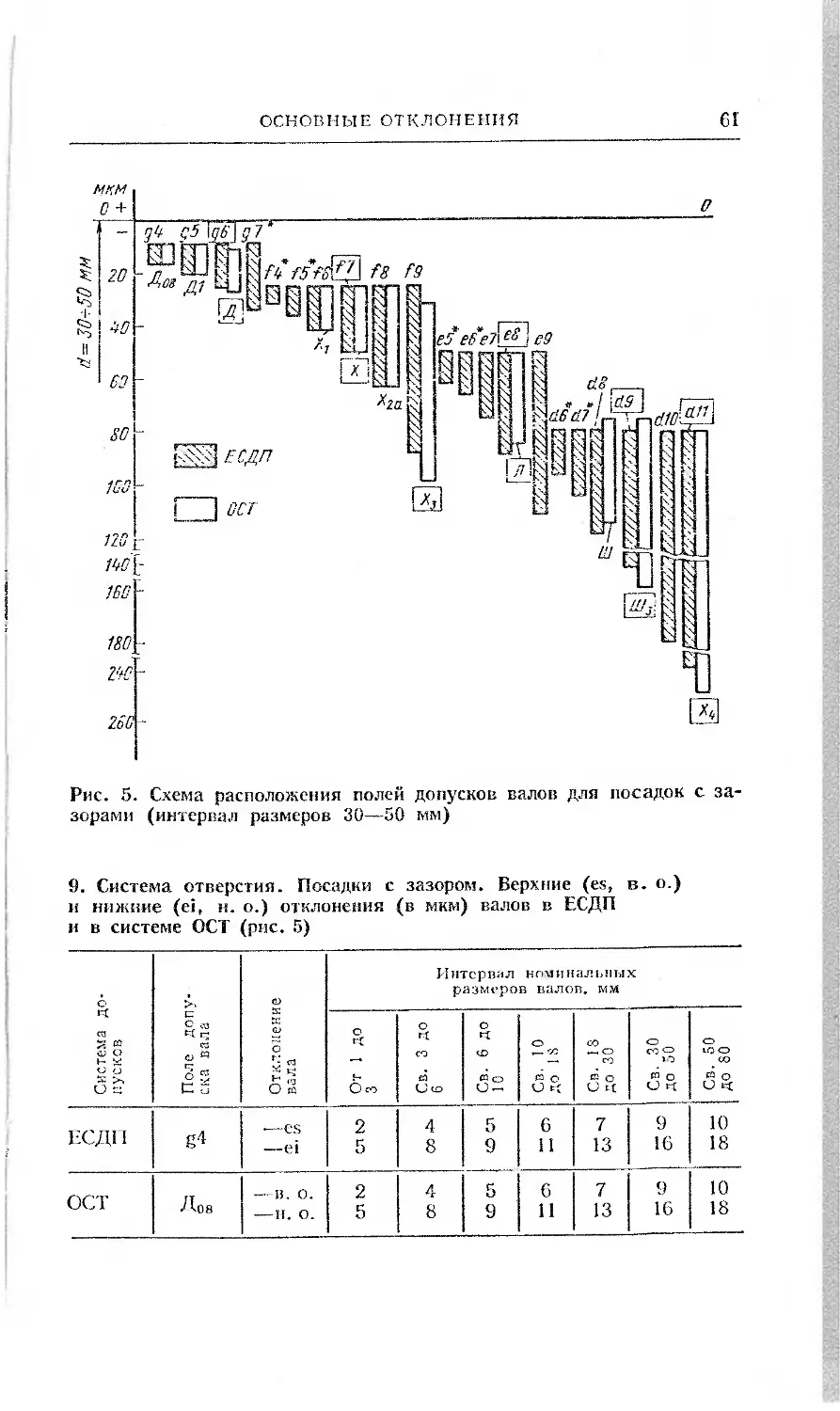
Рис. 4. Схема расположения полей допусков валов для переходных
посадок (интервал размеров 30—50 мм)
8. Система отверстия. Переходные посадки. Верхние (es, в. о.)
и нижние (ei, н. о.) отклонения (в мкм) валов в ЕСДП
и в системе ОСТ (рис. 4)
Система допусков Поле допу- ска Отклонение вала Интервал размере» ПОМНЯ в вала альных з, мм
От 1 до 3 о Ср, 6 до 10 Св. 10 до 18 Св. 18 До 30 Св. 30 до 5 0 °о ад СЭ 0 и <
ЕСДП ь 4 CS —ci 1,5 1,5 2 2 2 2 2,5 2,5 3 3 3,5 3,5 4 4
ОСТ П()8 -|--в. о. —и. о. 1,5 1,5 2 2 2 2 2,5 2,5 3 3 3,5 3,5 4 4
54
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 8
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
От 1 до ; 3 Св. 3 до 6 Св. 6 до 10 2 со СП © Q < Св. 18 ДО 30 Св. 30 до 50 Св. 50 до 80
ЕСДП 4-CS —ei 2 2 2,5 2,5 3 3 4 4 4,5 4,5 5,5 5,5 6,5 6,5
ОСТ П, + в. о. —и. о. 2 2 3 2 4 3 5 3 6 3 7 4 8 5
ЕСДП 1,6 |- CS —ei 3 3 4 4 4,5 4,5 5,5 5,5 6,5 6,5 8 8 9,5 9,5
ОСТ 2L 4-в. о. — н. о. 3 3 4 4 5 5 6 6 7 7 8 8 10 10
ЕСДП js7 +es — ei 5 5 6 6 7 7 9 9 10 10 12 12 15 15
ОСТ ^23 -+ в. о. — н. о. 7 2 9 3 10 5 12 6 13 8 15 10 18 12
ЕСДП к 4 + cs +ei 3 0 1 5 1 С 1 8 2 9 2 10 2
ОСТ Н08 -1 “1 -в. о. -и. о. 3 0 5 1 5 1 6 1 8 2 9 2 10 2
ЕСДП к5 4-CS Ч-ei 4 0 6 1 7 I 9 1 11 2 13 2 15 2
ОСТ П1 -1 -в. О. -я. о. 5 1 6 1 8 2 10 2 12 2 14 2 16 3
ЕСДП кб •4-cs 4-ei G 0 9 1 10 I 12 1 15 9 18 2 21 2
ОСТ ~тг Ч Ч -в. о. -и. о. 7 1 9 1 12 2 14 2 17 2 20 3 23 3
ЕСДП к7 4~es -j-ci 10 0 13 1 10 1 19 1 23 2 27 2 32 2
ОСНОВНЫЕ ОТКЛОНЕНИЯ
55
Продолжение табл. 8
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
От 1 до 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 So СО са о О «Д Св. 30 до 50 Св. 50 до 80
ост Нга -f-в. о. + и. о. 10 1 13 1 16 1 19 1 23 2 27 2 32 2
ЕСДП гп4 4-es 4-ei 5 2 8 4 10 6 12 7 14 8 16 9 19 11
ОСТ гм +в. о. 4-н. о. 5 2 8 4 10 6 12 7 14 8 16 9 19 11
ЕСДП гп5 4-es 4-ei 6 2 9 4 12 6 15 7 17 8 20 9 24 11
ОСТ т. 4-в. о. 4-н. о. 8 4 10 5 12 6 15 7 17 8 20 9 24 10
ЕСДП П16 +es 4-ei 8 2 12 4 15 6 18 7 21 8 25 9 ’ 30 11
ОСТ Т 4-в. о. + н. О. 10 4 13 5 16 6 19 7 23 8 27 9 30 10
ЕСДП т7 4-es 4-ei — 16 4 21 6 25 7 29 8 34 9 41 11
ОСТ *^2а “Г В. о. + н. О. — 16 4 21 6 25 7 29 8 34 9 41 11
ЕСДП п5 -|-es 4-ei 8 4 13 8 16 10 20 12 24 15 28 17 33 20
-|-в. о. 10 13 16 20 24 28 33
ОС 1 11 4-н. о. 6 8 9 11 13 16 19
4-es 4-ei 10 4 16 8 19 10 23 12 28 33 39
ЕСДП 1 п6 1 15 17 20
4-в. о. 13 6 16 8 20 10 24 12 30 15 35 18 40
ОСТ 1 Г 1 20
56
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 8
Система до- пусков Поле допу- ска вала ф И нтср вал ном и я а л ь п ы х размеров валов, мм
отклонен; ! вала От 1 до з Св. 3 до 6 Св. 6 до ю 2 со Й о U г£ Св. 18 до 30 Св. 30 до оО Св. 50 до 80
ЕСДП п7 н - -es -ei 14 4 20 8 25 10 30 12 36 15 42 17 50 20
ОСТ Гга о о ; а х 1 +-!- j 15 6 20 8 25 10 30 12 36 15 42 17 50 20
Система до- пусков Поле допу- ска вала i Отклонение вала Интервал номинальных размеров валов, мм
и о Св. 120 до 180 Св. 180 до 250 О LO О С4 О 04 й о О г? Св. 260 до 315 Св. 315 до 360 Св. 360 до 400 ”^2 £0 о О ₽£
ЕСДП 1'И +es — ei г 6 6 7 7 GO ОС ! 9 9 10 10
ОСТ По 8 в. о. — и. о. 5 5 6 6 7 7 8 8 10 10
ЕСДП 4-es —ei 7,5 7,5 9 9 10 10 11,5 И,5 12,5 12,5 13,5 13,5
ОСТ П2 + в. о. •—в. о. 9 G 10 7 11 8 13 9 15 10
ЕСДП М 4-cs —ei И 11 12,5 12,5 14,5 14,5 16 16 18 18 20 20
ОСТ ~ТГ + в. о. —и. о. 12 12 14 14 16 16 18 18 20 20
ЕСДП js7 -es -ei 17 17 20 20 23 23 26 26 28 28 31 31
ОСТ Паа + в. о. —11. о. 20 15 22 18 24 23 27 27 31 31
ЕСДП k4 -es f-ei 13 3 15 3 18 4 20 4 22 4 25 5
ОСНОВНЫЕ ОТКЛОНЕНИЯ
57
Продолжение табл. 8
Система до* пусков Поле допу- ска вала Отклонение вала II нтерва л ном и на льны х размеров валов, мм
Св. 80 ДО 120 О Й О О Ч Св, 180 до 250 Св. 250 до 260 Св. 260 до 315 Св. 315 до 360 Св. 360 до 400 Св. 400 : ДО 5Oil
ост ^OR Н-в. 0. -J-н. 0. 13 3 15 3 18 4 20 4 25 5
ЕСДП k5 |-es bei 18 3 21 3 24 4 27 4 29 4 32 5
ОСТ Н, _1 do j 19 3 22 4 25 4 2'6 4 1 i СП 00
+es —!-ej 25 3 28 3 33 4 36 4 45 5
ЕСДП кб 40 4
+ в. 0. и о. 26 3 30 4 35 4 • с
ОСТ Н 40 4 1Э
ЕСДП k7 -|-es |-ei 38 3 43 3 50 4 56 4 GI 4 68 5
ОСТ н2а 4 4 -в. 0. II. 0. 38 3 43 3 51 4 58 4 67 5
ЕСДП m4 4“CS ~|-ei . 23 13 27 15 31 17 36 20 39 21 43 23
ОСТ Г08 -|-в. 0. + н. о. 23 13 27 15 31 17 36 20 43 23
ЕСДП гп5 4-es 4-ei 28 13 33 15 37 17 43 20 46 21 50 23
ОСТ т2 4 -в. 0. H. 0. 28 12 32 14 36 16 40 18 45 20
ЕСДП тб -|-es -j-ei 35 13 40 15 46 17 52 20 57 21 63 23
ОСТ Т 4 -1 -в. o. -H. o. 35 12 40 13 45 15 50 15 60 20
Б8
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 8
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
оо СОСЧ и о О < Св. 120 до 180 сч ® о U Et Св. 250 до 260 Св. 260 до 315 J то со о О F-1 2о га с О К Св. 400 до 500
ЕСДП т7 -es -ei 48 13 55 15 63 17 72 20 78 21 86 23
ОСТ т2а ч—ь* я и р р 48 13 55 15 64 17 74 20 85 23
ЕСДП п5 - f-es |-ei 38 23 45 27 51 31 57 34 62 37 67 40
ОСТ П 4 В. о. н. о. 38 23 45 26 52 30 58 35 65 40
ЕСДП пб }-es f-ei 45 23 52 27 60 31 66 34 73 37 80 40
45 23 52 25 60 30 70 35 80 40
ОСТ Г 1 И. О.
ЕСДП п7 + CS Eei 58 23 67 27 77 31 86 34 94 37 103 40
ОСТ г2а +в. о. -J-н. о. 58 23 67 27 78 31 90 36 102 40
Система до- пусков Поле допу- ска вала о о 2 ? £ « О а Интервал номинальных размеров валов, мм
о о о о щ о и «3 Св. 630 ДО 800 Св. 800 до 1000 1 CS. 1000 : до 1250 ! Св. 1250 , до 1G00 Св. 1600 до 2000 00S3 0V 0008 'ад Св. 2500 до 3150
ЕСДП м + es -—ei 11 11 12,5 12,5 14,5 14,5 17 17 20 20 24 24 28,5 28,5 34,5 34,5
ОСТ Пов к W р о — - — — -— — —
ЕСДП js5 4 CS .—ei 15 15 17,5 17,5 20 20 23 23 27 27 32,5 32,5 38,5 38,5 46,5 46,5
ОСНОВНЫЕ ОТКЛОНЕНИЯ
59
Продолжение табл. 8
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
сэ о о to.rO СО Л ° О я 2 О « О О st Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 до 1600 Св. 1600 ДО 2000 Св. 2000 до 2500 Св. 2500 до 3150
ост п, 1 + ж и .° Р — — — — — — — —
+ cs —ei 22 22 25 25 28 28 33 39 46 55 67,5 67,5
ЕСДП Ь6 33 39 46 55
+ в. о. —и. о. 23 22 25 25 28 30 30 33 32 38 43 50
ОСТ II 27 37 42 50
ЕСДП js7 1 4- (Т> о — • CZ 35 35 40 40 45 45 52 52 62 62 75 75 87 87 105 105
ОСТ 5 ^2а 1 i* о о ' ’ 35 35 40 40 45 45 50 50 55 60 60 65 65 75 75
ЕСДП 1<4 4- es +ei — —. — — __ — — —
ОСТ Hq 8 + + Ж Я с р — — — — — — —
ЕСДП к5 -4-CS 4-ei — —- — — — — — —
ОСТ 1Д 1 4 13. О н. о. — — — — — — — —
Ees j-ci 44 0 50 0 56 0 G6 0 78 92 110 0 135 0
ЕСДП к 6 0 0
ОСТ 11 В. о. 11. о •15 0 50 0 55 0 СО 0 65 0 75 0 85 0 100 0
ЕСДП к 7 4-es 4-ei 70 0 80 0 90 0 105 0 125 0 150 0 175 0 210 0
ОСТ Н,а 4- в о. 4-н о. 70 0 80 0 90 0 100 0 ПО 0 120 ° 130 0 150 0
СО ЕДИНАЯ система допусио» н посадок
Продолжение табл. 8
Система до- пусков П.-л-..- допу- ска вала В”ГП аннонс-iryj.Q Jнтер вал коми я ал ьиых Г*.'11.МСДО» В, ММ
Су. 500 । до ЪЗО X» Си. г Oil до 101'0 Си. liiij:.’ до 1250 | еТ'Н о:? ЧТ;1 С 4 Св. ‘juCiu до '! и C.J. 2500 до 3150
ЕСДП пН Ч-с» — —- —
ОСТ Г„,. в. о. 4н. О. — - — — — — —
ЕСДП П15 П И —- — — — —
ОСТ 1 4 в. о. 4-и. о. — — — — — —
ЕСДП П16 4 es - Г 01 70 26 80 30 90 3-1 106 40 12G 4 8 150 58 178 68 211 76
ОСТ Т 4 в. о. 4 и. о. 70 25 80 30 О ю ' ст- со 100 40 ПО 45 120 45 130 45 150 50
ЕСДП ш7 Де:; 4-ei — — — - — —
ОСТ ЕСДП тга -;-В. 0. • и. О. — — __ - — — —
п5 | CS г ci — — -- -- — — —
ОСТ г. 4в. о. 4 н. о. —. __ — — — — — —
ЕСДП 100 и0 112 56 132 66 1 1 о о । С 4 i 1 СИ - 270 135
пб -1 е.? ГС1 44 7.8 92
1 93 48 105 55 118 63 130 70 143 78 173 88 200 100
ОСТ г —- 4н. о. £ ОО
ЕСДП п7 - |-es !-ci 114 4 1 130 50 146 56 171 66 78 212 92 ПО 345 135
ОСТ Г2а 4 в. о. н. о. 145 75 160 S0 175 85 200 100 115 250 130 275 145 305 155
П р и м е ч а и и я: 1. Верхнее es и нижнее ei отклонения валов
полей допусков js8; js9; js10; jsl 1; ...; js16 и js17 в табл. 8 не приведены,
так как они могут быть определены по значению допуска ITq: es =
— +ITq/2; ei = —ITq/2, где ITq — значение допуска заданного ква-
литета q согласно табл. 4.
2. Предпочтительные поля допусков заключены в рамки.
ОСНОВНЫЕ ОТКЛОНЕНИЯ
61
Рис. 5. Схема расположения полей допусков валов для посадок с за-
зорами (интервал размеров 30—50 мм)
9. Система отверстия. Посадки с зазором. Верхние (es, в. о.)
и нижние (ei, н. о.) отклонения (в мкм) валов в ЕСДП
и в системе ОСТ (рис. 5)
Система до- пусков Поле допу- ска вала Отклонение вала И нтервал н ом и и ал в н ы х размеров валов, мм
От 1 до 3 Св. 3 до 6 Св. 6 до 10 Св. 10 ДО 18 °°о « о и и СО О ю С1 о О П S о <х> и о О К
ЕСДП 6-1 •—es —ei 2 5 4 8 9 6 11 7 13 9 16 10 18
лгт -—в. о. 2 4 5 6 7 9 10
LJvj А Дов —и. о. 5 8 9 И 13 16 18
62
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 9
Система допусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
От I до 2 СО . ° « о О Св» 6 до 10 „ 00 и © О < ОС О О < со О IQ О < О Ю о со и «
ЕСДП —es —ei 2 6 4 9 5 11 6 14 7 16 9 20 10 23
ОСТ Д1 —B. o. — H. 0. 3 8 4 9 5 И 6 14 7 16 9 20 10 23
ЕСДП g6 —es —ei 2 8 4 12 5 14 6 17 7 20 9 25 10 29
ОСТ Ш —B. o. — H. 0. 3 9 4 12 5 15 6 18 8 22 10 27 12 32
ЕСДП g7* —es —ei 2 12 4 16 5 20 6 24 7 28 9 34 10 40
ЕСДП 14 * —es —ei 6 9 10 14 13 17 16 21 20 26 25 32 30 38
ЕСДП 15 * —es —ei 6 10 10 15 13 19 16 24 20 29 25 36 30 43
ЕСДП 16 —es —ei 6 12 10 18 13 22 16 27 20 33 25 41 30 49
ОСТ —B. o. —H. o. 6 12 10 18 13 22 16 27 20 33 25 41 30 49
ЕСДП JL —es —ei 6 16 10 22 13 28 16 34 20 41 25 50 30 60
ОСТ "x~ —B. 0. —H. 0. 8 18 10 22 13 27 16 33 20 40 25 50 30 60
ЕСДП 18 —es —ei 6 20 10 28 13 35 16 43 20 S3 25 64 30 76
ОСТ X-2a -—B. o. — H. 0. 6 20 10 28 13 35 16 43 20 53 25 64 30 76
ОСНОВНЫЕ ОТКЛОНЕНИЯ
63
Продолжение табл. 9
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
о Осо О со И О со Св. 6 до 10 Св. 10 ДО 18 Св. 18 до 30 Св. 30 до 50 S о СО £0 о и п
ЕСДП 19 —es —ei 6 31 10 40 13 49 16 59 20 72 25 87 30 104
ОСТ Хз —в. о. —и. о. 7 32 11 44 15 55 20 70 25 85 32 100 40 120
ЕСДП «5 * —es —ei 14 18 20 25 25 31 32 40 40 49 50 61 60 73
ЕСДП еб * —es —ei 14 20 20 28 25 34 32 43 40 53 50 66 60 79
ЕСДП е7 —es —ei 14 24 20 32 25 40 32 50 40 61 50 75 60 90
ЕСДП е8 —es —ei 14 28 20 38 25 47 32 59 40 73 50 89 60 106
ОСТ “7Г — —B. o. — H. o. 12 25 17 35 23 45 30 55 40 70 50 85 65 105
ЕСДП е9 —es —ei 14 39 20 50 25 61 32 75 40 92 50 112 60 134
ЕСДП <16 * —es —ei 20 26 30 38 40 49 50 61 65 78 80 96 100 119
ЕСДП d7 * —OS —ei 20 30 30 42 40 55 50 68 65 86 80 105 100 130
ЕСДП d8 —es —ei 20 34 30 48 40 62 50 77 65 98 80 119 100 146
ОСТ Ш Q 6 И s 1 1 18 35 25 45 35 60 45 75 60 95 75 115 95 145
ЕСДП d9 —es —ei 20 45 30 60 40 76 50 93 65 117 80 142 100 174
64 ЕДИНАЯ CFCTSK.A ДОПУСКОВ И ПОСАДОК
Продолжение табл. 9
Система до- пусков Ноле допу- ск г* га л а 1 1 = Г о О ~ 11 нтс ; в а т и лм и i 1 пл ь я ы х размере-;; мм
7 с <;». з до а Г; <• Си. 30 Ди 50 09 01.' оз »?>
о г;
ОСТ н:_. ! ... О. - - - я Г> л') (Д -.13 105 t»0 i: ;о .•5 h'.O i 95 195
1 !
ЕСДП 810 й i 20 2° 78 49 й 50 120 65 149 80 1 SO 100 220
40 130
ЕСДП (111 PS 4• so 1 со G5 195 89 i 2i0 | 100
1
40 1°0 50 150 80 ! 250 1 1 100 зоо
ОСТ и и 90 60 1S0 70 210
Система до- пусков 1 Пиле допу- ! ска в л л а Отклонение ви л а 1 И нтервал п -»м и и а л ь ных рa змсрс»в г.ал; >в, мм
Св. 80 до 120 0Я[ 0<’I 'ИЭ Си. 180 до 250 ! Св. 2’0 до 260 Cl;. 260 до 315 ! Св. 315 ди 360 Св. ЗЬО 1 до 400 5 о ю £Й О О Г£
ЕСДП е'4 —ei 12 14 26 15 29 17 33 18 20 40
ОСТ Доз ! 1, | С о 1 12 22 14 26 15 29 17 33 20 40
ЕСДП g5 —es —ei 12 27 14 32 15 35 17 40 18 43 20 47
ОСТ Дх —в, о. -и. о. 1 27 14 32 16 36 18 40 20 45
14 39 15 44 17 49 18 54 20 60
ЕСДП - es —pi 34
15 38 22 52 26 60 30 70
ОСТ д —в. q_ - -и. о. 45
ЕСДП g7* —es —ci 12 47 14 54 15 61 17 69 18 75 20 83
ОСНОВНЫЕ ОТКЛОНЕНИЯ
65
Продолжение табл, 9
Система до- пусков Поле допу* ска вала Отклонение вала Интервал номинальных размеров валов, мм
оо СО 04 са о О rt сч О — <3 § оо о — IQ 04 о ч S о са О О < О io С4 —< ЯЭ о о П — F* сс о О rt Св. 360 ДО 4 ио О ю о и <
ЕСДП (4 * —es —ei 36 46 43 55 50 64 56 72 62 80 68 88
ЕСДП (5 * —es —ej 36 51 43 61 50 70 56 79 62 87 68 95
ЕСДП f6 —es —ei 36 58 43 68 50 79 56 88 62 98 68 108
ОСТ х1: — B. o. — H. o. 36 58 43 68 50 79 56 88 68 108
ЕСДП |7Г| —cs —ei 36 71 43 83 50 96 56 108 62 119 68 131
— B. o. — H. o. 40 75 50 90 60 105 70 125 80 140
ОСТ 1 х 1
ЕСДП f8 —es —ei 36 90 43 106 50 122 56 137 62 151 68 165
ОСТ х2а — B. o. — H. o. 36 90 43 106 50 122 56 137 68 165
ЕСДП 19 •—es —ei 36 123 43 143 50 165 56 186 62 202 68 223
50 140 60 165 75 195 90 225 105 255
ОСТ 1 Хз| —B. o. — H. o.
ЕСДП е5 * -—es - ei 72 87 85 103 100 120 110 133 125 150 135 162
ЕСДП еб * --es —ei 72 94 85 110 100 129 НО 142 125 161 135 175
ЕСДП е7 —es —ei 72 107 85 125 100 146 110 162 125 182 135 198
3 Белкин И. М.
66 ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 9
Система до* пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
Св. 80 ДО 120 Cn. 120 ДО 1 80 со о <5 § Св. 250 до 2G0 Св. 260 ДО 315 "О £5 О rt О СО О «о «= О О < Св. 400 ДО 500
ЕСДП | е8_ —es —ei 72 126 85 148 100 172 110 191 125 214 135 232
ОСТ I2L 1 —в. о. —н. о. 80 125 100 155 120 180 140 210 170 245
ЕСДП е9 —es —ei 72 159 85 185 100 215 ПО 240 125 265 135 290
ЕСДП <16 * —es -—ci 120 142 145 170 170 199 190 222 210 246 230 270
ЕСДП d7 * —es —ei 120 155 145 185 170 216 190 242 210 267 230 293
ЕСДП d8 —es —ei 120 174 145 208 170 242 190 271 210 299 230 327
ОСТ Ш —в. o. — H. o. 120 175 150 210 180 250 210 290 250 340
ЕСДП d9 —es —ei 120 207 145 245 170 285 190 320 210 350 230 385
ОСТ W 1 1 к F3 о p 120 235 150 285 180 330 210 380 250 440
ЕСДП dlO —es —ei 120 260 145 305 170 355 190 400 210 440 230 480
ЕСДП 1 dll —es —ei 120 340 145 395 170 460 190 510 210 570 230 630
ОСТ 1 ZZI —B. 0. —H. o. 120 350 130 400 150 450 170 500 190 570
ОСНОВНЫЕ ОТКЛОНЕНИЯ
67
Продолжение табл. 9
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
Св. 500 до 630 Св. 630 до 800 0001 Ot 00S X) Св. 1000 до 12.10 Сп. 1250 до 1600 Св. 1-000 до 2000 Св. 2600 до 2300 ' 1 Св 2.500 ’ 1 до 3150 ;
ЕСДП С4 — es —ci —. — — — — —
ОСТ Две B. o. —n. 0. — — — .— — — —
ЕСДП g5 —es —ei — __ — — — — — —
ОСТ д» B. o. — H. o. — — —. __ — — —
ЕСДП g6 —-OS —ei 22 66 24 74 26 82 28 94 30 108 32 124 34 144 38 173
ОСТ Д —B. 0. -—H. o. 35 80 40 90 45 100 50 НО 55 120 60 135 70 155 80 180
ЕСДП g7* —es —ei — — — — — —
ЕСДП fl * — es —ci — — — — —. — — —
ЕСДП f5 * —es —ei — — — — — — — —
ЕСДП fG —es —ei 76 120 80 130 86 142 98 164 но 188 120 212 130 240 145 280
ОСТ Xf —B. o. —H. o. — — — — —— —•
ЕСДП f7 —es —ei 76 146 80 160 86 176 98 203 110 235 120 270 130 305 145 355
3*
68
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 9
Система до- пусков Поле допу- ска вала Отклонение . вала Интервал номинальных размеров валов, мм
Св. 500 до 630 Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 до 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500. до 3150 1
ост —в. о. -—н. о. — — — — — — —— —
ЕСДП 1s —CS —ci 76 186 80 205 86 226 98 263 но 305 120 350 130 410 145 475
ОСТ Х2а б 6 и к i 1 100 170 110 190 120 210 130 230 150 '260 170 290 1$0 32.0 210 360
ЕСДП 19 —es —ei 76 251 80 280 86 316 98 358 110 420 120 490 130 570 145 685
ОСТ Jk — в. о. —н. о. 120 260 130 280 150 320 170 370 190 410 210 460 230 510 260 560
ЕСДП е5 * —es —ei — — — — — — — —
ЕСДП еб * —es —ei — — — — — — — —
ЕСДП с7 —es —ei 145 215 160 240 170 260 195 300 220 345 240 390 260 435 290 500
ЕСДП ей —es —ei 145 255 160 285 170 310 195 360 220 415 240 470 260 540 290 620
ОСТ zz d d д s — — — — — — —
ЕСДП е9 —es —ei 145 320 160 360 170 400 195 455 220 530 240 610 260 700 290 830
ЕСДП 66 * —es —ei — — — — — —
ОСНОВНЫЕ ОТКЛОНЕНИЯ
69
Продолжение табл. 9
Система до* пусков Поле допу* ска вала Отклонение вала Интервал номинальных размеров валов, мм
Св. 500 до 630 Св. 630 до 800 Св. 800 до 1000 О ю сч £0 о О < Св. 1250 до 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 до 3150
ЕСДП d7 * —es —ei — — — — — — — —
ЕСДП d8 —es —ci 260 370 290 415 320 460 350 515 390 585 430 660 480 760 520 850
ОСТ Ш —в. о. —н. о. — —- — — — __ — —
ЕСДП Л —es —ei 2G0 435 290 490 320 550 350 610 390 700 430 800 480 920 520 1060
ОСТ ~ш7 -в. о. — Н. О. 280 420 300 450 350 520 400 600 450 670 500 750 550 830 600 900
ЕСДП dlO —es —ei 260 540 290 610 320 680 350 770 390 890 430 1030 480 1180 520 1380
ЕСДП dl 1 —es —ei 260 700 290 790 320 880 350 1010 390 1170 430 1350 480 1580 520 1870
ОСТ —в. о. —н. о. 230 680 250 750 280 830 300 900 330 980 380 ИЗО 450 1350 500 1500
* Дополнительные поля допусков, установленные ГОСТ 25347—82.
П р и м е ч а н и е. Предпочтительные поля допусков заключены
в рамки.
70
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Рис. 6. Схема расположения полей допусков валов для посадок с боль-
шими зазорами (интервал размеров 30—40 мм)
10. Система отверстия. Посадки с большими зазорами. Верхние
(es, в. о.) и нижние (ei, н. о.) отклонения (в мкм) валов в ЕСДП
и в системе ОСТ (рис. 6)
Система до- пусков Поле допу- ' ска вала Отклонение вала Интервал номинальных размеров валов, мм
От I до 3 О fct «о Cl U о Св. 6 до 0 Св. 10 ДО 18 Св. 18 до 30 Св. 30 до 40 гг о ш И о и Се 50 до 65 Св. 65 до 80
пгт —es 60 70 80 95 по 120 130 140 150
Со —ei 74 88 102 122 143 159 169 186 196
ГТГ'Т TV —в. о. 60 70 80 95 110 120 130 140 150
1 Л —н. о. 74 88 102 122 143 159 169 186 196
ЕСДП —es 60 70 80 95 110 120 130 140 150
с9 * —ei 85 100 116 138 162 182 192 214 224
т? f' ПГТ „ 1 ! —es 60 70 80 95 НО 120 130 140 150
С1 I ei 120 145 170 205 240 280 290 330 340
ОСНОВНЫЕ ОТКЛОНЕНИЯ
71
Продолжение табл. 10
Система до- пусков Поле допу- ска вала Отклонение вала И нте р в а л номиналы! ы х размеров палов, мм
От 1 до 3 Св, 3 до 6 Св. 6 ДО Ю Св. 10 до 18 Св. 18 до 30 о Св. 40 до 50 29 0\/ 09 ап Св. 65 до 80
ЕСДП Ь9 * —es —ei 140 165 140 170 150 186 150 193 160 212 170 232 1S0 242 190 '264 200 274
ЕСДП Ы1 —es —ei 140 200 140 215 150 240 150 260 160 290 170 330 180 340 190 380 200 390
ОСТ л4 —в. о. — Н. О. 60 120 80 160 100 200 120 240 140 280 170 340 200 400
ЕСДП Ы2 —ei 140 240 140 260 150 300 150 330 160 370 170 420 180 430 190 490 200 500
СО 180 80 240 100 300 1 120 1 361) 1 140 420 170 500 200 600
ОСТ X» ——в. о. —н. о.
ЕСДП а9 * —ei 270 295 270 300 280 316 290 333 300 310 372 320 382 340 411 360 434
ЕСДП all —es —ei 270 330 1270 345 280 370 290 400 300 430 310 470 320 480 340 530 360 550
ОСТ Ш4 1 1 К p p p 120 180 160 240 200 300 240 360 280 420 340 500 400 600
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
Св. 80 до 100 Св. 100 до 120 IIH О1Г 001 -ПЭ Св. 140 • до 160 Св. 160 до 180 Св. 180 до 200 ОШ е о О к! ' Св. 225 ДО 250
ЕСДП с8 —es —ei 170 224 180 234 200 263 210 273 230 293 240 312 260 332 280 352
ОСТ ТХ —в. о. —н. о. 170 224 180 234 200 263 210 •73 230 293 260 332 290 362
ЕСДП с9 * —es —ei 170 257 180 267 200 300 210 310 230 330 240 355 260 375 280 395
72
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 10
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
wo к о и п Св. 100 ДО 120 о Й о О < СО о О fcf Св. 160 до 180 Св. 180 до 200 О ю OJ С'Т “ о о к Св. 225 1 до 2 5 0 j
ЕСДП сП —es 170 180 200 210 230 240 260 280
—ci 390 400 450 460 480 530 550 570
ЕСДП Ь9 * —cs —ei 220 307 240 327 260 360 280 380 310 410 340 455 380 495 420 535
ЕСДП Ы1 —es 220 240 260 280 310 340 380 420
—ei 440 460 510 530 560 630 670 710
ОСТ «Пд —B. o. — II. o. 230 460 260 530 300 600
ЕСДП Ы2 —es 220 240 260 280 310 340 380 420
—ei 570 590 660 680 710 800 840 880
ОСТ |~х71 — B. o. —H. o. 230 700 260 800 300 900
ЕСДП —es 380 410 460 520 580 660 740 820
—ei 467 497 560 620 680 775 855 935
ЕСДП all —es 380 410 460 520 580 660 740 820
—ei 600 630 710 770 830 950 1030 1110
ОСТ ш4 —~B. o. —H. 0. 460 700 530 800 600 900
Интервал номинальных
Система До- пусков <L> размеров валов, мм
Поле дог ска вала Отклонен! вала Св 250 до 260 Св. 260 до 280 Св. 280 до 315 Св. 315 до 355 ! Св. 355 до 360 Св. 360 до 400 Св. 400 до 450 ю о ч* о ю и о О п
ЕСДП «о —es 300 330 360 400 440 480
—ei 381 4Н 449 489 537 577
ОСТ тх 1 1 к о p 290 362 330 411 360 441 410 507 480- 577
ОСНОВНЫЕ ОТКЛОНЕНИЯ
73
Продолжение табл. 10
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
Св. 250 до 260 О о о О» со СМ о Св. 280 до 315 Св. 315 до Зоб Св. 355 до 360 Св. 360 до 4 СО Св. 400 до 450 Св. 450 до 500
ЕСДП с9 * —CS —ei 300 430 330 460 360 500 400 540 440 595 480 635
ЕСДП сП —es —ei 300 620 330 650 360 720 400 760 440 840 480 880
ЕСДП Ь9 * —es —ei 480 610 540 670 600 740 680 820 760 915 840 995
ЕСДП Ы1 —-es —ei 480 800 540 860 600 960 680 1040 760 1160 840 1240
ОСТ •ГЦ —B. 0. — П. o. 300 600 340 680 380 760
ЕСДП Ы2 —es —ei 480 1000 540 1060 600 1170 680 1250 760 1390 840 1470
—в. o. — H. 0. 300 900 340 1000 380 1100
ОСТ Lid
ЕСДП а9 * —es —ei 920 1050 1050 1180 1200 1340 13 14 50 30 1500 1655 1650 1805
ЕСДП all —es —ei 920 1240 1050 1370 1200 1560 1350 1710 1500 1900 1650 2050
ОСТ Ш4 6 o' d к 1 i 600 900 680 1000 760 1100
* Дополнительные поля допусков, установленные ГОСТ25347—82.
Примечание. Для поля допуска вала ТХ вместо интервалов
поминальных размеров 180—225; 225—260; 260—315; 315—360; 360—450
и 450—500 мм следует принимать соответственно интервалы 180—-220;
220—260; 260—310; 310—360; 360—440 и 440—500 мм.
74
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Рис, 7. Схема расположения полей допусков валов для посадок с натя-
гами (интервал размеров 30—40 мм)
II. Система отверстия. Посадки с натягом. Верхние (es, в. о.)
и нижние (ei, н. о.) отклонения (в мкм) валов в ЕСДП
и в системе ОСТ (рис. 7)
ЕСДП п4
ОСТ Пр1С8
ЕСДП р4 *
ЕСДП р5
4~es
+ei
-Jes
+ei
Интервал номинальных размеров валов, мм
От I до 3 Св. 3 до ? Св. 6 до 10 О са о О st 00 £3 О О < 03 см ,« о О < 0-1 о СО Q О О SC coo '•Ф « О О сС ЕЙ О
7 4 12 8 14 10 17 12 21 15 24 17
7 4 12 8 14 10 17 12 21 15 24 17
9 6 16 12 19 15 23 18 28 22 33 26
10 6 17 12 21 15 26 18 31 22 37 26
до 50
ОСНОВНЫЕ ОТКЛОНЕНИЯ
Продолжение табл. И
Система до- пусков Поле допу- ска вала , Отклонение вала Интервал номинальных размеров валов, мм
От I до 3 Св. 3 до 6 С.п. 6 до 10 М о О < Св. 14 до 18 Св. 18 ДО 24 С1 со й о О Св. 30 до 40 1 Св. 40 1 до 50
ЕСДП |р6| | CS 1 ei 12 6 20 12 24 15 29 18 35 22 42 26
ЕСДП р7 * |'CS j- ei 16 6 24 12 30 15 36 18 43 22 51 26
ЕСДП г5 4-es 4-ei 14 10 20 15 25 19 31 23 37 28 45 34
ОСТ Пр и 4- 4- в. о. и. о. 17 12 20 15 25 19 31 23 37 28 45 34
ЕСДП HI h es М 16 10 23 15 28 19 34 23 41 28 50 34
ОСТ Пл "Г в. о. в. о. 16 10 21 13 26 16 32 20 39 25 47 30
ЕСДП г 7 * [-es |-ei 20 10 27 15 34 19 41 23 49 28 5 3 9 4 4 3
ЕСДП s5 - -es : ei 18 14 24 19 29 23 36 28 44 35 4
ОСТ Пр2! “1 Q 0 a я 20 15 24 19 29 23 36 28 44 35 54 43
ЕСДП |-es lei 20 14 27 19 32 23 39 28 48 35 59 43
ОСТ 4-в. о. -|-н. о. 18 12 23 15 28 18 34 22 42 28 52 35
ЕСДП s7 [-es lei 24 14 31 19 38 23 46 28 56 35 68 43
ОСТ 4 s a о 9 24 14 31 19 38 23 46 28 56 35 68 43
|Пр1га|
ЕСДП s8 * [-es |-ei 28 14 37 19 45 23 55 28 68 35 43
76
единая система допусков и посадок
Продолжение табл. 11
Система до- пусков Поле, допу- ска вала Отклонение вала Интервал номинальных эазмеров валов, мм
От 1 до 3 Св. 3 до 6 Св. 6 до 10 ё о О П Св. 14 ДО 18 Св. 18 I до 24 СЗ о О d М о СО о и < Св. 40 до 50
ЕСДП 15 * -|-es +ei — — — — 50 41 59 48 65 54
ЕСДП t6 -| es 4 ei — — — — 54 41 64 48 70 5£
ЕСДП t7 * I es -1 ei — — - 62 41 73 48 79 54
ЕСДП u5 * -}-es -I ei 22 18 28 23 34 28 41 33 50 41 57 48 71 60 81 70
ЕСДП u6 * +es -|-ei 24 18 31 23 37 28 44 33 54 41 61 48 76 60 86 70
ЕСДП u7 4 es 4-ei 28 18 35 23 43 28 51 33 62 41 69 48 85 60 95 70
ОСТ Гр it p p 27 17 33 20 39 23 48 29 62 39 77 50 87 60
ЕСДП u8 -|es 4-ei 32 18 41 23 50 28 60 33 74 41 81 48 99 60 109 70
ОСТ Пр23 4'B. o. 4-H. o. — — 70 40 80 45 100 55 115 65 125 75
ЕСДП v6 * 4es 4-ei — — — — 50 39 60 47 68 55 84 68 97 81
ЕСДП v7 * 4-es 4-ei — — — --- 57 39 68 47 76 55 93 68 106 81
ЕСДП х7 * 4 es 4-ei 30 20 40 28 49 34 58 40 63 45 75 54 85 64 105 80 122 97
ЕСДП х8 4~es 4-ei 34 20 46 28 56. 34 67 40 72 45 87 54 97 64 119 80 136 97
ЕСДП z7 * 4-es 4 ei 36 26 47 35 57 42 68 50 78 60 94 73 109 88 137 112 161 136
ЕСДП z8 4es 4-ei 40 26 53 35 64 42 77 50 87 60 106 73 121 88 151 112 175 136
ОСТ ПрЗа +.B- o. |-Н. o. '— 100 70 115 80 145 100 165 115 175 125
ОСНОВНЫЕ ОТКЛОНЕНИЯ
77
Продолжение табл. 11
Система до* пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров залов, мм
<X> CO о О n о о CO CO О О tl Св. 80 /до 100 | Св. 100 1 до 120 Св. 120 до 140 Св. 140 до 150 Св. 150 до 160 Св. 160 до ISO Св. 180 до 200 Св. 200 до 220 Cl ® © О и: 1 Св. 225 ’ 1 до 250 ‘
ЕСДП es 28 33 39 45
п4 -j-ei 2 3 23 27 31
-f-в. о. 28 33 39 45
ОСТ 1 1р I ов -f-н. о. 2 3 23 27 31
ЕСДП -Ь es 41 3 47 55 54
р4 * —|-ei 3. 2 37 43 50
ЕСДП 4~es 4 52 6 70
р5 +ei 3. 2 37 43 50
ЕСДП jp6j -|--es 51 59 6 8 79
4-ei 32 37 43 50
ЕСДП р7 * -|-es -j-ei 62 32 72 37 83 43 96 50
ЕСДП 4-es 54 56 66 69 81 83 86 97 100 104
ГО 4- ci 41 43 51 54 63 6 68 77 8 Э 84
nplf -| b. o. 54 56 66 69 81 83 86
ОСТ 4-H. o. 41 43 51 54 63 65 68
ЕСДП и 4-es 60 62 73 76 88 90 93 106 109 ИЗ
'4“ci 41 43 51 54 63 65 68 77 80 84
ОСТ Пл 4"B. 0. 4-H. 0. 55 35 70 45 85 58 105 75
4-es 71 73 86 89 103 105 108 123 126 130
ЕСДП г7 * -j-ei 41 43 51 54 63 65 68 77 80 84
ЕСДП 4es 66 72 86 94 НО 118 126 142 150 160
s5 4-ei 53 59 71 79 92 100 108 122 130 140
78
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 11
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных разыграв валов, мм
St© 02 О U Ct Св. 65 до 80 Св. 80 до 1 00 оо « О О fct Св. 120 до 140 Сз. 140 ДО 150 Св. 150 до 160 So » о О Св. 180 ДО 200 ОО 04 СЧ сч О к? Св. 220 до 225 ( Св. 225 1 до 250 1
+ в. о. 6C 72 86 94 110 118 126
1 IpZj TH. О. 53 59 71 79 92 100 108
ЕСДП fc6j Ч-es 4-ei 72 53 78 59 93 71 101 79 117 92 125 100 133 108 151 122 159 130 169 140
ОСТ IWi 4-в. о. 65 85 95 110 125 145 165
4-н. о. 45 60 70 80 95 115 135
ЕСДП s7 -f-es 4-ei 83 53 89 59 106 71 114 79 132 92 140 100 148 108 168 122 176 130 186 140
Q 6 й X + “Г 89 59 106 71 114 79 132 92 140 100 148 108 168 122 86 40
ОСТ |Hpl2al 53 1
+es 99 105 125 133 155 163 171 194 202 212
4-ei 53 59 71 79 92 100 108 122 130 140
ЕСДП 15 * 4 - es 4~ei 79 66 88 75 106 91 119 104 140 122 152 134 164 146 186 166 200 180 216 196
ЕСДП f A 4-es 4-ei 85 94 113 126 147 159 171 195 209 225
66 75 91 104 122 134 146 166 180 196
ЕСДП *7 * 4-es 96 105 126 139 162 174 186 212 226 242
-j-ei 66 75 91 104 122 134 146 166 180 196
ЕСДП 4-es ICO 115 139 159 188 208 228 256 278 304
-Eel 87 102 124 144 170 190 210 236 258 284
ЕСДП u6 * 4-es 106 121 146 166 195 215 235 265 287 313
+ei 87 102 124 144 170 190 210 236 258 284
ОСНОВНЫЕ ОТКЛОНЕНИЯ
79
Продолжение табл. 11
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
юю « о О < Св. 65 до 80 е о О п Св. 100 до 120 •Св, 120 ДО 140 Св. 140 до 150 Св. 150 до 100 I св' 160 до 180 Св. 150 до 200 Св, 200 до 220 Св. 220 | до 225 Св. 225 1 до 250
ЕСДП и7 4-es --ei 117 87 132 102 159 124 179 144 210 170 230 190 250 210 282 23G 304 258 330 284
ОСТ Гр о о и ж 105 75 120 90 140 105 160 125 190 150 220 180 260 315 300 255
ЕСДП u8 4-es 4 ei 133 87 148 102 178 124 198 144 233 170 253 190 273 210 308 236 330 258 356 284
ОСТ Пр23 ++ I я р р 15С 90 16Е 105 195 125 210 140 245 165 275 195 325 235 305 275
ЕСДП v6 * +es +ei 121 102 139 120 168 146 194 172 227 202 253 228 277 252 313 284 339 310 369 340
ЕСДП v7 * -Tes 4-ei 132 102 150 120 181 146 207 172 242 202 268 228 292 252 330 284 356 310 386 340
ЕСДП х7 * + es -|-ei 152 122 176 146 213 178 245 210 288 248 320 280 350 310 396 350 431 385 471 425
ЕСДП х8 4-es -j-ei 168 122 192 146 232 178 264 210 311 248 343 280 373 310 422 350 457 385 497 425
ЕСДП z7 * -]-cs 4-ei 202 172 240 210 293 258 345 310 405 365 455 415 505 465 566 520 621 575 686 640
ЕСДП z8 4-es 4ei 218 172 256 210 312 258 364 310 428 365 478 415 528 465 592 520 647 575 712 640
ОСТ Пр33 Г °° I » x J 4.4- 210 150 225 165 260 190 280 210 325 245 355 275 410 320 450 360
80
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 11
С истей а до- пусков ' Поле допу- । ска вала ! Отклонение вала Интервал номинальных размеров валов. мм
: Св. 250 до 260 Св. 260 до 280 , Св. 280 до 315 <Л ’со £Q Q О Св. 355 до 360 Св. 360 ДО 400 Св. 400 до 440 Св. 440 1 до 450. ; Св. 450 1 до 500
ЕСДП п4 4~es 4-ei 50 34 55 37 60 40
ОСТ П Р 108 ++ К ® р р 45 31 50 34 60 40
ЕСДП р4 * 4~es -j-ei 72 56 80 62 88 68
ЕСДП р5 4-es 4-ei 79 56 87 62 95 68
ЕСДП Трб| +es 4-ei 88 56 98 62 108 68
ЕСДП р7 -* 4-es +ei 108 56 119 62 131 68
ЕСДП г5 4-es 4ei 117 94 121 98 133 108 139 114 153 126 159 132
ОСТ Пр1х ++ EC W P P — —
ЕСДП 4-es 126 130 144 150 166 172
4-ei 94 98 108 114 126 132
ОСТ Пл 4-b. o. 4-h. o. 105 75 135 100 170 130
ЕСДП г7 * 4~es +ei 146 94 150 98 165 108 171 114 189 126 195 132
ЕСДП s5 4es 4-ei 181 158 193 170 215 190 233 208 259 232 279 252
ОСНОВНЫЕ ОТКЛОНЕНИЯ
81
Продолжение табл. 11
Система до- пусков Поле допу- ска вала — Отклонение вала Интервал поминальных размеров валов. ММ
СЯ CO Cl £3 o о < Св. 260 до 280 Ci ~ Ю о и < из —•to coic га о U tt Св. 355 ДО 360 Св. 360 до 400 О -ч- ХГ га о U к! О С LQ са о О к[ Св. 450 до 500 1
ост nP2t + в. О. -|-н. о. — —
ЕСДП Pl -f-es + ei 190 158 202 170 226 190 244 208 272 232 292 252
ОСТ Юр| Ч~в. о. |-н. о. 165 135 195 160 220 185 260 220 300 260
ЕСДП s7 |~es ei 210 158 222 170 247 190 265 208 295 232 515 252
6 © и X 186 140 222 170 242 190 283 220 315 252
ОСТ |Пр1га|
ЕСДП s8 * -|-es +ei 239 158 251 170 279 190 297 208 329 232 349 252
ЕСДП t5 * +es -j-ei 241 218 263 240 293 268 319 294 357 330 387 360
ЕСДП t6 4es -j-ei 250 218 272 240 304 268 330 294 370 330 400 360
ЕСДП t7 * 4-es 4-ei 270 218 292 240 325 268 351 294 393 330 423 360
ЕСДП u5 * 4-es -j-ei 338 315 373 350 415 390 460 435 517 490 567 540
ЕСДП u6 * 4~es 4-ei 347 315 332 350 426 390 471 435 530 490 580 540
82
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 11
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
ю о Ci Ю Й o О < S о й © О tt О кою Я о О П ю •— ю со ю Я о О KJ Св. 355 до 360 Св. 360 до 400 О о й © О Св. 440 , до 450 Св. 450 до 500
ЕСДП и7 -j~es -j-ei 367 315 402 350 447 390 492 435 553 490 603 540
ОСТ Гр -|-в. о. + н. О. 300 200 350 300 400 350 475 415 545 485
ЕСДП и8 +es -р ei 396 315 431 350 479 390 524 435 587 490 637 540
ОСТ Пр23 4-в. о. + н. О. 365 275 420 320 470 370 550 430 620 500
ЕСДП v6 * -р es -р ei 417 385 457 425 511 475 566 530 635 595 700 660
ЕСДП v7 * -j-es -j-ei 437 385 477 425 532 475 587 530 650 595 723 660
ЕСДП х7 * j-es + ei 527 475 577 525 647 590 717 660 803 740 883 820
ЕСДП х8 -res -j-ei 556 475 606 525 679 590 749 660 837 740 917 820
ЕСДП z7 * 4~es +ei 762 710 842 790 957 900 1057 1000 1163 1100 1313 1250
ЕСДП z8 -j-es -j-ei 791 710 871 790 989 900 1089 1000 1197 1100 1347 1250
ОСТ Пр33 +b. o. + h. 0. 450 360 515 415 565 465 670 550 740 620
ОСНОВНЫЕ ОТКЛОНЕНИЯ
83
Продолжение табл. 11
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
оо to о to о S оо to CO О и о U tx co о co—• m o О < Св. 710 1 До 800 So о co о о п оо оо оо а о О rt Св. 1000 до 1120 S ,« о О ft Св. 1250 до 1400
ЕСДП п4 4-es 4-ei — — — —“-
ОСТ Пр1ой j а к о о —
ЕСДП р4 * + CS -Jei —
ЕСДП р5 4-es +ei —
ЕСДП |р6| Q ‘о +н- 122 78 138 88 156 100 186 120 218 140
ЕСДП р7 * + es -~ei - —
ЕСДП г5 +es +ei —- — —
ОСТ Пр1, Q О ю a ++ — —
ЕСДП [г6| 4-es 1 4-ei | 194 150 199 155 225 175 235 1 L«5 266 210 276 220 316 250 326 260 378 300
ОСТ Пл 4-b. o. + «. o. 215 170 270 220 340 285 410 350 500 435
ЕСДП г7 * 4-es 4-ei — — — — — — - — —
ЕСДП s5 4-es +ej — — — — — — —
84
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 11
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размеров валов, мм
1 Св. 500 । до 560 Св. 560 до 630 Св. 630 до 710 Св. 710 до 800 Св. 800 до 900 Св. 900 до 1000 Св. 1000 до 1120 04 О — о — . , Св. 1250 до 1400 1
ост np2j ++ s to p p — — — — —
ЕСДП Цб| +es +ei 324 280 354 310 390 340 430 380 486 430 526 470 586 520 646 580 718 640
ОСТ № ++ г; и p p 345 300 375 330 420 370 470 420 525 470 585 530 650 590 710 650 800 735
ЕСДП s7 4-es -j-ei 350 280 380 310 420 340 460 380 520 430 560 470 625 520 685 580 765 640
ОСТ , |Пр 12,а| +4- г и p p — — — — •—
ЕСДП s8 * 4-es 4-ei — — — — - —
ЕСДП t5 * 4-es 4-ei — — — — : —
ЕСДП t6 +es. ~j~ei 444 400 494 450 550 500 610 560 676 620 736 680 846 780 906 840 1038 960
ЕСДП t7 * 4-es -j-ei — — — — —-
ЕСДП ti5 * H-es -j-ei — — — — —
ЕСДП u6 * 4es 4-ei » — —— —- —
ЕСДП u7 4-es +ei 670 600 730 660 820 740 920 840 1030 940 1140 1050 1255 1150 1405 1300 1575 1450
ОСТ rP 4-b. o. 4-н. o. — — — — —
ОСНОВНЫЕ ОТКЛОНЕНИЯ
85
Продолжение табл. II
Система до- пусков Поле допу- ска вала Отклонение вала Интервал номинальных размерен валов, мм
OO и o О Св. 560 1 до 630 2 — га © О га о О « Св. 800 до 900 га о О Св. 1000 ДО 1120 Св. 1120 до 1250 Св. 1250 до 1400
ЕСДП и 8 4 es -j-ei 710 600 770 660 865 740 965 840 1080 940 1190 1050 1315 1150 1465 1300 1645 1450
ОСТ Пр23 6 6 и я 800 660 880 740 980 830 1070 920 1210 1040 1320 1150 1500 1300 1650 1450 1840 1620
ЕСДП v6 * 4- es Fei '—•
ЕСДП v7 * 4 es -j-ei —
ЕСДП х7 * Ч-es -j-ei —
ЕСДП х8 4es 4-ei —
ЕСДП z7 * + es -J-ei —
— —
ЕСДП z8 4es +ei —•
ОСТ Пр33 я Й p p —
* Дополнительные поля допусков, установленные ГОСТ 25347—82.
Примечания: 1. Для системы допусков ОСТ вместо раз-
мера 315 мм следует принимать размер 310 мм.
2. Предпочтительные поля допусков заключены в рамки.
8G
ЕДИНАЯ СИСТЕМА ДОПУСКОВ II ПОСАДОК
Рис. 8. Схема расположения полей допусков основных валов (интервал
размеров «30—50 мм)
12. Система вала. Верхние (es, в. о.) и нижние (ei, н. о.) отклонения
(в мкм) основных валов в ЕСДП и в системе ОСТ (рис. 8)
1 Система допус- ков Поле допуска вала Отклонение вала Интервал номинальных размеров основных валов, мм
Менее 1 * От 1 до 3 ID Ш 0 О Св. 6 до 10 Св. 10 I ДО 18 Св. 18 ! до 30 СО О Ю “ О О П Св. 50 до 80
ЕСДП Ь4 CS —ei 0 3 0 3 0 4 0 4 0 0 С> 0 7 0 8
ОСТ Bos в. о. —и. о. — 0 3 0 4 0 4 0 0 6 0 7 0 8
•—8 .... -.==^7.^^== ядаяв.-
ЕСДП 115 es —ei 0 4 0 4 0 5 0 G 0 8 0 9 0 И 0 13
ОСНОВНЫЕ ОТКЛОНЕНИЯ
87
Продолжение табл. 12
Система допус- ков Поле допуска вала Отклонение вала Интервал номинальных размеров основных валов, мм
Менее 1 * О Kt О со С2 © • О Kt со о О П « О О Kt Св. 18 до 30 О со о to га о О Kt to о б §
в. о. 0 0 0 0 0 0 0 0
ост В1 —Н. О. 5 4 5 6 8 9 11 13
ЕСДП pj es 0 0 0 0 0 0 0 0
-ei 6 6 8 9 11 13 16 19
ОСТ Й в. о. 0 0 0 0 0 0 0 0
—н. о. 7 6 8 10 12 14 17 20
ЕСДП es 0 0 0 0 0 0 0 0
|h/| -—ci 10 10 12 15 18 21 25 30
ОСТ в. о. 0 0 0 0 0 0 0 0
1 ‘C.'i 1 —и. о. 12 9 12 15 18 21 25 30
|Ь8| es 0 0 0 0 0 0 0 0
ЕСДП —ei 14 14 18 22 27 33 39 46
в. о. 0 0 0 0 0 0 0 0
ОСТ |В;;1 •—Н. О- 18 20 25 30 35 45 50 60
ЕСДП Pl es 0 0 0 0 0 0 0 0
—ei 25 25 30 36 43 52 62 74
ЕСДП НЮ es 0 0 0 0 0 0 0 0
—ei 40 40 48 58 70 84 100 120
в. о. 0 0 0 0 0 0 0 0
ОСТ Вза —н. о. 30 40 48 58 70 84 100 120
ЕСДП ТьТц es —ei 0 60 0 60 0 75 0 90 0 110 0 130 0 160 0 190
в. о. 0 0 0 0 0 0 0 0
ОСТ РД1 —н. о. 45 60 80 100 120 140 170 200
88
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 12
Система допус- ков Поле допуска вала Отклонение вала Интервал номинальных размеров основных валов, мм
Менее 1 * о О со СО й о о Ч 0'0 га о О К Св. 10 ДО 18 Св. 18 до 30 Св. 30 до 50 S о оо га с О н
ЕСДП Ы2 es —ei 0 100 0 100 0 120 0 150 0 180 0 210 0 250 0 300
ОСТ Е в. о. —и. о. 0 70 0 120 0 160 0 200 0 240 0 280 0 340 0 400
ЕСДП 1113 es —ei 0 140 0 140 0 180 0 220 0 270 0 330 0 390 0 460
ЕСДП Ы4 es —ei — 0 250 0 300 0 360 0 430 0 520 0 620 0 740
ОСТ В7 в. о. —н. о. — 0 250 0 300 0 360 0 430 0 520 0 620 0 740
ЕСДП 1115 es —ei — 0 400 0 480 0 580 0 700 0 840 0 1000 0 1200
ОСТ в8 в. о. —н. о. 0 400 0 480 0 580 0 700 0 840 0 1000 0 1200
ЕСДП 1116 CS —ei —• 0 600 0 750 0 900 0 1100 0 1300 0 1600 0 1900
ОСТ Во в, о. —в. о. — 0 600 0 750 0 900 0 1100 0 1300 0 1600 0 1900
ЕСДП 1117 es —ei — 0 1000 0 1200 0 1500 0 1800 0 2100 0 2500 0 3000
ОСТ Вю в. о. —11. о. —, — 0 1200 0 1500 0 1800 0 2100 0 2500 0 3000
ОСНОВНЫЕ ОТКЛОНЕНИЯ
£9
Продолжение табл. 12
Система допу- сков Поле допуска вала Отклонение вала Интервал номинальных размеров основных валов, ММ
’Х> СЧ ® о О « « о О аз о О ct сч<о о» СЗ о о ч <£> ю Й о О И 1О со «о «а о и СО О и ГХ Xi- О 1Л аз © О <
ЕСДП 114 es —ei 0 10 0 12 0 14 0 16 0 18 0 20
ОСТ Be в в. о. — и. о. 0 10 0 12 0 14 0 16 0 20
ЕСДП 115 es —ei 0 15 0 18 0 ' 20 0 23 0 25 0 27
ОСТ Bt в. о. —и. о. 0 15 0 18 0 20 0 22 0 25
ЕСДП jMj es —ci 0 22 0 25 0 29 0 32 0 36 0 40
ОСТ |В| в. о. —н. о. 0 23 0 27 0 30 0 35 0 40
ЕСДП es —ei 0 35 0 40 0 46 0 52 0 57 0 63
ОСТ в. о. —н. о. 0 35 0 40 0 47 0 54 0 62
ЕСДП И es —ei 0 54 0 63 0 72 0 81 0 89 0 97
ОСТ ёЗ в. о. —-н. о. 0 70 0 80 0 90 0 100 0 120
ЕСДП jhg es —ei 0 87 0 100 0 115 0 130 0 140 0 155
ЕСДП ыо es —ei 0 140 0 160 0 185 0 210 0 230 0 250
ОСТ Вза в. о. — Н. О. 0 140 0 160 0 185 0 215 0 250
90
ЕДИНАЯ СИСТЕМА ДОПУСКОВ IT ПОСАДОК
Продолжение табл. 12
Система допу- сков : Поле допуска вала Отклонение вала Интервал номинальных размеров основных валов, мм
Св. 80 до 120 Св. 120 до 180 Св. 1S0 до 250 S о см со ей с- О г£ Св. 260 ДО 315 СО со ср со В о С пТ О ОО и о О < Св. 400 до 500
ЕСДП |htl| es —ei 0 220 0 250 0 290 0 320 0 360 0 400
ОСТ в. о. — н. о. 0 230 0 260 0 300 0 340 1 0 380
ЕСДП 1112 es - ci 0 350 0 400 0 460 0 520 0 570 0 630
ОСТ |ВЙ в. о. —н. о. 0 .460 0 530 0 600 0 680 0 760
ЕСДП b 13 es —ei 0 540 0 630 0 720 0 810 0 890 0 970
ЕСДП Ы4 es —ej 0 870 0 1000 0 1150 0 1300 0 1400 0 1550
ОСТ В7 в. о. —н. о. 0 870 0 1000 0 1150 0 1350 0 1550
ЕСДП 1115 es —ei 0 1400 0 1600 0 1850 0 2100 0 2300 0 2500
ОСТ в8 . 6 о И j 0 1400 0 1600 0 1900 0 2200 0 2500
ЕСДП 1116 es —ei 0 2200 0 2500 0 2900 0 3200 0 3600 0 4000
ОСТ в9 в. о. — и. о. 0 2200 0 2500 0 2900 0 3300 0 3800
ЕСДП Ы7 es —ei 0 3500 0 4000 0 4600 0 5200 0 5700 0 6300
ОСТ Вю в. о. —Н. О. 0 3500 0 4000 0 4G00 0 5200 0 6300
ОСНОВНЫЕ ОТКЛОНЕНИЯ
91
Продолжение табл. 12
! Система допу- сков Поле допуска вала <v X X о 5 pj 6 Й Интервал ном и н ал ь ны х размеров основных валов, мм
' Св. 500 до G30 Св. G30 до S00 Св. 800 до 1000 Св I 000 до 1250
ЕСДП 111 es ei 0 22 0 25 0 29 0 34
ОСТ ®08 в о. 11 о. — — — —
ЕСДП 115 es —ei 0 30 0 0 40 0 4G
ОСТ Bt в. о — н. о . — — — —
ЕСДП Щб| es —ci 0 44 0 50 0 56 0 66
ОСТ в о. л. о. 0 45 0 50 0 55 0 60
ЕСДП jh7| es ei 0 70 0 80 0 90 0 105
ОСТ s в. о. — н. о. 0 70 0 80 0 90 0 100
ЕСДП es —ei 0 110 0 . 125 0 140 0 165
ОСТ |Щ| в. о. — и. о. 0 140 0 150 0 170 0 200
ЕСДП jwj es —ci 0 175 0 200 0 230 0 260
ЕСДП hlO es —ci 0 280 0 320 0 360 0 420
ОСТ Вза В. О. - И. О. 0 280 0 300 0 350 0 400
92
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 12
Система Допу- сков Поле допуска вала Отклонение вала Интервал номинальных размеров основных валов, мм
Св. 500 до 630 Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250
ЕСДП |Ы1| CS —ci 0 440 0 500 0 560 0 660
ОСТ ns в. о. — н. о. 0 450 0 500 0 550 0 600
ЕСДП Ы2 CS —ci 0 700 0 800 0 900 0 1 050
ОСТ Пч в. о. —11. о. 0 900 0 1000 0 1100 0 1 200
ЕСДП ыз es —ei 0 1100 0 1250 0 1400 0 1 650
ЕСДП 1114 es —ci 0 1750 0 2000 0 2300 0 2 600
ОСТ в, в. о. — и. о. 0 1800 0 2000 0 2200 0 2 400
ЕСДП 1115 es —ei 0 2800 0 3200 0 3600 0 4 200
ОСТ в« в. о. —н. о. 0 2800 0 3000 0 3500 0 4 000
ЕСДП 1116 es —ei 0 4400 0 5000 0 5600 0 6 600
ОСТ в9 в. о. —и. о. 0 4500 0 5000 0 5500 0 6 000
ЕСДП 1117 es —ei 0 7000 0 8000 0 9000 0 10500
ОСТ Вю в. о, —н. о. 0 7000 0 8000 0 9000 0 10 000
ОСНОВНЫЕ ОТКЛОНЕНИЯ
93
Продолжение табл. 12
Система допу- сков Поле допуска вала Отклонение вала Интервал номинальных размеров основных валов, мм
Св. 1250 до 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 до 3150
ЕСДП 114 es — ei 0 40 0 48 0 57 0 69
ОСТ Bos в. о. — Н. О. — — — —
ЕСДП 115 es —ei 0 54 0 65 0 77 0 93
ОСТ вг в. о. —н. о. — — — —
ЕСДП Щ es —ei 0 78 0 92 0 но 0 135
ост в. о. — Н. О. 0 65 0 75 0 85 0 100
ЕСДП Пу es —ei 0 125 0 150 0 175 0 210
ост 13 в. о. — II. Q. 0 НО 0 120 0 130 0 150
ЕСДП Пу CS —ei 0 195 0 230 0 280 0 330
ОСТ Пу в. о. —и. о. 0 220 0 250 0 280 0 300
ЕСДП jh9j es —ei 0 310 0 370 0 440 0 540
ЕСДП ЫО es —ei 0 500 0 600 0 700 0 860
ОСТ Вза в. о. , —н. о. 0 450 0 500 0 550 0 600
ЕСДП |hiTj es —ei 0 780 0 920 0 1100 0 1 350
94
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 12
Система допу- сков Поле допуска вала ; Отклонение । вала Интервал номинальных размеров основных валов, мм
Св. 1250 до 1600 Св. 1600 до 2000 00S3 OS 0003 -аз Св. 2500 до 3150
ост |В,| в. о. —и. о. 0 650 0 750 0 900 0 1 000
ЕСДП 1112 CS —ei 0 1 250 0 1 500 0 1 750 0 2 100
ОСТ Ki в. о. —н. о. 0 1 300 0 1 500 0 1 800 0 2 000
ЕСДП ыз es i — ei 0 1 950 0 2 300 0 2 800 0 3 300
ЕСДП Ы4 es —ei 0 3 100 0 3 700 0 4 400 0 5 400
ОСТ В7 в. о. —н. о. 0 2 600 0 3 000 0 3 500 0 4 000
ЕСДП Ь15 es —ei 0 5 000 0 6 000 0 7 000 0 8 600
ОСТ в8 в. о. —в. о. 0 4 500 0 5 000 0 5 500 0 6 000
ЕСДП Ы6 es —ei 0 7 800 0 9 200 0 11 000 0 13 500
ОСТ в9 в. о. -—н. о. 0 6 500 0 7 000 0 8 000 0 9 000
ЕСДП hl7 es —ei 0 12 500 0 15 000 0 17 500 0 2,1 000
ОСТ в10 I в. о. 1 —н. о. 0 11 000 0 12 000 0 13 000 15 000
* .Для системы ОСТ в интервал номинальных размеров входят размеры св. 0,6 до 1 мм.
Примечание. Предпочтительные поля допусков заключены
в рамки.
ОСНОВНЫЕ ОТКЛОНЕНИЯ
95
Рис. 9. Схема расположения полей допусков отверстий для переходных
посадок (интервал размеров 30—50 мм)
13. Система вала. Переходные посадки. Верхние (ES, в. о.) и нижние
(EI, н. о.) отклонения (в мкм) отверстий в ЕСДП и в системе ОСТ
(рис. 9)
: Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
От I до 3 Св. 3 до 6 Св, 6 до 10 Св. 10 ДО 18 Св. 18 до 30 СО О ш и S Св. 50 до 80 О о СО О ! О 5
ЕСДП Д5 + ES —EI 2 2 2,5 2,5 3 3 4 4 4,5 4,5 5,5 5,5 6,5 6,5 7,5 7,5
ОСТ Поэ + в. о. —н. о. 2 2 2,5 2,5 3 3 4 4 4,5 4,5 5,5 5,5 6,5 6,5 7,5 7,5
ЕСДП Js6 + ES —EI 3 3 4 4 4,5 4,5 5,5 5,5 6,5 6,5 8 8 9,5 9,5 11 И
ОСТ щ 4~в. о, —н. о. 4 2 5 3 6 4 7 5 8 6 9 7 10 8 12 9
ЕСДП J6* + ES —EI 2 4 5 3 5 4 6 5 8 5 10 6 13 6 16 6
96
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 13
Допу- GJ ? ОТ- Интервал размеров номинальных отверстий, мм
се О _ Я g ь о 3 ДО о о со О О О о
Си ст сков Поле OTBCI 6 ffl О со ^£0 к о о — м о и < Й О О Ef ю m О О < св. : ДО 8( со о О fat
ЕСДП IVI -1 ES —EI СП СИ 6 6 7 7 9 9 10 10 12 12 15 15 17 17
ОСТ И 4-в. о. —п. о. 7 3 9 4 11 5 13 6 16 7 18 8 20 10 23 12
ЕСДП J7 * -EES —EI 4 6 6 6 8 7 10 8 12 9 14 11 18 12 22 13
ЕСДП Js8 + ES EI 7 7 9 9 11 11 13 13 16 16 19 19 23 23 27 27
ОСТ П2а о. —н. о. 7 7 9 9 12 10 15 12 20 13 24 15 28 18 34 20
ЕСДП J8 * H-ES —EI 6 8 10 8 12 10 15 12 20 13 24 15 28 18 34 20
ЕСДП К5 + ES —EI 0 4 0 1 5 2 6 1 8 2 9 3 10 2 13’
ОСТ Е1оэ 6 о и в 4- 1 0 4 0 5 1 5 2 6 1 8 2 9 3 10 2 13
ЕСДП Кб I ES - EI 0 6 2 6 2 7 2 9 2 11 3 13 4 15 4 18
ОСТ ЁЫ -|“В. о. — И. О. 1 5 1 7 1 8 1 10 2 12 2 14 2 16 3 19
ЕСДП |K7j -I ES -EI 0 10 3 9 5 10 6 12 6 15 7 18 9 21 - 10 25
ОСТ |Hj + в. о. —н. о. 3 7 4 9 4 12 5 14 6 17 7 20 8 23 9 26
ЕСДП К8 -f-ES —EI 0 14 5 13 6 16 8 19 10 23 12 27 14 32 16 38
ОСТ + в. о. — И. О. 4 10 5 13 6 16 8 19 10 23 12 27 14 32 16 38
ОСНОВ И Ы Е ОТКЛОНЕНИЯ
97
Продолжение табл. 13
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
о Осо Св. 3 до 6 1 Св. 6 до ю Св. 10 ДО 18 ОО СО сэ о о < Св, 30 до 50 So <3 § СО С'.| ео О О <
ЕСДП М5 —ES —Е1 2 6 3 8 4 10 4 12 5 14 5 16 6 19 8 23
ОСТ Г 09 —в. о. - -н. о.. I О') № 1_ 3 8 4 10 4 12 5 14 5 16 6 19 8 23
ЕСДП Мб —ES - EI 2 8 1 9 3 12 4 15 4 17 4 20 5 24 6 28
ОСТ Т1 1 1 I р р р 2 8 2 10 3 12 4 15 4 17 5 20 5 24 6 28
ЕСДП М7 —ES - -Е) 2 12 0 12 0 15 0 18 0 21 0 25 0 30 0 35
ОСТ Т В. о. — П. О. 0 10 0 13 0 10 0 19 0 23 0 27 0 30 0 35
ЕСДП MS 4-ES —Е1 — 9 16 1 21 2 25 4 29 5 34 5 41 6 48
ОСТ Тга 4- В. о. —н. о. - 1 17 1 21 2 25 4 29 5 34 5 41 6 48_
ЕСДП Кб —ES — Е1 4 10 5 13 7 1G 9 20 11 24 12 28 14 33 16 38
ОСТ Г1 —в. о. — н. о. ,40 5 13 6 16 8 20 10 24 12 28 14 33 17 38
ЕСДП м -ES —EI 4 14 4 16 4 19 5 23 7 28 8 33 9 39 10 45
ОСТ и —В. о. Н. О. 2 13 3 16 4 20 24 6 30 7 35 40 10 45
ЕСДП N8 —ES —EI 4 18 2 20 3 25 3 30 3 36 3 42 4 50 4 58
ОСТ Г 1 2а •—в. о. —н. о. 1 15 2 20 3 25 3 30 3 36 3 42 4 50 4 58
ЕСДП N9 * —ES —EI 4 29 0 30 0 36 0 43 0 52 0 62 0 74 0 87
4 Белкин II. М.
98
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 13
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 120 ДО 180 Св. 180 ДО 250 Св. 250 до 2G0 Св. 260 до 315 Св. 315 до 360 S о ® о О < Св. 400 до 500 Св. 500 до 630
ЕСДП Js5 4-ES —EI 9 9 10 10 11,5 11,5 12,5 12,5 13,5 13,5 15 15
ОСТ П<9 ' Й « 9 9 9 9 10 10 11,5 11,5 13,5 13,5 —
ЕСДП Js6 Ч ES —EI 12,5 12,5 14,5 14,5 16 16 18 18 20 20 22 22
ОСТ ИД| -гВ. о. II. О. 14 10 16 И 18 13 20 15 —
ЕСДП J6 * + ES —EI 18 7 22 7 25 7 29 7 33 7 —
ЕСДП IV! -I-ES - Е1 20 20 23 23 26 26 28 28 31 31 35 35
ОСТ ЙП 6 о | И я I + 1 27 14 30 16 35 18 40 20 47 23
ЕСДП J7 * + ES —EI 26 14 30 16 36 16 39 18 43 20 —
ЕСДП Js8 j-ES —EI 31 31 36 36 40 40 44 44 48 48 55 55
ОСТ Oja -|-в. О. —И. О. 41 22 49 24 57 27 64 31 . —
ЕСДП J8 * 4ES —EI 41 22 47 25 55 26 60 29 66 31 —
ОСНОВНЫЕ ОТКЛОНЕНИЯ
09
Продолжение табл. 13
' Система допу- сков сз о Е Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Поле до отплглтнп 7 в о О п со о — го СМ С2 О о < Св. 250 до 260 c-j -2 со ~ о О < го о О < Св. 360 до 400 Св. 400 до 500 Св. 500 до 030
ЕСДП К5 + ES —EI 3 15 2 18 3 20 3 22 2 25 —
ОСТ н09 о 6 W К + 1 3 15 2 18 3 20 2 25 —
ЕСДП Кб + ES —EI 4 21 5 24 5 27 7 29 8 32 0 44
ОСТ |Н ] Ч“В. о. —н. о. 3 22 3 25 4 28 5 32 —
ЕСДП |K7j Н-ES —EI 12 28 13 33 16 36 17 40 18 45 0 70
ОСТ (Hj + в. о. —н. о. 10 30 И 35 12 40 15 45 25 45
ЕСДП К8 + ES —EI 20 43 22 50 25 56 28 61 29 68 —
ОСТ н2а о 6 и д + i 20 43 22 51 26 58 28 67 —
ЕСДП М5 —ES —EI 9 27 11 31 13 36 14 39 16 43 —,
ОСТ Г()9 —в. о. —Н. О. 9 27 11 31 13 36 16 43 —
ЕСДП Мб —ES —EI 8 33 8 37 9 41 10 46 10 50 26 70
4;
100 ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 13
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
: Св. 120 1 до !$о Св. 180 до 250 Св. 250 до 2G0 Св. 260 до 3! 5 ю СО со » о и < Св. 360 до 400 Св. 400 до 500 О о LO -О СО И о О КС
ост Tj 1 1 = в р р 32 8 36 9 40 10 45 —
ЕСДП М7 -ES —EI 0 40 0 46 0 52 0 57 0 63 26 96
ОСТ Т 6 6 S а 1 0 40 0 45 0 50 0 60 0 70
ЕСДП М8 -I-ES —EI 8 55 9 63 9 72 И 78 11 86 —
ОСТ Тга + в. о. —Н. О. 8 55 9 64 10 74 10 85 —-
ЕСДП N6 —ES —EI 20 45 22 51 25 57 26 62 27 67 44 88
ОСТ Гт —в. о. —н. о. 20 45 23 52 27 58 30 65 —
ЕСДП {кд —ES —EI 12 52 14 60 14 66 16 73 17 80 44 114
ОСТ Е —В. О. — Н. О. 12 52 15 60 18 70 20 80 23 93
ЕСДП N8 ES —EI 4 67 5 77 5 86 5 94 6 103
ОСТ Г* 2а —В. О. — И. О. 4 . 67 78 6 90 7 102 —
ЕСДП N9 * —ES -EI 0 100 0 115 0 130 0 140 0 155 —
ОСНОВНЫЕ ОТКЛОНЕНИЯ
101
Продолжение табл. 13
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 ДО 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 до 3150
Js5 + ES 17,5 20 23 27 32,5 38,5 46,5
ЕСДП —EI 17,5 20 23 27 32,5 38,5 46,5
ОСТ Поэ о. —н. о. — — — — — —
ЕСДП JS6 + ES 25 28 33 39 46 55 67,5
—EI 25 28 33 39 46 55 67,5
ОСТ РЛ 1 + д и о р -- — — — — —
ЕСДП J6* + ES -EI — — — — — — —
ЕСДП « + ES 40 45 52 62 75 87 105
1 —Е1 40 45 52 62 75 87 105
ОСТ и -{• в. о. -т-Н. О. 25 62 28- 70 30 77 33 — — —
ЕСДП J7 * + ES —EI — — — — — —
ЕСДП Js8 62 70 82 97 115 140 165
—Е1 62 70 82 97 115 140 165
ОСТ Пга о о 35 X -• 1 — — — — — —-
ЕСДП J8 * । 4. 1 ... — — — — — — —
ЕСДП К5 + ES —El —_ — — — — —
102 ЕДИНАЯ СИСТЕМА ДОПУСКОВ II ПОСАДОК
Продолжение табл. 13
. Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 ДО 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 до 3150
ост НС9 6 о и к + 1 — — — — — — —
ЕСДП Кб + ES -- EI 0 50 0 56 0 66 0 78 0 92 0 по 0 135
ОСТ Rd + в. о. —и. о. — — — — — — —
ЕСДП HR + ES —EI 0 80 0 90 0 105 0 125 0 150 0 175 0 210
ОСТ Rj -|В- о. —н. о. 30 50 35 55 40 60 45 65 — — —
ЕСДП К8 + ES —EI — — —- — — — —
ОСТ н2а 6 О И К — — — — — — —
ЕСДП М5 -i-ES —EI — — — — — — —
ОСТ гм —в. о. — Н. О. — — — — — — —
ЕСДП Мб —ES —EI 30 80 34 90 40 106 48 126 58 150 68 178 76 211
ОСТ Т1 — В. О. —н. о. — — — — —. — _—.
ЕСДП М7 —ES —EI 30 но 34 124 40 145 48 173 58 208 68 243 76 286
ОСНОВНЫЕ ОТКЛОНЕНИЯ
103
Продолжение табл. 13
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 ДО 1000 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 1 до 3150
ост т в. о. —н. о. 0 80 0 90 0 100 0 по — — —
ЕСДП М8 + ES —EI — — — — — — —
ОСТ Тга + в. о. —н. о. — — — __ —
ЕСДП N6 —ES —EI 50 100 56 112 66 132 78 156 92 184 но 220 135 270
ОСТ Гт —в. о. —н. о. — — — — — — —
ЕСДП jN7j —ES —Е1 50 130 56 146 66 171 78 203 92 242 110 285 135 345
ОСТ D —в. о. —и. о. 25 105 28 118 30 130 33 143 — —
ЕСДП N8 —ES —EI —- — — — — — —
ОСТ —в. о. —н. о. — — — — — — —
ЕСДП N9 * —ES —EI — — — — __ — . —
* Дополнительные поля допусков, установленные ГОСТ 25347—82.
Примечания: 1. Верхнее ES и нижнее EI отклонения
отверстий полей допусков Js4; Js9; Js10; Jsll; Js16 и JSI7 в
табл. 13 не приведены, так как они могут быть определены по значе-
нию допуска ITq: ES — + ITq/2; EI = —lTq/2, где ITq —значение
допуска заданного квалитета q согласно табл. 4.
2. Предпочтительные поля допусков заключены в рамки.
104
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Рис. 10. Схема расположения полей допусков отверстий для посадок
с зазорами (интервал размеров 30—50 мм)
14. Система вала. Посадки с зазорами. Верхнее (ES, в. о.) и нижнее
(EI, н. о.) отклонения (в мкм) отверстий в ЕСДП и в системе ОСТ
(рис. 10)
Система допу- сков Поле допуска отверстия Отклонение от- верстии И нтервал вом и па льны х раз»еров отверсти й, м м
о Г£ Осо Св. 3 до 6 Св. 6 до 10 Св. 10 ДО 18 Св. 18 ! ДО 30 « О О Ч ! Св. 50 до SO Св. 80 до 120
ЕСДП G5 + ES -F-E1 6 2 9 4 11 5 14 6 16 7 20 9 23 10 27 12
ОСТ До9 j !_ Я « р р 6 2 9 4 и 5 14 6 16 7 20 9 23 10 27 12 34 12
ЕСДП GG -ES -EI 8 2 12 4 14 5 17 6 20 7 25 9 29 10
ОСНОВНЫЕ ОТКЛОНЕНИЯ
105
Продолжение табл. 14
5 га с к о <L> Интсрвал номинальных размеров отверстий, мм
Система C.KOR Поле до отверстия Отклонен! верстия От 1 до 3 О п со к Св. 6 до 10 Св. 10 До 18 Св. 18 до 30 i Св. 30 i до 5U Св. 50 до 80 Св. 80 до 120
ост Д1 ч в. о. н. о. 10 3 12 4 14 5 17 6 20 7 25 9 29 10 34 12
ЕСДП G7 - FES ЬЕ1 12 2 16 4 20 5 24 6 28 7 34 9 40 10 47 12
ОСТ д Ч б 6 i ® = 1 13 3 17 4 21 5 25 6 30 8 35 10 42 12 50 15
ЕСДП F5 * - I-ES EI 10 6 15 10 19 13 24 16 29 20 36 25 43 30 51 36
ЕСДГ F6 * - [ES I-EI 12 6 18 10 22 13 27 16 33 20 41 25 49 30 58 36
ЕСДП F7 ! ES -EI 16 6 22 10 28 13 34 16 41 20 50 25 60 30 71 36
ОС1 г 1 t В. О. в. о. 16 6 22 10 28 13 34 16 41 20 50 25 60 30 71 36
ЕСДГ |Г8| I-ES FEI 20 6 28 10 35 13 43 16 53 20 64 25 76 30 90 36
ОС! 12 <1 -j-в. о. 4-н. о. 22 8 27 10 33 13 40 16 50 20 60 25 70 30 90 40
ЕСДГ F9 ES EI 31 6 40 10 49 13 59 16 72 20 87 25 104 30 123 36
ЕСДП 1-5* - ES EI 18 14 25 20 31 25 40 32 49 40 61 50 73 60 87 72
ЕСДП ЕС * - •ES -EI 20 14 28 20 34 25 43 32 53 40 66 50 79 60 94 72
ЕСДП Е7 * FES Е1 24 14 32 20 40 25 50 32 61 40 75 50 90 60 107 72
106 ЕДИНАЯ СИСТЕМА ДОПУСКОВ II ПОСАДОК
Продолжение табл. 14
Система допу- сков — Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
От 1 до 3 О и Ое О с=Г £0 о О — Св. 10 ДО 18 СО со 03 о О Kt Св. 30 ДО 50 So со ВЗ 0 и Kt i Св. 80 до 120
ЕСДП Е8 + ES +EI 28 14 38 20 47 25 59 32 73 40 89 50 106 60 126 72
ЕСДП (ЁЩ + ES 39 50 61 75 92 112 134 159
+EI 14 20 25 32 40 50 60 72
ОСТ + в. о. 32 44 55 70 85 100 120 140
1^3 1 + н. О. 7 11 15 20 25 32 40 50
ЕСДП ЕЮ * + ES +EI 54 68 83 102 124 150 180 212
14 20 25 32 40 50 60 72
ЕСДП 4-ES 26 38 49 61 78 96 119 142
D6 * 4-EI 20 30 40 50 65 80 100 120
D7 * + ES + EI 30 42 55 68 86 105 130 155
ЕСДП 20 30 40 50 65 80 100 120
ЕСДП D8 4-ES 34 48 62 77 98 119 146 174
+ EI 20 30 40 50 65 80 100 120
ОСТ + в. о. 38 50 65 80 105 125 155 190
III + н. о. 18 25 35 45 60 75 95 120
ЕСДП D9 4 ES 45 60 76 93 117 142 174 207
+ EI 20 30 40 50 65 80 100 120
D10 4-ES 4-EI 60 78 98 120 149 180 220 260
ЕСДП 20 30 40 50 65 80 100 120
ЕСДП D11 4-ES 80 105 130 160 195 240 290 340
4-EI 20 30 40 50 65 80 100 120
ОСТ 4~в. о. 90 120 150 180 210 250 300 350
|Х4! 4-н. о. 30 40 50 60 70 80 100 120
ОСНОВНЫЕ ОТКЛОНЕНИЯ
107
Продолжение табл. 14
Система допу- сков 1 Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 120 ДО 180 Св, 180 ДО 250 Св. 250 до 260 Св. 260 до 315 £0 о О tt -сэ о О < Св. 400 до 500 Св. 500 до 630
ЕСДП G5 + ES + EI 32 14 35 15 40 17 43 18 47 20 —
ОСТ До9 4 в. о. 4н. о. 32 14 35 15 40 17 47 20 —
ЕСДП G6 H-ES 4EI 39 14 44 15 49 17 54 18 60 20 66 22
ОСТ Д1 4 В. о. 4н. о. 39 14 43 16 48 18 55 20 —
ЕСДП G7 4ES + Е1 54 14 61 15 69 17 75 18 83 20 92 22
ОСТ Д 4~в. о. -|-н. о. 60 18 70 22 80 26 90 30 105 35
ЕСДП F5 * H-ES 4-EI 61 43 70 50 79 56 87 62 95 68 —
ЕСДП F6 * +ES 4-EI 68 43 79 50 88 56 98 62 108 68 —
ЕСДП F7 4-ES 4-EI 83 43 96 50 108 56 119 62 131 68 146 76
ОСТ Xi 4--L я « р р 83 43 96 50 108 56 131 68 —
ЕСДП |Ё8| 4-ES 4-EI 106 43 122 50 137 56 151 62 165 68 186 76
ОСТ + в. О. + н. о. 105 50 120 60 140 70 160 80 170 100
ЕСДП F9 4-ES -J-EI 143 43 165 50 186 ' 56 202 62 223 68 251 76
ЕСДП Е5* +ES +EI 103 85 120 100 133 ПО 150 125 162 135 —
108 ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 14
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
сч о —' ОО и о О К£ Св. 180 до 250 Св. 250 до 2G0 Св. 260 до 315 Св. 315 до 3G0 Св. 360 до 400 Св. 400 до 500 Св. 500 до 630
Есдп Е6 * + ES + EI ПО 85 129 100 142 ПО 161 125 175 135 —
ЕСДП Е7 * + ES + EI 125 85 146 100 162 ПО 182 125 198 135 —
ЕСДП Е8 + ES -ЬЕ1 148 85 172 100 191 ПО 214 125 232 135 255 145
ЕСДП ГЦ + ES + EI 185 85 215 100 240 НО 265 125 290 135 320 145
ОСТ гу -(-в. о. -J-Н. о. 165 60 195 75 225 90 255 105 260 120
ЕСДП ЕЮ * J-ES -EI 245 85 285 100 320 ПО 355 125 385 135 —
ЕСДП D6 * -ES i-EI 170 145 199 170 222 190 246 210 270 230 —
ЕСДП D7 * -r-ES ДЕ1 185 145 216 170 9J9 190 267 210 293 230 —
ЕСДП D8 + ES +EI 208 145 242 170 271 190 299 210 327 230 370 260
ОСТ III -в. о. + н. О. 230 150 270 180 310 210 365 250 —
ЕСДП D9 - 1 1 ЩЦГ 245 145 285 170 320 190 350 210 385 230 435 260
ЕСДП D10 - -ES -EI 305 145 355 170 400 190 440 210 480 230 540 260
ЕСДП D11 - - -ES -EI 395 145 460 170 510 190 570 210 630 230 700 260
ОСТ IXJ + в. 0. -|11. о. 400 130 450 150 500 170 570 190 680 230
ОСНОВНЫЕ ОТКЛОНЕНИЯ
109
Продолжение табл. 14
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
СО о СО О СО и о О ! Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 до 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 до 3150
ЕСДП G5 + ES +EI — — — — — — —
ОСТ Доэ +в. о. 4-н. о. — — — — —
ЕСДП G6 + ES 74 82 94 108 124 144 173
4 EI 24 26 28 30 32 34 38
ОСТ Д1 4-в. о. 4-н. о. — — — — —. — —
ЕСДП 4-ES 104 116 133 155 182 209 248
и/ 4-EI 24 26 28 30 32 34 38
ОСТ д 4-в. о. 120 135 150 165 180 200 230
4~н. о. 40 45 50 55 '60 70 80
ЕСДП F5 * 4-ES 4-EI —— — — — —- — —
ЕСДП F6* 4-ES 4-EI — — — — — —
ЕСДП F7 4-ES 160 176 203 235 ' 270 305 355
+ EI 80 86 98 НО 120 130 145
ОСТ Xi 4-в. о. 4-н. о. — — — —- — — —
ЕСДП |F8j 4-ES 205 226 263 305 350 410 475
4-EI 80 86 98 ПО 120 130 145
ОСТ — 4-в. о. 190 210 230 260 290 320 360
|Х| 4-н. о. 110 120 130 150 170 190 210
ЕСДП F9 4-ES 4EI 280 80 316 86 358 98 420 НО 490 120 570 130 685 145
ЕСДП Е5* 4-ES 4-EI — — — — — — —
ПО ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 14
: Система допу» сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 до 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 до 3150
ЕСДП Е6 * + ES + EI — — —— — — — —
ЕСДП Е7* -J-ES + EI — —- — — — — —
ЕСДП + ES 285 310 360 415 470 540 620
Ьо + EI 160 170 195 220 240 260 290
|Ё9| +ES 360 400 455 530 610 700 830
Ч-Е1 160 170 195 220 240 260 290
рч +в. о. 280 320 370 410 460 510 560
+н. О. 130 150 170 190 210 230 260
ЕСДП ЕЮ * + ES + EI — — — — — — —
ЕСДП D6 * +ES + EI — — — — — — —
ЕСДП D7 * + ES -FEI — — — — — — —
ЕСДП +ES + EI 415 460 515 585 660 760 850
ио 290 320 350 390 430 480 520
ОСТ ш -J-В. о. +н. О. — — — — — — —
D9 + ES 490 550 610 700 800 920 1060
JL_-1 + EI 290 320 350 390 430 480 520
ЕСДП D10 + ES 610 680 770 890 1030 1180 1380
+EI 290 320 350 390 430 480 520
ЕСДП П11 H-ES +EI 790 290 880 320 1010 350 1170 390 1350 430 1580 480 1870 520
ОСТ ES +в. о. 750 830 900 980 ИЗО 1350 1500
+н- О. 250 280 300 1 330 380 450 500
* Дополнительные поля допусков, установленные ГОСТ 25347—82.
Примечание. Предпочтительные поля допусков заключены
в рамки.
ОСНОВНЫЕ ОТКЛОНЕНИЯ
Hi
Рис. 11. Схема расположе-
ния полей допусков отверс-
тий для посадок с большими
зазорами (интервал разме-
ров 30—40 мм)
15. Система вала. Посадки с большими зазорами. Верхние (ES, в. о.)
и нижние (EI, и. о.) отклонения (в мкм) отверстий в ЕСДП
и в системе ОСТ (рис. 11)
1 Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал поминальных размеров отверстий, мм
От 1 до 3 аз о О < £й О О п Ю о О ч Св. 18 до 30 °о О ft Св. 40 : ДО 50 so о О ft о о к о О rf
ЕСДП С8 * + ES + EI 74 60 88 70 102 80 122 95 143 НО 159 120 169 130 186 140 196 150
ЕСДП С9 * +ES 4-EI 85 60 100 70 116 80 138 95 162 НО 182 120 192 130 214 140 224 150
112
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 15
Система допу- сков Поле допуска отверстия Отклонение от- , верстия Интервал номинальных размеров отверстий, мм
От 1 до 3 i Св. 3 1 ДО 6 Св. 6 ДО 10 Св. 10 До 18 Св. 18 до 30 । Св. 30 до 40 « я Св. 50 до 65 ю ОО » о О
ЕСДП СП + ES 120 145 170 205 240 280 290 330 340
+ EI 60 70 80 95 НО 120 130 140 150
ЕСДП 4-ES 165 170 186 193 212 232 242 2G4 274
В9 * + EI 140 140 150 150 160 170 180 190 200
ЕСДП вп +ES ~гЕ1 200 140 215 140 240 150 260 150 290 160 330 170 340 180 380 190 390 200
ОСТ л4 -! в. ~гн. о. 120 60 160 80 200 100 240 120 280 140 340 170 400 200
ЕСДП В12 + ES 240 260 300 330 370 420 430 490 500
+ EI 140 140 150 150 160 170 180 190 200
ОСТ -J-B. о. 18Э 240 300 360 420 500 600
Ч Н. О. 60 89 100 120 140 170 200
ЕСДП А9 ; es -• Е1 295 270 300 270 316 280 333 290 352 300 372 310 382 320 414 340 434 360
ЕСДП ЛИ H-ES 330 345 370 400 430 470 480 530 550
4-Е1 270 270 280 290 300 310 320 340 360
ОСТ ш4 "Гв. О. 180 240 300 360 420 500 600
+н. О. 120 1G0 200 240 280 340 400
ЕСДП CD11 + ES -I-EI — — — — — — — —'
ОСНОВНЫЕ ОТКЛОНЕНИЯ
113
Продолжение табл. 15
Система допу- ; сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 80 до 100 Св. 100 до 120 и о о < Св. 140 до 160 Св. 160 до 180 о со О 5S от о О rt Св. 225 до 250
ЕСДП С8 * -I-ES +EI 224 170 234 180 263 200 273 210 293 230 312 240 332 260 352 280
С9 * + ES 257 267 300 310 330 355 375 395
11СД11 + EI 170 180 200 210 230 210 260 280
ЕСДП СП + ES 390 400 450 460 480 530 550 570
-I-EI 170 180 200 210 230 240 260 280
ЕСДП + ES 307 327 360 380 410 455 495 535
+ EI 220 240 260 280 310 340 3S0 420
ЕСДП вп +ES 440 460 510 530 560 630 670 710
+EI 220 240 260 280 310 340 380 420
ОСТ л4 6 6 и я 460 230 530 260 600 300
ЕСДП В12 + ES 570 590 6G0 680 710 800 840 880
+ EI 220 240 260 280 310 340 380 420
ОСТ Х5 ' г-в. о. 700 800 900
•}-н. о. 230 260 300
ЕСДП А9 * 4 ES •-EI 467 380 497 410 560 460 620 520 680 580 775 660 855 740 935 820
ЕСДП АП - Е ES -I-E1 600 380 630 410 710 460 770 520 830 580 950 660 1030 740 1110 820
ОСТ ш4 Ч-в. о. TH. О. I 700 J 460 800 530 900 600
ЕСДП CD11 -I-ES ДЕ! — — — — — — — 1'
114
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 15
система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
с; ю с О к Св. 260 до 280 Св. 280 до 315 Св. 315 до 355 ю юо и о О tt Св. 360 до 400 оо CQ О О < So IO к © О < о и © О Св. 560 до 630
ЕСДП С8 * + ES н EI 381 300 411 330 449 360 489 400 537 440 577 480 —
ЕСДП С9 * + ES + EI 430 300 460 330 500 360 540 400 595 440 635 480 —
ЕСДП СИ + ES + EI 620 300 650 330 720 360 760 400 840 440 880 480 960 520 1020 580
ЕСДП В9 * + ES 4-EI 610 480 670 540 740 600 820 680 915 760 995 840 —
ЕСДП 1311 + ES -ЬЕ1 800 480 860 540 960 600 1040 680 1160 760 1240 840 —
ОСТ л4 ++ Я и р р 600 300 680 340 760 380 900 450
ЕСДП В12 + ES + EI 1000 480 1060 540 1170 600 1250 680 1390 760 1470 840 —
ОСТ х5 -|-в. о. +н. о. 900 300 1000 340 1100 380 —
ЕСДП А9 * + ES +EI 1050 920 1180 1050 1340 1200 1490 1350 1655 1500 1805 1650 —
ЕСДП АП + ES +EI 1240 920 1370 1050 1560 1200 1710 1350 1900 1500 2050 1650 —
ОСТ Ш4 6 О и я -|—L 900 600 1000 680 1100 760 1350 900
ЕСДП CDI1 4-ES + EI — — — — — 810 370 830 390
ОСНОВНЫЕ ОТКЛОНЕНИЯ
115
Продолжение табл. 15
Допу- G3 О с О а> Интервал размеров номинальных отверстий, мм
Система сков Поле до отверстия Отклонен? верстия Св. 630 до 710 Св. 710 до 800 Св. 800 до 900 Св. 900 до 1000 Св. 1000 до 1120 Св. 1120 до 1250 Св. 1250 до 1400 Св. 1400 до 1600 Св. 1600 до 1800
ЕСДП С8 * + ES + EI
ЕСДП С9 * + ES +EI —*
ЕСДП СИ + ES + EI 1140 640 1200 700 1340 780 1420 860 1600 940 1710 1050 1930 1150 2080 1300 2370 1450
ЕСДП В9* + ES + EI —
ЕСДП В11 + ES +EI —
ОСТ + в. о. -|-н. о. 1000 500 1100 550 1200 600 1300 650 1500 750
ЕСДП В12 + ES + EI —.
ОСТ Х5 s" w о о к • —.
ЕСДП А9 * +ES + EI —
ЕСДП АП + ES 4-Е1 ——
ОСТ ш4 + в. о. +н. о. 1500 1000 1650 1100 1800 1200 1950 1300 2250 1500
ЕСДП CD11 + ES + EI 930 430 950 450 1060 500 1080 520 1240 580 1260 600 1440 660 1500 720 1700 780
Дополнительные поля допусков, установленные ГОСТ 25347—82.
ПС
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Рис. 12. Схема расположения полей допусков
отверстий для посадок с натягами (интервал
размеров 30—40 мм)
16. Система вала. Посадки с натягом. Верхние (ES, в. о.) и нижние
(EI, н. о.) отклонения (в мкм) отверстий в ЕСДП и в системе ОСТ
(рис. 12)
Система допу- СКОВ Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
о Осо ' Св. 3 до 6 Св. 6 до 10 № о О СО О1 Й о О п Св. 24 до 30 Й о О « со о О П Св. 50 до 65 ю оо оо й О О
ЕСДП Р5 * —ES EI 6 10 11 16 13 19 15 23 19 28 22 33 27 40
ЕСДП Р6 -ES —EI 6 12 9 17 12 21 15 26 18 31 21 37 26 45
ЕСДП И —ES —EI 6 16 8 20 9 24 11 29 14 35 17 42 21 51
ЕСДП Р8 * —ES —EI 6 20 12 30 15 37 18 45 22 55 26 65 32 78
ОСНОВНЫЕ ОТКЛОНЕНИЯ
117
Продолжение табл. 16
Система допу» сков Поле допуска отверстия Отклонение от- верстия Интервал размеров номинальных отверстий, мм
От 1 до 1 Св. 3 до & ! СВ. 6 ДО 10 « о О П Св. 18 ДО 24 Й 0 и < я о О га о U К 2 Ю сй о О < Св. 65 до 80
ЕСДП ES 6 12 15 18 22 26 32
Р9 * - EI 31 42 51 61 74 88 106
ЕСДП R6 * - - ES 10 12 16 20 24 29 35 37
- EI 16 20 25 31 37 45 54 56
R7 —ES 10 И 13 16 20 25 30 32
ЕСД11 —EI 20 23 28 34 4 I 50 60 62
ост Пр —B. 0. 8 10 12 15 19 25 С 5
—H. 0. 18 23 28 34 42 52 г >5
ЕСДП R8 * —ES —EI 10 24 15 33 19 41 23 50 28 61 34 73 41 87 43 89
ЕСДП —-ES 14 16 20 25 3 1 38 47 53
—EI 20 24 29 36 44 54 66 72
ЕСДП - ES 14 15 17 21 2 1 34 42 48
—EI 24 27 32 39 48 59 72 78
ЕСДП Тб* - ES -EI — — — — — 37 50 43 59 лд 65 60 79 69 88
ЕСДП Т7 —ES 33 39 45 55 64
—EI 54 64 70 85 94
—B. 0. 13 15 17 22 30 40 50 65 80
VyC. 1 1 Р —II. 0. 27 33 39 48 62 77 87 105 120
ЕСДП и 8 —ES 18 23 28 33 41 48 60 70 87 102
—EI oz. 41 50 60 74 81 99 109 133 148
Пр22а —B. o. 18 23 28 33 41 48 60 70 87 102
А —H. o. 32 41 50 60 74 81 99 109 133 148
118
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 16
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 80 до 100 а с и Св. 120 до 140 Св. 140 до 150 So й о О к? с5 о Св. 180 до 200 Св. 200 ДО 220 Св. 22U ДО 225 Св. 225 до 250
ЕСДП Р5 * —ES - EI 32 47 37 55 44 64
ЕСДП Р6 —ES - EI 30 52 36 61 41 70
ЕСДП Ел —ES —EI 24 59 28 68 33 79
ЕСДП Р8 * —ES —EI 37 91 43 106 50 122
ЕСДП Р9 * —ES --EI 37 124 43 143 50 165
ЕСДП R6* —ES —EI 44 66 47 69 56 81 58 83 61 86 68 97 71 100 75 104
ЕСДП R7 —ES —EI 38 73 41 76 48 88 50 90 53 93 60 106 63 109 67 113
ОСТ Пр —в. О. —и. о. 50 85 60 95 70 ПО 85 125 100 145 120 165
ЕСДП R8* —ES —EI 51 105 54 108 63 126 65 128 68 131 77 149 80 152 84 156
ЕСДП S6 * -ES —EI 64 86 72 94 85 110 93 118 101 126 113 142 121 150 131 160
ЕСДП S7 —ES —EI 58 93 66 101 77 117 85 125 93 133 105 151 ИЗ 159 123 169
ЕСДП Тб * —ES —EI 84 106 97 119 115 140 127 152 139 164 157 186 171 200 187 216
ОСНОВНЫЕ ОТКЛОНЕНИЯ
119
Продолжение табл. 16
Система Допу- ГКЛП Поле допуска отверстия 1 Отклонение от- X X д Интервал номинальных размеров отверстий, мм
Св. 80 до 100 Св. 100 до 120 ' 5 & Св. 140 до 150 Св. 150 до 100 Св. 160 до 180 Св. 180 до 200 Св. 200 до 220 Св. 220 до 225 Св. 225 . до 250
ЕСДП Т7 —ES —EI 78 113 91 126 107 147 119 159 131 171 149 195 163 209 179 225
ОСТ Гр —в. —н. О. О. 93 140 113 160 137 190 167 220 200 260 240 300
ЕСДП U8 --ES —EI 12' 171 1 3 144 198 170 233 190 253 210 273 236 308 258 330 284 356
ОСТ Пр22а —в. —н. о о 12' 171 144 198 170 233 190 253 210 273 236 308 284 356
Система допу- сков Поле допуска । отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 250 I до 260 СО О 04 СО а о О « Св. 280 | до 310 Св. 310 до 315 Св. 315 до 355 Св. 355 до 360 Св. 360 до 400 ® о О О -Г V5 » о и к Св. 450 до 500
ЕСДП Р5 * —ES — EI 49 72 55 80 61 88
ЕСДП Р6 —ES —EI 47 79 51 87 55 95
ЕСДП |Р7| —ES —EI 36 88 41 98 45 108
ЕСДП Рс * —ES —EI 56 137 62 151 68 165
ЕСДП Р£ * -ES —EI 56 186 62 202 68 223
ЕСДП Rf * —ES —EI 85 117 89 121 97 133 103 139 113 153 119 159
ЕСДП R7 -ES — EI 74 126 78 130 87 144 93 150 103 166 109 172
120
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 16
Система допу- сков Поле допуска отверстия Отклонение от- верстия И нте рвз л ном и н аль НЫ X размеров отверстий, мм
1 Св. 250 । I до 260 Св. 260 до 280 Св. 280 1 До 310 2 LO 35 О О * Св. 315 : до 355 । Св. 355 до 360 со о та с U к£ Св. 400 до 440 1 Св. 440 1 ДО 450 Св. 4 50 1 до 500
ост Пр —в. о. —н. о. 120 165 145 195 170 220 200 260 240 300
ЕСДП R8 * — ES —EI 94 175 98 179 1 108 I 197 t 114 203 126 223 132 229
ЕСДП S6* —ES —EI 149 181 161 193 179 215 197 233 219 259 239 279
ЕСДП S7 —ES —EI 138 190 150 202 169 226 187 244 209 272 229 292
ЕСДП Тб * —ES —EI 209 241 231 263 257 293 283 319 317 357 347 387
ЕСДП Т7 —ES -ЕЛ 198 250 220 272 247 304 273 330 307 370 337 400
ОСТ Ер об 1 а х | 240 300 285 350 335 400 395 475 465 545
ЕСДП U8 —ES —EI 315 1 396 350 431 390 479 435 524 490 587 540 637
ОСТ Пр 2,,,, —в. о. —и. о. 284 356 350 431 390 471 460 557 540 637
1 Система допу- 1 сков 1 Поде допуска отверстия ' Отклонение от- ; верстия Интервал номинальных размеров отверстий, мм
Св. 500 до 560 § о ю со та п О Св. 630 до 710 СВ. 710 ДО 800 Св. 800 до 900 та о и -т Св. 1000 до 1120 МО — ю о S Св. 1250 1 до 1400
ЕСДП Р5 * j —ES —EI — —. — — —
ЕСДП PC —ES —EI — — — —. -—•
ОСНОВНЫЕ ОТКЛОНЕНИЯ
121
Продолжение табл. 16
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 500 до 5Ь0 ° о й о О кг Св. ЬЗО До 710 а и © О < 00 о SC о О «=с о о Ш о О П Св. 1000 до 1120 Св. 1120 ; до 1250 : Св. 1250 i до 1400 ।
ЕСДП |Р7| —F.S —EI 78 148 88 168 100 190 120 225 140 265
ЕСДП Р8 * —ES —EI — 1 — —
ЕСДП Р9 * —-ES —Е1 — : — — — —
ЕСДП R6* —ES —Е1 — — — — —
ЕСДП R7 —ES —Е1 150 220 155 225 175 255 185 265 210 300 220 310 250 355 260 365 300 425
ОСТ Пр 2 W О о — — — — —
ЕСДП R8 * PS —EI — — —
ЕСДП S6 * —ES — EI — — —
ЕСДП S7 ES —Е1 280 350 310 380 340 420 380 460 430 520 470 560 520 625 580 685 64 0 765
ЕСДП ТО * -ES —EI — — — — —
ЕСДП Т7 F.S —Е1 400 470 450 520 500 580 5G0 640 620 710 680 770 780 885 840 945 960 1085
ОСТ гр —В. О. —и. о. — — 1450 1645
ЕСДП U8 --ES EI 600 710 660 770 740 865 810 965 940. 1080: 1050 1190 1150 1315 1300 146b
ОСТ Пр22а б о ?3 И 1 1 — — — — —
* Дополнительные ноля допусков, установленные ГОСТ 25347—82.
П р и м е ч а н и е. Предпочтительные ноля допусков заключены
в рамки.
122
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Пример 5. Найти верхнее es и нижнее ei отклонения вала, поле
допуска которого обозначено 0 15js10.
Из табл. 4 для 10-го квалитета в интервале размеров св. 10 до 18 мм
выписываем значение допуска 1'1’10 70 мкм. Согласно примечанию
в табл. 8 находим для вала 0 15js10 верхнее es и нижнее ei отклонения:
es = + IT10/2 = +70/2 == +35 мкм; ei —IT 10/2 —35 мкм.
Размер вала с его верхним и нижним отклонениями может быть
записан 0 15 ± 0,035 мм.
Пример 6. На чертеже обозначены две переходные посадки
0 25H7/js6 и 0 25Н7/п6. Укажите, в какой системе назначены эти
посадки и определите предельные натяги и зазоры каждой посадки.
В данных посадках два вала с полями допусков пб и js6 соединены
с одним основным отверстием Н7, т. е. посадки выполнены в системе
отверстия (см. с. 126). Из табл. 7 выписываем предельные отклонения
отверстия 0 25Н7: EI = 0 и ES = +21 мкм. Аналогично, из табл. 8
находим верхнее es и нижнее ei отклонения валов 25n6: es = +28 мкм
и ei — +15 мкм; 25js6: es = +IT6/2 = +6,5 мкм и ei — —IT6/2 =
— —6,5 мкм (см. пример 5).
Параметры посадок определяем по формулам табл. 4 гл. 1.
Для посадки 0 25H7/js6
Smax = ES — ei = +21 — (—6,5) ~= 27,5 мкм;
Nmax — es —' EI — +6,5 — (0) = 6,5 мкм.
Для посадки 0 25Н7/п6
Smax — ES — ei = +21 — (+15) = 6 мкм;
Nmax = es —EI — +28 — (0) = 28 мкм.
Посадка 0 25H7/js6 характеризуется возможностью получения боль-
ших по величине предельных зазоров по сравнению с натягами; по-
этому эта посадка назначается как посадка с зазором. Напротив, по-
садка 0 25Н7Л16 позволяет получить большие натяги по сравнению
с зазорами; поэтому эту посадку следует назначать как посадку с на-
тягом.
Пример 7. Из чертежа выписаны следующие размеры с полями
допусков: 0 15H7/I7; 0 100F8/h6; 0 35P7/h6; 25H7/k6.
Найти таблицы в справочнике и выписать из них верхние и нижние
отклонения отверстий и валов.
Чтобы найти требуемые таблицы, обращаемся к табл. 6. Предель-
ные отклонения отверстий 0 15Н7 и 0 25Н7 даны в табл. 7; отверстий
0 100F8 — в табл. 14; отверстий 0 35Р7 — в табл. 16; предельные
отклонения валов 0 100Ь6 и 0 35Ь6 — в табл. 12; 0 15f7 — в табл. 9
и 0 25кб — в табл. 8.
Из указанных таблиц выписываем верхние и нижние отклонения
и записываем размеры с полями допусков и предельными отклонениями
в скобках:
015
f7 (—0.016\ ’
11 {-0.034)
0 100
FS I-1-0.090
\Д0.036
h,J (—0,022)
СИСТЕМА ОТВЕРСТИЯ И СИСТЕМА ВАЛА
123
Р7 to мО Н7 (+0-021)
035 1|6 ' = 025 k6(W--
1,0 (. 0,01(7 КО к+0.002/
Пример 8. На чертеже указаны номинальные размеры и предель-
ные отклонения отверстий 0 53+0.оз и 48pg;g§‘’; валов 0 48(),(,1(; и
0 53|g;ggi|. Найти и обозначить поля допусков (указать основное от-
клонение и квалитет) заданных отверстий и валов.
Отверстие 0 53+О,О:! является основным; поэтому его основное
отклонение Н численно равно нижнему отклонению EI = О. По табл. 6
находим, что поля допусков основных отверстий и их нижние и верх-
ние отклонения содержатся в табл. 7. В графе табл. 7 «Интервал но-
минальных размеров основных отверстий св. 50 до 80 мм» находим
верхнее отклонение ES +30 мкм, а по горизонтальной строке —
поле допуска Н7. На чертеже указываем 0 53Н7(+0’03) мм.
Отверстие 0 48:*4J;™+ мм имеет основное (ближайшее к нулевой
линии) отклонение со знаком «плюс», т. е. EI = +25 мкм. Это нижнее
отклонение отверстия и оно согласно рис. 1. г может быть обозначено
одной из прописных букв от А до G. Указанные основные отклонения
предназначены для образования посадок с зазором в системе вала.
Обращаемся снова к табл. 6. В части таблицы, относящейся к си-
стеме вала и к посадкам с зазором, находим, что следует воспользо-
ваться табл. 14. В графе «Св. 30 до 50 мм» находим верхнее отклонение
ES = +64 мкм и нижнее отклонение EI = Ц-25 мкм; по горизонталь-
ной строке находим обозначение поля допуска F8 и записываем размер
0 48F8 (|Ш) мм.
Вал 0 48_0,01с является основным; его основное отклонение и
численно равно верхнему отклонению es = 0. По табл. 6 находим, что
верхние и нижние отклонения основных валов содержатся в табл. 12.
По табл. 12 в графе «Интервал номинальных размеров основных валов
св. 30 до 50 мм» находим нижнее отклонение ei — —16 мкм, а по гори-
зонтальной строке — поле допуска Ь6. На чертеже следует записать
0 48h6 (_о.о1с) мм. Вал 0 53Jg;g§ мм имеет основное (нижнее) от-
клонение со знаком «плюс», что согласно рис. 1, б соответствует валу
для посадок с натягом. Из табл. 11 находим поле допуска s7 или раз-
мер 0 53s7 (+g;™3) мм.
СИСТЕМА ОТВЕРСТИЯ И СИСТЕМА ВАЛА
Сочетанием полей допусков валов и отверстий может
быть получено большое число посадок. Различают посадки
в системе отверстия и в системе вала.
Посадки в системе отверстия — посадки, в которых
различные зазоры и натяги получают соединением раз-
личных по размеру валов (см. табл. 8—И) с одним основ-
ным отверстием (рис. 13, а), поле допуска которого (для
данного квалитета и интервала размеров) постоянно для
всей совокупности посадок. Поле допуска основного от-
верстия расположено неизменно относительно нулевой
124
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Рис. 13. Расположение полей допусков отверстий и валов в системе
отверстия (а и б) и в системе вала (в и г); поля допусков валов в системе
отверстия для посадок:
/ — с зазорами: 2 переходных: 3 — с натягами; поля допусков отверстий
в системе вала для посадок: 4 — с зазорами; 5 — переходных; 6 с натягами
СИСТЕМА ОТВЕРСТИЯ И СИСТЕМА ВАЛА
125
линии так, что его нижнее отклонение EI -^= 0 (оно яв-
ляется основным отклонением Н), а верхнее отклоне-
ние ES со знаком + «плюс» численно равно допуску основ-
ного отверстия (см. табл. 7). Поля допусков валов в по-
садках с зазором расположены ниже нулевой линии (под
полем допуска основного отверстия), а в посадках с натя-
гом — выше поля допуска основного отверстия (рис. 13, б).
В переходных посадках поля допусков валов частично
или полностью перекрывают поле допуска основного
отверстия.
Посадки в системе вала — посадки, в которых различ-
ные зазоры и натяги получают соединением различных
по размеру отверстий (см. табл. 13—16) с одним основным
валом (рис. 13, е), поле допуска которого (для данного
квалитета и интервала размеров) постоянно для всей
совокупности посадок. Поле допуска основного вала рас-
положено неизменно относительно нулевой линии так,
что его верхнее отклонение es ------ 0, а нижнее отклоне-
ние ei со знаком —«минус» численно равно допуску основ-
ного вала (см. табл. 12). Поля допусков отверстий в по-
садках с зазором расположены выше поля допуска основ-
ного вала, а в посадках с натягом — ниже поля допуска
основного вала (рис. 13, г).
Система отверстия характеризуется более простой тех-
нологией изготовления изделий по сравнению с системой
вала, а поэтому она получила преимущественное приме-
нение. По системе вала соединяют подшипники качения
с отверстиями втулок или корпусов изделий, а также
поршневой палец с поршнем и шатуном (см. гл. 1, рис. 6)
и т. п.
В отдельных случаях для получения соединений с очень
большими зазорами используют комбинированные посад-
ки —^посадки, образованные полями допусков отверстий
из системы вала и полями допусков валов из системы
отверстия. Такой посадкой является посадка F8/js7.
Номенклатура рекомендуемых посадок для 4—
12-го квалитетов приведена в табл. 17. Для номинальных
размеров менее 1 и св. 3150 мм, а также для 9—12-го ква-
литетов при номинальных размерах 1—3150 мм посадки
образуются сочетанием полей допусков отверстий и валов
одинакового квалитета точности, например, Н6/р6; Н7/е7;
Е8/Ь8; Н9/е9 и В11/Ы1. В 6-м и 7-м квалитетах при но-
17, Рекомендуемые посадки ЕСДП при номинальных размерах 1—3150 мм
Соединение основного вала с основным отверстием Система отверстия
Посадки с зазорами Переходные посадки Посадки с натягами
Номинальные размеры 1—500 мм
Н5 Ь4 Н6 h5 Н5 g4 Н6 g5 Н6 16 I Н7 ! g6 Н7 17 Н5 м Н5 кч Н5 т4 Н6 р5 Н6 г5 Н6 s5 Н7 Рб । HZ I ю
Н7 ~h6 _Н8 Ь7~ Н7 е7 Н7 е8 Н7 d8 Н7 с8 Н8 18 Н5 П4 Н6 js 5 Н6 ко Н7 S6 Н7 s7 Н7 t6 Н7 u7 Н8 s7
Н8 h« Н9 118 Н8 17 Н8 е8 Н8 <18 Н8 с8 Н8 19 Н6 гп5 Н6 п5 Н7 js6 Н8 и8 Н8 х8 — Н8 z8 —
Н8 h9 Н9 h9 Н8 е9 Н8 d9 Н9 18 на 19 Н9 е9 Н7 кб Н7 гпб Н7 пб — — — — —
НЮ h9 НЮ НЮ Н9 е8 Н9 <19 НЮ dlO НН dll НН С11 1 Н8 js7 Н8 к7 Н8 т7 — — — —
НИ НИ Н12 HI2 — НН Ы1 НН all Н12 Ы2 — — Н8 п7 — — — — — —
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Номинальные размеры св. 500—3150 мм
Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7 И 7 Н7 Н7 Н7 Н7
Р6 h7 g6 f6 g7 17 е7 je6 кб тб рб гб s6 Ю пб
Н8 Н8 Н8 Н8 Н8 Н8 Н8 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7
h7 h8 g7 17 с7 е8 f8 пб к7 рТ тг t7 “й7~
Н9 НЮ Н8 Н9 Н9 Н9 Н9 Н7 Н8 Н8 I-I7 Н8 Н8 Н8 Н8
h9 МО d8 18 е8 d8 19 п7 js7 к7 v7 Р7 г7 s7 ___
НН Н12 Н9 Н9 НЮ НИ НИ Н8 Н8 Н8 Н8 И 8 Н8
hl 1 М2 е9 d9 dlO dll cdll п7 u7 v7 t8 “мГ ”v8~
Н9 НН Н9 Н9 Н9
h8 сП t8 и8 ~V8’
система отверстия и система вала
го
Продолжение табл. 17
Система вага
ОСНОВНОГО вала с основным отверстием Посадки с зазорами НгрО’ОДНЫС и ос ад к. и Посадки с натягами
Номинальные размеры 1—500 мм
И 5 ~hT Н6 ho G5 h4 G6 “hS" F7 h5 _G7_ ' F8 h6 116 1 Js5 K5 114 h4 hi PG "ho P7 116
Н7 Ьб Н8 h7 F7 116 E8 1)6 D8 116 F8 E8„ h7 h7 N5 Js6 h4 ho KG h5 R7 "h(T _S7_ 116
Н8 118 Н9 118' D8 h7 F9 h8 F8 h8 E9 E8 h8 h8 MG N6 ~h5" ~h5~ J, 7 hT .LL h0 U8 "h7
_Н8 h9~ Н9 119" D9 h8 D8 ”~h8~ F9 h9 E9 DIO h9 119 К 7 M7 116 hG X7 h6 —
НЮ 119 НЮ h 10 Dll h 11 CH hll Bl 1 hll _D9_ DIO h9 hlO i Js8 K8 h7 h7 M8 117 —
НИ hl 1 Н12 h 12 All hll B12 hl2 — — —- _N8 h7 — —
ЕДИНАЯ СИСТЕМА ДОПУСКОВ М ПОСАДОК
Номинальные размеры св 500—3150 мм
w 'И ПНЯ
Н7 Н7 I ! G6 G7 F7 E7 G7 JjG Кб MG P7 R7
h6 Ь7 j h6 116 h6 116 h7 h6 h6 h6 h6 hG
Н8 Н8 F7 E7 F8 E8 D3 N6 Js7 К 7 S7 T7
117 118 h7 117 117 117 117 ht> 116 h6 h6 h6
Н9 НЮ F8 E8 D8 Г 9 E9 M7 К 7 Js7 P7 R7
h9 h 10 ha 118 ha h8 ho 116 h7 h 7 h7
НИ Н12 D9 F9 E9 D9 DIO К 7 .M.7 N7 S7 T7
hll h 12 118 h9 h'J h.9 h 10 117 117 117 117 h7
И 9 118 Dll hll CD 11 h 11 Gil hll — — —. U8 117 U8 h8
П р и м е ч а н и е. Предпочтительные посадки заключены в рамки.
СИСТЕМА ОТВЕРСТИЯ II СИСТЕМА ВАЛА
130
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
минальных размерах 1—3150 мм по технологическим
соображениям поле допуска отверстия рекомендуется вы-
бирать на один квалитет грубее, чем поле допуска вала,
например, H7/k6; E8/h7.
Кроме посадок, указанных в табл. 17, в технически
обоснованных случаях допускаются к применению и дру-
гие посадки, образованные из полей допусков ЕСДП.
Посадка должна относиться к системе отверстия или си-
стеме вала, а при неодинаковых допусках отверстия и
вала больший допуск должно иметь отверстие. Допуски
отверстия и вала могут различаться не более чем на два
квалитета.
Выбор и назначение допусков и посадок осуществляют
на основе расчетов необходимых зазоров или натягов
с учетом опыта эксплуатации подобных соединений.
В системе ОСТ поля допусков валов и отверстий
условно обозначались буквами по смысловому наимено-
ванию посадок с цифровым индексом класса точности.
Например, Ш4 означает вал или отверстие широкоходовой
посадки 4-го класса точности; 1\ — вал или отверстие
глухой (переходной) посадки l-ro класса точности; Х3 —•
вал или отверстие ходовой посадки 3-го класса точности.
При 2-м классе точности, как наиболее распространенном,
индекс класса точности (цифру 2) опускают. Основное
отверстие 2-го класса точности обозначали А, а основной
вал того же класса точности — В. Поля допусков валов
и отверстий одной и той же посадки в данном классе точ-
ности обозначались одинаково, поэтому перед обозначе-
нием поля допуска указывалось, что оно относится к валу
или отверстию, например вал 0 45С или отверстие
0 45С (скользящая посадка 2-го класса точности).
Для образования посадок в системе ОСТ были преду-
смотрены следующие поля допусков;
для посадок с зазором: скользящая Съ С, С2а, С3, С3а,
С4 и С5; легкоходовая Л, Л4; движения Дг и Д; широко-
ходовая Ш, Ш3, Ш4; ходовая Х1( X, Х2а, Х3, Х4 и Х5;
тепловая ходовая ТХ;
для посадок с натягом: прессовая 3-я Пр323; горя-
чая Ер; прессовая 2-я Пр2г, Пр2га, Пр23; прессовая Пр;
прессовая 1-я ПрД, Пр12э, Пр13; легкопрессовая Пл;
для переходных посадок: глухая Гх, Г и Г2а; тугая Тх,
Т и Т2а; напряженная гц, Н и Н..4; плотная ГЕ, П и П2а.
ПРИМЕНЕНИЕ ПОСАДОК ЕСДП
131
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ ПОСАДОК ЕСДП
Некоторые примеры применения предпочтительных
посадок ЕСДП при номинальных размерах 1—500 мм
приведены ниже (в скобках даны соответствующие назва-
ния посадок в .системе ОСТ), а схема расположения нолей
допусков валов и отверстий этих посадок — па рис. 14.
Посадки с зазором. Посадки H7/h6 и Н8/Н7 образо-
ваны полями допусков основного вала и основного отвер-
стия. Наименьший зазор равен нулю, а наибольший —
сумме допусков вала и отверстия. Эти посадки соответ-
ствуют скользящим посадкам системы ОСТ; их применяют
Поле допуска,
вала
-Дт Поле допуска
отверстия
Рис. 14. Поля допускоз и посадки предпочтительного применения:
и — образованные соединением основных валон с основными отверстиями;
б — в системе вала; е — в системе отверстия
5*
132
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
преимущественно для неподвижных соединений, часто
подвергаемых разборке и регулированию и допускающих
проворачивание или продольное перемещение одной детали
относительно другой (для установки сменных зубчатых
колес в станках и механизмах, сменных кондукторных
втулок, фрез на оправках, центрирующих корпусов под
подшипники качения, шпинделя в корпусе сверлильного
станка).
Посадку Н8/118 используют при установке на валы
деталей, передающих крутящие моменты через штифты
и шпонки, для неподвижных осей и пальцев в опорах,
для соединения деталей, которые должны легко передви-
гаться при настройке и регулировании с последующей
затяжкой в рабочем положении.
Посадка Н11/Ы1 низкой точности и предназначена
для относительно грубо центрированных неподвижных
соединений (для центрирующих фланцев крышек и корпу-
сов арматуры, для соединений, детали которых подлежат
сварке; для крышек сальников в корпусах, для соедине-
ний распорных втулок и др.). В неподвижных соединениях
эти посадки применяют для неответственных шарниров
и роликов.
Посадку H7/g6 (движения) применяют в точных по-
движных соединениях, в которых требуется обеспечить
герметичность при перемещении одной детали в другой,
а также плавность и точность перемещений; для подшип-
ников скольжения особо точных механизмов при малых
нагрузках и работающих при постоянной температуре;
например, шпиндели точных станков, механизмов и де-
лительных головок в их направляющих, сменные втулки
в кондукторах, передвижные шестерни на валах коробок
передач, плунжерные и гидравлические пары.
Посадки Н7/17 и F8/116 (ходовые) предназначены для
опор валов, вращающихся с умеренной угловой скоростью
(частота до 150 рад/с) при постоянной по величине и
направлению нагрузке; для опор с поступательным пере-
мещением одной детали относительно другой; для непо-
движных соединений при невысокой точности центрирова-
ния деталей, допускающих их легкую сборку и разборку
(поршень в гидроцилиндре; зубчатые колеса и муфты,
перемещаемые на валах; подшипники скольжения легких
и средних машин, редукторов, насосов и др.).
ПРИМЕНЕНИЕ ПОСАДОК ЕСДП
133
Посадки Н7/е8, Н8/е8 и Е9/И8 (легкоходовые) харак-
теризуются большими зазорами, поэтому обеспечивают
свободное вращение при значительных нагрузках и угло-
вых скоростях (свыше 150 рад/с). Их применяют при раз-
несенных опорах валов (когда число опор больше двух)
и увеличенной длине опор (соединения), например, для
подшипников скольжения валов турбогенераторов, элек-
тромашин, станков, двигателей внутреннего сгорания;
клапанов впуска в направляющей втулке двигателя; ку-
лачковых и распределительных валов двигателей, станков
и механизмов в подшипниках (опорах).
Посадки H8/d9 и H9/d9 (широкоходовые) с большими
гарантированными зазорами, позволяющими компенсиро-
вать отклонения сопрягаемых поверхностей и большие
температурные деформации, обеспечивают свободное пере-
мещение деталей соединения и легкое их регулирование.
Эти посадки применяют в подшипниках турбин и транс-
миссионных валов; для соединений клапана выпуска с на-
правляющей втулкой двигателя внутреннего сгорания.
Посадки Hll/dll предназначены для подвижных соеди-
нений низкой точности и для неподвижных грубо центри-
рованных соединений, работающих в условиях загрязне-
ния и запыления (распорные втулки в узлах машин, шар-
нирные соединения тяг и рычагов).
Посадки с натягом. Посадки Н7/р6 и Р7/Ь6 характери-
зуются минимальными гарантированными натягами. Их
назначают для неподвижных соединений, передающих
сравнительно малые осевые усилия или небольшие крутя-
щие моменты, для сопряжений валов с тонкостенными
втулками, не допускающими больших деформаций, для
соединений деталей из цветных металлов и легких спла-
вов, для центрирования тяжелонагруженных валов с втул-
ками с дополнительным креплением соединяемых деталей
(клапанное седло в гнезде блока цилиндра двигателя,
зубчатые колеса на валах с дополнительным креплением
шпонками, винтами и штифтами).
Посадки H7/s6 и Н7/г6 (прессовые) для неподвижных
соединений, передающих средние нагрузки без дополни-
тельного крепления соединяемых деталей (втулок в го-
ловке шатуна компрессора, зубчатых колес на валах
коробок скоростей токарных станков, бронзовых зубчатых
134
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
венцов на чугунных центрах с дополнительным крепле-
нием винтами).
Переходные посадки. Посадки Н7/п6 и N7/h6 (соответ-
ствуют глухой посадке) обеспечивают в соединениях
только натяги (вероятность получения зазоров чрезвы-
чайно мала). Эти посадки используют при центрировании
деталей в неподвижных соединениях, воспринимающих
вибрации и удары. Надежность посадки с натягом гаран-
тируется дополнительным креплением деталей! с помощью
винтов и штифтов и т. п. Разборку соединения проводят
редко (при капитальном ремонте). Например, зубчатые
колеса и муфты на валах, бронзовые венцы червячных
колес, кондукторные втулки в станочных приспособле-
ниях, поршневые пальцы в бобышках поршней двигате-
лей, ступица вентилятора на валу.
Посадки Н7/к6 и К7/116 (напряженные) обеспечивают
средний зазор, близкий к нулю. Вероятность получения
зазоров и натягов в соединении примерно одинакова.
Вследствие погрешностей формы соединяемых поверхно-
стей, особенно при длине соединения, превышающей три
диаметра, зазоры не ощущаются. Поэтому эти посадки
применяют для точного центрирования соединяемых де-
талей, например, неподвижных зубчатых колес па валах
металлорежущих станков, втулок в головке шатуна трак-
торного двигателя; шкивов, маховиков и рычагов на
валах; съемных муфт на валах.
Посадки H7/js6 и Js7/h6 (плотные) обеспечивают только
зазоры в соединениях (вероятность получения натягов
мала). Однако из-за влияния погрешностей формы и рас-
положения поверхностей при сборке соединения требуется
приложить усилие с помощью деревянного молотка.
Посадку назначают для легко разбираемых, неподвиж-
ных, центрирующих соединений (ручных маховичков на
валах, стаканов подшипников в корпусах).
Замена посадок в системе ОСТ посадками ЕСДП. Пол-
ное совпадение полей допусков валов и отверстий в си-
стеме ОСТ и ЕСДП наблюдается лишь для девяти отвер-
стий и четырнадцати валов, поэтому посадки в системе
ОСТ и ЕСДП, как правило, не совпадают. Посадки двух
систем сопоставляют (табл. 18) по относительной разности
наибольших (наименьших) зазоров или натягов, выра-
женной в процентах по отношению к зазорам или натягам
ПРИМЕНЕНИЕ ПОСАДОК ЕСДП
135
18. Посадки по системе ОСТ и заменяющие их ближайшие
посадки ЕСДП при номинальных размерах 1—500 мм
Посадки в системе отверстия Посадки в системе вала
по ОСТ ЕСДП Номиналь- ный размер по ОСТ ЕСДП Номиналь- ный размер
от ДО от до
Aj/npSj H6/s5 1 500 1 — ™ —
А./Прк Н0,т5
А,/Гх Н6/р5 1 3 G/Bx N6/h5 1 500
Н6/п5 1 500
Ai/Tt НС/п5 1 3 1 Тх/Вх M6/h5
HG/m5 1 500
Aj/H, H6/R5 1 500 Н,/Вх K6/B5
Ах/^ НС/Д5 Пх/Вх J.,6015
А,/С. HG/h5 Q/B, H6/h5
А,/Д. H6/g5 д,/в, G6/h5
А,/Х, H6/fG Х,/Вх F7.'h5
А/Гр H7/u7 1 500 Гр/В U8/hG 1 500
Н7/16 24 500 T7/H6 24 500
А/Пр H7/rG 1 120 Пр/В R7/h6 1 150
117/sE 80 500 S7/hG 50 500
А/Пл H7/p6 1 120 — ___
H7/r6 1 80 3 500
А/Г Н7/р6 1 3 Г/В M7.'h6 1 3
Н7,'п6 1 500 N7/h6 1 500
А/Т Н7/п6 1 3 т/в K7/h6 I 3
Н7/ш6 1 500 M7/h6 1 500
А/Н Н7/к6 1 500 н/в J.7/h6 1 3
K7/h6 | 1 500
136
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 18
Посадки в системе отверстия Посадки в системе вала
по ОСТ ЕСДП Номиналь- ный размер по ОСТ ЕСДП Номиналь- ный размер
от До от До
Л/П H7/jt6 1 500 п/в Js7/h6 1 500
л/с H7/I16 с/в H7/h6
А/Д H7/g6 д/в G7/h6
А/Х Н7/17 х/в F8/h6 F7/h6
Л/Л II7/c8 Н7/е7
л/в E8/116
А/Ш H7/d8 ш/в D8/h6
А/ТХ Н7/с8 — — — —
А2а/Пр22а H8/u8 Пр22а/В2а U8/h7 1 500
А2а/Пр12а H8/s7 — — .— —
2 а H8/n7 Г2а/Вза N8/h7 1 500
Ага/Тгд Н8/П17 M8/ii7
$2а/Н2а H8/k7 Н.2а/В.,а K8/h7
А2!,/П2а H8/js7 П2а/В2а Js8/!17
Aga/Csa H8/h7 С2П/В2а Н8/И7
^2а/^еа H8/18 — — — —
Ag/ПрЗз H8/z8 H8/x8 H8/u8 18 50 225 100 500 500
А3/Пр23 H8/z8 H8/x8 H8/u8 6 f> 30 30 50 500
А3/ПР13 H8/x8 II8/s7 H8/u8 3 65 3 30 500 100
А3/0, H8/h8; H9/h8; Н8/И9; H9/h9; 1 500 Сз/В3 H8/h8; H9/H8; H8/h9; I19/h9; 1 500
ПРИМЕНЕНИЕ ПОСАДОК ЕСДП
137
Продолжение табл. 18
Посадки в системе отверстия Посадки в системе вала
по ОСТ ЕСДП Номиналь- ный размер по ОСТ ЕСДП Номиналь- ный размер
от ДО 1 от До
А3/Х3 H9/f8; Н8/19; Н9/19; Н9/е8; Н9/е9 1 500 х3/в3 F9/h9; F8/h9; F9/h8; Е9/118; E8/h9 1 500
А3/Ш3 Н9/Й9; H8/d9; H9/dl0 ш3/в3 D9/h9; D9/h8; D10/h8
А3а/Сза HlO/hlO Сза/Вза HlO/hlO
А4/С4 ПН/hll с4/в4 Hll/hll
л4/х4 Hll/dll х4/в4 Dll/hll
Ад/«П4 Hll/bll л4/в4 Bll/hll
Hll.'cll 1 160 18 500 Cll/hll 1 160 18 500
а4/ш4 Hll/all 1 500 ш4/в4 All/hll 1 50€
Hll/bll 1 200 18 500 Bll/hll 1 200 18 500
As/C5 1112/1112 1 500 Су'В, Hl 2/1112 1 500
л6/х5 Н12/Ы2 Х5/В3 В12/1112
по системе ОСТ. Заменяемость посадок допустима, если
при выходе зазоров (натягов) в посадке ЕСДП за пределы
поля допуска посадки по системе ОСТ относительная раз-
ность сопоставляемых относительных предельных зазоров
(натягов) не превышает 10% допуска посадки ОСТ или
если допуск посадки по ЕСДП сокращен по сравнению
с допуском посадки по системе ОСТ не более чем на 20%.
Пример 9. Для посадки по системе ОСТ 0 30Л4ЛЛ4 подобрать заме-
няющую посадку по ЕСДП.
138
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Согласно табл. 18 заданная посадка может быть заменена только
посадкой 0 30Н11/Ы1. При размерах 1—18 и 160—500 мм возможна
замена на посадку ЕСДП 0 30Н11/с11.
Обозначение на чертежах допусков и посадок. Детали
изготовляют по чертежам, на размерных линиях которых
после номинальных размеров проставлены допуски на раз-
мер в виде верхних и нижних предельных отклонений или
условных обозначений полей допусков. ГОСТ 25346—82
предусматривает три варианта задания допуска на раз-
мер (рис. 15): 1) с указанием числовых значений верхнего
и нижнего предельных отклонений и их знаков, напри-
мер вал ,0 401§;и9 мм или отверстие 0 4О+0’025 мм;
2) с обозначением поля допуска (основного отклонения и
номера квалитета), например вал 0 40е8 мм или отвер-
стие 0 40Н7 мм; 3) сочетанием обозначений по первому
и второму вариантам, например вал 0 40е8 (Зо.’овэ) мм
или отверстие 0 40Н7 (+0-025) мм. На чертежах общего
вида и сборочных посадки указываются в виде дроби
( например, 0 40е-^- или 0 40Н7/е8^ либо в строку
0 40Н7—е8. В последнем случае на первом месте про-
ставляют обозначения, относящиеся к отверстию, а после
тире — к валу.
Третий вариант применяют при назначении стандарт-
ных предельных отклонений для размеров, не входящих
в ряды номинальных линейных размеров [например,
41,5Н8 (+0'039) 1; при назначении предельных отклонений,
Рис. 15. Варианты обозначения полей допусков и посадок на чертежах:
а — вала; б — отверстия; в соединения вала с отверстием
НЕУКАЗАННЫЕ ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ 139
не предусмотренных ГОСТ 25347—82 п ГОСТ 25348—82
[например, 50x10 (Й.’оэтЛ-
НЕУКАЗАННЫЕ ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ
Если верхние и нижние отклонения не указаны непо-
средственно после номинального размера, а оговорены
общей записью в технических требованиях чертежа, то
они называются неуказанными предельными отклонениями
(см. гл. 1, рис. 1).
Для линейных размеров (кроме радиусов закруглений
и фасок) неуказанные предельные отклонения назначаются
либо по квалитетам IT11, IT12 и 1Т13 для размеров ме-
нее 1 мм и по квалитетам IT12, IT13, IT14, IT15, IT16
и IT17 для размеров 1—10 000 мм, либо по специально
установленным классам точности: точному, среднему, гру-
бому и очень грубому. Допуски по классам точности
обозначают на чертежах буквой t с индексом, например
1, — точный класс (округление по 12-му квалптету),
t2 — средний (14-й квалитет), Г — грубый (16-й квалитет)
и t4 — очень грубый (17-й квалитет).
Неуказанные предельные отклонения для размеров
валов назначают в «тело» материала, т. о. односторонними
(от номинального размера в минус), например, -- ГП4.
Это соответствует предельным отклонениям основного
вала 14-го квалитета (1114). Аналогично для размеров
отверстий неуказанные предельные отклонения назначают
в «тело» материала тоже односторонними (от номиналь-
ного размера в плюс), например + IT14, что соответствует
основному отверстию указанного квалитета П14.
Для размеров элементов (рис. 16), нс относящихся
к валам или отверстиям (уступы, глубины, расстояния
между осями, расстояния от торцов детали до осей отвер-
стий и т. п.), назначают только симметричные неуказан-
ные предельные отклонения, например ±:ГГ14/2.
Изложенное выше относится к размерам валов и отвер-
стий, неуказанные предельные размеры которых заданы
по классам точности. Например, для среднего класса точ-
ности предельные отклонения условно записывают — L —
для вала, -г Г — для отверстия и ±t2— для размеров
элементов, не относящихся к валам или отверстиям.
Стандартом предусмотрено четыре варианта обозначения
140
гдппля система допусков и посадок
Рис. 16. Размеры, не относящиеся к отверстиям и валам
19. Варианты обозначения неуказанных предельных отклонений
размеров в среднем классе точности, предназначенном для
металлических деталей, обрабатываемых резанием
Но- мер вари- анта Размеры валов Размеры отверстий Размеры элементов, не относя- щихся к валам и отверстиям
круглых (диаметр) осталь- ных круглых (диаметр) остальных
Общая запись неуказанных предельных отклонений
I —ITI4 иля Ы4 -IT 14 или 1114 ±t2/2 или ± IT 14/2
II - -ta ~L to/2
III ±t,J2
IV —IT 14 или h!4 . ±ts/2 + IT14 или Н14 ±t2/2 или ДЛТ14/2
П р к м е ч а и и е. В общей записи па чертеже должна быть
ссылка на один квалитет, один класс точности или на один квалитет
и соответствующий ему класс точности. Допускается назначать сим-
метричные предельные отклонения по квалитетам, например ±ГП4/2.
Предпочтительным является вариант I, а вариант П применять не
рекомендуется ,
НЕУКАЗАННЫЕ ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ 141
20. Неуказанные предельные (верхние es или ES и нижние ei или EI)
отклонения (в мм) размеров по 14-му квалитету или среднему классу
точности
Номиналь- Неуказанные верхние es (ES) и нижние ei (HI) отклонения
ный эазыер, Ш
ei валов ES отверстий элемен-
(es - 0) (El =. 0) радиусов
закру-
Св. До ЩИХСЯ тлений
hl-l -U И14 +12 к валам и ел вер- и фасок
стяям
1 3 —0,25 —0,2 0,25 -1-0,2 ±0,1 ±0,2
3 6 —0,3 —0,2 ! 0,3 4 0,2 ±0,1 ±0,3
6 10 —0,36 ... L 0,36
10 18 —0,43 —0,4 - 0,43 1-0,1 -4 0,2 -4-0,5
18 30 —0,52 - 0,52
30 50 -0,62 - 0,62
50 80 —0,74 —0,6 -0,74 |-0,6 ±0,3 ±1
80 120 —0,87 -0,87
120 180 — 1 -1
180 250 — 1,15 — 1 - -1,15 4 1 ±0,5 ±2
250 315 — 1,3 1,3
315 400 — 1,4 -1,4
400 500 — 1,55 - 1,55
500 t-30 — 1,75 — 1,6 - -1,75 + 1,6 ±0,8 ±4
630 800 —2 - -2
800 1000 —2,3 ч 2,3
1000 1250 —2,6 + 2,6
1250 1600 —3,1 —2,4 3,1 + 2,4 ±1,2 —
1600 2000 —3,7 1-3,7
2000 2500 2500 3150 —4,4 —5,4 —4 + 4,4 +5,4 ±2 —
3150 4000 4000 5000 —6,6 —8 —6 - 1-6,6 Ь8 +6 ±3
142
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
неуказанных предельных отклонений линейных размеров
(табл. 19) в «среднем» классе точности.
Числовые значения предельных отклонений размеров
по классам точности «точный», «средний», «грубый» и
«очень грубый» (варианты I—IV) соответствуют (для
укрупненных интервалов размеров) значениям предель-
ных отклонений размепов соответственно квалитетов IT12,
IT14, IT16 и IT17 по ГОСТ 25670—83. Неуказанные пре-
дельные отклонения размеров металлических деталей,
обработанных резанием, назначают по «среднему» классу
точности или по 14-му квалитету; их значения приведены
в табл. 20.
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
Детали из пластмасс широко применяют в машино-
строении и приборостроении. Из пластмасс изготовляют
зубчатые колеса, шкивы, маховички, вкладыши и втулки
подшипников скольжения, крышки, резервуары, детали
измерительных приборов, электроизоляционные детали
и др. Однако специфика пластмасс, как конструкционных
материалов, потребовала разработки системы допусков и
посадок для деталей из этих материалов.
Размеры деталей из пластмасс изменяются значительно
под воздействием температуры и влажности. Поэтому до-
пуски и предельные отклонения деталей из пластмасс,
установленные ГОСТ 25349—82, относятся к деталям,
размеры которых определены при температуре 20 СС и
относительной влажности воздуха 65%. Деталь из пласт-
массы после изготовления до начала контроля размеров
должна быть выдержана в течение 6—12 ч.
Поля допусков деталей из пластмасс приведены в
табл. 21; они являются ограничительным отбором из сово-
купности полей допусков по ГОСТ 25347—82 (см. табл. 6)
и, кроме того, включают поля допусков, предусмотренные
ГОСТ 25349—82 (например, валы xlO, k8, к9, к10 и др.,
а также отверстия ХЮ, Z10, ZA10 и др.).
Числовые значения предельных отклонений, соот-
ветствующие полям допусков, не предусмотренным
ГОСТ 25347—82, приведены в табл. 22 и 23. Посадки
в соединениях пластмассовых деталей с пластмассовыми
или с металлическими деталями рекомендуется назначать
согласно табл. 24.
ДОПУСКИ и ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
143
21. Поля допусков деталей (валов и отверстий) из пластмасс
(ГОСТ 25349—82)
Система допусков Система отверстия
Основ- ное от- верстие Поля допусков валов для образования посадок
с зазорами переходных с натягами
№ табл. 7 9 22 8 22 1' 22
ЕСДП Н8 all Ы1 ayll * js8 k8 u8 xlO
ОСТ Аза Ш4 — Ш2, — Нза — —
ЕСДП II9 Ы2 с8 azll * js9 k9 x8 ylO *
ОСТ Аз х5 — Ш14 — — — —
ЕСДП НЮ cl 1 d8 — jsJO klO xlO zlO
ОСТ Аза — — — — H3 — —
ЕСДП НИ d9 dlO — jsn kll z8 zalO
ОСТ а4 — — — — — — Пр l3a
ЕСДП Н12 dll е8 — jJ2 — zlO zblO
ОСТ а5 х4 — — — — — Пр23,
ЕСДП И13 е9 18 — js13 — zalO zclO *
ОСТ Ав — х2а — — — — —
ЕСДП Н14 f9 — — jsU — zblO zell ’
ОСТ Л, — — —
ЕСДП 1115 — — is 15 zcl 1 —
ОСТ а8 — - — Пр1.
ЕСДП Н16 — i jJG — zcll *
ОСТ А, —
ЕСДП Н17 — — ~ I jj" —. —
ОСТ _ А10 - — i — Пр2,
144
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 21
Система допусков Система вала
Основ- 1 ной вал Поля допусков отверстий для образования посадок
с зазорами переходных с натягами
Ла табл. 12 14 15 23 13 23 23 16
ЕСДП Ь8 D9 АН АУН '* Js8 M9 X10 U8
ОСТ °2а — ш4 Ш24 — H3 — Пр22а
ЕСДП 1:8 то вп AZ11 * Js9 N10 У10 * —
ОСТ в3 — Ш14 — n'aa — —
ЕСДП 119 Dll В12 — JJO Nil Z10 —
ОСТ —. х5 .— — — i .— —
ЕСДП hlO Е8 СИ —. Jsll — ZA10 —.
ОСТ вза — — — — — —
ЕСДП hll Е9 — — Js12 — ZB 10 —
ОСТ Bl J*.4» — — — TIp2sa —
ЕСДП 1112 F8 .— JJ3 -— .— —
ОСТ в5 — — — — nplsa —
ЕСДП 1113 F9 — J.,14 ZC10 * —
ОСТ Bs — —. — - —
ЕСДП Ы4 D8 —. 15 — ZC11 —
ОСТ в7 — — — — — Пр i4 —
ЕСДП 1115 — — J,s 16 — ZE11 ‘ —
ОСТ вя — — — — — —
ЕСДП Ы6 — — Js 17 — —
ОСТ р ь9 — —_ —- —
ЕСДП Ы7 —. N8 — —
ОСТ в,„ — — 1 — 1 Пр24 ; —
Дополнительные поля допусков.
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
145
Рис. 17. Схема расположения полей допусков деталей валов из
пластмасс
22. Система отверстия. Детали из пластмасс. Верхние (es, в. о.)
и нижние (ei, и. о.) отклонения (в мкм) валов ЕСДП
и в системе ОСТ (рис. 17)
Система допу- сков Поле допуска вала Отклонение вала И нтс рвал ном и нал ьны х размеров валов, мм
о О со £ О (£> сао Св. 10 до 1 4 « о О П СО ~ 04 ЙЗ о О < С4 о ® о О *1
ЕСДП ayll * —es —ei 860 935 900 990 920 1030 960 1090
ОСТ Ш24 —в. о. 330 440 530 650 790
—н. и. 300 520 630 770 930
ЕСДП azIl* —CS —ei — 490 565 500 590 520 630 540 670
ОСТ Ш14 —в. о. 20!) 270 330 400 480
—н. О. 260 350 430 520 С20
146 ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 22
Система допу- сков Поле допуска вала Отклонение вала Интервал номинальных размеров валов, мм
От 1 до 3 Св. 3 до 6 Св. 6 до 10 е о и < Св. 14 до 18 Св. 18 ДО 24 С5 О и
ЕСДП к8 4-es ei 14 0 18 0 22 0 27 0 33 0
ОСТ Н3 4-в. о. н. о. 20 0 25 0 30 0 35 0 45 0
ЕСДП к9 +es ei 25 0 30 0 36 0 43 0 52 0
ЕСДП кЮ 4 es ei 40 0 48 0 58 0 70 0 84 0
ОСТ Hsa о. н. о.
ЕСДП кН 4-es ei 60 0 75 0 90 0 НО 0 130 0
ЕСДП хЮ -es -ei — — — — —
ЕСДП у 10 * 4 es 4-ei — — —- —- 147 63 159 75
ЕСДП zlO 4-es 4-ei 66 26 83 35 100 42 120 50 130 60 157 73 172 88
ЕСДП zalO - -es -ei — — — — — 182 98 202 118
ОСТ Пр1за n'-B. 0. 4-н. o. — ___ ___ — — — —
ЕСДП zbIO -Jes +ei 80 40 98 50 125 67 160 90 178 108 220 136 244 160
ОСТ Пр2за 4-в. o. -j-H. o. 115 75 133 85 163 105 200 130 244 160
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
147
Продолжение табл.22
С о м W я <р о к О сков Поле допуска вала отклонение вала Интервал номинальных размеров валов, мм
От 1 до 3 Св. 3 до 6 Св. 6 до 10 Сп. 10 ДО 14 Св. 14 До 18 —. гр С4 m © и < Св. 24 до 30
ЕСДП zclO * -f-es 4 ei 100 60 128 80 155 97 200 130 220 150 272 188 302 218
ЕСДП zell * 4 4 -es -ei 150 90 195 120 242 152 316 206 348 238 426 296 475 345
ОСТ Пр14 X W р р 160 100 210 130 260 160 330 210 410 270
ЕСДП zell * - -es ei 120 60 155 80 187 97 240 130 260 150 318 188 348 218
ОСТ Пр24 -f-B. О. “Ьн. о. 195 135 255 175 325 225 410 290 530 390
Система допу- сков Поле допуска : вала | Отклонение вала Интервал номинальных размеров валов, мм
Св. 30 до 40 О ю <3 >° Св. 50 ; до 65 tn <£> О оЭ б § СОО Р5 О О < Св. 100 до 120 О —« Й> о О «I Св. 140 до 150
ЕСДП ayl 1 * —es .—ei 1000 1160 1050 1210 1100 1290 1150 1340 1200 1420 1300 1520 1450 1700 1650 1900
ОСТ Ш24 —в. о. —Н. О. 920 1090 1010 1180 1120 1320 1230 1430 1340 1570 1460 1630 1580 1840 1680 1940
ЕСДП azll * —es —ei •560 720 58П 740 600 790 640 830 680 900 740 960 820 1070 940 1190
ОСТ Ш14 —в. о. —н. о. 560 730 620 790 680 880 740 940 800 1030 880 1110 940 1200 1000 1260
ЕСДП к8 i es ei 39 0 46 0 54 0 63 0
ОСТ Нз +в. о. Н. О. 50 0 60 0 70 0 80 0
148 ЕДИНАЯ СИСТЕМА ДОПУСКОВ II ПОСАДОК
Продолжение табл. 22
Система допу- сков Поле допуска вала Отклонение вала Интервал номинальных размеров валов, мм
COO Й о О «1 5 о ю й О О rt Св. 50 до 65 СО м о О ГС Св. S0 до 100 —< С-} й о О < 0-1 о й о О ГС Св. 140 до 150
ЕСДП к9 +es ei 62 0 74 0 87 0 100 0
ЕСДП кЮ +es ei 100 0 120 0 1 140 0 160 0
ОСТ нза -J-В. о. II. о.
ЕСДП кН Ч-cs ei 160 0 190 0 220 0 250 0
ЕСДП хЮ 4-es -j-ei 180 80 197 97 242 122 266 146 318 178 350 210 408 248 440 280
ЕСДП у 10 * -|-es lei 194 94 214 114 264 144 294 174 354 214 394 254 469 300 500 340
ЕСДП Z10 -es 4-ei 212 112 236 136 292 172 330 210 398 258 450 310 525 365 575 415
ЕСДП zalO 4-es 4-ei 248 148 280 180 346 226 394 274 475 335 540 400 630 470 695 535
ОСТ Пр 1за -1- 4 B. o. H. 0. 265 165 295 195 330 210 360 240 400 260 430 290 469 300 500 340
ЕСДП zb 10 |-es f-ei 300 200 342 242 420 300 480 360 585 445 665 525 780 620 860 700
ОСТ Пр2за + -1- B. 0. H. o. 300 200 320 220 385 265 415 295 480 350 530 390 610 450 650 490
ЕСДП zclO * -j-es -jei 374 274 425 325 525 405 600 480 725 585 830 690 960 800 1060 900
ЕСДП zel 1 * 4-es 4-ei 595 435 680 520 840 650 960 770 1160 940 1320 1100 1550 1300 1700 1450
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕН ИЗ ПЛАСТМАСС
149
Продолжение табл. 22
Система допу- сков Поле допуска вала О К а> ж о 5 « о S Интервал иомин.альнык размеров валов,
Св. 30 до 40 S Й о U Я 1 Св. „50 до 65 ю со Й о О с< ОС? со о М о о я Св. 100 до 120 О га о О t£ « о О К
ост ПР14 - 1 2 П 1 о 0 1 510 340 550 380 660 460 720 520 850 620 930 700 1070 810 1150 890
ЕСДП zcl 1 * +es +ei 434 274 485 325 595 405 670 480 805 585 910 690 1050 800 1150 900
ОСТ Пр24 - -в. -H. о. о. 680 510 760 590 920 720 1040 840 1240 1010 1400 1170 1620 1360 1780 1520
f Система допу- ! | сков i Поле допуска I вала 1 1 G> ж о 3? Ов И нтер вал нот-t и на льны х размеров валов, мм
So э о О а Св. 160 до 180 оо о CN J й Св. 200 до 220 О C'lLQ С4 Й о О г< Св. 225 до 250 Св. 250 до 260 Св. 260 ДО 280
ЕСДП ayll * —es —ei 155? 1900 1850 2100 2100 2390 2400 2690 2600 2890 2900 3220
ОСТ Ш2. -—B. —H. о. о. 1680 1940 1780 2040 1920 2220 2100 2400 2280 2620
ЕСДП azIl * —es —ei 940 1190 1050 1300 1200 1490 1350 1640 1500 1790 1650 1970
ОСТ Ш1.5 B. Я. о. о. 1000 1260 1060 1320 ИЗО 1430 1230 1530 i340 1680
ЕСДП !с8 J _3 ei S 63 0 72 0 81 0
ОСТ н8 t-в. H. 0 о. 80 0 90 0 100 0
ЕСДП к9 4-es ei 100 0 —1 i 1 j ю о j 130 0
150 ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 22
Система допу- сков Поле допуска вала мтклоненне вала Интервал номинальных размеров валов, мм
Св. 150 до 160 Св. 160 до 180 Св. 180 ДО 200 Св, 200 до 220 - Св. 21'0 1 до 225 Св. 225 до 250 Св. 250 до 12G0 Св. 260 до 250
ЕСДП к 10 fes ci 16G 0 185 0 210 0
ОСТ Иза + b. 0. H- 0. 185 0 215 0
ЕСДП кН -j-es ei 2 50 0 290 0 320 0
ЕСДП х!0 - -es -ei 440 280 470 310 535 350 570 3S5 610 425 685 475
ЕСДП у 10 * -1 J -es -ei 500 340 540 .380 610 425 655 470 705 520 790 580
ЕСДП zlO |-es +ei 575 415 625 465 705 520 760 575 825 640 920 710
ЕСДП zalO +es -!-ei 695 535 760 600 855 670 925 740 1005 820 ИЗО 920
ОСТ Пр Ьга ' B. 0. 4-h. o. 500 340 520 360 600 415 G10 155 745 530
ЕСДП zb 10 -i-es kei 860 700 910 780 1065 880 1145 969 1235 1050 1410 1200
ОСТ Hp2sa ! b. o. Ч-Н. 0. 650 490 690 530 800 695 880 695 1030 815
ЕСДП zclO ’ i-cs !-ei 1060 900 1160 1000 1335 1150 1435 1259 1535 135) 17G0 1550
ЕСДП zel i s -Les - i-ei 1700 1450 1850 160'1 2090 1800 2299 2000 2490 2200 2729' 2400
ОСТ При 4-b. o. o. 1150 890 1230 970 1430 ИЗО 159!) 1290 1850 1510
ЕСДП j ОСТ zel! * -Hs CH 1150 900 1250 1090 1441; 115и 1540 1250 1610 1350 379 •550
Пр24 ТВ. 0. -j-H’ °- 1780 1520 1940 1689 22G0 I960 2580 2280 3020 2630
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
151
Продолжение табл. 22
Система допу- сков Поле допуска вала Отклонение вала Интервал номинальных размеров валов, мм
Св. 280 до 310 Св. 310 до 315 Св, 315 до 355 Св. 355 до 360 Св. 360 до 400 Св. 400 до 440 Св. 440 до 450 Св, 450 до 500
ЕСДП ayl 1 * —es —ei 3400 3720 3800 4160 4300 4660 4800 5200 5300 5700
ОСТ Ш24 —в. о. —н. о. 2280 2620 2470 2810 2710 3090 2960 3340
ЕСДП azll * —es —ei 1900 2220 2200 2560 2400 2760 2700 3100 3000 3400
ОСТ Ш14 о о И Ж 1340 1680 1450 1790 1580 1960 1710 2090
ЕСДП к8 +es ei 81 0 89 0 97 0
ОСТ Из + в. О. II. о. 100 0 120 0
ЕСДП к9 H-es ei 130 0 140 0 155 0
ЕСДП кЮ 4~es ei 210 0 230 0 250 0
ОСТ Иза “J-B. о. н. о. 215 0 250 0
ЕСДП кН 4-es ei 320 0 360 0 400 0
ЕСДП хЮ -|~es -l-ei 735 525 820 590 890 660 990 740 1070 820
ЕСДП уЮ * -[•-es +ei 860 650 960 730 1050 820 1170 920 1250 1000
152 ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 22
Система допу- сков Поле допуска вала Отклонение вала Интервал номинальных размеров валов, мм
Св. 580 ДО ЕЮ OLC tfl С О гХ V5 •—Ю СОШ СО б Ч ю £0 о О Я Св. 360 ДО 4 00 Св. 400 до 440 Св. 440 до 450 ш о о Ш б ч
ЕСДП 7.10 4 es -j-ei 1000 790 ИЗО 900 1230 1000 1350 1100 1500 1250
ЕСДП zalO 4-es 4-ei 1210 1000 1380 1150 1530 1300 1700 1450 1850 1600
ОСТ Пр 1за 4-В. о. -|-н. о. 745 530 795 580 930 680 1000 750
ЕСДП zb 10 -f-cs ei 1510 1300 1730 1500 1880 1650 2100 1850 2350 2100
ОСТ Пр2аа -'-в. 0. 4-н. О. 1030 815 ИЗО 915 1330 1080 1470 1220
ЕСДП zclO * -I es 4~ei 1910 1700 2130 1900 2330 2100 2650 2400 2850 2600
ЕСДП zell * 4-es 4-ei 3020 2700 3360 3000 3760 3400 4200 3800 4600 4200
ОСТ Пр14 4“ В. О. -j- н. о. 1850 1510 2050 1710 2390 2010 2670 2290
ЕСДП zcl 1 * ]-es -|-ei 2020 1700 22G0 1900 2460 2100 2800 2400 3000 2600
ОСТ Пр29 |-в. О. 4-н. о. 3020 2680 3420 2800 4020 3640 4580 4200
Дополнительные поля допусков валов.
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
153
1200 - АУ11'
ООО
ООО
ООО
200
О + NS N1O N1T о
Рис. 18. Схема расположения полей допусков деталей (отверстий)
из пластмасс
23. Система аала. Детали из пластмасс. Верхние (ES, в. о.)
и нижние (Е!, и. о.) отклонения (в мкм) отверстий ЕСДП
и в системе ОСТ (рис. 18)
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
о Я Ого Св. 3 до 6 01 ОС 9 -аэ Св. 10 ДО 1 4 Св. 14 до 18 (N «а о О « Л ° О rt
ЕСДП AY11* + ES + Е1 — 935 860 990 900 1030 920 1090 960
ОСТ Ш24 к"» р р 390 330 520 440 630 530 770 650 930 790
154 ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 23
Система допу- а © Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
От 1 до 3 Св. 3 до 1 6 1 Св. 6 до 10 Св. 10 ДО 14 Св. 14 до 18 Св. 18 до 24 Св. 24 до 30
ЕСДП AZ11 * H-ES 1 EI — 565 490 590 500 630 520 670 540
ОСТ III14 4-В. о. - + н. о. 260 200 350 270 430 330 520 400 620 488
ЕСДП N9 —ES —EI 4 29 0 30 0 36 0 43 0 52
ОСТ Н3 В. о. —в. о. 0 20 0 25 0 30 0 35 0 45
ЕСДП МО —ES —EI 4 44 0 48 0 58 0 70 0 84
ОСТ Нза в. о. —II. О. 0 40 0 43 0 58 0 70 0 84
ЕСДП Ml —ES —EJ 4 64 0 75 0 90 0 НО 0 130
ЕСДП ХЮ —ES —Е1 — — — ___ —
ЕСДП Y10 * —ES —EI — — — — 63 147 75 159
ЕСДП Z10 —ES —EI 26 66 35 83 42 100 50 120 60 130 73 157 88 172
ЕСДП ZA10 —ES —EI — — — — — 98 182 118 202
ЕСДП ZB10 —ES —EI 40 80 50 93 67 125 90 160 108 178 136 220 160 244
ОСТ Пр1за —В. о. —к. о. — — — — —
ДОПУСК» И ПОСАДКИ деталей из пластмасс
155
Продолжение табл. 23
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
о Св. 3 до 6 Св. 6 до 10 Св. 10 ДО 14 Св. 14 ДО 18 Св. 1S до 24 Св. 24 до 30
ост Пр2за ——В. о. —н. о. 75 115 85 133 105 163 130 200 IG0 244
ЕСДП ZC10 * —ES —EI GO 100 80 128 97 155 130 200 150 220 188 272 218 302
ЕСДП ZC11 —ES —Е1 60 120 80 155 97 187 130 240 150 260 188 318 218 348
ОСТ Пр14 —в. о. —Н. О. 100 1G0 130 210 160 260 210 330 270 410
ЕСДП ZE11 * - ES —EI 90 150 120 195 152 242 206 316 238 348 293 426 345 475
ОСТ Пр2, 1 О о 135 195 175 255 225 325 290 410 390 530
1 Система допу- | сков Поле допуска | ' отверстия j Отклонение от- ;• верстия । Интервал номинальных размеров отверстий, мм
Св. 30 до 4 0 । Св. 4U до 50 Св. 50 до 03 Св. 65 до SO оо 50 о и й Св. 100 до 120 Сч О й) о О г-х
ЕСДП AY11 * + ES -!-Е1 1160 1000 1210 1050 1290 1100 1340 1150 1420 1200 1520 1300 1700 1450
ОСТ Ш24 -|'В. о. -|-Н. 0. 1090 920 1180 1010 1320 1120 1430 1230 1570 1340 1690 1460 1840 1530
ЕСДП AZ11 * -FES -f-EI 720 560 740 580 790 600 830 640 900 680 960 740 1070 820
ОСТ ПП4 4-В.О. 730 5G0 790 620 880 680 940 740 1030 800 1110 880 1200 9-10
ЕСДП N9 —ES —Е1 0 62 0 74 0 87 0 кю
.156
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 23
Система допу- сков цопуека i я Отклонение от- ' перстия Интервал номинальных размеров отверстий, мм
Св. 30 до 40 Св. 40 до 50 Св. 50 до 65 Св. 65 до 80 Св. 80 до 100 Св. 100 до 120 Св. 120 до 140
Поле я а S
ОСТ п в. о. — Н. О. 0 50 0 60 0 70 0 80
ЕСДП N10 -ES —EI 0 100 0 120 0 140 0 160
ОСТ нза 1 ® ? р р 0 100 1 0 20 0 140 0 160
ЕСДП N1 1 - ES -EI 0 160 0 190 0 220 0 250
ЕСДП —ES 80 97 19? 146 178 210 248
Л 1U —Е! 180 197 242 266 318 350 408
ЕСДП Y10 —ES 94 114 144 174 214 254 300
- EI 194 214 264 294 354 394 460
ЕСДП Z10 —ES 112 136 172 210 258 310 365
—Е1 212 236 292 330 398 450 525
ЕСДП ZA10 —ES 148 180 226 274 335 400 470
—EI 248 280 346 394 475 540 630
ЕСДП ZB10 —ES 200 242 300 360 445 525 620
—EI 300 342 420 480 585 665 780
ОСТ Пр1 —в. о. 165 195 210 240 2G0 290 300
за — И. О. 265 295 330 360 400 430 460
ОСТ —в. о. 200 220 265 295 350 390 450
1 Ф-'-за “--К. о. 300 -320 385 415 480 530 610
ЕСДП ZC10 * —ES —EI 274 374 325 425 405 525 480 600 535 725 690 830 800 960
ЕСДП ZCI —ES 274 325 405 430 585 690 800
—EI 434 435 595 670 । 805 910 1050
ДОПУСКИ И ПОСАДКИ деталей из пластмасс
157
Продолжение табл. 23
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 30 I ДО 40 га о О п S Ю (Я о О ю Я О О и Св. 80 ДО 1 00 оо га о и < СМ О ю О О fc£
ост ПрЬ —в. о. ——н. о. 340 510 380 550 460 660 520 720 620 850 700 930 810 1070
ЕСДП ZE11 * —ES — Е1 435 595 520 680 650 840 770 960 940 1160 1100 1320 1300 1550
ОСТ Пр24 —В. О. —н. о. 510 6о0 590 760 720 920 840 1040 1010 1240 1170 1400 1360 1620
Система допу- j сков Поле допуска । отверстия Отклонение от- верстия i ... । Интервал номинальных размеров отверстий, мм
Св. 140 до 160 Св. 160 до 180 : Св. 180 до 200 Св. 200 До 220 Св. 220 до 225 ю О-I О 04 КО 04 га О О rt Св. 250 до 250 So га о и к
ЕСДП AY11 * 4-ES 4-EI 1900 1050 2100 1850 2390 2100 2690 2400 2890 2600 3220 2900
ОСТ 1112., 4-в. о. тн. о. 1940 1680 2040 1780 2220 1920 2400 2100 2620 2280
ЕСДП AZ11 * -J-ES 4-EI 1190 940 1300 1050 1490 1200 1640 1350 1790 1500 1970 1650
ОСТ Ш14 -|-в. о. 4 п. о. 1260 1000 1320 1030 1430 ИЗО 1530 1230 1680 1340
ЕСДП N9 -ES —EI 0 100 0 115 0 130
ОСТ н3 В. о. —н. о. 0 80 0 90 0 100
ЕСДП N10 —ES —EI 0 160 0 185 0 210
ОСТ Нза В. о. —н. о. 0 1G0 0 185 0 215
158
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 23
Система допу- сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 140 до 160 Св. 160 до 180 Св. 180 до 200 Св. 200 до 220 О сч ю 04 « о О < tn сэ CS о О So СЧ « о Св. 2G0 | до 280
ЕСДП Nil —ES —EI 0 250 0 290 0 320
ЕСДП ХЮ —ES —Е1 280 440 310 470 350 535 385 570 425 610 475 685
ЕСДП Y10 * —ES EI 340 500 380 540 425 610 470 655 520 705 580 790
ЕСДП Z10 —ES —Е1 415 575 465 625 520 705 575 760 640 825 710 920
ЕСДП ZA10 —ES —EI 535 695 600 760 G70 855 740 925 820 1005 920 ИЗО
ЕСДП ZB10 —ES —EI 700 860 780 940 880 1065 960 1145 1050 1235 1200 1410
ОСТ Пр1за 1 1 а вз о о 340 500 360 520 415 600 455 640 530 745
ОСТ Пр2за —в. о. —Н. О. 400 650 530 690 615 800 G95 880 815 1030
ЕСДП ZC10 * - -ES —EI 900 1060 1000 1160 1150 1335 1250 1435 1350 1535 1550 1760
ЕСДП ZC11 —ES - EI 900 1150 1000 1250 1150 1440 1250 1540 1350 1640 1550 1870
ОСТ Пр!., 6 6 и я ! 1 890 1150 970 1230 ИЗО 1430 1290 1590 1510 1850
ГСДП ZE11 * -ES —EI 1450 1700 1600 1850 1800 2090 2000 2290 2200 2490 2400 2720
ОСТ Пр24 —В. О. —и. о. 1520 1780 1680 1940 1960 2260 - 2280 2580 2680 3020
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
159
Продолжение табл. 23
Система допу- : сков Поле допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
Св. 280 до 310 Св. 310 до 3! 5 Св. 315 до 355 Св. 355 до 360 О О к о О < Св. 400 до 440 Св. 440 до 450 Св. 450 до 500
ЕСДП AY11 * -I-ES 4-EI 3720 3400 4160 3800 4660 4300 5200 4800 5700 5300
ОСТ Ш24 6 о са к 2620 2280 2810 2470 3000 2710 3340 2960
ЕСДП AZ11 * + ES + EI 2220 1900 2560 2200 2760 2400 3100 2700 3400 3000
ОСТ Ш14 о о И к 1680 1340 1790 1450 I960 1580 2090 1710
ЕСДП N9 — ES —EI 0 130 0 140 0 155
ОСТ н3 В. О. —в. о. 0 100 0 120
ЕСДП N10 —ES EI 0 210 0 230 0 250
ОСТ Нза В. О- —я. о. 0 ~ 215 0 250
ЕСДП Nil —ES —EI 0 320 0 360 0 400
ЕСДП ХЮ —ES —EI 525 735 590 820 660 890 740 990 820 1070
ЕСДП Y10 * —ES —EI 650 860 730 960 820 1050 920 1170 1000 1250
ЕСДП Z10 —ES —EI 790 1000 900 ИЗО 1000 1230 1100 1350 1250 1500
160
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 23
Система допу- сков Поло допуска отверстия Отклонение от- верстия Интервал номинальных размеров отверстий, мм
и о о й Св. 310 до 315 Св. 315 до 353 Св. 355 до 360 Св. 360 до 400 Си. 400 до 440 и о О rf Св. 450 до 500
ЕСДП ZA10 —ES —Е1 1000 1210 1150 13S0 1300 1530 1450 1700 1600 1850
ЕСДП ZB10 —ES —Е1 1300 1510 1500 1730 1050 1880 1850 2100 2100 2350
ОСТ Пр13а - в. о. —н. о. 530 745 580 795 6S0 930 750 1000
ОСТ Пр2за Q 6 н 815 1030 915 1130 1080 1330 1220 1470
ЕСДП ZC10 * — ES --Е1 1700 1910 1900 2130 2100 2330 2400 2650 2600 2850
ЕСДП ZC11 —ES —EI 1700 2020 1900 22G0 2100 2400 2400 2800 2600 3000
ОСТ При —в. о. —и. о. 1510 1350 1710 2050 2010 2390 2290 2670
ЕСДП ZE11 * -ES EI 2079 3029 3000 33G0 3400 3760 3800 4200 4200 4600
ОСТ Пр24 —в. о. —II. О. 2680 3020 3080 3420 3540 4020 4200 4580
Дополнительные поля допусков отверстий.
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС ',61 1 24. Рекомендуемые посадки ЕСДП для соединений деталей из пластмасс 1 Система отверстия Посадки с зазором
Н8 Н8 Н8 H8 H8 H9
с8 d8 е8 18 h8 d9
Н9 Н9 Н9 H10 HIO Hll ayll
е9 19 Ь9 dlO hlO
НИ НН НИ Hll Hll Hll
1 azl 1 all Ы1 ell dll hll
Н12 Н12 Н13 1113
Ы2 Ы2
Переходные посадки
Н8 Н9 НЮ Hll kil
к8 к9 к 10
Посадки с натягом
Н8 Н8 Н8 H9 H9 H9 zlO
u8 х8 z8 xlO ylO
Н9 Н9 НЮ HIO HIO HIO
zalO zblO у 10 zlO zalO zblO
НЮ НЮ НЮ Hll zcl 1 Hll zel 1
zclO zcl 1 zel 1
Система вала
Посадки с зазором
D8 Е8 F8 H8 D9 E9
118 118 h8 h8 119 h9
F9 Н9 DIO HIO hlO AY 11 AZ 11 hll
h9 Ь9 hlO hll
АН В11 CH Dll Hll В12
Ы1 hl 1 hll hll hll 1112
II12 II13
Ы2 ыз
। 6 Белкии И. М.
162
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 24
Система вала
Переходные посадки
N8 118 N9 N10 Nil
119 ЫО Ы1
Посадки с натягом
U8 ХЮ Y10 Z10 h9 ZA10 ZB10
118 119 119 h9 h9
ZE11 Y10 Z10 ZA10 ЫО ZB10 ZC10
1110 1110 ЫО h 10 Ы0
ZC11 ыо ZC11 1111 ZE11 Ы1
Для металлических деталей в соединениях с деталями
из пластмасс назначают поля допусков по ГОСТ 25347—82:
для валов — h7, h8, h9, h 10, h 11 и h 12; для отверстий Н7,
Н8, Н9, НЮ, НИ и Н12.
Кроме посадок, указанных в табл. 24, можно образо-
вать другие посадки, сочетая поля допусков отверстий
по системе вала с полями допусков валов по системе
отверстия.
В табл. 25 приведены допуски и посадки по
ГОСТ 11710—66 (система ОСТ), заменяемые полями допу-
сков и посадками по ГОСТ 25349—82.
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
Изделие, изготовленное по чертежу, подвергается кон-
тролю с помощью средств измерений (мер, измерительных
приборов и др.). При этом определяется годность изделия,
т. е. находится ли действительный размер в пределах
поля допуска пли вышел за его пределы. Годность изде-
лия оценивают предельными калибрами, а также обосно-
ванно выбранными средствами измерения. Измерить —
значит сравнить действительный размер изделия с вели-
чиной, принятой за единицу измерения, т. е. установить,
сколько единиц измерения содержится в контролируемом
размере.
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
163
25. Допуски и посадки деталей из пластмасс системы ОСТ,
заменяемые посадками ЕСДП при номинальных размерах от 1
до 500 мм
Номи- нальные размерь:, мм Система отверстий Система вала
Поле допу- ска вала Посадка Поле допу- ска отвер- стия Посадка
Система ОСТ ЕСДП Система ОСТ ЕСДП Система ОСТ ЕСДП Система ОСТ 1 ЕСДП
Посадки с натягом
От 1 до 24 zclO H10 zclO ZC10 ZC10 МО
Св. 14 до 80 Св. 40 до 315 Пр2за zblO zalO Asa Hp2sa H10 zblO H10 zalO Пр^за ZB10 ZA10 Пр2зд B3a ZB10 МО ZA10 ыо
Св. 140 до 500 zlO H10 ZlO Z10
zlO 1110
Св. 30 до 100 zalO H10 zalO ZA10 ZA10 ЫО
Св. 50 zlO H10 ZlO Z10
^за Аза zlO Пр1за Пр1за МО
Св. 100 до 315 yio Ilplga H10 Y10 Вза Y10
У10 МО
Св. 200 до 500 xlO H10 xlO XlO ХЮ МО
От 1 до 500 Пр24 zel I A4 Hll Пр24 ZEll Пр24 ZE11
Пр24 zel 1 Вт hll
От 1 до 50 zell Hll ZE11 ZE11
Пр14 a4 zel 1 Пр14 Ир!., Ml
От. 30 до 500 zcl 1 ripl4 Hll zcll ZC11 в4 ZC11 Ml
6*
164
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Продолжение табл. 25
Номи- нальные размеры, мм Систем а отверсти я Система вала
Поле допу- ска вала Посадка Поле допу- ска от- верстия Посадка
Система ОСТ ЕСДП Система ост ЕСДП Система ОСТ ЕСДП Система ОСТ ЕСДП
Переходные посадки
От 1 до 500 Н3 к8 Аз Н8 кН Из Х’8 _Нд_ В3 N8 Ий"
Н9 N9 Х~9 И8
к8
к9 11.3 Н8 N8 № Ткг
к9
Н9.'к9 N9/H9
Н8:! ЦО _Л^ Иза НЮ кЮ Нза N10 Нза N10 ТГИГ
Посадки с зазором
Св. 3 до 500 шц а-П а4 пн Ш1. AZ11 Ш14 TV AZH hl 1
Ш14 az 11
Св. 3 до 50 Св. 200 до 509 Ш24 az 11 _а.,_ Ш24 НИ j Ш24 AZ11 1112^ B<j AZ 11 “пГГ
ay i 1 ayll АУН ЛУП “hll
Се. 30 до 315
Процесс измерения неизбежно сопровождается по-
грешностями. Погрешностью измерения называется откло-
нение результата измерения от истинного значения изме-
ряемой величины. Поскольку истинное значение измеряе-
мой величины неизвестно, то неизвестна и погрешность
измерения. В этим случае истинное значение измеряемой
величины заменяют действительным значением. Под дей-
ствительным значением физической величины пои знают
ее значение, найденное опытным путем и настолько при-
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
165
ближающееся к истинному, что оно принимается вместо
него.
Средства измерений выбирают в зависимости от до-
пуска контролируемого изделия и Допускаемой погреш-
ности измерений, установленной ГОСТ 8.051—81. Допуск
размера является определяющей характеристикой для
подсчета допускаемой погрешности измерений, которая
принимается равной ’/5—-3/з допуска на размер. В допу-
скаемую погрешность измерений входят погрешности
средств измерений и установочных мер, погрешности
условий измерений, а также погрешности базирования
изделия и погрешности, вызываемые измерительной силой
прибора.
Допускаемые погрешности измерения размеров приве-
дены в табл. 26. Каждое соедство измерения характери-
26. Допускаемые погрешности измерения, в мкм (ГОСТ 8.051—81)
аль- диме- I Ква читеты
Ном ин НЫС J ры, м& 4 5 6 7 8 9 10 1 I 12 13 14 15 16 17
До 3 1 1.4 1,8 3 3 G 8 12 20 30 50 80 120 200
Св. 3 1,4 1,6 9 3 4 8 10 15 30 40 60 100 160 240
до 6 Св. 6 1,4 2 2 4 5 9 12 18 30 50 80 120 200 300
ДО 10 Св. 10 1,6 2,8 3 5 7 10 14 30 40 60 90 140 240 380
до 18 Св. 18 2 3 4 6 8 12 18 30 50 70 120 180 280 4-10
до 30 Св. 30 2,4 4 5 7 10 16 20 40 50 80 140 200 320 500
до 50 Св. 50 2.8 4 5 9 12 18 30 40 60 100 160 240 400 600
до 80 Св. 80 3 5 6 10 12 20 30 50 70 120 180 280 440 700
До 120 Св. 120 4 G 7 12 16 30 40 50 80 140 200 320 500 800
до 180 Св. 180 5 7 8 12 18 30 40 60 100 160 240 380 600 1000
до 250 Св. 250 5 8 10 14 20 30 50 70 120 180 200 440 700 1100
до 315 Св. 315 6 9 10 16 24 40 50 80 120 180 280 460 800 1200
до 400 Св. 400 6 9 12 18 26 40 50 80 140 200 320 500 800 1400
до 500
27. Средства измерения наружных и внутренних линейных оазмеров (в мм)
Прибор Тип (модель) Диапазон измерения Цена деления (отсчет по нониусу) Пределы допускаемой погрешности при классе точности Пример обозначения
° 2
Штангенциркуль (ГОСТ 166-80) ШЦ-1 0—125 (0,1) ±0,05 Штангенциркуль ШЦ-11-250-0,05 ГОСТ 166-80 (пределы измере- ний 0—250 мм; значение отсчета по нониусу 0,05 мм)
ШЦ-П И ШЦ-1 II 0—160 0—200 0-250 (0,1 и 0,05) При нониусе 0,05 ±0,05 При нониусе 0,1: ±0,06 для участка 0—100 ±0,07 » ’ » 100—200 ±0,08 » » 200—250 ±0,08 » » 250—300 ±0,09 » » 300-400 ±0,1 » » 400—1000 ±0,16 » » 1000—1100 ±0,17 » » 1100-1200 ±0,18 » » 1200—1300 ±0,19 » » 1300—1400 ±0,2 » » 1400-2000
ШЦ-1 II 0-315 0—400 0-500 250-630 250-800 320—1000 500—1250 500-1600 800—2000 (0,1)
Штангенглубино- мер (ГОСТ 162-80) шг 0-160; 0—200; 0—250; 0—315; 0—400 (0,05) ±0,05 Штангенглубино- мер ШГ-200 ГОСТ 162-80
166 ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Прибор Тип (модель) Диапазон измерения Цена деления (отсчет по нониусу)
Штанген рейсмас (ГОСТ 164—80) ШР 0—250; 40—400; 60—630 (0,05)
100-1000 600—1600 1500—2500 (0,1)
Гладкий микро- метр (ГОСТ 6507-78) мк 0-25 0,01
25-50; 50-75; 75—100
100-125 125-150 150-175 175-200
200—225 225—250 250-275 275—300
300—400 400-500
500—600
Продолжение табл. 27
Пределы допускаемой погрешности при классе точности Пример обозначения
0 > 1 2
±0,05 Штангенрейсмас ШР-250-0,05 ГОСТ 164—80 (пределы измере- ний 0—250 мм; значение отсчета по нониусу 0,05 мм)
±0,1 для участка до 1000 ±0,15 » » 1000—1600 ±0,2 » » 1600—2500
±0,002 . ±0,004 Микрометр МК-50-1 ГОСТ 6507—78 (пределы измере- ния 25—50 мм; класс точности 1)
— ±0,0025 ±0,004
±0,003 ±0,005
±0,004 ±0,006
±0,005 ±0,008
±0,006 ±0,01
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
Прибор Ти п (модель) Дна пл зон и шоре ни я Цена деления (отечет по нониусу)
Микрометрический глубиномер (ГОСТ 7470-78) гм О - 25 25--50 50-100 100-150 0,01
Индикатор часо- вого типа (ГОСТ 577-68) пч 0—2 0—5 0-10 0 25 0,01
ИТ 0-2 0,01
Многооборотный индикатор (ГОСТ 9696—82) 1МНГ 0-1 0,001
2МИГ 0--2 0,002
Скоба рычажная (ГОСТ 1109S-75) СР 0-25; 25-50; 50-75 75—100 100-125 125-150 0,002
Продолжение табл. 27
П р ОД 0 Л Ы Д' 1 I 1 у с к л с мой погрешности при класс: точности Пример обозначения
0 2
— -‘.-0,002 ±0,003 ±0,003 ±0,004 ±0,004 2.0,004 ±0,005 ±0,006 Глубиномер ГМ-150 ГОСТ 7470—78 (пределы измере- ния 100—150 мм)
0,01 0,012 0,015 0,022 0,012 0,016 0,02 0,03 — Индикатор НЧ 10Б кл. 1 ГОСТ 577-68 (диапазон измере- ния 0—10 мм; Б — брызгозащищен- ный; класс точно- сти 1)
0,01 0,012 —
0,002 0,003 Индикатор 1МИГ ГОСТ 9696—82
±0,002 Скоба СР 50 ГОСТ 11098-75 (диапазон измере- ний 25—50 мм)
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Прибор Тип (модель) Диапазон измерения Цена деления (отсчет по нониусу)
Скоба индикатор- ная (ГОСТ 11093-75) СИ 0-50; 50—100 0,01 -
100-200
200-300 300—400
400-500 500-600
600-700 700-800 800—1000
Рычажный микро- метр (ГОСТ 4381-87) МР 0-25; 25—50 50—75 75—100 0,002
100-125 125—150 150-200
200-250 250--300
300-400
400—500
Продолжение тг.бл. 27
Пределы допускаемой погрешности при классе точности Пример обозначения
0 1 1 2
±0,008 Скоба СИ-50 ГОСТ 11098--75 (диапазон измере- ния 0—50 мм)
±0,01
±0,012
±0,015
±0,02
±0,003 Микрометр МР-50 ГОСТ 4381—87 (диапазон измере- ний 25—50 мм)
±0,004
±0,005
±0,006
±0,007
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
Прибор Тип (модель) Диапазон измерения Цена деления (отсчет по нониусу)
Рычажный микро- метр (ГОСТ 4381—87) МРИ 300—400 0,01
400—500
500 - 600
600-700
700—800
800—900
900-1000
1000 -1200
1200-1400
1400—1600
1600—1800
1800-2000
Рычажный микро- метр повышенной точности (02021) 0—25 0,001
(02121) 25-50
(02221) 50-75
(02321) 75—100
Продолжение табл 27
«WOT»». 1ИП1mumawma-ufc./.x—»w'-»iiiwj,4, iim-.l.».,i,ii,i, »»* .
Пределы допускаемой погрешности при классе точности Пример обозначения
° 1 1 1 2
±0,007 Микрометр МРИ 400-0,01 ГОСТ 4381-87 (диапазон измере- ний 300—400 мм- цена деления 0,01 мм)
±0,008
±0,01
±0,012
±0,014
±0,016
±0,018
±0,02
±0,025
±0,028
±0,032
±0,036
±0,0025 Микрометр мод. 02121
170 ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Прибор Тип (модель) Диапазон измерения Цена деления (отсчет по нониусу)
Электронный по- казывающий при- бор (ГОСТ 23714-79) (276) ±0,003 ±0,015 ±0,030 ±0,150 ±0,300 0,0001 0,0005 0,001 0,005 0,01
Пружинная изме- рительная головка (ГОСТ 6933-81) 1ИГП 2ИГП 5ИГП 10ИГП ±0,03 ±0,06 ±0,150 ±0,300 0,001 0,002 0,005 0,01
Оптикатор (ГОСТ 10593-74) 05П Ш ±0,05 ±0,125 0,0005 0,001
Индикаторный ну- тромер (ГОСТ 868-82) ни 6-Ю; 10—18 18—50 50—100 100-160 160-250 250—450 450-700 700—1000 0,01
Продолжение табл. 27
Пределы допускаемой погрешности при классе точности Пример обозначения
0 2
±0,001 Показывающий прибор с индук- тивным преобра- зователем мод. 276
0,0006 0,0012 0,003 0,005 Измерительная головка 1ИГП ГОСТ 6933—81
±0,0004 ±0.0008 Оптикатор Ш ГОСТ 10593-74
— 0,008 0,012 Нутромер НИ 6-10-1 ГОСТ 868-82 (диапазон измере- ния 6—10 мм; класс точности 1)
— 0,012 0,015
—- 0,015 0,018
— — 0,022
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
Прибор Тип (модель) Диапазон измерения Цена деления (отсчет по нониусу)
Нутромер с голов- кой 1ИГ (ГОСТ 9244—75) (103) (104) 3—6 6—10 0,001
Нутромер с голов- кой 2ИГ (ГОСТ 9244-75) (106) 10-18 0,002
(109) 18-50
(154) (155) (156) 50—100 100—160 160—260
Нутромер с ми- крометрической головкой (ГОСТ 10—88) НМ 50—75 75—125 0,01
75-600 150—1250 600—2500
Нутромер с ми- крсголовкой, ос- нащенной индика- тором часового типа (ГОСТ 10—38) нми 1250—4000 2500-6000 0,01
Продолжение табл, 27
Пределы допускаемой погрешности при классе ТОЧНОС'1 и г- Пример обозначения
° 1 1 ! 2
±0,0018 ±0,0018 Нут ГОС замер мод. 103 Т 92-14-75
±0,0035 Нутромер мод. 106 ГОСТ 9244—75
±0,0035
±0,004
±0,004 при размере 50—125 Нутромер НМ-75 ГОСТ 10—88 (верхний предел измерения 75 мм)
±0,006 при размере 125—200 ±0,008 » » 200—325 ±0,010 » » 325—500 ±0,015 » » 500—800 ±0,020 » » 800—1250 ±0,025 » » 1250-1000 ±0,030 » » 1600—2000 ±0,040 » » 2000—2500 ±0,050 » » 2500-3150 ±0,060 » .> 3150—4000 ±0,075 » » 4000—5000 ±0,090 » » 5000—6000
Нут НМ. ГОС зоиср 4 4000 Т 10-88
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
Т73
зуется основной погрешностью, величина которой ука-
зана в паспорте на это средство измерений (табл. 27).
Погрешности средств измерений во многих случаях
определяют погрешность измерения, которая приведена
в табл. 26.
От правильно выбранного средства измерения зависит
обеспечение требуемой точности измерений. Выбор сред-
ства измерения заключается в сравнении его основной
погрешности с допускаемой погрешностью измерения; при
этом основная погрешность средства измерения должна
быть меньше допускаемой погрешности измерения.
Пример 10. Выбрать средства измерения размеров валов 0 25116
и 0 251112, а также отверстий 0 25Н7 и 0 25Н12. Из табл. 2G по из-
вестному квалитету и номинальному размеру находим допускаемые
погрешности измерения в мкм. Так, для вала 6-го квалитета 0 23116
погрешность измерения должна быть менее 6—4 miJm, а для вала 12 го
квалитета 0 25Ы2 погрешность измерения не более 6—50 мкм. Ана-
логично определяем погрешности измерения для отверстия 7-го ква-
литета 0 25Н7 —-6=6 мкм и для отверстия 12-го квалитета
0 25Н12 — 6— 50 мкм. По табл. 27 выбираем средство измерения
размеров.
Для измерения вала 0 25h6 с погрешностью менее 6=4 мкм
могут быть выбраны следующие измерительные приборы: 1) гладкий
микрометр типа МК 1-го класса точности с погрешностью 2 мкм; 2) ры-
чажная скоба типа СР с погрешностью ±2 мкм; 3) рычажный микрометр
типа МР с погрешностью ±3 мкм.
Наиболее распространенным, дешевым, надежным в эксплуатации
и простым в обращении является гладкий микрометр типа МК 1-го клас-
са точности, обозначаемый «Микрометр МК-25-1 ГОСТ 6507—78».
Его и выбираем для измерения вала 0 25Ь6.
Для измерения отверстия 0 25Н7 с погрешностью 6—6 мкм
согласно табл. 27 мож*т быть выбран только один измерительный
прибор: нутромер с головкой 2ИГ с ценой деления 0,002 мм и предель-
ной погрешностью ±3.5 мкм, обозначаемый «Нутромер мод. 109
ГОСТ 9244—75».
Аналогично, для измерения вала 0 25Ы2 и отверстия 0 25Н12
может быть выбран штангенциркуль с отсчетом по нониусу 0,05 мм
снабженный губками для измерения внутренних размеров. Для из-
мерения отверстия 0 25Н12 кроме штангенциркуля может быть выбран
также индикаторный нутромер 2-го класса точности, обозначаемый
«Нутромер НИ 18-50-2 ГОСТ 868—82».
Наибольшее распространение получили прямые и аб-
солютные измерения. При прямых измерениях искомое
значение находят непосредственно из опытных данных.
Размер изделия определяют по показаниям измеритель-
ного прибора, например по показаниям штангенциркуля
и т. п. Измерение, основанное на прямых измерениях
174
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
одной или нескольких основных величин и (или) исполь-
зовании значений физических констант, называется абсо-
лютным.
Иногда трудно или даже невозможно осуществить пря-
мые измерения, например диаметра трубопровода. Тогда
прибегают к косвенным измерениям, при которых искомое
значение находят на основании зависимости между этой
величиной и величинами, подвергаемыми прямым изме-
рениям. При измерении диаметра трубопровода с помощью
рулетки измеряют не диаметр D, а длину L по наружной
окружности трубы: D = L/л, где л — 3,14.
Выбранное средство измерений, его конструкция опре-
деляет и метод измерений. Метод измерений — совокуп-
ность приемов использования принципов и средств изме-
рений. Под принципом измерений понимают физическое
явление или совокупность физических явлений, положен-
ных в основу измерений.
В производственных условиях наиболее широко при-
меняется метод непосредственной оценки и значительно
реже — метод сравнения с мерой. При методе непосред-
ственной оценки значение измеряемой величины получают
непосредственно по отсчетному устройству измерительного
прибора прямого действия, например штангенциркуля,
микрометра, микрометрического нутромера и т. п. При
методе сравнения с мерой измеряемую величину сравни-
вают с величиной, воспроизводимой мерой. Мера — сред-
ство измерений, предназначенное дл’я воспроизведения
физической величины заданного размера. Различают пло-
скопараллельные концевые меры и штриховые меры.
Первые меры в цеховых условиях называют плитками,
так как они выполняются в виде прямоугольного парал-
лелепипеда с двумя зеркально плоскими взаимно парал-
лельными измерительными поверхностями. За длину кон-
цевой меры длины принята длина перпендикуляра, опу-
щенного из данной точки измерительной поверхности
концевой меры на противоположную измерительную по-
верхность. Концевые меры поставляют в наборах шести
классов точности: 00; 01; 0; 1; 2 и 3. К штриховым мерам
относят металлические рулетки и линейки, а также
шкалы линейных размеров.
Разновидностями метода сравнения с мерой являются:
дифференциальный метод и метод совпадений. Оба эти
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
175
метода используют при проведении измерений высокой
точности с помощью достаточно сложных и дорогостоящих
измерительных приборов, характеризуемых малыми ос-
новными погрешностями.
При дифференциальном методе на измерительный при-
бор воздействует разность измеряемой величины и извест-
ной величины, воспроизводимой мерой. Так, диаметр от-
верстия измеряют индикаторным нутромером, предвари-
тельно настроенным на размер с помощью концевых мер
длины или калиброванных колец. Наружные размеры
измеряют рычажными скобами.
При методе совпадений определяют разность между
измеряемой величиной и величиной воспроизводимой ме-
рой, используя совпадение отметок шкал (при линейных
измерениях) или периодических сигналов (при поверке
приборов времени).
Штангенприборы (штангенциркули, штангенглубино-
меры и штангенрейсмасы) относят к наименее точным,
простым и дешевым измерительным приборам. Основными
деталями штангенприборов являются металлическая ли-
нейка 1 (рис. 19, о; шкала с интервалом деления 1 мм)
и свободно перемещающаяся по штанге рамка 2, на скосе
которой (напротив миллиметровой шкалы) нанесена вспо-
могательная шкала — нониус. Нониус служит для от-
счета дробных долей миллиметра. Штангенприборы вы-
пускают с отсчетом по нониусу 0,1 (рис. 19, б) и 0,05 мм
(рис. 19, в). При измерении размера отсчитывают сначала
целое число миллиметров по шкале штанги (ближайшее
к нулевой отметке нопиусной шкалы) и к нему прибав-
ляют дробное число миллиметра, отсчитываемое по шкале
нониуса, полученное умножением цены деления нониуса
на порядковый номер штриха нониусной шкалы, совпав-
шего со штрихом шкалы штанги.
Некоторые типы штангенприборов снабжены микро-
метрической подачей, состоящей из рамки 3 (см. рис. 19, а),
в вырезе которой помещена гайка 4, навернутая на микро-
метрический винт, закрепленный в нижней части рамки 2.
Микрометрическая подача повышает точность измерения
размеров.
При измерении наружных размеров измеряемое изде-
лие 1 охватывают губками штангенциркуля (рис. 19, г),
прижимая неподвижную губку прибора к одной из по-
176
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
верхностей изделия, например вала, а вторую губку с рам-
кой и нониусом приближают к противоположной (второй)
поверхности изделия, обеспечивая нормальную силу изме-
рения. Застопорив рамку 2 винтом, снимают показания
по шкалам прибора. При наличии микроподачи стопорят
Рис. 19. Штангенприборы и микрометрические приборы:
а — штангенциркуль тика ШЦ-П; б и в — шкалы штангенприборов с отсчетом
генциркулсм наружного и внутреннего размеров; е — пример измерения вы-
рейсмасом; з — гладкий микрометр; и и к — отсчетные шкалы микрометриче-
пример измерения диаметра отверстия нутромером; н — настольный микро-
; I
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
177
рамку 3, а вращением гайки 4 подводят рамку 2 до со-
прикосновения с поверхностью изделия. При отсчете по-
казаний и определения результатов измерения внутренних
размеров (рис. 19, д) необходимо к показаниям по шкалам
штангенциркуля прибавлять толщину губок, маркирован-
по нониусу соответственно 0,1 и 0,05 мм; гид — примеры измерения штан-
соты уступа хитангенглубиномером; *— пример разметки детали штанген-
ских приборов: л — пример измерения микрометром диаметра вала; м —
метр мод. 19005
178
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
ную на них, если измерение проводилось штангенцирку-
лем ШЦ-П или ШЦ-III. На рис. 19, а намаркирована
толщина губок, равная 10 мм.
Штангенглубиномеры предназначены для измерения
глубин пазов, отверстий, а также высот выступов
(рис. 19, е).
Штангенрейсмасы используют для измерения высот,
уступов и проведения разметочных работ (рис. 19, ж).
Микрометрические приборы, к которым относят микро-
метры различных типов и назначений, микрометрические
глубиномеры и микрометрические нутромеры, более точ-
ные, чем штангенприборы. Принцип действия этих при-
боров основан на преобразовании вращательнсго движе-
ния точного микрометрического винта 1 (рис. 19, з), уста-
новленного во внутреннюю резьбу стебля 2, запрессован-
ного в скобу 3 микрометра, в поступательное перемещение
микровинта вдоль оси вместе с барабаном 4 и механизмом
трещотки 5. При шаге микровинта, равном 0,5 мм, пово-
рот его на 360° вызывает перемещение вдоль оси на 0,5 мм.
На наружной цилиндрической поверхности стебля имеется
продольная отсчетная линия (для отсчета делений, нане-
сенных на торцовом скосе барабана), над и под которой
нанесены миллиметровые шкалы, смещенные на 0,5 мм.
На скосе барабана нанесено 50 делений. Поворот барабана
с микровинтом на одно деление относительно отсчетной
линии на стебле соответствует их перемещению в осевом
направлении на 0,01 мм, равному цене деления прибора.
При отсчете показаний (при застопоренном микровинте
с помощью устройства 6) отсчитывают целое число милли-
метров по нижней шкале стебля (например 3 мм согласно
рис. 19, и) и прибавляют число сотых долей миллиметра,
например 23-й штрих шкалы барабана, совпавший с от-
счетной линией на стебле, что соответствует 0,23 мм.
Итоговый отсчет размера по шкалам микрометра составит
3 + 0,23 = 3,23 мм. Если при отсчете показаний край
барабана перешел за деление шкалы, нанесенной выше
отсчетной линии, то к результату, отсчитанному по опи-
санной выше методике, необходимо прибавить 0,5 мм.
Например, итоговый отсчет по рис. 19, к составляет
3,21 + 0,5 =3,71 мм.
Перед измерением проверяют нулевую установку или
нижний предел измерений. Если эта установка «сбита»,
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
179
то ее следует восстановить. Для установки нижнего пре-
дела измерений микрометров с пределами измерения
св. 25 мм предусмотрены установочные меры (см. рис. 19, з).
Для приведения в соприкосновение измерительных по-
верхностей микрометра с измеряемым валом пользуются
только механизмом трещотки 5 (рис. 19, л). Нормальная
сила измерения обеспечивается при трех—пяти щелчках
трещотки. Размеры детали измеряют при остановленном
станке.
Микрометрический нутромер предназначен для изме-
рения внутренних размеров и состоит из микрометриче-
ской головки, удлинителей и наконечника.
Для измерения диаметра отверстия (рис. 19, м) микро-
метрический нутромер вводят в контролируемое отвер-
стие, прижимая его левую измерительную поверхность
левой рукой, а правой рукой, вращая барабан, вывинчи-
вают микровинт до соприкосновения его с противолежа-
щей поверхностью отверстия. Нутромер при этом необ-
ходимо слегка покачивать до ощущения легкого трения
поверхностей нутромера и изделия. Находят наибольшее
показание нутромера в положении /. Так как нутромер
не имеет центрирующего мостика, то следует найти наи-
меньший размер отверстия в плоскости осевого сечения
в положении II. Следует добиваться совпадения показа-
ний нутромера в положениях I и II. Только после этого
определяют размер отверстия по шкалам микрометриче-
ской головки нутромера.
Настольный микрометр мод. 19005 с цифровым элек-
тронным отсчетом (рис. 19, н) предназначен для измере-
ния размеров прецизионных деталей. Микрометр имеет
растровый преобразователь 1 и электронный блок 2 с вы-
ходом для передачи информации в системы управления.
Повышение точности средств измерения привело к ус-
ложнению их конструкции, применению зубчатых и ры-
чажно-зубчатых передач и использованию дифференци-
ального метода измерения.
Рычажно-зубчатые измерительные приборы (индика-
торы, рычажно-зубчатые измерительные головки, рычаж-
ные скобы, индикаторные нутромеры и т. и.) на размер
настраивают с помощью концевых мер длины или уста-
новочных колец и мер. Результат измерения находят
суммированием размера меры, по которой на нулевые
180
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
показания настраивался соответствующий рычажно-зуб-
чатый прибор и значения отклонения от нулевого пока-
зания измерительного прибора.
Индикатор часового типа и рычажно-зубчатая измери-
тельная головка типа 1ИГ показаны на рис. 20, а и б.
Они предназначены для использования в цеховых усло-
виях при выполнении операций технологических процес-
сов изготовления, сборки и испытания изделий. Кроме
того, их устанавливают в качестве отсчетных устройств
в индикаторные нутромеры и другие приборы. Принцип
действия индикатора часового типа основан на преобра-
зовании линейных перемещений измерительного стержня
в угловые перемещения большой и малой стрелок отно-
сительно неподвижного циферблата с двумя шкалами.
На большой шкале нанесено 100 делений с ценой каждого
деления 0,01 мм, а на малой шкале нанесены милли-
метровые деления. Перемещение измерительного стержня
на 1 мм вызывает полный оборот большой стрелки (т. е.
на 360°) и малой стрелки на одно деление или 1 мм.
Измерения в пределах диапазона показаний индика-
тора или измерительной головки осуществляют абсолют-
ным методом, а во всех других случаях •— методом сравне-
ния с мерой. При этом измерительный прибор закрепляют
в стойке. Концевая мера длины требуемого размера уста-
навливается на столик стойки (рис. 20, в). Перемещая
прибор относительно концевой меры, индикатору сооб-
щают натяг до 1 мм, а поворотом шкалы устанавливают
нуль против указателя (большой стрелки). Подняв изме-
рительный стержень, заменяют концевую меру длины на
контролируемое изделие (рис. 20, г); стержень опускают
до соприкосновения с поверхностью изделия. Результат
измерений отсчитывают по миллиметровой (малой) шкале
за вычетом натяга 1 мм, созданного перед измерением,
прибавляя значение отклонения большей стрелки от ну-
левого положения с учетом знака плюс или минус. Чтобы
не допустить ошибки при измерении вала (исключить изме-
рение хорды вместо диаметра), следует вал аккуратно
перемещать по столику стойки для того, чтобы найти
максимальное отклонение большой стрелки индикатора.
Аналогично измеряют размеры с помощью рычажно-зуб-
чатых головок, имеющих не две, а одну стрелку.
СРЕДСТВА ИЗгЛЕРЕННЯ РАЗМЕРОВ
181
Рычажной скобой называется измерительный прибор
в виде скобы с встроенным отсчетным устройством
(рис. 20, д и ё), на которое воздействует левая подвижная
пятка, соприкасающаяся с поверхностью изделия. Пра-
вая пятка в процессе измерения стопорится и является
неподвижной. Рычажные скобы для измерения размеров
св. 150 мм снабжены индикатором часового типа, поэтому
их называют индикаторными (рис. 20, ж).
Для настройки скобы на нулевое деление предвари-
тельно составляют блок концевых мер длины по номиналь-
ному размеру контролируемого изделия. Освобождают
стопор 1 (см. рис. 20, д и с) переставной пятки. Блок мер
помещают между поверхностями пяток, перемещая одно-
временно переставную пятку, добиваясь установки стрелки
прибора на нулевое деление; пятку стопорят. Нажатием
па кнопку 2 арретира удаляют блок мер и вводят контро-
лируемое изделие между измерительными поверхностями
скобы; арретир освобождают. Действительный размер
изделия определяют суммированием размера настроеч-
ного блока концевых мер длины и показания указателя
по шкале отсчетного устройства с учетом знака плюс
или минус.
Индикаторные нутромеры предназначены для измере-
ния внутренних размеров, например диаметра отверстия,
методом сравнения с мерой. Конструктивно нутромер
представляет собой Т-образный корпус 1 (рис. 20, з),
внутри которого находится рычажная передача 2 с измери-
тельным стержнем индикатора 3 часового типа или изме-
рительной головки. В основании прибора установлено
два стержня, соприкасаемых с измеряемым отверстием,
один 4 из которых является сменным неподвижным, а вто-
рой 5 —- подвижным. Стержень 5 воздействует через си-
стему рычагов на измерительный стержень индикатора 3.
Для совмещения линии измерения с диаметром отверстия
нутромер снабжен центрирующим мостиком 6.
На номинальный размер нутромер устанавливается
с помощью калиброванного установочного кольца или
собранного в струбцину блока концевых мер длины
с боковиками. При максимальном отклонении стрелки
индикатора (см. положение «0» на рис. 20, з), найденном
в результате покачивания нутромера, нуль шкалы совме-
щают (при повороте шкалы) со стрелкой индикатора.
182
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Рис. 20. Рычажно-зубчатые и электронные приборы:
а — индикатор часового типа ИЧ; б — измерительная головка типа 1ИГ;
виг — пример настройки индикатора на размер и измерение размера изде-
лия; д и е — рычажная скоба и схема измерения ею размера вала; ж — инди-
каторная скоба; з — индикаторный нутромер и измерение им диаметра от-
верстия; и — электронный прибор мод. 214
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
183
Рис. 20
184
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Поджав центрирующий мостик, нутромер вводят в кон-
тролируемое отверстие изделия и при измерении размера
повторяют операции, которые выполнялись при настройке
прибора. Покачивая нутромер в вертикальной плоскости,
фиксируют наибольшее отклонение стрелки индикатора.
При этом отклонения принимают со знаком минус, если
стрелка прибора перешла за нулевое деление, и со знаком
плюс, если стрелка не дошла до нулевого деления (в этом
случае действительный размер больше номинального или
установочного размера). Диаметр отверстия равен алге-
браической сумме номинального размера блока концевых
мер длины и результата отсчета по шкале нутромера.
На рис. 20, з отклонение стрелки индикатора равно нулю;
следовательно, диаметр отверстия равен номинальному
размеру блока мер длины. При установке в нулевое
положение индикатору сообщается натяг 1 мм.
Пример 11. Нутромер настроен на размер D — 100 мм. При изме-
рении диаметра отверстия стрелка прибора перешла нулевое деление
шкалы на 2,5 деления. Найти действительный размер отверстия.
Если стрелка прибора перешла нулевой штрих, то отклонение
от номинального размера берется со знаком минус: А = —(2,5-0,01)=
= —0,025 мм. Тогда действительный размер отверстия 7Д, = 100 —
— 0,025 = 99,975 мм.
Пружинные измерительные головки не имеют зубча-
тых пар и передаточных рычагов, а поэтому характери-
зуются малой погрешностью.
Отечественная промышленность выпускает электрон-
ные стрелочные и цифровые измерительные приборы с пре-
образователями для измерения размеров и отклонений
формы поверхностей (рис. 20, и). Они основаны на преоб-
разовании перемещения измерительного стержня преиму-
щественно индуктивного преобразователя в пропорцио-
нальное перемещение указателя стрелки относительно
неподвижной шкалы прибора на электронном блоке.
Измерения всегда сопровождаются погрешностями: си-
стематическими, случайными и грубыми. Грубая погреш-
ность существенно превышает ожидаемую погрешность
при данных условиях; например, вместо 1 была принята
цифра 4 и т. п. При повторном измерении грубую погреш-
ность легко обнаружить; ее исключают из результатов.
Сложнее обнаружить систематическую погрешность,
которая остается постоянной или закономерно изменяется
при повторных измерениях одной и тон же величины.
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
185
Систематическая погрешность вызывается отклонением
при измерении температуры от нормальной (20 °C), не-
правильной (не по уровню) установкой прибора, несовер-
шенством конструкции прибора, износом со временем
его подвижных деталей, низким качеством изготовления
деталей прибора, влиянием вибрации и неодинаковой
реакцией органов чувств человека на сигналы. Эту
погрешность следует исключить, обеспечив при изме-
рении надлежащие условия их проведения, или оценить,
если не удается исключить, используя теорию вероят-
ности. Для исключения систематических погрешностей
необходимо измерительные приборы предъявлять в уста-
новленные сроки па ведомственную или на государствен-
ную позерку в лаборатории метрологических служб.
Случайная погрешность изменяется случайным обра-
зом при повторных измерениях одной и той же величины.
Случайную погрешность обнаружить и исключить из ре-
зультатов измерений не представляется возможным, так
как неизвестны причины ее возникновения. Однако раз-
работаны методики оценки случайных погрешностей при
проведении точных лабораторных измерений.
Для контроля годности деталей в процессе их изготов-
ления вместо измерительных приборов широко применяют
предельные калибры — бесшкальные измерительные ин-
струменты. Калибры не определяют действительного зна-
чения контролируемого размера, а лишь устанавливают,
находится ли контролируемый размер в границах поля
допуска. Поскольку воле допуска ограничено двумя пре-
дельными размерами, то для их контроля применяют два
калибра: проходной (ПР) и непроходной (НЕ).
Гладкие калибры для контроля отверстий выполняют
в форме цилиндров (прототип контролируемого отверстия),
поэтому их называют пробками. Калибр-пробка ПР отли-
чается от калибра-пробки НЕ значительно большей вы-
сотой цилиндра. При контроле размера отверстия калибр
ПР должен входить в отверстие под действием собственной
силы тяжести (рис. 21, о), а калибр НЕ не должен вхо-
дить в отверстие. Если калибр ПР не входит в отверстие,
то это означает брак, но исправимый (требуется дополни-
тельная обработка отверстия). Если калибр НЕ вошел
в отверстие, то это означает брак окончательный. Кон-
18G
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Рис. 21. Гладкие калибры-пробки (а и б) и скобы (в); регулируемая (г)
скоба
струкция двустороннего калибра-пробки со вставками ПР
и НЕ приведена на рис. 21, б.
Гладкие калибры для контроля валов выполняют
в форме кольца с внутренней цилиндрической измеритель-
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
187
ной поверхностью или в виде скобы. Преимущественное
распространение получили калибры-скобы, позволяющие
контролировать размеры валов без снятия их со станка.
Калибр-скоба ПР должен проходить по валу под действием
собственной силы тяжести (рис. 21, в), а калибр-скоба НЕ
не должен проходить по валу. Если калибр-скоба ПР
НепрохоВная
сторона
Проходная
сторона
Граница
износа
Поле допуска Голе допуска
отверстия вала
ГГГ’Н II Поле допуска
till 111 контркалибра
гх-д Поле допуска
рабочего
калибра
Рис. 22. Схемы расположения полей допусков калибров для отверстий:
а — D 180 мм; б — D > 180 мм; для валов: в —- d < 180 мм; г — 4 >
>180 мм
28. Допуски (в мкм) гладких рабочих калибров для отверстий и валов с размерами до 500 мм (ГОСТ 24853—81)
Ква- литет Обозна- чения Интервалы размеров, мм
CO д Св. 3 до 6 Св. G до 10 О к - О =£ Сп. 18 до 30 1 с * CQ f, Св. 50 до S0 Св. 80 до 12 0 OS'I OV : 0ZI «Э i Св. 180 до 250 О LO Ю сч — со о Ю — о со о 5 § О о о чг О Л о О ЕС
Z 1 1,5 1,5 2 2 2,5 2,5 3 4 5 6 7 8
Y 1 1 1 1,5 1.5 2 2 3 3 4 5 6 7
6 а; 0 0 0 0 0 0 0 0 0 2 3 4 5
Z1 1,5 2 2 2,5 3 3,5 4 5 G 7 8 10 11
Yi 1,5 1,5 1,5 2 3 3 3 4 4 5 6 6 7
Н: Hs 1,2 1,5 1,5 2 2,5 2,5 3 4 5 7 8 9 10
Hi 2 2,5 2,5 3 4 4 5 6 8 10 12 13 15
Z; Zt 1,5 2 о 2.5 3 3,5 4 6 7 8 10 Н
Y; Yj 1,5 1,5 1,5 2 3 3 3 4 4 6 7 8 9
7 a; 0 0 0 0 0 0 0 0 0 3 4 6 7
Н: И, 2 2,5 2,5 3 4 4 5 6 8 10 12 13 15
H3 —, -Л~ 1,5 9 2,5 2,5 3 4 6 7 ь 9 10
Z; Zj 2 3 3 4 5 6 7 8 9 12 14 16 18
Y; Yi 3 3 3 4 4 5 5 6 6 7 9 9 11
8 a; c/i 0 0 0 0 0 0 0 0 0 •1 6 7 9
H 2 2,5 2,5 3 4 4 5 6 Q 10 12 13 15
Ht 3 4 4 5 6 7 8 10 12 14 16 18 20
Hs — — 1,5 2 2,5 2,5 3 4 5 7 8 9 10
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОИ
со
00
Хва- лите? Обозна- чения
До 3 Св. 3 до 6 Св. 6 до 10 $J| оГ 01 ’«Э
Z; Zi 5 6 7 8 '
а; ах 0 0 0 0
9 н 2 2,5 2,5 3
н, 3 4 4 5
Н5 — — 1,5 2
Z; Zj 5 6 7 8
а; «j 0 0 0 0
10 Н 2 2,5 2,5 3
Hi 3 4 4 5
Н3 — — 1,5 О t.
Z; Z, 10 12 14 16
11 а; ах 0 0 0 0
Н; Нг 4 5 6 8
H.s — — 4 5
Z; Zi 10 12 14 16
а; а, 0 0 0 0
1Z Н; Hj 4 5 6 8
н5 — — 4 5
Продолжение табл. 28
Интервалы размеров, мм
Си. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 130 . Св. 120 до 180 и § ej — « О О ci ю — о со о о о с £ Св. 400 до 500
9 11 13 15 18 21 24 28 32
0 0 0 0 0 4 6 7 9
4 4 5 6 8 10 12 13 15
6 7 8 10 12 14 16 18 20
2,5 2,5 3 4 5 7 8 9 10
9 11 13 15 18 24 27 32 37
0 0 0 0 0 7 9 11 14
4 4 5 6 8 10 12 13 15
6 7 8 10 12 14 16 18 20
2,5 2,5 3 4 5 7 8 9 10
19 22 25 28 32 40 45 50 55
0 0 0 0 0 10 15 15 20
9 11 13 15 18 20 23 25 27
6 7 8 10 12 14 16 18 20
/itX 22 25 28 32 45 50 65 70
0 ' 0 0 16 0 15 20 30 35
9 11 13 15 18 20 23 25 27
\ у 7 8 10 12 14 16 18 20
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
Продолжение табл. 28
Ква- литет Обозна- чения Интервалы размеров, мм
До 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250 О ЮЮ б 4 ю — о го о rf я о О tt Св. 400 до 500
Z; Zx 20 24 28 32 36 42 48 54 60 80 90 100 110
а; «х 0 0 0 0 0 0 0 0 0 25 35 45 55
Id Н; Hi 10 12 15 18 21 25 30 35 40 46 52 57 63
Hs — — 9 11 13 16 19 22 25 29 32 36 40
Z; Zi 20 24 28 32 36 42 48 54 60 100 110 125 145
а; 0 0 0 0 0 0 0 0 0 45 55 70 90
14 И; Ht 10 12 15 18 21 25 30 35 40 46 52 57 63
Hs — —. 9 11 13 16 19 22 25 29 32 36 40
Z; Zi 40 48 56 64 72 80 90 100 110 170 190 210 240
a; tti 0 0 0 0 0 0 0 0 0 70 90 110 140
10 H; Hi 10 12 15 18 21 25 30 35 40 46 ' 52 57 63
Hs — — 9 11 13 16 19 22 25 29 32 36 40
16 Z; Zi 40 48 56 64 72 80 90 100 НО 210 240 280 320
a; 0 0 0 0 0 0 0 0 0 ПО 140 180 220
и 17 H; Hi 10 12 15 18 21 25 30 35 40 46 52 57 63
H3 — — 9 11 13 16 19 22 25 29 32 36 40
Примечай и е. Для 9—17-го квалитетов значения Y и Yj равны нулю; Hs — допуск калибров со сфе-
рическими измерительными поверхностями.
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
191
не проходит по валу, то имеется исправимый брак; вал
требует дополнительной обработки. Контролируемый вал
бракуют окончательно, если калибр-скоба НЕ проходит
по валу. Регулируемые калибры-скобы (рис. 21, г) допу-
скают переналадку на другой размер или восстановление
размера ПР стороны (вставки) по мере ее износа.
На гладкие калибры установлены допуски по
ГОСТ 24853—81 и ГОСТ 24852—81. Схемы расположения
полей допусков приведены на рис. 22, а значения допу-
сков — в табл. 28. Допуск калибра для контроля отвер-
стия обозначен Н, а для контроля вала — Нх. Положение
поля допуска калибра ПР определяют координаты Z и Zx.
По достижении калибром ПР границы износа Y или Yx,
он должен изыматься из применения. Для калибров
9—17-го квалитетов номинальных размеров до 180 мм
граница износа- совпадает с номинальным размером;
поэтому Y = Y] =: 0.
Для контроля изготовления калибров-скоб НЕ и ПР
предусмотрены контркалибры 1\—НЕ и соответственно
К—ПР, называемые контркалибрами-шайбами. Контроль
предельного износа калибра-скобы ПР осуществляют с по-
мощью контркалибра-шайбы К—И, который не должен
проходить или входить в калибр-скобу ПР.
Глава 3
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
ПО ФОРМЕ И РАСПОЛОЖЕНИЮ
ПОВЕРХНОСТЕЙ. ШЕРОХОВАТОСТЬ
ПОВЕРХНОСТИ
Поверхности изделий, полученные после окончатель-
ной обработки, всегда отличаются от номинальных по-
верхностей, заданных чертежом и технической документа-
цией как ио форме, так и по расположению, и, кроме того,
имеют шероховатость или ряд чередующихся выступов и
впадин сравнительно малых размеров. Например, вместо
цилиндрического вала получается вал конусообразной
или бочкообразной формы, с торцовыми поверхностями,
не перпендикулярными геометрической оси вала.
Отклонения формы и расположения поверхностей иска-
жают посадку соединения, снижают точность изделия и
надежность его работы, повышают трудоемкость сборки.
Поэтому все отклонения формы и расположения поверх-
ностей должны быть ограничены допусками. Нормиро-
ваны также и параметры шероховатости поверхности.
На рабочих чертежах специальными условными обозна-
чениями в необходимых случаях указывают допуски
формы и расположения поверхностей и предельные пара-
метры шероховатости (табл. 1).
Отклонения формы и расположения поверхностей при-
нято обозначать А, а допуски — Т. Участок I (L) поверх-
ности или линий, к которому относится отклонение А или
допуск Т, называется нормированным.
ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ ПОВЕРХНОСТЕЙ
Форму деталей, например валов н отверстий втулок,
характеризуют различные поверхности, разделяемые на
номинальные и реальные. Номинальная поверхность —
идеальная поверхность, номинальная форма которой за-
дана чертежом или другой технической документацией.
ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ ПОВЕРХНОСТЕЙ- 193
1. Стандарты на допуски формы и расположения поверхностей
ГОСТ Наименование
2789—73 Шероховатость поверхности. Параметры н характе- ристики
11284—75 14140—81 Отверстия «усвсзные под крепежные детаяи ОНВ. Допуски расположения осей отверстий для крепежных дета л ей
24042—81 0113. Допуски формы и расположения поверхностей. Основные термины и определения
24643-81 ОНВ. Допуски формы и распложения поверхностей. Ч и сл о вы е з на ч f н и я
25069—81 ОНВ. Неуказанные допуски формы и расположения поверхностей
25142-82 ОНВ. Шероховатость поверхности. Термины и опре- деления
2.308—79 ЕС КД- Указание на чертежах допусков формы и рас- пол ож ени я поверх ностей
2.309—73 ЕС КД. Обозначения шероховатости поверхностей
Реальные поверхности у детали получаются после изго-
товления. Реальная поверхность отличается от номиналь-
ной на величину отклонения А формы поверхности.
Отклонением формы \ поверхности называется отклоне-
ние формы реальной поверхности от формы номинальной
поверхности.
Наряду с норлЯрованием отклонений формы поверх-
ностей предусмотрено нормирование профиля поверхно-
сти. Профиль поверхности — линия пересечения поверх-
ности с плоскостью или заданной поверхностью. Разли-
чают номинальный и реальный профили поверхности.
Номинальный профиль — профиль номинальной поверх-
ности, а реальный профиль — реальной поверхности. От-
клонение А профиля есть отклонение реального профиля
от номинального.
Отклонения формы поверхности отсчитывают от при-
легающей поверхности, имеющей форму поминачьной по-
верхности, соприкасающейся с реальной поверхностью и
расположенной вне детали так, чтобы отклонение от нее
наиболее удаленной точки реальной поверхности в пре-
делах нормированного участка имело минимальное зна-
чение. Аналогично оценивают отклонение профиля по-
7 Белкни И. М.
194 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖИ ПОВЕРХН.
верхности. Шероховатость поверхности при определении
отклонений формы не принимается во внимание.
Основные виды прилегающих поверхностей и профи-
лей приведены в табл. 2.
2. Основные виды прилегающих поверхностей и профилей
Эскиз
Определение
Прилегающие поверхности
Прилегающая прямая
Прилегающая плоскость — пло-
скость, соприкасающаяся с ре-
альной поверхностью и располо-
женная вне материала детали
так, чтобы отклонение Д от нее
наиболее удаленной точки реаль-
ной поверхности в пределах нор-
мируемого участка L имело мини-
мальное значение
Прилегающий цилиндр — цилиндр
минимального диаметра, описан-
ный вокруг реальной наружной
поверхности, например вала, или
цилиндр максимального диаметра,
вписанный в реальную внутрен-
нюю поверхность, например от-
верстия детали
Прилегающие профили
А
Л
Прилегающая прямая — прямая,
соприкасающаяся с реальным
профилем и расположенная вне
материала детали так, чтобы от-
клонение Д от нее наиболее уда-
ленной точки реального профиля
в пределах нормируемого уча-
стка L имело минимальное зна-
чение
ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ ПОВЕРХНОСТЕЙ 195
Продолжение табл. 2
Эскиз
Определение
Прилегающая окружность вала —
окружность минимального диа-
метра 2г, описанная вокруг ре-
ального профиля вала (наружной
поверхности вращения)
Прилегающая окружность отвер-
стия — окружность максималь-
ного диаметра 2г, вписанная в ре-
альный профиль отверстия (вну-
тренней поверхности вращения)
Прилегающий профиль продольно-
го сечения вала — две параллель-
ные прямые, соприкасающиеся с
реальным пр-.'филем вала я рас-
положенные вне Материала детали
так, чтобы наибольшее отклоне-
ние Д точек образующей профиля
вала от соответствующей стороны
прилегающего профиля имело ми-
нимальное значение
Параметром для количественной оценки отклонений
формы является наибольшее расстояние А от точек реаль-
ной поверхности (профиля) до прилегающей поверхности
(прямой) по нормали к последней. К реальному профилю
можно провести несколько прямых А—А, В—В и С—С
(см. табл. 2), соприкасающихся с профилем. Все они
имеют разные отклонения Д>, А2 и А, Однако наименьшее
7*
196 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ II РАСПОЛОЖ- ПОБЕРХН.
отклонение имеет только прямая С—С; следовательно,
только она является прилегающей прямой.
Термины и определения отклонений и допусков формь)
плоских поверхностей приведены в табл. 3, а значения
допусков плоскостности и прямолинейности — в табл. 4.
Для плоских поверхностей изделий установлено 16 сте-
пеней точности. Числовые значения допуска от одной
степени к другой изменяются с коэффициентом 1,6.
в
3. Термины и определения отклонений и допусков формы плоских
поверхностей
Определение
Отклонение от плоскостности
(а) [прямолинейности (<>)] А —
наибольшее расстояние от точек
реальной поверхности (профиля)
до прилегающей плоскости (пря-
мой) в пределах нормируемого
участка L
Допуск плоскостности (и} [пря-
молинейности (б) j Г — наиболь-
шее допускаемое значение от-
клонения от плоскостности (пря-
молинейности). Поле допуска
плоскостности (прямол инейно-
сти) — область в пространстве
(на плоскости), ограниченная
двумя параллельными плоско-
стями (прямыми), отстоящими
друг от друга на расстоянии,
равном допуску плоскостности
(прямолинейности) Т
Частные виды отклонений от плоскостности
(прямолинейности)
Прилегающая
плоскастг
Прилегающая
Выпуклость А — отклонение от
плоскостности (от прямолиней-
ности), при котором удаление
точек реальной поверхности
(профиля) от прилегающей пло-
скости (прямой) уменьшается
от краев к середине
ОТКЛОНЕНИЯ и «СПУСКИ ФПРМЫ ГЮаЕРХ НОСТЕ 1'1 197
111М»ДШЖС1Ше т;:бл. 3
Определение
Прилагающая
ллвскость
Прилегающая
Вогнутость Д — отклонение от
плоскостности (от п ря *юл и цен-
ности), при котором удаление
точек реальной поверх пости
(профиля) от прилегающей пло-
скости (прямой) уВ^ЛИЧШЖСТСЯ
от краев к середине
4. Допуски Т (в мкм) плоскостности и прямолинейности
Номинальная длина нормируемого участка поверхности, мм
1 0,25 0,3 0,4 0,5 0,6 0,8 1 1,2 1,6 2 2,5
2 0,4 0,5 0,6 0,8 1 1,2 1 6 2 2,5 3 4
3 0,6 0,8 1 1,2 1,6 2 2,5 “В 4 5 6
4 1 1,2 1,6 2 2,5 3 i 5 6 8 10
S 1,6 2 2,5 3 4 5 6 8 10 12 16
6 2,5 3 4 5 6 8 10 12 16 20 25
7 4 5 6 8 10 12 16 20 25 30 40
8 6 S 10 12 16 20 25 30 40 50 60
9 10 12 16 20 25 30 40 50 60 80 100
10 16 20 25 30 40 50 60 80 100 120 160
11 25 30 40 50 60 80 100 120 160 200 250
12 40 50 60 80 100 120 160 200 250 300 400
13 СО 80 100 120 160 200 250 300 400 500 600
14 100 120 160 200 250 300 400 500 600 800 1000
15 160 200 250 300 400 500 600 800 1000 1200 1600
16 250 300 400 500 600 800 1000 1200 1600 2000 2500
198 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ II РАСПОЛОЖ- ПОВЕРКИ.
5. Допуски Т (в мкм) плоскостности, прямолинейности и
параллельности по уровням Д, В и С относительной
геометрической точности
Квалитет размера Уровень точности Номинальные размеры, мм
о Св. 3 Ди 10 £2 О О б S Св. 30 до 50 Св. 50 до 120 Св. 120 до 250 Св. 250 до 400 Св. 400 до 630
А 4 5 6 8 10 12 16 20 25
6 В 2,5 3 4 5 6 8 10 12 16
С 1,6 2 2,5 3 4 5 6 8 10
А 6 8 10 12 16 20 25 30 40
7 В 4 5 6 8 10 12 16 20 25
С 2,5 3 4 5 6 8 10 12 16
А 10 12 16 20 25 30 40 50 60
8 В 6 8 10 12 16 20 25 30 40
С 4 5 6 8 10 12 16 20 25
А 16 20 25 30 40 50 60 80 100
9 В 10 12 16 20 25 30 40 50 60
С 6 8 10 12 16 20 25 30 40
А 25 30 40 50 60 80 100 120 160
10 В 16 20 25 30 40 50 60 80 100
С 10 12 16 20 25 30 40 50 60
А 40 50 60 80 100 120 160 200 250
11 В 25 30 40 50 60 80 100 120 160
С 16 20 25 30 40 50 60 80 100
А 60 80 100 120 160 200 250 300 400
12 В 40 50 60 80 100 120 160 200 250
с 25 30 40 50 60 80 100 120 160
ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ ПОВЕРХНОСТЕЙ 199
6. Примеры назначении степеней точности для деталей с плоской
поверхностью
Степень точности Примеры назначения Вид окончательной обработки
1, 2 Измерительные поверхности точных средств измерения, например, лекаль- ных линеек, штриховых и концевых мер длины, рычажных скоб и др. Направляющие детали координатных измерительных машин, прецизионных координатно-расточных и шлифоваль- ных станков Доводка, суперфини- ширование, тонкое шабрение
3, 4 Измерительные и рабочие поверхно- сти средств измерения нормальной точности, например, поверочных плит, микрометров, штангенциркулей и др. Опорные поверхности уровней. На- правляющие панков повышенной точ- ности Доводка, шлифова- ние и шабрение повы- шенной точности
5, 6 Направляющие детали станков нор- мальной точности, точных машин и приборов. Базовые и установочные поверхности технологических при- способлений. Рабочие поверхности упор иыX подш ип ников Шабрение, шл ифова- ние повышенной точ- ности
7, 8 Разметочные плиты, рабочие поверх- ности ползунов, упорных подшипни- ков, опорные поверхности рам и станин машин, например двигателей и др. Разъемы корпусов редукторов. Базовые поверхности станочных при- способлений, например кондукторов Обдироч ное шл пфоза- ние, фрезерование, строгание, протягива- ние
9, 10 Стыковые и опорные поверхности ма- шин пониженной точности, присоеди- нительные поверхности арматуры Фрезерование, стро- гание
200 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХ».
7. Отклонении и допуски формы цилиндрических поверхностей
(валов и отверстий)
Реальная
поверхность
Прибегающий
нога сечения
Определение
Отклонение от ци.шш)рич~
пости наибольшее рас-
стояние А от точек реальной
поверхности до прилегающе-
го цилиндра в пределах нор-
мируемого участка I.
Дениск, цилиндричноачи Т —
наибольшее допускаемое от-
клонение от цилплдричности
Поле допуска цилиндрично-
сти — область в простран-
стве, ограниченная двумя
соосными цилиндрами, от-
стоящими друг от друга на
расстоянии, равном допуску
цилпндрпчности Т
Отклонение профиля про-
дольного сечения наиболь-
шее расстояние Л от точек
образующих реальной по-
верхности, лежащих в пло-
скости, проходящей через ее
ось, до соответствующей сто-
роны прилегающего профиля
в пределах нормируемого
участка L
Допуск профиля продольного
сечения Т — наибольшее до-
пускаемое значение откло-
нения профиля продольного
сечения
Поле допуска профиля про-
дольного сечения — области
на плоскости, проходящей
через ось цилиндрической
поверхности, ограниченные
двумя парами параллельных
прямых, имеющих общую
ось симметрии и отстоящих
друг от друга на расстоянии,
равном допуску профиля про-
дольного сечения Т
ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ ПОВЕРХНОСТЕЙ 20!
Продолжение табл. 7
Эскиз
Прилегающая
окружность
Реальный I
профиль
Знак допуска
Определение
Отклонение от круглости —
наибольшее расстояние А от
точек реального профиля до
прилегающей окружности
Допуск круглости Т — наи-
большее допускаемое значе-
ние отклонений от круглости
Поле допуска круглости —
область на плоскости, пер-
пендикулярной оси поверх-
ности вращения или прохо-
дящей через центр сферы,
ограниченная двумя концен-
тричными окружностями, от-
стоящими друг от друга на
расстоянии, равном допуску
круглости Т
Частные виды отклонений профиля продольного сечения
^dmax CtfDin
Конусообразность А — от-
клонение профиля продоль-
ного сечения, при котором
образующие прямолинейны,
но не параллельны
Бочкообразность А — откло-
нение профиля продольного
сечения, при котором обра-
зующие не прямолинейны и
диаметры увеличиваются от
краев к середине сечения
2
Седлообразность А — откло-
нение профиля продольного
сечения, при котором обра-
зующие непрямолинейны и
диаметры уменьшаются от
краев к середине сечения
202 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСЛОЛОЖ- ПОВЕРХ.Н
Продолжение табл 7
Определение
Частные виды отклонений от круглости
Овальность А — отклонение
от круглости, при котором
реальный профиль предста-
вляет собой овалсобразную
фигуру, наибольший и наи-
меньший диаметры которой
находятся во взаимно пер-
пендикулярных направлени-
ях
Огранка i\ — отклонение от
круглости, при котором ре-
альный профиль представля-
ет собой многогранную фи-
гуру
П р и м е ч а н и е При необходимости
нести, бочхосбразкоств, седлообраз кости и
текстом в технических требованиях чертежа,
поверх посте А не белее 0,01 мм».
значения конусообраз-
овалькости указывают
например «Овальность
8 Допуски Т (в v.ks*) форма цилиндрических поверхностей
(ци.тиндричности, круглости и профиля продольного сечения)
D* Яоь и и й льны л ди а метр поверхности. мм
£ О о о О О ° оо
к с?. 70 О СП ~й •-«о о
С и ~ - — — г". « о » о £3 С
О ч/ < ч- * -=г о п ес О к£ О Е£
0,3 0,4 0,-5 О 6 0,8 1 1,2 1,6 2 2,5 3
9 0,5 0,6 0,8 1 1,2 1,6 2 2.5 3 4 5
о 1 1,2 1,6 2 2,5 3 4 5 6 8
4 1 о 1.6 2 2.5 4 5 6 з 10 12
н 2 2,5 3 4 5 6 8 10 12 iO 20
6 3 4 5 6 8 10 12 16 20 25 30
7 5 6 8 10 12 16 20 25 30 40 50
о 8 10 12 16 20 25 30 40 50 60 80
9 12 16 20 25 30 40 50 60 80 100 120
10 20 25 30 40 50 60 80 100 120 160 200
И 30 40 50 60 80 100 120 160 200 250 300
12 50 60 80 100 120 160 200 250 300 400 500
13 80 100 120 160 200 250 300 400 500 600 800
14 120 160 2?0 250 300 400 500 •300 800 1000 1200
15 209 250 390 400 500 600 800 1000 1200 1600 2000
16 300 4i,0 ООО 600 800 юоо 1200 16С0 2000 2500 3000
ОТКЛОНЕНИЯ и ДОПУСКИ ФОРМЫ ПОВЕРХНОСТЕЙ 203
9. Депуски Т (в мкм) формы цилиндрических поверхностей
по уровням А, В и С относительной геометрической точности
Квалитет Уровень точности ; Степень точности Номинальные размеры, мы
До 3 Св. 3 до 10 ° -л б & Св. 13 до 30 Св. 30 до 50 Св. 50 до 120 Св. 120 до 250 Св. 250 ди 400 0?;о fir 00!- 'я.) 1 Св. b'W | до 1000
л 4 1,2 1,6 2 2,5 3 4 5 6 8 10
5 в 3 0,8 1 1,2 1,6 2 2,5 3 4 5 G
с 2 0,5 0,6 0,8 1 1,2 1,6 2 3 4
А 5 2 2,5 3 4 к 6 8 10 1 ° 16
6 В 4 1,2 1,6 2 о 3 4 и 6 8 10
с 3 0,8 1 1,2 1,6 2 2,5 з •! 5 с.
А 6 3 4 5 6 8 10 12 16 20 25
7 В 5 9 2,5 3 ,4 5 6 8 10 12 16
с 4 1,2 1,6 2 2,5 3 4 5 6 8 10
А 7 5 6 8 10 12 10 20 25 30 40
8 В 6 3 4 5 6 0 10 12 16 20 25
С 5 2 2,5 з 4 5 6 8 10 12 1G
А 8 8 10 12 16 20 25 30 40 50 60
9 В 7 5 6 8 10 12 16 20 25 30 40
С 6 3 4 '' 6 8 10 12 16 20 25
А 9 12 16 20 25 30 40 50 ео 80 100
10 В 8 8 10 12 16 20 25 30 40 50 60
С 7 5 6 8 10 12 16 20 25 30 10
л 10 20 25 30 40 50 60 80 100 120 160
11 в 9 12 16 20 25 30 40 50 60 80 100
с 8 8 10 12 16 20 25 30 40 50 00
Соотношения между допуском формы и допуском раз-
мера установлены посредством трех уровней относитель-
ной геометрической точности: ,4, В и С:
А — нормальная относительная геометрическая точ-
ность, когда для допуска формы используют 60% допуска
размера;
В — повышенная точность (допуск формы составляет
40% допуска размера);
2Э1 ВЗАИМОЗАМЕНЯЕМ. ПО <?’ОРМЕ И РАСПОЛОЖ. ПОВЕРХ!!.
С — высокая точность (для допуска формы принято
25% допуска размера).
Уровень А относительной геометрической точности
назначают для деталей подвижных соединений при не-
больших нагрузках и скоростях относительных переме-
щений, когда не предъявляется особых требований к плав-
ности хода или минимальному трению; для деталей с на-
тягом и образующих переходные посадки; для деталей
соединений, подвергаемых разборке или повторной сборке.
Уровень 3 относительной точности выбирают для де-
талей подвижных соединений при средних по величине
нагрузках и средних скоростях относительных перемеще-
ний; для деталей соединений с натягом, в том числе
с переходным и посадками, при высоких требованиях
к точности и прочности.
Уровень С выбирают для деталей подвижных соедине-
ний при высоких скоростях и нагрузках; в случае высо-
ких требований к плавности хода и герметичности соеди-
нения (уплотнения); для деталей соединений с натягом
или переходными посадками, работающих в условиях
воздействия высоких скоростей, нагрузок, в том числе
ударов и вибраций.
Отклонения формы, равные допуску размера, могут
назначаться для деталей соединений с зазором, если по-
следний предназначен только для обеспечения собирае-
мости; для деталей соединений с натягом или с переход-
ными посадками, к которым не предъявляются особые
требования к центрированию или прочности.
Допуски плоскостности, прямолинейности и парал-
лельности по уровням относительной геометрической точ-
ности в зависимости от квалитета (допуска размера) при-
ведены в табл. 5. Примеры назначения степеней точности
для плоских деталей даны в табл. 6.
Термины и определения отклонений и допусков формы
цилиндрических поверхностей валов и отверстий втулок
приведены в табл. 7, а значения допусков Т — в табл. 8 и 9.
Для цилиндрических поверхностей комплексным по-
казателем является отклонение от цилиндричпости, наи-
большее значение которого ограничено допуском цилин-
дрнчностн. В случае затруднения с назначением указан-
ного допуска его заменяют двумя допусками: профиля
продольного сечения и круглости. Допуски формы ци-
ОТКЛОНЕНИЯ и ДОПУСКИ ФОРМЫ ПОВЕРХНОСТЕЙ 205
линдричсских поверхностей нормируют по 16 степеням
точности и по уровням А, В и С относительной геометри-
ческой точности (допуск формы составляет примерно 30,
20 и 12% допуска размера, так как допуск формы огра-
ничивает отклонение радиуса, а допуск размера — откло-
нение диаметра цилиндрической поверхности). Примеры
назначения степеней точности для цилиндрических по-
верхностен приведены в табл. 10.
50. Примеры назначения степеней точности для цилиндрических
поверхностей
Степень ТОЧНОСТИ Пример назначения Вид окончательной обработки
1, 2 Ролики подшипников 2-го класса точ- ности, поверхности деталей плунжер- ных и золотниковых пар, валы и отверстия втулок измерительных при- боров, координатных измерительных машин Доводка, тонкое шли- фовя н ие, а л ма з ное растачи ча ние повы- шенной точности
3, 4 Посадочные поверхности подшипни- ков 4-го и 5-го классов точности и соединяемые с ними поверхности ва- лов и корпусов, поверхности порш- невых пальцев и др. Доводка, хонингова- ние, тонкое шлифова- ние, алмазное раста- чивание, тонкое обта- чивание и растачи- вание
5, 6 Посадочные поверхности подшипни- ков 6-го и 0-го классов точности и соединяемые с ними поверхности ва- лов и корпусов, валы редукторов Шлифование, хонин- гование, чистовое об- тачивание и растачи- вание, тонкое развер- тывание, протягивание
7, 8 Подшипники скольжения двигателей, гидротурбин и редукторов; отверстия под втулки в шатунах двигателей Чистовое точение и растачивание, развер- тывание, протягива- ние, зенкерование
9, 10 Подшипники скольжения при невы- соких частотах вращения, поршне- вые кольца дизелей Обтачивание, растачи- вание, сверление
206 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН.
Пример 1. На чертеже указан допуск плоскостности Т = 0,06 ым
на длине нормируемого участка 300 мм (интервал размеров по табл. 4
«Св. 2S0 до 400 мм»). Определить степень точности изделия и указать
способ окончательной обработки, обеспечивающий получение заданной
точности.
Согласно табл. 4 допуск Т — 60 мкм соответствует 9-й степени точ-
ности. Согласно табл. 6 допуск обеспечивается фрезерованием или
строганием.
Пример 2. Для обеспечения высокого качества вала 0 100h7
в соединении с отверстием требуется ограничение отклонения его раз-
мера от цплиндричности, т. е. нормирование допуска цилпндрпчности
по уровню А относительней геометрической точности. Найти величину
допуска Т цплиндричности по табл. 9.
В горизонтальной графе для 7-го квалитета и уровня точности А
в месте пересечения се с вертикальной графой номинальных размеров
св. 50 до 120 мм находим искомый допуск цплиндричности Т — 10 мкм
или 0,01 мм.
ОТКЛОНЕНИЯ И ДОПУСКИ РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ. СУММАРНЫЕ ОТКЛОНЕНИЯ
И ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ
Отклонением расположения называется отклонение ре-
ального расположения рассматриваемого элемента от его
номинального расположения. Элемент — обобщенный
термин, под которым в зависимости от соответствующих
условий понимают поверхность, линию, точку. Под по-
минальным расположением понимают расположение рас-
сматриваемого элемента (поверхности или профиля), опре-
деляемое номинальными линейными и угловыми разме-
рами между элементом и базами или между рассматривае-
мыми элементами, если базы не заданы. База — элемент
детали (или сочетание их), определяющий одну из пло-
скостей или осей системы координат, по отношению к ко-
торой задается допуск расположения или определяется
отклонение расположения рассматриваемого элемента. Ба-
зами являются, например, плоскость симметрии, ось ба-
зовой поверхности, плоскость, ось поверхности вращения,
ось нескольких поверхностей вращения.
При оценке величины отклонений расположения из
рассмотрения исключают отклонения формы рассматри-
ваемых и базовых элементов. Для этого реальные поверх-
ности и профили заменяют прилегающими (см. табл. 2),
а за оси, плоскости симметрии и центры реальных по-
верхностей принимают осн, плоскости симметрии и центры
прилегающих элементов.
ОТКЛОНЕНИЯ И ДОПУСКИ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ 207
11. Отклонения и допуски расположения поверхностей
Эскиз, обозначение допуска
или запись на чертеже
Прилегающие
плоскости
Плоскости, парал-
лельные базе
Определение
Отклонение от параллельно-
сти плоскостей — разность
Л = а -- b наибольшего п наи-
меньшего расстояний между
плоскостями в пределах нор-
мируемого участка
Допуск Т параллельности—
наибольшее допускаемое зна-
чение отклонения от парал-
лельности (см. табл. 13)
Поле допуска параллельно-
сти плоскостей — область в
простра пстве, огра ничеммая
двумя параллельными пло-
скостями, отстоящими Друг
от друга на расстоянии, рав-
ном допуску Т параллельно-
сти, и параллельными базо-
вой плоскости
Пример. «Допуск параллель-
ности каждой поверхности
относится ьно поверхности
А равен 0,1 мм»
Плоско'сти, перпенди -
куляриые {азе
Реальные
поверхности
Отклонение от перпендику-
лярности плоскостей — от-
клонение Д угла между пло-
скостями от прямого угла
(90°), выраженное в линей-
ных единицах па длине нор-
мируемого участка L
Допуск Т перпендикулярно-
сти — наибольшее допускае-
мое значение отклонения от
перпендикулярности (см.
табл. 13)
Поле допуска перпендикуляр-
ности плоскостей — область
в пространстве, ограничен-
ная двумя параллельными
плоскостями, отстоящими
друг от друга на расстоя-
нии, равном допуску Т пер-
пендикулярности, и перпен-
дикулярными базовой пло-
скости
Пример. «Допуск перпенди-
кулярности поверхности от-
носительно поверхности А
рост 0,02 л;.ч»
2G3 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН.
Продолжение табл. 11
Эскиз, обознз"ение
допуска или запись
па чертеже
Определение
Отклонение наклона плоско-
сти относительно плоскости
или оси — отклонение Д угла
между плоскостью и базовой
плоскостью или базовой осью
(прямой) от номинального
угла, выраженное в линей-
ных единицах на длине нор-
мируемого участка I.
Допуск^ наклона — наиболь-
шее допускаемое значение
отклонения наклона (см.
табл. 13)
Поле допуска наклона пло-
скости относительно плоско-
сти или оси — область в
пространстве, ограниченная
двумя параллельными пло-
скостями, отстоящими друг
от друга на расстоянии, рав-
ном допуску Т наклона, и
расположенными под номи-
нальным углом к базовой
плоскости или базовой оси
Пример. «Допуск наклона
поверхности относительно
поверхности Л равен 0,08 мм»
Отклонение от соосности от-
носительно оси базовой по-
верхности (а) — наибольшее
расстояние А между осью
рассматриваемой поверхно-
сти вращения и осью базо-
вой поверхности на длине
нормируемого участка L
Отклонение от соосности от-
носительно общей оси (6) —
наибольшие расстояния (At,
А», ...) между осью рассма-
триваемой поверхности вра-
щения и общей осью двух
или нескольких поверхно-
стей вращения на длине нор-
мируемого участка L
ОТКЛОНЕНИЯ И ДОПУСКИ РАСПОЛОЖЕН НЯ ПОВЕРХНОСТЕН 20Э
Продолжение табл. 11
Эскиз, обозначение
допуска или запись
на чертеже
Определение
Ось рсссмат- ,
рибаеией
поверх- цТ7 Г
пости srv>
SOL) Базовая
«Д-ось
R=T/2
Допуск соосности (<;) назна-
чают в диаметральном и в
радиусном выражении (пред-
почтительно в диаметраль-
ном выражении)
Допуск 0 Т соосности в диа-
метральном с.ыражгнии. —
удвоенное наибольшее допу-
скаемое значение отклоне-
ния А от соосности (см.
табл. 11); указывается со
знаком 0 перед числовым
значением допуска
Допуск R соосности в ра-
диусном выражении — наи-
большее допускаемое значе-
ние отклонения А от соос-
ности; указывается со зна-
ком R перед числовым зна-
чением допуска
Поле допуска соосности —
область в пространстве, огра-
ниченная цилиндром, диа-
метр которого равен допу-
ску Т соосности в диаме-
тральном выражении (или
удвоенному допуску R соос-
ности в радиусном выраже-
нии), а ось цилиндра совпа-
дает с базовой осью
Пример 1. «Допуск соосно-
сти отверстия 0 20117 от-
носительно оси базового от-
верстия 0 251:17 равен
0 0,06 ММ'а
Пример 2. «Допуск соосности
отверстий относительно об-
щей оси А равен 0 0,02 мм-»
210 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН.
Продолжение табл. 11
Эскиз, обозначение
допуска или запись
на чертеже
Определение
Ллегкость симметрии
реального контура поделил
Откмнение от симметрич-
ности относительно ба;:о-
еого элемента — наибольшее
расстояние Д между пло-
скостью симметрии (осью)
рассматр и ваемого элемента
(или элементов) и плоско-
стью симметрии базового
элемента в пределах норми-
руемого участка. Это откло-
нение определяют в плоско-
сти, проходящей через базо-
вую ось, перпендикулярно
плоскости симметрии
Допуск Т симметричности
в диаметральном выраже-
нии — удвоенное наиболь-
шее значение отклонения от
симметричности (см.
табл. 14); указывается со
знаком Г перед числовым
значением допуска
Допуск Т/2 симметричности
в радиальном выражении —
наибольшее допускаемое зна-
чение отклонения от симме-
тричности ; указывается со
знаком Т/2 перед числовым
значением допуска
Поле допуска симметрично-
сти — область в простран-
стве, ограниченная двумя
параллельными плоскостя-
ми, отстоящими друг от друга
на расстоянии, равном до-
пуску Т симметричности в
диаметральном выражении
(или удвоенному допуску Т/2
симметричности в радиусном
выражении), и симметричная
относительно базовой пло-
скости сп четрии или базо-
вой оси
Пример. чДог.уск симметрич-
ности косерхност-н. р> о:п-
нсничельмо оси отверстия А
ра Т '),0i ММ1>
ОТКЛОНЕНИЯ и ДОПУСКИ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ 211
Продолжение табл. 11
Эскиз, обозначение
допуска или запись
на чертеже
Определение
размеры
Позиционное отклонение —
наибольшее расстояние А
между реальным расположе-
нием элемента (его центра,
оси или плоскости симме-
трии) и его номинальным
расположением в пределах
нормируемого участка
Позиционный допуск в диа-
метральном выражении. —
удвоенное наибольшее допу-
скаемое значение позицион-
ного отклонения элемента;
указывается со знаком 0
перед числовым значением
допуска Т
Позиционный " допуск, в ра-
диальном выражении — наи-
большее допускаемое значе-
ние позиционного отклоне-
ния элемента; указывается
знаком перед числовым зна-
чением допуска Т1'2
Пример. ?Позиционный до-
пуск оси отверстия
0 0 fid мм»
212 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РЛСПОЛОЖ. ПОВЕРХ!!
Продолжение табл. 11
Эскиз, обозначение
допуска или запись
на чертеже
Определение
Базовая oct
Отклонение от пересечения
осей — наименьшее расстоя-
ние Л между осями, номи-
нально пересекающимися
Допуск пересечения осей в
диаметральном выражении —
удвоенное наибольшее допу-
скаемое значение отклонения
от пересечения осей (см.
табл. 14); указывается со
знаком Т перед числовым
значением
Допуск пересечения осей в
радиальном выражении —
наибольшее допускаемое зна-
чение отклонения от пере-
сечения осей; укаЩвается
со знаком Т/2 перед число-
вым значением
Поле допуска пересечения
осей — область в простран-
стве, ограниченная двумя
параллельными плоскостя-
ми, отстоящими друг от дру-
га на расстоянии, равном
допуску пересечения в диа-
метральном выражении Т
или удвоенному допуску пе-
ресечения в радиусном вы-
ражении Т/2, и расположен-
ными симметрично базовой
оси
Пример. o-Допуск пересечения
осей отверстий Т = 0,06 т
ОТКЛОНЕНИЯ и ДОПУСКИ РАСПОЛОЖЕНИЯ ПОВЕРХ ПОСТЕН 213
12. Суммарные отклонения и допуски формы и расположения
Эскиз, обозначение
допуска на чертеже
Определение
Радиальное биение — разность
А наибольшего и наименьшего
расстояний от точек реального
профиля поверхности вращения
до базовой осп в ссчсиии пло-
скостью, перпендикулярной ба-
зовой оси. Радиальное биение Д
является результатом совмест-
ного проявления отклонения от
круглости профиля рассматри-
ваемого сечения и отклонения
его центра относительно базо-
гой оси (оно не включает в себя
отклонений формы и располо-
жения образующей поверхности
вращения)
Допуск Т радиального биения —•
наибольшее допускаемое значе-
ние радиального биения (см.
табл. 14)
Поле допуска радиального бие-
ния — область на плоскости,
перпендикулярной базовой оси,
ограниченная двумя концен-
тричными окружностями с цен-
тром, лежащим на базовой оси,
и отстоящими друг от друга
на расстоянии, равном допу-
ску Т радиального биения
Пример. Допуск радиального
биения вала относительно по-
верхностей АкВ раней 0,1 мм
214 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХН.
Продолжение табл. 12
Эскиз, обозначение
допуска на чертеже
Определение
Полное радиальное биение — раз-
ность Д наибольшего и наи-
меньшего расстояний от всех
точек реальной поверхности в
пределах нормируемого участка
до базовой оси. Это биение
является результатом совмест-
ного проявления отклонения от
цил и ндр ич ности рассматр ивае-
мой поверхности и отклонения
от ее соосности относительно
базовой осп
Допуск Т полного радиального
биения — наибольшее допускае-
мое значение полного радиаль-
ного биения (см. табл. 14)
Поле допуска полного радиаль-
ного биения — область в про-
странстве, ограниченная двумя
цилиндрами, ось которых сов-
падает с базовой осью, а боко-
вые поверхности отстоят друг
от друга на расстоянии, равном
допуску Т полного радиального
биения
Пример. Допуск полного ради-
ального биения относительно по-
верхностей /1 и В равен ОД мм
ОТКЛОНЕНИЯ И ДОПУСКИ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ 215
Продолжение табл. 12
Эскиз, обозначение
допуска на чертеже
Определение
Торцовое биение — разность А
наибольшего и наименьшего
расстояний от точек реального
профиля торцовой поверхности
до плоскости, перпендикуляр-
ной базовой оси. Профиль рас-
положен в сечении торцовой
поверхности цилиндром задан-
ного диаметра (I, соосным с базо-
вой осью, а если диаметр не
задан, то в сечении наибольшего
диаметра. Это биение при пло-
ской форме торца является ре-
зультатом совместного проявле-
ния отклонения от общей пло-
скости точек, лежащих на ли-
нии пересечения торцовой по-
верхности с секущим цилиндром,
и отклонения от перпендику-
лярности торца относительно
базовой оси на длине, равной
диаметру рассматриваемого се-
чения (не включают всего от-
клонения от плоскостности рас-
сматриваемой поверхности)
Допуск Т торцового биения —
наибольшее допускаемое значе-
ние торцового биения (см.
табл. 13)
Поле допуска торцового бие-
ния — область на боковой по-
верхности цилиндра, диаметр
которого равен заданному или
любому (в том числе и наиболь-
шему) диаметру торцовой по-
верхности, а ось совпадает с ба-
зовой осью, ограниченная дву-
мя параллельными плоскостя-
ми, отстоящими друг от друга
на расстоянии, равном допу-
ску Т торцового биения, и пер-
пендикулярными базовой оси
Пример. Допуск торцового бие-
ния на диаметре ?,0 мм отно-
сительно поверхности А равен
0,1 мм
216 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН.
Продолжение табл. 12
Эскиз, обозначение
допуска на чертеже
Определение
Полное торцовое биение — раз-
ность Л наибольшего и наи-
меньшего расстояний от точек
всей торцовой поверхности до
плоскости, пер п енд11 кул я р ной
базовой оси. Это биение яв-
ляется результатом совместного
проявления отклонения от пло-
скостности рассматриваемой
поверхности и отклонения от
перпендикулярности относи-
тельно базовой оси
tiasoS-ая ось
Допуск Т полного торцового бие-
ния — наибольшее допускаемое
значение полного торцового бие-
ния (см. табл. 13)
Поле допуска полного торцового
биения — область в простран-
стве, ограниченная двумя па-
раллельными плоскостями, от-
стоящими друг от друга на
расстоянии, равном допуску Т
полного торцового биения, и
перпендикулярными базовой
оси
Пример. Допуск полного тор-
цового биения поверхности от-
носительно оси А—Б поверх-
ности равен 0,05 мм
ОТКЛОНЕНИЯ И ДОПУСКИ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ 217
Продолжение табл. 12
Эскиз, обозначение
допуска па чертеже
Определение
//сЛеУ
Суммарное отклонение от па-
ра.Мельноспш и плоскостности—
разность А наибольшего и наи-
меньшего расстояний от точек
реальной поверхности до базовой
плоскости в пределах норми-
рованного участка
Суммарный допуск Т парал-
лельности и плоскостности —
наибольшее допускаемое значе-
ние суммарного отклонения от
параллельности и плоскостно-
сти
Поле суммарного допуска парал-
лельности и плоскостности —
область в пространстве, огра-
ниченная двумя параллельными
плоскостями, отстоящими друг
от друга на расстоянии, равном
суммарному допуску Т парал-
лельности и плоскостности, и
параллельными базовой плоско-
сти
Пример. Суммарный допуск па-
раллельности и плоскостности
поверхности относительно ос-
нования ранен 0,1 мм
Отклонение формы заданного
профиля — наибольшее отклоне-
ние точек реального профиля
от номинального профиля, опре-
деляемое по нормали к номи-
нальному профилю в пределах
нормируемого участка
Допуск формы заданного про-
филя в диаметральном выраже-
нии — наибольшее удвоенное
допускаемое значение отклоне-
ния формы заданного профиля.
Допуск формы в радиусном вы-
ражении — наибольшее допу-
скаемое значение отклонения
формы заданного профиля
Пример. Допуск формы задан-
ного профиля Т = 0,04 мм
218 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН.
13. Допуски Т (в мкм) параллельности, перпендикулярности, наклона,
торцового и полного торцового биения
Степень точно- сти Номинальная длина нормируемого участка поверхности, мм. Номинальный диаметр торцовой поверхности, мы
До 10 Св. 10 до 16 С4 ® о О rj счО Я о О Св. 40 i до 63 Св. 63 до 100 Св. 100 до 160 К Св. 160 до 250 Св, 250 ДО 400 Св. 400 до 630 Св. 630 до 1000
1 0,4 0,5 0,6 0,8 1 1,2 1,6 2 2,5 3 4
2 0,6 0,8 1 1,2 1,6 2 2,5 3 4 5 6
3 1 1,2 1,6 2 2,5 3 4 5 6 8 10
4 1,6 2 2,5 3 4 5 6 8 10 12 16
5 2,5 3 4 5 6 8 10 12 16 20 25
6 4 5 6 8 10 12 16 20 25 30 40
7 6 8 10 12 16 20 25 30 40 50 60
S 10 12 . 16 20 25 30 40 50 60 80 100
9 16 20 25 30 40 50 60 80 100 120 160
10 25 30 40 50 60 80 100 120 160 200 250
11 40 50 60 80 100 120 160 200 250 300 400
12 60 80 100 120 160 200 250 300 400 500 600
13 100 120 160 200 250 300 400 500 600 800 1000
14 160 200 250 300 400 500 600 800 1000 1200 1600
15 250 300 400 500 600 800 1000 1200 1600 2000 2500
16 400 500 600 800 1000 1200 1600 2000 2500 3000 4000
П р и м е ч а и и я: 1. При назначении допусков параллельно-
сти, перпендикулярности, наклона под номинальной длиной норми-
руемого участка понимается также номинальная длина всей рассма-
триваемой поверхности (для допуска параллельности — номинальная
длина большей стороны), если нормируемый участок не задан.
2. При назначении допусков торцевого биения под номинальным
диаметром торцовой поверхности понимается заданный номинальный
диаметр или номинальный больший диаметр торцовой поверхности.
При назначении допусков полного торцового биения под номинальным
диаметром торцовой поверхности понимается номинальный больший
диаметр рассматриваемой торцовой поверхности.
3. По данной таблице назначаются также суммарные допуски
параллельности и плоскостности, перпендикулярности и плоскостности,
наклона и плоскостности.
ОТКЛОНЕНИЯ И ДОПУСКИ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ 219
14. Допуски Т (в мкм) радиального биения и полного радиального
биения. Допуски Т (в мкм) соосности, симметричности, пересечения
осей в диаметральном выражении
Номинальный размер (диаметр) рассматриваемой поверхности, мм
Степень тс сти До 3 Св. 3 до 10 Св. 10 ДО 18 и о о П Св. 30 до 50 Св. 50 до 120 Св. 120 до 250 Св. 250 до 400 Св. -100 до GJO Св. G30 до 1000 Св. 1000 до 1600
I 0,8 1 1,2 1,6 2 2.5 3 4 5 6 8
2 1,2 1,6 2 2,5 3 4 5 6 8 10 12
3 2 2,5 3 4 5 6 8 10 12 16 20
4 3 4 О 6 8 10 12 16 20 25 30
5 5 6 8 10 12 16 20 25 30 40 50
G 8 10 12 16 20 25 30 40 50 60 80
7 12 16 20 25 30 40 50 60 80 100 120
8 20 25 30 40 50 60 80 100 120 160 200
9 30 40 50 60 80 100 120 160 200 250 300
10 50 60 80 100 120 160 200 250 300 400 500
И 80 100 120 160 209 250 300 400 500 600 800
12 120 160 209 250 300 400 500 600 800 1900 1200
13 200 250 300 400 500 600 800 1000 1200 1600 2000
14 300 4 СО 500 600 800 1000 1200 1600 2000 2500 3000
15 500 600 800 1000 1200 1600 2000 2500 3000 4000 5000
16 800 1000 1200 1600 2000 2500 3000 4000 5000 6000 8000
Примечания: 1. При назначении допусков радиального
биения и полного радиального биения под поминальным размером
понимается номинальный диаметр рассматриваемой поверхности.
2. При назначении допусков соосности симметричности, пересе-
чения осей под номинальным размером понимается номинальный
размер рассматриваемой поверхности вращения или номинальный
размер между поверхностями, образующими рассматриваемый симме-
тричный элемент. Если база не указывается, то допуск определяется
по элементу с большим размером.
Определение отклонений и допусков расположения
по ГОСТ 24642—81 дано в табл. 11. Допуском расположе-
ния называется предел, ограничивающий допускаемое
значение отклонения расположения.
Полем допуска расположения называется область в про-
странстве пли на заданной плоскости, внутри которой
должен находиться прилегающий элемент или ось, центр,
плоскость симметрии в пределах нормируемого участка.
Ширина или диаметр ноля допуска определяется значс-
220 Г> 3 ЛИМОЗАМЕН Я ЕМ.
ПО ФОРМЕ II РЛСПОЛОЖ- ПОВЕРХН.
нием допуска, а расположение относительно баз опреде-
ляется номинальным расположением рассматриваемого
элемента.
Суммарным отклонением формы и расположения назы-
вают отклонение, являющееся результатом совместного
проявления отклонений формы и отклонения расположе-
ния рассматриваемого профиля или рассматриваемой по-
верхности относительно заданных баз. Суммарный допуск
формы и расположения — предел, ограничивающий допу-
скаемое значение суглмарного отклонения формы и распо-
ложения. Определения суммарных отклонений и допусков
формы и расположения приведены в табл. 12; числовые
значения допусков расположения поверхностен, а также
допусков формы и расположения — в табл. 13 и 14.
Примеры обозначения на чертежах допусков формы и
расположения приведены в табл. 7, 11 я 12. Знак и число-
вое значение допуска, а также буквенное обозначение
базы вписывают в прямоугольную рамку, разделенную
на два или па три поля. На первом слева поле указывают
условный знак допуска, а на соседнем поле — значение
допуска в миллиметрах; на третьем поле, при необходи-
мости, — буквенное обозначение базы. Рамку соединяют
линией с контурной линией изделия или с выносной ли-
нией. Базу обозначают зачерненным треугольником. В по-
ле со значением допуска при необходимости перед до-
пуском вписывают условный символ 0 при диаметральном
выражении допуска, символ R — при его радиусном вы-
ражении и букву Т — при диаметральном выражении
поля допуска симметричности и пересечения осей, огра-
ниченного двумя параллельными прямыми или плоско-
стями (при радиусном выражении этих допусков ставится
символ Т/2).
Пример 3. В табл. 11 допуск соосности отверстия 0 20Н7 отно-
сительно оси базового отверстия 0 25Н7 равен 0 0,06 мм (в диаметраль-
ном выражении, как указывает об этом знак 0). Задать этот допуск
в радиусном выражении.
Согласно определению (см. табл. 11) допуск соосности в радиус-
ном выражении R = - Т/2, где Т — допуск соосности в диаметральном
выражении, следовательно, R --0,06/2 ~ 0,03 мм. В рамке на чертеже
вместо 0 0,06 вписывают R 0,03 (допуск в радиусном выражении).
Неуказанные допуски формы и расположения норми-
рованы ГОСТ 25069—81. Отклонения от плоскостности,
НЕЗАВИСИМЫЕ И ЗАВИСИМЫЕ ДОПУСКИ 221
прямолинейности, цилиндричности, круглости профиля
поперечного сечения и параллельности могут выражаться
; любыми значениями в пределах поля допуска размера
рассматриваемой поверхности. Правило действует неза-
висимо от ссылок на стандарт. Неустановленные допуски
предусмотрены на перпендикулярность, соосность, симме-
тричность, пересечение осей, торцовое и радиальное
биения. Неуказанные допуски для перечисленных откло-
нений выбирают по допуску размера, а в чертеже дается
ссылка, например «Неуказанные допуски соосности и
симметричности но ГОСТ 25069—81». На наклон и пол-
ные биения неуказанные допуски не установлены.
НЕЗАВИСИМЫЕ И ЗАВИСИМЫЕ ДОПУСКИ
Допуск расположения или формы .может быть незави-
симым или зависимым. Независимый допуск — допуск,
числовое значение которого постоянно для всей совокуп-
ности деталей и который не зависит от действительного
размера рассматриваемого или базового элемента. Его
числовое значение постоянно для всей совокупности де-
талей, изготовляемых по чертежу. Зависимый допуск —
переменный допуск расположения или формы, минималь-
ное значение которого ТпЯп указывают на чертеже или
технических требованиях и который допускается превы-
| шать на величину Тдоп, соответствующую отклонению
действительного размера рассматриваемого и (или) базо-
вого элемента данной детали от проходного предела.
Согласно ГОСТ 25346—82 проходной предел — термин,
I применяемый к тому из двух предельных размеров, кото-
। рый соответствует максимальному количеству материала,
т. е. наибольшему предельному размеру вала или наи-
меньшему предельному размеру отверстия.
Полное значение зависимого допуска расположения
для данной детали
Тзав - тт,„ -I- Тдоп. (1)
Зависимые допуски расположения более экономичны,
чем независимые, так как расширяют допуски располо-
жения и позволяют применять менее трудоемкие способы
изготовления деталей и их контроль с помощью комплекс-
ных проходных калибров. Зависимые допуски преимуще-
222 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХН.
ственно назначают для деталей соединений с гарантиро-
ванным зазором. Допуск Tmln рассчитывают, исходя
из наименьшего зазора соединения. Дополнительный до-
пуск- Тдоп может изменяться от нуля до максимального
значения. Если вал имеет наибольший предельный раз-
мер с?тах, а отверстие — наименьший предельный раз-
мер то Тдоп — 0, а зависимый допуск имеет наи-
меньшее значение Тяав «= Tmln. Если действительные раз-
меры вала dR < dmax или отверстия — Dn > £>тщ, то до-
полнительный допуск вала Гдоп. в == dm,x — dn, а допол-
нительный допуск отверстия — Тдоп. 0 = £>д — £>mIn
и тогда зависимый допуск
Т — Т , _!.. Т _!_ Т
л зав * mln » 1 доп. в 1 1 доп- о-
Зависимый допуск Тзав наибольший, когда действи-
тельные размеры вала и отверстия совпадут с их предель-
ными размерами, т. е. da dmin и Оя = Dmax.
Примером зависимого допуска является допуск па
межосевое расстояние отверстий или на смещение осей
отверстий от их номинального расположения в том слу-
чае, если отверстия предназначены для установки в них
болтов или штифтов, шпилек и т. п. и точность соединения
должна обеспечить сборку изделия.
Зависимый допуск формы или расположения на чер-
теже обозначают условным знаком » который поме-
щают:
после числового значения допуска, если зависимый
допуск связан с действительными размерами рассматри-
ваемого элемента (рис. 1, «);
после буквенного обозначения базы (рис. 1, б) или
без буквенного обозначения базы в третьем поле рамки
(рис. 1, в), если зависимый допуск связан с действитель-
ными размерами базового элемента;
после числового значения допуска и буквенного обо-
значения базы (рис. 1, г) или без буквенного обозначения
базы (рис. 1, д), если зависимый допуск связан с действи-
тельными размерами рассматриваемого и базового эле-
ментов.
Пример 4. Определить зависимый допуск перпендикулярности,
обозначенный на эскизе (см. рис. 1, а).
Минимальное, значение допуска перпендикулярности Tm!n —
~ 0,1 мм. Максимальное значение дополнительного допуска равно
допуску отверстия IT7 0,021 мм. Согласно формуле (1) зависимый
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
223
Рис. 1. Условные знаки обозначения на чертежах зависимых допусков
формы и расположения
допуск равен Тзав= 0,1 + 0,021 = 0,121 мм. Это означает, что поло-
жение действительной (реальной) оси отверстия ограничено цилиндром,
диаметр которого равен зависимому допуску Твап — 0,121 мм.
Пример 5. Определить зависимый допуск соосности поверхности
вала 0 30h7 относительно другой поверхности 0 45h8, показанной
на рис. 1, д. Условие зависимого допуска распространяется на обе
поверхности.
Минимальный допуск Tmln=0,2 мм. Дополнительные допуски
первой поверхности IT7 — 0,021 мм, второй 118 = 0,039 мм (гл. 2,
табл. 4). Величина зависимого допуска Тнав = 0,2 |- (0,021 -J- 0,039) =
= 0,26 мм.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
На поверхности детали, обработанной резанием (на-
пример точением, строганием, шлифованием и т. п.), оста-
ются следы от режущих кромок инструмента в виде не-
ровностей (рис. 2, а и б). На рис. 2, е воспроизведена про-
филлограмма поверхности, полученная с помощью про-
филографа при вертикальном увеличении до 2000.
Шероховатостью поверхности называется совокупность
неровностей с относительно малыми шагами, выделенная
с помощью базовой длины. Базовая длина I — длина, базо-
вой линии, используемая для выделения неровностей, ха-
224 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РЛСПОЛОЖ- ПОВЕРХН.
О
Рис. 2. Параметры шероховатости поверхности после токарной обра-
ботки (я) и строгания (5); профилограммы (в и г) обработанной по-
верхности
растеризующих шероховатость поверхности. Шаг неров-
ностей— отрезок средней линии профиля, ограничиваю-
щий неровность профиля (т. е. выступ профиля и сопряжен-
ную с ним впадину профиля). Шероховатость поверхности
оценивается от средней линии профиля in — базовой линии,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
225
имеющей ферму номинального профиля и проведенной так,
что в пределах базовой длины среднее квадратическое от-
клонение профиля (i)t — расстояние между любой точкой
профиля и средней линией) до этой линии минимально
(рис. 2, г).
ГОСТ 2789—73 установлено шесть параметров шеро-
ховатости, которые могут быть подразделены на три груп-
пы: высотные, связанные с высотными свойствами не-
ровностей; шаговые, связанные со свойствами неровностей
в направлении длины профиля, и опорные, связанные с фор-
мой неровностей профиля. Обозначение параметров шеро-
ховатости, их определение и расчетные формулы приведены
в табл. 15, а числовые значения параметров — в табл. 16.
Шероховатость поверхности нормируют и оценивают од-
ним или несколькими из перечисленных шести параметров-
При выборе базовой длины руководствуются табл. 17.
Термины и определения по шероховатости поверхностей
определены ГОСТ 25142—82. При рассмотрении профиля
поверхности различают впадины, выступы профиля и не-
ровности профиля.
Местный выступ профиля — часть профиля, располо-
женная между двумя соседними минимумами профиля.
Местная впадина — часть профиля, расположенная между
двумя соседними максимумами профиля. Сопряжение
местного выступа с местной впадиной образует местную
неровность. Параметры шероховатости оценивают па базо-
вой длине, поэтому неровность профиля рассматривают
как выступ профиля и сопряженную с ним местную впа-
дину.
Выступ профиля — часть профиля, соединяющая две
соседние точки пересечения его со средней лилией профиля,
направленная из тела изделия. На рис. 2, в выступ профиля
показан утолщенной линией.
Впадина профиля — часть профиля, соединяющая две
соседние точки пересечения его со средней линией про-
филя, направленная в тело.
Параметры шероховатости выбирают с учетом условий
работы детали и необходимой точности соединения, требо-
ваний к внешнему виду и других факторов. Параметры ше-
роховатости, определяющие наиболее важные эксплуата-
ционные свойства поверхности, приведены в табл. 18.
8 Белкин И. М.
226 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛО». ПОВЕРХН.
15. Параметры шероховатости поверхности
Параметр
Высота неровно-
стей профиля по
десяти точкам Rz
Определение и расчетная формула
Сумма средних абсолютных значений высот пяти
наибольших выступов профиля и глубин пяти
наибольших впадин профиля в пределах базовой
длины
I Upi i I Vvl I
„ i=l i 1
где yri — высота i-го наибольшего выступа
профиля; yvi — глубина Z-й наибольшей впа-
дины профиля.
Среднее арифмети-
ческое отклонение
профиля Ra
Среднее арифметическое абсолютных значений
отклонений профиля в пределах базовой длины
где п — число выбранных точек профиля на
базовой длине; ;/г — отклонение профиля или
расстояние между точкой профиля и базовой
(средней) линией
Наибольшая высо-
та неровностей
профиля Rmax
Расстояние между' линией выступов профиля
и линией впадин профиля в пределах базовой
длины или сумма высоты наибольшего выступа
профиля Rp и глубины наибольшей впадины
профиля Ra-Rmax"= Rp-I- Re (см- рис. 2, в)
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ 227
Продолжение табл. 15
Параметр 1 1 Определение и расчетная формула
Средний шаг не- ровностей профиля Sm Среднее значение шага неровностей профиля в пределах базовой длины ! п »=i где Srni — i-й шаг неровностей —• отрезок сред- ней линии профиля, содержащий неровность профиля; п — число шагов неровностей про- филя по средней линии , 1 1 _ Sml Smi_ , , , smn КЯ/МИЛ' * яг
Средний шаг мест- ных выступов про- филя S Среднее значение шагов местных выступов про- филя, находящихся в пределах базовой длины /, <1 где Si — i-й шаг местных выступов профиля, т. е. отрезок средней линии между проекциями на нее наивысших точек соседних местных выступов профиля; п — число шагов местных выступов профиля
8*
228 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ II РАСПОЛОЖ. ПОВЕРХ)!.
Продолжение табл. 15
Параметр |
L
Относительная
опорная длина про-
филя /р
О:1ред>:л«ние и расчетная формула
Отношение опорной длины профиля пр к базо-
вой длине I на заданном уровне сечения р.
I
где цр — опорная длина профиля (сумма длин
отрезков bi, отсекаемых на заданном уровне р
в материале профиля линией, эквидистантной
средней линии в пределах базовой длины)
п
VP 2j bl>
где р — уровень сечения профиля (расстояние
между линией выступов профиля и линией,
пересекающей профиль эквидистантно линии
выступов профиля).
I
17. Параметры шероховатости Ra, Rz и Rmax в зависимости от базовой
длины I
Ra, мкм Rz и Rmax. мкм /, ми
До 0,025 До 0,10 0,08
Св. 0,025 до 0,4 Св. 0,10 до 1,6 0,25
? 0,4 3,2 » 1,6? 12,5 0,8
» 3,2 э 12,5 ? 12,5 ? 50 2,5
» 12,5 :> 100 з 50 » 400 8
18. Числовые значения параметров шероховатости по ГОСТ 2789—73
Высотные параметры, мкм Шаговые параметры, мм
Rz и Rrnax Ra, Rz и Rrnax Ra Sm и S
— 1000 100 10 1,00 0,100 —«• 0,010 — 10 1,00 0,100 0,010
—• 800 80 8 0,8 0,080 — 0,008 — 8 о,зо 0,080 0,008
— 630 63 6,3 0,63 0,063 — — 6,3 о,Вз 0,063 0,00(3
500 50 5 0,50 0,050 — —• — 5 0,50 0,050 0,005
— 400 40 4 0,40 0,040 — 4 0,40 0,040 0,004
— 320 32 3,2 0,32 0,032 — — — 3,2 o,te 0,032 0,003
« 250 25 2,5 0,25 0,625 — — — 2,5 0,25 0,025 0,002
— 200 20 2 0,20 0,020 — — 2 0.20 0,020
—
1600 160 16 1,6 0,16 — 0,016 — — 1,6 0,16 0,016
1250 125 12,5 1,25 0,125 — 0,012 — 12,5 1,25 0,125 0,0125
—
Примечания: 1. Предпочтительные значения параметров шероховатости подчеркнуты..
2. Базовая длина I, мм: 0,01; 0,03; 0,08; 0,25; 0,8; 2,5; 8 и 25.
3. Уровень сечения профиля р, % от Rrnax; 5; 10; 15; 20; 25; 30; 40; 50; СО; 70; 8р и 80.
4. Относительная опорная длина профиля tp, %: 10; 15; 20; 25; 30; 40; 50: 00; 70; 80 и 90.
5. Параметры шероховатости Ra, Rz и Rrnax определяют высотные свойства неровностей и их называют вы-
сотным::; параметры Sm и S, связанные со свойствами неровностей в направлении длины профиля, и<з:.«ва«»т
шаговыми,
0. Высотные параметры шероховатости Ra, Rz и Rrnax определяют на базовой длине I (табл. 17).
Xр В А ТОСТ Б ПО В FР X ИОСТИ
230 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХН
18. Выбор параметров шероховатости в зависимости от
эксплуатационных свойств поверхности детали
Условия работы поверхности детали Параметры шероховатости
Испытывают трение скольжения и качения, подвержены изнашиванию, должны быть изно- состойкими Ra (Rz), tp
Испытывают контактные напряжения, должны иметь высокую контактную жесткость и проч- ность Ra (Rz), tp
Испытывают переменные нагрузки, должны иметь виброустойчивость и прочность при цик- лических нагрузках Rmax, Sm (S)
Образуют герметичные соединения деталей Ra (Rz), tp
Образуют неподвижность соединенных деталей, например в соединениях с натягом Ra (Rz)
Технологический процесс изготовления детали и окон-
чательная обработка поверхности детали определяет ее
шероховатость. Параметры шероховатости поверхности
при различных методах ее обработки даны в табл. 19.
Шероховатость (параметр Ra) связана с точностью из-
готовления изделия, т. е. с квалитетом (табл. 20). Чем
меньше квалитет (уже поле допуска), тем более высокие
требования к параметрам шероховатости.
Пример 6. На чертеже вала проставлен размер ЗОрб, но отсутствует
параметр шероховатости Известно, что вал будет соединен с деталью
по посадке с нагягом Выбрать параметр шероховатости и по его число-
вому значению назначить вид окончательной обработки вала
Согласно табл 18 назначают параметр Ra или Rz. выбираем Ra
Для вала 6-го квалитета поминального размера 30 мм (интервал раз-
меров «Св 18 до 50 мм») по табл 20 могут быть назначены три зна
чения Ra: 1,6; 0,8 и 0,4 мкм Выбираем Ra= 0,8 мкм Согласно табл. 19
требования по точности и шероховатости выполняются при обтачи
вании и тонком шлифовании
Шероховатость поверхности обозначают на чертеже для
всех поверхностей изделия, кроме тех поверхностей, шеро-
ховатость которых не обусловлена требованиями конструк-
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
231
19. Шероховатость поверхности при различных методах обработки
Параметры шероховатости Наименование Метод обработки
Ra, мкм Sm, мм tao» % изделия (поверхности)
50—25 50—12,5 50—6,3 1,25—0,2 0,32— 0,25 1,25— 0,2 10—15 10—15 10—15 (Плоская) Вал (Плоская) Черновое (торцовое) то- чение Черновое обтачивание Черновое строгание
12,5—6,3 5,0-1,25 5,0—1,0 1,0—0,25 10—15 10—15 10-15 Зубчатое колесо Шлицевой вал (Отверстие) Зубонарезание модуль- ной фрезой Предварительное шлице- фрезерование Черновое растачивание
12,5—3,2 5—1,25 0,8—0,16 0,4—0,16 0,4—0,16 10 10—15 10-15 10—15 (Плоская) (Отверстие) (Плоская) Вал Черновое фрезерование Сверление и растачива- ние Черновое торцовое фре- зерование Получистовое обтачива- ние
6,3-3,2 1,6—0,32 0,8—0,16 10—15 10—15 Зубчатое колесо (Отверстие) Зубонарезание червяч- ной фрезой Черновое зенкерование
6,3—1,6 1—0,2 0,зг- ой 25 0,25— 0,08 0,25— 0,08 10—15 10—15 10—15 10—15 (Плоская) (Отверстие) (Плоская) » Шабрение Получистовое растачи- вание Чистовое торцовое точе- ние Чистовое строгание
3,2—1,6 1,25—0,2 0,32—0,1 0,25— 0,063 10—15 10 10 Зубчатое колесо Шлицевой вал (Отверстие) Зубонарезание долбя- ками Предварительное шлифо- вание То же
232 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХН.
Продолжение табл. 19
Пара м ет р ы шероховатости Наименование изделия (поверхности) Метс-д обработки
Ra, мкм Sir, мм Go> %
3,2—1,25 0,25— 0,08 0,25— 0,08 2—0,16 0,1—0,02 10—15 10-15 10—15 10 (Отверстие) » (Плоская) (Отверстие) Чистовое зенкерование Черновое протягивание Черновое протягивание Чистовое хонингование
2,5—1,25 2,3—1 2,5—0,8 2,5—0 63 1,6—0,8 0,2—0,08 0,2- 0,063 0,1—0,02 0,25 - 0,063 2-0,08 10—15 10 10—15 10-15 10—15 (Отверстие) Вал (Плоская) Шлицевая втулка Чей новое* развертыва- ние Предварительное шлифо- вание Чистовое обтачивание Шабрение от себя Шлицепротягиванис
1,6—0 32 0,25—0,1 0,125— 0,02 0,125— 0,02 10 10 10—15 (Отверстие) (Плоская) » Чистовое шлифование То же Тонкое торцовое точение
1,25— 0,63 1,25— 0,32 1,25—0,2 1—0,2 0,1 0,032 0,1—0,02 0,1-0,02 0,63— 0,16 10 15 10—15 10 10—15 (Отверстие) » Вал (Плоская) Чистовое развертывание Чистовое протягивание Чистовое шлифование Тонкое фрезерование
1—0,32 2—0,063 2-0,063 10—75 10—70 Шлицевой вал Зубчатое колесо Обкатывание шлицев Обкатывание зубьев
0,8—0,2 0,8—> 0,1 0,63— 0,32 0,32— 0,08 0,25— 0,05 0,25— 0,04 о,le- о.02 0,1—0,02 0,1—0,02 0,04— 0,01 0,025— 0,008 0,025— 0,008 0,2— 0,006 0,04— 0,005 10—15 10—15 10—15 10 40 10 15 (Отверстие) Вал (Отверстие) » Вал (Отверстие) » Тонкое растачивание Тонкое обтачивание Тонкое развертывЬние Тонкое шлифование То же Тонкое хонингование Притирка
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
233
20. Минимальные требования к шероховатости поверхности
(по параметру Ra, мкм) в зависимости от допусков размера и формы
Допуск размера 1 по кпалигетам Допуск формы в % от допуска ра«мере Ном и нальные размеры» мм Допуск размера по квалитетам Допуск формы в % от допуска размера Номинальные размеры, мм
До 1 8 Св. 18 ДО 50 Си. 50 до 120 . Св. 120 i до 500 До is Св. 1 8 । До 5 U Св. 50 до 120 Св. 120 до 500
100 0,4 0,8 1,6 1.6 100 3,2 6,3 6,3 6,3
JT5 60 0,2 0,4 0,8 0,8 IT10 и 60 1,6 3,2
40 0,1 0,2 0,4 0,4 40 3,2 6,3
25 0,8 1,6 1,6 3,2
100 0,8 1,6 1,6 3,2 100 6,3 6,3 12,5 12,5
IT6 60 0,4 0,8 0,8 1,6 1Т11
40 0,2 0,4 0,4 0,8 40 3,2 3,2 6,3 6,3
25 1,6 1,6 3,2 3,2
IT7 100 60 1,6 0,8 3,2 1,6 3,2 1,6 3,2 3,2 1Т12н 100 12,5 12,5 25 25
40 0,4 0,8 0,8 ’6 IT13 и ои 40 6,3 6,3 12,5 12,5
1Т8 100 60 1,6 0,8 3,2 1,6 3,2 3,2 3,2 3,2 IT14 и 100 12,5 25 50 50
40 0,4 0,8 1,6 1,6 IT15 и ои 40 12,5 12,5 25 25
100 3,2 3,2 6,3 6,3 100 и 60
1Т9 и 60 40 1,6 3,2 3,2 6,3 i 1Т16и IT 17 25 50 100 100
25 0,8 1,6 1,6 3,2 | 40 25 25 50 50
ции. В зависимости от выбранного вида обработки уставов'
лоно три знака обозначения шероховатости: предпочти-
тельный знак (рис. 3, а), когда вид механической обработки
не устанавливается; знак, требующий образования по-
верхности путем обработки ее точением, фрезерованием,
шлифованием, полированием и т. и. (рис. 3, б), и знак
поверхности, полученной литьем, ковкой, прокаткой,
штамповкой п т. п., т. е. без удаления слоя материала
(рис. 3, в). Последний знак обозначает также поверхности,
к обработке которых требования не установлены.
Значения одного или нескольких параметров шерохова-
тости записывают над знаком обозначения шероховатости
(рис. 3, г) тремя способами:
234 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХН.
Параметры
Вид обработки
шероховато-
сти и их
Значение ЕГТ
6)
/ поверхности
р-.л;.--.-Порка
’ |^х|. Базовая длина
. ..| УслоБнор обозначение
направления неровно-
стей
(табл 21}
Рис. 3. Примеры обозначения
параметров шероховатости на чертежах
1) указывают наибольшие значения параметра после
соответствующего символа, например, Rmax 6,3; Sm0,63;
t5070; SO,032; Rz32; параметр Ra записывают без символа,
например 0,5;
2) числовые значения параметров шероховатости ука-
зывают в виде диапазона их значений, размещая предель-
ные значения соответствующих параметров шероховатости
в две строки, например:
1,00; Rz 0,080; Rmax 0,80; t60 50 .
0,63 0,032 0,32 70 ’
3) указывают поминальное значение параметра шеро-
ховатости с их предельными отклонениями по
ГОСТ 2789—73, например 1 ± 20%; Rz80_)0%; Sm0,63+20%;
t5070 ± 40%.
При указании двух параметров шероховатости поверх-
ности и более значения параметров шероховатости запи-
сывают по вертикали (сверху вниз) в следующей последо-
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
235
вательности: параметр высоты неровностей, параметр шага
и относительная опорная длина профиля (рис. 3, д). При
выборе высотных параметров предпочтение отдают пара-
метру Ra.
На полке знака шероховатости записывают вид обра-
ботки поверхности только в том случае, когда он является
единственным для получения требуемого качества поверх-
ности. Под полкой знака указывают базовую длину только
тогда, когда высотные параметры Rz и Ra определяются
в пределах базовой длины, отличающейся от указанной
в табл. 17.
Условные обозначения направления неровностей, при-
веденные в табл. 21, дают на чертеже только в случае не-
обходимости. При указании на чертеже одинаковой шеро-
ховатости для всех поверхностей изделия знак шерохова-
тости размещают в правом верхнем углу чертежа и на
изображении поверхностей изделия его не наносят
(рис. 3, е).
Если часть поверхностей изделия имеет параметры ше-
роховатости, отличающиеся от параметров шероховатости
большинства поверхностей изделия, то в верхнем углу
чертежа для этих поверхностей помещают знак шерохо-
ватости с их параметрами, а правее этого знака помещают
в скобках еще один знак шероховатости, но без указания
параметров шероховатости. Последний знак шерохова-
тости указывает, что на чертеже есть поверхности, имею-
щие параметры, отличающиеся от параметров шерохова-
тости изделия (рис. 3, ж).
Некоторые примеры обозначения шероховатости на
чертежах приведены в табл. 22.
Волнистость поверхности — это периодически повто
ряющиеся неровности, у которых расстояние между вер
шинами выступов или углублениями впадин больше ба
зовой длины /. Волнистость занимает промежуточное по
ложение между отклонениями формы и шероховатостью
поверхности. Она оказывает влияние на надежность ра
боты изделий и поэтому должна быть нормирована. Реко-
мендацией СЭВ по стандартизации PC 3951—73 установ-
лено три параметра: высота волнистости Wz; наибольшая
высота волнистости U7iriax и средний шаг волнистости SW.
i
23G БЗЛИМОЗЛ.МЕНЯЕ.Ч. ПО ФОРМЕ И РАСПОЛОЖ- ПОЬГ.РлН-
21. Направления иерозкостсй поверхности и их обозначении
»(аи'.:е;1г.!»ани-? и обозначение Коч СНГ» 1г
! Параллельно линии, жч-Фраж; ющей на чертеже поверх ноет:,, к шерох-.’-тат-.ктп которой устанавливаются тр-гбш'.ания
11ерпеидикул яркое уГ гптпп Ж? U 11ер пендикуляр но линии, пзе «бражаю- щей па чертеже поверхность, к шеро- ховатости которой указываются требо- вания
Перекрещивающееся Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которс'й устанавливаются требования
Произвольное Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой уста на вл и ва ются тр сбо ва н и я
Кругообразное о Приблизительно кругообразно по отно- шению к центру поверхности, к шеро- ховатости которой устанавливаются тре- бования
Радиальное VR~ Приблизительно радиально ко отноше- нию к центру поверхности, к шерохо- ватости которой устанавливаются тре- бования
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
237
22. Примерь! обозначения шероховатости на чертежах
Обозначение
Пояснение
У (У)
Все поверхности, за исключением
отверстий, не подлежат механи-
ческой обработке по данному чер-
тежу. Необрабатываемые поверх-
ности обозначены знаком (см.
рис. 3, с), который вынесен в пра-
вый верхний угол чертежа перед
знаком шероховатости в скобках.
Шероховатость отверстий, обра-
батываемых сверлением (на это
указывает знак шероховатости в
скобках в верхнем углу чертежа),
не должна превышать Rz = 50 мкм
Упрощенное изображение шеро-
ховатости поверхности с нанесе-
нием на чертеж одного знака
шероховатости со строчной бук-
вой, например с буквой а. В тех-
нических требованиях .чертежа
дается разъяснение, что поверх-
ность окончательно обрабатыва-
ется полированием. Параметр ше-
роховатости Ra не должен пре-
восходить 0,1 мкм на базовой
длине 0,08 мм. Направление не-
ровностей — произвольное (см.
табл. 21)
Участки поверхности, имеющие
неодинаковые параметры шерохо-
ватости, разграничены сплошной
тонкой линией. На участке дли-
ной 70 мм указаны предельные
значения параметра Ra (0,63 мкм
наибольшее и 0,4 мкм наимень-
шее значения), определяемые на
базовой длине, равной (',8 мм;
указан и параметр t.l0=60%,
определяемый па базовой длине
2,5 мм. Эти требования могут
быть выполнены при тонком то-
чении, топком шлифовании, до-
водке и притирке
238 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН.
Продолжение табл. 22
Обозначение
Пояснение
Ширина паза шлицевой втулки
является поверхностью повторя-
ющегося элемента, поэтому знак
шероховатости на чертеже нано-
сят один раз, независимо от числа
изображений паза. Это правило
относится к изображению на чер-
теже нескольких одинаковых от-
верстий, пазов, зубьев и т. п.
Шероховатость рабочих поверх-
ностей зубьев колес, эвольвент-
ных шлицев и т. п., если на чер-
теже не приведен их профиль,
условно наносят на линии дели-
тельной поверхности. Значение
параметра Ra для зубьев колес
не должно превышать 2,5 мкм.
Шероховатость зубьев шлицевого
вала на базовой длине 0,8 мм не
более Rz •= 12,5 мкм
Обозначение шероховатости резь-
бы, когда на чертеже изображен
ее профиль. Параметр Ra не бо-
лее 4 мкм на базовой длине
0,25 мм
Шероховатость поверхности про-
филя резьбы, когда он на чер-
теже не показан. Как правило,
обозначение шероховатости резь-
бы указывают на выносной линии
для размера резьбы или на про-
должении размерной линии
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
239
Высота волнистости Wz — среднее арифметическое
значение из пяти высот волнистости (IV'-t, IF2, W3, W4
и IF5), определяемых на пяти одинаковых участках изме-
рения (lWr, IW2, IW3, IW4 и IW6).
Wz^4~ (Fx + Г2 + W3 -4- W4 + R76).
О
Наибольшая высота волнистости IFmax — расстояние
между наивысшей и наинизшей точками измеренного про-
филя в пределах участка измерения IW, определенное на
одной полной волне.
Предельные значения высоты неровности следует вы-
бирать из ряда 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25;
50; 100 и 200 мкм.
Средний шаг волнистости SW — среднее арифметиче-
ское значение длин волн SWi, измеренных по средней линии
(рис. 4).
Неровности, для которых отношение среднего шага SVT
к высоте волнистости Wz больше 40, но меньше 1000, от-
носят к волнистости поверхности; при отношении SW[Wz
меньшем 40 — относят к шероховатости поверхности; при
отношении SWjWz, большем 1000, — относят к отклоне-
ниям формы.
Рис. 4. Параметры волнистости поверхности
240 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ II РАСПОЛОЖ- ПОВЕРХН.
СРЕДСТВА ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ ФОРМЫ,
РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ И ПАРАМЕТРОВ
ШЕРОХОВАТОСТИ
Для измерения отклонений формы и расположения по-
верхностей изделия используют измерительные приборы,
описанные в гл. 2, а также специальные средства измерения:
поверочные линейки, плиты и призмы, уровни, оптиче-
ские линейки, автоколлиматоры, кругломеры и др.
Поверочные линейки предназначены для измерения
отклонений от прямолинейности и плоскостности. Согласно
ГОСТ 8026—-75 они подразделяются на лекальные
(рис. 5, а—в), с широкой рабочей поверхностью (рис. 5,
г—с) л угловые (рис. 5, ж) с углами 45, 55 и 60J. Лекаль-
ные линейки с двусторонним скосом, трехгранные и че-
тырехгранные длиной L = 50-5- 500 мм служат для изме-
рения отклонения от прямолинейности на просвет путем
приложения ребра линейки к контролируемой поверх-
ности. Таким образом определяют просвет 1—5 мкм. Для
более точной оценки просвета используют «образец про-
света» (рис. 5, з) — приспособление, состоящее из наборов
концевых мер длины 1, номинальные размеры которых от-
личаются друг от друга на 0,001 мм. Концевые меры при-
тирают к плоскопараллельной стеклянной пластине 2.
Крайние меры должны иметь одинаковые номинальные
размеры. На них укладывают ребром лекальную линей-
ку 3. Зазоры, полученные приложением линейки на кон-
тролируемую поверхность, сравнивают с зазорами «об-
разца просвета».
Поверочные линейки с широкой рабочей поверхностью
(прямоугольного и двутаврового сечения), а также в виде
мостиков (длиной L = 250-4-4000 мм) используют для оп-
ределения отклонения от прямолинейности по методу из-
мерения линейных размеров (отклонений) от поверхности
контролируемой детали до поверхности линейки, уста-
новленной на опорах или на блоках концевых мер длины
одинакового номинального размера.
Угловые поверочные линейки используют при проверке
отклонения от плоскостности поверхностей деталей мето-
дом пятен «на краску». В зависимости от длины и класса
точности допуск отклонения от прямолинейности рабочих
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОПЕНИП И ШЕРОХОВАТОСТИ 24!
Рис. 5. Виды поверочных линеек (а—ж); «образец просвета» (з)
поверхностей лекальных линеек составляет 0,6—4 мкм,
а для поверочных линеек с широкой рабочей поверхно-
стью — 2,5—60 мкм.
Для измерения отклонений от плоскостности исполь-
зуют поверочные плиты размерами от 160x160 до 2500 х
X 1600 мм (ГОСТ 10905—75). Плиты изготовляют из чу-
гуна, гранита, диорита, габбро и других материалов.
Плиты 2-го класса точности в зависимости от размера
имеют допуск отклонения от плоскостности 4-—16 мкм.
При измерении отклонений от прямолинейности уча-
стков длиной в пределах <500—2500 мм применяют оптиче-
ские линейки (ГОСТ 24703—81), основанные на измерении
расстояний от контролируемой поверхности, на которой
242 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХН.
установлена линейка, до исходной базовой прямой, зада-
ваемой оптической осью линейки. Выпускают четыре типа
оптических линеек: ОЛ — контактные с визуальной си-
стемой отсчета; ОЛА — контактные с автоматической ре-
гистрацией; ОЛБ — бесконтактные; ОЛУ — универсаль-
ные. Цена деления отсчетного устройства линеек 0,5 и
1 мкм. Диапазон измеряемых отклонений от прямолиней-
ности 200—400 мкм для линеек с отсчетным устройством
и 25—100 мкм — для линеек с автоматической регистра-
цией показаний. Принципиальная схема устройства опти-
ческой линейки приведена па рис. 6, а. Внутри корпуса 1
линейки выполнен паз, в котором вдоль оси корпуса пе-
ремещается на двух роликах 2 каретка 3 с оптической си-
стемой и с измерительным наконечником 4. Перед измере-
нием с помощью регулируемой опоры 5 оптическую ось
линейки устанавливают параллельно контролируемой по-
верхности. При этом изображение марки визирования 6
должно находиться между двумя штрихами бифилера 7
(рис. 6, б), а барабан 8 (см. рис. 6, а) отсчетного устрой-
ства — в нулевом или начальном положении. При изме-
рении каретку 3 перемещают в заранее намеченное поло-
жение на величину шага t (его принимают равным 0,1 от
длины измеряемого участка). Вследствие наличия откло-
нений от прямолинейности каретка с измерительным на-
конечником изменит свое положение, что вызовет смеще-
ние штриха марки 6 (рис. 6, в). Вращением барабана 8 (см.
рис. 6, а) добиваются восстановления положения марки
согласно рис. 6, б; одновременно осуществляют отсчет по
барабану отсчетного устройства. Разность двух отсчетов
принимают за отклонения прямолинейности. Цена деле-
ния отсчетного устройства — 0,001 мм. В приборах с ав-
томатической регистрацией воспроизводится точечная ди-
аграмма профиля поверхности.
Для измерения отклонений от прямолинейности ши-
роко используют автоколлиматоры (рис. 6, г), состоящие
из автоколлимационной трубы 1 на подставке 2 и плоского
зеркала 3 на второй подставке 4. Автоколлимацией назы-
вают получение изображения, образованного пучками па-
раллельных лучей, выходящих из трубы 1 и отраженных
плоским зеркалом 3. Поворот или наклон зеркала на
угол а вызывает отклонение отраженного пучка лучей
на двойной угол 2а, вследствие чего в фокальной плоскости
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИИ И ШЕРОХОВАТОСТИ 243
Рис. 6. Принципиальная схема оптической линейки (а—в) и автокол-
лиматора (г)
трубы образуется смещение автоколлимационного изобра-
жения. Наклон зеркала зависит от отклонения от прямо-
линейности. Смещение автоколлимационного изображе-
ния отсчитывается с помощью окулярного микрометра 5.
244 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН.
Автоколлиматоры выпускают четырех типов
(ГССТ 11899—77): АК-02У; АК-0.5У; АК-1У и АК-60
с ценой деления 0,2; 0,5 и 1" и Г соответственно.
Широкое применение нашел шаговый метод измерения
отклонений от прямолинейности и плоскостности изделий
с помощью уровней. Обычно на длине измерений L выби-
рают десять шагов. На каждом шаге I определяют значе-
ние отклонения от прямолинейности. По полученным ре-
зультатам строят график-профилограмму (рис. 7, а), на ко-
торой проводят прилегающую прямую О А — прямую, ко-
торая касается профилограммы в двух выступающих точ-
ках (вогнутая форма) либо в одной точке, проходя парал-
лельно касательной к профилограмме, проведенной через
две наинизшие точки (выпуклая форма).
Уровни подразделяют на брусковые (ГОСТ 9392—75,
рис. 7, б), с микрометрической подачей ампулы
(ГОСТ 11196—74, рис. 7, в), гидростатические мод. 114
(рис. 7, г) и электронные мод. 128 (рис. 7, д).
Рис. 7. График-г.рофилсграмма, полученная шаговым методом измере-
ния (е) с помощью уровней:
б — брускового; в — с микрометрической подачей; г — гидростатического
мод. 111; д — электронного мод. 128
А ИЗМЕРЕНИЯ ОТКЛОНЕНИИ И ШЕРОХОВАТОСТИ 245
Брусковые уровни и уровни с микрометрической. подачей
имеют ампулы с расположенными в их верхней части пу-
зырьками воздуха и с нанесенными деланиями для отсчет;;
положения наклона уровни относительно горизонтальной
плоскости. Цена деления ампулы уровней: 0,02; 0,05;
0,10 и 0,15 мм/м. Под ценой деления шкалы. ампулы пони-
мают значение наклона ампулы в мм в вертикальной
плоскости на длине 1 м. Уровни с микрометрической по-
дачей ампулы снабжены микрометрической головкой, поз-
воляющей измерить большие уклоны. Их выпускают типа
1 — с ценой деления 0,01 мм/м и типа 2 — с ценой деле-
ния 0,1 мм/ы.
Гидпогп’агг.анеекий уровень мод. 114 (рис. 7, г) имеет
цену деления 0,01 мм. Уровень состоит из двух пли не-
скольких измерительных головок 1 с встроенными микро-
метрическими глубиномерами 2. Стеклянный сосуд 3 за-
креплен в корпусе головки с вырезами, через которые ви-
ден уровень жидкости в сосуде и конец микрометрического
винта глубиномера. Головки 1 соединены между собой воз-
душными 4 и жидкостными 5 гибкими трубопроводами.
Перед измерением головки ставят на заранее намеченные
участки поверхности. Вследствие отклонения от прямо-
линейности или плоскостности контролируемой поверх-
ности изделия изменится уровень жидкости в измеритель-
ных головках. Вращая барабан глубиномера 2, доби-
ваются касания конца микровинта с поверхностью жид-
кости; ос у сцест в ля ют отсчет по шкалам глубиномера.
Разность показаний головок уровня принимают за от-
клонение от прямолинейности на заданном участке.
Высокоточным прибором с ценой деления 1", 2" и 5"
является электранный уровень мод. 128 (рис. 7, д). На
табло высвечиваются цифровые значения угла в секундах.
Методы измерения отклонений от прямолинейности и пло-
скостное гн приведены в табл. 23.
При измерении отклонений от плоскостности контро-
лируемая поверхность размечается в продольном и попе-
речном направлениях так же, как при измерении отклоне-
ний от прямолинейности. В результате на поверхность на-
носят точки, в которых будет проводиться измерение от-
клонения от прямолинейности (рис. 8, а). Затем вычерчива-
246 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН
Рис. .8. Схема разметки изделия при измерении шаговым методом от-
клонения от плоскостности (а); схема измерения отклонения от круг-
лости (б) с помощью калиброванного кольца и измерительной головки
ют профилограмму, но которой строят прилегающую
плоскость и находят наибольшее отклонение от плоско-
стности.
23. Методы измерений отклонений от прямолинейности и
плоскостности
Нал мснование
и эскиз
Описание
Измерение лекальной линейкой
Лекальная линейка 1 своим
рабочим ребром прикладывается
к контролируемому профилю
поверхности 2. Между ребром
линейки и поверхностью изде-
лия образуется просвет или
зазор А, величина которого
оценивается визуально сравне-
нием с зазорами «образца про-
света»
средства измерения отклонений И ШЕРОХОВАТОСТИ 247
Продолжение табл. 23
Наименование
и эскиз
Описание
Измерение с применением пове-
рочной линейки и концевых мер
длины или измерительной головки
в специальной стойке
Поверочную линейку 1 уста-
навливают на контролируемой
поверхности изделия 2 на двух
опорах 3 в точках, располо-
женных на расстоянии 0,2/ ра-
бочей части линейки (а этих
точках обеспечивается наимень-
ший прогиб линейки). Расстоя-
ние L между опорами делят
на десять частей, отметив их
мелом. В отмеченных точках
измеряют расстояние h между
профилем изделия и нижней
поверхностью поверочной ли-
нейки. Это расстояние может
быть измерено с помощью: бло-
ка концевых мер длины 4\ из-
мерительной головки 5 в спе-
циальной стойке, помещенной
под линейкой (измерительный
наконечник головки должен со-
прикасаться с нижней поверх-
ностью поверочной линейки),
и измерительной головки со
стандартной стойкой 6 и упора
(в последнем случае измери-
тельный наконечник головки
должен соприкасаться с верхней
поверхностью поверочной ли-
нейки). Описание специальной
стойки дано в ГОСТ 8.210—76
По полученным результатам из-
мерений в десяти точках, при-
няв измерительную поверхность
поверочной линейки за приле-
гающую плоскость или прямую,
в масштабе строят график-про-
филограмму, но которому нахо-
дят наибольшее отклонение от
прямол и ценности
248 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХН.
Продолжение табл. 23
Наименование
и эскиз
Описание
Измерение гидростатическим Урси-
не-.!
Гидростатический уровень, в ко-
тором используется свойство со-
общающихся сосудов, состоит
ил двух или нескольких голо-
вок, соединенных между собой
трубопроводами. Уровень уста-
навливают на контролиру'емую
поверхность. Головка 1 зани-
мает постоянное положение (яв-
ляется неподвижной); головку 2
перемещают в выбранные зара-
нее точки для измерения от-
клонений от прямолинейности
пли плоскостности. Такой ме-
тод измерения называется ша-
говым. Изменение показаний не-
подвижной и перемещаемой го-
ловок фиксируется каждый раз.
Показания отсчитывают по шка-
лам барабана и стебля микро-
метрической головки глубино-
мера. При этом конец микро-
метрического винта глубиномера
должен коснуться уровня жид-
кости в головке. Смещение по
высоте измеряемой точки отно-
сительно начальной равно по-
ловине разности показаний
уровней. Это смещение прини-
мают за отклонение от прямо-
линейности в заданной изме-
ряемой точке. По результатам
проведенных измерений строят
график-профнлограмму
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ И ШЕРОХОВАТОСТИ 249
Продолжение табл 23
Наименование и эскиз Описание
Измерение брусковым уровнем с
мостиком
Измерение проводят с помощью
уровня 1, установленного на
двухопорный измерительный
мостик 2 с расстоянием t между
опорами. Контролируемую по-
верхность устанавливают в го-
ризонтальное положение. Целе-
сообразно, чтобы в начальном
положении уровень был выста-
влен на пулевую отметку. Мо-
стик перемещают на величину
шага t и проводят отсчет по
правой и левой кромкам пузырь-
ка. За результат измерения при-
нимают среднее арифметическое
этих отсчетов. По окончании
измерений на всей измеряемой
длине строят график-профило-
грамму и находят по ней от-
клонение от прямолинейности
Измерение автоколлиматором
На двухопорный измерительный
мостик 1 устанавливают зерка-
ло 2, а автоколлиматор 3 — на
стойку 4 параллельно измеряе-
мой поверхности изделий. Мо-
стик с зеркалом перемещают на
величину шага I и отсчитывают
угол наклона зеркала 2 отно-
сительно оптической оси авто-
коллиматора. По измеренным
углам наклона участков рас-
считывают разность высот край-
них точек, а затем — значения
высот точек относительно базы
измерения, по которым строится
профилограмма
250 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН.
Продолжение табл. 23
Наименование
и эскиз
Описание
Измерение оптической линейкой
Измерение методом интерференции
Оптическую линейку устанавли-
вают на контролируемую по-
верхность так, чтобы оптическая
ось линейки была параллельна
этой поверхности. Подвижный
узел 1 для визирования и ощу-
пывания при перемещении по
направляющим в корпусе с по-
мощью измерительного наконеч-
ника каретки ощупывает про-
филь поверхности в заданных
точках. При этом происходит
смещение визирной марки отно-
сительно оптической оси при-
бора. Величина смещения изме-
ряется с помощью измеритель-
ного микроскопа 2. По оконча-
нии измерения строится график-
профилограмма и определяется
максимальное отклонение от
прямолинейности
Па контролируемую поверх-
ность 1 устанавливают плоско-
параллельную стеклянную пла-
стину 2 (ГОСТ 2983—75) так,
чтобы появились цветные интер-
ференционные полосы 3. Под-
считывают величину искривле-
ния интерференционных полос,
вызванное отклонением от пря-
молинейности и от плоскостно-
Z. а
сти по формулам А = --->
а
А = 0,3 ~г~, где а — стрела
прогиба полосы; Ь — ширина
полосы; X — длина волны света,
принимаемая равной 0,6 мкм.
Метод применим при отклоне-
ниях от плоскостности до
1,5 мкм, например концевых мер
длины и установочных мер
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ И ШЕРОХОВАТОСТИ 251
Важнейшим параметром отклонений формы цилиндри-
ческих поверхностей является отклонение от круглости
В производственных условиях распространен метод из-
мерения отклонений от круглости с помощью калибро-
ванного кольца 1 (рис. 8, б) и измерительной головки 2,
закрепленной в державке на наружной поверхности коль-
ца. Измерительный наконечник головки 2 перемещается
в отверстии, выполненном в кольце /. Кольцо устанав-
ливают на вал 3. Диаметр вала и внутренний диаметр коль-
ца подбирают одинаковыми по номинальному размеру.
Перед измерением головку 2 настраивают на нулевое пока-
зание и закрепляют в державке. Затем контролируемый
вал поворачивают на 360°, регистрируя показания голов-
ки Разность наибольшего и наименьшего показаний го-
ловки принимают за отклонение от круглости.
При измерении огранки кроме измерительной головки
и державки (стойки) используют поверочные призмы
(ГОСТ 5641—82): ГН — с одной призматической выемкой
и накладкой; П2 — с четырьмя призматическими выем-
ками; ПЗ — с одной призматической выемкой. Они пред-
назначены для установки валов диаметром 3—101 мм
(ГП); 8—160 мм (П2) и 20—300 мм (ПЗ).
Для контроля наиболее точных и ответственных изде-
лий используют более сложные и дорогие измерительные
приборы, например кругломеры, предназначенные для
измерения отклонения от круглости.
Кругломеры основаны на сравнении двух окружно-
стей: одной идеальной, воспроизводимой прибором, и
второй реальной в сечении контролируемого вала или
отверстия в плоскости, перпендикулярной оси. Кругло-
меры (ГОСТ 17353—80) выпускают двух типов: КН —
с вращающимся преобразователем 3 (рис. 9, а и б) и не-
подвижной контролируемой деталью, помещенной на из-
мерительном столе /, и КД — с вращающейся вместе со
столом деталью 1 (рис. 9, д) и неподвижным преобразова-
телем 2
Кругломер типа КН мод. 289 (см. рис. 9, а) предназна-
чен для измерения отклонений от круглости поверхности
изделий следующих размеров, мм: наружного диаметра
0,5—400; внутреннего диаметра 3 400; длины или высоты
до 400; наибольшая масса изделия 80 кг- измеряемые от-
клонения до 1600 мкм щупом № 1, масштаб увеличения
Рве. 9. Кругломеры:
о (| б ~ типа КН мид. 23?; в — его круглогрзмма со спец шаблоном (г); о
типа КД
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ II ШЕРОХОВАТОСТИ 253
от 25 : 1 до 20 000 : 1; радиальная погрешность прибора
не более 0,05 мкм; регулируемая сила измерения от 5
до -5 сН; масса прибора 600 кг.
11редметный стол 1 прибора снабжен двумя механизма-
ми микроперемещений в продольном и поперечном направ-
лениях. В приборной стойке 2 смонтирован счетно-ре-
шающий блок, пульт управления кругломером и электро-
искровое записывающее устройство. На прецизионном
шпинделе 4 закреплен измерительный преобразователь 3
с измерительным наконечником 5.
Перед измерением изделие устанавливают на предмет-
ный стол и с помощью механизмов мнкроперемещений до-
биваются совмещения осей вращения изделия и шпин-
деля. Подводят измерительный наконечник к поверхности
изделия, включают шпиндель и записывающее устройство.
Перемещение измерительного наконечника воспроизво-
дится в виде круглограммы (рис. 9, в) с изображением
прилегающих окружностей. При отсчете отклонения от
круглости пользуются специальным шаблоном (рис. 9, г),
на котором в масштабе нанесены концентрические окруж-
ности.
Методы и средства измерения отклонений расположе-
ния поверхностей приведены в табл. 24, а суммарных от-
клонений формы и расположения поверхностей — в
табл. 25.
Для контроля биений изделия, установленного в цен-
трах, Челябинский инструментальный завод выпускает’
приборы, характеристики которых приведены в табл. 26
(рис. 10, а).
Контроль отклонений расположения поверхностей в
производственных условиях осуществляют с помощью про-
ходных комплексных калибров. На рис. 10, б показан ка-
либр для контроля расположения осей отверстий.
Контроль параметров шероховатости поверхности.
Оценка параметров шероховатости изделий па рабочем ме-
сте проводится методом сравнения обработанной поверх-
ности с образцами шероховатости — брусками длиной
30—40 и шириной 20 мм с известными значениями пара-
метра Ra (рис. 11, а). Этот метод применяют при оценке
параметров шероховатости в пределах Ra = 50 4-0,4 мкм,
сравнивая шероховатость изделия с образцом на ощупь
ногтем или ребром монеты поперек следов обработки.
254 взаимозаменяем. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХН.
24. Методы и средства измерения отклонений расположения
поверхностей
Наименование
и эскиз
Описание
Измерение отклонений от па-
раллельности плоскостей с по-
мощью измерительной головки
На поверочную плиту поверхностью
В устанавливают контролируемое
изделие / и штатив с измеритель-
ной головкой 2. В положении I
измерительную головку настраи-
вают на нулевую отметку. Штатив
с головкой перемещают в положе-
ние II и проводят отсчет показа-
ний по отсчетному устройству го-
ловки. За отклонение от парал-
лельности плоскости А относитель-
но плоскости В принимают разность
показаний головки в положениях I
и II. При более точных измерениях
следует снимать показания головки
в промежуточных положениях ме-
жду положениями I и II
То же, с помощью уровня
На поверочную плиту I устанавли-
вают изделие 2, а затем уровень 3.
Положение поверочной плиты вы-
равнивают до нулевого показания
уровня. Затем уровень помещают
на контролируемую поверхность А
изделия и отсчитывают по уровню
показания, принимаемые за от-
клонение от параллельности по-
верхностей А и В. В случае затруд-
нения установки поверочной пли-
ты по уровню в горизонтальное
положение отклонение от парал-
лельности плоскостей определяют
как разность показаний уровня
в двух положениях I н II
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ И ШЕРОХОВАТОСТИ 255
Продолжение табл. 24
Наименование
и эскиз
Описание
Измерение отклонения от па-
раллельности оси отверстия и
плоскости
Изделие 1 со стойкой 2 и закреп-
ленной в ней измерительной голов-
кой 3 устанавливают на повероч-
ную плиту 4. В отверстие встав-
ляют оправку 5. В положение /
стойки 2 по образующей оправки
настраивают измерительную голов-
ку на нулевую отметку (по наи-
большему отклонению стрелки го-
ловки). Затем стойку с измеритель-
ной головкой перемещают в поло-
жение //и регистрируют наиболь-
шее показание головки. Разность
показаний измерительной головки
во II и I положениях — отклоне-
ние от параллельности оси отвер-
стия и плоскости
Измерение отклонения от па-
раллельности осей двух отвер-
стий, расположенных в одной
плоскости
В оба отверстия вставляют оправ-
ки 1 и 2, длина которых равна длине
нормируемого участка измерения L.
Если длина оправок больше вели-
чины L, то на поверхности оправок
отмечают границы участка. С по-
мощью измерительных приборов
(штангенциркуля, микрометра, ры-
чажной скобы, рычажного микро-
метра и др.) или блока конце-
вых мер длины в I и II положе-
ниях измеряют размеры ZI и /2. За
величину отклонения от параллель-
ности двух осей двух отверстий
принимают разность размеров /г
и Za
ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХН.
Продолжение табл. 24
Изяаренце отклей e-п.’я от л.а-
рзллгльиосга валов {осей двух
отяерстий) с пей ощ:.ю урсгня
В коитраацругмые отзерстня вста-
вляют контрольные опр- ;.ки 1 и 2.
Уроззнь 4’ угтаыавлив.'.кл' пооче-
редно си;, чала в / положение и
отсчитывают показания, а затем
во // положение и снова фиксируют
показании. Разность наклонов опра-
вок, измеренных уровнями, опре-
деляет отклонение А от параллель-
ности осей в угловых единицах.
Пересчет Д в линейные единицы
(мкм) осуществляют по формуле
сп
А -- "YJqq..I, где с. — цена деле-
ния уровня, мм/м; п — разность
показаний уровня; I — расстояние
между осями, мм; L—длина нор-
мируемого участка измерения, мм
Измерение отклонения от пер-
пендикулярности двух плоско-
стей С ПО.МО.’ЦЫО угольника
А
Па поверочную плиту 1 базовой пло-
скостью В устанавливают изделие 2
с контролируемой - плоскостью А
и угольник 3, прижав его к кон-
тролируемой поверхности А. Вслед-
ствие отклонения от перпендику-
лярности плоскостей А и В па
базовой длине L образуется зазор Д
между поверхностями угольника
и изделия. Величина зазора оце-
нивается с помощью щупа или кон-
цевой меры длины 4
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИЕ И ШЕРОХОВАТОСТИ 257
Продолжение табл. 24
Наименование
и эскиз
Описание
То же, с помощью измеритель-
ной головки
На поверочную плиту 1 устана-
вливают контролируемое изделие
и стойку с измерительной голов-
кой 3. Перед измерением измери-
тельную головку настраивают на
нулевую отметку ио угольнику 4
(положение /), а затем по плите
перемещают стойку к измеряемой
плоскости изделия (положение //),
прижав ее к поверхности с помощью
упора 5. Зафиксированное откло-
нение стрелки измерительной го-
ловки 3 от нулевого положения
принимают за отклонение от пер-
пендикулярности двух плоскостей
А н В
То же, с помощью измери-
тельной головки и угольника
К контролируемой поверхности из-
делия /, расположенного на пове-
рочной плите 2, прижимают уголь-
ник 3 одной из его сторон. К дру-
гой стороне угольника подводят
стойку с измерительной головкой 4
(положение /), которую выставля-
ют на нулевую отметку. Затем
стойку с головкой перемещают в по-
ложение //и отсчитывают показа-
ние головки. За отклонение от
пер пенди кул яри ости плоскостей
принимают разность отсчетов из-
мерительной головки в положени-
ях / и 11
9 Белкин И. М.
258 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН.
Продолжение табл. 24
Наименование
и эскиз
Описание
Измерение отклонения от пер-
пендикулярности оси отверстия
относительно плоскости с по-
мощью специальной оправки
В контролируемое отверстие изде-
лия 1 вставляют специальную оп-
равку 2. Вследствие отклонения от
перпендикулярности оси отверстия
относительно торцовой поверхно-
сти /1 между торцовой поверхно-
стью оправки и торцовой поверх-
ностью изделия образуется зазор А,
величина которого измеряется щу-
пом или концевой мерой длины
То же, с помощью измеритель-
ной головки
В контролируемое отверстие вста-
вляют оправку 1 с закрепленной
в ней измерительной головкой 2.
Перед измерением головку уста-
навливают на нулевую отметку
(положение /), после чего оправку
с головкой 2 поворачивают на 360й,
регистрируя наибольшее отклоне-
ние стрелки измерительной голов-
ки. Это отклонение является удво-
енным отклонением от перпенди-
кулярности >:а длине L
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИИ И ШЕРОХОВАТОСТИ 259
Продолжение табл. 24
Наименование
и эскиз
Описание
Измерение отклонения от пер-
пендикулярности осей двух
отверстий
В контролируемые отверстия вста-
вляют две оправки: цилиндриче-
скую 1 я специальную 2. Оправку 2
поворачивают на 180° и измеряют
зазоры Дх и Д2 с помощью щупов
или концевых мер длины. Раз-
ность зазоров Дх и Д2 принимают
за отклонение от перпендикуляр-
ности осей двух отверстий
То же, с помощью измеритель-
ной головки
В отверстия вставляют две оправки:
цилиндрическую 1 и специальную 2
с закрепленной на ней измеритель-
ной головкой. В положении I го-
ловку настраивают на нулевую
отметку. Затем, повернув оправку
с головкой во И положение, снова
находят максимальное показание
головки, которое фиксируют. Раз-
ность показаний измерительной го-
ловки в положениях II и I прини-
мают за отклонение от перпенди-
кулярности осей двух отверстий
Измерение отклонений накло-
на плоскости относительно пло-
скости
На поверочную плиту I устанавли-
вают набор угловых мер 2, размер
которого равен номинальному углу
наклона изделия 3. Углевые меры
фиксируют с помощью упора 4.
На поверочную плиту ставят стой-
ку с измерительной головкой 5,
которую в положении 1 настраи-
вают на нулевую отметку. Затем
набор угловых мер заменяют кон-
тролируемым изделием и проводят
отсчет по яздгсрктельаой головке
(положение //)
9*
2G0 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН.
Продолжение табл. 24
Наименование
и эскиз
Описан не
Измерение отклонения ст со-
осности относительно оси ба-
зовой поверхности с помощью
и шерп тел ьн ой гол ов к 11
В базовое отверстие вставляют оп-
равку 1, а во второе отверстие —
оправку 2 с закрепленной на .ней
измерительной головкой 3, изме-
рительный наконечник которой вво-
дят в соприкосновение с наруж-
ной цилиндрической поверхностью
оправки /. Находят наибольшее
показание стрелки головки и уста-
навливают в этом положении го-
ловку на нулевую отметку. Оправ-
ку 2 вместе с головкой поворачи-
вают на 360°, регистрируя при
этом наибольшее и наименьшее
показания измерительной головки.
Полуразность этих показаний го-
ловки принимают за отклонение
от соосности относительно оси ба-
зовой поверхности
Измерение отклонения от сим-
метричности поверхностей А и
Я относительно оси
Контролируемое изделие J уста-
навливают и центрах 2 на повероч-
ную плиту, на которую помещают
стойку с индикаторной головкой 3.
По уровню плоскость/1 выставляют
параллельно плоскости поверочной
плиты. Подводят измерительный
наконечник головки в соприкос-
новение с поверхностью А и на-
страивают головку на нулевую
отметку (положение I). Отводят
стойку с головкой изделия и по-
ворачивают изделие на 180°', выстав-
ляя по уровню плоскость В парал-
лельно поверхности повер очной
плиты. Подводят стойку с голов-
кой в положение II, при котором
фиксируют изменение показаний
головки. Полуразность показаний
головки в двух положениях кон-
тролируемого изделия принимается
за отклонение от симметричности
поверхностей А и В относительно
оси вращения изделия
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИИ И ШЕРОХОВАТОСТИ 261
25. Методы и средства измерения суммарных отклонений формы
и расположение поверхностей
Наименование
и эскиз
Описание
Измерение радиального биения
с помощью измерительной го-
ловки
Деталь устанавливают в приспо-
собление для измерения радиаль-
ного биения. К детали подводят
стойку с измерительной головкой 1
и по максимальному отклонению
стрелки выставляют на нулевую
отметку. При повороте детали па
360° фиксируют наибольшее и наи-
меньшее отклонения стрелки го-
ловки. Разность этих показаний
равна радиальному биению
Примечание. Если базой яв-
ляется ось вращения, то деталь
устанавливают в центры или на
оправку, а если радиальное биение
определяют относительно поверх-
ности вращения, то деталь уста-
навливают этой поверхностью на
призму
Измерение полного радиаль-
ного биения с помощью изме-
рительной головки
Схема измерения соответствует опи-
санной выше схеме. Особенность
состоит в том, что радиальное бие-
ние измеряют не в одном из сече-
ний детали', а по всей нормирован-
ной длине L. Чем больше сечений
выбрано для измерения радиаль-
ного биения, тем точнее может быть
определено полное радиальное бие-
ние, за которое принимают раз-
ность наибольшего и наименьшего
отклонения стрелки измерительной
головки из всех проведенных из-
мерений
262 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ II РАСПОЛОЖ. ПОВЕРХ!!.
Продолжение табл. 25
Наименование
и эскиз
Описание
Измерение торцового биения
с помощью призмы и измери-
тельной головки
Деталь устанавливают базовой по-
верхностью на призму 1 и фикси-
руют от перемещения в осевом
направлении с помощью упора 2.
К поверхности детали на заданном
радиусе R подводят измеритель-
ный наконечник головки 3, закре-
пленной в стойке. Настраивают
головку на нулевую отметку, а
затем поворачивают деталь на 360°,
прижимая ее к упору и регистри-
руя наибольшее и наименьшее пока-
зания головки. Разность этих пока-
заний — значение торцового бие-
ния детали на радиусе R
Измерение полного торцового
биения с помощью призмы и
измерительной головки
Схема измерения отличается от
описанной выше тем, что торцовое
биение измеряется от оси вращения
до наружной поверхности, т. е.
измерения проводят на нескольких
радиусах до Rmax. Чем больше
выбрано число радиусов, тем более
точный результат измерения пол-
ного торцового измерения, которое
определяют как разность наиболь-
шего и наименьшего отклонений
стрелки измерительной головки из
совокупности всех проведенных из-
мерений
26. Приборы для контроля биения изделия, установленного
в центрах
Параметр Марка прибора
ПБ-500 ПБ-250 ПБ-1500
Диаметр изделия, мм 140 90 260
Масса изделия, кг 50 13 96
Высота центров, мм 160 80 250
-Расстояние между центрами, 500 250 1600
ММ
Масса прибора, кг 55 15 450
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ И ШЕРОХОВАТОСТИ 2G3
Рис. 10. Прибор для контроля биения изделия (а) и комплексный ка-
либр (й) для контроля отклонений расположения поверхностей изделия
Средства измерения параметров шероховатости поверх-
ности подразделяют на оптические и контактные.
ГОСТ 9847—79 устанавливает пять типов оптических при-
боров: ПТС — прибор теневого сечения; ИСС—прибор
светового сечения (двойной микроскоп); МОМ — микро-
скоп однообъективный муаровый; МИН — микроскоп ин-
терференционный; MI III— микроскоп-профилометр. Техни-
ческие характеристики оптических приборов приведены
в табл. 27.
К контактным приборам относят профилометры и про-
филографы. В основу их работы положен принцип «ощу-
пывания» контролируемой поверхности с помощью алмаз-
ной иглы с малым радиусом закругления. Вертикальное
перемещение иглы, вызываемое неровностями поверхно-
сти, преобразуется в электрические сигналы с помощью
индуктивных или механотрсппых преобразователей. 11е-
ремещенпо алмазной пглы по поверхности (в горизонталь-
ной плоскости) осуществляется приводом.
В профилометрах параметры шероховатости определя-
ют по стрелочным или цифровым отсчетным устройствам.
Например, к профилометрам со стрелочным отсчетным
264 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХН.
Рис. 11. Пример контроля параметров шероховатости с помощью об-
разцов шероховатости («); профилометры мод. 283 (б) я мод. 296 (в)
устройством относят' профилометры мод. 253 и мод. 283
(рис. 11, б), у которых шкалы проградуированы по пара-
метру Ra, а в качестве преобразователя использован ме-
ха.чотрон— электронная лампас подвижным анодом, сое-
диненная через стержень с алмазной иглой, ощупывающей
контролируемую поверхность детали.
27. Технические характеристики оптических приборов
Т и п П редел ы и зм г ре н и я Общее увеличение крат (не более) Суммарная погреш- ность, %
Rz, Rmax, MhM Smax, мм
птс 40—320 0,2—1,6 32 5—2,5
псс 0,5—40 0,002—0,5 750—80 30—5,5
МОМ 0,8—40 0,006—0,5 400-110 10—28
ЛА ИИ 0,05—0,8 0,002- -0,05 2500—400 50—15
мпи 0,05—0,8 -- 500 35—18
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ И ШЕРОХОВАТОСТИ 265
Завод «Калибр» выпускает профилометр мод. 296
с цифровым отсчетным устройством (рис. 11, в) и преобра-
зователем индуктивного типа, в котором алмазная игла
через рычаг связана с якорем магнитной системы диффе-
ренциального выходного трансформатора.
Профилографы позволяют осуществлять запись микро-
профиля поверхности в виде профилограммы, обработка
которой дает возможность определить все параметры ше-
роховатости поверхности.
Технические характеристики цеховых профилометров
приведены в табл. 28.
По колонке 2 профилометра (см. рис. 11, б и в) может
перемещаться и фиксироваться в требуемом положении
привод 3 с преобразователем 4. Исследуемое изделие уста-
навливают на основание 1 или па призму. На панели элек-
тронного блока 5 расположены органы управления при-
бором. Перед измерением профилометр настраивают во
образцу с известными параметрами шероховатости поверх-
ности. Важное значение имеет правильная установка кон-
тролируемой поверхности изделия относительно алмаз-
ной иглы преобразователя.
Прибор, совмещающий в себе профилометр и профило-
граф, называется профиле,метр-профилографом. Прибор
мод. 252 лабораторного типа показан на рис. 12.
28. Технические характеристики цеховых профилометров
Параметр Модель
253 283 296
Диапазон измерений параметра Ra, мкм 0,02—3,2 0,02—10
Тип преобразователя Механотропный Индук- тивный
Верхние пределы диапазонов из- мерения, мкм 3,2 о,1; 1; 10
Скорость трассирования преоб- разователя» ММ''с 0,62 0,25; 0,8 1±0,04
Халина трассы ощупывания при измерении, мм 3,2 1,5; 4,5 1,5; 3; 6
Отсечка шага, мм —. 0,25; 0,8 0,25; 0,8; 2,5
Рис. 12. Профилометр-профилограф мод. 252
266 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХН.
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕП ОТВЕРСТИИ
2G7
При работе прибора в качестве профилометра могут
быть измерены следующие параметры шероховатости:
Ra 0,02ч-100 мкм; Hmin и Птах — от 0,1 до 100 мкм;
1р — Он-100% и п (число шагов неровностей в пределах
длины трассы ощупывания) — до 1000. При определении
параметра tp могут быть использованы уровни сечения,
составляющие 10, 20, 30, 40, 50, 60, 70, 80, 90% от зна-
чения Rmax.
При работе прибора в качестве профилографа получают
профилограмму поверхности изделия с вертикальным уве-
личением от 200 до 100 000 крат (девять ступеней) и с го-
ризонтальным увеличением от 0,5 до 2000 крат (двенад-
цать ступеней). .Максимальная трасса ощупывания 50 мм,
скорость трассирования преобразователя 0,6; 6 и 60 мм/мин.
Значение отсечек шага 0,08; 0,25; 0,8 и 2,5 мм. Запись
профилограммы осуществляется на специальной бумаге
электротермическим методом (методом прожигания). Об-
работка ирофилограммы позволяет определить все пара-
метры шероховатости, установленные ГОСТ 2789—73.
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ
ПОД КРЕПЕЖНЫЕ ДЕТАЛИ
Допуски расположения осей отверстий (гладких и
резьбовых) для крепежных деталей, например болтов,
винтов, шпилек и т. и., могут устанавливаться двумя спо-
собами: 1) позиционными допусками Т в диаметральном
выражении; 2) предельными отклонениями ±6 размеров I.,
координирующих оси отверстий.
Определение позиционного допуска Т дано в табл. 11,
а числовые значения этого допуска должны соответсгвоват.»
значениям допусков формы и расположения поверхностей
(см. табл. 14) в диапазоне 0,01—16 мм. Позиционные до-
пуски назначают для осей отверстий, образующих одну
сборочную группу при числе элементов (отверстий, пло-
скостей) в группе более двух.
Соединения деталей с помощью винтов, болтов, шпи-
лек, заклепок, штифтов я других крепежных деталей под-
разделяются па два типа (рис. 13): А и В. При соединении
ти а Д в соединяемых деталях 1 и 2 имеются сквозные ст-
268 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХН.
Тип А
Рис. 13. Соединения типов А и
Тип В
В с помощью крепежных деталей
верстия под проход крепежной детали с гарантированным
диаметральным зазором Smin. При соединении типа А
детали 1 и 2 соединяют заклепками и с помощью болтов.
К соединениям типа В относят соединения детали 1 со
сквозными отверстиями под проход крепежной детали
и детали 2 с резьбовыми отверстиями (винтовые, шпилеч-
ные соединения) пли с гладкими отверстиями, обеспечи-
вающими натяг.
Диаметры сквозных отверстий под болты, винты, шпиль-
ки и заклепки и соответствующие им наименьшие гаран-
тированные зазоры приведены в табл. 29.
Допуски Т расположения осей отверстий под крепеж-
ные детали при обеспечении взаимозаменяемости рассчи-
тывают по формуле (2) при принятых одинаковых пози-
ционных допусках для обеих соединяемых деталей:
Для соединения типа А
Для соединения типа В
Т - KS min
Т O,5/CS min, (2)
где К — коэффициент использования зазора для компен-
сации отклонения расположения осей; К = 1 или /< =
«= 0,8 для соединений, не требующих регулирования вза-
имного расположения деталей, для соединений винтами
с утопленными или потайными коническими головками;
К — 0,8 или К — 0,6 для соединений, в которых необходи-
мо регулирование взаимного расположения деталей при
сборке; Smin — наименьший зазор.
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ
269
29. Диаметры D сквозных отверстий под крепежные детали
диаметром d и наименьшие гарантированные зазоры 5'niin, мм
Диаметр отверстия
Диаметр d 1-й ряд 2-й ряд 3-й ряд
D Smin D Sroin D Smin
1 1,2 1,1 1,3 1,2 1,4 0,2 1,3 1,5 0,3
0,1 1,8
1,4 1,5 1,6
1,6 1,7 1,8 2 0,4
1,8 2 2.1 0,3 2,2
2 2.2 2.4 2.6
2,5 2,7 0,2 2,9 0,4 3,1 0.6
3 3,2 3,4 3,6
3,5 3,7 3,9 4 2 0,7
4 4.3 4,5 4,8
4,5 4,8 0,3 5 0,5 5,3 0,8
5,3 5,5 5,8
6 7 6.4 7,4 0,4 6,6 7,6 0,6 7 8 1
8 8,4 g 10
1 2
10 10,5 0,5 и 12
12 13 14 15
14 15 16 17 3
16 17 18 19
18 19 20 2 21
20 21 22 24
22 23 24 26 4
24 25 26 28
27 28 1 30 32
30 31 33 35 5
33 34 36 38
36 37 39 3 42
39 40 42 45 6
42 43 45 48
45 46 48 52 7
270 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХ.
Продолжение табл. 29
Диаметр Диаметр отверстия
1-й ряд 2-й ряд З-й ряд
D Smin £> Smin D Smin
48 50 52 56 8
4
52 54 56 62
55 58 62 66
60 62 66 70
64 66 2 70 74 10
68 70 74 78
72 74 75 82
76 78 82 6 86
80 82 86 91
85 87 91 96 И
90 93 96 101
95 93 3 101 107
100 104 107 112
105 109 112 117
ПО 114 117 122
115 ПЭ 122 127
120 124 4 127 7 132
125 129 132 137
1.30 134 137 144 14
140 144 147 155
150 155 158 165 15
160 165 168 175
При м е ч а и и ч: 1. Предельные отклонения диаметров D
сквозных отверстий: для 1-го ряда по Я12 {см. табл. 7 гл. 2); для 2-го
ряда по Н13 и для 3-го ряда по Н14.
2. Зазор Srnir. соответствует условию, когда наибольший пре-
дельный размер й'гпах стержня крепежной детали равен номинальному
диаметру а, наименьший предельный диаметр Dmin сквозного отвер-
стия равен номинальному диаметру D, т. е. Smin — Р — cl.
3. 1-й ряд диаметров сквозных отверстий рекомендуется для
соедине.тий типа А и 3 в случае обработки от, "рстчи по кондукторам.
4. Для заклепочных соединений 3-й ряд отверстий применять не
допускается.
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ
271
В случае, если позиционные допуски Т, и Т2 отверстий
для обеих соединяемых деталей назначены неодинаковы-
ми, то их сумму подсчитывают по формуле:
Для соединения типа А
Tj Т2 2/( S m in
Для соединения типа В
Tj Т2 Д'З min.
Значения позиционных допусков Т осей отверстий для
крепежных деталей приведены в табл. 30.
30. Позиционные допуски Т в диаметральном выражении (в мм) осей
отверстий для крепежных деталей
Зазор Smin Тип соединения
А В
для прохода крепежной детали Допуск Т при коэффициенте К использования зазора
1 0,8 0,6 1 0,8 0,6
0,1 0,1 0,08 0,06 0,05 0,04 0,03
0,2 0,2 0,16 0,12 0,1 0,08 0,06
0,3 0,3 0,25 0,16 0,16 0,12 0,1
0,4 0,4 0,3 0,25 0,2 0,16 0,12
0,5 0,5 0,4 0,3 0,25 0,2 0,16
0,6 0,6 0,5 0,4 0,3 0,25 0,2
0,8 0,8 0,6 0,5 0,4 0,3 0,25
1 1 0,8 0,6 0,5 0,4 0,3
2 О 1,6 1,2 1 0,8 0,6
3 3 2,5 1,6 1,6 1,2 1
4 4 2,5 2 1,6 1,2
5 5 4 3 2,5 2 1,6
5 6 5 4 3 2 5 о
7 h G 4 3 3 о
я я 6 5 4 з 2,5
10 10 8 6 5 4 3
li 1 о 8 6 ь 4 3
12 12 10 8 0 г> 4
14 1 2 10 8 6 5 4
13 16 12 10 8 G 5
272 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖИ ПОВЕРХ.
Назначение позиционных допусков имеет ряд преиму-
ществ перед нормированием допусков расположения по
предельным отклонениям размеров. Так, позиционные до-
пуски комплексно ограничивают отклонение осей от но-
минального расположения, наиболее надежно обеспечи-
вают требования взаимозаменяемости. Они технологически
предпочтительны, так как допускают более широкие поля
допусков размеров, а также облегчают расчет и примене-
ние кондукторов I! комплексных проходных калибров
(см. рис. 10, б).
Допуски расположения осей отверстий для крепежных
деталей могут быть заданы предельными отклонениями
размеров, координирующих оси отверстий. Между пре-
дельными отклонениями размеров + 6L, координирующих
оси отверстий, и позиционными допусками Т существуют
зависимости, приведенные в табл. 31.
31. Соотношения между предельными отклонениями размеров ± &L
и позиционными допусками Т, мм
Эскиз Характер расположения отверстий и размеры L-, координирующие их оси Предельные отклонения размера Lf-
L в Одно отверстие, коор- динированное относи- тельно плоскости (при сборке базовые плоско- сти соединяемых дета- лей совмещаются); L — размер между осью от- верстия и плоскостью 8L = ±0,5Т
Два отверстия, коор- динированные относи- тельно друг друга; L — размер между осями двух отверстий 6Z. = ± Т
В Об пл й OCKi Y-- icmb Три и более отверстий, расположенных в один ряд: Llt Lz — размеры между осями двух лю- бых отверстий; Сч. Lf, — размеры от общей плоскости до осей отверстий &L = ± 0,7Т
-Ц д. 6L = ±0,357
ДОПУСКИ РАСПОЛОЖЕНИЯ OCER ОТВЕРСТИИ
273
Продолжение табл. 31
Эскиз Характер расположения отверстий и размеры L-, координирующие их оси Предельные , отклонения размера £t-
- Три или четыре отвер- стия, расположенные в два ряда; Llt L2 •— раз- меры между осями от- верстий SL = -Е0.7Т
If \
/ Одно или несколько от- верстий, координиро- ванных относительно двух взаимно перпен- дикулярных плоскостей (при сборке базовые плоскости соединяемых деталей совмещаются); М, Т2, Ь3 и — раз- меры от оси отверстия до плоскостей SL— :J: 0.35Т
।1 т
£ т •*?
< Отверстия, расположен- ные в несколько рядов; Т-1, JLg, Tg и jL^ *“ раз- меры между осями dL = ± 0,35Т
л. zh-T L
Л5' J VfZ ч Г
Г Е
L,
Баз 2- Уо7 -поверхность Л i Два отверстия, коор- динированные относи- тельно друг друга и центрального базового элемента А; R — радиус окружности центров; сх — угол между осями отверстий 6R -= ±О,35Т; 6а = 0>7Т ±—3440
а Б г/ <3 4е- Три и более отверстий, расположенных по ок- ружности; D — диаметр окружности центров; а2, а3 — угол между осями двух любых от- верстий i 6D = +0.7Т; 6aj. : 0 7Т = i 3440
274 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ- ПОВЕРХ
Продолжение табл 31
Эскиз Характер расположения отверстий и размеры L-, коо р ди и и ру ющ и е и х оси Предельные отклонения размера L-t
Д База-поВерхнос/пь А Три и более отверстий, расположенных по ок- ружности и координи- р ова и и ы х отн оси тел ьн о центрального базового элемента Л; R — ра- диус окружности цен- тров; К|, сс2, (zs •— цен- тральный угол между осями двух любых от- верстий i 6R = ±0,35Т; ба^ = 0,7Т = ± 3440
II ри меча н не. Т, R и D — в мм; а — в угл. мин.
Глава 4
ДОПУСКИ и посадки подшипников
КАЧЕНИЯ
Подшипники качения, изготовляемые на подшипнико-
вых заводах, обладают полной взаимозаменяемостью; их
устанавливают в сборочные единицы (изделия) без под-
гонки. Присоединительными поверхностями подшипника
качения являются наружный диаметр D наружной поверх-
ности подшипника и внутренний диаметр d внутреннего
кольца подшипника, а также ширина В колец. Таким об-
разом, за номинальные диаметры подшипника принима-
ются диаметры его посадочных поверхностей D и d. Го-
сударственные стандарты на допуски и посадки подшипни-
ков качения приведены в табл. i.
1. ГОСТы на допуски и посадки подшипников качения
гост Наименование
520—71 3325—85 Подшипники качения. Технические требования Подшипники качения. Поля допусков и техни- ческие требования к посадочным поверхностям валов и корпусов. Посадки
КЛАССЫ ТОЧНОСТИ ПОДШИПНИКОВ КАЧЕНИЯ
Точность подшипника качения определяется точностью
его изготовления и сборки. Допуски на изготовление по-
садочных поверхностей подшипника не совпадают с допу-
сками по квалптетам, установленными для гладких и
цилиндрических изделий. Точность подшипников качения
нормирована но классам точности. Для подшипников ка-
чения стандартом предусмотрено пять классов точности,
276 ДОПУСКИ И ПОС;\ДК11 ПОДШИПНИКОВ КАЧЕНИЯ
обозначаемых в порядке повышения точности: РО, Р6, Р5,
Р4 и Р2 (допускается при обозначении подшипников опу-
скать букву Р).
Класс точности подшипника указывают перед обозна-
чением типа (номера) подшипника, например, Р4-205 или
4-205. Нулевой класс точности применяют для большин-
ства механизмов общего назначения; поэтому обозначение
РО или 0 на подшипниках не проставляют. Наиболее точ-
ные подшипники качения класса точности Р2 используют
в высокоточных изделиях, гироскопических приборах,
электрических микромашинах, прецизионных шлифоваль-
ных станках и измерительных системах.
Верхние и нижние отклонения наружного D и внутрен-
него d диаметров, а также ширины В колец подшипников
приведены в табл. 2 и 3. Кольца подшипников отличаются
малой жесткостью. Это означает, что размеры колец под-
шипника до монтажа и после сборки с валами и корпусами
изделий сильно различаются. Например, кольцо подшип-
ника до монтажа, забракованное по размерам и отклоне-
ниям формы (овальности), после сборки может принять
более правильную форму и иметь размеры, укладывающие-'
ся в границы поля допуска. Может наблюдаться и обрат-
ное явление, когда годные до монтажа кольца подшипни-
ков оказывались после сборки по размерам за пределами
границ допуска.
Для обеспечения надежной работы подшипниковых уз-
лов в стандарт введены дополнительно предельные откло-
нения для средних значений диаметров наружного DIU и
внутреннего dm колец подшипника (см. табл. 2 и 3), под-
считываемых по результатам действительных измерений
наружного и внутреннего диаметров подшипника.
Методикгт измерения средних диаметров D.n и dm
определена стандартом. Так, диаметр наружной и внут-
ренней цилиндрической поверхности колец подшипника
измеряют на приборах по схемам, представленным на
рис. 1, а и б. Измеряемое кольцо поворачивают вокруг оси
не менее чем на 180э, и в каждом крайнем положении опре-
деляют наибольший Dmm (dmax) И наименьший jDmin (dmin)
диаметры наружной (внутренней) цилиндрической по-
верхности. Диаметры подшипников св. 300 мм измеряют
из трех равноотстоящих диаметров, фиксируя значения
Винтах И D nlln (dinax И dm]n).
КЛАССЫ ТОЧНОСТИ
277
Рис. 1. Схемы измерений диаметра наружной посадочной поверхности
подшипника (а) и диаметра внутренней посадочной поверхности (от-
верстия) подшипника (б)
Действительные значения средних диаметров
Dm — 0,5 (Dlnax 1' £\1Пп)> ('т — 0,5 (din3X draln), (1)
где £>max (dmax) и £)mln (dmln) — наибольшие и наимень-
шие значения диаметров вала, т. е. наружного кольца
(отверстия внутреннего кольца) подшипника качения.
Подшипник годен, если его средние диаметры, подсчи-
танные по формуле (1), не выходят за предельные размеры
и Omrarn^minin), установленные стандар-
том для средних диаметров.
Пример 1. Определить годность двух (I и II) шариковых подшип-
ников 0-го класса точности номинального диаметра d — 100 мм, если
при измерении диаметров отверстий внутренних колец подшипников
получены следующие значения для подшипника I: dmax i — 99,998;
c?nun I " 99.976 и для подшипника II:dmaxn — 100,004; dmin П =
= 99,998 мм.
Для оценки годности подшипников I и II определяем по стандарту
их предельные отклонения. По табл. 2 для подшипника 0-го класса
точности номинального размера d — 100 мм (графа «Св. 80 до 120 мм»
выписываем для d: ES — +5 мкм (-(-0,005 мм); EI — —25 мкм
(—0,025 мм) и для среднего диаметра dm: ES == 0 и EI — —20 мкм
(- 0,02 мм). Вычисляем допустимые предельные размеры для диаме-
тров d и dm: dmix = d + ES •= 100 -I- (1-0,005) = 100,005; d,nln =
= d + EI = 100 + (—0,025) = 99,975 мм; dm roax = dm -|- ES =
= 100 + 0 = 100; dm mln = dm -(- EI = 100 + (—0,02) = 99,980 мм.
По формуле (1) вычисляем средние действительные размеры под-
шипника dm I = 0,5 (99,998 -(- 99,976) — 99,987 мм; dmn = 0,5 X
X (100,004 -(-• 99,998) = 100,001 мм. Сопоставляя расчеты, имеем:
подшипник I годен; его действительный средний диаметр j =
— 99,987 мм не выходит за предельные размеры (100 и 99,980 мм).
278
ДОПУСКИ И ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
установленные стандартом. Подшипник II должен быть забракован;
его действительный размер dm ц — 100,001 мм превышает наибольший
размер dm max = 100 мм, хотя он находится в поле допуска по диаметру
(100,004 и 99,998 мм).
Схемы расположения полей допусков средних диаме-
тров Dm (наружного) и dm (внутреннего) подшипников по-
казаны на рис. 2.
2. Подшипники качения радиальные и радиально-упорные (за исключением конических).
Еерхиие (ES, ез) и нижние (Ei. ei) отклонения, мкм
ЬЦО подьиш- иякп Обозна- чь ни с размера Откло- нение Интерпол номинальных диаметров внутреннего d и наружного D колец под щи пни ка, мм
|Д о ► С4 б Я б й U Св. 10 до 13 Св. 18 до 30 Св. 30 до 50 Сз. 50 до 80 О о со 'м ё о О к? О Ct о — to » О О Et С щ « ° и гх So ~~ U5 Ci Л о О ю ю еч ™ б §
Buy- т ES 0 К ла с 0 с точш 0 эсти по 0 дшипн 0 »ка Р0 0 или 0 0 0 0 0 0 0
треннсс Е1 8 8 8 8 10 12 15 20 25 25 30 35
+ ES 1 2 2 3 3 3 4 5 6 6 8 9
d —-Е1 9 10 10 11 13 15 19 25 31 31 38 44
в с$ 0 0 0 0 0 0 0 0 0 0 0 0
о 1 40 120 120 120 120 120 150 200 250 250 300 350
Наруж- ное От es —ei 0 8 0 8 0 8 0 9 0 11 0 13 0 15 0 18 0 25 0 30 0 35
D 4" OS 1 2 2 2 3 4 5 0 7 8 9
—ci — 9 10 10 11 14 17 20 24 32 38 44
Bi iv- ат ES 0 Класс точи 0 | 0 ЭСТИ ПС 0 ДШИПН 0 ика Р6 0 или 6 0 0 0 0 0 0
TpCHHCCf -EI 7 7 7 7 8 10 12 15 18 18 22 25
КЛАССЫ точности 279
Продолжение табл. 2
Кольцо подшип- ника Обозна- чение размера Откло- нение Интервал номинальных диам< ;гров впут;«ннсго .1 и наружного D : олец подшипника, мм
Св. 0.6 До 2,5 1Л О) е о Сп. ь до 10 Св 10 ДО 18 Св. 13 до 30 I U5 и % Си. 50 до 80 Св. .-.0 до 120 о — Ю = О и < Св. 150 до 1 80 Св. 180 до 250 Ср. 250 до 315
Внутрен- d 4-ES -El 1 8 1 8 8 1 8 1 9 1 И 2 14 3 18 3 21 3 21 4 26 5 30
нее В es —ei 0 40 0 120 0 120 0 120 0 120 0 120 0 150 0 200 0 250 б 250 0 300 0 350
Наруж- ное Dm es —-ei — 0 7 0 7 0 7 0 8 0 9 0 И 0 13 0 15 0 18 0 20 0 25
D 4-es —ci — 1 8 8 1 8 1 9 2 И 2 Гз 2 15 3 18 21 4 24 4 29
Класс точности подшипника Р5 или 5
Вну- треннее d и dm ES -EI 0 5 0 5 0 5 0 5 0 G 0 8 0 9 0 10 0 13 0 13 0 15 0 18
В es — ei 0 40 0 40 0 40 0 80 о 120 0 150 0 150 0 200 0 250 0 230 0 300 0 350
Наруж- ное D и Dm es —-e i — 1 0 1 5 0 5 0 ° 1 6 i 0 1 *7 ‘ 0 9 0 10 0 11 0 13 0 15 0 18
ДОПУСКИ И ПОСАДКИ подшипников качения
Продолжение табл. 2
Интервал номинальных диаметров внутреннего и и наружного D колец подшипника, мм
Кольцо подшип- ника Обозна- чение размера Откло- нение i Св. O.G «Л c< О о S с о « 2- Св. 1Э до 18 СО ~ о с-> == О о % О СО о из а с О Св. 50 до SO С«. 80 ДО 120 Св. 120 до 150 О «5 О — 05 а о Q < Св. 180 до 250 Св. 250 до 315
Класс точности подшипника Р4 или 4
В ну- d и ES 0 0 0 0 0 0 0 0 0 0 0 —
треннее dm —EI 4 4 •1 4 5 6 7 8 10 10 12 —•
es 0 0 0 0 0 0 0 0 0 0 0
н — 40 40 40 30 120 120 150 200 250 250 300 —
Наруж- D и es — 0 0 0 0 0 0 0 0 0 0 0
ное Z) т -ei — 4 4 4 5 6 7 8 9 10 н 13
Класс точности подшипника Р2 или 2
В ну- d и ES 0 0 0 0 0 0 0 0 0 0 0 —
трен нее dm -EI 4 4 1 4 4 4 5 5 6,5 6.5 9 —
es 0 0 0 0 0 0 0 0 0 0 0
LJ —ei 40 40 40 80 120 120 125 125 125 125 150 -—
Наруж- D и es — 0 0 0 0 0 0 0 0 0 0 0
ное —-ei — 3 3 3 4 4 4 5 5 6,5 8 10
Примечание. Номинальный (средний) диаметр наружного кольца обозначен D (Dm), а отверстия
внутреннего кольца соответственно d (dm); ширина кольца В; верхнее и нижнее отклонени я размеров внутреннего
кольца —ES и EI и наружного кольца соответственно es и ei.
КЛАССЫ ТОЧНОСТИ
282 ДОПУСКИ И ПОСАДКИ подшипников КАЧЕНИЯ
3. Подшипники качения роликовые конические. Верхние и нижние
отклонения, мкм
Вну- ES 0 0 0 0 0 0 0 0 0 0
треннее ат —EI 8 10 12 15 20 25 25 30 35 40
+ ES 3 3 4 5 6 6 8 9 10
—EI 11 13 15 19 25 31 31 38 44 50
В es 0 0 0 0 0 0 0 0 0 0
—ei 200 200 240 300 400 500 500 609 700 800
Наруж- es 0 0 0 0 0 0 0 0 0
ное —ci — 9 11 13 15 18 25 30 35 40
D 4-es 2 4 5 6 7 8 9 10
—ei — II 14 17 20 24 32 38 44 50
Класс точности подшипника PG или P5
Ви у- ES 0 0 0 0 0 0 0 0 3 0
треннее —EI 7 8 10 12 15 18 18 22 25 30
d 4-ES 1 1 1 2 3 3 3 4 5 5
—EI 8 9 11 14 18 21 21 26 30 35
!3 1 es 0 0 0 0 0 0 0 0 0 0
—ei | 200 200 240 300 400 500 500 600 700 800
Flap уж- Dm es — 0 0 0 0 0 0 0 0 0
ное —ei — 8 9 11 13 15 18 20 25 28
D +es 1 2 2 2 3 3 4 4 5
—ei •— 9 11 13 15 18 21 24 29 33
ПОСАДКИ
283
Продолжение табл. 3
Примеча н и е. Номинальный (средний) диаметр наружного
кольца обозначен D {Dm), а отверстия внутреннего кольца соответ-
ственно d (dm)-, ширина кольца В; верхние и нижние отклонения раз-
меров внутреннего кольца ES и EI, наружного кольца es и ei.
Стандартом установлено следующее обозначение полей
допусков: LO, L6, L5, L4 и L2 — поля допусков для сред-
него диаметра отверстия по классам точности подшип-
ников соответственно 0, 6, 5, 4 и 2 (L означает основное
отклонение для среднего диаметра отверстия подшипника);
10, 16, 15, 14 н 12 — поля допусков для среднего наружного
диаметра подшипников по классам точности 0, 6, 5, 4 и 2
(1 означает основное отклонение для среднего наружного
д и ам ет р а п од ш и п н и к а).
ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
Посадку наружного кольца подшипника в корпус осу-
ществляют по системе вала, а посадку внутреннего кольца
подшипника на вал — по системе отверстия с некоторыми
особенностями. В посадках подшипников качения на валы
принято перевернутое относительно нулевой линии распо-
ложение поля допуска основного отверстия (рис. 2);
поэтому' поле допуска основного отверстия находится под
нулевой линией 0—0. Это позволило переходные посадки
с основными отклонениями валов п, m и к отнести к группе
284 ДОПУСКИ II ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
посадок с натягом, так как поля допусков валов пб, пэб, кб
расположены выше поля допуска основного отверстия, на*
пример, L0 (рис. 2, 6) или L6. Такие посадки вполне под-
ходят для соединения тонких, хрупких и легкодеформи-
руемых внутренних колец подшипников с валами. Поэтому
посадки ЕСДП с иатяго:л для соединения подшипников
качения с валами не применяют.
Аналогично посадки с зазором (с основным отклоне-
нием h) при «перевернутом» поле допуска основного отвер-
стия переходят в группу переходных посадок.
Надежная работа подшипниковых узлов в значитель-
ном мере зависит от выбора посадок для колец подшипника.
Поля допусков посадочных поверхностей отверстий кор-
пусов и валов, сопрягаемых с подшипниками качения по
ГОСТ 3325—85, приведены в табл. 4.
4. Поля допусков посадочных поверхностей отверстий корпусов
и валов, сопрягаемых с подшипниками качения по ГОСТ 3325—85
Поля допусков посадочных поверхностей
Класс точности ПОДИН! п- ника от верстя й корпусов для посадок валов для посадок
с зазо- ром пере- ходных с натягом с зазором переход- ных с натя- гом
0 и 6 (Е9), Е8, G7, (Н9), 118, Н7 Js7, (J7), К7, М7, N7 Р7 (е9), е8, 18, 19, 17, 16 h 11, (hlO), 119, 118, Ь7, Ь6, js6, 06). g6 r7, гб, рб, пб, гпб, кб
5 и 4 GC, Н6 Дб, (JG), Кб, Мб Р6, N6 65 js5. (j5), 115 р5, п5, т5, к5
2 G5, Н5, G4, Н4 Js5, К5, К4. М4, Д4 N'5, М5 g4 M, js4, js3, h3 ш4, п4, к4
II римеча н и я: 1. В скобках приведены поля допусков
ограниченного применения.
2. Под посадку шариковых и роликовых подшипников на закре-
пительных или стяжных втулках предельные отклонения валов уста-
навливают по Ь8, 119 и h 10.
3. При использовании полей допусков Н7, Н8и Н9 следует преду-
сматривать сборку по методу групповой взаимозаменяемости с целью
исключения проворота наружного кольца подшипника.
4. Поля допусков Е9, е9, с8 и 19 предусматривают соединение
с подшипниками только 0-го класса точности.
ПОСАДКИ
285
Выбор посадок подшипников качения на вал и отвер-
стие корпуса осуществляют с учетом типа изделия, требо-
ваний к точности вращения, характера нагрузок (постоян-
ные, переменные, ударные), вращается пли неподвижно
данное кольцо подшипника относительно действующей на
него радиальной нагрузки (под радиальной нагоузкой по-
нимают равнодействующую всех радиальных сил, воздей-
ствующих на подшипник качения). Кроме того, учитыва-
ют тип, размеры, класс точности и режим работы под-
шипника качения, например перепад температуры между
валом и корпусом, монтажные и контактные деформации
колец, материал и состояние посадочных поверхностей
вала и. корпуса. При атом определяющим является вид
нагружения кольца лодшипника.
Различают местное, циркуляционное и колебательное
нагружения, зависящие от того, какое кольцо подшип-
ника неподвижно, какое вращается и как при этом воспри-
нимается радиальная нагрузка (табл. 5).
Рис. 3. Виды нагружения колец подшипника
286 ДОПУСКИ и ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
5. Виды нагружения колец подшипников качения
при радиальных нагрузках в зависимости от условий работы
Радиальная нагрузка, воспринимаемая под- шипниками Вращающееся кольцо Виды нагружения кольца (рис. 3)
внутреннего наружного
Постоянна к по на- правлению Внутреннее Циркуля- ционное (б) Местное (б)
Наружное Местное (а) Циркуля- ционное (а)
Постоянная по напра- влению и вращаю- щаяся, меньшая по- стоянной по значению Внутреннее Циркуля- ционное (е) Колеба- тельное (е)
Наружное Колеба- тельное (в) Циркуля- ционное (в)
Постоянная по на- правлению и враща- ющаяся, большая по- стоянной по значе- нию Внутреннее Местное (д) Циркуля- ционное (б)
Наружное Циркуля- ционное (г) Местное (г)
Постоянная по на- правлению Внутреннее п на- ружное кольцо в одном или про- тивоположном направлениях Циркуля- ционное Циркуля- ционное
Вращающаяся с вну- тренним кольцом Местное Циркуля- ционное
Вращающаяся с на- ружным кольцом Циркуля- ционное .Местное
По интенсивности нагружения подшипниковых узлов,
оцениваемой динамической эквивалентной нагрузкой Р,
выраженной в долях динамической грузоподъемности
С {Р/С), режимы работы подшипников качения подразде-
ляют на легкий, нормальный и тяжелый. При легком ре-
жиме интенсивность нагружения Р/С 0,07; при тяже-
лом режиме Р/С > 0,i5; при нормальном режиме 0,07 <j
< Р/С < 0,15.
Посадки колец подшипников качения на вал и отверстие
корпуса по ГОСТ 3325—85 выбирают з зависимости от
вида нагружения в соответствии с табл. 6.
ПОСАДКИ
287
6. Посадки подшипников качения на вал и отверстие корпуса
по ГОСТ 3325—85
асе точ* ;ти под- пника Вид нагружения кольца
Местное Циркуляционное Колеба- тельное
Йё 3 Поса, 1ки внутреннего кольца на вал
Шариковые и роликовые радиально-упорные подшипники качения
0 L0 L0 LO LO LO LO LO LO LO
fC ’ gb ’ 116 ’ js6 js6 ’ k6 ’ mo ’ n6 js6
6 LG L6 L6 L6 1.6 L6 L6 LG LG
16 ’ g6 ’ h6 ’ js6 js6 ’ k6 ’ П16 ’ n6 j.>6
5 L5 L5 L5 L5 L5 L5 L5
h5 ’ js5 js5 k5 ’ m5 ’ n5 js5
4 L4 L4 L4 L4 L4 L4 L4
h5 ’ js5 KO m5 ’ n5 js5
2 L2 L2 L2 L2 L2 L2 1.2
h4 ’ js4 js4 ’ k4 ’ m4 ’ n4 js4
Радиально-упорные шариковые и роликовые подшипники с осевой регулировкой колец
L0 LO LO LO
0 Гб ’ “Еб“ ’ h6 js6
L6 L6 L6 1.6
6 ' Гб ’ g6 ’ ho js6
Радиально-упорны e и роликовые подшипники шариковые нерегулируемые
L0 LO LO 1.0 LO LO
0 ho ’ js6 ’ kb ’ гпб ’ p.6
с L6 LG L6 1.6 LG L6
h6 ’ js6 js6 ’ kb ’ mG ’ nb
288 ДОПУСКИ и посадки подшипников качения
Продолжение табл. 6
Класс точ- ности под- шипника В ид к а гр у же н и я кольца
Местное Циркуляционное Колеба- тельное
Посадки наружного кольца в корпус
Шариковые и роликовые радиально-упорные
подшипники качения
0 G7 Н9 Н8 Н7 10 ’"10 ’ 10 ’~КГ’ Js7 10 К7 М7 N7 Р7 10 ’То-’ 10 ’ 10 Js7 10
6 G7 Н9 Н8 П7 16 ’ 16 ’ 16 >~Тб~’ J,47 16 К7 М7 N7 Р7 16 ’ 16 ’ 16 ’ 16 J// 16
5 Н6 Js6 15 ’ 15 Кб Мб _N6 ”ТГ ’ ТТ ’ 15 Js6 15
4 Н6 JSG 14 ’ 14 Кб Мб N6 14 ’ 14 ’ к J„5 14
2 Н5 J/> 12 ’ 12 К5 М5 N5 12 ’ ~ТГ ’ ~ЕГ Js4 12
0 Радиально-уп и роликовые подшипники Н7 10 орные шариковые с осевой регулировкой кол Js7 10 ец
6 Н7 16 Js7 16 —
ПОСАДКИ
289
Продолжение табл. 6
Местное
Вид нагружения кольца
Циркуляционное
Колеба-
тельное
Посадки наружного кольца в корпус
Радиально-упорные шариковые
и роликовые подшипники нерегулируемые
Примечав и е. Допускается применение полей допусков j5,
J6. J6 и J7 ограниченного применения.
Местным нагружением кольца называется такой вид
нагружения, при котором действующая на подшипник ре-
зультирующая радиальная нагрузка постоянно восприни-
мается одним и тем же ограниченным участком дорожки
кольца (в пределах зоны нагружения) и передается соот-
ветствующему участку посадочной поверхности вала или
отверстия корпуса. Такой вид нагружения наблюдается,
например, когда кольцо не вращается относительно дей-
ствующей на него нагрузки (рис. 3, а) или кольцо и на-
грузка участвуют в совместном вращении (рис. 3, д).
Эпюры нормальных напряжений на посадочных поверх-
ностях на рис. 3 показаны стрелками.
Кольцо подшипника с местным нагружением следует
монтировать в подшипниковом узле с зазором, чтобы коль-
цо под воздействием толчков и вибраций постепенно про-
ворачивалось относительно посадочной поверхности. Кро-
ме того, зазор компенсирует температурные расширения
валов и корпусов. Рекомендуемые ГОСТ 3325—85 посадки
подшипников качения при местном нагружении колец
подшипников приведены в табл. 7.
10 Белкин И. М.
290 ДОПУСКИ И ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
Циркуляционным нагружением кольца называют такой
вид нагружения, при котором действующая на подшипник
результирующая радиальная нагрузка воспринимается и
передается телами качения в процессе вращения дорожке
качения последовательно по всей ее длине, а следователь-
но, и всей посадочной поверхности вала или корпуса.
Такой вид нагружения возникает, например, когда кольцо
вращается относительно постоянной по направлению ра-
диальной нагрузки (рис. 3, а), а также, когда нагрузка
вращается относительно неподвижного (рис. 3, 5) или
подвижного (рис. 3, е) кольца. Эпюра нормальных на-
пряжений на посадочной поверхности кольца (рис. 3, б),
перемещающаяся по мере вращения нагрузки Рс с ча-
стотой вращения п, на рис. 3 показана штриховой линией.
При циркуляционном нагружении монтаж подшипника на
вал или в отверстие корпуса осуществляют по посадке с на-
тягом, чтобы исключить возможность обкатки и проскаль-
зывания кольца по посадочной поверхности при работе
подшипникового узла под нагрузкой. Рекомендуемые по-
садки по ГОСТ 3325—85 для установки подшипников ка-
чения на вал (вращается при работе) при циркуляцион-
ном нагружении и в отверстие корпуса (вращается корпус)
приведены в табл. 8 и 9.
Колебательным нагружением кольца подшипника ка-
чения называется такой вид нагружения, при котором не-
подвижное кольцо подшипника подвергается одновремен-
ному воздействию двух радиальных нагрузок: постоянной
по направлению Рс и вращающейся Pv, меньшей или рав-
ной! по величине Рс. Равнодействующая этих сил Рс+0
совершает периодическое колебательное движение, сим-
метричное относительно направления постоянной силы Рс,
причем эта равнодействующая периодически восприни-
мается последовательно через тела качения зоной нагруже-
ния кольца и передается соответствующим ограниченным
участкам посадочной поверхности. Например, такое на-
гружение возникает на неподвижном внутреннем кольце
(рис. 3, в) при вращающемся наружном кольце совместно
с приложенной к нему нагрузкой Ри, меньшей по значе-
нию постоянной нагрузки Fc. Круговая диаграмма изме-
нения равнодействующей силы Рс+„ для рассматривае-
мого случая показана на рис. 3, в штриховой линией.
Равнодействующая сила Рс+„ изменяется по направле-
ПОСАДКИ
291
7. Рекомендуемые посадки (ГОСТ 3325—85) для установки
подшипников качения при местном нагружении колец подшипников
Режим работы Рекомендуемые посадки Примеры применения
Легкий Кольцо подшипника устано на невращающийся saj L0/g6, L6/g6 вл ено Ролики конвейеров, барабаны самописцев
Нормаль- ный или тяжелый L0/f7, L0/g6, LO/116, L6/I7, L6/g6, L6/h6 Передние и задние ко- леса автомобилей и тракторов, колеса са- молетов
L0/h6, L6/h6 Блоки грузоподъем- ных машин, ролики конвейеров
Коль Легкий цо подшипника установлено в от (вращается вал) Js7/10, 117/10, Js7/16, Н7/16 Js6/15, Н6/15, Js6/14, H6/14 Jg5/12, H5/12 верст и е корпуса Быстроходные Элек- тр од в и гател и, бытова я техника
Нормаль- ный M7/10, K7/10, Js7/10, M7/16, K7/16, JS7/1G Коробки передач, зад- ние мосты автомоби- лей, узлы на кониче- ских роликовых под- шипниках
M6/I5, Кб/15, M6/14, K6/14 Шпиндели тяжелых металл ор еж ущи х ста н - ков
Js7/10, Js7/16, Js6/15, Js6/I4 Электродви гатели, шпиндели станков, узлы с радиально- упорными подши пн и - ками
K6/15, Js6/15, 1(6/14, Js6/14, K5/12, Js5/12 Шпиндели шлифо- вал ьн ы х стан ков, ко- ленвалы двигателей
10
292 ДОПУСКИ И ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
Продолжение табл. 7
Режим р;з йоты Рсксменд гсмыг посадки Примеры применения
Нормаль- Н8/10, Н8/16 Вс? тины узлов с упор- н ыми подши пни ками при исключительно осе во й н а гр уз ке
ный JS7.'1O, Js7/16 Узлы со сферическим if упор н ым и р ол; I ковы - мп подшипниками
Тяжелый Н7.10, J7/10, Н7.16, J7/I6 У зл ы и здел и я общего маши н остр оен и я, ре- дуктор ы, тя говне электродвигатели, сельхозмашины
Н9/10, Н8/10 Н6/15, Н6/14 Н9.16, Н8/16, Узлы с упорными под- шипниками (при осе- вой нагрузке): на шариках
G7/10, G7/16, G6.T5, G6/14 на конических ро- ликах
8. Рекомендуемые посадки (ГОСТ 3325—85) дли установки
подшипников качения на вал (вращается при работе)
при циркуляционном нагружении
Диаметры отвер- стии подшипников, мм Рек сад е н ду ем ые Примеры
шариковых роликовых посадки применения
До 50 Легкий илг До 50 нормальный реж L5/js5, L5/h5, L4/i,5. L4/h5, 1.2 js4, L2/h4, !.2/js3, 1.2/113 im работы Гидромсторы и малога- баритные электромаши- ны , Электр ошшшделп, турби.х плодил ьникп
До 40 (До ЮО) До 40 LO/кВ, 1.0, j <.6, 1.6'kfi, I.6.'js6; L5 H.5, L4/js5, 1.2, %4 Сельхо истины, турбо- компрессоры , газотур- бинные двигатели, Элек- тр ом отор ы, р еду к'; ор ы,
До 100 (св. 100) До 100 LO.kC, I.O/j.,C, LG. kG, LG/jsG, L5 L5, L4/k5, L2/k4 Корсики скоростей стаи- коз, коробки передач ав- томобилей и тракторов, центрифуги, вентилято- ры
До 250 L0/m6, 1.6'mG
ПОСАДКИ
Продолжение табл. 8
Диаметры отвер- стий подшипников, мм Рекомендуемые , посадки Примеры применения
шариковых роликовых
До 100 Нормальны! До 40 (до 100) или тяжелый ре; L0/k6, L0/js6, LG/k6, L6/js6, L5/k5, L4/k5, L2/k4 «им работы Электродвигатели мощ- ностью до 100 кВт, тур- бины, кривошипно-ша- тунные механизмы, шпиндели металлорежу- щих станков, крупные редукторы
Св. 100 До 100 (до 180) L0/m6, L6/m6, L5/m5, L4''m5, L2,'m4
— До 250 L0/p6, L0/n6, L6/p6, L6/n6, L5/n5, L4/n5, L2/n4
— Тяже/ Св. 50 до 140 ая и ударная наг L0/n6, L0/m6, L6/n6, L6/m6 рузка Буксы тепловозов, трам- ваев и электровозов, ко- ленчатые валы двигате-
— Св. 140 до 200 L0/p6, L6/p6 лей, крупные и мощные эл е ктр од в и гател и, э ке- ка ваторы, дорожные
— Св. 200 до 250 L0/r7, L0/r6, L6/r7, L6/r6 машины
9. Рекомендуемые посадки (ГОСТ 3325—85) для установки
подшипников качения в отверстие корпуса (вращается корпус)
при циркуляционном нагружении
Режим работы Рек ом е и ду ем ые посадки Примеры применения
Нормаль- ный N7/10, N7/16, М7/10, М7/16 Передние колеса автомашин и тяга- чей, ролики конвейеров., коленчатые валы, ходовые колеса мостовых кра- нов
Js7/10, К7/10, J87/16, К7/16 Ролики ленточных конвейеров, бара- банов комбайнов
294 ДОПУСКИ II ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
Продолжение табл. 9
Режим работы Рекомендуемые посадки Примеры применения
Т яжелый Р7/Ю, Р7/16, 1’6/15 Колеса автомобилей, тракторов, ба- шенных кранов, ведущие барабаны гусеничных машин и т. п.
К7/10, К7/16 Узлы со сферическими упорными ро- ликовыми подшипниками для кару- сельных станков
П р и м е ч а н и е. Для разъемных корпусов следует выбирать
поля допусков отверстий Н7, Н6, G7, G6.
нию за один оборот наружного кольца в пределах угла,
ограниченного точками А и В, симметрично относительно
линии действия постоянной по направлению радиальной
силы Fc. Наружное кольцо при этом имеет циркуляцион-
ное нагружение.
Колебательное нагружение имеет место на наружном
кольце подшипника (рис. 3, е) при вращающемся внутрен-
нем кольце и если постоянная нагрузка Рс больше ра-
диальной нагрузки Pv, передающейся на наружное кольцо
и вращающейся с частотой п.
Может иметь место случай, когда вращающаяся сила Fv
больше постоянной по направлению нагрузки Рс (рис. 3, г
и д). В этом случае кольца являются либо местно нагру-
женными (если вращается кольцо), либо циркуляционно
нагруженными (если кольцо неподвижно).
Посадки упорных подшипников качения при колеба-
тельном нагружении даны в табл. 10.
Подшипники качения работают в сложных условиях,
обусловленных высокими частотами вращения, больших
нагрузок и относительно малой площадью контакта с по-
садочными поверхностями под подшипники. Поэтому к
точности размера, формы и расположения посадочных по-
верхностей и их шероховатости предъявляются высокие
требования. Например, отверстия в корпусах, пред-
назначенных для установки в них подшипников 5-го и 4-го
классов точности, следует обрабатывать по 6-му квали-
тету, а валы — по 5-му квалитету. Посадочные поверх-
ПОСАДКИ
295
ности под подшипники и торцовые поверхности заплечи-
ков валов и корпусов высококачественно обрабатывают во
избежание смятия и среза местных выступов (шероховато-
стей) в процессе запрессовки и эксплуатации подшипни-
ков.
Допуски формы и расположения посадочных поверх-
ностей валов и отверстий корпусов приведены в табл. 11,
а их параметры шероховатости — в табл. 12.
В качестве основных показателей отклонений формы и
расположения поверхностей приняты допуск круглости и
допуск профиля продольного сечения. Овальность и ко-
нусообразность определяют распространенными средства-
ми измерений.
Посадочные поверхности должны иметь галтели или
заходные фаски с малым углом конусности. Торец запле-
чика в местах сопряжения торцовой и посадочной поверх-
ностей должен иметь радиус закругления (радиус галтели),
меньший радиуса фаски соответствующего кольца подшип-
ника.
При неблагоприятном сочетании всех видов погрешно-
стей обработки, сборки и деформации подшипников, вала
и деталей корпуса под действием нагрузок возникает сум-
марное отклонение от соосности, оцениваемое допустимым
углом взаимного перекоса между осями внутреннего и на-
ружного колец подшипников качения, смонтированных в
подшипниковых узлах (табл. 13).
Перекос колец является одной из причин первона-
чального повреждения подшипников и концентрации кон-
тактных напряжений и может быть уменьшен в результате
применения целесообразных приемов монтажа. Перед мон-
тажом тщательно проверяют подшипник и сопрягаемые с
ним детали. При этом сопрягаемые поверхности смазы-
вают тонким слоем смазочного материала. Кольца под-'
шипника должны вращаться плавнб, без резкого торможе-
ния; риски, забоины и царапины не допускаются. При мон-
таже подшипника усилие запрессовки должно передаваться
только через напрессовываемое кольцо. При установке
подшипников с натягом на вал рекомендуется подшипник
нагревать в масляной ванне до 80 °C с выдержкой до 10—
15 мин. При посадке подшипника с натягом в корпус ре-
комендуется подшипник предварительно охладить жидким
азотом. Усилие при монтаже создают с помощью механи-
296 ДОПУСКИ И ПОСАДКИ подшипников КАЧЕНИЯ
10. Посадки упорных подшипников (ГОСТ 3325—85)
Режим работы и вид нагружения Реком е н ду ем ые посадки Примеры применения
Осевые нагрузки L0/js6, L6/js6 Узлы с одинарными и двойны- ми упорными подшипниками
Колебательное на- гружение, осевая и радиальная на- грузки L0/k6, L6/k6 Узлы на упорных подшипниках со сферическими роликами (с отверстием диаметром до 200 мм)
LO/mG, L6/inC То же (с отверстием диаметром св. 200 до 250 мм)
11. Допуски формы и расположения посадочных поверхностей валов
и отверстий корпусов (в мкм, не более)
Допуск круглости и допуск профиля
продольного сечения
0 и G I 1,5 1 1.5 | 2| 2,5 1 1 3 1 13,5 4 1 5 1 6I 1 6 | 7 | 8 1 9
5 и 4 1 0,71 0,7 | 0,8 1 1 I 1,3 1 1,5 2 2 1 2,5 з 1 3,5 < 1 4
2 | 0,4 ' 0,4 | 0,5 | 0,5 | 0,6 0,8 | 1 | 1 i 1,2 | 1,5 1,7 | — 1 —
Допуск непостоянства диаметра в поперечном
и продольном сечении
0 и 6 3 3 4 5 6 7 8 10 12 12 14 16 18
5 и 4 1,4 1,4 1,6 2 2,6 3 4 4 5 6 7 g 8
2 0,8 0,8 1 1 1,2 1,6 2 2 2,4 3 3,4 — —
ПОСАДКИ
297
Продолжение табл. 11
Класс точности подшипника Номинальные диаметры d и D подшипников качения, мм
От 0,6 ДО 2,5 Св. 2,5 АО 3 то и — Св. 6 до i 10 « О О Св. до 3 0 Си. 30 До 50 1 Св. 50 ДО 80 О о •Л' CI сз и Св. 120 до 1 S0 Св. 1S0 До 250 Св. 250 до 31 5 Св. 315 ДО 400
0 10 Д 10 опусь 12 пюрцовог 15 | 18 о биения 21 | 25 заплс 30 чикс. 35 вал 40 J. 46 52 57
6 6 6 8 9 11 13 16 19 22 25 29 32 36
5 3 3 4 4 5 6 1 8 10 12 14 16 18
4 2 2 2,5 2,5 3 4 4 5 6 8 10 —
2 1,2 1,2 1,5 1,5 2 2,5 2,5 з 4 7 — —
0 и 6 Для посадочной поверхности отверстия сопрягаемого с подшипником Допуск круглости и допуск профиля предо. — | 2,51 3 | 4 | 4,51 5 | 6 | 7,51 9 корпуса, много сечения 10|11,5| 13 14
5 и 4 — 1 1,3 1,5 2 2 2,5 3 3,5 4 5 5,3 6
2 ~ 1 0,5 | 0,6 1 0,8 | 1 | * 1 I,4 1 1,6 | 2 | 2,2 | 2,5 i 3 4
0 и 6 д< - ЩуСК 5 непостоя и П} 6 1 8 нстеа диаметра в •юдольном сечении 9 | 10 | 12 | 15 поперечном 18 | 20 | 23 26 28
5 и 4 — п 2,6 з 4 4 5 6 7 8 10 10,6 12
2 — 1 1,2 1,6 2 2 2,8 3,2 4 4,4 6 8
Допуск торцовое 0 | — | — | 18 Э Util. ния •21 заплечики/. 33 | 39 отверстия кс 46 1 54 | 63 рпуса 72 | 81 89
6 — 12 15 18 21 25 30 35 40 46 52 57
5 5 6 8 9 11 13 15 18 20 23 25
4 4 4 О с 6 8 10 12 14 16 30
2,5 2,5 3 4 4 5 6 8 10 12 13
Примечание. Непостоянство диаметров в поперечном (про-
дольном) сечении посадочной поверхности — разность между наиболь-
шим и наименьшим диаметрами, измеренными в одном и том же про-
дольном (поперечном) сечении. Допуск непостоянства диаметра в по-
перечном (продольном) сечении — наибольшее значение непостоянства
диаметра в этом сечении.
298 ДОПУСКИ И ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
12. Параметры шероховатости посадочных поверхностей валов
и отверстий корпусов под подшипники качения
Подшипник качения Посадочные поверхности
Класс точности Номинальный диаметр, мм валов отверстий корпусов опорных торцов заплечиков
Параметр шероховатости Ra, мкм
0 До 80 80—500 1,25 2,5 1,25 2,5 2,5 2,5
6 и 5 До 80 89—500 0,63 1,25 0,63 1,25 1,25 2,5
4 До 80 80—500 0,32 0,63 0,63 1,25 1,25 2,5
2 До 80 80—500 0,16 0,32 0,32 0,63 0,63 0,63
Примечания: 1. Для подшипников на закрепительных или
стяжных втулках параметр шероховатости Ra не должен превышать
2,5 мкм.
2. Для посадочных поверхностей и опорных торцов заплечиков
в чугунных корпусах допускается принимать Ra не более 2,5 мкм
для диаметров сопряжений до 80 мкм и Rz не более 20 мкм — для
диаметров св. 80 мм при установке подшипников классов точности 0
и 6 и обеспечении заданного ресурса работы подшипникового узла.
3. Для посадочных мест и опорных торцов заплечиков на валах
и корпусах, выполненных из стали, для малонагруженных подшипни-
ков класса точности 0 допускается принимать Ra не более 2,5 мкм
для диаметров сопряжений до 80 мм и Rz не более 20 мкм — для диа-
метров более 80 мм.
4. К малонагруженным относят подшипники, работающие с ча-
стотой вращения не более 0,05,тПр при радиальной нагрузке Рс, не
превышающей 0,05 радиальной динамической грузоподъемности Ст,
и при коэффициенте безопасности Лц= 1.
ПОСАДКИ
299
13. Допустимые углы взаимного перекоса колец Отах
подшипников качения 0-го и 6-го классов точности
Подшипники
Радиальные однор'ядные шариковые (при радиальном на- гружении) с радиальным зазором: нормальным по 7-му ряду по 8-му ряду 8' 12' 16'
Радиально-упорные шариковые однорядные с углами кон- такта а: 12° 26° 36° 6' 5' 4'
Радиально-упорные шариковые с углом контакта а = 45-:-60° 4'
Упорные шариковые с углом контакта а = 90° 2'
Радиальные с цилиндрическими роликами: без модифицированного контакта с модифицированным контактом 2' 6'
Шариковые радиальные сферические двухрядные по ГОСТ 5720-75 4°
Роликовые радиальные однорядные по ГОСТ 24954—81 3°
Рис. 4. Обозначение допусков и посадок подшипников качения на чер-
тежах:
а — отверстия; б — вала; в — подшипникового узла в сборе
300 ДОПУСКИ И ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
ческнх или гидравлических прессов. При единичном
производстве допускается нанесение несильных ударов
молотком через монтажную трубу с заглушкой. Напрес-
совываемое кольцо подшипника должно перемещаться по
посадочной поверхности равномерно и без перекоса.
Правильно смонтированные и хорошо смазанные подшип-
ники при работе создают непрерывный и равномерный
шум, который прослушивают с помощью стетоскопа или
трубы.
На сборочных чертежах подшипниковых узлов посадку
подшипника обозначают после номинального размера
в виде дроби, с условным обозначением поля допуска коль-
ца подшипника и поля допуска вала или отверстия корпу-
са, сопрягаемых с подшипником. Например, обозначение
на рис. 4, в 0 160Н7/10 относится к соединению наруж-
ного кольца подшипника класса точности 0 с отверстием
корпуса с полем допуска Н7 (посадка с зазором);
90L0/js6 означает посадку внутреннего кольца подшип-
ника 0-го класса точности (его поле допуска L0) с валом,
обработанным по полю допуска js6. Посадки подшипни-
ков качения разрешается обозначать также следующим
образом: по наружному кольцу 0 160Н7/10 или
0 160Н7-10; по внутреннему кольцу 0 90L0/js6 или
0 90L0-js6.
Глава 5
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
ШПОНОЧНЫХ И ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Размеры, допуски и посадки шпоночных и шлицевых
соединений установлены стандартами, приведенными
в табл. 1.
1. Перечень ГОСТов на шпоночные и шлицевые соединения
гост
Наименование
1139—80 ОНВ. Соединения шлицевые прямобочные. Размеры и допуски
6033—80 ОНВ. Соединения шлицевые эвольвентные с углом про- филя 30''. Размеры, допуски и измеряемые величины
8790—79 ОНВ. Соединения шпоночные с призматическими на- правляющими и креплением на валу. Размеры шпонок и сечений пазов. Допуски и посадки
10748—79 ОНВ. Соединения шпоночные с призматическими вы- сокими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки
23360—78 ОНВ. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки
24068—80 ОНВ. Соединения шпоночные с клиповыми шпонками. Размеры шпонок и сечений пазов. Допуски и посадки
24069—80 ОНВ. Соединения шпоночные с тангенциальными нор- мальными шпонками. Размеры сечений шпонок и па- зов. Допуски и посадки
24070—80 ОНВ. Соединения шпоночные с тангенциальными уси- ленны?,!’.: шпонками. Размеры сечений шпонок и пазов. Допуски И посг.деи
24071—80 ОНВ. Соединения шпоночные с сегментными шпонка- ми. Размеры шпонок п сечений пазов. Допуски и по- садки
302 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночное соединение — соединение вала с отверстием
детали (например шкива, зубчатого колеса и др.) с по-
мощью шпонки, представляющей собой металлический
брусок, помещаемый в пазы, выполненные на валу и во
Рис. 1. Шпоночное соединение с призматической (а), сегментной ((7),
клиновой (в) и тангенциальной (г) шпонками:
1 — вал; 2 — шпонка; 3 — втулка (ступица с отверстием)
ДОПУСКИ ШПОНОЧНЫХ СОЕДИНЕНИИ
303
втулке (отверстии детали). По форме стандартные шпонки
подразделяют на призматические (рис. 1, а), сегментные
(рис. 1, б), клиновые (рис. 1, в) и тангенциальные с прямо-
угольным поперечным сечением (рис. 1, а). Размеры ва-
лов, шпонок и шпоночных пазов на валах и во втулках
приведены в табл. 2—6.
Длину призматической или клиновой шпонки выбира-
ют из ряда целых чисел (в мм): 6, 8, 10, 12, 14, 16, 18,
20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100,
НО, 125, 140, 160, 180, 200, 220, 250,280,320,360,400,
450 и 500. Длина тангенциальной шпонки должна быть на
10—15% больше длины втулки или детали, установлен-
ной на валу.
2. Размеры соединений (в мм) с призматическими шпонками
Диаметр вала d Размеры шпонки Размеры пазов для шпонки
От До Сечение Фаска s Длина 1 Глубина паза Радиус г, или фаска
От До От До tx на валу 4 во втул- ке От До
6 8 2X2 6 20 1,2 1
8 10 3X3 0,16 0,25 6 36 1,8 1,4 0,08 0,16
10 12 4X4 8 45 2,5 1,8
304 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Продолжение табл. 2
Диаметр вала d Размеры шпонки Размеры пазов ДЛЯ ШПОНКИ
От До Сечение bxh Фаска s Длина 1 Глуби на паза Радиус г, или фаска S,
От До От До ti на валу /а ВО втул- ке От До
12 17 5X5 10 56 3 2,3
17 22 6X6 0,25 0,4 14 70 3,5 2,8 0,16 0,25
22 30 8X7 18 90 4 3,3
30 38 10X8 22 ПО 5 3,3
38 44 12X8 28 140 5 3,3
44 50 14X9 0,4 0,6 36 160 5,5 3,8 0,25 0,4
50 58 16Х 10 45 180 6 4,3
58 65 18Х 11 50 200 7 4,4
65 75 20Х 12 56 220 7,5 4,9
75 85 22Х 14 63 250 9 5,4
85 95 25Х 14 0,6 0,8 70 280 9 5,4 0,4 0,6
95 НО 28Х 16 80 320 10 6,4
НО 130 32Х 18 90 360 11 7,4
130 150 36Х 20 100 400 12 8,4
150 170 40Х 22 I 1,2 100 400 13 9,4 0,7 1
170 200 45Х 25 ПО 450 15 10,4
200 230 50Х 28 125 500 17 11,4
230 260 56Х 32 140 500 20 12,4
260 290 СЗХ 32 1,6 2 160 500 20 12,4 1,2 1,6
290 330 70X36 180 500 22 14,4
330 380 80Х 40 200 500 25 15,4
380 440 90X45 2,5 3 220 500 28 17,4 2 2,5
440 500 100X50 250 500 31 19,5
ДОПУСКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
305
3. Размеры соединений (в мм) с призматическими высокими
шпонками (см. эскиз к табл. 2)
Диаметр вала d Размеры шпонки Размеры пазов для ШПОНКИ
Сечение Фаска s Д.П1 на 1 Глубина паза Радиус rt 1 или фаска StX45°
От До fcx/l От До От До на валу /2 во втул- ке От До
30 38 10X9 22 по 5,5 3,8
38 44 12Х 11 28 140 7 4,4
44 50 14Х 12 0,4 0,6 36 160 7,5 4,9 0,25 0,40
50 58 16Х 14 45 180 9 5,4
58 65 18X16 50 200 10 6,4
65 75 20Х 18 56 220 11 7,4
75 85 22X20 63 250 12 8,4
85 95 25X22 0,6 0,8 70 280 13 9.4 0,40 0,60
95 100 28X25 80 320 15 10,4
110 130 32X28 90 360 17 11,4
130 150 36Х 32 100 400 20 12,4
150 170 40Х 36 1,0 1,2 100 400 22 14,4 0,7 1,0
170 200 45X40 110 450 25 15,4
200 230 50X45 125 500 28 17,4
230 260 56Х 50 140 500 31 19,5
260 290 63X60 1,6 2 160 500 36 24,5 1,2 1,6
290 330 70Х 65 180 500 39 26,5
330 380 80Х 75 200 500 44 31,5
380 440 90X85 2,5 5 220 500 49 36,5 2,0 2,5
440 500 100Х 95 250 500 54 41,5
306 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
4. Размеры соединений (в мм) с сегментными шпонками
Диаметр вала D Размеры шпонки Размеры пазов для шпонки
Для шпо- нок, пере- дающих крутящий момент Для фикси- рующих шпонок Ши- ри- на b bXhXd Фа- ска Глубина Радиус г, или фаска s, X 45°
Св. До Св. До min max А на валу ?2 ВО втул- ке Св. До
3 4 3 4 1 IX 1,4X4 1 0,6
4 5 4 6 1,5 1.5Х 2,6X7 2 0,8
5 6 6 8 2 2Х 2,6X7 0,16 1,8 1
6 7 8 10 2 2X3,7Х 10 0,25 2,9 1 0,08 0,16
7 8 10 12 2,5 2.5Х3.7Х 10 2,7 1,2
8 10 12 15 3 ЗХ5Х 13 3,8 1,4
10 12 15 18 3 ЗХ 6,5Х 16 5,3 1.4
12 14 18 20 4 4Х6.5Х 16 5 1,8
14 16 20 22 4 4Х7.5Х 19 6 1,8
16 18 22 25 5 5Х 6,5Х 16 4,5 2,3
18 20 25 28 5 5X7,5X19 0,25 5,5 2,3 0,16 0,25
20 22 28 32 5 5Х 9Х 22 0,4 7 2,3
22 25 32 36 6 6X9x22 6,5 2,8
25 28 36 40 6 6Х 10X25 7,5 2,8
28 32 40 8 8Х 11 х28 0,4 0,6 8 3,3
32 38 40 10 10Х 13x32 10 3,3 0,25 0,4
ДОПУСКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
307
5. Размеры соединений (в мм) с клиновыми шпонками
Исполнение 1 Исполнение?. Исполнение J Исполнение 4
Диаметр Шпонка Шпоночный паз
вала d
Сече- bXh ние Фаска SX45° Длина I Высота Глубина
От До min max От До hi на валу во втулке
6 8 2X2 6 20 1,2 0,5
8 Ю 3X3 0,16 0,25 6 36 7 1,8 0,9
Ю 12 4X4 8 45 2,5 1,2
12 17 5X5 10 56 8 3 1,7
17 22 6X6 0,25 0,4 14 70 10 3,5 2,2
22 30 8X7 18 90 11 4 2,4
30 38 10X8 22 НО 12 5 2,4
38 44 12X8 28 140 12 5 2,4
44 50 14X9 0,4 0,6 36 160 14 5,5 2,9
50 58 16Х 10 45 180 16 6 3,4
58 65 18Х 11 50 200 18 7 3,4
65 75 20Х 12 56 220 20 7,5 3,9
75 85 22Х 14 63 250 22 9 4,4
85 95 25Х 14 0,6 0,8 70 280 22 9 4,4
95 ПО 28Х 16 80 320 25 10 5,4
ПО 130 32Х 18 90 360 28 И 6,4
130 150 36X20 100 400 32 12 7,1
150 170 40X22 1 1,2 100 400 36 13 8,1
170 200 45Х 25 110 450 40 15 9,1
200 230 50Х 28 125 500 45 17 10,1
230 260 56Х 32 140 500 50 20 П,1
260 290 63X32 1,6 2 160 500 50 20 11,1
290 330 70Х 36 180 500 56 22 13,1
330 380 80Х 40 200 500 63 25 14,1
380 440 90Х 45 2,5 3 220 500 70 28 16,1
440 500 100Х 50 250 500 80 31 18,1
308 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
6. Размеры соединений (в мм) с тангенциальными шпонками
Нормальные тангенциальные шпонки
60 63 65 70 7 19,3 19,8 20,1 21,0 7 7,3 19,3 19,8 20,1 21,0 19,6 20,2 20,5 21,4
71 75 80 85 90 8 22,5 23,2 24,0 24,8 25,6 0,6 0,8 8 8,3 22,5 23,2 24,0 24,8 25,6 22,8 23,5 24,4 25,2 26,0 0,4 0,6
95 100 ПО 9 27,8 28,6 30,1 9 9,3 27,8 28,6 30,1 О О О 29,0 30,6
120 125 130 10 33,2 33,9 34,6 1 1,2 10 10,3 33,2 33,9 34,6 33,6 34,4 35,1 0,7 1
140 150 11 37,7 39,1 11 11 37,7 39,1 38,3 39,7
ДОПУСКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
309
Продолжение табл. 6
Размеры шпонки Размеры пазов для шпонки
арина Фаска sX45° Глубина Расчетная ширина Радиус г
Диаметр вала Толщина t Расчетная Ш1 6 Не менее Не более 6 во втулке tt на валу Ь\ во втулке Ъг на валу Не менее Не более
1G0 170 180 12 42,1 43,5 44,9 1,2 12 12,4 42,1 43,5 44,9 42,8 44,2 45,6 0,7 1
190 200 14 49,6 51,0 1 14 14,4 49,6 51,0 50,3 51,7
220 240 16 57,1 59,9 1,6 16 16,4 57,1 59,9 57,8 60,6
250 260 18 64,6 66,0 2 18 18,4 64,6 66,0 65,3 66,7 1,2 1.6
280 300 20 72,1 74,8 20 20,4 72,1 74,8 72,8 75,5
320 340 22 81,0 83,6 2,5 3 22 22,4 81,0 83,6 81,6 84,3 2 2,5
360 380 400 26 93,2 95,9 98,6 26 26,4 93,2 95,9 98,6 93,8 96,6 99,3
420 440 450 460 30 103,2 110,9 112,3 113,6 - 30 30,4 108,2 110,9 112,3 113,6 108,8 111,6 112,9 114,3
480 500 34 123,1 125,9 3 4 34 34,4 123,1 125,9 123,8 126,6 2,5 3
530 560 38 136,7 140,3 38 38,4 136,7 140,8 137,4 141,5
600 630 42 153,1 157,1 42 42,4 153,1 157,1 153,8 157,8.
310 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Продолжение табл. 6
Размеры шпонки Размеры пазов для шпонки
S. Фаска 5X45° Глубина Расчетная ширина Радиус г
Диаметр вала Толщина t Расчетная Шг Ь Не менее Не более ti во втулке t2 на валу bi во втулке !>г на валу Не менее Не более
670 46 169,4 46 46,5 169,4 170,2
710 750 50 181,6 187,1 50 50,5 181,6 187,1 182,3 187,8
3 4
800 850 900 54 58 62 200,7 214,3 227,9 4 5 54 58 62 54,5 58,5 62,5 200,7 214,3 227,9 201,4 215,2 228,7
950 J000 66 241,5 248,3 66 66,5 241,5 248,3 242,4 249,2
Усиленные тангенциальные шпонки
100 10 30 10 10,4 30 30,5
ПО И 33 11 П,4 33 33,5
120 12 36 1 1,2 12 12,4 36 36,5 0,7 1
130 13 39 13 13,4 39 39,5
140 14 42 14 14,4 42 42,5
150 15 45 15 15,4 45 45,5
160 16 48 16 16,4 48 48.5 1 9 1 А
170 17 51 1 ,и 17 17,4 51 51,5
180 18 54 18 18,4 54 54,5
190 19 57 19 19,4 57 57,5
200 20 60 20 20,4 60 60,5
210 21 63 21 21,4 63 63,5
220 22 66 2,5 3 22 22,4 66 66,5 2 2,5
240 24 72 24 24,4 72 72,5
250 25 75 25 25,4 75 75,5
260 26 78 26 26,'4 78 78,5
ДОПУСКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
311
Продолжение табл. G
Диаметр вала d Размеры пшонки Размеры пазов для шпонки
Толщина t Расчетная ширина 1 Фаска sX45° Глубина Расчетная ширина Радиус г
Не менее Но более 6 во втулке 1 t3 на валу 61 во втулке Ь2 на валу Не менее Не более
280 28 84 28 28,4 84 84,5
300 30 90 30 30,4 90 90,5
320 32 96 32 32,4 96 96,5
340 34 102 3 4 34 34,4 102 102,5 2,5 3
360 36 108 36 36,4 108 108,5
380 38 114 38 38,4 114 114,5
400 40 120 40 40,4 120 120,5
420 42 126 42 42,4 126 126,5
450 45 135 45 45,4 135 135,5
480 48 144 48 48,5 144 144,7
500 50 150 4 5 50 50,5 150 150,7 3 4
530 53 159 53 53,5 159 159,7
560 56 168 56 56,5 168 168,7
600 60 180 60 60,5 180 180,7
630 63 189 63 63,5 189 189,7 С
670 67 201 67 67,5 201 201,7
710 71 213 71 71,5 213 213,7
750 75 225 75 75,5 225 225,7
800 80 240 6 7 80 80,5 240 240,7 6 5
850 85 255 85 85,5 255 255,7
900 90 270 90 90,5 270 270,7
950 95 285 7 8 95 95,5 285 285,7 7 6
1000 100 300 100 100,5 300 300,7
Шпоночные соединения подразделяют на ненапряжен-
ные (с призматическими и сегментными шпонками) и на-
пряженные (с клиновыми и тангенциальными шпонками).
Напряженные соединения передают не только крутящий
момент (вращательное движение), но и осевую силу. При-
меняемые в тяжелом машиностроении тангенциальные
шпонки состоят из двух клиньев (с боковыми уклонами
312 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
1 : 100), забиваемых в паз, образованный угловыми усту-
пами на валу и во втулке детали. Эти шпонки применяют
только в парной установке под углом между парными шпон-
ками а — 120° (рис. 1, г).
Поля допусков и предельные отклонения размеров
шпонки и шпоночных пазов на валу к во втулке приведены
в табл. 7, а параметры шероховатости поверхности —
в табл. 8.
За номинальный размер шпоночного соединения при-
нимают размер Ь, равный ширине шпонки, ширине паза
под шпонку на валу и ширине паза во втулке. Предусмо-
трены три вида соединений (рис. 2): 1 — свободное для
получения посадок с гарантированными зазорами, обеспе-
чивающими надежную работу соединений с направляю-
щими шпонками, а также облегчение сборки соединения
из термообработанных деталей; II — нормальное для по-
лучения соединений в условиях серийного и массового
Лаз бала Лаз Втулки
Рис. 2. Схема расположения полей допусков шпоночного соединения
вида I, II и И! с призматической шпонкой:
— вал; 2 — шпонка; 3 — втулка
7. Поля допусков и предельные размеры (в мм) шпонки и шпоночных пазов на валу и во втулке
Диаметр вала d Высота (толщина) шпонки ft (() Поле допуска шпонки по размерам Поле допуска паза по размеру b Предельные отклонения
на валу во втулке
От До От До Ширина b Высота h (/) Длина 1 / и 111 I и 111 глубины низа угла уклона шпонки
на ва- лу Л во втул- ке- /2
Соединение с призматической или клиновой шпонкой
6 22 2 6 h9 hO hl4 гние с с Н9 егмег N9 тной Р9 шпо D10 нкой Js9 Р9 +0,1 0 АТ 10 * 2
22 58 58 130 6 10 10 18 hll Со един! + 0,2 0
130 3 500 8 18 1,4 50 3,7 +0,3 0
+0,1 0
8 20 3,7 7,5 h9 hll hl2 — N9 Р9 — Js9 Р9 +0,2 0 +0,1 0 —
20 28 7,5 10 +0,3 0
28 3S 10 13 -г 0,2 0
ДОПУСКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ 313
Продолжение табл. 7
Диаметр вала d Высота (толщина) шпонки h (14 Поле допуска шпонки по размерам Поле допуска паза по размеру b Предельные отклонения
От До От До Ширина ь Высота Л (О Длина 1 на валу во втулке глубины паза угла уклона шпонки
I 11 III 1 11 III на ва- лу tt во втул- ке fz
Соединение с тангенциальными шпонками
60 ООО) 150 (ПО) 7 (Ю) 11 (И) — Ы1 —
160 (120) 630 (500) 12 02) 42 (50)
670 1000 46 66
(530) (1000) (53) (100)
* Предельные отклонения угла уклона клиновой шпонки.
+0,2 0 0 —0,2 АТ10 2
+0,3 0 0 -0,3
+0,4 0 0 —0,4
Примечания: 1. В скобки заключены размеры усиленных тангенциальных шпонок.
2. I—I11 — виды соединений.
ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
• ~ — .................................................................................................................................................................................................................................................................................................... ~ — .......................................................................................................................................................................................................................................................................................................: / ’ - —
ДОПУСКИ ШПОНОЧНЫХ СОЕДИНЕНИИ
315
8. Параметр Ra шероховатости поверхности элементов
шпоночных соединений в зависимости от допуска размера
(не более, мкм)
Номинальные размеры поверхности, мм
Квалитет До 18 Св. 18 до 50 Св. 50 до 120 Св. 120 до 500
IT9 3,2 3,2 6,3 6,3
IT 10 3,2 6,3 6,3 6,3
ITU 6,3 6,3 12,5 12,5
IT12, IT13 12,5 12,5 25 25
IT14, ITI5 12,5 25 50 50
Примечания: 1. Для поверхностей с неуказанными предель-
ными отклонениями Ra 20 мкм.
2. Параметр шероховатости для шпоночного паза рекомендуется
принимать равным Ra 6,3 мкм.
производства; III — плотное для получения неподвиж-
ных соединений с напрессовкой деталей при сборке в усло-
виях единичного и серийного производства, а также для
обеспечения надежной работы соединения при реверсив-
ных нагрузках.
Пример 1. Выбрать посадки для нормального соединения с призма-
тической шпонкой размерами (в мм) по ширине b = 6, по высоте h = С
и по длине / = 10. На чертеже соединения нанести размеры с полями
допусков.
Для соединения вида 11 из табл. 7 выписываем поля допусков
размера шпонки, пазов на валу и во втулке, а из табл. 12 и 13
гл. 2-—соответствующие верхние и нижние отклонения. Имеем для
N9,____________________________________g дз,
соединения шпонка—паз на валу 6 г-д-- '—- и для соединения шпон-
hy(—0,03)
Js9(±0,015)
ка—паз во втулке 6 ----—
h9(-0.03)
Изделия со шпоночными пазами (отверстия втулки и
валы) преимущественно контролируют с помощью пре-
дельных и комплексных калибров. Например, диаметр ва-
ла (отверстия втулки) контролируют ПР и НЕ калибрами-
скобами (пробками), глубину паза на валу (х (во втулке
316 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИИ
Ь„(ПР)
Рис. 3. Калибры для контроля деталей со шпоночными пазами:
а — газовые; б — глубиномеры; о — комплексная проходная пробка; г —
комплексный калибр-призма
А,) — соответствующими ПР и НЕ пазовыми калибрами
(рис. 3, а).
Качество сборки шпоночного соединения зависит от пе-
рекосов и смещений в расположении пазов под шпонку,
имеющихся на валу и во втулке. Симметричность шпоночных
пазов относительно осевой плоскости контролируют с по-
мощью комплексных проходных калибров — пробки
(рис. 3, в) и призмы (рис. 3, г).
Вместо размеров 4 и t2 допускается контролировать
размеры (d — Q и (d + t3), предельные отклонения кото-
рых указаны в табл. 9.
9. Предельные отклонения размеров (d — и (cl /2)
Размеры, мм
В ысота шпонки (</ - 6) (rf 1- id Высота шпонки (d - Л) W+ id
От 2 до 6 4 0 —0,1 -1 0,1 0 Св. 18 до 50 0 —0,3 4 0,3 0
Св. 6 до 18 0 —0,2 4-0,2 0 Св. 50 до 95 0 -0,4 +0,4 0
ДОПУСКИ ШЛИЦЕВЫХ ПРЯМОБОЧНЫХ СОЕДИНЕНИИ 317
ДОПУСКИ И ПОСАДКИ ШЛИЦЕВЫХ ПРЯМОБОЧНЫХ
СОЕДИНЕНИЙ
За поминальные размеры шлицевого прямобочного со-
единения приняты наружный D (рис. 4) и внутренний d
диаметры и размер Ь, равный толщине зуба вала и ширине
паза втулки. Основные размеры и числа зубьев деталей
шлицевых соединений приведены в табл. 10. Шлицевый
вал (рис. 4, а) фрезеруют червячными фрезами и шли-
фуют. Предусмотрено три исполнения вала: А, В и С.
Впадины (пазы) отверстия втулки (рис. 4, б) получают
протягиванием с помощью набора протяжек.
Прямобочные шлицевые соединения (рис. 4, в) центри-
руют по наружному D или внутреннему d диаметрам или
по боковым поверхностям, т. е. по размеру Ь.
Центрирование по диаметру D применяют в неподвиж-
ных, а также в подвижных соединениях, передающих не-
большой крутящий момент (рис. 4, г). Шлицевый вал ис-
полнения В шлифуют по диаметру D. Твердость шлицевой
втулки должна быть невысокой и позволять калибровку
ее протяжкой. Центрирование по диаметру D надежно
и обеспечивает высокую экономичность изготовления де-
талей соединения.
Рис. 4. Шлицевое прямобочаое соединение:
а — рал; б — втулка: в — вал с втулкой в сборе; центрирование ио наружному
(.;) и внутреннему (д) диаметрам; центрирование по боковым поверхностям
зубьев (е)
318 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
10. Размеры (в мм) прямобочных шлицевых соединений
Размеры zXdXD ь dlf не менее й, не менее f Размеры zXdxD b ЗЭНЭЛ эн а, не менее f
Легкая серия
6Х 23Х 26 6 22,1 3,54
6Х 26Х 30 6 24,6 3,85 0,3
6Х 28Х 32 7 26,7 4,03
8Х 32Х 36 6 30,4 2,71
8Х 36Х 40 7 34,5 3,46 0,4
8X42X46 8 40,4 5,03
8X46X50 9 44,6 5,75
8Х 52Х 58 10 49,7 4,89
8Х 56Х 62 10 53,6 6,38
8Х 62Х 68 12 59,8 7,31
10X72X78 12 69,6 5,45 0,5
10X82X88 12 79,3 8,62
10X92X98 14 89,4 10,08
10Х 102Х 108 16 99,9 11,49
10Х 112Х 120 18 108,8 10,72
Средняя серия
6Х ИХ 14 3 9,9 —
6Х 13Х 16 3,5 12 —
6Х 16X20 4 14,5 — 0,3
6Х 18X22 5 16,7 —
6X21X25 JS 19,5 1,95
6Х 23X28 6 21,3 1,34
6Х 26Х 32 6 23,4 1,65 ——
6Х 28Х 34 7 25 9 1,7
8Х 32Х 38 6 29,4 — 0,4
8Х 36Х 42 7 33,5 1,02
8X42X48 8 39,5 2,57
8Х 46Х 54 9 42,7 — —
8Х 52Х 60 10 48,7 2,44
8Х 56Х 65 10 52,2 2,5
8X62X72 12 57,8 2,4
10X72X82 12 67,4 — 0,5
10Х82Х 92 12 77,1 3
10Х 92Х 102 14 87,3 4,5
10Х 102Х 112 16 97,7 6,3
10Х 112Х 125 18 106,3 4,4
ДОПУСКИ ШЛИЦЕВЫХ ПРЯМОБОЧНЫХ СОЕДИНЕНИЙ 319
Продолжение табл. 10
Размеры
zXdXD
Размеры
ZXdXD
Тяжелая серия
10Х 16X20
10Х 18X23
10X21X26
10Х 23Х 29
10Х 26X32
10Х 28Х 35
10X32X40
10Х 36X45
10X42X52
2,5
3
3
4
4
4
5
5
6
14,1
15,6
18,5
20,3
23
24,4
28
31,3
36,9
10X46X56
0,3 16Х 52Х 60
16X56X65
16X62X72
--- 16X72X82
20Х 82Х 92
20Х 92Х 102
20Х 102X115
20X112X125
7
5
5
6
7
6
7
8
9
40,9
47
50,6
56,1
65,9
75,6
85,5
94
104
0,5
Принятые обозначения: z — число зубьев; d — внутренний диа-
метр; D — наружный диаметр; Ь — толщина зуба вала (ширина паза
втулки). Исполнения валов: А и С (предназначены для соединения
с центрированием деталей по d), В (для соединений с центрированием
по D и Ь).
Центрирование по диаметру d (рис. 4, д) используют,
когда шлицевая втулка подвергается термической обра-
ботке до твердости свыше 40 HRC (ее окончательно обра-
батывают шлифованием по диаметру d) или когда шлице-
вые валы имеют большую длину и после термической об-
работки могут получить значительные искривления, и их
впадины (пазы) между зубьями окончательно обрабаты-
вают шлифованием. При этом обеспечивается точное цен-
трирование, которое используют в подвижных шлицевых
соединениях.
Центрирование по Ь — боковым поверхностям шлицев
(зубьев) (рис. 4, е) применяют при невысоких требованиях
к отклонению от соосности деталей, при передаче больших
крутящих моментов и знакопеременных нагрузках. Шли-
цевый вал исполнения В шлифуют по боковым поверхно-
стям зубьев.
Поля допусков (рис. 5) и рекомендуемые посадки шли-
цевых прямобочных соединений приведены в табл. 11.
Рис. 5. Схемы расположения полей допусков шлицевых валов и отверстий втулок при центрировании:
а — по внутреннему диаметру d; б — по наружному диаметру D-, в — по боковым поверхностям зубьев b
320 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
1J Белкин И.
11. Поля допусков и рекомендуемые посадки шлицевых прямобочных соединений
Р.дЗ* мер Поле допуска Рекомендуемые посадки для соединений
втулки вала подвижных неподвижных
Центрирование по внутреннему диаметру d
d Н6; Н7; Н8 g5; js5; f7; gG; e8; 116; h7; js7; js6; nG Н8/е8 H7/h7 S/J# H7»
| Н7/17 ] | H7/g6|
b F8 d8; f7; f8; h7; h8; h9; js7 D9/e8; F10/e8 F8/f7; F8/h7; | D9/h9h D9/f8; F10/f8; F8/f8; F10/h9; D9/e8; F10/e8 D9/18; | D9/h9 j; F10/f8; F10/h9 (H8/h7) (H8/h8) F8/h7; F8/js7; H8/js7; F!0/117; | F10/js7 |; F10/k7; | D9/k7 |
F10 d9; e8; f7; f8; f9; h7; h8, h9; js7; k7
ПУ D10 d9; e8; f7; f8; 19, h8; h9; js7; k7 d9
Н8 h7; h8; js7
Jsio dlO
D Н12 all HI2/all
ДОПУСКИ ШЛИЦЕВЫХ ПРЯМОБОЧНЫХ СОЕДИНЕНИЙ 321
Продолжение табл. 11
Раз- мер Поле допуска Рекомендуемые посадки для соединений
втулки пала ПОДВИЖНЫХ неподвижных
D Н7 Н8 Центрирован и [7; g6; h6; js6; h7; 1 ug/eg пб; e8 /e е по наружному диамет РУ D H7/h7
| Н7/17 | | H//gb | H7/j86 | HZ/nb
Ь F8 e8; f7; 18; h6; h8; j.,7 F8/e8 F8/17; F8/H8; D9/17; D9/e8; D9/h9; F8/e8; D9/17; D9/H8; D9/js7; F8/h8;
D9 d9; 17; js7; e8; h8
F10 e9; 17; h9 | F8/17 | 1 F8/js7 |
) F8/18 D9/h8
Js10 d!0
d НН Диаметр d не менее d1 (см. табл. 10) —
Центрирование по боковым поверхностям зубьев b
b D9; F8; F10 e8; f8; d9; h9; e9 k7; js7 |D9/e8|; F8/e8 | D9/18 |; F8/18; F10/h9 D9/d9; F10/e8 D9/h9; Fl 0/18; 1 F10/d91 D9/js7; 1 F8/js7 | D9/k7; F10/k7
D H12 all H12/all
d Hll Диаметр d не менее di (см. табл. 10) —
Примечания: 1. Посадки предпочтительного применения заключены в рамки.
2. Поле допуска h9 применяют при чистовом фрезеровании незакаленных шлицевых валов.
3. Посадки, заключенные в скобки, предназначены для неподвижных шлицевых соединений.
322 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
ДОПУСКИ ШЛИЦЕВЫХ ПРЯМОБОЧНЫХ СОЕДИНЕНИИ 323
Посадки для центрирующих диаметров d и D установ-
лены по системе отверстия. Поля допусков размера b на-
значают для вала — по системе отверстия, а для отверстия
втулки — по системе вала. Для нецентрирующего диаметра
D предусмотрена только посадка H12/al 1. При нецентри-
рующем диаметре d допуск на изготовление вала не уста-
новлен, а внутренний диаметр d ограничен размером dt
На чертежах и в технической документации шлицевое
соединение обозначают условным сочетанием латинских
букв и цифр (рис. 6). В обозначении соединения буква
слева указывает поверхность центрирования (rf, D или Ь),
первая цифра слева — число зубьев (шлиц); после
знака X — поминальный размер внутреннего диаметра d
(если d является центрирующим, то правее номинального
диаметра указывают посадку по d); после второго зна-
ка X — номинальный размер и поля допусков наружного
диаметра D; после третьего знака X — размер b и по-
садка по Ь.
Пример 2. Для шлицевого соединения (рис. С а , соединение I)
определить параметры посадок (см. гл.. 1 табл.. 4).
Результаты расчетов представить в виде табл. 12 .
12.Свободная таблица с результатами решения примера 2
Размер детали и поле допуска, мм Предельные отклонения, мкм Допуск, ММ Предельные размеры, мм
верхнее ES (е$) нижнее Е1 (и) Наиболь ши й Наимень- ший
Шлицевая втулка
d=32 Н7 4-25 0 0.025 32,025 32,000
D=36 Н12 4-250 0 0,250 36,250 36,000
b=6D9 +60 +30 0,030 6,060 6,030
Шлицевый вал
d=r32f7 —25 —50 0,025 31,975 31,950
D=36 all —310 —470 0,160 35,690 35,530
b=618 —10 —28 0,018 5,990 5,972
II*
324 ' ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЯ
Рис. 6. Обозначение допусков и посадок прямобочного шлицевого
соединения на сборочном чертеже (а) и на рабочих чертежах деталей
(б и в); варианты обозначения при центрировании:
1 — по внутреннему диаметру </; И — по наружному диаметру £>; /// — по
боковым поверхностям b зубьев
Не менее?, У1
Наибольший зазор
Smax = 0,075 мм по d=32H7/f7; Stnax=0,720 мм по D=36H 12/al 1;
Smax — 0,088 мм по b=6D9/f8.
Наименьший зазор
Smln = 0,025 мм по d=32H7/f7; SxnU1=0,310 мм по D=36H 12/al 1;
Sm)n ~ 0,040 мм по b=6D9/I8.
ДОПУСКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ 325
ДОПУСКИ И ПОСАДКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ
СОЕДИНЕНИЙ
Эвольвентные шлицевые соединения, особенно в тя-
желонагруженных механизмах, вытесняют шлицевые пря-
мобочные соединения. Это объясняется повышенной проч-
ностью зубьев эвольвентных шлицевых валов, более вы-
сокой технологичностью их изготовления (при заданном
модуле шлицы любого размера вала нарезают с помощью
одной червячной фрезы) и высокой точностью центриро-
вания шлицевых соединений.
Шлицевые валы и втулки эвольвентных шлицевых сое-
динений отличаются формой и размерами зубьев и впа-
дин от аналогичных валов и втулок прямобочных шлице-
вых соединений. Боковые поверхности зубьев и впадин
выполнены по кривой, называемой эвольвентой, подобно
профилю зубьев зубчатых колес. Профиль зубьев очерчи-
вается окружностью выступов и впадин. Для вала
(рис. 7, а) диаметр окружности вершин зубьев обозна-
чают da, а диаметр окружности впадин—df. Для втулки
(рис. 7, б) диаметр окружности впадин обозначают Df,
Рис. 7. Шлицевое соединение с эвольвентным профилем зуба:
а — шлицевый вал: б шлицевая втулка: центрирование: по наружному диа-
метру D (в)1, а также по боковым поверхностям зубьев при закругленной (г)
и плоской (д) форме дна впадины
326 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
а диаметр окружности вершин зубьев—Da. Важной разме-
рной характеристикой зубьев вала и втулки являются тол-
щина s зуба вала и ширина впадины е втулки, определяе-
мые по делительной окружности диаметром d. Диаметр
делительной окружности выражается через число зубьев z
и модуль т (d = mz).
За номинальный диаметр соединения принимают на-
ружный диаметр D. Эвольвентные шлицевые соединения
центрируют по наружному диаметру D (рис. 7, с) и ио бо-
ковым поверхностям зубьев s = е (рис. 7, г и д). Допу-
скается центрирование по внутреннему диаметру. Форма
дна впадины вала и втулки может быть как закругленной
(см. рис. 7, г), так и плоской (см. рис. 7, д).
Размерные ряды шлицевых эвольвентных соединений
(номинальные диаметры D, модули т и числа зубьев z) при-
ведены в табл. 13, а номинальные размеры шлицевых
эвольвентных валов и втулок для 1-го ряда модулей (0,5;
0,8; 1,25; 2; 3; 5 и 8 мм) — в табл. 14.
Поля допусков и посадки шлицевых эвольвентных сое-
динений даны в табл. 15 (рис. 8 и 9).
Посадки по нецентрирующим диаметрам установлены
только при плоской форме дна впадины (табл. 15). В слу-
Поле допуска собствен ио
толщины зуба s
Поле допуска собственно
ширины впадины е
Sflone допуска для отклонении
формы и расположения
элементов профиля
Рис. 8. Расположение полей допусков ширины впадины втулки е (а)
и толщины зуба s вала (0
ДОПУСКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ 327
Рис. 9. Схемы расположения полей допусков эвольвентных шлицевых
валов и втулок при центрировании:
а — по боковым поверхностям зубьев (с — s); б — по наружному диаметру D
чае закругленной формы дна впадины при центрировании
как по наружному диаметру D, так и ио боковым поверх-
ностям зубьев s—e на размер df поле допуска не назначают;
размер df ограничивают его наибольшим значением df,„ax
(для исключения возможного защемления вершин зубьев
втулки во впадинах вала). По этой же причине не пре-
дусмотрен допуск для диаметра Df окружности впадин
втулки; размер диаметра Df ограничен наименьшим зна-
чением.
На ширину е впадины втулки и толщину зуба s допу-
ски установлены не по квалитетам, а по степеням точности,
обозначаемым цифрами в порядке убывание точности: 7, 9
и 11 (для толщины зуба s вала дополнительно предусмо-
трены 8-я и 10-я степени точности). Чтобы отличить поле
13. Числа зубьев г шлицевых эвольвентных соединений
Номинальный диаметр D, мм 1-й ряд модулей т, мм
0,5 — 0,8 — 1,25 .... - — 3 — — 5 — 8 —
2-й ряд модулей т, мм
1-Й ряд 2-й ряд - 0,6 — 1 - 1.5 - 2,5 — 3,5 4 — 6 — 10
6 8 10 12 15 17 20 ~25 30 4 5 7 9 14 16 18 22 28 32 6 8 10 12 14 16 18 22 26 28 30 32 34 38 42 48 54 8 10 12 13 15 18 22 23 25 27 28 32 35 40 45 48 52 6 7 8 10 11 13 16 17 18 20 21 23 26 30 34 36 38 6 7 8 10 12 13 14 15 16 18 20 24 26 28 30 6 8 10 10 11 12 13 14 16 18 21 22 24 6 8 8 9 10 10 12 13 15 17 18 20 6 6 7 7 8 9 11 12 13 14 6 7 8 10 10 11 6 7 8 8 9 II 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 | ol 1 1 1 1 1 1 1 1 1 1 1 1 Г | | II II 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 II 1 1 1 1 1 1 1 1 1 Illi 1111 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 “г 1 II 1 1 1 1 1 1 1 1 1 III 1 1 1 1 1
328 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИИ
ДОПУСКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ 329
Продолжение табл. 13
Номинальный диаметр D, мм 1-й ряд модулей т мм
0,5 — 0,8 - 1,25 — 2 — 3 — 5 — 8
2-й ряд модулей т, мм
1-й ряд 2-й РЯД — 0,6 — 1 — 1,5 — 2,5 — 3,5 4 — 6 — 10
120 —• — —- —— 58 46 38 34 28 22 18 13 10
130 — — — — 64 50 42 36 31 24 20 15 11
140 —- ““ — — 68 54 45 38 34 26 22 16 12
—» 150 —- — — —— — 74 58 48 42 36 28 24 17 13
160 — — —• —• — — — — —. 52 44 38 30 25 18 14
— 170 ““ — —* —- •— — — 55 48 41 32 27 20 15
180 — —' —• —* *—* — 58 50 44 34 28 21 16
—- 190 —- — —- — *— — — 62 ’— 46 36 30 22 17
200 “—• — — — 65 —— 48 38 32 24 18
«— 210 — — —• — — 69 51 40 34 25 20
220 — — — — — — — — — — — — 42 35 26 20
240 <—» — — —- —*• —— — •—— .— — 46 38 28 22
•— 250 — — — — — —• — — — — — 48 40 30 24
ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
260 ММ» хх хм MX MX —- XX — — мх — 50 42 31 24
280 • —• — «-М. хм. — XX хх -X. ~х 54 45 34 26
300 ММ — — — МММ — 58 48 36 28
— 320 — — — — — — XX — — 62 52 38 30
340 — — — — XX 55 41 32
—. 360 — — — —X — XX — — XX 58 44 34
380 —— — — ММ» XX. MX XX XX XX — М— 62 46 36
400 — — — XX — — — XX — XX 65 48 38
мм* 420 — — мм» XX — XX — — 68 51 40
440 — *— — — —— хм «X хм. хх —* XX — 72 54 42
— 450 * — ,— — — X— — — XX —м — XX —- 55 44
•— 460 — —• ММ. XX XX — х« — — —• 75 56 44
480 — — — — — — XX ХМ XX х_ — 78 58 46
500 — — —. — — — XX -X — — —, 82 61 48
Примечания: 1. При выборе номинальных диаметров D и модулей т 1-й ряд следует предпочитать
2-му ряду.
2. Числа зубьев г, заключенные в рамки, являются предпочтительными,
3. Модуль 3,5 мм по возможности не применять.
ДОПУСКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
332 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЯ
14. Номинальные размеры (в мм)
шлицевых эвольвентных валов и втулок (см. рис. 7)
D Z Da е — s D Z С = S
Модуль 0,5 мм 50 60 48,4 49,84 1,903
4 5 6 7 6 8 10 12 3 4 5 6 3,9 4,9 5,9 6,9 1,045 1,045 1,045 1,045 52 55 58 60 64 66 70 74 50,4 53,4 56,4 58,4 51,84 54,84 57,84 59,84 1,210 2,019 1,903 1,210
8 9 14 16 7 8 7,9 8,9 1,045 1,045 Модуль 1,25 мм
10 18 9 9,9 1,045 10 6 7,5 9,75 2,613
12 22 11 11,9 1,045 12 8 9,5 11,75 2,324
14 26 13 13,9 1,045 14 10 11,5 13,75 2,036
15 28 14 14,9 1,045 15 10 12,5 14,75 2,613
16 30 15 15,9 1,045 16 И 13,5 15,75 2,469
17 32 16 16,9 1,045 17 12 14,5 16,75 2,324
18 34 17 17,9 1,045 18 13 15,5 17,75 2,180
20 38 19 19,9 1,045 20 14 17,5 19,75 2,613
22 42 21 21,9 1,045 22 16 19,5 21,75 2,324
25 48 24 24,9 1,045 25 18 22,5 24,75 2,613
28 54 27 27,9 1,045 28 21 25,5 27,75 2,180
30 22 27,5 29,75 2,613
Модуль 0, 8 мм 32 24 29,5 31,75 2,324
G 7 8 9 10 12 14 15 16 17 18 20 22 25 28 30 32 35 38 6 7 8 10 11 13 16 17 18 20 21 23 26 30 34 36 38 42 46 4,4 5,4 6,4 7,4 8,4 10,4 12,4 13,4 14,4 15,4 16,4 18,4 20,4 23,4 26,4 28,4 30,4 33,4 36,4 5,84 6,84 7.81 8,8-1 9,84 11,84 13,84 14,84 15.84 16,84 17,81 19,84 21,84 24,84 27,84 29,84 31,84 34,84 37,84 1,441 1,557 1,672 1,326 1,441 1,672 1,441 1,557 1,672 1,326 1,441 1,672 1,441 1,326 1,210 1,441 1,672 1,557 1,441 35 38 40 42 45 48 50 52 55 58 60 62 65 68 70 72 75 78 80 26 29 30 32 34 37 38 40 42 45 46 48 50 '53 54 56 58 60 62 32,5 35,5 37,5 39,5 42,5 45,5 47,5 49,5 52,5 55,5 57,5 59,5 62,5 65,5 67,5 69,5 72,5 75,5 77,5 34,75 37,75 39,75 41,75 44,75 47,75 49,75 51,75 54,75 57,75 59,75 61,75 64,75 67,75 69,75 71,75 74,75 77,75 79,75 2,613 2,180 2,613 2,324 2,613 2,180 2,613 2,324 2,613 2,180 2,613 2,324 2,613 2,180 2,613 2,324 2,613 2,902 2,613
40 42 48 51 38,4 40,4 39,84 41,84 1,672 1,441 Модуль 2 мм
45 55 43,4 44,84 1,326 15 6 И 14,6 3,603
48 58 46,4 47,84 1,672 16 6 12 15,6 4,181
17 / 13 16,6 3,603
ДОПУСКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЯ 333
Продолжение табл. 14
О Z £>а da е — s D Z Ва da е — s
18 7 14 17,6 4,181 30 8 24 29,4 6,271
20 8 16 19,6 4.181 32 9 26 31,4 5,694
22 9 18 21,6 4,181 35 10 29 34,4 5,694
25 11 21 24,6 3,603 38 И 32 37,4 5,694
28 12 24 27,6 4,181 40 12 34 39,4 5,117
30 13 26 29,6 4,181 42 12 36 41,4 6,271
32 14 28 31,6 4,181 45 13 39 44,4 6,271
35 16 31 34,6 3,603 48 14 42 47,4 6,271
38 18 34 37,6 3,026 50 15 44 49,4 5,69-1
40 18 3G 39,6 4,181 52 16 46 51,4 5,117
42 20 38 41,6 3,026 55 17 49 5-1,4 5,117
45 21 41 44,6 3,603 58 18 52 57,4 5,117
48 22 44 47,6 4,181 60 18 54 59,4 6,271
50 24 46 49,6 3,026 62 19 56 61,4 5,694
52 24 48 51,6 4,181 65 20 59 64,4 5,694
55 26 51 54,6 3,603 68 21 62 67,4 5,694
58 28 54 57,6 3,026 70 22 64 69,4 5,117
60 28 56 59,6 4,181 72 22 66 71,4 6,271
62 30 58 61,6 3,026 75 24 69 74,4 4,539
65 31 61 64,6 3,603 78 24 72 77,4 6,271
68 32 64 67,6 4,181 80 25 74 79,4 5,694
70 34 66 69,6 3,026 82 26 76 81,4 5,117
72 34 68 71,6 4,181 85 27 79 84,4 5,117
75' 36 71 74,6 3,603 88 28 82 87,4 5,117
78 38 74 77,6 3,026 90 28 84 89,-1 6,271
80 38 76 79,6 4,181 92 29 86 91,4 5,691
82 40 78 81.6 3,026 95 30 89 94,4 5,694
85 41 81 84,6 3,603 98 31 92 97,4 5,694
88 42 84 87,6 4,181 100 32 94 99,4 5,117
90 44 86 89,6 3,026 105 34 99 104,4 4,539
92 44 88 91,6 4,181 НО 35 104 109,4 5,694
95 46 91 94,6 3,603 120 38 114 119,4 6,271
98 48 94 97,6 3.02G 130 42 124 129,4 5,117
100 48 96 99,6 4,181 140 45 134 139,4 5,694
105 51 101 104,6 3,603 150 48 144 149,4 6,271
ПО 54 106 109,6 3,026 160 52 154 159,4 5,116
120 58 116 119,6 4,181 170 55 164 169,4 5,693
130 64 126 129,6 3,026 180 58 174 179,4 6,271
140 68 136 139,6 4,181 190 62 184 189,4 5,116
150 74 146 Моду.! 149,6 1ь 3 мм 3,026 200 210 65 69 194 204 Мод] 199,4 209,4 /ль 5 мм 5,693 4,539
22 6 16 21,4 5,117 40 6 30 39 10,452
25 7 19 24,4 5,117 42 7 32 41 8,720
28 8 22 27,4 5,117 45 7 35 44 10.452
334 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Продолжение табл. 14
D 2 Da da е ~ s D Z Da е =» s
48 50 52 8 8 9 38 40 42 47 49 51 9,297 10,452 8,720 Модуль 8 мм
55 9 45 54 10,452 60 6 44 58,4 14,414
58 10 48 57 9,297 70 7 54 68,4 15,569
60 10 50 59 10,452 75 8 59 73,4 13,841
62 И 52 61 8,720 80 8 64 78,4 16,723
65 11 55 64 10,452 85 9 69 83,4 14,996
68 12 58 67 9,297 90 10 74 88,4 13,259
70 12 60 69 10,452 95 10 79 93,4 16,151
72 13 62 71 8,720 100 11 84 98,4 14,414
75 13 65 74 10,452 105 12 89 103,4 12,686
78 14 68 77 9,297 НО 12 94 108,4 15,569
80 14 70 79 10,452 120 13 104 118,4 16,723
82 15 72 81 8,720 130 15 114 128,4 13,259
85 15 75 84 10,452 140 16 124 138,4 14,414
88 16 78 87 9,297 150 17 134 148,4 15,569
90 16 80 89 10,452 160 18 144 158,4 16,723
92 17 82 91 8,720 170 20 154 168,4 13,259
95 18 85 94 7,565 180 21 164 178,4 14,414
98 18 88 97 9,297 190 22 174 188,4 15,569
100 18 90 99 10,452 200 24 184 198,4 12,104
105 20 95 104 7,565 210 25 194 208,4 13,259
НО 20 100 109 10,452 220 26 204 218,4 14,414
120 22 НО 119 10,452 240 28 224 238,4 16,723
130 24 120 129 10,452 250 30 234 248,4 13,259
140 26 130 139 10,452 260 31 244 258,4 14,414
150 28 140 149 10,452 280 34 264 278,4 12,104
160 30 150 150 10,452 300 36 284 298,4 14,414
170 32 160 169 10,452 320 38 304 318,4 16,723
180 34 170 179 10,452 340 41 324 338,4 14,414
190 36 180 189 10,452 360 44 344 358,4 12,104
200 38 190 199 10,452 380 46 364 378,4 14,414
210 40 200 209 10,452 400 48 384 398,4 16,723
220 42 210 219 10,452 420 51 404 418,4 14,414
240 46 230 239 10,452 440 54 424 438,4 12,104
250 48 240 249 10,452 450 55 434 449,4 13,259
260 50 250 259 10,452 460 56 444 458,4 14,414
280 54 270 279 10,452 480 58 464 478,4 16,723
300 320 58 62 290 310 299 319 10,452 10,452 500 61 484 498,4 14,414
Примечание. Номинальные размеры шлицевых валов и
втулок с модулями 2-го ряда (0,6; 1; 1,5; 2,5; 3,5; 4; 6 и 10 мм) приве-
дены в ГОСТ 6033—80.
ДОПУСКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ 335
допуска по квалитету от поля допуска по степени точности,
при условном обозначении поля допуска степень точности
указывают левее основного отклонения, например 7Н,
9h и т. д.
Верхнее и нижнее отклонения ширины впадины е
втулки или толщины зуба s даны в табл. 16. Отклонения
отсчитывают от номинального размера s = е по дуге де-
лительной окружности d.
15. Поля допусков и посадки шлицевых эвольвентных соединений
Размер Поля допусков при форме дна впадины Посадки при форме дна впадины
плоской закруг- ленной плоской закругленной
Центрирование по наружному диаметру Df— da
Df Н7 (1-й ряд); Н8 (2-й ряд) Н7 пб • Н7 116 » Н8 _ Н8 . пб ’ 116 ’ Н8 Н8 g6 ' f7
da пб; Ь6; g6 и 17 (1-й и 2-й ряды); js6 (только 1-й ряд) Н7 g6 Н7 17
Н7 js6
е 9Н и ПН 9Н 9Н 9Н ПН ПН
S 9h; 9g; 9d; 11с; Па 9h ’ 9g ’ 9d ’ Пс ’ Па
Da НИ НН НИ —
df Ыб max Ы6
Центрирование по боковым поверхностям зубьев e—s
е 7Н; 9Н; ПН 7Н . 7Н 7Н 7Н 7Н 9Н 9г ’ 8р ’ 7п ; 8k : 7h : 8k '
S 7п; 7h; 71; 8р; 8k; 81; 9г 9h; 9g; 10d
9Н 9Н 9h ’ 9g ’ 9Н 9Н ПН 71 ’ 81 • 10d
. 336 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Продолжение табл. 15
Пеля допусков при форме дна впадины Посадки при форме дна впадины
S’ S «5 плоской закруг- ленной плоской закругленной
О/ Н16 d9; Ы2 D/min — D d9; h!2 Н16 Н16 d9 ’ h!2 —
1>п hl6 HU /max НН Ы6 —
Центрирование по внутреннему диаметру Da = df
Н7 (1-й ряд);
Н8 (2-й ряд)
пб; 116; g6
Н16
D/max
Н7
пб
Н7
g6
Н8 . Н8
пб ’ Ьб ’
Н8
g6
Н16
h!2
е 9Н; ПН
s 9h; 9g; 9d; Нс; На
914 . 9Н . 9Н . ПН . ПН
911 ’ 9g ’ 9d lie* Ila
Примечания: 1. При выборе полей допусков 1-й ряд сле-
дует предпочитать 2-му ряду.
2. Предпочтительные посадки заключены в рамки.
3. Наибольшие значения нецентрирующих диаметров подсчиты-
вают по формулам: О/1ПгхD + 2,2т и d/max ~ I) — 2,2т, где т —•
модуль.
На сборку шлицевых эвольвентных соединений влияют
отклонения формы и расположения поверхностей;
поэтому для обеспечения сборки стандартом установлен
суммарный допуск Т (см. рис. 8), состоящий из двух допу-
сков: допуска Ts (Те) собственно на размер s (с) и допуска
Т — Tf: (Т — Т,.) формы и расположения элементов про-
филя зуба вала (соответственно профиля впадины втулки).
Поле допуска Т — Ts на рис. 8 заштриховано накрест.
ДОПУСКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ 337
16. Шлицевые эвольвентные соединения. Верхнее ES (esc)f
нижнее EIC (ei) и основное EI (es) отклонения (в мкм)
ширины впадины втулки е (толщины зуба s вала) (см. рис. 8)
СТ о Модуль о СУ s Диаметр d делительной окружности, мм
т,
еГ О те о те О1 ю о о о
К О Ч От До ст те К CJ СТ X О о см «О о* см 1Д> 5 100 . 10 200 . 20 400 . 400
о С о S о rt Св. до Св. ДО 63 О О < Св. До СЕ о О < И О
Отклонения ширины впадины втулки е
0,5 1,5 ES Е1е EI +25 +9 0 +28 + 10 0 +32 +12 0 +36 + 14 0 +40 + 15 0 — —
7Н 2 4 ES Е1с EI — +32 + 12 0 + 36 + 14 0 +40 + 15 0 +45 + 17 0 + 50 + 18 0 —
5 10 ES Е1с EI — — +40 + 15 0 +45 + 17 0 -I 50 + 18 0 -1-56 -1-20 0 + 63 -1-23 0
0,5 1,5 ES Е1с EI +50 + 18 0 +56 +20 0 + 63 +23 0 +71 + 26 0 +80 + 30 0 — —
9Н 2 4 ES ЕЕ EI + 63 +23 0 +71 + 26 0 + 80 + 30 0 + 90 +34 0 + 100 +37 0
5 10 ES ЕЕ EI — — +80 +30 0 +90 +34 0 + 100 +37 0 + 112 +41 0 + 125 +45 0
0,5 1,5 ES Е1с EI + 100 +37 0 + 112 + 41 0 + 125 +45 0 + 140 +50 0 + 160 +60 0 — —
ПН 2 4 ES Е1е Е1 — + 125 +45 0 + 140 + 50 0 + 160 +60 0 + 180 +68 0 + 200 + 75 0 —
5 10 ES fc. Ig. EI —- + 160 + 60 0 +180 +68 0 +200 +75 0 + 224 +84 0 +250 +90 0
338 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Продолжение табл. 16
«Я ё Модуль •10 ЭИ Диаметр d делительной окружности, мм
Поле доп} От До । Обозначен клонения Cl О 4 OJ IQ 04 40 О О П Св. 25 До 50 Св, 50 до 100 Св. 100 до 200 Св. 200 до 400 Св. 400
Отклонения толщины зуба вала s
0,5 1,5 es ese ei —16 —24 —41 —18 —28 —46 —20 —32 —52 —22 —36 —58 —25 —40 —65 — —
71 2 4 es ese ei — —20 —32 —52 —22 —36 —52 —25 —40 —65 —28 —45 —73 —32 —50 —82 —
5 10 es ese ei — —25 —40 —65 —28 —45 —73 —32 —50 —82 —36 —56 —92 —40 —63 —103
0,5 1,5 es ese ei 0 —9 —25 0 —10 —28 0 —12 —32 0 — 14 —36 0 —15 —40 — —-
7h 2 4 es ese ei — 0 — 12 —32 0 —14 —36 0 — 15 —40 0 —17 —45 0 —18 —50 —
5 10 es ese ei — — 0 — 15 —40 0 — 17 —45 0 —18 —50 0 —20 —56 0 —23 —63
0,5 1,5 es ese ei +32 +23 +7 +36 +26 +8 +40 + 28 + 8 -f-44 -j-30 +8 +50 + 35 + 10 — —
7п 2 4 es ese ei — +40 +28 +8 +44 + 30 +8 + 50 +35 + 10 +56 + 39 + 11 + 64 +46 + 14 —
5 10 es ese ei — — +50 +35 + 10 +56 +38 + 11 +64 +46 + 14 +72 + 52 + 16 +80 +57 + 17
ДОПУСКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ 339
Продолжение табл. 16
Поле допуска Модуль tn, мм Обозначение от- клонения Диаметр d делительной окружности» мм
От До До 12 Св. 12 ДО 25 to см й ей о о < Св. 50 до 100 Св. 100 до 200 Св. 200 до 400 Св. 400
8f 0.5 1,5 es ese ei — 16 —30 —32 —18 —33 —58 —20 —37 —65 —22 —40 —72 —25 —81 — —
2 4 es ese ei — —20 —37 —65 —22 —40 —72 —25 —45' —81 —28 —51 —91 —32 —58 — 103 —
5 10 es ese ei — — —25 —45 —81 —28 —51 —91 —32 —58 — 103 —36 -66 — 116 —40 —74 — 130
8k 0,5 1,5 es ese ei +16 +2 —20 + 18 +3 —22 +20 + 3 —25 +22 +4 —28 + 25 +5 —31 — —
2 4 es ese ei — +20 +3 —25 +22 +4 —28. + 25 + 5 —31 г 28 4-5 —35 +32 +6 —39 —
5 10 es esc ei __ 25 +5 -31 4'28 + 5 —35 + 32 + 6 —39 + 36 4-6 —44 4 40 +6 —50
8р 0,5 1,5 es esc ei 4-48 +34 М2 +54 + 39 4-14 -60 -43 -15 4-66 4-48 + 16 +75 +55 + 19 — —
2 4 es cse ei — + 60 +43 + 15 +66 4-48 + 16 4 75 + 55 + 19 + 84 + 61 +21 +96 +70 4 25 —.
5 10 es ese ei — — 4_75 +55 + 19 +84 + 61 +21 + 96 +70 +25 4-108 + 78 +28 + 120 + 86 +30
9d 0,5 1.5 es —32 —36 —40 —44 —50 — —
340 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Продолжение табл. 16
Поле допуска Модуль т, мм i Обозначение от- клонений Диаметр d делительной окружности, мм
От До До 12 cj ю to о U «4 Св. 25 до 50 и S CJ 80 0 О rt Cl о «Й о Св. 400
9с1 0,5 1,5 esc ei —50 —82 —56 —92 —63 — 103 —70 — 115 —80 — 130 — —
2 4 es cs^ ei — —40 —63 -103 —44 —70 —115 —50 — 80 — 130 —56 —90 — 146 —64 — 101 — 164 —
5 10 es ese ei — — —50 —80 — 130 —56 —90 — 146 —64 — 101 —164 -72 — 113 — 184 —80 —125 —205
9g 0,5 1,5 es ese ei —8 —2G —58 —9 —29 —65 1 1 1 СС — со ОС о — И —37 —82 — 12 —42 —92 — —
2 4 es ese ei — —10 —33 —73 —11 —37 —82 — 12 —42 —92 — 14 —48 — 104 —16 —53 — 116 —
5 10 es ese ei — — 1 1 1 СО >£> ь— ююьо — 14 —48 — 104 — 16 —53 — 116 — 18 —59 —130 —20 —65 —145
9h 0,5 1,5 es ese ei 0 — 18 —50 0 —20 —56 0 —23 —63 0 —26 —71 0 —30 —80 — —
2 4 es ese ei — 0 —23 —63 0 —26 —71 0 —30 —80 0 —34 —90 0 —37 — 100 —
5 10 es ese ei — — 0 —30 —80 0 —34 —90 0 —37 — 100 0 —41 — 112 0 —45 —125
ДОПУСКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ 341
Продолжение табл. 16
о Модуль т. мм О CJ я Диаметр d делительной окружности, мм
к о »+ о ч о С От До Обозначен клонения о Ci Ю CM o (J < i Св. 25 до 50 S'о 42 О О « Св. 100 до 200 см о и О о м: Св. 400
0,5 1,5 es ese ei +64 +46 + 14 +72 + 52 + 16 + 80 + 57 + 17 +88 -1-62 + 17 + 100 + 70 +20 .—_
9г 2 4 es ese ei — + 80 + 57 + 17 - -88 (62 -17 + 100 +70 +20 + 112 + 78 -1-22 + 128 + 91 +28 —
5 10 es ese ei — — + - 100 -70 r20 + 112 + 78 + 22 + 128 + 91 -I 28 +144 + 103 + 32 + 160 + 115 +35
0,5 1.5 es ese ei —32 —58 — 102 —36 —66 -116 -40 -74 130 —44 —81 — 144 —50 —91 — 162 — •—•
10d 2 4 es ese ei — —40 —74 —130 -44 -81 144 —50 —91 — 162 —56 — 101 — 181 —64 — 114 —204 —
5 10 es ese ei — - -50 -91 162 —56 — 101 — 181 —64 — 114 —204 —72 — 132 —232 —80 — 148 —260
0,5 1.5 es ese ei —48 —85 — 148 —54 —95 — 166 -60 105 185 —66 — 116 —206 — 135 —235 — —
Ис 2 4 es ese ei —„ —60 — 105 —185 -66 116 206 —75 —135 —235 —84 — 152 —264 —96 — 171 —296 —»
5 10 OS cse ei — — -- -75 135 235 —84 152 —264 —96 - 171 —296 1 1 1 сс»- >— со <о о N0 № 00 — 120 —210 —370
342 ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Продолжение табл. 16
«0 <0 Модуль Z7Z, ММ 1ие от- Диаметр d делительной окружности, мм
Поле доп' От До Обозначен клонения о -ю сч « О О гх ta о о «с Св. 50 до 100 С ° ”~‘сч А О оо см о "•9* га о О < Св. 400
0,5 1,5 es ese ei —80 — 117 — 180 —90 — 131 —202 —100 — 145 —225 —ПО — 160 —250 1 1 1 го — — 00 00 во сл СЛ сл — —
Па 2 4 es ese ei —- 1 1 1 го £ о СП сл о — ПО — 160 —250 — 125 — 185 —285 — 140 —208 —320 — 160 —235 —360 —
5 10 es ese ei -— -— — 125 — 185 —285 — 140 —208 —320 — 160 —235 —360 — 180 —264 —404 —200 —290 —450
Вследствие того, что допуск Т по толщине зуба вала и
ширине впадины втулки состоит из двух частей, стан-
дарт содержит три отклонения: основное (суммарное),
обозначенное es для вала и EI для втулки; верхнее ese и
нижнее ei—для вала и соответственно ES и Е1е— для
втулки (см. табл. 16).
Варианты условных обозначений эвольвентных шли-
цевых соединений па чертежах показаны на рис. 10, а.
Вариант I обозначает шлицевое эвольвентное соединение
с D = 50 мм; т --= 2 мм при центрировании по боковым
сторонам зубьев с посадкой 9H/g. Вариант II относится
к соединению с центрированием по наружному диаметру
с посадкой H7/g6. Вариант III — при центрировании по
внутреннему диаметру с посадкой H7/g6.
Пример 3. Для шлицевого соединения (вариант /, рис. 10, а)
определить предельные размеры вала и втулки, предельные зазоры и
выполнить схему расположения полей допусков.
Задано шлицевое соединение с центрированием по боковым по-
верхностям зубьев. Номинальный (исходный) диаметр соединения
D = 50 мм, модуль т = 2 мм, число зубьев (по табл. 13) г = 24. По
табл. 14 находим для вала толщину зуба по делительной окружности
s = 3,026 мм, диаметр окружности вершин зубьев da = 49,6 мм, а
также для шлицевой втулки ширину впадины по делительной окружно-
сти е = 3,026 мм, диаметр окружности вершин зубьев втулки Da —
— 46 мм.
ДОПУСКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ 343
т-2нм
50*2*9М/д ГОСТ 6033-80
| Посадка по ВокоВын
150x2 хщ/уб ГОСТ ВОЗЗ-ВО
1}=50мм
НТ- тле допуска Втулки по В f
уб-поле допуска Вала по d,
Ц | - Ь0кН7/у6х2 ГОСТ 6033-80
т-Гмм
посадка по диаметруд^\
а)
Рис. 10. Обозначение допусков и посадок эвольвентного шлицевого
соединения при центрировании:
I — по боковым поверхностям зубьев (я) и схема расположения полей допу,
сков (б и в); Ц — по наружному диаметру; III — по внутреннему диаметру
344 взаимозаменяемость шпоночных соединений
47. Вспомогательная таблица к примеру 3
6 к! Предельные отклонения, J Предельные м
Параметр, Л> ?? мкм размеры, мм О
мм Е
о %, ES (es) | Ыс (esc) | EI (ei) | °, я
С к max | min Чя
Шлицевый вал
S 3,026 9« -11 —37 —82 2,989 2,944 0,045
= 49,6 <19 —80 — — 142 49,520 49,458 0,062
= 45,6 H1G 0 — — 1600 45,6 44,0 1,6
Шлицевая втулка
е = 3,026 9Н + 71 + 26 0 3,097 3,052 0,045
D, = 50 1416 | 1600 -—. 0 51,6 50,0 1,6
Ра= 46 1411 + 160 —₽ 0 46,16 46,0 0,16
Вычисляем диаметр делительной окружности d = mz = 2-24 —
~ 48 мм, а согласно примеч. 3 к табл. 15 определяем для плоской
формы дна впадины диаметр окружности впадин вала df „,ах= D—
•—2,2т — 50 — 2,2-2 = 45,6 мм и диаметр окружности впадины
втулки Dj =-- D — 50 мм.
На каждый размер шлицевых деталей установлены поля допусков;
которые из табл. 15 выписываем в вспомогательную табл. 17. В ту же
Рис. 11. Комплексные калибры для контроля деталей шлицевых пря-
мобочных соединений:
а — калибр-пробка; б — калибр-кольцо
ДОПУСКИ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ 345
таблицу выписываем верхние, нижние и основные отклонения из
табл. 16, а также верхние и нижние отклонения для полей допусков
лецентрирующих диаметров из таблиц гл. 2: 9 (для <19), 12 (для hlG)
и 7 (для НИ и Н16).
Предельные размеры и допуски подсчитываем по формулам табл. 3
гл. 1, а предельные зазоры по табл. 4 гл. 1.
В табл. 17 приведены предельные размеры и допуски собственно
на ширину впадины е и толщину зуба s. Суммарный допуск втулки Т =
— 71 мкм используют для расчета комплексного калибра-пробки.
Схемы расположения полей допусков изображены на рис. 10, б
и в.
Определяем наибольший Sinax и наименьший Sniln зазоры для
посадки ЭН/g по боковым поверхностям зубьев:
^тах = епмх — smin = 3,097 - 2,944 = 0,153 мм;
“ епИп sinax “ 3,052 — 2,989 = 0,063 мм.
Контроль размеров шлицевого вала и шлицевой втулки
осуществляют с помощью поэлементных, гладких калиб-
ров (скоб и пробок) и шлицевых комплексных калибров.
Калибры для контроля диаметров аналогичны калибрам-
скобам и калибрам-пробкам, применяемым для контроля
цилиндрических валов и втулок.
Комплексными проходными калибрами контролируют
отклонения формы и расположения поверхностей. Без
указанного контроля невозможно обеспечить сборку шли-
цевых деталей. На рис. 11 показаны комплексные калибры
для контроля шлицевой прямобочной втулки (рис. 11, а)
и шлицевого прямобочного вала (рис. 11,6). Комплекс-
ные калибры-пробки при контроле должны входить в от-
верстие шлицевой втулки. Аналогично комплексные ка-
либры-кольца должны проходить по шлицевому валу. На
калибрах наносят условное обозначение детали, для кон-
троля которой предназначен калибр.
Глава 6
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
МЕТРИЧЕСКИХ РЕЗЬБ
Резьбовые соединения широко распространены в ма-
шиностроении и приборостроении. В большинстве сов-
ременных машин свыше 60% всех деталей имеют резьбу.
Из большого разнообразия резьб следует выделить метри-
ческую крепежную резьбу, допуски и посадки на которую
нормированы стандартами, приведенными в табл. 1.
1. Стандарты на допуски и посадки резьбовых соединений
ГОСТ
Наименование
4608—81 9000—81 ОН В. Резьба метрическая. Посадки с натягом ОНВ. Резьба метрическая для диаметров менее 1 мм. Допуски
11708—82 11709—81 16093—81 ОНВ. Резьба. Термины и определения ОНВ. Резьба метрическая для деталей из пластмасс ОНВ. Резьба метрическая. Допуски. Посадки с за- зором
24834—81 25229—82 ОНВ. Резьба метрическая. Переходные посадки ОНВ. Резьба метрическая коническая
ПАРАМЕТРЫ МЕТРИЧЕСКОЙ РЕЗЬБЫ
Резьбы подразделяются на наружные и внутренние.
К наружным резьбам относят резьбу болта, шпильки,
винта и т. д. (рис. 1, а), а к внутренним резьбам — резьбу
гайки, гнезда, муфты и т. д. (рис. 1, б).
Параметры резьбы: наружный диаметр d (D), внутрен-
ний диаметр dt (DJ, средний диаметр d2 (D2), шаг Р,
угол профиля а и длина свинчивания I. Все параметры
характеризуются номинальными размерами, каждый из
ПАРАМЕТРЫ
347
Рис. 1. Наружная (а) и внутренняя (б) резьбы; соединение болта с гай-
кой (в); параметры резьбы (г и д)
которых одинаков для болта (шпильки, винта) и для гайки
(гнезда). Диаметры наружной резьбы обозначают строч-
ной латинской буквой d, dlt d2, а диаметры внутренней
резьбы — прописной D, Dx и D2.
Номинальным диаметром резьбы является наружный
диаметр d =D (рис. 1, в) — диаметр воображаемого пря-
мого кругового цилиндра, описанного вокруг вершин на-
ружной или впадин внутренней цилиндрической резьбы.
Внутренний диаметр dt — О, — диаметр воображае-
мого прямого кругового цилиндра, вписанного во впадины
наружной или вершины внутренней цилиндрической резь-
бы.
Средний диаметр d2 =- D2 — диаметр воображаемого
соосного с резьбой прямого кругового цилиндра, каждая
образующая которого пересекает профиль резьбы таким
образом, что ее отрезки, образованные при пересечении с ка-
навкой, равны половине номинального шага Р резьбы.
Образующая воображаемого цилиндра пересекает номи-
нальный профиль резьбы так, что ширина канавки равна
толщине выступа.
2. Резьба метрическая. Основные размеры (в мм) (ГОСТ 8724—81 и ГОСТ 24705—81)
Диаметр cl(D) Шаг Р Диаметры резьбы (см. рис. i) 1 Диаметр й(В) Шаг Р Диаметры резьбы (см. рис. 1)
1-й ряд 2-й ряд 3-й ряд il, ••= D 2 Di 1-й ряд 2-й ряд З-й ряд Jj —-Di <6 = О,
0,25 — — 0,075 0,201 0,169 1,2 — — 0,25 0,2 1,038 1,070 0,929 0,983
0,3 — 0,08 0,248 0,213
— 1.4 — 0,3 0,2 1,205 1,270 1,075 1,183
0,35 — 0,09 0,292 0,253
0,4 —• — 0,1 0,335 0,292 1,6 — 0,35 0,2 1,373 1,470 1,221 1,383
0,45 ' — 0,1 0,385 0,342
— 1,8 — 0,35 0,2 1,573 1,670 1,421 1,583
0,5 • — 0,125 0,419 0,365
0,55 0,125 0,469 0,415 2 — — 0,4 0,25 1,740 1,838 1,567 1,729
0,6 — — 0,15 0.503 0,438
— 2,2 — 0,45 0,25 1,908 2,038 1,713 1,929
•— 0,7 —. 0,175 0,586 0,511
0,8 — — 0,2 0,670 0,583 2,5 — — 0,45 0,35 2,208 2,273 2,013 2,121
— 0,9 — 0,225 0,754 0,656
1 — — 0,25 0,2 0,838 0,870 0,729 0,783 3 — — 0,5 0,35 2,675 2,773 2,459 2,621
—- 1,1 — 0,25 0,2 0,938 0,970 0,829 0,883 3,5 —“ (0,6) 0,35 3,110 3,273 2,850 3,121
348 ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Продолжение табл.-2
Диаметр rf(D) Шаг Р Диаметры резьбы (см. рис-. 1) Диаметр d(D) Шаг Р Диаметры резьбы (см. рис. 1)
1-й ряд 2-й ряд j 3-й ряд dz — Dz | tfi - Dr 1-й ряд | 2-й ряд | 3-й ряд d2 ~ Dz dt = £>.
4 — — 0,7 0,5 3,545 3,575 3,242 3,459 — — 9 (1,25) 0,75 0,5 8,188 8,350 8,513 8,675 7,647 7,917 8,188 8,459
— 4,5 —- (0,75) 0,5 4 013 4,175 3,688 3,959
5 — — 0.8 0,5 4,480 4,675 4,134 4,459 10 — — 1,5 1,25 1 0,75 0,5 9,026 9,188 9,350 9,513 9,675 8,376 8,647 8,917 9,188 9,459
— — (5,5) 0,5 5,175 4,959
6 — — 1 0,75 0,5 5,350 5,513 5,675 4,917 5,188 5,459
— 11 (1,5) 1 0,75 0,5 10,026 10,350 10,513 10,675 9,376 9,917 10,188 10,459
— — 7 1 0,75 0,5 6,350 6.513 6,675 5,917 6,188 6,459
12 Г / — — 1,75 1,5 1,25 1 0,75 0,5 10,863 11,026 11.188 11,350 11,513 11,675 10,106 10,376 10,647 10,917 11,188 11,459
8 — — 1,25 1 0,75 0,5 7,188 7,350 7,513 7,675 6,647 6,917 7,188 7,459
ПАРАМЕТРЫ
Продолжение табл. 2
Диаметр d(D) Шаг Р Диаметры резьбы (см. рис. 1) Диаметр rf(D) Шаг Р Диаметры резьбы (см. рис. 1)
1-й ряд 2-й ряд З-й ряд di —- di в Di 1-й ряд 2-П РЯД З-й ряд d, = D, di =« D\
— 14 —• 2 1,5 1,25 1 0,75 0,5 12,701 13,026 13,188 13,350 13,513 13,675 11,835 12,376 12,647 12,917 13,188 13,459 20 — 2,0 1,5 1 0,75 0,5 18,376 18,701 19,026 19,350 19,513 19,675 17,294 17,835 18,376 18,917 19,188 19,459
— —• 15 1,5 (1) 14,026 14,350 13,376 13,917 22 — 2,5 2 1,5 1 0,75 0,5 20,376 20,701 21.026 21,350 21,513 21,675 19,294 19,835 20,376 20,917 21,188 21,459
16 •— — 2 1,5 1 0,75 0,5 14,701 15,026 15,350 15,513 15,675 13,835 14,376 14,917 15,188 15,459
24 — — 3 1,5 1 0,75 22,051 22,701 23,026 23,350 23,513 20,752 21,835 22,376 22,917 23,188
— — 17 1,5 (1) 16,026 16,350 15,376 15,917
—- 18 2,5 2 1,5 1 0,75 0.5 16,376 16,701 17,026 17,350 17,513 17.675 15,294 15,835 16,376 16,917 47,188 17,459
—* — i 25 2 1,5 (1) 23,701 24,026 24,350 22,835 23,376 23,917
— — (26) 1,5 25,026 24,376
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Продолжение табл. 2
Диаметр <?(£>) Шаг Р Диаметры резьбы (см. рис. 1) Диаметр d(D) Шаг Р Диаметры резьбы (см. рис. 1)
1-й ряд 2-й ряд 3-й ряд di — D2 | rf, = £>i 1-й ряд 2-й ряд 3-й ряд d2 — D 2 tf, = Dt
— 27 —• 3 2 1,5 1 0,75 25,051 25,701 26,026 26,350 26,513 23,752 24,835 25,376 25,917 26,188 — — 35 1,5 34,026 33,376
36 — — 4 3 2 1,5 1 33,402 34,051 34,701 35,026 35,350 31,670 32,752 33,835 34,376 34,917
— — (28) 2 1,5 1 26,701 27,026 27,350 25,835 26,376 26,917
— — (38) 1,5 37,026 36,376
30 — — 3,5 (3) 2 1,5 1 0,75 27,727 28,051 28,701 29,026 29,350 29,513 26,211 26,752 27,835 28,376 28,917 29,188 — 39 4 3 2 1,5 1 36,402 37,051 37,701 38,026 38,350 34,670 35.752 36,835 37,376 37,917
— •— 40 (3) (2) 1,5 38,051 38,701 39,026 36,752 37,835 38,376
— — (32) 2 1,5 30,701 31,026 29,835 30,376
— 33 — 3,5 (3) 2 1,5 1 0,75 30,727 31,051 31,701 32,026 32,350 32,513 29,211 29,752 30,835 31,376 31,917 32,188 42 — — 4,5 (4) 3 2 1,5 1 39,077 39,402 40,051 40,701 41,026 41,350 37,129 37,670 38,752 39,835 40,376 40,917
ПАРАМЕТРЫ
Диаметр rf(D) Шаг Р Диаметры резьбы (см. рис. 1)
Ьй ряд 2-й ряд 3-й ряд d2 — D2 - л,
— 45 —• 4,5 (4) 3 2 1,5 1 42,077 42,402 43,051 43.701 44,026 44,350 40,129 40,670 41,752 42,835 43,376 43,917
48 — — 5 (4) 3 2 1,5 1 44,752 45,402 46,051 46,701 47,026 47,350 43,587 43,670 44,752 45,835 46,376 46,917
— — 50 (3) (2) 1,5 48,051 48,701 49,026 46,752 47,835 48,376
— 52 — 5 (4) 3 2 1,5 1 48,752 49,402 50,051 50,701 51,026 51,350 46,587 47,670 48,752 49,835 50,37(1. 50,917
Продолжение табл. 2
СП
.Диаметр d(D) Шаг Р Диаметры резьбы (см. рис. 1)
1-й ряд 2-й ряд 3-й ряд d. = D, dt - D,
— — 55 (4) (3) 2 1,5 52,402 53,051 53,701 54,026 50,670 51,752 52,835 53,376
56 — — 5,5 4 3 2 1,5 1 52,428 53,402 54,051 54,701 55,026 55,350 50,046 51,670 52,752 53,835 54,376 54,917
— 58 (4) (3) 2 1,5 55,402 56,051 56,701 57,026 53,670 54,752 55,835 56,376
— 60 — 5,5 4 3 2 1,5 1 56,428 57,402 . 5.8,0.51 58,701 59,026 59,350 54,046 55,670 56,752. 57,835 58,376- 58,917
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Продолжение табл. 2
12 Белкин И. М.
Диаметр d(D) Шаг Р Диаметры резьбы (см, рис. 1) Диаметр </(О) Шаг Р Диаметры резьбы (см. рис. 1)
1-Й ряд 2-й ряд З-й ряд D2 rfi = О, 1-й ряд 2-й ряд З-й ряд d2 D2 di Di
—• — 62 (4) (3) 2 1,5 59,402 60,051 60,701 61,020 57,670 58,752 59,835 60,376 — — 70 (6) (4) (3) 2 1,5 66,103 67,402 68,051 68,701 69,026 63,505 65,670 66,752 67,835 68,376
64 — — 6 4 3 2 1,5 1 60,103 61,402 62,051 62,701 63,026 63,350 57,505 59,670 60,752 61,835 62,376 62,917
72 — 6 4 3 2 1,5 1 68,103 69,402 70,051 70,701 71,026 71,350 65,505 67,670 68,752 69,835 70,376 70,917
— — 65 (4) (3) 2 1,5 62,402 63,051 63,701 64,026 60,670 61,752 62,835 63,376
— —— 75 (4) (3) 2 1,5 72,402 73,051 73,701 74,026 70,670 71,752 72,835 73,376
— 68 6 4 3 2 1,5 1 64,103 65,402 66,051 66,701 67,026 67,350 61,505 63,670 64,752 65,835 66,376 66,917 — 76 — 6 4 3 2 1,5 1 72,103 73,402 74,051 74,701 75,026 75,350 69,505 71,670 72,752 73,835 74,376 74,917
параметры
Диаметр t!(P) Шаг P Диаметр (CM. I ы резьбы и.:. 1)
1-й ряд г -ft ряд 3-й ряд 4% ~ Z), <A =-’ 0,
— -- (78) 2 76,701 75,835
co - — 6 4 3 2 1,5 1 76,103 77,402 78,051 78,701 79,026 79,350 73,505 75,670 76,752 77,835 78,376 78,917
—* —- (82) 2 80,701 79,835
— 85 — 6 4 3 2 1,5 81,103 82,402 83,051 83,701 84,026 78,505 80,670 81,752 82,835 83,376
90 — 6 4 3 о 1,5 86,103 87,402 83,051 88,701 89,026 83,505 85,670 86,752 87,835 88,376
Продолжение табл. 2
Диаметр d(D) Шаг Р Диаметры резьбы (см. рис. 1)
1-й ряд 2-й ряд 3-Й р 4,1 d2 — Di rft = D,
95 — 6 4 3 <> 1,5 91,103 92,402 93,051 93,70! 94,026 88,505 90,670 91,752 92,835 93,376
100 '— — 6 4 з 2 1,5 96.103 97,402 98,051 98,701 99,026 93,505 95,670 96,752 97,835 98,376
105 — 6 4 2 1,5 101,103 102,402 103,051 103,701 104,026 98,505 100,670 101,752 102,835 103,376
110 — — G 4 3 2 1,5 106,103 107,402 108,051 108,701 109,026 103,505 105,670 106,752 107,835 108,376
354 ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Продолжение табл. 2
Диаметр d(D) Шаг Р Диаметры резьбы (см. рис. 1) Диаметр d(D) Шаг Р Диаметры резьбы (см. рис. 1)
1-Й Р'.|Д 2-й ряд 3-й ряд d% -— D 2 d, = Di 1-й ряд L’-Й рЯД 3-й ряд — Г) 2 <6 = Dt
—• 115 6 4 3 2 1,5 111,103 112,402 113,051 113,701 114,026 108,505 110,670 111,752 112,835 113,376 — 135 6 4 3 2 1,5 131,103 132,402 133,051 133,701 134,026 128,505 130,670 131,752 132,835 133,376
р“~ 120 — 6 4 3 2 1,5 116,103 117,402 118,051 118,701 119,026 113,505 115,670 116,752 117,835 118,376 140 — — 6 4 3 2 1,5 136,103 137,402 138,051 138,701 139,026 133,505 135,670 136,752 137,835 138,376
125 — — 6 4 3 1,5 121,103 122,402 123,051 123,701 124,026 118,505 120,670 121,752 122,835 123,376
— 145 6 4 3 2 1,5 141,103 142,402 143,051 143,701 144,026 138,505 140,670 141,752 142,835 143,376
130 — 6 4 3 2 1,5 126,103 127,402 128,051 128,701 129,026 123,505 125,670 126,752 127,835 128,376
150 — 6 4 3 146,103 147,402 148,051 143,505 145,670 146,752
ПАРАМЕТРЫ
Диаметр d(£>) Шаг Р Диаметры резьбы (см. рис. 1)
1-й ряд 2-й ряд 3 й ряд rf2 -- о. </, --- ZJ,
—- 150 2 1,5 148,701 149,026 147,835 148,376
— 155 6 4 3 2 151.103 152,402 153,051 153,701 148,505 150,670 151,752 152,835
1G0 — — 6 4 3 2 156,103 157,402 158,051 158,701 153,505 155,670 156,752 157,835
— — 165 6 4 3 2 161,103 162,402 163,051 163,701 158,505 160,670 161,752 162,835
— 170 — 6 4 3 2 166,103 167,402 168,051 168,701 163,505 165,670 166,752 167,835
— — 175 6 4 171,103 172,402 168,505 170,670
Продолжение табл. 2
Диаметр й(О) Шаг ;> Диаметры релъОы (ем. рис. 1)
1-й ряд 2-й ряд З-й ряд t! 9 - Г) % 71 -= 01
— 175 3 2 173,0'51 173,701 171,752 172,835
180 — —- 6 4 .3 2 176,103 177,102 173,051 178,701 173,505 175,670 176,752 177,835
— — 185 6 4 3 2 181,103 18!’,402 183,©! 18с*, ? 01 178,505 180,670 181,752 182,835
— 190 — 6 4 3 2 186,103 187,402 183,051 )Я4>,701 183,505 185,670 186,752 187,835
— — 195 6 -1 3 9 191,103 102,402 193,051 193,701 188,505 190,670 191,752 192,835
200 — 6 4 3 о 196,103 197,492 198,051 198,701 193,;'.05 195,670 196,752 197,835
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
ПАРАМЕТРЫ
357
3. Резьба метрическая для приборостроения.
Основные размеры (в мм) (ГОСТ 24706—81)
Диаметр Шаг Р Диаметры резьбы (см. рис. 1) j Диаметр ’ d(D) Шаг Р 1 Диаметры резьбы (см. рис. 1)
1-й ряд 2-й ряд q q }! 1-й ряд 2-й ряд ,н q 1!
3,5 — 0,5 3,175 2,959 10 — 0,35 9,773 9,621
4 — 0,35 0,25 3,773 3,838 3,621 3,729 — 10,5 1 0,75 0,5 9,850 10,013 10,175 9,417 10,688 9,959
0,35 0,25 4,273 4,338 4,121 4,229
4,5 — 11 — 0,35 10,773 10,621
5 — 0,35 0,25 4,773 4,838 4,621 4,729 11,5 1 0,75 0,5 10,850 11,013 11,175 10,417 10,688 10,959
5,5 0,35 5,273 5,121
0,25 5,338 5,229 12 — 0,35 11,773 11,621
6 — 0,35 0,25 5,773 5,838 5,621 5,729 12,5 1,5 1 11,526 11 850 10,876 11,417 11,688 11,959
6,5 0,75 0,5 6.013 6,175 5,688 5,959 - 0,75 0,5 12*013 12,175
0,35 0,25 6,273 6,338 6,121 6,229 1,5 1 12,026 12,350 12,513 12,675 11,376 11,917 12,188 12,459
7 — 0,35 0,25 6,773 6,838 6,621 6,729 13 0,75 0,5
— 7,5 0,75 0,5 0,35 0,25 7,013 7,175 7,273 7,338 6,688 6,959 7,121 7,229 — 13,5 1,5 1 0,75 0,5 12,526 12,850 13,013 13,175 11,876 12,417 12,688 12,959
8 — 0,35 0,25 7,773 7,838 7,621 7,729 14,5 1,5 1 0,75 0,5 13,526 13,850 1-1,013 14,175 12,876 13,417 13,688 13,959
8,5 1 0,75 0,5 7,850 7,417
8,013 8,175 7,688 7,959 15 0,75 0,5 14,513 14,675 14,188 14,459
0,35 8,773 8,621
9 — 15,5 0,5 15,175 14,959
1 0,75 8,85 9,013 8,417 8,688 —‘
9,5 — 16,5 0,5 16,175 15,959
0,5 0,35 9,175 9,273 8,959 9,121 17 — 0,75 0,5 16,513 16,675 16,188 16,459
358
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Продолжение табл. 3
Диамстг» Д(О) Шаг Р Диаметрм резьбы (см. рис. 1) i Диаметр <f(£)) Шаг Р Диаметры резьбы (ем. рис. 1)
«3 к ;; I-й ряд 2-й ряд If Q и
— 17,5 0,75 0»5 17,013 17,175 16,688 16,959 27 0,5 26,675 26,459
— 27,5 0,5 27,175 26,959
— 18,5 0,5 18,175 17,959 28 0,75 0,5 27,513 27,675 27.188 27,459
— 19 1,5 1 0,75 0,5 18,026 18,350 18,513 18,675 17.376 17,917 18,188 18,459
— 28,5 0.5 28,175 27,959
— 29 0,75 0,5 28,513 28.G75 28,188 28.459
— 19,5 0,5 19,175 18,959
— 29,5 0,5 29,175 28,959
— 20,5 1 0,5 19,850 20,175 19,417 19,959
30 — 0,5 29,675 29,459
21 1,5 1 0,75 0,5 20,026 20,350 20,513 20,675 19,376 19,917 20,188 20,459 — 30,5 0,5 30,175 29,959
31 1,5 0,75 0,5 30,026 30,513 30,675 29,376 30,188 30,459
— 21,5 0,5 21,175 20.959 31,5 0,5 31,175 30,959
— 22,5 0,5 22,175 21,959 32 — 1 0,75 0,5 31,350 31,513 31,675 30,917 31,188 31,459
— 23 1,5 1 0,75 0,5 22,026 22,350 22,513 22,075 21,376 21,917 22,188 22,459
— 32,5 0,5 32,175 31,959
33 — 0,5 32,675 32,459
— 23,5 0,5 23,175 21,959
33,5 0,5 33,175 32,959
24 0.5 23,675 23,459
34 1,5 1 0,7b 0,5 33,026 33,350 33,513 33,675 32.376 32,917 33,188 33.459
24,5 0,5 24,175 23,959
25 — 0,75 0,5 24,513 24,675 24,188 24,459
0,5 25,175 24,959 - 34,5 0,5 34,175 33,959
26 — 1 0,75 0.5 О г о-п 25 513 25,’б75 24,917 25,188 35 — I 0,75 0,5 34,350 31,513 34,675 33,917 34,188 34,459
— 26,5 0,5 25,175 25,959 — 35 5 0,5 35,175 34,959
ПАРАМЕТРЫ
359
Продолжение табл 3
Диаметр Шаг Р Диаметры резьбы (см рис. 1) Диаметр 4(D) Шаг Р Диаметры резьбы (см рис I)
1 1-ft ряд 2-й ряд II II 1-й ряд 2-й ряд ч II II
36 0,75 0,5 35,513 35,675 35,188 35,459 — 44 1,5 1 0,75 0,5 43,026 43,350 43,513 43,675 42,376 42,917 43,188 43,459
36,5 0,5 36,175 35,959
37 1,5 0,75 0,5 36.026 36,513 36,675 35,376 36,188 36,459 44,5 0,5 44,175 43,959
45 —— 0,75 0,5 44,513 44,675 44,188 44,459
37,5 0,5 37,175 36,959
— 45,5 0,5 45,175 44,959
38 — 1 0,75 0,5 37,350 37,513 37,675 36.917 37,188 37,459
— 46 1.5 1 0,75 0,5 45,026 45,350 45,513 45,675 44,376 44,917 45,188 45,459
— 38,5 0,5 38,175 37,959
39 — 0,75 0,5 38.513 38,675 38,188 38,459
46,5 0,5 46,175 45,959
— 39,5 0,5 39.175 38,959 47 1,5 0,75 0,5 46,026 46,513 46.675 45,376 46,188 46,459
40 —- 1 0,75 0,5 39,350 39,513 39,675 38,917 39,188 39,459
— 47,5 0,5 47,175 16,959
.— 40,5 0,5 40,175 39,959
— 41 1,5 0,75 0,5 -10,026 49,513 40,675 39,375 40,188 40,459 48 — 0,75 0,5 47,513 •17,675 47,188 47,459
— 48,5 0,5 48,1 "5 47,959
— 41,5 0,5 41,175 40,959 * 49 1,5 0.75 0,5 48,026 48,513 48,675 •47,376 •18.188 43,459
42 •— 0,75 0,5 41,513 11,675 41,188 41,459
— -’2,5 9,5 •12,175 41,959 —«. 49,5 0,75 0,5 19,013 19,175 48.683 43,959
— 48 1,5 0,7 о 0,5 42,026 42,513 42,675
41,376 42,188 42,459 50 6,75 0,5 4- 4-- .U О Ьсл W "•4 »— CJ1 СЛ о 48,917 49,138 49,459
43,5 ) 42,959
0.5 43,175 — | (50,5) 0,5 50,175 49,959
ЗйО
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬГ.
Продолжение т.'.бл. 3
Диаметр Шаг Р а МСТ (см рис. 1) i </(£>> Шаг Р {ем. рие. 1)
1-й ряд t'Kd «-г я <5 1-й ряд 2-й ряд q S'
— 51 1,5 1 0,75 0,5 ь0,026 50,350 50,513 50,675 49,376 49,917 50,188 50,459 60 — 0,75 59,513 59,188 5'3,459
01 1 0,75 60,350 60,513 59,917 60,188
— 151,5) 0,75 0,5 51,013 51,175 50,088 50,959
02 — 1 0,75 61,350 61,513 60,917 61,188
52 — 0,75 0,5 51,513 51,675 51,188 51,459
— 63 1,5 1 0,75 62,026 62,350 62,513 61,376 61,917 62,188
— (52,5) 0,75 0,5 52,013 52,175 51,088 51,959
— 53 1 0,75 0,5 52,350 52,513 52,075 51,917 52,188 52,459 64 0,75 63,513 G3.188
05 — 1 0,75 64,350 64,513 63,917 64,188
— (53,5) 0,5 53,175 52,959 — 60 1 0,75 65,350 65,513 64,917 65,188
— 54 1 0,75 0,5 53,350 53,513 53,075 52.917 53,188 53,459
— (07) 1 0,75 66,350 66,513 65,917 66,188
(54,5) 0,75 0,5 51,013 54,175 53,688 53,959 68 0,75 67,513 67,188
55 1 0,75 0,5 54,350 54,513 54,675 53,917 54,183 54,459 — (69) 1 0,75 68,350 68,513 67,917 68,188
70 — 1 0,75 69,350 69,513 68,917 69,188
56 — 0,75 0,5 55,513 55,675 55,188 55,459
— (71) 1 0,75 70,350 70,513 69,917 70,188
57 1 0,75 0,5 50,350 56,513 50,075 55,917 56,188 56,459
72 — 0,75 71,513 71,188
— (73) I 0,75 72,350 72,513 71,917 72,188
58 — 1 0,75 0,5 Ь7,35О 57,513 57,675 50,917 57,188 57,459
— 74 1 0,75 73,350 73,513 72,917 73,183
— 59 1 0,75 0,5 58,350 58,513 58,075 57,917 58,188 58,459
75 — 1 0,75 74,350 74,513 73,917 74,188
ПАРАМЕТРЫ
361
Продолжение табл. 3
Диаметр d{D) Шаг Р Диаметры резьбы (см. рус. 1) I i диаметр ! ; Шаг Р Диаметры лезъбм (см. рис. 1)
к к 3 1-й РИД 2-й ряд а
7G — 0,75 75,513 75,188 (87) 1 0,75 86,350 86,513 85,917 8G.183
—- (77) 1 0,75 76,350 76,513 75,917 76,188
— 88 1,5 1 0,75 87,026 87,350 87,513 56,376 86,917 87,188
78 — 1,5 1 0,75 77,026 77,350 77,513 76,375 76,917 77,188
— (89) 1 0,75 88,350 88,513 87,917 88,188
— (79) 1 78,350 77,917
80 — 0,75 79,513 79,188
90 1 0,75 89,350 89,513 88,917 89,188
— (81) 1 0,75 80,350 80,513 79,917 80,188
82 — 1,5 1 0,75 81,026 81,350 81,513 80,376 80,917 81,188 (91) 1 0,75 90,350 90,513 89,917 90,188
— 92 1,5 1 0,75 91,026 91,350 91,513 90,376 90,917 91,188
— (83) 1 0,75 82,350 82,513 81,917 82,188
— 84 1 0,75 83,350 83,513 82,917 I 83,188 1 — (93) 1 0,75 92,350 92,913 91,917 92,188
85 — I 0,75 84,350 84,513 83,917 ; 84,188 i - 94 I 0.75 93,350 93,513 92,917 93,188
— 8G 1 0,75 85,350 85,513 84,917 | 85,188 I 95 — 1 0,75 94,350 94,513 93,917 94,188
Шаг Р — расстояние но линии, параллельной оси резь-
бы, между средними точками ближайших одноименных
боковых сторон профиля резьбы, лежащими в одной осевой!
плоскости по одну сторону от оси резьбы.
Угол профиля гл GO" — угол .между смежными боко-
выми сторонами резьбы в осевой плоскости. При изьгс»
рении резьб с симметричным профилем контролируют по-
ловину угла профиля, что позволяет выявить перекос
резьбы из-за неточной установки инструмента или детали.
362
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Длина свинчивания I — длина участка взаимного пере-
крытия наружной и внутренней резьб посевом направлении.
Профиль резьбы характеризуется (рис. 1, б) парамет-
ром Н — высотой исходного профиля. Форма впадины на-
ружной и внутренней резьбы не регламентирована, впа-
дина выполняется закругленной. Форма впадины наруж-
ной резьбы может быть плоскосрезанной.
Параметры (размеры) метрической резьбы нормирова-
ны ГОСТ 8724—81 и ГОСТ 24705—81 (табл. 2). Специаль-
ной резьбой является метрическая резьба для приборо-
строения (ГОСТ 16967—81 и ГОСТ 24706—81; табл. 3).
Метрическую резьбу подразделяют на два типа: с круп-
ным шагом для диаметров от 1 до 68 мм и с мелким шагом.
В обозначении резьбы левее номинального диаметра
добавляют прописную букву М (означает метрическую
резьбу), а после знака X — размер шага для резьбы с мел-
ким шагом, например, М10х0,5; М10х1,25. При обозна-
чении резьбы с крупным шагом размер шага не указывают,
например ЛИО.
ДОПУСКИ И ПОСАДКИ МЕТРИЧЕСКИХ РЕЗЬБ
С ЗАЗОРАМИ
Закономерности построения систем допусков и посадок
для цилиндрических и резьбовых соединений одни и те же,
но значения допусков различны, хотя линейные размеры,
например диаметры, одинаковы. Поэтому градация точ-
ности по квалитетам для цилиндрических соединений не-
приемлема для резьбовых соединений. Для резьбовых де-
талей вместо квалитетов приняты степени точности, обо-
значаемые цифрами 3, 4, 5, 6, 7, 8, 9 и 10 (в порядке убы-
вания точности). В качестве основного принят ряд допу-
сков 6-й степени точности, /допуски вычисляют по Фор-
мулам прил. 3. Резьбу 6-й степени точности получают
при фрезеровании, накатывании роликами, нарезании
резцом, гребенкой, плашкой, метчиком.
Положение поля допуска резьбы относительно нуле-
вой линии данного диаметра определяет основное откло-
нение, вычисляемое по формулам прит. 2 в зависимости от
шага резьбы. Основные отклонения данного интервала раз-
меров внутренней резьбы равны основным отклонениям
наружной резьбы, обозначенным одноименными латин-
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
363
скими буквами, по противоположны по знаку. Например,
если основное отклонение G внутренней резьбы является
нижним отклонением EI (со знаком «плюс»), то основное
отклонение g наружной резьбы будет верхним откло-
нением es со знаком «минус»: EI = —es. Вторые предель-
ные отклонения вычисляют, как и для цилиндрических
соединений, по формулам (5) и (6) гл. 2.
Обозначение полей допусков резьбы отличается от обо-
значения полей допусков гладких цилиндрических изделий
тем, что степень точности указывается перед буквенным
обозначением основного отклонения, например 7Н озна-
чает поле допуска резьбы 7-й степени точности с основным
отклонением Н, равным нулю; АПО — 6g означает поле
допуска наружной резьбы номинального диаметра d ==
== 10 мм с крупным шагом (по табл. 2 Р — 1,5 мм) 6-и
степени точности с основным отклонением g (для посадки
с зазором). Основные отклонения диаметров резьбы для
посадок с зазорами показаны на рис. 2.
Длина свинчивания влияет на точность резьбы. С увели-
чением длины свинчивания усложняется достижение высо-
кой точности резьб. Поэтому для выбора степени точности
в зависимости от длины свинчивания установлено три груп-
пы длин свинчивания (табл. 4): короткие S, нормаль-
ные /V и длинные L.
Нормальную длину N свинчивания в условном обо-
значении резьбы не указывают. Длину свинчивания, к ко-
торой относится допуск резьбы, указывают в миллиметрах
только в том случае, если она относится к группе 5 или L,
или когда она меньше N, например, М12—7g—30, где
30 —- длина свинчивания (в мм), отличающаяся от нор-
мальной (см. табл. 4).
Поля допусков наружной и внутренней резьб для обра-
зования посадок с зазором установлены в зависимости от
длины свинчивания трех классов точности —• точный,
средний и грубый (табл. 5). Резьбы точного класса точ-
ности применяют для ответственных, нагруженных резь-
бовых соединений, обеспечивающих точное центрирова-
ние, а также для посадок с наивысшей точностью. Резьбы
среднего класса являются наиболее распространенными.
Резьбы грубого класса применяют при пониженных тре-
бованиях к точности, например для резьб, нарезаемых на
горячекатаных заготовках, в длинных глухих отверстиях
364
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Рис. 2. Основные отклонения диаметров резьбы и ограничительный
отбор полей допусков наружной (а) и внутренней (б) резьб, предназна-
ченных для посадок с зазорами
и т. и. Поля допусков по диаметрам сЦ и D не назначаются
(см. рис. 2), а форма впадин по указанным диаметрам обес-
печивается инструментом при нарезании резьбы. Стан-
дартом предусмотрена резьба с разными степенями точ-
ности по диаметрам, например для наружной резьбы
может быть назначено поле допуска но среднему диаметру
7-й степени точности, а по наружному диаметру — 6-й
степени. В этом случае обозначение резьбы должно содер-
жать два поля допуска, например 7g6g, причем слева (на
первом месте) всегда указывают поле допуска среднего
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
365
4. Длины свинчивания (в мм) метрической резьбы (ГОСТ 16093—81)
Номи- нальный диаметр d Шаг Р Длина с-шнчизания Номи- нальный диаметр III'.Г р Длина свинчивания
| L S Л/ ¥ L
До До 1 Св. Дг> Сб. До Св.
От 1 ДО 1,4 0,2 0.25 0,3 0,5 0,6 0,7 1,4 1,7 2 Ся. 22,4 ДО 45 0,5 0,75 1 1,5 2 3 3,5 4 4,5 2,1 3,1 с.з 8,5 12 15 18 21 6,3 9,5 12 19 25 36 45 63
Св. 1,4 ДО 2,8 0,2 0,25 0,35 0,4 0,45 0,5 0,6 0,8 1 1.3 1,5 1,9 2,6 3 3,8
Св. 45 до 90 0,5 0,75 1 1,5 2 3 4 5 5,5 6 2,4 3,6 4,8 7,5 9,5 15 19 24 28 32 7,1 11 14 22 28 45 56 71 85 95
Св. 2,8 до 5,6 0,25 0,35 0,5 0,6 0,7 0,75 0,8 0,7 1 1,5 1,7 2 2,2 2,5 2,1 3 4,5 5 6 6,7 7,5
Св. 5,6 до 11,2 0,25 0,35 0,5 0,75 1 1,25 1,5 0,8 1,1 1,6 2,4 3 4 5 2,4 3,4 4,7 7,1 9 12 15 Св. 90 до 180 0,75 1 1,5 2 3 4 6 4,2 5,6 8,3 12 18 24 36 12 16 25 36 53 71 106
Св. 11,2 ДО 22,4 0,35 0,5 0,75 1 1,25 1,5 1,75 2 2,5 1,3 1,8 2.8 3,8 4,5 5,6 6 8 10 3,8 з’з 11 13 16 18 24 30 Св. 180 до 355 1,5 2 3 4 6 9,5 13 20 26 40 28 38 60 80 118
Св. 355 до 600 2 4 6 15 29 43 87 130
366
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬЕ
5. Метрическая резьба. Поля допусков и посадки с зазорами
Класс точности Длина свин- чивания Поля допусков резьбы Посадки с зазорами
наружной (см. табл. 6 — 8, 11) внутренней (см. табл. 9 —11)
Метрическая резьба диаметром от J до 600 мм (ГОСТ 16093—81)
S (3h4h) 4Н —
Точный N 4g; 4h 4Н5Н; 5Н 4H5H/4g; 4H5H/4h; 5H/4g; 5H/4h
L (5h4h) 6Н —
Средний S (5h6h); 5g6g 5Н; (5G) SH/5g6g
N 6d; 6e; 6f; ]6g| Ch 6G;|6Н | 6G/6d; 6G/6e; 6H/6d; 6H/6c; 6G/6i; 6G/6g; 6H/6f; 6H/6g; 6G/'6h; 6H/6h
L (7c6c); 7g6g; (7h6h) (7G); 7Н 71L'7g6g
Грубый 8g; (8h) *l 7G; 7Н 7G/8g; 7H/8g
Л’ет (Pggg) зическая резь (ГОС! 5’13 (ЯС); 811 ба диаметром 9000—81) *3 3G5: 3G5; 4115; 4Н6 менее 1 мм 3G5/5h3; 3G5/5h3; 4H5/5h3; 4H6.'5h3
5h5 3G5; 4Н5 3G5, 5hS; 4H5.'51;5
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
367
Продолжение табл. 5
Класс точности Длина свин- чивания Поля допусков резьбы Посадки с зазорами
наружной (см. табл. 6-—8, II) j внутренней (см. табл. 9—11)
Метрическая резьба диаметром от 1 до 180 мм п.пя петйлом мч пластмасс
S 6g; 6h —
Средний N 6g; 6h 6G; 6H 6G/6g; GG/Gli; 6H.'6g; GH/Ch
L 7g6g; 7hGh 7G; 7H 7G/7g6g; 7G/7h6h; 7H.'7gGg; 7H/7h6h
Грубый S 7g6g; 7h6h 6G; GH 6G/7g6g; GG/7h6h; 6H/7g6g; бН/.-hCh
N 8g; 8h 7G; 711 7G.'Sg; 7G.'8h; 7H.'8g; 7H/8h
L 9gSg; 9h8h 8G; 8П SG/9gSg; 8H/9g8g; 8С/9Л8Л; 811.'OhSh
Очень грубый S 9g-4g; 9h8h 8G; 8! I 8G.'9g8g; SG/9h8h; 8H.-'9gSg; 8H/9h8h
N 1 Oh 811 9H3H 9H8H/10h8h
10h8h 9H8H 9H8H/10h8h
** Только для резьбы с шагом Р 0,8 мм. Для резьбы с шагом
р 0,8 мм применяют поле допуска 8h6b.
В условном обозначении полей допусков. наружной и внутрен-
ней резьбы основные отклонения наружного диаметра d и внутреннего
диаметра D, нс указываются.
Примечания: 1. Поля допусков, заключенные в скобки, по
возможности вс применять.
2. Применение полей допусков, заключенных в рамки, пред-
почтительно.
3G8
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
диаметра (в рассматриваемом примере 7g). Аналогично
для внутренней резьбы 4Н5Н означает, что поле допуска
по среднему диаметру — 4-й степени точности, а по вну-
треннему диаметру — 5-й степени точности. Поля допу-
сков и предельные отклонения диаметров резьбы с зазо-
рами приведены в табл. 6—11.
6. Поля допусков наружной резьбы с зазорами.
Нижние отклонения ei наружного d и среднего d2 диаметров
резьбы **
Поми- нальный диаметр d, мм Шаг F. мм Поля допусков диаметров dz и d наружной резьбы
411 5h4h 5h6h 6h 7h6h 8h •«
dz d dz d d d,_ d d, d 4. d
Я (со знаком минус). MKM
г\ 0,2 30 36 38 36 38 56 48 56 60 56 75 56
и 1,4 0,25 34 42 42 42 42 67 53 67 67 67 85 67
ДО 0,3 36 48 45 48 45 75 56 75 71 75 90 75
0,2 32 36 40 36 40 56 50 56 63 56 80 56
Св. 1,4 2,8 0,25 36 42 45 42 45 67 56 67 71 67 90 67
0,35 40 53 50 53 50 85 63 85 80 85 100 85
ДО 0,4 42 60 53 60 53 95 67 95 85 95 106 95
0,45 45 63 56 63 56 100 71 100 90 100 112 100
0,25 36 42 45 42 45 67 56 67 71 67 .—_
0,35 42 53 53 53 53 85 67 85 85 85 106 85
Г',, 2,8 5,6 0,5 48 67 60 67 60 106 75 106 95 106 118 106
0,6 53 80 67 80 67 125 85 125 106 125 132 125
до 0,7 56 90 71 90 71 140 90 140 112 140 140 140
0,75 56 90 71 90 71 140 90 140 112 140 140 140
0,8 60 95 75 95 75 150 95 150 118 150 150 236
0,25 40 42 50 42 50 67 63 67 SO 67
0,35 45 53 5С 56 85 71 85 90 85
Св. 5.6 11,2 0.5 53 Ь/ 67 67 67 106 85 106 106 106 132 106
0,75 63 : 9( 8С 90 80 140 100 140 125 140 160 140
/40 1 71 112 90 112 90 180 112 ISO 140 ISO ISO 280
1,25 75 132 95 132 95 212 118 212 150 212 190 335
1,5 85 150 106 150 106 236 132 236 170 236 212 375
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
369
Продолжение табл. 6
Поля допусков диаметров dz И d наружной резьбы
Номи- нальный War Р, мм 5h4h 5h6h 6h 7h6h 8h * 2
диаметр d, мм ^2 d ds d &2 d 4, d ds d d2 d
ei (co знаком минус). MKM
0,35 48 53 60 53 60 85 75 85 95 85
0,5 56 67 71 67 71 106 90 106 112 106 140 106
0,75 67 90 85 90 85 140 106 140 132 140 170 140
Св. 11,2 до 22,4 1 75 112 95 112 95 180 118 180 150 180 190 280
1,25 85 132 106 132 106 212 132 212 170 212 212 335
1,5 90 150 112 150 112 236 140 236 180 236 224 375
1,75 95 170 118 170 118 265 150 265 190 265 236 425
2 100 180 125 180 125 280 160 280 200 280 250 450
2,5 106 212 132 212 132 335 170 335 212 335 265 530
0,5 60 67 75 67 75 106 95 106 118 106 -— —
0,75 71 90 90 90 90 140 112 140 140 140 180 140
1 80 112 100 112 100 180 125 180 160 180 200 280
Св. 22,4 1,5 2 95 106 150 180 118 132 150 180 118 132 236 280 150 170 236 280 190 212 236 280 236 265 375 450
до 45 3 125 236 160 236 160 375 200 375 250 375 315 600
3,5 132 265 170 265 170 425 212 425 265 425 335 670
4 140 300 180 300 180 475 224 475 280 475 355 750
4,5 150 315 190 315 190 500 236 500 300 500 375 800
0,5 63 67 80 67 80 106 100 106 125 106 — —
0,75 75 90 95 90 95 140 118 140 150 140 — —
1 90 112 112 112 112 180 140 180 180 180 224 280
Св. 45 1,5 2 100 112 150 180 125 140 150 180 125 140 236 280 160 180 236 280 200 221 236 280 250 280 375 450
до 90 3 132 236 170 236 170 375 212 375 265 375 335 600
4 150 300 190 300 190 475 236 475 300 475 3/5 750
5 160 335 200 335 200 530 250 530 315 530 400 850
5-.*> 170 355 212 355 212 560 265 560 335 569 900
6 180 375 224 375 224 6G0 280 GGO xJUO 600 450 950
Св. 90 0,75 СП 40 100 90 100 125 149 160 1 10 —
до 180 1 Оц 112 118 112 118 180 150 180 199 180 — ——
1,5 1 (X 150 132 150 132 236 170 212 235 265 375
Л 118 180 1 :>i> 180 150 280 190 280 236 * <so 300 450
3 140 Z И ) 180 236 ISO ^'75 224 37b 280 375 355 600
4 IGOiSOO 200 300 200 -lib 250 475 315 4/5 400 750
6 190|375 236 236 600 300 600 375 600 475 950
370
взаимозаменяемость метрических резьб
Продолжение табл. 6
Номи- нальный диаметр d, мм Шаг Р, мм Поля допусков диаметров ds и d наружной резьбы
4h 5h4h 5h6h 6h 7h6h Sh *2
d d d2 d d d, d (f2 d
ei (со знаком минус)» мкм
1.5 112 150 140 150 140 236 180 236 224 236 280 375
Св. 180 2 132 180 170 180 170 280 212 280 2G5 280 335 450
3 1G0 236 200 236 200 375 250 375 315 375 400 GOO
до 355 4 180 300 224 300 224 475 280 475 355 475 450 750
6 200 375 250 375 250 600 315 600 400 600 500 950
Св. 355 2 140 180 180 ISO 180 280 224 280 280 280 355 450
4 190 300 23G 300 236 475 300 475 375 475 475 750
до 600 G 212 375 265 375 265 600 335 GOO 425 GOO 530 950
*3 Верхние отклонения es диаметров резьбы d, dt и d2 равны нулю
(es — 0).
*- Только для Р > 0,8 мм. Для резьбы при Р < 0,8 мм поле
допуска назначается 8g6g (вместо 8g).
7. Поля допусков наружной резьбы с зазорами.
Верхние es (основное отклонение g) и нижние ei отклонения
среднего (1г и наружного (I диаметров резьбы
Моми- Пзльнын диаметр d, мм Шаг Р, мм es, мкм Поля допусков диаметров ds и d наружной резьбы (болта
4g 5g6g 7«6g sg 9gSg
dg d d2 d d. d d, d <0 d dt d
ci (со знаком минус), мкм
Г'г, ! 0,2 — 17 47 53 55 73 65 73 77 73 »
Vo 1 0,25 — 18 -.° GO 60 85 -Sd 85 85 —» —»
ДО 1 0,3 — 1S 54 G6 63 93 93 89 93
Св 1,4 0,2 49 53 57 73 73 .80 73 —~
до 2,3 0,25 — 18 51 GO G3 85 74 89 35
0,35 — 19 59 72 69 104 82 104 99 i 04 —-
0,4 — о 61 79 yo Ill S6 114 104 114 —-
0,45 — 20 G5 83 761120 91 1201110 1 120 —
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
371
Продолжение дабл. 7
Номи- нальный диаметр Шаг es, мкм Поля допусков диаметров и d наружной резьбы (болта)
4g 5g6g eg 7g6g 8g 9g8g
d, мм ^2 d *^2 d ^2 d ^2 d d2 d d, d
ei (со знаком минус), мкм
0,25 — 18 54 60 63 85 74 85 89 85
0,35 — 19 61 72 72 104 86 104 104 104 -— — — —»
Св. 2,8 до 5,6 0,5 —20 68 87 80 126 95 126 115 126 — -— — .—_
0,6 0,7 —21 —22 74 78 101 112 88 93 146 162 106 112 146 162 127 134 146 162 — — — —
0,75 —22 78 112 93 162 112 162 134 162 —. — —. —
0,8 —24 84 119 99 174 119 174 142 174 174 260 214 260
0,25 — 18 58 60 68 85 81 85 98 85 .
0,35 — 19 64 72 75 104 90 104 109 104 — — — -
Св. 5,6 До 11,2 0,5 —20 73 87 87 126 105 126 126'126 — — — —,
0,75 —22 85 112 102 162 122 162 147 162 —_ —.
1 —26 97 138 116 206 138 206 166 206 206 306 250 306
1,25 —28 103 160 123 240 146 240 178 240 218 363 264 363
1,5 —32 117 182 138 268 164 268 202 26SI244 1 407 297 407
0,35 —19 67 72 79 104 94 104 114 104 ___
0,5 —20 76 87 91 126 НО 126 132 126 - — —— —
0,75 —22 112 107 162 128 162 154 162 — —— — —
Св. 11,2 до 22,4 1 —2G 101 138 121 206 144 206 176 206 216 306 262 306
1,25 —28 113 160 134 240 160 240'198:240 240 363 293 363
1,5 122 182 144 26S 172 212 268 256 407 312 407
1,75 —34 120 204 152 299 184 299 224 299'279 459 334 459
2 —38 138 218 163 318 198 313 238 318'288 488 353 488
2,5 —42 148 254 174 377 212 377 254 377307 572 377 572
0,5 —20 80 87 95 126 115 12б|138 126 —
0,75 —22 93 112 112 162 134 162 162 162 —
1 —26 106 138 126 206 151 200 ;S6 206 27G 306
Св 9? 4 1,5 —32 127 IS2 150 2(-S 182 9Ч£Г>99 9GS 268 407 332 407
до 45 9 —38 144 170 318 208 318 250 318 303 488 373 488
—48 173 284 208 423 248 4231298 423 363 643 448 648
3,5 —53 185 318 223 478 265 478 318 478 388 723 478 723
4 —60 200 360 240 535 234 535 340 535 415 810 863 510 810
4,5 —63 213 373 253 563'299 1 563 363 563 438 538 863
372
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Про.
Лол Я д KOB ди a мстпов /2 и d
11-if GM рСЗЬиЫ (• '.лит 0
НмУГИ-
ЕЗЛЬНЫЙ Шаг es, 4 у 1 s г,,«-
d, мм d i,. d -2 fj Л **2 d dz
ei ( co :* на kc M 1.1 1нуг ), мкм
0,5 —20 83 87 100 126 120 126 145 126
0,75 —22 97 112 117 162 140 162 172 162 — .— — —
1 —26 116 138 138 2G6 166 206 206 206 250 396 30G 306
1,5 —32 132 1S2 157 268 192 268 232 268,282 407 3-17 407
Св. 45 2 —38 150 218 178 318 218 318 262 318 318 488 393 488
до 90 3 —48 180 284 218 423 260 423 313 423 383 648 473 648
4 —GO 210 360 250 535 296 535,360 535 435 810-535 810
5 —71 231 406 271 601 321 601 386 601 471 921 571 921
5,5 —75 245 430 287 G35 340 G35 410 635 500 975 605 975
6 —80 260 455 304 680 360 680 435 680 530 10301640 1030
0,75 —22 102 112 122 162 147 162 182 162
1 —26 121 138 144 206 176 206 216 206 — — — —
Св. 90 1,5 2 —32 —38 138 156 182 218 164 188 268 318 202 228 268 318 244 274 268 318 297 338 407 488 367 413 407 488
3 —48 188 284 228 423 272 423 328 423 403 648 498 648
4 -60 220 360 260 535 310 535 375 535 460 810 560 810
6 —80 270 455 316 680 380 680 455 680 555 1030 680 1030
1,5 —32 144 182 172 268 212 268 256 268 312 407 387 407
Сп 1Я(1 2 —38 170 218 208 318 250 318 303 318 373 488 463 488
до 335 3 —48 208 284 248 423 298 423 363 423 448 648 548 648
4 —60 240 360 284 535 340 535 415 535 510 810 620 810
6 —80 280 455 330 680 395 680 480 680 580 10301710 1030
Св. 335 до С00 2 38 178 218 218 318 262 318 318 318 393 488 488 488
4 —60 250'360 29G 535 360 535 435 □35 535 810 660 810
6 —80 292 4bo 345 680 415 680 505 680 610 1030 750 1030
*1 Верхние
треннего с!
не устанавливается,
болта.
отклонения es для наружного d, среднего d3 и вну-
цпаметров резьбы. Нижнее отклонение ei диаметра di
по косвенно ограничивается формой впадины
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
373
8. Поля допусков наружной резьбы с большими зазорами.
Верхние es i> нижние ei отклонения наружного d, среднего d2
и внутреннего с/г диаметров резьбы *1
Поля допусков диаметров d2 и d наружной резьбы (болта)
Gt Ge 6d Тебе
Номи- нальный Шаг <• d d. dz, d2 d d. dz. ds d d, d2, d2 d
диаметр di dt di
(1, мм мм
es и ei i co знаком минус), MKM
es ei ei es ei ei es ei ei es ei ei
0,2 32 80 88 — — — — — — — — -—
До 1,4 0,25 33 86 100 ,— .— — — — — — —.
0,3 33 89 108 — — — — — —. — — —
0,2 32 82 88 —. — — — —. — — —
Св. 1,4 до 2,8 0,25 33 89 100 — — — — .—. —. — — —.
0,35 0,4 34 34 97 101 119 129 —. .— — .— — — — —-
0,45 35 106 135 — — — — —. —. — — —
0,25 33 89 100 ,— .— — .— .— — — —.
0.35 34 101 119 — — — — —. — — — —
Св. 2,8 до 5,6 0,5 36 111 142 50 125 156 —_ —. —, 50 145 156
0,6 36 121 161 53 138 178 — .— — 53 159 178
0,7 38 128 178 56 146 196 — .— — 56 168 196
0,75 38 128 178 56 146 196 — — .— 56 168 196
0,8 38 133 188 60 155 210 — -— — 60 178 210
0,25 33 96 100 -—. — — — — — — —.
0,35 105 119 — .— .— — .— — — — —
Св. 5,6 до 11,2 0,5 36 121 142 50 135 156 .—_ — — 50 156 156
0,75 38 138 178 56 156 196 — — .— 56 181 196
1 40 152 220 60 172 240 90 202 270 60 200 240
1,25 42 160 254 63 181 275 95 213 307 63 213 275
1,5 177 281 67 199 303 95 227 331 67 237 303
C,3<j 31 109'119 __ — — —
п 5 .и1 126:1 12 50 no 156 .— — .— 50 * ПО 156
0,75 '.Ч 1411178 56 162 19G — — 56 188 196
Св. 11,2 до 22,4 1 40 1581220 60 178 240 90 270 60 9 j ( J 240
1,25 4‘* 1741254 63 195 275 95 227 63 233 275
1,5 45 185'281 67 207 303 95 235 331 G7 247 303
1»/ о ч?> 1981313 71 221 336 Ю0 250 71 261 336
2 52 212 332 71 231 351 100 71 271 351
2,5 оЗ 228 393 80 250 415 106 276 411 SO 292 415
374
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬВ
Продолжение табл. 8
По ля допусков дна хе гров d2 и г/ наружной резьбы (болта)
Gf бе Gd 7e€-c
Номи- нальный Шаг X. <6 d d. dZt d* d d. <6 d d, d„. <f2
диаметр d, мм мм dt dt 4
es и ei (co знаком минус), мкм
es е; ci es et ei es ei ei as e. ei
0,5 36 131 142 50 145 156 — — 50 168 156
0,75 38 j 150 17S 56 168 196 ——— ,— 55 196 196
1 40 165 220 60 185 240 90 215 270 60 220 210
Св. 22,4 до 45 1,5 45 195 281 67 217 303 95 245 331 G7 257 303
2 52 222 332 71 241 351 100 270 380 71 283 351
3 63 263 438 85 285 460 112 312 4S7 85 335 460
3,5 —. — -— 90 302 515 1 18 330 543 90 355 515
4 ..— — — 95 319 570 125 349 600 95 375 570
4,5 — —— 100 336 600 132 368 G32 100 400 600
0,5 36 136 142 50 150 156 — — .—. 50 175 156
0,75 38 156 178 56 174 196 .—. — — 56 206 196
1 40 180 220 60 200 240 90 230 270 60 240 240
Св. 45 1,5 45 205 281 67 227 303 95 255 331 67 267 303
2 52 232 332 71 251 351 100 280 380 71 295 351
до 90 3 63 275 438 85 297 460 112 324 4S7 85 350 460
4 .— — —. 95 331 570 125 361 GOO 95 395 570
5 ,—. — • ’ 106 356 636 132 382 6G2 106 421 636
5,5 • ч —— — 112 377 072 140 405 700 112 447 672
6 — —. 118 398 718 150 430 750 118 473 718
0,75 38 163 178 56 181 19G ___ —» — 56 21G 196
1 40 190 220 60 210 240 90 240 270 GO 250 210
Св. 90 до 180 1,5 2 t.O C-J TF l-Q 215 242 281 332 67 71 237 2G1 303 351 95 100 265 290 331 3S0 67 71 279 307 303 351
3 63 287 438 85 309 460 112 336 ,487 85 365 4G0
4 - - —- 95 345 570 125 375 GOO 95 410 510
6 118 418 713 150 450 И-» »— « i JU 118 493 718
1,5 45 225 '281 1332 67 247 303 95 275 331 67 291 303
Св. 180 до 355 2 521264 71 283 351 100 312 3’0 71 33G 351
3 63 313 438 85 460 112 3G2 4S7 85 400 460
4 — 95 375 570 125 405 GOO 95 450 570
G — 1 18 433 718 150 465 750 1 IS 51S 718
Св. 355 до ООО 2 '27 6 1332 I 71 1 295 (351 100 324 1 381! i 71 351 | 35!
4 1 1 —- j 95 395 1 570 125 425 G00 95 470 570
G 1 1 118 453 '718 150 485 | 750 113 543 1 718
*1 Верхние отклонения es являются основными отклонениями
наружной резьбы f, е и d. Нижнее отклонен не ei диаметра dl не уста-
новлено стандартом, но косвенно ограничивается формой г.падииг:
болта.
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
37S
9. Пеля допусков внутренней резьбы с зазорами.
Верхние отклонения среднего внутреннего Dx диаметров
резьбы **
Поля допусков диаметров £)2 и Dt
внутренней резьбы (гпйки)
Номи- нальный диаметр X), мм Шаг F, мм 4H 4H5H 5H 6H 7H KH
Di D2 Dt Di DS Di Di Di
ES (co знаком плюс), мкм (EI " 0)
0,2 40 38 40 48 50 48 63 60 . ..
до 1,4 0,25 45 45 45 56 56 56 71 71 .— — —
0,3 48 53 48 67 60 67 75 85 -— ,— — —
0,2 42 38 42 48 53 48 67 60 ....
Св. 1,4 до 2,8 0,25 48 45 48 56 60 56 75 71 — —
0,35 53 63 53 80 67 80 85 100 — —
0,4 56 71 56 90 71 90 90 112 — .—
0,45 GO 80 60 100 75 100 95 125 — — — —
0,25 48 45 48 56 60 56 75 71
0,35 56 63 56 80 71 80 90 100 — — — ——
0,5 63 90 63 112 80 112 100 140 125 180 — —
Св. 2,8 0,6 71 100 71 125 90 125 112 160 140 200 — —-
до 5,6 0,7 75 112 75 140 95 140 118 180 150 224 — —~
0,75 75 118 75 150 95 150 118 190 150 236 — —_
0,8 80 125 80 150 100 160 125 200 160 250 200 315
0,25 53 45 53 56 67 56 85 71
0,35 60 63 60 80 75 80 95 100 —. — —- —
Св. 5,6 до 11,2 0,5 71 90 71 112 90 112 112 140 140 180 —. —
0,75 85 118 85 150 106 150 132 190 170 236 — —.
1 95 150 95 190 118 190 150 236 190 300 236 375
1,25 100 170 100 212 125 212 160 265 200 250 425
1,5 112 i90 112 236 140 236 ISO 300 224 375 280 475
0.35 Go 63 63 80 <80 xn 100 100 —.
0,5 t о OQ 75 112 95 112 118 M0 130 180 -
V. / >J 90 118 90 150 112 150 140 190 ISC ZOO —.
Св 112 1 100 150 1001190 190 160 236 200 300 2b0 375
до 22,4 Ю CN IO нН 112 179 190 112|212 1181236 140 150 212 236 180 190 265 300 224 236 335 373 280 300 425 475
1,75 125 212 125 265 160 265 200 335 250 425 31S 530
2 132 236 132 300 170 300 212 375 265 455 335 600
2,0 140|2S0 140 355 18G 355 224 450 280 560 355 710
376
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Продолжение табл. 9
Нилл доз внутр ус к с» в ди а м ст р». ,«чи) и D,
гиней резь бы (Г
Л ТМЯ-
Нал ьный ’Из г н 1 ';! 15 Я 1 ,11 I; 1 31
ДИЗ мегэ г . ММ —
£) MU I ! 1 Dl | э2 ! -°' 1 j ! Ds I D, 1 1 £1
ES го зн тком плк-г \ мкм (EI -
0.5 86 1 90 8С :112 1 100 112 125 149 1 _ 1 .—- -—. —
0,75 95 '118 95 150 118 150 150 190 190 236 — —
1 1061150110GI190 132 190 170 236 212 300 2G5 375
Св. ДО 1.5 125 ,190:125 236 160 1236 200 300 250 375 1315 475
22,4 45 2 1401236:140 170|315'!70 '>£" со" о о 180 212 300 400 224 265 375 560 280 335 475 630 ООО 425 600 800
3,5 180 1355 180*450 224 1450 280 560 Зо5 710 450 900
4 1901375:190 1475 236 475 300 600 375 750 475 950
4,5 200|425;200|530 230 530 315 670 400 850 500 11060
0,5 85 90! 85 1112 106 112 132 140 —_ — — —
0,75 100 1181100450 125 150 160 190 — .— — —
1 118 150 118 190 150 190 190 236 236 300 300 375
1.5 132 190 132 236 170 236 212 300 265 375 335 475
Св 45 2 150 236 150 300 190 300 236 375 300 475 375 600
ДО 90 3 180 315 ISO 400 224 400 280 500 355 630 450 800
4 200 375 2001475 250 475 315 600 400 750 500 950
5 212 450 212:560 265 560 335 710 425 900 530 1120
5,5 224 4751224 600 280 600 355 750 450 950 560 1180
G 236 5001236 630 300 630 375 800 475 1000 600 1250
0,75 106 118 106 150 132 150 170 190 — — — —
1 125 150 125 190 160 190 200 236 250 300 — —
Св 90 180 1,5 2 140 160 1901140 236-160 236 300 180 200 236 300 224 250 300 375 280 315 375 475 355 400 475 600
ДО 3 190 315 190 400 236 •100 300 500 375 G30 475 800
4 212 3751212 475 265 475 335 600 425 750 530 950
6 250 5001250 630 315 630 400 800 500 1000 630 1250
1,5 150 190 150 236 190 236 236 300 300 375 375 475
Св. 180 2 3 180 212 236 315 180 212 300 400 224 265 300 400 280 335 375 500 355 425 475 630 450 530 600 800
ДО 355 4 236 375|236 475 300 475 375 600 475 750 600 950
6 265 500'265 630 335 630 425 800 530 юоо: 670 1250
Св. 355 2 4 190|23б|190 250 375J250 300 475 236 315 300 475 300 400 375 600 375 500 750 475 G30 600 950
ДО 600 6 280|500р80 630 355 630 450 800 560 1000 710 1250
** Верхнее отклонение ES диаметра D не установлено стандартом.
Нижние отклонения EI диаметров D, Ь„ и Dt внутренней резьбы равны
нулю (EI = 0); они являются основными отклонениями Н.
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
377
10. Поля допусков внутренней резьбы с большими зазорами.
Нижнее Е! (основное отклонение О) и верхние ES отклонения
наружного среднего D2 и внутреннего Z+ диаметров резьбы *1
Номи- нальный диаметр D, мм Шаг мм F.I. МКМ Ноля допусков внутренней рез+бы (глйка)
... J -.t 7G SG
о. г,г Dt Ds
ES (со знаке М ГЛЮ с). КК5
0,2 -17 67 65 80 77 »
От 1 до 1,4 0,25 - 1-18 74 74 89 89 —
0,3 - -18 78 85 93 103 —.
0,2 17 70 65 84 77
Св. 1,4 0,25 - -18 78 74 93 89 —
0,35 - 19 86 99 104 119
до 2,8 0,4 19 90 109 109 131 —
0,45 -20 95 120 115 145 —
0,25 + 18 78 74 93 89
0,35 - 19 90 99 109 119 —
Св. 2,8 до 5,6 0,5 -20 100 132 120 160 145 200 —.
0,6 -21 111 146 133 181 161 221 —
0,7 1-22 117 162 140 202 172 246 -—,
0,75 4-22 117 172 140 212 172 253 — -
0,8 -24 124 184 149 224 184 274 224 339
0,25 -18 19 85 74 103 89 —
0,35 94 99 114 119 '——
Св. 5,6 до 11,2 0,5 0,75 - н -20 -22 НО 128 132 172 132 154 160 212 160 192 200 258 —
1 н 26 144 216 176 262 216 326 262 401
1,25 28 153 240 18S 293 228 363 278 453
1,5 + 32 172 268 212 332 256 407 312 507
0,35 19 99 99 119 119
0,5 20 115 132 138 160 170 200 —
0,75 •22 134 172 162 212 202 258
Св. 11,2 до 22,4 1 - 26 151 216 186 262 226 326 276 401
1,25 28 1G8 240 208 293 252 363 308 453
1,5 32 182 268 222 332 268 407 332 507
1,75 -.34 194 299 234 369 284 459 349 564
о - -38 20S 338 250 413 303 513 373 638
2,5 -42 222 397 266 492 322 602 397 752
378
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Продолжение табл. 10
Поля допусков внутренней резьбы (гайка)
Номи- Шаг EI, 5< 3 6G 7 3 SG
пальный
диаметр Pt мм МКМ
D, мм £>2 £>, D, Dt
ES (со знаком плюс), мкк
0,5 *- -20 120 132 145 160
0,75 - -22 140 172 172 212 212 258 —
1 -26 158 216 196 262 238 326 291 401
Св. 22,4 до 45 1,5 - 32 192 268 232 332 282 407 347 507
2 -38 218 338 262 413 318 513 393 638
3 -48 -53 260 448 313 548 .383 678 473 848
3,5 - 277 503 333 6’3 408 763 503 953
4 - -60 296 535 360 660 435 810 535 1010
4,5 + 63 313 593 378 733 463 913 563 1123
0,5 -20 126 132 152 160 —
0,75 22 147 172 182 212 ~~~
1 1-26 176 216 216 262 262 326 326 401
1,5 32 202 268 244 332 297 407 367 507
Св. 45 2 -38 228 338 274 413 338 513 413 638
до 90 3 -48 272 448 328 548 403 678 498 848
4 ~~ -60 310 535 375 660 460 810 560 1010
5 т-71 336 631 406 781 496 971 601 1191
5,5 -75 355 675 430 825 525 1025 635 1255
G -80 380 710 455 880 555 1080 680 1330
0,75 -22 154 172 192 212 —
1 +26 185 216 226 262 276 326 —
Св. 90 1,5 -32 212 268 256 332 312 407 387 507
2 -38 238 338 288 413 353 513 438 638
3 -48 284 448 348 548 423 678 523 848
4 - -60 325 535 395 660 485 810 590 1010
о - -80 395 710 480 880 530 1080 710 1330
1,5 32 222 268 268 332 332 407 407 597
Св. ISO до 355 2 ° СО X» СО ”Т .1—1- 262 313 338 448 318 383 413 548 393 473 513 678 488 578 038 848
4 -60 360 535 435 660 535 810 660 1010
6 -80 415 710 505 880 610 1080 750 1330
Св. 355 до 600 2 -38 274 338 338 413 413 513 513 638
4 - -60 375 535 460 660 ьбо 810 690 1010
6 г 80 435 710 880 640 1080 790 1330
S1 Верхнее отклонение ES диаметра D не установлено стандартом.
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
379
Допуски метрических резьб для диаметров менее 1 мм
установлены ГОСТ. 9000—81. Их условное обозначение от-
личается от общепринятого по ГОСТ 16093—81; например,
5h3 — поле допуска наружного диаметра наружной резь-
бы обозначено только 3-й степенью точности (основное от-
клонение опущено). Аналогично указывается (только
степенью точности) поле допуска диаметра Dx внутренней
резьбы, например 4Н5.
Предельные отклонения диаметров резьбы менее 1 мм
даны в табл. 11. Особенностью расположения полей допу-
сков является смещение основных отклонений внутреннего
диаметра наружной и внутренней L>i резьбы.
11. Метрическая резьба для диаметров менее 1 мм.
Посадки с зазором. Верхние es (ES) и нижние ei (EI) отклонения
(в мкм) наружного d (£>), среднего d2 (D2) и внутреннего ds (Р,)
диаметров наружной (внутренней) резьбы
Поле допуска Дна- метр резьбы, мм Откло- нение Номинальный размер d (£>) резьбы, мм
0,25 0.3 0.35 0.4; 0.45 0,5; 0,55 0,6 0,7 0.8 0.9
Шаг резьбы Р, мм
0,075 ОО о о 60'0 о S3 ГО 0,15 tn сч 0,225
Наружная резьба
d, d, cs 0 0 0 0 0 0 0 0 0
5113 d •—ci 1G 16 18 20 20 25 25 30 30
d„ -—ei 20 20 22 21 26 28 32 36 40
di 4-es 9 10 11 12 15 18 21 25 28
d, d cs . ___ 0 0 0 0 0
5Ь5 d -—ei — — .— •—. 32 40 45 50 50
d2 —ei —. 26 23 32 33 40
‘i 4- cs — — — 15 IS 21 25
Внутренняя резьба
D, Dz El 0 0 0 0 0 0 0 0 0
4115 Dz •ES 20 20 22 21 2G 28 u2 •W 10
+ ES 26 27 33 33 50 64 r.i 82 on
bi 4-EI 9 10 11 12 15 18 2 I 25 2-‘,
380
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Продолжение табл. 11
Ном и йальн ЛИ p. гзмер d (Э) резьбы, мм
Поле Диа- метр резьбы, мм Откло- 0,25 0,3 0,35 0,4; 0,45 0,5-5 0,6 0,7 0,8 0.9
допуска нение II lar резьбы Р, мм
0,075 0,08 60'0 о S31 *0 0,15 0,175 ей 0,225
4116 d,d.2 d2 EI + ES — — — 0 24 0 26 0 28 0 32 0 36 0 40
Dt -pES + EI — — — 50 12 70 15 84 18 94 21 102 25 109 28
3G5 d,d2 d2 -PEI + ES 6 20 6 20 6 22 6 24 8 26 8 28 10 32 10 36 10 40
4-ES + EI 26 9 27 10 33 11 38 12 50 15 64 18 74 21 82 25 89 28
3G6 d,d2 -PEI +ES — — —- 6 24 8 26 8 28 10 32 10 36 10 40
-pES + EI — — — 50 12 70 15 84 18 94 21 102 25 109 28
Примечал и е. Нижнее отклонение диаметра ф не установлено
стандартом; оно косвенно ограничивается формой впадины наружной
резьбы; верхнее отклонение диаметра D внутренней резьбы также
не установлено стандартом.
Изготовление резьбовых изделий сопровождается воз-
никновением погрешностей по диаметрам, шагу и углу про-
филя, которые должны быть ограничены,т.е. нормированы.
В таблицах ГОСТ 16093—81 отсутствуют допуски на шаг
и угол профиля, так как предельные погрешности шага
и угла профиля пересчитаны и включены в допуск сред-
него диаметра, который называется суммарным. Таким
образом, суммарный допуск среднего диаметра является
суммой допуска собственно среднего диаметра T'd2 (T'D2),
как линейной величины, и двух диаметральных компен-
саций предельных погрешностей шага f Р и угла профиля fa:
Td2 = T'd3 + fP + /B; TD3 = T'Da-Hp + /«> О)
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
381
где Тс,— суммарный допуск на средний диаметр наруж-
ной резьбы (для внутренней резьбы TD.,); Д> — 1,73\Р —•
диаметральная компенсация погрешности шага (лР — по-
грешность шага в мкм); fa = 0,36Р-Ла/2— диаметраль-
ная компенсация угла профиля (Ла/2 — погрешность угла
в минутах).
Суммарный. допуск среднего диаметра резьбы (ГОСТ
11708—82) — допуск, ограничивающий отклонения как
приведенного среднего диаметра, так и среднего диаметра
резьбы. П риседенным средним диаметром резьбы назы-
вается средний диаметр воображаемой идеальной резьбы,
(она имеет те же шаг и углы наклона боковых сторон,
что и номинальный профиль резьбы, и длину, равную за-
данной длине свинчивания), которая плотно, без взаимного
смещения или натяга, сопрягается с реальной резьбой по
боковым сторонам резьбы (рис. 3). Приведенный средний
диаметр наружной резьбы d„p (Опр — для внутренней резь-
бы) следующий:
dllv - d2R Ь (fP -Ь fay, Duv - П2д - (fP + fay (2)
где д2л (О2д) — измеренный средний диаметр болта (гай-
ки).
На рис. 4 даны схемы расположения полей допусков
внутренней и наружной резьбы. Отклонения принято от-
считывать от номинального профиля резьбы в направле-
нии, перпендикулярном оси резьбы. Отклонения, как и
допуски, распределяют поровну на верхнюю и нижнюю
части профиля. Поэтому на рис. 4 показана верхняя часть
профиля резьбы с половиной предельных отклонений и по-
ловиной допусков.
Рис. 3. Приведенный сред-
ний диаметр резьбы
382
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Внутренняя резьЪа
Рис. 4. Схемы расположения полей допусков внутренней (а) и наружной
(б) резьбы; соединения резьбовых деталей по посадке с зазором (б)
Посадкой называется характер резьбового соединения
деталей, определяемый разностью средних диаметров на-
ружной и внутренней резьбы до сборки. В посадке с за-
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
383
вором поле допуска среднего диаметра внутренней резьбы
расположено над полем допуска среднего диаметра на-
ружной резьбы (рис. 4, в). Посадки с зазором могут быть
образованы сочетанием полей допусков любого класса
точности и длины свинчивания, указанных в табл. 5.
Однако предпочтительней сочетать поля допусков оди-
накового класса точности. Наиболее часто используется
посадка 6H/6g. Поля допусков 8G, 7G, 8g, 6d, Се и 6f обра-
зуют посадки с большими зазорами. Их применяют при
нанесении на резьбу коррозионно-стойких покрытий, при
работе деталей при высоких температурах и в случае обе-
спечения легкой сборки и разборки резьбовых деталей.
Пример 1. Па чертеже болта обозначена резьба М12х 1—7g6g—30.
Определить параметры резьбы, предельные размеры наружного и сред-
него диаметров, а также их допуски Td и Td2.
Из обозначения резьбы следует, что номинальный (наружный)
диаметр d — 12 мм. Резьба мелкая с шагом Р = 1 мм. Выписываем
параметры резьбы (см. табл. 2): средний диаметр d2 — 11,350 мм,
а внутренний диаметр dt — 10,917 мм; длина свинчивания L — 30 мм.
7g — поле допуска наружной резьбы по среднему диаметру с основ-
ным отклонением g, a 6g — поле допуска по наружному диаметру d.
Верхнее es и нижнее ei отклонения по d2 и d выписываем из табл. 7
и строим схему расположения полей допусков резьбы es (d) —26 мкм;
ei (d) —20G мкм; es (d„) — -—26 мкм; ci (d2) = —176 мкм. Поля
допусков наружной резьбы изображены на рис. 4, б.
Предельные размеры диаметров вычисляем по формулам:
d2 них d., {- es (d2) - 11,350 f (-0,026) = 11,324 мм;
d2 mln - d2 f ei (d2) =- 11,350 ( (-0,176) = 11,174 мм;
dnMX d f- es (d) “ 12,000 (—0,026) = 11,974 мм;
dmln “ d-i ei (d) - 12,000 | (—0,206) = 11,794 мм.
Определяем допуск среднего Td2 и наружного Td диаметров резьбы:
Td, - d2 Inax d2 mIn ~ 11,324 —11,174 =0,150 мм
пли
Td, es (d2) — ei (dj « —26 —(—176) — 150 мкм;
Td — danx —«mln ~ 11,97-й —11,794 =-= 0, ISO MM
или
Td »= es (d) ci (d) = — 26 —• (—206) -- ISO мкм
Пример 2. Определить предельные размеры и допуски диаметров
внутренней резьбы 5112а I—7H—30. Построить схему расположения
допусков внутренней резьбы.
Параметры резьбы выписываем из табл. 2 (см. пример В: 7П —
поле допуска по среднему и внутреннему диаметрам. Верхнее ES и ииж-
3S4
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
12. Диаметры стержней под нарезание метрической резьбы
Размеры, мм
Номиналь- ный диа- метр d Шаг Р Диаметр стерх:ня под резьбу с полем допуска H иж н c-e от кл о и с н нс диаметра стержня с полем допуска
4h; Gh; Sh vd 4Ь Gh; б£; Gc; Gd 8h; 8g
1 1,1 1,2 0,25 0,97 1,07 1,17 0,95 1,05 1,15 — — —0,03 —0,04 —
1,4 0,3 1,36 1,34
1,6 1,8 0,35 1,55 1,75 1,53 1,73
2 0,4 1,95 1,93 — — —0,04 —0,05
2,2 2,5 0,45 2,15 2,45 2,13 2,43 —0,06
3 0,5 2,94 2,92 2,89
3,5 0,6 3,44 3,49 3,39 — —0,05 —0,07
4 4,5 0,7 0,75 3,94 4,44 3,92 4,42 3,89 4,38 —- — 0,06 —0,08 —0,09
5 0,8 4,94 4,92 4,88 — —0,07 —0,10 —0,18
6 7 1 5,92 6,92 5,89 6,89 5,86 6,88 5,83 6,83 —0,2
8 9 1,25 7,90 8,90 / ,S7 8,87 7,84 8,84 7,80 8,80 -0,08 —0,11 —0,24
10 11 1,5 9,88 10,88 9,85 10,85 9,81 10,81 9,73 10,78 —0,09 —0,12 —0,26
12 1,75 11 ,Su 11,83 11,80 10,76 — 0,1 —0,13 —0,29
14 1G 13,81 15,M 13,30 is’so 13,77 13,77 13,74 15,74
to ь_* <— to О 00 2,5 17,84 19,84 21,84 17,80 19. so 21,80 1 7,76 1Э 7*3 21/76 17.73 19,73 21,73 --.9.13 - —0,18 0,37
24 Оу 3 23,84 23.79 20,79 23,75 20,75 GQ TO 26,73 — 9,16 —0,22 — 0,44
30 33 •3,5 29,34 32,84 29,79 32,79 29,75 29,72 32,72 —0,18 < — 0,27 — 0,51
ДОПУСКИ РЕЗЬБ С ЗАЗОРАМИ
385
Продолжение табл. 12
Номиналь- ный диа- метр d Шаг Р Диаметр стержня под резьбу с полем допуска Нижнее отклонение диаметра стержня с полем допуска
4h; 61г. i?h 6g: 8g бе 6d 4h 6 h; 6g; Ge; 6d 8h; 8g
36 39 4 35,84 38,84 35,78 38,78 35,74 38,74 35,71 38,71 -0,22 —0,32 —0,59
42 45 4,5 41,84 44,84 41,78 44,78 41,74 44,74 41,71 44,71 — 0,24 — 0,34 0,64
48 52 5 47,84 51,84 47,77 51,77 47,73 51,73 47,71 51,71 — 0,26 — 0,37 — 0,69
56 60 5,5 55,84 59,84 55,76 59,76 55,73 59,73 55,70 59,70 —0,28 — 0,40 —0,74
Примем а н и с. Верхнее отклонение диаметра стержня равно
пулю.
13. Диаметры сверл (1СВ для получения отверстий диаметром Рсп
при нарезании внутренней резьбы номинального диаметра D
Размеры, мм
Дна. метр D Шаг P Диаметр Dcn отверстия под резьбу с полем допуска Верхнее отклонение д и а м стра от вс рети я с полем допуска Диаметр сверла ^св
4И5Н; 5II; CH; 5Н6Н; 7Н 6G; 7G 4Н5Н; 511 5Н6Н: бII; 6G 7Н; 7G
1 1,1 1,2 0,25 0,75 0,85 0,95 0,77 0,87 0,97 +0,04 -I 0,05 — 0,75 0,85 0,95
1.4 0.3 1,10 1,12 +0,04 — — 1.1
1,6 1,8 0,35 1,25 1,45 1,27 1,47 +0,05 +0,07 •—- 1,25 1,45
2 0,40 1,60 1,62 4-0,06 + 0,08 —— 1,6
2,2 2,5 0,45 1,75 2,05 1,77 2,07 +0,07 +0,09 —” 1,75 2,05
3 3,5 4 0.5 0,6 0,7 2,5 2,9 3,3 2,52 2,93 3,33 + 0,08 +0,10 + 0,11 +0,12 - н - -0,14 -0,15 0,16 2,5 2,9 3,3
13 Белкин И. М.
386 ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬЕ
Продолжение табл. 13
Диа- метр D Шаг Р Диаметр £>св отверстия под резьбу с полем допуска Верхнее отклонение диаметра отверстия с полем допуска Диаметр сверла ^св
4Н5Н; 5 И; 6 И: 5Н6Н; 7Н 6G; 7G 4Н5Н; 511 5 Н6 Н: 6Н; 6G 7II; 7G
4,5 0,75 3,7 3,73 4-0,11 40,17 40,22 3,75
5 0,8 4,2 4,23 40,09 40,13 40,18 4,2
6 7 1 4,95 5,95 О СП ; о о ' О О : 40,17 40,20 40,26 5 6
. О со 1 25 6,7 7,7 6,75 7,75 6,8 7,8
10 и 1,5 8,43 9,43 8,5 9,5 4 0,19 40,22 40.3 8,5 9,5
12 1,75 10,2 10,25 -1-0,21 40,27 -1 0,36 10,2
14 1G 2 11,9 13,9 11,95 13,95 40,24 -1-о,з 40,4 12 14
18 20 22 2,5 15,35 17,35 19,35 15,4 17,4 19,4 40,3 40,4 40,53 15,5 17,5 19,5
24 27 3 20,85 23,85 20,9 23,9 21 24
30 33 3,5 26,3 29,3 26,35 29,35 40,36 40,48 Ч 0,62 26,5 29,5
36 39 4 31,8 34,8 31,85 34,85 32 35
42 45 4,5 37,25 40,25 37,3 40,3 10,41 40,55 -40,73 37,5 40,5
48 52 5 42,7 46,7 42,8 46,8 40,45 40,6 40,8 43 47
56 60 5,5 50,2 54,2 50,3 54,8 —
64 68 6 57.7 61,7 57,8 61,8
При м стан >1 е. Нижнее отклонение диаметра отверстия равно
нулю.
ДОПУСКИ РЕЗЬБ С НАТЯГАМИ
387
нее EI отклонения по D2 11 Dt выписываем из табл. 9 и строим схему
расположения допусков (см. рис. 4, о). Вычисляем предельные размеры
диаметров и определяем допуск среднего TD2 и внутреннего TDj диа-
метров резьбы:
D2 nax = р2 + ES (D2) = 11,350 + (+0,200) = 11,550 мм;
D2 mm = D2 + EI (D2) = 11,350 + 0 = II ,350 мм;
Dt max = + ES (Dt) = 10,917 + (+0,300) = 11,217 мм;
Dt mm = Dj + EI (D^ = 10,917 + 0 = 10,917 мм.
Определяем допуск среднего TD« и внутреннего TDX диаметров
резьбы:
TD2 = ES (D2) — EI (Do) = +200 — 0 = 200 мкм;
TDj = ES (D^ — EI (Dt) = +300 — 0 = 300 мкм.
Пример 3. Для посадки с зазором М12>; 1 — —30 определить
максимальный 5шах 11 минимальный 5тщ зазоры и изобразить располо-
жение полей допусков наружной и внутренней резьбы.
Допуски наружной резьбы определены в примере 1, а внутренней
резьбы — в примере 2. По внутреннему диаметру d, наружной резьбы
и ло наружному диаметру D внутренней резьбы допуски не установ-
лены. По этим диаметрам образуются большие зазоры, но ограничены
отклонения es (dj и EI (D) значениями основных отклонений. Подсчи-
тываем предельные зазоры:
«max = ES (D2) — ei (d2) = +200 — (—176) = 376 мкм;
•8min = EI (D2) — es (d2) = 0 — (—26) = 26 мкм.
Расположение полей допусков резьбы с зазором дано на рис. 4, в.
Диаметры стержней под нарезание метрической резьбы
приведены в табл. 12, а диаметры сверл </св для получения
отверстий диаметром £)св при нарезании внутренней резьбы
номинального диаметра — в табл. 13.
ДОПУСКИ И ПОСАДКИ МЕТРИЧЕСКИХ РЕЗЬБ
С НАТЯГАМИ.. ПЕРЕХОДНЫЕ ПОСАДКИ
При посадке с натягом в резьбовом соединении поле до-
пуска среднего диаметра наружной резьбы расположено
над полем допуска среднего диаметра внутренней резьбы;
в соединении обеспечивается натяг (рис. 5).
При переходной посадке в резьбовом соединении поля
допусков средних диаметров внутренней и наружной резь-
бы перекрываются; в соединении можно получить как
натяг, так и зазор (рис. 6).
13*
388
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Рис. 5. Схемы расположения полей допусков резьбы с натягом (а) и
соединения шпильки с гнездом по посадке с натягом (б); схема располо-
жения полей допусков резьбы (/•) по среднему диаметру при сортирова-
нии на две группы (У и /У); У, 11 и Ill — номера сортировочных групп
Рис. 6. Схемы расположения полей допусков наружной и внутренней
резьбы (а) и соединения резьбовых деталей (б), рекомендуемые при
переходной посадке
В посадках с натягом и в переходных посадках резьбо-
вых соединений образуются натяги (в переходных посад-
ках возможны и зазоры) только по среднему диаметру, а
по наружному и внутреннему диаметрам предусмотрены
ДОПУСКИ РЕЗЬБ С НАТЯГАМИ
389
очень большие зазоры, исключающие защемление резьбы
и нарушения характера посадки по среднему диаметру.
Эти посадки предназначены для неподвижных резьбо-
вых соединений, образованных ввертыванием стальных
шпилек в резьбовые отверстия (гнезда) деталей из стали,
чугуна, титановых, алюминиевых и магниевых сплавов.
В переходных посадках предусмотрены дополнительные
элементы заклинивания шпилек, например конический
сбег резьбы шпильки, наличие на шпильке цилиндриче-
ской цапфы или плоского бурта.
Длины свинчивания резьб, а также параметры резьб
с натягом и переходными посадками приведены в табл. 14
и 15.
14. Длины свинчивания резьб с натягами и переходными посадками
Материал детали с внутренней резьбой
Сталь
Чугун
Алюминиевые и магниевые сплавы
Дл и н а св и н ч и п а н и я
(14-1,25) d
(1,254- 1,5) d
(1,5-4-2) d
П р и м е ч а и и е. d — номинальный диаметр резьбы.
15. Метрическая резьба. Посадки с натягом и переходные.
Диаметры и шаги, мм
Номинс диаметр льный резьбы Шаг Р Номинальный диаметр резьбы Шаг Р
I-fi ряд 2-й ряд круп- ный мелкий 1 -й ряд 2-i"i ряд круп- ный мелкий
5 0,8 20 18 2,5 2; 1,5
б 1 — — 22 2.5 2; 1,5
8 — 1,25 1 24 27 3 2
10 1,5 1,25 30 33 3,5 * 2
12 .—, 1,75 1,5 36 39 4 * 3
16 14 2 1,25; 1,5 42 45 4,5 * 3
Примечания: 1. 1-й ряд следует предпочитать 2-му ряду.
2. Шаги, отмеченные знаком *, только для переходных посадок.
390
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Поля допусков и посадки с натягом и переходные уста-
новлены в зависимости от материала детали с внутренней
резьбой и параметров резьбы (табл. 16). Верхние и нижние
отклонения диаметров для наружной и внутренней резьб
даны в табл. 17 и 18 для посадок с натягом, а в табл. 19 —
для переходных посадок.
16. Метрическая резьба. Поля допусков и посадки с натягом
и переходные
Материал детали С внутренней резьбой Номи- наль- ный диа- метр, мм Шаг Р. мм Поля допусков диаметров резьбы Посадка и ее обо- значение
наружной внутренней
Св. До Св. До d | d, D, г>,
Посадки с натягом
0,8 1,25 Ge 5D 2H5D
Чугун И алюминие- вые сплавы 2г 2Н 2г
1,25 3 6с 5С 2Н5С
2г
Чугун, алю- миниевые и 5 45 0,8 1,25 бе 3Р (2) 211 (2) 5D 2H5D (2) Зр (2)
магниевые сплавы 1,25 3 6с 5С 2Н5С (2) Зр (2)
Сталь, высоко- 0,8 1,25 6с Зп (3) 2Н (3) 4D 2I I4D (3) Зп (3)
прочные и титановые, сплавы 1,25 3 6с 4С 2I14C (3) 311 (3)
Переходные посадки
Сталь, чу- гун, алю- 5 30 0,8 3 2 m 311 3I1GII
GH 2ш
миииевые и магниевые сплавы 33 45 2 3,5 6g 4jh 511 5HGII 4jh
ДОПУСКИ РЕЗЬБ С НАТЯГАМИ
391
Продолжение табл. 16
Материал детали с внутренней резьбой Номи- наль- ный диа- метр, мм Шаг Р, мм Поля допусков диаметров резьбы Посадка и ее обо- значение
наружной внутренней
Св. До Св. До d d. D2 Dt
Чугун, алю- миниевые и магниевые сплавы 5 16 0,8 2 6g 4jk 5H 6H 5Н6Н 4jk
18 30 1,5 3 4j 5H 5Н6Н 4j
Сталь 5 16 0,8 2 4jk 4H 4H6H
4jk
18 30 1,5 3 4j 411 4H6H 4j
Примечания: 1. Обозначение полей допусков и посадок
на чертежах по ГОСТ 1G093—81.
2. Поле допуска наружного диаметра наружной резьбы в обозна-
чении не указывается.
3. В обозначении резьбы в скобках цифры 2 и 3 означают, что
поле допуска по среднему диаметру d.> или П2 подлежит сортированию
на две и три группы соответственно.
4. Допмскается применение без сортирования на группы посадок
ЗН6Н ' ЗН6Н
Зр И Зп '
17. Метрическая резьба. Посадки с натягом. Верхние es и нижние ei
отклонения (мкм) наружного d и среднего <Z2 диаметров
наружной резьбы (шпильки)
Диаметр резьбы, мм 1 Поле допуска резь- бы Отклонение Номинальный диаметр d резьбы, мм
Св 2,8 до 5,6 Св. 5,6 до П,2 Св. 11,2 до 22,4 Св. 22,4 до 45
Шаг резьбы Р. мм
0,8 I ) 1,25] 1.5 1,25 1.5 1.75 2 | 2.5 ( 2 | Э
d бе —es —ei 60 210 60 240 63 275 63 275 ——
6с —es — — — 140 376 — 140 376 145 410 150 430 160 505 150 430 170 545
392
ВЗАИМОЗАМЕНАЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Продолжение табл. 17
Диаметр резьбы, мм 1 Поле допуска резь- бы Отклонение Номинальный диаметр d резьбы, кх
Св. 2,8 до 5.6 Св 5,6 ДО 11.2 Св. 11,2 до 22,4 Са. 22,4 ДО 45
Шаг резьбы Р, мм
0,3 1 1,25 1.5 1.25 1,5 1.75 2 '-’,5 з
2г Ч CS 109 125! 133 148 133 151 165 173 197 177 220
-I ci 71 80 35 95 85 95 105 110 130 110 140
-j-es 96 109 116 130 116 134 142 155 170 160 195
-pci 48 53 56 63 56 63 67 75 85 75 95
I esj 96 109 116 8G 130 116 134 142 155 170 160 195
Зр (2) -!-Ck 72 96 89 98 104 115 127 117 145
-i-esn 72 81 86 96 89 98 104 115 127 117 145
d2 -l-ein 48 53 56 63 56 63 67 75 85 75 95
4 es 82 94 102 112 109 116 125 134 147 139 170
4-ci 3-1 38 42 45 42 45 50 53 63 53 71
4-esj 82 94 102 112 109 116 125 134 147 139 170
4 Cij G6 75 82 89 85 91 100 106 119 100 137
Зп (3) -Rsn 36 75 82 89 86 91 100 106 119 100 137
4-eijj 50 5G 62 67 64 68 75 79 91 81 104
+ esUI 50 56 62 67 64 68 75 79 91 81 104
4-einj 34 38 42 45 42 45 50 53 63 53 71
18. Метрическая резьба. Посадки с натягом. Верхние ES и нижние EI
отклонения (мкм) наружного I), среднего О2 и внутреннего £6
диаметров внутренней резьбы (гнезда)
[ Диаметр резьбы, мм | Поле допуска резь- бы Отклонение Номинальный диаметр D резьбы, мм
| Св. 2,8 I до 5.6 Св. 5,6 до 11,2 Св. 11,2 до 22,4 Св. 22,4 до 45
Шаг резьбы Р, мм
0,8 1 1,25 1,5 1,25 1.5 1,75 2 2.5 2 3
D Все EI 0 0 0 0 0 0 0 0 0 0 0
d2 211 -| ES EI 50 0 60 0 63 0 71 0 71 0 75 0 80 0 85 0 90 0 90 0 10G 0
ДОПУСКИ РЕЗЬБ С НАТЯГАМИ
393
Продолжение табл. 18
i ! Диаметр резьбы, мм Поле допуска резь- бы Отклонение Поминальный диаметр D резьбы, мм
Св. 2,5 до 5,6 Св. 5,6 до 11.2 Св. 11,2 до 22,4 Св. 22,4 до 45
Шаг резьбы Р, мм
0,8 1 1 1 1,25 1.5 1Д-5 1.5 1.75 2 2,5 2 3
Х>2 2Н (2) - FESi -EIj 50 25 60 30 63 31 71 35 71 75 37 80 40 85 42 90 45 90 45 106 53
+ ESn EIjj 0 30 0 31 0 7) 35 0 37 0 40 0 42 0 45 0 45 0 53 0
2Н (3) + ESt -!-Eii 50 33 60 40 63 42 71 47 71 47 75 50 80 54 85 56 90 СО 90 60 106 70
- -ESt i EI,! 33 16 40 20 42 21 47 23 47 23 50 25 54 27 56 28 60 30 60 30 70 35
!-ESnl EIh. 16 0 20 0 21 0 23 0 23 0 25 "о 27 0 28 0 30 0 30 0 35 0
4D ES - EI 215 90 240 90 265 95 -- 265 95 — — — —
•1С -ES -EI — — 330 140 — 330 140 357 145 386 150 440 160 386 150 485 170
5D 4-ES 4-FI 250 90 280 307 9о| 95 — 307 95 *— — — — —
5С 4-ES 4 EI — — — 376 140 — 376 140 410 145 450 150 515 160 150 150 570 170
394
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
19. Метрическая резьба. Переходные посадки. Верхние es (ES)
и нижние ei (EI) отклонения (в мкм) наружного d (D),
среднего (£Е) и внутреннего dt (Dt) диаметров
наружной (внутренней) резьбы
1 Диаметр резьбу, мм 1 Поле допуска резь- бы Отклонение Номинальный диаметр d (D) резьбы, мм
Св. 2,8 до 5.G Св. 5,6 ДО И.2 Св. 11,2 до 22,4 Св. 22.4 до 45
Шаг резьбы Р, мм
0.8 1 ] 1.25] 1,5 1,25| 1,5 | 1.7S| 2 2,5 2 3 | 3,5
Наружная резьба
d 6g —es —ei 24 174 26 206 28 240 32 268 28 240 32 268 34 299 38 318 42 377 38 318 48 423 53 478
+es 62 71 75 85 81 85 94 102 ПО 106 128
zm -bei 24 26 28 32 28 32 34 38 42 38 48
4jh 4-es 4 12 14
d. —ei •— 102 113 118
4j • -'-es 49 53 54 59 67 68
—ei •— 41 — 47 52 47 58 64
4-es 51 60 61 69 71 74 76 78
4jk —ei 9 11 14 16 14 16 19 22 —
Внутренняя резьба
4-ES 65 76 80 90 90 95 102 109 116 116 136 —
ori EI 0 0 0 0 0 0 0 0 0 0 0 —-
d2 4I-I n-ES EI 80 0 95 0 100 0 112 0 112 0 118 0 125 0 132 0 140 0 140 0 170 0 180 0
4ES 100 118 125 140 140 150 160 170 180 180 212 224
EI 0 0 0 0 0 0 0 0 0 0 0 0
От 4-ES 200 236 265 300 265 300 335 375 450 375 500 560
Ori EI 0 0 0 0 0 0 0 6 0 0 0 0
ДОПУСКИ РЕЗЬБ С НАТЯГАМИ 305
В посадках с натягом шпильки и гнезда (резьбовые от-
верстия) по размерам среднего диаметра сортируют па
две или три группы, которые указывают после поля до-
пуска резьбы в скобках цифрами, означающими число
групп сортирования, например 2Н (2), Зр (2) и Зп (3).
Поле допуска при этом делят на две или соответственно на
три одинаковые части, пронумерованные в одном направ-
лении, например сверху вниз. Резьбовые детали перед
сборкой по результатам измерения среднего диаметра
предварительно рассортировывают на две или три груп-
пы. Сборку соединения осуществляют из деталей, отнесен-
ных к группе одинакового номера. Например, шпильку II
группы ввинчивают в резьбовое отверстие (гнездо) толь-
ко II группы. Сборка с сортированием деталей прежде на-
зывалась селективной. Она позволяет повысить точность
посадки при использовании деталей, изготовленных с ши-
рокими полями допусков на оборудовании нормальной
точности.
2Н5С Г’)
Пример 4. Для резьбового соединения с натягом М12х 1,5— ---
Зр (2)
определить допуски, наибольший и наименьший натяги до и после
сортирования.
Резьба мелкая с сортированием на две группы (I и II) по среднему
диаметру. Параметры резьбы выписываем из табл. 2, а верхние и ниж-
ние отклонения — из табл. 17 и 18.
Допуски TD2 и Td2, и наибольший Л'1лах, и наименьший Л'т!п
натяги до сортирования подсчитываем по формулам (в мкм):
TD2 = ES — EI = ф 75 — 0 = 75;
Td2 -= es — ei •-131 — (-} 63) 71;
A\nax — cs EI --- 134 — 0 ~' 134; Aznnn - ei — ES
=-= -!-63 - (-j-75) -- —12 мкм
(знак «минус» означает, что в соединении может иметь место наиболь-
ший зазор, равный 12 мкм).
В соединении резьбовых деталей без сортировки может быть полу-
чен чрезмерно большой натяг (134 мкм) или даже зазор (12 мкм). Пои
большом натяге возникает опасность среза витков резьбы гнезда детали
из алюминиевых или магниевых сплавов. В случае наибольшего за-
зора в соединении будет иметь место самоотиипчивание шпильки и на-
рушение надежности работы изделия. Пэ этим причинам соединение
резьбовых деталей без сортирования для рассматриваемой посадки
нс производят.
396
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ ГЕЗЬЕ
Вычисляем допуски и натяги для I группы после сортирования
Деталек (мкя):
TD2j = ES — Eh -- +75 — (+37,5) = = 37,5;
'f+r = es — eij — +134 — ( i 98,5) = 35,5;
A'max i - es — Eh = +134 — ( (-37,5) -- 96,5;
A’min I = e!I — ES — +98,5 — (( 75) — 23,5 мкм.
Аналогично вычисляем допуски и натяги для II группы (мкм):
TD2n = 37,5; Td3n=35,5; Л'т1п п — 25,5; Л'тах п = 98,5.
После сортирования и сборки в обеих группах деталей обеспечи-
ваются примерно одинаковые натяги, причем колебание натягов от
95,5 до 23,5 (или от 98,5 до 25,5) мкм позволяет получить надежное
соединение резьбовых деталей с гарантированным натягом. В этом и
заключается преимущество сортирования деталей на группы.
Допуски среднего диаметра резьбы деталей, сортируе-
мых на группы, не являются суммарными, так как они не
содержат диаметральных компенсаций отклонений шага и
угла профиля.
Схемы расположения полей допусков резьбы с натягом
приведены па рис. 5, в. Стандарт допускает применение
посадок ЗНбН/Зр и ЗНбН/Зп.
Примеры обозначения допусков и посадок резьбовых
соединений на чертежах показаны на рис. 7.
Рис. 7. Обозначения допусков и посадок на чертежах:
а — соединения деталей с наружной и внутренней резьбой; б — шпильки
с резьбой; в — гайки; г — гнезда с внутренней резьбой
РЕЗЬБА КОНИЧЕСКАЯ С КОНУСНОСТЬЮ 1 : 16
397
РЕЗЬБА МЕТРИЧЕСКАЯ КОНИЧЕСКАЯ
С КОНУСНОСТЬЮ 1 : 16
Коническую резьбу применяют для непроницаемых ко-
нических соединений, а также для соединений наружной
конической резьбы с внутренней цилиндрической резь-
бой. Профиль этой резьбы аналогичен профилю цилиндри-
ческой резьбы (рис. 8, а). Размеры конической резьбы от-
Рис. 8. Коническое резьбовое соединение:
а — профиль и расположение полей допусков резьбы;, 6 и $ == размеры де-
талей резьбового соединения
398
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
считывают от основной плоскости — плоскости, перпенди-
кулярной оси резьбы и расположенной от торцов внутрен-
ней резьбы на расстоянии /2 и от торцов наружной резьбы
на расстоянии (рис. 8, б). В основной плоскости диаме-
тры конической резьбы равны соответствующим номи-
нальным диаметрам метрической резьбы (табл. 20). Для
внутренней цилиндрической резьбы основная плоскость
совпадает с торцом детали и для нее /2 — 0.
20. Размеры (в мм) конической резьбы в основной плоскости
(рис. 8)
Номинальный диаметр d (D) Шаг Р — Dz rf, = Dt I h 4:
1-й ряд 2-й ряд
6 5,350 4,917
8 — 1 7,350 6,917 8 2,5 3
10 — 1 9,350 8,917
12 . . 11,026 10,376
14 13,026 12,376
16 — 15,026 14,376
_ 18 1,5 17,026 16,376 11 3,5 4
20 .— 19,026 18,376
—, 22 21,026 20,376
24 — 23,026 22,376
Номинальный диаметр d (D) Шаг Р xfg == D 2. dt Dt l
1-й ряд 2-й ряд
— 27 25,701 24,835
30 — 28,701 27,835
— 33 31,701 30,835
36 — 34,701 33,835
39 37,701 36,835
42 — 2 40,701 39,835 16 5 6
. 45 43,701 42,835
48 —. 46,701 45,835
— 52 50,701 49,835
56 —м 54,701 53,835
— 60 58,701 57,835
Примечание. При выборе диаметров резьб 1-й ряд следует
предпочитать 2-му; I — рабочая длина резьбы.
РЕЗЬБА КОНИЧЕСКАЯ С КОНУСНОСТЬЮ I : !S
399
Средний диаметр в основной плоскости принят за по-
минальный. Отклонения по среднему диаметру косвенно
ограничиваются смещением основной плоскости в осевом
направлении. Осевое смещение основной плоскости на-
ружной Л/, и внутренней Л/2 резьб (рис. 8, б) относи-
тельно номинального расположения не должно превышать
величин, указанных в табл. 21. Смещение основной плоско-
сти является суммарным, включающим отклонения соб-
ственно среднего диаметра, шага, угла наклона а/2 боко-
вой стороны профиля и угла конуса <р. Для конической
резьбы (см. рис. 8, а) установлены предельные отклонения
среза вершин и впадин (размеров Н/8 и Н/4), угла на-
клона боковой стороны профиля а/2, шага резьбы Р
и угла конуса <р (в виде разности средних диаметров на
длине li -р Z2). Для цилиндрической внутренней резьбы
(рис. 8, с) установлены предельные отклонения внутрен-
него диаметра и среза впадины (размер Н/8). Поле до-
пуска среднего диаметра внутренней цилиндрической резь-
бы должно соответствовать 6Н.
21. Предельные отклонения элементов конической резьбы, мкм (рис. 8)
I»редельные отклонени я
конической резьбы
Разность средних диаметров из длине А,- ГТ редсль- вые от- клонения цилик- дри чеш- ской вну- тренней резьбы
номинальная ’ Откло- нения резьбы
внутрен- ний II.'8 £>i
10 1 1+990 ^’20()р 3“l±3oh:^|i3o|344 :^;£з^±30|+120
2-1 1,5 k 1 1Оо';+1&ТЯ"- -169 15®
i ' I .д-ди; —-ьЦ—JZj I 0
1+ 1409; + + +5о| 688 £1J0
i i ' ‘-}i ; i uO| — i i j I
24 ] 60
При м e ч а н я e. Предельные отклонения угла наклона а/2 нс
более + 45'. Предельные отклонения шага на длине /, /2 не более
+ 40 у,км; на длине 1 — не более <?(> мкм.
400
ВЗАИМОЗАМЕНЯЕМОСТЬ МЕТРИЧЕСКИХ РЕЗЬВ
Коническую резьбу обозначают буквами МК, внутрен-
нюю цилиндрическую — М; в обозначении указывают
также номинальный диаметр, шаг и номер стандарта.
Соединение внутренней цилиндрической с наружной ко-
нической обозначают дробью, например М/МК20Х1.5.
Рис. 9. Средства контроля и измерения параметров резьбы:
а — гладкие «ялибры-скобы; бив — резьбовые ПР и НЕ калибры-кольца;
г — гладкие калибры-пробки", д и е — резьбовые ПР и НЕ калибры-пробки;
Ota — инструментальный микроскоп с цифровым отсчетом
РЕЗЬБА КОНИЧЕСКАЯ С КОНУСНОСТЬЮ 1 : 1G
401
Контроль точности резьбовых изделий выполняется как
комплексным, так и дифференцированным методом. В про-
изводственных условиях резьбу контролируют преиму-
щественно комплексным методом, т. е. с помощью набора
калибров. По виду контролируемой поверхности калибры
подразделяют на калибры для контроля внутренней резь-
бы и калибры для контроля наружной резьбы. В ком-
плект калибров для контроля наружной резьбы входят
гладкие скобы ПР и НЕ (рис. 9, а), контролирующие поле
допуска Td по наружному диаметру, и два резьбовых коль-
ца ПР и НЕ (рис. 9, б и в). Проходной резьбовой калибр-
кольцо ПР контролирует приведенный средний диаметр
и одновременно внутренний диаметр резьбы, а непроход-
ное кольцо НЕ — наименьший средний диаметр d2 ппп-
В комплект калибров для контроля внутренней резьбы
входят гладкие пробки ПР и НЕ (рис. 9, г), контролирую-
щие поле допуска TD, по внутреннему диаметру, и две
резьбовые пробки ПР и НЕ (рис. 9, д и с). Резьбовой
проходной пробкой ПР контролируют приведенный сред-
ний диаметр и одновременно наружный диаметр резьбы, а
резьбовой непроходной пробкой НЕ — наибольший вну-
тренний диаметр Dx max резьбы.
Дифференцированный метод предусматривает измере-
ние каждого параметра резьбы (трех диаметров, шага и
угла профиля) в отдельности. Наиболее универсальным
прибором для измерения параметров резьбы является ин-
струментальный микроскоп различных модификаций. В по-
следнее время выпускается инструментальный микроскоп
с цифровым отсчетом (рис. 9, ж). Распространен косвен-
ный метод измерения среднего диаметра с помощью про-
волочек или роликов.
Гласа 7
СИСТЕМА ДОПУСКОВ НА УГЛОВЫЕ РАЗМЕРЫ.
ПОСАДКИ КОНИЧЕСКИХ СОЕДИНЕНИЙ
Стандарты на допуски угловых размеров и конических
соединений приведены в табл. 1.
Единицей плоского угла согласно ГОСТ 8.417—81 яв-
ляется радиан. Углом в один радиан называется плоский
угол между двумя радиусами круга, вырезающий из ок-
ружности дугу, длина которой равна радиусу. Однако
в практике продолжает применяться старая система, по-
строенная на таких единицах, как угловой градус (°), уг-
ловая минута (') и угловая секунда (") при соотношении
между ними Г ~ СО' = 3600". Соотношение между еди-
ницами градусной и радианной систем угловых мер приве-
дено в табл. 2.
1. Стандарты на допуски угловых размеров
ГОСТ Наименование
8593—81 ОН В. Нормальные конусности и углы ко- нусов
8908—81 ОНВ. Нормальные углы и допуски углов
25307—82 ОНВ. Система допусков и посадок для ко- нических соединений
СТ СЭВ 1779—79 ОНВ. Конусы и конические соединения. Тер- мины и определения
ДОПУСКИ УГЛОВЫХ РАЗМЕРОВ
403
2. Соотношение между угловыми единицами (1° = 60' = 3600")
Угловая секунда Микрорадиан Угловая секунда Микрорадиаи Угловая минута Микрорадиан Угловая минута Микрорадиан Угловой градус Радиан Угловой градус Радиан
1 5 31 150 1 291 31 9 018 1 0,017453 31 0,541052
2 10 32 155 2 582 32 9 309 2 0,034907 32 0,558505
3 15 33 160 3 873 33 9 600 3 0,052360 33 0,575959
4 19 34 165 4 11641 34 9 890 4 0,069813 34 0,593412
5 24 35 170 5 14541 35 10 181 5 0,087266 35 0,610865
6 29 36 175 6 17451 36 10 472 6 0,104720 36 0,628319
8 34 37 179 7 2036' 37 10 763 7 0,122173 37 0,645772
7 39 38 184 8 2327 38 11 054 8 0,139626 38 0,663225
9 44 39 189 9 2618 39 11 345 9 0,157080] 39 0,680678
10 48 40 194 10 2909 40 11 636 10 0,174533 40 0,698132
И 53 41 199 11 3200 j 41 11 926 11 0,191986i 45 0,785398
12 58 42 204 12 34911 42 12 2171 12 0,209440 50 0,872665
13 63 43 208 13 3782: 43 12 508; 13 0,226893 J 55 0,959931
14 68 44 213! 14 4072 44 12 7991 14 0.244346! 60 1,047190
15 731 45 218 15 4363! 45 13 0901 15 0,261799 ' 65 1,134468
16 78 46 223 16 4654 46 13 381 16 0.279253 j 70 1,221734
17 82 47 228 17 4945 47 13 6721 17 0,296706: 75 1,308997
18 87 48 233 18 5236 48 13 963; 18 0,3141591 80 1,396263
19 92 49 238; 19 5527 i 49 14 2541 19 0,331613; 85 1,483530
20 97 50 242' 20 5818 50 14 544 20 0,349066, 90 1,570796
21 102 51 247! 21 61091 51 14 835i 21 0,366519: 100 1,745329
22 107| 52 252! 22 64001 52 15 126: 22 0,383972! 120 2,094395
23 112 53 257! 23 6690' 53 15 417! 23 0,40’4261| 135 2,356194
24 116 54 261! 24 6981 54 15 708; 24 0,418879 «150 2,617994
25 121 55 267 25 7272j 55 15 999! 25 0,436332 lj 180 3,141593
26 126 56 271 26 7563 56 16 2901 26 0,453786 #200 3,490658
27 131 57 276 27 7854 57 16 581 1 27 0,471239) 250 4,363339
28 136 58 281 28 8145: 58 16 872! 28 0,488692 0270 4,712329
29 141 59 286 29 84361 59 17 162: 29 0,5061451300 5,235881
30 145 60 291 30 87271 60 17 453 । 30 0,523599 5 360 6,283985
ДОПУСКИ УГЛОВЫХ РАЗМЕРОВ
Размеры нормальных углов общего назначения приве-
дены в табл. 3. Нормальные углы применяют при незави-
симых угловых размерах, т е. конструктивно не связан-
ных с линейными или другими угловыми размерами дан-
ного изделия.
404
СИСТЕМА ДОПУСКОВ НА УГЛОВЫЕ РАЗМЕРЫ
Примечав и е. При выборе углов 1-й ряд следует предпочи-
тать 2-му, а 2-й ряд — 3-му ряду.
Углы конусов, например конусов инструментов, вы-
ражают через конусность, обозначаемую буквой С:
(1)
Конусность С — отношение разности диаметров двух
поперечных сечений к расстоянию между ними (рис. 1, о).
Конусность часто указывают в виде отношения 1 : х, где
х — расстояние между поперечными сечениями конуса,
разность диаметров которых равна 1 мм, например С ~
-1 : 20. Нормальные конусности и углы конусов ука-
заны в табл. 4.
Для углов установлено семнадцать степеней точности,
обозначаемых в порядке убывания точности ATI, АТ2,
АТЗ, ..., АТ16, ATI7. Латинские буквы АТ обозначают
допуск угла — разность между наибольшим и наимень-
шим предельными (допустимыми) углами. По 1—7-й сте-
пеням точности изготовляют угловые меры и калибры.
Стандартом для каждой степени точности определены
четыре вида допусков на угловые размеры (табл. 5).
ДОПУСКИ УГЛОВЫХ РАЗМЕРОВ
405
Рис. 1. Конусность (а) и допуски угла в угловых и линейных единицах
(б и в); варианты расположения допуска угла относительно номиналь-
ного размера угла (г—е)
^r.J?
4. Нормальные конусности и углы конусов
1-й ряд 2-й ряд Конусность С У гс л конуса Значение угла в радианах
I : 500 0,002 000 0 0° 6' 52,5" 0,002 000 0
1 : 200 — 0,005 000 0 0° 17' 11,3" 0,005 000 0
1 : 100 -—. 0,010 000 0 0° 34' 22,6" 0,010 000 0
1 : 50 .—, 0,020 000 0 1° 8' 45,2" 0,019 999 6
.—. 1 : 30 0,033 333 3 1° 54' 34,9" 0,033 330 4
1 : 20 — 0,050 000 0 2° 51' 51,1" 0,049 989 6
— 1 : 15 0,066 666 7 3° 49' 5,9" 0,066 642 0
— 1 : 12 0,083 333 3 4° 46' 18,8" 0,083 285 2
1 : 10 — 0,100 000 0 5° 43' 29,3" 0,099 916 8
— 1 : 8 0,125 000 0 7° 9' 9,6" 0,124 837 6
— 1 : 7 0,142 857 1 8° 10' 16,4" 0,142 614 8
.—- 1 : 6 0,166 666 7 9° ЗГ 38,2" 0,166 282 4
1 : 5 —. 0,200 000 0 11° 25' 16,3" 0,199 337 4
— 1 : 4 0,250 000 0 14° 15' 0,1" 0,248 710 0
1 : 3 -—. 0,333 333 3 18° 55' 28,7" 0,330 297 2
1 : 1,866025 .— 0,535 898 5 30° 0,523 598 8
1 : 1,207107 0,828 426 9 45° 0,785 398 2
40G
СИСТЕМА ДОПУСКОВ НА УГЛОВЫЕ РАЗМЕРЫ
Продолжение табл. 4
1 п ряд 2-11 ряд Конусность С Угол конуса Значение угла в радианах
1 : 1,866025 1,154 701 0 60° 1,047 197 6
- 1 : 0,65 1,534 653 2 75° 1,308 997 0
1 : 0,500000 2,000 000 0 90° 1,570 796 4
1 : 0,288675 3,464 103 2 120° 2,094 395 2
П р и м с ч а и и я: 1. При выборе конусностей или углов кону-
сов 1-й ряд следует предпочитать 2-му ряду.
2. Предусмотрены конусности специального применения для ин-
струментальных конусов: конус Морзе 0— 1 : 19,212 (2° 58' 53,8");
конус Морзе 1 — 1 : 20,047 (2° 51* 26,7"); конус Морзе 2 — 1 : 20,020
(2° 5Г 41"); конус Морзе 3 — 1 ; 19,922 (2° 52' 31,5"); конус Морзе 4 —
1 : 19,254 (2° 58' 30,6"); конус Морзе 5 — 1 : 19,002 (3° 0' 52,4"); конус
Морзе 6— 1 : 19,180 (2° 59' 11,7").
5. Допуски на угловые размеры
Обо- зна- чение Наименование допуска Пояснение
АТа Допуск угла в угло- вых единицах (рис. 1, б) Допуск ЛТа выражают в угловых еди- ницах, например, в мкрад, градусах, минутах и секундах; так, ЛТа17— = - 4° 35' 01"
Округленный допуск угла (в угловых еди- ницах) Если допуск ЛТа17 — 4° 35'01", то соответствующий ему округленный до- пуск АТ;17~ 4°
АТЛ Допуск угла призма- тических элементов (рис. 1, <?) Допуск АТд выражают отрезком (в мкм) на перпендикуляре к короткой стороне угла, противолежащего углу ЛТа на расстоянии Z.j от вершины этого угла
АЬ Допуск угла конуса (рис. 1,6) Допуск АТр выражают допуском на разность диаметров в двух нормаль- ных к оси конуса сечениях на задан- ном расстоянии между ними; опреде- ляется по перпендикуляру к оси ко- нуса
П р и м е ч а и и е. Допуски углов назначают: для конусов с ко-
нусностью не более 1:3 —-в зависимости от длины конуса L (рис. 1, б);
для конусов с конусностью свыше 1:3 — в за г, и с и.и сети от длины
образующей конуса (рис. 1,в); для углов призматических элемен-
тов — в зависимости от длины меньшей стороны угла.
6. Допуски углов по ГОСТ 8908—8!. Округленное значение АТ'а
Степень точности Интервалы длины L и мм
До 10 Св. 10 до 16 Св. 16 До 25 Св. 25 до 40 Св. 40 ДО 63 Св. 63 до 100 Св. 100 до 160 Св. До 160 250 Св. 250 до 400 Св. 400 до 630 Св. 630 до 1000 Св. 1000 до 1600
3 26" 20" 16" 12" 10" 8" 6" 5" 4" 3"
4 40" 32" 26" 20" 16" 12" 10" 8" 6" 5" 4" 3"
5 1' 50" 40" 32" 26" 20" 16" 12" 10" 8" 6" 5"
6 Г 40" 1' 20" 1' 50" 40" 32" 26" 20" 16" 12" 10” 8"
7 2' 30" 2' 1' 40" 1' 20" 1' 50" 40" 32" 26" 20" 16" 12"
8 4' 3' 2' 30" 2' 1' 40" Г 20" 1' 50" 40" 32" 26" 20"
9 6' 5' 4' 3' 2' 30" 2' 1' 40" 1' 20" 1' 50" 40" 32"
10 10' 8' 6' 5' 4' 3' 2' 30" 2' Г 40" Г 20" 1' 50"
11 16' 12' 10' 8' 6' 5' 4' 3' 2' 30" 2' 1' 40" 1' 20"
12 26' 20' 16' 12' 10' 8' 6' 5' 4' 3' 2' 30" 2'
13 40' 32' 26' 20' 16' 12' 10' 8' 6' 5' 4' 3'
14 1° 50' 40' 32' 26' 20' 16' 12' 10' 8' 6' 5'
15 1° 40' Г 20' 1° 50' 40' 32' 26' 20' 16' 12' 10' 8'
16 2° 1° 40' 20' 10'
17 4° 2° 1° 20' 40' 20'
ДОПУСКИ УГЛОВЫХ РАЗМЕРОВ 407
408
СИСТЕМА ДОПУСКОВ ПЛ УГЛОВЫЕ РАЗМЕРЫ
Допуск угла (см. рис. 1) может располагаться относи-
тельно номинального размера угла в «плюс» (ДАТ), в
«минус» (—АТ) или симметрично (+ЛТ/2). Числовые зна-
чения округленного допуска АТ (табл. 6) рекомендуется
указывать па чертежах.
ДОПУСКИ И ПОСАДКИ КОНИЧЕСКИХ СОЕДИНЕНИЙ
Гладкие конические соединения применяют с целью
обеспечения герметичности, высоких прочности и напря-
женности соединения, самоцентрируемости элементов сое-
динения. Они допускают регулирование зазора и натяга, а
также быструю разборку и сборку деталей соединения.
Изготовить коническую деталь без отклонений от номи-
нального конуса невозможно. Под номинальным понимают
конус, определяемый номинальной поверхностью и поми-
нальными размерами (см. рис. 1, а), номинальным диа-
метром конуса (это может быть поминальный диаметр D
большого основания, поминальный диаметр d малого ос-
нования или номинальный диаметр D, в заданном попереч-
ном сечении), номинальной длиной L конуса (расстоянием
между вершиной и основанием конуса или между основа-
ниями усеченного конуса), номинальным углом конуса а
или номинальной конусностью С.
При рассмотрении допусков и посадок конических сое-
динений (рис. 2) пользуются также следующими терми-
нами:
основная плоскость — плоскость поперечного сечения
конуса, в котором задается номинальный диаметр конуса;
базовая
плоскость —
Рис. 2. Параметры конического со-
единения
плоскость, перпендику-
лярная оси конуса и слу-
жащая для определения
осевого положения основ-
ной плоскости или осево-
го положения данного ко-
нуса относительно сопря-
гаемого с ним конуса; ба-
зовая и основная плоскости
конуса могут совпадать;
базорасапояние конуса
(ze для наружного конуса
ДОПУСКИ И ПОСАДКИ КОНИЧЕСКИХ СОЕДИНЕНИИ 409
и Zj для внутреннего конуса)-—расстояние между основной
и базовой плоскостями конуса; этот термин применим и
для соединения двух конусов;
базорасстояние соединения zp — осевое расстояние ме-
жду базовыми плоскостями сопрягаемых наружного и
внутреннего конусов.
Для надежной эксплуатации конического соединения
необходимо, чтобы отклонения действительных размеров
конуса находились в пределах установленных допусков.
Для конусов различают:
допуск Тд диаметра конуса в любом сечении; он равен
разности предельных диаметров конуса в одном и том же
поперечном сечении (на рис. 3, а реальная поверхность по-
казана утолщенной линией);
допуск Тр диаметра конуса в заданном сечении;
допуск АТ угла конуса (рис. 3, б);
допуск Tr/i круглости конуса (допуск формы конуса,
рис. 3, с);
допуск Трд прямолинейности образующей (допуск
формы, рис. 3, а).
Рис. 3. Виды допусков для конусов:
а — допуск Тр диаметра конуса в любом сечении и допуск Ърр прямолиней-
ности; б — допуск АТа угла конуса и наибольшие допустимые отклонения
угла конуса, возможные при полном использовании допуска; & — допуск
Т pR круглости
410
СИСТЕМА ДОПУСКОВ ПА УГЛОВЫЕ РАЗМЕРЫ
Допуски TD и TDs должны соответствовать
ГОСТ 25346—82 и ГОСТ 25347—82. Поля допусков диа-
метров Тд и Тп, наружных и внутренних конусов при-
ведены в табл. 7.
7. Поля допусков диаметров То и Тр наружных и внутренних конусов
Квалитет допуска то и Наружные конусы Внутренние конусы
Б g5, h5, js 5, k5, m5, п5, р5, гБ, s5 Н5, Js5 «
6 16, g6, h6, js 6, k6, гпб, пб, рб, гб, s6, t6 Н6, Js 6*1
7 е7, 17, h7, js 7, к7, гп7, п7, s7, u7 Н7, Js7 «
8 <18, е8, 18, 118, js 8 *2, к8 *2, п8, z8, х8 Н8, J38 «
9 d9, е9, 19, кЭ, js 9 *2, к9 *2 Н9, Js9 *2, N9 *2
10 Ы0 *2, js 10 *2, кЮ *2 НЮ*2, Js10 *2, N10 *2
11 hll *2, js 11 *2, кН *2 НИ*2, JJ1 *2, Nil *2
12 Ы2 *2, js 12 *2, к12 *2 Н12*2, JB12*2, N12*2
*1 Поля допусков, как правило, не предназначены для посадок.
*2 Поля допусков для посадок с фиксацией по осевому смещению
сопрягаемых конусов от их начального положения или по заданному
усилию запрессовки.
Примечания: 1. Для внутренних конусов до 3 .мм вместо
полей допусков N9—N12 следует применять поля допусков К9—К12.
2. Верхние и нижние отклонения полей допусков к8, к9, кЮ,
кН и к 12, а также полей допусков N10, Nil и N12 даны в табл. 8.
Допуски АТ должны соответствовать ГОСТ 8908—81,
а допуски круглости Трд и прямолинейности образую-
щей ТрЬ — ГОСТ 24643—81 (см. гл. 3). При выбранном
квалитете допуски Тд и Тгк назначают по номинальному
ДОПУСКИ II ПОСАДКИ КОНИЧЕСКИХ СОЕДИНЕНИИ 411
диаметру большого основания конуса, а допуски Tns
и TFL — соответственно по номинальному диаметру в за-
данном сечении и длине конуса L.
Полем допуска конуса называется область в простран-
стве, внутри которой должны находиться все точки ре-
альной поверхности конуса.
Все виды допусков конуса выражают одним из двух
способов:
8. Верхние es (ES) и нижние ei (EI) отклонения (в мкм)
диаметров наружных (внутренних) конусов
Поля допусков Отклонения Номинальные диаметры D и Ds, мм
До 3 Св. 3 до S Св. С до 10 Св. 10 до 18 Св. 1S до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 120 до 250 Св. 250 до 315 Св. 315 до 400 О о о <3
Наружные конусы
к8 4~es 14 18 22 27 33 39 46 51 63 72 81 89 97
ei 0 0 0 0 0 0 0 0 0 0 0 0 0
к9 ~|-es 25 30 36 43 52 62 74 87 100 115 130 140 155
ei 0 0 0 0 0 0 0 0 0 0 0 0 0
klO -hes 40 48 58 70 84 100 120 140 160 185 210 230 250
ci 0 0 0 0 0 0 0 0 0 0 0 0 0
kll -|- es 60 75 90 110 130 IGO 190 220 250 290 320 360 400
ei 0 0 0 0 0 0 0 0 0 0 0 0 0
kl2 es 100 120 150 180 210 250 300 350 400 4C0 520 570 630
ci 0 0 0 0 0 0 0 0 0 0 0 0 0
Внутренние конусы
N10 ES -EI 0 40 0 48 0 58 0 70 0 81 o 100 0 120 0 140 0 160 0 185 0 210 0 230 0 250
Nil ES 0 0 0 0 0 0 0 0 0 0 0 0 0
—EI 60 75 90 110:130 160 190 220 250 290 320 360 400
N12 ES 0 0 0 0 0 0 0 0 0 0 0 0 0
— El 100 120jl59 180 210 250 300 350 400 460 520 570 630
II р и м е ч а и и с. Нижнее EI отклонение номинального диаметра
до 3 мм внутренних конусов (з мкм) равно: EI — —25 мкм для К9;
EI —40 мкм для К10; EI - —60 мкм для КП и EI — —100 мкм
для К12. Верхнее отклонение диаметра внутреннего конуса ES — 0.
412
СИСТЕМА ДОПУСКОВ ИА УГЛОВЫЕ РАЗМЕРЫ
совместным нормированием всех видов допусков од-
ним допуском 'Г/, диаметра конуса в любом сечении; до-
пуск Тр определяет поле допуска конуса, ограниченное
двумя предельными конусами, между которыми должны
находиться все точки реальной поверхности конуса, и
ограничивает не только отклонения диаметра, но и откло-
нения угла и формы конуса (см. рис. 3, с);
раздельным нормированием каждого вида допусков,
а именно допуска Tbs диаметра конуса в заданном сече-
нии, допуска АТ угла конуса, допуска Ткл круглости и
допуска Тгг, прямолинейности образующей конуса.
Допуски угла АТ конуса и допуски формы конуса
и Trt назначают в том случае, если отклонения угла
конуса ограничены более узкими пределами, чем это
возможно при более полном использовании допуска TD.
Значения наибольших отклонений угла конуса и его
формы, возможные при полном использовании допуска Тл,
приведены в табл. 9.
Коническая посадка определяет характер конического
соединения, оцениваемый разностью до сборки диаметров
внутреннего и наружного конусов в их поперечных се-
чениях, совмещаемых после фиксации их взаимного осе-
вого положения. Как правило, в посадках рекомендуется
сочетать поля допусков диаметров одного квалитета.
В зависимости от способа фиксации взаимного осе-
вого положения сопрягаемых конусов конические по-
садки подразделяют на четыре типа.
1. Посадки с фиксацией путем совмещения конструк-
тивных элементов сопрягаемых конусов. На рис. 4, а
совмещены базовые плоскости наружного и внутреннего
конусов. При этом могут быть получены как посадки
с зазором (поле допуска внутреннего конуса расположено
над полем допуска наружного конуса), так и посадки
с натягом (поле допуска внутреннего конуса расположено
под полем допуска наружного конуса). Возможно полу-
чение также переходных посадок.
2. Посадки с фиксацией по заданному осевому расстоя-
нию между базовыми плоскостями сопрягаемых ко-
нусов (рис. 4, б). В этом случае также возможно полу-
чение посадок с зазором, натягом и переходных.
3. Посадки с фиксацией по заданному осевому сме-
щению Еа сопрягаемых конусов от их начального поло-
9. Наибольшие отклонения угла конуса А«отах» формы конуса (отклонения от круглости Л.’птак
и от прямолинейности Лгцтх) при полном использовании допуска Тл
Номинальный диаметр большого основания конуса D, мм
Квалит допуск* Тд До 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 13 до 30 Св. 30 до 50 Св. 50 до »0 Св. 80 до 120 Св. 120 до 130 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500
Наибольшее отклонение от круглости Лглпих и наибольшее отклонение от прямолинейности Долгах»
мкм
4 1,5 2 2 2,5 3 3,5 4 5 6 7 8 9 10
5 2 2,5 3 4 4,5 5,5 6,5 7,5 9 10 11,5 12,5 13,5
6 3 4 4,5 5,5 6.5 8 9,5 11 12,5 14.5 16 18 20
7 5 6 7,5 9 10,5 12,5 15 17,5 20 23 26 28,5 31,5
8 7 9 И 13,5 16,5 19.5 23 27 31,5 36 40,5 44,5 48,5
9 12,5 15 18 21,5 26 31 37 4.3,5 50 57,5 65 70 77,5
10 20 24 29 .35 42 50 60 70 80 92,5 105 115 125
И 30 37,5 45 55 65 80 95 НО 125 145 160 180 200
12 50 60 75 90 105 125 150 175 200 230 260 285 315
Наибольшее отклонение угла конуса A«Dniax со знаками ±, мкм
4 3 4 4 5 6 7 8 10 12 14 16 18 20
5 4 5 6 8 9 11 13 15 18 20 23 25 27
6 6 8 9 11 13 16 19 22 25 29 32 36 40
7 10 12 15 18 21 25 30 35 40 46 52 57 63
8 14 18 22 27 33 39 46 54 63 72 81 89 97
9 25 30 36 43 52 62 74 87 100 115 130 140 155
10 40 48 58 70 8-1 100 120 140 160 185 210 230 250
И 60 75 90 110 130 160 190 220 250 290 320 360 400
12 100 120 150 180 210 250 300 350 400 460 520 570 6.30
ДОПУСКИ И ПОСАДКИ КОНИЧЕСКИХ СОЕДИНЕНИИ 413
414
СИСТЕМА ДОПУСКОВ НА УГЛОВЫЕ РАЗМЕРЫ
Поле допуске ^0/,е допуска
наружного конуса Тре *>£»,*] Внутреннего конуса Tpi
Рис. 4. Посадки конусов с фиксацией:
с — путем совмещения конструктивных элементов конусов: б — по заданному
осевому расстоянию Zpf между базовыми плоскостями сопрягаемых конусов;
а — по заданному осевому смещению Еа сопрягаемых конусов от их начального
положения; г — по заданному усилию запрессовки Fs
жеиия (рис. 4, в). В конических соединениях могут быть
использованы допуски в осевом направлении, так назы-
ваемые осевые допуски конусов Тг (наружного Т№ и
внутреннего T2i), равные разности между верхними и
ДОПУСКИ И ПОСАДКИ КОНИЧЕСКИХ СОЕДИНЕНИИ 415
нижними осевыми отклонениями конуса. Осевые откло-
нения конуса показаны на рис. 5:
верхние (es, — наружного и ES2 — внутреннего) осе-
вые отклонения наименьших предельных конусов, оп-
ределяющиеся нижними отклонениями диаметров кону-
сов (наружного ei и внутреннего EI) в основной плос-
кости ;
нижние (ei2 — наружного и Е12 — внутреннего ко-
нусов) осевые отклонения наибольших предельных ко-
нусов, определяющиеся верхними отклонениями диа-
метров конусов (наружного es и внутреннего ES) в основ-
ной плоскости.
Осевые отклонения конусов отсчитывают от основной
плоскости; они положительны, если направлены от вер-
шины конуса, и отрицательны, если направлены к вер-
шине конуса. На рис. 4, в при смещении в осевом направ-
лении внутреннего конуса влево получают посадки с за-
зором, а при смещении вправо — посадки с натягом.
Конечные положения сдвигаемого внутреннего конуса
показаны штриховой линией.
4. Посадки с фиксацией по заданному усилию запрес-
совки Fs, прилагаемому в начальном положении конусов
(см. рис. 4, г). При этом способе могут быть получены
мнус
а)
Рис. 5. Осевые отклонения и допуски конуса:
a наружного; б — внутреннего
416 СИСТЕМА ДОПУСКОВ ПЛ УГЛОВЫЕ РАЗМЕРЫ
Рис. 6. Калибры-пробки (а) и калибры-втулки (0 для контроля кону-
сов и средства угловых измерений; в — угловые меры и угольники;
г — угломеры с нониусом; д — синусная линейка
ДОПУСКИ! И ПОСАДКИ КОНИЧЕСКИХ СО’.’ДНИКННП 417
только посадки с натягом. Чем больше усилие запрес-
совки Fs, тем больше натяг в соединении.
Для посадки с фиксацией по первому и второму типу
назначают один допуск Тв, а с фиксированием но третьему
и четвертому типу осуществляют раздельное нормирова-
ние каждого вида допусков. Контроль и измерение углов
и конусов осуществляют с помощью специальных калиб-
ров-пробок (рис. 6, а), калибров-втулок (рис. 6, б) и
средств измерения угловых размеров, из которых наиболь-
шее применение имеют угловые меры и поверочные уголь-
ники (рис. 6, в), угломеры оптические и с нониусом
(рис. 6, г), уровни и синусные линейки (рис. 6, б). Ка-
либры для конусов снабжены двумя рисками, между ко-
торыми должны находиться торцы контролируемых ко-
нусов. Угловые меры применяют для передачи размера
единицы плоского угла от эталона к образцовым и рабо-
чим мерам, а также для непосредственного измерения уг-
лов изделий. Поверочные угольники служат для поверки
взаимной перпендикулярности плоскостей изделий и уста-
новки последних при монтажных работах. Для косвен-
ного измерения углов и конусов часто используют синус-
ную линейку, обеспечивающую измерение углов с погреш-
ностью от 3' до 50". Измеряемый угол а находят из соот-
ношения
sin а = h/L, (2)
где h — размер блока концевых мер длины, устанавливае-
мых под ролик синусной линейки; L — расстояние между
осями роликов синусной линейки.
Размер h блока концевых мер подбирают таким обра-
зом, чтобы достигалось равенство показаний индикатор-
ного прибора при его первом и втором положении.
И Белкин И. М.
Глава 8
ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС
И ПЕРЕДАЧ
ПАРАМЕТРЫ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Большинство механизмов и машин имеют зубчатые пере-
дачи, состоящие из двух колес или более. Зубчатое колесо,
установленное на валу, передающем вращение, называется
ведущим, а на валу, получающем вращение, — ведомым.
Меньшее из находящихся в зацеплении двух колес назы-
вают шестерней, а большее — колесом. Термин зубчатое
колесо относят к обеим деталям передачи. Наибольшее
распространение получили эволызеитные цилиндриче-
ские передачи с прямыми зубьями.
ГОСТы на допуски зубчатых и червячных передач при-
ведены в табл. 1, а основные параметры зубчатых колес —
на рис. 1.
1. ГОСТы на допуски зубчатых и червячных передач
ГОСТ Наименование
1643—81 1758—81 ОНВ. Передачи зубчатые цилиндрические. Допуски ОНВ. Передачи зубчатые конические и гипоидные.
3675— 81 9178—81 Допуски ОНВ. Передачи червячные цилиндрические ОНВ. Передачи зубчатые цилиндрические мелкомо-
9368-81 дульные. Допуски ОНВ. Передачи зубчатые конические мелкомодульные.
9774—81 Допуски ОНВ. Передачи червячные цилиндрические мелкомо- дульные
10242—81 13506—81 ОНВ. Передачи зубчатые реечные. Допуски ОНВ. Передачи зубчатые реечные мелкомодульные. Допуски
ПАРАМЕТРЫ ЦИЛИНДРИЧЕСКИХ КОЛЕС
419
Рис. 1. Параметры зубчатого колеса
Делительными окружностями пары зубчатых колес
называют соприкасающиеся окружности, катящиеся одна
подругой без скольжения [на рис. 1 они обозначены штрих-
пунктирными линиями (окружностями), диаметр дели-
тельной окружности — d].
Шаг зацепления Pt— расстояние между одноименными
профильными поверхностями (выполненными по кривой,
называемой эвольвентой) соседних зубьев, измеренное
по дуге делительной окружности в миллиметрах. Шаг
14*
4_'J Г.ЗЛПМОЗЛМВПЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС Я ПЕРЕДАЧ
равен длине делительной окружности, деленной ня число
зубьев z. Длина любой окружности равна ее диаметру,
умноженному на число л. Длина делительной окружности
равна шагу, умноженному на число зубьев. Отсюда по-
лучим равенство nd — Ptz, из которого можно найти диа-
метр делительной окружности
d = РуВп — mz,
где т — модуль зубчатого зацепления.
Модуль т — число, показывающее, сколько милли-
метров диаметра делительной окружности приходится на
один зуб зубчатого колеса.
Делительная окружность (поверхность) делит зуб па
головку и ножку.
Высота головки ha — расстояние между делительной
окружностью колеса и окружностью вершин (выступов)
зубьев; ha — т.
Высота ножки hf — расстояние между делительной
окружностью колеса и окружностью впадин; hf — 1,25 т.
Полная высота зуба h ~т -f- 1,25/п 2,25 т. Для ко-
лес с модулем менее 1 мм высота зуба h 2,3 tn, а высота
ножки hf -- 1,3 т.
СТЕПЕНИ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ
КОЛЕС
Зубчатые колеса изготовляют с погрешностями, вызы-
ваемыми погрешностями профиля зубообрабатывающих
инструментов (фрез, долбяков), неточностью их установки
на станке, отклонениями размеров и формы заготовки,
а также неточностью установки заготовки на станке,
погрешностями в кинематических цепях станка. Совмест-
ное действие перечисленных погрешностей приводит к ки-
нематической погрешности колеса, неплавности его ра-
боты и нарушению прилегания поверхностей зубьев
как по длине, так и по высоте зуба. Предельные отклоне-
ния параметров зубчатого колеса ограничены системой
допусков (см. табл. 1).
По точности изготовления зубчатые колеса разделяют
на двенадцать степеней точности (в порядке убывания
точности). Степень точности — заданный уровень до-
пустимого несоответствия значений их действительных
С7вПГ.1‘11
мчности цилиядрцчнеких колес .;>!
параметров расчетным (номинальным) значениям. До-
пуски установлены для степеней точности ст .3-й до 12-й.
Для 1-п и 2-й степеней точности допуски будут вводиться
по мере надобности. В машиностроении, например, при-
меняют зубчатые передачи следующих степеней точности:
3—6-й — в редукторах турбин; 3—8-й — с металлоре-
жущих станках; 4—7-й — в авиадвигателях; 5—8-й —
в легковых автомобилях; 8—11-й — в грузоподъемных и
сельскохозяйственных машинах. Измерительные или об-
разцовые колеса изготовляют по 3—5-й степени точности.
Для дифференциации точности колес в зависимости
от их служебного назначения зубчатые передачи условно
подразделяют на отсчетные, скоростные, силовые и об-
щего назначения. К отсчетным относят передачи с высо-
кой кинематической точностью, например колеса, входя-
щие в кинематические цепи приборов, станков, следящих
устройств, а также колеса координатных измерительных
машин.
Важнейшим требованием работы скоростных передач
автомобилей, станков, двигателей и турбин является плав-
ность и бесшумность работы при высоких частотах вра-
щения.
Силовые передачи — передачи грузоподъемных машин,
тракторов и штампов. При работе такой передачи должна
быть обеспечена полнота контакта зубьев в зацеплении.
В соответствии с перечисленными группами передач
построена система допусков на зубчатые колеса. Все
показатели точности передач и колес сгруппированы в три
нормы точности, характеризующих кинематическую точ-
ность, плавность работы и контакт зубьев.
Нормы кинематической точности определяют точность
передачи вращения с одного вала на другой, т. е. вели-
чину полной погрешности (ошибки) угла поворота ведо-
мого зубчатого колеса в пределах его полного оборота.
Нормы плавкости работы характеризуют равномерность
вращения или степень плавности изменения кинематиче-
ской погрешности передачи. Нормы контакта зубьев
отражают полноту прилегания поверхностей зубьев со-
пряженных колес в передаче.
Степени точности назначают для каждой из .норм точ-
ности дифференцированно с учетом того, к какой группе
относится данная передача, т. е. допускается комбиниро-
422 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
ванне степеней точности — назначение для всех норм раз-
ных степеней точности. Для передач общего назначения
для всех норм точности назначают одинаковую степень
точности, например 7-ю степень. При комбинировании
степеней точности требуется, чтобы нормы плавности
работы были не более чем на две степени точнее или на
одну степень грубее нормы кинематической точности,
а нормы контакта зубьев могут быть назначены по лю-
бым степеням, более точным, чем нормы плавности ра-
боты, но не более чем на одну степень грубее нормы плав-
ности. В результате комбинирования степеней точности
по трем нормам улучшаются эксплуатационные качества
колеса без значительного повышения стоимости его из-
готовленкя.
Независимо от точности изготовления передач и колес
(нормы кинематической точности, плавности работы и кон-
такта зубьев; дополнительно назначают требования к бо-
ковому зазору между нерабочими профилями зубьев в соб-
ранной передаче, объединенные в норму бокового зазора.
Боковой зазор обеспечивает небольшой люфт (поворот)
зубчатого колеса в передаче при заторможенном или не-
подвижном втором колесе. Зазор необходим для предот-
вращения заклинивания передачи при ее нагреве во время
работы, для компенсации ошибок монтажа и для обеспе-
чения смазывания колес. Зазор /„ m)n показан на рис. 2, а.
Для зубчатых передач с модулем св. 1 мм установлено
шесть видов сопряжений А, В, С, D, Е и Н (рис. 2, б),
Риг. 2. Беховой зазор зубчатого зацеплении (а), виды сопряжений
и допуски Tj„ на боковой зазор (б)
СТЕПЕНИ ТОЧНОСТИ ЦПЛПИДГИЧГСКИХ 423
которые определяют величину гарантированиого наимень-
шего бокового зазора /., г..!п. Для зубчатых передач с моду-
лем до 1 мм предусмотрено пять видов сопряжении D,
Е, F, G, Н. На каждый вид сопряжения установлен
допуск. TJn бокового зазора, обозначенный строчной буквой
латинского алфавита. Например, для передач с модулем
св. 1 мм видам сопряжения Н и Е соответствует вид до-
пуска на боковой зазор п, сопряжениям D, С, В и А —
соответственно виды допусков d, с, b и а. Вместо, преду-
смотренных выше видов допусков для каждого вида со-
пряжений при необходимости могут быть иснользова.ты
увеличенные допуски х, у и z. Таким образом, соответ-
ствие между видом сопряжений зубчатых к: лес в пере-
даче и видом допуска на боковой зазор w.xто изменять.
Для передач с модулем до 1 мм видам сопряжен» й D
и Е соответствует вид допуска на боковой зазор е, а ви-
дам сопряжений F, G и Н — виды допускоз 1, g и h со-
ответственно.
Для нерегулируемых передач с модулем св. 1 и • уста-
новлено шесть классов отклонений межосеього расстоя-
ния, обозначаемых в порядке убывания тс-члэсти рим-
скими цифрами I, 11, III, IV, V и VI, а для передач с мо-
дулем до 1 мм пять классов: II, Ш, IV, V и VI. Гзрз.-лпро-
ванный боковой зазор в каждом сопряжении обеспечи-
вается при соблюдении предусмотренных классе;: откло-
нений межосевого расстояния. Например, для передач
с модулем со. 1 мм сопряжения Н и Е обеспечивается
при П классе, а сопряжения D, С, Б и А — соответственно
при III, IV, V и VI классах; для передач с модулем до 1 ми
сопряжения Н — при И классе, а сопряжения G, F, Е
и D — при 11!, IV, V и VI классах соответственно. В обос-
нованных случаях это соответствие между видом сопря-
жения и классом отклонений межосевого расстояния мо-
жет изменяться.
Структура допусков для цилиндрических зубчатых
колес и передач приведена на рис. 3. Показатели точности
зубчатой передачи являются комплексными, поэтому кон-
троль по указанным показателям предпочтителен. Если
кинематическая точность и плавность работы собранной
передачи соответствуют требованиям стандарта, то кон-
троль колес в отдельности по этим нормам не проводится.
При раздельном предварительном контроле колес, входя-
4 ВЗАИМОЗАМЕНЯЕМОСТЬ ШгЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Рис. 3. Структура допусков для цилиндрических зубчатых колее и пе-
редач
щих в передачу, контроль собранной передачи не является
обязательным. Это положение распространяется и на кон-
троль по нормам контакта зубьев. Каждый показатель
точности ограничивается допуском, обозначаемым ана-
логично показателю точности, но с опущенной в индексе
последней буквой г {г — реальный). Например, показа-
тель /;7ог —- наибольшая кинематическая погрешность
КИНЕМАТИЧЕСКАЯ точность цилиндрических ЦОЛЕС 42.
передачи, а р:э — допуск на кинематическую погрешность
передачи; Г„ —• радиальное биение зубчатого венца,
а гг — допуск на радиальное биение зубчатого венца.
Наименование показателей точности приведено ниже при
рассмотрении норм точности.
КИНЕзЛЛТИЧЕСКЛЯ ТОЧНОСТЬ ЦИЛИНДРИЧЕСКИХ
КОЛЕС И ПЕРЕДАЧ
Кинематическая точность зубчатой передачи и колеса
регламентирована нормами кинематической точности с по-
казателями, приведенными в табл.' 2, зависящими от
степени точности. В собранной -передаче, схематически
изображенной на рис. 4, а, при повороте ведущего зубча-
того колеса на угол ср, ведомое зубчатое колесо z2 теорети-
чески с учетом передаточного отношения должно повер-
нуться па номинальный угол <р3. Однако вследствие влия-
ния различных погрешностей ведомое колесо в действитель-
ности повернется на угол <р2 несколько больший или мень-
ший, чем номинальный угол. Так проявляется кинемати-
ческая погрешность передачи, равная разности между
действительным <р2 и расчетным (номинальным) ср3 углами
поворота ведомого колеса передачи, выраженная в ли-
нейных величинах (микрометрах) длиной дуги делитель-
ной окружности колеса. Номинальный угол поворота
ведомого колеса
Тз ; Ti-f1-,
где zY и z2 — число зубьев ведущего и ведомого колеса.
Кинематическую погрешность передачи выражают
в виде графика (рис. 4, б), на котором по оси ординат от-
кладывают значение погрешности, а по оси абсцисс —
угол поворота <р зубчатого колеса.
Комплексным показателем кинематической точности
является наибольшая кинематическая погрешность пере-
дачи F'iOr — наибольшая разность значений кинематиче-
ской погрешности передачи за полный цикл изменения
относительного положения зубчатых колес. Эта погреш-
ность ограничена допуском F'i0.
Наибольшую кинемат ическую погрешность колеса F'ir
(комплексный показатель) определяю е аналогично, причем
426 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
2. Нормы кинематической точности. Показатели (комплексы)
точности
№ комплекса Показатель точности и его обозначение Степень точности Допуск
к-9 •<; 7, 8-я b-g tx о Обоз на- ; чение ,\'g таб- лиц
Зубчатая персе ача сбире
— 11аибольи=ая кинематиче- ская погрешность передачи Р' I'Cf L ! 1 /0
— I ian кииемати ч-.-- CKci'fi ii» :» KOJlVCu /’ • i — ' i —
I i”i. i KOf'.T -НИЗ Л ИГ Гр СИШ'- СIЬ fPrtF k‘ ijj :4'U 1 iC'Л'ПЛ'• Ий-: 1 . V. s' b.(il ’’C ’> — — и 3. 4
Г P.r ' а Г •
— Накопленная погрешность — -Г 3,4
И ’ гогрощмость ook.it?. Радиальное биение ггг зуб- чатогг- зс-пцп — — *Fr 5, 5
1 •:! Колебание Fv^r Длины об- шей нормали 'Радиальное биение Frr губ- чатого вениа + -Г iw 5, 6
IV A V Колебание Fv\?r длины об- щей нормали Колебание измеритель- -I. — Г• J 5, 6
пшо еж осевого расстояния за оборот колеса
V Погрешность гсг обката Колебание Г",-г измеритель- i" -b — — г£: 5. 6
исто меж осевого расстояния за оборот колгеа
КИНЕМАТИЧЕСКАЯ ТОЧНОСТЬ ЦИЛИНДРИЧЕСКИХ КОЛЕС 427
Продолжение табл
Степень
точногти
Допуск
азатель точности
эитсль-
F
ного
.осевого расстояния
5, 6
венца
43Tv
Рис. 4. Комплексные показатели кинематической точности и плавности
работы для зубчатой передачи (а, б и г) и колеса (в и д)
УГ.ЧЛТЫХ КОЛЕС И ПЕРЕДАЧ
вместо ведущего колеса используют очень точное измери-
тельное (образцовое) колесо. При контроле F'ir получают
график, показанный, например, па рис. 4, в.
Во многих случаях выявление кинематической точ-
ности колее 3—8-й степеней точности должно осуществ-
ляться не по одному показателю, а по двум, т. е. по ком-
плексу. Например, в комплекс III входят два показателя
точности НсТг и Frr. Рассмотрим показатели точности,
входящие в комплексы /—V.
КППЕМАТИЧсСКЛЯ ТОЧНОСТЬ ЦИЛИНДРИЧЕСКИХ КОЛЕС 429
Рис. 5. Поэлементные показатели кинематической точности колеса и
средства для их контроля
Накопленная погрешность FPlir /г шагов — наиболь-
шая разность дискретных значений кинематической по-
грешности зубчатого колеса при номинальном его пово-
роте на k целых угловых шагов (рис. 5, а).
Накопленная погрешность k шагов
F Plir
<pr —
Г,
433 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
где (рг — действительный угол поворота зубчатого колеса
с числом зубьев z; k — число угловых шагов; г — радиус
делительной окружности колеса.
Накопленная погрешность F Рг шага зубчатого ко-
леса — наибольшая алгебраическая разность значений
накопленных погрешностей в пределах зубчатого колеса.
Допуски FPh и FP на накопленную погрешность ша-
гов приведены в табл. 3 и 4.
3. Нормы кинематической точности зубчатого колеса.
Допуски F(на накопленную погрешность k шагов)
и Fp (на накопленную погрешность шага зубчатого колеса), мкм
Fpk ПРИ Дли|1е дуги делительной окружности d. мм
До 11,2 Сп. 11,2 ди2 0 j Св. 20 до 32 ID <5 2- Св. 50 До 80 о <3 § Св. IG0 до 315 Св. 315 до 030 Св. 630 до 1000
г * F-» при длине дуги делительной окружности с1., мм
teiib т 12,7 1::,7 0.4 xf j oo О Св. 200,5 до 401 Св. 401 до 636,6
Од . — ~ _ s .1 —
CO : 10
- : „
С. : : *~1 • L? <
U X I U X
S j 11 I 16 20 22 25 32 45 63 80
7 j 16 I 22 23 32 36 45 63 90 112
8 | 22 32 40 -Г 50 G3 90 125 160
•4. Нормы кинематической точности для мелкомодульных колес.
Допуски г’;./,, (на накопленную погрешность k шагов)
и допуски г,. (на накопленную погрешность
шага зубчатого колеса), мкм
7 10 11 12 14 1G 19 22 25
И 16 17 19 22 25 30 35 40
кинематическая точность цилиндрических колес
Продолжение табл. 4
О о Fp/, при длине дуги Делительной окружности d, ля,
Fp при диаметре делительной окружности d, ЫМ
о ст 04 04 С-4 04 СО °° Ю 04 о О СЧ ю ‘•О счо
Е й S О 04 СО « о 40 № О С-4 И о Й о » О
О и О ₽t О < о и к[ О щ' U rf О < О st
5 10 11 12 Допусг 14 FP 16 19 22 25 30
6 16 17 19 22 25 30 36 40 45
22 24 26 30 35 •12 50 56 63
8 32 34 38 42 50 60 70 80 дп
Погрешность Fcr обката — составляющая кинемати-
ческой погрешности колеса, определяемая при вращении
его на технологической оси и при исключении цикличе-
ских погрешностей зубцовой частоты и кратных ей более
высоких частот. Эта погрешность ограничивается допу-
ском Fc (табл. 5 и 6). Технологическая ось — ось, вокруг
которой вращается колесо в процессе окончательной об-
работки зубьев по обеим их сторонам. Погрешность об-
ката может определяться как погрешность кинематиче-
ской цепи деления зубообрабатывающего станка.
5. Нормы кинематической точности зубчатого колеса. Допуски, мкм
.— 125 25 28 32 36 40 45 45 50 56 71 80 90
125 400 36 40 45 50 56 63 63 71 80 80 100 112
400 800 45 50 56 СЗ 71 80 80 90 100 I0G 112 125
432 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУЗЧАТЪ'Х КОЛЕС II ПЕРЕДАЧ
,— 125 36 40 45 50 56 63 63 71 80 90 112 12»
125 400 50 56 63 71 80 90 90 100 112 112 140 160
400 800 63 71 80 90 100 112 112 125 140 140 160 180
Допуск FD^ на колебание длины общей нормали
Допуск Fc на погрешность обката
— 125 16 22 28
125 400 28 40 50
400 800 45 60 80 —
6. Нормы кинематической точности для мелкомодульных колес.
Допуски, мкм
Делительный диаметр колеса Степень точности зубчатого колеса
5 8 9 10
мм Модуль т. мм
Св. До S ’0 1*0 0,1 0,5 ю o' о ° ю о ю 0,1 0,5 to 0,1 0,5 ю
£ о Св. До От До Св. ДО £ Я О rt «я о О < X ° О гХ ы О О *Х О ч к о О FX о О *х Св ДО
Допуск Fr на радиальное биение зубчатого венца
12 7 9 11 15 16 21 19 26 24 34 30 42
12 20 8 10 12 16 18 22 21 28 26 36 34 45
20 32 9 И 14 18 20 24 25 30 30 40 38 50
32 50 10 12 16 20 22 26 28 34 36 45 45 55
50 80 12 14 19 22 26 30 32 38 42 50 53 60
80 125 14 16 22 25 30 36 38 45 48 55 60 70
125 200 16 19 26 30 36 42 45 50 55 63 70 80
КПНЕ’ЛАТИЧЕСЦЛЯ ТОЧПОСТ:, ЦИЛИНДРИЧЕСКИХ КОЛЕС 433
ги :одолженпе табл. 6
Делительный диаметр колеса d. Степей J ТОЧНОСТИ г» у 6ч атого К ПЛ С са
6 7 3 9 10
мм м одуль т, мм
из ю из ю из Ю
Св. До о о <=« о °., о ° из о о о о
о ft га о U ft £ ° О kJ га © О Kt £ о О Kt га о О rt о S га о О rt о « га © О кХ о S га о U К
Допуск F- на колебание измерительного мсжосевого расстояния
за оборот колеса
12 11 14 17 22 24 30 30 38 38 48 48 60
12 20 12 15 19 24 26 32 34 40 42 50 53 63
20 32 13 16 21 26 30 34 38 45 45 55 60 70
32 50 15 17 24 28 34 38 42 48 50 60 63 75
50 80 17 19 26 30 38 42 45 53 55 67 70 85
80 125 19 21 30 34 42 48 53 60 63 75 80 95
125 200 22 24 35 40 48 55 60 70 75 85 95 ПО
Допуск ?VW на колебание длины общей нормали.
Допуск F с «а погрешность обката
12 4 4 5 5 6 6 7 7 __
12 20 4 4 5 5 7 7 9 9 — — —
20 32 4 4 6 6 9 9 11 11 — — — —.
32 50 5 5 8 8 И 11 14 14 —
50 80 7 7 И 11 15 15 20 20 — — — —.
80 125 9 9 15 15 21 21 26 26 — — — —.
125 200 12 12 20 20 28 28 35 35 — -— •— —
Радиальное биение Frr зубчатого венца (рис. 5, б) —-
разность между действительными предельными положе-
ниями исходного контура. Радиальное биение не должно
превышать допуска Fr (табл. 5 и 6), оно определяется на
биениемере типа Б-ЮМ или мод. 25004 (рис. 5, в) как раз-
ность радиальных положений измерительного наконеч-
ника, выполненного в виде усеченного конуса 1
(рис. 5, г), для колес внешнего зацепления (при установке
его во все впадины между зубьями 2 колеса), /*’,.»• регистри-
руют индикаторным прибором 3.
Колебание FvWr длины общей нормали (рис. 5, д)—
разность между наибольшей и наименьшей действитель-
< ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
ныы.ч длинами общей нормали в одном и том же зубчатом
колесе. Действительная длина общей нормали W — это
расстояние между двумя параллельными плоскостями,
касательными к двум разноименным активным боковым
поверхностям зубьев зубчатого колеса. Длина общей
!к?омали измеряется нормалемером (рис. 5, е) типа
БВ-5045, БВ-5046, БВ-5081 и БВ-5082 мод. 2202, 22002
и 22102. Значение допуска FD;r приведено в табл. 5 и 6.
Колебание F"ir (рис. 5, ж) измерительного межосевого
расстояния за оборот зубчатого колеса — разность между
наибольшим и наименьшим действительными межосевыми
расстояниями при двухпрофильяом (беззазорном) зацеп-
лении измерительного зубчатого колеса с контролируемым
колесом при повороте последнего на полный оборот
(рис. 5, а). Значение F"[r определяют на межосемере
(рис. 5, и) типа МЦ-160М или МЦ-400У, у которого
имеются две каретки: неподвижная и плавающая. На
неподвижную каретку устанавливается контролируемое
зу бчатое колесо, а на плавающую — измерительное ко-
лесо, постоянно прижимаемое к контролируемому колесу
с помощью пружины / (см. рис. 5, а). При проворачивании
зубчатых колес относительно друг друга изменяется изме-
рительное межосевое расстояние а, регистрируемое от-
счетным или записывающим устройствами 2. Значение F"ir
ограничивается допуском F[ (табл. 5 и 6).
Зубчатые колеса 9—12-й степеней точности допускается
контролировать по одному из показателей точности Frr
или F"ir.
ПЛАВНОСТЬ РАБОТЫ ЦИЛИНДРИЧЕСКИХ КОЛЕС
И ПЕРЕДАЧ
Плавность работы нормируется нормами плавности
работы, включающими показатели и комплексы точности,
указанные в табл. 7 и 8.
Нормы плавности работы являются доминирующими
для скоростных передач. Нарушение плавности работы
передачи оценивается многократно по изменяющимся
колебаниям, наблюдаемым на диаграмме кинематической
погрешности.
Показатели плавности работы назначают с учетом
коэффициента осевого перекрытия ер, под которым по-
ПЛАВНОСТЬ РАБОТЫ ЦИЛИНДРИЧЕСКИХ КОЛЕС
435
7. Нормы плавности работы. Показатели (комплексы) точности
Хе комплекса Показатель точности и его обозначение Степень точности Допуск
5-8-я 9-11-я Обозна- чение № таб- лиц
Зубчатая передача с коэффициентом осевого перекрытия ер, большим 2
(для 6-й степени точности); 2,5 (для 7-й степени точности) и 3 (для
З-й степени точности)
— Циклическая погрешность fzjtBr 4о 9
Зубчатая передача с коэффициентом осевого п- ^рекрытия Fa, мень-
шим 2 3 (для (для 6-й степени точности); 2,о (д 8-й степени точности) ЧЯ /-И степей 1 ТОЧНОСТИ) и
Ц я к л и ч ес к г я пог реш и петь f z ,,JZ зубцсвой час готы ~г г » ZZO
— At естн а я кин и л 1; чес к о я и огр еш - кость /;.,г ___ i' 40 10
Зубчап юс колесо с любым кихрфпцнентом Кол ебг ни? / Т и зм ст» и тел ьн ого меж - осевого расстояния но одном зубе оссног; перс к рыт л я 4 10
— ГЛ f Отклонение ; i>itr шага зацепле- ния — • fr-j 10
Отклонение f счг шага + fpt 10
Зубчатое колесо с коэффициентом ер, меньшим 2 (д.чя 6-й степени точ-
ности); 2,5 (для 7-й степени точное™) и 3 (для 8-й степени точности)
— Местная циклическая погреш- ность f'ir зубцовой частоты + — Ге 10
— Циклическая погрешность fzzr зубцовой частоты 4- — f- __
VI Отклонение fp(,r шага зацепле- ния Погрешность профиля зуба -1- 1 — fpb ff 10
436 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС II ПЕРЕДАЧ
Продолжение табл. 7
А» комплекса Показатель точности и его обозначение Степень точности Допуск
5-8-я 9—11-я га S ° ХО '3' X а> О v № таб- лиц
VII Отклонение /рьг шага зацепления Отклонение frtr шага + — fpb fpt 10
Колебание j"ir измерительного межосевого расстояния на одном зубе + — fi 10
Зубчап пости) те колесо с коэффициентом ер, большим 2 (для 6-1 2,5 (для 7-й степени точности) и 3 (для 8-й степ Циклическая погрешность [z/ir | | — степа ени то» hk 1И точ- шести) 9
— Отклонение fptr шага + — fpt 10
8. Нормы плавности работы мелкомодульных передач и колес.
Показатели (комплексы) точности по ГОСТ 9178—81
№ комплекса Пон азатель точности и его обозначение Степень точности Допуск
5-8-я 9-12-я га К <у о 5 О у га Ь ЕГ «е. S < г;
Зубчатая передача
— Местная кинематическая погреш- ность f'iOr + — fI0 —
Зубчатое колесо
— Местная циклическая погреш- ность + — и
VII Отклонение шага зацепления Отклонение frtr шага + — Грь fpt 11
VI Отклонение fp:,r шага зацепления Погрешность fjr профиля зуба -L — fpb 0 11
плавность ГАЙОТЫ ЦИЛИНДРИЧЕСКИХ КОЛЕС 437
Продолжение табл. 8
№ комплекса Показатель точнести и его обозначение Степень точности Допуск
5 —8-я 9-12-я § = о £ № таб- лиц
— Колебание f"ir измерительного межосевого расстояния на одном зубе + 4~ 11
— Отклонение шага зацепле- ния — + U и
Отклонение fPir шага — + 11
нимают отношение дуги зацепления (пути по начальной
окружности, проходимого профилем зуба во время факти-
ческого его зацепления) к шагу зацепления. Для плавной
работы необходимо, чтобы значение коэффициента ер
было больше единицы; в противном случае касание одной
пары зубьев окончится раньше, чем вступит в зацепление
следующая пара, в результате чего движение ведомого
колеса будет прерывистым.
Комплексным показателем для передач 6, 7 и 8-й сте-
пеней точности с коэффициентом ер, равным соответст-
венно 2, 2,5 и 3, является циклическая погрешность ДЛог
передачи —• удвоенная амплитуда гармонической состав-
ляющей кинематической погрешности передачи. Серия
гармоник, изображенная на рис. 4, г, получена с помощью
анализатора из графика кинематической погрешности.
Если все гармоники сложить, то снова получим график
кинематической погрешности передачи. Аналогично оп-
ределяют циклическую погрешность колеса из графика
кинематической погрешности колеса (см. рис. 4, д). Цик-
лические погрешности ограничены допусками f.M и f2h
(табл. 9).
Циклической погрешностью fzzOr зубцовой частоты
в передаче (или fzzr зубчатого колеса) называется цикли-
ческая погрешность передачи (колеса) с частотой повто-
433 взаимозаменяемость зубчатых колес л передач
рений, равной частоте входа зубьев в зацепление. Эта по-
грешность ограничена допуском 12,0 (длн колеса f22).
Местной кинематической погрешностью j'iSr передачи
{j'ir колеса) называется наибольшая резкость между мест-
ными соседними минимальными и максимальными зна-
чениями кинематической погрешности передачи (колеса,
за полный цикл изменения относительного положения зуб-
чатых колее передачи (для колеса — в пределах одного
сто оборота).
Допуск 1) на местную кинематическую погрешность
зубчатого колеса (табл. 10 иИ) ограничивает предельное
значение j'ir. Допуск р;, на местную кинемагшчсскую ж-
грешноегь передаю; принимаете;! равным i ,25 д- колеса
пе>?едачи.
Степень тсчностз:
9. Нормы плавности работы. Допуска is.tis f.;,.., мкм
Част от a к /А ’ЛИТгЛЬ !:.;Й дн а мет л d. м м
циилической
I! К-.НГТИ Св. • • 1 Си. 300
зз о з;бч 5ог-от ТТ-лГС. ДО 4 00 Д'? « 1 ||!_1 Д-’ G00
еса М-7 дул ь / ?, м м
Сп. Д> co ° 2 2 J; <3,3 10
о ?• Св. до о Я - “ ~'г; о Г о га о г-1
О 4 и 14 16 19 21 24 24 30
4 8 8 10 12 14 15 1 т 21
з 16 *э 7,5 8 5 И !3 13 16
1G '.‘3 л Ч G 6,7 X О - (1 13
.V / IVs 3,8 5 5,6 Д " С’. ’ - 10
G3 12 b 4,2 4,8 ь, ь 0 7.1 7 1 8,5
125 250 т 3,6 4,2 b г '• Г. 6 7,5
250 b 4 о 3,4 3 8 t ь г. Г- /’ 5.G 7,1
| 5;Ш 10 VO 2,5 л <г *i, Ь Г) Д ;. 3 6,7
2 8 11- 18 13 16 J„- 26 18 !4 32 :3 1 2(> 48 34 25
16 32 *7 g 9,5 11 ! 4 1G 20
32 63 б’ 8 9 i0 12 13 16
53 1 О т 5,3 6,7 7.5 9,5 11 14
125 ‘ • ; J 4,5 (> 6,7 8 8,5 : f» 9,5 12
250 4,2 Ь Д 6 9 11 10
500 I0UJ 4 5’ 5,G GJ 7,1 8,5 10 9
ПЛАВНОСТЬ РАБОТЫ ЦИЛИНДРИЧЕСКИХ КОЛЕС
439
Продолжение табл. 9
Степень точности ко- леса- Частота k циклической погрешности за оборот зубчатого Делительный диаметр d, мм
До 125 Св. 125 до 400 Св. 400 до 800 Св. 800 до 1600
ко» Св. ieca До От 1 6,3 Св. 6,3 до 10 От 1 До 6,3 дуль со i е‘о r’tf . I до К . Св. 6.3 до 10 От 1 до 6,3 со «о о « о
8 4 8 16 32 125 е. . 4 8 16 «”’? 125 18 И О 5,С- 32 22 17 13 1! 9 5 36 ii •J 9,5 42 30 13 .9 45 34 ii 14 ’2 П S3 38 • »о 1» 16 12 53 38 0 13 63 48 30 1>8 19 10
!С:. Ио;Ж!1 пл<1П1К'"'>'и p-аб..-ы зубчатого к.'.лгса. ДЧ-пуек:!, иди
44Э ВЗАПЧС-ЗАМеНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Продолжение табл. 10
125
400
125
400
800
14
16
18
18
20
20
20
22
20
22
25
25
28
28
28 28
32 32
32 36
36 40
40 45
40 45
36
40
45
45 50
50 56
50 56
Допуск if на погрешность профиля зуба
125
400
125
400
800
8 10
0 И
12 14
12
13
16
11
13
17
14
16
20
17
19
24
14
18
25
20
22
28
22
28
36
Допуск !' на местную кинематическую погрешность
зубчатого колеса
125
400
125
400
800
18
20
25
22
25
28
28
30
32
25 32
30 36
36 40
36
40
50
36
40
50
45
50
56
50
60
71
11. Нормы плавности работы для мелкомодульных колес.
Допуски, мкм
ПЛАВНОСТЬ ГАГ,ОТЫ ЦИЛИНДРИЧЕСКИХ КОЛЕС 441
Для зубчатого колеса 6—8-й степеней точности важное
значение имеют VI и VII комплексы показателей точности.
Отклонение fPbr шага зацепления — разность между
действительным и номинальным шагами зацепления
(рис. 6, а). Действительный шаг Рь зацепления — это
кратчайшее расстояние между двумя параллельными пло-
скостями, касательными к двум одноименным активным
боковым поверхностям соседних зубьев колеса. Отклоне-
ние шага зацепления ограничивается верхним
и нижним —fPb предельными отклонениями и измеряется
с помощью шагомера, напримео шагомера мод. 21501
(БВ-1080) (рис. 6,6), мод. 21802 “и БВ-5070. Предельные
отклонения ±/РЬ шага зацепления даны в табл. 10 к 11.
442 ВЗЛПМОЗ ХМЕПЧ ЕМОСТЬ з:.’Г,ЧА'Ыл КОЛЕС II ПЕРЕДАЧ
Профиль зуба выползают ко кривой, названной эволь-
вентой. Погрешность f tr профиля cnfia — это расстояние
по изныл,in между двумя ближайшими друг к другу номи-
нальными торцовыми профилями зуба (:. е. эвольвентами),
между которым» размещается действительный торцовый
активный профиль зуба зубчатого колеса. Под действи-
тельным торцовым профилем зуба понимают линию пере-
сечения действительной боковой поверхности зуба ко-
леса в плоскости, перпендикулярной его рабочей оси
(рис. 6, в). Погрешность ffr профиля зуба измеряют при-
бором, называемым эвольсснтомером, при наладке тех-
нологического процесс;.! изготовления колес или при кон-
троле качества продукции.
НОРМЫ КОНТАКТА ЗУБЬЕВ В ПЕРЕДАЧЕ 443
Погрешность ffr профиля зуба не должна превышать
значений, приведенных в табл. 10 и 11.
Отклонение fPtr шага — дискретное значение кинема-
тической погрешности зубчатого колеса при его повороте
на один номинальный угловой шаг (см. рис. 5, а) ври
k ---• 1. Предельные значения отклонения ±/г! шага при-
ведены в табл. 10 и 11.
Колебание. f"ir измерительного мсжоссаого расстояния
на одном зубе — разность между наибольшим и наимень-
шим действительными расстояниями при двухпрофиль-
ном зацеплении измерительного зубчатого колеса с кон-
тролируемым колесом при повороте последнего па один
угловой шаг (см. рис. 5, ж). Это колебание ограничено
допуском Н, значения которого даны в табл. 10 и 11.
Колеса 9—12-й степеней точности могут контролиро-
ваться по одному из трех параметров точности: г
И iPlr-
НОРМЫ контакта ЗУБЬЕВ в передаче
Износостойкость и долговечность цилиндрических зуб-
чатых передач зависит от полноты контакта сопряженных
боковых поверхностей зубьев колес. Полнота контакта
зубьев оценивается размерами и расположением суммар-
ного или мгновенного пятна контакта.
Для зубчатой передачи ГОСТ 1643—81 установлен
VIII комплекс показателей точности (табл. 12). Относи-
тельные размеры суммарного пятна контакта в процен-
тах приведены в табл. 13 и 15.
Мгновенное пятно контакта — часть активной боко-
вой поверхности зуба колеса передачи, на которой рас-
полагаются следы его прилегания к зубьям шестерни,
покрытым тонким слоем красителя, после поворота ко-
леса собранной передачи на полный оборот при легком
торможении, обеспечивающем непрерывное контактиро-
вание зубьев обоих зубчатых колес.
Суммарное пятно контакта (рис. 7, я) — часть актив-
ной боковой поверхности зуба зубчатого колеса, на ко-
торой располагаются следы прилегания зубьев парного
зубчатого колеса в собранной передаче после вращения
под нагрузкой, заданной технической документацией.
444 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУЬЧЛТЫХ 1.
12. Нормы контакта зубьев. Показатели (к'з.лплехсы) точности
Комплекс Показатели точности Степень ТОЧНОСТИ
5 — 9-я lo- ll-я 12-я
VIII Зубчатая передача Отклонение fxr от параллельности осей Перекос осей f;/r + -Г —
— Суммарное пятно контакта ~г + —
Мгновенное пятно контакта + + —
Зубчатое колесо с коэффициентом осевого перекрытия г.,<, меньшим 2
(для 6-й степени точности); 2,5 (для 7-й степени точности) и 3 (для
8-й степени точности)
— Погрешность F^r направления зуба -ь "Г * г
— Суммарная погрешность Г;1Г контакт- ной линии + +
Зубчатое колесо с коэффициентом Ер, большим или равным 2 (для
6-й степени точности); 2,5 (для 7-й степени точности) и 3 (для 8-й сте-
пени точности)
IX Отклонение нормали Суммарная ной линии Fpxnr осевых шагов по погрешность Fhr контакт- ~г
X Отклонение нормали Отклонение Fpxnr осевых шагов ко fl-4jr шага зацепления — —
II р и м е ч а н и е. Комплекс VIII только для передач с нерегу-
лируемым расположением осей.
НОРМЫ КОНТАКТА ЗУБЬЕВ В ПЕРЕДАЧЕ
445
13. Нормы контакта зубьев в передаче. Относительные размеры
суммарного пятна контакта в процентах (ГОСТ 1643—81)
Величину пятна контакта оценивают относительными
его размерами в процентах:
по длине зуба — отношением расстояния а между край-
ними точками следов прилегания за вычетом разрывов с,
превосходящих величину модуля в миллиметрах, к длине
зуба Ь:
-^-100%;
и
по высоте зуба — отношением средней (по всей длине зуба)
высоты следов прилегания hm к высоте зуба hP, соответ-
ствующей активной боковой поверхности:
100%.
Отклонение fxr от параллельности осей (рис. 7, г) —
отклонение от параллельности проекций рабочих осей
зубчатых колес в передаче на плоскость, в которой лежит
одна из осей и точка второй осп в средней плоскости пере-
дачи, т. е. в плоскости, проходящей через середину ра-
бочей ширины зубчатого венца; оно определяется в тор-
цовой плоскости в линейных единицах на длине, равной
рабочей ширине зубчатого венца.
Перекос осей. f,/r — отклонение от параллельности про-
екции рабочих осей зубчатых колес в передаче на пло-
скость, параллельную одной из осей и перпендикуляр-
ную плоскости, в которой лежит эта ось и точка пересе-
чения второй оси со средней плоскостью передачи. Оп-
446 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
г)
Рис. 7. Показатели контакта зубьев в передаче:
а — суммарное пятно контакта зубьев; б — погрешность — направления
зуба; в — суммарная погрешность контактной линии Fj.r; г — отклонение
fxr от параллельности осей и перекос осей
НОРМЫ КОНТАКТА ЗУБЬЕВ В ПЕРЕДАЧЕ 447
ределяется в торцовой плоскости на длине, равной рабо-
чей ширине зубчатого венца.
Допуск fx параллельности осей и допуск \у на перекос
осей указан в табл. 14 и 15. Значения fxr и fljr опреде-
ляют на специальных стендах или при сборке передач
с применением поверочных контрольных приспособлений.
Контакт зубьев в передаче может быть оценен по пока-
зателям точности зубчатого колеса. Например, на пол-
ноту контакта колес влияют погрешности формы зубьев
и погрешности их взаимного расположения в пере-
даче.
Погрешность г,3г направления зуба — расстояние ме-
жду двумя ближайшими друг к другу номинальными
делительными линиями зуба в торцовом сечен пн (р нс. 7, б!,
между которыми размещается действительная делитель-
ная линия зуба, соответствующая рабочей ширине зубча-
того венца. Действительная делительная линия зуба. —
это линия пересечения действительной боковой поверх-
ности зуба зубчатого колеса делительным цилиндром,
ось которого совпадает с рабочей осью колеса. Погреш-
ность направления зуба ограничена допуском F... До-
пуск Fp на направление зуба приведен в табл. 14
и 15.
Суммарная погрешность Fhr контактной линии —
расстояние по нормали между двумя ближайшими друг
к другу номинальными контактными линиями 1
(рис. 7, в), условно наложенными на плоскость (поверх-
ность) зацепления, между которыми размещается действи-
тельная контактная линия 2 на активной боковой поверх-
ности. Эта погрешность ограничена допуском Fft.
Отклонение FPxnr осевых шагов по нормали — раз-
ность между действительным осевым расстоянием зубьев
и суммой соответствующего числа номинальных осевых
шагов, умноженных на синус угла наклона делительной
линии зуба. Под действительным осевым расстоянием
зубьев понимают расстояние между одноименными ли-
ниями зубьев косозубого зубчатого колеса по прямой,
параллельной рабочей оси. Расстояние между одноимен-
ными линиями соседних зубьев является действительным
осевым шагом. Предельные отклонения осевых шагов по
нормали обозначают: верхнее -j- Frxn, нижнее—Fp^.
Значения FPxn приведены в табл. 14.
443 ьзлимоза- ыгндслюоть
14. Нормы кс-итажга зубьев. Предел .ные отклонен.!:; „ьГрхп
осевых шагов по поймала, допуск 1’р на направление губа,
допуск fx параллгльнести осей и допуск т;; на перекос осей, мкм
lli г. г.-ина зубчатого венца (пег: у шев-
рона) или длина контактной линии, мм
Степень ТОЧНОСТИ Допуск До 40 ta о О < Св. 100 до 160 Св. 1G0 до 259 Св. 2 50 до 400 Св. 400 до 630 Св. его до 1 000
Г-'рхп + 11 ±12 + 14 + 16 + 20 +25 +32
5 Гр, к- 10 12 16 18 22 25
f.7 4 5 6,3 8 9 11 12
+ 12 + 14 + 16 + 20 + 25 +30 + 40
6 Fp, fv 9 12 16 20 25 28 32
4,5 6,3 8 10 12 14 16
Fp-n + 16 + 18 + 20 ±25 + 32 + 40 •4-50
7 Fp.f.v 11 16 20 25 28 32 40
5,6 8 10 12 14 16 20
F(..n + 25 + 28 ±32 ±45 + 60 — .
8 Fp,fx IS 25 40 45 56
9 12 16 20 22 28 —.
FPa-„ + 40 + 45 + 50 + 60 + 71 + 90 —
9 Fp, /, 28 40 50 63 71 90
f-, 14 20 25 30 36 45 —
Fp, k- 45 63 80 100 112 140
1V 22 32 40 50 56 71 •—
Fp, fv 71 100 125 160 180 224 —
11 fy 36 50 63 80 90 112 —'
Fp. к 112 160 200 250 280 355
12 fl/ 56 80 100 125 140 180 —
БОКОВОЙ ЗАЗОР ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧИ
449
15. Нормы контакта зубьеа для мелхомодульньж передач. Допуск Fjj на направление зуба, допуск tx параллельности осей и допуск fy на перекос осей. Суммарное пятно контакта, %
Обозна- чение \ Ширина зубчатого венца bw, аш Степень точности
3 4 5 6 7 8 9 10 11 12
ДОПУСК» S5K52
F?, fx До 10 4 5 6 7 9 13 18 25 36 50
Сз. 10 до 4 5 7 9 11 tc 22 за 45 60
Св. 20 до 40 5 6 7 9 17 24 34 48 70
До 10 2 2 3 4 5 7 9 12 13 25
Св. 10 до Й0 И 3 3 4 5 ’1 11 15 22 30 35
Св. 20 до 40 2 3 4 5 6 i Si 12 17 24
Суммарное пятка контакта, % (ве менее)
По высоте зуба 55 50 40 —
По длине зуба 75 70 50
БОКОВОЙ ЗАЗОР ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧИ
Показатели и допуски нормы бокового зазора приве-
дены в табл. 16.
Точность монтажа передачи определяется для передач
с нерегулируемым расположением осей отклонением fa
мсэюосевого расстояния — разностью между действитель-
ным и поминальным межосевыми расстояниями в сред-
ней торцовой плоскости передачи (см. рис. 1). Для этой
погрешности установлены предельные отклонения
(табл. 17 и 18): верхнее +/„ и нижнее —fa.
Для передач с регулируемым расположением осей
показателем бокового зазора является гарантированный
боновой зазор jn га1п — наименьший предписанный боковой
зазор (см. рис. 2), значения которого приведены в табл. 17
и 18.
Боковой зазор обеспечивают путем радиального сме-
щения исходного контура рейки (зуборезного инстру-
15 Еелшш И. М.
450 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
13. Нормы бокового зазора. Показатели и допуски
Показатель и допуск Обозначение $& таблицы
Передача с нерегулируемым рас Предельные отклонения межосезого рас- стояния: верхнее нижнее Передача с регулируемым раса Наименьший гарантированный боковой зазор Зубчатое коле Наименьшее дополнительное смещение ис- ходного контура зубчатого колеса: с внешними зубьями с внутренними зубьями Допуск на смещение исходного контура положением о "На -fa вложением оа in min СО —Efl's +Ен; тн сей 17 и 18 гй 17 и 18 19 и 20 ] 21 и 22
Наименьшее отклонение длины общей нормали для колеса: с внешними зубьями с внутренними зубьями Допуск на длину общей нормали и+ 1 S w w 54. С» 23 и 24 25 и 26
Наименьшее отклонение средней длины общей коркалз для колеса: с внешними зубьями с внутренними зубьями Допуск на среднюю длину общей нормали ” Erjrnl3 Twm 23, 24 и 27 28 и 26
Наименьшее отклонение толщины зуба Допуск на толщину зуба Err Тс 29 30
Предельное отклонение измерительного межосезого расстояния для колеса с внеш- лями зубьями: верхнее (равное f”) нижнее (разное Т>Д То же, для колеса с внутренними зубзямк: верхнее (равное Т₽) нижнее ^равное f.-} i м « w и n 5 5 % 10 и 11 21 и 22 21 к 22 1U и 1&
БОКОВОЙ ЗАЗОР ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧИ 45f
17. Нормы бокового зазора. Показатели /nmin и /и мкм
н I 0 0 0 0 0 0 0 0
Е П 30 0^*3 4'3 46 52 57 63 70
D И! 46 54 63 72 31 89 97 НО
С IV 74 37 >00 115 130 140 155 175
В V 120 140 160 185 210 230 250 280
А VI 190 220 250 290 320 360 400 440
Предельные отклонгикя ±fe межоеевото расстояния:
верхнее (со званом «+» ) н кижнее (со знаком «—» )
ъ— I 10 11 12 14 16 18 20 22
Я, Е II 16 18 20 22 25 28 30 35
D Ш 22 28 30 35 40 45 50 55
С IV 35 45 50 55 60 70 80 90
В V 60 70 80 90 100 110 120 140
А VI 1С0 НО 120 140 160 180 200 220
* Класс отклонений межосевого расстояния используется при
изменении соответствия между вадом сопряжения и классом отклоне-
ния межсеевого расстояния.
13. Нормы бедового зазора для межсмсдульн1дх передач.
Показатели ,/пга;п и fa, нйи
1> £ Si Класс отклоне- ний межсеевого расстояния * Межасевое расстояние Л М
Вид сой НИЯ О Св. 12 | ДО 20 сч сч СС и о Си. 32 1 до 50 Св. 50 до 80 Св. 80 до 125 Св. 12В до 180 Са. 180 до Я50 Св. 2S0 до 318 Св. 315 ДО 400
Гараятароваииый боковой зазор Jn ci3
н II 0 0 п 0 0 0 0 0 0 0
G Ш 6 8 9 11 13 15 18 20 23 25
F IV 9 И 13 16 19 22 25 29 32 36
н V 15 15 21 25 30 33 40 46 Б7
D VI 22 27 33 39 43 54 63 72 81 89
15:
452 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
н II 8 9 11 14 16 18 20 22 25 28
G III И 14 16 20 22 28 30 35 40 45
F IV 18 22 25 32 35 45 50 Б5 60 70
Г? V 30 36 40 50 60 70 80 90 100 ПО
D VI 45 55 63 80 90 НО 120 140 160 180
* Класс отклонений межосевого расстояния используется при
изменении соответствия между видом сопряжения и классом отклоне-
ния межосевого расстояния.
мента) от его номинального положения в тело колеса.
Под номинальным положением исходного контура пони-
мают положение исходного контура на зубчатом колесе,
лишенном погрешностей, при котором номинальная тол-
щина зуба соответствует плотному двухпрофильному за-
цеплению.
При нарезании зубчатого колеса инструментами рееч-
ного типа форма профиля зуба и его толщина зависят от
установки режущего инструмента по отношению к колесу.
Зубчатое колесо со смещением исходного контура полу-
чается в том случае, когда его делительная окружность
катится не по средней линии рейки (или по делительной
поверхности исходного производящего колеса), а по па-
раллельной ей линии. Расстояние по нормали между
делительной окружностью колеса и средней линией ис-
ходной рейки называется смещением Е^г исходного кон-
тура (рис. 8, а). Смещение исходного контура может быть
отрицательным (делительная прямая исходного контура
рейки пересекает делительную окружность зубчатого
ролеса; рис. 8, б) и положительным (делительная окруж-
ность колеса не пересекается делительной прямой рейки;
рис. 8, в). Для обеспечения в передаче гарантированного
БОКОВОЙ ЗАЗОР ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧИ
453
Нонинопьт положение ucwd-
\ндй рреизвооящей рейки
Целительная
окружность
колеса
о)
Депи-
тепьноя
прямая
ргйяо
Рис. 8. Наименьшее дополнительное смещение исходного контура (а—г)
и зубомер смещения (д)
бокового зазора производится дополнительное смещение
исходного контура от его номинального положения в тело
зубчатого колеса на величину ЕНг. Наименьшее допол-
нительное смещение Ells исходного контура для зубчатого
колеса с внешними зубьями берется со знаком «минус»,
а для колеса с внутренними зубьями-—EHi со знаком
«плюс». С увеличением смещения исходного контура зуб
колеса становится тоньше, а боковой зазор передачи
больше. На наименьшее дополнительное смещение исход-
ного контура (табл. 19 и 20), как и на любой линейный
размер, назначается допуск Тн (табл. 21 и 22 и рис. 8, г).
Контроль смещения исходного контура осуществляют
454 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
19. Нормы бокового зазора. Наименьшее дополнительное смещение
исходного контура (для колеся с внешними аубьяыи — Efisi
т. г. со знаком «минус» , а для колеса с инугреияиыя зубьями +7?дт»
т. е. со знаком «плюс» ), икм
Вид сопрязке- НИЯ Степень точно» ст» по кормам ил а внести Делительный диаметр мм
До 80 Св. 80 до 126 Св. 125 до 180 092 оЯ 081 '03 Св. 230 до 315 Св. 31S до 400 Св. 400 до 500 Св. 500 до 630 Св. 630 до 800 Св, 800 до 1000
3—6 12 14 16 13 20 22 25 28 30 40
н 7 14 16 18 20 22 25 28 30 35 45
30 40 46 52 57 63 70 80 90
Е 7 35 40 45 50 55 60 70 80 90 100
46 54 S3 72 81 89 97 ПО 125 140
В 7 50 60 70 80 90 100 НО 120 140 160
8 55 70 80 90 100 ПО 120 140 160 130
74 87 100 П5 130 140 155 175 200 230
1 30 100 по 120 140 160 180 200 220 250
С Я 90 ПО 120 140 1S0 180 200 220 250 280
9 100 120 140 160 200 220 250 280 300
120 140 160 186 210 230 250 280 320 350
7 140 160 180 200 2Б0 250 280 300 350 400
в 140 160 200 220 250 280 300 350 400 450
В 5 160 180 200 256 280 3-30 350 409 400 450
И 160 ЭДО 220 250 SCO 350 350 400 4о0 500
н 180 220 250 280 300 350 400 400 503 550
190 220 250 290 320 350 400 440 5G0 560
7 200 250 280 300 350 400 450 500 550 690
8 220 230 300 35С- 400 4-50 500 ЕЮ S00 730
А 9 260 280 350 400 400 500 500 600 700 800
10 280 300 350 400 450 500 550 630 7С0 300
11 230 400 450 500 550 ctX) 700 800 3J3
12 300 350 450 500 500 СЮ 7 GO 700 аз з'.Д>
БОКОВОЙ ЗАЗОР ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧИ 455
28. Нормы бокового зазора для мелхомсдульяых передач.
Наименьшее дсполяительяое смещение ягэюд:?его контура
(для колес с внешними зубьями •—Ен?,, т- е. со знаком «ма?уез (
а для колес с впутревкнмк зувья^н +£яй т- е. ео гяяссм «швее»
мим
Вид сопряже- ния Степень точно- сти по нормам плавкости Делительный диаметр d9 ши
До 12 0-1 й ой Св. SO до 32 Св. 32 до 50 Св. 50 до 80 Св. 80 । до 125 I Св. 125 до 180 Св. ISO до 250 Св. 250 до 3!5 Св. 315 до 400
н 3—7 5 6 7 8 9 11 13 14 15 18
3« 5 12 14 16 18 22 25 28 38 40 4Е
G 7 16 18 20 22 26 28 30 40 40 45
8 22 24 26 28 30 32 31 45 50 ЕО
3. Q 18 22 26 за 35 40 45 55 60 63
7 22 24 23 32 36 42 48 65 60 63
F 8 26 30 34 38 42 45 53 60 63 70
9 36 40 45 48 53 55 60 63 70 75
10 48 53 55 60 60 63 70 75 80 85
3—7 28 32 38 45 53 60 70 80 90 100
8 35 40 45 50 55 63 75 85 95 105
р 9 42 48 55 60 63 70 80 90 1С0 ПО
10 55 60 63 70 75 80 90 100 105 120
11 70 75 80 85 90 100 ПО ПО 120 130
12 100 105 НО 118 120 125 130 130 140 150
3—7 40 55 69 70 80 90 ПО 130 150 160
8 50 55 60 70 80 95 118 130 150 160
9 55 60 70 80' 90 100 120 130 150 160
10 63 70 80 90 100 105 125 130 150 160
И 80 85 95 105 ПО 120 140 150 170 180
12 105 110 118 125 132 150 160 170 180 190
21. Норма бакового зазора. Допуск Тц па смещение
исходяого аоятура, мкм
Допуск Fr Вуд сопряжения
ес-э бнеаи-з Н, S D С Б А — -
зубчатого венца, икая Вид допуска
Св. До ь d с ъ а z У X
—™ S 23 35 45 55 70 90 ПО 140
8 19 30 60 • ЯГ? 100 15 ) 160
10 12 ’3 •и 4 § 73 ”3 I: К i но 149 НО т itj
458 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Продолжение табл. 21
Д-::? е;; Fr | Вид сопряжения
вл рг.дязль- иос океане Н. Е j D 1 c 1 B ! л 1 - i _ 1 -
пенна ьид допуска
Св, J До h d c ь z у
16 20 40 55 70 80 100 120 160 200
20 25 45 60 80 90 по 140 180 220
25 32 55 70 SO 100 140 160 200 250
32 40 60 80 100 ISO 160 180 250 300
40 50 70 SO 120 140 180 220 280 350
50 60 80 100 140 180 200 250 350 400
60 80 НО 140 180 200 250 300 400 500
80 100 120 ISO 200 250 300 .350 500 600
100 125 160 200 250 300 353 450 600 700
125 160 200 250 300 400 450 550 700 SOO
160 200 250 300 400 500 550 700 900 1100
200 250 300 350 500 €00 700 900 1100 1400
250 320 450 450 600 700 900 1100 1400 1800
320 400 450 600 700 900 1100 1400 1600 2000
400 500 550 700 900 1200 1403 1600 2000 2500
503 630 700 SCO 1200 1400 1600 2000 2500 3000
630 800 900 1200 1400 1800 2000 2500 3500 4000
Примечание. Величина Fr устанавливается в соответствии
с нормой кинематической точности по табл. 5.
22. Нормы бокового зазора для мелкомодульных колес.
Догуск Тг? на смещение исходного контура, мкм
CJ Допуск Fr на радиальное биение зубчатого венца
£ <J о
СО О to г>1 о о о о
к ™ co *“* 04 СЧ СО из О оо 2 t:£
О < о о о g о ООО ч < п о о п Ч о о fct «=£ о о
_ ° еч «5 О 1О 05 О о о
Ц-, о co •—* —-< сч СЧ СО to ш
bt K &« .O « <0 О га га га га и
Й и И 50 Ч и и и и ООО О О о О и
H h 14 16 18 20 25 30 34 40 50 60 70 90 ПО 140
G g 16 18 20 22 28 32 38 45 53 67 75 100 120 150
F f 18 20 22 25 30 36 42 50 60 70 85 110 130 160
E, D e 20 22 25 30 34 40 48 56 70 80 100 125 150 190
с помощью зубомеров смещения мод. 23500, 23600, 23700
и 23800 (рис. 8, о).
Вместо показателей ЕКг и допуска Тя гарантирован-
ный боковой зазор может быть обеспечен и проконтроли-
рован по другим показателям (см, табл. 16}.
БОКОВОЙ ЗАЗОР ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧИ
457
Наименьшее отклонение EWr длины общей нормали
(—EWs для колеса с внешними зубьями и -rEWi для ко
леса с внутренними зубьями) — наименьшее предписан-
ное отклонение длины общей нормали, осуществляемое
с целью обеспечения в передаче гарантированного боко-
вого зазора (табл. 23 и 24). Отклонение Е^г длины общей
нормали — это разность значений действительной и но-
минальной длины W общей нормали (см. рис. 5, с) Номи-
нальная длина IF общей нормали — расчетная длина об-
щей нормали, соответствующая номинальному положе-
нию исходного контура. Допуск на длину общей нормали
приведен в табл. 25 и 26.
23. Нормы бокового тазера. Наименьшее отклонение длины
общей нормали Ец? (для колеса с внешними зубьями
со знаком «минус», а для колеса с внутренними зубьями
со знаком «плюс»). Наименьшее отклонение F^m средней длины
общей нормали. Слагаемое ' (для колеса с внешними зубьями
со знаком «минус», а для колеса с внутренними зубьями
со знаком «плюс» ), мкм______________________________________
Вид сопря- жения Степень точности по яор?лгм плавности Делительный цилиндр d, аш
До 80 Св, СО до 125 Св. 125 до 180 Св. 180 до 250 Св 250 до 315 Св. 315 до 400 Св. 400 до 500 Св. S00 до 630
и 3 g 8 10 11 12 14 16 18 20
7 10 10 12 14 16 18 20 22
3- g 20 24 28 30 35 40 45 50
£» 7 25 30 30 35 40 45 50 55
з g 30 35 40 50 55 60 70 70
D - 7 35 40 50 55 60 70 70 80
8 40 50 50 60 70 70 80 90
3—6 50 60 70 80 90 100 НО 120
(Г* 7 55 70 70 80 100 НО 120 140
8 60 80 80 100 ПО 120 140 140
9 70 80 100 ПО 120 140 140 160
3-6 30 100 НО 120 140 160 180 200
7 100 ПО 120 140 180 180 200 200
8 100 НО 140 140 180 200 200 250
£> 9 110 120 140 160 200 200 250 280
10 110 140 160 180 200 250 250 280
11 120 160 180 200 209 250 280 280
458 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Продолжение табл. 23
Вид сопря- жения Степезь точности по нормам плавности Делительный цилиндр d, мм
о" со о и Св. 80 до 12,5 Св. 125 до 180 Се. 180 до 250 — Св. 250 до 315 Св. 315 до 400 Св. 400 до 500 Св. 500 до 630
3~-в 120 140 180 200 220 250 230 300
7 140 180 200 200 250 280 300 350
8 160 200 200 250 280 300 350 350
9 180 200 250 280 280 350 350 400
А 10 £00 200 250 280 300 350 400 400
11 200 250 280 300 350 350 400 500
12 200 250 300 350 350 400 500 500
24. Нормы бокового зазора для мелкомодульных передач.
Наименьшей отклонение длины общей нормали Е«? (для колеса
с внешними зубьями со знаком «минуса, а для колеса
с внутренними зубьями со знаком «плюс» ).
Наименьшее отклонение средней длины общей нормали.
Слагаемое 1 (для колеса с вчешмимя зубьями со знаком «минус»,
а для колеса, с внутренними зубьями со ssjasoM «плюс» ), мкм
Вид сопря- жения Степень точности по нормам плавности Делительный цилиндр d, мм
До 12 Св. 12 до 20 Св. 20 ДО' 32 Св. 32 I до 50 Св. 50 I до 80 Св. 80 до 125 Св. 125 до 180 Св. 180 1 до 250 Св. 250 до 315
н 3—7 3 4 5 6 7 8 9 9 10
g g 8 9 11 13 15 17 19 25 28
G 7 И 12 13 15 17 19 21 26 28
8 15 16 17 18 20 22 24 30 32
3—6 12 15 18 21 24 26 30 36 40
7 15 16 19 22 25 28 32 36 40
т? 8 18 20 22 25 28 32 36 40 42
9 25 28 30 32 35 38 42 42 45
10 32 35 38 40 40 45 48 50 53
3—7 19 22 26 30 36 42 4S 55 63
8 24 25 30 35 40 45 50 65 ез
р 9 28 32 3S 40 45 50 55 60 63
X IQ 38 40 42 45. 50 55 60 63 70
11 48 50 55 60 63 70 75 75 80
12 S3 70 75 __ , 80 ЬО W 90 95
БОКОВОЙ ЗАЗОР ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧИ
459
Продолжение табл. 24
Вид сопря- жения Степень точности по нормам шзавиости Делительный цилиндр d, км
До 12 1 ог о» 21 ’=□ О 03 «м со Я 0 Св. 32 до 50 Св. 50 до 80 Св. 80 до 125 Св. 125 до 180 Св. 180 j ДО 250 Св. 250 до 315
3—7 28 34 40 48 55 63 75 85 95
8 34 38 42 48 55 63 80 85 95
9 38 42 48 55 60 70 Й0 S0 100
D 10 45 50 55 60 70 70 85 90 100
11 55 60 63 70 75 80 95 100 по
12 70 75 80 85' S0 100 НО 110 120
25. Нормы бокового зазора. Допуск Т& на длину общей аормала, мкм
Допуск яа радяаль- ное биение вубчатого венца F^e мкм Вид сопряжения
И. Е D С в А — — —
Вид допуска 1 .
Св. До d с ь s 2 У X
8 20 25 35 35 50 60 80 100
8 10 20 28 35 40 55 70 30 но
10 12 25 28 35 50 55 70 160 но
12 15 28 30 40 50 60 70 103 120
16 20 2S 35 50 оо 70 80 но 140
20 25 30 40 55 60 80 100 120 140
25 35 50 60 70 100 ПО 140 180
32 ДО 40 55 70 80 ПО 120 180 200
40 г0 50 60 80 100 120 140 200 250
50 60 60 70 190 120 140 180 250 230
60 ВО 70 ’00 120 140 189 200 280 3-50
80 100 80 ио 140 180 200 250 350 400
100 125 100 140 180 200 2-50 350 490 боо
.125 160 140 180 200 280 300 350 500 600
160 200 jgn 200 280 350 350 500 600 800
200 250 200 250 353 400 500 500 .500 1000
250 320 250 300 400 500 есо 800 10G0 1200
320 400 800 400 500 600 700 ’ОСО 1100 1400
400 500 400 500 600 700 1000 11Й? 1400 1800
500 630 450 6G0 700 1000 1100 1400 1600 2000
630 800 690 700 1000 1200 1400 1800 2500 2800
П р и м е ч а : и е. Величина F» устаиавлаяаьтс™ s ета.аетствка
s нормой кинематической точности но табл. 5, 6.
460 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
26. Нормы бокового зазора для мелкомодульных передач.
Допуск на среднюю длину общей нор?лаля
и допуск на длину общей нормали, мкм
Допуск Fr Допуск Тут || Допуск Тру
на ради аль-» ное бкение зубчатого венца, мкк Вид сопряжения
Н | G F Е, D || Н G | F Е, D
Св, До Вид допуска бокового зазора
ь е f е 1 ‘ е f е
6 6 8 9 10 11 12 и
6 8 7 8 10 11 11 12 14 15
8 10 7 9 10 12 12 14 15 17
10 12 8 9 11 14 14 15 17 20
12 16 9 11 12 15 17 19 20 22
16 20 10 12 14 17 20 22 24 28
20 25 11 14 16 21 22 26 28 32
25 32 12 15 19 22 26 30 34 38
32 40 14 16 21 26 34 36 40 48
40 50 16 20 22 30 40 45 43 53
50 60 18 21 28 38 48 50 56 67
60 80 21 28 35 45 60 67 75 85
80 100 25 32 38 53 1 75 80 90 100
100 125 28 40 45 67 95 160 НО 130
125 160 35 48 56 80 1 112 130 140 160
160 38 50 63 85 130 140 160 180
Наименьшее отклонение средней длины общей нор-
мали EWmr (—EWm!, для колеса с внешними зубьями
и -i-E^rmi для колеса с внутренними зубьями) — наи-
меньшее предписанное отклонение средней длины об-
щей нормали, осуществляемое с целью обеспечения в пере-
даче гарантированного бокового зазора (рис. 9). Значе-
ния наименьшего отклонения средней длины общей нор-
мали определяют суммированием слагаемого I (табл. 23
и 24) и слагаемого II (табл. 27). Отклонение Е^тг сред-
ней длины общей нормали — разность значений средней
длины общей нормали по зубчатому колесу и номиналь-
ной длины общей нормали. Средняя длина WmT общей нор-
БОКОВОЙ ЗАЗОР ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧИ
461
V/,
Действительные длины
общей нормали
-Ewms д'™ зубуатого колеса
с Внешними зубьями
для зубчатого колеса
' С внутренними зубьями
/ Номинальная длина
общей нормали
Рис. 9. Средняя длина общей нормали и ее наименыпее отклонение для
колеса с внешними и внутренними зубьями
мали — средняя арифметическая из всех действительных
длин общей нормали по колесу.
р — W — W- W — + ^ + • • • + ^»
Wmr — J- mr " > т tnr ' П ’
где IF,, W2, .... Wn — действительные длины общей нор-
мали, измеренные нормалемером; W — номинальная
длина общей нормали.
Допуск Twm на среднюю длину общей нормали при-
веден в табл. 26 и 28.
Наименьшее дополнительное смещение исходного кон-
тура геометрически связано с толщиной зуба колеса.
27. Нормы бокового зазора. Наименьшее отклонение Еущ
средней длины общей вормрля. Слагаемое II (для колеса
с внешними зубьями со знаком «минус», а для колеса
с ЕнутреиЕими зубьями со знаком «плюс» ), мкм
Допуск Fr из радиальное биекке зубчатого венца., мкм
До 8 Св. 3 ДО 10 1 Св. 10 ДО 12 Св. 12 до 1S Св. 16 ДО 20 Св. 20 До 25 Св. 25 до 32 Св. 32 ДО 40 О О »о Й о и« Св. 50 ДО 60 Св. 60 ДО 80 Св. 80 до 100 Св. 100 до 125 Св. 125 ДО 160
2 2 3 3 4 5 7 9 П 14 18 22 25 35
462 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
28. Нормы бокового зазора. Допуск на среднюю длину
общей нормали Т\уго, икм ___________________„
Допуск Fr Вид сопряжения
на радиаль*» ное бяесте Н, Е О с в А —
зубчатого
ьенца К КМ Вид допуска
Св. До d с Ь а Z У X
8 16 20 28 35 45 60 70 90
8 10 16 25 30 40 50 60 ВО 100
10 12 18 25 30 40 50 60 90 100
12 16 20 25 35 40 55 70 90 110
1S 20 20 28 40 45 60 70 100 120
20 25 20 30 45 50 60 80 по 140
25 32 22 35 45 55 80 100 120 160
32 40 25 40 50 60 90 но 160 180
40 50 25 40 60 70 100 120 180 220
50 60 28 40 70 100 НО 140 220 250
ео 80 30 60 S0 100 140 180 240 300
80 100 40 70 ПО 120 150 200 300 350
100 125 55 80 120 140 180 250 350 400
125 160 70 100 140 200 240 300 400 550
160 200 80 120 180 250 280 400 500 700
200 250 100 140 240 ЗСО 350 500 600 300
250 329 100 160 280 3S0 450 е-эо 800 НОО
320 400 140 240 300 450 550 800 900 1200
400 500 160 250 400 550 700 800 1100 1400
500 630 ЯМ 350 550 700 800 1100 1400 1800
630 800 2S0 сОО 600 Й00 1СС0 1400 2000 2400
Примечание. Величина Рг устанавливается в соответствий
с нормой кинематической точности но тзбл. 5, 6.
Поэтому вместо параметра ESs можно использовать дру-
гой параметр — наименьшее отклонение Е^ толщины
зуба .—. наименьшее предписанное уменьшение постоянной
хорды, осуществляемое с целью обеспечения в передаче
гарактирозаиного бокового зазора. Отклонение JECi. тол-
щина зуба — это разность между действительной и номи-
нальной толщинами зуба по постоянной хорде. За номи-
нальную толщину зуба Sc по постоянной хорде принимают
толщину зуба, отнесенную к номинальному сечению, со-
ответствующую номинальному положению исходного кон-
тура. Значей"» Е„, приведены а табл. 29, & допуск Т.,
па толщину зуба — в табл. 30.
БОКОВОЙ ЗАЗОР ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧИ
463
29. Нормы бокового зазора. Наименьшее отклонение Ес-
толщи??ы зуба, мам
§ я g 2© Делительный диаметр d. ММ
g и?» !о
ё сэ 1П |о_ оо оо 5Л О С\’О
Й к к СЧ '"’со о ‘°ё '6
S Я S Сз. ДО (
Д’ ► ю к О Б с 4 6« <3 й ой О Й б й ой 6 Й о й <5 й и й
9 10 12 14 16 16 18 20 22 30 35 35
н 7 10 12 14 14 16 18 20 22 25 35 35 40
22 25 30 35 40 40 45 50 60 70 80 90
Jb 7 25 30 35 35 40 45 50 60 70 70 90 100
35 40 45 55 60 60 70 80 90 100 120 140
D 7 35 45 50 60 70 70 80 90 100 120 140 160
8 40 50 60 70 70 80 90 100 120 140 140 180
3 fj 55 60 70 80 90 100 ПО 120 140 16С 1S0 220
7 60 70 80 90 100 120 140 140 160 180 200 250
L. 8 70 80 90 100 120 140 140 160 180 200 220 300
9 70 90 100 120 140 140 140 180 200 220 250 350
90 100 120 140 160 160 180 200 220 250 300 350
7 100 120 140 140 180 180 200 220 250 300 350 400
8 100 12G 140 160 180 200 220 250 300 350 350 450
9 120 140 160 180 200 220 250 300 300 350 400 500
10 120 140 180 180 220 250 250 300 350 400 450 500
11 140 160 180 200 220 250 300 300 350 400 450 600
140 160 180 200 250 250 300 300 350 400 500 600
7 150 180 200 220 250 300 350 350 400 450 500 700
8 160 2G0 220 250 300 350 350 400 450 500 600 700
А 9 180 200 250 300 300 350 350 450 500 600 700 700
10 200 H4S1H 250 300 350 350 450 450 500 600 700 800
И 200 240 300 350 350 л00 450 500 оси 700 700 900
12 220 250 350 350 350 450 500 500 600 703 800 9С0
464 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
30. Нормы бокового зазора. Допуск Тс на толщину зуба, мкм
Допуск Fr Вид сопряжения
>:а ради аль-» Sice биение зубчатого Н, Е D С В А — — —
венца, мкм Вид допуска
с.’.. До ь d с ь а 1 2 У 1 х
8 20 25 35 40 50 70 80 100
8 10 22 30 35 45 60 70 96 120
10 12 25 30 35 50 60 70 160 120
12 16 30 35 45 50 70 80 1С0 140
16 20 30 40 50 60 70 90 120 140
20 25 Зь 45 60 70 80 100 140 160
25 32 40 50 70 70 100 140 1-10 1S0
32 40 45 GO 70 90 120 149 180 220
40 50 50 70 90 100 140 ISO 200 250
53 60 70 70 100 140 140 180 250 300
60 30 70 100 140 140 180 220 300 350
80 100 90 120 160 1S0 220 250 350 450
100 125 120 140 180 220 250 350 450 500
125 160 140 180 220 300 350 460 500 700
160 200 180 220 300 350 400 500 700 800
200 250 220 250 350 450 500 700 800 1СХЮ
250 320 250 350 450 500 700 800 1С00 1400
320 400 350 450 500 700 800 1000 1200 1400
400 500 400 500 700 800 1000 1200 1400 1800
500 630 500 700 900 1000 1200 1400 1800 2200
630 800 700 700 1000 1400 1400 1800 2500 3000
Нормы бокового зазора могут быть установлены через
предельные отклонения измерительного межосевого рас-
стояния. Номинальное измерительное межосевое расстоя-
ние — расчетное межосевое расстояние при двухпрофиль-
ном зацеплении измерительного зубчатого колеса с кон-
тролируемым зубчатым колесом, имеющим наименьшее
дополнительное смещение исходного контура. Верхнее
отклонение измерительного межосевого расстояния ко-
леса с внешними зубьями обозначают -{-Eas (со знаком
«плюс»), а нижнее отклонение — Е3»г (со знаком «минус»).
Соответственно для колес с внутренними зубьями верхнее
отклонение — Ee-S имеет знак «минус», а нижнее откло-
нение 4-Еа'г знак «плюс». Верхнее отклонение Eo»s
(нижнее отклонение Ей"{-) — это разность между допускае-
СОКОВОЙ ЗАЗОР ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧИ
465
Рис. 10. Рабочий чертеж зубчатого колеса
16 Белкин И. М
46G ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
мым наибольшим (наименьшим) измерительным и номи-
нальным межосевыми расстояниями (см. рис. 5, з). Зна-
чения предельных отклонений измерительного межосе-
вого расстояния согласно табл. 16 находят по допуску 1,-
на колебание измерительного межосевого расстояния на
одном зубе (см. табл. 10 и 11) и по допуску на Ти на сме-
щение исходного контура (см. табл. 21 и 22).
Точность зубчатых колес и передач на чертеже указы-
вают в таблице параметров зубчатого колеса (рис. 10)
в графе «Степень точности по ГОСТ 1643—81» в виде трех
цифр и двух латинских букв, одна из которых строчная,
например, «8—7—6—Ва». Первая цифра означает 8-ю
степень точности по нормам кинематической точности, вто-
рая цифра — 7-ю степень точности по нормам плавности
работы и третья цифра — 6-ю степень точности по нор-
мам контакта зубьев; прописная буква В указывает на
вид сопряжения, а правее ее буква а — на вид допуска на
боковой зазор. Можно предположить, что данное колесо
предназначено для силовой передачи, так как по норме
контакта зубьев задана более высокая точность по сравне-
нию с двумя остальными нормами.
В том случае, когда назначают по всем трем нормам
одинаковую степень точности, например 7-ю, и выдвигают
требование соответствия вида сопряжения, например С
с видом допуска с, а также соответствия между видом
сопряжения и классом отклонений межосевого расстоя-
ния, то используют более компактное условное обозначе-
ние точности колеса, например «7—С».
При необходимости выбора более грубого класса откло-
нений межосевого расстояния, чем предусмотрено для
данного вида сопряжения, в условном обозначении ука-
зывают принятый класс и уменьшенный гарантированный
боковой зазор, например «7—Са/V», класс межосевого
расстояния V (при межосевом расстоянии передачи ц,, •—
— 450 мм и уменьшенном боковом зазоре /„ П11П 128 мкм).
ДОПУСКИ ЗУБЧАТЫХ КОНИЧЕСКИХ ПЕРЕДАЧ
Принципы построения системы допусков для зубчатых
конических передач аналогичны принципам построения
системы допусков для цилиндрических передач. Установ-
лено двенадцать степеней точности зубчатых колес и пере-
ДОПУСКИ ЗУБЧАТЫХ КОНИЧЕСКИХ ПЕРЕДАЧ
467
31. Нормы кинематической точности конических зубчатых передач
и колес. Показатели точности
Степень точности Д»И у СК
Наимс- иованис Показатель точности, его наименование и обозначение ТГ о СО 9-12-я Обозна- чен не № таб- лицы
Зуб- чатое колесо Н а и бол ь ш л я кинем ати че- ска я погр сш11ость колеса Л- — 32
Накопленная погрешность k шагов I'pitr и накоплен- ная погрешность шага Fpr по зубчатому колесу *2 _4_ + — — I" рЛ и Fp 32 и 33
Накопленная погрешность шага Fpr — — + — Г'р 32
Биение з у б ч итого ве и i та 17 *3 / гг — “Г 1 Fr 32
Погрешность обката Fcr и биение зубчатого вен- ца 1>г ~т~ + Т“ — Fr и Fr 32
Зуб- чатая пара Колебание измерительного межосевого угла пары за полный цикл F'rtXor *s — — + + F,'xo 32
Комплекс показателей Fbor 11 Fcr — _L_ + — и Fc 32
16*
468 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Продолжение табл. 31
Показатель точпости,
его наименование
и обозначение
Наибольшая кинематиче-
ская погрешность переда-
чи F'. *с
Колебание бокового зазора
в передаче Fvjr
Комплекс показателен Fvjr
П f 'er
Степень
точности
Допуск
*’ F'jr — наибольшая алгебраическая разность значений кинема-
тической погрешности зубчатого колеса в пределах его полного оборота
(рис. 11, с). Кинематическая погрешность колеса — разность между
действительным и номинальным (расчетным) углами поворота зубча-
того колеса на его рабочей оси, ведомого измерительным зубчатым
колесом при точном взаимном положении осей вращения этих колес;
выражается в линейных величинах длиной дуги средней делительной
окружности.
»2—Определения см. в подразделе «Кинематическая точность
цилиндрических зубчатых передач».
1,5 ^"iTor —' Разить наибольшего и наименьшего измерительных
межосевых углов за полный цикл (за полный оборот зубчатого колеса)
изменения относительного положения зубчатых колес пары при двух-
профильном их зацеплении. Определяется как линейная величина
на среднем конусном расстоянии (рис. 11,6).
F't — наибольшая алгебраическая разность значений кине-
матической погрешности передачи за полный цикл изменения относи-
тельного положения зубчатых колес, т. е. в пределах частоты враще-
ния колеса, равного частному от деления числа зубьев шестерни на
общий наибольший делитель чисел зубьев обоих зубчатых колес пере-
дачи (рис. 11, в). Кинематическая погрешность передачи — разность
между действительным и номинальным (расчетным) углами поворота
ведомого зубчатого колеса передачи. Выражается в линейных вели-
чинах длиной дуги его средней делительной окружности. Допуск F'-o
равен сумме допусков на кинематическую погрешность ее зубчатых
колес.
*7 Fvjr — разность между наибольшим и наименьшим боковыми
зазорами в передаче за полный цикл изменения относительного поло-
жения зубчатых колес.
ДОПУСКИ ЗУБЧАТЫХ КОНИЧЕСКИХ ПЕРЕДАЧ
469
Кривая кинематической
погрешности зубчатого
к колеса , _
Наибольшая кинема-
тическая погрешность
зубчатого колеса К/Г
Угон поворота
зубчатого
колеса
Один оборот
I зубчатого колеса
о) ъ
Наибольшая кинематическая
/погрешность 'передаю г
Контролируемое колесо
(Измерительное колесо )
Измерительное
движение
Контролируемое
колесо
t-
ъ
*
Полный цикл изменения
относительного положе-
ния зубчатых колес
Угол поборота
зубчатого колеса.
* де у>г— угол поворота зубчатого колеса;
х — общий наибольший делитель чисел
зубьев шестерни и колеса;
zf — число зубьев шестерни д—д
6*r=f4»-f7-
где г—радиус средней
делительной окружности
i)
5
Э
Рис, 11, Показатели точности и главность работы конического зубча-
того колеса:
а ——наибольшая кинематическая погрешность колеса; б — колебание изме-
рительного межосевого угла пары за полный цикл; в — наибольшая кинема-
тическая погрешность передачи; г — осевое смещение зубчатого венца; д —
предельное отклонение шага
470 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
32. Нормы кинематической точности конических передач и колес.
Допуски F-, Fz, F':So, FtlJ., Fc, мкм
Степень точности Обозначение допуска Средний нормаль- ный мо- дуль mn. М ел к см одул ь н ыс ко я и чес кие Конические
Средний делительный диаметр мм (для — длина дуги L)
Св. ш До До 12 Св. 12 до 20 Св. 20 до 32 Св. 32 до 50 Св. 50 до 80 Св. 80 до 125 Св. 125 до 800 До 125 О к ю С1 й О Св. 400 до 800 Св. 800 до 1600
6 f; 0,1 1 Fp+ff — — — —
1 16 — — — — — — — Гр-|- 1,15ГС
Fr 0,1 0,5 1 3.5 6,3 0,5 1 3,5 6,3 10 и 15 12 16 14 18 16 20 19 22 22 25 26 30 25 28 32 36 40 45 45 50 56 56 63
F,'Xo 0,1 0,5 1 3,5 6,3 0,5 1 3,5 6,3 10 22 30 24 32 26 35 32 38 38 42 42 48 50 58 48 53 60 71 75 85 90 100 105 100 НО 125
Fey 0,1 0,5 1 3,5 6,3 0,5 I 3,5 6,3 10 15 20 1 1 1 85 19 24 22 27 26 30 30 34 35 40 34 36 42 50 53 56 63 67 75 75 90
Fc 0,1 1 1 16 5 5 6 8 11 14 20 14 28 45 71
Fp 0,1 1 16 17 19 22 25 30 36 — — — —
Fpk 0,1 1 14 16 17 19 22 25 30 — —• —- —
7 f;. 0,1 1 Fp + h — — — —
J 25 — — — — — — Fp Ч~ l,15fc
ДОПУСКИ ЗУБЧАТЫХ КОНИЧЕСКИХ ПЕРЕДАЧ
471
Продолжение табл. 52
Степень точности Обозначение допуска Среди и й нормаль- ный мо- дуль П1п, Мел ком одул Ы1ЫС КОНН чсскпс Конн чес к ие
Средний делительный диаметр d. мм (для Fpt. — длина дуги 1Л
Св. ММ До До 12 Св. 12 до 20 । Св. 20 до 32 Св. 32 до 50 Св. 50 до 80 J Св. йО до 125 Св. 125 до 800 £81 Св. 123 до 4UU Св. 400 до 800 1 Св. еиО до 1GC0 '
7 Fr 0,1 0,5 1 3,5 6,3 0,5 1 3,5 6,3 10 16 21 18 22 20 24 SIS 1 1 1 26 30 30 36 36 42 40 45 53 56 63 63 71 80 80 90
FJeo 0,1 0,5 1 3,5 6,3 0,5 1 3,5 6,3 10 32 40 35 44 38 48 42 52 50 58 58 67 70 80 67 75 85 100 105 120 130 140 150 150 160 180
Frj 0,1 0,5 1 3,5 6,3 0,5 1 3,5 6,3 10 22 28 24 30 27 32 30 .35 35 40 40 48 50 56 48 53 60 71 75 80 90 100 110 НО 125
(Fc) 0,1 1 1 25 (0) (7) (9) (Н) (15) (20) (28) 20 40 G3 100
Fp 0,1 1 22 24 27 30 .35 42 50 — — — —
8 f;. 0,1 1 F₽ + ff — __ — —
1 56 — — — — — — — Fp + 1.151с
Fr 0,1 0,5 1 3,5 6,3 0,5 1 3,5 6,3 10 19 26 21 28 °5 30 28 34 32 38 38 45 45 50 45 50 56 63 71 80 80 90 100 100 112
472 ВЗАИМОЗАМЕНА ЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Продолжение табл. 32
| Степень точности Обозначение допуска Средни й нормаль- ный мо- дуль тп, мм Мелкомодульные конические Конические
Средний делительный диаметр мм (для Fpk — длина дуги L)
03 о ri Св. 12 до 20 Св. 20 до 32 Св. 32 до 50 Св. 50 до 80 Св. 80 до 125 Св. 125 до 300 До 125 Св. 125 до 400 Св. 400 до 800 Св. 800 до 1600 1
Си. лИ
8 1Ъо 0,5 I 3,5 6,3 0,5 1 3,5 6.3 10 38 50 42 55 48 60 55 65 62 75 75 85 90 100 85 95 105 125 130 150 160 170 190 180 200 220
0,1 0,5 1 3,5 6,3 0,5 1 3,5 6,3 10 26 36 28 38 34 40 38 46 44 52 52 60 60 70 60 63 75 85 90 100 НО 120 130 140 160
(F.) 0,1 1 1 56 (7) (9) (Н) (И) (20) (26) (35) 28 50 90 140
Fp о,1 1 32 34 38 44 50 60 70 — — —- —
9 Fr 0,1 0,5 1 3,5 6,3 0,5 1 3,5 6,3 10 24 34 26 36 30 40 36 45 42 50 48 55 55 65 56 63 71 80 90 100 100 112 125 125 140
F/xo 0,1 0,5 1 3,5 6,3 0,5 1 3,5 6,3 10 46 65 50 70 60 75 70 85 80 95 95 105 105 125 ПО 120 130 160 170 180 200 220 250 240 250 280
ДОПУСКИ ЗУБЧАТЫХ КОНИЧЕСКИХ ПЕРЕДАЧ
473
Примечания: 1. Для определения F'- колес с модулем т >
> I мм принимают Fp == Fph по табл. 33 при k = z/2 (или ближай-
шем к нему целом большем числе). Допуски fc и fy назначают по
табл. 35.
2. Допуски Fj'j.o и FVj принимаются для диаметра, равного полу-
сумме средних делительных диаметров шестерни и колеса.
3. Допуски, указанные в скобках, применять нс рекомендуется.
33. Нормы кинематической точности конических колес.
Допуски Гр/„ мкм
Степень точности Средний нормальный модуль тп, мм Длина дуги L, мм
Св. До До 11,2 .Св. 11,2 до 20 СЧ СО <3 8 Св. 32 до. 50 Св. 50 до 80 Св. 80 до 160 Св. 160 до 315 Св. 315 до 630 о <5 8 Св. 1000 до 1600
6 1 16 11 16 20 22 25 32 45 63 ' 80 100
7 1 25 16 22 28 32 36 45 63 90 112 140
8 1 25 22 32 40 45 50 63 90 125 160 200
Примечания: 1. При отсутствии специальных требований
допуск Е;,д назначается для длины дуги средней делительной окруж-
ности, соответствующей Ve части числа зубьев зубчатого колеса (или
дуги, соответствующей ближайшему большему числу зубьев).
2. Допуск Fp — Fpfc при k — z!2 (или ближайшему большему
числу).
474 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
34. Нормы плавности работы конических зубчатых передач и колес.
Показатели точности
Объект Показатель точности, его обозначение Степень точности Допуск
4 5, 6 7. 8 9 — 12 Обо- зна- чение № таб- лицы
Зуб- чатое 11редельные отклонения шага fptr — — + 4~ fpt 35
колесо Предельные отклонения шага fptr и погрешность обката зубцовой частоты 1 *2 1 сг + —— fpt И гс 35
Предельные отклонения шага fj,tr и погрешность профиля ffr *х + и if 35
Зуб- чатая пара Колебание измерительного межосевого угла пары на одном зубе }' vor *4 — + + 35
Зуб- чатая Осевое смещение зубчатого венца [лмг 40 — — + + f/AI 36
пере- дача Осевое смещение зубчатого венца fAMr 11 погрешность обката зубцовой частоты [сг • + f^.w и fc 35, 36
* ’ fptr — кинематическая погрешность зубчатого колеса при его
повороте на один номинальный угловой шаг (рис. 11, д).
* 2 [сг — составляющая кинематической погрешности колеса зуб-
цовой частоты и кратных ей более высоких частот, определяемая при
вращении колеса на технологической оси при исключении влияния
погрешности производящей поверхности инструмента.
* 3 ffr — расстояние по нормали между двумя теоретическими
профилями зуба колеса, ограничивающими действительный профиль
в пределах его рабочего участка; определяется у большего основания
делительного конуса.
* 4 fi?or — разность наибольшего и наименьшего измерительных
.межосевых углов на одном зубе; определяется как линейная величина
на одном зубе.
* ь 1аМг — смещение зубчатого венца вдоль его оси при монтаже
передачи от положения, при котором его характеристики зацепления
(плавность работы, пятно контакта) являются наилучшими, установ-
ленными при обкаточном контуре пары (рис. 11, а).
ДОПУСКИ ЗУБЧАТЫХ КОНИЧЕСКИХ ПЕРЕДАЧ
475
35. Нормы плавности работы конических передач и колес.
Допуски fpi, tc, ViSo, мкм
Степень точности Обозначение допу- ска Средний нормальный модуль тп, мм Мелкомодульные конические колеса Конические колеса Средний делительный диаметр d, мм
Св. До До 125 00К OV SOI ‘S'J Св. 400 до 800 Св. 800 до 1G00 Св. 1600 до 2500
0,1 0,5 ±8
0,5 1 ±9 — —
1 3,5 — ±10 ±11 ±13 —
3,5 6,3 — ±13 ±14 ±14 +16 —
6,3 10 — ±14 ±16 ±18 ±18 ±20
0,1 1 5
fc 1 3,5 — 5 7 9 — —.
6 3,5 6,3 — 6 8 10 13 —
6,3 10 — 8 9 11 14 19
f' 0,1 0,5 13 .. .
Чхо 0,5 1 17 — — — — —
0,1 0,5 11
0,5 1 12 — — — — —
0,1 0,5 ±11 —
0,5 1 ±13 —— —. — ,— -—
fpi 1 3,5 — ±14 ±16 + 18 — —
3,5 6,3 — ±18 +20 ±20 +22 —.
7 6,3 10 -—' ±20 +22 ±25 ±25 +28
0,1 1 (8)
Гс 1 3,5 8 9 12 — —
3,5 6,3 — 9 И 14 19 —
6,3 10 — 11 13 16 21 28
476 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Продолжение табл. 35
К с i Средний нормальный « о g Конические колеса
о 33 «• П о к модуль mn. мм ульнь е кол Средний делительный диаметр мм
Степень т< Обозначен ска Cn. До Мел комод1 конически До 1 2 5 Св. 125 до 400 Св. 400 до 800 Св. 800 до 1600 Св. 1600 до 2500
7 0.1 0,5 0,5 1 18 24 — —• — —
V 0,1 0,5 0,5 1 (14) (15) — — — — —
0,1 0.5 1 3,5 6,3 0,5 1 3,5 6,3 10 ±16 ±18 ±20 ±25 ±28 ±22 ±28 ±32 ±25 ±28 ±36 ±32 ±36 4-40
8 fc 0,1 1 3,5 6,3 1 3,5 6,3 10 (Ю) 10 13 17 13 15 19 18 20 24 28 32 45
0,1 0,5 0,5 1 24 30 — — — — —-
f/ 0,1 0,5 0,5 1 (17) (20) — — — — —
f/'t 0,1 0,5 1 3,5 6,3 0,5 1 3,5 6,3 10 ±22 ±25 ±28 ±36 ±40 ±32 ±40 ±45 ±36 ±40 ±50 1+1+ 1 | | : си 1 1 1 О СП | ±56
9 ffXo 0,1 0,5 1 3,5 6,3 0,5 1 3,5 6,3 10 30 40 53 60 71 60 67 80 67 75 85 80 90 100
Примечал и е. Допуски, указанные в скобках, применять
ле рекомендуется.
36. Нормы плавности работы конических передач. Показатель f A!lI со знаком ±, мкм
Среднее конусное Угол 6. ’ Степень точности
6 1 7 1 8 | 9
Средний номинальный модуль mn, мм
расстоя-
ние Л, 1Л СО СО 1О СО со
ММ Св. До — — W СО «« СО О* о м — 1Л « Ф о* о »• — 1/5 о «3 о — •" 1Л «СО С£> ID О
0 t* Л о U ЕХ о S Й о U «С о Й о И о и < о О и 3 О Е( С». До а о аз п и £ О О о О < и О О сх й О и ЕС
20 6 14 8 7,5 20 11 _— 10 28 16 ___ 12 40 22 ——
До 12 20 45 5 12 6,7 — 6 17 9,5 — 7,5 24 13 — 9,5 34 19
45 — 3 5 2,8 — 4 7,1 4 —— • 5 10 5,6 —- 6 14 8 —
Св. 12 до 20 20 16 14 8 20 20 11 25 28 16 30 40 22 —
20 45 14 12 6,7 17 17 9,5 — 21 24 13 W * 26 34 19 1 1
45 — 8 5 2,8 — 10 7,1 4 — 12 10 5,6 — 15 14 8 —
Св. 20 до 32 «— 20 24 14 8 30 20 И — 38 28 16 —— 48 40 22
20 45 22 12 6,7 — 28 17 9,5 — 34 24 13 — 42 34 19 —
45 — 13 5 2,8 — 16 7,1 4 — 20 10 5 6 —. 25 14 8 —
Св. 32 20 40 14 8 50 20 11 63 28 16 80 40 22
20 45 35 12 6,7 ***** 44 17 9,5 — 55 24 13 —. 68 34 19 —
до 50 45 — 20 5 2,8 — 25 7,1 4 — 30 10 5,6 — 38 14 8 —
Св. 50 __ 20 64 48 26 17 80 67 38 24 100 95 53 34 125 140 75 50
20 45 55 40 22 15 70 56 32 21 85 80 45 30 105 120 63 42
ДО оО 45 — 32 17 9,5 6 40 24 13 8,5 50 34 17 12 63 48 26 17
ДОПУСКИ ЗУБЧАТЫХ КОНИЧЕСКИХ ПЕРЕДАЧ 477
Продолжение табл. 36
Среднее конусное расстоя- ние */?. мм Угол б, ° 6 Степень точности 7 1 8 9
Средний номинальный модуль тп, мм
Св. До До 1 Св. 1 до 3,5 Св. 3.5 до 6,3 Св. 6,3 до 10 О «л а О О Ef <£> ® О О Е( Св. 6,3 до 10 О и © О е£ ю С*Э 1-0 to 5 §: Св. 6,3 до 10 О п ® я 1Л УЗ О г( Св. 6,3 до 10 j
Св. 80 до 100 20 45- 20 45 100 85 50 48 40 17 26 22 9,5 17 15 6 125 105 63 67 56 24 38 32 13 24 21 8,5 155 130 80 95 80 34 53 45 17 34 30 12 195 160 100 140 120 48 75 63 26 50 42 17 105 90 38
Св. 100 до 125 20 45 20 45 100 85 50 105 90 38 60 50 21 38 32 13 125 105 63 150 130 53 80 71 30 53 45 19 155 130 80 200 180 75 120 100 40 75 63 26 195 160 120 300 260 105 160 140 60
Св. 125 до 200 20 45 20 45 105 90 38 60 50 21 38 32 13 — 150 130 53 80 71 30 53 45 19 200 180 75 120 100 40 75 63 26 — 300 260 105 160 140 60 105 90 38
Св. 200 до 400 20 45 20 45 — 240 200 85 130 105 45 85 71 30 — 340 280 120 180 150 63 120 100 40 480 400 170 250 210 90 170 140 60 1 1 1 670 5б0 240 360 300 130 240 200 85
Св. 400 до 800 20 45 20 45 —— 530 450 190 280 240 100 180 150 63 — 750 630 270 400 340 140 250 210 90 1050 900 380 560 480 200 360 300 125 1500 1300 530 800 670 280 500 440 180
Обозначения: б — угол делительного конуса зубчатого колеса; ±fAM — предельные осевые смещения зуб-
чатого венца.
- ।
со
ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
ДОПУСКИ ЗУБЧАТЫХ КОНИЧЕСКИХ ПЕРЕДАЧ
479
37. Нормы контакта зубьев конических передач и колес.
Показатели точности
Объект На именование показателя точности и его обозначение Степень точности для модуля Допуск
I > иш тп > 1 га ГО а о 5 О £ № та6* лицы
Зубчатое колесо Погрешность направления зу- ба F₽r *’ 4—12 — 38
Зубчатая пара Отклонения суммарной зоны касания: по длине зубьев F’slr *2 по высоте зубьев F’shr *2 — 4—12 4—12 39 39
Зубчатая передача Суммарное пятно контакта по длине и высоте зубьев *3 Отклонение относительных размеров суммарного пятна контакта: по длине зубьев Fs!r *4 по высоте зубьев Ffhr *4 Отклонение межосевого рас- стояния far 4—12 4—12 4—12 4—12 4—12 Fsh ±fa 38 40 40 41
* *. Fp — наибольшее отклонение действительного направления об-
разующих боковой поверхности зуба от номинального направления, от-
несенное ко всей длине зуба и выраженное в линейных единицах
(рис. 12, а).
* 2. Суммарная зона касания — суммарное пятно контакта, полу-
ченное при легком торможении зубчатой пары, обеспечивающем не-
прерывное контактирование сопряженных зубьев. Предельное откло-
нение суммарной зоны по длине и высоте зуба определяется в про-
центах от длины зуба и соответственно от средней глубины захода.
* 3. Суммарное пятно контакта—- часть активной боковой поверх-
ности зуба колеса, на которой располагаются следы прилегания его
к зубьям парного зубчатого колеса после вращения собранной пере-
дачи под нагрузкой. Относительные размеры пятна контакта опреде-
ляются в процентах:
по длине зуба (рис. 12, б) — отношение расстояния между край-
_ / а \
ними точками следов прилегания к длине зуба I 100 I ;
по высоте зуба — отношение средней высоты прилегания к средней
/Л \
высоте зуба соответствующей активной боковой поверхности I -г— 100 ) -
х "а /
Отклонения относительных размеров суммарного пятна кон-
такта — алгебраическая разность между действительным и номи-
нальным относительными размерами суммарного пятна контакта.
*5- far—разность между действительным и номинальным осевыми рас-
стояниями в передаче (номинальное межосевое расстояние равно нулю).
4 80 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
е)
Рис. 12. Показатели точности нормы контакта зубов конического ко-
леса:
а — погрешность направления зуба; б — относительные размеры пятна кон-
такта
38. Нормы контакта зубьев конических зубчатых передач и колес
с модулем менее 1 мм. Допуск Fp, мкм.
Суммарное пятно контакта в % (не менее)
Длина зуба, мм Суммарное пятно контакта, %
До 5 Св. 5 до 10 Сп 1 п
ТОЧНОСТИ СЛЬ 1 V
Допуск Fp, мкм по высоте зуба зуба
6 12 18 23 60 50
7 17 25 32 60 50
8 24 35 45 50 40
9 34 50 G3 50 40
10—12 48 70 90 35 30
39. Нормы контакта зубьев конических передач и колес.
Показатели Fs; и Fsft для передач с локализованным контактом
Степень точности По длине зуба Fs/, в процентах от длины зуба По высоте зуба в процентах от средней гл у б и н ы з а х ода
Номинальный размер Предельные отклонения Номинальный размер Предельные отклонения
6—7 От 60 до 75 ±10 От 75 до 90 + 10
8—9 » 50 » 70 + 15 » 70 » 85 + 15
10—12 » 40 » 65 + 15 » 60 » 80 + 15
ДОПУСКИ ЗУБЧАТЫХ КОНИЧЕСКИХ П-£-РЕДАЧ -ч.- 481
40. Нормы контакта зубьев конических передач и колес.
Показатели Fs/ и Fsfl. Относительные размеры
суммарного пятна контакта
По длине зуба По "Выестс зуба
С продоль- ной моди- фикацией Н см од и фи ц и ров а и н ы х С профиль- ной моди- фикацией
Степень точности ?sZ От иосител ь и ы й суммарного пятна размер контакта Esh
в процентах от длины зуба от в процентах средней глубины захода
6—7 8—9 10—12 ±10 ±15 ±15 60 50 40 65 55 45 ±10 ±15 ±15
ftwimiuu окружной модуль
Число зубьев _________
Тип зуба ____________
Исходный контур
1. * Размеры для справок
2. Острые кромки скруглить R1 мм.
J. Неуказанные предельные отклонения
размеров: отверстий нт, волов Л1Ч
остальных t
У
fs
Промой
'В~1
I
ibo.
Лит масса Macujm
Г каитр
[таль Ь5Г0СТПЯ)-П
'кандн
imT
Колесо зубчатое
ионическое
Рис. 13. Рабочий чертеж конического зубчатого колеса
27°22'±5
Угол делительного конуса
Козргриуиент смещения
Угол конуса впадин
Степень точности
Толщина зуба пр хорде
высота до хорды_________
сйТозиачение чертежа
сопряженного колеса
29°1УЧО"
О
2° 66’
Ст8'7-7С
2,99
JKfCrn \/iUfrncfff_
482 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
41. Нормы контакта зубьев в передаче. Показатель ±fa, мкм
Модуль менее 1 мм Н Модуль больше 1 мм
Среднее конусное расстояние /?, мм
Степень точности До 12 Св. 12 ДО 20 04 О! И О О et О) S и о О « »г> “ О О п Св. 80 до 125 Св. 125 ДО 200 До 50 О « О О К О « о О ₽t О Ci <Д> И Q О Св. 400 до 800
6 10 11 12 12 14 16 20 12 15 18 25 30
7 10 И 12 12 14 16 20. I 18 20 25 30 36
8 20 22 24 26 28 30 35 ' 28 30 36 45 60
9 20 22 24 26 28 30 35 36 45 55 75 90
42. Нормы бокового зазора конических регулируемых
ортогональных передач. Показатель jn мкм
Среднее конус- Угол А одул ь менее I ММ Модуль более 1 мм
б t ° Вид сопряжения
ное рас- стояние
А, мм Св. До Н G F Е D н Е D С В А
15 0 4 6 10 14 0 15 22 36 58 90
До 12 15 25 0 5 8 12 18 0 21 33 52 84 130
25 — 0 6 9 15 22 0 25 39 62 100 160
Св. 12 до 20 15 0 5 8 12 18 0 15 22 36 58 90
15 25 0 6 9 15 22 0 21 33 52 84 130
25 — 0 8 11 18 27 0 25 39 62 100 160
Св. 20 до 32 15 0 6 9 15 22 0 1Б 22 36 58 90
15 25 0 9 13 21 33 0 21 33 52 84 130
25 — 0 9 13 21 33 0 39 62 100 160
Св . 32 15 0 8 11 18 27 0 15 22 36 58 90
15 25 0 9 13 21 33 0 21 33 52 84 130
до 50 25 — 0 11 16 25 39 0 25 39 62 100 160
ДОПУСКИ ЗУБЧАТЫХ КОНИЧЕСКИХ ПЕРЕДАЧ
483
Продолжение табл. 42
Среднее конус- Угол Модуль менее 1 мм Модуль более 1 мм
6, ° Вид сопряжены Я
кое рас- стояние
/?» мм Св. До Н G F Е D н Е D С В Л
15 0 13 18 28 45 0 21 33 52 84 130
15 25 0 15 22 35 54 0 25 39 62 100 160
до си 25 — 0 18 25 40 63 0 30 46 74 120 190
15 0 20 28 46 72 0 21 33 52 84 130
СВ. ом до 100 15 25 0 15 22 35 54 0 25 39 62 100 160
25 — — — — — 0 30 46 74 120 190
Св. 100 до 125 15 0 20 28 46 72 0 25 39 62 100 160
15 25 0 15 22 35 54 0 35 54 87 140 220
25 — — — — — — 0 40 63 100 160 250
Св. 125 до 200 15 0 25 39 62 100 160
15 25 — — — — — 0 35 54 87 140 220
25 — — — — — — 0 40 63 100 160 250
Св. 200 до 400 15 15 25 — — — — — 0 0 30 46 46 72 74 115 120 185 190 290
25 —, — — — — — 0 52 81 130 210 320
Св. 400 до 800 15 0 40 63 100 160 250
15 25 25 — — — — — 0 0 57 70 89 110 140 175 230 280 360 440
П р I м е ч а и и я: 1.6 — угол делительного конуса зубчатого
колеса.
2- /пшш — гарантированный боковой зазор.
3. Для неортогональных передач гарантированный боковой зазор
определяют по расчетной величине R' == -у- (sin 26j + Ein 262), где
<5, и 62 — углы делительных конусов соответственно шестерни и колеса.
484 ВЗАИМОЗАМЕНЯЕМОСТЬ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
дач, причем для степеней точности 1, 2 и 3 допуски и пре-
дельные отклонения не приведены. Эти степени предусмо-
трены для будущего развития.
Для каждой степени точности установлены нормы:
кинематической точности, плавности работы и контакта
зубьев зубчатых колес в передаче. Допускается комби-
нирование указанных норм различных степеней точности.
При комбинировании норм разных степеней точности
нормы плавности работы могут быть не более чем на одну
степень точнее или грубее норм кинематической точности,
а нормы контакта зубьев могут назначаться не более чем
на одну степень точности грубее норм плавности.
Показатели кинематической точности, плавности ра-
боты и контакта зубьев для зубчатого колеса, зубчатой
пары и зубчатой передачи приведены в табл. 31, 34 и 37
соответственно, а значения допусков этих показателей
в табл. 32, 33, 35, 36, 38—41 (для 6 —9-й степеней точ-
ности).
Независимо от степеней точности и их комбинирова-
ния установлено шесть видов сопряжений зубчатых колес
с модулем более 1 мм в передаче (А, В, С, D, Е и Н) и
пять видов сопряжений колес с модулем менее 1 мм в пере-
даче (А, В, С, D и Е). Значение показателя jn пип приве-
дено в табл. 42. Допуск Tjn на боковой зазор не регла-
ментирован.
Примеры обозначения точности конической передачи:
8—7—6—В ГОСТ 1758—81', 7—С ГОСТ 1758—81. Чер-
теж конического зубчатого колеса приведен на рис. 13.
Глава 9
ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ
В РАЗМЕРНЫЕ ЦЕПИ
В изделии, изготовленном на предприятии, детали
занимают одна относительно другой определенное поло-
жение в соответствии с их функциональным назначением.
Поэтому размеры деталей в изделии находятся во взаимо-
связи и взаимозависимости. Например, в соединении от-
верстие—вал (рис. 1, а) величина зазора S обусловлена
предельными размерами отверстия и вала. Если при сборке
отверстие будет наибольшего размера О1Пах, а вала —
наименьшего rfmln, то зазор в соединении будет макси-
мальным Sniax. Минимальный зазор Smin имеет место при
сборке отверстия наименьшего размера £>mhl с валом наи-
большего размера dmaK.
Размерные связи детали или изделия анализируют
с помощью теории размерных цепей, получивших наимено-
вание по их основному признаку — замкнутости размеров,
образующих размерную цепь (рис. 1, б).
Размерной цепью называется совокупность размеров,
непосредственно участвующих в решении поставленной
задачи и образующих замкнутый контур. В размерную
цепь входят только те размеры, которые необходимы для
решения конструкторских, технологических, измеритель-
ных и других задач, например задач по назначению до-
пусков на взаимосвязанные размеры деталей или изделий,
по определению операционных допусков, пересчету кон-
структорских баз на технологические, задач по выбору
измерительных баз. С помощью размерных цепей опреде-
ляют точность взаимного расположения осей и поверхно-
стей детали, сборочной единицы и изделия.
Важнейшим необходимым условием для составления
и анализа размерной цепи является условие ее замкну-
тости. Размеры, входящие в размерную цепь, называются
звеньями. Каждое звено размерной цепи отличается от
48G ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
а) б)
Рис. 1. Соединение отверстия с валом (а) и его размерная цепь (б)
другого не только размером, но и функциональной ролью.
Классификация звеньев размерной цепи приведена
в табл. 1. Звенья подразделяют на замыкающее (исходное)
и составляющие. В размерную цепь входит только одно
замыкающее звено, а составляющих звеньев несколько.
Составляющие звенья подразделяют на увеличивающие
и уменьшающие. При решении задачи методом регулиро-
вания из составляющих звеньев выбирают одно звено по-
вышенной точности, которое называется регулирующим.
Звеньями могут быть линейные и угловые размеры, от-
клонения формы и расположения поверхностей, расстоя-
ния между осями детали (изделия), зазоры, натяги и т. и.
При анализе точности электронных элементов приборов
пользуются замкнутыми цепями, звеньями которых яв-
ляются значения сопротивлений, емкостей, индуктивно-
стей, силы тока и других физических величин.
Звенья размерной цепи обозначают прописными бук-
вами с порядковыми цифровыми индексами, например для
размерной цепи A: Аг, Аг, .... Лд; для цепи В: В1г В&, ...,
.Вд и т. п.
При решении задач с помощью размерных цепей, когда
число составляющих звеньев больше трех, составляют
схему размерной цепи — графическое изображение всех
звеньев цепи. Для составления схемы размерной цепи
находят все размеры, входящие в эту цепь, определяют
замыкающее (исходное) звено и составляющие звенья
(увеличивающие и уменьшающие), присвоив каждому
из них цифровой индекс. На схеме размерной цепи уве-
личивающие звенья отличают от уменьшающих направ-
ДОПУСКИ РАЗМЕРОВ. ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ 487
I. Классификация звеньев размерных цепей
Определение
Примеры
3
2
от
СО
Один из размеров, образу-
ющих размерную цепь. На
схемах р аз ме р пых це п е й
ус л о в но обоз 11 ачают зве н ь я:
линейные размеры — дву-
сторонней стрелкой; парал-
лельность и перпендику-
лярность — односторонней
стрелкой с направлением
острия стрелки к базе
Звено размерной цепи, яв-
ляющееся исходным при
постановке задачи. Напри-
мер, при конструировании,
исходя из служебного на-
значения механизма, уста-
навливают технические тре-
бования (предельные раз-
меры) к зазору Яд — за-
мыкающему звену
Звено размерной цепи, по-
лучающееся последним в
результате решения постав-
ленной задачи. Например,
при сборке редуктора в его
корпус 1 устанавливают
зубчатое колесо 2 и вал 3.
Последним звеном размер-
ной цепи является зазор
Яд — замыкающее звено
Обозначение
линейных размеров
перпендикулярности
488 ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
Продолжение табл. 1
Определение
Примеры
Звено размерной цепи,
функционально связанное
с замыкающим звеном. На-
пример, звенья Ег и /:2
размерной цепи Е
Составляющее звено раз-
мерной цепи, с увеличением
которого замыкающее зве-
но увеличивается. Напри-
мер, звено Вх размерной
цепи В
Составляющее звено раз-
мерной цепи, с увеличе-
нием которого замыкающее
звено уменьшается. Напри-
мер, звено Вг размерной
цепи В
Составляющее звено раз-
мерной цепи, изменением
которого достигается тре-
буемая точность замыка-
ющего звена. Например,
звено Ак — проставочное
кольцо размерной цепи А
лением стрелки, проставляемой над буквенным обозна-
чением каждого звена. Увеличивающие звенья имеют
стрелки, направленные вправо, например А3, а умень-
ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ 489
тающие звенья —- стрелки, направленные влево, на-
пример Лг.
Построение схемы размерной цепи начинают с изобра-
жения замыкающего звена в виде отрезка со стрелками
(рис. 1, б). По часовой стрелке от замыкающего звена
располагают остальные звенья цепи. Если все звенья цепи
образовали замкнутый контур, то схема цепи построена
правильно.
Пример 1. Построить схему размерной цепи редуктора, изображен-
ного на рис. 2.
Согласно определению (см. табл. 1) замыкающим звеном является
зазор между торцовыми поверхностями зубчатых колес и бронзовых
втулок, равный О'*'0'78, обозначенный Б&. Всем звеньям присваиваем
цифровые индексы Б, — 20_олз, Б2 = ЗО_олз, Б3 = 5_о,03, Ь’4 — 40+<|"25,
Б3 — 20+(l,zl, Бв — 5_0103 мм. Звенья Б1г Б2, Б3 и Б6 являются умень-
шающими, так как с их увеличением замыкающее звено £>д умень-
шается; поэтому обозначаем их Ь’,, Б2, Б3, Бе. С увеличением размеров
звеньев Z>4 и Z>5 замыкающее звено увеличивается; следовательно,
они являются увеличивающими звеньями; их обозначаем и Ь’в.
Вычерчиваем замыкающее звено и левее его — звенья 2>1, Б2
и £3; проводим линию 0—0, ограничивающую размеры редуктора,
затем вправо от линии 0—0 изображаем звенья Б4 и Б5, вторую огра-
ничительную линию Oj—(\ и левее ее—последнее звено Бъ. Цепь
замкнута и схема изображена (рис. 2, б) правильно.
Номинальные размеры составляющих размеров звень-
ев цепи связаны с номинальным размером замыкающего
звена Ед соотношением
£Д=(54+£6)-(51+£г+53+£6). (В
Следовательно, номинальный размер £>Л замыкающе-
го звена равен разности сумм номинальных размеров
увеличивающих звеньев и номинальных размеров умень-
шающих звеньев. Для размерной цепи с большим числом
звеньев можно записать
п m—I *
^=2^-2 (2)
П~|-1
где т — число звеньев размерной цепи; т — 1 — число
составляющих звеньев; п — число увеличивающих звеньев;
т — 1 —п—число уменьшающих звеньев; — номиналь-
ный размер t-ro увеличивающего звена; — номиналь-
ный размер д-го уменьшающего звена.
490 ДОПУСКИ РАЗМЕРОВ. ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
Пример 2. Определить номинальный размер замыкающего
звена по формуле (2) размерной цепи, изображенной на рис. 2, б:
2 6
= S |г - 2 = (^ + К) - & + К + К + ~
i -1 13
= (40 + 20) — (20 + 30 + 5 5) -= 0 мм.
В зависимости от функционального назначения, ха-
рактера и задач, решаемых с помощью размерных це-
пей, их классифицируют на конструкторские, техноло-
гические и измерительные (метрологические), а в зависи-
мости от положения звеньев относительно осей коорди-
нат — на плоские и пространственные. Определения ви-
дов размерных цепей даны в табл. 2.
С помощью теории размерных цепей решают две основ-
ные задачи: прямую и обратную. Прямая задача в боль-
шинстве случаев решается при конструировании; поэтому
она известна как задача конструктора. Суть ее состоит
в расчете допусков всех составляющих звеньев, назначе-
нии их предельных отклонений по заданным номиналь-
ным размерам всех звеньев, а также по известным пре-
дельным отклонениям исходного (замыкающего) звена.
Обратная задача преимущественно решается при раз-
работке технологических процессов изготовления и сборки
изделий и ее иногда называют задачей технолога. Ее фор-
мулируют следующим образом: при известном значении
номинальных размеров и предельных отклонений всех
ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ 491
2. Виды размерных цепей
Цепь Определение
Тех пологи ческая Размерная цепь, обеспечивающая требуемое рас- стояние или относительный поворот между по- верхностями изготавливаемого изделия при вы- полнении операции или ряда операций сборки, обработки, при настройке станка или при рас- чете меж переходных размеров
Конструкторская Размерная цепь, определяющая расстояние или относительный поворот между поверхностями или осями поверхностей деталей в изделии
Измерительная Размерная цепь, возникающая при определении расстояния или относительного поворота между поверхностями, их осями или образующими по- верхностями изготовляемого пли изготовленного изделия
Линейная Размерная цепь, звеньями которой являются линейные размеры
Угловая Размерная цепь, звеньями которой являются угловые размеры
Плоская Размерная цепь, звенья которой расположены в одной или нескольких параллельных плоско- стях
Пространственная Размерная цепь, звенья которой расположены в непараллельных плоскостях
составляющих звеньев размерной цепи рассчитать номи-
нальный размер замыкающего звена и его предельные
(верхнее и нижнее) отклонения.
Методы решения прямой и обратной задач приведены
в табл. 3 с указанием преимуществ и недостатков каждого
из методов.
При решении обратной задачи при необходимости
определяют погрешность замыкающего звена, поле рас-
сеяния его размеров и границы отклонений этого звена
на основании аналогичных данных для составляющих
звеньев.
492 ДОПУСКИ РАЗМЕРОВ. ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
3. Методы достижения точности замыкающего звена
Наимено- вание Определение Преимущества Недостатки
Метод ПОЛНОЙ взаимо- заменяе- мости Метод, при кото- ром требуемая точность замыка- ющего звена раз- мерной цепи до- стигается у всех объектов путем включения в нее составляющих звеньев без вы- бора, подбора или изменения их значений Простота и эко- номичность сбор- ки, упрощение организации по- точной сборки, возможность ши- рокого коопери- рования пред- приятий (заво- дов), упрощение изготовления за- пасных частей для ремонта из- делий Допуски составля- ющих звеньев по- л у чаются мен ьши - мн (при прочих рав- ных условиях), чем при всех остальных методах достиже- ния точности замы- кающего звена. Это может оказаться не- экономичным. При- менение метода ограничено единич- ным и мелкосерий- ным производства- ми
Метод непол- ной взаимо- замен яе- мости .Метод, при кото- ром требуемая точность замыка- ющего звена раз- мерной цепи до- стигается у зара- иее обусловлеи- ной части объек- тов путем вклю- чения в нее со- ставляющих звеньев без вы- бора, подбора или изменения их значений Те же, что при методе полной взаимозаменяемо- сти и дополни- тельно — эконо- мичность изго- товления деталей вследствие уве- личения их до- пуска в 1,5— 2 раза и более. Это снижает се- бестоимость изго- товления деталей Не исключена ве- роятность допол- нительных затрат на замену или под- гонку отдельных деталей тех изде- лий, у которых до- пуск или предель- ные размеры замы- кающего звена вы- шли за установлен- ные значения. Воз- никновение указан- ной ситуации носит случайный харак- тер
ДОПУСКИ РАЗМЕРОВ. ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ 493
Продолжение табл. 3
Наимено- вание Определение Преимущества Недостатки
Метод группо- вой взаимо- заменяе- мости Метод, при кото- ром требуемая точность замыка- ющего звена раз- мерной цепи до- стигается путем включения в раз- мерную цепь со- ставляющих звеньев, принад- лежащих к одной из групп, на ко- торые они пред- варительно рас- сортированы Возможность до- стижения высо- кой точности за- мыкающего звена при экономиче- ски целесообраз- ных производ- ственных допу- сках размеров составляющих звеньев Допол н и тел ьн ые затраты на измере- ние, сортировку и маркировку дета- лей; усложнение хранения рассор- тированных дета- лей и их сборки; усложнение снаб- жения запасными ча стя ми; увел и че- ние незавершенно- го производства вследствие разного числа деталей в сор- тировочных груп- пах
Метод регули- рования Метод, при кото- ром требуемая точность замыка- ющего звена раз- мерной цепи до- стигается изме- нением размера компенсирующе- го звена, без удаления мате- риала с компен- сатора Па составляющие звенья размерной цепи назначают экономически це- лесообразные до- пуски. Возмож- ность регулиро- вания размеров замыкающего звена при экс- плуатации (для компенсации из- носа) В некоторых изде- лиях требуется уве- личение числа звеньев размерной цепи или усложне- ние конструкции. Усложнение сбор- ки из-за необходи- м ости п р оведе н и я измерений разме- ров и регулирова- ния
Метод пригон- ки Метод, при кото- ром требуемая точность замыка- ющего звена раз- мерной цепи до- стигается изме- нением размера компенсирующе- го звена путем удаления с ком- пенсатора опре- деленного слоя материала На составляющие звенья могут быть установле- ны экономически целесообразные допуски । Значительное уве- личение трудоем- кости и себестс г мо- сти сборки, услож- нение планирова- ния производства и снабжения запас- ными частями
494 ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
Решением обратной задачи проверяется правильность
решения прямой задачи. Размерные цепи, для которых
оказывается экономически оправданным риск возможного
выхода за пределы допуска замыкающих звеньев у части
изделий, рассчитывают вероятностным методом. Расчет
размерных цепей, у которых должна быть обеспечена
полная взаимозаменяемость, называют расчетом по ме-
тоду максимума — минимума.
Решение обратной задачи методом полной взаимозаме-
няемости. Верхнее и нижнее отклонения звена Bi размер-
ной цепи принято обозначать Es (В,) и Ei (й;) соответст-
венно. В соответствии с табл. 3 гл. 1 можно записать
Es(B,) В;,11ах- В,; (3)
Ei (В;) П11п — В;, (4)
где В, max (В; l!lir.) — наибольший (наименьший) предель-
ный размер звена; В, — поминальный размер i-го звена.
Для замыкающего звена размерной цепи В (рис. 3)
соответственно верхнее и нижнее отклонения:
Es (Вд) - - Вд п]ах ВА, (о)
Ei (Дд) - Вд пип — Ь’д. (6)
Наибольший размер ВДтах получится (рис. 3, б),
если на сборку поступит увеличивающее звено В., наиболь-
шего размера (т. е. В2гаах), а уменьшающие звенья Bt
и В3 — наименьшего размера (т. е. В1т1п и ВЗП1111). Следо-
вательно,
Рис. 3. Деталь (а) и схема ее размерной цепи ((7)
Вг=1О(Го>п
--—
О
ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ 495
Ад max — -®2tnax (^1тш Т ^Зш1п)
или в общем виде можно записать
п -> tn—1
В& max ~ 2 Bl Inax 2 A; mln> (T)
1=1 n-H
где п — число увеличивающих звеньев; т—-1— п —•
число уменьшающих звеньев; Bt max — наибольший раз-
мер i-ro увеличивающего звена; B-t mtn — наименьший
размер i-ro уменьшающего звена.
Используя уравнение (2), получим формулу для верх-
него отклонения замыкающего звена
Es (Ад) = Ад гаах В& = [А2 max (Ai mln ~Ь В% min)J
- [В2 - (fil + А3)] = Es (А2) - [Ei (£) -f- Ei (В3)]
или в общем виде
п > tn—1
Es (Ад) = 2 Es (Вг) - 2 Ei (В;), (8)
1=1 п+1
где Es (Bi) — верхнее отклонение i-ro увеличивающего
звена; Ei (Bt) — нижнее отклонение i-ro уменьшающего
звена.
Верхнее отклонение Es (Ад) замыкающего звена равно
разности суммы верхних отклонений увеличивающих
звеньев и суммы нижних отклонений уменьшающих звень-
ев.
Аналогично получена формула для нижнего отклоне-
ния Ei (Вд) замыкающего звена:
п , т—1
Ei (Ад) - 2 Ei (Bt) - 2 Es (Bi), (9)
1=1 п+1
где Ei (Bi) — нижнее отклонение i-ro увеличивающего
звена; Es (Bt) — верхнее отклонение i-ro уменьшаю-
щего звена.
Нижнее отклонение Ei (5Д) замыкающего звена равно
разности суммы нижних отклонений увеличивающих
звеньев и суммы верхних отклонений уменьшающих
звеньев.
496 ДОПУСКИ РАЗМЕРОВ. ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
Допуск замыкающего звена ТВД (он иногда обозна-
чается 6ВА):
ТВД Es (Вд) - Ei (Вд).
Подставив в последнее уравнение значения
и Ei (Вд) из формул (8) и (9), получим
Es (Вд)
или
ТВд
" и _ т—I
S ES (В,) - S Ei (Вг)
1 п+1
т—1
ТВд 2 ТВ;.
i=l
Допуск замыкающего звена ТВд равен сумме допусков
всех составляющих звеньев. Таким образом, допуск за-
мыкающего звена можно уменьшить путем уменьшения
числа составляющих звеньев и допусков на их изготовле-
ние.
Пример 3. При сборке шатуна с коленчатым валом согласно техни-
ческим требованиям между щекой коленчатого вала и торцовой поверх-
ностью шатуна должен быть зазор в пределах 0,2—0,4 мм (рис. 4).
r,=wv
б)
Рис. 4. Сборочная единица: шатун-шейка коленчатого вала (о) и схема
ее размерной цепи (б)
ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ 497
Расстояние между щеками вала равно 40+n,t мм, а ширина головки
шатуна 40Т(';';з мм. Провести расчет размерной цепи методом полной
взаимозаменяемости и убедиться, что заданный зазор будет обеспечен
после, сборки деталей.
Размеры деталей, подлежащих сборке, образуют размерную цепь Г
схема ее представлена на рис 4, б. Звено Г1=40+(>’1 является увели-
чивающим, а звено Г2 ==40~g;:»^ — уменьшающим Звено Гд— за-
зор, получающийся при сборке последним, является замыкающим
Его номинальный размер согласно формуле (2)
" =
Гд == У, ri — 22 Г1 = Г1 ~г2 = 40 >—40 = 0 мм
1=1 п-Н
Задача является обратной. Верхнее Es (Гд) и нижнее Ei (/д)
отклонения замыкающего звена находим по формулам (8) и (9):
п т—1 ч
Е5(га) = 22 рЛ) - Z Ei =
l—I nJ-!
== Es — Ei (X) - + 0,1 — (—0,33) = + 0,43 мм;
n >. m—1
Е1(ГД)= 2J Ei (E;)V Es(Q =
1=1 H-l
== Ei (G) — Es(E,) = 0 — (—0,17) = ф-0,17 мм.
Допуск замыкающего звена ТГД:
ТГД = Es (Гд) — Ei (Гд) = + 0,43 — (-|- 0,17) = 0,26 мм.
Определим наибольший Гд п|,1х и наименьший Гд mln предельные
размеры замыкающего звена, используя уравнения (5) и (6):
Ел max = Гл + Es (Га) - 0 + (+ 0,43) = 0,43 мм;
. ГА ПН.. = Ед + Ei (7 а) 0 + ( Ь °-17> = °>17 »
Следовательно, при сборке деталей не будет обеспечено выполне-
ние заданного зазора 0,2—0,4 мм между торцовой поверхностью
шатуна и поверхностью щеки коленвала, так как этот зазор может
достигать значений 0,17—0,43 мм.
Решение прямой задачи методом полной взаимозаме-
няемости. При решении прямом задачи замыкающее звено
размерной цепи принято называть исходным. Номиналь-
ный размер и предельные отклонения исходного звена за-
даются в технических требованиях детали и изделия
Прямую задачу решают несколькими способами, из ко-
торых наибольшее применение получил способ допусков
одного квалитета. Это означает, что все составляющие
17 Белкин И. М.
498 ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
звенья изготовляют по одному квалитету точности, ко-
торый находят по числу единиц допуска а по табл. 2 гл. 2.
Известно, что допуск q го квалитета выражается фор-
мулой
JTg = ai.
Эта формула применительно к допуску i-ro звена мо-
жет быть записана
ТАг = ai (11)
и соответственно допуск замыкающего звена
т—I т—I т—1
ТАД = s ТА,- - s ai = a ± i.
t-Л i=l i=I
Из последнего уравнения число единиц допуска
где i — единица допуска, определяемая по уравнению
(2) гл. 2 и по пр ил. 1.
По значению а (табл. 2 гл. 2) подбирают квалитет
составляющих звеньев, а из табл. 4 гл. 2 выписывают
допуски на эти звенья в соответствии с их номинальными
размерами.
Допуски на составляющие звенья назначены пра-
вильно, если удовлетворяется уравнение (10). При не-
обходимости проводится корректировка допусков. Если
сумма допусков составляющих звеньев окажется больше
(или меньше) допуска замыкающего звена, то уменьшают
(или увеличивают) допуск одного или двух составляющих
звеньев, добиваясь удовлетворения уравнения (10).
Предельные отклонения для увеличивающих звеньев j
назначают как для основных отверстий (табл. 7 гл. 2),
а для уменьшающих звеньев — как для основных валов
(табл. 12 гл. 2). Предельные отклонения составляющих .
звеньев назначены правильно, если они удовлетворяют
уравнениям (8) и (9). В случаях, когда в состав размер-
ных цепей входят стандартные изделия или детали (на-
пример, подшипники качения, нормали и т. п.), предель-
ные отклонения номинальных размеров которых заданы
ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗ,МЕРНЫЕ ЦЕПИ 499
техническими требованиями или стандартами на их из-
готовление, то предельные отклонения на остальные со-
ставляющие звенья подбирают таким образом, чтобы
выполнялись уравнения (8) и (9).
Пример 4. Для деталей сборочной единицы (рис. 5), схема размер-
ной цепи Д которой приведена на рнс. 5, б, установлен торцовый за юр
в пределах 0,5—0,678 мм. Назначить допуски и предельные отклонения
на составляющие звенья: Д, = 4,5, Д%— 50, Д:! = 10 и Д4 — 35 мм.
Номинальный размер Дд замыкающего звена |см. формулу (2)]
п х tn—у ч
дч-= 2S л - S а-(Д1+д3 + Л) =
1=Л пЦ-1
= 50 — (4,5 + 10 -|-35) = 0,5 мм.
Верхнее Es (/7Л) и нижнее EI (ДЛ) отклонения замыкающего
звена:
Es (Дд) = шах “ = 0,078 — 0,5 = 4- 0,178 мм;
Ei (Дд) = Лд mIn - Лд = 0,5 - 0,5 = 0.
Допуск замыкающего звена
ТДд = Es (Дд) - Ei (Лд) = -Ь 0,178 - 0 = 0,178 мм.
Среднее число единиц допуска находим по уравнению (12).
ТЛА 178 _ 178 _
а ' "1—1 ’ 0,75 + 1,60,9 4-1,6 4,85
S '
1=Л
Согласно табл. 2 гл 2, найденному среднему числу единиц допуска а
подходит 9-й квалитет, для которого а — 40. Следовательно, все звенья
размерной цепи не могут быть изготовлены по одному квалитету IT9,
т-1
так как ТДд < У, ТДГ Отсюда вытекает необходимость корректиро-
1=1
вания допусков составляющих звеньев, а именно: уменьшения допуска
одного из звеньев. Выбираем для этой цели звено Д, назначив его до-
пуск по IT8 = 18 мкм. Для удобства проведения расчетов составляем
вспомогательную табл. 4.
Назначаем предельные отклонения для увеличивающего звена
Д2 = 50 мм — как для основного отверстия (Н9): Es (,'(+= +0,062 мм,
Ei (Д2) = 0, а для уменьшающих звеньев — как для основных валов,
например для звена Д1 — 4,5 мм: Es (/ц) = 0, Ei (/(;) = —0,018 мм
и т. д.
17*
500 ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
С.) $) 6)
Рис. 5. Сборочная единица (о и в) и схема ее размерной цепи (б)
4. Расчетная таблица к примеру 4
ЗВС'И'О Д; Размер мм Единица допу- ска 1, мкм Допуск ТДр мьм Квалнтет 1Т^ Предельные отклонения, мкм Коорди- ната середины поля допуска Ес (Д;), мкм
по рас* • чету после коррек- тировки Es (/7,) Ei (Дг)
Ж 50 1,6 62 62 9 + 0,062 0 + 0,031
Д1 4,5 0,75 30 18 8 0 —0,018 —0,009
Д.т 10 0,9 36 36 9 0 —0,036 —0,018
А 35 1,6 62 62 9 0 —0,062 —0,031
Сумма 4,85 190 178
Проверка правильности решения задачи проводится по формулам
(8) и (9):
Es (Дд) = 2 Es (Л) - 2 Ei (Д,) =
11 л-н
= Es (Д2) - [Ei (А) + Ei (Д) Ei (Д4)[ :
= + 0,062 — (— 0,018 — 0,036 — 0,062) = + 0,178 мм;
ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ 501
Ei Ш = S Ei (Д,) - V Es (Д;.) =
/-=-1 п -И
= Ei (Д,) - IES (Д,) -+-ES (Д.) 4 Es (Д4)] = 0.
Наибольший и наименьший размеры замыкающего звена
Дд tnax == Дд + Es (Дд) = 0,5 + 0,178 = 0,678 мм;
Дд т.п = Дд + Ei (Дд) = 0,5 + о = 0,5 мм.
Сопоставляя результаты с условиями примера 4 видно, что допуски
на составляющие звенья должны быть назначены по 8-му и 9-му ква-
литетам, что потребует значительных затрат на изготовление этих
звеньев. Эти затраты могут быть снижены при назначении допусков
и решении задачи методом неполной взаимозаменяемости
При решении задач размерных цепей пользуются также
понятием координаты середины поля допуска, обозначае-
мой Ес. Координата середины поля допуска Ес (А;)
звена А[ (рис. 6, а) может быть вычислена по формуле
Ес (Ai) = -Е-5(-'Ц (13)
или
Ес (4г) = Ез(А)-^;
(14)
Ес (А^ = Ei (Д) 4- 4' .
В табл. 4 приведены значения координаты середины
поля допуска для каждого составляющего звена размер-
ной цепи Д. f
Координату середины поля допуска Ес (4Л) замыкаю-
щего звена определяют по уравнению
п /п~ I
Ес (Дд) = 2 Ес (А^ - Ес (Ai), (15)
t=l n-H
где Ес (АА — координата середины поля допуска i-ro
увеличивающего звена; Ес (At) — координата середины
поля допуска i-ro уменьшающего звена.
Координата середины поля допуска замыкающего
звена равна разности суммы координат середин полей
допусков увеличивающих звеньев и суммы координат
полей допусков уменьшающих звеньев.
502 ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
Рис. 6. Поле допуска размера А/ (а) и закон нормального рассеяния
размеров (б)
Решение обратной задачи методом неполной взаимо-
заменяемости. Расчет размерных цепей методом неполной
взаимозаменяемости основан на теории вероятностей.
В условиях серийного и массового производства при оп-
тимально настроенном оборудовании размеры изготовлен-
ных деталей (рассеяние их размеров) подчиняются закону
нормального распределения, изображенного на рис. 6, б.
Отклонения размеров в основном группируются около
середины поля допуска, а вероятность изготовления раз-
меров деталей с предельными [верхним Es (Л,) и нижним
Е‘1(Л,)1 отклонениями весьма мала и поэтому, если за-
даться значением процента риска Р, то можно рассчиты-
вать размерные цепи не по начальным, а по измененным
предельным отклонениям и уменьшенным в связи с этим
полем допуска замыкающего звена ТАД, подсчитываемым
по формуле
/ ш—1
Т'АЛ=Ц,/ .S^TA?, (16)
где /д — коэффициент риска, выбираемый из таблиц
значений функции Лапласа в зависимости от принятого
риска Р в процентах:
Р, %................. 32 10 4,5 1 0,27 0,1 0,01
/д.................... 1 1,65 2 2,57 3 3,29 3,89.
X2 — относительное среднее квадратическое отклонение —
коэффициент, характеризующий закон рассеяния размеров
или их отклонений.
Для закона нормального распределения (закона Гаусса)
коэффициент X2 равен 1/3.
ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ 503
Коэффициент риска /л характеризует вероятность
выхода отклонений замыкающего звена за пределы до-
пуска. Он предостерегает изготовителя продукции, что
в процессе сборки может возникнуть брак, потребующий
дополнительных затрат на переборку собранного изделия.
Вероятность этого события мала. Так, расчетами пока-
зано, что при риске Р — 0,27% может быть забраковано
три изделия из тысячи. В тех случаях, когда брак не
допускается, расчет размерных цепей ведут только по ме-
тоду полной взаимозаменяемости.
Верхнее E's (Лд) и нижнее ЕЧ(ЛД) отклонения замы-
кающего звена при расчете размерной цепи методом не-
полной взаимозаменяемости определяют по формулам
E's (Дд)=Ес Ид) + /д
(17)
E'i (ЛЛ) = Ес (Лд) — t
Пример 5. Решить методом неполной взаимозаменяемости обратную
задачу, условие которой дано в примере 3 (см. рис. 4), приняв закон
нормального распределения (рассеяния) размеров и риск Р=0,27%.
Коэффициент л2 равен J/9> а коэффициент риска /д — 3. Вычисляем
уменьшенный допуск Т'ГД замыкающего звена по формуле (16) при
заданных допусках составляющих звеньев 'ITj — 100 мкм, ТГ2 =
= 160 мкм:
—1
Т'Га==^1/ £л2ТГ2 = 3
г i—t
l/дг (ТГ2 + тг|) =
= У1002 + 1602 = 189 мкм.
Находим координату Ес (Гд) середины поля допуска замыкающего
звена [см. уравнение (15)] при координатах середин полей допусков
составляющих звеньев Ес (//) = +50 мкм и Ес (Г2) = —250 мкм:
п т—I
Ее (Гд) = 2 Ес(г() - V Ес (г.} =
1—1 /24-1
= Ес (f L) — Ес (Г2) ~ +50 — (—250) — +300 мкм.
501 ДОПУСКИ РАЗМЕРОВ. ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
Верхнее Es (Ej и нижнее Ei (Гд) отклонения замыкающего звена
определяем по уравнениям (17) и (18):
ТГ
E's (Гд) = Ес (Г&) + ~ + 300 + 94,5 -|- 394,5 мкм;
E'i (ГЛ) = Ес (Ед) - ~ - + 300 - 94,5 = -|- 205,5 мкм.
Наибольшее и наименьшее значения замыкающего звена при рас-
чете размерной цепи методом неполной взаимозаменяемости:
Гд ,„ах = Гд • |- E'S (Ед) - 0 4- 0,394 - 0,394 мм;
Гд п1)п == Гд + E'i (Гд) = 0 + 0,205 - 0,205 мм.
При расчете размерной цепи методом неполной взаимозаменяемости
предельные размеры замы кающего звена (зазор между щекой колен-
чатого вала и торцовой поверхностью шатуна) удовлетворяют заданным
техническим требованиям; следовательно, изделие является годным.
При расчете же этой цепи методом полной взаимозаменяемости сбороч-
ная единица была забракована.
Метод неполной взаимозаменяемости позволяет с из-
вестным риском повысить точность замыкающего звена
(уменьшить его допуск) при сохранении неизменными за-
данных допусков на составляющие звенья.
Решение прямой задачи методом неполной взаимоза-
меняемости. Эта задача решается аналогично методике,
изложенной для прямой задачи по методу полной взаимо-
заменяемости, но с применением новой формулы для под-
счета среднего числа единиц допуска
Пример 6. Решить методом неполной взаимозаменяемости прямую
задачу, условие которой приведено в примере 4 (см. рис. 5), приняв
рассеяние размеров по закону нормального распределения при риске
Р — 0,27% и допуске ТДд = 178 мкм.
Составляем вспомогательную табл. 5.
Среднее число единиц допуска
Д^70.
2,5а
ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ 505
5. Расчетная таблица к примеру 6
Звено Д; 1 Размер Д^ мм г2 Допуск тдр мкм Квзлитет ITq П редел г. и ые откло- нения звена, мкм Коорди- ната середины поля допуска, £с(Др.
по рас- чету после коррек- тировки Es №) Е> (Д/)
МКМ
Дг 50 2,56 100 100 10 + 100 0 + 50
Д1 4,5 0,56 48 48 10 + 12 — 12 0
10 0,81 58 90 и 0 —90 —45
Дь 35 2,56 100 100 10 + 50 —50 0
Сумма 6,49
Для ITI0 а = 64. Вписываем допуски звеньев по 10-му квалитету
и проверяем выполнение равенства по (16):
Т'ДД-/Д1/
г
= 3 |/ -±-(10 0004-2304 3364 10000) - 160.
Следовательно, ТДд > Т'Дд или 178 > 160. Это позволяет увеличить
допуск одного из звеньев цепи. Выбираем звено Д3 и для него прини-
маем допуск по IT11, равный 90 мкм, и снова проверяем равенство (16):
Т'Дд -= УТсГООО + 2304 + 8100+10 000 = Д/ЗО 404 =. 174 мкм.
Разность допусков ТДд — Т'Дд 178 — 174 — 4 мкм. Ввиду малого
значения разности допусков корректировку допусков считаем закон-
ченной.
После назначения предельных отклонений на составляющие
звенья определяем координату Ес (Д&) середины поля допуска за-
мыкающего звена:
£с (Дд) == Ес (Д2) - 1ДС (ДО + Ес (Д3) + Ес (Д,)} =
= + 50 — (0 — 45 -I- 0) = + 95 мкм.
506 ДОПУСКИ РАЗМЕРОВ. ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
Верхнее Es (Лл) 1! нижнее Ei (Дд) отклонения замыкающего
звена:
Es (Дд) = Ес (Дд) + = + 95 + 85 = + 180 мкм;
Т'Д
Ei (Дд) -= Ес (Дд)-- л- 95 4- (- 85) = + 10 мкм.
Тогда предельные размеры замыкающего звена:
Лд = Лд + ES (Дд) = 0,5 Ч- 0,18 — 0,68 мм;
Лд л1111 = Лд + Ei (Дд) = 0,5 4- 0,01 = 0,51 мм.
Сравнивая полученные результаты с техническими требованиями,
указанными в примере 4, заключаем, что расширенные допуски назна-
чены правильно, так как предельные размеры замыкающего звена
выдержаны с небольшими отклонениями.
Метод групповой взаимозаменяемости. Сущность ме-
тода групповой взаимозаменяемости (см. табл. 3) заклю-
чается в том, что после изготовления детали размерной
цепи с сравнительно широкими технологически выпол-
нимыми допусками затем сортируются на равное число
групп с более узкими групповыми допусками. После
комплектования осуществляют сборку деталей по одно-
именным (однономерным) группам. Прежде такую сборку
называли селективной. Для сортирования деталей на
размерные группы применяют высокопроизводительные
полуавтоматы и автоматы, а также калибры. Несмотря
на затраты по измерению деталей и комплектации их,
метод групповой взаимозаменяемости обеспечивает вы-
сокую точность замыкающего звена. Его применяют при
сборке подшипников качения, плунжерных и золотнико-
вых пар, сборочных единиц поршневой группы, резьбовых
соединений по посадке с натягом и т. п.
Для определения числа групп пг сортирования деталей
необходимо знать технические требования к замыкающему
звену, например его предельные размеры или допуск ТАД
замыкающего звена.
Широкие технологически выполнимые допуски состав-
ляющих звеньев ТА; должны удовлетворять условию
2ТАг = 2ТАг, (20)
i l n+I
где ТАг — допуск г-ro увеличивающего звена; ТАг —
ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ 507
допуск i-го уменьшающего звена; п — число увеличиваю-
щих звеньев; т—1— п — число уменьшающих звеньев.
Число групп сортирования звеньев размерной цепи
т—Л
т— 1
ТАД - S ТА/Г;
i 1
п __т—1 г
£ ТА;г - S ТА;г,
i= 1 п+1
(22)
(23)
где ТА;г — групповой допуск составляющего i-ro звена.
Методы регулирования и пригонки. Метод регулирова-
ния широко применяют в различных видах производства,
так как он позволяет для механизма получить высокую
точность и поддерживать ее во время эксплуатации при
расширенных допусках всех составляющих звеньев раз-
мерной цепи (см. табл. 3). Требуемая точность исходного
(замыкающего) звена достигается преднамеренным изме-
нением без удаления материала (регулированием) одного
из заранее выбранных составляющих размеров (звеньев).
Это звено называется компенсирующим (компенсатором).
При этом по всем остальным размерам цепи детали обра-
батывают по расширенным допускам, экономически при-
емлемым для данных производственных условий.
Компенсирующее, звено выполняют в виде прокладок
(рис. 7, о), регулировочного винта (рис. 7, б), гайки
(рис. 7, е), клина (рис. 7, г), конусной разрезной втулки
(рис. 7, д).
Компенсатор может быть как увеличивающим звеном,
размерной цепи, так и уменьшающим. Поэтому его номи-
нальный размер г? соответствии с уравнением (2)
где гндчеиие /\ оеретеп со знаком плюс, если комяеш
является уменьшающим звеном, и со знаком минус,
он является гцелпчпв.тощим звеном.
508 ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
Рис. 7. Компенсаторы
При методе пригонки точность исходного звена дости-
гается дополнительной обработкой при сборке детали по
одному из заранее намеченных составляющих размеров
цепи. С этой целью по этому размеру оставляется припуск,
достаточный для компенсации исходного размера.
Метод пригонки применяют в единичном производстве,
когда нельзя использовать иные способы обеспечения
точности замыкающего звена.
ПРИЛОЖЕНИЯ
500
ПРИЛОЖЕНИЕ 1
Значение единицы допуска I (в мкм) для интервалов
номинальных размеров от 1 до 500 мкм
Интервал номиналь- ных размеров, мм Единица допуска it мкм Интервал номиналь- ных размеров, мм Единица допуска i, мкм
Св. До Св. До
3 0,6 80 120 2,2
3 6 0,75 120 180 2,5
6 10 0,9 180 250 2,9
10 18 U 250 315 3,2
18 30 1,3 315 400 3,6
30 50 1,6 400 500 4
50 80 1,9
ПРИЛОЖЕНИЕ 2
1. Формулы основных отклонений валов и отверстий
по ГОСТ 25346- 82
Основные отклонения валов Основные отклонения отверстий
Обозна- чение Формула основного отклонения, мкм (£> в мм) Обозна- чение Формула основного отклонения, мкм (Л в мм)
а es —(265 + 1 ,30) для 120 es —3,50 для D > 120 А EI =- +(265+ 1,30) для О sj 120 El +3,50 для О > 120
ь es = —(140 + 0,850) для О< 160 es = —1,80 для О > 160 В EI = +(140+ 0,850) для D 160 EI = +1,80 для О > 160
с es = —52O0-2 для О 40 es = —(95 + 0,80) для D > 40 С EI =* + 52/А2 для О с: 40 EI = +(95 + 0,80) для О > 40
cd Среднегеометрическое значение es для cud со знаком — с Среднегеометри ческое значение EI для С и D со знаком +
d es = _ 16O0-44 О EI = + 16D0-44
е es = — НО0-41 Е EI = +11О°-41
510
ПРИЛОЖЕНИЯ
ЦЕПИ
Продолжение прил. 2
Основные отклонения валов Основные отклонения отверстий
Обозна- чение Формула основного отклонения, мкм (D в мм) Обозна- чение Формула основного отклонения, мкм (D в мм)
€1 Среднегеометрическое значение es для е и f со знаком — । EF Средн егеометрпческое значение EI для Е и F со знаком +
f cs = —5,5О°'41 F EI = +5,5О°.«
fg Среднегеометрическое значение es для f и g со знаком — FG Среднегеометрическое значение Е1 для F и G со знаком +
g es - - 2,5О°-34 G EI = +2,5О°.34
h es — 0 H EI = 0
k4—k7 ei = +0,63/О 1 К По ГОСТ 25346—82
rn ei =+(IT7—IT6) M То же
n ei = + 5О0,34 N То же
p ei = -ЫТ7-|- (04-5) P То же
r Среднегеометрическое значение ei для pus со знаком +' R Среднегеометрическое значение ES для Р и S со знаком —
s ei ж + IT8 + (14-4) для D eg 50 ei —+IT70,4D для D > 50 S ES = —[IT8+ (14-4)] для D 50 ES = — (IT7 + 0,40) для D > 50
t ei = + IT7 + 0,63D T ES --= —(IT7 + 0,630)
u ei - + IT7 + D U ES = —(IT7 + D)
v i ci =+IT7+ 1,250 V ES = —(IT7+ 1,250)
X ei = 4-IT7+ 1,60 X ES= —(IT7+ 1,60)
У ei-=+IT7+2D || Y ES = —(IT7 + 20)
z I ei = 4-IT7+2.5O | Z ES = —(IT7 + 2,5D)
za | ei = -HT84-3,150 ZA ES= —(IT8+ 3,150)
zb | ei -= 4-IT9+4O ZB 1 ES = —(IT9 + 40)
zc I ci -. -j IT 10+50 || ZC 1 ES — —(IT 10+ 50)
Примечания: 1. Значения основных отклонений в мкм
при D в мм.
ПРИЛОЖЕНИЯ
611
Продолжение прил. 2
2. Значения основных отклонений округляются на кратные в соот-
ветствии с приведенной ниже таблицей.
Интервалы значений, мкм Св. 5 45 60 100 200 300
До 45 60 100 200 300 560
Основные отклонения От а (А) до g (G) 1 2 5 5 10 10
От к (К) до zc (ZC) 1 1 1 2 2 5
2. Формулы основных отклонений метрической наружной
> внутренней резьбы
Наружная резьба Внутренняя резьба
Основное отклоне- ние Формула основного отклонения, мкм (Р, мм) Основное отклоне- ние Формула основного отклонения, мкм (Р, мм)
С es-= —(125+ ПР) с EI = +(125+ ПР)
d es -= —(80 -|- 1 IP) D EI = 4 (80 + ИР)
е es -= —(50 + 1 IP) Е EI - +(50+ ИР)
f es J —(30+ IIP) F EI *= +(30 + ИР)
g es = —(15+ IIP) G EI = +(15+ ИР)
h es — 0 Н EI = 0
jh ej == —(80 + 1 IP) —— —
j ci =-= —(25+ IIP) —
jk ei = —HP
m ei *= +(15+ IIP) — —
n ei == +(22,5+ 16.5P) __ —
p ei = +(30 + 22P) -
r ei = +(45-г 33P) —
Примечания: 1. Числовые значения основных отклонений
округляют до ближайших предпочтительных чисел по ряду R10.
2. Р - - шаг ;?ел;.бы, мм.
3. Исклкткння состгвля-от' значения для шагов Р 0,75 км.
' 512
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 3
Расчетные формулы числовых значений допусков (в мкм) диаметров
метрической наружной и внутренней резьбы
Сте- пень точ- ности Наружная резьба Внутренняя резьба
1 Диа- | метр Расчетная формула допуска T, мкм Диа- метр Расчетная формула допуска T, мкм
2 Td2 = ЗбРМ^од d2 TD2 = dSPO'W-1
3 1 а. Td2 = 45P°-4d0-1 d2 TD2 == 61,2PW>.i
4 d di „ , 1,95 ™ - ПЗУР’ y- Td2 = 56,7P0-V-1 >• N TD2 = 74,8P°-V-1 TD, = 272P — 120P'-22 (при P 0,8 mm) TDt = 145P0-’ (при P 1 mm)
5 . d d2 Sr_ 2,52 Td = 144УР2 —y= Td2 = 72P°-4d°.1 D2 Dt TD2 = 95P®3d».* TDj = 346P — 152P»-22 (при P 5g 0,8 mm) TDt= 184P0-’ (при P I mm)
6 d d2 3 15 Td = 180УР2 — —7=- yp Td2 = aop'^rf”.1 d2 Dt TD2= 119Р°ЛР.1 TDl = 433P — 190P1-22 (при P 0,8 mm) TDt = 230P0-7 (при P 1 mm)
7 d d2 „ r— 3,93 Td = 225‘Ур2——7= yp Td2 - 112,бРМсрд D2 Dt TD2= 14S,5PMrfu.i TD! = 541P — 237P1-22 (при P ^7 0,8 mm) TDt 287,5P°-’ (при P > 1 mm)
8 d Td = 288 3/P2 - Td2 = l44P°A/>.1 ^2 td2= ЮОР0-^»-1 TDj = 693P — 304P1-22 (при P 0,8 mm) TD, = 368P9-’ (при P 1 mm)
приложения
513
Продолжение прил. 3
Сте- пень точ- ности Наружная резьба Внутренняя резьба
1 Дна- метр Расчетная формула допуска Т, мкм Дча- метр Расчетная формула допуска Т, мкм
9 d *4 6,3 Td = 360 ург — -—= Td2 = ISOF0-4^-1 о2 Pl TD2 = 238P°’’rf0-1 TD, = 866Р—З8ОРГ22 (при Р 0,8 мм) TD. » 460Р0-7 (при Р 1 мм)
Примечания: 1. Р — шаг, мм.
2. d — среднее геометрическое значение интервала номинальных
диаметров, принятого по ГОСТ 16093—81.
3. Т, мкм.
ПРИЛОЖЕНИЕ 4
I. Поля допусков валов и отверстий при номинальных размерах
менее I мм (квалитеты IT4—IT 13)
Валы Отверстия
Основ- ное от- клоне- ние Поля допусков Основ- ное от- клоне- ние Поля допусков
cd cd7; cd8; cd9; cd 10 CD CD7; CD8; CD9; CD 10
d d6; d7; d8; d9; dlO D D6; D7; D8; D9; D10
е e5; e6; e7; e8; e9 E E5; E6; E7; E8; E9
ef ef5; ef6; ef7; ef8; ef9 EF EF5; EF6; EF7; EF8; EF9
f f4; f5; [6; f 7; [8 F F4; F5; F6; F7; F8
fg fg4; fg5; fg6; fg7 FG FG4; FG5; FG6; FG7
g £4; g5; g6 G G4; G5; G6
h h.4; h5; h6; h7; h8; h9; h 10; till; h 12 *; h 13 * H П4; H5; Н6; Н7; Н8; Н9; НЮ; НИ; Н12 *; Н13 *
is js4! js5; js6; js7; js8; •s9 *; js 10jsl I *; js12*; js13* 3s Л4; Js5; Js6; Js7; Js8; J~9 *; Js10 *; JS11 *; Js12 *; Js13 *
k k4; k5; k6; k7: k3; klO к K4; K5; K6; K7; K8
514
ПРИЛО ЖЕНИЯ
Продолжение прил. 4
Валы I Отверстия
Основ- ное от- клоне- ние Поля допусков Основ- ное от- клоне- ние Поля допусков
m т4; т5 м М4; М5
П п4; п5; пб N N4; N5; N6
р р4; р5; рб 1 р Р4; Р5; Р6
г г5; гб R R5; R6
S s5; s6; s7 S S6; S7; S5
U пб и U6
X х7; х8 X Х7; Х8
Z z6; z7; z8 z Z7;Z8
* Поля допусков ие предназначены для посадок.
2. Верхние es (ES) и нижние ei (EI) отклонения (в мкм)
валов (отверстий) при номинальных размерах менее 1 мм
Квалитет точности Валы Отверстия
Поле допуска Предельные отклонения Поле допуска Предельные отклонения
es ei ES EI
f4 —6 —9 F4 4-9 +6
fg4 —4 —7 FG4 + 7 + 4
g4 2 —5 G4 + 5 -1-2
h4 0 —3 H4 +3 0
4 + 1,5 — 1,5 J,4 + 1,5 — 1,5
k4 +3 0 К4 0 —3
m4 + 5 +2 М4 —2 —5
n4 + 7 + 4 N4 _„4 —7
p4 +9 + 6 Р4 —G —9
ПРИЛОЖЕНИЯ
515
Продолжение прил. 4
Квалятет точности Валы Отверстия
Поле допуска Предельные отклонения Поле допуска П редел ьные отклонения
es ei ES EI
5 с5 ef5 (5 fg5 g-5 h5 fe5 m5 n5 p5 r5 s5 — 14 — 10 —6 —4 —2 0 4-2 + 4 4-6 4-8 4-10 4-14 4-18 — 18 — 14 — 10 —8 —6 —4 —2 0 + 2 +4 + 6 + Ю + 14 E5 EF5 F5 FG5 G5 H5 Js5 К5 М5 N5 Р5 R5 S5 + 18 -4-14 + 10 +8 4-6 + 4 + 2 0 —2 —4 —6 — 10 — 14 + 14 + 10 + 6 +4 + 2 0 —2 —4 —6 —8 — 10 — 14 — 18
6 d6 e6 ef6 16 lg6 gf> h6 js6 k6 n6 p6 r6 s6 u6 z6 - - 4 -1 4 4 -20 -14 -10 —6 —4 —2 0 + 3 + 6 г 10 H2 |-16 -20 -24 1-32 —26 —20 — 16 —12 — 10 —8 —6 ! —3 0 -1 4 + 6 + Ю + 14 + 18 + 26 D6 Е6 EF6 F6 FG6 G6 Н6 Js6 Кб N6 Р6 R6 S6 U6 - -1 - Р26 L20 Ы6 1-12 НО + 8 + 6 +3 0 —4 —6 -10 -14 -18 +20 + 14 + ю + 6 + 4 +2 0 —3 —6 — 10 — 12 — 16 —20 —24
7 cd7 d7 e7 ef7 17 fg7 h7 js7 k7 s7 x7 z7 —34 —20 — 14 — 10 —6 —4 0 4-5 4-10 + 24 +30 + 36 —44 —30 —24 —20 — 16 — 14 — 10 —5 0 +14 ; + 20 + 26 CD7 D7 Е7 EF7 F7 FG7 Н7 Js7 К7 S7 Х7 Z7 - ч - - -44 -30 -24 -20 -16 14 10 + 5 0 -14 -20 -26 - ч ч - 1-34 20 Н4 1-ю + 6 + 4 0 —5 -10 -24 -30 -36
516
ПРИЛОЖЕНИЯ
Продолжение прил. 4
Валы Отверстия
Предельные Предс гльные
ТОЧНОСТИ Поле отклонения Поле отклонения
допуска допуска
es ei ES EI
cd 8 —34 —48 CD8 |-48 +34
d8 —20 —34 D8 -34 + 20
е8 — 14 — 28 E8 г 28 + 14
с!8 — 10 —24 Г+8 -24 + 10
8 18 —6 —20 F8 -20 + 6
118 0 — 14 Н8 И4 0
js8 4-7 —7 Js8 4-7 —7
к 8 + 14 0 К8 0 — 14
х8 + 34 + 20 Х8 -20 —34
z8 4 40 + 26 Z8 -26 —40
cd9 —34 —59 CD9 |-59 -1-34
d9 —20 —45 D9 - -45 + 20
9 е9 — 14 —39 Е9 -39 + 14
ef9 — 10 —35 EF9 г 35 + 10
h9 0 —25 Н9 - -25 0
j69 * 412 — 12 J,9 * -12 — 12
cd 10 —34 — 74 CD10 к 74 + 34
dlO —20 —CO D10 -60 + 20
10 Ы0 0 —40 НЮ -40 0
js10* + 20 —20 JJO* 1-20 —20
к 10 * -к 40 0 — —
11 hl 1 * 0 —60 НН -60 —0
jsll + 30 —30 Jsll * — к 30 —30
12 1112 * 0 — 100 Н12 * '+100 0
js12 + 50 —50 Js12 * -|-50 —50
13 ЫЗ * 0 — 140 Н13 * -f-140 0
js13* + 70 —70 Js13* -1-70 —70
Поля допусков не предназначены для посадок.
СПИСОК ЛИТЕРАТУРЫ
1. Единая система допусков и посадок СЭВ в машиностроении и
приборостроении: Справочник: В 2 т. М.: Издательство стандартов,
1971. Т. 1. 212 с.; 1982. Т. 2. 292 с.
2. Допуски и посадки. Справочник: В 2 ч./В. Д. Мягков, М. А. Па-
лей, А. Б. Романов, В. А. Брагинский. 6-е изд., перераб. и доп. Л.:
Машиностроение. Ленинград, отд-ие. 1982. Ч. 1.543 с.; Ч. 2. 448 с.
3. Белкин И. М. Справочник по допускам и посадкам для рабочего
машиностроителя. М.: Машиностроение. 1985. 320 с.
4 Белкин И. М. Средства линейно-угловых измерений. М.: Ма-
шиностроение. 1987. 365 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоколлиматоры 242—244
Б
База 206
Базовая длина 223
— плоскость конуса 408
Базорасстояние конуса 408, 409
- — соединения 409
В
Валы шлицевые эвольвентные— Номинальные
325, 326, 332—334
Внутренний диаметр резьбы 347
Волнистость поверхности 235 — Высота 239
Впадина профиля 225
Втулки шлицевые эвольвентные — Номинальны;
325, 326, 332—334
Высота головки зубчатого колеса 420
— исходного профиля резьбы 362
— ножки зубчатого колеса 420
Выступ профиля 225
г
Га; боковой зазор 449, 4-й
размеры
з размеры
к
предметный указатель
519
д
Действительное значение физической величины 164
— осевое расстояние зубьев 447
Действительный шаг зацепления 441
Делительные окружности пары зубчатых колес 419
Детали из пластмасс — Верхние и нижние отклонения
вала 145—152 — Верхние и нижние отклонения отвер-
стия 153—160
Длина свинчивания 362
Допуск бокового зазора 423
— квалитета 26—28
— на изготовление 31 —34
— посадки 21, 22
• — размера 14, 15
Допуски гладких рабочих калибров для отверстий и валов
с размерами до 500 мм 188—191
— для конусов 409
Допуски и посадки деталей из пластмасс системы ОСТ,
заменяемые посадками ЕСДП при номинальных размерах
от 1 до 500 мм 163, 164
— подшипников качения — Обозначение на чертежах
299, 300
— эвольвентного шлицевого соединения при центрирова-
нии — Обозначение на чертежах 343
Допуски параллельности, перпендикулярности, наклона,
торцового и полного торцового биения 218
— плоскостности и прямолинейности 197, 198
— радиального биения и полного радиального биения,
соосности, симметричности, пересечения осей в диаме-
тральном выражении 219
Допуски формы и расположения зависимые — Условные
знаки обозначения на чертежах 223
— посадочных поверхностей валов и отверстий корпусов
295—297
3
Зависимый допуск 221
Зазоры 18, 19
520
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
К
Калибры-втулки для контроля конусов 416, 417
Калибры для контроля деталей со шпоночными пазами 316
-— предельные 185
Калибры-пробки 185, 186—для контроля конусов 416,
417
— скобы 186, 187
Квалятеты 25—28
Кинематическая погрешность передачи 425 — наиболь-
шая 425, 428
Колебание измерительного межосевого расстояния за обо-
рот зубчатого колеса 434
— на одном зубе 443
Колебательное нагружение кольца 290
Колеса зубчатые — Нормы кинематической точности
425—432 — Нормы контакта зубьев 443—449 Пара-
метры 418, 419 — Рабочий чертеж 465
— мел комодульпыс — Нормы кинематической точности
432, 433 — Нормы контакта зубьев 449
Колеса зубчатые конические — Нормы бокового зазора
482, 483 — Нормы кинематической точности 467, 468,
470—473 — Нормы контакта зубьев 479—482 — Нормы
плавности работы 474—478 — Показатели точности и плав-
ности работы 469 — Рабочий чертеж 481
Колеса зубчатые цилиндрические — Допуски 438—441 —
Нормы плавности работы 434—437 — Степень точности
420, 421 — Структура допусков 423, 424
Ков тркалибры-шайбы 191
Коэффициент осевого перекрытия 434, 437
Кругломеры 251 —253
Л
Линейки оптические 241—243
-— поверочные 240
Линейные размеры 9, 10 —- Ряды 10—13
М
Мгновенное пятно контакта 443
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
521
Местная впадина 225
—• кинематическая погрешность передачи (колеса) 438
Местный выступ профиля 225
Метод групповой взаимозаменяемости 506, 507
Методы достижения точности замыкающего звена 402, 493
— измерений отклонений от прямолинейности и плос-
костности 246—250
средства контроля отклонения расположения поверх-
ностей 254—262
— регулирования и пригонки 507, 508
Модуль зубчатого колеса 420
Н
Нагружение кольца подшипника колебательное 290, 294
— местное 289
— циркуляционное 290
Наибольшая кинематическая погрешность коЛеса 425
Накопленная погрешность шага зубчатого колеса 430
Независимый допуск 221
Неровности поверхности 239
Неуказанные предельные отклонения размеров 139,
140 — Варианты обозначения 140, 141
Номинальная поверхность 192
Номинальное измерительное межосевое расстояние 464
Номинальные размеры 28—30
Номинальный диаметр 347
• — профиль 193
Нормальные конусности 405
— углы общего назначения 404
Нормированный участок 192
Нормы кинематической точности 421
— контакта зубьев 421
— плавности работы 421
Нутромеры индикаторные 181, 184
О
Основная плоскость конуса 408
Отверстия основные — Верхние и нижние отклонения
46—52
522
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
— сквозные под крепежные детали — Диаметры 269, 270
Отклонение 14 —действительное 14 — основное 36—41 —
предельное 14
— длины общей нормали 457
— межосевого расстояния цилиндрической передачи 449
— осевых шагов по нормали 447
— от параллельности осей 445
— расположения 206
— средней длины общей нормали 460
— толщины зуба 462
— формы поверхности 193
— шага зацепления 441
Отклонения диаметров резьбы 363, 364
— и допуски расположения поверхностей 207—212
— угла конуса, формы конуса при полном использова-
нии допуска 413
П
Параметры шероховатости поверхности 226—228 — Вы-
бор 230
— Контроль 253, 262
• — Минимальные требования 233
— Примеры обозначения 234 , 235, 237, 238
— Числовые значения 229
Параметры шероховатости поверхности элементов шпоноч-
ных соединений 312, 315
• — посадочных поверхностей валов и отверстий корпусов
под подшипники качения 298
— при различных видах обработки 231, 232
Передачи зубчатые — Нормы бокового зазора 450—466
•— конические — Нормы кинематической точности 467,
468, 470—473 — Нормы плавности работы 474—479
— мелкомодульные — Нормы плавности работы 436, 437
Перекос осей 445
Плиты поверочные 241
Поверхности плоские — Отклонения и допуски формы
196, 197 — Примеры назначения степеней точности 199
— прилегающие — Отклонения и допуски формы 196, 197
— цилиндрические — Допуски формы 202, 203 — Откло-
нения 200—202 — Примеры назначения степеней точ-
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
523
пости 205
Погрешность измерения 164—допускаемая 165
— направления зуба колеса 447
— обката 431
— профиля зуба 442
— систематическая 185
— случайная 185
Подшипники — Классы точности 275, 276
Подшипники качения — Виды нагружения 285, 286, 289
— радиальные и радиально-упорные — Верхние и ниж-
ние отклонения 276, 279—281
— роликовые конические — Верхние и нижние отклоне-
ния 276, 282, 283
Позиционный допуск в диаметральном выоажении 267,
271-274
Поле допуска 15—18, 42—45— Примеры образования
40, 41
— конуса 411
— расположения 219
Поля допусков валов и отверстий 319, 320, 513, 514
— деталей из пластмасс 142—144
— подшипников 283
— посадочных поверхностей отверстий корпусов и валов,
сопрягаемых с подшипниками качения 284
— резьбы 368—375, 388
•—• шпонки и шпоночных пазов на валу и во втулке 312—
314
Посадка переходная 18, 20, 134
— резьбового соединения 382, 383
— с зазором 18, 19, 131 —133
— с натягом 18, 20, 133, 134
Посадки — Обозначения на чертежах 138
— в системе вала 95—121, 125
— в системе отверстия 53—86, 123—125
— комбинированные 125
Посадки для установки подшипников качения в отверстие
корпуса 293, 294
— на вал 292, 293
— при местном нагружении колец 289, 291, 292
Посадки ЕСДП при номинальных размерах 1—3150 мм
125—129
— рекомендуемые для соединения деталей из пластмасс
524
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
161, 162
Посадки конуса с фиксацией 414
— подшипников качения 283—285, 287 -289
Посадки конуса с фиксацией 414
— подшипников качения 283—285, 287—289
— но системе ОСТ и заменяющие их ближайшие посадки
ЕСДП 134 137
— упорных подшипников 294, 296
Предельные зазоры 20, 21
Приборы микрометрические 178, 179
— оптические 264
— рычажно-зубчатые измерительные 179, 180, 182,
183
Приведенный средний диаметр резьбы 381
Прилегающая прямая 196
Профилометры цеховые 265
Профиль поверхности 193
Проходной предел 221
Р
Радиальное биение зубчатого венца 428, 433
Размерные цепи — Виды 491 — Классификация звеньев
487, 488 — Решение прямой и обратной задачи методами
полной и неполной взаимозаменяемости 494—499, 502—
506
Реальный профиль 193
Редукторы 490
Резьба метрическая — Верхние и нижние отклонения
диаметров резьбы 391—394 — Диаметры сверл для наре-
зания резьбы 385, 386 —• Диаметры стержней под наре-
зание 384, 385 — Длины свинчивания 363, 365 — До-
пуски и посадки 362 — Основные размеры 348—356 —
Параметры 346, 347, 361, 362 — Поля допусков и посадки
366—378
Резьба коническая — Предельные отклонения 399 —: Раз-
меры 398
Резьбы внутренние 346, 347
— наружные 346, 347
ПРЕДМЕТ Н Ы Й УК АЗ А Т Е Л Ь
525
с
Система вала — Переходные посадки 95—103
— Посадки с зазорами 104—115
— Посадки с натягом 116—121
Система отверстия — Переходные посадки 53—60
— Посадки с зазорами 61—73
— Посадки с натягом 74—85
Скоба рычажная 181
Соединение отверстия с валом 486
— резьбовое 396 — коническое 397
Соединение шлицевое прямобочное 317—321
— эвольвептное 325—343
Соединение шпоночное 302, 303; 311
Средний диаметр резьбы 347
— шаг волнистости 239
Средняя длина общей нормали 460, 461
— • линия профиля 224
Средства измерения конусов 416, 417
— линейных размеров 165—172
— параметров конической резьбы 400, 401
— параметров шероховатости поверхностей 263—267
Суммарная погрешность контактной линии колеса
447
Суммарное отклонение формы и расположения 220
— пятно контакта зуба 443
Суммарные отклонения и допуски формы и расположения
213—217
Суммарный допуск среднего диаметра резьбы 381
— формы и расположения 220
Схемы расположения полей допусков валов для переход-
ных посадок 53 — для посадок с зазором 61 — для посадок
с натягом 74
— деталей из пластмасс в системе вала 145 — в системе
отверстия 153
— отверстий для переходных посадок 95 — для посадок
с, зазорами 104, 111 —для посадок с натягом
116
— подшипников 278
— шпоночного соединения 312
— эвольвентных шлицевых валов 326, 327
526
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Т
Технологическая ось 431
У
Угловые единицы 402, 403
Угол профиля резьбы 361
Углы взаимного перекоса колец подшипников качения
допустимые 299
— конусов 405
Уровни 244 — брусковые 244, 245
— гидростатические 244, 245
— с микрометрической подачей ампулы 244
— электронные 244—246
Ф
Формулы основных отклонений валов и отверстий 509—
511
— резьбы 511—513
ц
Циклическая погрешность зубцовой частоты в передаче
или зубчатого колеса 437, 438
Циркуляционное нагружение кольца 290
Ш
Шаг зацепления зубьев 419
— неровностей 224
— резьбы 361
Шероховатость поверхности 223
Шпонки клиновые 302 — Размеры соединений 303, 307
— призматические 302 — Размеры соединений 303—
305
— сегментные 302 — Размеры соединений 303—306
— тангенциальные 302 — Размеры соединений 303, 308—
311
Штангенприборы 175—178
Э
Эвольвентомер 442
Белкин Иван Михайлович
Редактор И. И. Лесниченко
Художественный редактор С. II. Голубев
Технический редактор Л. А. Макарова
Корректор Л. А. Ягупьева
ИБ № 6794
Сдано в набор 06.0G-90. Подписано в печать 13.05.91.
Формат 84ХЮ8/32. Бумага газетная. Гарнитура литературная.
Печать высокая. Усл. печ. л. 27.72. Усл. кр -отт. 27,72. Уч.-изд. л. 27,65.
Тираж 30 000 экз. Заказ 105. Цена «£»
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107070, Москва, Стромынский пер., 4.
Санкт-Петербургская типография М> 6 Министерства печати и информаци
Российской Федерации. 193144, Санкт-Петербург, ул. Моисеенко, 10.