









































Текст
| К. В, ВАГРЯНСКИЙ|
ЭЛЕКТРО-
ДУГОВАЯ
СВАРКА
И НАПЛАВКА
ПОД КЕРАМИЧЕСКИМИ
ФЛЮСАМИ
ИЗДАТЕЛЬСТВО .ТЕХН1КА»
КИЕВ — 1976
6П4.3
Б14
УДК 621.791.754-621.791.92
Электродуговая сварка и наплавка под керамическими
флюсами. Багрянский К- В. «Техшка» 1976,
184 с.
Освещена сущность металлургических процессов и опи-
саны технологические особенности электродуговой сварки
и наплавки под керамическими флюсами. Даны примеры
использования этих флюсов. Показано, как на основе ис-
пользования данных, приведенных в книге, можно произ-
водить /активную металлургическую обработку металла,
сваривать стали повышенной чистоты, толстолистовой алю-
миний, получать наплавленный слой требуемого химичес-
кого состава и качества. Предназначена для инженерно-
технй^ких работников, может быть полезна научным
работникам, занимающимся разработкой новых сварочных
материалов и технологических процессов.
Табл. 40, илл. 114, библ. 134
Рецензент докт. техн, наук В. В. ПоЭгаецкий
Редакция литературы по машиностроению и транспорту
Заведующий редакцией инж. М. А. Василенко
31206 — 038
Б М202 (041-76 6,’7в
© Издательство <Техн1ка», 1976 г.
ПРЕДИСЛОВИЕ
Для выполнения планов коммунистического строительства
требуется изготовление миллионов тони металлоконструк-
ций зданий, промышленных сооружений, трубопроводов,
транспортных, металлургических, обрабатывающих и других
машин. Эти задачи могут быть решены только при макси-
мальном использовании новейших достижений науки и тех-
ники, при широком внедрении наиболее прогрессивных тех-
нологических процессов, к числу которых, несомненно,
относится и сварка.
Интенсификация технологических производственных
процессов, увеличение скорости обработки, непрерывное по-
вышение температуры и давления приводят к тому, что многие
известные и широко применяемые материалы не соответст-
вуют новым требованиям. На смену им приходят новые ма-
териалы, для сварки которых необходимы принципиально
новые схемы процессов. Так, например, развитие реактивной
техники и исследования по освоению космического прост-
ранства потребовали разработки сверхпрочных и жаростой-
ких сплавов.Сваривать эти материалы нужно так, чтобы обес-
печивалось высокое качество металла шва, а также рав-
ноценность свойств сварного соединения и основного металла,
что далеко не всегда можно достигнуть при использовании
существующих способов и приемов.
Ввиду интенсификации работы агрегатов возникла необ-
ходимость в упрочнении отдельных их деталей и узлов,
повышении износостойкости рабочих поверхностей. Важным
ресурсом в продлении срока службы механизмов и машин
является создание биметаллических деталей с помощью на-
плавки.
Все возрастающие требования к качеству сварных со-
единений в ряде случаев требуют более глубокого металлур-
3
гического воздействия на металл. Для решения этой задачи
в настоящее время наметились два основных направления:
1. Совершенствование способов защиты реакционной
сварочной зоны, что позволяет иногда обходиться без допол-
нительной металлургической обработки шва либо значитель-
но ее упрощает. Этому направлению отвечают способы свар-
ки в вакууме, в контролируемой атмосфере, в среде защит-
ных газов и т. п.
2. Изыскание новых путей и возможностей активного
вмешательства в физико-химические процессы, протекаю-
щие в зоне сварки с целью регулирования химического со-
става, структуры и свойств металла шва. Этому направлению
соответствуют способы дуговой сварки с применением раз-
личных легированных проволок (сварка специальной про-
волокой на воздухе, порошковой проволокой под флюсом
и др.) или легирующих флюсов.
Следует отметить, что эти направления выделены, конеч-
но, весьма условно, так как и защита реакционной зоны, и
металлургическая обработка металла шва преследуют еди-
ную цель.
Флюсы, применяющиеся в настоящее время при электро-
дуговой сварке или наплавке, изготовляют различными ме-
тодами. Большую группу флюсов в нашей стране и за рубе-
жом изготовляют путем сплавления окислов кремния, мар-
ганца, кальция, алюминия и других элементов, а также
минералов, смешанных в определенной пропорции. В соот-
ветствии с технологией изготовления плавленых флюсов
нельзя вводить в их состав химически активные и летучие
компоненты, так как при расплавлении эти компоненты
улетучатся или будут окислены.
Указанного недостатка лишены неплавленые флюсы—
керамические, агломерированные и др. При изготовлении этих
флюсов в их состав можно вводить практически любые ак-
тивные вещества, ферросплавы, лигатуры или свободные
элементы, которые в процессе взаимодействия с металлом
шва могут служить раскислителями, легирующими компо-
нентами, модификаторами и т. п. В результате этого открыва-
ются новые технические возможности электродуговой меха-
низированной сварки. Многочисленные положительные ре-
зультаты лабораторных и производственных испытаний
керамических флюсов доказали необходимость широкого
промышленного производства их. Однако внедрение этих
флюсов в производство до настоящего времени тормозится
4
из-за крайне ограниченного ассортимента марок керамичес-
ких флюсов, выпускаемых промышленностью, а также из-за
того, что металлургические и технологические особенности
процесса дуговой сварки и наплавки под этими флюсами еще
недостаточно изучены. Поэтому выход в свет книги, посвя-
щенной этим вопросам, будет способствовать более широкому
внедрению керамических флюсов в производство.
В книге изложены результаты исследований, цель ко-
торых состояла в изучении процессов окисления компонен-
тов керамических флюсов в твердой и жидкой фазах, а также
взаимодействия между металлом и шлаком при сварке;
изучении процессов раскисления, легирования, рафиниро-
вания и модифицирования металла при сварке под керами-
ческими флюсами; изучении металлургических и техноло-
гических особенностей сварки некоторых металлов и сплавов,
а также наплавки под керамическими флюсами; обоб-
щении данных теоретических исследований и опыта про-
мышленного применения керамических флюсов для сварки
и наплавки.
Проведенные исследования явились основой для изло-
жения взглядов автора на механизм взаимодействия между
металлом и шлаком при сварке под флюсом и для разработки
новой методики определения относительной массы флюса,
реально контактировавшего с металлом (раздел «Механизм
массообмена при электродуговой сварке (наплавке) под
флюсами»), В книге предложена также новая методика коли-
чественной оценки стойкости металла шва против образо-
вания кристаллизационных трещин. Обоснованы возмож-
ности керамических флюсов в отношении рафинирования и
модифицирования металла шва. Приведены данные о новых
керамических флюсах для сварки алюминия и его сплавов,
а также для износостойкости наплавки. Оценены возможнос-
ти повышения производительности сварки и наплавки под
керамическими флюсами и санитарно-гигиенические харак-
теристики последних.
При написании книги были использованы материалы
исследований, проведенных под руководством автора в
Ждановском металлургическом институте (ЖдМИ) кандида-
тами технических наук В. А. Бесхлебным, Я. Я. Григорьевым,
В. Н. Кальяновым, А. Д. Корнеевым, Г. С. Кузьминым,
П. Ф. Лавриком, Л. К. Лещинским, К. А. Олейниченко,
В. А. Рояновым, В. Е. Саенко, В. Я. Урюмовым, инженерами
В. Я. Зусиным и А. И. Олдаковским. В содружестве с
5
коллективами заводов «Азовсталь», имени Ильича, Енакиев-
ского, Донецкого и Закавказского металлургических, Жда-
новского тяжелого машиностроения, Моршанского хими-
ческого машиностроения, Лен иногорского полиметалличе-
ского комбината, треста «Главэнергомонтаж» и других пред-
приятий было осуществлено внедрение механизированной
сварки и наплавки под керамическими флюсами.
В оформлении книги большая помощь оказана Т. А. Буз-
далёвой.
Отзывы и пожелания просим направлять по адресу:
252601, Киев, 1, ГСП, Пушкинская, 28, издательство «Тех-
Hi ка».
ГЛАВА I
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ПРИ
ЭЛЕКТРОДУГОВОЙ СВАРКЕ
ПОД КЕРАМИЧЕСКИМИ ФЛЮСАМИ
§ 1. ОКИСЛЕНИЕ ЭЛЕМЕНТОВ
Одной из наиболее важных особенностей неплавленых,
в том числе керамических флюсов, является то, что они
представляют собой смесь компонентов, способных взаимо-
действовать друг с другом при нагреве и расплавлении.
До настоящего времени распространено представление
о непосредственном взаимодействии компонентов флюса
с расплавленным металлом, для чего в состав флюсов вводят
раскислители, модификаторы и легирующие элементы. При
этом, однако, не всегда учитывают, что существенные хи-
мические процессы протекают между компонентами флюса
еще до того, как он вступит в контакт с расплавленным
металлом капель или сварочной ванны. Свободные активные
элементы в результате взаимодействия со шлаком могут
оказаться прочно связанными, и переход их в металл шва
сильно затруднится или вообще окажется' невозможным.
Для взаимодействия компонентов флюса друг с другом
имеются благоприятные условия: они тонко измельчены,
тщательно перемешаны и находятся в тесном контакте друг
с другом по всему объему флюса, поэтому такие процессы и
реакции протекают весьма быстро и полно.
Одной из наиболее важных реакций, протекающих при
нагреве и расплавлении флюса, является окисление леги-
рующих, раскислителей, модификаторов и других активных
элементов шлакообразующей основой или связующим ве-
ществом. В некоторых случаях влияние окисления шлаком
на конечный состав металла шва столь велико, что все
попытки расчета процессов окисления и легирования по
исходным концентрациям элементов в сварочных материалах
оказываются совершенно несостоятельными. В этих случаях
нецелесообразно применять и так называемые коэффициенты
перехода, поскольку они лишь связывают исходные и
7
конечные концентрации элементов, не отражают сложного
механизма и последовательности протекающих процессов
взаимодействия между металлом,газовой и шлаковой фазами.
Коэффициенты перехода справедливы только для тех усло-
вий, в которых они определены, и допустимость расширения
области их применения каждый раз должна быть доказана.
Для выяснения механизма массообмена между фазами,
взаимодействующими в реакционной сварочной зоне, изуче-
ние необходимо вести последовательно, выделяя отдель-
ные стадии, характеризующиеся относительным постоян-
ством условий существования исследуемой системы. При-
менительно к процессам окисления элементов при сварке
под керамическими флюсами целесообразно выделить сле-
дующие стадии: окисление компонентов флюса в твердой
фазе при изготовлении флюсов и нагреве дугой; при рас-
плавлении флюса в результате взаимодействия их в жидкой
фазе; при взаимодействии их с кислородом окружающей
атмосферы; окисление элементов расплавленного металла
шлаком.
Поскольку первые три стадии в литературе освещены
недостаточно, ниже они рассмотрены подробно.
Окисление компонентов флюса в твердой фазе
при его изготовлении и нагреве дугой
В ряде работ [5; 39; 42; 49] отмечено существенное значение
окислительных реакций, протекающих в покрытиях элек-
тродов и в керамических флюсах в процессе их изготовления.
В общем случае поставщиком кислорода для окисления
активных элементов флюса (порошков металлов или ферро-
сплавов) в твердой фазе могут быть газообразные окислители,
выделяющиеся из самого флюса при его нагревании, а также
кислород воздуха.
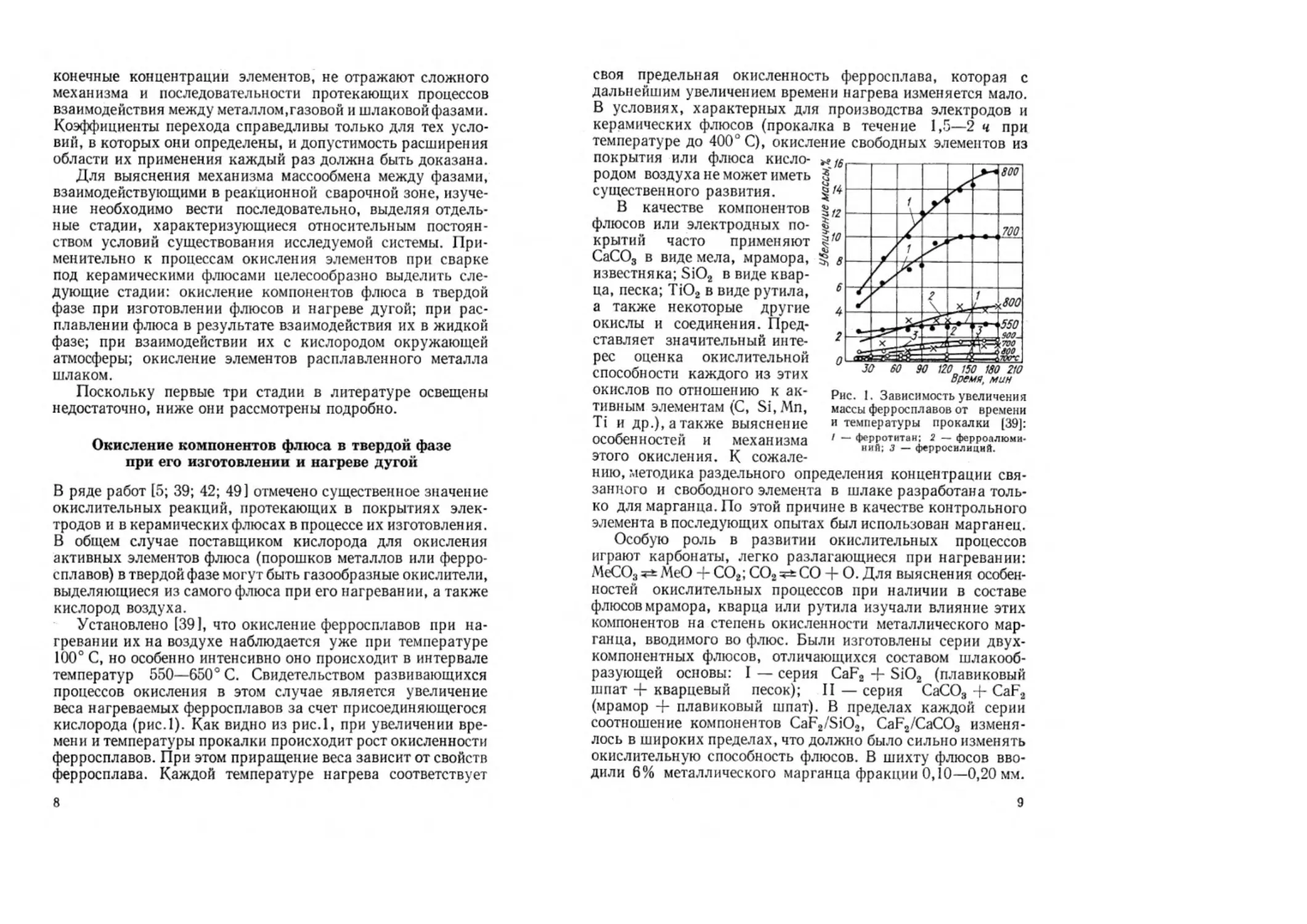
Установлено [39], что окисление ферросплавов при на-
гревании их на воздухе наблюдается уже при температуре
100° С, но особенно интенсивно оно происходит в интервале
температур 550—650° С. Свидетельством развивающихся
процессов окисления в этом случае является увеличение
веса нагреваемых ферросплавов за счет присоединяющегося
кислорода (рис.1). Как видно из рис.1, при увеличении вре-
мени и температуры прокалки происходит рост окисленности
ферросплавов. При этом приращение веса зависит от свойств
ферросплава. Каждой температуре нагрева соответствует
8
своя предельная окисленность ферросплава, которая с
дальнейшим увеличением времени нагрева изменяется мало.
В условиях, характерных для производства электродов и
керамических флюсов (прокалка в течение 1,5—2 ч при
температуре до 400° С), окисление свободных элементов из
покрытия или флюса кисло-
родом воздуха не может иметь
существенного развития.
В качестве компонентов
флюсов или электродных по-
крытий часто применяют
СаСО3 в виде мела, мрамора,
известняка; SiO2 в виде квар-
ца, песка; TiO2 в виде рутила,
а также некоторые другие
окислы и соединения. Пред-
ставляет значительный инте-
рес оценка окислительной
способности каждого из этих
окислов по отношению к ак-
тивным элементам (С, Si, Мп,
Ti и др.), а также выяснение
особенностей и механизма
этого окисления. К сожале-
Рис. 1. Зависимость увеличения
массы ферросплавов от времени
и температуры прокалки [39]:
/ — ферротитан; 2 — ферроалюми-
ний; 3 — ферросилиций.
нию, методика раздельного определения концентрации свя-
занного и свободного элемента в шлаке разработана толь-
ко для марганца. По этой причине в качестве контрольного
элемента в последующих опытах был использован марганец.
Особую роль в развитии окислительных процессов
играют карбонаты, легко разлагающиеся при нагревании:
МеСО3 МеО + СО2; СО2СО + О. Для выяснения особен-
ностей окислительных процессов при наличии в составе
флюсов мрамора, кварца или рутила изучали влияние этих
компонентов на степень окисленности металлического мар-
ганца, вводимого во флюс. Были изготовлены серии двух-
компонентных флюсов, отличающихся составом шлакооб-
разующей основы: I — серия CaF2 -F SiO2 (плавиковый
шпат + кварцевый песок); II — серия СаСО3 4- CaF2
(мрамор + плавиковый шпат). В пределах каждой серии
соотношение компонентов CaF2/SiO2, CaF2/CaCO3 изменя-
лось в широких пределах, что должно было сильно изменять
окислительную способность флюсов. В шихту флюсов вво-
дили 6% металлического марганца фракции 0,10—0,20 мм.
9
Химический состав материалов,
Наименование материалов SiO, СаСО, МпО А 1,0,
Мрамор 92,6 0,93 —
Глинозем 0,03 — — 98
Рутил 0,95 — — 0,25
Магнезит 4,4 — — 3,2 вместе с Fe2O3
Плавиковый шпат 2,36 — — —
Кварцевый песок 97,0 — — ——
Марганец металлический — — — —
Данные химического анализа использованных в опытах
материалов приведены в табл.1. Флюсы, содержащие в ших-
те SiO2, изготовляли на жидком натриевом стекле (модуль
2,7; плотность 1,3 г/см3), количество которого составляло
16% от массы сухой шихты. Карбонатно-флюоритовые флю-
сы изготовляли на растворе карбоксиметилцеллюлозы (плот-
ность 1,4 г/см3), добавляемой в количестве 16% от массы
сухой шихты.
Навеску исследуемого флюса (100 г) насыпали тонким
слоем в жаровню из жаропрочного материала и помещали в
муфельную печь, в камеру которой при необходимости мож-
но было подавать аргон. Выдержка при заданной темпера-'
туре составляла 3 ч, после чего навеску вынимали из печи и
охлаждали в аргоне.
Количество окислившегося и пеокислившегося марганца
определяли путем химического анализа флюса по методике
ИМЕТ [116]. Параллельно фиксировали изменение массы
флюса в процессе проведения опыта. Данные опытов для
флюсов I и II серий показаны на рис. 2.
При нагревании до 200° С испаряется исходная влага.
В интервале температур 200—500° С существенных измене-
ний массы флюсов не происходит. В области температур
500—800° С для флюсов, содержащих мрамор, наблюдается
резкое уменьшение массы, вызываемое разложением мрамора
и удалением углекислого газа в атмосферу. Для флюса 3 это
уменьшение интенсивнее, так как он содержит больше мра-
мора в своем составе. При нагреве выше 800° С процесс
диссоциации мрамора завершается, что отражается на ходе
кривых.
10
использованных в опытах, %
Таблица 1
Зависимость окислительной способности флюсов от со-
держания в них мрамора иллюстрируется данными опытов,
представленными на рис. 3. Окисленность марганца опреде-
ляли по формуле
*. _ (Мп)исх (Мп^своб
100%
(1)
для флюсов с разным содержанием СаСО3 при нагреве их до
температуры Т = 1000° С. Для оценки роли кислорода
Рис. 2. Зависимость массы флюса от
температуры нагрева:
/ — CaF, = 60%: SiO, = 40%; 2 —
CaF, «= 80%; CaCO, = 20%; 3 —
CaF, = 40%; CaCO, = 60%.
100 90 80 70 60 500aF2,%
Рис. 3. Зависимость окислитель-
ной способности флюсов по отно-
шению к Мп от содержания в них
СаСО3 при нагреве до 1000° С:
/ — нагрев на воздухе; 2 — нагрев
в среде аргона.
воздуха в окислении компонентов флюса при нагреве опы-
ты производили как в обычной атмосфере, так и в среде
технически чистого аргона. Данные опытов показывают,
Н
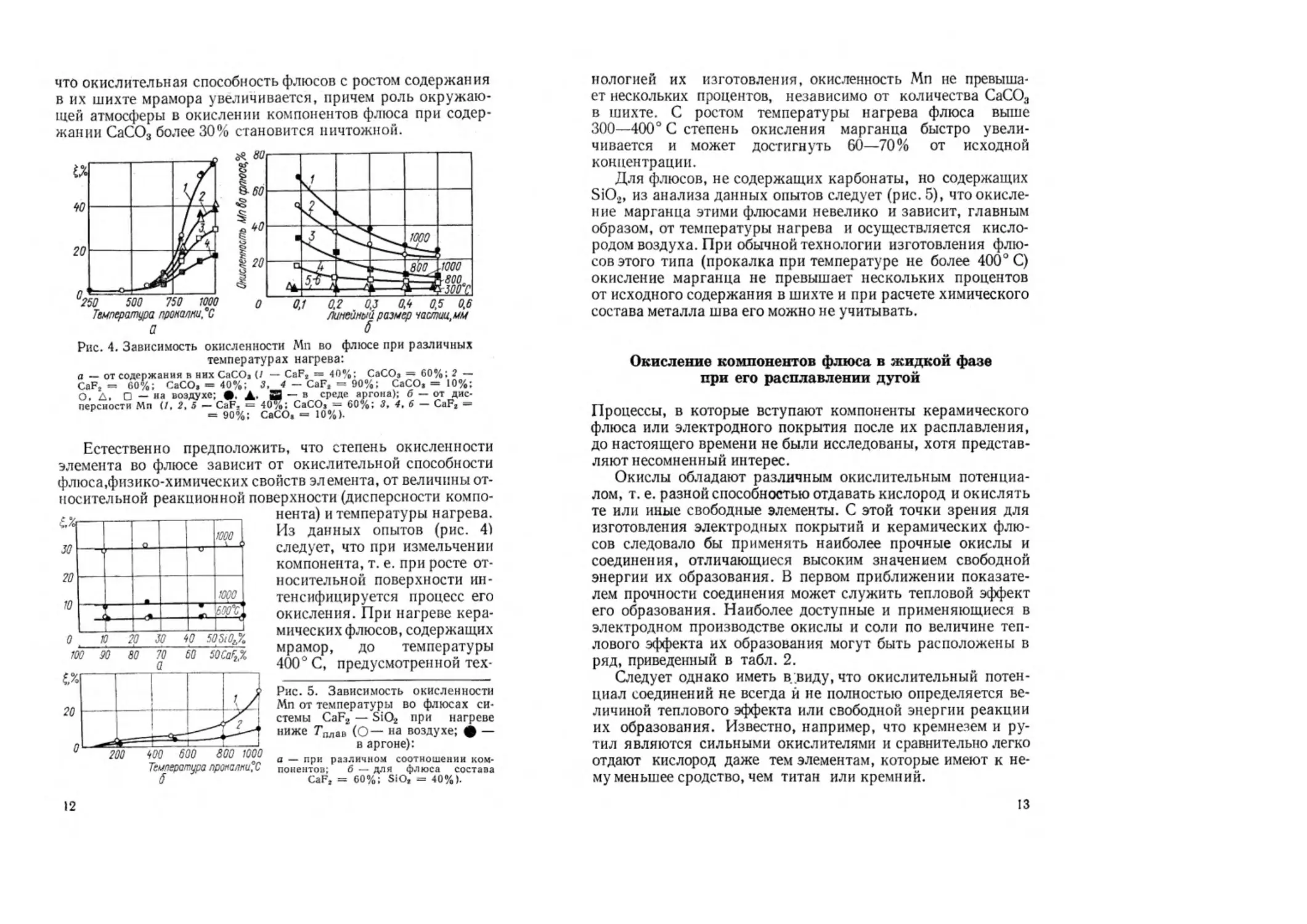
что окислительная способность флюсов с ростом содержания
в их шихте мрамора увеличивается, причем роль окружаю-
щей атмосферы в окислении компонентов флюса при содер-
жании СаСО3 более 30% становится ничтожной.
Рис. 4. Зависимость окисленности Мп во флюсе при различных
температурах нагрева:
а — от содержания в них СаСО, (/ — CaF, = 40%; СаСО, = 60%; 2 —
CaF, = 60%; СаСО, = 40%; 3, 4 — CaF, = 90%; СаСО, = 10%;
О. Д. О — на воздухе; ф, Д. 3 — в среде аргона); б — от дис-
персности Мп (/. 2, 5 — CaF. = 40%; СаСО, = 60%; 3, 4, 6 — CaF, =
= 90%; СаСО, = 10%).
Естественно предположить, что степень окисленности
элемента во флюсе зависит от окислительной способности
флюса,физико-химических свойств элемента, от величины от-
носительной реакционной поверхности (дисперсности компо-
нента) и температуры нагрева.
Из данных опытов (рис. 4)
следует, что при измельчении
компонента, т. е. при росте от-
носительной поверхности ин-
тенсифицируется процесс его
окисления. При нагреве кера-
мических флюсов, содержащих
мрамор, до температуры
400° С, предусмотренной тех-
Рис. 5. Зависимость окисленности
Мп от температуры во флюсах си-
стемы CaF2 — SiO2 при нагреве
ниже Тплав (О— на воздухе; > —
в аргоне):
а — при различном соотношении ком-
понентов; б — для флюса состава
CaF, = 60%; SiO, = 40%).
Температура пропалки'С
5
12
нологней их изготовления, окисленность Мп не превыша-
ет нескольких процентов, независимо от количества СаСО3
в шихте. С ростом температуры нагрева флюса выше
300—400° С степень окисления марганца быстро увели-
чивается и может достигнуть 60—70% от исходной
концентрации.
Для флюсов, не содержащих карбонаты, но содержащих
SiO.,, из анализа данных опытов следует (рис. 5), что окисле-
ние марганца этими флюсами невелико и зависит, главным
образом, от температуры нагрева и осуществляется кисло-
родом воздуха. При обычной технологии изготовления флю-
сов этого типа (прокалка при температуре не более 400° С)
окисление марганца не превышает нескольких процентов
от исходного содержания в шихте и при расчете химического
состава металла шва его можно не учитывать.
Окисление компонентов флюса в жидкой фазе
при его расплавлении дугой
Процессы, в которые вступают компоненты керамического
флюса или электродного покрытия после их расплавления,
до настоящего времени не были исследованы, хотя представ-
ляют несомненный интерес.
Окислы обладают различным окислительным потенциа-
лом, т. е. разной способностью отдавать кислород и окислять
те или иные свободные элементы. С этой точки зрения для
изготовления электродных покрытий и керамических флю-
сов следовало бы применять наиболее прочные окислы и
соединения, отличающиеся высоким значением свободной
энергии их образования. В первом приближении показате-
лем прочности соединения может служить тепловой эффект
его образования. Наиболее доступные и применяющиеся в
электродном производстве окислы и соли по величине теп-
лового эффекта их образования могут быть расположены в
ряд, приведенный в табл. 2.
Следует однако иметь в.виду, что окислительный потен-
циал соединений не всегда й не полностью определяется ве-
личиной теплового эффекта или свободной энергии реакции
их образования. Известно, например, что кремнезем и ру-
тил являются сильными окислителями и сравнительно легко
отдают кислород даже тем элементам, которые имеют к не-
му меньшее сродство, чем титан или кремний.
13
Таблица 2
Свободная энергия образования и тепловой эффект дла некоторых
веществ
Вещество Реакция образования Тепловой эффект, кал Уравнение свободной энергии образования
СаО 2Са + О2 = 2СаО —303400 —3802504-8,247
MgO 2 Mg + О2 = 2MgO —292200 -3634004-102,67
CaF2 Са -|- F2 = CaF„ -290200 —
ai2o3 %AI 4- О, == а/3А1,О, —262200 -2575004-44,37
В2О3 ЧВ 4- О3 = а/3в.Д —232667 —2328674-43,27
тю2 Ti 4- О2 = TiO2 —219000 —2175004-41,47
SiO2 Si 4- О„ = SiO2 —205600 —2154704-47,737
Мпб 2Мп 4- О2 = 2МпО — J 86200 — 1908004-39,257
Сг2О3 */зСг 4~ — а/зСг2О3 — 180467 — 1837404-44,217
3/2Fe 4- О2 = l/2Fc3O4 — 133250 — 1339004-41,17
FeO 2Fe 4- О2 = 2FeO — 129000 — 111250-4 21,677
MnO2 Мп 4- О2 = МпО? — 123000
Примечание. В качестве единицы количества теплоты приня-
та калория (по Международной системе единиц СИ — джоуль), так как
уравнения свободной энергии образования окислов и солей были получе-
ны при расчетах, в которых количество теплоты измеряли в калориях.
Для оценки окислительной способности отдельных окис-
лов были изготовлены четыре серии опытных керамических
флюсов следующих шлакообразующих систем: CaF2 — SiO2*
CaF2 — TiO2, CaF2 — CaCO3, CaF2 — A12O3 — MgO. Для
оценки окислительных свойств кремнезема были изготов-
лены флюсы, отличающиеся соотношением CaF2 u SiO2 в
их шлакообразующей основе: CaF2 = 41%, SiO2 = 59%;
CaF2 = 76%, SiO2 = 24%; CaF2 = 85%, SiO2 = 15%;CaF2 =
= 94%, SiO2 = 6%. К шлакообразующей основе каж-
дой партии сверх 100% добавляли 0,8—9,5% металличе-
ского марганца. Флюсы изготовляли по одинаковой тех-
нологии в вице стержней, в состав их вводили 20% рас-
твора натриевого стекла плотностью 1,3 г/см3 с моду-
лем 2,7. Стержни расплавляли, после чего изучали изме-
нения, происшедшие в их составе. Для приближения ус-
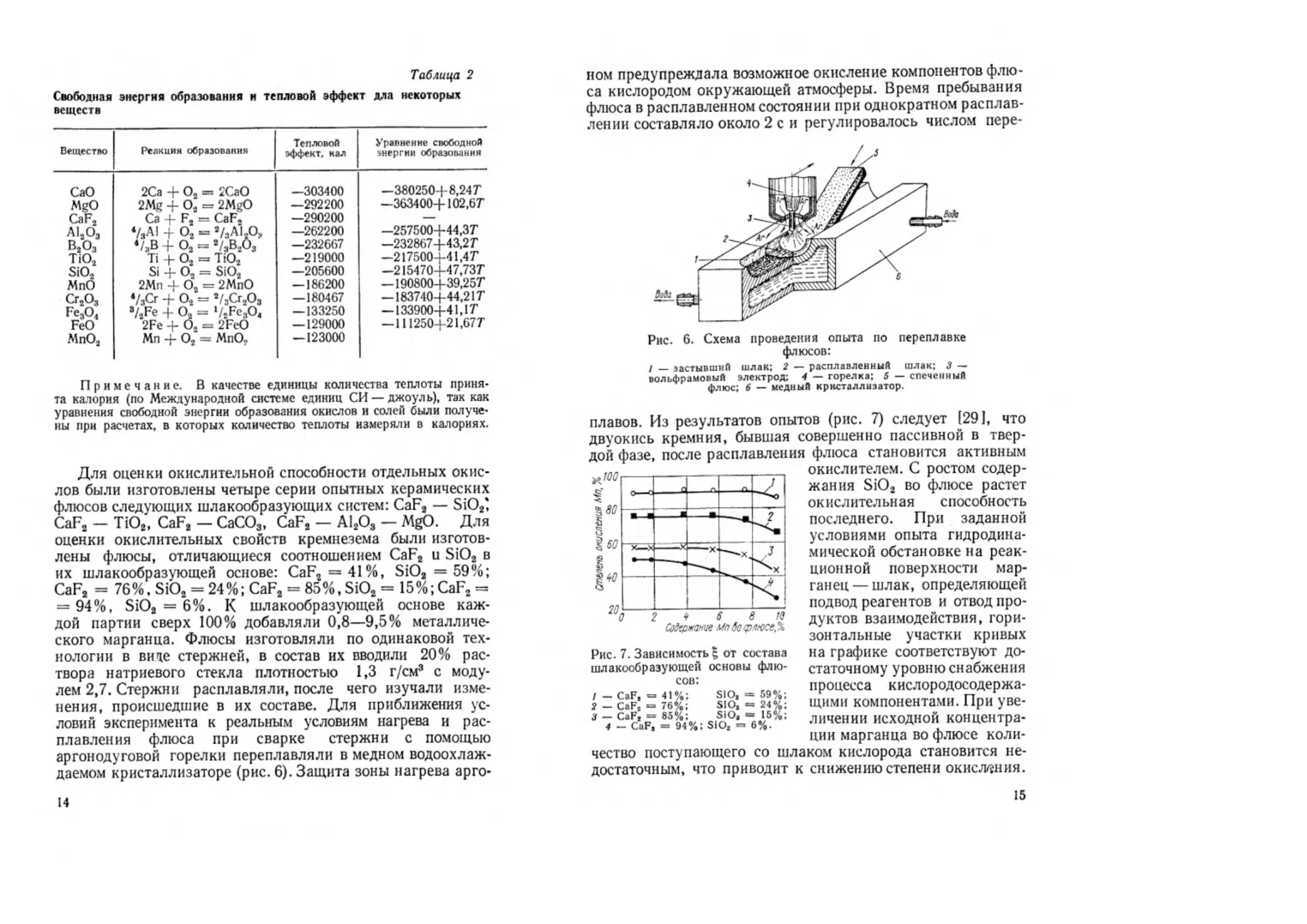
ловий эксперимента к реальным условиям нагрева и рас-
плавления флюса при сварке стержни с помощью
аргонодуговой горелки переплавляли в медном водоохлаж-
даемом кристаллизаторе (рис. 6). Защита зоны нагрева арго-
14
пом предупреждала возможное окисление компонентов флю-
са кислородом окружающей атмосферы. Время пребывания
флюса в расплавленном состоянии при однократном расплав-
лении составляло около 2 с и регулировалось числом пере-
Рис. 6. Схема проведения опыта по переплавке
флюсов:
/ — застывший шлак; 2 — расплавленный шлак; 3 —
вольфрамовый электрод; 4 — горелка; 5 — спеченный
флюс; 6 — медный кристаллизатор.
плавов. Из результатов опытов (рис. 7) следует [29 J, что
двуокись кремния, бывшая совершенно пассивной в твер-
дой фазе, после расплавления флюса становится активным
основы флна-
Рис. 7. Зависимость В от состава
шлакообразующей
сов:
/ — CaF, = 41%;
2 — CaF, = 76%;
3 — CaF, = 85%;
4 — CaF, = 94%; SiO, = 6%
окислителем. С ростом содер-
жания SiO2 во флюсе растет
окислительная способность
последнего. При заданной
условиями опыта гидродина-
мической обстановке на реак-
ционной поверхности мар-
ганец — шлак, определяющей
подвод реагентов и отвод про-
дуктов взаимодействия, гори-
зонтальные участки кривых
на графике соответствуют до-
статочному уровню снабжения
процесса кислородосодержа-
щими компонентами. При уве-
личении исходной концентра-
ции марганца во флюсе коли-
чество поступающего со шлаком кислорода становится не-
достаточным, что приводит к снижению степени окисления.
S1O, — 59%;
Si О, «= 24%;
SiO, - 15%;
15
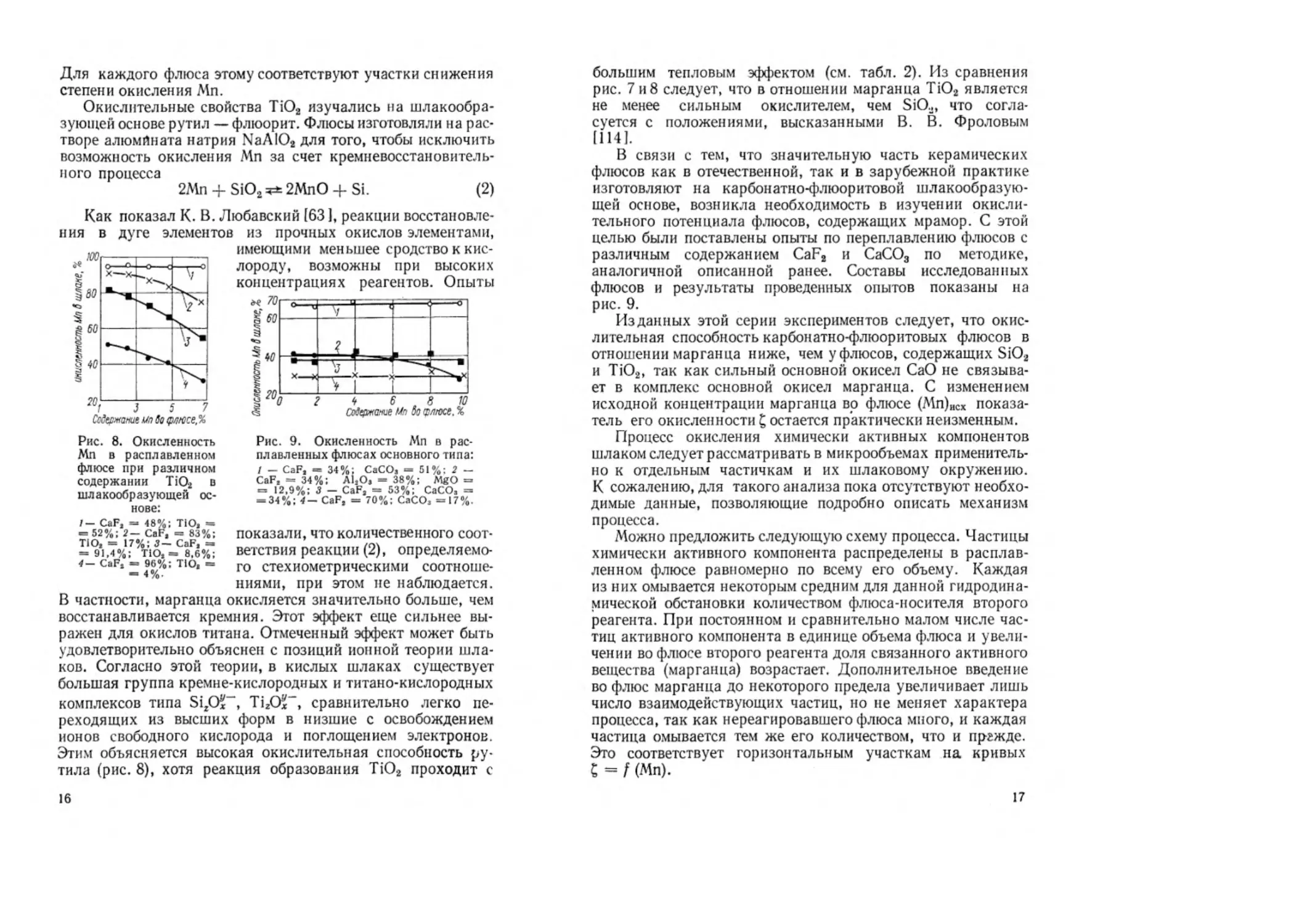
Для каждого флюса этому соответствуют участки снижения
степени окисления Мп.
Окислительные свойства TiO2 изучались на шлакообра-
зующей основе рутил — флюорит. Флюсы изготовляли на рас-
творе алюмината натрия NaA102 для того, чтобы исключить
возможность окисления Мп за счет кремневосстановитель-
ного процесса
2Mn + SiO2 2MnO + Si. (2)
Как показал К. В. Любавский [63], реакции восстановле-
ния в дуге элементов из прочных окислов элементами,
Рис. 8. Окисленность
Мп в расплавленном
флюсе при различном
содержании TiO2 в
шлакообразующей ос-
нове:
/- CaF, = 48%; Т1О, =
= 52%; 2 — CaF, = 83%;
TiO, = 17%; 3~ CaF, =
= 91,4%; TIO, = 8.6%;
4 — CaF, = 96%; TiO, =
= 4%.
имеющими меньшее сродство к кис-
лороду, возможны при высоких
Рис. 9. Окисленность Мп в рас-
плавленных флюсах основного типа:
/ _ CaF, = 34%; CaCO, = 51%; 2 —
CaF, = 34%; A1,O, = 38%; MgO =
= 12.9%; 3 — CaF, = 53%; CaCO, =
= 34%; 4 — CaF, = 70%; CaCO, =17%.
показали, что количественного соот-
ветствия реакции (2), определяемо-
го стехиометрическими соотноше-
ниями, при этом не наблюдается.
В частности, марганца окисляется значительно больше, чем
восстанавливается кремния. Этот эффект еще сильнее вы-
ражен для окислов титана. Отмеченный эффект может быть
удовлетворительно объяснен с позиций ионной теории шла-
ков. Согласно этой теории, в кислых шлаках существует
большая группа кремне-кислородных и титано-кислородных
комплексов типа SizO^“, TizO*~, сравнительно легко пе-
реходящих из высших форм в низшие с освобождением
ионов свободного кислорода и поглощением электронов.
Этим объясняется высокая окислительная способность ру-
тила (рис. 8), хотя реакция образования TiO2 проходит с
16
большим тепловым эффектом (см. табл. 2). Из сравнения
рис. 7и8 следует, что в отношении марганца TiO2 является
не менее сильным окислителем, чем SiO2, что согла-
суется с положениями, высказанными В. В. Фроловым
[114].
В связи с тем, что значительную часть керамических
флюсов как в отечественной, так и в зарубежной практике
изготовляют на карбонатно-флюоритовой шлакообразую-
щей основе, возникла необходимость в изучении окисли-
тельного потенциала флюсов, содержащих мрамор. С этой
целью были поставлены опыты по переплавлению флюсов с
различным содержанием CaF2 и СаСО3 по методике,
аналогичной описанной ранее. Составы исследованных
флюсов и результаты проведенных опытов показаны на
рис. 9.
Изданных этой серии экспериментов следует, что окис-
лительная способность карбонатно-флюоритовых флюсов в
отношении марганца ниже, чем у флюсов, содержащих SiO2
и TiO2, так как сильный основной окисел СаО не связыва-
ет в комплекс основной окисел марганца. С изменением
исходной концентрации марганца во флюсе (Мп)Исх показа-
тель его окисленности £ остается практически неизменным.
Процесс окисления химически активных компонентов
шлаком следует рассматривать в микрообъемах применитель-
но к отдельным частичкам и их шлаковому окружению.
К сожалению, для такого анализа пока отсутствуют необхо-
димые данные, позволяющие подробно описать механизм
процесса.
Можно предложить следующую схему процесса. Частицы
химически активного компонента распределены в расплав-
ленном флюсе равномерно по всему его объему. Каждая
из них омывается некоторым средним для данной гидродина-
мической обстановки количеством флюса-носителя второго
реагента. При постоянном и сравнительно малом числе час-
тиц активного компонента в единице объема флюса и увели-
чении во флюсе второго реагента доля связанного активного
вещества (марганца) возрастает. Дополнительное введение
во флюс марганца до некоторого предела увеличивает лишь
число взаимодействующих частиц, но не меняет характера
процесса, так как нереагировавшего флюса много, и каждая
частица омывается тем же его количеством, что и прежде.
Это соответствует горизонтальным участкам на кривых
£ = f (Мп).
17
При дальнейшем увеличении концентрации марганца в
шихте процесс окисления Мп тормозится из-за недостатка
«свежего» флюса. Окислительная способность флюса падает.
Насыщение продуктами взаимодействия исходного флюса
снижает его окислительную способность в разной степени.
Например, Мп2+ при больших концентрациях существенно
снижает окислительную способность рутилового кислого
шлака и почти не оказывает никакого влияния на основной
шлак, содержащий СаО.
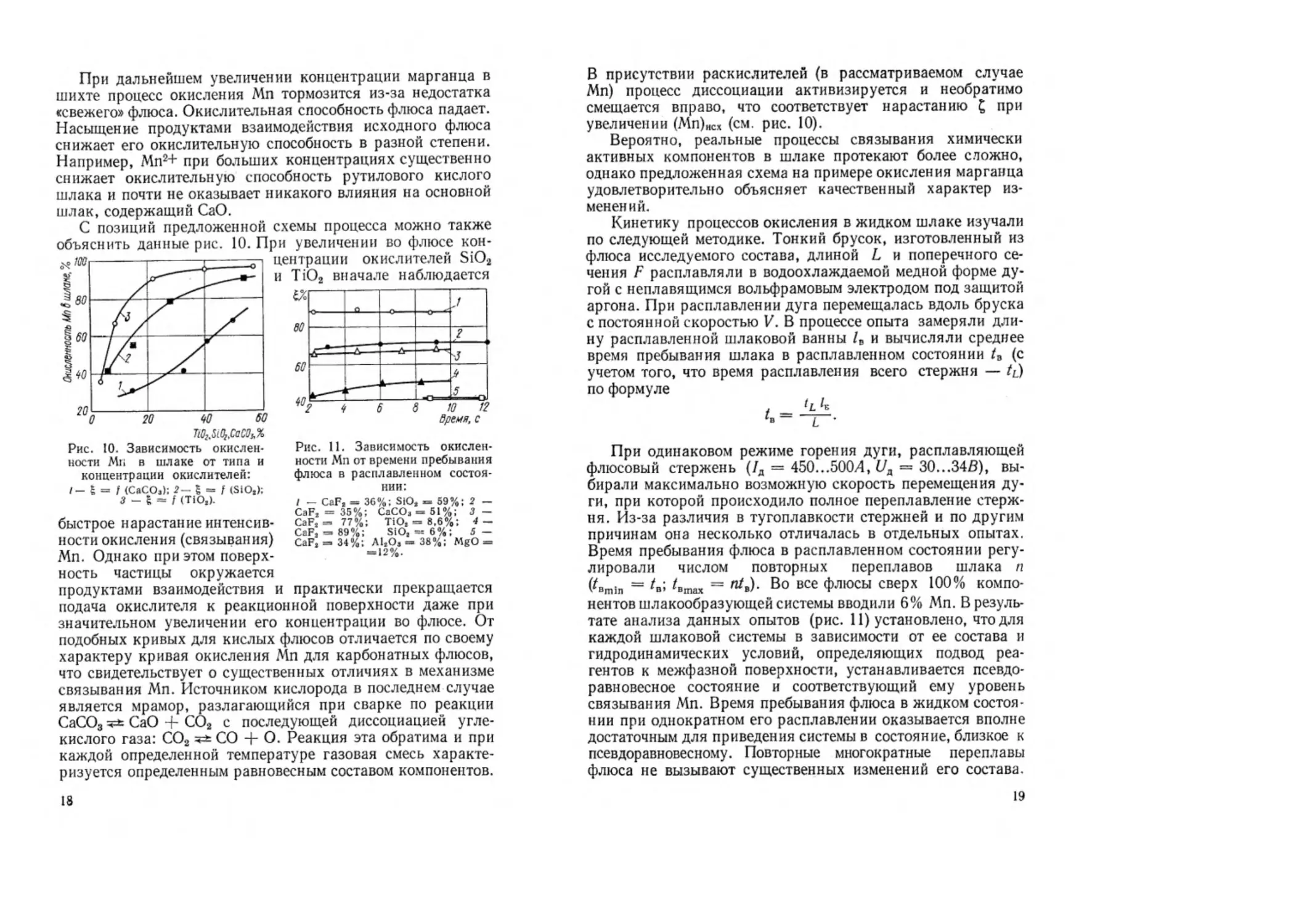
С позиций предложенной схемы процесса можно также
объяснить данные рис. 10. При увеличении во флюсе кон-
ности Мп от времени пребывания
флюса в расплавленном состоя-
нии:
I — CaF, = 36%; SiO, = 59%; 2 —
CaF, = 35%; СаСО, = 51%; *
CaF, = 77%; TiO, = 8.6%;
CaF, = 89%; SiO, = 6%; b
CaF, = 34%; A 1,0, = 38%; MgO
= 12%.
з —
4 —
5 —
пости Мп в шлаке от типа и
концентрации окислителей:
1-1= f (СаСО,): 2-1 = f (SiO,);
з - S = f (Tio,).
быстрое нарастание интенсив-
ности окисления (связывания)
Мп. Однако при этом поверх-
ность частицы окружается
продуктами взаимодействия и
подача окислителя к реакционной поверхности даже при
значительном увеличении его концентрации во флюсе. От
подобных кривых для кислых флюсов отличается по своему
характеру кривая окисления Мп для карбонатных флюсов,
практически прекращается
что свидетельствует о существенных отличиях в механизме
связывания Мп. Источником кислорода в последнем случае
является мрамор, разлагающийся при сварке по реакции
СаСО3 СаО + С02 с последующей диссоциацией угле-
кислого газа: С02 СО + О. Реакция эта обратима и при
каждой определенной температуре газовая смесь характе-
ризуется определенным равновесным составом компонентов.
18
В присутствии раскислителей (в рассматриваемом случае
Мп) процесс диссоциации активизируется и необратимо
смещается вправо, что соответствует нарастанию £ при
увеличении (Мп)ИСх (см. рис. 10).
Вероятно, реальные процессы связывания химически
активных компонентов в шлаке протекают более сложно,
однако предложенная схема на примере окисления марганца
удовлетворительно объясняет качественный характер из-
менен ий.
Кинетику процессов окисления в жидком шлаке изучали
по следующей методике. Тонкий брусок, изготовленный из
флюса исследуемого состава, длиной L и поперечного се-
чения F расплавляли в водоохлаждаемой медной форме ду-
гой с нсплавящи.мся вольфрамовым электродом под защитой
аргона. При расплавлении дуга перемещалась вдоль бруска
с постоянной скоростью V. В процессе опыта замеряли дли-
ну расплавленной шлаковой ванны /„ и вычисляли среднее
время пребывания шлака в расплавленном состоянии t0 (с
учетом того, что время расплавления всего стержня — tL)
по формуле
, _ lL
— L -
При одинаковом режиме горения дуги, расплавляющей
флюсовый стержень (/д = 450...500/4, Ua = 30...34В), вы-
бирали максимально возможную скорость перемещения ду-
ги, при которой происходило полное переплавление стерж-
ня. Из-за различия в тугоплавкости стержней и по другим
причинам она несколько отличалась в отдельных опытах.
Время пребывания флюса в расплавленном состоянии регу-
лировали числом повторных переплавов шлака п
(/Bmin = 4; ^вщах = ^в)- Во все флюсы сверх 100% компо-
нентов шлакообразующей системы вводили 6% Мп. В резуль-
тате анализа данных опытов (рис. 11) установлено, что для
каждой шлаковой системы в зависимости от ее состава и
гидродинамических условий, определяющих подвод реа-
гентов к межфазной поверхности, устанавливается псевдо-
равновесное состояние и соответствующий ему уровень
связывания Мп. Время пребывания флюса в жидком состоя-
нии при однократном его расплавлении оказывается вполне
достаточным для приведения системы в состояние, близкое к
псевдоравновесному. Повторные многократные переплавы
флюса не вызывают существенных изменений его состава.
19
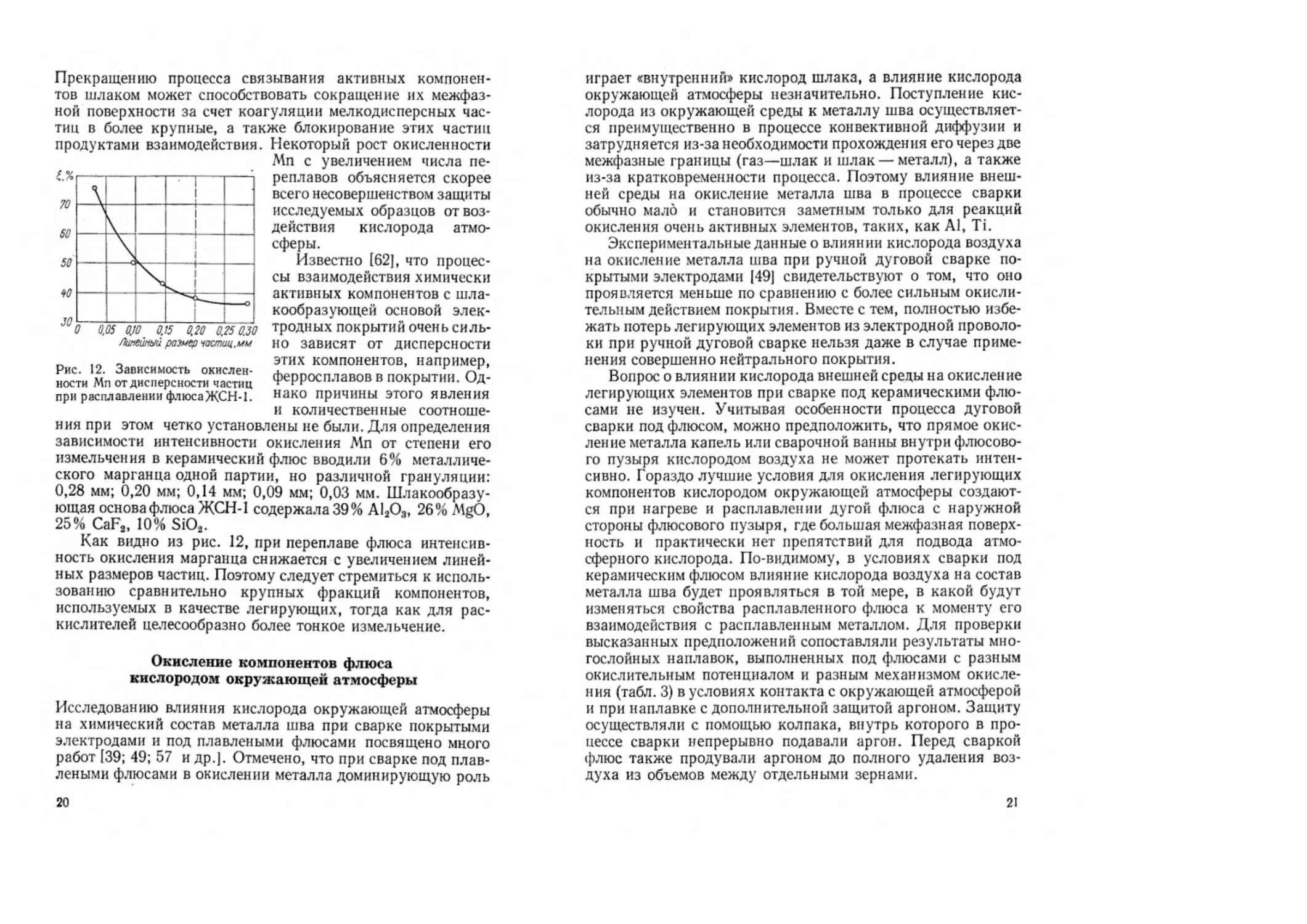
Прекращению процесса связывания активных компонен-
тов шлаком может способствовать сокращение их межфаз-
ной поверхности за счет коагуляции мелкодисперсных час-
тиц в более крупные, а также блокирование этих частиц
продуктами взаимодействия. Некоторый рост окисленности
Мп с увеличением числа пе-
Липейный размер частиц.мм
Рис. 12. Зависимость окислен-
ности Мп от дисперсности частиц
при расплавлении флюсаЖСН-1.
реплавов объясняется скорее
всего несовершенством защиты
исследуемых образцов от воз-
действия кислорода атмо-
сферы.
Известно [62], что процес-
сы взаимодействия химически
активных компонентов с шла-
кообразующей основой элек-
тродных покрытий очень силь-
но зависят от дисперсности
этих компонентов, например,
ферросплавов в покрытии. Од-
нако причины этого явления
и количественные соотноше-
ния при этом четко установлены не были. Для определения
зависимости интенсивности окисления Мп от степени его
измельчения в керамический флюс вводили 6% металличе-
ского марганца одной партии, но различной грануляции:
0,28 мм; 0,20 мм; 0,14 мм; 0,09 мм; 0,03 мм. Шлакообразу-
ющая основа флюса ЖСН-1 содержала 39% А12О3, 26% MgO,
25% CaF2, 10% SiO2.
Как видно из рис. 12, при переплаве флюса интенсив-
ность окисления марганца снижается с увеличением линей-
ных размеров частиц. Поэтому следует стремиться к исполь-
зованию сравнительно крупных фракций компонентов,
используемых в качестве легирующих, тогда как для рас-
кислителей целесообразно более тонкое измельчение.
Окисление компонентов флюса
кислородом окружающей атмосферы
Исследованию влияния кислорода окружающей атмосферы
на химический состав металла шва при сварке покрытыми
электродами и под плавлеными флюсами посвящено много
работ [39; 49; 57 и др.]. Отмечено, что при сварке под плав-
леными флюсами в окислении металла доминирующую роль
20
играет «внутренний» кислород шлака, а влияние кислорода
окружающей атмосферы незначительно. Поступление кис-
лорода из окружающей среды к металлу шва осуществляет-
ся преимущественно в процессе конвективной диффузии и
затрудняется из-за необходимости прохождения его через две
межфазные границы (газ—шлак и шлак — металл), а также
из-за кратковременности процесса. Поэтому влияние внеш-
ней среды на окисление металла шва в процессе сварки
обычно мало и становится заметным только для реакций
окисления очень активных элементов, таких, как Al, Ti.
Экспериментальные данные о влиянии кислорода воздуха
на окисление металла шва при ручной дуговой сварке по-
крытыми электродами [49J свидетельствуют о том, что оно
проявляется меньше по сравнению с более сильным окисли-
тельным действием покрытия. Вместе с тем, полностью избе-
жать потерь легирующих элементов из электродной проволо-
ки при ручной дуговой сварке нельзя даже в случае приме-
нения совершенно нейтрального покрытия.
Вопрос о влиянии кислорода внешней среды на окисление
легирующих элементов при сварке под керамическими флю-
сами не изучен. Учитывая особенности процесса дуговой
сварки под флюсом, можно предположить, что прямое окис-
ление металла капель или сварочной ванны внутри флюсово-
го пузыря кислородом воздуха не может протекать интен-
сивно. Гораздо лучшие условия для окисления легирующих
компонентов кислородом окружающей атмосферы создают-
ся при нагреве и расплавлении дугой флюса с наружной
стороны флюсового пузыря, где большая межфазная поверх-
ность и практически нет препятствий для подвода атмо-
сферного кислорода. По-видимому, в условиях сварки под
керамическим флюсом влияние кислорода воздуха на состав
металла шва будет проявляться в той мере, в какой будут
изменяться свойства расплавленного флюса к моменту его
взаимодействия с расплавленным металлом. Для проверки
высказанных предположений сопоставляли результаты мно-
гослойных наплавок, выполненных под флюсами с разным
окислительным потенциалом и разным механизмом окисле-
ния (табл. 3) в условиях контакта с окружающей атмосферой
и при наплавке с дополнительной защитой аргоном. Защиту
осуществляли с помощью колпака, внутрь которого в про-
цессе сварки непрерывно подавали аргон. Перед сваркой
флюс также продували аргоном до полного удаления воз-
духа из объемов между отдельными зернами.
21
Таблица 3
Флюсы с различным окислительным потенциалом
Номер флюса (рис. 13) Состав шлакообразующей основы. %
CaF, S1O,» Al,о, MgO CaCO,
1 89 6
п 34 9 38 12
III 35 6 — — 51
* Суммарное содержание в жидком стекле и в минерала;..
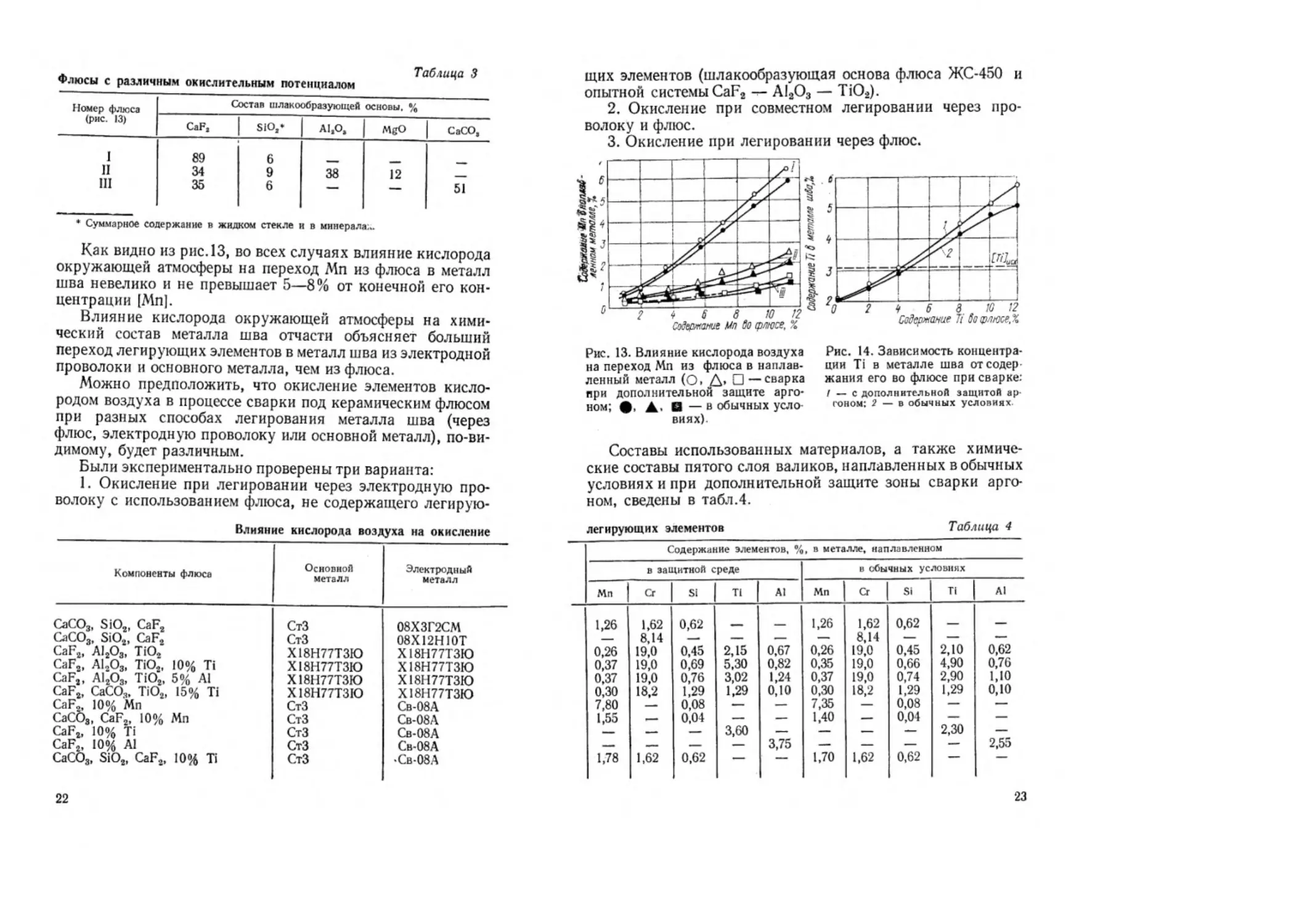
Как видно из рис. 13, во всех случаях влияние кислорода
окружающей атмосферы на переход Мп из флюса в металл
шва невелико и не превышает 5—8% от конечной его кон-
центрации [Мп].
Влияние кислорода окружающей атмосферы на хими-
ческий состав металла шва отчасти объясняет больший
переход легирующих элементов в металл шва из электродной
проволоки и основного металла, чем из флюса.
Можно предположить, что окисление элементов кисло-
родом воздуха в процессе сварки под керамическим флюсом
при разных способах легирования металла шва (через
флюс, электродную проволоку или основной металл), по-ви-
димому, будет различным.
Были экспериментально проверены три варианта:
1. Окисление при легировании через электродную про-
волоку с использованием флюса, не содержащего лсгирую-
Влияние кислорода воздуха на окисление
Компоненты флюса Основной металл Электродный металл
СаСО3, SiO2, CaF2 СтЗ 08ХЗГ2СМ
СаСО8, SiO2, CaF, СтЗ 08Х12Н10Т
CaF2, A12O3, TiO2 Х18Н77ТЗЮ Х18Н77ТЗЮ
CaF2, AI,O3, TiO,, 10% Ti Х18Н77ТЗЮ Х18Н77ТЗЮ
CaFa, A12O3, TiO2, 5% Al Х18Н77ТЗЮ Х18Н77ТЗЮ
CaF2, CaCO„ TiO2, 15% Ti X18H77T3IO Х18Н77ТЗЮ
CaF,, 10% Mn СтЗ Св-08А
CaCO3, CaF2, 10% Mn СтЗ Св-08А
CaF2, 10% Ti СтЗ Св-08А
CaF,, 10% Al СтЗ Св-08А
CaCO3, SiO2, CaF,, 10% Ti СтЗ •Св-08А
22
щих элементов (шлакообразующая основа флюса ЖС-450 и
опытной системы CaF2 — А12О3 — TiO2).
2. Окисление при совместном легировании через про-
волоку и флюс.
3. Окисление при легировании через флюс.
Рис. 13. Влияние кислорода воздуха
на переход Мп из флюса в наплав-
ленный металл (О. Д. □ —сварка
при дополнительной защите арго-
ном; ф. A' Q —в обычных усло-
виях).
Рис. 14. Зависимость концентра
ции Ti в металле шва отсодер
жания его во флюсе при сварке:
/ — С дополнительной защитой ар
гоном; 2 — в обычных условиях.
Составы использованных материалов, а также химиче-
ские составы пятого слоя валиков, наплавленных в обычных
условиях и при дополнительной защите зоны сварки арго-
ном, сведены в табл.4.
легирующих элементов
Таблица 4
Содержание элементов, %, в металле, наплавленном
в защитной среде в обычных условиях
Мп Ст Si Ti Al Мп Ст Si Ti Al
1,26 1,62 0,62 1,26 1,62 0,62
— 8,14 — — — 8,14 — — —
0,26 19,0 0,45 2,15 0,67 0,26 19,0 0,45 2,10 0,62
0,37 19,0 0,69 5,30 0,82 0,35 19,0 0,66 4,90 0,76
0,37 19,0 0,76 3,02 1,24 0,37 19,0 0,74 2,90 1,10
0,30 18,2 1,29 1,29 0,10 0,30 18,2 1,29 1,29 0,10
7,80 — 0,08 — — 7,35 — 0,08 — —•
1,55 0,04 — — 1,40 — 0,04 —- —
— —> 3,60 —— — —— 2,30 —
— — — — 3,75 —- — — — 2,55
1,78 1,62 0,62 — — 1,70 1,62 0,62 — —
23
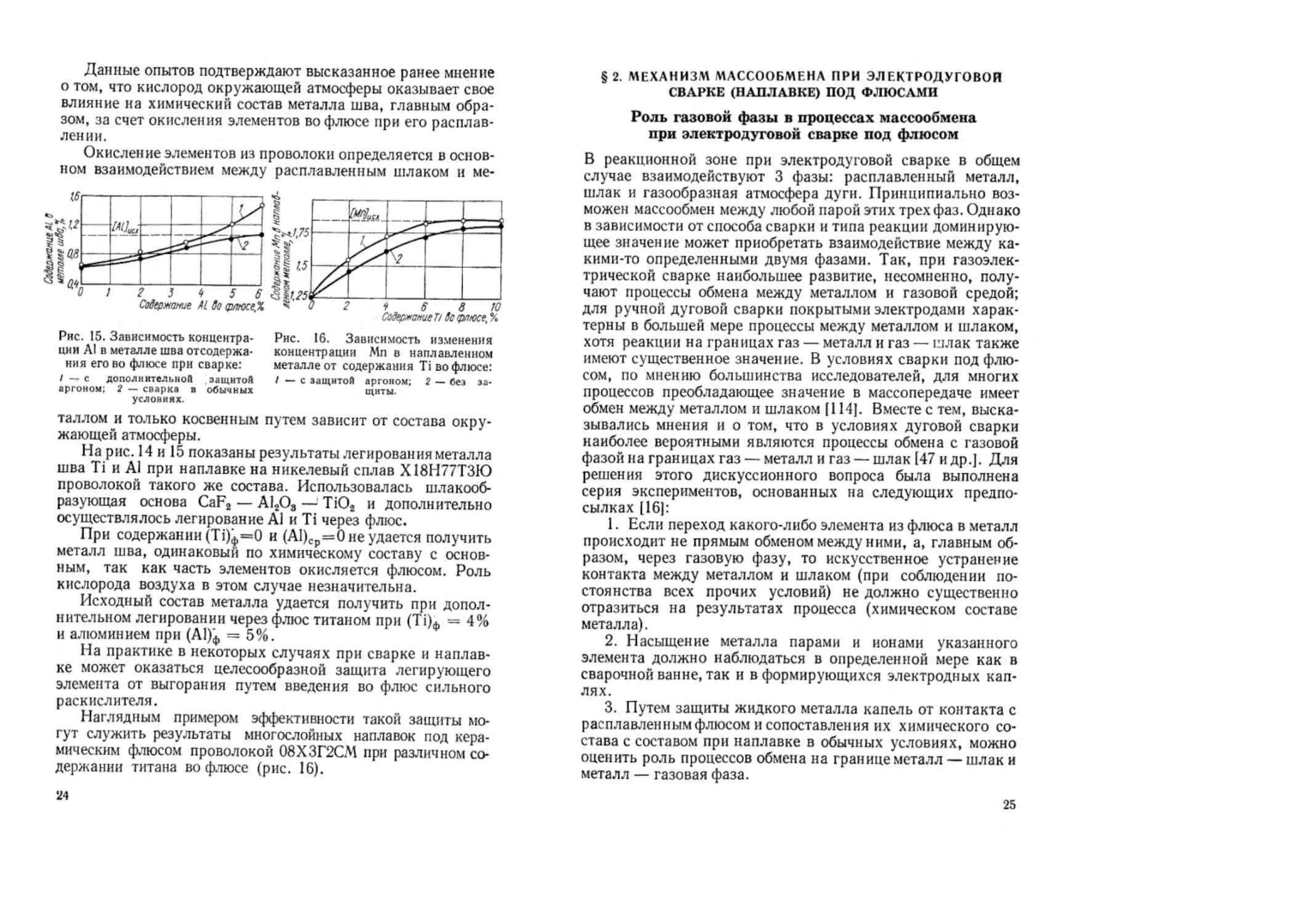
Данные опытов подтверждают высказанное ранее мнение
о том, что кислород окружающей атмосферы оказывает свое
влияние на химический состав металла шва, главным обра-
зом, за счет окисления элементов во флюсе при его расплав-
лении.
Окисление элементов из проволоки определяется в основ-
ном взаимодействием между расплавленным шлаком и ме-
Содеомами» Al !j
нетаие шба, 7,
Рис. 15. Зависимость концентра-
ции AI в металле шва отсодержа-
ния его во флюсе при сварке:
I с дополнительной защитой
аргоном; 2 — сварка в обычных
условиях.
Рис. 16. Зависимость изменения
концентрации Мп в наплавленном
металле от содержания Ti во флюсе:
/ — с защитой аргоном; 2 — без за-
щиты.
таллом и только косвенным путем зависит от состава окру-
жающей атмосферы.
На рис. 14 и 15 показаны результаты легирования металла
шва Ti и А1 при наплавке на никелевый сплав Х18Н77ТЗЮ
проволокой такого же состава. Использовалась шлакооб-
разующая основа CaF2 — А12О8 — TiO2 и дополнительно
осуществлялось легирование А1 и Ti через флюс.
При содержании (Т1)ф=0 и (А1)ср=0 не удается получить
металл шва, одинаковый по химическому составу с основ-
ным, так как часть элементов окисляется флюсом. Роль
кислорода воздуха в этом случае незначительна.
Исходный состав металла удается получить при допол-
нительном легировании через флюс титаном при (Т0ф = 4%
и алюминием при (А1)ф = 5%.
На практике в некоторых случаях при сварке и наплав-
ке может оказаться целесообразной защита легирующего
элемента от выгорания путем введения во флюс сильного
раскислителя.
Наглядным примером эффективности такой защиты мо-
гут служить результаты многослойных наплавок под кера-
мическим флюсом проволокой 08ХЗГ2СМ при различном со-
держании титана во флюсе (рис. 16).
24
§2. МЕХАНИЗМ МАССООБМЕНЛ ПРИ ЭЛЕКТРОДУГОВОЙ
СВАРКЕ (НАПЛАВКЕ) ПОД ФЛЮСАМИ
Роль газовой фазы в процессах массообмена
при электродуговой сварке под флюсом
В реакционной зоне при электродуговой сварке в общем
случае взаимодействуют 3 фазы: расплавленный металл,
шлак и газообразная атмосфера дуги. Принципиально воз-
можен массообмен между любой парой этих трех фаз. Однако
в зависимости от способа сварки и типа реакции доминирую-
щее значение может приобретать взаимодействие между ка-
кими-то определенными двумя фазами. Так, при газоэлек-
трической сварке наибольшее развитие, несомненно, полу-
чают процессы обмена между металлом и газовой средой;
для ручной дуговой сварки покрытыми электродами харак-
терны в большей мере процессы между металлом и шлаком,
хотя реакции на границах газ — металл и газ — шлак также
имеют существенное значение. В условиях сварки под флю-
сом, по мнению большинства исследователей, для многих
процессов преобладающее значение в массопередаче имеет
обмен между металлом и шлаком [114]. Вместе с тем, выска-
зывались мнения и о том, что в условиях дуговой сварки
наиболее вероятными являются процессы обмена с газовой
фазой па границах газ — металл и газ — шлак [47 и др.]. Для
решения этого дискуссионного вопроса была выполнена
серия экспериментов, основанных на следующих предпо-
сылках [16]:
1. Если переход какого-либо элемента из флюса в металл
происходит не прямым обменом между ними, а, главным об-
разом, через газовую фазу, то искусственное устранение
контакта между металлом и шлаком (при соблюдении по-
стоянства всех прочих условий) не должно существенно
отразиться на результатах процесса (химическом составе
металла).
2. Насыщение металла парами и ионами указанного
элемента должно наблюдаться в определенной мере как в
сварочной ванне, так и в формирующихся электродных кап-
лях.
3. Путем защиты жидкого металла капель от контакта с
расплавленным флюсом и сопоставления их химического со-
става с составом при наплавке в обычных условиях, можно
оценить роль процессов обмена на границе металл — шлак и
металл — газовая фаза.
25
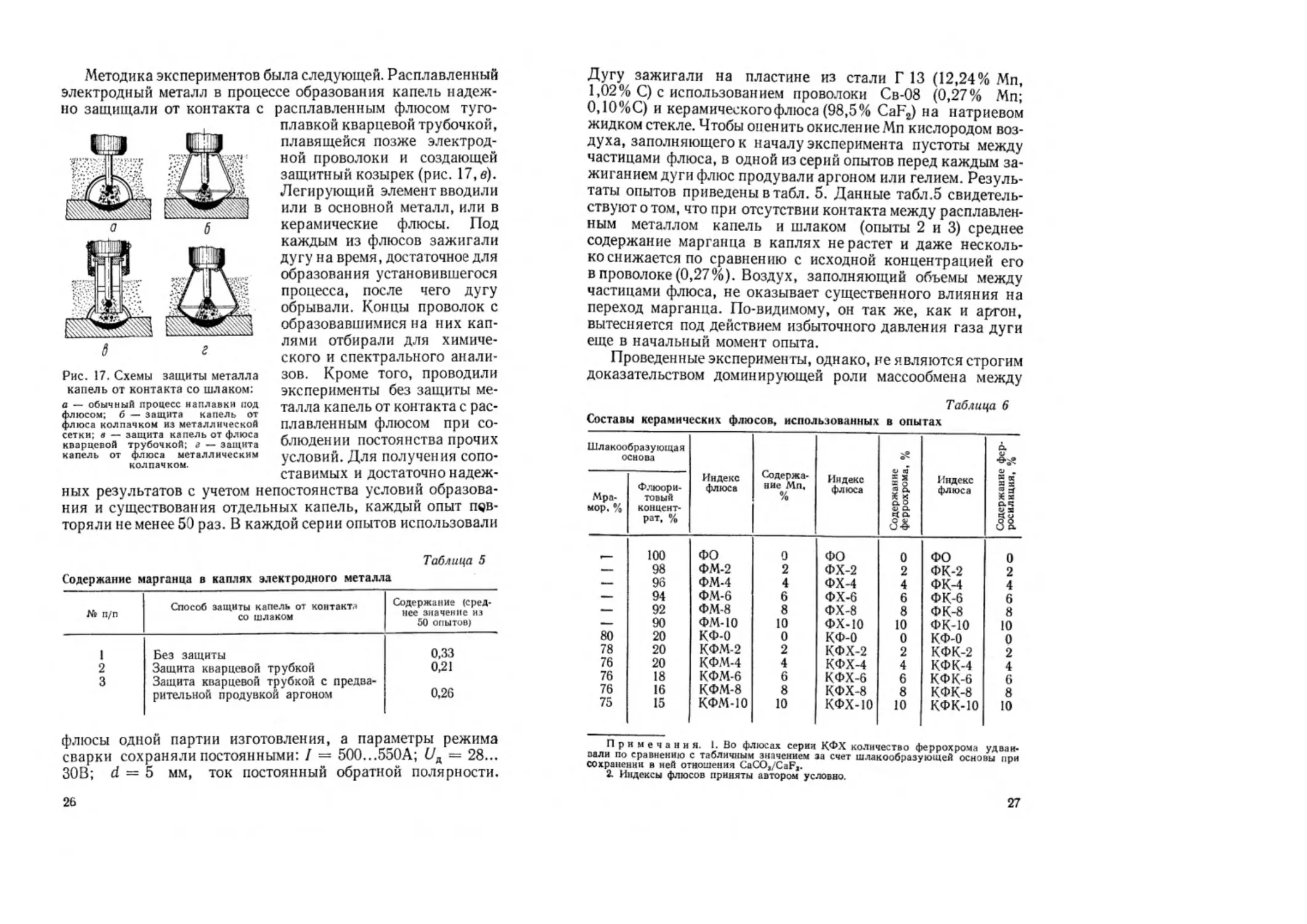
Методика экспериментов была следующей. Расплавленный
электродный металл в процессе образования капель надеж-
но защищали от контакта с
Рис. 17. Схемы защиты металла
капель от контакта со шлаком:
а — обычный процесс наплавки под
Плюсом; б — защита капель от
люса колпачком из металлической
сетки; в — защита капель от флюса
кварцевой трубочкой; г — защита
капель от флюса металлическим
колпачком.
расплавленным флюсом туго-
плавкой кварцевой трубочкой,
плавящейся позже электрод-
ной проволоки и создающей
защитный козырек (рис. 17, в).
Легирующий элемент вводили
или в основной металл, или в
керамические флюсы. Под
каждым из флюсов зажигали
дугу на время, достаточное для
образования установившегося
процесса, после чего дугу
обрывали. Концы проволок с
образовавшимися на них кап-
лями отбирали для химиче-
ского и спектрального анали-
зов. Кроме того, проводили
эксперименты без защиты ме-
талла капель от контакта с рас-
плавленным флюсом при со-
блюдении постоянства прочих
условий. Для получения сопо-
ставимых и достаточно надеж-
ных результатов с учетом непостоянства условий образова-
ния и существования отдельных капель, каждый опыт пов-
торяли не менее 50 раз. В каждой серии опытов использовали
Таблица 5
Содержание марганца в каплях электродного металла
№ п/п Способ защиты капель от контакт.» со шлаком Содержание (сред- нее значение из 50 опытов)
I Без защиты 0,33
2 Защита кварцевой трубкой 0,21
3 Защита кварцевой трубкой с предва- рительной продувкой аргоном 0,26
флюсы одной партии изготовления, а параметры режима
сварки сохраняли постоянными: / = 500...550А; С/Л — 28...
ЗОВ; d = 5 мм, ток постоянный обратной полярности.
26
Дугу зажигали на пластине из стали Г 13 (12,24% Мп,
1,02% С) с использованием проволоки Св-08 (0,27% Мп;
0,10%С) и керамического флюса (98,5% CaF2) на натриевом
жидком стекле. Чтобы оценить окисление Мп кислородом воз-
духа, заполняющего к началу эксперимента пустоты между
частицами флюса, в одной из серий опытов перед каждым за-
жиганием дуги флюс продували аргоном или гелием. Резуль-
таты опытов приведены в табл. 5. Данные табл.5 свидетель-
ствуют о том, что при отсутствии контакта между расплавлен-
ным металлом капель и шлаком (опыты 2 и 3) среднее
содержание марганца в каплях не растет и даже несколь-
ко снижается по сравнению с исходной концентрацией его
в проволоке (0,27%). Воздух, заполняющий объемы между
частицами флюса, не оказывает существенного влияния на
переход марганца. По-видимому, он так же, как и аргон,
вытесняется под действием избыточного давления газа дуги
еще в начальный момент опыта.
Проведенные эксперименты, однако, не являются строгим
доказательством доминирующей роли массообмена между
Таблица 6
Составы керамических флюсов, использованных в опытах
Шлакообразующая 5
основа Содержа- ф •
Индекс Индекс s S Индекс 5 «
Флюори- флюса ние Мп. флюса со о, флюса 03
Мра- товый % СХЧ
мор. % концент- рат, % Ф о. Цех а®
100 ФО 0 ФО 0 ФО 0
98 ФМ-2 2 ФХ-2 2 ФК-2 2
— 96 ФМ-4 4 ФХ-4 4 ФК-4 4
— 94 ФМ-6 6 ФХ-6 6 ФК-6 6
— 92 ФМ-8 8 ФХ-8 8 ФК-8 8
— 90 ФМ-10 10 ФХ-Ю 10 ФК-Ю 10
80 20 КФ-0 0 КФ-0 0 КФ-0 0
78 20 КФМ-2 2 КФХ-2 2 КФК-2 2
76 20 КФМ-4 4 КФХ-4 4 КФК-4 4
76 18 КФМ-6 6 КФХ-6 6 КФ К-6 6
76 16 КФМ-8 8 КФХ-8 8 КФК-8 8
75 15 КФМ-Ю 10 КФХ-10 10 КФК-Ю 10
Примечания. 1. Во флюсах серии КФХ количество феррохрома удваи-
вали по сравнению с табличным значением за счет шлакообразующей основы при
сохранении в ней отношения CaCOj/CaF,.
2. Индексы флюсов приняты автором условно.
27
Состав компонентов, применяемых при изготовлении
Компоненты Мп Si Ст
Марганец металлический 97,10 0,57 —
Феррохром ФХ800 — 0,73 67,50
Ферросилиций Си 75 0,30 74,0 —
Флюоритовый концентрат — — —
Мрамор — —
металлом и
шлаком при дуговой сварке под флюсом, так
как температурные условия перехода паров и ионов элемен-
тов в атмосферу дуги из сварочной ванны и из флюса раз-
личны. Кроме того, пары и ионы марганца, находящиеся в
атмосфере дуги, могут не переходить в металл капель, так
как температура последних составляет 2200—2500° С, т. е.
выше температуры кипения марганца (1900° С). Вследствие
этого, возникла необходимость
в проведении дополнительной
серии опытов. Для этого были
изготовлены керамические флю-
сы на флюоритовой или карбо-
натно-флюоритовой основе с од-
нокомпонентными добавками
металлического марганца и фер-
росилиция в пределах 0—10%,
а феррохрома — 0—20%. Со-
ставы опытных флюсов, а также
компонентов, использованных
для их изготовления, приведены
в табл. 6 и 7.
В опытах этой серии исполь-
зовали сварочную проволоку
Св-08 следующего состава:
0,10% С; 0,38% Мп; 0,005% Si;
Рис. 18. Зависимость концентрации Мп
в каплях от содержания ферромарган-
ца во флюсах:
а — флюс серии ФМ; б — флюс серии
КФМ (табл. 5); / — легирование через га-
зовую фазу; 2 — совместное легирование
через газ и шлак; 3 — исходная концен-
трация Мп в проволоке.
28
опытных флюсов, % Таблица 7
с Fe СаСО, MgO CaF, SiO,
0,09
7,70 23,80 — —
0,06 25,10 — — — —
— — — — 98,40 1,10
— — 96,8 2,20 — —
0,03% Сг и пластины основного металла такого состава:
0,19% С; 0,52% Мп; 0,15% Si; 0,13%Сг.
Методика проведения и условия опытов были теми же,
что и для экспериментов предыдущей серии.
Из полученных данных (среднее из 50 опытов) следует
(рис. 18—20), что с ростом исходной концентрации легирую-
Рис. 19. Зависимость концентрации Сг в каплях от содержания
феррохрома во флюсах:
а — серии ФХ; б — серии КФХ (табл. 5); / — легирование через
газовую фазу; 2 — совместное легирование через газ и шлак; 3 — ис-
ходная концентрация Сг в проволоке.
щего элемента во флюсе содержание его в каплях растет ли-
нейно, причем направление массообмена зависит от концен-
трации элемента в электродном металле и флюсе. Так, напри-
мер, при содержании Мп в проволоке0,38% (пунктирная пря-
мая на рис. 18,а) и исходной концентрации его во флюсе
менее 3% наблюдается переход Мп из металла в шлак. Если
исходное содержание (Мп)ф превышает 3%, часть марганца
переходит из флюса в металл капель.
29
Массообмен марганцем между металлом капель и флю-
сом в обычных условиях горения дуги при наличии контак-
та между металлом и шлаком в 5—6 раз больше, чем только
через газовую фазу. Легирование металла капель через
газовую фазу (прямая 1 рис. 18, а,б) наблюдается при исход-
ной концентрации марганца более 6% во флюсе на флюо-
ритовой основе (серия флюсов
ФМ) и более 8% во флюсах
карбонатно-флюоритовых (се-
рия КФМ). /Массообмен хро-
мом через газовую фазу не-
сколько выше для менее окис-
лительных флюоритовых
флюсов, однако в обоих слу-
чаях он незначителен. Содер-
жание хрома в каплях, изо-
лированных от контакта со
шлаком (прямая /, рис. 19, а
и 19,6), примерно в 10 раз
меньше, чем в случае совмест-
ного легирования через газо-
Рис. 20. Зависимость концентрации
Si в металле шва от содержания
ферросилиция во флюсах:
а — серии ФК; б — серии КФ К (табл.
5); 1 — легирование через газовую фа-
зу; 2 — совместное легирование через
газ и шлак; 3 — исходная концентра-
ция ферросилиция в проволоке.
вую фазу и шлак (прямая 2, рис. 19, а, б). Массообмен
кремнием между металлом капель и шлаком происходит
почти исключительно между жидкими фазами и при нару-
шении контакта между ними практически не наблюдается
(рис.20, а,б). Таким образом, массообмен легирующими
элементами между металлом электродных капель и флюсом
осуществляется преимущественно на границе жидких фаз
и, естественно, зависит от свойств легирующего элемента и
шлака.
Переход легирующих элементов (за исключением Мп) в
металл из флюсов на чисто флюоритовой основе выше, чем
из флюсов, содержащих мрамор. Особенно сильно это заметно
для кремния. Переход марганца из флюсов, содер-
жащих мрамор, выше, чем из флюсов на флюоритовой ос-
30
нове, хотя, казалось бы, ввиду наличия окислительной га-
зовой среды, образующейся при разложении в дуге карбона-
та кальция, результат должен быть противоположный. Это
явление можно объяснить, если считать, что окисление Мп
происходит, в основном, не газовой средой, а шлаком.
Присутствующие во флюсе на флюоритовой основе окислы
кремния SixO^ (из жидкого стекла и частично самого флюо-
рита) восстанавливаются марганцем, образующим основные
окислы, связывающиеся в прочные комплексные группы с
кислыми окислами кремния (SixOy -j-Mn = xMnO«Six xOv_i).
При этом возможно не только частичное, но и полное
восстановление кремния, что наблюдали многие исследова-
тели.
При расплавлении флюсов, содержащих мрамор, окислы
кремния связываются сильным основным окислом СаО.
Ввиду повышенной основности флюса ограничивается окис-
ление Мп, поэтому переход Мп из флюса в металл увеличи-
вается. Подобное рассуждение справедливо также и в отно-
шении кремния. Интенсивному окислению кремния высо-
коосновными шлаками способствует связывание его окислов
в шлаке с СаО. Например, в случае использования флюо-
ритового флюса ФК-10, в состав которого входят 10% FeSi,
концентрация Si в металле капель составляет 3%. При за-
мене флюса ФК-Ю на карбонатно-флюоритовый КФК-10,
содержащий то же количество ферросилиция, концентрация
кремния снижается до 0,7% (рис.20, а,б). На массообмен хро-
мом основность (или кислотность) шлака не оказывает су-
щественного влияния.
Конечный результат всех процессов взаимодействия
между металлом, шлаком и газовой фазой в общем случае
определяется двумя группами факторов: физическими, обес-
печивающими подвод реагентов в реакционную зону и
определяющими условия взаимодействия, а также хими-
ческими, определяющими характер, направление и интен-
сивность физико-химических процессов. В реальном, до-
статочносложном процессе взаимодействия между металлом,
шлаком и газообразной средой влияние большинства физи-
ческих и химических факторов тесно взаимосвязано, однако
факторы первой группы являются первичными по отноше-
нию к факторам второй группы, проявление которых, как
правило, контролируется физическими условиями взаимо-
действия.
Условия взаимодействия металла и шлака
при дуговой сварке под флюсом
Поскольку определяющее значение в массопередаче при
дуговой сварке под флюсом имеют процессы, протекающие
между металлом и шлаком, изучение условий и механизма
их взаимодействия приобретает особенно важное значение.
В общем случае обмен между металлом и шлаком может
происходить либо в результате химического взаимодействия
компонентов на реакционной границе раздела фаз, либо
путем растворения частиц компонента в металле или шлаке.
Скорость любого гетерогенного процесса в целом опреде-
ляется наиболее медленным звеном в цепи явлений, обеспе-
чивающих его протекание (подвод реагентов к границе взаи-
модействия, акт химической реакции или растворения, отвод
продуктов взаимодействия) [49]. Для большинства гетеро-
генных пирометаллургических процессов лимитирующим
звеном является транспорт реагентов, так как скорость рас-
творения и скорость химического превращения быстро рас-
тут с повышением температуры, тогда как скорость массооб-
мена при этом изменяется сравнительно мало 144; 36 и др.].
Условия физического взаимодействия металла и шлака
определяются большим числом переменных, часто взаимо-
связанных факторов, таких, как относительная реакционная
поверхность, время взаимодействия, гидродинамические
условия перемешивания металла и шлака, температура и
многие другие. В свою очередь, эти факторы сами находятся
в сложной зависимости от состава металла и шлака, пара-
метров режима сварки, размеров, кинетики образования и
времени существования капель и сварочной ванны, от ха-
рактера зависимости вязкости металла и шлака от темпера-
туры и т. п.
Методически наиболее правильным путем изучения влия-
ния условий физического взаимодействия на массообмен при
сварке является раздельное исследование роли отдельных
факторов и составление системы зависимостей, отражающих
природу и механизм наблюдаемых явлений. В этом направ-
лении проводят многочисленные исследования как отечест-
венные, так и зарубежные специалисты [85, 49, 16, 47, 89,
91 и др.]. Так, например, было исследовано влияние пара-
метров режима дуговой сварки на размеры капель, их отно-
сительную реакционную поверхность и время существования
[85], на отношение масс расплавленного шлака и металла
32
|115], на критерий для оценки физических условий взаимо-
действия капли со шлаком и газами при сварке покрытыми
электродами |91]
<» = ут., (3)
где/7— поверхность капли, мм2; Ук— объем капли, мм’;
тк — абсолютное время взаимодействия, с. Трудности, возни-
кающие при таких исследованиях, связанные с наличием
большого числа переменных и взаимодействующих ве-
личин, столь значительны, что разработать строгие за-
висимости, необходимые для расчета металлургических про-
цессов при сварке, не представляется возможным, по
крайней мерс, в ближайшие годы.
Значительное упрощение методов исследования и рас-
четных выражений для определения химического состава
металла шва можно получить, если изучать раздельно влия-
ние физических и химических факторов. В последнем случае
весь комплекс факторов, определяющих физические усло-
вия взаимодействия, можно свести к одному показателю,
как это будет показано ниже, а влияние химических факто-
ров— изучать применительно к имеющимся конкретным
физическим условиям.
Для приближенной оценки всей совокупности физических
условий взаимодействия металла и шлака предложен коэф-
фициент эффективности массообмена 0, определяемый с
помощью достаточно простого эксперимента 197]. Измене-
ние физических условий взаимодействия (скорости подвода
компонентов друг к другу, величины относительной реак-
ционной поверхности, времени взаимодействия ит. д.) преж-
де всего сказывается на соотношении участвовавших в
обмене масс металла и шлака. Коэффициент эффективности
массообмена определяется величиной истинной oiноситель-
ной массы шлака, т. е. отношением масс шлака и металла,
реально контактировавших и взаимодействовавших между
собой в период обмена (р =
Основанием для такого мнения могут служить следую-
щие соображения. В условиях интенсивного перемешива-
ния металла со шлаком, наблюдающегося при сварке, как
на стадии капли, так и в сварочной ванне, подвод компонен-
тов к реакционной поверхности, по-видимому, осуществляет-
ся преимущественно конвективным путем. Относительно
2 6-П4
33
Таблица 8
Изменение содержания Мп в каплях при повторном использовании
шлака
Объект исследования химического состава Мп 1 с Si
%
Исходная проволока 0,31 0,08 Следы
Капля после 1-го опыта 0,51 — —-
Подобранная проволока 0,50 0,09 Следы
Капля после 2-го опыта 0,47 — —
неподвижный слой шлака и металла вблизи поверхности их
раздела становится очень тонким и постоянно нарушается
выделяющимися из металла газами и парами. Для частичек
компонентов керамических флюсов, нерастворимых или
ограниченно растворимых в шлаке, например, ферроспла-
вов, диффузионный перенос вообще невозможен. Вместе с
тем, конвективный подвод этих частиц к поверхности ме-
талла и их растворение в нем являются общеизвестными
факторами. Скорость взаимодействия на границе в условиях
нагрева до высокой температуры велика, и процесс массооб-
мена определяется транспортировкой реагентов. Поэтому
можно считать, что в любой момент времени между слоями
металла и шлака, прилегающими к реакционной поверх-
ности, существует состояние, весьма близкое к равновесно-
му, которое постоянно нарушается подводом новых порций
металла и шлака [115; 46]. Увеличение или уменьшение
относительной реакционной поверхности при соблюдении
постоянства условий подвода реагентов проявляется только
в изменении условий взаимодействия и относительной массы
шлака и учитывается коэффициентом р.
Увеличение времени контакта также может влиять на
химический состав металла в том случае, когда нарушается
равновесие на реакционной поверхности из-за поступления
новых масс металла или шлака и в той мере, в какой увели-
чение времени контакта связано с изменением истинной
относительной массы шлака.
Для проверки выдвинутого предположения по описанной
ранее методике определяли средний химический состав ме-
талла капель, образующихся при зажигании дуги под за-
данным керамическим флюсом, легированным марганцем.
Затем подбирали проволоку, близкую по составу металлу
полученных капель. С этой проволокой эксперимент повто-
34
Рис. 21. Зависимость вязкости
некоторых сварочных флюсов от
температуры:
/ — АН-8; 2 — АН-22; 3 —
АН-10; 4 — АН-20; 5 —
ОСЦ-45; 6 — АН-348-А; 7 —
АН-30.
ряли при зажигании дуги под шлаком, образовавшимся в
первом эксперименте, и уже участвовавшем один раз в обме-
не (тонкие пленки шлака на поверхности капель). Таким
путем имитировали удвоение времени контакта капли с тем
же самым флюсом. Как показали данные химического и
спектрального анализов, это не привело к существенному
изменению состава капли
(табл. 8). Аналогичный опыт
был проведен с использова-
нием плавленого флюса
АН-348-А. При этом были
получены примерно такие же
результаты. Следовательно,
время существования капель
совместно с другими факто-
рами можно учитывать с по-
мощью предложенного коэф-
фициента.
Изменение температуры
процесса приводит к измене-
нию константы равновесия и
скорости взаимодействия.Од-
нако последняя всегда остается
достаточно высокой для того,
чтобы было достигнуто равновесие в прилегающих к реак-
ционной поверхности слоях металла и шлака. В большей ме-
ре это изменение сказывается на нерассматриваемой здесь
химической стороне процесса. Вместе с тем, изменение тем-
пературы шлака от 1400 до 1600° С почти не влияет на его
вязкость (рис. 21) и, по-видимому, мало влияет на гид-
родинамические условия транспорта компонентов.
Таким образом, на основе приведенных выше соображе-
ний с известными допущениями можно считать, что комп-
лексной характеристикой физических условий подвода и
взаимодействия компонентов при массообмене между ме-
таллом и шлаком в условиях дуговой сварки под флюсом
может служить истинная относительная масса шлака 0.
Величина р отличается от относительной массы флюса £ф,
составляет часть ее, однако в предельном случае может быть
ей равна (р < Аф). Истинную относительную массу шлака
Р нельзя определить методом взвешивания шлаковой корки
и определения массы металла шва, так как расплавление флю-
са еще не является доказательством его взаимодействия
2
35
с металлом. Известно [49; 121 и др.], что при расплавле-
нии электродного покрытия большой толщины часть его
не участвует в процессах взаимодействия с металлом и
непосредственно переходит в шлак. Для автоматической
сварки под флюсом [83] установлено, что «активная часть»
может отличаться в несколько раз от общей массы расплав-
ленного флюса. Для определения р предложен метод, услов-
но названный методом элемента-индикатора [97|.
Коэффициент эффективности массообмена
и методика его определения
Сущность предлагаемого метода состоит в том, что в иссле-
дуемый флюс вводят небольшое количество (1—4%) како-
го-либо элемента, химически пассивного в условиях взаимо-
действия между металлом и шлаком, не растворяющегося
в шлаке и, вместе с тем, неограниченно растворяющегося в
металле. При тщательном измельчении элемента-индикатора
и перемешивании шихты, он равномерно распределяется
по всему объему флюса и вместе с ним участвует во всех ви-
дах конвективных перемещений. Допустим, что из объемов
флюса, вступающих в контакт и взаимодействующих с ме-
таллом, элемент-индикатор переходит в него полностью.
По известному содержанию индикатора во флюсе и прираще-
нию его в металле можно судить об отношении взаимодейст-
вующих масс.
В качестве индикатора при сварке стали могут быть ис-
пользованы элементы, обладающие следующими свойства-
ми: минимальной химической активностью в условиях эк-
сперимента; неограниченной (или достаточной) раствори-
мостью в металле; отсутствием растворимости в шлаке;
высокой температурой кипения, гарантирующей исключе-
ние потерь элемента путем испарения в процессе сварки.
Указанными свойствами обладают благородные металлы
(золото, платина), а также никель. Во всех последующих
опытах в качестве «индикатора» применяли никель.
С помощью элемента-индикатора можно определять
истинную относительную массу шлака Р для отдельных
стадий процесса, например, для стадии образования капель
й /Пшл
₽«=-^
(4)
36
для стадии образования ванны
^.И
₽.= ^, (5)
где /Пшл, гишл — масса шлака, контактировавшая с метал-
лом соответственно капель и ванны; /пк, тв — соответст-
венно масса металла капель и ванны.
Предполагая, что никель при дуговой сварке не вступает
в химические реакции, не испаряется и полностью переходит
в металл капель из контактировавшего с ним флюса, можно
составить уравнение материального баланса
ANiKmK = /пшл (Ni)xcx»
откуда
m* ANiK (Ni]K — [Ni]
Рк- (Ni)“„ (Ni4x ’ W
где ANiK — приращение концентрации никеля в каплях по
сравнению с его исходным содержанием в проволоке [Ni]np;
A|Ni]K = [Ni]H-|Ni]np;
(Ni)Hcx — исходное содержание никеля во флюсе.
Аналогичные рассуждения должны быть справедливы и
для стадии образования ванны.
П Г м Шк
После преобразовании, учитывая, что —— = у,
получаем:
(Ni&, = (1-Тг) • Ni.«. (7)
Рв
Исходную концентрацию никеля в металле ванны в
результате перемешивания основного металла и легирован-
ных никелем капель можно определить из соотношения
площадей наплавки и проплавления:
(Ni]£ = |Ni|Kv + |Ni|o.M (1 - Т). (8)
Тогда Р. = (ы||ср'где (ANiJ, = (Ni ]шв — [Ni а после пре-
I 1NI'xcx
образований
r _ ~ №? — tNHo м (1 — у)
(i-vh(Ni)5„ &
Рв
37
и окончательно
Рв =
[К»]шв — [Ni]npy — [Ni]0 м (1 — у)
(Ni)$cx
(10)
При малом содержании никеля в проволоке и основном
металле, т. е. [Ni]np -> 0 и [Ni]0.M ->0,
INiU
(Ni)*cx‘
(И)
В том случае, когда рв определяют по химическому со-
ставу 5-го слоя наплавленного металла, можно считать 4-й
слой основным металлом для 5-го и допустить, что
~ [Ni]шв. так как 4-й слой по содержанию Ni мало отличается
от 5-го. Согласно выражению (10)
V (|Nii;„-[№!„,)
При [Ni]np->-0
INilg,,
V(NI&X
(12)
Взаимодействие между металлом и шлаком при сварке
происходит в результате двух последовательно протекаю-
щих процессов. Поэтому стадией, определяющей конечный
состав металла шва, является взаимодействие в ванне.
При рассмотрении всего процесса в целом можно поль-
зоваться значениями 0В, так как при выводе зависимости для
определения этой величины уже учтены предшествовавшие
процессы обмена. В самом деле, если считать, что Ni не
окисляется, не испаряется, а также не растворяется и не
застревает в шлаке, то можно найти относительную массу
шлака для всего процесса в целом рпРоц из уравнения ма-
териального баланса Ni до и после сварки
|Ni]np ^Ио.м |Ni']o.m -Ь ^шл (Ni)llcx = тШь [Niltue..
Разделив все члены равенства на /пшв, получим
VlNi]np-|-(l У) jNijo.M “Ь Рпроц (Ni)ncx = iNilma. (13)
_[NiU-|Ni]npY-(l-V)INi]0,M
Рпроц- (Ni)Kcx • ( )
Как видно из сравнения выражений (14) и (10),
Рн = Pnpoil (13)
38
Все изложенные соображения основаны на предположе-
нии о равновесии между массами металла и шлака, реально
взаимодействующими друг с другом и определяемыми их
отношением 0. Поэтому для них в большей мере допустимо
использование равновесных констант и уравнений термо-
динамики при последующем учете влияния химических
факторов взаимодействия на конечный состав металла шва.
В приведенных рассуждениях сделаны недостаточно стро-
го обоснованные предположения и допущения, вследствие
чего предлагаемая методика требует тщательной экспери-
ментальной проверки. Прежде всего, необходимо было уста-
новить, что результаты определения р не зависят от содер-
жания Ni во флюсе и его грануляции. Следовало также
убедиться в том, что при введении его во флюс не изменяют-
ся условия обмена между металлом и шлаком другими эле-
ментами (Мп, Сг, Si и др.). С этой целью была изготовлена
серия керамических флюсов типа ЖС-450 с различным содер-
жанием Ni (2; 4; 6; 8 и 10%) и серия флюсов с постоянным
содержанием (5%) Ni различной грануляции. Под этими
флюсами наплавляли валики при постоянном режиме
(/ = 600А; Ua = 32В; исв = 20 м/ч). Результаты химиче-
ского анализа наплавленного металла и рв приведены в
табл. 9. С
Таблица 9
Влияние грануляции вводимого во флюс Ni на его концентрацию
в металле шва
Грануляция Ni, мм Концентрация элементов в 3-м слое наплавки, % Р»
Ni Сг Мп
0,16-0,25 2,73 5,40 2,41 0,545
0,11—0,16 2,70 5,30 2,40 0,540
0,05-0,11 2,71 5,34 2,40 0,542
0,015—0,02 2,70 5,42 2,32 0,540
Установлено, что концентрация Ni в наплавленном ме-
талле растет с увеличением содержания его во флюсе. Это
свидетельствует о постоянстве значения р при разных зна-
чениях (Ni)«cx. Концентрация Сг и Мп в металле шва прак-
тически не зависит от содержания Ni во флюсе. Следова-
тельно, при введении элемента-индикатора в исследованных
пределах ход процессов взаимодействия металла с другими
39
компонентами, имеющимися во флюсе, не нарушается. Изме-
нение содержания Мп и Сг в металле шва даже в пределах
разброса результатов отдельных экспериментов имеет ту же
тенденцию, что и для значений 0. Данные табл. 9 показы-
вают, что грануляция используемого в опытах никеля не
влияет на значение рв. По технологическим соображениям
рекомендуется использовать никельфракции не выше 0,1 мм.
Влияние шлакообразующей основы флюса
и параметров режима сварки
на коэффициент эффективности массообмена 0
Для исследования были выбраны три флюса, резко отли-
чающиеся по шлакообразующей основе — плавленый
АН-348-А и керамические ЖС-450 (СаСО3 — CaF2 — SiO2),
Рис. 22. Зависимость
истинной относитель-
ной массы шлака от
тока дуги (U„ — 32 В;
рсв = 20 м/ч, d3 =
= 5 мм):
а — для стадии капель;
б — для стадии ванны.
Рис. 23. Зависимость ис-
тинной относительной
массы шлака от напряже-
ния дуги (/ = 550...600 Л;
г'св = 20 м/ч, d3 = 5 мм):
а — для стадии капель —
= I (Цд); б — для стадии
ванны — ₽n ~ f (Уд);
/ — флюс АН-348-А; 2 —
К-Ф; 3 — ЖС-450.
К-Ф (табл. 6). В них добавляли в качестве элемента-инди-
катора Ni (4%). Металл наплавляли в один слой под каждым
из флюсов при различных параметрах режима: /д =/= const,
(7Д=32 В; (/д const, /д = 550 А. Параллельно для каждой
серии наплавленных валиков отбирали наиболее полно
40
сформировавшиеся на конце электродной проволоки капли
по описанной ранее методике зажигания дуги под флюсом.
По данным анализа химического состава металла капель
и шва определяли значения и 0В. Характер зависимости
этих величин от состава флюса и параметров режима (рис. 22,
23) свидетельствует о том, что 0К и 0В зависят от шлакообра-
зующей основы флюсов гораздо меньше, чем от изменения
параметров режима. Увеличение тока приводит к снижению
Рк и рв. Это согласуется с наблюдавшимся многими ис-
следователями снижением активности взаимодействия меж-
ду металлом и шлаком при росте тока [36]. Повышение нап-
ряжения дуги вызывает рост относительной массы шлака,
особенно на стадии ванны.
Влияние некоторых физических факторов
взаимодействия металла и шлака на величину р
и химический состав металла
Путем исследований необходимо было установить, имеется
ли хотя бы качественная связь между изменением истинной
относительной массы шлака и химическим составом наплав-
Таблица 10
Связь с химическим составом наплавленного металла
Режим сварки Рв Химический состав, %
Сг Мп С SI
/ = 350 А; ил = 30. ..31 В / = 280...300 A; Ua = 26 В 0,7 0,7 7,20 6,60 4,60 4,60 0,90 0,82 0,30 0,30
ленного металла. В общем случае функциональная связь
между относительной массой флюса и химическим составом
металла может быть установлена только применительно к
какой-то одной реакции или процессу, протекающему меж-
ду металлом и флюсом. Так, например, если флюс является
поставщиком кислорода, то с увеличением р окисление ле-
гирующих элементов из проволоки увеличивается, а их
концентрация в металле шва падает. В том случае, когда
флюс легирующий, с увеличением р должно повышаться
легирование металла. Возможны и промежуточные случаи,
41
когда флюс пассивный и изменение р не отражается на со-
ставе металла.
Чтобы получить достаточно четкую взаимозависимость
между р и химическим составом металла шва, для опытов
был выбран легирующий флюс ЖС-450, в который, как это
делали и раныпе, при изготовлении вводили 4% Ni. На-
а — тока дуги; б — напряжения дуги.
плавляли 4-х слойный валик проволокой Св-08А диаметром
3 мм. Напряжение в отдельных опытах изменялось от 25 до
40 В при постоянном значении тока / = 350А, а ток — в
пределах 240—480А при постоянном значении напряжения
ид — 30... 31В. Характер изменения кривых [Мп] = /(/);
[Сг] = /(/); [Si] = /(/) на рис. 24 удовлетворительно соот-
ветствует изменению р = /(/). Каждому значению Р соот-
ветствуют близкие составы металла шва, независимо от
того, при каком токе или напряжении эти значения р полу-
чены (табл. 10). Аналогичные данные получены для отно-
сительной массы флюса Кф [36].
Влияние физических условий существования капель
на их химический состав и величину р
В настоящее время существует ряд способов управления
процессами образования электродных капель и переноса их
в дуге. Наиболее детально разработанным и получившим
42
широкое практическое применение является метод наложе-
ния импульсов тока на дежурную дугу [79; 80; 81; 15]. Для
выполнения данной серии экспериментов с помощью нало-
жения импульсов с часто-
той 0,25, 50 и 100 Гц изме-
няли размеры капель, их
массу тк, относительную
поверхность ок, время об-
разования на конце элек-
трода т и другие параметры
|98; 22; 21]. Капли для
анализа собирали при на-
плавке на массивную мед-
ную плиту при большой
скорости перемещения дуги.
ШМММХШМк
г
Рис. 25. Осциллограммы тока дуги
с различной частотой импульсов:
а — N = 0 Гц; б — W = 25 Гц;
Д' == 50 Гц; г — Д' = 100 Гц;
/дежа 800 А.
Рис. 26. Данные ситового ана-
лиза размеров капель, получен-
ных при различной частоте сле-
дования импульсов:
/ — при 100; 2 — при 50; 3 — при
25; 4 — при 0 Гц — количество
капель данного размера; 2л — об-
щее количество капель).
Q
Усредненное значение тока
определяли из выражения
оставалось постоянным, его
^дсхА ~l~ ^hmiiG
/ср —
(16)
где /ср, /Деж, /имп — ток соответственно средний, де-
журной дуги и импульса; и t2 — время соответствен-
но горения дежурной дуги и импульса.
Относительную поверхность находили через массу пе-
реходящих капель Р [49]:
1,05 • 10~2
= ——
^2,5Р
(17)
43
Наложение импульсов тока с различной частотой (рис.
25) приводило к изменению размеров капель, что видно из
данных ситового анализа (рис. 26), а также к изменению сред-
ней массы капель тк, ср, их плотности ук и относительной
поверхности ок (рис. 27). На процессы взаимодействия боль-
шое влияние оказывает время взаимодействия тк [49; 90].
А. А. Ерохин [49] рекомендует определять тк по формуле
т«=(1г+2)тк, (18)
где т0 — масса жидкого металла, остающегося на электро-
де после очередного перехода, г; Р — масса оторвавшейся
1,2 — относительной поверхности
<тк — соответственно 2 и 3 мм);
3, 4 — плотности vK (d9 — соответ-
ственно 2 и 3 мм); 5, б — средней
массы wKcp (d3 — соответственно
2 и 3 мм).
Рис. 28. Зависимость вре-
мени взаимодействия кап-
ли с окружающей средо?
тк (кривая 1) и времени
между переходами капель
т' (кривая 2) от частоты
следования импульсов.
капли, г; тк — время между переходами, с. Значение т;
определяли при обработке результатов скоростной (2500
кадров в секунду) киносъемки открытой дуги, горящей по
слою флюса того же состава, что и принятый для всех других
опытов этой серии. Значение Р находили путем взвешива-
ния капель, собранных при наплавке под флюсом на вра-
щающийся медный диск.
При наложении импульсов тока и принудительном сбра-
сывании капель должна уменьшаться их температура, так
как время пребывания электродного металла в зоне дуги
снижается (рис. 28). Температуру капель Тк определяли по
их теплосодержанию SK, которое, в свою очередь, находили
расчетным путем из уравнения теплового баланса плавле-
44
ния электрода [101; 49] и для сварки открытой дугой кон-
тролировали методом калориметрирования [21]. Для опытов
использовали такие керамические флюсы: ФО (100% СаЕ,);
КФ (50% CaF2; 50% СаСО3); АН-60; ЖС-450 (43% СаСО3;
21% CaF,; 11% Сг2О3, ферросплавы); ЖСН-1 (31 % А12О3;
21% MgO; 20% CaF2; 8% SiO2; ферросплавы). Для всех
флюсов с увеличением частоты налагаемых импульсов суще-
ственно снижается температура капель (рис. 29) и, следова-
тельно, сильно изменяется большинство характеристик
физических условий взаимодействия металла и шла-
ка на стадии образования и переноса капли. Так, при нало-
Рис. 29. Зависимость средней тем-
пературы капель Гк от частоты сле-
дования импульсов для некоторых
флюсов:
/ — ФО; 2 — КФ; 3 — АН-60; 4 —
ЖС-450; 5 — ЖСН-1.
Рис. 30. Влияние частоты
наложения импульсов на
величину Рк и химический
состав металла капель
(d3 = 5 мм).
женин импульсов с частотой следования 100 Гц по сравне-
нию с обычными условиями почти в 2 раза увеличивается
относительная реакционная поверхность, в 5—6 раз снижа-
ется средняя масса капель, более чем в 10 раз уменьшает-
ся время взаимодействия металла со шлаком, на 200—500° С
снижается температура капель.
При этом можно было бы ожидать значительного изме-
нения химического состава капель. Однако данные анализов
этого не подтверждают (см. рис. 30), что может быть объясне-
но противоположным влиянием отдельных факторов на мас-
сообмен. Вместе с тем, следует обратить внимание на то, что
характер изменения химического состава металла капель
удовлетворительно соответствует закону изменения коэф-
фициента эффективности массообмена.
45
Метод расчета химического состава металла
шва при сварке под флюсом
В основу предлагаемого упрощенного метода расчета хими-
ческого состава металла шва положены следующие допуще-
ния:
1. Все металлургические процессы на стадии образова-
ния капли и в сварочной ванне происходят преимуществен-
но только между металлом и шлаком. Влияние окружающей
среды мало и может быть учтено путем введения корректи-
рующего коэффициента р.
2. Во взаимодействии с металлом капель и сварочной
ванны принимает участие не вся масса расплавленного флю-
са, а только ее часть, определяемая по методу элемента-ин-
дикатора.
3. Реакции и процессы между реально взаимодейство-
вавшими массами металла и шлака протекают до состояния,
близкого к равновесному, как на стадии капли, так и в сва-
рочной ванне.
На основании этих допущений расчет можно свести к
простой схеме, по которой учет всех физических факторов
взаимодействия между металлом и шлаком, производят с
помощью единого показателя — коэффициента эффектив-
ности массообмена 0. Для расчета результатов физико-хи-
мических процессов и реакций могут быть использованы
равновесные термодинамические зависимости и константы.
Расчет равновесных концентраций с учетом взаимодей-
ствующих масс металла и шлака производят по следующей
схеме. Уравнение материального баланса элемента до и пос-
ле взаимодействия с учетом взаимодействующих масс ме-
талла и шлака имеет следующий вид:
|Э], 4" /По.М [Э]о,м -р ^1ф (Э)ф = /ИщВ [Э]шв “р ^ШЛ (Э)шл, (19)
где /Пэ, /Ио.м, т.ф, тшв, тшл —масса соответственно элек-
тродного металла, основного металла, флюса, металла шва
и шлака; [Э]э, 1Э]0М, [Э]шв, (Э)ф, (Э)шл — концентрация
элемента соолъетственно в электродном металле, основном
металле, металле шва, во флюсе и в шлаке. Учитывая, что
константа распределения элемента между шлаком и метал-
г (Э)шл П
лом L =-7^т—,------= р, и допуская, что
Inline ^шв
Ж, mo.M Z1 „ч
тф^тшл\ 7п~==^'' т~ —
’’’ШВ
46
находим:
roi _ ^|Э1э + (1-7)[Э10.м+Р(Э)ф
ГЛшв-------------—•
(20)
Числитель выражения (20) — это приведенная к металлу
исходная концентрация элемента. С учетом этого можно от-
метить, что уравнение (20) аналогично подобным выраже-
ниям, выведенным А. А. Ерохиным.
Таким образом, в общем случае для определения хими-
ческого состава металла шва необходимо знать концентрации
элемента в исходных материалах, доли участия основного и
электродного металла в формировании шва, истинную отно-
сительную массу взаимодействующего с металлом шлака и
константу распределения.
Наибольшие затруднения при расчете по выражению (20)
возникают из-за отсутствия надежных данных о значениях
L. В ряде случаев L может быть определена через константу
равновесия реакции или экспериментально, по крайней ме-
ре, для наиболее широко применяющихся флюсов.
Представляют интерес частные случаи выражения (20):
1) при наличии исследуемого элемента только во флюсе
|Э]э = 0; [Э|о.м = 0; = (21)
• 1 р*->
2) при отсутствии исследуемого элемента во флюсе, если
при этом легирующий элемент не окисляется и не переходит
в шлак (L -> 0),
[Э1шв = т|Э)э+(1-у)[Э1о.м; (22)
3) для случая, когда L р, (L -> 0),
|Э)Шв = у [Э]э 4- (1 - Т) |Э]0.м + Р (Э)ф; (23)
4) при L р и наличии исследуемого элемента только
во флюсе
|Э]э = 0; [Э]о.м = 0; 1Э]ШВ = Р(Э)Ф; (24)
5) при определении содержания элемента в 5-м и после-
дующих слоях наплавки
|Э1о.м = [Эи |Э|Ш, = 7|Э^++РТ(Э^ (25)
47
6) при определении содержания элемента в 5-м и после-
дующих слоях наплавки, если элемент не переходит в шлак
(L-> 0),
|Эи = (Э|, + &й’ф. (26)
Необходимо отметить, что выражение (20) для расчета
химического состава металла шва можно использовать толь-
то в том случае, когда этот состав устанавливают в резуль-
тате одного процесса (реакции) обмена, для которого Извест-
на константа распределения.
При расчете массообмена между легирующим флюсом и
металлом с помощью уравнения (20) можно непосредствен-
но рассчитать легирование металла шва неокисляющимися
или малоокисляющимися в условиях дуговой сварки
элементами (Ni, W, Си, Со, Сг). Тогда можно допустить,
что Л » 0 и воспользоваться выражением (23).
В тех случаях, когда при установлении состава металла
одновременно протекают несколько процессов, например,
прямое растворение в каплях или сварочной ванне метал-
лической добавки из флюса и, вместе с тем, окисление этих
добавок при нагреве флюса, его расплавлении, все эти изме-
нения должны быть учтены в расчетной схеме. Так, например,
при определении концентрации Мп в металле шва необхо-
димо определить его потери на окисление флюсом и кислоро-
дом окружающей атмосферы, а после перехода Мп из шлака
в металл капель и сварочной ванны — учесть его возможное
окисление в металле шлаком.
Прямое растворение металлической добавки Мп из флю-
са в металле капель и сварочной ванны можно считать про-
цессом с константой распределения L = 0. Расчетная зави-
симость может быть составлена из уравнения материально-
го баланса окисляющегося элемента до и после наплавки:
[Мп]пр/Ппр 4- |Мп]о.м/по.м 4- (Мп)фШф = |Мп|швщшв 4-
4“ (Мп)шл7?2шл. (27)
Если отнести все к массе металла шва, получается уравнение
iMnJnp —— 4* 1Мп]о.м ~~ -р (Мп)ф —— =» [Мл]шв 4" (Мл)щЛ X
X
48
При расчете необходимо учитывать следующие изменения,
происшедшие после расплавления флюса к моменту взаимо-
действия шлака с металлом:
1. Может измениться тшл по сравнению с m$:
= ф/пф. (28)
Для флюсов, не содержащих распадающиеся в дуге карбо-
наты и другие соединения, ф = 1, тшл = /Иф.
2. Часть легирующего элемента окислится при расплав-
лении шлака самим шлаком. Эти изменения можно оценить
с помощью соответствующего коэффициента $ (см. § 1)
(Мп)^ = иМп)ф.
л т т rt
3. Известно, что----=6, —-=у, тогда выражение
/Мшв ^шв
(26) приобретает следующий вид:
[MnJnpY -f- 1Мп|0.м (1 — у) 4- (Мп)фр = |Мп]ша + (Мп)ф^|>р. (29)
4. Влияние кислорода воздуха на окисление компонента
флюса с концентрацией (Мп)ф = (1 — £ф) после его рас-
плавления можно учесть с помощью коэффициента р =0,8...
0,9 (см. §1)
[Мп]шв = [Mn]npY + |Мп]о.м (1 — у) + Рр (Мп)ф (1 — $ф). (30)
Так как [Mn]nPY +1Мп]о.м (1 — у) = (Мпtax, то
|Мп]шв = iMntax + Рр (Мп)ф (1 — £ф). (31)
5. Полагая, что металлические компоненты шлака пол-
ностью переходят в металл капель или сварочной ванны из
объема реально контактировавшего с ним флюса, и учитывая,
что окисление элемента из металла флюсом пропорционально
окислительному потенциалу последнего £ и величине 0,
получаем:
|Мп|шв = {1Мп]исх + Рр (Мп)ф (1 — £ф)) (1 — г^Р), (32)
где г — коэффициент, характеризующий разницу условий
окисления элемента флюсом в самом флюсе и в металле.
Нетрудно заметить, что выражение (32) получается из
выражения (20), если положить L = 0 и учесть потери на
окисление на всех стадиях процесса.
§ 3. РАСКИСЛЕНИЕ И ЛЕГИРОВАНИЕ МЕТАЛЛА ШВА
Существенно отличающиеся друг от друга процессы осаж-
дающего раскисления и легирования металла рассмотрены
совместно, так как в большом числе случаев они тесно
49
связаны между собой, производятся одновременно и часто
с помощью одних и тех же средств.
Несмотря на то, что при выборе компонентов флюса
предусматривается известная специализация их по назна-
чению, очень часто в металлургических процессах сварки
один и тот же компонент выступает и как раскислитель,
и как легирующий (С, Si, Мп, Л1, Ti и др.).
Если в реакционную сварочную зону вводить тем или
иным путем химически активный
личивая его концентрацию, то
вначале (при малых концен-
элемент, постепенно уве-
Рис. 32. Влияние кон-
центрации элементов
во флюсе на их содер-
жание в наплавленном
металле.
Рис. 31. Зависимость содер-
жания Мп в наплавленном
металле от исходного содер-
жания его во флюсе.
трациях) он будет раскислителем, почти полностью будет
связываться шлаком и лишь в малых количествах — пере-
ходить в металл шва. С ростом концентрации, все большая
часть активного элемента остается неокисленной, раство-
ряется в расплавленном металле и легирует его. Это может
быть хорошо проиллюстрировано следующим эксперимен-
том. В однокомпонентный флюс, состоящий из плавикового
шпата, добавляли различное количество (0—10%) металли-
ческого Мп. После замешивания флюса на жидком стекле,
грануляции, сушки и прокалки небольшая часть Мп окис-
лялась, что было установлено при химическом анализе и
учтено. Под каждым флюсом проволокой Св-0,8, содержа-
50
щей 0,37% Мп, наплавляли 4-слойные валики. Из верхнего
слоя отбирали стружку для химического анализа металла
шва. Результаты опытов показаны на рис. 31. Участок ab
кривой зависимости содержания марганца в металле шва—
(Мп ]шв — от исходного содержания его во флюсе — (Мп)ф—
характеризуется преобладанием процессов раскисления
над легированием. При концентрации Мп во флюсе, соот-
ветствующей точке b на рис. 31, раскисление, в основном,
завершается и начинают преобладать процессы легирова-
ния.
В зависимости от свойств легирующего элемента [351 и
состава флюса положение, размеры и наклон участков
ab и Ьс могут существенно изменяться. Более сильные рас-
кислители обычно имеют большую протяженность участка
раскисления ab и меньше угол наклона участка кривой Ьс.
Схематически это представлено на рис. 32.
Процессы раскисления металла шва и его легирования
происходят в результате массообмена между металлом и
шлаком в соответствии с механизмом, описанным в преды-
дущем параграфе. Правомерность сделанных допущений и
справедливость выведенных расчетных выражений могут
быть проверены на примерах соответствия эксперименталь-
ных и расчетных данных для случаев раскисления и леги-
рования металла шва при дуговой сварке под плавлеными и
керамическими флюсами. Ниже показано, как была сделана
экспериментальная проверка возможностей упрощенного
метода расчета химического состава металла шва при дуго-
вой сварке под флюсом. Оценка пригодности предложенно-
го расчетного метода определения химического состава ме-
талла шва производилась как для керамических, так и для
плавленых флюсов (АН-348-Л, ОСЦ-45) по следующим при-
чинам. В состав керамических флюсов часто входит значи-
тельное количество ферросплавов, вследствие чего в установле-
нии химического состава наплавленного металла большое зна-
чение имеют процессы прямого растворения легирующих
в каплях и в сварочной ванне и их окисление флюсом.
В металлургических процессах при сварке под плавлены-
ми флюсами типа ОСЦ-45 и АН-348-А массообмен между
металлом и шлаком происходит в результате химических
процессов. Таким образом, исследованием были охвачены
предельные случаи массообмена между шлаком и метал-
лом — прямое растворение металлической добавки флюса
и химическое взаимодействие.
51
Наибольшие затруднения при расчете химического со-
става металла шва по предложенным выражениям (20—32)
вызваны отсутствием надежных данных о коэффициентах
распределения элементов между металлом и шлаком для
различных шлаковых систем, но экспериментальное их
определение не является принципиально сложной задачей.
Прежде всего, представляла значительный интерес про-
верка пригодности предложенной схемы расчета для реакции
марганца при сварке под плавлеными кислыми флюсами.
Для указанных условий имеются данные о константе равно-
весия [49; 54 ].
А. А. Ерохин для кислых флюсов рекомендует исполь-
зовать температурную зависимость
lgK.4„ = -^ + 1,86. (33)
По этой зависимости для Т = 1600°С значение КМп =
= 0,08, а для Т = 1700°С —Лмп = 0,11.
От значений константы равновесия Кмп к значению Ьмп
можно перейти следующим образом:
(МпО) 4- [Fe] == (FeO) 4- [Мп],
к _ [Мп] (FeO)
ЛМп (МпО) [Fe] *
Так как [Fe] = 1, то
к _ [Мп] (FeO)
ЛМп — (МпО) •
, __(Мп)__ 0,775 (МпО)
^Мп ~ [Мп]- [мБ| •
Учитывая выражение (35), получаем
, 0,775 (FeO)
— v »
ЛМп
где (FeO) — равновесная концентрация FeO в шлаке, кото-
рая может быть только в слое, прилегающем к поверхности
раздела металл — шлак. Она отличается от осредненной кон-
центрации (FeO)cP, определяемой при химическом анализе
шлаковой корки.
Подставляя (20) и учитывая, что [Л\п)пР у 4- 1Мп]0.м х
X (1 —у) = [Мп]исх, получаем расчетную формулу для опре-
деления концентрации Мп в металле шва:
_ |Мп]ис, 4- р (Мп)ф
1 Ш]шв “ , й 0,775 (FeO)’
1 0--------
(34)
(35)
(36)
(37)
(38)
^Ain
52
Таблица 11
Расчетные концентрации и концентрации, найденные путем
химического анализа (Мп)анал
Номер опыта [Мп]исх (SiO,) (МпО (FeO)Cp 0 К* :Мп1анал [Мп Jpaon
По данным К. В. Любавского |65)
1 0,56 44,7 38,3 3,80 0,28 0,56 0,71 0,80
2 0,52 44,9 37,8 5,00 0,19 0,30 0,72 0,74
3 0,67 44,7 38,6 3,94 0,19 0,30 0,84 0,87
4 0,81 44,7 38,0 3,61 0,28 0,30 0,81 0,91
5 0,56 44,7 38,3 3,80 0,15 0,56 0,79 0,80
6 0,56 44,7 38,3 3,94 0,15 0,25 0,72 0,75
7 0,61 44,7 38,3 3,94 0,15 0,25 0,72 0,78
8 0,58 44,7 38,3 3,94 0,15 0,25 0,76 0,77
По данным И. И. Фр у мина I115|
1 0,09 47,7 34,1 6,80 0,28 0,56 0,29 0,34
2 0,24 48,1 34,1 7,20 0,28 0,56 0,53 0,62
3 0,70 47,9 34,9 5,40 0,28 0,56 0,82 0,87
4 0,42 48,3 33,8 7,20 0,28 0,56 0,56 0,62
5 0,54 48,8 34,1 7,20 0,28 0,56 0,59 0,63
6 1,06 48,1 34,5 6,10 0,28 0,56 0,94 0,80
Поданным контрольных опытов
1 0,46 42,5 38,3 3,80 0,17 0,40 0,65 0,68
2 0,46 42,7 39,1 3,83 0,20 0,45 0,69 0,73
3 0,46 44,3 38,7 3,80 0,25 0,52 0,73 0,76
4 0,46 44,2 38,2 3,80 0,35 0,66 0,81 0,82
5 0,46 42,7 38,6 3,81 0,40 0,80 0,82 0,84
6 0,46 42,5 38,2 3,80 0,58 0,90 0,84 0,86
7 0,46 42,7 38,3 3,84 0,75 1,05 0.86 0,88
Примечание. Исследования К. В. Любарского выполнены при различных
значениях тока, а исследования И. И. Фрумина — при постоянном режиме и раз
личных составах проволоки и основного металла
Для расчета по формуле (38) были использованы точные
и весьма подробные данные опытов К. В. Люба вс кого 1631 и
И. И. Фрумина 1115] (см. табл. 11). В процессе исследований
производили проверку отдельных опытов (табл. 12), для
чего подбирали сварочные материалы аналогичного состава
и выполняли наплавку на принятых К. В. Люба век им и
И. И. Фруминым режимах.
Значения концентрации (FeO) в шлаке, контактировав-
шем с металлом, находили путем пересчета по осредненной
концентрации закиси железа (FeO)cP, которая была опре-
делена ранее [63, 115]. Пересчет производили по выражению
(FeO) = |(FeO)cp - {ГеО)ф| + (FeO)», (39)
53
где Кф и Р — относительная масса шлака, найденная
соответственно путем взвешивания шлаковой корки и мето-
дом элемента-индикатора для соответствующих параметров
режима сварки.
Расчетные значения концентрации Мп и результаты
химического анализа для различных параметров режима
сварки и исходных материалов (табл. 11) приведены на гра-
фиках— рис. 33,34. Учиты- д|-----------------------а
вая разновременность поста-
новки основных и контроль-
ных опытов, неизбежные раз-
личия в составах используе-
Рис. 34. Зависимость р (а) и
химического состава металла
шва (б) от напряжения дуги:
I — расчетная концентрация
[Мп]шв; 2 — результаты хими-
ческого анализа металла шва.
Рис. 33. Зависимость 0 (а) и
химического состава металла
шва (б) от значения тока по
данным опытов и расчета:
/ — расчетная концентрация
1Мп]шв; 2 — данные опытов
К- В. Любавского; 3 — данные
опытов автора.
мых основных и вспомогательных материалов, а также дру-
гие возможные отклонения в методике, совпадение данных
расчетов и опытов следует признать удовлетворительным.
С целью проверки применимости полученных выражений
для расчета химического состава металла шва были наплав-
лены однослойные валики на пластины из стали СтЗ под
керамическими флюсами, имеющими различные шлакооб-
разующие основы, степень легирования и окислительный
потенциал. Значения величин, необходимых для расчета —
£, 0, р и других, — приняты поданным исследований, опи-
54
санных в § 1 и 2, и частично определены дополнительно.
Химический состав исходных материалов был тот же, что
и приведенный в § 1 и 2. Параметры режима сварки указаны
на соответствующих рисунках. Для опытов были использо-
Содержание Мп 6о флюсе, 7,
Рис. 35. Зависимость содержа-
ния Мп в металле шва, у, 0 и £
от исходной концентрации Мп
во флюсе с карбонатно-флюори-
товой основой (ф — данные
расчета; О — данные опытов).
Рис. 36. Зависимость содержа-
ния Мп в металле шва, у, 0 и £
от исходной концентрации Мп во
флюсе со шлакообразующей ос-
новой, содержащей 38% А1,Оа,
12% MgO, 34% CaFj. ‘
ваны флюсы, имеющие следующие составы: 89% CaF2, 6%
Рис. 37. Зависимость содержания Мп в металле шва,
у, 0 и £ от исходной концентрации Мп во флюсе
ЖСН.
21 % MgO, 31 % А12О3, 20% CaF2, 8% SiO2, 20% ферросплавы
(флюс ЖСН-1). Все флюсы изготовляли на натриевом жид-
ком стекле (модуль 2,7 плотность 1,3 г/см3). Количество его
составляло 20% от веса сухой шихты. В качестве контроль-
ного элемента был принят Мп по причинам, указанным ранее.
55
На рис. 35 показан характер изменения доли участия
расплавляющейся проволоки в формировании состава ме-
талла шва у = - " и величины относительной массы
“и “Г “пр
шлака, контактировавшего с металлом в процессе сварки.
Эксперименты, проведенные с использованием флюори-
тового и карбонатно-флюоритового флюсов, показали, что
принципиальных различий в характере кривых [Мп]шв =
—f (Мп)ф нет. Следует только обратить внимание на замет-
ное снижение массы шлака по сравнению с массой флю-
са в результате диссоциации мрамора. При расчете это учи-
тывали с помощью коэффициента ф, исходя из предположе-
ния о полном разложении СаСО3 и удалении СО2 в окру-
жающую атмосферу:
, , мс»о
ф = п ~м---»
^СаСО,
где и—доля мрамора в составе флюса; Мсао, Мсасо, —моляр-
ные веса соответственно СаО и СаСО3. Для использованного
флюса ф = 0,74.
На рис. 36 приведены данные опытов и расчета для опыт-
ного флюса (38% А12О3, 12% MgO, 34% CaF2), а на рис. 37—
для промышленного флюса ЖСН-1. При увеличении доли
легирующих элементов во флюсе снижается £, однако ха-
рактер кривых существенно не изменяется.
На основе произведенных расчетов 1Мп]шв ио уравне-
нию (20) (L = 0) для флюса ЖСН-1 при разных значениях
тока и (7Д = 30...32В (рис. 37, а), а также при различных
напряжениях и / — 550...600А (рис. 37, 6) были получены
данные, удовлетворительно совпадающие с опытными.
§ 4. ОЧИЩЕНИЕ МЕТАЛЛА ШВА ОТ СЕРЫ
ПРИ СВАРКЕ ПОД КЕРАМИЧЕСКИМИ ФЛЮСАМИ
Одной из важнейших и трудноразрешимых проблем в
области сварки является очищение металла шва от вредных
примесей.
Большой научный и практический интерес представляет
оценка возможностей десульфурации металла шва при его
металлургической обработке в процессе дуговой сварки под
специальными керамическими флюсами.
Сера хорошо растворяется в жидком железе и очень
плохо— в твердом, даже при температурах, близких к тем-
56
пературе его плавления (рис. 38). Поэтому она выделяется
при кристаллизации из раствора в виде сульфидов, часто об-
разующих с железом эвтектики (126; 88]. При повышении
температуры химические связи серы ослабляются или раз-
рушаются в результате диссоциации сульфидов, что облег-
чает удаление ее из металла в шлак.
В результате выпадения сульфида железа FeS в процессе
кристаллизации стали (а также сульфидов присутствующих
Рие. 38. Диаграмма состояния системы
железо — сера.
Рис. 39. Зависимость
состава сульфидной
фазы от концентрации
Мп в стали
(Т= 1600° С).
в ней легирующих элементов TiS2, CroS3, VS, MoS, NiS и
др.) в виде неметаллических включений, располагающихся
преимущественно по границам кристаллов, ослабляется
прочность сцепления последних между собой, что, как пра-
вило, приводит к ухудшению механических свойств стали.
Поведение сульфидов в процессе кристаллизации стали
различно. Одни из них, обладающие высокой температурой
плавления, например MnS (Тпл = 1610° С), располагаются
в виде мелкодисперсных включений, равномерно распре-
деленных повсему объему металла. Другие образуют с FeS,
FeO и SiO2 легкоплавкие двойные и более сложные эвтекти-
ки, кристаллизующиеся в последнюю очередь по границам
зерен. Первые способствуют снижению вредного влияния
серы, вторые — резкому ухудшению прочностных и техно-
логических свойств стали.
Наиболее вредным соединением серы в стали является
сульфид железа FeS, входящий в состав большинства эвтек-
тик с низкой температурой затвердевания, таких, например,
57
как FeS 4- Fe (Тпл = 985° C), Fe -р FeS 4- MnS (Тпл =
=980° C), 2FeO • SiO2+ FeS и др. Поэтому целесообразно
связывать серу в сульфиды, менее вредные, чем FeS. Этого
можно добиться с помощью элементов, обладающих большим
сродством к ней, чем железо. Степень сродства элементов к
сере в условиях сварки достаточно строго оценивают по
изменению изотермических потенциалов AGr и AFt в
реакциях образования сульфидов. Значения этих величин
находят по таким формулам:
Ст Ст АГ
\GT = AG° + ACpd/ — Г di\ (40)
лг
AFr = AF° + \ АСЛ/ — Т di, (41)
* J298 ° J 298 Т ' '
где AG°, AF° — изотермические потенциалы при темпера-
туре 298 К; Ср, Со — теплоемкости. В связи с отсутствием
данных о значениях ДС„ и ДС0 при температуре ванны
расчеты по выражениям (40) и (41) затруднены, и о степени
сродства элементов судят по величине термодинамического
потенциала реакций образования сульфидов [111 1.
При высоких температурах наибольшим сродством к
сере обладают Се, Са, Na, Mg. Однако использовать
их для связывания серы неудобно, так как все они имеют
более высокое сродство к кислороду, чем к сере, и поэтому
окисляются. Из числа приведенных элементов наиболее
приемлем Мп, так как он имеет сравнительно высокое сродст-
во к сере и взаимодействует с FeS по такой реакции:
[Мп[ 4- [FeS] (MnS)™ 4- FeM. (42)
Марганец, как правило, всегда присутствует в стали в срав-
нительно больших количествах. Он образует тугоплавкий
сульфид, равномерно распределяющийся по всему объему
металла. При концентрациях Мп в стали более 1 % происхо-
дит переход серы в шлак. Данные рис. 39, где показана связь
между концентрацией Мп в низкоуглеродистой стали и
составом сульфидной фазы FeS — MnS, свидетельствуют о
том, что Мп полезен, главным образом, как элемент, пере-
водящий серу в более благоприятную форму существования
в стали; его десульфурирующая способность мала.
Своеобразным поведением как десульфуратор отличается
Са. Газообразный Са активно реагирует одновременно с
серой и с кислородом расплавленной стали, образуя свойст-
венные только ему специфические оксисульфиды 11241.
58
Даже при весьма низкой концентрации в металле (0,0001%)
кальций вследствие своей поверхностной активности ока-
зывает заметное влияние на процесс рафинирования, осо-
бенно при совместном введении его с присадками редкозе-
мельных элементов — церия и лантана.
Титан, как и марганец, но более энергично связывает
серу в тугоплавкие сульфиды.
Сера имеет низкий коэффициент диффузии в жидкой и
твердой стали, вместе с тем она склонна к ликвации, вслед-
Рис 40. Распределение серы в листе (о = 34 мм) из стали СтЗкп при
среднем ее содержании в металле |S]cp = 0,03%
ствие чего распределение ее по сечению крупных слитков и
проката очень неравномерное. Последнее обстоятельство
оказывает особенно вредное влияние в процессе сварки. При
расположении шва в области скопления серы в нем могут
образоваться кристаллизационные трещины даже при хоро-
шо отработанной технологии сварки и невысоком среднем
содержании серы в основном металле (рис. 40, 41).
Вредное влияние серы особенно усиливается в присутст-
вии углерода. С помощью радиографирования и локальных
методик исследования [90; 92; 70] установлено, что с повы-
шением содержания углерода в сварных швах развивается
дендритная неоднородность распределения серы. В ряде
работ 173; 951 отмечается, что при содержании в металле
швов углерода более 0,2% в них возникают трещины, кото-
рые по расположению, форме и окраске аналогичны трещи-
нам, вызванным серой. Вместе с тем, отрицательное влияние
на свариваемость сталей становится более заметным при
совместном воздействии серый углерода. Л. А. Позняк ус-
тановил [86], что углерод усиливает дендритную ликвацию
59
серы, что, очевидно, связано с изменением температурного
интервала кристаллизации стали.
Таким образом, есть все основания полагать, что свари-
ваемость средне углеродистых конструкционных сталей мо-
Рис. 41. Распределение серы в листах (6 = 16 мм) из стали СтЗкп при
среднем ее содержании в металле [S]Cp = 0,03%.
жет быть значительно улучшена путем тщательного очище-
ния их от вредных примесей (содержание серы должно быть
менее 0,01%). В этом случае самый простой и экономичный
путь повышения прочности сталей без ухудшения их сва-
риваемости — увеличение содержания в них углерода.
60
Десульфурация расплавленного металла, как при вы-
плавке стали, так и при ее сварке, происходит, главным обра-
зом, в результате массообмена серой между расплавленным
шлаком и металлом. Шлаковый расплав представляет собой
высокотемпературный раствор различных анионов и катио-
нов. Переход компонентов из одной фазы в другую сопро-
вождается их перезарядкой. Так, например, переход серы
из металла в шлак осуществляется, по-видимому, по типу
восстановительного процесса с потреблением электронов:
|S| + 2е = (S2-). (43)
Для успешного протекания этот процесс должен сопровож-
даться окислительными реакциями, поставляющими элек-
троны, например
|Fe] = Fe2+ + 2е, (44)
|С1 4- О2“ = СО + 2е, (45)
[Si] -F 4О2- = SiOl“ + 4е, (46)
или реакцией перехода кислорода из шлака в металл
(О2-) = Ю1 + 2е. (47)
В зависимости от условий обмена и составов взаимодейст-
вующих фаз возможны различные сочетания реакций (43),
(44) и (45).
На основе теории совершенных ионных растворов может
быть описана количественная сторона перехода серы [111]:
|FeS|^(Fe2+) + (S2-), (48)
, _ Nf^+Ns^-
Ls |S|
(49)
Если считать, что межфазное распределение серы проис-
ходит на основе реакций (43) и (47), то константа равновесия
суммарного процесса
|S) + (O2-)»|O|+ (S2-)| (50)
может быть записана в виде
Ks =
"S2-[°1YS2-
ЛО2~ Is! ?о2-
(51)
В выражениях (49), (50) и (51) приняты следующие обо-
значения: (FeJ “), (S2“) — концентрация ионов соответствен
61
но железа и серы в шлаке; Ls — коэффициент распределе-
ния серы; NS2~, NFe2+ — ионные доли; ys2—, уо2- — коэффи-
циенты активности анионов соответственно серы и кисло-
рода в шлаке (для шлаков, содержащих до 10% SiO, отно-
шение yS2- / у02- « 1); Ks — константа равновесия ре-
акции. Из уравнения (51) коэффициент распределения серы
Ls =
(S2-)
ISJ =
V-
%2-
|О| •
(52)
Ks
С увеличением в шлаке содержания основных окислов воз-
растает ионная доля Л/02— простейших анионов кислорода,
не связанных в комплексы:
Л/О2— = NfcO 4- ЛГСаО 4- Л/мпО 4~ A^MgO — 2WsiO, — ЗУрво, —
-^o.-^aia. (53)
что улучшает переход серы из металла в шлак.
Распределение радиоактивных изотопов S35 и Fe59 меж-
ду металлом и шлаком подтверждает, что процесс по урав-
нению (48) развивается преимущественно в кислых шлаках,
а для основных характерно одновременное протекание реак-
ций (47) и (50).
Производственный опыт и данные исследований свиде-
тельствуют о том, что для более полного удаления серы из
металла необходимо повышать основность шлака, особен-
но, содержание в нем СаО. Вместе с тем, повышение концент-
рации FeO в шлаке отрицательно влияет на процесс десуль-
фурации и приводит к дополнительному окислению металла.
Условия взаимодействия металла и шлака при электро-
дуговой сварке более благоприятны с точки зрения десуль-
фурации металла шва, чем при сталеплавильном производст-
ве. Особенности условий десульфурации в процессе сварки
определяются более высокой температурой металла и шлака,
особенно на стадии образования капель, что способствует
диссоциации сульфидов, ослабляет химические связи серы
и облегчает удаление ее из металла в шлак. Интенсивное
перемешивание металла и шлака в каплях и в сварочной
ванне в сотни раз увеличивает относительную массу шлака
по сравнению с аналогичным показателем в мартеновском
производстве.
Использование керамических флюсов для механизиро-
ванной дуговой сварки позволяет создавать и использовать
62
сильно рафинирующие высокоосновные шлаки. Возможно
полное раскисление шлаков и связывание (FeO), что спо-
собствует десульфурации. Кроме того, количество сернистых
соединений, вводимых в плавильную зону со сварочными
материалами, можно контролировать.
Таким образом, несмотря на кратковременность взаимо-
действия металла со шлаком при электродутовой сварке под
флюсом, имеются все возможности для того, чтобы пат у чать
металл шва более чистым по содержанию серы, чем основной
металл. К сожалению процессы рафинирования при сварке
под керамическими флюсами слабо изучены и недостаточно
используются на практике.
Влияние состава шлакообразующей основы
на десульфурирующую способность некоторых флюсов
С изменением состава шлакообразующей основы флюсов их
десульфурирующая способность меняется в зависимости от
изменения активности флюса, от его относительной массы,
температуры плавления и др. Изучению влияния состава
шлака на десульфурацию металла посвящено большое чис-
ло работ как в области металлургии, так и в области сварки
[51; 64; 74; 88; 102; 119]. Однако сведения о влиянии отдель-
ных составляющих шлака на этот процесс часто противо-
речивы.
В книге сделана попытка оценить прежде всего рафини-
рующую способность некоторых существующих керамиче-
ских и плавленых флюсов. Для этой цели были проведены
исследования, в процессе которых под каждым из флюсов,
составы которых приведены в табл. 12, на пластины из стали
СтЗ проволокой Св-08 диаметром 5 мм наплавляли однослой-
ные валики при следующем режиме: / = 500...550 А, 1/л—
=30...32 В, исв = 20 м/ч. В каждом опыте определяли пло-
щадь наплавки и проплавления (не менее трех темплетов),
содержание серы в металле шва и в шлаке, а также массу
пластин до и после наплавки.
При выполнении отделвных серий опытов в сварочную
ванну вводили различное количество сернистого железа
путем засыпки его в канавку на основном металле:
Номер серии наплавок i II Hi
Количество FeS (?FeS), г/см 0,05 0,15 0,25
63
Составы
м ип Флюс Плавико- вый шпат [ S Магнезит Двуокись титана Кварцевый песок
1 К-7 13,0 50,0 21,0 — 5,0
2 Опытный 10,0 — — 27,0
3 ЦФМ-20 14,8 50,6 — — 11,2
4 КС-1 20,0 59,7 — 15,0 —
5 М-10 21,3 27,5 8,8 11,2 13,8
6 QHK-1 13,0 — — .47,0
7 Опытный 60,0 . 12,0 — —
8 К ВС-19 7,0 — — — 30,0
9 К-Н 10,0 — — — 20,0
10 АН-348-А 4-5,5 — — — 41—44
11 АН-20 29 — — — 22
флюсов, % Таблица 12
Хромито- вая руда с: 2 о = Е 3 Глинозем Марганце- вая руда Алюминие- вая пудра Ферро- марганец ФМн! Ферро- силиций ФС45 Ферро- титан Ферро- алюминий (5)ф
.— — 1,5 3,5 3,0 3,0 0,067
54,0 — — — — 7,0 — 2,0 0,027
— — — — — 3,7 1,2 14,8 3,7 0,066
— — — — — 0,5 0,8 4,0 —— 0,101
— — — — —. 5,0 5,0 7,7 — 0,066
— 21,0 — — — 12,0 7,0 —. — 0,101
— —. 15,0 —, — 5,0 — 2,0 6.0 0,137
— —— — 54,0 2,0 — 7.0 —- — 0,137
' 1 — — 60,0 — — 10,0 — 0,143
— — До 4.5 34-38 — — — — — 0,084
— — 30 до 0,5 •— — — • — 0,021
Химический состав использованных териалов приведен в табл. 13. Состав материалов, % в опыте исходных ма- Таблица 13
Материал С Мп Si S р Сг Ni Fe
Основной металл Сварочная проволока Св-08 Порошок FeS 0,18 0,10 7,80 0,49 0,52 0,18 0,03 0,028 0,025 10,960 0,018 0,013 0,06 0,02 61,86
Эффективность процесса рафинирования металла шла-
ком обычно оценивают коэффициентом извлечения серы
(отношение количества серы, находящейся в шлаке Sian, к ко-
личеству серы в металле SM):
s
ns=-^-. (54)
Если известна константа распределения серы
и истинная относительная масса шлака 0 (коэффициент
эффективности массообмена), то их можно использовать для
определения коэффициента извлечения серы t)s. От концент-
раций можно перейти к массе:
J __ (S) _ SM / Я!шл _ 5щл
[Sj SM / mM SM тшл
где SM, SUI4 — масса серы соответственно в металле и в
шлаке; шм, /пшл — масса соответственно металла и шлака.
Учитывая выражения (54) и (55), получаем:
£ = ns jp ns = (56)
Для флюсов разного состава значения L, очевидно, будут
различными, а главное — неизвестными, так что пользовать-
ся выведенными выражениями для оценки рафинирующей
способности флюсов трудно. Поэтому рафинирующую спо-
собность флюсов оценивали коэффициентом рафинирования
Кр, который представляет собой отношение изменения кон-
центрации серы в металле сварочной ванны в результате
рафинирования к исходной концентрации серы в сварочной
ванне. Коэффициент Кр определяется из уравнения матери-
ального баланса серы при сварке под флюсом:
qsl -\-тэ |S]3 -]- л?о.м [$1о.м 4“ ($)ф = шшв [S]mB 4~ (3)Шл»
где qs — количество серы, вводимое на 1 см шва, г/см;
I — длина шва, см; /пэ, /пом, m$, т1т, тП1Л — масса соот-
ветственно электродного металла, основного металла, метал-
ла шва, шлака и флюса, принимавших участие в обмене;
64
3 6-114
65
(S]3, IS]OM, Г5]шв, [SU, [8]шл — концентрация серы соот-
ветственно в электродном, основном металле, металле шва,
во флюсе и шлаке.
Для керамических флюсов с малым количеством метал-
лической составляющей и не содержащих компонентов, раз-
Рис. 42. Рафинирующая способ-
ность некоторых флюсов при
различном исходном содержании
серы в металле (номера кривых
соответствуют табл. 12).
Рис. 43. Зависимость концен-
трации серы в металле шва от
состава шлакообразующей ос-
новы флюсов:
/ — CaO—MgO; 2 — CaO—МпО;
3 _ CaO—ZrO,; 4 — CaO—ТЮ,;
5 — СаО—А1,О,; 6 — CaO—CaF,.
лагающнхся с потерей веса при нагреве, т$ т^. При
наличии таких компонентов = ф/Пщд. Тогда
qsl + т3 |S]9 + т0 м [S]o м _ .
— — I I tir V *
[S]hcx - [SUb = Р (8)шл - ФР (5)ф. (57)
Левая часть выражения (57) представляет собой изменение
концентрации серы в металле шва при сварке Д[8]раф,
откуда
& 1$1раф 1$1исх [$1тв
= TSGT = ~Ж?—• (8)
Результаты определения Кр в зависимости от [S]„cx
по данным опытов приведены на рис. 42 и показывают, что
способность флюсов очищать металл шва от серы резко раз-
66
K/CaCOrfft
Рис. 44. Зависимость
рафинирующей способ-
ности флюсов от их
состава (кривые по-
строены для тех же со-
ставов, что и на
рис. 43).
лична и зависит от их состава. Общей особенностью, харак-
терной для всех флюсов, является снижение десульфурирую-
щей способности при малой исходной концентрации серы в
сварочной ванне. Лучшей десульфурирующей способностью
обладают основные карбонатно-флюоритовые флюсы (№ 3
и 5, табл. 12). Флюсы на основе рути-
ла (№ 6), марганцевой руды (№ 8, 9)
или хромовой руды (№2) имеют низ-
кую рафинирующую способность,
примерно такую же, как и плавленые
флюсы (АН-20, АН-348-А), которые
при малых значениях [S]MCx дают от-
рицательные значения Кри являются
поставщиками серы в металл шва.
11ри разработке керамических флю-
сов, предназначенных для получения
чистого металла шва (с минимальным
содержанием серы), необходимы све-
дения о влиянии отдельных компонен-
тов шлакообразующей основы на Кр.
Для получения таких данных исследо-
вали двухкомпонентные шлаковые си-
стемы, содержащие СаО и различные
добавки других окислов К в пределах
20—80% (см. рис. 43). В связи с тем,
что исходная концентрация серы в
сварочной ванне была примерно оди-
наковой и определялась содержанием
серы в основном и электродном метал-
ле (в металл шва FeS дополнительно
не вводили), оценивать способность
флюса удалять серу из металла ван-
ны можно было непосредственно по
содержанию серы в металле шва. Как
замена СаО в шлакообразующей основе флюса любым из
видно из рис. 43,
исследованных окислов приводит к росту содержания серы
в металле шва, однако степень этого влияния различна.
Лучшей десульфурирующей способностью обладают шла-
ковые системы СаО — MgO и СаО —МпО. При замене час-
ти мрамора (до 40%) окисью магния можно сохранить высо-
кую десульфурирующую способность флюса, что согласует-
ся с результатами, полученными ранее 188; 52]. С ростом
содержания во флюсе МпО несколько увеличивается
3*
67
содержание серы в металле шва, что подтверждает выводы,
сделанные в одних работах [119; 67; 88; 103] и противоре-
чит выводам, сделанным в других [63].
Таким образом, с учетом влияния истинной относитель-
ной массы шлака и показателей расплавления электрода
и основного металла, десульфурирующую способность до-
статочно точно можно оценить с помощью коэффициента рафи-
нирования. Результаты определения Кр для разных флюсов
приведены на рис. 44.
Влияние эффективности массообмена между металлом
и флюсом на десульфурацию металла
Учет влияния этого фактора па десульфурацию металла шва
производят на основе положений о массообмене между ме-
таллом и шлаком, изложенных в § 2. Применительно к рас-
сматриваемому процессу обмена серой между металлом и
шлаком уравнение (20) приобретает следующий вид:
1С) v[Sb + (l-T)[Sl0.M + p(S)$
|S|m =----------. (59)
Расчет концентрации серы в металле шва IS]111B по уравне-
нию (59) возможен в том случае, если известны составы ис-
ходных материалов, а также у, р и Ls.
Коэффициент распределения серы между металлом и шла-
ком чаще всего неизвестен. Однако в некоторых случаях он
может быть выражен через константу равновесия реакции
Ks- Например, для реакции десульфурации [Fe] [S1 =
= (Fe’+) +(S2~)
Ks = (°FeH> (Afs2—Vs=—* (60)
lflsl l$l
где NFe2+. Ns2- — ионные доли: vFe2-b VS2- — коэффициенты
активностей соответственно катионов железа и анионов серы
в шлаке; [asl = [S1 — содержание серы в металле.
В выражении (60) YFe2+ ~ 1,a yS2- находим из уравнения,
предложенного Н. В. Поповой [88]:
lgVs2_ = 1,53(WS1O?_ + WPO(3-+ ...)-0,17. (61)
Поданным А. М. Самарина [104] для исследуемых высо-
коосновных флюсов Ks = 0,08...0,09 и, что особенно важно,
практически не зависит от температуры.
68
В окончательном виде после преобразований уравнение,
связывающее константы распределения серы Ls и равнове-
сия
реакции Ks, приобретает следующий вид:
г __(nFeO* 4~ яосн) (nFeO' 4~ яосн якис) 32 (62)
S“ nFeO'Vs2- ’ '
где лосн — сумма молярных
Яосн = ИСаО 4~ ЯМдО 4“ ЯМпО 4“
молярных долей кислых окис-
лов; Пкис = rtSiO, 4" Яд|,о, 4-
+ «Fe,O, 4- Яр,О, 4- 2лCaF,.
В расчете учитывали, что
концентрация серы в шлаке,
контактировавшем с металлом
(5')шл, отличается отосреднен-
ной концентрации серы,
определяемой при химическом
анализе всей шлаковой корки
($)шл (см. рис. 45). Делали
долей основных окислов;
• 4” ^caF,» Якис — сумма
Рис. 45. Схема для расчета ос-
редненного состава шлака и его
активной части.
это на основе следующего выражения:
— (S )щдЛ?шл 4“ (3)ф (Щщл Я1ШЛ).
(63)
Если разделить левую и правую части на массу кон-
тактировавшего металла щм, то выражение (63) примет
такой вид:
/Q\Cp /С'\ тшл 1 | тшл тшл|
(Ь)шл = (S )шл —------ь (3)ф —-------— , (64)
ГОМ ГОМ * \ ГОМ Гом у '
где = <р — относительная масса всего расплавленного
ГОм
флюса, найденная путем взвешивания шлаковой корки;
/Лшл л
— = р — истинная относительная масса шлака, контак-
/7!м
тировавшего с металлом, найденная по методу элемента-инди-
катора (см.§2). Тогда из уравнения (64)
(S'U = l(S)^ - (5)ф] | + (S)t. (65)
По той же методике производили перерасчет концентраций
других компонентов, например FeO'.
Как было показано ранее (см. выражение (20) и урав-
нение (59)), влияние р на концентрацию серы в металле шва
будет мало в тех случаях, когда pAs 1, a [S]HCx
р (5)ф. Во всех других случаях оно должно быть заметным.
69
Для проверки высказанного предположения были про-
ведены исследования, в процессе которых наплавляли одно-
слойные валики для трех вариантов исходных сварочных
материалов: при обычной кон-
Рис. 47. Зависимость кон-
центрации серы в первом
наплавленном слое от тока
по данным расчета (ф) и
опыта (О):
а — основной металл — ав-
томатная сталь <[S]0 м =
« 0,12%; флюс ЖС-5;
б — основной металл —
сталь Ст5, флюсы ЖС-5 и
АН-348-А с повышенным со-
держанием серы — (SU =
= 0,52%.
центрации серы в основном
металле IS]0.M = 0,03%; при
высокой концентрации серы в
основном металле [S]0M =
Рис. 46. Зависимость <р и
Р (а) и концентрации серы
в металле шва (б) от тока
(основной металл —сталь
СтЗкп; ф — флюс
АН-348-А; А — ЖС-5).
= 0,12%; с использованием
флюса, содержание серы в
котором (5)ф = 0,52%. Ис-
пользовали керамический ра-
финирующий флюс ЖС-5
(шлакообразующая основа СаО — MgO — CaF2) с коэффи-
циентом распределения серы Ls = 30. Для сравнения од-
новременно наплавляли аналогичные валики под флюсом
АН-348-A (Ls = 2...6). Для исследований использовали
проволоку d3 — 5 мм. Валики наплавляли при постоянном
токе обратной полярности. Относительную массу флюса
регулировали путем изменения одного из параметров ре-
жима.
На рис. 46—49 приведены результаты экспериментов. Там
же нанесены рассчитанные по описанной выше схеме значе-
ния концентрации серы в металле шва. Расчеты проводили
70
только для основных флюсов, так
как для кислого флюса АН-348-А
нет надежных данных для опреде-
ления Ks и Ls.
Согласно рис. 46, с ростом тока
значения показателей относитель-
ной массы флюса ф и р падают,
что приводит к ослаблению взаимо-
действия металла со шлаком. При
использовании керамического флю-
са это сопровождается снижением
активности процесса десульфура-
ции и ростом [S]BUJ, а при исполь-
зовании плавленого флюса, являю-
щегося поставщиком серы, сниже-
нием [SJ1UB. Влияние изменения
относительной массы шлака в обоих
случаях незначительно в связи с
низким значением [S]0 M и [5]шв.
При использовании опытного
флюса ЖС-5 можно получить IS ]шв
(а) и концентрации серы в
металле шва (б) от напря-
жения дуги при исполь-
зовании флюсов ЖС-5 (Д)
и АН-348-А (ф). Основ-
ной металл — сталь СтЗкп.
ниже исходного содержания ее в ванне (рис. 47, а).
При равной концентрации серы (5)ф=0,52%, введенной
во флюсы АН-348-А и ЖС-5, [S]шв увеличивается в разной
степени: при использовании флюса ЛН-348-А — до 0,11%,
при использовании ЖС-5 — до 0,053% (рис.47,6). Влияние
тока на [$]шв незначительно.
При увеличении напряжения дуги повышаются значе-
ния относительной массы шлака 0 и ф как для плавленого,
Рис. 49. Зависи-
мость концентра-
ции серы в первом
наплавленном слое
от напряжения ду-
ги по данным расче-
та (О) и опыта (•):
а — основной ме-
талл — сталь Ст5,
флюсы ЖС-5 и АН-348-А с повышенным содержанием серы (5)ф = 0,52%:
б •» основной металл автоматная сталь, [S]о м = 0,12%, флюс ЖС-5.
71
так и для керамического флюсов. В швах, сваренных под ра-
финирующим флюсом, ISJmn при увеличении t/д снижается,
югда как при сварке под плавленым флюсом [5]шв растет
(рис.48, 49).
Таким образом, при всех изменениях параметров режи-
ма, вызывающих изменение условий массообмена, наблю-
дается рост или снижение IS ]шв в зависимости от роли шлака,
какую он выполняет в процессе десульфурации. Во всех
случаях для флюса ЖС-5 расчетные значения удовлетвори-
тельно совпадают с данными химического анализа. Выска-
занное предположение о влиянии р и Ls на процесс десуль-
фурации металла шва подтверждается как расчетом, так и
экспериментом.
Влияние раскислителей и легирующих добавок
на процесс десульфурации металла шва
Металл шва можно очистить от серы и путем введения в
шлакообразующую основу флюса различных раскислите-
лей и легирующих элементов.
По результатам ранее выполненных опытов для исследо-
ваний были отобраны четыре трехкомпонентныс системы,
обладающие хорошей десульфурирующей способностью:
1) СаСО3 — MgO —CaF2 (СаСО3 « 80%); 2) СаСО3 —МпО—
—CaF2; 3)СаСО3 — ZrO2 — CaF2; 4) СаСО3 — MgO — CaF2
(СаСО3 « 20%). Исследовали влияние Ti, Al, Si, Мп, ко-
торые вводили во флюс в виде металлических чистых порош-
ков и ферросплавов. Все флюсы изготовляли в одинаковых
условиях на натриевом жидком стекле (модуль 2, 7, плот-
ность 1,32 г/см3), количество которого составляло 20% от
веса сухой шихты. Наплавляли однослойные валики на
пластины из Ст 5 проволокой Св-08. Состав исследуемых флю-
сов, а также результаты химического анализа металла шва
для всех серий опытов представлены на рис. 50 и 51. В ре-
зультате анализа этих данных можно сделать следующие
выводы. Все исследованные раскислители, а особенно Ti и
А1, плохо переходят в металл шва. Переход раскислителей
в металл шва улучшается после достаточно полного раскис-
ления шлака и металла, что соответствует концентрациям,
при которых кривые [Э]шв = f (Э)ф имеют перегиб. Концент-
рация, при которой наступает раскисление металла и флю-
са, различна и зависит как от свойств раскислителей, так
и от окислительного потенциала разных шлаков. Лучшие
72
Рис. 50. Зависимость перехода
титана в металл шва от его со-
держания во флюсе (/ = 500...
550 Л. t/д = 30...32 В, освв
= 20 м/ч). Составы флюсов:
/ — СаСО,—MgO—CaF, (СаСО, -
- 20%); 2 — СаСО, —MgO—CaF,
(СаСО, * 80%); 3 — СаСО,—
ZrO,—CaF,; 4 - CaCO,-MnO-CaF,.
Рис. 51. Зависимость перехода
алюминия в металл шва от его
содержания во флюсе (флюс
ЖС-5 и АН-348-А); режим свар-
ки: / = 600 ... 650 A; Ua =
— 30...32 В; с'св = 20 м/ч).
результаты по десульфурации металла шва ([5]шь <0,010%)
достигнуты при использовании шлакообразующей основы
СаСО3 — MgO — CaFa и раскислителя титана.
Разработка и исследование флюса для сварки
среднеуглеродистых сталей с пониженным содержанием
серы в металле шва
В последние годы непрерывно растет выпуск рафинирован-
ных сталей, вследствие чего разработка флюса для автомати-
ческой сварки таких сталей является актуальной задачей.
По сравнению со сталями обычного производства, содер-
жащими 0,025—0,030% серы, рафинированные стали со-
держат ее менее 0,014%. Они отличаются повышенной пла-
стичностью и ударной вязкостью при равных прочностных
характеристиках. Порог хладноломкости рафинированных
сталей наблюдается при более низких температурах (рис. 52).
Структура рафинированной стали отличается мелкозер-
нистым строением и малым содержанием включений суль-
фидов и оксидов.
73
В результате ранее проведенных исследовании было ус-
тановлено, что лучшими десульфурирующими и техноло-
гическими свойствами обладают шлаки со шлакообразую-
щей основой СаСО3 —MgO —CaF2. Эта система и была при-
Рнс. 52. Зависимость
ударной вязкости сталей и
сварных соединений от
температуры испытании:
а — для обычных и рафини-
рованных сталей; б — для
рафинированной стали
50ГСШ (флюс ЖС-5 и
АН-348-А; режим сварки}
1 = 600...650 А, 1/д = 30...
32 В; осг “ 20 и/ч); в —
для сварных соединений из
стали Ст50Г обычного про-
изводства.
нята в качестве шлакообразующей основы флюса для сварки
средиеуглеродистых рафинированных сталей.
Сварка образцов под опытным керамическим флюсом и
плавленым АН-348-А и последующие испытания механиче-
ских свойств наплавленного металла показали непригодность
74
в г
Рис 53. Микроструктуры металла шва и зоны сплавления сварных со-
единений, выполненных под различными флюсами (X 200):
а — металл шва, флюс АН-348-А; б — металл шва, флюс Ж.С-5; в — зона
сплавления, сталь Ст50Г; флюс AII-348-A; г — зона сплавления, сталь Ст 50Г,
обоих флюсов в связи с пониженной по сравнению с основ-
ным металлом прочностью швов. Однако пластические свой-
ства металла шва, полученного при сварке под опытным
флюсом, достаточно высокие. Для повышения прочности
металла шва во флюс дополнительно вводили ферромолибден.
В результате опытов было установлено оптимальное его
количество — 5%. Индекс указанного флюса ЖС-5. При
сварке под флюсом ЖС-5 соединений из стали 50ГСШ и по-
следующем испытании образцов получены показатели меха-
нических свойств более высокие, чем у основного металла:
os = 580 МПа; ов = 730...750 МПа; 6 = 25%; ф = 58%;
а = 1020 кДж/м2. Результаты испытания соединений, сва-
ренных из рафинированной и обычной стали под флюсами
АН-348-А и ЖС-5, на ударную вязкость при низких темпе-
ратурах свидетельствуют о преимуществе последнего
(см. рис. 52). Это объясняется низким содержанием S и Р в
металле шва, сваренного под флюсом ЖС-5, а также его более
совершенной структурой (см. рис. 53). В настоящее время
разработанный флюс применяют для сварки некоторых де-
талей из среднеуглеродистых сталей, а также для сварки
рафинированной стали 50ГСШ.
§ 5. МОДИФИЦИРОВАНИЕ МЕТАЛЛА ШВА ПРИ СВАРКЕ
ПОД КЕРАМИЧЕСКИМИ ФЛЮСАМИ
Эксплуатационные и технологические свойства сплавов, в
том числе и металла швов, зависят не только от их хими-
ческого состава, но и от кристаллического строения. Поэтому
одним из важнейших направлений проблемы управления
металлургическими • процессами при сварке является изу-
чение возможности регулирования процессов кристаллиза-
ции металла шва с целью пат учен и я определенной его струк-
туры, так как сварные конструкции в батьшинстве случаев
не подвергаются последующей термической обработке и
эксплуатируются в исходном после сварки состоянии.
В настоящее время применяют три основных способа
измельчения структуры металла сварных швов: искусствен-
ное охлаждение сварочной ванны, достигаемое при охлаж-
дении изделия, снижении погонной энергии и т. д. [75].;
воздействие на кристаллизующийся металл механических
колебаний различной, в том числе ультразвуковой, частоты
140; 99; 100; 107; 50]; введение в кристаллизующийся металл
шва небольших количеств специальных добавок 168].
76
В условиях сварки наиболее удобным и легко применимым,
несомненно, является третий способ, получивший название
модифицирования. При использовании для электродуговой
механизированной сварки керамических флюсов вместо
плавленых модификаторы поступают в металл шва не только
из сварочной проволоки, но и из флюса. Однако эти возмож-
ности керамических флюсов пока еще плохо изучены и
используются совершенно недостаточно.
Измельчение первичной структуры металла шва способ-
ствует повышению механических свойств [421 и технологи-
ческой прочности (сопротивляемости образованию кристал-
лизационных трещин).
Методика оценки технологической прочности
формы образцов, применяю-
щихся для оценки сопротив-
ляемости металла шва возник-
новению кристаллизацион-
ных трещин.
Так как по осреднеиному химическому составу металла шва
можно лишь косвенно судить о его технологической проч-
ности, то для оценки технологической прочности металла шва
потребовалась разработка новой
более точной методики. На тех-
нологическую прочность металла
шва, кроме химического состава,
большое, а иногда и решающее
влияние оказывают форма суще-
ствования элементов в металле,
форма и размеры первичных
кристаллов, направление их рос-
та но отношению к направлению
действующих усилий, вызываю-
щих образование трещин, и др.
В отечественной и зарубеж-
ной литературе описано не-
сколько десятков методов оцен-
ки технологической прочности
металла при сварке [5; 8; 92;
93]. Большая их часть дает
лишь качественную характеристику испытанного металла и
не позволяет сравнивать между собой сварочные материалы,
процессы и другие факторы с точки зрения их влияния на
стойкость металла шва против возникновения кристаллиза-
ционных трещин. Наиболее совершенной и теоретически
обоснованной является методика, разработанная в Л4ВТУ
Н. Н. Прохоровым, С. А. Куркиным, Ю. И. Казеиновыми др.
77
[93; 921. Достаточно широко применяют также и методику
ИМЕТ—ЦНИИЧермет [122]. Эти методики, несмотря на
некоторые различия в схеме испытаний и конструкции испы-
тательных машин, имеют общую теоретическую основу.
Оценка технологической прочности по методикам МВТУ и
ИМЕТ—ЦНИИЧермет заключается в наложении прину-
дительной деформации различной скорости А, на
кристаллизующийся в процессе сварки металл шва. В качест-
ве критерия технологической прочности металла шва при-
нимается максимальная скорость принудительной дефор-
мации ЛкР, при которой еще не появляются кристаллиза-
ционные трещины. Применяющиеся при этом схемы испы-
таний и формы образцов показаны на рис. 54. Значение ЛкР
определяют по результатам испытаний серии образцов (7—15
пар) в одинаковых условиях, но при разной, увеличивающей-
ся или уменьшающейся от опыта к опыту скорости деформа-
ции.
Использование описанных методик МВТУ и ИМЕТ—
ЦНИИЧермет в ряде случаев нецелесообразно из-за недо-
статочной воспроизводимости результатов, что, по-видимо-
му, объясняется совместным влиянием неточности методики,
составляющей 15—20% [47], а также непостоянством хи-
мического состава и неоднородностью свойств испытываемо-
го металла.
На кафедре сварки Ждановского металлургического ин-
ститута (ЖдМИ) была разработана новая методика количест-
венной оценки стойкости металла шва против возникновения
в нем кристаллизационных трещин, дающая меньший раз-
брос показаний [17; 24].
Описание методики ЖдМИ
В основе предлагаемого способа оценки технологической
прочности металла швов при сварке лежат те же теорети-
ческие положения, что и в описанных выше методиках
МВТУ и ИМЕТ—ЦНИИЧермет, однако по схеме испыта-
ния, форме образцов и конструкции машин он имеет сущест-
венные отличия.
Испытания по методике ЖдМИ производят на цилин-
дрических или плоских образцах по схемам, показанным на
рис. 55, а, б. При наложении контрольного шва в задней
части сварочной ванны непрерывно образуется и переме-
78
щается вслед за дугой слой металла, имеющий двухфазное
твердо-жидкое состояние и обладающий низкой пластич-
ностью. Этот слой имеет сложную форму, повторяющую
очертания задней части сварочной ванны, и заключен между
б
Рис. 55. Схемы испытаний металла шва на стой-
кость против образования в нем горячих трещин по
методике ЖдМИ на цилиндрических (а) и плоских
(б) образцах:
1 — сварочная ванна; 2 — образцы; 3 — металл шва,
находящийся в ТИХ; 4 — электрод; 5 — трещина.
двумя изотермическими поверхностями, соответствующими
верхней и нижней границам температурного интервала
хрупкости (см. рис. 56). При испытании металл шва в про-
цессе кристаллизации непрерыв-
но подвергается поперечным де-
формациям, в результате дей-
ствия которых в шве может
Рис. 56. Образование продольной кри-
сталлизационной трещины.
Рис. 57. Схема изменения
скорости принудительной де-
формации в процессе испыта-
ния по методике ЖдМИ.
образоваться продольная кристаллизационная трещина,
как показано на рис. 57.
Начальную скорость поворота образцов со, а следова-
тельно, и скорость деформации Лнсх выбирают настолько
большой, чтобы возникновение трещины было неизбежно,
79
а по мере передвижения дуги вдоль образца возможность ее
образования монотонно уменьшалась (рис. 57). Возникшая
в начале шва трещина развивается вглубь кристаллизи-
рующегося металла вслед за перемещающейся дутой. Кру-
тящий момент, необходимый для поворота образцов, в этом
случае незначителен, так как шов за дугой полностью раз-
делен продольной трещиной, жидкая сварочная ванна де-
Рис. 58. Результаты десяти испыта-
ний по методике ЖдМИ.
Рис. 59. Место вырезания
шлифов для изучения ми*
кроструктуры металла шва.
формируется свободно, а сопротивление вращению оказы-
вает только слой металла, находящийся в температурном
интервале хрупкости (ТИХ). Так как в процессе сварки
скорость поворота ю и пропорциональная ей скорость де-
формации А постоянно уменьшаются (рис. 57), то с некото-
рого момента времени t последняя станет настолько малой,
что металл, находящийся в ТИХ, выдержит такую дефор-
мацию без образования трещин. Произойдет схватывание,
и начнется пластическая деформация упрочнившегося в
результате охлаждения металла. Это вызовет резкое уве-
личение мощности, расходуемой приводным электродвига-
телем. Момент схватывания регистрируется самопишущим
прибором по возросшему току якоря электродвигателя. Од-
новременно по показаниям тахогенератора фиксируется
критическая угловая скорость поворота (окР, при которой
прекратилось распространение трещины. Связь между о и Л
устанавливается для различных схем испытания на основе
простейших геометрических соотношений.
Таким образом, по методике ЖдМИ испытанию подвер-
гается слой металла шва, находящийся в ТИХ, тогда как
основной металл образцов или металл шва, охладившийся
80
ниже ТИХ, деформации не подвергается, и от их свойств
результаты испытаний не зависят. Это свидетельствует о
достаточной «чистоте» постановки эксперимента и прибли-
жении его условий к реальным условиям исследуемого
явления, чего не удается достигнуть при использовании
других методов испытаний. Воспроизводимость результатов
при повторных испытаниях по методике ЖдМИ в одинако-
вых условиях проверена экспериментально. Данные испы-
Состав опытных керамических флюсов с добавками Ti, % Таблица 14
Индекс флюса (принят условно) Содержание компонентов. %
MgO А12О, CaF, TiO, Ti
Т-0 25,5 41,0 25,5 ’ 8,0 0,00
Т-2 25,0 40,2 25,0 7,8 2,00
Т-5 24,25 39,0 24,25 7,5 5,00
Т-7 23,7 38,2 23,7 7,4 7,00
Т-10 23,0 36,8 23,0 7,2 10,00
Т-15 21,7 34,8 21,7 6,8 15,00
Т-20 20,4 32,8 20,1 6,4 20,00
таний показывают (рис. 58), что разброс результатов не
превышает 7%. Положительные результаты исследования
новой методики явились основанием для использования ее
в дальнейшем при изучении технологической прочности ста-
лей, а также некоторых сплавов, рекомендуемых для нап-
лавки.
Ниже представлены результаты исследований влияния-
сильных карбидообразующих элементов (Ti, Nb) на первич-
ную структуру и технологическую прочность металла шва
при сварке сталей под керамическим флюсом.
Ввиду того, что все модификаторы обладают высоким
сродством к кислороду, для их введения в металл шва
через флюс необходимо, чтобы последний имел минималь-
ную окислительную способность. Поэтому для прове-
дения исследований был принят слабоокислительный флюс,
имеющий шлакообразующую основу следующего состава:
25,5% MgO, 41,0% А12О3, 25,5% CaF2, 8% ТЮ2 (табл. 14).
В качестве связующего использовали химически чистый
алюминат натрия, что обеспечивало наибольший переход
модификаторов в металл шва.
Для оценки влияния карбидообразователей (Ti, Nb) на
первичную структуру и сопротивляемость сварных швов
81
против образования горячих трещин, в опытные флюсы вво-
дили модификаторы в виде электролитически чистых ме-
таллических порошков. Для определения показателя АкР
под каждым флюсом сваривали цилиндрические образцы из
Таблица 15 Состав основного металла образцов и сварочных проволок, %
Исследуемый металл С Мп SI S Р Си
Основной металл образцов
Армко-
железо 0,02 0,014 Следы 0,018 0,006 0,17
СтЗ 0,18 0,440 0,18 0,020 0,016 •—
Ст5 0,35 0,520 0,28 0,024 0,015 —
Сварочная проволока
Св-08А Армко- железо 0,09 0,320 0,03 0,020 0,020 —
0,015 0,020 Следы 0,018 0,010 —
различных материалов (табл. 16). Эти же образцы исполь-
зовали для определения химического состава металла шва
и изготовления шлифов для выявления первичной структу-
ры (рис. 59). Оптимальное содержание модификаторов оце-
нивали по степени измельче-
Рис. 60. Зависимость химичес-
кого состава металла шва от со-
держания Ti во флюсе (материал
образцов — армко-железо).
ния структуры и величине по-
казателя сопротивляемости
против образования кристал-
Рис. 61. Зависимость Лкр отсо-
держания Ti в металле шва (ма-
териал образцов — армко-же-
лезо).
лизационных трещин. Для повышения эффективности влия-
ния модификаторов образцы сваривали при сравнительно
большой погонной энергии и большом объеме сварочной
ванны (/ = 700...750 А, ил = 32...34 В, fCB -= 10 м/ч, ток
постоянный обратной полярности).
82
а
Рис. 62. Первичная структура
металла шва в плоскости Q (а)
и переходной зоны в плоскостях
Р (б) и Q (в) на образцах из
армко-железа ((Ti] = 0%), X 90.
Влияние титана. Для исследования влияния титана на
структуру металла и его технологическую прочность была
изготовлена серия керамических флюсов с добавками этого
элемента. Состав флюсов приведен в табл. 14, а состав ос-
новного металла и сварочных проволок — в табл. 15.
а б
Рис. 63 Первичная структура металла шва (а) и переходной зоны (б)
в плоскости Р на образцах из армко-железа ([Ti] = 0,12%), X 90.
В качестве связующего использовали алюминат натрия
(плотность 1,4 г/см3). Количество его составляло 20% от
массы сухой шихты.
На рис. 60 приведены результаты химического анализа
металла шва при различном содержании титана во флюсе,
а на рис.61 зависимость технологической прочности металла
сварных швов от содержания в нем титана при использова-
нии образцов основного металла из армко-железа. Структу-
ра металла шва на образцах из армко-железа, соответствую-
щая определенной концентрации в шве титана, представле-
на на рис. 62—65. Как видно из рисунков, при введении
титана в армко-железо вплоть до 1% существенного
измельчения первичной структуры не происходит. Показа-
84
тель стойкости металла шва ЛкР возрастает незначительно
при изменении концентрации в нем титана от 0 до 1,05%.
Это повышение значений ЛкР, по-видимому, не связано с
изменением кристаллической структуры металла шва и
объясняется рафинированием металла по сере и кислороду.
а б
Рис. 64. Первичная структура металла шва (а) и переходной зоны
(б) в плоскости Р на образцах из армко-железа ([Ti] = 0,50%), X 90.
При сварке образцов из стали СтЗ наблюдается посте-
пенное измельчение структуры металла шва при увеличении
содержания в нем титана (см. рис. 66, 67, 68). Повышение
содержания Ti во флюсе и металле шва (рис. 69) сопровож-
дается увеличением содержания в нем Si и снижением кон-
центрации S. Совместное изменение первичной структуры
и химического состава металла шва при увеличении кон-
центрации вводимого во флюс титана приводит к росту ЛкР
(рис. 70). Измельчение структуры, вероятно, является здесь
доминирующим фактором. Рост ЛкР наблюдается только до
тех пор, пока образуются новые карбиды, способствующие
измельчению зерна, т. е. до стехиометрического соотношения
85
б
a
Рис. 65. Первичная структура метал-
ла шва в плоскостях Р (а) и Q (б) и
переходной зоны в плоскости Р (в) на
образцах из армко-железа ([TiJ =
= 1,2%), X 90.
в
а б
Рис. 66. Первичная структура металла шва в плоскостях Р (а) и Q (б*
на образцах из стали СтЗ ([Ti] = 0%); X 90.
а б
Рис. 67. Первичная структура металла шва (а) и переходной зоны (б)
в плоскости Р на образцах из стали СтЗ ([Ti] = 0,12%), X 90.
а б
Рис. 68. Первичная структура металла шва (а) и переходной зоны (б)
в плоскости Р на образцах из стали СтЗ (iTi] — 0,51%), X 90.
Ti/C = 4. При дальнейшем увеличении концентраций Ti и
Si значения ЛкР остаются неизменными.
При сварке образцов из стали Ст5 наблюдается более
интенсивное по сравнению со сталью СтЗ измельчение струк-
туры металла шва при увеличении содержания в нем титана
(рис. 71—74). Рост ЛкР, как и для стали СтЗ, продол-
Рис. 69. Зависимость химичес-
кого состава металла шва от
содержания Ti во флюсе (мате-
риал образцов СтЗ).
Рис. 70. Зависимость 4кр от
содержания Ti в металле шва
(основной металл — СтЗ).
88
жается до содержания титана, соответствующего стехио-
метрическому (см. рис. 75,76). Дальнейшее увеличение содер-
жания титана не оказывает существенного влияния на зна-
чение Лкр. При этом наблюдается недостаток углерода и его
диффузия из основного металла, о чем свидетельствует
появление ферритной полоски вблизи линии сплавления
(рис. 74, б).
Влияние ниобия. Сведения о модифицирующем влиянии
ниобия на первичную структуру сталей и их сопротивляе-
мость горячим трещинам в литературе практически отсут-
ствуют. Вместе с тем, отмечается [35], что при введении в
среднеуглеродистую сталь ниобия до 0,2% происходит из-
мельчение ее структуры.
Кристаллические решетки карбидов ниобия, циркония
и ванадия незначительно отличаются от кристаллической ре-
шетки карбидов титана. Поэтому можно ожидать, что их
влияние на структуру и свойства металла шва будет
сходным.
Для исследования влияния ниобия на первичную струк-
туру и сопротивляемость металла шва против образования
горячих трещин была изготовлена серия керамических флю-
сов (табл. 16), содержащих в своем составе различное коли-
чество металлического ниобия. В качестве связующего до-
бавляли алюминат натрия (2О°/о от массы сухой шихты).
Материалы образцов — сталь СтЗ.
Таблица 16
Составы опытных керамических флюсов
с добавками Nb, %
Индекс флюса MgO Al,О, CaF, TiO, Nb
Н-0 25,50 41,00 25,50 8,0 0,00
Н-2 25,00 40,20 25,00 7,8 2,00
Н-5 24,25 39,00 24,25 7,5 5,00
Н-7 23,70 38,20 23,70 7,4 7,00
НЮ 23,00 36,80 23,00 7,2 10,00
Н-15 21,70 34,80 21,70 6,8 15,00
Н-20 20,40 32,80 20,40 6,4 20,00
Результаты этой серии опытов представлены на рис. 77—
82. Подобно тому, как и ври введении в металл шва титана,
89
s д w
r 'С*
в г
Рис. 71. Первичная структура металла шва в плоскостях Р (а) и Q (б)
и переходной зоны в плоскостях Р (в) и Q (г) на образцах из стали Ст5
([Ti] = 0%), X 90.
a
Рис. 72. Первичная структура металла шва (а) и переходной зоны (б)
в плоскости Р на образцах из стали Ст5 ([Ti] = 0,12%), X 90.
а б
Рис. 73. Первичная структура металла шва (а) и переходной зоны (б)
в плоскости Р на образцах из стали Ст5 ([Ti] = 0,72%), X 90.
а б
Рис. 74. Первичная структура металла шва (а) и переходной зоны (б)
в плоскости Р на образцах из стали Ст5 ([Ti] = 1,03%), X 90.
с увеличением концентрации ниобия во флюсе растет содер-
жание его в металле, и измельчается кристаллическая струк-
тура последнего. Вблизи линии сплавления также наблюда-
Рис. 75. Зависимость Лкр от содержания
Ti в металле шва (основной металл — Ст5).
ется белая полоса, свидетельствующая о том, что содержание
ниобия превышает содержание его, соответствующее стехио-
метрическому соотношению Nb/C « 8 (рис.79, 80). Моди-
фицирующее действие ниобия несколько выше, чем у титана,
и повышение технологической прочности металла шва за-
92
Рис. 76. Зависимость химического состава
металла шва от содержания Ti во флюсе.
метнее при равных концентрациях вводимых в металл мо-
дификаторов, что видно из сравнения рис. 70 и 82. При вве-
дении ниобия в металл, очевидно, ограничивается развитие
кристаллизационных трещин и изменяется характер их
распространения (рис. 83).
а б
Рис. 77. Первичная структура металла шва (а) и переходной зоны (б)
в плоскости Q на образцах из стали СтЗ ((Nb] = 0,0%), X 90.
93
a
б
Рис. 78. Первичная структура металла шва (а) и переходной
зоны (б) в плоскости Р на образцах из стали СтЗ ([Nb] а
= 0,25%), X 90.
О б
Рис. 79. Первичная структура
металла шва в плоскостях Р (а)
и Q (б) и переходной зоны в
плоскости Q (в) на образцах из
стали СтЗ (iNb] = 1,02%), X 90.
а б
Рис. 80. Первичная структура металла шва (а) и переходной зоны (б)
в плоскости Р на образцах из стали СтЗ (INb] = 1,24%), X 90.
Влияние добавок модификаторов циркония и ванадия
на первичную структуру металла шва и его технологическую
прочность подобно влиянию титана и ниобия.
Результаты исследований показали, что при использо-
вании керамических флюсов для электродуговой механи-
зированной сварки можно вводить в металл шва оптималь-
ное количество модификаторов, что способствует измель-
чению первичной структуры и существенному увеличению
.стойкости металла против возникновения горячих трещин.
Решающую роль в
измельчении пер-
вичной структуры
металла шва и по-
вышении его техно-
Рис. 81. Зависимость
химического состава
металла шва и содер-
жания Nb во флюсе.
-96
Рис. 82. Зависимость Дкр от
содержания Nb в металле
шва.
логической прочности
играют процессы обра-
зования карбидов моди-
фикатора. Последнее
подтверждается тем, что с ростом содержания углеро-
да наблюдается постепенное измельчение первичной
структуры металла и существенный рост показателя ЛкР.
Повышение концентрации модификатора в металле шва выше
соответствующей стехиометрическому соотношению не вы-
зывает дальнейшего измельчения структуры и не повышает
сопротивляемости металла шва образованию кристаллиза-
Рис. 83. Влияние легирования ниобием на характер кристаллизационных
трещин в плоскости Р:
а — [Nb] = 0,25%; б — INbJ = 1,02%.
ционных трещин. Влияние модификаторов на величину зер-
на и ЛкР различно по интенсивности воздействия. Наиболее
сильным модификатором является Nb, затем Ti, Zr, V. Это
объясняется различием физико-химических свойств обра-
зующихся карбидов: степенью изоморфности кристалличес-
кой решетки карбида с решеткой кристаллизующегося же-
леза [441; величиной изменения изобарно-изотермического
потенциала реакции образования соответствующего кар-
бида [106] при температуре сварочной ванны; температур-
ной границей существования карбида в твердом состоянии
[106]и др.
4 6-1И
97
ГЛАВА II
ПРИМЕРЫ ИСПОЛЬЗОВАНИЯ
КЕРАМИЧЕСКИХ ФЛЮСОВ
ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ И НАПЛАВКИ
§ 6. ЭЛЕКТРОДУГОВАЯ СВАРКА АЛЮМИНИЯ
И НЕКОТОРЫХ ЕГО СПЛАВОВ
ПОД КЕРАМИЧЕСКИМ ФЛЮСОМ (ЗАКРЫТОЙ ДУГОЙ)
В связи с непрерывно расширяющимся применением алю-
миния и его сплавов в народном хозяйстве весьма важное
значение приобрела проблема сварки этих материалов.
Несмотря на значительные успехи, достигнутые в этой
области, следует отметить, что положительного решения этой
проблемы до настоящего времени не найдено. С помощью
существующих методов сварки не всегда удается удовлет-
ворить высокие требования, предъявляемые к качеству
сварных соединений. Поэтому возникла необходимость
в исследовании возможности получения требуемых свойств
металла шва при сварке алюминия и его сплавов путем
регулирования металлургических процессов в реакционной
зоне с помощью керамических флюсов. Для этой цели необ-
ходимо было преодолеть ряд трудностей, связанных с осо-
быми теплофизнческими, химическими и другими свойст-
вами алюминия.
Особенности сварки алюминия
Алюминий — химически активный металл, трехвалентный
во всех стабильных химических соединениях. Имеет вы-
сокое сродство к кислороду и соединяется с ним даже при
нормальной температуре, образуя плотную и прочную окис-
ную пленку А12О3, покрывающую поверхность металла и
делающую его коррозионно стойким, особенно в кислых
средах. Пленка А12О3 имеет высокую температуру плавления
(Тпл = 2050° С), кипения (ТКип = 3500° С) и плотность,
большую, чем у расплавленного алюминия (yai.o, =
= 3,85 г/см3) [1091. При сварке окисная пленка может
погружаться в металл шва, в результате чего существен-
но ухудшаются его наиболее ценные свойства: кор-
розионная стойкость, электропроводность. При этом
снижаются некоторые механические свойства, могут обра-
98
зоваться поры. В связи с тем, что наличие плен-
ки А12О3 на поверхности свариваемого металла и электрод-
ной проволоки неизбежно, то одной из наиболее важных и
трудных задач, которые приходится решать при разработ-
ке способа сварки алюминия, является очищение металла
сварочной ванны от А1,О3 и выведение ее в шлак [96].
Расплавленный алюминий и его сплавы взаимодействуют
практически со всеми газами, составляющими атмосферу,—
с кислородом, азотом, водородом, а также с Н2О, СО, СО2
и другими. Наблюдается как химическое взаимодействие
с образованием окислов, карбидов, нитридов и других сое-
динений, так и активное растворение газов в алюминии.
Растворимость карбидов, нитридов, сульфидов и окис-
лов в алюминии незначительна, они образуют неметал-
лические включения в металле шва, существенно ухудша-
ющие свойства последнего. Водород, хотя и не обра-
зует химических соединений с алюминием, но активно
в нем растворяется и обычно занимает более 75% в общем
объеме поглощенных алюминием газов. Однако в окружаю-
щем нас воздухе свободного водорода содержится сравни-
тельно мало, и его наличием нельзя объяснить высокую сте-
пень насыщения алюминия этим газом. Основным постав-
щиком водорода в зону сварки являются водородосодер-
жащие химические соединения, в том числе и вода,
которая может находиться во флюсе, в защитных газах,
в адсорбированном виде на поверхности свариваемого метал-
ла или электродной проволоки ит. д. При сварке открытой
дугой парциальное давление водорода в реакционной зоне
существенно повышается за счет влажности окружающей
атмосферы. Насыщение водородом алюминия, вероятно, про-
ходит двумя путями: 1) в результате диссоциации паров
воды в дуге и растворения атомарного водорода в металле
капель или сварочной ванны; 2) в результате химическо-
го взаимодействия расплавленного алюминия с парами
воды:
2А1 4- ЗН2О == А12О3 6Н. (66)
При протекании этой реакции алюминий одновременно окис-
ляется и насыщается водородом.
На основании приведенных выше кратких сведений о
взаимодействии алюминия с газами окружающей атмосферы
применительно к сварке алюминия можно сделать несколько
принципиально важных замечаний:
4
99
1) все компоненты окружающей атмосферы в большей
или меньшей мере оказывают отрицательное влияние на
свойства металла шва;
2) для достижения высокого качества сварных соедине-
ний из алюминия или его сплавов необходимо разработать
такой метод сварки, при котором реакционная зона была бы
защищена от проникновения в нее атмосферных газов;
3) желательно создавать в реакционной сварочной зоне
атмосферу, состоящую из пассивных по отношению к алю-
минию газов, не растворяющихся в нем;
4) целесообразно не только защищать в процессе свар-
ки расплавленный металл от поглощения газов, но и произ-
водить активную его металлургическую обработку.
В процессе кристаллизации и охлаждения до нормаль-
ной температуры алюминий не претерпевает фазовых прев-
ращений и сохраняет крупностолбчатую дендритную струк-
туру с преимущественным расположением загрязнений по
границам кристаллитов. Такая структура, как известно,
способствует образованию кристаллизационных трещин,
вероятность возникновения которых еще более усиливает-
ся в связи с большим термическим коэффициентом объемной
усадки, характерным для алюминия и его сплавов. Одной
из радикальных мер, приводящих к повышению стойкости
металла шва против образования кристаллизационных
трещин, является измельчение его первичной структуры
путем модифицирования. Однако при использовании сущест-
вующих методов сварки алюминия не всегда удается до-
стигнуть этого эффекта (см.§ 5,гл. I).
Теплофизические и химические свойства алюминия
таковы, что выбор технологического процесса сварки зна-
чительно ограничен. Так, например, из-за низкой темпера-
туры плавления (Т11Л = 658° С), высокой жидкотекучес-
ти, малой прочности металла при температурах, близких к
Геол, сваривать алюминий толщиной более 8 мм можно толь-
ко в нижнем положении и необходимо принимать меры для
удержания расплавленного металла, чтобы исключить про-
текание его. Вследствие высокой тепло-и электропровод-
ности алюминия необходимо применять для его сварки мощ-
ные концентрированные источники тепла.
Основанием для разработки специального керамическо-
го флюса и технологии механизированной сварки алюминия
закрытой дугой послужила принципиальная возможность
преодоления в этом случае указанных трудностей.
100
Разработка керамического флюса для сварки
алюминия закрытой дугой
Термодинамические расчеты, подтвержденные большим чис-
лом опытов, показали, что в условиях дуговой сварки алю-
миния наблюдается активное восстановление элементов
из окислов и растворение их в металле шва, что в боль-
шинстве случаев сильно ухудшает его свойства. Поэтому
нельзя использовать окислы элементов, обладающих мень-
шим сродством к кислороду, чем алюминий. Компоненты
шлакообразующей основы должны иметь сравнительно низ-
кую температуру плавления, так как температура плав-
ления флюса не должна быть выше 600—650° С. Чтобы
обеспечить всплывание шлака в сварочной ванне, его плот-
ность должна быть ниже плотности расплавленного алюми-
ния. В состав флюса должны входить химически активные
компоненты, под действием которых осуществляется необ-
ходимая металлургическая обработка.
На основе термодинамических расчетов, а также прак-
тики электрометаллургии алюминия и сварки алюминия по
слою флюса были рекомендованы в качестве основных ком-
понентов шлакообразующей основы флюса следующие соли:
криолит Na3AlF6, фтористый барий BaF2, хлористый кад-
мий CdCl2, хлористый калий KCI, хлористый натрий NaCl,
хлористый кальций СаС12, фтористый натрий NaF, фторис-
тый кальций CaF2.
Из них наиболее пригодными для изготовления керами-
ческого флюса и доступными являются KCI, NaCl и Na3AlFe-
Весьма существенным недостатком этой тройной системы,
как и большинства других систем, составленных из галоид-
ных солей, является высокая электропроводность расплава
при любом сочетании и весовом соотношении компонентов
(табл. 17).
При высокой электропроводности флюса происходит
шунтирование дуги, и дуговой процесс переходит в элек-
трошлаковый. Поэтому попытки осуществить сварку алю-
миния закрытой дугой под флюсом, предпринимавшиеся
неоднократно как в СССР, так и за рубежом, как правило,
давали отрицательные результаты, так как либо не удава-
лось получить устойчивый дуговой процесс под флюсом,
либо флюс не обладал необходимыми металлургическими
свойствами и качество металла шва было неудовлетвори-
тельным.
101
Таблица 17
Удельная электропроводность некоторых компонентов
Соль T. °C Удельная электро- проводность. Ом-1 см-1
NaCI 805 3,54
КС1 800 2,42
Na3AlFe 1020 2,67
AIC13 200 0,56- 10~e
СаС12 800 2,02
NaF 1000 4,01
KF 860 4,14
CdCla 580 1,88
MgCla 800 1,70
KOH 400 2,52
Важное научное и производственное значение имела
разработка способа автоматической сварки алюминия от-
крытой дугой по слою флюса [76; 94].
С 1957 г. по настоящее время на кафедре сварки ЖдМИ
ведутся систематические исследования, направленные на
разработку способа сварки алюминия закрытой дугой [2;
30; 31]. Создать из галоидных солей шлакообразующую
систему, позволяющую вести устойчивый процесс дуговой
сварки алюминия под слоем флюса, не удалось. В основу
дальнейших исследований была положена задача снижения
электропроводности шлаков, составленных из галоидных
солей, при сохранении их высокой металлургической ак-
тивности по отношению к алюминию. С учетом того, что
электропроводность расплавленных шлаков имеет преиму-
щественно ионный механизм, предполагалось добиться ее
снижения введением в расплав комплексных кислородосо-
держащих ионов. Сложные кислородосодержащие ионы,
как правило, имеют отрицательный заряд, обладают боль-
шими размерами и малой подвижностью. Являясь плохими
передатчиками электрических зарядов, он и, кроме того, удер-
живают возле себя подвижные положительно заряженные
ионы (6; 31; 33].
Было исследовано влияние на электропроводность и
технологические свойства системы Na3AlFe — NaCI — КС1
добавок следующих химических соединений: плавикового
шпата CaF2, хромпика К2Сг2О7, углекислого натрия Na2CO3,
перекиси марганца МпО2, кремнезема SiO2. Количество до-
бавок изменяли в широких пределах: CaF2 — от 3 до 22%;
102
K2Cr2O7 — от 1 до 10%; Na2CO3 — от 1 до 15%; МпО2 — от
1 до 15%; SiO2 — от 1 до 10%.
Все пять серий флюсов изготовляли из химически чис-
тых компонентов по общепринятой технологии. В качестве
связки использовали водный раствор карбоксиметилцел-
люлозы. Технологические свойства флюсов оценивали по
результатам наплавок валиков на алюминиевые пластины,
причем фиксировали: устойчивость горения дуги под флюсом,
раскисленность поверхности металла шва и прилегающих к
шву участков основного металла, характер формирования
металла шва, отделяемость шлаковой корки, наличие де-
фектов в металле шва (пор, трещин).
При введении в основную шлакообразующую систему
более 9% CaF2 процесс горения дуги под флюсом становится
устойчивым. Лучшее формирование металла шва наблюдает-
ся при использовании флюса с 14% CaF2, а лучшее раскис-
ление поверхности металла — при сварке под флюсом с 18%
CaF2. В последнем случае металл шва не имеет дефектов.
Недостатком флюсов этой серии является повышенная плот-
ность шлака.
При введении во флюс К2Сг2О7 и Na2CO3 снижается
электропроводность его и появляется возможность получе-
ния устойчивого процесса сварки закрытой дугой, однако
качество сварного соединения в этом случае невысокое. При
оптимальных содержаниях во флюсе хромпика (5%) и
углекислого натрия (4%) были получены сварные швы с
хорошим формированием, но пористые и на отдельных
участках поверхности недостаточно раскисленные.
При добавлении во флюс перекиси марганца дуга может
быть полностью закрыта. Это наблюдается при оптимальном
содержании МпО2— 4—6%. Формирование металла шва,
стабильность дугового процесса, отделяемость шлаковой
корки вполне удовлетворительные. Металл шва плотный,
без пор и трещин. Как и следовало ожидать, марганец вос-
станавливается алюминием из окисла и легирует металл шва,
что для сварки технически чистого алюминия нежелательно.
Впоследствии этот флюс был использован для сварки алю-
миниевого сплава АМц.
Очень эффективным оказалось введение во флюс SiO2.
Уже при 3% SiO2 во флюсе полностью закрытая дуга устой-
чиво горела. Полученные сварные соединения имели удов-
летворительный внешний вид, хорошее мелкочешуйчатое
формирование металла шва с плавным переходом к основному
ЮЗ
металлу. При внешнем осмотре пор, трещин и других
дефектов не обнаружено. Рентгенографические и металло-
графические исследования подтвердили высокое качество
полученных сварных соединений.
Таким образом, на основе сравнения технологических
характеристик флюсов системы Na3AIF6 — NaCl — КС1 с
указанными выше добавками была установлена возможность
выполнения сварных соединений алюминия закрытой дугой
при введении в шлакообразующую основу 4—6% МпО2 или
3—4% SiO2.
Керамическому флюсу для сварки алюминия закрытой
дугой, в состав которого входят 44% Na3AlFe, 15% NaCl,
38%КС1, 3%SiO2, присвоен индекс ЖА-64 [2].
Однако при сварке алюминия повышенной чистоты, на-
пример, марки АДОО, под флюсом ЖЛ-64 химический состав
металла шва отличается от основного металла ввиду восста-
новления кремния из флюса:
3 (SiO2) 4- 4 [Al] = 2 (А12О3) + 3 [Si]. (67)
Поэтому был разработан новый флюс ЖА-64Л, в котором
кремнезем был частично заменен плавиковым шпатом [32].
Электропроводность некоторых керамических флюсов
для сварки алюминия
Высокая электропроводность расплавов КС1 и NaCl объяс-
няется наличием в них большого числа простых подвижных
катионов К+ и Na+, а также анионов С1“.
В состав флюса ЖА-64 вводили SiO2 и увеличивали со-
держание в нем криолита за счет снижения концентрации
Таблица 18
Состав опытных керамических флюсов для определения удельной
электропроводности, %
№ флюса I серия П серия
SIO, Na,AlF, КС1 NaCl SiO, Na, A IF, KCI NaCl
1 1,94 44,00 38,64 15,42 З.ОЭ 30,00 47,85 19,15
2 2,40 44,00 38,30 15,30 3,00 34,31 44,77 17,92
3 2,83 44,00 38,00 15,17 3,00 40,00 40,72 16,28
4 3,26 44,00 37,68 15,06 3,00 43,22 38,41 15,37
5 3,82 44,00 37,26 14,92 3,00 50,45 33,25 13,30
6 4,18 44,00 37,02 14,80 — •— — —
104
NaCl и KC1, исходяизследующих соображений. Криолит пред-
ставляет собой двойную соль и диссоциирует по уравнению
Na{AlFe4=t3Na+ + A1F?“.
(68)
Комплекс Albi под влиянием тепловых колебаний частич-
но разлагается с образованием в расплаве более простых
ионов AIF*, А1РГ,
F“. Свободные ионы
фтора F~ взаимодей-
ствуют с ионами Na+,
К~ и образуют ком-
плексные катионы
Na2F+, K2F+, облада-
ющие меньшей под-
вижностью, чем Na+,
К+, Cl~, F"*. Таким
образом, при увеличе-
нии в составе флюса
содержания криолита
должна снижаться
Удельная злеитр&трободность флюса Ом''см'’
Рис. 84. Зависимость удельной электро-
проводности флюсов от температуры (но-
мера кривых соответствуют номерам флю-
сов в табл. 18)
электропроводность расплава, так как крупные ионы
AlFe", A1FF, AlFa", Na2F+ практически не участвуют в пе-
реносе тока [311.
Кремнезем в расплавленном флюсе находится в виде
кремнекислородных образований, которые в связи с малой
их подвижностью сами участия в переносе заряда не прини-
мают и связывают около себя катионы Na r и К+. Это, не-
сомненно, должно снизить электропроводность флюса.
Определение удельной электропроводности опытных флю-
сов производили по методике замера электрического сопро-
тивления расплавлен-
ных солей 131J. Для про-
ведения экспериментов
из химически чистых
компонентов были изго-
Рис. 85. Зависимость удель-
ной электропроводности флю-
сов от температуры при со-
держании криолита во флюсе:
/ — 30,0%; 2 — 34.31%; 3 —
40,0%; 4 — 43,22%; 5— 50,45%.
105
товлсны две серии флюсов, состав которых приведен в
табл.18.
Данные замеров приведены на рис.84 и 85. По ним было
установлено, что зависимость электропроводности исследуе-
Рнс. 86. Зависимость электропровод-
ности флюсов от температуры:
/ — ЖА-64; 2 — AH-AI.
мых расплавов от тем-
пературы имеет линей-
ный характер.
При введении во
флюс 2—5% кварцевого
песка почти в 2 раза
снижается удельная
электропроводность рас-
плава. Увеличение со-
держания во флюсе
криолита также способ-
ствует снижению элек-
тропроводности, однако
в меньшей степени, чем добавление SiO.,.
Из сравнения зависимостей электропроводности флюсов
ЖА-64 и АН-А1 от температуры, показанных на рис. 86,
следует, что между ними есть существенные различия во
всем исследованном интервале температур. Так, при темпе-
ратуре 800° С электропроводность флюса ЖА-64 в 3 раза
ниже по сравнению с аналогичным показателем для флюса
АН-А1.
Технология сварки алюминия А5
закрытой дугой под флюсом
Для получения равномерного оплавления обеих кромок
сварного соединения была выбрана схема сварки с расщеп-
ленным электродом при поперечном расположении электрод-
ных проволок по отношению к шву. Одним из важных пара-
метров режима в этом случае является оптимальное рас-
стояние между электродами, при котором обеспечивается
правильное формирование сварного соединения (рис.87, 88). В
качестве флюсовых подушек использовали флюсы АН-348-А,
ОСЦ-45, ФЦ-6, АН-26, АН-60 и другие, однако лучшие
результаты получены при сварке на стальной подкладке.
Исследования влияния подготовки свариваемых кромок
и сварочной проволоки на качество соединений при сварке
по способу ЖдМИ с использованием флюса ЖА-64 показали,
106
что при этом не требуется такой тщательной подготовки
кромок, как при других видах сварки. Сваривать можно
листы, резрезанные гильотинными ножницами или газо-
электрической резкой. Электродную проволоку перед свар-
кой необходимо очищать от смазки, а удалять окислы с
поверхности не обязательно. При этом обеспечиваются
требуемые свойства сварных соединений (табл. 19).
Рис. 87. Зависимость высоты уси-
ления шва h от тока при различ-
ных расстояниях между электро-
дами t (диаметр электродной прово-
локи d3 = 2,5 мм).
Рис. 88. Зависимость ширины
шва В от тока при различных
расстояниях между электродами
t (диаметр электродной проволо-
ки d3 = 2 мм).
Макроструктура сварных соединений из листов алюми-
ния различной толщины (32, 50, 70 мм) показана на рис. 89.
Отсутствие пор, трещин, шлаковых включений и других
внутренних дефектов в металле шва подтверждается
рентгенограммами, одна из которых показана на рис. 90.
Все соединения, в том числе и из листов толщиной 75 мм,
выполнены за один проход с формированием обратной сто-
роны шва на стальной подкладке. Параметры режима
выбраны по номограмме (рис. 91).
Испытания на коррозионную стойкость сварных со-
единений и основного металла производили путем трав-
ления образцов в кипящей 50%-ной азотной кислоте в
107
a
r .V
< * » <* * -'
’ arW-**' ’г "'
б
в
Рис. 89. Макроструктура сварных соединений из листов алюминия
толщиной 50 (а), 70 (6) и 32 мм (в).
течение 2 ч. Скорость коррозии оценивали по потере веса
на единицу поверхности в единицу времени (г/м2-ч). Дан-
ные испытаний (табл. 19) свидетельствуют о высокой стой-
кости сварных соединений, обычно превышающей коррози-
онную стойкость основного металла.
На основе проведенных исследований и опытов промыш-
ленного применения было сделано заключение о том, что
при сварке алюминия закрытой дугой способ подготовки
кромок не оказывает большого влияния на качество сварных
соединений. При хорошей защите металла шва от воздейст-
вия внешней среды и его металлургической обработке во
всех случаях можно получить необходимое качество свар-
ных соединений.
Содержание неметаллических включений в металле шва
в зависимости от подготовки основного и сварочных мате-
риалов и способа сварки следующее: в основном металле —
0,024%; в металле шва при сварке по слою флюса АН-А1 —
0,035%; в металле шва при сварке по способу ЖдМИ про-
травленной проволокой под прокаленным флюсом — 0,008%;
протравленной проволокой под флюсом после одного меся-
ца хранения — 0,011%; нетравленой проволокой под флю-
сом после одного месяца хранения — 0,014%.
Приведенные данные свидетельствуют о высокой чистоте
металла шва, сваренного закрытой дугой [26]. Вероятно,
109
Свойства основного металла и металла сварного соединения из алюминия А5
Примечания: 1. По техническим условиям ИЭС им. Е. О. Патона на изготовление алюминиевых конструкций допускается
снижение коррозионной стойкости сварных соединений в сравнении с основным металлом на 30%.
2. В числителе приведены минимальные и максимальные значения, а в знаменателе — среднее арифметическое по данным семи опытов.
ПО
поэтому сварные соединения, выполненные дуговой свар-
кой под флюсом, обладают весьма высокой электропровод-
ностью (основной металл — 34—35; металл шва, сварен-
Рис. 90. Рентгенограмма сварного соединения из
листов алюминия А5 толщиной 25 мм (флюс ЖА-64).
ного угольной дугой,— 25—30; металл шва, сваренного
под флюсом, — 33—35 м/Ом • мм2). Это имеет особенно
большое значение при изготовлении алюминиевых шин
Рис. 91. Номограмма для выбора параметров режима
сварки алюминиевых листов встык.
электролизных ванн, свариваемых до последнего времени
по способу Н. Н. Бенардоса угольной дугой.
Таким образом, при использовании разработанного спо-
соба автоматической однопроходной сварки толстолистового
ill
алюминия под флюсом закрытой дугой повышается ка-
чество сварных соединений и увеличивается производи-
тельность процесса сварки.
§ 7. СВАРКА НИКЕЛЯ ПОД КЕРАМИЧЕСКИМ ФЛЮСОМ
Одним из примеров, иллюстрирующих более широкие тех-
нологические возможности керамических флюсов в сравне-
нии с плавлеными, является электродуговая сварка техни-
чески чистого никеля.
В последние годы чистый никель и сплавы на его основе
все более широко применяют в энергомашиностроении,
авиации, ракетной технике, химической и многих других
отраслях промышленности для изготовления конструк-
ций, отвечающих повышенным требованиям в отношении
жаропрочности, стойкости против разгара в различных
агрессивных газовых средах, коррозионной стойкости при
обычных и высоких температурах. Никель обладает высо-
кими механическими свойствами при различных темпера-
турах (от —250 до +1000° С).
До последнего времени для сварки никеля применяли
следующие способы: аргонодуговую сварку плавящимся
и неплавящимся электродами, ручную дуговую, а также
газовую сварку [130; 1331. Несмотря на то что сварку
никеля при использовании большинства перечисленных
способов производят по усложненной технологии с допол-
нилельными технологическими операциями, такими как
предварительный подогрев, проковка швов и другие, вы-
сокого качества сварных соединений достигнуть трудно.
Металл шва часто получается с порами и трещинами. Проч-
ность сварного соединения по сравнению с прочностью
основного металла не превышает 80, а иногда и 60%.
То же следует сказать и о коррозионной стойкости никеле-
вых сварных соединений. Указанные обстоятельства сдер-
живали применение никеля и его сплавов в сварных конст-
рукциях.
Для создания надежного способа электродуговой сварки
технически чистого никеля прежде всего необходимо было
выяснить причины плохой его свариваемости, наметить пути
металлургической обработки металла шва для предупреж-
дения образования в нем дефектов, а также разработать
материалы и технологию, при использовании которых мож-
но осуществить необходимый цикл металлургических
процессов.
112
Физико-химические свойства никеля
и особенности его сварки
По физическим и химическим свойствам никель во многих
отношениях имеет сходство с железом. Последнее обстоя-
тельство, по-видимому, явилось причиной неверного мнения
о хорошей свариваемости никелА [117; 123].
Накопленный за последние годы опыт изготовления свар-
ных конструкций из технически чистого никеля показал,
что при его сварке возникает целый ряд серьезных труднос-
тей. Они связаны прежде всего с большой склонностью
металла швов к образованию кристаллизационных трещин,
со склонностью никелевых швов к образованию пор в про-
цессе кристаллизации, а также со сложностью получения
металла шва высокой чистоты, близкого по своим свойствам
основному металлу, особенно в отношении коррозионной
стойкости.
Образование кристаллизационных трещин при сварке
никеля. Форма и характер расположения трещин в сварных
соединениях весьма разнообразны. Наиболее крупные из
них выходят на поверхность швов и легко различимы нево-
оруженным глазом. Особенностью трещин, возникающих
при сварке никеля и многих никелевых сплавов, является
то, что они располагаются по границам зерен, что свидетель-
ствует об их кристаллизационном характере.
Механизм образования горячих трещин в сварных швах
связан с двумя группами причин термодеформационного
и металлургического характера. При сварке металл шва
быстро нагревается до температур, превышающих темпера-
туру плавления никеля, а затем более медленно охлаждается
до температуры окружающей среды. В результате объемных
изменений, связанных с нагревом и охлаждением, металл
шва с начала его кристаллизации и формирования подверга-
ется упруго-пластическим деформациям. В шве обычно воз-
никают собственные напряжения, величина которых с из-
менением температуры меняется и почти всегда достигает
предела текучести металла для данной температуры.
Механические свойства металла шва в процессе его крис-
таллизации и последующего охлаждения также сильно изме-
няются. Нарушение сплошности металла и возникновение
трещин при сварке, очевидно, будет возможным в том слу-
чае, когда собственные напряжения в металле шва превысят
значения предела текучести никеля для данной температуры,
ИЗ
а величина пластической деформации превысит деформаци-
онную способность металла.' В этом случае нарушаются
атомные или молекулярные связи и на каком-то участке шва
возникает зародышевая трещина, которая может развиваться
до макроскопических величин либо в процессе дальнейшего
охлаждения шва, либо при эксплуатации изделия.
Для оценки возможности возникновения трещин при
сварке никеля необходимо рассмотреть совместно диаграммы
Рис. 92. Зависимость механических свойств и максимальной ве-
личины собственных напряжений от температуры по длине шва.
изменения напряжений в шве, а также диаграмму прочности
и пластичности металла в зависимости от температуры.
На рис. 92 показан характер изменения показателей
механических свойств и напряжений в интервале температур
от —253 до 4-1300° С. Диаграмма построена по данным
В. Д. Дженкинса, Т. Г. Диггеса [128; 129], А. П. Смирягина
[109] и др. В интервале температур выше 1300° С нанесены
условно пунктиром предполагаемые значения величин.
Следует отметить, что с увеличением температуры предел
прочности и предел текучести никеля падают, тогда как
его пластические свойства остаются высокими и даже воз-
растают вплоть до 1300°С.
С момента начала плавления в некотором интервале тем-
ператур металл представляет собой двухфазную систему,
состоящую из твердых кристаллов, окруженных жидким
маточным раствором. В таком твердо-жидком состоянии
технический никель так же, как большинство других метал-
лов, имеет очень низкую прочность и пластичность. В на-
стоящее время считается установленным, что горячие тре-
щины зарождаются именно в температурном интервале хруп-
114
кости [93; 7; 71; 691, который расположен между темпера-
турами Геол и Гликв и представляет собой низкотемпера-
турную его часть. На основе данных, приведенных на рис. 92,
можно сделать вывод о том, что основные меры по снижению
опасности возникновения кристаллизационных трещин в ни-
келевых швах при сварке должны быть направлены на улуч-
шение условий кристаллизации в температурном интервале
хрупкости, снижение величины этого интервала температур
Таблица 20
Некоторые характеристики физических свойств
технически чистого никеля и железа
Параметр Никель Железо
Относительная атомная масса Плотность, г/см3 Температура плав- ления ,°С Температура кипе- ния, СС Период решетки, 10—8 см 58,69 8,70 — 8,80 1455 2730 — 3080 3,51 (20" С) 55,85 7,70 — 7,87 1535 2735 — 3200 a-Fe(20’ С) —2,86 у - Fe (900 С) — 3,64
и улучшение пластических свойств кристаллизующегося
металла.
Оценивая особенности никеля в сравнении с железом,
имеющим относительно высокую стойкость против образо-
вания горячих трещин, целесообразно сопоставить некото-
рые тепловые и физические свойства этих двух металлов
(табл. 20).
Как видно из табл. 20, приведенные параметры для Ni
и Fe отличаются незначительно.
На рис. 93 представлена зависимость теплопроводности
и теплоемкости Fe и Ni от температуры [123; 109; 41].
Теплопроводность X железа в указанном температурном
интервале монотонно снижается (более чем в 2 раза), тогда
как теплопроводность никеля несколько падает до темпера-
туры 360—380° С, а затем повышается, причем ниже 360° С
Xni <. Хре. При более высокой температуре Xni > Хре.
Теплоемкость Ср железа и никеля (рис. 93, б) сильно отли-
чается в интервале температур 400—900° С. Ниже и выше
115
этой области температур значения теплоемкости для обоих
металлов близки.
Из сказанного выше следует, что тепловые поля при
сварке никелевых и стальных пластин будут несколько от-
личаться друг от друга даже при одинаковой мощности дуги,
погонной энергии и т. д. По-видимому, для Ni в сравнении
с Fe следует ожидать уменьшения объемов, ограниченных
Рис. 93. Зависимость теплопроводности (а) и теплоемкости (б)
железа и никеля от температуры.
высокотемпературными изотермическими поверхностями
(в том числе и объема сварочной ванны), а также увеличения
градиентов температуры в интервале от 0 до 300° С. Общий
объем зоны нагрева для Ni должен быть несколько меньше,
чем для железа. Высказанные предположения подтверж-
даются экспериментальными данными (рис. 94) о характере
установившегося теплового поля в подвижной системе коор-
динат в случае наплавки валика на никелевую и стальную
пластины при прочих равных условиях.
Существенное влияние на величину упругопластических
деформаций кристаллизующегося металла оказывает коэф-
фициент линейного расширения а и его зависимость от тем-
пературы (рис. 95). Средние значения коэффициента линей-
ного теплового расширения для Ni несколько выше, чем для
Fe. Поэтому при одинаковых тепловых полях величина упру-
гопластических деформаций никелевой ванны в период ее
кристаллизации больше, чем стальной.
Таким образом, одной из причин повышенной склонности
Ni к образованию кристаллизационных трещин по сравнению
с Fe и малоуглеродистыми сталями является большая вели-
116
~38 -36 -Л ~J2 -30 -28 -26 -2k -22'20 -18 -16 -Ik ~12 -10 ~8 ~6 -k -2cu0
Рис. 94. Характер тепловых полей при стыковой сварке соеди-
нений:
а — в продольном сечении шва; б — в плоскости пластины.
чина упругопластических деформаций, которые испытывает
металл сварочной ванны в процессе его кристаллизации.
С другой стороны, многими исследователями была отме-
чена низкая деформационная способность Ni в интервале тем-
ператур от Глики до Геол 169; 132; 84], что увеличивает
возможность возникновения трещин в сварных швах. Низ-
кую деформационную способность Ni в температурном ин-
117
Рис. 95. Зависимость коэф-
фициентов линейного расши-
рения железа и никеля от
температуры.
тервале кристаллизации объясняют следующими основными
причинами. Характерной особенностью никелевых швов
является их чисто аустенитная структура, ярко выраженное
дендритное строение, строгая
направленность дендритов и от-
сутствие кристаллизационных
слоев (рис. 96). В результате
сдвига крупных кристаллов,
происходящего в ходе деформа-
ции кристаллизующегося метал-
ла при незначительном количе-
стве жидкой фазы, образуются
отдельные микропустоты, не за-
полненные маточным раствором.
Эти пустоты или другие нес-
плошности могут служить заро-
дышами трещин. Кроме того,
при крупной дендритной струк-
туре металла в процессе крис-
таллизации образуются ликвационные ослабленные зоны,
чаще всего, в местах встреч фронта растущих кристаллов,
что способствует образованию горячих трещин.
Низкая деформационная способность в температурном
интервале хрупкости чисто аустенитных швов, к которым
относятся и никелевые швы, объясняется возникновением
микротрещин внутри кристаллитов и в результате процес-
сов полигонизации и скопления структурных несовер-
шенств [71; 72].
Рис. 96. Макроструктура наплавленного металла (никель НП-2).
118
Таблица 21
Температурные функции упругости диссоциации и приращения
изобарного термодинамического потенциала
Но- мер реак ции Уравнение реакции Температур- ный интервал, °C Температурная функция упругос- ти диссоциации (pOi)Nio Температурная функция прираще- ния изобарного термодинамическо- го потенциала, кал/моль кисло- рода
1 2NiT 4- O2r5±2NiOT 25—1452 ^(^OaJNiO — —26059 - т 4-10,7 AZ° = = — 119220 4- 4- 46,07 Т
11 2МЖ+Оа?* 2NiOT 1452—1660 27895 AZ° = = — 127620 4-
т -г 4- Н.13 4- 50,94 Т
111 2М*Ж4~ О2г♦ ?±2МОЖ 16G0—3075 ^(^OjJnIO ~ 23957 = - ? 4- 4-9.10 AZ°T = = — 109601 4- 4-41.62 Г
Примечание. В качестве единицы количества теплоты принята калория,
(по Международной системе единиц СИ — джоуль), так как уравнения темпера-
турной функции приращения изобарного термодинамического потенциала были по-
лучены при расчетах, в которых количество теплоты измеряли в калориях
Из-за наличия в металле шва серы, кислорода и водорода
увеличивается склонность к образованию горячих трещин,
хотя механизм влияния этих элементов различен. Сера
практически не растворяется в никеле, но может образовы-
вать с ним соединения, например, сульфид Ni^. Послед-
ний образует с никелем легкоплавкую й хрупкую эвтектику
(Тпл = 644° С). При кристаллизации она затвердевает
в последнюю очередь, располагается по границам зерен
и сильно снижает показатели механических свойств, особен-
но пластичность. Уже при содержании серы в Ni выше
0,01% в швах, как правило, появляются трещины. Ковка
и горячая прокатка такого никеля также становятся невоз-
можными.
Влияние кислорода на свойства Ni, несомненно, отри-
цательное. Кислород с Ni может образовывать ряд соеди-
нений, из которых следует отметить закись NiO, которая
подобно закиси железа растворяется и в шлаке, и в металле,
и вредно влияет на его свойства. Окисление Ni происходит
119
по реакции
2Ni + O2=ft2NiO, (69)
главным образом, в низкотемпературных областях реакци-
онной сварочной зоны. С повышением температуры меня-
ется агрегатное состояние взаимодействующих фаз, а вместе
с этим и температурная зависимость упругости диссоциа-
ции Лмо = f (Т), а также приращение стандартного изобар-
ного термодинамического потенциала AZ? = / (Т) (табл.
21). При достижении 2400—2500 К реакция III существенно
смещается влево, наблюдается восстановление Ni из окис-
лов, что используют иногда для легирования металла шва
никелем, вводя NiO в покрытия электродов или в сварочные
флюсы.
Эвтектика NiO—Ni плавится при сравнительно низкой
температуре (1435° С), a NiO — при более высокой
(2090° С). Поэтому избыточная, сверх эвтектического содер-
жания, часть NiO в процессе кристаллизации затвердевает
в первую очередь и проникает в расплавленный металл
в виде дендритов. Остальная часть NiO, находящаяся в
составе относительно легкоплавкой эвтектики, располага-
ется по границам зерен и затвердевает в последнюю очередь.
Образование пор при сварке никеля. Возможность образо-
вания пор в сварных швах в общем случае определяется,
с одной стороны, условиями насыщения газами расплавлен-
ного металла капель и сварочной ванны, с другой стороны,—
условиями дегазации металла при его охлаждении и за-
твердевании.
Газы попадают в расплавленный металл при сварке при
растворении в нем компонентов атмосферы дуги или обра-
зуются в самом металле в результате протекания различных
металлургических реакций с газообразными продуктами.
По мнению многих исследователей, к основным причинам
повышенной склонности никелевых сварных соединений
к образованию пор относятся интенсивное насыщение рас-
плавленного металла капель и сварочной ванны газами
в условиях нагрева, а также скачкообразное изменение рас-
творимости газов в никеле при переходе его из жидкого сос-
тояния в твердое (рис. 97).
Влияние водорода. Широко распространено мнение о том,
что главную роль в возникновении пор при сварке никеля
играет водород. Не отрицая несомненного влияния водоро-
да на образование пор, следует, тем не менее, сказать
120
что степень этого влияния в условиях сварки никеля иногда
сильно преувеличивается.
В расплавленном никеле действительно хорошо раство-
ряется водород. При температуре, соответствующей окон-
чанию кристаллизации
Рис. 97. Зависимость рас-
творимости водорода в
никеле от температуры.
(Геол), в никеле растворяется водо-
рода втрое больше, чем в малоуг-
леродистой стали, и вдвое больше,
чем в хромоникелевой аустенитной
стали. Однако высокая раствори-
мость водорода в Ni еще не может
служить прямым доказательством
его особой роли в образовании пор.
При затвердевании расплавлен-
ного Ni растворимость водорода в
нем изменяется всего в 2—3 раза,
тогда как для других газов — в
20—30 и более раз. Поэтому избы-
точное количество водорода в ме-
талле шва, образовавшееся вслед-
ствие падения растворимости, ока-
зывается сравнительно небольшим.
Если Ni хорошо раскислен, т. е.
в металле шва мало кислорода, то
небольшие количества избыточного
водорода не являются опасными, и
поры не появляются. Более того,
из практики аргонодуговой сварки никеля известно, что
примеси водорода в аргоне до 20% не только не вызывают
возникновения пор, но часто служат надежным средством
их предупреждения. Возникновение пор в сварных соеди-
нениях из никеля под влиянием собственно водорода воз-
можно лишь при весьма высокой его концентрации в ат-
мосфере дуги (свыше 35%).
Влияние кислорода. В расплавленном никеле может
растворяться большое количество кислорода. Так, при
1720° С растворимость кислорода в никеле достигает 1,2%
[53; 1081, но уже при охлаждении металла до 1470° С она
снижается в 20 раз и составляет всего 0,06%.
Вполне возможны реакции между одновременно выделя-
ющимися из металла атомарными кислородом и водоро-
дом или окисление никеля:
О 4- 2Н = H2O f ,
Ni 4- О =i NiO.
(70)
(71)
121
Образовавшаяся закись никеля затем может восстанавли-
ваться водородом:
NiO 4-2Н == Н2О f 4-Ni. (72)
При протекании последних реакций в сварочной ванне
наблюдается бурное кипение расплавленного металла в ре-
зультате выделения паров воды, а после охлаждения таких
швов в них обнаруживают поры.
Влияние азота. Увеличение содержания азота сверх
критического приводит к быстрому возрастанию пористос-
ти никелевых швов. Это наблюдается до определенного
предела, составляющего при наплавке валиков 1% азота
в аргоне. Основной металл и сварочная проволока не могут
быть источниками опасной концентрации азота в сварочной
ванне ввиду малого содержания азота в твердом металле.
Влияние углерода проявляется в зависимости от окисли-
тельного потенциала газовой фазы. С увеличением содер-
жания углерода до 0,07—0,19% пористость металла шва,
сваренного в аргоне с добавкой кислорода, возрастает.
При более высоком содержании углерода пористость умень-
шается, а при 0,32% С поры отсутствуют во всех образцах.
При разработке эффективного способа сварки никеля
и получения сварных соединений без пор и трещин, с высо-
кими механическими свойствами необходимо решить следу-
ющие задачи:
1) добиться в процессе первичной кристаллизации полу-
чения мелкокристаллической структуры никелевых швов;
2) произвести с максимально возможной полнотой рас-
кисление и рафинирование металла;
3) защитить металл капель и сварочной ванны от насы-
щения его газами (кислородом, водородом, азотом и др.);
4) легировать металл;
5) при назначении параметров режима сварки учесть
необходимость снижения деформаций металла шва в про-
цессе его кристаллизации, а также создать условия для
более полной дегазации расплавленного металла.
Разработка состава керамического флюса
для сварки никеля
Экспериментальным путем было установлено, что при ис-
пользовании существующих плавленых флюсов для дуговой
сварки никеля положительные результаты получены не были.
122
Таблица 22
Химический состав металла швов, %
Флюс С Мп Si Fe s р
ОСЦ-45 0,025 0,37 0,069 0,404 0,004 0,038
ФЦ-6 0,020 0,42 0,037 0,260 0,007 0,045
АН-348-А 0,030 0,42 0,037 0,329 0,008 0,027
АН-20 0,020 0,16 0,056 0,476 0,004 0,012
Опыты по автоматической сварке никеля марок Н-1,
НП-1, НП-2 под стандартными плавлеными флюсами
ОСЦ-45, АН-348-А, АН-60, АН-20, ФЦ-6 и другими пока-
зали, что при использовании перечисленных флюсов обес-
печиваются устойчивость процесса, хорошее формирование
металла шва, хорошее удаление шлаковой корки, но вместе
с тем швы поражены порами, трещинами и содержат большое
количество шлаковых включений. Химический состав ме-
талла швов, выполненных с использованием некоторых
плавленых флюсов, приведен в табл. 22.
Металлографические исследования сварных соединений
показали, что металл швов обладает грубой столбчатой
структурой со строго ориентированным направлением ден-
дритов и утолщенными эвтектическими прослойками по гра-
ницам зерен. Показатели механических свойств, а также
коррозионная стойкость сварных соединений оказались
неудовлетворительными.
Для успешного преодоления ряда трудностей, возника-
ющих при сварке никеля, необходимо было разработать
специальный керамический флюс, при использовании ко-
торого можно производить глубокую металлургическую
обработку металла шва. Такой флюс был разработан на
кафедре сварки Ждановского металлургического институ-
та [14].
В качестве шлакообразующей основы флюса была при-
нята система СаО — А12О3 — CaF2, так как именно при
использовании основного шлака обеспечивается высокая
степень рафинирования металла по сере и фосфору. CaF2
был введен как бескислородный компонент, разжижающий
шлак и делающий его более подвижным и активным,
а А12О3 — как очень прочный окисел, амфотерный по хими-
ческим свойствам. По диаграммам плавкости определено
соотношение компонентов шлакообразующей основы СаО :
123
: А12О3 : CaF2 = 1:2:9, при котором обеспечивается тем-
пература плавления шлака около 1300° С. Окончательный
состав шлакообразующей основы флюса уточняли опытным
путем с учетом состава и свойств минералов, применяемых
для его изготовления.
Десульфурацию никеля окисью кальция можно пред-
ставить в виде следующих выражений:
|Ni3S2l 4- 2 (СаО) 2 (CaS) 4- 2 [NiO] 4- [Ni]; (73)
[NiSj -I- (CaO) (CaS) + [NiO]. (74)
Константы равновесия этих реакций соответственно Ki
и /<2 вычисляют по формулам
к (CaS)2 [NiO]2 [Ni], к __ (CaS) [NiO],
Л1 [Ni3St] (CaO)2 ’ Л2 — (CaO) [NiS] ’
Десульфурация никеля будет более полной с увеличе-
нием основности шлака (ростом содержания СаО) и при
раскислении металла и шлака (снижении (NiO) и [NiO]).
Восстановление окислов никеля в условиях дуговой
сварки осуществляется сравнительно легко и может проис-
ходить самопроизвольно даже без использования раскисли-
телей при нагреве выше 2250° С. Однако такое раскисление
бывает лишь частичным. На основании термодинамических
расчетов изменения изобарно-изотермического потен-
циала в различных возможных окислительно-восстанови-
тельных реакциях [13] установлена целесообразность рас-
кисления и легирования металла шва алюминием, титаном,
марганцем.
Роль алюминия при сварке никеля сводится к раскисле-
нию металла шва и измельчению первичной структуры.
Алюминий при температуре выше 2000° С является одни^
из самых сильных раскислителей и потому восстанавливает
не только окислы никеля, но также и большинство легирую-
щих элементов из их окислов. При этом возможны реакции
следующего типа:
3NiO -J- 2А1А12О3 4- 3Ni; (77)
3FeO 4- 2А1 А12О3 4- 3Fe; (78)
ЗМпО 4- 2А1 А12О3 + ЗМп; (79)
3SiO2 4- 4А1 2А12О3 4- 3Si; (80)
3TiO2 4- 4А1^2А12О3 4- 3Ti. (81)
124
Однако в качестве раскислителя алюминий применяют
сравнительно редко и в небольших концентрациях, так
как окислы его плохо коагулируют и потому задерживаются
в металле шва.
Титан так же, как и алюминий, является сильным рас-
кислителем, причем окислы титана легко переходят из ме-
талла в шлак. Титан еще более сильно, чем алюминий, из-
мельчает структуру и повышает стойкость металла шва про-
тив образования кристаллизационных трещин. Влияние
добавок титана на структуру металла, имеющего следующий
состав: 0,04—0,06% С; 2,0—2,5% Мп; 0,8—1,0% Si; 0,30—
0,40% Fe; 0,3—0,5% Al; 0,005—0,008% S; 0,0006—
0,001 % P, показано на рнс. 98. При увеличении содержания
титана до 0,9% происходит заметное измельчение кристал-
литов и обеспечивается получение мелкозернистой струк-
туры.
Введение кремния в металл шва не является необходи-
мостью. Более того, при легировании никеля кремнием
свыше 1,0% возможно снижение его пластических свойств.
Однако в связи с наличием в составе флюса большого коли-
чества очень активных раскислителей (Al, Ti, С), обладаю-
щих в условиях сварки большим сродством к кислороду,
чем кремний, последний восстанавливается из SiO2, входя-
щего в состав жидкого стекла и различных компонентов
шлакообразующей основы:
(SiO2) + i.[AI]=rt|-(Al,O,) + [Si|, (82)
(SiO,) + [Til^(TiO,) + lSi|. (83)
Марганец является хорошим раскислителем в низкотемпе-
ратурной области сварочной ванны. Он образует непрерыв-
ные твердые растворы в никеле, упрочняет его при сохране-
нии высоких пластических свойств, способствует десульфу-
рации и более благоприятному распределению серы и ее
соединений в металле шва. По-видимому, реакции связы-
вания серы марганцем имеют следующий вид:
[NigS2] + 2 [MnJ 2 (MnS) -f- 3 [Ni]; (84)
[NiS] + [Mn] (MnS) + [Ni]. (85)
Хотя значительная часть MnS остается в металле, однако
мелкодисперсные включения его распределяются по объему
металла шва равномерно и не снижают механической
прочности сварных соединений.
125
a
б
в г
Рис. 98. Микроструктура сварных швов на никеле НП-2 при сварке
под керамическими флюсами и содержании титана в металле шва:
а — 0%; б — 0.17%: в — 0,50%; г — 0.97%.
Таблица 23
Требования, предъявляемые к компонентам флюса с точки зрения
измельчения их
Компонент ГОСТ или ТУ Просев компонентов, число отверстнй/см-
Мрамор 4416—48 2500—3600
Флюоритовый концентрат 3342—58 2500—3600
Глинозем ГК, ГЭВ G912—64 2500—3600
Марганец металлический Мн-О, Мн-1 6008—51 1000—1500
Титановый порошок ИМП-1, ИМП-1а ЦМ ТУ 5058-55 1000—1500
Алюминиевый порошок Па-2, Па-3 6058—51 600—900
Силикат натрия плотностью 1,32—1,35 г/см3, класса А 13078—67 —
Таким образом, для получения никелевых сварных соеди-
нений, обладающих механическими и химическими свойст-
вами, близкими свойствам основного металла, без пор и
трещин рекомендуется способ механизированной электро-
дуговой сварки под специальным керамическим флюсом,
шлакообразующая основа которого составлена из мрамора,
глинозема и плавикового шпата. Для раскисления, рафи-
нирования, модифицирования и легирования металла шва
целесообразно ввести в состав флюса небольшое количество
марганца, титана и алюминия.
Керамические флюсы, предназначенные для сварки или
наплавки стали, применять для сварки и наплавки никеля
нельзя. Железо ферросплавов и многие примеси, входящие
в их состав, резко ухудшают чистоту металла никелевых
швов и снижают наиболее ценные качества никеля.
Уточнение состава флюса производили эксперименталь-
ным путем. Разработанный флюс имеет марку ЖН-1 [141.
Шихтовку флюса производят из недефицитных минеральных
компонентов, широко употребляющихся в электродном про-
изводстве, и металлических порошков алюминия, марганца,
титана. Измельчение компонентов следует производить
в соответствии с данными табл. 23. В качестве связующего
было использовано натриевое жидкое стекло.
Технологические характеристики флюса ЖН-1
и свойства сварных соединений
Сварку никеля под флюсом ЖН-1 выполняют при постоян-
ном токе обратной полярности, используя типовое свароч-
ное оборудование.
Существует мнение, что из-за значительного количества
содержащегося во флюсе флюоритового концентрата, являю-
щегося, как известно, деионизатором, горение дуги под
таким флюсом будет неустойчивым. Однако произведенные
опыты показали, что ввиду
наличия во флюсе значитель-
ного количества соединений
щелочных и щелочноземель-
ных металлов (СаСО3, Na2O)
снижается эффективный по-
тенциал ионизации газовой
среды. Вследствие этого флюс
ЖН-1 обладает высокими ста-
билизирующими свойствами и
при его использовании обес-
печивается легкое зажигание
и устойчивое горение дуги.
На рис. 99 показана за-
Рис. 99. Зависимость разрывной
длины дуги при сварке никеля
под некоторыми флюсами от тока
(d3 = 5 мм).
висимость разрывной длины
дуги /р от тока (t/x.x = 60 В) для дуг, горящих под некоторы-
ми плавлеными и керамическим флюсом ЖН-1. Длину дуги,
горящей до естественного обрыва, определяли по известной
методике [18]. Флюс ЖН-1, как это видно из рис. 99, обла-
дает большей по сравнению с плавлеными разрывной дли-
ной дуги во всем исследованном диапазоне токов (от 400
до 800 А).
Из сравнения осциллограмм тока и напряжения дуги,
горящей под керамическим и плавленными флюсами, также
следует, что при использовании флюса ЖН-1 значительно
меньшие отклонения параметров режима от средних их
значений. Следует также отметить, что в случае применения
флюса ЖН-1 обеспечивается хорошее формирование металла
швов и легкая отделяемость шлаковой корки. При много-
кратном использовании флюса явления сепарации компо-
нентов по плотности не наблюдается.
Исследование свойств металла шва и сварных соедине-
ний показало отсутствие типичных для никеля дефектов,
128
таких как поры и трещины. Микроструктуры металла шва
и переходной зоны соединения из никеля показаны на
рис. 100. Металл шва, несмотря на введение Ti и А!,
в значительной мере сохраняет крупнокристаллическое
дендритное строение с отчетливо выраженной направлен-
ностью. Однако очень тонкие, местами прерывающиеся
Рис. 100. Микроструктура металла шва (а) и переходной зоны (б) свар-
ного соединения из никеля (флюс ЖН-1), X 100.
прослойки свидетельствуют о высокой чистоте металла шва
и прочности связей между кристаллами, что обеспечивает
высокую технологическую прочность и отсутствие кристал-
лизационных трещин.
Плавное изменение структур в переходной зоне, отсут-
ствие резко выраженной линии сплавления основного метал-
ла и металла шва является признаком высоких показателей
механических свойств в этой области при сварке никеля под
флюсом ЖН-1 (табл. 24). Дендриты кристаллизующегося
металла шва растут от частично оплавленных зерен основ-
ного металла.
5 6114
129
Таблица 24
Механические свойства сварных соединений из никеля
Объект испытания Предел прочности ов , МПа Ударная вязкость ан , кДж/м* Относительное удлинение в. % Угол загиба а, . . .’
Горячекатаный никель НП-2 (ГОСТ 492 — 52} 540—555 550 2740—3150 2820 36,3—41,4 38,8 180—180 180
Металл шва и сварное соединение при автома- тической сварке (d3 = =5 мм; / =550...575 А; ил =32...35 В) 526—544 535 2430-3150 2770 36,1—51,3 43,1 180-180 180
Металл шва и сварное соединение при полуав- томатической сварке (d9 =2,5 мм; /=280... 320 Л; ия =30...33 В) 473—490 488 2340—2720 2450 35,4—41,7 38,6 180—180 180
Примечание. В числителе приведены наибольшие и наименьшие значения
указанных величин, а в знаменателе — среднее из пяти опытов.
Таблица 25
Результаты коррозионных испытаний сварных соединений из никеля
Объект испытания Время испытания, ч Потери в весе
г/м* • ч % от основ- ного метал- ла
Основной металл Н-1 80 0,0982 100
Сварное соединение из Н-1 80 0,1030 105
Основной металл НП-2 50 0,1300 100
Сварное соединение из НП-2 50 0,1320 101
При разработке рекомендаций по выбору параметров
режима сварки учитывали условия снижения деформаций
кристаллизующегося металла, а также возможность полной
дегазации сварочной ванны. Проверенные эксперименталь-
ным путем режимы сварки никеля сведены в номограмму,
приведенную на рис. 101. Стрелками показано, как следует
пользоваться этой номограммой. При прочих равных усло-
виях сварку никеля следует производить при более низ-
130
ких, чем при сварке стали, токе и напряжении; скорость
сварки ниже на 15—20%.
Макроструктура сварных соединений из никеля показа-
на на рис. 102.
Одним из ценнейших свойств никеля является его высо-
кая коррозионная стойкость. В связи с отсутствием единой
Рис. 101. Номограмма для выбора параметров режима свар-
ки никеля под флюсом ЖН-1.
методики определения коррозионной стойкости произво-
дили сравнительные испытания образцов основного металла
и сварных соединений. Образцы размером 5 X 20 X 80 мм
выдерживали в едком натре в течение 80 ч при температуре
500° С. Степень коррозии оценивали по величине потери
веса образца за все время испытаний, а также за один час
с 1 ма площади образца. Результаты испытаний никеля
Н-1 и НП-1, а также сварных соединений никеля этих марок
приведены в табл. 25.
Данные табл. 25 свидетельствуют о том, что металл
сварных швов почти не уступает по коррозионной стойкости
основному металлу.
Для выявления межкристаллитной коррозии в металле
шва или в зоне термического влияния образцы после испы-
тания на общую коррозию испытывали на загиб (90—120°).
Появление трещин на внешней поверхности образцов счи-
талось признаком межкристаллитной коррозии. Испытания
показали, что стойкость образцов против межкристаллитной
коррозии удовлетворительная. Кроме того, сварные соеди-
7з 5*
131
б
и
Рис. 102. Макроструктура сварных соединений пластин никеля толщи-
ной 16 мм (флюс ЖН-1).
нения, выполненные под флюсом ЖН-1, были подвергнуты
испытаниям на коррозионную стойкость в 25%-ных, а также
в концентрированных растворах соляной и азотной кислот
в течение 48 ч при Т = 24° С. Во всех случаях соединения
были вполне коррозионностойкие.
Следует отметить, что при сварке никеля необходимы
тщательное соблюдение технологии, постоянный контроль
за составом и качеством металла, флюса и вспомогательных
материалов.
132
Сварка никеля с малоуглеродистой сталью
В качестве особенностей сварки никеля со сталями следует
отметить большую склонность металла шва к образованию
кристаллизационных трещин, а также весьма частые случаи
образования в нем пор. Это объясняется прежде всего уве-
личенной деформацией металла в период его кристаллиза-
ции, возникающей в результате существенной разницы
в коэффициентах линейного расширения железа и никеля.
С другой стороны, в результате значительного насыщения
Таблица 26
Механические свойства сварных соединений никель — сталь
Способ сварки Предел проч- ности, МПа Ударная вязкость, кДж/м’ Угол загиба.
Автоматическая 432—480 1950—2230 180—180
456 2080 180
11олуавтоматическая 420—431 1380-1870 180—180
424 1650 180
Примечания: 1. Ударную вязкость определяли в средней части металла
шва.
2. В числителе приведены наибольшие и наименьшие значения указанных ве-
личин, а в знаменателе — средние из пяти опытов
металла шва углеродом, серой и другими примесями из
стали при сохранении свойственной никелевым швам грубой
дендритной структуры резко снижается деформационная
способность металла шва в температурном интервале хруп-
кости, что также способствует возникновению горячих
трещин.
В процессе исследований производили механизирован-
ную дуговую сварку никеля Н-1, НП-1, НП-2 со сталью
СтЗ под флюсом ЖН-1 при постоянном токе обратной поляр-
ности. По номограмме (рис. 101) выбирали те же параметры
режима, что и для сварки никеля. При сварке следует стре-
миться к минимальному проплавлению стальной детали для
снижения доли участия ее в образовании металла шва.
В результате исследований было установлено, что в ряде
случаев целесообразно предварительно облицовывать кром-
ки стали слоем никеля. Свариваемые кромки никелевой и,
особенно, стальной детали необходимо зачищать до метал-
лического блеска и обезжиривать. Полезно предварительно
подогревать детали до температуры 250—300° С. При соблю-
133
б
Рис. 103. Микроструктура металла шва (X 135):
с иблнзи линии сплавления со сталью; б — вблизи
линии сплавления с никелем
дении изложенных рекомендаций можно получить сварные
соединения никеля со сталью без пор, трещин и других
дефектов. В процессе металлографического исследования
установлено, что структура таких соединений более измель-
чена, чем чисто никелевых швов (рис. 103). Из сравнения
структуры металла шва со структурой стали и никеля сле-
дует, что сталь и никель во всем объеме металла шва доста-
точно хорошо перемешаны и взаимно растворены. Вместе
с тем, в области сплавления металла шва с никелем, так
же, как и со сталью, наблюдается резкая граница и почти
полное отсутствие переходных структур. Показатели меха-
нических свойств сварных соединений никеля со сталью
как при автоматической, так и при полуавтоматической
сварке достаточно высокие и стабильные (табл. 26).
Примеры производственного применения флюса ЖН-1
и технологии сварки никеля
Разработанные сварочные материалы и технологию ручной,
полуавтоматической и автоматической сварки никеля при-
меняют на ряде предприятий страны. Так, из никеля мар-
ки НП-21 было изготовлено несколько серий аппаратов для
Таблица 27 Режимы ручкой, полуавтоматической, автоматической сварки никеля
Способ сварки Толщина сваривае- мого ме- талла, мм Диаметр электрод- ного стер- жня или проволо- ки, мм Ток, А Напря жение дуги, В Скорость подачи проволо- ки, м/ч Скорость сварки, | М/ч
Автоматическая 10 4,0 450—470 32—34 22
Полуавтоматичес-
кая 6 2,5 260—300 — 95,0 —
Ручная 6—10 4,0 160—180 28-30 — —
химической промышленности. Аппарат состоит из корпуса
и смонтированной внутри него мешалки, представляющей
собой стальной полый вал, облицованный никелем. В обли-
цовке сделаны прорезы, в местах расположения которых на
валу приварены П-образные никелевые лопасти, опорные
цапфы и другие детали. Прихватку изделий осуществляли
электродами «Прогресс-50» [13]. Продольные швы обечаек
сваривали сначала изнутри на флюсовой подушке под флю-
сом ЖН-1 сварочным трактором ТС-17М, а затем — снару-
135
жи. Никелевые патрубки сваривали из полуобечаек,
после чего приваривали их к корпусу полуавтоматом ПШ-5
проволокой НП-2 диаметром 2,5 мм. Режимы ручной, полу-
автоматической и автоматической сварки приведены в
табл. 27.
Эксплуатация аппаратов А-25, как и других изделий,
сваренных под флюсом ЖН-1, подтвердила высокую корро-
зионную стойкость сварных соединений, хорошие показате-
ли механических свойств, отсутствие в швах дефектов и т. и.
§ 8. НАПЛАВКА СТАЛЬНЫХ ДЕТАЛЕЙ
С ПРИМЕНЕНИЕМ КЕРАМИЧЕСКИХ ФЛЮСОВ
Главным вопросом при наплавке деталей любым способом
является правильный выбор химического состава, струк-
туры и свойств рабочего слоя, при котором достигается мак-
симальная износостойкость в определенных условиях ра-
боты. Условия работы деталей разнообразны и, кроме того,
могут непрерывно изменяться в процессе эксплуатации.
Механизм, формы и интенсивность износа очень многооб-
разны. В параграфе приведены результаты исследований,
посвященных выбору состава, структуры и свойств наплав-
ленного металла с учетом особенностей его износа [271
и теории легирования [61J. Основное внимание при этом
уделено упрочнению валков горячей прокатки, а также дета-
лей, работающих в условиях абразивного износа, путем на-
плавки слоя металла.
Выбор состава металла, разработка флюсов
для наплавки стальных прокатных валков
и других деталей металлургического оборудования
Многие детали металлургического и машиностроительного
оборудования, например валки станов горячей прокатки,
ножи для горячей порезки металла, штампы, дорны, бойки
кузнечных молотов, прессов и многие другие детали, в про-
цессе эксплуатации быстро изнашиваются и выходят из
строя. Условия работы этих деталей имеют много общего:
весьма высокие, циклически изменяющиеся усилия сжатия,
изгиба, смятия в контакте и т. п.; местный, периодически
изменяющийся нагрев и охлаждение; изнашивание по ра-
бочим поверхностям в результате различных видов коррозии
и абразивного износа. В результате совместного действия
136
и взаимной активизации этих факторов наступает термоде-
формационная усталость металла, в поверхностном слое
образуется сетка трещин (сетка разгара), резко интенсифи-
цируется износ деталей, а иногда наступает полное разру-
шение.
К наплавленному металлу, обеспечивающему работо-
способность и высокую износостойкость изделия в сложных
условиях работы, предъявляются весьма многообразные
и иногда противоречащие друг другу требования. Наиболее
важные из них, по нашему мнению, сводятся к следующему:
1) для предотвращения возникновения трещин в металле
шва при наплавке необходимо, чтобы он обладал высокой
технологической прочностью (стойкостью против образова-
ния кристаллизационных трещин);
2) для предупреждения термодеформационной усталости
металла под действием периодического нагрева и охлажде-
ния (для уменьшения сетки разгара) необходимо, чтобы
наплавленный металл имел достаточно высокую пластич-
ность при рабочих температурах;
3) для снижения опасности возникновения местных пла-
стических деформаций, а также абразивного износа в процес-
се эксплуатации целесообразно увеличивать твердость на-
плавляемого металла при повышенных температурах;
4) для того чтобы наплавленный рабочий слой металла
сохранял в условиях циклических изменений температуры
возможно более длительное время свои первоначальные
свойства, необходима высокая стойкость его при многократ-
ном отпуске;
5) необходимо, чтобы наплавленный металл не отслаивал-
ся от основного, чтобы в нем не образовывались трещины
и сколы в процессе эксплуатации изделия.
К сожалению, в литературе нет характеристики сплавов
по всем перечисленным свойствам. В лучшем случае извест-
ны лишь самые общие зависимости свойств стали от ее хими-
ческого состава или отдельные ориентировочные рекомен-
дации о влиянии тех или других легирующих элементов на
свойства металла.
Снизить опасность возникновения кристаллизационных
трещин в наплавленном металле можно, ограничив содер-
жание С в металле шва до 0,5—0,6%, Мп — 1—2,5%,Si <
<0,4%; S < 0,03%, Р < 0,03%, Си < 0,02% (25; 12].
Теплостойкость металла — твердость при повышенных
температурах и стойкость его против отпуска — большин-
137
ство авторов связывают с процессами диффузии углерода
и коагуляции карбидов, причем в образовании пластических
деформаций значительную роль отводят диффузионной по-
движности атомов [110]. Уменьшают подвижность атомов
железа путем введения в сталь таких элементов, как хром,
ниобий, молибден, вольфрам и др. Твердость металла, его
сопротивление пластической деформации определяется плот-
ностью дислокаций, зависящей
в г
Рис. 104. Зависимость твердости
от размеров упрочняющей
фазы. С увеличением сум-
марной поверхности разде-
ла и плотности дислокаций
растет сопротивление ме-
талла пластической дефор-
мации и его твердость.
С ростом температуры
ослабляются межатомные
связи как в самом металле,
так и в карбидных части-
цах, при этом активизиру-
ется процесс их коагуля-
ции. Укрупнению карбид-
ных включений способству-
ет также увеличение коэф-
среднеуглеродистых среднехромис- фициента диффузии углеро-
тых сталей от температуры отпуска. да с повышением температу-
ры. Интенсивность процессов коагуляции карбидов, а следо-
вательно, и изменения свойств металла в случае повышения
его температуры могут в значительных пределах снижаться
при введении карбидообразующих легирующих элемен-
тов. Так, при легировании стали хромом, марганцем, а осо-
бенно, молибденом и ванадием сильно уменьшается скорость
коагуляции и средний размер частиц, а следовательно,
повышается твердость при повышенных температурах и
стойкость стали против отпуска [37].
Влияние некоторых легирующих элементов на твердость
стали в зависимости от температуры отпуска показано на
рис. 104. Из рисунка видно, что при легировании средне-
углеродистой стали хромом в пределах 2—4% ее твердость
сохраняется даже при температуре отпуска 600—700° С.
Отчетливо также заметно положительное влияние неболь-
ших добавок Мо (рис. 104, г). Повышение концентрации
Мп от 0,5 до 2,0% существенного влияния не оказывает.
Положительное влияние легирующих добавок Сг, W,
138
V, Mo, Ti на тепловую стойкость стали проявляется еще
и в том, что при введении их повышаются критические тем-
пературы фазовых превращений и, следовательно, снижает-
ся возможность достижения этих температур в процессе
Рис. 105. Изменение твердости наплавленного металла после
многократных отпусков (кривые обозначены в соответствии
с индексами, принятыми в табл. 29, температура отпуска
для а, б, г — 670—680° С, для в — 580—600° С).
эксплуатации изделия. В этом отношении особенно полез-
но легирование стали титаном.
Таким образом, большей части перечисленных требова-
ний удовлетворяет среднеуглеродистая среднехромистая
сталь, легированная с небольшими добавками Mo, W, V, Ti.
В зарубежной и отечественной практике для горячей
обработки металлов широко применяют инструмент из
среднехромистых сталей (табл. 28). Практика эксплуата-
ции штампов, ножей и других деталей, изготовленных из
этих сталей, показала удовлетворительную их стойкость
139
Состав сталей, используемых при изготовлении инструмента для
Страна Индекс или марка стали С Сг Мп
США Н 11 Н 12 Н 13 Н 14 Н 15 Н 16 0,35 0,35 0,35 0,40 0,40 0,55 5,0 5,0 5,0 5,0 5,0 7,0 1 1 1 1 1 1
ФРГ 1 1 1 0,50 0,50 0,8—1,0 0,45 3,0 5,0 4,5 2—2,5 0,5 0,6 0,6 0,6
СССР 4Х8В2 4Х5В2ФС 4ХЗМЗФ 0,35—0,45 0,3—0,4 0,3—0,4 6—9 5-6 3-4 0,2—0,4 0,6 0,6
и работоспособность. Это послужило основанием для более
подробного исследования ряда среднехромистых (2—6% Сг)
сталей с точки зрения применения их в качестве материала
для наплавки деталей, работающих в рассмотренных ранее
условиях.
Износостойкость и работоспособность металла в условиях
интенсивного нагружения и циклических изменений тем-
пературы в большой мере определяются, как указывалось
выше, твердостью при повышенных температурах и стой-
костью против отпуска. Известно, что эти свойства зависят
не только от химического состава стали, но также и от ее
структуры. Так как наплавленный металл имеет своеобраз-
ную структуру, вследствие особенностей первичной и вто-
ричной кристаллизации, то его свойства могут существенно
отличаться от свойств стали того же состава после ковки,
прокатки и оптимальной термообработки.
Была исследована возможность увеличения твердости
при повышенной температуре, стойкости против отпуска
и других свойств путем легирования металла шва средне-
хромистой стали W, V, Ti. Наплавку образцов производи-
ли под керамическими флюсами, содержащими ферроволь-
фрам, феррованадий, ферротитан (параметры режима:
I = 550...600 A, Ua = 30...32 В; q = (840...2520) X
140
Таблица 28
горячего деформирования металла, %
S, Мо V W Ni
1,5 0,4
— 1,5 0,4 1,5 —
— 1,5 1,0 — —
— — — 5,0 —
— 5.0 — — —
— 7,0 — — —
0,3 0,5 • 0,5 —
0,3 1.0 — — —
0,3 — — — —
0,3 — — 0,8 1,8-4,0
0,3 — 2,0 —
0,8-1,0 — — 2,0 —
0.4 2,5-3,0 0,7-1,0 — —
X 103 кДж/м). Из каждой наплавки (табл. 29) вырезали
5—6 шлифов для определения устойчивости к отпуску
и твердости при повышенных температурах. Образцы для
дилатометрических испытаний вытачивали из наплавлен-
ного металла после отжига (Т 1000° С). Критические
точки определяли на дифференциальном дилатометре при
использовании стандартных образцов диаметром 3,6 мм
и длиной 50 мм.
Оценка влияния легирующих добавок на свойства спла-
ва по результатам произведенных опытов, очевидно, не
всегда может быть строгой, так как в некоторых случаях
не удавалось сохранить достаточное постоянство содержания
остальных элементов в испытываемом наплавленном метал-
ле во всей серии опытов. Тем не менее, полученные резуль-
таты полезны для разработки теплостойкого наплавленного
металла.
На рис. 105 показан характер изменения твердости при
многократном отпуске для среднехромистых наплавок с раз-
личным содержанием W, V, Ti, С. Данные экспериментов
свидетельствуют о значительном повышении стойкости про-
тив отпуска при введении в наплавленный металл сильных
карбидообразователей (W, V и Ti). Естественно, что
при этом в металле должно быть содержание углерода,
141
Таблица 29
Химический состав металла наплавок, %
Се- рия Индекс иссле- дуемо- го ме- талла С Si Мп О V Ti W Ni
Ф Ф 2 3 4 5 0,55 0,52 0.55 0,67 0,65— 0,83 0,71 — 0,73 0,89— 0.93 0,60 1,65 1,76— 1,80 1,62— 1.86 1,86 4,39— 4,54 4,12— 4,20 4,60 5,58 0,33 0,89— 0,93 1,34 0,027 0,078 0,083- 0,087 0,1)0— 0,120 II 11 II II
В 6 7 8 0,56 0,62 0,68 0,28 0,17— 0,22 0,46 3,02— 3,32 3,63 1,00- 1,07 4,22 4,17— 4,38 4,90— 5,00 — 0,180 0,089— 0,110 0,100 0,79— 0,87 2,32— 2,34 3,80— 3,92
ВТ 9 10 11 12 0,55 0,49 0,25 0,70 0,77 1,29— 1,35 0.33 0,61 0,90 1.П 1,04— 1,08 0,95 4,97 3,30 4,68— 4,80 4,89 0.55 0,46 0,33 0,49 0.087 0,180 0,280 0,088— 0,094 2,77 11,22 2,63— 2.90 2.82 3,02 —
т ПТ-1 ПТ-2 ПТ-3 ПТ-4 ПТ-5 0.62 0,66 0,66 0.45 0.45 0,96— 1,04 0,95— 1,08 0.97 1.06 0,95 0,88 0,66- 0,72 0,79 1,14 1,15 1,10 4,47— 4,60 4,25 4,89— 5.05 3.80— 3,90 3.31 — 3,39 — 0,048- 0,052 0,076— 0,080 0,250— 0,270 0,670— 0.710 0,860- 0,910 0,029 0,023 0,018 0,019 0,019 0,010 0,017 0,010 0,016 0,016
РТ-3 РТ-4 РТ-5 0.45 0,54 0,50 0,86 1,01 1,34— 1,50 0,38 0,59 0,70 3,57 4,64— 4,90 5,39 5.49 1 1 1 0,130 0,210 0,280 0,035 0,029 0.019 0,019
Примечание. Обозначение серин и индекс исследуемого металла приняты
автором условно.
достаточное для образования карбидов. При малом содержа-
нии углерода (С = 0,25%) легирующие добавки (5,0—4,4%
Сг, 0,4—0,5% V, 0,1—0,2% Ti, 2,6—3,8% W) оказывают ма-
лое влияние на теплостойкость стали.
При увеличении концентрации ванадия в металле шва
измельчается зерно (на 1—2 балла), несколько увеличива-
ется твердость и повышается температура в точках ACi
142
и Ле,. Так, при 0,9% V температура в точках Ас, и ACt
повышается соответственно до 792 и 870° С.
С изменением содержания вольфрама примерно от 0,8
до 3,8% наблюдается также измельчение зерна соответст-
венно с 3—4 до 5—6 баллов стандартной шкалы, значения
Рис. 106. Зависимость твердости среднехромистых сталей от
температуры при различном содержании:
а — хрома (0,40—0.47% С; 1,66—2,0% Мп; 0,60—0,66% Si): б —
вольфрама (0,38—0,47% С; 0,80—1,66% Мп; 2,18 — 2,19% Сг)-.
критических точек АС{ и ACt возрастают соответственно до1
794 и 930° С. Красностойкость наплавленного металла
сравнительно быстро растет с увеличением содержания
вольфрама до 2,4%, но при дальнейшем легировании вольф-
рамом до 4% — практически не изменяется.
Для оценки влияния легирования стали Сг, W, V и Ti
на твердость наплавленного металла при повышенных тем-
пературах проведены соответствующие замеры для ряда
составов наплавленного металла. Результаты (средние из
5—7 замеров) приведены на рис. 106. С увеличением в стали
содержания хрома с 2,15 до 7,35% значительно увеличива-
ется ее теплоустойчивость, однако при температурах выше
450°C твердость наплавленного металла сильно снижается
(рис. 106, а). При введении в наплавленный металл W
весьма существенно повышается устойчивость к
отпуску и твердость при повышенных температурах
(рис. 106, б).
Химический состав
Сталь Объект исследо- вания с Сг Мп
1Х18Н9Т Наплавленный слой 0,05 19,30—21,20 0,89—0,96
5Х5Г2С То же 0,45 4,39—4,54 1,62-1,69
•6Х8Г2 » 0,63 8,18—8,50 1,75-1,80
40Х Прокат > 0,38 0,90—0,96 0,54—0,60
ЗХ2В8 0,34 2,06—2,24 0,23-0,25
2X13 » 0,18 11,9—12,7 0,32—0,34
1Х18Н9Т » 0,09 17,8-19,28 1,33—1,40
IX18H12M3T Наплавленный слой 0,07 18,41 1,62
.•5Х5В2ФС То же 0,63 5,20 1,85
5Х5ФС 0,58 4,95 1,56
8Х8ГЗТ > 0,82 7,95 3,40
Инструменты и детали, используемые при горячей об-
работке металла, работают обычно при высоких нагрузках
и циклическом нагреве рабочей поверхности до 500—750° С
с последующим ее охлаждением 1113]. Термические напря-
жения, возникающие при этом, почти всегда достигают
'предела текучести о, или превосходят его и могут быть при-
чиной разрушения как хрупких, так и пластичных металлов.
В зависимости от характера температурного цикла, а также
свойств металла его термическая усталость и разрушение
будут происходить после различного числа циклов. В дан-
ном случае значение имеет не только величина максималь-
ной температуры нагрева (Ттах)» но и нормальный гра-
дТ
диент температуры , а также скорость относительной
деформации зависящие, в свою очередь, от теплофи-
зических свойств стали (теплопроводности X, коэффициента
температурного расширения а и т. п.).
Высокую стойкость против термоусталостного разруше-
ния обычно имеют пластичные металлы, для которых от-
ношение -у достаточно велико. Возникновение термоуста-
лостных трещин в пластичных, стойких против теплового
удара металлах, очевидно, происходит в результате посте-
пенного накопления и коагуляции несовершенств, превра-
144
испытанных сталей, % Таблица 30
Si Ti W V Ni ь Р
1,09—1,18 0,16—0,17 — — 9,65— 10,70 0,015 0,010
0,65—0,83 0,23—0,027 — — — 0,014 0,010
0,35-0,47 0,046-0,070 — — 0,010 0,010
0,35-0,45 Следы — — Следы — —
0,10—0,11 —* 7,55— 7,60 0,34— 0,35 — — —
0,36—0,43 —- —. — — —
0,66—0,73 0,51—0,53 — — 10,3- 11,0 — —
1,05 0,25 — 3,10 11,89 0,016 Не опре- деляли
0,73—1,03 0,10 2,26 0,67 — 0,011 0,08
0,75 0,09 — 0,87 — 0,01 0,015
0,45 0,28 — — — 0,012 0,02
щения колоний вакансий и дислокаций, образующихся
чаще всего по границам зерен, или новых фаз в зародыши
микротрещин.
Очевидно, что стойкость против образования термоуста-
лостных трещин в значительной мере зависит не только от
состава металла, но также и от его исходной структуры,
в связи с чем представляет значительный интерес экспери-
ментальная оценка термостойкости наплавленного металла
и некоторых сталей, используемых для изготовления штам-
пов и валков.
Имеется большое число образцов и методик для опре-
деления термостойкости сталей, каждая из которых обла-
дает как достоинствами, так и недостатками. Предлагае-
мая методика испытаний [27] была разработана с учетом
возможно более полной имитации условий работы деталей
и особенностей термоусталостного разрушения. Основ-
ными требованиями при этом были следующие: соблюдение
и регулирование в процессе испытаний температур-
ного цикла нагрева и охлаждения; наличие объем-
ных напряжений в испытываемых образцах; постоянство
термодефэр мациоипых условий в каждом цикле испытаний.
В основу разработанной методики была положена схема
циклического нагрева проходящим током и охлаждения
жестко закрепленного цилиндрического образца сплошного
сечения 127]. Испытанию был подвергнут наплавленный
металл нескольких составов и ряд сталей в состоянии после
прокатки (табл. 30).
Во всех опытах по предложенной методике число цик-
лов, выдержанных образцами до разрушения, значительно
ниже, чем при подобных экспериментах, выполненных
другими исследователями, что свидетельствует о большей
жесткости термодеформационных циклов, примененных при
испытании.
В результате исследований установлено, что при увели-
чении содержания С и Si термостойкость среднехромистой
стали снижается. Легирование
Рис. 107. Схема замера твер-
дости наплавок.
среднехромистых сталей воль-
фрамом способствует повышению
их термостойкости. Из числа
испытанных сталей, широко
применяющихся для изготовле-
ния обжимных валков прокат-
ных станов, лучшей стойкостью
против возникновения термо-
усталостных трещин отличаются
стали 2X13, 40Х, 50Х. Послед-
ний вывод хорошо подтвержда-
ется практикой.
Производственные наблюдения показали, что при на-
плавке аустенитно-мартенситного металла на валки, из-
готовленные из сталей 60ХГ, 55Х, часто возникают отколы
наплавленного слоя. Поэтому именно эти стали были взяты
в качестве основного металла при исследовании.
В связи с тем, что во всех опытах металл наплавляли
в одинаковых условиях под керамическим карбонатно-флю-
оритовым флюсом, создающим окислительную атмосферу в
зоне дуги и обеспечивающим низкое содержание водорода
в металле шва, исследование влияния водорода на образо-
вание холодных трещин и отколов не производили.
При изучении причин отколов хромистого наплавленного
металла [281 определяли его химический состав, структуру
и твердость, а также микротвердость структурных состав-
ляющих по всей высоте многослойного металла, наплавлен-
ного на массивные пластины из стали 55Х (рис. 107). Пла-
стины наплавляли электродной проволокой Св-08 диаметром
4 мм под легирующими керамическими флюсами, при ис-
пользовании которых обеспечивается получение наплав-
ленного хромистого металла различного состава (табл. 31).
146
Таблица 31
Состав (%) и твердость наплавленного металла на различном удалении
от линии сплавления
У. мм (рис. 107) С Сг Мп T1 W Мо Твердост, /IRC
-11 0,52— 0,60 0,80 1,10 0,50 0,80 — — — —
5 0,90 11,20 2,30 — —
9 — 11,20 2,46 — — 39—40
35 0,92 11,70 2,72 — — — 37-38
—3 — 3,55— 5,00 1,00 1,91 0,150 0,200 — — 40—52
7 0,80 7,60— 7,77 3,12 3,25 0,300 0,310 — — 29—32
20 0,85 8,02— 8,34 3,72— 3,75 0,300- 0,350 — — 28—32
—3 — 3,00— 5,20 0,59 0,80 0,017— 0,040 0,35— 0,36 — 44-48
10 — 9,70— 10,60 0,73 0,82 0,240— 0,300 2,30— 2,70 — 48-50
25 0,42 10,50 10,80 0,82 0,85 0,270 2,71 — 48-50
—2 —. — — 42-52
2 — 7,30 1,60 0,018 — — 45-51
23 0,86 10,70 2,45 0,180 — — 27-35
2 — 8,50 1,60 0,050 — 1,10 45—56
23 0,98 10,70 2,18 0,040 — 1,44 25—32
Как видно из табл. 31, в первом слое всех наплавок обра-
зуются структуры повышенной твердости, что является
результатом почти полного превращения аустенита в мар-
тенсит или троостомартенсит. В верхних слоях наплавки,
имеющих более высокое легирование углеродом, хромом,
марганцем, вольфрамом и другими элементами, это превра-
щение происходит не полностью с сохранением большей час-
ти остаточного аустенита. Этому соответствует снижение
твердости в верхней части наплавок. Таким образом, при
соответствующей концентрации легирующих элементов в
первом слое наплавки его аустенитная структура может
оказаться стабильной в интервале температур наименьшей
устойчивости аустенита, и превращение будет происходить
при сравнительно низкой температуре в объеме уже упроч-
нившегося и отчасти потерявшего пластичность металла.
В охлаждающемся неравномерно нагретом металле воз-
никают деформации и напряжения, зависящие от значений
’/26*
147
и характера изменения функций вут (Т), ₽иУ11Р( Т), %л(7’)
и Еуф (Т), между которыми существует следующая зави-
симость [8|:
evr (Л -еУф (Г) = еУупр (Г) + еупл (Г), (86)
где еут (Г) — функция свободной объемной относительной
температурной деформации; еи (Г). ®ипл (Л — функ-
ции объемной относительной соответственно упругой
и пластической деформации в однородном металле;
(Т) — функция действительного относительного изме-
нения объема от температуры. Величина и характер рас-
пределения развивающихся при охлаждении напряжений
I рода в любой момент времени, в конечном счете определя-
ется как сумма еуупр (Г) + Еипл (Л- Учитывая условия
деформации металла, наплавленного на жесткую массивную
плиту, можно считать, что еут (Г) еуф (Т). Следователь-
но, в первом слое к моменту мартенситного превращения
будут существовать деформации и напряжения растяжения.
Превращение аустенита в мартенсит, как известно, со-
провождается увеличением объема металла, причем объем-
ный эффект превращения еум зависит от состава стали
и, прежде всего, от содержания углерода в ней. Так, по
данным С. Ф. Юрьева [125]
еуы = 2,5-|-1,08С, (87)
где С — процент углерода по массе.
Приняв для нижней части наплавки среднее содержание
углерода С = 0,6%, найдем, что при образовании мартен-
ситной прослойки относительное приращение объема eVw =
= 3,147%. Так как образование мартенситных игл проис-
ходит в жесткой и прочной аустенитной матрице, возникают
значительные напряжения II рода, а при дальнейшем
увеличении количества мартенсита перераспределяются и
напряжения I рода. Образовавшиеся объемы мартенсита
оказываются сжатыми, тогда как в окружающем металле воз-
никают дополнительные деформации и напряжения растя-
жения. Последующее охлаждение приводит к еще большему
увеличению деформаций и напряжений в результате того,
что температурный коэффициент объемного расширения ау-
стенита значительно больше, чем у мартенсита. На тонких
межфазных участках с переходной структурой создаются
148
весьма высокие градиенты нормальных напряжений и тан-
генциальные напряжения, близкие к пределу прочности
при сдвиге.
хЧногочисленные наблюдения показали, что зарождение
холодных трещин происходит на границе мартенситного
и аустенитного слоев и развивается далее по хрупкой про-
слойке мартенсита. Исследование сколовшихся кусочков
наплавленного металла показало, что у поверхности скола
металл содержит до 85—90% мартенсита и 10—15% оста-
точного аустенита, твердость достигает 55—57 HRC. Следо-
вательно, основной причиной отслаивания легированного
хромистого металла при наплавке на среднеуглеродистые
стали является образование мартенситной прослойки вблизи
поверхности сплавления первого слоя с основным металлом.
В результате объемного эффекта возникает объемное поле
деформаций и напряжений в межфазных зонах, достигаю-
щих, как правило, предела текучести, а в случае хрупкого
разрушения — предела прочности стали.
Достаточной мерой предотвращения образования холод-
ных подвал и ковых трещин и сколов является наплавка
промежуточного слоя проволокой Св-08 под флюсом АН-
348-А, а также повышение температуры предварительного
подогрева валков до 300—450° С.
На основе анализа результатов проведенных исследова-
ний можно сделать заключение о том, что среднсуглеродис-
тые среднехромистые стали, легированные Мп (до 2,5%),
Si (до 1%), а при необходимости — небольшими количест-
вами W, Mo, Ti, удовлетворяют требованиям, предъявляе-
мым к металлу, предназначенному для работы в условиях
циклического нагрева и охлаждения, обладают вполне удов-
летворительной тепловой стойкостью, имеют достаточную
термоусталостную прочность.
Данные исследований послужили основанием для выбора
состава металла и разработки керамических флюсов для
наплавки рабочей поверхности различных видов металлур-
гического инструмента и деталей (стальных валков станов
горячей прокатки, штампов, роликов рольгангов и др.).
В ЖдМИ была разработана серия керамических флюсов
ЖС *, при использовании которых достигается твердость
наплавленного металла 250—500 НВ (91. Флюсы серии ЖС
(табл. 32) обладают хорошими технологическими характе-
* ЖС — Ждановский, для наплавки стали.
149
Таблица 32
Состав флюсов серии ЖС, %
Компоненты флюса ГОСТ или нормаль ЖС- 240 ЖС- 320 же- 400 же 450 же- 500
Мрамор (известняк) 4416—48 53 53 53 43 33
Полевой шпат 4422—73 — — — — 13
Плавиковый шпат 4421—48 21 21 21 21 5
Феррохром ФХ 100 4757—67 5 — — — 20
ФХ 200 — 5 — —. —
ФХ650 — — 5 16
Ферротитан (ТИ2) 4761-67 8 8 8 11 5
Ферромарганец (ФМн!) 4755—70 3 3 3 5,5 10
Ферросилиций (ФС45) 1415—70 3 3 3 2,5 7
Хромовая руда МПТУ-50 7 7 7 11 7
Силикат натрия плотнос- тью 1,36 г/см3, класса А (процент от массы сухой шихты) 13078—67 16 16 16 16 18
ристиками, изготовляют их из дешевых и недефицитных
компонентов и в случае применения таких флюсов можно
получать различную твердость наплавленного металла в
зависимости от условий работы деталей.
Следует заметить, что флюсы ЖС-240 *, ЖС-320 и
ЖС-400 имеют почти одинаковый состав шихты и отличаются
лишь маркой вводимого феррохрома (ФХ 100, ФХ200,
ФХ650), что очень удобно в условиях производства. Эти
марки феррохрома отличаются между собой по количеству
углерода. При замене феррохрома ФХ100 на ФХ200 и
особенно на ФХ650 повышается содержание углерода в ме-
талле шва, его твердость и износостойкость. Химический
анализ металла, наплавленного под приведенными выше
флюсами, показал, что только в случае применения флюсов
ЖС-450 и ЖС-500 соотношение по массе хрома и углерода
близко к рекомендованному (« 10). При сварке под осталь-
ными флюсами для полного использования хрома как кар-
бидообразователя не хватает углерода. В последнем случае
наплавленный металл отличается твердостью и хорошей
обрабатываемостью при сохранении достаточной вязкости.
Флюсы серии ЖС использовали для наплавления слоя
металла на различные детали машин. Так, например, на
* Цифра указывает нижний предел твердости (по Бринеллю)
металла, наплавленного при рекомендуемых режимах без последующей
термической обработки.
150
Лениногорском полиметаллическом комбинате с помощью
керамических флюсов систематически наплавляют слой
металла на детали 75 наименований. На ряде авторемонтных
заводов наплавляют ножи бульдозеров, звенья гусениц,
опорные и ведущие катки. На Закавказском металлургиче-
ском заводе успешно наплавляют стальные валки обжимных
клетей, ролики рольгангов, ходовые колеса мостовых кра-
нов и многие другие детали.
Кроме перечисленных преимуществ, керамические флю-
сы серии ЖС характеризуются и рядом недостатков.
Их технологические свойства зависят от состава легирующей
части. Из-за интенсивного газовыделения при наплавке
в результате диссоциации СаСО3 ухудшается формирование
валика и гигиенические условия труда. Учитывая отмечен-
ные недостатки, в ЖдМИ были разработаны безмраморные
флюсы, получившие индекс ЖСН [11; 34]. В качестве
шлакообразующей основы для них принята система
MgO — А12О3 — CaF2 — SiO2, легирование произво-
дится углеродистым феррохромом и ферромарганцем
(табл. 33).
Таблица 33
Состав шихты флюсов ЖСН, %
Компоненты гост ЖСН-1 ЖСН-2
Магнезитовый порошок 10360—63 21 23
Глинозем (ГК, ГЭВ) 6912-64 31 34
Плавиковый шпат 4421—48 20 22
Кварцевый песок 4417—48 8 9
Феррохром (ФХ800) Ферромарганец (ФМн1, 0; 4757-67 13 7
Ф Мн 1,5) 4755—70 6 4,5
Феррогитан (Ти-1, Ти-2) Силикат натрия (плотность 4761—70 1 0,5
1,36 г/см8, модуль 2,7) класса А (процент от массы су- хой шихты) 13078—67 До 20 % ДО 20 %
При использовании керамического флюса ЖСН-1 и ма-
лоуглеродистой проволоки Св-08 или малоуглеродистой
ленты из стали 08кп обеспечивается получение твердости
наплавленного металла 460—500 НВ, а при использовании
флюса ЖСН-2 — 320—400 НВ. Для металла, наплавлен-
ного под флюсом ЖСН-1, характерна троосто-мартенситная
151
Таблица 34
Состав наплавленного металла, %
Флюс с Сг Мп Si S р
ЖС-240 0,2—0,25 4—4,6 1,4-1,6 0,15 <0,03 <0,04
ЖС-320 0,25-0,3 4,5—5,1 1,5—1,8 0,15 <0,03 <0,04
ЖС-400 0,3—0,35 5—5,6 1,7-2,1 0,15 <0,03 <0,04
ЖС-450 0,46—0,55 8—10 2,5—3,2 0,30 <0,03 <0,04
ЖС-500 0,5—0,8 10—15 3-3,5 0,6—1 <0,03 <0,04
ЖСН-1 0,5-0,55 4,7—5 1,6—1,8 0,3—0,35 <0,03 <0,04
ЖСН-2 0,3-0,33 2—2,2 0,9—1.4 0,3—0,35 <0,03 <0,04
структура, а для металла, наплавленного под флюсом
ЖСН-2,— троосто-сорбитная. При наплавлении под флю-
сом ЖСН обеспечивается высокая стабильность процесса,
хорошее формирование наплавленного металла и отличная
отделяемость шлаковой корки в случае использования как
электродной проволоки, так и ленты.
Химический состав 5-го слоя металла, наплавленного
под флюсами ЖС и ЖСН проволокой Св-08 на оптимальных
режимах, приведен в табл. 34. Как указывалось выше, кор-
ректировку химического состава наплавленного металла или
дополнительное его легирование W, V, Мо производят до-
статочно просто путем введения в шихту флюса, соответ-
ствующего ферросплава.
Производственные испытания разработанных флюсов
показали экономическую целесообразность их использова-
ния для восстановления и продления срока службы многих
деталей металлургического и машиностроительного обору-
дования.
Наплавка стальных валков горячей прокатки [9]
Валки прокатных станов относятся к дорогим и быстроизна-
шивающимся деталям. Вес их достигает 30 т, а стоимость
комплекта — 15—20 тыс. руб. Для обеспечения механиче-
ской прочности и достаточной износостойкости их изготовля-
ют из легированных сталей 65ХГ, 65Г, 55Х,60X11 и т. п.
Валки работают в исключительно тяжелых условиях.
Поверхностный слой металла испытывает периодический
местный нагрев и быстрое охлаждение водой, значительные
152
удельные давления, сопровождающиеся трением валка о
прокатываемый металл. Под действием возникающих при
этом растягивающих и сжимающих напряжений появляется
особый вид износа поверхности, характеризуемый так
называемой сеткой разгара. Поэтому валки изготовляют
массивными, с большим запасом прочности.
Неизбежное при прокатке проскальзывание металла от-
носительно поверхности валков способствует износу и из-
Рис. 108. Характер износа и
схема наплавки буртов прокат-
ных валков:
/ — флюсоудержнвающсе приспо-
собление; 2 — асбестовый канат;
3 — флюс; 4 — сварочная дуга;
5 — электродная проволока; 6 —
слой наплавленного металла; 7 —
места максимального износа буртов;
8 — положение профиля при ремон-
те калибра путем врезания.
меняет начальные размеры
калибров. Характер износа
по профилю калибра показан
на рис. 108. Уменьшение диа-
метра бочки Отт, связанное
с износом дна калибра, обыч-
но бывает небольшим и не яв-
ляется причиной появления
необходимости в смене валков.
Главной причиной переточки
валков является износ калиб-
ров по ширине.
Восстановление ширины
калибров валка возможно пу-
тем врезания или наплавки
(рис. 108). Глубина врезания
по условиям прочности не дол-
жна превышать 10% от перво-
начального радиуса валка.
Таким образом, например, для
валков диаметром 1150 мм
можно сделать 2—3 переточки, после чего комплект валков
списывают в лом. Таким, образом, восстановление изношен-
ных валков целесообразно производить путем наплавки
вертикальных поверхностей буртов.
Автоматическая наплавка крупных валков прокатных
станов связана с рядом трудностей, к которым относятся:
плохая свариваемость сталей, используемых для изготов-
ления валков, из-за высокого содержания в них углерода
и легирующих элементов; необходимость наплавки вер-
тикальных поверхностей буртов, в связи с большими труд-
ностями установки валка в вертикальное положение; боль-
шой объем наплавленного металла и возникновение в нем
значительных объемных напряжений, приводящих к хруп-
ким разрушениям наплавленного слоя; наличие сетки
7 6-114
153
разгара на поверхности наплавляемого валка; большая мас-
са валка, что затрудняет его подогрев, последующую термо-
обработку и другие вспомогательные операции.
Металл, наплавленный под разработанными керами-
ческими флюсами, обладает достаточно высокими пласти-
ческими свойствами и не склонен к образованию трещин
в процессе наплавки.
Наплавку валка выполняют в горизонтальном положе-
нии. Технология наплавки включает операцию предвари-
тельного подогрева валка до 300—530° С, которая осуществ-
ляется двумя полукольцевыми многопламенными горелками,
работающими на коксовом или доменном газе, или индукто-
рами. Оптимальный режим наплавки при d3 — 5 мм следу-
ющий: /н = 550...650 А; ил = 30...32 В; ин = 18...20 м/ч;
h3= 50...75 мм.
Цилиндрическую часть валка наплавляют по винтовой
линии с перекрытием 1/3 ширины наплавленного валика.
Наплавку вертикальных поверхностей буртов ведут по-
следовательным наложением валиков один на другой при
минимальном расплавлении основного металла. Для пре-
дохранения от стекания жидкого металла применяют лепест-
ковые флюсо удерживающие приспособления, а также
асбестовый шнур. В последнем случае достигается также
уменьшение объема пересыпаемого флюса, который при
большой высоте бурта становится значительным; хорошая
теплоизоляция наплавляемой поверхности; снижение ско-
рости охлаждения металла шва и околошовной зоны, что
предупреждает образование мартенситных хрупких струк-
тур. После наплавки следует предусматривать замедленное
охлаждение валков. При выполнении наплавки в соответ-
ствии с разработанной технологией обеспечивается хоро-
шее формирование металла, отсутствие в нем дефектов,
необходимая твердость и износостойкость наплавленно-
го слоя.
Наплавка валков под керамическими флюсами освоена
на ряде металлургических заводов: Енакиевском, «Азов-
сталь», «Днепроспецсталь», Донецком, Днепродзержинском
и др. [9,19]. На Енакиевском металлургическом заводе в ре-
зультате наплавки под флюсом ЖСН-1 стойкость валков
непрерывно-заготовочного стана увеличилась в 2,5 раза.
Существенно повысилась стойкость валков блюминга, на-
плавленных под флюсом ЖСН-2 [34].
По технологии, сходной с описанной, на многих заводах
154
страны наплавляют стальные быстроизнашивающиеся дета-
ли различного назначения: ролики рольгангов, ножи для
горячей резки металла, ходовые колеса мостовых кранов,
шаботы и бойки кузнечно-прессовых машин, щеки камне-
дробилок и др.
Выбор состава металла и разработка
флюсов для наплавки деталей,
работающих в условиях абразивного износа
В рудообогатительном, а также агломерационном произ-
водстве работает большое количество быстроизнашиваю-
щихся листовых конструкций: лотки, броневые плиты,
питатели, воронки и другие детали, служащие для транс-
портировки руды, кокса или агломерата. Эти детали рабо-
тают в условиях абразивного износа при незначительных
ударных нагрузках.
Для получения металла, стойкого в условиях абразив-
ного износа, рекомендуется [611 создавать в его основе
(матрице) прочный и вязкий металл аустенитно-мартенсит-
ной структуры. Наплавленный металл будет иметь высо-
кую износостойкость, если в нем будут карбиды хрома,
вольфрама, ванадия, бора и других элементов.
На основе стехиометрических соотношений из условий
образования необходимого количества наиболее прочных,
твердых и износостойких карбидов установлены пропор-
ции между количествами вводимых карбидообразователей
и углеродом. Так, для основного легирующего элемента-
карбидообразователя — хрома — это соотношение полу-
чается из предположения образования карбида хрома по
уравнению 7Cr + ЗС = Сг7С3. Тогда отношение атомных
концентрации > 2, а при пересчете на массовые кон-
центрации -^>9([Сг], [С] — массовые концентрации
1м
в металле соответственно хрома и углерода).
При одновременном введении в металл, кроме хрома,
легирующих элементов, образующих еще более прочные
карбиды (например, W, V), ими заменяют часть хрома,
причем рекомендуется соблюдать такие соотношения атом-
ных концентраций: = 0,53...0,96; = 0,24... 0,45.
Целесообразность таких рекомендаций обоснована с научной
7* 155
точки зрения и подтверждена экспериментальным путем [61).
Однако в производственных условиях существует множество
требований и условий, из-за которых в некоторых случаях
невозможно строго соблюсти рекомендованные составы и
соотношения
Рис. 109. Установка для на-
плавки износостойких листов
под керамическим флюсом.
Многие наиболее износостойкие материалы
типа легированных чугунов
практически не могут быть на-
плавлены на реальные изделия
без трещин; стали, используемые
для наплавки и содержащие
большое количество мартенсита
в структуре, отрываются от ос-
новы, особенно при многослойной
наплавке.
Состав наплавленного метал-
ла зависит от способа сварки, а
число их для наплавки ограни-
чено. Чрезвычайно жесткие огра-
ничения на свойства наплав-
ленного металла до настоящего
времени накладывают необходи-
мость и возможность его после-
дующей механической обработки.
Большинство износостойких ма-
териалов чрезвычайно трудно
обрабатывать механическим путем. Их обрабатывают, глав-
ным образом, путем шлифования, что во многих случаях
по условиям производства является невозможным или
крайне нежелательным. И, наконец, широкое внедрение
материалов для наплавки может быть ограничено высокой
стоимостью и дефицитностью некоторых компонентов.
При выборе состава металла, легированного углеродом,
хромом, марганцем, износостойкость оценивали по резуль-
татам лабораторных испытаний образцов и длительной
эксплуатации наплавленных деталей в производственных
условиях. С учетом технологических свойств флюса опти-
мальным был признан следующий состав легирующей части:
2% графита, 20% феррохрома, 2% ферромарганца, 3%
ферросилиция. Шлакообразующая основа флюса была не-
сколько изменена по сравнению с флюсом ЖСН. Флюсу
разработанного состава была присвоена марка ЖСН-Л [3].
Нижнеднепровский завод металлоизделий выпустил опыт-
но-промышленную партию этого флюса.
156
На ряде предприятий организовано производство изно-
состойких биметаллических деталей, наплавленных под
керамическим флюсом ЖСН-Л [59]. Процесс наплавки
листов почти полностью механизирован, производится
ленточным электродом шириной 45—60 мм в 1—2 слоя.
Частичное подплавление изношенных мест можно произ-
водить полуавтоматом малоуглеродистой проволокой под
тем же флюсом. Твердость наплавки без термообработки
достигает 41HRC. Стойкость таких наплавленных листов
в 4—5 раз выше, чем ненаплавленных. На рис. 109 показана
промышленная установка, эксплуатирующаяся на заводе
«Азовсталь» для наплавки износостойких листов под кера-
мическим флюсом.
Подобное полностью автоматизированное производство
биметаллических износостойких листов целесообразно
было бы организовать в более крупном масштабе.
В Институте электросварки им. Е. О. Патона разрабо-
тан керамический флюс АНК-18 для механизированной
наплавки изношенных деталей сельскохозяйственных ма-
шин, опорных тракторных катков, ходовых колес мостовых
кранов и т. п. Твердость наплавленного слоя составляет
350—400 НВ [56].
। Шлакообразующая основа флюса АНК-18 та же, что
и у флюсов ЖСН (MgO — А12О3 — CaF2 — SiO2), но соот-
ношение компонентов другое. Кроме того, во флюс АНК-18
добавлено небольшое количество мрамора (до 7%), тогда
как во флюсах ЖСН он исключен полностью. Химический
состав шлакообразующей основы флюса АНК-18 следую-
щий: 26—30% MgO; 17—18% А12О3; 26—28% CaF2; 7—
11 % SiO2. Система легирования та же, что и у флюсов ЖСН
(С — Сг — Мп — Ti), добавлено небольшое количество алю-
миниевого порошка.
Для наплавки стали более высокой твердости разработан
флюс А НК-19.
В результате лабораторных и промышленных испытаний
установлено, что флюсы АНК-18 и АНК-19 обладают хо-
рошими технологическими свойствами в широком диапазоне
режимов наплавки электродной проволокой, обеспечивают
хорошее формирование наплавленного металла, легкую
отделимость шлаковой корки [561. Эти флюсы приняты
к промышленному производству и изготовляются Нижне-
днепровским заводом металлоизделий.
157
ГЛАВА III
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
ПРОЦЕССОВ СВАРКИ
И НАПЛАВКИ ПОД КЕРАМИЧЕСКИМИ ФЛЮСАМИ
§ 9. ВОЗМОЖНОСТИ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ
ПРОЦЕССА СВАРКИ ПОД КЕРАМИЧЕСКИМИ ФЛЮСАМИ
Состав шихты флюсов существенно влияет на сумму
приэлектродных падений напряжения и производитель-
ность расплавления электрода, особенно при прямой по-
лярности 158; 66; 118]. Это влияние как при прямой, так
и при обратной полярности показано в табл. 35. Данные
табл. 35 получены в лабораторных условиях при исполь-
зовании однокомпонентных флюсов. При большом числе
компонентов во флюсе влияние их нивелируется, однако
очевидно, что путем изменения шихты флюсов можно замет-
ным образом регулировать величину мощности, выделяю-
щейся в приэлектродных областях, а следовательно и про-
изводительность расплавления электрода.
Таблица 35
Влияние состава шихты флюсов на сумму приэлектродных падений
напряжения и производительность расплавления электрода
Керамический флюс "к + ^ан, В «П Рп.п ап "о.п
Глинозем 24—25 18,6—19,4 19,2 12
Кварцевый песок 23—24 19,3-19,9 19,5 11,9
Плавиковый шпат 22,5—23,5 18,0-18,3 18,1 11,8
Двуокись титана 17—18 13-14,2 13,4 11,6
Магнезит обожженный 9—10 9,3—10,2 9,7 10,0
Мрамор 8—9 8,2-8,8 8,4 10,6
Примечания: 1. Флюсы однокомпонентные на жидком стекле, проволока
Св-08 А диаметром 5 мм. /св = 740...780 А.1/д = 29...31 В.
2. В числителе приведены максимальные и минимальные значения <хр при прямой
аР|] и обратной аро п полярности, в знаменателе — средние из 3—5 опытов.
158
Данные экспериментов по определению показателей
расплавления электродной проволоки ар и ан приведены
на рис. 110—113. Рост аРп п с увеличением (/д (рис. НО, а)
при постоянстве аРо п может быть объяснен тем, что повы-
шение напряжения на дуге при ее удлинении происходит
Рис. 110. Зависимость коэффициента расплавления элек-
трода на прямой (кривая 2) и обратной (кривая 1) поляр-
ности дуги (флюс ЖСН-1):
а — от напряжения (/ = 600...650 А; гсв = 20 м/ч; d3 = 5 мм;
А== 50 мм); б я— от величины сварочного тока (1/д = 30...32 В;
гсв = 20 м/ч; d3 = 5 мм; Л = 50 мм).
Зависимости ар от тока для анода и катода представлены
на рис. ПО, б. Коэффициент расплавления является вели-
чиной, относимой к одному амперу, и с ростом тока казалось
бы он не должен повышаться, однако на рис. НО, б с уве-
личением/значение ар растет. Такой характер зависимости
объясняется влиянием подогрева электродного металла и
увеличением его теплосодержания ST. Последнее под-
тверждается также расчетом температуры подогрева Тт
и изменения теплосодержания электродного металла в ре-
зультате его подогрева протекающим током ST. Известно
1101], что
7’T(0) = (D,-7’0)e ’PD- -D„ (88)
где Тт (0) — температура подогрева протекаю-
щим током торца электрода, °C; Dlt °C;
. мм2 • °C
А д2 <------величины, определяемые опытным путем
159
Рис. 111. Зависимость коэффициентов
расплавления и наплавки от вылета
электрода (d9 = 5 мм; / = 600...650 Л;
Ua = 30...22 В; vCB = 20 м/ч); 1 —флюс
АН-348-А; 2 — ЖСН-1; 3 — ЖС-450.
[1031; у— плотность металла,
г/см3; То — начальная темпера-
тура электрода, °C; / — плот-
ность тока, А/мма; h — длина вы-
лета электродной проволоки, мм.
Приняв для условий опыта у, A, Dt и h постоянными,
а То = 0, получим
Тт (0)4- 240 kl
1П------240----=
(89)
По данным Б. Е. Патона для проволоки диаметром 4 мм
Тг (0) изменяется от 200 до 280° С при изменении тока
от 500 до 900 А. Следовательно, логарифм отношения с рос-
Рис. 112. Коэффициенты расплавления электродной проволоки на пря-
мой 1=1 и обратной (сз) полярности при использовании флюсов, изго-
товленных:
а — на алюминате натрия; б — на карбоксиметнлцеллюлозе; в — на жидком
стекле.
том тока изменится еще меньше, из чего приближенно
ар » kl.
Более интенсивному росту аРп п по сравнению с аРоп
могут способствовать повышение катодного напряжения
с ростом тока и увеличение эффективного КПД нагрева
катода дугой Лэп р> связанное с изменением характера пере-
носа электродного металла через дугу и улучшением условий
теплопередачи от дуги электроду.
160
Весьма заметный рост коэффициентов расплавления,
как на прямой, так и на обратной полярности, наблюдается
с уменьшением диаметра используемой электродной прово-
локи. Такой результат объясняется возрастанием плотности
тока, увеличением подогрева электрода протекающим током,
а также уменьшением теплоизолирующей жидкой прослойки
между источником тепла и твердым электродным металлом,
приводящим, как правило, к повышению т]9. Также не
исключена возможность роста мощности, выделяемой на
катоде WK и на аноде У7ВН при повышении плотности тока.
На рис. 111 приведены данные о влиянии вылета элект-
рода на коэффициент аРоп при наплавке под некоторыми
керамическими флюсами. Увеличение вылета электрода /z,
а следовательно, и времени протекания тока через каждый
элемент электродной проволоки t = ----------(иПод — ско-
упоД
рость подачи электродной проволоки) приводит к росту
температуры подогрева 7\ (0), теплосодержания ST и ар.
Изменение состава керамических флюсов вызывает измене-
ние газовой среды, в которой горит дуга, что отражается
на величине эффективного потенциала ионизации, а следова-
тельно, и на показателях процесса расплавления металла.
Однако отмеченный эффект не может быть значительным,
так как при любых составах шихты керамических флюсов
значение эффективного потенциала ионизации V9 зависит
от наиболее сильного ионизатора, входящего в состав
жидкого стекла, используемого в качестве связующего.
На рис. 112 показаны величины аРо п и аРпп для неко-
торых керамических флюсов, значительно отличающихся
друг от друга но ионизирующей способности отдельных ком-
понентов, входящих в их шихту. Составы флюсов приведены
в табл. 36.
1 Таблица 36
Состав керамических флюсов, %
Индекс флюса CaF, СаСО, А1,О, MgO Прочие
Ф-20 20 80
Ф-50 50 50 — —
Ф-ЮО 100 — — —
ЖСН-1 20 — 31 21 28
ЖС-450 10 38 — 15 37
IG1
Можно отметить, что при увеличении содержания CaF2,
имеющего высокий потенциал ионизации, происходит рост
коэффициента расплавления проволоки на прямой поляр-
ности, хотя нет сомнения в том, что наличие жидкого стекла,
а — от сварочного тока (С/д 30...32 В; сСв = 20 м/ч; d3 ~
= 5 мм; h = 50 мм, полярность обратная); б — от напря-
жения дуги (/ = 600...650 А; с»св = 20 м/ч; d3 = 5 мм;
h = 50 мм; полярность обратная); в — от скорости сварки
(/ = 600...650 А; С/д = 30...32 В; d3 = 5 мм; h = 50 мм;
полярность обратная); 1 — флюс АН-348-А; 2 — ЖС-450;
3 — ЖСН-1.
обладающего низким потенциалом ионизации, затеняет этот
эффект. Более четкий результат получен при использова-
нии в качестве связующего карбоксиметилцеллюлозы и
алюмината натрия. Результаты этих опытов показаны
на рис. 112.
Зависимость показателей производительности наплавки
от состава флюса и параметров режима
Для сварки и наплавки под керамическими флюсами, со-
держащими компоненты, переходящие из флюса в металл
шва, в частности, металлические добавки, связь между ар
162
и ан выражается зависимостью
ан = ар0 ~ h + с)» (90)
где 1г — коэффициент потерь; с — коэффициент, учитываю-
щий переход компонентов флюса в металл шва. Для боль-
шинства керамических флюсов, предназначенных для на-
плавки и содержащих иногда до 50% металлических доба-
вок, значения с колеблются в пределах от 0,1 до 0,8, а зна-
чения Л при сварке под флюсом обычно не превышают 0,02—
0,05. Поэтому ан для керамических флюсов, применяемых
при наплавке, как правило, больше ар, что в ряде случаев
позволяет значительно повысить производительность про-
цесса.
На рис. ИЗ приведены зависимости ан от параметров
режима (/, ил, исв) для наплавочных флюсов ЖС-450,
ЖСН-1 и АН-348А. Там же для сравнения нанесены вели-
чины ар. Наиболее сильно ан повышается с увеличением
UA, что связано с ростом внешней составляющей длины дуги
и расплавленной массы флюса, участвующего в процессе.
Исследование некоторых способов
повышения производительности расплавления
электрода и наплавки
Дальнейшее повышение производительности наплавки мо-
жет быть достигнуто при улучшении использования тепла
дуги для расплавления электрода, а также при увеличении
коэффициента с путем введения металлических добавок
в керамический флюс, так как производительность наплав-
ки
= ®р(1 — йН-с)/. (91)
Возможности снижения коэффициента потерь h практиче-
ски исчерпаны, а повышение тока ограничено технологией.
Влияние характера переноса капель электродного метал-
ла в дуге на производительность плавления электрода.
В зависимости от условий, в которых горит сварочная дуга
(среды, материала электродов, давления, формы и размеров
катодного и анодного пятен и т. п.), устанавливается опре-
деленное распределение мощности между приэлектродными
областями и столбом дуги 1ГК = &JJI; Р/ан = Ран^7;
Гст = Рст^/. Чаще всего сварка и наплавка под керами-
ческими флюсами производится при обратной полярности,
когда электрод является анодом. Естественно, что на
163
плавление электрода в этом случае расходуется лишь часть
FaH, которая определяется как
gP(5K <ST) и _и (SK ST) q /Q9\
O.24UZан -’Ь или 0.24t// — ЛэРан, (92)
где SK — теплосодержание капель.
Производительность расплавления
0.24Ш И
§р _______st ^э^а,ь (93)
Выражение (931 указывает на возможность увеличения
gp путем повышения г|э и снижения SK, что может быть од-
новременно достигнуто при изменении условий передачи
тепла дуги электродному металлу.
В обычнях условиях анодное пятно располагается на по-
верхности наиболее нагретой части капли электродного
металла, вследствие чего дуга нагревает прежде всего именно
этот участок в результате бомбардировки электронами и
радиации. Передача тепла твердому, подвергающемуся
расплавлению металлу осуществляется сравнительно мед-
ленным, преимущественно конвективным путем. Таким об-
разом, жидкий металл капли является своеобразной теплоизо-
лирующей прослойкой между дугой и электродом, затрудня-
ющей его плавление, хотя металл капель перегревается,
и в наиболее нагретых зонах его температура может дости-
гать температуры кипения. Перегрев металла капель выше
7’пл является нежелательным. С увеличением теплосодер-
жания капель SK падает производительность расплавления,
согласно выражению (93). С повышением температуры ка-
пель ухудшаются условия передачи тепла от дуги
вследствие радиации, так как тепловой поток qr в этом
случае пропорционален разности четвертых степеней тем-
ператур излучателя и нагреваемого тела:
^/ = С(7’ИЗЛ Т’нагр)» (94)
При этом, естественно, снижается i]9. Кроме того, перегрев
капель способствует насыщению металла шва газами, про-
теканию нежелательных металлургических процессов и т. п.
Следовательно, для повышения производительности плав-
ления электрода и повышения качества металла шва целе-
сообразно применять принудительное сбрасывание капель.
Практически это можно осуществлять различными путями:
механической вибрацией электрода, наложением периоди-
164
ческих импульсов тока, влиянием магнитного поля большой
напряженности и др.
Влияние импульсов тока на температуру капель и про-
изводительность плавления электрода. С помощью наложе-
ния импульсов тока можно регулировать характер перено-
са капель через дугу, их размеры, частоту отрыва, время
их пребывания в дуге и другие факторы процесса, влияющие
на производительность расплавления электрода [79; 80;
1311.
В экспериментах использовали опытный импульсный ис-
точник питания, позволяющий регулировать величину
импульсного тока от 0 до 1100 А и получать следующие зна-
чения частоты импульсов: 0; 25; 50 и 100 Гц.
Минимальную величину тока импульса /н, необходимую
для отрыва капли определенного диаметра, находили из вы-
ражения [48]
/ > 2-,/? Л 4-2<Гкр~Г>
“-К‘У о5)
з
где ТКр = ~2 Ткнп — критическая температура металла,
К; М — молекулярная масса; р0 — абсолютная магнитная
проницаемость воздуха; Т — температура металла в данный
момент времени, К; /?Кр, #ст — радиусы соответствен-
но кривизны капли, электрода и столба дуги, см.
Ввиду того, что среднюю расходуемую мощность при на-
ложении импульсов поддерживали постоянной, увеличение
или уменьшение производительности расплавления элект-
рода можно объяснить только перераспределением статей
теплового баланса процесса горения дуги.
Было высказано предположение, что при наложении
импульсов и изменении времени формирования капель
и пребывания их в дуге происходит снижение или рост
температуры и теплосодержания капель электродного ме-
талла. Для проверки этого предположения были поставлены
опыты по определению температуры капель Тк при различ-
ной частоте импульсов [22]. По выражению, предложен-
ному А. Л. Ерохиным [49],
Тк = 273+^94>26. (96)
Теплосодержание капли SK, в свою очередь, определяли
двумя способами: калориметрироваиием [49] и расчетным
165
путем из уравнения теплового баланса. При определении
SK расчетным путем находили отдельно теплосодержание
электродного металла от нагрева протекающим током ST
и от нагрева дугой 5Д. По выражению, предложенному
Н. Н. Рыкалиным,
\ = ^т4-5д. (97,)
ST находили по температуре подогрева электрода током 7’т,
средней теплоемкости электродного металла в интервале
температур от 0 до 7\, а
значение 5Д вычисляли по
формуле
с 0,24£//г|э л о
Зд = — при Лэ = 0.3.
gp
(98)
Результаты расчетов по
уравнению (96) для5к, най-
Рис. 114. Влияние принудитель-
ного сбрасывания капель при на-
ложении импульсов тока различ-
ной частоты:
/ — / = 290...310 А: и — 30 В;
2 — I = 220...240 A; UZ — 28 В;
3 — I = 180 A; U = 27...28 В
.. д
(d3 = 3 мм); а — на температуру
капель; б — па коэффициент рас-
плавления.
денного обоими путями для тех же режимов сварки при раз-
личной частоте наложения импульсов, приведены на рис.
114, а. Параллельно определяли изменение коэффициентов
расплавления электродной проволоки для 1-го и 2-го режи-
мов, указанных под рис. 114, при различной частоте следова-
ния импульсов. Данные опытов показаны на рис. 114, б.
Из анализа этих данных следует, что наложение импульсов
тока на дугу и принудительное срывание капель с конца
электрода снижает их температуру. При частоте импульсов
до 50 гц наблюдается наиболее интенсивное снижение тем-
пературы капель. Последняя растет с увеличением тока как
при наложении импульсов, так и без них. Следует отметить,
что результаты расчетного и опытного метода определе-
ния 7\ сходны. Эти методы могут быть использованы для
дополнения и контроля друг друга.
1G6
Таблица 37
Зависимость gn от количества железного порошка во флюсе
Количество железного порошка во флюсе, % г/с С ‘Р <*н
0 2,48 0,30 11,50 14,90
5 2,53 0,322 11,00 15,20
10 2,60 0,357 11,70 15,60
15 2,67 0,390 11,90 16,00
20 2,80 0,452 11,20 16,70
25 3,00 0,560 11,50 17,90
30 3,30 0,740 11,50 20,00
Снижение температуры капель с ростом частоты наложе-
ния импульсов (рис. 114, а, кривая /) сопровождается повы-
шением коэффициента расплавления (рис. 114, б, кривая /),
тогда как режим в этих опытах сохранялся одинаковым.
Отмеченный факт может быть, очевидно, объяснен повыше-
нием эффективного КПД расплавления электрода в связи
с улучшением условий передачи тепла от дуги к электроду.
Значительного повышения коэффициента расплавления
можно добиться при использовании ленточного электрода,
отличающегося большим отношением ширины к толщине.
Вследствие перемещения дуги но торцу происходит одно-
временный перенос капель в нескольких местах торца.
При этом уменьшается масса переносимых капель, сокраща-
ется время их образования и возрастает частота переходов.
Снижение доли тепла, теряемого на перегрев капель, при-
водит к росту термического КПД процесса их образования
IG0].
Снизить теплосодержание капель и повысить произво-
дительность расплавления электрода можно также и путем
наложения магнитного поля на дугу [20].
Возможности повышения производительности наплавки
при введении во флюс железного порошка. Исследование воз-
можности увеличения gtt путем введения железного порошка
производили при использовании керамического флюса ЖС-
450 и оптимальных параметрах режима: / = 600...650 Л;
ид — 30...32 В; d3 = 5 мм; h = 50 мм; ток постоянный
обратной полярности.
В процессе экспериментов установлено, что при введении
во флюс до 30% железного порошка несколько улучшается
167
формирование наплавленного металла и не нарушается
устойчивость горения дуги, мало изменяется химический
состав и свойства металла шва, повышается производитель-
ность наплавки (табл. 37). Флюсы с железным порошком
менее чувствительны к изменениям состава при колебаниях
режима.
Производственные опыты показали, что при введении
во флюс металлических добавок можно получать наплав-
ленного металла на 70—80% больше, чем расплавлено
электродной проволоки.
§ 10. САНИТАРНО-ГИГИЕНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПРОЦЕССА ЭЛЕКТРОДУГОВОЙ СВАРКИ И НАПЛАВКИ
ПОД НЕКОТОРЫМИ КЕРАМИЧЕСКИМИ ФЛЮСАМИ
Забота о сохранении здоровья трудящихся является одной
из важнейших задач социалистического государства. Имен-
но поэтому при разработке любого нового технологиче-
ского процесса производства, в том числе и сварки, прежде
всего должны учитываться требования охраны труда.
Несмотря на достаточно широкое применение способов
сварки под керамическими флюсами в нашей стране и за
рубежом, санитарно-гигиенические характеристики этого
процесса и используемых керамических флюсов практиче-
ски не изучались.
Целью настоящего раздела книги является оценка сани-
тарно-гигиенических свойств различных керамических флю-
сов и разработка рекомендаций для улучшения условий
работы трудящихся при сварке с использованием этих флю-
сов.
Санитарно-гигиенические особенности керамических
флюсов в сравнении с плавлеными
При переходе от ручной электродуговой к механизирован-
ной сварке под флюсами коренным образом улучшились
условия труда сварщикоз. Однако при горении дуги
под флюсом в окружающую атмосферу выделяются различ-
ные газы, а также мелкодисперсные частицы сконденсиро-
вавшихся паров металла и шлака, образующие аэрозоль.
Особенно увеличивается количество вредных выделений при
значительном избыточном давлении газов под флюсовым
пузырем, когда сплошность оболочки нарушается, и газы
168
из реакционной зоны дуги беспрепятственно вырываются
в атмосферу, увлекая за собой частицы пылевидной фрак-
ции флюса.
При изготовлении плавленых флюсов процессы взаимо-
действия между компонентами их шихты почти полностью
завершаются. В отличие от плавленых, керамические флюсы
представляют собой механическую смесь измельченных
частиц компонентов, сцементированных в гранулы с помо-
щью связующего вещества. При расплавлении керами-
ческого флюса могут происходить металлургические
процессы, сопровояедающиеся дополнительным выделением
новой газовой фазы. Так, например, в случае применения в
качестве компонентов флюса карбонатов (СаСО3, MgCO3„
Na2CO3, К2СО3 и др.), как правило, выделяются СО2 и
СО, образующиеся в результате разложения карбонатов
при нагревании. В результате взаимодействия расплавлен-
ных флюорита и кремнезема выделяется газообразный
SiF4:
2CaF2 + SiO2 = 2СаО + SiF4, (99)
2CaF2 + 3SiO2 = 2CaSiO3 + SiF4. (100)
Значительные объемы CO и CO2 выделяются в результате
окисления углерода из ферросплавов или органических свя-
зующих, входящих в состав флюса:
С + О2 = СО2, (101)
2С 4- О2 = 2СО. (102)
Внутри флюсового пузыря процесс идете преимуществен-
ным образованием СО вследствие недостатка кислорода,
так как в шихту обычно вводят необходимое количество
активных раскислителей, а также из-за того, что при вы-
соких температурах дуги обратимая реакция диссоциации
СО + О2 СО2 + 67,65 (103)'
смещается влево, так как константа равновесия этой реакции
в значительной степени зависит от температуры:
Кр = lg Т?—= --^ + 4,405, (104)-
гсо, 7
где /’со, Лэ, и Pcot — парциальные давления соответствую-
щих газов. За пределами флюсового пузыря, где температура
значительно ниже и возможно участие в реакции кислорода
169
Валовые выделения пыли и газов при механизированной
Флюс Аэрозоль, г/кг наплавленного металла
Общее количество пыли Количество соединений марганца
К-1 0,06 0,020—0,025 0,023
К-11 0,8—1,8 1.3 0,084—0,092 0,089
К-8 3,9—5,3 4,9 Следы
КС-12Г2А 2,2—4,4 3,4 0,133—0,133 0,133
ЖСН-1 0,4—0,8 0,6 0,060—0,080 0,070
ЖСН-2 0,4—1,0 0,8 0,060-0,080 0,070
Примечание. В числителе даны экстремальные значения,
атмосферы, идет процесс доокисления
окружающей
СО, и реакция идет вправо.
Приведенные примеры показывают, что использование
для изготовления керамических флюсов компонентов, взаи-
модействующих между собой и металлом шва с образова-
нием новой газовой фазы, по санитарно-гигиеническим усло-
виям является нежелательным.
Отрицательное влияние отмеченного фактора усили-
вается еще тем, что вместе с газами образовавшейся новой
фазы выносятся в окружающую атмосферу частицы пыле-
видной фракции, неизбежно образующиеся в любом флюсе
при многократном его использовании. Для снижения выноса
пыли необходимо повышать прочность отдельных гранул
флюса, которая в значительной мере зависит от количества
и качества связующего, от режима сушки и прокалки,
а также от других операций его изготовления. Для полу-
чения высококачественных и прочных флюсов требуется
строгое соблюдение технических требований и высокая
культура производства.
Несмотря на то, что в санитарно-гигиеническом отно-
шении керамические флюсы обладают рядом недостатков,
проведенные исследования [77, 78] показали, что при сварке
170
Таблица 38
наплавке под керамическими флюсами
Газы, г/кг наплавленноге металла
HF и SiF4 . Окислы азота d пересчете на Na>Os со
0,13—0,18 0,0022—0,0038 0,4—0,8
0,15 0,0036 0,5
0,14—0,14 0,0030—0,0036 0,5—0,8
0,14 0,0035 0,6
0,07-0,14 0,0034—0,0038 15,0-22,8
0,13 0,0035 17,3
0,32—0,68 0,0036—0,0040 15,7—23,0
0,43 0,0037 20,0
0,15—0,17 0,0032—0,0038 0,4-0,6
0,16 0,0036 0,5
0,13—0,15 0,0031-0,0038 0,6—0,8
0,14 0,0035 0,7
в знаменателе — средние арифметические по десяти испытаниям.
и наплавке с применением керамических флюсов имеются
широкие возможности регулирования количества и состава
вредных выделений, что в большинстве случаев позволяет
улучшить санитарно-гигиенические характеристики сва-
рочных процессов.
Для оценки влияния состава шихты на количество
и состав сварочного аэрозоля были определены валовые вы-
деления пыли и степень загазованности атмосферы на ра-
бочих местах для случаев сварки под некоторыми керами-
ческими флюсами, отличающимися друг от друга своей
шлакообразующей основой. Эксперименты производили при
постоянном режиме (/ = 450...500 А, ия = 28...30 В,
цсв = 30 м/ч).
Наименьшие валовые выделения пыли наблюдались
(табл. 38) при испытании кислого флюса К-1 со шлакообра-
зующей основой Т1О2 — CaF2 — SiO2. Сравнительно малое
выделение пыли наблюдается при использовании флюсов
ЖСН-1, ЖСН-2 (шлакообразующая основа MgO — А12О3 —
CaF2). Наибольшие выделения пыли наблюдались при
сварке под основными флюсами, содержащими мрамор
КС-12Г2А и К-8 (содержание мрамора в шихте соответст-
171
венно 52,5% и 59,0%), что является результатом разложения
карбонатов с интенсивным образованием СО2 и СО.
Валовые выделения соединений марганца при сварке под
керамическими флюсами можно снизить путем предельно
Таблица 39
Зависимость количества валовых выделений SiF4 и HF от
химического состава флюса
Флюс Химический состав, % Валовые выделения SiF, + HF, г/кг на- плавленного металла
CaF, SiO,
Керамические флюсы
к-1 9,2—9,9 14,0—16,0 0 15
к-п 9,2—9,9 25,4—32,9 0,14
К-8 5,0-6,0 4,0-5,0 0,13
КС-12Г2А 18,4—19,8 4,0—5,0 0,43
ЖСН-1 20,0 8,0 0,16
ЖСН-2 22,0 9,0 0,14
Плавленые фл юсы
ОСЦ-45 6,0-9,0 38,0- 44,0 0,25
АН-348 4,0-5,5 41,0—44,0 0,18
возможного уменьшения доли ферромарганца или марган-
цовистых соединений в шихте флюса. Однако такая мера
дает существенный эффект только для флюсов с малым пы-
левыделением. Так, например, при сварке с использова-
нием флюсов ЖСН-1, ЖСН-2 и К-1 наблюдаются малые
выделения марганцовистых соединений, несмотря па то,
что в состав двух первых входит до 6%, а в состав третьего —
до 14% ферромарганца. При использовании флюса КС-12Г2А,
в шихте которого содержится 4,5% ферромарганца, на-
блюдаются большие валовые выделения соединений мар-
ганца. Флюс К-8 не имеет в своем составе ферромарганца.
Фтор поставляется в реакционную зону дуги плавиковым
шпатом (до 92% CaF2), который входит в состав шихты почти
всех керамических флюсов, однако при этом не всегда про-
исходит выделение газообразных фтористых соединений
HF и SiF4. Для этого необходимо присутствие SiO2, Н2О
и некоторых других веществ, так как выделение HF
,172
fi SiF4 происходит в результате протекания таких реакций:
2CaF2 4- 3SiO2 = 2CaSiO3 4- SiF4, (105)
SiF4 4- 2H2O = SiO2 4- 4HF, (106)
H2O 4- CaFa 4- SiO2 = CaSiO3 4- 2HF. (107)
В табл. 39 приведены суммарные валовые выделения
SiF4 и HF при сварке с использованием керамических
и плавленых флюсов, в состав которых входит различное
количество CaF2 и SiO2. Хотя выделения фтористых соеди-
нений при сварке под керамическими флюсами были значи-
тельными, они не превышали соответствующих показателей
для флюсов плавленых. К сожалению при проведении
опытов не была определена влажность флюсов.
Наибольшие выделения окиси углерода наблюдались
при испытании флюсов, составленных на основе мрамора
(К-8, КС-12Г2А, ЖС), при разложении которых в дуге
создается окислительная атмосфера.
При испытании безмраморных флюсов ЖСН-1 и ЖСН-2
выделения СО были невелики. Для всех исследованных
флюсов валовые выделения окислов азота были малыми,
примерно одинаковыми и находились в пределах 0,0035 -
0,0037 г/кг наплавленного металла.
Загазованность и запыленность воздуха
производственных помещений
Загрязненность воздушной среды изучали при наплавке
с применением плавленых флюсов АН-20, ФЦ-6 и керами-
ческого ЖСН-2. Пробы воздуха, согласно существующей
инструкции, отбирали в зоне дыхания сварщика (по пять
одноименных проб одновременно), на расстоянии 0,3 м
от дуги н в нейтральных точках, удаленных от сварочных
постов. Во время проведения исследования местная венти-
ляция отключалась с целью сравнительной оценки общего
фона загрязненности воздуха в цехе. Режимы наплавки
и применяемые сварочные материалы были различными,
соответствующими принятой в цехе технологии. Результа-
ты исследований сведены в табл. 40.
Из сопоставления данных табл. 40 по всем показателям
следует, что при использовании флюса ЖСН-2 выделяется
меньше пыли, чем при сварке под флюсами ФЦ-6 и АН-20,
концентрация соединений марганца в 5—8 раз ниже, чем
173
Содержание пыли и газов, мг/м3, в воздухе Таблица 40
при отключенной местной вентиляции
Флюс Проволока Вредная примесь в атмо- сфере Место замера
0,3 м от дуги В зоне дыха- ния свар- щика В нейтральной зоне (2,5 м от дуги)
ЖСН-2 Св-08 Пыль МпО2 (в пере- счете) HF (в пере- счете) 4,7—9,8 8,2 0,08—0,17 0,11 5,3—7,0 5,9 0,04—0,12 0,07 14,0—20,0 16,0 4,1-4,6 4,4 0,03—0,07 0,05
ФЦ-6 Св-08Г2С Пыль МпОа (в пере- счете) HF , (в пере- 3,3—10,2 8,8 0,26—0,82 0,70 5,3—7,2 6,6 0,26—0,36 0,33 13,0—19,0 2,6-4,6 4,2 0,06—0,09 0,07
счете) — 18,0 —
АН-20 Св-08Х20 Н10Г6 Пыль МпОа (в пере- 10,2—12,6 12,0 0,06—0,09 8,8-10,1 9,6 0,01—0,02 4,0—4,6 4,4 0,03—0,06
счете) HF (в пере- 0,08 0,02 0,04
17,0—67,0
счете) — 30,0
Примечание. В числителе даны экстремальные значения, в знаменателе —•
среднее арифметическое по десяти одноименным замерам, а для фтористых сое-
динений — по четырем.
при использовании флюса ФЦ-6, а фтористых соединений
вдвое меньше, чем в случае применения флюса АН-20.
Еще убедительнее с точки зрения промышленной са-
нитарии преимущества способа сварки алюминия под
керамическими флюсами ЖА-64 и ЖА-64А закрытой ду-
гой по сравнению со способом сварки по слою флюса
АН-А1.
Таким образом, высказываемые иногда опасения о
повышенной вредности керамических флюсов по сравне-
нию с плавлеными нс обоснованы.
174
ЛИТЕРАТУРА
1. Автоматическая электродуговая сварка. Под ред. Е. О- Па-
тона. М.» Машгиз, 1953. 393 с.
2. Авторское свидетельство № 180077.— «Бюллетень изобрете-
ний», 1966, № 6. Авт.: К- В. Багрянский, Д. С. Кассов, А. Д. Кор-
неев и др.
3. Авторское свидетельство № 407696.— «Бюллетень изобрете-
ний», 1973, № 47. Авт.: Л. К- Лещинский, К- В. Багрянский,
В. А. Бесхлебный и др.
4. А л о в А. А. Основы теории дуговой сварки малоуглеродистой
стали.— В кн.: «Труды ЦНИИТмаш. Вопросы теории сварочных
процессов». Вып. 14. М., Машгиз, 1948.
5. А л о в А. А. Электроды для дуговой сварки и наплавки. Москва —
Свердловск, Машгиз, 1947. 87 с.
6. Антипин Л. Н., Важенин С. Ф. Электрохимия расплав-
ленных солей. М., Металлургиздат, 1964. 356 с.
7. Багрянский К В. Исследование упруго-пластических де-
формаций в шве в процессе сварки.— В кн.: «Труды МВТУ
им. Н.Э. Баумана. Вопросы прочности и технологии сварки», Маш-
гнз, 1955.
8. Б а г р я н с к и й К В. К вопросу о возникновении горячих тре-
щин при сварке.— В кн.: «Сборник научных трудов Ждановского
металлургического института». Вып. III. Харьков, Металлург-
издат, 1955.
9. Б а г р я н с к и й К В. Автоматическая наплавка стальных валков
под керамическим флюсом.— «Сварочное производство», 1955, № 5.
10. Б а г р я н с к и й К В. Новый метод оценки элементов сварных
конструкций по их склонности к образованию трещин при сварке.—
В кн.: «Труды МВТУ им. Н. Э. Баумана. Новые вопросы сва-
рочной техники». Вып. 20. М., Машгиз, 1952.
11. Багрянский К-В., Бесхлебный В. А. и др. Авторское
свидетельство Ха 372044.— «Бюллетень изобретений и товарных
знаков», 1973, № 13.
12. Б а г р я н с к и й К- В., Кальянов В. Н. Исследование
фазового состава некоторых многослойных наплавок.— «Сварочное
производство», 1962, № 10.
13. Багрянский К В., Кузьмин Г. С. Сварка никеля и его
сплавов. М., Машгиз, 1963, 164 с.
14. Б а г р я н с к и й К- В., Кузьмин Г. С. Авторское свиде-
тельство № 135556.— «Бюллетень изобретений», 1961, № 3.
175
15. Багрянский К. В., Л а в р и к П. Ф. Керамические флюсы
с железным порошком.— «Автоматическая сварка», 1963, № 10.
16. Б а г р я н с к и й К В., Л а в р и к П. Ф. О механизме леги-
рования металла капель при сварке под керамическим флюсом.—
«Сварочное производство», 1963, № 10.
17. Багрянский К. В., О л д а к о в с к и й А. И. Авторское
свидетельство № 277349.— «Бюллетень изобретений», 1970, № 24.
18. Б а г р я и с к и й К- В., П и с к л и ч В. Д. Об оценке стабили-
зирующих свойств флюсов для автоматической сварки и наплавки.—
«Сварочное производство», 1962, № 8.
19. Б а г р я н с к и и К- В., Протасов Н. Ф. Автоматическая
наплавка стальных валков под керамическим флюсом.— «Сталь»,
1956, № 11.
20. Багрянский К- В., Р о я н о в В. А. Влияние интенсифи-
кация плавления электрода на легирование при электродуговой
наплавке под керамическим флюсом.— В сб.: «Технология, органи-
зация и механизация сварочного производства». хЧ., Изд-во НИИИн-
формтяжмаш», 1968.
21. Багрянский К- В., Р о я и о в В. А. Особенности легиро-
вания при импульсной дуговой наплавке.— «Сварочное производ-
ство», 1968, № 10.
22. Багрянский К. В., Р о я н о в В. А. Регулирование темпе-
ратуры капель расплавленного электродного металла при дуговой
сварке-— «Сварочное производство», 1968, № 5.
23. Багрянский К В., Григорьев Я- Я-, Саенко В. Е.
Некоторые данные о новой методике испытания металла шва на
стойкость против образования горячих трещин.— В кн.: «Свароч-
ное производство. Сборник трудов Ждановского металлургического
института». Вып. 17. М., «Высшая школа», 1972.
24. Багрянский К- В., Григорьев Я- Я-, С а е н к о В. Е.
Авторское свидетельство № 233987.— «Бюллетень изобретений»,
1969, № 3.
25. Багрянский К- В., Добротина 3. А., Хре-
нов К- К. Теория сварочных процессов. Харьков, Изд-во ХГУ,
1968. 503 с.
26. Б а г р я н с к и й К- В., Корнеев А. Д., 3 у с и н В. Я-
Рафинирование металла шва при сварке алюминия закрытой ду-
гой.— «Сварочное производство», 1974, № 2.
27. Б а г р я н с к и й К. В., Кальянов В. Н., Корне-
ев А. Д. Разрушение наплавленного металла и легированных ста-
лей при циклических тепловых ударах.— «Сварочное производство»,
1964, № 8.
28. Багрянский К. В., Кальянов В.Н., Л аври к П.Ф.
Об отколах слоя хромистой стали, наплавленного на сталь марки
55Х или 60ХГ.— «Автоматическая сварка», 1963, №9.
29. Б а г р я н с к и й К. В., Урюмов В. Я., Василек-
ко А. И. Окисление легирующих элементов при расплавлении
керамических флюсов.— «Сварочное производство», 1971, № 2.
30. Б а г р я н с к и й К- В. и др. Автоматическая сварка алюминия
под керамическим флюсом.—«Сварочное производство», 1965, № 4.
31. Б а г р я н с к и й К- В. и др. Исследование электропроводности
некоторых флюсов для электродуговой сварки алюминия.— «Сва-
рочное производство», 1969, № 4.
32. Б а г р я н с к и й К. В. и др. Разработка флюса для сварки
176
алюминия АДОО закрытой дугой.— «Сварочное производство»,
1973, № 9.
33. Беляев А. И., Ж е м ч у ж и н а Е. А., Фирсанова А. А.
Физическая химия расплавленных солен. М., Металлургиздат,
1957. 360 с.
34. Б е с х л е б н ы й В. А., Лещинский Л. К- Керамические
флюсы ЖСН для износостойкой наплавки.— «Сварочное производ-
ство», 1973, № 2.
35. Бесхлебный В. А., Лещинский Л. К- Потерн леги-
рующих элементов при наплавке (сварке) под керамическим флю-
сом.— «Сварочное производство», 1971, № 9.
36. Бесхлебный В. А. и др. Влияние режима наплавки под ке-
рамическим флюсом на процесс легирования наплавленного метал-
ла.— «Сварочное производство», 1968, № 12.
37. Б о к ш т е й н С. 3. Структура и механические свойства легиро-
ванной стали. М., Металлургиздат, 1954. 278 с.
38. Броун М. Я., Погодин-Алексеев Г. И. Термиче-
ская теория сварочной дуги. М., Машгиз, 1951.
39. Брусницин Ю. Д. К вопросу о физико-химических процес-
сах в керамических и сварочных флюсах и электродных покрытиях
на шлаковой основе мрамор — плавиковый шпат.— В кн.: «Сварка».
Сборник № 2. Л., Судпромгиз, 1959.
40. Г о в о р к о в В. М.» Шабалин К- Н. Влияние вибрации
на кристаллизацию слитков.— «Журнал технической физики»,
т. 24, вып. 1, 1954.
41. Г у д р е м о н Э. Специальные стали. Т. 1. М., Металлургиздат,
1959. 952 с.
42. Д а в ы д е н к о И. Д. Справочник по сварочным электродам.
Ростов-на-Дону, Ростовское книжное изд-во, 1961. 230 с.
43. Д а н и л о в В. И. Строение и кристаллизация жидкостей. Киев,
Изд-во АН УССР, 1956.
44. Д а н к о в П. Д. Кристаллический механизм взаимодействия
кристалла с чужеродными элементарными частицами.— «Журнал
физической химии», т. 20, вып. 1, 1946.
45. Д а р к е и Л. С., Г у р р и Р. В. Физическая химия металлов.
М., Металлургиздат, 1966. 582 с.
46. Доброхотов Н. Н. Взаимодействие элементов и их окислов
в сварочной ванне при сварке металлов.— «Автогенное дело»,
1948, № 9.
47. Дятлов В. И. Особенности металлургических процессов при
сварке под флюсом.— В кн.: «Сборник трудов, посвященный 80-
летию со дня рождения и 55-летию научной деятельности акад.
Е. О. Патона». Киев, Изд-во АН УССР, 1951.
48. Д я т л о в В. И. Элементы теории переноса электродного металла
при электродуговой сварке.— В сб.: «Новые проблемы сварочной
техники». Киев, «Техи!ка», 1964.
49. Е р о х и н А. А. Кинетика металлургических процессов дуговой
сварки. М., «Машиностроение», 1964.
50. Ерохин А. А. идр.О воздействии колебаний ультразвуковой
частоты на характер кристаллизации сварочной ванны.— «Изве-
стия АН СССР ОТН», 1959, № 1.
51. Есин О- А., Г е л ь д П. В. Физическая химия пирометаллурги-
ческих процессов. Ч. 2. Москва —Свердловск, Металлургиздат,
1954. 606 с.
177
52. Е с и н О. Л., Шихов В. Н. Кинетика распределения серы
между железом и шлаком. ДАН СССР, т. 102, № 3, 1953.
53. Корнилов И. И. Никель и его сплавы. М., Изд-во АН СССР,
1958 . 339 с.
54. Крамаров А. Д. Физико-химические процессы производства
стали. М., Металлургиздат, 1954 . 200 с.
55. Ку шнерев Д. М., Г р е б е л ь н и к М. П. Керамический
флюс для автоматической сварки нержавеющей стали марки
1Х18Н9Т.— «Сварочное производство», I960, № 5.
56. К у ш н е р е в Д. М., Л я х о в а я И. В. Керамический флюс
АНК-18для механизированной износостойкой наплавки.— «Автома-
тическая сварка», 1967, № 4.
57. Лапидус В. А. Электроды для наплавки. М.» Машгиз, 1957.
232 с.
58. Л е с к о в Г. И. Электрическая сварочная дуга. М., «Машино-
строение», 1970. 335 с.
59. Лещинский Л. К- и др. Автоматическая износостойкая на-
плавка листов электродной лентой.— «Сварочное производство»,
1969, № 10.
60. Л е щ и н с к и й Л. К. и др. Влияние формы плавящегося элект-
рода на термическую эффективность процесса образования ка-
пель.— «Автоматическая сварка», 1972, № 5.
61. Л и в ш и ц Л. С., Гринберг Н. А., К у р к у м е л л и Э. Г.
Основы легирования наплавленного металла. М., «Машинострое-
ние», 1969. 187 с.
62. Л о и с к и й Е. Д. О переходе марганца в наплавленный металл
при ручной дуговой электросварке.— «Автогенное дело», 1952, № 6.
63. Любавский К-В. Металлургия автоматической сварки мало-
углеродистой стали под флюсом.— В кн.: «Труды ЦНИИТмаш.
Вопросы теории сварочных процессов». Вып. 14. М., Машгиз,
1948.
64. Любавский К. В. Реакция серы и горячие трещины при ав-
томатической сварке малоуглеродистой стали под флюсом.— «Авто-
генное дело», 1948, № 1.
65. Л ю б а в с к и й К. В., Львова Б. П. Новые флюсы для ду-
говой сварки.— «Сварочное производство», 1958, № 10.
66. М аз ель А. Г. Технологические свойства электросварочной ду-
ги. М., «Машиностроение», 1969. 178 с.
67. М а к а р а А. М. Автоматическая сварка под флюсом малоуглеро-
дистых сталей больших толщин. Сборник трудов по автоматичес-
кой сварке под флюсом. № 1, Киев, Изд-во АН УССР, 1948.
68. Мальцев М. В. Модифицирование структуры металлов и спла-
вов. М., «Металлургия», 1964. 214 с.
69. Медовар Б. И. К вопросу о природе кристаллизационных тре-
щин при сварке аустенитных сталей и сплавов.— «Автоматическая
сварка», 1959, № 8.
70. Мовчан Б. А. Микроскопическая неоднородность в литых спла-
вах. Киев, Гостехиздат УССР, 1962. 340 с.
71. Мовчан Б. А. О причинах и механизме горячих трещин в свар-
ных швах с однофазной аустенитной структурой.— «Автоматиче-
ская сварка», 1959, № 6.
72. М о в ч а н Б. А. Полигонизация литых металлов.— «Известия
АН СССР. ОТН», 1958, № 10.
73. М о в ч а н Б. А., Позняк Л. А. Радиографическое исследова-
178
ние внутрикристаллитной неоднородности серы и фосфора в свар-
ных швах.— «Автоматическая сварка», 1956, № 4.
74. М о с е н д з Н. А., Макара А. М. Влияние состава флюса
на содержание серы и кислорода в металле шва.— «Автоматическая
сварка», 1965, № 1.
75. Нехендзи Ю. А. Стальное литье. М., Металлургиздат, 1948.
766 с.
76. Н и к и ф о р о в Г. Д. Сварка алюминиевых сплавов по методу
МАТИ.— «Автогенное дело», 1951, №3.
77. О л е й н и ч е н к о К. А. и др. Влияние состава керамических
флюсов на пыле- и газовыделение при автоматической наплавке.—
«Сварочное производство», 1967, № 4.
78. О л е й н и ч е н к о К- А. и др. Гигиеническая оценка некоторых
вариантов технологии автоматической дуговой сварки алюминия.—
«Сварочное производство», 1967, № 2.
79. П а т о н Б. Е.» П о т а п ь е в с к и й А. Г., Подола Н. Б.
Импульсно-дуговая сварка плавящимся электродом с программным
регулированием процесса.— «Автоматическая сварка», 1964, № 1.
80. П а т о н Б. Е., Ш е й к о П. П. Управление переносом металла
при дуговой сварке плавящимся электродом.— «Автоматическая
сварка», 1965, № 5.
81. Патон Б. Е., Шей ко П. П. Автоматическое управление
процессом импульсно-дуговой сварки плавящимся электродом.—
«Автоматическая сварка», 1967, № 1.
82. П а т о н Б. Е., Медовар Б. И. Сварка и проблема чистоты
стали.— В кн.: «Труды ЛПИ. Сварочное производство». Вып. 283.
Л. «Машиностроение», 1967.
83. П е т р о в Г. Л. Схема взаимодействия материалов при дуговой
сварке под флюсом.— В кн.: «Труды ЛПИ. Сварочное производст-
во». Вып. 283. Л., «Машиностроение», 1967. i
84. П е т р о в Г. Л., Корнилов В. И. Сварка никеля и монель
металла.— В кн.: «Труды ЛПИ. Сварочное производство». Вып. 189.
М.— Л., «Машиностроение», 1957.
85. Погодин-Алексеев Г. И. Теория сварочных процессов.
Изд. 2-е. М., Машгиз, 1950. 416 с.
86. П о з н я к Л. А. О влиянии углерода на дендритную неоднород-
ность распределения серы в сварных швах.— «Автоматическая
сварка», 1957, № 1.
87. П о з н я к Л. А., П о д г а е ц к и й В. В. Исследование влияния
марганца на перераспределение серы между металлом и шлаком
при сварке малоуглеродистой стали.— «Автоматическая сварка»,
1960, № 4.
88. П о п о в а Н. В. Десульфурация стали. М., «Металлургия»,
1965. 96 с.
89. П о х о д н я И. К., Костенко Б. А. Плавление электрод-
ного металла и взаимодействие его со шлаком при сварке под флю-
сом.— «Автоматическая сварка», 1965, № 10.
90. П о х о д н я И. К-, Марченко А. Е., Костенко Б. А.
Продолжительность взаимодействия жидкого электродного металла
со шлаком и газами при сварке.— «Автоматическая сварка», 1965,
№5.
91. П о х о д н я И. К-, К о р и ц к и й Г. Г., Я в д о щ и н И. Р.
Плавление и перенос металла при сварке электродами с рутиловым
покрытием.— «Автоматическая сварка», 1968, № 9.
179
92. П р о х о р о в Н. Н. Горячие трещины при сварке. И., Машгиз,
1952, 220 с.
93. П р о х о р о в Н. Н. О межкристаллической прочности металлов
при сварке.— «Известия АН СССР, ОТН», 1965, № 11.
94. Р а б к и н Д. М. О флюсах для автоматической сварки алюми-
ния.— «Автоматическая сварка», 1961, № 5.
95. Р а б к и н Д. М., Ф р у м и н И. И. Причины образования горя-
чих трещин в сварных швах.— «Автоматическая сварка», 1950,
№ 2.
96. Р а б к и н Д. М., Гуревич С. М., Б у г р и й Ф. С. Сварка
цветных металлов. М., Машгиз, 1959 . 70 с.
97. Р о я и о в В. А., Б а г р я н с к и й К. В. Использование элемен-
та-индикатора для оценки физических условий взаимодействия
металла и шлака при сварке.— «Автоматическая сварка», 1969,
№ 1.
98. Р о я н о в В. А., Багрянский К. В. Магнитный способ
повышения производительности наплавки под флюсом.— В кн.:
«Сборник докладов на второй международной конференции по
сварке». София, 1968.
99. Р у с с о В. П. Влияние вибрации на кристаллизацию металла
в сварном шве.— В сб.: «Сварка». Вып. 4, Л., Судпромгиз, 1958.
100. Руссо В. П. Исследование воздействия упругих колебаний
различных частот на кристаллизацию сварочной ванны.— В кн.:
«Сварка». Л. Судпромгиз, 1958.
101. Рыкал ин Н. Н. Расчеты тепловых процессов при сварке.
М., Машгиз, 1951. 296 с.
102. С а е н к о В. Е., Б а г р я н с к и й К. В. Влияние состава
шлака на степень десульфурации металла шва.— «Сварочное про-
изводство», 1969, № 8.
103. Самарин А. М. Физико-химические основы раскисления
стали. М., Металлургиздат, 1962.
104. Самарин А. М., Шварцман Л. А. Распределение серы
и кислорода между расплавленным железом и основными шлака-
ми.— «Известия АН СССР, ОТН», 1948, № 9.
105. Самарин А. М., Шварцман Л. А., Темкин С. Е.
Равновесие распределения серы между металлом и шлаком с точки
зрения ионной природы шлаков.— «Журнал физической химии»,
т. XX, вып. 2, 1946.
106. Самсонов Г. В. Тугоплавкие соединения. М., Металлург-
издат, 1963. 398 с.
107. Силин А. А., Ерохин А. А. Воздействие ультразвуковых
колебаний на кристаллизацию сварочной ванны.— В кн.: «Кри-
сталлизация металлов». М., Изд-во АН СССР, 1960.
108. Славинский М. П. Физико-химические свойства элементов.
М., Металлургиздат, 1952. 763 с.
109. Смирягин А. П. Промышленные цветные металлы и сплавы.
М., Металлургиздат, 1956 . 559 с.
ПО. Смит М. К- Основы физики металлов. М-, Металлургиздат,
1959. 456 с.
111. Справочник по расчетам равновесий металлургических реакций.
М., Металлургиздат, 1963. 416 с. Авт.: А. Н. Крестовников и др.
112. Теоретические основы электрометаллургии алюминия.
М., Металлургиздат, 1953. 583 с. Авт.: Г. А. Абрамов, М. М. Ве-
тюков, И. П. Гупало и др.
180
113. Т ы л к и н М. А. Повышение долговечности деталей металлур-
гического оборудования. М., «Металлургия», 1971. G08 с.
114. Ф р о л о в В. В., Михайлова Г. Ф. Свойства новых кон-
струкционных материалов, их применение в машиностроении и по-
ведение при сварке. М., Машгиз, 1970.
115. Фру мин И. И. Автоматическая электродуговая наплавка.
Харьков, Металлургиздат, 1961. 421 с.
116. Химический и спектральный анализ в металлургии. М.г
«Наука», 1965.
117. Хренов К- К- Сварка, резка и пайка металлов. Москва —
Киев, Машгиз, 1952 . 380 с.
118. Хренов К-К- Электрическая сварочная дуга. Москва — Киев,.
Машгиз, 1949 , 203 с.
119. X р е н о в К- К., Кушнерев Д. М. Керамические флюсы
для автоматической сварки и наплавки. Киев, Гостехиздат, 1961.
263 с.
120. X р е н о в К. К- и др. Особенности модифицирования титаном
сварных швов при автоматической сварке среднеуглеродистой ста-
ли.— «Сварочное производство», 1959, № 6.
121. Ш а ш к о в А. Н. Электроды для дуговой сварки. М., Машгиз,.
1946.
122. Ш о р ш о р о в М. X., Седых В. С. Об оценке склонности ме-
талла швов к образованию горячих трещин при сварке.— «Сва-
рочное производство», 1958, № 8.
123. Ш р о н Р. 3. Сварка цветных металлов. М., Машгиз, 1960.
124. Шульте Ю. А. и др. Улучшение свойств электростали для от-
ливок.— «Известия вузов. Черная металлургия», 1968, № 8.
125. Ю р ь е в С. Ф. Удельные объемы фаз в мартенситном превраще-
нии аустенита. М., Металлургиздат, 1950.
126. Я в о й с к и й В. И. Теория процессов производства стали.
М., Металлургиздат, 1963. 820 с.
127. Е a s t w о о d. Gas in light alloys. London — New-Tork. 1946.
128. Genkins W. D., D i g g e s T h. G, G о h n s о n C. R. G. of
Res of the Nat Bureau of Stand, 1952, v. 48, 4.
129. Genkins W. D., Digges Th. G, Gohnson C. R.,
G. of Res of the Nat Bureau of Stand, 1954, v. 53, 6.
130. Lepkowski W. G., Monroe R. S., Rieppel P. G.
Studies on Repair Welding Age Hardenable Nickel — Base Allo-
ys. — «Welding Journal», 1960, № 9.
131. M e e d h a m B, Carter A. W. Material Transfer. Characte-
ristics with Pulsed Carent. —«British. Welding Journal», 1965, N 5.
132. Pease G. R. The Practical Welding Metallurgy of Nickel and
High — Nickel Alloys.— «Welding Journal», 1957, N 7.
133. Zena R. S., Leslie H. L. The inert arc Welding of thinwalled
tubing.— «Welding Journal», 1959, № 11.
134. Wagner C. Kinetic problems in Steelmaking. Cambridge, 1958,
ОГЛАВЛЕНИЕ
Стр.
Предисловие.................................................. 3
Глава I. Металлургические процессы при электродуговой сварке
под керамическими флюсами ................................... 7
§ 1. Окисление элементов..................................... 7
Окисление компонентов флюса в твердой фазе при его изго-
товлении и нагреве дугой .............................. 8
Окисление компонентов флюса в жидкой фазе при его рас-
плавлении дугой ...................................... 13
Окисление компонентов флюса кислородом окружающей ат-
мосферы .............................................. 20
§ 2. .Механизм массообмена при электродуговой сварке (наплавке)
под флюсами ................................................ 25
Роль газовой фазы в процессах массообмена при электроду-
говой сварке под флюсом .............................. 25
Условия взаимодействия металла и шлака при дуговой
сварке под флюсом..................................... 32
Коэффициент эффективности массообмена и методика его
определения .......................................... 36
Влияние шлакообразующей основы флюса и параметров
режима сварки на коэффициент эффективности массообмена р 40
Влияние некоторых физических факторов взаимодействия
металла и шлака на величину Р и химический состав металла 41
Влияние физических условий существования капель на их
химический состав и величину Р........................ 42
Метод расчета химического состава металла шва при сварке
под флюсом .................................: ... . 46
§ 3. Раскисление и легирование металла шва.................. 49
§ 4. Очищение металла шва от серы при сварке под керамически-
ми флюсами ................................................. 56
Влияние состава шлакообразующей основы на десульфури-
рующую способность некоторых флюсов................... 63
Влияние эффективности массообмена между металлом и флю-
сом на десульфурацию металла.......................... 68
Влияние раскислителей и легирующих добавок на процесс
десульфурации металла шва............................. 72
Разработка и исследование флюса для сварки среднеугле-
родистых сталей с пониженным содержанием серы в металле
шва .................................................. 73
182
§ 5. Модифицирование металла шва при сварке под керамическими
флюсами ..................................................... 76
Методика оценки технологической прочности ............ 77
Описание методики ЖдМИ................................. 78
Глава II. Примеры использования керамических флюсов для
электродуговой сварки и наплавки 98
§ 6. Электродуговая сварка алюминия и некоторых его сплавов
под керамическим флюсом (закрытой дугой)..................... 98
Особенности сварки алюминия............................ 98
Разработка керамического флюса для сварки алюминия
закрытой дугой.........................................101
Электропроводность некоторых керамических флюсов для
сварки алюминия........................................104
Технология сварки алюминия А5 закрытой дугой под флю-
сом ..................................................106-
§ 7. Сварка никеля под керамическим флюсом...................112
Физико-химические свойства никеля и особенности его
сварки ...............................................113-
Разработка состава керамического флюса для сварки никеля 122
Технологические характеристики флюса ЖН-1 и свойства
сварных соединений.....................................128
Сварка никеля с малоуглеродистой сталью................133
Примеры производственного применения флюса ЖН-1 и тех-
нологии сварки никеля ................................ 135
§ 8. Наплавка стальных деталей с применением керамических
флюсов ..................................................... 136
Выбор состава металла, разработка флюсов для наплавки
стальных прокатных валков и других деталей металлурги-
ческого оборудования..................................136-
Наплавка стальных валков горячей прокатки ............ 152
Выбор состава металла и разработка флюсов для наплавки
деталей, работающих в условиях абразивного износа . . . 155
Глава III. Технологические особенности процессов сварки и на-
плавки под керамическими флюсами 158
§ 9. Возможности повышения производительности процесса свар-
ки под керамическими флюсами.................................158
Зависимость показателей производительности наплавки от
состава флюса и параметров режима......................162
Исследование некоторых способов повышения производи-
тельности расплавления электрода и наплавки............163
§ 10. Санитарно-гигиенические характеристики процесса электро-
дуговой сварки и наплавки под некоторыми керамическими флю-
сами ........................................................168
Санитарно-гигиенические особенности керамических флю-
сов в сравнении с плавлеными...........................168
Загазованность и запыленность воздуха производственных
помещений .............................................173
Литература ..................................................175
Константин Владимирович Багрянский, докт. техн, наук
Электродуговая сварка и наплавка под керамическими
флюсами
Редактор канд. техн, наук Л. К- Лещинский
Редактор издательства инж. В. С. Козаченко
Переплет художника Н. М. Петренко
Художественные редакторы В. И. Прошутя, И. В. Рублева
Технический редактор Е. М. Гороховская
Корректор Л. А. Сергеева
Сдано в набор 5. VI. 1975 г. Подписано к печати 26. II. 1976 г.
Формат бумаги 84х1081/яе- Бумага типографская № 1. Объем:
9,66 усл. печ. л.; 11 уч.-изд. л. Тираж 8000. Зак. № 6-114. БФ 11395.
Цена 87 коп.
Издательство «Техн1ка», 252601, Киев, 1, ГСП, Пушкинская, 28.
Отпечатано с матриц. Головного предприятия республиканского
производственного объединения «Полиграфкнига» Госкомиздата
УССР, Киев, Довженко, 3 на Харьковской книжной фабрике
«Коммунист» республиканского производственного объединения
«Полиграфкнига» Госкомиздата УССР. Харьков. Энгельса, 11.