




































































































































































































































































































Автор: Крайнев А.Ф.
Теги: общее машиностроение технология машиностроения технология металлов машиностроение приборостроение инженерия механика
ISBN: 978-5-90427042-1
Год: 2010



Текст
А. Ф. Крайнев
МАШИНОВЕДЕНИЕ
на языке схем, рисунков и чертежей
Книга 1-я. ТЕХНОЛОГИИ, МАШИНЫ и ОБОРУДОВАНИЕ
На примерах из Компьютерного банка схем
и конструктивных решений, созданного А.Ф. Крайневым
(Институт машиноведения Российской Академии Наук)
Станок для копирования
барельефов *
и рельефных
орнаментов
“ПврСОНАЛЬНАЯ .UAXKNA ВТОрОГО рОДД
(из рукописи А.К. Нартова
“Тедтрулть мАХмндрумъ, то есть
Ясное зрелище мдхннъ" 1755 г.)
Копировальный
суппорт /
Шпиндель с установленными
на нем “розеточными копирами”
Копировальная рамка
I
Комплект инструментов
/ /
/ /
Заготовка
Резцовый суппорт
Качающаяся рама с нижней осью и верхними подвижными
опорами для шпинделя
МОСКВА * ИЗДАТЕЛЬСКИЙ ДОМ «СПЕКТР»
Г
А.Ф. Крайнев
на языке схем, рисунков и чертежей
(в 2-х книгах)
Книга 1-я. ТЕХНОЛОГИИ, МАШИНЫ и ОБОРУДОВАНИЕ
На примерах из Компьютерного банка схем
и конструктивных решений, созданного А.Ф. Крайневым
(Институт машиноведения Российской Академии Наук)
Эй, читатель!
scanned by RAM
изготовлено при помощи DjVu Solo
заливайте новые релизы на:
http://nnm-club.me/http://rutracker.org/
МОСКВА* ИЗДАТЕЛЬСКИЙ ДОМ «СПЕКТР»
2010
Крайнев АФ схсм, рисунков и
Машиноведение на 1л3,.аТсльскии дом
машины и оборудование. М-. и
ISBN 978-5-90427042-1 (К
ISBN 978-5-904270-41-4
"Спектр”, 2010.
2‘Я) с.: ил.
Впервые машиноведение нредечашшпо как
машин) на попят ном и доступном... ш
Данное произведение является
искусство построения машин .
вания" 2003 г.
создаваемого автором в
. и "ИдС()Л()1ИЯ КО11С1|ПИ|Л
---•“ — - — - - - ц
11
., выполнено на примерах из
совокупность основополагающих знании (для coV(:llniz
юн и ученых всего мира языке компьютерной графики
твитнем трудов автора "Механика от i рсчсского mcchaniki- (kvhni-)
Фундаментальный словарь 2000 и 2001 гт. и "Идеоло.ия Koncrpyq».
Компьютерного банка схем и конструктивных решений"
гечепис 15 лет (сбор исходных материалов осуществляйся 50 ист).
Приведена логика появления и развития разнообразных технических решений, полученных на ир»
тяжении более чем грех тысячелетий. ( исгематизирована информация о 2500 копегрукн.ии машин, ме-
ханизмов, соединений, деталей и технологических процессов. 11родсмопс1рировано преобразит шт (
мых древних изобретений в сложнейшие современные сисг( мы. Выянлены взаимосвязи м» л i у
ским замыслом, схемой, конструкцией и характером физического взаимодействия звеньев.
Рассмотрены в логической последовательности процессы и оборудование литейного проимо
ci ва, обрабо 1 ки материалов давлением и резанием. Дано разни тис конструкций прессов, обриолы
ваюших станков и инструментов, энергетических, транспортных, грузоподъемных, подьемш»
ртных, по1рузочных и землеройных машин (Киша 1-я). 11роанализированы тенденции concpif*L,t
юших моуД £L,C^ Ма1*1И11’ их ие,10^иижных и подвижных соединений, передаточных и маши
агрегатов (Кнша^-яТу>кН11и,11ь,х УС|Ройств и систем, самоусганавливаютихся подвесок i.niiim"
№та<^№жмвыхш^^е^^2^^’встрироввиа6|:' ₽»“приме................ тт- ........
Подбор и направленное, I „пн ’ ™ " К‘,"С| РУ'<ттий.
У чизазс 1Я 1ворчсек01 о подхода к КО|1С1 Руирования расСЧИ। апы на формяр»";“,и
рованию темы и выбору методов
машин", "Машинове.
терная 1'рафика"
богатейший
нродемонс!рирована (на ряде примеров) взаимообу‘ ' v,!
j и конструкций.
К решению тех или иных г
тонне сие, ИССЛСЛ0,1а||ий "о научным
идр С1См|''приводов и детали маш
иеточ„и1.н,|ф,)рла|1ии
....... исх..,,.,,,., ч;,
‘ПРУКТурш.,,. с ..................: В, ,
научных и технических задач, т
। специальное гам
ЩИ f'"”1 1,1
УДК <>
5-
3 j
< /
I <
СОДЕРЖАНИЕ
ЯЛАДШ
Предисловие .............................................
Происхождение, развитие и многообразие механизмов и машин
Взаимообусловленность совершенствования материалов,
конструкций и технологий ......................................
Машиностроительные технологии ..................................
Процессы и оборудование для обработки материалов........
Производство металлических сплавов..............................
Литейное производстство.........................................
Обработка материалов давлением. Ковка...........................
Обработка материалов давлением. Прокатка........................
Обработка материалов давлением. Волочение.......................
Обработка материалов давлением. Гибка и вальцевание.............
Обработка материалов давлением. Штамповка.......................
Обработка материалов давлением. Прессование.....................
Обработка материалов давлением. Клепка..........................
Обработка материалов давлением. Молоты и прессы................
Изготовление деталей из пластмасс. Процессы и оборудование.....
Дробление, измельчение, смешивание и сортировка материалов.....
Заготовительное разделение материалов..........................
Обработка 1 атериалов резанием. Процессы, станки
и инструменты..................................................
Машины и оборудование..........................................
Гидро-/газодинамические роторные машины (турбины, насосы,
компрессоры)...................................................
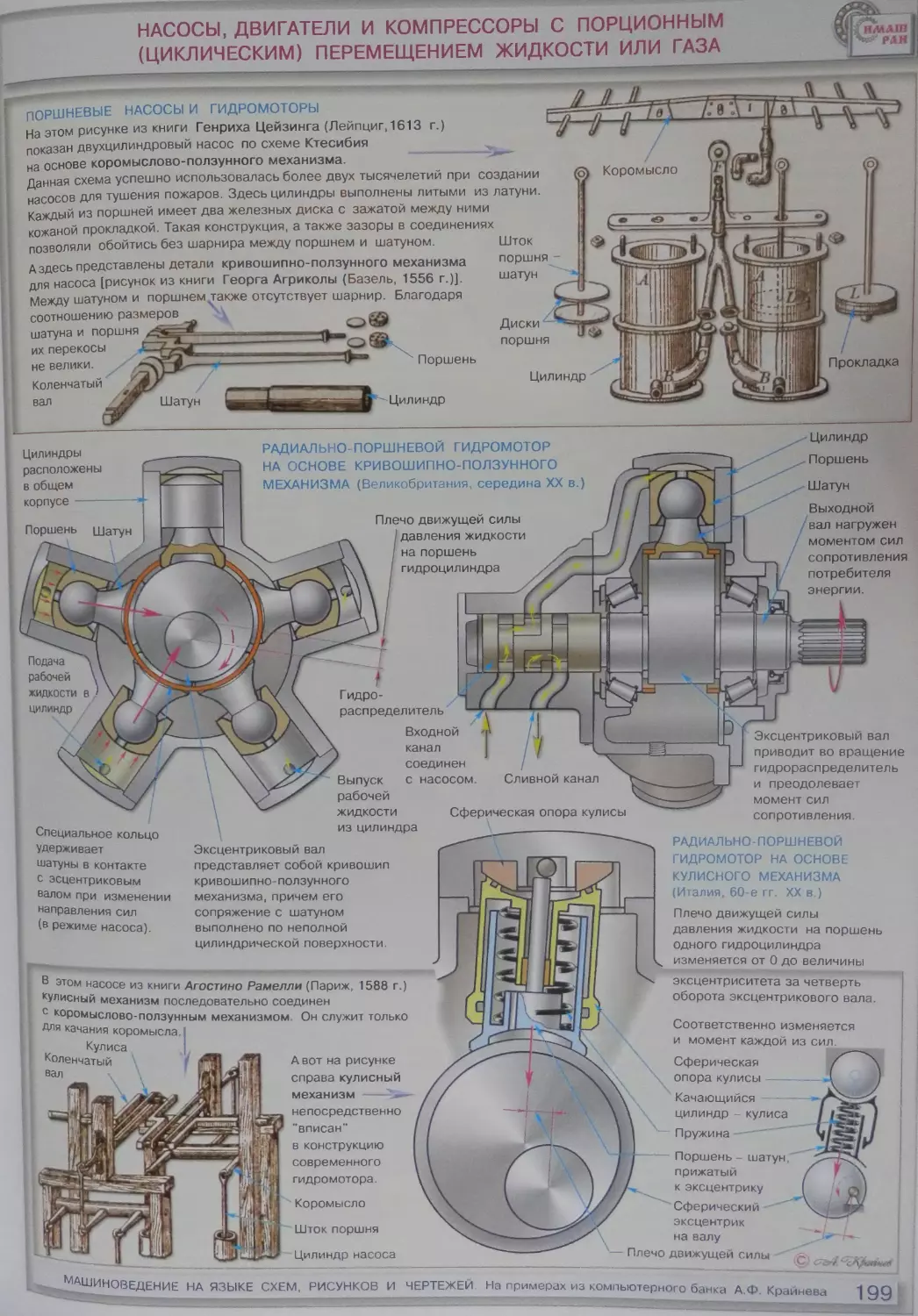
Насосы, двигатели и компрессоры с порционным (циклическим)
перемещением жидкости или газа.................................
Поршневые паровые двигатели ..................................
Паровые котлы.................................................
Поршневые двигатели внутреннего сгорания......................
Рельсовый транспорт. Паровозы, тепловозы, вагоны..............
Колесные и гусеничные машины. Автомобили и тракторы...........
Водный транспорт. Судовые приводы и движители ...............
Воздушный транспорт. Самолеты и вертолеты.....................
Грузоподъемные, погрузочные и землеройные машины..............
23
24
37
41
55
56
69
85
87
95
110
119
129
139
183
183
197
209
214
215
227
235
249
251
263
5
СОДЕРЖАНИЕ 2-й книги
Детали машин, соединения и механизмы
Основные принципы конструирования
Технологичность конструктивных решений
Компенсационные элементы, соединения, механизмы и иодвсски агрстлтон
Направляющие, ориентирующие и манипулирующие механизмы
Винтовые передаточные и суммирующие механизмы
Зубчатые зацепления и передачи
Фрикционные механизмы, сцепные муфты и тормоза
Механизмы трансмиссий колесных и тусеничны/ машин Ра :1*.<.1Ш1яю1пие
и суммирующие системы дифференциалы, коробки передач и и,зри.норы
Виброзащитные устройства и системы
Вибрационное технолог ическое оборудование
Шпиндели обрабатывающих станков, зажимку» патроны
и установочные приспособления
Механизме и ди'зли сиси м у .р;>штс-ни,1
ПОД,!J И '• И-Z Г О/;> >Я ШИКИ И ИЗ раиляющи*> со< линеним
УШЮ’• * ,НИ> ’ О/И/Жг,,/ И <<<;'Ю/И:ИЖ1'Ы/ СО<:Д,И1ШНИЙ
КрССЮЖН'л': С'ЯЩИНСхИЯ /ЦИЛЛОЙ МЛЩИИ ЛрибОрОН It тара I Of. И <«,'»p,. НИИ
- ' CZfM РИ' />-ЮН И Ч1РПЖ1И И . . |, „ из МММ.....
| НДЛАШ
1^ РАН
1 ____
ПРЕДИСЛОВИЕ
"ОТе, кто влюбляются в практику без теории, уподобляются мореплавате •
садящемуся в корабль без руля и компаса и потому никогда не знающему, куда он плывел
пп₽пшег-гоУ° в?1СкааЫБа я вел ий Леонардо да Винчи считал, что создавать новое можно, лишь тщательно изучив весь
ппрпиюгт У ШИИ 0ПЫ'' добавив к ‘ ОМУ же и общие теоретические закономерности. Того же мнения придерживались его знамениты»
п ____ ВеН"ИКИ и послеДОватели. Леонардо, пожалуй, одним из первых сделал графику основным языком для передачи информации
ении о ъектов естественного (например, анатомии человека) и искусственного мира. Что касается первого, то его картины
и рисунки проработаны с особой тщательностью, а вот механизмы и машины выполнены схематично и небрежно. Да и опубликов
°НИ кдЬ ЛИ В основ^ом довольно поздно, чтобы существенно повлиять на развитие науки о машинах - машиноведения.
Марк Витрувий (I в. до н. э.) одну из своих 10 книг по архитектуре посвятил машинам, но графические приложения к ней
не сохранились и были восстановлены переводчиками по описаниям. При этом большой объем информации безвозвратно утрачен
е дошли до нас также рисунки Герона Александрийского - изобретателя паровой реактивной турбины, прозванного
современни ами Механиком” (в переводе с греческого — строителем машин).
В XVI в. были созданы и опубликованы 60 великолепных гравюр с изображениями станков и других машин Жака Бессона
(преемника Леонардо да Винчи на посту “королевского инженера и математика”), 12 книг Георга Агриколы, которые оказали
значительное влияние на развитие машиностроения. Достаточно отметить, что по книгам Агриколы (через двести лет после их
создания) учились М.В. Ломоносов и И.А. Шлаттер. Книга Шарля Плюмье (Лион, 1701 г.), переведенная благодаря Петру I на русский
язык, была настольной книгой А.К. Нартова. Да и сам А.К. Нартов написал замечательное произведение, в котором содержится
около 80 аксонометрических изображений его станков и инструментов.
Благодаря отмеченным здесь сочинениям и трудам многих механиков-инженеров постепенно сложилось машиноведение,
специфичными чертами которого являются учения о построении, структуре механизмов и машин (в виде схем и конструкций).
В предлагаемом Вашему вниманию произведении содержится система знаний, позволяющая установить закономерности и пути
получения творческих решений в машиностроении. На основе проанализированных примеров можно сделать обобщающие выводы
Аналогии (в том числе в разнообразных областях науки) - главная движущая сила творчества. Любые самые совершенные
конструкции имеют древнейшие корни. Например, знаменитый винт Архимеда - практически в неизменном виде используется
в современных винтовых (шнековых) конвейерах, насосах, компрессорах, погрузчиках и смесителях. Логическое развитие изобретения
Архимеда - это усеченный (короткий) многозаходный винт. Его называют еще лопастным винтом, и он претерпел массу преобразований.
Винтовая турбина, вращаемая потоком (или струей) жидкости или газа, - это двигатель (гидро- или пневмомотор, ветродвигатель),
и к нему можно присоединить потребитель энергии. Если винт вращать принудительно и благодаря этому перемещать жидкость или
газ, то можно получить насос, вентилятор или компрессор. Если при этом исключить ограничение осевого перемещения вращательной
опоры то та же (по своей сути) конструкция превратится в судовой (гребной) винт, несущий или тянущий воздушный винт или
реактивный двигатель (поступательного движения). В современном турбовентиляторном двигателе турбина, компрессор и вентилятор
произошли от винта Архимеда. Геометрия лопастей при каждом преобразовании изменяется, так как условия движения жидкости
(газа) получаются иными. Сам по себе винт Архимеда является первым только во взаимодействии с жидкой средой. Винт,
взаимодействующий с твердым деформируемым телом (гайкой) египтяне использовали в соковыжимном прессе около 1000 л. до н.э.
Винтовое соединение и винтовые механизмы получили широкое распространение в крепежных и зажимных устройствах, ковочно-
I штамповочных, полиграфических прессах, формовочных и литьевых машинах, приводах перемещения супортов станков,
I в грузоподъемных устройствах (домкратах), в системах управления самолетов и вертолетов.
Появление новых технических решений обусловлено известными на данном этапе материалами, технологиями и
конструкциями. От идеи до воплощенного в материале технического решения очень далеко. Каким бы гениальным не был
изобретатель, без предшествующего развития и пусть даже самых малых шагов других творцов техники, его предложения так
и останутся не завершенными.
Гениальный Джеймс Уатт не мог создать паровую машину, не будь к тому времени получены подходящие конструкционные
материалы, разработаны процессы литья крупных заготовок сложной конфигурации. Но и в данном случае это не привело бы
к желаемому результату, если бы рядом с Д. Уаттом не оказался изобретатель расточных станков Д. Вилкинсон.
А вот Ричарду Тревитику в этом плане не повезло. Не стоит ссылаться на то, что ему не хватило денег, чтобы в полной мер
реализовать свои идеи. Просто эти идеи появились немного (всего на 15 - 20 лет) раньше, чем состояние материалов и
технологий соответствовали их уровню.
Паровозы Джоржа Стефенсона стали бурно развиваться благодаря производству стальных рельсов (вместо чугунных; и
созданию котлов с дымогарными трубами (с большой поверхностью теплообмена). Представьте себе еще и производст
множества тонкостенных труб, сворачиваемых из листа (известна была только печная сварка). А еще нужно было проката
тонкий лист герметично соединить трубки с поперечными стенками, изготовить множество колес, втулок, валов ДРУГИ
деталей Если бы к тому времени не были созданы станки Генри Модели и прокатные станы, то гениальные мысли
Д Стефенсона так и не были бы реализованы. Еще в большей мере конструкции энергетических и транспортных маш
стали развиваться благодаря изобретению автоматического парового молота Джеймса Несмита, созданию бРатья^’ Х|Х в.
М и Р. Маннесманами стана для прокатки бесшовных труб, а также разработки других технологии в середине иi к иi
Конструкции, материалы и технологии так тесно взаимосвязаны, что иногда их очень трудно представ ять тд
Довольно часто, особенно за рубежом, их называют обобщающим словом “технологии". Дело в том, что в наШ1' ютСЯ
о них являются объектами интеллектульной собственности. Эти знания (кстати, не только защищенные патентами) пр д
и покупаются (оборот ряда стран в этом направлении исчисляется десятками и даже сотнями миллиардов доллар ) _
Легче всего можно скопировать конструкцию, определить состав и свойства материала, но технологические проц v
тонкости в наши дни обычно остаются очень хорошо защищены (здесь речь идет о “ноу-хау” - непубликуемых 'опираясь
содержащихся в частных компьютерных банках). Остается либо покупать, либо самим разрабатывать новь Р даюТ тОльк
на извеегые уже опубликованные данные. Покупая технологии, мы заведомо отстаем от разработчиков, так к
уже завершенные несколько ле1 назад прое ты. мод? ) обыватели
Два примера из отечественной истории. Полноприводной трехосный автомобиль ЗиС-151 (1У4/ г.)
американского грузовика Студебекер US6 . I- ,_
• наношенными. Поэтому при одной и той же полезной нагрузке (2,5 т) наша машина получилась намно
I ! п/< Г которого к тому Времени был уже прекращен. Другой пример - вертолет Ми 6 достоин восхищени / ‘ и
н jm на н 1954 г. с 1957 по 1980 i г. он выпускался серийно, на нем установлен ряд мировых рекордов, ра-н -
nlivL им И И Сикорского, конструкция отличается оригинальными и совершенными решениями чего cr- q
планетарный редуктор, ведь по своим характеристикам он лучше многих современных аналогов Его созд. ( ь1а
голк '> при исполь ювании дифицитных в то время материалов и технологических процессов, к-лорым! р.
пмишлено» гь Утраченные приоритеты в последние годы отодвинули наше машиностроение на задво|
Конструкция действительно была похожей, а вот ма’ ериалы хн лог ih3’° J
1 H ИрЗЖД^
гоит ОДИН 10 ькО
возможн» ••'
МАШИНОВ1Д1 НИ1 НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ
Примерах ИЗ KOMI 1ЬК'Н орцин» u,1HKU_
ПРОИСХОЖДЕНИЕ, РАЗВИТИЕ И МНОГООБРАЗИЕ
МЕХАНИЗМОВ И МАШИН
И ИЗО6РИАТ1 ли (АРХИМЕД И ВИТРУВИЙ) ПОСВЯ1ИВШИ1 НАС В НЮХУ ЗАРОЖДЕНИЯ ТЕХНИКИ
(1 итульмый лист книги Jscobus ds Strsds, Th •str в of М,н Ihihs, 161 7)
X А л мед (око ю \ .0 H.S .
212 до н.э*). дренно! речеекий
уе« чн математик и механик.
v\'HOt O о южнмк теоретической
механики и г ндэостатики.
Архимед) принадлежит
первенство во многих открытиях
аз области точных наук
До нас дошло тринадцать
трактатов Архимеда. В физике
Архимед ввел понятие центра
тяжести, установил научные
принципы статики
и гидростатики, дал примеры
применения математических
методов в физических
исследованиях Основные
положения статики
сформулированы в сочинении
”0 равновесии плоских
фигур”. Архимед рассматривает
сложение параллельных сил,
определяет понятие центра
тяжести для различных фигур,
дает вывод закона рычага.
Считается, что еще в юности,
во время пребывания
в Александрии, Архимед
изобрел водоподъемный
механизм (Архимедов винт),
который был применен
при осушении залитых Нилом
земель. Им же создан
(на основе собственных
изобретений и изобретений
предшественников) ряд
метательных и грузоподъемных
механизмов, используемых,
в частности, при обороне
Сиракуз.
VlbriH z »illn
>rVk IBmb Л'Г vnd
к 1 ‘1Л <tlbkn КчкКл |.t 4IUI
vnMu’r IiJkii •1'стг<11 .nab ш
n^*.uhtru’it Minird.u* xl'aiTcrni’X*K •
(Srmicf t Ju f iirt am OTaia
JClircb Pallium Iacobi .in VCrkMitlh; (Л* Ъ in id
ХидЗа.ГпМл x кнп »
•-Чппо
51tchf allnnNn J kbh.ibiTn air 'I'bum mid
^aihndMHIM b'llbcril »llld) I'd!! 4<nt <П.|<ПК1
»uaTX»<(rrlaub *u Oituir v»ib''Vrla<MU.n p4«'lui
TCrl raltoitcn |ицсНли>Ь*>*
vntcrlMH
X)ur<b
£\*n (fekii wind Jxrm bcobun
A * * iurm Ramioum.lmppp lci.li
•h.Mjximilijni, Л. Rudolphi II. Anti^uiitutu
CvinuMil.uium Rclli^umA.
Aula* uni
OQunm<|r akr Trud poMirfri vnb »ii
<*МЧ«1<Ьчш hir4
Oihmum de SttjJjJi Rfubeig cuk-m Rcuuuum
obi «nicuin ocpoicnt
Мар» Нит рупий ПОЛЛИОИ
(инженер и лрмиггр тор
при Юлии lie зарои Аягусле)
Н.1ПИ1 1’1 II 16 13 п до н
руконод< п< “Do lirchltri fine*
Н Д0СЯ1И КНИ1.1Х По сути это
произг(*д<'ни« • представ лчет
собой историчес •- ии
обобщающий труд, л котором
приведены ссылки на груды
в основном гречес ких ученых
и изобретателей, в частн<х:ги.
по механике таких, как Ди.ид.
Архит - изобретатель
полиспаста (около 400 л до н » ).
Архимед. Ктесибий, Нимфодор.
ви танти(%ц Филон. Дифил.
Демокл, Ха риг. По л иди и
преподаватель науки об адных
машинах при Александре
Македонском, Пирр и Агезистрат
В книгах Витрувия содержатся
сведения о первых решениях
двух- и четырехколесных
экипажей, плугов, токарных
станков, нас осов (в г.ч. на ос нош
винта Архимеда и поршневого
насоса Ктесибия), кузнечных
мехов, выжимных прессов,
водяных колес и мельниц,
। рузоподьомных механизмов,
накопителей энерг ии
и метательных машин. Витрувий
первым сформулировал г лавныи
принцип создания сооружений
и машин I то триада Польза,
прочность и красота’ означает
соответствие внешнего вида
объекта его функции
и физическому состоянию.
НАИБОЛЕЕ ЗНАЧИМЫЕ ДРЕВНИЕ ПРОТОТИПЫ СОВРЕМЕННЫХ МЕХАНИЗМОВ И МАШИН
Древнее водяное колесо, Винт Архимеда (IIIв. до н. э.), Реактивная турбина и Ветряной
двигатель Герона Александрийскою (ок. I в.)
и создание на их основе (отдельно или в совокупности) различного рода гидравлических, ветряных, паровых, газо|ур6инных
реактивных, турбовин овых и турбовентиляторных двигателей, судовых движителей (гребных винтов), тянущих и несущих вишов
воздушного транспорта, винтовых насосов, вентиляторов и компрессоров, экструдеров, конвейеров, < месителей и измельчителей
Винтовая передача в соковыжимающем прессе (Древний Египет, 1000 л. до н.э )
и создание на ее основе винтовых полиграфических, ковочно-штамповочных, пакетирующих и др винтовых прессов механи <мов
движения подачи в станках, грузоподъемных и др, механизмов с ходовым винтом, зубчатых передач с винтовыми тубьями,
червячных, глобоидных и гипоидных передач, крепежных винтовых соединений, самообр.тзующихся соединений с номощт.ю
винтов-саморезов, технологических инструментов типа винтовых буров, долот, сверл, червячных фрез, долбякотт
с винтовыми зубьями, шлиеовальных инструментов, шеверов и т и
Пожарный поршневой насос Ктесибия (II - I в. до н.э.), Кривошипно-коромысловыи механизм в станке Феодора (VI н до н >
и создание на их основе (с применением также дру. их рычажных, кулачковых и зубчато-рычаж.. механизмов) порт н.чтттх'
насосов, гидро/пневмоцилиндров, компрессоров, роторно-поршневых насосов и гидромоторов, паро-атмосферных и п тровых
машин диафрагменных (мембранных) и трест аль тических насосов, мнет оцилиндровых двигателей внутренне, о с. орания
и роторных двигателей типа Ванкеля, Сарича и i п
Щипцы или ножницы из числа “простых машин" Аристотеля (IV в до н > )
и создание на их основе ковочных инструментов (для манипулирования aai ставкой), самозахттатных устраш и, т ру .опад, емных
турильны/ машин, само тажимных и ценцтирующих устрой, тв оорио.иывающих станков и манипулятора,, наир шляюших
М / .ни -тхов тит,;. 11к,рно1-ргских но + ниц”, ।мр и,л<'Л,।(мм,тых и др шарнирных мохзпизмов ..от о рада режутцих ручных
и механичоскихножниц(например. ,тожниц Жака Бетхюна). различных елее.,рнт.1х (и столярных) ‘ '
13ЖИМНЫХ И С<1М()З.М ИМ! II .IX инструментов
। приме рич и । Komi и loii’piiiH о o.uih ( \ » К)» । пни ।
5
м/ ШИН'Л',1 Д| НИЕ НА ЯЗЫК! CXI М. РИСУНКОЦ II 'ПРИ -К | 11 II
(яжагя| ПРОИСХОЖДЕНИЕ РАЗВИТИЕ И МНОГООБРАЗИЕ МЕХА
П1 УСТРОЙСТВА МА ОСНОВЕ КОЛЕСА. КЛИНА РЫЧАГА И аИНТА
НИЗМО8 И МД_/~
- м
тяжелы/ камней
псхх.лоех /сг<„х>ур возможности
сипы тяж«ли
Тяжелые олоки
намного легче втаскивать
по иаклон-ой плоскости
нем поднимать
лооители египетских пирамид
ения силы трения
ли под камни катки (трение качения;
эовали ил в качестве смазочного
при трении скольжения.
, Пошаговое
перемещение
’ центра тяжести
г при качании
к ко*сгг
лошадей
КОЛЕСНИЦА
(Месопотамия,
около 2000 лет
до н.э.)
Надставляемые или насыпаемые
клиновые слои
Клиново» неподвижное
соединение удерживает
колесо на оси.
Защитный
щиток
Дышло
около 10ОО лет до н.
С iprMju ‘ни
ВйН1Ы
Соединение дышла
и попереч ты
кожаным ремнем
Наиболее древний
Цела о
• ЩИ F | ИНЫМИ
ь* • н 1икл<) (>ч< hi> {давно
МДЦН4НОВКДЕНИЕ НА ЯЗЫК! < Х( М> ри( у| |; ((]
'll I’lL + 1 I)
ll.l npilM'.p,' И I koMlU,Kllfc>pm>| о OJHKU Х Ф
«lIHlIlllllllllffl
Й1 СЛО - один
из первых рычагов.
рулевого
В качалке полностью реализовывалась
во /ложность перекатывания тяжелых
камней по наклонной плоскости (подъем
центра тяжести на небольшую величину)
и соответственно уменьшения силы
трения за счет качения.
Колесо составлено
из нескольких
деревянных частей,
скрепленных
между собой
деревянными штифтами
Сиденье
для возницы
штифтовое •
соединение
ДНП1Л.1 с осью
Простейший подшипник
в виде цилиндрической
поверхности в колесе
охватывает
шипоси
) i tiu'iki
ПРОИСХОЖДЕНИЕ, РАЗВИТИЕ И МНОГООБРАЗИЕ МЕХАНИЗМОВ И МАШИН
ИЛИАШ
ЗЛРОЖДЕНИе
1 пги W
Реакция
подвески
полиспаста
Сила тяжести
подвешенного
груза
Полиспаст обеспечивает
/ возможность уве личения
силы во много раз
В приведенном примере
сила тяжести поднимаемого
груза воспринимается
четырьмя ветвями каната.
При этом сила натяжения
каната во всех ветвях
одинакова и примерно
в 4 раза меньше силы
тяжести груза.
Полиспаст был известен
еще до Архимеда.
Его изобрел греческий
ученый
Архит Терентский
Сила около 400 г. до н. э.
натяжения каната
Ворот (со старинной гравюры)
Боевно для наматывания каната Рукоятка
De architecture*
-- и архитектор
В десятой книге руководства
Марк Витрувий Поллион (инженер ». .
Августе) написанной в 1о
Натянутый
канат
Сила тяжести,
груза способствует
самозажатию
захватного
устройства.
Поворотные
рычаги
Рычаг в явном
или неявном виде
присутствует
в вороте, захватном
устройстве (щипцах,
ножницах), зубчатых,
передачах, а также
в других известных
во времена
Архимеда
устройствах.
Кованые металлические
рычаги шарнирно
соединены между собой
с помощью заклепки.
при Юлии Цезаре и
13 гг. до н. э. привел ряд грузоподъемных
машин, изобретенных в Греции еще во времена
Архимеда, со ссылками на труды, в последующе’
безвозвратно утраченные. Не сохранили ;ь
чертежи конструкций приложенные « ео книгам
они были реконструированы переводчиками и
исследователями по текстовым исания^
(в частности, Францем Ребером в 865 г.
и Теодором Беком в 1900
Оттяжки (ванты)
обеспечивают
устойчивость
стойки и позволяют
изменять ее наклон
и, соответственно,
вылет
поднимаемого
груза.
Сила натяжения каната
Один из вариантов
самозатягивающегося
грузозахватного
устройства
Затяжное
кованое кольцо
Как следует из книги
Марка Витрувия, наряду
с грузоподъемными неповоротными
кранами (известными еще до Архимеда)
создавались и поворотные краны.
Применение простейшего грузоподъемного крана и
самозатягивающегося захватного устойства при строительстве
романского собора Святого Мартина в 1081-1137 гг.
(со средневековой миниатюры)
Отдельная катковая [
(роликовая)
опора
Неподвижная
ОПОрс! pi.l4.ll <1
onuiitlfttnamm л
ртгБ.&апки дли
Приводное
колесо
Поднимаемый Канат
груз
Полиспаст
Захватнс
ство
Опорное кольцо
стоика
Ворот, имеющий
вертикальную
ось вращения.
Двуногая
Сдвоенный барабан в несколько раз увеличлвае
силу натяжения грузового каната (при одном и
том же вращающем моменте имеется
значительное различие в радиусах - плечах
приложения сил).
Опорно-поворотное
устройство грузоподъемного
крана позволяет воспринимать
опрокидывающий момент
и поворачивать вручную кран
благодаря катковым опорам.
Один из рисунков Мариана
Якоба (30-е гг. XV в.) -
изобретателя, прозванного
Механизм свободного хода Опорные катки
(по рис. Леонардо да Винчи, конец XV в.)
для грузоподъемного устройства
Храповое колесо
(на валу барабана)
Приводная собачка
При качательном
движении
приводного рычага
одна собачка
стопорит
храповое колесо
от вращения
(удерживает
груз от падения),
дру| ая
А сообщает ему
прерывистое
одностороннее
вращение.
Удержива-
ющая
собачка
Неподвижная
опора i
собачки
Сиенским
Архимедом.
Барабан
(вал)
ворота
Трехкратный
полиспаст
Г рузовой
крюк-------
Двухкратный полиспаст
Клиновой (храповой)
механизм
свободного хода
допускает
вращение ворота
только в направлении
подъема груза. о
у Рукоятки ворота
Соединение трехкратного и двухкратного
полиспастов обеспечивает увеличение подъемной
силы примерно в 6 раз по сравнению е силой
натяжения капаю, наматываемого
МАШИН' ЛЯ Д1 HHF НА ЯЗЫКf СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ
На примерах из компьютерного банка А Ф
Крайнескт
ПРОИСХОЖДЕНИЕ, РАЗВИТИЕ И МНОГООБРАЗИЕ МЕХАНИЗМОВ И МАШИН
МЕХАНИЧЕСКИЕ НАКОПИТЕЛИ (АККУМУЛЯТОРЫ) ЭНЕРГИИ
Закручивающая
сила
Еще до Архимеда Аристотель классифицировал
известные в его время (IV в. до н. э.) "простые
машины" на основе рычага: весло, щипцы, колесо,
блок. Под щипцами, видимо, понимались
кузнечные клещи а также захватное устройство
дня рузоподъемного сооружения. Колесо считалось
элементом ворота и простейшей зубчатой передачи.
В число известных к тому времени элементарных
устройств, естественно, относился клин
и. предположительно, винт и полиспаст.
На их основе строились первые “боевые
машины”, в которых присутствовали еще
Торсион - пучок закрепленных с обеих сторон *ил
скручивают рычагом так. что накаплиемтсь
значительная энергия После того как рычаг отпускает
он способен разогнать и бросить камень или стрелу
Это решение прообраз современного многослойного
торсиона. Потребовалось более 20 веков чтобы
его стали использовать
ДЛЯ смягченна
удаоое и для
виброзащить
Рычаг
Рама
Реакции
опоры
опоры
и накопители энергии.
Метательная машина, в которой используется
Каждая из жил в основном работает в условиях растяжения, поэтому
ее концы нужно было хорошо закреплять, а раму, подверженную
энергия падающего (предварительно поднятого) груза
продольному сжатию (и кручению в местах присоединения к станине)
(из X книги
выполнять достаточно жесткой.
DE RE MILITARI L I К. X.
Привод Герона Александрийского
12-томного
издания
лука представляет собой
Механические аккумуляторы на основе упругости
звеньев, в настоящее время используются только
в случаях когда не требуется развивать значительные
силы, например, в пружинных часах. Многие
принципиальные решения упругих звеньев повсеместно
применяют в амортизаторах для смягчения ударов.
Накопители энергии на основе поднимаемого груза
применяются во многих машинах периодического
действия: ковочных молотах, копрах для забивки свай,
в лифтах, экскаваторах и др.
Широко распространены инерционные накопители
энергии вращательного действия.
В частности, маховик (предложенный в XI в. Теофилом
Пресбиттером) обеспечивает безостановочное
движение звеньев в "мертвых точках" механизмов.
Он уменьшает неравномерность вращения выходного
вала в поршневых двигателях. При увеличении
скорости он накапливает энергию, действуя в режиме
торможения, а при ее уменьшении он действует
в движущем режиме. В результате колебания скорости
механический аккумулятор
энергии, способный
уменьшаются. В XX в. появились примеры создания
маховиков для длительного использования в указанных
с помощью опускающегося груза
(из книги Bernardino Baldi. Di Негопе
Alessandrino de gli avtomati ouero
machine semoventi libri due. Venezia
1602)
DELLE MACH. SE MOV.
в короткое время сообщить
накопленную энергию стреле.
Примеры метательных
машин Архимеда
режимах (например, в детских игрушках).
В принципе накопители энергии б явном или не явном I
виде присутствуют практически во всех машинах I
с подвижными звеньями.
Груз опускается медленно по мере
вытекания сыпучего материала из
верхней полости в нижнюю (подобно
песочным часам) и через канат
передает вращение приводному валу
Направляющая для стрелы
Торсион Стрела
Ворот для Стопорный
натяжения тетивы (спусковой)
и закручивания торсионов крючок
Метательный Рычаг Спусковое устройство
снаряд
для натяжения каната
и закручивания торсиона
Если нельзя было совершать полноповоротное
движение рычагов ворота, то применяли
переставляемые рычаги. В отсутствие стопорящего
механизма свободного хода (храповика с собачкой)
они могли также предотвращать обратное движени
при упоре в пол.
МАШИНОЙ ИДЕИ ИЕ НА ЯЗЫКЕ
СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ
На примерах ил компьютерною банка А.Ф. Крайнева
ПРОИСХОЖДЕНИЕ, РАЗВИТИЕ И МНОГООБРАЗИЕ МЕХАНИЗМОВ И МАШИН
Лоток
для воды
ГИДРАВЛИЧЕСКИЕ
ТУРБИНЫ (подробно
на стр. 185 - 189)
Подвод пара через
4 полый шарнир
- Паровой котел
Паровая “вертушка
Герона
Александрийского
1 прототип
г реактивных турбин
Топка для нагревания воды
Выходной
вал
"Сегнерово колесо"
(по имени
венгерского ученого
Яноша Сегнера),
' предложенное
в 1750 г., в отличие
от турбины Герона
имеет вал для
подключения
потребителя
энергии.
Выпускные 7^7
сопла
Турбина Вителава [Whitelaw] (нач. XIX в.)
отличается от Сегнерова колеса
спиральной формой каналов.
СО
Осевая турбина Блатарета [Blataret]
(Париж, середина XIX в.) имеет в своей
основе двухзаходный винт с полным ходом.
Ф
Турбинное
колесо
Направляющий
аппарат
о
со
Ход
винта
Лопастной винт вращается потоком воды,
проходящим через направляющие
отверстия в крышке турбины.
Наиболее распространенные
турбины XX в.
Быстроходное
турбинное колесо
(в развитие
турбины
Френсиса,
30-е гг. XX в.)
Лолагки нап
Винтовые
лопасти
на выходе
Спиральные
лопасти
на входе
Турбинное колесо
(диаметром
около 6 м)
для одной —
и крупны/
>л« ► ТрОСГЗНЦИЙ
2 и пол // в
(в р.1 ;ИИ I И<
1 /р'/ИНЫ Фр< .НОИС.»)
МАШИНОВЕ Д1 НИ( НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И 411'11*1 И
На примерах и г компьютерно! о банка А Ф. Крайнева
Водяные лопастные колеса и винт Архимеда
(IV - III вв. до н.э.) по рисунку Леонардо да Винчи
G5
то
ф
Турбина Жонваля [Jonval] (Франция.
1843 г.) отличается от турбины
Геншеля (1837 г.) расположением
в трубе и конструкцией турбинного
колеса (без внешнего обода).
Направляющий Турбинное
аппарат колесо
Выпускные сопла
такие же, как в
“Сегнеровом колесе”.
Выходной вал
Направляющие трубки
Леонард Эйлер
первым в 1754 г.
предложил
реактивную турбину
с направляющим
аппаратом.
Радиальная
реактивная турбина
с направляющим аппаратом и внутренним
(осевым) подводом воды (от центра
к периферии) предложена Бенуа
Фурнейроном
[Fournehron]
(Франция)
в 1834 г.
2
DC
В 1847, 1848 гг. Джеймсом Френсисом
создана турбина, в которой поток воды,
направленный к центру, изменяет свое
направление на осевое, развивая при этом
значительные реактивные силы.
Турбинное
колесо
Направляющий
аппарат
Направление
течения воды
В 1838 г. французский математик
Жан Понселе оптимизировал
форму лопастей водямсхо колеса
и благодаря этому существенно
повысил КПД Такую турбину стали
называть колесом
Понселе.
Лопастное
колесо
В осевой турбине Геншеля Genschel
(Германия. 1837 г.) направляющи,
аппарат и турбинное колесо имею
винтовые каналы с замкнутым
поперечным профилем
Винтовые
лопасти
в направляющем
аппарате
и в турбинном
колесе
Осевая винтовая (поворотно-
лопастная) турбина Каплана
(предложена в 1912 г. чешским
ученым В. Капланом). Она имеет
небольшое количество винтовых
лопастей с изменяемым углом
винтовой линии. Ее называют также
пропеллерной.
ранI ПРОИСХОЖДЕНИЕ,
ВЕТРЯНЫЕ ДВИГАТЕЛИ
ВЕНТИЛЯТОРЫ
И АКТИВНЫЕ ТУРБИНЫ
Ветряная крыльчатка
Герона Александрийского
в приводе воздушного
насоса (компрессора)
Мельница Якоба де Страда (XVIЕ
Аналогичное решение
имеетсяи у Леонардо да Винчи.
развитие и многообразие механизмов и машин
Активные гидротурбины (подробно н
Свободноструйная [активная] турбина
Направление струи
Сопло
с игольчатым
затвором
на стр. 190,191)
J колесо Пельтона
изобретена в 1884 г
американским
инженером
Пельтоном,
Горизонтальное
исполнение
с турбины
30-х гг. XX в.
Подводящий
трубопровод
Ковшеобразные
лопасти
По рекомендациям,
разработанным в 30-е гг.
XX в., колесо Пельтона
следует применять
при напоре свыше 270 м.
Ветряная мельница
из книги Ривия
(Нюрнберг, 1547 г.)
Такие мельницы
появились, по крайней
мере, в начале XV в.
Турбинные колеса
Свободно падающая
струя воды
Система
-4
Прерывистая
подача пара
Лопатки
турбины
Ветряная
мельница
XVIII в.
Первая в мире
паровая радиальная
активная турбина
Паровая осевая активная
турбина Лаваля
(Швеция, 1889 г.)
Мощность 83200 л.с.; частота вращения 500 мин ’) „
_________ г ворами в соплах
Выходной канал
Выходной канал
Многоступенчатая
турбина (Целли-Рато)
Камера
для подвода пара
Выходной
вал
Направляющие
аппараты
установлены
в неподвижном кор' У^
Ветряная мельница (из книги
Julius Weisbach Lehrbuch
der Jngenieur- und Maschinen-
Mechanik
Braunschweig, 1857)
Виндроза для
поворота
верхней части корпуса
в зависимости
от направления ветра
Подробно о ветряных двигателях
на стр. 193
Ветряная •‘крыльчатка” очень
похожа на современный вентилятор,
но вентилятор сам образует
ветер или создает осевую
тянущую силу
(см., например,
турбовентиляторный
двигатель
на стр 195).
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ
Паровые турбины (подробно на стр. 191,192)
Толчейный стан
с приводом
от паровой
турбины
Джованни
Бранка
(1629 г.).
На роторе____
турбины
устанавливали
от 20 до 60
тысяч лопаток.
Их изготовляли
из бронзы и
зачеканивали
в пазах стального
барабана.
Центробежный
регулятор
В 1893 г.
Лаваль создал
турбину
мощностью 5 л.с.
с частотой
вращения
30 тыс. мин1.
Многоступенчатая паровая
турбина Чарльза
Парсонса
(1885 г.)
Сопло
Лаваля
г
Турбина Гленна-Кертиса в комбинированной машине,
изготовляемой фирмой AEG в начале XX в (мощность
до 3000 кВт при 3000 мин ’)
Схема прохождения
пара по каналам,
образованным турбиннымии
направляющими лопатками
Вращающиеся лопастные
колеса (диски)
установлены
на выходном
валу.
а д Ф крайнее^
СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного оанк
н
6k
бо
\р>
суд
С ГТ)
ПРОИСХОЖДЕНИЕ, РАЗВИТИЕ И МНОГООБРАЗИЕ МЕХАНИЗМОВ И МАШИН
НЕСУЩИЙ И ТЯНУЩИЙ (ТОЛКАЮЩИЙ
Рисунок Леонардо да Винчи 1505 г.
Т ко ' вертолет в принципе не может
летать. Он способен подняться только
на не большую высоту (пока люди,
^олдающие винт, соприкаются с землей).
Несущий винт
В отличие от схемы
Леонардо да Винчи
здесь вращающие
моменты взаимо-
скомпенсированы.
Тянущие
винты
Несущие винты
Вариант вертолета
И.И. Сикорского с одним
неуправляемым несущим
винтом
Проект первого
в мире самолета
с двумя тянущими
винтами (У. Хенсон,
Англия, 1842 г.)
механизм
лопастям
(’’автомат
перекоса”)
Вертолет с одним несущим винтом,
спроектированный Б.Н. Юрьевым
Первый
(---управления
винта
Ру ценой винт
Гребной малошумный
винт теплохода
“Сан Принцесс
(самое
большое
круизное
судно,
» ИНОС
ни НОДУ
в 1995 г )
Самая распространенная
схема вертолета
Тянущие винты
Самый крупный в мире
вертолет Ми-12 (1967 г.)
с несоосными несущими винтами
Тянущий винт / (поперечная
схема)
Дж. Эрикссон
(Швеция) в 1837
первым построил
судно с двумя
гребными
винтами,
вращаемыми
в разные стороны,
и пересек на нем
Атлантический
океан.
Винты имеют по 6 лопастей каждый.
0 ( ,i, hi РТЕЖ1 И На примерах из компьютерного панка АФ Краигк -а
МАШИН* ЛИ ДПНИ1 НА ЯЗЫК! ‘ XI М, РИ< I
Гребные винты
Первый в мире
гребной
(трехзаходн ы й)
винт
изобретен
Литтлтоном
в 1794 г.
Канатная передача
привода винта
Йозеф Рессель
(Чехия)
запантентовал
гребной
(двухзаходный
одношаговый)
винт в 1827 г.
Первый “короткий
гребной винт
предложил
Фрэнсис
Петтит Смит I
(Англия)
в 1836 г.
W1
Один из первых
гребных винтов
типа“пропеллер"
диаметром около 4 м
установленный
на океанском
лайнере
2-и пол. XIX в.
ГРЕБНОЙ) ВИНТЫ В ТРАНСПОРТНЫХ МАШИНАХ (подробно на стр. 249
Модель "аэродромичоской машины"
с двумя несущими винтами
создана М.В. Ломоносовым
для доставки
регистрирующих
приборов в верхние
слои атмосферы
(испытана и
опубликована в 1754 г.
Тянущие (толкающие) винты
Первый в мире вертолет Рулевой винт
(с двумя несущими винтами)
фирмы Фокке-Вульф
(конструктор Г. Фокке.1936 г.)
Несущие винты
Несущие винты
Противолодочный вертолет
Ка-25К (1967 г.)
с несущими соосными винтами
Автомат
перекоса
Модель Б. Лануа
и Ж. Бьюнвеню
(Франция, 1784 г.)
признана
(Парижской
Академией Наук)
первым в мире
летательным
аппаратом
с несущими
винтами.
Крыло
’Продольную
схему имеет,
например,
вертолет
CH47D
(США.1979 г.)
Усовершенствованный
вертолет (с одним несущим
винтом и рулевым винтом)
И.И. Сикорского 1942 г.
Несущий винт
(JmmiiI ПРОИСХОЖДЕНИЕ, РАЗВИТИЕ И
МНОГООБРАЗИЕ МЕХАНИЗМОВ И МАШИН
ГИДРОДИНАМИЧЕСКИЕ ПЕРЕДАЧИ (подроб
Винт Архимеда
ВИНТОВЬИ НАСОСЫ, КОМПРЕССОРЫ, СМЕСИТЕЛИ, ЭКСТРУДЕ PH
Устройства на основе сплошного винта
Лопастные роторы, как часть винта
Центробежный рудничный вентилятор
В современной бетономешалке
непрерывную винтовую полость образуют
ленточные лопасти, приваренные
к внутренней
стенке л
барабана. ;Я
Процесс перемешивания
пластической массы
в экструдере (из книги
Taschenbuch
Maschinenbau.
Band 3/IIStoffumformung.
Berlin, 1968)
Гибаля
(Германия,
конец XIX в.)
с приводом
от паровой
машины
переменным (по длине) межвитковым сечением
Современный экструдер с двумя коническими шнеками, зацепляющимися
канал
Устройства с зацепляющимися витками, образующими замкнутые
пространства (с порционным перемещением жидкости или газа)
Винтовой самовсасывающий насос
высокого давления фирмы KNOLL
Осевой -4-
впускной
канал
Однозаходный шнек
с постоянным шагом и с
Принципиальная схема
центробежного насоса
Улиткообразный
выпускной
канал
Замкнутые
перемещаемые
полости
Центральный
винт
Выпускной
ч а н ал
канал
Впускной
канал
Приводной
вал
Боковые винты
центрируются
в отверстиях корпуса.
Неподвижное Лопастной ротор
направляющее
колесо
Лопастной ротор
центробежного
компрессора
газотурбиного
двигателя
Спиральные
лопасти
Центробежный насос
с впуском воды
по центральному
осевому каналу
и с направляющим колесом
(фирма Бальке, Франкенталь,
Выпускной начало Xх в->
канал
Турбинное колесо
газотурбиного
двигателя
Минимальное
(достижимое)
давление в
камере
Выходной
КВИЭ/1
Гурбомолекулярный вакуумный
нас имеет чередующиеся
вращающиеся и неподвижные
диски с прорезями,
которые подобно
л опасным
роторам осевого
создают
направленное
ДНИ НИ*)
молекул । а ш
Безмасляный винтовой компрессор шведской
фирмы Atlas Copco для получения давления до 10,4 бар
Выпускной Впускн
канал
с короткими
винтовыми
роторами
Винтовые
роторы
Спиральный компрессор
для получения давления
д<• 10 бар
(1МПа)
и произнс щи тельное i и
до 1,4 м3/мин.
Выпускной канал
МАШИНОВ1 Д1 ИИ1 НА Я 5ЫГ I CXI М, РИСУНКОВ И
Порции перемещаемого
материала
Впускной канал
Улитка, совершающая
планетарное движение,
обкатывается по
неподвижном улитке
Неподвижная ул.нка
к центральному выпускному ка^ан
II 1 Н-1 М Нн примерок из kOmi hiKMepnoi о банка X Ф. Крайнева
ПОХОЖДЕНИЕ, РАЗВИТИЕ
И МНОГООБРАЗИЕ
(ЦИКЛИЧ1 СКИМ) ГН PI
и кулачку
Шестеренчатый
( КОЛОВра ГНМИ’ ; насос
(из книги Иоганна Лейрехона
,1 ДВИГАН ПИ И КОМПРЕССОРЫ С ПОРЦИОННЫМ
(I в. до н.э.)
Поджат за
пластина
насос
1»емное колесо и система водоснабжения
Барабан с перекладинами
в виде непрерывной лестницы
Водонепроницаемые (обработанные
смолой или воском) деревянные ящики
Резервуар Объекты потребления воды
Естественный водоем
Насос с пластинчатым
ротором, вращаемым
от водяного колеса (из книги
Агостино Рамелли "Различные
и искусные машины" 1588 г.)
J
Распределительные трубопроводы
Двухступенчатый пластинчатый
для удаления газов и паров из замкнутого
пространства (низковакуумный насос для
получения минимального давления 1 Па )
XXXVIII
Выпускной
канал
Гибкий
откидной
клапан
Пластина
' Пружина
Впускной
канал
Вращающиеся роторы
Всасывающая полость
Топливный насос
системы
непосредственного
впрыска
в современном
бензиновом двигателе
Ролик эквивалентен
пластине
Выпускной
клапан
Пластинчатый
насос (из книги
Агостино
Рамелли
"Различные
и искусные
машины" 1588 г.)
Вытесняемая
из полости вода
Перемещаемая
полость с водой
Вращаемый
кулачковый ротор
Пластинчатые и шестеренчатые насосы (из книги
Якоба Леупольда “Театр гидравлических машин
1 1724 г.) г
jft -******* ।
Ротор
ROOTS' MINE VLNI LAIOH &С.
Компрессор (воздуходувка, “сгуститель”
газа, нагнетатель, двухроторныи насос) Рута (18 г
Воздушные меха с ручным
приводом (из книги Вануччо
Бирингуччо "Пиротехника" 1540 г.)
Шиберный
поворотный
гидродвигатель
Каналы
Синусный
механизм для
передачи движения
Гибкая диафраг ма
О
Плунжер
зиновая
Шланговый
[перистальтический]
насос
< Камеры,
заполнс иные
маслом
Затвор и зацеплении
ЦОЮрОН
Компрессор Руга
тепловозного
дизеля фирмы
General Motors
Рогоры
имеют по три
циклоидальных
винтовых зуба.
Непрерывно зацепляющиес я
роторы вращаются
благодаря
давлению пара
на выступы-
пластины.
Нагнетательная
полость
Шибер
(пластинчатый
поворотный
поршень)
Торцовые
уплотнения
Мембранный поворотный
гид род в и гате л ь
Рабочая полость между
углублением в корпусе
и мембраной
Насос Фаулера
(из книги
А.А. Бурдакова
Поршневые
насосы" 1933 г.).
пр< ^назначенный
Для вы* ачивания
воды, бурды или
навозной жижи
Впускной диафрагма
клапан
Диафрагменный [мембранный] растворонасос
с качающейся (совершающей прецессию)
планшайбой
Поворотный
рычаг
Приводив
Ц4;Н|рии
I ын /< ► нои патрубок
i 'н/< г нои » анал
11 шнсформируемая
pat н )чам ► амсэра
Корпус
Паровой мо юр
и водяной насос
для пожарной
машины
фирмы Silsby
(.’ я половина
XIX в.)
ВОДИЛО С
I)()ЛИ*. 1МИ
Перемещаемая порция жидкости ограничена
С днуя гJОрон Пере г.цым tllH.Ull ОМ
МАШИН! <В| Д1 НИ1 НАМ ',1,111 ( /| М 1Ч1< УИН >Н И ‘
Ill’ll МИ На । цц iMu| ».i4 и i komi ш i upnoi о (мнк
ПРОИСХОЖДЕНИЕ
РАЗВИТИЕ И МНОГООБРАЗИЕ МЕХАНИЗМОВ И МАЩИЦ
Насос для откачивания воды
из шахты (из книги Георга
Агриколы *0 металлах” 1556 г.) LUFKIN
Оборудование для выкачивания Коромысло
нефти из скважины
Станок-качалка фирмы
Противовес
Вращающийся кривошип
регулируемой длины
Редуктор
Электродвигатель -
I вн. до н.э.)
2)
Струя
воды
Поворотное
сопло к
Пожарный (нагнеилопьный) поршневой
насос Кк’сибия (II
поршнения машина
{объемного
(порционного)
действия] Коромысло (
Соединение
с большим
зазором
Впускной и
выпускной
клапаны
Бассейн
с водой
Поршень
на основе кривошипно
механизма
(середина
XX в.)
Радиально-поршневой гидромотор
-ползунного
Эксцентриковый
вал (кривошип)
Поршень
(ползун)
пятипоршневой
Радиальный
гидромотор на основе кулисного
Сферическая опора
Т рехступенчатый
I Л
Сферический
эксцентрик
Движущие
силы
Подвод
жидкости
Шатун
Плечо
движущей
силы
механизма
(Италия,
60-е гг. XX в.
Принципиальная
схема
компрессор
фирмы Reavell (из книги
Гуго Гюльднера “Двигатели
внутренняго сгораню” 1916 г.)
Колончатый вал
ими т всего две
шатунных шейки
с неполным
нН
НИЯ
< 1 • f у| и ♦
МАШИН<Л-,1
Д1 НИ1 НА 'ИЗЫ! I
шаз унными t
ГЮДШИП- (
ИИС.1МИ
Инерционный иуд
насос
В.Г. Шухова с одним
клапаном (1890 г.) -
усовершенствованное
изобретение Prudon &
Dubost (Франция,
1885 г.) -
Насос по схеме
Muschenbroeck
(начало XVIIIв.),
осуществленный
во 2-й половине
XIX в. (Tecklenburg)
Клапан
цилиндра
Полый
шток
поршня
Всасывающий двухпоршневой насос
с ручным вращательным приводом
(из книги Агостино Рамелли
"Различные и искусные машины" 1588) г.
Насос
Клапан
торшня
Поршень
с клапаном
Канат
В этой же книге
приведены
сведения
о насосах Пружина
на основе кулисного,
кулачкового механизмов
(в т.ч. с многократно
повторенным кулачком и
с наклонной шайбой).
Поршни
Поршни
Приводной эксцентриковый
вал (кр^ вошип)
Наклонная шайба
Вращающийся Гидрораспределитель
ротор эквивалентен кулисе
Эксцентрик - кривошип
Штоки поршней
Наклонная
шайба
Топливный насос высокого
давления (на основе
синусного механизма)
системы впрыска
Common Rail
(конец
Приводной вал
Насос кондиционера (на основе
механизма с наклонной шайбой),
установленный на автомобиле
Приводной вал
Радиально-поршневой
насос/гидромотор на основе
кулисного механизма
(с высшей вращательной
парой)
Цилиндр
высокого
давления
(3-я ступ»
< XI м
v
Ролик
Кулачок '
Поршень
Реакция
ролика
на кулачок
Современный двухступенчатый
на основе кривошипно-ползунноГо"
Рах иально-поршневой
гидромотор на основе
многократно повторенного
кулачкового механизма
(2-я половина XX в.)
компрессор для газовой промышленное)и
- о механизма с крейц-копфом
(фирма
Burton
(oiblin)
I t ’
Цилиндр
низин о
давления
Цилиндр
< 1»‘‘ДИ( | о
а • ।
/Инж ’НИИ
РИСУНКОВ И ЧЕ Р
МНОГООБРАЗИЕ МЕХАНИЗМОВ И МАШИН
а первый
Водяной насос
Котел
в которой
Конденсационная камера
Забор
воды
В промышленной установке
И.И. Ползунова (сооруженной в 1765 г.)
пароатмосферныи двигатель Т. Ньюкомена
ыполнен двухцилиндровым, а для привода
воздушных мехов использованы цепные
передачи.
Поочередно
работающие
паровые
цилиндры
Паровая машина
высокого давления
(3 атм и выше)
Ричарда Тревитика
(фирма Хазельдин,
Англия, 1805 г.)
[ИАЛДШ
W ран
Лопастное
колесо
Поочередно
эллипсовидные
сосуды заполняются
паром.
При охлаждении
пара образуется
разрежение. После
этого открывают
кран, и вода
втягивается в сосуд.
При последующем
поступлении пара
вода вытесняется
по трубопроводу вверх
Предохранительный клапан
Рабочий Котел
цилиндр . ,
Паровой двухцилиндровый двигатель
(из книги Leopold. Theatrum machinarum
hydraulicarum,
v. II, 1724) О
Паровая машина двойного действия Джеймса Уатта
(1784 г.)
пар поочередно
воздействует
на поршень сверху
и снизу. _______
Центробежный
регулятор
Коромысло Рабочий
Привод Зкцилиндр
поршневого \ % / 1
насоса 1
©АТМОСФЕРНЫЕ И ПАРОВЫЕ
ПОРШНГВЫЕ МАШИНЫ
(подроби, на cip. 209 213)
Паровой насос Томаса Севери
был предназначен для откачки
воды из шахты путем ~ •
создания разрежения EI
в сосуде при ——₽| -ч
конденсации/^"^ LI ?
пара «А .frwj
(1699 г.).
Пароатмосферный двигатель Томаса Ньюкомена впервые испытан в 1705 г
промышленный образец создан в 1711 г
Проект двигателя Дени Папена (1707 г.) с паровым
котлом, отделенным от рабочего цилиндра.
Нагнетательные поршневые
насосы
МАШИН( >1;1 Д1 НИ1
. I
г /
Паровой
котел
с жаровой
трубой
Паровая машина
с кулачковым
механизмом
парораспределения
(из книги Julius Weisbach.
Lehrbuch der Jngenieur-
und Maschinen-Mechanik,
Braunschweig, 1857)
Ползун-балансир,
соединяющий
шток поршня
с двумя
шатунами
Топка
Паровая машина с симметричным
зубчато-рычажным механизмом
и поршнями, закрепленными
на общем штоке
(из книги Cartwright.
Philosophical
Magazine,
1798)
Кулачковый
механизм^
Паровой
цилиндр
Паровой
цилиндр
Клапан
в поршне
Конденса-
ционная
камера
Насос
Зубчатый
механизм
Подача
пара
Судовой паровой V-образный двигатель
с углом между осями цилиндров 90
(2-я половина XIX в.)
з компьютерного банка А.Ф Крайнева
Парораспределитель
Паровая машина
с качающимся
цилиндром (на основе
кривошипно-кулисного
механизма) Эрнста Альбана
Кривошип, (1-я половина
кинематически xiX в )
соединенный со штоком поршня
Прямолинейно-направляющий
планетарный (гипоциклоидальный)
механизм Matthew Murray в паровой
одноцилиндровой машине (1805 г.).
Планетарный механизм с внутренним
зацеплением служит для преобразования
возврагно-поступательно1 о движения
во вращательное, го-естьон применен
вме< in кривошипно-ползунного мехами >м ь
ПА ЯЗЫКЕ СХЕМ,
РИСУНКОВ И ЧЕРТЕЖЕЙ. Ни примерах и
MMaui
РАН
| ПРОИСХОЖДЕНИЕ, РАЗВИТИЕ И МНОГООБРАЗИЕ МЕХАНИЗМОВ И МАШИН
ПОРШНЕВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ ПРИНЦИПИАЛЬНЫ!
226)
СХЕМЫ ПРЕОБРАЗОВАНИЯ ЭНЕРГИИ (подробно настр
Муфта
Цилиндр
Клапан встроен
в поршень.
Запальная
трубка
и горелка
Газораспре-
делитель
Муфта
свободного хода
Шток-рейка
Цилиндр
Поршень
Kauai
Приводной
барабан
Клапан
В 1807 г. швейцарец Исаак де Риваз
получил патент на "применение
взрыва светильного газа
или других газообразных
веществ как силы мотора"
В автомобиле, созданном
им в 1804 г., он произвел
один цикл работы двигателя,
взорвав в цилиндре водород.
Бал он с газом
Г.г1овый двигатель Этьена Ленуаря (I860 ।
I Triej5BI >н * с <)здэ! in элоктрич<м кая
(искровая) система зажигания
Первый бензиновый
двигатель создан
Готлибом
Даймлером
в 1883 г.
Кулачковый
механизм
1878 г. Отто и Ланген создали
первый четырехтактный
двигатель (с кривошипно-
ползунным механизмом).
Клапанная
система
Николаус Отто и Эйген Ланген
(Германия) гл рвоначально создали
двигатель по схеме, похожей
на схему Риваза.
Топливный бак
Калильное
зажигание
V-образный двухцилиндровый
двигатель Даймлера 1889 г.
От источника
электричества
Получение
паров
бензина
•'•Л.ЧИЖк и
Маховик
Поршень
Выпускные задвижки
Коленчатый вал
Оппозитный двигатель Карла Бенца
1896 г. (рабочий объем 1,7...2,7 л,
частота вращения вала 700...900 мин ’
мощность
Клапанно-
распределительный
механизм
Маховик
Топливный бак
Кривошипно
ползунный
механизм
Схема размещения поршней и шатунов
в пространстве в оппозитном 12-цилиндровом
бензиновом двигателе спортивного автомобиля
Ferrari Boxer (1973 г.). Рабочий объем
цилиндров 4,4 л.,
мощность
360 л.с.
Подача топлива
Центробежный
регулятор
Форсунка
для впрыска
топлива
Поршень
Паз кулачка клапанно-
распределительного механизма
о
Первый в мире мощный (500 л.с.) танковый
12-цилиндровый дизель В-2 (создан в 1936 г.,
установлен на танке БТ в 1939 г.,
а в последующем
на танке Т-34)
Топливный насос
высокого
давления
Двигатель Рудольфа Дизеля 1896 г.
Главная особенность дизеля заключается
в самовоспламенении в предварительно
сжатом воздухе (без электрической искры)
топлива,впрыск аемого под большим
давлением в камеру.
" Коленчатый вал Поршень-
Шарнирное
соединение шатунов
Коленчатый вал
Механизм
компрессора
Современный двухтактный
бензиновый двигатель (опытный
образец - четырехцилиндровый
оппозитный двигатель мощностью
до 230 л.с ) фирмы Pivotal Piston
Engine из Новой Зеландии на основе
«ривошипно-коромыслового механизма.
I
<
изобретателей та поел
<*ны на использовании
дв^
И ‘ Л I f
утреннего сгорон™
ЬОШ |>Ш
гаю гея кош
МНОС О М' ’ХНН
лнн ы ыи
и (> и но ил
иными
Выпускной
канал
коромысло
Топливная форсунка
Камера сгораниях
Впускной канал
Кош 1НЧ.111ли ван
о
Масляный насос
располо-
жение
клапанов
Каме
Роторно-поршневой двш тгель
Ванкеля (изобретен в 1957 г.)
Центральное
неподвижное
зубчатое колесо
Выпускной и впускной
каналы
Сила
давления
венец
»нчатый
вал
hi *111 аним
HlhlPI
।in.uh*1 upiiot» движение
16
МАШИНОВ1 Д1 НИР НА ЯЗЫК1 СХЕМ, РИСУНКОВ И 'Il l’ll + 111 I la примерах и । »>umhi.khophoi о банка Л Ф
ВЗАИМООБУСЛОВЛЕННОСТЬ СОВЕРШЕНСТВОВАНИЯ
МАТЕРИАЛОВ, КОНСТРУКЦИЙ И ТЕХНОЛОГИЙ
Материалы - одна из трех важнейших составляющих техники. На протяжении всей истории они определяли
конструкцию объектов техники и технологию создания этих объектов. Конструкционные материалы - это то из че о
делают детали и соединения сооружений, аппаратов, машин и приборов Технологические материалы используют
пр|1 осуществлении процессов создания этих деталей и соединений. Эксплуатационные материалы служат в процессе
жизнедеятельности или хранения объектов.
Камень - пеовый конструкционный материал. Несколько тысячелетий назад древние люди обрабатывали камни
дегали из них топоры, копья и стрелы. Они брали один камень (инструмент) в одну руку, а другой камень
(за отовку) - в другую руку. Ударяя одним камнем по другому, они откалывали ненужные куски и получали желаемо
изделие. До сих пор (в бытовых условиях) применяют камни для заточки инструмента. Делая зазубрины на камне,
а о использовали в качестве пилы. А вот приспособления для закрепления инструмента или изделия выполняли обычно
из дерева. В качестве технологических и эксплуатацинных материалов использовали воду, смолу, деготь и др.
Сочетания свойств предопределяло применение камня и дерева для первых орудий труда, а главное -
для строительных сооружений: зданий, дамб, колодцев, шахт, каналов и туннелей, бассейнов, дорог и мостов.
Деревянные сооружения, в частности, использовали в качестве станин метательных машин (во времена Архимеда).
Дре получение канатов, ееоевок и ремней использовали пеньку, жилы и кожу животных и др. природные материалы.
Причем они служили в качестве бондажей бочек и труб, их применяли в полиспастах и в крепежных соединениях.
Дерево до начала XVIII в. широко применяли как в строительных сооружениях, так и в машинах. В станках
д К Нартова только зубчатые колеса валы и подшипники сделаны из металла, а станки Генри Модели (начало XIX в.)
полностью, включая станину, выполнены стальными. В первых паровых машинах Джеймса Уатта только коромысло было
деревянный. В XIX в. стрелы и колонны грузоподъемных кранов, рукояти и рычаги кулачковых и кривошипных молотов
выполняли из твердых пород дерева. Еще до 40-х гг. XX в. можно было встретить крупные фермы мостов
из многослойных деревянных стержней и пластин, стянутых стальными болтами а крупнопролетные арочные фермы
и многослойные деревянные арки создавали и во 2-й половине XX в.
Дерево оказалось практически единственным материалом для каркасов крыла и корпуса первых самолетов,
особенно когда еще не было двигателей достаточной мощности и самолет стремились создать очень легким.
Камень прекрасно воспринимает нагрузку при сжатии, но не может работать в условиях растяжения или изгиба,
поэтому каменные мосты а также перемычки (над проемами) делали только в виде арок, а перекрытия - в виде сводов
ллг куполов. Дл*= плоских перекрытий использовали деревянные балки и фермы, а в последующем балки из металла.
В 1796 г англичанин Паркер путем обжига смеси глины и извести получил первый в истории цемент. В 1865 г.
Вильям Уилкинсон построил небольшой дом с железобетонными перекрытиями. В 1861 г. во Франции опубликована
брошюра Куанье “Применение бетона в строительном искусстве’, в которой отмечено, что железные стержни,
зю'юненпье в бетон, увеличивают несущую способность материала. В 1867 - 1869 гг. француз Жозеф Монье толучил
'лте-’о< на садовую железобетонную кадку, а также на резервуар, трубы и перекрытие из железобетона Применят^
железобетон стали после предложения Вайса Германия, 1887 г.) распола ать арматуру в нижних слоях ерекрытля,
подаерменных растяжению Железобетон оказался более пожароустойчив, чем железные балки, и это стало причиной
повсеместного его использования в строительстве, начиная с 1904 г.
стали использовать полимербетоны, обладающие высокой устойчивостью к кислотам, солям и нефтепродуктам,
а 1акже хорошими влброзащитными свойствами
Свойства деревянных изделий повышались путем выбора режимов сушки пропитки специальными со гавами,
нанесением защитных покрытий. Для ответственных деталей е о стремились обрабатывать без кару ения во окнист ,
структуры. Специальные технологии гибки деревянных стержней и пластин позволяли создавать де аль дов1 > ьно
сложной конфигурации. Конные дуги, древки луков, каркасы хомутов, секторы ободов колес телег и карет, детали
каркасов лодок и кораблей в массовом количестве изготовляли гибкой на протяжении ряда веков. В начале XX в.
рамы автомобилей нервюры и шпангоуты в самолетах тоже получали гибкой и специальной ермической обработкой
Деревянных стержней.
Сначала бронза а затем и сплавы на основе железа о-.азались наиболее рас эос >аненным1 для больше -ства
Деталей машин. Свойства металлических сплавов в XIX - XX вв. улучшались и видоизменялись в зависимости от
функциональных условий и технологических требований. Постепенно сформировались целые классы материалов
несущих конструкций для трущихся п.р (фрикционные и антифрикционные), для инструментов (штампов резцов,
а также ножей и зубьев породоразрушающих устройств), для электропроводников и изоляторов, специальные материалы
электронных приборов Последнее пятидесятилетие характеризуется созданием материалов, превосходящих по ряду
и специфических свойств металлические сплавы. Речь идет о полимерах, композиционных материалах на их основе
Принципиально новые свойства получаются в металлокерамических изделиях, получаемых прессованием и спеканием
ПОрОхкод^ Смесей
в качестве топлива на протяжении тысячелетий использовали дрова, древесный, а затем и .аменныи уголь,
металлургических процессов привело к получению кокса (каменного угля, очищенного от сер»)
пастительными и животными жирами, а наиболее
д° середины XIX в. смазочные материалы ограничивались растительн
’акепн^м бы деготь
Поннципиально новая эпоха для топлива, смазочнмк. да и многих -нструхционнмх матври^ов началась
* «««инь. XIX . . когда стали добывать нефть и получать иэ нее разнообразные нефтепродукты
Во 2-й половине XX в. в машинах и аппаратах
ь. исотгжРЙ На примерах из компьютерного банка А.Ф. Крайнева
^Ц^НОВЕДРНИР НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕ •
ВЗАИМООБУСЛОВЛЕННОСТЬ СОВЕРШЕНСТВОВАНИЯ
PAHI МАТЕРИАЛОВ, КОНСТРУКЦИЙ И ТЕХНОЛОГИИ
* --- ---------------------------------------------------"-""-— • X. _
-— --- .. —-.-----------------— -w
XX в. характеризуется использованием составных многокомпонентных материалов и конструкций. Суть в том, что однородные
материалы и конструкции не могут удовлетворять порой противоречивым требованиям технологичности, прочности, жесткости,
износостойкости, теплостойкости, коррозионной стойкости, виброустойчивости и др. Деревянные изделия стали делать
многослойными еще в конце XIX в. (наиболее примечательны легкие арки В.Г. Шухова). Затем ояви сь древесностружечные плиты
Первые неметаллические композиты: текстолиты, асбестопластики стали применять для вкладышей подшипников, для тормозных
колодок и фрикциннных муфт, стеклопластики оказались удобными для получения, например, корпусов небольших судов.
Бетоны, железобетоны и полимербетоны в машинах в основном используются для фундамен ов, станин и противовесов.
Главными же для деталей машин остаются металлические сплавы и многослойные исполнения. Легкие сплавы на основе алюминия
в 30-е гг. вытеснили дерево в конструкциях самотетов. В свою очередь титановые сплавы широко используются в реактивной
авиации. Сдерживающим фактором является дифицитность и дороговизна исходных материалов. 1
Наилучшим сочетанием технологических и эксплуатационных свойств для большинства деталей машин пока обладает сталь во всем
ее многообразии. Чтобы получать удовлетворительную прочность и высокую износостойкость сталь подвергают поверхностной
термической и химикотермическои обработке Сравнительно не дорогую сталь для труб, резервуаров и кровли покрывают I
многослойным коррозионностойким материалом (примеры на стр. 19). Для режущих инструментов используют наплавки или вставки
из твердых сплавов. Наплавляют или напыляют материал также при восстановлении изношенных деталей или для придания I
поверхностному слою особых свойств Поверхностный слои может быть упрочнен и выглажен пластическим деформированием
(примеры на стр. 22). !
История знает не мало случаев, когда те или иные изобретения не получили широкого распространения из-за неподходящего
в них (для того времени) сочетания свойств. Циклоидальные зубчатые передачи уступили место эвольвентным передачам только
из-за технологичности последних. Передача Новикова (1954 г.) появилась в эпоху использования сталей с твердой поверхностью.
Шлифование зубьев в данном случае оказалось слишком сложным по сравнению с обработкой эвольвентых зубьев.
Здесь следует все же вспомнить, с чего начиналась выплавка металлов и какие трудности человечеству пришлось
и еще предстоит преодолеть при создании новых материалов в условиях современного развития техники.
В наши дни американские самолетостроители (фирма Боинг) создали большой пассажирский самолет с корпусом, крыльями
и хвостовым оперением почти полностью из композитов. При этом потребовалось не только наладить производство
составляющих материалов (в частности, углеродных нитеи), но и создать уникальные намоточные станки для крупногабаритных
деталей роблемы технологического и конструктивного характера этим не завершились. Создаваемые неразборные детали
крыла должны иметь многочисленные отверстия (в том числе для шарнирных соединений), внутренние перегородки, установочные
поверхности, направляющие канавки и выступы. При этом обработка резанием практически не допустима, по крайней мере нельзя
перезать армн ие волокна. Потребовалось предусмотреть закладные детали, которые нужно при намотке оплетать нитями
или лентами, интегрированными в общую армирующую систему.
Пример использования легких сплавов
Алюминиевые сплавы - материалы на основе алюминия, содержащие медь, магний
марганец и другие элементы. Алюминиевый сплав в 2,5 - 3 раза легче стали, но уступает ей
в прочности и износостойкости. Он хорошо обрабатывается резанием, но плохо сваривается.
В зависимости от состава и получаемых свойств различают деформируемые и литейные
коррозионностойкие, высокопрочные и жаропрочные сплавы. Алюминиевые сплавы
широко применяют для силовых элементов самолетов, для резервуаров радиаторов,
топливопроводов и других деталей машин. В конце XX в. стали разрабатывать несущие
кузова из алюминиевых сплавов. Такие кузова намного легче стальных и обладают
более высокой коррозионной стойкостью Но при этом приходится решать технологические
Cy jf. V»?., > <ения деталей кузова между собой. Кроме того по сравнению
со стальными деталями требуется пересматривать их геометрические сечения, чтобы
придать необходимую жесткость, так как модуль упругости в 3 раза меньше чем у стали.
Полимерный
бампер
Литых деталей
(по массе)
здесь 22%,
штампованных
профилей 18%,
штампованных
панелей 60%.
Соединения в данном примере:
1800 заклепок, 17 м сварных
швов (выполненных
в инертном газе),
30 м швов (выполенных
лазерной сваркой)
Сначала кузов автомобиля почти
полностью изготовляли из дерева.
После того, как была освоена
штамповка деталей из тонкого
стального листа, кузов стал
металлическим. Во 2-й половине
XX в. начались попытки
изготовлять кузов из полимеров,
композиционных материалов,
из легких сплавов, а также
из сочетания различных
материалов. Если отдельные
экземпляры при индивидуальном
производстве получались не плохо,
то при серийном производстве
приходится решать ряд сложных
проблем, главные из коюрых
носят технологический <аракгир
(например, выполнение • .лелзных
соединении вместо сварных),
эксплуатационный хар.г- - о
(возникновение коррозии в стыках
деталей из pa ihbix ь ат< лоз),
конструктивный характер
(обеспечение требуемой жесткости
в разных направлениях, например
из условий безопасности).
Зеленые — штампованные детали.
К ним относятся и не показанные
здесь внешние панели.
которые прикрепляются
к пространственной раме
Фиолетовые - наиболее простые
по форме профили, из которых
составлена несущая рама.
Красными здесь обозначены
наиболее сложные по форме
и толстостенные
литые детали
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТРЖгй ш
ЬЖЕИ На примерах из компькмерного банка А Ф Крайнева
ВЗАИМООБУСЛОВЛЕННОСТЬ COBI PI.1H НСТВОВАНИЯ
МАТЕРИАЛОВ, КОНСТРУКЦИЙ И ТЕХНОЛОГИЙ
'
Стальная труба
индукционный
нагреватель
Плазменный
факел
Нанесение
эпоксидного
слоя
слойное
(от коррозии)
стжльной трубы
Прихимн
уплотняет и нмрявмивлет
млн * ни покрытит
Подложка
Вода
Порошок
Аргон
Подсочка
Электродуговая
наплавка металла
под слоем флюса
Стальной лист
толщиной - 0,5 мм
Ломкая
шлаковая корка,
удаляемая
в конце процесса
Вода
для охлаждения
плазмотрона
Пример
многослойного покрытия
стального листа
Электрическая
дуга
Привод вращения
и продольного
перемещения трубы
Т ранспортирующий
газ
Наплавляемая
/деталь
Катод
Сопло
с защитным
покрытием
Наплавленный
Mtn алл
Эластичная оболочка,
образуемая
из расплавленного
флюса
Плазменное напыление
порошкового материала
Электроэнергия
Экструзия
(выдавливание)
и нанест ние
верхнего
полиолефинового
слоя
йш
От источника
электроэнергии
Экструзия
(выдавливание)
и нанесение
адгезива
(сополимера)
Прижимнои ролик
Полимерное покрытие
Г рунтовка
Слой пассивации
Слой цинка
Бункер
с порошком
Кислород +
горючий газ
Слой цинка
Слой пассивации
(химически
\ пассивная пленка)
Г рунтовка
Полимерное покрытие
В процессе получения
металлического покрытия
в горячем состоянии нужно
принять меры по защите
зоны нанесения материала
от окисляющего воздействия
внешней среды.
А вот полимерные покрытия
в такой защите обычно
не нуждаются.
Мундштук Г—-——
через который
осуществляют
подачу электрода
Бункер—“
с флюсом
Электрод
Жидкий
флюс
Частицы порошка оплавляются
в плазме, с большой скоростью
(~ 250 м/с) ударяются о подложку
и образуют плотное покрытие.
Аргон
(защитный
газ)
Насадка
Покрьние
МАШИНС Л'4 /П НИ1 НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И
41 I ’ТЕ t U И
Газопламенное напыление
порошкового материала
Напыляемый порошок
Покрытие
Пламенный
факел
Сопло
Плазмообразующии
газ
На примерлх и 1 компьютерного олнка
Д.Ф Крайнева
19
ВЗАИМООБУСЛОВЛЕННОСТЬ СОВЕРШЕНСТВОВАНИЯ
.ил,Дк| МАТЕРИАЛОВ, КОНСТРУКЦИЙ И ТЕХНОЛОГИИ
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ (КОМПОЗИТЫ]
состоят из полимерной, металлической, углеродной или карбидной
основы (матрицы] и армирующего наполнителя из высокопрочных
волокон или нитевидных кристаллов с заданным распределением
их в изделии
W «ши ----1"г—’—------ -
Армирующие наполнители воспринимают основную долю
нагрузки. Их выполняют в виде стальной, вольфрамовой
Основа (матрица] служит в качестве
связующего (склеивающего; материала.
Наиболее распространены
- полимерная матрица,образую
отверждения (полимеризации)
полиэфирные или термопластичные смолы
- углеродная матрица
- »/е < - - ' <’'-
или магниевая матрица.
или молибденовой проволоки, в виде стеклянных волокон
волокон карбида кремния, углеродных волокон
Из композиционных материалов с
матрицей распространены стеклопластики
и других материалов. По форме наполнители
выполняют в виде коротких или длинных волокон
крученых и некрученых нитей, жгутов, лент, тканей,
плетеных сеток или матов.
углепластики, органопласти)
и гибридные армированные
л
Эти слои имею- высокую
Наполнитель -
армирующие
хаотично расположенные
волокна
Наполнитель -
параллельно
расположенные
нити
Наполнитель в виде
перекрещивающихся
нитей или стержней
Слои ткани соеди-ены между
собой полимерным связующим
•атериалом.
в поперечном направлении мала. Чтобы
получить примерно одинаковую прочность
во всех направлениях, нити каждого
последующего слоя располагают под углом
45е к направлению нитей предыдущего слоя
Но и в этом случае прочность при сдвиге цд
слоев очень мала. Межслойный сдвиг може1
быть определяющим даже при изгибе
пластин или балок из такого материала.
Многослойный зубчатый реме*
фирмы Arntz-Optibelt-KG
Верхний защитный
слой ремня
Несущий слой
армирован
прочными
шнурами.
Испытание образца
на сопротивление
многослойному
сдвигу при изгибе
короткой балки
Сила______
нагружения
Наполнитель
в виде
переплетенных
нитей
пленка
СХЕМ, РИСУНКОВ и черте:
Податливая
(мягкая) основа
Зубчатый
шкив
Стенка сотовых
полимерных ячеек
Перфорированная
Стеклотекстолит
20 МАШИНОВГ ДЕНИГ НА ЯЗЫК!
Армирующая^^
сег ка
Капроновая ткань
Сотовые полимерные ячейки
с волокнистым наполнителем
Слой клея и ткани
Волокнистый наполнитель
В композиционных материалах можно получать такие
сочетания свойств (малую плотность; высокую прочность,
жесткость и коррозионную стойкость; хорошие
теплозащитные, шумопоглощающие и виброзащитные
свойства), которыми не обладают отдельно взятые
составляющие компоненты.
При переплетении
нитей получаются
примерно одинаковые
свойства материала
в разных
направления/
и сечениях.
Перфориров иная
пленка
Такой ремень
при огибании шкива испытывает
напряжения межслойного сдвига
Этот критерий является определяющим
при выборе диаметра шк чва с учетом
толщины ремня и эластичности споев.
Контактный
слой зубьев
сформирован
из тонкой
ленты с твердо»1
поверхностью.
ЕШПЖ
Лопасть несущего винта вертолет имеет
ячеистую (сотовую) сердцевину, которая
придает и сохраняет форму тонкостенной
внешней обшивки
компьюгерног о банка
Обшивка из прочного
композиционного материала
ВЗАИМООБУСЛОВЛЕННОСТЬ СОВЕРШЕНСТВОВАНИЯ
МАТЕРИАЛОВ, КОНСТРУКЦИЙ И ТЕХНОЛОГИЙ
НАМОТКА ЛЕНТ, НИТЕЙ, ЖГУТОВ ПРИ ФОРМООБРАЗОВАНИИ ИЗДЕЛИЙ
ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Каркас изделия образован
винтовой намоткой ленты. Слои ленты повторяют очертания
изделия, перекрещиваются
или переплетаются между собой
и в целом образуют прочный каркас.
Лента сама по себе представляет
собой композиционный материал
и является армирующей
составляющей изделия в целом.
Формообразование замкнутого каркаса каждого конкретного
изделия из армирующих волокон, нитей, тканей или лент,
перекрещивающихся или переплетающихся между собой,
с учетом формы изделия и направления действующих сил
позволяет создавать наиболее легкие изделия при заданной
прочности и жесткости.
Примерами таких изделий являются защитные
(от механических повреждений) оболочки, в том числе
бронированная одежда, резервуары, работающие
при высоком давлении, быстровращающиеся маховики,
длинные валы, лонжероны, лопасти и другие детали.
При создании таких изделий не желательна обработка
резанием, особенно, если при этом прерываются
армирующие нити.
Обычно не допускается раскрой материала.
Отверстия в наматываемом слое стараются получать
непосредственно при намотке с усилением его краев
армирующими элементами. Не допускается сверлить
или растачивать отверстия.
Намотку возможно осуществлять непосредственно
в расплаве связующего материала. Но процесс при этом
очень сложен и трудоемок. С целью механизации
и автоматизации процесса обычно наматывают ленты
в открытом пространстве. Но их предварительно
пропитывают термопластичным связующим материалом.
После намотки полученную заготовку подвергают обжатию
и тепловой обработке в автоклаве, возможно также
дополнительное насыщение (путем прессования)
связующим материалом промежутков между армирующими
элементами.
Намотку осуществляют на металлической оправке,
которую затем извлекают из полученного изделия.
При создании изделий сложной формы используют
разборные оправки либо оправки одноразового применения,
которые после завершения процесса намотки вымывают,
выплавляют, выжигают или оставляют в теле изделия.
Наиболее благоприятное решение - использование
оправки в качестве своего рода армирующего элемента,
работающего совместно с намотанными слоями.
Примеры конструктивных решений изделий
из композицинных материалов
Вал выполнен полым (в основном при передаче вращающего
момента или при изгибе работают только внешние слои)
и получен многослойной намоткой ленты на цилиндрическую
оправку (удаленную после завершения намотки).
Лонжерон, полученный намоткой ленты и содержащий
Вкладыш
из металла
Поперечное
сечение
лонжерона
Вкладыш
из композиционного
материала
Перекрестно-винтовая намотка
ленты на цилиндрическую оправку
Вращающаяся цилиндрическая оправка
Направляющая
Ползун, перемещаемый
возвратно-поступательно
Катушка с намотанной
на нее лентой
вдоль направляющей
Лента
Продольно-поперечная намотка
ленты на цилиндрическую оправку
---- Винтовая намотка,
совмещенная
с переплетением
лент, укладываемых
под различными углами
Неизвлекаемая оправка
в виде тонкостенного сосуда
Катушка с лентой
для поперечных
(поперечно-
винтовых) слоев
Благодаря намотанному слою
материала существенно упрочняется
данный сосуд, предназначенный для
работы при высоком внутреннем
давлении
Катушка с лентой
для продольно^4
винтовых
слоев
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А Ф Крайнева
нмми
f/l/ П PHAJIGf
А / ’ Mr। •, ко < hMt наживание*
суппорт
Дернование
поверхности
постоянное прижатие
ролика к поверхности.
Раскатывание отверстия
роликовым инструментом
Упрочненный
слой
»j
поверх ^ссти следы в виде- > или канавок
За г о исходные выступы приминаются,
<НмИ
Р,И1И
? выглаж/ван/я
плотный и прочими (наклепанный) слой
И СОСДИНСИИЙ.
-• --
Пружина создает
'.О сфсрич< <\,и
У(1| Л )Ч|Н мныи
( Л( >и
н.зжа । •
ИНГЛ руМС'И 1.1
Ц«ннро<»« <но ударная
ОГ)рИбО1КИ ПОвСрХНОСЛИ И.1ЛЛ
П[ЛЛ$ОДИГЬ /Д1Я '/. СПС'МОНИЯ
p.i 1 ра 1МС|> Д1 гали из < мятия
) мкм
Сепаратор
| Упрочненны
слои
СИ • н< И•
|‘.Нм»Ч« «• М’ЛО
I i Illi III*
Д! Hill
• -I М РИ< УНИЯ
*** 1 I* 1 * И Н I пвим.
&
э
Раскатывающие ролики
прижимаются к обрабатывав лой
поверхности коническим
центральным стержнем.
11ри ар 1ЩОНИИ р<нора
п<» । )дые р<16очи« юла
УД |рЯИ)П я
ПО < >Т)рЯ( ), О I 4Н. н 'МОИ
НОНирХНСм 1И *.н ОГОНК и
Дробеструйное
упрочнение
зубчатого
колеса
MHI НИ!
Инсip/i/cHi |Д1,нь1й инструментом
НИ>ОНОЧНИи
inn» о Hut -io г иг |ния лысом ин роховатос и
। (например, меньше 1 мкм)
В реп /л» । и • a/iM.i
мпжш быть / ‘ и» и । и 4 5 [
П| и ХОМ I М иу< ы ' крушений микронеровнос.гей
уне/1ичи1ыми(,и н ’
т.н гупон умннып.н’н я на 1
и I •
Защитная
ol »р. ||Ж ।
нл м я ,ц ।
й
Дорнованием
понижают высоту
•» ровностей
калибруют
отверстие
и улрчняют
поверхность.
Ударной поверхностной обработкой
можно очистить фасонную поверхность
от окалины, уменьшить высоту неровное?6
(например, с 3,2 мкм до 0,4 мкм) и создав
упрочненный слой глубиной 0,3...3 мм.
Твердые металлические шарики
перемещаются воздушной струен
и ударяются с большой скорое тыо
(80 м/с) о поверхности зубьев и впВДНг
АШИ НОСТРОЙ ТЕЛЬНЫЕ ТЕХНОЛОГИ И
ПРОЦЕССЫ И ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ
Первыми технологическими решениями были способы строительства жилища, изготовления одежды, орудии труда
и оружия для охоты на животных, для поражения противников и защиты от них. Дерево и камень - вот материалы, которые
были под рукой, когда нужно было что-то строить, со временем к ним присоединили бронзу и железо для изготовления топоров
мечей, шлемов и кольчуг, да и инструментов для обработки тех же деревянных и каменных изделий, а также для разрыхления
почвы и перемещения предметов.
В этом разделе проиллюстрируем только отдельные из основных процессов получения металлических изделий в их
преобразовании на протяжении многих веков.
Самые древние процессы - это литы и ковка до сих пор занимают ведущее место в мировом машиностроении.
Не менее древним является обработка материалов резанием, но резание металлов на станках началось только в XVIII в
(речь здесь не идет о ковочных операциях рубки и разделения заготовок). К резанию можно относить и обработку
(заточку) изделии с помощью шлифовальных камней и опиливание с помощью пил (напильников). Эти процессы также
имеют древние корни. Литьем получали орудийные стволы, а затем и цилиндры паровых машин. Внутреннюю рабочую
поверхность обрабатывали (растачивали) вручную или с помощью нехитрых приспособлений абразивными инструментами
(XV в.). Цапфы орудийных стволов обрабатывали напильниками и только в 1-й половине XVIII в. благодаря стараниям
А.К. Нартова их стали обрабатывать на станках. Для расточки цилиндрических отверстий первый станок создан в 1769 г
Джоном Смитоном. Ковкой можно было получить более прочные и менее хрупкие изделия, чем литьем, но сложнее было
обеспечить заданную конфигурацию. Примерами тому являются мортира “Пумхард” (1425 г.) и пушка “Монс Мэг (1489 г).
Эти изделия хотя и не укрепили позиции ковки в то время, но положили начало созданию многослойных, составных,
армированных и композиционных конструкций в будущем.
Обработка резанием стала существенно развиваться с изобретений Джона Вилкинсона и Генри Модели
Их связывает главное - существенное повышение точности получаемых резанием изделий. Вилкинсон обеспечил высокую
жесткость в системе "Станок-приспособление-инструмент и деталь” благодаря использованию двухопорной оправки
(1775 г.), а Модели впервые стал выпускать унифицированные, взаимозаменяемые детали (например, гайки и винты)
благодаря станкам с механической взаимосвязью главного движения (вращения) и движения подачи (ок. 1800 г.).
С нарезанием зубьев зубчатых колес лучше всех справлялись часовых дел мастера, начиная с XV в. Использовали
они делительный метод и самые хитроумные делительные приспособления. Для промышленных целей крупные зубья
на зубчатых колесах получали литьем еще каких-нибудь 50 - 100 лет назад. Нарезание зубъев с помощью модульной
дисковой фрезы (с затылованными зубьями) опубликовано Джеймсом Несмитом (учеником и соратником Модели)
в 1841 г. Кстати, благодаря ему стала понятной значимость изобретении Вилкинсона и Модели.
Собственный вклад Несмита особенно велик в развитии обработки материалов давлением. Он впервые создал паровой
ковочный молот с управляемым давлением (1842 г.) и с автоматизированным управлением (1843 г.), существенно
расширив возможности ковки. В конце XIX в. фирма Рейникер стала выпускать червячные фрезы с нормальным
профилем в виде зубчатой рейки. Благодаря этому на первое место вышло нарезание зубьев методом обкатки колес
с эвольвентыми зубьями, предложенными Леонардом Эйлером еще в 1756 г. Передачи с эвольвентными зубьями
уступают передачам с циклоидальными зубьями по многим показателям, но имеют явное преимущество в технологичности
Особенно это касается более простого шлифования эвольвентных зубьев плоскими кругами. До сих пор это качество
является определяющим в широком применении таких передач.
Революционным в развитии технологии следует считать прокатку стальных рельсов и тонких листов. Прутки и
ленты из олова прокатывали еще в XVI - XVII вв. С 1769 г. стали получать таким образом длинные железные прутки.
Началом эпохи промышленной прокатки железных изделий в горячем состоянии считается 1783 г., когда Корт получил
патент на способ изготовления фасонных изделий с помощью особых валков. Но только в 1821 г. Джордж Стефенсон
(производитель первых серийных паровозов) вместо литых чугунных рельсов стал применять полученные прокаткой более
дешевые и прочные стальные рельсы. К этому же периоду относится и массовое производство трубок паровых котлов
И - сворачивали из прокатанных листов, а затем сваривали. Но вот сварка была печной ковочной операцией Начало
производства бесшовных труб положено братьями М. и Р. Маннесманами. В 1885 г. они предложили при использовании
горячей прокатки по способу Фримельна образовывать (прошивать дорном) отверстие в сплошной круглой заготовке.
Предложенное решение легло в основу созданных в последующем прошивных и раскатных станов винтовой прокатки труб.
Для получения тонких прутков, лент и трубок использовали волочение. Способ был известен еще в XVI в.
в применении к получению ювелирных изделий и. в частности, золотой проволоки, из которой делали кольца, цепочки,
браслеты. Но в середине XIX в. волочением стали получать стальную проволоку. Витые канаты из проволоки пришли
на смену пеньковым канатам и грузовым цепям. А качество существенного упрочнения материала при волочении
привело к тому, что канаты стали одними из основных несущих частей в ряде машин и сооружении.
Перечисленные изобретения далеко не полно характеризуют развитие технологии машиностроения на первых этапах
Они приведены чтобы показать взаимообусловленность различных решений и направлении развития техники. В наши
дни соотношение между литы м, ковкой (ответвленными от нее штамповкой, прокаткой и волочением) и резанием
по< точнно меняется и дополняется использованием этих процессов в комплексе, а также в совокупности с процессами
термической и мимико-термической обработки Отдается предпочтение малоотходным процессам, таким как точное литье,
точная штамповка, учитываются также возможности автоматизации и массового производства изделий.
МАШИНОВЕДЕ НИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерно! о банка А.Ф Крайнева
23
ПРОИЗВОДСТВО МЕТАЛЛИЧЕСКИХ СПЛАВОВ
ИСХОДНЫХ МАП РИАЛОВ (Ml ТАЛЛИН! СКИХ СПЛАВОВ)
1 hum и । Ii. pnijx жоп<1
Н '1И1.1НЦ
явных
Чор< чунмци» < пои
' 1 **' •<нн»ч<мин>и
кзнли дли
ПО< 1уилония
и») щуха
в юнку
РУДЫ Н ЮННИН Л
(др«Чцч НО! О yi нм)
I HI
I1CH IH О( имВЛМНЯ ИреНр.ПЦ.ЦЧСч
в
кающ< ч» мл дно тики железо
I kt « । и I I .t 1 > ii.ii к I । I» л. »игч • । 1 - >. . >
ДОВОЛЬНО рыхлый КОМ О'КРИЦУ").^
('ф^рИЧОСКЛЯ IOIIK.I, ВЫЛОЖ»'НН.Ы
Ol № ^упорной t ЛИНОЙ
феричоская чма i дубиной
около 1 м выложена камнями и
двумя слоями огнеупорной глины
Oltu’pi ьч в боковой с гонке и приямок
для сiекания жидко1 о м<чанна
Ныии.нчки mi ылл и XVI в, (по i ранюре
11лнвш нин лиюйиого ьплааа (сп
чугуне ИЛИ стали для получения
отливок) в конце XIX веке
Плавление в гиглях
Высокий ДЫМО/од
обеспечивает
естественную тягу
Тигель заполнен
плотно уложенными
кусками сплава
(не более 50 кг).
Топливо сгорает
в потоке воздуха,
разогревает
тигель
и расплавляет
литейный сплав.
Жидкий литейный сплав
Колосниковая petumw-
(от сгооаии;
Куски сплава
из которого
нужно
получать
отливки
Воздух
Горячий газ
I IpoMNlB ИНН JI печь
для выплавки
чут ума (WIв.)
Через верхнее отверстие
периодически послойно
загружают железную
руду и топливо.
Резервуар
для жидкого
чугуна
Родят •<• колесо
и кулачковый
нал для принт>да
мохон
Шарнирная
опора
Струя нефти распыляете
потоком воздуха и сгорает з
Штурвал для опрокидывания емкости
и выливания расплавленного материала
Жароупорная
облицовка
внутренних
стенок
немн коеи
МА Я я IM я XI м I IU УМКОВ И П РП 'Kt И
Жесткие обру
Меха для
НО.1ДУШН01 О
дутья
Через эю отверсые осуществляют отвод жидкого чугуна
в виде ручейка, выгрузку шлака и других отходов. После
ны« рузки отверстие закладывают глиной.
Конворпц) Ьсч i емера (аппарат, превращающий
утум в сталь) в положении заливки чугуна
Исходный материал -
жидкий чугун
конвертер в рабочем
положении (при
осуществлении
процесса
плавки)
(глиняная)
Фурмы
для подачи
tu» муха юд дан ленном
Плавка стали способом
Генри Бессемера (Англия, 1856 г.)
Продувка жидкого чугуна воздухом начинается
сразу после его заливки, а затем конвертер
переводят в вертикальное положение.
Струи воздуха прорываются сквозь жидкии
металл и выжигают углерод, кремний и др¥™е
примеси. Процесс продувка длится порядка
20 мин. В конце процесса вводят еще
и полезные добавки.
Со 2-и половины XX в. вместо воздух ДЛ*
продувки используют кислород, что повышу
качество стали. Данный спосоо
практически вытеснил все дт'
распространенные е я.
конвертера достигает 4СЧ
Конвертер в положении»
при котором сталь
выливается
в ковш
Железная оболочка
Бронзовые кинжалы.
Горный Алтай. Раннии
железный век.
Изготовление литейной формы колокола по описанию
из книги Вануччо Бирингуччо “Пиротехника" 1540 г.
ЛИТЕИНОЕ ПРОИЗВОДСТВО
ХУДОЖЕСТВЕННОЕ ЛИТЬЕ
И НАЧАЛО
ПРОМЫШЛЕННОГО
ПРОИЗВОДСТВА
Бронзовая голова Саргона I
из Ниневии (XXIII в. до н. э.)
Древние литейщики обладали
исключительным умением
(о чем свидетельствуют
приведенные здесь изделия) и
технологическими секретами,
многие из которых так
и остались не раскрытыми.
Выкладывание цоколя
стержня из Стойка
кирпича-
сырца
Шаблон
Формование внешней
поверхности стержня (слева)
и рубашки колокола (справа)
Железный
шпиндель
Каналы для
воздуха
Изготовление
кожуха формы
из глины
с волокнами (для
газопроницаемости)
Шаблон I
Глиняная
обмазка
Железная
крестовина с .
подпятником
;\Шаблон II
Полости
Кожух
Каналы для
отвода газов
Рубашка из жирной глины
с льняными волокнами
На модель наносили
облицовочный
слои и обкладывали
кусками глины.
Топка для
сушки
стержня
Слой мелкого кирпича
Слои крупно! о кирпича
Hi примерах и । компькнермого о ihk 1 \ Ф Крайнева
ИА Я I.IM ‘ XI М. РИСУНКОВ и 41 III +IV1
Канал длч выпуска
ньп 1ланлчемО1 о паск i
Восковая модель
статуи и литниковои
системы
Шаблон 111
Железные обручи
Железная арматура л
Модели рельефа
(из воска)
Форма для ушей —
колокола и литников
На высушенные поверхности
наносили огнеупорную
краску и смазывали их салом.
Заливка формы расплавленной бронзой непосредственно из печи
ЛИ*1НИ1 < HI < <
4.1IIJ. ।
oipd
а ..f. льнам
ПД.1НИЛ1К 1Я II' 1Ь
МАШИН» 4 4 Д1 НИ1
фрагмент бронзовых дверей собора в Хильдесхейме,
1015 г.
(Адам,
работающий
в поле,
и Ева,
кормящая
дитя,
после
изгнания
из рая)
Восковая модель статуи Людовика XV с литниковой
системой и вентиляционными каналами (XVIII в.)
Разветвленные каналы
от литниковых чаш
Опорный
каркас
Литейная форма
(статуи князя Владимира)
получена обкладыванием
кирпичами восковой
модели (начало XIX в.).
Перед сушкой форму
обтягивали проволочной
сегкои.
ЛИТЕИНОЕ ПРОИЗВОДСТВО
К ООО Мы с
Заливка формы
расплавленным чугуном
из ковша (начало XIX в.)
На этих рисунках Джеймс
Несмит стоаз-~ ~~<з
пушек. применяв?/*
в период XIV - хцГ
» •
м
Маи и пулятор- зал ивщик
поднимаемая рычагом
под давлением фирмы
ITALPRESSE (конец XX в.)
А
Литейный автомат фирмы
Heinrich Wagner Sinto (конец XX в.)
Камеоа
Литье чугунной пушки по способу
Родмана ( Торный журнал’ ч. II 1763
пежка с заливочным ковшом (конец XIX в.).
с ~ - э - • 2 е _ з Рама с
Литейные ковши (из книги А~П. Гавриленко
*Курсъ механической технололи металловъ
1902 г.)
Заливка формы
расплавленным чугуном
из ковша Несмита (1838 г.)
ШИПЦЫ для
тиглей л*/е<п
(конец XIX в.
тигля, чтобы
не разрушить
йог о размера выполняют
Ковш для заливки стали
имеет -и> -е
-а, ': ->емы,*
расплава в форму
Накл оняамая
С КОВШОМ)
Ось наклона
рамы
а (измене.
Платформ
с установленными
на ней литейными форм
РИСУНКОВ и
ЧЕРТЕЖЕЙ На примерах
ПЕРВЫЕ ФОРМЫ ДЛЯ
форма для получения
металлических отливок
(Ассирия, около
1100 Г. ДО Н. Э.)
ЛИТЬЯ И ПРИМЕРЫ
Топор, отлитый из
бронзы (Венгрия,
4-3 тыс. лет
до н. э.)
ОТЛИВОК
Разъемные каменные
формы с деревянным
стержнем
(древняя Грузия,
2 тыс. лет до н. э.)
Производство пушек (литье по выжигаемым моделям
формовка в опоках по разъемным металлическим м е я
Навивание соломенного
жгута
Литник
Рельефные углубления
в камне для заполнения
расплавленным металлом
и получения
художественных отливок
Деревянный стержень
для получения
отверстия в отливке
Деревянная модель цапф
Сюда заливают
расплавленный
металл.
Каменная форма
Деревянный
стержень
“Медленная формовка'
пушек, применяемая
в период XIV - XVIIIвв.
Приготовление в
фальшивой к
неразъемной модели
дульной части пушки
Соломенный
Поперечное сечение
с установленной Накладывание слоев глины
моделью цапф л
Сердечник
Слой
глины
Срезание излишка глины с помощью
шаблона Изготовление кожуха
формы
Граненый или точеный
деревянный сердечник
Деревянные козлы
Шарнирно-сочлененные литые изделия
Бронзовые литые удила, изготовленные
в древности
VII- VIbb. до н. э.
(Сакский период)
X в. до н. э.
(Татарская культура)
Изготовление
формы для литья
бронзового кинжала
(Древняя Грузия,
X в. до н.э.)
Песчано-глинистый
стержень
(с литниковой
воронкой)
для получения
полости внутри
рукоятки кинжала
Обмазывание
слоем сала и
масла, нанесение
слоев смеси
жирной глины
со связующими
и наполнителями
VIII- VIIвв. до н.э. V - IV вв. до н.э.
(найдены на территории (Сев. Кавказ)
Донецкой об л.)
Металлическая разъемная форма (из четырех
частей) для сращивания литьем звеньев цепи
(конец XIX в.) Проушина для
соединения
частей
формы
Сборка формы
Деревянный
сердечник и
соломенный
жгут
выдергивают,
остатки
модели
и слой сала
выжигают.
Разрез Установка бандажа
собранной
формы
Полость для
отливки
среднего
звена
Части формы
(одна из них снята)
Форма дульной
части после
удаления
из нее
модели
Крюки для
стягивания
продольных
полос
Форма
казенной
части
Ранее отлитые звенья цепи
Гипсовые формы для изготовления восковых моделей
украшений при “медленной формовке" пушек,
применяемой в период XIV - XVIII вв.
Восковая
(выплавляемая)
модель
кинжала
с тонкостенной
полой
рукояткой
Железные
обручи
Каркас
из медных
проволок
для
удержания
стержня
внутри
формы
Стержень - железный прут,
обмотанный пенькой
и покрытый слоем глины
Медный запальник, Жеребейка (распорка)
закладываемый
в форму перед
заливкой
Полости для
формовки
модели ручек
на стволе
Литники
• формовку пустотелых и массивных деталей
в жирном песке в опоках по разъемной модели
применяли на российских заводах с середины XVIIIв
Углубления
и выступы для
относительной
г фиксации
разъемных
частей формы
для поддержки
Я и центрирования
стержня в форме
------ “Быстрая формовка" в опоках по разъемной
бронзовой модели (из книги Гаспара Монжа
“Искусство лить пушки” 1804 г.), применяемая
во времена французской революции 1789 г. *
Модель цапф Выступы для размещения
модели цапф
Форма
казенной части
Модель орудийного
ствола состоит
из 6 частей
(без продольных
разъемов), плотно
пристыкованных
одна к дру| ой.
Форма дульной части
Крючки для
захватывания
конусной
части модели
при ее осевом
перемещении
Опока имеет
продольный
разрез и состоит
из 12 частей.
МАШИНОВ! Д1 НИ1 НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ. Нз примерах из компьютерного банка А.Ф. Крайнева 27
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ИМДП)
* РАМ
ПРОБ I МЫ, РЕШАЕМЫЕ НА РАЗЛИЧНЫХ ЭТАПАХ РАЗВИТИЯ
СПОСОБОВ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ
• выбор и приготовление материалов для модели,
стержней, формы и отливки;
- обеспечение возможности простого удаления
модели из формы без повреждения элементов
формы (выплавляемые модели или выжигаемые модели),
- обеспечение возможности извлечения модели из формы
без повреждения модели для многократного ее использования;
• изготовление стержней и обеспечение их устойчивой
установки в форме, обеспечение возможности извлечения
стержней из отливки;
- обеспечение равномерной и плотной структуры
материала формы и стержней (трамбовка, встряхивание);
- исключение слипания, пригорания или спекания
поверхностных слоев формы и отливки (сушка или
обжигание формы, стержней), выбор покрытия
рабочей поверности формы (например, прослойка из жира);
- обеспечение необходимой жесткости и прочности
и стержней (использование арматуры, каркаса, проводе**
подвесок, крестовин, распорок и т.п.),
- обеспечение равномерного заполнения самых отдала
полостей формы (разветвленная литниковая система Н*х
с прибылью и выпором);
- обеспечение отвода газов (вентиляционные каналы
волокнистые или пористые наполнители в материале
формы и стержней);
- обеспечение многократного использования моделей
стержней, литниковой системы (твердые материалы,
унифицированные элементы и блочные конструкции,
разъемные соединения);
- обеспечение равномерного остывания отливки и получен
равномерной структуры ее материала с минимальными Я
остаточными напряжениями и без образования усадочных
раковин, пористости и др. дефектов (например, благодаря
плавным сопряжениям в отливке).
Формовка парового цилиндра
с вращающимся золотником
(из книги А.П. Гавриленко
“Курсъ механической технолопи
металловъ” 1902 г.)
Стержни, образующие крышку
Чугунная плита с ребрами
Стержень парораспре-
делительной коробки -
Вентиляционные каналы
Внутренняя часть (тело _
вращения) приготавляется
на вращающейся шайбе
Внешняя часть
приготовляется при помощи
шаблона (цилиндр)и при
помощи модели
(парораспределительная
коробка)
Заливка производится
сначала через литник,
расположенный в самом
низу формы, затем через
11 верхних литников,
соединенных кольцевым
каналом.
Жеребейки
Опока Литники
Слой
золы
Модельные плиты и формовка с их помощью
Формовка по модельным плитам (для облегчения процесса
и повышения точности) изобретена в 1827 г.
мастером Франкельфельдом, модельщиком Фейдером
и формовщиком Флентье на заводе в Гарце (Rote Hute).
Модельная плита для формовки изделий водо-
проводной арматуры (из книги О.К. Стардубцева
“Атласъ чертежей къ технолопи металловъ" 1902 г.)
Вид сверху
Отверстия для
ааливки чугуна
Верхняя и нижняя
части стержня
Откидной поддон
Полость
в форме
заполняемая
расплавленным
чугуном
Полость
для стенки пароотводного канала
Формовка труб с помощью закладываемых
в опоки чугунной модели и стержня
(из книги О.К. Стародубцева “Атласъ
чертежей къ технолопи
металловъ" 1902 г.)
Чугунное
кольцо
Модель
разветвленной
литниковой
системы
Плита,к которой
с обеих сторон
прикреплены
модели,
разрезанные
плоскостью
симметрии
Модели изделия Направляющий элемент
Модельная плита имеет модели (в виде рельефа),
располагаемые с одной или обеих сторон, выполненные
как одно целое или плотно и точно присоединенные
к самой плите.
Полость для
образования
прибыли
Тяга для скрепления
частей стержня
(на первом этапе -
частей модели)
Неподвижная
опорная
балка
Разъемные
опоки
Колесо
подвески
сдвигаемых
опок
Прижимной J
рычаг
и замок откидного
поддона Шарнир
с эксцентриком*‘м
осью
Изготовление модельной двухсторонней плиты литьем
[из книги G. Geiger. Handbuch der Eisen- und
Stahlgiesserei (автор тома "Литейное дело"
С. Irresberger, пер. с нем. 1935 г.)]
П/----V------\г
Обычная формовка в опоках
г»
Обычная модель изделия
1
Материалы
модельных плит:
каменная масса,
гипс, оловянные,
алюминиевые
••
-
Установка металлической рамки
Извлеченная из формы
модельная плита
и медные сплавы.
Изготовление плит
осуществляют
литьем или и
резанием
(строганием,
фрезерованием*
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнем
ЛИТЕИНОЕ ПРОИЗВОДСТВО
II# ИЛ1АШ
Готовая форма конического зубчатого колеса,
полученная с помощью шаблонов
Армирующие
элементы фо
Съемная опока
Вентиляционный
слой (смесь золы и кокса)
для отвода газов и паров
из формочного материала.
Из вентиляциого слоя
по внешнему контуру
выводят несколько отдушин.
Стержни для образования
зубьев подгоняют один
к другому, выравнивая
стыковочные
поверхности.
Формовочная
смесь,
набитая
в съемную
опоку
Литник
—
Шаблонная формовка (получение формы без модели
или только с помощью отдельных частей модели)
Формовка цилиндрического зубчатого колеса
(конец XIX в.) Ша6лон
Получение
горизонтальной
поверхности
Стойка Получение углубления
в формовочной смеси
Установочные
планки
(конец XIX в.)
Стержень \
Вентиляционный
слой из кокса
в стержне
Кварцевый песок
Перевернутый
шаблон
Извлекаемая
модель каждого
зуба
Стержень
формуют из песка
в стержневом ящике,
высушивают и красят.
Механизация шаблонной
формовки крупных зубчатых колес
(из книги А.П. Гавриленко “Курсъ
механической технолопи
металловъ” 1902 г.)
Впервые машина для шаблонной
формовки зубчатых колес
запатентована в 1839 г. Гофманом
(Пруссия). Здесь представлена
машина завода Hermann Michaelis
in Gemnitz, выполненная по схеме
Скотта, запатентованной в 1865 г.
в Англии.
Машина имеет в своей основе
незамкнутую кинематическую цепь
с двумя вращательными и двумя
поступательными парами
(по аналогии с некоторыми
металлообрабатывающими
станками или манипуляторами).
Делительное поворотное движение
Формовка по модели в опоках
Варианты формы для канатного блока
(из книги О. К. Стародубцева “Атласъ
чертежей к технолопи металловъ” 1902 г.)
Две
опоки (вариант I)
Литник
Три опоки (вариант II)
Кольцевой стержень для получения
формы канавки и реборд блока (меньше
вероятность разрушения формы реборд)
Чугунная
рамка, на которой
набивают стержень
для образования
спиц
Железные прутья
для укрепления
выступающих
для
Стержни
образования спиц и
обода (предварительно
отформованные
в стержневом ящике
с помощью модели)
частей
Модель прямого
зуба конического
колеса
Получаемая
форма
Модель зуба шевронного колеса
Стержень для получения
формы кольцевой
Форма для колеса Гриффина (из книги G. Geiger.
Handbuch der Eisen- und Stahlgiesserei, автор тома
‘Литейное дело’C. Irresberger,пер. с нем. 1935 г.)
Поддерживающие Литник Жеребейка Кокиль -
крестовины металлическая
Опока
Модель
винтовых
зубьев
Станина
Формовка зубьев малого зубчатого колеса
с использованием протяжной плиты
Этапобычной
формовки в опоках
канавки
форма
Направляющий
Установка плиты
и извлечение модели
Плита из жести толщиной 1...2 мм позволяет
извлечь модель без нарушения формы впадин
между зубьями (при отсутствии конусности).
Долговечная форма для отливки
газогенераторной чаши (из журнала
"Stahl und Eisen
1921 г.)
используют
Для получения
Формы,
Отверстия питателей Вентиляционный
Ребро канал
Плита с кольцевым
металлическим
каркасом
Выпор
Разъемная деревянная
модель детали
механизма
(конец XIX в.)
Модель
1
^ущесгвляют
опоки.
/ииФицированные
кР^1ежные элементы
И Н1 <л<. 1уют для
'^-Динония досок
Различных размеров.
и ЧРРТЕЖЕИ На примерах из компьютерного
I__' МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЬН1Ьжчи
Разъемная опока для получения форм мелких
Деталей (из книги А.П. Гавриленко “Курсъ
механической технологии металловъ" 1902 г.)
Разъемная .
модель
обеспечивает
возможность
раздельного и
качественного
уплотнения
формовочной смеси
в опоках и более
простого извлечения
частей модели
из формы.
Форму получают
с помощью
шаблонов. После
незначительных
восстановлении
ее используют
до 200 раз (без
возобновления кладки)
Литник
29
ИМДН1
ни 11 in н h । iron.шодсгво
l
РМОВОЧНЫХ ПРОЦЕССОВ (XIX <• начало XX » )
(Англия.
Модель,
прикрепленная
к плите пресса
Неравномерное
уплотнение смеси
Способы уплотнения формовочной смеси прессом
[из книги G. Geiger *14806611011 der Eisen und Stahlqi
(автор гома 'Литейное дело’ С Irrn^hnmur -
Формовочная смесь
Рамка
Литейное дело* С. Irrosberger пер
Условия равномерного
уплотнения смеси
Дно опоки соответствует
очертаниям
модели. I
Смесь уплотняется в основном
только под пуансоном и
неравномерно по высоте.
Формовочная плита
Формовка вдавливанием
модели в смесь позволяет
получить наиболее плотный
слой у поверхности модели.
Модель
При нижнем расположении
модели и давлении сверху
получается у поверхности
модели недостаточно
плотный слой.
формовки прессованием на ручной машине Voss
3. Установка и наполнение верхней опоки
Модель
Слой формовочной
смеси должен
быть одинаковой
толщины.
Углубление н
соответствует форме
модели. \
1. Наполнение нижней
опоки
Этапы процесса
2. Переворачивание
комплекта
плита
Подопочная чугунная плита
Двухсторонняя модельная
5. Размыкание опок
и извлечение
модельной плиты
Нажимная плита —
с пневматическим
вибровозбудителем
4. Уплотнение смеси
прессованием
заполне
расплавом
Форма в собранном
состоянии
часть
Верхняя
земляной формы
Части формы
опоками
Подъемные штифты
Нижняя часть
земляной формы
СОВРЕМЕННЫЕ
СПОСОБЫ УПЛОТНЕНИЯ
ФОРМОВОЧНОЙ СМЕСИ
прессованием"
Способ Сейатсу фирмы
Heinrich Wagner Sinto
) прессование
Способ Аэропресс
фирмы Kunkel Wagner
1. Уплотнение воздушным
Размыкание опок
и соединение
частей формы
Модельная
плита
Верхняя
нажимная
плита
30 MAIJJMHGHtJItiHKi
НА ЯЗЫК» (XIM
2. Подпрессовка
нажатием плиты
Управляющий
клапан
Формовочная
смесь при
прохождении
мере 1 нен
воздуха
плен но
прилегаег
. НОННрХНСЛ 1ЯМ
модели.
1. Уплотнение
сжатым воздухом
Выход во щухн
I '< к нн t и
H.I I IfHIKHp.iX. и I kOAUIbKHVpHOlU OdHk.
a ~~~ ---------
имнан нлиг.< Мод. ,IL
потоком вблизи сложных
контуров модели
2. Прессование с отдельной
регулировкой силы и
времени нажатия каждым
плунжером
НИН ЙНОЕ ПРОИЗВОДСТВО
СОВЕРШЕНСТВОВАНИЕ ФОРМОВОЧНЫХ ПРОЦЕССОВ (середин
уплотнение смеси прессованием через гибкую диафрагму
(давление
кх'инная прессовая головка
шномерно распределяется на формовочную смесь)
Активная прессовая
головка
Диафрагма
в исходном
состоянии
Подвод
сжатого
1 воздуха
Модельная плита
Поджатие опоки с модельной плитой
Диафрагма в исходном
и деформированном
состояниях
Воздушно-импульсное уплотнение формовочной меси
и конец XX В.)
Вакумно-ллвночная формовка
Обтягивание модели Г"1 Г
нагретой пленкой
и вакуумирование || ||
Пленка
/
Импульсная установка
высокого давления (5...8 МПа)
Пневмораспределитель
Импульсный клапан
Компрессор
Рассекатель
Импульсный I'.
клапан
Подвод
сжатого
воздуха
Модель Выход воздуха
Импульсное
поступление воздуха через
Диафрагма
в деформи-
рованном
состоянии
Каналы и В
полость для J
вакуумирования
Литниковые
элементы —
модели
Модельная плита
Нарощалки
Импульсная установка низкого
давления (0,5 МПа) фирмы
Georg Fisher
Выпускной клапан
Ресивер
Впускной
канал
перекрыт.
Опока
Сборка
формы
Стержень х L
Заливка формы
*
Пленка
Модельная
плита
Воздушная -------
подпрессовывающая
камера
Отливка
рассекатель в формовочную смесь формовочная смесь
Оборудование для формовки стержней
Изготовление оболочковой формы
на пескодувной машине
Пескострельная
формовочная машина
Бункер с песком
Пескодувная формовочная
машина
Аэрационная
камера
Надувная
плита
Подвод
сжатого
воздуха
Резервуар
с песком
Мешалка
| I '
Стержневой ящик
Вентиляционные Формовочная полость
отверстия
(венты)
Клапан
| Венты
Подвод
сжатого
воздуха
Оболочковые формы обычно изготовляют по
металлической оснастке из чистого кварцевого
песка с покрытием твердой связующей пленкой.
Отливки, полученные по таким формам
характеризуются
высокой точностью и
имеют качественные
поверхности.
Заполнение рабочей
полости плакированным
песком
Г оловка
пескодувной
машины
Холодная
контурная плита
Пескострельно-
прессовая
машина
Формовочная
полость
Модельная ос и. »<!►.»
f f |< i/l » /МЫ
Бункер с песком
Клапан
Ресивер
I U »Н 11 й
Подвод
сжатей о
вс >здуха
Опускание модельной
плиты вместе заготовкой
оболочковой полуформы
Смыкание верхней
горячей плиты
с нижней модельной
п лт ои, двухсторонний
нагрев и подпрессовка
Выталкивание готовой
оболочковой ।юлуформы
и подача ее на сборку формы
hi
1 о 1ка> * in
МАШИНПВЕДЕНИ! НА ЯЗЫК! < ХЕМ, РИСУНКОВ И ЧЕРИ М И
11а пример.IX
и . компьютерного банка А.Ф Крайнева
31
1ИАААШ
FAH
ЛИТЕИНОЕ ПРОИЗВОДСТВО
-
Машина для осуществления нижнего
прессования [из книги G. Geiger
"Handbuch der Esen-und Stahlgiesserei
(автор тома "Литейное дело"
С. Irresberger пер. с нем. 1935 г.)]
Цепной механизм
подъема
верхнего
короба.
Верхняя плита неподвижно
присоединена к траверсе
Опока с рамкой
установлена
на штифтах.
При нижнем
положении
модельной
плиты опоку
можно легко
снять со штифтов
Штифты
Г идроцилиндр
Штифт
Насос
с ручным
приводом
Модельная
плита
Нижняя НажИМНаЯ плита
I l< I и » ИДИ» *И
< JO/I
11ружин.> воспринимав!
Н(М ПИЖМОЙ ИЛИ! ы
<. МОД« 1ЛЬИ » И (люки
< формовочной СМП( ,ЬЮ.
Встряхивающая машина
С ручным приводом
(Kunkel Wagner)
Опока заполнена
формовочной смесью
После завершения
Формования
и опускания модели
опока с формой
остается вывешенной
на штифтах.
Корс >мысла
Амор! И 1.111 >р
и нидо
। it ‘Р< H1VIHHI .1X
11| К » ллдок
11н>
<НИ 1М<1
| Ц 11 и *Н1»*ам »ии»»
(йиС | " »8‘ ' 1Г»уДИ1«1В1.)
( К»р.»в hi. п< |ДЬ<’МНИ1 о к*
MAUHUU >14 НИ! MA VI U H t I Xl М,
32
Машина для осуществления
двухстороннего (встречного)
прессования из книги
А. П. Гавриленко
“Курсъ механической
технолопи метаьлловъ
1902 г.)
Верхняя нажимная
плита
Соосные поршни
для раздельно о
подъема
плиты и короба
Верхний короб для
формовочной смеси.
В него может быть
установлена
деревянная опока
Модельная
плита установлена
на штанге
с возможностью
отведения в сторону
Нижний короб
для формовочной
смеси. В него может
быть установлена
деревянная опока.
Направляющая поворотная
штанга для установки
модельной плиты
Нижняя нажимная
плита
Г идроцилиндр
Механизм для
осуществления
вибрации
и опускания
нижней
плиты после
завершения
процесса
формования
Встряхивающая машина с перекидным
столом (из книги П.Н. Аксенова
“Литейное производство" 1945 г.)
।
Самоустанааливающиеся <
оруски приемного стола ।
Приемный
стол отлит
как одно
целое
с плунжером.
После заполнения нижнего короба
(или опоки в нем) формовочной смесью
его поднимают до модельной плиты.
Затем заполняют смесью верхний коре
(или опоку в нем). Далее осуществляют
встречное прессование. После этого
извлекают и собирают готовую форму-
Двухкоромысловый
направляющий механизм
обеспечивает перемещение
шатуна (перекидного
стола) с поворотом
на 180°.
Г идроцилиндр
привода
приемного
стола
Направляющий
сюржень удерж мн. u-1
1 тип от вращения
НЕР1ЕЖЕЙ Ни примерах
Кривошипно-
хором ЫС Л 08 Ы Й
• нщьемный ме ханизм
Разгрузочная (от сил
тяжести звеньев) пружина
А
ЛИТЕИНОЕ ПРОИЗВОДСТВО
1
1 н
ВИБРАЦИОННЫЕ ФОРМОВОЧНЫЕ МАШИНЫ XX в.
Вс ряхивающая формовочная машина с пневматическим
вибровозбудителем (Badische Maschinenfabrik, 1925 г.)
Рабочий стол
(для установки на нем
опоки с моделью и
формовочной смесью)
Пружина
Самоуправляемый
пневмораспределитель
Встряхивающе-прессовое устройство универсальной
формовочной машины для изготовления пол уф I м
на поточно-механизированной линии (80-е гг. XX в.)
Встряхивание может осуществляться автономно или
совместно с прессованием.
Канал для выхода воздуха
в атмосферу
Подвод сжатого
воздуха (давление
Вибровозбудитель
(безударного действия)
содержит относительно
подвижные звенья:
поршень, соединенный
с рабочим столом,
и подпружиненный
цилиндр.
Станина - направляющая
цилиндра
Подвижный
подпружиненный
цилиндр
Пружина
Воздушный канал
вибровозбудителя
Рабочий
стол
Рабочий стол
Рабочая камера
пневмоцилиндра
Станина
со встроенным
прессовым
пневмоцилиндром
Г идроцилиндр
механизма
вытяжки
) =□ *
J с
тнш
Стол и ударник
совершают
периодические
встречные
движения,
сопрово-
ждаемые
ударами.
Штанга,
удерживающая
стол
от поворота
30-е гг. XX)
Встряхивающая формовочная
машина двухударного действия
на основе схемы Herman (США,
(Нижний тагил, конец XX в.)
Г рузоподъемность
до 70 кН
Двухсторонний
пружинный
амортизатор стола
Станину устанавливают
на виброзащитный деревянный настил
на основании. Вертикальные перемещения
станины (вверх) воспринимаются
подпружиненными болтами.
Движения ударника вверх-вниз
сопровождаются ударами.
Самоуправляемый пневмораспределитель
Пневматический ударно-вибрационный возбудитель
Юбка
формовочного
стола
Прокладка
Ударник
Прессовый
поршень
головка может
быть отведена
в сторону для
освобождения
пространства
над рабочей
зоной и
возможности загрузки
формовочной смеси.
Прессовая
кН
Сила прессования до 400
Прессующая
плита
Рабочий
стол с вибро-
возбудителем -
Приводные
цилиндры
прессующей
плиты
Hi пример их и । компьютерно! о банка А Ф Крайнева
РИСУНКОВ и Ч1РН Ж1И
Полезная нагрузка (масса гел. подвергаемых вибрации) до 2500 м
Приводы
подъема
стола и
установочно! о
оборудования
Формовочная машина АРМ фирмы Kunkel Wagner
(70-е гг. XX в.) способна осуществлять вибрационное
уплотнение (встряхивание) и прессование раздельно
или совместно.
В ней также
предусмотрена
возможность
механизированной
установки,
перемещения и
съема опоки и
наполнительной
рамки.
Установочные
ролы анги
ДЛЯ переме-
щения
опоки и
НАПОЛНИ
1 । ой рвмки
•ЛАШИНОВ1 Д1 НИ1 НА ЯЗЫК1 CXI М
Регулировочные
винты (положения
наполнительной
рамки)
Станина
Оборудование для
установки
опоки и
наполни-
тельной
рамки.
33
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Формовочная машина фирмы Heinrich Wagner 2ш1одля
осуществления процесса по способу Свйатсу
Формовочный автомат АРМ
Kunkel Wagner для осущест
процесса уплотнения
Напел
Рамка
В позиции уплотнения рабочий стол поднимает
модельную оснастку и прижимает к прессовой плите.
Затем распределяют и уплотняют формовочную смесь
продув<ой через нее сжатого воздуха. Далее
осуществляют прессование давлением плиты на смесь.
Рессивео
Станина
рамка
смесь
Моде-г
Станина
регулированием силы
Поворотная
платформа
Рольганги, с помощью которых
одво' ят и юмещают на стол модельную оснастку
Привод
отделения модели от форм*
Приводные цилиндры подъемного стола
Два рабочих стола установлены
на поворотной платформе.
Они могут поворачиваться
из позиции съема форм в позицию
уплотнения и обратно.
Фиксатор
положения
поворотного стола
времени нажатия каждым плунжером)
Загрузочный ленточный
конвейер
Рессивер для системы
продувки сжатого воздуха
через формовочную смесь
Формовочный автомат ЕРМ фирмы Kunkel Wagner для осуществления
процесса по способу Аэропресс (уплотнение управляемым воздушным
потоком вблизи сложных контуров модели и прессование с отдельным
регулированием силы и
1ШПП
Рольганг
Опока
Фиксирующие
устройства (для опоки и
наполнительной рамки)
Поворотный стол
с держателями
подмодельных плит
В колонне станины
размещена гидросистема
машины, состоящая
из регулируемого насоса,
управляющих клапанов
и масляного бака.
Ооразуемая
часть формы
Подъеечьи
стол
Формовочный пресс
I k vu4
Выдвижной
гидро цилиндр
Установка модели
и опоки на тележке
челночного типа
формы от
MAI ЛИНГ Л'Л НИ» НА
г Xi м РИ( У1Н < )Н и НЕРП М и
Наполнение и предварительное
уплотнение воздушным
потоком регулируемой
интенсивности
Бункер
Наполнительная
рамка
Н» I I iPHMoDci ж i t *
Уплотнение
с помощью
прессующих
плунжеров
Приводные
цилиндры
прессующих
плунжеров
Подъемные
идроцилиндры
Опока
Модель
П спе завершений
процесса формован^
тележку с опоко* и
моделью выдвигаю7
из зоны пресса и
осущвста
ЛИТЕИНОЕ ПРОИЗВОДСТВО
I ИЛАДШ
Отливка
ЦЕНТРОБЕЖНОЕ ЛИТЬЕ
Машина Де Лаво. Схему машины предложил
Отто Бриде в 1910 г.
Электродвигатель через
зубчатую передачу приводит
во вращение форму.
Вращающаяся форма постепенно
заполняется расплавленным
материалом, из которого после
затвердевания и получается отливка
в виде трубы.
Неподвижный лоток, по которому
течет материал
Опорные ролики
Литниковая чаша
Стопочное центробежное и стояк
литье в песчаную
форму (из книги
ВНИТОЛ.
“Центробежное
литье" 1948 г.)
Стягивающий болт
Получаемые отливки
колес
Характер структурного строения в сечении отливки в виде полого тела
вращения (из книги HUTTE. Taschenbuch fur eisenhuttenleute. Berlin,1961)
Литье в неподвижную песчаную форму
В процессе затвердевания
Одновременное
направленное
охлаждение
от внешнней
и внутренней зон
к средней зоне
(жидкого металла)
Рыхлое строение
в средней и
подкорковых зонах
После затвердевания
Центральное
отверстие в
готовой отливке
высверливается
или вырезается.
Вентиляционные
каналы--------
Вращающийся стол
II
UII
' Направленное
охлаждение
от внешнней зоны
к внутренней зоне
(жидкого металла)
Центробежное литье
В процессе затвердевания
Литье по выплавляемым
моделям отливок (турбинных лопаток)
из жаропрочных никелевых сплавов
(конец
XX в.)
Машина для центробежного литья
трубчатых стальных заготовок
массой от 20 до 45 т.
(из журнала Stahl und Eisen. 1948)
После
затвердевания
Плотное
размещение
зерен практически
по всей толщине
отливки
—I
Полость
формы
Стояк
Шлако-
сборник
В данном примере форма не вращается,
а уплотнение тела отливки и отделение
шлака достигается благодаря движению
расплава по криволинейному каналу.
Заливочное
устройство
колонн,
установленных
в углах контура,
охватывающего
роликовую опору
Получаемая
отливка
Чугунная форма
с ребрами охлаждения
Роликовая
осевая опора
Электродвигатель (600 кВт)
Литниковая
система
Частота
- вращения 5 с'1
Металлические
секторы
формы
Машина для центробежного литья
картеров многоцилиндровых двигателей
(из книги HUTTE. Taschenbuch fur
eisenhuttenleute Berlin, 1961)
Рассекатель
Центрифугирующий элемент
Вращающийся стол
тормозом
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На
Песчаные стержни
Корпус
и крышка
формы
примерах из компьютерного банка А.Ф.
Песчаные
стержни
Сечения,
в которых
предусматривается
отделение
рыхлой
центральной
части
от рабочего
тела отливки
Готовая отливка
0 483
ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Машина для литья под давлением с горячей
г- * * (из книги F.J. Camm. Newnes
е ginee’s reference book. London
1946)
Литник
Выталкиватели
отливки
Пресс-форма встроена
в запирающие плиты.
Расплав, подаваемый в форму под давлением
(после перекрытия плунжером заливочного окна)
Зона
подогрева
Запирающий
привод
Пресс-форма
Рассекатель
Литник
Прессовый
поршень—.
Периоды процесса в устройстве с вертикальной холодной ка ерой
Плунжерная
операционная
головка
Плунжер
— Заливочное окно
Опускание поршня
до уроЕ ня залитого
расплава, удаление
газов из камеры
Емкость с расплавом
Заполнение полости
формы, подпрессовка
(сжатие газовых пузырьков,
компенсация усадки),
затвердевание и охлаждение
отливки
Достигаемая запирающая
сила намного превышает
силу давления
в гидроцилиндре.
Периоды процесса в устройстве с горизонтальной холодной
камерой прессования:
- медленное перемещение расплава до перекрытия
плунжером заливочного окна (выход воздуха из
стакана и предотвращение разбрызгивания расплава);
- быстрое перемещение плунжера; - впрыск расплава в пресс-форму;
- нарастание давления до заданного (- 340 бар)
мак имального (создается мультипликатором);
- затвердевание и охлаждение отливки; - извлечение отливки.
Гидропневматическая установка для обеспечения
требуемого закона изменения давления
(фирмы Tebowa- MGP)
Выталкивав,
остатка
пРесс-фСп.
извлечение otZ
Удаление оста-,.
Г идроцилиндр
Запирающее устрой^
с рычажным механизм^
Винтовой регулировочный механизм
(положения запирающей плиты)
Газовый
аккумулятор
мультипликатора
Пресс-
' форма
-Заливаемый
расплав
Г идроцилиндр
Подача
жидкости
от насоса
Прессовый
плунжер
Слив
\ Запирающие силы
— Направляющая
(для запирающей плиты)
Литье выжиманием крупногабаритных
тонкостенных панелей или корпусов
Основные этапы процесса в машине
с поворотным сближением створ
Сближение створ осуществляют
по специальной программе.—
Подвижная
створа
Неподвижная
створа
Поршневая и
штоковая полости
мультипликатора
Минимальный зазор
между створами -
толщина панели
1,5...2 мм
Воздействие
привода на
подвижную П~
створу
Заливаемый
(с техно-
логическим
избытком)
расплав
Центральный Начало и окончание процесса в машине
блок стержней с поступательным сближением створ
Залитый
расплав
Подвижные
створы
Плита-
основание
Ход створы
-до 600 мм
Заполнение формы
, Питание для
' компенсации
При расположении этих шарниров
вблизи одной линии механизм
становится самотормозящим и
исключает самопроизвольное
раздвигание плит даже при отсутствл'
давления в гидроцилиндре.
Блок регулирования давления
мультипликатора
Слив из штоковой полости мультипликатора
(для его включения)
Обратный клапан
Газовые и жидкостной
блоки основного аккумулятора
Установка для литья с противодавлением
Траверса с
гидроприводами
перемещения -—
формы
и удаления
(выталкивания)
отливки
Подвижная
плита —---------
Выталкиватели
Кожух для
герметизации —
процесса
Составные
части формы <1.
Керамическая
питающая трубка
Расплав металла
Тигельная печь
Давление
Промывник для
выжимания избытка
расплава и загрязнений
Корпусная
отливка диаметром
до 800 мм, высотой
до 1450 мм
Время
V Затвердевание
усадки
МАШИНОВЕ ДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из компьютерного банка А
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. КОВКА
------ -•
pneiwwe наиоолое полно обобщены
и представ 1 ’НЫ знания по добыче
и порео Фотке металлов в трактате
из 12 кии» Георга Агриколы
х ттвительное имя орг Бауэр)
“О металлах" Базель. 1556 г.
HERVOMLACTND All NATURTORSCHR* UND АЯ2Т
WL'RDE Zt'M I0ND1R DIR CROSSRN LIISTVNCEN DUR
DfVTSCHEN TTCHXTR.2VM MXRVORRACENDKN FORSCHkR
UND DARSTELLER DB MITTEULTIRUCHEN
IRC- UMD HUTTEN**ESENS
ХАРАКТЕРНЫЕ ОПЕРАЦИИ (СВОБОДНОЙ) КОВКИ. Они отрабатывались
но физическая суть преобразования формы поковки в горячем состоят
остается неизменной.
с ОСАДКА |
Боек I
многократно
ударяет ——
по заготовке,
уменьшая
ее высоту.
Получается
поковка
бочкообразной формы,
так как в среднем сечении
меньше ограничений
для деформирования.
РАЗГОНКА
ОТРУБКА
Боек-—_____
многократно
ударяет
по кузнечному
топору»
постепенно
внедряя
его
в заготовку.
Кузнечный топор
отделяет часть заготовки.
ПРОТЯЖКА
Заготовку периодически
подставляют под боек,
задавая ей шаговое
движение. В результате
все больше увеличивается
ее длина.
Выполнить утолщение на цилиндре
можно, поместив его частично
в подкладное кольцо.------------
Так, например, отковывали шляпки
или
Прожимку периодически
переставляют по поверхности
заготовки. В результате
последовательного внедрения
прожимки в тело заготовки
ее ширина увеличивается.
ВЫСАДКА
ПРОШИВКА [ПРОБИВКА]
Сначала продавливают отверстие
на глубину более половины высоты
заготовки. Затем заготовку
переворачивают и пробивают
отверстие насквозь.
головки на гвоздях и заклепках.-
Боек многократно —
ударяет по заготовке
Мастерская по переработке
металлов (XVI в.)
Гравюра из книги Г. Агриколы
Нагревательная печь
с пневматическими мехами
Рычажный
I МОЛОТОМ МОЛОТ с приводом
oi аодянсио колес.।
/ ЯП 1ЧНЫ< I /|« ;ЩИ
Прошивень
Утолщение на заготовке
формируются благодаря
предварительному созданию
зоны наибольшего нагрева
(меньшего сопротивления
деформированию).
Сквозным
движением
инструмента
увеличивают
диаметр отверстия.
МАШИНОВЕДЕНИ( НА Si sblKE СХЕМ.
Исходная
заготовка
Полый
прошивень
“Выдра”- часть
заготовки,
отделяемая
от заготовки
в процессе
прошивки
отверстия
Надставка
Прошивень
Подкладное
кольцо
РАСКАТКА
Боек при опускании
ударяет по заготовке
(в горячем состоянии)
и уменьшает ее толщину
в месте
удара.
Неподвижная
оправка
ПРОТЯЖКА
НА ОПРАВКЕ
Увеличение длины
заготовки за счет
ее обжатия по обе
стороны
оправки
двумя
бойками
3ai отовка
более тонкое ко 1ьцо.
с заготовкой
соо» >щают
шаговое
yi ловои
движение.
ааготовку
после каждого удара
бойка поворачивают
ОБКАТКА
Последовательными ударами
уменьшают диаметр заготовки
и увеличивают ее длину
при шаговых угловых
и продольных перемещениях.
РИСУНКОВ И
41 РТЕЖ1 Й. Hi примерах
из компьютерною банка А Ф. Крайнева
37
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. КОВКА
—-
МЕХАНИЗАЦИЯ КУЗНЕЧНЫХ РАБОТ
Примерно так перемещают заготовку
вручную, как это делает сказочный герой
Робик из моих книг, специально
написанных для детей.
Подъемная
круглозвенная
цепь
Ковочный кран с приводом от паровой машины
и ручной кантователь (из книги А.П. Гавриленко
“Механическая технолопя металловъ".
Москва, 1903 г.)
Деревянная
стрела
закреплена
на поворотной
колонне.
Поворотная
колонна
шарнирно
опирается
в потолочную
балку и пол.
Г рузо-
подъемная
лебедка
Подпятник
Вот уж© много лет «-ут.
помогают различные*
приспособления сЙ-
это были обычные (2
катки, клинья, а затьь .
применять кантователи
специальные ковочные
манипуляторы.
Специальный
(ковочный)кран
Замкнутая
пластинчатая
цепь
поддерживает
заготовку,
не препятствуя
ее вращению.
Нагревательная
печь
Заготовка
Прототипом кузнечных клещей
являются “ножницы из числа “простых
машин” Аристотеля.
Кузнечные клещи для ручных работ
практически не изменялись на протяжении
по крайней мере двух тысячелетий.
По их принципу действуют захватные
устройства современных манипуляторов.
Пример
манипулирования
тяжелой заготовкой
(первая половина
Кантователь надевают на край заготовки,
что позволяет с его помощью вращать заготовку,
находящуюся в нагревательной печи
или под бойком ковочного молота.
Для перемещения тяжелых заготовок
и манипулирования применяли грузоподъемные
машины и в первую очередь краны. На рисунке
(из книги Knackstedt. Schmiedemanipulatoren
1952 г.) показано совместное использование
специального (ковочного) крана и ковочного
манипулятора. А еще раньше для тех же
целей применяли два крана.
Захватное устройство способно
поворачивать заготовку и поднимать
ее на небольшую величину.
I
Заготовка
Цепь, на которой
подвешена заготовка
Внизу на отдельных примерах (из книги
О.К. Стародубцева Атлас чертежей
к технологии металлов”. С.-Петербург.
1902 г.) видно, что кузнечные клещи
совершенствовались в направлении
приспособленности к форме
захватываемой заготовки
работы.
обеспечивают
поступательное
перемещение
заготовки.
Заготовка
и удобства
Опорно-поворотное устройство Манипулятор способен передвигаться и манезр эовать
Манипулятор для обслуживания ковочных молотов и нагревательных печей
может перемещать и поворачивать заготовки массой до Ют.
Он имеет в своей основе многоподвижную
кинематическую цепь с
Рабочие звенья
манипулятора
выполнены в виде
стержней с круговым
или прямоугольным
поперечным сечением.
Наиболее
нагруженные
звенья выполнены
как балки равного
сопротивления.
Захватное устройство
в качестве привод^
использованы гидРоциЛ'йтп01>|
и гидро* °тОр
вращательными парами.
П08С
yen
Jp^
Кабина
управления
Колесная ходовая тележка может пе _
манипулятор по рельсам вдоль ряда нагревательных , ,р
Ковочный пресс
Заготовка
сообщаю» з«*
поступательные
Механизм автоматичен
Hu
ковочных -
Манипуляторы
автоматически
Современная автоматизированная система
обработки (обкатки и правки) длинных
цилиндрических
заготовок
Заготовку подобно бал* < на двух
опорах удерживают два манипулятора,
расположи ни» « по обе стороны пр» с i
IQ МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ
IBI
1
по хушки пресса
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. КОВКА
( ИМАШ
ПОЛУЧЕНИЕ КРУПНОГАБАРИТНЫХ ПОКОВОК СВОБОДНОЙ КОВКОЙ
Высадка
Процесс изготовления поковки для двух тяжелых
валов с большими фланцами, осуществляемый в первой
половине XX в. (пример из книги Stodt. Freiformschmiede.
1 u. 2 Teil. Berlin, 1950/54)
Исходная заготовка - слиток массой 62 т.
Биллетировка - сбивка ребер
и устранение конусности
ZZZZZZ,
777777777777777777777777777777,
Z2ZZZZZZZZZZZEC
Неподвижный
штамп
Вращающееся
водило
Штамп вращают
с помощью
канатной системы.
РАДИАЛЬНОЕ
МНОГОСТОРОННЕЕ
ОБЖАТИЕ
Радиальное обжатие
и образование
большого фланца г
Раздача фланца
на малом прессе
с вращающимся
штампом
’ Я /777)7)
17777777777777777777777.
4750
Радиальное обжатие
и образование уступов,
надрубка
Радиальное
обжатие
и отрубка
।
Высадка фланца
на большом прессе
Радиальное обжатие
и образование
кольцевых выступов
и канавок
Ролики расклиниваются
между корпусом и бойками-
ползунами по аналогии
с муфтой свободного хода.
Бойки-ползуны обжимают
заготовку и при шаговом
относительном вращении
(заготовки и корпуса)
уменьшают ее диаметр.
Боек
Корпус
Заготовка
670
Готовые изделия получены из поковки
резанием (удалением поверхностного
слоя) и разделением
ее на две
части.
Боек-ползун
2005
Ролики-упоры
Заготовка
Изготовление шипа на конце
цилиндрической заготовки двумя
Г адиально подвижными бойками
Подвижные
бойки
'НОВЕДЕНИЕ НА ЯЗЫКЕ ЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ. Напримерах из компьютерного банка А.Ф. Краин
Уменьшение дис метра и увеличение длины заготовки
за счет радиального многостороннего обжатия
и продольной подачи
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. КОВКА
Б ч А в настоящее время
выделена в самостоетельный
вид обработки.
Исходная
заготовка
ПЕРЕДАЧА -
смещение одной
части заготовки
относительно другой
при сохранении
параллельности
осей плоскостей
частей заготовки
СКРУЧИВАНИЕ
широко применяют
в художественной
ковке
и промышленном
производстве
Процесс изготовления поковки тяжелого
(до 30 г), осуществляемый в 30-е гг, XX в.
Maurer и. Gummert. Gefuge und Feitlfllceltseiqensrh?/*
grobter Schmiedestucke, 1934) '
сечении.
Заготовка
обходится
резанием.
ШСАДКА И ПОПЕРЕЧНОЕ СМЕЩЕНИЕ [ПЕРЕДАЧА]
частей заготовки коленчатого вала, —
осуществлявшиеся на предприятии
фирмы Marine-Homecourt
На примерах ил
• Примеры из книги
Джзфа Дэниэлса
•Современные
автомобильные
технологии 2003 г
Коленчатый вал*
для турбодизеля
Duratorq DI.
используемого
в автомобиле
Ford Mondeo,
изготовляют ковкой
СОВРЕМЕННЫЕ КОВАНЫЕ ИЗДЕЛИЯ
получают с использованием не только
тех основных приемов (свободной ковки)
и приспособлений, которые здесь
продемонстрированы, но и других
решений с применением более сложных
инструментов и силовых воздействий,
которые традиционно относят
к штамповке, прокатке и иным видам
обработки. Их сущность раскрыта
в других разделах, здесь же пока
отметим, что данное производство
почти полностью автоматизировано
и характеризуется высокой точностью
воспроизведения заданной формы
и размеров, хотя и не
обычно без обработки
для двигателя
Ford Duratec НЕ
изготовляют
горячей штамповкой,
а разъем его нижней
головки получают
разламыванием. ---
Это позволяет точно
овмещагь его части
при последующей сборке.
Разрывающие
клиновые
элементы
Внизу показан
один из способов
получения
разъема нижней
головки шатуна:
с помощью
клинового
устройства
разрывают
заготовку
40 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРОКАТКА
ПОЛОС. ЛИСТОВ
и ФАСОННЫХ 3AIOTOBOK
1РОКАТКА
•с .«катный с »н цлч прокатки оконного свинца"
чъ.мео из книги архитектора
Виттф*? Цонки (1568 - 1602 гг.). Падуя. 1607 г.
‘Плющильный станок” для
уменьшения толщины плиты,
отлитой из свинца или олова
(из книги Саламона де Ко
"Причины движущих сил”.
Франкфурт-на-Майне, 1615 г.)
Прокатный стан (из книги Джованни
Бранка “О машинах”. Рим, 1629 г.)
для прокатки различных металлов
и для чеканки медалей и монет (нарезными
валками), “приводимый теплым воздухом
[паром], образующимся в железной печи
Изготовление заготовок и деталей
прокаткой зарождалось позднее, 4вм
литье и ковка. Даже такие изделия
как рельсы на первом этале (в начале
XIX в.) получали литьем из чугуна,
И только в 1821 г. Джордж Стефенсон
(производитель первых серийных
паровозов) стал применять получен
прокаткой более дешевые и проч ые
стальные рельсы. Адо этого были ли иь
попытки создания прока гных станов , щя
уменьшения толщины листов или
брусков, отлитых из мягких цветных
металлов, и получения таким об। <=
длинных прутков, полос, лент без
предварительного нагрева. Станинь
станов обычно делали из деревянных
брусьев, да и сами валки [вальцы]
зачастую тоже были деревянными.
Естественно, на таких станах нельзя
было развивать большие силы обжатия
В XVIII в. наряду с прессами стали
применять прокатные станы для чеканки
медалей и монет из полосы.
Для этой цели применяли валки
с выгравированными углублениями,
соответствующими по форме
выпуклостям на изделии.
Производительность работы на станах
была намного выше, чем на прессах.
Но с помощью прессов (вырубкой
и штамповкой) удавалось получать
более качественные изделия.
В 1841 г. Камско-Воткинским заводом
выполнен заказ по производству
профильного (таврового) проката
для перекрытий Зимнего дворца
в С.-Петербурге. С этой целью
использовали действующие в то время
пудлинговые печи и
усовершенствованные прокатные станы,
ранее предназначенные для полосового
проката.
В 1843 г. был введен в действие
рельсопрокатный стан на Пожевском
заводе Всеволжских.
Плющильный механизм” (из книги И.А. Шлаттера _
___ » г* г \ Стальные рельсы, изготовляемые
Обстоятельное наставление рудному делу . С.-Петербург, 1760 г.) пппгЯт.пй п яп о гг yiy «
I ipUKd I KUH о Ои"С II. AIA о.
Привод от водяного колеса Приводной вал Винтовой нажимной механизм , 2 3 4
-------- SCALt О Я Г С ST.
[о] Slot VIEW
[^supports!
для
'/ГОНОК
Прокатывае-
мая полоса
Зубчатая
передача
Прокатные
валки
ии прос гейшие плющильные машины появились в 1 /23 г.
**• /рале. в деревянной станине с приводом от водяно1О колеса
•^звливали два кованых железных валка.
куски железа, разрг hhi i в прорезной машине.
них прокатывали
Прокатку железных листов в горячем состоянии
стали осуществлять только в начале XVIII в. С 1769 г.
стали получать таким образом длинные прутки.
Началом эпохи промышленной прокатки железных
[стальных] изделии в горячем состоянии считается
1783 г., когда Корт получил патент на способ
изготовления фасонных изделий с помощью
особых валков.
Из пудлинговой печи крицу [слиток] подавали под
молот и предварительно проковывали а затем
пропускали между профилированными валками.
В результате такого процесса заготовка приобретала
требуемую форму (одинаковую по длине). Кроме
rot о благодаря обжатию при определенном тепловом
режиме существенно улучшались прочностные
характеристики материала. л
МАШИНОЙ/II HUE
НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И
ЧЕРТЕЖЕЙ. На примерах из компьютерного банка
А.Ф. Крайнева
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРОКАТКА
НЛЛЛ1П
* РАМ
ПРОКАТКА ПОЛОС ЛИСТОВ И ФАСОННЫХ ЗАГОТОВОК
Последовательность получения профиля рельса в конце XIX в.
(из книги О.К. Стародубцева Атлас чертежей к технологии металлов
С -Петербург. 1902 г )
J
Совокупность
контуров заготовки
демонстрирует
постепенное
деформирование
заготовки до получения
заданного профиля
Прокатные
валки
второй
(чистовой)
клети
Сечение готового рельса
В отличие от прокатки плоских
заготовок для получения сложног
Профиля (ПОСТОЯННОГО по длине
изделия применяют прокатные ва
с кольцевыми выступами и ► ат И
(ручьями). Между двумя такими КаМм
валками образуются отверстия
[калибры] которые имеют форму
заданного профиля изделия
Заготовку прокатывают за несколько
проходов между валками, с каждым
проходом профиль заготовки
постепенно приближается к заданному
профилю В приведенном слева У
примере предусмотрено изготовление
рельса - один из первых
промышленных способов прокатки
Трехвалковая прокатная
клеть (середина XX в.)
позволяет пропускать
прокатываемый материал
в одном направлении ( )
между одной парой
валков,а затем
в обратном направлении (•)
между другой парой
валков без реверсирования
вращения валков.
Прокатные валки
приводятся во вращение
от электродвигателя
через зубчатую
передачу и валы
с компенсирующими
(несоосности) муфтами
Защитная
(от жидкости
и окалины) чашка
Нажимной механизм
содержит червячную
и винтовую
передачи и служит
для изменения
положения оси
нижнего валка.
Сечение заготовки
Выводная
(приемная)
проводка
Вводная
направля-
ющая
проводка
рычаг
управления
нажатием
Прокатка балочной заготовки из непрерывно-литого сляба
(пример принципиального решения 80-х гг. XX в )
Черновые проходы
Нажимной винтовой
механизм служит
для изменения
положения оси
верхнего валка.
Станина в виде
замкнутой
рамы
Направление
движения
заготовки
при четных
проходах
Исходная
заготовка
(непрерывно-литой
сляб) в горячем
состоянии
Промежуточный
проход
Вращающиеся
прокатные валки
имеют рабочие
поверхности, формирующие
заданный профиль проката
Рольганги
с обеих
сторон
клети
совершают
качательные движения,
периодически направляя заготовку
в одну пару валков и принимая ее
из другой пары валков.
Балочную заготовку первоначально
прокатывают в черновых клетях,
устанавливая непрерывно-литой сляб
на ребро и формируя на его грани
клинообразное углубление.
Это делают в открытых калибрах
(1 и 2 на схеме), обеспечивающих
естественность и направленность
деформирования. В калибре ‘ящичного
типа” (3) эти грани обжимают
настолько, чтобы сформировались полки,
а далее заготовку прокатывают
в чистовых клетях с закрытым
калибром (4).
42 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ На ппш.
----------------------------------- примерах из компьютерного банка А.Ф. Крайнева
—
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРОКАТКА
ПРОКАТКА КРУГЛЫХ ПРУТКОВ И РОЛЬ
. .. I ни I —Г""'Win*
ПРОВОДКИ В ОСУЩЕСТВИ! НИИ ПРОЦЕССА
процесса
Выходной раструб
Прокатные валки
О ОО о
Разделительная операция
в выводной многорядной
двухступенчатой проводке
Ролики
первой
ступени
проводки
отделяют
крайние
прутки.
Формообразование прокаткой
эллипсовидного сечения прутков
Пропуск
плоской
полосы
через
фасонный
калибр
Ролики
второй
ступени -
проводки
отделяют
Друг
от друга
средние
прутки.
Вводная
направляющая
проводкаК
формо-
образование
круглых
сечений —
с перемычками
между ними
Ролики установлены
на эксцентриковых осях.
Регулировкой положения
оси добиваются
требуемого внедрения
роликов между прутками
Форсунки
для распыления
охлаждающей
жидкости
Повернутое
сечение
прутка
Клиновидные*^
очистители валка
подцепляют прокат
и направляют его
по желобу в корпусе
проводки.
Ролики
с неполной
торовой поверхностью
обеспечивают поворот
эллипсовидных
сечений на угол
примерно 45°.
Прокатный
валок
Прокатный
валок
Закручивание
прокатываемого
прутка позволяет
уменьшить дефекты
на его поверхности
(обжать выступы,
остающиеся после
разделительной
операции) при
чистовом проходе
(при образовании
круглого сечения).
Выводная разделительная
многорядная
двухступенчатая
/ проводка
Выводная разделительная
проводка помимо обычных
функций разрывает
перемычки между
прокатываемыми прутками
Формообразование круглого
сечения прутков (в чистовой
прокатной клети)
Выводная закручивающая проводка
Регулировочными винтами
задают положение секций
проводки по вертикали.
Ролики имеют
клиновид ое
поперечное
сечение.
Внедрясь между
прокатываемыми прутками
они разрывают перемычки
и отделяют их друг от друга
Вводная проводка направляет
заготовку точно в щель между
прокатными валками.
Выводная (приемная)
проводка обычно отделяет
прокат от поверхности
валка (не допускает его
наматывания на валок).
В корпусе проводки также
монтируют форсунки для подачи
охлаждающей жидкости
на прокатные валки
и ролики самой проводки ___4
Направляющие
ролики установлены
на эксцентриковых осях
с регулировкой их положения
РИСУНКОВ и чертежей.
На примерах из компьютерного банка А.Ф. Крайнева
МАШИНОВЕДЕНИЕ на языке схем,
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРОКАТКА
COi-П Ml HHOf ОБОРУДОВАНИЕ ДЛЯ ПРОКАТКИ ПРУТКОВ И ПРОВОЛОКИ
Размещение принода и механизмом
при вертикальной установке
Электродвигатель
Прокатные валки
Уплотнение
Упорный [осевой] подшипник валка
Прокатный валок
Роликовый
подшипник
нижнего
валка
Внешняя
рама
Внешняя
рама
Внешняя
рама
Роликовый
подшипник
верхнего
валка
Установка прокатной
клети во внешней раме
Внешняя рама воспринимает
осевые нагрузки на валки
и тем самым разгружает
поступательные
направляющие винтов
от боковых сил.
Корпус для размещения
червячных передач и верхних
подшипниковых опор винтов
Приводной винт
одновременно выполняет
роль замыкающей колонны
станины прокатной клети
Гайка(с правой
резьбой) закреплена
в опоре верхнего валка.
Опора верхнего
прокатного валка может
скользить вдоль винтов.
Направляющая
проводка
Общий приводной вал
нажимных механизмов
Подшипниковые опоры
винтов (во внешней раме)
При вращении
винта опоры прокатных
валков сближаются или
удаляются друг от друга.
Соответственно
изменяется зазор
между валками.
Опора нижнего
прокатного валка может
скользить вдоль винтов.
Гайка (с левой резьбой)
закреплена в опоре
нижнего валка.
Радиальные роликовые
подшипники валка
Манипулятор для монтажа валков
и удержания их при смене прокатной клети
Взлы
карданны/
передач
Двухвалковая
клеть для прокатки
прутков, проволоки
Наконечник валка
для присоединения
приводного вала
Пример конструкции
прокатной клети
Через червячные передачи от общего приводно! о
вала сообщается синхронное вращение
двум парам винтов, находящимся
с противоположных сторон клети.
Здесь размещен
общий приводной
вал нажимного
механизма
._/ Установочный
винтовой механизм
------ с фиксаторами
регулировочных винтов
определяет положение клети
относ ительно внешней рамы.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах иа комп,.»,.он. „..„ка А ф Крои.
ОБРАБОТКА МЛН РИАЛОВ
ДАВЛЕНИЕМ
(I РОК АТКА
идЛруДОНАМИ^ ДЛЧ ПРОКА IM1 НИ
гон полос, ЛИИ
IIMI IPtCIM кчеи Л I киши ОК. СГШХ ШУбнмл * Аг лаа
Атлас чертежей к технологии металлов .
** 1,1 нлпки и Служит дня <)(»ж.1тия [уменьшения толщины) ли*юн. или лею
С* анина
Винтовые передачи обеспечивают
синхронное перемещение
подшипников верхнего
валка по высоте, но из-за
их погрешностей неизбежно
возникают перекосы.
Сегментный подшипник
верхнего валка
размещен в ползуне,
соединенном
с регулирующим винтом
и стержнями
уравновешивающей
подвески.
Неподвижная
седлообразная
подшипниковая
опора
нижнего
валка
Конические
зубчатые
передачи
высоты положен
йяо/него вэ)
Винтовые
передачи
Рычаг
Опора
рычага
Опора
рычага
Привод валков
осу щест в ляется
от двигателя
Верхний
валок
Нижний
валок
Противовес
Стержни уравновешивающей подвески верхнего валка
Через эти стержни
противовесы воспринимают
силу тяжести верхнего валка.
Деформирование валков
(шевронную;
передачу (для
обеспечения
встречного
согласованного
вращения валков)
и карданные
передачи, которые
компенсируют
изменение
положения осей
валков.
Противовес
Решение проблемы обеспечения геометрической
точности прокатываемой полосы в современных станах
Четыре автоматически управляемых
нажимных гидроцилиндра, встроенных
в колонны, осуществляют заданное
перемещение опор валков. В результате
можно задать клиновидную щель между
валками или исправить клиновидность
сечения прокатываемой
Г идроцилиндры,обеспечивающие
компенсационное нагружение
(противоизгиб) опорного
валка
fY - нажимные
силы - реакции
опор валков
полосы.
Датчик положения
установлен
на каждом из
гидроцилиндров
износи
мАШИНОВЕДЕНИ( НА Ж1Л I
( /I М РИСУНКОВ и ЧЕР1ЕХЕИ На примарах из компьютерного банка А ф кризнеза
Я Hfj) опорнтяо валка
решено >а счсч моментов
и Г,1'И..СЖТ;.|НЫ/ К ( го шит I. |М.
Специальный ро лик
служит для измерения
F - сила давления полосы на валок
эабочие валки
для деформирования твердых
материалов (особенно
в холодном состоянии)
должны иметь малый диаметр.
ри большой длине им
придают необходимую жесткость
за счет опорных валков, которые
одновременно служат в качестве катков
Для обеспечения трения качения.
Оп рныи валок
Рабочий валок
Всего здесь
двадцать валков.
Внешним опорным валкам
придаю! противоизгиб,
а четырем промежуточным
валкам (имеющим небольшую
конусность) сообщают осеные
I к ремещ< ’Ния для компент ации
и отклонений формы рабочих в 1ЛКО1
Сигналы датчиков
и результаты
измерений
геометрической
формы полосы
непрерывно
поступают
в компьютер,
управляющий
гидроцилиндрами
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРОКАТКА
УПРАВЛЯЕМАЯ КОМПЕНСАЦИЯ ДЕФОРМАЦИЙ. О1 КЛОН! НИИ ФОРМЫ И ИЗНОСА ВАЛКОВ ПРИ ПРОКАТКЕ
Несколько гидроцилиндров ( помощью клиновых мехами тмои пс реме ,
опорные седла и обеспечитзают прогиноизгиб оси опорных валков
ТОНКОЙ (0.01 0.09 мм) ПОЛОСЫ
Сорока пность опорных и промежуточных валкой
ограничивает деформирование рабочих валков
Приводной валок
полоса
Г отовая
полоса
Опорные
валки
Рабочие валки
в деформированном
состоянии
Ось опорного
валка
Опорные
цилиндрические
валки
Шток
гидро-
цилиндра
Начальная форма рабочих валков
(в ненагруженном состоянии)
Клиновой
механизм
регулирования
нажатия
опорного валка
Шток
гидроцилиндра
Возможные отклонения поперечного
профиля прокатанной полосы
Заданный поперечный профиль
полосы
нажимная сила
и направление
осевого перемещения
рабочего валка
FY~ нажимная радиальная
сила опорного валка
Опорный валок
Промежуточный
валок
Прокатываемая
Компенсация отклонений толщины
ленты (по ширине) за счет осевых
перемещений рабочих валков
сигарообразной формы (способ
разработан фирмой Mannesmann
Demag Sack в 70-е гг. XX в.)
Расчетное положение новых
(не изношенных) рабочих валков
Возможное предельное
положение рабочих валков
Синхронизированный
поворот
эксцентриковых
осей позволяет
одновременно
перемещать
валки при
настройке
работы
прокатного
стана.
Приводной
промежуточный
валок
Сменные
регулировочные
прокладки
Опорное
седло
Рабочий
валок
Внутренний
промежуточный валок
Шлифованные рабочие валки имеют специальное осевое сечение.
Они прижаты к прокатываемой полосе опорными валками. Изгиб валков
из-за переменной толщины исходной заготовки и переменных сил
прижатия изменяется в процессе прокатки. По этой причине, а также
из-за тепловых деформаций и износа валков толщина полосы может
получаться различной (по ширине). Для компенсации указанных
отклонений рабочие валки непрерывно (автоматически) перемещают
в осевом направлении и при этом получают полосу заданной толщины
с отклонениями в пределах допусков.
д ь показаны возможные варианты влияния на профиль прокатываемой по юс
изменением положения рабочих валков. В реальных условиях отслеживают вес
отклонения, и если они приведут к недопустимому утонению или утолщению
в середине,то рабочие валки смещают в разные стороны, как показано на схемах
слева, а если будет получаться неодинаковая толщина по краям, то рабочие л ки
смещаюг в одну из сторон или перекашивают оси опорных валков с помощью
гидроцилиндрот , вс троенных в колонны прокатной клети
МАШИНОВЕДЕНИЕ Н/ ЯЗЫК! ' /I М
1 И' ’ »1 • И ‘Ill’ll till II .< ii| нм* p.i и.» > омиьнн. рно. о «мнк.» Аф kn.i.iHi'
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРОКАТКА
ИЛЛАШ
Промежуточный валок
Шток гидроцилиндра через
подпятник толкает валок.
Осевое смещение промежуточных
валков с целью компенсации
износа и деформаций валков
при прокатке широкой полосы
Датчик положения имеется
на каждом из четыре/
гидроцилиндров.
система подачи специальной
эмульсии для смазывания
и охлаждения прокатываемой
полосы и промежуточных
валков в 20-валковом стане
Опора
щита
Коллекторы
Коллектор
и
JI
Такой же гидроцилиндр установлен
с противоположной стороны валка.
Клапан закрыт
под действием
пружины
Распыленная струя
жидкости
ЛАШИН°ВЕДЕНИЕ на ЯЗЫКЕ СХЕМ, РИСУНКОВ и ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.ф. Крайнева
Электромагнитный клапан
Клапан открыт
(под действием
электромагнита)
Упор для ограничения
Рабочий валок осевых перемещений
рабочего валка
По этому каналу внутри
штока подают смазочный
материал к подпятнику.
На поворотных щитах,
размещенных между верхним
и нижним комплектами валков,
смонтированы сопла, из которых
струи жидкости направлены
на прокатываемую полосу
(по ходу и навстречу ее движения)
и на промежуточные валки.
Щиты одновременно защищают
промежуточные валки от попадания
между ними полосы при ее обрыве,
удерживают рабочие валки
при переналаживании стана и др.
Верхний
коллектор
с несколькими
рядами сопел
Прокатываемая
полоса
Нижний -——
коллектор
с несколькими
рядами сопел
Рабочие валки
На охлажденных участках
диаметр валка уменьшается
Система секционного [избирательного] охлаждения валков
предусматривает компенсацию влияния неравномерного износа
и деформаций валков на точность геометрической формы
и толщины прокатываемой полосы. Из общего числа сопел
часть их настроена на общее непрерывное охлаждение,
а другая их часть дополнительно охлаждает выступы и выгибы
валков, отражаемые на местных изменениях толщины полосы,
контролируемой на выходе. По результам измерений компьютер
определяет, какая секция сопел и на какое время должна
быть включена,чтобы ‘исправить” профили рабочих валков.
Сопло Клапан
ОьрлылКЛ МЛН ГИЛЛОВ
ДАВЛЕНИЕМ ПРОКАТКА
ВИНТОВАЯ ПРОКАТКА TPVH
Братья М. о Р. Маннесманы (Ремшайд. Германия) в 1885 г.
образовывать (прошивать дорном) отверстие в сплошной
круглой заготовке. Предложенное решение легло в основу
созданных в последующем прошивных и раскатных станов
винтовой прокатки труб. Данный способ оказался наиболее
приемлем для изготовления труб диаметром от 20 до 700 мм
Для осуществления процесса стальную заготовку нагревали
до 1200 1300°С.
Представленная здесь форма валка позволяла увеличивать
диаметр трубы по сравнению с диаметром сплошной заготовки.
В последующем валки стали выполнять составленными
из нескольких конических и цилиндрических поверхностей.
Заготовка
Дорн
Рифленую поверхность
на валках выполняли
для увеличения сил
сцепления с заготовкой.
Но затем от такого
решения отказались.
Физическая картина течения материала
при деформировании круглой заготовки
и образования внутренней полости
(из книги Siebel u. Noll. Grundsatzliche
Betrachtungen zum Schragwalzverfahren,
1927). Расширяя полость и придавая ей
округлую форму с помощью дорна,
получают трубу из сплошной заготовки.
При винтовой прокатке происходит ьэког же
относительное движение тол, что и н несоосной
(планетарной) фрикционной винтовой передаче
Заготовка вворашвается (втягивается) в тайку,
выполненную в виде вращающихся роликов или валков
с перекрещивающимися осями. Симметрично
расположенных валков может быт ь два или три.
В последнем случае обеспечивается самоцентрировани<.
заготовки. При прокатке валки оставляют на заготовке
винтовой след. За счет формы валков и параметров
движения можно уменьшать или увеличивать
диаметр заготовки,получать практически гладкую
внешнюю поверхность или даже формировать
на поверхности винтовые ребра (такой процесс
называют накатыванием ребер). Эти принципы
используют и в других процессах.
Винтовая прокатка трубы по способу Маннесманов
с помощью цилиндрических валков (из книги
О.К. Стародубцева “Атлас чертежей к технологии
металлов”. С.-Петербург, 1902 г.)
Угол между осями
обычно принимают от 6° до 12°.
Варианты осуществления способа
Маннесманов, с помощью которых
исследовалась возможность уменьшения
эллипсовидности получаемого отверстия
и разнотолщинности стенки трубы
при уменьшении диаметра трубы
по сравнению с диаметром заготовки.
Посколы у при любом варианте имеет
место изменение поперечного сечения
заготовки, то непосредственно между
валкоми дорном толщина стенки будет
отличаться от толщины на участках
свободного деформирования.
Наиболее простое принципиальное
решение осуществления способа Маннесманов.
Валки здесь составлены из двух конусов.
Участок,
где образующие
валка и дорна
параллельны.
Оси валков
и заготовки
пересекаются.
Рабочие поверхности
валков выполнены
коническими,
составленными
из трех частей.
Участок
плавного
уменьшения
толщины
_ стенки
Оси валков
парараллельны
между собой
Рабочие
поверхности -
коническая и
плоская.
Заготовка
Заготовка
Труба
Дорн
Закрытый калибр для винтовой
прокатки предложил Р. Штифель
(соратник Маннесманов).
Калибр дополняли профилирующие
направляющие скольжения,
которые позволяли уменьшить
присущую способу эллипсность
отверстия и разнотолщинность трубы
В 1932 г. С.Е. Дишер (США)
ра твил данное решение,установив
направляющие качения (приводные
профи пирующие ролики)
Валок
Валок
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРОКАТКА
ЯЛ1АШ
паГКАТКА 1РУБИ ГИЛЬЗ (УМЕНЬШЕНИЕ ТОЛЩИНЫ СТЕНКИ И ИЗМЕНЕ НИЕ ДИАМЕ ГРА)
u полученные на прошивных станах, обычно имеют толстую
\<кУ» поэтому их подвергают раскатке. Еще до появления способа
Маннес.манов заготовки прошивали ковкой (прошивкой, пробивкой)
ицину стенки трубы (например, ствола орудия) также уменьшали
кпвкой (протяжкой на оправке), заодно увеличивали длину трубы,
физическая суть явлений при прокатке труб осталась прежней,
изменился способ формообразования. Наряду с винтовой
продольной раскаткой развивались способы калибрования
и правки труб.
Правка труб с помощью гиперболоидных валков
(из книги Walzwerkswesen. 3. Bd. 4. Abschn., Kocks и. Severin.
Herstellung von Rohren. Dusseldorf, 1939) аналогична винтовой
прокатке по характеру движения валков и трубы. Валки
соприкасаются своей прямолинейной образующей с продольной
образующей поверхности трубы и при соответствующем
радиальном давлении исправляют ее искривления.
Прямолинейная
образующая гиперболоида
Труба
Валок
\ * Центри-
рующий
упор
Продольная раскатка труб на стане Е. Дровака и К. Корбули
(середина 30-х гг. XX в.) позволяет существенно уменьшать толщину
стенки трубы. J.
Во второй клети ролики образуют
кольцевой калибр и равномерно
раскатывают выступы на трубе.
Оправка
В первой клети ролики
кольцевыми ребрами выдавливают
металл из продольных канавок
заготовки.
Раскатка и правка
труб малого
диаметра с тонкой
стенкой (2 мм)
по изобретению
Кокса (30-е гг.
Винтовая раскатка трубы
братьями Маннесманами
в 1886 г.
Конические валки при
/вращении протягивают
трубу, деформируя
ее на конусе дорна.
Входной
участок
трубы
»! f«
/
Выходной
участок
трубы
Дорн
неподвижен
в осевом
направлении.
Оси
валков
и трубы
пересекаются.
Винтовая раскатка трубы на стане А. Калмеса
(из книги Unterweiser.
New Steel Tube and
Pipe Mill. 1955)
Неподвижный
Дорн
Оси
валков
и трубы
перекрещиваются
в пространстве.
составлены из
нескольких
конусов и цилиндров,
обеспечивающих
последовальное обжатие
стенки и калибрование трубы.
Оси валков параллельны
оси трубы и оправки
Оправка Труба
ПРОДОЛЬНАЯ РАСКАТКА ТРУБ НА ПИЛЬГЕРСТАНЕ
[Применяемый на практике термин “пилигримовый стан”, видимо,
произошел от искаженного звучания нем. Pilgerschrittwalzwerk -
стан с периодическими (шаговыми) движениями, чередуемыми
возвратными движениями; к пилигриму (чужеземцу, страннику)
данный термин не имеет отношения].
Главная особенность стана - валки
с переменным профилем ручья.
Поперечное сечение валка
представляет собой кулачок
с переменным радиусом. Валок
в поперечном сечении имеет
Деформирующие участки и холостой
Участок.
При вращении валок сначала
захватывает и проталкивает
трубу вместе с оправкой,
при этом обжимает ее.
При дальнейшем
вращении валок
калибрует трубу:
делает его стенку
постоянной на ранее
обжатом участке.
Последующий поворот валка
выводит его из
соприкосновения с трубой.
Далее относительным
поступательным перемещением
трубу возвращают в положение,
при котором валок может
начать обжатие последующего
ее участка. Таким образом,
пошагово уменьшают диаметр
и толщину стенки трубы.
Заготовка -
труба или гильза
с толстой стенкой,
полученная
на прошивном
стане
Труба
оожатия
трубы
за один
Возвратное
движение трубы
в положение
начала обжатия
Удлинение
трубы при
обжатии
ее валками
Оправка -
цилиндрический
стержень,
на котором
обжимают
трубу
Раскатанная
труба
Удлинение
трубы при
калибровании
Шаговое
движение
трубы,
задаваемое
валком
^*ШИНОВЕДЕНИЕ ПА ЯЗЫКЕ СХЕМ, РИСУНКОВ И
ЧЕРТЕЖЕЙ. На примерах из компьют* рного банка А.Ф. Крайнева
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРОКАТКА
КОЛОДНАЯ РАСКАТКА 1PVS НА СОВРЕМЕННОМ ПИЛЬГЕРСТАНГ (M.inne-.m.inn
Demag AG)
Холодной раскатке подвергают трубы
из сравнительно мягких материалов.
На существующем ряде станов можно
уменьшить внешний диаметр заготовки
или от 160 мм до 134 мм (на самом
крупном стане). На этих же станах
можно получить трубу с минимальным
диаметром 4 мм или 50 мм соответственно.
Прокатку осуществляют на оправке
плавно изменяемого поперечного сечения.
Данное решение позволяет получить
существенное уменьшение толщины
стенки и диаметра трубы. Здесь валки
деформируют трубу при движении
вперед и при возвратном движении.
Благодаря этому обеспечивается более
равномерное деформирование металла.
Движение валка
по ходу подачи
и удлинения трубы
При перекатывании
валка по трубе он
обжимает ее стенку
на оправке.
Свободное
течение металла
трубы приводит
ее удлинению,
утолщению
и локальному
выпучиванию
стенки перед валком
(появлению зазора
между трубой и оправкой).
к
к
Поперечное сечение валка
Yi лы поворота валка
при отсутствии его
контакта с заготовкой
Выходная
зона подачи
заготовки
относительно
валка
Входная
зона подачи
заготовки
относительно
валка
Деформирующий —+•
участок ручья
имеет переменный
(сужающийся)
профиль
на всей протяженности.
/ валка, при котором
/ происходит
Д< формиров 1НИ'
трубы, соответствует
протяженности
обжимного ручья
Если учитывать
упругое скольжение,
которое обязательно
имеет место в любой
фрикционной передаче
движения, то длина
деформированного
участка трубы получит я
немного меньше
протяженности ручья
При реверсировании
вращения валка он
продолжает обжимать
трубу на оправке
и делает толщину стенки
более постоянной.
На схеме видно,
что выпучивание
и утолщение трубы
перед валком намного
меньше, чем при
движении валка вперед.
Раскатанная труба имеет
более тонкую стенку
и меньший диаметр,
чем исходная заготовка.
Распределение напряжений в продольном сечении
и охлаждение зоны деформирования
Раскатываемая труба
Охлаждающая
струя
Оправка
Прокатный
валок
Форсунка подачи охлаждающей жидкости
Распределение напряжений в поперечном
сечении деформируемой трубы Прокатный
Наибольшие----- валок
напряжения
возникают
в зоне зажатия
стенки трубы
между валком
и оправкой.
Серповидный
радиальный
зазор
Охлаждение
выводной зоны
менее интенсивно, чем зоны
захвата и деформирования.
Механизмы пильгерстана для шаговой подачи и раскатки труб
Механизмы управления раздвижной Перемещаемая
оправкой (стопорением относительно труба
перемещаемой трубы)
Раскатываемая
труба
Раздвижная
оправка
Зажимной механизм,
удерживающий
трубу при возвратном
движении валков
Зажимной
механизм
Перемещаемая
Зажимные механизмы
(свободного хода) для
шаговой подачи грубы
Прокатный
валок Ход валк0в
Направляющие
ролики
50
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ Нг1 примерах из компьютерного банка АФ
Крайнева
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРОКАТКА
1ОПЕРЕЧНАЯ ПРОКАТКА ЗАГОТОВОК
Поперечная прокатка барабана или кольца (из книги
Walzwerkswesen. 3. Bd. 4. Abschn., Kocks u. Severin.
Herstellung von Rohren. Dusseldorf, 1939). Валки
соприкасаются своей прямолинейной образующей
с образующей поверхности барабана и при
соответствующем радиальном давлении.
Исходную
заготовку
обычно
получают х
ковкой
или
объемной
штамповкой.
Заготовке сообщают
вращение благодаря
трению в зоне
воздействия
на нее
рабочих
валков.
Винтовой механизм
Реечный механизм
Приводная рейка
механизма нажатия
Нажимнои
валок
валок
Опорный
Направляющие
ролики
самоустанавливаются
по мере
уменьшения
толщины и
увеличения
диаметра кольца.
Размещение современного рабочего
оборудования для нагрева заготовок,
Манипулятор
для перемещения
заготовок
ООО
Прокатываемое
кольцо
Стан для прокатки колец
ПОПЕРЕЧНАЯ ПРОКАТКА ВАГОННОГО КОЛЕСА
(из книги Кореску u. Schamschula, Mechanische
Technologie. Wien, 1951)
Трансмиссия стана для поперечной прокатки
вагонных колес (1-я половина XX в.) имеет
довольно сложную разветвленную схему, содержит
конические зубчатые передачи, карданные передачи
для вращения рабочих валков и двухкоромысловые
механизмы подачи и нажатия валков.
Формообразующий
валок
Формообразующий
валок
Заготовка
(в горячем состоянии)
в начале операции
формообразования
диска и обода колеса
вала
Карданная
передача
Приводной
вап
Двухподвижная
(поворотная)
опора
Формообразующие
валки
Цилиндрический
зубчатый
^Дуктор
Заготовка в конце
процесса формообразования
диска и обода колеса
передача
вал
Нажимнои
валок
Коническая
зубчатая
Направляющие
и приводные
ролики
прижаты
к ободу
в нескольких
местах.
Разветвляющий
Заготовка
Прокатный
(калибрующий)
валок
для образования
реборды
и поверхности
качения колеса
Ведомое
коромысло
Приводное коромысло
механизма подачи
и нажатия валка
В современных станах
при неизменности самого процесса
прокатки используют индивидуальные
приводы для вращения каждого валка
и винтовые механизмы нажатия
(тоже с индивидуальными приводами).
Приведенные здесь принципы формообразования заготовок
применяют при изготовлении бандажей и дисков современных
машин (в частности деталей газотурбинных двигателей)
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компью.ермого банха А ф. Крайнева
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛ1 НИ1 М. ПРОКАТКА
тремя папками, касающимися
ПОПЕРЕЧНО-КЛИНОВАЯ ПРОКАТКА
I идрор н П|)ОДЩ1И1<‘Л» г ИИ/рОННО уирнпиж 1
трех гидроцилиндров, перемещающих р. пош
Если требуется кольцевая канавка ш/' <
чем ширина валка, осевой гидроцели» f
создает тянущую силу и обеспечивает
смещение заготовки относительно г
npi годные валы
трех симметрично v
оаспо поденных
рабочих валков
Клинья на встречно движущихся
пластинах образуют ступенчатый
валок. Прокатку осуществляют
в горячем состоянии.
Таким способом,
например,
получают изделия
из жаропрочных
сталей и сплавов
диаметром
не более 125 мм
при перепаде
диаметров до 1,9.
Г идроцилиндры
сообщают
возвратно-
поступательные
движения рабочим
пластинам.
Копировальная линейка (шаблон) при тх.ецом
сообщат поперечное движение гидрораспрод, z е
Заготовку в виде сплошного тела вращения (в горячем
состоянии) периодически (пошагово) перемещают вдоль оси
Кроме того, она вращается за счет трения или принудительно
в направлении, противоположном вращению валков.
Стан для поперечно-клиновой прокатки
Аналогичный процесс
осуществляют с помощью
валков с клиновыми
рабочими элементами
Загрузочное устройство
ПОПЕРЕЧНО-ВИНТОВАЯ ПРОКАТКА ВТУЛОК
Валки с винтовыми ребрами и впадинами имеют
перекрещивающиеся оси и вращаются в одну и ту же сторону,
заготовка за счет трения или принудительно вращается
в другую сторону. По средним окружностям или поверхностям
заготовка и валки обкатываются без скольжения, а кольцевые
выступы и впадины образуются при относительном
скольжении.
Готовые изделия
типа втулок
с наружными
кольцевыми
ребрами
Заготовка
в виде трубы
Профиль вии'жы/ ребер и впадин в нормальном
сечении ' гвует ос евому профилю образуемых
пылевы/ канако? и щиуиои на занновке,
ПОПЕРЕЧНО-ВИНТОВАЯ
ПРОКАТКА ШАРОВ
Винтовые ребра валков
своими острыми кромками
могут разделять
заготовку на части.
Прокатный валок
с винтовой канавкой
Сплошная
цилиндрическая
заготовка
Г отовые
шары
Оси прокатных
валков перекрещиваются.
Поперечно-винтовои прокаткой изготовляют
заготовки сравнительно небольшого диаметра
(ролики до 50 мм, втулки до 90 мм, шары
до 125 мм) Прокатку стальных изделии диаметром
до 12 мм и изделий из цветных металлов до 35 мм
осуществляют в холодном состоянии. а изделии
больших размеров в горячем состоянии
Причем более высокой точности достигаю!
при холодной проктке (отклонения 0.05 0 ? мм
а при горячей прокатке О 1 1мм)
МАШИНОВЕД* НИ( НА ЯЗЫИ СХЕМ. РИСУНКОВ И Ч11Ч1 КЕИ
Н.| примерах из компьютерного банка А Ф Крайнева
мчм
Валки
заготовки
Зажимное
устройство
заготовки
Профиль накатанного прямого зуба
зубчатого колеса (микрошлиф)
Зубонакатный инструмент
“зацепляется” с заготовкой
точно также, как зацепляются
между собой производящие
колеса. Начальные конусы
обоих зубчатых пар совпадают
Полученную заготовку с накатанными
зубьями в последующем подвергают
чистовой обработке резанием.
Валки имеют винтовые выступы,
которые продавливают в заготовке
соответствующие впадины.
Колесо
производящей
пары
НАКАТЫВАНИЕ ЗУБЬЕВ
КОНИЧЕСКОГО ЗУБЧАТОГО КОЛЕСА
Зубонакатный инструмент
Пруток с рифленой
поверхностью
Колесо производящей
пары
Нижний стакан для зажатия
и центрирования заготовки
Заготовку нагревают
с помощью индуктора
до температуры ковки
перед обкатыванием
гладкими валками,
а затем и перед
накатыванием зубьев.
Обкатыванием заготовки гладкими валками придают
ее наружной поверхности специальную форму
с плавной криволинейной образующей. Это нужно
для более равномерного деформирования
и целенаправленного течения металла заготовки
при выдавливании на ней впадин между зубьями.
Сплошная заготовка (пруток)
протягивается между валками
за счет их вращения и на ней
образуется рифленая поверхность
Полное заполнение теоретического профиля
металлом и отсутствие излишков свидетельствует
о правильном выборе размеров заготовки
и параметров процесса.
Гладкий
валок
Исходная заготовка -
поковка, полученная
на ковочно-штамповочном
прессе (в горячем состоянии)
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРОКАТКА
Здесь заметно
уплотнение
поверхностного — Vi /
слоя зуба, особенно
в зоне переходной
поверхности, что положительно отражается
на работоспособности зубчатой передачи.
Зубонакатныи инструмент и заготовка в точности
повторяют движения, которые совершает пара
производящих колес, установленных на стане
Боковые х//
кольца /
ограничивают v--
течение металла
заготовки вдоль
накатываемого зуба
Заготовка
Накатывающие валки имеют зубья для формообразования
впадин на заготовке и реборды для ограничения течения
металла заготовки в осевом направлении. Реборды служат
также для ограничения радиальных перемещений валков,
процесс накатывания заканчивается после того,
как реборды упрутся в поверхности зажимных стаканов.
Верхний стакан для зажатия
и центрирования
ПРОКАТКА СТАЛЬНЫХ АРМАТУРНЫХ ПРУТКОВ
железобетонных изделий)
ПОПЕРЕЧНАЯ ПРОКАТКА ЗУБЧАТЫХ КОЛЕС
НАКАТЫВАНИЕ ЗУБЬЕВ ЗУБЧАТОГО КОЛЕСА (В ГОРЯЧЕМ СОСТОЯНИИ)
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнев.,
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРОКАТКА
нлкл Т WBAHMf ВИНТА РОЛИКАМИ
В ос мову технологии изготовления винтов
может быть положена винтовая передача
с гайкой в
роликов
вид( катящихся по винту
Накатывание [прокатка] винтовых ребер на трубе в горячем
(пластичном) состоянии валками, оси которых перекрещиваются
в пространстве по аналогии с роликовой
винтовой
передачей
Здесь валок выполнен в виде набора дисков
которые при накатывании ребра постепенно
внедряются в тело трубы и выдавливают
материал из образуемой винтовой канавки,
а затем обжима»- т ребро, уменьшая его ширину
Ролик
Оправка
нужна
чтобы стенка
трубы не
продавливалась
Г отовое
изделие
(труба с
винтовыми
ребрами)
Принципиальная
схема роликовой
винтовой
передачи
Винт
или
заготовка
Оси роликов и винта
перекрещиваются в пространстве
(не параллельны и не пересекаются)
При атом сами ролики могут
катиться вдоль винтовой канавки,
а на сплошной пластичной заготовке
образовывать винтовую канавку.
Формообразование ребер из стенки трубы
происходит в результате радиального и осевого
обжатия металла в калибрах. Валки для такой
прокатки должны иметь заходный конус
а также цилиндрические участки - формующий
и калибрующий. Угол заходного конуса
принимают при осевом самозатягивании трубы З...6°,
а в случае принудительной подачи трубы 8.. 12°.
Набор дисков из твердого материала
(например, из листовой стали с пределом
прочности более 2000 МПа и твердостью HRC 52 56
В к<1 либрах
заходного
конуса
о< ущес.твлякп
в основном
радиальное
обжатие
ребра
(продавли-
вание
канавки
в стенке
трубы).
Здесь осевые размеры
калибров даны
в увеличенном масштабе
(чтобы соседние линии
hi сливались одна
с другой) поэтому
создается впечатление,
что впадина между
ребрами шире ребра.
На самом деле
они обычно
одинаковой
ширины.
НАКАТЫВАНИЕ ВИНТА [или ЧЕРВЯКА]
ВИНТОВЫМИ ВАЛКАМИ (с параллельными
осями)
Нагретая заготовка
втягивается между
приводными
валками
подобно тому,
как вворачивается
винт в “гайку"
несооснои
(планетарной)
передачи.
Здесь валков
может быть два
или три (для само-
центрирования
заготовки).
Они могут иметь
осевое смещение
один относительно
другого Способ
позволяет
изготовлять винты
с различным
числом заходов.
В этих калибрах
осуществляется
только осевое
обжатие ребра.
Профиль
готового
ребра
Образующая
внешней
поверхности
трубы
Винтовой валок выполнен в виде
винта с постепенно увеличивающимся
по длине внешним диаметром
и изменяемым профилем винтовой
канавки. Вворачивание заготовки между
валками приводит к выдавливанию
на ней винтовой канавки.
Заходный конус валка
Калибрующая часть валка
имеет полнопрофильные
витки для придания точной
формы резьбе на заготовке.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ВОЛОЧЕНИЕ
Приводное колесо
Волока
Волока
Многослойный
корпус
ВОЛОЧЕНИЕ ПРОВОЛОКИ, ПРУТКОВ И ТРУБ
Физическая картина волочения с учетом трения
(из книги Mittailungen des Kaiser-Wilhelm-lnstitutes
fur Eisenforschung. Dusseldorf 1928)
rtf
Исходная
заготовка
Волочение проволоки
из золота
или серебра
Захватное
устройство
Примеры из книги Вануччо Бирингуччо
-Пиротехника" (Венеция 1540 г.)
Волочение
железной проволоки
Фильера [волока) имеет
cs хающееся отверстие
Исходная I
заготовка
а+р
Здесь периодически
переставляют захватное
устройство и протягивают
проволоку через фильеру
Толщина проволоки
при этом уменьшается.
Замкнутый Кривошип
кожаный ремень
Сиденье для мастера
подвешено подобно
качелям, а для удобного
размещения ног сделан
приямок.
Захватное самозажимное
устройство (волочильные
клещи) было известно
еще со времен Фильера
Архимеда
Ворот для натяжения проволоки
и перемещения захватного устройства
путем наматывания каната
Безопрзвочным волочением можно ВОЛОЧЕНИЕ Т РУБ
уменьшить диаметр трубы при неизменной
толщ/не ее стенки. Коэффициент
вытяжки (отношение площадей
поперечных сечений
до и после волочения)
одного прохода 1,1.. 1,5.
Заготовку протягивают
через сужающееся
отверстие и уменьшают
ее поперечное сечение.
Реакция (сила давления
волоки на заготовку)
отклоняется от нормали
на угол трения р. С учетом
этого задают угол конуса 2а
и перепад диаметров такими,
чтобы не порвать проволоку.
, составленными
Стальные волоки с отверстиями
из конических и цилиндрических поверхнос ей
(из журнала Draht.
Coburg/Obfr., Prost & Mainer.
1951, Nr. 1) обеспечивают
постепенное обжатие
заготовки подлине.
Волоки из твердых материалов (из журнала S ahi und Eise i.
Dusseldorf, 1942) установлены с натягом в стальные (иногда
многослойные) корпуса. Предварительное сжатие волоки
обеспечивает необходимую радиальную жесткость и рочно ь
при растяжении от распорных сил.
Последовательно
расположенные
элементы волоки
Волочением на оправке
уменьшают как диаметр,
так и толщину стенки
трубы.
Коэффициент вытяжки
за один проход 1.2... 1,8
Волока
Волочение на короткой Холодное волочение прецизионных стальных труб
неподвижной (из
Цилиндрической
оправке
книги HUTTE. Taschenbuch fur Eisenhuttenleute Berlin, 1961)
^Плавающая”
(самоустанавливающаяся)
опр »вка
Тянущая сила
Зажимное
или резьбовое
соединение
Начало процесса
Исходная заготовка
Волока
Процесс волочения
Вытягиваемая труса
постоянно облегает
цилиндрическую оправку,
благодаря чему достигаются
минимальные
отклонения
формы
Начало
процесса
Волочение на длинной
подвижной оправке
Процесс
волочения
Оправку удерживают
в положении
при котором
°6разуется калибрую! t1,ий
кольцевой зазор. ____
Волочение с использованием короткой
неподвижной оправки и тянущей оправки
Начало процесса
Волока
исходная заготовка
Тянущая
(захватная) оправка
Процесс волочения
Калибрующий
кольцевой зазор Исходная заготовка
Короткая
(калибрующая) оправки
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ и ЧЕРТЕЖЕЙ На примерах из компьютерного банка АФ. Крагюна
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ
ГИБКА И ВАЛЬЦЕВАНИЕ
ГИБКА СТЬРЖНЕЙ, ЛИСТОВ И ТРУБ
Промышленные приспособления и станки
для гибки заготовок вручную по шаблону
(примеры из книги А.П. Гавриленко
"Механическая технология металловъ.
Часть III. Обработка
давлен1емъ.'’
Москва, 1903 г.)
Гибка трубы поворотным
шаблоном
Труба
металловъ
В отверстия плиты
последовательно
вставляют штифты
(1,2... 5) и по ним
изгибают уголок.
Гибка уголка
на специальной
плите
Станок
для гибки труб
(середина XX в.)
Направляю! i iao
планка
Закрепление
конца трубы
Шаблон
Предусмотрена правка
стенки уголка ударами
молотка.
Здесь установлен
привод поворота
шаблона.
Дорн не допускает
выпучивания стенки
внутри трубы.
Поворотный шаблон
Заготовка
Зажимной кулачок
—
Заготовка
Закрепление
конца дорна
Приспособления для получения
скоб, крючков и т.п. деталей
у Рукоятка для поворота
зажимного кулачка
Заготовка
Сменные
шаблоны
Опорные 1
ролики Л
Станок для гибки
листовой заготовки
и преобразования
ее в коническую трубку
Гибка уголка на станке 60-х гг. XX в.
Приводные ролики
перемещают оправку
вместе с заготовкой.
Шаблон
Обкатывающий
ролик
Заготовка
Г отовое
изделие
Шаблон
Оправка
позволяет
сохранять
плоской
стенку
уголка.
Здесь край заготовки
зажимают между
нажимной планкой
и конусной
оправкой.
Конические
ролики
деформируют
заготовку
при ее движении
(не допускают
выпучивания
стенки уголка).
Заготовка
плотно
прилегает
к рабочим
поверхностям
оправки.
Изгибающий
кулачок
Конусная оправка
Зажимнои
кулачок
Современный ручной
станок для гибки
металлических труб
диаметром до 2 дюймов
Шаблон прикрепляют к штоку
гидроцилиндра и деформируют
им заготовку, опирающуюся
на ролики (подобно балке
на двух л
опорах). \J
Рукоятка
насоса
Нажимнои
винт
Обкатывающие
ролики
Рукоятка
с роликами
Листовую заготовку
в виде кругового
усеченного сектора
в конце процесса
гибки приходилось
переставлять
на оправке для того,
чтобы можно было
состыковать ее края.
Съемное
колесо
Г идро-
цилиндр I
приводится I
от ручного
насоса.
56
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банке А.Ф. Крайнева
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ГИБКА И ВАЛЬЦЕВАНИЕ
1
СПОСОБ ГИБКИ ЗАГОТОВОК НА ПРЕССЕ (из книги А.П. Гавриленко
“Механическая технолопя металловъ. Часть III. Обработка металловъ
I ипкл деревянных брусьев для кузова
автомобиля (Германия, начало XX в.)
давленемь.” Москва, 1903 г.)
Рама
Упор,
ограничивающий
сближение
пуансона
и матрицы
Силы F, действующие на плеч Э h 1риво
к пластическому деформированию листа
на небольшой дуге. После этого заг к/
передвигают и последовательно образую
новые деформируемые участки (по дуге).
При этом прикладываются меньшие силы
по сравнению со штамповкой при полном
сближении пуансона и матрицы.
Заготовка
Гидравлический пресс Туэдделла (2-я половина X в.),
на котором гнули заготовки по приведенному выше способ
Чтобы извлечь заготовку, свернутую Колонна рамы
в трубу, перекладину
снимают.
Гидроцилиндр рабочего —
хода поднимает каретку,
которая, взаимодействуя
с клином, сдвигает ползун
вправо. Ползун давит на заготовку,
опирающуюся на пуансон
(колонну рамы).
Г идроцилиндр
обратного хода
Клиновой
механизм
Схема этого гибочного пресса положена в основу станка на рис. внизу
(но там добавлены еще растягивающие устройства, а в качестве
заготовок используют металлические профили).
Потеря устойчивости стенок швеллера при его пластическом
деформировании (гибке). Существует ряд способов сохранения
формы поперечного сечения, в частности, с помощью специальных
профильных шаблонов
или путем
дополнительного
растяжения
стержня.
Рычаг
управления
гидро-
цилиндрами
Гидроцилиндр
обратного хода
Ползун
Заготовка
Ролики для
опирания заготовки
Потери устойчивости4
стенок открытого профиля.
Профилегибочный растяжной станок (60-е гг. XX в.)
Гидроцилиндр через ползун и тяги поворачивает гибочные
Пластическое деформирование (гибка) профилированного
стержня на профилегибочном станке при дополнительном
растяжении
Изгибаемый стержень одновременно растягивают
и изгибают. Прилегая к рабочей поверхности
Эпюры шаблона, он принимает заданную форму.
рычаги. Изгибаемый стержень одновременно растягивают
(перемещением кареток вдоль рычагов) и изгибают. Прилегая
к рабочей поверхности шаблона, он принимает заданную форму.
Захватное г идроцилиндр Ползун
устройство Изгибаемый
J ибочный
Рычаг Гг
Станина
Натяжная каретка
Гибочный рычаг
Изгиб
Растяжение
напряжений при
совместном
и раздельном
растяжении
и изгибе
При значительном свободном
изгибе тонкие поперечные
стенки теряют
устойчивость (выгибаются
из плоскости изгиба) в зоне
действия напряжений сжатия.
Дополнительным растяжением
получают напряжения одного
знака и практически
добиваются неизменности
формы поперечного
сечения.
^АШИНОВЕДЕНИЕ НА ЯЗЫКЕ схем, РИСУНКОВ и ЧЕРТЕЖЕЙ. На примерах из компью1ерниго банка А ф. Крайнева
57
HAVAIU
РАН
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ГИБКА И ВАЛЬЦЕВАНИЕ
ЛИСТОВАЯ ГИБКА
1<)СГ1вД1>ЛЛ1ОЛ||Н1>< i|. (|
11< Ц'1 IMhHI i * ИМ( f р у г I •> и 11 н I
Пуансон
Листовая
заготовка
Матрица
закреплена
на столе.
или двумя (по краям) гидроцилиндрами.
Пуансон - подвижный
: 60-х гг. XX в
Траверса обычно риводится в движение одним (по середине)
Гибка плоскими инструменюми
операций формоо
>ском листе с ЛОМ
Поворот
на 135*
Матрица имеет профиль
углубления для компенсации
упругого прогиба заготовки.
инструмент
прикреплен
к траверсе.
Заготовку
в виде
плоского листа
превращают
в изделие
с ребрами
изгибов.
пока толстого листа
на современном прессе
Гибки поворотным
инсгруме HIOM
Станина
ми
Характер
упругой
линии
Заготовке' придают
коробч ное сечение.
Сменные зажимные
। убки имеют
конфигурацию
в соответствии
с зад. ।иной
формой изделия
Одна из зажимных
губок служит
в качестве шаблона.
Поворот
на 180°
Нажимной
поворотный
инструмент
Ряд следящих опор расположен по длине матрицы в пазах
или гнездах Их положение контролируется датчиками
а полученная информация позволяет автоматически
управлять процессом гибки (задавать ход и режим движения
пуансона, компенсировать перекос или прогиб верхней
траверсы). Следящая опора касается заготовки в местах
упругого прогиба листа. При максимально возможном
заданном ходе пуансона в момент, когда следящая опора
будет утоплена в гнездо или паз и остановится, поступит
команда на завершение процесса. Пуансон продолжит
движение ровно настолько, чтобы компенсировать упругий
прогиб заготовки Процесс завершится без жесткого удара.
Опорная
зажимная губка
Заготовка огибает шаблон
с помощью нажимного
поворотного инструмента.
Последовательность операций гибки листа
при формообразовании изделия с - ной
конфигурации
пока тонкого листа
а современном прессе
Пуансон
Заготовку переставляют, разворачивают
(в плоскости) или переворачивают.
Начало операции \j
Пуансон
Заготовка
Матрица
Заготовка
Завершение
> первой
операции
гибки
Г пока
при неполном
ход»* пуансона
Матрица j
Готовое
и зделие
Следящая опора поджата
/пру»им элементом
с датчиком перемещения
Этапы гибки при полном ходе пуансон,.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ
1а
»Л • 1| 'ИМ < | », ,» j ХОМПКЮ I ЛАмЛГЛ f\ ...»
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ГИБКА И ВАЛЬЦЕВАНИЕ
имлш
РАН
Компенсация прогиба верхней равер< ы
К траверсе
прикрепляют
пуансон.
Современные гибочные прессы
гидроцилиидрэ сообщают поступательное
движение траверсе вдоль вертикальных
направляющих. —
Сопроводители
для поддержания
и перемещения
заготовки
Матрицу
прикрепляют
к столу.
Пульт
программирования
Заготовка —
Матрица
Траверса -
Пуансон
Три коротких гидроцилиндра автоматич с
стол с матрицей так, что рабочие повер но *ер
и нижнего инструментов становятся эквидистантными
(и близкими к прямолинейным) на рабочих участках
между ними
Передние сопроводители
листового материала больших
размеров можно сдвигать здоль
стола и наклонять с помощью
приводов так, чтобы обеспечить
заданный угол сгиба.
Ножное управление
Пуансон
Ручное
управление
Регулируемые
упоры
ример Формообразования изделия
при использовании
короткого пуасона, установленного
на дополнительных вставках.
Гофрированные
защитные чехлы
механизмов
наклона
сопроводителей
Задняя платформа пресса служит
для установки в пространстве материала
при выполнении операций гибки
Она может иметь до пяти автоматически
управляемых подвижностей.
Гибочныи пресс
Гибкие направляющие
защищают кабели электропитания
приводов подвижных сопроводителен.
Пример манипулирования
листовой заготовкой с помощью
робота при осуществлении операций
гибки на прессе
Пример параметров пресса
- длина траверсы до 7 м;
- сила давления
до 100 кН.
- толщина
сгибаемого листа
до 30 мм.
Механизмы поперечного
перемещения могут
обеспечивать поступательное
движение или перекос
платформы в горизонтальной
плоскости
Механизм
вертикального
(поступател ьного)
перемещения
Крепежные
планки
унифицированы
для многих прессов.
Граница \
рабочего \
пространства \
Вакуумное
захватное
л Заготовка
устройство
Вставки
озволя ют
осуществлять
гиб глубоко
внутри
ящика
Изделие
Вращательные
подвижности для
позиционирование
заготовки
Вращательные —*
подвижности, '
обеспечивающие
ориентацию
заготовки в зоне
обработки.
МАТЕРИАЛОВ ДАВЛЕНИЕМ.
ГИБКА И ВАЛЬЦЕВАНИЕ
ИЗГОТОВЛЕНИЕ ТРУБ НА СПЕЦИАЛЬНОМ ПРЕСС*
(из книги А.П. Гавриленко “Механическая технолопя металловъ.
Часть III. Обработка металловъ давлен!емъ/
Москва, 1903 г.)
Исходная заготовка - две скрепленных
между собой полосы (для конической
тр\оы - треугольные полосы)
При сближении зажимных устройств стенки
заготовки выпучиваются. Матрица
Выпучивание продолжается до тех пор.
пока стенки не упрутся в рабочие
поверхности матрицы.-ит--------II—
Зажимное
устройство
Формуемая
коническая труба
Гидроцилиндры зажимны
ч. устройств и матриц
Набор оправок для
последовательного
формования
конической трубы
Матрица
‘идроцилиндрь
для установки
оправки напротив
заготовки
Оправка
Зажимное
устройство
В пространство между
стенками заготовки
вдвигают круглую оправку
и тем самым формируют
трубу, которая прилегает
к поверхности матрицы.
Кз*дая
из onpa^Gr
Формует
трубу
только на
определи
ном
отрезке
ее длины
ФОРМОВАНИЕ ТРУБ НА ПРЕССЕ
(из книги HUTTE. Taschenbuch
fur Eisenhiittenleute. Berlin, 1961
Подгибание концов листа
Окончание формования
Пуансон
Предварительно кромки
листа подготавливают
для сварки.
Формование
U-образной заготовки
Подгибание
концов листа
на современном
прессе
U-образная заготовка
Опорный
валок
Заготовка ~~~
с подогнутыми концами
листа
С формование труб на современном прессе
фирмы SMS Meer (О-процесс)
Заготовку для О-процесса получают
на прессе для U-процесса аналогично
тому как показано выше Здесь дан
начальный этап деформирования
U-образной заготовки.
и
в
На этих трех моделях (схемы 2-4) представлено напряженное состояние заготовки
ен ов на трех этапах формования. Изменение цвета от синего к оранжевому
желтому означает повышение напряжений. Равномерное распределение напряжв4^
заготовке свидетельствует об окончании процесса и получении заданно!’ фор‘?ы
изделия. Форму инструмента выбирают из условия компенсации упругих деформаций
взаимодействующих тел, а параметрами процесса управляет компьютер.
^Силы -
нажатия
Реакции
основания
Напряжений
в инструменте
в конце прои^4 Y’
распределяются
почти равномерно*
что свидетельству*
о рациональное
его кепстру****
Заготовка
В поперед
сечении пока
немило от
отэаД****
Только В свободном СОСТОЯНИИ
за1 отоака приобретет круглую форму.
НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ н
___ . На Примерах Ил МЖШьмиппжмп 6.1НК.Ч
60
МАШИНОВЕДЕ НИ!
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ГИБКА И ВАЛЬЦЕВАНИЕ
Принципиальная схема протягивания
и гибки листа на четырехвалковои
машине
Съемная
опора
Листогибочная трехвалковая машина фирмы
The Niles Tool Works Co (США, конец XIX в.)
Этот валок создает
необходимое
прижатие листа
(к верхнему валку).
Подвижный
кронштейн
с поддерживающим
(направляющим)
роликом
Современная-----------------
листогибочная четырехвалковая
гидравлическая машина
ROUNDO (Швеция)
РАН '
___-
Верхний нажимной валок с двумя
механизмами привода опор
и^гОТОВЛЕНИЕ ЗАГОТОВОК ТИПА
Ёлочек и труб гибкой
исходная
/
Рукоятки муфт раздельного
подключения механизмов
нажатия верхнего валка
я получения наклонной
образующей изделия)
Опору верхнего валка отводят
(в осевом направлении)
и поворачивают для того,
чтобы можно было снять
полученное изделие.
Типовые формы изделий,
лучаемые на современных
листогибочных машинах
Современная листогибочная
четырехвалковая
гидравлическая машина
фирмы KNUTH
Г идроцилиндры
перемещения
концов
боковых
валков
“Разгрузочные”средние
опоры нижних валков
Задавая различные
перемещения на концах
валков, можно получать
коническую форму изделия,
а изменяя положения
осей валков при сохранении параллельности,
получают цилиндрические изделия
с эллиптическим или иным поперечным профилем
размещены
гидроцилиндры
перемещения
осей валков.
простейшая схема гибки листа
цилиндрическими валками
р чкои заготовки получают
’ ,индрИческую оболочку при движении
Ц'’ между подвижными валками.
Нажатие
Чтобы правильно
состыковать концы
листа, их требуется
дополнительно
подогнуть.
Проще всего это
осуществимо на
четырехвалковой
машине.
Приводные (вращаемые)
валки захватывают
и сообщают движение
листу подобно тому,
как это происходит
в обычной
фрикционной
передаче.
Приводы
линейных
перемещений
Перемещая
оси обоих
боковы/
валков, можно
получить заданную
подгибку концов лис а
за один прогон или
получить переменную
кривизну изделия.
Толщина листа 4... 100 мм,
ширина 1000...6000 мм
При одном (верхнем) валке с подвижной осью не всегда
возможно получение заданного радиуса изгиба концов
заготовки (в начале и в конце процесса). Поэтому
обычно выполняют подвижными и оси нижних валков.
Винтовой механизм
наклона верхнего
валка (для съема
изделия)
Шкив
ременной
передачи
и зубчатая
передача
привода
вращения
валков
Шкив ременной передачи и вал
привода опор верхнего валка
Пульт управления
Здесь размещен
привод вращения
валков (гидромотор
с планетарным
редуктором).
ООО
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ и ЧЕРТЕЖЕЙ. На примерах из компьютерною банка А ф. Крайнева
611
H.MAIII
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ГИБКА И ВАЛЬЦЕВАНИЕ
ПОДГИБАНИЕ КОНЦОВ ЛИСТА
Варианты подгибания концов листа валками для получения
заданной криви тны в процессе гибки трубы по всей длине листа
Если не по;ь>гн>’ь концы листа то в начале
и в конце процесса часть листа останется
плоской или произвольно прогнется
аналогично балке на двух опорах
под действием сосредоточенной силы.
в «анце процесса rv,
Ва^о«
прижимающий
Г ИСТ к
приводному
валку
Приводной валок
Заготовка -
плоский лист
Направляющие ролики
Полоса
В четырехвалковой машине
в подгибании участвуют три
валка, как и в трехвалковой
машине, но лист
на протяжении
всего процесса
гибки
зажат
между
приводными
протягивающими
валками.
Формообразование спиральношовной трубы
на современном стане фиомы
Salzgitter Grossrohre
______Валок,
згибающий лист
при радиальном
перемещении оси
ВИНТОВАЯ НАВИВКА И ФАЛЬЦОВАННЫЕ СОЕДИНЕНИЯ
(при изготовлении труб)
Формообразование стальной трубы винтовой
навивкой полосы (ленты) на оправку
(из книги HUTTE. Taschenbuch
fur Eisenhuttenleute Berlin, 1961/
Цилиндрическая оправка,
приводимая во вращение
электродвигателем
ИЗГОТОВЛЕНИЕ ТРУБ ГИБКОЙ И СВАРКОЙ
Внешние опорные
направляющие ролики
обеспечивают центрирование
заготовки по оси и заданную
цилиндричность
получаемой трубы.
фирмы SMS
Meer
За'отовка
°Cлигг
Фальцованное соединена
Диаметр трубы
от 508 мм до 1676 мм.
толщина стенки
32 мм
резкой на отдельные Tpi6“
установки Окончатель***
внутри трубы, а затем ив
Чв1ы(>вмвалкоаая система формовки
Ганная полоса
ПрСДЬ фИ ГсЛЬю, • ДфибоТиНныМИ
трубу с
Экранированная
электроду го ва я сварка
прихваточным швом
дуговой многозлектр»
сваркой проволокой под *'
флюса При этом трубе эв
МАШИНОЫ 711 HvU ИА и <ь >ь l
ОБРАБОТКА материалов ДАВЛЕНИЕМ I иька и вальцевание
<АГО ГОНОК ИЗ ПОЛОСЫ
ФИЛИРОВ
поперечных сечении полосы
‘ \ дродвиженмя между профилирующими
к енонич характера соприкосновения с ними.
Варианты формообразования круглых труб
профилирующими валками (из книги HUTTE^
Tasch' nbuch fur Eisenhuttenleute. Berlin, 196 )
Это сечение получается
в результате гибки
при трех точечно
приложенных силах.
^филирование
(lOPOC-b* можно
представить
пластический
ИЗ! ио
криволинейного
□руса бесконечной
ДЛИНЫ.
Получаемый профиль
отличается от калибра
(отверстия между валками
в диаметральном сечении)
лишь на величину
упругих поперечных
перемещений полосы.
Здесь процесс
начинают
с гибки полосы
по всей ширине.
Последовательность поперечных сечений, *
получаемых гибкой при наружном ди z
приложении сил
Исходная заготовка
Последовательность поперечных сечений,
получаемых распределенным деформированием
наружными и внутренними валками
полоса
Москва, 1981) позволяет получить характер напряжений,
Роликовая проводка
Исходные
полосы
Здесь процесс
начинают
с отгибания
краев полосы.
В данном сечении
принимает форму образующей
валка (без учета упругих
перемещений и возможных зазоров).
и
Профилируемая лоло а
И Ч1РПЖ1И Нал
Направляющие
ролики
виковая проводка
1 * г И 1GJI I /ю
’ИСг^' - 7
г,Олосы (в поперечном сечении)
ШИГ • )ВЕД| НИ1 НА ЯЗЫКЕ СХЕМ
Формование круглой
трубы четырьмя профилирующими
валками, образующими
закрытый калибр----
(применяют также
аналогичные решения
с тремя одинаковыми
валками)
Формование труб из двух полос на стане МИСиС УралНИТИ
(из книги А.И. Целикова и др. “Машины и агрегаты металлургических
заводов. Том 3.
близкий к естественному (при сворачивании трубы из листа).
Приводные ролики,
задающие движение
Формовочные клети
Стыковка и сварка
отформованных полос
роликовой <
пРоводки
rj
Формовочная клеть
с открытыми
калибрами
Формовочная
клеть
с закрытыми
калибрами
Валки
сварочной
клети
LL
Подгибание
краев,
нагрев
и сварка
обжатием
стыка
Снятие
грата
IUJ
Труба
далее
поступает на
труборезное
устройство.
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ГИБКА И ВАЛЬЦЕВАНИЕ
Печная сварка трубы встык (процесс
Фретцз-Моо-'з) - •*.«поуглеоодистой стали
Способ гворг—пил полосы в трубу протягивания ее
через вопежу и печной сварки встык предложен в 1845 г.
А Поенсгеном (A Poe^sgen). В 1932 г в сос ве^ствии
с предложением аыерикамиэ Моона (J. Moon) осуществили
z • '•* P^oerix-R^emrohr AG лслозьзчя
профилирующие валки. Способ вошел в историю
• • ‘процесс С ретда-Моона'.
Сопло
через которое
подается
горячий газ
полоса
Подача фЛЮса
Формование трубы из полосы и ее калибровка
пси протягивании через волоку (схема вниз/)
Нагретую полосу из
малоуглеродисто й
стали свертывают
в трубу
Г отовая
труба
Подачи флюса
Стыковка и прижатие кромок
друг к другу) в горячем состоянии
при протягивании через волоку приводит
• образованию сварного соединения
Ролики-электроды
(«ну I
Несколько пар профилирующих -
(роликов с желобом круглого сеч
формуют из полосы трубчатый [
Температура повыща
при обдувке горячим
газом до 1390 - 14ал
Стержень с внутренней
оправкой для калибровм1
трубы при протягивании
ее через волоку
Полоса
с загнутым Kpaev
Н । нримор.1. ц , коки и югерн<>1О л
64 МАШИН* ЯЛ I |И|
2,,-у...... и ЧНЧ,
усовершенствованный способ Поенсгена.
Здесь края полосы предварительно
загибают профилирующими роликами,
а затем протягивают через волоку.
Благодаря внутренней оправке получается
точный круглый профиль трубы. Способ
применим только для труб малого
диаметра до 150 мм) при толщине
стенки не более 1,5 от диаметра
Обдувка через сварочное сопло и
кромок штрипса до 1500 - 1520°С
Прижатием кромок (друг к другу) осуществляют сварку.
Ролик для гибки
края полосы
и подготовки ее
к сворачиванию
в трубу
Направляющий ролик
Контактная роликовая сварка ----
(внахлестку предварительно
скошенных кромок) с подгибанием
> раев заготовки в процессе
рижа ия ' ромок применима
для груб диаметром не более 20 мм
и толщиной стен<и 0.2...3 мм.
Опорный
ролик
Электродуговая сварка (под слоем флюса)
стальных труб (из книги HUTTE
Taschenbuch fur Eisenhiittenleute. Berlin, 1961)
применима для труб большого диаметра
(ДО 3000 мм).
электродная проволока
Ролик одновременно служит—_
для подгибания краев заготовки
и прижатия их внахлестку.
Штанга, через которую
подводится электрический ток
Электродная проволока
Удаление (отсасывание)
и 'бы точного флюса
Приводные
Р< 'ЛИ к и
Загсго*3
Приводные
профилирУкЧЦИ*
валки перем
Медный скольз
водчным
ОБРАБОТКА материалов давлением
I ИВКА И ВЛЛЬЦЕВАНИГ
0,8 мм
Плоская
полоса
гомпляк f
Профилирующие
валки
СМ*
|МИ ЙРТЛКГ/Я
ki3i оюнление
>МПьЮ нкрнОг Q Гмнка А Ф Крайними
Гофрированные ленты, заключенные
между тонкими листами, придают панели
прочность и жесткость при малой массе
по цлине) профил
для конька крыши)
СХЕМ. РИСУНКОВ И ЧЕРИ ♦1 И 11' 111,11
тфщмость этапов процесса формования
<пол I 3) И закрытого (поз. 4 7) профилей
...ъч! 1'Ю мм
Профили(ЮШ1НИв ГОфрирСвМИИЫХ
ЛИС ГОЯ ИЛ i‘ »н'ЖК»'
C't
Примеры гнутых профилей
Профилирующие
валки
Из плоской полосы
получают гнутый
профиль
при пропускании
ее между
вращающимися
профилирующими
валками.
профиль
Гнутый профиль,
полученный
из перфорированной
ленты (о вырубке
отверстий рассказано
на стр. 76, 77)
Из гнутых профилей создают
пространственные фермы например
для самолетов и строительных сооружений
Они дешевле и легче горячекатанных
профилей (при условии достаточной
прочности и жесткости) и их проще
обрабатывать (резать, гнуть, пробивать
отверстия) и соединять между собой
Профилегибочный
станок фирмы
AJV-machine с
(Финляндия)
Н.МЛ1Н
Z ГАМ
обработка
.М,м........ технолопя мвталлоеь
(«тки АЛ Л • М 11111(.НИ.М1. М-мм. 19031.)
Часть III. Обработка металлов давпен.емъ
крен-балка для перемещения
и поддержания заготовки
Труба
Роликовые
опоры
Профилированным
боек
Гидроцилиндр подъема стола
Ползун и гидроцилиндр для боком*
давления на формируемый борт
Отгибание борта-----
на плоском
круглом днище (котла)
Дополнительная
опора
формируемый
фланец
Отгибание фланца
на трубе
Шаблон
Заготовка
в виде диска
Прижимное
устройство
Отбортовочный станок фирмы
The Niles Tool Works Co (США,
конец XIX в.)
Нажимной
механизм
Ручной
привод
Прижимной
винт
Упорный ролик
Червячная
передача
Приводной
вал
Шарнирный нажимной
механизм служит для перемещения
и изменения ориентации длнящего ролика
Установочный винт
для изменения положения
механизма
(в зависимости
от размеров
заготовки)
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ
Давящий ролик
Принцип формообразования
борта или фланцд дивящим
иструментом (роликом)
(и лается неизменным
ног уже более 100 лет
Пулы
управления
СХЕМ, РИСУНКОВ И
НИ ЕМ
I ИЬКЛ и ВАЛЬЦЕВАНИЕ
1вел <1ииб..ни<. <и улил.п.лмогои пот лядомтл
' ' ,|МИ ..О краю «згоггонки при шаговом Ля пг
ДН I .............><- проще* к штамповке, г.
,(, возникновенивм "сильной вытяжки или сиг
' |И,( ...р.жлении перпендикулярном
к плоскости изгиба"
Гидроцилиндр возвратного
движения прижимного
устройства и бойка
Рычаги
управления
гидроцилиндр
Исходная заготовка -
плоский диск.
Его край
отгибают,
и получается
круглое днище
сосуда с бортом.
Стз>
Современный
фланцегибочно-пробивочный
станок фирмы
ROUNDO (Швеция)
Станина
для к
с1Х ИЗ К0МПЬЮ1вПнпгл п
наклон?! стола
На цилиндрической зато
отгибают флане
обкатывания ее
и одновременно
пробивать от
Наклоняемый
(для удобства
установки заготовки)
стол с вращающимся
зажимным
центрирующим
устройством
И
ОБРАБОТКА
МАТЕРИАЛОВ ДАВЛЕНИЕМ. ГИБКА И ВАЛЬЦЕВАНИЕ
Начало процесса
Станок
для отбортовки
плоского диска
(60-е гг. XX в.)
Заготовку PТСПОЛ. II нот между рабОЧИМИ
валками и обкатывают ее край.
ерк1’ЫВаНИЕ‘М
v.i 1а’ ого*чки
.опкзм*’ (роликами)
о
о
Рабочие
валки
Двигатель
для вращения
рабочих валков
Используя валки ступенчатого
профиля, получают
соответсвующую форму борта.
Рамка
с центрирующим
устройством
заготовки
Педали
управления
Противовесы
разгружают
наклоняющее
устройство заготовки
от ее сил тяжести,
а также силы
тяжести рамки.
Регулирование
положения
валков
Зажимное
и центрирующее
устройство
Окончание процесса
Ось поворота
заготовки
Валки постепенно
приближают
друг к другу,
а заготовку
поворачивают до
тех пор, пока
ее край не будет
полностью
отогнут и зажат
между рабочими
образующими
валков.
Формообразование гибкой бортовых элементов (с малым радиусом перегиба) на кузов их к а
алюминиевых сплавов (из журнала “Заготовительные производства в машиностроении z004 г. N” 8)
из
а.
Нижняя плита
панель)
Заготовка
(наружная
панель)
Верхняя
плита
Эластичный
элемент из
полиуретана
Матрица
Пружина
Прижим
Технологический процесс отгибания борта
Этапы технологического процесса 1...3
S ~~ толщина
листа
Пуансон
Пуансон
Заготовка
Верхняя
плита
* • if' ловка
у । ровняя
Технологический процесс догибки
Этапы rexiionoi ическо! о процесса 1...
Представленные
здесь
процессы
позволяют
снос ги
к допустимым
значениям
напряжения
в зоне
р. ic тяжени 1
в месте i ио i
Д£ КИЕ ид Я 4 Л I
( / f М I И( УНКОИ и ‘III П 4 I И
Н. i I Ip и t к Р’ I HI М !М! II .ЮI < >pnui О V U IK.I \ |* К) )«1ИН| и »
H.U МП
Давильник постепенно
перемещают, прижимая
заготовку к оправке и
деформируя ее до тех
Сдвигаемые ПОр пока она плотно не приляжет
кольца
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ГИБКА И ВАЛЬЦЕВАНИЕ
днища ынлннем
Ч Ь ;л» отопки роликами
из книги А. Л. Гавриленко
Механическая технолопи
металловъ*. Часть III.
Обработка металловъ
давлешемь Москва, 1903 г.)
Начало процесса
Давящий ролик
Опорный
ролик
Окончание процесса
Фланец
Труба
Исходная заготовка -
плоский диск
Зажимное
устройство
Давящий
ролик
Отогнутый борт
Опорный ролик
Принципиальная схема Jaioioih ।
деф<)рмир(»и.(ним листовой
заготовки давящим роликом
(и . книги Taschenbuch
Maschinenbau. Band 3/1
Arbeitsmaschinon Berlin, 1971)
Рогационн > вытяжка
(без утонения сгонки)
центр ЛОДЖИ-,.
Заготовка
Исходная заготовка - труба
Давящий
ролик
Вращающаяся
оправка
Выпучивание
заготовки перед
катящимся
по ней роликом
Примеры изделий
Корпус
закреплен
на суппорте
токарного
станка
Сепаратор
Микрометри-
ческая гайка
с лимбом
Заготовка
Вращающимися
валками зажимают
заготовку и на ней
выдавливается кольцевая
канавка (кольцевой
выступ на внутренней
стороне оболочки).
На этой детали выдавлены
винтовые канавки
и выступы.
Закатывание (отбортовка, загибание краев)
и получение фальцованного соединения
в сосудах осуществляют последовательным
обкатыванием
тонкостенных
заготовок
роликами
с различным
криволинейным J
рабочим
профилем.
Заготовка для этого шкива
получена в процессе штамповки вальцовкой
фирма Winkelmann+Pannhoff, 1965 г.)
^А-1У V \ /
Обкатывание края плоского
листа — первый переход
горячей штамповки
днища сосуда на
Фланжировочной
машине 60-х гг.
XX в см. рис.
справа.
Предварительное
отгибание края —
повышав! устойчивоен.
Против t ОфрООбрЗзования
’ ри шымпоике цен тральной
части
к оправке и не примет заданную Форму
Заготовка Шариковое yen
для вытяжки с
тонкостенных об
х____________________ диаметром 1 о
(из книги Л.Г.
। С.П. Яковлева 'Рота
вытяжка цилин
оболочек’ 1
Устройство для вытяни,
с (пятикратным) утонениеи
(из книги Е.А. Попова и др
Технология и автоматиза^Х
Подвижный
пунсон
Заготовка
листовой
штамповки*
* 2000 г.)
Наклонная
обкатывающая
матрица
1
И горой переход осущесгвлйии
после сыемм матрицы и пуансона. ------
Сближая И/ плоскую месть МКШ1ВКИ
* #а,ем <>бкатыв.1(1и<-
и отгибание ее края
68
М/ -;И|г 4Я /it НИ! i (Л -,| (
Развальцовка конца трубы в коническом
отверстии. Вальцам (роликам) сообщают
планетарное движение при одновременной
радиальном разжатии (применяют также
коническими ролики
Оправка или деталь
с коническим
отверстием
Машина для обкатывания
днищ (из книги А.Н. Банкетова
и др. “Кузнечно-штамповочное
оборудование” 1982 г.)
Гидроцилиндр
зажимного
устройства
Давящий обкатывающийся ролик
Заготовки сосуда
ролик
Здесь матрица
и пуансон
соответствуют
конечной форме
днища.
и с осевым нажатием
Водило-сепа^зт::
Привод вращения
заготовки
Исходная заготовка
(плоский диск)
в зажимном устройстве
КОНЦОМ ИСПО-ПьЗ
1 >1 М |'И( У1Р ОН и
И PH К| и
в штуцер» м
соединен
* ।uniMtjpdx Mj компьютерного банка
Ролик
Центральный
разжимное
Привод перемещу
давящего
пере'
ФормосЯЧ
рОЛИчИ ’ 4
1КЧЦ'>СИ»»Н
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ШТАМПОВКА
ОБЪЕМНАЯ ШТАМПОВКА
Предпосылки к выбору инструмента и оборудования
Влияние формы рабочих полостей на процесс течения
металла (из книги Jean Perignon. Theorie et thechnologie
Характер течения материала в зависимости
от воздействующего на заготовку молота
или пресса (из книги А.П. Гавриленко
“Механическая технолопя металловъ. Часть III.
Обработка металловъ давлешемъ.” Москва, 1903 г.)
Силовое воздействие
При коротких и легких ударах
молота материал
’растекается” вблизи от торца
цилиндрической заготовки
и она приобретает
рюмкообразную форму.
При тяжелых ударах молота
или при медленном давлении
пресса течение материала
происходит по всей глубине
заготовки и она приобретает
бочкообразную форму.
des engrenages. Paris, 1932)
на заготовку
Контур исходной
заготовки в виде
цилиндра
Здесь интенсивность
прямого
выдавливания
высокая.
Пример штампа, в котором предусмотрено
Равномерное
При резком ударе
больше металла
продавливается
в отверстие
подвижной
Получаемые формы поковок
и картины течения материала
(при выдавливании) из книги
В.Т. Мещерина “Штампы” 1939 г.
части.
При медленном
нажатии больше
металла
выдавливается
в отверстие
неподвижной
части.
Исходная
заготовка
Исходная
заготовка
прямое выдавливание металла
заполнение металлом
периферийных
полостей
штампа может
быть достигнуто,
например,
противодавлением
в месте истечения
металла.
При обратном выдавливании течение
Чтобы металл затекал во все отдаленные участки формы
(ручья) штампа объем исходной заготовки должен быть
не меньше объема получаемой поковки. Излишки металла
вытекают в специальные полости через сужения
(дополнительные сопротивления) или в полости
с противодавлением специальных компенсаторов.
При этом желательно иметь плавные сопряжения рабочих
поверхностей матриц и пуансонов. Не стоит предусматривать
полости, конфигурация которых предопределяет затрудненное
затекание материала. Более рельефную полость следует
располагать на подвижной части штампа. Плоскости частей
штампа должны сомкнуться только после заполненения
всех проектных полостей.
Современные прессы и молоты обладают широкими
возможностями варьирования силовыми, скоростными
и даже жесткостными характеристиками, тем не менее
качество штамповки зависит от того, на каком оборудовании
ее выполняют. Кривошипные прессы действуют циклически
при заданном ходе бойка. Между частями такого пресса
находится деформируемый материал. Винтовые
и гидравлические прессы способны давить с большой силой.
Волокнистое строение в сечении поковки,
обусловленное деформированием (из книги
Ри прямом выдавливании трение о стенки приводит
к существенному различию скоростей течения
материала в центре и по краям потока (это явление
на схеме характеризуют изогнутые поперечные линии).
Л.Е. Алекина и др. “Общая
технология металлов".
Москва, 1958 г.)
Сдвиг материала в месте его
выдавливания в отверстие
при резком (без скруглений)
изменении сечении.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ и ЧЕРТЕЖЕЙ на примерах из компьютерною банка А.Ф Крайнева 69
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ШТАМПОВКА
ГОРЯЧАЯ ШТАМПОВКА (из книги А.П. Гавриленко -Механическая гехнололя
мС1Л*иОНЪ Macihlll Oop.ituHKd мгыллонь данпнпеми'' Москва, 1903 г.)
При помощи штампов!» нлдкпя могутъ получаться съ точностью
»0 0,02 мм. Конечно, такая большая точность нс можетъ быть до-
стигнута при обработка нь горячею состояние такъ какъ при охла-
ждении пзтК.пе изменить свои размеры, п потому, желая получить
га кую точность, кузнецъ должеиъ возможно точнее отковать издЮпе
въ горячемъ состояши. зат!>мъ дать ему охладиться и уже оконча-
тельно придать ему точные размеры въ холодиомъ состояши.
Получение заготовки крюка (для подъемника) ковкой для последующей
штамповки (конец XIX в.)
Хвостовик сначала
оттягивают
и выглаживают (ковкой).
Сечение исходной заготовки
(проката) сохраняется
только в этом месте.
Крюк сначала отковывают
из круглого прутка.
Придание заготовке
дуговой формы
и предварительного
профиля осуществляют
ударами молотка
на приспособлении
в виде кольца.
После сглаживания
боковин (гладилкой)
заготовку устанавливают
Рог наковальни в двойной штамп и
получают заданную форму.
Приспособление
для ковки
Картины течения металла при штамповке
и взаимосвязь формы штампа с конфигурацией
заготовки и получаемой поковки (из книги
Jean Perignon. Theorie et thechnologie
des engrenages. ParisJ932)
Течение металла при заполнении полостей
штампа определяется целым рядом
обстоятельств. Здесь на отдельных примерах
показаны картины распределения линий
Деформирования в зависимости
от формы поковки.
Направления
течения металла /П
К онтур
тотовой
НОГО8КИ
’ /ГМ^ЬГО( стро ние
м 'л'*<ении I
Последовательны!? переходы
11 ! и I) при штамповке
заготовки зубчатого колеса
(из книги А.П. Гладилина и др.
“Технология металлов* 1952 г.)
При штамповке с помощью пресса
(с фиксированным ходом)
замыкание частей штампа
осуществляют единоврем енным
нажатием (с помощью молота
это делают несколькими ударами).
Для постепенного и плавного
заполнения полостей металлом
штамповку на прессе осуществляют
за несколько переходов, а в штампе
предусматривают несколько
ручьев (формующих полостей)
Ручьи для предварительных этапов
В данном варианте крюка ушко
не пробивают, а оттягивают конец
прутка, изгибают его в кольцо,
а затем сваривают
(ковкой).
Облой
Выталкиватели
Ковочное
приспособление для
придания заготовке
преварительной
формы (перед
штамповкой).
Оправка для
формообразования
и сварки ушка
крюка
» ».
• ।
' । ।
• »
Разрыв линии
деформирования
нежелателен
(возможны нарушения
сплошности металла).
Изгиб
и неразрывность
линий
деформи-
рования
''^'•лоилс-нное
ДВфОрми
л я ДН1И1
( И
НА I II» I
Поковка
Окончательный
этап штамловк!
При фиксированном
ходе штампа должен
быть предусмотрен
зазор между его
плоскостями во избежание
их “жесткого” взаимодействия.
Контуры заготовки (I и 2)
на предварительных
переходах
Последовательность штамповки
и линии деформирования
(на окончательном этапе)
многоступенчатой цилиндрической
поковки в штампе с продольным
(вдоль оси цилиндра) разъемом.
Одноэтапное формообразование
диска со ступицей (предельное
изменение геометрии сечения)
Кошур исходной заготовки н лиде цилиндра
| |(ИК *р< чныи
p.i н»< м
М I I к /НКОВ И 41. РП
Открытый штамп
с кольцевым замком
(для заготовки,
пока 1нной см ва)
ГЕЖЬЙ H.I 11рими|к>х и i компыо!vpiiui и олнкл А.Ф Крайнева
ObPAhOIKA МЛН 1’ИЛЛОВ ДЛВЛ1 НИ1 M. ШТАМПОВКА
< 'I -bt Ml IA'1
Ш1 AMllOBkA
I 1рИД.1НИс'
Двойной Н1ЫМП для Формоваии
рычага и пробники отверстия *
I l?UlhHbl(' бандажи
ппамиа не донугклют
расплющивания ею деталей
Штамповка на простом
Поковка
Колонка
понка
Штампы для формовании
ручки рычага и колонки
><?\НОПО1 Bl Mill НАЛОВИ
Могкпа, 1903 । )
Двойной ни лми
цля формования
призматически) о
конца нала
пред н'Лнн‘Н фермы изделию < помощью объемной
। (примеры in мппп А.П. /.чнрил(?нко "Механическая
Член» III Обработка мсналпонь длписнюмь.
Ступица рычага с отверстием
Отверстия должны быть коническими.
штампа
Направляющая колонка
Указатель (для точной
установки поковки)
Объемная штамповка в закрытом штампе
Образовавшуюся
пленку срезают.
О
Ли отонкн. используемые для объемной
штамповки (примеры из книги
HUllfz. Taschenbuch Kit Eisenhuttanloute
Berlin. 1961)
Начало **
процесса
В клчеепч» исходных служат катаные
Заготовка
в виде
короткого
цилиндра
(Прямые или периодически
профилированные). гнутые. кованые или
питы? заготовки различной достаточно
простой г<'омотричеекой формы.
Нижняя часть
штампа
Штамп
в сомкнутом
состоянии
Окончание процесса
Верхняя часть
штампа
Вкладыш для получения углубления Поковка
в теле поковки (при определенных условиях
может сл\жить в качестве компенсатора и выталкивателя)
Закрытые штампы (для кривошипных горячештамповочных
прессов) с подпружиненными выталкивателями-компенсаторами
(из книги Е.И. Семенова "Технология и оборудование ковки
и горячей штамповки’ 1999 г.)
Галае онио Изделие, полученное
Исходная заготовка
При штамповке с помощью пресса с фиксированным ходом
в штампе предусматривают компенсационные полости для
заполнения их излишками металла (с целью предохранения
пресса от недопустимых распорных нагрузок). Здесь эти полости
образуются при сжатии пружины после „
Поковка
заполнения рабочих полостей штампа.
Ззгстоека, полученная гибком
rpTtmcxo ихпнлнм
фПДОЦИ
Поконкл
рн м< с гном негре ее
|МЩМ|НОвЕДВ♦ H1L МА ЯЗЫКГ СЛ1М РИ( ^НМ>в И ч(. РТЕЖ1И Мл ’Чч<мгол\ и.: чех*. 4*va<v»<o о оаш<хл А
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ШТАМПОВКА
V < И ЛА Л HI
Я W ВАН
и ПРОЦЕССЫ ВЫДАВЛИВАНИЯ МАТЕРИАЛА
ШТАМПЫ
ударное выдавливание медных радиаторных
ПР***0 нм книги В.П. Романовскою “Справочник
'родной штамповке* 1949 г.)
Заготовка
в виде втулки
диаметром
до 15 мм
и ТОЛЩИНОЙ
стенки
до 3 мм
Пуансон совершает
периодическое ударное
воздействие на заготовку
(время воздействия
0,025...0,05 с).
Матрица
из направляющей
и формующей
частей.
состоит
Матрица
с поперечным
(горизонтальным)
разъемом
Выдавливание материала в поперечные полости
(примеры из книги И.З. Мансурова
и И.М. Подрабинника "Специальные кузнечно-
прессовые машины и автоматизированные ком ек ы
кузнечно-штамповочного производс ва” 1990 г.)
Начало
процесса
Выдавливание
происходит через
это отверстие.
Из втулки образуется
трубка меньшего
диаметра (до 10,5 мм)
и с меньшей толщиной
стенки (до 0,2 мм).
Заготовка
в виде
сплошного
цилиндра
Нижний
пуансон
Штамп для выдавливания с вертикально-разъемной
матрицей и механизмом ее раскрытия
Верхняя подкладная плита
Пуансон
ступенчатой
формы
Державка пуансона
— Переходная втулка
Пуансон
— Вертикально-разъемный вкладыш
Вертикально-разъемная матрица
Нижняя плита
Пружина
Верхний
пуансон
Вкладыш
Матрица
с поперечным
(горизонтальным)
разъемом
Получаемое
изделие
Заготовка в виде
сплошного
цилиндра
Выталкиватель с рычажной
системой раскрытия матрицы
(при движении выталкивателя вверх
рычаги разводят полуматрицы в стороны
так, что можно свободно снять изделие,
а при движении выталкивателя
вниз рычаги замыкают матрицу)
Получение изделий в виде стакана обратным выдавливанием
из сплошного цилиндра
Окончание
процесса
Начало
процесса
6 ,,иде
' '‘''UlHfjf
'"'’ИНДР;.
K0pnv?aBKa (В Г°РЯЧеМ СОСТОЯНИИ)
нчуса снаряда
Съемник
80
*' Л» НИ!
IIA Я Я Л I
Получаемое
изделие
ГЮ
Окончание
процесса
Получаемое
изделие
Жесткость пружин подобрана
из условия заполнения рабочих
полостей штампа и
предохранения пресса от распора.
Штамповка одним пуансоном
в поперечно-разъемной
матрице
(примеры из книги В.Г Мещерина “Штампы” 1939 г.)
Последовательность изготовления тубика (для красок)
из мягкого металла (цинка, алюминия, свинца или меди)
при подогреве до 180...200°С
Исходное
положение
Пуансон
Процесс Окончание процесса
выдавливания
Матрица
Матрица может иметь
I юболыиую KOIiyCHOCTI
для облегчения сняшя
поковки с пуансона
Заготовка
в виде
толстого
сплошного
диска
до
Съемник
Получаемое
изделие
может иметь
толщину
стенки от 0,1
ДО 1,5 м м t
диаметр
до 80 мм и
высот у
•-7, м м.
СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ На прим-арах из компыогврно» о банка Аф Крайнее
Л
Ы УДАРНО»О ВЫДАВЛИВАНИЯ
ЧЧОч.пыч (тонкостенных)
> ЛИИ
’тание прямого
.а_____
VI ПОЮ, прямоутольното и др
т сечений из алюминии
пхни, меди и цинка (из книги
8 П. Романовского “Справочник
по холодной штамповке* 1949 г.) I
0) J/1J ВЛИНИНИ9
Матрица
Обратное
выдавливание
Прямое
ныданпинание
Получаемое
изделие
Получаемое
тонкостенное
изделие
Выталкиватель
Стрелкой ]
указано __1
направление I
течения материала
'..Il OTOHK.I
в виде
толстого
сплошного
диска
вращающимся
Поковка
облегчает
процесс
течения
материала.
Неподвижная
матрица
Заготовку
из цинка
нагревают
до 200С.
в виде
кольца
Исходная
заготовка
в виде
толстостенного
колпачка
стоимость
Применение ударного выдавливания
вместо многооперационной вытяжки
снижает энергозатраты и
инструмента.
Вытяжка с утонением
(из книги Taschenbuch Maschinenbau.
Band З/l Stoffumformung. Berlin, 1968)
Вытяжка с обкатыванием
матрицы по заготовке
При обкатывании
матрицы
уменьшаются
силы трения
заготовке.
Пуансон
Штамповка с обкатыванием
пуансона по торцу заготовки
Сферический
подпятник
ее
по
Заготовка
Матрица имеет
отверстие ступенчатой
формы.
Пуансон Заготовка в виде
толстостенного
Матрица
установлена
на сферическом
подшипнике.
Ей задают
прецессионное
движение.
Сфероподэижи»
Пуансон----BJ
Заготовка
Матрица Выталкиватель Направляющая
Обкатывание инструмента по заготовке характеризуется локализацией
воздействия на материал и соответственно уменьшением энергоемкости
процесса и улучшением заполнения рабочих полостей штампа
При этом нагружение инструмента получается асимметричным.
Прошивка внутреннего шестигранника -
заключительная операция штамповки,
включающей высадку цилиндрической головки
винта (из книги Ю.А. Миропольского “Холодная
объемная штамповка на автоматах” 2001 г.)
Изготовление (высадка) кольца болтозаклепки
из алюминиевого сплава на четырехпозиционном
холодновысадочном
автомате фирмы “Мальмеди” (80-е гг. XX в.)
Подача проволоки
до упора
и отрезание
заготовки ножом
1. Правка
торцев заготовки
в закрытой
полости матрицы
Пуансон
Матрица
Получаете
изделие
Шпилька
Нож
It
МАШИН' тВ1 Д1 НИ» НА Л й ,1К(
Проволока
2. Образование глухих
отверстий с обеих
сторон обратным
выдавливанием
3. Формование
головки и раздача
тела поковки
(анод
ЧЕРТЕЖЕЙ Н.п
ipMMtlpu ч И i КОМПЬЮЬ рнсч О t\lMK.1 АФ К
Передача
поковки
с одной
позиции
J на другую
производится
автооператором.
Составной
пуансон
Просечка оставшейся
перемычки, удаление
выдры и извлечение покое».'’
Просечной
пуансон
предусмат
Матрица
74
Функции
ма!рицы,
просечной
шпильки и
ыьпалки-
нгнели
< < >нмещены
( XI М РИСУНКОВ И
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ
ШТАМПОВКА
сплава на
УСТОТЕЛОЙ ЗАКЛЕПКИ
тырехпозиционном автомате фирмы
2. Образование
глу того отверстия
обратным
выдавливанием
1 Правка
торцев заготовки
в закрытой
полости матрицы
Мальме ди
Внутреннего конусз
3. Формование
головки и углубление
отверстия
Пуансон состоит из штифта
формообразующего отверстия
и его направляющей
служащей
для формования
головки.
поковки
надруб
вварианте
Удаление выдры
через специальное
отверстие в матрице
Здесь матрица
имеет само-
устанавливающуюся
зтулку (без осевой
Составная матрица
= Сборный пуансон*^
Выталкиватель
3. Формообразование
цилиндрической
полости в головке
пальца обратным
выдавливанием
в варианте
на пред стр
Пуансон
Заготовка
Передача
поковки
операции
термообработки
анодирования
и смазывания
В ытал ки вающая
шпилька
замыкает полость
• матрицы и служит
для правки торца
заготовки.
1
Полый выталкиватель
одновременно служит направляющей
для выдавливающего пуансона.
Тонкостенный
выталкиватель
ПАРАЛЛЕЛЬНО-ПОСЛЕДОВАТЕЛЬНАЯ ШТАМПОВКА
дарового пальца с пустотелой головкой за четыре формообразующих операции
(из книги Ю.А. Миролольского “Холодная объемная штамповка на автоматах”
2001 г.)
Изделие, получаемое
в результате штамповки
Исходная заготовка
с помощью захватного устройства
переносится на первую формообразующую позицию.
3 9,10...9,7 7
ри отходе ползуна
с пуансонами назад
в ис /одное положение
’ овка выталкивается
•3 ‘-’атрицы в захваты
механизма переноса
’* предается ими
в следующую
1ЛРмообразующую
•°зицию.
Сборный пуансон
ов^чно выполняют
8 виде телескопически
Единенных
^•талей Центральная
, ал’- служит для
ГЮК08КИ
У** прошивки
ж. деталь
внешнюю
ПСЖОИКИ
м
1. Заталкивание —
заготовки сборным
пуансоном
в составную
матрицу и прямое
выдавливание
конца стержня
2. Высадка стержня
под головкой ----
и самой шаровой
головки в закрытых
полостях,
образованных
пуансоном
и матрицей
'>’ нри|| 1 имеет набор дисков
J с сопряженными омичигиями,
в общуи > (охн.i I I .u иощун )) и )ЙМУ
•^Ьи.ил.» Д| |(И( ЦАЯЯ,1КЕ СХЕМ, 1'И<
Ползун
4 Формообразование
полой шаровой
головки в закрытой
полости между
пуансоном и мл1риц< и
Прошивной инс i руме» и
\Ф Крайнева
1>им р *х и * компьютерно! о Панка
УПЮИ И ‘l"'" МИ
Внутренние детми матриц*
Поковка ОСюйма млрицы
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ШТАМПОВКА
м°дель деформирования
•Олокон н про11(ъ Се ||ро6инки листа
<мм>г.чер,.дунЧЦИХСи
спаянных между собой слоив латуни
И моли (и I книги В 1 Мещерина
Штампы* 1939 i )
Штамп для совмещенного
процесса вырубки и вытяжки
из книг и 0. Т. Мещерина
Штампы" 1939 г.)
При
нормальном
зазоре
Стадия образования
макротрещин, скалывания
и отрыва в материале
при вырубке (из книги
В П. Романовского “Справочник
по холодной штамповке" 1949 г )
Перед началом
процесса
Исходная ।
заготовка Г"
в виде листа I
Съемник
В конце
| процесса
Верхний
'У^НСОн-
МатРица
БьюубНар
^трицз
Изделие
При малом
зазоре
При слишком
большом зазоре
Вытяжной
нуансон
UH'poxpB.HCh и, поверхнен ти
среза в основном зависит
от I орог между
пуамс’оном и матрицей
L
Изделие
Буфер для
возвратного
движения съемник
Сравнение схем традиционной и
вырубки (по представлению фирмы FEINTOOL)
Фиксирующий
кольцевой
замок
точной
Пуансон
Действующие
силы давления
и реакции
Прижим
I Изделие "
и оставшаяся часть
заготовки выгибаются
Пуансон
Изделие
Матрица
Подпор изделия
Пульт
программирования
процесса
обработка
до 2500x1500мм
Максимальное
число рабочих
ходов пресса
1000 в мин
Выносной
пульт
управления
Ножной
переключатель
Револьверный пр?<с
с воспроизводимом силой до 30 тс (300 кН)
Рабочий стол
покрыт щетками и имеет привод деум-
координатного позиционирования
Координатно-пробивной пресс (станок)
Инструментально,' магазин пресса может содержать до четырех
шестипоэиционных комплектов (всего до 24 инструментов).
Це тьносварная рама обладает
высокой жесткостью
(в направлении пробивки)
что способствует
получению
высокой
точности изделий.
Маисима^-г>е о* ~ - .•-
0 4 мм (между осями
получаемых отверстий)
Прижим
толщиной
до 8 мм
Развиваемая
сила до 30 тс
(300 кН)
чеканки формовки,
неглубокой ВЫТЯЖКИ
щетками
переключатель
имеет
Пульт
Электро-
приводы стола
Гидропривод
инструмента
осуществляет
до 200
ходов
в МИН
Имеется
два
гидравли-
ческих
прижима
листа и четыре
вибродемпфера
программирования
автоматически воспроизводится
оптимальный процесс обработки
НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ Капр
Привод для
перемещения
пуансонов
Привод дл*
Совпадение осей пуансона
и матрицы перед
рабочим
ходом
орбитального типа
по патенту фирмы
RANER
матриц
(инструменте
Доступная
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ.
ШТАМПОВКА
Гимаш I
рдн|
СОВРЕМЕННЫЙ ПРЕЦИЗИОННЫЙ ЦЕНТР ДЛЯ ОБРАБОТКИ ЛИСТОВОГО
МАТЕРИАЛА (штамповки
,‘браиионной высечки
, краевой вырубки)
Консоль------.
с инструментом
Пульт
управления
Луч
Защитная
оболочка
Источник —
излучения
Комбинированный трехкоординатный станок
для штамповки и лазерной резки листов
толщиной до 8 мм (Германия, 80-е гг. XX в.)
Круглый
инструмент
Рабочий
стол
Зажим
для штампа
Объектив
Листовая
заготовка
Варианты получения криволинейной
прорези вибрационной вырубкой круглым или
продолговатым (автоматически поворачиваемым
с точностью до 0,01°) инструментом
Поворачиваемый дуговой инструмент
Листовая
заготовка
Неровная
кромка
Наиболее
ровная
кромка
Поворачиваемый
“шпоночный”
инструмент
Кромка
в виде многоугольника
с тупыми углами
Стол
Направляющие
Пример изделия,
полученного из листа
толщиной 1,5 мм
Отверстия, полученные
пробивкой
Наружный
контур 700 мм
образован лазером.
Пульт управления и программирования
Гибкая цепная
направляющая
токоподвода
к приводам
рабочего стола
Зигзагообразный выступ
выдавленный роликом
Контейнер
для отходов
Складирование
изделий
Современный
автоматизированный
участок для подачи
листовых заготовок,
обработки материала
(давлением),
складирования
полученных изделий,
листовых решеток
и отходов
Пакет
листовых
заготовок
Складирование
остаточных решеток
на подъемном столе
Автооператор
для перемещения
остаточной решетки
листа на подъемный
/ стол
Зона обработки
и получения
изделии
Рабочий стол
> двухкоординатным
позиционированием
Манипулятор
Дня обслуживания*
Рабочей зоны
5 Дачи заготовок
'-ьема, сортировки
и складирования
Аделии)
Листообрабатывающии
центр (станок)
Блок
электропитания
Гибкие цепные
оправляющие
токоподвода
* приводам
манипулятора
Наряду с вырубкой
высечкой, отбортовкой, гибкой
«ютяжкой предусмотрены также
‘ прзание резьбонакатывание
<роыок. получение
И оораи пов с помощью
КаНаВ°роликового инструмента.
М/,|СИН' уд ци( НА ЯЗЫКЕ СХЕМ, РИСУНКОВ*^^^^^^^
LUтамт» с
ПОУЖИМОЙ
Л МАТЕРИАЛОВ ДАВЛЕНИЕМ. ШТАМПОВКА
ТС II I Ik-J lTX IPV *-e Гт я " ж * а V w-- —----
V "< • * С w • । — <
Еастъ III Обработка металловъ давленюмъ’ 1903 I
ч1?ч. ЧК
Ч jt VI
:досеем <
ыТЯЖКИ
ч: - - е ? ч ? 7*
для вытяжки
Фасонного изделия
? ’e?’’ 222 "ГЧ
«о
Завивка борта кругового
или эллиптического контура
Сггоортоека (примеры из книги А.П. Гавр^генко
вМеханическая технология металловъ. Часть III.
Обработка металловъ давлен‘1емъ 1903 г.)
Отгибание
прямого борта
направление завивки
Штамп для наружной и внутренней отбортовки
4о.' же-.' -
^асгъ
Толкатель (для
дни ьения 11\
paJMuft.iMHH иНимпдк
•' Taschenbuch Maschinenbau.
Sana 3/1 Stotfumformung. ??• г 1968)
Вытчжкз в прямом
налравлении
показаны
только
отдельные
операиии
процесса
Прижим
МАТРИЦЕ
часть
Деформи руемая
к! готовка
закруглв!
ГлуЪокук
маслом »тли
78
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ На
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ШТАМПОВКА
Готовое
изделие
.. eblw’, осуществляема
Только переходов (из книги
*ШтаМПЫ 1939 Г)
ГЛУБОКАЯ ВЫТЯЖКА
Центральный
пуансон
L 2 И ? —
формы заготовки,
получаемые
после первого,
второго и
третьего
переходов
Исходная
заготовка
(диск)
получена
вырезкой
из листа.
Глубокая вытяжка, осуществляемая многоступенчатым
штампом (из книги Taschenbuch Maschinenbau.
Stoffumformung. Berlin, 1968)
Положения в процессе
вытяжки
Телескопическая
верхняя часть
штампа
Сила сопротивления
резко возрастает
при ступенчатом
выдвижении
пуансонов.
Band 3 I
Силы
давления
Плавное изменение
силы сопротивления
при одновременном
выдвижении
пуансонов.
Подушка
Плита —
выталки-
вателя
Прижимное
кольцо
опускается
и давит на край
заготовки.
Матрица имеет ступенчатое
отверстие. Центральный
пуансон
Зависимость
суммарной силы
сопротивления
от хода
центрального
пуансона
Здесь создается
одпор благодаря тому,
чт° °^е части штампа телескопические
движутся согласованно (вниз).
чальное положение
Заготовка -
T0H'0CTeHHfc
стакан,
наученный
&Ь<ТЯЖКОЙ
пРУХина
' И&ЗГг
' ‘ '«Хии
I • )1|
Конус, с которым
I -ИМОД< И1 твуют секции
Раздвижной секционный штамп
(из книги В.П. Романовского
“Справочник по холодной
штамповке” 1949 г.)
Окончание высадки
Изделие имеет выдавленный
изнутри кольцевой буртик.
При опускании верхней
части штампа секции
раздвигаются и выдавливают
-I кольцевую полость
на заготовке.
Пневмо-
выталкиватель
Неподвижное
о< кование шммпз
Окончание вытяжки
(конец *ОД‘*
центрального
пуансона,
далее следует
выталкивание
изделия)
И ЛЯ Л If >
Глубокая вытяжка, осуществляемая
двухступенчатым штампом (из книги
В. Т. Мещерина Штампы 1939 г.)
Заготовка | 1
Прижим —
Полый
пуансон
Начальное
положение
Матрица
имеет
ступенчатое
отверстие.
Промежуточное
положение
(конец хода
полого пуансона)
Изделие
Вытяжка эллипсоидного
днища сосуда на прессе двойного
действия [с дополнительным приводом прижима]^
(из книги В.П. Лукьянова, И. И. Маткавы и В.А. Бойко
“Штамповка, гибка деталей для сварных сосудов,
аппаратов и котлов" 2003 г.)
Ползун
Пуансон
Начальное
положение
Окончание
вытяжки
Заготовка
в виде
диска
Протяжное
кольцо матрицы
Толкатели
Основание матрицы
Стол пресса
Штамп с подогревом заготовки в процессе
вытяжки (из книги Taschenbuch
Maschinenbau. Band 3/1 Stoffumformung.
Berlin, 1968)
Отвод
воздуха
МИ
Пуансон
Заготовка
Нагревательные
элементы
Жидкость
для
охлаждения
пуансона
Матрица
На примерах из компьютерного банка А Ф к мин
1
л 4 Д| НИ| НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕ KI И.
ШТАМПО8КА (ОБТЯЖКА) ЛИСТОВОМ
ЗАГОТОВКИ
*ЕДВАРИТЕЛЬНЫМ РЛСГЯЖГНИЕМ
Перегибы должны быть плавными, а углубления
небольшими, чтобы избежать существенных
утонений и даже разрывов.
Наиболее
напряженный
(растянутый)
или
заготовки взаНи<
—। закрвпл«.
и геом<утрИи
Принципиальные схемы Дефоом
лит, голой
Глубокая вытяжка
при возможности
перемещения края
заготовки
;а» I л Пление
заготовки
Интенсивное растяжение
заготовки, равномерное
и плотное ее прилегание к пуансону
Заготовку предварительно растягивают для ее плотного
огибания (без складок) формующих поверхностей
и равномерного деформирования в процессе штамповки.
Пуансон
На матрицу и пуансон может быть нанесено
электроизолирующее и теплостойкое рабочее покрытие.
Для уменьшения сил трения между рабочими
повехностями и заготовкой используют специальный
смазочный материал.
Портал
Каретка
стол
примерах из компьютерного банка
Зажимные
устрой-
ства
Рычажное
соединение
цилиндра
с губками
Полученное изделие
имеет поверхности
двойной кривизны
Растяжные
гидро-
цилиндры
“Технологическое обеспечение авиационного
производства” 1991 г.)
направляю
щие пазы
для губок
К зажимам
подводят электроток
для нагрева
заготовки
Пресс способен
формовать детали
одинарной, Г
двойной и
знакопеременной
кривизны I
из листа
толщиной J
6 мм, длиной I
до 18 м при I
ширине до 7 м. г
Верхний стол
с двумя
гидроцилиндрами
и одной (средней)
направляющей
>ВЕД( НИ1 НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ
Нижний
может быть
наклонен на угол
до 5’ с помощью
трех гидроцилиндров
ZZuD L-1) Пли'а
W" Каждая пара зажим* <
11 Jz губок замыкает
ук с помощью своего гиДХ
к \ цилиндра. Зажатый М»
; [Ч X листа изгибают с помои
*>формуют1'4 г,1''г
цилиндров и pavT*
перемещение**
/ (относительно
растяжными гидроии;|И
Растянутую и изогнутую (в пол
сечении) заготовку подвергают 4й
встречным перемещением <-
Окончание процесса
Сила давления
на пуансон
Зажимное устройство пресса
Формующие гидроцилиндры
могут перемещать
зажимные губки \
Эпо Т-образным
пазам. ’ а
ОБРАБОТКА МАТЕРИАЛпп плопг
^НИАЛОВ ДАВЛЕНИЕМ. ШТАМПОВКА
ГУБСРА (Huber) <ИДРАВЛИЧЕСКОИ 1ША1УИ1ОВКИ
.... * л TWO""»»» ’Мвмническая гехно™,, I. метал™»,,
по’ка металловъ данлен1емъ* 1903 г.)
Ьк» МК1. большинство металловь при напряжеши въ 40
, , ( кв. мм приходить вь пластичное состояше, то при
; г»(рамп’ичшго давлены вь 5000 атм. внутри цилиндра
ч, к Ю нр',|;,ч п1 меГа11Ь въ такое пластичное сосгояше и вдавить
»
Пример получения рельефного рисунка
(М I Пр( д( |рип л(,н ОГф()рМОН.1НН(/И 'у! )
на прессе Губера ______________
Штамп с
“зеркальным"
рельефом
Щлн. выше гидравлическое давлеше, тЬмъ болЬе рЬко вда-
, . ия материт въ форму. При твердомь материя Ь ппиходит-
сд . ыспгь давлеше до 12000 атм.
Обычный штемпель или пуансопъ штамповочнаго пресса та-
ль образомъ устраняется, его ।
мающая со всЬхъ сторонъ жидкость очень высокаго давлен 1я
работу выполняеть равном 1;рно
Герметик (замазка)
по контуру
прилег ания
штампа
деформирование тонкостенной заготовки
шлоского листа, трубы или оболочки)
непосредственным давлением жидкости
Заготовку прикладывают к рельефной рабочей
верхности штампа таким образом, что при
рмировании она может отразить на себе
Форму рельефа, плотно прилегая к нему.
Главное в подготовке к процессу обеспечить
возможность проникновения жидкости
в полости между контактирующими
поверхностями заготовки и штампа.
я этого Губер осуществлял герметизацию
го с бщему контуру рабочей и деформируемой
г верхностей. В последующем стали обходиться
плотным прижатием штампа по контуру заготовки
и .пользовать разделительные уплотнения.
Пристыкованные друг к другу заготовку и штамп
помещают в камеру (с жидкостью) пресса, после
чего создают высокое всестороннее давление.
Штамповка (раздача трубчатой Начало Окончание
Штамповка с пробивкой
отверстий в листе путем давления
жидкости через гибкую диафрагму
Свинцовое разделительное Скрепляющая
уплотнение
Начало
процесса
скоба
Окончание
процесса
Пример
декоративной
отделки на стакане
полученной с помощью
составной наружной
формы и давления жидкости
на стенку (изнутри стакана)
Заготовка
Изделие
Футляр
Детали матрицы (штампа)
с отверстиями
Штамповка (раздача полой заготовки) давлением
жидкости в замкнутом пространстве (из книги
В П. Романовского “Справочник по холодной
заготовки и внутренняя
отбортовка) жидкостным
пуансоном в жесткую
матрицу (из книги
В.Т. Мещерина
‘Штампы’ 1939 г.)
•нтактное скользящее
лотнение
Составная матрица--------
0г-ртисальным разъемом
для извлечения
ютового изделия)
)итактное неподвижное
' > Мнение
процесса
процесса
Поршень
на
Формообразующее
давление жидкости
заготовку
Г отовое
изделие
штамповке” 1949 г.)
Пуансон
Коническое
кольцо
для стягивания
подвижных
частей
матрицы L
Штамп без прижима Изделие
Торцовый вкладыш матрицы
через стенку
JJr’JMnOBKa (раздача полой заготовки) Давление^ЖИАК^7^ по холодной
‘«нового мешка (из книги В.П. Романовского “Справочни
^амповке- 1949 г.)
Штамп с прижимом Изделие Матрица
Прижимное
кольцо
Коническое кольцо, сдвигающее боковые части матрицы
Окончание
процесса
Направляющий
Начало
процесса
'''•:ыи
। (Hin'iuc • <><
ИКОН и
М ГИ<
для < ППИВ.Н'И'1
Ч.н н и матрицы
им
*го
Составная
матрица
вертикальным
разъ< -мом
I I| HtMf’pHA
Пример инструментально блока дня штамповки
давлением жидкости через эластичную
диафрагму («»•*XX а.) Даалеии. «WWm
Масляная
камера
ЭЛЛС 1ИЧНЛЯ
дилфрл1мл
< вогнутой
ЧкН И’К'
М .и риал
ЛШ 1О» »•
И I компьютерной О оликл \ 4'
1
PAH
ОБРАБОТКА МЛН РИАЛОВ IHf M ННДМПС
□лаыичнои, жидкой ИЛИ ГАЗОВОЙ СРЕДОЙ
Раздана станок сосуда с помощью
(типового пуансона (из кии. и Окончание
°азъем
резиновая диафоагма
Штамповка (ныгяжка) жесг/им г /ам//,и,
матрицу (и ; к.«иг и f Л Попом и др *
и ангоматизаиия /1исговой u/raMrnxir^
давление жидкости
Разделительное
Давящий пуансон
Заготовка (в процессе
деформирования)
I отоесе изделие можно
извлечь. разъединив части матрицы
после снятия стягивающего кольца;
Штамповка с помощью резинового пуансона или
резиновой матрицы (из журнала * Авиа промышленность’
1937 г. №4
Штамповка (раздача полой
заготовки) взрывом
в замкнутом пространстве
Начало процесса
I o/б'-'З’’ая Задяд
Пробивка о верС1ИЙ л •а '--:: *
Высей <а
Нези ноезл
матри^а
ЗЗЗы&’-З'-'у*
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ШТАМПОВКА
своей торцовой
Нажимной
пуансон
Смесь гранулированного
полиуретана со смазочным
порошком
а его конусная
<асть направо енж
Здесь штамповку
осуществляют
давлением
на оба пуансона.
замыкание
мат pwt
, . t • ГОЛО
Гидроцилиндр для
силового замыкания
частей матрицы
; нлядш
РАН
Силовое замыкание
матрицы
Выдавливание патрубка из
стенки трубы (фоомова^ие
тройника)
Матрица имеет продольный
/ чтобы можно было извлечь
готовое изделие.
Смесь
сжимается
и создает
необходимое
противодавление
Пресс для формовки
(на книги Г.Б. Строганова и др.
"Технологическое обеспечение
авиационного производства
1991 г.)
Гидроцилиндр (для
Формообра ювания
патрубков) можно
• : тивлятъ ндол!.
направляющей
1 ’ п >ротной он- оли
На пом прессе
обычно и ущ©< твляют
пРощк:с проталкивания
*’ 1 ’ • мнук) мат| 'Ицу
сварных или цель потянутых
1рУб (диаметром 20... 100 мм)
чля обра янзания патрубков
малым радиу< < -м изгиба.
По'КК 1Ь МН.киски
1 -‘ИОЛНЯКЯ 4Д.Н 1ИЧНОИ
У’ юйчивости ее стенок.
Заглушка
Патрубков
Готовое
изделие
(тройник)
Гидроцилиндр для
формообразования
патрубков
Верхняя и нижняя
части матрицы
с горизонтальным
разъемом
Крышка
Окончание
процесса
Заготовку нагревают до температуры, при которой
обеспечивают высокую пластичность материала
и поддерживают эту температуру в процессе всего
формообразован ия.
Подача инертного
газа под
давлением
Основание
Поворотная
консоль
1
♦
м,прицои
Начало
Г1Роцэсса
••Рхпласгичная формовка
"ЭДеЛмя из титанового сплава
( И,’ОН(Н» 1 ...
’ «Mi - ,|ние
Заготовка
Матрица
насосом
ч
.W
Г отовое
изделие
Нагревательный элементы
83
,л'* 1ИЬ Н I ДГНИ1 ПА ЯЗЫК! СХЕМ РИСУНКОВ И
ДИФФУЗИОННАЯ СВАРКА
И СВЕРХПЛАСТИЧНАЯ ФОРМОВКА
изделий из титанового сплава
(по книге А.Г. Братухина и др. “Технология
производства титановых самолетных
конструкций" 1995 г.)
Изготовление трехслойной панели
Прижатие по замкнутому контуру
для обеспечения герметичности
й камеры
____________________——г-—п 1/1 ivi. lu i /^ivi I L3 К Л
, Кд MAI АНАЛОЙ ДМОлrn/ic.v.
Трубка для
подачи газа
приварена
к заготовке.
Подача в камеру инертного газа
под давлением (1...2 МПа) для
прижатия и сварки листов в местах,
е покрытых антисварочным
материалом (при выдержке 1,5 ~ 2,5 ч).
листа в другой)
примерах
0,6...2,0 мм
©
«ДО
В этих
местах листы
слипаются
свариваются.
Образование межлистовых полостей
и подача в них инертного
газа под давлением
Создание разрежения
в камере (до 1,3 Па) для начала
образования межлистовых
полостей в местах установки
антисварочных прокладок
Окончание процесса штамповки
пи игигиг
Подача инертного газа под
давлением после сварки стенок
труб и образования межлистовых
полостей в местах установки
антисварочных прокладок.
Внутренняя
опорная часть
оснастки
Диффузионная сварка листов
(скрепление поверхностей
в месте их соприкосновения
благодаря проникновению
частиц одного
В приведенных
толщина листа
Прокладка
препятствует
слипанию
и сварке листов
при их прижатии
друг к другу.
Через эти отверстия полости
сообщаются друг с другом
для того, чтобы обеспечить
одинаковое давление газа
на деформируемые
стыки. х
Инертный
газ под
давлением
На готовом
изделии
показаны его
поперечное
и продольное
сечения.
Изготовление трехслойной
цилиндрической оболочки
Заготовка в виде
трех труб, стенки
которых разделены
в местах
образования
межлистовых
полостей
Матрица при замыкании
ее частей сжимает
пакет труб
по торцовым контурам,
образуя тем самым
герметичные камеры.
Подача инертного газа
под давлением
для сжатия пакета труб
и их диффузионной
сварки в местах, не покрытых
антисварочным материалом
Изготовление сфер
баллона
Разъемная
матрица имеет
сферическую
рабочую камеру
Заготовка
в виде дисков,
сваренных
по замкнутому
контуру
в нагретом
состоянии
постепенно
заполняется
инертным газом
и принимает форму
сферической камеры
матрицы.
Г отовое
изделие
Формообразование цилиндрического
изделия с гофрированным наполнителем
осуществляется аналогично процессу
штамповки
плоской
панели.
84 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ
СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ На
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. ПРЕССОВАНИЕ
xxvuvматериал, прессуемый
ПРЕССОВАНИЕ ДЕТАЛЕЙ
удТЕРИАЛА
струной конфигурации (с зубьями
и шлицами) Фирмы OSTERWALDER
Матрица служит
для формования
внешних зубьев
Нижние коаксиальные пуансоны
служат для формования
элементов ступицы и обода.
Нижний центральный
пунсон служит
для формования
штлцевого отверстия.
Верхние коаксиальные пуансоны
служат для формования
элементов ступицы и обода.
Заполнение формы
порошковым материалом
Начальное положение матрицы
определяет уровень заполнение
формы порошком. Количество
порошка должно быть строго
определенным для обеспечения
заданной плотности материала
в конце процесса.
Оно автоматически корректируется
для получения требуемого порошка
при колебаниях его свойств.
Чтобы изделие получилось
точным по размерам
и заданной плотности,
порция засыпаемого
порошка дол жна быть строго
дозированной в зависимости
от его исходных свойств.
Плита, через которую передается
давление пресса i
В процессе формования
пуансоны и матрица
движутся по определенной
программе, обеспечивающей
равномерное заполнение
образуемой закрытой формы
порошковым материалом
и его уплотненте.
Гкдролрассование через гибкую оболочку (60-е гг. XX в.)
Начало процесса
Байонетный замок
Толстостенный
корпус
Г отовое
изделие
Гибкая
оболочка
(эластичный
чехол)
Стакан
с отверстиями
для подачи
жидкости
Окончание процесса
Подача жидкости
под давлением
Го । ово* •
И ЗД<‘ЛИ»‘
Пли гы.
управлямые
с помощью
I ИДрО1 цилиндров
С терж* *нь
для обра ювания
внутренней
полости н и »д»*лии
формования изд» пи । < ‘ пи< м ш •" 40 1 uiciuti
<И . ...ращении ого объема в замкнутом н»»<м I •
РИСУНКОВ И 411’11*1 И
Н« )»$( Д( Hi ll НА Я •Ы1’ I < XI м
Гидр™ цилиндры
К плитам
прикреплены
коаксиальные
пуансоны.
Рабочий стол
с матрицей
формуемое
изделие
1
KlHtiVr.. ।
Пример схемы
приспособления
для пресса
Плиты
с механическим
регулированием
положения или
управляемым
перемещением
и нажатием
примерах и < к0мпью1»рн01 о банка
ОБРАБОТКА МАТЕРИАЛОВ
ДАВЛЕНИЕМ. ПРЕССОВАНИЕ
l HMAIII
ГАН
Контейме|»
для исходного
нагретого
материала
M<j । рица
Мжрице-
из цветных
металлов
и сплавов
ма вор1 икальных
механических
прессах
(30-о гг. XX в.)’
Перемощение
иг лы
Последовательные оп>ч >ации
Давление на
штемпель
ос I <н юн-
Прессуемый
мзте| >иал
Примеры стальных профилей, полученных неправд
прессованием (выдавливанием) (из книги HUTTE
Taschenbuch fur Eisenhuttenleute. Berlin. 196n
Выдавливаемая
> $ и
Штемпель
Выходные
от экстг
чЭкструдер ан, iлогичем
no устройству и действию
винтовому насосу Архимеда.
В нем при вращении шнека
также поступательно
перемещается ма i ериал,
находящийся между витками.
в 50-е гг аналогичным образом
стали прессовать стальные трубы больших
сечений на гидравлических горизонтальных
прессах, развивающих силу до 300 МН.
Материал в виде гранул
Непрерывное прессование деталей из пластмассы
или металлического сплава с помощью шнека (вииж)
Вращающийся шнек проталкивает материал (в продольном
. вправлении). Благодаря уменьшающемуся пространству
Формующая
головка**
Здесь расплавленный материал
проталкивается через отверстие
(между мундштуком и дорном)
внутреннего контура охлаждения
и п" ™ ВСТрРены также нагреватели
и датчики температуры.
соответствующее профилю изделия
•* Формующую головку называют также
фильерой или дюзой.
Hat ренательные элементы
обеспечивают нагрев
и плавление
н<
между витками рыхлый
материал спрессовывается
и становится
плотным.
экструзионная головка**
(фирма Technoplast.
конец Х.Х в)
составлена из рядв
состыкованных плит
' с постепенно измонпомш»
профилем формующего ручья.
Базовая пара деталей; мундшпж
для формования внешнего профиля изделия,
ДОрн для формования внутреннего
профиля илдоЖ ,
Непрерывное ротационное прессование
на установках Conform фирмы Holton Machinery
Установка для переработки порошков
и гранулированных материалов (в том
числе отходов, содержащих алюминиевые
магниевые, цинковые или медные
сплавы)
Подача
, порошка
Установка для тангенциального
рессования сплошной заготовки
матепДЭРЯ ВЫСОКОЙ температуре
а зат«ИаЛ СТаио8ится пластичным
а затем продавливается
через матрицу.
Упор
камеры прессования
Прессующий
ролик
. ,ЕМ ри. .
Прессующая матрица
Готовый профиль
можно резать
на куски или
сматывать в бунты.
- Нагревательное
формующее
устройство (башмак)
с Регулируемым
Вторичная
заготовка -
сердечника
(например,
кабель) \
положением
Сплошная заготовка •
пру 1 ок сечением до
Готовая пресс
оболочка кабеля
Прессующая
матрица
Нагрева-
тельный
6.iLU‘ja‘'
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. КЛЕПКА
КЛЕПАНЫЕ (ЗАКЛЕПОЧНЫЕ] СОЕДИНЕНИЯ
(Конвертер
В IV в. до н. э. Аристотель относил к числу
простых машин' щипцы (кузнечные клещи,
ножницы захватное устройство), которые имели
шарнирное соединение двух рычагов.
Ось (стержень) такого соединения устанавливали
с зазором в пробитые в рычагах отверстия
и раскл пывали с обеих сторон.
Мо- но найти и другие примеры применения
закл пок в ору жейных доспехах и домашней
утвари, но данное конструктивное решение,
пожалуй, одно из самых древних, применяемых
в наши дни почти без изменений
Выпускное
отверстие
В этой кольч . е
изготовленной
около тысячи
лет назад
можно увидеть
миниатюрные
заклепки
с помощью
которых
древни и мастер
соединял кованые кольца.
XVIII в - начале XIX в. создание
соединений приобрело промышленный
Сначала их применяли в котлах, затем
В конце
клепаных
характер
они полу <или массовое распространение
в мостостроении и судостроении. Информация
о ^обструкциях клепаных соединений листов
и стержней содержится в справочной и учебной
литературе того времени (здесь приведены
примеры из учебника Julius Weisbach. Lehrbuch
der Jngenieur- und Maschinen-Mechanik.
Braunschweig 1857).
Тавровый
профиль
Лист
Заклепки
Н * кладка
Лист
Заклепки
Уголок
Лист
В Эйфелевой башне (начало XX в.) заклепками
соединено 18 тыс. частей.
При создании одного только парохода Нормандия”
в 1935 г было установлено более 13 млн. заклепок.
Средний узел нижнего пояса фермы
книга для инженеров, архитекторов,
Стоика составлена
из ч тырех уголков
и полосы
соединенных
заклепками
моста (из книги HUTTE
механиков и студентов
Все стержни
присоединены
к фасонке,
выполенной
из листа.
^^нка пояса
полосы' Заклепки
^Машиноведение на языке схем, рисунков и чертежей
Бессемера-Бирне вместимостью 6 т
^еталлУРгический завод Круппа, 1866 г.), корпус которого
----------------- листов, соединенных заклепками
собран из железных
Кованые листы части
железной оболочки
(шлема) двойной
кривизны
Кованые
накладки
(железные
полосы) для
соединения
с листами
оболочки
(в нахлестку)
Кованый
жесткий обруч
Многорядные
клепаные
[заклепочные]
соединения
накладок
с листами
оболочки
- Шарнирная
опора
Полая цапфа
и трубопровод
для подведения
воздуха
к фурмам
Кованные
листы
цилиндрической
и конической
частей железной
оболочки корпуса
Коллектор для распределения
подводимого воздуха по фурмам
Примеры клепаных и резьбовых соединений
г ешетка котла
из книги
А.П. Гавриленко Дымогарная труба Кронштейн
“Паровые
котлы
1900 г.
Заклепки
Стенки котла
Болт с расклепанными
головками
Болт
с расклепанными
головками
Раздача пустотелого
с помощью оправки
создания плотного соединения)
в последующем легла в основу
одного из видов клепки.
Диагностическое
отверстие (в нем
при возникновении
трещины
появляется пар)
болта
(для
“Справочная
Часть III, 1913 г.)
Раскос в виде полосы
Нижний пояс
составлен
из уголков,
горизонтальных
полос
и вертикальной
стенки»
соединенных
между собой
заклепками.
лХ
Из-за ограниченного
числа видов прокатного
профиля в конце
XIX - начале XX в
приходилось получать
стержни требуемого
сечения, соединяя
уголки и полосы
заклепками Ситуация
в мостостроении
изменилась благодаря
развитию прокатного
производства и
внедрению сварки
<-
ИЗ компьютерного банка А.Ф Край <ева
87
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ КЛЕПКА
еаделлом в 1865 rj
вас мац
ДЛЙ I О<М«ЩОмНй
<"1 ДЛГИСнрм
Об
Рабочий гидроцилиндр
для относительного
движения рычагов
с обжимками.
Обжимки
Подпорная обжимка
1 ИЛрОциЛм^д;
1 ЮДН<ч к(' д . м
Станина.
отлитая из стали
Заклепку вводят
с внутренней стороны
цилиндрического
изделия.
Легкая клепальная машина фирмы Hamel & Lueg.
Dusseldorf. 90-е гг XIX в
Наклоняемая
(вокруг оси стяжного
болта) часть станины
с подпорной
обжимкой
машины
а вертикальном
нап^юн пении
и возвратного
движения
поршней
Трубопровод высокого давления
Изделие
Давящая обжимка
1 и зажим
управления гидро-
рас п редел ит ел я • ли
Трубопровод
высокого
давления
Стяжной
болт
Малый
гидроцилиндр
для сообщения
подготовительно! о
движения
Скоба обеспечивает
расположение
линии действия
силы тяжести
вдоль оси
гидроцилиндр*!
подвески.
Несущая рама
неподвижно соединена
с верхним рычагом
Червячная пер дача
поворота несущей
рамы (вокру!
горизонтальной
оси)
Двухподвижное
соединение шт ок. г
гидроцилиндра с нижним рычагом
Шарнирное
i оедииениг
рычаг он
которых
размещены
обжимки
упреждения
г идродоспре
делителем
Червячная передача
для поворота
машины вокруг
горизонтальном
оси
Листы
Давящая
обжимка
Скоба обеспечивает
расположение
линии действия
силы тяжести вдоль
оси подвески
Здесь размещен
рабочий гидроцилиндр
для поступательного
перемещения одной
из обжимок
Зажим прижимает соединяемые
листы к подпорной головке
ц<4 |чи
<>| М РИС У10 <
РукОЯГМ»
угц>ав деним
М/!1/Л КИ1 НА Я«ЫМ
у> I .»
приводя
червячной
Процесс формования полукруглой головки
заклепки на цилиндрическом конце заготовки
и устройство давящей обжимки вместе с зажимом
(из книги А.П. Гавриленко “Механическая
технолопя металловъ Часть III Обработка
металловъ давлежемъ.” Москва. 1903 г )
88
3.U OKMU.I
1оД1Н>р1».|М
с кя»л<а ~
•изма
движении
который
г г г г е
Сооачк.
<
РИ<. /I i of
। I» I
сообщает рабочее
перемещение
да&яшей обжимке.
„ . ком.н-ж.рнию банка А.Ф Крайнев
примеру и ‘ к
je.c.u в исходное
ин и рабочие
ХОД повторявГСЙ-
Подвод
ОХсПОГО
1невмоцилиндр
Изделие
движущийся
гула**: •* -
Ж. ЩИИСЯ -Щлм
воздействует через рол» к
на механизм, который благодаоя
распорном> эффекту многокра^-о
величивает силу давления оожимки.
Рабочий ход
Инструмент
ударного
действия
Листовая
пружина
подпорной
обжимки
Скоба неподвижно
соединена с корпусом.
хпнстоукций пневматического молотка прямого
ОЯ"а П:ХВия "н С я“ ss S Son, aw*, конец MX ..>
ударного Д£й твин i
При нажатии на сооачку
открывают выпускной кан^
и приводят молоток в действие
Пм'-ИМ'Я1ИЛИНДР
Поршень с бойком
1вль
виде вгулки с окнами
ipuienb. смякайними
( илу итд |чи
89
НЛ\ЛП|
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. КЛЕПКА
Клиповой механизм
обеспечивает
жесткое
опирание
обжимки.
jram (США. конец XIX в.)
Распорный
UELi
Подпорная
обжимка
Изделие
Тележка
Механизм перемещения
подпорной обжимки
Этот станок предназначен для
длинных труб небольшого диа223^И
(например, металлических ciOn6<2jl
невозможности ввести внутри
опоры (с подпорной обжимкой) °дв
достаточной жесткости. Установп
внутрь распорный гидроцилиндр^**^’
раздвигает давящие обжимки
в противоположных направлениях
Стержни заклепок вставляют
и поджимают их подпорными o6*^L
При клепке только с одной сторон^***
вторая обжимка может упираться
в стенку трубы,
предварительно •
поджатую ” Жк
подпорной
обжимкой. I Г
КЛЕПАЛЬНЫЕ МАШИНЫ УДАРНОГО ДЕЙСТВИЯ
С ПРЕЦЕССИОННЫМ ПЕРЕМЕЩЕНИЕМ ИНСТРУМЕНТА
С конца XIX в. стали применять
пневматические ударные машины
с направлением удара под углом
к оси заклепки. Такая клепка
оказалась более эффективной,
чем однонаправленная
простым давлением,
но сопровождается
большим шумом.
Поворотный
конус для
прецессионного
движения
оси молотка
Несущая
скоба
Ударный
пневматический
молоток
клепка
Изделие
Стальная заклепка
диаметром до 25 мм
Представленная здесь машина не имеет
приспособления для сжатия соединяемых
листов. Но уже в 1900 г. была известна
машина (фирмы Little Giant)
с пневматическим зажимом.
Инструментальная головка
с прецессионным движением
инструмента (ударной обжимки)*
В зависимости от эксцентриситета
е и радиуса опорной сферы
обеспечивают расположение оси
инструмента под углом -2...6°
Нажимной
ползун
ftubber
Винт для
поступательного
нажатия молотка
Подпорная
обжимка
(S3 Bl F
И аделж
(корпус
судна)
Опорная
сфера
Современные станки фирмы BALTEC
для получения клепаных соединений,
составленные из базовых деталей (станина,
стол) и унифицированных радиальных
(с самоустанавливающимся ударным
инструментом) клепальных модулей
и пульта управления.
Клепальные
модули .. >
Односторонняя
клепальная машина
с регулируемым по высоте
столом \
Двухсторонняя
клепальная
машина
Клепальный
модуль
Станина
Пружина для
возвратного
Держатель
инструмента
Инструмент
Процесс клепки, разновидности
инструмента и получаемые
типовые изделия освещены далее
, 22
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ
П реду смотрен ы
В Н| и другие варианты
компоновок
Привод клепальных модулей пневматический
(давление воздуха до 2...6 бар) или гидравлический
(давление жидкости до 170 бар)
Диаметры стальной заготовки от 3 до 30 мм**
Развиваемая сила давления на заготовку 2,3...100 кН**
ремя формования (клепки) одной головки 0,2...5,9 с
*• В зависима :ти от типоразмера модуля
СХЕМ, РИСУНКОВ и ЧЕРТЕЖЕЙ.
На ПРИМбОах и'4
Стол
Колонна
банка
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. КЛЕПКА
КЛЕПАНЫЕ СОЕДИНЕНИЯ КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ
И ИХНОЛОГИЧЕСКИ! ПРОЦЕССЫ
Сенременные процессы, инструменты и
получаемые изделия
Прецессионное движение
инструмента (обжимки)
Траектория движения точки хвостовика
Прецессионным ("орбитальным”)
обжатием получают разнообразные
формы замыкающих головок
заклепок с диаметром стержня
0,5...20 мм,а также различные виды
пластических контурных соединении
При этом получается высокая
точность формы головки почти
без деформирования самого стержня
(что особенно важно для подвижных
соединений). Процесс характеризуется
низким уровнем шума.
Формование
специальной
головки заклепки
полым инструментом
при прецессионном
движении
Примеры изделий
с подвижными
и неподвижными
соединениями,
получаемыми на станках
фирмы BALTEC
Ось ролика неподвижно
установлена в коромысле
Бортик, обжатый
по торцовому контуру
пневмоцилиндра, служит
для ограничения хода
поршня и делает
конструкцию неразборнои
Инструмент
Сила
обжатия
Заклепка
с выступающим
стержнем
Замыкающая
головка
соединения
Формование заклепки
из тела тонкостенной
детали и соединение
самонарезающим винтом
(по патенту фирмы Piercetek)
Последовательность
операций
Инструмент
Профили наконечников инструмента и формы замыкающих головок,
получаемых осевым или прецессионным обжатием на станках фирмы BALTEC
Вращательное соединение
ножниц
Пустотелые (трубчатые,
пистонные) заклепки
Полнотелые заклепки с различными
формами внешних головок
Выступ
Бортик
Присоединяемая деталь
и/1ьза с
г'жУСНым
Утопленным'
Цилиндрические
оси с внешними
пол1 ютелыми
бортами
Инструмент
Расклепывание выступа
Неразборное
СОТ ДИН» >НИ( |КЛ ЭДНОЙ
детали с корпусом
Г отовое
клепаное соединение
Самонареза-
ющии вин ।
МАЩИНОВЕ Д| НИ1 НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И 41 1’11 'КЕИ.
На примерах из компьютерно! о банка А Ф Крайнева
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. КЛЕПКА
НЛЧЛ1П
*** РАН
ВИДЫ ЗАКЛ( ПОК ин
\Х в (примеры и книги
1-и половины
Образование клепаного соединения путем раздачи замыкающей
головки полой заклепки осевым перемещением
дорма с утолщением
Заготовка заклепки
Дорн
Соединяемые
листы
раздача
заготовки
Последовательность операции
Г отовое
соединение
Подкладной
инструмент
струмент для их постановки (или удаления частей), вспомсм а тельный иистп
F.J. Сатт Newnes engineer's reference book . London. 1946)
Формование замыкающей головки ра
полой заклепки с помощью взрыва (с
Карла и Отто Бауеров, широко исполы
для односторонней
постановки
заклепок,
1934 г.)
Полость
для закладки
заряда
Замыкающая
Соединение
с образованной
в процессе клепки лункой
(вмятиной) в листах
Односторонняя постановка заклепки (Chobet Riveting System)’
и раздача ее стенки осевым перемещением дорна с конусным
утолщением
Ручной губцевый
рычажный инструмент
для постановки
заклепок
или удаления
их частей
Нажимная
губка
Заклепка
Вильчатая
(упорная,
извлекающая)
г^бка
листы
Стержень
повышающий
сопротивление
Замыкающая
головка
Впервые з
одност
постановки пс
Листы
из
мягкого
материала
с конусным
утолщением
Полые (трубчатые,
пистонные)
заклепки
промышленности в 1
(вкручивающаяся
заклепка Сир
В 1916 г. Нейл I
Ручной инструмент для стягивания соединяемых
листов при подходе с одной стороны
Скругление служит для начального
совмещения отверстий в листах
Маховичок
привода
винтового
механизма
Рабочие элементы вводят в отверстия
осевым и ступенчатым
поперечным движением
Прижимная
губка
Стягиваемые
листы зажимаются
между
регулируемым
упором и
прижимной
губкой
Регулируемый упор
Винтовой механизм для
перемещения прижимнои губки
патент на трубчатую я
состоящую из
Протяжка
Протягивание точного общего отверстия в пакете
деталей перед постановкой заклепки (60-е гг, XX М
применять в азиацкни
пром ышлемиЯВ
Принудительное быдвиж
цанги
Охватывание губками цанЛ1
выступа протяжки произвол
при естественном
(ненагруженном их поло*
Пакет
соединяемых
листов
Технологическое
опирание пакета
листов
Внутренний конус
служит для обжатия \
захватывающей цан1 и
Под действием пру*»**
втягивается в корпус
сходятся за выступом
ЧИЕ НА языке СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах ил компыотерного банка А
ОВРАЬОТКЛ Материалов
^,ОЗАкпепки и их ПОСТАНОВКА Переносной '
г-— 06ЖВ“На" °ГУЛКа Наконечник даформиР0“ ия РеСС ™ «о—по.
хОбжимнои втулки
_ Кольцевые
канавки нужны
для их заполнения
материалом
обжимной втулки.
ИЛЛАШ
** РАН
Отрывной
хвостовик
Захватный
(клиновой)
и вытяжной
механизм
Готовое
соединение
Захватные
кулачки
зацепляются
с выступами
на хвостовике.
Здесь происходит отрыв хвостовика сердечника
после полного деформирования обжимной втулки.
Головка
сердечника
Недеформируемый
сердечник
в отличие от обычной
сплошной заклепки
(или от обжимной
втулки) изготовляют
из высокопрочного
алюминиевого сплава,
титанового сплава
или стали, поэтому
обеспечивается высокая
нагрузочная способность
(при срезе или растяжении).
Г идроцилиндр
Лоток для
удаления
оторванных
хвостовиков
Рукоятка
корпуса
пресса (для
удержания и
манипулирования)
Курок для
включения
привода
Зажимная
втягивающая
конусная втулка
Каналы
для подвода
и отвода
рабочей
жидкости
Готовое
соединение
Несколько выступов обеспечивают
равнопрочность сердечника
и втулки (при растяжении стержня,
смятии или срезе выступов втулки).
посторонняя постановка
и формование
замыкающей
_______________головки
полой
заклепки
с помощью
дорна
Заготовка
с глухим
отверстием
Односторонняя постановка вытяжной заклепки
Заготовка заклепки с отрывным стержнем
Втягиваемый
сердечник имеет
расширяющую
головку
и тонкую
шейку
в месте отрыва
хвостовика
(стержня).
Односторонняя постановка
и раздача с помощью
дорна полой заклепки
Дорн в глухом отверстии
Шейка
компьютерного банка АФ Крайнева
НА ЯЗЫКЕ CXI М, РИСУНКОМ
Упруг ии
стержень
ZACI,
5.ающая »олонк.»
в виде разведанных neneci ков
Односторонняя постановка
гайки в отверстии v
(пластическим по^
Формированием)
При осевом
иагРужении
Гайки винтом
ТСн*ая перемычка
Разрушается,
’йка втягивается
“° втулку,
-'’-•'Линивая ее,
и образует плотное
‘ ДИНСНИР
7'Г^НКОЙ.
' Химеры га
“Обменных
,,о“иДнос1ей
Стенка
Втягивание
технологического
винта
Формование
замыкающей
головки
втягиванием
сердечника
Далее этот
винт можно
вывернуть.
Глухо* •
отверстие
Д,
Кулачки
зажимают
и тянут
гладкий
(в отличие
от болто-
заклепки)
стержень
Выступы заклепки
вдавливаются в тело одной
из соедияемых деталей.
Отрыв хвостовика и обработка
Стержень
с открытой
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. КЛЕПКА
Гайку устан.шливают и прижимают
так. чтобы она не могла вращаться
(при вращении винта)
ОДНОСТОРОННЯЯ ПОСТАНОВКА ЗАКЛЕПОК вращением винта (а
одной с I ороны и вращением ей»
деформируют замыкающие здл
заклепки вводя! в отверстие с
стягивают соединяемые детали
И
Гильза Винт
Соединяемые детали
кулачки
Головка
винта
Г отовое
соединение
Хносгониг
Гильза "наползает на конус гаики
и упирается в поверхность одной
из соединяемых деталей.
Одна из соединяемых
деталей может иметь
замкнутый профиль
После
захватывания
хвостовика винта
кулачками ему
задают вращение.
ПОЛНОСТЬЮ Лвврнут0ц
В этом варианте нет втулки, а замыкание
соединения осуществляется только за счет
деформирования элементов гайки.
Соединения с пластически
деформируемой гайкой
Гайка (до деформирования)
Хвостовик
винта
Винт
Г отовое
соединение
Ми
Вращением винта
гайку разжимают
в отверстии
и осаживают ее,
образуя
замыкающую
головку со
стороны
задней стенки
Плотная установка или насечка |
препятствует проворачиванию j
гайки (особенно в начале затяжки/
Замыкающая головка гаики (в результате деформирования)
Здесь соединение имеет высокую
прочность (при срезе), так как
недеформируемый винт можно
выполнить из более прочного матес
по сравнению с материалом гайки.
Присоединение клепкой гаек к тонкому листу (фирмы JET FAST)
I юследовательность операций '
Присоединение клепкой винта
к тонкому листу (фирмы ZACI)
Сообщение вращения винту
Готовое соединение -
в гайку можно вворачивать
рабочий винт.
Винт
Резьбовая
часть гайки
выполнена утолщенной
и недеформируемой.
Деформирование
тонкостенной
части гайки
притягиванием ее
резьбовой части с помощью
технологического винта
Технологический
винт извлекают
из гайки.
Пластический
замок
Гайка
т с отверстием
Цанговую втулку
вставляют в отверстие
листа осевым нажатием.
Втягивая
1 вращением
винта)гайку
в коническую
масть втулки
Деформируют
и создают плотное
соединение.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ Гус
— । - . С/ЕМ ЧЕРТЕЖЕЙ
ПОИМйг.г
Второй
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ.
МОЛОТЫ И ПРЕССЫ
кОВОЧНО-ШТАМПОВОЧНЫЕ ПРЕССЫ
осуществлении ковки в сравнительно давние времена
7 0 1ЫЗОВЭЛИ (годк аднои) инструмент, рабочий профиль
золении и выступов) которого соответствовал
улучаемому профилю изделия (монеты или украшения).
На монетах выдавливали рельефный рисунок также
о помощью специальных вал ов. Данные приемы применяли
для деформирования мягких цветных металлов (в холодном
состоянии) или малоуглеродистых сталей (обычно в горячем
состоянии). Создание механических прессов (в начале XIX в.),
взвивающих большие силы, способствовало применению
процесса формования изделия из заготовки, размещенной
между двумя штампами. В то же время появление прокатки
тонких листов привело к развитию листовой штамповки
(вытяжки деталей в виде стаканов или гильз, например, для
ружейных патронов, а также вырубки и высечки деталей
различной конфигурации, плоских или изгибаемых затем
б пространстве). Получила распространение высадка
(формование головок гвоздей, заклепок, болтов на концах
прутков, полученных прокаткой или волочением). В XIX в.
большими сериями стали штамповать мелкие детали для
затворов, замков, часов, швейных машин. К началу XX в.
штамповка заняла свое место в машиностроении.
Штампованные изделия по многим показателям превосходили
аналоги, полученные (свободной) ковкой или литьем.
Из всего многообразия фрикционных винтовых прессов
распространены три вида принципиальных решений:
- с фрикционной сцепной муфтой, подключающей привод
с маховиком к винтовой передаче (’’муфтовые” прессы);
- с фрикционной передачей, имеющей постоянное
передаточное отношение;
- с фрикционным вариатором скорости или вариатором-
реверсом (обеспечивающим возвратное движение ползуна).
Здесь приведены примеры прессов третьего вида. В них лобовой
фрикционный вариатор-реверс и винтовой механизм преобразуют
вращение ведущего вала в управляемое возвратно-поступательное
движениеползуна. Несмотря на то, что лобовые вариаторы
известны еще с середины XIX в., в прессах их стали довольно
широко применятьв 30-е гг. XX в. после неудачных попыток
использования в других машинах. Кроме как в прессах, такие
вариаторы больше нигде не применяются.
Ковочно-штамповочный пресс
с фрикционным вариатором-реверсом
(из книги В.П. Романовского “Справочник
по холодной штамповке” 1949 г.)
Ведущим Плоские фрикционные
вал
Современный ковочно-
штамповочный пресс
(итальянской фирмы Vaccari),
развивающий силу до 80 МН,
имеет аналогичную структуру,
что и пресс на рисунке слева.
диски
Ведомый
шкив-
маховик
смещении
При осевом
дисков реверсируется
движение. По мере
опускания ползун
ускоряется, а в процессе^
подъема замедляется.
При рабочем ходе
в момент соударения
вариатор обычно
отключен и
деформирование
осуществляется благодаря
инерции маховика и ползуна
Механизм осевого
смещения ведущих
фрикционных дисков
Неподвижная гайка
установлена в верхней
поперечине станины.
Винт соединен
юлзуном
вращательной парой.
^/1ЧИНОВЕДЕ НИ1 II/- ЯЗЫКЕ СХЕМ
РИСУНКОВ И ЧЕ I’ll KI И
Рисунок из рукописи
книги А.К. Нартова
“ТвЛТ’рулхъ ЛХАХИНАру.ИЪ,
то есть Ясное
махшгь” 1755
зрелище
просто И ‘ С i.
,\ля печатания
на мерендхокмГк
такакерках’^
разных украшений”
В 1731 г.
А. К. Нартов
организовал
(на реке Яузе)
“плющильню”
для выпуска
“денежек”
и полушек,
оснащенную
винтовыми
прессами.
Разогнав грузы Е, можно
было получить удар
в конце хода
винта благодаря
инерции их
движения.
В последствии
для этой цели
устанавливали
маховик.
По сравнению с падающим бойком молота здесь
можно осуществлять дополнительное поджатие благодаря
винтовому механизму и уменьшать “отскок”.
Винтовой пресс 80-х годов XX в.
Сцепная муфта, соединяющая
винт с маховиком
для осуществления
рабочего хода ползуна
Электродвигатель
Клиноременная
передача
Маховик одновременно
является большим шкивом
клиноременной передачи и
служит для накопления
при холостом ходе
ползуна, а отдает
накопленную
энергию при
рабочем ходе.
энергии
как
Направляющие
полозья, по которым
скользит ползун
Г идроцилиндр
поднимающий
ползун
в процессе
холостого
хода
Многозаходный
винт I
приводится
во вращение
маховиком при
включении
сцепной муфты. 1
Ползун
совершает
рабочий ход
вниз и
холостой
ход вверх.
Особенность
современного
пресса - наличие
дополнительных
гидравлических
устройств
с системой программного
управления и автономной
। идравлической станции
Станина выполнена
в виде замкнутой
двухстоечной рамы.
Она обладает оолее
высокой жесткостью
по сравнению
с С-образной
формой и зрительно
воспринимается
более устойчивая.
На примерах из компьютерно! о панка А Ф Крайнева
*** РАН
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ И ПРЕССЫ
КУЛАЧКОВОГО
и КРИВОШИПНО-КОРОМЫСЛОВОГО МЕХАНИЗМОВ
На ведущем валу установлены радиальные штыри. 1
П .и вращении вала они поворачивают рычаг, поднимая при этом боек.
Маховики позволяют преодолевать резко возрастающую нагрузку на руки
при подъеме ударной части и смягчают толчки при срыве рычага со штырей ’
Коночный молот Жака Бессона
с ручным приводом (1560 г.)
Рычаг
с бойком
на конце
Ковочный кулачковый молот
по рисунку Джеймса Несмита 1842 г.
Боек
Заготовка
Наковальня
Боек
Наковальня
Коромысло
передает
движения рычагу
с помощью
упругих упоров.
Шутливый аналог кулачко
Рычаг с бойком на конце
£•27!
Вращающийся (от водяного
колеса или паровой
машины) кулачок
Кулачковый молот,
распространенный в XIX веке
Деревянный рычаг
Ковочный молот фирмы Брадлей
[BradleyСо., Syracuse], выполненный
на основе кривошипно-коромыслового
механизма, выпускаемый в конце XIX в. /
Винтовой механизм
для регулирования
высоты положения
оси качания
рычага
Приводная
ременная
передача
Упругие
упоры
Вращательная
опора коромысла
с регулируемым
положением
по высоте
Баба
Приводной
кривошип
(эксцентрик)
Кузница конца XVIII в.
Привод воздушных мехов и ковочного кулачкового и
осуществляется от водяного колеса. На переднем пм
представлено устройство для волочения проволок*,
также приводимое от водяного колеса. НагреватеЫ
- ► Упругие упоры
Приводной
кулачковый
вал
Частота ударов
до 400 в мин.
Рычаг из пробного
дерева (гикори)
Баба массой до 85 кг
Толщина
поковки
25... 100 мм
Натяжное
устройство
Волочение проволоки (пэотягизание -еоеэ
Педаль управления (при нажатии на педаль
ремень натяг.(бается и прижимается
к приводному шкиву, при снятии ноги
с педали ремень ослабевает и освобождается
рычаг тормоза,а тормозная колодка
прижимается к шкиву).
Направляющие
для
бабы
Ковочный молот Бодри (конец ЯХ
Двухподвижное
вращательное^
соединение
пругие \поры
Ремень подвесчи
бабы
Г и окая
бабы
Педаль у правления
ЧЕРТЕЖЕЙ На ППМКААГК
Деревянные
=*- дем п фи ру ю щ»*?
опоры
Особенности молотов на основе
кривошипно-коромыслового механизма:
- привад осуществляется через ременную передачу
от общего трансмиссионного вала:
• кривошип ко-коромысловый механизм имеет
шатун регулируемой длины и опору коромысла
с регулируемым положением
(в верхней схеме) для смещения угла поворота
Баба— .
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ И ПРЕССЫ
первые паровые молоты
Паровой молот Джеймса Уатта (1784 г.)
В приводе молота ведомым звеном служит
рычаг на конце которого установлен боек.
Боек поднимается благодаря паровому
двигателю, а опускается и совершает удар
под действием собственной силы тяжести.
Джеймс Несмит, оценивая молот Уатта
и ДРУгие известные к тому времени решения,
указал на излишние преобразования
одного вида движения в другой вид
и не рациональную (криволинейную)
траекторию бойка.
Коромысло
Паровой
цилиндр
Станина
Упор
Заготовка
Рычаг Наковальня
Тяга соединяющая
коромысло
с рычагом
— Боек
Конденсационная камера
Паровой молот Джеймса Несмита (1842 г.) отличается от молота Уатта
прямым действием. Давление пара непосредственно (без преобразующих
механизмов) поднимает тяжелый ползун с бойком. Ползун можно остановить
Механическая система управления
автоматическим паровым молотом
Джеймса Несмита (1843 г.)
на любой высоте, перекрыв выпускной вентиль. Чтобы показать, насколько
Отверстия для выпуска воздуха
новый молот послушен и точен в управлении, Несмит на одной
из демонстраций своего творения в 1843 г. поразил публику, разбив
молотом (масса падающих частей которого составляла 2,5 т) яйцо,
установленное в хрустальной рюмке. При этом рюмка осталась цела
В 852 г. Делен предложил молот с ’’верхним паром”, в котором сила удара
увеличивалась благодаря давлению пара на верхнюю поверхность поршня.
Поршень подъема
из цилиндра при движении
готовка
п<*08ка)
Ш .бот - чугунный блок,
установленный под нижним
бойком, должен быть очень
тяжелым, иначе после ряда ударов
он может углубиться в землю.
Ролик, воздействующий
на рычаг (в верхнем
положении ползуна)
Механизм для автоматического
расцепления защелки с рыча ом
(при движении ползуна)
Пружина
Баба -
тяжелый
ползун
Верхний
боек
парораспределителя
(давлением пара)
Парораспределитель
открывает поступление
пара в нижнюю полость
цилиндра.
Подача пара из котла
Задвижка
Рычаг управления
парораспределителем
Пружина
Рукоятка-^
для ручного
расцепления
защелки с рычагом
Паровой
цилиндр и
поршень
Противовес
механизма
Для начала работы защелку вручную расцепляют с рычагом
управления парорасределителем. Пар начинает поступать
в цилиндр и поднимает ползун. В верхнем положении ролик
нажимает на рычаг и поворачивает его, а защелка сцепляется
с ним В результате перераспредели течь начинает выпускать п i
из цилиндра, а ползун опускается и расцепляет защелку с рычагом
а далее цикл работы повторяется.
МА1^НоВ(_Дение на языке схем рисункоВ и ЧЕРТЕЖЕЙ На примерах из компью.ерного банка АФ Кмаин.-.м
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ И ПРЕССЫ
Кривошип
vHAlAlll
V* РАН
Боек-^
Масса бабы до 100 кг, частота ударов до 250 в минуту.
Шатун
Рессора
Ползун
Первый (в этом классе) молот Бугея
выполнен на основе кривошипно-
ползунного механизма. В нем шатун
соединен с ползуном (бабой) через
многолистовую дуговую рессору.
Поскольку удар получается
“растянутым” во времени, то его
энергия успевает распространиться
на большую глубину заготовки,
что сказывается на характере
деформирования.
Здесь приведены также примеры,
в которых вместо рессоры
(пружины) используют воздушную
подушку. При движении поршня
вверх баба движется вверх за счет
разрежения в камере и благодаря
инерции в верхней “мертвой точке”
МОЛОТЫ С УПРУГОЙ ВСТАВКОЙ
Пневматический молот фирмы
Hackney Hammer (США, конец XIX в.)
Приводные
Пневматический молот Ариса (конец XIX
фирма Breuer. Schumacher & Со в 1902
представила молот подобной конструкции
на выставке в Дюссельдорфе
Маховик
Станина
Пневмо-
цилиндр
Масса
бабы
Бойки
Рычаг управления соединен
с клапанами с помощью
шарнирного и клинового
механизмов. Пневмоцилиндр
имеет два клапана,
регулирующих степень
сжатия воздуха, два клапана
для пополнения камеры воздухом.
сжимает воздушную подушку,
накапливая тем самым энергию,
которая затем суммируется с энергией,
обусловленной силой тяжести бабы
и движением поршня вниз.
Молот с компрессором
(из книги Jean Репдпоп
“Theorie et thechnologie
des engrenages”.
Paris. 1932)
Управляющий
клапан
открывается
для впуска
сжатого
воздуха
в рабочий
цилиндр.
Кривошип
конструктивно
совмещен
с маховиком.
Шатун
Ползун
(поршень)
Воздушная
подушка
Баба
Кран для
изменения
силы удара
или задержки
бабы на
определен-
ной высоте ।
шкивы ।
В молотах с компрессором рабочий ход бабы совершается при суммарном
действии силы тяжести и давления предварительно сжатого воздуха. Годъем
бабы совершается за счет разрежения воздуха при движении поршня компрессоре
вниз (в молоте простого действия) либо благодаря давлению зоздм»
(в молотах двойного действия).
Рабочий
цилиндр
направляем^
Направляющие?
М.к '
Станина
лвошипно-
ползунный
механизм
Поршень
компрессора
Компрессор на основе
кривошипно-ползунного
механизма
Управляющие
клапаны
Молот двойного действмв
(из книги HUTTE. Taschenbudi
fur Eisenhuttenleute
М.ах< )вик
мех.^низмы
НА ЯЗЫК!
CXI М, РИСУНКС)В 11
Рычаг
/правления
соединен
- клапаном
помощью
шарнирно! о механизма
98 МАШИН' Д1 НИ!
Ременная
бабы
1500 кг
J Бойки
Шабот
Дубовая
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ И ПРЕССЫ
Шток
нагонных
ц XIX в.)
цЕтамповка колеса
(без отверстия) в
горячем состоянии
Подкладка
Верхняя часть
штампа
ПАРОВОЙ МОЛОТ ДВОЙНОГО ЛГЙСтрма п«^АП
MDunnyi о дьиывия, предназначенный для штамповки
вагонных колес, спроектированный инженером Пирсоном и установленный
на заводе Boies Steel Wheel (США). Масса молота без фундамента 160 тыс
В основу молота положена схема
предусматривает давление пара
на поршень сверху в процессе
рабочего хода, а не только
снизу при подъеме поршня
или для остановки падения
бойка (предложения Далена
в 1852 г. и Нейлора в 1855 г.).
Поковка
Прошивень
Пробивка отверстия
(после повторного
нагрева)
Матрица
Эта конструкция
по сути представляет----
собой замкнутую систему
в отличие от молотов,
в которых шабот
и станина практически
не связаны между собой
(см. рис. справа вверху)
В процессе штамповки
асти станины
и основания стремяться
раздвинуться
по вертикали).
Соединительные болты
t ом растягиваются,
а стыки стремятся
а крыться. Здесь части
станины и основания
;‘нУты между собой
Данными предварительно
13г ,'*енными (порядка
3 3 МПа) болтами.
а'эя другая система
*МЯГча*т удары,
/^ну^ет раскрытие
«ов, обеспечивает
Ьм90озащиту
ж/'&едопРвДеляет
УСЛОВИЯ
штамповки.
^^иноведЕ ии> НА
(из книги
О. К. Стародубцева
‘Атлас чертежей
к технологии
металлов",
Джеймса Несмита. Двойное действие
Парораспределитель —
Паровой цилиндр
Баба
Литая
Шток
поршня
Монолитное
бетонное
основание
Паровой -"'
цилиндр
Ползун
(боек, баба)
установлен в
направляющих
станины.
Нижняя
часть
штампа
Выталкиватель-
гидроцилиндр
Боковые
поперечины
1902 г.)
по
Шабот
яждожпашкшк
Литая коробчатая
колонна станины
Замыкающее
•-сечение Фундамент
Дерявянные виброзащитные
основания станины и шабота
не взаимосвязаны
Подача пара
Длинный наклонный
болт соединения
перекладины
с колонной
Стальной
(закаленный)
полый
шток
Болты,
скрепляющие
колонны
между
собой (через
боковые
поперечины)
Болты
крепления
станины
к фундаменту
Трубы,
в которых
размещены
длинные
болты,
соединяющие
станину
с анкерной
опорой.
Деревянные
вибро-
защитные
слои------
(дубовые
брусья)
Штамп
Поковка
Нижняя плита
Рукоятки
управления
прессом
С-образная
литая
— станина
обладает
меньше/
жесткостью
сравнению
замкнутой
двух- или
четырех-
стоечной
системой
зрительно
и
воспринимается
как менее
устойчивая
Рычажная система управления
парораспределителем
Поперечина,
внутри которой
размещен длинный
болт
Две стальных плиты и
семь чугунных плит имеют
строганные стыковочные
площадки и стянуты
между собой болтами
диаметром 25 мм.
В отличие от других болтов
данной конструкции
они практически
не нагружаются
в процессе удара молота.
Фундамент молота -
гигантское сооружение
под землей. По массе
он превосходит наземную
часть молота (на рис он
изображен уменьшенным
в 2,5 раза по сравнению
с наземной частью). Его
общий объем превышает
800 м3, а масса равна
2500 тыс Ki
Я JUKE СХЕМ РИСУНЬ ()В И 41 РТЕЖЕИ На примерах из компьютерно о банка АФ Крайнева
99
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ И ПРЕССЫ
Поковка
Основной
цилиндр
Плунжер
насоса
Малые цилиндры для возвратног
движения (подъема) траверсы I
Подача Верхняя
воды под поперечина
давлением
111 РНЫ1 ГИДРАВЛИЧЕСКИ! ПРЕССЫ
Гидравлический пресс Далена (завод Брейера и Шумахера, 90-е гг XIX
Мипыг
цилиндры
о
Поршень
100 МАШИНОВ! ДЕНИГ НА ЯЗЫКЕ C/1 М РИСУНКОВ И
•II I'll tin
H i примерах и комПьюн рно о Панко
Противовес
рычага
управления
Управляемый
щелевой
паро-
распределитель
Ограничитель
хода поршня
I ЛИКИ ( 1ЯЖН1 IX
<тержнои< щнины
Рычщ
yi ipai понич
Основной
силовой
цилиндр
Траверса
Боек
Станина
Клапан включения
основного гидроцилиндра
Поковка
Первые гидравлические прессы
Гидравлический ковочный пресс был создан в 1861 г.
по предложению Гледгилла на заводе Витворта
в Манчестере. Он был переделан из существовавшего
в то время пресса Витворта (для стального литья под
давлением). С той поры прессы стали незаменимы
для ковки крупных изделий. Молоты практически
не могли деформировать большие заготовки по всему
объему металла. Возникшая в то время проблема иметь
различное давление при рабочем ходе и возвратном
движении решалась созданием двух автономных систем
а для обработки заготовок, существенно отличающихся
по размерам, сначала устанавливали несколько
цилиндров. К этому же периоду относится использование
аккумулятора энергии (ковочный пресс Витворта 1874 г.)
и мультипликатора (пресс Далена).
Соединение
рычага управления
с парораспределителем
Приводной
паровой
цилиндр
мультипли-
катора
Цилиндр
насоса
высокого
давления
В этом пре ссе рабочее цц-
пниз осуществляется при
давлении (получаемом
в мультипликаторе) жидкости
на плунжер основного (рабочего)
цилиндра, а возвратное движенщ
(подьем ползуна) - двумя малыми
цилиндрами при сравнительно
небольшом давлении пара
(из общей магистрали).
Подвижная
поперечина
(траверса)
В мультипликаторе можно регулировать
подачу пара в приводной цилиндр
(с большой рабочей площадью поршня)
и гем самым изменят! давление
поды в насос <• высокого
давления (с: малой рабочей
п ОЩ.1/П.Ю плунжера)
Нижняч
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ И ПРЕССЫ
циклически
Гидравлический пресс Аллена
(конец XIX в.), действующий
от насоса (без клапанов)
Г идроцилиндр
подъема плунжера^
приводится от общей
водопроводной сети
(до 25 атм)
Маховикгл
приводимый
во вращение
от двигателя
Плунжер
Станина пресса
Шток для регулировки
ооъема камеры насоса
Основной
(рабочий)
гидро-
цилиндр
ипно-
лунный механизм
Насос развивает
высокое рабочее
давление воды
для основного
гидро-
цилиндра.
Подача
и слив воды
Г НМ AID
РАН
РАЗВИТИЕ КОМПОНОВОЧНЫХ
СХЕМ ГИДРАВЛИЧЕСКИХ ПРЕССОВ
Желанием сэкономить пространство
внутри цеха объясняются решения
с нижним расположением рабочих
цилиндров.
Применение новых материалов
и конструкций привело
к размещению привода, насосной
станции, рабочих цилиндров и
др. устройств в верхней части
корпуса пресса.
Гидравлические прессы с нижним
(под уровнем пола) расположением
рабочих нажимных цилиндров
(с целью уменьшения высоты над
поверхностью пола и увеличения
рабочего пространства
для размещения заготовки
и манипулирования ею)
Подвижная
Уровень
пола
Привод смещения
нижнего бойка
Ковочный пресс
(из книги Muller Е.
Hydraulische
Schmiedepressen.
Berlin, 1952)
—'
Бойки
о
Шток поршня
прикреплен
к станине.
Пресс Фильдома и Платома 1885 г.
Верхняя поперечина
рамы с прикрепленной
к ней обжимкой
Рабочее
движение
Станина имеет
направляющие
для подвижной рамы.
Цилиндры
размещены
в станине.
Чехол для защиты
нижнего помещения
от окалины
Защитный
щит
Плунжеры
рабочих
цилиндров
-давят на
поперечину.
Шток
подъемного
цилиндра
Раздельное или совместное включение
цилиндров позволяют обрабатывать
^готовки различных
размеров
Подвижная
пространственная
рама (с четырьмя
колоннами,
скользящими
в направляющих
станины)
Станина в виде
двухопорной
балки имеет
скользящие
направляющие
для колонн рамы.
Гидроцилиндр встроен в подвижную раму и служит
для осуществления ее рабочего и возвратного движении.
Современные гидравлические прессы с верхним расположением
л рабочих нажимных цилиндров
Здесь установлены насос
>с приводом от электродвигателя,
центральный рабочий цилиндр
и малые цилиндры (по схеме Далена)
В этом прессе 80-х гг. XX в.
станина состоит из двух монолитных
> деталей.
«Л ____-
Детали станины соединены
между собой четырьмя
болтами, воспринимающими
значительные
растягивающие силы.
Нагрузочная способность
этих болтов определяет
нажимную силу пресс .
На отдельной стойке
помещен пульт управления
современного вида.
..^Киноведение на языке схем
Легкий универсальный
гидравлический пресс
открытой
пространственной
структуры
Станина выполнена
из гнутого профиля
и листовых элементов.
Приямок для
обратного хода
рамы и для
обслуживания
пресса
Электродвигатель
насоса
Г идроцилиндр
Визуально воспринимаемая
легкость конструкции
свидетельствует
о небольшой развиваемой
силе давления
(в данном примере
1,5 МН).
Стол
Переставная
перекладина
РИ< УНКОВ И ЧЕРТЕЖЕЙ На примерах из компьютерного банка А Ф Крайнева
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ
Iii’i (;сы
i конца XIX н
выполнены из стаям.
В рабочие наж» мные цилин \ры подается
подачи воды
по 1 давлением
)НИЧП1Н( НЮВАНИГ: ГИДРАВЛИЧЕСКИХ ПРЕССОВ
недек я (< учеюм суще. тонного увеличения
нет жующих сии) и направлениях.
ГО Ш «НИИ (1.1НИНЫ. Обладающей оы< окоЙ же< тко< гыо при par
ко сенсации влияния перекосов поперечины на направляющи,
пьжения и налетали гидроцилиндров;
НИЯ рабочего Нро( транства и умен ни я высоты пресс;
- увепиче
над поверхностью пола.
Механизм выталкивания
обжимки
Центральная
Плунжер
Рабочий
нажимной
цилиндр
подъемного
цилиндра
Гайки
соединения
перемычки
с колонной
Подъемный
цилиндр
Шток имеет
сферические
опоры на
концах.
Механизм
выталкивания
нижнеи
обжимки
Нижняя неподвижная
г oneречина
Направляющие 4 4
колонны
МАШИНГ/ВГ Д1 НИ( НА'И?4>1П ' /I М РИСУНКОМ И Ч1РЦ -> I 11
Предохрани-
тельный
клапан
Рама,
скользящая
вдоль
направляющих
колонн
12 МН
Г идронасос
Пневмо-
цилиндр
Трубопровод
к нажимному
цилиндру
Открытое
рабочее А
пространство
Подъемные
пневмоци л иi1 д |э ы
Пневмогидравлический пресс Eumuco A.G.
с мультипликатором (из книги Muller Е
Hydraulische Schmiedepressen. Berlin,
1952) для воспроизведения силы
Стягивающий стержень при сборке
нагревают и стопорят разъемными замками.
После остывания детали станины
и их стык сжимаются.
Главная особенность пресса -
станина с открытым рабочим
пространством, составленная
из двух частей, стянутых
стержнями
с предварительным
напряжением.
Подвижная
поперечина Обжимки
(траверса)
“Шалнерное”
соединение
компенсирует
перекосы
поперечины
относительно
рамы.
Шток нажимного
цилиндра
102
Соединение
частей станины
с односторонним
упругим
замыканием
(для уменьшения
силы отдачи)
Станина
Трубопровод
высокого
давления
колонны и
две нс)ш р< ‘чины
СО< / ИН‘ HI I I Ж(!( |кую
прост раж им ннук ( । шину
’7Н ”Ь1“ 11рСДУ< МО1| и ’III •
дн.|(>ин льн<н < дгъиюи
Мулы иплик.пор ।ipronpaayei малое
давломи! но * чуха и * нневмок eui
в ник ими’ цанленис *идкос1и
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ И ПРЕССЫ
^Диализированный штамповочный гидравлический пресс
СЛЬоОИЭВОДЯ‘Дий силу 300 МН. изготовленный в 1963 г. НКМЗ
’о лрое^У ВНИИМЕТМАШа (схема В.А. Новоселова, предложенная в 1960 г.)
Подвижный
Поперечное стол
сечение
еНИе - штамповка небольших
? и из высокопрочных сплавов
л «.пение жидкости
. (равлическои системе
Размер стола, мм
О крытая высота
тампового пространства, мм
Масса пресса, т
еднее давление на гравюру
сплавов 350...450 МПа,
ри штамповке из титановых сплавов
и стали до 1000 МПа
' штампа
штамповке деталей из алюминиевых
Станина трубчатой формы составлена
из крупных поковок, производство
юторых было освоено впервые.
Гидровинтовой
штамповочный пресс 50-х гг XX в.
ЯМАШ
нР* РАЯ
Шпилька, стягивающая
части
станины
1650
1200
Части
штампа
100 МПа
2700 х 1800
Верхняя
попере-
чина
Опора станины
Детали станины
стянуты шпильками.
Созданная
предварительно-
напряженная
конструкция
обладает высокой
жесткостью
и не допускает
раскрытия стыков
при рабочем
нагружении.
I
Полый плунжер
Маховик
Стол
Возвратные
гидроцилиндры
Раоочая
жидкость -
водная
эмульсия.
Г идравлическая
станция
с давлением
в системе 20 МПа
Подпятник соединения винта
с подвижной поперечиной
Станина составлена из двух
стоек и основания (отлитых
из серого чугуна)
. Д)0
Электродви! атель
На примерах и i компькл ирног о Ранка \ Ф Край ie
( XfM РИСУНКОВ И Ч1РГЕЖЕИ
‘ии* I идроцилиндр Шпилька, стягивающая
вьиалкивателя детали стоики < танины
Д( НИ1 НА Я ГЫК1
Гидроцилиндр,
встроенный внутрь винта
Гайка составлена из внутренней
(винтовой) бронзовой втулки
и внешнего стального корпуса.
Верхняя поперечина выполнена
из стальных деталей,
стянутых четырьмя шпильками.
Подвижная
поперечина
Г идро-
пневматический
аккумулятор
Основной
рабочий
гидроцилиндр
привода
подвижной
поперечины
Винтовой механизм преобразует
поступательное движение гидроцилиндра
во вращательное движение маховика.
В результате при штамповке суммируются
два воздействия (на поковку):
статическое давление гидроцилиндра
и динамическое (инерционное)
воздействие предварительно раскрученного
(накопившего соответствующую энергию)
маховика. Причем вращение маховика
в поступательное движение поперечины
(ползуна) преобразует все тот же винтовой
механизм.
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ
И ПРЕССЫ
ГИДРАВЛИЧЕСКИЙ ПРЕСС
в 1976 г НКМЗ по проекту
ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ, воспроизводящий силу 650 МН.
ВНИИМЕТМАШа (по заказу фирмы “Интерфорж". Франция)
|>орж" Франция)
ИЗГ(
*ный
варно-литая балка
Вид сбоку на след.
Выдвижной стол
Уровень пола
балки вместе
с четырьмя
Траверса (подвижная
поперечина)
Подштамповые
плиты
Поступательное
соединение колонны
и траверсы
Болт
соединения
верхних
деталей
рамы
Станина (рама) содержит
20 скоб, сгруппированных
в два пакета, две нижние
и одну верхнюю проста^
Верхняя проставка рамы
5500
Еинонныи фундамент
Болты,
с
Четырьмя стяжками
(стержнями с гайками
на концах) скреплены
верхние скобы рамы.
Создано предварительно-
напряженное соединение.
Сила натяжения
каждого стержня 85 МН
Такое же соединение
имеется в нижней
части рамы.
Четыре вертикальных
направляющих
колонны прикреплены
к неподвижным
проставкам рамы
(верхней и двум нижним).
Вверху и внизу колонны
прикреплены к балкам
стягивающей системы.
Вдоль этих колонн
скользит вверх или вниз
подвижная поперечина
(траверса), приводимая
гидро ци л и ндра м и.
Четыре основных рабочих
цилиндра сообщают
движение траверсе.
Максимальную силу
в 650 МН они развивают
только совместно с пятым
центральным цилиндром.
Четыре
синхронизирующих
гидроцилиндра
расположены
на диагоналях _
сечения
пресса в плане.
Соединенные
определенным
Образом они
корректируют
перекосы
траверсы
(подвижной
поперечины) -
см след стр.
г:
Возвратные цилиндр,,
служат для подъема
подвижной поперемиНы
в исходное поло», ни^
для начала рабочего Х0Ла
имя
Центральный
гидроцилиндр,
развивающий силу 134 ц
может быть использован
как для совместного
действия с рабочими
цилиндрами, так
и отдельно -
для прошивки заготовок
или выдавливания
полостей.
Неподвижная поле
с направляющими
для стола
Основтипе станины (рамы)
Прос
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ И ПРЕССЫ
С? ИЛЯАШ I
1
«пический пресс для объемной
ГиДра»'— воспроизводящий силу
,1мПОЯ*“' ° .
g50 МН (виД с6оку
Два возвратных цилиндра
расположены на верхней
части рамы. Их длинные
штоки соединены
с подвижной поперечиной
(траверсой).
Основные характеристики
Назначение - объемная штамповка
(при давлении на гравюру i
до 1000 МПа)
Давление жидкости
в гидравлической системе
Скорость рабочего хода -
2...50 мм/с (для титановых <
и стали) и 2... 10 мм/с (для
алюминиевых сплавов)
Допускаемый эксцентриситет
нагружения по осям, мм
Размер стола, мм
Открытая высота, мм
Наибольший ход, мм
Масса пресса, т
Масса станины, т
штампа
63 МПа
сплавов
Корректирующее
сопротивление
Реакция
заготовки
Стяжки
с гайками
на концах
Направляющая
колонна
Защитное уплотнение
поступательного соединения
Траверса (подвижная
поперечина)
Поступательное
соединение колонны и
подвижной поперечины
0ТЯЖНОЙ болт
горизонтального
стыка верхних
деталей рамы
00
Бетонный
фундамент
РИСУНКОВ И
ЧЕРТЕЖЕЙ. Нз примерах из компьютерного банка А.Ф. Крайнева 1 Q5
Попарно установленные
сварнолитые балки
в совокупности с четырьмя
стяжками сжимают детали
рамы, обеспечивая в них
(и в их стыках)
значительные напряжения
Верхняя проставка рамы
Пространственная станина
(рама) благодаря
предварительным
напряжениям в деталях
и стыках обладает высокой
жесткостью. При рабочих
нагрузках ее растяжение
и изгиб лишь уменьшают
напряжения в деталях
рамы и не приводят
к раскрытию стыков.
г Мост с гидроцилиндрами
подачи заготовки в рабочую
зону пресса
Синхронизирующий
гидроцилиндр имеет
штоки, выходящие
с обеих сторон,
, чтобы рабочие
площади поршня
в верхней и нижней
полостях были
одинаковы.
Нижние сварно-литые
балки в совокупности
с четырьмя стяжками
сжимают детали
рамы, создавая в них
(и их стыках)
предварительные
напряжения.
500, 200
3500x6000
4500
1500
11760
5950
Пассивная система компенсации
перекосов траверсы
при внецентренном нагружении
(для обеспечения отклонений
от параллельности поверхностей
получаемых поковок до 0,4 мм/м)
Равнодействующая
рабочих
гидроцилиндров
Соединение синхронизирующих
цилиндров попарно по диагонали
“крест-накрест” (верхняя полость
одного цилиндра соединена
каналом с нижней полостью
другого цилиндра).
При строго поступательном
движении сопротивления
в гидроцилиндрах одинаковы.
При внецентренном нагружении
траверсы и намечающемся
перекосе происходит
перераспределение реакций
для восприятия возникающего
момента. Деформирование
звеньев данной системы
не позволяет полностью исключить
отклонения от непараллельности.
Поэтому применяют более
совершенные активные системы
В их основу положена данная
схема и включен дополнительный
гидравлический контур с
регуляторами, управляемыми
компьютером по сигналам от
датчиков перекоса диагоналей
траверсы
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ
И ПРЕССЫ
(воспроизводящий силу >-х
Gerd Hohme. Herbert Schmidt. Werner Teichmann. Schneid-
Эчсиентри ковая
регулировочная втулка
Эксцентриковый вал -
ст: ктное
исполнение коивошипа.
С-образная литая станина
по сравне -юс аналогами
100-летне/ давности имеет
коробчатую, с прямыми
углами форму.
Подвод возд xa< тормозу
ФрИКЦИО--о / тормоз
Пневмораспреде' ите г=
Сварная (из листа) станина
Клиноременчая передала
имеет передаточное
отношение 2,4.
Сцепная
фрикционная
муфта
м изм vry7kзмия эксцентриситета
\с : vav- в данном пр 1меое равен
удвоенному экс центриситету).
С помощью меовячной передачи
поворачивают эксцентриковую
эегу "П’СЮВСЫмуЮ вту тку
от ос - -о эксцентрикового вала.
Ее хе-ие Фиксируется благодаря
са зтссможеьию передачи. Общий
эксцентриситет получается равным
“еомеп?ическ ? й су мме
эксцентриситетов вала и втулки.
Трехступенчатый зубчатый
редуктор в 17 раз понижает
частоту вращения входного
вала и соответственно
чвеличивает вращающий
момент.
КРИВОШИПНО ПОЛЗУННОГО МЕХАНИЗМА
und Umformmaschinen.
Эксцентриковым
(кривошипно-ползунный)
механизм с регулируемым
эксцентриситетом
и. соответственно,
изменяемым ходом ползуна
Механизм регулирования длины
шатуна (смещения хода ползуна
по высоте в зависимости
от раз» еров поковки)
Сферическое двухподвикное
соединение шатуна и ползуна.
Предохранительная шайба----
разрушается при недопустимой
силе нажатия
П-евмоцилиндр (уравновешиватель)
постоянно воспринимает силу тяжести
ползу на и шатуна благодаря давлению воздуха
на поршень.
Ползун в направляющих
и система регулировки зазоров
Стол
с рабочей
плоскостью
и кнопкой
управления
I li
Ножная
педал ь
опеоа^ивнz
управления
прессом
Кнопочный т.ЛЬТ
общего 5к_~<
и задания режимов
Ползун
Устанавливаемые зазоры
Направляющая планка
Входной
вал редуктора
Рабочий
стол
Отжимной
(установочный) винт
Маховик - шкив ременной
передачи
В ресивере
поддерживается
постоянное давление воздуха.
Канал подвода
воздуха к
вращающемуся
пневмоцилиндру
муфты
Отжимные
и прижимные
винты
установлены в ряду поочередно.
Входной вал редуктора
в сборе с управляемыми
фрикционными муфтой и тормозом
Электродвигатель основного привода
Прижимнои
(стягивающий)
винт Поршень
Шестерня ।
Крыльчатка
для охлаждения
фрикционный диск муфты
Пружина L
Станина Нажимной
поршень
тормоза
Фрикционный
диск
тормоза
Эксцентриковый механизм
с регулируемым
ходом ползуна
Эксцентриковый
вал - это тоже
кривошип,
а эксцентриситет
равен длине
кривошипа.
Регулировочная
эксцентриковая
втулка
Шатуы
Ход ползуна
равен удвоенному
эксцентриситету.
Ползун
Эксцентриситет
изменяют
поворотом
эксцентриковой
втулки, после
чего ее скрепляют
с эксцентриком вала.
Направляющая
опора ползуна
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из компьютерно! о банка ;
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ И ПРЕССЫ
И/МАШ
V-r ЯАЯ
к^эочн д -Tawuavnna^" ве кРивоц,ипно'л°ллунтии о механизма для воспроизведения силы 40 МН. выпускаемый
в России ипозвлрния пр1алогмчиую схемУ имеют, например, прессы серии SR фирмы Manzoni presse,
но в них механизмы управления и регулирования выполнены иначе).
Восемь
гидроцилиндров,
встроенных
в гайку,
создают
заданное
стягивание
воздуха
поршень.
станины.
Ресивер
пневмо-
системы
Пневмоцилиндры (уравновешиватели)
постоянно воспринимают силу тяжести
ползуна и шатуна благодаря давлению
на
Станина
Нижние
выталки-
ватели
Пневмоцилиндр и рычажный механизм
привода нижних выталкивателей
Верхние выталкиватели
приводятся в движение
механизмом, встроенным
в ползун.
Механизм
натяжения
ремня
ременной
передачи
(F
Четыре
шпильки
с гайками
на концах
предварительно стягивают (сжимают) станину,благодаря
чему уменьшаются напряжения (в деталях и соединениях) при
растяжении от рабочей нагрузки и увеличивается ее жесткость.
много-
дисковый У
фрикцион- J
ный тормоз
Электродвигатель
Приводной
эсцентриковый
вал
Шатуны
Регулировочная
эксцентриковая
втулка
Многодисковая
фрикционная
муфта
Зубчатое колесо,
приводимое во вращение
от электродвигателя
через ременную
и зубчатую
передачи
(на схеме не
показаны).
Привод
поворота
регулировочной
эксценриковой
втулки (в прессе
серии SR фирмы
Manzoni presse
встроен в ползун).
Ползун
Кривошипно-ползунный механизм со смещаемым ходом ползуна
(с регулируемой штамповой высотой)
Механизм стягивания станины и вывода
пресса из распора (используемый, в частности,
в прессе фирмы Manzoni presse) Подвод
жидкости под давлением
приводной
кривошип
Шатун
Регудиро.
^чное звено
наворачивают
и Фиксируют
Рабочий шарнир
соединения
шатуна
с ползуном
Шарнир,
используемый
только для
регулирования
благодаря чему
СмеЩаются начальное
Регулировочный
ж сцентриковый
Конструктивный вариант
с использованием эксцентриков
Приводной эксцентриковый вал
Шатун
Фиксация
регулировочного
вала или втулки
относительно
ползуна
обеспечивается,
например,
бла» одаря
самоторможению
pel улирующего
J/HU П;,и
фирмы Manzoni
МА(11ИНОВ( ДЕНИЕ
НА
J'.ЫКЕ CXI М, РИСУНКОВ И
Пил iyii
Станина
Шпилька
Нажимной
кольцевой
поршень
Гайка со
встроенным
кольцевым
гидро-
цилиндром
Плен тина, закладываемая в зазор,
образовавшийся при сжатии деталей
станины и растяжении шпильки
с помощью гидроцилиндра Таким
способом фиксируется мданное
‘ ।mi инанио станины
И Н I нримир.1Х и I комньюп рион» банка Аф Крйпьчм 107
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ И ПРЕССЫ
II UMAUl
РАН
ДВУМЯ ........ми ПОЛЗУНАМИ ....иннам...и,и
RO4HC ЦПАМПевачНЫЙ ПРЕСС С MOHHOMV
ЮПЖИИМНтЖ рычажный механизм с р....ним о, овщ»гв ..А» «
И ПрИЖИМНО!
"Механические прессы" 1946 г.).
1М. < Т Ц * МО< и •
Электродлигэт.
Боковая
стойка
станины
Нижняя
попере-
чина
станины
му п< »у (из книги R./. Шальнена
ПпСВМОЦИЛИНДрЫ
Стягивающий станину
стержень
Винтовой механизм
регулировки
положения
вытяжного ползуна.
Шатун основного
механизма
Противовес
коленчатого вала
Основной
(вытяжной)ползун
Прижимной ползун
Рабочий стол размером
1950 х 1700
Шатуны
(в начале
и в конце
кинемати-
ческой
цепи)
прижим-
ного
механизма
Кинематическая схема данного пресса
аналогична схеме одного из прессов 30-х гг
(приведенного, например,
а книге В.Т. Мещерина “Штампы" 1939 г.),
а также схеме современного пресса
(см. рис справа). Различия заключаются
в исполнении прижимного механизма и
в обеспечении плавного прижатия листа.
Здесь о« ончание хода происходит безударно
благодаря лишней степени свободы,
наличию регулируемых инерционных
элементов (противовесов) и пневмоцилиндров,
воспринимающих силы тяжести ползуна
Основные параметры
Сила давления вытяжного
ползуна 4,5 МН
Сила давления прижимного
ползуна 1,5 МН
Ход вытяжного ползуна 2000 мм
Ход прижимного ползуна 660 мм
Наибольшая глубина
вытяжки 320 мм
Наибольший диаметр
вытяжного пуансона 850 мм
Наибольшая толщина
обрабатываемого листа 6 мм
Пневмоцилиндры
Гож-Н читыи к.Hl
ПрИЖИМНОИ пои <уН
Кинематическая
цепь
'прижимного
механизма
Приводно*
зубчатое колет о
Клиноремчнная
Махойиг
Коленчатый вал
Зубчатая передача
поперечин.!
ел амины
Передаточный
механизм
прижимного
ползуна
Боковая стоика станины
Нижняя поперечина станины
Упругий элемент
прижимного ползуна
Р< iiir 1ч.1юг огр 1жденм<
|>.|<>ОЧ(*Й юны
Маховики установлены
на коленчатом валу
механизма привода
основног < । пол >уна
Этот пресс имеет
визуально выраженную
структуру приводов
и механизмов.
Яркокрасным цветом
выделены подвижные
звенья кривошипно-
коромыслового,
кривошипно-ползунных
(основного и прижимного)
механизмов.
Современный
высокопроизводительный
ковочно-штамповочный
пресс, используемый
для изготовления
автомобильных деталей
(Германия), имеет в своей
основе пространственный
рычажный механизм
с разветвлением
от общего привода
к основному ползуну
и прижимным ползунам.
ИА ЯЗОН • XI М РИСУНКОВ И Ч1Р11 Ж ГИ Ни примнр.|* и л компькнорно! о А Ф
ОБРАБОТКА МАТЕРИАЛОВ ДАВЛЕНИЕМ. МОЛОТЫ И ПРЕССЫ
к0ВОЧНО’ШТАМПОВОЧНЫЙ ПРЕ<
' 1 1.4 I ) Я } t
(на основе разветвленного соединения двух кривошипно-ползуннных
ирмы Manzoni presse. юспризводящий силу нажатия от 125 до 1250 кН (в зависимости
Приводные шестерни Шкив (маховик) ременной передачи Электродвигатель
(в месте разветвления со встроенной фрикционной муфтой
системы механизмов)
ИЛААШ
РАИ
ч
Электродвигатель
Рабочий стол
Защитный
экран
Рабочий стол
Переносной
пульт управления
Верхняя гайка на конце
шпильки, стягивающей
станину (для
уменьшения
напряжений
при
растяжении
от рабочей
нагрузки).
В нишах
обоих стоек
(колонн)
размещены
пневмо-
цилиндры
(уравно-
вешиватели),
разгружающие
механизмы
от сил
тяжести
ползуна
и шатуна.
Электро-
двигатель
и насос
разветвленной
смазочной
системы
Устройства
для регулирования
штамповой высоты
и предохранения
от перегрузки
Сварная (из листа) станина
Эксцентрик
выполнен
как одно
целое
с зубчатым
колесом.
Ось блока
“колесо-
эксцентрик
Шатун
Ползун
Электро-
двигатель
и насос
разветвленной
смазочной
системы
Ползун в четырехсторонних
направляющих пресса серии SR
фирмы Manzoni presse
Устройство для регулирования штамповой высоты
(смещения хода ползуна) и предохранения от перегрузки
Одинаковое давление в гидроцилиндрах обоих устройств обеспечивает
равенство нагружения основных механизмов (например,при эксцентричной
нагрузке на ползун).
Шатунный подшипник
Гайка,
приводимая
во вращение
с помощью
червячной
передачи
Проушина для оси шатунного подшипника
выполнена как одно целое с винтом и может
Шатун перемещаться в корпусе ползуна.
' Червяк Поршень поддерживает
гайку в рабочем положении
благодаря давлению жидкости
в гидроцилиндре. В процессе
регулирования винтовая
передача разгружается от силы
тяжести ползуна. В случае
перегрузки срабатывает
предохранительный клапан
в гидросистеме, поршень
опускается и освобождает
гайку от подпора. При
устранении причины
перегрузки гидросистема
возвращается в рабочее
положение.
Станина
Червячное
колесо
скреплено
с гайкой.
рующее
Ч'фШня
’ ИДРОцили
Ползун
Направляющая
опора
Направляющие
планки
Прижимные
виты
Установочный
нит
) Устанавливаемые
зазоры
Ползун перемещают относительно
оси шатунного подшипника с помощью
винтовой передачи (вращением гайки).
Кронштейн
(гайка .для
установочного
винта)
прикреплен
к станине.
^МАШИНОВЕДЕНИЕ на ЯЗЫКЕ СХЕМ, РИСУНКОВ и 41 ГН +ГЙ. II.I пример.!> из компьютерного банка А.ф. Крайнева
109 I
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС.
ПРОЦЕССЫ И ОБОРУДОВАНИЕ
____ . . . . ......... - - . .. . .. — .
ПРОМЫШЛЕННЫЕ УСТАНОВКИ И ПРОЦЕССЫ
ПЕРВЫЕ
Приводной
гидроцилиндр
Цилиндр,
заполненный
литьевой массой
Уплотнительная машина братьев
Хайат (по патенту US 133229 1872 г.)
Дорн
со штифтами
Канал,
по которому
материал
выдавливается
в литьевую камеру
Нагревательная
рубашка
LS. Hyatt
Перекрывной кран
Началом промышленного производства
пластмассовых изделий считается 1870 г.
когда братья Хайат стали изготовлять
пластины и стержни из целлулоида,
используя при этом метод металлического
литья под давлением. В 1872 г. они
получили патент на представленный
здесь гидравлический пресс для
пластмассового литья.
Плунжер,
выдавливающий
рабочий
материал
в литьевую
камеру
Дорн служит для
перемешивания и
нагревания (для
пластикации) массы
благодаря трению
и сдвиговому
деформированию при
ее проталкивании
между штифтами
В 1919 г. А. Ейхенгрюн разработал способ
и оборудование для литья под давлением деталей
сложной формы из целлулоида, а в 1923 г. подал
заявку на получение патента в Германии.
На аналогичное решение в 1931 г. в США получен
патент Г. Бухгольцем.
В 1942 г. этот
патент был признан
не действительным
в связи
с известностью
конструкции
братьев
Хайат.**
Бункер для исходного
। материала
Плунжер
Н ре атель
Эта конструкция является прототипом
для многих решений смесителей, отдельные
из которых приведены на стр. 112.
В 1904 г. Э. Л. Гейлорд (Англия) запатентовал способ литья
под давлением изделий из янтаря, который по своим характеристикам
похож на полистирол. Наиболее интересным здесь является исполнение
устройства впрыска. В центре устройства имеется стержень,
выполняющий аналогичную роль, что и дорн в установке братьев Хайат/
Полость формы Расплав Плунжер
/ / /
—
Н«1Гр»^1 *'1Т»;ЛИ
Каналы для врыска расплава,
расположенные вокруг
центрального стержня,
имеют ступенчато
и непрерывные изменяемые
сечения для обеспечения
сдвигового деформирования
проталкиваемой массы.
*** Дальнейшее развитие
данное решение получило
в литьевой машине
Г. Гастрова, представленной
на стр.111.
юридическим
ШОМ£Г$
Выталкиватель
Стержень для
образования
отверстия
в отливке
Извлекаемая
отливка
Патент
US 1810126
(1931 г.)
Раздвигаемые
нижние
части формы
♦♦ Даже беглого
сравнения
достаточно,
чтобы понять
различия
представленных
здесь решений.
Канал для
охлаждающей
среды
Полость
в форме
Форма
составлена
из нескольких
разъемных
частей.
Выталкиватель
** Вопреки
коллизиям данная схема
оригинальна (для своего
времени) и легла в основу
многих последующих
и современных
разработок.
Этап
извлечения
отливки
Hermann BucrirfoL 1
Плита
с верхней
частью формы
и конической
поверхностью,
для замыкания
нижних частей
формы
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ
( ХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. Ни примерах из компьютерного банка А.Ф. Крайнева
10ВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС.
ПРОЦЕССЫ И ОБОРУДОВАНИЕ
ИА4Д1П I
РАН I
ф ||ИН»4’
' , ,1 1»1НЫЙ
»1926 г
Л
риал расплавляется
>чной камере
кением поршня
зв продавливается
, литниковым канал
впускные
,,.„кй поступает
. пСЛ0Сти Формы-
. пегое затвердевания
; ..,Риала раздвигают
,, ч,ты матрицы И
пуансона, извлекают
•отовую отливку и
остаток материала
ч литникового канала.
t Мате
«грузе
2дя реализации способа
Л 3. Шоу в 1940 г.
: тздал литьевую машину.
В ней предусмотрен
, рев полимера перед
/ЫСКОМ в полость
мы и его быстрое
с <лаждение
>и затвердевании
1ля предотвращения
гпипания к стенкам
<;ормы).
Способ и конструктивные
гшения Л.Э. Шоу
п. гожены в основу
многих последующих,
з том числе современных
разработок.
Пуансон
Матрица
Полость
формы
Размыкание
и раздвижка
плит
Загрузочная
камера
Смыкаемые
плиты
Центральный
литниковый
канал
Стопорый
штифт центрального
литникового канала
Остаток
материала
L Отливка
Выталкиватели
ЛИТЬЕВЫЕ МАШИНЫ СО ШНЕКОВЫМ ЭКСТРУДЕРОМ
и использовать в 30-е гг. XX в. Причем вначале
Рыск осуществлялся только благодаря
вращению шнека. Так как при этом
тигалось высокое давление,то можно
ыло формовать только толстостенные детали
и даче материала через впускной литник
^г,пьшого диаметра. В 1948 г. компанией
ас °on & Church создана машина в виде
и ^*УПНОСТИ шнекового пластикатора
В 1952 Невого устР°ИСтва впРыска-
г- Г. Бек (Германия) получил патент
^иоритетом 1943 г. на литьевую машину
зеРатно-поступательным ходом шнека.
пластикации и впрыска, предложенное
Сердечник
("торпеда”)
Устройство для
Г. Гастровым в
I Г’
к.
Загрузочная
камера
исходным
материалом
Литниковый
канал
Сердечник
И перемычки
разделяют материал на слои
изменяемого сечения, а затем
смешивают их. В результате
обеспечивается сдвиговое
деформирование слоев, их
перемешивание и пластикация материала
Выдавливающий
поршень
Литьевая машина со шнековым пластикатором
и поршневым впрыскивающим устройством
(из книги Taschenbuch Maschinenbau.
Band З/lll Arbeitsmaschinen.
Berlin, 1968)
Нагреватели
Шариковый
обратный
клапан
Экструдер
(шнековый пластикатор)
После наполнения
дозирующей зоны
расплавом плунжер
выдавливает его
(через литниковый канал)
в полость формы.
Нагреватели
Присоединение
к литниковому Литьевая машина Г. Бека (1943 г.)
каналу Электропривод вращения шнека
Шнековый экструдер
Литьевая форма
Гидропривод
механизма
смыкания плит
Неподвижная плита
Подвижная плита
Гидропривод поступательного
движения шнека
Литьевая машина В.Х. Уиллерта (по патенту США
Нагреватели
Лит,*еая форма
Шнвк г
....../им
^Щении)
Бункер для загрузки
исходного материала — \\
с приоритетом 1952 г.) имеет
аналогичную с машиной
структуру и такой же
принцип действия
Гидропривод
пос rynaiельного
движения шнека
движение шнека
происходит под давлением
трудера пла< гицирует расплав,
дозирующую юну (при
и периодически выдавливает
fb формы (при по< гуп.цельном Д|>И*<'Н"И кПМпькпецного банка А Ф Крайнева
.. и На примерах и <
11 ЧИ» НА ЯЗЫКЕ СХЕМ. РИСУНК< >Н И 4Б
НМА1П
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС. ПРОЦЕССЫ И ОБОРУдовд
Взаимодействие пРврМВигг
----------ВИ1КОВ и
ШНЕКОВЫЕ (ЧЕРВЯЧНЫЕ) ЭКСТРУДЕ РЫ Конструктивные исполнения в целом и отдельных рабочих зон
Процесс перемешивания пластической массы в экструдере (из книги
Taschenbuch Maschinenbau. Band 3/IIStoJtumformung. Berlin, 1968)
Петлеобразное
движение материал i
между витками -
результат давления на
него поверхности витка,
наличия сил трения и
действия центробежных сил.
Осевые движения шнека,
согласованные с его
угловыми положениями
при вращении
в шнековом с
Движение
материала в
разрыве витка
Однозаходный шнек с постоянным шагом и с переменным (по длине) межвитковым сечением
Наконечник
с пазами
Обратный клапан
Зона равномерной
подачи расплава
Зона плавления, превращения материала
в пластическую массу и сжатия
Зона загрузки рыхлого матепи
и предварительного разогрев
Диаметр шнека 30....150 мм. Известен шнек диаметром 800 мм (фирма Berstoff).
Отношение длины к диаметру принимают от 25:1 до 33:1.
Шаг равен диаметру.
Направление движения порции
Двухзаходные винты
Трехзаходные винты --
Вентиляционное
отверстие
Чередование участков винта с различным
числом заходов обеспечивав’
эффективное смешение
и гомогенизацию материала
Современный экструдер с двумя коническими шнеками,зацепляющимися
между собой (Cincinnati Extrusion) имеет тот же принципдействия, что и винтовой
насос: за каждый оборот определенная порция материала перемещается
в осевом направлении (а в одношнековом устройтве производительность
зависит от трения, встречного
сопротивления и других факторов).
Зоны дегазации (удаления
летучих веществ) имеют достаточно большой объем,чтобы
накапливаемый в них материал не выдавливался через вентиляционные отверстия.
Конструктивные исполнения зон смешения в экструдерах
(из книги Injection Molding Handbook. HANCER, Munich, 2002)
Зона смешения Твенте Свободно плавающее кольцо с отверстиями
Однозаходный
винт
Порция материала,
перемещаемая
однозаходным
винтом
Полость для
зацепляющихся
шнеков
Участок на шнеке
с полусферическими углублениями
____ Это устройство обеспечивает
наилучшее расщепление расплава
и переориентацию частиц,но
приводит к понижению давления
(создаваемого винтовой зоной
экструдера).
Зона смешения Раувендаагя
(90-е гг. XX вЛ
Винтовые гребни прямого
смешения обеспечиваю*
повышение давления расплава.
Зона смешения Маддока/Ле Роя (60-е гг. XX в.)
гребни обеспечивают эффективное
диспергирующее смешение, но при
этом существенно понижается давление
на выходе расплава из экструдера
Полимер при перемещении
многократно разделяется
на слои,которые затем
соприкасаются между собой
при относительном смещении.
Распределительные выступы ~
Винтовые грв®"
. ♦’•нН*
Зона смешения волнового типа
Даухзаходный
шнек с плавным
периодически
измененяемым
поперечным
сечением
винтовых каналов
2 МАШИНОМ ДЕНИ1 НА ЯЗЫКЕ < /I М
РИСУНКОВ и •-
В связи с переменным
межвитковым сечением <П0И
ivnuup»'»’'"' ... г
обжим пои >1 И перемет*» <
С
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС. ПРОЫРГги. ' ” " *
И3 ПРОЦЕССЫ И ОБОРУДОВАНИЕ
> ИЛЯДШ
РАН I
НА СМЫКАНИЯ ФОРМЫ В ЛИТЬЕВОЙ МАШИНЕ
^^пьнОГО исполнения)
смыкания с непосредственным приводом
Ме*^изМ1ПИНдра (из книги Taschenbuch Maschinenbau
crf^Arbeitsmaschinen. Berlin, 1971)
53Л”
Поршень гидроцилиндра
прямого хода (для смыкания
частей формы и удержания
их в сомкнутом состоянии)
Основание
Направляющие для подвижной плиты
Опорная плита
дфз привода
станин^^ех^низм Ыв ПРИ констрУиР°ван”и
- пл.» ’ механизма и привода:
и распой116 Пар—ности перемещения
- °беспечениеИзЯначителРИ СМЬ"<ании формы;
(Ьоомм о ~ ачительных сил сжатия
жесткости °МКНутом состоянии и необходимой
жесткости замкнутой системы,
- сохранение заданной плоскостности
сжимЯ^НЫХ поверхностей плит при действии
сжимающих сил и распирающих сил
возникающих в самой форме.
Отверстие для установки
устройства впрыска расплава в форму
Подвижная и неподвижная плиты служат для
установки на них частей формы. Движением
одной из плит части формы смыкают между
собой (состыковывают по контактным
плоскостям),так что между ними образуется
замкнутая полость для литья.
Крепежное соединение плиты с
направляющей
Гмдрс цилиндр
ВОЗВр иного
хода встроен
g пог .ень гидроцилиндра прямого
.« злу «ит для раскрытия формы
прикреплены своими концами к опорной
и неподвижной плитам таким образом,
что образуется жесткая рама (станина).
Конструктивные решения неподвижной плиты
и замковых соединений для стопорения конечного
положения подвижной плиты
(фирма Husky,
конец XX в.)
7
Подвижная
плита
Конструкция
плиты уменьшает
влияние
деформирования
на отклонения
от плоскостности.
Начальное положение
Неподвижная
плита
Опорная плита
Гидроцилиндр
Подвижная
плита
Семизвенныи механизм
с распорным действием.
В конце хода гидроцилиндра
центры шарниров А, В и С
располагаются на одной
линии, а звенья АВ и ВС
превращаются в единое звено.
Силы,
действующие
на плиту, при
прямоугольном
сечении
привели бы
к ее изгибу.
Т И ололении поворачивают втулку
/пами (или гайку с продольными пазами)
°Рят соединение в продольном направлении.
При и
выступов
продольном перемещении
Со-Диненив (стягивающего
эдви <ной плитой)
Конечное
положение
Г идроцилиндр
Силы сопротивления
и распирающие силы
при заливке формы
Выталкиватель отливки
в устройстве смыкания
формы Толкатели
Распорное
действие звеньев
механизма в конечном
положении подвижной
плиты обеспечивает
значительные силы
запирания формы
спользовании винтовых
--I имеется возможность
"—' -гь. нятяг в замке
создавать натяг в
|,*ч>Отная
'•‘•ступами
исРТГЖЕЙ. На примерах
НА ЯЗЫКЕ СХЕМ РИСУНКОВ
базами
поджимать плиту).
Гидроцилиндр создает
необходимую силу
стягивания плит
(зажатия формы) после
соединения стержня
со штоком поршня.
Гидро-
цилиндры
Отливка
Форма
плита
и3 компьютерного банка А Ф Крайнева
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС. ПРОЦЕССЫ И ОБОРУДОВдн^
РАН
ЛИТЬЕВЫЕ ПРОЦЕССЫ И
Двухсталийное последовательное литьевое прессование
1 Впрыск и поступление расплава в полость формы
Дозирующая
зона
Литниковое
отверстие
Кольцевой
клапан пропускает
расплав через пазы
головки при
обратном ходе
шнека,при этом
дозирующая
зона наполняется
расплавом.
0.5 .10 мм
2. Прессование (уменьшение г лубины формы
до смыкания частей) Кольцевой клапан действует
| подобно поршню при прямом ходе
шнека. В результате расплав
выдавливается через
литниковое отверстие
канал с полость формы.
В процессе прессования
при неподвижном шнеке
клапан не допускает возвратов
продавливание расплава.
Заполненная
• Ьолее высокое- качество поверхности изделия
получается при одновременном или избирательном
повремени осуществлении процесса заполнения формы
и прессования
к впрыску расплава.
Лип.с гонкое тонных
Изделий
Внутренней
Замкнутой полостью
Процесс
последовательного
впрыска расплава
и газа (азота) или
воды под давлением
Канал для подачи
г аза под ддвлени< м
Канал для впрыска
расплава
Подача газа и полость
фо[)мы по центральному
каналу в
литниковом канале
Сопло
с управляемым
запиранием
Горячеканальные литниковые сиг
имеют коллектор-распр. д. Лит, л"
и несколько параллельно установлен" ’
Применяют также централ®^
в которых сопла испо*
Ответвление
потока
расплава
Плита матриц
Изолирующий
воздушный
зазор
Сменный
наконечник
Управл
клапан
без кол
Плита ко!
Ленточный к
спиральный
нагреватель
Центральный
литник с внутренним
нагревом
Патронный нагреватель
Поток
расплава
Корпус сопла
Ленточный
или
спиральный
нагреватель
Сопло
с внешним
нагревом
Плита матриц
наконечник
Сменный
иглообразный
(с разветвленным каналом)
2. Расплав частично
заполняет полость формы.
Резервная камера
Заслонка закрыта,
пока расплав
не заполнит
рабочую полость
Газ впрыскивается
тело расплава.
Заслонка открыта,
расплав
вытесняется
в резервную
камеру.
4. По окончании
формования
изделия газ
выпускают и
дополнительно
впрыскивают
расплав,
чтобы
закупорить
отверстия
I аз под давлением от 30 до 400 бар распределяет расплав по поверхности
формы. Д.11л<‘ни(‘ । аза позволяем upoi ивостоять усадке полимера при остывании
«। о споил и । вуег улучи|<ч1ик । качеству । кич‘рхност и и точности готового изделия
Двух к ом нонен т ное литье
1. Материал 1
|И)ло(.1|. формы.
заполняв!
2. Материал 2 заполняет пространств*,
освобождаемые с помощью |
о i сдвигаемых пуансонов.
а млтеРй
Устройство Д'1Я впрыск
РИСУНКОВ И
ь Кр>'ИИ
тр лк пц) длч нпрыске материала 1
' Л T H.’Mi ‘IILh ‘Мьк •
I ИДРОЦИЛИНДРЗМИ
-ОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС. ПРОцЕГГк1 м
________ ПРОЦЕССЫ И ОБОРУДОВАНИЕ
ОМЛОНЕН
ЮЕ ЛИТЬЕ при одновременном
впрыске с помощью многоканальною <
и трехканальМЫе технологии литья
“"\,.,пизпьные схемы)
Сопло с концентрическими
кольцевыми каналами
позволяет одновременно
впрыскивать поверхностный
и базовый компоненты
Сопло с тремя
концентрическими
каналами позволяют
получать трехслойную
структуру изделия.
Многослойное литье позволяет
получать изделия с совмещенными
свойствами нескольких материалов.
Сопла
горячеканальной
литниковой
системы
Экструдер
для подачи
базового
материала
Разветвленная
система каналов
Экструдер
для подачи
поверхностного
материала
Двухкомпонентное литье с многоточечным впуском
Формующие полости
Микрослоистое литье под давлением
Клапан
дозирования
Г идроцилиндры —-
для баков
аемая микрослоисгая
гура материала
1
о
Водяное охлаждение
запираемое сопло
Неподвижная плита
Емкость
с пасто-
образным
красителем
Привод
вращения
шнека
Клапан
дозирования
Емкость
с добавками
Мультипликаторы
слоев статического
смесителя
Привод поступательного
движения шнека
пои заполнении формы
и при затвердевании
‘тливкн. Благодаря
этому обес
Компонент А
(прозрачный)
жидкой
силиконовой смолы
Ли’-^вая форма
с нагревательными
'Онтурами и термопарами
и
" ижная плита
Компонент Б
жидкой
силиконовой
смолы
Камера
смешивания
Баки с компонентами смо ы
Шнековый экструдер
Узел питания.
По его боковым каналам
подводятся компоненты
расплава от двух экструдеров
Сопло для впрыска
расплава в форму
Этический смеситель, используемый 6 т
Ми*рослои( то» о литья под давлением. Он сме
' ог источников. После впрыска рз
• Литьевую форму слоистая структурз механич
Улаживается и затвердевает в изделии.
Мультипликаторы
слоев
по банка А.Ф. Крайневе
ЧЕРТЕЖЕЙ На примор
***ШИНГ)ВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ.
j ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС. ПРОЦЕССЫ И ОБОРУДОВАНИЕ
. МА5ДП1
РАН
КОНСТРУКЦИИ
Пресс-форма с наклонными направляющими
для осуществления стыковки и разъема частей
матрицы (из книги Taschenbuch Maschinenbau.
Band З/lllArbeitsmaschinen. Berlin, 1971)
РАЗЪЕМНЫХ ЛИТЬЕВЫХ ФОРМ
С НАПРАВЛЯЮЩИМИ И ВЫТАЛКИВАТЕЛЯМИ
Давящий
вы ( ТУП
Части для
формования
резьбы
Каналы
для нагрева-
тельной
среды
Матрица
выполнена
по схема
кулачкового
зажимного
патрона.
Сечения под углом 90
Выталкиватель
Полость для
формования
ручки сосуда
Полость для
формования
тонкостенного
сосуда
Нажимная
плита
Пуансон
Плоскость
разъема
матрицы
Складывающиеся пуансоны для возможное ги
извлечения (съема) отливки с поднутрением
(с кольцевым буртиком)
Перемещение плиты толкателя
Конус, ра. у тиган
секторы nyocoHd
Отливка
Секторы
пуансона
в раздвинутом
состоянии не
допускают съема
отливки.
Перемещение плиты съема
Типовая холодноканальная* форма
с тремя плитами
Неподвижная Форма закрыта
плита
крепления
При выталкивании матрицы
(вверх) ее боковые
части раскрываются для
свободного извлечения
изделия.
Г нездо
для установки сопла
ШЫЦ —U J
Подво-
дящий
литник
Толкатель
плиты съема
Подвижная
плита крепления
Форма открыта
Центральный
литник
Плита
(обойма)
матриц
Плита съема
Заполняемая
расплавом полость
формы
Плита
(обойма)
пуансонов
Направляющая
колонка плиты
съема
Матрица
Пуансон
Общая
направля-
ющая
колонка —
Вставка
плиты
съема
Выталкиватель
центрального
литника ГС
“Плавающая”
плита
Размыкающая
пружина
Ограничительная
тяга “плавающей”
плиты
Ограничительная
тяга плиты матриц
Плита съема
Готовая
отливка
Ограничительная
тяга плиты съема
Начало
смещения
секторов
к центру
Секторы благодаря упругости сближаются к центру
и полностью освобождают отливку для съема.
Типовые отливки и их получение по способу
Sunbeam Plastics Corp, (патент США № 5281385)
с использованием
фирмы D-M-E
расширяемого стержня
Крышка
защелками
Кольцевые канавки
для уплотнений
Горлышко
бутылки с резьбой
Заполняемая
расплавом
полость
формы
При перемещении
подвижной плиты
промежуточные
плиты раздвигаются
и форма
раскрывается.
* Расплав, оставшийся в литниковом разводящем канале, охлаждается,
затвердевает и выталкивается вместе с отливкой в каждом литьевом цикле
... *
Штуцерные элементы для соединений
со шлангом
Замыкающая
вставка формы
Сопло для впрыска
расплава
Центральная
шпилька
Расширяемый
литьевой
стержень
Г отовая
отливка
Втулка
выталкивателя
116 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ. На
примерах из компьютерного банка А Ф Крайнева
1ЯГ010ВЛЕНИЕ деталей из пластмасс, процессы и оборудование
НМЛ III
НАН
-**Г^руКцИИ РАЗЪЕМНЫХ ЛИТЬЕВЫХ ФОРМ
к Н выталкивания с радвижными
'"щи.авмнми к центру) частями
НАПРАВЛЯЮЩИМИ и ВЫТАЛКИВАТЕЛЯМИ
система с движением
пуансона в плоскости
разъема формы
Съему изделия
препятствуют
внутренние буртики.
К л иновое соединение
частей пуансона
С ПЛИ!ой
Наклонные толк, пели
Выдвижные части
пуансона сдвигаются
и обеспечивают
возможность съема
изделия.
Наклонная
направляющая
и ползун вместе с верхней
плитой образуют
клиновой механизм.
заполняемая
расплавом
Выталкивающая плита
Толкатели фирмы D-M-E для
двухступенчатого поступательного
перемещения плиг'^^^^^^^М
Верхняя
и нижняя
плиты
раздвигаются.
Верхняя
неподвижная
плита
Запорное
гСТООЙСТВО
Выталкиватели
Пуансон выводится
из полости отливки
сначала в бок,а затем
вниз с помощью
клинового механизма
и механизма разъема
матрицы
(относительного
перемещения плит).
J
Отливка
Части
матрицы
Механизм для раскрытия
формы сложной конфигурации
и сообщения движения
выталкивателям (80-е гг. XX в.)
Разъемные
части
матрицы .
боковая плита
Неподвижная
литьевая плита
Выталкивают
плита
Г отовое
изделие
(отливка)
с помощью выталкивателей ТТ
снимается с выступа на нижней части матрицы
При втором такте поднимается вторая подвижная
плита вместе со втулкой (на стержне)
до срабатывания запорного устройства.
В конце первого такта фиксиру
положение первой пли гы
с помощью блокировочно! о
механизма (на стержне).
Центральный стержень
ется
Нижняя неподвижная
пли । а
Толкатель сообщает движении плитам
обструктивные варианты подъемной системы
Vector-Form (направленного выталкивания
элементов
изделия при разъединении
фирмы D М-Е
Изделие
Изделие
Литник
Многозвенный
рычажный
меха» 1изм позволяв г
пос ледова i »э лы ю
раздвинуть плиты
и раскрыть части
ма । рицы ,ВЫ । олкнув
при 31 ом изделие
Внутренний замок с защелкой
для точного положения блокировки
плит формы (по патенту
США № 3494435)
Корпус, для кулачков защелки
имеет выступы, ра вмещаемые'
в прорезях втулки
Коромыслово-клиновой
механизм при движении
пли г заставляет толкатель
о। деля । ь изделие,iuiaeiто
выводя его буртики из
углублений пуансона
Толкатель
Клиновой сектор
пуансона
часть
пуансона
Ползун
и*Н9я
Втулка с
прорезями .
и канавкой
для защелки
Направляющая
плита
- Коромысло
последовательности
э устройства для но< ледова тельное г и Низ в концт
ir-nTL Н i ПОИМера-* ИТ KOMllWOiepHOl
НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ Kaj,( им р*-----------_
Ья,,’. только первый такт работы у» |рои<лна для
* “ криця* tt "
м щирма выпускает также
2^НОв1-Дени[
вкладыш
Шпилька
О банка А Ф
Кулачки
защелки
Канавки z
для защелки
на шпильке
и втулке
Выталки-
вающая
или ia
Стопорный
вин I
Лыска
для ключа
Нижняя
плита
Крайней. 1
I верхняя
зажимная
плита
Гнмаш
PAR
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС. ПРОЦЕССЫ И ОБОРУДОВАВ
НЕПРЕРЫВНОЕ ФОРМОВАНИЕ ТГУБЧА! ЫХ ИЗДЕЛИИ
Сердечник [дорн •-
и перемычки р
материал на слои изменя₽м7"
сечения, а затем сми.1Мо
^ЛИй^и,?
и распредели
И/ ПО кольцевой Щели
Для формования труг,м
Радиальные
перемычки
Сечение
перемычки
Кольцевой
канал
течения
расплава
Каплеобразное
поперечное сечение
перемычки
Прямоточный
распределитель
расплава
Перемычки
для крепления дорна
по центру головки
‘•ливак
Трубная головка (для поливинилхлорида) и варианты держателей дорна
। книги G. Schenkel. KunststoH-Extrudertcchnik. Munchen, 1963)
Корп\с головки Спиралеобразные
перемычки
Шнековый экструдер
Датчик температуры
Нагревательные
устройства
Диафрагма с большим количеством отверстии служит для пропускания
и перемешивания материала и для крепления сердечника.
Распределитель для полиолифинов
(фирма Cintinati Extrusion,
конец XX в.)
Сердечник
Установка с кольцевой выходной щелью
для формования пленочного рукава
Датчик
температуры
Поток
расплава
. от экструдера
Конусный
распределитель
Места для подключения
датчиков давления
Кольцевая щель, из
которой выходит пластичный
горячий пленочный рукав
Радиальные
каналы
переходят
в винтовые
с постепенно
уменьшаемой
глубиной. На конце цилиндра имеется
гладкая поверхность для образования
кольцевой щели (между корпусом
трубной головки и распределителем).
Устройство для нанесения
полимерного покрытия на проволоку
(из книги Taschenbuch Maschinenbau.
Band 3/IIIArbeitsmaschinen.
Berlin, 1968)
Продольное движение
подачи проволоки
Пневмоканал
Установка для калибровки и охлаждения трубы
Диафрагма с большим
количеством отверстий
Направляющая
для проволоки
Распре-
делитель
распла -2
Смеситель
со щелью
переменного
сечения
Фланец
для пристыковки
корпуса
экструдера
Трубопроводы
и полости
с охлаждающей
жидкостью
Формующая головка
рукав
( /I М
МАШИНОШ НИ!
I l.i примерах и ♦ компыо!ернО! О банк
Выход
проволоки
•. 1Ю1ЮЧ0ННО11
в оболочку
Горячий
пластична in
I |>у» >Н< и п г и ки
ЭК( 1рудвра
Откалиброванная
и Охлажденная
Каналы
для (/н лсынания i а к hi
Подача
расплава
от экструдера
Калибратор
ДРОБЛЕНИЕ, ИЗМЕЛЬЧЕНИЕ,
СМЕШИВАНИЕ И СОРТИРОВКА МАТЕРИАЛОВ
ЕНИЕ. измельчение и сортировка материалов, процессы и оборудование
Си
Современный
автоматизированный
завод по переработке
лома стали,
алюминия и меди
Сепаратор (отделитель)
стального лома
Поворотный
конвейер \
Перегрузочный Привод измельчителя
конвейер
оборудованием
по разделению
цветных
металлов
Измельчитель
1
Загрузочный конвейер
NM
для проведения
(приемный)
бункер
Гидроцилиндр
подъема
(опрокидывания)
верхней
Площадка с
Молотковый ротор
W1I
Сепаратор
(отделитель)
легкой
фракции
Выгрузка (в отвал)
измельченного стального
лома
роторный измельчитель
(металлолома)
ударного действия
iiimiiiiiiuiu.
i»E3
4J.
AI
Гидроцилиндр подъема (опрокидывания) средней
секции корпуса (вместе с ротором или без него)
для проведения замены изношенных молотков
45 m
Измельчитель с молотковым ротором
(по схеме молотковой дробилки)
Откидываемые
колосники
верхней
разгрузки
Один из древних аналогов дробильной установки ударного действия
Толчея для руды с приводом от “нижнебойного” колеса с плоскими
лопастями (из “Энциклопедии" Дидро и Д Аламбера 1751 - 1776 гг.)
Тяжелые брусья поднимаются выступами (кулачками) на валу.
Срываясь с выступов и падая, брусья разбивают (дробят) руду.
Молотки
шарнирно
присоединены
к ротору.
Колосники нижней разгрузки
^^ЧНОВЕЛРНИР НА ЯЗЫКЕ СХЕМ. РИСУНКОВ
Кулачковый
механизм
Приводное водяное
колесо
Откидываемая
створка
загрузочного
люка
И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка_А.Ф. Крайнева
Обогащение руды.
' Поток воды отделяет и уносит
более легкие куски породы
и песок, а тяжелые куски
руды оседают на дно.
Водоем I
иберный
затвор
119
ДРОБЛЕНИЕ, ИЗМЕЛЬЧЕНИЕ, СМЕШИВАНИЕ И СОРТИРОВКА МАТЕР^
11ЛЧЛП1
PAN
Оборудование для
и амальгамации
кНИги Георга Агриколы
(De re metallica).
Базель, 1556 г. ]
Водяное приводное колесо
МЕЛЬНИЦЫ И ДРОБИЛКИ
Мельницы в виде пары трущихся тел (xepi
Оборудование для измельчения, промывки
золотой руды (из восьмого тома I
“О металлах
Зубчато-
цевочные
передачи
Мельница
в виде пары
жерновов.
Куски материала
перекатываются
в зазорах между
жерновами и
раздавливаются
(перетираются)
ими.
Промывочные
чаны
Мешалка
в виде
крыльчатки
Перетирающие
жернова с
внутренней
и внешней
сферой
Траверса
Бегуны для размельчения [размалывания]
песка, угля и др. материалов Формовочны.
смесей (конец XIX в.)
юническая
к днищу
Вращающаяся чаша
диаметром до 2500 мм
осях
могут
Мельницы в виде пар перекатывающихся я
(катков, роликов, шаров, дис ков и колец.
Мельницы в виде бегунов с приводом
от водяного колеса впервые описаны в книге
Вануччо Бирингуччо “Пиротехника* 1540 г
Ребристый каток
массой до
1000 кг
Шаровая мельница
Эванса (конец XIX в.)
Бегуны - чугунные шары
диаметром 250 мм
установлены
на косольных
водила. Они
свободно
прижиматься
и стенкам чаши
с перерабатываемым материалом.
Промывочный
лоток
Мельницы в виде двух трущихся друг по другу камней (жерновов), приводимых
вручную, стали применять еще в древние времена для измельчения
растительных зерен и получения муки. Первые описания водяной
мельницы даны в одной из книг
руководства по архитектуре
Марка Витрувия (I в. до н. э.).
В XV - XVI вв. в процессе Лопасть
обогащения полезных
ископаемых стали применять
дробилки в которых с помощью
вращающегося кулачкового вала
периодически поднимаются
и сбрасываются на куски руды
тяжелые деревянные
брусья (см стр. 119).
Сведения о таких установках
приведены в упомянутой
выше книге Георга Агриколы.
Дальнейшее развитие мельниц
осуществлялось в направлениях:
• увеличения площади
трущихся поверхностей.
• использования тел качения
для помола материалов;
• придания циркуляционного
движения пврвмалываг »мь м
Шаровая мельница Пете«.
(50-е гг. ХУ
Пружина
Отвод
готовой
продукции
Циркули
рующий
поток
Нажимное
кольцо
Загрузочный
бункер
Вращающееся
кольцо
Мельница для измельчения (размалывания)
древесной стружки (60-е гг. XX в.)
Неподвижный и вращающийся
диски (жернова) с кольцевыми
зубцами
Пригодной шкив
Н.i примерах из компьютерного банка
Патрубок для
выгрузки
готовой
продукции
Во ЗА"
ммишмга т>и. ,уб.,.,тая „,1„да,а
120 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕ
рОбЛЕНИЕ. ИЗМЕЛЬЧЕНИЕ, СМЕШИВАНИЕ
и ДРОБИЛКИ НА ОСНОВЕ ПАР ПЕРЕКАТЫВАЮЩИХСЯ
<ов щаров. валков, конусов, дисков и колец)
льница, выполненная по схеме Раймонда
*нйТТЕ Taschenbuch fur Eisenhuttenleute.
И СОРТИРОВКА МАТЕРИАЛОВ
Г и/ид hi
РАН
(бО-еТ/хх вР)МЫ Kohlenscheidun9s-GmbH
Управляемый
клапан
ПоДР*
Приводной вал
Кольцевой канал
для подводимого
воздуха
Загрузочное
устройство
для материала,
подлежащего
переработке
раздавливает
падаскдие на
дне* маетниы
(рашаюшемуся
В этой камере
поток
разветвляется:
вверх уносятся
мелкие (готовые)
частицы, а вниз
падают частицы
для дальнейшего
измельчения.
Валювая дробилка (из книги Taschenbuch
Maschinenbau. Band 3/1 Stoffumformung.
Berlin, 1968)
Приводной вал
Рабочую поверхность дробящих валков
выполняют рифленой (ребристой).
Зубчато-рычажный механизм
обеспечивает передачу движения валкам
при изменении их межосевого расстояния.
Рычаг, наклоняемый для регулировки
зазора между валками. Он также
наклоняется при перегрузках.
Винтовая
пара для
регулировки
начального
Отвод готовой
продукции (мелких
частиц в потоке
воздуха)
Неподвижное
рабочее
кольцо
Приводной
вал
Подвод'
воздуха
(в кольцевой
канал)
Возврат
8 рабочую
зону
крупных----
частиц
материала
Каток
прижимается
к рабочему
кольцу
благодаря
центробежной
силе и
перемалывает
частицы
материала.
Водило
Защитная
мантия у
Муфта
Редуктор
Пружина, сжимаемая при раздвигании
валков (из-за существенного
сопротивления разрушению материала)
Совершенствование
конструкций дробилок
осуществляется по
пути использования
различных механизмов
для раздавливания,
разламывания или иных
видов разрушения
материалов. В конусных
дробилках стремятся
получить оптимальные
профили конусов и
рабочей щели между
ними. Обеспечивается
таже регулировка щели
и упругое поджатие
звеньев.
Конусная
дробилка (из книги
Taschenbuch Maschinenbau. Band З/l
Одна из первых Stoffumformung. Berlin, 1968)
• онусных дробилок
Обе эти конструкции выполнены
по схеме Саймонса. Слева дано более
раннее решение (начало XX в.).
— В нем конус, совершающий
прецессионное движение,
г имеет две опоры
В схеме справа
применено консольное
опирание конуса, а
профиль щели выполнен
ступенчато сужающимся.
Введены устройства
регулировки щели,
а также пружинная
подвеска и упругое
поджатие конусов.
с “Оиусным
,гберстие
-Приводной эксцентрик
Внутренний
конус
Верхнюю опору выполняют самоустанавливающ
ЧЕРТЕЖЕЙ. На примерах najeor
Внешний конус
Загрузочное
отверстия
Винтовая пара
для регулировки
межконусной щели
Пружинная
подвеска верхней
части дробилки
fWVWWl
компьютерного банка А Ф. Крайнев»!
Приводной
эксцентрик
Неподвижная щека
ДРОБИЛКИ УДАРНОГО ДЕЙСТВИЯ
Загрузочный бункер
Колосники нижней разгрузки
Диаметр ротора 1250
мм
Пластина
входной
решетки
Загрузочное
отверстие
Шарнирное
соединение
качающейся
щеки со
станиной
Распорные звенья
(для получения
значительных давящих сил)
Молотки при вращении приводного вала наносят удары
по камням и откалывают от них небольшие куски.
При ударе молоток отклоняется на некоторую величину,
но тем не менее удерживается от проворота центробежной
силой. Благодаря этому привод дробилки защищен
от перегрузок и вибрации.
Клиновой механизм
регулировки положения
шарнирной опоры
распорного звена
Наибольший — -
размер
втягиваемой частицы
Реакция
камня на
молоток
ИМАП1
* РАН
Молотковая дробилка с шарнирно
присоединенными к ротору ударными
звеньями (30-е гг. XX в.)
Замыкающая
пружина
кривошипно-
коромыслового
механизма
Качающаяся
щека
Сменные
износостойкие
плиты
Траектория
движения
точки
подвижной
щеки. Кроме
движения
в направлении
раздавливания
имеет место
затягивание
материала
в щель между
плитами.
- Клиновой
механизм
^регулировки
выходной щели
Направления
движения
частиц
Пружинный измельчитель
[дезинтегратор] (80-е гг. XX в.)
Загрузочная
щель
1200x900 мм
Роторная дробилка
с отражательными
плитами
(60-е гг. XX в.) П
Приводной вал
Пружина помещена
в емкость с сыпучим
материалом.
В этом изобретении
использован тот
же принцип,что
и в щековой дробилке
Частицы материала
втягиваются между
витками, движутся
по винтовой линии
и раздавливаются.
ДРОБЛЕНИЕ, ИЗМЕЛЬЧЕНИЕ, СМЕШИВАНИЕ И СОРТИРОВКА МАТЕРИАЛОВ
Центробежная
сила
Отражательные плиты шарнирно
присоединены к станине
1 Положение шарниров
П можно регулировать
Направление
вращения
£ ведущего
к х вала
Замыкающая пружина
передаточного
механизма
Молотки
прикреплены
к ротору. Камни
отбрасываются
ими и дробятся
ударяясь об
отражательные
плиты.
Приводной
эксцентриковый
вал
Получаемый размер
< частицы
Щековая дробилка Блэка
(с простым качанием щеки)
Одной из первых в представленном ниже виде
ее стала выпускать фирма Friedr. Krupp. A. G.
Grusonwerk. С конца 1-й половины XX в. ее
постепенно вытесняет коструктивно более
простая дробилка со сложным движением
подвижной щеки. _______ Маховик
Щековая дробилка со сложным качанием щеки
(из книги Taschenbuch Maschinenbau.
Band 3/1 Stoffumformung. Berlin, 1968)
Маховик - шкив
клиноременной
передачи
ДРОБЛЕНИЕ, ИЗМЕЛЬЧЕНИЕ, СМЕШИВАНИЕ И СОРТИРОВКА МАТЕРИАЛОВ
ИМАШ
РАН
Измельченный материал
Режущие роторы
Гидроцилиндр толкателя
Разъем корпуса
материала
режущего ротора
Установочный
электропривод
Ножевое
кольцо
Г идромотор
режущего
ротора
Приводной вал
Срезающий
стружку нож
Ножи на
стенке
корпуса
Т ележка
для выгрузки
измельченного
материала
Загрузочный
толкатель с приводом
от гидроцилиндра
Придерживающий
стружку нож
Г идромотор
режущего ротора
НОЖЕВЫЕ (ЛЕЗВИЙНЫЕ!
ИЗМЕЛЬЧИТЕЛИ
Направляющий
лопаточный
ротор-------
Неподвижные
ножи на стенках
корпуса
Прижимная
стенка
толкателя
Выступы (на кольце)
для прикрепления к ним
ножей
Стопор корпуса ножниц
(в рабочем
положении) © 4
Механизм
управления
раздвигающимися
частями корпуса
Современные роторные ножницы для непрерывного измельчения
материала резанием
При попадании хх /
твердых
неразрезаемых
кусков части корпуса
(опоры роторов)
самораздвигаются.
Автоматическая система
редусматривает также
остановку, реверсирование
ножниц и удаление
крупных кусков.
И Опорный
(безопилочный)
нож
дл< упругих и пластичных
материалов (металлических
отходов, древесины, бумаги,
пластмассы) не подходят
механизмы разрушения
хрупких материалов. В данных
ситуациях применимы только
процессы резания. Наиболее
старый способ,используемый
до сих пор, - это циклическое
резание материала ножницами
с возвратно-поворотным или
возвратно-поступательным
движением ножей. Более
прогрессивным представляется
применение роторных ножниц.
Механизм удаления
неизмельчаемого
Режущие
кромки вместе
с ножами
корпуса и
сопряженного
ротора образуют
многократно
повторяющиеся
ножницы.
Станок с ножевыми кольцами для измельчения
древесной стружки (из книги Taschenbuch
Maschinenbau. Band 3/111 Arbeitsmaschinen. Berlin, 1968)
ОМУ/
\ Загрузочный бункер
Исходный материал
z. _! Ограничитель
~ ’ fl размера
срезаемой \
. части /тй
МаШИНОНЕДЕНИЕ на ЯЗЫКЕ СХЕМ, РИСУНКОВ И
ЧЕРТЕЖЕЙ Не пример i и > м «mi и .«мерного банка А.ф. Крайнева
123
ДРОБЛЕНИЕ. ИЗМЕЛЬЧЕНИЕ. CMI ШИВАНИЕ И СОРТИРОВКА МАТЕРЦу^
НО* и
ХЫ ДЛЯ ПАКЕТИРОВАНИЯ
Заслонка
L HMAUI
РАН
Ползун
с продольными
и поперечными
ножами
Г идро> 1И ЛИ1 *др* *1
прижимного
ползуна
и подвижных ножей
Поперечные и продольные
ножницы (для крупногабаритных
?тупательно движущимися ножами
Подвижная
стенка Загружаемый
питающего мат ериал
толкателя \
Неподвижные поперечные и
продольные сменные но«и
прикреплены к станине
Гидроцилиндр
привода
питающего
толкателя
Прижимнои ползун
удерживает материал
при резке его ножами.
Прессующий ползун
Загрузочный бункер
Выталкивание готового пакета из пресс-камеры
осуществляют после подъема боковой стенки.
Уплотняющий
(в режиме
резки) ползун
Гидроцилиндр ползуна
Ползун спрессовывает
материал после того,
как стенка толкателя
переместится в свое
переднее положение.
Стенка толкателя
перемещает загруженный
скрап в пресс-камеру
и подпрессовывает его
(при пакетировании).
Здесь процесс прессования и выталкивания
происходит последовательно поэтапным
включением приводов толкателя,
прессующего ползуна и выталкивателя.
Подпрессовка
толкателем
Стенка толкателя перемещает
загруженный материал и подпрессовывает
его к передней стенке.
Гидроцилиндр
толкателя
ЯЗЫКЕ СХЕМ
Боковая стенка Вид сперед ,
Современный пресс
для пакетирования лома
Lindemann R.AS фирмы
Metso Minerals
на последнем этапе
сначала допрессовывает
материал а затем
выталкивает его через
совмещенные окна. 73
а ‘Vе1
отсекатель перемещ®ют с
его окна с окном в корпев и *
вымлкипателя вы<ччн%
пакет
Подвижный нож
совершает возвратно
поступательное
движение в режиме
резки или служит
упорной стенкой
при пакетировании.
Ком инированные пресс-ножницы (для резки скрапа
и пакетирования) предприятия Zdas
(Чехословакия, 60-е гг. XX в.)
ДРОБЛЕНИЕ, ИЗМЕЛЬЧЕНИЕ, СМЕШИВАНИЕ И СОРТИРОВКА МАТЕРИАЛОВ
ПЕРЕМЕШИВАЮЩИЕ устройства
Основные принципы совершенствования
i ИА1ДШ
РАН
Проблема перемешивания возникла еще
с древних времен, когда приходилось
вручную месить тесто или приставлять
корм для скота. С развитием строительства
и промышленности потребовалось в больших
обьемах производить смеси связующих
материалов, получать шихту для производства
чугуна, осуществлять обогащение полезных
ископаемых, приготовлять формовочные смеси,
получать смеси жидкостей и газов.
Совершенствование перемешивающих
устройств ведется в следующих направлениях:
- выполнение мешалки в виде отдельной
лопасти и задание ей сложного движения
с помощью направляющего механизма;
- выполнение мешалки в виде ротора с
несколькими лопастями (в том числе
с винтовыми лопастями) и задание ему
вращательного или планетарного движения;
- обеспечение циркуляционного
перемешивания с помощью насоса;
- использование разрыхляющих и
перемешивающих струй жидкости или газа;
- образование пульсаций давления в потоке
перемешиваемых сред;
- использование вибровозбудителей для
интенсификации перемешивания
Перемешивающие устройства с лопастью, совершающей
сложное движение, воспроизводимое направляющим
механизмом (30-е гг. XX)
Звено совершает
возвратно-поворотное
движение вокруг
пересекающихся
в т. С осей.
Перемешивающее устройство
на основе пространственного
механизма Беннета (механизм
изобретен в 1903 г., применен
в смесителях в 60-е гг. XX в.)
Неподвижное
звено
Кривошипно-
коромысловый
пространственный
механизм
Плоская замкнутая
_ _ траектория
Приводной вал
Перемешивающая лопасть
Вращающаяся емкость
Коническая
зубчатая передача
по известным ранее схемам;
- образование волнового поля в среде
Механизм
Беннета
Приводной
Зубчато-
рычажный
механизм
Звено
с прикрепленной
лопастью
Лопасть
прикреплена
к шатуну.
Перемешивающие устройства с вращающимися рабочими звеньями
Мешалка
в виде лопастной
турбины
Мешалка
с вертикальными
лопатками-----5
Мешалка
с вертикальными
гребнями
Приводной
Шкив
в соответствии с заданной характеристикой
переработки материалов.
Примеры из книги Hartland Seymours. Agitating, stirring
and kneading machinery. London, 1925
41 Р1ЕЖ1 И На примерах из компьютерно! о банка А.Ф. Крайнева
Глиномялка Шликэйзена - машина для
приготовления компонентов формовочной смеси
(из книги А.П. Гавриленко “Курсъ механической
технолопи металловъ” 1902 г.)
Коническая ч
зубчатая
передача
Переме-
ивающие
лопатки
закреплены
на вертика-
льном валу
Наклонные лопасти
задают циркуляционное
движение частицам
перемешиваемой
среды.
Устройства с
горизонтальными
гребнями
Относительно
подвижные стержни
(лопатки, гребни)
обеспечивают
непрерывное
разделение
(разрыхление,
взбалтывание), встречное
движение групп частиц и их
перемешивание.
Подвижные
стержни
Лопатки
ротора
задают
круговое
движение
частицам
среды.
Неподвижные
гребни
препятствуют
движению соседних
частиц или слоен
машиноведение на языке схем, рисунков И
$LmmauiI ДРОБЛЕНИЕ, ИЗМЕЛЬЧЕНИЕ, СМЕШИВАНИЕ И СОРТИРОВКА МАТЕРИАЛОВ
РАН!
Перемешивающее устройство во вращающейся чаше,
вертикальны к'и
лопастями
Чаша
с перераба-
тываемым
материалом
обычно используемом для бегунов
Зубчатая передача
Неподвижные лопасти
Приводной
шкив
ПОПА' ГНЫ1 И ВИНТОВЬН ПЕРЕМЕШИВАЮЩЕЙ цj
* Г» ’
Бетоносмеситель с вращающимся барабаном*
(из журнала "Baumaschine und Betrieb”. 1929, Н. 4)
Загрузочный
бункер
Винтовые лопасти
Кольцевые дорожки
Зубчатый ,f;|
Для привода
лр;ц .цодия
------Черпаки
присоединенные
к барабану
Поворотный
лото*
ВЫГрузГи
Шкивы,от которых вращение
для опорных катков —
передается (в противоположных
направлениях шнеку
и перемешивающей
решетке
Планетарное шнековое устройство
Шнек
перемещает
материал вдоль
оси трубы.
Вращающаяся
решетка
пересекает вертикальные
потоки материала.
Мешалка
в виде
узкой
винтовой
ленты
перемещает
материал
по внутренней
поверхности
емкости.
Передача
вращения
Перемешивающие устройства
на основе винта или винтовых
лопастей (20-е гг. XX в.)
Винт Архимеда (в классическом
виде размещенный в трубе)
наряду с насосами и шнековыми
конвейерами широко применяется
в перемешивающих устройствах.
Сплошная винтовая лопасть (шнек)
задает потоку материала движение
вдоль оси вращения, которое
благодаря форме барабана или
иными средствами преобразуется
затем в циркуляцию с непрерывно
пересекающимися траекториями
частиц.
В устройствах с узкой винтовой
лентой преобладает разрыхление
материала и хаотичное движение.
Циркуляция частиц при этом
имеет лишь местный характер.
Винт без оболочки, совершающий
планетарное движение перемещает
материал как в осевом
(вертикальном), так и в окружном
направлениях. При этом имеет
место движение вдоль простран-
ственных замкнутых кривых.
Приводное
имеют участки
с противо-
положными
направлениями
винтовых линий
Соответственно
получаются
встречные
циркулирующие
потоки
материала.
Разветвленная
образуют ленточные лопасти, приваренные к его внутренней
Загрузка жидкой
бетонной смеси
В автобетоносмесителях 2-й половины XX в. используется
вращающийся барабан, в котором непрерывную винтовую полость
стенке.
Направление
вращения барабана
при выгрузке
смеси
Реверсирование вращения барабана приводит
к изменению направления перемещения смеси
(вдоль винта) и ее выгрузке.
Роликовая
опора
барабана
Также как и в винтовом насосе смесь net еме
вдоль винта. От вращения вместе с барабаном<
удерживается благодаря своей силе тяжес ‘
Направление вращения
барабана при загрузке
и перемешивании
I Подшипниковая опора барабана
Гидравлический привод вращения барабана
1 26 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ,
РИ( УНКОВ И 41 РП ЖГИ. На примерах и ♦ компьютерно! о банка А Ф Край н 1
„рОБЛЕНИЕ, ИЗМЕЛЬЧЕНИЕ, СМЕШИВАНИЕ „ сортировка МАТЕРИАЛОВ
КЛАЛ III
** РАН
МНОГОЛОПАСТНЫЕ ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
Мешалка, уставливаемая в емкости
с эллипсоидной внутренней поверхностью
(20-е гг. XX в.), используемая
при производстве пищевых
продуктов типа патоки, пасты,
сливочного масла и др.
Редуктор
Электро-
двигатель
Форма лопасти
предусматривает
непрерывное
отделение
материала,
прилипшего
к стенкам емкости.
Загрузка
Перемешивающее устройство непрерывного действия
для строительных смесей (60-е гг. XX в.)
Лопастные валы, вращающиеся в противоположных
направлениях, перемешивают материал и перемещают
его в осевом направлении.
Выгрузка
На двух параллельных валах установлены лопасти,
которые образуют прерывистые винтовые поверхности.
Передвижная машина “Сендкеттер”,
предназначенная для переработки
формовочной смеси (30-е гг. XX в.)
Смеситель непрерывного действия,
установленный внутри подвижной
консоли, предназначенный
для приготовления и засыпки
формовочной смеси в опоки
(фирма IMF Impianti
Macchine Fonderia,
начало XXI в ).
Смешивающий
рукав, внутри
которого
размещен
лопастной
вал. При '
вращении вала
обеспечивается
перемешивание
и продольное
перемещение
смеси.
Ротор со встречно направленными
винтовыми лопастями при вращении
разрыхляет и перемешивает
отработанную ("горелую”) смесь.
Перемешивающее шнековое устройство
Рукав со встроенным
конвейером
для перемещения
загружаемых
компонентов
смеси
Сопло для
выгрузки
Привод
заслонки
Легко заменяемые кованые лопатки
с пластинами из карбида вольфрама
Связующие вещества
подводятся по шлангам
(от дозирующих насосов)
и распыляются при
перемешивании материалов.
на основе
бипланетарного зубчатого механизма
Загрузка
Загрузка добавок
Новый
Циркуляция
материала
Шнек
г'РОЩСНИг
,J-HTrwibHoro
Вторичный (ранее
используемый)
песок
Неподвижное
центральное
колесо
Частицам
материала
задается
сложное
’Ространственное
Движение,
благодаря чему
происходит
интенсивное
перемеши-
вание.
Затвор
Приводной вал -
центральное
водило
механизма
- Сателлит -
водило
с подвижной
осью
Шнек соединен
с сателлитом,
ось которого
движется по
циклоидальной
траектории.
Выгрузка
Неподвижная
емкость
Зубчатое
колесо,
неподвижно
соединенное
центральным
водилом
; ;р.11цени< t одипа
песок
Двигатель
и редуктор
для
вращения
водила
(фирма DISA,
начало XXIв.)
Вьп ружающий скрепок
Н « пример «к из кампыо1ерного банка А.Ф Крайнева
Смеситель для
приготовления
формовочного
песка
Двигатель
и зубчато-
ременная
передача
для
вращения
много-
лопастного
ротора
— Вертикальный
скребок
Форсунки для
распыливания
связующего
вещества
> Секторный
затвор
и его
привод
МА<иИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКС1
Мешалка -
многолопастной
ротор, совершающий
планетарное движение
и ЧЕРТЕЖЕЙ
Бункер
дня
।отопог о
материала
RAAAII1
ДРОБЛЕНИЕ. ИЗМЕЛЬЧЕНИЕ, СМЕШИВАНИЕ И СОРТИРОВКА МАТЕРИАЛОВ
S4
BOHRW ЩМ ОввМ?М ВСбВСта
с перерабатываемым
материалом
ЭкСцентэикОВЫ> осях
са моус та н ав.". • ва -отся
и придавливают
перерабатываемый
материал благодаря
собственному весу.
Планетарная
мельница (80-п г г хх
Загрузочная ем*о< Т1>
Коромысловый
•е\ЗНГ ••
Лопатка
Приводной
вал
Планетарная катковая мельница
фирмы Breadsleyft Piper
(США. 50-е гг. XX в.)
Воздушные потоки выносят
только мелкие частицы
Компрессор - / ООО XX / 1
Привод
Гидроцилиндр для
подъема и опускания
перемешивающее
и выгружающей лопатки
Каток с резиновым ободом,
установленный на эксцентриковой
оси в водиле, прижимается
центробежной силой к упругому
покрытию на стенке и размалывает
засыпанный в емкость материал.
заполнен^ <й
метал-
лическими
шарами
Приводные
Просеиваемый
материал
Водило
с каналами для воздуха
Вибрационные перемешивающие
устройства (для сыпучих материалов)
Устройство с внешним силовым
возбуждением колебаний емкости
с материалом Характер колебаний
Загрузочное
отверстие
Вибро-
возбудитель
прикреплен
к емкости.
Отверстие
для
выгрузки
материала
Устройства с внутренним (глубинным)
кинематическим возбуждением
колебаний материала
(по книге
А.А. Серебрение
В.А. Кузьмичева
“Вибрационные
смесители" 1999 г.)
Эксцентриковый
вибровозбудитель
с уравновешенным
валом
Перемешивающая
лопатка
Привод вращения
шнека
Загруз^
Приводные
валы
Загрузка
Противовес
Привод вибровозбудителя
Выгрузка Шнек
РАЗДЕЛЕНИЕ И СОРТИРОВКА СЫПУЧИХ МАТЕРИАЛОВ, ЖИДКИХ И ГАЗООБРАЗНЫХ СРЕД.
Отдельные направления
Центробежный воздухоотделитель
(из книги Скубачевского Г.С.
Авиационные газотурбинные двигатели
1974 г.) служит для удаления пузырьков
воздуха из масла смазочной системы
двигателя.
масла
Выход отделенного
от масла воздуха
Выход очищенного
от воздуха
В древности для сортировки по размерам
сыпучих материалов использовали просеивание,
а сортировку по массе осуществляли промывкой
в потоке воды. В современных условиях
применяют вибрационные сита и конвейеры
(см. стр. 283), зачастую в комбинации с потоком
воды или газа, и в совокупности
с измельчающими устройствами, а также широко
используют разнообразные фильтры.
Для отделения более тяжелых частиц от более
легких частиц жидкости или газа используют
ценрифуги и циклоны.
Принцип действия циклона
для двухступенчатой
очистки воздуха
Вход
загрязненного
воздуха
Частицы масла
отбрасываются
лопастями крыльчатки
к периферии, а более
легкие частицы
воздуха перемещаются
практически вдоль
оси крыльчатки.
Вых:
ОЧИН. ‘MCf-
ВОЗА' а
Вращающаяс я
крыльчатка
Шлицы для
при< оидинения привода
НА ЯЗЬН I СХЕМ, VIU ( I И
Загрязненный воздух подается
(нагнетается или всасывается)
внутрь корпуса по тангенциальному
каналу. В результате образуется
вихревой винтовой поток.
Тяжелые крупные частицы пыли
отбрасываются к периферии
и падают вниз. Далее поток бла одаря
направленно расположенным стенкам, отеер* пым
скосам возвращается вверх Там снова формирсеи я
я во v
, । де отделяются наиболе мелкие час типы "ы
В современном пылесосе Джейм* а Дне а
установлено
каналами, закручивающими шнеки воздуха
движение и процесс очисти повторяете я, но
конусе.
2 таких конусов с торцовыми
ЗАГОТОВИТЕЛЬНОЕ РАЗДЕЛЕНИЕ МАТЕРИАЛОВ
ОТРУБКА, РЕЗКА НОЖАМИ. ОТКАЛЫВАНИЕ
Заготовка
Маховик
Ридера (конец
При недостаточной жесткости
направляющих момент пары
сил может возрастать.
Эксцентриковые
механизмы
Подставное зубило
в виде клина
Наковальня
Зазор
Ограничение поворота сечений заготовки
в ножницах с помощью прижима
и роликов
врэвляющий участок
содействия ножей
Рубка в горячем состоянии по
Ударное
воздействие
рисунку XIX в.
Кузнечные процессы
на протяжении
тысячелетий
включали в себя
разделение заготовок
Передвижной
упор с клиновым
фиксатором
Ход ползунов 15...20 мм;
число ходов
600... 1100 в мин.
Приводной
шкив
Ударное воздействие
к или кузнечный топор
При резке холодного
металла инструмент мог
иметь острое ребро, а для
отрубки горячего металла
его обычно делали
скругленным. Острое
лезвие при нагреве
становится мягким
Нож обычно
периодически
охлаждают.
Резка заготовки встречным
(относительным) перемещением
ножей приводит к повороту
заготовки из-за возникающей
в начале процесса пары сил,
а срез получается наклонным.
Исключение деформирования
профиля заготовки за счет
специальной формы режущих
кромок
Профиль заготовки
Плечо
пары сил
Воздействие
ножа на заготовку
Направляющая (прорезь) для резки профиля
Обеспечение
Устойчивости
профиля
«ТОТОВГИ При
₽йам®Щении ее
® ^'ециальной
'надставленных
л' ОВЕДЕНИ! НА ЯЗЫКЕ СХЕМ
РИСУНКОВ
Ни ПИИ Г" + Г.-ВН ’-н <.-и I IJMHClv <: прижимом
_ г* »(lf.
Рычаг для
смещения
ремня
(включения,
отключения
привода)
Сменные
инструменты»
в частности
ножи с
наклонной
кромкой
Нижние ползуны
подпружинены.
Клиновые
регуляторы
положения
нижних
ползунов
Ножницы (из книги А.П. Гавриленко
технолопя металловъ. Часть III. Обработка металловъ
давлен1емъ”. Москва, 1903 г.)
с самого начала выполняли
с наклонными режущими
кромками. Благодаря
постепенному врезанию ножей
требуются меньшие силы
воздействия на них.
Увеличение угла между
кромками (обычно
более 15 ) может привести
к выталкиванию заготовки
“Механическая
Уменьшение влияния поворота сечений заготовки,
возникающего из-за момента пары сил со стороны
ножей
Компенсация поворота сечений использованием
криволинейной кромки (по форме профиля
заготовки) и преднамеренным наклоном направлений
движения ножей (по отношению к заготовке)
Зона
вмятия
„ Прижим
Движение
проката по
рольгангу
Момент
реакции (прижима
и роликов)
компенсируй
момент парь сил
но кой.
Зона tn pi ша
Реакция
Верхний нож
неподвижен
в процессе
резки
00... 1000° С
ЗАГОТОВИТЕЛЬНОЕ РАЗДЕЛЕНИЕ МАТЕРИАЛОВ
[ ХАНИ ЗГРОВАННЫ1 НОЖНИЦЫ
Слесарные ножницы из рукописи
книги А.К. Нартова
Простой шарнир
Шарнирно-
сочлененные
рычаги с лезвиями
Треугольный
срез (для малого
диаметра
прутка)
Принципиальная
схема инструмента
такого типа
была известна
еще при Архимеде
Общая длина
До 710 мм
Ножницы фирмы FELCO
для прямого реза
(для обрезки
углов, заусенцев
и вырезания
выемок)
Универсальные но»..
Фирмы FELKO пр,.„.
для резки (при ра^**.
руками) кабелей, пр^ ,'"л
тросов из мягкой и С ”•
стали диаметром дс
Пружина
Электродвигатель
Зубчатый
редуктор
Гибкая петля
удерживает
лезвия замкнутыми
(при хранении).
ABCD- \ "Ч
симметричный ’—z
шарнирный механизм
Прижим
не допускает
отгибания листа
Ножницы фирмы Erdi
для прямого проходного реза
Ножницы- \>Х
станок ' \
с ручным
приводом
для резки
листового металла \
толщиной до 5 мм
или прутков
диаметром до 11 мм
Приводной
рычаг
криволинейное лезвие позволяет
иметь мало изменяемый угол между
лезвиями по всей длине реза
Ножницы с мало изменяемым углом
между лезвиями (из книги К. Roth.
Konstruieren mit
Konstruktionskatalogen,
1982) a _________,____'
ABCD -
двухкоромысловый
механизм
ABCD
механизм,
позволяющий увеличить
силу руки в большее число
раз, чем обычный рычаг.
Электропривод в ручном
механизированном
инструменте
применяют с 1895 г.
Современные
пневматические
ножницы пистолетного
типа фирмы KNUTH
для вибрационной резки
листового материала
(в т.ч. закаленной
толщиной 0,1
Ручные ножницы
(30-е гг. XX в.)
с электромотором
для вибрационной
резки листа
толщиной до 2 мм
Проход т
для отрезанного листа
Эксцентриковый
(синусный)
механизм
Неподвижный
нож
Подвижный
нож
Ножницы для вырезания отверстий
имеют высоко поднятые ж
над плоскостью
реза ручки. ~
Ножницы Современные ручные ножницы
для прямого реза
с симметричным шарнирным (А
механизмом
. а и
ЗАГОТОВИТЕЛЬНОЕ РАЗДЕЛЕНИЕ
MA I Г РИАЛОВ
Толщина
листа
до 15 мм,
длина реза
до 4050 мм
Червячный
редуктор
Верхний ножприводится в движение двумя
вертикальными гидроцилиндрами,имеются
гидравлические прижимы
ницы (с поворотным движением
ножей) 80-х и. XX в для резки
сортового проката (до 80 мм)
Откидной
регулируемый
(винтовой) прижим.
Маховик со
встроенной
сцепной
муфтой
Кулиса для регулировки
наклона ножа
Современные
^мирные
развивающие силу 1500 кН
ГОЖИ
Кривошипно-
коромысловый
механизм
привода ножа
Подвижный
нож
Тяга для
восприятия
реактивного
момента привода
(совместно с опорой в корпусе)
Современные универсальные пресс-ножницы
имеют сменные устройства для целого ряда
операций. В данном примере они приводятся
от одного гидроцилиндра, развивающего
силу до 600 кН.
- 'ЦИЯ пробивки
отверстий
Секция
ножниц/резки
профилей
Секция
высечки
Пульты
yi |р. К н НИЯ
* ""’’""‘я । ильогинные (с птхлунагельнмм движением
ножа ( наклонной кромкой) гидравлические ножницы
М юг автоматическую систему упранления, преду< мат тиннющу*»
озиционирование заднего упора, выбор р« жимов для различны/
сталей, регулировку и считывание угла резки, регулировку
и считывали» тазора между лезвиями
Ножной
пульт управления
К середине XX в. было известно большое число исполнений
стационарных ножниц Здесь приведены только некоторые
примеры принципиальных схем.
Ножподвешен
на коромыслах
Ножподвешен
на двух кулисах
Листовые ножницы с наклонным
подвижным ножом
(для постепенного врезания)
Приводной
кривошип
Неподвижный
нож
Ножницы с двумя встречно-
подвижными ножами
для поперечной
резки проката
Ножницы для трехсторонней
резки листа
Приводные
кривошипы Г идроцилиндр
Ножи
Прокат
Противовес
Приводной
кривошип
Неподвижный
нож
l/VW/v
Пружина
Рольганг
Пружина
Кулачковый механизм
для ориентирования ножа
Ножницы
с перекатывающимся
ножом (80-е гг. XX в.)
Подвижный нож
с криволинейной кромкой ---
Движение передается
от гидроцилиндров
через реечные передачи,
кривошипы и шатуны.
„ ucoTf КЕЙ НЯ примерах из компьютерногобанкаА^ 1фаинева
Pt/ir.VHk ОВ И 4EF Г1 ЖЬИ.
ЗАГОТОВИТЕЛЬНОЕ РАЗДЕЛЕНИЕ МАТЕРИАЛОВ
ЛЕТУЧИЕ НОЖНИЦЫ (для поперечной
в процессе его движения на рольганге
Буфер смягчает удар верхнего ножа
о направляющую (при возвратном
ходе гидроцилиндра)
резки проката
прокатного стана)
Шарнир, соединяющий
коромысло с шатуном
Тяга, приводимая
в движение
гидроцилиндром
Летучие ножницы Виктора
в конце XIX в. использовались РДа
в частности, на американском J
Jones & Langhlins (Питтсбург)
изготовлены заводом Morgan
Consrt ruction Со.
Шатун
Прокат
Верхний нож
прикреплен
х шатуну
в движение
гидроцилиндроц
Ножи
Станина
Г идроцилиндр
Рольганг
Ни* НИИ нож
закреплен
на кулисе
Коромысло
Кулиса
ножниц из числа известных
применяемых в современных условиях
Примеры схем летучих
в 1 й половине XX в и
Отрезанная \
заготовка
реакции
материала
на ножи
расположи ‘ны
на одной линии
Ножницы на основе
пяти знойных рычажных
механизмов
Направление
движения
1 резания
они отрыва
Предусмотрено
соединение
барабанов или
кривошипов
зубчатой
передачей,
которая
обеспечивает
их встречное
согласованное
вращение.
Гидроцилиндр
Четырехзвенный
шарнирный
механизм
Ножницы на основе
кривошипно-коромыслового
механизма
Приводным
может быть
Ножи
Приводной
кривошип
Кинематическая схема
При рабочем ходе гидроцилиндра
нижний нож движется по дуге
(вместе с прокатом), а верхний еще
и перемещается вниз. В процессе
относительного перемещения ножей
происходит разрезание проката
Кулиса
Коромысло
Барабанные ножницы
с механизмом
ориентации ножа
Кривошипы
Ножи
ножницы
Ножи сближаете»
при взаи
роликов с ку
Рычаг
Ножи*
Заготовка
Пружина
Неподвижный
кулачок ---
Вращающийся
ротор
Кривошипам соо6шзОг
Современные ножницы
фирмы
Morgardshammer
(выпускает /
прокатное v
оборудование'
вращение
Смыкающая
передача
Ножи
Рычажно-кривошипные
ножницы ____
коромысловый
механизм
Движущийся
прокат
увлекает
за собой ножи.
Пневмоцилин/
возврата ножей
один кривошип
при наличии
замыкающей
зубчатом
передачи.
Направляющее
для проката
НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ
132 МАШИНОВ1
ДЕНИ!
Ножи
закреплены
на шатунах
Шат\ н
Нож s
ЗАГОТОВИТЕЛЬНОЕ РАЗДЕЛЕНИЕ МАТЕРИАЛОВ
ь___
и/идгп
РАН
Криволинейная
резка коническими
(заостренными) ножами
ыГГАЛЛИЧЕСКИХ ЛИСТОВ И ТРУБ
Mt
ьНые схемы работы дисковых ножниц
Дисковые ножи
Лист
Ножи кромкокрошителя
П.1СТ083Я
Заготовка
Ножи
Куски
полосы
Дисковые
ножи
Желоб для
боковых полос
Средние полосы
✓
-<--
Выравнивание (подрезание)
края тонкостенной
цилиндрической
заготовки
иентриРУющее зажимное УстРоиство
Ступицы
Заготовка
Винтовой механизм
поперечного
перемещения
дисковых ножниц
Кулачковый
механизм для
поступательного
движения ножа
в корпусе
Кулачковый механизм
для качательных
движений корпуса
Качающийся
корпус
Винтовой механизм
поперечного перемещения
кромкокрошителя
Продольная резка - роспуск листа на отдельные
полосы (штрипсы, ленты) и обрезка краев листа
В современных ножницах дисковые ножи выступают над
ступицами на величину, чуть большую толщины заготовки
исковые ножницы для продольной резки листа
в совокупности с кромкокрошителем - летучими
ножницами для резки на куски боковых полос, идущих
в отход (пример из книги А.И. Целикова и др.
Машины и агрегаты металлургических заводов. Том 3я.
Москва, 1981)
Дисковые ножницы разрезают
на полосы прокатанный лист.
Неровные узкие полосы,
расположенные
с краев, направляются
в кромкокрошитель.
• •'рез в виде шарнирной цепи
исковыми ножами (из книги HUTTE.
a>ihenbuch fur Eisenhuttenleute
Bertn 1961।
Опорные
ролики
с канавкой
Современный ручной инструмент для резки труб
Труборез для пластмассовых
и многослойных труб
с толщиной стенки до 16 мм
Ножницы
для обрезки
пластмассовых
и металло-
пластиковых
труб диаметром
до 63 мм
Шарнирная цепь
Заготовка
. 50 100 mm
Нож
^Вдвыеножи
4ви^3враТн°-вращательном
коптки
**** об еннОм стягивании
Разуют круговую прорезь
Стягивающее
винтовое
устройство
оятка
Режущий
диск
Нож
О^атыва* |ща>< опора с канавкой
Ножницы для резки
пластмассовых
труб диаметром до 75
ММ
Опорные
элементы
расположены
с обеих сторон
прорези
Устройство регулировки
внедрения ножа
.птсугй На поимерах из компьютерного банка А.Ф Крайнева 133
iSZ^EHME НА ЯЗЫКЕ СХЕМ РИСУНКОВ и ЧЕРТЕЖЕЙ на прим р —~
ЗАГОТОВИТЕЛЬНОЕ РАЗДЕЛЕНИЕ МАТЕРИАЛОВ
МЕХАНИЧЕСКИЕ ЛЕНТОЧНЫЕ ПИЛЫ
Страница из альбома франц архитектора
Виллара
де Синекура
[Villard de
honnecourt]
Л< нточнач пила
। । тей
Механическая пила
предположительно
Леонардо да Винчи*
(примерно 14 78 т.)
Упругий деревянный стержень удерживает
ленточную пилу все время в натянутом
состг янии
Подтягивание- тяжелого бруса (бревна)
( помощью грузового барабана
Тележка для продольного
перемещения разрезаемого бруса
Лесопильная установка с приводом от водяного
колеса (по рисунку Якоба де Страда 1580 г.)
Ди< к с шип 1 ми для движения подзчи бревна
Распиливаемое бревно в направляющих
Я к IHI я
I К * 31 |И и 1< И I
Рама • ус та нот /к иной
Л1 В ТОЧИ' >И ПИЛ( )Й
Водяное колесо приводит в движение диск
шипами и поводковый механизм.
'М
I - 1Д II |< >е
। ( Н|< ' о
Кривошипно-ползунный
механизм прогтбразует
нращенит водяного колесо
в возвратно-пос гу пательное
движение пилы.
ДЛТ /Н И ОПИЯ
О
Храповой механизм обеспечива
циклическое движение подачи,
( вя чанное с движением ПИ.ПЫ-
механи м
передачи
движения
ЛеН ТОЧНОЙ пиле
(поводки давят
на коромысло
и ' ообщают
ьи ни»
пиле вниз,
но <вратн(н
движение вверх
Осу|Д< ’( Л ВЛ 1<‘И я
благ ОД || >я
расп[-чмл' нию
у ГЦ yi Of • >
Нижние
схемы дают
ЛИШЬ ( И HIM Ч !
f треде гавление
о поисковых
р*ялн киях
ПрИВОДОН и
механизмов
XIII вока
Храповой механизм обесп<гчива<-1
циклимы кп« /|.ви4< ние подачи,
• вязанное (. движением пилы
134
МАШИН» >1'1 Д1 НИ1
К|-»И8О| циню ПОЛ |унпыи мохынизм
' аращонив водяного колеса
....;’»P^HO-"OCiyn.... juuv. мм.-НИЛЫ
1 XI М. РИСУНКОВ И
НА Я Ч.Ц I
Храповой механизм сообщает циклические движении
грузовому барабану, связанные с возвратно*
ПОСТуПаТ'-ЛЬНЫМИ ДВИ НИЯМИ рЭМЫ
Рама с установленной
в ней ленточной пилой
• Достоверно установлено amopi,0t
Леонардо да Винчи только небольно
надписи "рама11 и зарисовки зубчл
передачи (на оборою листе),
нс менее итальянские исслед
составили по данному эскизу
подробные чертежи и изготовили
демонстрационную модели»У<
наряду г другими изобретениями
велико» о живописца
И < КОМПЬИНерНО! О (МНК8
ЗАГОТОВИТЕЛЬНОЕ РАЗДЕЛЕНИЕ МАТЕРИАЛОВ
ГАЯ
ПЕРВЫЕ
ПРОМЫШЛЕННЫЕ
ЛЕСОПИЛЬНЫЕ
УСТАНОВКИ
Лесопильная установка
Жака Бессона
с приводным рычагом
^560 г.)
Поворотный
приводной рычаг
Ленточные пилы,
перемещаясь вверх-вниз
(благодаря передаточным
механизмам) разрезают
брус на доски.
Продольно разрезаемый
брус
Деревянная станина
Лесопильная установка
Жака Бессона
с ручным
вращательным
приводом (1560 г.)
Движение
пильной
рамы
Finn голой мехами im
со встречным движением гаек
Механизм “нюрнбергские ножницы*
преобразует горизонтальное
встречное движение гаек в вертикальное
возвратно-поступательное движение
пильной рамы.
Маятниковый накопитель энергии можно
легко раскачать при отсутствии
движения подачи. А при рабочем ходе
пил он помогает преодолевать
значительное сопротивление (резанию/.
Движение подачи
Катки служат для облегчения
перемещения бруса (бревна) вдоль стола
Штыревое колесо служит
для осуществления движения подачи.
Шипы вала, вращаемого колесом,
сцепляется с брусом и
толкают его.
Коромыслово-ползунный
механизм преобразует
качания коромысла
в возвратно-поступательное
движение
приводом от водяного
Храповое колесо
механизма
подачи бруса
(бревна) вращает
барабан
с наматываемым
на него канатом,
привязанным
к рабочему столу.
Лесопильная установка с
колеса и взаимосвязанной передачей движения
пильной раме и механизму подачи бруса
(из книги Агостино Рамелли "Различные
искусные машины".
Ленточная
стальная
пила натянута
между
перекладинами
подвижной
рамы.
Париж, 1588 г.)
ленточной пилы.
и
Рама с установленной
в ней ленточной пилой
Движение
подачи
Брус (бревно)
перемещается
по каткам.
Кривошипно-
коромысловый
механизм преобразует
вращение маховика
в качания коромысла.
подачи
I м, рисунков и
М/ ШИНОНЕД( НИ1
НА ЯЗЫИ
При
колеса цепь наматывав|ся
на вал и тянет брус вдоль
стола
Рычажный механизм
передачи шагового
движения храповому
г олесу
Кривошипно-ползунный механизм Приводной ва i
движения пильной рамы
1|(1,ц +|И ц., примерах из компьютерною банка АФ h
Рукоятка
ручного
привода
Разрезаемый
брус
М 1XOSHK служит для
накопления энергии
7 ^вышения
1-»О|ИШИ;НИЯ
®Рьщению кривошипа.
Деревянная
станина
Цепной механизм
движения
бруса
Рабочий
стол
Зажимное
винтовое
устройство
(для бруса)
НЛЧАП1
ЗАГОТОВИМ ЛБНО1
РАЗДЕЛЕНИЕ МАТЕРИАЛОВ
подачи
Разрезаемый камень
' .. lib
(шаговое)
вращение
храпово! о
। lor.iyi кнсльное
движение пилы
Шаговое
движение
подачи
камнере:
"Различные и искусные машины ”. Париж, 1588 г j с ирир/1/г,.,
ОТ ВОДЯНОГО колос • (Применяемого для станков такою Гигм
на реке Роер в Германии еще в IV 0.)
Движение
подачи пил
осуществляется
под действием
силы тяжести подвижной рамы.
Роберта Виллиса 1842 i
Принципам льная схема взаимосвязи
механизмов движения пипы и
W
механизм
। ’
Кривошипно-
ползунный
механизм
Шарнирные
опоры
Шарнирные
опоры
Поддержи-
вающие
ролики
Здесь показан разветвленный
(от общего привода А через кривошипно-
коромысловый механизм В ЕС Сдвижение
передается пиле D. а через механизм
свободного хода FG и реечную передачу
Н К осуществляется шаговое движение
подачи бревна W).
I
I АНКИ (из книги AtociHHo Рамнипи
с цевочными
колесами
' Hit." !и । nivjFT
/?/////// л
Пильные
стальные
полотна
Кривошипно-коромысловый механизм, приводимый
от водяного колеса, имеет параллельные коромысла
для задания пилам поступательного движения.
Лесопильная установка и геометрия зубьев
ленточных пил (из книги В.Л Малышева и А.П. Гавриленко
“Технолопя дерева”. Атлас чертежей. Москва, 1902 г.)
Прерывистое
(шаговое)
вращение
храпового
колеса
Разводка и профили зубьев ленточных пил
Нерационально Рационально
Несколько параллельно
установленных пильных
полотен совершают
возвратно-
поступательные
движения.
Регулирование
шага
движения
подачи
Прижимное устройство
Шаговый
механизм
подачи бревна
Движение подачи
Приводной
Деревянная
станина
Ременная
передача для
возвратного
(холостого)
движения
Бревно,
распиливаемое
на доски
Кривошилно-
ползунный механизм
/движения пильной рамы
Эксцентриковый (кривошипно-
коромысловый) механизм
движения подачи
стола
Для мягких пород дерева
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. H.i примерах из компыснгн’ногс
Для твердых пород дерева
>панки
ЗАГОТОВИТЕЛЬНОЕ РАЗДЕЛЕНИЕ МАТЕРИАЛОВ
ДИСКОВЫЕ ПИЛЫ (ДЛЯ металлов)
пусковая пила для обрезки рельса
Г горячем состоянии на выходе
прокатного стана
* книги АЛ. Гавриленко
ч\ЛНИЧ1 С?
технология металловъ.
Часть III- Обработка
металловъ давлен!емъ".
Москва, 1903 г.)
Чтобы уменьшить
отклонения от
перпендикулярности
торца при
неравномерном
остывании
головки и ножки
[ ельс перед обрезкой
специально искривляют.
Защитный кожух
Рычаг для движения поперечной
подачи заготовки
Пильный диск----
закреплен
на приводном валу.
Заготовка
на направляющих
роликах стола
Ванна с водой
для охлаждения
диска
Подающий
стол
Пильный диск
Приводной ШКИВ
ременной передачи
Станина
После остывания рельс выправляют на специальном прессе и фрезеруют
его торцы (при обрезке предусматривают припуск на окончательную обработку).
Первый отрезной станок Густава Вагнера
(1894 г.)
Отрезной
диск
Груз
при опускании
обеспечивает
непрерывное
движение подачи.
“Круглая пила высокой производительности
со вставными зубьями быстрорежущей
стали и со шлифованными бороздками”
для скорости резания по стали
до 30 м/мин и подачи на один зуб
пилы 0,2...0,2 мм (из книги
М.Е. Егорова и В. И. Дементьева
“Технология механической обработки материалов” 1946 г.)
Зажимные
тиски для
заготовки
Реечный
механизм
движения
подачи диска
относительно
неподвижной
заготовки
Предприятие фирмы WAGNER в г. Ройнтлинген -
крупнейший в мире производитель дисковых пил,
в 1996 г. вошло в состав фирмы LINSINGER.
Современные спаянные твердосплавные пильные диски
фирмы LINSINGER (диаметр диска 425... 1900 мм, число
зубьев 54... 180)
Для резки
материала
с пределом
прочности
до 1400 Н/мм
Маятниковая
ховая пила
Фирмы
sUND/BIRSTA
(для резки
пучков
арматурной
стали
1 иаметром
° • 65 мм)
Рычаг движения подачи
Пильный диск
Маятниковая дисковая
пила фирмы KNUTH
Механизмы
раскатывания
пучка и
прижатия
заготовок
^изм
^Речно
-Н.1Я
ПИПЬНОГГ) I
355 мм
пилы
''ИН(д-| ДГНИ1 н/ Я5ЫН
Зажимные теки
номерах из компьютерного банка А Ф. Крайнева 137
СХЕМ, РИСУНКОВ и ЧЕРТЕЖЕЙ. Н8_пс
При сопоставимых условиях
время одного цикла резки
дисковой пилои примерно
в 10 меньше, чем ленточной
пилой. Но ширина пропила
намного больше, в связи
с чем в последнее время
до 85% заготовок
в промышленно развитых
странах разрезают при
помощи ленточнопильных
станков. Масса стружки
и энергопотребление
при резке дисковой пилой
в 4-5 раз больше, чем
при непрерывной резке
ленточной пилой
Защитный
кожух
Двигатель
Заготовка
диаметром
до 130 мм
Руки в
для удаления
стружки и смазочно-
ОХЛ.1 л дающей жидкое i и
ЗАГОТОВИТЕЛЬНОЕ РАЗДЕЛЕНИЕ МАТЕРИАЛОВ
4 ИМА1Н
ГАК
В 30-е и XX R. благодаря
матонмапам и те\ноло1ичм
создать о <
новым
удалось
?убь< ми ели без них (резание при
нагреае благодаря трению).
В настоящее время применяют
ч-нты как с нарезанными на ленте,
так и вставными зубьями, в том
числе с нанесенными на кромку
твердыми элементами, в частности,
из карбидов вольфрам, или алмазов
(по своим свойствам они близки
к абразивным инструментам,
позволяют резать очень твердые
материалы о получать гладкую
повер’ ность среза).
В конце XX в. ленточнопильные
станки стали широко применять
благодаря экономии металла
и малому энергопотреблению:
ширина пропила обычно
не превышает 2 мм. Но по
производительности они уступают
дисковым пилам.
Длина замкнутой ленты с зубьями
достигает 17,6 м, ширина 4... 125 мм,
а толщина 0.45...2 мм. Диаметр
разрезаемой заготовки до 1300 мм.
Скорость пиления до 105 м^мин.
Ленты изготовляют из углеродистой
инструментальной стали,
из биметаллов (эластичная основа
и твердые зубья из быстрорежущей
стали) и из твердых сплавов.
Разводка и профили зубьев в ленточных
Выкнуть• пилах современных станков
прерывного действия
Пример зуба с положительным углом
резаная 10е (для пиления сплошного
проката толстостенных труб из
конструкционных сталей)
Твердость зуба
63...67 HRC,
тела пилы
31...37 HRC
Пример зуба с отрицательным
углом резания -16е (для пиления
материалов, склонных
« с бразованию длинной стружки)
То.тшина
ленты обычно
0.45.. 2 мм
Фрагменты пил для резки очень твердых
МВМрммм (керамики, камня, композитов
И Др.)
Л1 НТОЧНО ПИЛЬНЫЙ Ст
НЕПРЕРЫВНАЯ < >
(для стильным ЪНОПМЮИ
Направляющие
ролики
Ус1роист во
для per улировки
натяжения ленты
Зажимные тиски >
для заготовки
Натяжной шкив
Лента
Рабочая ветвь
пилы ориентирована
(с помощью
направляющих роликов)
для врезания в тело заготовки
под прямым углом.
Для пиления любых материалов при условии
одновременного нахождения не менее трех
зубьев в заготовке и при толщине более 5 мм
Для пиления мягких материалов (неметаллы,
пластмассы, древесина)
Групповая разводка для пиления тонких заготовок
Пример пилы с твердосплавными зубьями,
предназначенной для пиления закаленных
сталей и сплавов с твердостью
до 62 HRC
'.П'ь НН* " Ч.НИИЦ' *
Волнистая разводка для пиления тончайших
заготовок до 5 мм (трубы, жесть, профили)
Твердоспп.>?нМ'
зубья
переменной
геометрии
РИС УИК ’ U • И ‘ПРИ 4 I И, I ti примнрзх и i kOMiihioiupiiOi о <ммкл АФ
Лента
Поворот
И стопорение
рамки вокруг
двух осей
осуществляется
вручную
Принципиальная схема
привода и ориентирования
сечений замкнутой ленточной пилы
Холостая ветвь пилы не мешает
размещению или движению
длинной заготовки
НА ЯЗЫН г.ХЕГЛ
Направляющие
ролики
Приводной
шкив
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ.
ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
СВЕРЛЕНИЕ ОТВЕРСТИЙ. ПЕРВЫЕ ТЕХНИЧЕСКИЕ РЕШЕНИЯ
Ручной лучковый привод (прообраз
фрикционной передачи) впервые
использован при получении огня трением.
\ Упругая дуга для постоянного натяжения тетевы.
Древнее решение сверлильного станка
Сверление отверстий (например, в каменных топорах)
в 8...4 тысячелетиях до н.э. (реконструкции из книги Я. Forrer.
Reallexikon des prahistorischen... Altertums. Berlin, 1907)
Нажимная балка
Подшипник -____
Деревянный
стержень
Трубчатый
твердый камень
или наконечник, с
составленный
из отдельных
клиновидных
кремниевых
частей и прикрепленный
к деревянному стержню.
Тетева
Углубление для опирания
стержня (прообраз подпятника
вертикального вала машины)
в
и
Ползун (стол) с заготовкой Направляющая опора
Цельно-
металлические
сверла
Станок с ручным и конным приводом
Для рассверливания орудийных
стволов (из “Энциклопедии
Дидро и Д'Аламбера
Стержень
Нажимной
рычаг
На конце деревянного стержня
закреплен клиновидный
кремниевый наконечник сверла.
Станок и инструменты для рассверливания каналов
в литых орудийных стволах металлическими
сверлами (начало XVI в.)
Водяное колесо для вращения сверла-;
Движение подачи осуществляется
наматыванием каната на барабан.
Заготовка - орудийный
ствол _____________
Кроме цельнометаллических сверл в XVI в. применялись
составные сверла: в стержень из сухого дуба вставляли
до 8 стальных закаленных резцов в несколько рядов и
' закрепляли их на стержне обручами. Расположением,
I формой и числом резцов добивались самоцентрирования
i инструмента и заданной толщины снимаемого металла
(исключения излишнего врезания).
Направляющая нажимного
ползуна
Зубчатая передача
Приводимое вручную
колесо вместе 4 ч
с зубчатой
передачей,
барабаном
и полиспастом
СлУЖИ1
Аля подъема
Симного ползуна.
в ’ прив°Димый
* Движение
I гоняХЩЬЮ лошадей’
для Кругу
।. Решения
Груз
для прижатия
стержня
к заготовке
Заготовка из камня
Механизм подъема
ползуна вместе
с валом и патроном
Нажимной ползун
давит своим весом,
осуществляя движение
подачи сверла.
Рамка привода
Деревянное
основание -
Винтовое
нажимное
устройство
Каменное
сверло
Керн
Полиспаст
Сверлильная
штанга
Коловорот
с металлическим ——
штативом Рукоятка
(1-я половина для вращения ч
XIX в.) сверла
Коловорот может
и не иметь штатива.
При этом он приводится
в движение двумя руками:
одной рукой вращают
его, а другой удерживают
направлении сверления
осуществляют нажатие.
Орудийный
ствол
благодаря
силе тяжести
обеспечивает
движение
подачи
заготовки.
Каменная или
деревянная заготовка
Сверлильный станок
А. К. Нартова
(1-я половина XVIII в.)
Вал с патроном
для крепления сверла
Фрикционная передача
привода преобразует
возврати о- поступател ьное
движение рамки
во вращение сверла.
При этом сверление
происходит
только при вращении
в одном направлении.
Приводная обойма вала
Сверло в патроне
Стальное сверло
для деревянных
изделий
(2-я половина XIX в.)
Хвостовик-----
для закрепления
сверла в патроне
Винтовая канавка
для удаления опилок
или стружек из
глубокого отверстия
Винтовой элемент
в виде шурупа
для начального
вворачивания и
направления
Зэсверла
Подъемный
——барабан,
на который
наматывается
канат
Подпятник
сверлильной
штанги
Ременная
передача
привода
Режущая
кромка
Цепные /
передачи
Сверло Штатив
Консоль
Сверло
Л t •
Реечная
передача
Сверлильный станок Р. Робертсона /
(1-я половина
XIX в.)
Гайка для
изменения
и фиксации
положения
перемещается
вручную.
Противовес
Винт вертикального
перемещения
выполняет функции
несущей колонны и оси
поворота консоли.
Опорная направляющая стойка
^АЦ]иН(45| Д| НИГ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖ! И
На примере
IX из компьютерного банка А.ф. Крайнева
1391
I < и.к in- 1чнле1ий h.i <ад древние л> ди обрабатывали камни,
ь 1 < к и < ни* топоры копья и стрелы Они 6рг1ли один камень
(ин< !рум«чн) л одну руку, и другой камень (заготовку) в другую руку-
\ д. ip » » одним ♦ амном но другому. они откалывали ненужные куски
и получали
• « Л. и‘МО* издели»
I
Гоч ильный k.imohi.
Инструмент твердый камень
Заготовка - обрабатываемый
камень для получения
примитивного изделия
л
Элемвн1арно1 при( пособление
для закрепления заготовки
Среди множества работ (для строителы тва) важмг
на протяжении веков занимало обтесывание бг
топором, распиливание деревянного бруса на
долбление
и сверление
отверстий
и др.
(по гравюре
XVI в.)
Бронзовыми зубилами
(Древний Египет)
проделывали
в изделиях канавки
и друг и< • элементы
для соединения
деталей между собой.
Заточенное копье
Одна из первых в мире пил
(Египет, около 3000 лет
до н э.) изготовлена
из кремния и имеет
зазубренное лезвие.
Обработка
древесины
с помощью
топора
Сверление
отверстий
пилорама для
распиливания
бруса
на доски
Обработка
древесины
с помощью
долота
В последующем данным принцип обработки был заложен в настоящие
станки. Любой из них можно представить в виде двух механических рук:
одна держит заготовку, другая - инструмент. Они движутся относительно
apyi друга так, что на заготовке срезается ненужный слой материала,
и получаетс я деталь заданной формы.
Руч^
лида
Разделение камня на части в 8 ... 4 тысячелетиях
до н.э. (реконструкция из книги R. Forrer.
Reallexikon des prahistorischen... Altertums Berlin
1907) - прообраз современного резания I
абразивным инструметом
Гокарный станок древнегреческого мастера Феодора -
Нажимной Оправке с кремниевых’
рычаг
Кривошип -
колонна!ыи кал
Ст® ж'нь-шат\н
Деревчинам
станина
VI в. до н.э.
(по книг е Плиния
*Е< ।естценная
история" -
Деревянная
заготовка
f Маховик
I благодаря инерции
по щерживаот
не ipepNRHOe
I Вращение и делает
его белое
Задняя бабка
для поджатия и
центрирования
длинной
заготовки
Качающаяся
доска-коромысло
через шатун
сообщает
непрерывное
вращение
коленчатому
валу и заготовке.
Заготовка
Токарный станок с лучковым приводом (XV в.)
Ножной лучковый привод состоит из качающейся
доски-коромысла, приводного шнура, фрикционной переда*,
и упру-ого зве^а
Упругое звено
привода
Наиболее распространенная принципиальная
сх®ма обработки резанием тел вращения
применяемая с VI в. до н. э. (в станке
древне! реческого мастера Феодора),
в переменном представлении
Приводной шнур
клиновидным
инструмент ок'
вручную
сообщается
качатетьное
(возвратно-
поворотное)
две
ARR резца) появи те
< до этого резец держали
1ИНОВИДНОМУ резцу
сообщаются движения
врезания и продольной
подачи.
Заготовке задается
вращение,
з от резца
на ней остается
винтовой след.
Резец
Суппорт (опора
конце XV в .
* направляли руками
Дврмяннат
станена
станка --
140 машиноведение ндд.^кЕ СХЕМ РИСУНКОВ И ЧВПЕЖе.
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
Водяное
колесо
Обрабатываемая
цапфа на литои
заготовке
ствола
Груз для движения
подачи заготовки
Реечный механизм
перемещения стола
Деревянная
станина закреплена
на углубленных
в грунт сваях.
, 1 q половина XVIII в )
дня обмачивания
опорных цапф
орудийных
СТВОЛОВ
Вращающаяся
резцовая головка
Подвижный стол,
на котором
закреплена
заготовка
Водяное колесо
Борштанга
Ьорипанг а
5[|Г._
Вращающаяся
резцовая головка
Станок для обработки
внутренней поверхности цилиндра
(пароатмосферной машины),
созданный Джоном Смитоном
[Smeaton] в 1769 г
Шпиндели с различной
частотой вращения
Подвижный
стол
Ре 1ЦО11ЛЯ
I ОЛ( IBK.1
Подвижная опора,
поддерживающая
ре щовую головку и обеспечивающая
<' центрирование в растачиваемом
цилиндре I
Обработанная поверхность F
Рычаг с грузом
и регулируемым
< .OO1H0IH' !пием
плеч
_________Л____
I hкя»|>.ни)। iiiilih noth рхносгь
по которой перемещалась поддерживающая опора, а также недостаточная
точность и низкая жесткость деревянных направляющих подвижного сюяа
В 1775 т. Джон Вилкинсон для выполнения заказов Джеикк л Vjhj
предложил кардинальное решение нонышенич точности которое ioi по
н псиону последующих разраооюк.
Деревя! и и .ie i к и травляющие
В предшествущих этому решению станках для обработки цилиндра
машины Ньюкомена не было поддерживающей опоры для борштанги.
Несмотря на дополнительную опору, при расточке на станке Смит она
отклонения от крутости получались порядка 10 мм. Причиной тому рыли
МАШИНОВЕ Д| НИ1
117 ,нын ( XI М РИСУНКОВ И 111ГП М И На иримк'рьх ил KOMiibioiupHOi о Панка Аф Крайнова
По принципиальной схеме станок
аналогичен устройству для
рассверливания каналов орудийных
стволов, но в нем применена резцовая
головк 1 с подвижной опорой,
поддерживающей егзободныи конец
консольной борштанги.
Данная схема положена
в основу созданных
в последующем
расточных станков
Заготовка -
растачиваемый
цилиндр диаметром
порядка 700 мм
и длиной 2700 мм
СТАНКИ С МНО« О“ JUUOWW
ГОЛОВКАМИ (для обработки
внешних или внутренних
цилиндрических поверхностей)
Сам А.К. Нартов считал этот станок
наивысшим достижением в жизни
(хотя и не привел его в сочинении
“ТЕлтрумь мАХниарумъ 1755 г.)
Ведь недаром российские пушки
благодаря ему стали самыми
точными в стрельбе Ранее цапфы
(цилиндрические выступы
по бокам ствола) обрабатывали I
вручную напильниками по шаблону
При этом получались большие
отклонения от круглости
и расположения осей
Станки по схеме А.К. Нартова
были распространены на многих
артиллерийских заводах России.
Здесь воспроизведена
конструкция по чертежам
И.Н. Подоксенова (1812 г.,
Нижне-Исетский завод). С помощью
этого станка все же нельзя было
обрабатыватьобе цапфы с одного
установа.
В 1824 г. в России (Петербургский
арсенал) был разработан станок
с двумя кинематически связанными
резцовыми головками, подводимыми
с противоположных сторон.
Ворог с наматываемой на барабан
цепью обеспечивал движение подачи
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРу^^и
Главное в станке Джона Вилкинсона (1775 г.) - вращающаяся опрацга , ''
на основании и резцовой головкой, перемещаемой вдоль неполны*^ГХ1оРвм
НОи ЭдгОго. •“
Продольный паз для скользящей шпонки с м
А ГОЙ ' 7“ИНЯ,Г)1. -и
с «с
Здесь оппа-
ПОВЫШЕНИЕ ТОЧНОСТИ ОБРАБОТКИ
РЕЗАНИЕМ в конце XVIII - начале XIX вв
Попая двухопорная оправка с передачей винт-гайка
Шпонка
СО шпинде
главное дВИж,
Гайка
Шпонка
Эскиз станка XV в.
Деревянная рама
Рычаг привода вращения
ИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из компьютерного банка
с
Шпинде^
с инструменте*
Центральный вал
передачи вращения планшайбе
Редуктор Подпятник
Ворот для подъема шпинделя Орудийный ствол
Ручной
привод
движения
подачи
Обе опоры
размещены
на основании.
Зубчатая
передача
для осуществления связи главного
движения с движением подачи
Благодаря уменьшению деформаций и вибрации
(при выполнении первого заказа Джеймса Уатта)
были получены отклонения от круглости 1,6 мм
при диаметре 1829 мм (в 6 раз
меньшие, чем при обработке
на станке Смитона).
Станок Джеймса Несмита для
расточки цилиндров диаметром
до 3048 мм (из атласа Джорджа
Ренни [G. Rennie. Atlas to
the New Ed. of Buchanan's Work.
London, 1842])
Винт
Втулка для размещения
на ней резцовой
головки
Реечный механизм
осевого движения
планшайбы
Неподвижный
стол
Зубчатый редуктор
Обрабатываемый
цилиндр
Планшайба
Резец
Суппорт
inli
। ммогоскорослной
и передачи с приводом
о трансмиссионного вала
Полая вращаю
Двухопорная опра,..
1 ГОЛОВ* и
ПеРедачи
Обрабатываема
ЦИЛИНДР
(вариант с продольным перемещением резцовой
помощью реечной
Груз на рычаге
поворачивал шестерню реечной
передачи и осуществлял движение
подачи. Периодически приходилось
возвращать рычаг в начальное
положение, а затем продолжать
однонаправленное движение рейки
Создавая этот станок по заказу
фирмы Western Steam Navigation Со,
Джеймс Несмит установил его ось
вертикально и тем самым исключил
влияние значительных сил тяжести
на точность расточки. Кроме того
он существенно увеличил жесткость
станины, выполнив ее из камня.
За четыре века до этого использовали
вертикальную компоновку устрой тва
для рассверливания каналов
орудийных стволов.
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
£ Н/ИДИ11
МЛ»
5Г-
Резец
Суппорт Леонардо да Винчи (из сочинения
II Altantico Codice. Mailand, 1490)
имеет два параллельных винта и шестерни для
получения равных скоростей вращения винтов
Шуруп для
крепления
резца
I
1' -ГЧ
—----«------------------
ПЕРВЫЕ МЕХАНИЗМЫ ТОКАРНЫХ
И ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКОВ
Продольный
направляющий
паз
Суппорт-ползун
с выступом для установки в пазу
Винт для
поперечного
перемещения
резца
Дифференциальный ходовой винт и суппорт станка
конца XV в. (из сочинения Mittelalter Hausbuch.
Handschrift urn 1480, Nurnberg)
Первый юкарно-винторезный станок изобретен Жаком Бессоном в 1560 г.
Он имеет крестовой суппорт и кинематическое (фрикционное)
соединение заготовки и резца. Привод станка
осуществляется вручную (натяжением шнура).
Для разгрузки подви жных частей от сил тяжести служат
специальные противовесы Они также обеспечивают
постоянную силу врезания резца.
Противовес ...
Заготовка
Винт-ш |бЛОН
Принципиальная схема нарезания винта с помощью
винта-шаблона и з книги Шарля Плюмье (Charles
Plumier L art de tourner en perfection... Lyon, 1701*)
Перекладина, нажимая на которую,
можно отводить резец от заготовки.
Кинематическое (фрикционное) соединение
ходового винта и заготовки
Регулировка положения
Вин1
л:
шкив
Суппорт здесь представляет собой двухползунный
механизм с взаимно перпендикулярными
направляющими Продольное движение (параллельное
оси заготовки) задается ходовым винтом от ручного
привода, а поперечное движение осуществляется
при постоянном прижатии к заготовке с помощью
противовеса. --------
Приводной
Резец
Заготовка
Резец
1»
А.К Нартове 1716 г изучал эту книгу (в русском
переводе) и многие идеи из нее развил в своих станках.
Винты
Неподвижная
опора
Суппорт копировального станка
(из рукописи книги А. К. Нартова
- Резец “Театру u-ь махИНАР’Р*«
то есть Ясное зрелище
ло^пн'ь' 1755 г.)
Ползун с резцом можно
перемещать вдоль
перекрещивающихся
направлящих
Суппорт в целом
можно поворачивать
вокруг
вертикальной оси.
э
Приводной
шнур
Ходовой
винт
О*
Грузы для создания натяжения в шнурах фрикционных передач
Рами (станина) станка
и почти все детали
выполнены из дерева.
Крестовой суппорт
[из 10 тома 'Иллюстраций*
к'Энциклопедии*
Дидро и Д Аламбера 1772 г.
(D. Diderot u. J.L. d Alembert
Encyclopedia ou Dictionaire...
1751 - 1772)]
Паз для установки
суппорта на станине
(с возможностью
перемещения вдоль
направляющей)
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из компьютерного банк
станка
Вертикальная
регулировка
НАЧАЛ!
* РАН
j ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
Токарный станочек часовщика (из книги Thiout. Traite
d'Horlegerie Mechanique
et Pratique. Pans, 1741 )
СОВЕРШЕНСТВОВАНИЕ ПЕРВЫХ ТОКАРНЫХ СТАНЮ^
Первый вариант суппорта Генри Мод
изготовленный в 1 94 г. (из атласа G Ren И*
Atlas to the New Ed. of Buchanan's У/о ц
Ручной
привод
Основание
суппорта
Механическое продольное
перемещение суппорта
с помощью
ходового
винта
Регулируемое
крепление
резца
OiVU - и»|Ц
London, 1842)
По аналогичной
схеме и независимо
от данного решения выполнен
станок А.К. Нартова
Замыкающая
зубчатая передача
в кинематической цепи
“заготовка - суппорт’
3 Винтовой--------
— механизм
продольной подачи
(с ручным приводом)
Несмотря на уже
известные примеры
реализации
кинематической связи
главного дви кения и
движения продольной
подачи в своем первом
решении Генри Модели
предусмотрел лишь
значительный
продольный ход
суппорта и ручную
перестановку его
вдоль станины
Станина
Планшайба с элементами
закрепления
заготовки
Ручная
переустановка суппорта
на направляющей станины
Фиксатор
поворотного устройства
Винтовой механизм
поперечного перемещения
Ручной токарный станок
(из книги Thiout. Traite
d'Horlegerie Mechanique
et Pratique.
Paris, 1741)
Повышающая
зубчатая передача
ручного привода
Суппорт
с регулировочными и
перемещающими устройствами
Здесь речь идет о внедрении
Сравнение условий труда при ручном и механизированном манипулировании
резцом на токарном станке (рисунок Джеймса Несмита в справочнике
Robertson Buchanan, Practical Essays on Mill and other Machinery. London, 1841)
в промышленное производство
станка с “самодвижущимся”
суппортом, созданным в начале
XIX в. Генри Модели. —----
Механизм, осуществляющий
кинематическую связь суппорта
и заготовки, показан на рисунке
Джеймса Несмита на стр. 145.
Генри Модели выполнил все
детали станка из металла,
соответственно повысив их
жесткость и геометрическую
точность. В результате
существенно повысилась
точность изготавляемых
изделий и удалось выпускать
унифицированные детали
соединений (без их подгонки).
Генри Модели впервые создал
линии по производству замков
корабельных блоков и наладил
их массовый выпуск. Многие
из его станков исправно
прослужили 60 - 90 лет и были
демонтированы лишь в 1900 г.
Идеи Генри Модели
и принципиальные схемы
с пиков сохранили свою
змачимостьдо наших дней.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ и ИНСТРУМЕНТЫ ЯЙЖаш
СОЗДАНИЕ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
Принципиальная схема нарезания винта с помощью
винта-шаблона из книги Шарля Плюмье [Charles
piumier. L'art de tourner en perfection... Lyon, 1701*)
Резец
*А.К. Нартов с 1716 г. изучал эту книгу (в русском переводе)
и многие идеи из нее развил в своих станках.
Суппорт
Ходовой
винт
Станина
(упрощенное
изображение)
Токарно-винторезный станок
А.К. Нартова
(1 -я половина XVIII в.)
по рисунку из книги
В.В. Данилевского
“Нартов и
Ясное зрелище
машин” 1958 г.
Ручной Заготовка
привод
Замыкающая
зубчатая
передача в
кинематической
цепи “заготовка -
суппорт”
Резец
Токарно-винторезный станок
Генри Модели (начало
XIX в.) по рисунку
Д. Несмита
Привод
Заготовка
Крестовой суппорт
имеет два ходовых винта,
причем поперечный
винт приводится вручную.
Задняя бабка
с нажимным винтом
Короткое и жесткое кинематическое соединение
заготовки и суппорта (с помощью зубчатой и винтовой
передач), выполнение жесткими и точными деталей
станка, использование поступательных пар скольжения
с малыми зазорами (и незначительными перекосами)
обеспечивают высокую точность обработки.
Сменные зубчатые колеса позволяют изменять
передаточное отношение между заготовкой и ходовым
винтом (до Модели использовали сменные винты,
а зубчатая передача оставалась неизменной).
Главное достижение Генри Модели состоит
не в изобретении крестового суппорта (как многие
до сих пор считают), а в совокупном исполнении
промышленного станка и решении целого ряда
технологических проблем.
Токарно-винторезный
станок Д. Вилкинсона
(патент США 1798 г.)
Замыкающая
зубчатая передача
(между ходовым
винтом
и заготовкой)
Заготовка
(нарезаемый
винт)
Здесь передаточное отношение замыкающей
/ зубчатой передачи равно единице, винт и заготовка
вращаются синхронно, поэтому на заготовке нарезается
винт идентичный по числу заходов и шагу ходовому
винту (профиль резьбы и его параметры при этом
могут отличаться**).
Шпиндель
Суппорт
Задняя бабка
Токарно-винторезный станок Магдебургского
машиностроительного завода 1926 г., как и многие
другие станки XX в., мало чем отличается
от принципиальной схемы, разработанной Генри Модели.
Выполнение суппорта в виде каретки на катках приводит
к уменьшению сил трения, но снижает жесткость,
допускает перекосы и не способствует повышению
точности.
Ходовой
винт
Суппорт
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из компьютерного банка А.Ф. Крайнева
II I
iHlIIIIIIIIIIIIIIIMIIIIItrilHIIIII
IUI нг'
Ведущая
шестерня
и с;
hi
и:
Сменные
зубчатые колеса
(под кожухом)
Чье III n!l I
Первая система (дюймовых) резьб разработа
Витвортом (Joseph Whitworth) в 1841 - 61 гг., а в 1913 г.
ее основе, например, принята международная система
’-^.зазорных резьб для газовых труб. Генри Модели
в начале XIX в. поставил и решил задачу изготовления
взаимозаменяемых гаек и винтов на разных станках.
Привод -
водяное колесо
Приводные
шкивы
ременной
передачи
Ходовой винт
Направляющая
145
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ.
ПРОЦ( ОСЫ, (ПАНКИ И
ИНСТРУМЕНТЫ
1'ОкАГНО КОПИГОНДЛЬНЫГ СТАНКИ
\\ । Will нн
< М’Ч'К АПЧ Об)ОЧКИ фасонных пргдмсчон
Жака I Ч'ССОНа (1560 I )
рс с mennei собой соединение двух
копирующих механизмов: один имеет копир
ins влч'лроизведонмч осевой обра вующей тела
вращения. второй (кулачковый) служит для
перемещения копира. R результате движения
обо» х механизмов суммируются
и воспроизводится сложная поверхность
Инструментом отслеживается
форма копира и обрабатывается
заготовка.
Рукоятка, за которую мастер держит
и направляет инструмент
Копир (доска с фигурным пазом) установлен
в вертикальных направляющих и может
перемещаться, например, вверх или вниз
под воздействием на него кулачков -
наклонных дисков.
Вращающийся (вместе с заготовкой)
диск с регулируемым углом наклона
Деревянная станина станка
* Жак Бессон - профессор математики
в Орлеане написал книгу, в которую
включил 60 гравюр и описании
изобретенных им станков, механизмов
и приборов. Книга была опубликована
Бероальдом в 1578 г. через 9 лет после смерти
автора. В предисловии Жак Бессон назван
“преемником Леонардо да Винчи на посту
королевского инженера и математика"
Станок для фасонной
обработки и примеры
изделий (из книги
J. G. Geibler,
Der Drecheler.
Leipzig. 1792)
Торцовый
кулачок - диск
с изменяемыми
углами наклона
и относительного
поворота
к/лайковый механизм
гюмого перемещения
заготовки при ее
вращении
Листовая пружина
постоянно поджимает
кулачок к ролику.
Ролик
Ножной лучковый привод
с качающейся доской-коромыслом.
Фрикционная передача преобразует
качательное движение доски-
коромысла в возвратно-вращательное
движение обтачиваемой заготовки.
При этом обтачивание происходит
только при вращении в одном
направлении.
Примеры получаемых изделий
Обрабатываемая
заготовка на станке
Опорная подставка
для резца
Приводной шкив
НРЭЩОНМЯ 111ПИНД1'Л«
НИ» И/ Я-.ЫИ СХ» М, РИСУНКОВ И ЧЕР-11Х1И НаириМр|М. КР‘>’
Принципиальные схемы механизмов токарно-копировальных станков А.К. Нартова
с
Б
Место для
установки
цилиндра-
копира
Штифт - копирующий
палец
Подвижная опора,
установленная
на качающемся
коромысле
Резцовый
суппорт
Резец
Станок для копирования рельефного
рисунка на цилиндрической заготовке
Вал передачи
движения
суппортам
Цилиндр-копир
(кулачок)
Заготовке
сообщается
вращение.
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ. СТАНКИ И ИНСТРУМЕНТЫ 1
Копирующий
толкатель
при вращении
кулачка
заставляет
качаться
(наклоняться)
коромысло
с кулачком
I ИМАШ
РАН
Резец
при наклоне
коромысла
в ту или иную
сторону
— врезается
в заготовку
в большей
или меньшей
степени
и копирует
профиль
кулачка
на заготовке.
Заготовка
Ведущий
вал
Качающееся
коромысло -
характерная
часть
большинства
станков А.К. Нартова (сам он
называл его "шатающимся балансом”)
Копировальная
линейка
Заготовка
на
Заготовка
К КОЕМ КЫреЗЫКАЮТ
Опора шпинделя
на качающейся раме
Ось качающейся
рамы
Цилиндр-
копир
(из латуни)
Копировально-
суммирующий
станок
Шпиндель - приводной вал
с закрепленными на нем
копиром и заготовкой
Подвижная опора,
установленная
качающемся
коромысле
Качающаяся рама с нижней
ью боковых стойках
Данины) и тремя верхними
Рнирными опорами шпинделя
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ и ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф Край ^ви 1 47
Сферический
шарнир -
центр
поворота
оси
шпинделя
Спиральная пружина установлена
между станиной и качающейся рамой.
С ее помощью копир поджимается
к копировальной линейке, а заготовка
поджимается
к резцу.
шпиндель -
приводной вал
с закрепленными
на не,и копиром и
заготовкой совершает
винтовое движение.
коп Вмнтовом движении шпинделя
"иней Ск0льзит по копировальной
В Ке и заставляет качаться раму.
АвижЭУЛЬТате с°бщается суммарное
rJe3iiaHMe эаготовке относительно
винтг’ который образует на ней
Инт°вые прорези.
Резцовый суппорт
Реечный механизм
продольного перемещения
резцового суппорта
Шпиндель - приводной
вращающийся вал
с закрепленными на нем
копиром и заготовкой
При относительном движении штифта по копиру
и сохранении их контакта аналогичное относительное
движение совершается в паре резец-заготовка,
и на заготовке воспроизводится тот же рельефный
рисунок, что и на копире (в заданном масштабе).
Сферический
шарнир - центр
поворота оси
шпинделя
Станина
Резец
Кинематическая цепь
привода (продольных
движений) суппортов
Копирующий
Передача копируемого движения
Копировальная рамка
Комплект сменных
Станина
Зубчатые
передачи
механизма
подачи
суппортов
Станок предназначен
для копирования
барельефов
(на медалях)
и для получения
рельефных ормам***
Механические
передачи
движения подачи
Груз, подвешенный н.
служит для прижатия
• улачксиэ и штифту
копировальной рамки
Станок для копирования
барельефов и рельефных
орнаментов
Ручной привод
движения
подачи (Q
(суппортов)
Рукоятка
для
привода
и ведущий
и•: и А К Нзртва
Гг-Дтлу ж к изунндрулгъ
/ » . 1 . М i|M м«ц<
Цепь для
переда чи
движения
суппорту
Ось Шарм ирной
опоры качающейся
рамы на станине
Г^ТрОн ддц
в нем
отОВки
Заготовка Резцовый суппорт
Фрикционная передача осущестляется с помощью шнура
огибающего шкивы. Промежуточные шкивы передачи расположены
над столом и закреплены на валу, который тоже можно вращать
с помощью рукоятки (эта часть станка на рисунке условно не показана)
книги А. К. Нар тола
‘Тевтру.ц-ъ
то есть Ясне*
1755 г.)
Шкив 2
фрикт ^ионной
передачи*
' и шкива 1
Шкив, с обратной стороны которого закреплен оригинал
копируемого барельефа
Опора шпинделя, установленная на качающейся раме
Шпиндегь с установленными на нем “розеточными копирамиг —
плоскими кулачками для получения рельефных орнаментов
Шкив 1
фрикционной
-ч передачи*
Фрикционная передача
для обеспечения вращения
шпинделя, согласованного
с движениями
суппортов
Копировальный
суппорт
(>1 ГМ ч) | к А МА 11 гили, и: Г1 ЗА! H11 м ни >1II ' ' Ы. СТАН И и И ИНСТРУмг
МАТЕРИАЛОВ Р АНИЕМ. ПРОЦЕССЫ птли^.
Ц ссы, СТАНКИ И ИНСТРУМЕНТЫ
НЦИПИАЛЬНЫХ СХЕМ КОПИРОВАЛЬНЫХ станков
^ОПИро0Я/1ЬНЬ,И
•Иллюст^аиии
^опедии’
и д Аламбера
fOtu, J.L d Alembert
ou Dictionaire.
Маховик обеспечивает
равномерность передачи
вращения.
ИЛАА1П
РАН
иПНО-*ОрСмыС новый
UJ НОЖНОГО
Фрикционная(веревочная)
/ передача привода станка
Механизм натяжения
ибкого Звена (шнура)
^ионной передачи
Фрикционная передача
и редуктор механизма,
задающего движения
суппортов
Вал механизма,
задающего
/ движения
/ суппортов
Ленточная
передача,
сообщающая
движение
резцовому
суппорту
кулачковый механизм
осевого перемещения
здотоекм при ее вращении
Резец
/ >
копировальный палец - штифт
Поджимная листовая
пружина копировального
суппорта
- Поджимная
листовая
пружина
резцового
суппорта
Поджимная листовая
пружина копировального
суппорта
Шпиндель
Муфта
Приводной
шкив
вращения
шпинделя
Копировальная
стойка
с регулируемым
положением штифтов
Набор
плоских
кулачков
Место установки
заготовки на конце
шпинделя
*уламковЫй копиривально-суммирующий
'и (из книги российских ученых
Ланца и А.А. Бетанкура “Курс построения
машин*. С.-Петербург, 1808 г.)
Кулачок, задающий
поперечные перемещения
Авсъ Суммируются взаимно---
П^ПвиДикулярные перемещения
ЕсВЫМе^МИвавТСЯ плоская ФигУРа-
вместо карандаша поставить
то он может вырезать
3 вращающейся заготовки
*^Лиес профилем.
QpJ золенным на рисунке,
этом заготовка с приводом
^Щвния должна
Усыновлена на подвижном
и,анщете.
Основание
Ведущий
вал
Пружина
между
толкателем
и основанием
Неподвижные
направляющие
Поперечный
толкатель
Замыкающие
зубчатые
колеса
z Кулачок,
задающий
продольные
| перемещения
Подвижный
планшет (ползун)
Карандаш Пружи а
Продольный
толкатель соединен с планшетом.
й На примерах из компьютерного банка А.Ф Крайнева 1 49
едение на языке схем, рисунков и черте
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРуМ
н л* л III
г лк
ТОКАРНЫЕ СТАНКИ
м. .^nLuibiL* станок 1-й половины XVIII В
Простейший копировальный станок
КОМПОНОВОЧНЫЕ СХЕМЫ
‘фигурная МАХАНА
ссоклмкой мккемцкм.
план" (из рукописи _
книги А.К. Нартова
“Телтрулгь млхММАР¥жъ»
то есть Ясное
зрелище жах«нъ" 1755 г.)
Ручной привод
Патрон для
закрепления
заготовки
Поджимной
центр <
Копирующий Суппорт
/ Прижимное устройство
Опоры шпинделя установлены на качающейся
раме.
Направляющие полозья
Шпиндель
Резцовый
суппо )Т
Конический зубчатый
Приводной шкив
реме чной
передачи
Механическая передача движения подачи
и кинематическое соединение суппортов
Планшайба
Лобовой токарный станок
Е А. и М.Е Черепановых
30-е гг. XX в. (из Альбома
Выйского механического
заведения)
Стопор углового
положения головки
Приводной шкив
ременной передачи
Револьверная головка и ее закрепление
на каретке (из книги Б.С. Балакшина
“Технология станкостроения* 1949 г.)
Направляющие
выступы
станины
Зубчатая
передача
Суппорт
Поворотный "
корпус
Ходовой винт механизма
продольной подачи
in станок с револьверной головкой (для инструмент
Жмны X/ в. (пример из книги F.J. Camm.
engineer s reference book. London 1946)
-мазочио- Зажимной патрон
°*мей [ е Поперечная гаретка
Револьверная
головка
Суппорт копировального станка с револьверной
головкой (из книги Ф.В. Хю л ле ‘Металлорежущи*
станки" 1932 г.)
Неподвижный копир
Копирующий
штифт
Заготовка
Ручной
привод
перемещения
головки
Поддон
и 1 ример&м и 1 компьютерного банка
Револьверная
головка
Суппорт
Зубчатая рейка
механизма продольной подачи
Резцы
ПоджимнОЙ
центр
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
Токарные и токарно-фрезерные станки.
СТРУКТУРНЫЕ И КОМПОНОВОЧНЫЕ СХЕМЫ
универсальный токарный одношпиндельный многорезцовый
автомат, разработанный в 1989 г. совместно фирмой EMAG
и заводом ‘Красный пролетарий’
и 33 Шпиндель Суппорт
с револьверном
головкой
Вид сверху
Резцы для
продольного
точения
Люнет
Оправка
Салазки,
перемещаемые по копиру
Задняя
бабка
Сдвигаемое
ограждение
рабочей зоны
Передние
поперечные
салазки с
подрезными
резцами
Защитные
телескопические
уплотнения
поступательных соединений
Обработка поршня
на токарном
одношпиндельном
полуавтомате
(из книги Ф. Келле
“Автоматы” 1934 г.)
Пульт
управления
Массивная станина из полимербетона имеет
наклонную рабочую поверхность со стальными
направляющими на которых могут монтироваться
и перемещаться унифицированные агрегаты.
Пары трения и сами направляющие защищены
телескопическими уплотнениями (чехлами).
Рабочая зона имеет прозрачные ограждения.
Специальный конвейер удаляет стружку вместе
с отработанной смазочно-охлаждающей жидкостью.
Компоновочная схема современного токарно-фрезерного
обрабатывающего центра Рязанского станкостроительного
завода (конец XX в.). Станок позволяет осуществлять
6-координатную обработку, включая токарные, фрезерные,
сверлильно-расточные операции,
а также зубообработку за один установ
на одном станке ’
Заготовка -
литои
поршень
Шпиндель
Вид сбоку
Продольные
салазки
Основной
шпиндель
Револьверная
головка
И нс груме н та л ьн ы и
магазин
Современная модульная система
автомата продольного точения
фирмы Star Micronics
(вариант конфигурации)
Основной
шпиндель
(с частотой
вращения
5 3500 мин'1)
Приводные
инструменты
для обработки
с торца
к
быть О( н ццнн
Pt1 цы для
про дольнем о
гочиним
। с ломо1 .нельм! in
шпиндель
Приводы
движения продольной подачи
Автоматический
люнет
* Ci ihok может
ином.! in чес кими yi троит нами
контроля инс।рум. Hl i
и обраб«11ыН|.1НМ0и i । । in
। такжемл пином с шаговой
ПОДЛ ШИ Пру Г. ОНОГО м ПсрИ HI I
Приводные
инструменты
для поперечной
обработки
Фрезерная головка
Автооператор
(смены
инструментов)
Контршпиндель
ЛдЧ1ИНО|5( д( НИ1 нА ЯЗЫКЕ С ХЕМ 1'И- .НН «В И ЧИ’Н К» И
H.I ПрИМГр.<Х И i кОМ111.К>1<*рНО1 И Ьлнк.1 А ф
Kp.uh и »н.1
151
..мчп| оьрльопл материалов реЗАнигм процессы, с ГАНКИ и ИНСТРу^Еи
Сверлильная головка для нескольких
(из книги Ф Коппе ‘Автоматы" 1934 г
сверл
Шпиндель
Шестерня шпинделя
Основной
шпиндель
с центральной
шее дерней
контршпинделя
(с частотой
вращения
100 10000 мин
< и
Ют
регулируемая р;Дум ?
головка фирмы с.оП,г;.|(Г)7
Шестерни
зубчатой
средами Uhit
С торца
юо Ю000 мин
Приводные инструменты
для поперечной обработки
движения
передней
(l /1.НП1О1 о
Приводы для
перемещения
суппорта 1
Движений НОДЛЧИ
задней бабки
(контршпиндепя)
подачи
бабки
шпинделя)
установленные
на съемной плите
Приводы для
перемещения
с
। л ЯВНОГО ШПИНД®^
(с честото*
до бдения
^чепленц*
ц*стер^
зубчатой
ПеР*да .и
миральнам приводная met горня
Современная модульная система автомата
продольного точения фирмы Star Micronics
(вариант конфигурации)
ПрИВОДНЫС
инструменты
г оливки
Резцы для
продольно! о
точения
инструмент ы
для поперечной
обработки
DcnoMOi а тельный
шпиндель
инструменты
Съемная плита
с отверстиями
(соответствующими
проявленной
координатной сет<е /
для установки и
закрепления шпинделей
ВОвремснныи
токарный
автомат Тог по*.
С модульной
Взаимозаменяемой
СИГ О’МОЙ
инструментов
(л данной
конфигурации
22 позиции
инет румотон)
52 МАШИНОаеД1:НИ( НА ЯЗЫКЕ
' XI М РИСУНКОВ И
II Р|1 Ж1 И. На примерах ил компьютерно!о банка
А.ф КрнИ.ниМ
обработка материалов резанием, процессы, станки и инструменты
фрезерные станки
панок фирмы Несмит и Гейскел
° я фрезерования граней гайек
I з атласа Джорджа Ренни (G. Rennie, Atlas to
the New Ed. of Buchanan's Work. London, 1842])
Шаговый (храповой) механизм движения подачи
Компоновочная схема универсального
ниверсальный фрезерный станок 1-й половины
X в (пример из книги F.J. Camm. Newnes engineer's
reference book. London, 1946)
Между шпинделем
и выдвижной опорой Хобот
устанавливают \л
инструментальную \\
оправку \
Делительная
головка
j «о
Регулируемая
опора хобота
/
Заготовка /
Подвижный
стол
Поворотная
головка
Оправка
для
обработки
нескольких
гаек
(в пакете)
Литая
(чугунная)
станина „
Винтовой
механизм подъема консоли
фрезерного станка фирмы Bohner
4 Kohle (90-е г г. XX в )
с 6-координатным
управляемым
движением*
Гибкая защитная
направляющая
для электрокабелей
Современный фрезерный станок фирмы HERMLE
с 5-координатным управляемым движением имеет
высокоскоростной мотор-шпиндель
(до 40000 мин'1) с водяным
охлаждением и роторный
магазин на 32
инструмента.
Ползун
Фрезерная
головка
Поворот фрезерной
головки
Привод
коромысла
Колонна
с вертикальными
направляющими
Двухкоординатная
платформа
Частота
вращения
шпинделя
45 ..
3500 мин
Платформа
Круговое
движение
стола
на 360°
Основание
Стационарный
пулы
управления и
программиро-
вания
Продольно
перемещаемый
стол
имеет
Расположенный
На ««Форме
авт Устройство
^том^ической
Ны ИНСТруМвнтов
Хеме не показано)
Поворотный
стол
фрезерная
головка
с мотор-
шпинделем
Поворотный стол
Форма коромысла
предопределяет разгрузку
его привода от суммарной силы
тяжести стола и заготовки.
Переносной
пульт
управления
Станина изготовлена из лолимергранита,
обладает высокими вибродемпфирующими
свойствами .термостабильна и не гигроскопична
Киноведение на языке схем, рисунков и чертежей на примерах и . .мль» .тарного банка аф крайн-а 153
'uLinl ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТ
РАН!
парами) стол
Инструмент
Консоль
Колонна
3200 мм
1500 мм
Гибкие направляющие
для электрокабелей х—
Пульт
управления
Поворотный
стол с двумя
пересекающимися
осями
вращения
Современный фрезерный
станок фирмы
DECKEL МАНО
может обрабатывать
заготовку с пяти сторон
за один установ.
Имеется роторный
магазин на 32, 60 или 92
инструмента
(здесь не показан).
Движение
подачи пиноли
Современный
высокоскоростной
портальный
обрабатывающий
центр фирмы JOBS,
предназначенный
для обработки
крупногабаритных ч
заготовок, штампов,
пресс-форм, деталей
аэрокосмических
аппаратов.
Фрезерная
симметричная
поворотная головка
обрабатывающего центра
(для обработки штампов)
Портал может
перемещаться
в продольном
направлении.
Электромотор-шпиндель
(21 кВт, 18000 мин’1)
установлен консольно в корпусе
головки. Благодаря этому
можно обрабатывать
вогнутые поверхности
в труднодоступных местах .
Фрезерная асимметричная
поворотная головка
обрабатывающего центра
(для обработки штампов)
Корпус головки
может поворачиваться
на угол ±360,1°
фрезерная
поворотная
___головка
ФРЕЗЕРНЫЕ СТАНКИ. СТРУКТУРА
И ВОСПРОИЗВОДИМЫЕ ДВИЖЕНИЯ
Электромотор-
шпиндель
(240...24000 мин'1)
установлен
на двух опорах
в корпусе головки
с возможностью
поворота на угол
--- Продольны*’
направляющие защищены
телескопическими чехлами.
Ползун с присоединенной
к нему (снизу) фрезерной
головкой может
перемещаться в
поперечном
и вертикальном
направлениях.
Фрезерная головка имеет
высокоскоростной
мотор-шпиндель
(18000 мин'1) и может
перемещаться
относительно станины
по трем осям
5000 мм
Особенность данной компоновки’
расположение все/ механизмов вне
зонь обработки.
Подвод '-
смазочно-охлаждающей
жидкости
Многоцелевой фрезерный станок
фирмы KNUTH имеет трехподвижное
(с вращательными и поступательной г
соединение фрезерной головки с<> г
' Станин,
ЬНыми
154 МАШИНОВЕДЕНИЕ НА ЯЗЬЕ Е СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ Hi по дт кпшнева
______ - ___________ IM*CW- па примерах из компьютерного банка А.Ф кРаи
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ Ш ;>«*»«
I г ли
—------ — - ,.----------------------------------—---------------
СТРОГАЛЬНЫЕ И ДОЛБЕЖНЫЕ СТАНКИ
Устройство для строгания костяных
черенков ножей из книги Плюмье (Ch. Plumier. —
L'Art de touerner en perfection. Lion, 1701)
Направляющаяся рамка
с регулируемым наклоном для
перемещения суппорта с резцом
Станок с пильным инструментом,
созданный А.К Нартовым, предназначен
для прорезания (строгания) профильных
продольных канавок чвляегся прототипом
строгального (и протяжного) станка.
Подвижный (вдоль
рамки) суппорт
Винт для поджатия (врезания)
резца
Винт для поджатия
заготовки
" Рамка для
установки заготовки
Основание
Резец
Заготовка
с возможностью поворота
вокруг продольной оси.
Винт для
перемещения
суппорта (при
строгании)
“КонусскАЯ махнил. в коей
ВЫТАЧКкаЮТЬ конусовые
сосуды С 11КА.ЧНЫМН струянн
(из рукописи КНИГИ
А. К. Нартова
Пила - многолезвийный
инструмент имеет ряд
одинаковых (не выступающих
один над другим) лезвий.
Для врезания пилы один
Поперечно-строгальный станок
Петербургского арсенала (заводской чертеж
“ТеАтрумт» мдуннару.мт.,
1848 г )
Кривошипно-
ползунный механизм
с регулируемым ходом
Ременная
передача
ее конец прижимается
к обрабатываемой заготовке.
В отличие от протягивания
канавка может прорезаться
Резцовая
головка '
то есть Ясное зрелище
млхнн-ь* 1755 г.)
за несколько проходов.
Ползун
Заготовка
Механизм
нажатия
(изменения
/\ наклона)
пилы
Стол с
поперечным
движением
подачи
Кривошип
изменяемой
длины
< 1
Вращением эсцентр.жа (кривошипа) через шатун
сообщается возвратно-поступательное движение ползуну
Пила, шарнирно соединенная с ползуном совершает
сложное движение, она слегка поворачивается
относительно шарнира, движущегося прямолинейно •
Продольно-строгальный станок с групповым
приводом от общего грансмис и н о в *л i
(из книги О. К. Стародубцева Атласъ
чертежей къ технологии металловъ 1902 г.)*"
Стол
и я
станина
Привод
продольного
перемещения
стола содержит
конический
редуктор-реверс
и реечную
передачу i
(на схеме
не видна).
Шкивы
ременной
передачи
(для рабочего .
и холостого
движении
стола, а также для
отключения привода)
Движения
суппорта
осуществляется
вручную
с помощью
винтовых
передач,
Чугунная
* В других известных протяжных
и строгальных станках инструмент
движется строго поступательно.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ
По аналогичной схеме выполнен станок Витворта 1842 г.
и станок Черепановых (до 1840 г.).
И ЧЕРТЕЖЕЙ На примерах из компьютерного банки А Ф. Крайнева
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТ
Джорджа Ренни (G. Rennie
Движение подачи
Направляющая
Суппорт
Суппорт
Резец
Стол
Шкив
Резце-
держатель
Ременная
передача
Поперсчмо-с трогал».ный станок
шепинг' • »вода братьев Брощ
(Момна. начало XX в.)
т станок Джеймса Несмит.» (из атласа
Atlas to the New Ed. of Bu< hanan
Work. London. 18421)
Главное дни
(строгания)
П^ри(.дичмско<’ но ^нр.нно-поступ»
движение ползун;. <к.у1Х
с помощью кулисного ме
размещенного н у ,
Стол
Движение
подачи
Шаговый (храповой)
механизм движения подачи
Многоступенчатый
шкив ременнсн
Механизм поперечного
шагового движения стола
Звездочке цепной передачи
сообщается возвратно-
вращательное движение
соо< тщается
главное
(возвратно-
поступа-
тельное)
движение
с помощью
цепной
передачи.
Jule Eletaiun
от силы тяжести
передачи
Ходовой винт
механизма
вертикального
движения
Ползун
с направляющими
для суппорта
Установочные
движения
резцодержател*
Регулировочное движение
(с помощью винтовой передачи)
для смещения хода ползуна
Многоступенчатый
шкив ременной
передачи
Долбежный станок Людвига Леве
1835 г.
I'i/I.i
МАШИНОВЕДЕНИЕ
МЛ ЯЗЫМ ( /I м РИС УШ ()Ц и
41 РП fl и
Червячная пе
/раненое
колесо
Чуг /иная
линзя станина
I 11 I |рим« р.Ь и.• компьютерной.) ГМНКЖ А
Механизм
г,<,чере ИНОГО
шагового
движения
подачи стола
К
У. таноночные движения
но1Ю|)(нн()| о сюла
Шатун
Периодическое
возвратно-поступательное
движение ползуна
осуществляется с помощью
кривошипно-ползунного
механизма.
Резец
Винтовые передачи
с параллельными
винтами для
горизонтального
движения
ползуна
Поворотный
стол .
Станок для осуществления
рабочих движений резца
в вертикальном
и горизонтальном
направлениях (XIX в )
Цепная передача механизма
разгрузки
суппорта
и
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
РАН
—
Заготовка
12000 мин
Устройство
для правки
инструмента
Приводное
коромысло
Устройство
для правки
инструмента
Бачок
для смазочно-
охлаждающей
жидкости
Универсальный заточный
станок фирмы Rihs
Maschinenbau (конец XX в.)
ШЛИФОВАНИЕ.
ШЛИФОВАЛЬНЫЕ
СТАНКИ
Шпиндель
с частотой
вращения
700
Плоскошлифовальныи станок
PRECIMAT ERGOMATIC
фирмы BLOHM
(конец XX в.)
Шлифовальная
головка может
перемещаться
вертикально. >
Двухкоординатный
поступательно
перемещаемый
стол для установки
на нем заготовки
Шлифовальный
круг
Точильный
(шлифовальный)
круг
Коромыслово
кривошипный
механизм
Двух-
координатная
каретка \
Неподвижная
стойка ----
Подвижная
стойка
Поворотный
стол
Манипулирующее
пятиподвижное
устройство для
) затачиваемого
инструмента
(фрезы, резца,
/\ сверла)
Шлифовальный
круг диаметром
до 100 мм
Точильщик. Гравюра Поста Аммана 1568 г
Массивное
основание
с поперечными
направляющими
Станина имеет
опорно-поворотное
устройство для стола и продольные
направляющие для каретки.
В отличие от разновидности станка,
представленной вверху, здесь шлифовальная
головка может перемещаться поступательно
по трем координатным осям, а стол может
вращаться вокруг вертикальной оси.
Плоскошлифовальный
станок PROFIMAT RT
фирмы BLOHM
(конец XX в.) Г
Двухподвижная
поворотная
шлифовальная
головка
Планетарное движение
/ оси шпинделя
Шлифовальный
круг диаметром
80...400 мм
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из компьютерного банка А.Ф Крайнева
НАЧЛ1П
PAN
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
ШЛИФОВАЛЬНЫЕ СТАНКИ
направляющих
цилиндрических
кругов.
Станок для шлифования направляющих
(фирма Вальдрих Кобург, 1986 г.)
Станция смены
шлифовальных
кругов
(5 кругов
0750x130 мм)
Защитные кожухи
(телескопические уплотнения)
Предусмотрены автоматическая
правка и автоматическая
балансировка
и конических
Станок имеет два рабочих стол
(в то время как на одном стоп<.'
изделие зажимается,
разжимается, измеряется друГОс
изделие шлифуется на другом
Суппорт
Ходовой винт
Портал
Пульт управления
Инструментальный магазин
Рабочие столы
Заготовка
Тележка
Задняя бабка
Шпиндельная бабка
Пульт управления
Манипулятор^
(для заготовок)
Заготовка -
крупное литое
изделие
Верхний
вертикальный
шпиндель
...
до
Поворотный
шлифовальный суппорт
с большим
вертикальным
перемещением
1250 мм
Шлифовальный
круг
Шлифовальная
бабка
Шлифовальный станок для комплексной
обработки (из статьи Рудольфа Байера
в выпуске "Станки 86”)
Шлифовальный
круг
Автооператор
(для инструментов)
Наклонная под углом 30° станина выполнена в виде
отливки трубчатой формы. Она смонтирована на
виброизолирующих опорах, размещенных на нижней
раме. Рама одновременно служит в качестве поддона
для смазочно-охлаждающей жидкости. Приводы
унифицированного шлифовального узла имеют
числовое программное управление по трем осям
координат. Предусмотрена автоматическая загрузка
деталей и смена инструмента.
Соединение
верхней и нижней
частей станины
Привод -
нижнего
вертикального
шпинделя
Привод вращения
диска стола
Дисковый стол
сустановленными
в его гнездах
заготовками
Привод
верхнего
вертикального
шпинделя
Шлифовальный
круг
Лоток для
выгрузки изделий
Пульт управления
Автооператор
Привод осевого
движения
нижнего
вертикального
шпинделя
Нижний
вертикальный
шпиндель
Автооператор
для смены
шлифовальных
кругов
Станок для плоского параллельного
шлифования (с двух сторон заготовки)
фирмы Diskus Werke (конец XX в.)
Привод осевого движения
верхнего вертикального шпинделя
Корпус шпинделя состоит
из двух частей, соединенных
между собой винтовой парой.
Относительным вращением
частей сообщают осевое
движение шпинделю.
Вращением диска стола
заготовки вводят между
шлифовальными кругами
и далее сообщают движение
заготовке по окружност
относительно плоского
вращающегося круга.
Известны станки такого же
вида с планетарным
и бипланетарным
относительным движением.
Их механизмы предполагаю
привести в последующем.
Itztr Di/irvHKOR И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева
158 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ и —н -----
КРУГЛОЕ НАРУЖНОЕ ШЛИФОВАНИЕ
Установка заготовки
Приводная фрикционная лента
до 80 к! /с
Фасонный
шлифовальный круг
Алмазный ролик
для правки круга
Шлифование в центрах
по системе фирмы Modler
(80’9 гг. XX в.)
Ведущий шкив
Снятие изделия
Ведущий шкив
Ведущий круг или
фрикционный ролик
Шлифовальный
круг
Бесцеюновое шлифование
Принципиальная схема
Фасонный
шлифовальный круг
Алмазный ролик
для правки круга
Приводной
Фрикционный ролик
Заготовка
Заготовка установлена в центрах на барабане.
//- смещение центра заготовки
по отношению к линии центров
шлифовальных кругов
Бесцентровое шлифование
по системе фирмы Modler
(80-е гг. XX в.)
при скорости резания
до 80 м/с
(X - угол наклоне! ведущего круга
для фрикционного сообщения
заготовке осевого движения
(обычно принимают 0,2... 0.5°)
Снятие изделия
Четырехпозиционный
барабан
Установак * заготовки
Приводная
фрикционная
лента
Фасонный
шлифовальный круг
Фасонный
шлифовальный
круг
Алмазный
ролик для
правки
круга
Приводной
фрикционный
ролик
Алмазный
ролик для
правки
кругах
нож
Опорный ролик
Заготовка
F*.
Отклонения
от круглости
до 0.О05 мм;
Яз = 0,2...0.3 мкм
Подающая пара дисков
Бесцентровое шлифование и полирование
круглого прутка (при непрерывном
движении подачи) по системе SMS Landgraf
Полирующая
и направляющая
napci дисков
Направляющая опора
Н аправ л я ющ< । я опора
Нажатие дисков
на заготовку
Обработанный
1труток
Ш л и фо вал ьн ы в
круги
Направляющая опора
Заготовка - круглый
пруток
Фрикционное
действие подающей
пары дисков задает
заготовке винтовое
движение.
Направляющие
опоры
Заготовка
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева
л
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
HA*AIII
** ГАН
Передняя приводная бабка
Патрон с регулируемым
эксцентриситетом закрепления
заготовки (для совмещения оси
шатунных шеек с осью вращения)
Токарно-шлифовальный станок
фирмы Index, компонуемый
из ряда унифицированных модулей
ВРЕЗНОЕ КРУГЛОЕ ШЛИФОВАНИЕ на современных станках
Станок для шлифования шеек коленчатых валов
фирмы Вегсо
Подвод смазочно-охлаждающей жидкости
Опора с измерительным устройством \
Шпиндель
Заготовка
Наружное шлифование
коническим кругом
Револьверные
головки
Шлифовальные
головки
для внутреннего
шлифования
LU л и <| > о»з;r-i л иная головка
Шлифовальный круг
Врезное движение
Руг »
Шлифовальные головки
для наружного
шлифования
Шпиндель
с зажимным
патроном
(для заготовки)
Поворотный
вращающийся
, центр
Обработка фасонной поверхности
на станке для врезного круглого
профильного шлифования фирмы
Willi Degen Werkzeugmaschinen
Шлифовальный круг
Рабочие
перемещения
- Заготовка
Инструмент
Инструмент
Внутреннее шлифование
центрового отверстия
Внутреннее шлифование
центрового отверстия
по технологии фирмы
Technica AG
Шлифование фасонной поверхности
огибающим движением цилиндрического
круга относительно заготовки на станке
фирмы Waldrich Siegen
Заготовка
Инструмент совершает
планетарное движение
(двойное вращение) и
поступательное
движение
(вдоль
образующей
конуса).
Шлифовальный круг ориентирован своей
\ образующей по касательной
к воспроизводимой поверхности
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
UJ <иллдш
РАН
ШЛИФОВАНИЕ ВИНТОВЫХ КАНАВОК, ВЫСТУПОВ, ЗУБЬЕВ.
Современные станки
и инструменты
Трехподвижная
шлифовальная
головка
Шлифовальный
круг
Шлифовальный круг
Задняя
бабка
Привод вращения
заготовки - двигатель
постоянного
тока с регулируемой
частотой 0,4... 100 мин
Прецизионное резьбошлифование на станке
фирмы “Рейсхауэр”
Шпиндельная
бабка
Портал с направляющей
для шлифовальной головки
Дополнительная подвижная опора
Профильный абразивный
(прессованный, спеченный) обод
Шпиндельная
бабка
Шлифование
режущего
инструмента
с винтовыми
канавками
на станке фирмы
Ewag AG
Заготовка
Поворот
суппорта
в зависимости
от угла наклона
винтовой
линии
Шлифовальный
суппорт
Перемещения
шпинделей
алмазных
правящих
кругов
Продольное
перемещение
каретки
обусловлено
заданным
шагом винта.
Шлифование внутренней резьбы
на станке фирмы Fritz Studer AG
Для получение наиболее высокой точности
резьбы и малой шероховатости
предварительно нарезанную резьбу шлифуют
профилированным кругом с помощью
специально разработанной программы.
Заготовка -
предварительно
нарезанный
винт, червяк или
компрессорный ротор)
Шлифовальный круг
Заготовка
Привод
продольно
перемещаемой
каретки
Профильные
шлифовальные круги
для обработки
зубчатых колес
и зуборезных
инструментов
(фирмы Samputensili)
Ступица -
каркас круга, служит
для закрепления
его на шпинделе.
Привод поворота шевера
Обрабатываемый шевер
Шлифовальный круг
Шлифование зубьев шевера на станке
фирмы Samputensili
Регулирование
угла наклона
винтовой линии
Перемещения для
правки круга
машиноведение на языке схем, рисунков и чертежей.
Регулирование
угла давления
в контакте круга
с обрабатываемой
поверхностью
Хонинговальное
колесо - инструмент
для доводочной
операции,
осуществляемой
в зацеплении
с обрабатываемым
зубчатым колесом
(фирмы Tyroht)
С . ё*/
На примерах из компьютерное о банка А.Ф Крайнева
161
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ. СТАНКИ И ИНСТРуц
ВАЛЬНЫЕ СТАНКИ, предназначенные
Гофрированный чехол защищает
продольные направляющие
Шлифовальная головка может перемещаться
в поперечном направлении
Станок фирмы
для шлифования валов
диаметром 630. 850 мы
Расстояние между
установочными центру
2000, 3000, 4000. 5000
масса обрабатываемого
3000 (оптимально 4000)
Прецизионный
Станина
Защитный экран —
с застекленными
окнами закрывает
практически все
подвижные части.
Прибор для измерения
отклонений формы
обрабатываемой детали
Здесь размещены приборы
для измерения твердости, '
шероховатости и определена
дефектов материала
Телескопическое уплот»
закрывает гибкие манде
(цепи) электрогабелей.
содержит комплекс пр
и устройств для обреб
сложных поверхностей
(например, валков
прокатных станов).
Станок фирмы CETOS
для шлифования коленчатых
валов диаметром 500 мм,
длиной 3500 мм (эксцентриситет
до 150 мм) и массой до 1500 кг
Гибкий кожух для электрокабелей
Пульты
управления
Телескопическое уплотнение защищает
направляющие суппорта.
Пульт
управ
Сдвигаемые ограждения
с большими застекленными окнами
Подвод
смазочно-
охлаждающей
жидкости
Сдвигаемое
ограждение
162 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ PHCVHKOR м ufdtcwcm ы_____
А Kn.i
Стол вместе с деталью
и приводом для ее вращения
способен перемещаться
в продольном направлении.
Двух- или
трехкулачковая опора
корректирует
положение оси
обрабатываемой
детали.
Задняя
приводная
опора способна
устанавливаться
в зависимости
от длины
обрабатывамой
детали
и вращать ее.
Станина
Педаль
управления
Пульты
управления
Промежуточные
опоры
Шлифовальная головка может перемешаться
в поперечном направлении и изменять
ориентацию шлифовального круга
(при обработке криволинейных поверхностей),
Суппорт способен перемещаться
в продольном направлении.
Прецизионный автоматический СМЯЯ
90-х годов XX в. для с
длинных ступенчатых
валков (прокатных станов'
PF 71
П0ДВИЖ1
в попер
и продс
направо
шлифов
голое кз
Станина
ОБРАЬОГКЛ МАП ВИЛЛОН Р1.3ЛНИ1М ПРОЦ1ССЫ
-ТАНКИ И ИНСТРУМЕНТЫ
. имдш
р| ЖУ|!1И1 инструменты
р । <mi1 И<> к< hi I рукцн | < ‘ . щ< । <) инс 11 -ум< н ы
<КЛМОН1> 'Ч’он. а, . I.U1O, чу.ун, гнордый силан)
о., .< , л1В»к«’РЛК’‘1ка КОМПОЗИ1). Клиновидная форм. -
. .,..ч имо< 1И or условии Р<‘. анит ныбиралисв ра шооб|
, , с-1., <К.(Х п« 1ВИЛИ.Ы начале XVIII в Дисм.вы
м н1оп обусловлено как обра*. . лили митиризло
* , • МК и Материалом самого инс.румс.пз (,..мс
У I aMIJM Дронним, И 1 ЛМЫМ СОНрсМ.Л.НЫМ ИНСЦ /'.U HIatZ
элементы формы. Резцы /и я нарезания резьб
ф|)о 1ы и< ноль ювали уже в середине XIX в , а в конце XIX в
иримыыю! различного вида протяжки. Длительное время
•.ним осущ<
», с .аль, твердый сплав.
гаэные виды и :
пил. । и профильны»
м>(>»ч»’.' • ч»>рв'»чн.г <|>реаа для нарезания ауб.„ч. ( . 0 х и XX в
рнНрум» »*’ изготовляли в виде целой дошли и., закаленной < . .nJ'
e I .й поломано XX я к держлнке начали припаиваи. пл мчми ( 1,1осуществляли местную закалку рехсущей части,
1ЧПпр.х гран.’ны составные конструкции со сменным..J*яис,Р'трежу1ц»!и стали. Во 2-й половине XX в. широко
из твердых сплавов, минералокерамики и композитов.
из<
со Сменными пластинами
По морс сонершенс гнонлния кош грукций и м.псои ыпн ин. пи.м
1 ' Ж П ИН‘ "W'hioh существенно возросли скорости резания.
РЕЗЦЫ ОДНО!!! ЗВИЙНЫ1 ИНСТРУМЕНТЫ
Токарные резцы для обработки деревянных изделий
(из рукопнс книги А. X Нартова "’Г< д глу.иъ млу.пыл. м
Вспомогательная
задняя
поверхность
Резцы с рукоятками
обработки
для ручной
Резцы с
фасонными
лезвиями
(крючками)
Углы, определяющие
геометричекую форму
лезвия
Характерные элементы и разновидности резцов (XX в.)
Передняя поверхность
лезвия
ПС
Отрезной
Р$ - рабочая плоскость
Рпс - статическая
плоскость резания
Главная задняя
поверхность
Pvc - основная
статическая
плоскость
Проходные
резцы
Подрезной
резец
Расточной
резец
Отрезной
резец
Резец
^ООХодной
Д'”» установки
Келобчатый
резец для
черновой
обработки
Гребенки для
внутренней и
наружной резьбы
Резцы с
приклепанной
пластиной
в суппорте
ВС*° Нартов создал и использовал свыше 50 разновидностей токарных резцов
Резьбовой
резец
Фасонный
резец
Строгальный резец
с припаянной
пластиной из
быстрорежущей
стали
Красная стрелка
указывает
направление
движения подачи.
1ЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из комг
„„ рродНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРуМЕн
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. МТЫ
Резцы с механически закрепленной сменной режущей
ПЛЯ 2~Й ПОЛОВИНЫ АА
Варианты крепления пластины к державке, характер
Прижимной винт
Державка
Тргхгранная
пластина
Силой резания
пластина прижимается к опорным
поверхностям на державке.
Круглая
пластина
прижата
штифтом
к державке.
Регулировочный
винт
Пружина
Центрирующее
цилиндрическое
соединение
Прижимнои винт
Шестигранная пластина
Регулируемое
крепление
пластины
Прижимная
планка
Клиновое
основание
Пластина
Клиновой
штифт
Грань является задней
поверхностью лезвия
и может выполнять
роль сопряженной
(опорной) поверхности
20
в соединении с державкой.
30
Пятигранная
пластина
Четырехгранная
пластина
Упорная клиновая
планка
Прижимной
винт
Отверстие для
винта или
штифта
Опорный
60
Державка
Опорная
планка
Опорный
клин
Прижимнои
винт
Прижимнои
винт
Современные режущие пластины
и их установка в державке резца
Сменные режущие пластины изготовляют обычно прессованием из порошковых
Резец фирмы DIXIPOLYTOOL
для отрезки прутков
и прорезки канавок
При переустановке
-------- пластину
поворачивают
на 180°
твердых сплавов или минералокерамических материалов с последующим спекан е
и нанесением износостойких покрытий. Пластины имеют круглую, трапецелдальн
или многогранную форму. Переставляя пластину, можно поочередно использовать
имеющиеся режущие элементы без переточки изношенных.
Пластины выпускают с отверстием или без него. Крепление осуществляют
прижатием сверху или через отверстие штифтом или винтом. При этом обязательно
предусматривается поверхностное опирание, однозначно определяющее пспо -е- е
пластины на державке и обеспечивающее необходимую жесткость (в направлении
силы резания).
Прижимной
винт
Подрезной
резец фирмы ISCAR
Силу резания
в основном воспринимает
шлицевое соединение
пластины с державкой.
Опирание
грани пластины
на державку
Детали резца фирмы Sandv k
Coromant для отрезки у
труб и прорезки
неглубоких
канавок
Резьба для
вворачивания
прижимного
винта
Пластины допускают
скорость резания /
до 230 м мин.
Пластина с двумя г
криволинейными режущими
кромками
Проходной резец фирмы ISCAR
для роботы с большими
подачами и глубинами
резания
Пластина
с четырьмя
спиралевидными
режущими
Подкладка
кромками
На передней
поверхности
расположены
углубления
и выступы
Для дробления
стружки
Выступы для
базирования на
подкладке
пластины
Клиновидный —
выступ
для сопряжения
с поверхностям»
Клиновидный
Отверстие
для прижимное с
164 МАШИНОВЕДЕНИЕ^НА ЯЗЫКЕ СХЕМ РИСУНКОВ И
На примерах из компьютерного банка А Ф край****
обработка материалов резанием, процессы, станки и инструменты
РАН
Современные режущие пластины
и их установка в державке резца
державка для тангенциального
расположения режущей
пластины
Адаптер
базируется по
? трем плоскостям
и прикрепляется
к державке
тремя
винтами.
Пластина в виде пятиконечной
звезды для прорезки канавок,
снятия фасок, отрезки прутков
диаметром до 12,5 мм
и растачивания
отверстий
Для отрезки рекомендуется
ширина пластины от 0,5 до 6,3 мм.
/ Пластины для прорезания
широких и неглубоких
канавок имеют ряд углублений
для дробления стружки.
Элементы
для дробления
стружки
Универсальная
режущая
пластина
шириной
3 мм
J-образное углубление
завивает стружку
к середине прорезаемой
канавки так.чтобы она
не повреждала
обработанные
торцовые
стенки.
Паз для
призматического
соединения
с державкой
(или адаптером)
Пластина для
прорезания канавок
скругленного профиля
и обработки фасонных поверхностей
Режущая сменная пластина
из твердого сплава для обработки
чугунных и стальных отливок
Изнашивающееся
защитное покрытие
из оксида алюминия
Индикаторное
покрытие
из нитрида титана
Выпуклая
передняя
поверхность
Державка —
(Горные
поверхности
Прижимной
Винт
Защитная (от скалывания)
фаска
Резец и режущие пластины для обработки
алюминиевых сплавов, выпускаемые
фирмой LAMINA
Опорная поверхность
Выступы для дробления
стружки
Вогнутая передняя
поверхность
НАШИ
Детали и элементы резцов фирмы ISCAR
Державка для радиального
расположения режущей
пластины
Регулировочный
винт зажатия пластины
Прижимной
элемент
Регулировочный
винт с конической
головкой
Упругая перегородка позволяет
первоначально зажать режущую
пластину и дополнительно
регулировать степень
ее зажатия. /
Ряд переходников (адаптеров) обеспечивает
крепление пластин различной конфигурации
к унифицированным дежавкам.
Пластина
Адаптер
четырьмя
кромками
Прижимной
элемент
Расточные резцы
фирмы MMS
Hartmetall
Режущая
пластина
Регулировочный
винт с конической
головкой
Детали и элементы резцов фирмы WALTER
Отверстие для подачи
смазочно-ох/ тждающей
жидкости
Пластина для
подрезания
торцов
во внутренних
полостях
Специальные выемки
на державке,
облегчающие
головку резца,
повышают
вибродемпфиру-
ющие свойства.
Державка
Пластина с
/ режущими
Вогнутая передняя -
поверхность
Стружколомающий
криволинейный
выступ
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ и ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А Ф Крайнева
мемныс
Шлицевое
соединение
Отрезная
пластина
Черновая обработка
широкой канавки
Обработка фасонной
поверхности
инструментом с круглой
режущей кромкой
Режущая головка с регулируемым положением
державки
Вариант отрезки
(без заусенцев)
пластиной малой
ширины
обработка материалов резанием, процессы, станки и
Вращающаяся заготовка
Державка
Адаптер
Дерхав>«
Режущая пластина
Режущая
пластина
Прорезка канавки
под стопорное
кольцо
Радиальный
канал
Обработка канавки (скругленного профиля)
для выхода шлифовального круга
Обработка торцовой
канавки
Державка
Прорезка
. канавки
у с фаской
Осевой канал
Уплотнительное
соединение
резцы, режущие пластины фирмы Sandvik Coromant и примеры обработки типовых
Чистовая
широкой
Длинная пластина
для глубокой
обработки
Стопорный
винт
Стружколомы
Пластина
' Зажимнои
винт
Державка
Призматическое
соединение
для восприятия
боковых сил
Пластина
для чисторой
обработки
фасонных
поверхностей
Траектория центра скругления пластины -
эквидистанта образующей
поверхности
Отрезка
труб и
прутков
малого
диаметра
Обработка
поверхностей
широкой канавки
Точение наружной поверхности
и образование галтели
(пластиной для
обработки
алюминиевого
сплава)
Обработка канавки
и подрезка торца
1, 2 и 3 -
очередность
проходов
Вращающаяся заготовка
Прорезка внутренней канав-
под стопорное кольцо
Чаправлен?д
Движения
подачи
Режущая головка с внутренним
подводом смазочно-охлаждающей
жидкости непосредственно
к режущей кромке
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного
обработка материалов резанием, процессы, станки и инструменты
СПИРАЛЬНЫЕ СВЕРЛА
Основные геометрические элементы
Хвостовик
£ХУШИЕ ИНСТРУМЕНТЫ ДЛЯ ОСЕВОЙ ОБРАБОТКИ ОТВЕРСТИЙ
4нструменты из рукописи книги А.К. Нартова
60
коловорот
120
/ Желобчатые
сверла для
глубокого
сверления
Режущая
часть
Спиральное
сверло
Шкив
для
лучкового
привода
Ружейное сверло одностороннего резани я
для получения длинных и точных отверстий
с прямолинейной осью
Шнековое сверло
(для сверления отверстии
длиной до 30 диаметров
в стальных
за готовках и до 40
диаметров в чуг унных
заготовках)
Сердечник из
Обраба гываемого
материала.
остающийся
при сверлении
в отверстии
Канал внутри инструмента для подвода
смазочно-о/лаждающей жидкости
Передняя Ленточка Спинка
поверхность
Буравчик
t прямыми
гранями
Нажимная
пята
наклона
винтовой линии
~Ф —угол между
главными режущими
кромками
Калибрующая часть Винтовая канавка
для отвод.т стружки
Задняя поверхность
1,76
40
90
Сверло для труднообрабатываемых материалов
Винтовая канавка (на спинке пера) для
подвода смазочно-охлаждающей жидкости
^)^анГы режущей части сверла (из книги F. J. Сатт.
еп9»^еег s reference book. London,
1946)
латуни
Сверло для обработки высокопрочных материалов
Широкого применения
Сверпа обработки
60s
Обратная
Для обработки
пластмассы
центровочных отверстий
Современное сверло фирмы WALTER
Криволимен
Канал внутри инструмента для подвода
смазоч но- охлаждающей жидкостз
Нь<е инструменты для глубокого сверления
rOTCWPH Н.1
Ржущая кромка с малым углом наклона винтовой линии
• • V il l
j ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И инСТРу^^^ |
Современное сперло фирмы
Сонромонноо САПрЛО фирмы
I Полированная сменная
голов*а плотно
П| и< < )вД1 Hl Н<1 » т< л,
сверла
Подточки, выполненные
на головке
Поперечное < ‘Че ни» 1 верля < формой
( труженных канавок. ускоряющей отвод
стружки и повышающей
Причт 1(11 • ’ | 1
(в сочетании
с углом
нэпчона
канавок
Сечение
обычного
сверла
Сменная режущая пластина
из твердого сплава с рациональной
системой заточки
Современное сверло фирмы WALTER
Затяжной
винт
стали с пониженным содержанием
кобальта)
\
Заточка вершины сверла, обеспечивает постоянный
ередний угол по всей длине режущей кромки.
Она способствует стабильному дроблению стружки,
снижению силы резания и улучшению центрирования.
Канал для подвода
смазочно-охлаждающей
жидкости в зону резания
Канал для наружного подвода
смазочно-охлаждающей жидкости
Эжекторное сверло
для отверстий
диаметром 18...2000 мм
Пластины
из твердого сплава
VJ—
Окно для внутреннего
отвода стружки
Щелевой анал для поступления части жидкости
и улучшения процесса отсасывания отработанных материалов
Современные инстументы для перфораторов
(фирмы ELMOS
Смазочно-охла ж дающая
жидкость по каналам
в теле сверла пода» тся
непосредственно
в зону резания.
Варианты сменной головки
Головка с периферийными фасками
(для получения отверстий в чугунных
заготовках)
г о ловка с острыми
режущими элементами
(для получения
отверстий в
заготовках из
алюминиевого
сплава)
Выступ
для крепления головки
Головка для кольцевого
сверления
отверстий диаметром свыше 70
(80-о гг.
XX в.)
Режущие
пластины
из твердого сплава
(от 3 до 12 пластин)
Направляющие
элементы
ПрПЛОМНЫЙ Н<1> ДЛЯ • КОр0С1М0Ю
. , бурении онкдн (ни пи
но мм в бе томе
ло для получения отверстий в стекле
*иге зеркала/ и фарфоре
Сверло со специальной заточкой для получения
тввр тии в керамической плитке, черепице, кирпиче
Универсальное сверло диаметром от 4 до 12 мм
для различных строительных материалов
1
• I • । । । । I
’ 1 Ji НИ1 И/ '.Ы> I UfM I
гп«*<ин бура
г (И //а.ыъ/iZ.' ИИНЮ1М>МИ ►f/ОМй *МИ
’ /*. ’ОИ «✓!.'>' 1И */1 И' » f/ИН/НТНИИ и
лбрЦЫГ ГИИНОС Г И
► H.iHiiit-iiiin у Нрн< о» ЩИНЯМН
ул ЛИ1II111 Mil
Полая коронка для прорезания кольцевых
отверстии (наружным
диаметром 50 125 мм)
в бетоне
Карбидный наконечник бура имее!
форму и заточку, обеспечивающую
центровку и сверление
в неоднородной среде (например,
/ при встрече со стальной арматурой).
Он прикреплен к телу бура с помощыо
твердой п.1ики
Ц‘ н троне и бур
ДИ,JM мт ром 12 мм
Бур с 4-
мя
роэцами (для (лучоких
’ Н • р< !ИИ ДИ.1М< 1р()м
2Н. .32 мм)
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ СТАНКИ И ИНСТРУМЕНТЫ
п
развертка и ее геометрические элементы
При чистовом развертывании достигают 6 ~ 7 квалитета точности
и шероховатость Ra = 1,25 ... 0,32 мм
ЗЕНКЕР И ЕГО ГЕОМЕТРИЧЕСКИЕ ЭЛЕМЕНТЫ
Калибрующая часть
Режущая
часть
Калибрующая
часть
Твердосплавная
развертка
с эллипсоидной
режущей
частью
Нож
Нож
Прижимная
планка
В результате зенкерования получают точность,
соответствующую 10... 11 квалитету,и шероховатость
Ra = 3,2...1,25 мм (после чистовой обработки)
Составной зенкер с прямыми канавками
для обработки заготовок q £ о 3 мм
из закаленной
стали
Режущая часть
Задний угол
Ширина
ленточки
Развертка фирмы MAPAL
(80-е гг. XX в.)
Направляющий
В-В элемент
Развертка со вставными ножами
для обработки отверстий диаметром 40...300 мм
Нож с режущей
пластиной
2x45
Вид Ь
Значения заднего угла:
а = 6 ...15’ при обработке стали
а = 10 ...17° при обработке чугуна твердосплавным
инструментом
Для сборных зенкеров,оснащенных твердосплавными
элементами рекомендуются углы у = 3*, а =6...8*. Ф = 60*,
. - Г\Г\О л Л Л Г” о л л Г“ О
Стружкоразделительная
канавка (на винтовой
задней поверхности)
Двузубый зенкер в комбинации
со сверлом
Сверло
с винтовыми
канавками
на спинке пера
и подточками
на вершине
Крепежный
(прижимной)
винт
Зенкер перетачивают
по передней плоской
поверхности.
боковыми и торцовыми
Каналы для подачи
смазочно-
охлаждающей
жидкости
Современные
твердосплавные
инструменты
Фирмы NIKKEN
Развертки с
режущими элементами
Протяжная развертка
Для финишной обработки
отверстий в заготовках
из алюминиевых
сплавов и в чугунных
отливках
Современный инструмент фирмы WALTER
для обработки ступенчатых отверстий
_ — Ступенчатая боковая
режущая кромка
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.ф. Крайнем 1 69
Индикаторное покрытие
из нитрида титана
Торцовые
режущие элементы
Современный инструмент для оорабогки
конических отверстии
RMAII1
** РАИ
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
И ГАСН'ЧНЫ!
Нож с припаянои
твердосплавной пластиной
Зенкер для обработки ступенчатых отверстий
ГОЛОВКИ
РехуЩую Ми>м>
10
Зенкер ( О вставными
ножами
Хвое Юри►
Крепежные
секторы
Крепежные
винты
Расточная однорезцовая головка (70-е гг. XX в.)
с регулиемым диагональным положением резца
Фиксирующие винты А-А
Комбинированная режуще-деформирующая
головка фирмы Hegenscheidt (80-е гг. XX в.)
для обработки внутренней поверхности трубы
Двухлезвийная головка
Раскатывающие ролики
Резец
Резец
Винтовая
Современный инструмент
фирмы NIKKEN
для высокоточного
рассверливания
отверстий
диаметром
16...180 мм
регулировочная пара
Заготовка - труба
диаметром до 380 мм
Современный инструмент фирмы
Mapal Prazisionswerkzeuge для рассверливания
в отливках отверстий диаметром свыше
11 мм с позиционным допуском 0,03 мм
Канал для подвода
смазочно-охлаждающей
жидкости
Сменные
пластмассовые
направляющие
Калибрующие
элементы
Смазочно-
охлаждающая
< жидкость
Режущая
большие
пластина имеет
передние углы.
Частота
вращения
12000 мин'1
Два ряда тангенциально
расположенных пластин
Режущие
кромки
После раскатывания
получается гладкая
поверхность(R? <1 мкм)
Расточная головка
в комбинации с цековкой
(80-е гг. XX в.)
Балансиро-
вочная
масса
Регулирование
положения пластины
с точностью 3...5 мкм
Современная расточная головка фирмы SYIC
Режущая пластина
Ползун с пластиной,
перемещаемый винтом,
базируется по двум плоскостям.
Направляющая
фаска
Три пластины
с направляющими
фасками обеспечивают
точное центрирование
и отсутствие вибрации.
1
Расточная
пластина
Режущая
пластина
цековки
Современная расточная головка фирмы NIKKEN
отверстий диаметром
до 580 мм
для обработки
А
Раздвижные
ползуны
Варианты
режущих пластин
с крепежным винтом
Режущая пластина для обработки фаски
Корпус с
направляющим
пазом
для раздвижных
пол t/НОВ
Фиксирующий винт
Раздвижные ползуны для регулирования
положения режущих кромок
(в зависимости
от диаметра
растачиваемого
отверстия)
Современная расточная головка
фирмы NIKKEN для чистовой
обработки ступенчатых отверстий
Овальное
отверстие
для размещения
фиксирующего винта
Раздвижные
(в радиальное
направлении)
ползуны
с режущими
пластинами
Режущие пластины
для растачивания
отверстия
и обработки
торцовое
поверхности
170 МАШИНОВЕДЕНИ! НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ На ппммпп, с кпайнева
।м . -» ________— примерах из компьютерного банка А.Ф. Крайнее
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
ИЛААГП
фОРМООЬРАЗОВАНИ1 ВИНТОВОЙ РЕЗЬЬЫ
I....-nn-MtMiiN и процессы
Бурав для получения отверстий с правой
и левой резьбой (Н. Hartlieb. Wien, 1437)
Резец
(If
Инструмент
Детали
резьбового
соединения
Нарезание резьбы по Леонардо да Винчи (из 'миги
Th. Beck. Geschichte des Maschinebaues. Berlin. 1899)
Нарезание наружной
резьбы резцом, установленным
в деревянной пластине (плашке)
Паз для
установки
резца
Нарезаемый винт
Нарезание
внутренней
резьбы метчиком
Варианты плашек (из книги J. Leupold.
Teatrum machinarum generale. Leipzig, 1724)
Плашки и метчики конца XVII в. (из книги Charles
Plumier. L'art de tourner en perfection. Lyon, 1701)
Плашка
с одним
резцом и
направляющей
резьбой
Метчик
c прямой
канавкой
Составная
плашка
из двух
частей
Метчик
с винтовой
канавкой
Плашка
с тремя
режущими
вставками
Метчик для нарезания внутренней
Резьбы (XX в.) Канавка для размещения и удаления
из отверстия стружки
mwtrowtr*
4/WVW
Калибрующая час ic
Режущая
Хвостовик
Нарезной метчик, ввинчиваясь в заранее
просверленное отверстие, срезает материал
своими клиновидными зубьями
и образует таким образок
винтовую канавку в заготовка
Передние угол у 5...30\
задний угол а 4.. .20*
(в зависимости от материала
заготовки)
МАШИНОВ! НИЕ НА ЯЗЫКЕ СХЕМ, РИгУНЮВ И ЧГРГЕЖЕИ На примерах и s компьютерно, о банка А.ф. Крайнева
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУмЕНт^
V HAWAII!
Поперечное сечение
метчика-ра зкзтника
Изготовление крупных винтов
для станков и домкратов
(из книги J.G. Geibler.
Der Drechsler. Leipzig, 1792)
Приспогобленив для нарезания
винта прототипвинторезного
Hit
ив •
I it •
винт с
Резцом
Для выхода
стружки при
нарезании резьбы
в глухих отверстиях.
В. D - режущие части, С -
калибрующая часть (3...5 шагов)
D
Вырезание винтовой канавки
вручную по намеченной
винтовой линии
Современный станок фирмы
СМА (Испания) для установки
метчика и направления его
перемещения при нарезании
резьбы в отверстиях
Параллелограммный
направляющий
механизм
Современный метчик фирмы Titex plus для нарезания резьбы
в труднообрабатываемых материалах (титановых,никелевых сплавах
и закаленных сталях) „
канавку выполняют винтовой
Типовое решение цельной плашки для нарезания
внешней резьбы (XX в.)
Подвод смазочно-
охлаждающей
жидкости
Мотор-
шпиндель
с патроном
Метчик
Рабочий
стол
Регулируемая плашка
(из книги F.J. Сатт.
Newnes engineer's
reference book.
London, 1946)
Передний угол
У = 10...30°; задний
угол а= 6...9
(в зависимости
от материала
заготовки)
гтг
Зажимной —
хомут
с конической резьбой
винтов - одно
из совэеменных направлений
формообразования резьбы
Упругая
режущая цанга
а
В 1Г^Х°^,ТХ,‘1^';ГЧИВаЮТ 8 Заранее подготоеленное (гладкое цилндрическое)'отверстие заготовки.
L ™ резанием здесь материал деформируется и заполняет свободное пространство
между гребнями метчика, и в результате получается профиль винтовой резьбы.
Канавка для подачи в зону обработки
смазочно-охлаждающей жидкости
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ
На примерах из компьютерного банка А.Ф
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ НА ТОКАРНОМ СТАНКЕ
Винювлч передача осущесгппче» непрерывное
перемещение резца вдоль aai отовки.
За же задачу можно решить и с помощью другой
передачи или с помощью самостоятельных приводов
а отовки и резца. Важно только, чтобы резец
заготовка перемещались одновременно и с заданными
скоростями.
Обычно ре и.бу паре , но» »а несколько проходов
После каждого прохода резец углубляют в тело эа» отовки
на небольшую величину При по» ледующих чистовых
проходах снимают тонкую стружи у. Благодаря этому
получают высокую точность резьбы и малую шероховпо< »->
обрабатываемой поверхности.
Заготовка
Перемещение резца
вдоль боковой
поверхности
образуемой
резьбы
Заготовке задается
вращение, а от резца
на ней остается
винтовой след.
Гайка
Направляющий паз предотвращает вращение гайки.
Нарезание наружной
треугольной резьбы
Нарезание внутренней
треугольной резьбы
Вращающийся винт сообщает продольное
движение гайке и прикрепленному к ней резцу
Радиальное
перемещение резца
Винтовая
канавка
Резец
Корпус,
внутри которого
расположены электродвигатель
и зубчатая передача, обеспечивающая
постоянное соотношение скоростей вращения
винта и заготовки
Продольное
перемещение резца
А
Державка
Пластина может быть повернута на 120,
например, при необходимости смены
затупленного режущего элемента
Крепление
пластины резца
со стороны
боковой
поверхности
державки
Крепежный
винт
Крепление
пластины резца
со стороны торца
державки
Резец фирмы ISCAR
для резьбы в отверстии
диаметром не менее 4 мм
Крепление
к торцу
Кулачки для
фиксации
положения
пластины
Режущая
часть пластины
Державка
4Клиновидное
основание и
регулирующий винт
Современные инструменты фирмы VNE (США) для трубных резьб
Пластина
Стружколом
Металлокерамическая
пластин ! для
нарезания резьбы 3/8“
Современные инструменты фирмы VNE (США) для трубных резьб
Твердосплавные пластины
для нарезания резьбы 1 2
Примеры значений задних углов резца
Трапецеидальные профили >е
и режущие пластины
САШИНОВ! Д| ни» НАНИЗИ < XI м, РИСУНКОВ и
'll PH ЖЕИ
Ни примерах и i компькчерного (mhk.i а Ф Клинен
дИМАШ
РАН
I ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРу Z3
-.— - ----- ----Г- J-- , „ ........ L - - . . ,-._L _.. ------- - ' >
Нарезание резьбы при относительном вращениии заготовки и инструмента.
Многорезцовые соловки и фрезы
При нарезании винтовой резьбы осуществляют имитацию
движений звеньев соосной или несоосной винтовой передачи.
При несоосной схеме достигается более высокая
производительность и точность нарезания резьб.
Существуют при этом ограничения для нарезания
резьбы в отверстиях малого диаметра.
Принципиальные схемы нарезания резьбы
при одновременном несоосном вращении заготовки
и инструмента
Многолезвийные резьбонарезные рез
гребенчатые головки, гребенки ~
(1-я половина XX в.)
Тангенциальная (призматическая) гребенка
Заготовка
Нарезание внутренней резьбы
Заготовка
Заходная
часть
Вихревое нарезание
наружной резьбы
резцом
КалибРУЮщаь
Г ребенка
Круглая гребенка
Пример продольного
профиля гребенки
Ось фрезы
с винтовыми
зубьями
параллельна
оси заготовки.
Ось резцовой головки
устанавливают
под углом к оси заготовки.
Соединение гребенки
с Резцедержателем
Резец
Скорость резания равна сумме или
разности скоростей (в зависимости
от направлений движения) в точке
соприкосновения траекторий
инструмента и заготовки.
а70’.„(Г20’
Нарезание наружной
резьбы резцовой -4
головкой
Заходная масть
Калибрующая —,
часть
Заготовка
головка с тангециальными
Регулируемый метчик - резьбонарезная головка
с радиальными гребенками (из книги F.J, Сатт.
Newnes engineer's reference book. London, 1946)
Многократное
перетачивание
резца
Ось головки
перекрещивается
с осью нарезаемого винта под
углом подъема винтовой линии
Резьбофрезерование наружной
и внутренней резьбы
Выдвижные гребенки
Современная резьбонарезная фреза с четырехпозиционными
С‘/енные
пластмнь
Резьбонарезная
гребенками
Г ребенку можно поворачивать
(в зависимости от диаметра винта)
и передвигать (после очередного
перетачивания)
Сменные пластины
Отверстия для выхода
смазочно-охлаждающей
жидкости
Ползун,
раздвигающий
гребенки
Винты,
фиксирующие
положение
ползуна
сменными пластинами компании
ЕМ UGE-FRANKEN
Конусный хвостовик
для установки в патроне
Боковые
позиционирующие
плоскости
Та*ой
Отверстие
для
крепежного
винта
Режущая часть
пластины
мо»*
каре#1*
полную
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И
ЧЕРТЕЖЕЙ. На примерах из компьютерного
банка Д Ф-
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
ч*
МНОГОЛЕЗВИЙНЫЕ ИНСТРУМЕНТЫ. ФРЕЗЫ*
цельные фрезы 1-й половины XX в
Шпоночная
фреза
Цилиндрическая
фреза с винтовыми
режущими кромками
Корпус
iA
□ Вставной
нож
Трехсторонняя
дисковая фреза
с прямыми
зубьями
Составные фрезы
2-й половины XX в
Вставной нож
Концевая
цельная фреза
фирмы ВМТ
Werkzeugmaschinen
(80-е гг. XX в.)
Микрофрезы фирмы
F. Gilman (40-е гг. XX в.)
для обработки заготовок
из стали,чугуна,
алюминиевых сплавов
выпускаются
цилиндрической,
конической, сферической
и фасонной формы
с винтовыми режущими
элементами (сплошными,
прерывистыми и в виде множества
заостренных зубьев - типа рашпиля").
Современные микрофрезы фирмы Nuova
аналогичной формы диаметром 0,4...2,5 мм
изготовляются из специального сплава
с напылением (в том числе, алмазным).
Современные
двух- или трехзубые
концевые фрезы с
винтовой режущей кромкой
Ступенчатая
фреза
Современная система
концевых фрез фирмы ISCAR,
составленная из нескольких
хвостовиков и сменных
фрезерных головок
(пластин)
Корпус
Установочные
плоскости
Распорный
клин
Зубчатая
режущая кромка
Трехсторонняя фреза
со вставными
ножами правого
и левого
направлений
Шлицевое
соединение
Вставной —
нож
Цилиндрическая
фреза
Коническая
фреза
Вставная
пластина
концевой фрезы
WALTER
Современная фреза фирмы DlXlpohgon
с закругленной головкой
для обработки сложных
выемок в штампах
Положения О
при установке4- '
ножа в паз
с двойным
углом клина
Зажимное упругое
устройство
В промышленности первые фрезы
применил Джеймс Несмит (1-я половина
XIX в.) для обработки плоских граней
и Формообразования зубьев (см. стр. 179).
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьют№ного банка А ф Крайнева 1 7$
Режущие кромки
Режущие
кромки
Закрепление ножа
в цилиндрической фрезе
Сменную
пластину
вставляют
в паз хвостовика
и закрепляют
винтом.
Корпус
Круглая
пластина
Торцовые фрезы
с механическим креплением
сменных
пластин
Современные фрезы
малого диаметра (0,4...3 мм)
фирмы MMS Hartmetall
Режущая
кромка
Заготовка
Четырехгранная пластина
без отверстия,
прикрепленная
с помощью клиньев
и прокладок
Винтовые кромки
Варианты поперечных сечении
при
7
угле винтовой линии
30
Винтовые
кромки (ребра)
Змлш) ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНС
Пластина
цмимм имам
при производстве штампов и
для обработки (подрезки) лопате*
Опорные ВыСЛГь
б корпусе фоезы)
Прямолинейная режущая кромка
Режущая
кромка
защитная
фаска
Концевая фреза фирмы
WALTER для обработки
чугунных и стальных
заготовок
Односторонняя пластина с возможностью
двухкратного использования
Опорные поверхности ПРИ повороте
* на 8
Режущая кромка составлена
из двух прямых под углом 80*
и дуги радиусом 0.5... 1.5 мм.
Пластина с малым
углом заострения
для обработки
алюминиевых
сплавов
фреза должна быть
пластинами отличаю!
по массе не
чем чз 0.02 г (
с крепежным а
Крепежный -
винт
Торцовая фреза фирмы
WALTER для обработки
чугунных и стальных
заготовок
Многофункциональная
фреза фирмы MMS
Hartmetall для обработки
выемок различной
конфигурации
Криволинейная
режущие кромка
Канал для подвода
смазочно-охлаждающей
жидкости в зону резания
Пластина
базируется
по трем
поверхностям.
Криволинейная
режущая кромка
Выпуклая
передняя
поверхность
Двухсторонняя
четырехгранная
сменная (четырехпозиционная)
пластина с криволинейной
режущей кромкой
Режущая сменная
пластина
из твердого сплава
Изнашивающееся
защитное покрытие
из оке идл а иоминив
Индикатор 4
покрытие из нитрида тмшкз
Канал для подвода
смазочно-охлаждающй
жидкости в зону резание
Концевая фреза
с винтовыми зубьями
фирмы ISCAR для
высоких уступов (100 мм и вьап’
Крепежный винт
Пластина с зубчатой режущей
Круг лая
пластика
Фрезы фирмы ISCAR
с улучшенной эвакуацией стружки
при обработке глубоких карманов
НИН»
Канавки
для отвода
стружки
! у ц \| h' '111 (ИОННЛЯ
ИН Н IHH.I
У( шпоночный
вьк.।уп с »н п,||»|,мч
ПЛЮС » ИМИ ПОНОр/НОСТЯМИ
В обои/ вариантах
использованы
Д одинаковые
М корпуса.
1 Z? ' I I И< VI || < )|11 1II I 11 I 1 11 i I
И * * И । ! I I 1| >1 1М« | ),| 11 • < IF IИ ЮН »рНО1 О 1 Нк»1 м •
сменных позиции
Установочное
углубление для пластины
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
СОВРЕМЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ. Геометрические
элементы и установка во фрезах
Пластины фирмы SANDVIK
со стружколомающей геометрией без задних углов
Геометрию пластин выбирают в зависимости
от свойств обрабатываемого материала и режимов
обработки.
Выступы на передней поверхности обеспечивают
скольжение стружки только по вершинам
выступов, что снижает теплопередачу в пластину.
Канавки и лунки образуют положительный
передний угол.
Фаски предохраняют режущую
кромку от разрушения
Защи гмая
фаска с малым
положительным
Канавка
с дуговым
поперечным
сечением
передним
углом
Выемка
Выступ
• Мелкие
выступы
Защитная
фаска
- Лунки
Ст ружко ломающий
выступ
Развитые
Криволинейная
режущая кромка
с г ружколомающие
въл лупы
Выемка
(с положи тельным
Защитная
фаска
передним
углом)
г Мелкие
выступы
Двойная' '
выемка
по контуру
Фаска
(с отрицательным
углом) по контуру
Двухсторонние сменные (четырехлозиционные)
п ластимы фирмы WALTER для обработки чугунных
и стальных зато тонок
Мно1 озубцовая
режущая
кромка
Лунки для
дробления
и отвода
стружки
Криволинейные
Режущие
кромки
” Режущие
к ромки
выемки
для дробления и
отвода стружки
Передняя
поверхность
с положи) единым углом
Обработка торцовой
поверхности и уступа
фрезой фирмы ISCAR
Силы
при резании
н сумме в основном
действую! вдоль
шпинделя.
Фреза для обработки
глубоких пазов
нагружается минимальным
изгибающим моментом.
Пластины в форме бабочки фирмы ISCAR
для обработки высокотвердых чугунных отливок
Пластины с положительным
Пластина
кромка
заготовки
на пластину при резании
Крепление григомной пластины фирмы ISCAR
во фрезах для высокоскоростной
обработки при больших подачах
Силы при
резании
в основном
направлены
вдоль
оси шпинделя,
ч то повышает
жесткость системы
Цилиндрический
выступ разгружает
крепежный винт
от боковой силы
и повышает жесткость системы
Прецизионные полированные плас г ины
фирмы ISCAR с двумя отверстиями для крепежных винтов
Спиралеобразная режущая кромка длиной 22 мм
Пластина с острым
углом (в сечении, '
перпендикулярном
режущей кромке)
для обработки
т и гановых.
алюминиевых
и магниевых
сплавов
Пластина для
получисговои
и чистовой
Обработки
легированных
сталей
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ
На примирзх из компьютерного банки А.Ф. Крайнева
II.V Л 111
‘ 1’ЛК
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУм^
Плоско© протягивание
ПРО ТЯГ ИВАНИЕ лтпимацтпя
Приниигим-Ь"' «— процессов и конструкции инсгрументов
Проютоп ПРО1ЯЖКИ - мног олезеииныи инструмент ' ' 155)
, ' „0,.м сн.нге для.>ЛОл>.го орорезеиия профильных кенавок (см. лр
А К Нартова современная протяжка имеет
одно над другим лезвия. Протяжкой можно
а поверхности, прорезать канавки, например,
плицнвок) соединения и нарезать уОья зу! чатых колес.
| «И НИМИ* О1 инструмента
ПОСЛвДОВ^Т^ЛЬПО ВЫ iy ПК щи*
обрабатывать пло< кие и кру» пы»’
для и
Призма
Протяжка с прерывистой режущей
кромкой для обработки круглого
косые зуСья
3ai отовка
Протяжка с круговыми зубьями
Про । яг инание отверстия
Калибрующие
зубья
( i ружкоразделительные канавки
Режущие
убья ( постепенно
уееличиващимся диаметром
Последний зуб имеет
непрерывную кромку
(по полной окружности--------
диаметром на 0.01...0,02 мм
меньше диаметра предыдущих
зубьев). Шаг между зубьями
делают н< равномерным
в зависимости от толщины
Геометрия каждого
срезаемого слоя и для
снижения виброактивности
зуба аналогична геометрии
однолезвииного инструмента
Фреза фирмы WALTER
для токарною протягивания
коренных и шатунных шеек вала
Протяжка в виде набора кольцевых
твердосплавных зубьев
Цельная протяжка для нарезания шлицев
в тверстии Стружкоразделительные
канавки
Варианты закрепления режущих
зубьев с помощью винтов
Режущий
зуб
Винт
Прижимная
планка
Токарное протягивание дисковой протяжкой
поверхностей
Протяжка
Заготовка с
внутренней
обрабатыва-
Заготовка с внешней
обрабатываемой
поверхностью
Пример параметров
кольцевых
твердосплавных зубьев
Протяжка
Токарное протягивание шеек вала (из статьи
Э. Аншютца и Ф. Тикала "Обточка протяжкой -
новый прогрессивный способ обработки".
• *.Н1 •
винты
Режущие
пластины
Варианты
размещения
припаянных
пластин из
твердого
сплава
Режущие
пласт ины
Секторы
режущими
пластинами
X М РИ УНКОВ И ЧЕРТЕЖЕЙ
z Секции протяжм
Слои, срезаемые
отдельными
секциями Гт"
Окончательный h
контур (после — |*|/7
обработки) н И
Исходный —। к I-—'
контур —) у
заготовки
Фреза фирмы WALTER
11 для обработки
цилиндрических
| поверхностей
\ коренных
г и шатунных
QК шеек вал
Применяют ,акже ГЦХНЯЖМ1 с винтовыми зубьями
78 МАШ. Hi l it ДЕН1П НА язым
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ «В
мнммиг___________________________ Ч 1
-----— IHlIf '« ' --- - 1 - ’ —
НАРЕЗАНИЕ ЗУБЬЕВ (ЗУБЧАТЫХ КОЛЕС)
На диске делительной головки имеются
отверстия для ее стопорения,
делительную головку поворачивают
на угловой шаг между зубьями после
вырезания каждой впадины.
Вместе с ней поворачивается
и нарезаемое колесо.
Стопор закрепляет делительную
головку в заданном положении.
Передача, сообщающая вращение фрезе
С помощью ходовых винтов
задают движения фрезе поперек и вдоль
вырезаемой впадины между зубьями.
Методы нарезания зубьев
Для нарезания зубьев используют два метода:
делительный метод формообразования [копирования]
впадины между зубьями инструментом, рабочий
профиль которого соответствует ее профилю;
метод огибания [обкатывания], при котором боковые
поверхности зубьев образуются как огибающие
режущей кромки инструмента при воспроизведении
зацепления заготовки и инструмента. Инструменту
и заготовке сообщают взаимозависимые движения,
обозначенные стрелками (на схеме внизу). При этом
движения подачи осуществляют таким образом, что
за один проход срезается небольшой слой металла.
Наиболее тонкие слои снимаются при окончательном
(чистовом) формообразовании зубьев.
Метод огибания получил распространение с конца
XIX в. бла одаря возможности выполнения инструмента
в виде рейки с прямыми режущими кромками (для
нарезания эвольвентных зубьев).
Нарезание (фрезерование) зубьев зубчатого колеса
на станке (по рисунку Джеймса Несмита 1841 г.)
Нарезаемое
зубчатое колесо
(заготовка)
Фреза имеет режущие зубья, профиль
которых соответствует профилю
вырезаемой впадины между
зубьями колеса.
Делительный метод
для промышленного производства зубчатых колес
стали использовать в начале XIX в. (см. рис.
сверху). До той поры впадины между зубьми
вручную выпиливали или вырезали (строганием)
по соответствущей разметке (по шаблону). Затем
стали использовать при этом делительное
поворотное устройство. Особенно преуспели
в этом деле часовщики XVII - XVIII в.
Метод огибания [обкатывания]
Нарезаемое
зубчатое
колесо
(заготовка)
Модульная фреза
вырезает впадину
между зубьями.
Заготовку после
обработки одной
впадины поворачивают
на один угловой шаг,
и процесс повторяют.
Заготовке и червячной фрезе задают
(с помощью привода и механических передач
станка) скорости вращения, соответствующие
соотношению скоростей колеса и червяка,
зацепляющихся между собой
в червячной
передаче.
Делительный метод
менее производителен,
а при механическом
управлении поворотом
заготовки менее точен,
чем метод огибания.
Современные способы
управления приводом движения
заготовки позволяют нарезать делительным
методом зубчатые колеса высокой точности.
кинематическая связь
заготовки с инструментом
у г о л
конусности
фрезы
Нарезание зубьев цилиндрического
прямозубого колеса с помощью двух
одновитковых фрез, установленных
на одном о
— Режущие
валу
пластины
Радиальное
Управление
Д8ижения фрезы
РИ вРезании в заготовку
Перемещение
фрезы вдоль
образующей
нарезаемого
зуба
ось Нарезании прямых зубьев
У ТанРаЩения червячной фрезы
yrnv ааливают под углом Д равным
^Убы- яЪеМа винтов°й линии
}Уб[ q8 3bL винтовые [косые]
Дополни^0 нарезать-повернув
фре3| * ельно ось червячной
3Уб|^г Н * а^аннь,й угол наклона
Червячная фреза имеет
многократно повторенный
профиль зубчатой рейки.
Каждый зуб фрезы имеет
клиновидную форму (в сечении,
перпендикулярном режущей
кромке). Бла1 одаря этому он
срезаст заданный слои металла.
зацепления
Основная
окружность
^^ВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах изкомпыотерного банка А.Ф Крайнев.
* .„I ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЬ(
Наоезание зубьев м«*п./.ом огибания |обк;иин.<ния| основано на имигации зацепления
на«юавмого колеса (заготопки) и производящего (воображаемо, о) п;......ого колесе.
Станок Bilgram
Заготовка
Принципиальные схемы станков для строгания прямых зубьев
(из кни м Jean Pengnon. Tbeorie el thechnologie des engrenages.
Pans. 1932)
Заготовка Станок Gleason Кривошипно-
ползунный
механизм
Резец
(О
Ползун
Червячная передача
для поворота водила
Неподвижное
коническое
колесо
Червячная передача
для поворота заготовки
Привод
вращения
водила
j
Станок для строг ания
конического колеса
(2-я половина
XX в.)
Неподвижное
плоское
воображаемое
колесо —
Воспрои^
новерхнос-
Нарезаемое
колесо
перекатывается
по плоскому
колесу
Привод
вращения
заготовки
водило-
Вращающееся
(в пределах
одного углового
шага)
Варианты
Нарезание конических колес с криволинейными зубьями
В начале XX в. для этой цели были созданы станки Gleason,
Erlikon, Reinecker, Monneret и др. фирм. Дальнейшее
развитие получил следующий принцип.
Нарезаемое коническое колесо совершает движение
Ленточно
передач/
обеспечивают точнь, в
кинематические связи
крепления резцов
Клинья
Прижимной винт
Регулировочный клин
резцами
сектор
Резцовая головка
черновые
резцы
чистовые
секторы
Варианты направлений вращения
резцовой головки и заготовки
Нарезаемое
колесо (заготовка)
получис юные
Секторы
кинематически
не связано
с движением
обкатки
Резцовый
сектор
Производящее
(воображаемое)
плоское колесо
Режущие кромки
расположены по
спирали (здесь три
резца перемещаются
в одной впадине,
а последующие три
резца - во второй
впадине).
Регулировочный
винт
Круговая протяжка (диаметром 500 мм) для нарезания
конических прямозубых колес (60-е гг. XX в.) делительным методом
Круговой протяжке сообщают
вращение и поступательное
движение подачи ^7
Положение
каждого резца
регулируется
индивидуально
с помощью
клина.
Главное движение
резания - вращение
Не заполненный
(для поворота
заготовки j
на один <
перекатывания относительно производящего колеса
Нарезаемое колесо (заготовка)
Послойное
"”1 вырезание
впадин**
плоско о
шлицевого диск>
(с треугольным
профилем зубьев*
при диагонг
движении под^4*
(траектории М
МАШИНОВ1 Д| НИ1 Н/ ЯЗЫК!
f /I М I VIО < •!' И 41 141 +1 И На примерах на компьютерного банка
д Ф Край****
оБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ И ИНСТРУМЕНТЫ
(ИМАЮ
РАН
ЗУбОДОЛБЛЕНИЕ МЕТОДОМ ОГИБАНИЯ [ОБКАТЫВАНИЯ]
Долбяк
принципиальная схема
нз основе реечного
механизма
Процесс зубодолбления менее производителен чем наре ание
зубьев червячной фрезой, а огибающая заданной поверхнос и
зуба получается в виде многогранника, т.е. менее плавной,
чем при зубофрезеровании.
Нарезание зубчатого колеса с внутренними зубьями
Заготовка
L
Зуборезный прямозубый дисковый долбяк
Зуборезный
хвостовой
долбяк
Кинематическая связь в виде
механической передачи или
системы управления
индивидуальными приводами
движения заготовки и долбяка
Нарезаемое
зубчатое колесо
(заготовка)
Долбяком нарезают обычно
внутренние зубья
зубчатых колес.*
заготовке
сообщают
взаимосвязанные
движения,
аналогичные
движениям звеньев
в зубчатой передаче.
Общая передняя
поверхность
Зубья долбяка имеют
клиновидную форму,
аналогичную резцу.
Затачивают долбяк
по передней
поверхности,
снимая слой
металла.
Зуборезные
долбяки с
винтовыми
[косыми]
зубьями фирмы
SAMPUTENSILI
Здесь
каждый зуб
имеет индивидуальную
переднюю поверхность
и одну боковую режущую
кромку.
Для нарезания винтовых зубьев
требуется долбяк с винтовыми
зубьями с таким же углом наклона,
как и у нарезаемых зубьев.
При этом в процессе резания долбяку
сообщают винтовое движение.
Долбяк как бы ввинчивается
в неподвижную заготовку. За каждый
ход он снимает небольшой слой
металла. Кинематически связанные
вращательные движения заготовке
и долбяку сообщают в промежутке
между ходами.
Кулачковые
механизмы для
сообщения долбякам
возвратно-вращательного
движения,
обусловленного
винтовой
формой зуба.
Заготовка
Зуборезные
долбяки
Привод
вращения
заготовки
пРи иозврапю-
( г^Патвльном движении
ин из долбяков режет.
Дви>,Г И СО80РЩает холостой ход.
’*ения долбяков и 38ЮГ03КИ взаимосвязаны
Зубодолбежная головка
Нарезание осуществляют
многовенцовым долбяком
за один установ.
Нарезание много-
венцового зубчатого
колеса (из статьи
Карла Дитера Хильшера
в выпуске “Станки 90")
Привод
радиального
перемещения
заготовки
Кривошипно-ползунный
механизм для сообщения
возвратно-поступательного
движения дол бякам.
Зубчатыми венцами долбяка
а, Ь, с нарезают соответственно
венцы bp Cj на заготовке.
Нарезание шевронных колес
(без срединной проточки)
двумя долбяками
Заготовка
После каждого
рабочего хода
(вниз) резцы
перемещают к центру
заготовки на толщину
срезаемого слоя.
* Внутренние зубья колес большого диаметра нарезают
также специальными червячными (улиточными) фрезами.
а при использовании полуобкатного зацепления прорезают
впадины дисковыми фрезами.
МДШиН( >13ЕДЕНИЕ НА языке СХЕМ. РИСУНКОВ и ЧЕРТЕЖЕЙ
ОБРАБОТКА МАТЕРИАЛОВ
РЕЗАНИЕМ. ПРОЦЕССЫ, СТАНКИ
и инструмЕНТЬ|
< HMAIII
PAN
ШЛИФОВАНИЕ ЗУБЬЕВ
Шлифование методом or
Шлифояание делит< ni ным
Шлифовальный круг
имеет рабочий
профиль такой же.
как и профиль
впадины (после
обработки)
Заготовку
после обработки одной
впадины поворачивают
на один угловой шаг,
и цикл повторяют.
Движение подачи
шлифовального
круга вдоль
обрабатываемых зубьев
При чистовой обработке
снимается слой материала
таким образом,чтобы рабочая
поверхность зуба и его
переходная поверхность плавно
сопрягались между собой
(или, по крайней мере, на выходе
инструмента не образовывалась
на зубе ‘ ступенька )
При шлифовании зубьев
червячным инструментом
воспроизводят кинематически
связанные относительные
перемещения такие же
как в реальной зубчатой
(винтовой или червячной)
передаче, и движения подачи
для снятия требуемого
слоя металла
Благодаря возможности
шлифования зубьев плоскими
кругами эвольвентное
зацепление закаленных зубчатых
колес предпочитают
циклоидальным и другим видам
передач, хотя по КПД
и некоторым отдельным показателям
оно может уступать этим передачам.
Предварительно
нарезанные зубья
заготовки имеют
припуск для
последующей
чистовой обработки
Заготовка
перекатывается
по неподвижной
рейке,
образованной
шлифовальными
кругами.
ШЕВИНГОВАНИЕ (ЗУБЬЕВ)
Шевер при зацеплении с предварительно
нарезанными зубьями снимает (соскабливает)
своими режущими кромками тонкий слой
металла благодаря относительному скольжению
(его зубьев и зубьев заготовки) такому же
как в аналогичной винтовой зубчатой
передаче с точечным теоретическим
контактом зубьев
Плоские рабочие поверхости
(или кромки) шлифовальных кругов огибают
заданные профили обрабатываемых зубьев так де
как это обычно происходит в реечной передаче
Длина общей норма’-
Продольное сечение зуба прямозубого шевера
мого зуб®
ноет*
Продольное сечение зуба
косозубого шевера
Поперечное сечение
зубьев шевера
Режущие
кромки
Червячный шевер
элементы на боковых пон<
и На Вершине >унл (ви,к
Сечение?
( И I. iT 1,11:. И -М< И О
Относительное
скольжение .убьев
в зоне их контакта
Стружечные ь шавки кроме
своего прямого назначения
используются также
для размещения инструмента
(в вид* шлифовальной
гребенки) при переточке
шевера
боковое о (.ЛОЯ
с его режущих
Режущие
кромки
срезании
Заготовка имеет предвари г н/шно
изрезанные зубы* с небольшим
припуском (0.020 0.005 мм)
на чи'.г j-.ую обработку
МАШИ Н Ы И ОБОРУДОВАНИ Е
ГИДРО-/ГАЗОДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
* х 1к’ и CKHL РЕШЕНИЯ
Первые описания речного водоподъемного колеса и водяной мельницы
даны в первой книге из сочинения Марка Витрувия
•fk'cnib книг об архитектуре” (2-я половина I в. до н. э.).
Черпаки
Вращающийся
Лоток
Водяное
колесо
Плоские
лопасти
Вал
Зубчатая
передача
ЛОГИКА ПРЕОБРАЗОВАНИЙ
РОТОРНЫХ МАШИН С ВИНТОВЫМИ ЛОПАСТЯМИ
Водяные колеса < начала С'гщаяили для подъема
воды в оросительных сооружениях
Их применяли в грузоподъемных устройствах шахт
и металлургии, си их производств в /дроби/ ьных
и режущих установках. Наиболее длинную жизнь
водяные колеса прожили в приводах мельни»/.
Первые водяные колеса обычно име/ и тлос* ие
лопасти. Поток воды направленный по касательной,
сообщал колесу вращение
Форма лопастей и степень погружения в поток
или направление потока предопределяли
значительные потери энергии например,
часть лопастей даже препятствовала вращении/
Хотя ковшеобразные и криволинейные лопасти
появились еще в XVI в., но только в XIX в удалось
создать действительно рациональную конструкцию
В 1838 г. французский математик Жан Понселе
оптимизировал форму лопастей водяного колеса
и благодаря этому существенно повысил КПД
Такую турбину стали называть колесом Понселе
Плоскую лопасть в ветряных мельницах поворачивали
под углом к направлению ветра, и таким образом
получался один из аналогов винтовой турбины.
В водяных колесах и центробежных воздуходувка?
цилиндрические лопасти, очерченые по плоской
спирали, - прообразы элементов с пространственой
криволинейной поверхностью - ковшеобразных
и винтовых лопастей
ВИНТОВАЯ ТУРБИНА, вращаемая потоком (или струей) жидкости или газа, - это ДВИГАТЕЛЬ (ГИДРО- или ПНЕВМОМОТОР)
и к нему можно присоединить потребитель энергии. Если винт вращать принудительно и благодаря этому перемещать жидкость
или газ, то можно получить НАСОС, ВИНТОВОЙ КОНВЕЙЕР, СМЕСИТЕЛЬ, ВЕНТИЛЯТОР или КОМПРЕССОР. Если при этом
исключить ограничение осевого перемещения вращательной опоры, то та же (по своей сути) конструкция превратится в СУДОВОЙ
(ГРЕБНОЙ) ВИНТ НЕСУЩИЙ или ТЯНУЩИИ ВОЗДУШНЫЙ ВИНТили РЕАКТИВНЫЙ ДВИГАТЕЛЬ (поступательного движения).
Геометрия лопастей при каждом таком преобразовании изменяется, так как условия движения жидкости (газа) будут иными.
РАЗНОВИДНОСТИ ГИДРАВЛИЧЕСКИХ МАШИН
Гидравлические машины по принципу действия обычно делятся на два класса.
В лопастных роторных машинах поток жидкости или газа ударяет и/или
скользит по лопасти и сообщает ей движение.
Энергия потока преобразуется в энергию лопастного ротора и получается
двигатель. При заданном движении лопастного ротора формируется
направленный поток жидкости или газа и получается насос
или компрессор. При вращении лопастного колеса относительно жидкой
или газообразной среды можно получить движитель. Все эти устройс ва
относятся к классу гидро/газодинамических машин. Считается, что в них
движение непрерывное, в отличие от другого большого класса машин,
которые называют “объемными”. Тем не менее, пересопряжения потока
DANIELIS BERNOULLI Joh. Fh.
Mld. Prof.
ACAD SCIEXT Dll’ER PETROEOLIT\X E . PRIUS .MATH. -OS
ЫBLI.MlORlb PROF. ORB. XUXC-ЧЕ.ЧВК1 ET PROF.HONOR.
H YD RO D YNAMICA,
SIVE
DE VIRIBUS ET MOTIBL'S FLIIDORVM
COMMENTARII.
OPUS ACADEMICUM
AB Al'CTORE, DUM PETROTOLI AGERE I.
CONGLSTUM.
с лопастями, даже если их много, приводит к небольшой неравномерности,
объемных” насосах и компрессорах происходит прерывистое (цикличе
перемещение жидкости или газа в замкнутых полостях. А в гидродвигателях
аналогичной конструкции поступающая в полость (до ее замыкания)
*иД ть давит на поршень, лопатку, поверхность зуба или винта и сообщает
''Ответствующее движение. В поршневых паровых машинах и двнгатс лях
внутреннего сгорания движение собщается благодаря расширению (аза
' замкнутом пространстве. Такие машины вряд ли можно отнести
г Симным несмотря на их конструктивную схожесть.
ТРУДЫ И ОСНОВОПОЛАГАЮЩИЕ Pi ШЕНИЯ
В XVIII в сформировался научный подход к п|Х)вктированию
' ин 1мичгоих м.нпин Первым научным произведением но изложению
1 и.|<» действия и (.ислематизации гидравлических машин и сооружении
считать книт у Ь.Ф. Белиндора “Гидравлические» сооружения
^RClTE CiURf HYDRAULIQUf I 1 731
I е (1ЛИ $ |цИИ идеи 1е
,г ‘ ‘ И турбины ПШ К I ( Ч Bl HI е
/mi иное им в 1 750 г
‘ нщ Эйлер и I /54 г. < набдил Р‘ гивную -ун— -у ..
Н( И|(( МЛ( МОЙ Ч.К ТЫО МНО1И- КОШ ipyy н в
,‘ Р ' - 1И Течения ЖИ/НО» ТИ И шо* т IIIII.I' и П1 It.1t НИ1ОМ 1| у
рнулли 1/ЗЙ1 (< М .......... пчии Н .и IIIH.V -I. дунини
ЬУНДАМЕШ АЛ ИНЫЕ
1739 и.
JPOH.I АЛ1кС.111ДИИСМЛ<> ПО СО1Д.1ПИЮ
•р( Кий учен! 1И Янош 1 игнвр
v< 1РОЙ1 IHO Н..Л.1Н <Ю1 Се.роли колесо
1иниун> гурлину н транлянлцим
Sj.nf ‘ J JOHASNl. RHMH.'lDl PULstc RE .
A к \ 1 II \ V V \ ill
р,11 .) л< | ЛИ I <н нону IKH h дум нци
' npo« , I Ир IB. iHnl i I И/Ц Ml лич< * » и • машин
I и >1 И.Ь I
U, РИС УНКОВ И 41 PH till lhnr.De - t
ГИДРО-/ГАЗОДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
НАСОСЫ, ВЕНТИЛЯТОРЫ. КОМПРЕССОРЫ
It HT PQHF ЖНЫЕ
Принципиальная схема центробежного насоса
Центробежный рудничный вентилятор
Подшипник
Уплотнение
Входной канал
Гибапя (Германия, конец XIX в.)
с приводом от паровой машины
получать бь
давление
Здесь лопасти
слегка загнуты
вперед по ходу
вращения колеса
В отличие
от схемы справа
это приводит
к возрастанию
потерь энергии
при увеличении
подачи воздуха.
Лопастной ротор j
с закрытыми (с боков)
спиральными каналами
Спиральные
лопасти
обеспечивают
плавное изменение
направления потоков
Лопастной
ротор
закрытыми
(с боков)
спиральными
каналами
Выходной
канал
Подшипник
со смазочным
кольцом
' ЮДШИПНИ*
со < маз< тчным
колы юм
Жидкость (или воздух) подводится через полый вал
лопастного ротора в осевом направлении Далее
по аналам, образованным спиральными лопастями
и торцовыми стенками ротора, она отбрасывается
за счет центробежных сил от центра к периферии
и направляется по выходному каналу к потребителю
Неподвижное направляющее
колесо на этих рисунках
выделено желтым цветом,
а лопастной ротор - голубым
Пятиступенчатый центробежный шахтный насос высокого давления
фирмы Егер (С.Н. Jager, Лейпциг, начало XX в.)
Первым решением такого типа был
семиступенчатый насос, предложенный ’—\ Т
в 1898 г. академиком А. Рато (Франция). IV / /
При диаметре 12 м
и частоте вращения
60 мин1 достигалось
разрежение 120 мм
водяного столба,
подача 3000 - 3750 м3/мин
(мощность привода
250 л.с.. КПД около 60%)
Приводно»1
вал
Направляющее коле-
не позволяет потоку
закручиваться в кругово^
канале и обеспечив
Улиткообразный выходной (или входной для турбин)
канал в корпусе обеспечивает получение потока
с равномерным его пополнением (или расходом) z
Он представляет собой характерное решение /
для многих машин такого типа /
на протяжении всего
(известен с 1886 г.).
Центробежный насос низкого давления
с односторонним впуском воды
и направляющим колесом фирмы
Бальке (Франкенталь, начало XX в.)
ГИДРО-/ГАЗОДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
РЕАКТИВНЫЕ ТУРБИНЫ (лат. слово turbis,
turbmis означает ’’волчок”, впервые применено
в 1832 г. французским ученым Бюрденом)
"Сегнерово колесо"
предложено в 1750 г.
В отличие от турбины
Герона здесь имеется
выходной вал, который
может быть соединен
с потребителем
энергии.
Вода
Выходной
вал —___
Выходной
вал
Леонард Эйлер первым разработал теорию турбин и на ее основе
в 1754 г. предложил реактивную турбину с направляющим аппаратом
(конструктивно похожим на турбину), позволяющим уменьшить
перепады скорости потока или струи воды и повысить КПД турбины.
Неподвижная,
труба, к коп рой
прикреплено днище
направляющего
аппарата
Вращающаяся
(вместе с валом)
труба-
Резервуар
с водой
Регулируемый
подпятник
выходного вала
Кольцевая емкость направляющего
аппарата неподвижна, а струи воды
из его трубок направлены в сторону
вращения кольцевой емкости турбины
Здесь
турбина
аналогична
"Сегнерову
колесу".
Выходной
вал
Подпятник
вала
Шиберный
затвор
Струи
вытекающей
воды
Турбина Вите лава [Whitelaw] (начало XIX в.)
отличается от ’Сегнерова колеса" геометрической
формой (в виде сосуда с тангенциально расположенными
отверстиями) и нижним подводом воды по специальному
трубопроводу
Вал
турбины
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из компьютерного банка А.Ф Крайнева 1 85
Турбина
имеет
небольшое
число л
трубок с
загнутым
выпускными
соплами
Направляющие
трубки —
Радиальная реактивная турбина
с направляющим аппаратом и внутренним
подводом воды (от центра к периферии)
была предложена Бенуа Фурнейроном
[FournehronJ (Франция) в 1834 г. Она
отличается от предшествующих решений
сформированными внутри колес специально
профилированными каналами (отделенными
друг от друга лопастями) и имеет высокий
КПД (около 70%).
Тяги, на которых подвешено
лопастное колесо \
направляющего
аппарата
Зубчатая передача
Устройство
для
регулировки
положения
подпятника
выходного
вала турбины
Трубопровод,
по которому
вода
подаваг зсь
во вращающуюся
емкость
Неподвижное
лопастное колесо
направляющего
аппарата
Криволинейные
лопасти
турбины
Подпятник
Вращающееся
лопастного колесо
турбины
В турбине Фурнейрона лопасти обоих колес имеют спиральную
форму При вращении турбины потоки воды по каналам
направляющего аппарата практически безударно и при малых
потерях энергии попадают в каналы турбинного колеса. Далее
они разгоняются (за счет центробежных сил) и выбрасываются
с большой скоростью по касательной к колесу Возникающие
при этом реактивные силы заставляют колесо вращаться.
ГИДРО-/ГАЗОДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
I ц
НИН1< 14! ин* !
с винтовыми лопастями
piu умку Жак.) Бессона
Неподвижный
направляющий
аппарат
восстановлен по
(до 1569 г.) и опубликован в 1578
Бероальдом (в Лионе).
Основные и общие признаки
турбин Геншеля и Жонваля:
- формирование продольного
(вдоль оси вращения турбины)
потока через направляющий
аппарат и турбинное колесо;
- выполнение неподвижного
направляющего аппарата и
турбинного колеса соосными;
- выполнение лопастей
направляющего аппарата
и лопастей турбинного колеса
винтовыми (в виде усеченных
правого и левого винтов).
Вил
Турбина Геншеля [Gen'.chelJ (Г< рмаиия 18'1 /
(изкни1и Julius Weisbach. Lehrbuch der inp-rniB
und Maschinen-Mechanik. Braunsch?/etg, I8971
Вращающееся турбинное колесо имеет
винтовые каналы, образованные лопастями
и двумя обечайками (внутренней и внешней)
Подача масла к подпятнику вала турбины
Подпятник
—
Механизм Фонтене [Fontaine] подъема и регулировки
положения лопаток направляющего аппарата в турбине,
выполненной по схеме Геншеля
Коническая
передача
Вал
турбины
Винтовая
передача
Цепная передача,
синхронизирующая
работу всех трех
винтовых передач
при подъеме
направляющего
аппарата
Турбинное
колесо
не имеет
внешней
обечайки.
Турбина Жонваля [Jonval] (Франция. 1843 г.)
Вода
в турбину
поступала
по трубе.
Турбину Жонваля вначале
выпускали с горизонтальным
расположением оси
и мощностью около 140 л.с.
К 1890 г. мощность таких
турбин возросла до 500 кВт.
а к 1900 г. при исполнении
в совокупности
с электрогенератором -
до 1200 кВт.
Сии/пирующая цель
1ЯА
Каждая лопатка
направляющего
аппарата
закреплена на штанге,
которую можно
повернуть и закрепить
в новом положении.
Синхронный поворот
всех лопаток (в том
числе и лопаток
турбинного колеса)
в процессе вращения
был предложен намного
позднее.
Зде( । । аждая лопатк
ИМ» । 1 упорней I и?бро
которое ( о щ.нм
дополни нпьно»
< ПНРО1ИПЛ<‘НИ( пон»ку
I ур1 »ИНН< ч ► t H|t t и
Начиная с 80 гг. XIX в., турбину
Жонваля стали вытеснять турбины
Френсиса и Пельтона.
В начале XX в. ее уже не выпускали
Винтовая турбина Блатарета
[Blataret] (Париж, середина XIX в.)
выполнена по схеме Жонваля,
но имеет в своей основе
двухзаходный с полным ходок’
винт диаметром 0,52 м (высота -
ход винта 0.26 м, угол винтовое
линии 19° 20’)
Шганга с прикрепленной
к при лопаткой
МАШИНОЙ» Д»НИ» НАЯ1ЫМ O.IM РНСУНК)! И ЧЕРI F Ж» И Н., примвиам и» А« Ков***
ГИДР0-/ГА30ДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
(НЛ4АП1
W РАЯ
-гурБИНА ФРЕНСИСА (см. также стр. 9).
направляющий АППАРАТ
Системы привода поворотных лопаток
Томсон в 1850 г. предложил ‘завихритель
(Vortex) для турбины Френсиса» который
стал прототипом спиральной
камеры в совокупности
с направляющими лопатками.
Первая гидротурбина со спиральной
камерой изготовлена
заводом Фойта
(Германия)
в 1886 г.
спиральной
Современный направляющий аппарат
с индивидуальными автоматически
управляемыми приводами поворотных
лопаток (в турбине Френсиса для кр ной
электростанции)
Направляющий
аппарат
с большим
количеством
управляемых
поворотных лопаток предложил
проф. Финк в 1880 г. Поворотом
у лопаток уменьшают или увеличивают
общий поток, пропускаемый
к лопастям колеса.
Ручной привод поворота лопаток
Здесь видны четыре лопатки, которые можно
одновременно поворачивать и изменять
сечение пропускаемых к турбине потоков.
Шпилька, соединяющая крышку турбины
с корпусом спиральной камеры, установлена
в отверстии с зазором. Детали стыса
прижаты благодаря регламентированному
растяжению шпильки (при затяжке
в процессе сборки). Данное соединение
разрушено при аварии на Саяно-Шушенской
ГЭС 17 авг. 2009 г. (см. след. стр.).
Спиральная камера закручивает поток вокруг
турбинного колеса. Ее уменьшающееся
сечение обеспечивает равномерное \
распределение воздействия
одновременно на все на лопасти
Монтаж оболочки
камеры гидроэлектростанции
Гранд-Кули
в тангециальном
направлении.
Оболочку спиральной
камеры собирают
из стальных трубчатых
секций, а затем
снаружи заливают
бетоном.
Корпус направляющего
аппарата
Поворотная лопатка
направляющего
аппарата установлена
в подшипниках,
расположенных
в крышке турбины
и корпусе спиральной
камеры, не имеющих
точного и жесткого
соединения между
собой.
В это отверстие устанавливают турбинное колесо
Регулируемый направляющий аппарат с механической
системой синхронного (одновременного) поворота
всех лопаток (начало XX в.)
Колонна
спиральной камеры
Лабиринтные уплотнения турбинного колеса
Управляющее
(приводное)звено
Внешнее
(поворотное) кольцо
Внутреннее
(неподвижное) кольцо
Устройство поворота
лопатки может
представлен в виде
двухкоромыслового
механизма. При этом
общими звеньями для всех
механизмов являются
поворотное звено (коромысло)
и неподвижное звено (стойка).
В системе индивидуального
привода предусматривают
также обратную связь -
соединение выходного звена
механизма с гидрораспределителем
гидроцилиндра (например, с помощью
тросового устройства).
Механизм
поворота
внешнего
кольца
Лопатка
Механизмы индивидуального привода лопаток направляющего
аппарата
Направляющий аппарат
полностью открыт
Колонны спиральной
камеры
Шатун
Единая
гидравлическая
система обеспечивает
равенство сил,
развиваемых
индивидуальными
приводами.
Направляющий аппарат
полностью закрыт
Плечо действия
силы
1 Ужинное колесо
небольшая рассогласованность поворота лопаток может
1 ' и к пульсирующему воздействию воды на лопасти
1 Ого i леса с частот < и кратной количеству лопастей
азрыв кинематической цепи механизма одного
Контакт соседних
Лопатка лопаток
направляющего
аппарата
Давление воды
способствует
повороту лопаток
при их закрытии
и препятствует
самопроизвольному
повороту лопаток
из закрытого положения.
Потоки воды устремляются
к турбинному колесу.
Варианты кинематических схем механизмов поворота лопаток
Кулисный
механизм
Лопатка
идроцилиндр
' d Разрыв кинематическом цепи механизма одного
,и ,ИН/1ИвиДуэлЬнь1Х приводов сопряжен с возбуждением
" <Иь^,ьн°й вибрации в процессе закрытия направляющего
’парага.
Ползунно-коромысловый
механизм прИ исполнении
шагуна в виде
эксцентрикового
пальца может
возникнуть
заклинивание звеньев
Синусный механизм
Высшая пира с низком
несущей способностью
^КИНОВЕДЕНИЕ на ЯЗЫКЕ СХЕМ, РИСУНКОВ и ЧЕРТЕЖЕЙ, на примерах из компьютерного панка А Ф Крайнева
ГИДРО-/ГАЗОДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
h.MAHI
САМЫЙ КРУПНЫЙ В РОССИИ ГИДРОАГРЕГАТ С ТУРБИНОЙ ФРЕНСИСА, с генератором мощностью 711 МВ>
Вал с внутренним отверстием
Опорная лучевая крестовина
Подпятник
Шпилька
растянута
Полюса
ротора
Спица
ротора
Стык
раскрыт
Вспомогательный
генератор для питания
системы возбуждения _
Направляющий подшипник
сегментный (12 сегментов
с регулируемыми
винтовыми опорами)
Реакция
соединения
(стык сжат)
Схема
переменного
нагружения и
реакции опор
(без указания
постоянных сил)
Пульсирующее
нагружение
Реакция
подшипника
Корпус
статора
состоит
из шести
секторов
(для удобства
транспорти-
ровки
по железной
дороге).
Фрикционный тормоз
с пневматическим приводом
(всего 40 тормозов-домкратов)
для остановки ротора при
малой скорости и его подъема
на высоту до 20 мм.
Место присоединения корпуса
подпятника к крышке турбины
Контактные
кольца токоподвода
(к обмотке возбуждения)
Колоколообразная крышка
турбины служит основанием
для подпятника, подшипника
турбины и привода
направляющего аппарата.
Подпятник состоит
из диска-пяты и 40
самоустанавли-
вающихся сегментов
(покрытых слоем
баббита Б-83 или
облицованных
фторопластом),
расположенных
в 2 ряда.
Расчетная нагрузка
на подпятник
32,5 МН
Обод ротора,
шихтованный
из стали
толщиной 4 мм
Соединение крышки
с основанием
с помощью 80
шпилек 0 80 мм
(из стали 35)
Спиральная камера
Лопатка
направляющего
аппарата размещена
в опорах
(на крышке1 турбины
и основании
спиральной камеры).
Сегменты
активной
стали
сердечника
статора,
обмотка
статора
стержневая
Корпус
статора
имеет
внешнюю
обшивку,
ребра и
горизонтал
ные полки
\ @ А Турбинное колесо имеет
\ / 1 - 16 лопастей,
~zZ Inn размещенных между ступицей
Г5 II и нижним ободом
Лабиринтное уплотнение
Одна из вероятных версий разрушения соединения
крышки с основанием (на Саяно-Шушенской ГЭС,
17 августа 2009 г.).
Пульсация воздействия потока воды на лопасти колеса
(из-за рассогласованного положения лопаток направляющего
аппарата) привела к раскачиванию (вибрации с частотой
пересопряжения потока воды с каждой из лопастей колеса
агрегата и воздействию момента сил в осевом сечении
соединения (вплоть до периодического раскрытия стыка
в >ежиме резонанса). В результате этого диаметрально
противоположные шпильки подвергнуты сосредоточенному
многократному нагружению, которое способствовало их
обрыву. Данная картина усугубилась нерегламентированно»»
затяжкой резьбовых соединений (
защиты от коррозии элементов соединения и накоплением
в них повреждений в противолежащих зонах (около 30%
шпилек) наибольшего пульсирующего нагружения.
Опорная лучевая
крестовина (не нагруженная
осевой силой)
мин 1 (в мире известны гидроагрегаты мощностью 805 МВт) на основе проекта 70-)
Обмотка
возбуждения
образована
из медных
полос.
Регуляторный генератор (для питания
электрогидравлического регулятора
и электрического реле частоты
вращения) \
Ди
1 88 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнем
ГИДРО-/ГАЗОДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
i имл1П
** ГАН
ГИДРОАГРЕГАТЫ С ТУРБИНОЙ КАПЛАНА (см. также стр. 9)
Осевая винтовая (поворотно-лопастная) турбина Каплана
тедложена в 1912 г. чешским ученым В. Капланом).
Она имеет небольшое количество винтовых лопастей с малым
ок, винтовой линии. Ее называют также пропеллерной.
По равнению с турбиной Френсиса (см. пред, стр.)
турбина Каплана менее подвержена кавитационному
разрушению. Она оказалась наиболее эффективной
при малых напорах воды (меньше 30 - 35 м) и при
небольшой частоте вращения (на Куйбышевской ГЭС,
* при расходе 1,8 млн м3/ч).
Капсульный гидроагрегат 30-х гг. XX в.
устанавливают на низконапорньг 3
электростанциях небольшой мсщн
(не более 40 МВт).
например, всего 68,3 мин
Гидроагрегат завода Фонта (J.M. Voith) 30-х гг. XX в.
Напор 6.2 м, расход 143 м3/с. мощность 10100 л.с.,
частота вращения 68,3 мин’’.
Гидроцилиндр управления
синхронным поворотом
лопаток турбины
Г енератор
Спица ротора
Обод ротора > \
с полюсами \
Статор, закрепленный
\ на основании
турбины
1 I" рекою
* лоюка воды
Установочные (поддерживающие кол ны
Привод
механизма
поворота
лопастей
турбины
Капсула -
общий
корпус
агрегата
Электро-
генератор
Поворотные
лопасти
направляющего
аппарата
Турбина
с поворотными
лопастями
Домкрат с тормозной колодкой (для остановки
ротора при отсутствии электромагнитной
нагрузки и для подъема ротора)
Редуктор для привода генератора системы
возбуждения и масляного насоса
для регулировочных устройств и смазывсния
подпятника
Подача масла к гидроцилиндру механизма
поворота лопаток турбины
Подача масла к гидроцилиндру механизма
поворота лопаток направляющего аппарата
Сегментный подпятник в масляной ванне
с непрерывной подачей масла и обеспечением
гидродинамической жидкостной смазки
(при вращении вала)
Подшипник вала, размещенный в едином корпусе
с подпятником
Кольцевой поршневой привод механизма
регулирования (синхронного поворота лопаток
напраляющего аппарата
Неподвижная лопатка (колонна) направляющего
аппарата
Поворотная (регулируемая) лопатка
направляющего аппарата
Подшипник турбины, периодически смазываемый
пластичным материалом
Поворотная лопасть турбины (здесь таких
лопастей четыре)
Регулировочный шток и механизм синхронно! о
поворота лопаток. В приведенном
конструктивном решении использован
кривошипно-ползунный механизм.
• I вн< pan ip |Д"> ьиме«н юнтичное исполнение (подпятник расположен под р,попом)
в поди сном исполнении подпяшик расположен над рогором
МАЩЦ1 и
«’ВЕДЕНИЕ НА ЯЗЫКЕ CXI М, РИСУНКОВ И ЧЕРТЕЖЕЙ. Ни приморах и.« кимнькн ирною банки А,Ф. Крайнева
ГИДРО-/ГАЗОДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
I 1ЮЬ0ДН<1< 1PVHHNI (АК1ИННЫ1) ТУРБИНЫ
Рисунок Чкобя де Страдл (XVIh.).
ДмЛПО! ИЧН0Г pi'IIK'HIU ИМСР1СЯ
и \ Леонардо да ’ 1инчи
Колесо с наклонными к оси
лопастями по сути представляет собой
винтовую турбину (хотя первыми, скорее
всего, были ветряные “крыльчатки")
Струйные
1 аш енциальные
(осевые) турбины
с плоскими
и чашеобралными
лопастями напрямую
(без зубчатых передач)
вращают жернова
мельницы
Поток воды подводится
к турбине по лотку
или соплу.
расположенному
по касательной
к колесу и наклонно
к оси колеса
(к поверхностям
лопастей).
Плоские
радиальные
лопасти
Струйная тан!енциальнэя (осевая)*
турбина |из книги Б.Ф Белиндора
•Гидравлические < сооружения"
(ARCITI CTURE HYDRAULIQUI ),
1731 - 1739 гг.]
Лоток Вертикальный вал соединен
елем энергии
Струя воды давила
на лопасть, а затем
свободно вытекала
по осевому каналу
Плоские радиальные
лопасти
Конусная оболочка
турбины
Нижняя опора
(пята) вала
♦ В XVIII и XIX вв. турбины различали
гто направлению подводимого потока воды
а в последующем их стали классифицировать
по направлению движения воды в самой
турбине - дано в скобках.
Струйная тангенциальная турбина Цупингера (Zupinger] из Цюриха
(1826 г.), скон труи( । анная в соответствии с идеей Понселе
(еще до его оптимизации криволинейной формы лопасти)
Струйная тангенциальная турбина
Швамкруга [SchwamkrugJ
(Германия, 1850 г.) Подводящий (воду)
трубопровод
лотки (сопла)
Сопло для
образования
и направления
струи
Шиберный регулятор
расхода воды
Отводящий канал
Отводящий
канал
Турбина -
лопастное
колесо
Выходной
вал, соединенный
с потребителем
Входной
шиберный
затвор
В фундаменте смонтирована
нижняя опора (пята) вала.
кие (е криволинейной
направляющей) лопасти
Форма
цилиндрических
лопастей
с криволинейной
направляющей рассчитана
на практически полную
отдачу энергии напора воды
при ес движении внутри колеса
Верхний
подшипник
Подводящий
(воду)
трубопровод
Трубопровод
сечение)
Турбина
Вода подается из трубопровода
по криволинейш iM лоткам
тангенциально к внутренней
поверхности колеса. Далее струи
воды движутся к периферии по
криволинейным лопастям
Полезную роль играют
центробежные силы массы воды
Весь напор струи преобразуете
в давление на лопасть и враще
колеса. Вода почти свободно
190
МАШИНОВЕДЕНИ1 НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из компьютерного банка А.Ф Крайнева
ГИДР0-/ГА30ДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
СВОБОДНОСТРУЙНАЯ (АКТИВНАЯ] ТУРБИНА “КОЛЕСО ПЕЛЕТОНА"
Конструкция ковшеобразной
В 1884 г. американского инженер Пельтон
создал турбину с симметричными
ковшеобразными лопастями и соплом
для регулируемой подачи воды.
В 1 -й половине XX в. колесо Пельтона
легло в основу одного из трех
принципиальных решений наряду
с турбинами Френсиса
и Каплана.
Направление
струи Горизонтальное исполнение
турбины 30-х гг. XX в. (мощность
лопасти
Подводящий трубопровод
Сечение
лопасти
Лопастное
колесо
Игла
Затвор
сопла
Общий (входной)
Центральный затвор
цилиндр управления
положением иглы в соплах
Система
регулиро-
вания
сопла
-(проходного
сечения)
энергетиков 30-х гг. XX в.
колесо Пельтона следовало
применять при напоре
свыше 270 м. При меньшем
напоре оно обходилось
дороже турбины Френсиса.
По КПД (до 0,87) оно
немного уступало турбине
Каплана.
. • ’
11 i
’ 11
III
ПЕРВЫЕ ПАРОВЫЕ ТУРБИН
Паровая радиальная активная (вращаемая
за счет давления струи пара на лопасть)
турбина имеет наклонные
к направлению струи
пара лопасти.
Лопастное
колесо
IIIIIIl
Кулачковый
механизм
Источник
пара
Зубчатая
передача
Толчейный стан с приводом
от паровой турбины Джованни
Бранка (1629 г.). Его современники
и последователи еще долго считали,
что с помощью струи пара нельзя
получить значительную мощность.
Они не обращали внимания
на механизм с большим
передаточным отношением,
что означало использование только
быстроходной турбины в отличие
например, от ветряных мельниц
Паровая осевая активная турбина
Лаваля (Швеция, 1889 г.) имеет
криволинейные лопасти, а пар с большой
скоростью подается через специальные
сопла (с расширяющимся отверстием).
Лопасти закреплены на равнопрочном
диске. Частота вращения первой такой
турбины, предназначенной
для привода молочного j
сепаратора, 6...7 тыс. мин'1.
В 1893 г. Лаваль демонстрировал на
Чикагской всемирной выставке турбину
мощностью около 5 л с. с частотой
вращения 30 тыс. мин’1. Позднее
турбины Лаваля достигали мощнос'и
300 л.с.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А Ф. Крайнева 19П
ГИДРО-/ГАЗОДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
ИМ AUI
V ГАН
h М ( . (Ml НЧАТА5 ПАРС >АЯ ТУРБИНА создана Чарльзом Парсонсом
я 1885 г По сравнению с турбиной Лаваля ее отдельные ступени имеют
расширяющиеся каналы (за счет длины лопаток). Благодаря этому
значительную роль стали играть реактивные составляющие сил
(из ускорения потоков внутри турбины), и удалось уменьшить
необходимую частоту вращения.
Пар подается прерывисто (от 1 5
до 350 импульсов в мин).
efflU
Направляющие лопатки
вставляют в пазы на внутренней
пове рхнос tv ’ ‘ турб»iиного
ци 1индра" (корпуса). Разъем
коопчса попеэечный и имеет
ш чифсванные поверхности.
Турбина Парсонса
по технологичности более
сложна, чем все известные
е тс вое - машины. Но зато
шмось существенно повысить
ее мощность при малых
Для того чтобы
исключить осевые силы,
турбину выполняли по
двухпоточной схеме
с дополнительным»*
ступенями
и противоположным
направлением потока
пара. В последую щек*
использовали однопоточную
схему с уравновешивающим
поршнем или диском”,
пока не были созданы
совершенные опоры
и уплотнения.
К 1910 г. турбин Парсонса вы
около 800 общей мощностью 2 млн л У'Гк'л‘'
выпустили 200 турбин Броун-Бонхри п И '
(с дополнительным активным колесом в
давления) общей мощностью 500 т .
л.с
На роторе турбины установлено ,
до 60 тысяч лопаток. Они изгото
из специальной бронзы и BCTaB^
в пазы стального цилиндрик
барабана. Лопатки закреп 7
зачеканиванием предварите J.
установленных проклада/
мягкого металла или соединен/
специальным “спаянным’
кольцом. Число ступеней
рядов лопаток принимается от зс
до 80. Причем они обведи е
в отдельные блоки с одинаковой
или различной длиной лопат
(в соседних пяла«j
Зазоры между турблнныу.-
направляющими лопат» ами
должны быть очень малыми
(для уменьшения пщесъ
энергии), потому требует
высокая точность изготовления
В современных быстроходны»
турбинах большое внимание
уделяется подбору лопато»
по массе и балансироз»е рот
Выходной
канал
Окружная скорость
в первой ступени
30...40 м/с,
а в последней -
70... 100 м/с.
Пример размещения лопаток
На рисунках турбинные
лопатки и диски
выделены розовым
цветом а направляющие
лопатки - желтым.
рбина (Целли-^*’-
Выходной
вал
Турбина Гленна Кертиса
в комбинированной машине,
изготовляемой фирмой AEG в начале XX в.
(мощность до 3000 кВт при 3000 мин'1)
Центробежный
регулятор
пник
• d
I • « •
теней
ЕЭОВЗМНЫМ тур^
> &*-
Кертиса
ГИДР0-/ГА30ДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
ВЕТРЯНЫЕ ДВИГАТЕЛИ
Ванты
Неподвижное основание
Нажимная
пружина
Скользящие
токосъемники
Зубчатая
передача
Червячная
передача
механизма
поворота
капсулы
Ветряная
мельница
XVIII в.
Ветряная мельница из книги
Ривия (Нюрнберг, 1547 г.)
Такие мельницы появились,
по крайней мере, в начале XV
Опорный
шариковый
круг
Токоотводящии
кабель
Направление
ветра
Для разворота
помещения
мельницы (оси
лопастного
колеса) по
направлению ветра
служит правило.
Направление----•
движения потоков
воздуха (без учета
центробежной
составляющей)
Опорные
катки
Лопастное
колесо
имеет крылья \
(рамы, обшитые
тканью или
тонкими
досками).
Ведущий
вал
Мельница
Вращательная
опора
Ветряная электростанция
(30-е гг. XX в.)
Центробежный регулятор
угловой скорости
Вентилятор охлаждения
генератора \
Электрогенератор
Направление
ветра
Поворотный
оголовок
Поворотный
механизм
Рычаг принудительного
поворота
лопастей
Коническая
зубчатая передача
Ветряная мельница
(из книги Julius Weisbach.
Lehrbuch der Jngenieur-
und Maschinen-Mechanik.
Braunschweig, 1857)
Стержни
крыльев
Лопастной винт просматривался уже в первых
ветряных мельницах: лопасть, установленная
повернутой вокруг своей продольной оси,
представляет собой касательную плоскость
к поверхности воображаемого винта.
Поток воздуха, направленный вдоль винта,
сообщает ему вращательное движение.
В этом этом случае винт представляет собой
усеченную часть обращенного (приводимого
в движение потоком) винта Архимеда.
В винте Архимеда статично перемещаются
замкнутые порции жидкости. Поэтому машины
такого типа стали называть “объемными” или
гидростатическими, а при свободном
обтекании лопастей винта жидкостью или
газом машины стали называть гидро-/газо-
динамическими или аэродинамическими.
Крылья мельниц в основном выполняли
плоскими. В 1753 г. Д. Смитон пришел
к выводу о преимуществах искривленного
профиля. В 1884 г. такого вида профили
были запатентованы Г. Филлипсом
крыльев самолетов.
Малое лопастное
колесо (“виндроза”)
поворачивало оголовок вместе
с основным лопастным колесом
при изменении направления ветра
Ползунно-коромысловый ЧА
механизм изменения уА 1
общего шага винта у\ А
у (синхронного \\7
у поворота ।
LZ лопастей вокруг \\
их продольных осей)
Ветряная "крыльчатка’’ очень
похожа на современный вентилятор
но вентилятор сам образует ветер или
создает осевую тянущую силу (см.,
например,
турбовентиляторный \ >
двигатель на стр. 195j. \ //
Здесь, как и |' Д/
\Ч\ L"
ВО МНОГИХ J
последующих —
решениях, / л’Мугдк'/
установлено I (ц
всего три I
лопасти \
с криво-
линейным у
профилем. / дч д
Четырех-
лопастной винт
через зубчатые
и червячную
ПеРедачи поворачивает
капсулу основного
8иита по направлению ветра
машиноведение на языке схем рисунков и чертежей на примерах из компьютерною банка а Ф Крайне?
- — — . - - — — .. —.
193
. НД\Д1П
ГАН
ГИДРО-/ГАЗОДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
I ИДРОДИНАМИЧЕСКИ1 ПЕРЕДАЧИ (ВРАЩЕНИЯ)
Гидравлические передачи
(движения) предлагались
сравнительно давно
Сначала ото были ‘’вечные
двигатели", в которых насос
поднимал воду, а ее часть
предполага лось испо льзовать
для привода того же насоса.
Первую силовую передачу
инженера Брама (Англия,
конец XVIII в.) использовали
в прессах.
В ней преобразовывало! ь
постулат< лсное движение
поршня насоса в движение
поршня гидроцилиндра при
многократном увеличении силы.
В 1165 г. И. Шлаттер
в проекте, альтернативном
проекту И Ползунова, предложил
многопоточную разветвленную
передачу с несколькими
турбинами, вращаемыми
потоками воды, откачиваемой
(из шахты) поршневым насосом.
11 только в начале XX в. появились
гидродинамические
передачи: i идромуфта
и гидротрансформатор.
Ведущее
насосное
лопастное
колесо
В гидромуфте насосное колесо раскручивает лото,
жидкости, а тот в свою очередь заставляет вращат
турбинное колесо. В гидротрансформаторе в дппп^.
к этому направляющие лопатки препятствуют “’**•*•
раскручиванию потока и воспринимают момент
реактивных сил. Гидром фта способна обеспечь гь
плавный разгон дг-игателя и предохранить его
от перегрузки (за счет 'сдвига' циркулирующего лото»
жидкости), но имеет низкий КПД. В гидротрансформат
КПД выше (кроме режима, когда лопастные ^олега
вращаются при малой относительной скорости).
ГИДРОМУФТА
Ведомый
Корпус
Лопатки
Ведущим
вал
Ведомое турбинное
лопастное колесо
Сечение лопастного колеса
Гидромуфты
Замкнутое движение потока
жидкости в гидромуфте задается
центробежными силами,
возникающими из-за вращения
насосного колеса.
В гидротрансформаторе
при этом образуется
непрерывный круговой
спиралевидный поток
благодаря форме
винтовых лопаток.
Ведущее насосное
колесо
Гидропередачи в начале XX в устанавливали
в судовых приводах, затем стали использовать
в тепловозах и в тяжелых тягачах
Гидротрансформатор сложнее гидромуфты
но он позволяет работать при сравнительно
высоком КПД (обычно до 0,93).
С 30-х гг. XX в. его использукг для плавного
изменения скорости движения автомобиля
В частности, его устанавливают между
двигателем и автоматической коробкой передач
Г ИДРОТРАНСФОРМATOP
Ведущее часооое «с.'е.г
Ведомый
вал
Сечения винтовых лопаток гидротрансформатора
и задаваемое ими движение потока жидкости
Поток
жидкости
Направляющие
лопатки
Ведомое турбинке ко~ес.
'3
з потерь энергии
МАШИНОВЕДЕНИЕ НА нЗыкЕ СХЕМ -ИСУНКОВ И ЧЕРТЕЖЕЙ
Момент сил cor.poTMBoei
‘'Оментов движущих ckj
ерлшению лопастных
колес Передача работает
отключает направляющий
ап тарат в режиме.
направляющие лопатки
Б реальных конструкциях лопастные колеса располагают
как МОЖНО б же Д0\ Г к ' С > -г - *
Koons с сил
сопрот! делен ия
Механизм свободного
Ооволяет преодолевать момогг сил сопротивления.
Направ- ।
ление ।
движения
попаток
21
Ведомое турбинное колесо
меняемая муфта позволяет
и ере лава ь движение на трям\ю от олн?г
ГИДР0-/Г А30ДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
х им»'ьинныг
ДВИГАТЕЛИ
гмННЫЙ ДВИ1Э10ЛЬС
Радиальным компрессором
,101 с*.И еОЗДУХв, “**
разгоняемые за счет
^^нтробвхных СИЛ.
^.рем нются в камеру
^орания Газ, полученный
при сгорании топлива,
заставляет вращаться
лрбину (которая и приводит
ро вращение компрессор)
и с большой скоростью
вырывается наружу
через выходное сопло.
Симметричное исполнение
ротора в центробежных
насосах было реализовано
pt tie в начале XX в.
(С.Н. Janger, Лейпциг).
Оно обеспечивает
Ра сальный
компрессор
Принципиальная схема двигателя Nene
фирмы Rolls Royce (опубликована в 1947 г )
Топливная форсунка
Камера сгорания топлива
в воздушном потоке
Выходное сопло
Турбинное лопастное колесо
Лопатки направляющего аппарата
Трубопровод Вал, соединяющий ротор компрессора и турбинное колесо
Корпус здесь выделен
желтым цветом. камера
сгорания окрашвк^
оранжевым турбина
розовым, а ротор
компрессора
голубым цветом.
отсутствие осевых нагрузок
на вал и его подшипники.
Завершением развития
поршиевых авиационных
двигателей можно считать
I создание самого мощного
I из них в 5000 л с
(начало 50-х гг XX в
фирма ‘Лайкоминг’ США)
Чтобы увеличить мощность
8 несколько раз. стал г.
I совершенствовать
реактивные двигатели.
Двигательс осевым
I компрессором имел
’ спримые компоновочные
преимущества в силу малых
р ад» * а л ьн ы х размеров
Турбовентиляторный
[двухконтурный,
Газотурбинный реактивный двигатель с осевым компрессором
(из книги Кулагина И.И. Теория газотурбинных реактивных двигателей
I Двигатели с осевым
I компрессором впера«
’Л(~).ЧД<1НгЫ r.i 1 ерА^ЗНИа
I в 1940 г (Jur^o BMW
и Junkers)^/.
1949 г.) --
Осевой компрессор
нагнетает воздух
Двухвальный] двигатель
Камеры сгорания топлива в воздухе
представляют собой небольшие
Турбина через соединительной
вал передает вращение
в камеру сгорания. \ реактивные двигатели, из которых лопастным роторам компрессора.
\ потоки газа направляются к турбине.
Масляный бак вспомогательных агрегатов Зубчатая передача масляного насоса
Пусковой электродвигатель
Вал, соединяющий осевой компрессор с турбиной
В этом месте двигатель крепится
На этой конструктивной схеме показано, что двигатель состоит
применяют с начала
70-х гг. XX в. (из книги
Скубачевского Г. С.
Авиационные
газотурбинные
Двигатели 1974 г )
В этом двигателе сила тяги,
взвиваемая вентилятором,
Р эк ивная сила потока
вза(полученного
в г/льтате сгорания
тг->плива) суммируются
и ^Разуется общая сила,
орая толкает корпус
Пателя вместе
. Полетом вперед
Данном примере общая
яга двигателя 186 кН
^и^мстр венги/1ягора
мм; об
'•ни;3
Гк^1,пипник общ<л о вала
И,|'ин)ра и шорой гурбины
И 75 мм масса
к самолету (передняя опора).
Вентилятор
установлен
на общем валу
со второй
турбиной
и приводится
от нее
во вращение.
2538 Kf
I »омнртч « ора установлены
15 ш.|/ < рьои и шорой i урбинами
ЛО1 «ш ки и» и I или । < >рл
'•иг< н,< i/hjmlhhhv корпуса
a t ф1|
из двух крупных вращающихся узлов: синим цветом
соединение вентилятора и второй турбины;
красным цветом отмечено соединение
компрессора и первой турбины. Каждый из этих
узлов установлен в корпусе (обозначенном
желтым цветом) на двух подшипниковых опорах
как это обычно делают для валов.
н/ * । .ы 11 mi м phi :ункон и ih н ин
отмечено
В этом месте
двигатель
крепится
к са* Олегу
(задняя опора).
Камера сгорания топлива
в воздушном потоке
Подшипники ч-
001ЦСГО вала компрессора
и первой 1 урбины
ПервсШ гуроина установлена
на опитом валу с лопастными
ро । орами коки ipoccopa
Нюрам lypoiuta yi ганонленл на оощем налу
t BcHlinivlIOpOM
На пример |ч из комп1>кнернО! 4? Оанка
-\ ф
К?.». к а
ГИДРО-/ГАЗОДИНАМИЧЕСКИЕ РОТОРНЫЕ МАШИНЫ
(ТУРБИНЫ, НАСОСЫ, КОМПРЕССОРЫ)
Топливная пневмомеханическая форсунка
(из книги Л, В. Арсеньева и др. "Стационарные
газотурбинные установки* 1989 г.)
АППАРАТЫ. JU ТАЛИ И СОЕДИНЕНИЯ В КАМЕРЕ^^
СГОРАНИЯ ТОПЛИВА ГАЗОТУРБИННОГО ДВИГАТМ
Топливная форсунка авиационного
Воздушный
канал (от
автоном-
ного
компрес-
сора)
Топливный канал
Тангенциальные
каналы (для
закручивания
потока)
Распиливающее
сопло
Камера
закручивания
Лопаточный стабилизатор (завихритель) в авиационном
газотурбинном двигателе (из штампованных листовых
элементов, соединенных точечной сваркой, 50-е гг. XX в.)
газотурбинного двигателя (70-е п
XX в ,
Канал малого газа
для
установки
форсунки
Входной
воздушный
поток
Осевые
каналы
Поперечные
сечения
форсунки
Лопатка
Завихрители в виде
Винтовые каналы в стабилизаторе горения топлива формируют
конусообразный поток воздуха, закрученный вокруг факела
и поддерживающий постоянное перемешивание
топлива и воздуха.
тангенциальных каналов
мера сгорания топлива
вотурбинном двигателе
5»-е гг. XX в.)
Топливная
форсунка
в
авиационном
Воспламенитель
Корпус
камеры
сгорания
Жаровая часть камеры составлена из секций
(штампованных из жаропрочного листового сплава
толщиной 1,2... 1,4 мм), соединенных между собой
контактной (точечной и роликовой) электросваркой
Выхлопные газы направляются
Смесительные к лопаткам турбины,
патрубки
Лопаточный
стабилизатор
ок
духа от
прессора
ПОДШИПНИК lypOHHW
Маслопровод
196 МАШИНОВЕДЕНШ
НА ЯЗЫК ' ХГ м РИСУНКОВ
И ЧЕРТЕЖЕЙ На примо|м* из мэмпыО1вриОП> ввИ<В
НАСОСЫ, ДВИГАТЕЛИ И КОМПРЕССОРЫ С ПОРЦИОННЫМ
(ЦИКЛИЧЕСКИМ) ПЕРЕМЕЩЕНИЕМ ЖИДКОСТИ ИЛИ ГАЗА
ШАХТНЫЕ. СКВАЖЕННЫЕ (ГЛУБИННЫЕ.
ШТАНГОВЫЕ) ПОРШНЕВЫЕ НАСОСЫ
В качестве
Шатун
Зубчатая
передача
приводного
использован
кривошипно-
ползунный
механизм.
Нвс<К* Апч откачивания воды из шахты. В книге Георга
д/риколы "О металлах" 1556 г. кроме данного примера
юнведвны также многоступенчатые системы насосов.
Само-
выполняли
управляемые
клапаны были
еще в насосе
Ктесибия
II в. до н.э.
(см. стр. 14).
Обычно их
прототипами
для шарнирных
пластинчатых
и мембранных
клапанов.
откидными из
кожи.
Они стали
Насос по схеме
Кирхвегера (Kirchweger)
1843 г., выпускаемый
заводом Буркгардта
(конец XIX в.)
Коленчатый
вал
(кривошип)
Шкив
поршня
Инерционный насос
В.Г. Шухова с одним
клапаном (1890 г.) -
усовершенствованное
изобретение Prudon &
Dubost (Франция, 1885 г.)
Канату
сообщается
движение
вверх-вниз.
При резком
опускании
поршня клапан
открывается
и вода
поступает в
надпоршневое
пространство,
а при движении
вверх клапан
закрывается,
и столб воды
над поршнем
поднимается.
Пр/х ИН а служит
для натяжения
каната при
опускании
поршня
МАШИНОВЕДЕНИЕ
Мембранный клапан
(из книги П.К. Худякова
“Построеые насосовъ” 1899 г.)
Вариант
мембраны
из резины
(толщиной
10...20 мм)
Вариант
мембраны
из фибры
(толщиной
5...6 мм)
Клапан Ferraris, используемый
в насосах завода Weise und
Monsky в начале XX в.
Пружина
Ж
Ребра
кн. и мил
Опорная
поверхность
Уплотнительный
диск
Направляющая
втулка
НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ
Насос по схеме
Muschenbroeck
(начало XVIII в.),
осуществленный
во 2-й половине
XIX в.
(Tecklenburg)
Клапан
цилиндра
Цилиндру
сообщают
возвратно-
поступательное
движение
относительно
неподвижного
поршня.
уплотнение
Седельный
клапан —
цилиндра
Пустотелый
шток
поршня
Насос для
артезианских
скважин
(конец XIX в )
Поршень
с кольцевыми
уплотнениями
Регулируемая
направляющая
Перфориро-
ванный
наконечник
(песочный
фильтр)
присоединен
к приводному
механизму
для сообщения
поршню
движения
вверх-вниз.
Штанга
соединяет
шток
с поршнем.
Выливной
патрубок
Здесь
присоединена
отводная
труба.
Шаровой
клапан
открывается
или
закрывается
благодаря
большему
давлению
жидкости снизу
или сверху.
Уплотнение
поршня
Клапан
поршня
I Li примерах из компьютерного банка
\.ф. Крайнева
ДЛЯ ВЫКАЧИВАНИЯ
Редуктор
Противовес
Плунжер
Качающееся
коромысло
(балансир)
Нижний
клапан
Электро-
двигатель
Нижний
клапан
плунжера
Вкладыш
замковой
опоры
НЛ1Д1П
*' ГЛН
Канат,
на котором
подвешена
штанга
Внутренняя
азотированная
поверхность
цилиндра
имеет малые
отклонения
от круглости
(0,02 мм)
и прямолиней-
ности (0.08 мм
на I м длины)
шероховатость
(Яа 0.08 мкм).
Цилиндр насоса
(продолжение
дано на рис.,
расположенном
рядом)
Вращающийся
кривошип
Цилиндр
Боковые окна
для выхода
жидкости
из полости
плунжера
Удлинительная
труба
Замковая опора
неподвижное
соединение \
насоса с ГТ
внешней
трубой
Трубчатый ---
плунжер с
хромированной
рабочей
поверхностью
Верхний
шаровой клапан
плунжера
Цанговое
соединение
для удержания
клапанного
узла цилиндра
Переходные
резьбовые
муфты /
внешней
трубы
Муфта
удлинительная
Вставной насос
с верхней
замковой опорой
(Пермская
компания
нефтяного
машино-
строения)
Пара “цилиндр-
плунжер” имеет
упрочненные
поверхности
с высокой
абразивной,
коррозионной
и эррозионной
износо-
стойкостью.
Верхний
шаровой клапан
перемещается
вместе с
плунжером и
открывается
при его
движении вниз.
Пара "седло-
шар” изготовлена
из корозионно-
стойкой
стали и стеллита
(твердого сплава
на основе
кобальта).
Упорная
цанга
неподвижно
соединена
с цилиндром
насоса
(с помощью
переходников)
НАСОСЫ, ДВИГАТЕЛИ И
(ЦИКЛИЧЕСКИМ) I-
Нижний
замок (байонет)
позволяет при
необходимости
захватить
и извлечь
вместе
с плунжером
клапанный
узел цилиндра.
Цилиндр в виде
прецизионной
трубы •
Нижний
шаровой клапан
установлен
в цилиндре
насоса.
Он открывается
при движении
плунжера вниз
Невставной
(трубный)
насос
(Пермская
компания
нефтяного
машино-
строения)
Отводная
труба
1 КОМПРЕССОРЫ С ПОРЦИОННЫМ
ПЕРЕМЕЩЕНИЕМ ЖИДКОСТИ ИЛИ ГАЗА
Станок-качалка фирмы LUFKIN (кроме представленного
здесь ^.ыиционного исполнения выпускают передвижные
станки-качалки на трейлере, применяют также
\ установки с консольным
опиранием коромысла
и пневматическим
уравновешиванием
(восприятием силы
тяжести коромысла
и подвешенных
к нему тел с помощью
п не вмоцил и н д ра).
Переходник соединения
штанги со штоком
ОБОРУДОВАНИЕ
НЕФТИ ИЗ СКВАЖИНЫ
Прообразом совр<*менной
установки для привода глубинного
насоса является коромысловый
механизм пароатмосферного
двигателя Т. Ньюкомена
(начало XVIII в.). Исполнение
станка-качалки с приводом
от кривошипа было продиктовано
появлением двигателей
вращательного
действия(конец
XIX - начало XX в.)
МАШИНО!.! А КНИГ НА Л ГЛ Л С -1 1/ НО 11Г-ПТГК1-
НАСОСЫ, ДВИГАТЕЛИ И КОМПРЕССОРЫ С ПОРЦИОННЫМ
(ЦИКЛИЧЕСКИМ) ПЕРЕМЕЩЕНИЕМ ЖИДКОСТИ ИЛИ ГАЗА
Г ПОРШНЕВЫЕ НАСОСЫ И ГИДРОМОТОРЫ
На этом рисунке из книги Генриха Цейзинга (Лейпциг,1613 г.)
показан двухцилиндровый насос по схеме Ктесибия
на основе коромыслово-ползунного механизма.
Данная схема успешно использовалась более двух тысячелетий при создании
насосов для тушения пожаров. Здесь цилиндры выполнены литыми из латуни.
Каждый из поршней имеет два железных диска с зажатой между ними
кожаной прокладкой. Такая конструкция, а также зазоры в соединениях
позволяли обойтись без шарнира между поршнем и шатуном.
А здесь представлены детали кривошипно-ползунного механизма
для насоса [рисунок из книги Георга Агриколы (Базель, 1556 г.)].
Между шатуном и поршнем также отсутствует шарнир. Благодаря
соотношению размеров
шатуна и поршня
их перекосы
не велики.
Коленчатый
вал
Поршень
Шток
поршня -
шатун
Прокладка
Цилиндр
Диски
поршня
(о) Коромысло
Цилиндр
Поршень
Поршень
Сливнои канал
Сферическая опора кулисы
Коромысло
Цилиндр насоса
Подача
рабочей
жидкости
цилиндр
Цилиндры
расположены
в общем
корпусе ---
РАДИАЛЬНО-ПОРШНЕВОИ ГИДРОМОТОР
НА ОСНОВЕ КРИВОШИПНО-ПОЛЗУННОГО
МЕХАНИЗМА (Великобритания, середина XX в.)
РАДИАЛЬНО-ПОРШНЕВОИ
ГИДРОМОТОР НА ОСНОВЕ
КУЛИСНОГО МЕХАНИЗМА
(Италия. 60-е гг. XX в.)
Плечо движущей силы
давления жидкости на поршень
одного гидроцилиндра
изменяется от 0 до величины
Эксцентриковый вал
приводит во вращение
гидрорасп редел ите л ь
и преодолевает
момент сил
сопротивления.
Выходной
вал нагружен
моментом сил
сопротивления
потребителя
энергии.
А вот на рисунке
справа кулисный
механизм ----
непосредственно
"вписан”
в конструкцию
современного
гидромотора.
эксцентриситета за четверть
оборота эксцентрикового вала
Специальное кольцо
удерживает
шатуны в контакте
с эсцентриковым
валом при изменении
направления сил
(в режиме насоса).
I — Поршень - шатун
/ прижатый
' к эксцентрику
Сферический
эксцентрик
на валу
Плечо движущей силы
в этом насосе из книги
кулисный
коромыслово
Для качания коромысла
Кулиса
Коленчатый
вал
Соответственно изменяется
и момент каждой из сил.
Сферическая {
опора кулисы-------
Качающийся
цилиндр - кулиса /
Пружина
Плечо движущей силы
давления жидкости
на поршень
/ гидроцилиндра
Агостино Рамелли (Париж, 1588 г.)
механизм последовательно соединен
ползунным механизмом. Он служит только
Гидро- Ж
распределитель L
Входной
канал
соединен
с насосом
\ Х^^Х/ Выпуск
ХХХ/^ рабочей
жидкости
из цилиндра
Эксцентриковый вал
представляет собой кривошип
кривошипно-ползунного
механизма, причем его
сопряжение с шатуном
выполнено по неполной
цилиндрической поверхности.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ и ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева
199
НАСОСЫ ДВИ1 АТЕЛИ И КОМПРЕССОРЫ С ПОРЦИОННЫМ
(ЦИК Л ИЧ ЕСКИМ) ПЕРЕМЕЩЕНИЕМ ЖИДКОСТИ ИЛИ ГАЗА
U»-H
Коромысло
Шток
поршня
с и «меняемым наклоном
вращающегося блока |
цилиндров (Германия,
60-е гг XX в.)
и искусные машины" (Парик, 1588 i.
механизм
Агостино Г.тмелли “Ра «личные
) кулачковый
после цтвательно соединен < коромыслоно-
полэунн ^м механизмом.
Ролик
Поршень
Плечо силы
тяжести.
Г идрораспределитель
соединен с корпусом.
Реакция поршня
на кулачок направлена
вдоль оси шатуна.
Вращаю
момент
Плечо
Кулачок имеет четное
число выступов, а число поршней мечетноз
Благодаря этому движения поршней
не совпадают по фазе и вал вращаем
шатуна с дисков
(кривошипом)
Блок ____
цилиндров
Входной канал р
соединен п Н
с насосом.
Поршень [
более плавно.
РАДИАЛЬНО ПОРШИ» НОИ
1IACOC/I ИДРОМОТОР
НА ОСНОВЕ
КУЛИСНОЕ О
ME ХАНИ <МА
Цилиндр
насоса
Приводном вал
Поршень Шатун
Плоский
кулачок
Реакция поршня
на кулачок направлена
по нормали к поверхности
кулачка, поэтому имеется
боковая составляющая,
способствующая перекосу
поршня в цилиндре.
Приводной вал
Схема
Приводной
вал
Угол наклона блока
цилиндров _______
к оси вала 1
ющии
ГИДрОиЛЛИНДР
служит для изменения угла
наклона блока цилиндров
Благодаря этому можно
изменять подачу насоса.
Вращающийся
наклонный
блок
цилиндров
РАДИАЛЬНО-ПОРШНЕВОЙ ГИДРОМОТОР
НА ОСНОВЕ КУЛАЧКОВОГО МЕХАНИЗМА
Ролики
Сливной
канал
о Этом аксиально-поршневом насосе
из книги Агостино Рамелли
Различные и искусные машины"
(Париж. 1588 г.) толкатели-штоки поршней
поднимаются с помощью многократно
повторенного вращающегося кулачка,
а опускаются под действием сил
Реакция
ролика
на кулачок
Кулачок
с нисколькими
Е 1ри1»од««ои 1ыл
200 ВЕДЕНИЕ: НА
В СОВРЕМЕННОМ АКСИАЛЬНО-
ПОРШНЕВОМ ГИДРОМОГОРЕ —
использована аналогичная схема
взаимодействия толкателей
с кулачком, что и на рис. слева,
но кулачок имеет плавный профиль
на всем протяже нии, а толкатели
прижаты ► кулачку пружинами
Iолка »«Л1 iiihn поршня
Вал неподвижно соединен
(. вращающимся
<»Л( >Н)М цилиндров
Цилиндры
Пружина
Поршень
Н.« примерах и ‘ компытврного
Кулячок неподвижно сое щнгн <
< ГМ 1'И< HKOI п
НАСОСЫ ДВИГАТЕЛИ И КОМПРЕССОРЫ С ПОРЦИОННЫМ
(ЦИКЛИЧЕСКИМ) ПЕРЕМЕЩЕНИЕМ ЖИДКОСТИ ИЛИ ГАЗА
Ь НМАШ
____, .—----—------------
ПРОСТРАНСТВЕННЫЕ МЕХАНИЗМЫ В АКСИАЛЬНО-ПОРШНЕВЫХ
НАСОСАХ И ГИДРОМОТОРАХ
Цилиндры насоса
IIUU4-
Толкатель -
шток поршня
Зубчатая
передача
Наклонная
шайба (кулачок)
Приводной
вал
Насос кондиционера, установленный
на автомобиле (30-е гг. XX в.)
Поршень
Приводной вал
дксиально-поршневои насос
пример из книги Агостино Рамелли
Р пличные и искусные
машины". Париж. 1588 г.)
Схематическое изображение
аксиально-поршневого насоса
с опорной (невращающейся)
шайбой (середина XX в.).
Вращающийся Наклонная
блок цилиндров шайба
Сферическое соединение
поршня с опорой скольжения
Пластический
замок
Шкив клиноременной передачи.
Внутри него размещена
электромагнитная муфта
с помощью которой передается
вращение валу через герметичную
стенку.
Под торцовыми крышками
размещены гидрораспре е ител
(системы каналов, суммирующие
и распределяющие потоки
жидкости (газа) из цилиндров.
\ \
Схема (упрощенное изображение)
аксиально-поршневого насоса
с наклонной вращающейся
шайбой, примененная,
в частности, в кондиционере.
Реакция поршня
на кулачок направлена
по нормали к поверхности
кулачка, поэтому имеется
боковая составляющая,—
способствующая перекосу
поршня в цилиндре.
Плечо действия силы
Блок цилиндров вращается
вместе с приводным валом,
при этом поршни,
взаимодействуя с наклонной
шайбой, перемещаются
возвратно-поступательно.
Поршень
Наклонная шайба при вращении сообщает
поршням возвратно-поступательное движение.
Вращающий момент
Приводной вал
Щелевой гидрораспределитель
днище блока цилиндров
с отверстиями,периодически
соединяемыми с входным
или выходным каналом.
Бесступенчатый гидропривод “насос-
гидромотор" фирмы Kopat для строительных
и специальных транспортных машин
Современный аксиально-
поршневой насос с регулируемым
наклоном опорной шайбы
Управляющий гидроцилиндр
служит для изменения
угла наклона опорной
шайбы
Пружина
возвратного
движения
наклонной
шайбы
Входной и выходной
каналы для рабочей
жидкости.
Управляющее
воздействие
Входной вал
соединен
с блоком
Цилиндров
насоса.
Поршни
гидромотора
Поршни
насоса
Гидро-
распределитель
Выходное звено
(шестерня)
Шкив ленточного
тормоза
Донный
Поворотный
АИск насоса
Цилиндрический кулачок с пазом на внутренней поверхности
для одновременного изменения углов наклона дисков
Наклонный (поворотный) диск гидромотора
Изменением наклона диска насоса
варьируют ход его поршней и соответственно
его производительность. Изменением наклона
диска гидромотора получают требуемые
значения вращающего момента и частоты
вращения выходного звена.
Неподвижное звено соединено
с блоком цилиндров гидромоюра
аЧ)ИНОВЬДЕНИЕ на языке схем, рисунков и
ЧЕРТЕЖЕЙ НЗ примера* из компьютерного банка А.ф. Крайнева
нлчдга
* РАН
---- ’ А-ГСП1Л м КОМПРЕССОРЫ С ПОРЦИОННЫМ
^Х“кЕ>ТремЕШением жидкости или гм»
колесо
Водяное
Кожаный
чехол»
НАСОСЫ НА 0< Н08Е КУЛАЧКОВЫХ И ЗУБЧАТЫХ МЕХАНИЗМОВ
Кулачковый механизм в приводе воздушных мехов
(из книги Вануччо Бирингуччо "Пиротехника 1540 г.)
ПЛАСТИНЧАТЫЕ НАСОСЫ
на странице из книги
саксонского механика
Якоба Леупольда ’’Театр
гидравлических машин
1724 г.
Вращающийся ротор
Корпус с эксцентрической
(по отношению к оси
ротора) внутренней рабочей
поверхностью
Пластина
Кулачки сжимают меха и выдавливают из них
воздух. Разжимаются меха и заполняются
воздухом при самовосстановлении их формы.
Пластинчатый насос (из книги
Агостино Рамелли "Различные
и искусные машины" 1588 г.)
Порция воды, заключенная
между поверхностями
ротора, корпуса и пластины,
перемещается от входного
канала к выходному каналу,
но при этом значительная
ее часть перетекает
в начальное положение.
пластинчатый насос имеет
Входной
канал
Современный
соосное расположение ротора и корпуса,
а ротор с пластинами выполнен
симметричным. <
Выходной
канал
Пластина
Выходной
патрубок
Ротор
Кольцевой кулачок
с внутренней рабочей поверхностью
7
Корпус
Входные
отверстия
выполнены
в боковой
стенке
корпуса.
Кулачок при вращении
перемещает порцию воды,
размещенную между собственной
цилиндрической поверхностью,
внутренними поверхностями
корпуса и пластиной.
Пластине при этом сообщается
возвратно-поступательное
движение.
Кольцевой кулачок
с внутренней рабочей
поверхностью
Шесте|
__________ ый ("коловратный")
насос (из книги Иоганна Лейрехона
"Развлекательная математика"
1624 г.)
Боковая стенка
с выходными
каналами
ШЕСТЕРЕНЧАТЫЙ НАСОС
(например, в системе смазывания
современного двигателя внутреннего сгорания)
имеет взаимоогибаемые рабочие поверхности
с перекрытием в зацеплении, достаточным
для обеспечения уплотнения между
всасывающей
и нагнетательной
полостями.
Вал, приводимый
во вращение
от двигателя
Пластины
прижимаются
к рабочей
поверхности кулачка за счет
центробежных сил,
возникающих
при вращении ротора.
Топливный насос системы
непосредственного впрыска
в современном бензиновом
двигателе
Всасывающая полость
Ротор
Входной
канал
Нагнетательная
полость
Корпус
исключающий перетекание жидкости.
МАШИНОВЕД! НИЕ НА ЯЗЫКЕ
СХЕМ, ^ИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева
Зацепление
зубьев непрерывно
образует затвор
между полостями,
Всасывающая
полость
Нагнетательная
полость
Ролик
выполняет
ту же роль,
что и
пластина.
Выходн°и
канал
и
НАСОСЫ, ДВИГАТЕЛИ И КОМПРЕССОРЫ С ПОРЦИОННЫМ
(ЦИКЛИЧЕСКИМ) ИГ 1'1 М1Щ1 НИ1 М ЖИДКОСТИ ИЛИ ГАЗА
к. Ml IIЧССОРЫ
горный /Л8ЧКОВЫЙ) ' л ' * - ми
клапанами (из книги Bosch "Системы
Впускной канал
канал
Пластина
Впускной канал
Гидроцилиндр
установки угла
опережения
впрыскивания
Выпускной
канал (к форсунке)
Выпускной-------
канал (к форсунке)
Поворотный
корпус-
кулачок
Вращающийся
кулачок
Порция топлина перемещается от
впускного канала и подается
в выпускной канал
Пластина прижата к кулачку
пружиной и отделяет вг ускнув
полость от выпускной.
Проблемы, решаемые при
конструировании роторных
пластинчатых насосов:
- уравновешивание ротора
обеспечивают за счет
симметричной (овальной или
эллиптической) формы;
- уплотнения между пластинами
и цилиндрической сопряженной
поверхностью осуществляют
прижатием пластин пружинами
(в дополнение к центробежным
силам), торцовые уплотнения
пластин обеспечивают
в основном благодаря высокой
точности формы и малой
шероховатости сопряженных
Пластинчатый
клапан
Радиально-плунжерный
топливный насос высокого давления
[для подачи топлива к форсунке
под давлением до 1000 бар (100 МПа)]
Впускной
канал
Насосы распределительной системы
впрыска топлива в современном
двигателе внутреннего сгорания
Электро-
магнитный клапан
высокого давления
Гидро-
‘^пределитель
Выпускной
канал
(к форсунке)
управления дизельными двигателями" 2004 г
Канал камеры
высокого
давления
Пластинчатый насос
(из книги Агостино Рамелли
"Различные и искусные
машины” 1588 г.)
Впускной
Гибкий
откидной
клапан
Вращающийся ротор-вал
Канал обратного
слива топлива
из замкнутого пространства (низко-
вакуумный насос для получения
минимального давления 1 Па )
Впускной (всасывающий)
канал
Вращающиеся роторы Пружина
Смазывание и уплотнение сопряжений,
а также частичное охлаждение
осуществляется маслом.
Управляющий
плунжер
X. Выпускной
канал
я
На
Пластина имесч
продольные
канавки н »
трущихся
поверхностях.
Пластинчатый
(шиберный)
топливо-
подкачивающий
насос (низкого
давления)
/ д л Д|
НА Я -Я4Н
5пу( г нои
канал
( .'/Л М.
I /III- < И
И
41 I iF ни
ЭлеК1ро-
м.и нигный клагмн
для установки
момент л начала
апрыскивания
поверхностей;
- уменьшение сил трения.
отвод тепла и уплотнение зазоров
в компрессорах и вакуумных
насосах достигают олагодаря
специальной системе,
предусматривающей подачу масла
в рабочие полости ступенчатую
очистку воздуха от капель масла
и конденсата, a i аюке зкостсгик
11л Н] номера * и < комгн • « io
(нз книги саксонскою механика
Якоба Лоуполъда "Театр
г параноических машин” 1724 г.)
НАСОСЫ, ДВИГАТЕЛИ И КОМПРЕССОРЫ С ПОРЦИОННЫМ
(ЦИКЛИЧЕСКИМ) ПЕРЕМЕЩЕНИЕМ ЖИДКОСТИ ИЛИ ГАЗА
Шестерп шчатый плюс с внутренним mi и пленном
Шестерня зацепляемся с колесом, имеющим внутренние зубья Врлш аюгся
шестерня и колесо в одну сторону. А вот принцип работы насоса тот
что и при внешнем зацеплении зубьев: порции жидкоени (в клмкнуты/
полостях) перемещаются из всасывающей
полости в наги нательную полость.
Приводной Шестерня
Опорный
сектор с элементами
уплотнении
Канал
Для входа
(всасывания) жидкости
Зацепление зубьев
непрерывно
образует
затвор между
полостями,
исключающий
перетекание
жидкости.
Колесо
с внутренними
зубьями
установлено
в корпусе с
возможностью
вращения.
Неподвижный сектор - часть
корпуса, размещенная между
его торцовыми стенками.
Поверхность сектора образует
с поверхностями зубьев замкнутые
полости для перемещения
порций жидкости.
Канал для выход,» жидю<лИ и ,
ншнег.нелыюй по/икли
Приводной
вал
Затвор,
образуемый
зубьями
Окно
в торцовой стенке
Современный шестеренчатый насос IPH
фирмы Voith Turbo (давление
до 30 МПа, всасывающая Зубчатое колесо с
способность до 0,04 МПа) Затвор внутренними
в зацеплении зубьями
Разделительный
сектор с шарнирной
опорой
Внутреннее зацепление, минимальное
число образуемых замкнутых
полостей, кратчайший
путь сообщения полостей н
с впускным и выпускным 11
каналами (радиальные
отверстия в каждой впадине
между внутренними зубьями)
и центрирование зубчатого колеса
с помощью опоры с неполным
о-ватом поверхности скольжения
привело к малой пульсации
потока (2. .3%), высокому КПД
«свыше 90%) и низкому уровню
Замкнутые
полости с порциями
перемещаемой жидкости
Компрессор (воздуходувка. * сгуститель’
газа, нагнетатель, двухроторный насос)
полость с порцией
юловоатный) насос но его
Компрессор Рута, использованный в системе турбонаддум
епловозного дизеля фирмы General Motors (из книги
“Американская железнодорожная энциклопедия* 15-е
издание 1956 г.). В 1-й половине XX в такие компрессоры
подавали воздух под давлением до 1.4 бар (0,14 МПа)
Здесь роторы имеют по три циклоидальных зуба.
Выполнение зубьев винтовыми повысило плавность
открывания и закрывания замкнутой полости и сообщения
ее с впускным и выпускным каналами.
Благодаря этому уменьшилась
пульсация подачи воздуха
и снизился уровень шума
Осевого перекрытия
в зацеплении пока еще
недостаточно, чтобы
обеспечить перемещение
газа или жидкости
в продольном напраилемии
Ьс: оиихромитирумяци*
Ш<’< ГНрГ-н Ь Т/1» ж«* миль Ш
обойтись
Впускной
канал
И* Я'»Л£ CXfM РИСУН.Св И ЧН-1С..И Н,и. б„,.. АФ .р—•*
НАСОСЫ, ДВИГАТЕЛИ И КОМПРЕССОРЫ С ПОРЦИОННЫМ
(ЦИКЛИЧЕСКИМ) ПЕРЕМЕЩЕНИЕМ ЖИДКОСТИ ИЛИ ГАЗА
4 нмд in
Vr- глн
машине (из книги О.К. Стардубцева
Обжимки
Поворотный поршень
Поворотные гидроприводы
Пружина
Уплотнение
Уплотнение
Верхний
рычаг
Нижний
рычаг
Поворот
при смене
кулачков
Торцовые
уплотнения
Шарнирное
соединение
рычагов\
Несущая рама
неподвижно
соединена
с верхним
рычагом.
Движение
передается
от гидроцилиндров
через реечные
передачи,
кривошипы
и шатуны.
Кулачковый механизм
для ориентирования ножа
Подвижный
(перекатывающийся)
ноже криволинейной
кромкой
Неподвижный
корпус
Каналы для подвода
и отвода рабочей жидкости
размещены в корпусе. ! I
Шиберный поворотный
гидродвигатель
Поворотный
рычаг
Каналы для
подвода и отвода
рабочей жидкости
размещены в теле
поршня.
Шариковая опора
выходного звена
Рабочий поворот
(для зажатия
заготовки)
Выходной вал
с винтовой
резьбой
У/"' Тороидальный
У/ гидропривод для
х' относительного
движения рычагов
с обжимками.
Шиберный поворотный
гидродвигатель (с большим
углом поворота)
для манипулятора
Поршень соединен
с водилом
винтовой передачи.
ГИДРОПРИВОДЫ С ОГРАНИЧЕННЫМ
УГЛОМ ПОВОРОТА
Поворотный гидропривод в подвесной
клепальной i
Атлас чертежей к технологии металлов
С.-Петербург,
1902 г.)
Гидроцилиндр
подвески
Дифференциальная винтовая передача,
составленная из двух несамотомозящих
пар с различными ходами винтовых
линий, преобразует поступательное
II движение поршня в поворот вала
чпочие полости
'-ОГ.Прои Я5<;Д< НИЯ
ДВИЖениЦ поршня
вправо
Ножницы с поворотным приводом от гидроцилиндров
(разработаны Славянским филиалом ВНИИМЕТМАШ
в 80-е гг. XX в.)
Шибер --------
(пластинчатый
поворотный поршень)
Поворотный гидродвигатель фирмы Eskart при давлении и угле
поворота 720' развивает момент 8000 Н м. выполнен в виде
соединения гидроцилиндра с винтовой несоосной (планетарной)
передачей
Гидропривод трехкулачкового
зажимного патрона фирмы
Paul Forcardt KG 80-е гг. XX i
Мембранный поворотный
гидродвигатель
Рабочая полость между
углублением в корпусе
и мембраной /
для
движения
Синусный
механизм
передачи
Поворотный гидродвигатель в виде
соединения гидроцилиндра
и винтовой передачи
\\\\Лл \ // II К"* Внутренняя
II! 1\ < винтовая
Illi Hi резьба в корпусе
/ ! /1— (гайка)
\///[//////// f ////////[ ' Уплотнения
Поршень с
kz.Z'./' \/\/d п внешней и
к. внутренней
Рабочие полости для эвои резьбой
воспроизведения Неподвижная
движения поршня влево гайка
Рабочая жидкость служит также для смазывания
Выходное
поворотное
звено
(винт)
Шариковая опора
МАШИН'Д| НИ1 НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ
прим, рах и . ком|1|1Ю1ор(Ю10 ,, 1НКа А ф Краиноиа
2051
пи р КОМ РЕССОРЫ с ПОРЦИОННЫМ
НАСОСЫ, ДВИГАТЕЛИ ИмеК°ениЕМ ЖИДКОСТИ ИЛИ ГАЗА
(ЦИКЛИЧЕСКИМ) ПЕг —_____ «мммнмжвямнмвв
ФИР-Й BurtonCorbHn
[производительность( 3
всасываемого газа) до 1000 м /ч.
давление от 10 до 3000 бар]
nj ИМА!П
54 РАН
ПОРШНЕВЫЕ НАСОСЫ И КОМПРЕССОРЫ
С ГИБКОЙ ДИАФРАГМОЙ [МЕМБРАНОЙ]
(разделительным уплотнением),
служащей для защиты механизма
от воздействия перекачиваемой
жидкости или газа (или для сохранения
чистоты жидкости или газа)
Насос Фаулера (из книги АА Бурдакова
"Поршневые насосы" 1933 г.),
предназначенный для выкачивания воды,
бурды или навозной жижи
Облицовка свинцом
для защиты клапанной
коробки от воздействия
кислотосодержащих
жидкостей
Выпускной
патрубок
Выпускной
клапан (для
Кольцевые
каналы
газа)
Канал
для отвода
утечек масла
или газа
Кольцевые
(торцовые)
уплотнения
Трехслоиная
диафрагма -
Выпуск
клана-
Предохранительный
клапан
Масляная г.
камера
Трехслойная
Диафрагма
Впускной
клапан (для газа)
Щель в среднем
слое диафрагмы
Газовая камера
Цилиндр
высокого
давления
Масляная
камера
Радиальный
канал
Резиновая диафрагма
[мембрана] защищает
цилиндр и плунжер
от воздействия
агрессивной среды.
Масляная ванна Крейцкопф
заполненная
Опорная маслом
решетка Опорная решетка
Шаровые
клапана
Всасыва-
ющий
патрубок
Клапанная
коробка
заполнена
перекачиваемой
жидкостью
Насосы с совмещением функций
поршня и разделительного уплотнения
в диафрагме
Впускной
патрубок
Корпус
Выпускной
Клапан
Сечение дано по двум
впускным клапанам.
В параллельном сечении
расположены два выпускных
клапана. Все четыре клапана
выполнены на основе гибкого
(из кожи или резины)
диска и опорной тарелки
206 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ
Цилиндр
низкого
давления
Поршень
Плунжер
Место для установки
предохранительного
клапана (предельного
давления)
Плунжер
Развертка клана
окружного
сечения %
Engineer,
Волновое
движение
диафрагмы
Гибкая —-
диафрагма
Приводное
водило
с роликами
Насос Fosbery
(из журнала The
1882, oct. 20)
Подвижный
(приводой)шток
Г ибкая
диафрагма
[мембрана]
Шланговый
[перистальтический] насос
Впускн^
патрУ^°к
Перемещаемая порция
жидкости ограничена с дв-
торон пережатым шлангом
Диафрагменный [мембранный]
растворонасос с качающейся
(совершающей прецессию)
планшайбой
Приводной эксцентрик
Насосы ------
с совмещением
функций поршня
клапанов и
разделительного
уплотнения
в гибком
Г звене
Вал
клапан
СХЕМ, РИСУНКОВ и ЧЕРТЕЖЕЙ о
1^——— ЕЖЕЙ На ..
Защитная оболочка сХ
Плоскость _
с распределительными отврстиями
По этой схеме выполняют, например» насо
для систем искусственного кровообраш^ниЯ
и насосы для транспортирования жидкого ™
В первом случае обеспечивается стерильнС
процесса, а во втором податливая стенкз
шланга защищает контактирующие детали
т твердых и липких включений.
л Ф М'
НАСОСЫ, ДВИГАТЕЛИ И КОМПРЕССОРЫ С ПОРЦИОННЫМ
(ЦИКЛИЧЕСКИМ) ПЕРЕМЕЩЕНИЕМ ЖИДКОСТИ ИЛИ ГАЗА
ЯМАЛ
ГАЯ
ВИНТОВЫЕ
КОМПРЕССОРЫ
При достаточно большом
осевом перекрытии зубчатого
зацепления образуются
замкнутые полости с жидкостью
или газом, перемещаемые
в осевом направлении. Этим
винтовые компрессоры (насосы)
отличаются от зубчатых,
в которых газ или жидкость
перемещается в основном
в окружном направлении.
Для жидкости объем замкнутой
полости в процессе движения
должен быть неизменным
(см. след. стр.).
В данном примере четырехзаходный
винт зацепляется с шестизаходным.
Безмасляный* винтовой компрессор шведской фирмы Atlas Copco
для получения давления до 10,4 бар (1,04 МПа) и производительности до 124 м /мин
при мощности привода до 900 кВт Подпятник
Выпускной канал Система оадиалных и торцовых костного
трения
скольжения
Зубчатая
передача с
отношением
чисел зубьев
2/3 \ ~
Система радиалных и торцовых
контактных уплотнений
Затвор
Двухзаходный
винт
Приводной
вал
Подшипник
скольжения
В зубчатом
компрессоре
фирмы
Atlas Copco
короткие
винтовые
роторы
имеют
взаимоогибаемые
торцовые
профили
с непрерывным
контактом.
Впускной
канал
Подвод масла
к подшипникам
и уплотнениям
* Компрессоры, в рабочих полостях которых
присутствует или специально впрыскивается
масло, не имеют сложной системы уплотнений, отделяющих
смазываемые пары трения от перемещаемого газа,
но в них обычно предусматривается очистка газа от масла.
Замкнутые
перемещаемые
полости
Фирма Atlas Copco выпускает также безмасляные спиральные
компрессоры по представленной ниже схеме для получения
давления до 10 бар (1МПа) и производительности до 1,4 м мин
Двухзаходный винт Впускной канал
Двухступенчатый (четырехроторный) винтовой
компрессор фирмы Ingersoll Rand [давление до 14 бар
(1,4 МПа), производительность до 67 м3/мин]
Разветвленная зубчатая
передача (от одного
двигателя -----------
к четырем J
роторам) ।
СПИРАЛЬНЫЙ НАГНЕТАТЕЛЬ (принципиальная схема),
применяют, например, в двигателе G60 современного
автомобиля VW Passat Syncro. Он имеет два зацепляющихся
между собой кулачка (улитки) взаимоогибаемым профилем.
Впускной
канал
Первая ступень,
составленная из двух
зацепляющихся
винтовых роторов.
Соедини-
тельная
полость
Выпускной
канал
составленная
из двух зацепляющихся
винтовых роторов
Улитка, совершающая
планетарное движение,
непрерывно обкатывается
по неподвижной
улитке, а точки
контакта
перемещаются
от периферии
к центру.
Круговое —-----
движение
центра(оси)
одной из улиток
задается как
в обычной
в планетарной
передаче с помощью
водила (эксцентрикового
вала).
Неподвижная
улитка
Выпускной
канал
Впускной
канал
Желтым цветом отмечены замкнутые полости с воздухом
перемещаемые из периферийной зоны к центру Воздух поступает
по тангенциальному впускному каналу, а выходит через осевой
центральный канал.
машиноведение на языке схем, рисунков и чертеж! и
. Н । примерах из компьютерного банка А.Ф Крайнева
НАСОСЫ, ДВИГАТЕЛИ И КОМПРЕССОРЫ С ПОРЦИОННЫМ
(ЦИКЛИЧЕСКИМ) ПЕРЕМЕЩЕНИЕМ ЖИДКОСТИ ИЛИ ГАЗА
CAN
НАСОС
Лчбиринг ное
снижения
Манжетное
упт отменив
ИЯ фирмы KNOLL применяют
дпч подачи смазочной или смазочно-охлаждающей жидкости, мазей, красок, лаков, пасты, смолы, клея
(давление до 150 бар (15 МП.з), производительность до 900 л/мин]
Поперечное сечение
винтов в корпусе
Корпус из
силиконового
карбида
7" Порция жидкости,
перемещаемая
боковым винтом
(второй радиально/
опорой вала
си
зацепление винтов^
В пинтовом насосе используют зацепляющиеся между (.обой миогозаходные винты (их может
быть два или три. как в приведенном здесь примере). При вращении они перемещают порции
жидкости, размещенные в замкнутых полостях, ограниченных поверхостями винта, корпуса
и линиями соприкосновения винтов. Для такой работы длина винта должна быть
больше его хода
Впускной
канал
Система
осевой
компенсации смещений
боковых винтов
Выпускной
канал
Центральный винт
Развертка сечения А А
Боковые винты
центрируются
в отверстиях корпуса.
карданн:
соединен
Турбомо/
имеет чередующиеся вращающиеся и
неподвижные диски с прорезями, которые
подобно лопаткам осевого турбокомпрессора
создают направленное движение молекул газа
МАШИК'Л1 Д* ИИ£ НА ЯЗЫИ
t
bl 11| HIM'ii hix и
Направляющий
аппарат
Неподвижный
диск
Насос (для вязких материалов)* на основе винтового несоосного
механизма (частное решение, при котором винт вращается и совершает
только поперечное движение относительно неподвижной гайки)
Карданная передача
Однозаходный винт
Приводной вал
Упругий слой, компенсирующий отклонения размеров и формы деталей
Порции материала перемещаются благодаря осевому движению линий соприкосновения
винта и гайки.
В последнее время предпринимаются попытки использования
такого насоса в качестве глубинного (для нефтяных скважин).
)ВЫЕ (ЛОПАСТНЫЕ) КОМПРЕССОРЫ фирмы Burton Corblin (в дополнение к стр. 183 - 196)
Выпускной канал
Лопатки выполнены прямыми (радиальными) или
имеют серповидный торцовый профиль.
Принципиальные схемы исполнений **
Насосное
лопастное
колесо
(ротор, диск)
Минимальное
(достижимое)
давление в
камере 10'7 Па
Вращающийс я
ДИСК
Лопатки при
вращении диска
организуют
циркуляцию
струй газа по
спиралевидной
траектории.
4 вакуумный насос
Неподвижный
разделительный
сектор прижат
к торцам лопаток
Впускной
Вращающийся
Диск с торцовыми
лопатками
ПОРШНЕВЫЕ ПАРОВЫЕ ДВИГАТЕЛИ
Отводные блоки
Весь процесс парообразования
и конденсации пара проходит
внутри цилиндра.
Поршень поднимается
в исходное положение
благодаря опусканию груза.
По сути это развитие
парового насоса
Т. Севери
Поршень
Цилиндр
груз
Атмосферное
давление способствует подъему
поршня(при конденсации
пара в цилиндре и открытом
впускном клапане насоса).
ПЕРВЫЙ ПАРОАТМОСФЕРНЫЙ ДВИГАТЕЛЬ ДЕНИ ПАПЕНА (модель создана в 1690 г.) основан
на использовании атмосферного давления на поршень при конденсации пара в цилиндре.
дени Папен (1647 - 1714 гг.)
Двигатель Дени Папена (1707 г.)
с паровым котлом, отделенным
от рабочего цилиндра.
(см. рис. внизу).
Резервуар
для накопления
энергии воды
Топка
Поршневой насос для
подъема воды в резервуар
Поршень поднимается
при конденсации пара,
а опускается благодаря
давлению пара и своей
силе
тяжести.
Предохранительный
клапан
Впускной /
кран для
пара
Трубопровод для
подачи воды наверх
Паровой насос
Томаса Севери
предназначен
для откачки воды
из шахты путем
создания
разрежения
в сосуде при
конденсации
пара (1699 г.).
Поочередно
эллипсовидные сосуды
заполняются паром.
При охлаждении пара
образуется разрежение.
После этого открывают
кран, и вода втягивается
в сосуд. При последующем
поступлении пара
вода вытесняется
по трубопроводу вверх.
Забор воды
Поочередно работающие
В проекте цилиндры
И.И. Ползунова (1765 г)
использован пароатмосферный
Двигатель Т. Ньюкомена
Для группового привода
водяного насоса и аккумулятора
Для целого
Цепь
Приводимое У
во вращение 1
(потоком воды)
лопастное колесо
В промышленной установке
И.И. Ползунова (сооруженной
в 1765 г.) пароатмосферный
двигатель Т. Ньюкомена выполнен
двухцилиндровым, а для привода
воздушных мехов использованы
цепные передачи.
Паровой котел
Рабочий цилиндр
Пароатмосферный двигатель Томаса Ньюкомена
впервые испытан в 1705 г., а первый промышленный
образец создан в 1711 г. По сравнению с двигателем
Дени Папена 1690 г. он имел котел для приготовления
пара вне цилиндра и использовался в качестве
привода насоса. КПД двигателя около 1%.
Цилиндр
STir ENGINEfrr Ifito farta.
Когел
Цепные
передачи
Привод
поршневого
насоса
Шток
поршня
котел
Котел
Воздушные меха
и
и
и
и
и
Воздушные меха наполняют баллон (аккумулятор),
из которого воздух подзетсяся
по разветвленному трубопроводу к нескольким
воздуходувкам кузнечных печей
ряда воздуходувок
Коромысло
Опора
1 'аро-
целительное
УС1РОЙ< |U(J
В<>Дяной на.: ос
Цепь
Парораспределительное
устройство
Рабочий
цилиндр
Коромысло в двигателе Т. Ньюкомена
представляет собой взаимосвязанные
секторы колес, огибаемые цепями или канатами,
которые соединены с поршнями двигателя и насоса.
Благодаря этому преобразуется поступательное
движение во вращение, а затем снова
в поступательное движение Гибкое соединение
допускает действие сил только в одном направлении
(в сторону растяжения цепи) Такое решение
не позволяет перейти к воздействию на поршень
поочередно с обеих сторон
машиноведение на
ЯЗЫКЕ ( "ЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ.
На примерах из компьютерного банка < Ф Крайнева
L HAVA ПТ
ГАН
ПОРШНЕВЫЕ ПАРОВЫЕ ДВИГАТЕЛИ
“ .... _-— 1
«Увеличил мощь людей»
------------ ... —. - —---цг*
(из надписи на памятнике Джеймсу
Уатту в Вестминстерском аббатстве)
ПАРОВЫЕ МАШИНЫ И МЕХАНИЗМЫ ДЖЕЙМСА УА11А
Паровая машина двойного действия Джеймса Уатта (1784 г.),
в которой пэр поочередно воздействует на поршень сверху и снизу.
Коромысло
Шток поршня
Кривошип
Маховик
Котел
Маховик
Заслонка
Центро-
бежный
регулятор
Рычажный
механизм
Син аплит
соединен
с шатуном
Парораспре-
делительный
механизм
Бассейн с водой
для охлаждения
конденсационной
камеры
Конденсационная
камера
Ведомой
'*/>•.;fi ос
колесо
мюдинено
с михонигом
Джеймс Уатт
предложил выполнять
конденсационную
камеру вне цилиндра,
а цилиндр защитил
от потерь теп лоты
"паровой рубашкой",
тем самым повысив
КПД процесса.
Джеймс Уатт
первым превратил
пароатмосферный
поршневой двигатель
в паровой двигатель
(1776 г.): в его
машинах в качестве
движущей силы
используется давление
пара, а не атмосферы.
равномерности хода машины
Rrp кп! пл пппк действия пав®
мехами3**
тга.
Коромысло
Водяной
насос —
Наличие больших s'
зазоров компенсировало4
приближенное воспроизведение
прямой Движение поршня)
помощью параллелограмма Уа
Наиболее значимым изобретением
Джеймса Уатта (по его же мнению)
был приближенный
прямолинейный механизм,
который вошел в историю
как параллелограмм Уатта.
Этот механизм ____ > -
позволил перейти
к соединению
поршня
с коромыслом
жест кими
звеньями
М( Н h ч
трэллелог p.iMM Ут ш ш
исполнения дошлей машин. В 1804
yci.HHiiuioH паровой дйиганм||>б
высокого давления, чим у Унты,
кривошипно ползунный механизм
гарный зубчат
увеличить угловую скорость маховика и соответственно в четыре ра
уменьшит ь массу его обода при
(о чем с восторгом отмечал cai
11иккардэ истек, Уатт ( тал применять коромыслово-кривошипный
Тем нт
а и
Грузы при вращении
вала удаляются от оси.
Вот уже более двух веков
центробежный
регулятор используют
во многих системах
автоматического
управления процесс '
схема механизма в целом оставалась сложней
МОГ быть КСП<)ЛЬЗОВвН к условиях (ЮЛ<Ч* TV
на паровозе Ричарда Треви***®
л конденсатор*! и
т кроме тою применим
Конденсационн
камера
Паровая машина Джеймса Уатта 1781 г
Опора
коромысла
Коромысло
Центробежный
регулятор Уатта
управляет заслонкой
в паровой трубе
в зависимости
от частоты вращения выходного вала
(при увеличении частоты он уменьшает
поступление пара в цилиндр).
ПОРШНЕВЫЕ ПАРОВЫЕ ДВИГАТЕЛИ
Дымовая труба
Водяной '
Ведомое
зубчатое
колесо
Направляющая
ползуна
Пример из книги Julius Weisbach. Lehrbuch
Лг Jngen»eur-und Maschinen-Mechanik,
Поворотный
затвор
Паровая машина высокого
давления (3 атм и выше) Ричарда
Тревитика (фирма Хазельдин.
Англия, 1805 г.)
Тяга
привода
водяного
нзсосэ
Выпуск
Топка
Ползун - балансир
соединяющий
шток поршня
с двумя
шатунами.
Тяга привода
затвора
поршня
Эксцентриковый механизм
парораспределителя дополнен
регулятором степени
открывания шиберного затвора.
Рычаг
регул чтора
СОВЕРШЕНСТВОВАНИЕ
ПАРОВОЙ МАШИНЫ УАТТА
(1-я половина XIX в.)
Противовес
Эскцентрик
на приводном валу
затвора
Паровая
ааспР^де ления
с кулачковым
Манизмом
Каналы
подачи
и выпуска
пара
Тыканием
Механизм
передачи
движения
затвору
Парораспределитель
шиберный
ДВухПО ОПЦИОННЫЙ
затвор
Кривошип
кинематически
связанный
со штоком
поршня
Маховик
Поршень
Шатун
Маховик
Кривошип
Маховик
Приводной
вал
Паровая машина Майера
представляла собой
совокупность наиболее
простых решений всех
основных узлов.
Эксцентриковый
механизм водяного
насоса
Кривошип
Паровой котел
с жаровой трубой
Центробежный
регулятор
Уатта
Тяга управления
заслонкой,
расположенной в
трубе подачи пара
— Рабочий
цилиндр
ПоЛ <уц
Парораспределитель
Выпуск пара
Подача пара
Рабочий цилиндр
Парораспре-
делительный
механизм
Рабочий
цилиндр
Шток
поршня
Што*
поршня
Паровая машина с качающимся
цилиндром (на основе
кривошипно-кулисного
механизма)
Эрнста Альбана'
* В 40-е гг XIX в Эрнст Альбан изобрел
двухкамерный паровой котел
Данная схема
нашла
применение
в поршневых
•' идромашинах
В XX 8
Злачок Ч
С ^«ироекой фаз
. ^ведение на ЯЗЫКЕ СХЕМ РИСУНКОВ и ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А Ф Крайнева
ПОРШНЕВЫЕ ПАРОВЫЕ ДВИГАТЕЛИ
ПАРОВЫЕ КО М П АУ Н Д - М АШ И Н Ы
Здесь
размещена
топка
с котлом
—-------.--------------------------------------
Первая паровая компаунд-машина (J. Hornblower, 1781 г. )
Коромысло с двумя приводными секторами
----------------------------—
Судовой привод 70-х гг. XIX в.
Застекленная крыша
Мачта
-ас/шенис п.чгснгны/ прав ыключалос»
МЯВ
Верхняя
палуба
Стенка
машинного
помещения
Паропровод,
соединяющий
цилиндры
Коленчатый вал с помощью валопровОМ
соединен с гребным линтом
« hi 1 781 г ) применил Jonathan
двух цилиндрах впервые (в 1'° 1 *
считал безразличным, в одном или нескольких цилиндрах
---- з высоким
Поспедовательное расширение пара в
Hornblowet (в схеме Т. Ньюкомена). Джеймс Уатт i/лтппп г иыгпким
последов, почию проходит процесс работы пара. Он препятствовал также применению котлов с высоким
псслсди. н II н| >. ир и. г нарушением патентного права, в результате
давлением пара. I го фирма Watt & Bolton предъявила и< к в св РУ Т|ПГ1кмм
чего J. Hornblowei был приговорен судом к огромному штрафу, а затем за неуплату до а о<-
Единственно, что было справедливо в приговоре суда,- ото признание незаконным использование в машине
холодильника Уатта*. В процессе суда Robison подтвердил правоту Д. Уатта, а в дальнейшем проф. Ran .me
теоретически доказал, что при одинаковой степени расширения пара последовательно в нескольких цилиндрах
не увеличивается производимая работа. Тем не менее, с учетом применяемых в то время параметров и технологии
практика показала выгодность данной идеи. В 1804 г. Артур Вульф [Arthur Woolf] получил первый патент
на последовательное расширение пара в двух цилиндрах (в машине Уатта) и доказал возможность существенного
повышения КПД при использовании его изобретения. В 1828 г. голландский морской офицер Рунген [Gerhard
Mauritz Roentgen] на пароходе “Hercules” установил паровую компаунд-машину. Рунген считал целесообразным
довести давление пара до 10 атм и выше. С 1860 г. John Elder (Англия) стал строить суда с компаунд-машинами
и поверхностным (не струйным) холодильником пара. Одна из таких машин представлена на рис. внизу справа.
Строили также пароходы с машинами тройного расширения пара. В Англии к 1885 г. насчитывалось
более 150 таких судов торгового флота, давление пара было доведено до 12,5 атм. Обращаясь к теме насосов,
можно отметить, что в них в качестве привода к началу XX в. использовались паровые двигатели с двух-, трех-,
и четырехкратным расширением пара.
Приводные
цилиндры
с последовательно
соединенными
рабочими
полостями
(для пара)
Шток Выпускной
г эршневого насоса паропровод
Конденсационная камера
(холодильник Джеймса Уатта), из-за которой,
в частности и возниг патентный спор
Изобретение Артура Вульфа, воплощенное
в реальных судовых приводах (схема справа),
принципиально повлияло также на развитие
конструкций паровых машин для паровозов.
Первый паровоз с юмпаунд-машинои был
предложен А Маллетом в 1876 г., а в 1888 г
• Англии серийно стали выпускать паровозы
с системой ‘дуплекс-компаунд ”, имеющих
две двухцилиндровых машины Компаунд*
машины совершенствовались до 30-х гг. XX в.
е использовании работы расширения лара (во втором
Л /отя это» Принцип/юиствия был
ол/блигован 'ио ^апзгенюван) Л< /польдом ещг
• !724 г (см стр 15). т е. задолго до выдачи
патента Д Уаыу В этом плане у Артура Вул»»фа
ме могли ооаиикнуть пр</ мыт так как срок
деиегбия < ten гейта Д Уатта на упомянутое
Црммципиальн<мг решение в *< • «н/и- xix в уже ист*
1 / I ' • > it' |>и(:унк<
Цилиндр
высокого
давления
Парораспределители
Цилиндр
низкого
давления
дайны; примерах поршни цилиндров высокого и низкого , «ни*
имеют о щий шток и единьш шатун. Это решение эквивалентно схеме
... ‘ Дин< шц м шнтунов к шейкам вши смещгнньж* У
мы соединения шатунов с шейками коленчатого вала,
смещенными на 90 В та.их и< п. 1ЬЬ1Х о<.ч .........
ну<1 Н ripOMf ♦ У1ОЧМ1 1Й ре< ив<4»
11 1,1 ” 4111 приглщмх и , , “Kie. HHrpiHHo АФ Крайне*
ПОРШНЕВЫЕ ПАРОВЫЕ ДВИГАТЕЛИ
ВАРИАНТЫ КИНЕМАТИЧЕСКИХ И КОМПОНОВОЧНЫХ
СХЕМ ПРЕОБРАЗУЮЩИХ МЕХАНИЗМОВ
ПОРШНЕВЫХ ПАРОВЫХ МАШИН
Крнвошипно -коромысловый механизм в совокупности
с коромыслово-ползунным
механизмом в паровозе
Atlantic 1832 г.
Общее коромысло
имеет опору
на конце
Шатун 2
г'Шток поршня
Шатун 1
Кривошип
Здесь два паровых цилиндра
и две кинематических цепи
с кривошипами, смещенными на угол - 90°.
Выходной вал
Кривошипно-коромысловый механизм
в совокупности с коромыслово-
ползунным механизмом
в судовом паровом
приводе 1849 г.
Прямолинейно-напраа лям >щий
Планетарный
(i ипоциклоидальный)
механизм Matthew Murray
в проекте паровой
одноцилиндровой
машины (1805 г )
Неподвижное колесо
с внутренними
зубьями
Зубчатая
повышающая
передача
Выходной
вал
Водило -
кривошип
Сателлит
х Шток
поршня
Соединение
штока с сателлитом
Станина
Парораспределитель
Паропроводы *
Паровой
цилиндр
з
движение
Впуск пара
<ДР
Парораспределителе
Рукоятка управления
парораспределителями
Механизм параллельных
кривошипов
Кривошип
Кулиса Стефенсона
механизм в системе
управления
парораспроделиге/1<’
Смещением рукоятки можно
регулировать частоту
вращения вала
Выпуск пара
\НрДВ ЛЧЮЩМХ
Корпус с
Паровой
Цилиндр
*41И(г-
in емки и
Опора коромысла
Общее равноплечее коромысло
Шатун 2 соединен с коромыслом (внизу)
и со штоком поршня (вверху).
'УДовой паровой V-образный двигатель с углом
м’**ду осями цилиндров 90* (2-я половина XIX в.)
и ки новых схем компоновки
шм< ' ых машин велись с мим» нта,
*,Jf да для увеличения частоты
нения коленч.и от о вала стали
нему несколько
и дров при пом, если вначале
или; । гц.ми; го уд< »ино
^СЛОЛ (ЖИТЬ цилиндры,
Г мнием Определяющим СТЙЛО
НЫ1 ении । »'мри1ны- р<1 >мерон
иие виброаг тинное.1И
• чмм гимпононка была
’ < н » ,л,| । . удоти.о и ip >ны •
В / . hi nt иш» ।л • ч • < т ai 1
' 1 hi ан и.1п г норшнс вы
' ‘ > н /|р« нн< т о I I орания
*/!' б it 1Ц( л । д| НИ!
HA I I И I
( | м РИС УН, < >В и Ht PH КИ1
1Л |1|Н' и-• к»'Mi к к ч < »р н ч 11 OiHKI
Край» юна
Шатун
В представленной схеме планетарный механизм с внутренним
зацеплением служит для преобразования возвратно-
поступательного движения во вращательное, то-есть он применен
вместо кривошипно-ползунного механизма.
В данной схеме точка сателлита (на начальной окружности)
движется по гипоциклоиде, а в частном случае (при отношении
чисел зубьев равном двум) - по прямой линии. Шток поршня
соединен шарнирно с сателлитом в этой точке Шатун здесь
не требуется поэтому отсутствуют соковые нагрузки в паре
поршень-цилиндр. Тем не менее эта схема оказалась
бесперспективной (в тихоходных паровых машинах из-за
технологических проблем того времени, а в двигателях
внутреннего сгорания из-за неприемлемости условий ударного
нагружения для зубчатой передачи).
- it а те ы
«МАИ!
FAR
ПАРОВЫЕ КОТЛЫ
Джеймс Уатт, жнлва
llllt,II, ин. 1и НЙГдГ?
•первые выполния
П НМД» Ж«!/ИЧНО( ,
УДЛИНЁННОЙ формы И
MM'OPNt KOI ЛЫ. ТОПКИ. ТОП ЛИВНЫ! ФОРСУНКИ
ожиамбатис.та де-па Порта в 1601 г.
изобрел паровой котел в виде
колбы, подогреваемой снизу
Парособиратель----
П редохран ите л ьн ы й
клапан
Впервые поместил дм
внутрь котла Смитом
(1789 г.), а котел
жаровой трубой
(ПОД КОТЛОМ)
создал Олив^о
Ивенс в 1800 г
Р. Тревитиг
разместил
топку внутри
жаровой
трубы
Пар, поступающий
в сосуд с водой,
вытесняет ее (поднимая
на некоторую высоту)
через трубку.
По сути впервые
сформулировано
“прямое действие пара”,
использованное
затем Джеймсом Уаттом
в своей машине.
Принципиальная
схема паровой
машины
"прямого и
двойного
действия"
1784 г.
Конденсационная
камера
котлы ИИ .КОГО
Применяли добО-х ж
XIX и 1н
Паровой котел
с жаровыми трубаМи
(из книги А.П. Гавриленко
“Паровые котлы’ 1900 г
Вода
Жаровые трубы
Колосники Жаровая
труба
Рабочий
цилиндр
Водотрубный паровой
котел Рута (70-е гг. XIX в.)
В верхней
части
установлены
трубы для
накопления
пара.
Трубки попарно
закреплены
раскаткой
в чугунных
коробках.
топке размещен
трубчатый парообразователь.
В его нижней части имеется
Первые предложения по сжиганию нефти:
- колосники Нобеля (нефть испаряется из корытца
оседает на раскаленные стенки топки и сгорает);
- форсунка Эйдонома обеспечивает пульверизацию
нефти паром, подаваемым под высоким давлением.
Форсунка В.Г. Шухова для пульверизации нефти
в топку (80-е гг. XX в.). Нефть подается по центральному
каналу, а пар - по кольцевому отверстию. Струя нефти
подхватывается потоком пара и распыляется
в топочном пространстве. При горении
образовывается конусный факел.
Подача
нефти
от насоса
Форсунка для распыления нефти в топке парового
котла (по патенту Тентелевского завода
близ Петербург*
коней XIX • )
Штифт
и насадка
относительно
неподвижны
ПОРШНЕВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
Цилиндр
Канат
Поршень
Впускной
вентиль
газом
Клапан
Выпускные задвижки
Цилиндр
Маховик
От источника
электричества
Приводной
барабан
Калильное
зажигание
Клапанная
система
Впускные
задвижки
рабочем ходе
вращал его.
Зубчатая
передача
Подача
воды для
охлаждения
Индукционная
катушка
Кулачковый
механизм
Первый бензиновый двигатель
создан Даймлером в 1883 г.
Зажигание
газа
Распределитель
зажигания
Шатун
Направляющая
штока
Коленчатый вал
Устройство
для получения
паров
бензина
Двигатель Ленуара, выполненный
по более рациональной схеме,
имел КПД всего 3,3%.
В 1878 г. Отто и Ланген создали
первый четырехтактный двигатель
(с кривошипно-ползунным
механизмом), особенностью
которого было сжатие топливной
смеси перед ее воспламенением
(открытым пламенем через
трубочку). КПД двигателя был
доведен до 22 %. Оказалось,
что четырехтактный цикл был
запатентован еще в 1862 г. во
Франции профессором Бо де Роша
Права Отто и Лангена были
существенно ограничены судом.
Кривошип - коленчатый вал
Маховик в тихоходных двигателях XIX в. имел
массивный обод для уменьшения неравномерности хода
Как следует из схемы автомобиля Риваза, при
канат разматывался с приводного барабана и
Рабочий ход в двигателе происходил под действием атмосферного
давления. Идея использования в двигателе атмосферного давления
но при осуществлении порохового взрыва, была высказана еще
Гюйгенсом в 1681
Шток-рейка
Муфта
свободного
хода
Газовый двигатель Этьена Ленуара (1860 г.)
В первом в мире промышленном д мга'-еле
Ленуара использованы основные
к конструктивные решения, аналогичные
применяемым в паровых машинах
Впервые создана электрическа i
(искровая) I
система I
* зажигания Яйи
Топливный
бак \
Выходной Николаус Отто и Эйген Ланген
вал (Германия) первоначально создали
двигатель по схеме, похожей
/\\ на схему Риваза. Они довели свой
/ \\ двигатель до такого совершенства,
г \ \ что КПД серийных образцов
\ \ достигал 14%, а на Парижской
I-------I I выставке в 1867 г. их двигатель
Г /I был удостоен золотой медали.
ПЕРВЫЕ ПОРШНЕВЫЕ ДВИГАТЕЛИ
ВНУТРЕННЕГО СГОРАНИЯ
В 1807 г. швейцарец Исаак де Риваз
получил патент на "применение
взрыва светильного газа или других
газообразных веществ как силы /
мотора". В автомобиле, /
созданном им в 1804 г., дДу
он произвел один цикл работы / >7
двигателя, взорвав в цилиндре
водород. Придуманный им
механизм был намного хуже
известного в то время
кривошипно-ползунного
механизма. Кроме того,
отсутствовали элементы
поддержания |
непрерывной
работы двигателя.
Муфта
свободного
хода------
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ.
На примерах из компьютерно! о банка А.ф Крайнева
tRMAnij
PAH
ПОРШНЕВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
ПРИ1 'Т!.Ы- РУДОЛЬФА ДИ'4?1Ч 1S96 г.
Впрыск топлива (керосина) в цилиндр
осуществим лея при высокой степени сжатия
воздуха (35 . . 40 атм - достаточной для
самовоспламенения смеси). КПД вначале был
25%,а после доработки достиг 36%
Подача топлива
Клапан
ДИ ЗЕ Ml nopiUHi вой дяиг гг» ль вну|ренн< го Cf орания
принцип действия которого предложен Рудольфом Дизелем в 1893 г
Патент, выданный
Р. Дизелю в 1893 г.
(по заявке 1892 г.)
Форсунка - один из основных
элементов дизеля
Эскиз из патентной
заявки Р. Дизеля (1905 г.)
Коленчатый
вал
Форсунка
для впрыска
топлива
клапанов и свечи
МАШИНОВ1 Д1 НИК
Поршень
Цилиндр
Здесь подключают
провода системы
управления.
Кулачок,
управляющий
форсункой
и клапаном
Компоновка форсунки,
накаливания в современном дизеле
(на легковом автомобиле Peugeot DW 10)
Форсунка дозирует
и распыляет
топливо.
Компрессор
подающий
воздух
в форсунку
Баллон
сжатого
воздуха
для
запуска
дизеля /
Ползун вместе с
дополнительной
направляющей
разгружает
поршень
от боковых сил
(это решение
с начала XX в.
не используется
в двигателях
автомобилей
и самолетов).
Шатун
Форсунка
в виде
трубочки
и камеры
с диффузором
Подача топлива
под высоким
давлением (1350 бар)
Свеча накаливания -
электронагревательное
устройство, которое
включается только
при запуске холодного
двигателя.
Через 4 с оно нагревается
до температуры 85СГС,
достаточной для
воспламенения топливной
смеси Оно продолжает
ПОДО1 р( I t fl < м» । ь около 3 мин
пос/ е подключения /I» । гри'л 1 пза
Главная особенность
дизеля по сравнению
с бензиновым
двигателем заключается
в самовоспламенении топлива
(без электрической искры).
Для этого при движении
поршня вверх возду/ в цилиндре
сжимают настолько, что он
становится горячим. В конце
хода поршня впрыскивают
(распыляют) топливо, которое,
смешиваясь с раскаленным
воздухом, мгновенно загорается.
Получается взрыв для
осуществления рабочего хода
Все это происходит очень
быстро и, например, за одну
секунду коленчатый вал может
провернуться от 12 до 100
раз. Для впрыскивания топлива
используют форсунку. По сути
она представляет собой канал,
который обеспечивает подачу
топлива в камеру сгорания
(в цилиндр). Форма отверстия
такова,что образуется
распыляемая струя. Топливо
к форсунке поступает под
большим давлением от общего
топливного насоса либо от
встроенного в форсунку насоса.
Создание дизеля сыграло
колоссальную роль в развитии
сначала судостроения, а затем
(с 30-х гг. XX в.) и в развитии
наземного транспорта
(особенно для большегрузных
автомобилей). Неоспоримыми
преимуществами обладали
наши танки Т-34 и
артиллерийские тягачи
в Великую Отечественную
войну благодаря
установленным на них дизелям.
—
Дизель с горизонтальным
расположением цилиндр
устанавливаемый
на танке Т-62
д 4' МкйнчМН
Н/а ЯЗЫК! f /И/ И К УНК< »В И 411’11 till На примера^ и.» м)мньюн»рного <5лнка
ПОРШНЕВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
СИСТЕМЫ СМЕСЕОБРАЗОВАНИЯ БЕНЗИНОВЫХ ДВИГАТЕЛЕЙ
Карбюратор “Стромберг 175 СОТ
(60-е гг, XX в.)
Карбюратор барботажного типа (конец XIX в.)
Пламегасящий
фильтр
Карбюраторы
Водяная
рубашка
Подводящий топливный
канал
Карбюратор Э. Липгарта
(Россия, 1896 г.)
на основе изобретения
Г. Потворского (1894 г.)
Поплавок
для
измерения
уровня х
топлива
Воздушный
фильтр
Отработавшие газы
Воздух
Подогрев
топлива
Распиливающий карбюратор
(30-е гг. XX в. ) содержит
систему холостого хода,
экономайзер.ускорительный
насос. Смесь
Диффузор
Распылители
топлива
Топливо
Смесь
Пузырьки
воздуха
насыщаются
топливом.
Топливный
клапан, _
управляемый Ц
заслонкой
Управляемая
(давлением
воздуха при
всасывании)
дроссельная
заслонка
Топливо
Воздушная заслонка
бензина
Топливо
Электромагнит
Игольчатый
клапан
Поплавковая
камера
Дроссельная
заслонка
Фильтр
Штеккер
Электромагнитная
Форсунка (30-е гг. XX в.)
Электроток от распределителя
Уплотнение
Пружина
Корпус
Выпрямитель
Клапанная игла
Распылитель
Распылитель
Пластмассовая
изолирующая
оболочка
Направляющая
иглы
Сердечник
магнита
/ н к и для впрыска
в камеру сгорания
Якорь Уплотнение
электромагнита
Клапанная игла
Образование
смеси Впускной
клапан
Реостат
Воздух
Трубка
Каркас
Обмотка
управляющего
магнита
Пружина
о
Рабочая камера,
в которой создается
разрежение
по мере
ускорения
всасывания
воздуха
Демпфер амедляет
перемещение
дозирующей
иглы в
переходных
режимах.
Мембрана
Поршень
Воздух
Каналы
в поршне
Распыление
топлива
Дроссельная
заслонка
Дозирующая
игла, управляемая
поршнем,
поднимается
при ускорении
потока воздуха.
Поплавковая
камера
Топливо
Бензиновый двигатель
с непосредственным впрыском
топлива в цилиндр (конец XX в.)
Кулачковый
вал
Впускной канал
(для воздуха)
Свеча
зажигания
Выпускной
канал
Форсунка
Для
впрыска
топлива
Поршень
имеет
специальную
форму
днища для
лучшего
смесе-
образования.
Коленчатый
вал
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ и ЧЕРТ на компьютерного банка А.Ф Крайнева
21
ПОРШНЕВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
A3OJ АСПП ДМ11111 ЛЬНЫ! ( И( If Mi l
Первые двигатели (Э. Ленуара в 1860 г.. Н. Отю
и Э. Лангена в 1867 г.) в системе газораспределения им< ли
Верхнихлапанная
с нижним распол
кулачкового аала
СИС Гс у (
Клапан
В двигателе Г. Даймлера в 1883 г
Пружина
Толкатель
Толкатель
Кулачковый вал
Коромысло
Кулачковый вал
Стальной
цилиндр
воздушного
охлаждения
(мощность
одного
цилиндра 25 л.с
при 1400 мин'1)
Рубашка
из жести
Впускной
клапан <
Выпускной
клапан
Кулачковый
вал
Ввиду большого
числа контактов
и наличия зазоров
этот механизм
для серийных
двигателей
не применяют.
Данная система
была распространена
в авиационных
двигателях, двигателях
*4. танков и тягачей
в 40-е, 50-е гг.
\ XX в. Затем
— 4—у \ в двигателях
автомобиле 'и
< тали применял
цепную перс дачу,
а начиная с 70 х п
пракгичпс ки бес шумную
нергдичу ЗубчЛЫМ pl М1П М
задвижки, аналогичные по конструкции парораспреде лителям.
В последующем задвижки в виде перекрываемых поперечным
движением отверстий в стенках цилиндров “прижились” только
в двухтактных двигателях
применены известные к тому времени клапаны в виде грибка.
Простая конструкция кинематической связи клапанов
с коленчатым валом предопределила продолжительное
использование во многих двигателях нижнеклапанной системы
Во второй половине XX в. ее вытеснила верхнеклапанная
система с меньшим сопротивлением движению газового потока
Первым применил верхнеклапанную распределительную
систему Энрико Бернарди в 1889 г. В его двигателе имелись
также центробежный регулятор, карбюратор с поплавковой
камерой, воздушный и бензиновый фильтры, циркуляционная
жидкостная система охлаждения и распределительная
автоматическая система смазывания.
Верхнеклапанная
система с верхним
расположением
кулачкового
вала f
Кулачковый механизм
с геометрическим
замыканием
(без пружины)
восьмицилиндрового
двигателя (мощностью
300 л.с.) гоночного
автомобиля Mercedes
W196
1954 г. ________
Замыкающие
элементы
Регулируемый зазор
Кулачковый вал соединен с коленчатым
валом с помощью зубчатой передачи
и вращается в два раза медленнее
его (в четырехтактном двигателе).
Кулачковый
вал
Здесь передача движения
от коленчатого вала
кулачковым валам
осуществляется с
помощью конических
зубчатых пар.
Авиационный
” ° н га те ль
аарского
орного
ода (конец
нд ЯиМ < /МЛ Р/HI г И HI PII 4Л И Нч ।ipiiMi p.i• и । । омн1»ю11 ptu’ * Рчмк.1 А К
ПОРШН1 Kbit ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
ЯЖДП1
СИСТЕМЫ ВПРЫСКА ГОРЛИНА
В БЕНЗИНОВЫХ ДВИГАТЕЛЯХ
Гхема . о<‘цингнич uiniapaiyptu Bosch для
, . нн’нного впрыск.। бензина в двухтактном
;>ви>.иг ь (эти система появилась на двухцилиндровом
лтеле Goliath 700 Sport в 1951 г.)
Подкачивающий топливный насос
Впрыск бензина в авиационных двигателе/ с и
применять в конце 30-х гг. XX в.
Карбюраторы не могли обеспечивать равномерное
распределение топлива в многоцилиндровом двигателе
и стабильную работу двигателя при изменении
положения самолета относительно горизонта
В автомобильных двигателях поиск новой топливно-
распределительной системы начался позднее и был
продиктован желанием повысить мощность
и экономичность двигателя. Впервые фирма Daimler-
Benz применила непосредственный впрыск на гоночном
автомобиле W-196 (300 л.с. при 7400 мин’ ).
Затем в 1954 г. с такой же системой был выпущен
автомобиль Mercedes 300 SL (197 л.с.).
Вначале фирма Daimler-Benz шла по пути
совершенствования системы, применяемой для
дизелей и, в частности, аппаратуры фирмы Bosch.
Затем была разработана система впрыска бензина
во впускной коллектор (одна из принципиальных схем
такого типа представлена внизу). Она отличалась
относительной простотой и надежностью, и в течение
последних 40 лет ее применяли повсеместно.
В конце XX в. на целом ряде примеров (стоит отметить
двигатель Mitsubishi Motors 4G93 GD11995 г. )
доказана целесообразность возврата к системе впрыска
непосредственно в камеру сгорания при использовании
аппаратуры и систем управления нового уровня.
Впрыск топлива во впускной коллектор
Система К-Джетроник, устанавливаемая
на автомобилях BMW (1975 г.)
Регулятор
прогрева
Топливный бак
Электромагнитный
клапан
Воздушный поток
Но
•Л'.ЛИГ Ji,
Распределитель'
дозатор топлива
Форсунка
впрыска
егулятор
давления
Топливный
фильтр
Топливный
насос, встроенный в электромотор
Накопитель
топлива
Расходомер
воздуха
I эЛОК
управления
Заслонка
дополнительного
воздуха
Дроссельная
заслонка
Форсунка холодного
пуска
Терморе л<
'Н/1 О||реД( ляс г
'/рания сме</И
,7|А1ЦИЦГ4Я ДЕНЦ1 НА ЯЗЫК! CXI М. РИСУНКОВ И 'III II +1 И
________________
ll.i пример их и । компьки ирного панка А Ф Кр шн
ева
глм
ПОРШНЕВЫЕ ДВИГАН ПИ ВНУТРЕННЕГО СГОРАНИЯ
ОСНОВНЫЕ СИСТЕМЫ ДИЗЕЛЕЙ
Первый надежный рядный топливный
насос высокого давления создан в 1927 г.
с.иск’мл раздольного исполнения юплияного ня*.оса
(высокого давления) и форсунки (на примере дизеля,
установленного на тракторе фирмы Caterpillar 60-х гг.)
Форсунка
Пружина клапана
Клапан
Толкатель
Кулачковый вал
Непосредственный впрыск топлива в цилиндр
Толкатель
Ролик
Форсунка
Двнгател»'
машиновед» ние
Сливное
отверстие
Толкатель
кулачкового
механизма
Кулачково
рычажный
механизм
Клеммовое -
соединение
шестерни
с толкателем
Толкатели
к пружины
I клапанов
Впрыск топлива в
предварительную
камеру
Пружина
толкателя
Процесс
сгорания
более “мягкий
и меньший
шум при
работе \
двигателя.
Топливный
насос ---
высокого
давления
СП 'ОПЛИ зо-
подкачи вающег о
насоса
привода
насоса,
встроенного
в форсунку
Коленчатый
вал
кинематически
связан
с кулачковым
валом.
Они имеют от v
до 9 ЦИЛИНДР0*
Устройство
регулирования
порции
топлива
подаваемого
в форсунку
за один ход
(см. рис.
внизу).
Регулирующее
движение
рейки
Кулачковый
вал
Изменяя
угловое положение
пазов плунжера
/ относительно
сливного
отверстия
и “отсекают"
Г требуемую
Г порцию
L топлива.
фирмой Bosch р Штутгарте. С тех пор
его принципиальная схема не менялась.
Совершенствовалась только конструкция
центробежного регулятора (здесь он
не приведен), в 1987 г. была внедрена
система электронного регулирования,
а в 1993 г. изменена конструкция
регулирующей втулки
Давление
воздуха .
в цилиндре '
в момент
впрыска топлива
22,5...28 бар
Давление
Современный судовой
дизель фирмы
Wartsila Finland Оу
мощностью
1800 кВт
(720...1000 мин’1)
Индивидуальная подача топлива
, , к форсункам
ПОРШНЕВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
овременньк решения)
Плунжер
Втулка
Пружина
Корпус
Электромагнит
Клапан
Промежуточное
звено (втулка)
Кулачок
привода
клапана
Выпускной
клапан
В отводном канале
насоса имеется клапан
регулирования давления
Пружина
клапана
Пята
плунжера
Корпус
насоса
Пружина
насоса
Здесь
подключают
провода
системы
управления.
Плунжер
насоса
Корпус
клапана
Кулачок \
привода
насоса-
форсунки
Ползун
(пята плунжера)
Резьба--------—
для соединения с
топливопроводом
высокого
давления
Кривошип
(эксцентриковый вал)
Один
из клапанов'
(для впуска
воздуха
или выпуска
сгоревшей
смеси)
Каналы подачи
топлива
и отвода
его излишков
И н д и в иду ал ьн ы й
топливный
фильтр
Пружина
иглы
Закручивание
струи
Ч*С(ИЯ
Игла форсунки
в зависимости
от времени
и степени
открывания
отверстия точно
дозирует
количество
впрыскиваемо! о
топлива.
Электро-
магнитный
клапан управляет
работой
форсунки.
-----Свеча
7 накаливания
помогает
воспламенять
смесь только
в первые минуты
запуска холодного
двигателя, когда
смесь еще не может
самовоспламеняться.
Направляющая
иглы - корпус
распылителя
Насос подает топливо
в аккумуляторную камеру, из
которой оно распределяется
по форсункам с помощью и/
электромагнитных клапанов.
хсцентриковыи
приводной вал
Насос-форсунка
и кулачковый механизм
(в двигателе автомобиля
“Происхождение насоса
от синусного механизма
Неподвижная
опора коромысла
Качающееся коромысло
передает движение
от кулачка
плунжеру
[поршню]
насоса.
Бесштифтовои
распылитель
(в более раннем
штифтовом
распылителе
образуется
кольцевое
распыляющее
отверстие при
расположении
штифта
8 середине
сквозного
Центрального
отверстия).
Направляющая
иглы - I .
корпус
paci 1ыли геля
Поршень LlLuyii
Форсунка для системы (дизеля)
с распределительной (аккумуляторной)
камерой (на автомобиле Renault Clio Sport)
ОСНОВНЫЕ СИСТЕМЫ ДИЗЕЛЕМ (тделылъ-(
ивный насос высокою ДМАФНия (до 1600 бар) аккумуляторной системы
R3ll
Плунжер насоса в заданный
момент проталкивает
порцию топлива в форсунку,
форсунка, управляемая
электромагнитным
клапаном, распыляет
заданную часть топлива
ж^ из этой порции
^ж. (избыточная часть
Л^ж. возвращается
( в систему)
Толкатель клапана
отключения
одной из секций
МаШИНОВЕДЕНИ1 НА ЯЗЫКЕ СХЕМ 1'И< УННИ . И ЧЕРТЕ+.ЕЙ
На примерах из компьютерного банк i
\Ф. Крайнева
221
* 'Ji - Qf#'-
идмдт
РАН
ПОРШНЕВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
-7" о и фи.»— •
ОТДЕЛЬНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ И СОВЕРШЕНСТВОВАНИЯ
ПОРШНЕВЫХ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
клапанол позноляет оптимизировать объем
смеси на различных режимах.
Регулируя положение опоры
качающего рычага, ✓
изменяют его воздействие [/
на коромысло и Л/
соответственно ход ///
впускного клапана. 7/Г/
Эксцентриковый вал qIJI(
Замыкающая пружина £~Г V
Качающийся рычаг-------V
Коромысло —-LJJ1.
Регулирование хода впускных
поступающей в цилиндр топливной
Кулачковый
| j механизм
I с регулируемым
ходом толкателя
(предложение
г? Louis Renault, 1902 г.)
Механизм бесступенчатого
регулирования хода в клапанно-
распределительной системе BMW
Кулачковый вал
привода впускных
клапанов
Пружина
Толкатель
Регулирующее
движение
эксцентрикового
вала
Система VTEC
(Honda, 90-е гг. XX в.) -
ступенчатое переключение
числа действующих впускных
клапанов
Ролик
коромысла
Коромысло 2
Коромысло 1
А у \ Смещая точку
J ] контакта двух
у качающихся
S рычагов
изменяют расстояние
между поверхностью
рычага и толкателем.
Плунжер k—
соединяет или
разъединяет
коромысла
1 и 2.
Впускной клапан
Выпускной клапан
Кулачок
Поясок
Кулачок
Впускной клапан 2
Один из клапанов выключается
на режимах малых нагрузок, чтобы
получать обедненную смесь.
Система регулирования угла
поворота кулачкового вала
(изменения фаз) Alfa Romeo (1985 г.)
Впускной
клапан 1
Система регулирования угла поворота
кулачкового вала (изменения фаз) Audi
изменяет продолжительность открытия
впускных клапанов. /_ Изменение
длины ветви
цепи приводит к
замедлению или
ускорению
поворота кулачка.
Приводная цепь
Осевым движением шлицевой втулки (с помощью
гидроцилиндра) задают дополнительный поворот кулачку,
что приводит к изменению продолжительности '
открытия клапана. /
Винтовые шлицы
Звездочка 1
(приводная)
Кулачок
Звездочка 2
Гидравлическая система регулирования
хода впускных клапанов фирмы Fiat
Электромагнитный клапан регулирует поступление
\ жидкости в рабочую полость.
Рабочая
полость
Г идро-
аккумулятор
Кулачок
Шлицевая
втулка
Действие
гидро -
цилиндра
Аналогичная
представленной здесь
современная система
Porsche VarioCam имеет встроенный
8 звездочку поворотный (на угол до 25*)
f идромотор, а в перспективной
си/ Roache VanoCam Plus
громе изменения фаз пред/смотрено
ступенчатое изменение хода клапанов
Плунжер
Г идроцилиндр
впускного
клапана
Регулируя объем
жидкости между
плунжером и
поршнем
(штоком)
клапана,
изменяют ход
впускного клапан
222 МАШИНОВЕДЕНИЕ НАЯЗЫКЕ <JZl М РИСУНКОВ И MEI'IExfh
В ВЯ VF W! RT*.* “ — - --------—_ 'прим"В,п 11 ‘ MIMUCKIHIPIKHO банк.» А Ф
_—
ПОРШНЕВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ SGV/J
vji г АГ»
-.. _ , . 2 /.. Х.\ г .Ж ' - дцД|1—
'* -------------------------------------— ' —.. ......
Волновой нагнетатель воздуха
в цилиндр (Comprex)
ОТДЕЛЬНЫЕ направления развития и совершенствования
Турбонаддув ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
атмосферы
Компрессор
Воздушный фильтр
достоинства
Поршень
Уточненное уравновешивание
Маховик
Ременная
передача
Г азовая
турбина
Наклоняемый
блок цилиндров
Противовесы
на коленча । ом вал\
Передача
зубчатым
ремнем
Управляющий
кривошип
Система уравновешивания
четырехцилиндрового двигателя
фирмы SAAB
Уравновешивающие валы вращаются
в разные стороны в два раза быстрее
коленчатого вала и компенсируют
возмущающие силы
соответстующей
частоты. _ '
Современное
решение
Коленчатый
вал
Привод механизма
изменения
степени сжатия
Противовесы
на коленчатом
валу позволяют
скомпенсировать
только _____
возмущающие
силы с частотой
его вращения.
Поток
воздуха
Лопастной
ротор
Сжатый воздух
(в камеру
\ сгорания)
Винтовой компрессор
в системе турбонаддува
Подача
смазочного
материала
подшипникам
Коленчатый
вал
Разделительное
уплотнение
Неподвижный
корпус
Отработанные газы
Угол поворота блока
цилиндров
(относительно
. опоры К)
Воздух
из атмосферы
Впервые турбонаддув был
использован в двигателе
Daimler в 1921 г. Компрессор
Roots приводился турбиной,
которую вращал поток
отработавших газов.
Увеличение скорости
(и объема) поступающего
в цилиндр воздуха
способствовало повышению
вращающего момента и
удельной мощности двигателя
но создавало дополнительную
(механическую и тепловую)
напряженность деталей
и соединений. В наше
время новые материалы
и конструкции позволяют
успешно развивать данное
направление.
Система SVC позволяет
х двигателю работать
с оптимальной степенью
_____ сжатия: от 14:1
при низких
\ нагрузках
\\ до 8:1
\\ \ । при высоких
\\ \ \\ нагрузках.
Отработавшие
,/ газы
Регулирование степени сжатия
Двигатель Saab SVC Форсунка
Несмотря
непосредственного и
согласованного с рабочим циклом
энергообмена потоков, остается
пока не решенной проблема
оптимизации параметров процесса
при различных режимах работы
двигателя. Применяемый
на автомобиле Mazda МХ-6
волновой нагнетатель в 1997 г.
был заменен на обычный
турбокомпрессор.
Механизм NMLK
смещает (вдоль оси)
блок цилиндров
относительно хода
поршня, изменяя
тем самым начальный
объем камеры сгорания
Поршень
Коромысло '4|
(блок II 9 |1
Цилиндров) fl II I
чиочии
кРивошип
(коленчатый вал)
' Y Поток
\ газов,
J-S поступающих
) через торцовые
' окна между
лопастями ротора,
обеспечивает волновое
изменение давления
подаваемого воздуха.
МАШИНОВЕДЕНИЕ
ЧЕРТЕЖЕЙ На пРимерах компьютерного банка А.Ф. Крайнева 223?
____
НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И
ПОРШНЕВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
МЕХАНИЗМЫ
ДВИГАТЕЛЕЙ
Разве!пленный зубчвтый механизм для передачи движения между валами с большим межгх
с использованием конических и цилиндрических передам (на примере
мощном (500 п с.) танковом I
в 1939 гав последующем на танке I 34 и
tj
г» привода агрегатов я первом ।
•цилиндровом дизеле И 2 (созданном в 1936 г., установленном ня ган
Распред» тигельные ।
кулачковые валы
Топливный
Распредели-
Конические и цилиндрические
п« ‘редачи приводи
кулачковых
валов Топливный насо
' p/t
)ЛОЖ<:кИг
др машинах)]
высокого давления
Масляный насос
Водяной насос
Топливо-
подкачивающий
насос
передачи
привода
топливного
насоса
кулачковые
валы
Коленчатый
Электро-
генератор
Конические •
передачи
привода
электро-
генератора
Топливо-
подкачивающий
насос
вал
Конические и
цилиндрические
передачи
привода
масляного,
водяного и
топливоподкачивающего насосов
- Разветвляющий
узел передачи
движения
от коленчатого
вала агрегатам
двигателя
Особенность
данной схемы
заключается
в шарнирном
присоединении
каждого
шатуна
одного ряда
к шатуну другого ряда,
поэтому коленчатый вал имеет всего
шесть шатунных шейки.
Двигатель с разветвленной цилиндрической зубчатой передачей клапанно-распределительного механизма
(в современых двигателях для этой цели в основном используют передачи с зубчатым ремнем)
Шатун
Поршень
Воздушные
фильтры
Четыре клапана
в одном цилиндре
Форсунка для
впрыска топлива
во впускной канал
Дозатор -
распределитель топлива
> < •ленатый вал
Водяной насос
Впускной
клапан
Выпускной
канал
V-образный, 8-цилиндровый бензиновый двигатель DFV (двойной
четырехклапанный) фирмы Ford Coswortth, установленный в 1967 г.
на английском гоночном автомобиле Lotus (с 1968 г. использован
на машинах др. фирм). При мощности свыше 400 л.с. и
максимальной частоте вращения 9600 мин’1 его масса составляла
всего 182 кг. DFV оказался удачнее многих, даже более мощных
12-цилиндровых двигателей фирм Ferrari, Maserati и
16-цилиндрового Н-образного двигателя фирмы BRM.
Выпускной
канал
Блок
цилиндров
из алюминиевого
сплава С чугунными
“мокрыми’ гильзами,
В середине 70-х гг. XX 8
из алюминиевого сплава
массу на 3.9 кг
Запальная
трубка
и горелка
Клапан
встроен
в поршень.
АНАЛОГ ИЗ ПРОШЛОГО
V-образный двухцилиндровый
двигатель Даймлера 1889 г.
механизма
ИМИ
Маховик
цилимуд^»^ стали выполнять
со специальным покрытием, что позволило сократить
БМЛ рвэработан также вариант блока из магниевого сплава
224 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ ...........импрах х
Центро-
бежный
регулятор
изменяет ход
в нус к н ого к л а па на
из компьютнрмог о б
ПОРШНЕВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
ОППОЗИТНЫЙ 12-ЦИЛИНДРОВЫЙ ДВИГАТЕЛЬ
на спортивном автомобиле Ferrari Boxer (1973 г).
мощность 360 л.с.
Б 1981 г. вместо карбюраторов
установлена система вг рыска.
Бпок цилиндров отлит из
силуминового сплава и имеет
впрессованные чугунные гильзы.
Подвеска в автомобиле традиционная - на двойных рычагах.
Привод размещен сзади, и на задние приводные колеса
приходится наибольшая часть силы тяжести. Благодаря этому
обеспечивается их высокое сцепление с дорогой. Малая доля силы
тяжести, приходящаяся на передние колеса, сказывается на управляемости
автомобиля и считается недостатком данной компоновки.
, ИМ A III
-
Двигатель Парные амортизаторы
задней наиболее
нагруженной
подвески
Коробку передач
Воздушные фильтры установлены
по одному на каждый цилиндр.
Карбюраторы установлены
по одному на каждый цилиндр.
удалось разместить
непосредственно под
двигателем благодаря его
малой высоте. От коробки
передач движение через
поперечные карданные передачи
сообщается приводным колесам.
Конструктивная схема
оппозитного двигателя
Н
Коленчатый вал
Впускной канал
Два распредвала
(на шесть цилиндров)
с приводом
от зубчатого ремня
Два клапана
(на каждый цилиндр)
г Шатун Поршень
“Сухой” \
картер
Выпускной канал
Виброизолирующая
опора
р? Маслозаборное устройство
а___
Маслоотстоиник
ВибрОИЗОЛирующаЯ а Л
ОП°Ра Опоры масляного
(шестеренчатого) насоса
Схема размещения поршней
АНАЛОГ ИЗ ПРОШЛОГО
Оппозитный двигатель Карла Бенца 1896 г
(рабочий объем 1,7... 2,7 л, частота вращения вала
и шатунов в пространстве
700... 900 мин ',
мощность 5... 9 л.с.)
Топливный бак
Коленчатый
Шатун
вал
Поршень
Шатун
Особености
нструктивной схемы
Общая компоновочная схема близка к симметричном.
Нарушает симметрию только некоторое смещение (вдоль центральной
Оси) Цилиндров с одной стороны по отношению к цилиндрам с другой
с,ороны. Коленчатый вал имеет попарно чередующиеся (смещенные
Ц^носительно центральной оси) шатунные шейки. При этом все оси
Расположены в одной плоскости. Массы подвижных частей (шатунов
г,эршнеи) с противоположных сторон одинаковы Все это создав
предпосылки для наиболее полного динамического уравновешивания сгк гемы.
Клапанно-
раслределительныи
механизм
Маховик
МАШИНО!’ЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из компьютерного банка А.Ф Крайнева
225
„ОРШНЕВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
ВНУТРЕННЕГО СГОРАНИЯ 2
НОВЫЕ СХЕМЫ ПОРШНЕВЫХ ДВИ1 АТЕЛ
ВАНКЕЛЯ (изобретен в 1уэ
Принципиальная схема
Уплотнительная
пластина отделяет
камеры одну
от другой.
Роторно-поршневой
Здесь заканчивается
выпуск отработавших
газов и начинается
всасывание
топливной смеси
двигатель
В этой камере
происходит
сгорание
топливной
смеси и
образуемое при
этом давление
на ротор
сообщает
ему движение.
Противовес
благодаря чему
— •'POTI
Корпус
с водяной
"рубашкой
охлаждения
Сила рабочего
давления
на ротор и плечо
силы относительно
оси вращения вала
здесь в менее
выгодном соотношении,
чем в обычном поршневом
двигателе, так как
для одного и того же
Свеча
зажигания
Центральное
неподвижное
зубчатое колесо
В этой камере
в данный момент
происходит сжатие
топливной смеси
(подготовка к сгоранию).
Зубчатое колесо с внутренними
зубьями закреплено на роторе
Вместе с ротором оно вращается
момента требуется
большая сила.
вокруг шейки коленчатого вала
и одновременно обкатывается
вокруг неподвижного центрального колеса
(совершает планетарное движение). Здесь оно требуется,
чтобы не допустить самопроизвольного вращения ротора
и обеспечить непрерывный контакт его граней с поверхностью
рабочей полости в корпусе. При трехгранном роторе
и двухгранной полости числа зубьев колес должны
относиться как 3/2.
Поршень-
коромысло
Mazda RX-8 (мощигх-,.
Двигателя 240 л г
при 8200 мин
Двигэ^'-
Ю боковых
окон enycKii'
выпуска систек
переключения впускных каналов, 6 т
форсунок и бензовоздушны 8
Современный двухтактный бензиновый двигатель
на основе кривошипно-коромыслового механизма
(опытный образец четырехцилиндровый оппозитный
двигатель мощностью до 230 л.с.) фирмы Pivotal Piston
из Новой Зеландии, удостоенный престижной
премии Automotive Ingeneering International, в 1,6 раза
превосходит лучшие серийные образцы традиционных
дви а елей пс отношению мощности к массе.
Свеча
зажигания
Топливная
форсунка
амера сгорания
Выпускной канал
Скользящий
перекрывной клапан
Перепускной канал
Здесь применен
кривошипно-
коромысловый
механизм. Впервые
его использовали
в пароатмосферных
двигателях XVIII в.
В отличие от той схемы
здесь коромысло
совмещает в себе функции
поршня и входного звена
Конструктивно поршень
аналог ичен пластине
в поворотном
гидродвигателе.
Его ступенчатая форма
пр 1 вана принятой
системой уплотнений
Шатун
Коленчатый вал Rn,^
-----------------ВпУскнои канал
226 “Дшиноевдение нд яз ---- ------------------ мм
РИСУНКОВ и ЧЕРТЕЖЕЙ На по t Ф №^2
п мерах з компьютерного банка А.
юаины XX в.
Здесь пока ^ано осевое сечени
двигателя. В таком ДВигателЛА8ух*>т0|
происходит рабочее воздействие на
Расположение
шеек вала
и противовесов
обеспечивает
динамическую
уравновешенность
Уплотнительная
поджата к па
корпуса дуговой г
Создание надежного уПЛ(
важнейшая проблема при J
получается конструкция 4.f1.r ' -
ротора с корпусом. Уплотнит Г"
пластины приходится расл^
внахлестку поджиматьw
и I поверхностям корпуса пГ '
тепла из этих мест крайне ’
«хэ< Рудной
Роторно-поршневой двигатель Mazda Rente
признан лучшим двигателем 2003 г.на международной выставке
в Штутгарте Его устанавливают на современном аетомобк.ч
Легкий
(тонкостенный
литой) ротор
обусловливает
низкую вибро-
активность
системы.
Свечи
зажигания
лет ЭСв
роторно-поршневом двигателе одновременна лроис, v,t<r
че7ыре такта: всасывание топливной смеси, 66 cжaтивмГT0м<uИ^,
i вып к отработавших газов (продуктов сгорания)
Двигателя проще традиционных исполнении. В нем (
п° тупательно движущиеся части. Двигатель мал по к3-
и массе* довольно экономичен в эксплуатации Но на хе-^)
производства и решение сложнейших технических пр х
таких двигателей требуются большие расходы, поэтом cTt>iT
выпускают сравнительно небольшими сериями. К тоь У
честь, насколько далеко ушли конструкторы и техно
совершенствовании поршневых двигателей, что ы
сознать возможность превзойти современные
РЕЛЬСОВЫЙ ТРАНСПОРТ.
ПАРОВОЗЫ, ТЕПЛОВОЗЫ, ВАГОНЫ
_--- - ------------ _ ----
Жозеф Кюньо в 1769 г. первым создал транспортную машину с паровым двигателем Джеймс Уатт в 1774 г. в патенте на паровую
машину привел возможное решение многорежимной передачи движения от двигателя к приводным колесам. Уильям Мердок в 1784 г
гпопал модель паромобиля ~ вот, что предшествовало созданию Ричардом Тревитиком первого паровоза
ПЕРВЫЕ ПАРОВОЗЫ
Шатун
привода
маховика
передаточного
механизма
Паровоз Ричарда
Тревитика,
созданный в 1804 г
Кривошип
Наличие в паровозе замкнутой взаимосвязи
Шток
Кронштейн поршня
направляющей
опоры
приводных колес через зубчатую передачу
приводило к дополнительным потерям энергии
и частым поломкам зубьев, особенно на переходных
режимах. В 1808 г. Тревитик создал паровоз
с вертикальным рабочим цилиндром, поршень
которого через шатун и кривошип передавал
движение непосредственно колесной паре.
Паровоз развивал скорость 30 км/ч и был, --------
как оказалось, совершеннее многих последующих
предложений других изобретателей. Тревитик
потратил все свое состояние на расчистку
и прокладывание дорог. Его идеи опередили
технологические и экономические представления
того времени и не были по достоинству оценены,
а сам он умер в нищете, но не был забыт.
Маховик
Ричард Тревитик (1771 - 1833) - сотрудник и ученик
Джеймса Уатта - начал построение самоходной повозки
с усовершенствования парового двигателя Несмотря
на препятствия чинимые Уаттом Тревитикч удалось
осуществить: он значительно повысил давление пара и
отказался от конденсатора (отработанный пар выбрасывался
в атмосферу). Уатт обвинял Тревитика в неправомерном
использовании его изобретений, считал опасным овышение
давления пара и добивался запрета на создание мобильных
паровых машин. Тем не менее в 1801 - 1803 гг. Тревитик
построил несколько паровых повозок. После повозки Кюньо
это были первые реально действующие паромобили
В 1804 г. Тревитик создал первый в мире паровоз,
передвигавшийся по рельсам. Реборды были выполнены не
на колесах, а на рельсах. Движение на колеса передавалось
через кривошипно-ползунный механизм и разветвленные
зубчатые передачи благодаря чему существенно повышался
приведенный к кривошипу момент инерции (в дополнение
к маховику). Предполагалось соответствующее повышение
плавности хода при использовании одноцилиндрового
Дымовая
труба
тихоходного двигателя.
Направляющая ползуна
Кривошип
Шиберный паро-
распределитель
Реборды
на рельсах
Тяга привода
водяного
насоса
Поворотный парораспределитель
Р Тревитика, установленный
на его паровозах
Паровоз Ричарда Тревитика
созданный в 1808 г.
Поршень
»........
Шатун соединен
шарнирно
со спицей колеса.
Принципиальные схемы кривошипно-ползунного механизма
и парораспределительный механизм
в паровых машинах XIX в.
pmcvhkCjB И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева
Ползун-балансир,
соединяющий шток поршня
с двумя шатунами (по разные
стороны паровоза)
Поворотный
парораспределитель
смонтирован
на цилиндре.
Рабочий цилиндр
размещен внутри котла.
Конус
перекрывного
крана
Паровой котел
с жаровой
трубой
Насос
для подачи
воды в котел
Эксцентриковый Скользящее
механизм парораспределителя уплотнение
Ползун [крейцкопф] разгружает поршень от боковых сил
Вариант и позволяет проще решить проблему скользящего уплотнения,
с разгрузочным
роликом
Поворотный конус с
распределительными каналами
Крейцкопф предложен в 1799 г. Уильямом Мердоком
(создателем модели паромобиля в 1784 г )
Им же впервые выполнен
паровой цилиндр с паровой
‘рубашкой * в виде
единого литого блока.
a not и/С
227
цмдш| РЕЛЬСОВЫЙ транспорт, паровозы, тепловозы, вагоны
РАН I
ЭПОХА ДЖОРДЖА СТЕФЕНСОНА
Z PARS ONS
WATT
•ОСШТ
the Institution of
mechanical engineers I
J'R:G,Exley',Jectt.
Паровоз "Ракета"
был признан
лучшим паровозом
в 1829 г.
(на Рейнхиллском
конкурсе).
Он развивал
скорость до 47 км/ч.
мог тянуть поезд
массой до 17 т
(со скоростью 21 км/ч)
1814 г считается началом эпохи
железнодорожного транспорта,
когда Джордж Стефенсон создал
свой первый паровоз. В 1823 г
он основал паровозостроительный
завод, а в 1829 г. выпустил
знаменитый паровоз "Ракета"
(ведущий конструктор - его сын
Роберт Стефенсон).
Рабочие
цилиндры
Котел
Многолистовая
полуэллиптическая
рессора ,
Управляющие
эксцентрики
Кривошипно-
ползунный
механизм
с крейцкопфом
Кулиса Стефенсона - механизм
управления парораспределением
Противовес
Регулируя положение опоры
кулисы, изменяют величину
и положение хода тяги
парораспределителя.
Рычаг
регулирования
Я»срсль И 85 г'""
I960
Управляющие
шатуны
В 1814 г. Джордж Стефенсон применил для паровоза
рессоры. В 1821 г. он впервые применил стальные
рельсы вместо чугунных. В 1829 г. на паровозе ’’Ракета"
был впервые установлен котел Бута с дымогарными
трубами, омываемыми водой.
Аналогичный котел был изобретен ранее
(в 1828 г.) Сегеном во Франции.
Тяга,
присоединенная
к паро-
Шарнир тяги, распределителю
скользящий вдоль кулисы
Паровозы Роберта Стефенсона часто
изображали на почтовых марках и
памятных медалях в 40-е и 50-е гг. XIX в.
Медаль 1843 г.
Эксцентрики при вращении
перемещают кулису.
Рама
Усовершенствованный паровоз
Роберта Стефенсона (1833 г).
Установленный на нем паровой
котел имеет дымогарные трубы,
расположенные внутри емкости
с водой.
Впускной
Цапфа для присоединения Приводное колесо паропровод
приводного шатуна
Кулиса Стефенсона - первое устройство, обеспечивающее
плавное регулирование скорости движения (изменением
проходного сечения парораспределителя) и реверсирование
движения (переключением подачи пара в другую полость
цилиндра путем смещения хода парораспределителя).
Кулису Стефенсона усовершенствовали и предлагали новые
решения на протяжении 100 последующих лет. Наиболее
изветны кулисы Гуча, Аллана, Джоя, Клозе, Броуна, Стронга,
Гейзингера (изобретена Вальшаертом в 1844 г. в Бельгии),
Гельмгольца-Краусса, Маршаля.
Вода
Топка
Дымогарные
трубы
Рабочий
ципиндр
Дымовая
труба
Выпускной
паропровод
Подача
пара
в цилиндр
через
парораспре
делитель
Кривошипно-ползунный механизм Управляющий эксцентриковый механи <м (С
228 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из комлыс
) тарного банка А Ф Крайнева
мы. созданные н XIX н
Рабочие
паровые
цилиндры
Паровоз Д. Стефенсона
с подвеской на паровых
амортизаторах
Паровые амортизаторы -
паровые цилиндры,
постоянно соединенные
с паровым котлом
Платформа
с неподвижно
установленными
на ней
подшипниками колес
Шатун приводного
механизма
(обычно один из
стороны
Цепная передача
1’1 ЛЬСОВЫЙ ТРАНСПОРТ. ПАРОВОЗЫ, ТЕПЛОВОЗЫ, ВАГОНЫ
Компоновка агрегатов и подвеска паро®г>эа
(по проекту инж. Т W Worsdell
для железной дороги
North Eastern
Railway, 1889 г.)
Паровой
котел
Паровой цилиндр,
расположенный
с внешней
стороны рамы
трех цилиндров
разме-
щали
внутри
рамы).
Паровоз конструкции
инж. William Thow (Глазго, 1887 г.)
Размещение
паровых
цилиндров
(высокого
и низкого
давления)
внутри рамы
паровоза
предопределяло
выполнение вала
приводных
колес
коленчатым
соединение
с другими
приводными
колесами
через механизмы
параллельных
кривошипов.
его
Неприводные
колесные
пары
ТЕПЛОВОЗЫ
Кривошипно-ползунныи механизм последовательно
соединен с механизмом параллельных кривошипов.
Благодаря этому движение передавалось от паровых
цилиндров трем приводным колесным парам.
Движущая тележка тепловоза Балдвин-Лима-Гамильтон
мощностью 1000 л.с. с дизелем Майбах и гидравлической
передачей Мекидро (США, 1932 г.)
Торсион
Колесная
пара
Дымовая труба
Кабина
машиниста
ООО
GvOOO
-
оооооо<
оооо
jooooa
оооо
Поперечные
подпружиненные
тяги Основные
(продольные) многолистовые
полуэллиптические рессоры
1932 г. в США считают началом
эпохи тепловозостроения.
Потребовалось все же более
30 лет, чтобы полностью
отказаться от паровозов.
Накопленный в XIX в. и
в начале XX в. богатейший
опыт конструирования
железнодорожного транспорта
используют при создании
многих современных машин
Тяговый
дизель
Тяговый
Приводная
колесная пара
Приводная
колесная пара
Стартер
тяга
4И‘ < v ий редуктор
Кони*к < ьии редуктор
Карданные породами
Конический
редуктор
Песочный
бункер
Опорная (реактивная)
редуктора
МАШИНОВЕД! НИ!
НА ЯЗЫК CXI М, РИСУНКОВ И 'ПРИ ми.
H.I примерах и । komi ibioiepiioi о банка А ф. Крайнев.»
Выхлопная труба
Гидромеханическая передача
Люлечная торсионная
подвеска кузова тепловоза
Воздушный
рессивер
Карданная
передача
Г идромеханическая
передача
Конструктивные особенности
представленной здесь тележки
тепловоза:
- гидромеханическая передача
от двигателя к колесным
передачам (применяли также
тележки с передачей движения
от дополнительного тягового
эл ектродвига геля);
- неподвижное присоединение
корпуса двигателя и передач
к раме тележки, шарнирная
подвеска редукторов на оси
колесной пары (пока еще
не были использованы достижения
ini о времени ио снижению
229
РЕЛЬСОВЫЙ ТРАНСПОРТ. ПАРОВОЗЫ, ТЕПЛОВОЗЫ, ВАГОНЫ
1АП1
ГАМ
ПАССАЖИРСКИЙ ТЕПЛОВОЗ ТЭП60 (компоновка агрегатов и звеньев)
Дизель (3000 л.с., с V-образным
Задняя
кабина
Вентиляторы и агрегаты системы охлаждения дизеля
расположением 16 цилиндров)
Г енератор
ПеРедняя
кабина
□оиоиос
оо оооо
Рессорный
-------------------------
Боковая Рама ходовой
Рама несущего
Главные
Редуктор
Пружины
балансир
опора кузова
тележки
19250 кузова
опоры кузова Электродвигатель
буксовой подвески
Поперечное сечение
главной опоры
Опирание кузова тепловоза на рамы ходовых тележек
Буксовая подвеска головного
вагона электропоезда
Рама тележки
к\ .ишл
Несуща?
пружина
Резиновые
прокладки
Здесь опора неподвижно
соединена с несущей
рамой кузова.
Продольное сечение
главной опоры
Замыкающая
пружина
шарнира
Главная опора кузова
(таких опор у кузова
четыре - по две
на каждой
2>ЗО
МАШИ»*ЧМ Ш НИ1 НА МЗЫМ CUM .>
Упор,
ограничивающий
продольные
качания
кузова
Зазор
I паннам
» щам
рама
Центральный
стальной стакан
Резиновый спой
неподвижно
соединена
с рамой тележки.
подеоски кузова
1 онловоз*
11опггрс*чные
качании кvacua
Шарнирное
соединение
с рамой
кузова
Распорное
упругое звено
способно
воспринимать<
в обоих направлениях.
ABCD шарнирный
чвтырехзвенник.
соединяющий рамы
Боковая упругая
опора кузова
тепловоза
РЕЛЬСОВЫЙ ТРАНСПОРТ. ПАРОВОЗЫ, ТЕПЛОВОЗЫ, ВАГОНЫ
1 'U
Схема
опирания кузова в поперечном сечении
Несущая рама кузова Пакет пружин
ПОДВЕСКА ВОСЬ ИОСНОГО СОВРЕМЕННОГО ТЕПЛОВОЗА
Самоустановка колес при движении по волнистому рельсовому пути
Несущая рама кузова шарнирно присоединена к двум тележкам.
Реакции рельса на колеса примерно одинаковы.
Четырехподвижная опора
Боковая упруго-
н демпфирующая
’ опора
Рама
тележки
Четырехподвижная опора
Пружины
Балансир
Если колеса присоединить к тележке
без рычагов, то на такой тележке нельзя
будет передвигаться по волнистой дороге.
Принципиальная схема самоустановки
колесных пар на криволинейном участке пути
Поворот балансиров в плане допускает
поперечные смещения колесных пар и
самоустановку колес по криволинейным рельсам
при минимальном трении и изнашивании.
На основе равноплечих рычагов создают подвески многоколесных
[многоосных] машин, которые позволяют всем колесам
приспосабля- ься к неровностям дороги и равномерно распределять
нагрузку.
Здесь на схемах даны лишь условные обозначения шарниров.
Конструктивные решения выбирают в зависимости от величин
действующих сил и требуемых для самоустановки перемещений.
Четырехподвижная опора
Рама тележки
Криволинейный участок дороги
Конструктивная схема тележки
Боковая упруго-
демпфирующая
опора кузова
Пружины балансира
размещены внутри
рамы
Несущая рама кузова опирается на раму
тележки через винтовые пружины
(по пять пружин с каждой стороны).
Рама тележки Колодочный
тормоз
Боковая упруго-
демпфирующая
опора тележки
2850
Опора
двигателя
Четырехподвижная опора
допускает угловые
и вертикальные
перемещения
Рычажная система
и пневмоцилиндр
управления
тормозами
Пружины максимально удалены
от продольной оси тепловоза (для обеспечения
поперечной устойчивости) и опираются
на наиболее жесткие участки рамы.
1
Я 180
Тун оный электродви! а гель
Боковые упруго демпфирующие опоры кузова
Муфт
Н/ ЯЗЫК) ( XI М, РИСУНКОВ И 411 11*111
М/ 1ИИ1КЛИ Д1 НИ1
I Li примерах и j ком)ibtoiepifoi о банка А Ф К|!
РЕЛЬСОВЫЙ ТРАНСПОРТ. ПАРОВОЗЫ, ТЕПЛОВОЗЫ, ВАГОНЫ
ИЛ* ЛII!
* PAR
Рама Подрессорная Подпятник опоры вагона
ШОКИ ПАССАЖИРСКИХ Р.Л1 < я и.н •.
Тележка с двумя продольными
балансирами, сконструированная в 1872 г
на Александровском заводе в С.-Петербурге
Букса (oi нем Buchse) - чугунная
или стальная коробка, в которой размещен
подшипник, передающий нагрузку от рамы
тележки на шип колесной пары
____ - Продольный
Колесная пара Диагональный раскос рамы балансир
Многолистовые эллиптические рессоры
Буксовая направляющая
прикреплена к раме
каждой из опорных пластин
с опорной пластиной
— tOvVMrW ihvCL
Совершенствование конструкций тележег
происходило и происходит в направлениях
- снижения масс неподрессоренных звеньев
(в последующем отказались от неподрессоренных
балансиров и стали устанавливать пружины
непосредственно между буксой и рамой, кроме
буксового и рамного подвешивания применяют
и промежуточные упругие элементы)
- обеспечения виброзащиты и поперечной
устойчивости (сначала обходились демпфирующими
возможностями многолистовых рессор, а затем
стали применя ь комбинированное подвешивание
с нелинейной упругой характеристикой а также
специальные фрикционные и гидравлические
демпферы);
- возможности самоприспосабливания тележек
относительно криволинейных рельсов (здесь
представлены примеры с центральной опорой,
позволяющей тележке поворачиваться
а в начале 80-х гг. XX в появились тележки
с самоустанавливающимися колесными парами):
- обеспечения устсг^иеос'и движе^я
(уменьшение виляния тележки на прямолинейном
участке при сохранении способности
самоустамавливаться на криво/ымейном ^«астке
дороги достигают выбором соотношения
жесткостей - сопротивлений поперечному сдвигу
колесных пар и относительному повороту их осей)
ООО <£•? И п . __ . _
РЕЛЬСОВЫЙ ТРАНСПОРТ. ПАРОВОЗЫ. ТЕПЛОВОЗЫ. ВАГОНЫ
их
i 1
о л ткой рамой тележки установлен комплем пружин
Тележка (по схеме Даймонда) с комбинированным
: комявк^ем и кееонем д 1я грисое синения
к платформе (Россия, начало XX в.)
Мнницинский
вас оно
Сцчипеиьныи
итвод
Фрикционные демпферы между шкворневой
банком и рамой тележки (из книги У '[ж Харрисе.
С V Jax а . <ж Ландгрене и др. "Обобщение
передового опыта тяжеловесного движения
вопросы взаимодействия колеса и рельса” 2002 Г)
К >лме 1 лат ферм»
.1 1ИМ0НД1
г.
— КБ
Сечения гн\ ты\
полос
150x16
Тормоз
Букса
Распределительная балка
Подпятник
балка
Клин демпфера
коле
ласа
Опорная пластина
С’скользун”)
Многолистовая
поперечная
рессора
Рычажное
соединение
относительно
подвижных балок
Боковая
рама
Шкворневая
балка
При относительных
колебаниях
балки и рамы
демпфер
рассеивает
энергию
колебаний
благодаря трению
в паре:ciаль
по стали
или сгаль
по уретановому
эластомеру
Клин демпфера
Пружина,
прижимающая
клин
к шкворневой
балке
кочеолнич
Демпфер, чувствительный
к величине нагрузки
Пружины
вторичного
подвешивания (в дополнение к первичному
буксовому подвешиванию)
Одна из самых тяжелых артиллерийских установок (ТМ-2-12)
на 16-осном железнодорожном ходу (1932 г.)
^бщая платформа шарнирно опирается на две промежуточные рамы, каждая из которых шарнирно
«ется на две четырехосные тележки в которых на балансирах установлены колесные пары
| лагодаря этому вся нагрузка равномерно распределяется между колесами
МДШИНОРРпрымс мд a^kdkP CYFM
Э’ч обозначены
шарнирные опоры платформы,
Ромежуточных рам и тележек.
О
РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного о.жка А Ф Крайнева
4ИЛ\ДН1
PAN
—>
Поворотный рычаг
Пружинная
подвеска
Рама
вагонетки
Пружина сжатия возвращает колодки
в разомкнутое состояние при
отсутствии нажатия на нее.
Буфер
При горизонтальном
положении коромысла
тормоза замыкаются.
Тормозная колодка прижимается
к ободу колеса при воздействии
на нее распорного звена.
Распорные звенья раздвигают
тормозные колодки при
движении тяги вверх.
РЕЛЬСОВЫЙ ТРАНСПОРТ. ПАРОВОЗЫ, ТЕПЛОВОЗЫ, ВАГОНЫ
ТОРМОЗА И ТОРМОЗНЫЕ СИСТЕМЫ
Управляемая тормозная
система Джорджа
Стефенсона (1847 г.)
Первые фрикционные
тормоза в транспортых
машинах имели одну
деревянную колодку,
прижимаемую к ободу
колеса вручную с помощью
рычага. В дальнейшем
появились двухколодочные
тормоза (с чугунными
колодками) и рычажные
механизмы, связывающие
отдельные тормоза
и привод в единую систему.
При повороте
коромысла
вверх тормоза
размыкаются.
Толкатель
ТОРМОЗ ЭЛЕКТРОВОЗА (2-я
Подвижная опора подвески
I Рама вагонетки
половина XX в.)
Запасной
воздушный
резервуар
Магистраль для
автоматической
системы тормозов
прицепных вагонов
Комбинированная прямодействующая
и автоматическая система Вестингауза для
промышленных и маневровых локомотивов
Двойной
обратный клапан
Главные воздушные
резервуары
Колодка
Колесо
Подвод воздуха
от компрессора
Кран машиниста
локомотива
Уравнительная Прямодействующий
камера цилиндр привода
тормозов локомотива
Тяга (к пневмо-
цилиндру)
Ось колесной пары Деревянные тормозные колодки
Рычажная
система
управления
Воздушная
у Манометры
сирена
—
Прямодействующая пневматическая
тормозная система изобретена в США
Джорджем Вестингаузом (1846 - 1914 )
в 1869 г. С помощью крана на локомотиве
воздух (из компрессора) впускается
в магистраль к тормозным цилиндрам,
которые прижимают колодки к ободам колес,
а для растормаживания воздух выпускается
из магистрали.
Автоматическая тормозная система
сконструирована в 1872 г. В ней при выпуске воздуха
из магистрали тормозные колодки прижимаются
к ободам колес. В последующем система Вестингауза
совершенствовалась в направлении обеспечения
быстродействия срабатывания. Для этой цели
компания “Вестингауз электрик" с 1926 г.
разработала и стала выпускать (практически
монопольно) целый ряд управляющих
устройств, обеспечивающих надежность
и безопасность железнодорожных
тормозных систем.
Тормозной пневматический
цилиндр Вестингауза Регулятор хода
Уплотнительная Поршень
диафрагма
воздуха Возвратная пружина
Подвод
сжатого
Тройной клапан
3
Шток,
шарнирно
присоеди-
няемый
к рычагу
Рычажная система передачи и распределения
тормозных сил от одного пневмоцилиндра
Тормозной
цилиндр _
Система тяг
и рычагов
обеспечивает
самоустановку
колодок и
равномерное
распределение
тормозных сил.
* Обычно здесь могут быть
присоединены параллельно
несколько цилиндров (для
привода тормозов каждого из колес)
Коромысла
Тяги
Тяги
Рычаг
Колодки
Распредели-
те^ тельные
' z рычаги
Балансиры е
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева
КОЛЕСНЫЕ И ГУСЕНИЧНЫЕ МАШИНЫ.
АВТОМОБИЛИ И ТРАКТОРЫ
Автомобили за 125 лет развития стали самыми совершенными машинами в мировой технике. С одной стороны -
тяжелейшие условия работы деталей, соединений и систем, с другой стороны - жесточайшая конкуренция, с ова ая
на непосредственном массовом тестировании и экспертизе со стороны потребителей, предопределили высокий уровень
автомобильной промышленности. Накопленный опыт и гигантский объем интеллектуальной собственности сделали
недосягаемыми (в частности для отечественного машиностроения) крупнейших зарубежных производителей автомобиле
СОЗДАНИЕ И СОВЕРШЕНСТВОВАНИЕ АВТОМОБИЛЯ. Исторические вехи
1886 г. признан началом эпохи автомобилестроения
Первыми изобретателями автомобиля по праву
считаются Готлиб Даймлер (1834 - 1900)
и Карл Бенц (1844 - 1929), хотя претендентов
на первенство насчитывалось свыше 400.
Более того,например, изобретатель
Джордж Селден, получив патент
с приоритетом 1879 г., продавал лицензии
на производство автомобилей. Генри Форд
в начале XX в. в суде выиграл у него право
серийно выпускать свои автомобили. Форд
предложил целый ряд усовершенствований
и первым организовал поточное
производство автомобилей.
Автомобиль Зигфрида Маркуса, созданный
в 1864 г. и усовершенствованный в 1875 г. (по более
достоверным источникам - в 1870 г. и в 1888 г.),
до сих пор считается первым, но только в Австрии.
При оценке приоритета принималась во внимание
промышленная воспроизводимость, а этому
критерию удовлетворяли только
изобретения Г. Даймлера и К. Бенца.
Вошедший в историю как "настоящий автомобиль"
начали выпускать в 1891 г. французы Рене Панар
и Эмиль Левассор. Они использовали V-образный
двухцилиндровый двигатель Даймлера
(по лицензии 1889 г.), который считался наиболее
совершенным для того времени, а шасси в целом
было оригинальным. 1896 г. ими же создано
коническое фрикционное сцепление.
Одним из первых создателей автомобиля
(с быстроходным двигателем, развивавшим
1500-2000 об/мин против 700 об/мин у других
двигателей, известных в 1895 г., и системой
подвески приводных колес, запатентованной
в 1893 г.) по праву считается граф Альбер де Дион.
Создание автомобиля в целом было подготовлено
изобретением отдельных его частей:
- двигатель внутреннего сгорания (Э. Ленуар в 1860 г.,
Н. Отто и Э. Ланген в 1867 г., Г. Даймлер в 1883 г.);
- независимая подвеска (каждого из колес
на многолистовых рессорах) и реечное рулевое
управление (французский инженер Амеде Болле-
старший в 1873-1881 гг.);
- дифференциальный механизм (американский
инженер Робертс в 1834 г.);
- зубчатая коробка передач (Хилль в 1843 г.);
- пневматическая шина (Роберт Томсон
в 1845 г.,Джон Бойд Данлоп 1888 г.);
- съемная пневматическая шина
(Уэлч в 1890 г.; Эдуард Мишлен в 1891 г.
для велосипеда, в 1895 г. для автомобиля).
Многие части были изобретены сначала для конных
экипажей:
- рессора (англичанин Блаунт в 1640 г. построил
экипаж со стальными С-образными рессорами;
англичанин Эллот в 1804 г изобрел эллиптическую
рессору);
- поворотное устройство с двумя цапфами
(Акерман в 1818 г.);
- сплошная резиновая шина (англичанин Хэнк в 1847 г.).
Самым древним (если не считать колеса) изобретением,
применяемым в автомобиле, является двухподвижныи
шарнир (его называют еще универсальным шарниром,
шарниром Гука, карданным соединением,
хотя сам Джеронимо Кардано отмечал, что такое
устройство использовалось еще в подвеске древних
"носилок императора"; до Кардано такой шарнир
присутствовал и во многих приборах и приспособлениях)
Примеры из числа наиболее важных усовершенствований конструкций автомобиля в конце XIX в. и в XX в.:
- рессорная независимая подвеска задних приводных
колес с присоединением их к дифференциалу через
карданные передачи (Альбер де Дион, 1893 г.);
- переднеприводное шасси (в 1909 г. Джон
Уолтер Кристи разработал трансмиссию
переднеприводного автомобиля; в 1926 г.
Жан-Альберт Грегуар создал переднеприводной
автомобиль с изобретенными Фенаем шарнирами);
- шаровые муфты равных угловых скоростей
(Альфред Рцеппа, 1929 г. );
- независимая подвеска управляемых колес
с качающимся рычагом и вращательно-
поступательной парой, винтовой пружиной
и амортизатором (Эрл МакФерсон, 1949 г. );
- подруливающая и автоматически управляемая
подвески (90-е гг. XX в.);
- резино-металлические шумо- и виброизолирующие
опоры “сайлент-блоки" (30-е гг. XX в.);
- гидравлические амортизаторы
(Брувер Д. МакИнтайр, 1927 г.) и однотрубные
газонаполненные амортизаторы изобретателя
Де Карбона (производство начато в 1954 г. Гансом
Бильштайном);
- многослойные армированные шины;
- дисковое сцепление (многодисковое сцепление
создано Говардом К. Мармоном в 1902 г.,
однодисковое сцепление создано фирмой
De Dion & Bouton в 1904 г.) и система управления им;
- гидротрансформатор (был сначала
применен на большегрузных машинах, а в 50-е
годы "перекочевал" в легковые автомобили
вместе с автоматической коробкой передач);
- рулевая трапеция (Шарль Жанто, 80-е гг. XIX в.);
- гидроусилитель руля и система управления им;
- универсальный стеклоочиститель
(Джон У. Андерсон, 1925 г.);
- “безопасное шасси” (Бела Барени, 1949 г.);
- “безопасное рулевое колесо” (Бела Барени, 1956 г.);
- электростартер (Генри Мартин Пиланд, 1911 г.);
- электромотор-колеса и гидромотор-колеса для
большегрузных автомобилей, тягачей и базовых шасси
(фирмы General Electric, Le Tourneau, General Motors,
Clark, Poclain, Sisu, Volvo, БелАЗ и др., с 40-х гг. XX в );
- самоблокируемый (’’чувствительный к вращающему
моменту’) дифференциал (Верман Глезман, 1958 г.);
- автоматически управляемый ("активный”)
дифференциал (фирма Mitsubishi, 90-е гг. XX в.);
- системы автоматического управления (активное
рулевое управление, антиблокировочная система,
система контроля сцепления с дорогой, система
поддержания устойчивости, активный круиз-контроль
и др системы конца XX в. и начала XXIв )
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ I I. примерах и компьютерного банка А.ф Крайнева
235
КОЛЕСНЫЕ И ГУСЕНИЧНЫЕ МАШИНЫ. АВТОМОБИЛИ И ТРАКТОРЫ
Паровая повозка Н
Старания изобретателей приводных повозо
увенчались успехом лишь после создания
парового двигателя Т Ньюкомен и д уат
строили двигатели только для стационарны
установок Д Уатт даже препятствовал
использованию парового двигателя на
повозках Первый в мире паромобиль
(артиллерийский тягач) создал Никола
Жозеф Кюньо (1725 - 1804) во Франции
Его повозка была испытана в 1769 г
Из-за несовершенства рулевого механизма
при удачных в целом демонстрационных
испытаниях машина весом в 3 т врезалась
в каменную стену, что и стало пляпдпм
прекращения работ в этом направлении
Штоки двух поршней поочередно
сообщают движение колесу отдельными
толчками. Эти толчки через храповой
механизм свободного хода
преобразовываются в однонаправленное
вращение колеса.
В последующем аналогичный принцип
использовали Исаак Ривац в своем
автомобиле, а такж< Николаус Отто
и Эиген Ланген в двигателе внутреннего
сгорания.
Повозка Кюньо имеет три колеса
из-за чего обладает невысокой
устойчивостью Ynpai ля> мое колесо
выполнено приводным, что существенно
усложняет конструкцию. Двигатель
и паровой котел прижимают всей своей
тяжестью колесо к дороге, поэтому
сцепление с доро( ои хорошее,
но поворачивать машину очень тяжело.
Повозка Кюньо в первозданном виде
экспонируется в Хранилище Искусств
и Ремесел" в Париже.
В 1784 г. Уильям Мердок изготовил
действующую модель паромобиля.
В ней для преобразования движения
поршня во вращение колеса
предусмотрен кривошипно-
коромысловыи мехнизм.
В 1800 и в 1801 гг. Ричард Тревитик
построил два паромобиля, которые
довольно длительно жспуатировались
на дорогах Уэльса В них использован
одноцилиндровый двигатель,
передававший движени- на задни.
колеса через кривошипно-ползунный
механизм и зубчатую передачу.
В 1802 г. Р. Тревитик запатентовал
вариатор скорости для паромобиля.
Кюньо (поперечное < ечпние)
Г A Я О м я
Поршень
приводное
колесо
передаточный
механизм
в однонаправл»иное
вращение
КО nt’ 1
тельныи
кран
Храпове .и ками »л
свободного хода
для преобразования
возвратно-
поступательны»
движений поршней
Распредели-
Шток
Переднее
и управляемое
Храповой
♦wUJi а
В 1825 и в 1827 гг. Уолтер Хэнкок получил патенты на новые решения
паровых экипажей, один из которых до сих пор хранится в автомобильно котлов, а в 1830 - 1836 гг. построил несколько
паромобиль-тягач для буксировки 8-местного экипажа, который использовал Урина’Голдусуорси Г|°РНИ в 1830 г. создал
из регулярных межгородских маршрутов. До этого им были изг ттовлены НЭРЯДУ С конными Дилижансами на одном
подталкивающих экипаж при движении в гору. Наиболее удачные решени Р08Ь*е дилижансЬ' в том числе с парой ног,
старшему в 1873 - 1881 гг. Он первым использовал независимую подвеаГ "е₽ВЫХ паромобилеи принадлежат Амеде Болле-
В 1900 г. Леон-Эмануэль Серполе начал серийное производство паромобил Ре€ЧНОе управление в приводных экипажах.
- отел (1888 г) и изготовил несколько паромобилей В 1902 г им veraunn илеи Задолго до этого он изобрел змеевиковый
г г. им установлен мировой рекорд скорости на паромобиле 120,75 км/ч.
236 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ На
J _ ___ ______ примерах из компьютерного банка А.Ф Крайнева
КОЛЕСНЫЕ И ГУСЕНИЧНЫЕ МАШИНЫ. АВТОМОБИЛИ И ТРАКТОРЫ
... пяймлер изготовил первый бензиновый двигатель в 1883 г„ а в 1885 г запатентовал двухколесм^тра^гюртмое с
(мотоцикл), в 1886 г. он построил четырехколесный автомобиль, способный' ™ создай
автомобилей Даймлера (с 1902 г. их стали называть’мерседесами-) сыграл коиструха Вильгельм *
б • 1929 Его сын Карл Майбах в 1907 г. разработал самый легкий 6-цилиндровыи
ад ,brfyarh Motorenbau наряду с созданием самых мощных двигателей V12 550 л.с. и 700 л.с
а . совершенствовала автомобили. К. Майбах изобрел коробку передач с ускоряющей передачей и авто
переключением передач (без выключения сцепления).
И
й авиационный двигатель мощностью 150 л.с
(с 1929 г для танков вермахта)
Зубчатое
колесо с
внутренними
зубьями
шарнирно
соединена
с осью.
Винтовая цилиндрическая пружина
впервые применена в подвеске автомобиля
Г. Даймлера в 1895 г. Она установлена
между рамой и осью и сжимается
при их относительных перемещениях.
Только после появления демпферов
использование винтовых пружин
стало оправданным. В 1935 г.
К. Майбах создал подвеску
в виде комбинации пружины
и многолистовой поперечной
рессоры.
Ремень ограничивает
относительные
перемещения рамы и оси.
Невращающаяся ось задних колес
перемещается вертикально (относительно
рамы) при наезде на неровности дороги.
Перемещения рамы
\ относ ит е льно
оси задних
колес
Рама кузова
автомобиля
Зубчатое колесо
с внутренними
зубьями
прикреплено
к заднему
колесу
Ведущая
шестерня
перекатывается
по зубчатому колесу
при относительных
перемещениях рамы
и оси задних колес.
я
PATENTS С Н RIFT
пневматическими шинами.
Патент,
выданный
Карлу Бенцу
в 1886 г.
Рулевая рукоятка
Одноцилиндровый
двигатель
Маховик
тупица
Маховик
на коленчатом
Эллиптическая
рессора
вреднее
равняемое
колесо
Одноцилиндровый Рычаг поворота переднего
двигатель управляемо! о колеса
f иная передача в трансмисс ии первого агломобиля
' Бойца (1886 । ) нг только смягчала неравномерное ти
ии( нс и выполняла роль фрикционнгл <) сцентения. Для разьединения
ПИ нужно было ОСЛлбИ! L IldlM АСНИС реМНЯ (I lUpfMi’l I ИН ОСЬ
о шкив 1) и tn рг кинугь pi минь на шкии, у< тановпенныи на ведомом налу < воподно
Карл Бенц изготовил в 1885 г. четырехтактный
бензиновый двигатель с искровым зажиганием
(у Даймлера было калильное зажигание). В 1885 г.
он создал и испытал трехколесный автомобиль
(на нем был установлен двигатель мощностью 0,75 л.с.
с частотой вращения 300 об/мин), а в 1886 г. получил
на него патент. С 1888 г. К. Бенц стал выпускать
небольшими сериями простой и легкий автомобиль.
С 1894 г. К. Бенц освоил производство
четырехколесного автомобиля с двухцилиндровым
двигателем и
Ременная
передача
Приводные
колеса
!/|/1ПИН<я тун НИ( НА Я 1ЫК I
Рулевой
вал
управления
ременной пере ’зчси
(//I М, РИСУНКОВ И 41 PH Н И На примерах из комиьюторно» о банка А.ф
Замкнутый
ремень
Коническая
зубчатая
передача
КОЛГСНЫГ И ГУС
МАШИНЫ. АВТОМОБИЛИ И ТРАКТОРЫ
I |1И'11П.Н
н И ЮрНЮ Я V П *р»П I 1
Чиюнщл.' иНОме ОИЛЬ нам ши
'Выпускать в 1 891 I Французы
Луи Рнне Панар и Эмиль Левиссор
(фирма “Памир Ленасор")
Они использовали V-образный
двучциши 1ровый двиг атель Даймлера
(по лицензии 1889 г.), который
считался наиболее совершенным
для того времени, а шасси в целом
было оригинальным.
В 1896 г. ими же создано коническое
фрикционное сцепление
Общая (классическая) схема
автомобиля (переднее расположение
двигателя и привод задних колес)
используется многими
автомобилестроителями мира.
Эмиль Левассор (1844-1897)
известен миру не только как
замечательный конструктор, но и как
победитель первых автомобильных
гонок Париж-Бордо-Парижв 1895 г.
(он “мчался” со скоростью до 30 км/ч).
Спустя год в гонках Париж-Марсель-
Париж он потерпел аварию,
в результате которой его здоровью
был нанесен непоправимый ущерб.
Педаль сцепления
Рычаг рулевого
управления
Рычаг
гормо ш
Трехлистовая
рессора
рич и переключения
передач
Фрикционная
сцепная муфта
Конечная
цепная
передача
Коническая
передача
Тормозная
колодка
передач
Коробка
Масляный
Шасси Панара 1904 г.
Рулевое Тормозная
Двигатрп
Направление
движения вперед
бак и
маслопроводы
колесо
система
Двухцилиндровый
двигатель
Радиатор
Направление
движения вперед ___
Глушитея»
На автомобилях
“Панар-Левасор”
впервые применена
установка
управляемых колес на
отдельных шкворнях.
Но здесь пока еще
применен рулевой —
параллелограммный
механизм с синхронным
поворотом опор колес.
Топливный
бак
Маховик
Зубчатая
Карданная
передача
у
Дифференциал
Зависимая подвеска автомобиля
2-й половины XX в. с тягой
Панара (Opel
Monterey)
трехступенчатая
коробка передач
и сцепление
Амортизаторы
Стабилизатор
поперечной
устойчивости
1продольные гяг и
подвески (для передачи
НрОДОЛЬНЫХ сил/
Шасси - рама в виде пред^ ых
лонжеронов неподвижно со <еных
между собой поперечными жзми
Поперечная
o.uira задшч <•
моста"
Тяга Панара вот уже более 100 лет передает поперечные
нагрузки в зависимой подвеске автомобиля (меж,. ~
и поперечной балкой). Из-за смещения центра тяже< ти
машины (при поворотах) ее заменяли прямолинейно
направляющими механизмами Джеймса Уатта» Скотта
Рассела и др. Но в некоторых автомобилях ее использую’
до сих пор.
Луи-Рене Панар (1841-1908) разработал и внедрил
систе му поворота управляемого колеса вокрут оси
собе।венного шкворня вместо поворота общей оси перед'
тпк дрил карданную персдач\ (вмесю цепной)
лузллин|ические рессоры (вме^ ю эллитических'
на всех колесах
238 ДШИ1 НА ЯЗЫКЕ < XI М, РИСУНКОН И ЧЕРИ м ц
-vW"- • < ... «ч, — » И— Шв~1ЛГ JT - ь- —. —
На примерах из компьют«<)ного банка Д Ф
КОЛЕСНЫЕ И ГУСЕНИЧНЫЕ МАШИНЫ. АВТОМОБИЛИ И ТРАКТОРЫ
Стабилизатор поперечной устойчивости
КОМПАКТНЫЕ ЛЕГКОВЫЕ АВТОМОБИЛИ
Запасное
колесо
уже более 60 лет применяют на многих
Силовой агрегат - оппозитный
двигатель воздушного охлаждения,
коробка передач и дифференциал
в едином блоке
Поперечная рессора Рулевые тяги
Независимая
передняя подвеска
Торсионная подвеска на продольных рычагах
использована впервые в дорожных автомобилях. Аналогичные решения вот
быстроходных гусеничных и колесных машинах.
Автомобиль KdF, созданный Фердинандом Порше в 1935 г.
на основе предшествующего опыта конструирования и
испытаний гоночных машин фирм Zundapp, NSU, Auto Union.
Массовое производство “народного автомобиля" (по прозвищу “Жук")
удалось наладить только после 1945 г. Всего за 40 последующих лет
Volkswagen выпустил более 20 млн.
таких машин.
Независимая
подвеска передних колес
Справа представлен чертеж шасси малогабаритного
легкового автомобиля с задним расположением двигателя
(выполнен в 1926 г. знаменитым в последующем
изобретателем систем безопасности Бела Барени).
Рама закреплена всего в двух местах на двух поперечных
рессорах, поэтому было весьма проблематичным
обеспечение поперечной устойчивости (устранения
раскачивания вокруг продольной оси), хотя уже был
предусмотрен стабилизатор поперечной устойчивости.
Подвески с поперечной рессорой применялись в 20-е гг.
XX в., но в последующие десятилетия они встречались
редко. Так, например, Фердинанд Порше в народном
автомобиле (см. рис. вверху), прозванным жуком
(альтернатива приведенному здесь решению), выполнил
переднюю подвеску пружинной, а заднюю - торсионной
на продольных рычагах. Все это, однако, не помешало
Б. Барени в 50-е гг. оспаривать у Ф. Порше приоритет своих
решений в суде и даже выигрывать дело на определенных этапах.
Стабилизатор поперечной
устойчивости
Коробка передач
со встроенным
дифференциальным
механизмом
Оппозитный
двухцилиндровый
двигатель
Рулевой
механизм
Передняя рессора
Задняя
рессора
Хребтовая
рама
РЕССОРНАЯ НЕЗАВИСИМАЯ ПОДВЕСКА
эафа Альбера де Диона,
позволяющая уменьшить
неподрессоренные массы автомобиля,
изобретена в 1893 г. В совокупности
с дифференциалом и разветвленной
карданной передачей она намного
совершеннее известных в то время решений.
1978 г.)
Буфер
Двухлистовая
рессора
Рама автомобиля
Корпус дифференциального
ме/анизма и верхние опоры
Рессор прикреплены
к Раме автомобиля.
Эллиптическая
многолистовая
рессора
Трубчатая балка
соединяющая опоры колес
(прототип стабилизатора
поперечной устойчивости)
МАЛОЛИСТОВЫЕ
РЕССОРЫ
в подвеске автомобиля
(легкий фургон
Volkswagen LT40,
Стабилизатор поперечной устойчивости
по существу представляет собой торсион
с рычагами на концах и осуществляет
зависимое перераспределение
нагрузки на рессоры
при поперечных
наклонах машины.
Демпфер в основном
предназначен для рассеяния
энергии вибраций,тем не
менее автомобилисты
его называют
амортизатором
Карданная передача
Малолистовые
и однолистовые рессоры
стали применять только в совокупности
с высокоэффективными демпферами
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕ 4 Г’
г а и * компьютерного банка А Ф Крайнева 239|
и ГУСЕНИЧНЫЕ
КОЛЕСНЫЕ
.; имлгп
и ТЯГАЧИ
ГРУЗОВЫЕ КОЛЕСНЫЕ
Примеры подвесок
и комп эновка
аг рогатой
- МАШИНЫ
Задняя ™да^"шегруаного
трехосного
автомооиля
КамАЗ-5320
Входной
вал
Главная функциональная
особенность многолистовых ресс Р
При изгибе листы трутся ДРУ1
о друга, и благодаря этому быстро
прекращается раскачивание после
отдельных толчков.
Энергия вибрации преобразуется
в тепло благодаря трению листов.
Однолистовая рессора в подвеске грузового
автомобиля (конец XX в.)
UUKI автомобили и тракторы
МАШИНЫ. AOI
— ' '.'„«^ягиаания пистон в общий пакет
Хомуты। * шарнирнои опоре кронштейн для пеподвижн.
присоединения к раме м».
__ н е МаЧ«И»|и
Зде^ь Разк^
огр жичивают
их боковые
Продольные
пазы и выступы
смещения.
Продольные тяги
допускают вертикальные
перемещения мостов,
передают продольные
силы и воспринимают
реактивные моменты.
Кронштейн
Шарнирная опора
(соединение рессоры
с кронштейном
превращает рессору
в балансир для
выравнивания нагрузки
м-'жду колесами)
Демпфер "успокаивает” вибрацию, рассеивая ее энергию.
Рама
Продольный
рычаг(из легкого
алюминиевого
сплава)
Колесо Поперечная балка
Однолистовая короткая рессора здесь имеет форму
в виде буквы С Она изготовлена из специального
композиционного материала (пластмасса, армированная
прочными волокнами). Этот материал хорошо рассеивает
энергию вибрации, но тем не менее данную рессору
применяют только в совокупности с демпфером.
Пневмо-
амортизатор -
резиновый баллон,
наполненный
воздухом, работает
как пружина
Продольная тяга удерживает поперечную балку
с колесами в продольном направлении, допуская
лишь вертикальные перемещения балки относительно
рамы. Момент сил передается через рессору и
пневмоамортизатор
»ОМП
и схемы подвесок четырехосного базового тягача (80-е гг XX в.)
Раздаточная
коробка
Кабина
Двигатель и трансмиссия тягача
Платформа
для установки рабочего
оборудовали । (крана)
б
о
Балансир
Вторая пара
поворотных
колес
Рулевое
управление ~
колесами n
Первая пара
поворотных колес
Уравнительный рычажный механизм двух пао
поворотных колес обеспечивает автоматическое
перераспределение нагрузки на рессоры
при изменении условий нагружения
Рама тягача
Балка
Балка
Серьга
Реакции колес
(на рессоры) -т
^машиноведение на языке схем о
J*Em- рисунков
Ура иигельная
Передняя балка
Тяга соединяет
обе подвески
Тяга для восприятия
реактивного момента
Левый балансир
Серьга
компенсирует
изменение
длины рессоры
(при прогибе)
чертежей н„ .......
> ИМАШ
РАН
КОЛЕСНЫЕ И ГУСЕНИЧНЫЕ МАШИНЫ. АВТОМОБИЛИ И ТРАКТОРЫ
СОВРЕМЕННЫЕ ЛЕГКОВЫЕ АВТОМОБИЛИ
Деформативная приспособляемость задней
независимой подвески при повороте автомобиля
колеса
Вид сзади
основной
MN
ММ
Нижние
рычаги
Боковые составляющие
реакций дороги на задние
Суппорт
тормоза
Суппорт
тормоза
Подрамник
(из алюминиевого
сплава)
Перемещение
опоры колеса при увеличении силы
АВС
рычаг подвески
Продольная ось
автомобиля
Верхний \
поперечный
рычаг
Верхний
поперечный
рычаг
Кузов
или рама
Заднее колесо,
движущееся по внешней
траектории
Положение звеньев и деформирование опор
подвески при “подруливании” неуправляемых
колес в процессе поворота автомобиля
Схема задней независимой подвески
с нагружением только
вдоль стержней z * 7 ।
Тормозной
шкив прикреплен
к ступице колеса.
Приводной
вал
Опора
подшипника
колеса
v Подвески
\многих
X современных
автомобилей
при повороте
деформируются так,
чтобы заднее колесо
слегка поворачивалось
W в ту же сторону, что и
переднее колесо.
Получаемая при этом
“недостаточная
поворачиваемость” положительно
сказывается на устойчивости
и управляемости
автомобиля.
( 'подруливание” заднего колеса)
Боковые составляющие
реакций дороги
на передние
колеса
Буквами----
со штрихом
отмечены
шарниры
левой подвески
и относящиеся
к ней силы
и перемещения
Нижний рычаг
(из алюминиевого
сплава)
Амортизатор
Пружина
о — поперечное перемещение опоры
колеса при “подруливании”
(повороте опору вокруг точки L).
~ вертикальная, продольная
и боковая внешние силы
Ту - приведенные к опоре колеса
моменты внешних сил
: реакции, направленные вдоль
стержней AC, MN, LK, ...
--- (на схеме не показаны шарниры,
соединяющие стержни с кузовом
автомобиля)
• “ силы сопротивления демпфера
KL - подруливающий
стержень
Передняя независимая
двухрычажная
подвеска автомобиля
Honda Legend
Пружина
Центробежная сила
возникающая
при повороте
Заднее
колесо,
движущееся
по внутренней
траектории
Рациональная
многозвенная
подвеска представляет собой одноподвижный механизм параллельной
Центробежная сила
возникающая
при повороте,
вызывает большее
прижатие колес,
движущихся
по внешней
траектории,
и соответственно \
большие
реакции дороги А
на колеса. /7^
Амортизатор
Шарниры
с эластичными_____
вкладышами
Опора
подшипника
колеса
-------Задняя
независимая
многорычажная
подвеска
автомобиля
Honda Legend
структуры с раздельным восприятием сил по возможным направлениям.
В таком механизме можно достаточно точно задать требуемую траекторию
и ориентацию колеса в пространстве (с учетом жесткости шарниров).
и пружины
продольная и поперечная
плоскости
VQ
MALIIHHORF/lFHHF НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева
241
~ иТ^-"“Е МАШИНЫ «ГОМОНИЛИ И ТРАКТОРЫ
КОЛЕСНЫЕ И I Уььпи
HAIAIU
К г жн
юОиля Р
мз внизх
Максимальный крен
при повороте - 0,9 , *
при движении змейкой 3
Активное подавление вибрации
частотой до 5 Гц.
Давление в гидросистеме - 200 атм.
Шток
Нижняя опора
в:?г
Газовая полость
Г идравлические
полости
Резинокордная
оболочка
Гидроцилиндр
управления
жесткостью
Поворотная
опора
Исполнительное клапанное
устройство (управления дросселем)
Поршень
Буферы
Газовая
полость
Пневматические
полости
Перегородка
с клапанами
Разделительный поршень
Поршень
с клапанами
Гидравлические
полости
Нижние
рычаги
подвески
Тяга рулевого
управления
I • пи - ими механизм
кузова
МАШИНОМ Д| IB1I НА VI3L.IKI
‘ И М. РИСУНКОВ
’Р-i Beilin •
Направляющий
механизм
состоит из пяти
рычагов из
алюминиевог о сплава
(чо1ыре из них кованные)
Управляющее
воздействие
Датчик
корректр^мые везикальные
и Vino»i.ie перемещения
Обозначения на схеме:
HP - гидронасос;
□Р _ демпфер пульсации
давления;
HCVL HCV2 - клапанно-
распределительные
устройства (с частотой
срабатывания 10 с'1).
НА - аккумулятор давления;
д I.\5 — датчики ускорений
точек кузова;
TL...T4 - датчики
перемещений подвесок;
Т5,...Т5 - датчики перемещений
поршней гидроцилиндров.
Передняя подвеска
Управляемая
амортизационная
стойка
И« ючниь
)Н< ргии ДНЯ
УПРАВЛЯЮЩИХ ,
но Щ‘ И< П ИИ
(пой^
Кожух
из
Л* Цилиндр
Перегородка с клапанами
О)
Рукавный
упругий
элемент
Поршень
с системой
дросселей
Кожух
Поршень
с клапанами
Пружина
с нелинейной
(прогрессивной
характеристикой
упругий
элемент
Шток
Пружина
Верхняя
упругая
опора
Управляемая
гидромеханическая
амортизационная
стойка
3ация подаяния
Mersedes-ВвЛХ Cl
управляемая
пневмо-
гидравлическая
амортизационная
стойка
От компрессора
Воздушная
камера
От насоса
Верхний Нижняя
рычаг опора
Датчик
перемещения
подвески
ПИМм
Корпус
алюминиевого сплава
Буфер хода сжатия
Задняч
подвес*4
Датчик
перемещена
подвески
Управл
I lo.l-i ИПНИК
nO ГН 3
КОЛЕСНЫЕ И ГУСЕНИЧНЫЕ МАШИНЫ. АВТОМОБИЛИ И ТРАКТОРЫ
ДВЕСКИ НА ПОПЕРЕЧНЫХ РЫЧАГАХ
Опора управляемого колеса
Рулевые тяги
Приводной вал
Амортизатор
Тормозной диск
Упругие буферы
Опора колеса
НИЖНИИ
Дифференциальный
рычаг амортизатора
Стабилизатор
поперечной
устойчивости
Рулевой
механизм
Пружина установлена между
рамой и нижним рычагом.
Пружина
Eibach
Шарнирное tij}
соединение
нижнего рычага с рамой
Рулевой
механизм
Амортизатор
с выносной
компенсационной
камерой и ручными
регулировками
Передняя подвеска на поперечных рычагах
с винтовой пружиной (автомобиль Oldsmobile 1932 г.)
Тормозной
диск
Торсион
левой
подвески
Трубчатые сварные
трехшарнирные . "
V-образные
рычаги
Передняя и задняя
подвески
родстера
Lotus Elise
1996 г. >
ПОДВЕСКИ ГОНОЧНЫХ
МАШИН
Передняя и задняя
подвески гоночной
машины Lotus-107
(Великобритания, 1992 г.)
Единый амортизатор
(’моношок”) для обоих
передних колес
Регулировочное соединение ориентации
заднего колеса у*—'
Тормозной
диск
Механизм
присоединения
Дифференциального
рычага
амортизатора
к подвеске
Поперечная
балка рамы
машины
Рулевая
тяга
Верхний
Z-образный
рычаг
/в совокупности
со стержнем
регулируемой
длины
Нижний V-образный
рычаг подвески
Амортизатор
Bilstein
Поворотный
рычаг рулевой
\ системы
Верхний и нижнии
V-образные рычаги
Стабилизатор поперечной
устойчивости включает а себя
дифференциальный рычаг,
торсион и амортизатор.
Торсион левой
подвески
Регулируемая
("подруливающая”)
тяга для изменения
ориентации заднего колеса
Механизм
присоединения
амортизатора
к подвеске
Торсион правой
подвески \
Верхний Хд
и нижний
стальные
трехшарнирные
V-образные
рычаги подвески
Передняя подвеска
гоночной машины
Ferrari F399 1999 г. с общей
системой соединения
амортизаторов
и торсионов
•
Поршень
Демпферы
Насос
Насос
Клапан
Вакуумный
усилитель
Датчики угловой
скорости колес
Распредели-
тельный рычаг
Вакуумный
усилитель^,
увеличивает
силу нажатия
на педаль.
ИМАШ
РАН
Г идрораспределители
по комлнде компьютера
могут открыть один или
несколько трубопроводов
для подачи тормозной
жидкости или перекрыть их
Тормозная система
ABS5 (Bosch, конец XX в.)
для легкового автомобиля
ормозная электро-
гидравлическая система
автомобиля Volkswagen
Golf-Continental (2000 г J
Управляющий
рычаг
К впускной
трубе
двигателя
Датчик поворота
руля
Г идро-
аккумулятор
энергии
При нажатии на педаль главный
тормозной цилиндр создает давление
рабочей жидкости на все поршни
гидроцилиндров колесных тормозов.
К впускной
трубе-----
двигателя
Механическая
тормозная
система (20-е гг. XX в.)
Резервная
гидравлическая
линия
управления
Распределительный
механизм
Дисковый тормоз,встроенный в колесо
2 - управляющее электронное устройство
рабочая электрическая линия управления
кллнМНЫ АВТОМОБИЛИ И ТРАКТОРЫ
КОЛЕСНЫЕ И ГУСЕНИЧНЫЕ МАШИНЫ. АВ____ ________
£ 1 nepe^
Движение
Распредели
тельному рыча
тормозных сип
В современном автомобиле осуществляют автоматичес
независимое управление каждого из тормозов
для стабилизации направления движения В связи с
в каждом трубопроводе установлен управляемый
компьютером гидрораспределитель. Кроме 1 лавно*^
тормозного цилиндра в систему вводят также приэо
от двигателя насосы, чтобы мокно было управлять
тормозами в дополнение к нажатию на педаль
ТОРМОЗНЫЕ СИСТЕМЫ АВТОМОБИЛЕМ
До середины 20-х гг. XX в. в автомобилях применяли
тормоза только приводных (задних) колес. Причем привод
тормозов был ручным, а передача сил выполнялась в вид
рычажного механизма. В конце 20-х гг. появились вакуу
усилитель (Dewandr) и тормозная гидравлическая система
(Adler). Причем тормоза стали устанавливать на все четыре
колеса. Ручной стояночный тормоз стали совмещать
с тормозами задних колес.
До того его устанавливали
только внутри
трансмиссии. цЦг
Клапан открывается
при нажатии на педаль
в результате создается
разрежение в цилИНДое
и поршень через цепь
и рычаг перемещает Т5)г
Тормозная система
с вакуумным усилителем
Dewandr
Тормозные колодки
раздвигаются
при повороте
кулачка.
Исполнительный блок
управления
тормозами
Датчик
поперечного
Педаль ускорения
Резервный
управляющий
гидроцилиндр
Разветвленная сеть трубопроводов
соединяет рабочую леность главного
__________ торм ого цилиндра
с гидроцилиндрами
/_________КО I о тормозов
Электромагнитные датчики
деформирования шины при разгоне
или торможении
244 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И .
J
НМД III
чГ РАН
КОЛЕСНЫЕ И ГУСЕНИЧНЫЕ МАШИНЫ. АВТОМОБИЛИ И ТРАКТОРЫ
Рулевое колесо
сошка
Поворотная опора
Оси поворота
Реечная
передача
Рулевое
колесо
Механизм
управления
легкового
автомобиля
ЗИС-101
(1938 г.)
Механизм
управления
грузового
автомобиля
ЗИС-5
(1933 г.)
электромобилей (с 1881 г.)
в 1898 г. рекорд скорости
Подвески
на двойных
рычагах с одной
и двумя осями
поворота опоры
Данное решение
стали применять
в начале XXI в.
Оно обеспечивает
благоприятные
условия поворота
Рулевое
колесо
Ось
поворота
Регулировочные
винты пары
ролик-червяк
Рулевая
колонка
Глобоидный
червяк,
зацепляющийся
с роликом
Вал
сошки
с роликом
на конце
Направление
движения вперед
Поворотная
опора
Механизм управления в виде шарнирного
четырехзвенника обеспечивает поворот
правого и левого передних колес
на различные углы, благодаря
чему оси колес пересекаются
в центре
поворота
машины
и исключается
излишнее
скольжение.
Винтовая зубчатая
пара
Продольная
тяга
Рулевая ‘ трапеция Жанто" предложена Шарлем Жанто
известным конструктором :
и гонщиком, установившим
63 км/ч.
Из-за наклона
оси шкворня при г\
повороте машины
рама стремится
приподняться,
а по окончании
поворота колеса приводятся
в положение устойчивого
прямолинейного движения.
Совокупные исполнения
рулевого управления
с механизмами подвески
Регулируемая опора
рулевого вала
Двугребневый
ролик при
взаимодействии
с червяком
поворачивает
к вал сошки.
Поворотная
опора
8^. колеса
Рулевая сошка -
рычаг
воздействующи й
на продольную
тягу через
четырех-
подвижную
\ пару
Рулевая
тяга
Вал
сошки с
роликом
на конце
Телескопическое
соединение с
Деформи- ~
Руемым
упором G
правление
движения вперед
Цилиндрический червяк,
приводимый от рулевого вала ' r~~ 1
взаимодействует с шипом —-.л-Т
на малом плече рычага .
(рулевой сошки).
Продольная рулевая тяга
п - подъем центра
тяжести при повороте
е - заданное
смещение т. встречи
оси поворота с дорогой
Fr - боковая реакция
дороги способствует
устойчивости движения
при повороте.
Рулевая
рычаг, воздействующий
на продольную
тягу через
сферическ\ю пару \
Рулевая
тяга
Схема соединения управляемых
колес с рамой автомобиля, обеспечивающая
самовосстановление прямолинейного
движения по окончании поворота
Направление движения вперед
Поворот опоры колеса
Поворотная jj
опора
Передняя
подвеска,
предложенная
в 1949 г. Эрлом МакФерсоном
(фирма Форд) используется в
большинстве автомобилей.
Рычаг
подвески
Впервые безопасное соединение рулевого
колеса с валом и варианты складывающейся
рулевой колонки запатентовал Бела Барени
в 1956 г. (установлено на машинах
“Даймлер-Бенц” в 1968 г.). 1
г„ - восстанавливающая
fr
сила тяжести
Рулевой вал,
приводящий
во вращение
червяк
Впервые реечное рулевое управление
в совокупности с независимом
подвеской применил на паромобиле
Амеде Болле-старшии
в 1873-1881 гг.
Рулевая |
сошка
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ,
I , НИ! и I и IIIWIIII .. ” '
РИСУНКОВ И ЧЕРТЕЖЕЙ. На
примерах из компьютерного банка А.ф. Крайнева
КОЛЕСНЫЕ И ГУСЕНИЧНЫЕ
МАШИНЫ. АВТОМОБИЛИ И ТРАКТОРЫ
НАШИ
РАН
БЕЗОПАСНОСТЬ АВТОМОБИЛЯ
Целенаправленно безопасностью автомобиля с
заниматься только с конца 30-х гг. XX века. г
Венгр Бела Барени получил в этой области до -
2500 патентов. Фирма Mercedes-Benz первой созд
в 1949 г. "безопасное шасси" (с клеткой безопасное
и энергопоглощающими зонами). Эта нц пц
развивается в наше время почти всеми
автомобилестроителями мира. Наиболее полно она ~
реализована в автомобилях "Mercedes . Кроме давно
концепции важнейшими являются изобретения
пневматических подушек безопасности, а также
автоматических ремней безопасное и и о, с юв юе
складывающейся колонки руля, безосколочного стекла
боковых балок, автоматически выдвигаемых дуг и др.
"безопасное шасси"
На рисунке показаны
/ максимально
✓
деформируемые
части спереди
и сзади автомобиля
(при столкновении
с препятствием)
и жесткая кабина
в центре.
Патент на
tUHMltlFUBUK MUTSCHLANO
Patentteltrift
DE 3732 М2 Cl
Патент на дугу
безопасности
мипснм М1НГАМТ
РАТЕ NTSCH RIFT
Тоннель
Жесткая дуга
при опасности
переворота
поднимается
и предотвращает
смятие крыши.
Основание несущего кузова автомобиля “Honda Civic"
Мягкая зона несущего основания характеризуется
малой жесткостью в горизонтальном направлении
и высокой жесткостью (при изгибе) в вертикальном направлении.
Балки
Пороговый брус не только защищает от удара сбоку, но и участвоет
вместе с тоннелем в восприятии фронтального удара У Вует
246 КИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ
Наполненные (при испытаниях)
подушки безопасности
в салоне современного
автомобиля
(БМВ)
Подушка для ,а
ГОЛОВЬ< от
ПодголоВН/у
Боковые
подушки
Подушка
для защиты
водителя
размещена в ступице
рулевого колеса.
фрагмент испытаний современного
автомобиля при фронтальном ударе
Капот деформируется, не проникая
через лобовое Подушка
стекло в салон. безопасности
Корпус салона
практически не
деформируется
Ремень безопасности с преднатяжением
Рулевая колонка
складывается.
Передняя
часть
сминается,
поглощая
в основном
энергию
удара.
Расположение силового агрегата автомобиля
Mercedes-Benz A-класса и жесткое основание кузова
не допускают проникновения агрегата в салон
(и травмирования
ног человека)
при фронтальном
ударе.
Перемещение силового агрегата
под основание несущего кузова
Деформирование
“мягкой зоны” кузова
“Мягкая
зона” легко
сминается
при
Фронтальном
или “косом”
Ударе.
На примерах из компьютерного банка А.
КОЛЕСНЫЕ И ГУСЕНИЧНЫЕ МАШИНЫ. АВТОМОБИЛИ И ТРАКТОРЫ
ГУСЕНИЧны» МА • были созданы, когда паровозы и автомобили стали довольно совершенными а на железных дорогах США
встречались даже электровозы. Первый гусеничный движитель изобрел Федор Блинов (Россия, 1879 г.). Промышленное
производство гусеничных тракторов освоено было намного позднее за рубежом Их отличала возможность движения по бездорожью.
Были известны также колесные тракторы с грунтозацепами ("шпорами").
ПРИВИЛЕПЯ,
выданная изъ Департамента Торговли и Мануфактуръ въ 1879 г.
крестьянину Федору Блинову на особаго устройства вагонъ съ
безконечными рельсами, для перевозки грузов по шоссейнымъ и
проселочнымъ дорогамъ.
Купецъ Канунников, 15 Марта 1878 года, вошел въ
Департаменть Торговли и Мануфактуръ съ прошеюемъ о выдач!
крестьянину Федору Блинову, проживающему въ Саратовской гу-
бернии, въ Вольском уЬздЪ, въ деревнЪ Никольской, десятилгьт-
ней привилепи на особаго устройства вагонъ съ безконечными
рельсами, для перевозки грузовъ по шоссейнымъ и проселочнымъ
дорогамъ.
Площадка для качения
Многозвенная замкнутая гусеничная цепь
Преемственность
современных
конструкций
шарнира
Поверхности
качения
опорного
ролика
Гусеничная цепь
с цельнолитыми
звеньями
отличается
от цепи
Ф. Блинова
только центральным
расположением
впадин для звездочки.
Гусеничная цепь рельсового
типа практически
сохранила
основные черты
первых исполнений
(см. схему внизу).
Опорная пластина
(башмак)
Отдельные (литые)
цилиндры присоединены
к картеру двигателя.
Радиатор
Опорные катки Приводное колесо с выступами.
зацепляющимися
с впадинами звеньев
гусеничной цепи.
От коробки передач Сцепная муфта (бортовой фрикцион)
служит для размыкания
ветви трансмиссии
приводного колеса
(при
повороте
трактора).
Конечный
(бортовой)
редуктор
В более поздних вариантах здесь
устанавливали ленточный тормоз
для осуществления крутого поворота.
Общая
ось для
опирания
обоих
колес
Пионером промышленного производства гусеничных тракторов
в США является фирма Холт (1912 г.). В последующем она
объединилась с фирмой Бест и стала выпускать самые мощные
тракторы в мире под маркой Катерпиллар (Caterpillar Tractor).
Здесь представлены общий вид и часть трансмиссии одного из
первых тракторов мощностью всего 30 л.с. В нем присутстуют
практически все характерные особенности гусеничных машин.
Поперечная
рессора опирания
остова на рамы
г усеничног о хода
Направляющее
натяжное колесоz
и устройство для
н j яжсния гусеничной цепи
Картер °! р
двигателя
Приводные колеса (звездочки
гусеничного хода) связаны с помощью
разветвленной трансмиссии с ведомык
валом трехскоростнои коробки передач.
Для осуществления поворота трактора
одна из ветвей размыкается (с помощью
муфты) и вращающий момент
передается топько звездочке
противоположного борта
бензинового двиг<неля
неподвижно соединены
между собой и образую!
единый безрамный остов
(корпус).
Г
МАШИНОВЕД! HUf НА ЯЗЫКЕ СХИМ. РИСУНКО13 И ‘II 1'П НИ 11 i ирим» v-ix и i ьомпыпн pnoi о банка Л Ф. Крайнева
247
КОЛЕСНЫЕ И ГУСЕНИЧНЫЕ
МАШИНЫ. АВТОМОБИЛИ И ТРАКТОРЫ
Ведущее колесо выпо№'Ъ_
ними цевками (д^
Рычаг ь
V-образный
। шестицилиндровый
дизель (мощностью
500 л с )
Ук t »ТЧН twt ТАНКИ
Т 34 признан «унт им танком 8 1941 (
Бортовой
бортовой редугтор
и ведущее < о лесс
-
механ л\а~
Резиновый слой'
на ободе катка
шасси а затем
включает тормоз, и машина
плавно или круто поворачивает вправо
или влево (в ряде машин с планетарными
механизмами поворота для управлений
тормозами дополнительно установлены
две педали, в немецком танке “Тигр’
рвал).
и аме
• тг:'
Каждый торсион одним концом
прикреплен к рычагу опорного
катка а вторым концом
к противоположному борту шасси.
Торсионная подвеска
левого и ipasoro
кат<об
одова часть опытного среднего танка 1968 г
Поддерживающий каток
Гидроцилиндр
натяжения
Подача
жидкости
для ослабления
гусеницы
Гусеничная цепь (лента) танка Т-64
Направляющие
выступы
(между обедами
опорных
катков)
натяжение
Г азовая!
полость
обеспечивает
Гил.; »лннич<ч f ий
демпфер
Приводное колесо
(звездочка)
танка
Т-64
Натяжное /
направляющее
колесо
Опорный каток с внутренними
амортизационными кольцами
248 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ
Схема современного
натяжного устройства
Подача жидкости
для натяжения
гусеницы и г
Зыступы для.
зацепления
с зубьями
приводного
колеса
Обща» масса г®Д-
скорость до 50 КМ Ч.
длина шасси 6 м.
ширина 3 м
Вентилируем.
Гусеничная цепь (лента)
с выступом (гребнем) на
каждом втором звене (тр
Опорный каток установлен -
на оычаге, связанном с корпусом
с помощью вертикальной пружины
(на немецком танке DW1
с 1937 г. рычаг с корпусом
стали соединять с
помощью
торсиона’.
Первый танк разработан английским
инженером Уолтером Вильсоном в 1915 г.
От предложенного им ромбовидного гусеничного
хода до сих пор сохранились передние и задние
скосы (для преодоления препятствий).
Разветвленная трансмиссия Вильсона (с двумя
коробками передач) в преобразованном виде
используется so многих машинах данного класса
Вильсоном изобретень также многоскоростная
планетарная коробка передач и планетарный
механизм поворота.
Конструкцию танка Т-34 считают (Роджер Форд
“Знаменитые танки мира" 2005 г.) развитием
работ американского и-женера Уолтера Кристи.
Им предложены обрезиненные опорные катки
большого диаметра (1928 г.) и пружинная
("свечная”) подвеска на коротких рычагах.
привулкани-
зированными
упругими
(неметаллическими)
втулками (кольцами)
Рычаг торсионной
подвески ка i «а
ВОДНЫЙ ТРАНСПОРТ. СУДОВЫЕ ПРИВОДЫ И ДВИЖИТЕЛИ
СУДОВЫЕ ПРИВОДЫ
Предложение Шаля и Гравиля по использованию
лопастных колес для сообщения движения судну
(1708 г.). Подобные решения встречались и ранее,
например, аналогичный рис. имеется в рукописи
предположительно Мариана Якоба 1430 г., а Фауст
Верантий не считал данный способ новшеством
и в книге “Machinae novae" 1619 г. привел проект
“судна, которое само движется против течения".
Этот же принцип был заложен в одном из проектов
самоходного судна И.П. Кулибина в начале XIX в.)
Создатель пароатмосферного двигателя Дени Папен
в конце XVIII в. построил первый пароход с гребным колесом
(достоверных сведений о конструкции не имеется).
На первых пароходах в качестве движителя использовано гребное колесо,
хотя гребной винт был уже изобретен. Гребное колесо приближенно
воспроизводит движение лопасти весла, которое еще Аристотель считал
одной из четырех "простых машин”. Гребное колесо на речных судах
можно было увидеть почти до середины XX в., и оно не претерпело
каких-либо изменений. В конечном итоге предпочтение отдано гребному
винту на всех судах.
Лопастное
колесо,—
вращаемое
течением
воды в реке
Канат наматывается на барабан, вращаемый
Канат, закрепленный
на берегу выше
по течению реки \
лопастными колесами, и тянет лодку против течения.
Силовая установка для парохода с двумя винтами по патенту
Анфибия - “Земноводная землеройная машина"
Оливера Эванса 1804 г. (сохранился только эскиз машины)
Паровая машина Эванса
без конденсатора.
(мощностью 5 л.с.)
Американский изобретатель Оливер Эванс (1755-1819) известен
проектами автоматизированного завода для сортировки и погрузки
зерна на суда, паровой машины высокого давления (1787 г.),
паромобиля (1789 г.), паровой машины без конденсатора (1800 г.).
Первый удачный вариант парохода “Клермонт”
с двигателем фирмы Болтон & Уатт (водоизмещение 100 т,
Джона Стивенса 1804 г.
Гребные винты
вращаются в разные
стороны. В результате
обеспечена взаимная
компенсации
опрокидывающих
моментов (см. также
на след. стр. проект
Джона Эриксона).
Паровой
цилиндр
Топка
и паровой
котел
Американский изобретатель Джон Стивенс (1749-1838)
в 1803 г. одним из первых получил патенты на изобретения:
жаротрубный котел и пароход с гребным винтом.
В 1804 г. он построил пароход с двумя гребными винтами,
1809 г.
Гребное колесо
Паровой
цилиндр
длина 40 м, ширина 5 м, высота 2,5 м)
создан Робертом Фултоном (США, 1807 г.).
приводная
колес
Паровая машина и
установка гребных
усовершенствованного
парохода “Клермонт" 1808 г.
который курсировал по р. Гудзон.
В 1808 г. он сконструировал паровой двигатель для
океанского парохода “Феникс”, на котором в
прошел от Нью-Йорка до Филадельфии.
Топка и паровой котел
Корпус судна
Американский изобретатель Роберт Фултон
(1765 1815) известен, как автор проекта
первой подводной лодки “Наутилус” (1800 г.
Свой первый пароход Фултон запатентовал
8 1809 г В России он получил патент
в 1813 г. по представлению А.А. Бетанкура.
В 1814 г. в США по его проекту начато
строительство парового военного фрегата.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ
На примерах из компьютерного банка А.Ф. Крайнева
Передаточный
механизм
^ППВЫЕ ПРИВОДЫ И ДВИЖИТЕЛИ
ВОДНЫЙ ТРАНСПОРТ. СУДОВЫЕ
кИЛЫШ
IV»* РАН
1794 г.
Литтлтона,
Привод от д8иг
осуществляется
с помощью
фрикционной
(канатной) передачи
СУДОВОЙ (ГРЕБНОЙ) ВИНТ w помж1.твль - гребной винт
Преобразование винта Архимеда в удовои *ВИЖ Первый в мире гребной
трехзаходный винт
изобретен
Литтлтоном в
При аналогичной конструкции винт Архимеда
перемещает воду, а гребной винт перемещается
сам относительно неподвижной толщи вОД11
("вворачивается" в нее) и толкает перед со
судно. Почти все гребные винты.
выполнены “короткими" - с неполными
Гребной винт П. Смита
на пароходе
“Новелти"
(лопастями).
то,, полноходовых попас™ винта (на виде с торца
Чещены относительно друг друга на равные углы)
/Ц₽уия1 Корпус судна
Йозеф Рессель(Чехия)
запантентовал гребной винт в 1827 .
Зубчатая передача
повышающая частота
вращения вала
тихоходной паровой
машины
Многие исследователи
считают, что первым
гребной винт
предложил
Фрэнсис Петтит
Смит (Англия)
в 1836 г.
В отличие от винта
Литтлтона его винт имеет
лопасти простейшей формы.
Аналогичное решение было использовано
в пропеллере самолета (конец XIX в.)
и винтовой турбине Каплана 912 г.).
Рулевая
лопасть
— ।
Приводной
вал
Направление движения
Один из первых
гребных винтов
типа “пропеллер
диаметром около 4 м,
установленный
на океанском лайнере
2-й половины
XIX в.
Винт самолета
похож на
представленное
здесь
конструктивное
исполнение.
Обычно винт
имеет от 2 до 6
винтовых
-----лопастей
На некоторых
судах такой винт
устанавливают
в направляющую
насадку в виде трубы,
(см. схему внизу)
Движительно-рулевой
винт глубоководного
аппарата
(80-е гг. XX в.)
Привод
винта
Поворотная
колонка
Конический
зубчатый
редуктор
Джон Эриксон (Швеция) в 1837 г. первым построил судно
сгребным винтом и пересек на нем Атлантический океан.
Ниже показан проект судна Дж. Эрикссона с двумя винтами, вращаемыми
в разные стороны. Так сделано с целью взаимной компенсации
опрокидывающих моментов, чтобы избежать поперечного наклона судна.
В последующем оказалось, что можно обойтись всего одним винтом
(влияние реактивного момента на устойчивое положение судна в воде
пренебрежимо мало, в отличие, например, от вертолета в воздухе).
Но на многих судах все же устанавливают несколько винтов с параллельными
осями.
Зубчатая передача
Шатуны
паровой
машины
Вал одного винта размещен
внутри вала другого винта.
Гребные винты с теоретически
обоснованными профилями
лопастей стали
устанавливать на все
военные корабли
в конце XIX в.
Винты имеют
по 6 лопастей каждый.
Привод
Г ребнои
винт малого
современного
судна
“Вворачива» ле
С тех пор
конструктивно
они мало изменились Движущая
хотя совершенствование их сила
геометрии продолжается по сей день.
Гребной винт установлен
в направляющей насадке
На адка винта формирует
поток воды с относительным
осевым движением
благодаря чему уменьшаются
потери энергии на движение
воды, задаваемое
центробежными силами.
Гребной винт теплохода
Сан Принцесс” (самое
большое круизное судно,
спущенное на воду
в 1995 г.)
Винт диаметром 5 м имеет
шесть лопастей. Всего на
судне два винта
вращаются они
с частотой 145 мин'1
электродвигателями.
Работа винтов характеризуется
низким уровнем шума.
, »нта
250 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ На
воздушный транспорт, самолеты и вертолеты
«и Леонардо да Винчи 1487 - 1489 гг )
Перемещения корня крыла приводят < изменению МЯ
канатиков и к относительном. повороту сочлененмме
Летательная машина, приводимая
9 действие лежащим человеком
ка&ас крыла составлен из
деревянных стержней.
. ~ * Подвижные упоры
z * • для ног человека
Упругое '
сочленение
Лежак^*4-
ДБнат ' •«?' • ’*'
сея эы
упорами
Известна также схема Леонардо
с шарнирным сочленением стержней
и приводом каждого из них
с ом ле
J7* кривошилно-
Натягива-
емый
канатик
Рычажный (двухкоромысловый) механизм,
приводящий в действие машущее ^рыло
механизм
Вращаемая
/Д 1 рукоятка
///^Подвижные стержни
<1 каркаса крыла
Самолет братьев Райт (Уилбера и Орвилла;
После Леонардо да Винчи многие конструкторы пытались создать самолет
с машущим крылом, но с середины XIX в. стали преобладать проекты
с планирующим крылом и винтовым движителем. Стержневая система крыла
обтянутая полотном, широко использовалась в первых самолетах, а по форме
некоторые из них
напоминали
парящих птиц.
Самолет -Таубе
С одним
тянущим винтом
(конструктор
И. Этрих,
Австрия. 1ST 0 г.)
впервые совершивш.ч1 управляемый полет
по кругу* (четыре полных круга с общим
Рас ояние 4,8 км, в течение 5 минут и
4 Секунд) 9 ноября 1904 г.
Первый полет по прямой был совершен
братьями Райт 17 декабря 1903 г.
I
Верхнее и нижнее
крылья соединены
между собой
расчалочно-
стержневои фермой
Рули
направления
Бензиновый двигатель
(около 16 л.с.)
Рули направления
Рули
высоты
Направление
полета
Крыло в виде
деревянного каркаса,
обтянутого полотном
Место пилота
в положении
лежа на крыле
рядом с двигателем
г’иР-1,лидальная вышка
с подвешенным грузом
МАШИНОВЕДЕНИЕ НА
Устройство для старта самолета
(братья Райт не располагали
Двигателем достаточной мощности)
3 ри падении тянет канат
‘•Ющью которого разгоняется
самолет перед взлетом.
Два толкающих винта с приводом
от бензинового двигателя
через цепные передачи
и с вращением
в разных
направлениях
Направление разгона
Канат, на одном конце которого подвешен груз
другим концом присоединен к самолету
Стартовая дорожка -
деревянный
направляющий рельс
для скольжения
по нему полоаьее
Самолета
ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А ф Крайнева
ВОЗДУШНЫЙ ТРАНСПОРТ. САМОЛЕТЫ И ВЕРТОЛЕТЫ
ХнОСТОЛО»! ()П»‘Р'ЧИ<:
Каркас фюзеляжа и»
Пассажирским салон
в средней части фюзеляжа
Элерон
На крыше фю деляжа
мзместмгьмостик с
Раскосы
и стойки
из сосны
Просторная,с хорошим обзором
застекленная кабина в передней
части фюзеляжа
можно
боевым снаряжением
Разма/ верхнего крылэ 24 «,
длина самолета 18 8 и
Каркас крыла состоит
из деревянных коробчатых
(продольных) лонжеронов
и деревянных двутавровых
(поперечных) нервюр.
Крыло обтянут , льняной
материей и покрыто лаком
Винты
с индивидуальными
приводами
Шасси
Стальные струны
с регулируемым
натяжением
Всего было построено 73 экземпляра.
Основные данные самолета с 4-мя двигателями “Рено
мощностью 168 кВт каждый: масса пустого самолета 5 т;
взлетная масса 7,46 т; максимальная скорость 130 км/ч; потолок 3200 м.
Проект У. Хенсона (Англия 1842 г.) содержит максимальное число
I творческих достижений, используемых в последующем другими
i изобретателями: удлиненное крыло с различной кривизной верхней
и нижнеи поверхностей (например, у А.Ф. Можайского в проекте 1884 г.
“летающее крыло” выполнено плоским); рули высоты и направления;
винтовые пропеллеры; колесное шасси; специально облегченный
паровой двигатель.
Проволочные
растяжки
Плоскость
руля направления
КРЫЛО ИЛИ
НЕСУЩИЙ ВИНТ
Лонжероны ”
коробчатого
сечения из легких
пород дерева
Хвост,
выполняющий
роль руля
высоты
Профили крыльев первых самолетов
Биплан “Райт” (США, 1903 г )
Моноплан “Блерио -11”
(Франция, 1912 г.)
Моноплан “Антуанетт”
(Франция, 1908 г.)
Криволинейные нервюры
Повозка (на трех
колесах) или лодка,
в которой размещены
двигатель, топливо,
пассажиры, вещи...
Каркас обтянут
с обеих сторон
лакированным
шелком.
На преобразуемом
летательном аппарате
(’Белл-Боинг” V22
“Оспри”, 1989 г.)
оси винтов вместе
с двигателями могут
быть повернуты так
чтобы обеспечить
либо вертикальный
взлет или посадку
(как у вертолета),
либо такой же полет,
как у самолета.
Закрылки
выпущена
Шестилопастные
винтовые пропеллеры
(по аналогии с пароходом “Архимед”
1838 г.), вращаемые в противоположных
направлениях (для компенсации моментов сил)
от двигателя с помощью ременных передач.
5 ДЛЯ
Биплан “М.Фарман"
(Франция, 1909 г.)
Нэп вляк ща Механизмы управления закрылками
пассажирского самолета (2-я половина XX в.
Дефлектор
Биплан “Вуазен”
(Франция, 1908 г.)
Биплан “Бреге”
(Франция, 1909 г.)
Профиль крыла аэробуса “Б
Оинг-747” (1969 г.)
Закрылки
Г Jpe/j/ры/иж
Подъемник
Направляющ, 1Я 1
Средний часть
Хвостовик
В целом крыло довольно гибкое
При размахе крыла 59,64 м его предельная
( *ри разрушении) амплигуда колебании 8 м
ИНТ
Закрылки убраны
Крыло
Современные конструкции
крыла фирма Боинг выполняет
• * композиционных магериапов
Коническая
передача от
синхронизирующего
вала
• прим» pax u t компышерно! о о । ... »
252
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНК
ВОЗДУШНЫЙ ТРАНСПОРТ. САМОЛЕТЫ И ВЕРТОЛЕТЫ
[ИМАШ
Ч** РАН
Палубный истребитель F-14 ‘Томкэт
с изменяемой стреловидностью крыла
(постоянно совершено в,ет я
начиная с 60-х гг XX в )
Максимальная
стреловидность
крыла
на режимах
высоких
скоростей
реактивные самолеты
Проект реактивного
самолета Н.А. Телешова
(из французского
патента № 77550
от 17.08.1867)-
I
Крыло с расположенным внутри
Воздухозаборники
Двигатель
Краткое содержание
описания к патенту
Двигатель - реактивный
на жидком топливе, которое смешивается
с воздухом до поступления в камеру сгорания
Истребитель Еврофайтер EF2000
“Тайфун* (1996 г.)
Взлетная
масса
руль направления
Крыло заостренной формы
состоит из металлических ферм,
на которых натянуто полотно.
Для крепления крыла
использованы растяжки.
Корпус состоит из стержней,
соединенных заклепками
и также обтянут полотном
Аналогично выполнены
рули, управляемые
с помощью
механических передач.
Два тур )О-
реактивных
двигателя
тягой на
форсаже
Скорость
полета
на большой
высоте
без внешнего
вооружения
2485 км/ч
Масса
пустого
самолета
18 2
Российский капитан
артиллерии (в отставке)
Николай Афанасьевич Телешов
1828 1895) разработал также проект пассажирского самолета на 120 человек
с паровым двигателем и толкающим винтом (в 1864 г. его Система воздухоплавания
была запатентована во Франции и Великобритании). Эти изобретения предвосхитили
важные направления развития авиации.
Реактивный бомбардировщик “Нортроп В-2 Стеле" 1989 г. - “самолет-невидимка ,
характеризуемый уменьшенным в 100 раз радиолокационным “эхом"
Размах - рыла 52,4 м, максимальная взлетная масса 168 т, двигатель - турбореактвный
двухконтурный со смешением потоков, сила тяги двигателя 84,4 кН
Передняя кромка крыла
покрыта радиопоглощающим
материалом
Каркас выполнен из алюминия
и имеет листовое покрытие
из композиционного материала.
Кромки соединений листов
выполнены без скруглений
(для уменьшения
радиоотражате л ьн ой
способности).
Элевоны - закрылки,
совмещающие в себе функции
элеронов и рулей высоты.
топливным
баком
Щелевой
Широкая плоская
выходная полость для быстрого охлаждения
отработанных газов
Минимальная
стреловидность
крыла
на взлетно-
посадочных
режимах
Выдвижные
трех-
секционные
закрылки
Предкрылки
для обеспечения
безопасного
маневрирования
при малых
скоростях
тыс. кг
Размах крыла 10,95 м; длина самолета
15,96 м; взлетная масса до 21 тыс кг
Скорость полета (без
внешнего вооружения)
на высоте 11 тыс. м
до 2125 км/ч
Сопло может
поворачиваться
на угол до 90*.
Внешний
jйеной из
титана
Хвостовое реактивное
сопло
I ОПЛИ1 НН1< пики
()iк)|>i.1 писей
I ОШ ' >1II II I И 'ДИ' I 1 > ОГН »р< I HII
11 । приморах и । компы<н<»р>1<ч о Ранка А ф Крайнева
< XI М 1’И< /НК >В И 41 1‘11 +1И
Мш»1 ОЛОНЖОрОННЛЯ КОНС1
Катапультное
кресло
Отсек
тормозного
парашюта
Турбореактивные
двухконтурные двигатели
с форсажной камерой
(тягой 61,125 кН)
Углепластиковые
панели
обшивки
крыла
Самолет “Хариер-2" (1978 г.) с коротким
разбегом и вертикальной посадкой
Силовая установка - турбовентиляторный
двигатель с изменяемым вектором тяги
Взлетная масса
до 14 тыс кг
Размах крыла 9,25 м,
длина 14 55 м
Скорость полета у юмли
МО внешнего вооружения ДО 1065 км/ч
Общая тяга силовой установки 100 кН
' ытания двигателей для
вертикального взлети
начагы фирмой
* Роле Ройс"
в 1953 г
Убирающая* я
ШТ.1ИГ.1 гопливо-
приемника
'> орежимн.эя импу/пюно
ДДПЛОрОВСИЛЯ бор гон »я
f'Mi иолог ационная г. шнция
' Ж ЛОП/i. jC ТИКОН1 1И
г>бт< Пполь
МАШИЖЯ» Д1 ПИ1 НА 71 Я ЛИ
Углепластиковые
панели обшивки
киля и руля
направления
Секции
предкрылка
Воздушный
тормоз
Фонарь кабины
Сопло С
регулируемыми
створками
Углеп частиковый
хЭлевон
ВОЗДУШНЫЙ ТРАНСПОРТ. САМОЛЕТЫ И ВЕРТОЛЕТЫ
liAVUII
* г РАН
ВЕРТОЛЕТЫ С ОДНИМ НЕСУЩИМ ВИНТОМ
Вертолет с одним несущим винтом,
спроектированный Б.Н. Юрьевым в 1911 г.
Б.Н. Юрьевым впервые
предложен механизм
поворота лопастей
вокруг их продольных осей.
Бензиновый двигатель
с разветвленным механизмом,
передающим вращение винтам
Колесное шасси
Двухлопастной несущий винт
Рулевой винт обеспечивает устойчивое
положение корпуса устраняет
его самопроизвольное
вращение
№
Вариант вертолета И.И. Сикорского
с одним неуправляемым несущим винтом,
предшествующий его главному изобретению
взлетная масса до 1150 кг
Фюзеляж
Тянущие винты
Двигатель тянущего винта
Хвостовое
оперение
Редуктор привода
несущего винта
Лопасти неуправляемого несущего
винта неподвижно присоединены
к приводному валу. |\
Механизм синхронного
поворота лопастей
рулевого винта вокруг
их собственных осей
Благодаря циклическому изменению хода
винта (в процессе каждого его оборота) '
обеспечивается горизонтальное перемещение корпуса
Этим, в частности, отличаются вертолеты по схеме
И.И Сикорского от предшественников.
Сила, создаваемая рулевым винтом.
Момент этой силы (в полете)
эквивалентен реакции внешней опоры
при вращении несущего винта.
Автомат перекоса (механизм
поворота лопастей вокруг
их продольных осей)
Лопасть несущего винта - _ .
самое слабое звено ‘
в первых вертолетах И.И. Сикорского.
Она служила не более 100 ч.
В последующем она доставляла не мало
хлопот и ее постоянно совершенствовали
как по конструкции,так и в части
используемых материалов.
Приводной вал соединяет через конические
зубчатые передачи вал двигателя с валом
рулевого винта.
Современный вертолет —____\
с одним несущим винтом Ка-60
Диаметр несущего винта 13,5 м,
взлетная масса 6,5 т,
полезная нагрузка 2 т,
крейсерская скорость 245 км/ч,
высота полета 2100 м.
Стальная продольная труба
и деревянные поперечные
пластины
Небольшое
крыло создает
дополнительную
подъемную силу при
горизонтальном
полете.
Полотняная обшивка
лопасти
Здесь размещены газотурбинные двигатели
Их начали устанавливать на вертолетах
с 1955 г.
Сварной каркас
из металлических
трубок
Изменение
* хода винта
поворотом лопасти
Здесь размещен двигатель, от которого
вращение передается обоим винтам.
/ Проводка
(тросик)
J). управления
1 из ка6ины
I к рулевому
if ® винту
Приводной вал соединяет через
конические зубчатые передачи вал
двигателя с валом рулевого винта.
Гидравлическая
амортизационная стойка шасси
Усовершенствованный вертолет
И.И. Сикорского 1942 г.
Диаметр несущего винта 11,58 м,
двигатель 180 л.с
полезная масса до 230 кг крейсерская скорость
100 км/ч., дальность полета 210 км )
Впервые И.И. Сикорский совершил полет
на своем вертолете (с однолопастным
рулевым винтом) 14 сентября 1939 г.
Трехлопастной
рулевой винт
диаметром 2,44 м
H i примерах из компьютерного банка А.ф. Крайнева
254 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ
воздушный транспорт, самолеты и вертолеты
ИЛААП1
ВЕРТОЛЕТЫ с двумя несущими винтами
Рисунок Леонардо да Винчи 1505 г.
Такой вертолет в принципе может подниматься
лишь на незначительную высоту, пока люди,
вращающие несущий винт, опираются на землю.
Вращающий момент должен быть скомпенсирован
внешним (опорным) моментом, а при автономном
полете здесь это не предусмотрено.
Модель аэродромическои машины"
создана М.В. Ломоносовым
для доставки регистрирующих
приборов в верхние слои
атмосферы в 1754 г.
Видимо, М В. Ломоносов
первым понял, что при
отсутствии внешней опоры
вращающие моменты винтов
должны быть взаимно
скомпенсированы*. А для этого
на вертолете должно быть
не менее двух винтов.
Лопастные
несущи»:
винты
Зубчатый
механизм
обеспечивает
вращение двух
соосных валов в
противополжных
направлениях.
Предусмотрен ручной привод винта.
Каркас винта (из "тонких длинных
трубок ) обтянут накрахмаленным
полотном.
Здесь размещен пружинным привод
* Для самолетов У. Хенсон
установил это в 1842 г.
Винт Архимеда вворачивается в воду и перемещает ее, а несущий
лопастной винт вворачивается в воздух и поднимает корпус вертолета.
Процесс вворачивания винта в воду или воздух не следует понимать
однозначно. По сравнению с обычным винтовым механизмом здесь
свойства воды или газа приводят к тому, что перемещение корпуса
на один оборот винта здесь намного меньше хода винта. Создание силы
тяги лопасти винта обычно объясняется по аналогии с подъемной силой
крыла самолета. При этом момент силы должен быть скомпенсирован.
В одномоторном самолете или судне с одним винтом это осуществляют
с помощью управляющих плоскостей. Момент несущего винта вертолета
слишком велик и для его компенсации требуется по крайней мере еще
один винт.
Модель Б. Лануа
и Ж. Бьюнвеню
(Франция, 1784 г.)
имеет пружинный
(автоматически
поддерживающий
взаимную компенсацию
моментов сил) привод
двух соосных винтов.
Здесь взаимное вращение
в разные стороны
осуществляется при равенстве
моментов сил обоих винтов
по величине.
Некоторые иследователи
считают, что по данной
схеме выполняли игрушки
в Китае еще в III в.
Первый в мире вертолет (с двумя несущими винтами)
фирмы Фокке-Вульф (конструктор Г. Фокке,1916 г.)
Симметрично расположенные (относительно фюзеляжа) несущие
винты вращаются в противоположных направлениях. Их моменты
взаимно скомпесированы, благодаря чему обеспечивается
устойчивое положение вертолета
в пространстве.
Трехколесное шасси
Противолодочный вертолет
XX века (Ка-25К,1967 г.)
с несущими соосными винтами
Фюзеляж с хвостовым
оперением выполнен
практически таким же,
как и в легком самолете.
Диаметр винта 15,74 м, взлетная масса 7,3 т,
полезная масса до 1,5 т, крейсерская скорость 200 км/ч,
высота полета до 1200 м. Автомат перекоса (механизм поворота
лопастей вокруг их
продольных осей)
Консольная ферма
с установленной
на конце втулкой винта
Приводной вал
для передачи вращения
от двигателя винту
Пропеллер, аналогичный
винту самолета
Рулевые
лопасти
Газотурбинные
двигатели
(мощностью
по 662 кВт
каждый)
Лопастные несущие
винты
На этом вертолете в 1937 г.
установлен ряд мировых рекордов
(по скорости, дальности, высоте
и продолжительности полета) и
продемонстрирована исключительная
управляемость машины. 25 октября
летчица Ханна Райтч летала
внутри выставочного павилиона
над головами посетителей.
Поворотом лопасти несущего винта вокруг
ее продольной оси с помощью специального
механизма изменяют подъемную силу.
Синхронный поворот всех лопастей обеспечивает
подъем или опускание вертолета. Если же поворачивать
лопасть в процессе каждого оборота винта, то можно получить
горизонтальную составляющую движущей силы
и горизонтальное перемещение вертолета.
Примечание. Самый крупный в мире вертолет Ми-12 (1967 г.)
с двумя несоосными несущими винтами схематично представлен на стр 11
Опорные колеса шасси
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева 255
ВОЗДУШНЫЙ
ТРАНСПОРТ. САМОЛЕТЫ И ВЕРТОЛЕТЫ
Самолет “Локхид Электра" 1934 г. с
убирающимся шасси
АВИАЦИОННЫЕ ШАССИ
шасси
Расчалка
Шина
Поперечное сечение самолета F-16
Передняя
Неубирающееся
самолета ВЕ-2В
(Англия, 1914 г.)
Передние
стержни
из ясеня
Т елескопические
амортизаторы
Передняя
(поворотная) опора
Противо-
капотажные
полозья
из ясеня
Шарнирное
соединение
(под чехлом)
Размещение опор шасси на истребителе F-16
(General Dynamics Corp
1976 г.)
Колесо со
встроенным
много-
дисковым
тормозом |
Контур
самолета
Винт
изменяемого
шага
Створка
полости
в фюзеляже
для
основной
опоры
Подкосы
Шина низкого
давления
Створка люка шасси
Пневматическая шина
Убирающиеся шасси
на самолетах появились
п 30-е гг XX в. “
Развитие конструкции
убирающихся шасси,
начиная 30-х гг. XX в.,
велось в направлении
применения
и совершенствования
амортизаторов
и демпферов,
увеличения числа
колес (применения
колесных тележек),
совершенствования
убирающих
механизмов, тормозов и
поворотных устройств.
Звездообразный f
поршневой л
двигатель j
Амортизационная
стойка
Передние опоры убираются в
под крылом простым повХХ"
Хвостовая опора -______)
Неубирающееся ujaccM
самолета Ан-2 1947 г. для в**
посадки на неподготовленной местност
Амортизатор ’’а
с большим ходом
Г идроцилиндр
Положения опор подъемник
в полете
Колесо со спица и
обтянутое тканью
V-образная Стальная Резиновый
стойка трубчатая ось амортизатор
самолета Як-40 (1966 г.)
Трехточечное опирание с передней
опорой обладает более высокой
устойчивостью от опрокидывания
на носовую часть (при интенсивном
торможении) по сравнению с
шасси, имеющим хвостовую опору.
Основные опоры
расположены
под фюзеляжем
(см. схему справа)
Направление
полета
Гидро-
Амортизатор
машин. ,ввдение нд ЯЗЬ|1Е схем
ЧЕРТЕЖЕЙ. На
поворот
колеса
Серь’а подвески
стойки в убранном
положении
Складываю
щийся
подкос
Одно из распространенных и простых решений основной
опоры
истребителя
60-х гг. XX в.
Г идроцилиндр
Наклонная ось
шарнира
в соединении
стойки и каркаса
крыла позволяет
перемещать
стойку под углом
к направлению
полета.
Трубчатая
стойка
Амортизатор
F идроцилиндр -
подъемник
Складывающийся
подкос
До 1992 г.
выпущено свыше
^5 тыс. самолетов Ан-2.
Стойка
Рычаг
Колесо
256
Вилка-
рычаг
Колесо
(поворотная) стойка шасси
Замок убранного положения
Направление
полета
Гидро- j
цилиндр
поворота
колеса
Г идроцилиндр-
подъемник
Амортиэ®1*
воздушный транспорт, самолеты и вертолеты
МНОГОКОЛЕСНЫЕ ШАССИ
Направление полета
Г идроцилиндр-подъемник
Траверса
Подкосы
Замок подкоса
Упругое звено тележки
Г идроцилиндр-подъемник
Фюзеляж
Амортизатор
Стойка-рама тележки
Амортиза
ционная
стойка
Колесная
тележка
Основная опора с колесной тележкой
и ее схема в убранном положении
Амортиза
ционная
стойка /
Задний (лобовой)
подкос шарнирно
соединен со штангой
Тележка
шасси
Амортиза-
ционная
стойка
Шарнирные
опоры на
фюзеляже
Шарнирная
опора траверсы
на фюзеляже
Шарнирная
опора траверсы
на фюзеляже
Система рычагов и тяг тележки
служит для обеспечения равномерного
распределения нагрузки
на колеса и сил торможения.
Г идроцилиндр
подъемник
Г идроцилиндр
для поворота
тележки
Г идроцилиндр
для поворота
тележки
Основная опора
с колесной тележкой
тяжелого самолета
Шлиц-
шарнир
Гидроцилиндр
подъемник
Амортизатор
тележки
Расположение основной
опоры в выпущенном
и убранном положениях
Звенья
механизма
в убранном
положении
Г идроцилиндр
поворота .
Амортизатор тележки
при движении по аэродрому
демпфирует вибрации, а при взлете
некоторое время удерживает тележку
в неизменном положении, а затем
подобно сжатой пружине
поворачивает ее, приближая
к стойке передние колеса.
Створка
люка
Складывающийся
подкос
Опорно-поворотная
траверса---------
Амортизатор
Замок
выпущенного
положения
Г идроцилиндр
.( для
4? 1 поворота
г / тележки
Шарниры для присоединения корпусов тормозов
(для восприятия реактивных моментов)
тяжелого транспортного самолета С-5А “Галакси"
“Локхид* (разработан в 1964 г., построен в 1981 г. ,
на его
Принципиальная
схема основной опоры
Шасси
фирмы
с 1985 г. на его основе выпускается самолет С-5В
для перевозки до 270 десантников). Передняя и основные
опоры выполнены поворотными, что обеспечивает высокую
маневренность на аэродроме и повышает устойчивость движения
при сильном боковом ветре (при посадке).
Основная опора шасси
dlfo] /77^л (их на самолете
. S всего шесть)
Г идроцилиндр
Направление полета поворота
Механизм
створки
люка
Амортизационная
стойка
Привод-----%
замка подкоса
и механизма
створки люка
Передняя опора шасси самолета С-5А
Складывающийся
подкос
с приводом замка
3,/ / 15-звенныи
у' плоский механизм
—при убирании
шасси переворачивает
колесную тележку на 180
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ.
На примерах из компьютерного банка А.Ф. Крайнева
ВОЗДУШНЫЙ ТРАНСПОРТ. САМОЛЕТЫ И ВЕРТОЛЕТЫ
L ИАААШ
PAR
АМОРТИЗАТОРЫ И ДЕМПФЕРЫ ШАССИ САМОЛЕТОВ
Поршневые демпферы вращательных
(поворотных, крутильных) колебаний
Демпфер шимми (незатухающих
вращательных колебаний) передней стойки
шасси легкого маневренного самолета
Пружина
Клапан 2
Клапан 1
Полость 1
Амортизатор главной стойки
шасси самолета Як-40 (1966 г.)~
Присоединительная проушина Втулка
Цилиндр
Поводок
Корпус демпфера
Шатун
ИНИН
Поршень
клапана
Перекры-
ваемые
клапаном
отверстия
Днище
полого
штока
Зарядный
штуцер
Уплотнение
между
штоком и
цилиндром
Цилиндр
амортизационной
стойки
Сечения
шарниров
шатуна ,
Г азовая
полость
(сжатый
азот)
Пружина
Вилка-
нижнее
звено
шлиц-шарнира
Колесо
Симметричный демпфер соединен
с цилиндром и штоком с помощью
механизма, преобразующего
вращательные колебания штока
в возвратно-поступательные
движения поршня*.
Обод
Корпус
демпфера
прикреплен
к цилиндру
амортиза-
ционной
стойки.
Начальное
давление
азота 5 МПа
Корпус демпфера
прикреплен
к цилиндру
амортизационной
стойки.
Дроссель \
Полость 2
Шкворень
присоедине-
ния подкоса
Поршень
Объем
жидкости
(масла)
3000 см
Демпфер шимми передней стойки
шасси самолета Як-18Т (1967 г.)
Обод установлен (с возможностью
вращения) на цилиндре
и соединен
с помощью шлиц-
шарнира
со штоком.
Коромысло
передает
колебания
через поводок
поршню
демпфера.
Пружинный
нагнетатель
для подачи
смазочного
материала
в шарниры
Рычаг с осью
для колеса
Противопере-
грузочный
клапан
открывает
доступ
жидкости
в газовую
полость при
уже обжатой
стойке.
Канавки для
перетекания
жидкости при
прямом ходе
Цилиндр
Клапан
торможения
при обратном
ходе штока
Корпус демпфера Поршень
Дроссель
Клапан 2
Полость 2
Коромысло
Первый отечественный
самолет, сертифицированный
по нормам летной годности США
Шатун
Сферические
шарниры
Полость 1
Клапан 1
лагодаря гидравлическому сопротивлению
при перетекании жидкости из одной полости в другу*5
демпфере происходит рассеяние энергии
затухание колебаний.
в
и
258 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ
На примерах из компьютерного банка А.Ф. Крайнева
ВОЗДУШНЫЙ ТРАНСПОРТ. САМОЛЕТЫ И ВЕРТОЛЕТЫ
ДВУХКАМЕРНЫЙ АМОРТИЗАТОР (основной опоры
шасси! современного пассажирского самолета
Положение звеньев
в процессе прямого хода
НМД III
РАН
Положение звеньев
в процессе обратного хода
Блок самоуправляемых
клапанов в камере
высокого давления
Начальное
положение звеньев
(перед посадкой)
Верхний клапан
Пружина
сплава
Полый шток -
Боковые
отверстия
в полом
поршне
Боковые
отверстия
в капсуле
Полый
поршень
в капсуле
Дополнительное
сжатие азота
Шлиц-шарнир
и его подвижные
соединения
Полость,
заполненная
сжатым азотом
Капсула блока
клапанов
г
Гильза камеры
высокого
давления
—Цилиндр-
траверса из
алюминиевого
Полости,
заполненные
жидкостью
(маслом)
Грибок иглы
удерживает
полый поршень
в нижнем
положении
и соответственно
пружину - в сжатом
состоянии.
Зарядный
клапан
Кольцевое отверстие
в донышке капсулы
открывается при
движении иглы
вверх.
Т рубка
с зарядным
клапаном
При посадочном ударе
последовательно открываются
клапаны, обеспечивающие
перетекание жидкости
в верхнюю полость и сжатие
азота в основном в камере
высокого давления.
Шток под давлением азота
выдвигается из цилиндра,
закрывается верхний
клапан, жидкость перетекает
через дросселирующие
отверстия при постепенном
уменьшении их суммарного
сечения, и обеспечивается
плавное торможение
движения штока.
О) Вытеснение
масла из
средней полости
амортизатора,
уменьшение
объема полости
Перегородка
неподвижно
закреплена
в полом
штоке.
Игла
прикреплена
к перегородке
полого штока.
Камера низкого
давления,
заполненная
сжатым азотом
и жидкостью
(
I
Направление
силы,
действующей
на шток
Плавающий
(разделительный)
поршень
сжимает
азот в полости
низкого
давления.
с
с
Расширение
полости
сжатого
азота
Перетекание
жидкости
через
кольцевое
отверстие
Дроссели в
перегородке
Движения
полого
штока
Клапан
(торможения
обратного —
хода)
в перегородке
полого штока
Плавающий
(разделительный)
поршень возвращается
в верхнее (исходное)
положение, давление азота
в нижней полости
уменьшается.
* По< ле рассеяния энергии посадочного удара давление жидкости во всех
л т IX выравнивается. При ударах в обжатом положении (или при медленном
обжатии) одновременно сжимаются обе камеры с азотом, чем достигается
минимальная жесткость амортизатора.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.Ф. Крайнева 259
ВОЗДУШНЫЙ ТРАНСПОРТ. САМОЛЕТЫ И ВЕРТОЛЕТЫ
АВТОМАТ ПЕРЕКОСА НЕСУЩЕГО ВИНТА
ВЕРТОЛЕТА (принцип предложен Б.Н. Юрьевым
в 1911 г. для двухлопастного винта, современные
варианты мало чем изменились по сравнению
с автоматом перекоса, примененным в вертолете
И.И. Сикорского в 1939 г.). Индивидуальный
или синхронный поворот лопастей Б.Н. Юрьевым
предусмотрено осуществлять с помощью
специальной тросовой системы вместо которой
в последующем стали использовать тяги и рычаги.
В автомате перекоса несущего винта вертолета
имеется параллельное соединение трех входных
кинематических цепей (по числу задаваемых
независимых положении) и параллельное
соединение нескольких выходных кинематических
цепей (по числу управляемых лопастей винта).
Для подъема вертолета синхронно поворачивают
все лопасти (вокруг продольных осей) и тем самым
изменяют общий шаг винта, а для горизонтального
движения угол поворота каждой лопасти
изменяется циклически в процессе одного
оборота винта, благодаря чему образуется
боковая составляющая тяговой силы.
В качестве узлового (суммирующего
и распределительного механизма) использовано
карданное соединение В других вариантах
применяют специальный сферический подшипник.
Здесь подшипник качения соединяет вращающуюся
(вместе с винтом) часть устройства
с невращающейся частью и передает осевые
перемещения и перекосы.
Пои попытках создать вертолет до 1939 г. в лучшем случае использоВали
„нхронный поворот лопастей, такой же. как в тянущем винте самолета
или турбине В. Каплана, предложенной в 1916 г. Даже в первОм
\ вертолете Фокке-Вульф (1936 г.) не предусмотрено
х. циклического изменения шага несущих винт в
\^Ь\ а для горизонтального движения применен третий
(тянущий) винт. В представленном здесь решении
ф можно управлять общим шагом для изменения
улка подъемной силы и циклический шаг вин а
для получения боковой
(тянущей) силы
несущего винта
Рычаг лопасти
Рычаг
управления
общим шагом винта
Вариант с карданным
соединением
(поперечное сечение)
Внутреннее кольцо -
скользит вдоль вала
(при изменении
общего шага),
но не вращается вместе с ним
Лопасть несущего
винта
Тяга поворота лопасти
Вращающаяся вместе с винтом
управляющая “тарелка" через тяги
поворачивает лопасти. При ее
поступательном движении изменяется
общий шаг винта, а при перекосах
изменяется циклический шаг.
Тяги управления циклическим шагом
Здесь присоединены
тяги управления
циклическим шагом
винта. Они обеспечивают
перекос внешнего
кольца в двух плоскостях
в соответствии
с выбранным
направлением
горизонтального
движения вертолета
Лопасть
полости
Затухающие с помощью
демпфера колебания
лопасти относительно
вертикального шарнира
Места установки демпферов
отмечены цветом.
ВТУЛКА НЕСУЩЕГО ВИНТА
и ее гидравлический демпфер
(в вертолете Ми-8, 1975 г.)*
Шток
Защитный чехол
Сила сопротивления
Полость 2
Проушина
шарнирного
• ?ния штока
Здесь присоединен.> i яга поворота лопасти
Цапфа для присоед ' ия
цилиндра к подвижному эв
вертикального шарнир i
Четыре клапана (при перепаде
давления 2 МПа) перепускают
* иди ость между полостями в одном
направлении, а четыре других клапана -
в другом направлении (при изменении
направления относительного движения
поршня)
Клапаны, подсоединяющие
компенсационный бачок к
более низкого давления
Канал, соединенный
компенсационным бачком
Относительные
движения звеньев
демпфера
Ступица (корпус втулки)
Поршень
с клапанами
Каналы соединенные
с противоположными
полостями цилиндра
Цилиндр
прис-
к СГ/1 ;ице несущего
винт 1
Полость 1
Уменьшение жесткости
при открывании клапанов
Относительное перемещение
•Аналогичную
конструкцию имеет
демпфер вертолета
Ми-6 (1957 г )
Восемь перепускных Р -Зиновии
клапанов встроены в поршень буфер
260 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ Hd
ВОЗДУШНЫЙ ТРАНСПОРТ. САМОЛЕТЫ И ВЕРТОЛЕТЫ
имлш
РАН
ПОДВЕСКИ
агрегатов
Под зески двигателей самолетов чаще всего выполняют на основе статически определимых стержневых систем
(для уменьшения взаимовлияния деформирования корпуса двигателя и фюзеляжа или крыла, к которому двигатель
прикрепляется) с раздельным восприятием реактивного момента, осевых и радиальных сил. Опоры распо. ia >ю
в непосредственной близости от мест возникновения активных сил и моментов Тем самым уменьшают их е я ie
на деформирование тонкостенного корпуса. Детали крепления корпуса к опоре выполняют с развитой поверхностью
соприкосновения, на корпусе выполняют также специальные пояса жесткости.
Промежуточное
звено
Передняя консольная
подвеска турбореактивного
двигателя самолета
Як-40 (1967 г.)
имеет стержни для восприятия
боковых сил и реактивного
момента (направляющего аппарата)
компрессора. А отдельная ее опора
воспринимает в основном осевую
силу (силу тяги) и силу тяжести.
Задняя подвеска воспринимает
реактивный момент турбины,
боковые силы и силу тяжести.
Основание (кронштейн,
прикрепленный к фюзеляжу)
Регулируемый
Корпус
двигателя
Корпус двигателя
Четырех-
подвижное —
сферическое
соединение
Возможные
перемещения
Сферические
трехподвижн ые
шарниры стержней
Задняя подвеска при аналогичном
конструктивном исполнении допускает
перемещение вдоль оси двигателя.
Если систему в целом представить
в виде двухопорной балки, то задняя
подвеска в ней эквивалентна
“плавающей” опоре.
Подвеска двигателя “Роллс-Ройс RB211-535" к крылу самолета “Боинг-757” (1982 г.)
Двухточечная консольная подвеска
двигателя по сути эквивалентна
балке на двух опорах (закрепленной
и "плавающей” - свободной вдоль
оси), представленной на схеме справа
Основание (кронштейны, закрепленные
на крыле
самолета)
Она способна компенсировать
значительные продольные отклонения
и тепловые деформации.
По сравнению с трехточечной подвеской
и симметричным расположением двух
опор относительно оси она проще
по конструкции, и легче осуществляется
присоединение двигателя к основанию.
В то же время консольное приложение
сил тяги приводит к деформированию
корпуса двигателя, которое может сказаться
на работоспособности его внутренних
элементов и соединений. Для такой схемы
подвески корпус двигателя делают обычно
коротким и жестким. Принимают и другие
меры для уменьшения влияния подвески
на внутреннее взаимодействие
звеньев двигателя.
Турбовентиляторный двигатель
Упрощенная схема
двухточечной подвески
двигателя и консольное
приложение сил
Передняя
опора
Пятиподвижное соединение
воспринимает только
Задняя опора боковые силы.
I
Задняя опора подвески
двигателя
Деформирование
корпуса
Стержень
(тяга) с
шарнирами
на концах
Осевые силы (силы тяги), действующие
через направляющие лопатки вентилятора
и турбины на корпус двигателя
Передняя опора
подвески двигателя
передает на крыло
самолета
основную часть
осевой силы
и суммарный
реактивный
момент
вентилятора
и компрессора.
Звенья опоры
присоединены
х жесткому
поясу.
Сила
тяжести
261
ВИЦМЦиНИМ
Кронштейны,
закрепленные
на крыле самолета
Жесткий пояс
оболочки
корпуса в зоне
направляющих
лопаток
вентилятора
Жесткий пояс
оболочки
корпуса в зоне
направляющих
лопаток
турбины
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ
И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.ф Крайнева
. —— • - "Г— " ~ ~~ —— ... -тг - . _____
ВОЗДУШНЫЙ ТРАНСПОРТ. САМОЛЕТЫ И ВЕРТОЛЕТЫ
—
Вилка
НАЛДШ
РАН
Вал привода
несущего
винта
Подкос
Планетарный
двухступенчатый
Вентилятор редуктор
Передняя опора
подвески двигателя
Амортизационные
стержни
Проушина
с установленным
в ней сферическим
вкладышем
Подвеска силовой
установки вертолета
Ми-8 (1975 г.)
Два параллельно
установленных
газотурбинных двигателя
присоединены
к фюзеляжу
с помощью
стержневых
пространственных
систем.
ПОДВЕСКИ (ПРИСОЕДИНЕНИЯ К ФЮЗЕЛЯЖУ ВЕРТОЛЕТА) АГРЕГАТОВ
Здесь размещены компенсационные
(сферические) соединения корпусов
и валов двигателя и редуктора.
Они обеспечивают центрирование
деталей, допускают перекосы осей
и небольшие осевые перемещения.
Амортизационны й
стержень регулируемой длины
Средняя втулка
с нажимным
диском
Регулировочные
соединения
Амортизационные Стержень
стержни регулируемой
длины
Корпус
двигателя
Упругая вставка сжимается
при любом направлении сил
Подвеска вентилятора вертолета Ми-6 (1957 г.)
Для восприятия всех сил и моментов достаточно 6 стержней (например,
с тремя точками опирания на корпусе и тремя на основании)
При этом опоры дол.»ны быть разнесены в пространстве
В данном примере имеется больше звеньев, поэтому
без регулировок не обойтись.
Вид А
Редуктор
Карданная
передача
Корпус
вентилятора
Стержни подвески
Крестовина с четырьмя шарнирами
Корпус
вентилятора
Стержневые пространственные
статически определимые системы
(фермы) лежат в основе многих
подвесок агрегатов Они способны
воспринимать различные
сочетания сил и моментов.
На практике подвески обычно
отличаются от идеа тьных схем
(без избыточных свя <>..) пример,
вместо rpebyt .iu рех опор
в подвеске редукг > используют
четыре стержня с подкосами. Это
продиктовано компоновочными
условиями (стенки фюзеляжа
расположены симметрично
с двух сторон). Влияние
избыточных связей уменьшают
введением упругих звеньев
и регул и ро 1ных цинений.
Подвеска газотурбинного двигателя вертолета
(60-е гг. XX в.)
Передние
и задние опоры
раздельно передают
на корпус вертолета
реактивные моменты
компрессора
и турбины
Благодаря
этому хорпус
дв.н ателя
не нагружен
крутящим
моментом
Выходной
вал
Эти два стержн
реактивный момент (нанр >н
аппарата) турбины и
силу тя
ферм
Сила тяжести
Передние опоры
прикреплены к корпусу
вертолета через фермы
Ферма правой
опоры
избыточных
связей и передает
на корпус
вертолета
осевые и
радиальные силы.
и мают
«эщего
ично
«ести.
Осевые силы
воспринимаются
передними опорами и
замыкаются через корпус,
дополнительно нагружая его
Чтобы добиться раздельного
восприятия осевых сил.
заднюю опору дополняют
262 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ На nnuu^
—---------------- из
ГРУЗОПОДЪЕМНЫЕ ----------
и ЗЕМЛЕРОЙНЫЕ МАШИНЫНЫЕ
первым орУДием человека для подъема и кантования тяжелы* п '
трн он был задолго до Архимеда. Его прежде всего преДметов является конечна
" я египетских пирамид В те далекие времена старались избрать ПР" "«“'““тве соор^ий
; а пр. „почитали перемещать предметы по нак„„„„ой п„„ск™П°СОе“тве""”» -ертикал^ого
Ч,... КИ наклонять предметы в ту или иную сторону и подсыла " а,Ь "оя нт ">“кя
* ща или волы ИЗ колодцев, окали использовать ворот и полиспаст кщ v * А «™ "°"«"а
Здание простейшего грузоподьемного крана в виде треноги с . * "~v До н а. относится
Хо ‘-сг л.-зевалось затем при добыче полезных ископаемых и а™“ °°РОТО“' Такое устройство
* ,мляных форм В эпоху Архимеда появились краны с наклоняемом “ ВЛечения ™*елых отливок
1,3 с поворотной опорой стрелы или башни. С П0М01Дью растяжек стрелой
* ^в ХУ в. Филиппо Брунеллески использовал при строительстве г г
ллборэ во • нции поворотные башенные краны с изменяемым вылетом l7"0™ кафедрального
пежм. Привод всех механизмов был ручным, а большинство деталей изгото перемеЩения грузовой
5 „рритепъстве и торном деле грузоподъемные краны еще долго не менялись™” конХтивном
ни . П с.«е применяемых материалов. А вот в начале XIX в., когда началось промыХ '”
ypo’W тв0 8 цех ,х ПОЯВИЛИСЬ первые цельнометаллические подъемные краны. Но еще до конца XIX в
1ОМЯ„У и стрелу кранов, обслуживающих даже печи и ковочные молоты в горячих цехах, делали из дерева
обшитого металлическими накладками. Начало XX в. характеризуется появлением в цехах балочных и
постовых кранов Если в середине XIX в. кран служил только для поддержания тяжелых заготовок,
д мзнипу'-ировзн^е заго е < ществля ь десятками рабочих, обступающих ее вокруг то в 30-е гг. XX i
появились мощные ковочные манипуляторы, которые также использовались в паре с мостовым краном
В сталеплавильных цехах стали использовать мостовые краны с многократными полиспастами способные
г^реносить тяжелые ковши расплавленного металла.
До создания паровой машины привод кранов осуществлялся либо вручную либо с использованием
сонной тяги. В XIX в. господствующую роль играл паровой двигатель с разветвленной трансмиссией.
Причем, если для станков использовали ременные передачи, то для кранов применяли цепные и зубчатые
пе эедачи. Заводские краны первыми стали снабжать электроприводами, а передвижные краны, работающие
в не помещений, оснащали индивидуальным паровым котлом и общим паровым двигателем для всех
механизмов. До 40-х гг. XX в. многие самоходные краны имели паровой котел и паровой двигатель
Железнодоро> ные краны с паровым двигателем и разветвленной трансмиссией разрабатывали и создавали
- 50-х гг XX в Самоходные колесные и гусеничные краны до сих пор имеют автономный двигатель
внутреннего сгорания (дизель) и индивидуальный гидропривод всех крановых механизмов. До 60-х гг на таких
«мнах при той же общей схеме преобладал индивидуальный электропривод механизмов Чаще всего
. подъемное оборудование монтируют на унифицированных базовых колесных или гусеничных шасси.
Строительные башенные краны с 20-х гг. XX в. оснащают индивидуальными электро\р“7
Если не считать перегрузочные краны мостового, козлового и кабельного типа, то для ВВ ьного прив0Да
а XX в мо.но отметить общую тенденцию развития манипуляционных отличаются от грузоподъемных
V» каждого движения. Современные погрузочные машины канат Сменное оборудование кранов,
кранов только тем. что в них все звенья жесткие, а в кра оазнообразно. а сами машины по структуре
универсальных погрузчиков и универсальных экскаваторов
•се более сближаются между собой. , лн непрерывного действия можно
H.is iiK M использования подъемно-транспортнэ! и огрузочн' воды с помощью винта Архимеда
считать изобретение насоса, перемещающего на определенную bi ту лиРованы Георгом Агриколой в XVI в.
или водоподъемного колеса. Схемы первых ковшовыхГХя ZZo-e. цепные, ежовые (шнековые,
Подьемно-транспортные машины непрерывно шучих материалов после осв >ени1
* вибрационные конвейеры стали широко применять для пе тва шарнирных цепей и других составных
’Энологии изготовления тонких и гибких лент, массового п перемещения людей Их отличительная
Деталей и приводов В начале XX в. появились 1Скала10р^ для определенного распо ei ия пен
особенность - наличие поступательно направляющего ^изма
Тенденции развития конструкций конвейров ел» ду одновременного их использова
*Мсширение функций навесных перемещающи эле
срезания разрыхления и загрузки те умещаемы
' совокупные решения с перерабатывающими устроис
(Рйиулирование. разделение и сортировку, обжигани машины и рыхлители
Землеройные, землероино-транспортные. бУР^ные
крайней мере с XVI в Они cost ршенствую
Элементов разрушающих породу или РУДУ>1
•^Ремещения и выгрузки разрыхленного материала
Г|риводящи» в действие эти звенья, то они анало
материалов, пеоемешивание,
.ми (осуществляющими пер€Ме
сушку переме^“еП“аХ^шленН0 применЯЮТСЯ
маШИНЫ " J., сериалов и геометрии режущих
_ плане поиска новых матер еньев для загрузки,
- ' ИТ а также конструкции звеньев
срезающихггру-втся
' ,е“’ НЭ °СтН„°дейстХепо^ют
’»спортны; Гтофу^ные'машины В ““^^^рии^пы
’*««измы в экскаваторах непрерывного деиств'' тройства Анало™1" приводов дп« виораиини
«кущ, роторы, ковшовые или режущие также важны» с
* 4» создании бурильных машин. Две них пре разрыхляемую с тайнава
,даРН0-ви6рационных воздействий на раэруша ....степного банка
.. .... ппимар.ы из
манипулирующие
являются ковшовые
используются
263
НЛЧАШ
" ГЛН
. асм Л ТРОЙНЫЕ МАШИНЫ
I РУЗОПОДЪЕМНЫЕ. ПОГРУЗОЧНЫЕ
Копер для забивки свай с ручным подъемом
бабы (из книги Буонаюто Лорини
•фортификация’. Венеция, 1597 г.)
Направ-
ляющие
выступы
Лучок
подвески
Защелка
Пружина
Самозахватное
сбрасывающее
устройство
•ч ппоаимг /СТРОИТЕЛЬНЫЕ КОПРЫ)
РУДОВАНИЕ (С I г ии 11 /
Копры - простейшие
грузоподъемные
устройства с
направляющей
для погружателя
Копер с ручным приводом
и< пользуемый в XIX в. (из Книги
“Сборникъ института
инженеровъ путей
сообщения императора
Александра Г
Выпуску xxvii
С.-Петербургъ, 1894 г j
мало чем отличается
от более ранних аналогов
Двухкратный
полиспаст
В этом примере масса
бабы около 200 кг.
Ворот
с рукоятками
и колесом для ручного
воздействия (ранее
обычно 25 ~ 30 рабочих
тянули за ветви каната,
перекинутого через
блок, иногда
использовали также
полиспаст)*.
Баба Канат для
_ - выдергивания
защелки
Освобождая и перекидывая
конец каната через барабан
сбрасывают бабу.
* Аналогичные схемы
были применены Архимедом
при обороне Сиракуз
(для сбрасывания камней
и опрокидывания судов).
Козлы копра -
деревянная
опорная рама
направляющей
Вертикальный
ворот
применяли и
2000 л. назад.
Грузовой канат
огибает блок
в верхней части
направляющей.
Разъединитель
подвески
Погружатель
в виде
поднимаемого и
сбросываемого
груза (бабы)
Забиваемая
свая
Канат для
разъединения подвески
ПОДЪЕМНЫЕ ПОВОРОТНЫЕ КРАНЫ с телескопической стрелой
(краны с наклоняемой телескопической стрелой см. на стр. 266, 268)
Принципиальную схему строительного копра
использовали в XVIII - XIX вв. в ковочных
Зарисовка строительного крана, выполненная Леонардо
да Винчи в 1471 г. В то время Леонардо исполнилось всего
19 лет и он под руководством Андреа Верроккио участвовал
в завершении сооружения фонаря, венчающего купол
кафедрального собора во Флоренции. Собор в основном был
сооружен в 1420 - 1446 гг. архитектором Филиппо Брунеллески
(предполагается,что многие грузоподъемные механизмы
находились в недостроенном соборе с 1446 г. по 1471 г.).
и штамповочных молотах. С середины XIX в.
ручной привод в молотах заменен на паровой,
а в копрах уже в XX в. стали применять
ударно-вибрационный погружатель (на основе
дизеля, а в последующем и электродвигателя).
Подъемные поворотные краны с грузовой
тележкой, перемещаемой вдоль стрелы
Монтажная площадка
Телескопическая
Подвесные
площадки для
размещения
груза
*• Механизм
подъема здесь
не показан.
Стропы для монтажа
и перебазирования
крана
i\ Винтовые
__ механизмы
для изменения
вылета стрелы
и противовеса
Противовес
Поворотная
колонна
Опорно-
поворотное
устройство
Рычаг
для поворота
колонны
Опорная
с гойка
Впервые наиболее полно и точно обобщены
и представлены знания XVI в. о грузоподъемных и
других машинах в трактате из 12 книг Георга Агриколы
(действительное имя - Георг Бауэр). Базель, 1556 г.
Верхняя шарнирная опора
колонны
Верхняя опорная балка
Грузовая тележка (здания или сооружения)
Крюк
Приводная рукоятка лебедки
Рукоятка
для перемещения
и фиксации
положения тележки
грузовая
цепь
Г рузовой
барабан
Зубчатый
редуктор
Стрела
чОНСОЛЬНО
закреплена
к колонне.
Поворотная колонна
установлена в двух
шарнирных опорах
Нижняя шарнирная опора (подпятник)
‘мпьююрного оанка Ads КпайнеМ
264 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И
*ЕЙ. На примерах
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
ПОДЪЕМНЫЕ КРАНЫ
Леонардо да Винчи и его коллега
Гиберти, перерисовали один и тот
же кран используемый при монтаже
шара (массой 8 т) на вершине
конусного фонаря, венчающего
купол кафедрального собора во
Флоренции (в 1471 г.). Леонардо
изобразил кран в зеркальной
проекции, как он обычно это делал.
Его схема здесь очищена мною
от фона и не относящихся к существу
штрихов, а рисунок Гиберти оставлен
почти без изменений.
Лебедка (ворот)
. ИАААШ
VX ГАН
' ГРУЗОВОЙ ТЕЛЕЖКОЙ, перемещаемой вдоль балки
Полиспаст
Многократный
полиспаст
Основание
фермы
опорно-
поворотное
кольцо
Стержневая пространственная
система (ферма) в основном
выполнена из дерева.
Балка - звено
простран-
ственной
фермы
или рамы
Винтовой
механизм
перемещения
каретки
Портал
iiuitKik
Складывающая
растяжка
Опорные
катки для
вертикальных
и боковых нагрузок
Площадка купола для
установки венчающего
его фонаря
для
прохождения
наземного
транспорта
Современный контейнерный
перегружатель фирмы Kocks категории
Panatnax (вылет стрелы 35 - 40 м,
высота подъема 26 - 30 м,
грузоподъемность до 60 т.)
Лебедка
(ворот)
Г рузовая
тележка
может
перемещаться
вдоль всего
моста
с помощью
канатного
механизма.
Эта консоль (стрела)
выполнена наклоняемой
только для пропуска под ней
судов с высокими мачтами
или надстройками.
Кабина управления
Перегружаемый контейнер
Перемещаемый JH
противовес .L.
Токоподводящий кабель
передвижной тележки
(в сгруппированном
положении)
Поворотный кран Александровского
(Олонецкого) завода (Россия,
начало XIX в.) с канатным приводом
передвижения грузовой тележки
Деревянная стрела - консоль
с раскосом прикреплена
к поворотной колонне
Канат для перемещения
тележки
Пространство
Еще одно направление,
развивавшееся в XX в.,
это кабельные краны,
в которых в качестве
несущей дорожки
используют натянутый
между опорами канат
Аналогично выполняют
подвесные дороги
и подъемники.
Механизм
передвижения
(вдоль
причала)
Колонна
Подпятник
Г рузовая
тележка
В XX в. основные заводские краны с консольной поворотной стрелой
(рис. слева) были вытеснены кранами с двухопорной балкой, рамой
или фермой, перемещающейся вдоль цеха по рельсовому пути,
опирающемуся на колонны или стены здания.
Базовая часть - мост
(сварная рама из
коробчатых балок)
| длиной 24 м и
|П шириной 16,7 м
Ручная лебедка каретки
I
Грузовой
пеньковый
канат
Ручная
грузовая
лебедка
Полиспаст
Г рузовая
тележка
Стрела
Сталеразливочный мостовой кран (середины
XX в.) грузоподъемностью 450 т (лебедка
главной тележки), 100 и 20 т
(лебедки вспомогательной тележки)
Кабина
управления
Сварная
траверса
с двумя крюками
подвешена на 48 ветвях
канатов двух сдвоенных
полиспастов.
'yiiiiiSrv
С каждой
стороны установлено
по две балансирных
4-колесных тележки
Из 16 колес только
четыре приводные
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.ф. Крайнева 265
HMAIII
**’ РАН
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
ПОДЫМНЫЕ ПОВОРОТНЫЕ КРАНЫ С НАКЛОНЯЕМОЙ
С I РЕ ЛОЙ
Первый по ц емный кран с приводом подъема
И ГЮПОрО! I от гидре ЩИЛИН Дрон.
WATER PRESSURE MACHINERY
Г рузовая
цепь
Длина
растяжки определяет
фиксированный
наклон стрелы
Поворотная
полая
колонна
Лорд William George
Armsstrong привел эту
иллюстрацию
гидравлического крана
в цикле лекций (Ньюкасл,
Англия, 1868 г.)
Чтобы грузоподъемный кран
не опрокинулся, опрокидывающий
момент должен быть заведомо
меньше сопротивления
опрокидыванию.
В современном грузоподъемном
кране система управления
автоматически определяет длину
и наклон стрелы, силу тяжести
поднимаемого груза и другие
параметры.
При неблагоприятном сочетании
система сообщает
о недопустимости дальнейшей
работы крана и приводит кран
в безопасное состояние
о^тпйчийосги (от опрокидывания) грузолодъемно
Обеспечение устойчивое»и к
На начальных этапах устойчивость
грузоподъемных сооружений
обеспечивали:
- симметричным исполнением
пространственной фермы (при
расположении груза вблизи
от центра опорной площадки);
- заглублением в землю столбов,
фундамента, якорей расчалок и др
частей конструкции.
Для мобильных машин требуются
иные решения установка
противовеса, специальное
размещение агрегатов
на платформе, применение
дополнительных выносных опор.
Опрокидывающий момент - это в основном
произведение силы тяжести поднимаемого груза
на плечо ее приложения. К нему следует прибавить
момент силы инерции (при изменении вылета
стрелы, подъеме или опускании груза,повороте
платформы) и момент ветровой нагрузки.
При расчете устойчивости учитывают наиболее
неблагоприятное сочетание нагрузок
Восстанавливающий момент (момент
сопротивления опрокидыванию) -
это в основном момент собственной
силы тяжести грузоподъемного крана
(без поднимаемого груза).
С увеличением вылета стрелы
восстанавливающий момент
уменьшается из-за изменения
положения центра тяжести
стрелы.
Величины моментов
зависят
от расположения
и наклона крана на
опорной площадке.
Ветровая
нагрузка
Гидроцилиндр поворота
колонны со стрелой
Гидроцилиндр привода
грузовой цепи
и X
150
Сила
тяжести
груза
Кран - это
рычаг
который
должен
быть в
устойчивом
равновесии
Типовая схема строительного башенного крана
60-х г г XX в
Первоначально башенные краны имели поворотную
платформу вместе с противовесом и приводами,
расположенную в верхней части неповоротнои башни
По такой схеме исполняют и современные краны для
высотного строительства. В них имеется также
привод изменения вылета противовеса.
Грузовой крюк
Прибор,
отслеживающий
изменение
длины стрелы
Вылет стрелы (расстояние от оси вращения
крана) изменяется благодаря наклону стрелы.
Грузовои и стреловой
канаты приводятся
от лебедок на поворотной
платформе.
Высоту башни
и длину стрелы
изменяют,
соединяя
между собой
различное число
унифицирован-
ных секций.
Выпускают
также телеско-
пические
башни
варьируемой
высоты
Гидроцилиндр
изменения
наклона
стрелы
Собственная
сила тяжести крана
Сила
инерции
А (например,
при
вращении
платформы)
Ветровая
нагрузка
возможного
ИДЫЙ. t
Собственая
сила тжести
крана
Плечи
приложения
сил к рычагу
Г ру подъемность -
си/ а тяжести
поднимаемого груза
в кН
грузоп°Аьемности
от вылета стрелы:
при установке крана I
на дополнительные опоры, | J
без дополни г - лъных опор I J
НИ)
Поворотная платформа
(с противовесом
и приводами)
установлена
на ходовой тележке
Если не выдвигать дополнительные
опоры, то ребро возможного
опрокидывания будет проходить
намного ближе к линии действия
силы тяжести крана, а плечо
приложения силы тяжести
поднимаемого груза будет
больше, чем при установке
крана на дополнительные опоры.
266 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ
Ребро возможного
опрокидывания
при установке крана
на дополнительные опоры
От него отсчитывают
плечи приложения сил
при определении
опрокидывающего момента
и момента сопротивления
опрокидыванию
Вылет стрелы -
расстояние между
осью вращения платформы
и линией действия силы
тяжести поднимаемого груза • м
ЧЕРТЕЖЕЙ На примерах из компысиеоного банка А Ф Крайнев
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
1ФЕ>
и очистки дна перед причалом
Землечерпалка для очистки морского дна (пример
из книги Буонаюто Лоринн Фортификация"
Землечерпалка для использования на больших
глубинах (пример из книги Фауста Верантия
Венеция, 159 г.)
"Новые машины".
Венеция, 1617 г.)
Замыкающие
канаты и
ворот
Подъемные
канаты
Винтовой
механизм
наклона стрелы
Ковш подвешен на подъемных канатах.
Замыкающий
ворот
Ковш в виде
замыкаемых
челюстей
подвешен
шарнирно
на стреле.
На обоих рисунках
имеются основные
элементы грейфера
(от нем. greifen-
хватать):
устройство,
замыкающее
челюсти ковша,
и подъемный
механизм.
Главная особенность этого крана - шарнирно-сочлененная стрела.
которая изобретена в 1932 г. Она выполнена на основе механизма
П.Л. Чебышева (1821-1894). Здесь она представлена в виде
четырехзвенного двухкоромыслового механизма
Портал
Современное наименование
DEUTSCHES REICH
Колонна
1936
Вылет стрелы
Поворотная
платформа
100
200
300
Поворотная
платформа
Противовес
на рычаге
Один из первых
портальных кранов
(с наклоняемой стрелой)
выпускаемых фирмой
KE Kranbau Eberswalde*,
основанной в 1902 г.
Подъемная
(наклоняемая)
стрела
Г абариты
вагона
Портал, под
которым может
проезжать
наземный
? транспорт
AUSGEGEBEN AM
24. JANUAR
Отклонения от высоты груза, мм
300 г-------т-------т- -
4 200 [----- —-------------
>100 \— 4-=»—
Опорно-поворотное
устройство
Положение звеньев
при минимальном
вылете стрелы
с консольным шатуном DE - гуськом стрелы. Конец гуська
перемещается практически по прямой линии
при изменении вылета стрелы
Промежуточное положение
звеньев
Положение звеньев
при максимальном^-х£]йк
вылете Д
стрелы \ //\ //
Современный кран фирмы
KE Kranbau Eberswalde
грузоподъемностью
до 60 т
ыеюнзрлтетдлп
PATENTSCHRIFT
Лг 624 589
KLASSE 35b GRUPPE Зк
При изменении вылета X
от 8 до 35 м отклонения ч z
положения груза по \ ХГ 4
। высоте около 100 мм сХ^Х' х.
I (см. диаграмму внизу) '
Реечная передача в приводе
изменения вылета стрелы
Захватный двухчелюстной
ковш (грейфер), предназначенный
для перегрузки сыпучих материалов
(в XVI в. его использовали для
углубления дна моря у причала)
Wippbr&n
im Dtuluhcn Rftdn vom 19 Juh «9J4 *b
О размерах крана можно судить по фигуре
пр. дстзвленног о здесь человека
Ходовая тележка
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ Нм прим, рах из компьютерного панка А.Ф. Кра ев
2671
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
.. ПАЛАШ
* РАН
Грузоподъемность крана до 200 т, грузовой момент
ДО 30 км/ч, скорось буксировки до 120 км/ч
Телескопическая грузовая стрела
и спасательных работ с вагонами и локомотивами.
СОВРЕМЕННЫЕ МОБИЛЬНЫЕ ГРУЗОПОДЪЕМНЫЕ КРАНЫ
Стреловой железнодорожный кран фирмы Kirow (Германия)
для укладки рельсовых звеньев длиной до 40 м, для строительства
мостов
Железнодорожная
платформа на четырех
тележках (восьми
колесных парах)
Монитор в кабине
позволяет контролировать
все движения и эксплуата-
I ционные параметры.
Телескопическая стрела
противовеса
Стреловой
Двойное опорно-поворотное
устройство допускает
отвод стрелы вбок и позволяет
оставлять противовес
в пределах контура габарита.
Двойное опорно-поворотное
устройство допускает
отвод стрелы вбок и позволяет
оставлять противовес в
пределах контура габарита.
Гидроцилиндр наклона
стрелы
«1211 11:18 I
Башенный самомонтируемыи
кран с нижним поворотом
фирмы POTAIN
для строительства небольших
канат
Грузовой крюк
частных домов перевозится в компактном (сложенном) виде, монтируется в течение
нескольких минут. Максимальная грузоподъемность кранов данного ряда до 4 т,
максимальная высота подъема до 22 м, максимальный вылет стрелы до 32 м
Общий двигатель
Кабина
il
Поворотная
платформа
Телескопическая стрела с гидроприводом
снабжена специальной системой блокировки
(от самопроизвольного движения) секций
Г рузопо,Ф>-м !оедки
(мотор-барас . • ы) / 'ч
Г рузовой
канат
Складываемая
двухсекционная
башня
(выполняют
башню также
телескопической)
Монтажный
гидроцилиндр
Шарнирно соединенные секции
складываемой стрелы
Самоходный кран
завода Deutsche GROVE
Краны серии GMK устанавлены на спецшасси
повышенной проходимости, предназначены
для подъема грузов от 35 до 450 т на высоту до 135 м.
Скорость движения до 80 км/ч. Шасси может иметь все
управляемые колеса, только передние или только задние
I управляемые колеса.
Каждое колесо имев! .^аисимую
подвеску, что позволяет исключить
поперечный крен пл атформы
Выдвижные
секции стрелы
Поворотная
платформа с двумя
лебедками, противовесом
и шарнирной опорой башни
Опорная рама
Самоходное
шасси
Выносные опоры с гидроприводом
управляются из кабины
ГРУЗОПОДЪЕМНЫЕ- ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
^^^^В^^^Ттройства на основе ГРУЗОПОДЪЕМНЫЕ МЕХАНИЗМЫ
домине Vе и 6однОго хода) с приводным коромыслом
л;°п°%еханизМ° A fheatrum Machinarum Generale. Leipzig, 1724)
\1яСоЬ i-euPu _ поочередно при качании коромысла.
* J - лРИСТВУ*01-------------------
k ИЛЛАШ
FAH
Корпус
Поворотный рычаг
для присоединения
конной упряжи
Зубчатая (цевочная)
передача
Шахтное грузоподъемно устройство с конным
приводом из книги Георга Агриколы (Базель, 1556 г.)
Входной приводной вал
таль фирмы Hawil (30-е гг.
Корпус
цепи)
Верхний крюк для
подвешивания тали
J и предотвращает его
«произвольное вращение
Сдвоенный
барабан для
наматывания
каната
Тормозной шкив
Грузоподъемность от 0,125
до 5 т, скорость наматывания
каната от 0,2 до 0,5 м/с
Грузовой барабан Бадья,
с наматываемой подвешенная
на него цепью к подъемной цепи
Опора
коромысла
Г рузовои
барабан . ।
х М 1^тниковый
н » / ель энергии
Вначале храповые механизмы
(свободного хода) использовались
в грузоподъемных устройствах
только для предотвращения падения
груза при отпущенной рукоятке
ворота
(см стр. 7).
Здесь установка
двух собачек
повышает
нагрузочную
способность
и может рас-
сматриваться
как элемент
резервирования
силовой цепи.
Судовая лебедка с вертикальным
барабаном (шпиль, кабестан)
нач. XX в.
Электро--
двигатель
Колодочный тормоз.
Деревянный брус
с помощью системы
тяг и рычагов
прижимается
к деревянному шкиву
Внутренняя
Руше таль фирмы Чисхольм Мур выходная
с шметарной передачей зубчатая пара
Х-е г г XX в ) грузоподъемностью поиводную
х 3 т годной ветви
цепи)
звездочку
вращают
натяжением
одной из ветвей
замкнутой
приводной цепи.
Многоступенчатый
зубчатый редуктор
(некоторые колеса
не попали в данное
сечение)
Ручная
XX в.) ।
(одной ветви грузовой
Г рузовая
цепь с двумя
нагруженными
г ветвями
Выходная (грузовая)
звездочка
Планетарная
передача
в несколько раз
увеличивает
вращающий момент,
передавая его
выходной звездочке.
Собачка
установлена
на корпусе.
Приводная
звездочка
установлена
на винте
приводного
вала
Самоуправляемый
тормоз (благодаря
перемещению
ПР‘,в0Х°и по винту)
звездочки по .
позволяет опускать
груз в ре.имс V _П ван » «- - де0с1»-'-- к .фКраин«»-|
^ный пр^^ачать ^ыотерн^
самопроизвольно _ примера^^^И^^^^^^^
ВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНХО—_
Храповой механизм
(свободного хода) не допускает
а t о самопроизвольного падения груза
притормаживания. рукоятке" рунных лебедок, которая не может
—'•’•-'злван в оезопас н тожрсти груза). * *•<
лрйствием силы тяжеши
269
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
НАЧАЛИ
РАН
ТОРМОЗНЫЕ УСТРОЙСТВА ГРУЗОПОДЪЕМНЫХ МАШИН
Электроталь с самоуправляемым
коническим тормозом (30-е гг. XX в.)
Ленточный тормоз в грузоподъемном железнодорожном кране
“Щербаковец" (конструктор Г.Д. Анопов, 1946 г.)
Конусный ротор при втягивании
в статор отключает тормоз
Редуктор Подшипники
Корпус
Встроенный
вентилятор
Внешний
конус
тормоза
Внутренний
конус
тормоза
Пружина
для включения
тормоза
Грузоподъемный барабан,
на который наматывается
грузовой канат
Конический тормоз, встроенный в электродвигатель
(Германия, 30-е гг. XX в.)
Внешний
конус тормоза
Управление
тормозом
Внутренний конус тормоза
Вал двигателя
Лопасть
вентилятора
Тормозной механизм братьев
Вейсмюллеров (Бокенгейм, конец XIX в.)
Рычажная подвеска
исключает нагружение
тормозного шкива
радиальной силой
и допускает
его 'плавание
амоустаное/
под действием
сил в зацеплениях
встроенной
планетарной
передачи
Планетарная
передача
Направление силы,
включающей |
тормоз
Пружина 4
для выключения
тормоза
Замыкающая зубчатая
(кулачковая) пара
Автоматический (центробежный) тормоз Е. Беккера
(Берлин, конец XIX г.)
Колодки тормоза прижимаются к неподвижному тормозному барабану,
когда скорость вращения барабана грузоподъемной лебедки будет
слишком большой (при опускании груза).
_ Кожух
с отверстиями
Устройства для обеспечения
плавного опускания груза
под действием его силы тяжести
Спиральная пружина
Неподвижная
опора рычага
Собачка,
поджатая
пружиной
Рычаг управления
тормозом
Тормозная
лента
Тормозной механизм Бехема и Кетмана
(Дуйсбург, конец XIX в.)
о...
ее проскальзывания) в режиме
опускания груза.
Неподвижная
опора рычага
Рычаг управления
прижимает тормозную
ленту к барабану при подъеме
груза и уменьшает прижатие ленты
(до
ПРИВОД ВАЛЪ
отводит колодки
от тормозного барабана
(при снижении скорости).
Храповое колесо
присоединено
к тормозному барабану.
Храповое колесо
может вращаться
при подъеме груза
и быть неподвиж ым
при его опускании
При подъеме груза храповой механизм
не препятствует вращению приводного вала
Для опускания груза ослабляют прижатие
ленты к барабану,что приводит к выключению
храпового механизма При замыкании тормоза
храпоной механизм включается и опускание
тру <а прекращаемся.
-Безопасная рукоятка’ Вейдтмана -
(Берлин, конец XIX в.)
Самоуправляемый тормоз (благодаря
перемещению приводной рукоятки по винту)
позволяет опускать груз в режиме
притормаживания. Рукоятка не может
самопроизвольно начать вращаться (под действием
силы тяжести груза), если ее отпустить
мическая
фрикционная муфта
превращается
в тормоз
при опускании
груза
Шестеро
заце
с колесом
I рузоПОЩЫ'МНСИО
270
МАШИНО8ЕДЕНИ1 Н Я »1К1 СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ Hi поим..., v
иа компьютерного банка А.Ф. Крайнем
НМАШ
** ГАН
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
Групповой привод механизмов
Колби-Стил’’ (США, 1944 г.)
Цепная передача (от двигателя)
портального крана
Канат
Канат для подъема главного
Храповой
механизм}
Ленточч
ный
тормоз,.
Сцепная
ленточная
муфта
- Канат для
изменения
наклона стрелы
для подъема
вспомога-
тельного
крюка
крюка Конический
зубчатый реверс
(с двумя фрикционными
муфтами) механизма
передвижения
Ленточные
муфты
Тяги управления
ленточными тормозами
Подвод воздуха
к пневмоцилиндрам
ленточных муфт
(к механизму
передвижения)
Вал'*! ' Цепная передача
Обегающая
шестерня
Конический
зубчатый
реверс
механизма
поворота
/
Ленточный
тормоз
--W
Передача движения канату с помощью сил трения.
Фрикционные лебедки
Грейфер (челюстной ковш
или захват) обычно подвешивали
на двух канатах. При ослаблении
замыкающего каната грейфер
раскрывается (под действием сил
тяжести), а при его натяжении -
закрывается. При натяжении
обоих канатов грейфер
перемещали в закрытом состоянии.
В современных грейферах
для привода замыкания
челюстей используют
гид ро цил и н дры.
Замыкающий полиспаст
Подъемный
двигатель
Шарнирный
механизм
Замыкающий
двигатель
Тормоз 2
Подъемный
канат
Механизмы замыкания и перемещения грейфера
Замыкающий
канат
Зубчатая
передача
Подъемный
барабан
Грейферная лебедка
с двумя барабанами, двумя
двигателями и дифференциальным
механизмом (аналогичная схема была
применена фирмой Demag
в 30-е гг. XX в.)
Дифференциальный
механизм обеспечивает
одновременное
натяжение канатов
при остановленном
замыкающем
двигателе.
Замыкающий
барабан
Механизм с канатоведущим барабаном XV в.
(по рисунку Франческо Джорджио - архитектора,
инженера и друга Леонардо да Винчи).
Приводной вал
Обе ветви каната
обязательно должны быть
натянуты, чтобы канат плотно
прижимался к шкиву, иначе
силы сцепления каната
со шкивом будут отсутствовать.
Приводной
вал
Зубчатая
передача
Реакция
шкива
Многократным
огибанием
каната вокруг
барабана
стремились
уменьшить
вероятность
проскальзывания
каната.
Ветви
каната
Канатоведущий шкив Барабан
современной лебедки лифта
Клиновидный профиль
канавок на шкиве позволяет
увеличить силу давления
в зоне прижатия каната
и соответственно силу
сцепления.
Реакция
шкива
Сила
прижатия
каната
Сила
тяжести
противовеса
Сила тяжести
поднимаемого
груза (кабины)
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.ф. Коайняяа
H.UAIII
ГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
ГРУЗОПОДЪЕМНЫЕ, ПО!
Mf ХАНИ »МЫ ЛИФТА
Канатоведущий шкив
сообщает движение
огибающим его канатам
за счет сил трения.
Центробежный тормоз —
управления ловителем
Силы натяжения
во всех ветвях канатов
одинаковы благодаря
подвеске кабины
на балансирах -
равноплечих рычагах.
Балансирная
' подвеска кабины
Механизм передачи
движения второму
ловителе
расположенному
с противоположной
стороны
Неподвижный
винт
Через эти тяги
при включении
ловителя движение
передается клиньям,
которые зажимают
направляющий
рельс, и кабина
останавливается.
(сконс1руированы
в 1 95 г специально для катерины II)
Приводная
(вращающаяся)
роликовая
гайка
Разветвляющая
зубчатая передача
Приводной вал
Особенность данного устройства заключается
в симметричном соединении двух винтовых
механизмов для воспроизведения
поступательного движения. Привод
осуществляется от одного кривошипного
вала через разветвляющую зубчатую передачу.
Предусмотрены также средства разгрузки
привода (гири противовеса) и средства
безопасности (ловитель лифта).
Фрикционный
шкив канатной
передачи
управления
ловителем
Центробежный тормоз
управления ловителем
Колодки тормоза прижмутся
к неподвижному барабану,
если скорость вращения
фрикционного шкива
будет слишком большой.
Этот канат включает
в действие ловитель,
если кабина начинает
двигаться слишком быстро.
При аварии (обрыве канатов,
проскальзывании канатов
на канатоведущем шкиве, поломке
тормоза, н< исправности
электродвигателя) клинья ловителя
автоматически удержат кабину
лифта от падения.
Канаты,
на которых
подвешен
противовес
Противовес
Натяжной
шкив
канатной
передачи
управления
ловителем
272 МАШИНОЫ ДШИ1 НА ЯЗЫКЕ
СХЕМ. РИСУНКОВ И ЧЕРТЕЖИ
Редуг гор
Клинья
ловителя
Каркас
шахты
лифта
Кабина лифта
падания или при
Дверь открывается
только тогда, когда
за ней остановится
кабина лифта.
вправляющий
рельс
ч вижения
кабины
Выключатели
установлены
на каждом этаже.
Это они
останавливают
кабину в заданном
положении.
По этому кабелю
подводится
электричество
в кабину.
Пружинный буфер
смягчит удар
при опускании
кабины
в самое нижнее
положение
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
ЭМА “НЮРНБЕРГСКИЕ НОЖНИЦЫ’
Штурм крепости с помощью
лестницы на основе
•нюрнбергских ножниц
У d
ICTBA НА ОСНОВЕ МЕХАН
Подъемный механизм из сочинения Вальтурия 1534 г. на основе, так называемый^
"нюрбергских ножниц", которые использовались также в ста) ках Жака Бессона
в лестницах для штурма крепостных стен (сочинение Вегетия в VI в). в захватных
устройствах эпохи Архимеда
(Н1в. до н.э.). Аристотель (IV в.
до н.э.) считал ножницы одной
из четырех "простых машин".
Подмости Леонардо да Винчи
устроены по тому же принципу.
Подобные параллелограммные
механизмы используют и
в современных манипуляторах
для постоянной ориентации
выходного звена. “Нюрнбергские
ножницы" в современной технике
остаются важным, хотя и не очень
заметным механизмом.
"Нюрнбергские ножницы"
образуют своими звеньями
ромбы. В общем случае можно
добиться поступательного
движения выходного звена
при использовании соединений
звеньев, образующих
параллелограммы.
Подмости Леонардо да Винчи (XV в.)
выполнены на основе нюрнбергских ножниц.
Приводная
рукоятка
Приводная
рукоятка
Подъемный
механизм
платформы
на основе
"нюрнберг-
ских ножниц”
Винт имеет левую и правую резьбы, что позволяет в два раза
быстрее сближать или удалять гайки по сравнению с обычной
винтовой передачей (правда, вращающий момент также
увеличивается в два раза).
В машине для выгрузки сыпучих материалов
из вагонов (США, опубликована в 1953 г.) механизм
"нюрнбергские ножницы" перемещает лопату вдоль
вагона, а кроме того имеются мехнизмы подъема,
поворота и поперечного движения поворотной консоли.
В пос ледующем созданы погрузчики (для штучных грузов),
где по такой схеме выполнен сталкиватель груза
Г идро-
цилиндр
подъема
платформы
Приводной винт,
вращаемый вручную
и
Прорезной нож
Кабина и грузоподъемный
кран смонтированы
на подвижной
платформе.
Компактное устройство
в сложенном
(транспортном)
состоянии способно
обеспечивать подъем
грузов или людей
на довольно
большую высоту.
Прочные и легкие
дубовые стерх ни,
соединенные между
собой тонкими
металлическими осями
образуют ромб.
Современная машина
фирмы Bohlen & Doyen
для прокладки кабелей
и трубопроводов
Параллелограммный
механизм с гидроцилиндром
для поступательного
(вертикального) перемещения
прорезного ножа
направляющей кабеля
Г?"?
Лопата
замыкание
Пмюрлнач консоль
М*‘Х.1НИ IM Г1< 'poMollV ним лон.ны
Сталкиватель груза на консольной
стреле погрузчика (80-е гг. XX в.)
Г идроцилиндр
Выходное звено
МД11 IMIUШСЛГ НИР
CXI М
РИСУНКОВ И ‘Ill’ll +1И На ириморах из компыолерного банка Алб Коайнеп.
11ЛЧА1Н
ГРУЗОГЮДЬЕМНЫЕ. ПОГРУЗОЧНЫЕ
И
ЗЕМЛЕРОЙНЫЕ МАШИНЫ
шмкнутых киноман ичвских цоне
Мм/лнИЗМЫ ПрЯДС
и гнкч>упа><>»и»но попран плющи х механизмом
Современный подъемник-манипулятор
оолыиая механическая рука, которая с лы костью может
поднять и переместить человека точно в заданное м сто
Это довольно распространенная схема машины, предназначенной
для спасения люден при пожаре, для работ по отделке
фасадов зданий, для ремонта электропередач. Здесь показана
установка с высотой подъема до 15 м. Известны пожарные
подъемники такого типа, смонтированные на грузовом
автомобиле (см. схему справа), с высотой подъема до 70 м.
Все они имеют поступательно перемещаемую
на фоне флорентийского
Санта-Мария дель Фьоре
построенного архитектором
Ф. Брунеллески в 1420-1436 гг
Леонардо да Винчи в начале
своей деятельности (в 1472 г )
участвовал (под руководством
А. Верроккио; в сооружу
фонаря, венчающего
и монтаже позолоченного шара
и выполнил ряд зарисовок
Рабочая площадка
Гидро цили ндр
на новое место работы
корзину, площадку или кабину. Благодаря
параллелограммному механизму
рабочая площадка все время
остается горизонтальной.
। идроцилиндр
выносной опоры
Маленький насос
приводимый
в движение
от электродвигателя
подает жидкость
под давлением
в гидроцилиндры -
"мышцы”
механической
руки.
ABCD,
EFGJ и KLMG -
параллелограммы
машин и механизмов
сохранившихся
еЩе со времен
строительстве:
Цепная передача - часть
параллелограммного
механизма
Широко расставленные
Опоры об*3( Почин. lh И
Уг юйчивое положение
(oi опрокидывания).
Тяга
параллелограммного
механизма
Тяга
параллелограммного
механизма
* Гидроцилиндры
изменения
высоты подъема
и вылета стрелы
Данную установку можно
в течение нескольких минут
сложить в компактное состояние, прицепить
к автомобилю и перевезти
Подъемник-манипулятор
смонтированный
на автомобильном 5
шасси -----—— I
Параллелограммная
кинематическая цепь
(выделена красным)
вместе с основной цепью
эквивалентна
"нюрнбергским
ножницам". —=
MAlijUhOl Я Д» НИ! И/
I | Ц I < - | М, РИСУНКОВ и
. иг., рахиз компьютерного банка t
Поворотный оголовок с направляющей балкой
Заготовка
Контейнер
Вилы
параллелограмм
Вилы
Погрузчик фирмы Komatsu Forklit
Масса погрузчика 56 тыс. кг
Механизм
поворота
Захватное
устройство
Погрузочное оборудование с поступательным
перемещением и наклоном вил (площадки)
Тележка с подвеской
захватного устройства
Гидроцилиндр -
наклона стрелы
Параллелограмм,
обеспечивающий
поступательное
движение кабины
Г идроцилиндр
подъема вил
Здесь применена схема
гидропривода с цепным
механизмом (см. рис. слева)
Г идроцилиндр
перемещения
кабины
Гидроцилиндр
наклона стрелы
(вперед 3...4°
назад 12... 15°)
Здесь
установлен
дизель
мощностью
221 кВт.
Г идро-
цилиндр
изменения
наклона
. стрелы
Неподвижная
опора
Вилы установлены
на каретке с возможностью
поперечного перемещения
Цепной
механизм
Каретка
с вилами
Самоходное
шасси
ABCD
(при запертом
гидроцилиндре
изменения
наклона вил)
Стрела с
направляющими
для каретки
Трубки для подвода рабочей жидкости
к гидроцилиндру
Г идроцилиндр
подъема
Гидроцилиндр
подъема
каретки
Гидропривод и механизм
для обеспечения поступательного
движения вил при изменении
наклона стрелы
Гидроцилиндр изменения
наклона вил
Приведенный здесь погрузчик
способен поднимать предметы
массой 4 т на высоту 7 м (при
минимальном вылете).
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
Г идроцилиндр
зажатия заготовки
Современная универсальная
базовая машина фирмы
SENNENBOGEN
с оборудованием вилочного
погрузчика.
Г идроцилиндр
перемещения
тележки
Принципиальная типовая
схема гидропривода вилочных
погрузчиков 2-й пол. XX в.
Цепной механизм
обеспечивает ход каретки h
в 2 раза больший, чем ход
гидроцилиндра (А/2)
При перемещении
кабины изменяется
уровень глаз
оператора над
/ поверхностью
земли
/ от 2,15 до 4 м.
ПОГРУЗЧИКИ ДЛЯ ШТУЧНЫХ ГРУЗОВ (блоков, контейнеров)
Машина для загрузки и разгрузки нагреваемых
заготовок в горнах и пламенных печах
(фирма Edgar Thomson, конец XIX в.)
Наибольшая грузоподъемность
погрузчика данной серии
48 тыс. кг
Телескопическая стрела
Л с гидроцилиндрами
изменения длины,
расположенными
внутри стрелы
Г идроцилиндр
подъема
каретки
Каретка
скользит по
направляющим
вдоль
стрелы.
МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А Ф Крайнева 275
IIMAIII
РАМ
.....г- /л 'ЧГМЛЕРОЙНЫЕ МАШИНЫ
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕ
САМОХОДНЫЕ ПОГРУЗЧИКИ ДЛЯ СЫПУЧИХ и штучных
МАТЕРИАЛОВ (2-я половина XX в.)
Принципиальные схемы самоходных
погрузчиков с одним гидроцилинром
Ковш с задней разгрузкой
Погрузчик фирмы Komatsu
на базе гусеничного трактора
(с двигателем мощностью
160 л.с.) способен
осуществлять только
фронтальную загрузку
и разгрузку
Стрела
Ковш с передней
разгрузкой
Для разгрузки ковш
опрокидывается
назад
Самоходное
шасси
Загрузка ковша осуществляется
при движении машины вперед.
Стрела
Ковш
с передней разгрузкой
Г идроцилиндр
изменения наклона стрелы
Поворотная платформа
обеспечивает возможность
боковой разгрузки.
Схема оборудования,
установленного на
платформе та же, \
что и у погрузчика
на рис.
Стрела слева.
Гидроцилиндр
и шарнирный
многозвенный
механизм _
поворота
ковша
Многозвенный механизм обеспечивает
поворот ковша по определенному
закону одновременно с изменением
наклона
стрелы.
Погрузчик фирмы Caterpillar
Ковш в верхнем
(60-е гг. XX в.)
положении
Противовес (3 040 кг)
Лесопогрузчик фирмы VALMET
(70-е гг. XX в.) имеет управляемое
захватное устройство, но его
манипуляционные возможности
ограничены отсутствием вращения
платформы. Он способен поднимать
пакет бревен массой 15 т
на высоту до 5 м.
Наклоняемая
стойка
Гидро-
цилиндры
изменения
наклона
стойки
и стрелы
Стрела
Г идроцилиндр
замыкания
захватного
устройства
Гидроцилиндр поворота
захватного устройства
Шарнирное сочленение шасси* обеспечивает
высокую маневренность машины, но снижает
ее поперечную устойчивость
Захватное
устройство
Самоходное шасси восполняет недостающие
подвижности рабочего оборудования,
горизонтальные перемещения и повороты.
Погрузочный манипулятор
Вертикальная ось
поворота стрелы
Гидро нлиндр вменения
имеет древнее происхождение
Оно аналогично соединению поворотной
поперечины конной повозки с рамой с помощью
вертикального шарнира (шкворня в отверстии),
но характеризуется расположением оси
шарнира вблизи от центра тяжести шасси
вылета стрелы
Самоходное
шасси
(80-е гг. XX в.) с поворотной
шарнирно-сочлененнои
(складывающейся) стрелой
на основе копирующего
пантографа.
Подобные траектории
центров шарниров В и С
при изменении
вылета стрелы -
дг-о цилиндр
поворота
ватного
Гидроцилиндр изменения
наклона стрелы — поворота
вокруг т. А
Захватное
Тройство
276 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И
ЧЕРТЕЖЕЙ На примерах из компьютерного банка А.Ф Крайнева
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ
грела
Рукоять
Барабан
Бернгардт” (-1875 г.) имеет
Платформа
Приводной вал
(от двигателя)
Вращение
платформы
Зубчатый
редуктор
Механизм
напора
Ковш снабжен
зубьями для
разрушения
твердой
породы
Барабан
напорного
механизма
Зубчатая
передача
ИЛАД1П
Рычаг
открывания
днища ковша
Цепь
соединена
с концами
рукояти.
Поворотный
сектор
Реечный напорный механизм
соединен с механизмом подъема
и обеспечивает движение напора,
зависимое от подъема ковша.
н лен
шарнирно
колонне.
Механизм, обеспечивающий
стрелы на угол 100°
в каждую из сторон
Кулачковая муфта
реверса
ррикр1
цН'ПЫ и
юн на
Боковая опора
Цепная передача
движения напорному
механизму
Паровой котел размещен
в конце платформы для
обеспечения
_ устойчивости
экскаватора
_|------ Выносные опоры
(домкраты)
обеспечивают боковую
устойчивость экскаватора
землеройные МАШИНЫ
Зависимое
(от движения
подъема)
движение напора
поворот Цепь, огибающая сектор
Цепь ! "° /
возвратного
движения S
Сила тяжести
ковша
поворота ' 7s
Рукояти )
Ось
* поворота
ковша
Гусеничные
И выра«н‘,ваЮШ‘п’
(идраалимеский
механизм опирания
- - на экскаваторах
I
- 1 вместимостью ।
3 м3) стали
зоеать в 30-е гг. XX в. ,
Один из самых больших одноковшовых
экскаваторов (США, 60-е гг.) с ковшом
вместимостью 88 м3 и радиусом выгрузки
71 м. Всего на нем имеется
52 электродвигателя общей
мощностью 8800 кВт
< масса экскаватора ^000 т.
Механическая лопата
воротный сектор, установленный внизу на платформе
реечный напорный механизм
и фрикционные >
муфты включения Эк
механизмов. / J
Железнодорожная тележка Даймонда
Пример реечного механизма
напора (карьерного
экскаватора типа “прямая Вз gg ।
лопата”) с электроприводом йгЬ
Рукоять Подъемный \
< \ канат.! \ х\
патенту 1833 г R* Крановая лопата") Вильяма
"У г. был изготовлен в 1836 г
Балтимор-Огайо СЯ строительствр железной дороги
Передача движем Подъемная
От а движения цепь ковша г
ОТ механизма подъема
механизму напора
Стрела
Ковш
Цепь напора
Сила натяжения-----
подъемной цепи
1ИПА ПРЯМАЯ ЛОПА1А
I Подъемная цепь Оттиск по г--° экскаваг°Р (
эксплуатировался на строительстве
Лебедка механизма подъема ковша
Барабан механизма^
поворота
у Напорный
у? механизм Ковш
вместимостью
Подпятник 1,15 м3
стрелы
Барабан напорного
механизма
Цепной^
поворотный
сектор
установлен в основании стрелы на платформе.
Этапы совершенствования первых
экскаваторов: установка отдельных паровых
двигателей для подъема ковша, подъема
трелы и для поворота (90-е гг. XIX в.);
выполнение платформы полноповоротной;
применение механизма передвижения по грунту
на широких (тракторных) колесах.
В тимость ковша доведена до 4,6 м3,
а общая мощность двигателей до 880 л. с.
УНИВЕРСАЛЬНЫЙ ЭКСКАВАТОР
С ОБОРУДОВАНИЕМ ‘ОБРАТНАЯ ЛОПАТА
^идроцилиндр поворота (80-е гг. XX в.)
°^а относительно рукояти
- 11 Гидроцилиндр поворота рукояти
Ч относительно стрелы
* - Шланги для подвода рабочей \ /
Стрела жидкости у
•/ j '-s Гидропривод (объемного /
действия) для навесного
оборудования небольших
экскаваторов (с ковшом
ь. вместимостью до 1 м )
И впервые применен
Ю Д _ в 1936 г.
’ вЛ Опорно-поворотный
> к механизм
нИМ i Электропривод
(с ковшом ВМ’—
свыше L
ИСЛО/Н
I Гусеничный
. ИААДШ
V* РАН
Это конструктивное решение, известно-; по многим
публикациям, как экскаватор Леонардо да Винчи
корее стоит отнести к перегрузочному устройству
Ковши установленные на ярусах карьера, судя по вс ем.
предусматривалось заполнять вручную.
-------- ,С ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
ГРУЗОПОДЪЕМНЫЕ, П0ГР
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ ТИПА ДРА и
На схеме, воспроизведенной по рисунку Леонардо
(1452 - 1519), представлен принцип зачерпывания гру •
используемый во всех последующих разработках эк
типа драглайн.
Тяговый
ворот----
Якоря
I______
Подъемный
ворот Подъемный
__________ канат
Базовый
плот
Ковш
Тяговый канат
Якорный
канат
Экскаватор с подвеской ковша на канатах - драглайн (от англ dragline)
создан в 1890 г. фирмой Осгуд по патенту 1879 г. Его достоинство
состоит в том, что он может вычерпывать котлован, находясь
на сухом и достаточно высоком месте. Приведенная схема легла
в основу всех последующих разработок экскаваторов данного вида.
Паровой котел
и групповой
привод от одного
двигателя
на экскаваторах
использовали
до 30-х гт.
XX в.
Движение трем лебедкам
и для поворота передается
через зубчатые
механизмы.
Базовая перемещаемая
ферма
Подъемный
ворот
Стрелы способн
Поворачиваться длй
перемещения
и выгрузки
ковшей
Подъемный в Отвал
канат
ши
Винтовой механизм передвижения
Направляющие
рельсы
Полиспаст механизма
подъема стрелы
деревянные
подъема ковша
Тяговый
канат
Принципиальная схема подвески
ковша на экскаваторе
Стрела в виде
фермы
Канат механизма
Только при одновременном
натяжении канатов можно
перемещать наполненный ковш
в подвешенном состоянии.
Подъемный
канат----
При ослаблении рагрузочного
каната ковш наклоняется
настолько, что грунт
из него высыпается.
Зачерпывание
(срезание грунта)
Полноповоротная
платформа
опирается на
катки,
а в центре
имеет большой
подшипник
скольжения
Экскаватор опирается на катки,
и его можно перемещать
по гладкому и твердому настилу.
Положение ковша
после заполнения
Тяговый канат позволяет
тащить ковш по поверхности
грунта и срезать его слой.
Ковш в виде
открытого
короба
Карьерный шагающий экскаватор с вантовой стрелой
(2-я половина XX в.)
Вместимость ковша достигает 30 м ,
длина стрелы 100 м, а масса 1600 т.
Сплошная
режущая кромка
для легких грунтов
Заглубление ковша происходит
благодаря его силе тяжести
Ковш
Тяговый канат
Шагающий ход экскаватора
Г идроциндры
Вантовая стрела представляет
собой пространственную ферму
которая имеет устойчивую
форму только
благодаря силам
тяжести
278 МАШИН, .ВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ РИСУНКОВ И ЧЕРТЕЖЕЙ Ня nr...
ьи На Римерах.. -омп., „ .. .„ к..
Производство шагающих драглайнов
начато в США в 30-е гг. XX в
Вместимость ковша в последующем
достигала 30 м3, а длина стрелы 100 м.
Привод электрический многомоторный
Масса до 1600 т.
Подъемный
канат
Шагающий ход экскаватора
Гидроцилиндры поднимают
и перемещают лыжи, затем
они же припод от и
перемещают (в^ по земле)
корпус экскаватора, опираясь
на лыжи, а дале икл шагания
повторяется.
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
ЗАХВАТНЫЕ САМОЗАТЯГИВАЕМЫЕ УСТРОЙСТВА
Захватное устройство
используется, по крайней
мере, с тех пор» как
Аристотель включил
ножницы в первую
классификацию
механизмов.
Сила натяжения каната
Натянутый канат
. имлш|
РАН!
Варианты захватных устройств, используемых для подъема и удержания деревянных свай
(из книги “Сборникъ института инженеровъ путей сообщена императора Александра I",
Выпускъ XXVII. С.-Петербургъ, 1894 г.)
Круглозвенная
грузовая
цепь
Кованые
металлические
рычаги шарнирно
соединены между
собой с помощью
заклепки.
Конструкции и
принципы действия
этих устройств
аналогичны
Сила тяжести захватываемого
предмета, способствует
самозажатию устройства.
Зацепное устройство
с поперечным штифтом
Захватное устройство
с врезающимися
когтями
Самозатягиваемая
канатная петля
Анкер
Канатная
петля
Рычаг для вращения
бревна
В прошлом при создании
захватных устройств
не рассчитывали только
на силу трения и обычно
предусматривали
зацепления с выступами
или использовали
врезающиеся элементы.
Варианты самозажимных и самозатягиваемых захватных устройств
для передачи момента силы (схемы взаимодействия
звеньев)
Соединение
звеньев, —
осуществля-
емое благодаря
силам давления
Принципиальная
схема клинового
механизма
основные звенья
2ф
Управляющая тяга
(от измерителя скорости)
Ловитель резкого торможения
кабины лифта фирмы
Haushahn (60-е гг. XX в.)
Кабина
лифта
Соединения звеньев, осуществляемые благодаря
силам трения
Условие
самоторможения
(самозатягивания)
w
90-а
- Пружина для начального
прижатия звеньев
Зажимные
клиновые
колодки
Ловитель плавного торможения
кабины лифта фирмы Flohr
Otis (50-е гг. XX в.)
Захватываемый
предмет
силы
натяжения
ветвей
ленты
Направляющий
рельс
устройств для
Пружина
Варианты самозатягиваемых захватных
силового взаимодействия в прямолинейном направлении
Зажимные
эксцентрики
Направляющие
ролики
- промежуточные тела
- угол клина
л - угол давления
Р - угол трения
D
- движущая сила
Самозатягиваемое
устройство
управляемым
размыканием
звеньев
г! - сила трения
Лд/ - сила
сопротивления
Движению
*1) - вращающий
момент
'щ момент
сопротивления
Вращению
W
Зажимные
-клиновые
колодки
Управляющий
канат
Ловитель шахтной
клети
(1-я пол.
XX в.)
Подъемный |
канат
Направляющие канаты
Шахтная
клеть
Управляющие
тяги (от
измерителя
скорости)
Корпус
прикреплен
к кабине
лифта.
Направляющее клиновое
Захватываемый
звено предмет
Тормозные
клиновые
колодки
Пружина
При обрыве
подъемного
каната механизм приводит в действие
клиновые колодки
МАШИНОВЕДЕНИ1 НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из компьюгерного <нки АД Kn.in.fW8a 279
Н VAIll
г Лги
и ЗЕМЛЕРОЙНЫЕ МАШИНЫ
ГРУЗОПОДЪЕМНЫЕ. ПОГРУЗОЧНЫЕ И ЗЕМЛ
и
ЛМОУ11ГАВПЧ1 МЫ1 УСТРОЙСТВА
.МОУПРАВЛ .... (2-Головин.
Упревалчнмое захватное
устройство копра
для забивки сваи (конец
XIX R !
*' Управляющий
канат
Клиновидное
отверстие
Вирианпы улранлх
Днухкоромысловыи
механизм
Приводной
вал
Ml
Оголовок
=» Рычаги
Свая
Анкер
с захваты-
ваемой
головкой
При перемещении
ползуна вверх
рычаги
смещаются
клиновидным
отверстием и
освобождают
головку анкера.
Поворотные
захватывающие
губки -
ведомые
коромысла
с движением
точек по дугам
окружностей
Захватываемый
предмет
Корпус
Приводной
гидроцилиндр
Параллелограммный
механизм обеспечивав
поступательно-дуговое движение г/бок
Устройства с прямолинейно-поступа-
тельным движением губок (из книг/
А.Ф. Крайнева “Механика машин” 2001 г
Губка прикреплена Шарнирный
к ползуну. параллелограмм
Приводной
гидроцилиндр
Равноплечая кулиса
обеспечивает встречное
синхронное движение губок.
Приводной
гидро-
цилиндр
XX в.) не смещают
Самоустанавливающиеся захватные устройства (80-е гг
захватываемый предмет, а равномерно охватывают губками его поверхности.
Это свойство необходимо,например, для автоматизированной сборки
соединений, для перегрузки тонкостенных изделий, для извлечения модели
Четырехстороннее захватное
устройство (вид в плане)
Рычажный
дифференциальный
механизм
Зеркально
расположенные
прямолинейно-
направляющие механизмы
обеспечивают синхронное
перемещение губок к центру С.
из литейной формы и т.п.
Приводной
циальный механизм
с гибким звеном
Губка, коснувшаяся
захватываемого предмета
первой, останавливается
и практически не
нажимает на него,
пока вторая губка
не коснется предмета
с другой стороны.
Самоустанавли- Jj
вающийся
ползун с 11 (
приводом
Многоштыревой замок
на основе рычажного
дифференциального механизма
- Корпус
Реечный дифферен-
циальный механизм
Приводная
шестерня
штыри
Звено с
отверстиями
Корпус
захватного
устройства
(или например,
дверца сейфа)
При повороте приводного звена
--- штыри последовально
входят в отверстия
с наименьшими
отклонениями
относительного
положения.
После фиксации
относительного
положения остальные
штыри свободно
занимают свое место.
у
Корпус
Пружины
Самоустанавливающийся
приводной гидроцилиндр
— Захватываемая плита
Нагрузка на захватываемый предмет распределяется довольно
равномерно как со стороны отдельных губок, так и междч
правым и левым комплектами губок.
-- Варианты
конструкции штыря
и его взаимодействие
с отверстием
при отклонениях
относительного
j * положения звеньев
Г рузовой
канат
Самозахватывающие
устройства на основе
нюрнбергских ножниц
(опубликованных,
в частности, Вегетием
в VIb.)
Ролик при
взаимодействии
с выступом
размыкает
захватывающие
губки.
Движение по дуге приводит к перекосу контактной поверхности
в результате не обеспечивается ее плотное прилегание к захватываемому
предмету, гюэIому обычно к поверхности губок присоединяю! упругие У
прокладки или предусматривают зацепляющиеся )лемен1ы
не рассчитывая на удержание предмета только силами трения
280 МАШИНОВ1 ДЕНИ1 НА ЯЗЫК! СХ!М, РИСУНКОВ И ЧЕРТЕ Ж! Й.
щвмм---------------------------------
Замыкающий
канат
Современное грузозахватное
устройство фирмы BUCK
губки,
На примерах из компьютерного банка А.Ф Крайнева
ГРУЗОПОДЪЕМНЫЕ, ПОгРузОЧн ,
----------------------“ за«„шины
1ЯЕМЫЕ И САМОУПРАВЛЯЕМЫЕ
у< ,Ройс«во стрипперного крана
нм1ия ‘”лож"иц СО сли'ко”) 30-х гг.
^(•итропривод тахватн) >го
у,.Т|К)йсгва (для заж .тия
грузя лапами)
Вариант
по отраслев
СгандарТу
1986 г
Несущие канаты
подъемного крана
XX В.
(ДЛЯ с
Корпус
захватного
устройства
Внешняя
труба
Енутренняя
труба
Рама подвешена
на канатах
подъемного
крана.
Вариант по
стандарту
API spec 11АХ
штангХ °Л<,Р“
нефтяного ман°<:О° |Пер“смя «омлания
ф ог° машиностроения)
колодцев
/
ЛД/
, банка А Ф Крайнева
О
о
о
о
о
о
о
о
Г идро-
цилиндры
а’ь При движении тяги вниз
Раскрываются под действием
"^’П1о»инн.)ГО устройства.
Опорно - поворо i ное
устройство манипулятора
Паг,ы (рычаги)
воздействии
,,, * м зЛы’ плечи выступов
ляющей тяги сближаются
Переходные
резьбовые
муфты
внешней
трубы
m
Вкладыш
замковой
опоры
Блоки,
огибаемые
несущими
канатами
Передача
винт-гайка
привода
захватного
устройства
Качатно-
пРУ*инное
устройство для
самораскрытия
ватных
Выступ
,г'>:>епя»ощей
’ЯГИ
Опорно-
поворотное
устройство
Управляющий канат
при натяжении
заставляет
лапы
зажимать
груз.
Клиновое
соединение
гайки и
управляющей
тяги
Упорная
цанга-"
неподвижно
соединена
с цилиндром
насоса
(с помощью
переходников).
Распорная
цанга замыкает
неподвижное
соединение
внешней
и внутренней
труб
Направляющие
пазы в корпусе
позволяют
захватывать
грузы
различных
размеров.
Клещи грузоподъемностью 6 т для
и калильных печей фирмы Demag (из журнала
Zeitschrift VDI 1917, S. 671)
Захватное устройство
(с гидроприводом)
на современном ковочном
Параллело-
граммный
механизм
манипулятора
Захватные
лапы
шарнирно
соединены
между
собой.
Гидропривод
захватного
устройства
лапы с прижимными
Заготовка
л1,чХ из компькнерно^.1
I м ЧЕРТЕЖЕЙ на ирим^^
^Киноведение на языке схем. пг.. . '
ЗЕМЛЕРОЙНЫЕ МАШИНЫ
Крюковая подвеска
или
Рукоять
Двухзвенная стрела
коросчатого сечения
Клещи для
разрушения
железобетона
имдш
РАН
Г рейфер
Для бревен
Дробитель
бетона
Ножницы для
металлолома
Перегрузочный
грейфер для
сыпучих
материалов
Степени
свободы
руки
человека
Г рейфер
Для разрушений
и сортировки
(например для
вычерпывания Л
материалов fl
из воды) .1
П редохрани т ел ьная
защелка
Гидроцилиндр
ковша
Возможные положения
ковша универсального
экскаватора
Опин из наиболее
легких гидравлически-
экскаваторов
на пн -в моход\
оборудованный
обратной лопатой
(60-е гг XX в )
Г идроцилиндр
рукояти
282 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ
УНИВЕРСАЛЬНЫЕ МАНИПУЛИРУЮЩИЕ МАШИНЫ
По представленной здесь схеме выпускается типоразмерн
ряд
грузоподъемность
подъема до 22 м и
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ
Современная базовая машина
фирмы SENNENBOGEN.
Сменное навесное
оборудование в основном J
с гидроприводом У
(кроме крюка и
магнита)
Многочелюстнои Iи V V v у '
грейфер (захват).
Известны также решения с плотным
прилеганием кромок челюстей при замыкании
машин. Наиболее крупные из них имеют, например
до 19 т, вылет стрелы до 20 м, высоту
глубину опускания грейфера до 11 м
Мощность двигателя (дизеля) для такого исполнения
составляет 230 кВт, а масса машины 60 — 85 т
Грузовой магнит
на цепной
расчалке
Различные машины типоразмерного ряда компонуются
унифицированных частей На все машины устанавливают
практически одинаковые выносные кабины
Имеются варианты шасси (пневмоколесные. гусеничные
и на рельсовом ходу) и механизмов выдвижения кабины
Предусмотрена установка поворотной платформы
на колонне, прикрепленной к шасси
Имеются варианты ипользования выносных опор
< и неподвижных опор без движителя
Выносная
кабина
обеспечивает
удобство
наблюдения
за рабочим
процессом
Пантограф механизм, оо< ‘слечивам ш • •
поступательное движение кабин и
Поворотная п । ма
с дизелем иг . ической
станцией
Первыми действительно
универсальными машинами были
экскаваторы со сменным навесным
оборудованием По характеру движения
их можно отнести к манипуляторам.
В XIX в экскаваторы выполняли обычно
четырехподвижными: подъем и наг ор ковша
представляли собой зависимые движения;
подъем стрелы появился не сразу, поворот
колонны со стрелой или платформы
с приводами (на основании) и перемещение
по рельсам машины в целом.
Массовое производство (XX в.) сначала
электромоторов, а затем гидроприводов
позволило создавать машины, подобные
руке человека (обладающие шестью и более
степенями свободы). Здесь стоит подчеркнуть
что кинематические цепи всех механизмов
замкнутые Вот только замыкание
осуществляется отдельно звеньев каждой
кинематической пары (аналогично мышцам,
но с помощью электромотора
гидроцилиндра). _
Привод даи<и1с . к дцествляется
от гидромоп
„^подъемные, погрузочные „ ЗЕМеР0йные „ашин|,
НМД 111
Рабочая вствьЛ’-нтм
Резиновая лента
(рабочая ветвь)
КОНВЕЙЕРЫ
Конвейер Геккеля для перегрузки
зерна (20-е гг XX в.)
Резиновая лента
(холостая ветвь)
Приводной
барабан
придают рабочей ветви ленты
корытообразную форму,
не допускающую просыпание
транспортируемого зерна
конвейер Грефениуса для сыпучих материалов (20-е
ный Загрузочный
бункер
Натяжное
устройство
Ленточный конвейер для транспортирования сыпучих материалов
на большое расстояние (Maschinenfabrik
Buckau R. Wolf, 2-я половина XX в.). --
длина конвейера 800 м, ширина 2200 мм
____„.тально-направляющий механизм
П2^и(Н:<ом эскалаторе (начало XX в )
r^-ньки плавно уходят под пол
б___* волмнейным участкам
v Ступеньки сохраняют
горизонтальное положение
благодаря качению
их опорных роликов
по прямолинейным
направляющим.
т*овая сила
цепи всегда
Этот ролик служит для натяжения ленты
и увеличения дуги огибания лентой
приводного барабана.
Лента
Принцип действия
Поддерживающие
ролики
^броконвейеры (из книги
^^chenbuch Maschinenbau
Направляющая
для опорных
роликов ступенек
Шарнирная цепь £ила
тяжести
при движении
хжзлатора ка* вверх,
Электродвигатель
Приводной Зубчатый редуктор
барабан
Рама, на которой закреплены
опоры барабанов и роликов
Здесь цепь условно не показана,
но если в действительности
разъединить цепь, то ступеньки _
покатятся вниз по направляющей.
Направляющая
для роликов цепи
’ • отнимаясь сообщает грузу наклонное
* Пикали движение А когда лоток опускается,
продолжает двигаться по инерции и падае начального положения)
’ е - Другом месте (немного впереди отнс и камни' мелкие будут
''^ьеиере с ситом можно, например, сортире в > конце сита.
"^ивагься в отверстия, а крупные - выгружаться
п Тпаектория точки лотка
Перемещаемый груз 'Рае р
Сито 1. которому сообщаются
направленные колебания
Уравновешивающее
звено - сито 2
Рама
Вибровозбудитель
ЕДЕНИЕ НА ЯЗЫКЕ схем, рисунков
Направляющая
листовая
пружина
Упругое
звено
Направляющее
коромысло
283
Г £_ вибровозбудитель
упругая опора омпыотерного бан>
* С1> На —хи3 ^2- 2--------
V
плгпмолиик1Р и землеройные машины
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ocivm
,1 I-HI I I I"
“1
-------
КОНВЕЙЕРНЫЕ ПОДЪЕМНИКИ
Нория (черпаковый водоподъемник) - цепной
ковшовый элеватор (из 12-томного труда Георга
Агриколы De re metallica libri XII. Базель, 1556 г.)
Перегрузочная шнековая м ашина
(2-я половина XX в.) на основе манипулирующего
механизма (принципиальная схема)
Ручной привод Зубчатый ред\ ктор
Металлические детали:
колеса (с ввинченными
зубьями), валы и опоры
Натяжной
барабан
Приводной
ребристый
барабан
Ковшовая
цепь
Накопительная
емкость
Поворотная
платформа
Загружаемая
емкость
Винтовой
или пневматический
(всасывающий)
конвейер
Разрыхляющий
наконечник
Перегрузочный
конвейер
Портал
Башня
Лаповый загрузочный питатель
и варианты механизма привода
лап
Гидропривод
наклона рамы конвейера 1
Гидроприводы скребка
Погрузочная машина непрерывного действия
(из книги HUTTE des Ingenieurs Taschenbuch.
Maschinenbau Teil В.
Berlin,1960)
Кривошипно-
коромысловый
механизм
Криволинейная
кулиса - кулачок
Лапа - шатун
механизма
Лапа
совершает
загребающее
движение
Зубчато-
рычажный
двухкривошипный
механизм
Лалы
поочередно
разрыхляют и /
перемещают
загружаемый
материал
на конвейер.
Загрузочный
ленточный или
пластинчатый
конвейер
Конвейер 2
Конвейер 1
Механизм согласованного
движения лап питателя
Загрузочный ленточный шнек
Ковшовый
элеватор
Поворотные
платформы
Захватные устройства,
крепящие машину к рельсам
. Гидропривод
наклона рамы
конвейера 2
Скребок Загрузочный питатель
Зубчато-рычажный
двухкривошипный
механизм
Общий вал
привода зубчато-
рычажных
механизмов
Роторный загрузочный
питатель , Криволинейные
загрузочные
лопатки
Ковшовый
элеватор
284 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ
Ленточный
конвейер
|ГУЗОПОДЫ Ml II.If ,
'"'"'УЗОЧН!.,,
машины
Цепной траншейный экскаватор
и г
Перегрузочная
КОНСОЛЬ
|М*4” л'
^пРПгллдчик Davis Task Force
I ИДРОЦИЛИНДР
РИСУНКОВ И
Ик''ВГ Д1 ни» МЛ Я I CXL м
Ковшовая рама
в транспортном
положении
Перемещаемая
платформа
Трансмиссия для передачи
движения замкнутой
ковшовой цепи
и к<фии
Их о
приведены, напри**
Марка Витрувия (I в до
Конструкция нории
впервые представлена в книге
Георга Агриколы 1556 г.
Для расчистки фарватера
и подъема песчаного грунта
из-под воды стали использовать
норию (с конным приводом;
только в начале XVIII
К замкнутой цепи
кроме ковшей
прикреплены
ножи, разрушающие
грунт
катковая
овшовой рамы
От лароясго двигателя
мощностью
:0 п с приводится
и перегрузочные конвейеры.
Пластинчатый
конвейер
Схема экскаватора по патенту
Кувро (Франция) 1859 г.
легла в основу многих
последующих разработок
Лебедка для подъема
ковшовой рамы
Гусеничный базовый тягач
В приведенном примере
использовано
многоцелевое
(унифицированное)
гусеничное шасси
первоначально
созданное для
боевых машин.
Раммный
ИТ*РУЮЩИЙ
^^ЧИЗМ I
Кабельный
барабан
ВйРИ<1Н| К Инг г
Ь П г*. КЯ0рОМ
",|Г>ОЧ it HCflu .
лкы* ’кьоепи
ДВИ f( .. . ...
СМИЗУ
ИСПОЛь
"° всех п<хлеДуЮЩих
исполнения
И, М Цм'х °*ОвЦ|ГЖ0го
Подвеска
ковшовой рамы
Стрела
Ковшовая рама
Замкнутая ковшовая цепь
Направляющая
ковшовой рамы
Ковшовая рама
в рабочем
положении
Поперечный ленточный конвР него
для отбрасывания высыпаемого .
грунта в сторону
1ИИ|,ук>|Ц^ НО*
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
А.
MHOf ОКОВШОВЫЕ РОТОРНЫЕ ЭКСКАВАТОРЫ
Землечерпалка Леонардо да Винчи (1513 г.)
Черпаки предназначены для расчистки дна реки
Баржи для
погрузки и
перевозки
вычерпыва-
емого грунта
Зубчатая
передача
ж*
от крупных камней и твердых кусков грунта
Канат, навиваемый на барабан, постепенно
подтаскивает землечерпалку к якорю.
В конце XVI в. одной из решаемых проблем была
механизация расчистки морского дна (в портах
у причалов) и углубления рек и каналов. Для этой
цели использовали грейферные землечерпалки
(приведенные в трудах Буонаюто Лорини и Фауста
Верантия). Известны были также устройства
с волочащимся по дну ковшом (в том числе
и у Леонардо да Винчи). Роторные землечерпалки
стали использовать намного позднее.
20 м 50 м
Ковш
Козырек
Центробежный
метатель грунта
Приводная
рукоятка
Соединенные между собой лодки - основание землечерпалки
Навесной ротор траншейного экскаватора
Отражатель
0 6м
Откосообразовател ь
Зачистной башмак
Транспортный мост
Ротор (вместимость
одного ковша 1800 л)
Многотележечный
гусеничный ход
Зубчатый
венец
Производительность
около 6000 м3/ч.
Общая масса около 6000 т
Подвижная гусеничная
многотележечная опора
Внутри стрелы
с ротором и транспортного моста
размещены ленточные
конвейеры.
Общее число
электродвигате л ей 118.
Установленна ;
мощность 7800 кВт.
Присоединение Приводной
к базовому вал
тягачу
Врубовую машину 1852 г.
можно считать прототипом
наземных роторных
экскаваторов, хотя в ней
преобладающее значение
имеет разрушение породы,
а в экскаваторе - срезание
слоя и перемещение грунта.
Несущая рама
Донный щит
1
il
it
л
Стрела с установленным на конце ротором
может наклоняться и поворачиваться вокруг
вертикальной оси.
286 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ
Секторы венца
зубчатой передачи
Цепи для выгрузки ковша
Роторный карьерный экскаватор
Производство роторных карьерных экскаваторов
начато в 1930 г. фирмой ATG, а с 1935 г. наиболее
крупные экскаваторы стала производить фирма
Любекского машиностроительного общества
(Германия). Схема одного из них, выпущенного
в 1957 г., представлена здесь. Аналогичную
структуру имеют и другие современные
экскаваторы.
Стрела
противовеса
СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А.ф. Крайнем
ГРУЗОПОДЫ МНЫЕ, ПОГРУЗОЧ...
И Зг Стройны,
I О» РАНИЧ| ИНОМ I
Машины
1лектрок„б,.Ля
Резцедержатели
пои&аоены к ли'
корпусу
Многоковшовый Разгрузочный конвейео
конвейер ср
Отрезной диск
с резцами
Для самозарубки
комбайна в массив
угля
Подвижная рукоять
с коническим
режущим ротором
Вместимость
ковша 0,9 м
Малый роторный
экскаватор
фирмы Krupp
Смыв отбитой массы
производится струями воды.
Производительность
до 50 м3/ч
Ковш вместимостью до 6 мэ
Стрела
-дпческий комбайн для гидромеханических
Пр0М0Д в угольных пластах
Радиальное и тангециальиое
расположение резцов
на режущих роторах
выемочных
машин
Наклоняемая стрела с двумя ротора
и конвейером Поворотная Рлатф
(ДЛЯ Ov>“
. >n L4 ЧЕг1С
рисунков
KL-260
Экскаватор фирмы La ndswerk
дм туннельных работ (1960 г.)
Рукоять с реечным напорным механизмом
По сравнению
с обычной схемой
здесь вместо
стрелы установлена
поворотная
направляющая
для рукояти с
кронштейном
для канатного
блока.
4150__________
Разгрузочный конвейер
max
260'
Масса машины
32500 кг
для подземных работ (из книги
Maschinenbau, Band 3/1
**lm**chlnen Berlin, 1971)
Шарнирное сочленение шасс _
Дизель
Гидроцилиндр
наклона стрелы
™„линЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ
РАН
— **
Противовес
“Троезуб"
для извлечения
раздробленной
породы
Подъемный канат
с крюком
УСТАНОВКА И ИНСТРУМЕНТЫ ДЛЯ БУРЕНИЯ
солеподъемных скважин в середине XVII в.
(из "Известий имп. Архелогического Г
общества", 1868 г.)
“Шпага” - долото для дробления
твердой породы
ИМАШ
Пеньковый
канат
“Матица -
труба из выдолбленного
или высверленного
ствола лиственницы
Неглубокий колодец
с бревенчатой венцовой крепью
Скважина глубиной до 125 саженей (270 м)
"Подгубное
долото для удаления кусков
породы из-под нижнего
края опускаемой трубы
“Шелом” для
вычерпывания
грязевых
грунтов
Деревянный
шест -
буровая штанга
“Стяг” -
рычаг для
ручного
вращения
штанги
X “Жеравец” -
коромысло
рычажного
подъемного
механизма
Ворот для
изменения
наклона
коромысла
Опорный
столб
---------------------------- рдбот (прорезания щелей в полезном ископаемом) в угольных шахтах
ва Нортамберленд (из трудов Института инженеров-механиков в Ньюкасле, 1858 г.)
SuLb ElcvaJtLcm.
Зубчатая
передача привода
режущего
инструмента .<
ВРУБОВАЯ МАШИНА ДЛЯ ПОДЗЕМНЫХ
NEWCASTLE COLLIERY WORKING.
Пневмоцилиндр
г(ап
Пневмоцилиндр
Муфта
Синусный механизм, преобразующий
движение штока пневмоцилиндра
во вращение кривошипа
Ходовое колесо
с шипами
Пневмо-
распределитель
Многорезцовый
режущий
инструмент
Сжатый воздух
от компрессора
поочередно
подается в приводные
пневмоцилиндры.
Tu/
288 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕ'
Кривошип Шток пневмоцилиндра
IA
Винтовые
зубчатые
передачи
механизма
перемещения
машины
Винтовая
зубчатая
передача
и муфта
механизма
перемещения
машины
Вращаемому многорезцовому инструменту
сообщается движение поперечной подачи
(при перемещении машины),
в результате чего он прорезает
щель в полезном
ископаемом.
Ходовое колесо с шипами 1
Деревянный рельс
ОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
бурильные машины и инструме
Инструменты для бурения скважин,
используемые на нефтяном промысле
Анапа, 1866 г.
<ТЫ XIX
Желонки (сосуды для
извлечения
Рыхлительные долота породы из
скважины) с
зачищающим
лезвием
Комплект
"бур - желонка’
Н. Соколовского
(1879 г.)
Плавучая бурильная установка (из книги “Сборники института
инженеровъ путей сообщения императора Александра Г. Выпуски XXVII
С ’Петербургь, 1894 г.)
Полиспаст
Лезвие
Лезвие
Паровая
машина
Замок,
отсоед и ня ю щи й
желонку от бура
при натяжении
каната
Механизм
взаимосвязи вращения
и вертикального движения
(подачи) штанги
Пружины
Винтовой (шнековый) бур
Буровые инструменты для геологических разведок (конец XIX в.)
Желонка
Расширители скважин
Канат для управления
замком и извлечения
желонки
(при
сохранении
положения
бура)
Штанга
ДО*
БУР
прикреплен
К концу
штанги.
Клапан
Штанга с
винтовым
(шнековым)
буром
на конце
Шкив
для передачи
вращения штанге
Желонка
с шаровым
клапаном (для
заполнения
разрыхленным
грунтом)
Рыхлительные долота
Клапаны для
заполнения
желонки
разрыхленным
грунтом
Эксцентриковые винтовые
буры С. Войслава (1876 г.)
Винтовой бур
и желонка для
извлечения
пробы
грунта
Боковая
подпружиненная
стенка (для выгрузки)
Зажимной
регулируемый
ключ для
ручного
вращения
штанги
Смещенный
накочник
Винтовой канал
МАШимпррлрниР НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И
EJ
Бур со стальной
коронкой и
алмазными
вставками
(из привилегии
выданной
С. Войславу в
1898 г.)
вставки
Впервые злма ное бурение применено в 1851 г. в Швейцарии
1 < компью терного банка А.ф. Крайнева 289
ГРУЗОПОДЬГ МНЫЕ, пог РУЗОЧНЫЕ
и ЗЕМЛЕРОЙНЫЕ МАШИНЫ
Желонка
с режущей
кромкой и
клапаном
Винтовой
сплошной
бур (для
начальной
проходки)
Буры для мж ких пород
книги ЛИ. Узатиса
урс горного искусства
1843 г )
Клапан
Режущая
кромка
Винтовой
двухзаходный
бур со сменными
твердосплавными
пластинами
образования
керна
Полость
для наполнения
разрыхленным
грунтом
Самоценгрирупщийг.я
с двумя режущими пластинами
из твердого
сплава
Винтовой одно тахсщмыи
бур (конец XIX в.) с лопастью,
отлитой как одно целое вместе
с конусным наконечником
В буре Яшевского 1872 г. винтовая
лопасть прикреплена к трубе
заклепками с потайными головками
Та- им же способом Яшевскии
предложил соединять наращиваемые
обсадные трубы между собой.
Алмазная коро„га
Трехшарошечное долото для
скважины диаметре?
до 320 мм)
Сжатый воздух
или воздушно-
водяная смесь
направляется
непосредственно
в забой
скважины и
освобождает его
от разрушенной
породы.
Шарошка при вращении
корпуса совершает прецессионное
движение, перекатывается поди,
скважины, а ее
зубья разрушают
породу.
Расширитель
скважины
(из книги "Сборникь
института ииженеровь
путей сообщеыя императора
Александра Г. Выпускъ
XXVII. С.-Петербургъ, 1894 г.)
Однозаходный
или однолезвийный бур обычно
уводится в сторону из-за
односторонней боковой силы.
Современный
универсальный
с бурильным навесным
оборудованием
Г идромотор
для вращения
бура
Винтовой
бур
Нож. установленный на конце лопасти,
может разрезать почву и способен
разрушать встречающиеся в почве каь н*
Пара сил сопротивления врезанию
обеспечивает самоцентрирование
<ИИИНИС СТрОГр ВДОЛЬ ОСИ
его вращения.
2
ООО
Ковшовый бур для
скважин большого диаметра
в мягких породах
экскаватор .
Г идроцил индры
для установки и
осевого
перемещения
Винтовая
лопасть
приклепана
к наружной
стенке
трубы.
Винтовой (шнековый)
бур для неглубокого
бурения
Вращающий момент
и направление
вращения бура
Режущие зуб: конце
лопасти
Винтовой бур
с режущими
элементами
вворачивается в грунт аналси ично
самонарезающему винту
Налран/к
ВИНТОВОЙ
наконечник
290 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ. РИСУНКОВ И ЧЕРТЕЖЕЙ
——------------------------------------ сльи На примерах из ко
О 6ci- ки л 1
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
ЦАРНО-ВИБРАЦИОННОГО И
Подвод сжатого
воздуха
или воздушно-
водяной смеси
по трубе в забой
ИНСТРУМЕНТЫ И МАИ
(ЛЯ У
УДАРНО ВРАЩАТЕЛЬНОГО БУРЕНИЯ
а
Ударно-вибрационная бурильная установка
Раки [Raky] (конец XIX в.) снабжена целым
комплектом витых пружин, установленных
между опорой коромысла и деревянной
станиной.
Буры для дробления породы
периодическими ударами
(из книги А.И. Узатиса
"Курс горного искусства" 1843 г.)
Гидроцилиндр
для передачи
движения бойку
Механизм
свинчивания
наращиваемых труб
Деревянная
рама
станины
Бойки совершают
ударные
воздействия и
разрыхляют грунт.
Пружины смягчают удары
и предохраняют бур от
поломок при его встрече
с твердыми включениями.
Регулировка
сжатия
пружин
Механизм свободного
хода с переключением
направления перемещения
штанги (трубы)
Инструмент для бурения
в мерзлом грунте
Подвод
воздуха от
компрессора
к- Пневмо-
распределитель
Вид А
Пневмо-
цилиндры
Крестовая коронка
для перфоратора
(2-я половина XX в.)
Пластины
из твердого
сплава
Шнек для
заглубления
в разрыхленный
грунт и
перемещения его
НМАШ
Коромысло совершает качания
с частотой 80...200 мин1
При этом высота периодического
подъема и опускания его рабочего
плеча составляет 80...200 мм
Податливость пружин и штанги
приводит к более коротким
движениям самого бура.
Кривошипно-
коромысловый
механизм, подключенный
к приводу через через
зубчатый редуктор,
обеспечивает качания
коромысла.
Пружины
Зубчатое
колесо
Машина для подземного бурения с четырьмя
пневматическими перфораторами, с механизмами осевого
движения подачи и манипуляторами (из книги И/. Wendelin.
Emfuhrung der Elektrotechnik im Bergbau, 1903)
Приципиальная схема центробежного вибро-
возбудителя для ударно-вибрационного
бурения (2-я половина XX в.)
Боек
РИСУНКОВ И ЧЕРТЕЖЕЙ На примерах из компьютерного банка А.Ф. Крайнева 291
Переходник _
соединен со
штан! ои долота
Неуравновешенные
детали (дебалансы) при вращении
от электродвигателя раскачивают
подпружиненный боек, который
воздействует на штангу долота
мд|пммпрглгииг НА ЯЗЫКЕ СХЕМ
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И
ЗЕМЛЕРОЙНЫЕ МАШИНЫ
икреперы на конний ч > (из книги
сообщения императора Александра Г.
1ОРТНЫЕ МАШИНЫ. СКРЕПЕРЫ_________
Сборники института инженеровъ путей
Выпускъ XXVII. С-Петербургь. 1894 г.)
Рычаги для подъема
и изменения наклона
ковша \
Скрепер
с выгрузкой
(отсыпкой) груи^ ,
Направление
силы
тяги
Полозья
Нажатием
на рычаг
прекращают
срезание грунта.
Свободная
выгрузка грунта
осуществляет ся
при опрокидывании
или существенном
наклоне ковша
(при котором грунт
может сползать вниз).
Кромка
- срезающая
грунт
Скреперы с машинной тягой (2-я половина XX в.)
Подвижная
стенка
Прицепной скрепер фирмы Komatsu
Ковш вместимостью 11,5 м3
Передняя заслонка
До 60 гг. XX вв.
для привода звеньев
(днища, заслонки)
скреперов широко
использовали канатно-
блочные системы.
Вертикальная
ось шарнирного
сочленения рамы
скрепера и тягача
Приципиальная схема компоновки скрепера с двумя
односными тягачами
Дизель
Редуктор, встроенный
в колесо г-
Г идромеханическая Г идроцилиндры
трансмиссия механизма поворота
Ковш
Процесс работы скрепера с наклоняемым
ковшом (из книги Taschenbuch Maschinenba
Band З/l Arbeitsmaschinen. Berlin, 1971)
Наполнение
/ ковша
Этот скрепер имеет
гидроцилиндры
изменения
наклона ковша
и управления
передней
заслонкой.
Заслонка
Отсыпка
грунта
Современные самоходные скреперы имеют ковш вместимостью
до 60 м3, перемещают грунт на расстояние 300...3000 м.
Скрепер с ковшом вместимостью 30 м3, общей массой (без груза)
62000 кг имеет мощность привода 600 кВт, может срезать слой
грунта шириной до 4600 мм и глубиной до 500 мм, а отсыпать
грунт высотой 600 мм.
Скреперы с принудительной загрузкой
Скрепер фирмы International-Harvester (60-е гг. XX в.)
имеет ковш вместимостью 16,1 м и тягач мощностью
220 кВт.
Гидроцилиндр
изменения
наклона
ковша
Гидроцилиндр
Одноосный тягач
Выталкивающая
задняя стенка
Тягач 1 шарнирно
соединен с рамой
ковша.
Тягач 2 неподвижно
соединен с рамой
ковша.
Над шарнирным сочленением
обычно устанавливают амортизирующее
устройство, в частности, пневмогидравлическое
управляемое опорное соединение.
• • < • я
• < • • •
Подвижное днище Дифференциальный
рычажный механизм
привода стенки
и днища от одного
гидроцилзндра
% •
• • • v •
Скребковый
загрузочный
элеватор’
• Известны также скреперы со шнековым загрузочным устройством
скребковым ротором, наклонным лотком
Упор для толкающей машины
(при срезании грунта)
292 МАШИНОВЕД! НИГ НА ЯЗЫК СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ
На примерах из коипылтшшлм n.-анкз А.Ф Крайне!
f РУЗОПОДЫ МНЫЕ,
ПрИЙОДНОЙ
С Приводом
и.жосиого вворудсиенмя
элементы
Отвал
Корпус
трактора
Регулировка положения ползунов или их
перестановка вдоль лонжеронов наклоняемой рамы.
Регулировка
длины тяги
дди перестановки боковых
при иэмемяиии углового
Наложения отвала (и плане)
От вал вмедря» • т ся
в грунт под деист ином
собственной
силы тяжести.
для изменения
наклона рамы
г.гЯ(ИГ ,
Г»ОДЖгСКИ
Л<Л<г/ г
ДО 4 м
Принципиальная схема изменения
положения отвала относительно
корпуса трактора
Двухлодвижное
(линеиие отвала
с рамой
двтогрейдер» конструкция и варианты схем
манипулирующей системы
ПвММЙ особенность современного грейдера -
пджллельное (о энергетическом, а не в геометрическом
смысле) соединение приводов в механизме
мвнилулированим отвалом. Благодаря этому
получается кратчайшая кинематическая цепь
между рамой машины и отвалом/
Сферические головки
для присоединения
гидроцилиндров
Сферическая головка
для соединения рамы
отвала с рамой
машины
Сферическая
головка для
присоединения
гидроцилиндра
выдвижения отвала
Поворотная
рама
Г идроцилиндрг л
Отвал
Гидроцилиндры
угловые перемещения
компьютерного
Рама
машины
Привод
поворота
отвала
Зубчатый
венец
механизма
поворота
отвала
Привод
поворота
отвала
Гидроцилиндр
выдвижения отвала
Г|Я/имд1И/'Инд|.Нн Сол»
Отвал
Регулировка
у г ла резания
4t рн-*еи
М/,|1а11"’••ин 11И1 НА ЯЗЫК( СХЕМ. сП' VHKOH и
НН.-НИЯН.1'Х<'М..-
Рама
отвал
и । вала
Приводы
ДО середины XX в грейдеры обычно
четырехподвижный манипул я гор
(для профилирования дороги).
^•сдимыи вручную через четыре
кинематических цепи
схема г охранилась i госле
^ ****'•* и на грейдере гидромоторов или
^^Цилиндр(to/ич? того стали применять
и и» -1 механизм с увеличенным
'*с*м*дени11м
' Смг
• спреев)
Рама отвала
Поворотная
рама
_ nr.rov'^nMHHE И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ:
РЫХЛИТЕЛИ И КОРЧЕВАТЕЛИ
Кустарниковый плуг (20-е гг. XX в.) очищает грунт
от кустарника, мелких пней, камней и одновременно
разрыхляет грунт. В отличие от дорожных плугов
и рутеров он установлен на колесах и снабжен
нескольким зубьями.
Приводится
в движение
трактором
мощностью
около 30 л.с.
Трактор
Т рактор
Рама
Прицепной рыхлитель с канатным механизмом
подъем л (30-е гг. XX в.) Полиспаст
Рабоч*। юложе нис
Соединительное
устройство
Канатный полиспаст поворота
рычага для осуществления
выкорчевывания
1 <• '«
Наконечники зубьев
Двухбарабанная
лебедка
Корчевальная машина на базе трактора мощностью
около 100 л.с. (50-е гг. XX в.)
Зуб-собиратель
3 уб- ко рч евател ь
Канатный механизм
возврата устройства
в исходное состояние
Рычаг,
поворачиваемый
при натяжении
канатов
Рама корчевального
прикреплен
присоединен
устройства
к рычагу.
'Лебедка
Транспортное положение
Основная рама
В XIX в. для облегчения землеройных
и землеройно-транспортных работ, проводимых
вручную и с применением конной тяги, верхний
слой грунта разрыхляли с помощью плуга или
рутера (который в отличие от плуга не имел отвала).
Корчевание пней и кустов проводили
с использованием простых механических средств
и конной тяги. Только с развитием тракторостроения
в 20-е гг. XX в. стали применять машинные, сначала
прицепные, а затем и навесные кусторезы,
корчеватели и рыхлители. В 60-е гг. XX в. канатный
привод (заглубления и подъема зубьев) почти
повсеместно был заменен на гидропривод. Создание
мощных тягачей позволило использовать рыхлители
для корчевания, разработки мерзлых и даже
каменистых грунтов.
к раме.
Навесное оборудование - многозубый рыхлитель
Дизель-электрический трактор мощностью
на тракторе фирмы Caterpillar (80-е гг. XX в.)
Гидроцилиндр изменения наклона зубьев
Рабочая балка
Гидроцилиндр
рыхлителя
рыхлителя
Элементы
крепежа
Многозубый
рыхлитель
Корпус
трактора
Г идроцилиндры
бульдозера
Ось шарнира
самоустановки
рыхлителя
Г идроцилиндр
заглубления
и подъема
зубьев
300 л.с
бульдозера
Отвал
бульдозера
Сменный
износостойкий
наконечник
Г идроцилиндр
Амортизатор
Сменный
износостойкий
наконечник
с навесным гидралическим оборудованием
и рыхлителя (60-е гг. XX в.)
л Гидроцилиндры -----
\ рыхлителя
Варианты рыхлительного
оборудования с одним приводным звеном
Сменная Трехзвенное
Г ДI износостойкая оборудование
I \ накладка
V И Ось шарнира
у Ц ’^\v самоустановки
\ - и \\% рыхлителя
294 МАШИНОВЕДЕНИЕ НА ЯЗЫКЕ СХЕМ, РИСУНКОВ И ЧЕРТЕЖЕЙ. На примерах из компьютерного банка А Ф Крайн^
ГРУЗОПОДЪЕМНЫЕ, ПОГРУЗОЧНЫЕ И ЗЕМЛЕРОЙНЫЕ МАШИНЫ
и МАШ
Разновидности плугов |(и сочинив XVI! в )
Устройство дл» регулирования глубины
рабатывающее оборудование
л<||ЛУ конных плугов с деревяными
Металлическими коваными ножом
Давлением
на ручки
заглубляют "
лемех
Лемех
подрезает
пласт почвы.
Продольная балка
Реконструкция плуга, созданного
2000 л. до н.э. (из книги Лайонела
Бендера "Изобретения" 1996 г.)
Простой плуг
(без колес)
Нож
Колесная пара на поперечной оси
Сдвоенный
плуг(без
— колес)
Крепление для
упряжи лошадей
или волов
Отвал, прикрепленный к ручкам,
шарнирно связан с продольной
балкой Благодаря этому им
можно манипулировать
Дцмкврнусной плуг для глубокой
(двухслойной) вспашки (из книги
G Neudeck Geschichte
Отвал
поднимает и
переворачивает
подрезанный
пласт.
Лемех
соседней борозды.
заднего
Тяги
Крепление для
конной упряжи
Левое колесо катится по поверхности земли,
а правое - по дну соседней борозды.
Рыхлитель для земляных работ (из книги
"Сборникъ института инженеровъ путей
сообщеыя императора Александра Г.
Выпускъ XXVII. С.-Петербургъ, 1894 г.)
Конная упряжь
Колеса
Дисковый
нож
«те Р ioua/t
DuLn
лемех -
Английский лемех
Ручки
Крепление упряжи
для 4 или 6 лошадей
*пиал
Корпус Нож
предплужника
Балансирное соединение четырех
корпусов плуга для обеспечения
их равномерного нагружения
Коромысло Балансиры
Навесное присоединение рамы
Гидроцилиндр для подъема и опускания
колеса в транспортном
и рабочем режимах
____________________________Двух-
коромысловая
подвеска
заднего колеса
Шарнир
Рычаг
Серьга,
присоединенная
к раме трактора
чРРТЕЖЕЙ_ На примеру
Свойство
трактора
Рама с
закрепленными на ней
корпусами плуга
Винтовой механизм
регулировки положения
опорного колеса
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАНИЕ
Александр Филиппович КРАЙНЕВ
МАШИНОВЕДЕНИЕ
на языке схем, рисунков и чертежей
(в 2-х книгах)
Книга 1-я
ТЕХНОЛОГИИ, МАШИНЫ и ОБОРУДОВАНИЕ
Редакторы: [////. Жесткове^, П.Е. Клейзер
Корректор С.В. Сидоренко
Компьютерная графика и дизайн А.Ф. Крайнев
Инженер по компьютерному
макетированию К.Ю. Подживотов
ISBN 978-5-904270-42-1
Сдано в набор 01.09.2010 г. Подписано в печать 27 10 2010 г.
Формат 60x88 '/8. Бумага мелованная.
Гарнитура Arial. Печать офсетная.
Усл. псч. л. 39,8. Уч.-изд. л. 40.2
Доп гараж 200 экз. Заказ 3386
ООО "Издательский дом "Спектр".
119048, Москва, ул. Усачева, д. 35, cip. 1.
Http: /www.idspektr.ru. E-mail: in Год/idspektr.ru
Ornenaiano в ОАО «Подольская фабрика офсетной печати»
142100, Московская область, г. Подольск.
1 в люционный проспект, д. 80/42
ww vv о 1 selpodol sk. ru
А.Ф. Крайнев
МАШИНОВЕДЕНИЕ
на языке схем, рисунков и чертежей
Книга 1-я ТЕХНОЛОГИИ, МАШИНЫ и ОБОРУДОВАНИЕ
На примерах из Компьютерного банка схем
и конструктивных решений, созданного А.Ф. Крайневым
(Институт машиноведения Российской Академии Наук)
Происхождение, развитие и многообразие
механизмов и машин
I Взаимообусловленность совершенствования
материалов, конструкций и технологий
Машиностроительные технологии
Литейное производстство
Обработка материалов давлением. Ковка. Прокатка.
Волочение. Штамповка. Прессование. Клепка
I Молоты и прессы
Изготовление деталей из пластмасс
Дробление, измельчение, смешивание
и сортировка материалов
Заготовительное разделение материалов
Обработка материалов резанием.
Процессы, станки и инструменты
Машины и оборудование
Гидро~/газодинамические роторные машины
Насосы, двигатели и компрессоры с порционным
(циклическим) перемещением жидкости или газа
Поршневые паровые двигатели
Поршневые двигатели внутреннего сгорания
Транспортные машины. Паровозы и тепловозы.
. Автомобили и тракторы. Самолеты и вертолеты
Судовые приводы и движители
Грузоподъемные, погрузочные
и землеройные машины
-------------------------------------------------
МОСКВА * ИЗДАТЕЛЬСКИМ ДОМ «СПЕКТР»