















































































































































Автор: Стружестрах Е.И. Гальцов А.Д. Вольский В.С. Хисин Р.И.
Теги: машиностроение справочник
Год: 1962




Текст
MW
АШГИЗ
СПРАВОЧНИК
НОРМИРОВЩИКА-
МАШИНОСТРОИТЕЛЯ
в 4-х томах
Редколлегия:
А. Д. Гальцов (председатель), В. С. Вольский,,
Е. И. Стружестрах, Р. И. Хисин
МАШГИЗ
СПРАВОЧНИК
НОРМИРОВЩИКА-
МАШИНОСТРОИТЕЛЯ
Том IV
ТЕХНИЧЕСКОЕ
НОРМИРОВАНИЕ
ВО ВСПОМОГАТЕЛЬНЫХ
ЦЕХАХ
Под редакцией В. С. ВОЛЬСКОГО
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1962
Авторы IV тома1
П. Я. Абрам, 1\ И. Александрова, В. С. Вольский, X. И. Гордон.
А, Я. Климович, В. А. Лифшиц, Ф. Г. Федотов
Рецензенты:
П. А. Авксентьев, Н. Н. Захаров, М. И. Кочанов, П. П. Лексашов,
В. Ф. Новиков, М. В. Соколов, В. М. Шестопал, М. О. Якобсон
Редакция литературы по экономике и организации производства
И, о. зав. редакцией Г. И. БАРЫКОВА
ОГЛАВЛЕНИЕ
Стр.
Предисловие...........................................................
ГЛАВА I. ПРИНЦИПЫ УКРУПНЕННОГО ТЕХНИЧЕСКОГО НОРМИРОВА-
НИЯ (В. С. Вольский).................................................. И
ГЛАВА II. УКРУПНЕННОЕ НОРМИРОВАНИЕ СТАНОЧНЫХ РАБОТ В РЕ-
МОНТНО-МЕХАНИЧЕСКИХ И ИНСТРУМЕНТАЛЬНЫХ ЦЕХАХ
(X. И. Гордон) . ................................................ 34
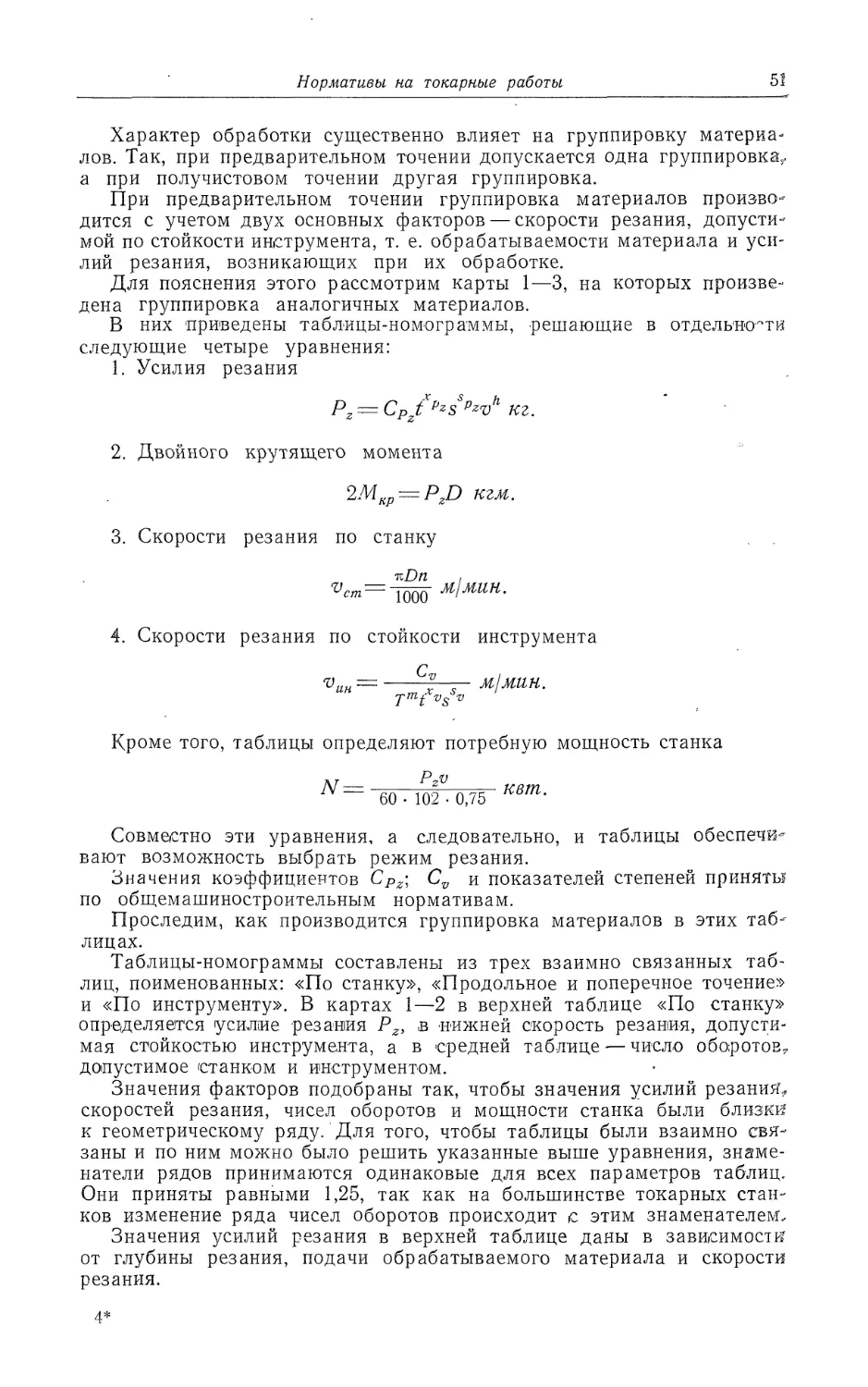
Нормативы на токарные работы
Карта 1. Таблица-номограмма для выбора режима резания. Сталь. Продольное
и -поперечное точение резцами из твердого сплава........................ 66
Карта 2. Таблица-номограмма для выбора режима резания. Чугун НВ 140—260.
Продольное и поперечное точение резцами из твердого сплава . . 67
Карта 3. Таблица-номограмма для выбора режима резания. Сталь. Продольное
и поперечное точение быстрорежущими резцами............................. 68
Карта 4. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 про-ход. Сталь. Резцы Т15К6, ср = 45°. Крепление в кулачковом
патроне. Продольное и поперечное точение — предварительное ... 69
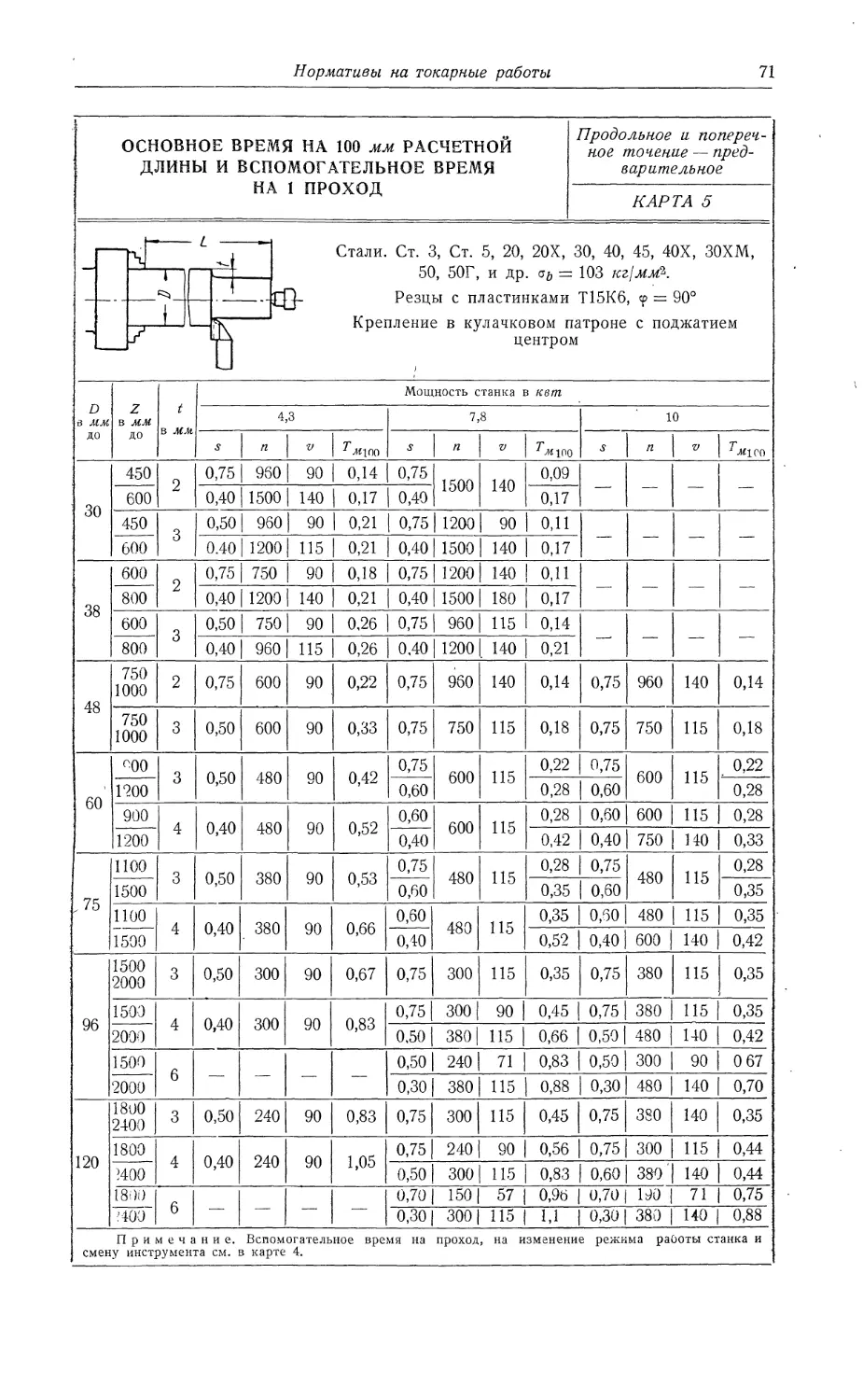
Карта 5. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь. Резцы Т15К6, ф = 90°. Крепление в кулачковом
патроне с поджатием центром. Продольное и поперечное точение —
предварительное......................................................... 71
Карта 6. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь. Резцы Т15К6, ф = 90°. Крепление детали в центрах.
Продольное и поперечное точение — предварительное....................... 72
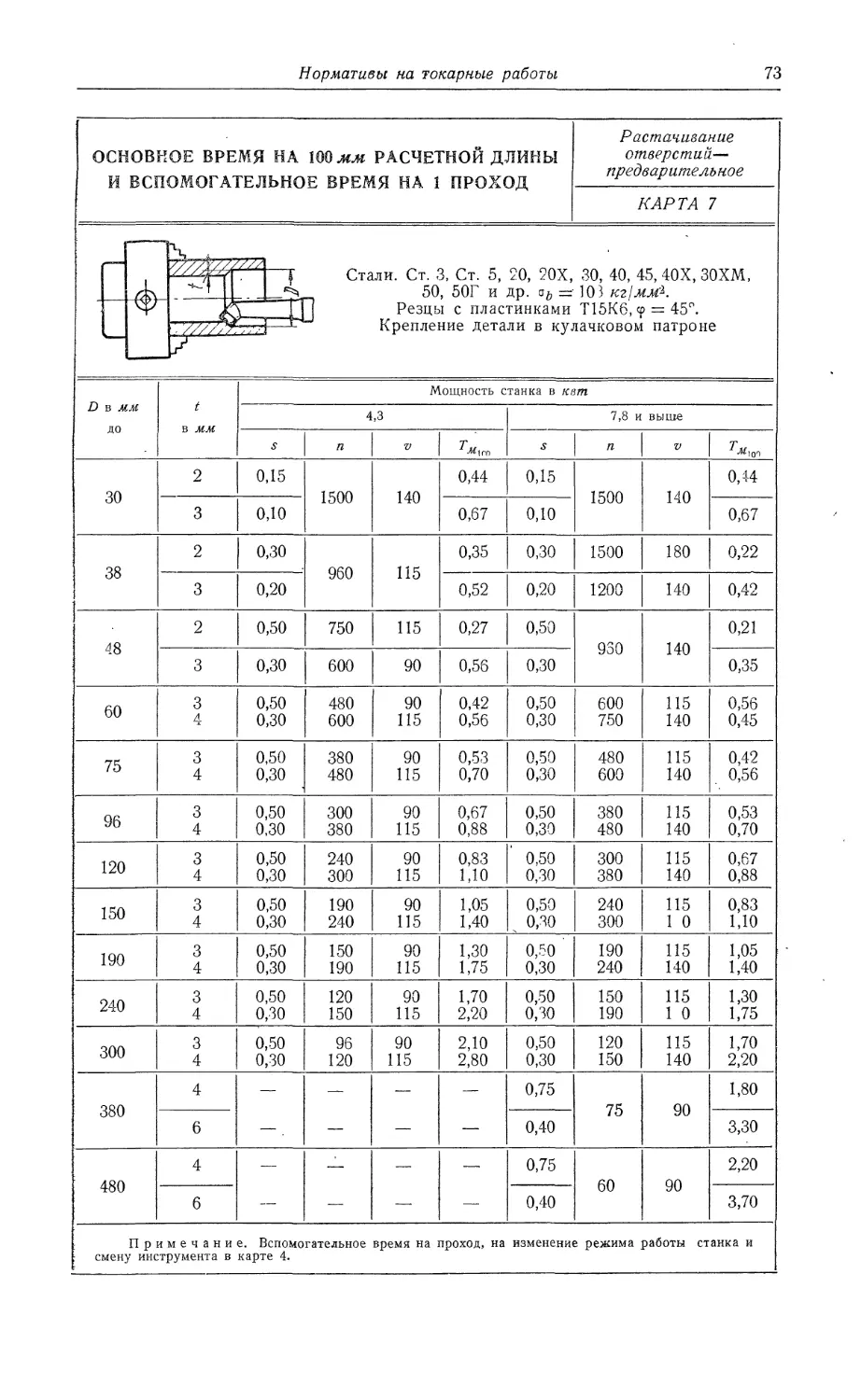
Карта 7. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Стали. Резцы Т15К6, ср = 45°. Крепление детали в кулачко-
вом патроне. Растачивание отверстий — предварительное .... 73
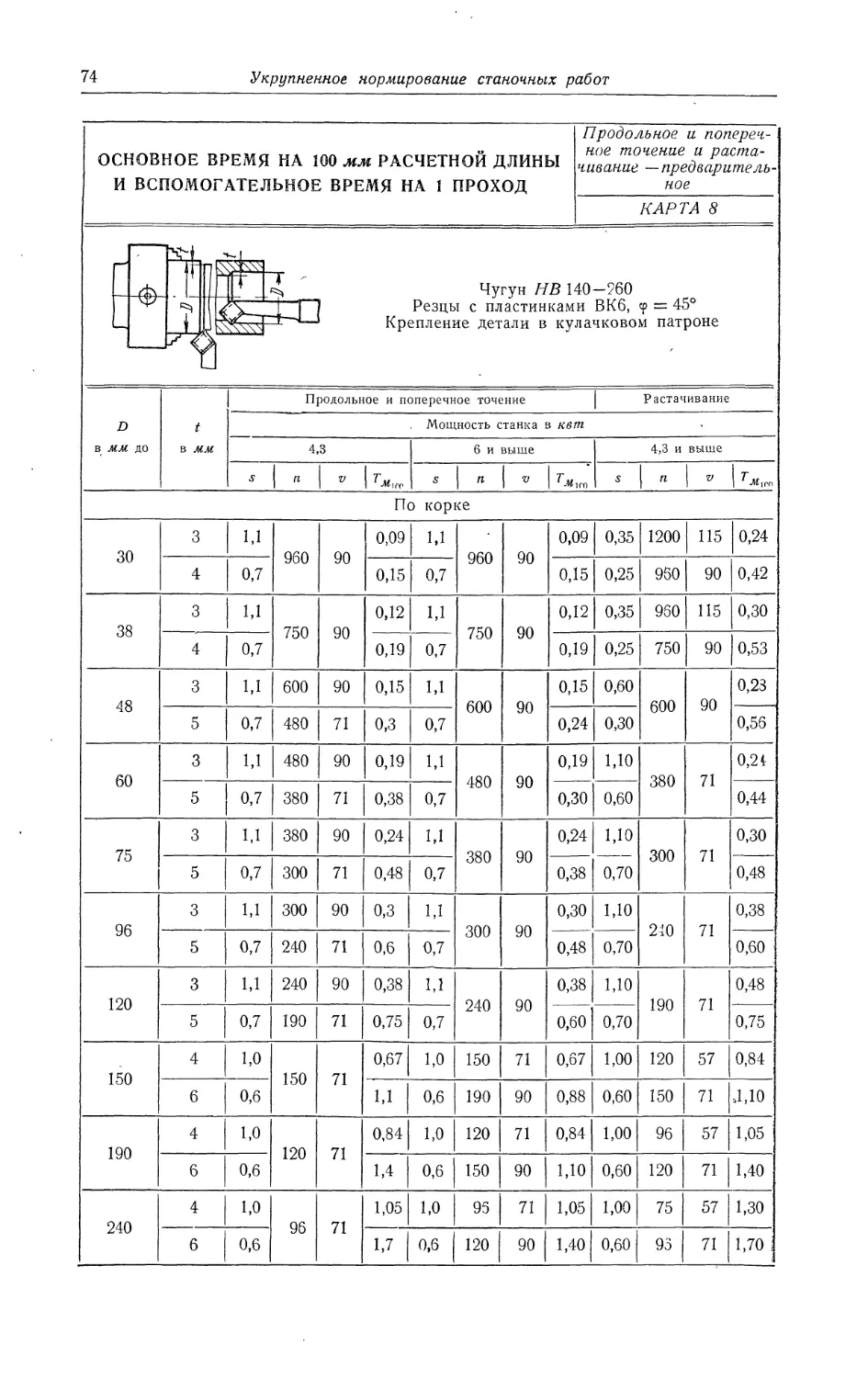
Карта 8. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Чугун НВ 140—260. Резцы ВК6, ср=45°. Крепление детали
(в кулачковом патроне. Продольное и поперечное точение и растачива-
ние предварительное..................................................... 74
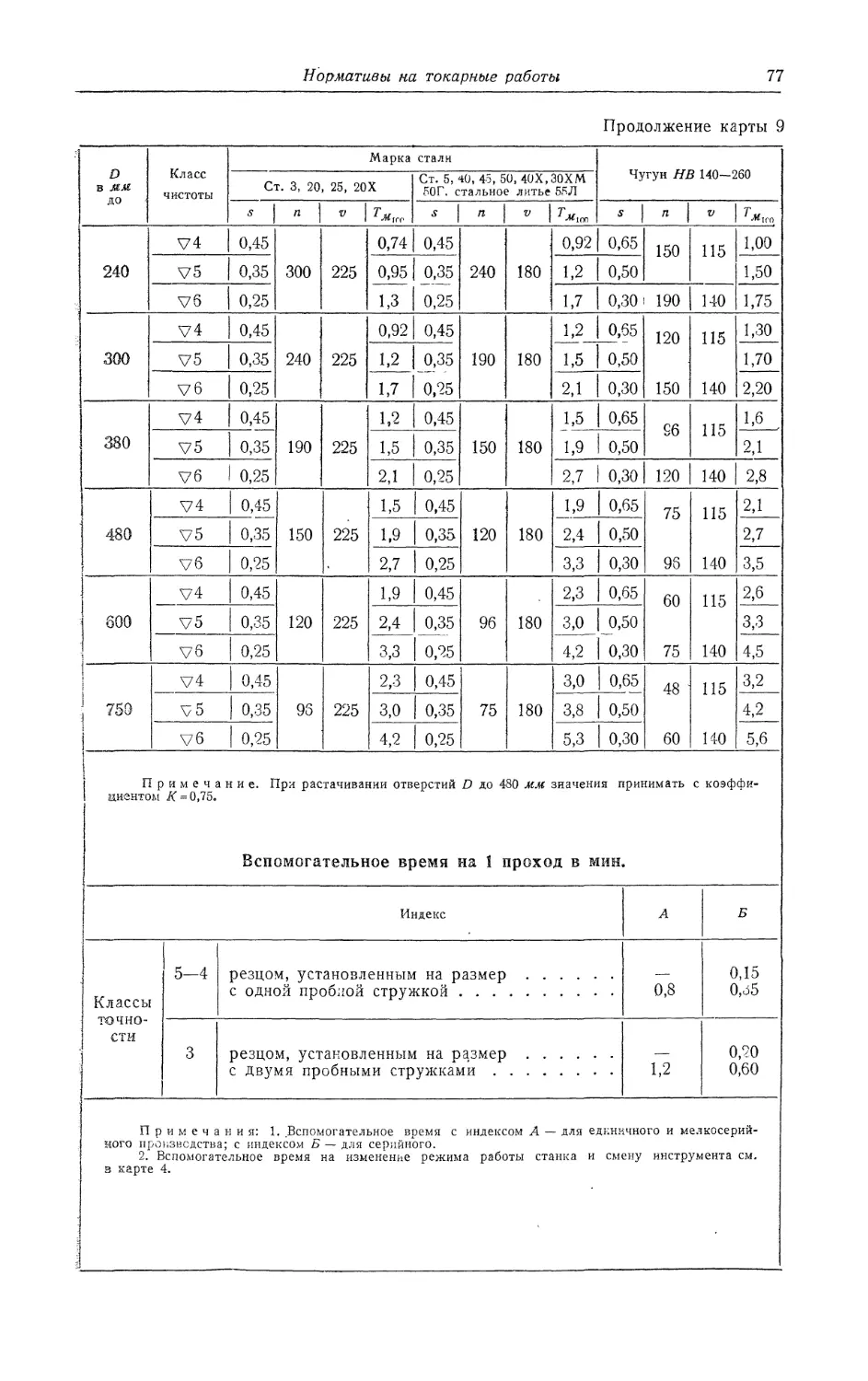
Карта 9. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Класс чистоты V 4—6. Резцы Т15К6, ВК6
(для чугуна), ф=90-н45°. Крепление детали в кулачковом патроне,
IB центрах. Продольное и поперечное точение и растачивание получи-
стовое.................................................................. 76
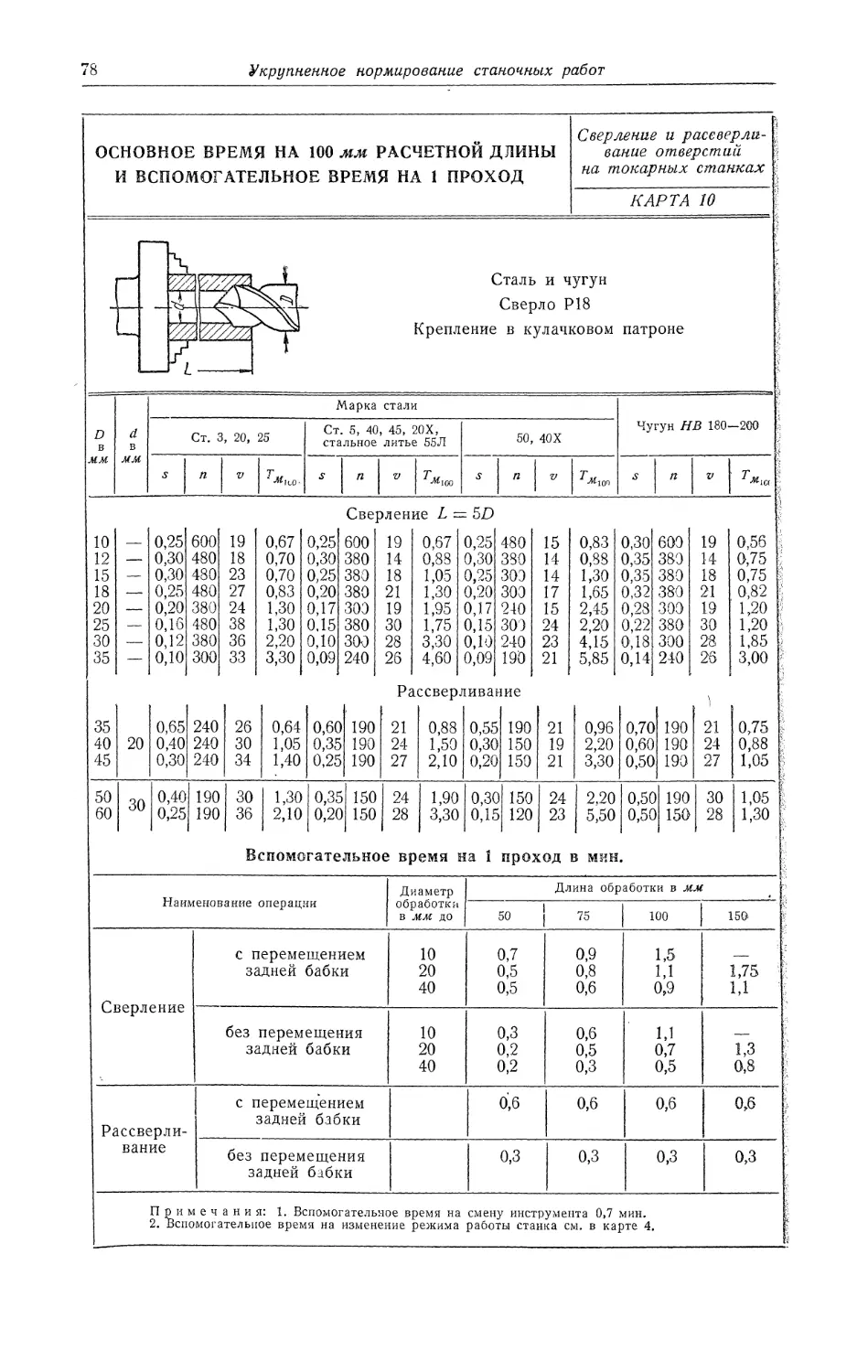
Карта 10. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Сверло- Р18. Крепление в кулачковом
патроне. Сверление и рассверливание отверстий на токарных станках 78
Карта 11. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Развертка Р9. Крепление в кулачковом
патроне. Развертывание отверстий на токарных станках .... 79
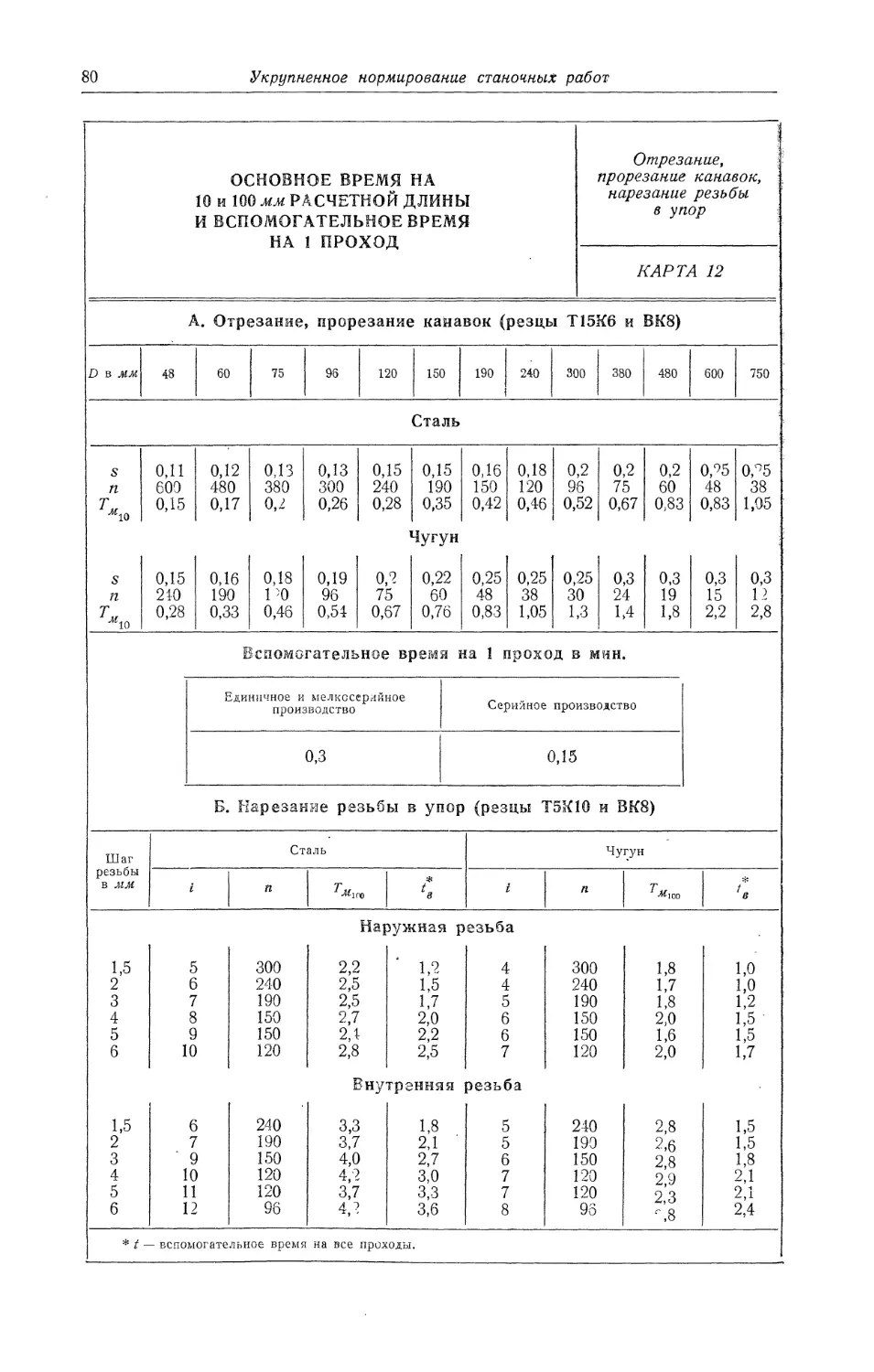
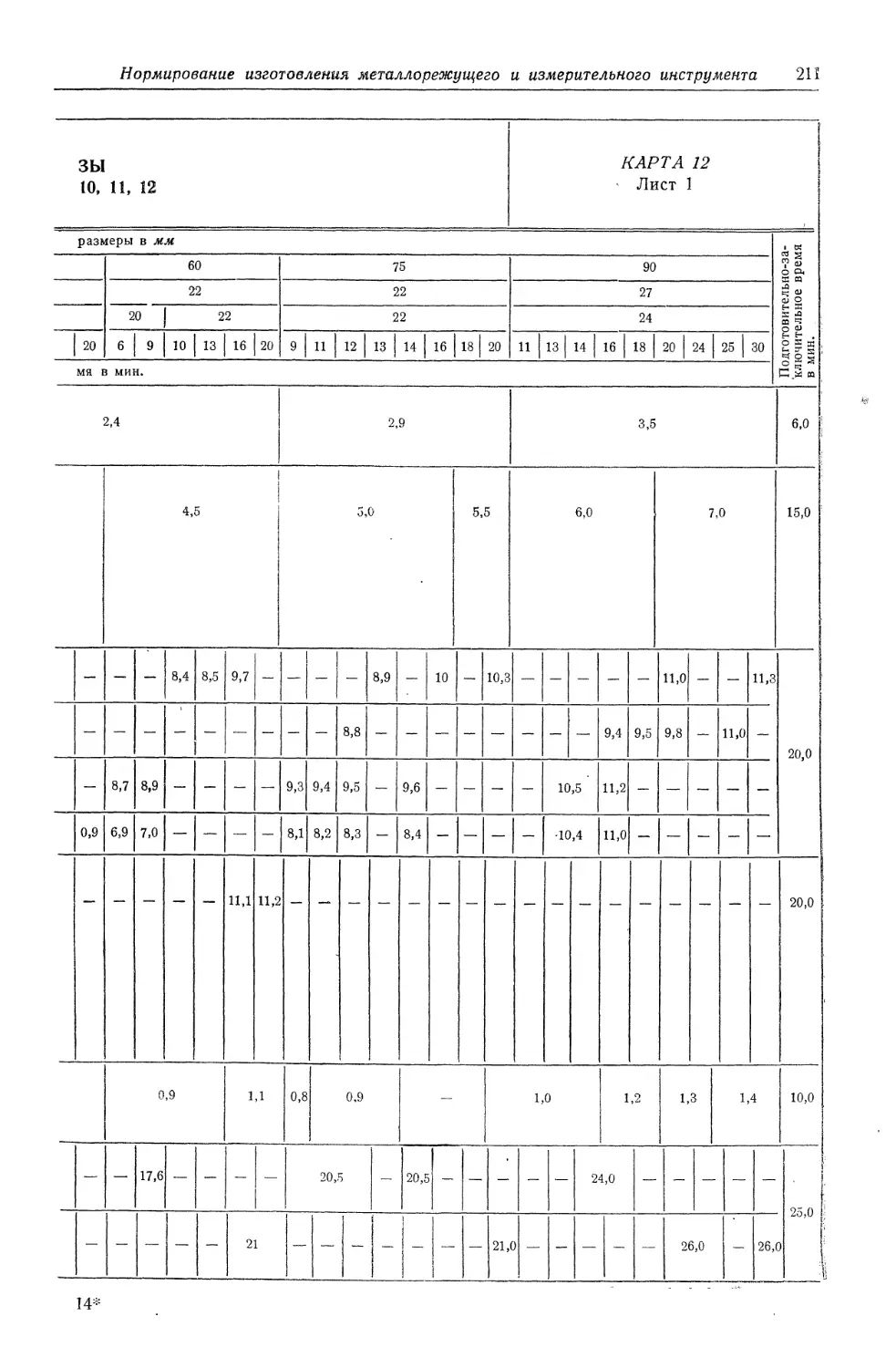
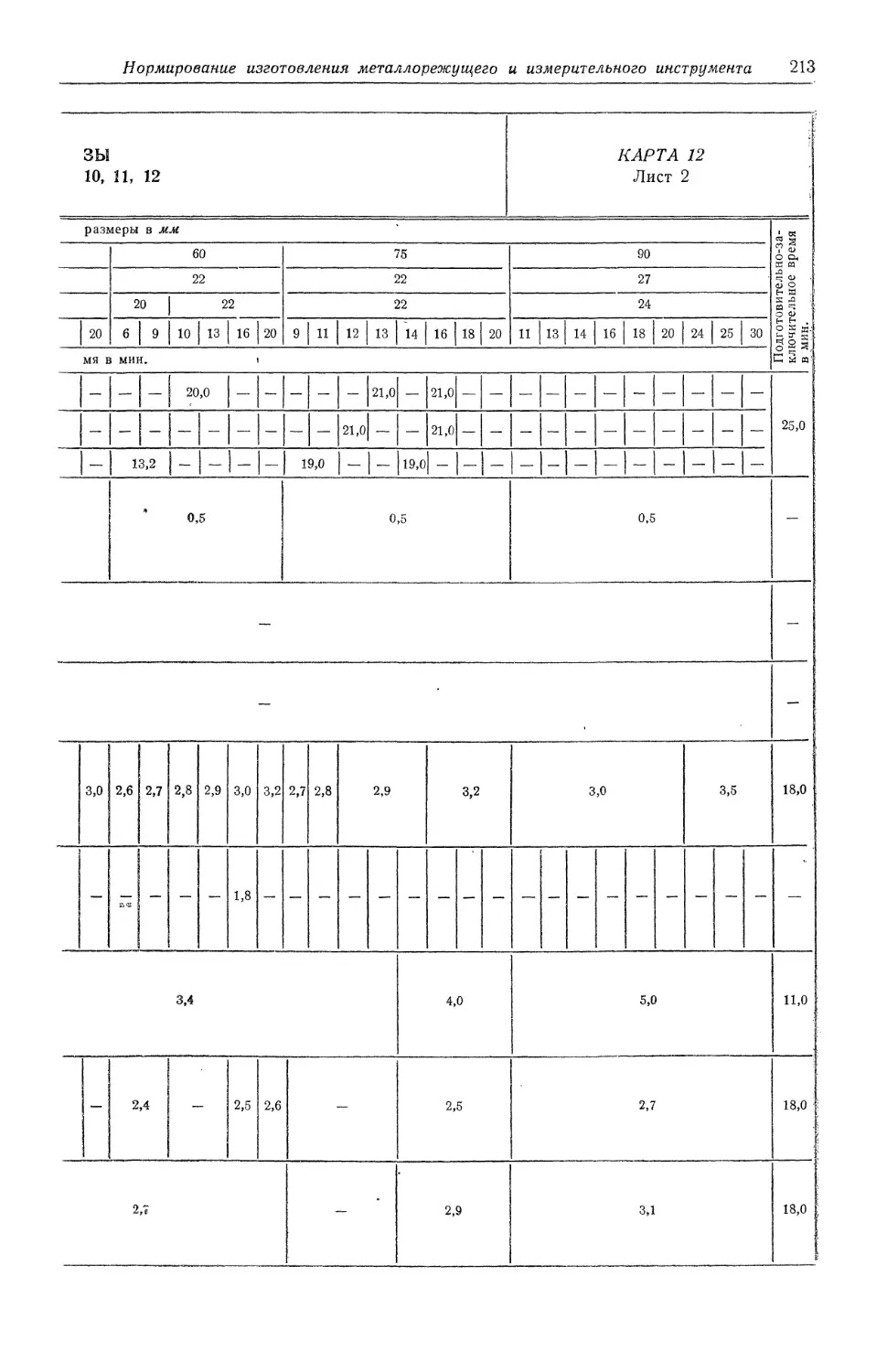
Карта 12. Основное время на 10 и 100 мм расчетной длины и вспомогательное
время на 1 проход. Отрезание; прорезание канавок, нарезание резьбы
в упор.................................................................. 80
Нормативы на фрезерные работы
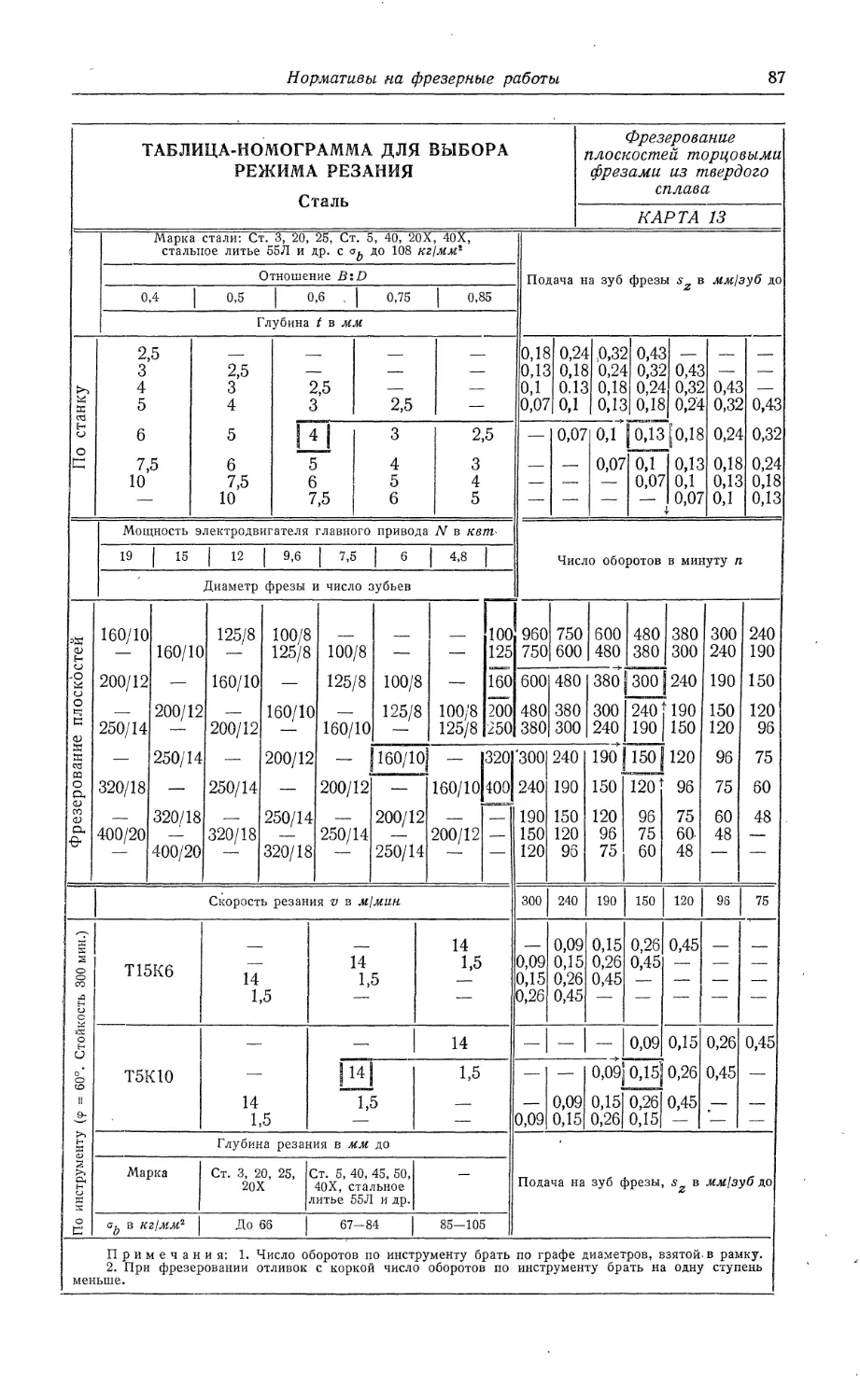
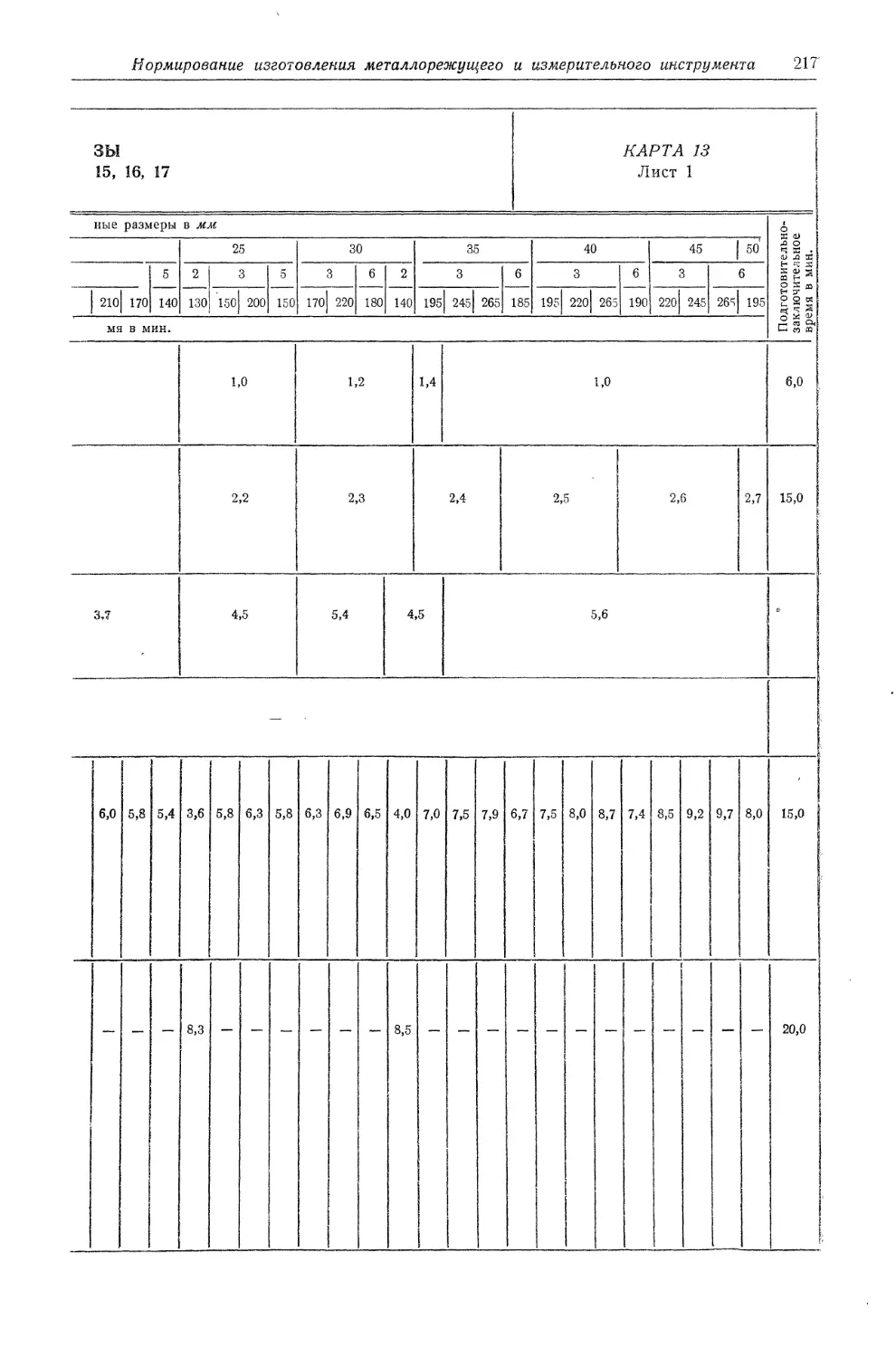
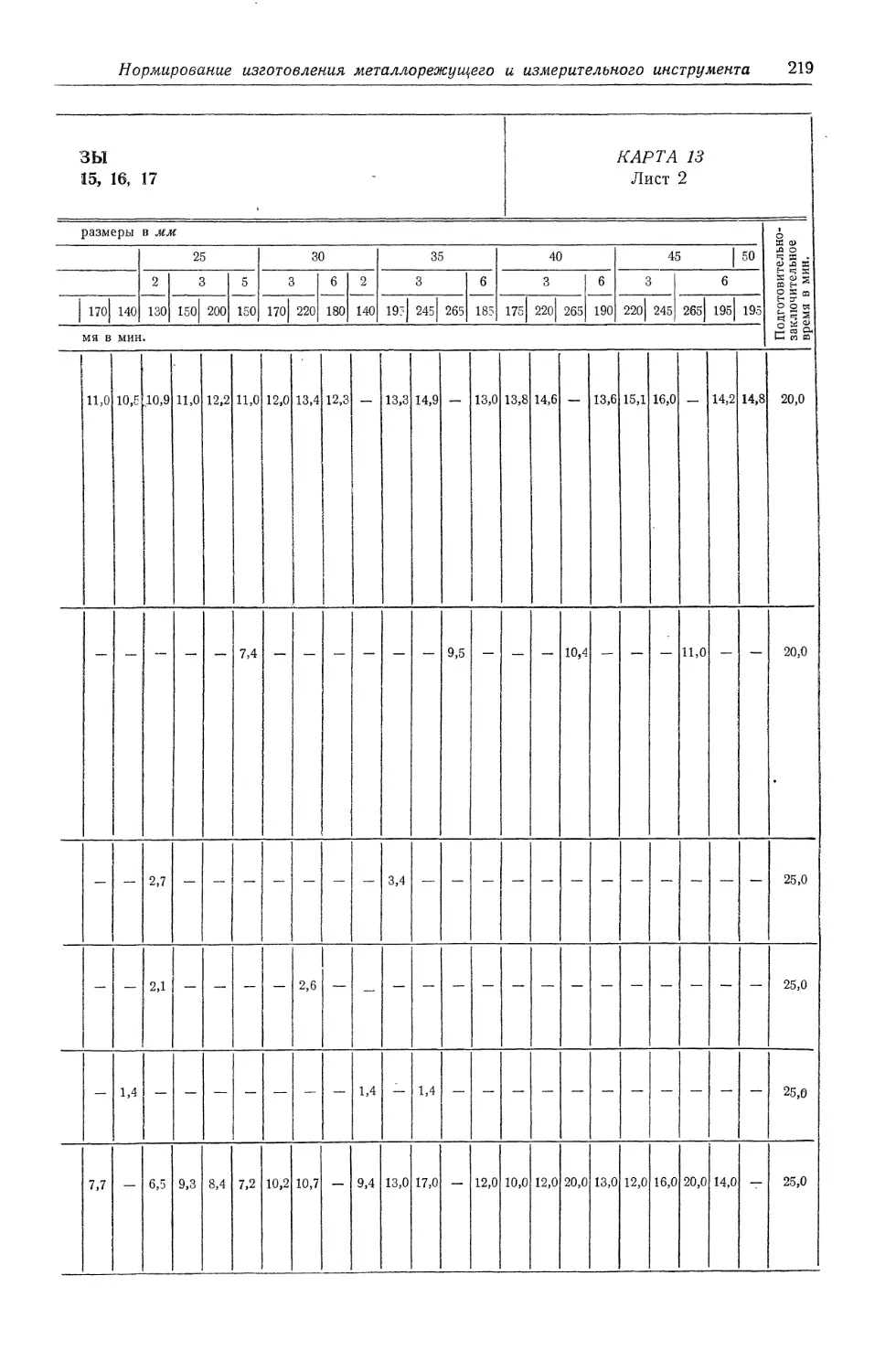
Карта 13. Таблица-номограмма для выбора режима резания. Сталь. Фрезеро-
вание плоскостей торцовыми фрезами из твердого сплава .... 87
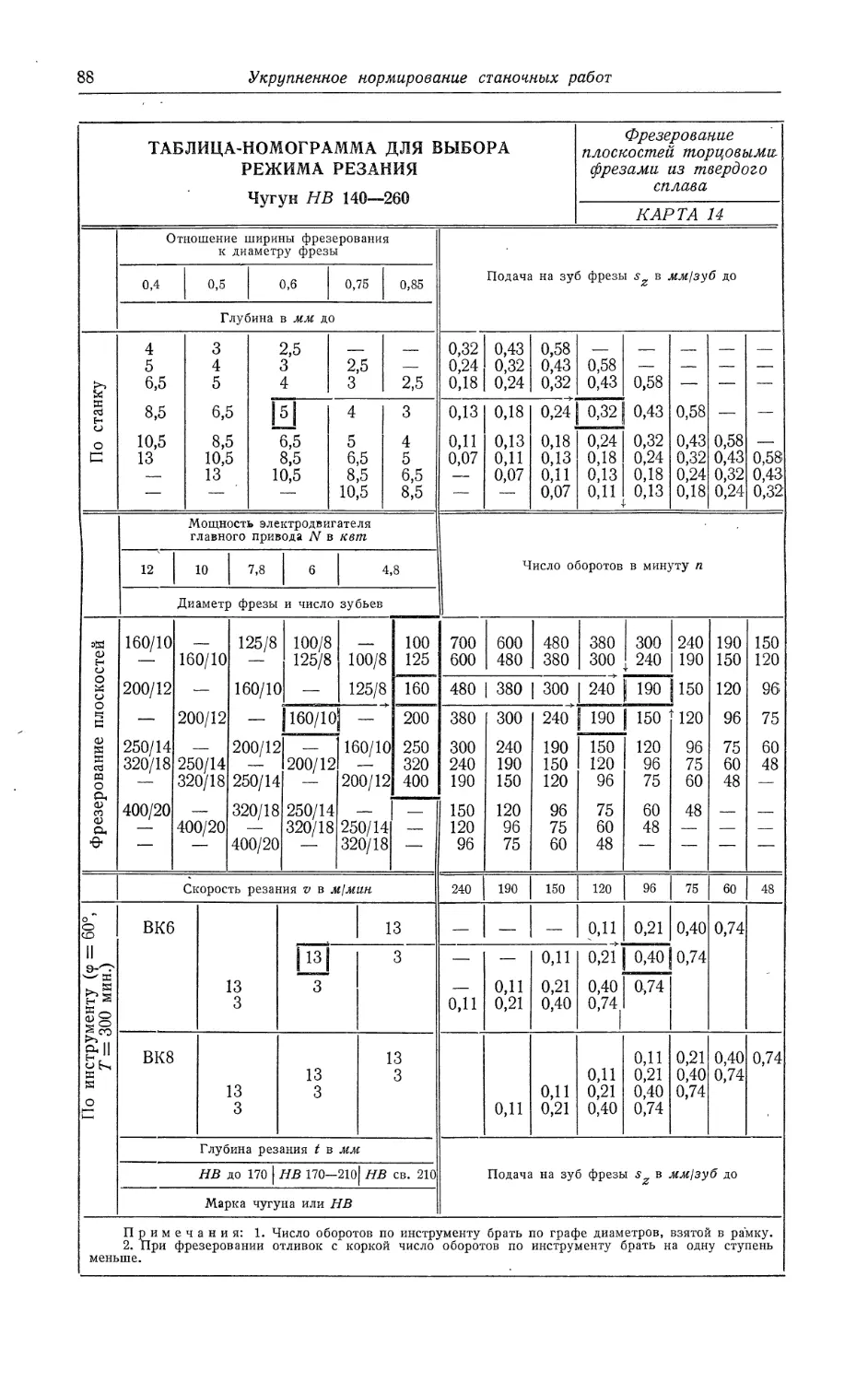
Карта 14. Таблица-номограмма для выбора режима резания. Чугун НВ 140— —
260. Фрезерование плоскостей торцовыми фрезами из твердого сплава 88
''6
Оглавление
Стр.
Карта 15. Таблица-номограмма для выбора режима резания. Сталь. Фрезеро-
вание пазов дисковыми фрезами из твердого сплава.............................. 89
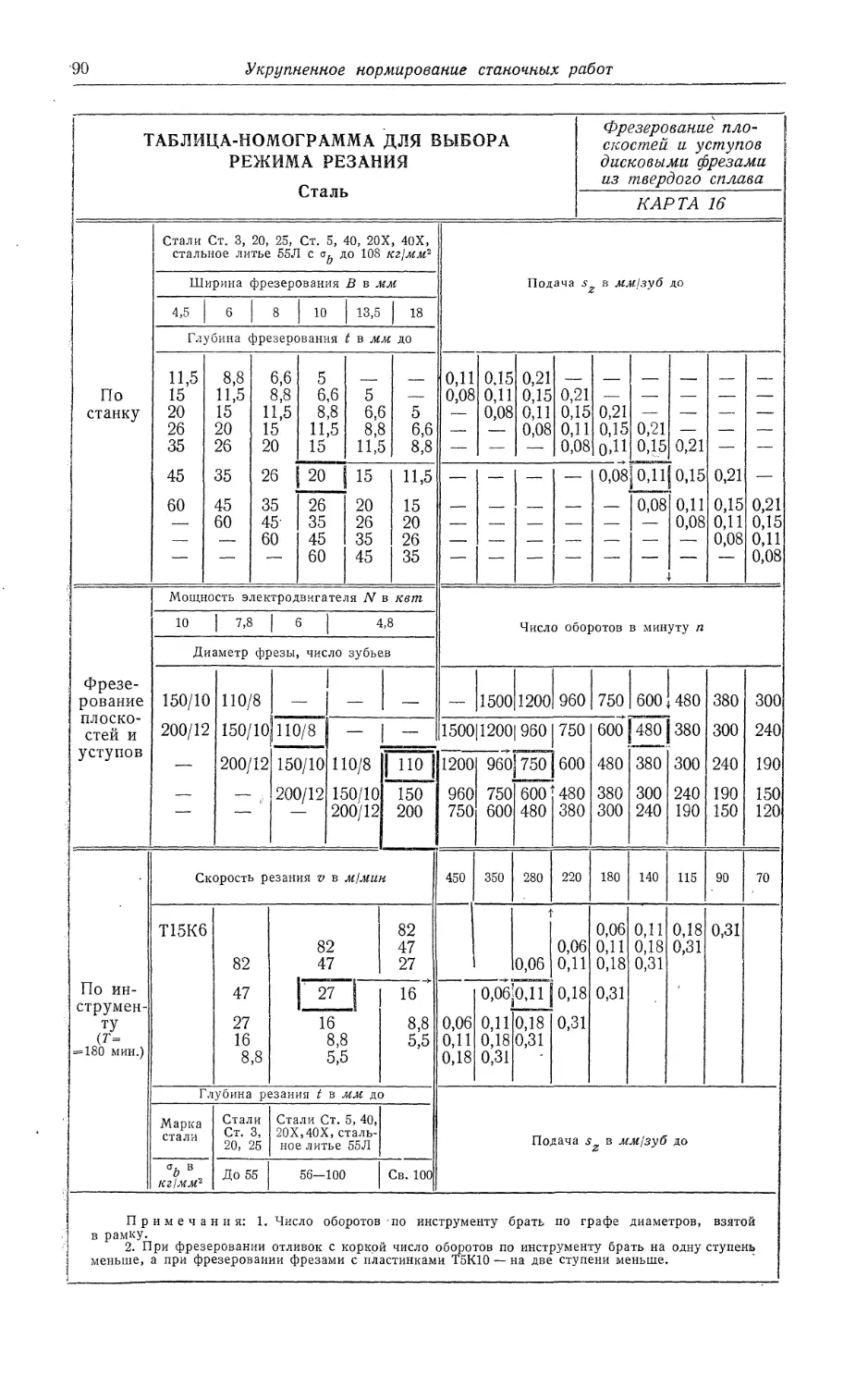
Карта 16. Таблица-номограмма для выбора режима резания. Сталь. Фрезеро-
вание плоскостей и уступов дисковыми фрезами из твердого сплава 90
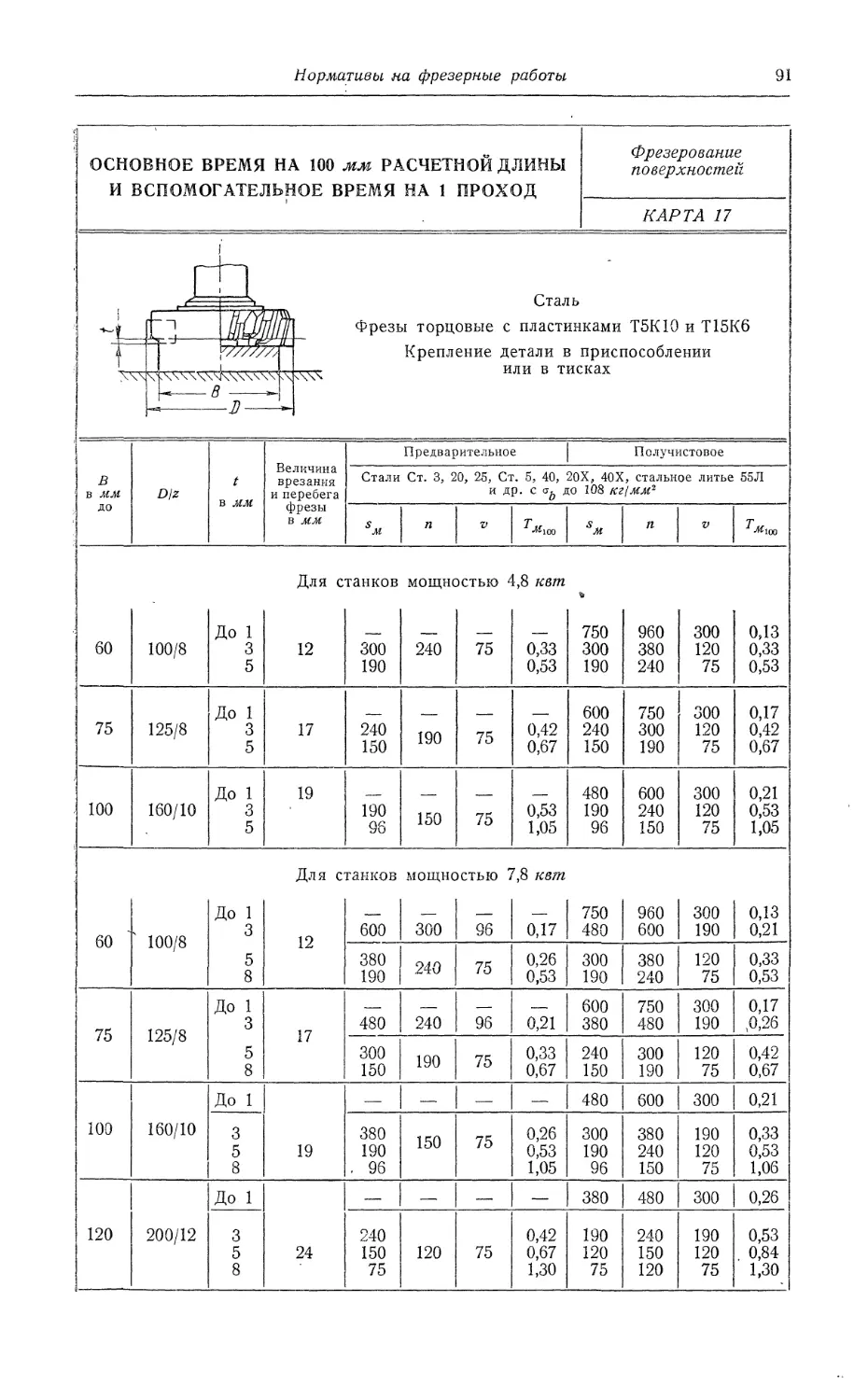
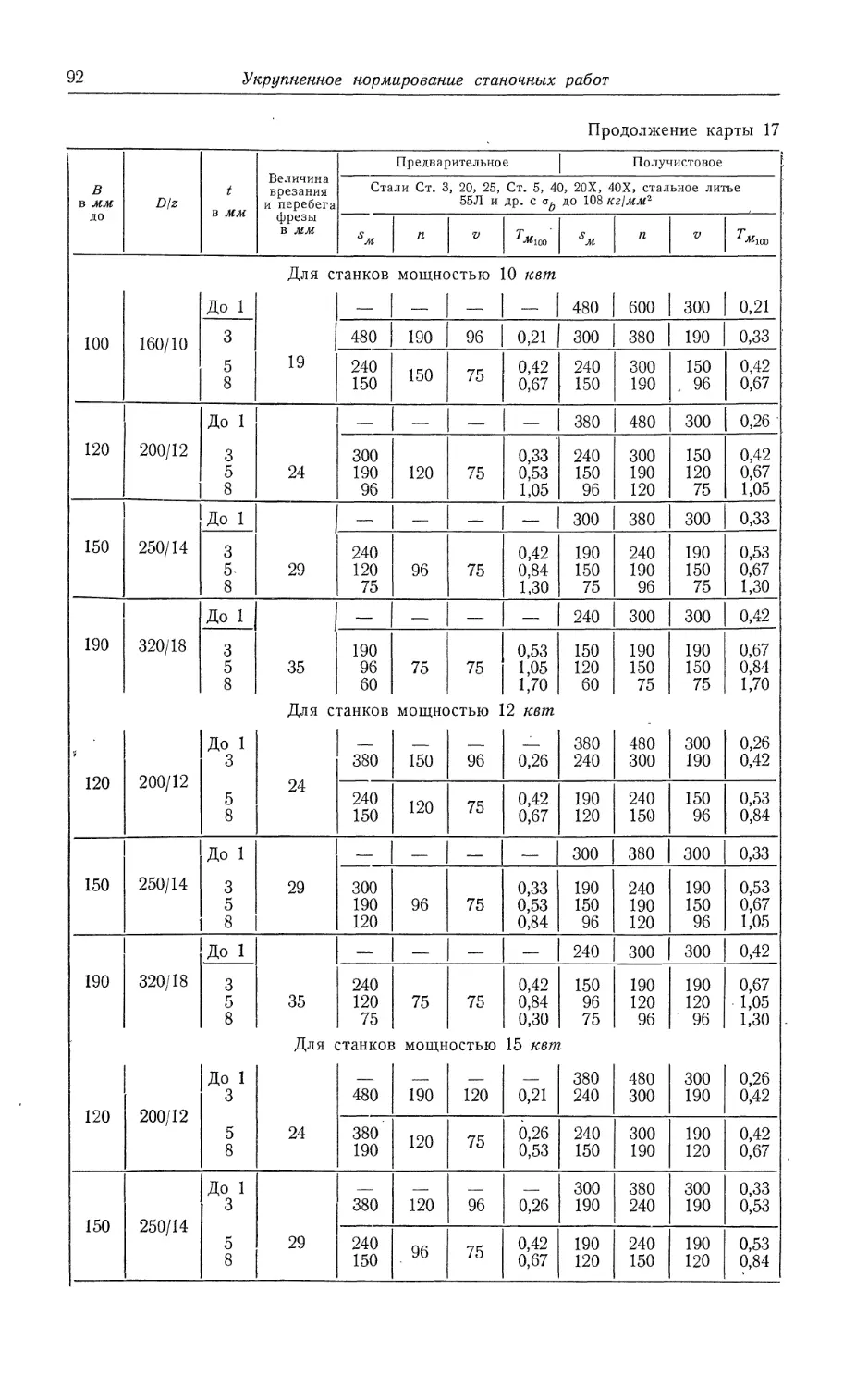
Карта 17. Основное время на 100 жж расчетной длины и вспомогательное время
на 1 проход. Сталь. Фрезы торцовые Т5К10 и Т15К6. Крепление де-
тали в приспособлении или в тисках. Фрезерование плоскостей . 91
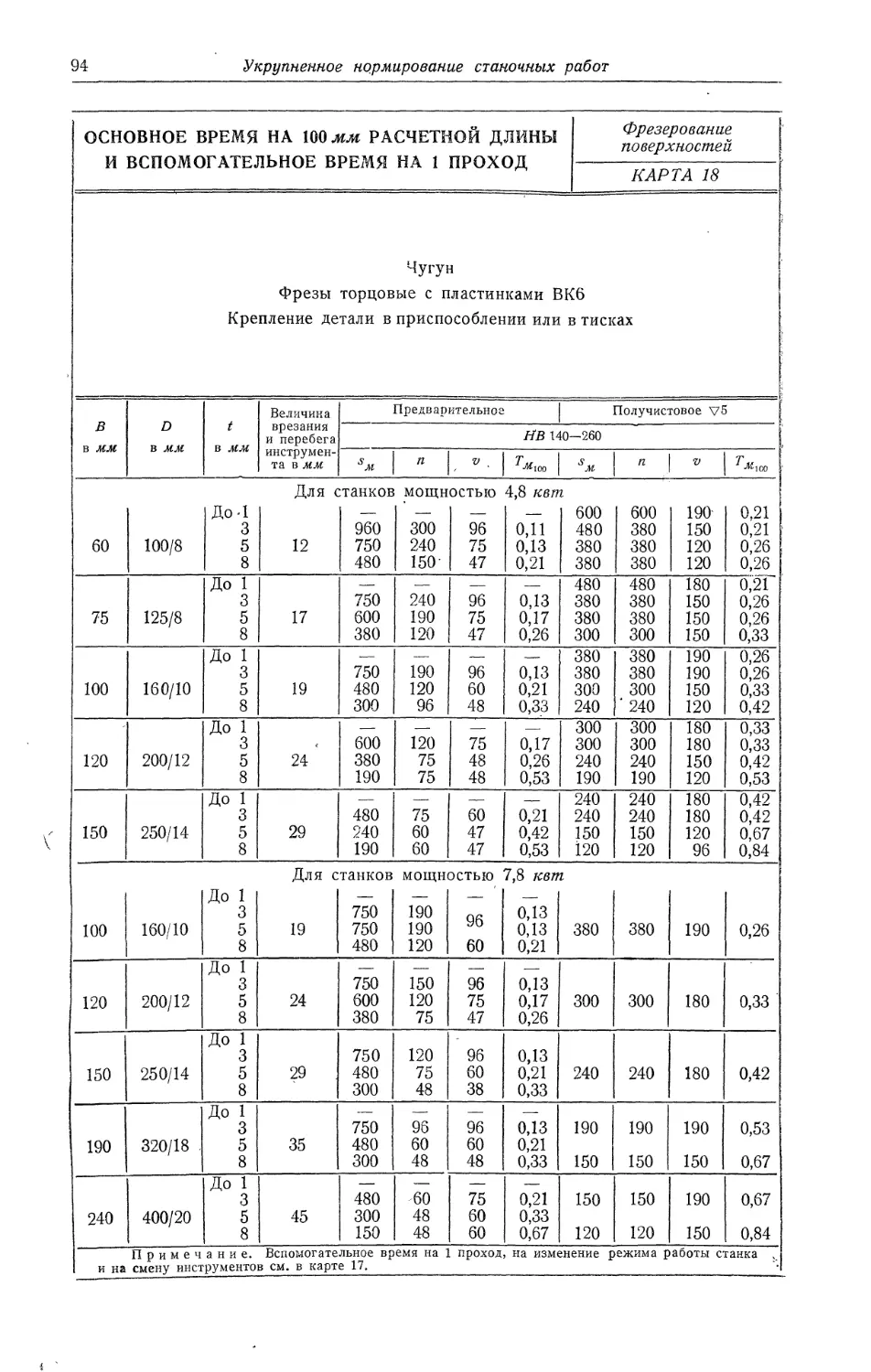
Карта 18. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Чугун. Фрезы торцовые ВК6. Крепление детали в при-
способлении или в тисках. Фрезерование плоскостей ..... 94
Карта 19. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь. Класс чистоты V 6—7. Фрезы торцовые Т15К6.
Крепление детали в приспособлении или в тисках. Фрезерование
плоскостей.................................................................. 95
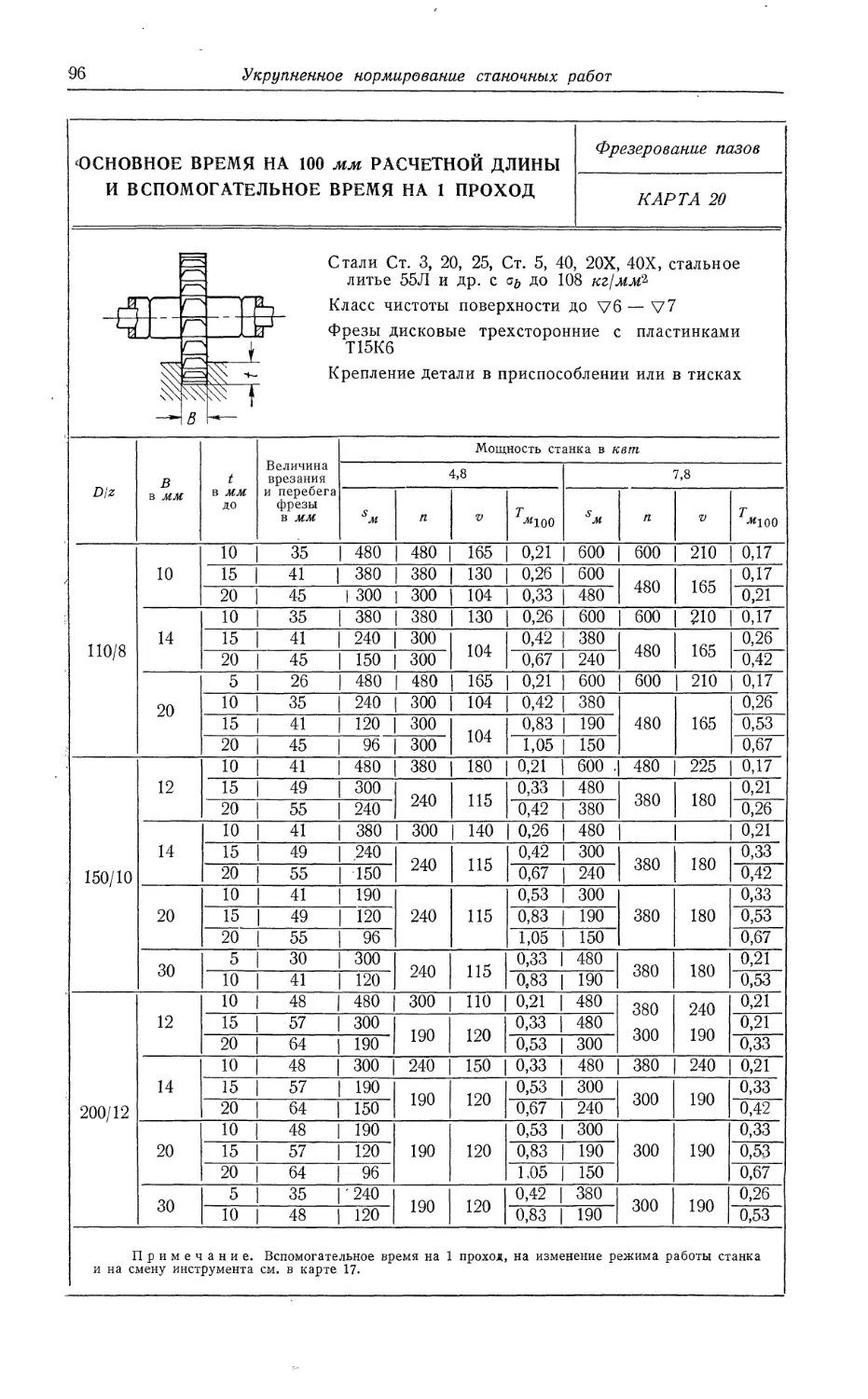
Карта 20. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь. Класс чистоты до V 6—7. Фрезы дисковые трех-
сторонние Т15К6. Крепление детали в приспособлении или в тисках.
Фрезерование пазов............................................................ 96
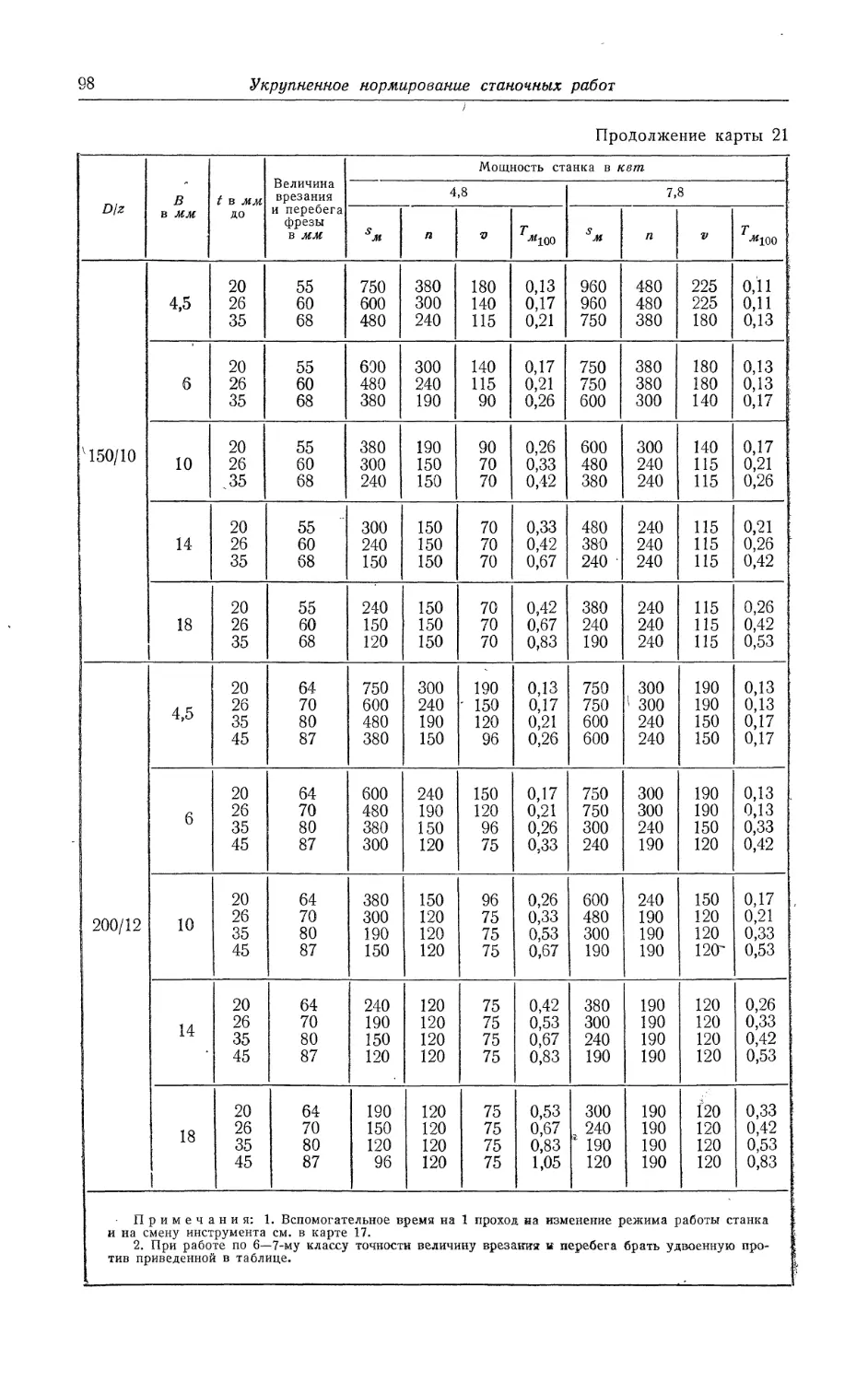
Карта 21. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь. Класс чистоты V 6—7. Фрезы дисковые двух-
сторонние Т15К6. Крепление детали в приспособлении или в тисках.
Фрезерование плоскостей и уступов............................................. 97
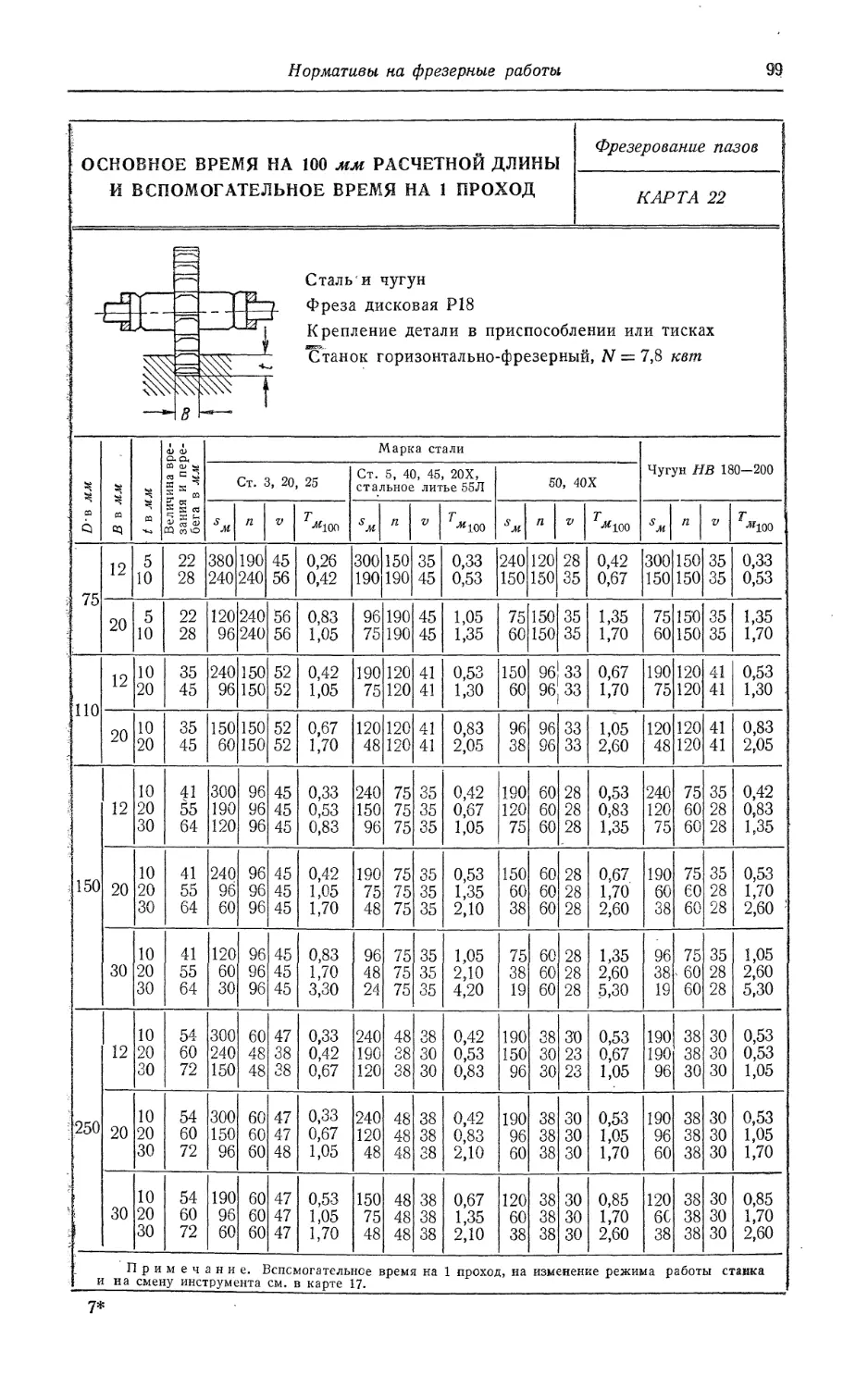
Карта 22. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Фреза дисковая Р18. Крепление детали
в приспособлении или тисках. Фрезерование пазов............................... 99
Карта 23. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Фреза дисковая Р18. Крепление детали
в приспособлении или тисках. Фрезерование плоскостей .... 100
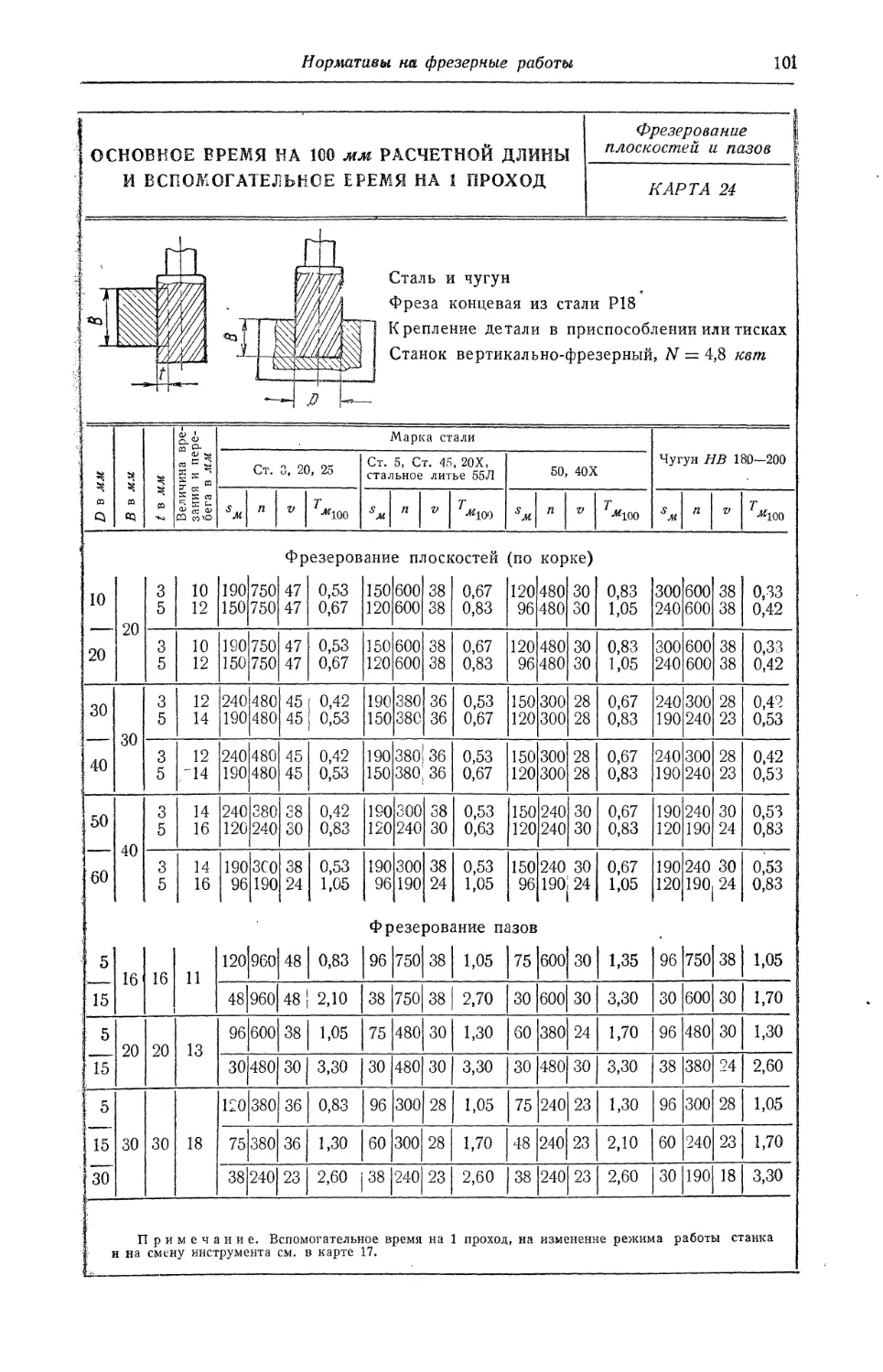
Карта 24. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Фреза концевая из стали Р18. Крепление
детали в приспособлении или тисках. Фрезерование плоскостей
и пазов.......................................................................101
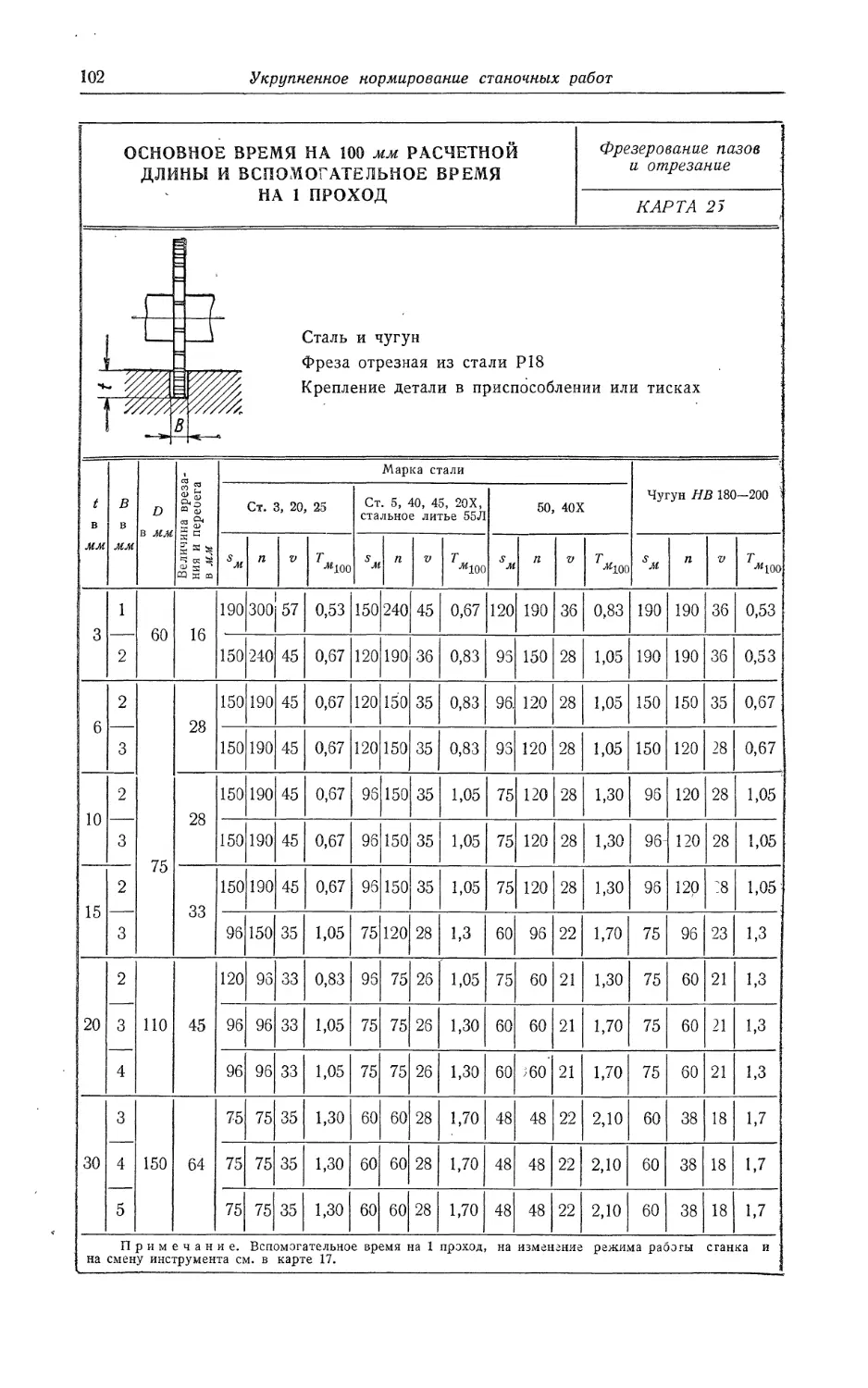
Карта 25. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Фреза отрезная из стали Р18. Крепле-
ние детали в приспособлении или тисках. Фрезерование пазов и от-
резание ......................................................................102
Карта 26. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь. Фреза шпоночная из стали Р18. Крепление де-
тали в приспособлении или тисках. Фрезерование шпоночных пазов 103
Карта 27. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь. Фреза дисковая из стали Р18. Крепление детали
в приспособлении или тисках. Фрезерование шпоночных пазов . . 103
Карта 28. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь. Фреза фасонная Р18. Крепление детали в приспо-
соблении или тисках. Фрезерование фасонных поверхностей . . 104
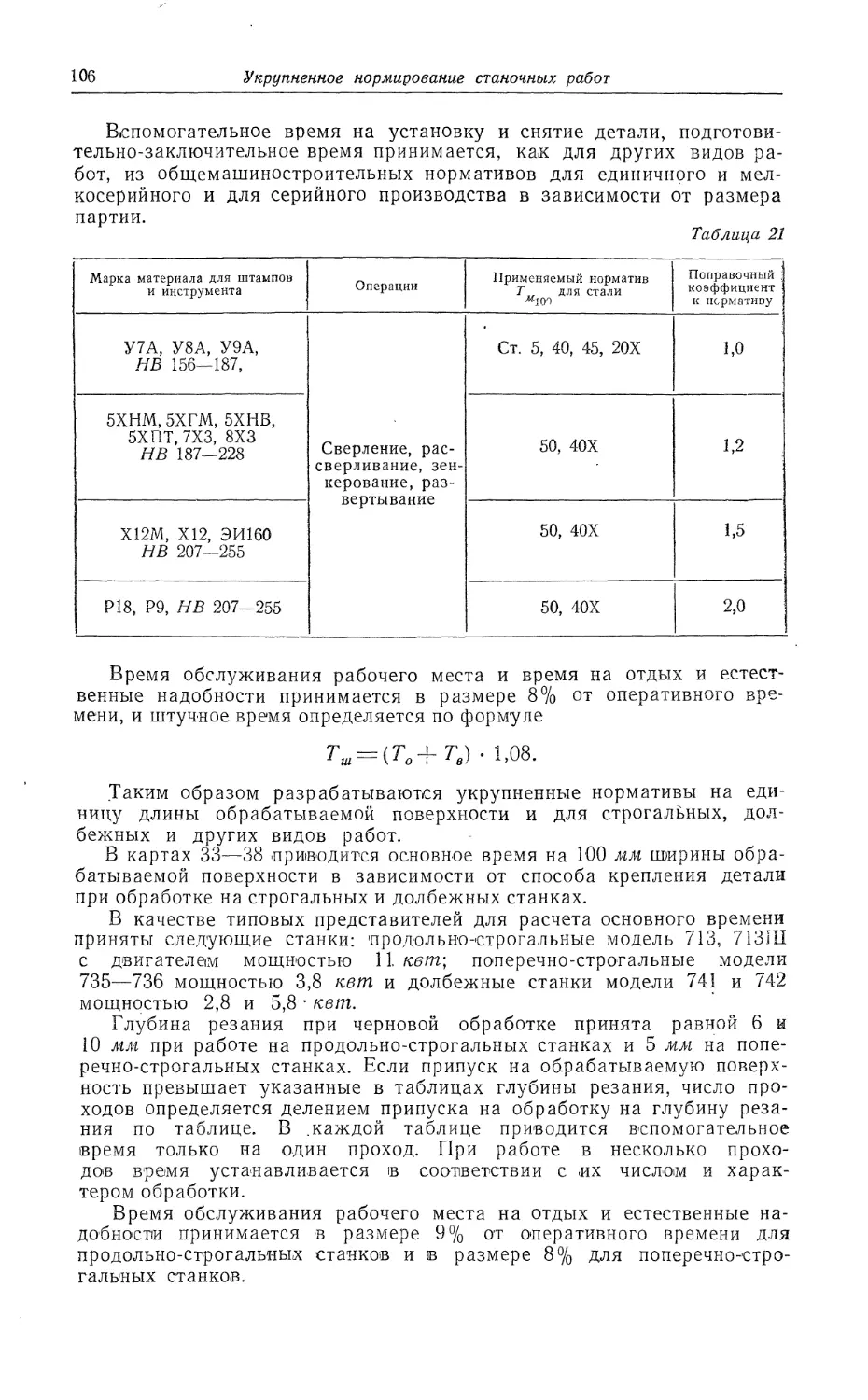
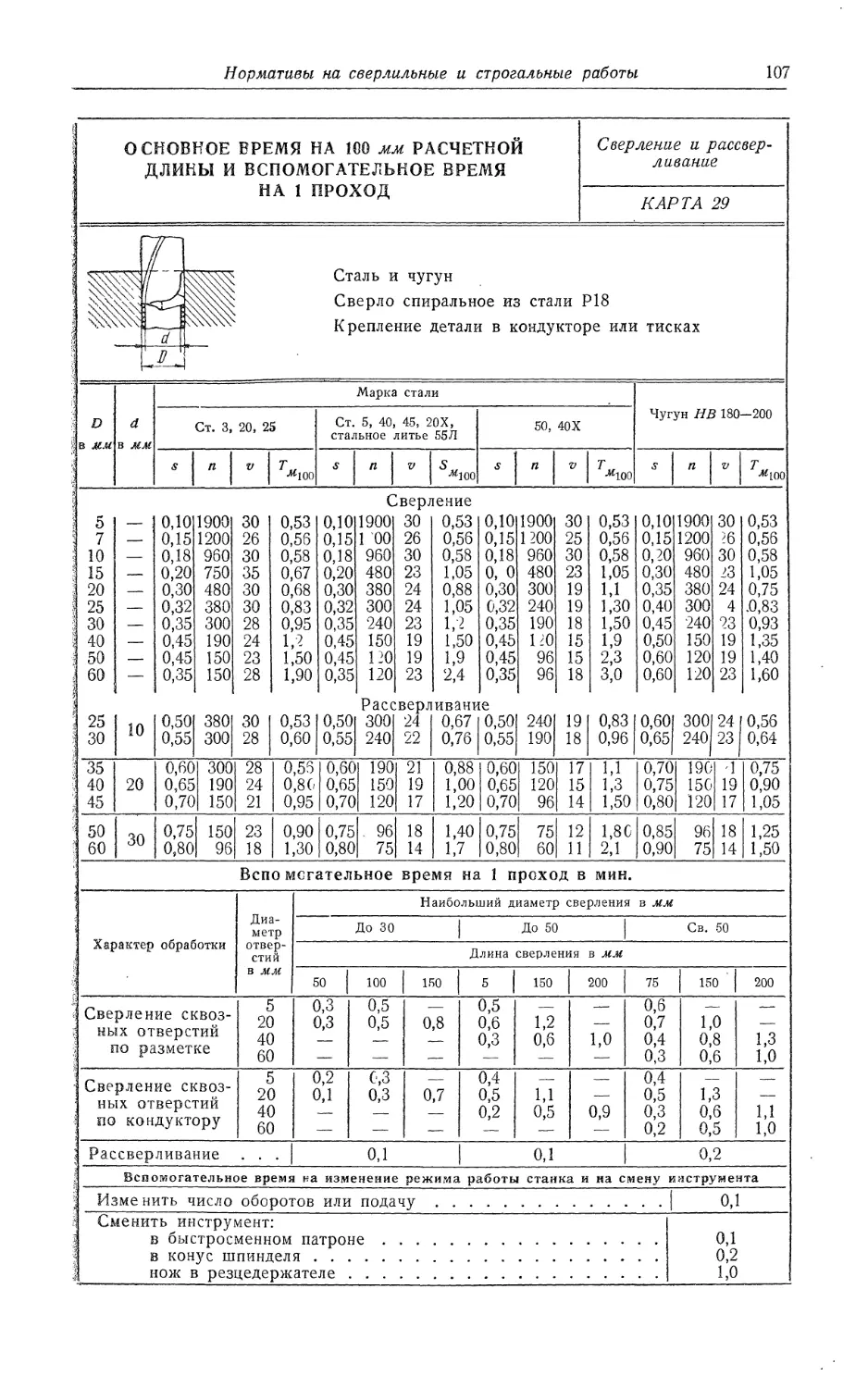
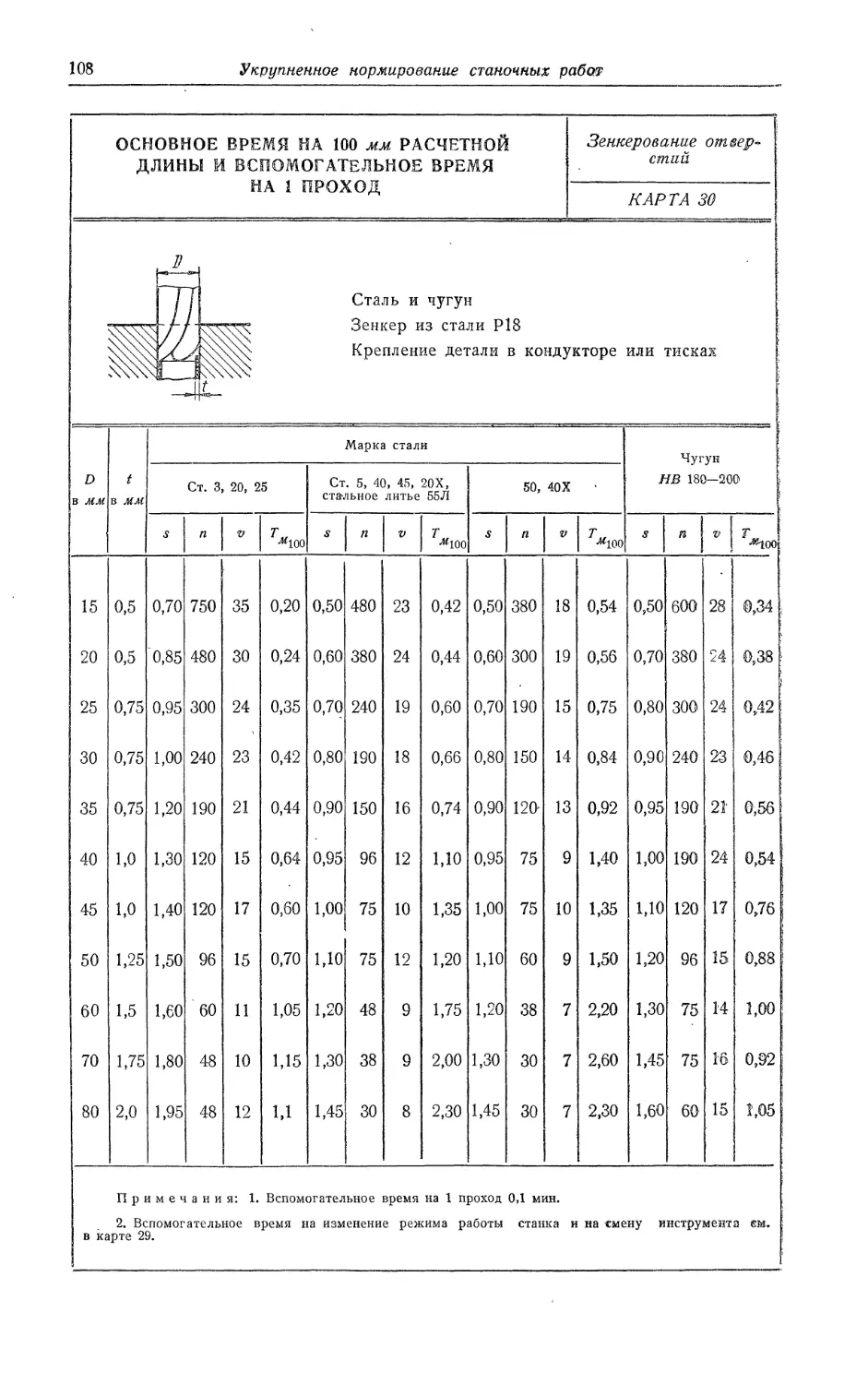
Нормативы на сверлильные и строгальные работы
Карта 29. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Сверло спиральное из стали Р18. Крепле-
ние детали в кондукторе или тисках. Сверление и рассверливание 107
Карта 30. Основное время на 100 мм расчетной длины и вспомогательное, время
на 1 проход. Сталь и чугун. Зенкер из стали Р18. Крепление детали
в кондукторе или тисках. Зенкерование отверстий...............................108
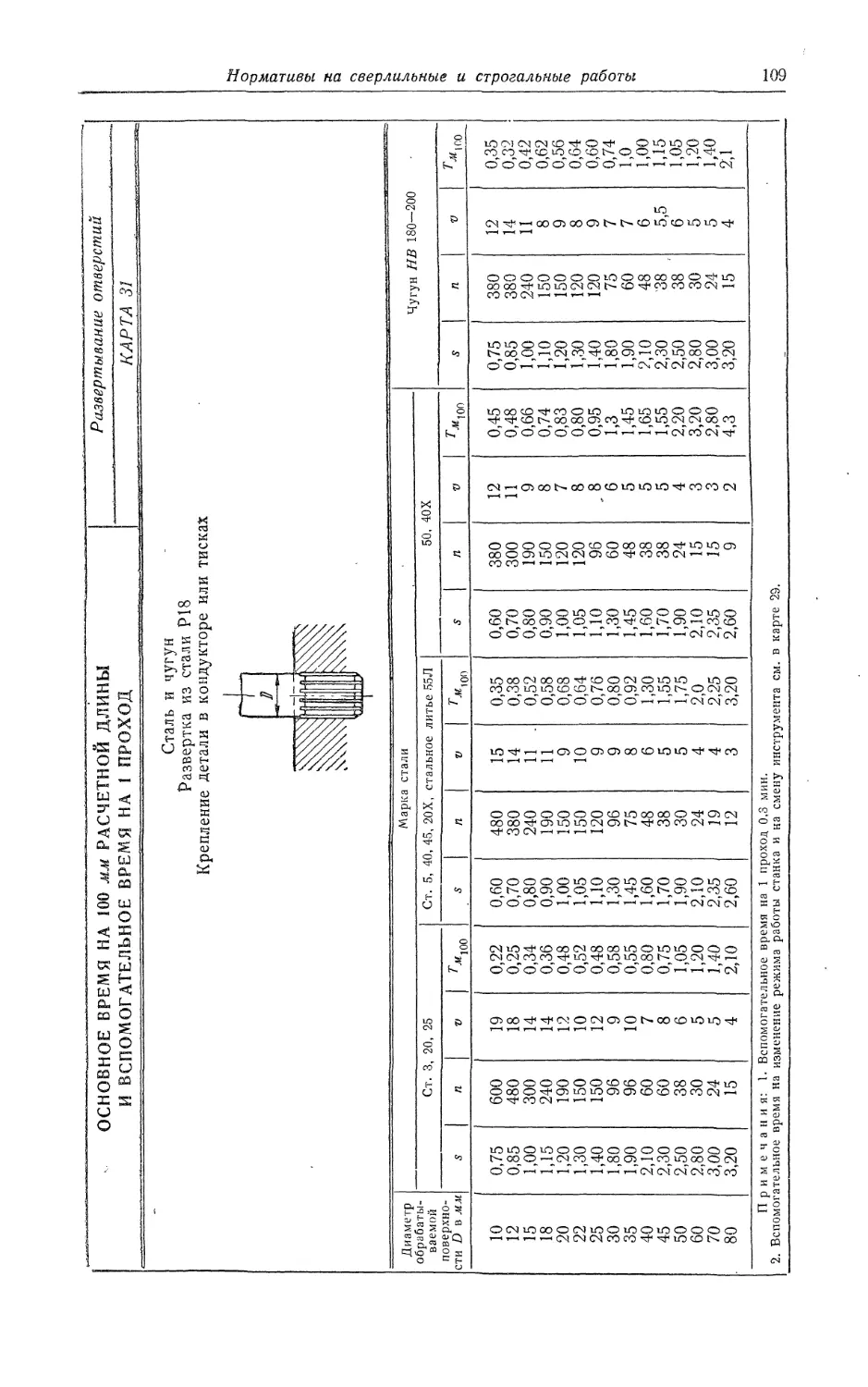
Карта 31. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Развертка из стали PI8. Крепление де-
тали в кондукторе или тисках. Развертывание отверстий .... 109
Карта 32. Основное время на 10 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Зенковка, пластина подрезная из стали
Р18. Крепление детали в кондукторе или тисках. Зенкование бобы
шек, уступов, фасок ........................................................ 110
Оглавление
7
Стр-
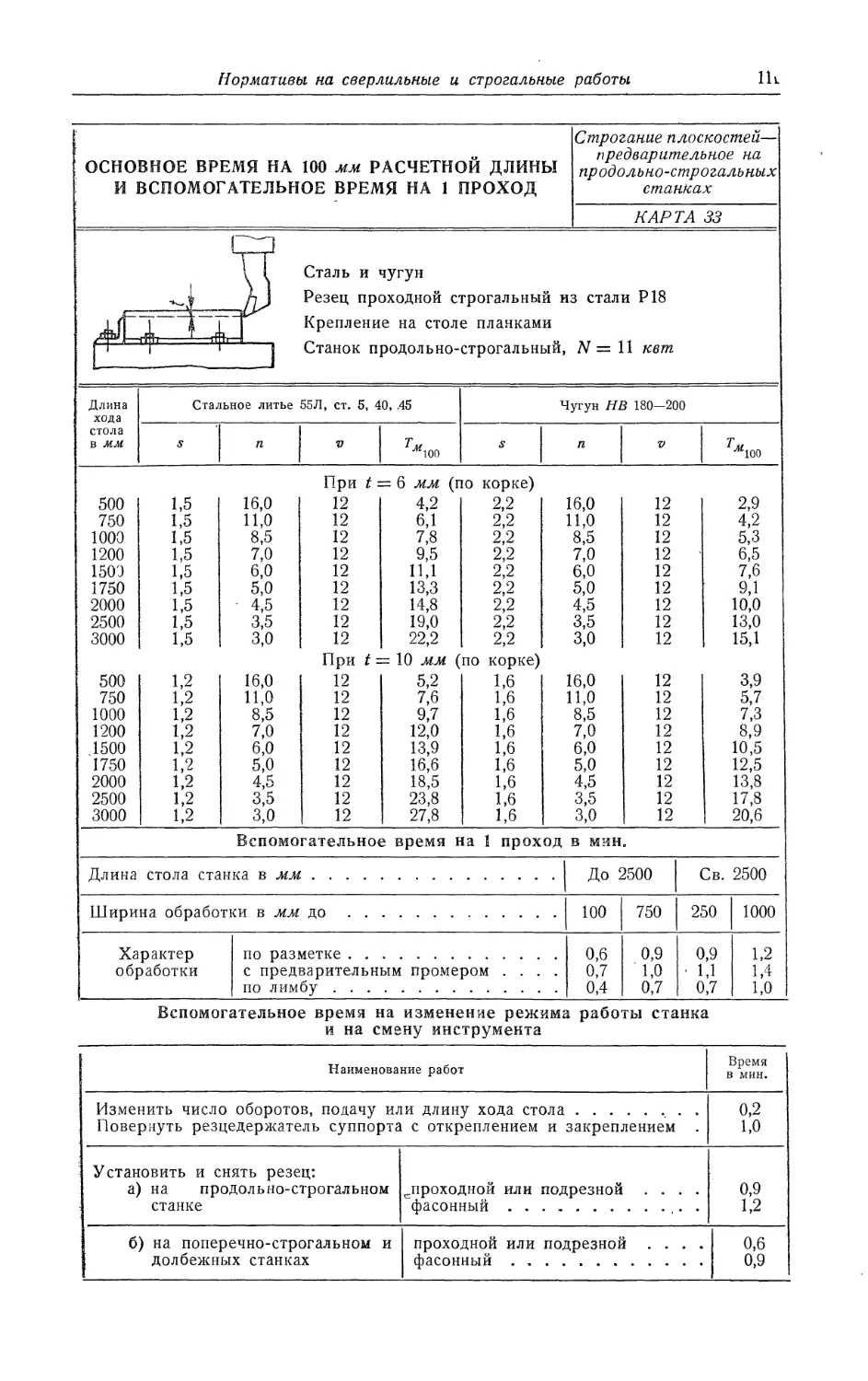
Карта 33. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Резец проходной строгальный из стали
Р18. Крепление на столе планками. Строгание плоскостей предвари-
тельное на продольно-строгальных станках................................
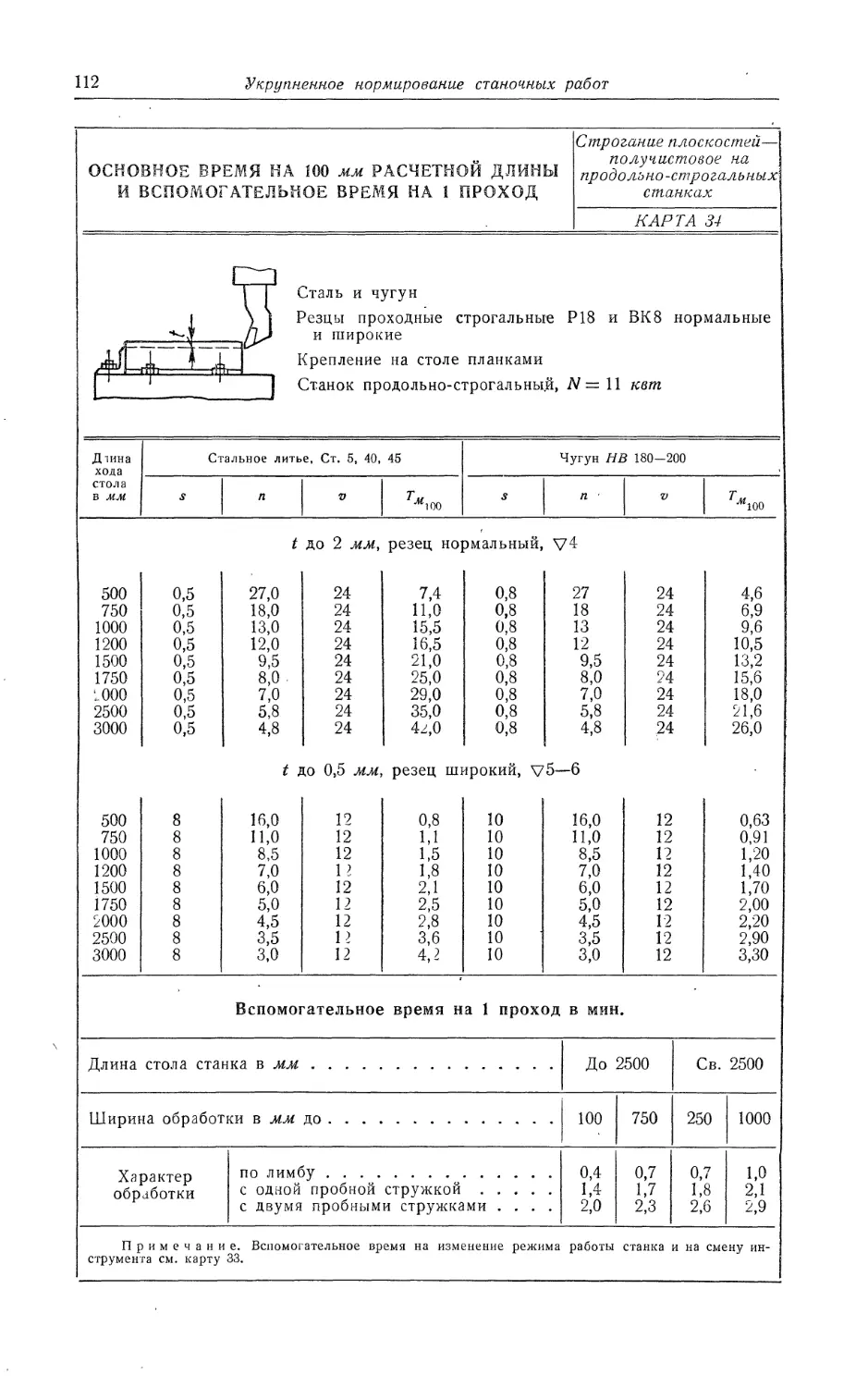
Карта 34. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Резцы проходные строгальные Р18 и ВК8
нормальные и широкие. Крепление на столе планками. Строгание ।
плоскостей полу чистовое на продольно-строгальных станках ... П2
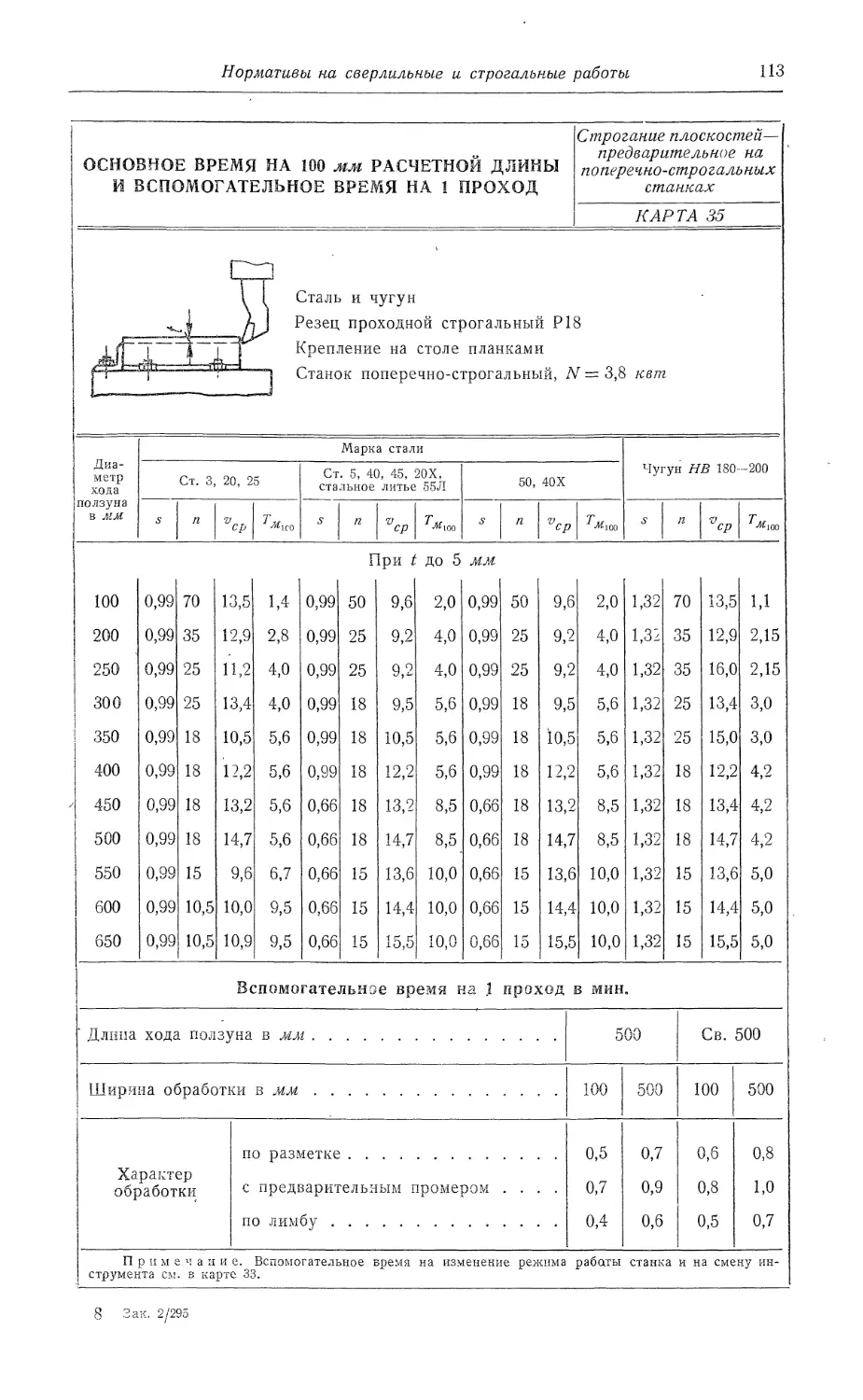
"Карта 35. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталыи чугун. Резец проходной строгальный Р18. Крепле-
ние на столе планками. Строгание плоскостей предварительное на
поперечно-строгальных станках . ............................. ИЗ
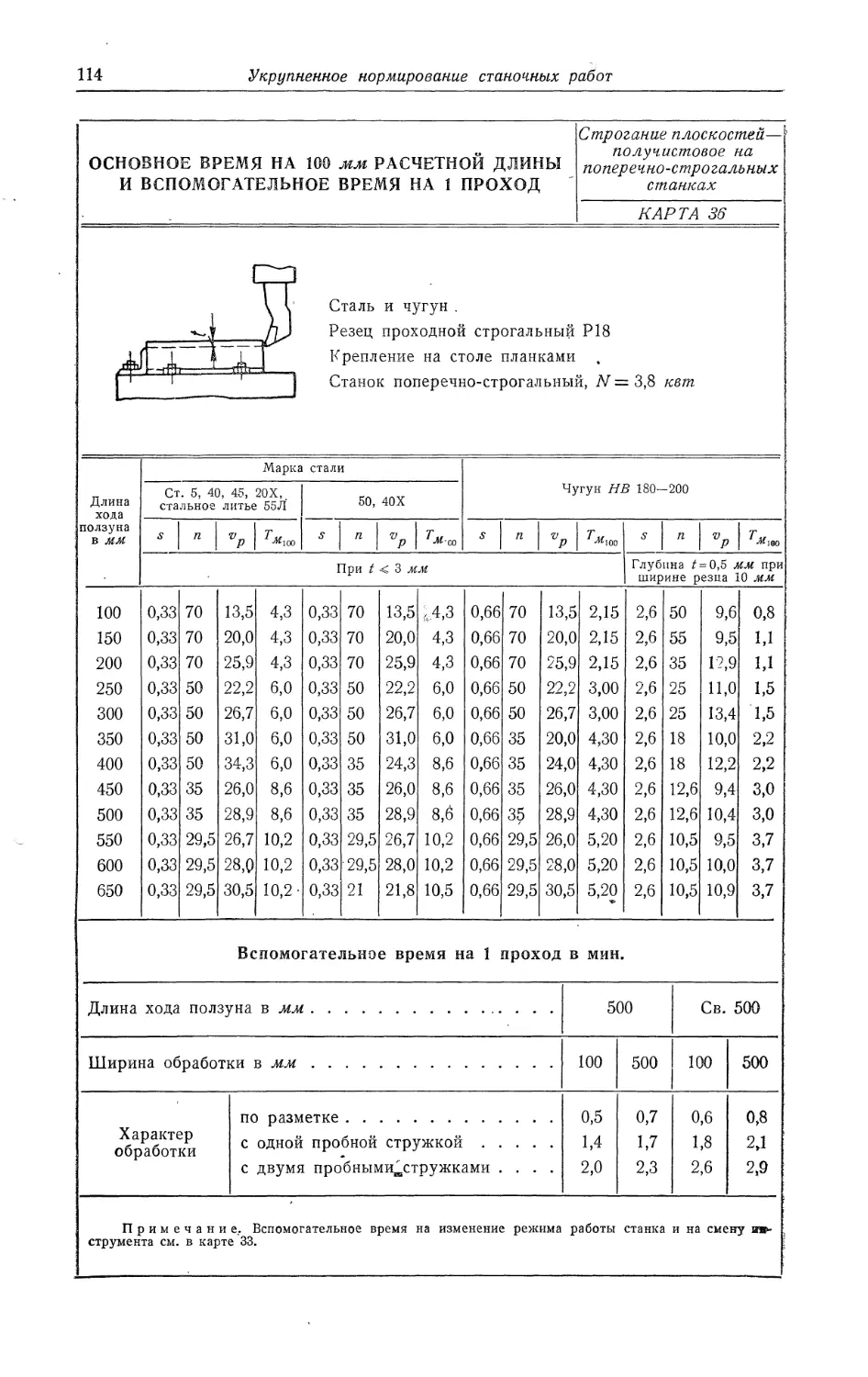
Карта 36. Основное время на 100 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Резец проходной строгальный Р18.
Крепление на столе планками. Строгание плоскостей получистовое на
поперечно-строгальных станках .......................................... И 4
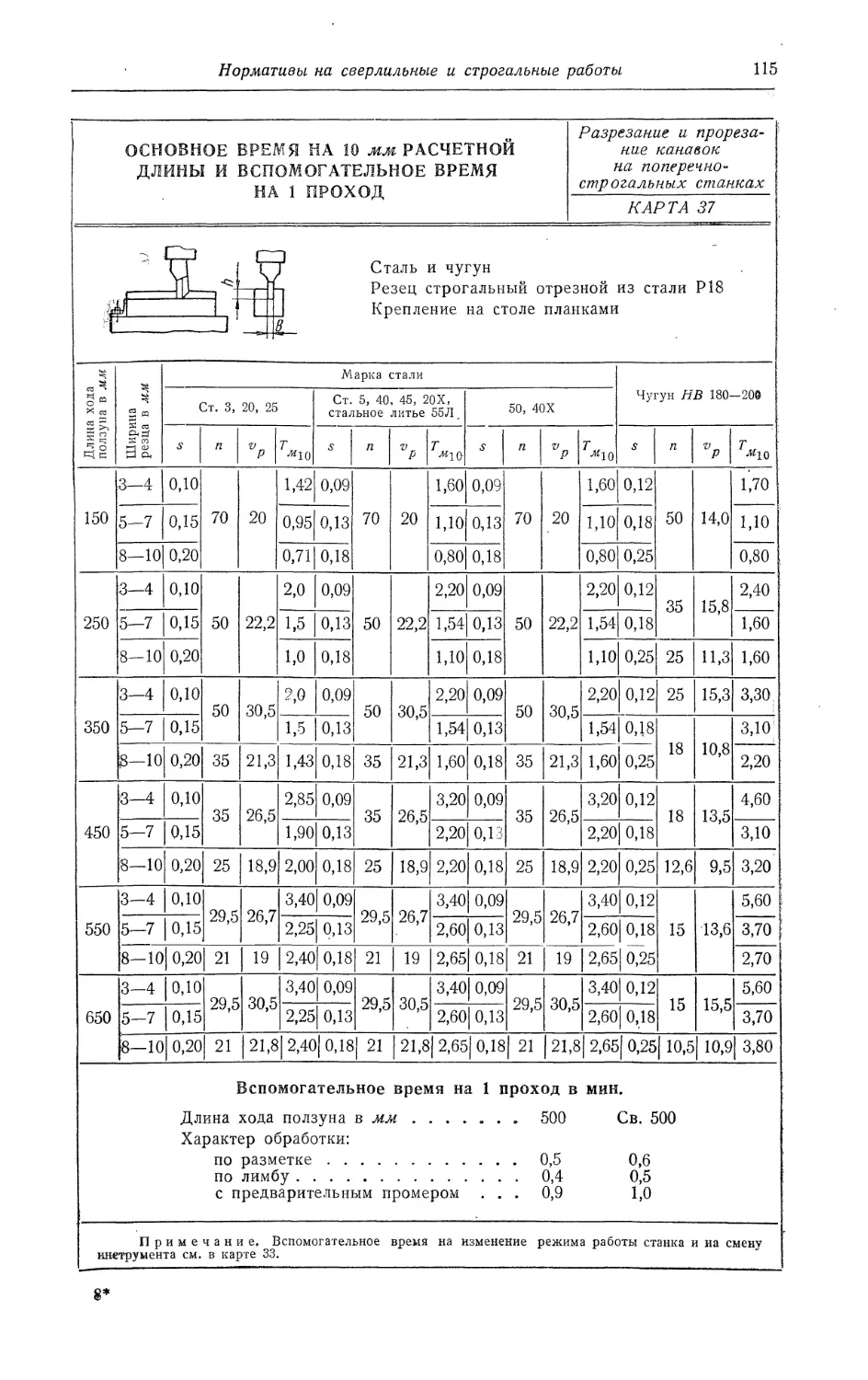
.Карта 37. Основное время на 10 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Резец строгальный отрезной Р18. Креп-
ление на столе планками. Разрезание и прорезание канавок на попе-
речно-строгальных станках............................................... П5
Карта 38. Основное время на 10 мм расчетной длины и вспомогательное время
на 1 проход. Сталь и чугун. Резец долбежный прорезной из стали
Р18. Крепление на столе планками. Долбление шпоночных пазов и
канавок.................................................................116
Типовые нормы времени на изготовление деталей штампов,
приспособлений и металлорежущих станков
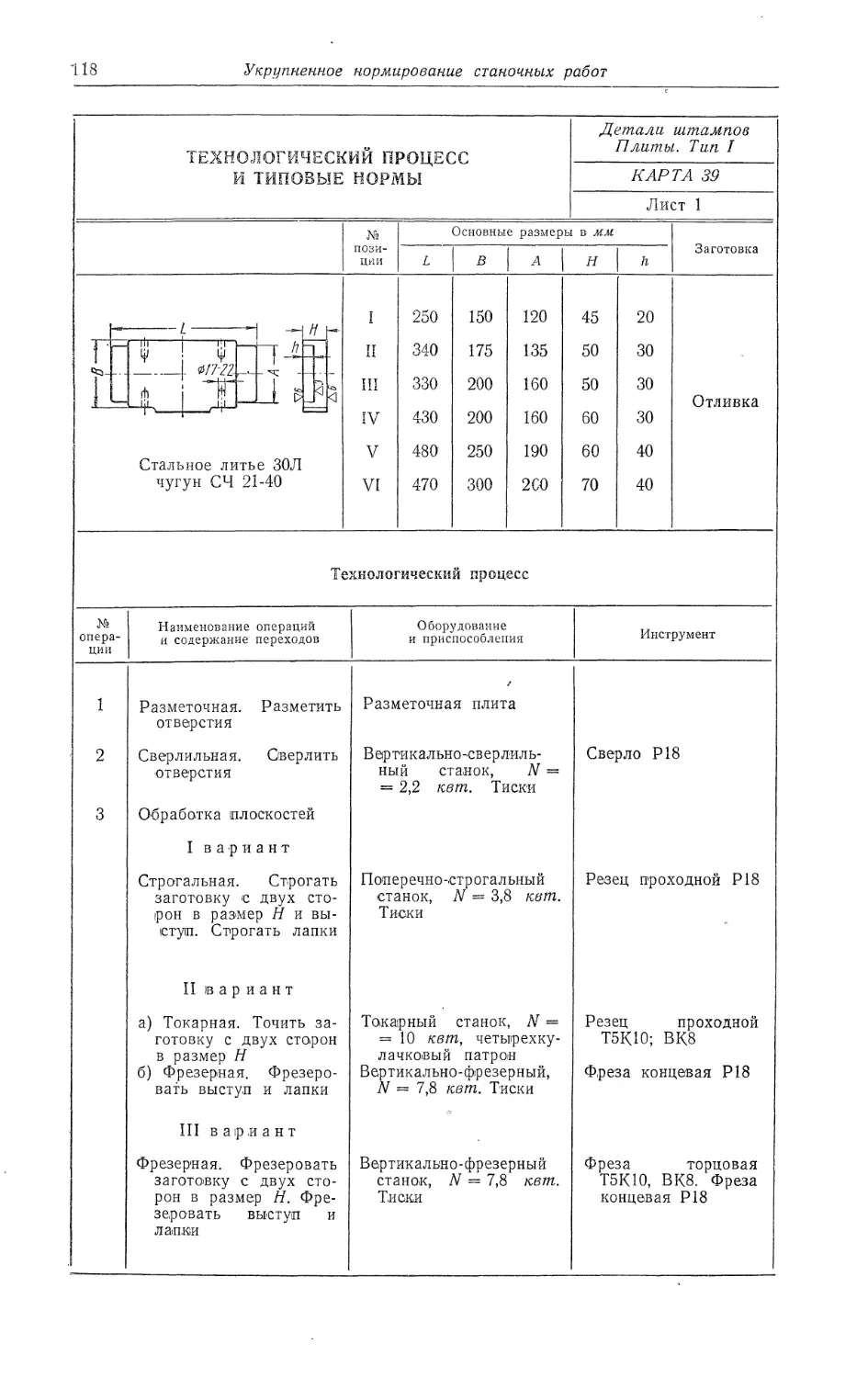
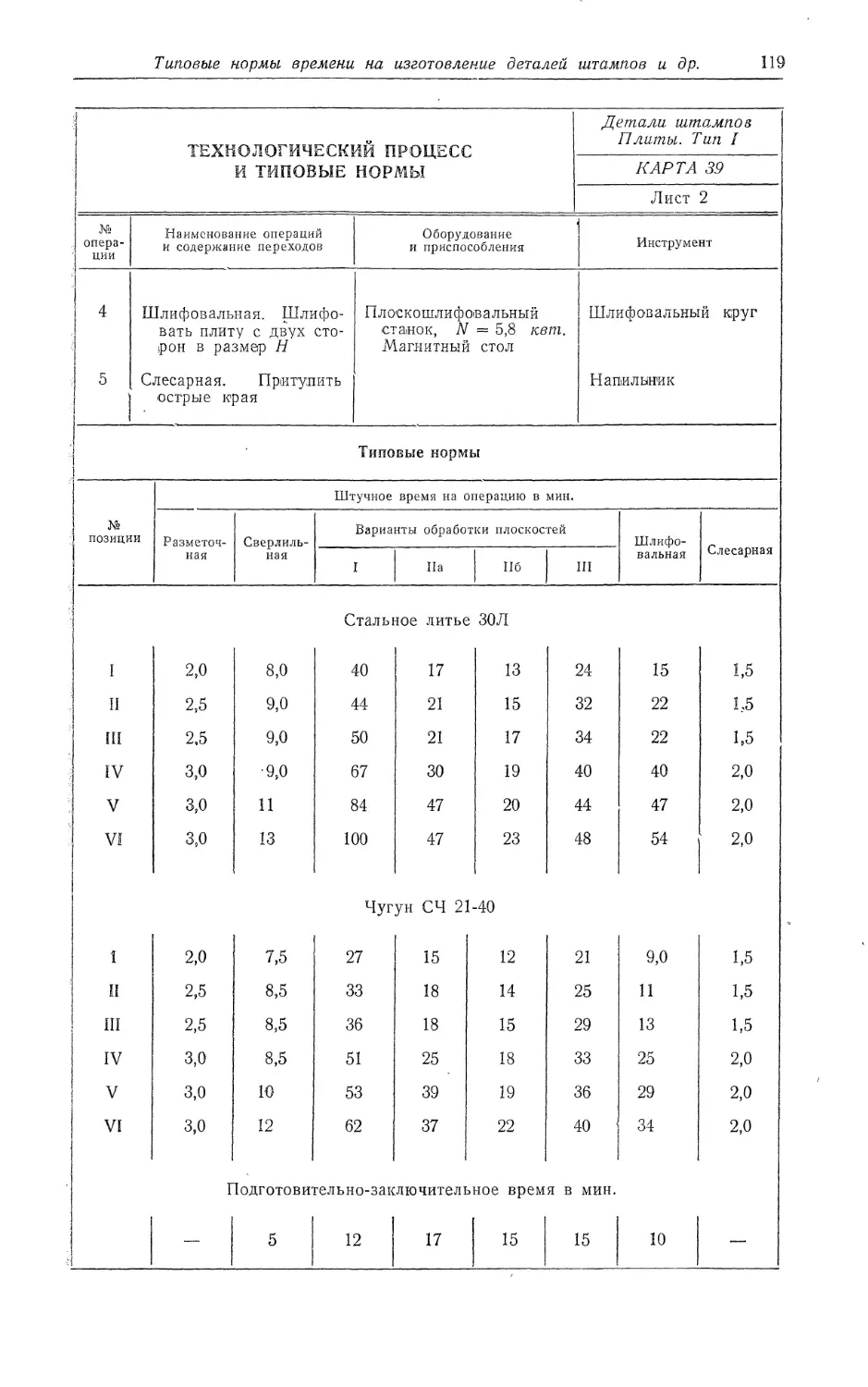
Карта 39. Технологический процесс и типовые нормы. Детали штампов. Плиты.
Тип I........................................................... 118
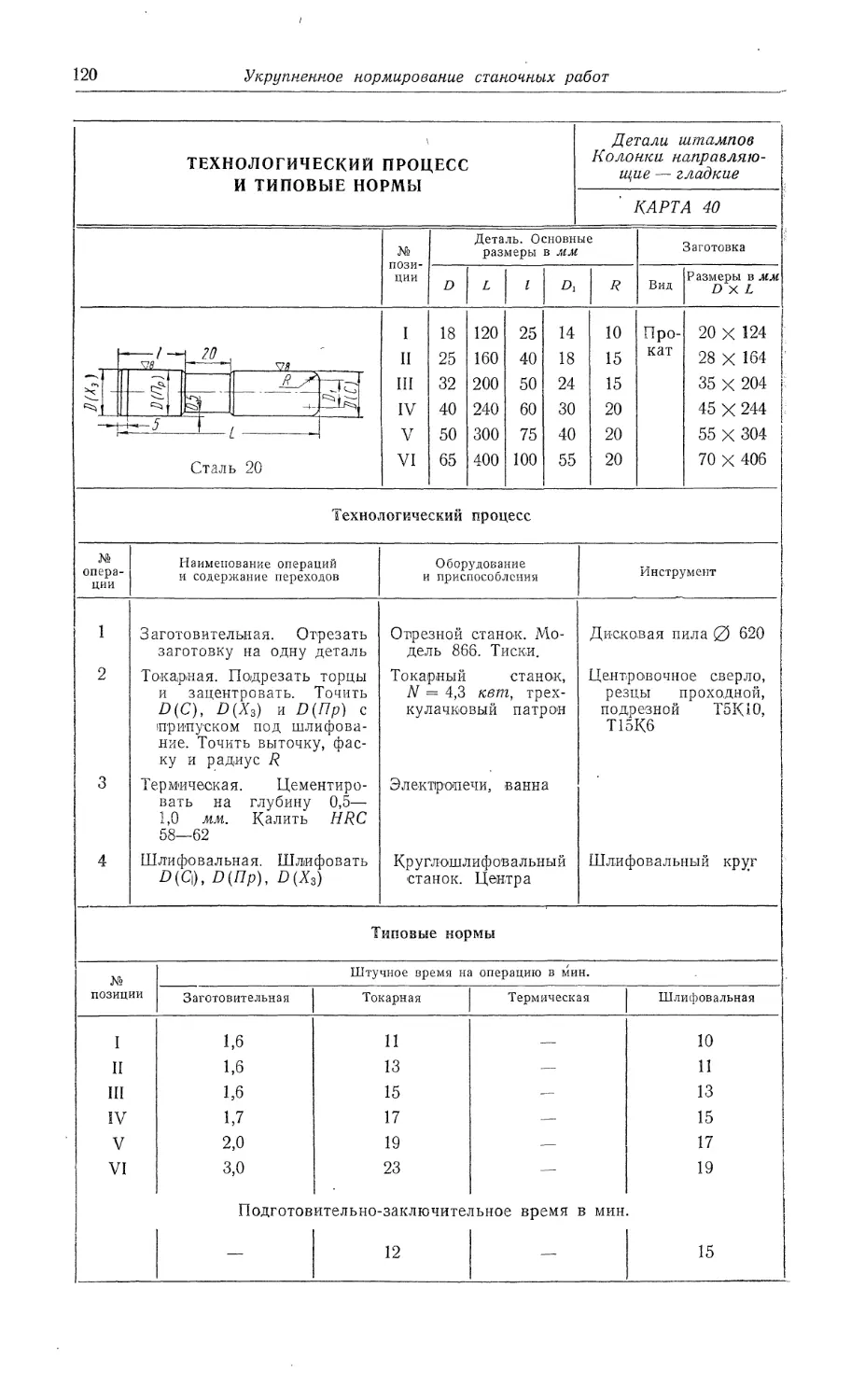
Карта 40. Технологический процесс и типовые нормы. Детали штампов. Колонки
направляющие — гладкие............................................120
Карта 41. Технологический процесс и типовые нормы. Детали штампов. Втулки
направляющие. Тип I.............................................. 121
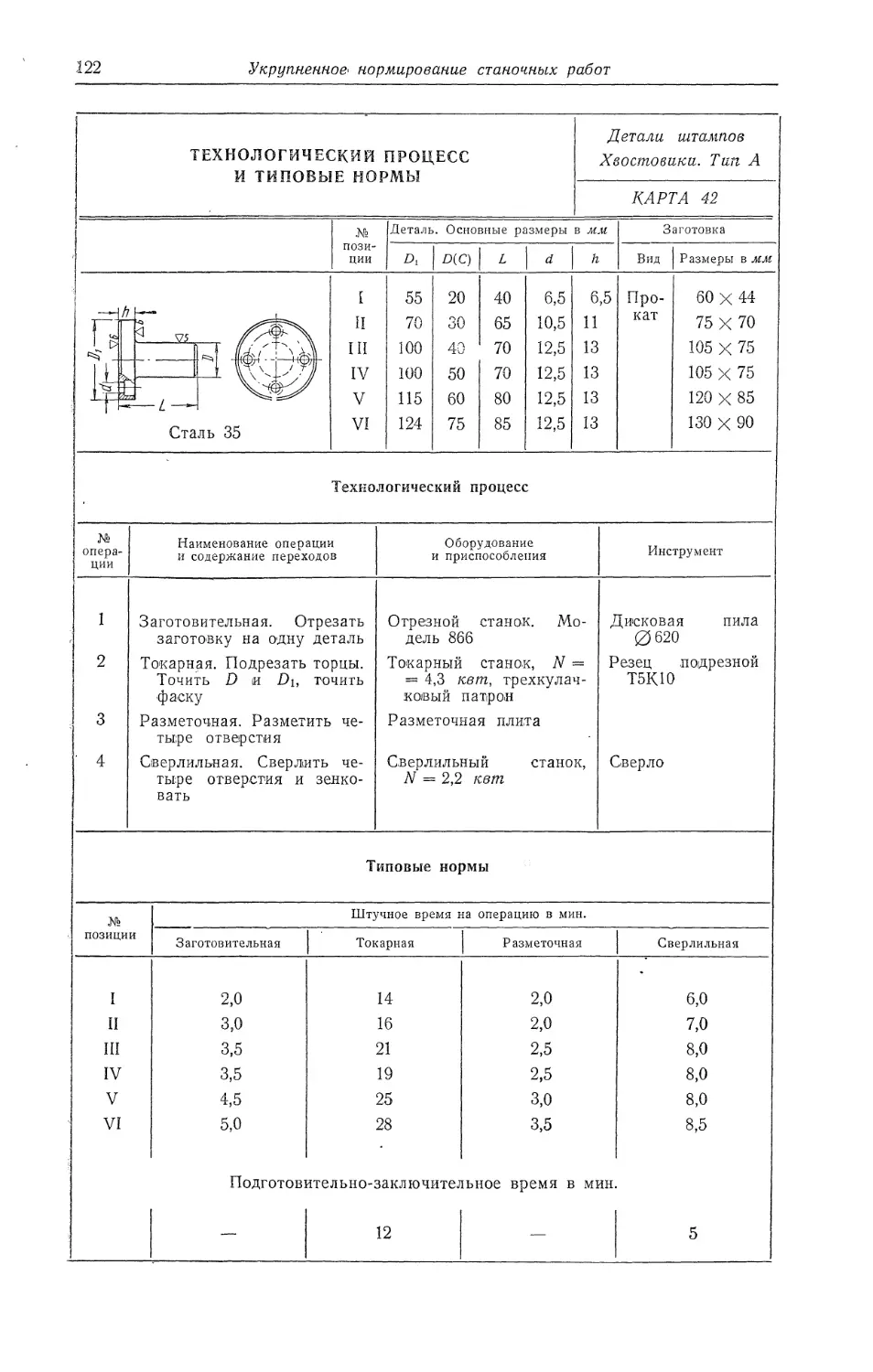
Карта 42. Технологический процесс и типовые нормы. Детали штампов. Хво-
стовики. Тип А......................................................122
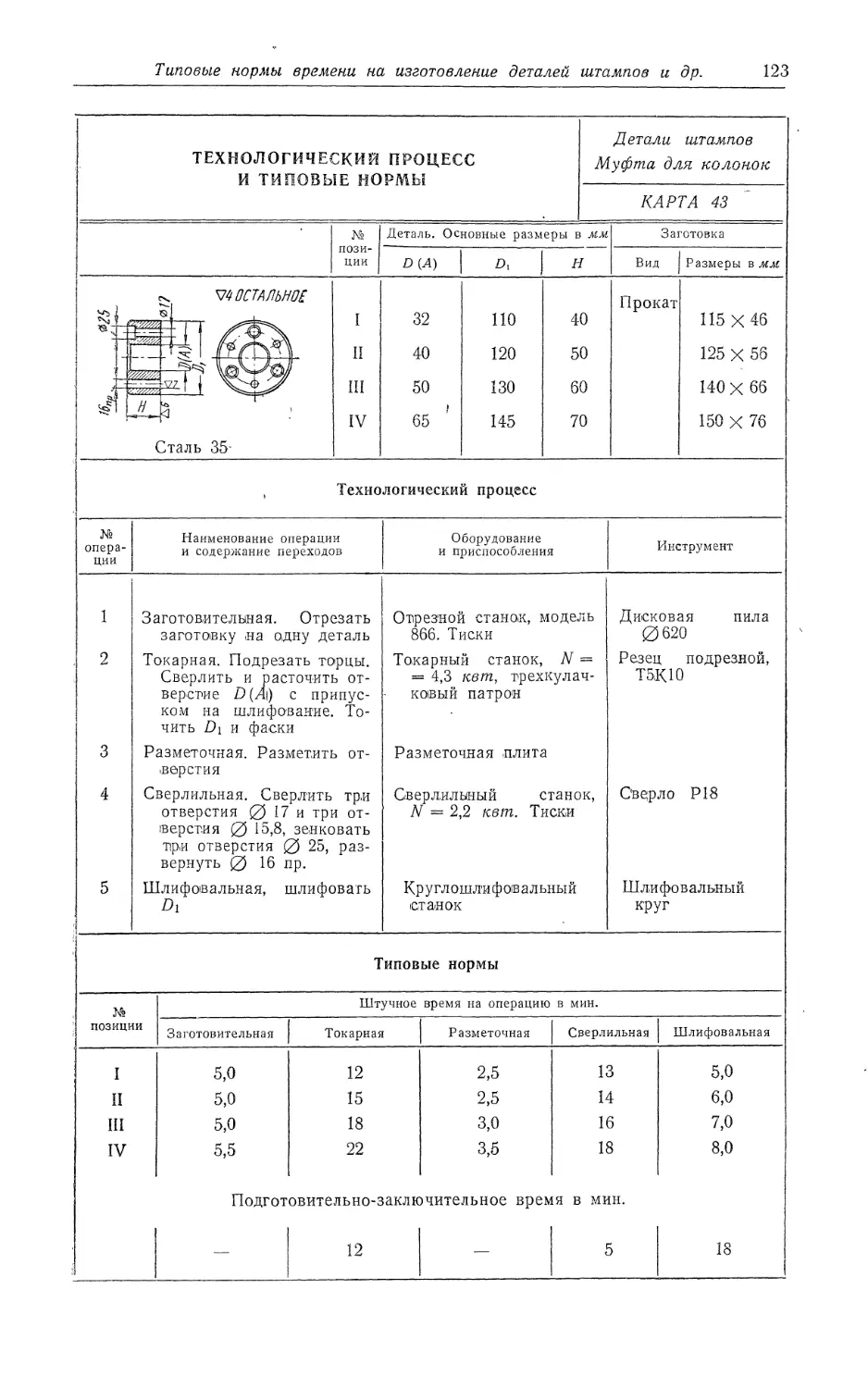
.Карта 43: Технологический процесс и типовые нормы. Детали штампов. Муфта
для колонок........................................................ 123
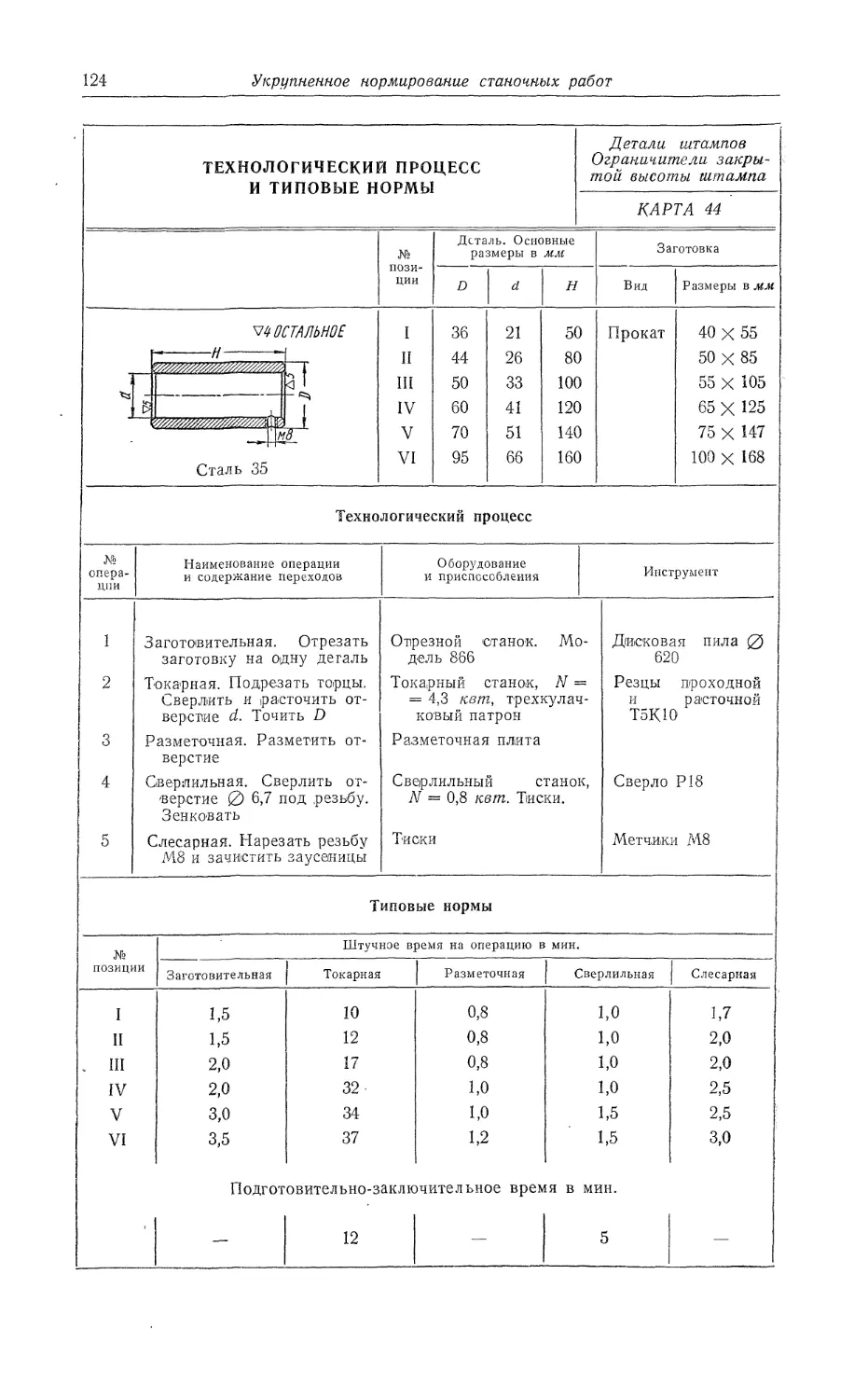
Карта 44. Технологический процесс и типовые нормы. Детали штампов. Огра-
ничители закрытой высоты штампа.....................................124
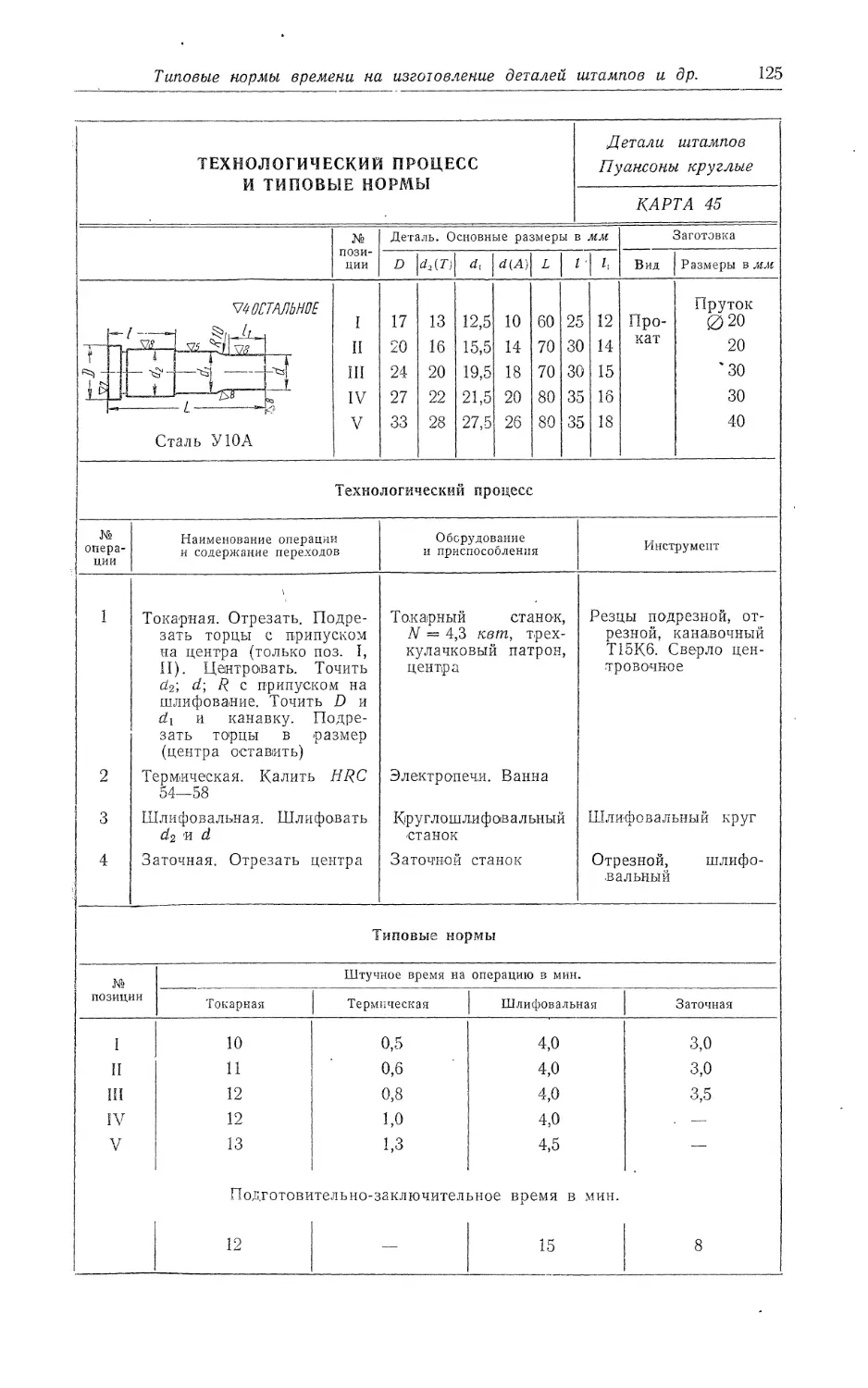
Карта 45. Технологический процесс и типовые нормы. Детали штампов. Пуан-
соны круглые................................................................. 125
Карта 46. Технологический процесс и типовые нормы. Детали штампов. Ножи
для разрезки отходов..............................................126
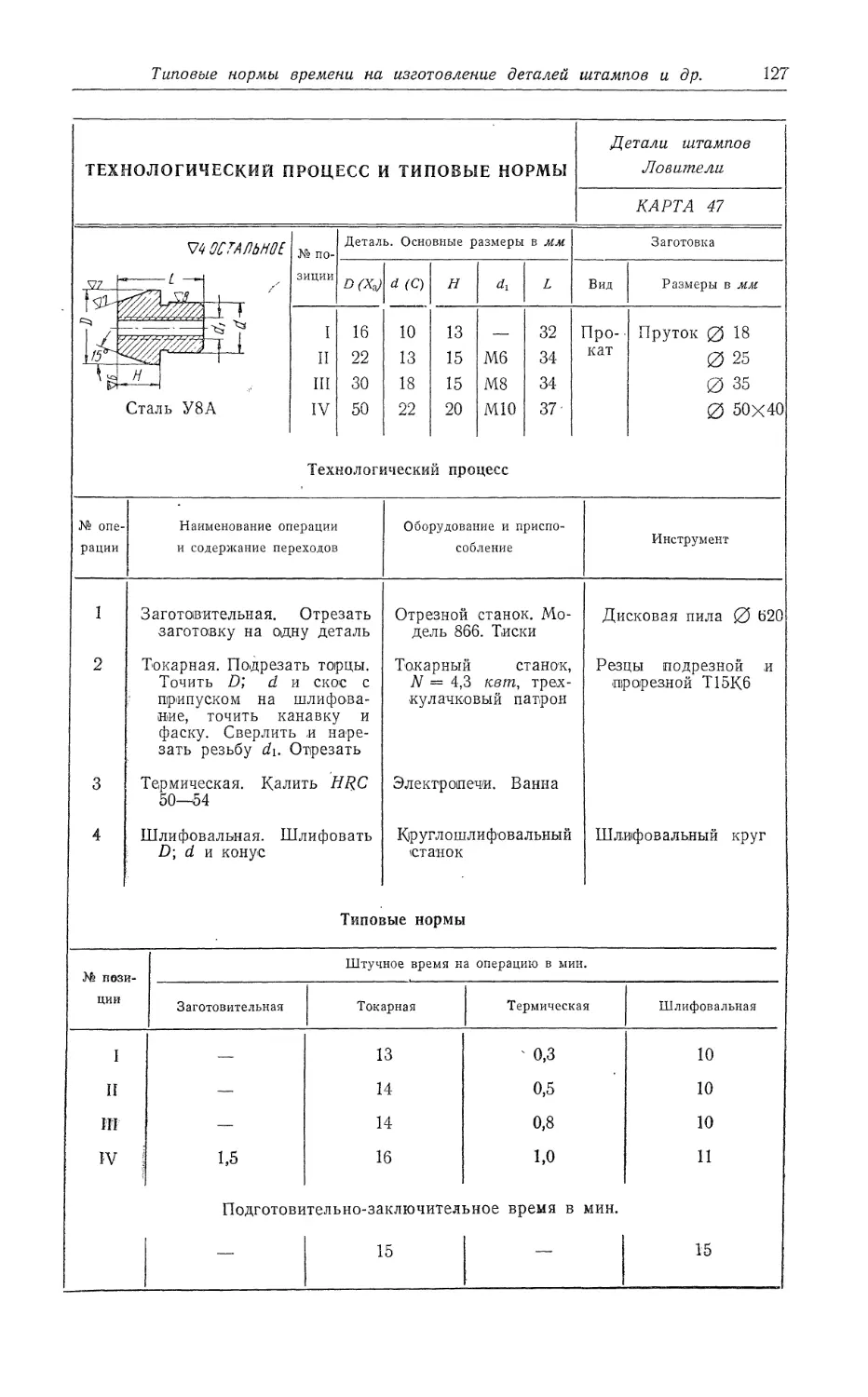
Карта 47. Технологический процесс и типовые нормы. Детали штампов.
Ловители............................................................ 127
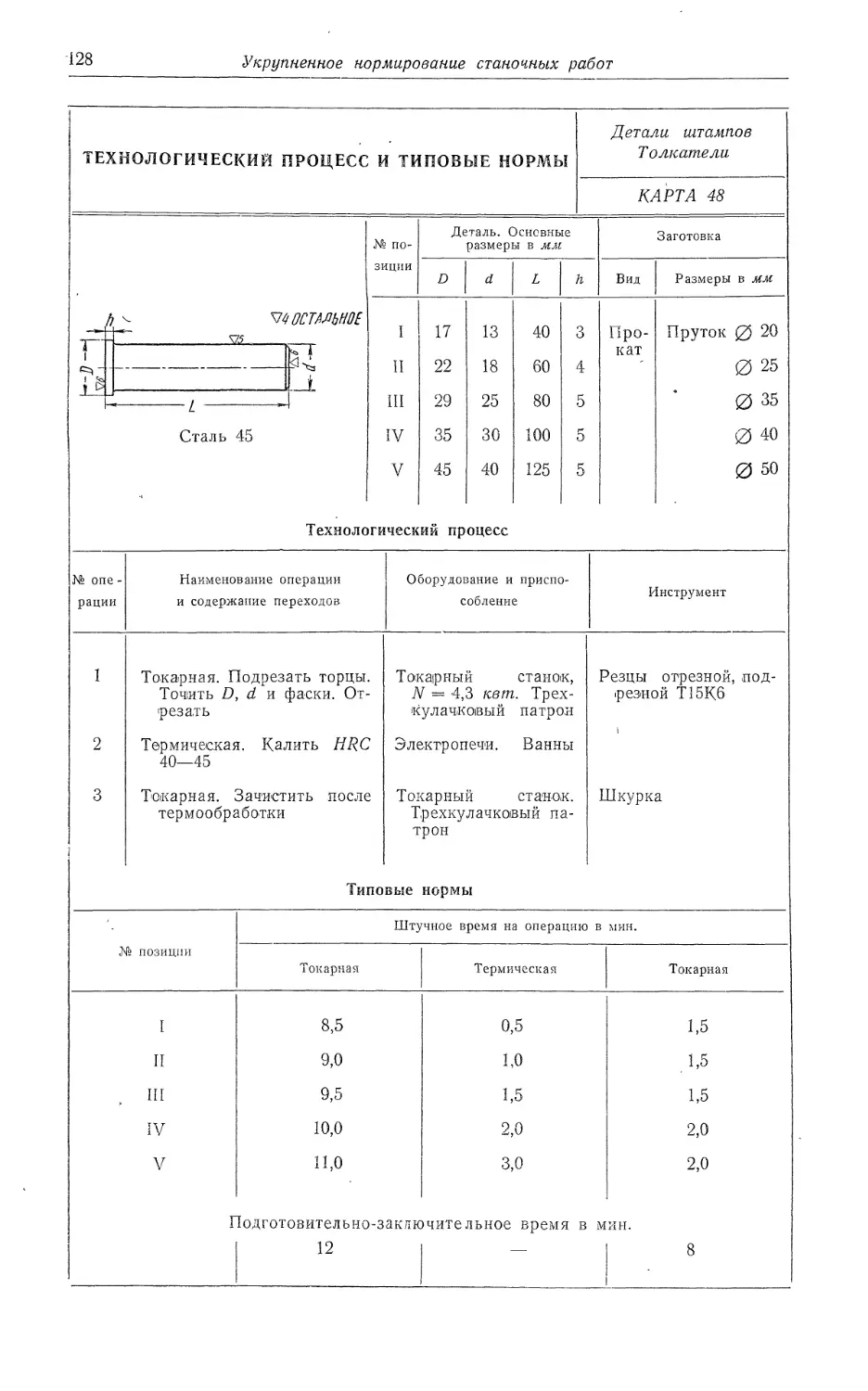
Карта 48. Технологический процесс и типовые нормы. Детали штампов.
Толкатели . ................................................... 128
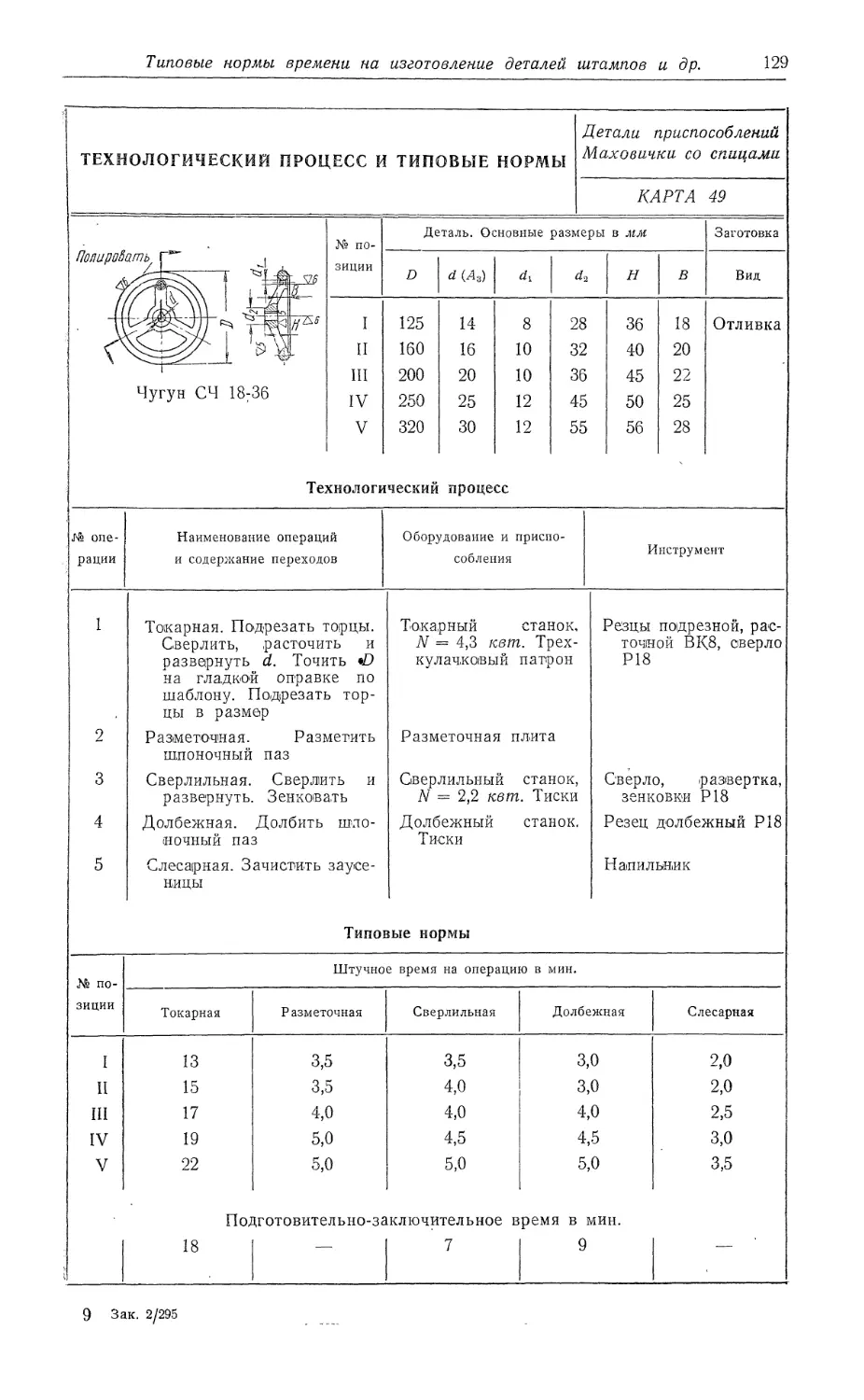
Карта 49. Технологический процесс и типовые нормы. Детали приспособлений.
Маховички со спицами.............................................129
Карта. 50. Технологический процесс и типовые нормы. Детали приспособлений.
Планки поворотные............................................ 130
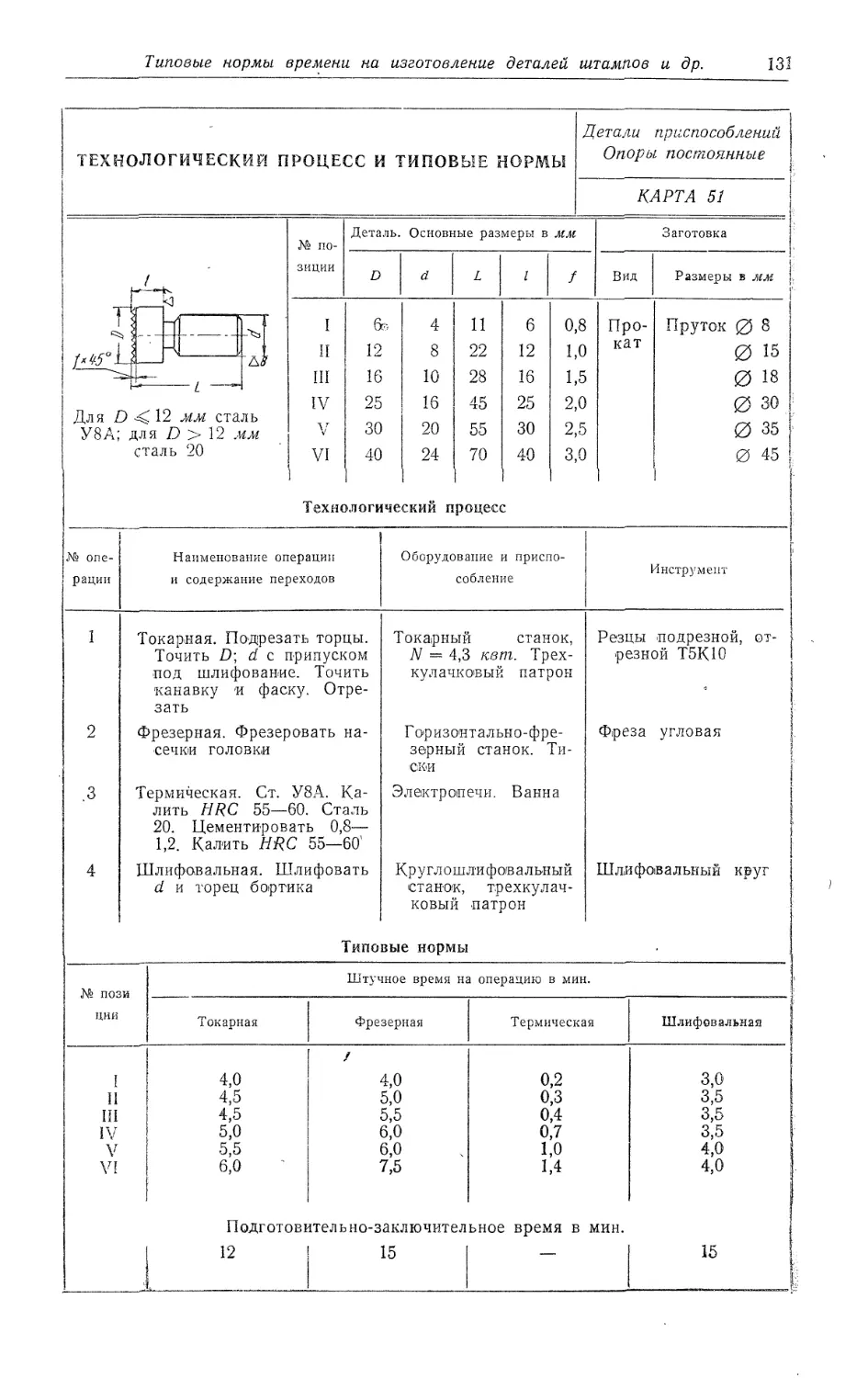
Карта 51. Технологический процесс и типовые нормы. Детали приспособлений.
Опоры постоянные.................................................131
Карта 52. Технологический процесс и типовые нормы. Детали приспособлений.
Призмы . . .............................................132
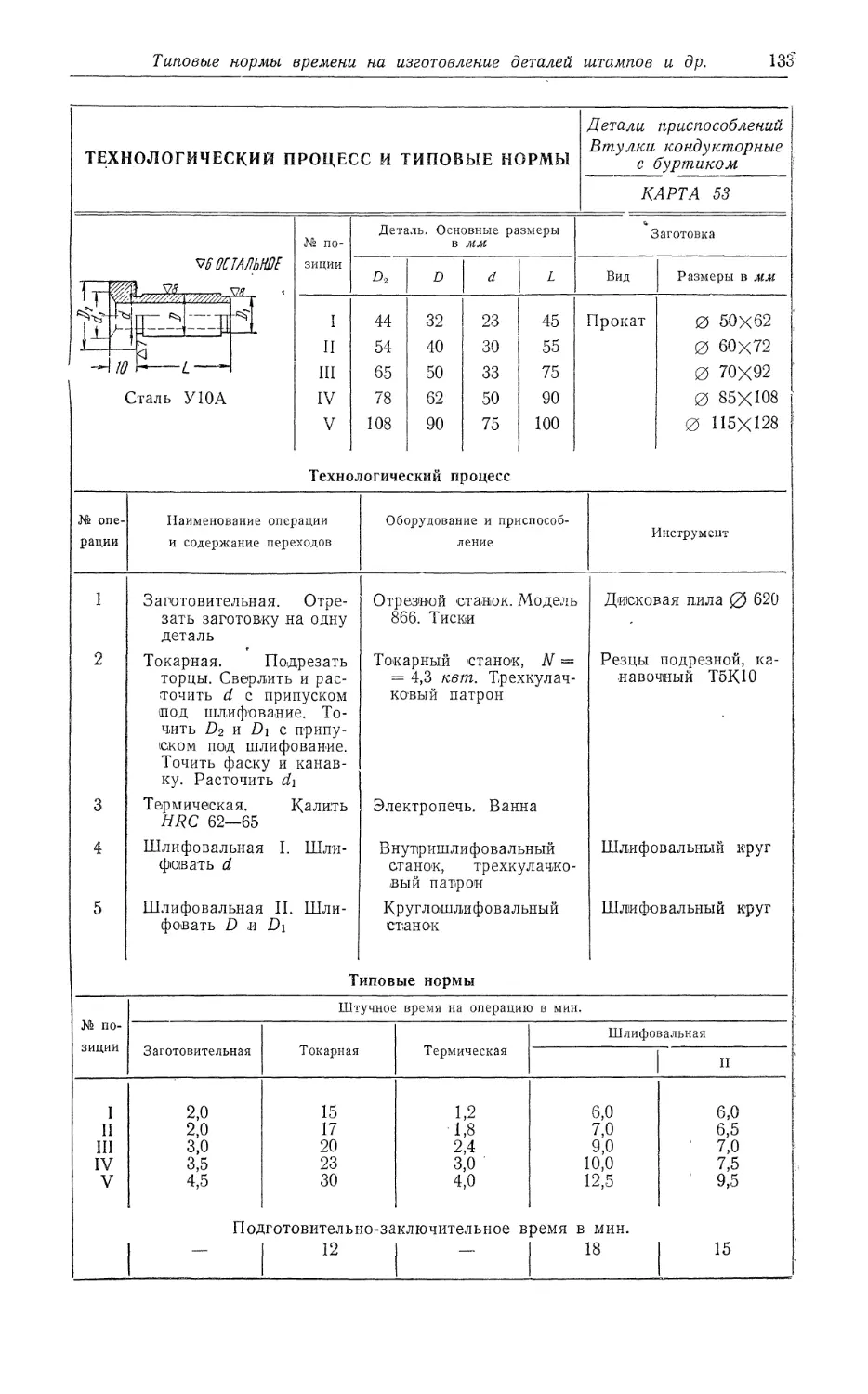
Карта 53. Технологический процесс и типовые нормы. Детали приспособлений.
Втулки кондукторные с буртиком...................................133
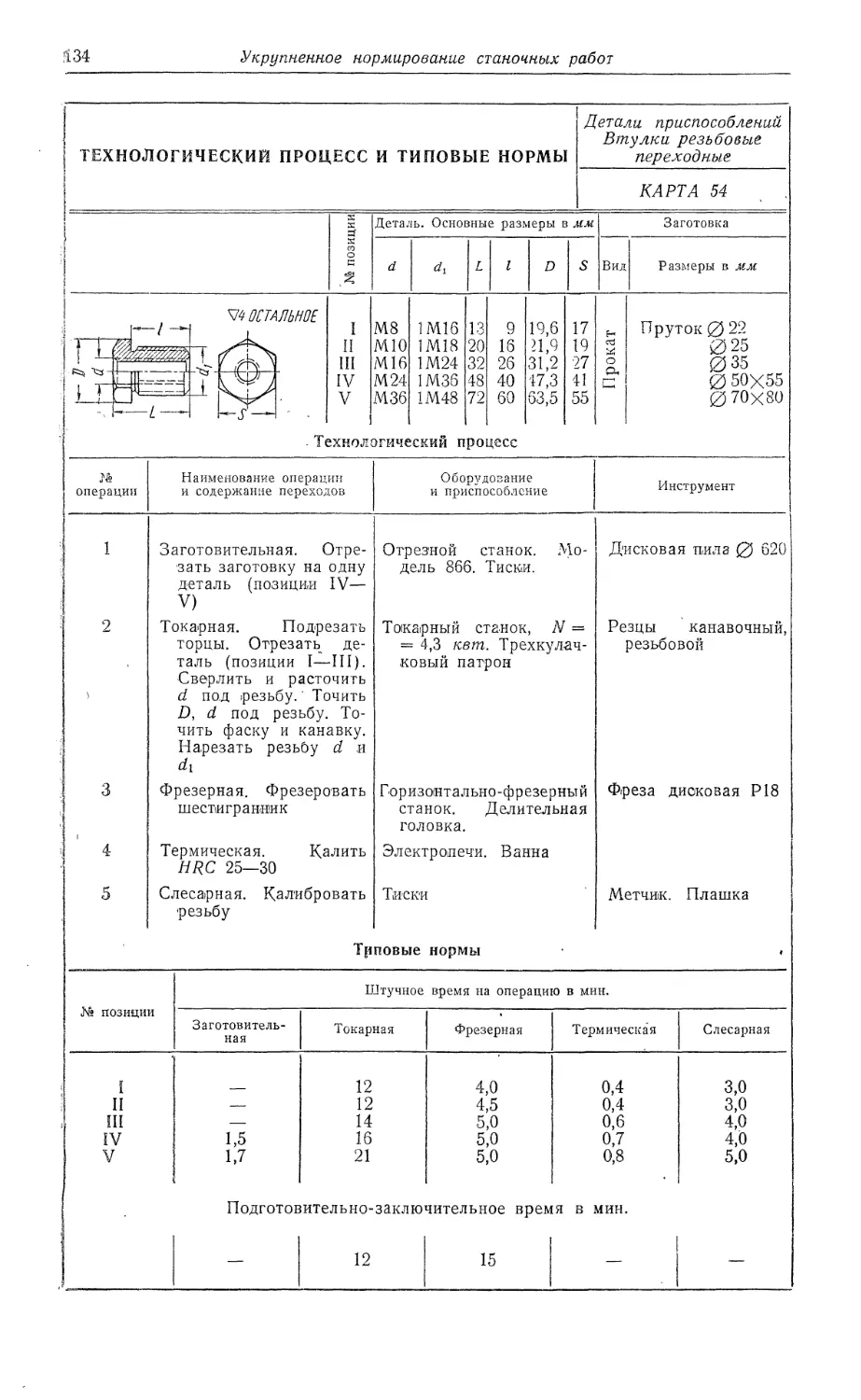
Карта 54. Технологический процесс и типовые нормы. Детали приспособлений.
Втулки резьбовые переходные...........................................134
Карта 55. Технологический процесс и типовые нормы. Детали приспособлений.
Опоры регулируемые усиленные......................................13S
8
Оглавление
Стр.
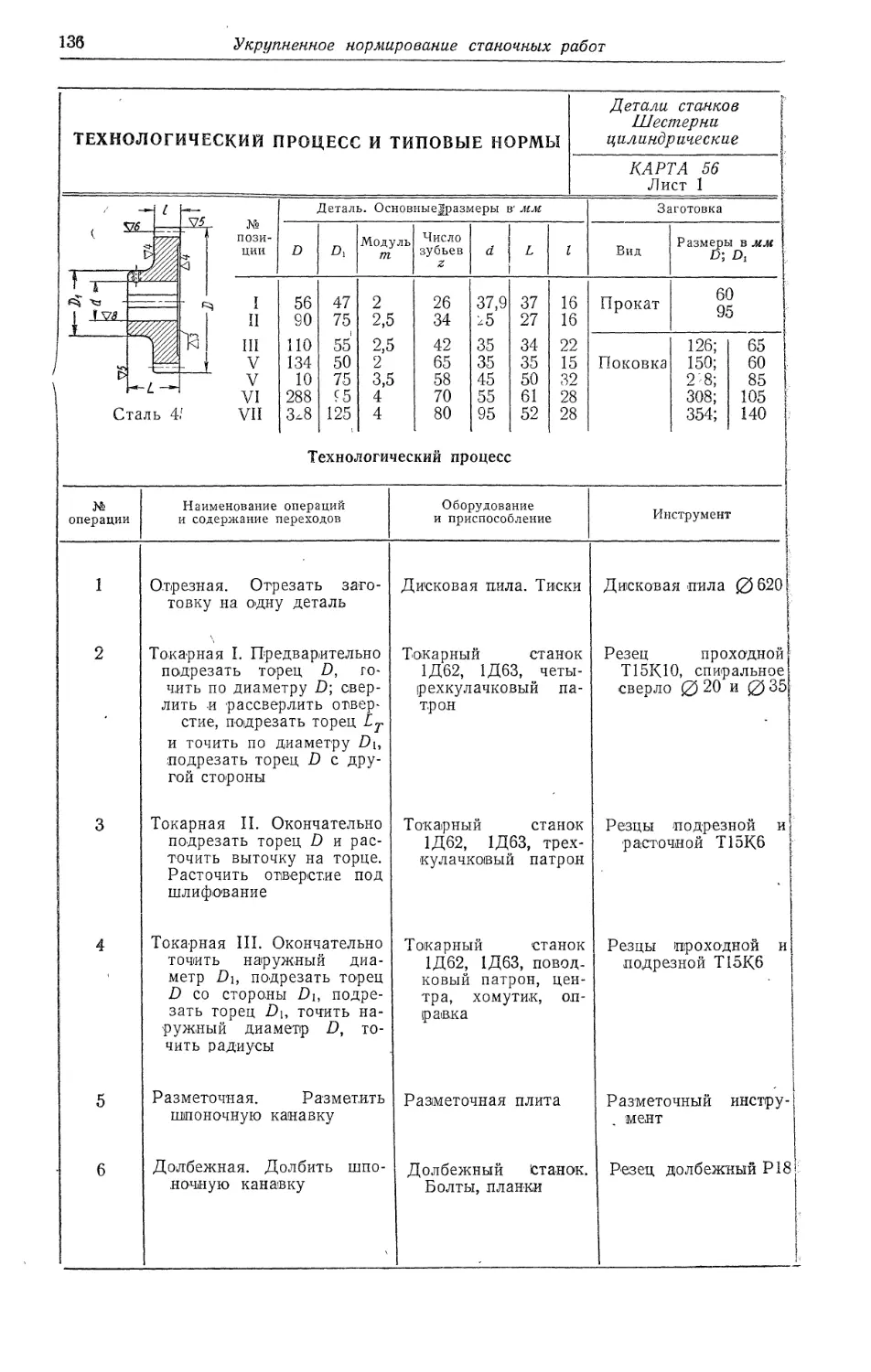
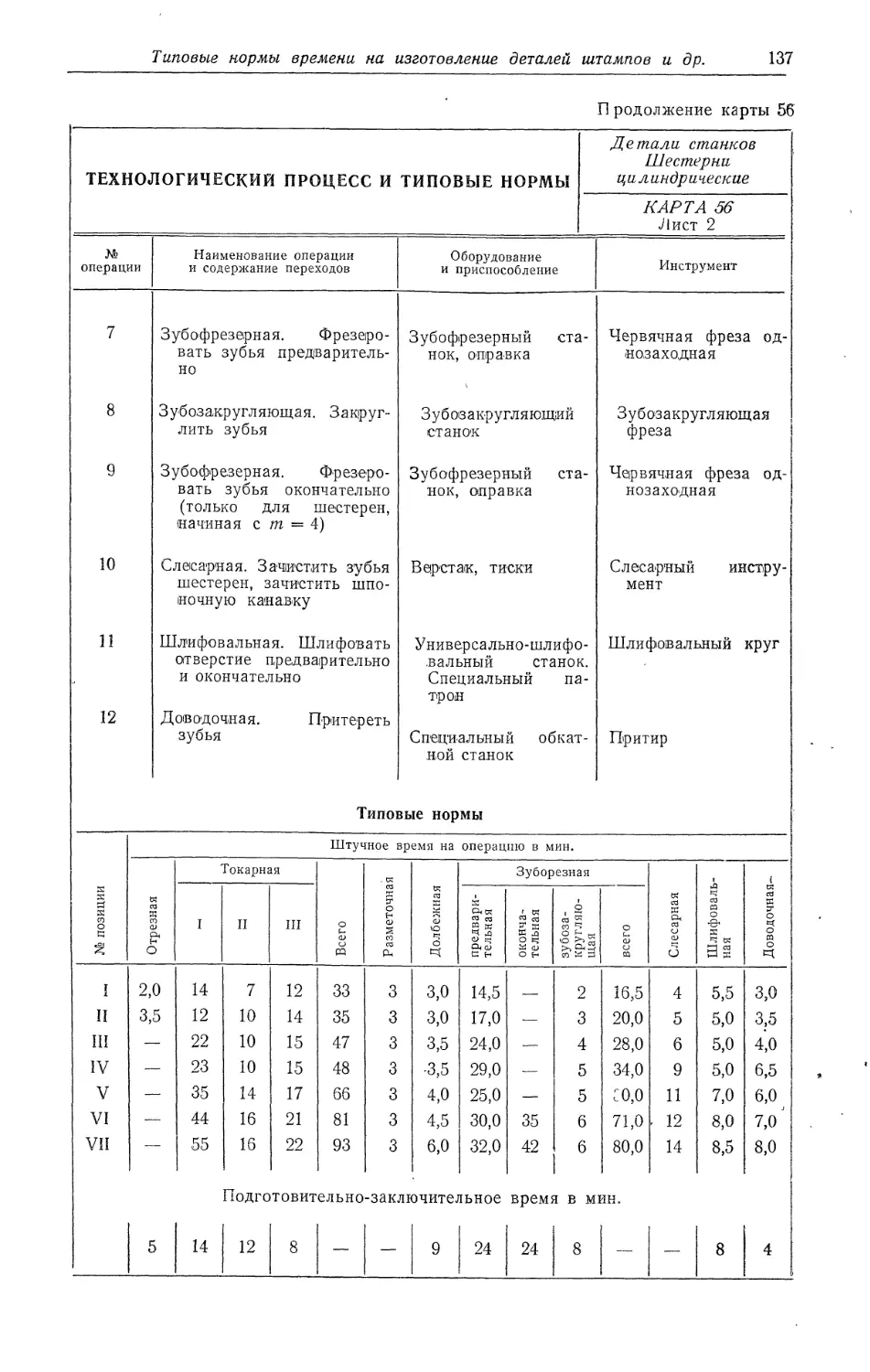
Карта 56. Технологический процесс и типовые нормы. Детали станков. Шестерни
цилиндрические’ . -......................................... 136
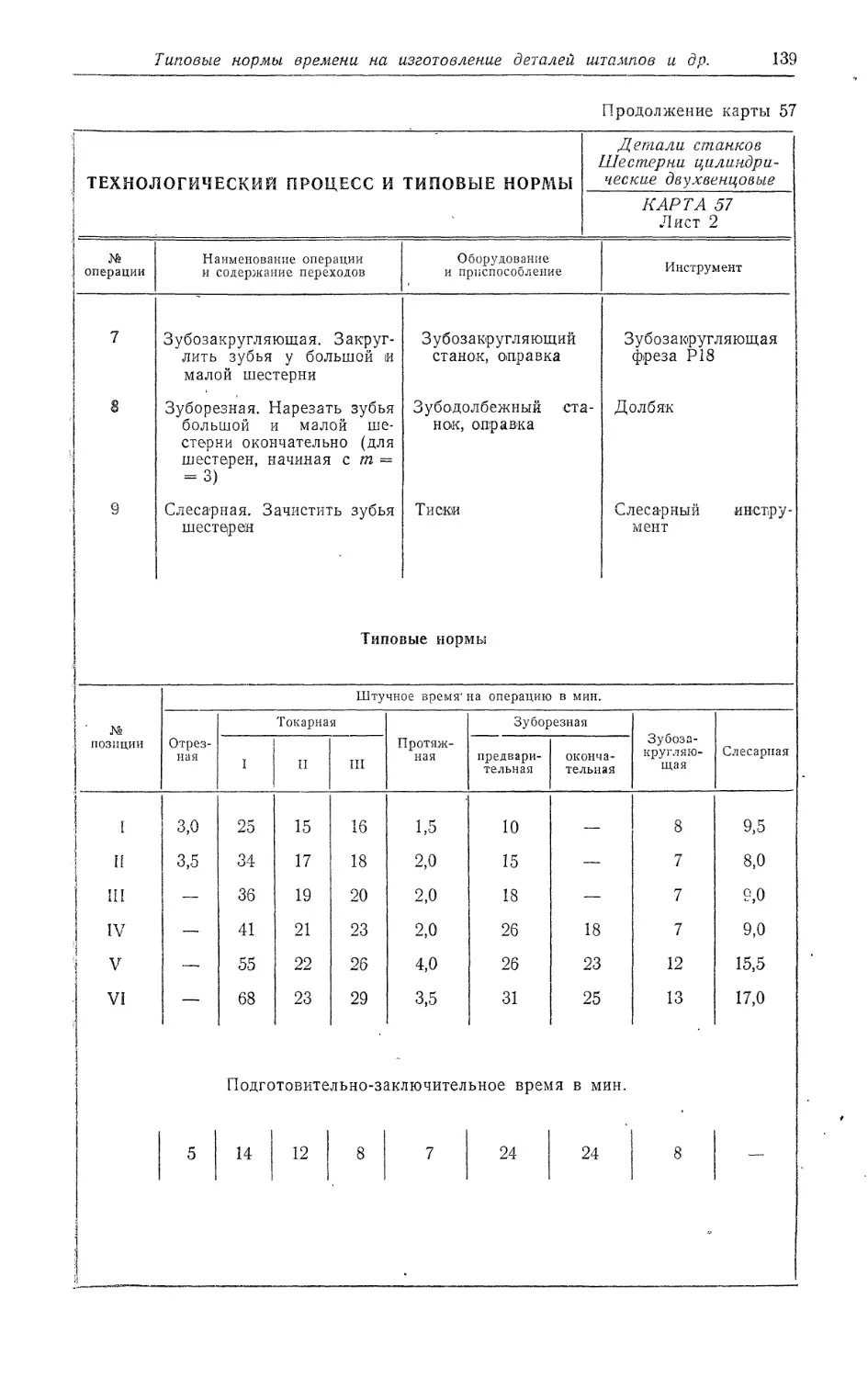
Карта 57. Технологический процесс и типовые нормы. Детали станков. Шестер-
ни цилиндрические двухвенцовые.........................................13В
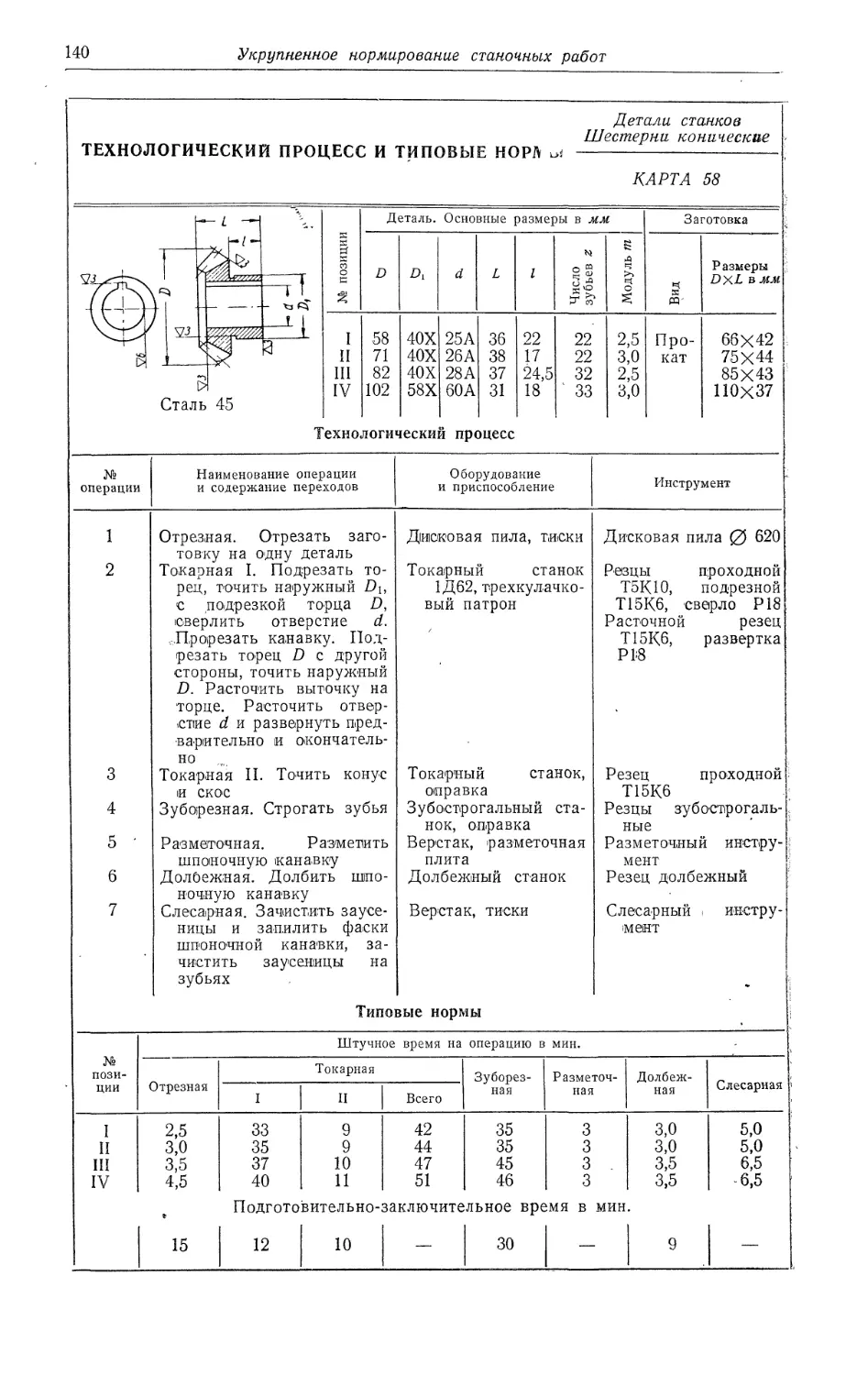
Карта 58. Технологический- процесс и типовые нормы. Детали станков. Шестер-
ни конические ;................................................ 140
Карта 59. Технологический процесс и типовые нормы. Детали станков. Ше-
стерни червячные.......................................................141
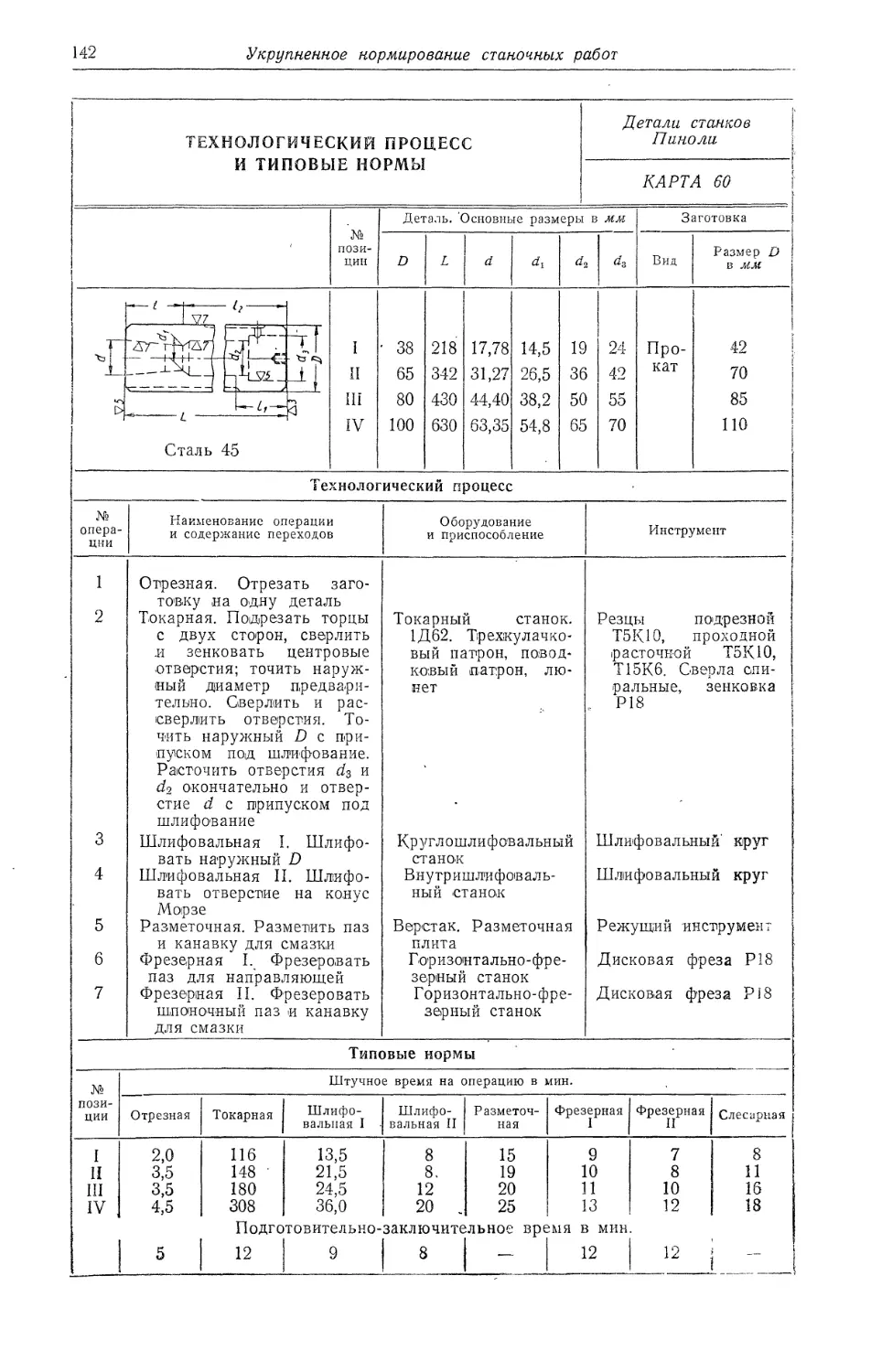
Карта 60. Технологический процесс и типовые нормы. Детали станков. Пиноли 142
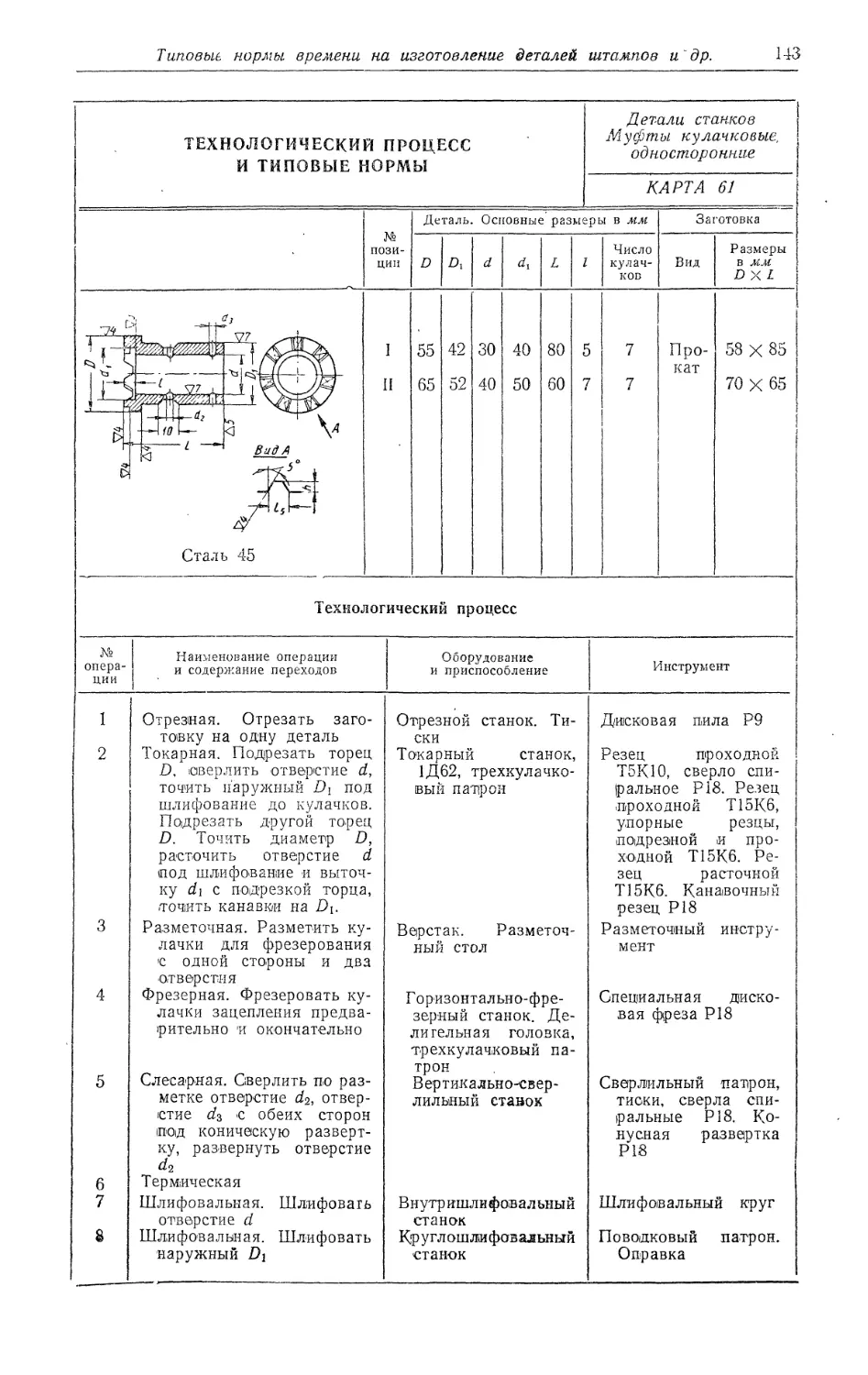
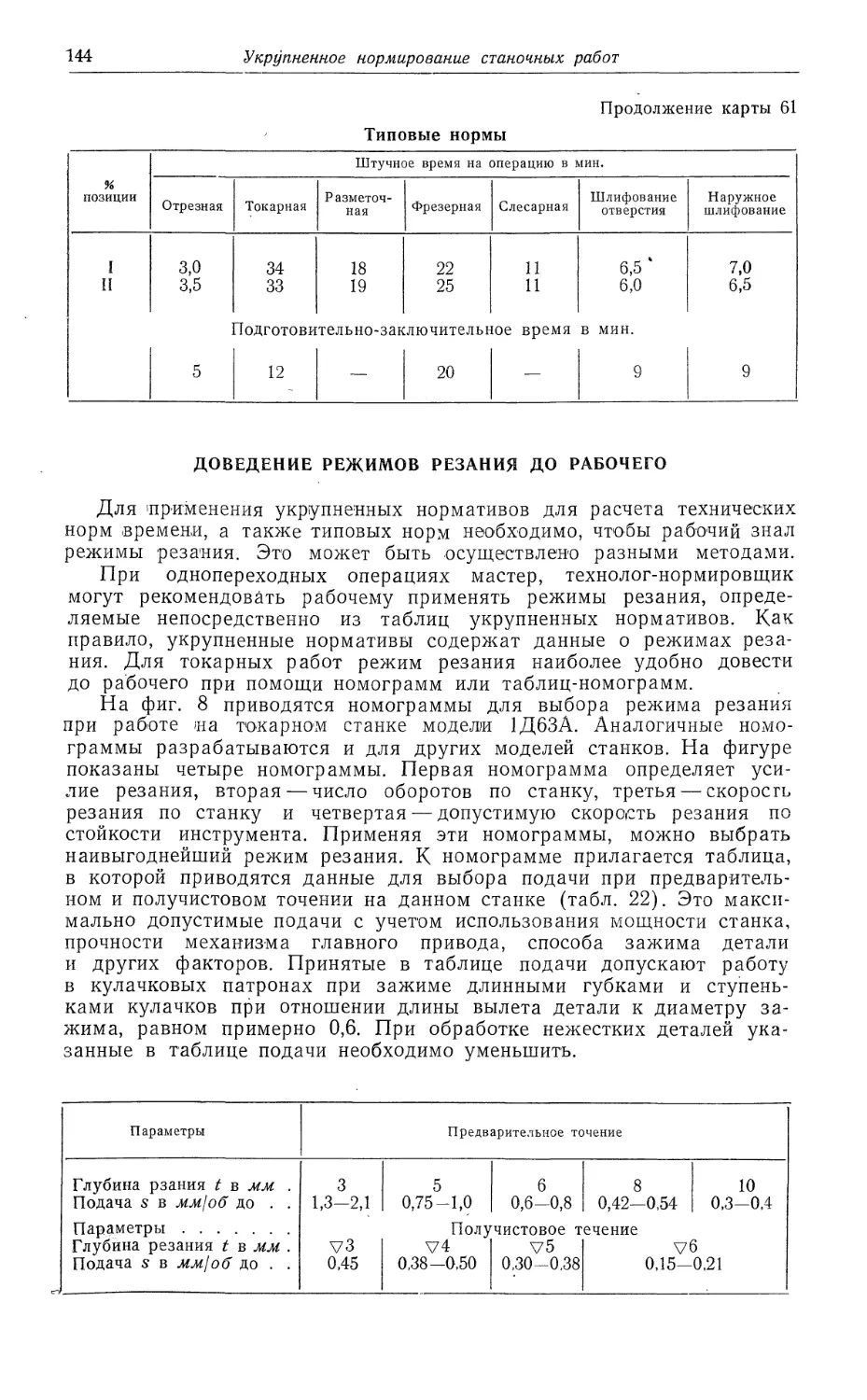
Карта 61. Технологический процесс и типовые нормы. Детали станков. Муфты
'кулачковые односторонние..............................................143
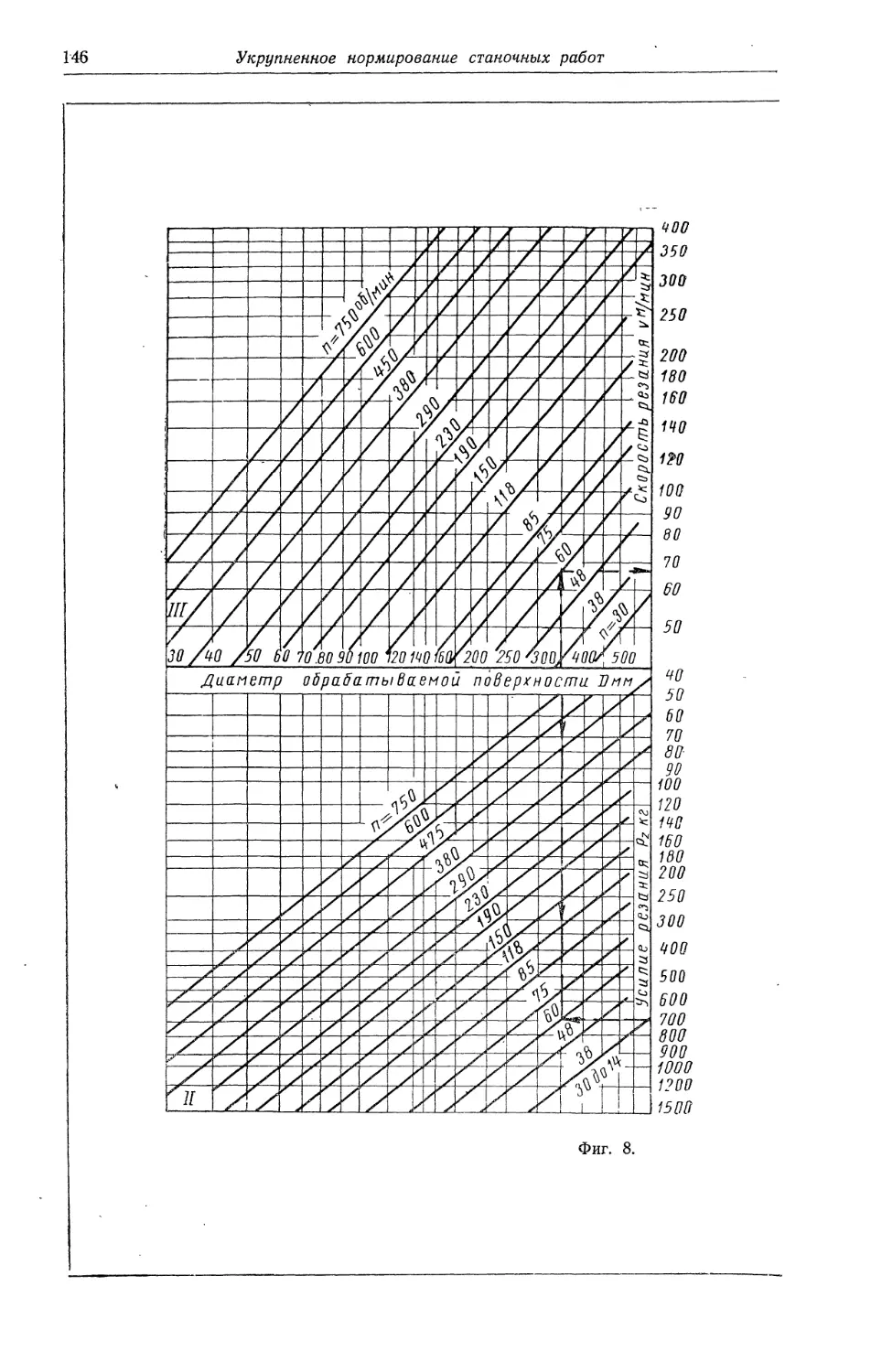
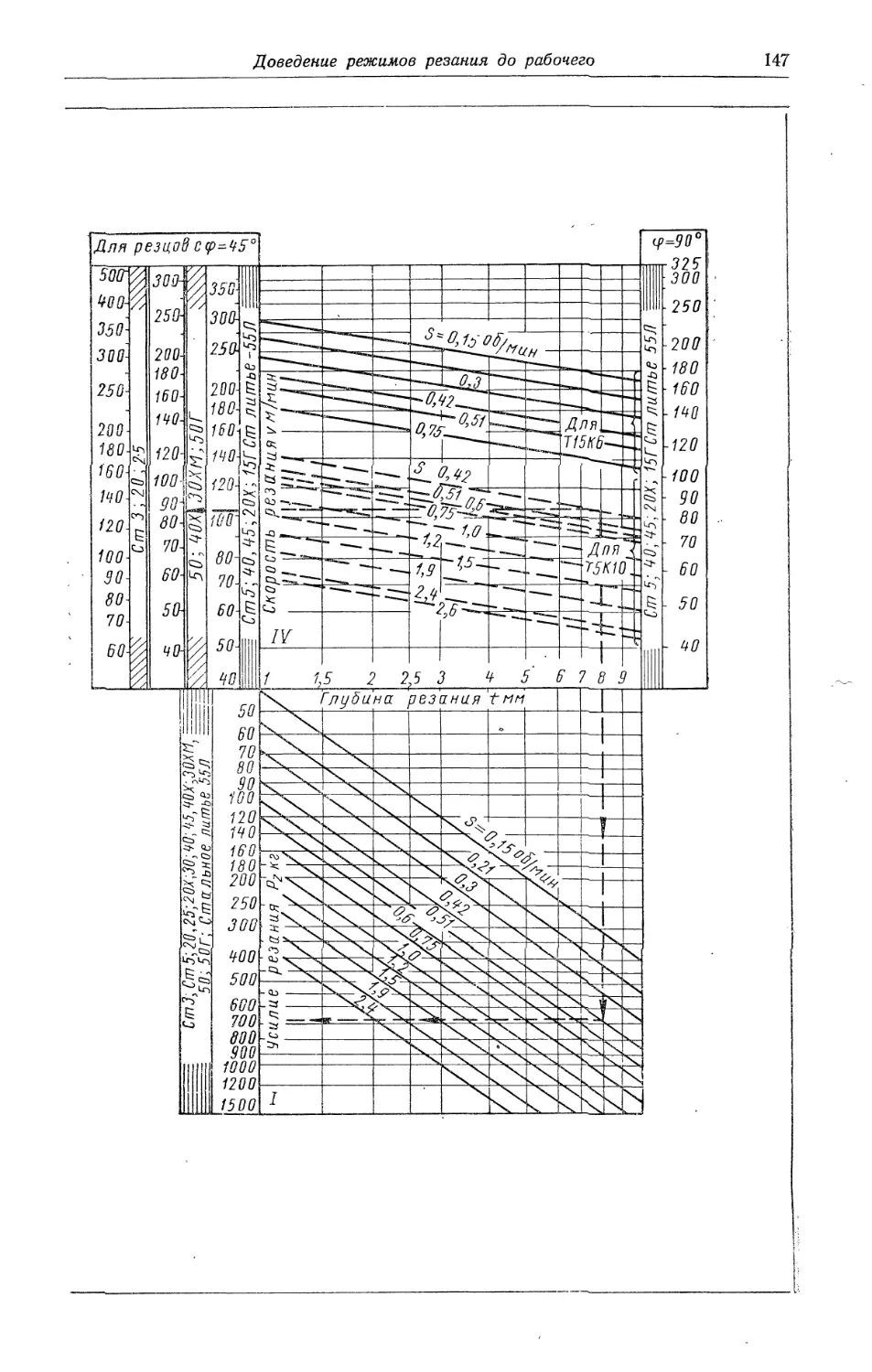
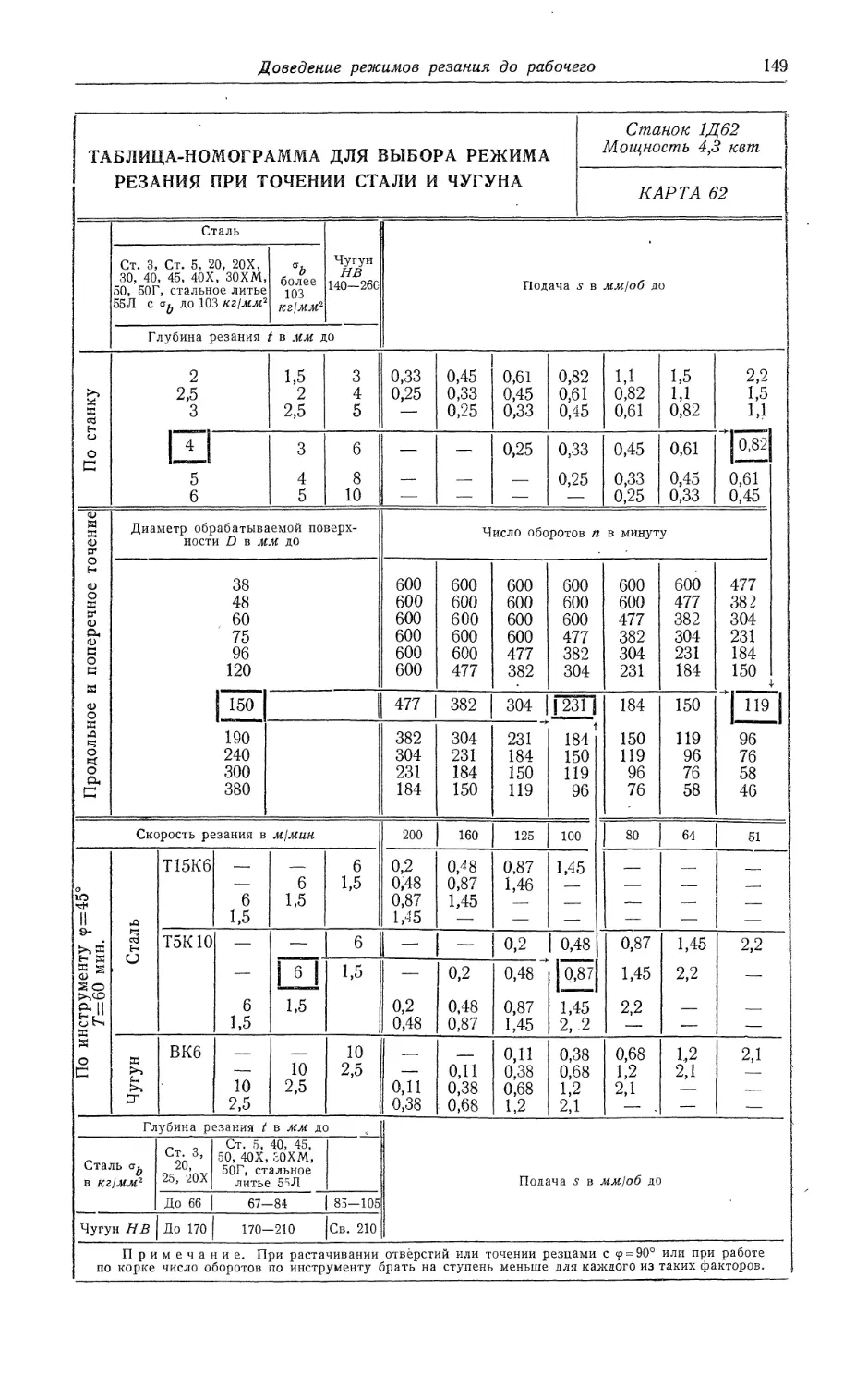
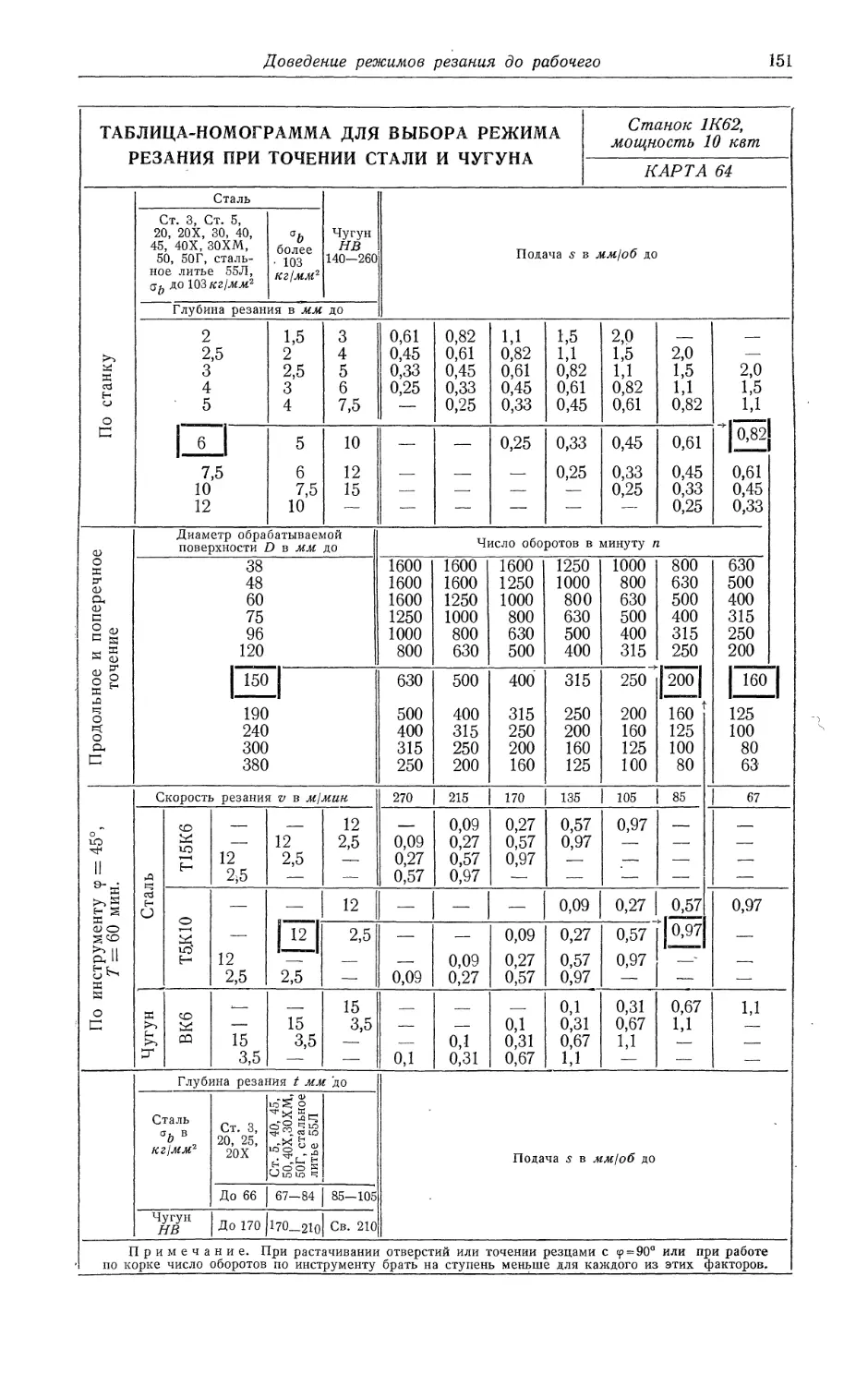
Доведение режимов резания до рабочего
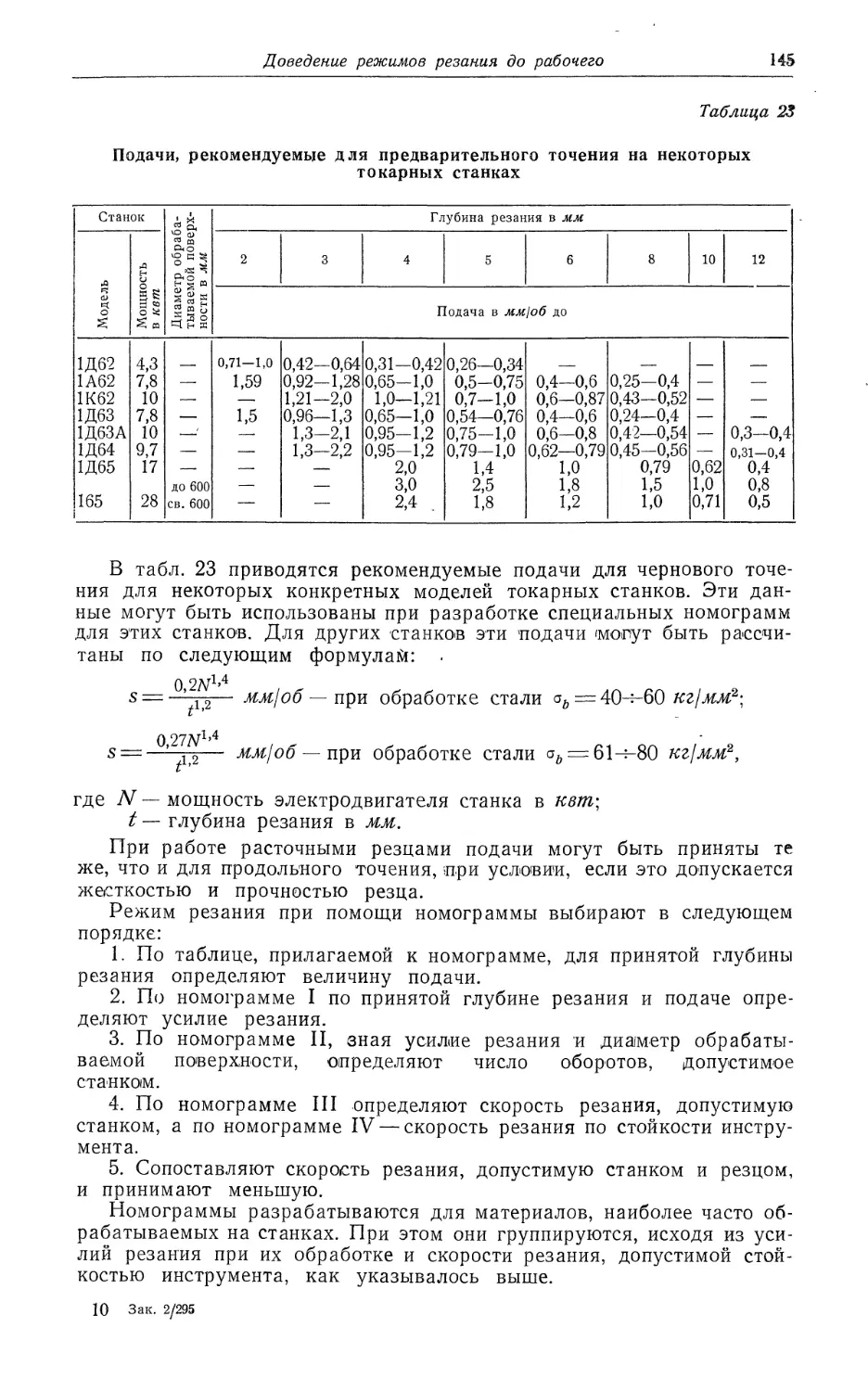
Карта 62. Таблица-номограмма для выбора режима резания при точении стали
•и чугуна. Станок 1Д62, мощность 4,3 кет.............................. 149
Карта 63. Таблица-номограмма для выбора режима резания при точении стали
и чугуна. Станок 1А62, мощность 7,8 кет.............................. 150'
Карта 64. Таблица-номограмма для выбора режима резания при точении стали
и чугуна. Станок 1К62, мощность 10 кет . ....... 151
ГЛАВА III. НОРМИРОВАНИЕ СЛЕСАРНОЙ ОБРАБОТКИ (П. Я. Абрам) 152
Карта 1. Обработка отверстий пневматической сверлильной машиной . . . 155
Карта 2. Обработка отверстий на сверлильном переносном станке .... 157
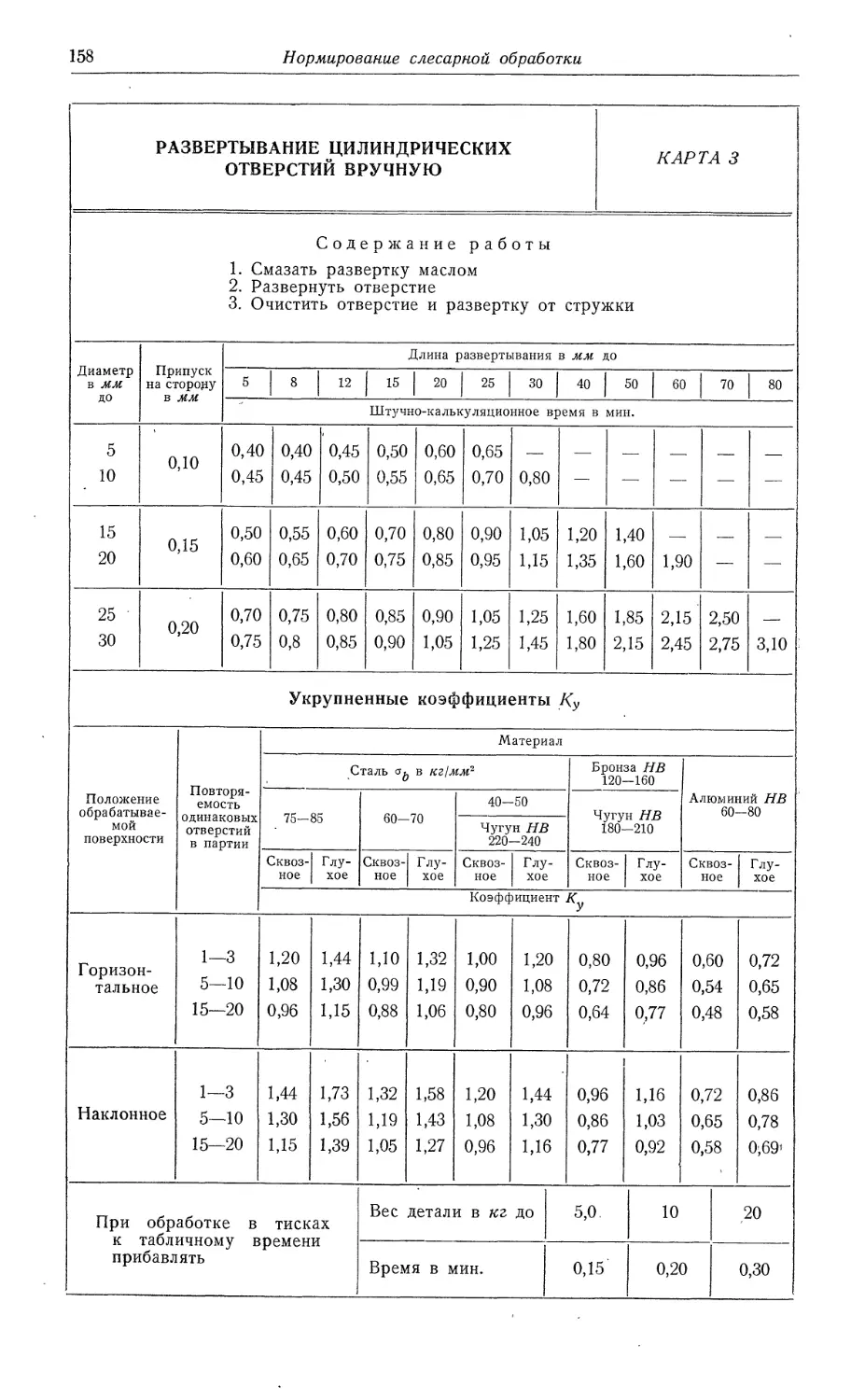
Карта 3. Развертывание цилиндрических отверстий вручную .............. 158
Карта 4. Развертывание конических отверстий вручную............. 159
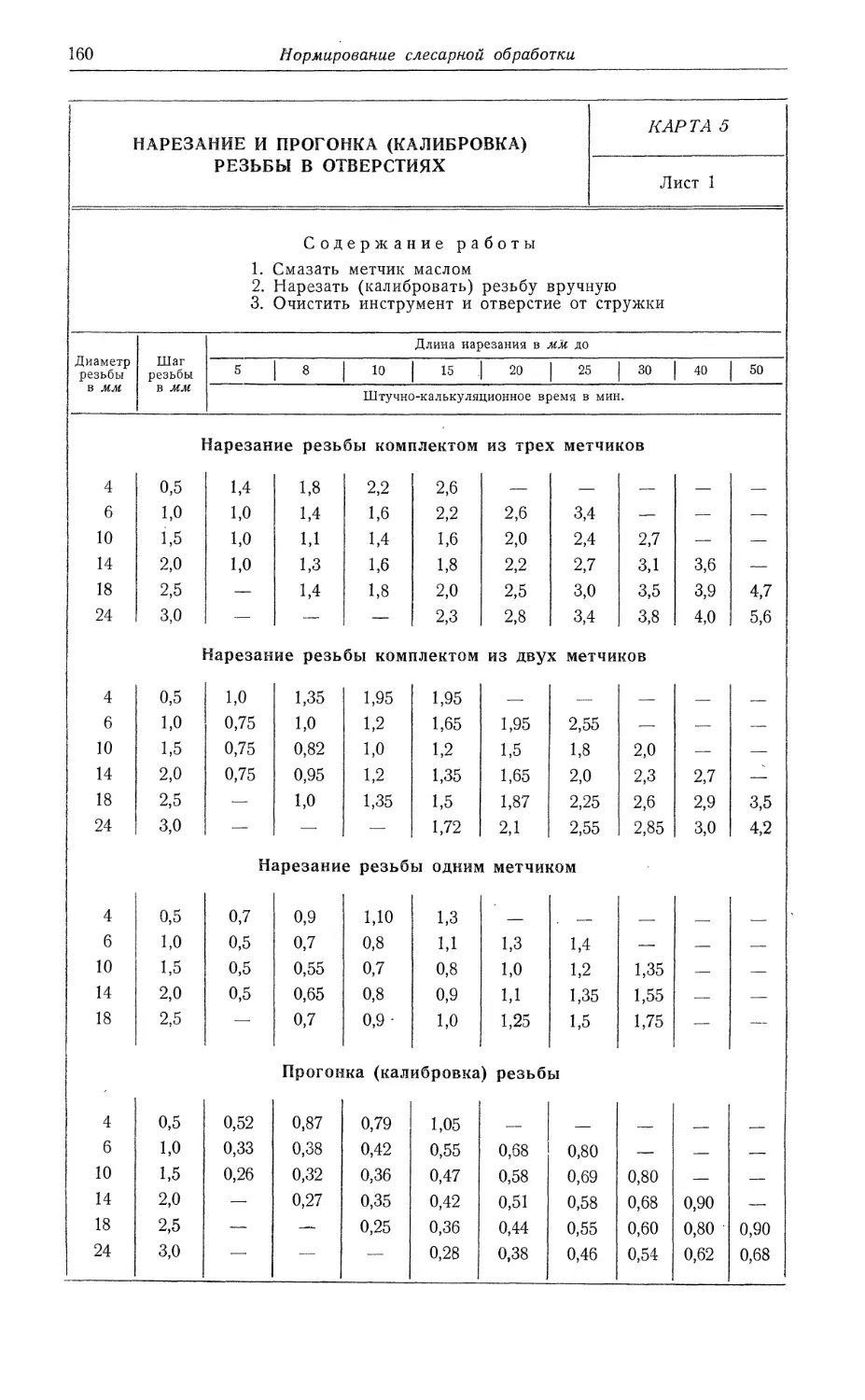
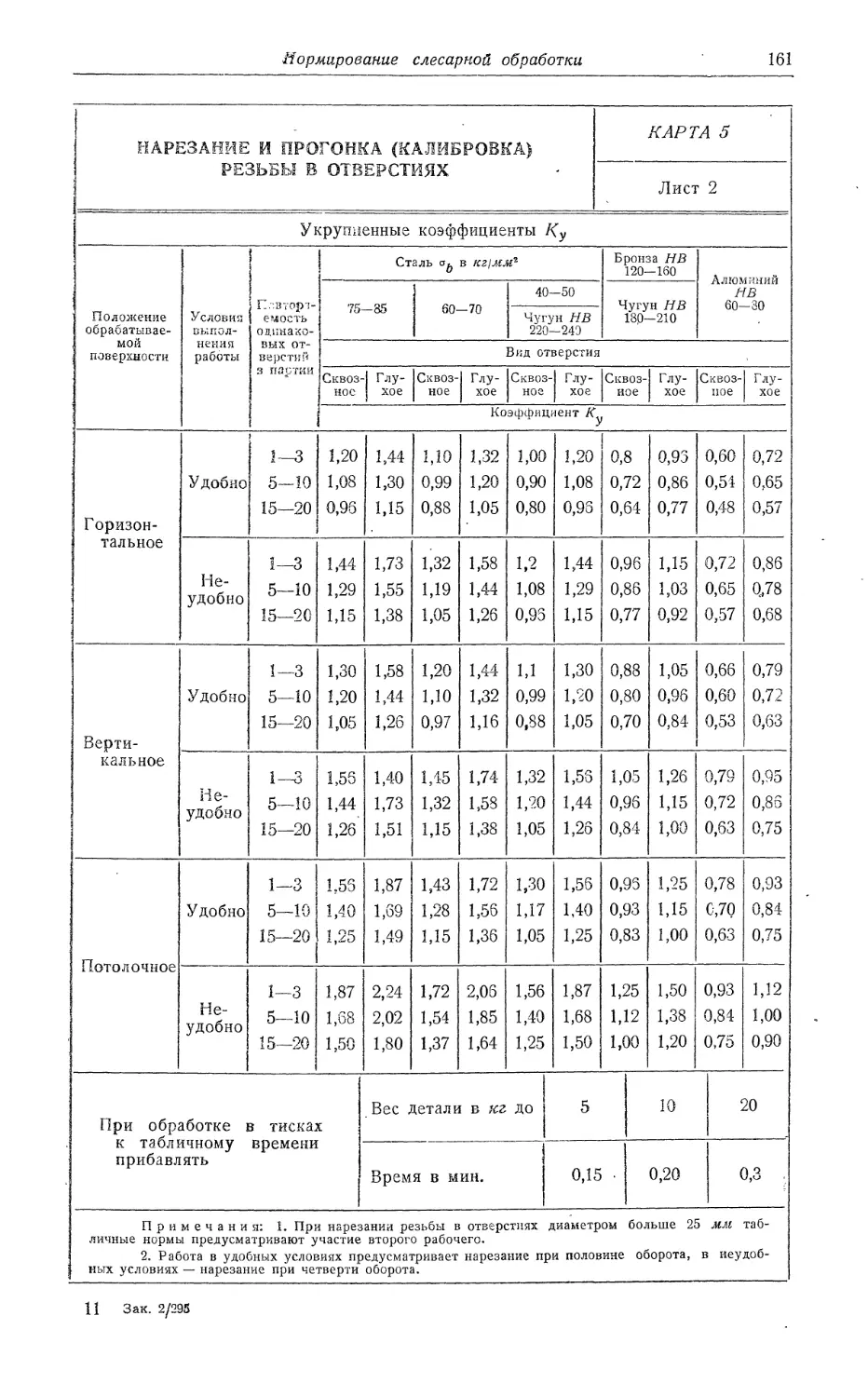
Карта 5. Нарезание и прогонка (калибровка) резьбы в отверстиях .... 160
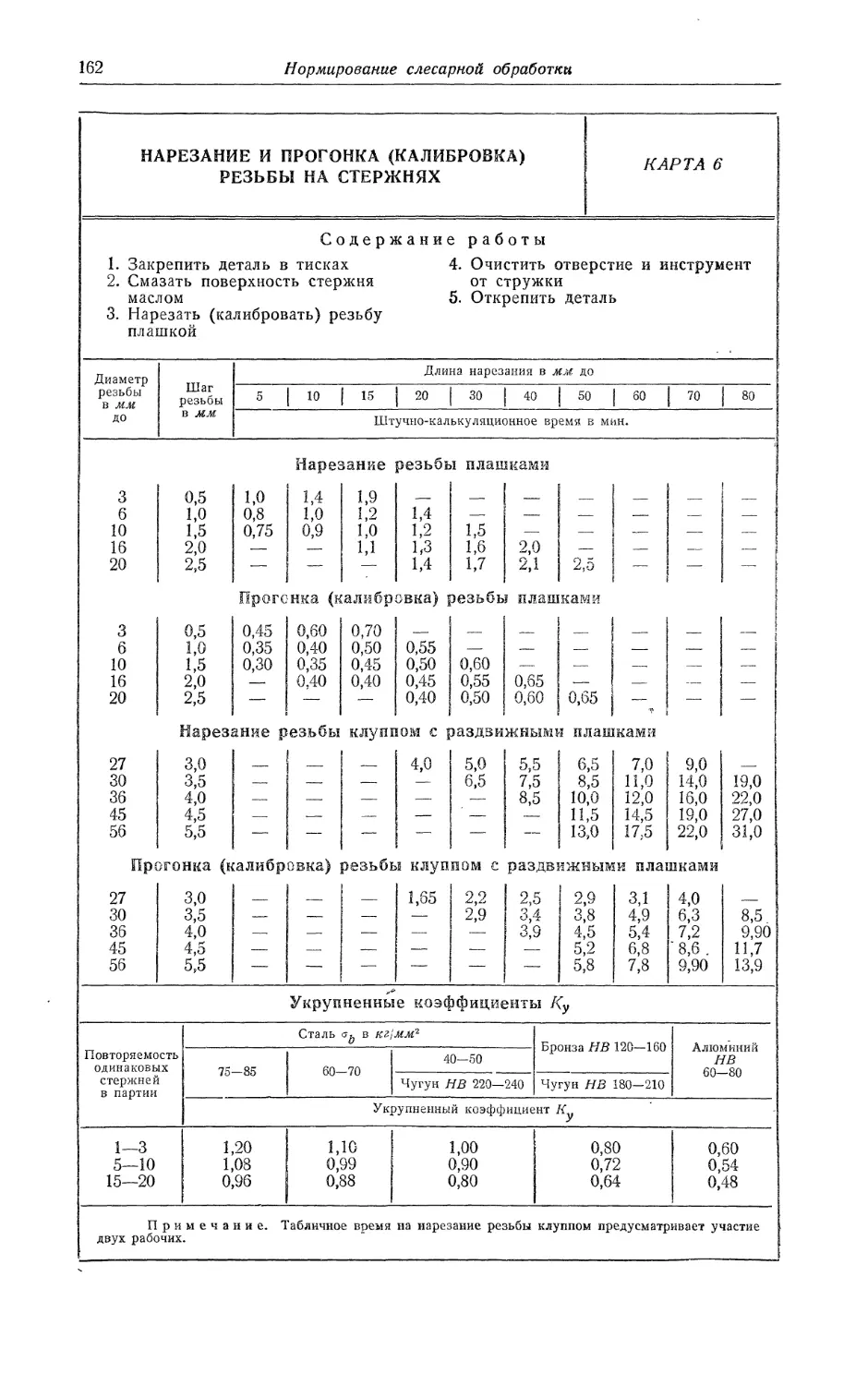
Карта 6. Нарезание и прогонка (калибровка) резьбы на стержнях .... 162
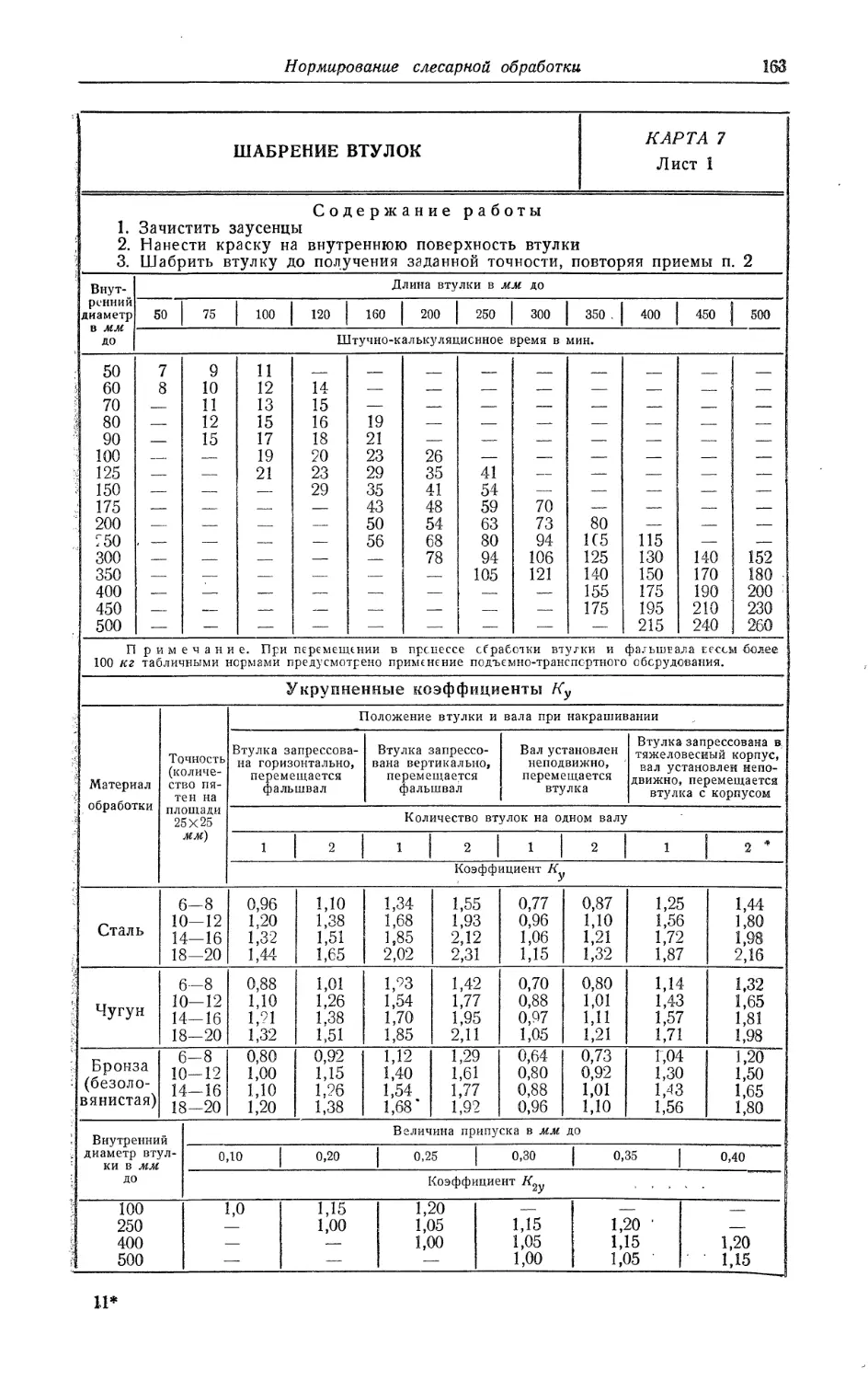
Карта 7. Шабрение втулок........................................ 163
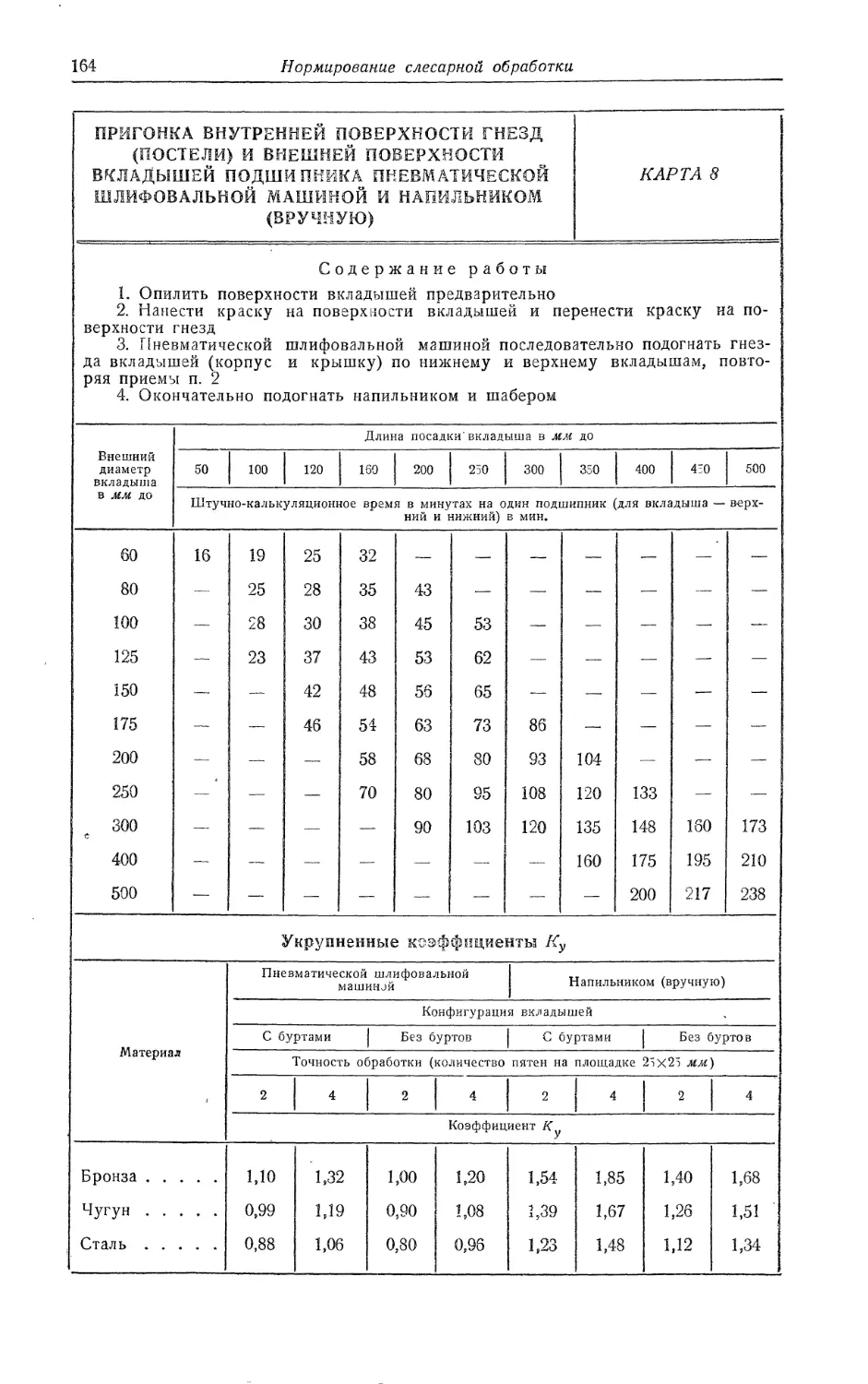
Карта 8. Пригонка внутренней поверхности гнезд (постели) и внешней поверх-
ности# .вкладышей подшипника пневматической шлифовальной машиной
и напильником (вручную)............................................... 164
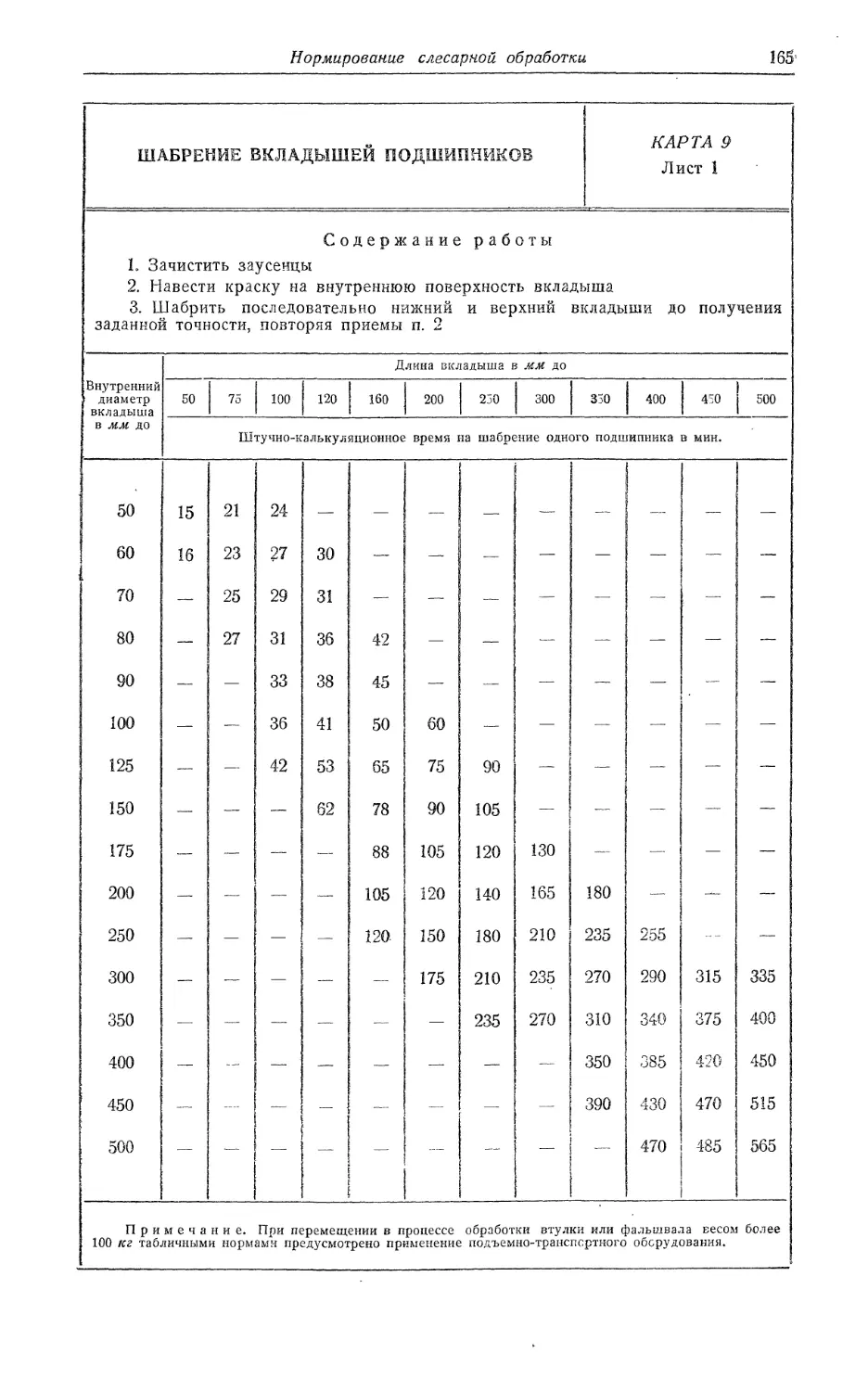
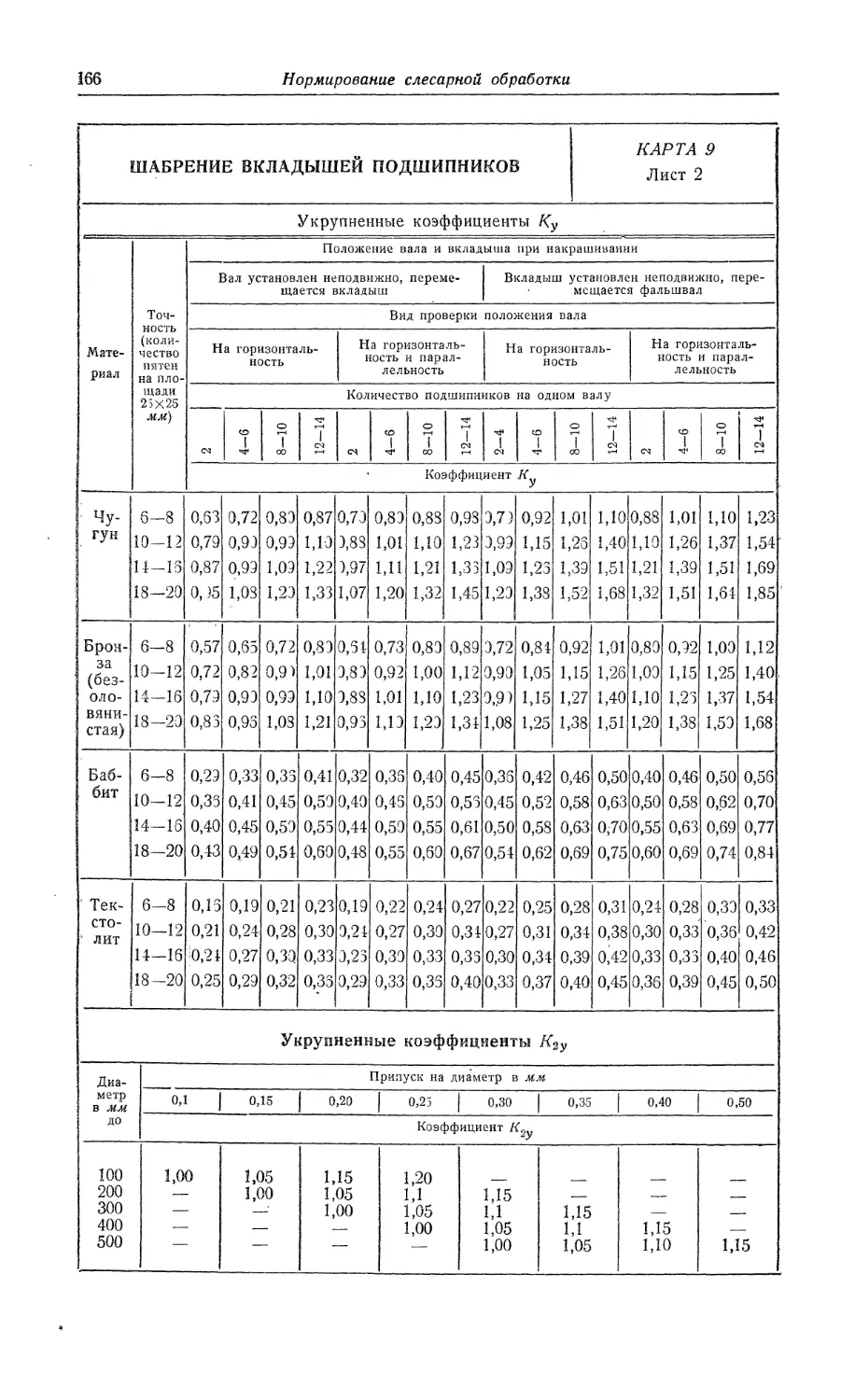
Карта 9. Шабрение вкладышей подшипников.............................. 1'65
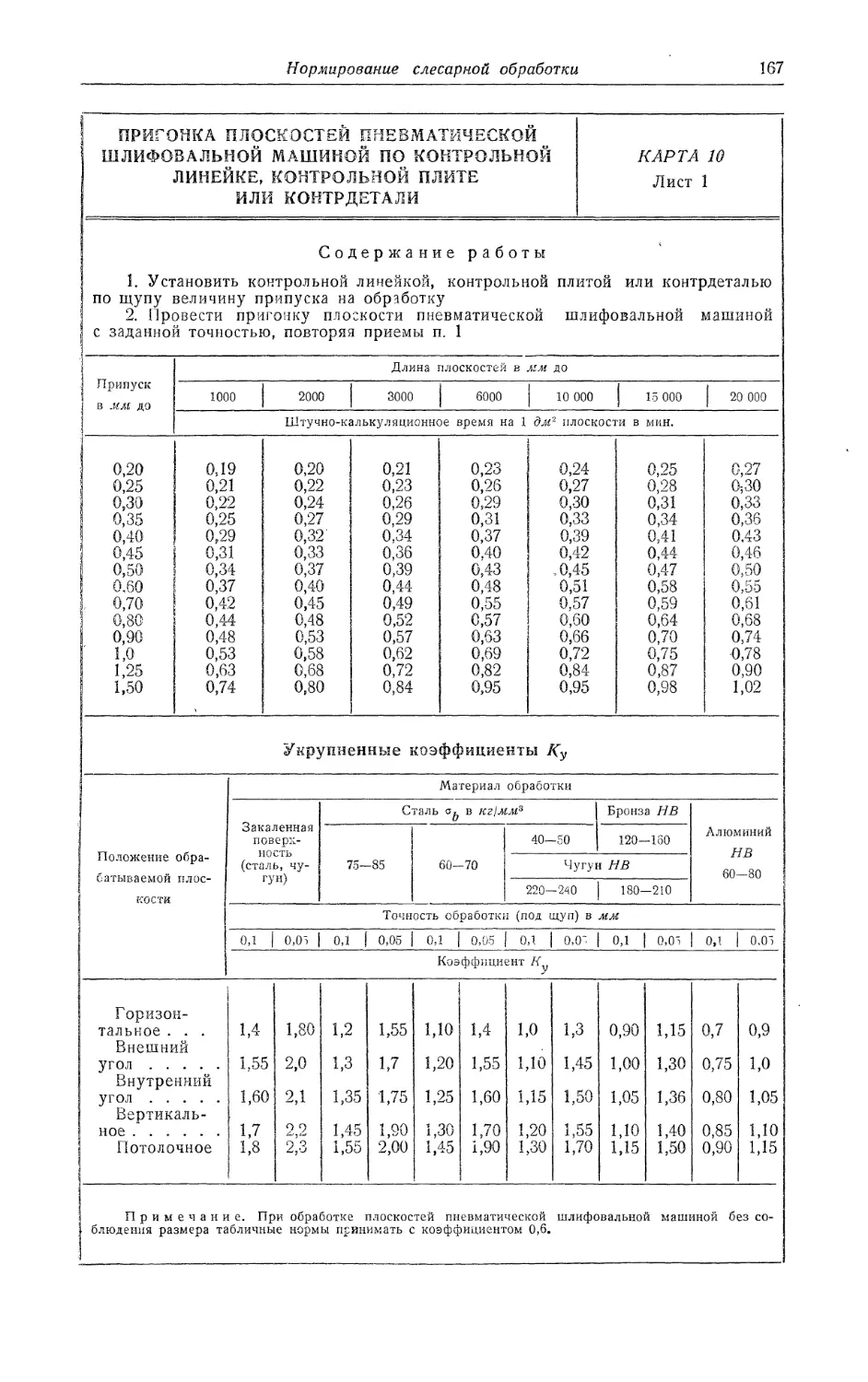
Карта 10. Пригонка плоскостей пневматической шлифовальной машиной по кон-
трольной линейке, контрольной плите или контрдетали .... 167
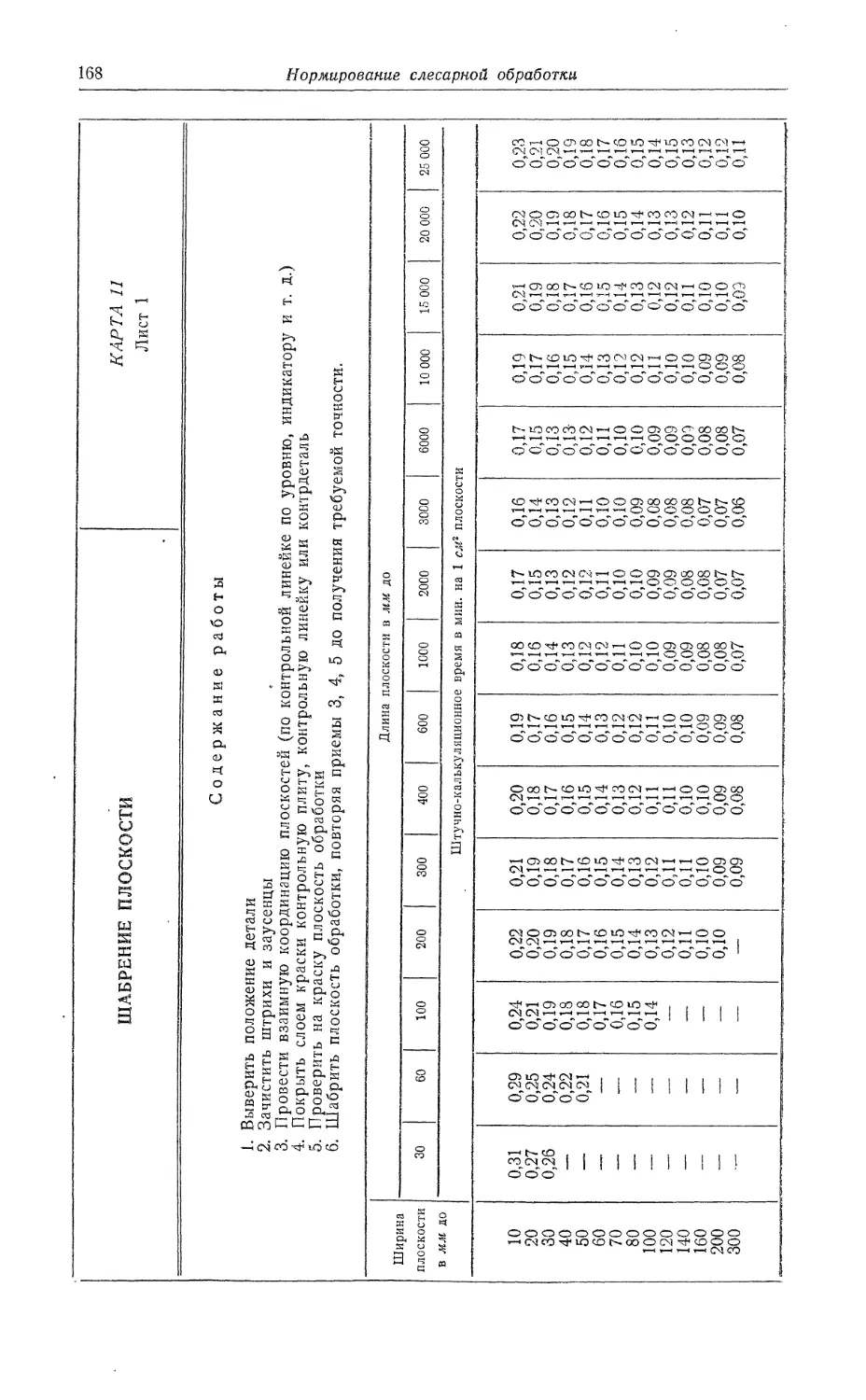
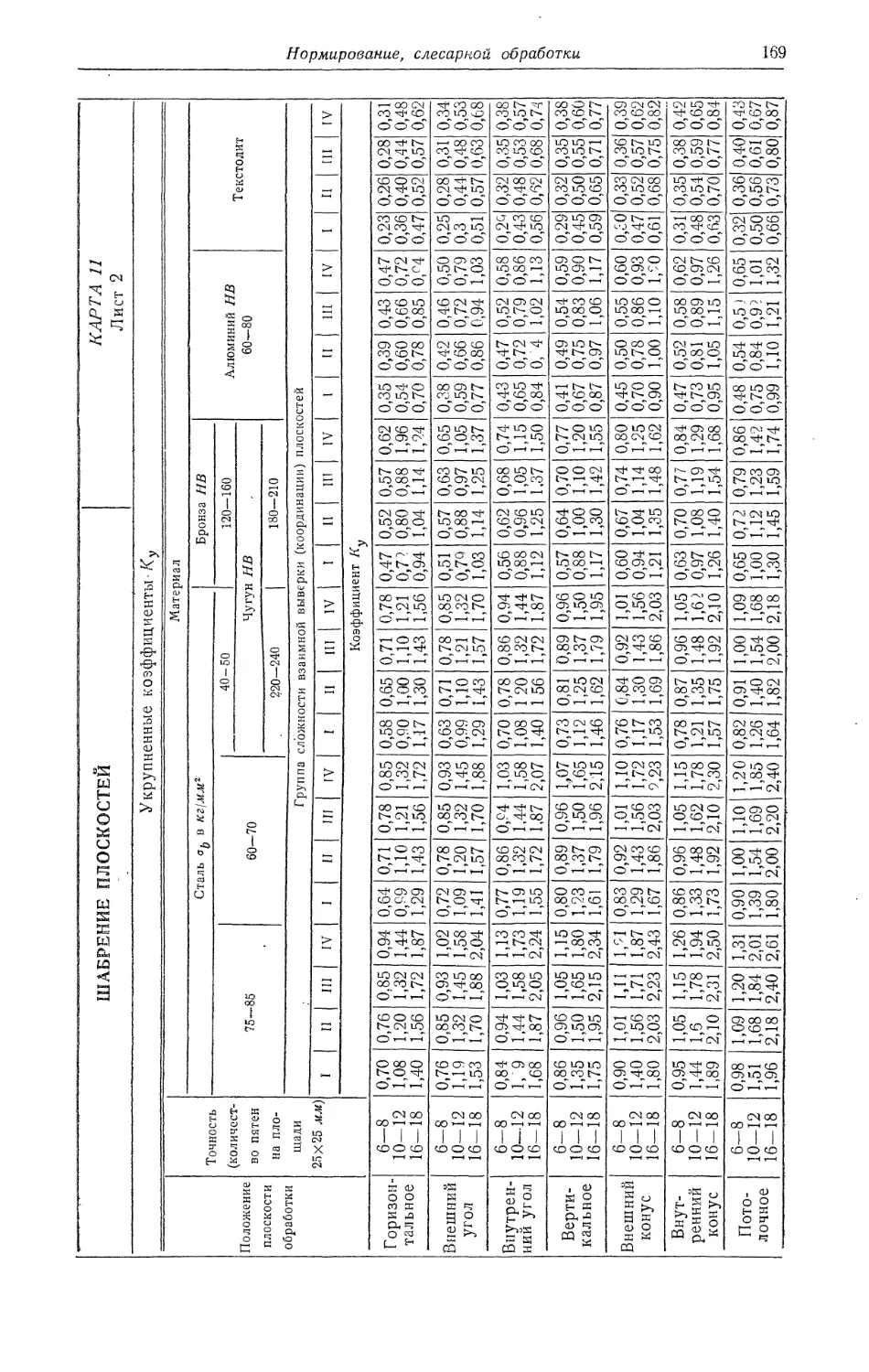
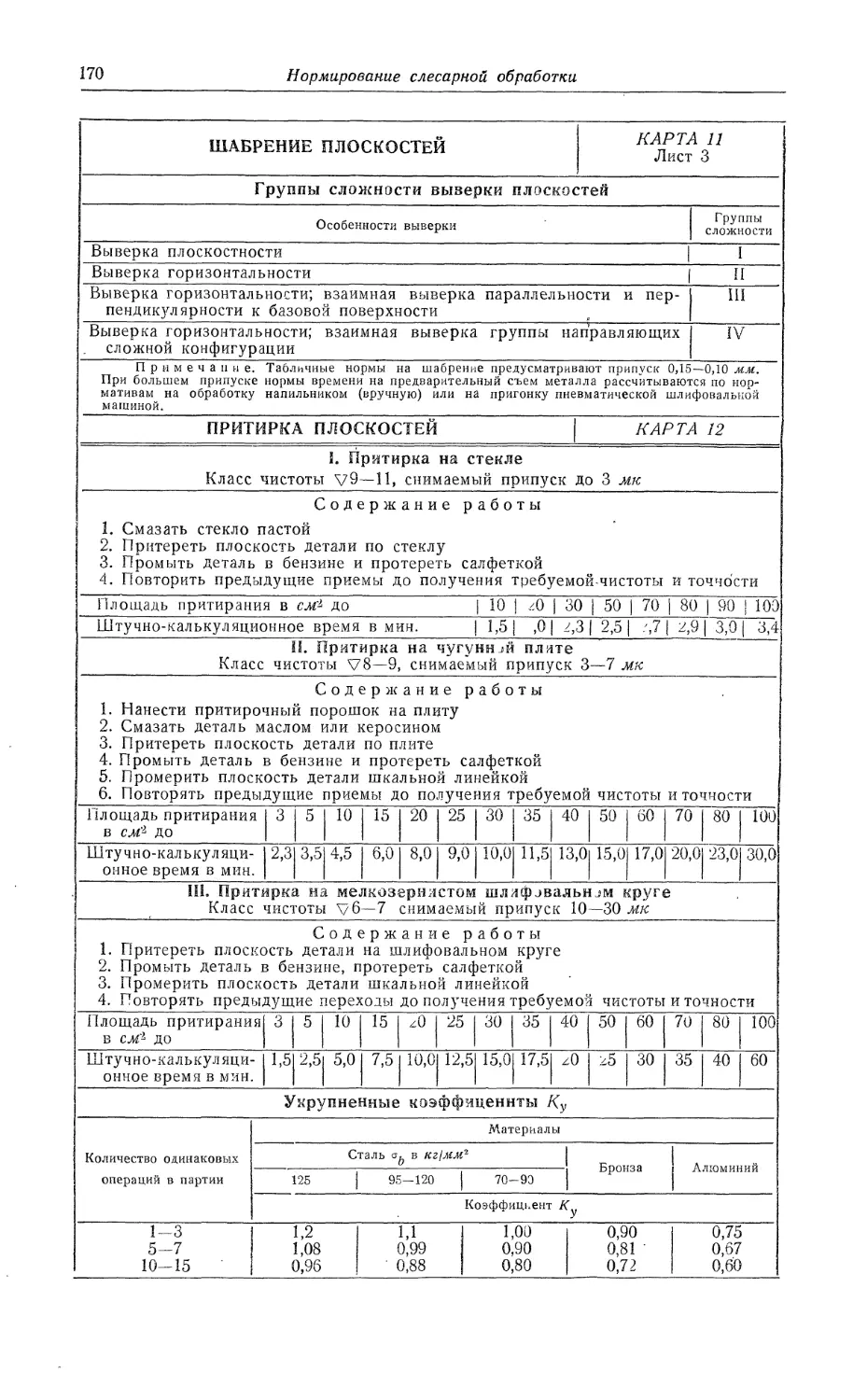
Карта 11. Шабрение плоскости.......................................... 168
Карта 12. Притирка плоскостей......................................... 170
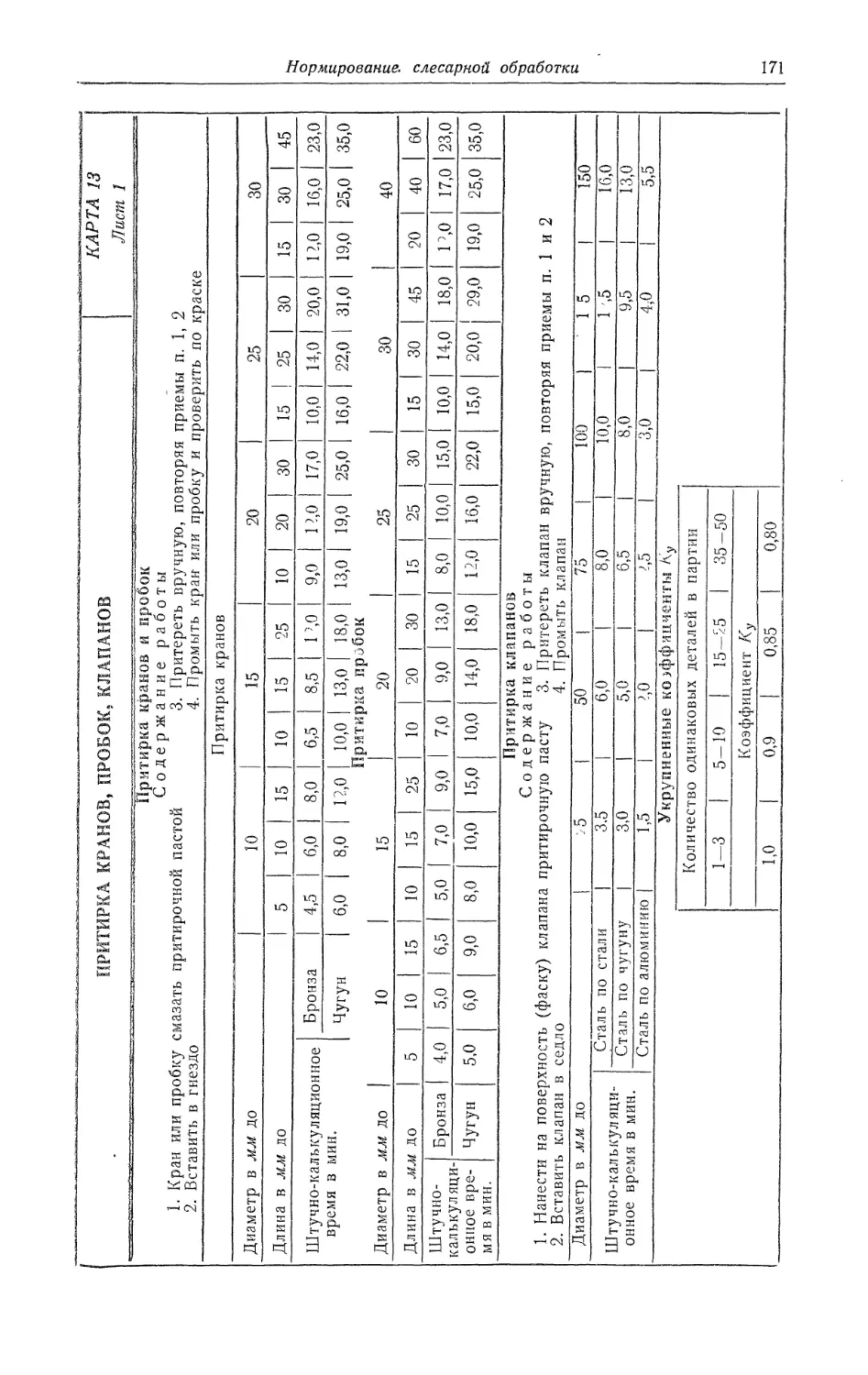
Карта 13. Притирка кранов, пробок, клапанов........................... 171
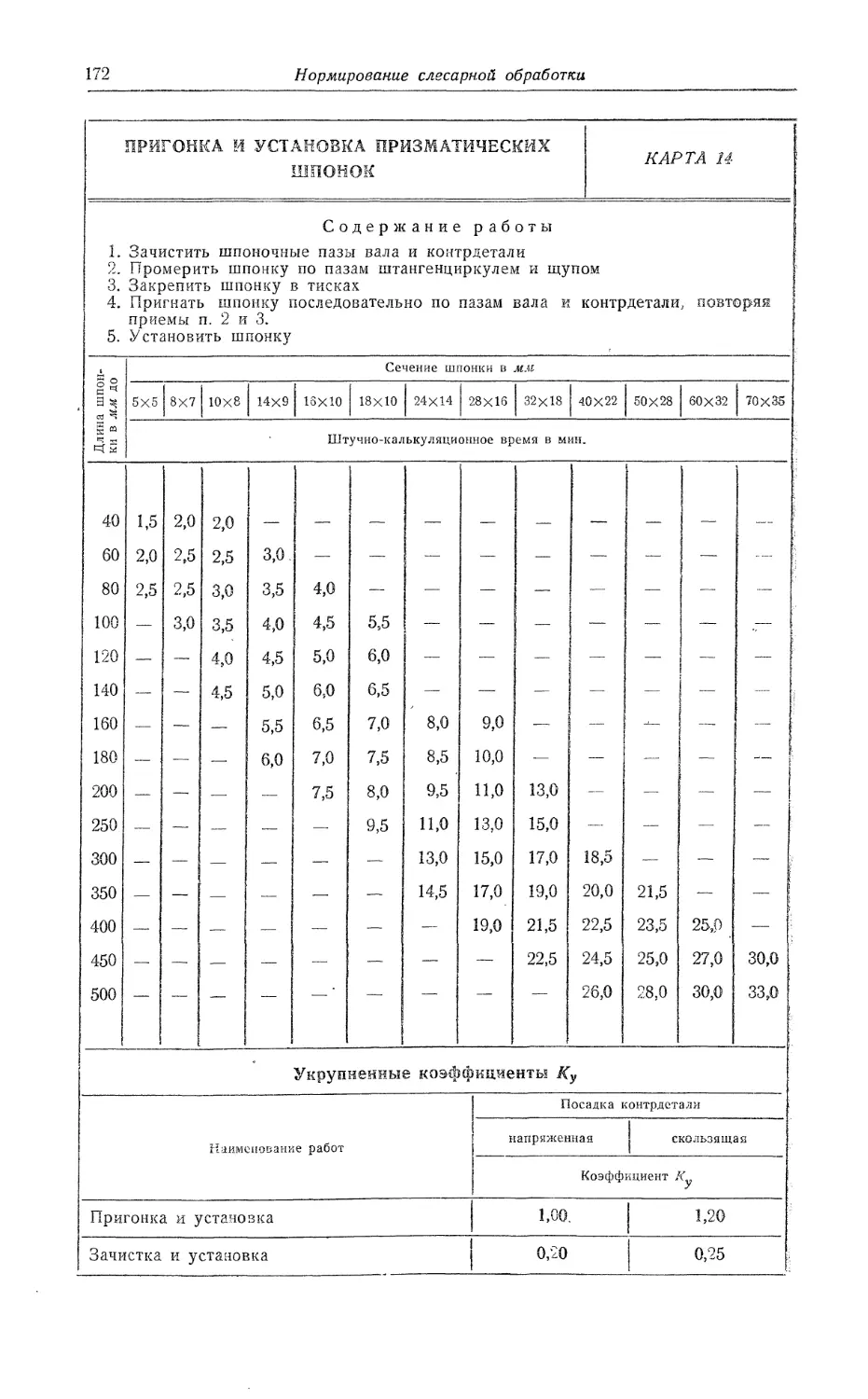
Карта 14. Пригонка и установка призматических шпонок.................. 172
Карта 15. Пригонка и установка клиновых шпонок........................ 173
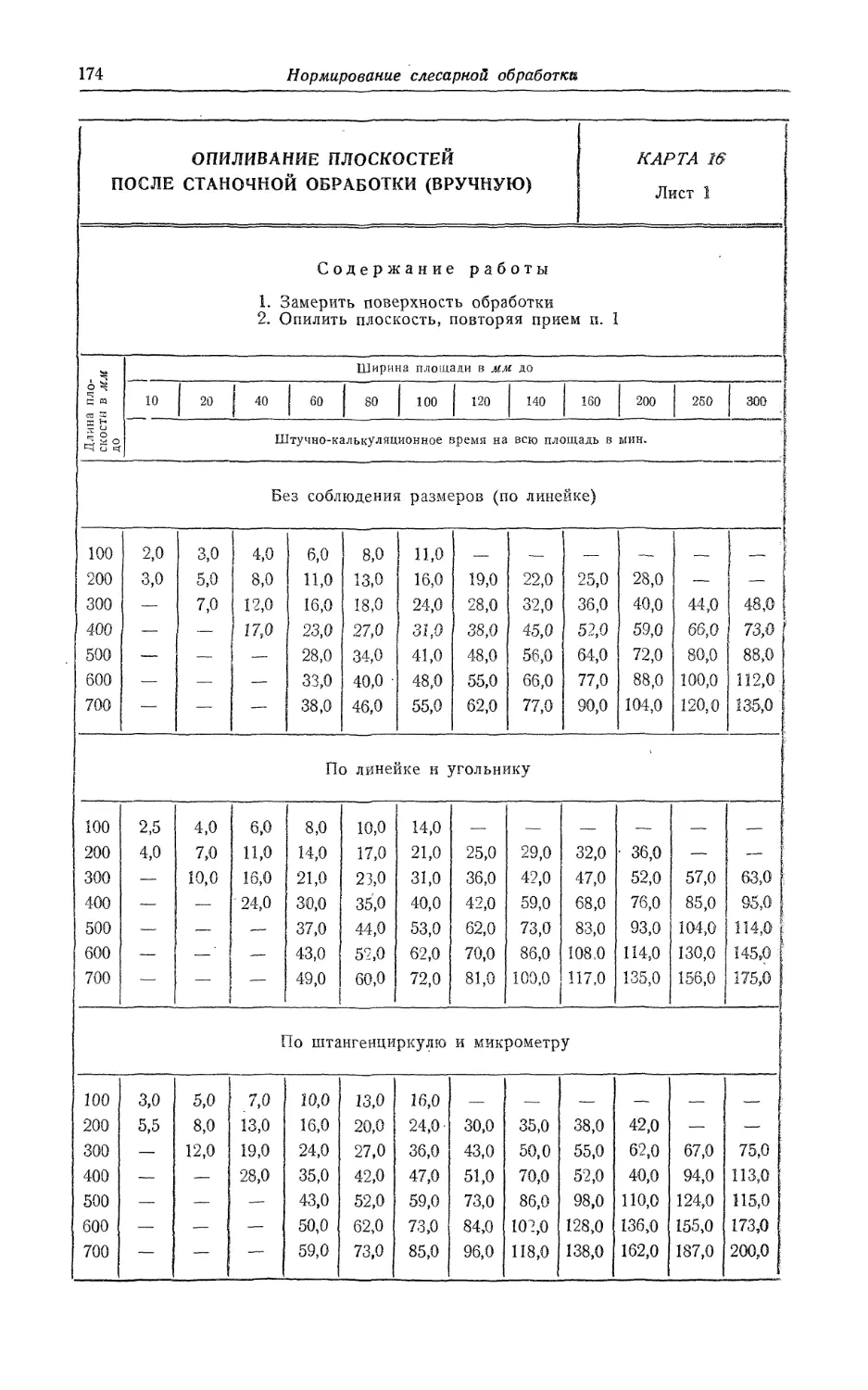
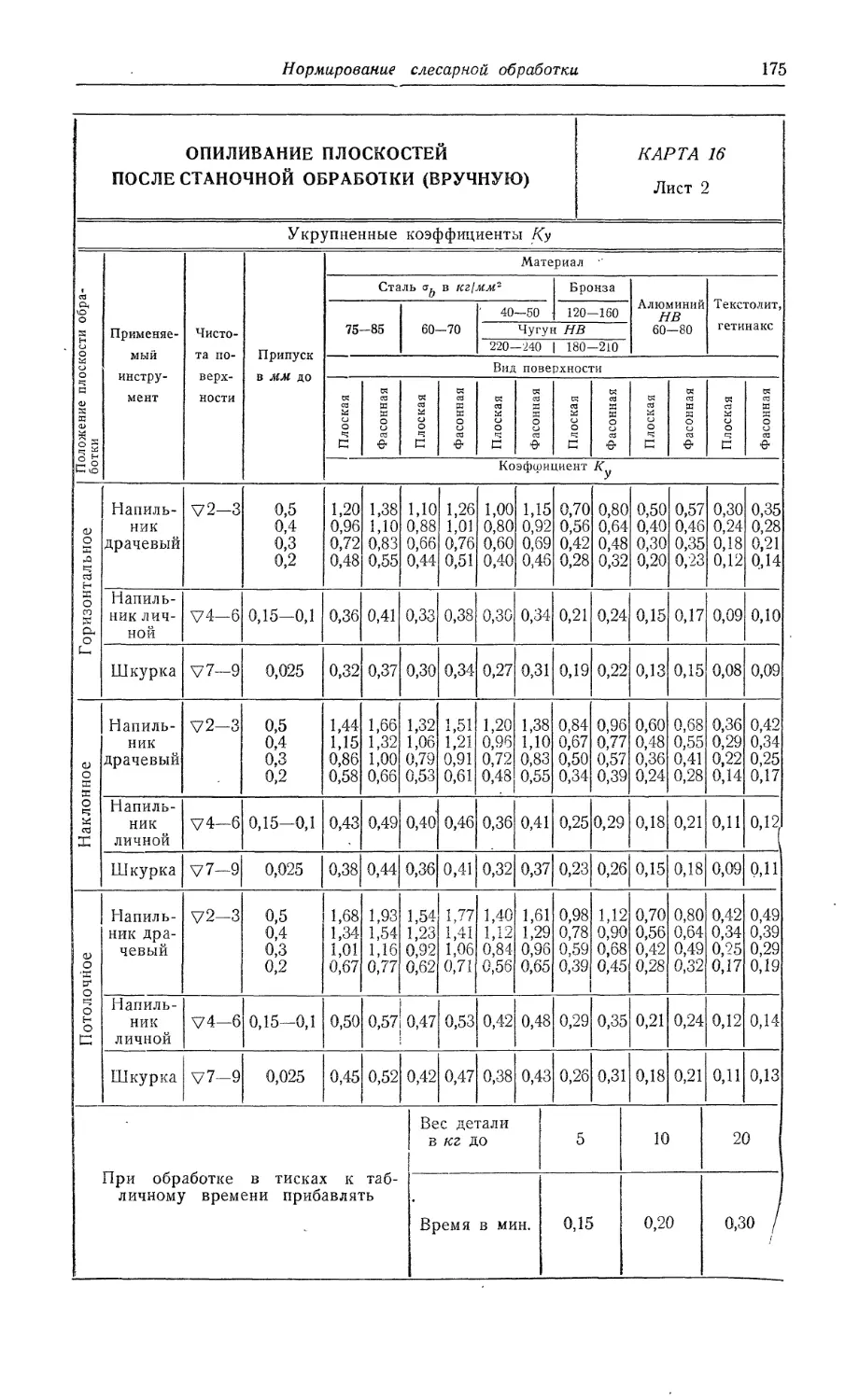
Карта 16. Опиливание плоскостей....................................... 174
ГЛАВА IV. НОРМИРОВАНИЕ ИЗГОТОВЛЕНИЯ МЕТАЛЛОРЕЖУЩЕГО
И ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА (Ф. Г. Федотов)....................... 176
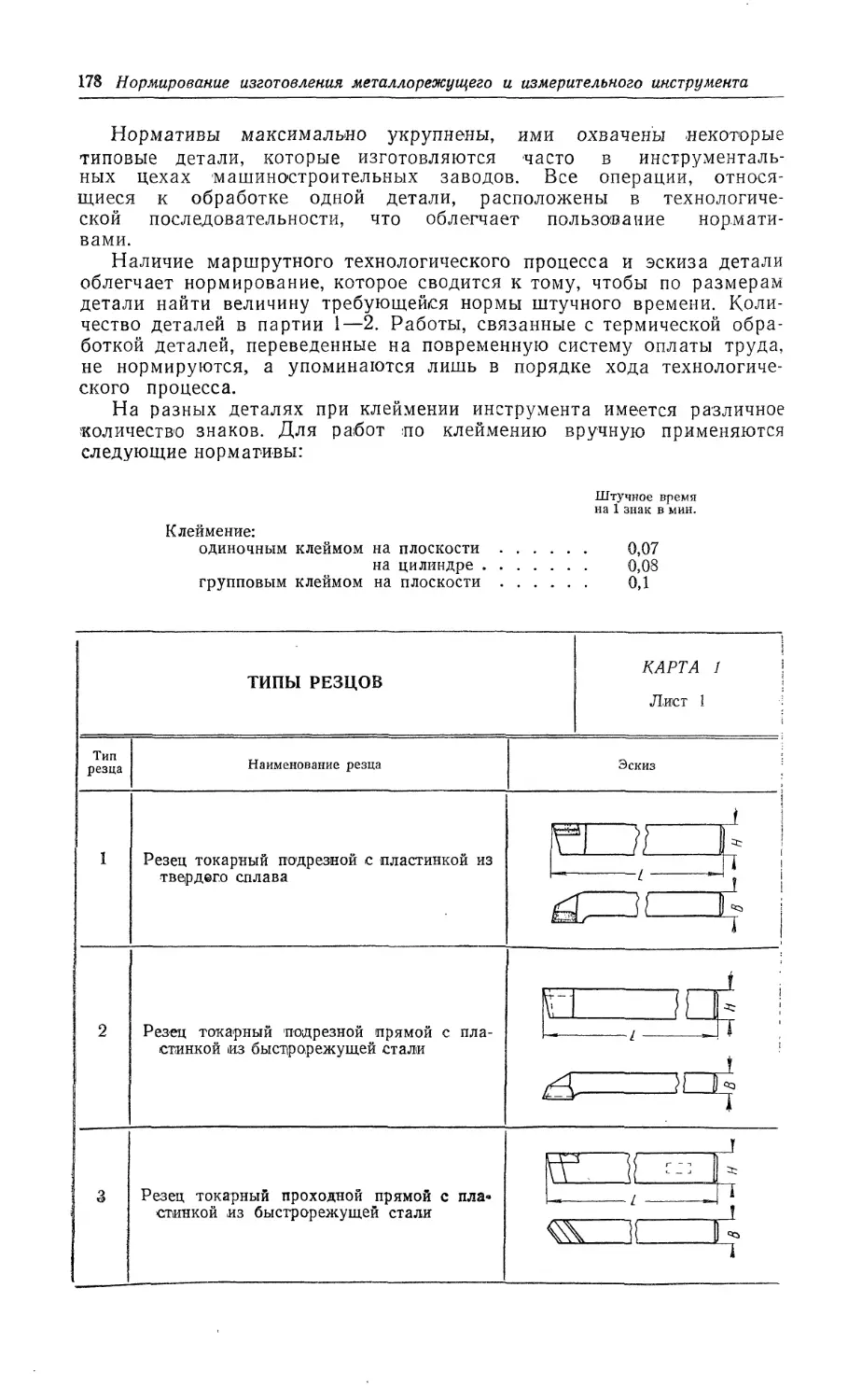
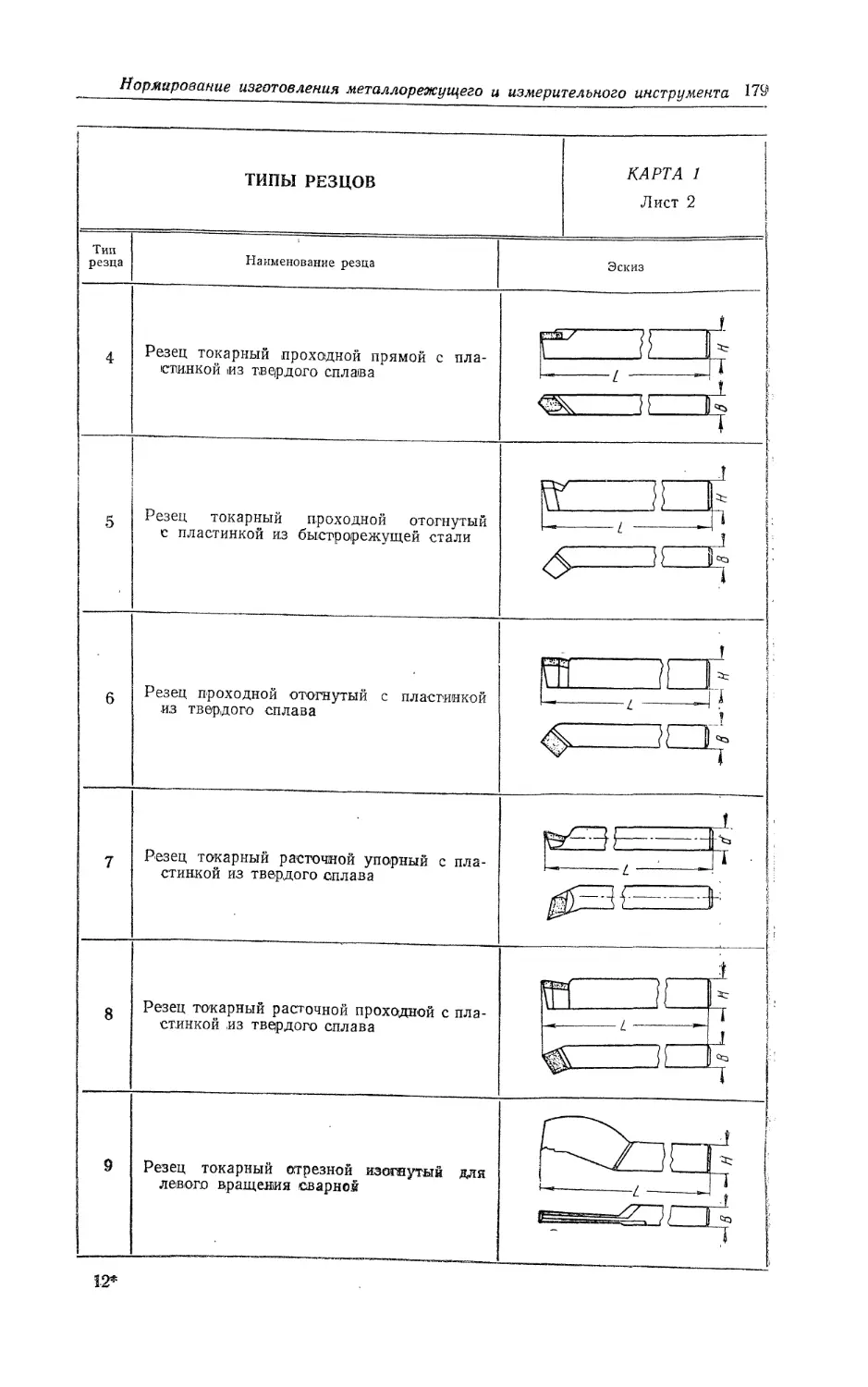
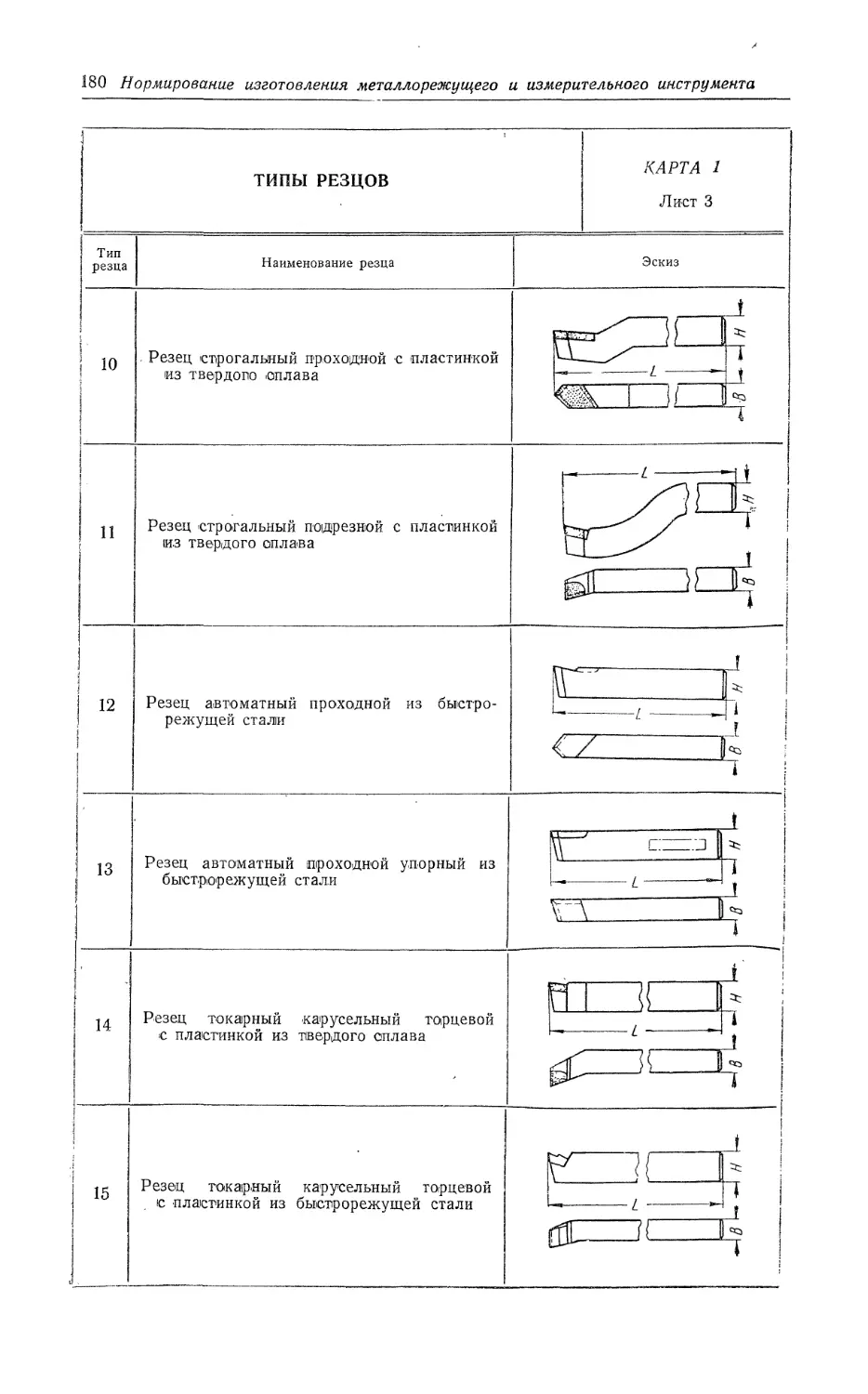
Карта 1. Типы резцов............................................ 178
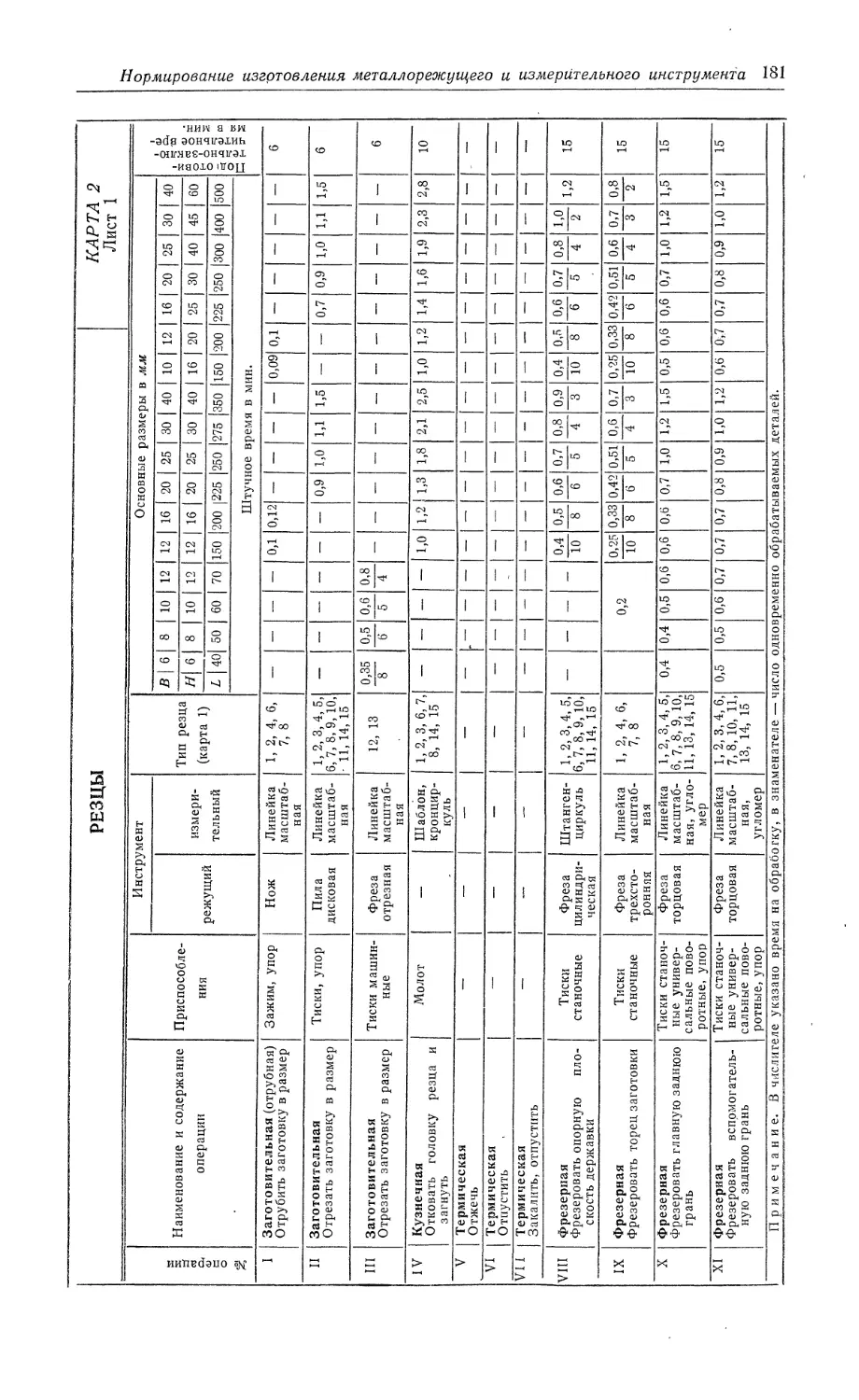
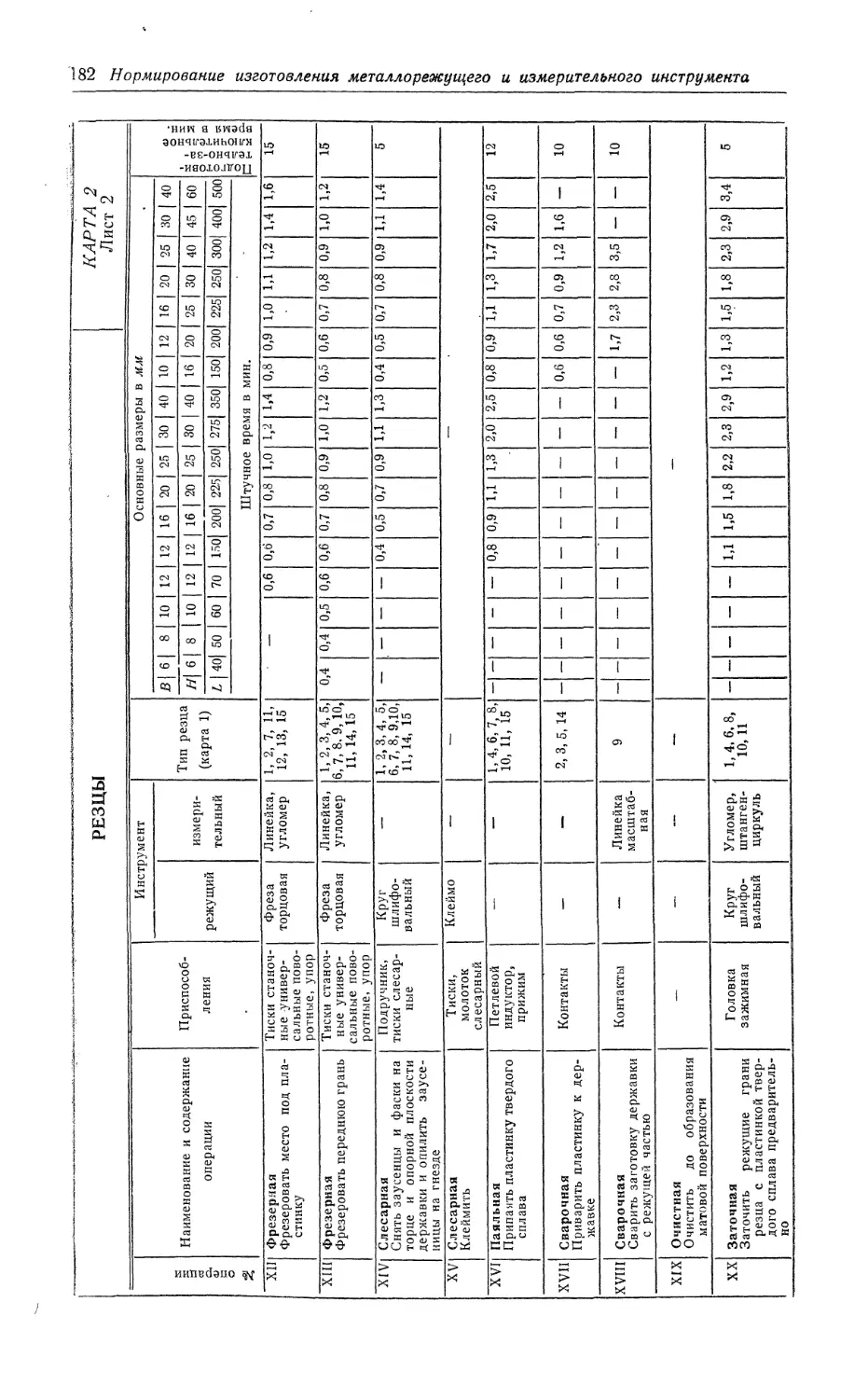
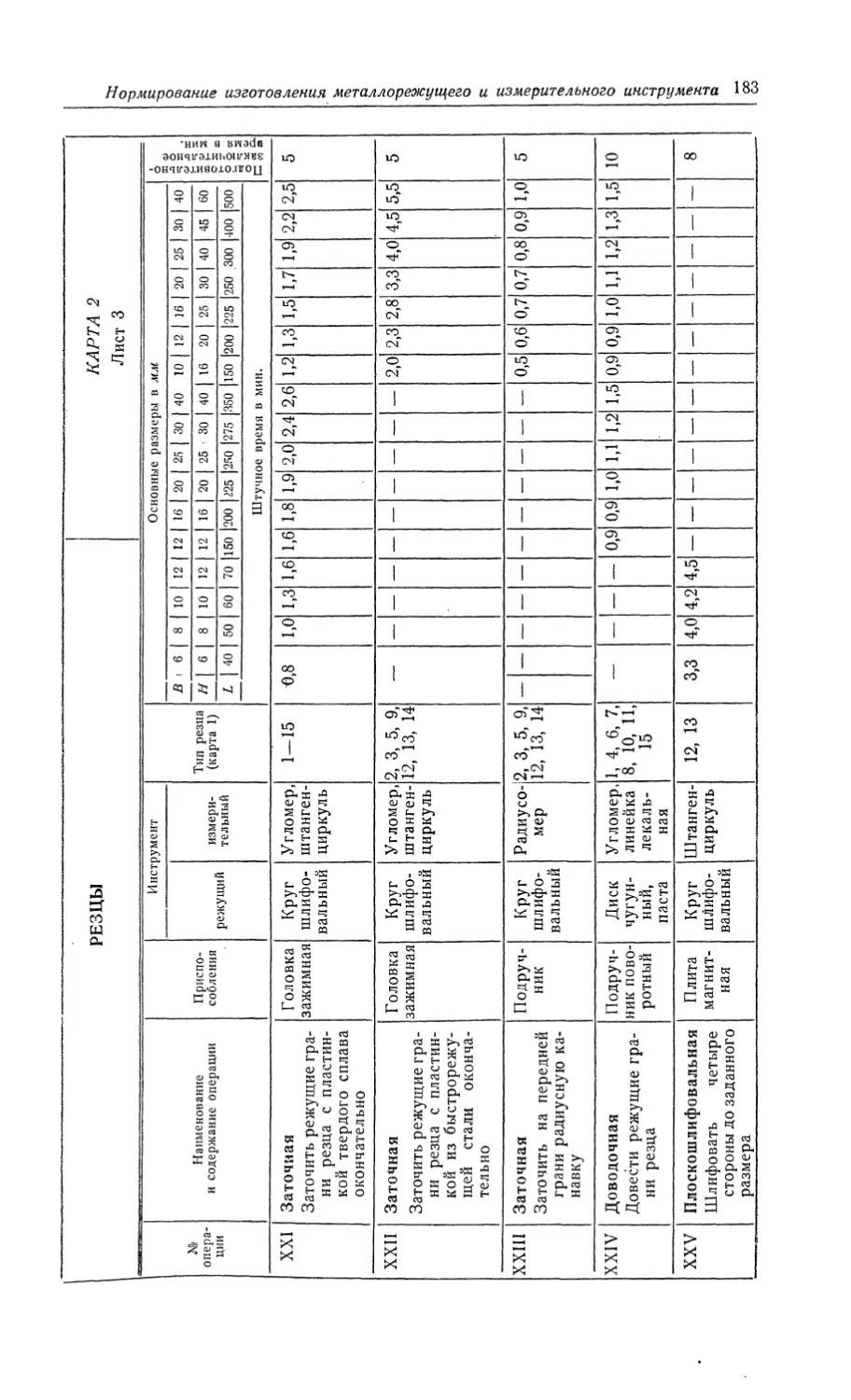
Карта 2. Резцы................................................. 181
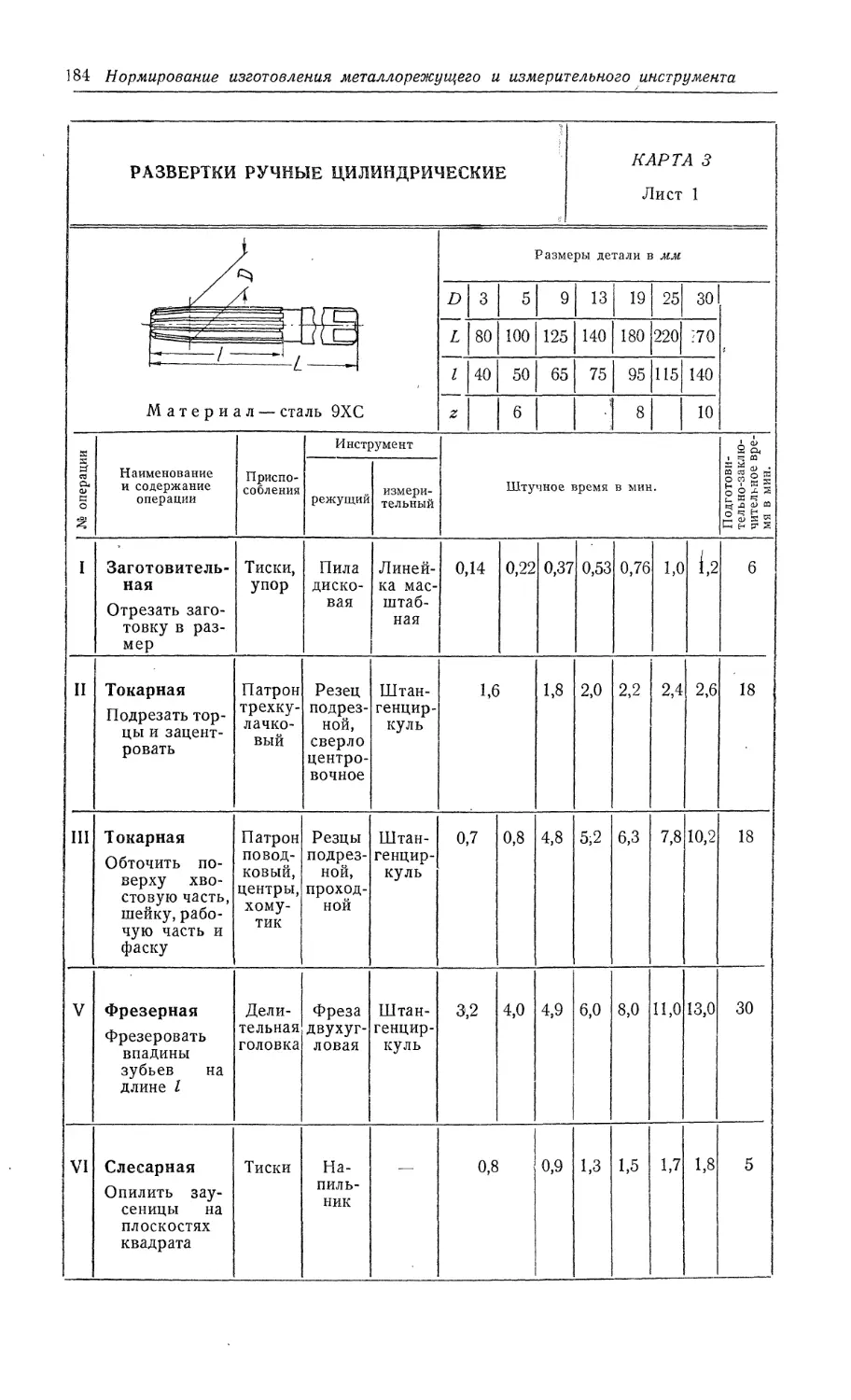
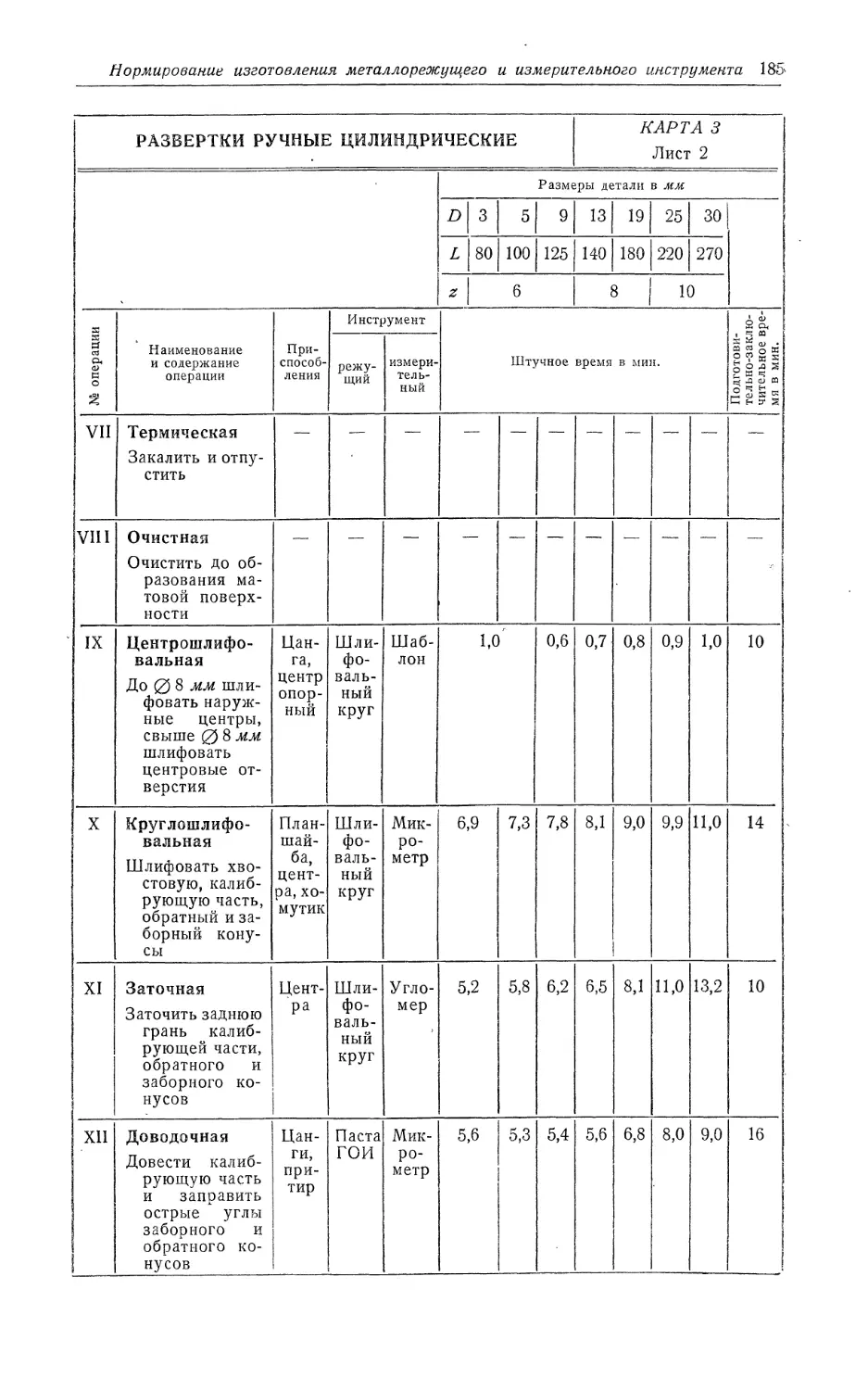
Карта 3. Развертки ручные цилиндрические........................ 184
Карта 4. Развертки конические...................................... . 186
Карта 5. Развертки машинные с коническим и цилиндрическим хвостом . . 188
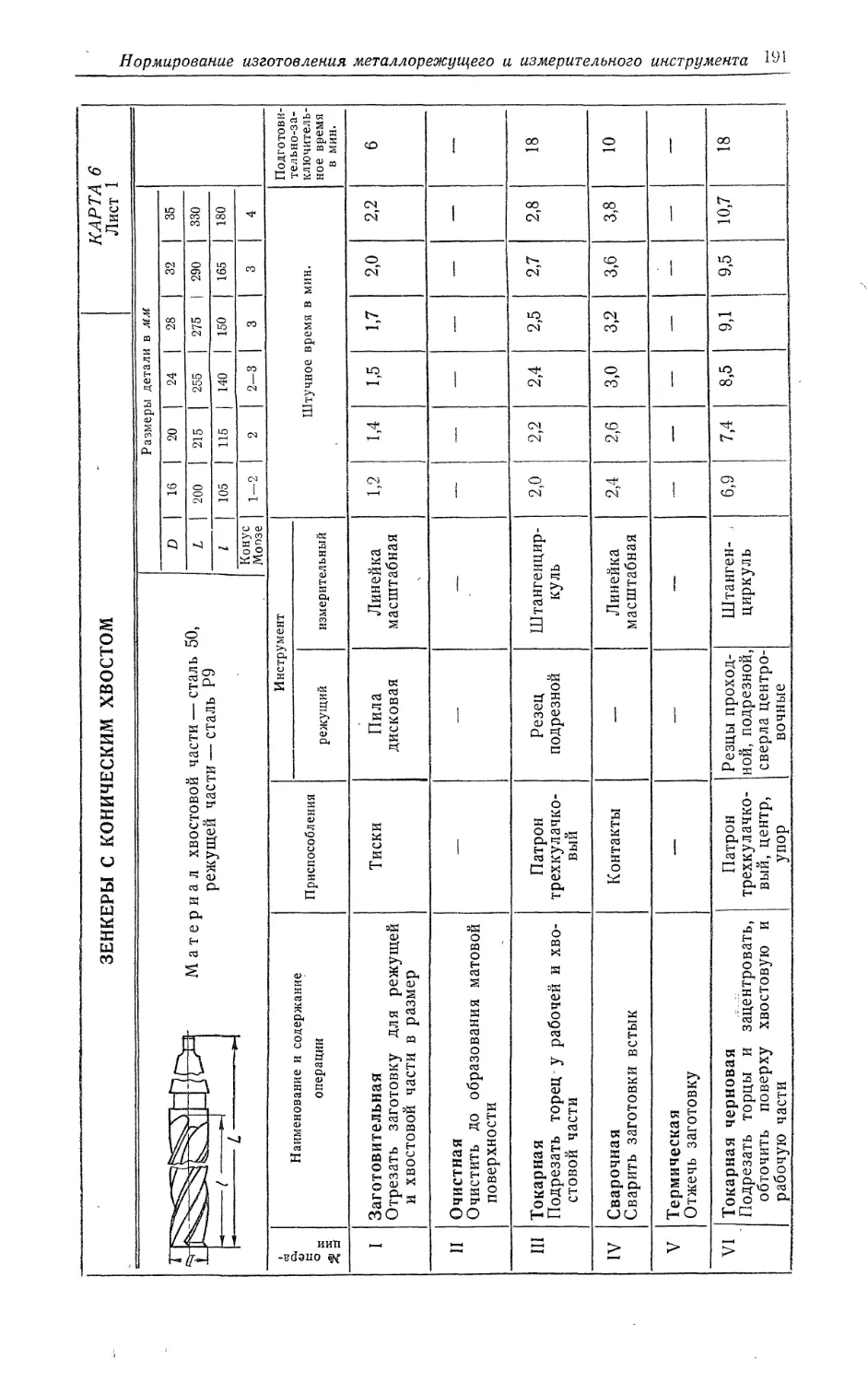
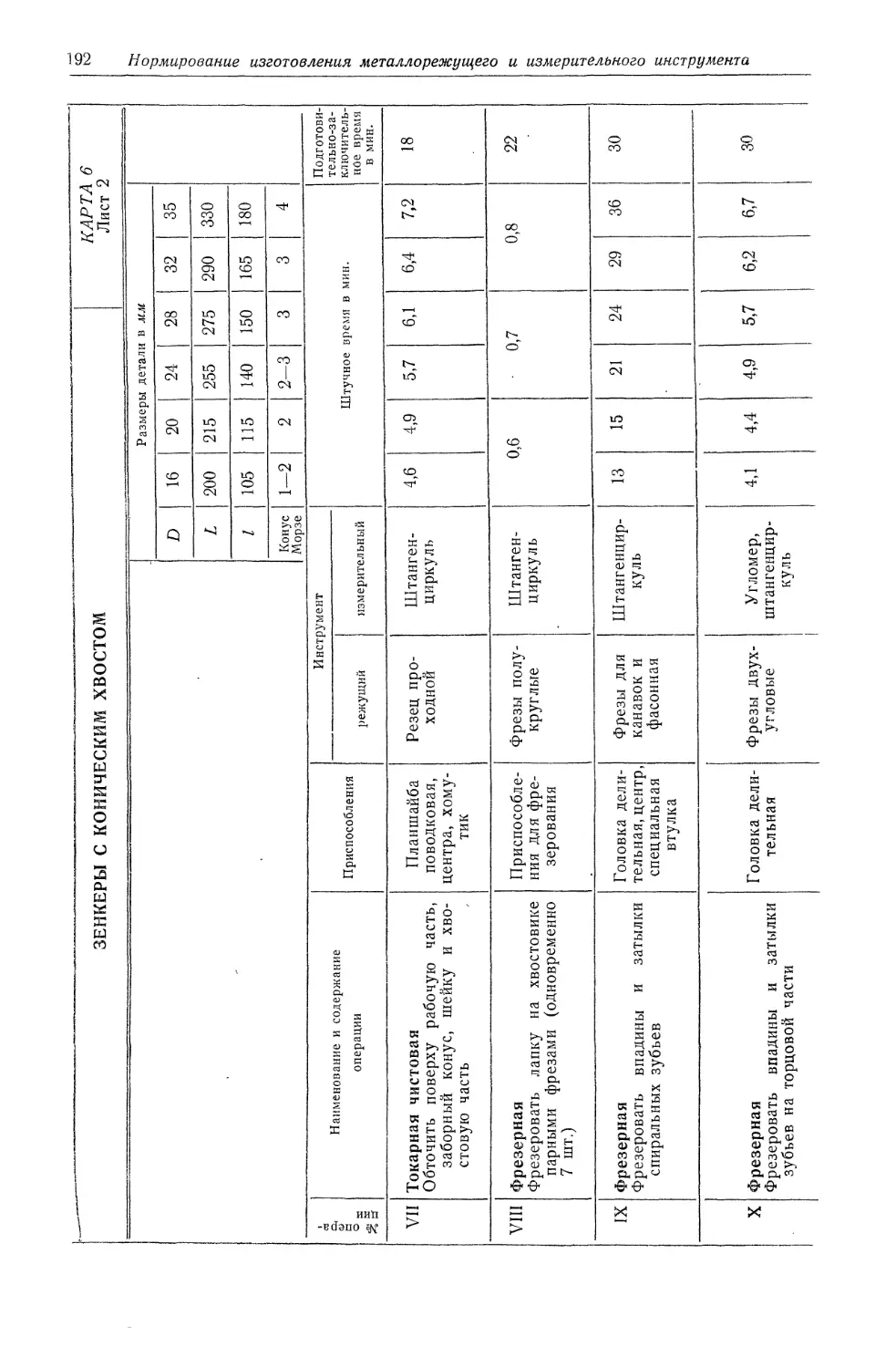
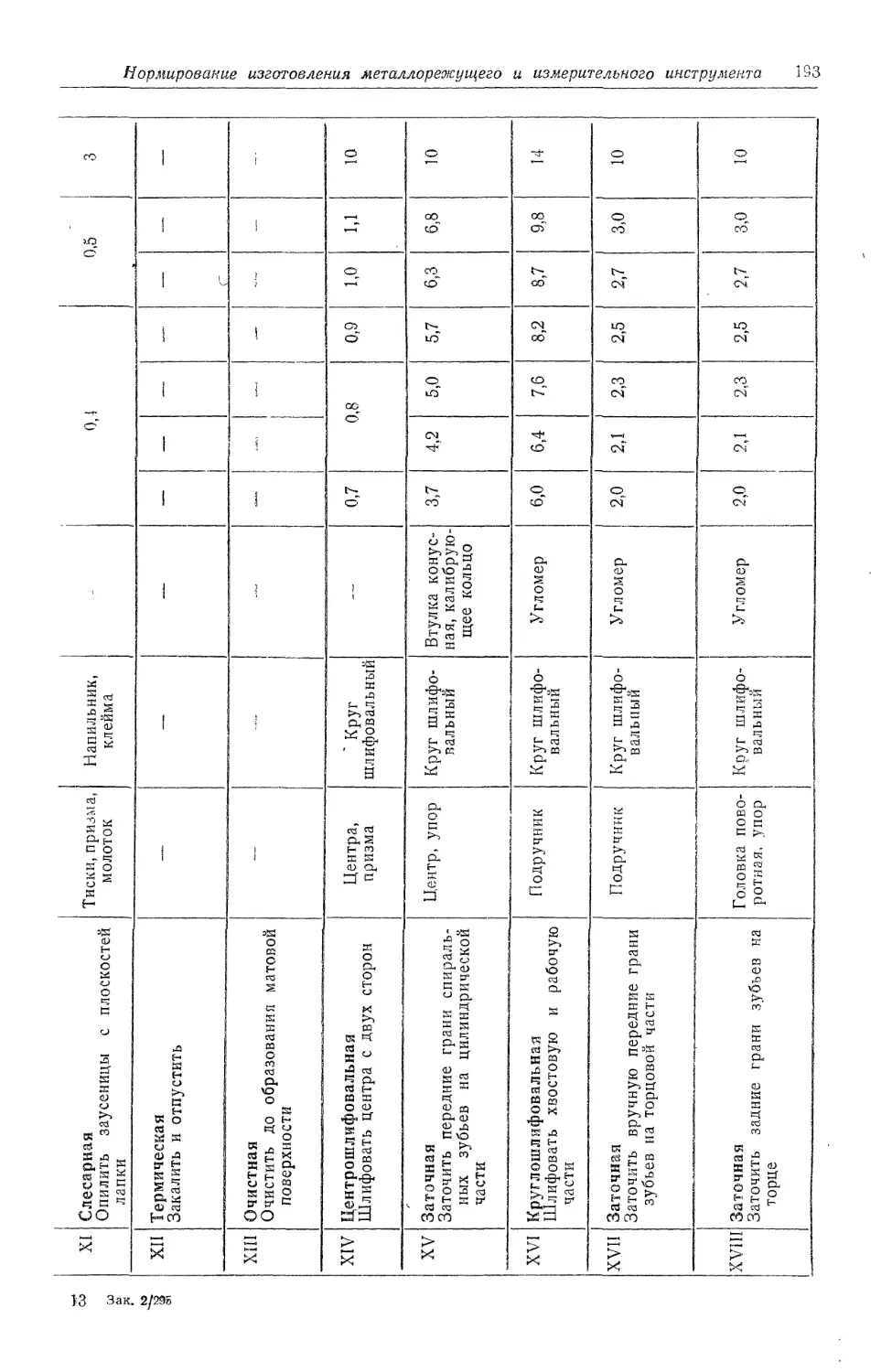
Карта 6. Зенкеры с коническим хвостом........................... 191
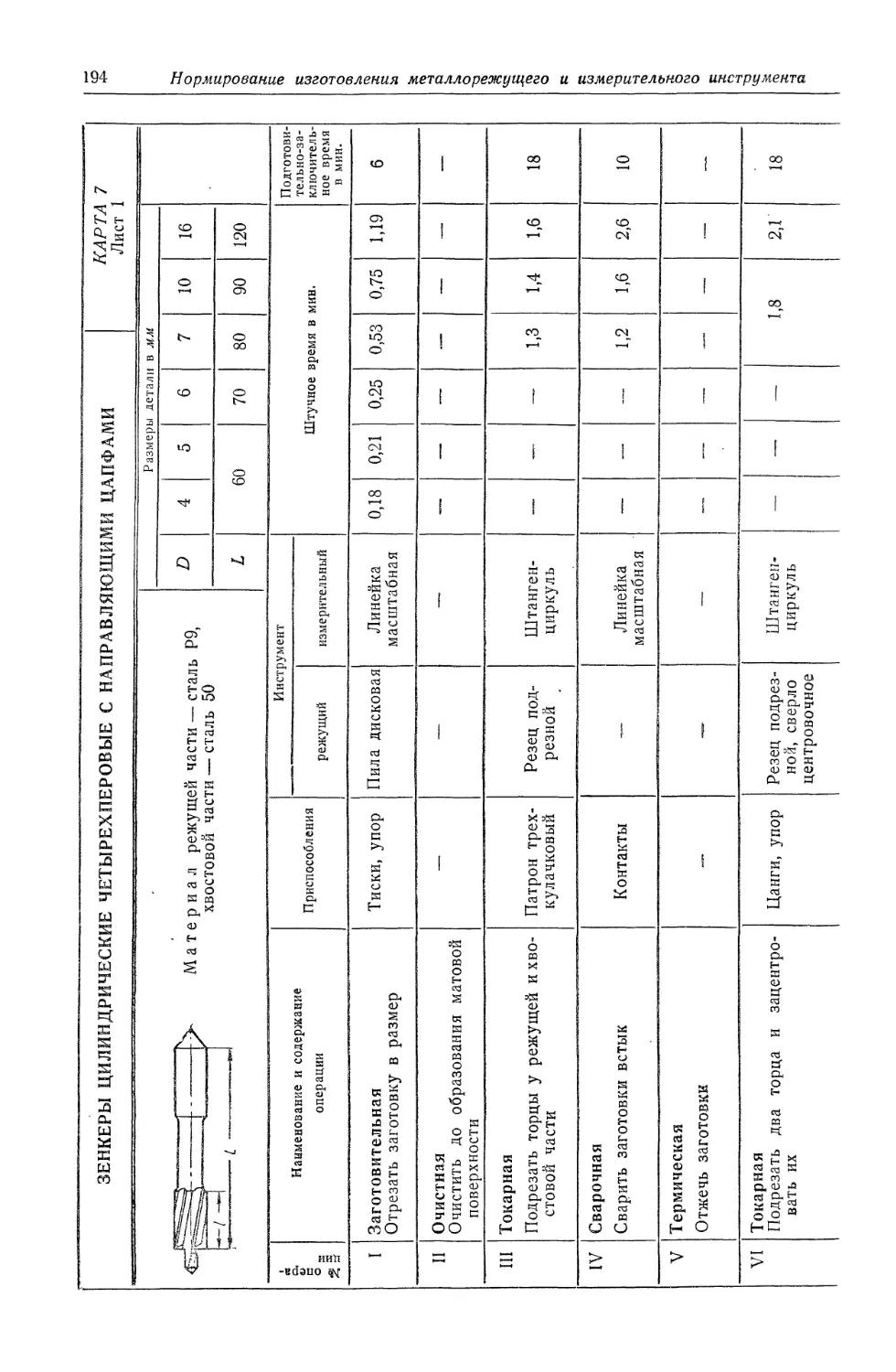
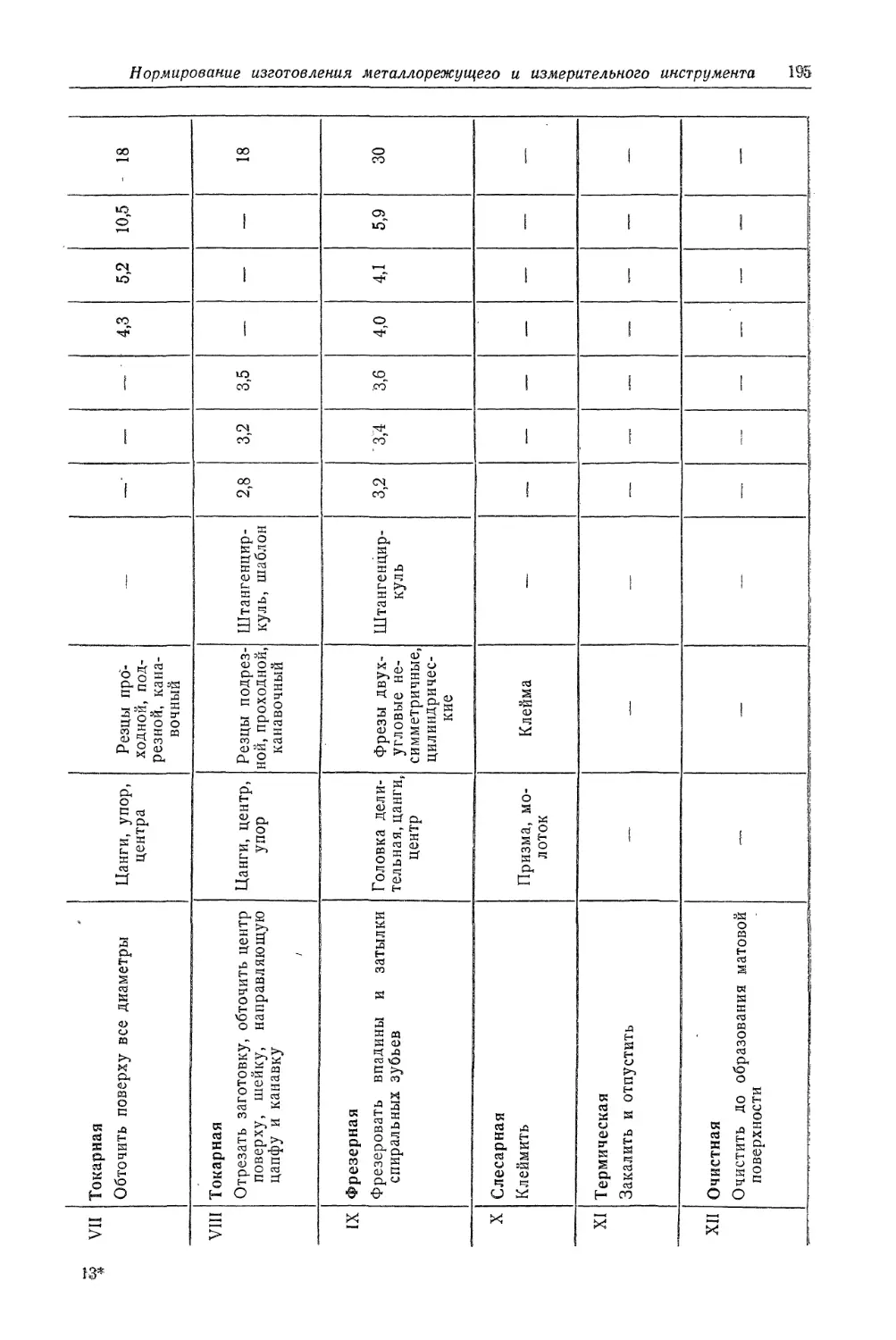
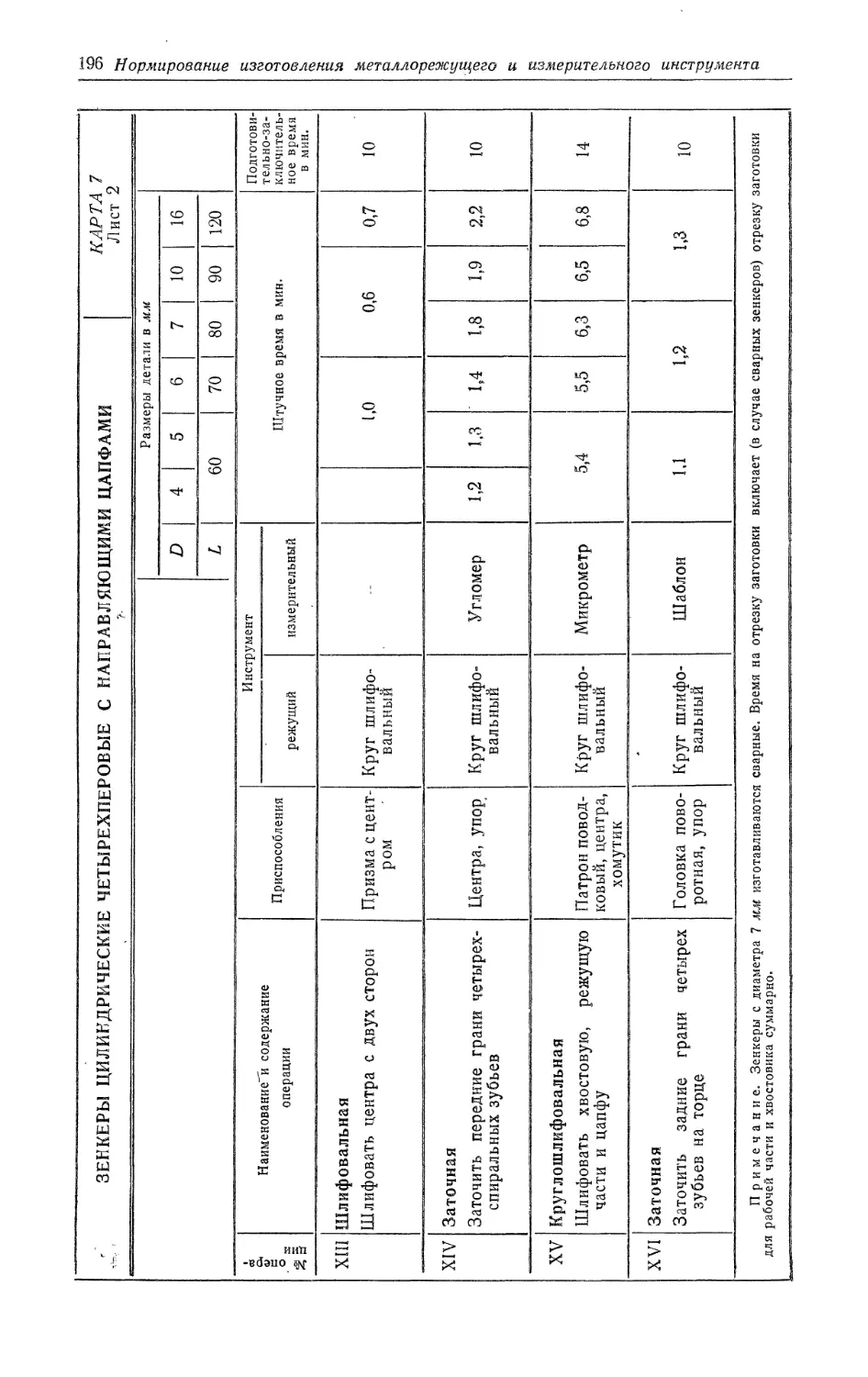
Карта 7. Зенкеры цилиндрические четырехперовые с направляющими цапфами 194
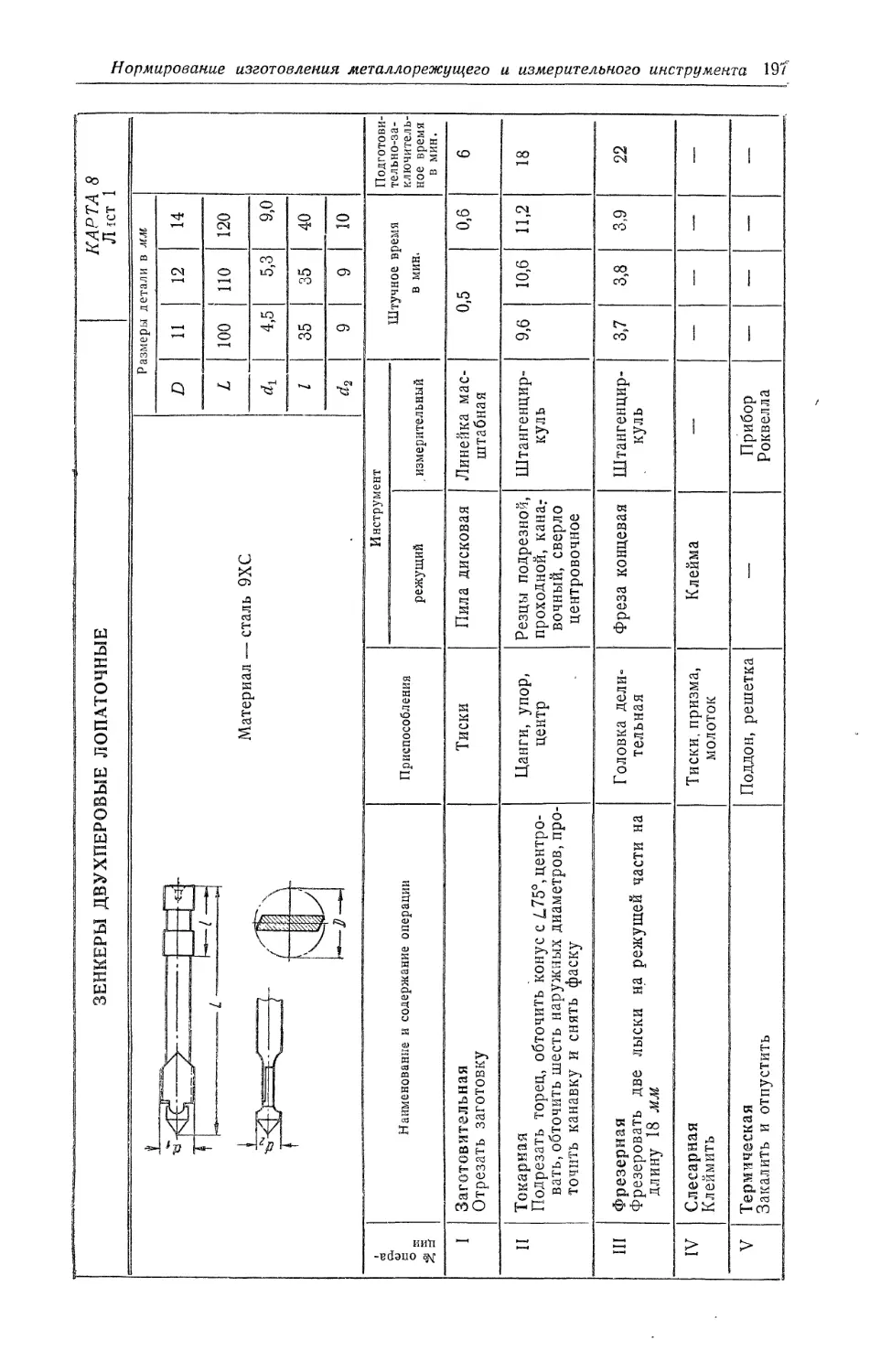
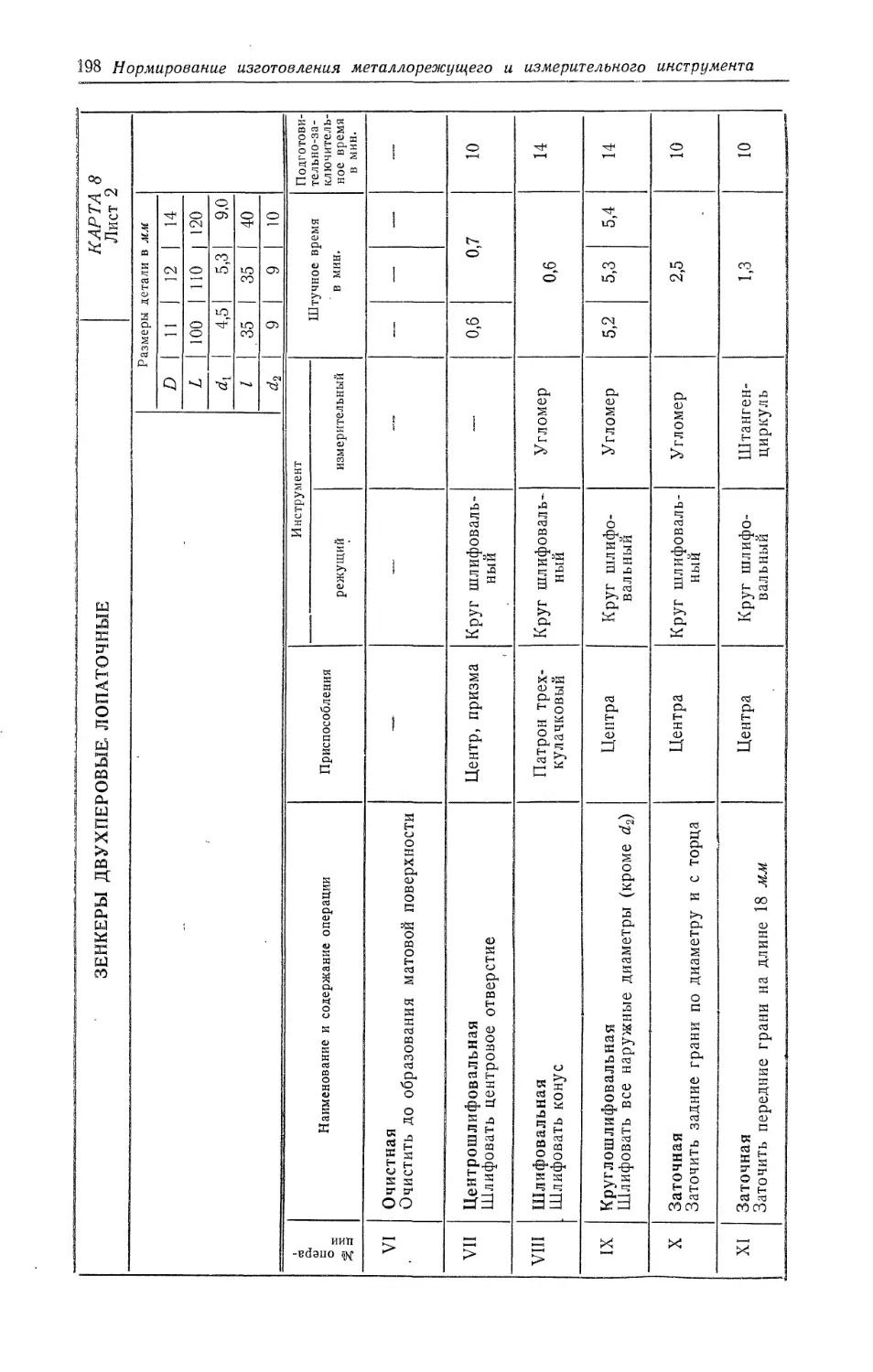
Карта 8. Зенкеры двухперовые лопаточные . .........................197
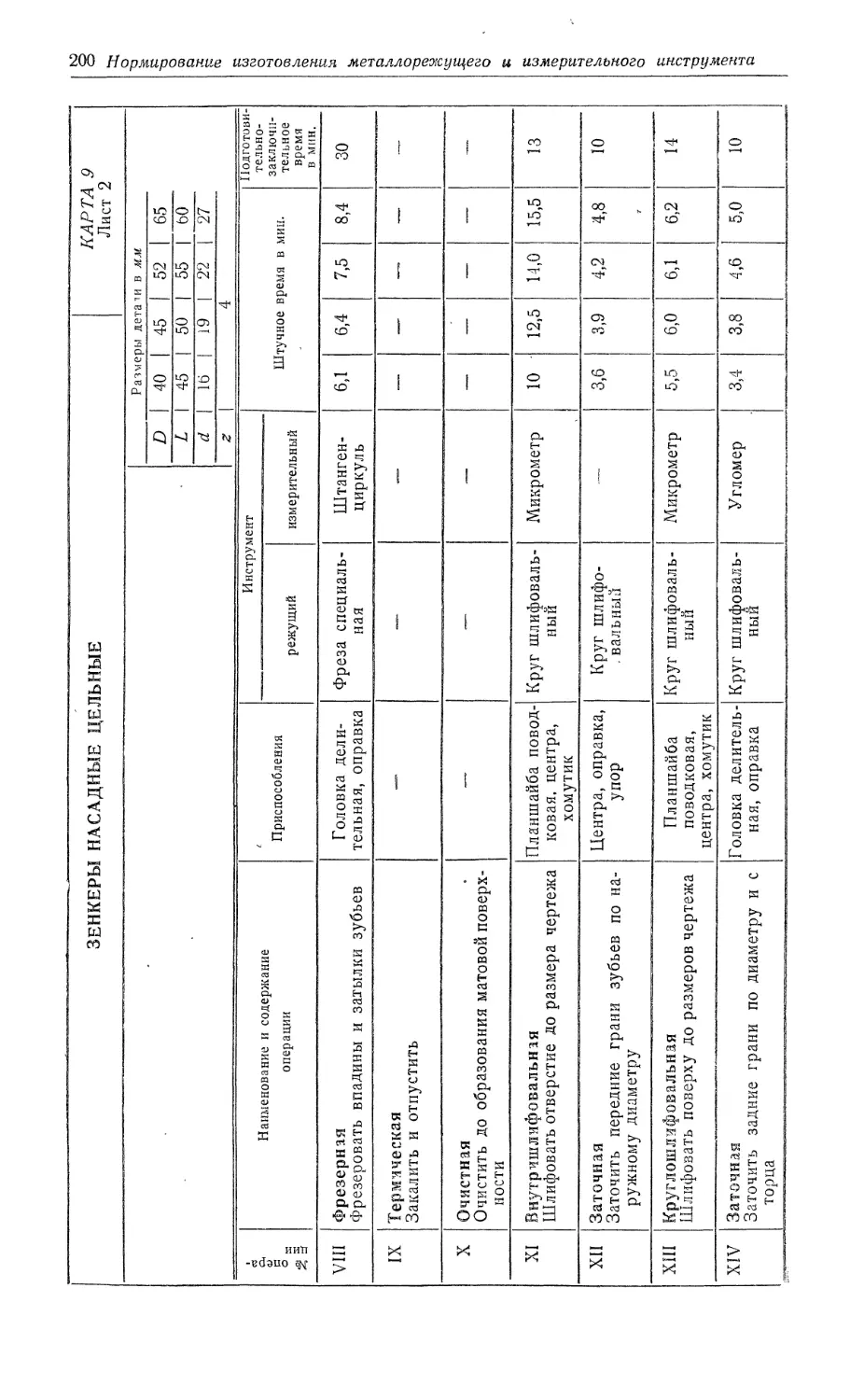
Карта 9. Зенкеры насадные цельные..................................... 199
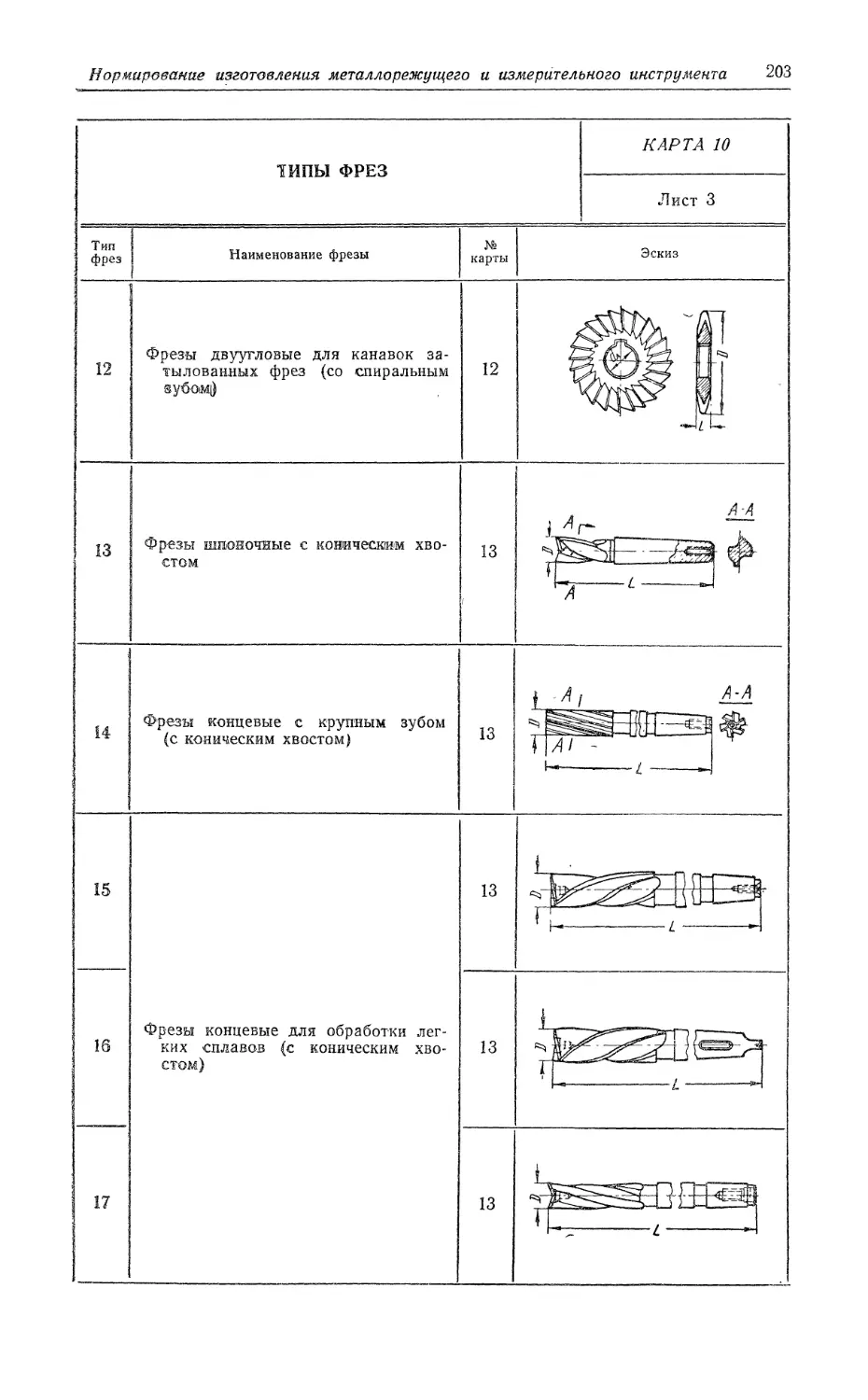
Карта 10. Типы фрез.................................................. 201
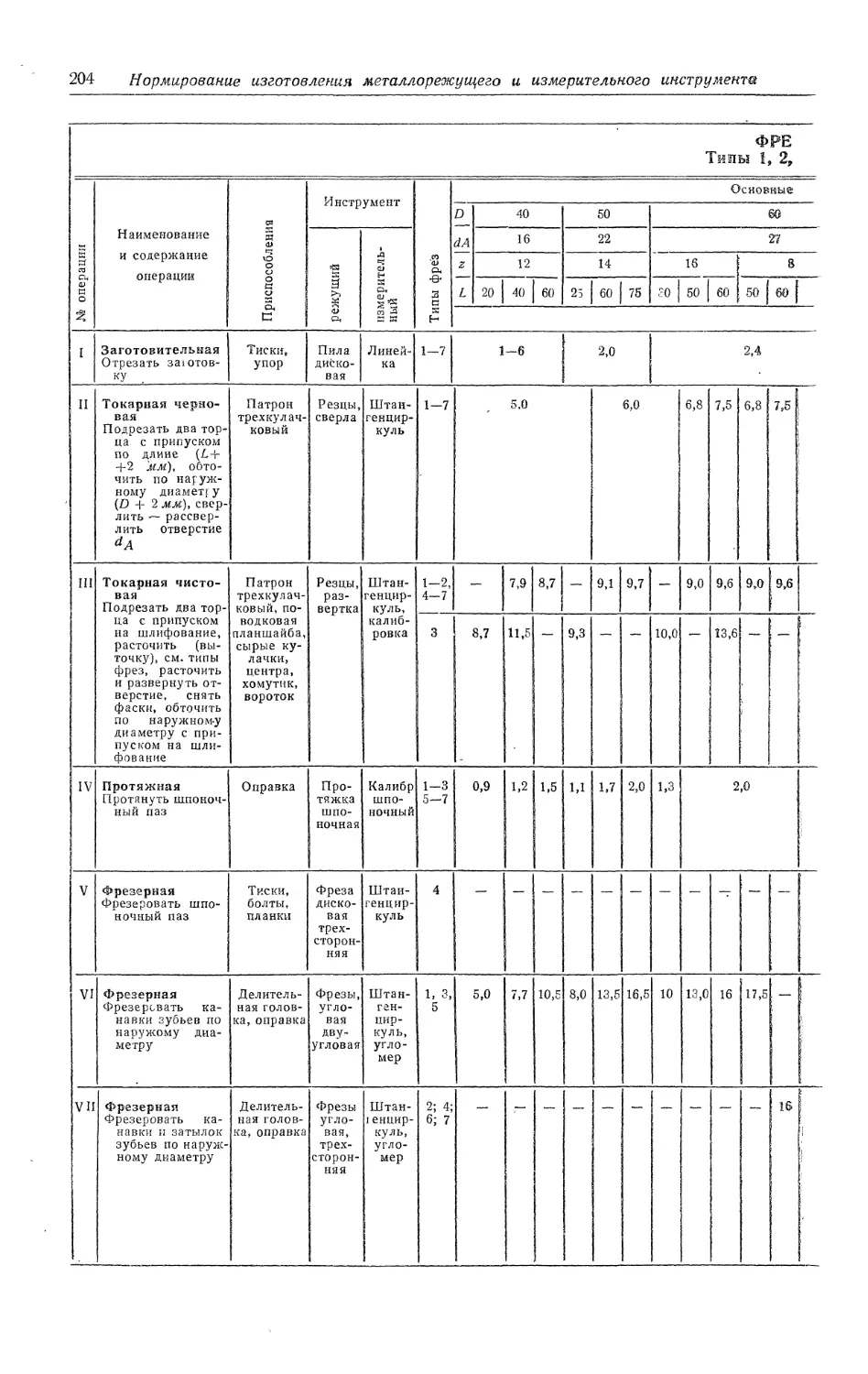
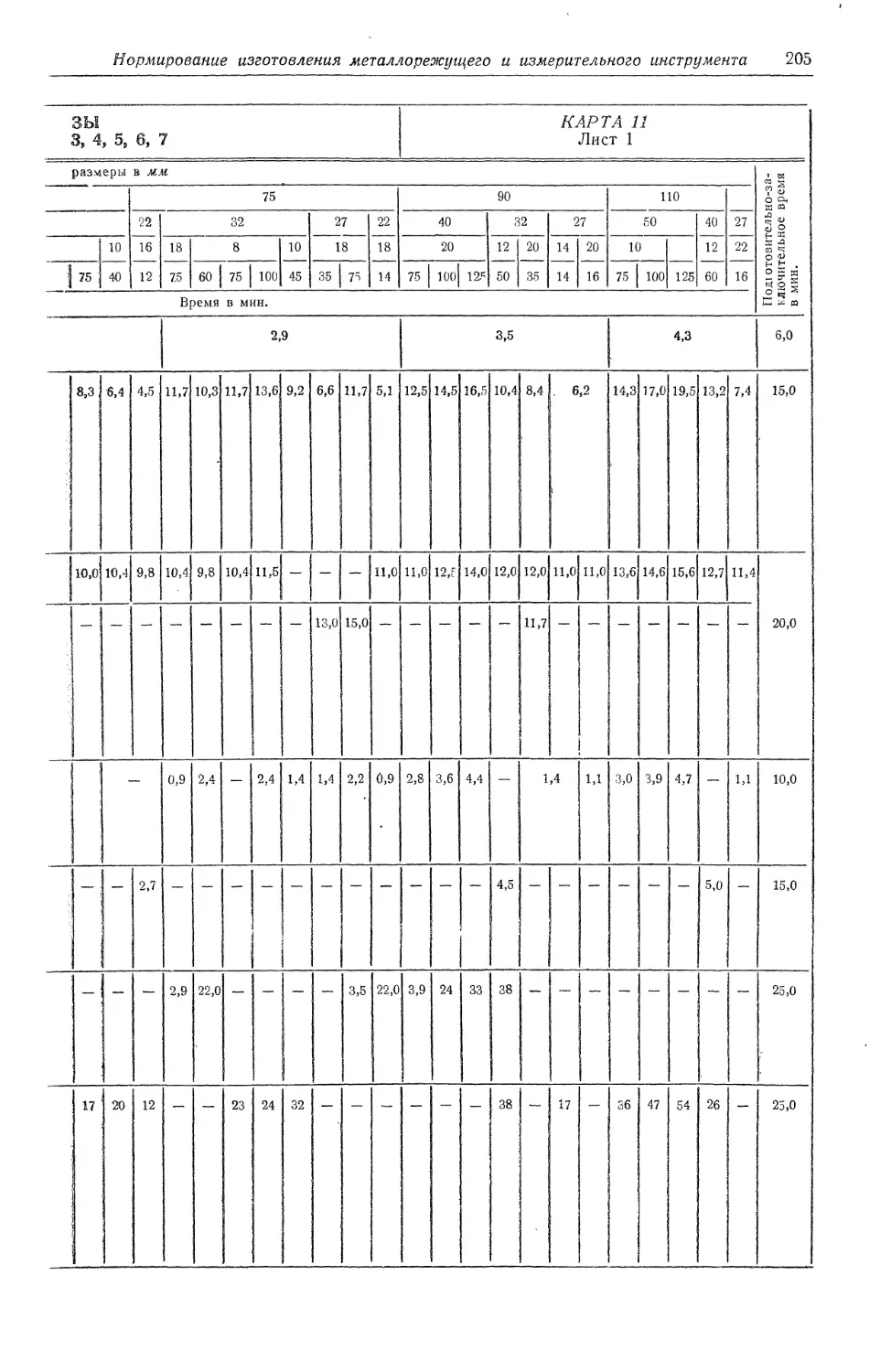
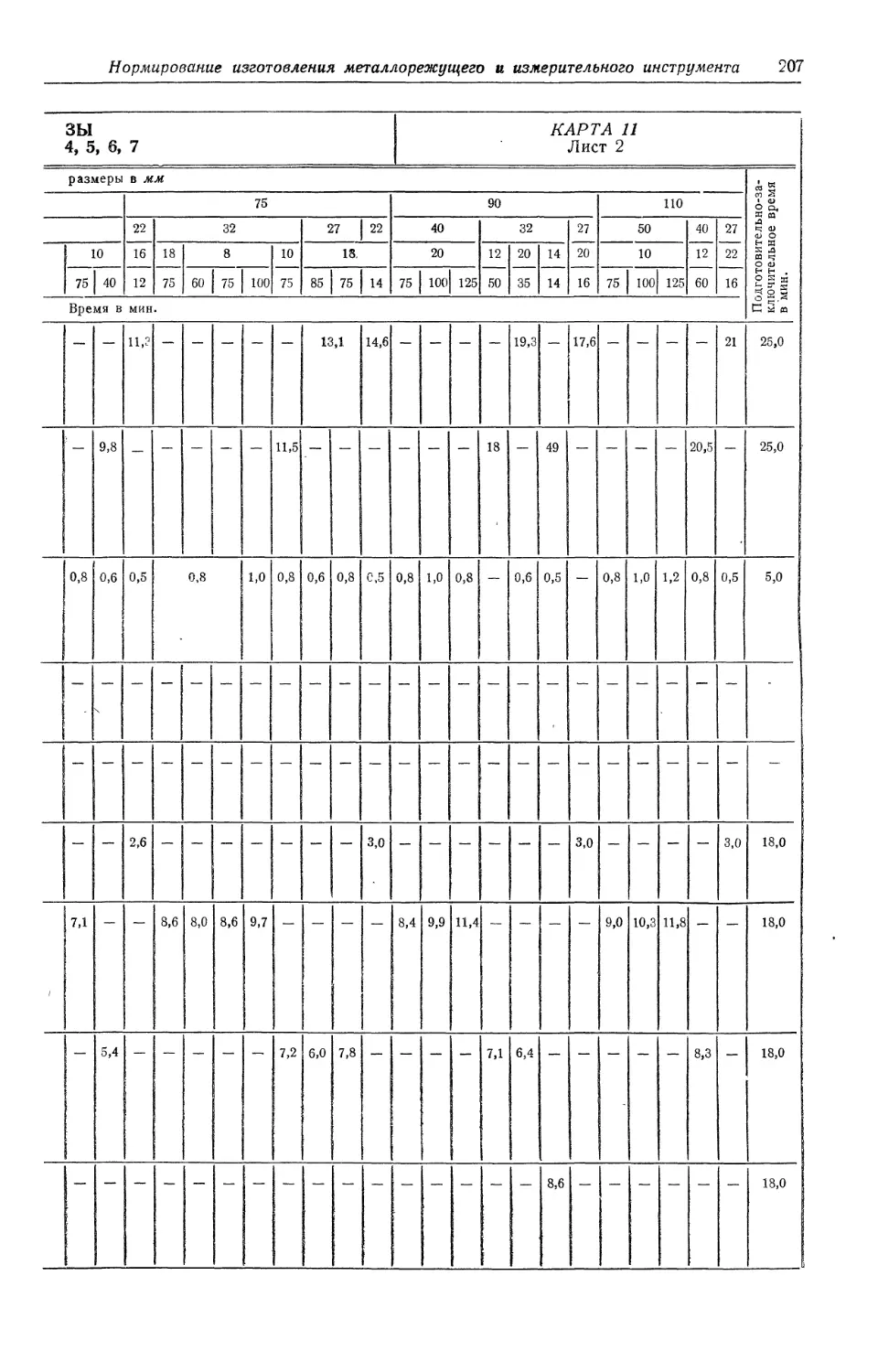
Карта 11. Фрезы. Типы 1, 2, 3, 4, 5, 6, 7..............................204
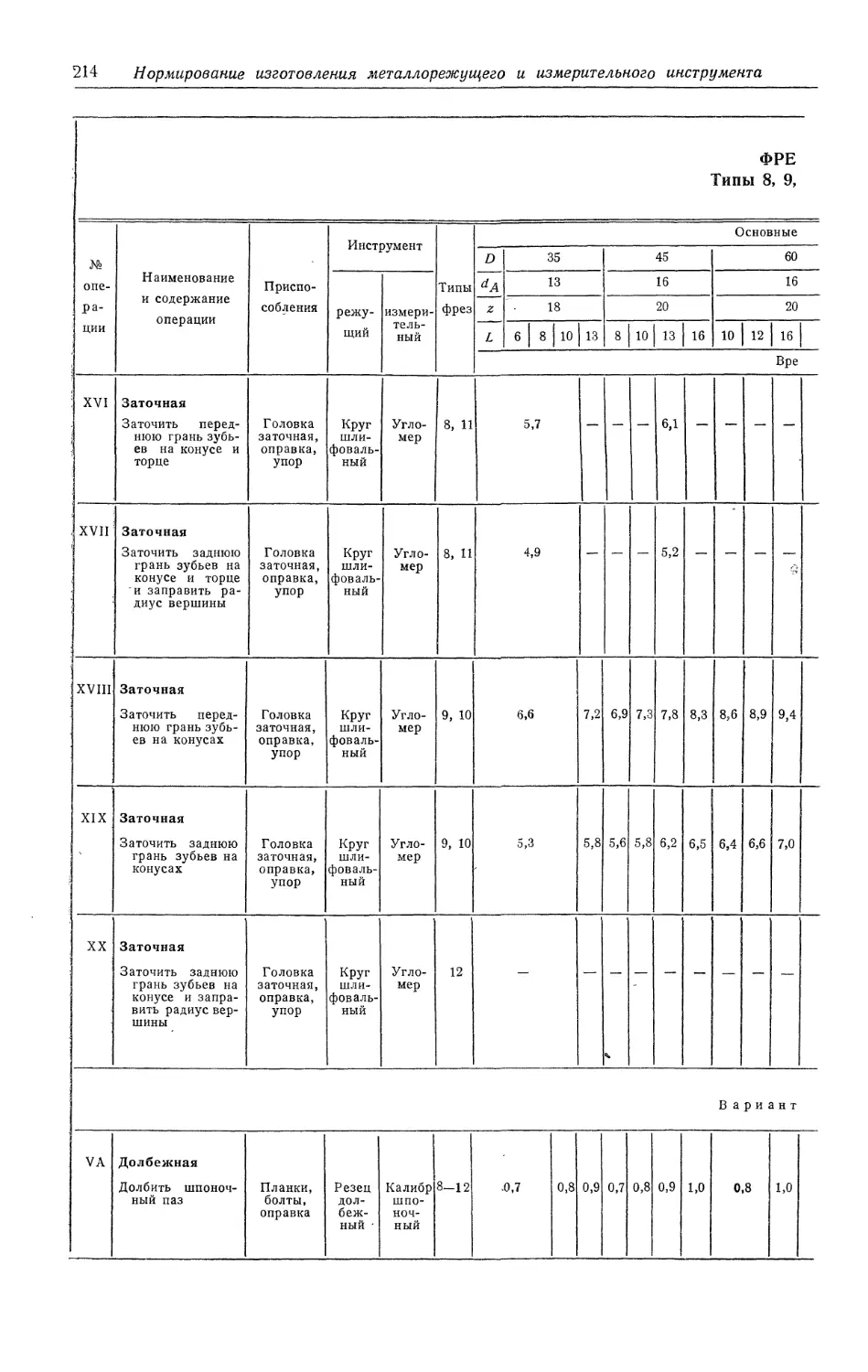
Карта 12. Фрезы. Типы 8, 9, 10, 11, 12................................210;
Оглавление
9
Стр»
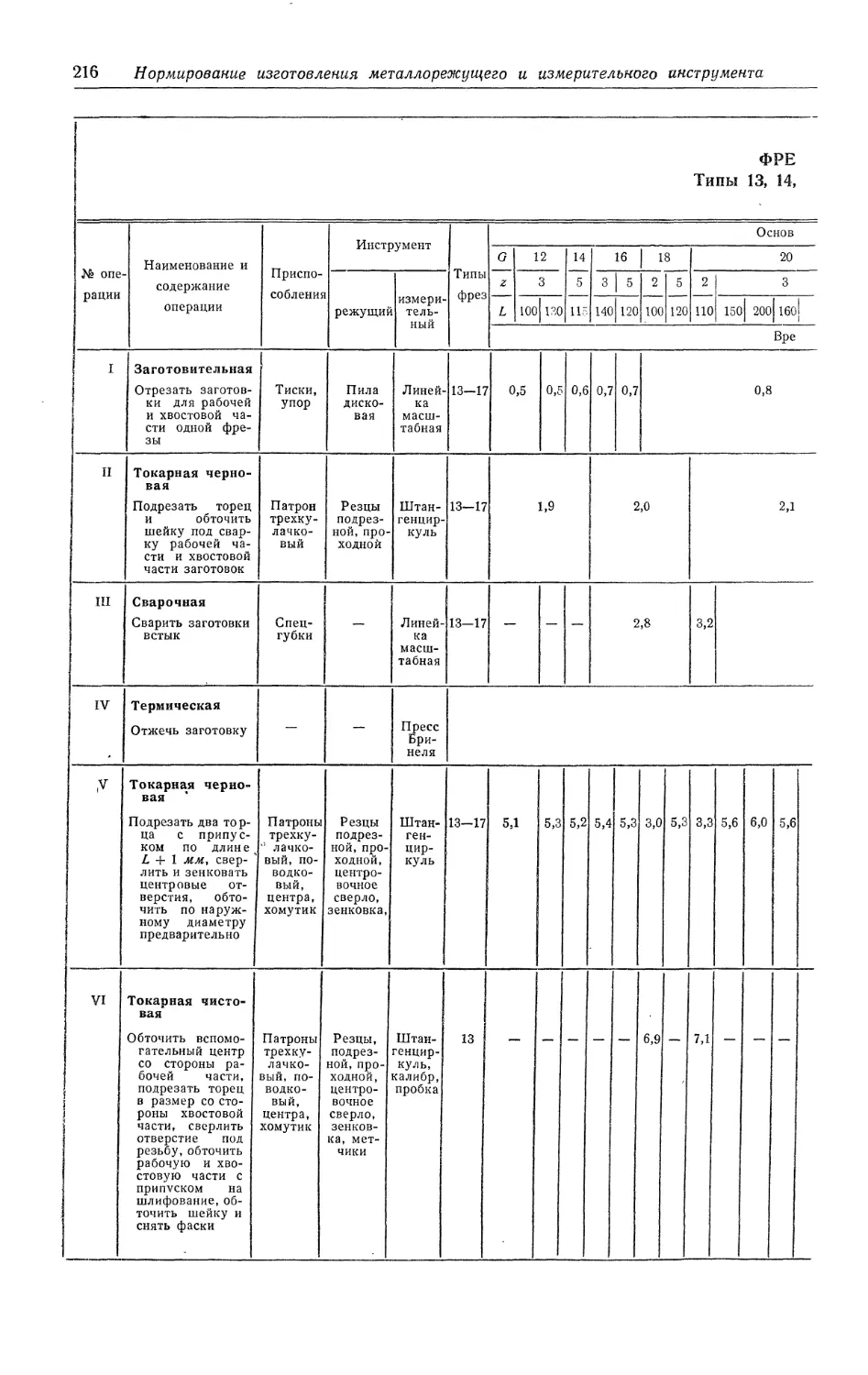
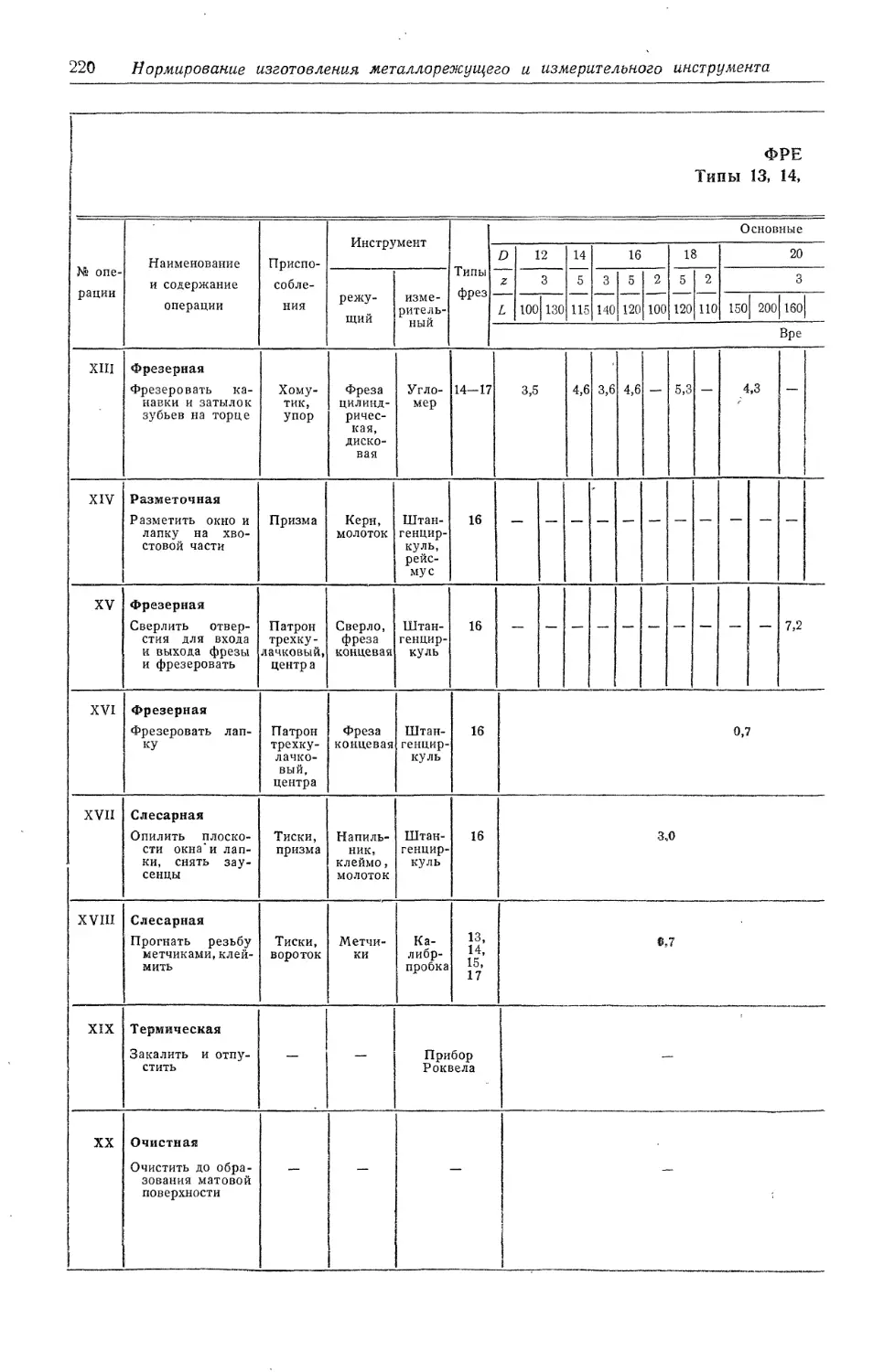
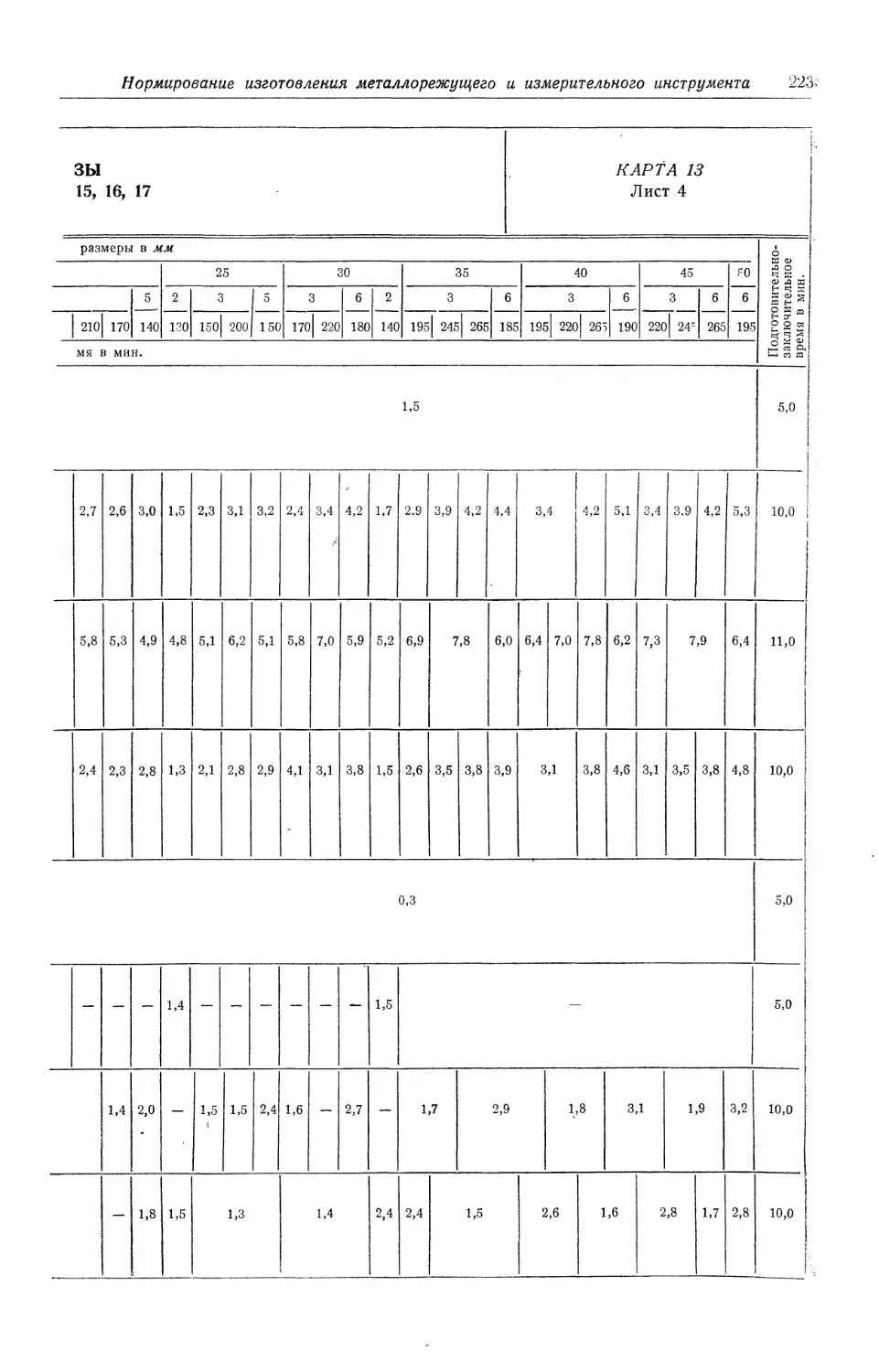
Карта 13. Фрезы. Типы 13, 14, 15, 16, 17...........'.........................216
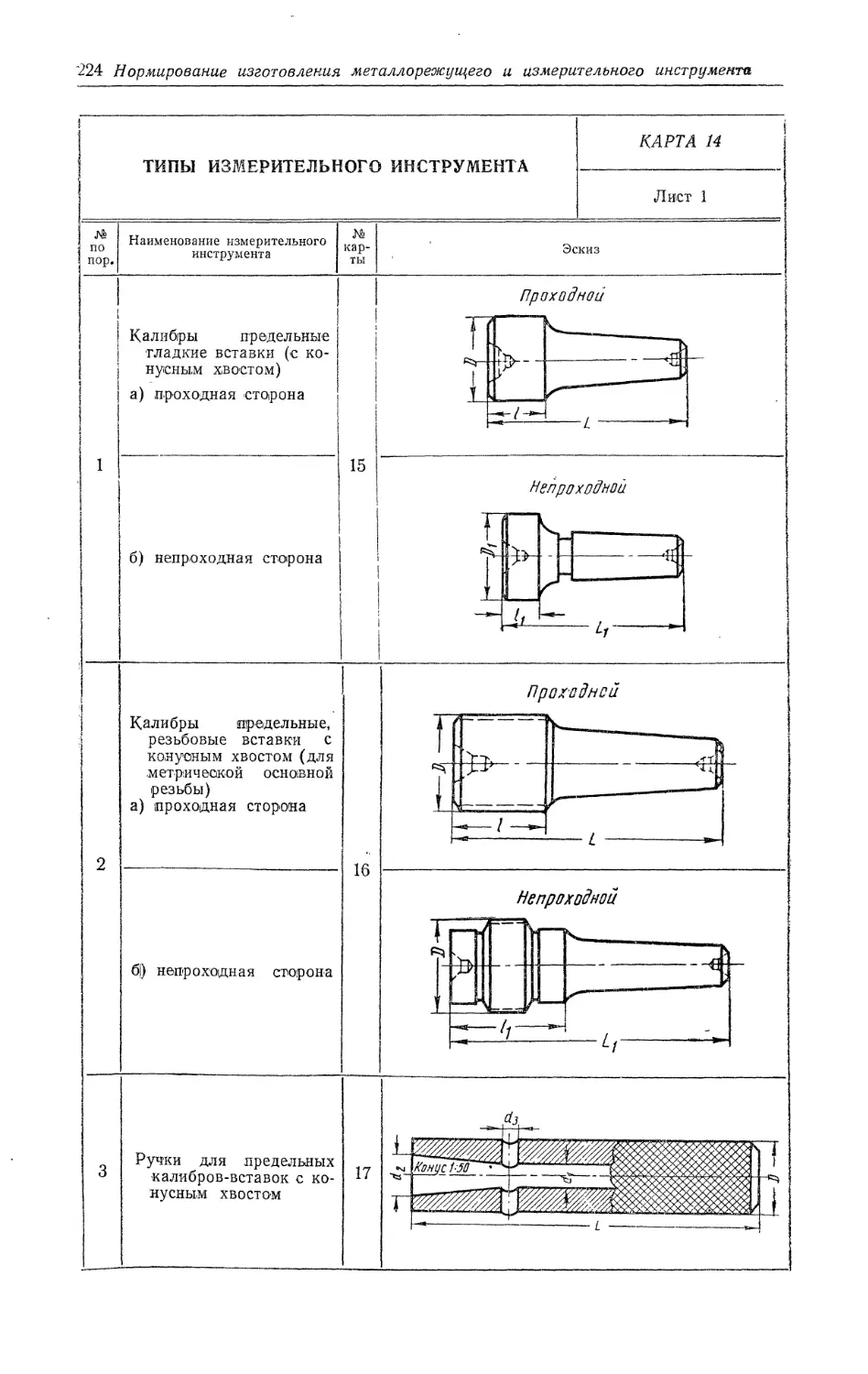
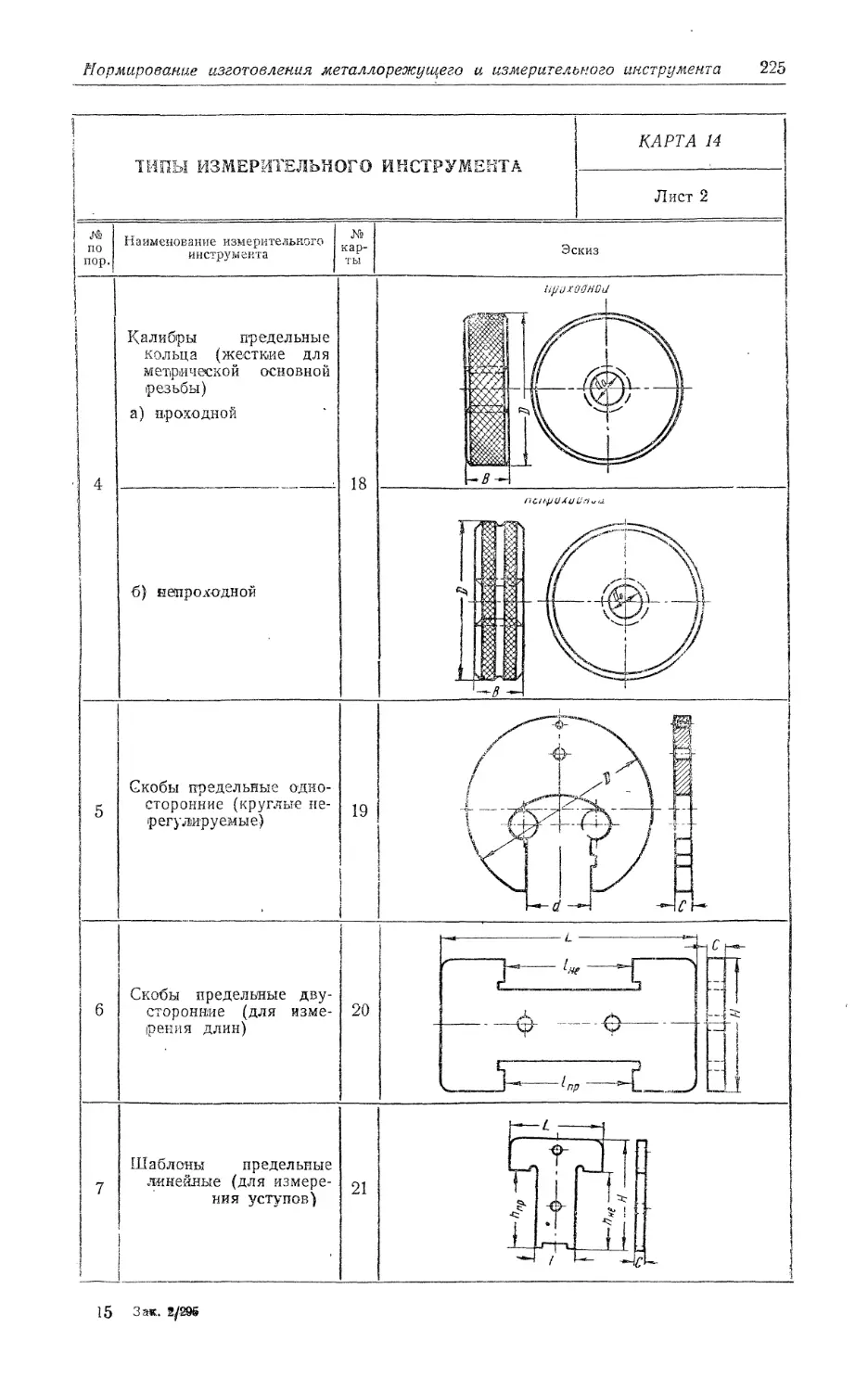
Карта 14. Типы измерительного инструмента ..................................224
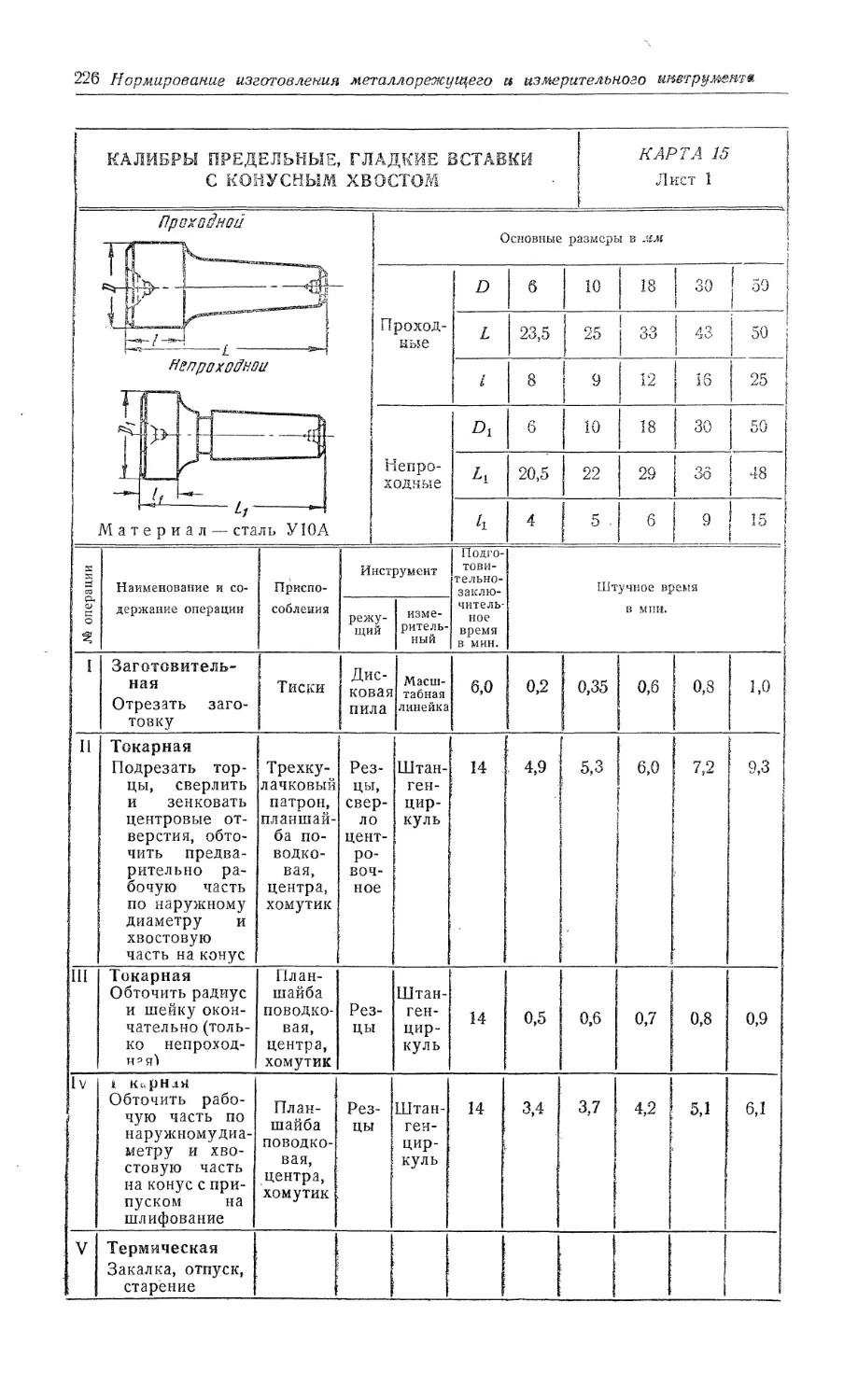
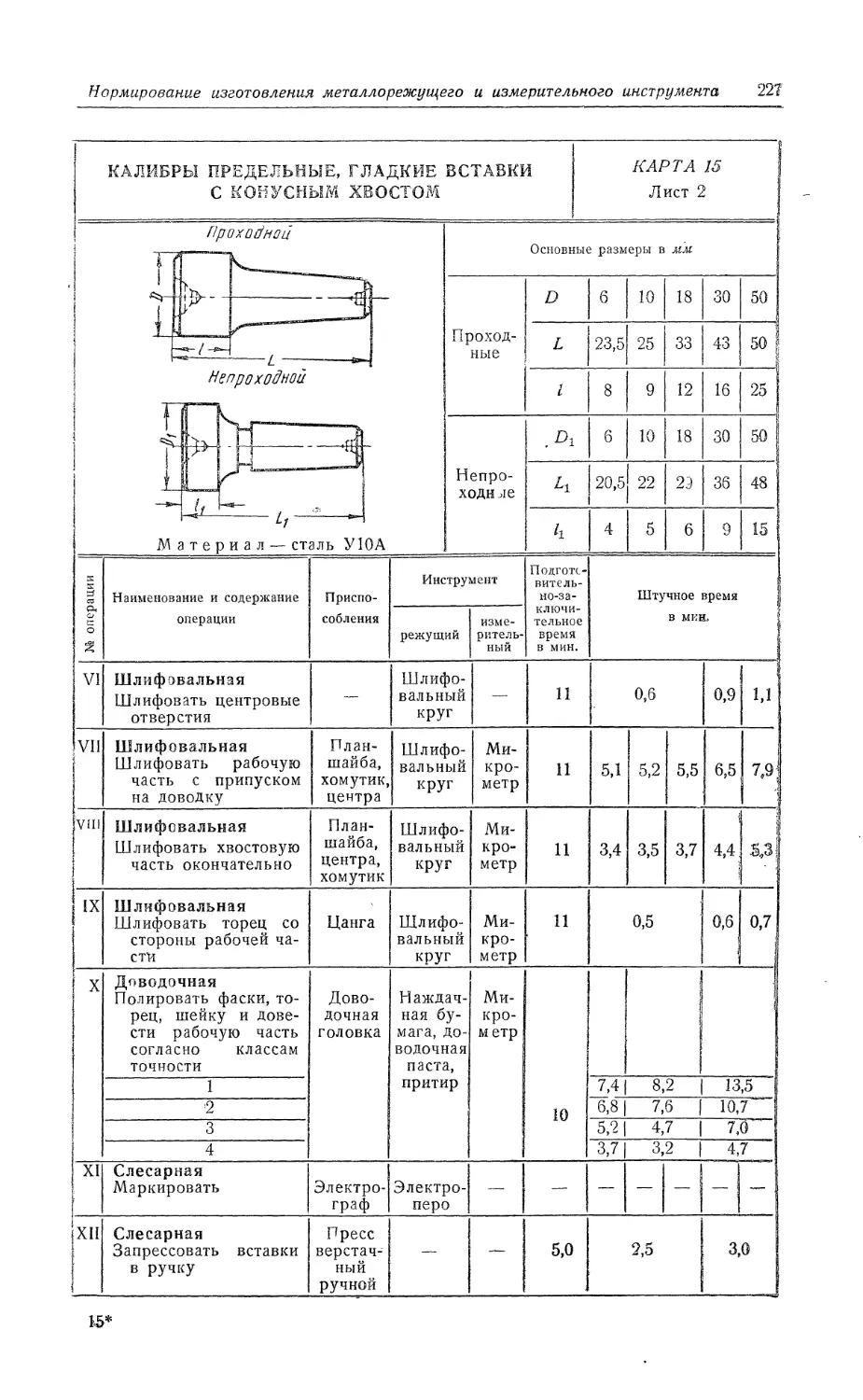
Карта 15. Калибры предельные, гладкие вставки с конусным хвостом . . . 226
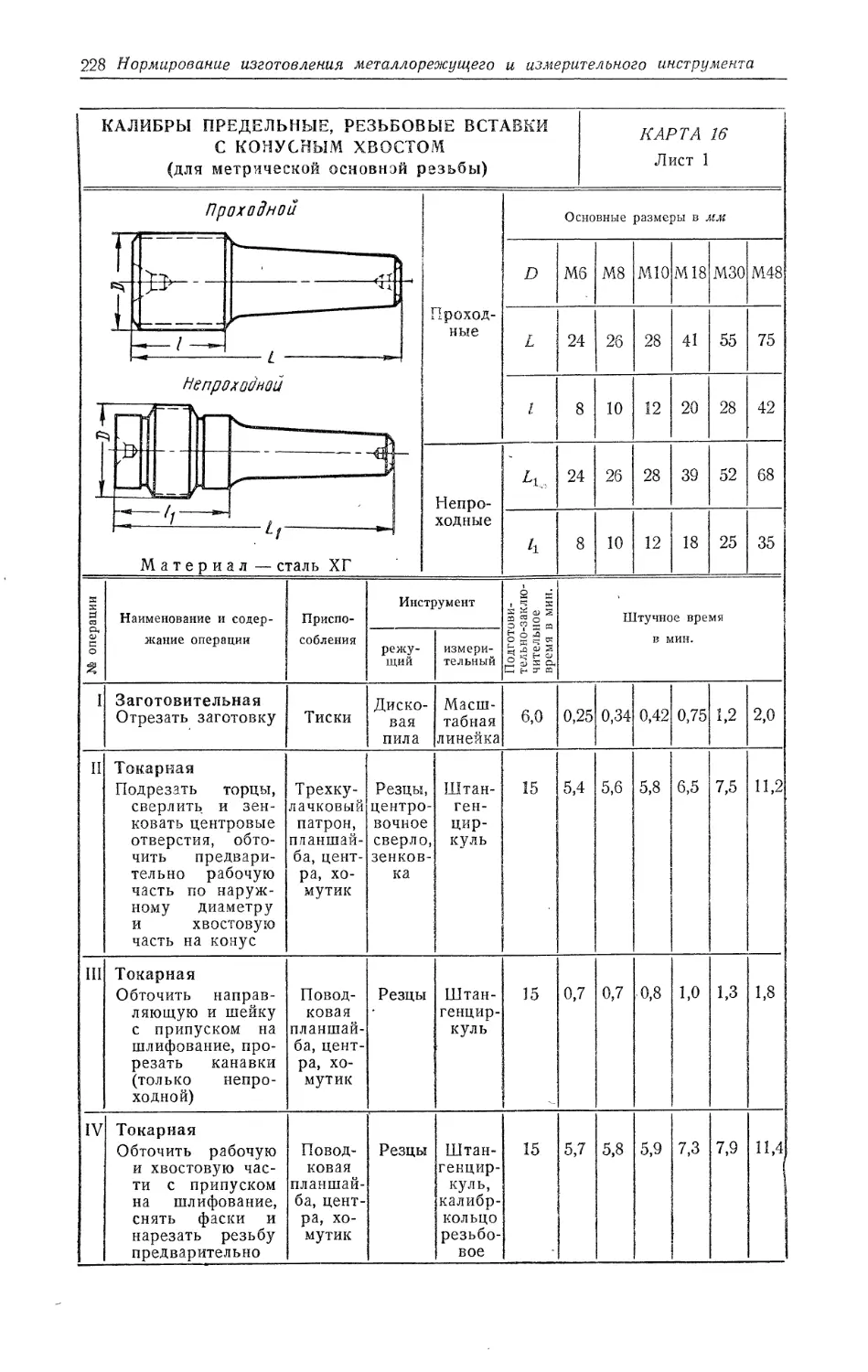
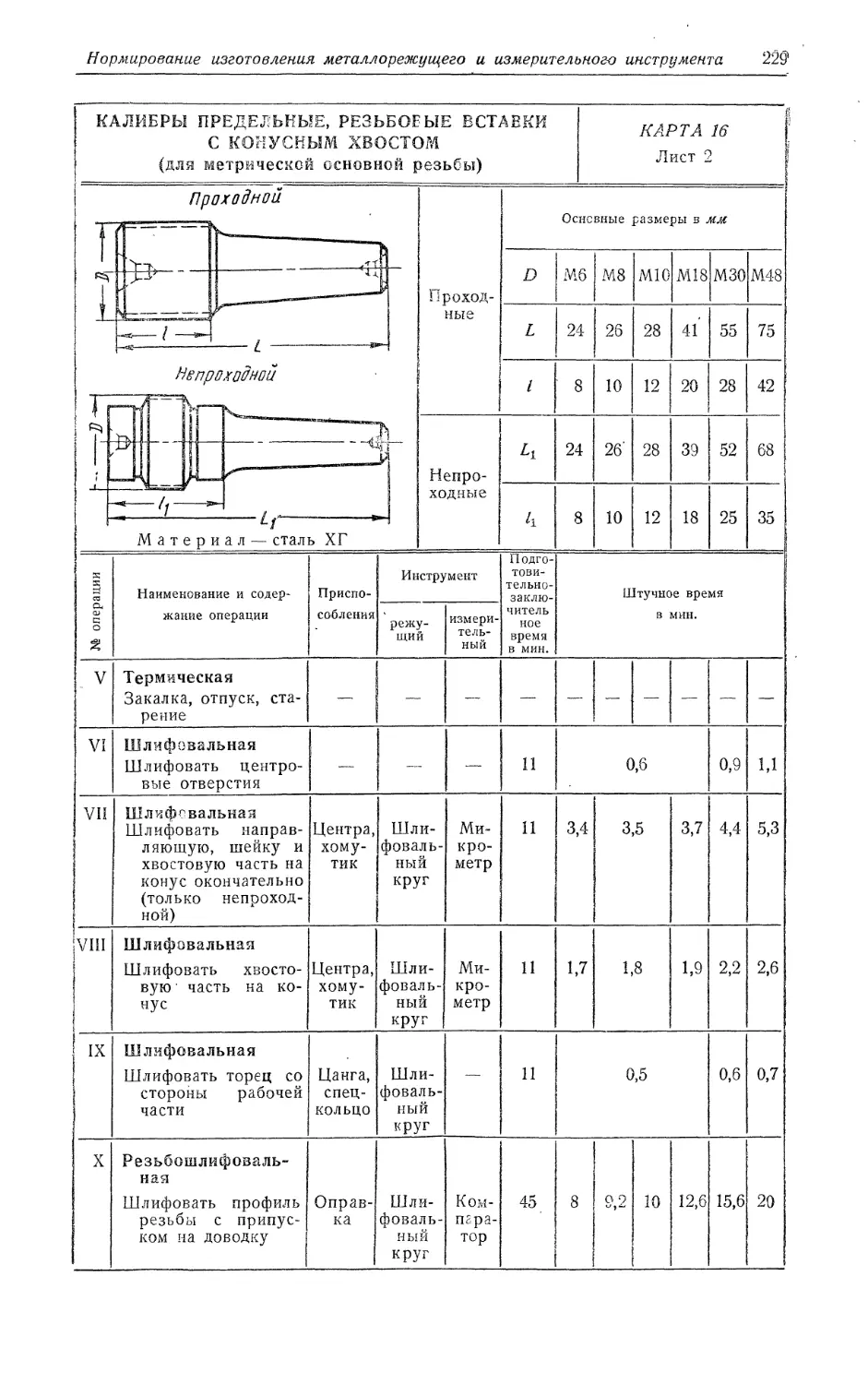
Карта 16. Калибры предельные, резьбовые вставки с конусным хвостом . . . 228
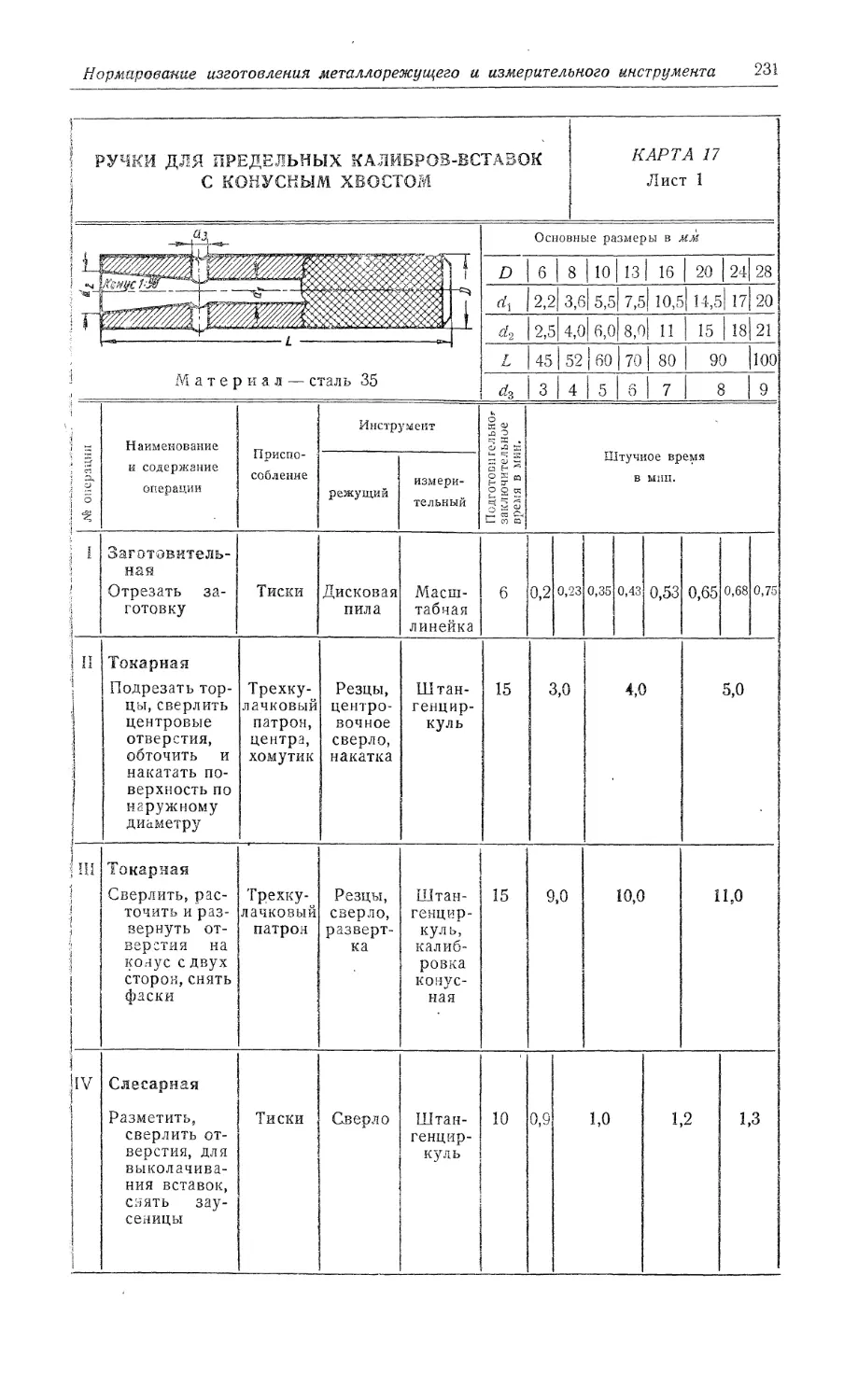
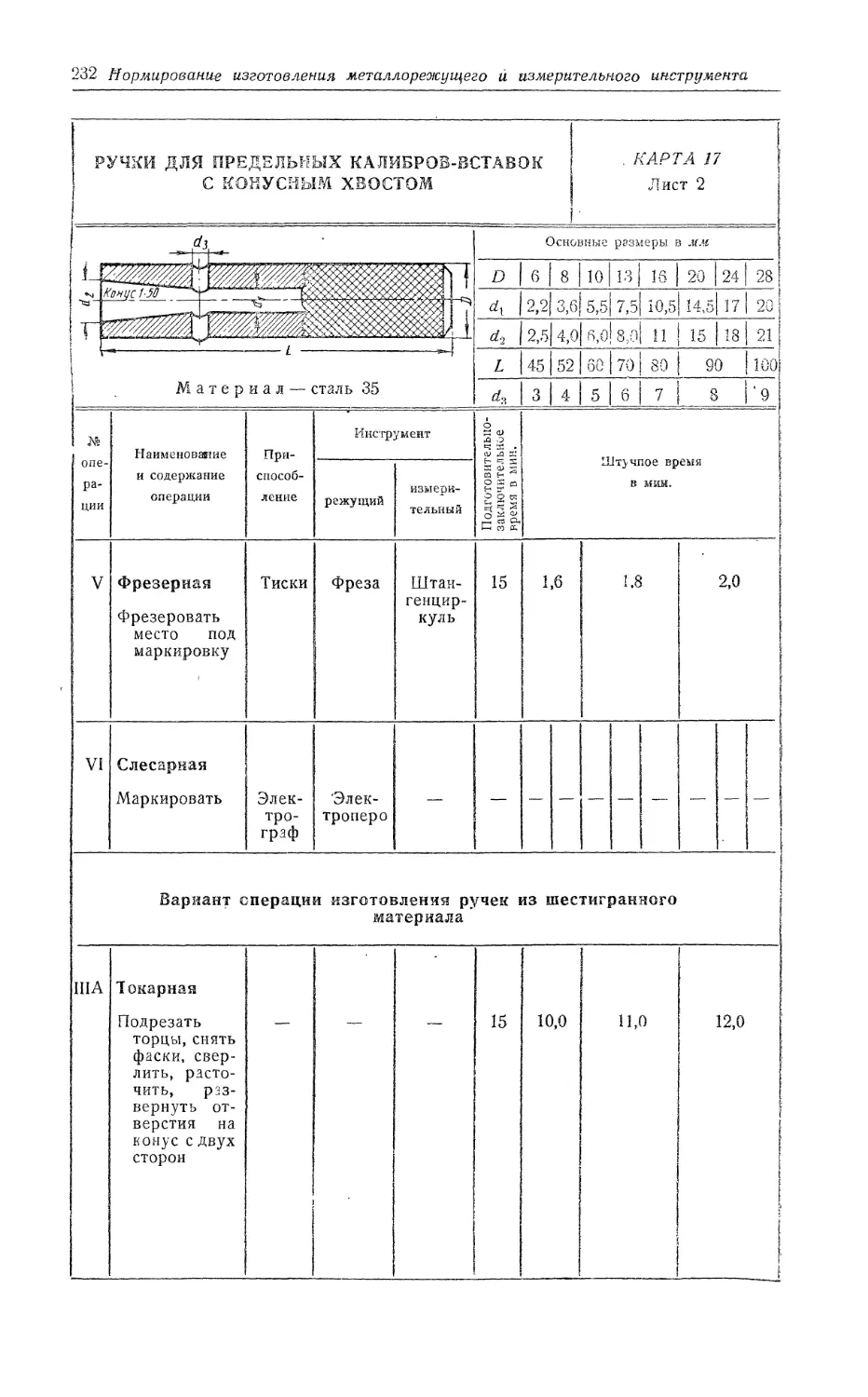
Карта 17. Ручки для предельных калибров вставок с конусным хвостом . . 231
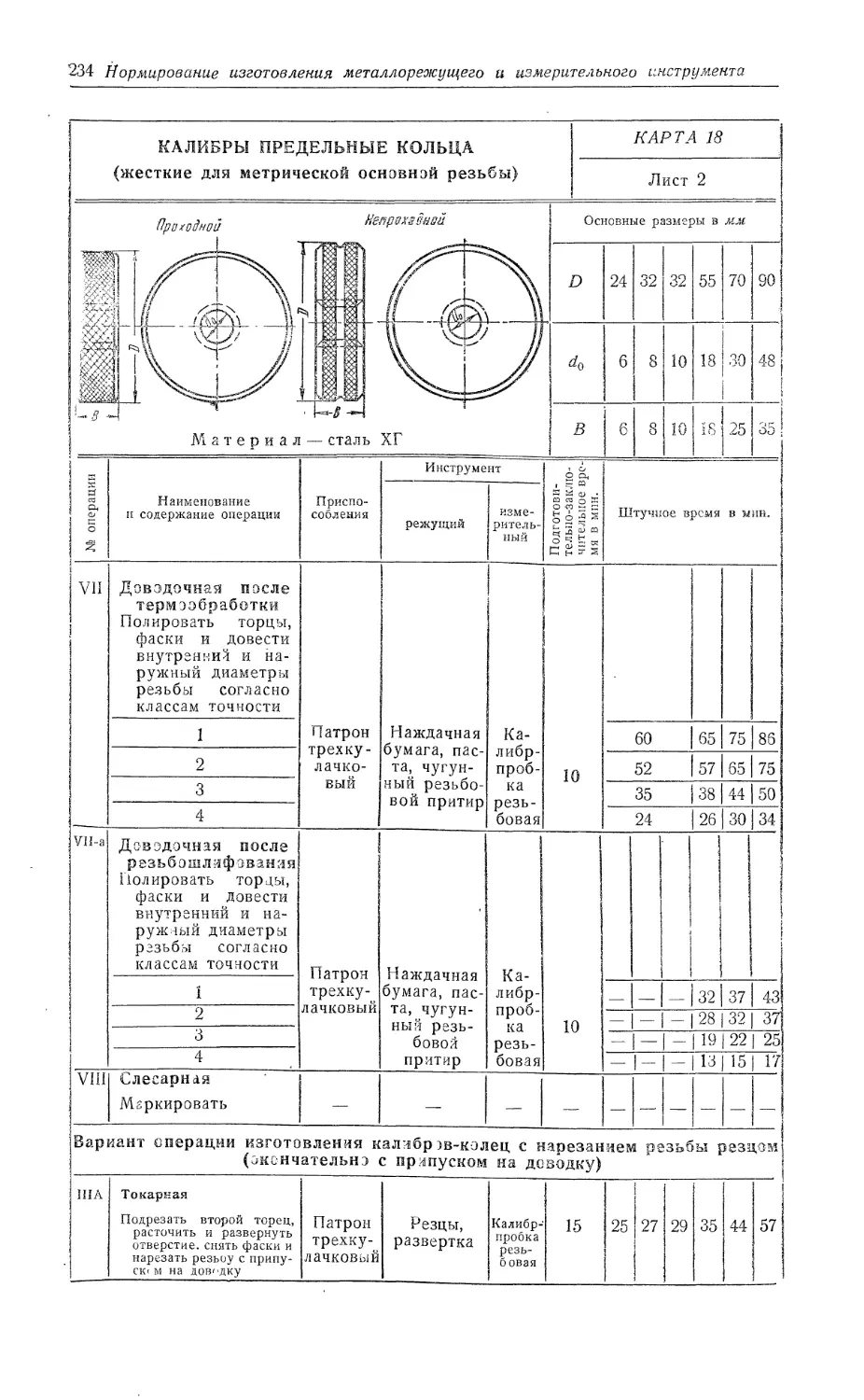
Карта 18. Калибры предельные, кольца (жесткие для метрической основной
резьбы)........................................................... 233
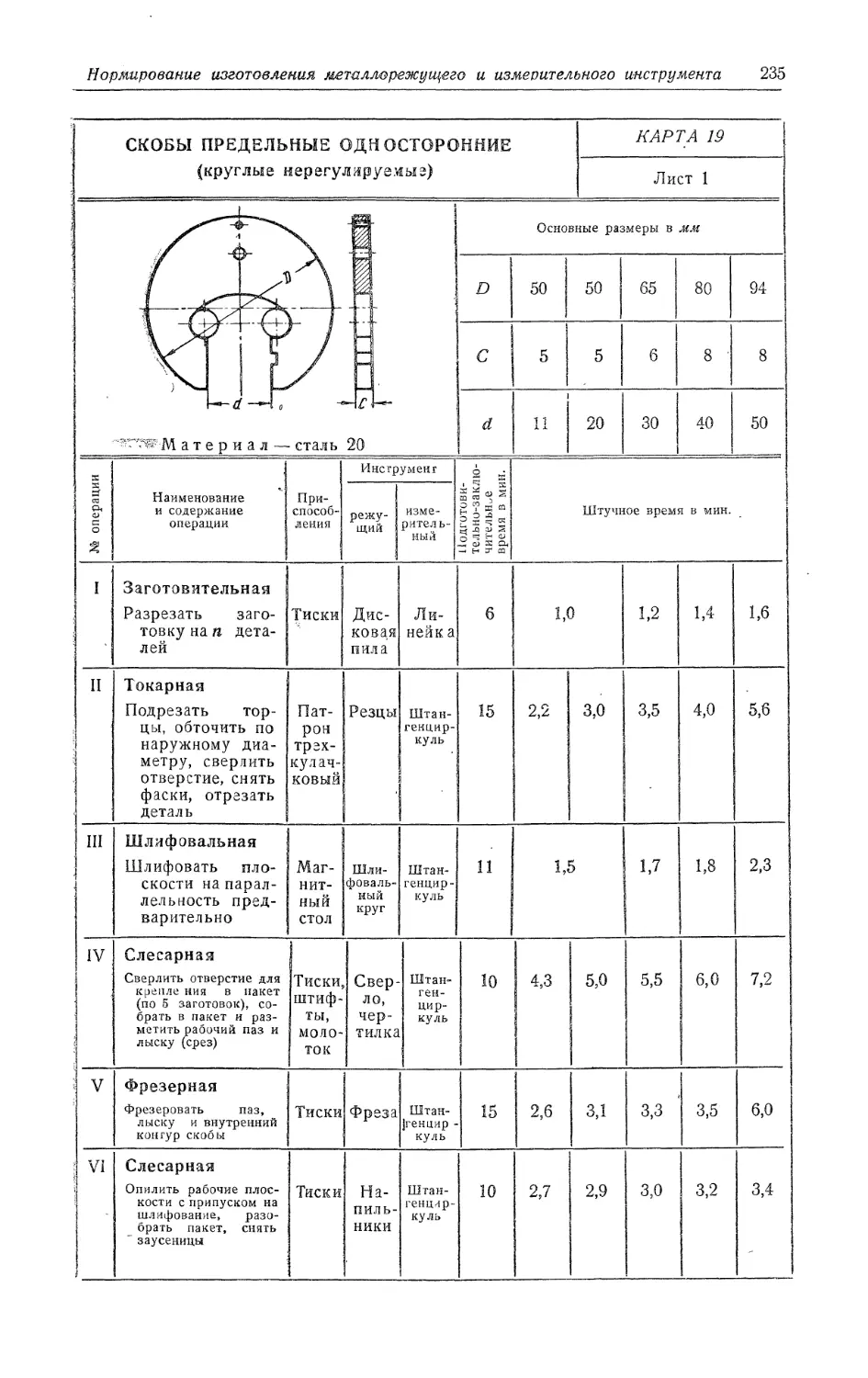
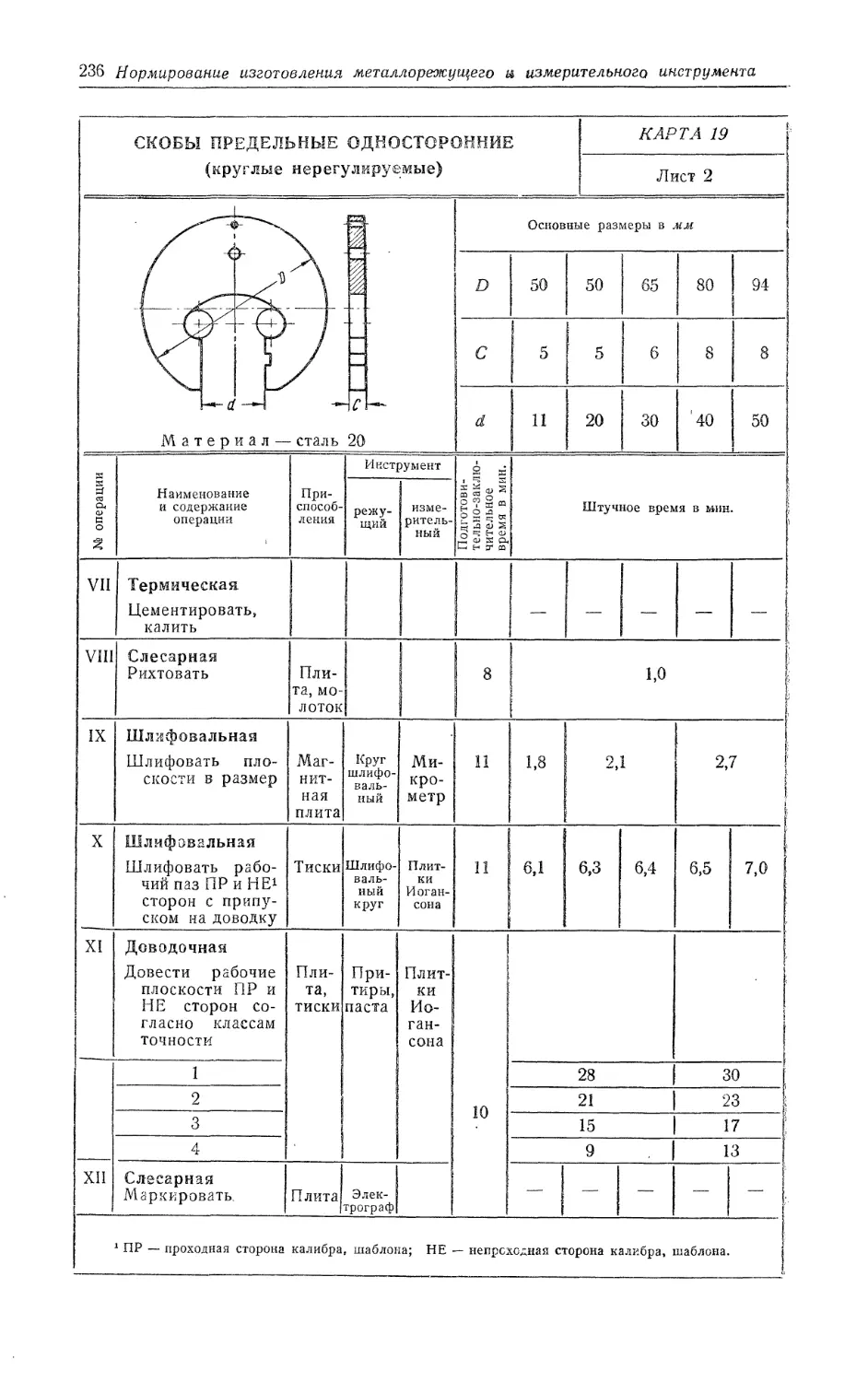
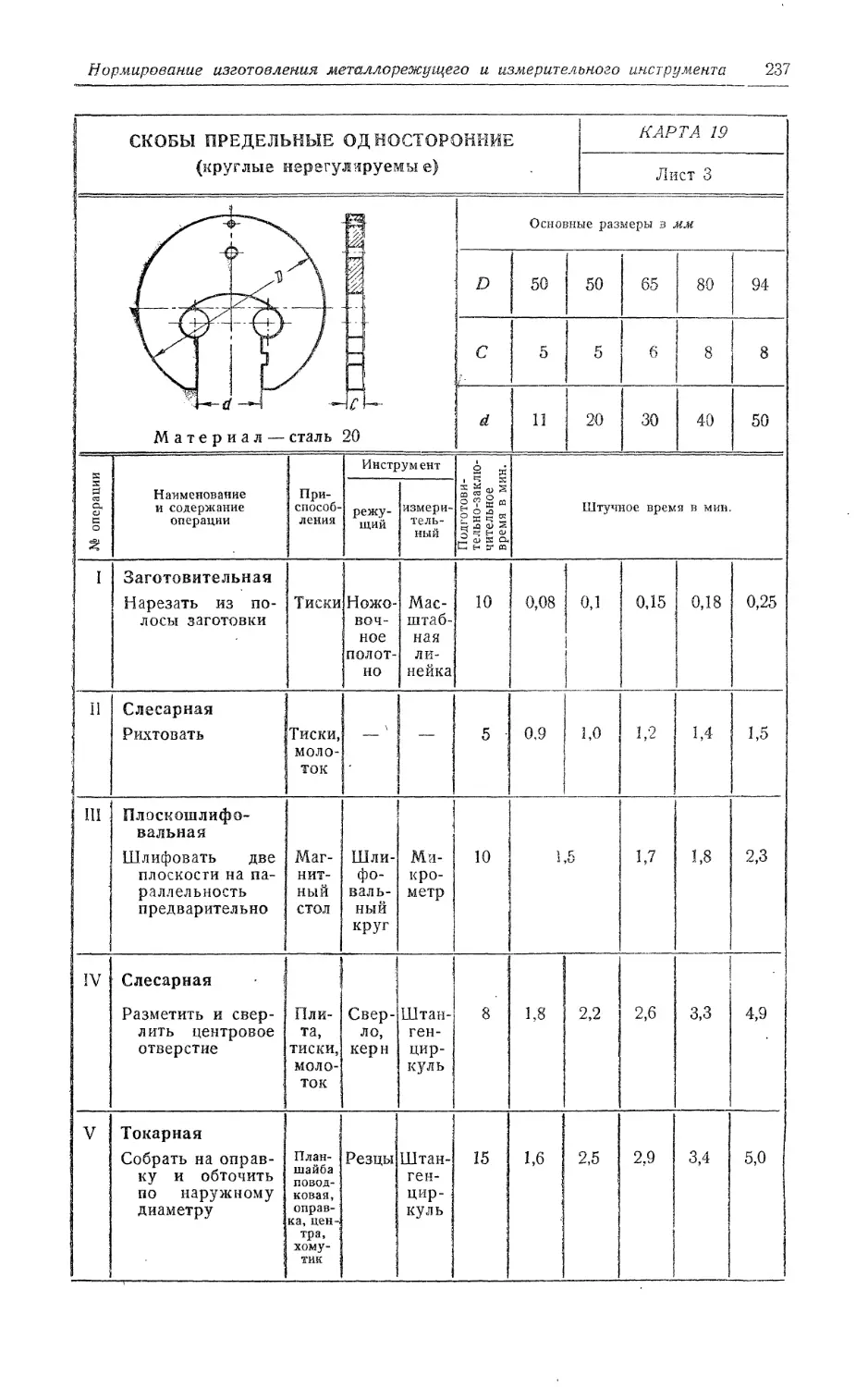
Карта 19. Скобы предельные односторонние (круглые нерегулируемые) . . . 235
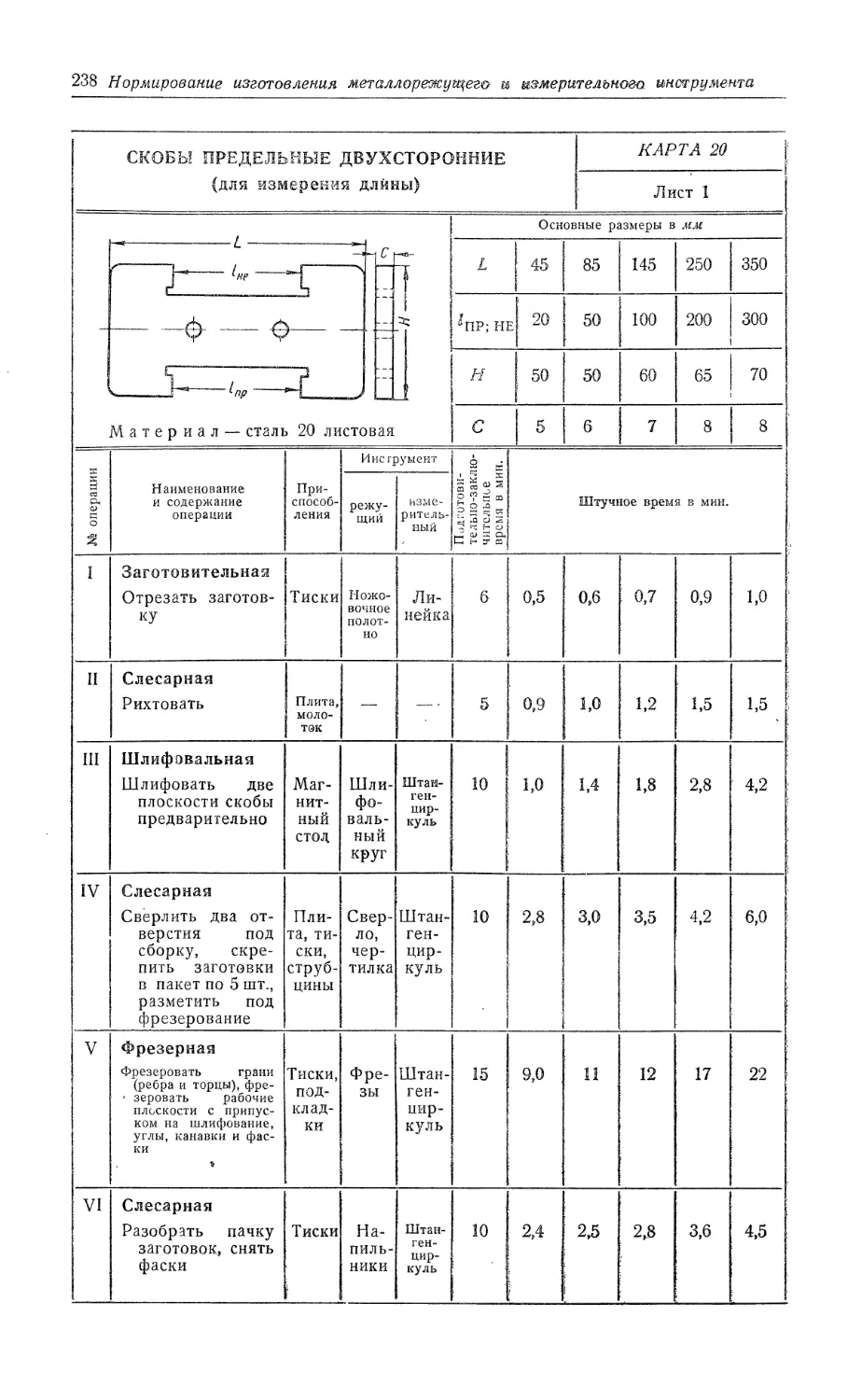
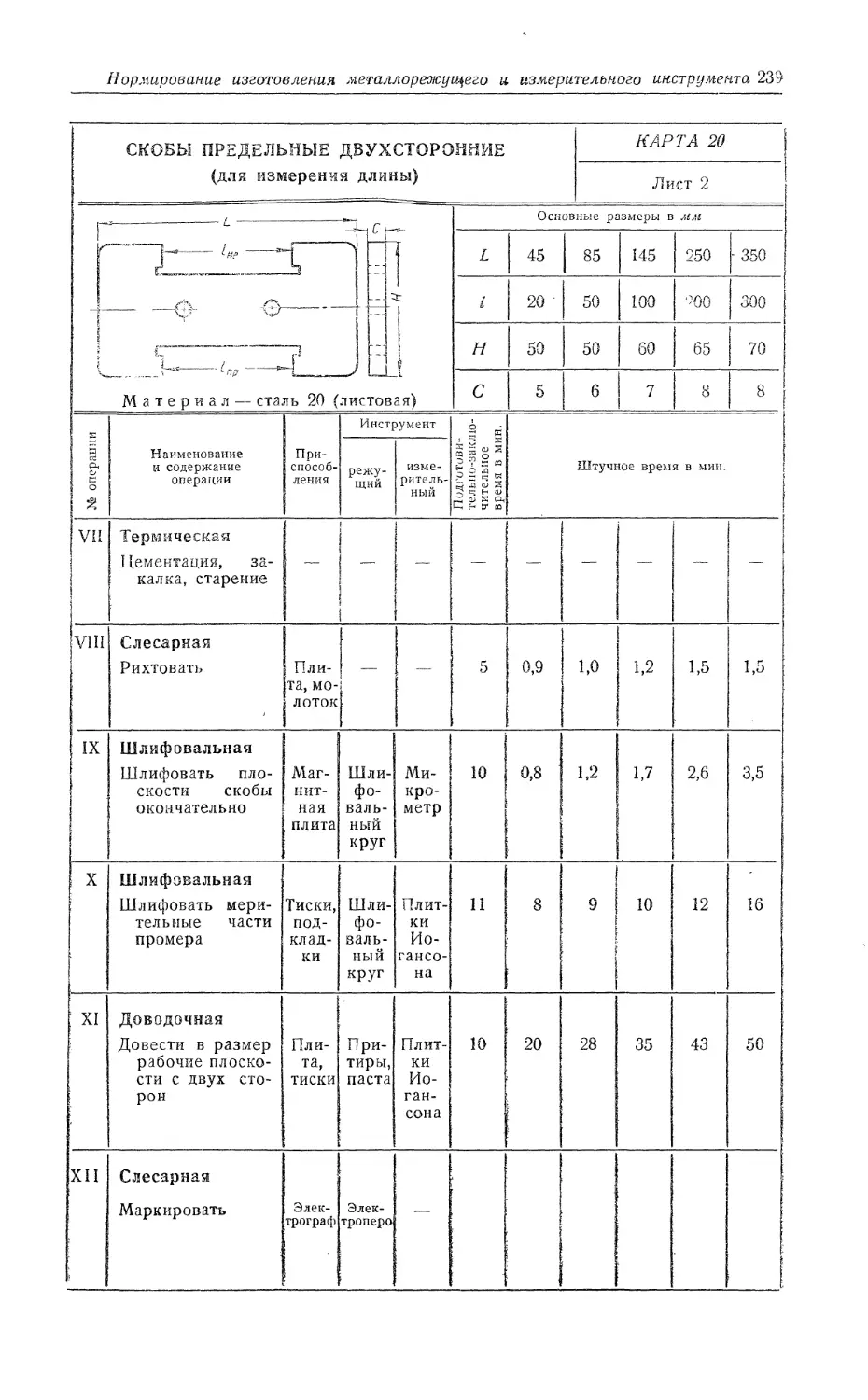
Карта 20. Скобы предельные двухсторонние (для измерения длины) .... 233
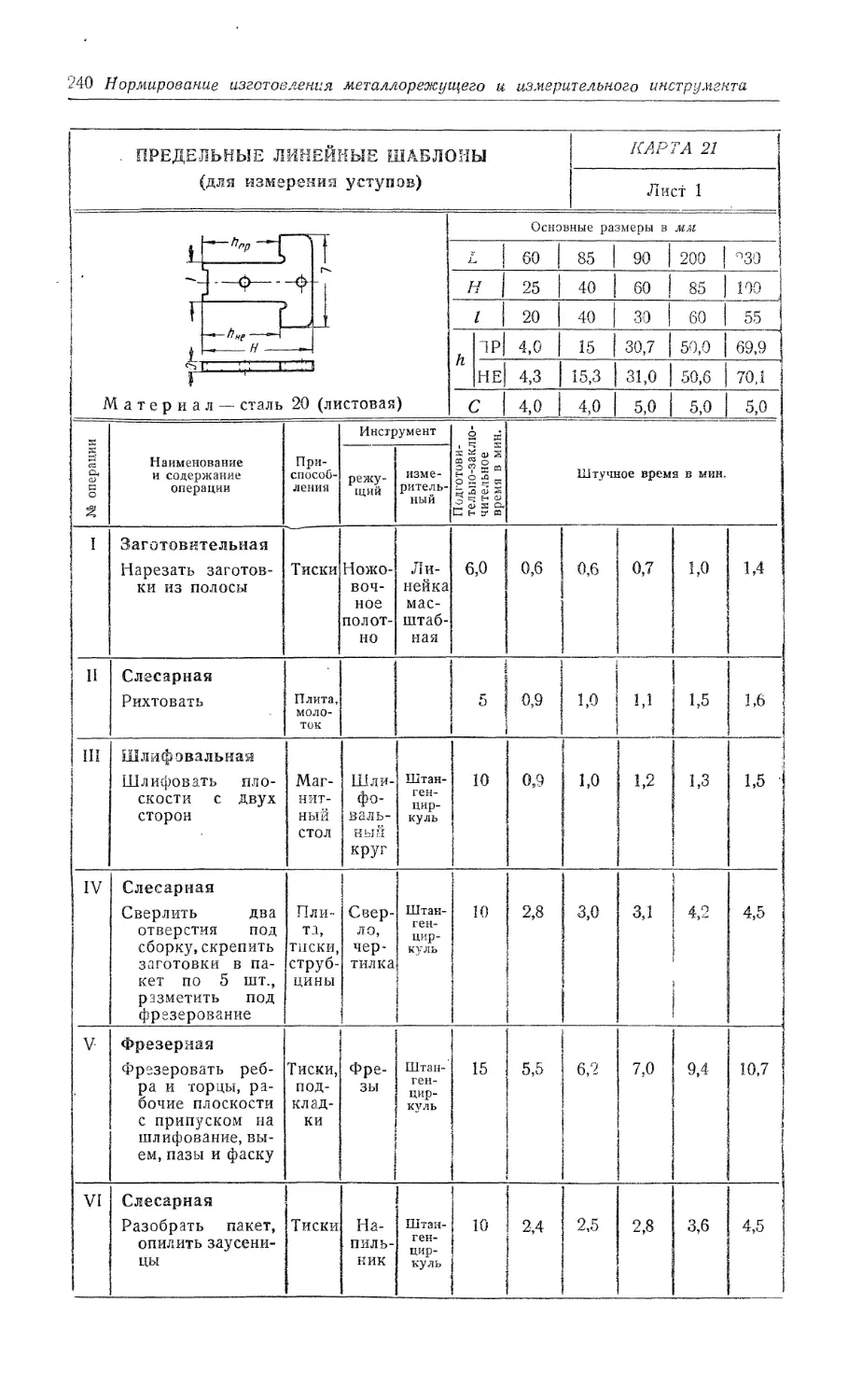
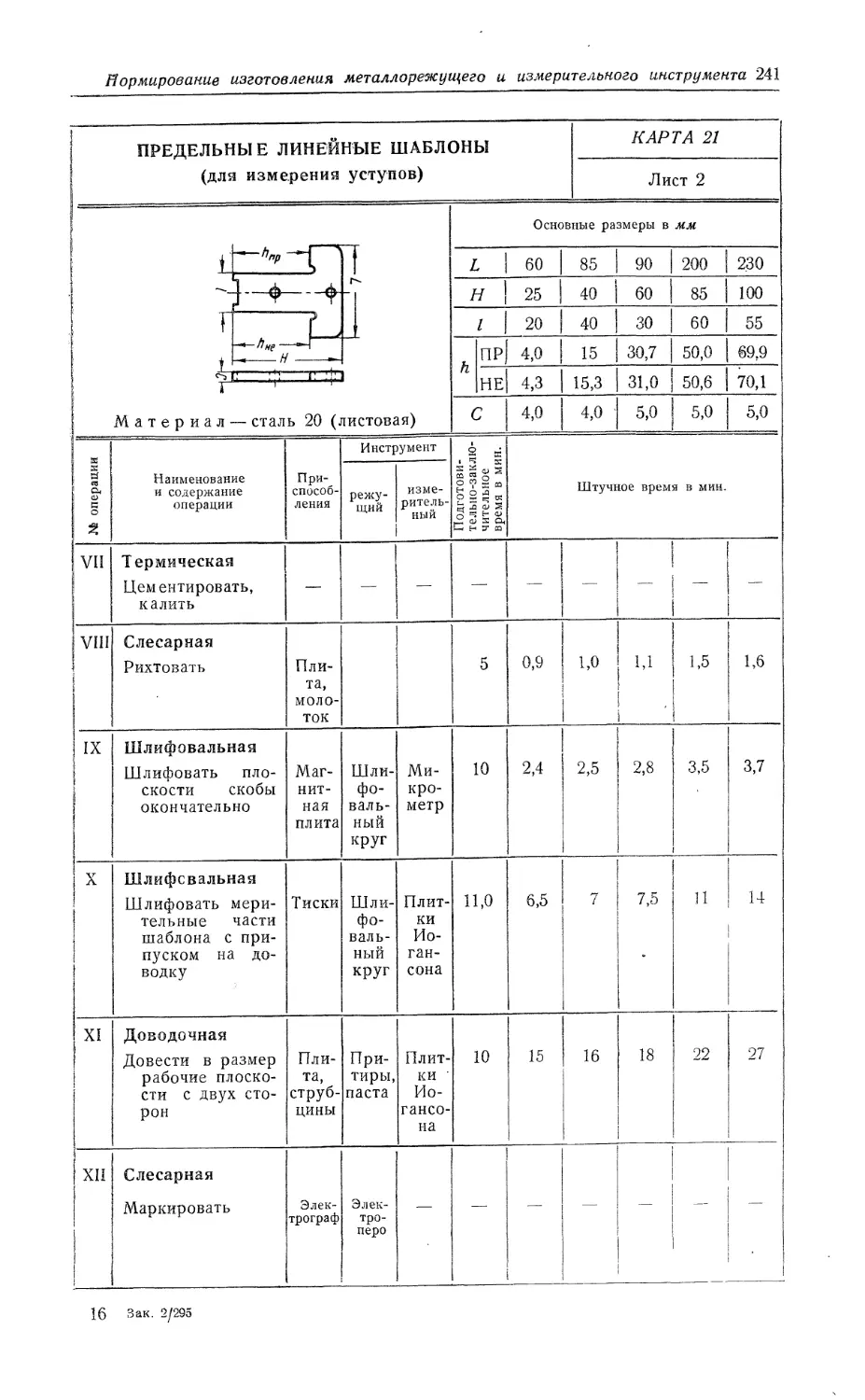
Карта 21. Предельные линейные шаблоны (для измерения уступов) .... 240
ГЛАВА V. НОРМИРОВАНИЕ ИЗГОТОВЛЕНИЯ СТАНОЧНЫХ ПРИСПО-
СОБЛЕНИЙ (Ф. Г. Федотов, Г. И. Александрова).............................242
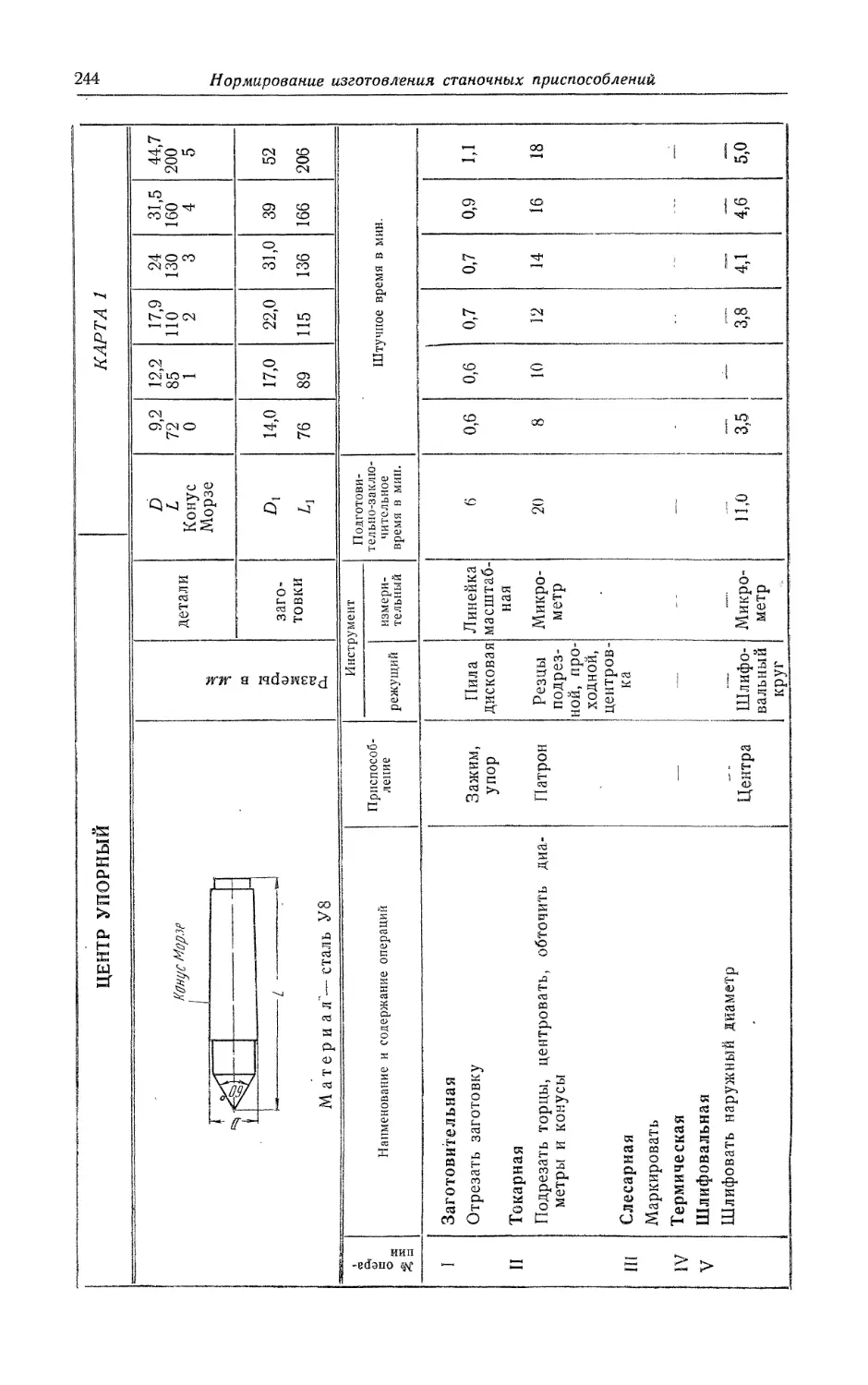
Карта 1. Центр упорный................. ...........................244
Карта 2. Цанга зажимная шестигранная................................245
Карта 3. Цанга подающая .....................................................246
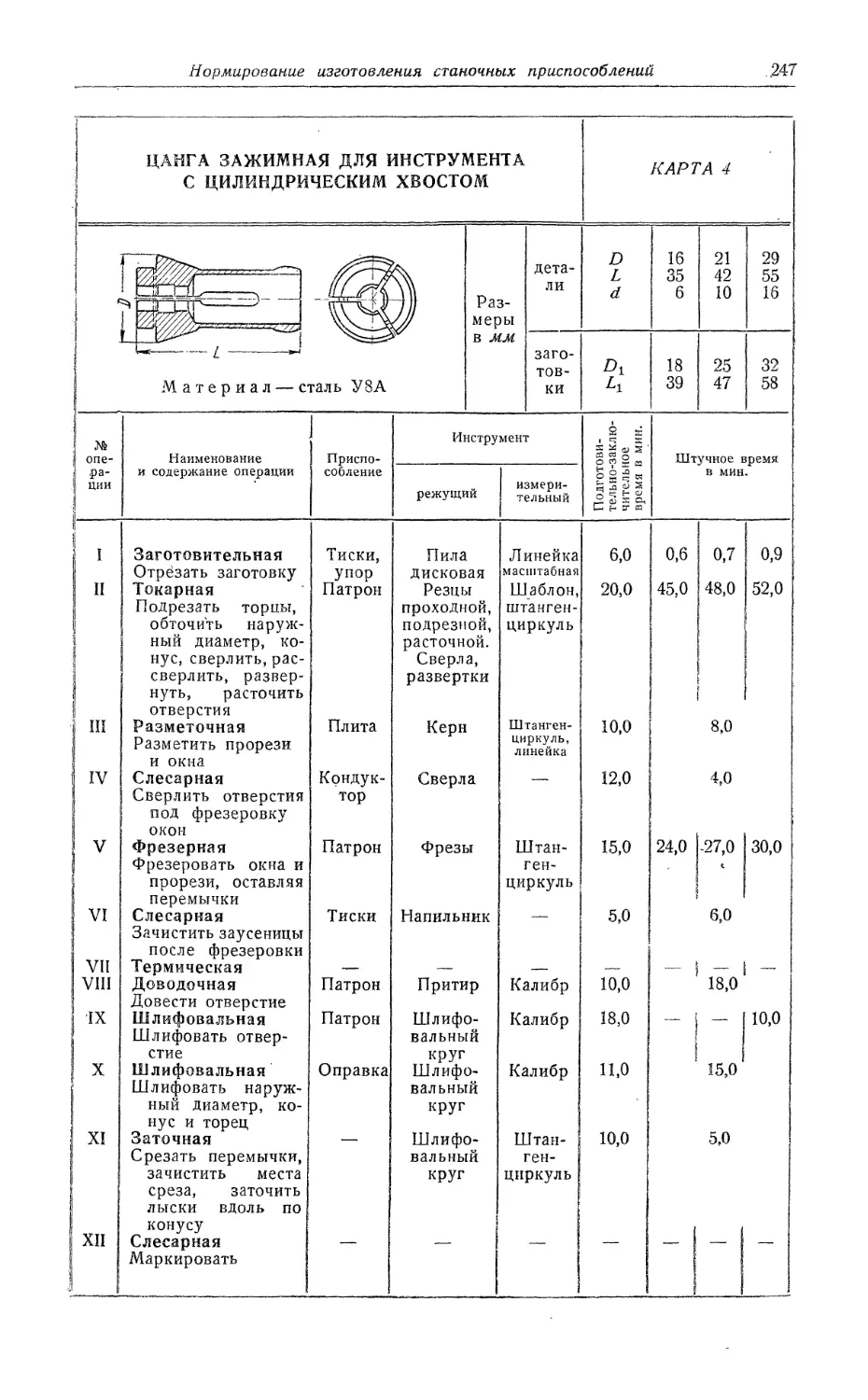
Карта 4. Цанга зажимная для инструмента с цилиндрическим хвостом . . . 247
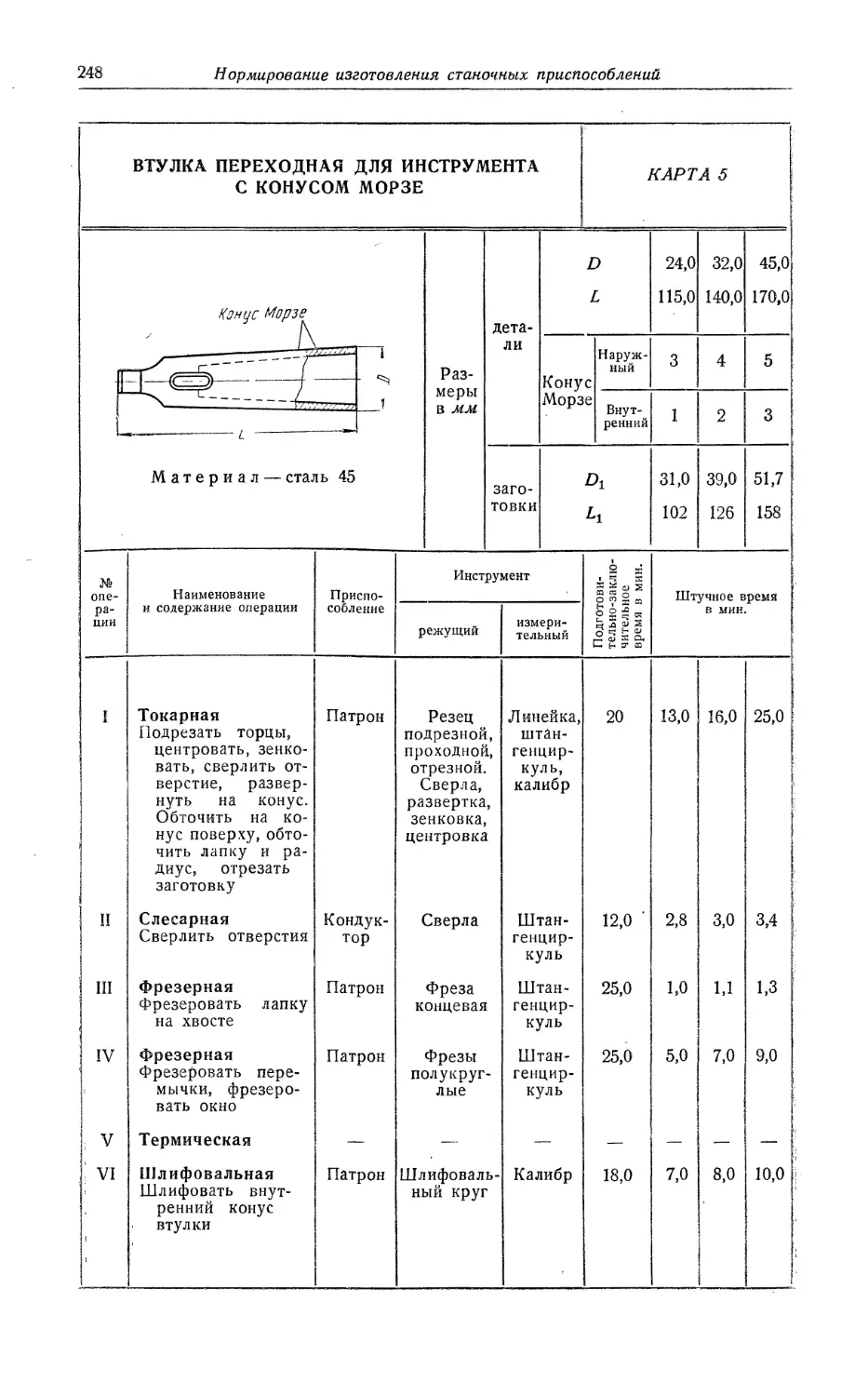
Карта 5. Втулка переходная для инструмента с конусом Морзе....... 248
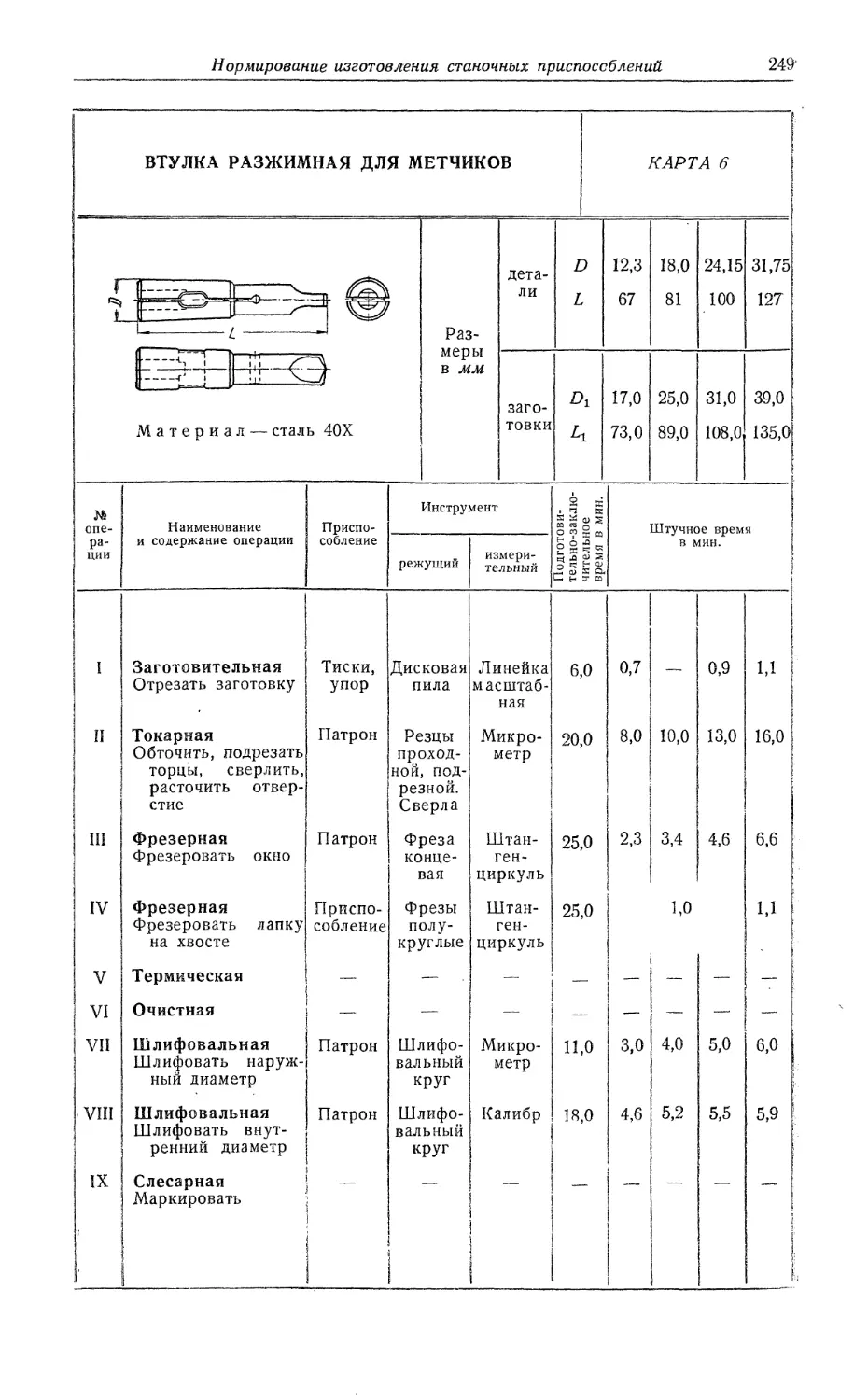
Карта 6. Втулка разжимная для метчиков..............................249
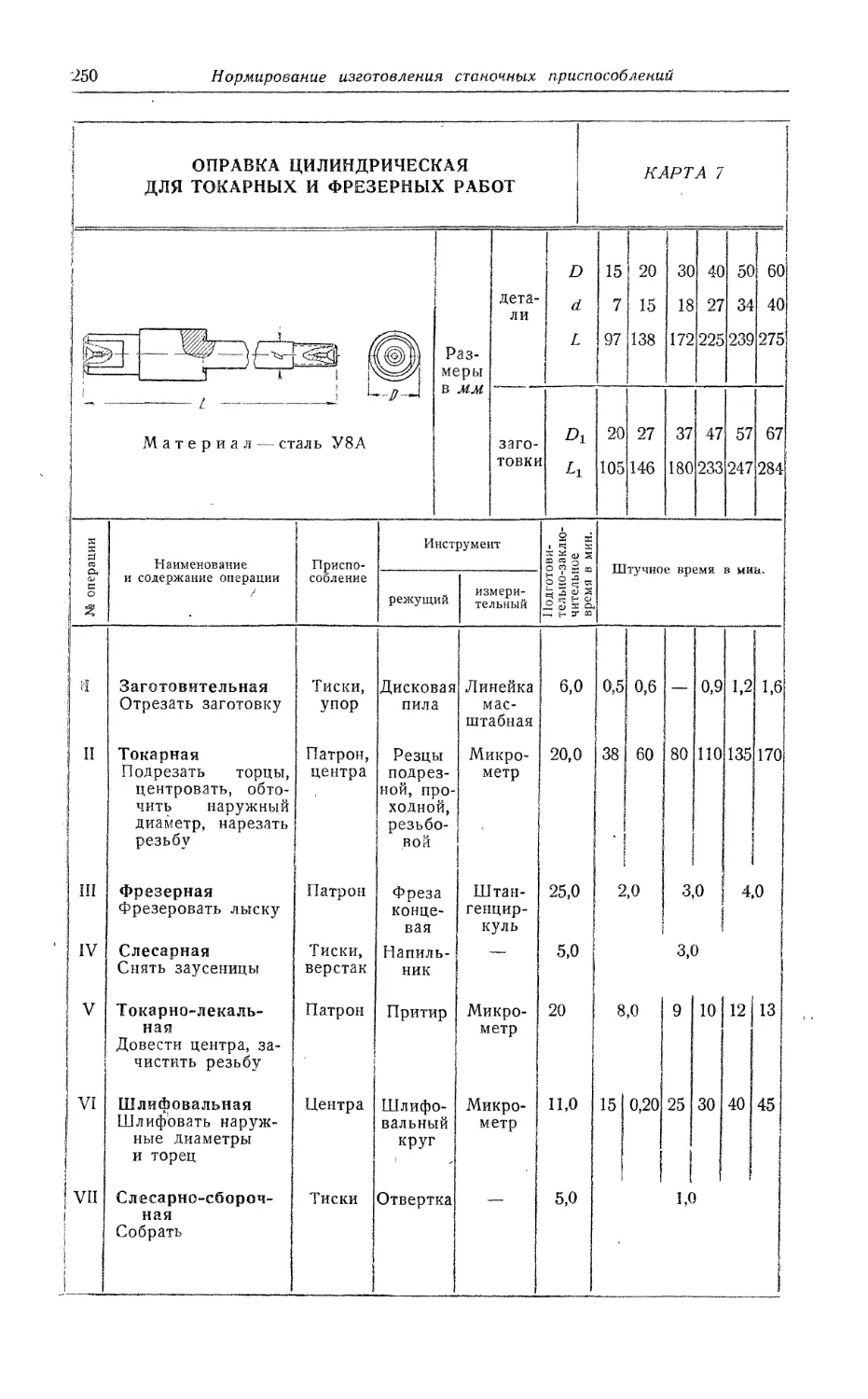
Карта 7. Оправка цилиндрическая для токарных и фрезерных работ . . . 250
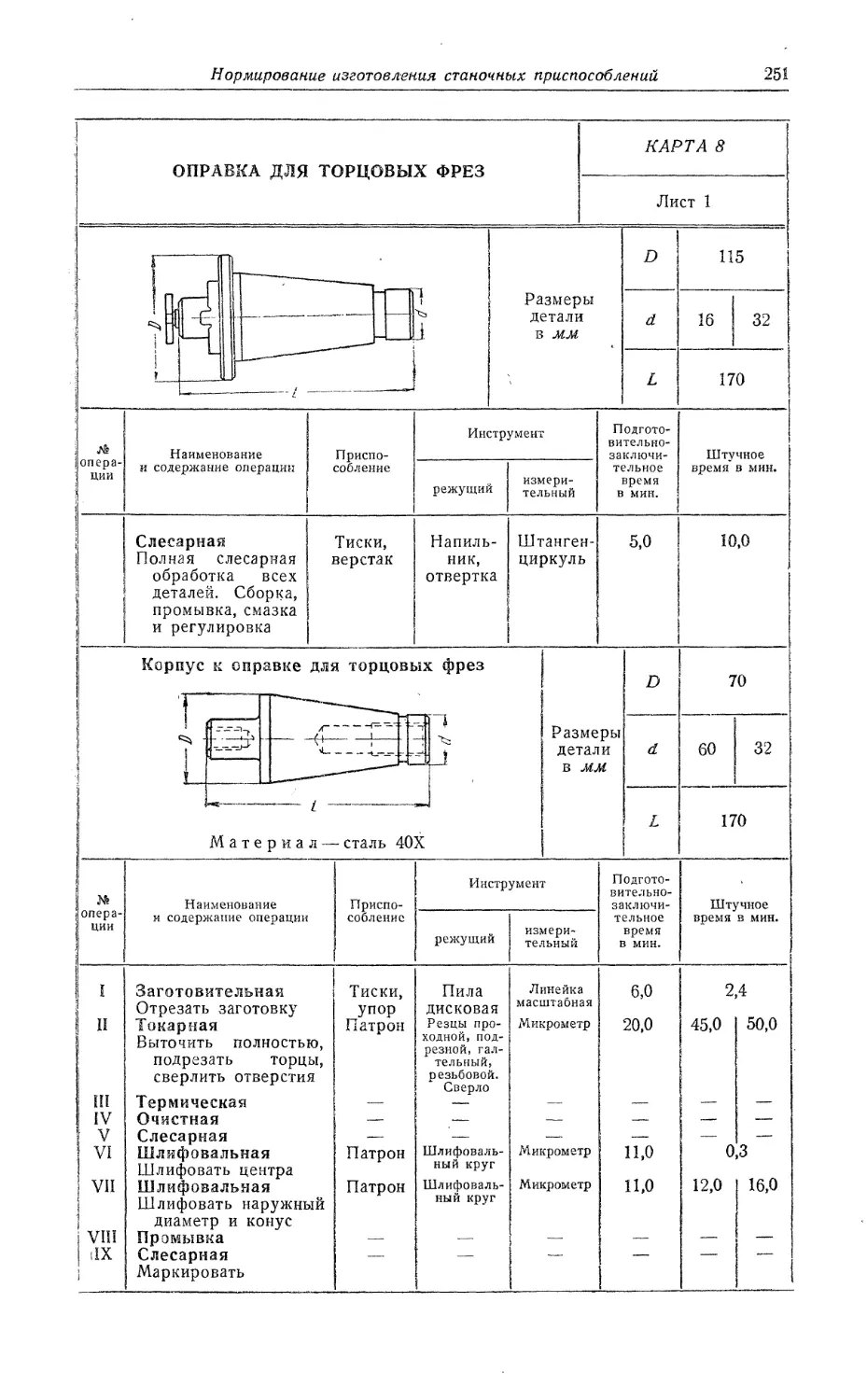
Карта 8. Оправка для торцовых фрез..................................251
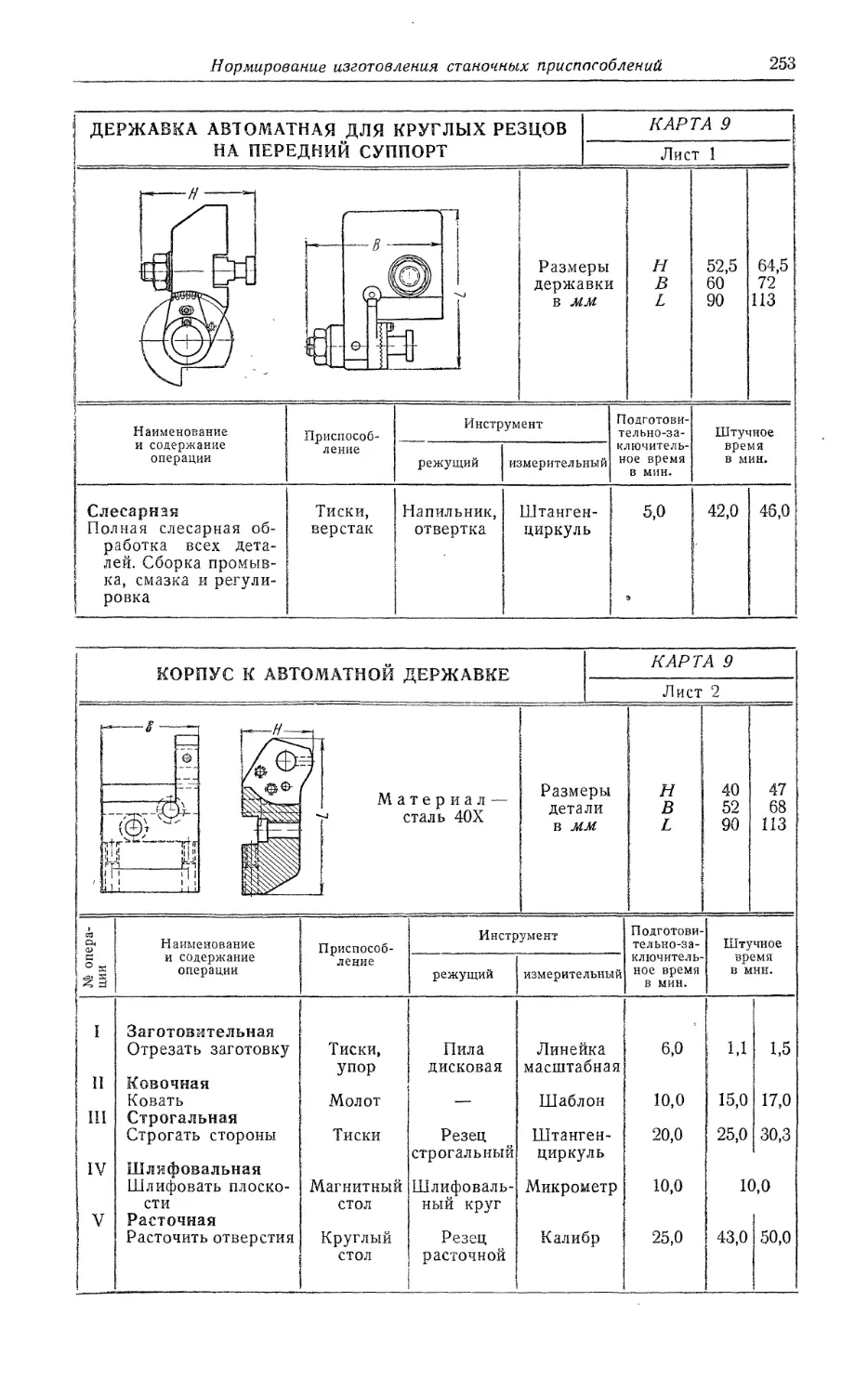
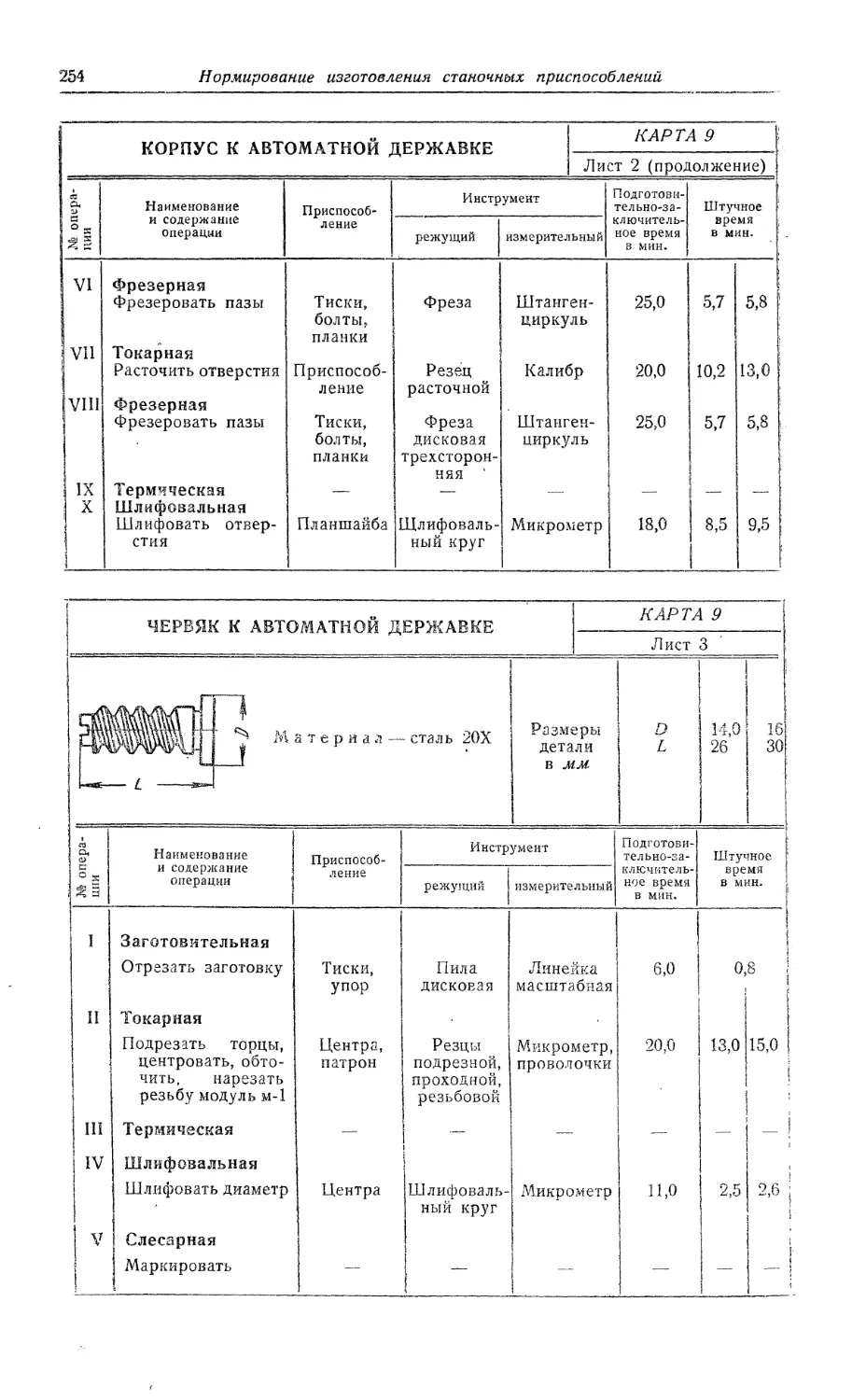
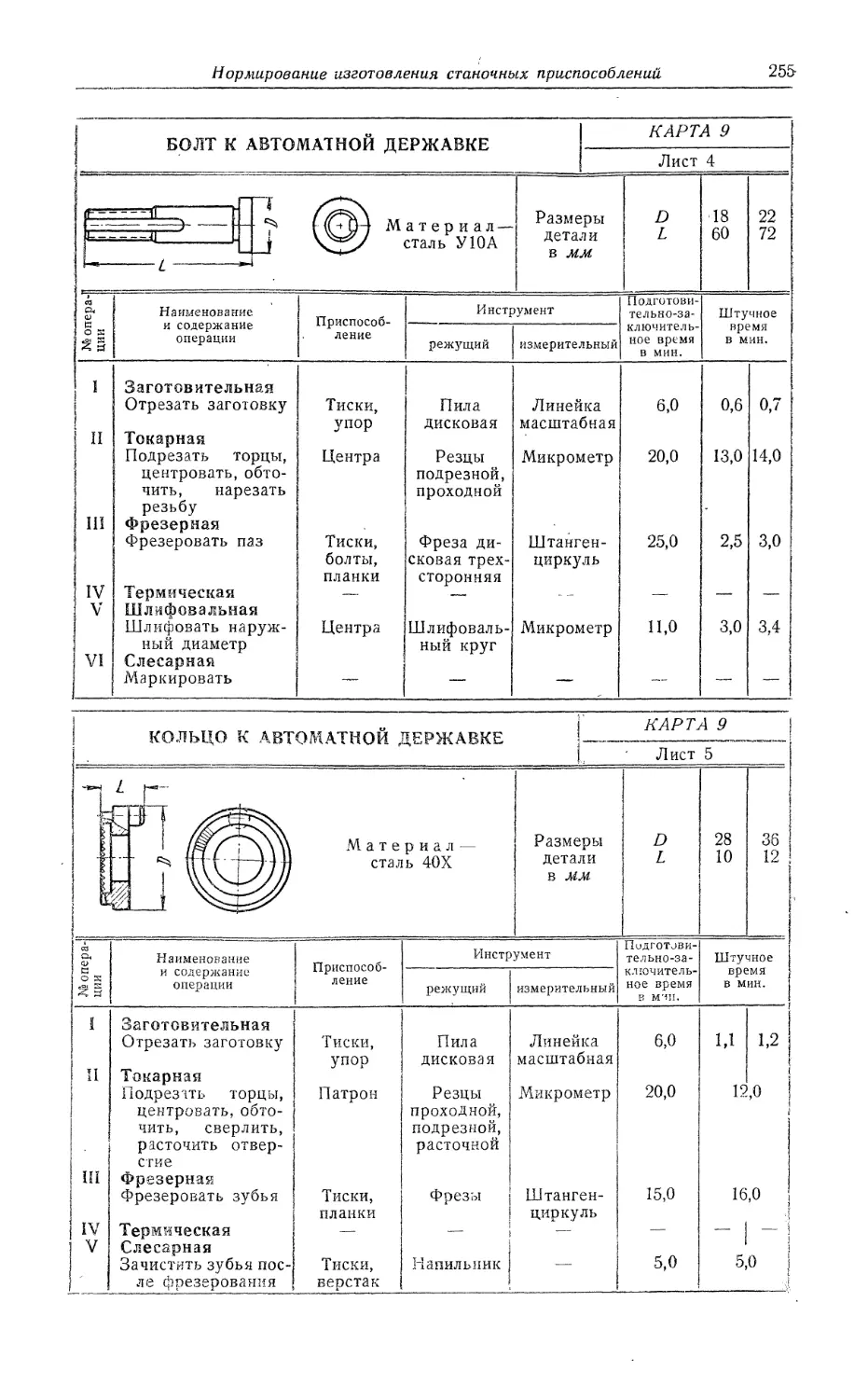
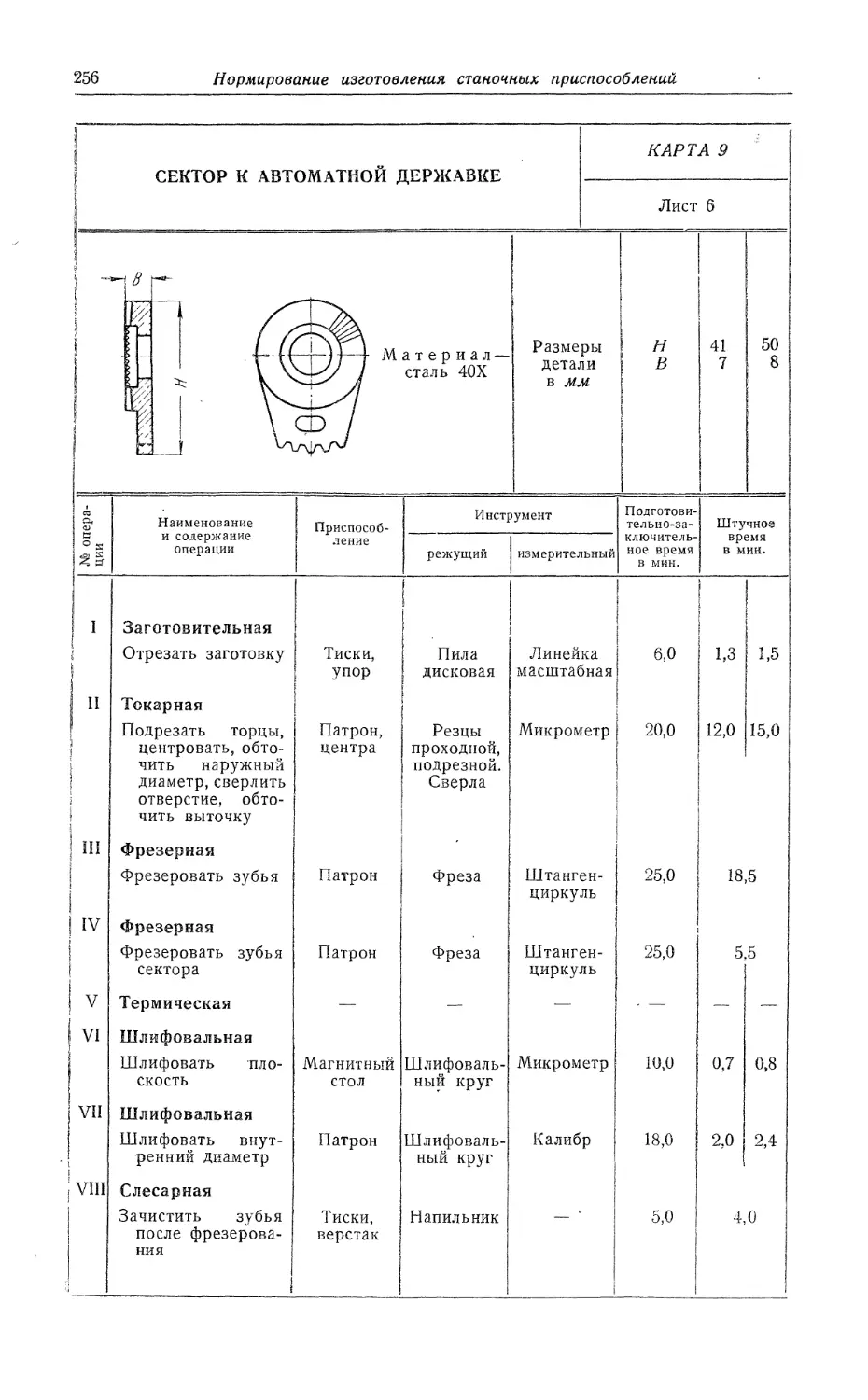
Карта 9. Державка автоматная для круглых резцов на передний суппорт . . 253
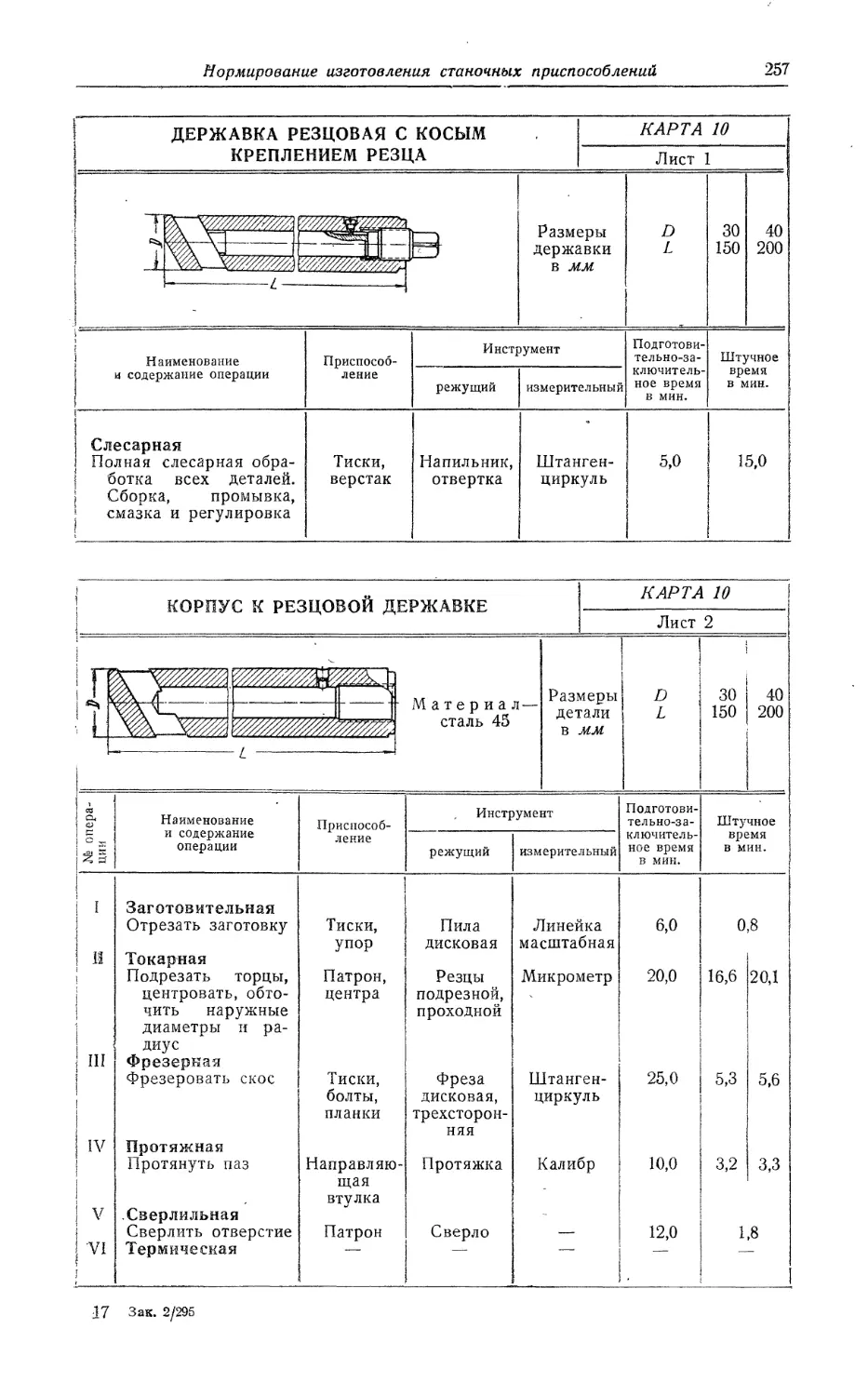
Карта 10. Державка резцовая с косым креплением резца ....... 257
Карта 11. Державка автоматная для призматических резцов на передний
суппорт . . г................................................259
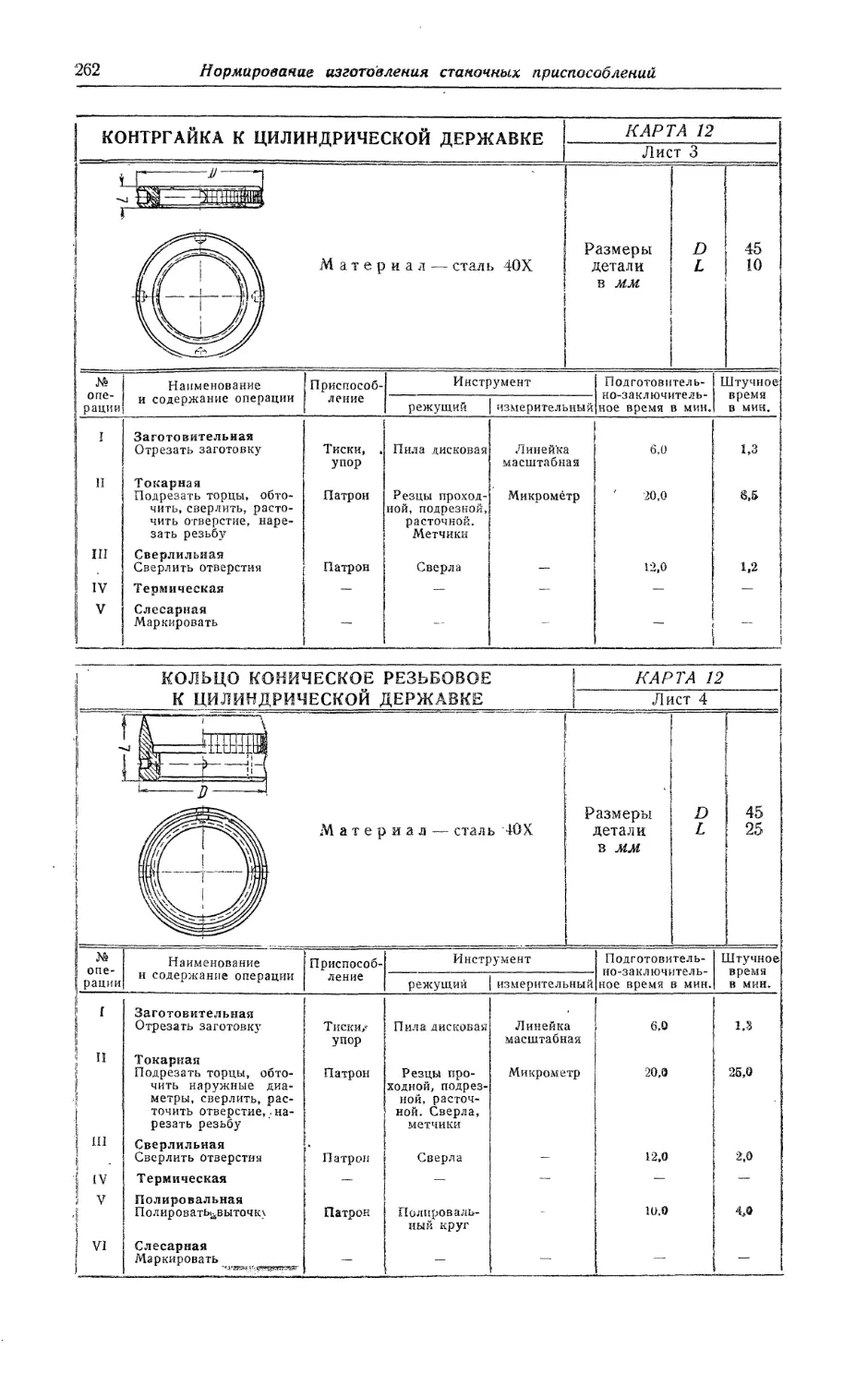
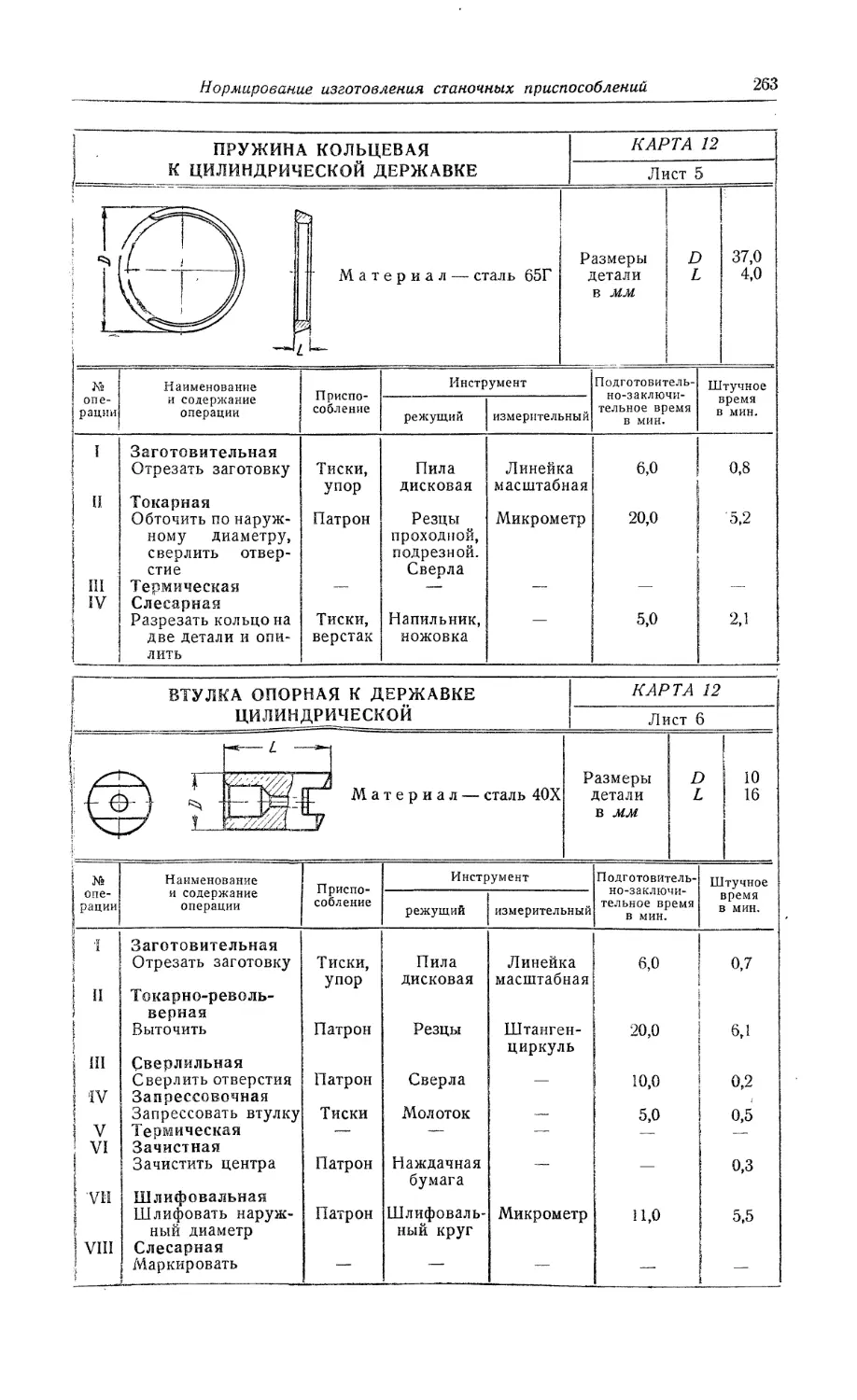
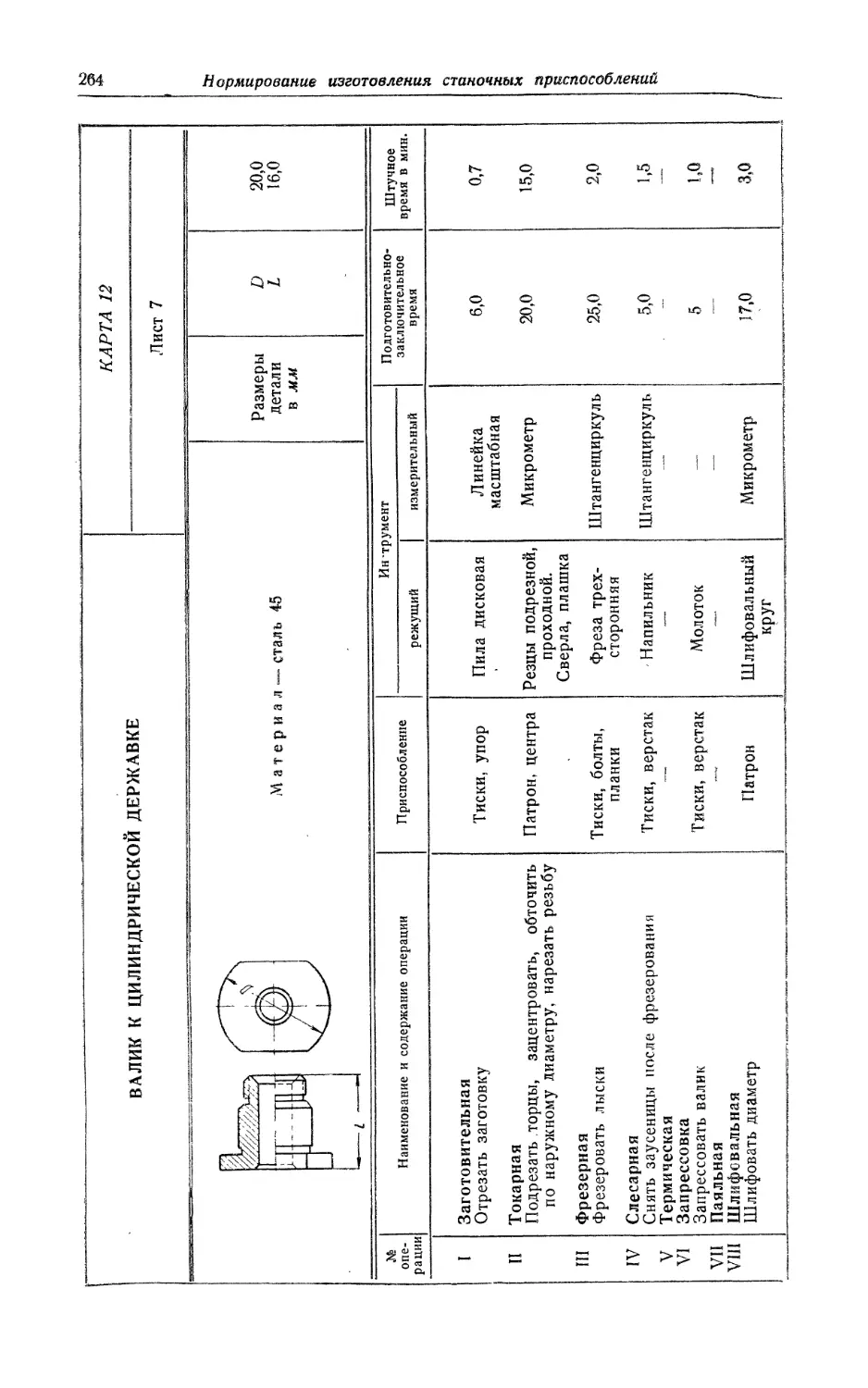
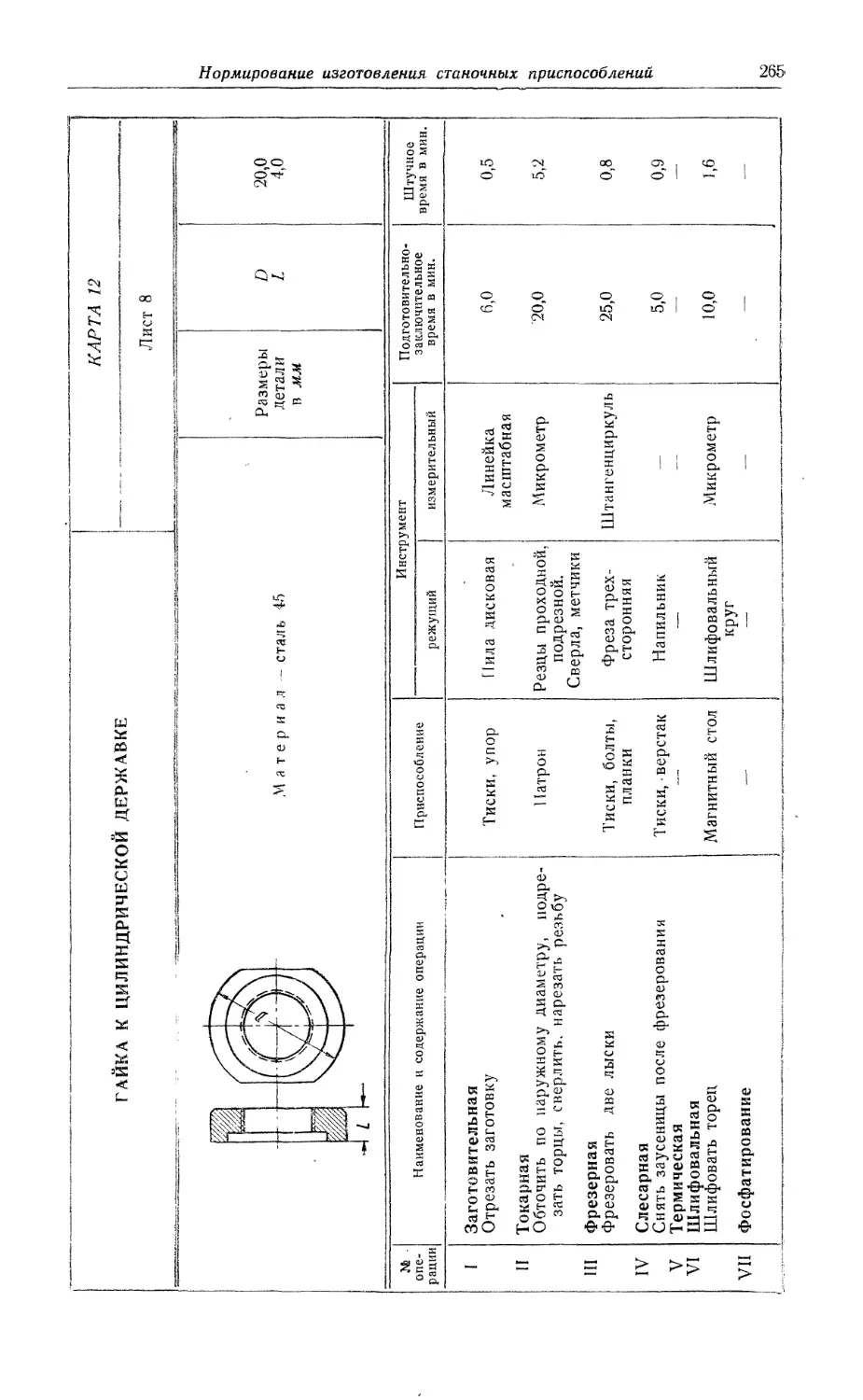
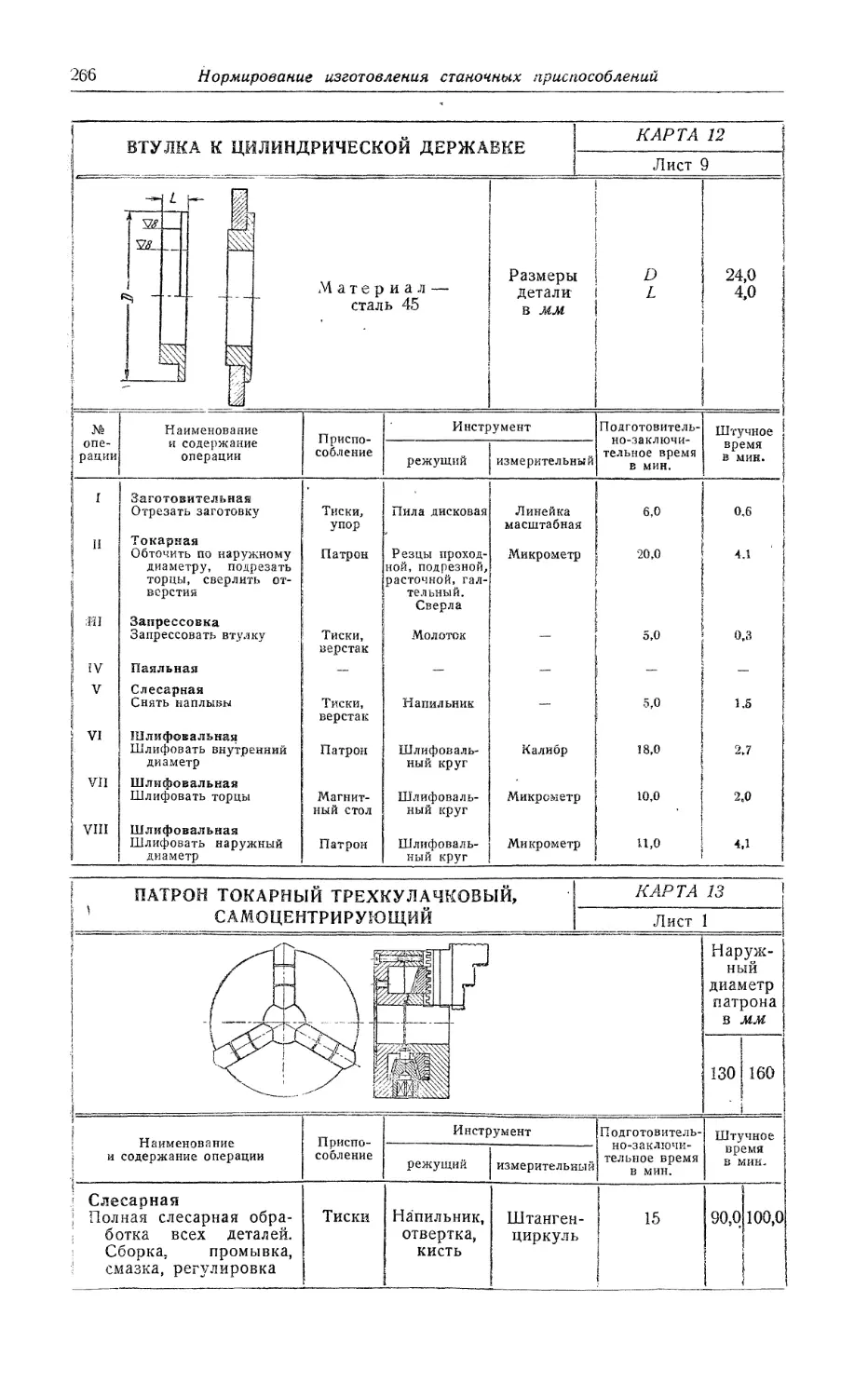
Карта 12. Державка цилиндрическая для правки шлифовальных кругов . . 261
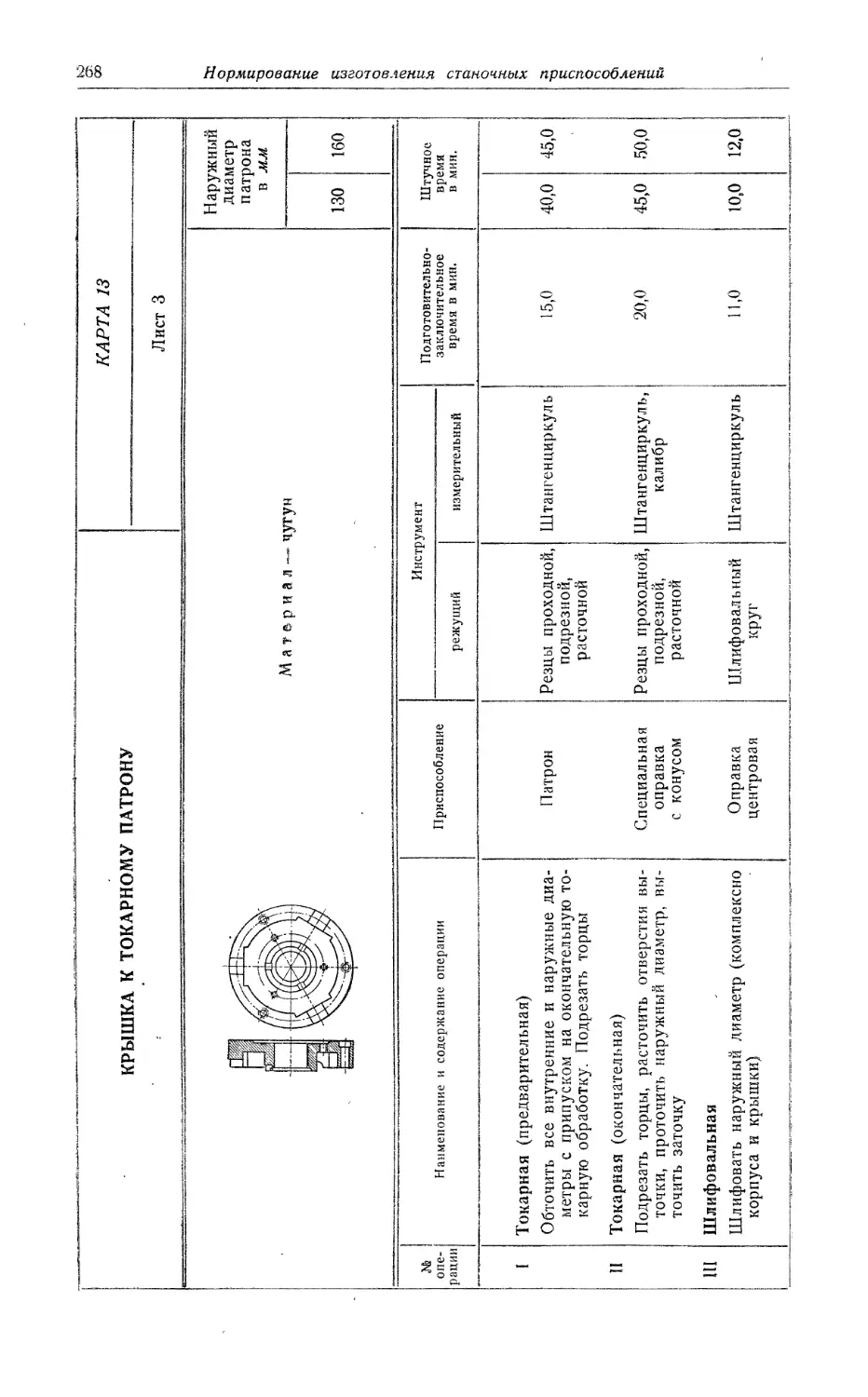
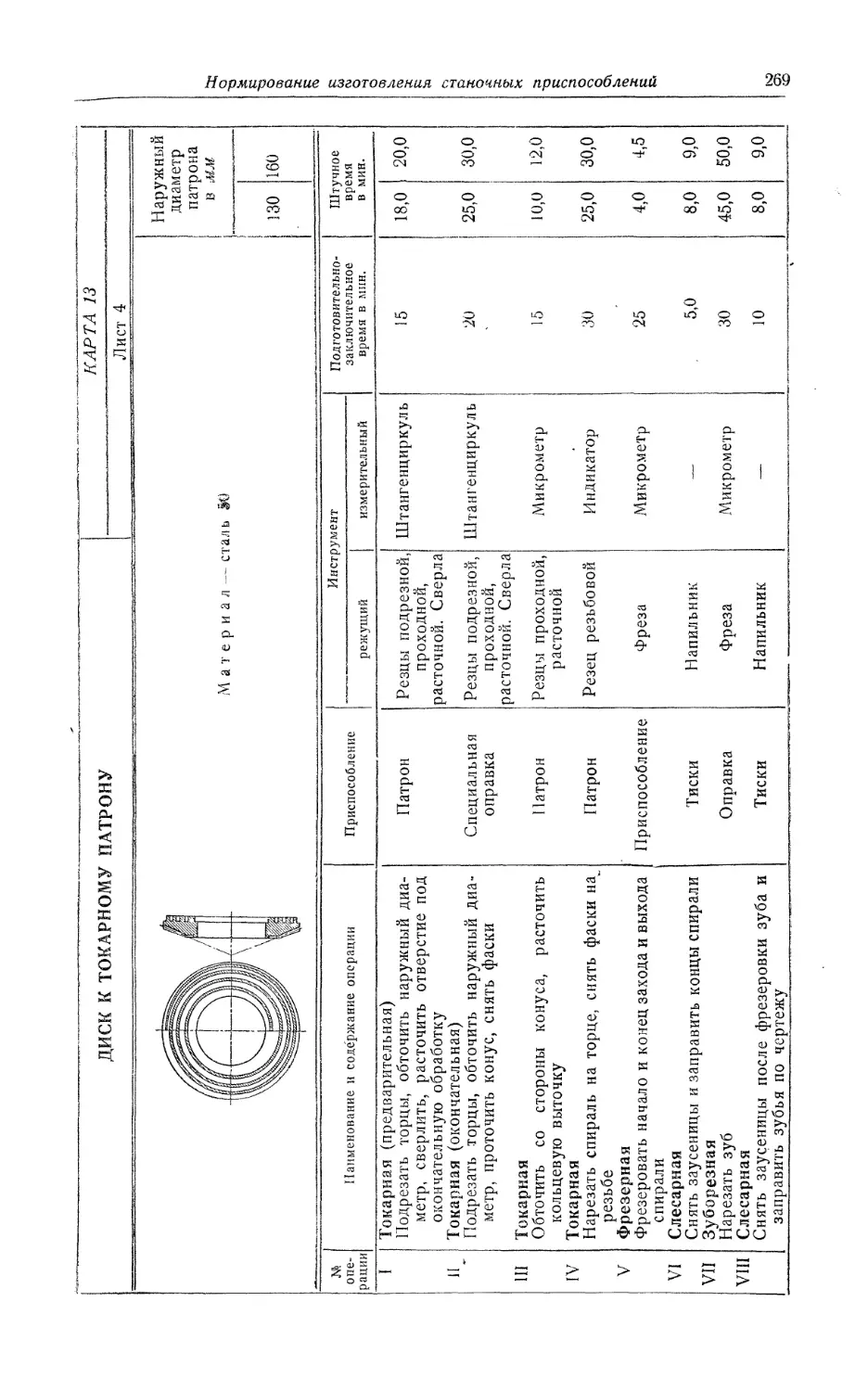
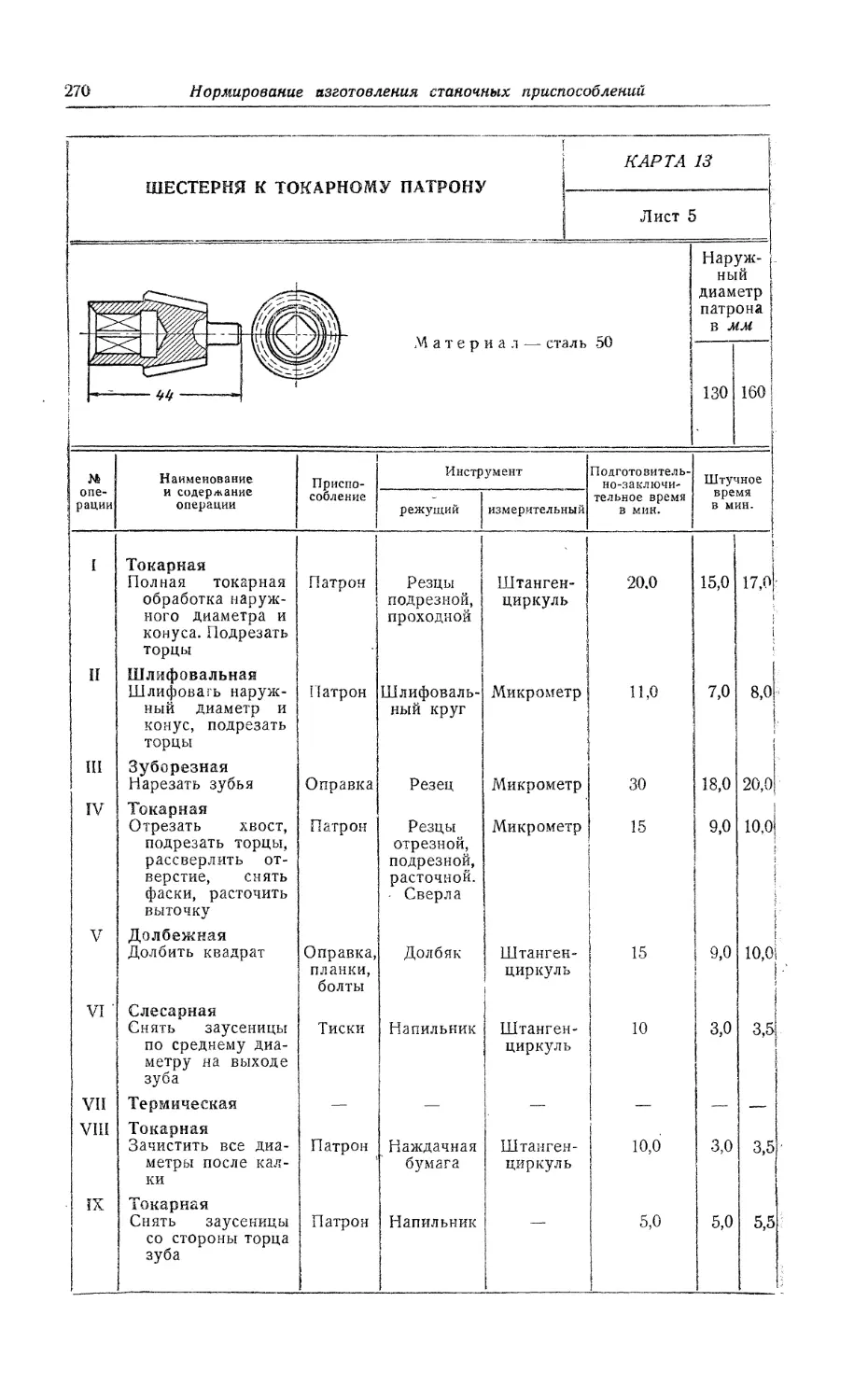
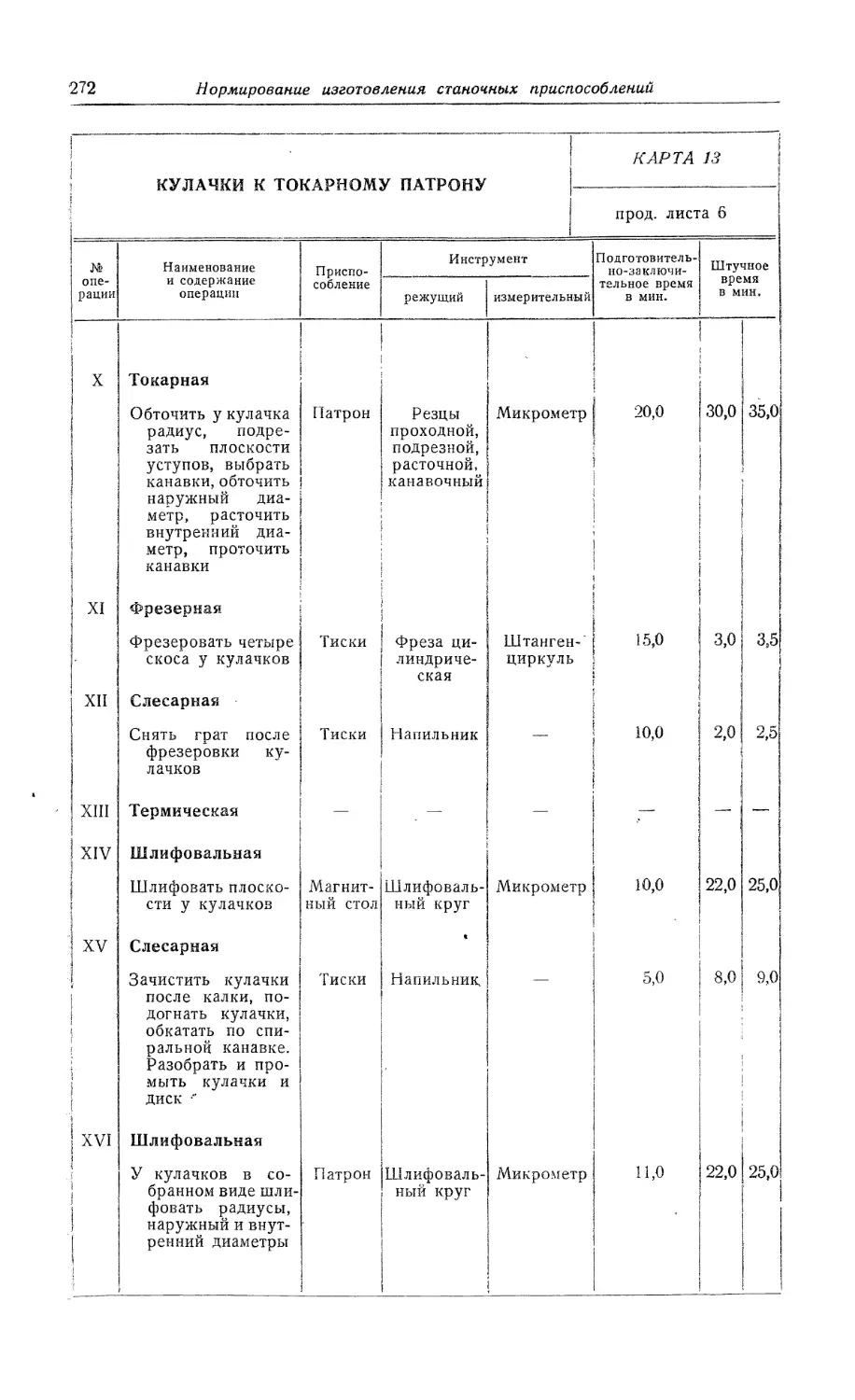
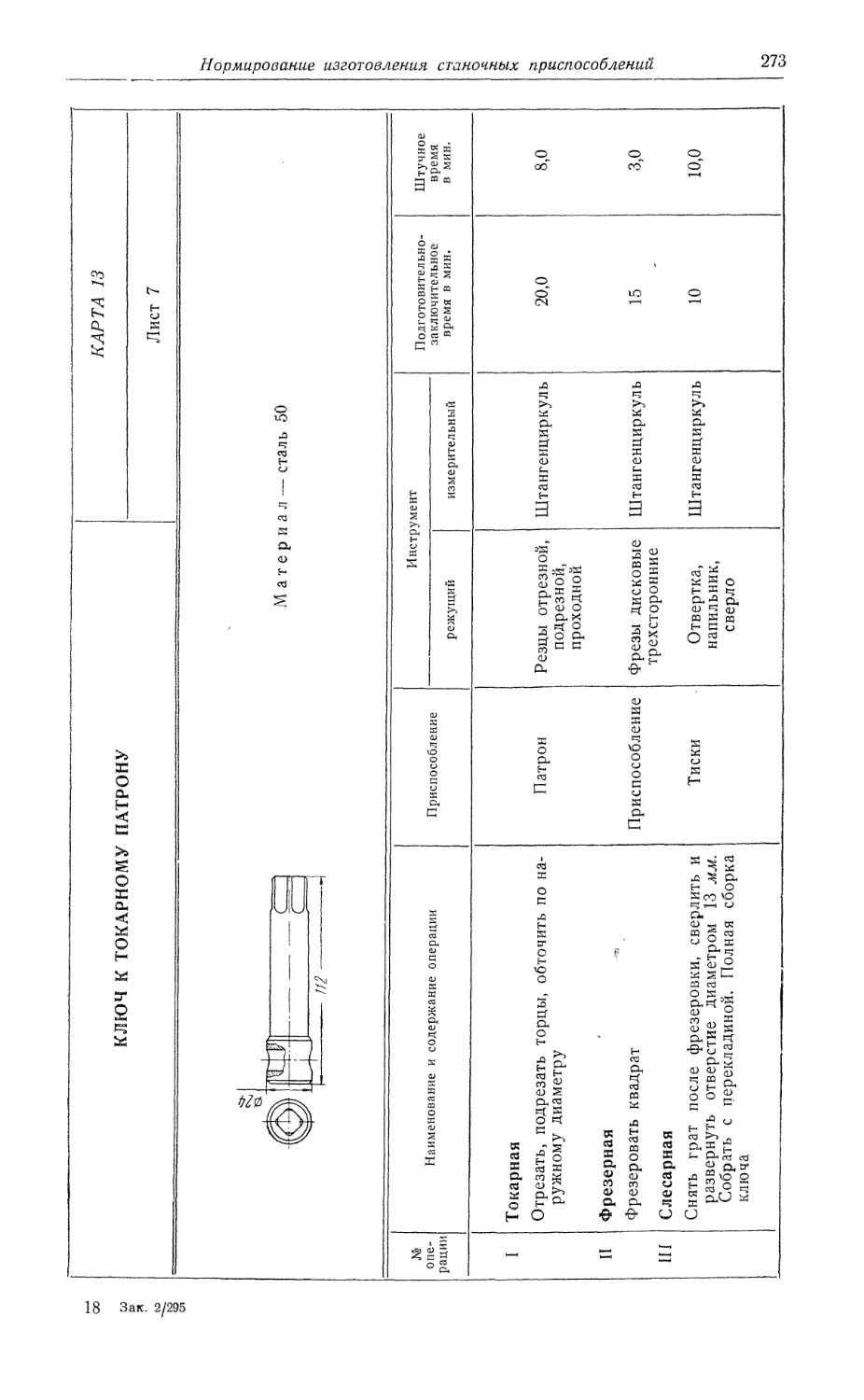
Карта 13. Патрон токарный трехкулачковый самоцентрирующий .... 266
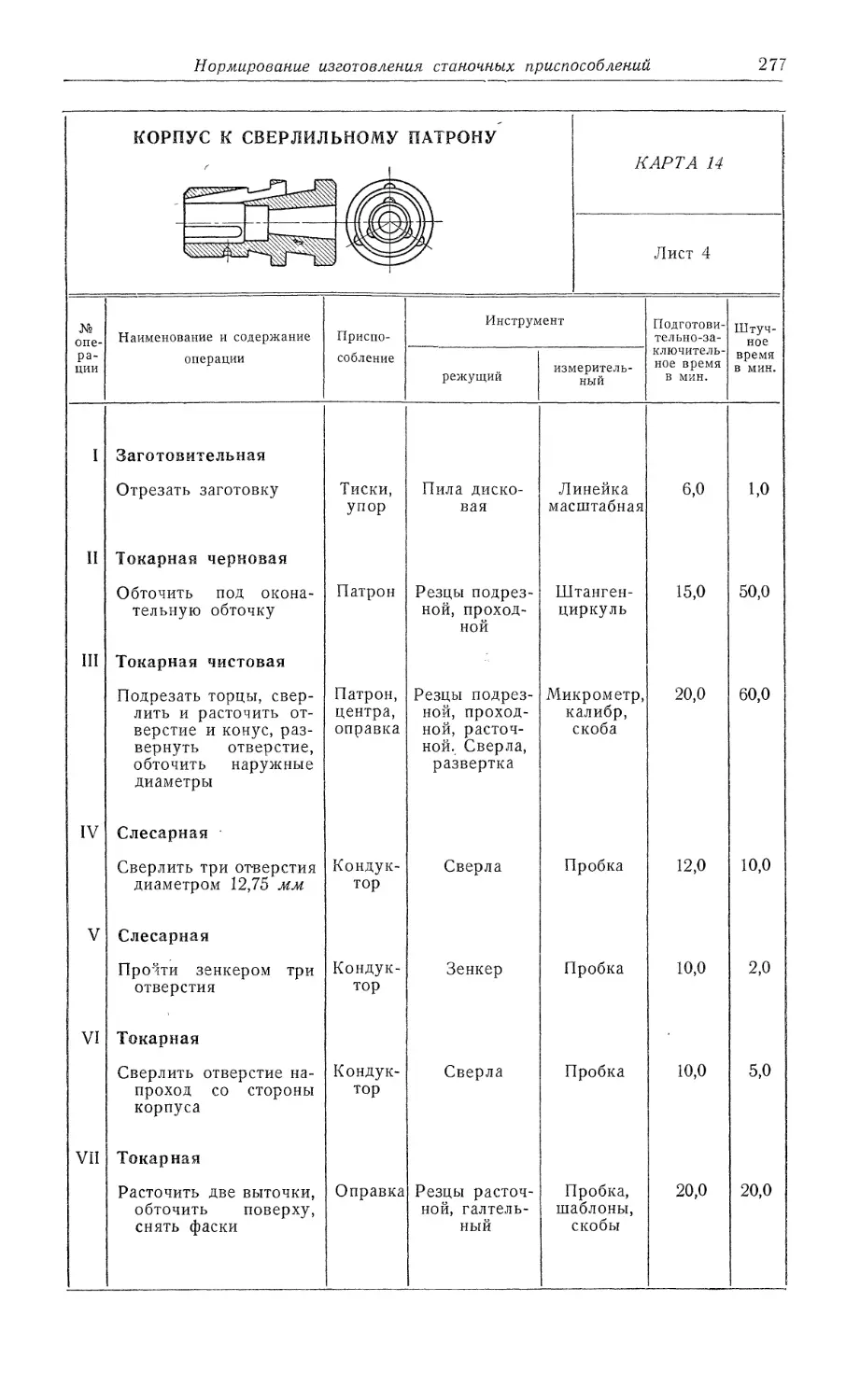
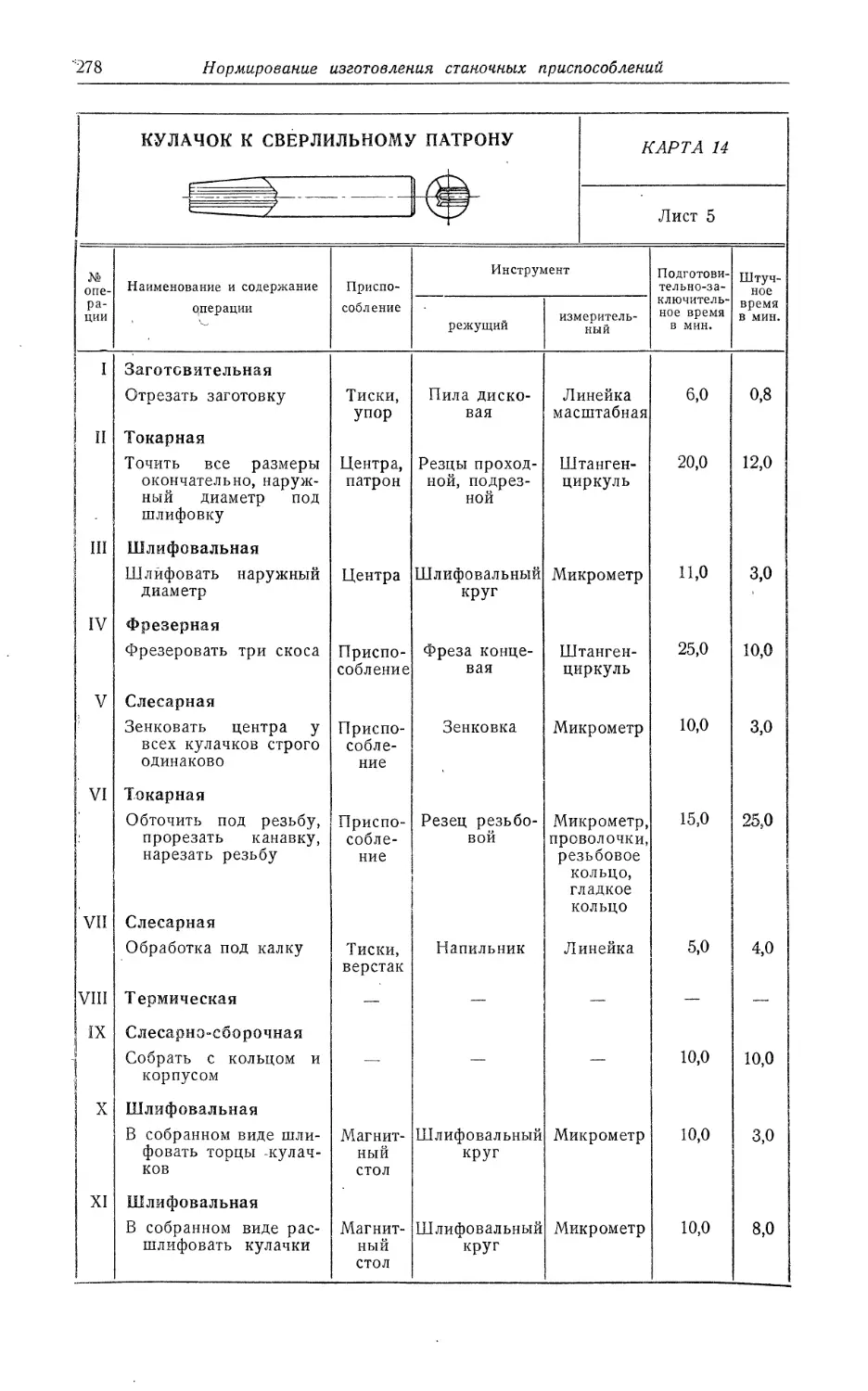
Карта 14. Патрон сверлильный................................................274
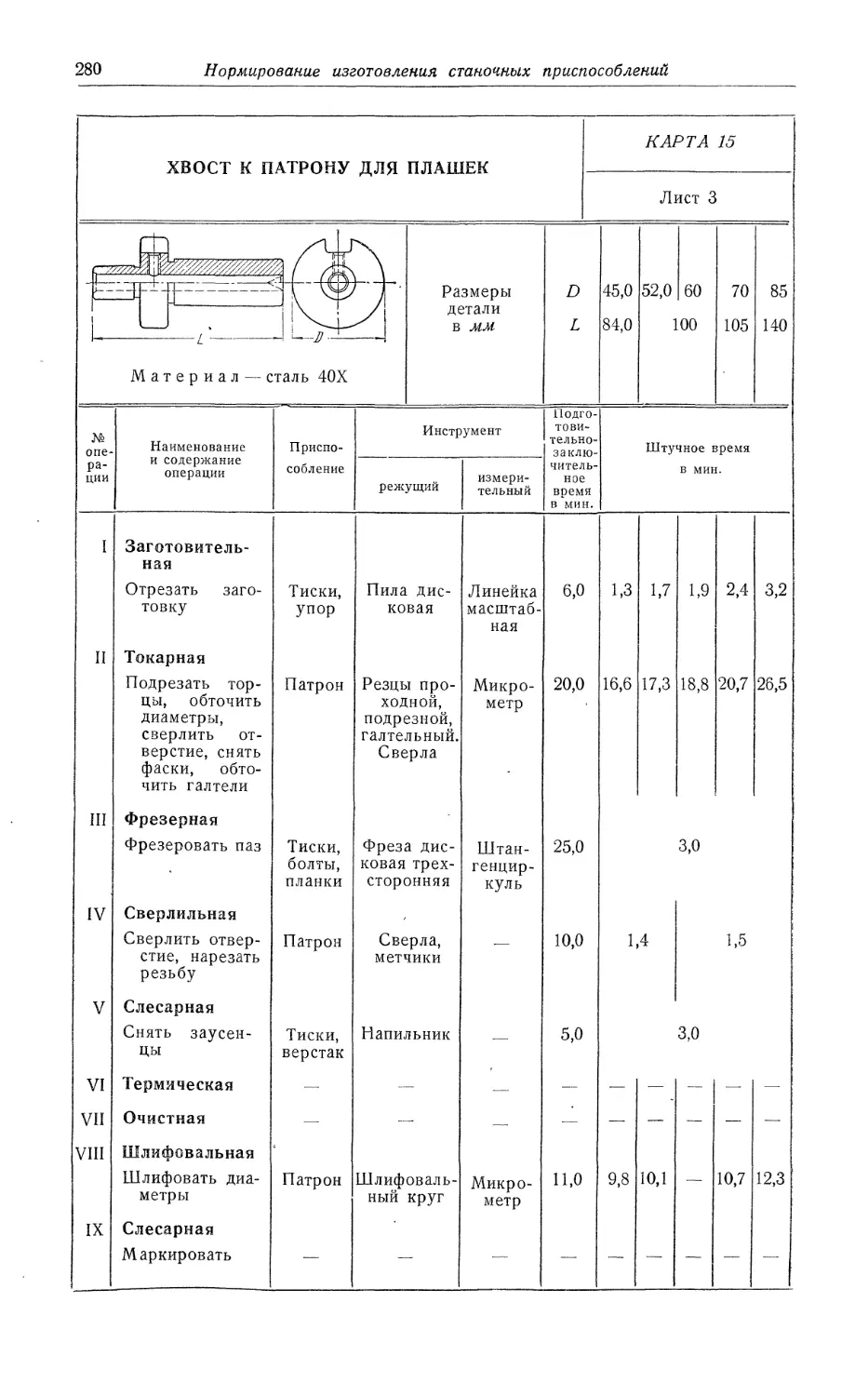
Карта 15. Патрон для плашек к револьверным станкам..........................279
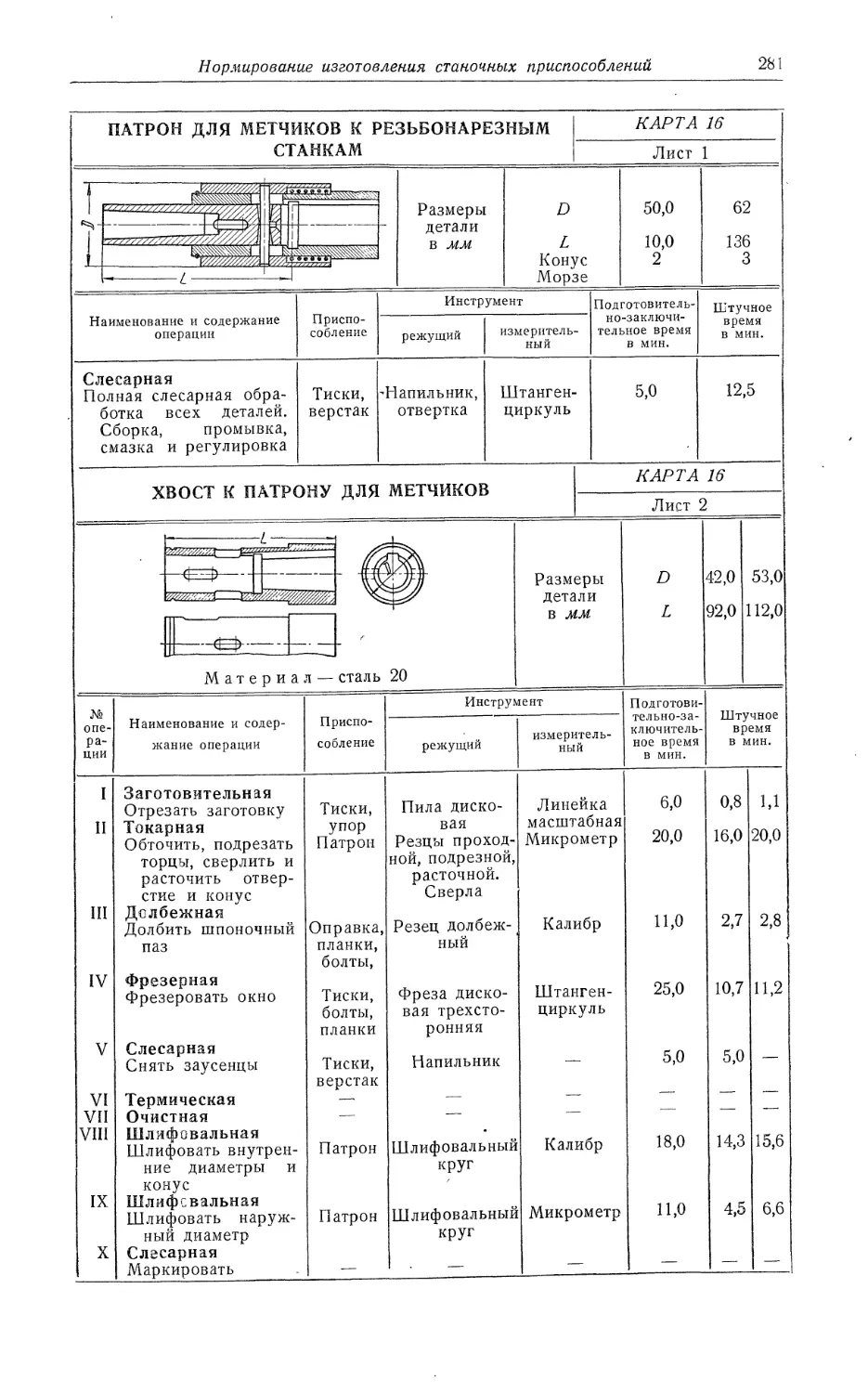
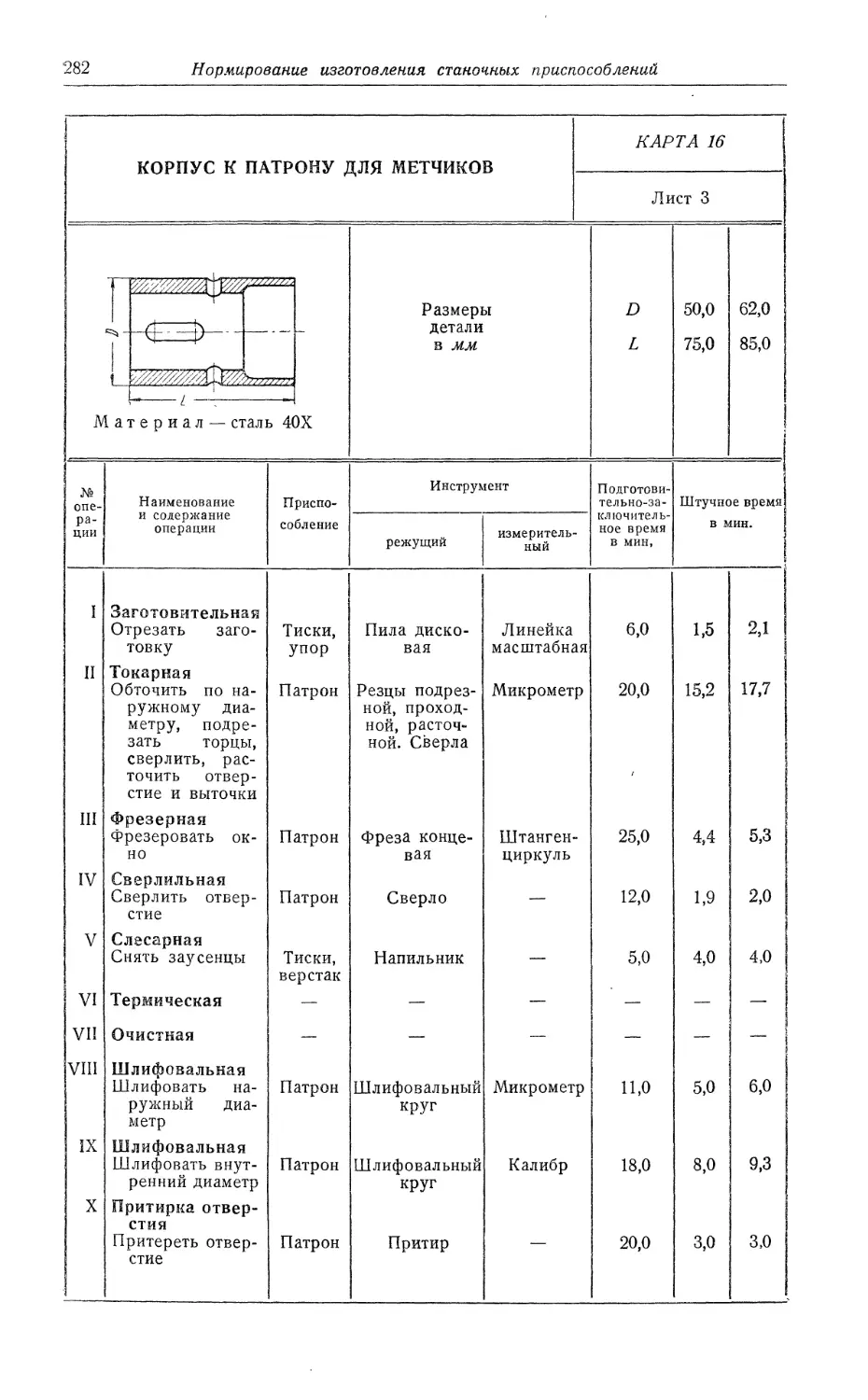
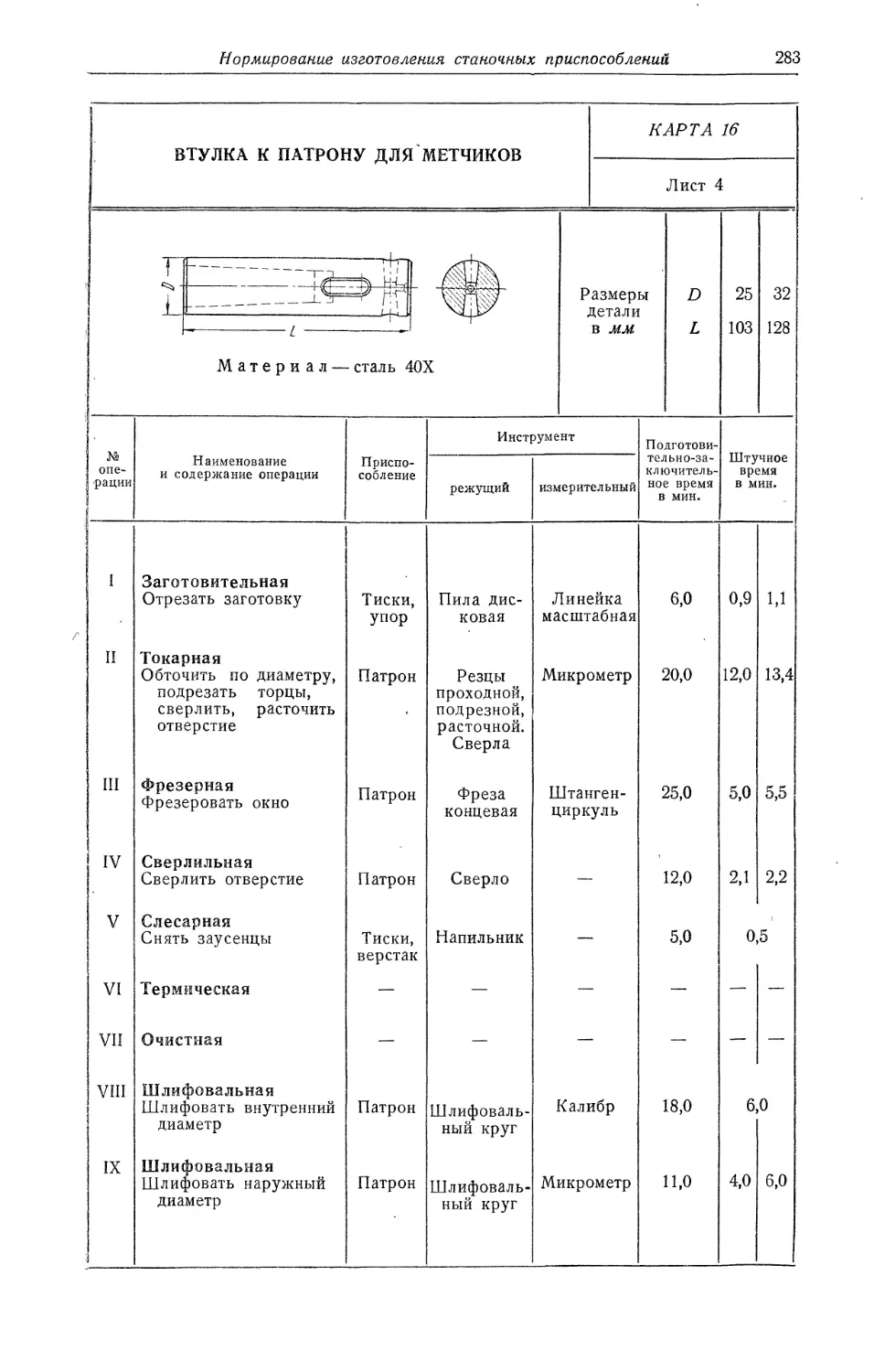
Карта 16. Патрон для метчиков к резьбонарезным станкам......................281
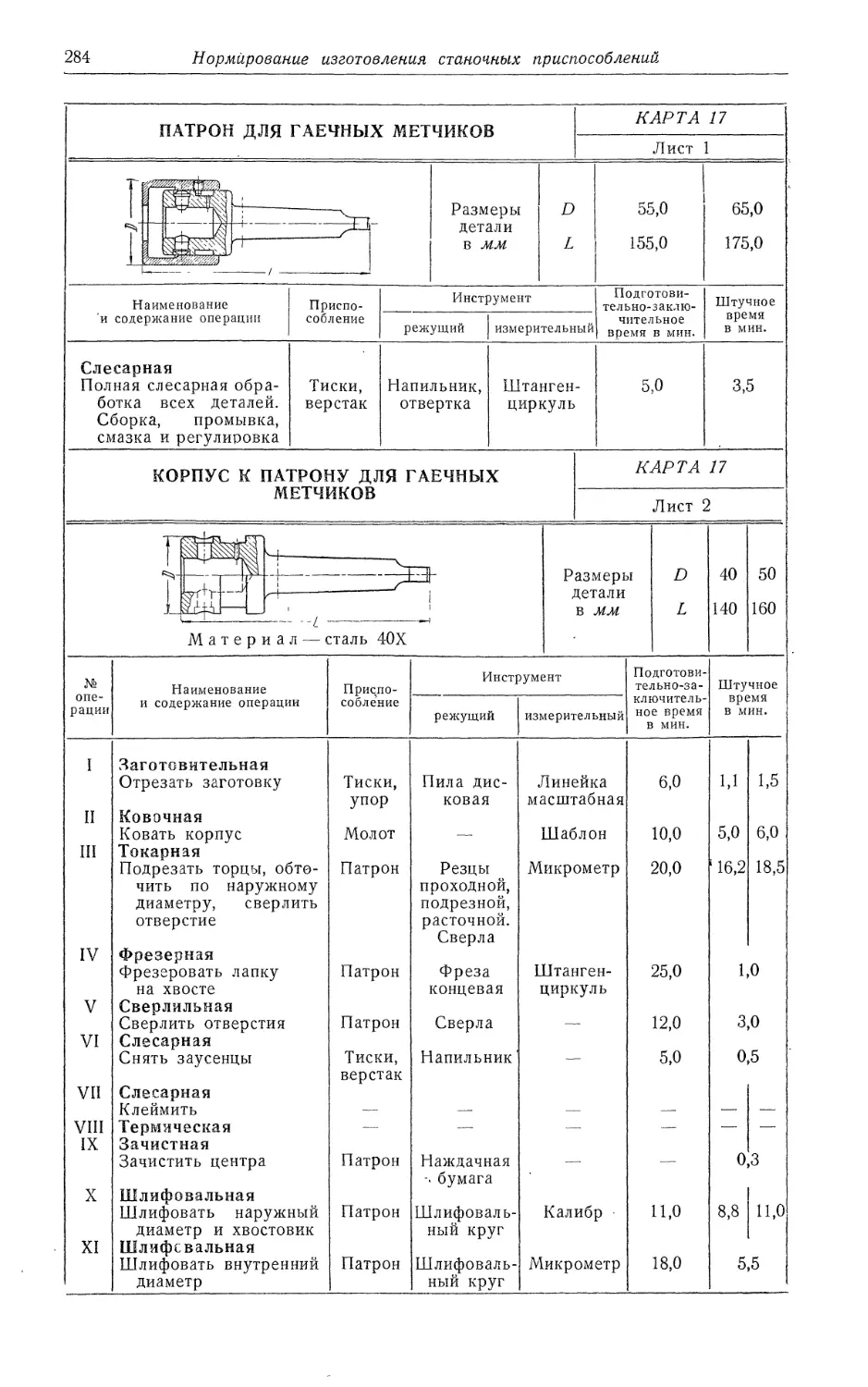
Карта 17. Патрон для гаечных метчиков...................................... 284
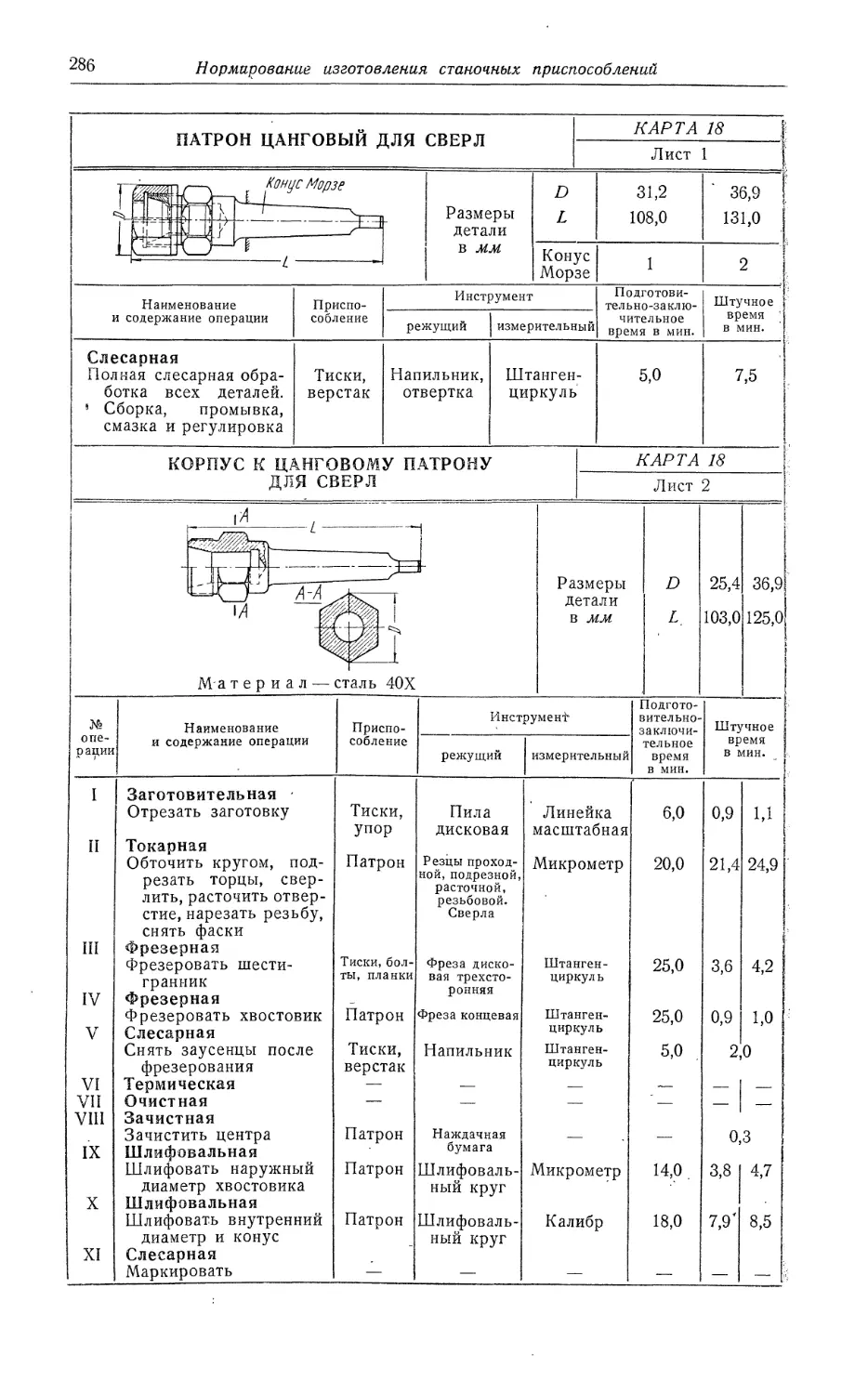
Карта 18. Патрон цанговый для сверл.........................................286
ГЛАВА VI. НОРМИРОВАНИЕ СЛЕСАРНЫХ РАБОТ ПО ИЗГОТОВЛЕНИЮ
ПРЕСС-ФОРМ (Ф. Г. Федотов)............................................2S7
Пресс-формы для пластмасс
Карта 1. Слесарная обработка комплекта рабочих деталей и сборка пресс-
форм. I группа сложности ;...............................................297
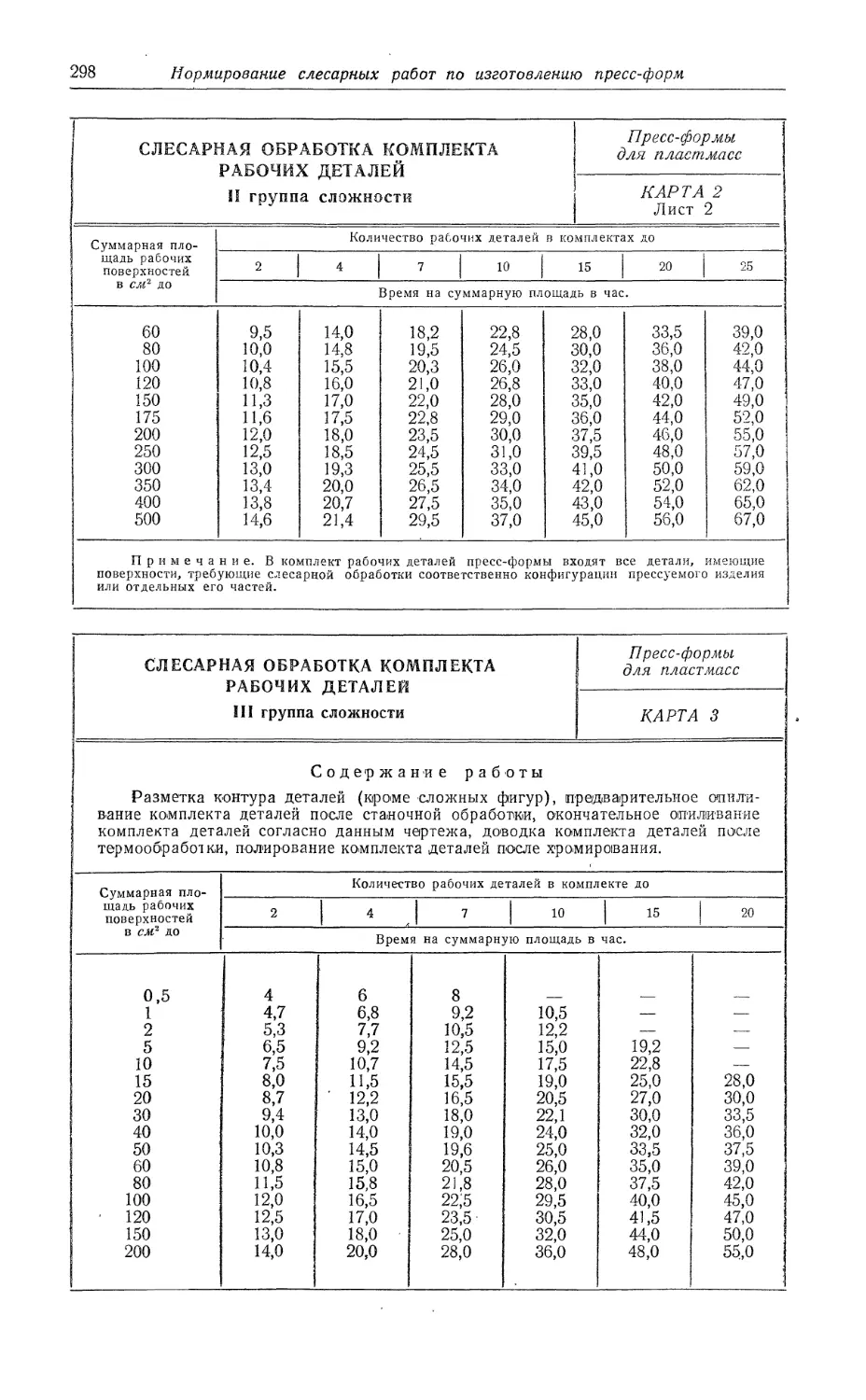
Карта 2. Слесарная обработка комплекта рабочих деталей. II группа сложности 297
Карта 3. Слесарная обработка комплекта рабочих деталей. III группа сложности 298
Карта 4. Слесарная обработка комплекта рабочих деталей. IV группа сложности 299
Карта 5. Слесарная обработка обойм матриц и промежуточных деталей пресс-
форм под v 7—8...........................................................299
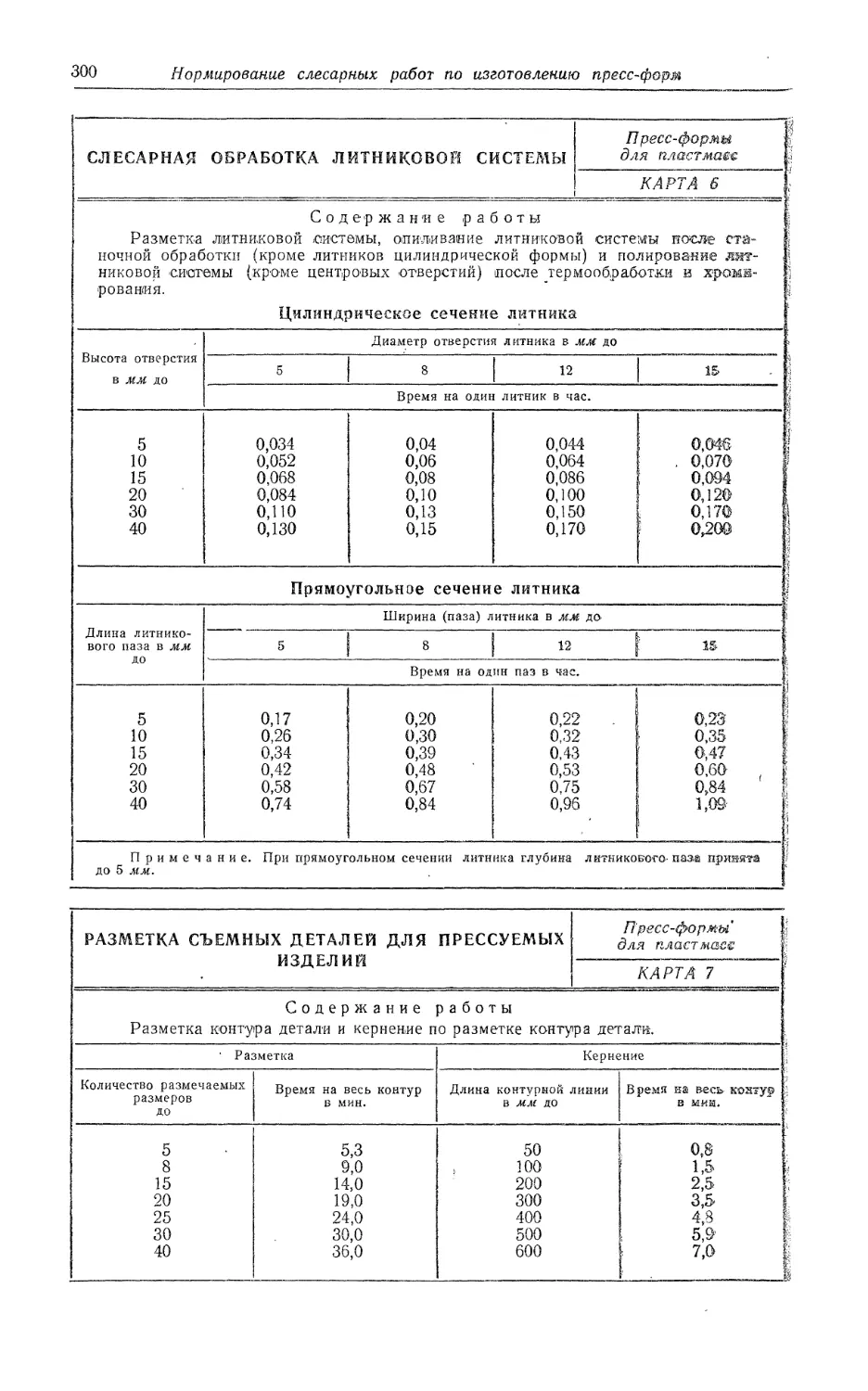
Карта 6. Слесарная обработка литниковой системы..............................300
Карта 7. Разметка съемных деталей для прессуемых изделий . : . . . 300
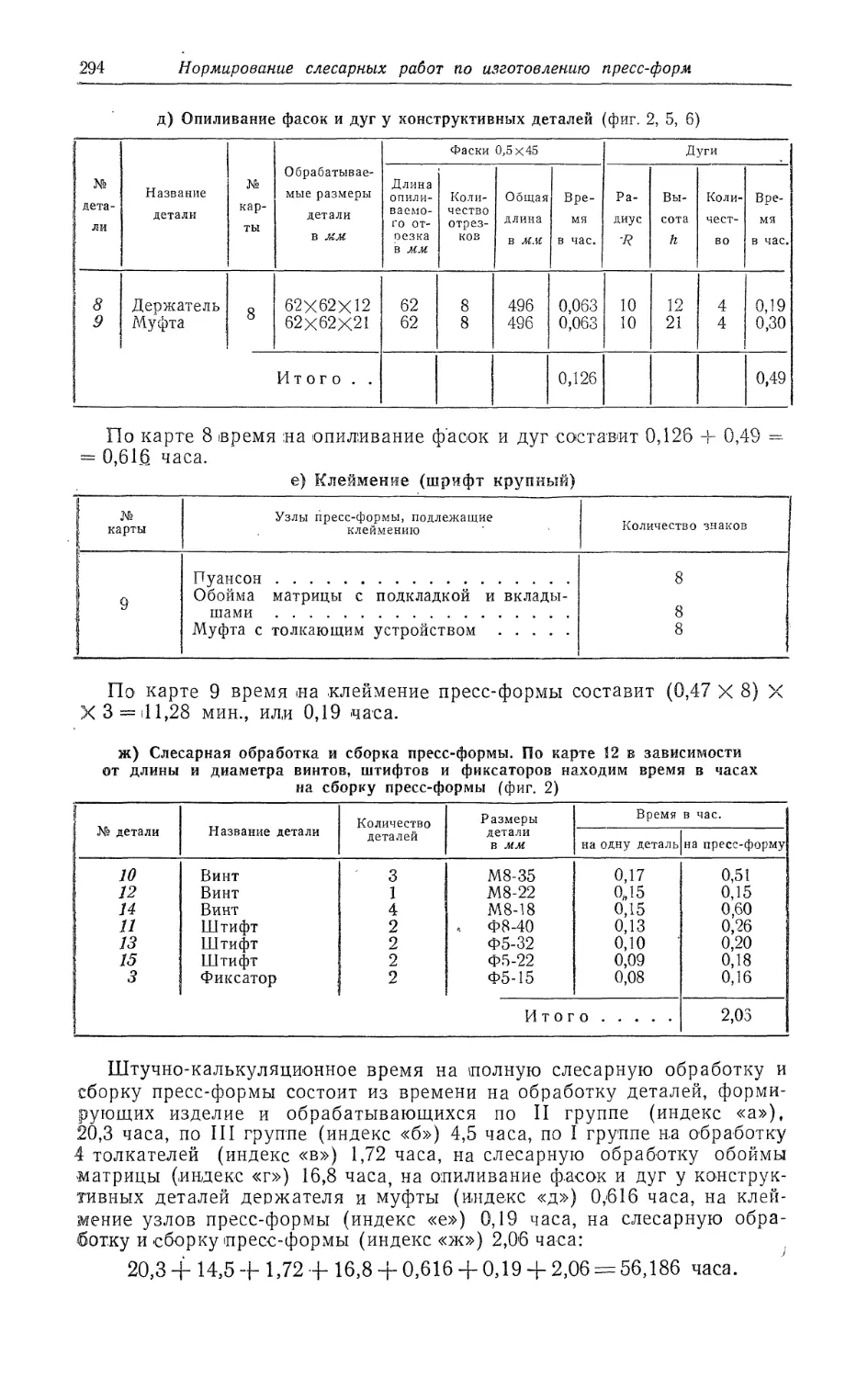
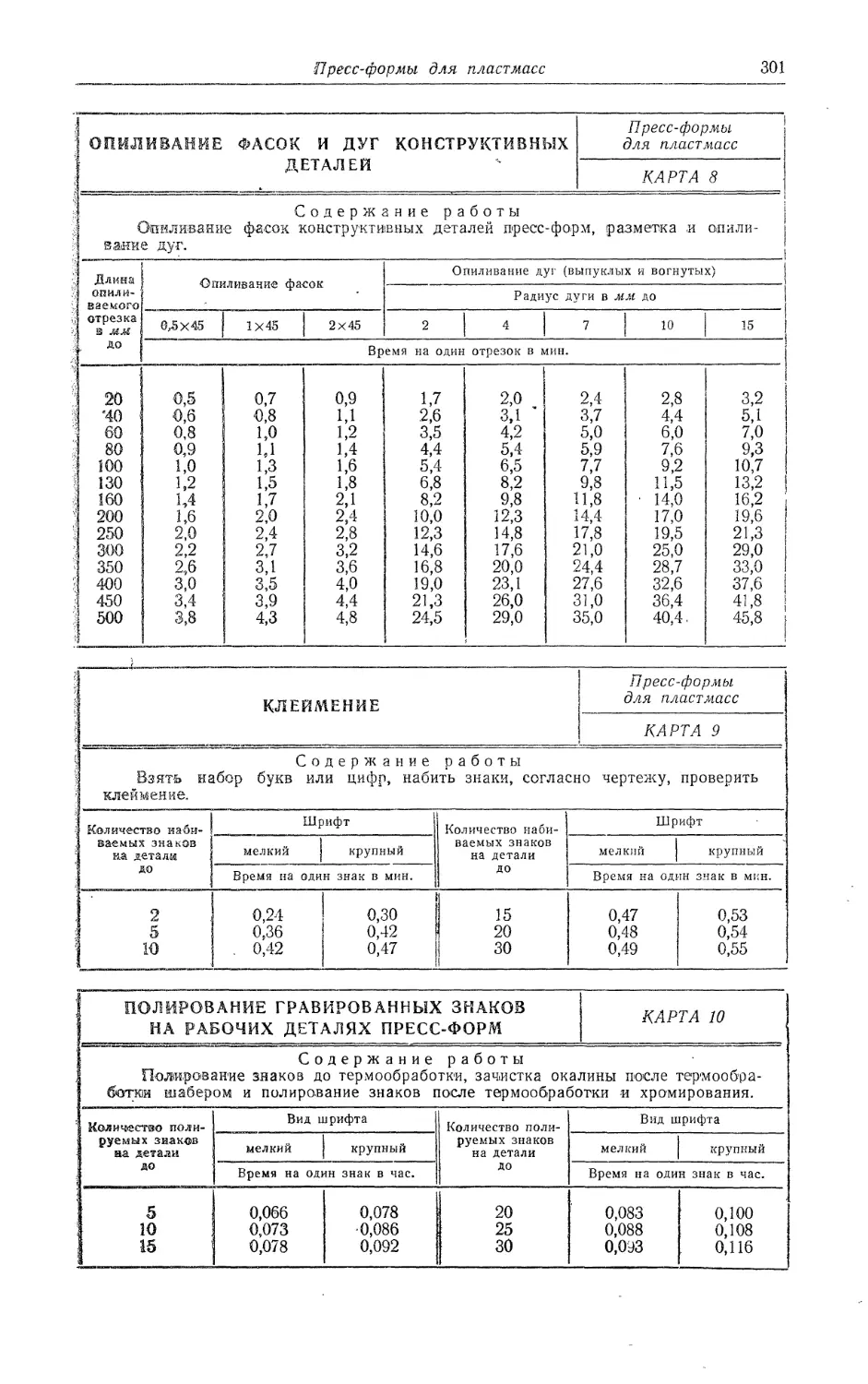
Карта 8. Опиливание фасок и дуг конструктивных деталей.......................301
Карта 9. Клеймение...........................................................301
Карта 10. Полирование гравированных знаков на рабочих деталях пресс-форм' 301
Карта 11. Сверление отверстий в плитах для обогрева..........................302
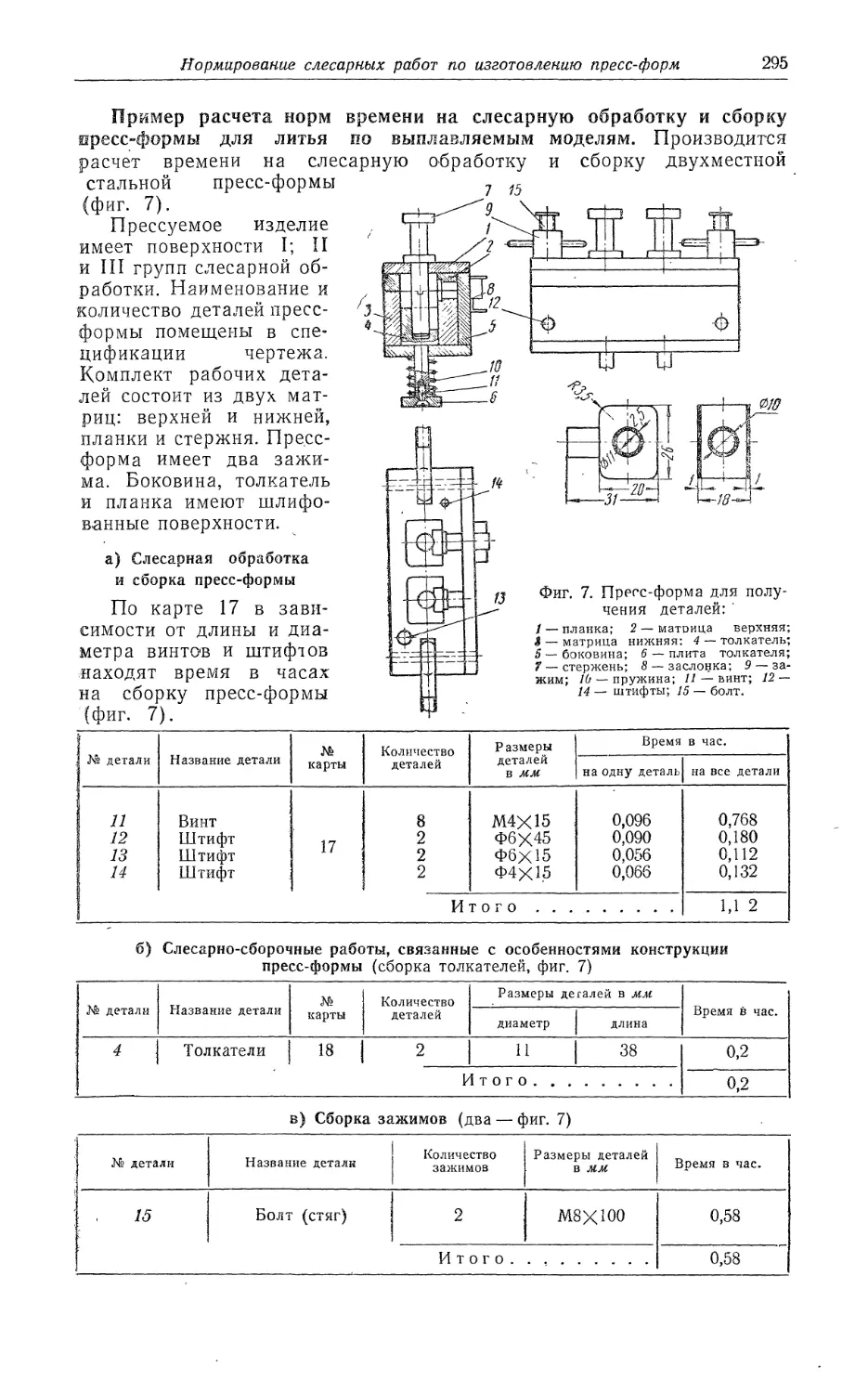
Карта 12. Слесарная обработка и сборка пресс-форм............................302
Пресс-формы для прецизионного литья
Карта 13. Слесарная обработка деталей цилиндрической формы и сборка пресс-
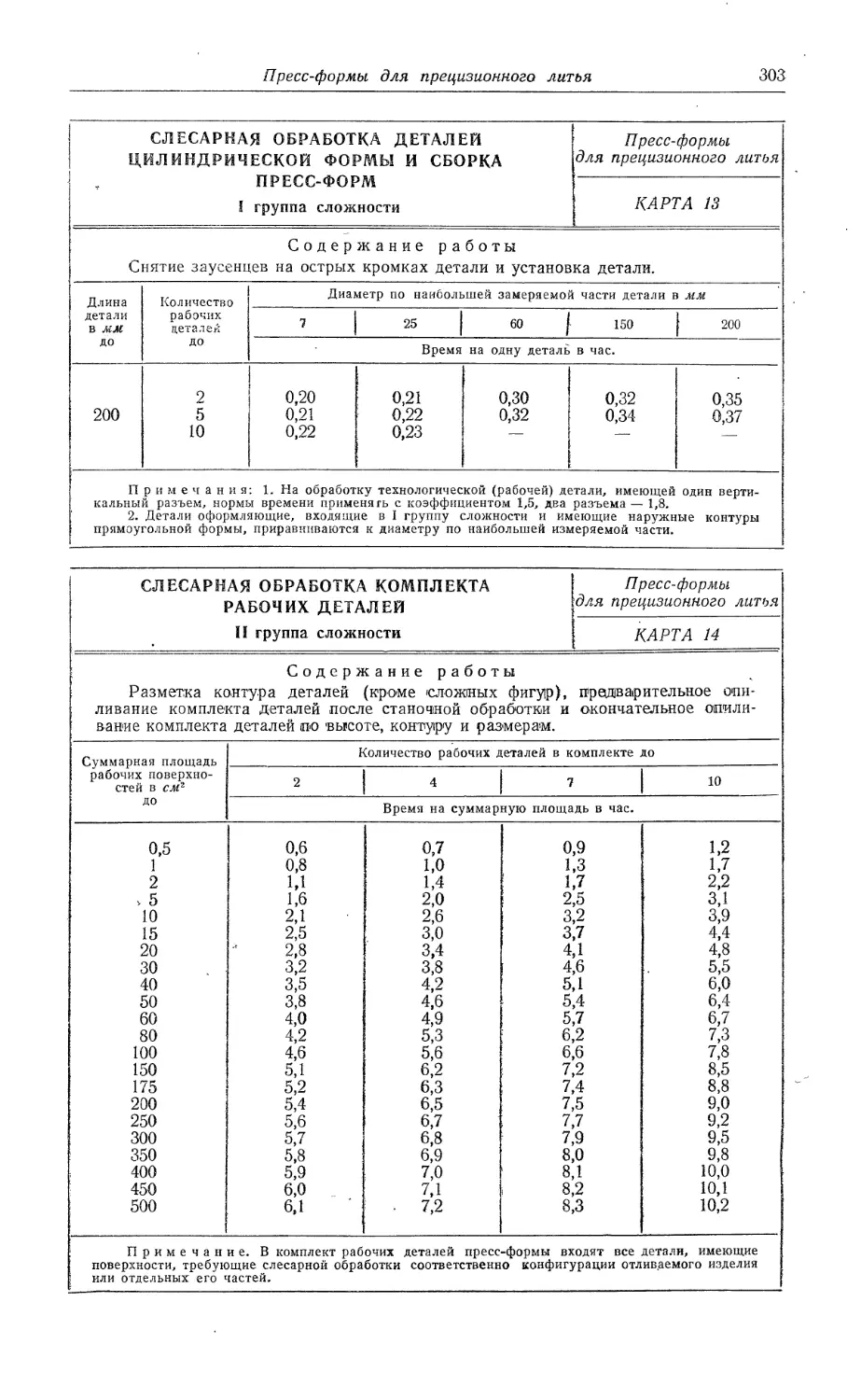
форм. I .группа 1сложно<сти..............................................303
Карта 14. Слесарная обработка комплекта рабочих деталей. II группа сложности 303
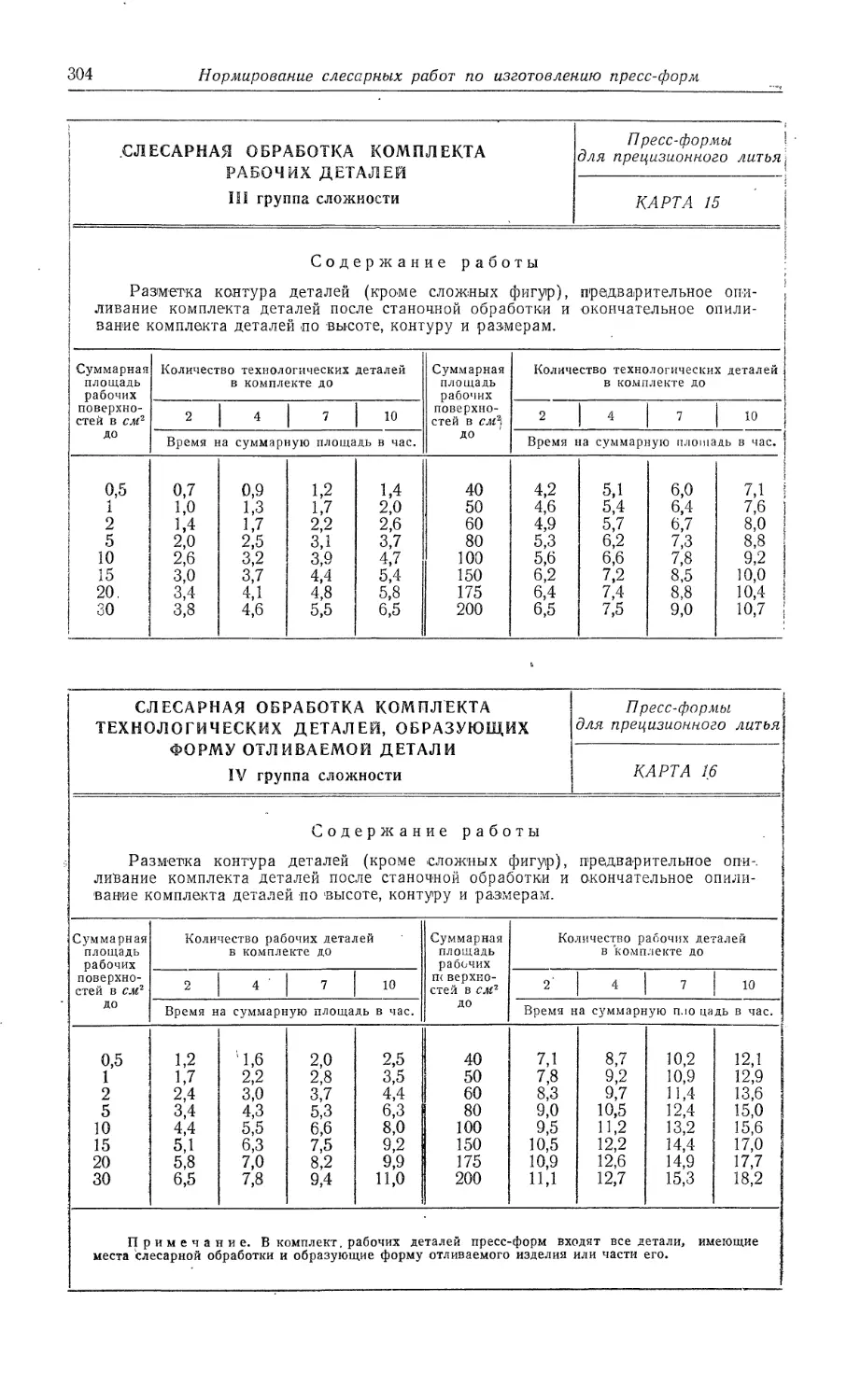
Карта 15. Слесарная обработка комплекта рабочих деталей. III группа слож-
ности ...................................................................304
10
Оглавление
Стр.
Карта 16. Слесарная обработка комплекта .технологических деталей, образую-
щих форму отливаемой детали. IV группа сложности.........................304
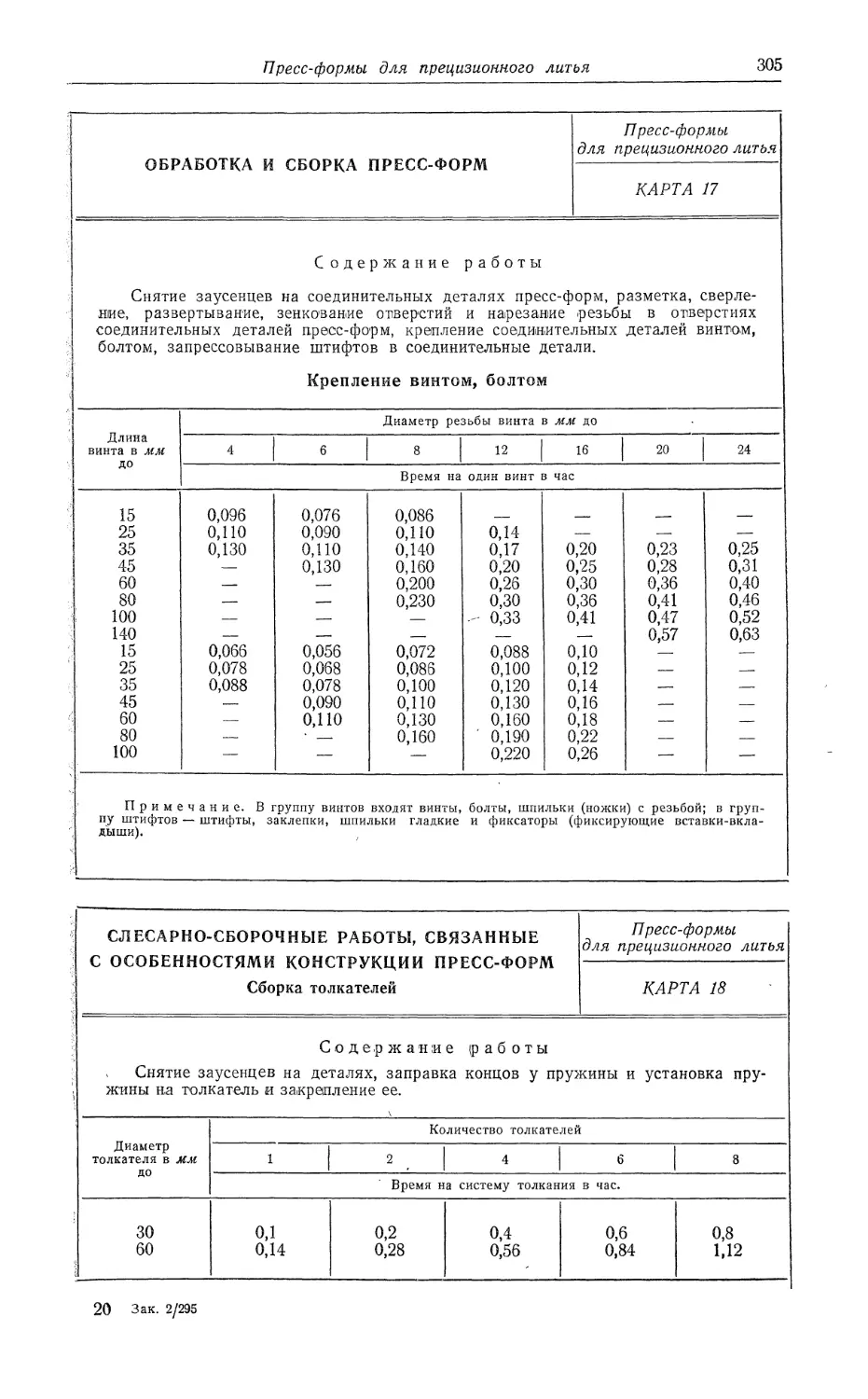
Карта 17. Обработка и сборка пресс-форм.................................. 305
Карта 18. Слесарно-сборочные работы.......................................305
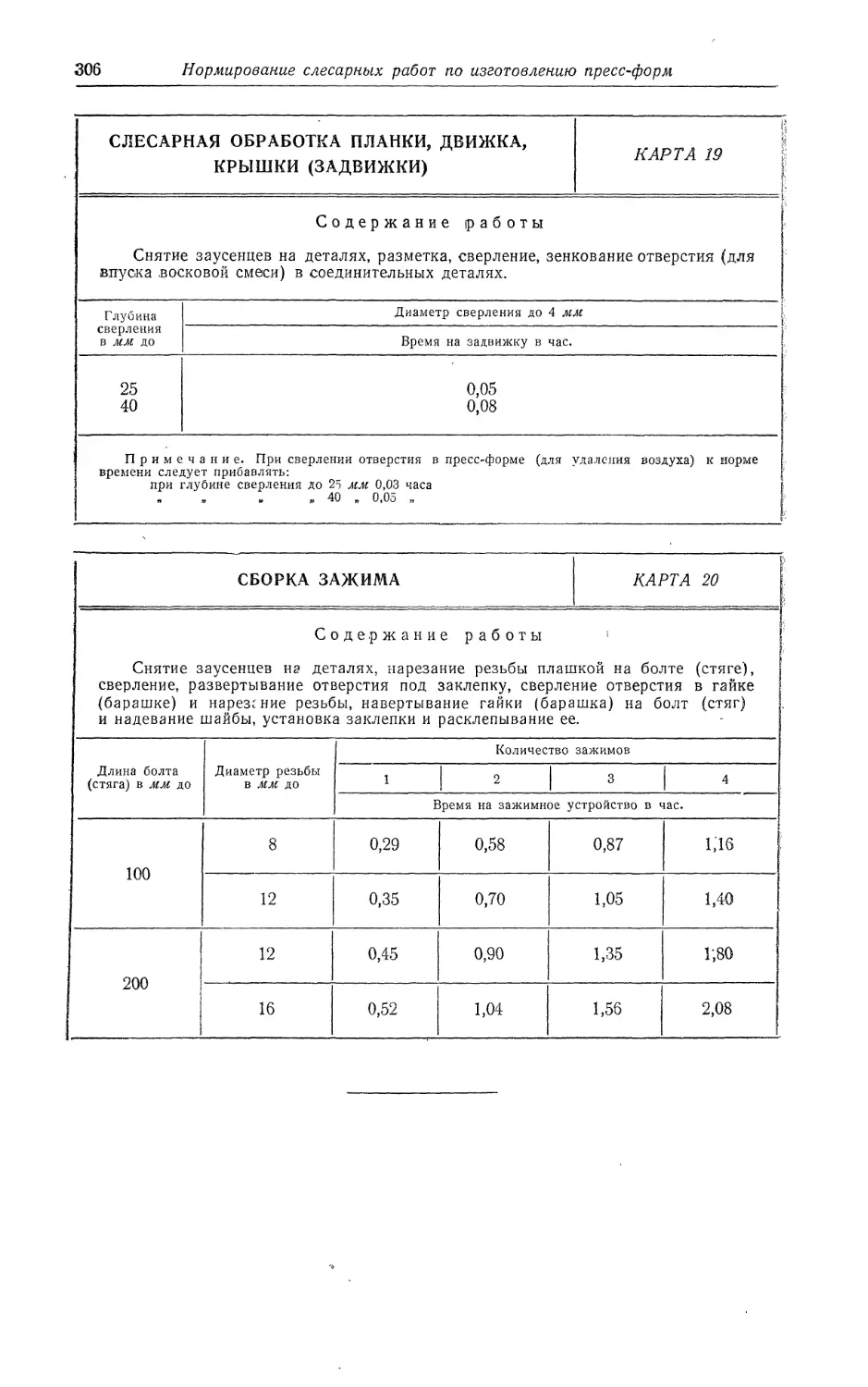
Карта 19. Слесарная обработка планки, движка, крышки (задвижки) . . . 306
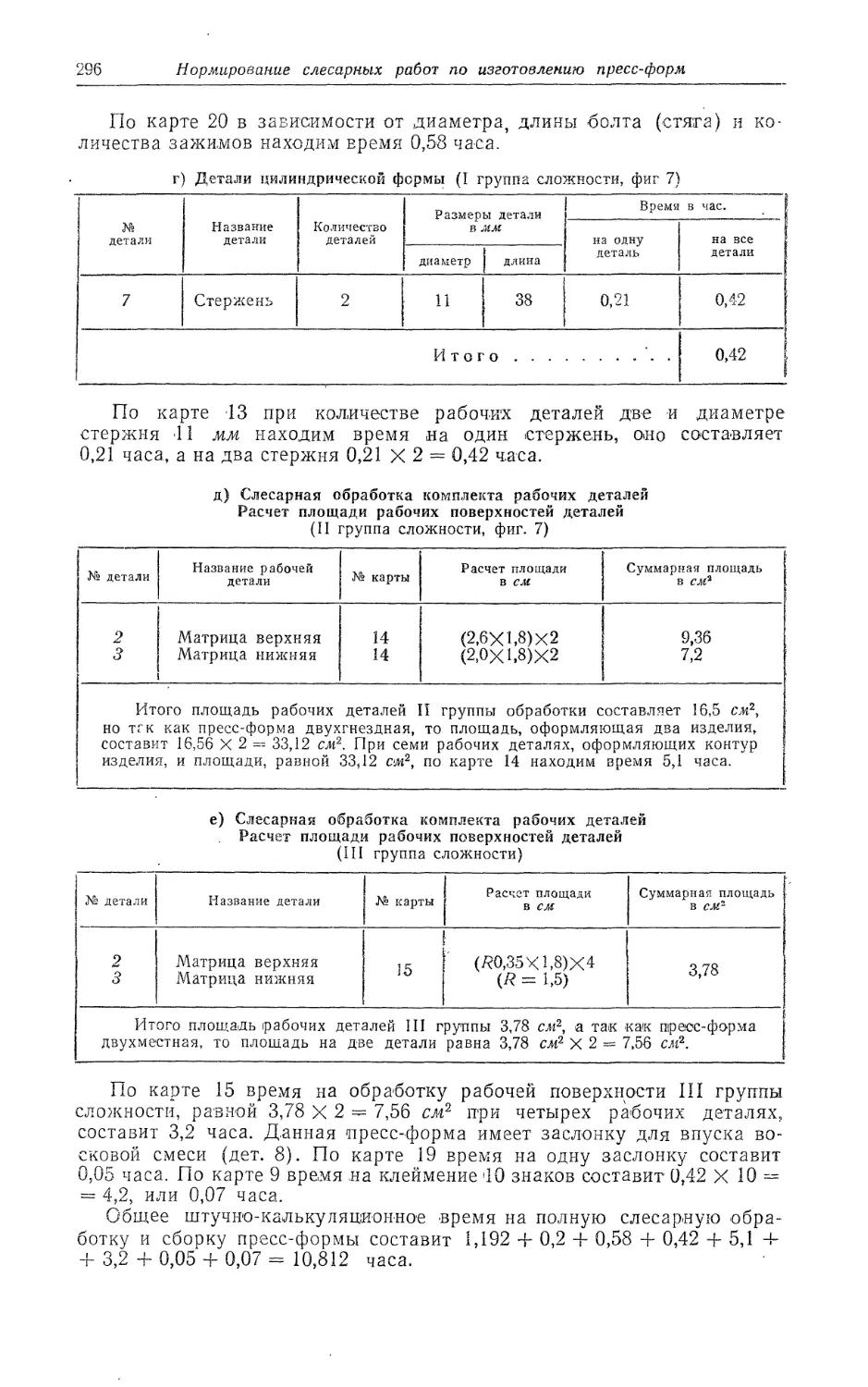
Карта 20. Сборка зажима................................................. 306
ГЛАВА VII. НОРМИРОВАНИЕ СЛЕСАРНЫХ РАБОТ ПО ИЗГОТОВЛЕНИЮ
ШТАМПОВ (Ф. Г. Федотов) . ...................................307
Штампы вырубные
Карта 1. Сборка блоков (пакетов), испытание вырубных и вытяжных штампов
и дополнительные работы, связанные с особенностями конструкции
штампа....................................................................315
Карта 2. Разметка и опиливание комплекта деталей вырубных штампов . . 316
Карта 3. Слесарная обработка штампа для вырубки роторного железа . . . 317
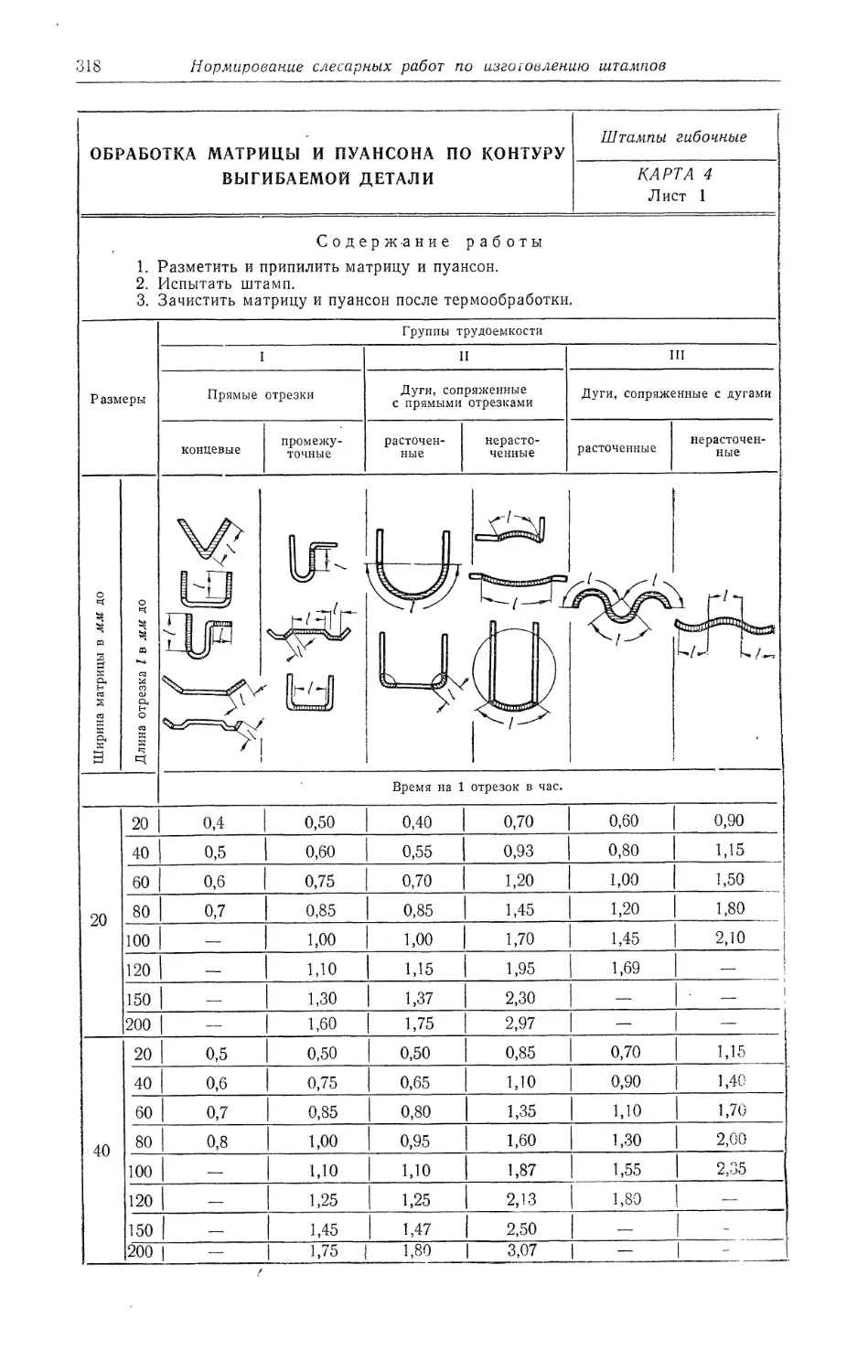
Карта 4. Обработка матрицы и пуансона по контуру выгибаемой детали . 318
Штампы гибочные
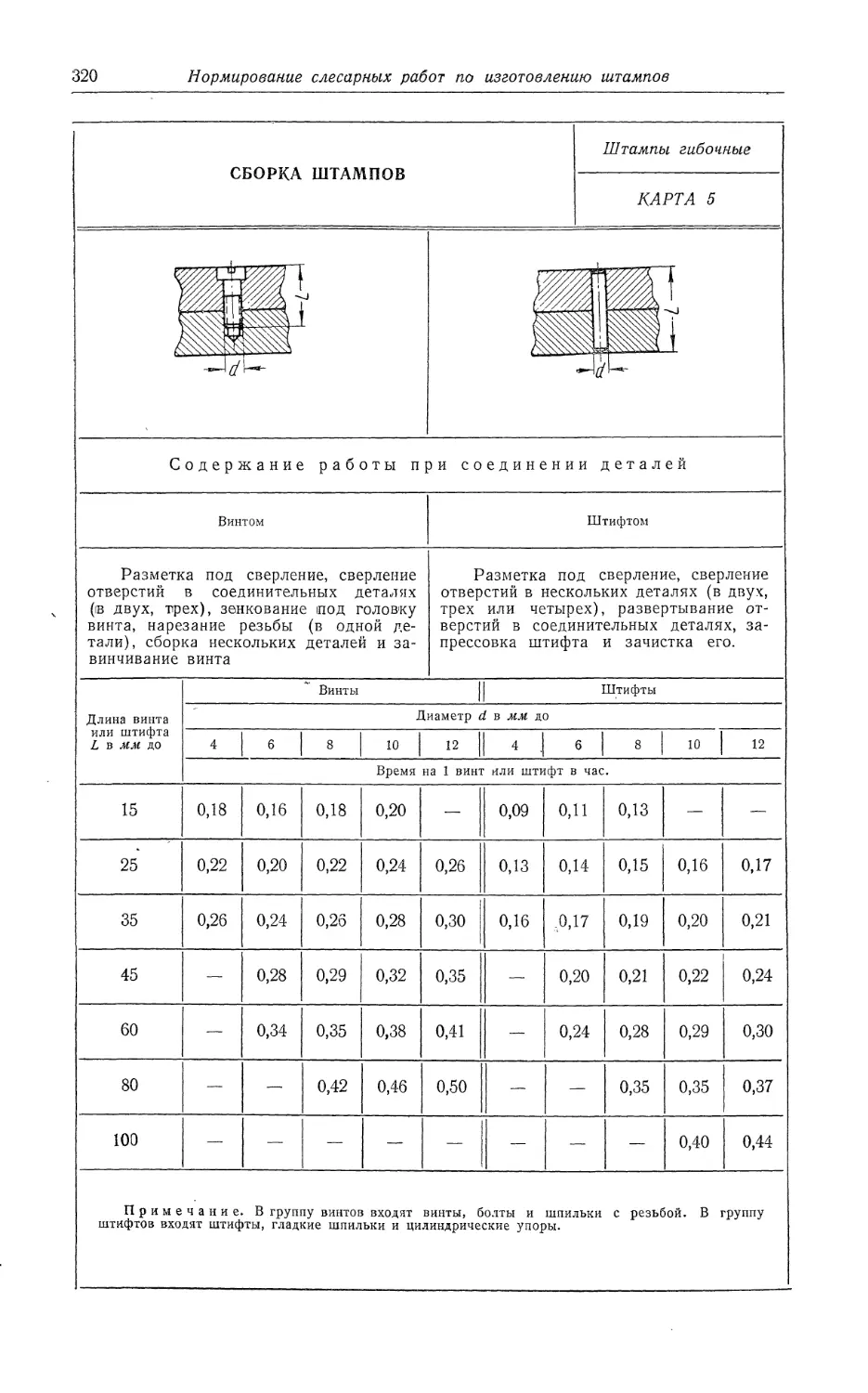
Карта 5. Сборка штампов.........................................• 320
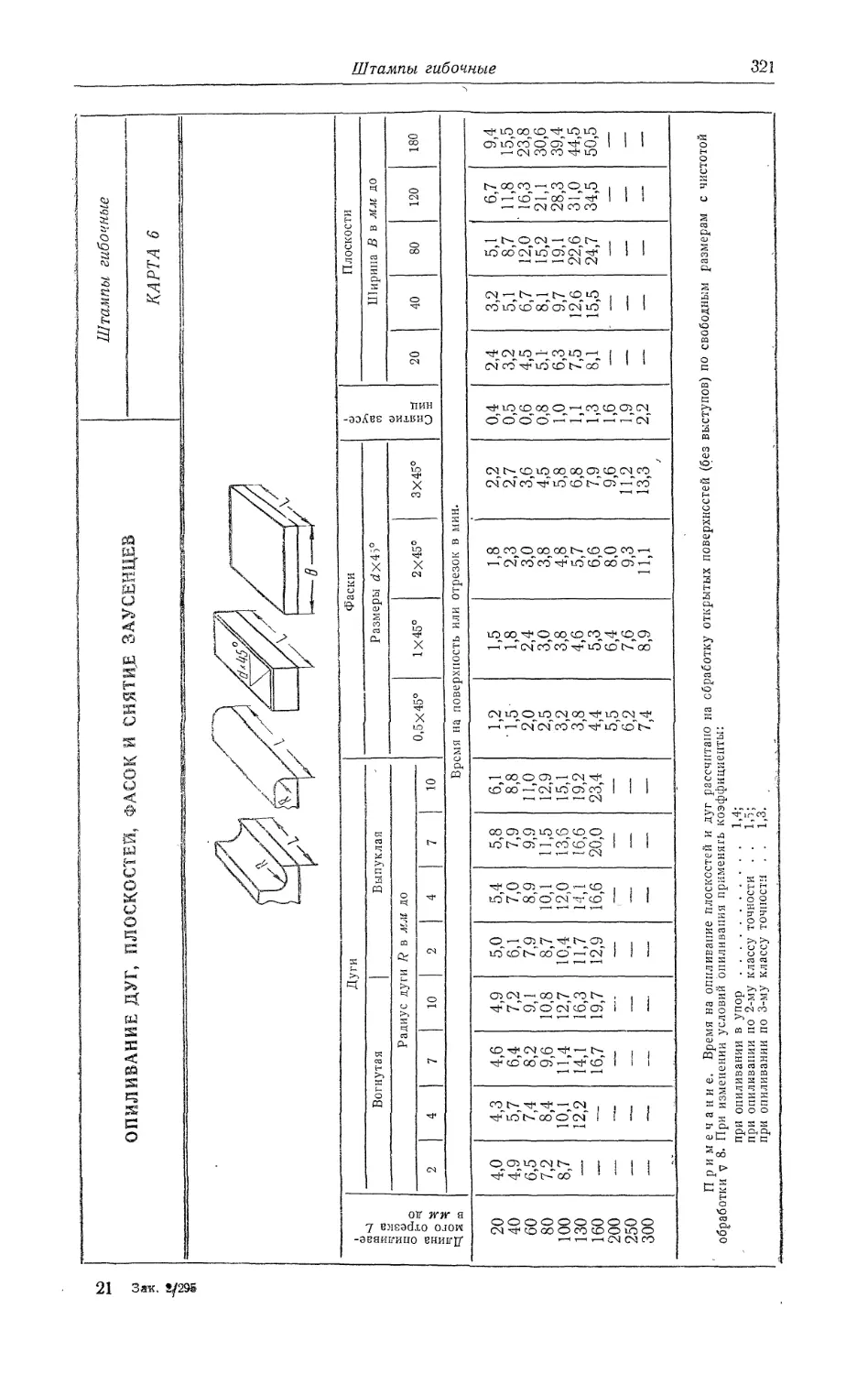
Карта 6. Опиливание дуг, плоскостей, фасок и снятие заусенцев .... 321
Карта 7. Планки фиксирующие.............................................. 322
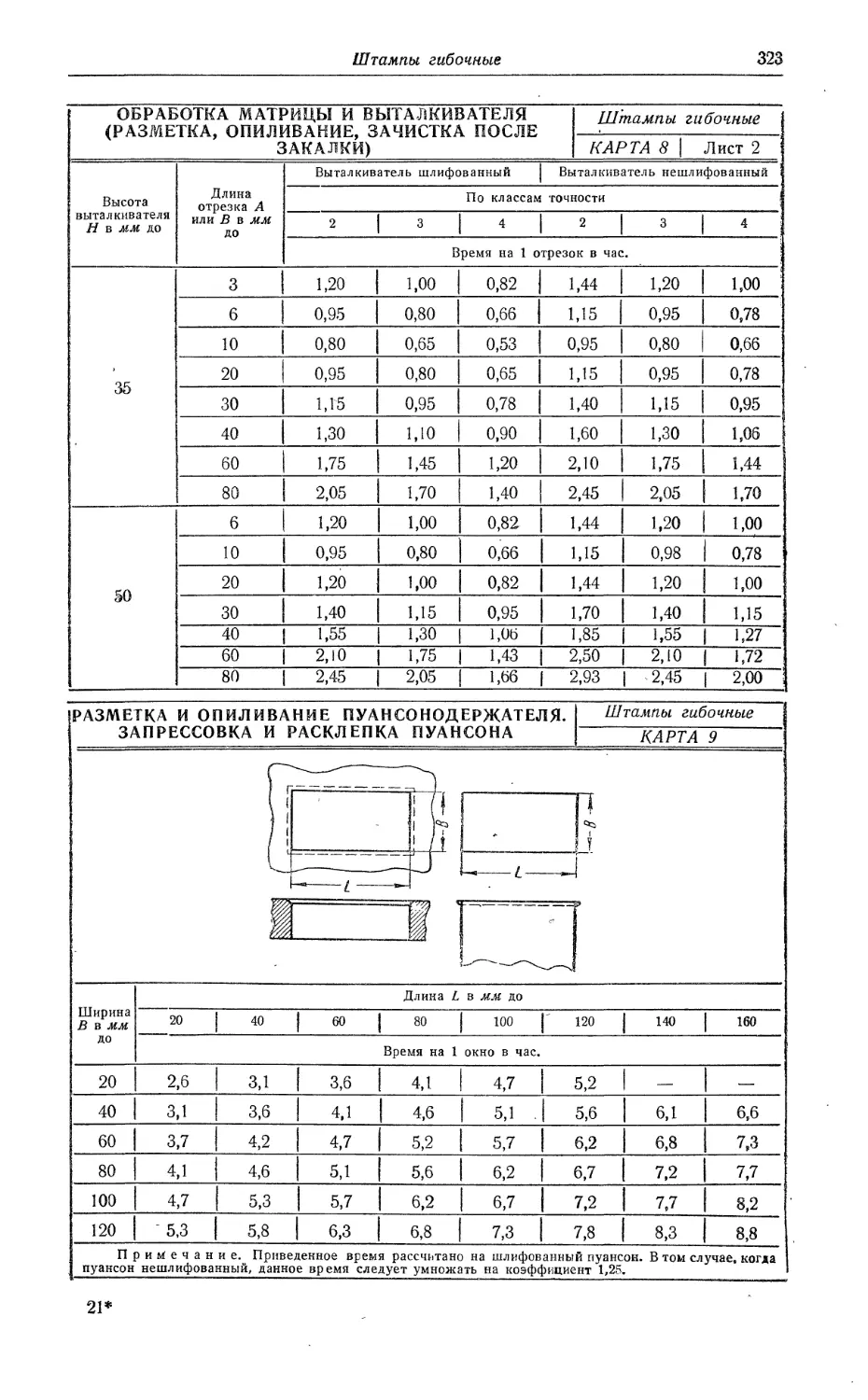
Карта 8. Обработка матрицы и выталкивателя................................322
Карта 9. Разметка и опиливание пуансонодержателя. Запрессовка и расклепка
пуансона..................................................................323
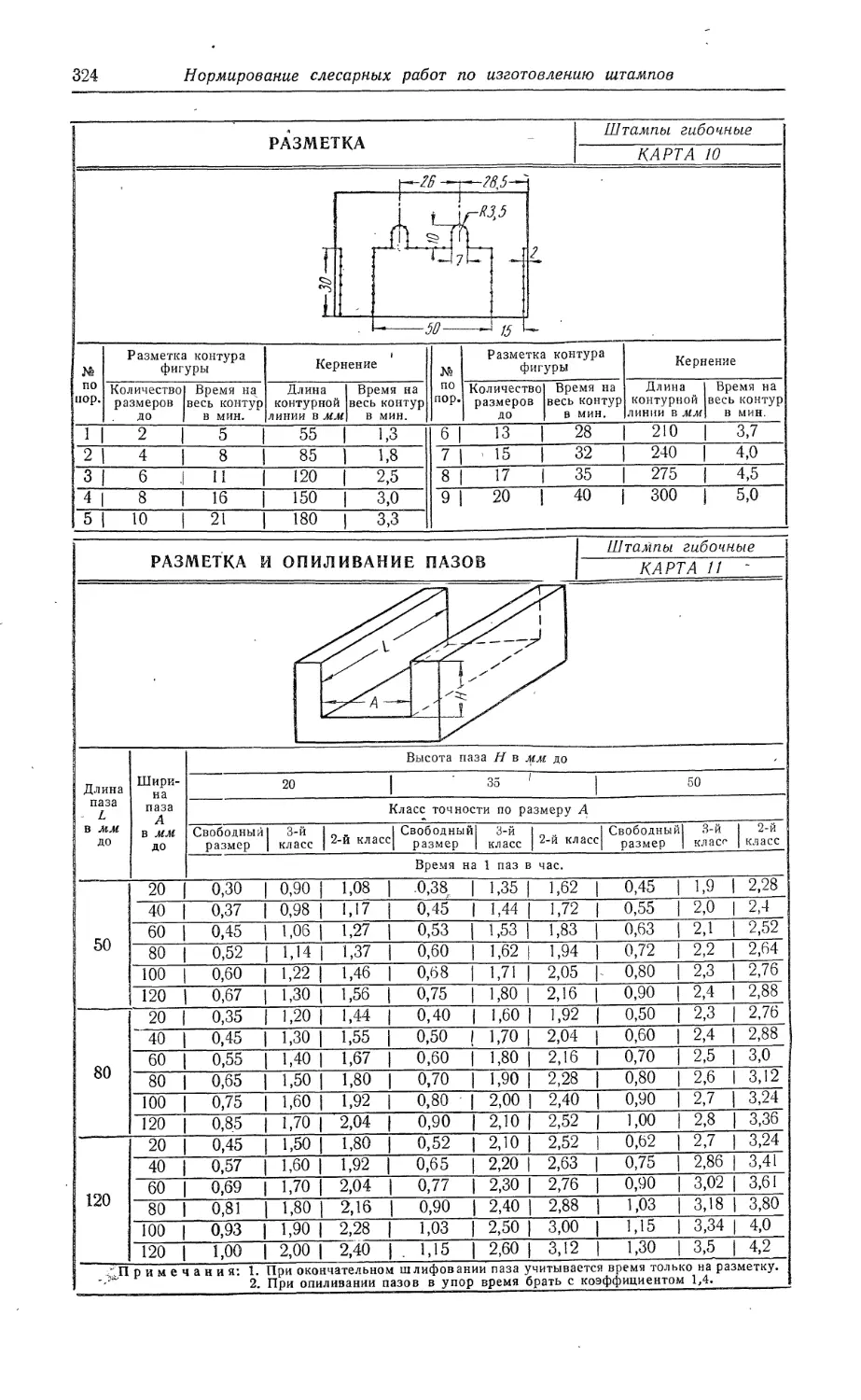
Карта 10. Разметка...................................................... 324
Карта И. Разметка и опиливание пазов.................................... 324
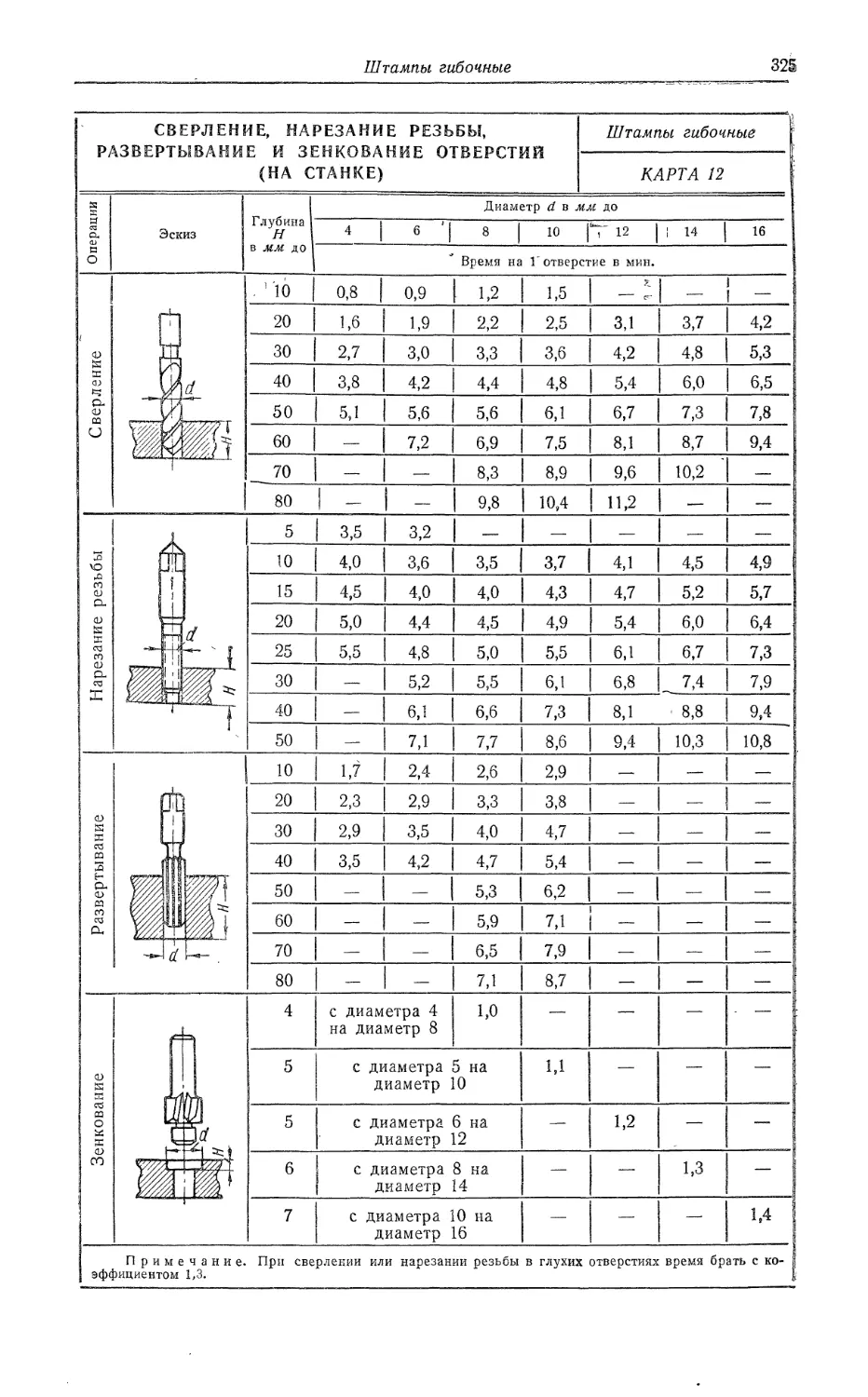
Карта 12. Сверление, нарезание резьбы, развертывание и зенкование отверстий
(на станке)..............................................................325
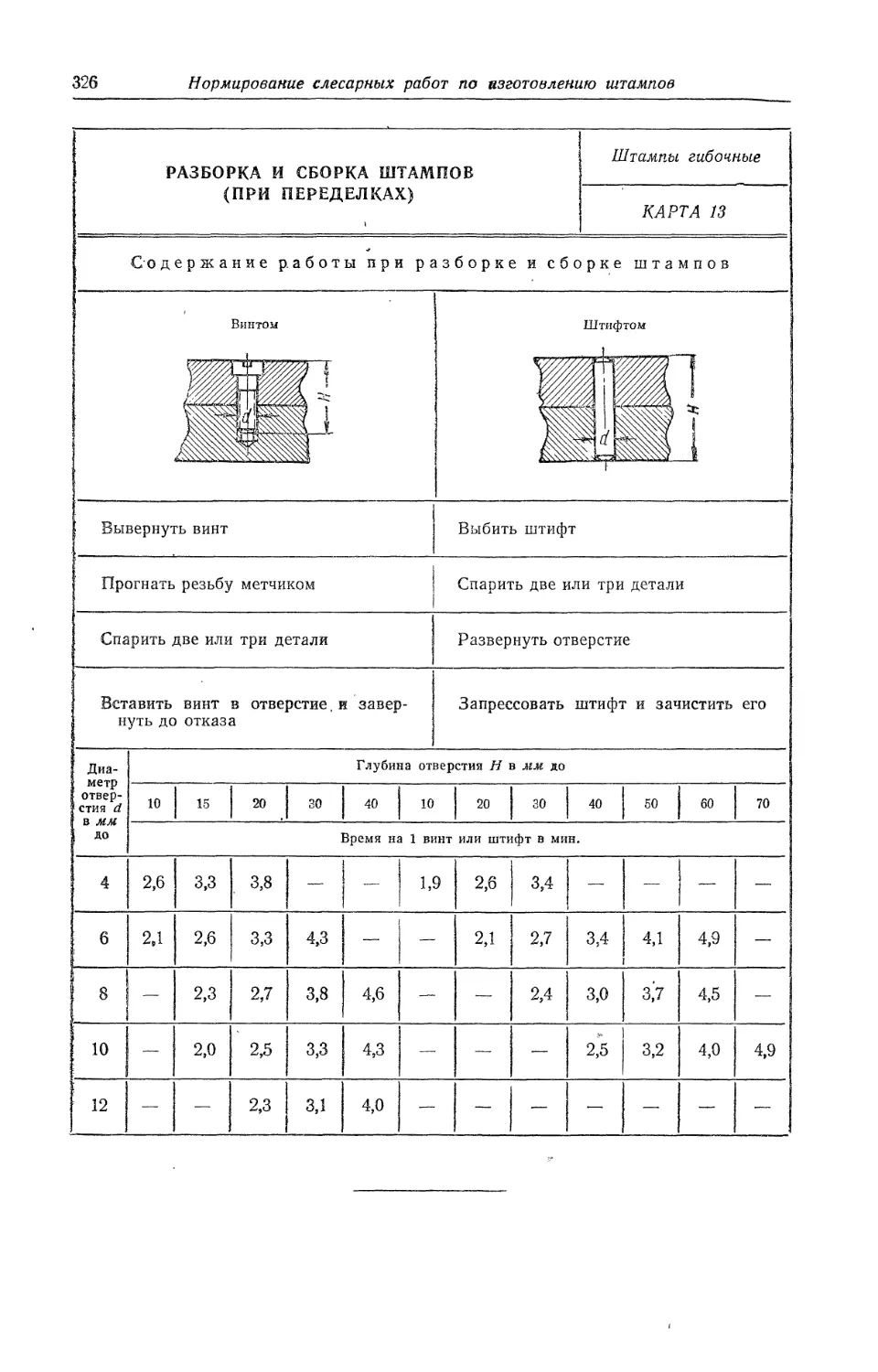
Карта 13. Разборка и сборка штампов (при переделках)................... 326
ГЛАВА VIII. НОРМИРОВАНИЕ РЕМОНТА МЕТАЛЛОРЕЖУЩЕГО ОБО-
РУДОВАНИЯ (П. Я. Абрам)...............................................327
Нормы времени на ремонт токарных станков
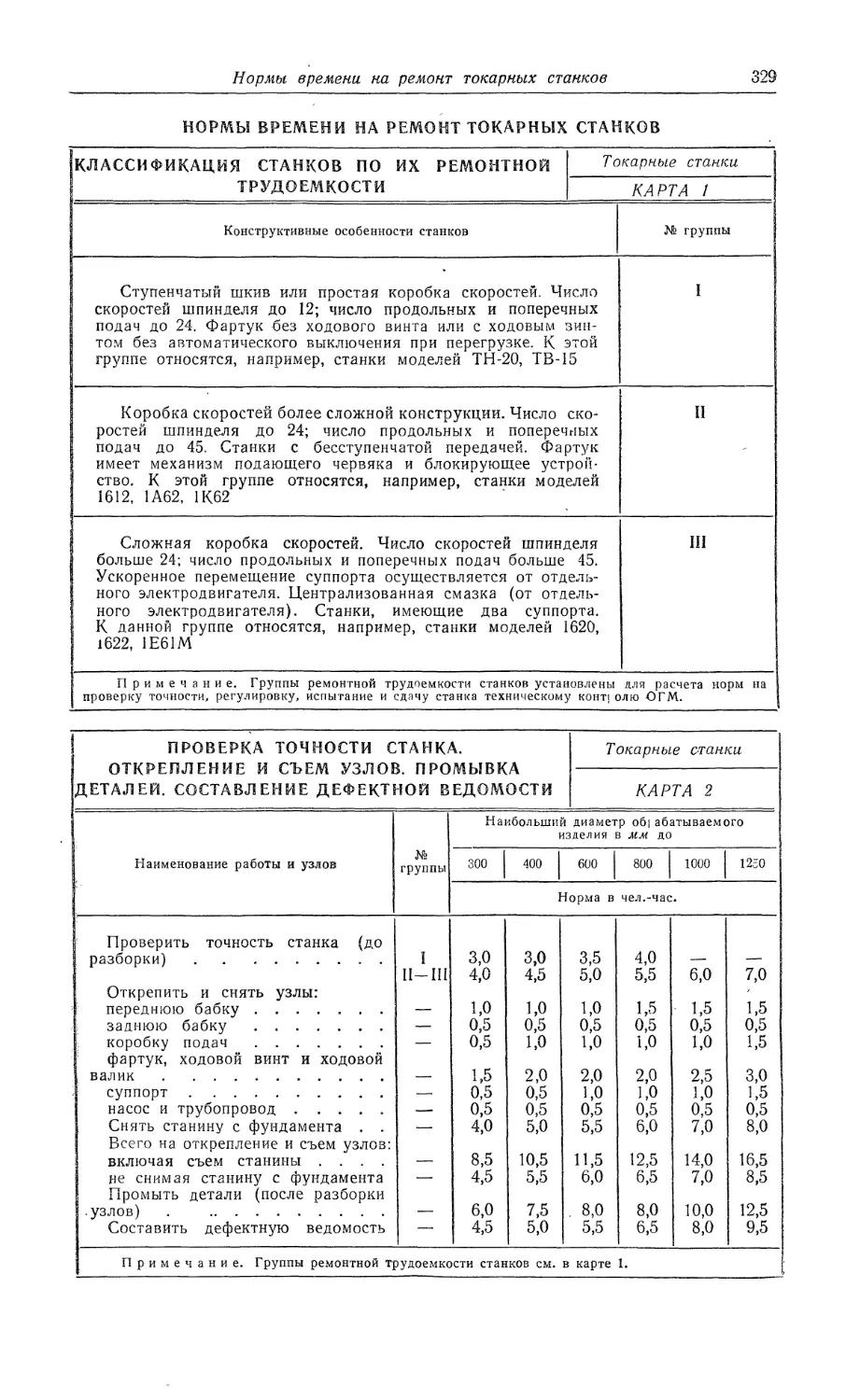
Карта 1. Классификация станков по их ремонтной трудоемкости .... 329
Карта 2. Проверка точности станка. Открепление и съем узлов. Промывка де-
талей. Составление дефектной ведомости ...................................329
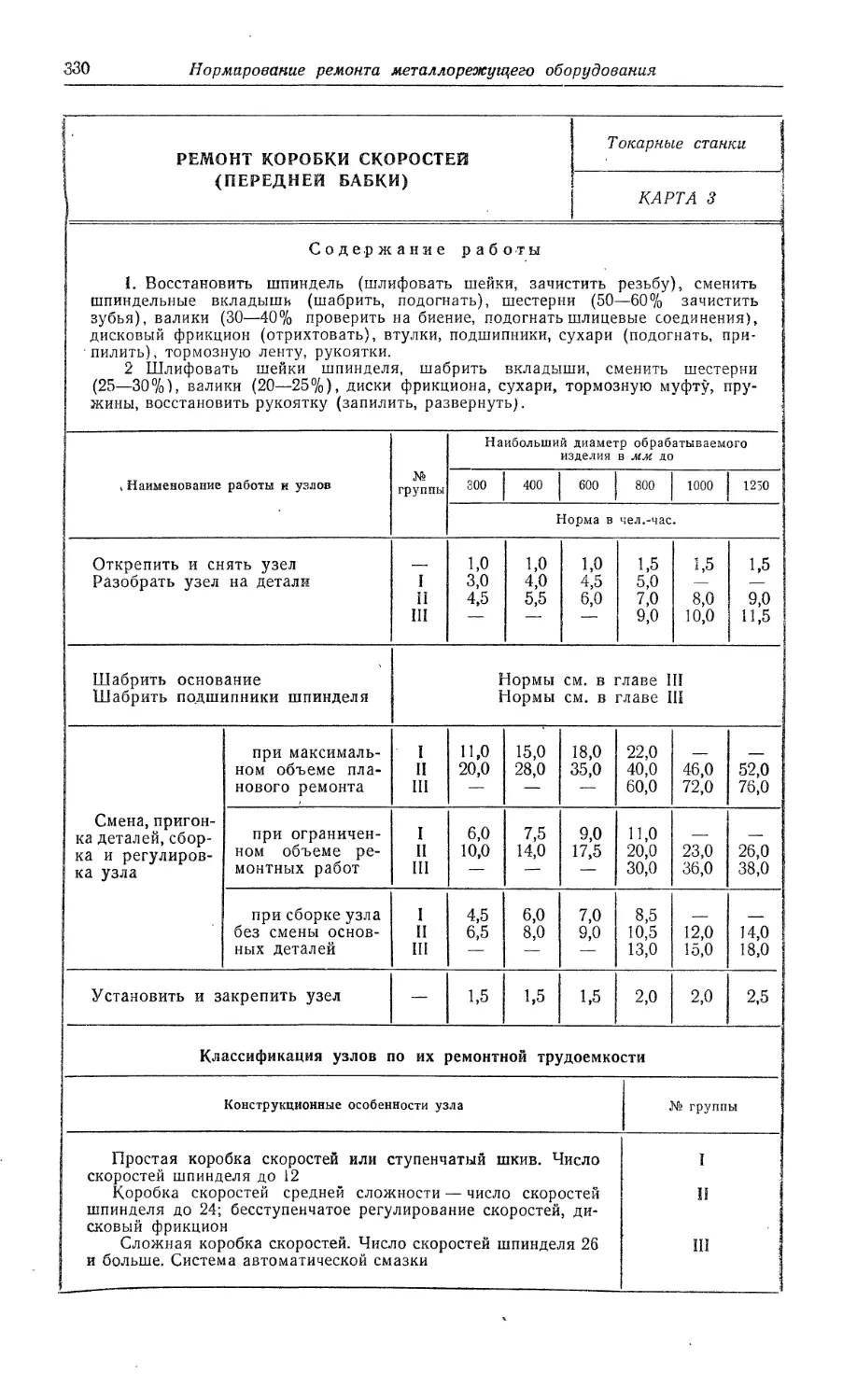
Карта 3. Ремонт коробки скоростей (передней бабки)....................... 330
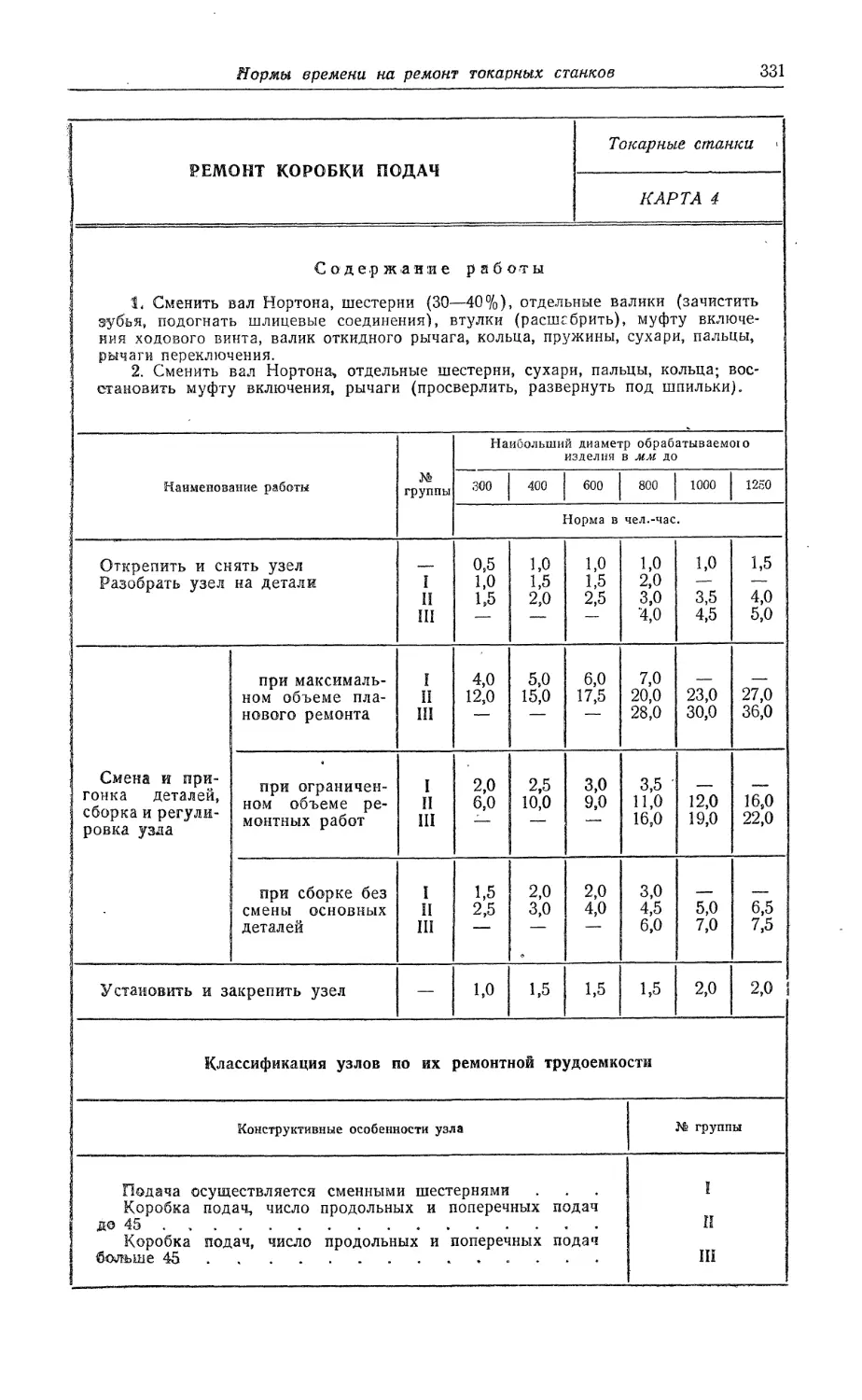
Карта 4. Ремонт коробки подач.............................................331
Карта 5. Ремонт суппорта..................................................332
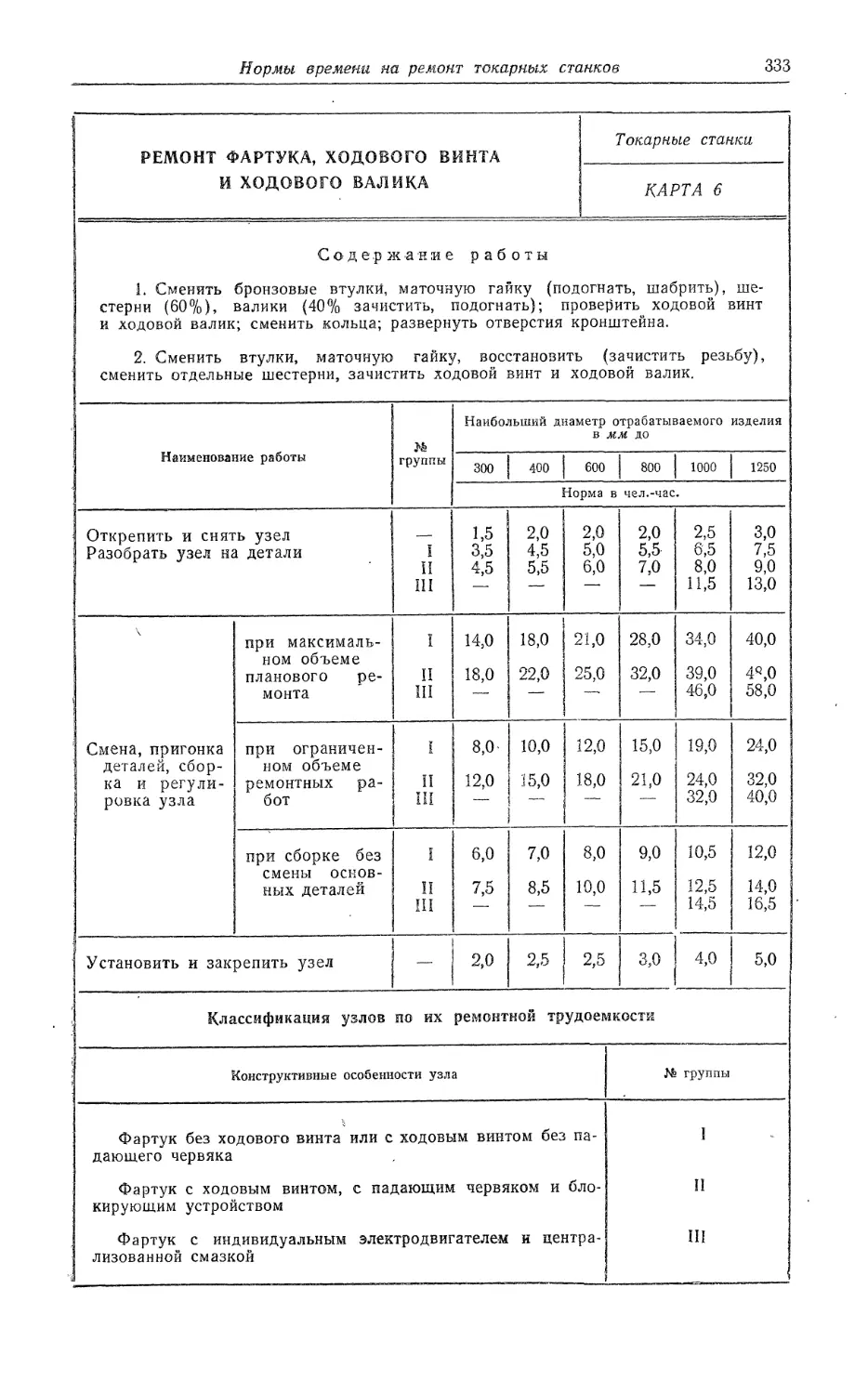
Карта 6. Ремонт фартука, ходового винта и ходового валика.................333
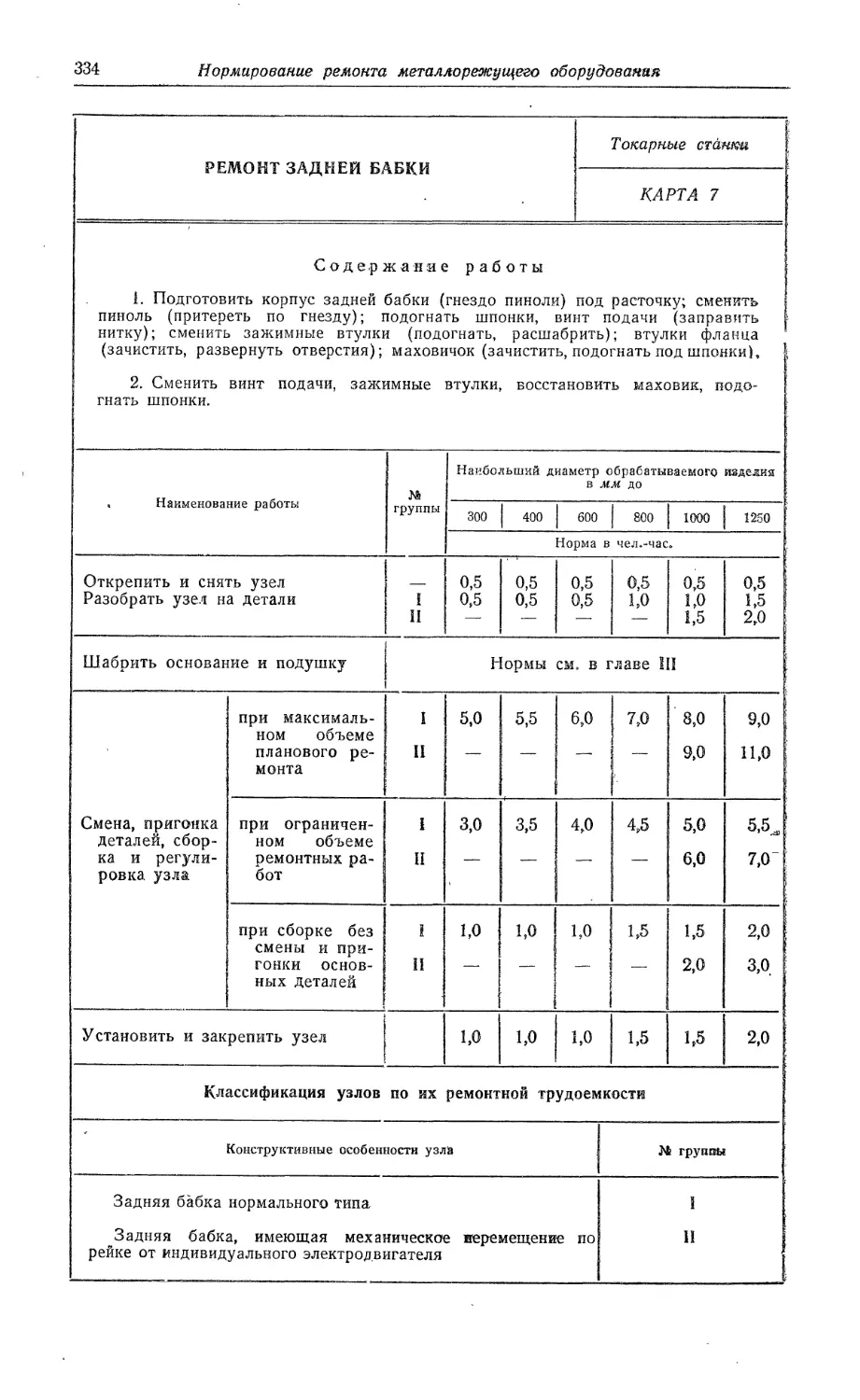
Карта 7. Ремонт задней бабки..............................................334
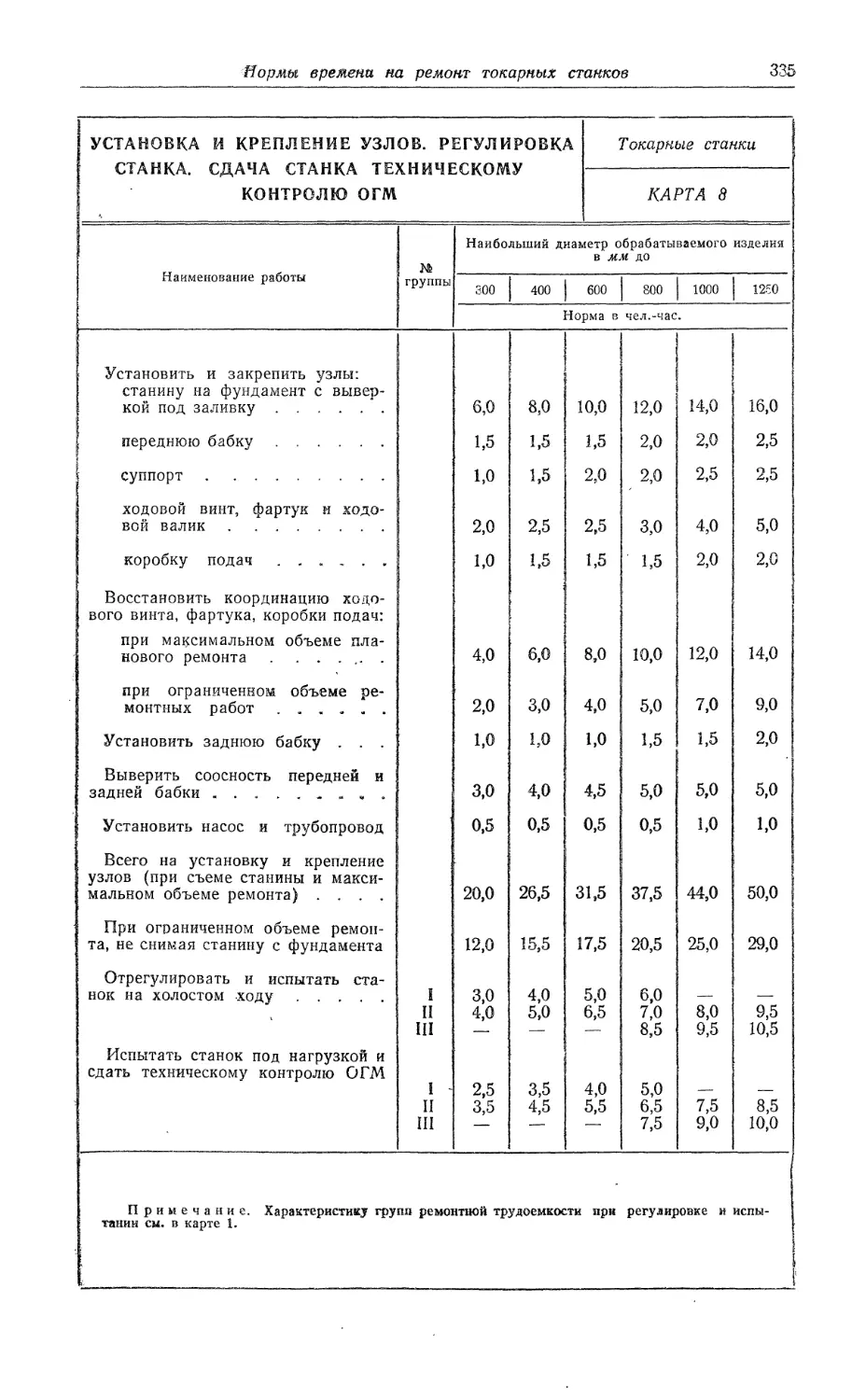
Карта 8. Установка и крепление узлов. Регулировка станка. Сдача станка тех-
ническому контролю О ГМ...................................................335
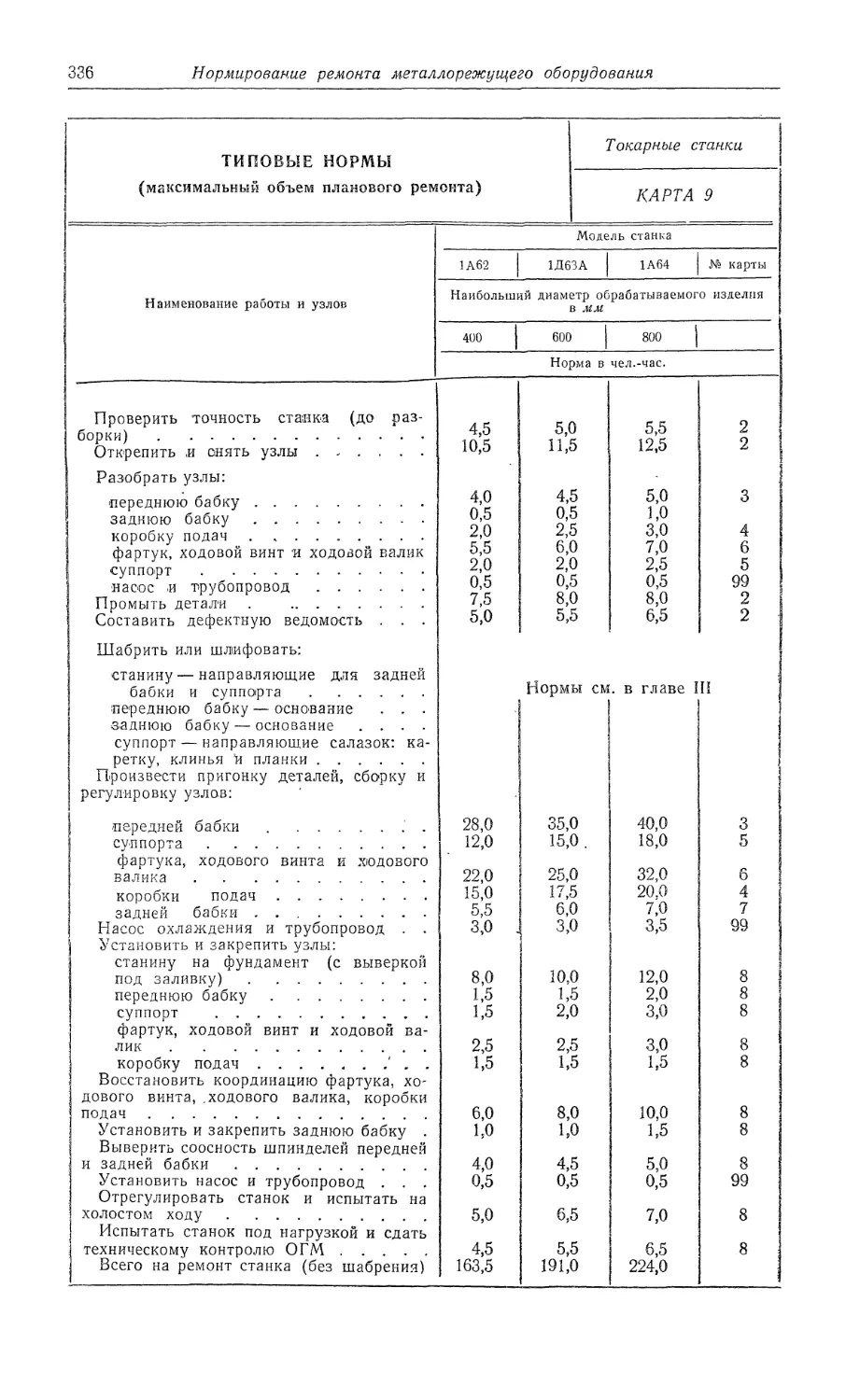
Карта 9. Типовые нормы (максимальный объем планового ремонта) . . . 336
Нормы времени на ремонт токарно-револьверных станков
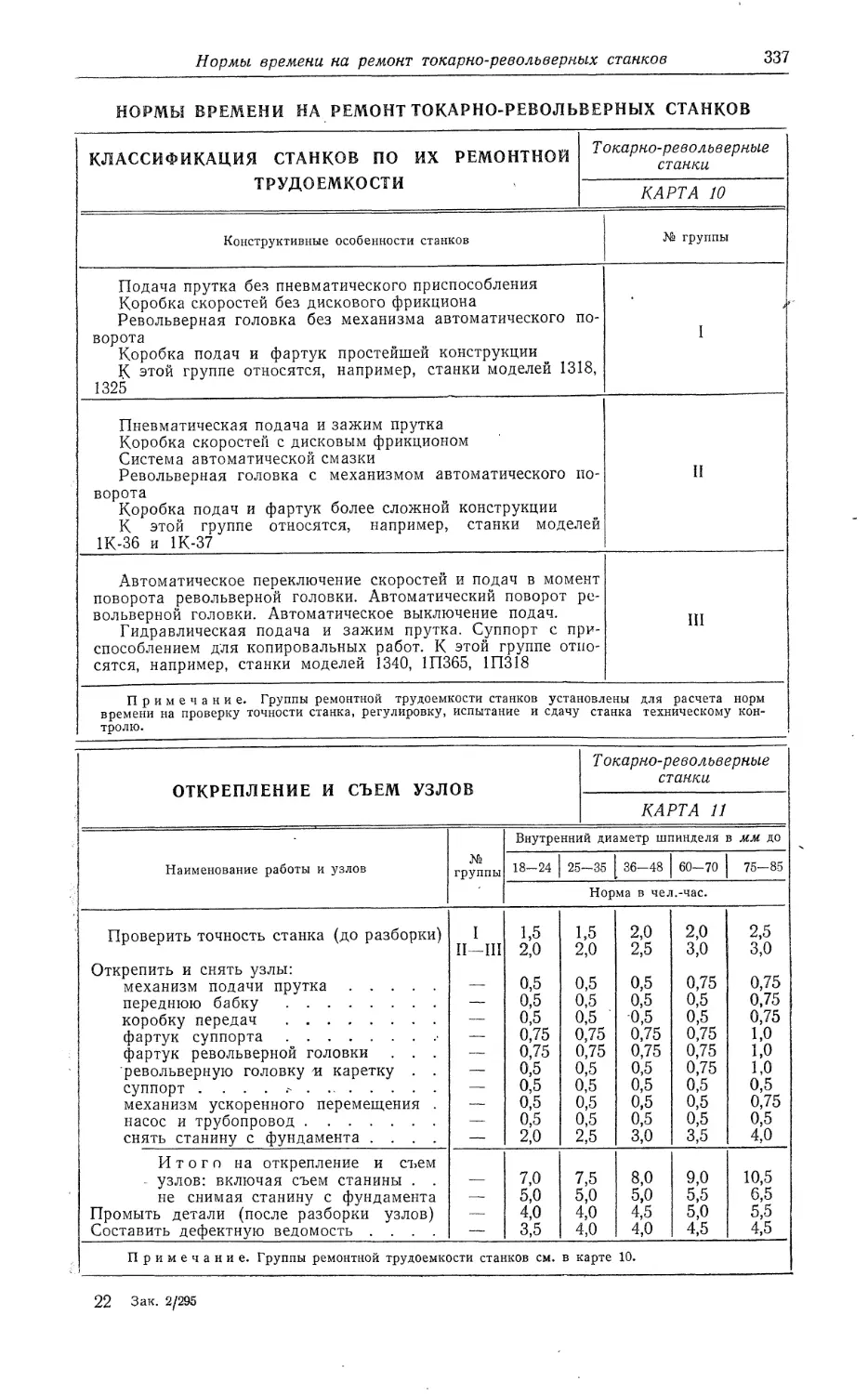
Карта 10. Классификация станков по их ремонтной трудоемкости .... 337
Карта 11. Открепление и съем узлов.............................. . 337
Карта 12. Ремонт механизма подачи прутка............................338
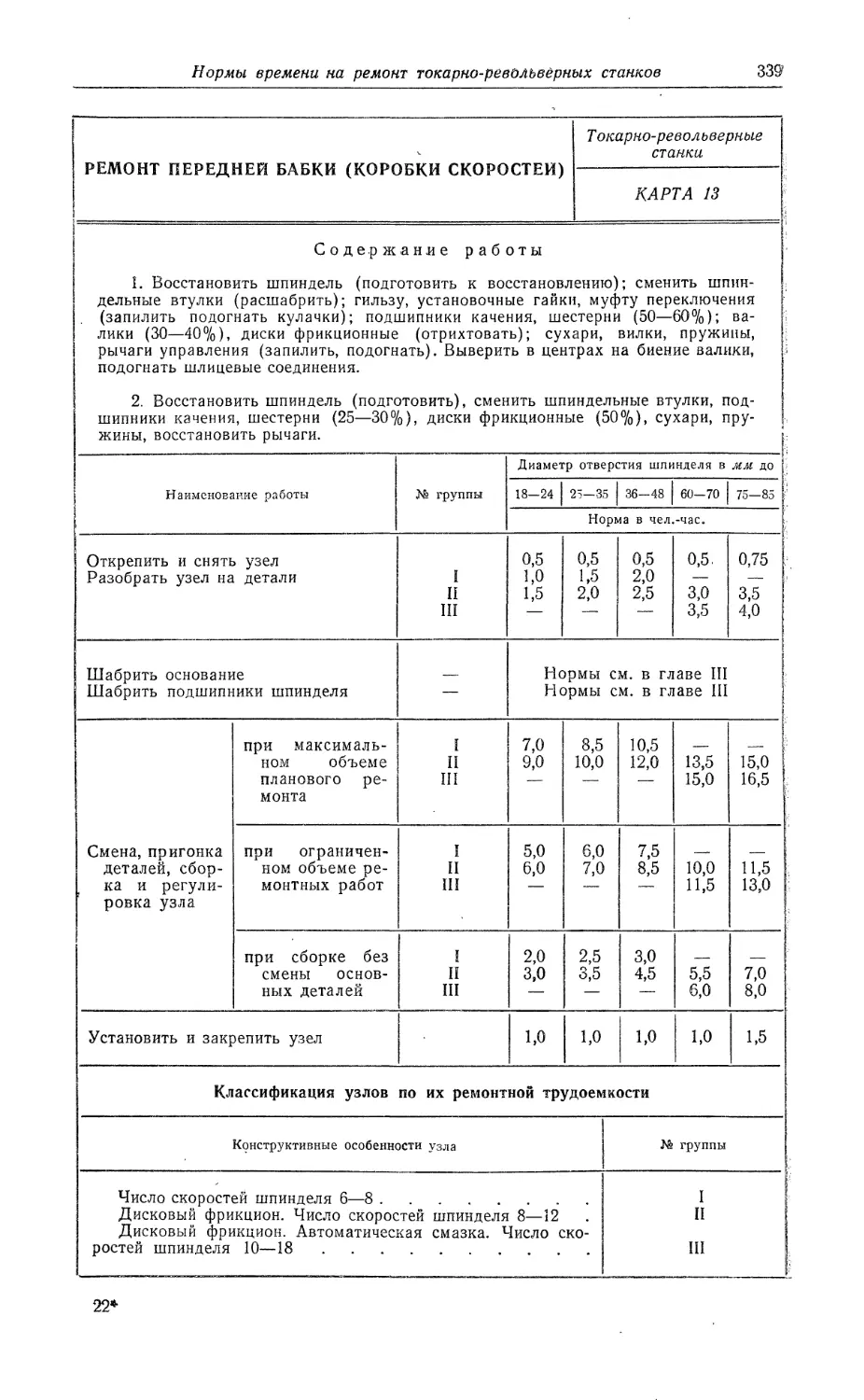
Карта 13. Ремонт передней бабки (коробки скоростей).................339
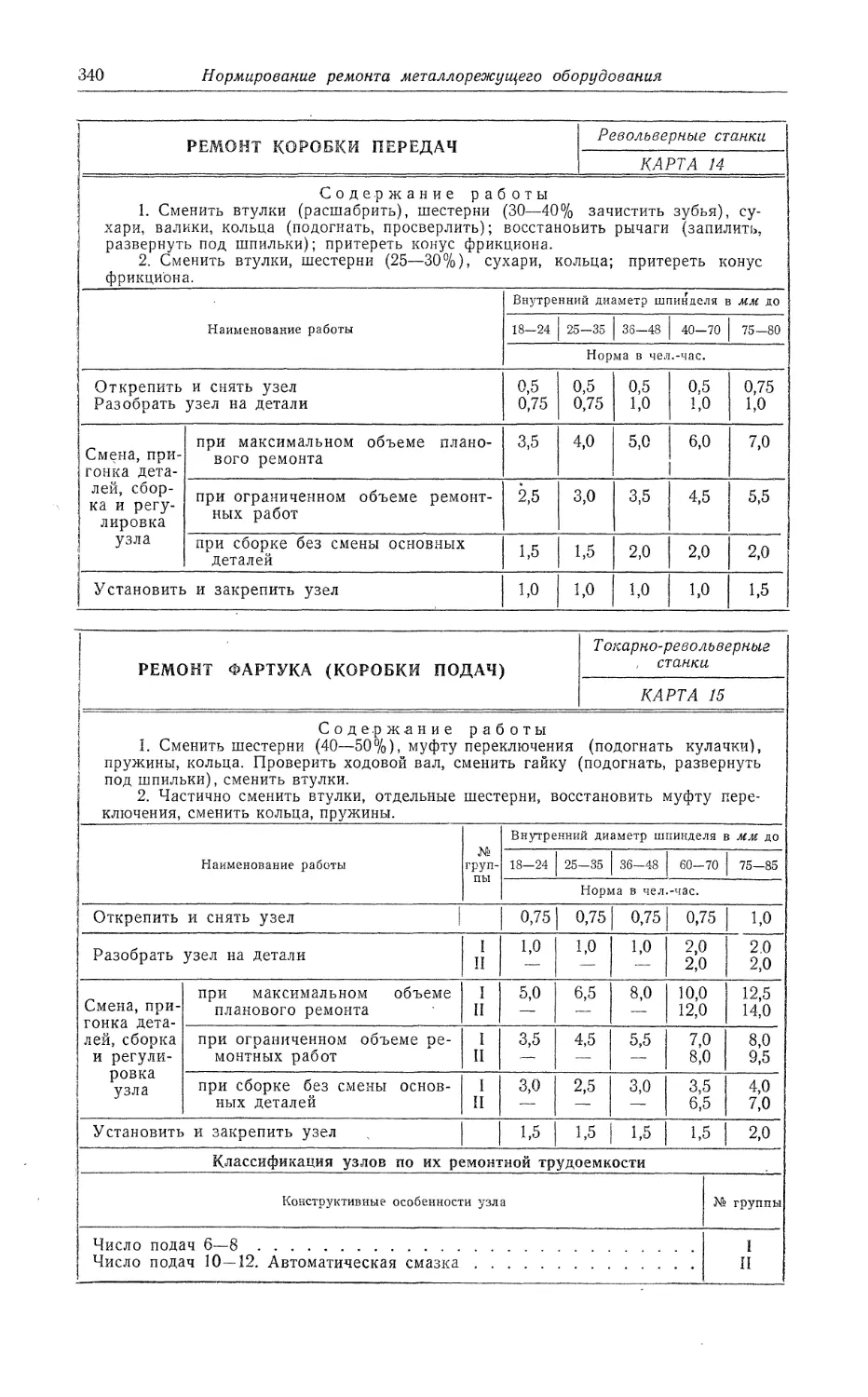
Карта 14. Ремонт коробки передач.....................................340
Карта 15. Ремонт фартука (коробки подач)............................340
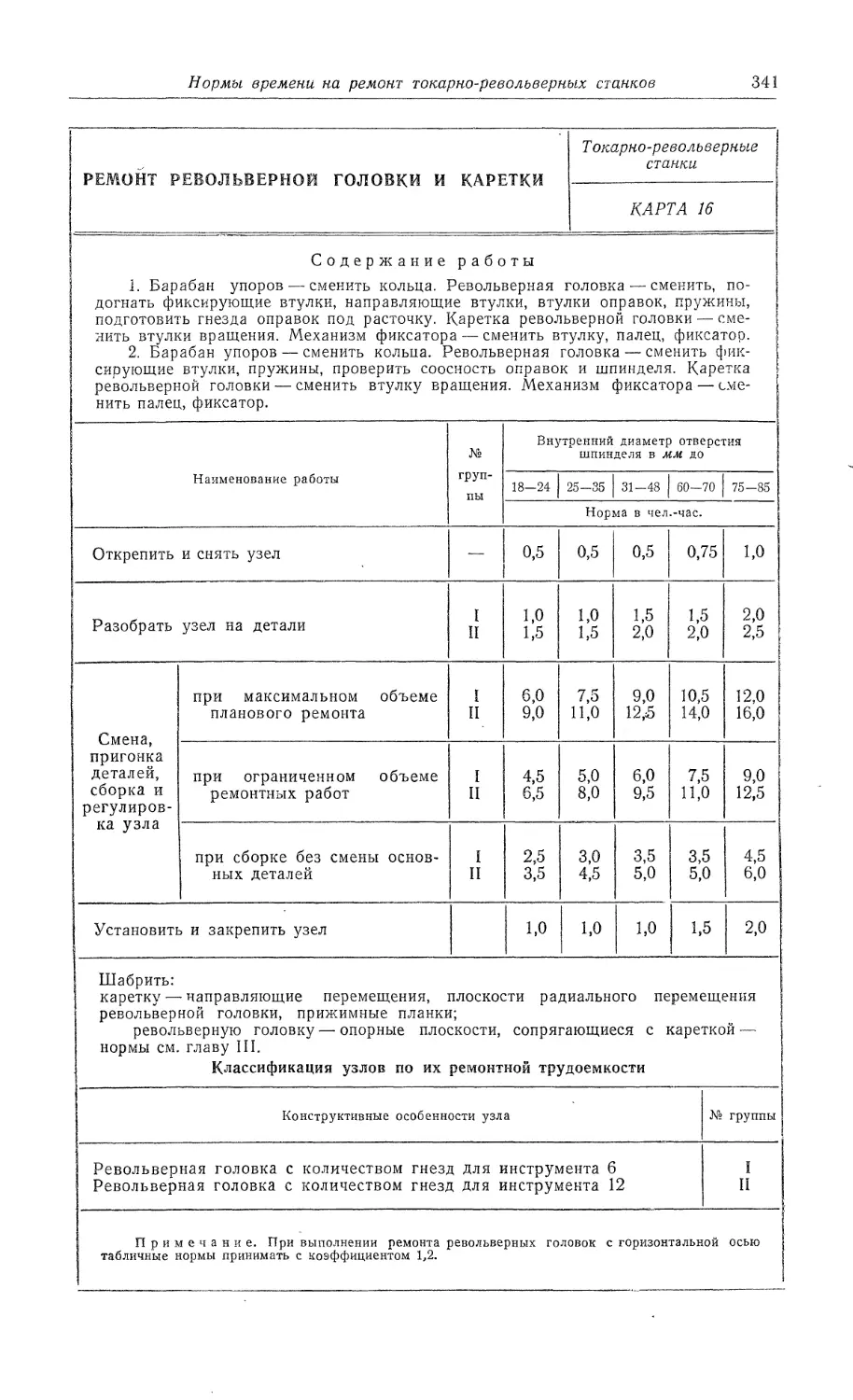
Карта 16. Ремонт револьверной головки и каретки...................... 341
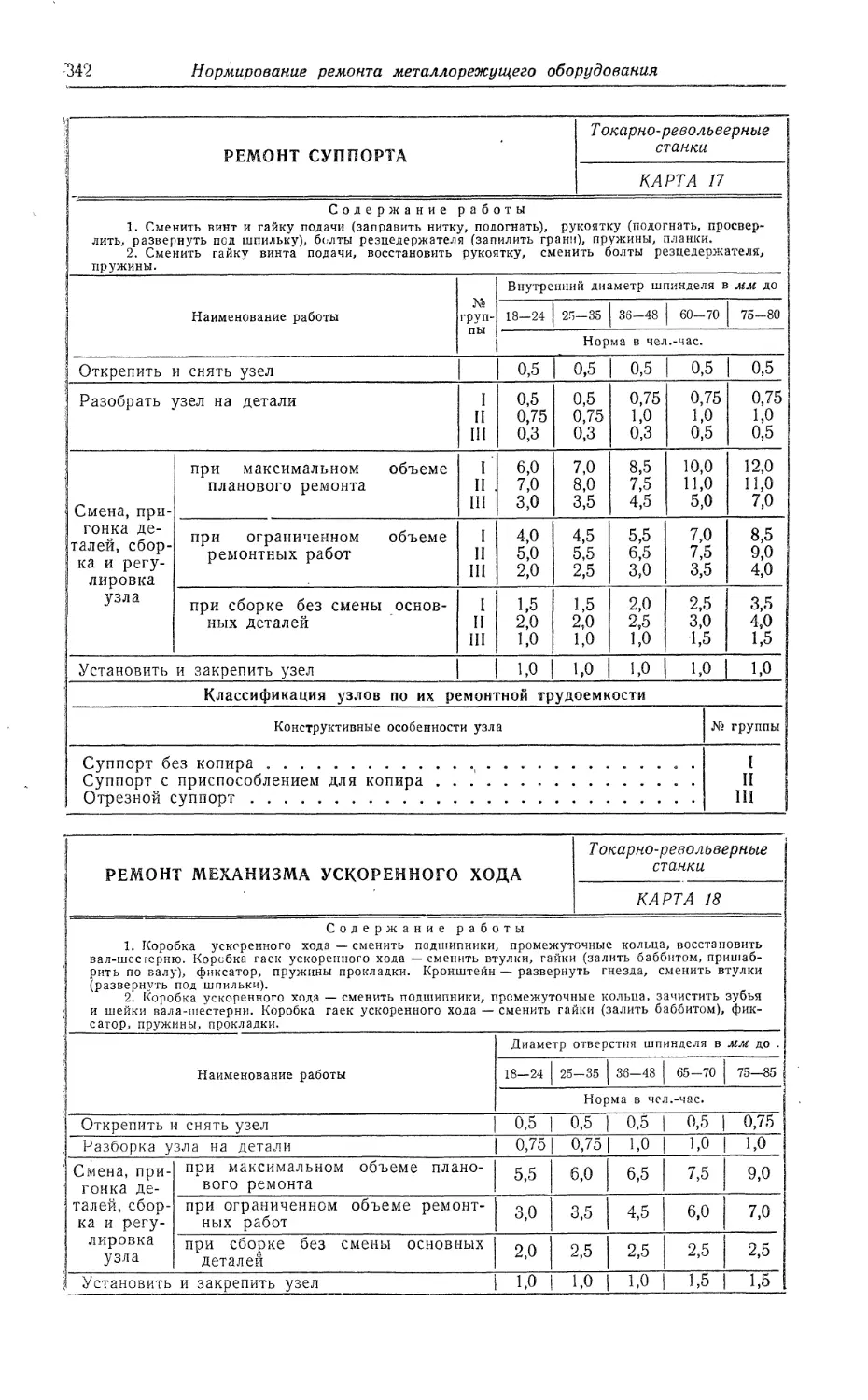
Карта 17. Ремонт суппорта............................................342
Карта 18. Ремонт механизма ускоренного хода.........................342
Карта 19. Установка и крепление узлов...............................343
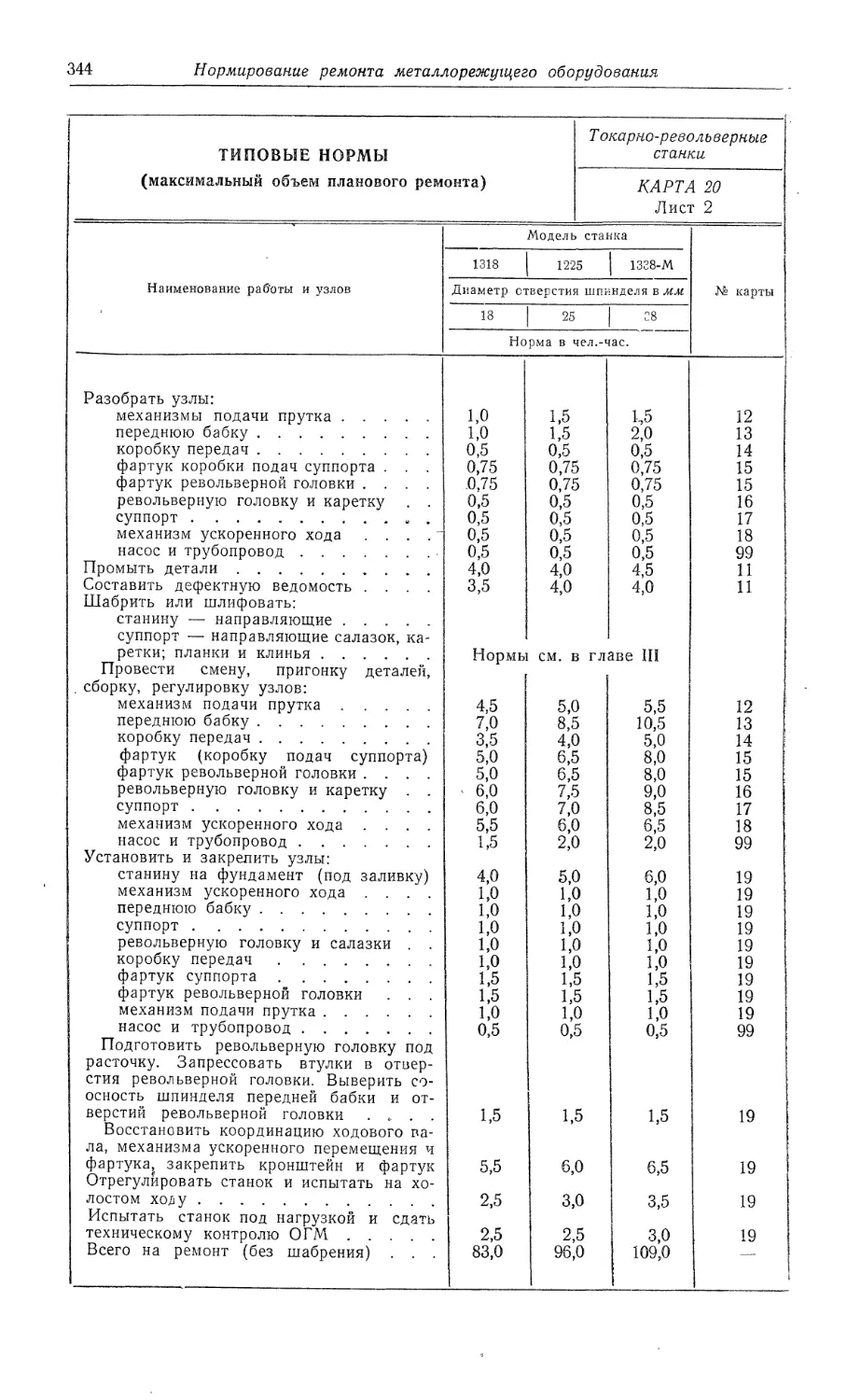
Карта 20. Типовые нормы (максимальный объем планового ремонта) . . . 343
Оглавление
11
Стр.
Нормы времени на ремонт карусельных станков
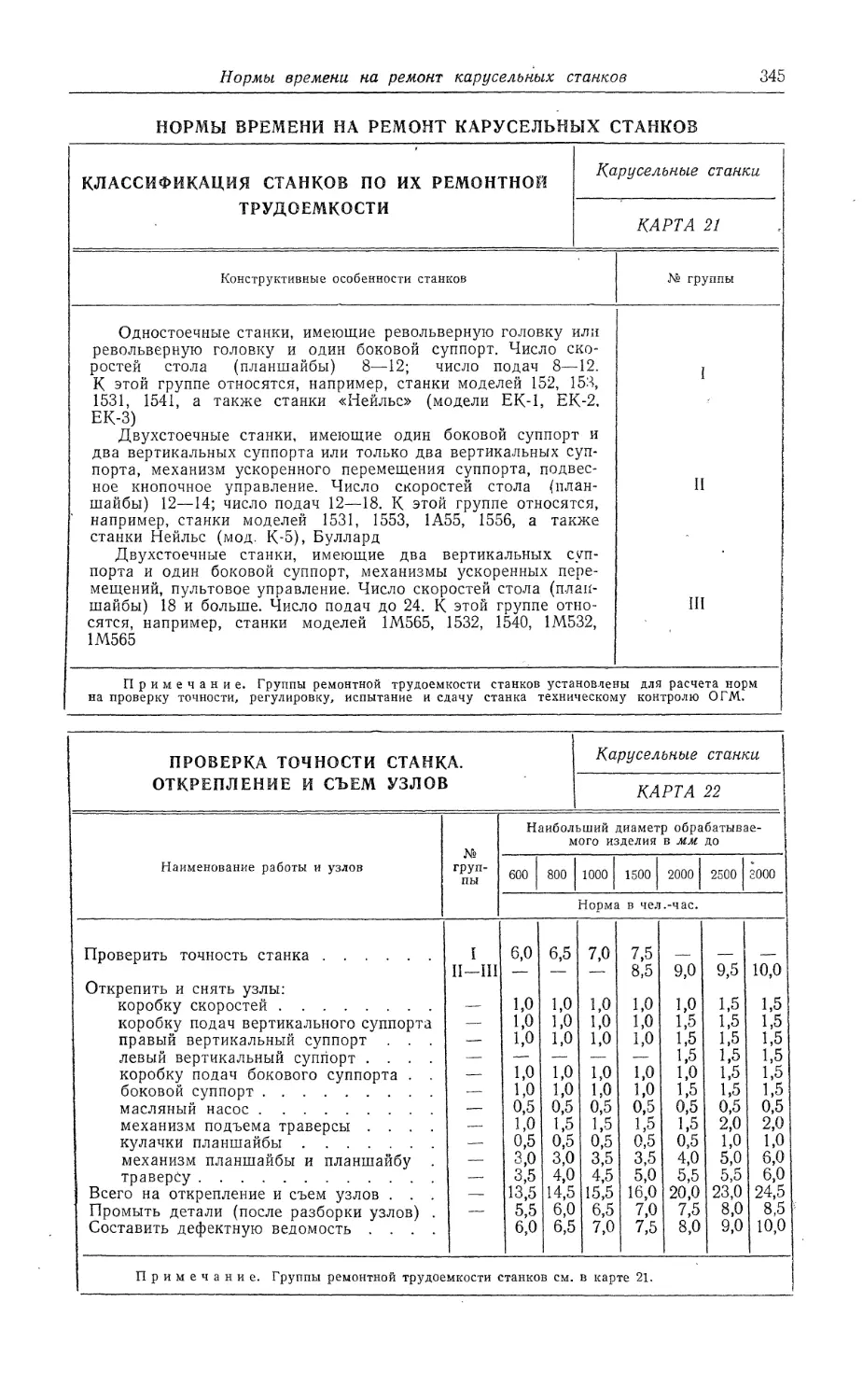
Харта 21. Классификация станков по их ремонтной трудоемкости .... 345
Карта 22. Проверка точности станка. Открепление и съем узлов................345
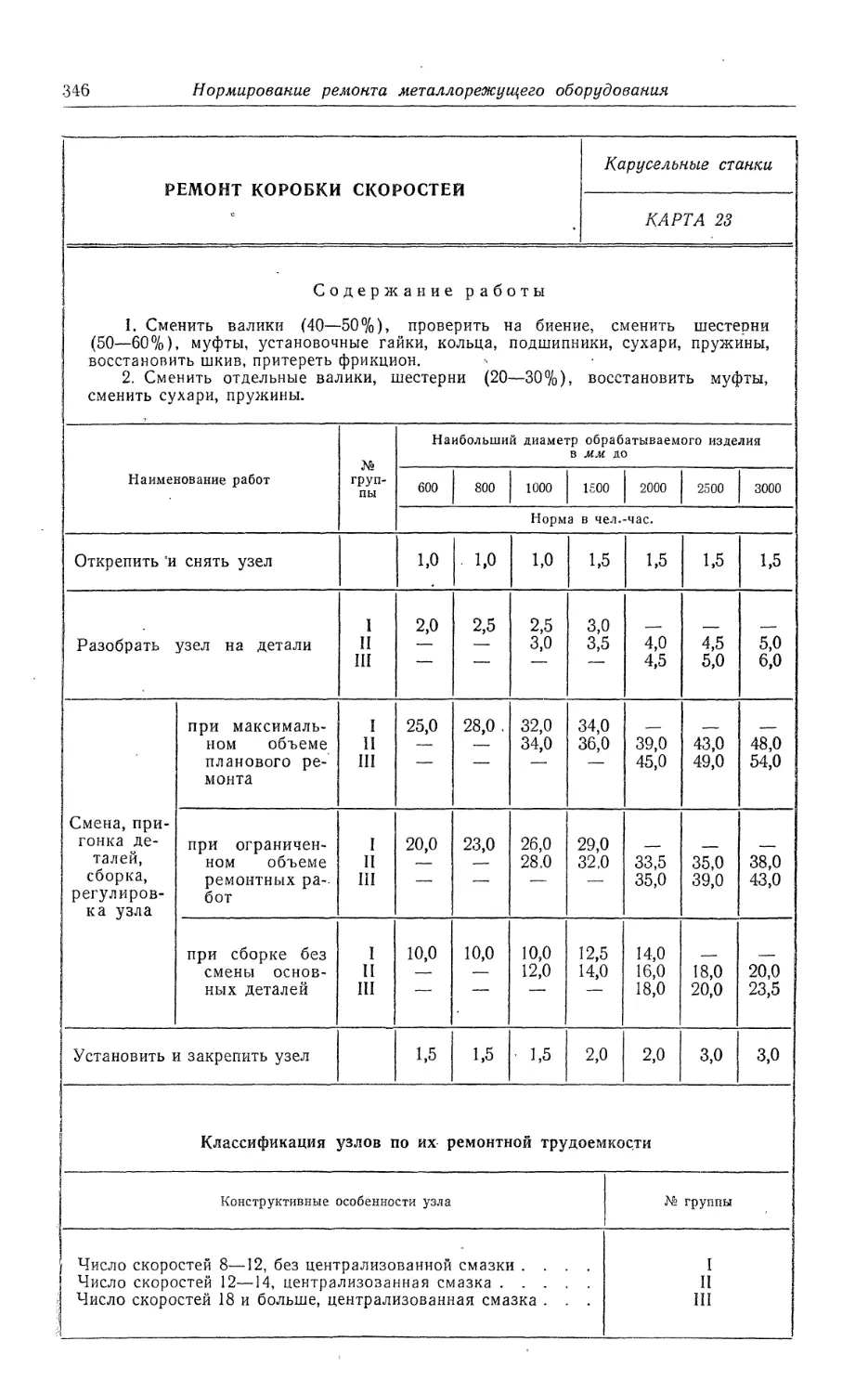
Карта 23. Ремонт коробки скоростей.........................................346
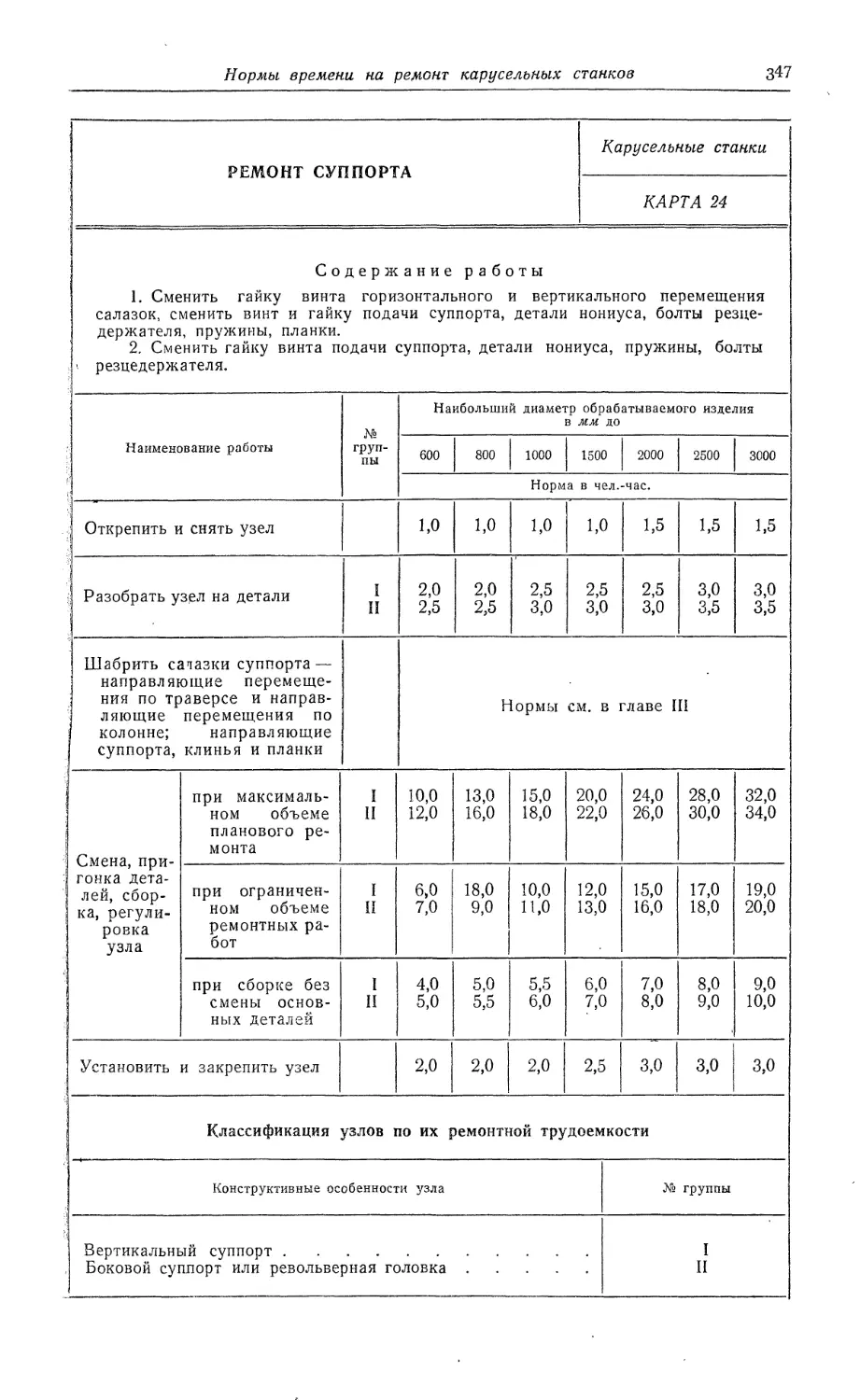
Карта 24. Ремонт суппорта................................................ 347
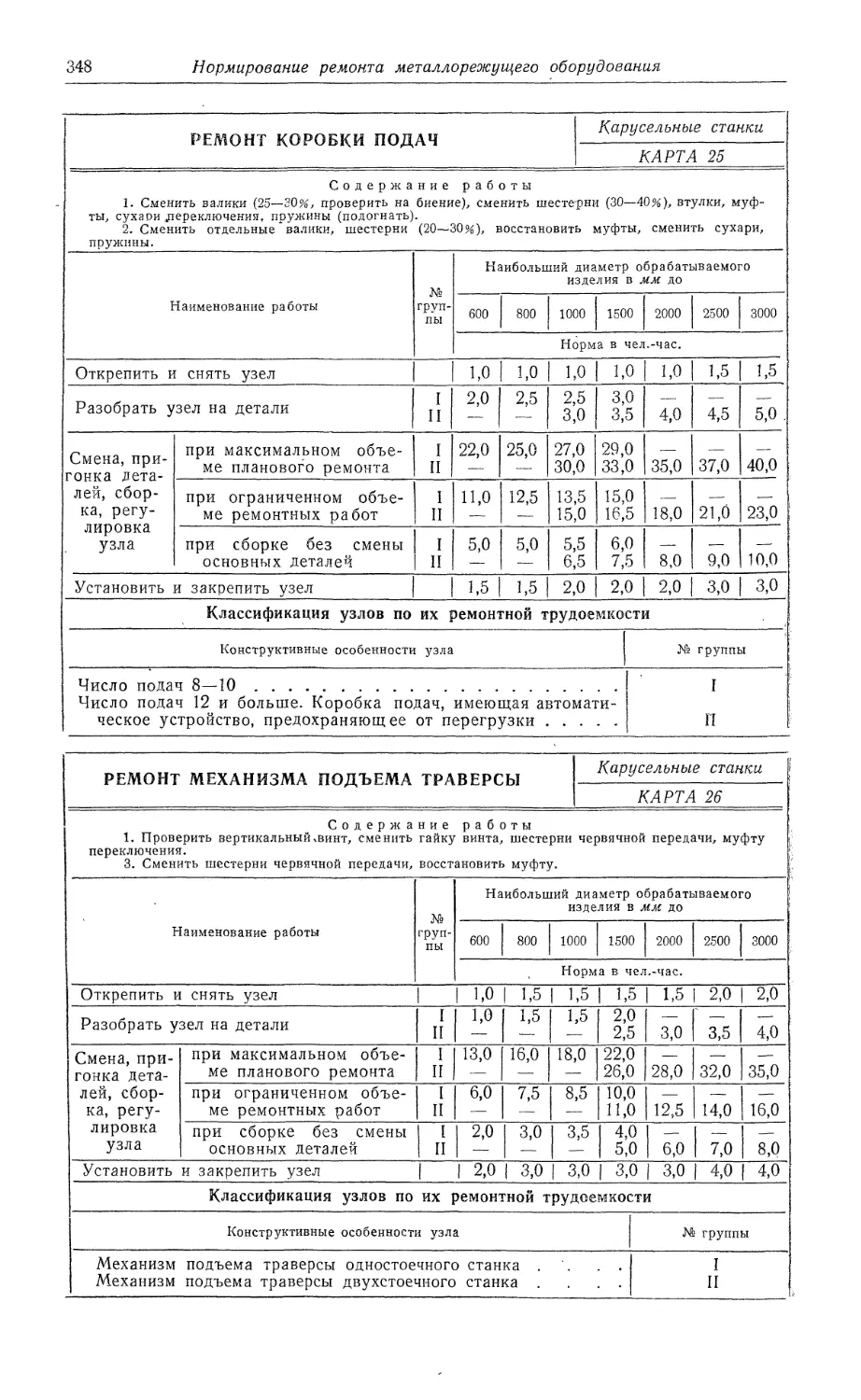
Карта 25. Ремонт коробки подач.............................................348
Карта 26. Ремонт механизма ,подъема траверсы...............................348
Карта 27. Ремонт механизма планшайбы.......................................349
Карта 28. Установка и крепление узлов.......................................349
Карта 29. Типовые нормы (максимальный объем планового ремонта) . . . 350
Нормы времени на ремонт расточных станков
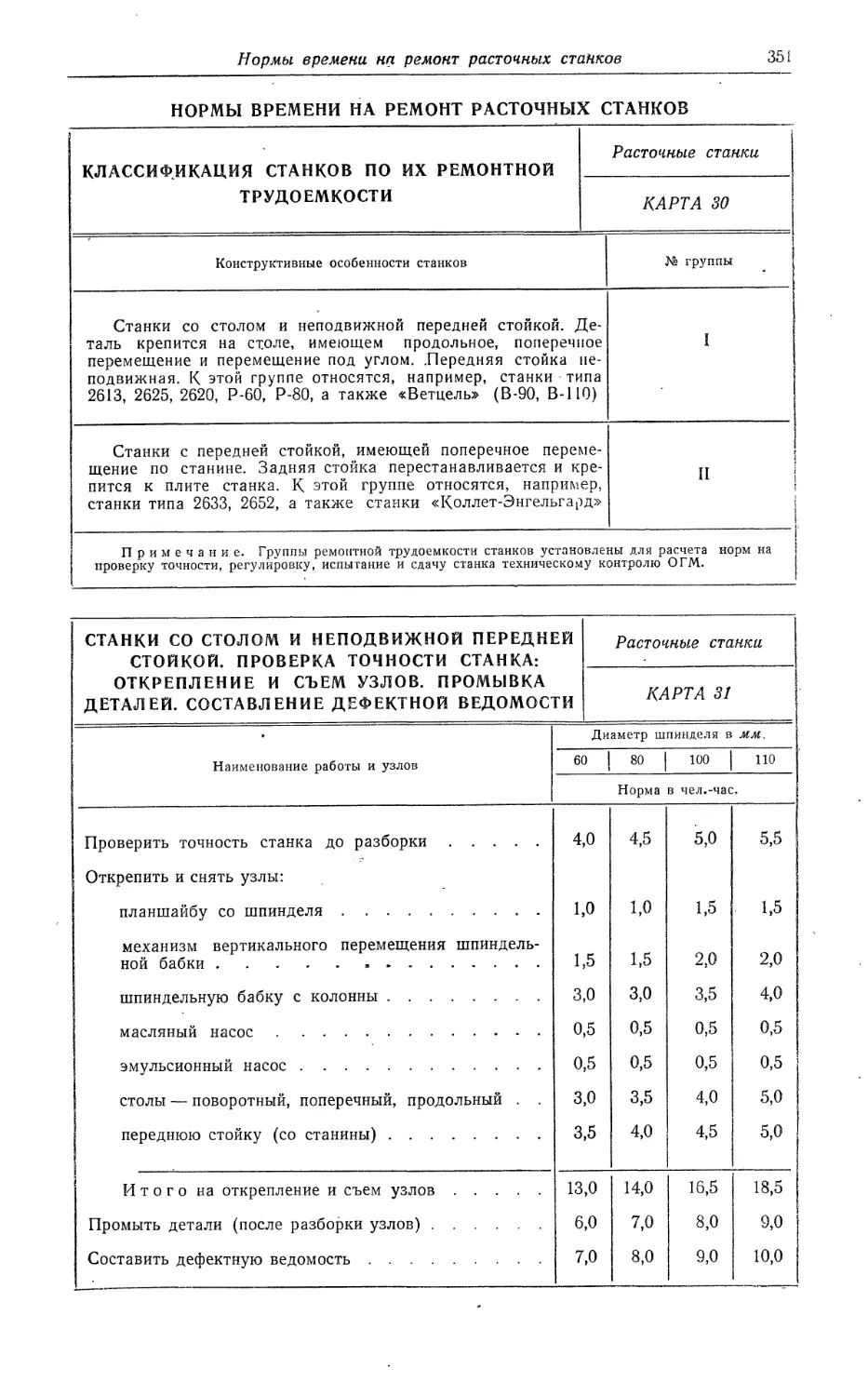
Харта 30. Классификация станков по их ремонтной трудоемкости .... 351
Карта 31. Станки со столом и неподвижной передней стойкой. Проверка точ-
ности станка. Открепление и съем узлов. Промывка деталей. Состав-
ление дефектной ведомости...................................................351
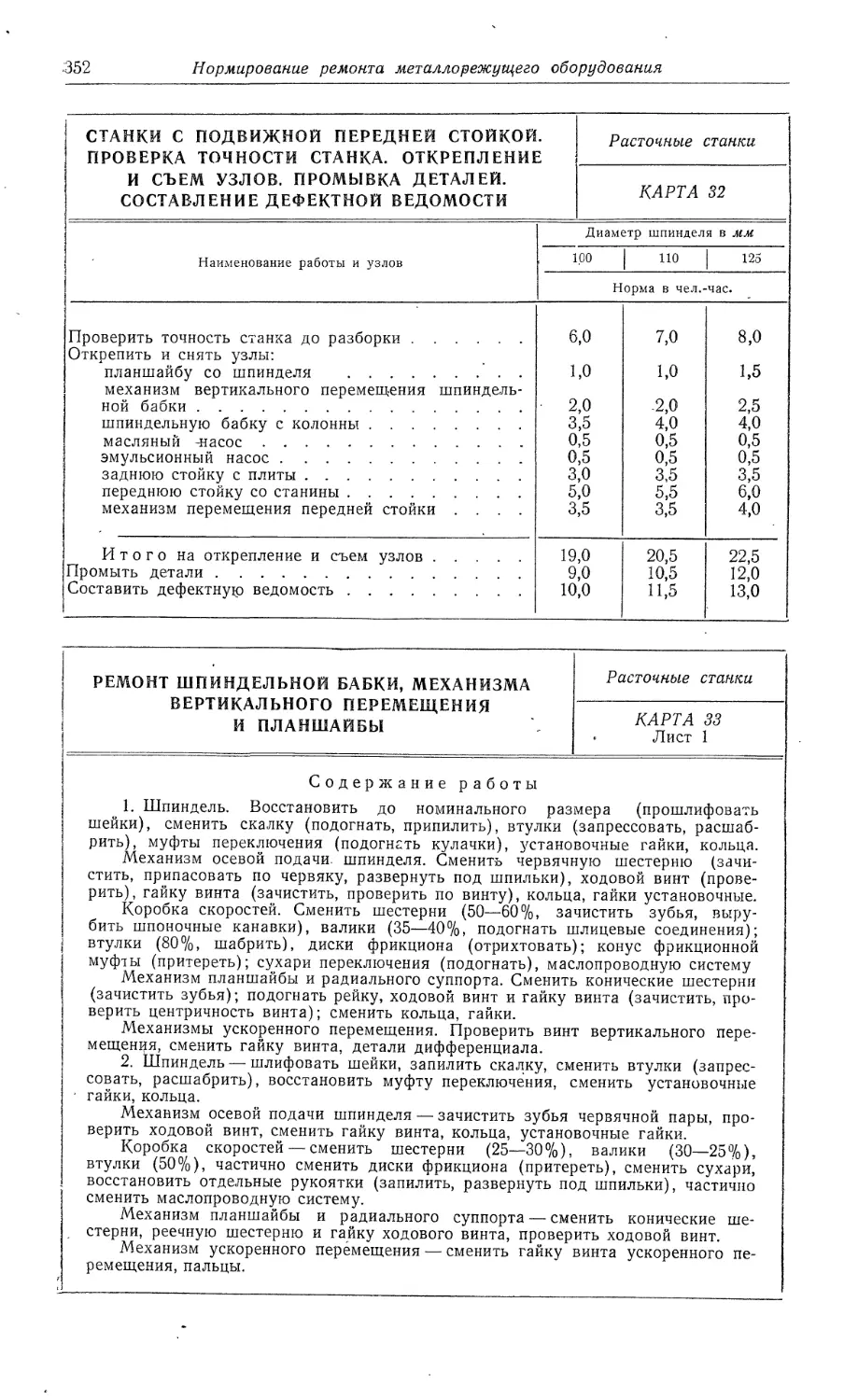
Карта 32. Станки с подвижной передней стойкой. Проверка точности станка.
Открепление и съем узлов. Промывка деталей. Составление дефектной
ведомости................................................................. 352
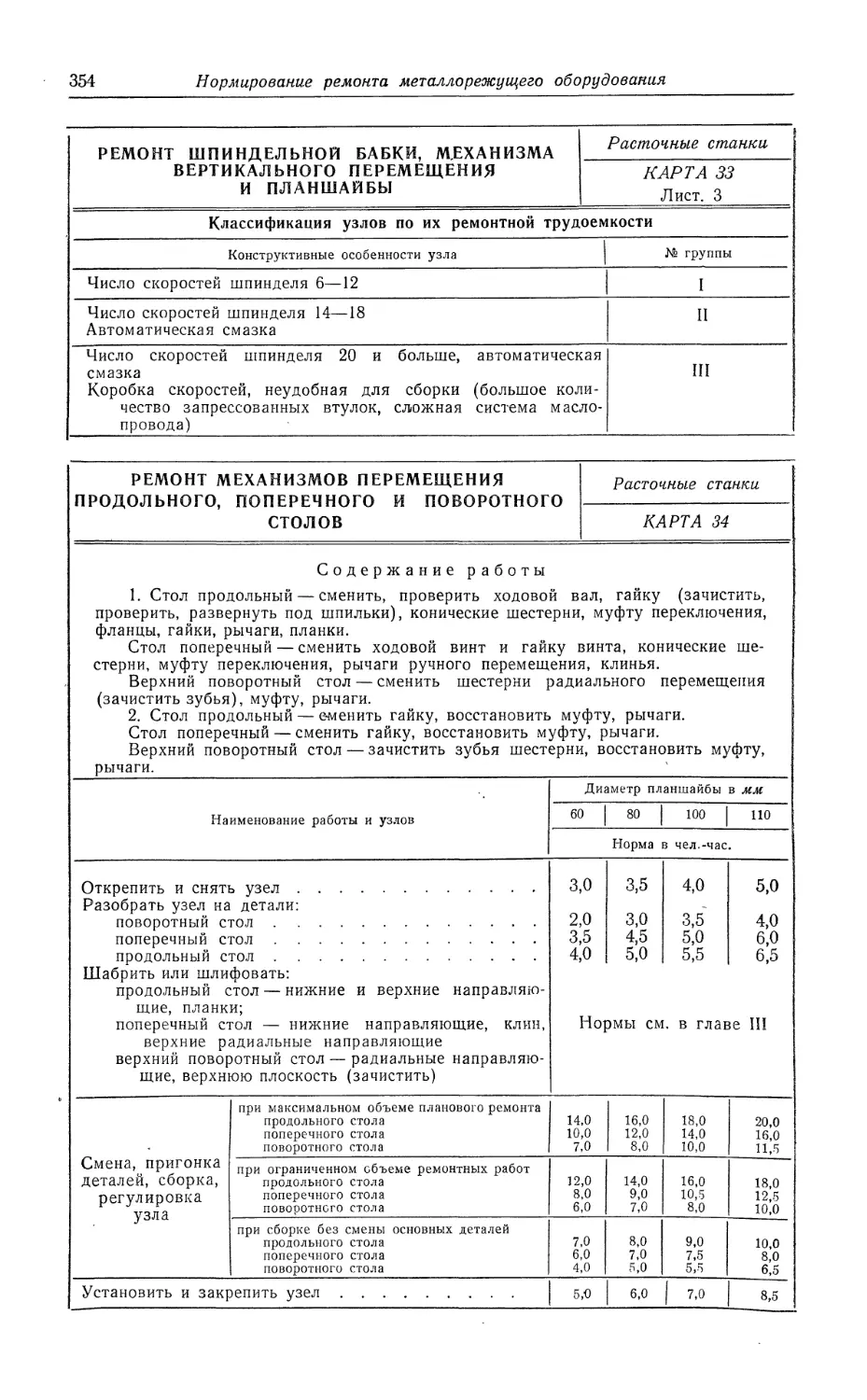
Карта 33. Ремонт шпиндельной бабки, механизма вертикального перемещения
и планшайбы.................................................................352
Карта 34. Ремонт механизмов перемещения продольного, поперечного и пово-
ротного столов ......................... ‘..................................354
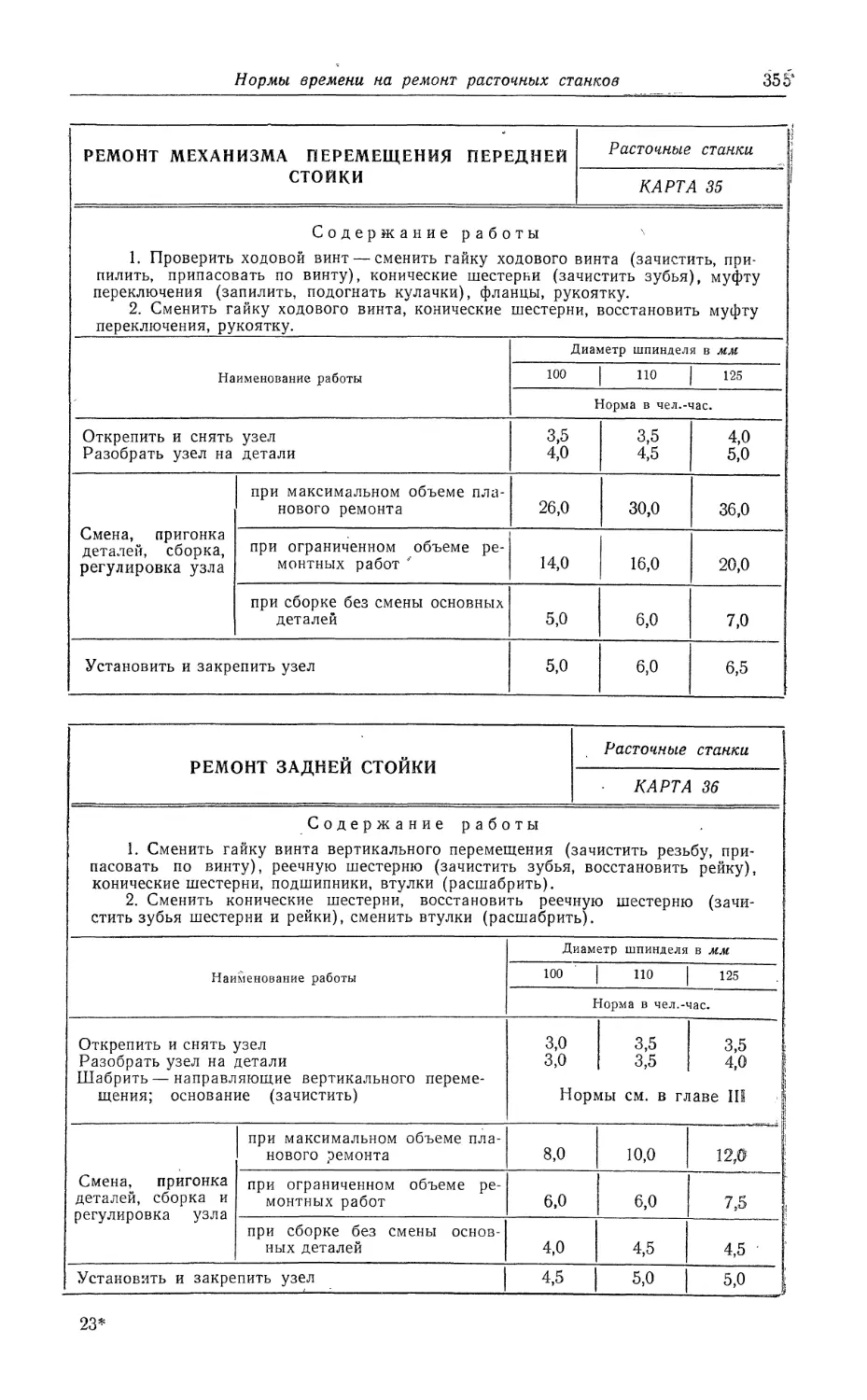
Карта 35. Ремонт механизма перемещения передней стойки......................355
Карта 36. Ремонт задней стойки..................................... . 355
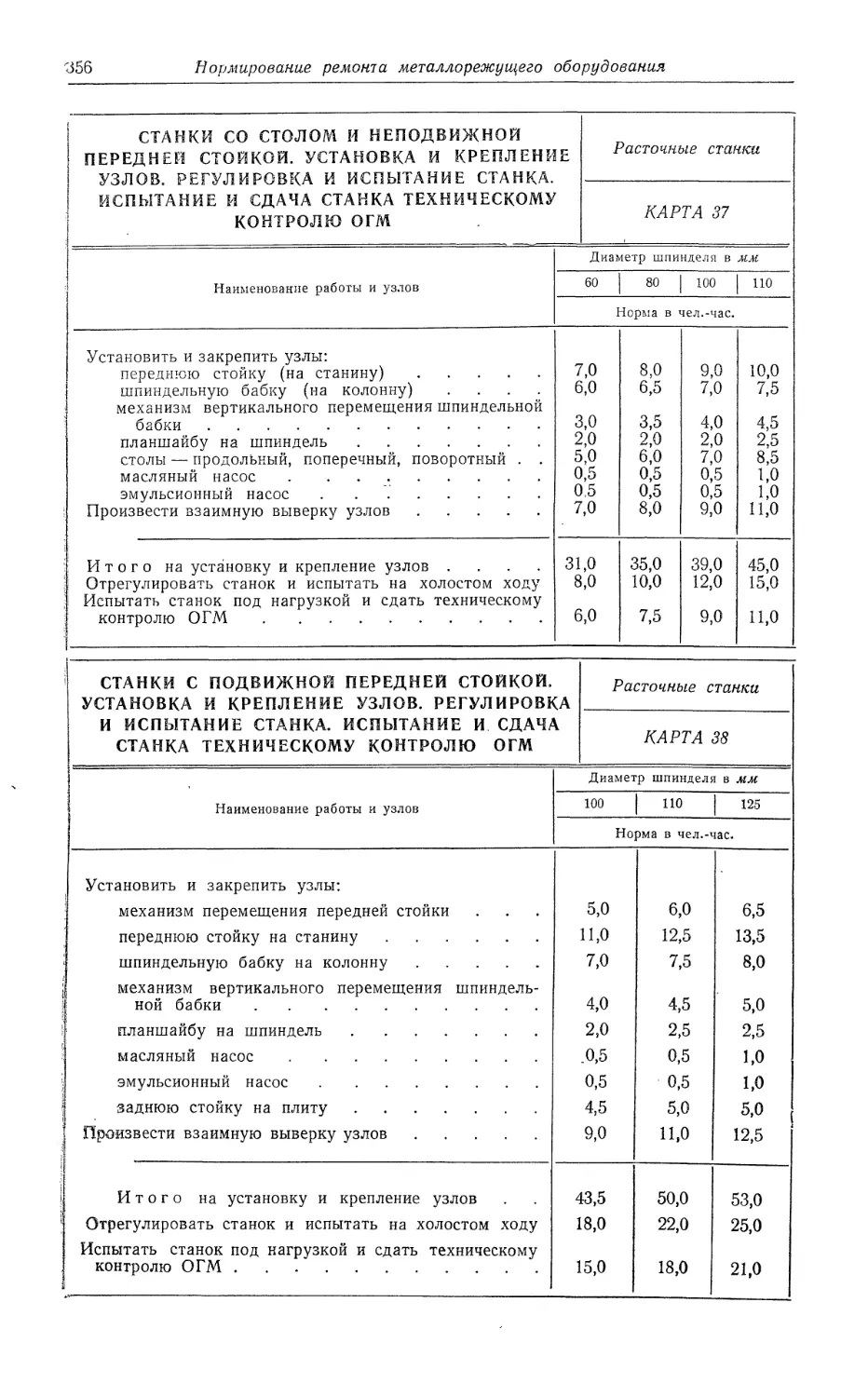
Карта 37. Станки со столом и неподвижной передней стойкой. Установка и
крепление узлов. Регулировка и испытание станка. Испытание и сдача
станка техническому контролю ОГМ............................................356
Карта 38. Станки с подвижной передней стойкой. Установка и крепление уз-
лов. Регулировка и испытание станка. Испытание и сдача станка
техническому контролю ОГМ...................................................356
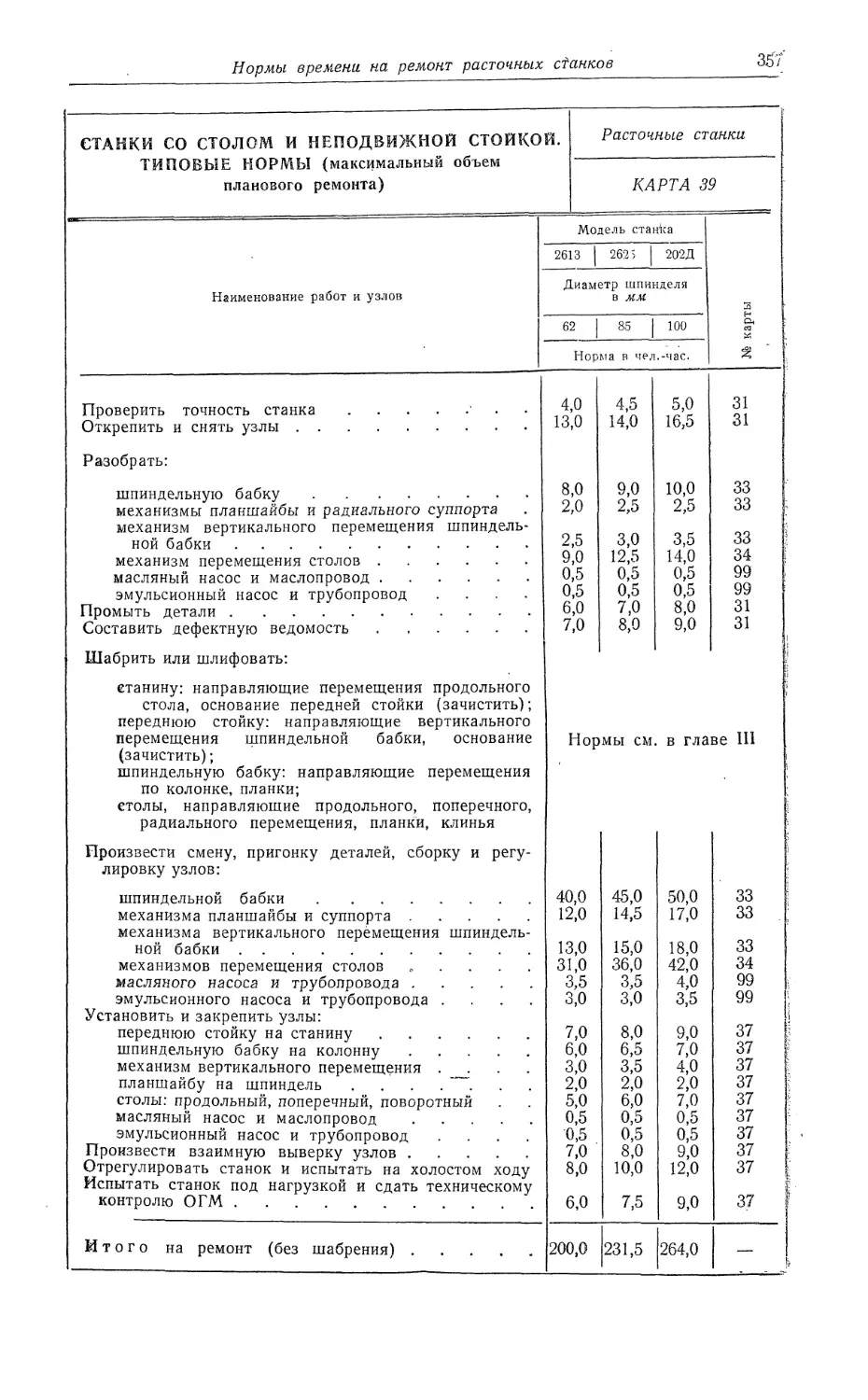
Карта 39. Станки со столом и неподвижной стойкой. Типовые нормы (макси-
мальный объем планового ремонта|)........................................ 357
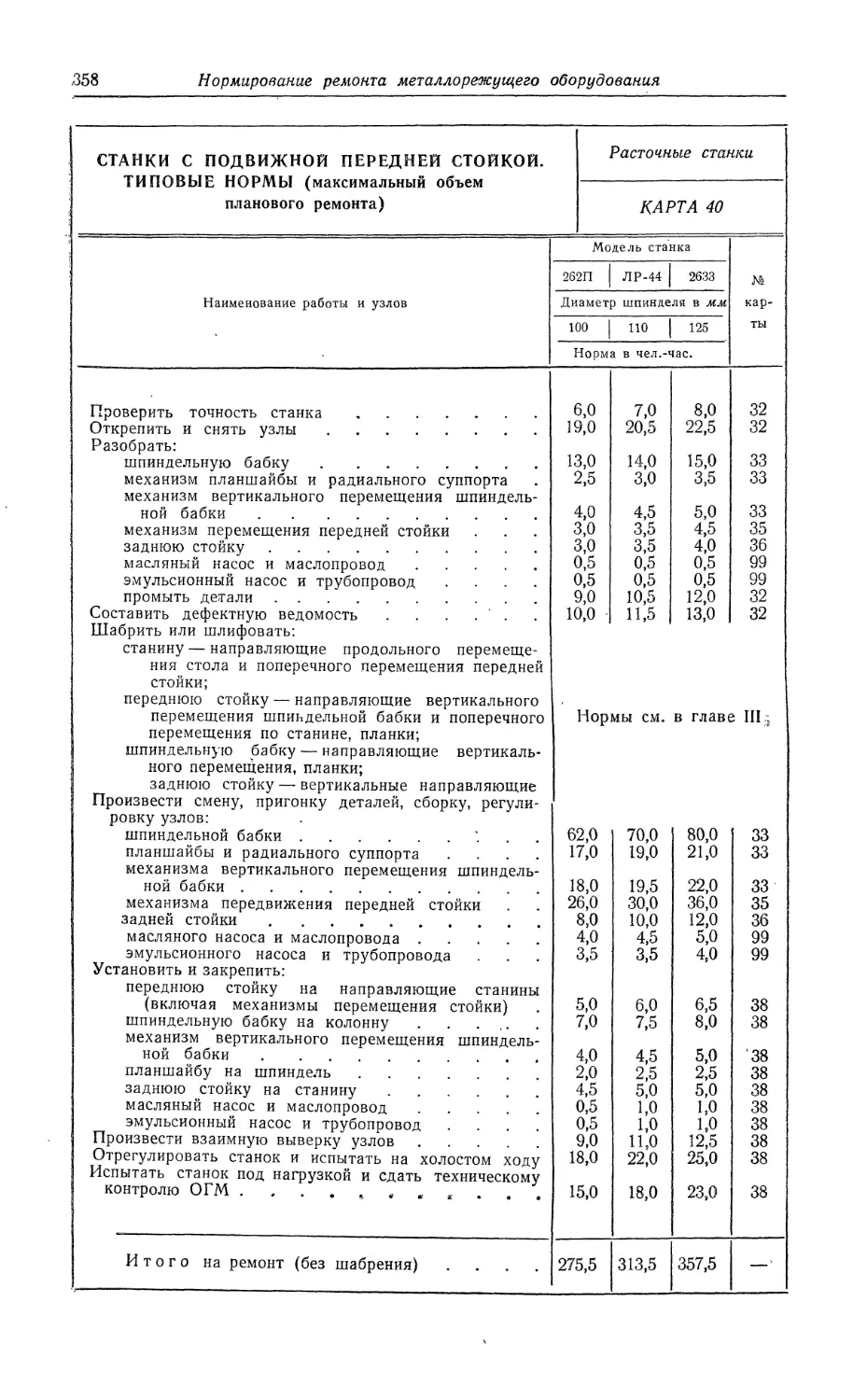
Карта 40. Станки с подвижной передней стойкой. Типовые нормы (максималь-
ный объем планового ремонта)................................................358
Нормы времени на ремонт горизонтально- и вертикально-фрезерных станков
Карта 41. Классификация станков по их ремонтной трудоемкости .... 359
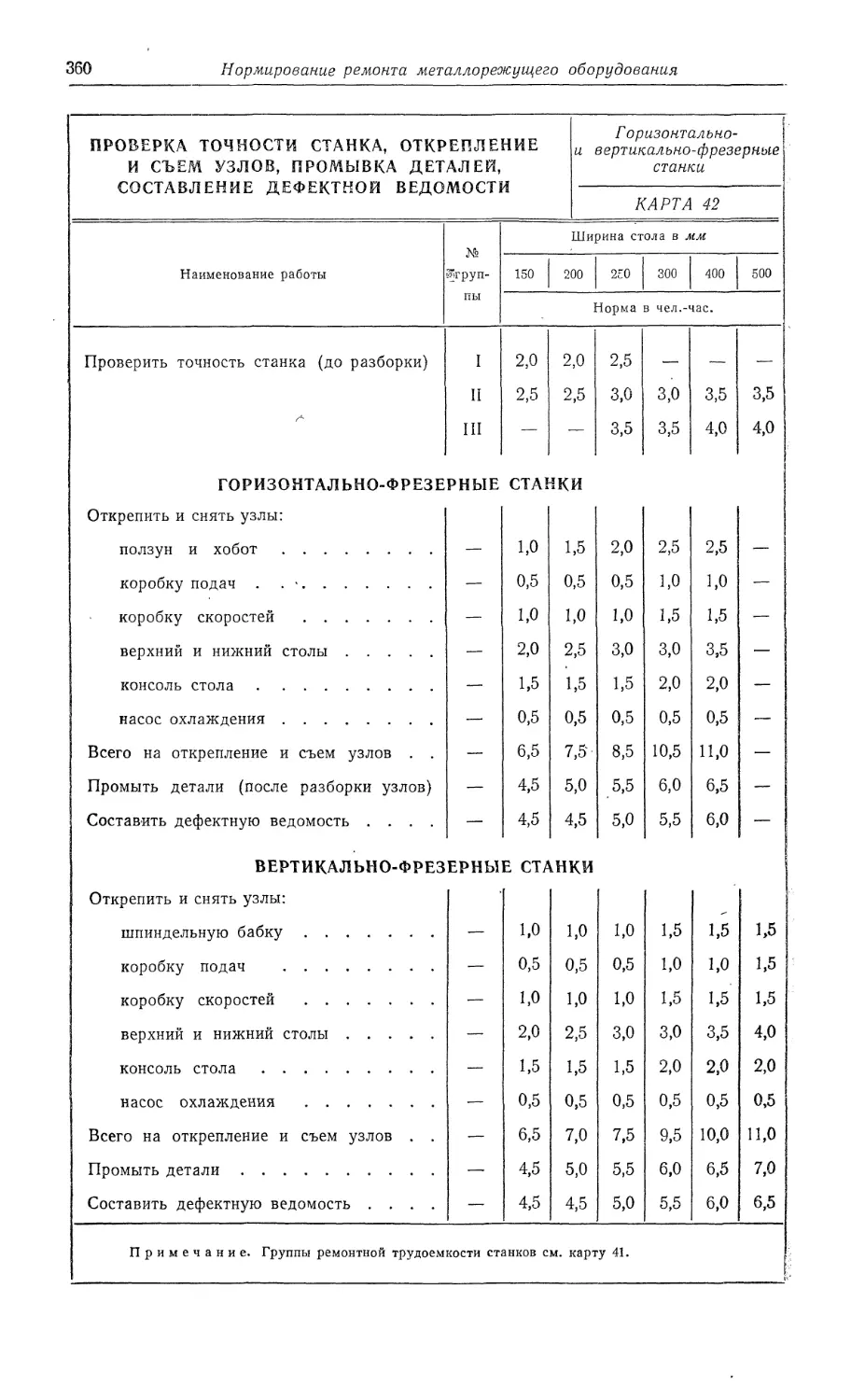
Карта 42. Проверка точности станка, открепление и съем узлов, промывка де-
талей, составление дефектной ведомости................................360
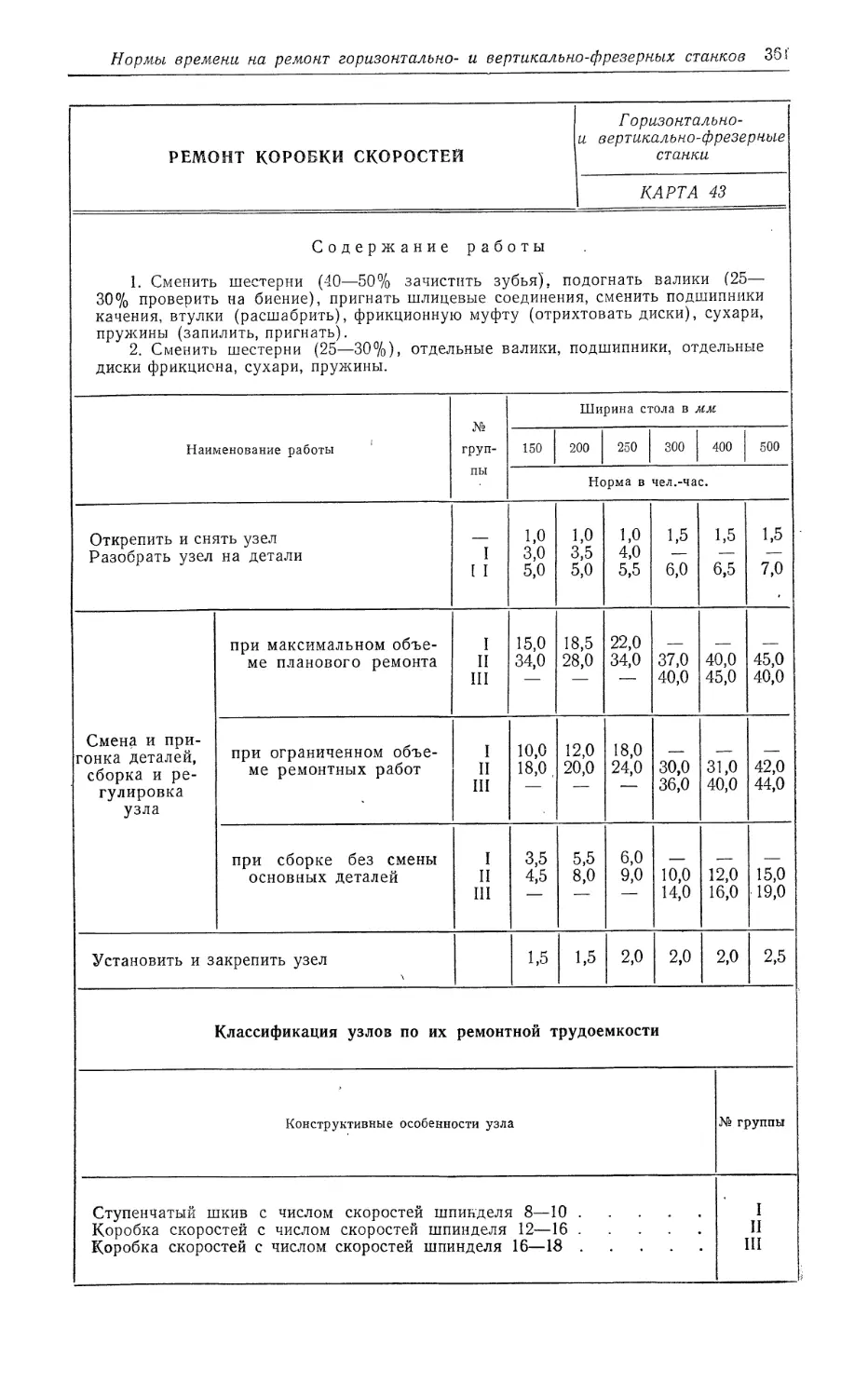
Карта 43. Ремонт коробки скоростей.........................................361
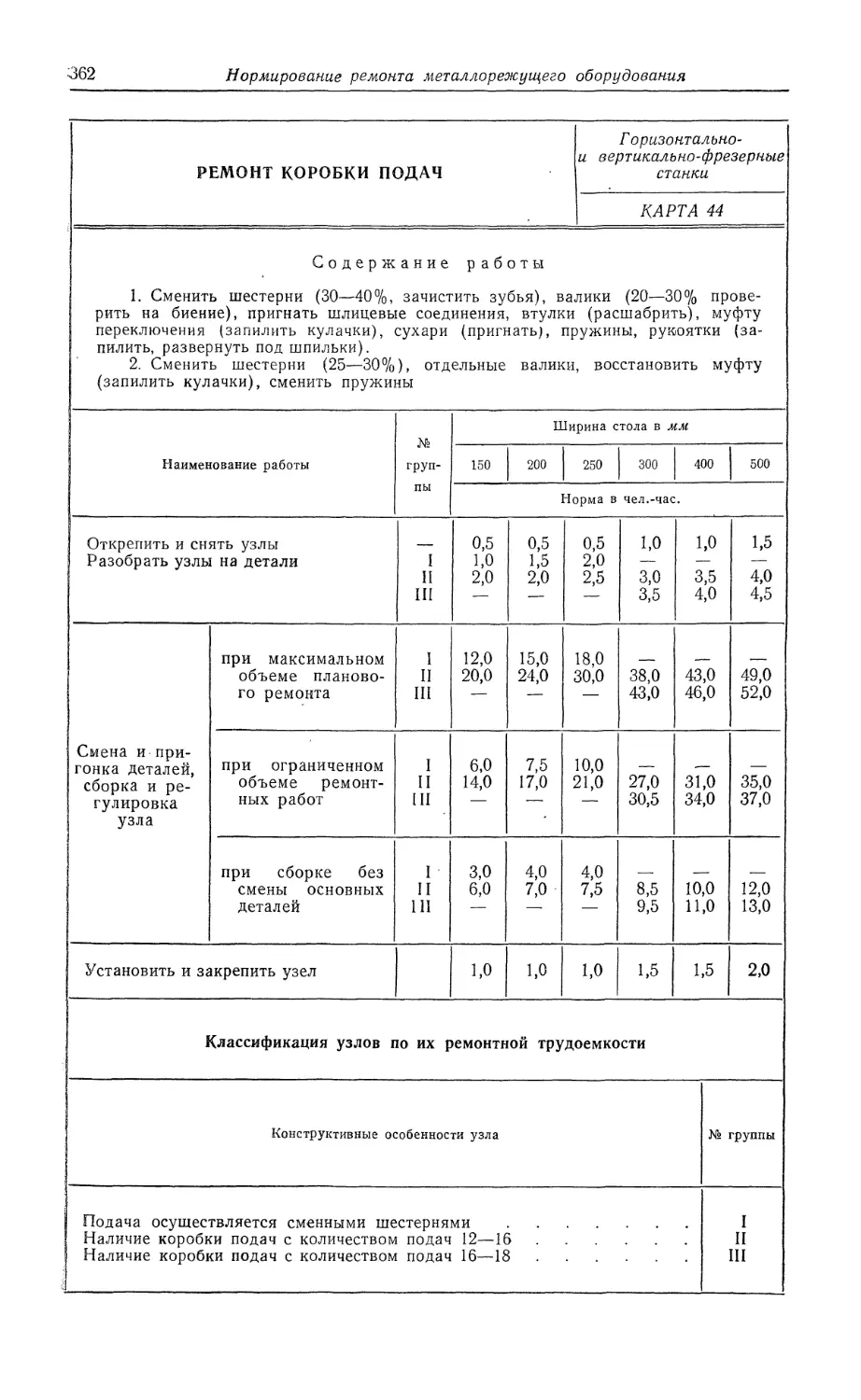
Карта 44. Ремонт коробки подач.............................................362
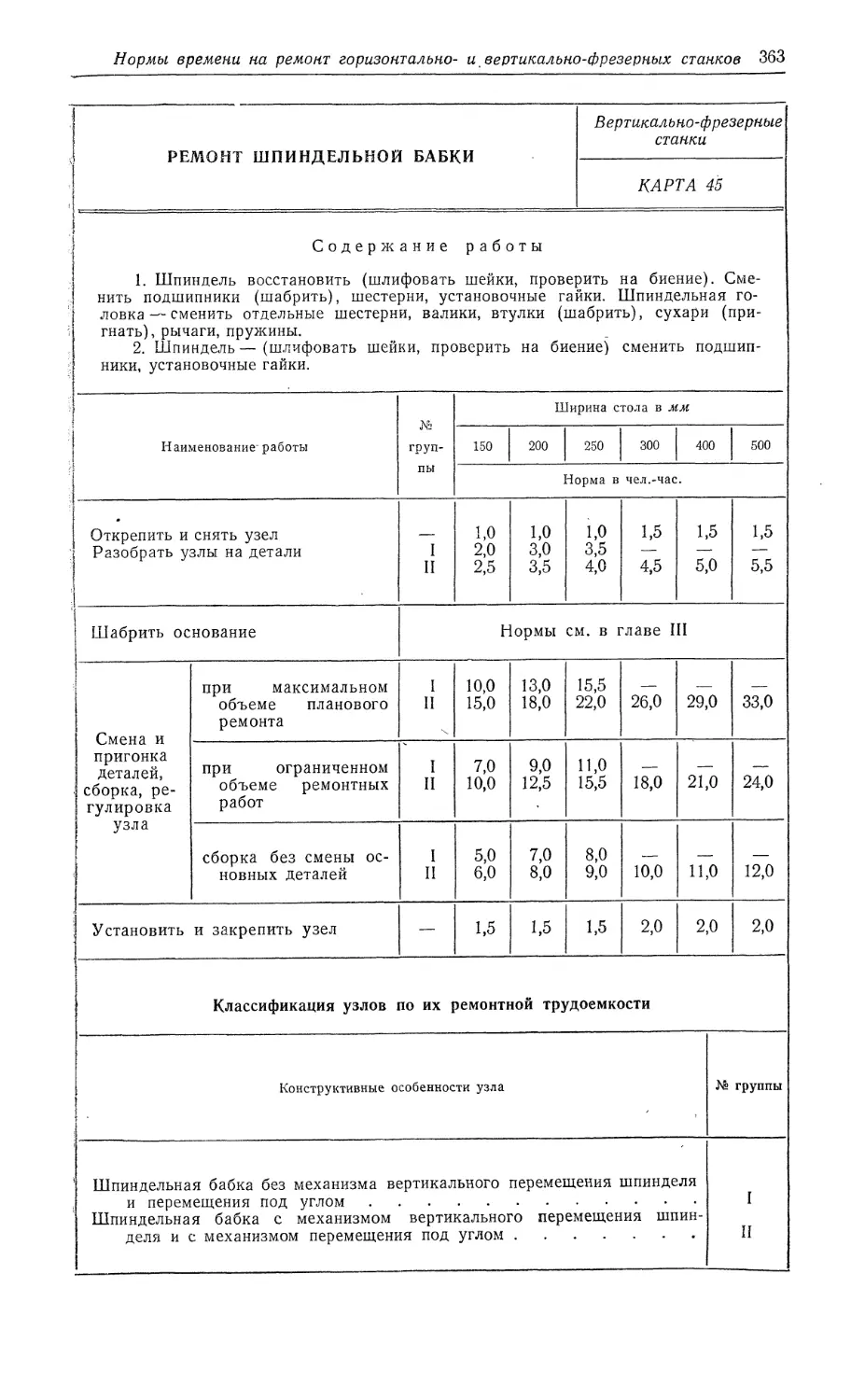
Карта 45. Ремонт шпиндельной бабки.........................................363
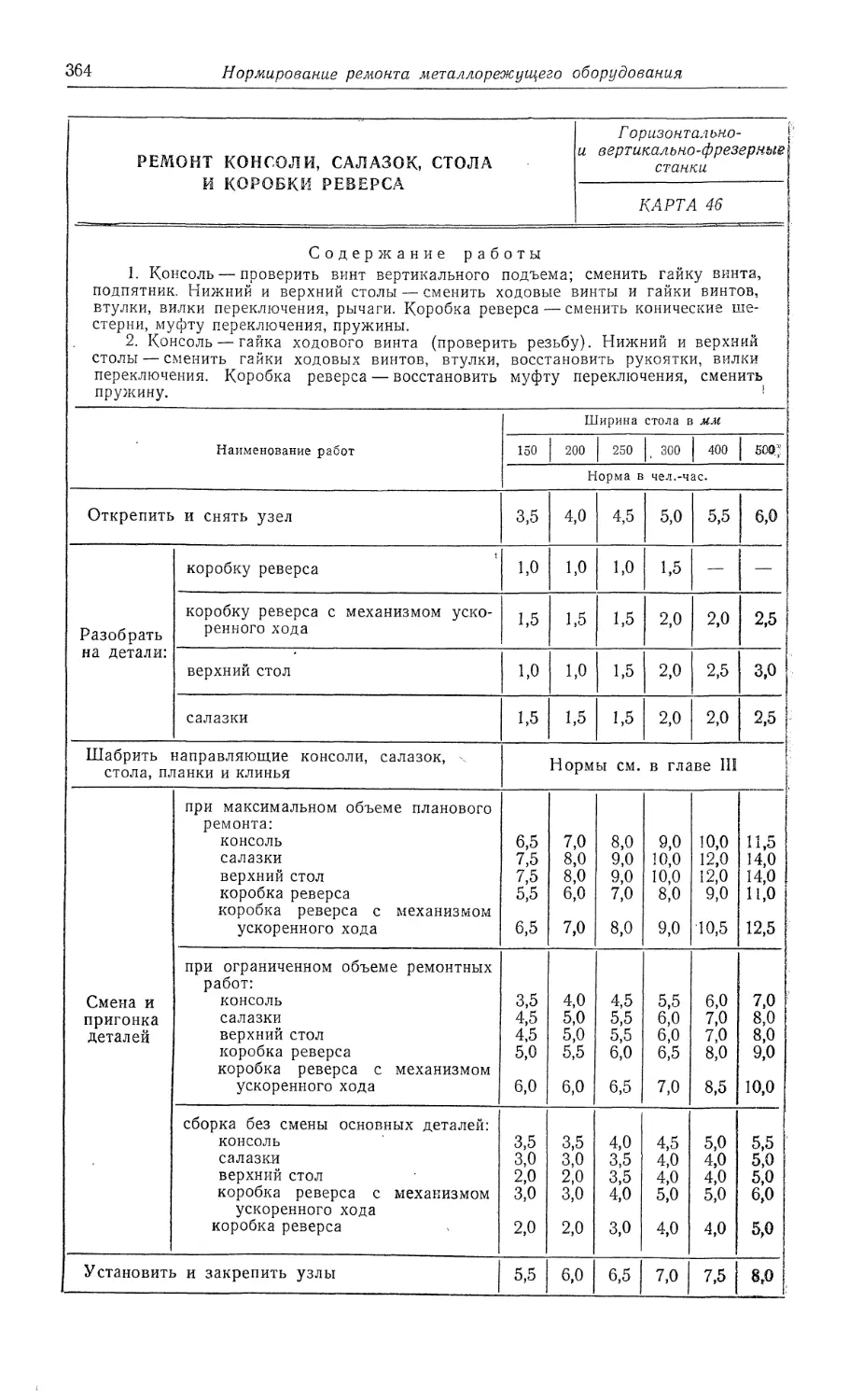
Карта 46. Ремонт консоли, салазок, стола и коробки реверса................ 364
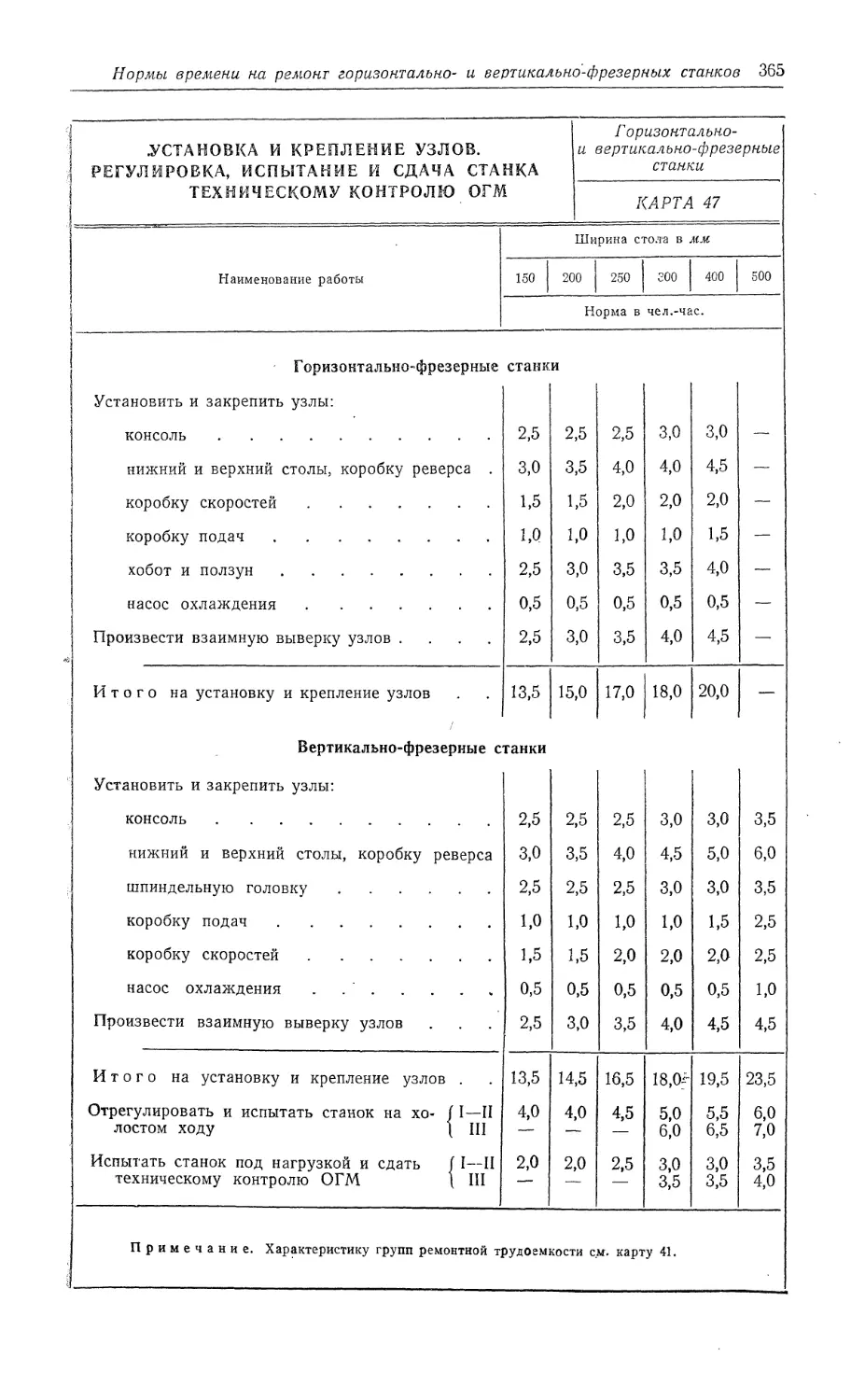
Карта 47. Установка и крепление узлов. Регулировка, испытание и сдача станка
техническому контролю ОГМ...................................................365
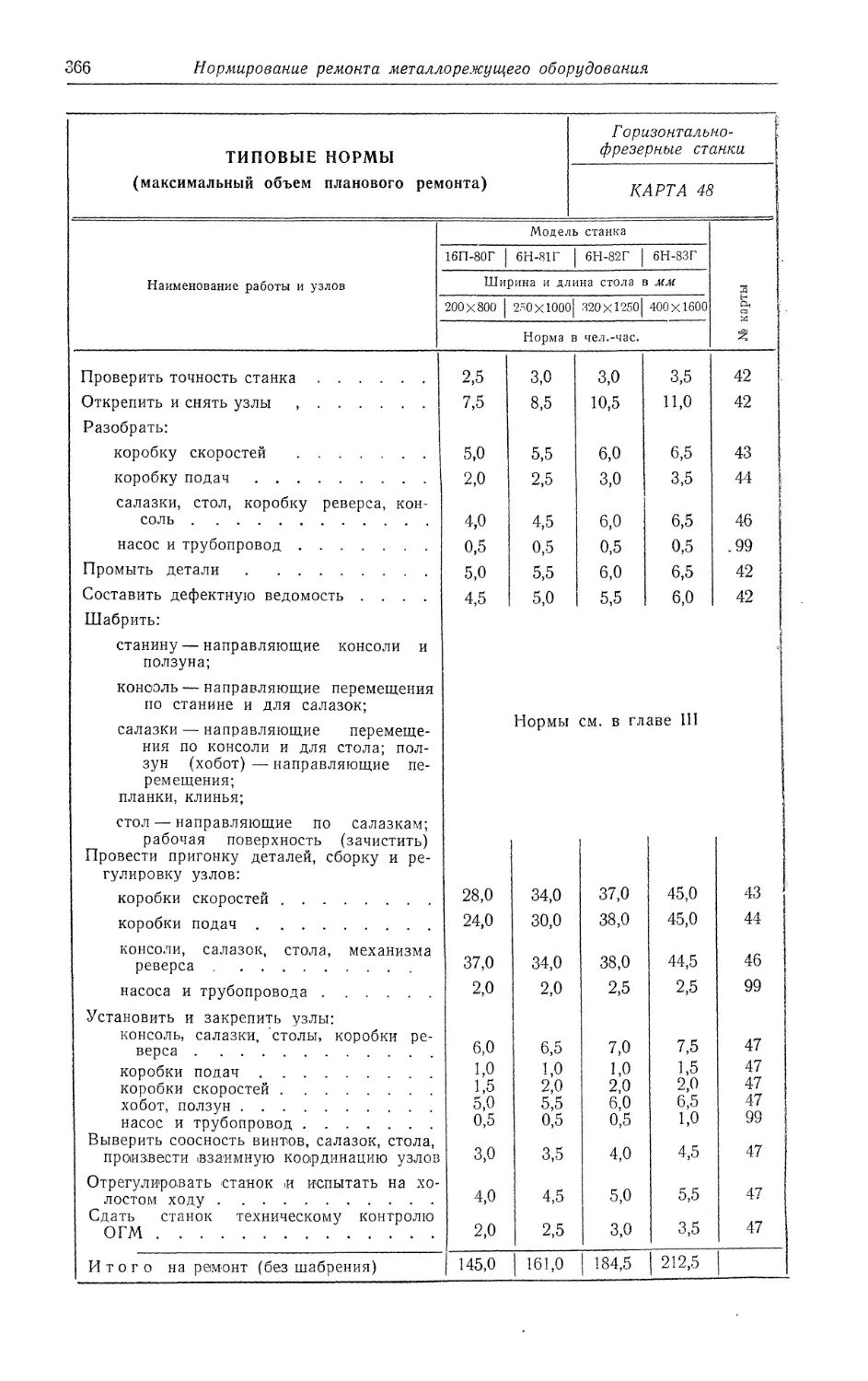
Карта 48. Типовые нормы (максимальный объем планового ремонта) . . . 366
Карта 49. Типовые нормы (максимальный объем планового ремонта) . . . 367
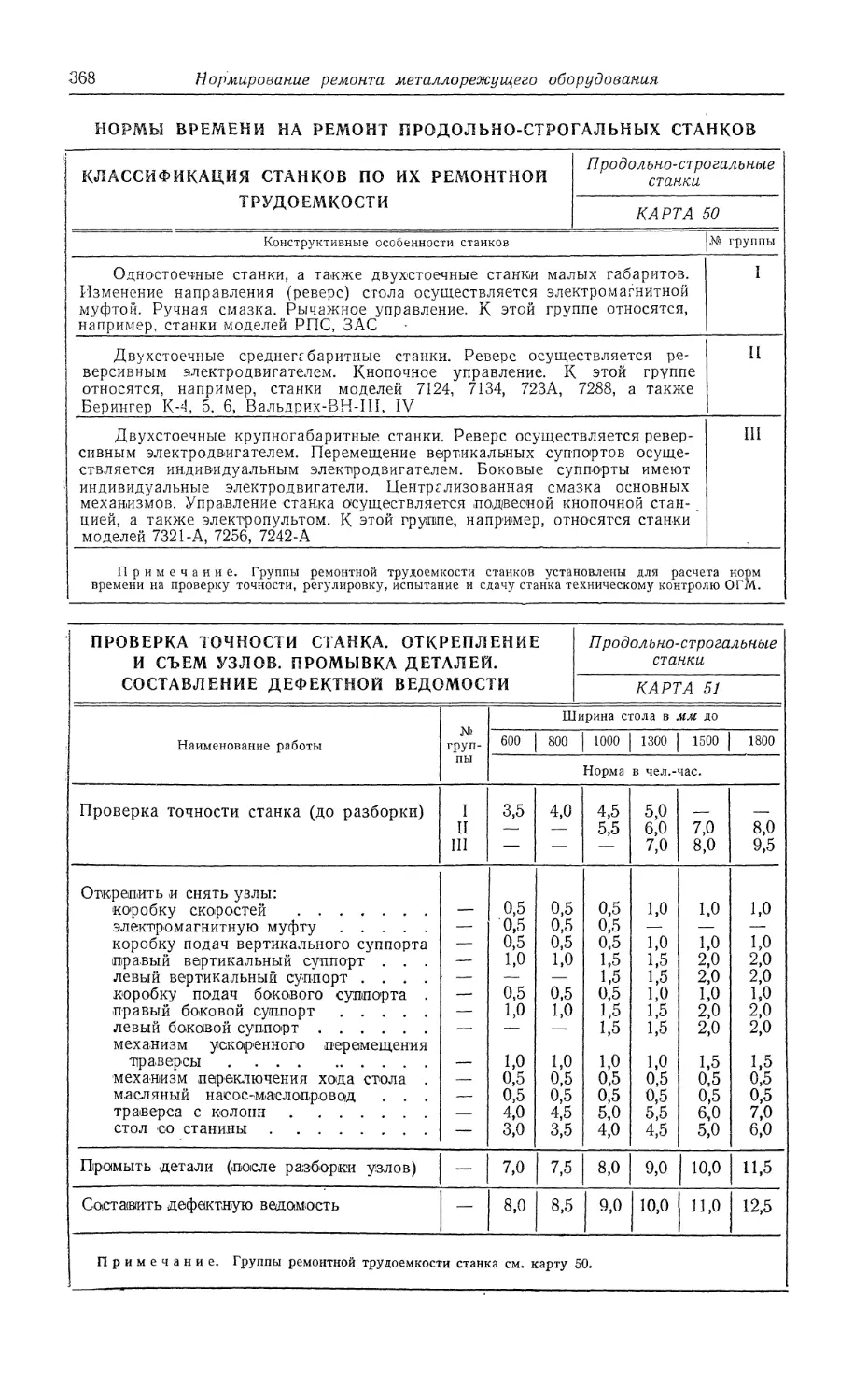
Нормы времени на ремонт продольно-строгальных станков
Карта 50. Классификация станков по их ремонтной трудоемкости .... 368
Карта 51. Проверка точности станка. Открепление и съем узлов. Промывка
деталей. Составление дефектной ведомости ...................................368
Карта 52. Ремонт коробки скоростей..........................................369
Карта 53. Ремонт электромагнитной муфты.....................................369
Карта 54. Ремонт коробки подач суппорта.....................................370
12
Оглавление
Стр.
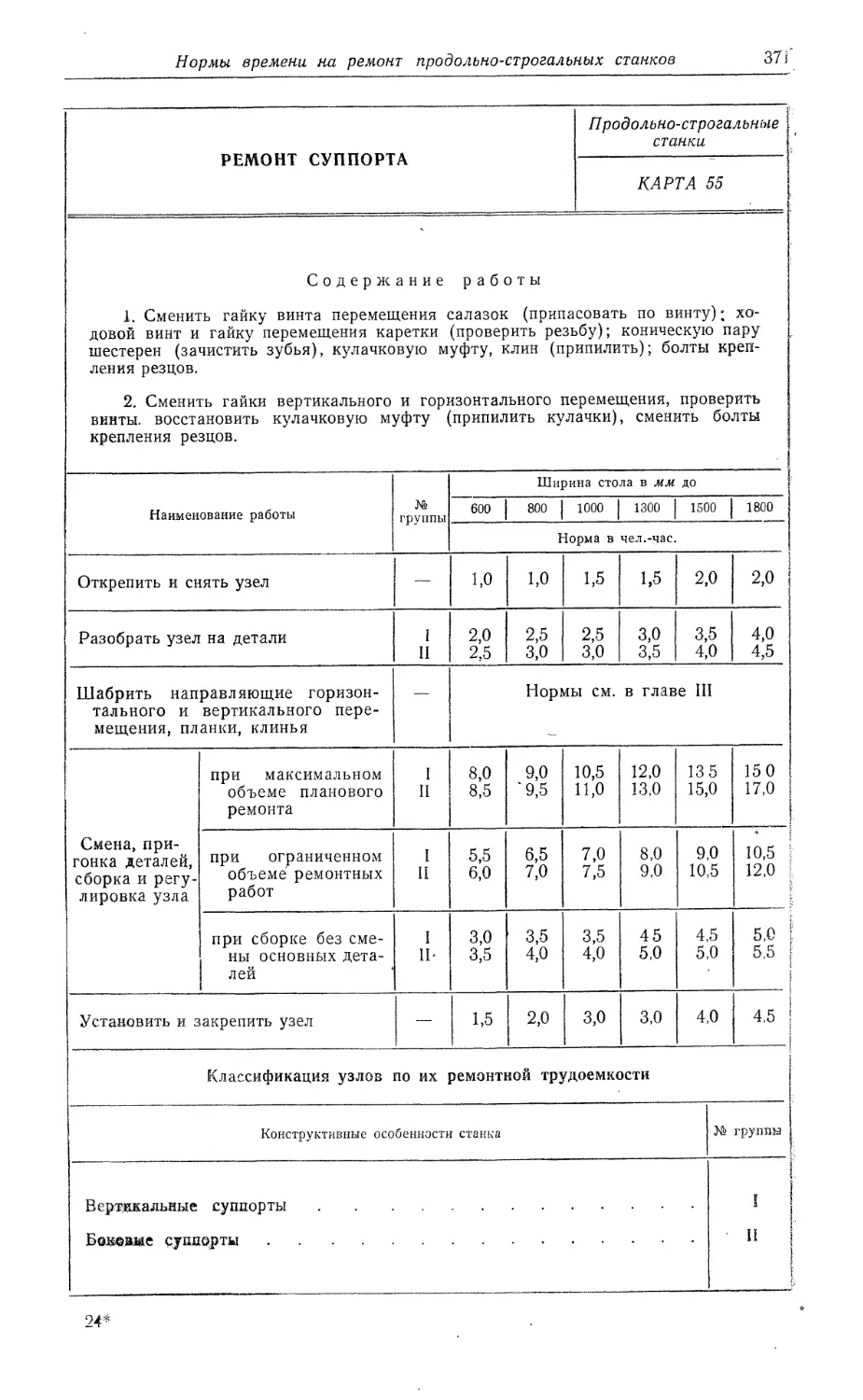
Карта 55. Ремонт суппорта..................................................371
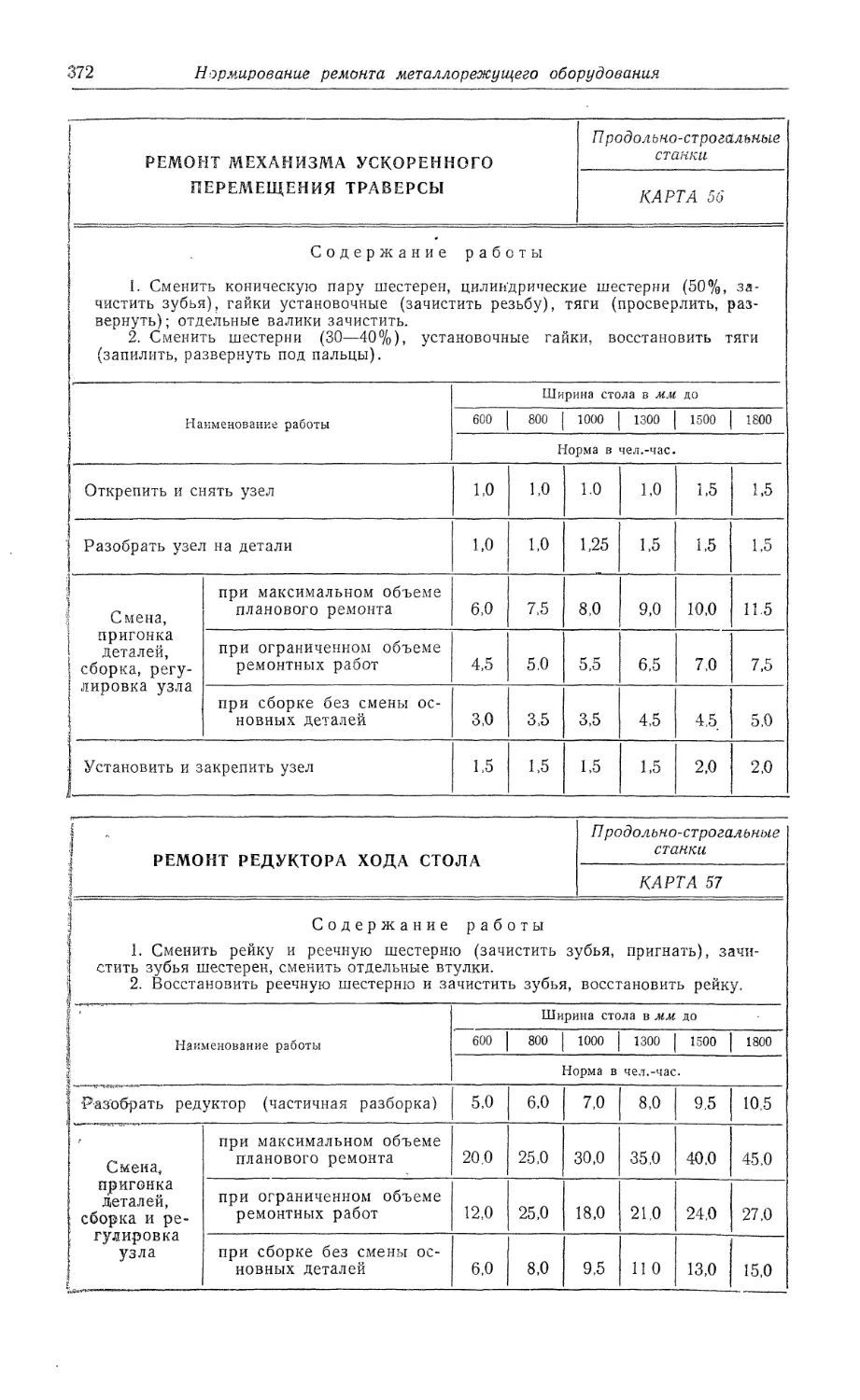
Карта 56. Ремонт механизма ускоренного перемещения траверсы .... 372
Карта 57. Ремонт редуктора хода стола......................................372
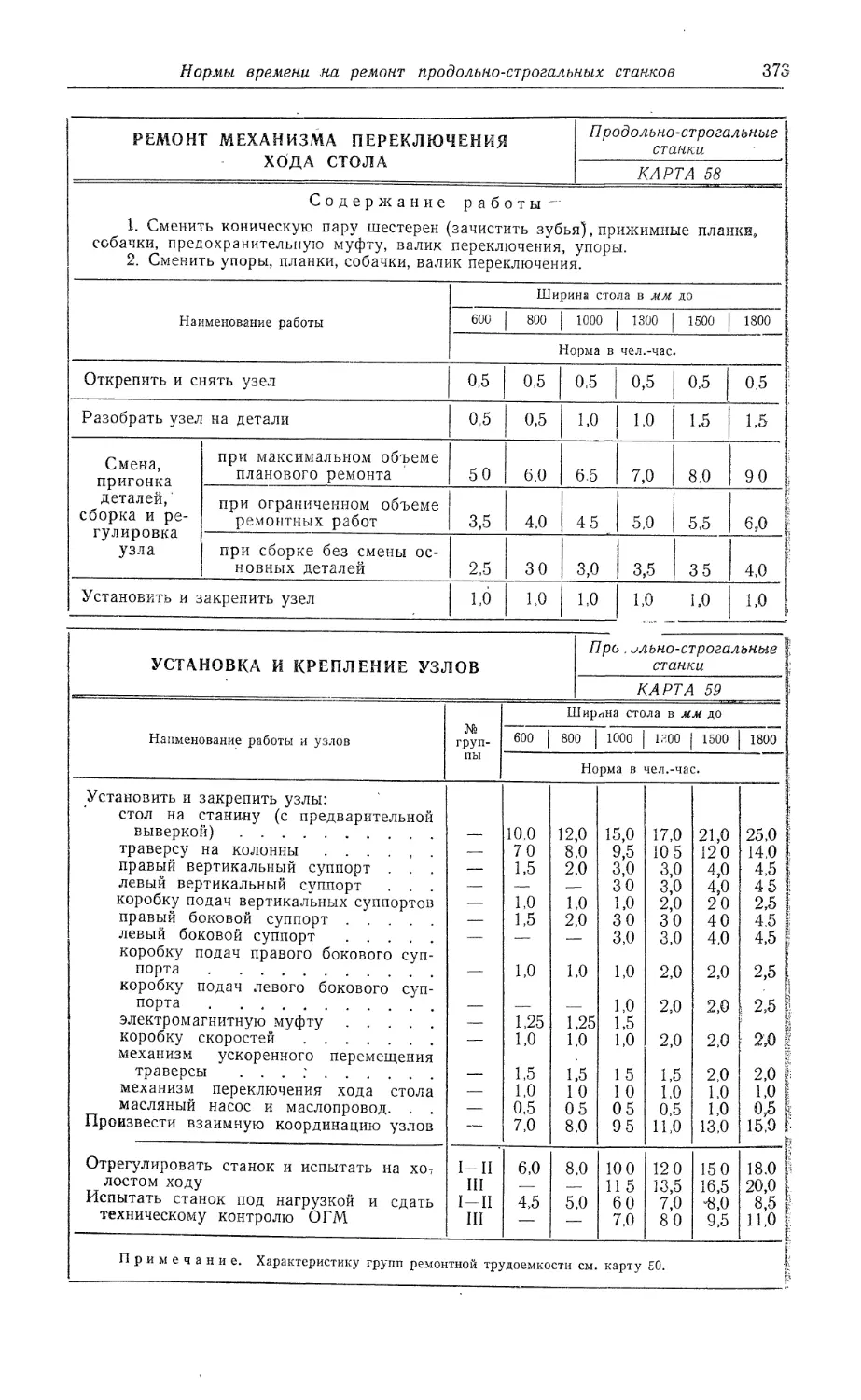
Карта 58. Ремонт механизма переключения хода стола.........................373
Карта 59. Установка и крепление узлов . .............................37&
Карта 60. Типовые нормы (максимальный объем планового ремонта) . . . 374
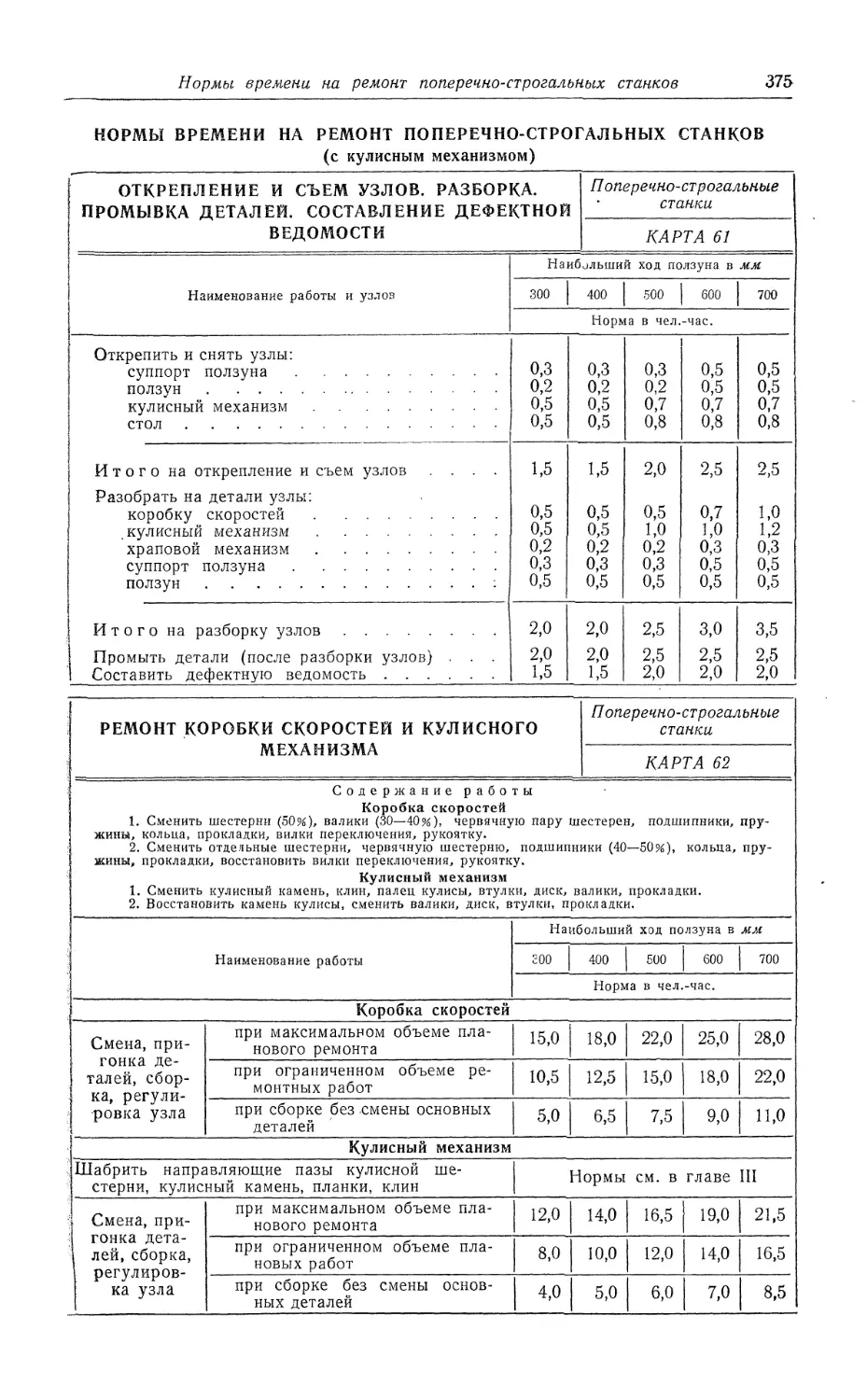
Нормы времени на ремонт поперечно-строгальных станков
(с кулисным механизмом)
Карта 61. Открепление и съем узлов. Разборка. Промывка деталей. Составле-
ние дефектной ведомости.....................................................375
Карта 62. Ремонт коробки скоростей и кулисного механизма...................375
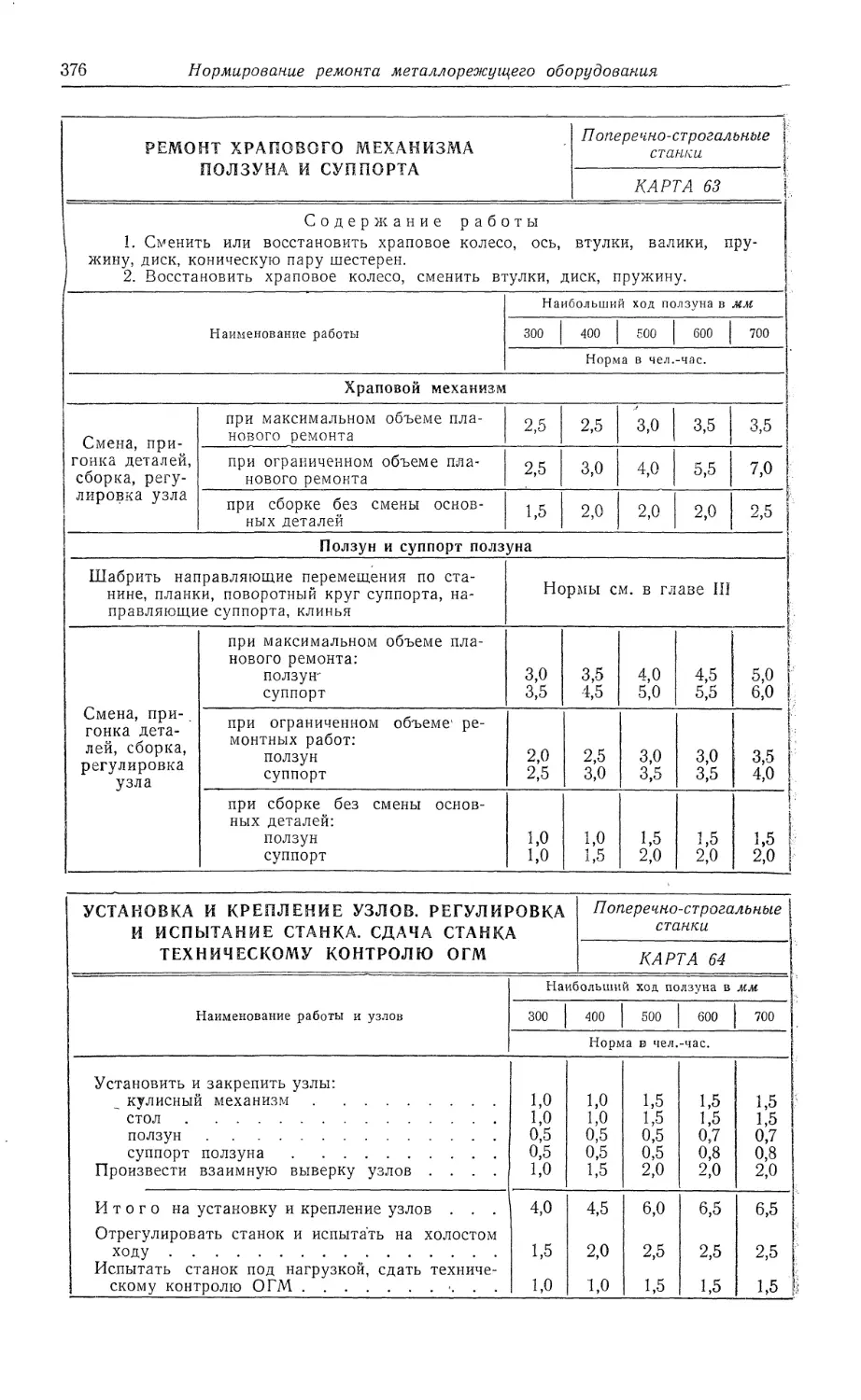
Карта 63. Ремонт храпового механизма ползуна и суппорта....................376
Карта 64. Установка и крепление узлов. Регулировка и испытание станка. Сдача
станка техническому контролю ОГМ . .................375
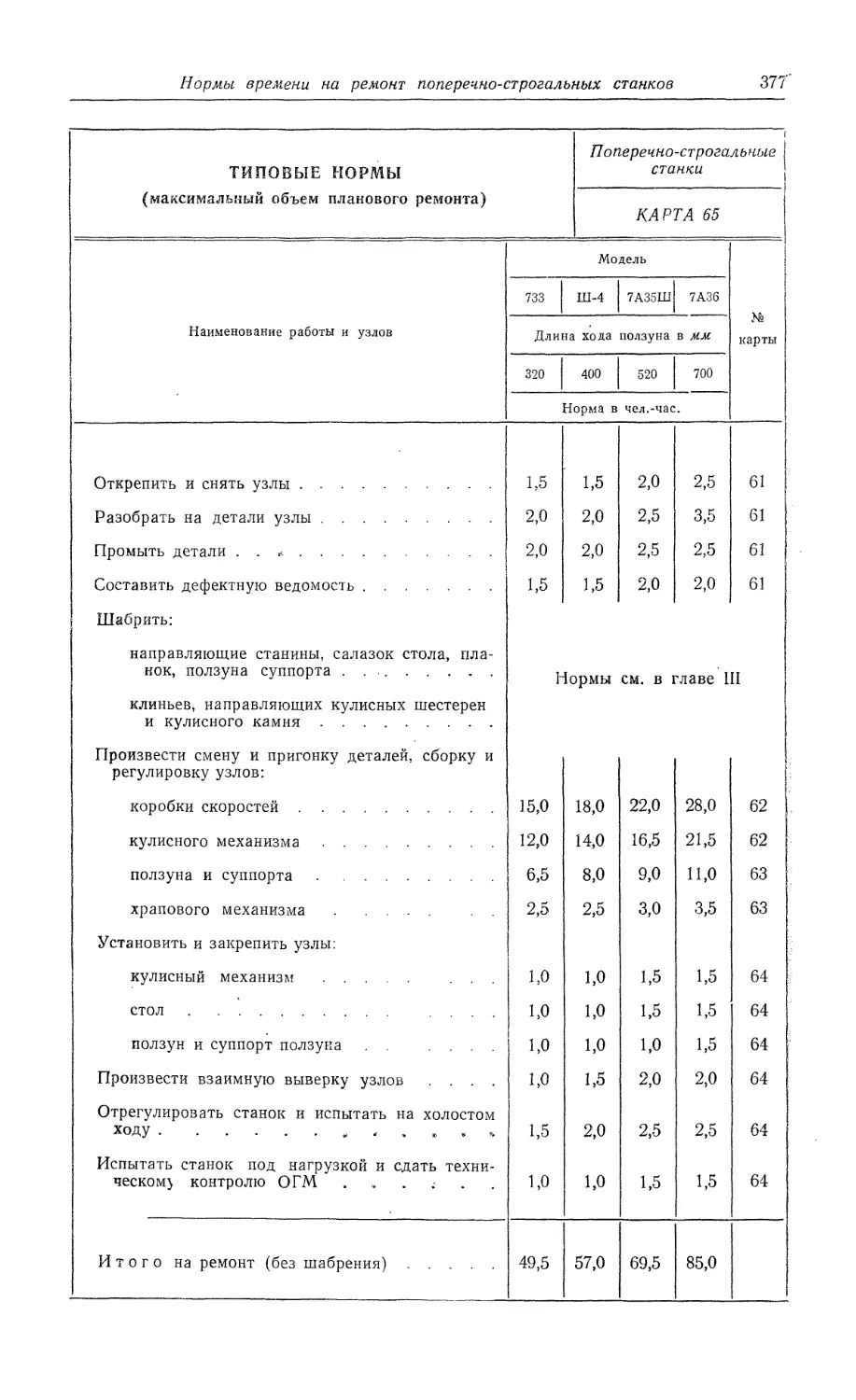
Карта 65. Типовые нормы (максимальный объем планового ремонта) . . . 377
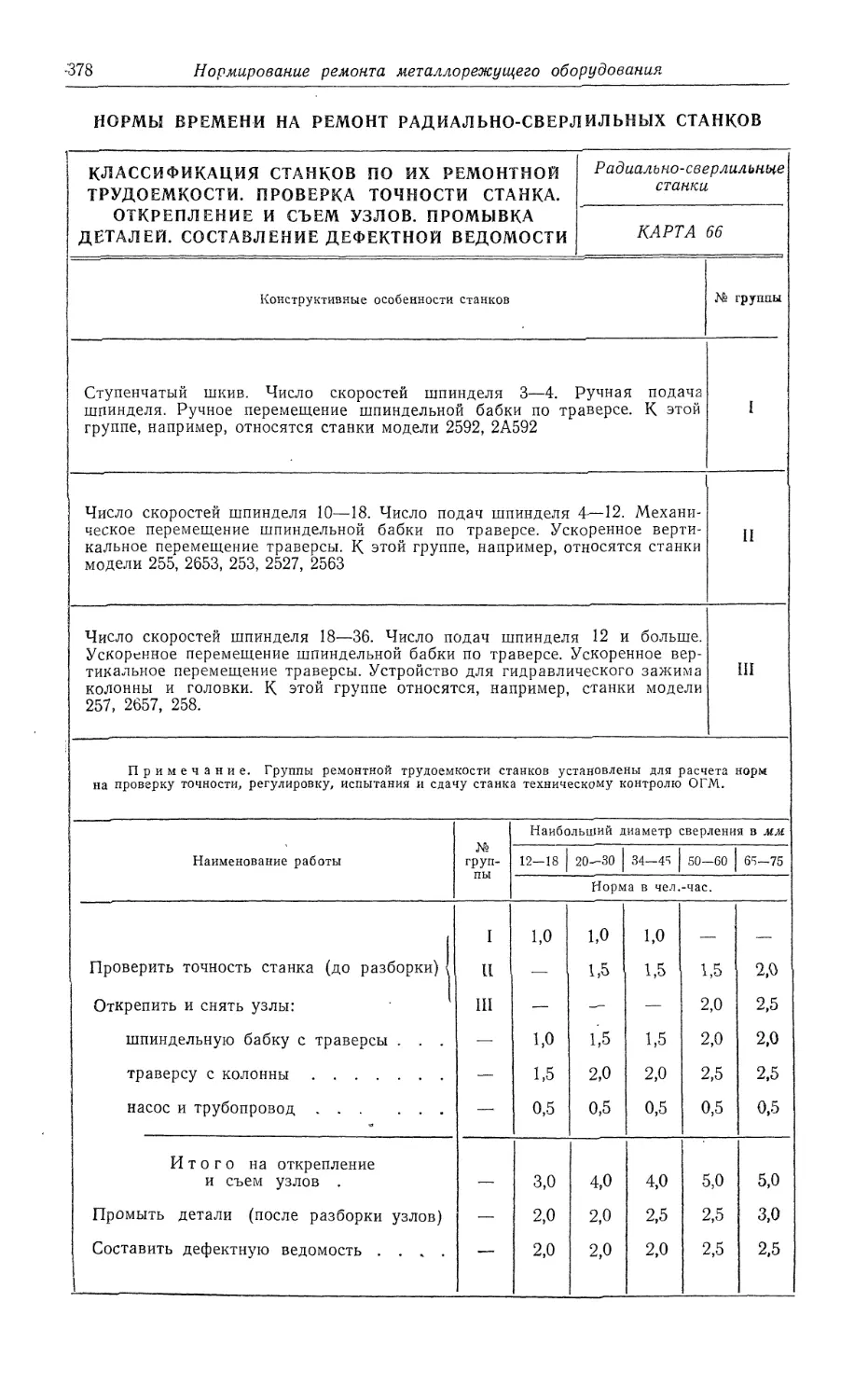
Нормы времени на ремонт радиально-сверлильных станков
Карта 66. Классификация станков по их ремонтной трудоемкости. Проверка
точности станка. Открепление и съем узлов. Промывка деталей. Со-
ставление дефектной ведомости.............................................. 378
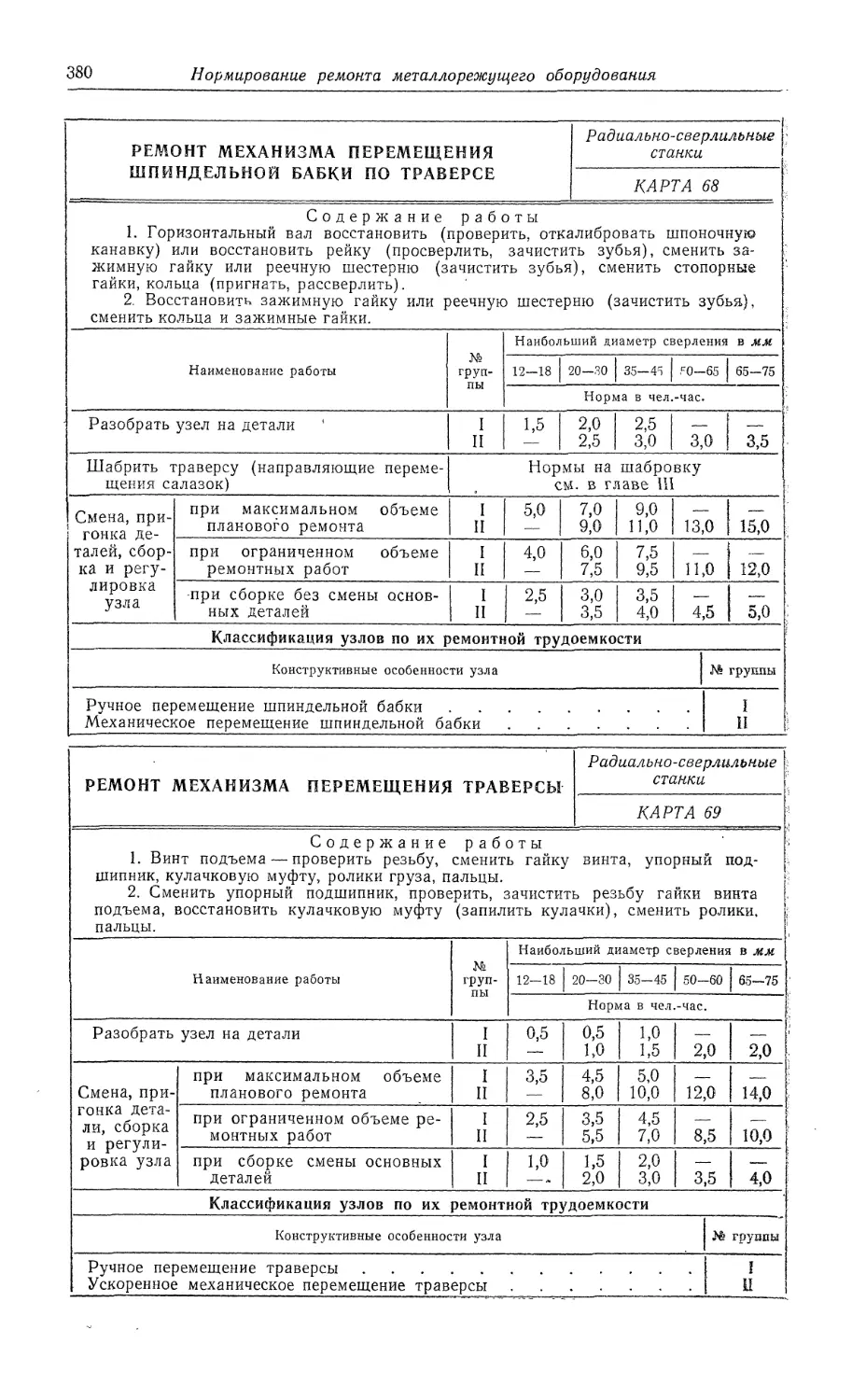
Карта 67. Ремонт шпиндельной бабки ........................................379
Карта 68. Ремонт, механизма перемещения шпиндельной бабки по траверсе . . 380'
Карта 69. Ремонт механизма перемещения траверсы.......................... 380-
Карта 70. Установка и крепление узлов, регулировка и испытание станка, ис-
пытание и сдача техническому контролю ОГМ...................................381
Карта 71. Типовые нормы (максимальный объем планового ремонта) . . . 381
Нормы времени на ремонт вертикально-сверлильных станков
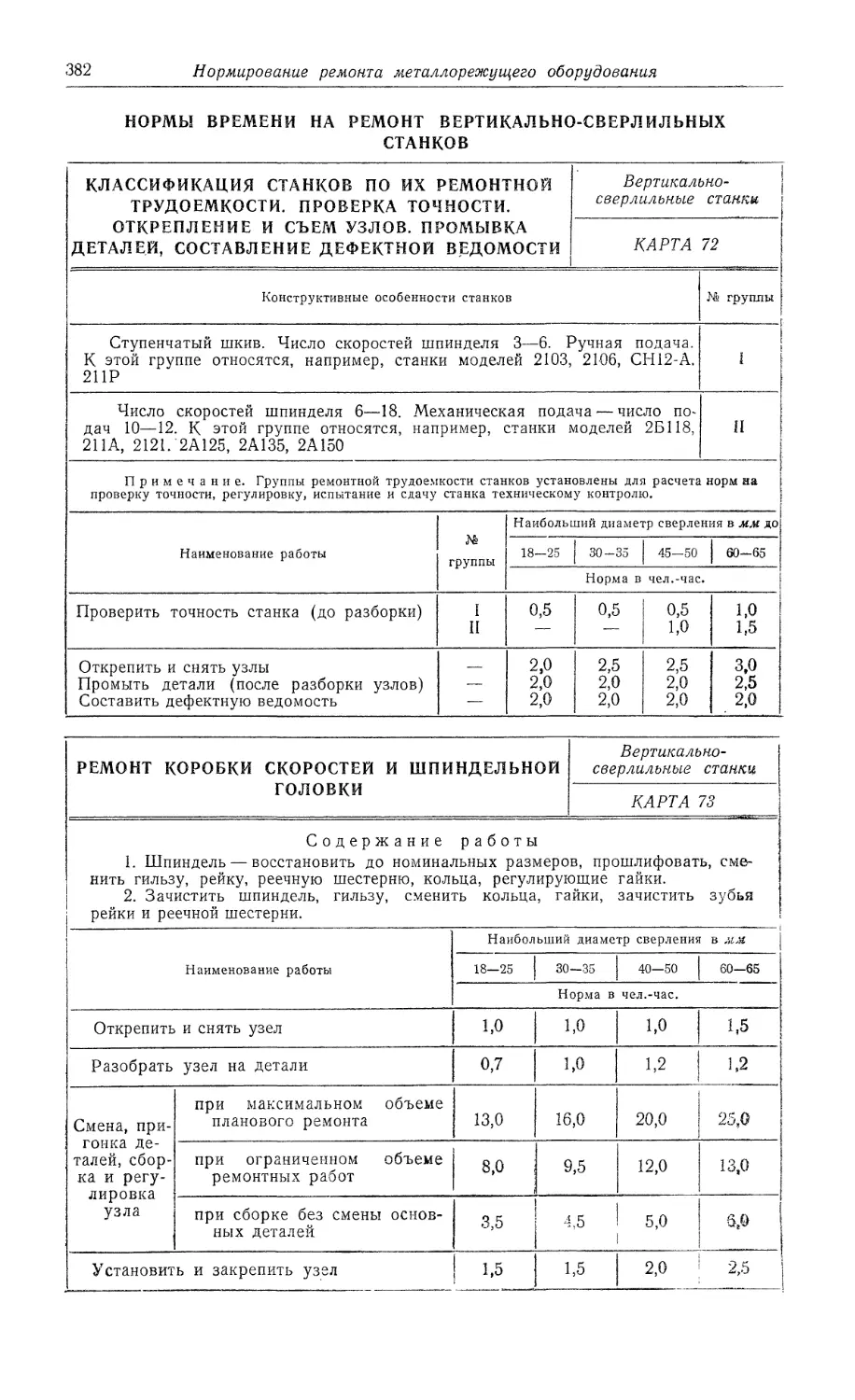
Карта 72. Классификация станков по их ремонтой трудоемкости. Проверка
точности. Открепление и съем узлов. Промывка деталей. Составление
дефектной ведомости . ............................ 382'
Карта 73. Ремонт коробки скоростей и шпиндельной головки.................. 382
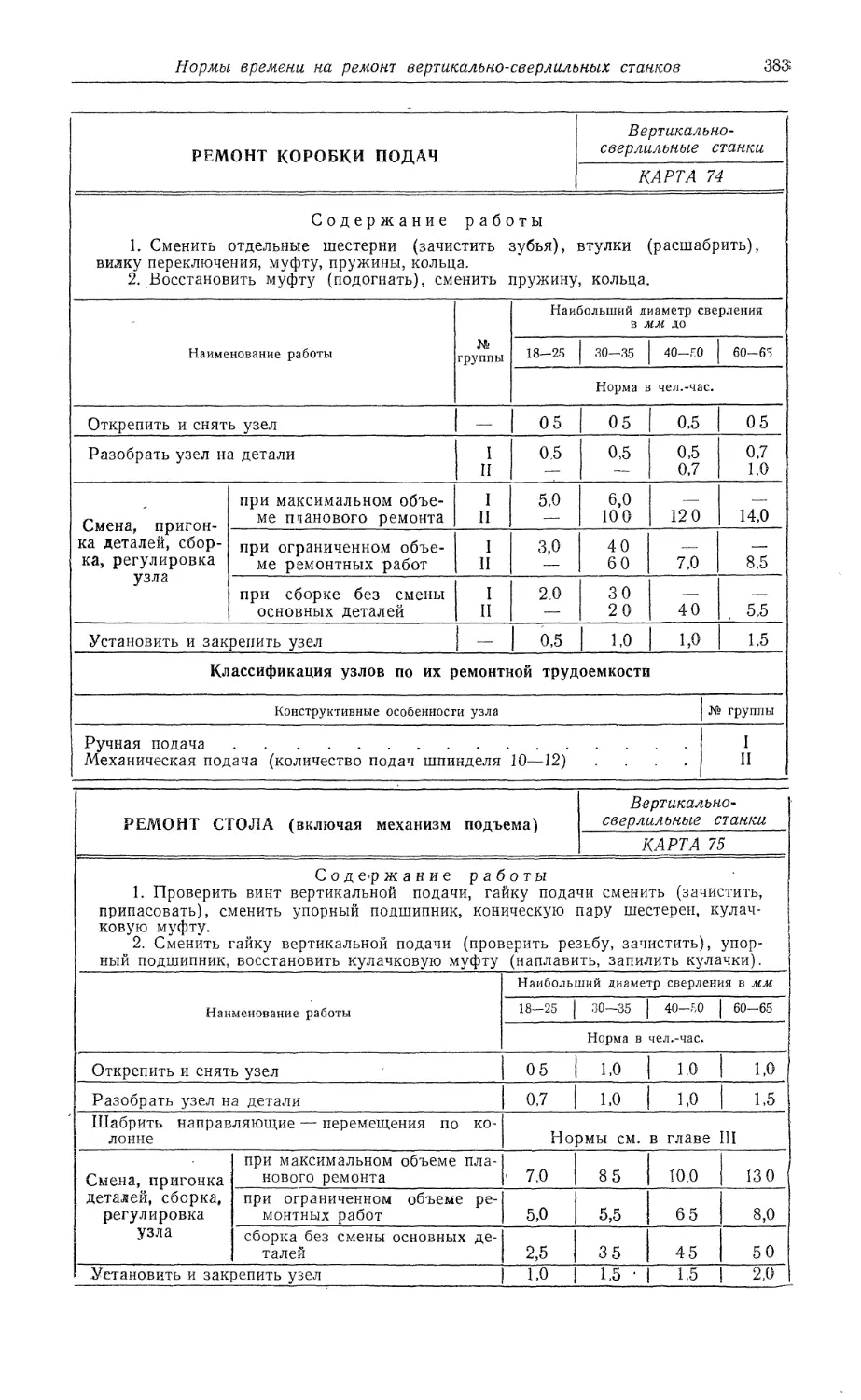
Карта 74. Ремонт коробки подач.............................................383
Карта 75. Ремонт стола (включая механизм подъема)..........................383
Карта 76. Установка и крепление узлов. Испытание, регулировка и сдача тех-
ническому контролю ОГМ..................................................... 384
Карта 77. Типовые нормы (максимальный объем планового ремонта) . . . 384-
Нормы времени на ремонт зубофрезерных станков
Карта 78. Классификация станков по их ремонтной трудоемкости .... 385
Карта 79. Открепление и съем узлов.........................................385
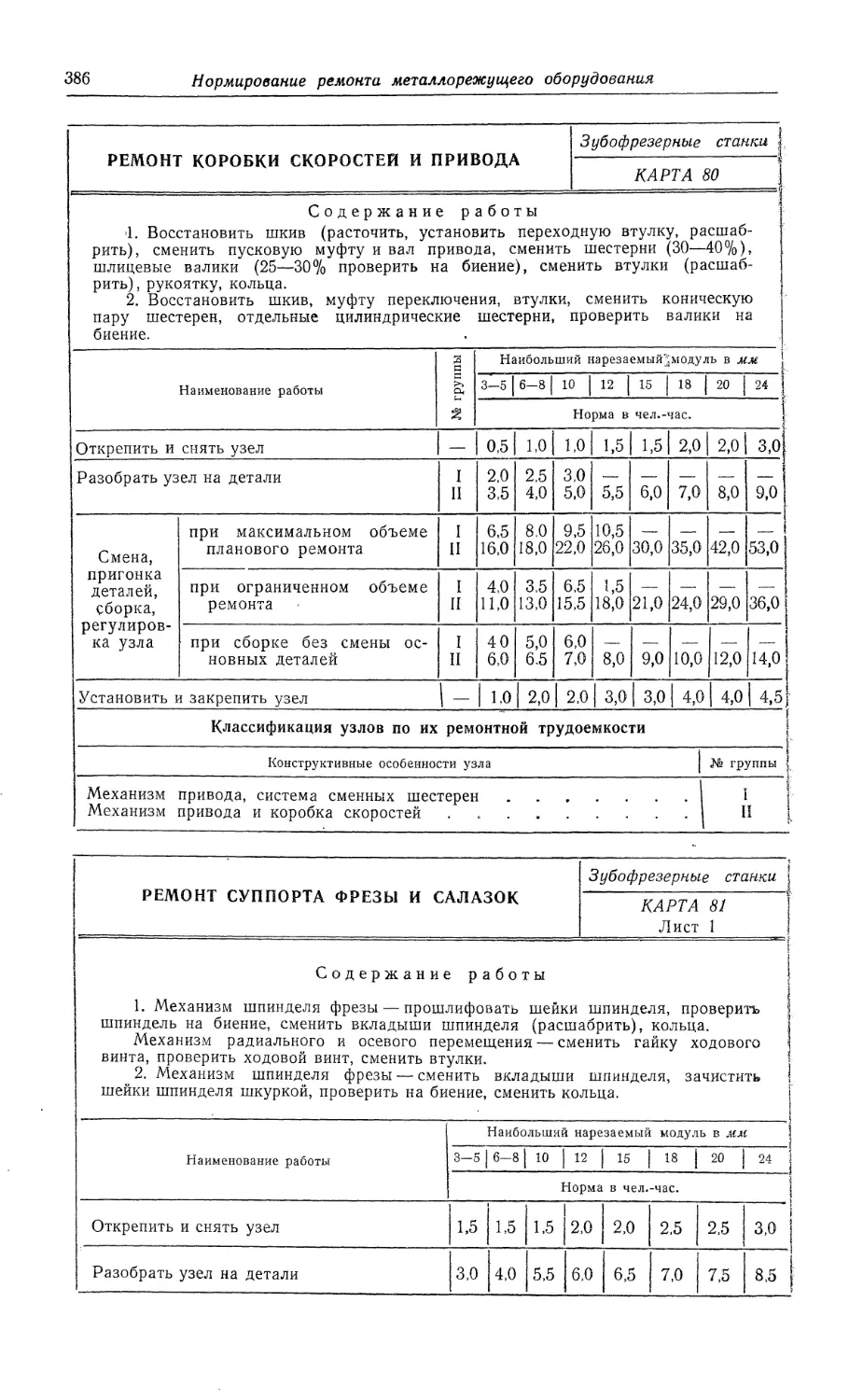
Карта 80. Ремонт коробки скоростей и привода...............................386
Карта 81. Ремонт суппорта фрезы и салазок............................386
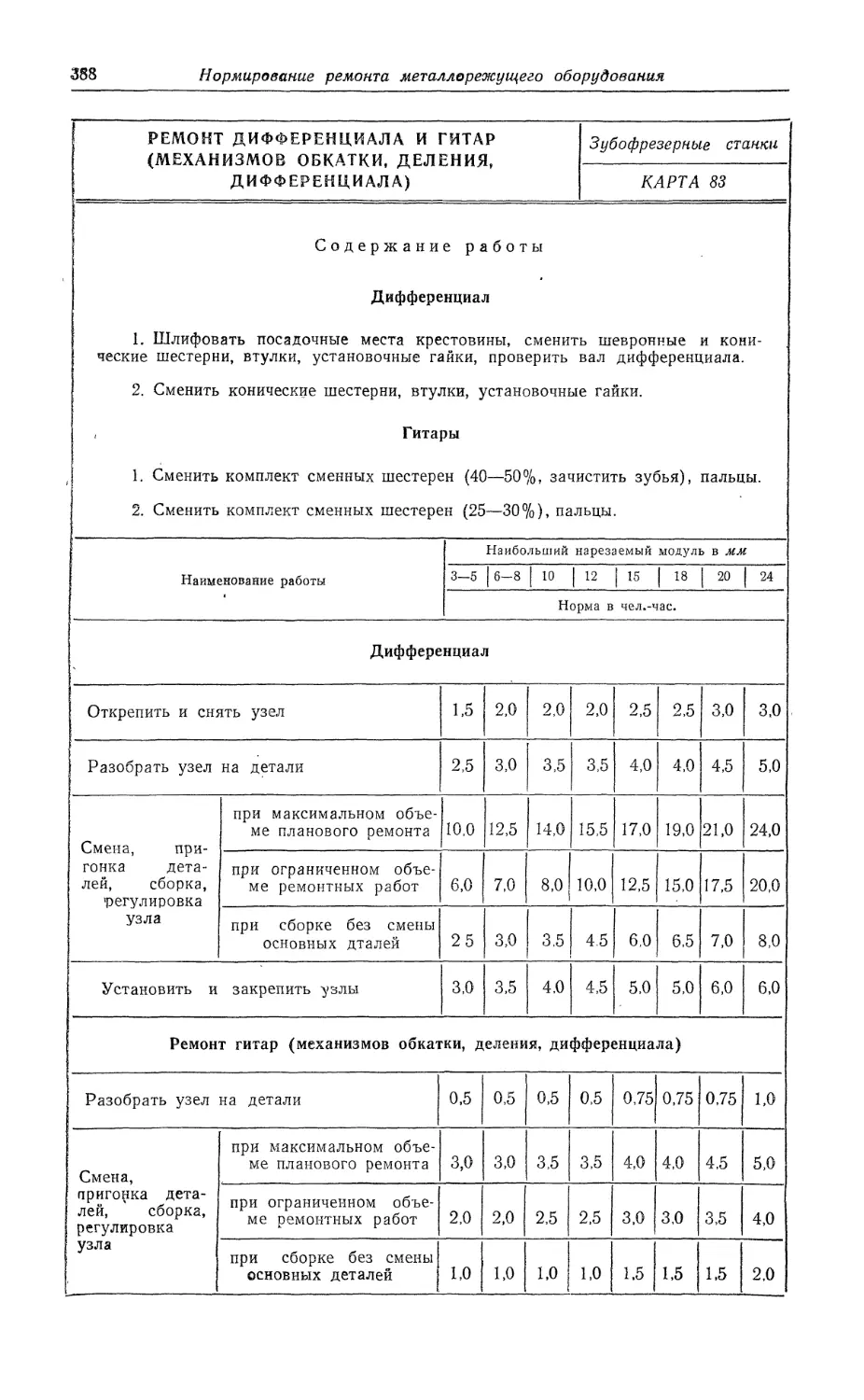
Карта 82. Ремонт коробки подач.......................................387
Карта 83. Ремонт дифференциала и гитар (механизмов обкатки, деления, диф-
ференциала) ................................................................388
Карта 84. Ремонт стола и салазок.....................................389
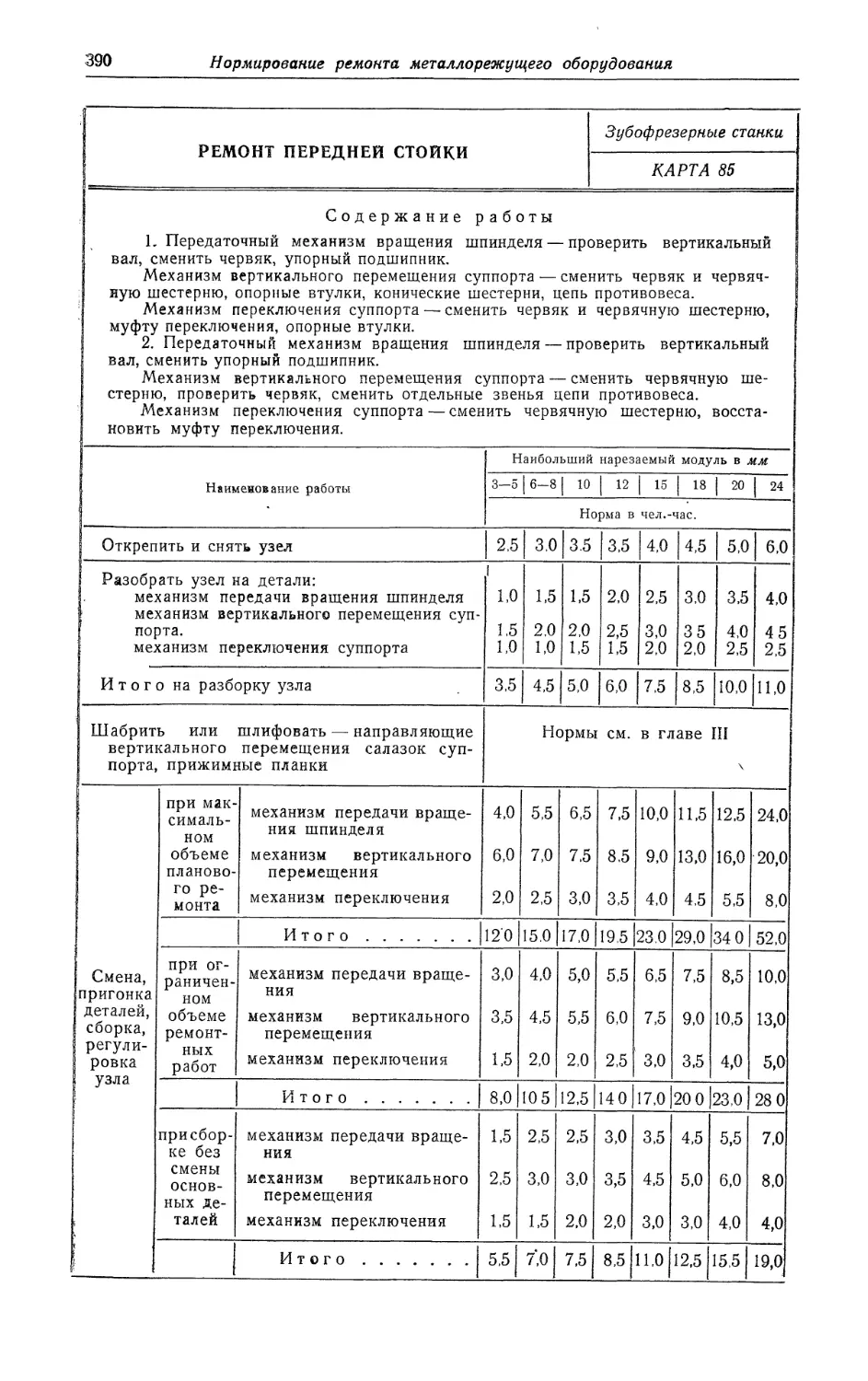
Карта 85. Ремонт передней стойки . ..............................390
Карта 86. Ремонт задней стойки.......................................391
Карта 87. Установка, крепление узлов. Регулировка, испытание и сдача станка
техническому контролю.............................................39'1
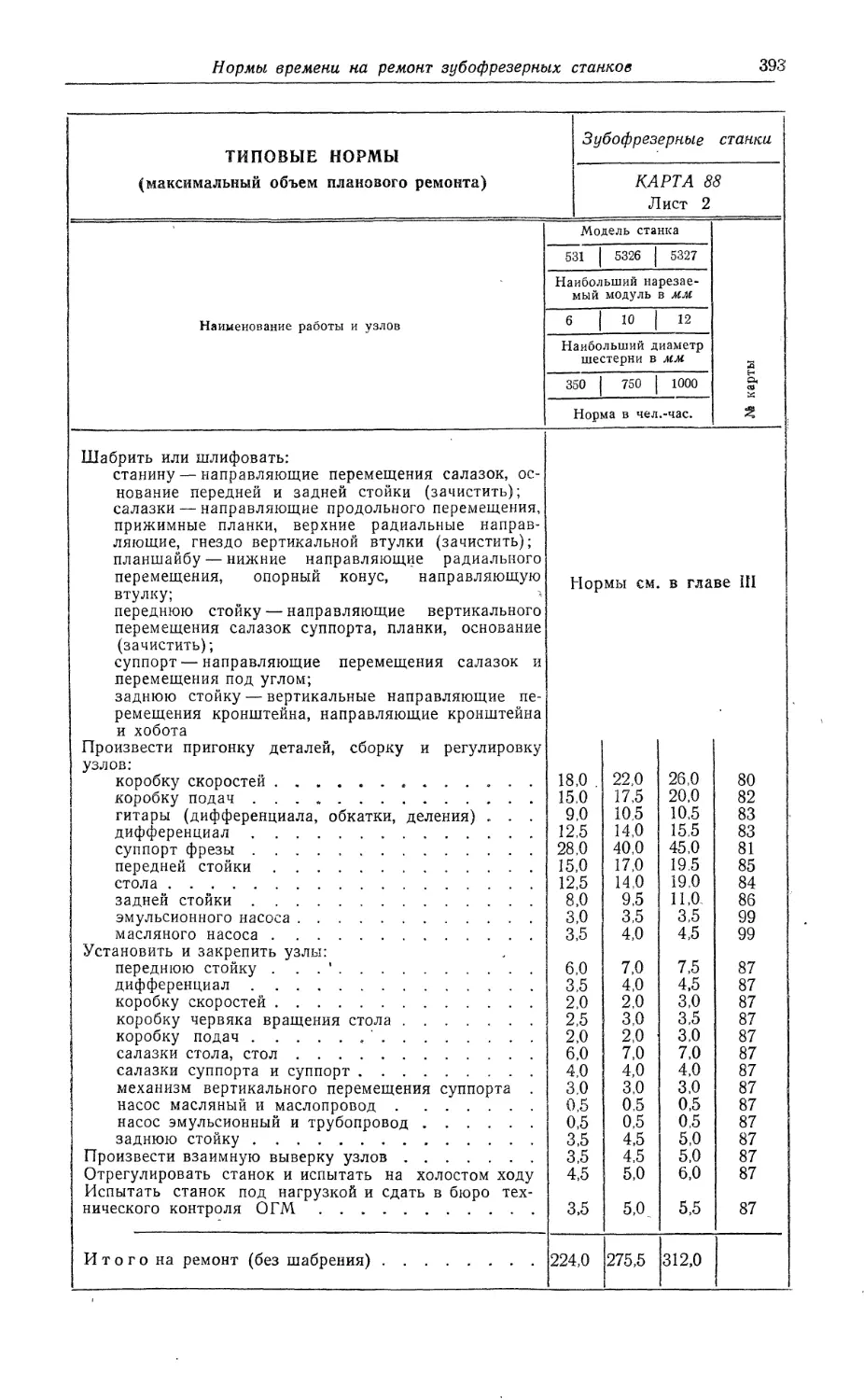
Карта 88. Типовые нормы (максимальный объем планового ремонта) . . . 3S2
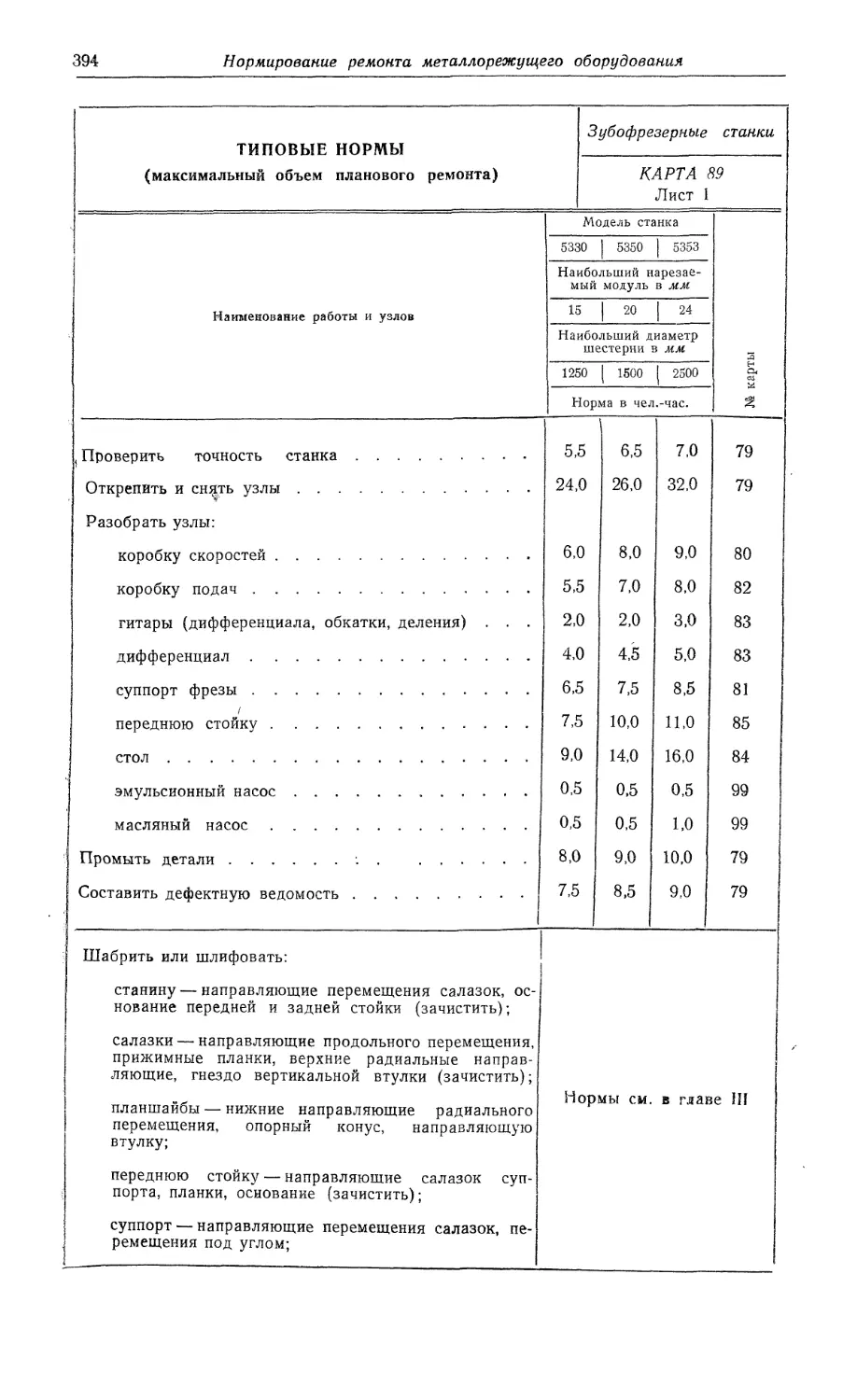
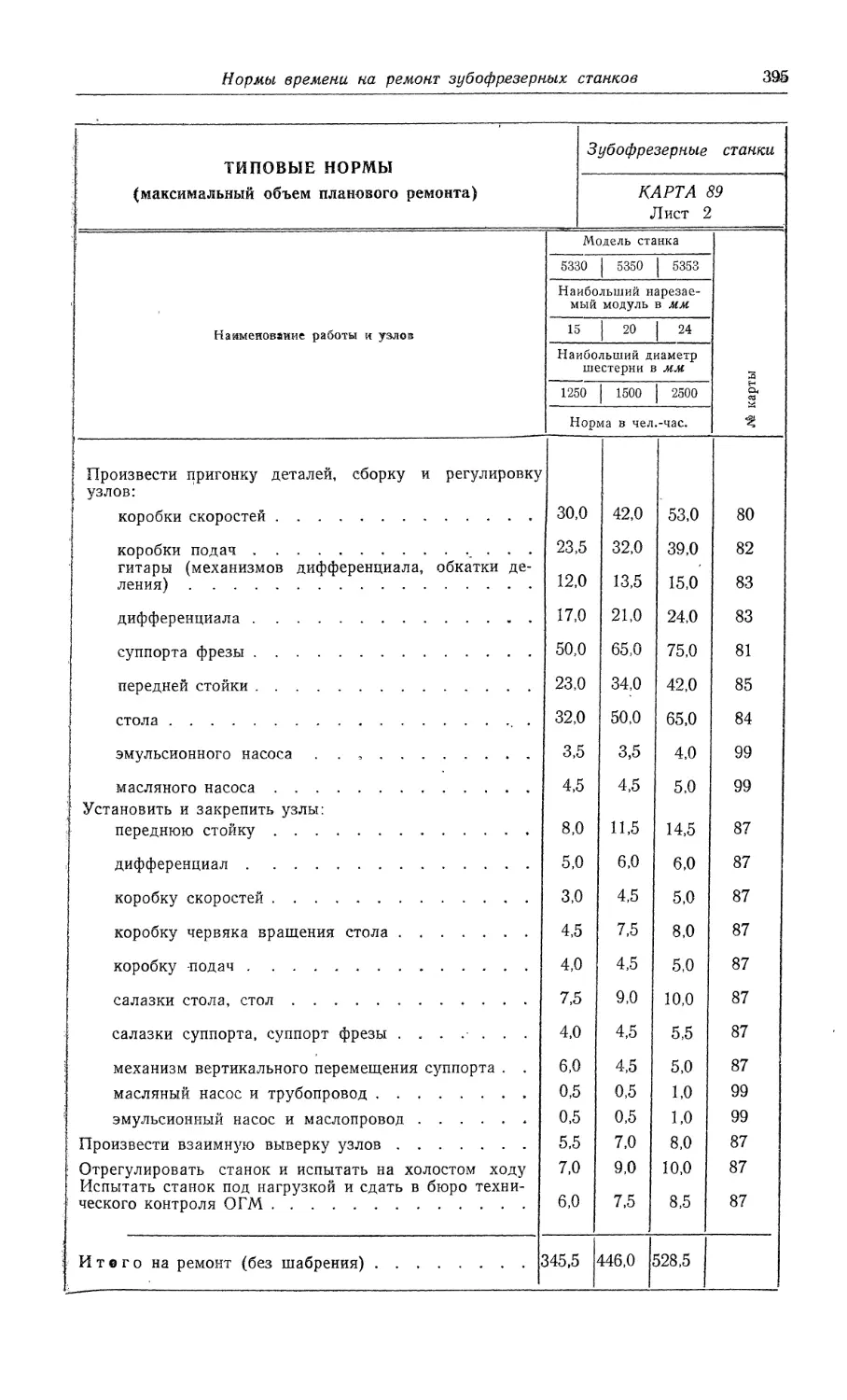
Карта 89. Типовые нормы (максимальный объем планового ремонта) . . .. 394
Оглавление
13
Стр.
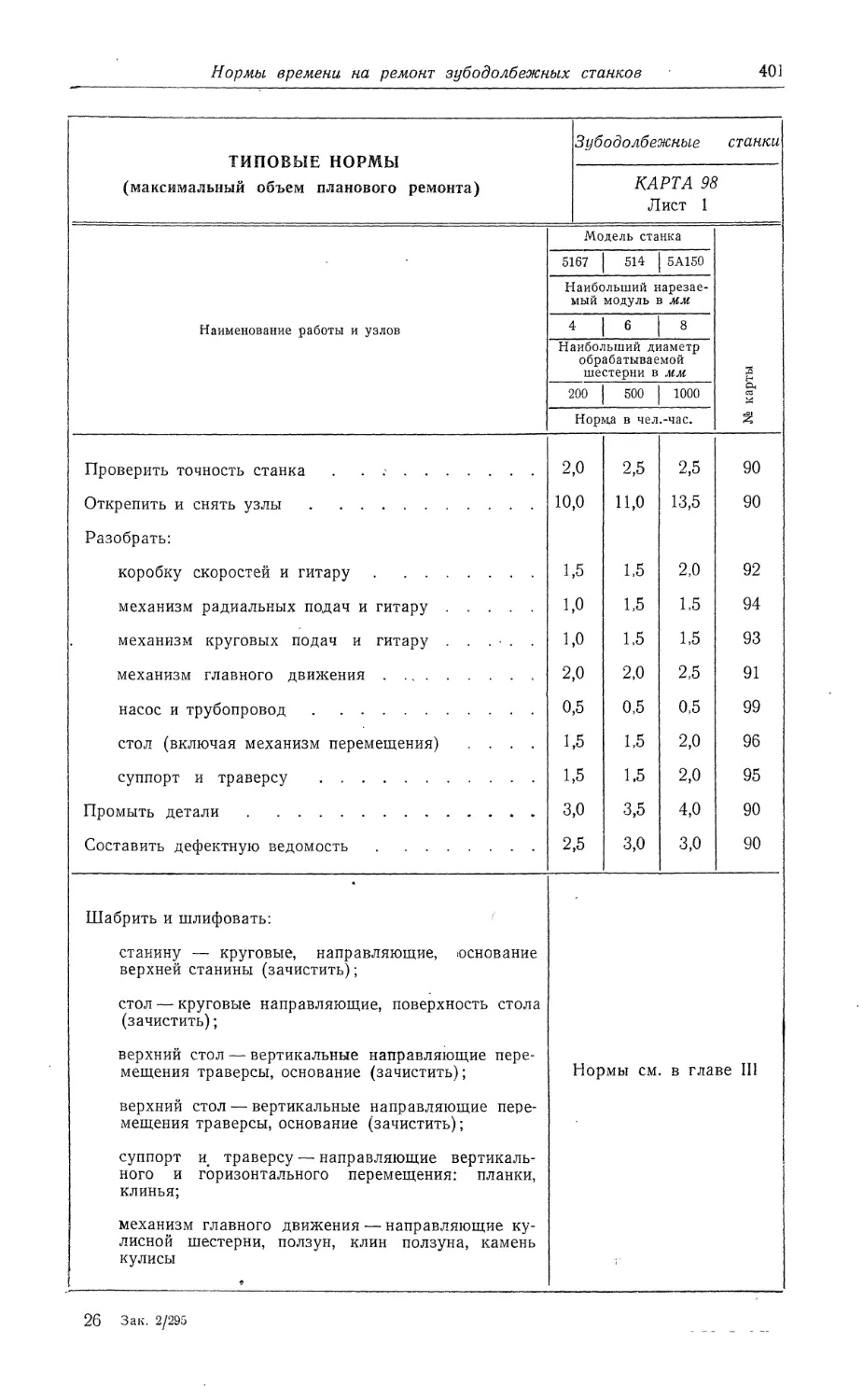
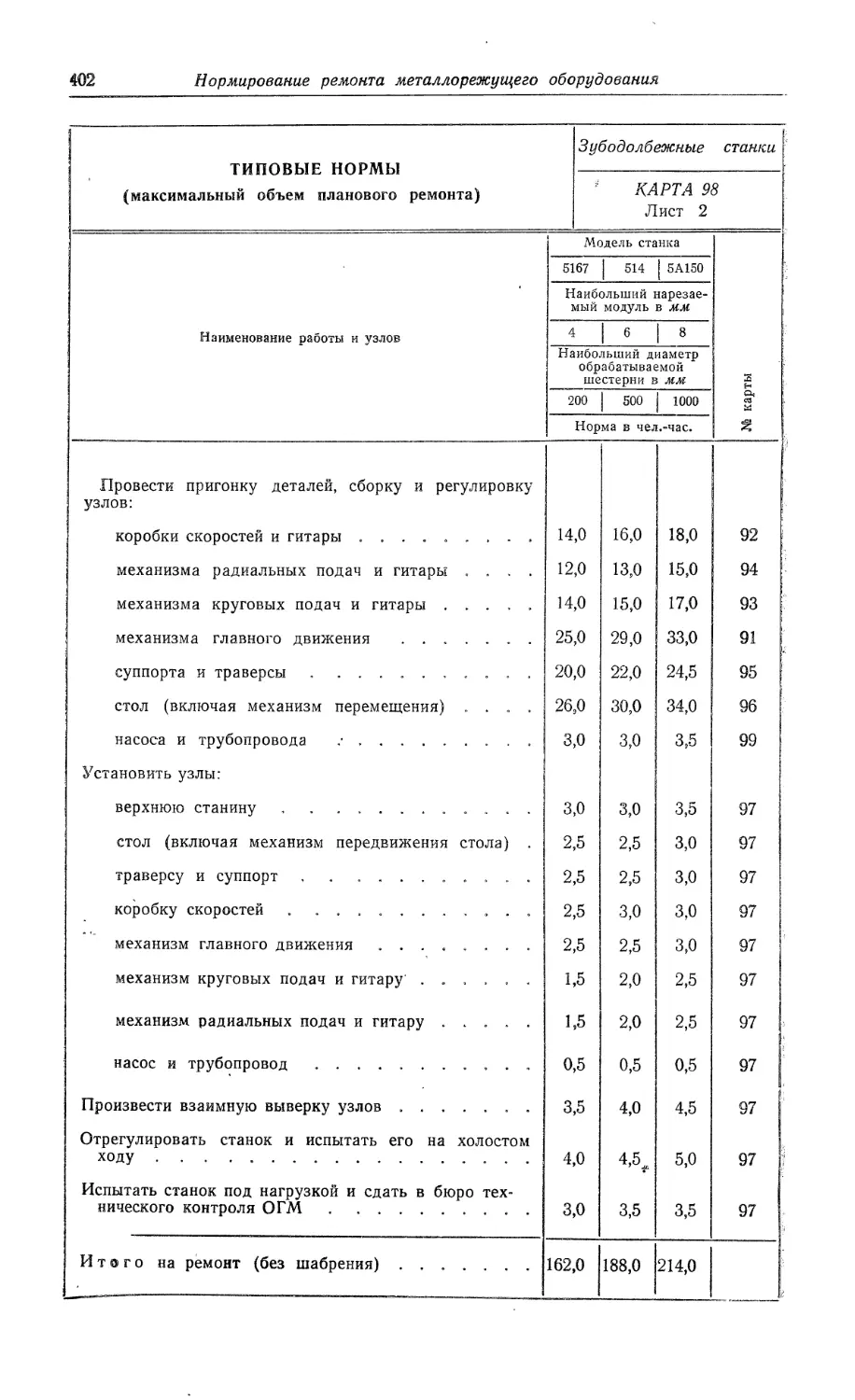
Нормы времени на ремонт зубодолбежных станков
Карта 90. Проверка точности станка. Открепление и съем узлов. Промывка
деталей. Составление дефектной ведомости...................................396
Карта 91. Ремонт механизма главного движения (кулисного механизма) . . 396
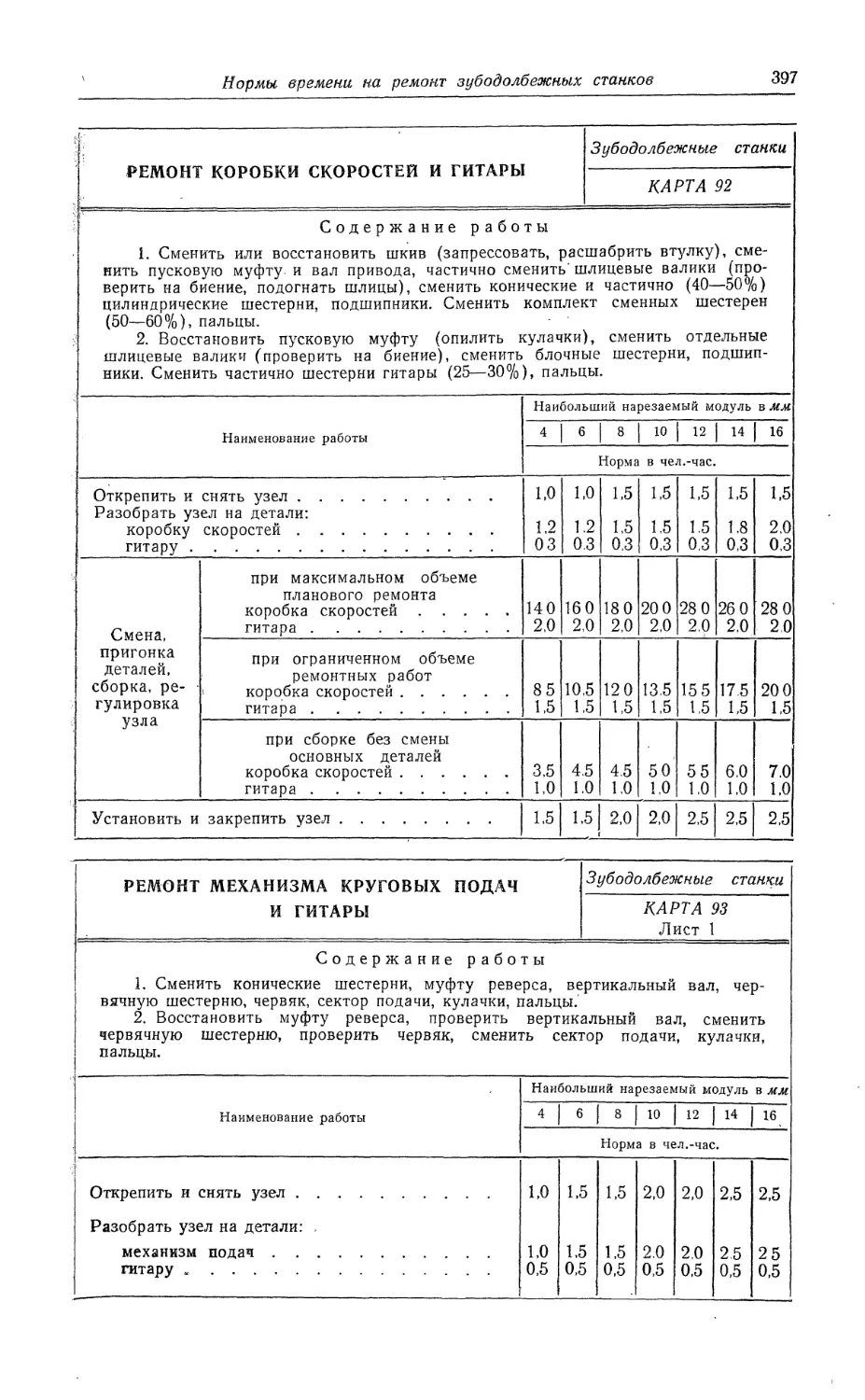
Карта 92. Ремонт коробки скоростей и гитары.............................397
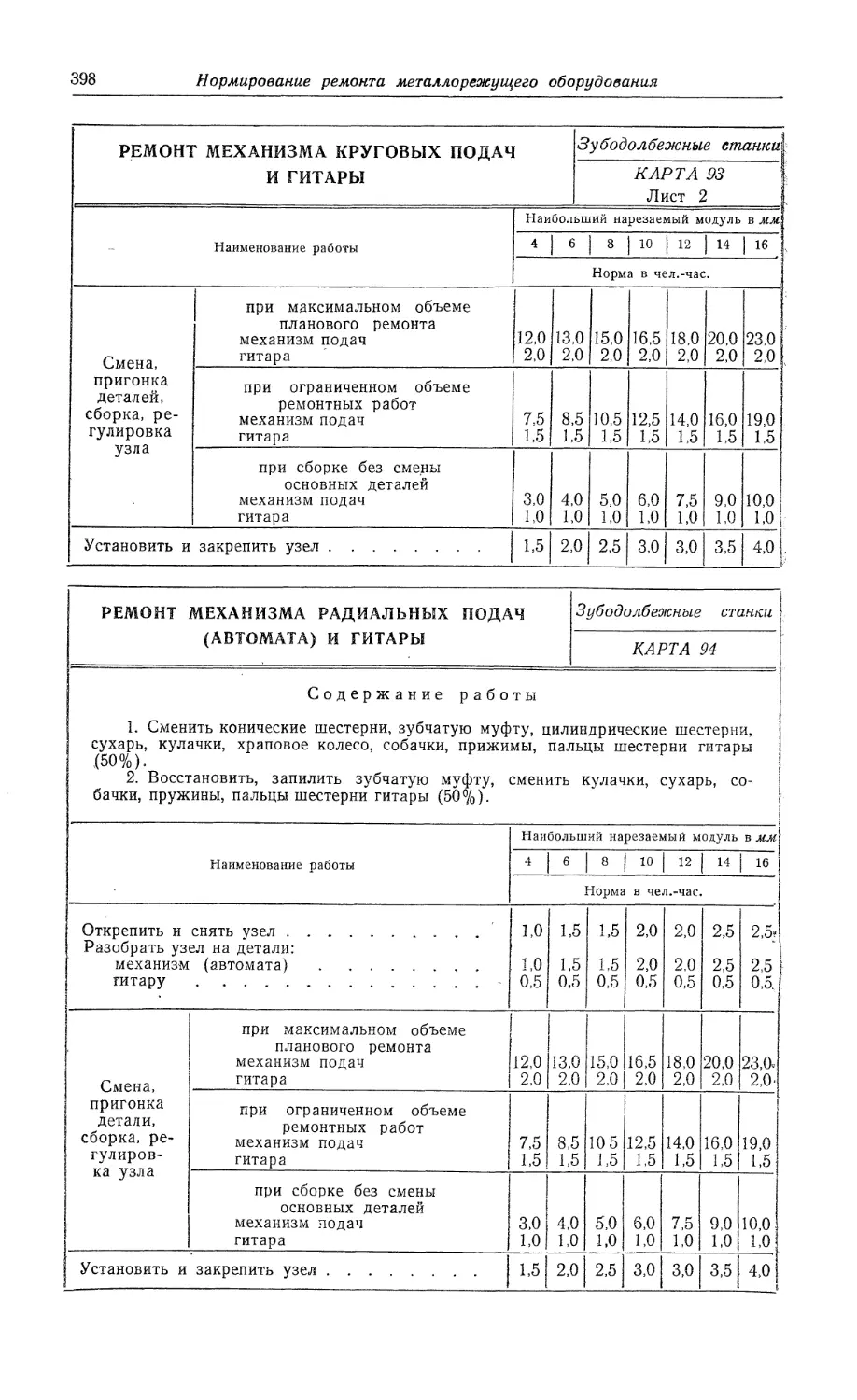
Карта 93. Ремонт механизма круговых подач и гитары......................397
Карта 94. Ремонт механизма радиальных подач (автомата) и гитары . . . 398
Карта 95. Ремонт суппорта и траверсы .....................................399
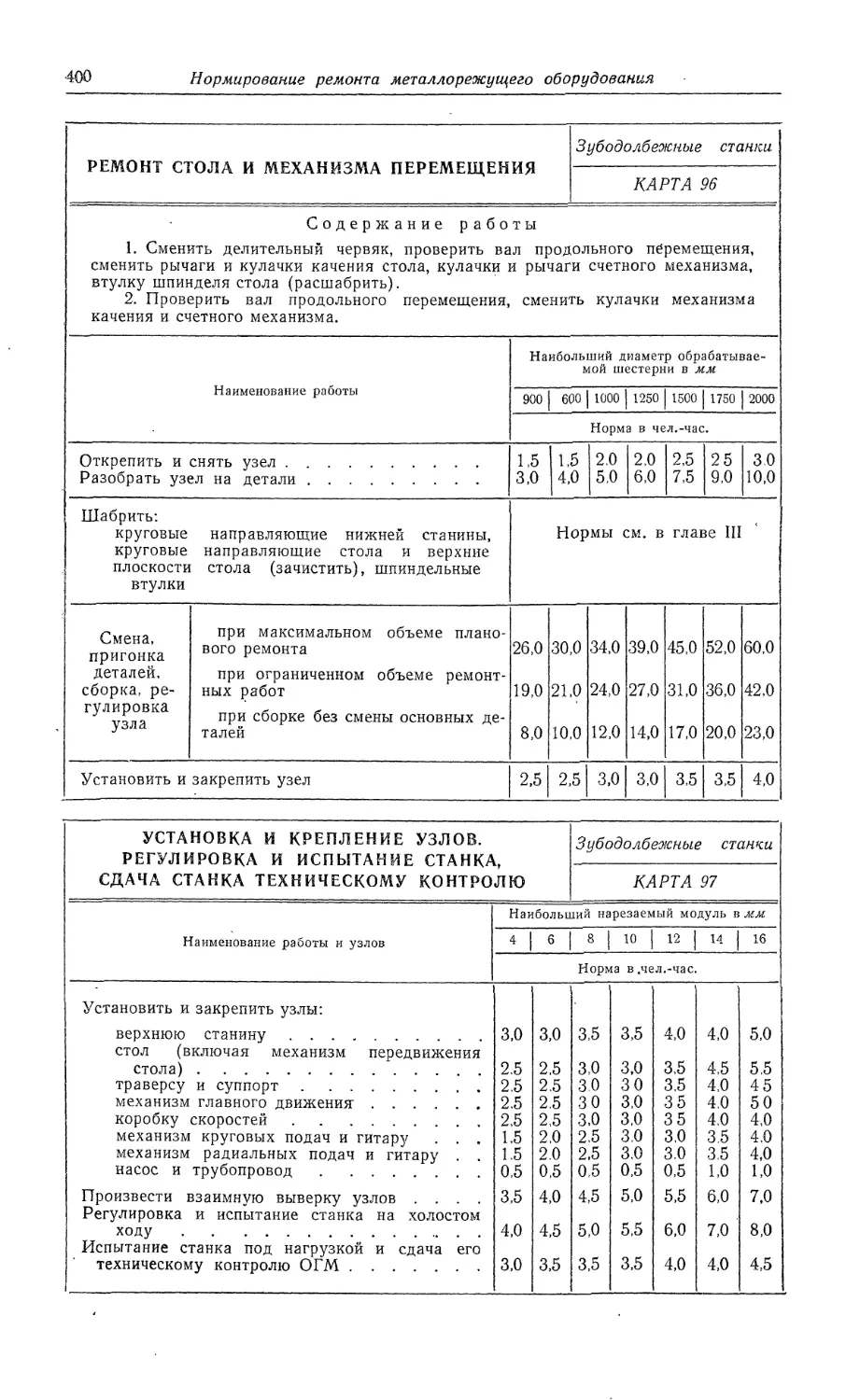
Карта 96. Ремонт стола и механизма перемещения........................i. 400
Карта 97. Установка и крепление узлов. Регулировка и испытание станка, сдача
станка техническому контролю..........................................). 400
Карта 98. Типовые нормы (максимальный объем планового ремонта) . . . 401
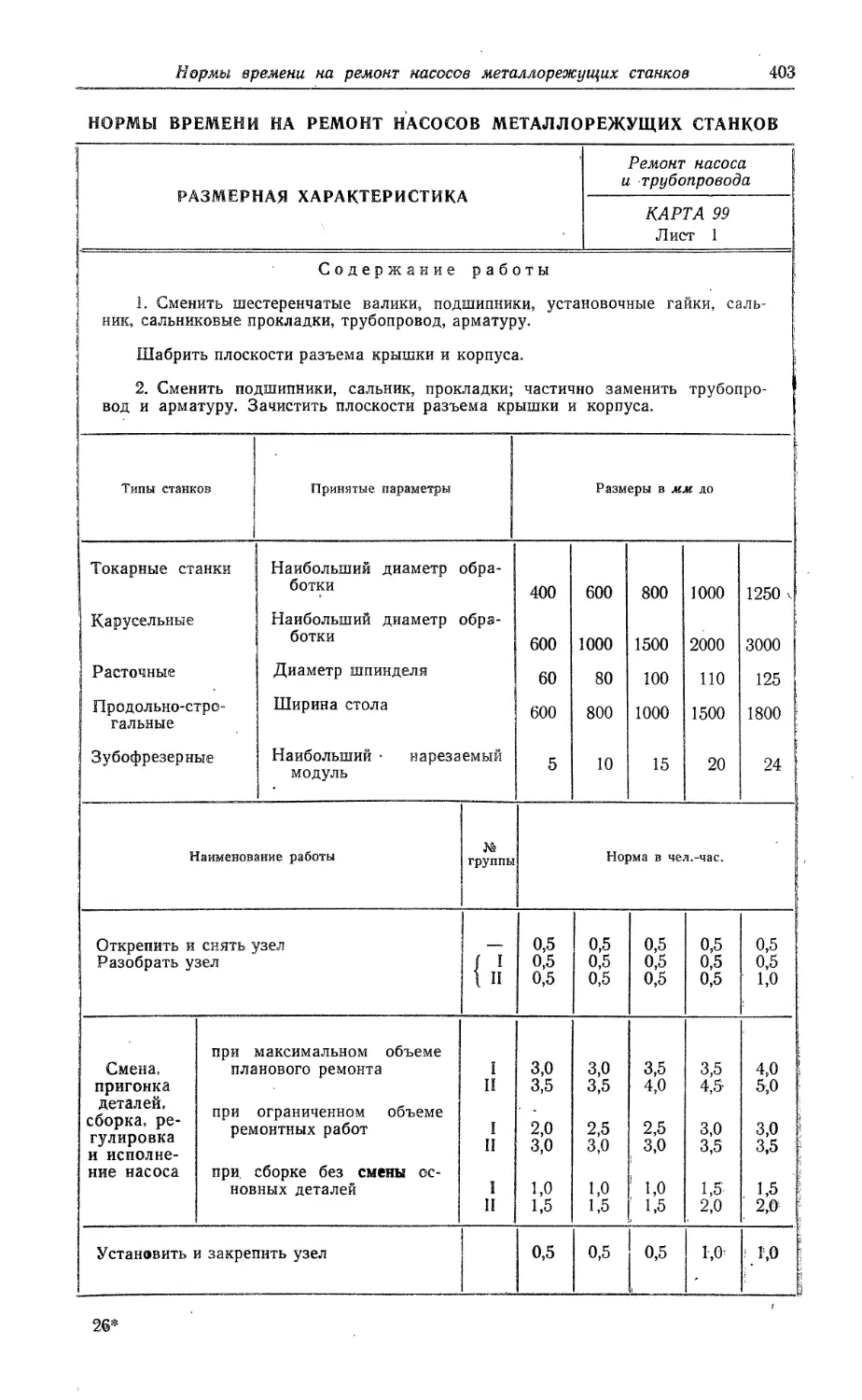
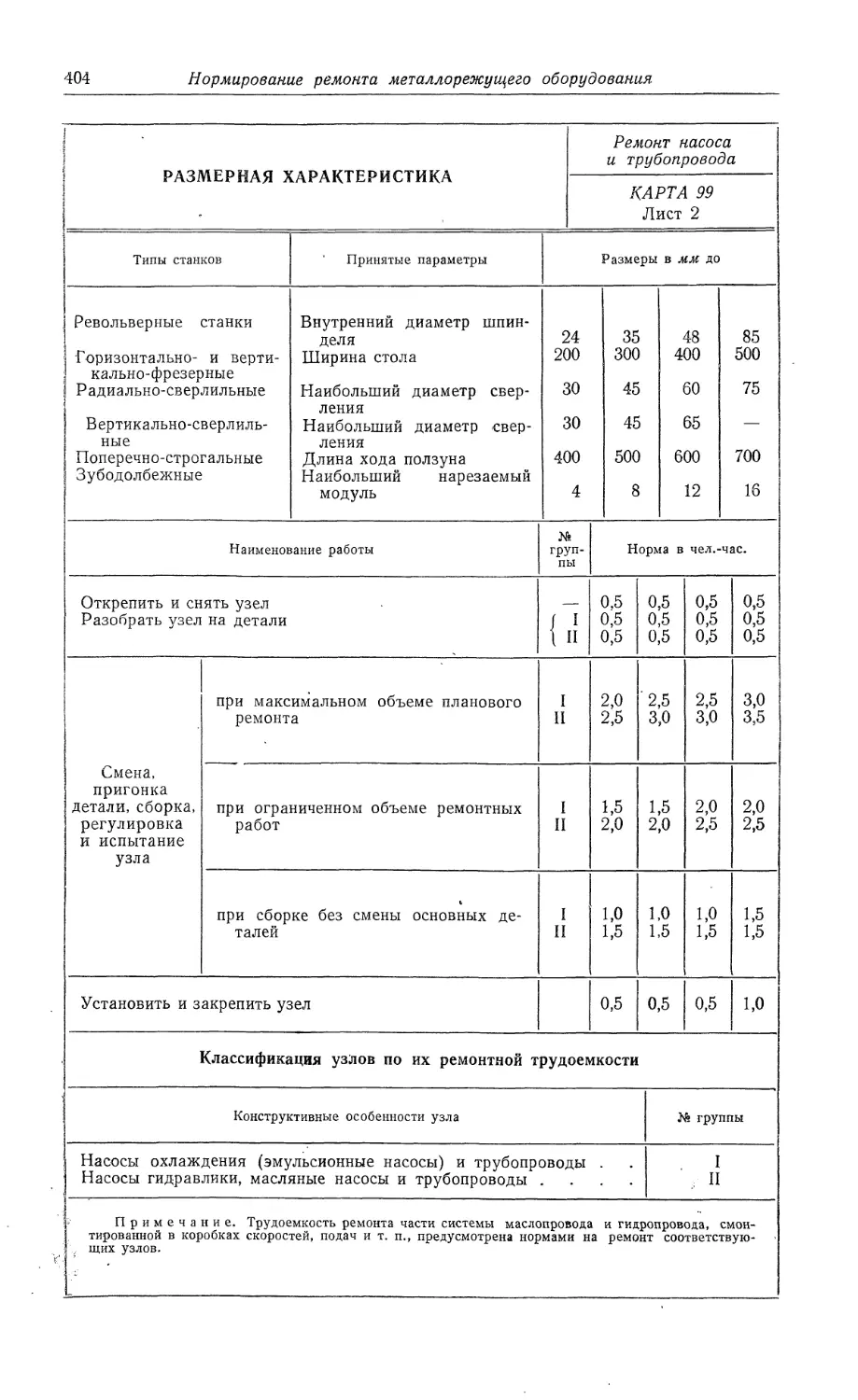
Нормы времени на ремонт насосов металлорежущих станков
Карта 99. Размерная характеристика........................................ 403
ГЛАВА IX. НОРМИРОВАНИЕ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ МОДЕЛЕЙ
(А. И. Климович).......................................................405
Укрупненные нормативы времени на изготовление модельных комплектов
в механизированных модельных цехах с расчлененным
технологическим процессом
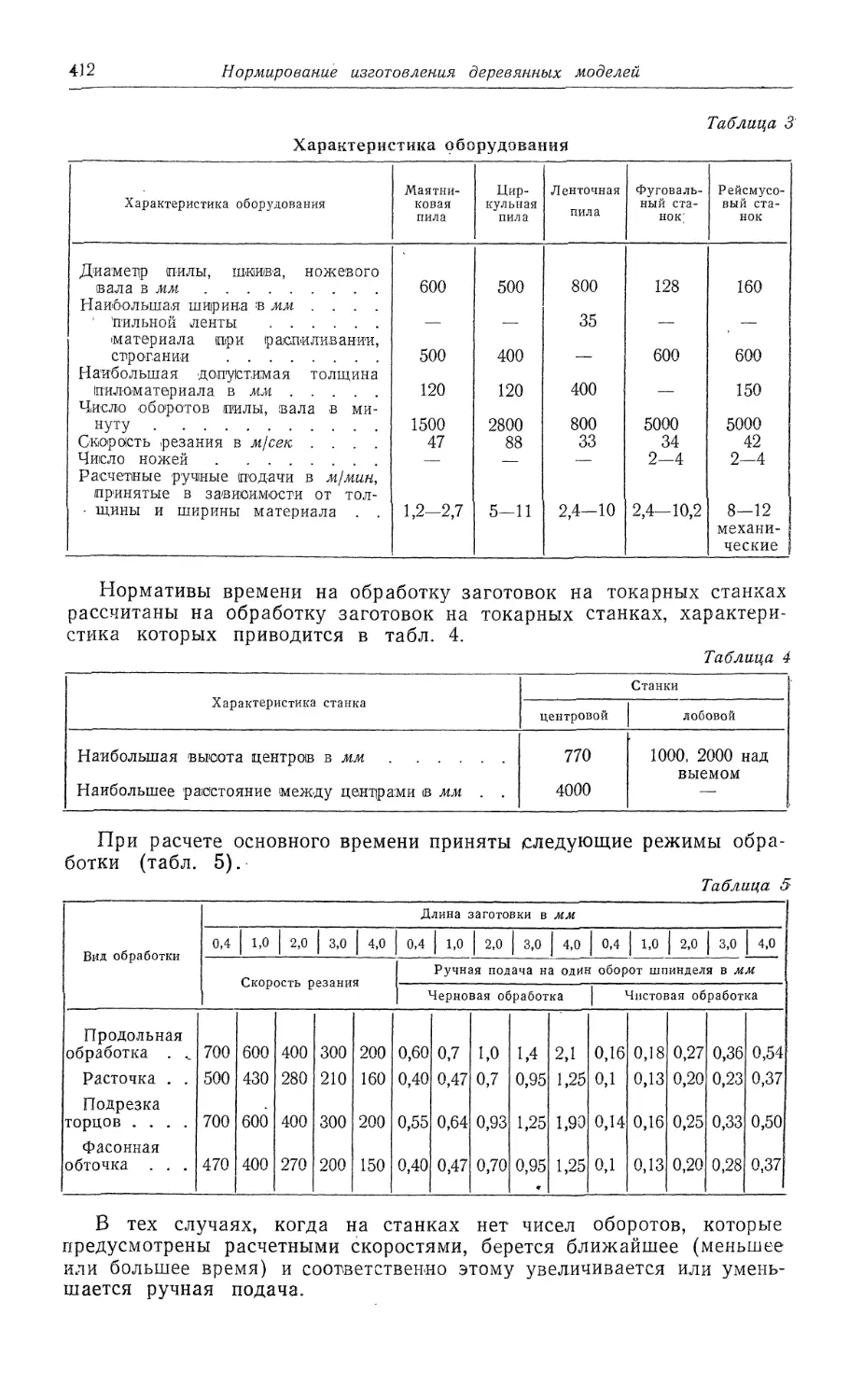
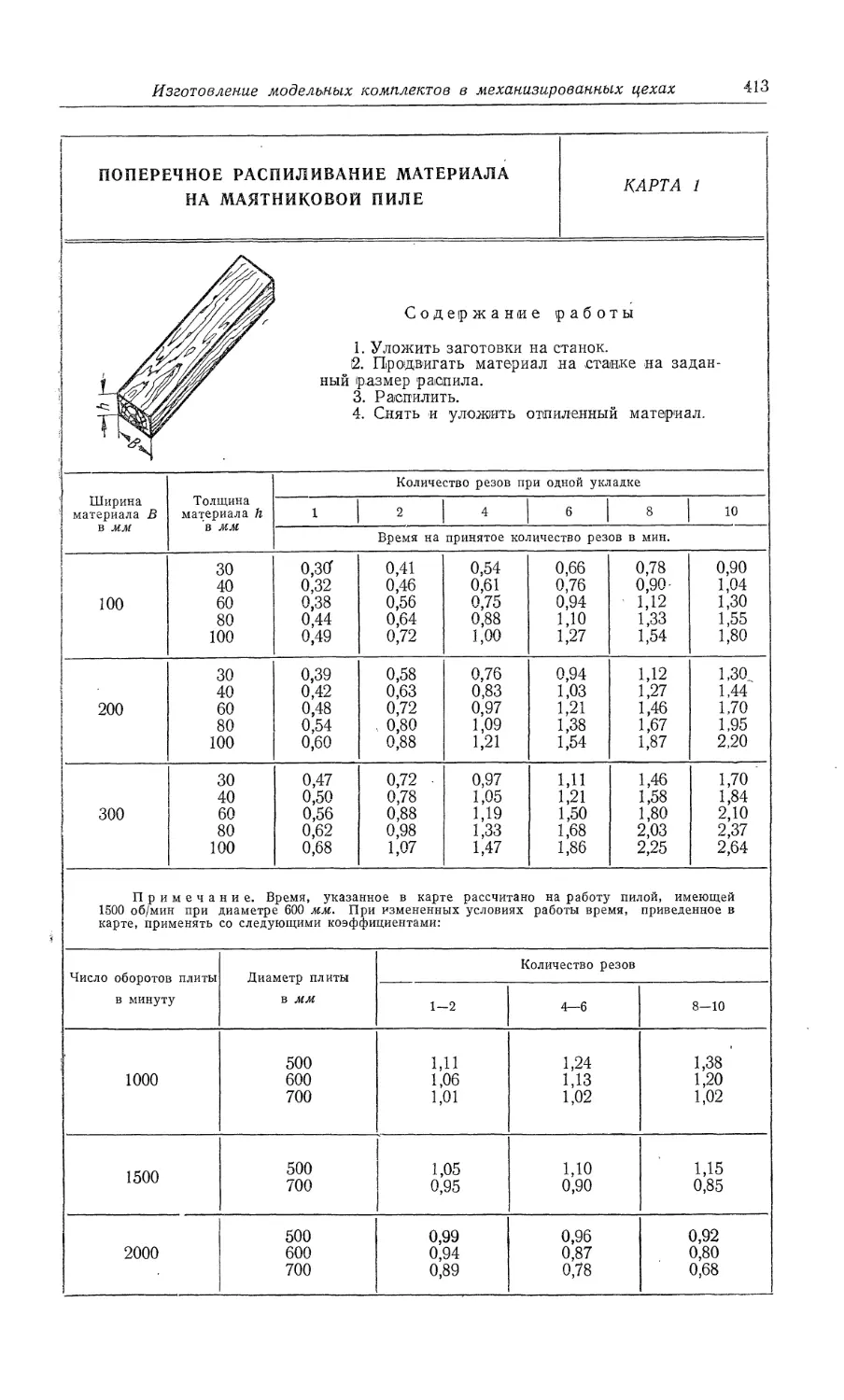
Карта 1. Поперечное распиливание материала на маятниковой пиле .... 413
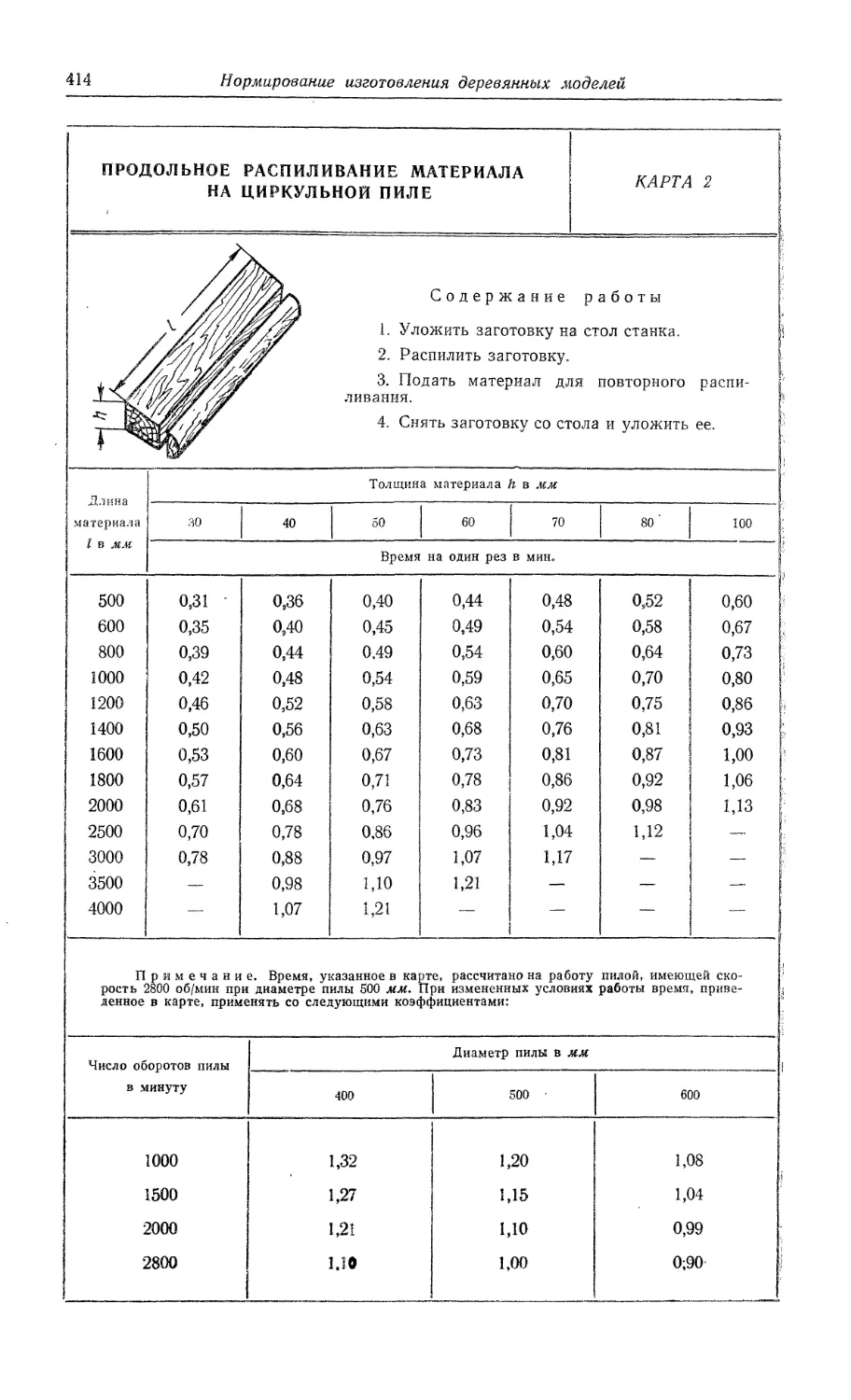
Карта 2. Продольное распиливание материала на циркульной пиле . . . 414
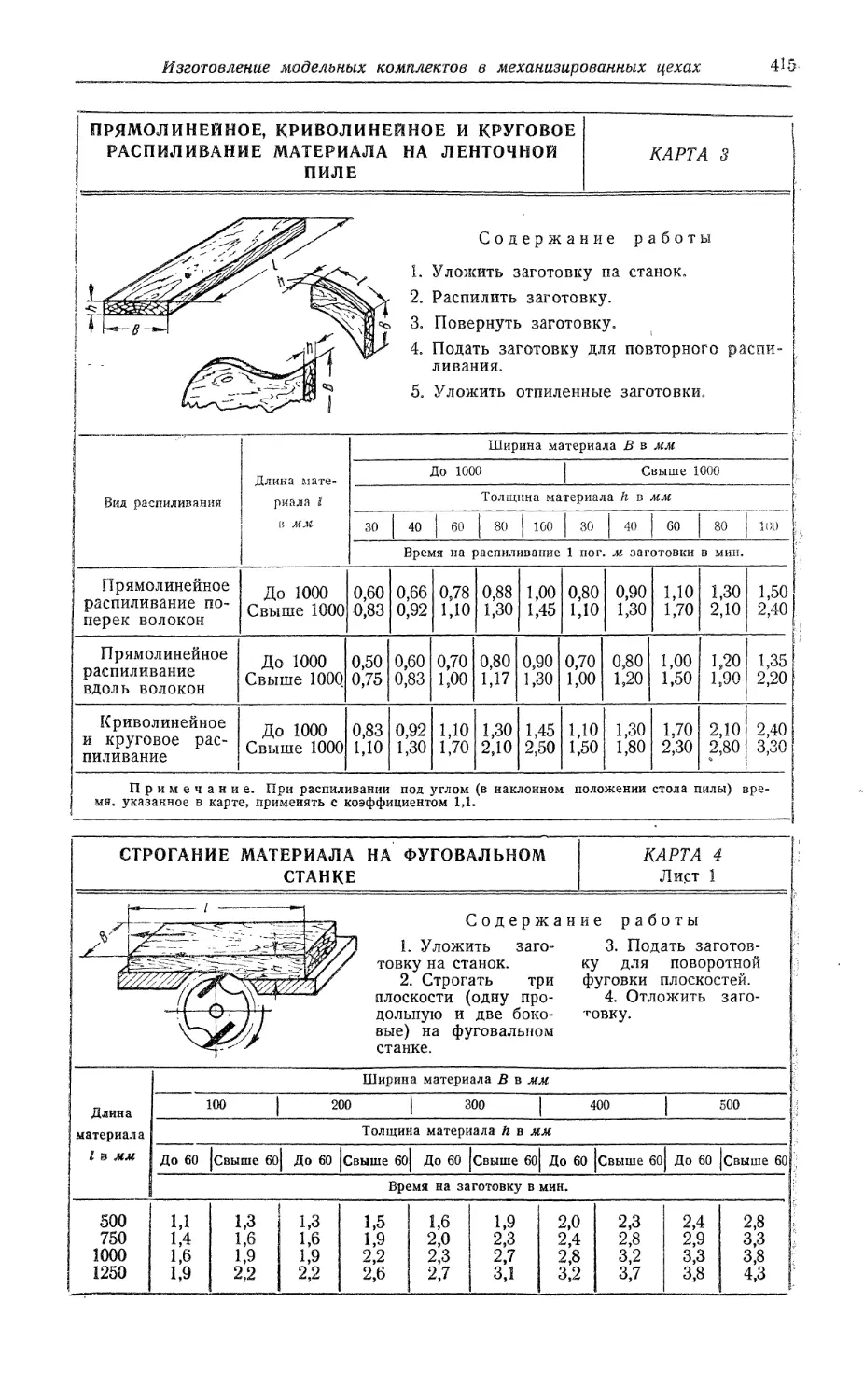
Карта 3. Прямолинейное, криволинейное и круговое распиливание материала на
ленточной пиле......................................................415
Карта 4. Строгание материала на фуговальном станке.............415
Карта 5. Строгание материала на рейсмусовом станке.............416
Изготовление сплошных (массивных) и коробчатых (пустотелых) моделей
и стержневых ящиков в механизированных цехах
Карта 6. Установка и снятие заготовки -с креплением Ц центрах или на винтах
патрона токарного станка...................................................419
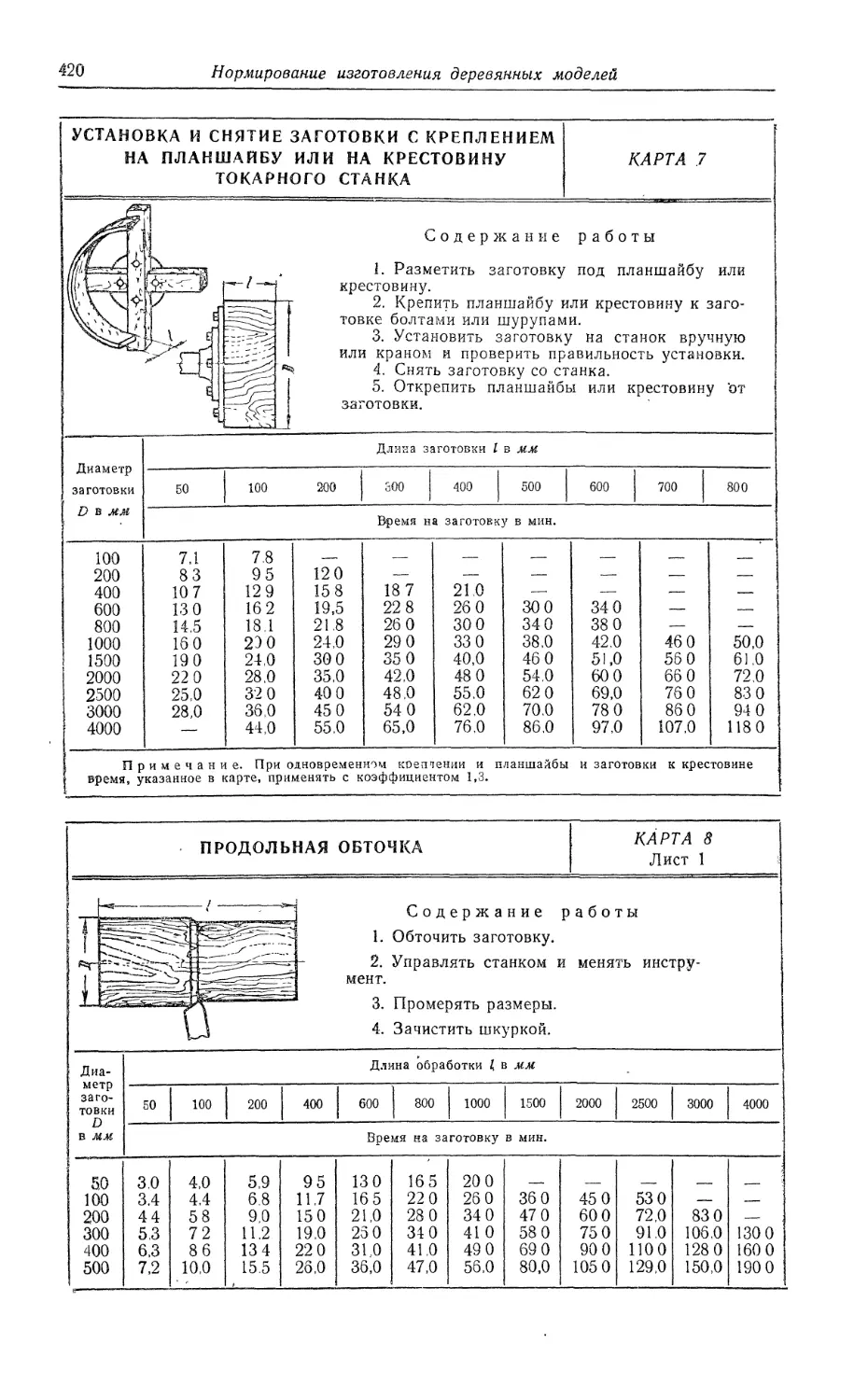
Карта 7. Установка и снятие заготовки с креплением на планшайбу или на
(крестовину токарного станка.................................420
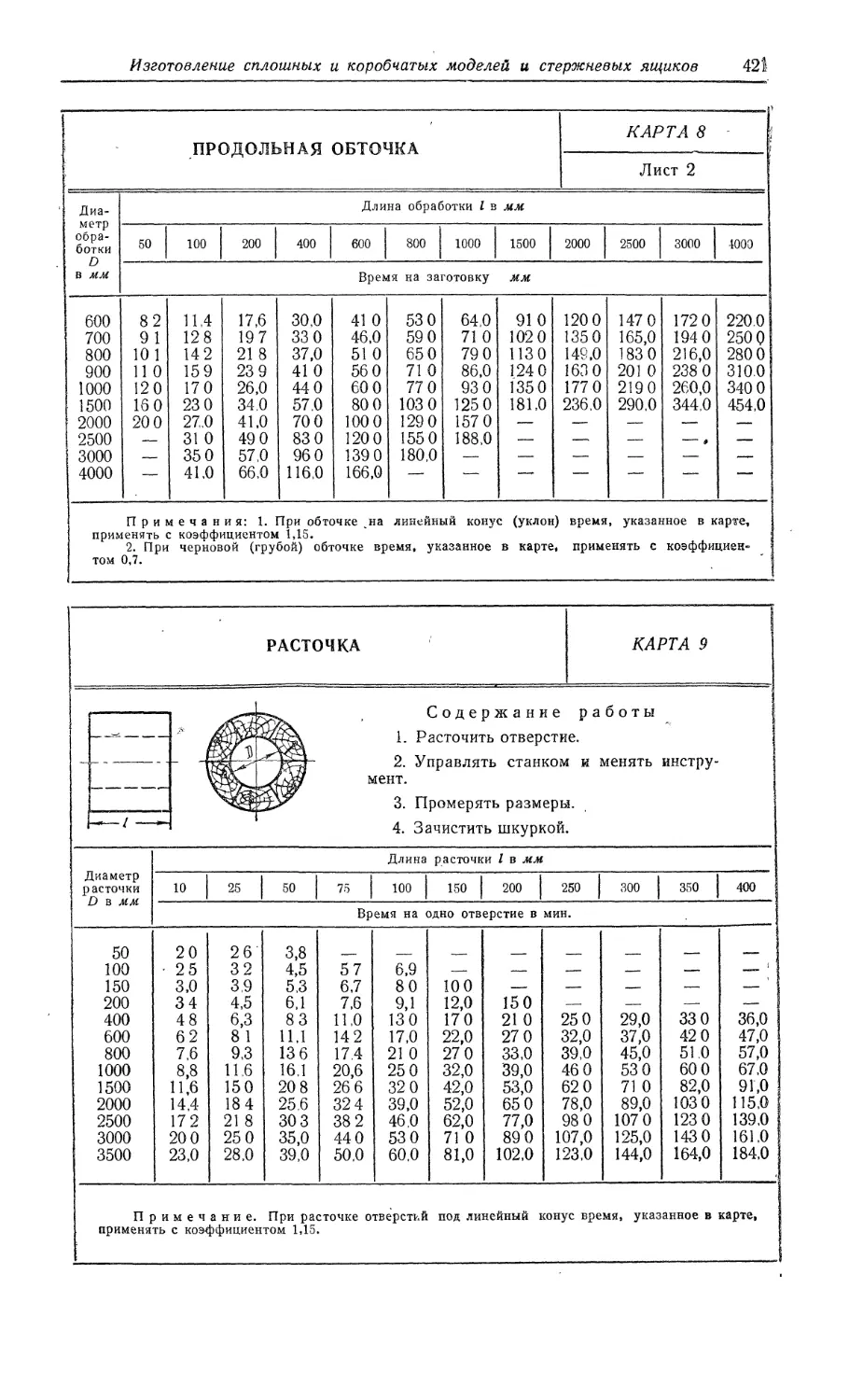
Карта 8. Продольная обточка.................................420
Карта 9. Расточка...........................................421
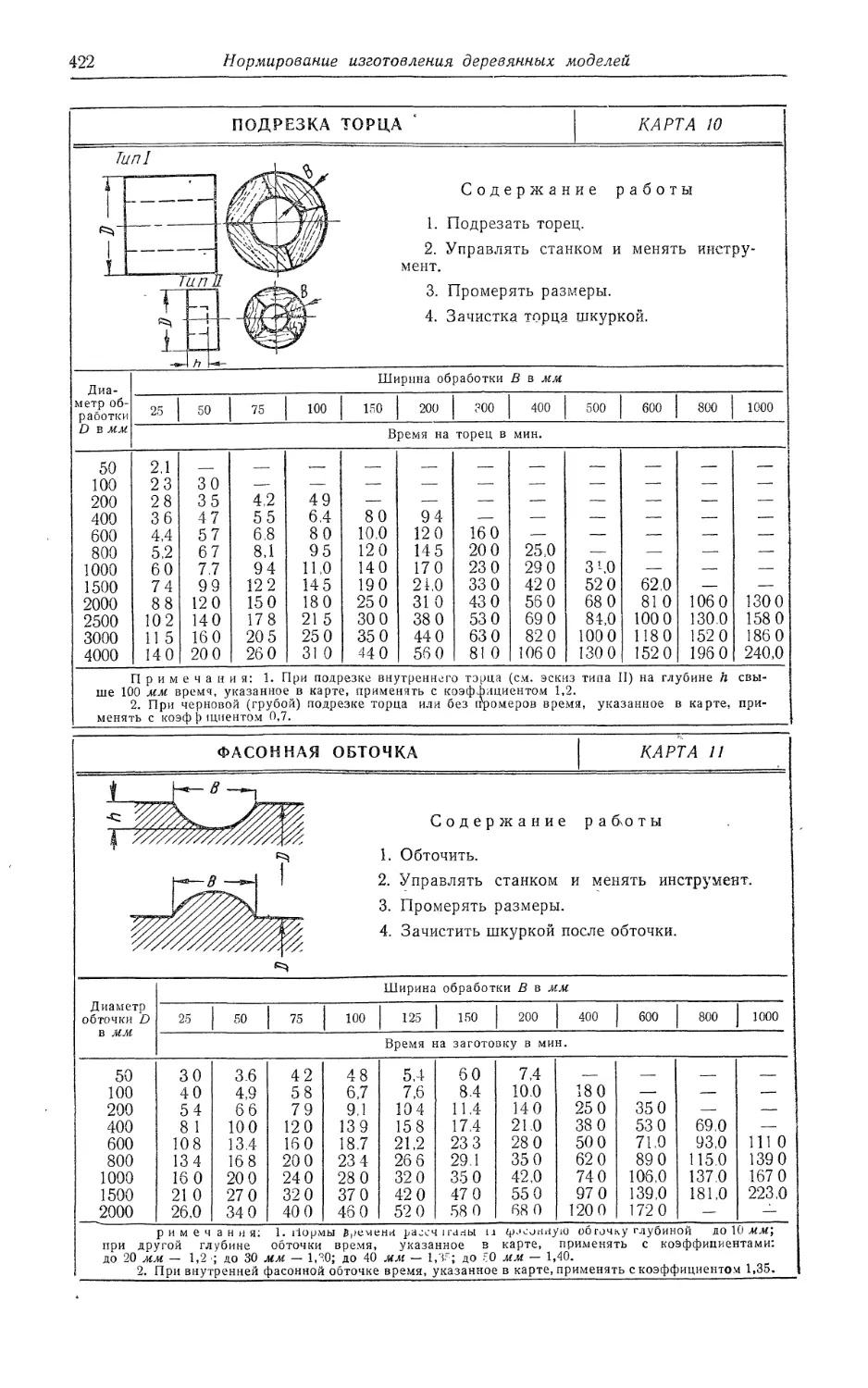
Карта 10. Подрезка торца....................................422
Карта И. Фасонная обточка...................................422
Карта 12. Обточка галтелей и закруглений....................423
Карта 13. Установка заготовки на плиту фрезерного станка с креплением за-
жимами и -снятие ее со станка................................423
Карта 14. Установка заготовки на плиту фрезерного станка с креплением на
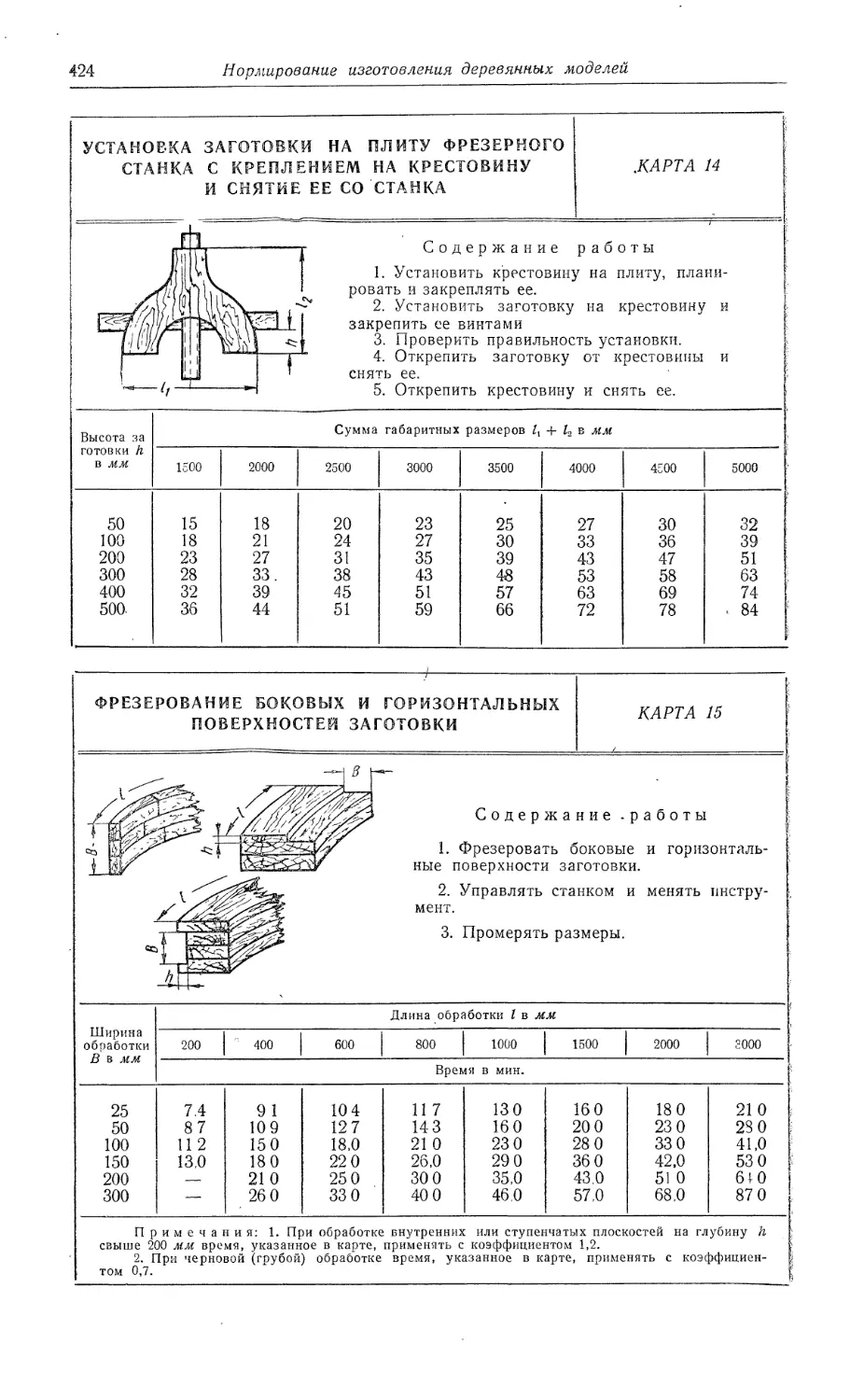
крестовину и 'снятие ее со станка............................424
Карта 15. Фрезерование боковых и горизонтальных поверхностей заготовки . . 424
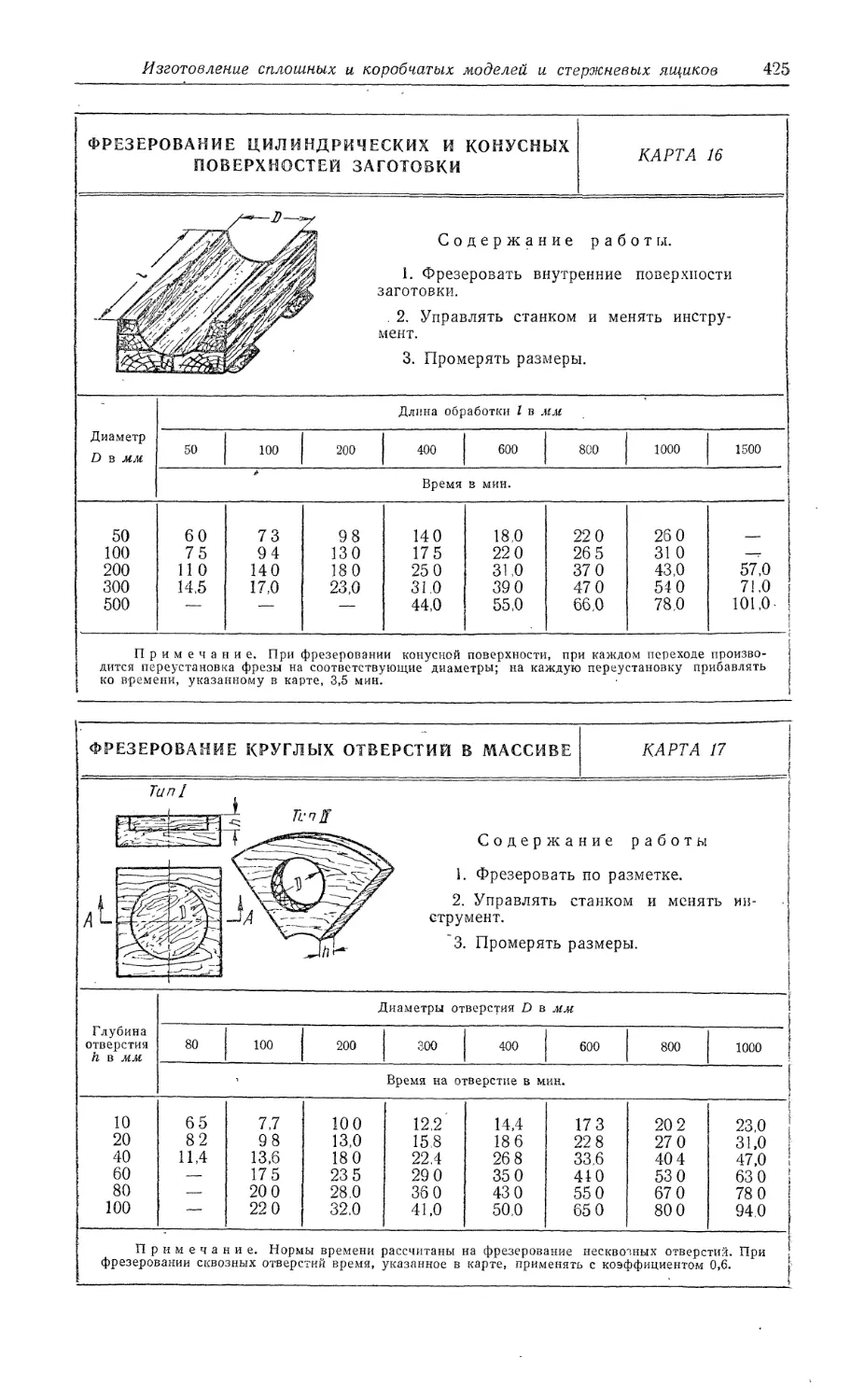
Карта 16. Фрезерование цилиндрических и конусных поверхностей заготовки 425
Карта 17. Фрезерование круглых отверстий в массиве ........ 425
Карта 18. Фрезерование квадратных и прямоугольных отверстий в массиве 426
Карта 19. Фрезерование сквозных пазов в массиве.............426
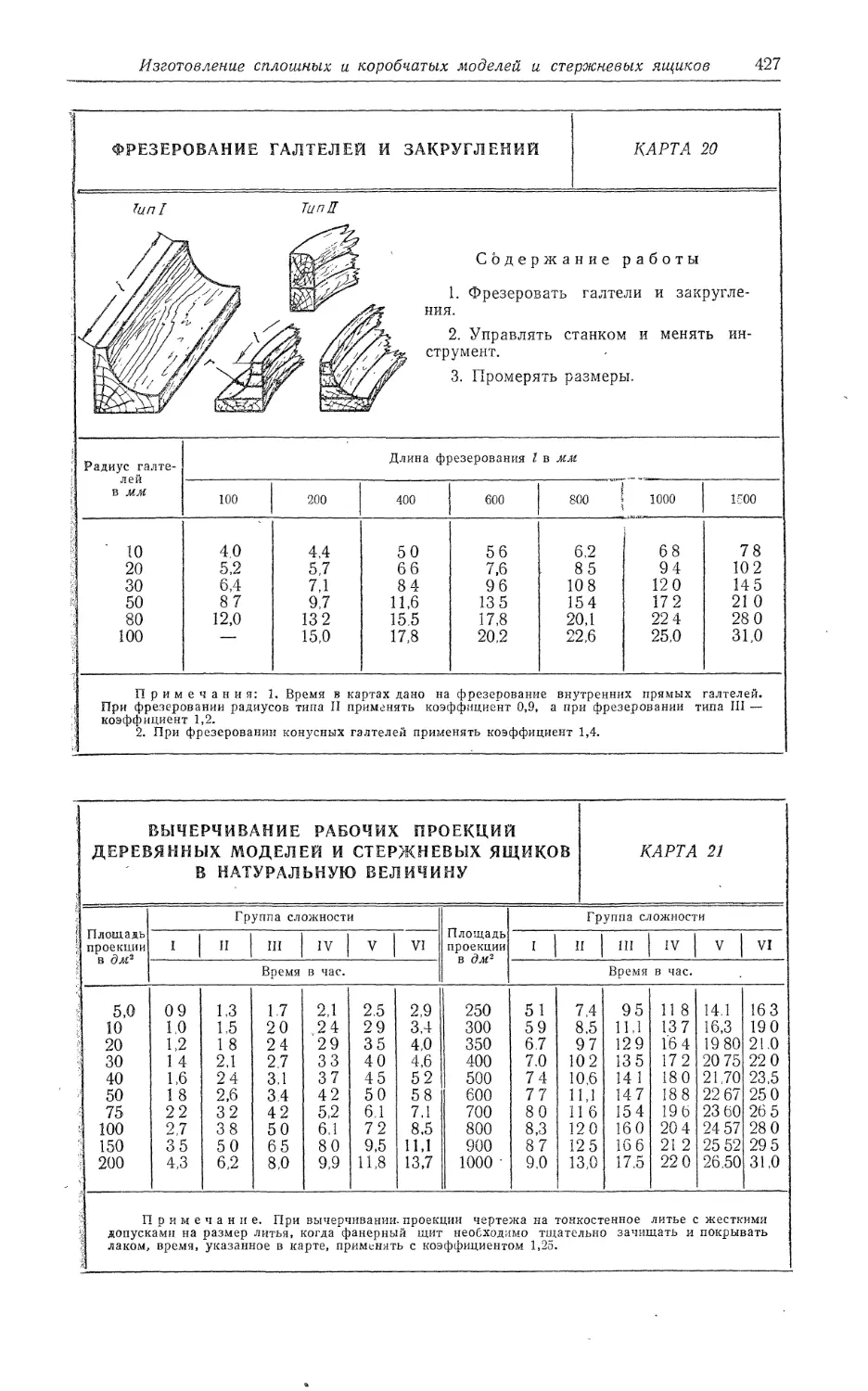
Карта 20. Фрезерование галтелей и закруглений...............427
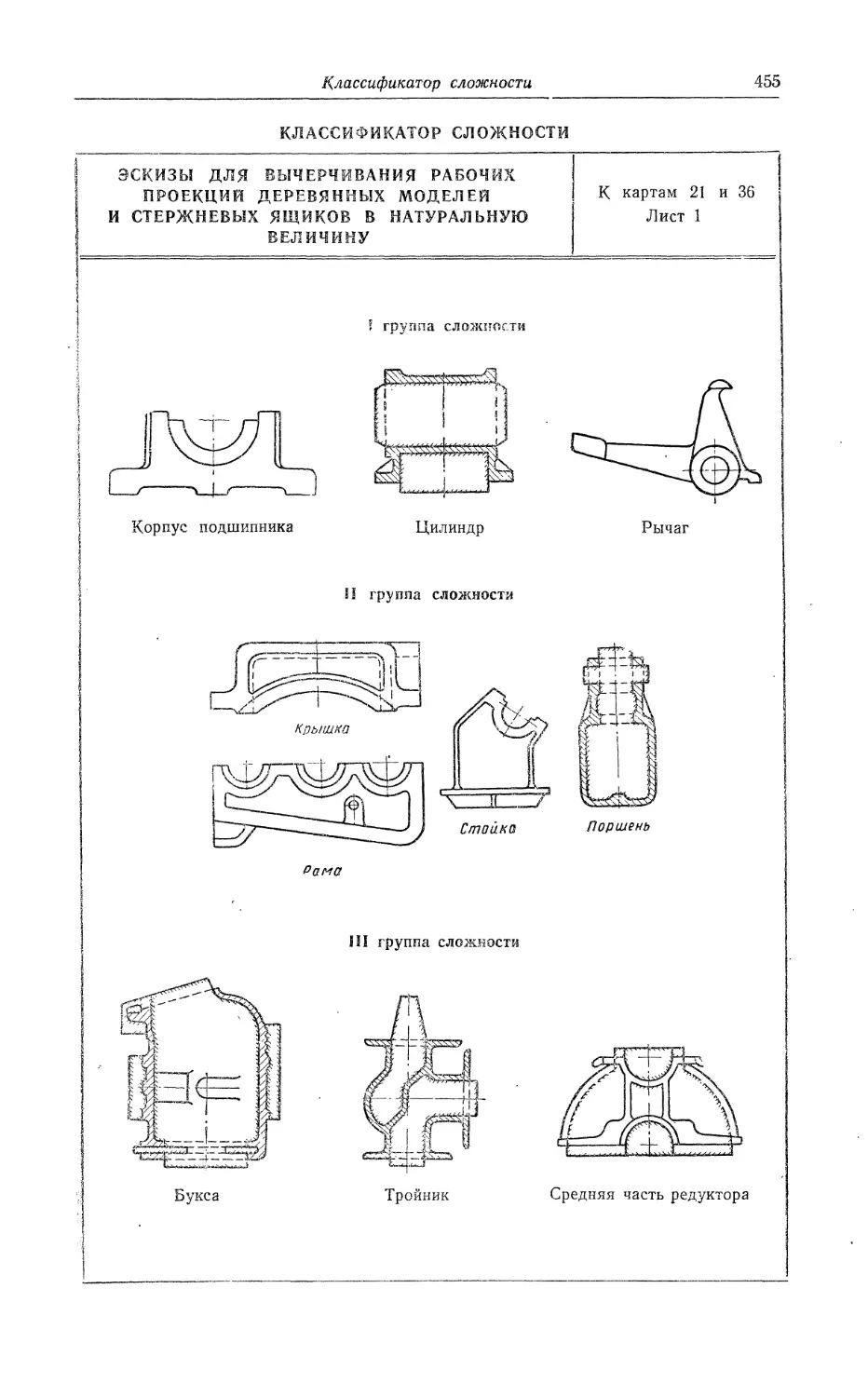
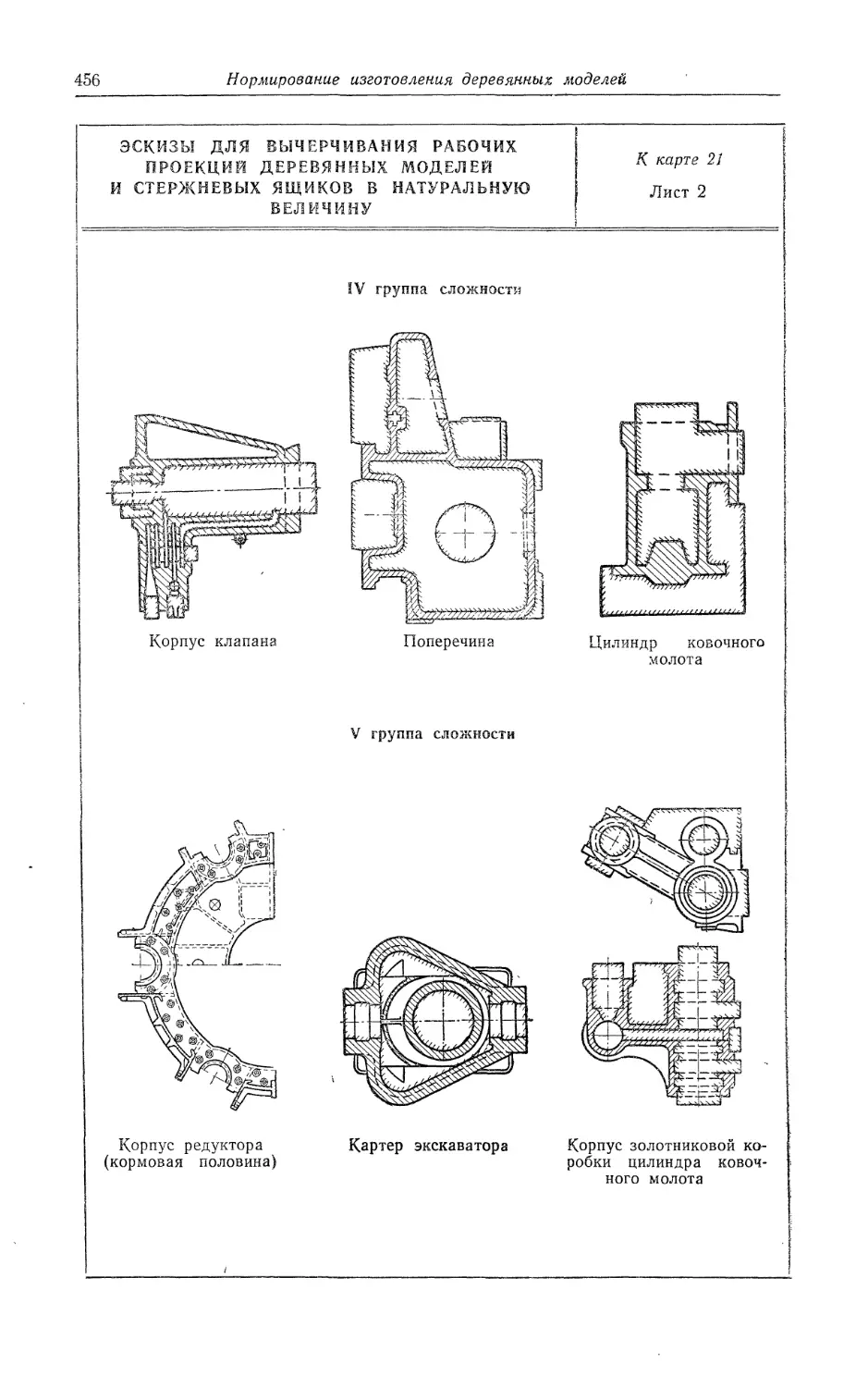
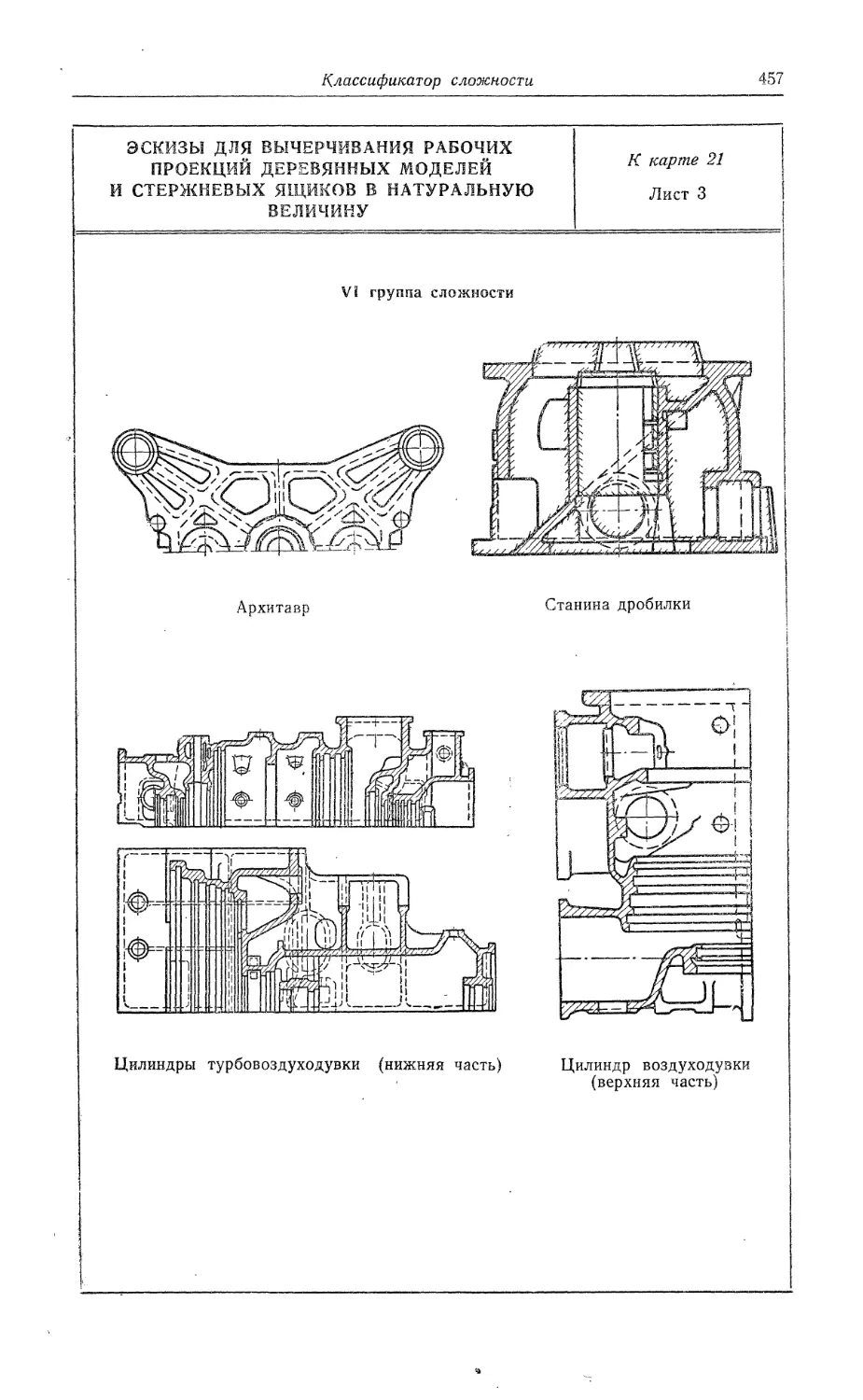
Карта 21. Вычерчивание рабочих проекций деревянных моделей и стержневых
ящиков (В натуральную величину.............................................427
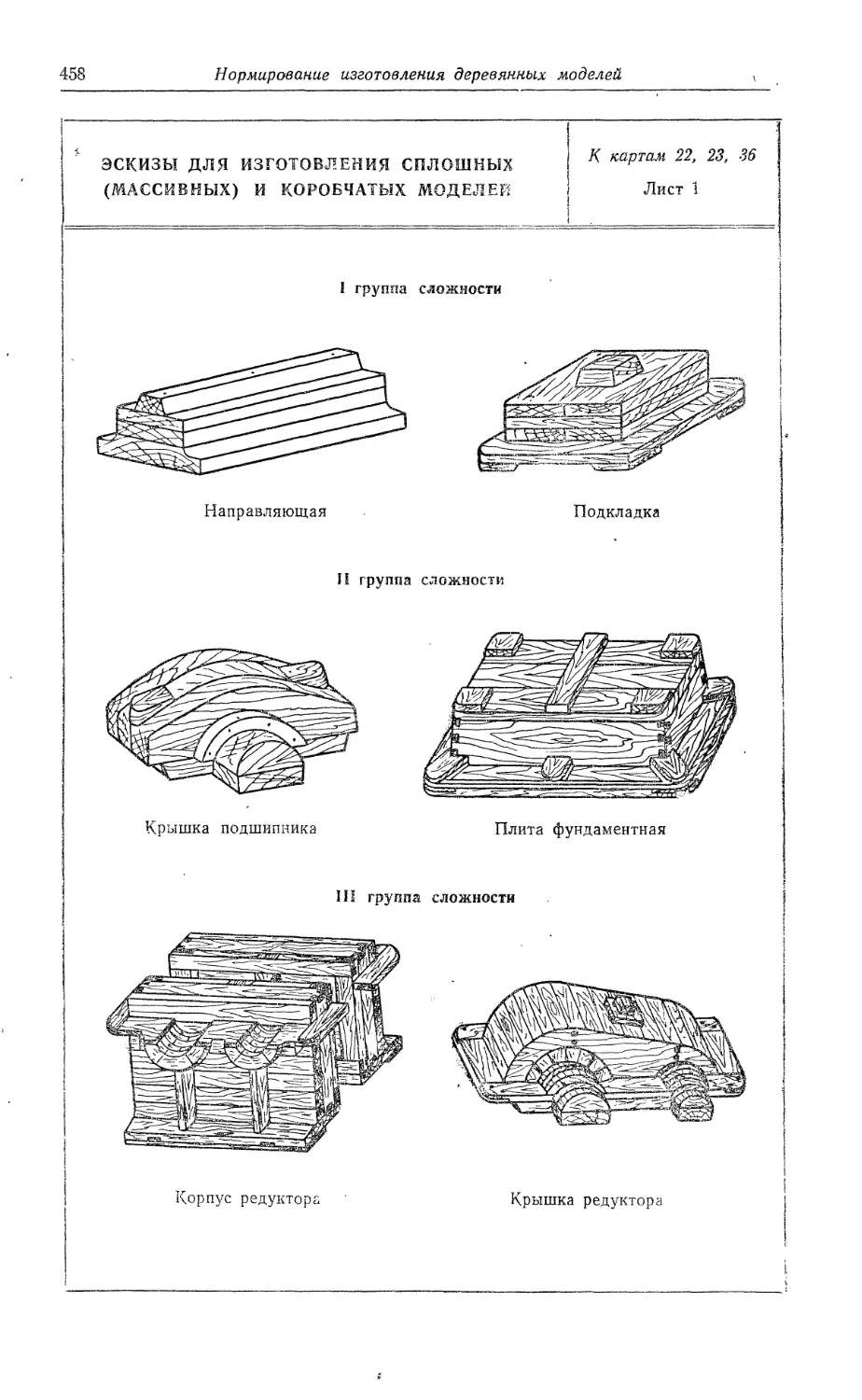
Карта 22. Изготовление сплошных (массивных) моделей.............. 429
Карта 23. Изготовление коробчатых (пустотелых) моделей ....... 430
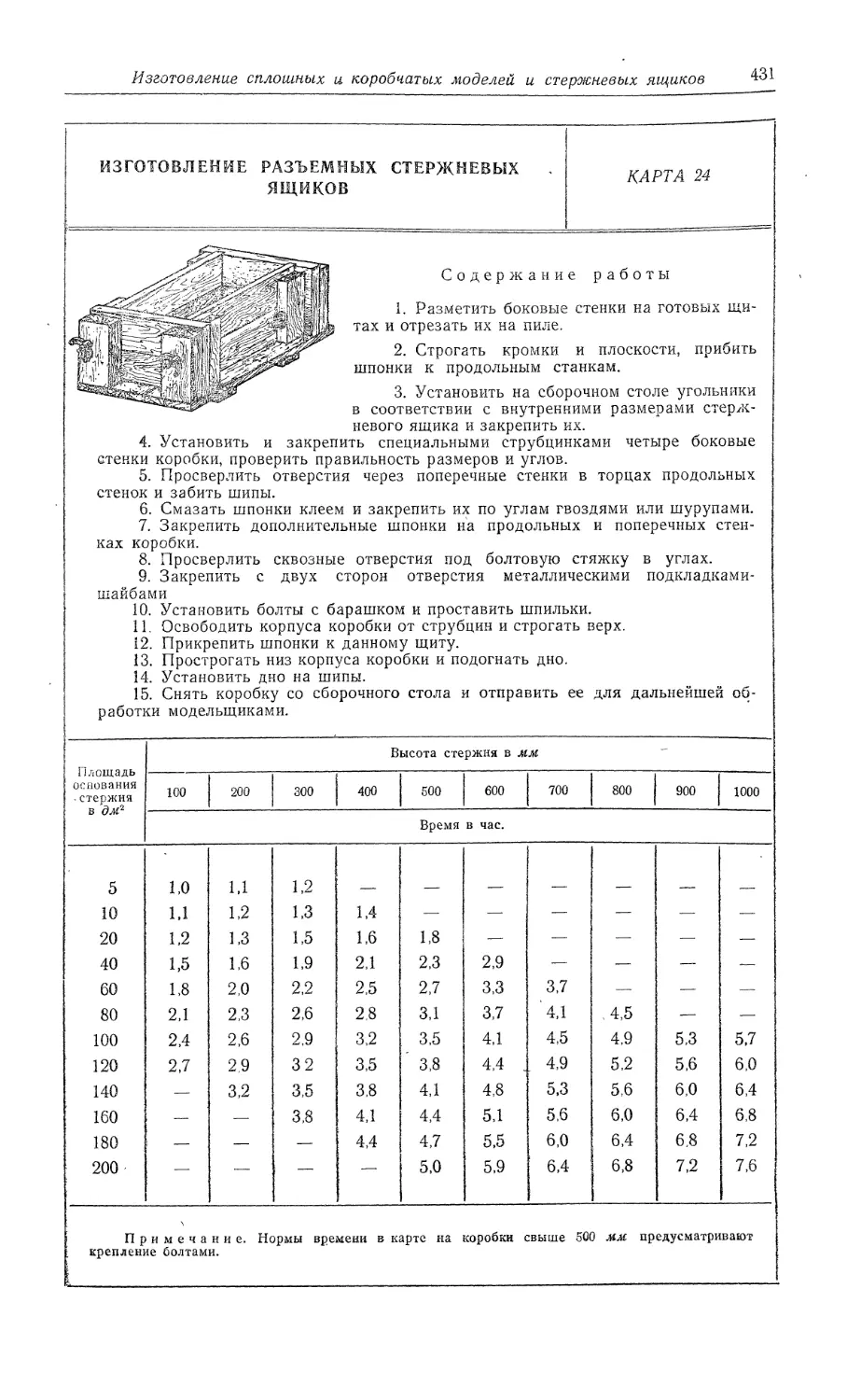
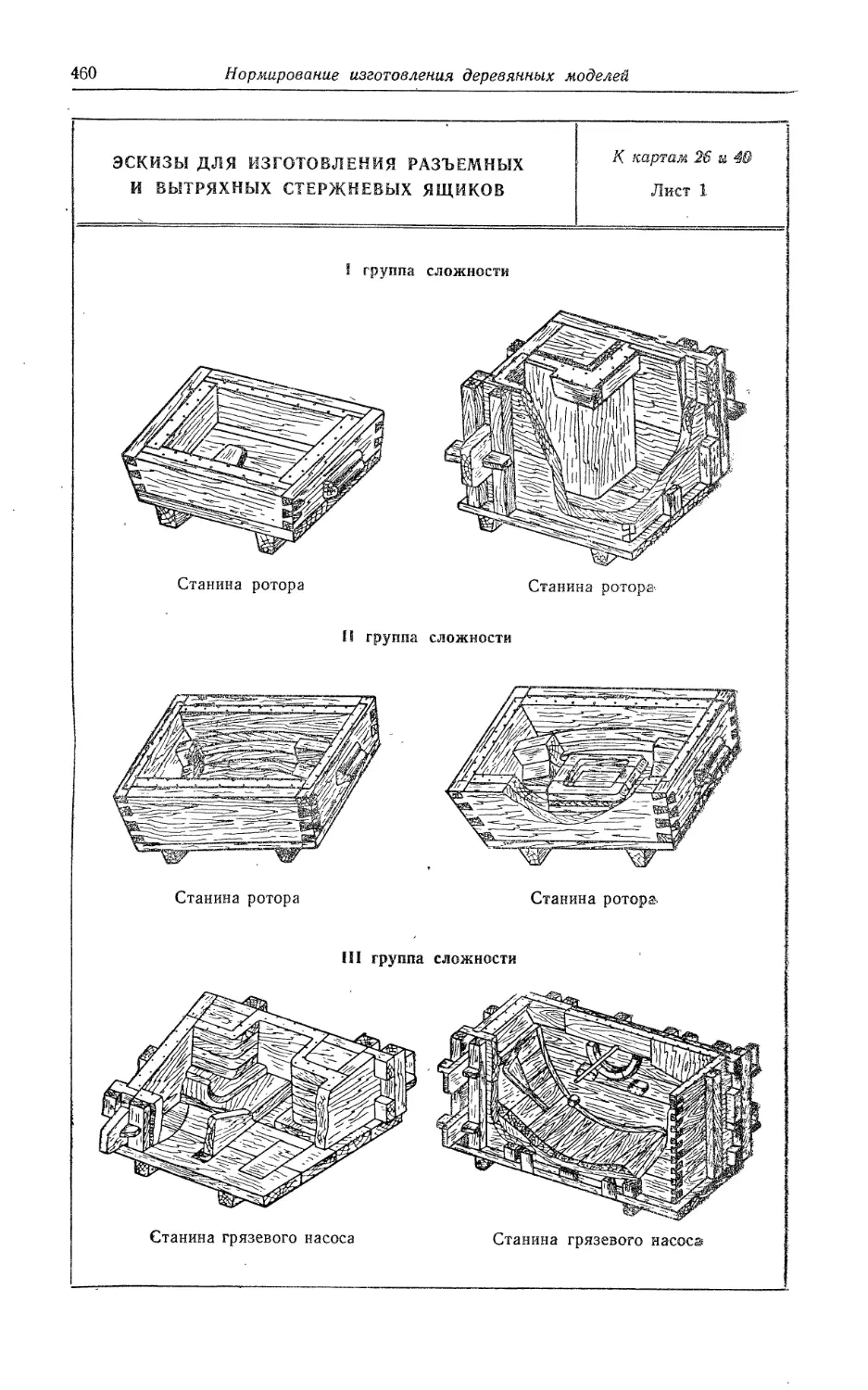
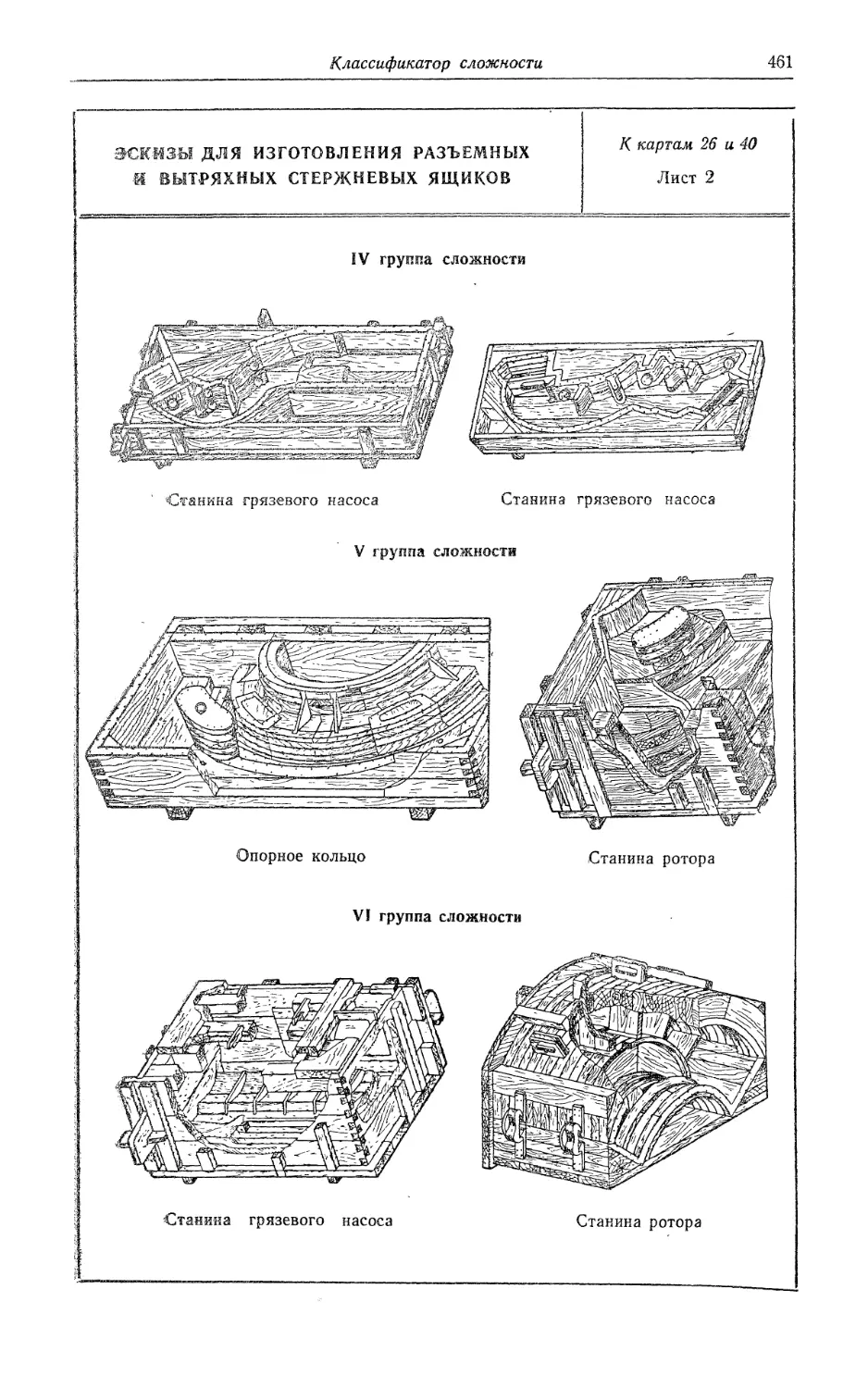
Карта 24. Изготовление разъемных стержневых ящиков.................431
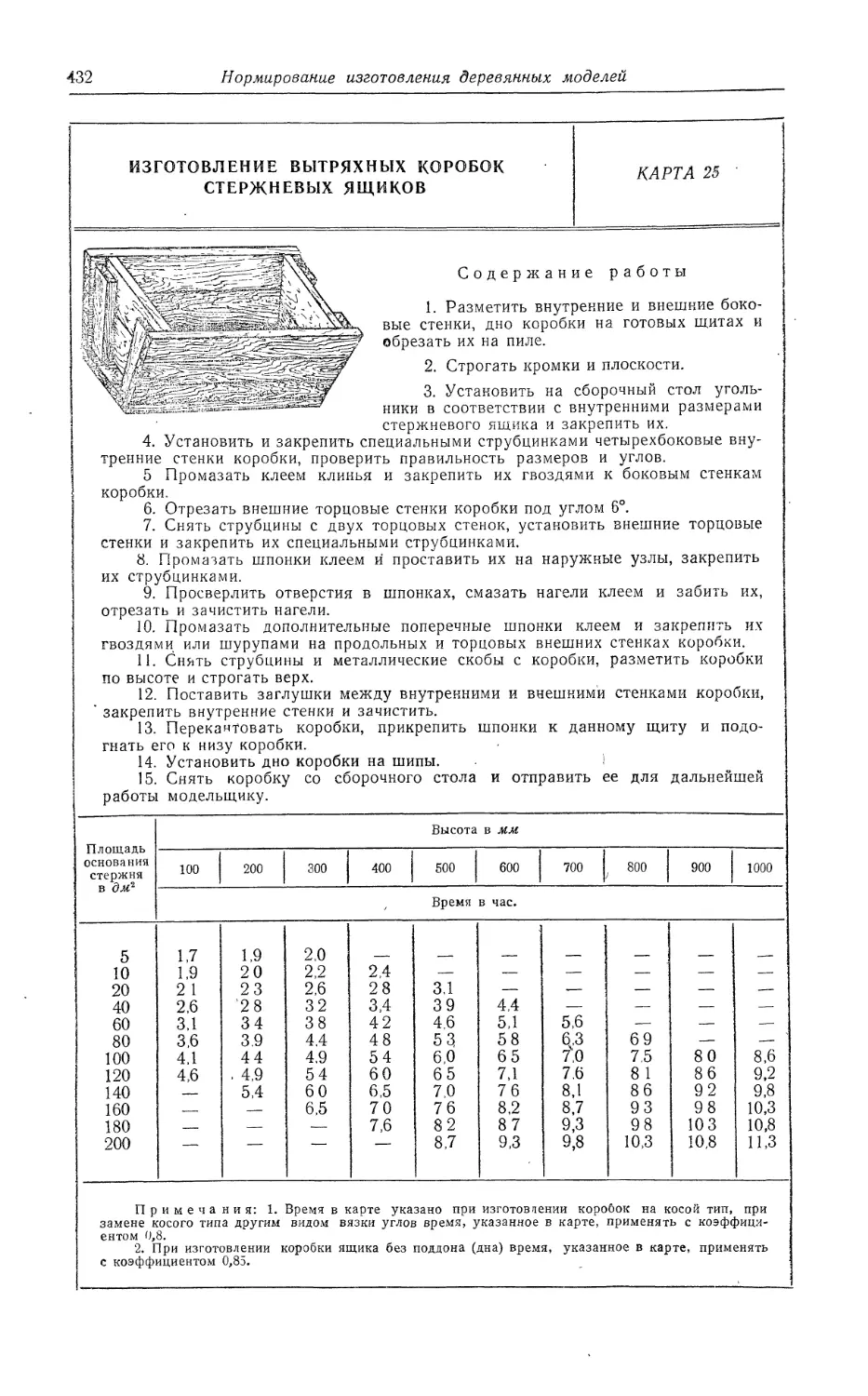
Карта 25. Изготовление вытряхных коробок стержневых ящиков .... 432
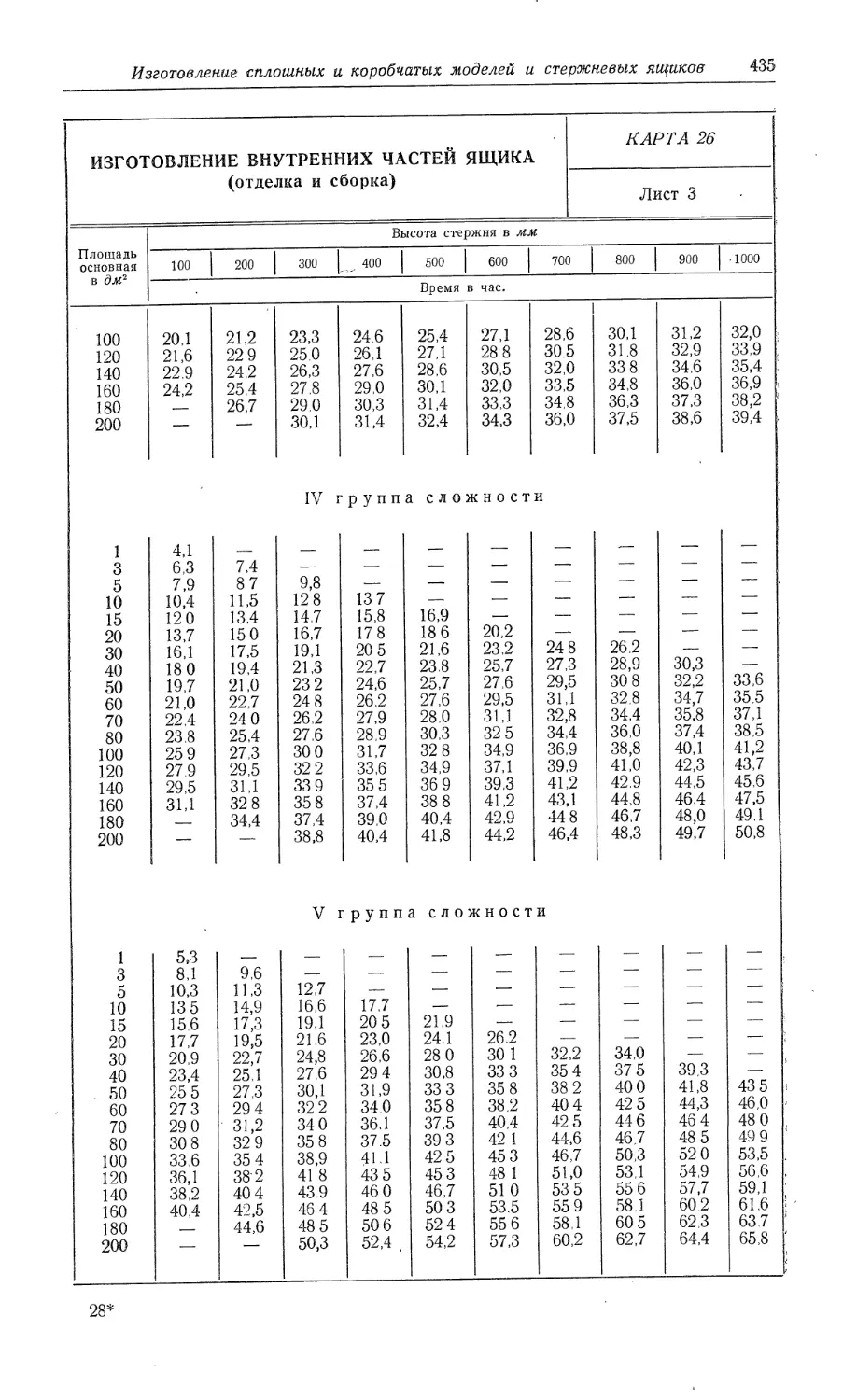
Карта 26. Изготовление внутренних частей ящика (отделка и сборка) . . . 433
14
Оглавление
Стр.
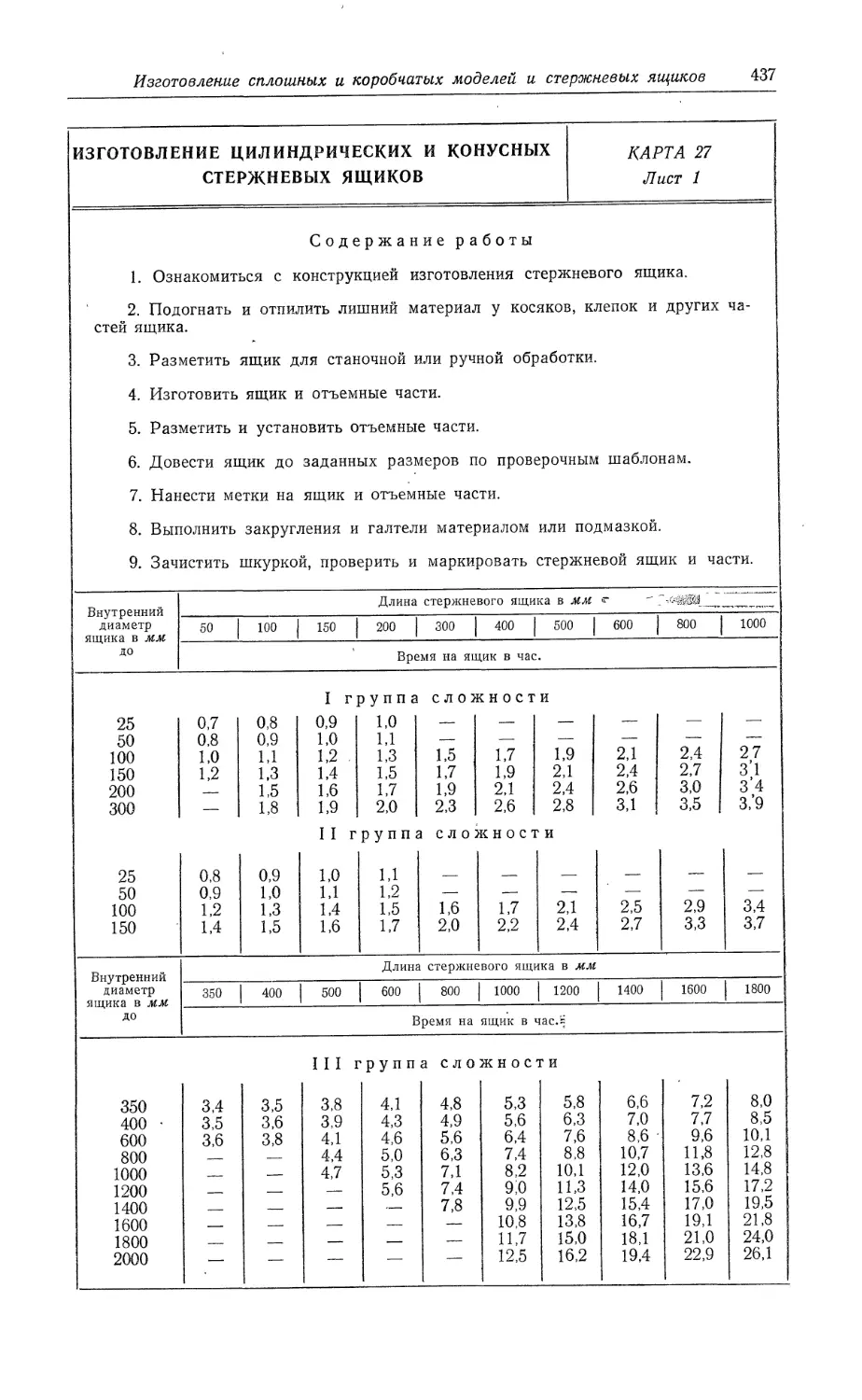
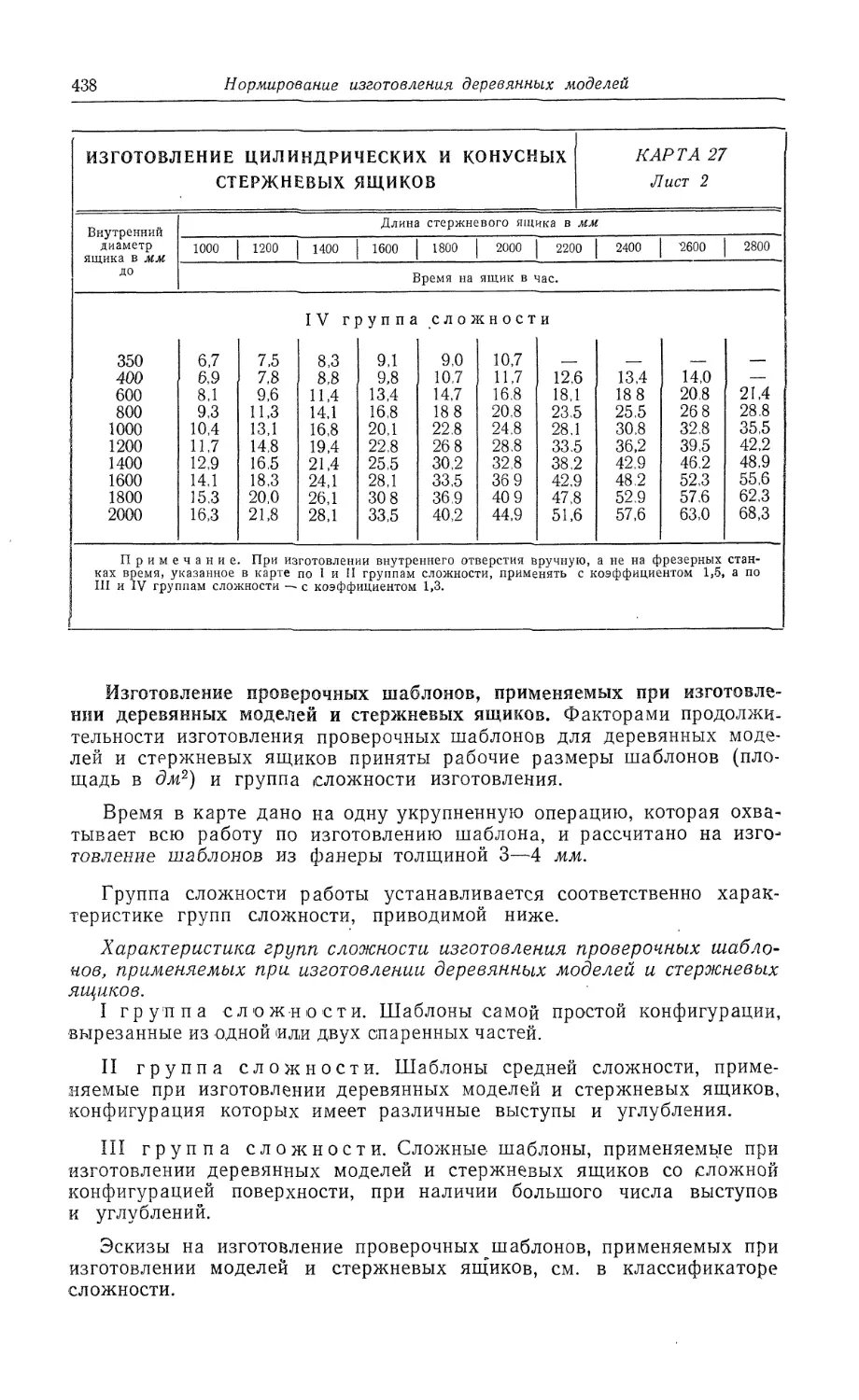
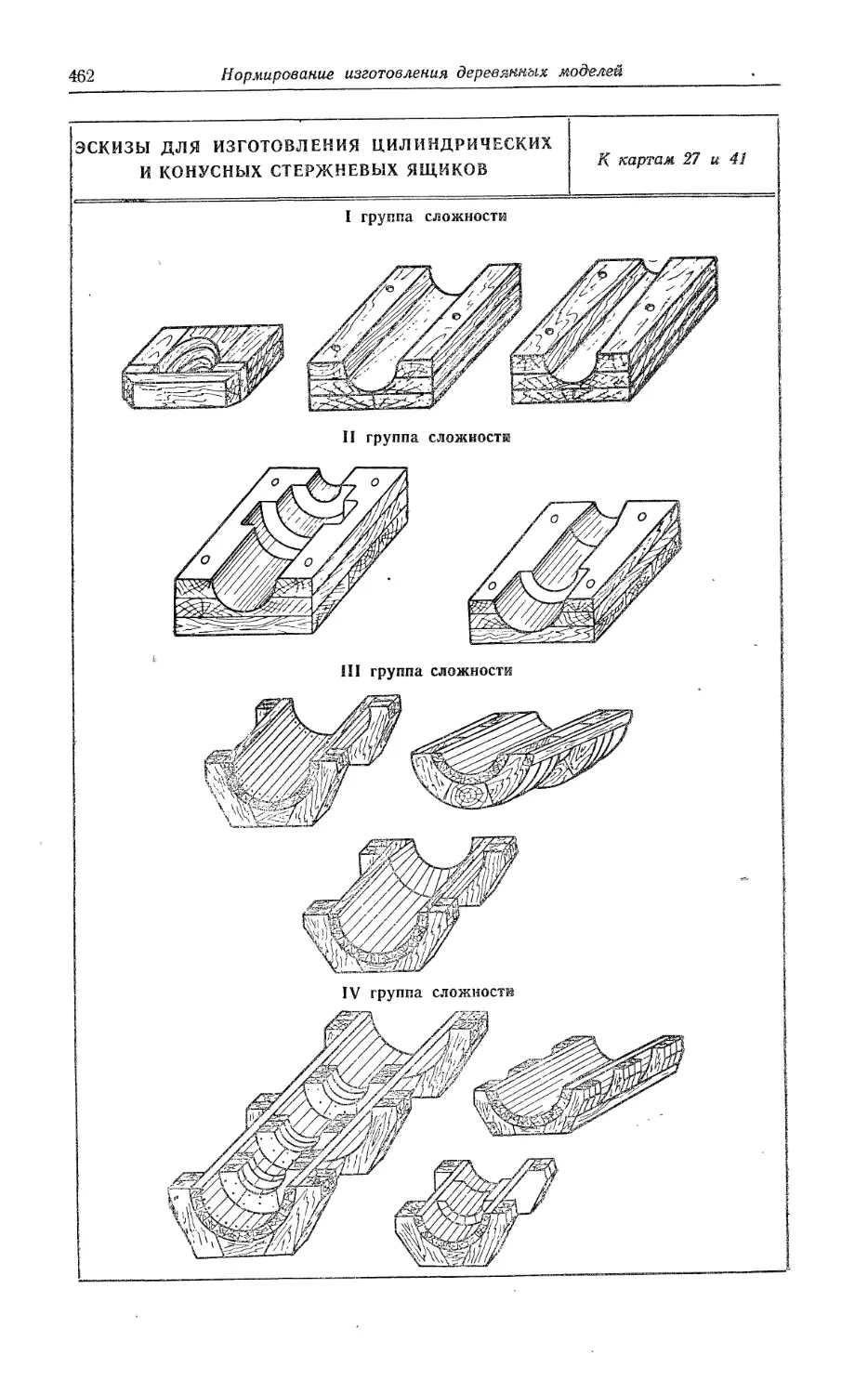
Карта 27. Изготовление цилиндрических и конусных стержневых ящиков . . 437
Карта 28. Изготовление проверочных шаблонов, применяемых при изготовлении
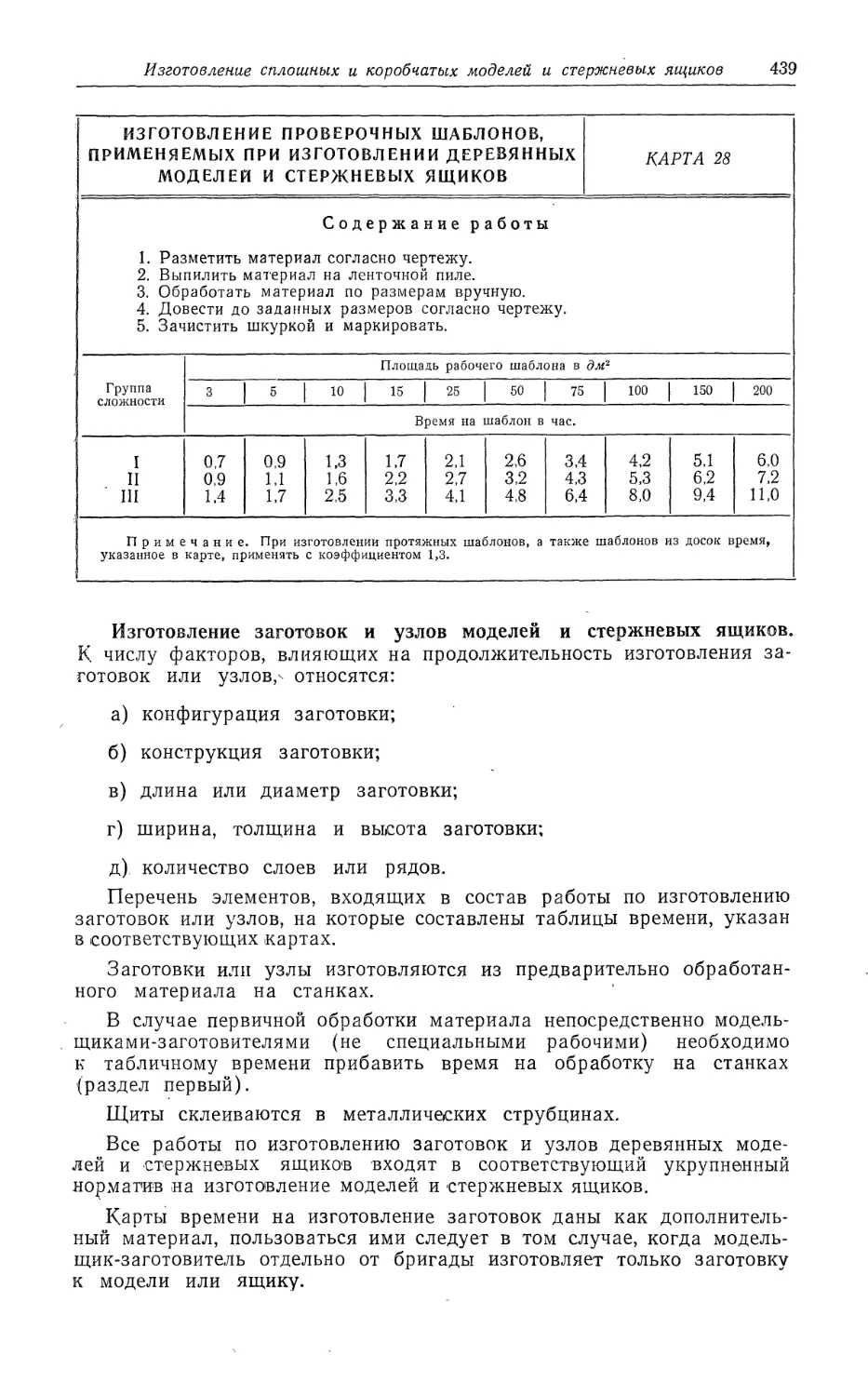
деревянных моделей и стержневых ящиков......................................439
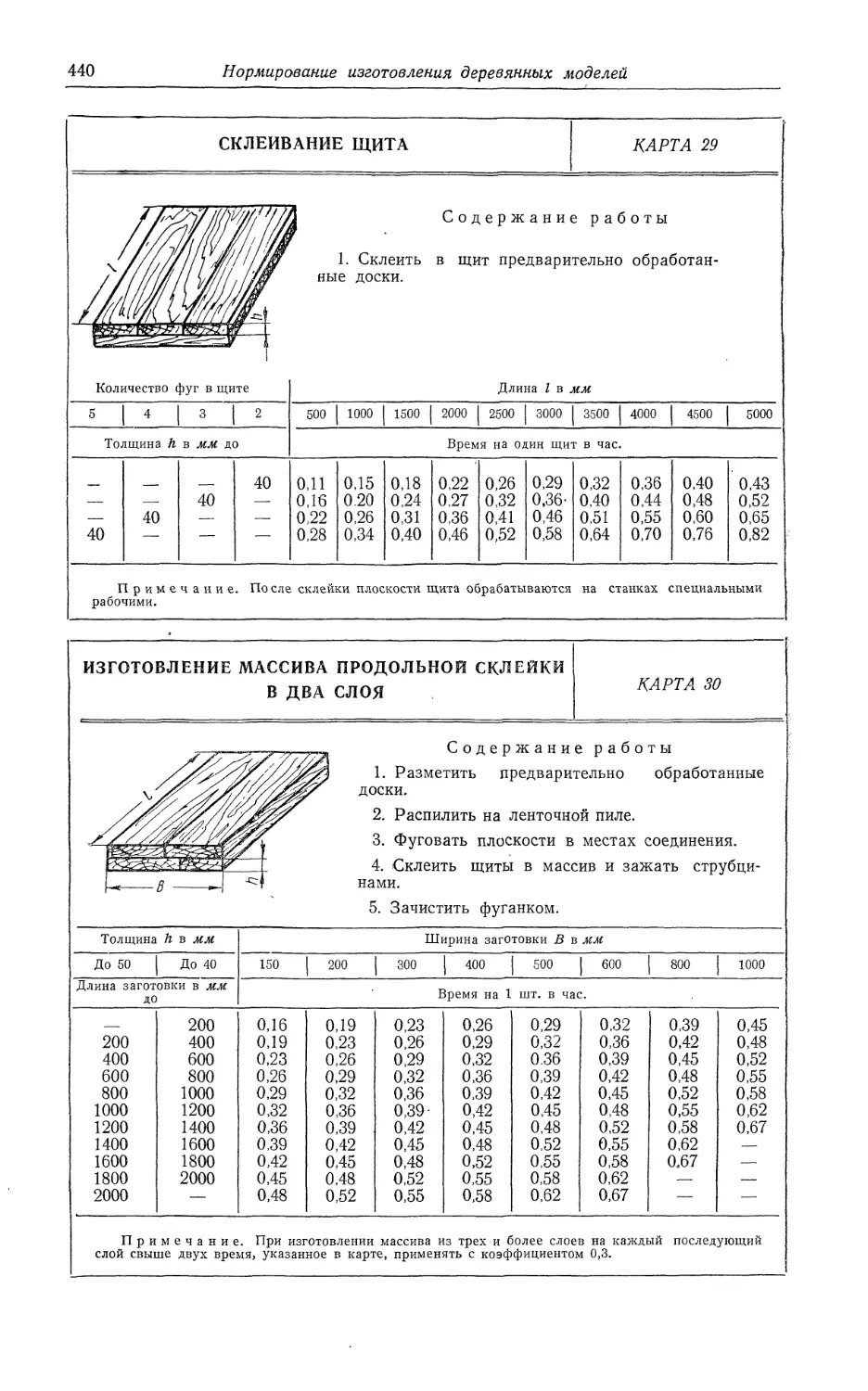
Карта 29. Склеивание щита.......................‘..........................440
Карта 30. Изготовление массива продольной склейки в два слоя...............440
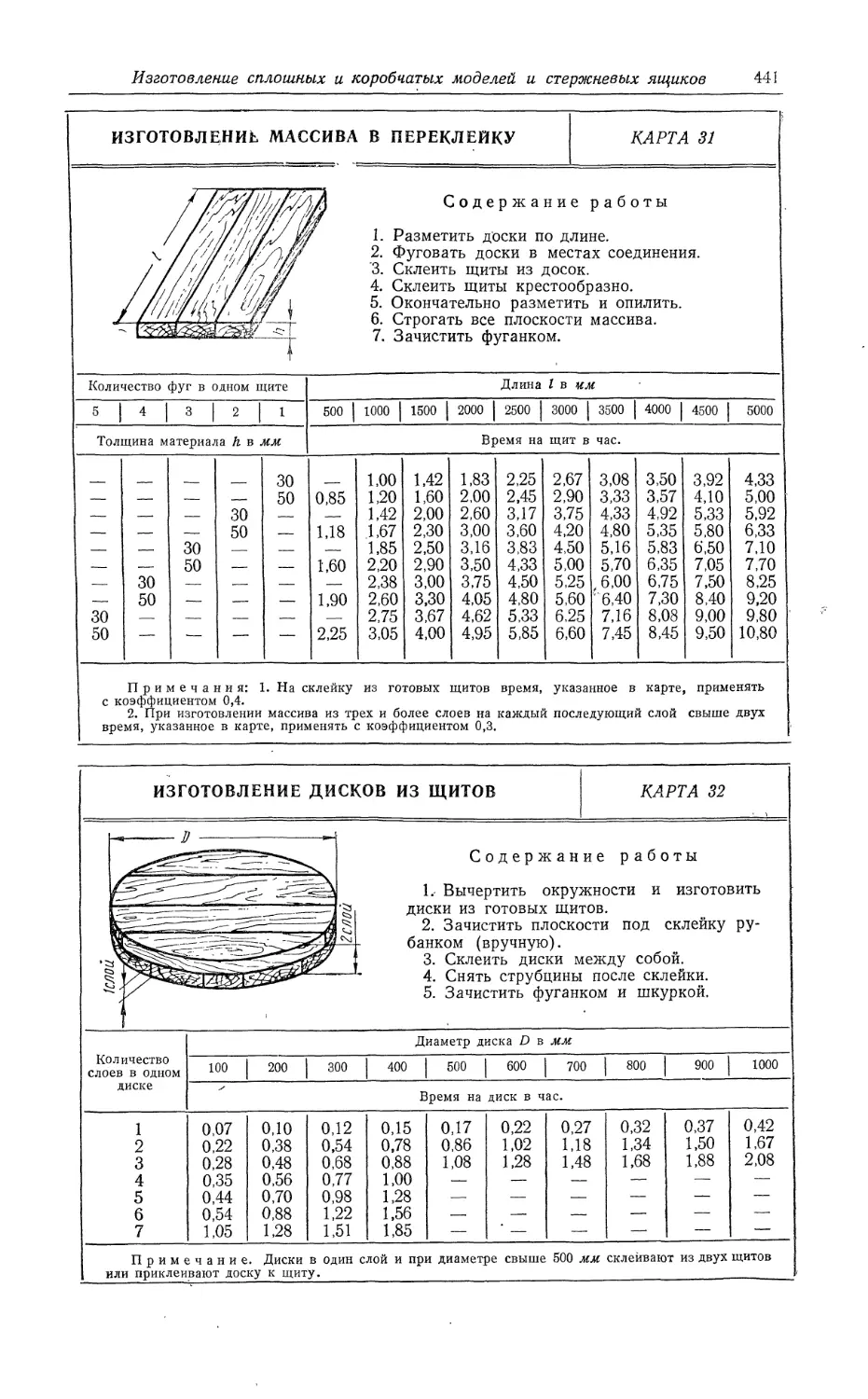
Карта 31. Изготовление массива в переклейку...............................441
Карта 32. Изготовление дисков из щитов....................................441
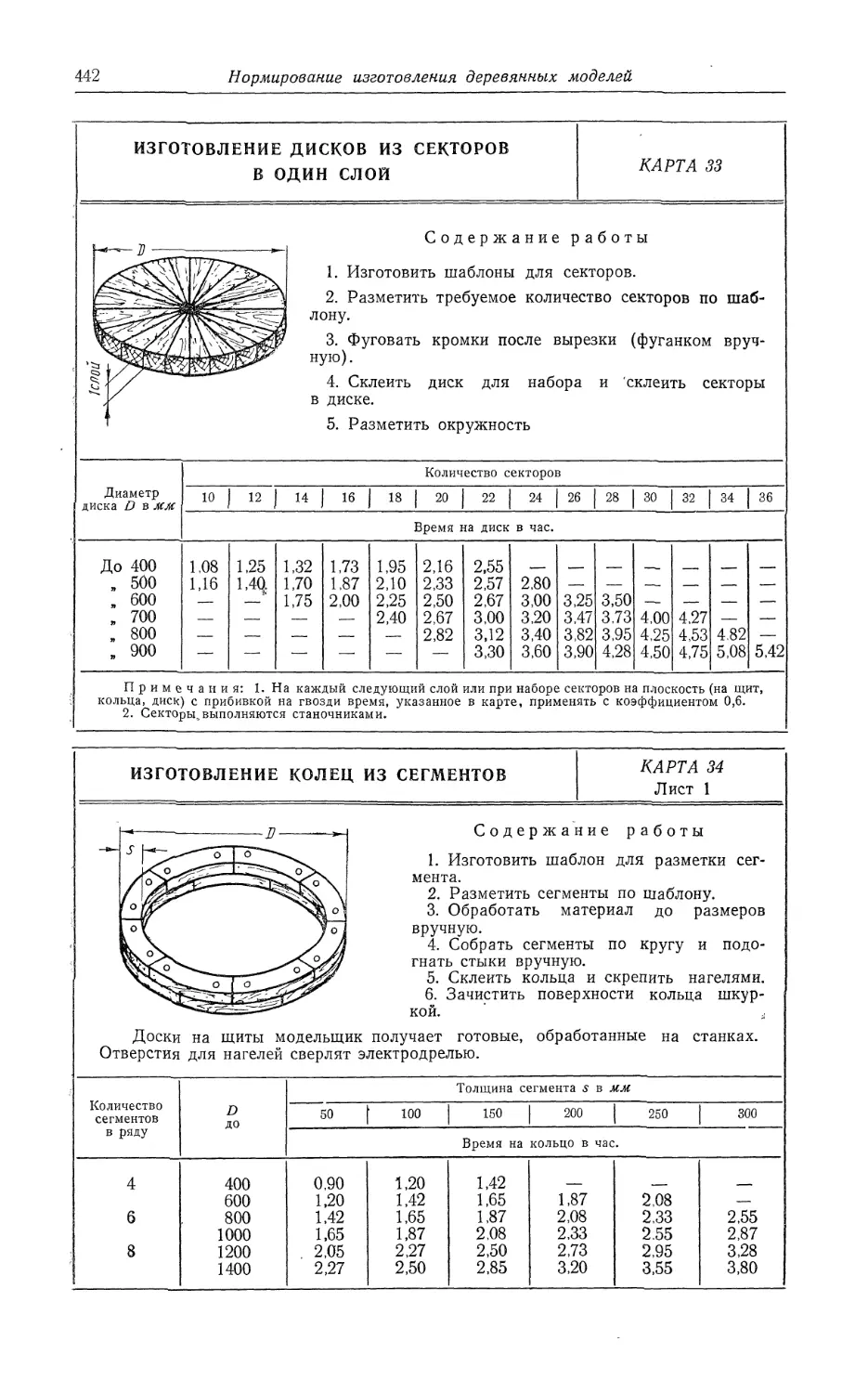
Карта 33. Изготовление дисков из секторов в один слой.....................442
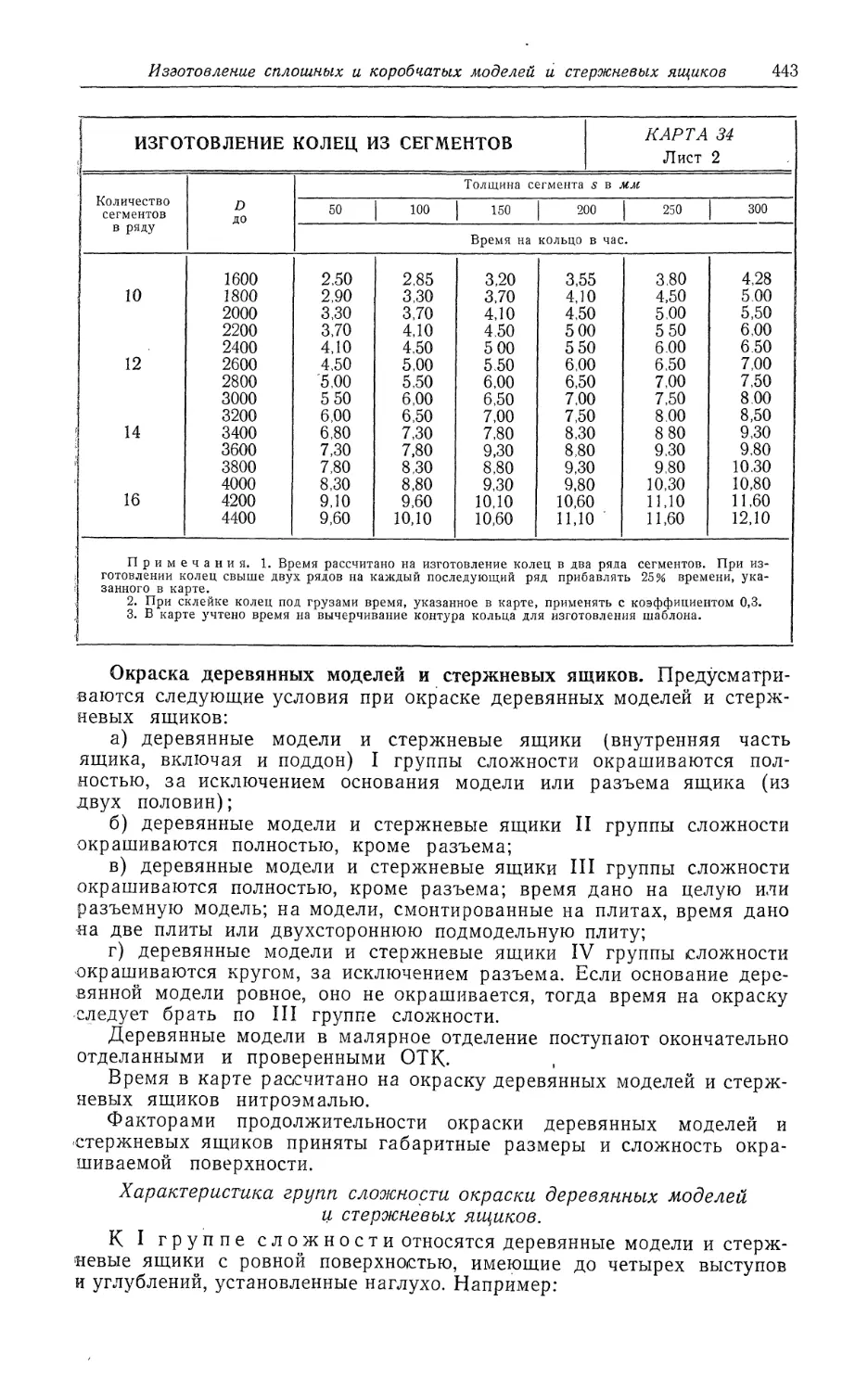
Карта 34. Изготовление колец из сегментов.................................442
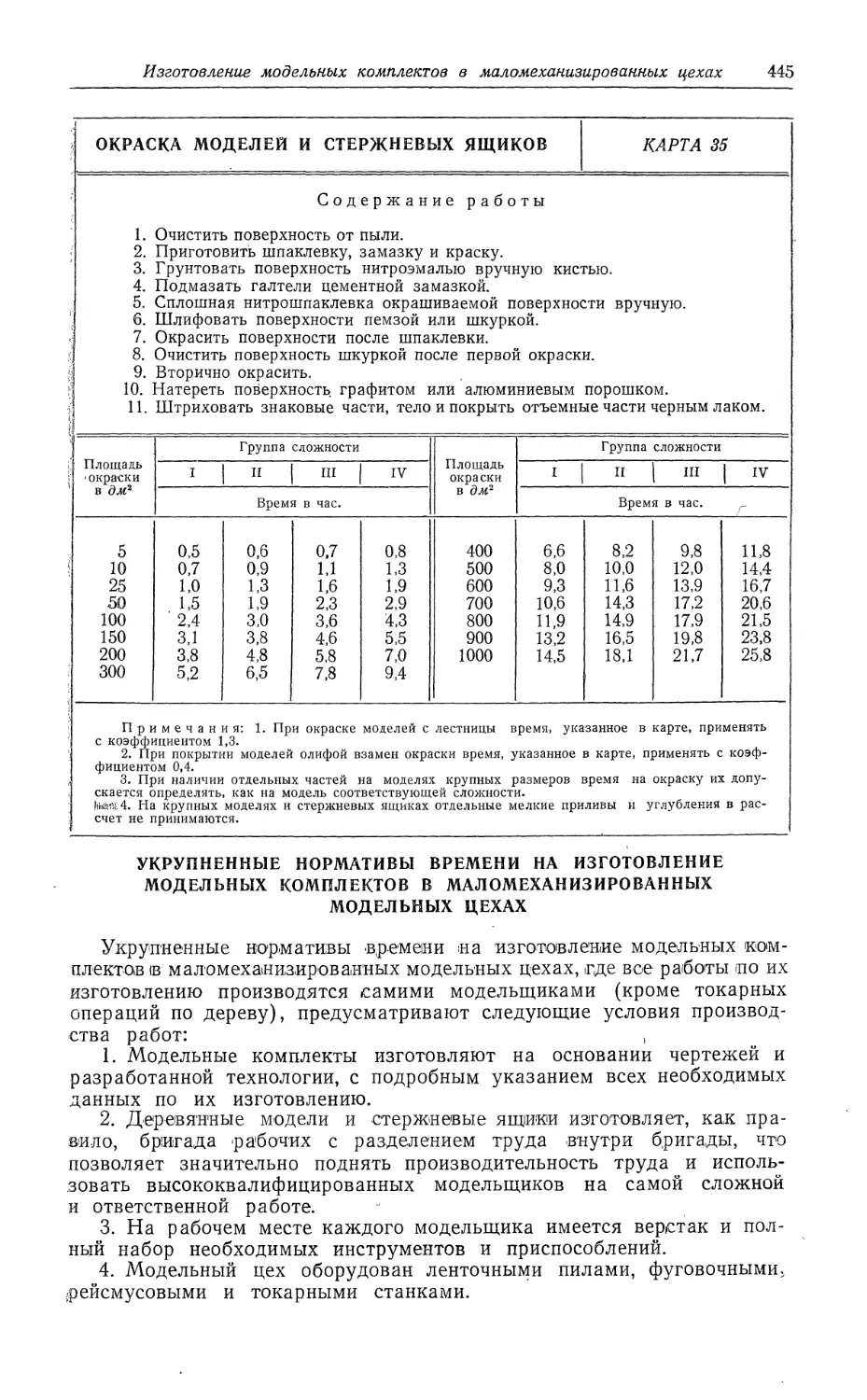
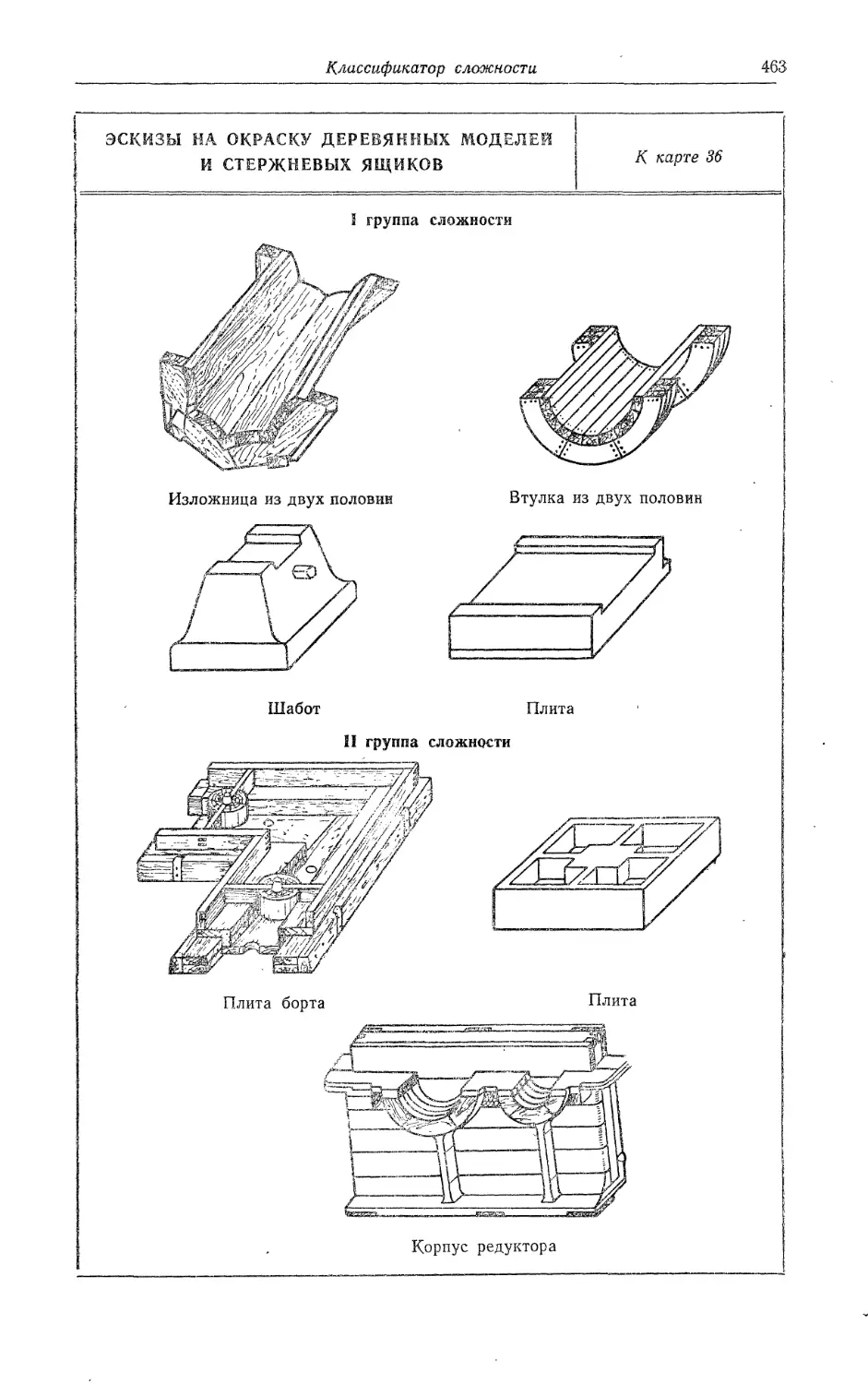
Карта 35. Окраска моделей и стержневых ящиков..............................445
Укрупненные нормативы времени на изготовление модельных комплектов
в маломеханизированных цехах
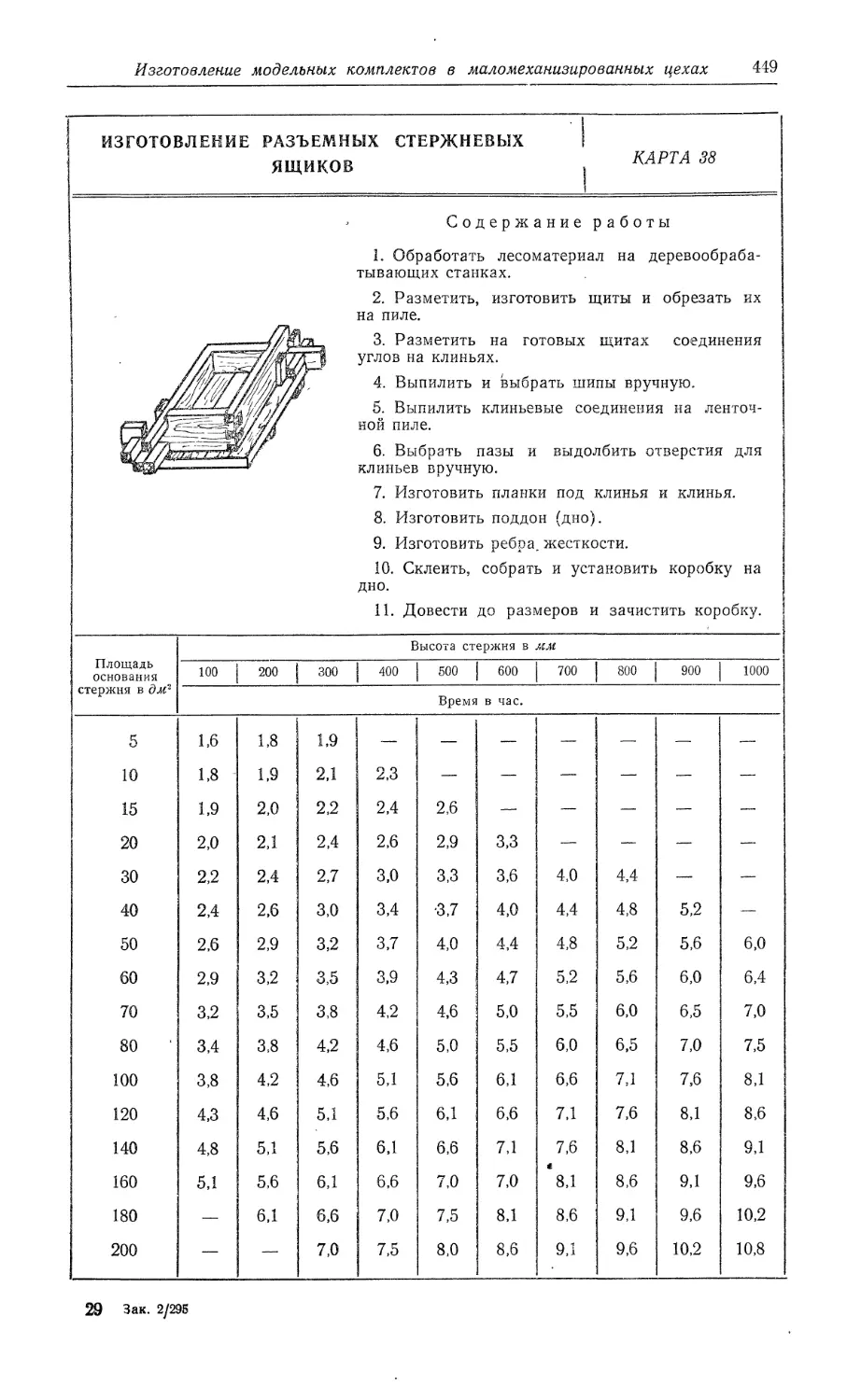
Карта 36. Изготовление сплошных (массивных) моделей........................447
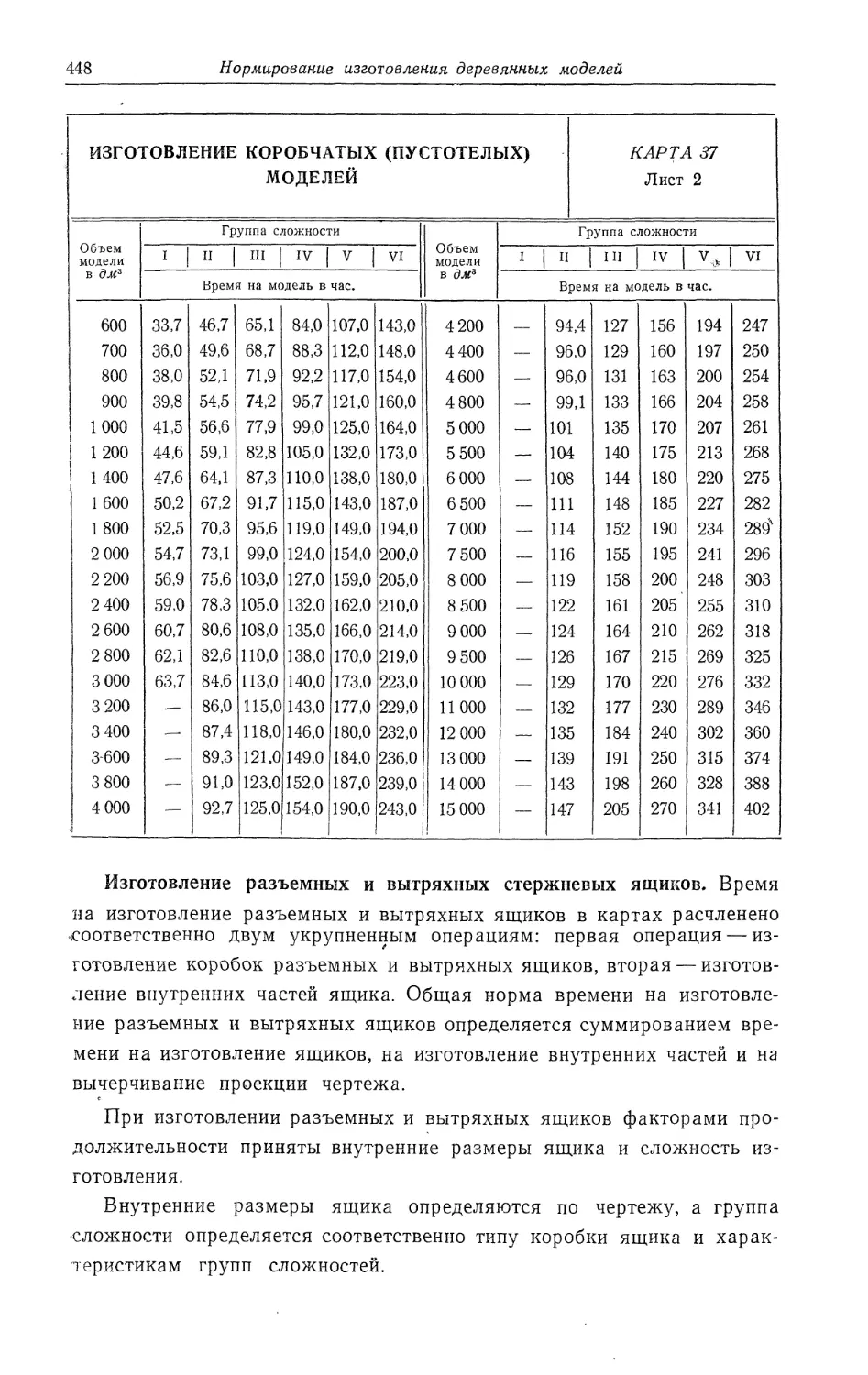
Карта 37. Изготовление коробчатых (пустотелых) моделей...................447
Карта 38. Изготовление разъемных стержневых ящиков.......................449
Карта 39. Изготовление вытряхных стержневых ящиков.......................450
Карта 40. Изготовление внутренних частей ящика.......................... 451
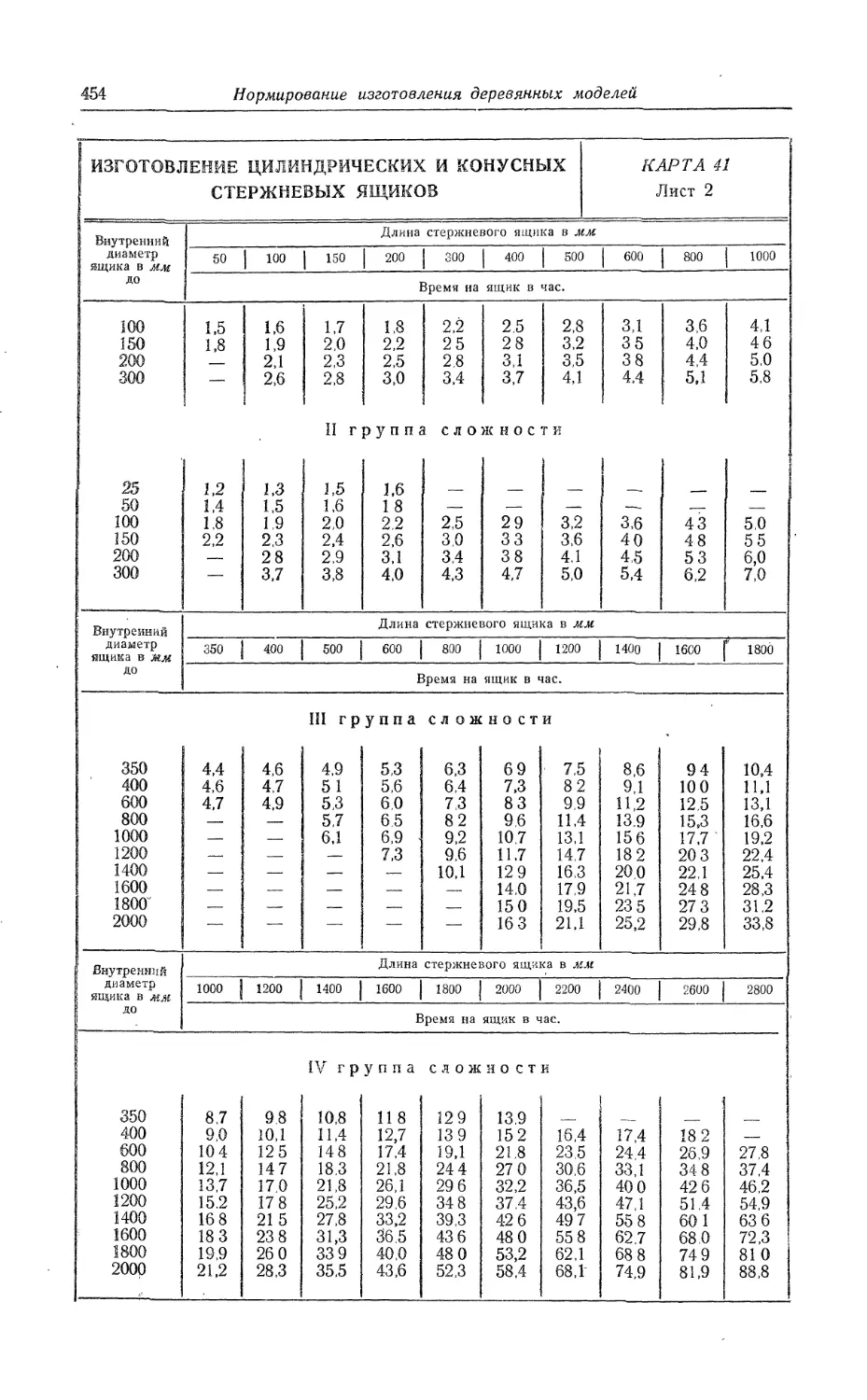
Карта 41. Изготовление цилиндрических и конусных стержневых ящиков . . 453
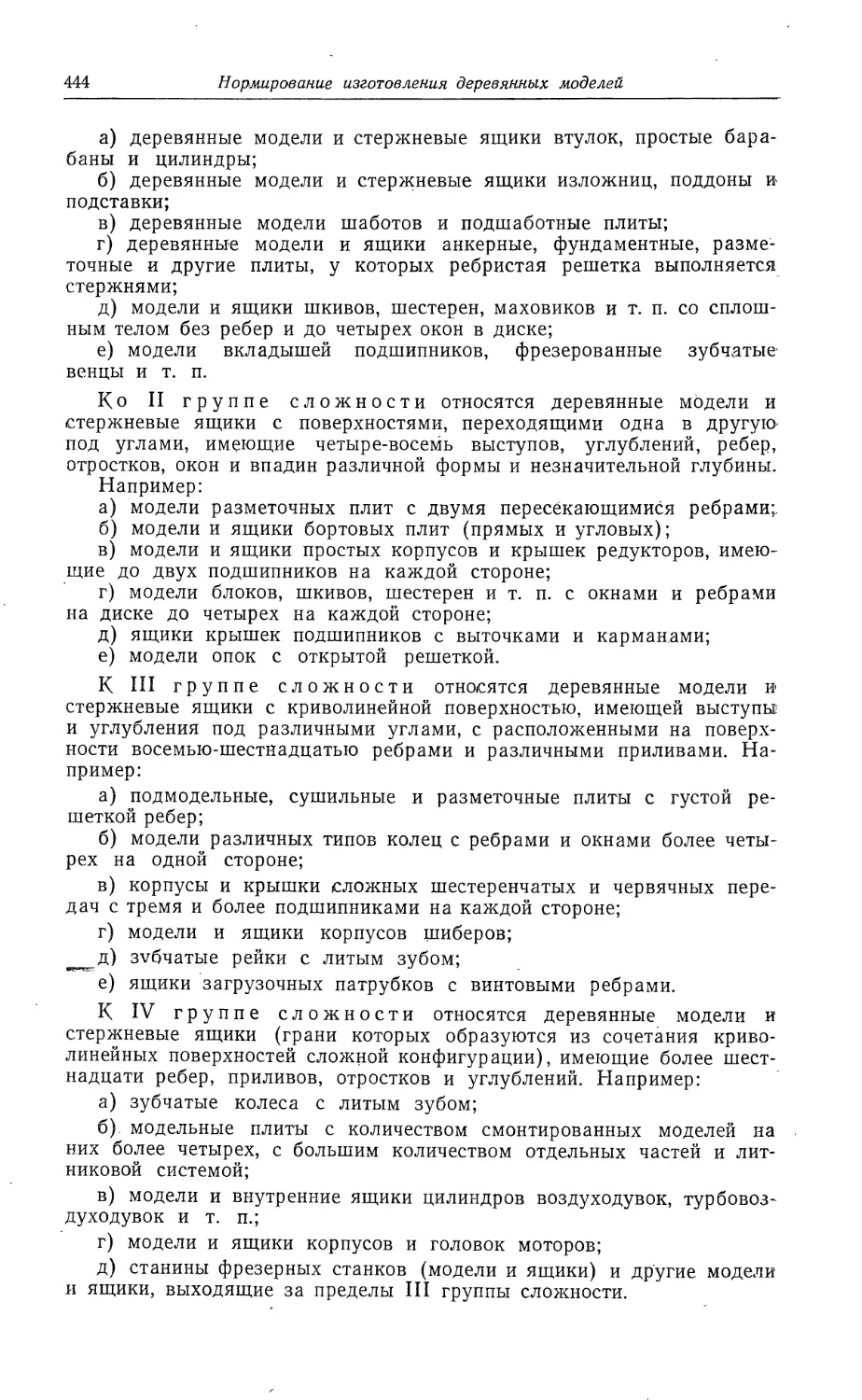
Классификатор сложности.................................................. 455-
ГЛАВА X. ПРИМЕНЕНИЕ ЕДИНЫХ НОРМ ВЫРАБОТКИ (ВРЕМЕНИ)
(В. А. Лифшиц)......................................................... 466
Единые нормы выработки (времени) на ремонтно-строительные работы . . 467
Единые нормы выработки (времени) на погрузочно-разгрузочные работы 470
Единые нормы выработки на лесозаготовках.......................... 475
Единые нормы времени и выработки на процессы полиграфического про-
изводства ......................................................... 478*
ПРЕДИСЛОВИЕ
Четвертый, заключительный, том «Справочника нормировщика-ма-
шиностроителя» посвящен в основном вопросам укрупненного нормиро-
вания во вспомогательных цехах машиностроительных заводов. Поме-
щенные в нем методические и справочные материалы по нормированию
работ на металлорежущих станках и по слесарной обработке могут
быть также использованы в условиях мелкосерийного и единичного про-
изводства.
Собранные в Справочнике материалы, естественно, не могут отразить
всего разнообразия работ и оборудования, форм организации труда,
встречающихся на машиностроительных заводах. Поэтому справочные
материалы ориентированы на наиболее распространенные виды работ
и типы оборудования, по которым имеются достаточно разработанные
данные.
Данные по тем видам работ, на которые уже изданы общемашино-
строительные нормативы, как правило, согласуются с этими нормати-
вами. Однако такие материалы, как например, по нормированию ста-
ночных работ даны в Справочнике либо в новом укрупненном, либо
в графическом оформлении. Работы, на которые пока еще не выпущены
общемашиностроительные нормативы, основаны на заводских и отрас-
левых нормативах, прошедших проверку в производственных условиях.
Нормативы, включенные в Справочник, не следует рассматривать
как предельные, ограничивающие рост производительности труда. По
уровню техники и организации производства вспомогательные цехи ма-
шиностроительных предприятий неодинаковы, и поэтому при нормиро-
вании необходимо учитывать, что если уровень нормативов на данном
заводе перекрыт в сторону более высокой производительности труда,
то в нормативы должны своевременно вноситься соответствующие кор-
рективы.
Четвертый том содержит методические указания по укрупнен-
ному нормированию, справочные и методические материалы для укруп-
ненного нормирования станочных работ, нормирования работ по сле-
сарной обработке деталей, изготовлению режущего и измерительного
инструмента и станочных приспособлений, изготовлению деревянных
моделей и ремонту металлорежущего оборудования, нормированию
слесарных работ при изготовлении пресс-форм и штампов. Освещены
также вопросы применения единых норм выработки (времени).
Справочник рассчитан на широкий круг работников, связанных
с техническим нормированием и организацией труда: нормировщиков,
технологов, мастеров, начальников цехов и др.
Издательство и редакционная коллегия Справочника будут весьма
признательны читателям за указания на недостатки и упущения, воз-
можные при разработке впервые столь обширного материала, который
в связи с непрерывным совершенствованием техники, технологии, орга^
низации труда и производства подлежит систематическому пересмотру.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ТЕРМИНОВ И ВЕЛИЧИН, ПРИМЕНЯЕМЫХ
ДЛЯ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ В МАШИНОСТРОЕНИИ
Тш— штучное время в мин.;
Тш.к — штучное калькуляционное время в мин.;
Тпар — время на обработку партии изделий в мин.;
— основное время на операцию в мин.;
t0— основное время на часть операции в мин.;
Тв — вспомогательное время на операцию в мин.;
te — вспомогательное время на часть операции в мин.;
Топ— оперативное время на операцию в мин.;
ton—оперативное время на часть операции в мин.;
ш—неполное штучное время на операцию в мин.;
t ш — неполное штучное время на часть операции в мин.;
Тобс— время обслуживания рабочего места в мин.;
аобс — выражение времени обслуживания рабочего места от оперативного времени
в %;
Ттех — время технического обслуживания рабочего места в мин.;
атеХ___выражение времени технического обслуживания рабочего места от оператив-
ного времени в %;
Ьтех___выражение времени технического обслуживания рабочего места от основного
времени в %;
Т —время организационного обслуживания рабочего места в мин.;
аорг— выражение времени организационного обслуживания рабочего места от опе-
ративного времени в %;
Тотд— время на отдых и естественные надобности в мин.;
аотд___выражение времени на отдых и естественные надобности от оперативного
времени в %;
Тп 3 — подготовительно-заключительное время в мин.;
/^ — продолжительность рабочей смены в мин.;
//в— норма выработки в единицу времени в шт., кг, м;
Т—норма времени в мин., час.;
пш — число штук в партии.
ГЛАВА I
ПРИНЦИПЫ УКРУПНЕННОГО ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА И МЕТОДИКА
НОРМИРОВАНИЯ
Выбор рациональной методики технического нормирования для кон-
кретных производственных условий находится в тесной связи с уров-
нем технологической подготовки данного производства. При наличии
пооперационных технологических карт, регламентирующих последова-
тельность переходов, применяемый инструмент, оснастку, режимы
работы оборудования, нормирование обычно ведется дифференцирован-
ным путем. Если технологическая подготовка производства менее раз-
работана, например, при наличии только маршрутной технологии, опре-
деляющей лишь последовательность видов обработки,. расчет технически
обоснованных норм осложняется, так как предварительно прихо-
дится восполнять некоторые пробелы, вызванные упрощенной разработ-
кой технологического процесса.
Нормирование осложняется еще более, если отсутствует технологи-
ческая подготовка производства и приходится нормировать по чертежу,
эскизу или образцу детали, так как нормировщик должен также вы-
бирать и наивыгоднейший, в данных условиях, технологический ва-
риант обработки.
Изготовление любой детали или выполнение какой-либо операции
обычно возможно осуществить в нескольких технологических вари-
антах.
При равном качестве продукции- эти варианты отличаются прежде
всего количеством и качеством потребного на изготовление живого
труда (технологической трудоемкости) и прошлого (овеществленного)
труда. Так, трудоемкость изготовления торцовой насадной фрезы с круп-
ным зубом диаметром 90 мм из проката быстрорежущей стали равна
157 мин., а из литой заготовки—85 мин. Вес заготовки в первом ва-
рианте (из проката) равен 3,4 кг, а во втором— 1,5 кг; количество сни-
маемой стружки при заготовке из проката составляет 2,2 кг, а при ли-
той заготовке — 0,3 кг.
Второй вариант требует на 72 мин. меньшей затраты живого труда
и примерно в 3 раза меньше труда, овеществленного в металле, метал-
лорежущем оборудовании и т. п. Разумеется, норма штучного времени
на токарную обработку по первому варианту неприменима ко второму
варианту.
Выбор менее трудоемкого и прогрессивного варианта технологиче-
ского процесса в значительной мере зависит от существующих в данном
производстве организационно-технических условий. Сюда относятся раз-
меры партий деталей, запускаемых в производство, наличие или отсут-
ствие универсального или специализированного и автоматизированного
оборудования, экономическая целесообразность изготовления и приме»
2 Зак. 2/295
18
Принципы укрупненного технического нормирования
нения специальных высокопроизводительных приспособлений и инстру-
мента, возможности выбора наиболее выгодной заготовки и т. д.
Технологическая подготовка производства во вспомогательных це-
хах машиностроительных заводов, в частности в ремонтно-механических,
инструментальных, модельных, иная, чем в основных цехах тех же за-
водов. Главное отличие (за отдельными исключениями) заключается
ш том, что работа большинства этих цехов носит единичный или мел-
косерийный характер. При таких условиях нередко отсутствуют под-
робно разработанные технологические карты, детали изготовляются по
чертежам, эскизам, либо даже по образцам изношенных деталей.
Проектирование технологического процесса и нормирование при
этом неотделимы и осуществляются одновременно. Операции заранее не
могут быть закреплены за определенным оборудованием, и, следова-
тельно, исключается возможность проектирования технологического
процесса и нормирования с учетом всех паспортных характеристик обо-
рудования. Применение специализированной, высокопроизводительной
оснастки или наладки, свойственной прогрессивной технологии массо-
вого или крупносерийного производства, может быть в указанных слу-
чаях практически неосуществимо либо экономически нецелесообразно.
Возможны и вынужденные отступления от применения технологически
наиболее целесообразных профилей и размеров заготовок и т. д.
Все эти условия определяют особенности методики технического
нормирования во вспомогательных цехах машиностроительных заво-
дов — разработку укрупненных нормативов.
ОСНОВЫ УКРУПНЕННОГО НОРМИРОВАНИЯ
Методика укрупненного нормирования для каждого вида разнооб-
разных работ и условий организации производства, встречающихся
в машиностроении, должна быть детально разработана особо, примени-
тельно почти к каждому конкретному виду работ. Однако в начале раз-
работки любых укрупненных нормативов возникает ряд общих (для всех
случаев) вопросов принципиального характера, решение которых мо-
жет быть почерпнуто из обобщенного опыта.
В отличие от дифференцированных нормативов в укрупненные за-
ложена заранее проделанная работа по решению связанных с норми-
рованием технологических задач, по сочетанию, отдельных затрат вре-
мени, зависящих от одинаковых факторов продолжительности или тех-
нологически неделимых, в возможно меньшее количество комплексов
(слагаемых, сомножителей) с некоторыми округлениями в допустимых
пределах. Комплексы приемов образуются либо путем объединения
приемов по признаку их технологической последовательности или не-
делимости (технологические комплексы), либо по признаку общности
или подобия факторов, влияющих на их продолжительность (расчет-
ные комплексы)., Иногда, анализируя операцию в целом, подразделяют
входящие в состав ее приемы на приемы постоянного и переменного со-
става и объединяют приемы постоянного состава в укрупненный ком-
плекс. В одном комплексе иногда сочетаются элементы ручного и ма-
шинного времени, времени на отдых и т. п., что в дифференцированных
нормативах не практикуется.
Укрупненные нормативы времени, как и любые другие, разрабаты-
ваются на основании тщательных исследований, технико-нормировочных
наблюдений, проводимых как в лабораторных, так и в производствен-
ных условиях. Укрупненные нормативы могут создаваться также на
базе уже имеющихся элементных нормативов времени и режимов ра~
Свойства нормативов и их взаимозависимость при укрупнении
19
боты оборудования. Например, создавая укрупненные нормативы на
станочные работы, нет надобности заново исследовать режимы реза-
ния, можно использовать уже имеющиеся нормативы, проверенные
в производственных условиях. Располагая поэлементными нормативами
на ремонт оборудования, проверенными на практике, можно восполь-
зоваться ими для создания укрупненных нормативов.
Однако, когда дифференцированные нормативы вызывают сомнения,
или когда речь идет о новых видах работ, на которые нет проверенных
нормативов, тогда создание укрупненных нормативов следует основы-
вать непосредственно на технико-нормировочных исследованиях и диф-
ференцированных наблюдениях.
Укрупнение нормативов часто достигается за счет сочетания таких
элементов, которые в производственных условиях отделены друг о г
Друга рядом других приемов, элементами другой разновидности (напри-
мер, машинным временем), но зависят от одинаковых факторов продол-
жительности.
Типовые нормы времени представляют собою нормы штучного и под-
готовительно-заключительного либо штучно-калькуляционного* времени
на конкретную операцию, выполняемую по типизированному технологи-
ческому процессу в строго определенных, наиболее рациональных орга-
низационно-технических условиях. Эти нормы применимы только при
наличии в действительности тех же самых условий, которые заложены
в основу расчета.
Нормы штучного (или штучно-калькуляционного времени), рассчи-
танные на какой-либо технологический процесс, применяемый на том
или ином заводе, не всегда отражают современные достижения про-
грессивной технологии. Поэтому далеко не всякая расчетная норма вре-
мени может быть принята за основу как типовая норма, т. е. как руко-
водящий материал. Руководящим материалом может служить лишь
норма времени, основанная на тщательно проанализированном и ти-
пизированном прогрессивном технологическом процессе. Но так как
возможен выбор нескольких технологических вариантов, то разработка
нормативов осложняется, сужается применимость, универсальность
типовых норм.
Рассматривая все возможные варианты нормативов, предназначенных
для нормирования одного и того же вида работ с точки зрения степени
их расчлененности или- укрупнения, можно убедиться в том, что суще-
ствуют определенные нижние и верхние пределы, которые ограничивают
все эти варианты.
Наиболее дифференцированными являются микроэлементные нор-
мативы. Далее следуют дифференцированные нормативы. Следующим
шагом развития в направлении упрощения технического нормирования
являются укрупненные нормативы.
Наконец, естественным пределом укрупнения нормативов служат
Типовые нормы и нормы штучного времени. Указанные нижний и верх-
ний пределы ограничивают возможности расчленения и укрупнения нор-
мативов.
СВОЙСТВА НОРМАТИВОВ И ИХ ВЗАИМОЗАВИСИМОСТЬ ПРИ УКРУПНЕНИИ
Укрупненное нормирование особенно эффективно там, где техноло-
гическая подготовка производства, в частности разработка технологиче-
ских процессов, производится упрощенно. Чтобы в этих условиях рас-
считать нормы времени, нормировщику приходится предварительно
решать ряд технологических задач по определению последовательности
переходов, выбору режимов резания и т. д. Эту работу требуется
2*
20
Принципы укрупненного технического нормирования
облегчить и ускорить. Таким образом, непосредственные задачи укруп-
ненного нормирования состоят:
а) в облегчении правильного решения технологических задач, воз*
пикающих при расчете нормы;
б) в упрощении и ускорении расчета технической нормы времени.
При разработке укрупненных нормативов времени стремятся воз-
можно большую часть работ и расчетов сделать заранее, тем самым
максимально упрощая последующий труд нормировщика при пользой
вании нормативами. Например, при нормировании станочных работу
даже если имеется маршрутная технологическая карта, требуется ряд
решений, определяющих: количество черновых проходов в зависимости
от припуска; количество предчистовых и чистовых проходов и пробных
стружек в зависимости от заданного класса точности обработки; пе-
риод стойкости режущего инструмента, величину подачи, скорость ре-
зания, допустимые в зависимости от возможностей станка, инструмента,
жесткости системы станок—деталь—инструмент и т. п.
Укрупненные нормативы либо облегчают решение таких задач, ли0е
дают готовые решения.
По мере укрупнения нормативов, их свойства претерпевают измене-
ния. Для изучения характера этих изменений выбраны в качестве кри-
териев решающие свойства нормативов.
Такие свойства можно свести к трем основным:
а) простота структуры нормативов и их применения при нормиро-
вании; б) нужная универсальность; в) достаточная точность.
Исследуем эти три свойства в отдельности, стремясь выявить взаи-
мосвязь между ними и степенью укрупнения нормативов.
Простота применения нормативов на практике зависит от их струк-
туры.
Структура нормативов, ее сложность или простота достаточно объ*
ективно характеризуются развернутой расчетной формулой, которая
служит ключом для пользования данными нормативами. Чем она
проще, тем легче определить норму времени.
Современное техническое нормирование дает возможность использо-
вать целую гамму нормативов различной степени дифференциации или
укрупнения, начиная от микроэлементных нормативов и кончая типо-
выми нормами штучного времени.
По мере укрупнения нормативов, значительно упрощается расчетная
формула (эта формула наиболее сложна у микроэлементных норма-
тивов).
Микроэлементные нормативы дают продолжительность отдельных
движений, элементные — отдельных приемов, укрупненные же норма-
тивы охватывают комплексы приемов. Например, чтобы пронормировать
два часто повторяющихся при токарных работах приема «Установить
вручную, без выверки деталь в самоцентрирующем патроне» и «Снять
деталь по окончании обработки и отложить», требуется запроектиро-
вать состав и последовательность необходимых приемов, число кото-
рых в данном случае равно 92. Далее надо найти соответствующие нор-
мативы времени и их суммировать. Если представить ход расчета этой
нормы в виде формулы, она1 будет содержать такое же количество
слагаем ых.
При дифференцированном нормировании продолжительность тех же
двух приемов была выражена двумя значениями нормативов. Эти два
значения могут быть, в свою очередь, укрупнены в одно — у.
При укрупненном нормировании один норматив иногда охватывает
несколько десятков приемов. Например, норматив вспомогательных
Свойства нормативов и их взаимозависимость при укрупнении
21
времен, связанных с обточкой или расточкой одной поверхности на ка-
русельном станке по II классу точности, охватывает всего 61 прием, ко-
торым соответствует столько же дифференцированных нормативов,
в частности: 1—подвести инструмент к детали; 2—установить резец
на размер; 3 — включить вращение планшайбы; 4 — включить подачу;
5 —выключить подачу; 6 — выключить вращение планшайбы; 7—из-
менить число оборотов .планшайбы; 8—изменить величину по-
дачи; 9 — отвести инструмент от детали; 10 — переместить суппорт
в исходное положение с включением и выключением ускоренной подачи;
И—измерение; 12 — повернуть резцовую головку и т. д.
Все эти и другие приемы повторяются по нескольку раз, так как
один норматив охватывает в рассматриваемом случае все вспомогатель-
ные времена (кро»ме установочного) на три черновых прохода, один
предчистовой и один чистовой.
Если применять такой укрупненный норматив вспомогательного вре-
мени на поверхность £е./?в сочетании с укрупненными же нормативами
основного времени на 100 мм расчетной длины обрабатываемой по-
верхности /О100, то расчетная формула на вышеуказанную операцию
примет следующий простой вид:
Коэффициент К учитывает время на организационно-техническое об-
служивание, отдых и естественные надобности.
Наконец, пользуясь типовыми нормами времени, можно, не произ-
водя никаких расчетов, сразу определить величину штучного времени,
так как типовая норма равна Тш или Тш к.
Помимо расчетных формул, сравнительное изучение структуры нор-
мативов может быть произведено хотя и сложнее, но весьма объективно
путем параллельного нормирования одной и той же операции по не-
скольким справочникам и подсчета потребовавшихся при этом в каж-
дом случае разных действий или этапов расчета, например:
1) количество величин, которые надо найти в справочнике или в па-
спорте станка при расчете;
2) количество разных страниц справочника, на которых приходится
отыскивать нужные данные;
3) количество математических действий, необходимых для расчета
штучного времени: сложения, вычитания, умножения, деления, возве-
дения в степень и т. д.
Сопоставление формул и характеристик этапов расчета наглядно
показывает, насколько структура нормативов характеризует простоту
пользования ими и достигаемый при этом выигрыш времени при рас-
чете технически обоснованной нормы времени. Поэтому структура нор-
мативов является важным и объективным критерием, которым можно
.руководствоваться при сравнительном изучении нормативов, а также
в процессе создания новых укрупненных нормативов.
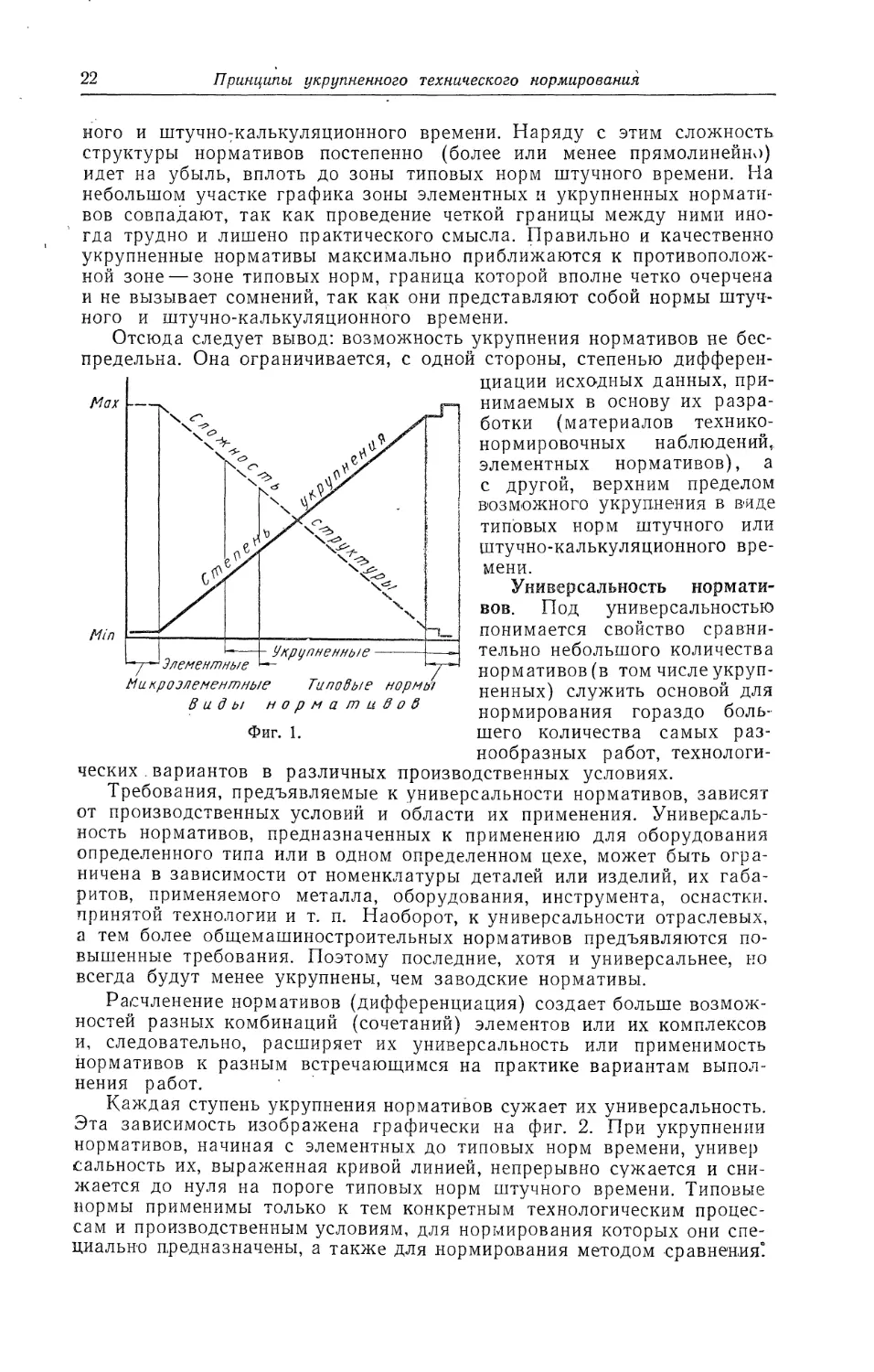
Итак, по мере укрупнения нормативов времени их структуры посте-
пенно становятся проще, чем внешне выражается упрощением расчет-
ной формулы и всего процесса расчета нормы штучного времени. с*ту
взаимозависимость можно изобразить графически (фиг. 1). Линия, ха-
рактеризующая возрастание степени укрупнения нормативов, последо-
вательно проходит через зоны разных видов нормативов: микроэле-
ментных, элементных, укрупненных и, наконец, переходит в зону
типовых норм, где образуются две ступени, относящиеся к нормам штуч-
22
Принципы укрупненного технического нормирования
кого и штучно7калькуляционного времени. Наряду с этим сложность
структуры нормативов постепенно (более или менее прямолинейно)
идет на убыль, вплоть до зоны типовых норм штучного времени. На
небольшом участке графика зоны элементных и укрупненных нормати-
вов совпадают, так как проведение четкой границы между ними ино-
гда трудно и лишено практического смысла. Правильно и качественно
укрупненные нормативы максимально приближаются к противополож-
ной зоне — зоне типовых норм, граница которой вполне четко очерчена
и не вызывает сомнений, так как они представляют собой нормы штуч-
Мах
Min
—I- Укрупненные--------
Элементные
Макроэлементные Таловые нормы
Виды нормативов
Фиг. 1.
ного и штучно-калькуляционного времени.
Отсюда следует вывод: возможность укрупнения нормативов не бес-
предельна. Она ограничивается, с одной стороны, степенью дифферен-
циации исходных данных, при-
нимаемых в основу их разра-
ботки (материалов технико-
нормировочных наблюдений,
элементных нормативов), а
с другой, верхним пределом
возможного укрупнения в виде
типовых норм штучного или
штучно-калькуляционного вре-
мени.
Универсальность нормати-
вов. Под универсальностью
понимается свойство сравни-
тельно небольшого количества
нормативов (в том числе укруп-
ненных) служить основой для
нормирования гораздо боль-
шего количества самых раз-
нообразных работ, технологи-
ческих . вариантов в различных производственных условиях.
Требования, предъявляемые к универсальности нормативов, зависят
от производственных условий и области их применения. Универсаль-
ность нормативов, предназначенных к применению для оборудования
определенного типа или в одном определенном цехе, может быть огра-
ничена в зависимости от номенклатуры деталей или изделий, их габа-
ритов, применяемого металла, оборудования, инструмента, оснастки,
принятой технологии и т. п. Наоборот, к универсальности отраслевых,
а тем более общемашиностроительных нормативов предъявляются по-
вышенные требования. Поэтому последние, хотя и универсальнее, но
всегда будут менее укрупнены, чем заводские нормативы.
Расчленение нормативов (дифференциация) создает больше возмож-
ностей разных комбинаций (сочетаний) элементов или их комплексов
и, следовательно, расширяет их универсальность или применимость
нормативов к разным встречающимся на практике вариантам выпол-
нения работ.
Каждая ступень укрупнения нормативов сужает их универсальность.
Эта зависимость изображена графически на фиг. 2. При укрупнении
нормативов, начиная с элементных до типовых норм времени, универ
сальность их, выраженная кривой линией, непрерывно сужается и сни-
жается до нуля на пороге типовых норм штучного времени. Типовые
нормы применимы только к тем конкретным технологическим процес-
сам и производственным условиям, для нормирования которых они спе-
циально предназначены, а также для нормирования методом сравнения!
Свойства нормативов и их взаимозависимость при укрупнении
23
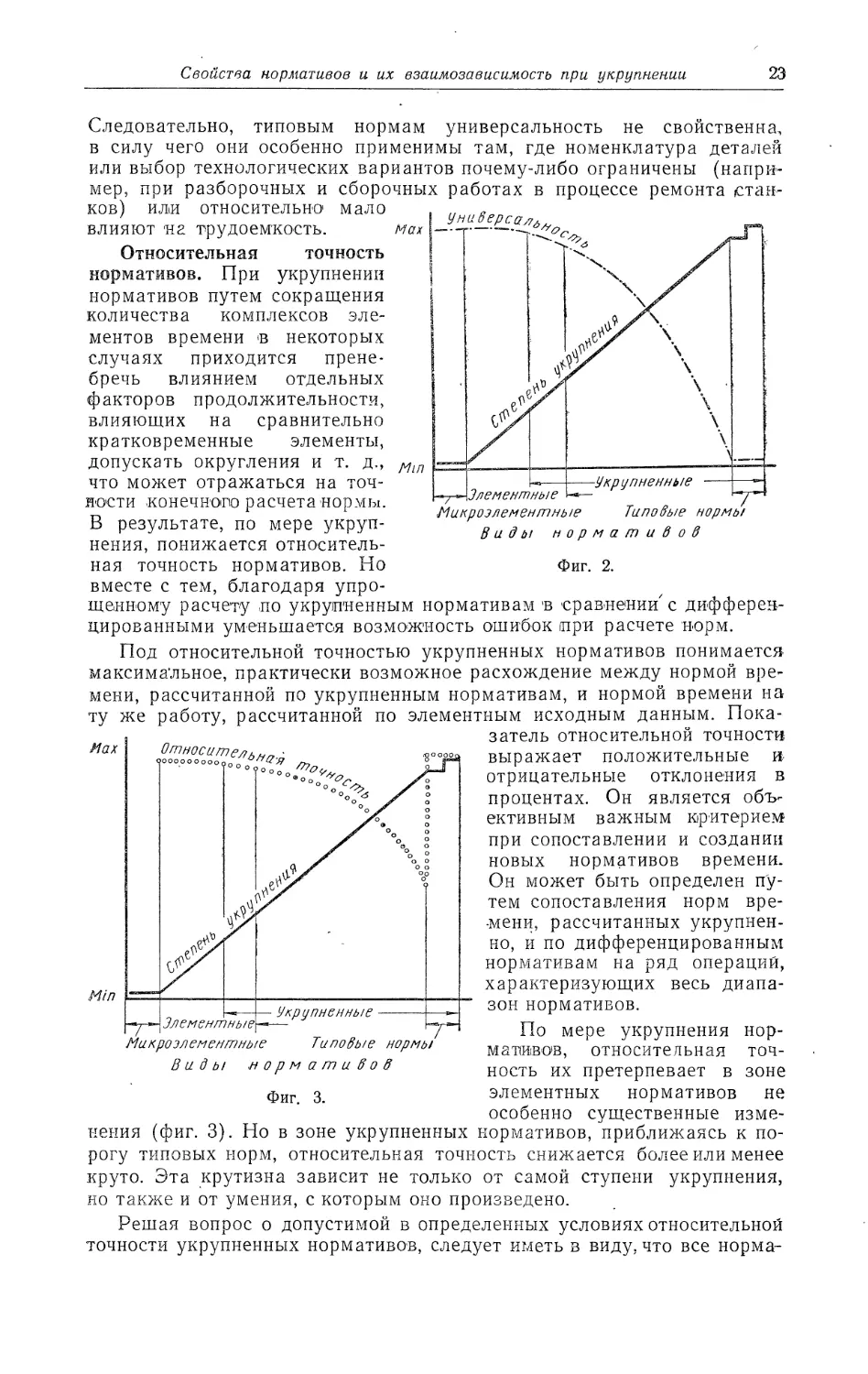
Следовательно, типовым нормам универсальность не свойственна.
в силу чего они особенно применимы там, где номенклатура деталей
или выбор технологических вариантов почему-либо ограничены (напри-
мер, при разборочных и сборочных работах в процессе ремонта стан-
ков) или относительно1 мало
влияют на трудоемкость. мах
Относительная точность
нормативов. При укрупнении
нормативов путем сокращения
количества комплексов эле-
ментов времени <в некоторых
случаях приходится прене-
бречь влиянием отдельных
факторов продолжительности,
влияющих на сравнительно
кратковременные элементы,
допускать округления и т. д., Min
что может отражаться на точ-
ности конечного расчета нормы.
В результате, по мере укруп-
нения, понижается относитель-
ная точность нормативов. Но
вместе с тем, благодаря упро-
щенному расчету по укрупненным
нормативам *в сравнении'с дифферен-
цированными уменьшается возможность ошибок при расчете норм.
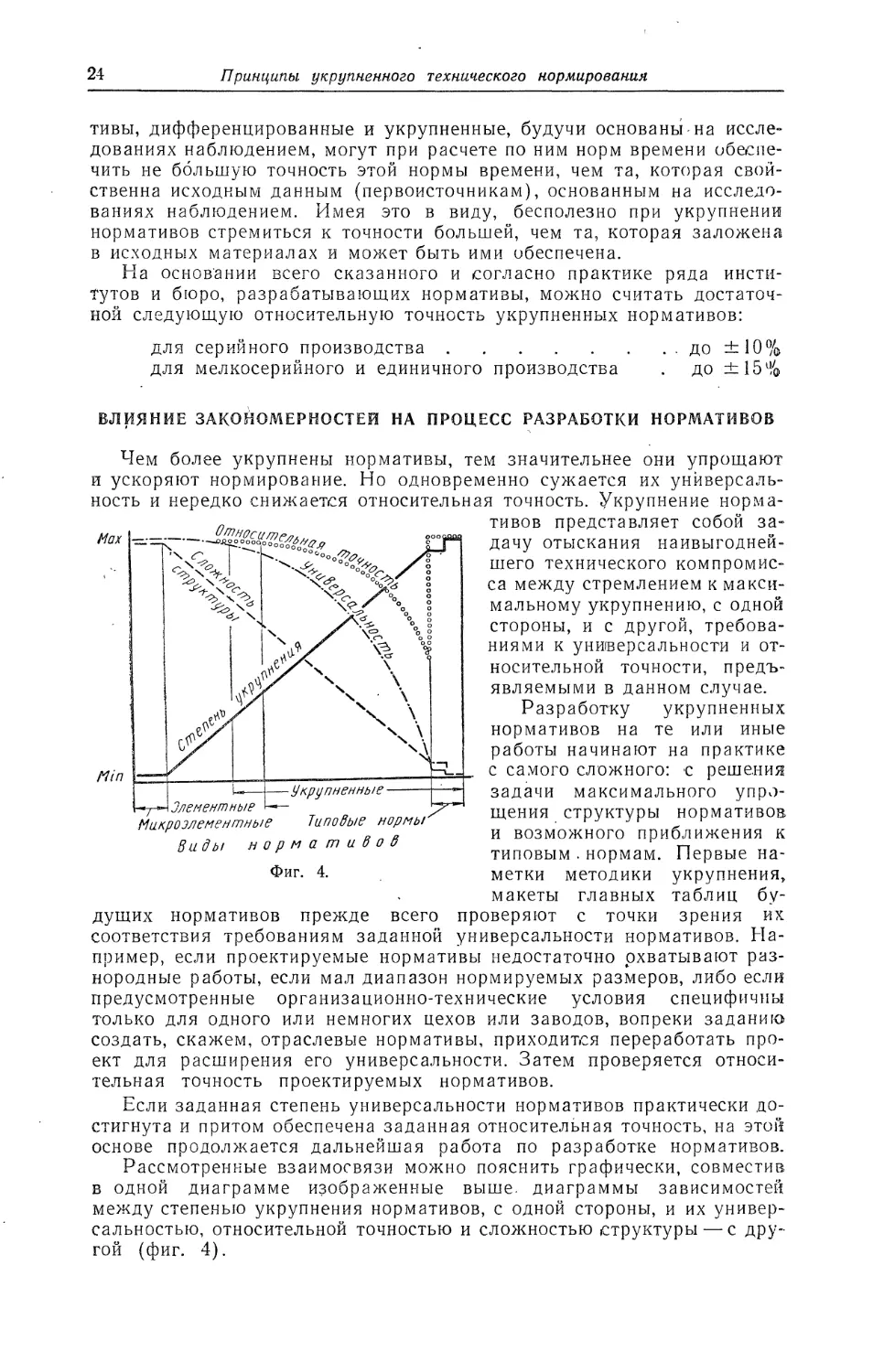
Под относительной точностью укрупненных нормативов понимается
максимальное, практически возможное расхождение между нормой вре-
мени, рассчитанной по укрупненным нормативам, и нормой времени на
ту же работу, рассчитанной по элементным исходным данным. Пока-
нения (фиг. 3). Но в зоне укрупненных
затель относительной точности
выражает положительные и-
отрицательные отклонения в
процентах. Он является объ-
ективным важным критерием
при сопоставлении и создании
новых нормативов времени.
Он может быть определен пу-
тем сопоставления норм вре-
-мени, рассчитанных укрупнен-
но, и по дифференцированным
нормативам на ряд операций,
характеризующих весь диапа-
зон нормативов.
По мере укрупнения нор-
мативов, относительная точ-
ность их претерпевает в зоне
элементных нормативов не
особенно существенные изме-
нормативов, приближаясь к по-
рогу типовых норм, относительная точность снижается более или менее
круто. Эта крутизна зависит не только от самой ступени укрупнения,
ио также и от умения, с которым оно произведено.
Решая вопрос о допустимой в определенных условиях относительной
точности укрупненных нормативов, следует иметь в виду, что все норма-
24
Принципы укрупненного технического нормирования
тивы, дифференцированные и укрупненные, будучи основаны на иссле-
дованиях наблюдением, могут при расчете по ним норм времени обеспе-
чить не большую точность этой нормы времени, чем та, которая свой-
ственна исходным данным (первоисточникам), основанным на исследо-
ваниях наблюдением. Имея это в виду, бесполезно при укрупнении
нормативов стремиться к точности большей, чем та, которая заложена
в исходных материалах и может быть ими обеспечена.
На основании всего сказанного и согласно практике ряда инсти-
тутов и бюро, разрабатывающих нормативы, можно считать достаточ-
ной следующую относительную точность укрупненных нормативов:
для серийного производства.........................до ±10%
для мелкосерийного и единичного производства . до ±15%
ВЛИЯНИЕ ЗАКОНОМЕРНОСТЕЙ НА ПРОЦЕСС РАЗРАБОТКИ НОРМАТИВОВ
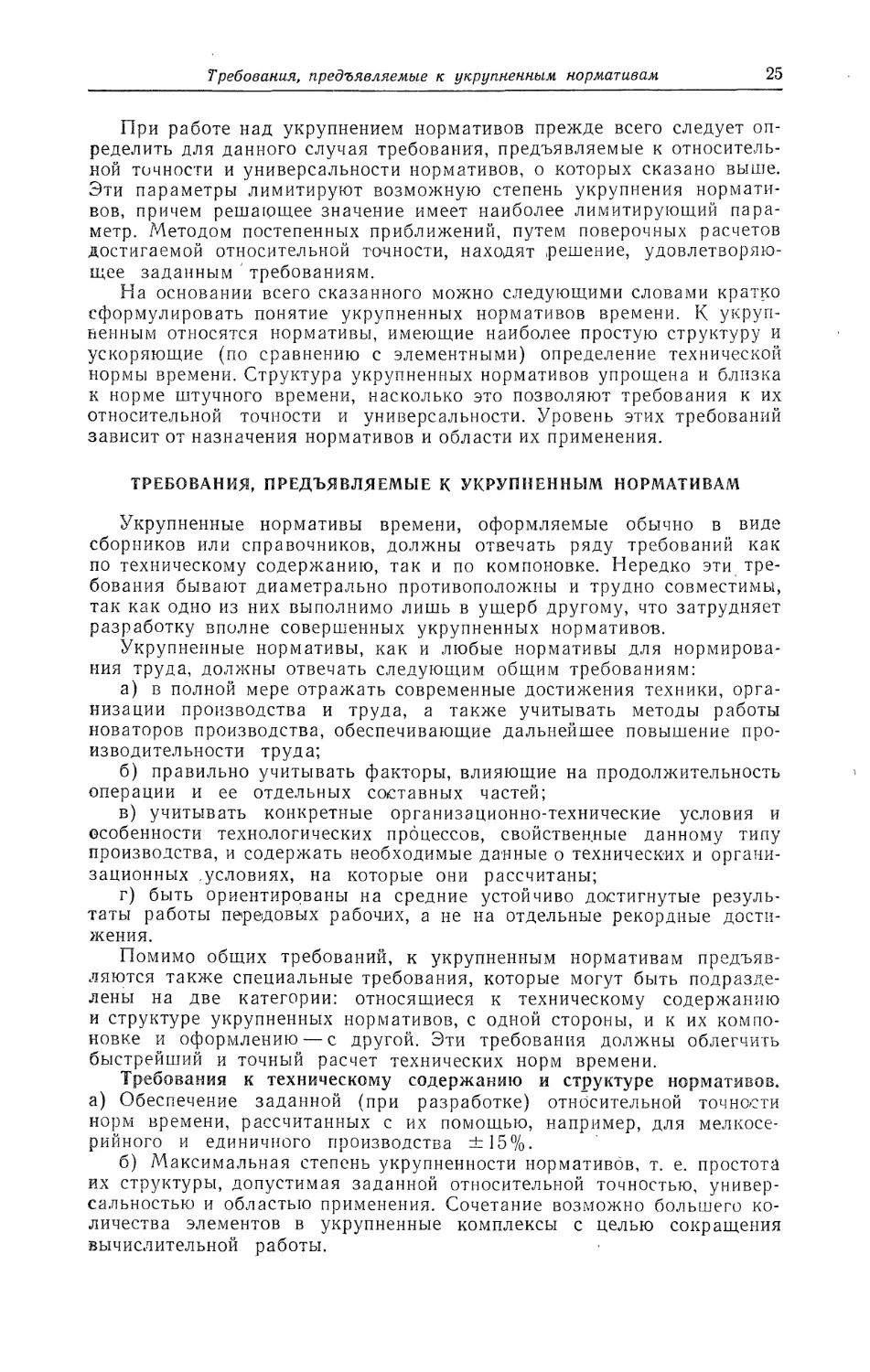
Чем более укрупнены нормативы, тем значительнее они упрощают
и ускоряют нормирование. Но одновременно сужается их универсаль-
ность и нередко снижается относительная точность. Укрупнение норма-
Фиг. 4.
тивов представляет собой за-
дачу отыскания наивыгодней-
шего технического компромис-
са между стремлением к макси-
мальному укрупнению, с одной
стороны, и с другой, требова-
ниями к уни(версальности и от-
носительной точности, предъ-
являемыми в данном случае.
Разработку укрупненных
нормативов на те или иные
работы начинают на практике
с самого сложного: с решения
задачи максимального упро-
щения структуры нормативов
и возможного приближения к
типовым . нормам. Первые на-
метки методики укрупнения,
макеты главных таблиц бу-
дущих нормативов прежде всего проверяют с точки зрения их
соответствия требованиям заданной универсальности нормативов. На-
пример, если проектируемые нормативы недостаточно охватывают раз-
нородные работы, если мал диапазон нормируемых размеров, либо если
предусмотренные организационно-технические условия специфичны
только для одного или немногих цехов или заводов, вопреки заданию
создать, скажем, отраслевые нормативы, приходится переработать про-
ект для расширения его универсальности. Затем проверяется относи-
тельная точность проектируемых нормативов.
Если заданная степень универсальности нормативов практически до-
стигнута и притом обеспечена заданная относительная точность, на этой
основе продолжается дальнейшая работа по разработке нормативов.
Рассмотренные взаимосвязи можно пояснить графически, совместив
в одной диаграмме изображенные выше, диаграммы зависимостей
между степенью укрупнения нормативов, с одной стороны, и их универ-
сальностью, относительной точностью и сложностью структуры — с дру-
гой (фиг. 4).
Требования, предъявляемые к укрупненным нормативам
25
При работе над укрупнением нормативов прежде всего следует оп-
ределить для данного случая требования, предъявляемые к относитель-
ной точности и универсальности нормативов, о которых сказано выше.
Эти параметры лимитируют возможную степень укрупнения нормати-
вов, причем решающее значение имеет наиболее лимитирующий пара-
метр. /Методом постепенных приближений, путем поверочных расчетов
достигаемой относительной точности, находят решение, удовлетворяю-
щее заданным требованиям.
На основании всего сказанного можно следующими словами кратко
сформулировать понятие укрупненных нормативов времени. К укруп-
ненным относятся нормативы, имеющие наиболее простую структуру и
ускоряющие (по сравнению с элементными) определение технической
нормы времени. Структура укрупненных нормативов упрощена и близка
к норме штучного времени, насколько это позволяют требования к их
относительной точности и универсальности. Уровень этих требований
зависит от назначения нормативов и области их применения.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К УКРУПНЕННЫМ НОРМАТИВАМ
Укрупненные нормативы времени, оформляемые обычно в виде
сборников или справочников, должны отвечать ряду требований как
по техническому содержанию, так и по компоновке. Нередко эти тре-
бования бывают диаметрально противоположны и трудно совместимы,
так как одно из них выполнимо лишь в ущерб другому, что затрудняет
разработку вполне совершенных укрупненных нормативов.
Укрупненные нормативы, как и любые нормативы для нормирова-
ния труда, должны отвечать следующим общим требованиям:
а) в полной мере отражать современные достижения техники, орга-
низации производства и труда, а также учитывать методы работы
новаторов производства, обеспечивающие дальнейшее повышение про-
изводительности труда;
б) правильно учитывать факторы, влияющие на продолжительность
операции и ее отдельных составных частей;
в) учитывать конкретные организационно-технические условия и
особенности технологических процессов, свойственные данному типу
производства, и содержать необходимые данные о технических и органи-
зационных условиях, на которые они рассчитаны;
г) быть ориентированы на средние устойчиво достигнутые резуль-
таты работы передовых рабочих, а не на отдельные рекордные дости-
жения.
Помимо общих требований, к укрупненным нормативам предъяв-
ляются также специальные требования, которые могут быть подразде-
лены на две категории: относящиеся к техническому содержанию
и структуре укрупненных нормативов, с одной стороны, и к их компо-
новке и оформлению — с другой. Эти требования должны облегчить
быстрейший и точный расчет технических норм времени.
Требования к техническому содержанию и структуре нормативов,
а) Обеспечение заданной (при разработке) относительной точности
норм времени, рассчитанных с их помощью, например, для мелкосе-
рийного и единичного производства ±15%.
б) Максимальная степень укрупненности нормативов, т. е. простота
их структуры, допустимая заданной относительной точностью, универ-
сальностью и областью применения. Сочетание возможно большего ко-
личества элементов в укрупненные комплексы с целью сокращения
вычислительной работы.
26
Принципы укрупненного технического нормирования
в) Учет уровня технологической подготовки того производства, для
которого предназначены нормативы (наличие попереходного, маршрут-
ного технологического процесса, нормирование по чертежу и т. п.).
Максимальное облегчение решения технологических задач, возникаю-*
щее при нормировании (например, выбор технологического режима»,
обеспечивающего наивыгоднейшее использование оборудования и .ин-
струмента, заданную чистоту, точность и т. д.).
Нормативы должны по возможности содержать готовые технически
обоснованные решения.
Таблицы нормативов должны быть построены так, чтобы не только
сразу ориентировать на технологически наивыгоднейшие решения, но
и указывать соответствующий норматив времени.
г) Возможность применения нормативов мелкосерийного и единич-
ного производства для нормирования по маршрутным технологическим
процессам и даже по чертежам.
д) Нахождение требующегося норматива времени должно быть
поставлено в зависимость от минимального количества факторов,,
влияющих на продолжительность, однако, не в ущерб заданной точ-
ности.
е) Необходимость 'пользования поправочными коэффициентами дол-
жна быть сведена к минимуму за счет пренебрежения второстепенными
факторами, влияние которых много ниже пределов, допустимых задан-
ной относительной точностью нормативов. Целесообразно сочетание не-
скольких коэффициентов, если они применяются одновременно, в один
укрупненный коэффициент.
ж) Четкое подразделение (дифференциация) нормативов в зависи-
мости от важнейших факторов, например от жесткости крепления де-
тали, заданного класса точности и чистоты обрабатываемых поверхно-
стей и тому подобных требований к качеству (в тех случаях, когда
этим нельзя пренебречь без ущерба заданной точности нормативов).
з) Охват достаточно широкого, сообразно целевому назначению
нормативов, круга работ, видов обработки и различных их вариантов.
и) Достаточный для данной отрасли предприятия или цеха диапа-
зон размеров обрабатываемых деталей или заготовок.
Требования к компоновке и оформлению сборников укрупненных
нормативов, а) Компактность сборника в целом и отдельных его частей
не в ущерб заданной относительной точности (оформление в виде не-
большого количества таблиц, упрощение пользования с помощью номо-
грамм, таблиц-номограмм или смешанно, однострочных нормативов
.и т. п.) (см. II главу).
б) Концентрация по возможности в одной таблице или на развер-
нутой странице всех переходов (или их вариантов), обычно встречаю-
щихся в одной операции по обработке материала одной или нескольких
марок, с помощью данного оборудования (что значительно облег-
чает пользование нормативами по сравнению с тем, когда для норми-
рования одной операции приходится отыскивать необходимые данные
по отдельным переходам на разных страницах справочника). Напри-
мер, сосредоточение в одной таблице нормативов на сверление отвер-
стий, рассверливание, зенкерование, развертывание и т. п.
в) Расшифровка параметров режима работы оборудования, поло-
женного в основу расчета того или иного норматива времени с тем,
чтобы эти параметры были видны при нахождении норматива времени
и при надобности могли быть доведены до рабочего одновременно
с технической нормой времени. Иногда для сокращения формата таб-
лиц режимная часть расшифровывается в приложениях.
Требования, предъявляемые к укрупненным нормативам
27
г) Обеспечение возможности для достаточно гибкого назначения ре-
жима резания в случаях жестких ограничений по мощности станка,
крутящему моменту, максимально возможной для станочника минутной
подаче (например, при точении в упор) и т. п. С этой целью полезно
помещать в одной таблице, для наглядности, не только нормативы
времени, но и возможные ограничивающие параметры.
д) Исчерпывающая фиксация партионности и организационно-тех-
нических условий (обслуживание рабочего места и т. п.), которым со-
ответствует данный норматив времени.
е) Подбор градаций величин факторов, от которых зависят норма-
тивы времени (например, размеров обрабатываемых поверхностей)-,
возможно ближе к геометрической прогрессии. Знаменатель прогрес-
сии выбирается с учетом заданной относительной точности и не должен
превышать этот показатель более чем в 2 раза. Иногда может быть
целесообразным подчинение геометрической прогрессии не факторов
продолжительности, а значения самих нормативов времени.
Вопросы применяемых рядов чисел имеют в технике большое зна-
чение, и им уделяется большое внимание1.
По предпочтительным числам и рядам предпочтительных чисел
в настоящее время построены размерность чисел оборотов и подач то-
карных, фрезерных, револьверных, карусельных и других металлорежу-
щих станков, а также нормальные диаметры и длины в машинострое-
нии и т. п.
Ряды предпочтительных чисел, установленные ГОСТом, представ-
ляют собой ряды геометрической прогрессии со знаменателем для соот-
ветствующих рядов 1,6; 1,25; 1,12; 1,06. Членами рядов предпочтитель-
ных чисел являются округленные числа, при этом относительная
разность .между расчетными и округленными числами находится в пре-
делах от плюс 1,26% до минус 1,01%. Относительная разность между
смежными членами сохраняется постоянной на протяжении всего ряда.
Для 5-го ряда она равна 58%, 10-го — 25%, 20-го—12% и 40-го —6%.
При разработке укрупненных нормативов для технического норми-
рования применимы главным образом следующие стандартные ряды:
Основные ряды
R 10 7? 20 R 10 7? 20 7? 10 7? 20 4
1,00 1,00 2,50 2,50 6,30 6,30
1,12 2,80 7,10
1,25 1,25 3,15 3,15 8,00 8,00
1,40 3,55 9,00
1,60 1,60 4,00 4,00 10,00 10,00
1,80 4,50
2,00 2,00 5,00 5,00
2,24 5,60
Ряды предпочтительных чисел безграничны в обоих направлениях.
Числа свыше 10 получаются умножением величин, установленных в ин-
тервале 1 —10, на 10; 100; 1000 и т. д., а числа менее 1 — на 0,1; 0,01
и т. д.
ж) Минимально необходимое количество цифр в таблицах норма-
тивов за счет сокращения чисел, выражающих укрупненные нормативы
1 В соответствии с рекомендацией Международной организации по стандар-
тизации (ИСО), членом которой является СССР, с 1 января 1957 г. утвержден но-
вый ГОСТ 8032-56 «Предпочтительные числа и ряды предпочтительных чисел», кото-
рый устанавливает нормальные ряды чисел, являющиеся основанием для выбора
величин и градаций параметров в машиностроении.
28
Принципы укрупненного технического нормирования
времени до 2—3 значащих цифр путем округления Ч Работа с табли-
цами нормативов, загроможденными многозначными цифрами, подсчи-
танными с ненужной скрупулезной точностью, крайне утомительна. Прв
разработке нормативов и применении их на практике нет смысла про-
изводить вычисления с точностью большей чем та, которая обеспечь
вается приближенными исходными данными. Так, в большинстве рас-
четов норм на станочные работы фигурирует величина л, точное число
которой многозначно; в расчетах всегда ^принимается ее приближен-
ное значение 3,14.
В зависимости от величины заданной относительной точности укруп-
ненных нормативов времени целесообразно путем округления выра-
жать их двумя или тремя значащими цифрами.
В среднем погрешности можно принять равными: при округленна
до двух значащих цифр—±3%, а до трех значащих цифр—±0,3%.
Следовательно, в том и другом случаях допускаемая математическая
погрешность значительно меньше степени точности, которую обес-
печивают исходные данные, на которых основана вся технико-нормиро-
вочная практика.
РАЗРАБОТКА ТИПОВЫХ НОРМ
Практика показывает, что хотя отдельные типоразмеры деталей?
повторяются редко, зато детали, близкие по конфигурации и техноло-
гически сходные, встречаются значительно чаще. Это обстоятельство^
открывает возможности для преодоления коренного недостатка типо-
вых норм времени — их малой универсальности На этом основаны два
наиболее распространенных пути повышения универсальности типовык
норм.
1. Отбор деталей, типичных для часто повторяющихся в производ-
стве, типизация технологии их обработки и технический расчет нору?
на широкий диапазон возможных, технологически единообразных типо-
размеров.
2. Создание и применение типовых норм не только непосредственна»
по прямому назначению, но также и для нормирования методом срав-
нения (по аналогии), интерполяции и экстраполяции. Это делается,,
разумеется в границах единства технологии, режимов обработки, с до-
пущением отступлений лишь в границах, диктуемых заданной относи-
тельной точностью. Таким путем можно значительно повысить универ-
сальность типовых норм.
Масштабы разработки типовых норм на заводах ограничиваются?
главным образом соображениями значительной трудоемкости этой ра-
боты.
Сложнее решается этот вопрос при централизованной разработке
типовых норм. В таких случаях заранее от типовых норм, предназна-
ченных для многих предприятий, требуется универсальность не только
в смысле диапазона охватываемых наименований и размеров обраба-
тываемых деталей, но и в смысле возможности применения норм5
в разных производственных условиях. В'связи с этим возникает рад.
дополнительных трудностей и ограничений.
За последние годы ЦБПНТ организовало разработку типовых норм"
времени на обработку ряда повторяющихся деталей: зубчатых колес,,
валов, втулок, крепежа и т. п. Тем не менее целесообразна разработка*
типовых норм на предприятиях по своей номенклатуре.
1 Значащими цифрами в числах называют цифры от 1 до 9, а также 0. если об-
стоит между другими цифрами или вправо на конце целого числа. В десятичной проб®
нули, стоящие влево перед другими цифрами, не считаются значащими цифрамж.
Разработка типовых норм
29
Основные этапы разработки типовых норм. Типовые нормы разра-
батывают в несколько этапов. Для примера перечисляются важнейшие.
Прежде всего уточняют область будущего применения норм: в мас-
штабе завода, отрасли или в межотраслевом (общемашиностроитель-
оом), тип производства и т. п. Далее очерчивается круг работ, который
предполагается охватить типовыми нормами, т. е. их профиль. Напри-
мер, вариант первый — обработка деталей, предназначенных узко для
Премонта металлорежущих станков, однако достаточно широкой но-
менклатуры, необходимой для этой цели, с охватом всех видов ста-
жзчной и других видов обработки, предусмотренных технологическим
процессом. Другой вариант—обработка деталей, повторяющихся в лю-
бой отрасли машиностроения — зубчатых колес большого диапазона
модулей и т. д. При этом может предусматриваться тблько токарная
обработка заготовок, либо только зубонарезание, либо все виды обра-
ботки, предусмотренные технологическим процессом. Можно, например,
также ограничиться узкой номенклатурой крепежных деталей, инстру-
мента и т. д. При любом варианте с самого начала должны быть уточ-
нены целевое назначение, профиль и диапазон норм.
Далее, в пределах намеченного круга работ выявляют номенклатуру
повторяющихся деталей, диапазоны типоразмеров, годовую потребность,
«ртионность запуска их в производство. Исходными материалами
служат чертежи, конструкторские спецификации и комплектовочные
ведомости, плановые данные о выпуске соответствующих изделий. Эта
выборочная работа дает возможность судить о повторяемости и при-
меняемости деталей, выделить детали общего назначения, унифициро-
ванные, нормализованные и т. д. Таким путем определяются номенкла-
тура деталей, охватываемых нормами, диапазон их размерных характе-
ристик, количественная потребность в них (обычные размеры партий).
Отобранные повторяющиеся типовые детали подлежат классифика-
ции по признакам технологического подобия. При этом учитывается,
гчто технология обработки двух конструктивно и геометрически подоб-
ных деталей может быть различна, если между ними есть большая
разница в размерах,, точности или применяемых для их изготовления
материалах или заготовках (например, для одних—прокат, для дру-
гих— поковка и т. п.). В процессе классификации, руководствуясь прин-
ципами группового запуска деталей в производство, иногда включают
в одну группу конструктивно и геометрически не сходные, зато техно-
логически сходные детали. Иногда этим можно воспользоваться для
применения типовых норм методом сравнения. В процессе классифика-
ции предварительно, а на последующих этапах окончательно решается
©опрос о возможности нормировать по одним и тем же нормам (де-
тали— типовому представителю) обработку нескольких разных дета-
лей, имеющих небольшие отличия, при условии, если вызываемая этим
погрешность не выходит за пределы заданной относительной точности.
Вопросы классификации и выбора типовых деталей нельзя решать
в отрыве от технологического процесса.
Для каждой детали, выбранной в качестве типовой или типового
представителя, разрабатывается типовой технологический процесс.
При разработке заводских норм дело упрощается, так как ограни-
чиваются наличным парком оборудования.
Задача разработки типовых технологических процессов может быть
решена двояко. Во-первых, путем выполнения всей работы заново
проектирования наиболее передовой технологии, что может потребо-
вать перестройки производства, новой оснастки и т. п. Второй путь мо-
жет быть использован немедленно, применительно к наличным воз-
30
Принципы укрупненного технического нормирования
можностям. Этот путь применим при разработке типовых норм для
определенного завода и основан на следующем. Опыт показывает,
что если изучить действующие на заводе технологические процессы
обработки конструктивно и технологически сходных деталей, запускав-
шихся в производство в разное в>ремя за последние, скажем, 10 лет, то
окажется, что многие из них различны. Наиболее прогрессивные обычно
(хотя и не всегда) относятся к последним годам. Нередко проверка на
рабочих местах обнаруживает, что фактически применяется не запро-
ектированный технологический процесс, а процесс, выработанный на
основании производственного опыта. Во всех таких случаях требуется
отобрать в качестве типового наиболее рациональный и, сделав при
надобности поправки, диктуемые технологическим процессом, принять
его за основу.
Сложнее обстоит дело при разработке более универсальных норма-
тивов, предназначенных для нескольких заводов, совнархоза или от-
расли. Здесь приходится учитывать большое разнообразие существую-
щего станочного парка. Например, не везде имеются зубофрезерные
станки, которые иногда приходится заменять универсальными фрезер-
ными станками, и т. п. Учитывая это, следует предусматривать не-
сколько вариантов отдельных операций на случай отсутствия тех или
иных станков.
В сборниках, предназначенных для широкого пользования, в отно-
шении технологических процессов обычно предусматривают следующие
данные.
Заготовка — материал марки, наиболее часто применяемый для ана-
логичных деталей. Припуски на обработку в соответствии с действую-
щими нормативами. В картах обязательно фиксируются характери-
стики обрабатываемости материала.
Оборудование — наиболее подходящее для данной операции. Для
обработки деталей, которые изготовляются в ремонтных цехах маши-
ностроительных заводов, предусматривается универсальное оборудова-
ние в виде типовых представителей его. Особо предусматриваются
технологические варианты, осуществимые с помощью специальных вы-
сокопроизводительных станков. В картах обязательно фиксируются
Основные характеристики принятого в расчет оборудования.
При проектировании типового технологического процесса, как пра-
вило, принимаются в расчет универсальные приспособления. Примене-
ние специальных приспособлений предусматривается при наличии их на
заводе, а также в случае их совершенной необходимости.
Режущий инструмент — как правило, выбирается универсальный
стандартный режущий инструмент, оснащенный предпочтительно твер-
дыми сплавами. Лишь в случаях, когда типовые нормы предусматри-
вают обработку достаточно крупных партий, оправдывающих примене-
ние специального инструмента (или если он фактически применяется
на заводе), с соответствующей оговоркой предусматривается такой ин-
струмент с указанием его основных характеристик.
Измерительный инструмент в нормах, разрабатываемых централи-
зованно, как правило, выбирается универсальный.
Соответственно вышеперечисленным условиям проектируется тех-
нологический процесс, который должен быть показан в сборнике типо-
вых норм в достаточно ясной форме, не вызывающей сомнений (поопе-
рационная технологическая карта, схема технологического процесса).»
в виде эскизов, изображающих последовательность переходов, операций
и т. п. Обязательно указывается способ базирования и крепления ле-
тали. В отношении режимов резания желательно указание о принятых
Методические особенности нормативных материалов
31
параметрах. Если это не делается, необходимо указать нормативы, по
которым определялись режимы.'
Наряду с разными технологическими вариантами, предусматривае-
мыми по мере надобности, на практике возможны отдельные отступле-
ния от принятых нормативных условий, которые можно предвидеть.
Например, замена запроектированного материала заготовки другим
t отличными свойствами обрабатываемости; замена литой заготовки
без отверстия заготовкой, имеющей отлитое отверстие; повышение тре-
бований к классу точности обработки детали; применение режущего ин-
струмента другой марки; изготовление деталей мелкими партиями
вместо единичного, предусмотренного в картах (например, 10—15 шт.
вместо 1—2), что часто случается с крепежными деталями, и т. п. Для
таких случаев целесообразно в сборнике предусмотреть соответствую-
щие поправочные коэффициенты.
Во избежание ошибок при пользовании сборником и для правиль-
ного применения поправочных коэффициентов необходимо четко огово-
рить все условия, которые приняты за основу при расчете типовых
норм.
Четкая фиксация всех этих условий важна не только при централи-
зованной разработке типовых норм, но также и при разработке завод-
ских норм. Это требует не столь значительной затраты труда, зато
дает возможность впоследствии использовать нормы для нескольких
заводов, а в дальнейшем на основе сравнительного их изучения и ана-
лиза для создания отраслевых и межотраслевых сборников. В резуль-
тате становится возможным использовать большой труд, вложенный
в разработку норм на одном заводе, в гораздо более широком мас-
штабе.
МЕТОДИЧЕСКИЕ ОСОБЕННОСТИ НОРМАТИВНЫХ МАТЕРИАЛОВ,
ВКЛЮЧЕННЫХ В ЧЕТВЕРТЫЙ ТОМ
Материалы четвертого тома, посвященные укрупненному нормиро-
ванию^ разных видов работ содержат примеры укрупненных нормати-
вов и методические указания относительно их разработки и примене-
ния. Сопоставление структур этих нормативных материалов даст пред-
ставление о большом диапазоне практически возможных степеней
укрупнения нормативов и путях их достижения.
Во второй главе показаны разные варианты укрупнения и компо-
новки нормативов на станочные работы: нормативы, позволяющие-
Сразу определять основное время на единицу длины обрабатываемой
поверхности, неполное штучное время на проход в зависимости от
длины обрабатываемой поверхности, штучное время (типовые нормы)
на станочную обработку деталей и т. п. Показаны также варианты
Оформления нормативов в виде обыкновенных цифровых таблиц, сме-
шанных, так называемых таблиц-номограмм и, наконец, чисто графи-
чески в виде номограмм.
Третья глава посвящена нормированию слесарной обработки дета-
лей. Укрупненность и размерность содержащихся в ней нормативов раз-
личны. В общем это нормативы штучно-калькуляционного времени на
обработку либо одной детали, например, болта (зачистка и пригонка),,
либо поверхности заданной длины и ширины (шабрение), либо на
обработку единицы поверхности определенной части детали, например^
на один зуб шестерни.
Некоторые карты скомпонованы по принципу так называемых мно-
©опереходных таблиц, которые отличаются тем, что в одну карту све-
32
Принципы укрупненного технического нормирования
дены нормативы на несколько разных видов обработки, обычно техно-
логически связанных между собой и следующих друг за другом в опре-
деленной последовательности (например, сверление отверстий, рассвер-
ливание, зенкерование, развертывание и т. п.). Такая компоновка карт
избавляет от поисков нужных данных на разных страницах справоч-
ника.
В некоторых картах, когда надо с помощью поправочных коэффи-
циентов отразить одновременно влияние нескольких факторов, дей-
ствующих в разных сочетаниях, применен принцип укрупненных коэф-
фициентов. Так, если требуется применить сразу три поправочных
коэффициента, учитывающие влияние трех разных факторов, нет на-
добности находить каждый коэффициент в отдельности и затем пере-
множать их между собой. Достаточно в соответствующей таблице найти
лишь один укрупненный коэффициент, учитывающий сразу сочетание
всех трех факторов.
Типовых норм в этой главе не содержится. Зато они представлены
в следующих двух главах. Надо отметить два различных принципа
компоновки типовых норм времени, преобладающих в IV и V главах.
Нормы времени на изготовление режущего и измерительного ин-
струмента (глава IV) построены по принципу выделения в отдельные
карты той части операций, например, заготовительных для резцов, ко-
торая повторяется в технологических процессах изготовления резцов
нескольких разных типов.
Такие повторяющиеся операции вынесены из карт типовых норм на
изготовление конкретных типов изделий, благодаря чему устранены
повторения в нескольких картах. В результате достигается компакт-
ность нормативов, а главное, таким путем раскрываются и как бы под-
сказываются возможности осуществления группового запуска в произ-
водство. Одновременно создаются условия для устранения излишеств
при определении подготовительно-заключительного времени.
Типовые нормы на изготовление станочных приспособлений (гла-
ва V) охватывают разнообразную номенклатуру приспособлений.
Каждое из них может изготовляться нескольких типоразмеров. При-
способления разных наименований (типов) между собой не сходны ни
по конфигурации, ни по технологии. При изготовлении изделий разных
типов одинаковые операции повторяются редко. Поэтому каждому типу
приспособлений отведена отдельная карта, рассчитанная на типизиро-
ванный технологический процесс изготовления, включающий все опе-
рации и соответствующие нормы времени.
Наиболее трудоемкой слесарной работой при изготовлении пресс-
форм и штампов является слесарная обработка их рабочих поверхно-
стей. Нормированию таких работ посвящены главы VI и VII. Конфи-
гурации и размеры рабочих поверхностей, обработку которых надо
нормировать, чрезвычайно разнообразны. Операции, взятые в целом,
практически не повторяются, нормирование по аналогии неприменимо.
Поэтому разработка типовых норм на обработку целых рабочих по-
верхностей здесь нецелесообразна.
В этом случае надо искать рациональную степень укрупнения нор-
мативов, ориентируясь на более простые составные части операций,
которые повторяются во многих других, внешне не сходных операциях,
и могут быть в них найдены и выделены по объективным признакам.
При слесарной обработке операция обычно охватывает обработку
всей рабочей поверхности детали, а расчленять операцию на части
следует, сообразуясь с возможностью разбивки этой поверхности на
отдельные участки. Разумеется, в расчет принимаются такие участки
Методические особенности нормативных материалов
33
поверхности, которые по своему характеру повторяются на многих
деталях. Например, контур вырубного штампа по всей его длине может
быть разбит на отдельные отрезки сообразно их конфигурации, как-то*,
прямолинейный отрезок, дуга и т. п.
Рабочая «поверхность пресс-форм также может быть разбита на
отдельные участки, поддающиеся классификации по степени (группе)
сложности. Далее, могут быть разработаны нормативы времени на
обработку единицы площади или длины контура рабочей поверхности.
Расчет нормы времени сводится в основном к разбивке всей обраба-
тываемой поверхности на части разной степени сложности, после чего
время на обработку каждой из них нормируют в отдельности, а затем
суммируют.
Нормирование работ по изготовлению деревянных моделей в усло-
виях мелкосерийного и единичного производства рассматривается
в VIII главе. Методика построения нормативов, показанных в этой
главе, предусматривает следующую степень укрупнения нормативов:
а) для обработки лесоматериалов и заготовок на станках — по ком-
плексам приемов; б) для всех остальных работ по изготовлению мо-
делей— укрупнение по укрупненным комплексам приемов, а также
типовые нормы.
Вопросы нормирования работ по ремонту металлорежущего обору-
дования рассматриваются в IX главе, в которой даны' типовые нормы
на ремонт отдельных узлов и станков в целом.
Глава X посвящена вопросам применения обязательных для маши-
ностроительных предприятий единых норм на ремонтно-строительные,
погрузочно-разгрузочные, лесозаготовительные и другие работы.
з Зак. 2/295
ГЛАВА II
УКРУПНЕННОЕ НОРМИРОВАНИЕ СТАНОЧНЫХ РАБОТ
В РЕМОНТНО-МЕХАНИЧЕСКИХ И ИНСТРУМЕНТАЛЬНЫХ
ЦЕХАХ
РАЗНОВИДНОСТИ УКРУПНЕННЫХ НОРМАТИВОВ
Условия работы в ремонтно-механических и инструментальных цехах
зависят от большой номенклатуры обрабатываемых в них деталей и
инструмента, изготовляемых чаще всего по одной штуке или мелкими
партиями. Только при изготовлении нормализованных деталей и не-
которых режущих инструментов (резцы и т. п.) создаются условия, при-
ближающиеся к мелкосерийному и серийному производству. Поэтому
в указанных цехах следует применять укрупненные методы техниче-
ского нормирования по нормативам или типовым нормам.
В укрупненных нормативах на станочные работы типизируется опре-
деленная часть операции (проход, переход, обработка одной поверхно-
сти), в типовых же технологических процессах типизируется и норми-
руется операция в целом или весь технологический процесс обработки-
детали.
Наиболее эффективна разработка типовых технологических процес-
сов и типовых норм на нормализованные детали приспособлений, штам-
пов, инструмента, детали станков, т. е. детали, изготовляемые в ре-
монтно-механических и инструментальных цехах.
Различают несколько разновидностей укрупненных нормативов на
станочные работы. Основные из них нормативы на единицу длины об-
рабатываемой поверхности (основное и вспомогательное время); нор-
мативы на обработку полной поверхности (неполное штучное время).
Укрупненные нормативы на единицу длины обрабатываемой поверх-
ности. Эти нормативы характерны тем, что нормировщик, назначая норму
времени, имеет возможность критически проанализировать ее состав-
ляющие, выявить резервы повышения производительности труда. Они
позволяют определять техническую норму времени по маршрутному
технологическому процессу, сохраняя при этом преимущества аналити-
ческого расчета и прогрессивность нормы за счет отдельных ее состав-
ляющих.
Сущность нормативов этого типа заключается в следующем.
Разрабатываются таблицы основного времени на 100 мм длины об-
работки различных поверхностей. В этих же таблицах приводится вспо-
могательное время, связанное с переходом, а в отдельных таблицах —
вспомогательное время на установку и снятие детали. Суммированием
оперативного времени отдельных переходов и времени на установку
и снятие детали определяется норма времени на операцию.
Определение основного времени — наиболее трудоемкая работа при
расчете технической нормы времени. Нормативы на единицу длины об-
Разновидности укрупненных нормативов
35
рабатываемой поверхности предусматривают укрупнение именно основ-
ного времени. Оно заключается в предварительно проделанной работе
по выбору режима резания с учетом основных факторов, влияющих на
его величину, и в подсчете основного времени на единицу длины обра-
батываемой поверхности — на 100 мм или на 10 мм TM1Q, или на
другую децимальную величину. При пользовании этими нормативами
для определения основного времени обработки заданной поверхности
достаточно расчетную длину обрабатываемой поверхности разделить на
100 (или соответственно на 10) и умножить на время обработки еди-
ницы длины, принимаемое из укрупненных нормативов.
Разработке таких нормативов предшествует большая работа. Вна-
чале выявляются номенклатура работ, обрабатываемые материалы, за-
жимные приспособления, применительно к которым должны быть раз-
работаны нормативы. Далее производится группировка обрабатывае-
мых материалов по маркам, Выявляется оборудование, которое должна
быть охвачено нормативами, и производится разбивка станков на
группы с одинаковой производственной характеристикой. Наконец, на
типовой представитель каждой группы станков разрабатываются таб-
лицы нормативов для каждого вида работ, группы обрабатываемых ма-
териалов, способа крепления детали.
Поскольку в укрупненных нормативах на единицу длины обраба-
тываемой поверхности укрупнение прежде всего касается основного вре-
мени, то правильный выбор режимов резания применительно к данным
конкретным условиям определяет точность и, следовательно, качество
этих нормативов. Особое внимание при этом уделяется выбору наи-
более рациональных глубин резания, подачи, чисел оборотов. Необхо-
димо достаточно полно учесть все факторы, влияющие на их величину.
Это трудоемкая работа, которая в производственных условиях не всегда
может быть выполнена с такой полнотой, которая возможна в процессе
разработки укрупненных нормативов.
Так, при выборе величины подачи учитывается большинство факто-
ров, влияющих на ее величину. Наряду с известными таблицами по вы-
бору подачи в зависимости от заданной чистоты поверхности, усилий
резания, допустимых прочностью и жесткостью державок резцов, проч-
ностью пластин твердого сплава, здесь учитываются усилия резания,
допустимые кулачковыми патронами, в зависимости от способа зажима
детали; усилия резания, допустимые в зависимости от жесткости систе-
мы станок—деталь—инструмент; подачи, допустимые по прочности ме-
ханизма главного привода и мощности станка и др.
Расчет технической нормы штучного времени с помощью данных
нормативов производится (в простейшем случае при однопереходной
операции) по формуле
Т A-t A-t W1
ш Д00 *100 вп^ -Г 100 д
где Тш— норма штучного времени в мин.;
L — расчетная длина обрабатываемой поверхности, включающая
номинальную длину по чертежу, длину на врезание и пере-
бег инструмента и длину поверхности, снимаемой при взя-
тии пробных стружек, в мм-,
—основное (машинное) время в мин. на обработку 100 пог. мм
расчетной длины заданного материала при режиме резания,
соответствующем наилучшему использованию данного станка,
режущего инструмента, при данном способе крепления
3*
36
Укрупненное нормирование станочных работ
детали. В отдельных таблицах дается время на один проход,
на один центр, или оперативное время, что и указано особо;
tey — вспомогательное время на установку детали в данном зажим-
ном приспособлении и снятие ее в мин.;
ten — вспомогательное время, связанное с каждым проходом, в мин.;
ТС—коэффициент к оперативному времени, определяющий в про-
центах величину надбавки на организационное и техниче-
ское обслуживание рабочего места, а также на отдых и
естественные надобности.
При многопереходной операции соответственно структуре нормати-
вов штучное время определяют по формуле
тш=<жо+tBy + 2ЛЛ) (1 + ,
где 2 и ~ сумма основного и вспомогательного времени всех
переходов.
Технологическая карта для укрупненного нормирования дана
в табл. 1.
Эта технологическая карта является единым технолого-нормировоч-
ным документом, в котором разрабатывается технологический процесс,
фиксируется последовательность и содержание переходов и рассчиты-
вается норма времени.
В ней содержатся все необходимые данные о заготовке, инструменте
и др. Она может быть заполнена в двух вариантах с сокращенным пе-
речислением переходов, без указания режимов резания, либо с подроб-
ным наименованием переходов с занесением всех данных режимов ре-
зания.
Наконец, при малопереходных операциях можно, не заполняя тех-
нологическую карту, записать расчет нормы времени на чертеже де-
тали.
Порядок расчета норм времени виден из примеров, рассматривае-
мых ниже для каждого вида работ.
Укрупненные нормативы на обработку полной поверхности (норма-
тивы неполного штучного времени) еще более упрощают процесс нор-
мирования. Они включают основное время, вспомогательное время,
связанное с переходом, время на управление станком, на отдых, орг-
техобслуживание и естественные надобности, но не включают вспомо-
гательного времени на установку,, и снятие детали.
Для определения штучного времени на операцию достаточно сло-
жить время на установку и снятие детали и время на обработку каж-
дой поверхности в отдельности.
Расчет нормы времени по этим нормативам производится по фор-
муле
Т UL = ^ву + Sj Л/. Ulh
а1
где Тш~ норма штучного времени в мин.;
tsy — время в мин. на установку детали и снятие ее;
Тн. ш — неполное штучное время на обработку поверхности за 1 про-
ход в мин.;
i — количество проходов, за которое, обрабатывается каждая
поверхность.
Технологическая карта для укрупненного нормирования
Таблица 1
Завод, цех Технологическая карта механической обработки Изделие Наименование детали № детали
Материал Количество на изделие Разм ер партии
Цап за 2503-1
Время на 1 деталь в мин. Время на 1 изделие в мин.
Марка Твердость Заготовка Вес в кг
Вид Размер Чер- ный Чис- тый Норма расхода станочные слесарные и др. Итого станоч- ные слесарные и др. Итого Заказ
1 5
Сталь 45 —
—
Прокат 0 120х105 13 — — , — — — — — —
Оборудо- вание, при- способле- ние и вспомога- тельный инстру- мент Инструмент Время в мин. Расценка Расчетные данные
Цех, отде- ление № one- Наименование и со- держание операций и переходов Раз- Глуби- на ре- зания, число прохо- дов Число Врем5 I в мин.
раций, пере- ходов режущий измери- тельный ряд рабо- чего Т п. 3 штуч- ное время за Т п. з штуч- ное время Диа- метр или длина Рас- четная длина Пода- ча оборо- тов, ско- рость резания основ- ное вспо- мога- тельное
1А 1 2 3 4 5 6 7 Установить в четырех- кулачковом патроне и снять Подрезать торец Сверлить отверстия 0 20 мм Рассверлить отвер- стие 0 45 мм Проточить 0 120 до 105 мм в размер 63 Подрезать торец Проточить под шли- фование Проточить под резь- бу предварительно и окончательно и т. д. Токарный 1Д62 N = 4,3 Резец Т5К10 Сверло Р18 Сверло Р18 Резец Т5К10 Резец Т5К10 Резец Т5КЮ Штанген- циркуль 3 20 40,5 120 20 45 120 120 100 100 63 109 110 69 > 11 69 28 4/1 4/2 2/1 2/1 4/2 1,0 2,1 2,3 2,3 0,1 0,2 0,7 4,0 0,2 1,8 1,2 1,0 0,9 1,2 1,6
Разновидности укрупненных нормативов
38
Укрупненное нормирование станочных работ
При разработке таблиц нормативов неполного штучного времени
время на обработку одной поверхности определяют по формуле
т _____[ 'г I / \ /1 । \
1 н.ш ( юо 1 *100 / [ 1 Т IQQ I ,
*100
где L — расчетная длина указанного в таблице параметра длины
в мм,
L = Z 4~ ~Ь Z2;
Z — длина обрабатываемой поверхности, указываемая в таблице,
без учета длины врезания и на перебег в мм\ *
Zj, Z2 —длина врезания и перебега в мм-,
^жюо — осн°вное (машинное) время в мин. на обработку 100 пог. мм
длины поверхности, принятое из таблиц укрупненных норма-
тивов на единицу длины обрабатываемой поверхности;
ten — вспомогательное время в мин., связанное с каждым проходом;
коэффициент к оперативному времени, определяющий в %
величину надбавки на организационное и техническое обслу-
живание рабочего места, на отдых и естественные надобности.
В состав комплекса приемов, . связанного с проходом, включают
также время на изменение числа оборотов и подачи, смену инстру-
мента или на поворот резцовой головки. Если при выполнении прохода
со снятием одной пробной стружки такие приемы комплекса, как под-
вести инструмент к детали, включить подачу, отвести инструмент от
детали, выключить вращение шпинделя и др., являются относительно
стабильными приемами, то на изменение числа оборотов и подачи,
смену инструмента следует добавлять только часть времени, необходи-
мого на выполнение этих приемов, так как они повторяются только
после некоторого количества проходов. Приступая к разработке норма-
тивов, необходимо предварительно проанализировать и установить пов-
торяемость этих приемов.
По этому принципу построены общемашиностроительные укрупнен-
ные нормативы неполного штучного времени для единичного и мелко-
серийного производства для нормирования токарных, фрезерных, свер-
лильных и других работ (табл. 2).
Таблица 2
Неполное штучное время наружного точения на токарно-винторезных
станках резцами с пластинками ВК6, ВК8. Чугун
Мощность станка N = 4,5 кет. Класс чистоты V3
Диаметр обрабатывае- мой поверх- ности D в мм Глубина резания в мм Длина обрабатываемой поверхности в мм Режимы резания
50 | 75 1 100 1 1125 и т. д. 500 600 5 в v в N
Время на проход в мин. мм', об MlMUH в кет
2 1,05 1,10 1,15 1,30 0,60 70 1,7
30 3 5 1,05 1,15 1,10 1,25 1,15 1,35 1,35 1,55 — — 0,50 0,30 79 79 2,4
2 1,10 1,20 1,30 1,50 0,60 70 1,7
50 3 1,15 1,25 1,35 1,55 — — 0,50 79 2,4
5 1,25 1,40 1,55 1,80 — — 0,35 79 2,9
3 1,25 1,40 1,55 1,80 4,1 0,60 70 2,0
/О 5 1,35 1,55 1,70 2,00 4,9 — 0,40 79 3,4
И т. д. 8 1,55 1,80 2,00 2,40 6,0 — 0,35 70
Разновидности укрупненных нормативов
39
Продолжение табл. 2
Диаметр обрабатывае- мой поверх- ности D в мм Глубина резания в мм Длина обрабатываемой поверхности в мм Режимы резания
50 | 75 | 100 Время на проход в 1125 и т. д. мин. 500 600 5 в мм/об V в Ml мин N в кет
200 3 5 8 1,85 2,20 2,80 2,20 2,60 3,50 2,50 3,10 4,20 3,10 3,80 5,00 8,5 11,0 15,5 10,0 13,0 18,5 0,6 0,5 0,4 79 70 59 2,4 3,4
225 3 5 8 2,30 2,60 3,30 2,60 3,20 4,10 3,10 3,70 4,90 3,60 4,40 6,00 — — 0,6 0,5 0,4 79 70 59 2,4 3,4
250 3 5 8 2,30 2,80 3,60 2,00 3,40 4,40 3,20 4,00 5,50 3,80 4,70 6,50 — — 0,6 0,5 0,4 79 70 59 2,4 3,4
Поправочные коэффициенты на время обработки для измененных условий работы принимать в зависимости от:
1. Количества деталей в пар- тии в шт Коэффициент 1-3 1,2 Св. 3 1,0
2. Твердости чугуна НВ ..... Длительность обработки в мин. Коэффициент 140-170 180—200 Св. 200
До 10 0,9 Св. 10 0,8 1,0 До 10 1.1 Св. 10 1,25
В табл. 3 показан в сокращенном виде пример построения отрасле-
вых нормативов неполного штучного времени на токарную обработку
поверхностей.
В этой таблице для предварительной обработки приводится непол-
ное штучное время на один проход и два варианта глубины резания.
Если припуск на обработку будет больше глубины резания, указанной
в таблице; то, сообразуясь с принимаемой, глубиной резания, опреде-
ляют число проходов.
На получистовую обработку неполное штучное время приводится
для четырех классов точности: 5, 4, 3, 2. Принято следующее сочетание
количества проходов: для 4—5-го классов точности — один, для 3-го —
два и для 2-го класса точности — три прохода. Такая группировка осво-
бождает нормировщика от лишних вычислений, однако она имеет не-
достаток из-за ограниченной универсальности, так как иногда в прак-
тике необходимо принять другое сочетание количества проходов.
Расчет нормы времени производят на расчетно-нормировочной карте
(табл. 4), предназначаемой специально для расчета технической нормы
времени на токарные работы, или на технологических картах (см.
табл. 1).'
На чертеже (или эскизе) детали каждой обрабатываемой поверх-
ности присваивают номер (фиг 1). В расчетно-нормировочной карте
(табл. 4) в графе «№ обрабатываемой поверхности» проставляют но-
мера поверхностей соответственно каждому виду обработки.
В карте в графе для каждой поверхности приводятся две клетки для
занесения данных. В верхней клетке проставляется неполное штуч-
ное время, в нижней — числителем — число проходов, знаменателем —
глубина резания.
Таблица 3
Неполное штучное время на обработку поверхности при точении стали Ст. 3; 20; 20Х; Ст. 5; 40; 40Х; 45; 50; 50Г
Мощность станка N = 7,8 кет. Крепление в центрах
Продольное точение, длина в мм до Под- Ка- Фаски, ширина в мм Галтели, радиус в мм Нарезание резьбы в уп»_р
D t реза- ние нав- Шаг Длина В ММ
в мм вид оораоотки в мм 50 100 150 200 300 400 500 усту- пов * 1 4 5 1 10 в мм 25 | 50 1 75 100
Время на поверхность (проход) в мин.
48 Предварительная 2 3 0,53 0,56 0,63 0,67 0,73 0,79 0,82 0,91 1,00 1,20 1,20 1,40 1,40 1,70 0,3 6,0 3,6 4,3 5,0 5,9
5-4 1,30 1,40 1,60 1,70 2,20 2,40 2,70 0,7 0,35 0,5 5,0 3,2 3,8 4,4 5,0
Получи- стовая Класс точно- сти 3 — 2,60 2,80 3,00 3,20 3,60 4,00 4,40 0,9 4,0 2,5 2,9 3,4 3,9
2 — 4,30 4,60 — — — — — 3,5 2,2 2,6 3,2 3,5
60 3 0,60 0,75 0,90 1,00 1,30 1,70 2,00 0,3 3,0 2,2 2,8 3,3 3,9
1 федьдри 1 с льнам 4 0,63 0,82 1,00 1,20 1,60 2,00 2,30 2,5 1,9 2,3 2,8 3,2
Класс точно- сти 5-4 1,30 1,40 1,60 1,70 2,20 2,40 2,70 0,7 0,35 — 0,5 — 2,0 1,5 1,0 1,5 1,5 1,5 1,9 2,1 1,9 2,4 2,5 2,4 2,9 • 3,0 2,8
Полу- чистовая 3 2,60 2,80 3,00 3,20 3,60 4,00 4,40 0,9
75 и т д. 2 4,30 4,60 — — — — —
Укрупненное нормирование станочных работ
Разновидности укрупненных нормативов
4!
Таблица 4
Расчетно-нормировочная карта
Наименование операций
№ по пор. № де- тали, мате- риал Размер заготовки в мм, вес в кг Предваритель- ная обработка Получистовая обработка Свер- ление, рас- сверли- вание Наре- зание резь- бы Фас- ки, гал- тель Ка- нав- ки Уста- новка дета- ли, вре- мя Штуч- ное время, в мин.
№ обрабатываемой поверхности
1 1 2 1 3 1 111 1 2 1 3
Время в мин. Число проходов и глубина резания
1 Валик 0 «5; Z = 380; 16 кг 2,9 4,05 1,8 3,6 3,5 5,2 — 2,6 0,7 1,4 6 32
1/4 '5/4 2/4 1/1 1/0,5 1/0,5 — -/4 2/- 2/2 — —
2 и т. д.
Фиг. 1.
В табл. 5 показан макет заводских (Станкостроительного завода)
имени С. Орджоникидзе) укрупненных нормативов на полную обра-
ботку отверстия. В этих нормативах неполное штучное время приво-
дится на несколько вариантов обработки. Для неточных отверстий диа-
метром до 30 мм предусматривается время на центрование, сверле-
ние, снятие фаски, а для обработки таких же отверстий диаметром
30—60 мм в комплекс переходов дополнительно включается время на
рассверливание. Для обработки точных отверстий в комплекс переходов,
включено центрование, сверление, рассверливание, растачивание, зен-
керование, развертывание и снятие фаски. Режим резания приводят для
сверления в 1-м комплексе ( + ), рассверливания во 2-м комплексе (0)
и для развертывания в 3-м комплексе (++). Такие же таблицы могут
быть разработаны и на другие комплексы проходов.
Типовые нормы. Типовые нормы времени являются конечным видом
укрупнения, они представляют собой для каждой операции две нормы:
штучного и подготовительно-заключительного времени.
Типовые нормы времени разрабатываются на базе типовых техноло-
гических процессов как общемашиностроительные, так и отраслевые^
или заводские применительно к заводскому технологическому прессу.
Для ремонтно-механических цехов технологические процессы и
нормы времени разрабатываются для деталей с общим технологическим
процессом. При этом классификация деталей производится по общности
всего технологического процесса их обработки.
•42
Укрупненное нормирование станочных работ
Таблица 5
Макет таблицы неполного штучного времени на обработку отверстий
на токарных станках
Обрабатываемый материал: сталь 45; 20Х; 40Х
Режущий инструмент: сверла Р9; резцы Т15К6
Содержание
операции
(комплекса
переходов)
Центровать,
сверлить, снять
фаску V4
Центровать,
сверлить
0 30 мм, рас-
сверлить,
снять фаску
V4
Центровать, сверлить, рассверлить, расточить,
зенкеровать, развернуть под А;
снять фаску V4
Диаметр отверстия в мм
Длина обра-
ботки в мм
10
20
30
Время в мин.
Практикуется также замена классификации процессов обработки
отдельных деталей классификацией обработки отдельных поверх-
ностей.
При этом процессы обработки отдельных поверхностей строятся
с учетом размеров деталей, обрабатываемых поверхностей, их взаим-
ного расположения, баз обработки. При построении таких процессов рас-
сматривается как бы условная деталь, у которой последовательно об-
рабатываются соответствующие виды поверхностей.
Технологический маршрут обработки подшипников
Таблица 6
№ по пор. Содержание операций Станок Режущий инструмент Вид деталей № карт (норма- тивов)
1 Фрезеровать основание Вертикально- фрезерный Торцовая фреза ВК-6 1, 2, 3, 4, 5 —
2 Расточить отверстия, фас- ки, подрезать оба торца Сверлить все отверстия Токарный Резцы ВК-6 1, 2, 3, 4, 5 —
3 Радиально-свер- лильный Сверла Р9 1, 2, 3, 4, 5 —
4 Нарезать резьбу Радиально-свер- лильный Метчик 1, 2, 3, 5 —
5 Фрезеровать пазы Вертикально- фрезерный Фреза концевая 5 —
6 Долбить шпоночный паз Долбежный Резец долбежный 5 —
7 Протянуть шпоночный паз Горизонтально- протяжной Шпоночная протяжка 2
Разновидности укрупненных нормативов
43
Такой метод классификации приводит к значительному упрощению
разработки типовых норм времени, но тем не менее не позволяет опре-
делить норму времени без-дополнительных расчетов. При этом для нор-
мирования применимы укрупненные нормативы неполного штучного
времени на обработку поверхности, несколько отличающиеся от пока-
занных выше. Они разрабатываются применительно к поверхности кон-
кретных деталей с учетом размеров этих деталей и обрабатываемых по-
верхностей и, главное, их взаимного расположения. Например, при
растачивании отверстий подшипников учитывается расположение от-
верстий относительно опорной поверхности и т. д.
Пример такой классификации показан на фиг. 2, где для пяти под-
шипников различной конфигурации принят общий технологический
маршрут (табл. 6), а нормы времени на каждую операцию рассчиты-
ваются по укрупненным нормативам.
В табл. 7 приведены типовые нормы изготовления деталей штам-
пов-матриц круглых с заплечиком. В таблице приведены основные
размеры детали, типовой технологический процесс и типовые нормы
штучного времени на операцию и подготовительно-заключительного
времени. Каждому номеру (типоразмеру) детали соответствует за тем
же номером типовая норма. Здесь, классификация произведена по
деталям, по общности всего технологического процесса их обра-
ботки.
44
Укрупненное нормирование станочных работ
Таблица 7
Технологический процесс и типовые нормы на детали штампов
(матрицы круглые с заплечиком)
Материал — сталь У10А
| L& \78 \ 30 ° |
1 Vf W * 1 1
•—н —- 1
№ позиции Деталь. Основные размеры в мм Заготовка
D. D 1 а dx н Вид Размеры в- мм
I п. III IV V VI 17 24 32 42 53 60 13 20 28 38 48 55 5 10 15 25 35 40 6 11 16 26 36 41 25 30 30 30 30 35 Прокат 0 20 0 30 Пруток § 35 0 60 0 65
Технологический процесс
№ опе- рации Наименование операции и содержание переходов Оборудование и приспо- собление Инструмент
1 2 3 4 Токарная. Подрезать тор- цы. Сверлить и расточить d. Точить с припуском под шлифование dr и конус Dt. Точить канавку и фаску. Отрезать Термическая. Калить HRC 56-60 Шлифовальная I. Шлифо- вать торцы и конус Шлифовальная II. Шли- фовать D Токарный станок, = 4,3 кет, трех- кулачковый патрон Электропечи, ван- на Внутришлифо- вальный станок, трехкулачковый патрон Круглошлифо- вальный станок, центра с хомутиком Резцы подрезной, отрезной Т5К10, сверло Р18 Шлифовальный круг Шлифовальный круг
Типовые нормы
№ позиции Штучное время на операцию в мин.
Токарная Термическая Шлифовальная I Шлифовальная II
I II III IV V VI 12 13 14 16 17 19 0,4 0,5 0,6 0,7 0,9 1,0 5,0 5,5 6,0 6,0 6,5 6,5 4,0 4,0 4,5 4,5 5,0 5,0
Подготовительно-заключительное время в мин к 1 - - ! 18 15
Разновидности укрупненных, нормативов
45
В табл. 8 приведен типовой технологический процесс изготовле-
ния жестких валов. Число сочетаний размеров и количества обрабаты-
ваемых поверхностей у валов, как указывалось выше, чрезвычайно
большое. Валы могут быть со шлицами и без них, с резьбой и без нее.
В свою очередь, резьба может быть метрическая или трапецеидальная.
Поэтому и построение таблиц будет иное, чем для деталей штампов.
Таблица 8
Типовой технологический процесс изготовления валов
i№ по ' пор. Наименование и содержание операций Оборудование и приспо- собление Инструмент № кар- ты
1 Отрезная. Отрезать за- готовку Отрезной ста- нок Ь66 Дисковая пила 0 710X6 —
2 Токарная. Подрезать торец, центровать. Под- резать 2-й торец, центро- вать 2-й торец (для заго- товок 0 до 75 мм) Токарный станок, трехкулачковый патрон Резец подрезной Т15К6 Сверло центровоч- ное Р18
2а Расточная (вариант). Фрезеровать торцы и центровать Горизонтально- расточный ста- нок 2613 Фреза торцовая с пластинками из твер- дого сплава Т15К6 Сверло центровоч- ное Р18
3 Токарная. Точить пред- варительно и окончатель- но, точить канавки, фас- ки Токарный станок 1Д63. Центра, хо- мутик Резец проходной Т15К6 Резец канавочный Т15К6
4 Фрезерная. Фрезеро- вать шпоночные пазы Вертикально-фре- зерный станок или шпоночно-фрезер- ный станок Шпоночная фреза Р18
5 Шлифовальная. Шли- фовать поверхности по 2—3-му классам точности Круглошлифо- вальный станок 3151П Шлифовальный круг —
6 Шлицефрезерная. Фре- зеровать шлицы Шлицефрезерный станок 5618 Фреза червячная Р18 —
7 Слесарная. Зачистить заусеницы Верстак Напильник —
8 Промывочная. Промыть деталь Моечная ванна Раствор щелочи
Рассмотрим построение таблиц для нормирования некоторых опе-
раций обработки валов.
В табл. 9 дано в сокращенном виде штучное время токарной обра-
ботки гладких и ступенчатых валов, имеющих до четырех ступеней
с одной стороны. Диаметры каждой ступени обозначены D; d2; d3
и соответственно длины Л; 12; /з-
В табл. 9 штучное время приведено только для D = 30 мм (значения
0 = 38; 48 и т. д. до 150 в этой таблице не показаны). По этой таблице
может быть определено штучное время для односторонних валов
(фиг. 3) и двухсторонних (фиг. 4).
Время в таблице дано на предварительную и получистовую обра-
ботку по 5—4-му классам точности. Если же отдельные поверхности
обрабатываются по 3-му и 2-му классам точности, к штучному времени
добавляется время, указанное в примечании к таблице, а при наре-
зании резьбы — из табл. 11.
46
Укрупненное нормирование станочных работ
Таблица 9
Типовые нормы времени на токарную обработку валов
Мощность станка 4,3 кет
Диаметры в мм до L в мм до
D йГ2 d3 220 | 290 | | 380
170 | 130 | 80 | 220 | 170 | 100 | 220 | 170 | 80
h
60 100 60 60 | 130 | 50 100 1 75 1 16° 1 70 150 { 60
3
40 80 40 40 । I 100 1 40 1 80 | 60 | 120 | 50 | 120 | 40
Время в мин.
— — — — 5,5 6,0 6,5
30 24 — — 9,5 9,0 8,5 10,0 9,5 9,0 10,0 10,0 9,0
20 16 12,5 14,5 12,5 14,5 12,0 13,5 12,0 14,0 14,0 16,0 12,0 15,0 13,0 15,0 12,0 14,5 14,5 17,0 13,5 15,5 14,0 16,5 12,5 15,0
16 12 13,5 15,5 13,5 16,0 13,0 15,5 12,5 15,0 14,5 17,0 14,0 16,0 13,5 16,0 13,0 15,5 15,0 18,0 14,5 16,5 15,0 17,5 13,5 15,5
20 — — 10,5 10,5 10,0 11,5 11,0 10,0 12,0 11,5 10,5
16 12 13,5 16,0 13.5 16,0 13,0 15,5 12,5 15,0 15,0 17,5 14,0 16,5 14,0 16,5 13,0 15,5 15,5 8,0 15,0 17,0 15,0 17,5 13,5 15,5
Примечания. 1. Время дано на предварительную и получистовую обработку по 5—4-му классам точности. При обработке по 3-му или 2-му классам точности прибавить время на обрабаты- ваемую ступень в мин.
Длина ступени до 30 50 75 100 130 170 220 290 380
Класс точности 3 2 1,45 2,9 1,55 3,1 1,65 3,3 1,8 3,6 2,1 4,2 2,3 4,6 2,6 5,2 2,8 3,2
2. При нарезании резьбы добавить время из табл. И. 3. При обработке улучшенных сталей и сталей других марок с временным сопротивлением раз- рыву свыше 70 кг/мм2 время умножить на коэффициент 1,25. 4. ’Подготовительно-заключительное время на партию 20 мин. 5. При нормировании двухсторонних валов штучное время уменьшать на 1,5 мин. 6. Нормы времени даны при количестве деталей в партии 3—5 шт. При количестве деталей 1—2 шт. время умножить на коэффициент 1,2.
Разновидности укрупненных нормативов
47-
Содержание работ, предусмотренное в табл. 9:
А. Установить деталь и снять (фиг. 5).
1. Обточить диаметры d2; d3 предварительно.
Б. Установить деталь и снять.
/
Фиг. 4.
. 2. Обточить диаметр D предварительно и окончательно и снять
фаску.
В. Установить деталь и снять.
3. Обточить диаметры d^ d2\ d3 окончательно, проточить канавки
(две на четырех- и трехступенчатых валах и одну канавку на двухсту-
пенчатых валах), снять фаску на
каждой ступени.
Для определения нормы времени
точения вала с числом ступеней
свыше четырех вначале определяют
норму времени для четырехступенча-
того вала, а далее прибавляют время
на точение каждой ступени свыше
четырех из табл. 10.
Фиг. 5.
На фиг. 6 схематично показан порядок расчета нормы времени то-
карной обработки вала (фиг. 6, а). В начале определяют время точения
вала по размерам (фиг. 6, б). Это время предусматривает предвари-
тельную и получистовую обработку по 4—5-му классам точности, точе-
ние канавок и фасок. Так как поверхность 0 37С3 обрабатывается по
3-му классу точности, следует в соответствии с примечанием к табл. 9
добавить на это время.
48
Укрупненное нормирование станочных работ
Таблица 10
Неполное штучное время предварительной и получистовой токарной обработки
поверхностей по 5—4-му классам точности
♦ — 1
——
: Мощность станков в квтп Диаметры поверхностей в мм до Длина 1 в мм до
50 | 75 | 96 | 120 | 150 | 190 | 240 | 300 | 380 | 480 I 600
D А Время в мин.
14 120 112 102 96 3,5 4,9 5,0 3,9 5,5 5,6 4,2 6,0 6,0 4,8 6,5 7,0 '5,5 7,5 8,0 6,0 8,0 9,0 7,0 9,5 10,0 7,5 10,5 11,0 9,0 13,0 14,0 10,5 14,5 16,0 12,5 17,0 19,0
96 86 76 72 2,8 4,0 4,1 3,1 4,4 4,5 3,5 4,9 5,0 4,0 5,5 6,0 4,3 6,0 6,5 4,9 7,0 7,5 5,5 7,5 8,0 6,0 8,5 9,0 7,5 10,5 11,0 8,5 12,0 13,0 10,0 14,0 15,0
72 62 52 2,7 3,8 2,8 4,0 3,0 4,3 3,5 4,9 3,6 5,0 4,1 6,0 4,4 6,5 4,9 7,0 6,0 8,5 7,0 9,5 8,0 11,0
' 7,8 96 86 76 72 3,1 4,5 4,9 3,5 5,0 5,5 4,0 6,0 6,5 4,5 6,5 7,5 5,0 7,5 8,5 6,0 8,5 10,0 6,5 10,0 11,5 7,5 11,0 13,0 9,0 14,0 16,0 11,0 16,5 19,0 12,5 19,0 23,0
72 62 52 2,9 4,2 3,2 4,8 3,5 5,5 4,0 6,0 4,3 8,5 4,9 7,5 5,5 8,0 6,0 9,0 7,0 10,5 8,0 12,0 9,5 15,0
52 44 40 2,6 3,5 2,9 3,8 3,1 4,0 3,4 4,4 3,6 4,6 4,0 4,9 4,5 5,5 4,9 6,0 6,0 7,5 6,7 9,0 7,5 10,5
40 34 30 2,5 2,6 2,7 2,9 2,8 3,1 3,1 3,4 3,3 3,6 3,5 4,0 3,7 4,4 4,2 4,9 5,0 5,9 6,0 6,7 7,0 7,5
30 26 20 2,4 2,4 2,5 2,5 2,6 2,6 2,9 2,9 3,0 3,1 3,1 3,3 3,5 3,7 — — — —
4,3 52 44 40 2,8 3,7 3,1 4,1 3,4 4,4 3,9 5,0 4,2 5,5 4,7 6,0 5,3 6,8 5,9 7,4 7,0 8,5 8,2 9,7 84 11,5
40 34 30 2,6 2,8 2,8 3,1 3,0 3,4 3.5 3,8 3,7 4,2 4,0 4,7 4,5 5,5 4,9 6,0 5,5 7,0 6,5 8,0 7.0 9,5
30 24 20 2,4 2,3 2,6 2,7 2,6 2,8 3,0 3,3 3,1 3,5 3,3 3,8 3,3 4,4 — — — —
Время на проточку канавок, фасок и галтелей
Диаметр в мм 30 | 60 90 120 | 150
Канавки 0,50 0,55 0,65 0,70 0,75
Галтели 0,30 0,35 0,45 0.50 0,55
Фаски 0,12 0,14 0,20 0,25 0,30
Разновидности укрупненных нормативов
49
Таблица 11
Неполное штучное время нарезания крепежной резьбы в упор
Резьбы Диаметр нарезаемой резьбы в мм Резьба с выходом в канавку Резьба со сбега Шаг резьбы в мм Число проходов
Длина нарезаемой резьбы в мм
25 | 50 | 75 | 100 | 25 50 | 75 100 150
Время в мин.
Основная 24-27 30-33 36-39 42—45 48-52 56-60 64-68 5,5 6,5 6,5 6,5 6,5 7,5 8,0 7,0 8,0 8,0 8,0 8,5 9,5 9,5 9,0 10,0 10,0 10,0 10,0 11,0 11,5 10,5 12,0 12,0 11,5 12,0 13,0 13,5 5,0 6,0 6,0 6,0 6,0 6,5 7,0 6,0 8,0 7,5 7,5 7,5 8,0 8,5 7,5 9,5 9,0 9,0 9,0 9,5 10,0 9,0 11,5 11,0 10,5 10,5 11,0 11,5 12,0 15,5 15,0 14,0 14,0 14,5 15,0 3,0 3,5 4,0 4,5 5,0 5,5 6,0 11 11 13 13 14 14 15
Мелкая 14—22 24-33 36-52 56-80 85—100 4,8 6,5 6,0 7,5 8,5 7,0 9,0 9,0 10,0 11,0 9,0 11,5 10,5 12,5 13,0 11,0 14,5 12,5 14,5 16,5 4,5 5,5 5,0 7,0 7,5 6,5 7,5 7,0 9,0 9,5 8,0 10,0 8,5 11,0 11,5 10,0 12,0 10,0 13,0 14,0 14,0 16,5 14,0 17,5 19,0 1,5 2,0 3,0 4,0 4,0 8 11 11 13 13
Примечание. Резьба нарезается резцами из стали Р18.
Время на проточку пятой ступени прибавляют из табл. 10 для
станка мощностью 7,8 кеш как сумму двух слагаемых: 1) время на то-
Фиг. 6Ч
чение с 0 40 мм до 0 30 на длину до
50 мм — 2,6 мин. и 2) с 0 30 до
0 20 мм на ту же длину — 2,4 мм,
а всего 5,0 мин.
Время на нарезание резьбы М20х2,5
прибавляют из табл. 11.
Таким же образом время на токар-
ную обработку может быть определено
для валов с любым числом односторон-
не выполненных ступеней.
На фиг. 7 показана схема расчета
нормы времени на токарную обработку
вала с двухсторонним расположением ступеней. Для этого условно
рассматривают вал, как два вала А и Б, длина которых равна
Л, с односторонним расположением ступеней. Для вала А и вала Б
в отдельности определяют штучное время.
Затем эти времена суммируют и вычитают время, указанное в при-
мечании 5 к табл. 9, так как для двухсторонних валов принимаются
4 Зак. 2/295
50
Укрупненное нормирование станочных работ
в расчет нормы только три установи и снятия детали, как для односто-
ронних валов.
Таким же образом разрабатываются типовые нормы на механиче-
скую обработку шкивов и других деталей, когда классификация типо-
вых технологических процессов производится по общности технологиче-
ского процесса обработки этих деталей и по классификации обработки
отдельных поверхностей.
Ниже будут приведены таблицы типовых норм на наиболее часто
обрабатываемые в ремонтно-механических и инструментальных цехах
детали.
НОРМАТИВЫ НА ТОКАРНЫЕ РАБОТЫ
Методические указания. Укрупненные нормативы на единицу длины
обрабатываемой поверхности могут служить основой для разработки
нормативов на обработку полной поверхности, типовых и др. Поэтому
здесь будет изложена методика их разработки и приведены таблицы
нормативов.
Эти сведения могут быть полезны при создании на базе обще-
машиностроительных нормативов более укрупненных, отражающих
специфику данного завода, а также и для расчета технических норм
времени.
Структура этих нормативов для нормирования как токарных, таг;
и других видов обработки металлов резанием, определяется расчетной
формулой, приведенной на стр. 35.
Исходя из этого, нормативы разрабатываются отдельно на каждую
составляющую штучного времени: на основное время, вспомогатель-
ное время, на время отдыха и обслуживание рабочего места.
Разработка нормативов производится в следующей последователь-
ности:
1. Выявляется номенклатура работ, обрабатываемые материалы, за-
жимные приспособления, применительно к которым должны быть раз-
работаны нормативы.
На токарных станках, как известно, выполняются разнообразные
работы (переходы, операции): предварительное или получистовое на-
ружное продольное и поперечное точение, растачивание отверстий, свер-
ление и рассверливание отверстий, отрезание сплошное и прорезание
канавок, протачивание канавок, фасок и галтелей, нарезание на-
ружной и внутренней резьбы, зацентровка торцов, накатывание
рифлений и др. На все эти работы разрабатывают укрупненные
нормативы. На отдельные работы, если они на данном предприятии
редко или совсем не выполняются (нарезание ленточной резьбы,
накатывание рифлений и др.), укрупненные нормативы иногда не
разрабатываются.
Более удобно пользоваться нормативами, когда в картах или в таб-
лицах указаны конкретные марки обрабатываемых материалов, для ко-
торых они разработаны. Материалы, наиболее часто обрабатываемые
в ремонтно-механических и инструментальных цехах — конструкцион-
ные и малолегированные стали Ст. 3, Ст. 5, 20, 25, 20Х, ЗОХ, 40Х, 40, 50
и др.; материалы для изготовления штампов и инструмента — стали
У7А, У8А, У9А, 5ХНМ, 5ХГМ и др.; быстрорежущая сталь Р18.
2. Производится группировка материалов.
Группировка обрабатываемых материалов по маркам производится
с учетом характера обработки, режущего инструмента и мощности
станка, на котором производится обработка.
Нормативы на токарные работы
51
Характер обработки существенно влияет на группировку материа-
лов. Так, при предварительном точении допускается одна группировка,,
а при получистовом точении другая группировка.
При предварительном точении группировка материалов произво-
дится с учетом двух основных факторов — скорости резания, допусти-
мой по стойкости инструмента, т. е. обрабатываемости материала и уси-
лий резания, возникающих при их обработке.
Для пояснения этого рассмотрим карты 1—3, на которых произве-
дена группировка аналогичных материалов.
В них приведены таблицы-номограммы, решающие в отдельности
следующие четыре уравнения:
1. Усилия резания
Pz — Ср/p^sp^h кг.
2. Двойного крутящего момента
2Мкр = PZD кгм.
3. Скорости резания по станку
nDn ,
4. Скорости резания по стойкости инструмента
Кроме того, таблицы определяют потребную мощность станка
N~ 60 • 102 • 0,75 K8m-
Совместно эти уравнения, а следовательно, и таблицы обеспечи-
вают возможность выбрать режим резания.
Значения коэффициентов Ср/ Cv и показателей степеней приняты
по общемашиностроительным нормативам.
Проследим, как производится группировка материалов в этих таб-
лицах.
Таблицы-номограммы составлены из трех взаимно связанных таб-
лиц, поименованных: «По станку», «Продольное и поперечное точение»
и «По инструменту». В картах 1—2 в верхней таблице «По станку»
определяется усилие резания Р2, -в нижней скорость резания, допусти-
мая стойкостью инструмента, а в средней таблице — число оборотов,
допустимое станком и инструментом.
Значения факторов подобраны так, чтобы значения усилий резания,
скоростей резания, чисел оборотов и мощности станка были близки
к геометрическому ряду. Для того, чтобы таблицы были взаимно свя-
заны и по ним можно было решить указанные выше уравнения, знаме-
натели рядов принимаются одинаковые для всех параметров таблиц.
Они приняты равными 1,25, так как на большинстве токарных стан-
ков изменение ряда чисел оборотов происходит с этим знаменателем.
Значения усилий резания в верхней таблице даны в зависимости
от глубины резания, подачи обрабатываемого материала и скорости
резания.
4*
52
Укрупненное нормирование станочных работ
Влияние обрабатываемого материала на усилие резания при точе-
нии стали характеризуется следующим выражением:
if ___/ \°>35
где 75 —- временное сопротивление, для которого приводится значение
Cpz в формуле для определения усилия резания.
Для того, чтобы значения усилия резания изменялись по геометри-
ческому ряду со знаменателем Кр = 1,25, градация значений временного
сопротивления тоже должна представлять собой ряд со знаменателем,
который определяется из формулы
1 2,86
КМ = К^Ъ — 1,25 =1,88;
lg/Q = 2,861g 1,25 = 2,86 • 0,096 = 0,274;
^=1,88.
В данном случае в одну группу могут быть включены материалы,
у которых относительная величина временного сопротивления разрыву
изменяется от 1 до 1,88.
Примем среднее значение для первой группы 75 кг!мм2\ тогда нижнее
значение будет равно 75: 1,37 = 55 кг] мм2, а верхнее значение —
75-1,37=103 кг/мм2.
Таким образом, в таблице усилий резания приняты две группы мате-
риалов:— первая — материалы с временным сопротивлением вь до
103 кг!мм2, а вторая — свыше 103 кг!мм2. В одну группу включаются
наиболее часто обрабатываемые стали: Ст. 3, Ст. 5, 20, 20Х, 30, 40, 45,
40Х, стальное литье и т. д.
Влияние обрабатываемого материала на скорость резания при тече-
те 75
нии стали характерйзуется другим выражением дт^= —, и в связи
с этим в таблице «По инструменту» принята другая группировка. Здесь
•значения временного сопротивления изменяются с тем же знаменате-
лем прогрессии, что и значения скорости резания, т. е. со знаменате-
лем 1,25. В одну группу включаются материалы, у которых относитель-
ная величина временного сопротивления разрыву изменяется от 1 до
1,25. Примем среднее значение для одной из групп также 75 кг) мм2,
нижнее значение будет равно 75 : 1,12 = 67 кг/мм2, а верхнее значение
.75 • 1,12 = 84 кг/мм2.
В таблице «По инструменту» приняты три группы материалов: пер-
вая— материалы с временным сопротивлением до 66 кг/лсм2, вторая —
67—84 кг/мм2, и третья группа — 85—105 кг!мм2.
Таким образом, если исходить из усилия резания и, следовательно,
от мощности станка, производится одна группировка материалов,
а исходя из стойкости инструмента — другая.
Мощность станка лимитирует выбор режима резания при точении
твердосплавным инструментом на станках средней мощности с мощно-
стью электродвигателя до 10 квпг. Поэтому при предварительном точе-
нии на станках мощностью до 10 кет в одну группу включаются стали
с временным сопротивлением разрыву до 103 кг/мм2 (стали Ст. 3, Ст. 5,
20, 20Х, 30, 40, 45, 40Х, ЗОХМ и т. д.), а в другую — с вь более
103 кг!мм2. При предварительном точении на станках мощностью свыше
10 кет и при получистовой обработке твердосплавным инструментом
или при обработке быстрорежущим инструментом производится дру-
Нормативы на токарные работы
гая группировка: в одну группу включаются стали с временным со-
противлением до 66 кг/мм2 (стали Ст. 3, 20, 25, 20Х), в другую группу —
с о^ = 67н-84 кг/мм2 (стали Ст. 5, 40, 45, 50, 40Х, ЗОХМ, 50Г, ст. литье
55Л и др.) и в третью группу — стали с свыше 84 кг/мм2.
3. Выявляется оборудование, которое должно быть охвачено нор-
мативами, и производится разбивка станков на группы с одинаковой
производственной характеристикой.
В условиях ремонтно-механических и инструментальных цехов с мно-
гономенклатурным выпуском продукции обрабатываемые детали в боль-
шинстве случаев закрепляются не за определенным станком, а за груп-
пой оборудования с одинаковой характеристикой. Поэтому для каждой
группы оборудования и разрабатываются нормативы. ’
Группировка оборудования может быть произведена по разным фак-
торам. За главный фактор группировки токарных станков часто при-
нимают высоту центров. Однако токарные станки с одинаковой высо-
той центров имеют различную мощность привода. Станок модели
1Д62, высота центров которого 200 мм, имеет электродвигатель мощ-
ностью 4,3 кет, а станок модели 1А62 с той же высотой центров —
7,8 кет. Поэтому в основу группировки токарных станков следует при-
нять мощность электродвигателя станка.
Нормативы целесообразно разрабатывать для следующих групп
станков: мощностью 4,3 кет (типовой представитель — станок марки
1Д62), 6 кет (модернизированный станок 1Д62), 7,8 кет (станок 1А62
Таблица 12
Усилия резания допустимые кулачковыми патронами
в зависимости от способа зажима детали
Диаметр патрона в мм 1 Способ зажима детали
Длинными губками Отношение длины вылета L к диаметру зажима &заж
0,2 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 176
Допустимое усилие резания Pz в кг
В трехкулачковом патроне
130 280 240 160 125 100 80 70 60 54
165 360 310 210 160 130 105 90 78 70
240 555 470 320 250 200 160 140 120 105
325 840 720 490 380 300 250 215 185 160
3?0 970 850 580 440 360 290 250 215 190
/ £ 3 четырехкулачковом патроне
300 770 770 610 470 380 300 260 225 205 >
400 810 810 650 500 405 325 280 240 215
500 1500 1500 1200 925 750 600 520 450 400'
Пр и м е ч а н и е. Усилия резания приведены при отношении диаметра обрабатываемой по
верхности к диаметру зажима, равном единице; при другом отношении усилие резания принимать-
с коэффициентами.
&обр ’ ®заж 1,0 1,5 2,0 зд
Поправоч- ный коэф- фициент К при зажиме длинными губками L-.D до 0,6 1,0 1,0 1,0 0,8 0,75 0,70 0,5 0,50 |
ступеньками кулачков при L:D до 1,6 1,0 0,9 0,80 0,7
54
Укрупненное нормирование станочных работ
и в некоторых случаях—1Д63), 10 кет. Станки большей мощности
в этих цехах имеют ограниченное применение.
4. На типовой"'представитель каждой группы станков разрабаты-
ваются таблицы нормативов для каждого вида работ, группы обраба-
тываемых материалов, способа крепления детали.
Таблицы разрабатываются применительно к креплению детали
в трех- или четырехкулачковых патронах, в центрах или в патроне с под-
жатием центром и др. При зажиме в патроне учитывается отношение
длины вылета детали к диаметру зажима, а при креплении в центрах—
отношение длины детали между опорами к ее диаметру.
Как указывалось выше, в нормативах на единицу длины обрабаты-
ваемой поверхности укрупнение в основном касается основного времени.
Поэтому здесь несколько подробнее изложен порядок выбора режимов
резания при разработке нормативов.
Глубина резания при предварительной обработке принимается
исходя из припуска на обработку, по ГОСТу на литье, поковки, прокат.
В таблицах укрупненных нормативов для каждого диаметра обрабаты-
ваемой поверхности приводят по два или более значения глубины реза-
ния. Этим обеспечивается возможность принимать максимальную глу-
бину резания и рассчитать техническую норму времени при оптималь-
ном числе проходов.
При работе на маломощных станках и значительной длине прохода
при обработке деталей больших диаметров рационально снимать при-
пуск в несколько проходов с большими подачами при условии, чтобы
потеря на вспомогательном времени не превысила экономию на ма-
шинном времени, получаемую в результате увеличенной подачи.
Таблица 13
Допустимые усилия резания в зависимости от жесткости системы
станок—дета ль—инструмент
Крепление детали в патроне
Обрабатываемый материал — конструкционная и легированная сталь
Средняя жесткость станка Длина детали в диа- . Диаметр детали d в мм
20 30 | 40 | 60 | 80 100 | 120 150 | 200 300
в к г /мм метрах Допустимое вертикальное усилие резания в кг
2500 3 200 260 285 330 355 365 380 390 400 420
2 340 370 390 400 410 420 420 425 430 440
1 430 435 440 440 440 440 440 440 440 440
5000 3 290 370 420 520 580 620 660 680 720 760
2 430 600 640 725 760 800 800 800 820 840
1 810 830 840 850 860 860 860 €60 860 860
2000 3 195 230 245 275 290 300 310 320 325 330
2 280 300 315 325 330 335 340 340 340 345
1 340 345 345 350 350 350 350 350 350 350
1500 3 160 185 200 215 225 230 235 240 • 245 250
2 220 230 240 245 250 250 250 255 255 255
1 225 255 260 260 260 260 260 260 260 260
Примечание. Усилия резания рассчитаны при стреле прогиба у = 0,1 и главном угле
в плане резца = 45°. При других значениях табличные данные принять е поправочными коэффи-
циентами:
Главный угол в плане <р в град .... 45 60 90
Поправочный коэффициент . . . . 1,0 1,4 2,30
Стрела прогиба у в мм . . . . 0,2 0,1 0,05
Поправочный коэффициент . . . . 2,0 1,0 0,50
Нормативы на токарные работы
55
Таблица 14
Допустимые усилия резания в зависимости от жесткости системы
станок—деталь—ин струмент
Крепление детали в центрах
Обрабатываемый материал — конструкционная и легированная сталь
, Средняя жесткость' Длина L в диамет- Диаметр детали d в мм
20 30 40 1 60 1 80 | 100 | 120 150
в кг /мм pax d Допустимое вертикальное усилие резания в кг
2500 10 8 5 12 15 140 215 380 90 43 180 260 405 125 60 215 300 430 155 78 270 340 450 200 ПО 300 380 460 235 130 330 400 465 260 160 360 405 470 280 180 380 420 470 310 205
5000 10 8 5 12 15 160 275 600 100 45 220 • 360 700 140 65 230 430 760 180 85 370 525 820 250 120 440 600 860 310 155 480 650 880 360 185 520 700 900 400 220 600 740 920 460 260
2000 10 8 5 12 15 130 195 320 90 40 165 230 340 120 60 195 260 355 140 75 240 295 370 180 100 260 315 375 190 125 280 330 380 230 145 300 340 385 250 165 320 350 385 270 185
1500 10 8 5 12 15 115 165 250 80 40 145 195 265 ПО 55 165 210 270 125 70 200 235 280 160 95 215 250 285 180 115 225 260 290 195 130 235 265 290 205 145 250 270 290 220 160
Примечани в плане резца ср = 45е циентами: е. Усилия резания рассчитаны при стреле прогиба у = 0,1 и главном угле При других значениях табличные данные принять с поправочными коэффи-
Главный угол в плане <р в град. . Поправочный коэффициент . . . . Стрела прогиба у в мм Поправочный коэффициент . . . 45 1,0 О,2 2,0 60 1,4 0,1 1,0 90 2,30 0,05 0,50
Таблица 15
Подачи, допустимые мощностью некоторых станков
для обеспечения нормальной работы твердого сплава
при обточке стали до 80 кг)мм^
Глубина резания в мм 1Д62 | 1А62 1Д63
Мощность электродвигателя в кет.
4,3 1 7>8 10
Подача S в мм/об
1,5 2 3 4 5 8 Примечан] -4- 80 кг/мм2), мены 1,1—1,5 1,75—1,1 0,45—0,65 0,3—0,45 0,25—0,35 и е. Большие значения под лие — при обработке мягки: 2,0—3,5 1,5—2,2 0,9—1,4 0,65—1,0 0,5—0,75 0,25—0,4 ач брать при обработке тве; £ сталей (а^ = 40-4-60 кг1м 3,0 2,2—3,0 1,4—2,0 1,0—1,4 0,75—1,0 0,4—0,55 рдых сталей = 70-4- м2).
56
Укрупненное нормирование станочных, работ
Подачи при предварительном точении устанавливаются с учетом
многих факторов, влияющих на их величину. Наряду с известными таб-
лицами по выбору подачи в зависимости от заданной чистоты поверх-
ности, прочности пластин твердого сплава и др. учитываются также мак-
симальные усилия резания, допустимые кулачковыми патронами
(табл. 12), жесткостью системы станок—деталь—инструмент
(табл. 13—14); подачи, допустимые мощностью станка для обеспечения;
нормальной работы твердым сплавом (табл. 15) и прочностью меха-
низма главного привода (табл. 16). Так обеспечивается выбор наибо-
лее рациональных подач.
Таблица 16:
Подачи, допустимые
некоторых
по прочности механизма главного привода и мощности
станков при обработке стали с а# до 80 кг!мм%
1Д62 1А62 | 1Д63
Диаметр обрабаты- ваемой поверхно- сти в мм Nq = 4,3 квпг Л'о = 7,8 квтп
Глубина резания в мм
3 1 s 1 8 1 5 1 8 1 5 1 8
Подача s в мм!об
150 200 250 300 400 500 Се. 1,2 Св. 1,2 Св. 1,2 0,8—1,5 1,1-1,5 0,8-1,3 0,55-0,9 0,45—0,7 0,6-0,95 0,4—0,65 0,3—0,45 0,25—0,4 Св. 1,5 Св. 1,5 1,0-1,5 0,8-1,2 1,0-1,5 0,75—1,1 0,55-0,75 0,45—0,65 Св. 1,2 Св. 1,2 Св. 1,2 Св. 1,2 1,2 0,8—1,2 Св. 1,2 Св. 1,2 Св. 1,2 0,8-1 0,6—0,9 0,45—0,65
Примечание. Большие значения подач относятся к мягким сталям с = 40-4-60 кг[мм2,
меньшие — к сталям с = 704-80 кг!мм\
Приводимые в табл. 12 усилия резания, допустимые кулачковыми
патронами, определены по данным Д. Н. Решетова 1 в зависимости от
способа зажима детали, отношения длины вылета резца к диаметру за-
жима Озаж и отношения диаметра обрабатываемой поверхности Do6py
к диаметру зажима Бзаж.
Д. Н. Решетов С приводит диаграммы для определения силы за-
жима в трех- и четырехкулачковых патронах для случаев зажима на
малой длине (зажим ступеньками кулачков) без поджима задним цент-
ром. Из диаграмм определено отношение = К (табл. 18) при р =
= 0,45 (для кулачков с насечкой).
Сила зажима одним кулачком при работе с задним центром или от-
носительно большей длине зажимных губок (работа в длинных губках)-
определяется по формуле
Вобр^г
о)о = _ • — кг,
Взаж^
(1>
где <о0 — сила зажима одним кулачком в
Do6p\ &заж — диаметры обрабатываемой и зажимаемой поверхностей
в ММ'
z — число кулачков;
Р — коэффициент сцепления, принятый равным 0,45»
1 Д. Н. Решетов, Расчет деталей станков, Машгиз, 1945, стр. 11Т~
Нормативы на токарные работы
Чтобы сила зажима вследствие перераспределения сил между ку-
лачками от силы резания ее снижалась ниже одной трети от началь-
ной величины, нужно для трехкулачковых патронов
<о0>1,12Р„
для четырехкулачковых патронов
Сила зажима одним кулачком может быть определена из формулы
Q = ^(o0 кг (2)
или
и)0 = -дг- кг, (3)
где Q — сила на рукоятке ключа к патрону в, кг-,
Кг — коэффициент, учитывающий передаточное отношение и к. п. д<
механизма патрона (табл. 17).
Задавшись силой Q на рукоятке, определяют силу зажима одним
кулачком и по данным табл. 18 и формуле (1) определяют усилия-
резания Pz, приведенные в табл. 12.
' Таблица 17
Значения коэффициента (по Д. Н.' Решетову)
Вид патрона Трехкулачковый Четырехкулачковый
Диаметр патрона в мм . . . Значения 130 0,039 165 0,03 240' 0,026 325 0,017 380 0,018 300 0,033 400 0,031 500 0,017
Таблица 18
«о
Значения отношения -5— = Л
lz
Значения К L ' 1)заж 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
Трехкулачковый пат- рон 1,3 1,9 2,5 3,1 3,8 4,4 5,1 5,8
ЧетырехкулачковьГй патрон 0,8 1,0 1,3 1,6 2,0 2,3 2,7 3,0
Усилия резания, допустимые кулачковыми патронами, приведены
в табл. 12 для случаев, когда диаметр обрабатываемой поверхности ра-
вен диаметру зажима, т. е. когда их отношение равно единице. С уве-
личением отношения диаметра обрабатываемой поверхности к диаметру
зажима допускаемые усилия резания и подачи уменьшаются и опре-
деленные по таблице значения следует принимать с поправочными ко-
эффициентами, приведенными в примечаниях к ней.
Если длинными губками зажимаются короткие участки детали (15—
20 о), значения допустимых усилий или подач принимаются такие же,,
как и при зажиме ступеньками кулачков, с учетом отношения длины вы-
лета L к диаметру зажимаемой поверхности детали. При зажиме всей
плоскостью длинных кулачков цилиндрических деталей и отношении
длины вылета резца к диаметру зажима до 3 допустимые усилия и по-
дачи принимаются независимо от длину вылета; если отношение длины
58
Укрупненное нормирование станочных работ
вылета к диаметру зажима более 3, обрабатываемую деталь следует
поджать центром.
В тех случаях, когда при заданных условиях усилия резания и
подачи, допустимые кулачковыми патронами, оказываются недостаточ-
ными (s<0,3 мм/об) для выгодного использования оборудования, сле-
дует провести технологические мероприятия по увеличению допусти-
мых подач: поджать обрабатываемую деталь центром или упорной
планкой, зажать деталь за предварительно обработанные взаимно-
перпендикулярные плоскости, создав этим условия углового зажима
•и т. д.
Жесткость системы стано к—д е т а л ы—и нструмент
существенно влияет на выбор величины подачи. Повышение жесткости
станка в 2 раза (при обработке достаточно жесткой детали) допускает
увеличение усилия резания в 1,9 раза. При обработке нежестких де-
талей увеличение только жесткости станка не приводит к значитель-
ному увеличению жесткости всей системы и, следовательно, к воз-
можности обработки с большими подачами; следует стремиться
к увеличению жесткости также и детали путем применения люнетов,
изменения'способ а крепления детали и др.
В материалах по техническому нормированию часто приводятся
данные только о допустимых усилиях по жесткости детали, что явно
недостаточно для выбора режима резания. Жесткость детали в отрыве
от жесткости всей системы не обеспечивает правильного выбора про-
грессивных режимов резания.
В табл. 13—14 усилия резания, допустимые по жесткости системы
станок—деталь—инструмент, приводятся при различном креплении де-
тали и работе на станках различной жесткости.
Жесткость системы определена из известной формулы
Д-=4- + Д- + -Д
J Jc Jd Juu
где j — жесткость упругой системы;
jc — жесткость станка;
Jd — жесткость детали;
— жесткость инструмента.
Жесткость станков, принятая в таблицах, 5000—2500—2000 и
1500 кг/мм, соответствует жесткости станков, наиболее часто встре-
чающихся в производственных условиях.
Жесткость деталей определена по формуле:
при закреплении детали в центрах
= 48 000^ 0гj3 кг/мм-,
при закреплении детали в патроне с поджимом центром
/ у \3
Jd = 108 500d I — j кг/мм-,
при закреплении в патроне
/ d \з
Jd = ЗОООб/ — кг/мм,
где d — диаметр детали в мм-,
I — длина вылета детали в мм.
Прогиб резца происходит в вертикальной плоскости, и его влия-
ние на изменение расстояния между резцами и осью вращения детали
невелико.
Нормативы на токарные работы
59
Рассчитывая жесткость системы при точении, можно пренебречь
жесткостью инструмента.
Допустимое усилие резания в таблицах определено из выражения
У
где Ру — радиальная составляющая усилия резания;
у — допустимый прогиб детали в зависимости от класса точно-
сти обрабатываемой детали.
Выразив Ру через Pz (Py^0,5Pz), определяем допустимое усилие
0,5Р^ Jy
резания j=—-—; Рг = -^у=2уу, т. е. допустимое усилие резания
равно произведению жесткости системы на стрелу прогиба и на коэффи-
циент 2.
В табл. 13 и 14 данные о жесткости системы приводятся при кре-
плении в патроне и для средней жесткости станков 5000, 2500, 2000
и 1500 кг) мм.
Работать с максимальными подачами на' станках средней мощности
можно только на небольших скоростях резания,, что при работе инстру-
ментом, оснащенным твердым сплавом, приводит к «привариванию»
стружки к пластинке и разрушению ее.
Подачи в табл. 15 рассчитаны таким, образом, чтобы минимальная
скорость резания для твердого сплава несколько превышала скорость
резания, допустимую быстрорежущим инструментом при той же глу-
бине резания и подаче.
Зная лимитирующее усилие резания Pz, величину подачи опреде-
ляют по формуле
или по соответствующим таблицам.
Пример выбора подачи. Выбрать подачу при предварительном обта-
чивании детали из стали 45. Диаметр обрабатываемой поверхности
150 мм, длина точения 90 мм, глубина резания t=3 мм. Работа произ-
водится на станке модели 1А62. Деталь зажимается в трехкулачковом
патроне Q 240 мм. Жесткость станка принята 2500 кг/мм.
Подачи в мм/рб допустимые:
а) Зажимным приспособлением s = 0,4 мм/об.
Эта подача определяется из усилия резания, допустимого при за-
жиме детали в трехкулачковом патроне, диаметр которого 240 мм, при
отношении длины вылета детали к диаметру зажима, равном -ygg- =
= 0,6 и обработке стали средней твердости. Усилие резания из табл. 12
для этих условий допускается 250 кг. Величину подачи по усилию реза-
ния определяют из специальных таблиц-номограмм или из номограмм.
б) По жесткости системы s = 2 мм[об.
Эта подача определяется по усилию резания, найденному в табл. 13.
Для диаметра 150 мм и длины детали L в д§лях диаметра D до од-
90
ного 150 Д°пУстим°е усилие резания при стреле прогиба у = 0,1 мм и
главном угле в плане резца ф = 45° равно 440 кг. Принимая стрелу про-
гиба у = 0,2, значение усилия резания, принятое из таблицы, следует
умножить на коэффициент, равный 2. Тогда допустимое усилие реза-
ния будет равно Pz =440 • 2 • 1 =880 кг.
Величина подачи по усилию резания определяется, как указывалось
выше.
60
Укрупненное нормирование станочных работ
в) По мощности станка для обеспечения нормальной работы твер-
дого сплава (см. табл. 15) при глубине резания t = 3 мм, для станка мо-
дели 1А62 при обработке стали средней твердости s= 1,2 мм)об.
г) По мощности станка в зависимости от диаметра обрабатываемой"
поверхности по табл. 16 для диаметра 150 мм и глубины резания до*
5 мм подача s свыше 1,5 мм/об.
д) По прочности резца. Из соответствующих таблиц определяется
допустимое усилие резания или подача s= 1,3 мм/об.
Наименьшей будет подача, допустимая зажимным приспособлением,.
s = 0,40 мм!об. Если поджать деталь центром, то можно принять подачу-
s=l,2 мм!об, т. е. подачу, допустимую мощностью станка для обеспече-
ния нормальной работы твердым сплавом.
При предварительном растачивании подачи определяются так же5.
как и при наружном точении, но при этом необходимо учесть жесткость-
и прочность самих расточных резцов. Этот фактор часто лимитирует
величину подачи.
Число оборотов при предварительной обработке определяется
с учетом полного использования (без перегрузки) мощности и прочно-
сти станка. Для принятых глубины резания и подачи определяется
усилие резания. По усилию резания и диаметру обрабатываемой поверх-
ности рассчитывается крутящий момент на инструменте. Крутящему мо-
менту на инструменте (моменту сопротивления резания) подбирается
соответствующий крутящий момент на шпинделе станка и число оборо-
тов, соответствующее этому крутящему моменту. Это определяет число
оборотов, допустимое станком для принятых глубины резания и подачи..
Далее определяются скорость резания и число оборотов, допустимые/
по стойкости инструмента. При сопоставлении скоростей резания (чисел
оборотов), допустимых станком и режущим инструментом, принимается
меньшая. Число оборотов легко определяется из таблиц-номограмм,
(карты 1—3).
В единичном и мелкосерийном производстве из-за разнообразия вы-
полняемых работ не всегда применяется режущий инструмент с наивы-
годнейшими геометрическими параметрами, а запроектированные ре-
жимы резания зачастую не совпадают с фактически осуществляемыми
на конкретном станке. Поэтому числа оборотов, допустимые мощностью
станка, определяются для полного использования мощности электродви-'
гателя, но без его перегрузки при кратковременных проходах. Кроме
того, как правило, число оборотов по станку или по инструменту при-
нимают при несовпадении с принимаемым в таблицах нормальным ря-
дом чисел оборотов (60; 75; 96 и т. д.), равным ближайшему мень-
шему числу оборотов. Если, например, расчетное число оборотов по
станку или по инструменту будет 70, то принимается ближайшее мень-
шее число оборотов нормального ряда — 60 об!мин.
Режим резания при получистовом точении. Если при предваритель-
ной обработке режим резания выбирается в расчете на максимальное-
использование мощности и прочности станка данного типа и режущих:
свойств инструмента, то при получистовой обработке решается другая^
технологическая задача: обеспечение заданной чистоты обработанной;
поверхности и максимальное использование режущих свойств инстру-
мента.
На получистовую обработку оставляют припуск, не превышающий/
в большинстве случаев 1 мм на сторону. Поэтому режим резания по--
лучистовой обработки рассчитывают для глубины резания 1 мм. По-
дачи принимаются такие, чтобы они обеспечили получение чистоты по-
верхности разных классов: V4, V5, V6.
Нормативы на токарные работы
61
Число оборотов при получистовой обработке определяют исходя из
•скорости резания, допустимой'режущим инструментом, при заданном
периоде стойкости по тем же таблицам-номограммам (карты 1—3).
В картах 4—12 приводится основное (машинное) время на
100 мм расчетной длины обработки различных поверхностей для
фазных способов крепления детали и при работе твердосплав-
ными инструментами на станках с мощностью электродвигателя' 4,3;
7,8 и 10 кет.
Типовыми представителями приняты станки 1Д62, 1А62, 1Д63.
В картах максимальные числа оборотов несколько превышают
числа оборотов, имеющиеся на этих станках. При работе на станках,
у которых максимальное число оборотов меньше указанных в табли-
цах, значения п соответственно пересчитываются.
Для продольного и поперечного точения и растачивания в отдель-
ных таблицах предусмотрено основное время при наиболее часто
встречающихся способах крепления детали: в кулачковом патроне,
в кулачковом патроне с поджимом центром, креплении в цен-
' трах.
В картах приводятся два, три варианта глубины резания.
При снятии больших припусков, превышающих глубины резания,
-указанные в таблицах укрупненных нормативов, точение производят
в несколько проходов. Для определения их числа следует величину
припуска на обработку разделить на глубину резания, указанную
в карте. Например, требуется проточить поверхность на станке мощ-
ностью 7,8 кет с диаметра 120 мм до диаметра 95 мм (оставляется
шрипуск на чистовую обработку 1 мм на диаметр). Величина припуска
ла сторону на черновую обработку будет равна
120 — 96
-------=12 мм.
"В карте 4 максимальная глубина резания для D = 120 мм принята
12
равной 4 мм. Тогда число проходов будет равно-4- = 3.
В картах наряду с маркой режущего инструмента ‘Иногда указана
величина главного угла в плане резца там, где геометрия резца
влияет на величину принятой подачи. Так, в карте 4 для продольного
и поперечного чернового точения в патроне при зажиме длинными ку-
лачками указан резец проходной с главным .углом в плане ф = 45°.
?В этих условиях рекомендуется работать резцами с главным углом
в плане 45°.
В картах 5—6 для продольного чернового точения при установке
детали в патроне с поджатием центром или в центрах указаны резцы
проходные с главным углом в плане ф = 90°. Здесь выбор подачи ли-
митировался жесткостью системы. Указанные в таблице подачи обес-
печивают получение стрелы прогиба 0,1 мм, т. е. работу с допуском
в пределах 0,2 мм. Если производится более грубая обработка, допу-
стимо применение резца с главным углом в плане ф = 45°.
Вспомогательное время в картах приводится на один проход. При
работе в несколько проходов вспомогательное время устанавливается
в соответствии с их числом и характером. Вспомогательное время на
один проход в зависимости от характера обработки приводится для
предварительной обработки — без промера и по 5-му, 4-му и 3-му клас-
сам точности с одной пробной стружкой и резцом, установленным на
размер.
62
Укрупненное нормирование станочных работ
Вспомогательное время дается для мелких партий (под индек-
сом А) и для крупных партий (серийный характер под индексом Б).
Это делает нормативы более универсальными.
В комплексе времени на проход включено время на приемы:
а) подвод инструмента для забора стружки;
б) перемещение частей станка;
в) пуск и останов станка;
г) измерения при взятии пробных стружек и на контрольные про-
меры для чистовой обработки, вывод и ввод сверла для удаления
стружки и охлаждения сверла при сверлении глубоких отверстий
и т. п.
Например, для различных вариантов продольной обточки на то-
карном станке установлены следующие комплексы работ.
В комплекс приемов вспомогательного времени включаются следую-
щие приемы работ:
Способ выполнения
работы
Состав комплекса и последовательность
приемов
В один проход
а) без промера и 1.
без взятия проб- 2.
ной стружки
б) резцом, установ- 1.
ленным на раз-
мер
2.
3.
в) со снятием одной 1.
пробной стружки 2.
3.
4.
5.
6.
7.
8.
9.
10.
Подвести резец к детали
Включить подачу. Отвести ре-
зец от детали
Переместить каретку суппорта
в продольном направлении
Подвести резец к детали про-
дольным перемещением суп-
порта
Включить подачу
Переместить каретку суппорта
в продольном направлении
Подвести резец к детали
Включить подачу
Отвести резец от детали
Включить вращение шпинделя
Промерить
Включить вращение шпинделя
Подвести резец к детали
Включить подачу
Отвести резец от детали
Переместить каретку суппорта
в продольном направлении
Вспомогательное время на установку и снятие детали, а также под-
готовительно-заключительное время принимается из общемашинострои-
тельных нормативов для единичного и мелкосерийного или для серий-
ного производства в зависимости от размера партии обрабатываемых
деталей.
Время обслуживания рабочего места и время на отдых и естествен-
ные надобности принимается в размере 8—9% от оперативного вре-
мени, и штучное время определяется по формуле (для единичного
и мелкосерийного производства)
^ = (Д + Д) • 1.08.
Пример. Предварительная обработка гладкого вала из стали 20Х
диаметром 90 мм, длиной 500 мм. Глубина резания 4 мм. Обработка
производится на станке 1А62 (мощность электродвигателя 7,8 кет).
Крепление детали в центрах, хомутиком (вес заготовки 30 кг).
Основное время Т М100 обточки 100 мм длины по карте 6 равно
0,45 мин (для D = 96 мм).
Нормативы на токарные работы
63
Основное время обточки детали
Т° =----100--= 2’25 мим-
При точении поверхностей длиной свыше 100 мм в укрупненном
расчете основного времени можно пренебречь величинами на врезание
и перебег инструмента и на взятие дополнительных стружек. В примере
величина врезания и перебега не учтена.
Вспомогательное время на установку и снятие детали из соответ-
ствующей таблицы t6y= 2 мин. t
Вспомогательное время на проход из карты 4 для обточки без про-
мера ten = 0,2 мин.
Для определения штучного времени сумму этих времен умножают
на коэффициент 1,08, учитывающий время на обслуживание рабочего
места и на отдых,
Тш = (2,25 + 2,2) • 1,08 = 4,8 мин.
Принимаем подготовительно-заключительное время из соответ-
ствующей таблицы.
Расчет технической нормы времени на такие простые операции не
требует специальных записей и может быть произведен по чертежу
детали.
Токарные операции в большинстве случаев состоят из нескольких
переходов. Поэтому целесообразно так оформить нормативы, чтобы
в одной карте было смонтировано несколько таблиц, включающих все
данные, необходимые для нормирования полной токарной обработки
детали, по принципу многопереходных таблиц.
Вначале таблицы укрупненных нормативов разрабатываются, как
указывалось выше, на каждый вид работ в отдельности (продольное
предварительное точение) для данной группы материалов (стали Ст. 3,
20, 25 и т. д.), заданного способа крепления детали (в патроне) и марки
режущего инструмента, и только после этого они монтируются в много-
переходную таблицу. Дело в том, что при охвате в одной таблице
большой группы материалов и разных работ, как предварительное
точение, получистовое точение, сверление, этим самым вызываются до-
полнительные погрешности в нормативах. Только после тщательного
анализа и установления, что величины этих погрешностей соответ-
ствуют принятой для укрупненных нормативов относительной точности,
отдельные таблицы могут быть скомпонованы в многопереходную
карту.
Ниже для примера в сокращенном виде приводится многопереход-
ная таблица укрупненных нормативов на единицу длины обрабатывае-
мой поверхности при точении стали (табл. 19).
Аналогичные таблицы разрабатываются для работы на станках
другой мощности и для других обрабатываемых материалов.
Для удобства нормирования в каждую из таблиц включено основ-
ное и вспомогательное время при предварительной обработке (про-
дольное и поперечное точение и растачивание), получистовой обра-
ботке (продольное и поперечное точение и растачивание), отрезании
и прорезании, сверлении и рассверливании, развертывании, нарезании
остроугольной наружной и внутренней резьбы, точении канавок, фасок,
галтелей.
Как видно из этой таблицы, основное время TM1QQ получистовой
обработки приводится для обрабатываемых материалов, сгруппиро-
ванных, как и при предварительной обработке, в одну группу. При
Таблица 19
Основное и вспомогательное время при точении стали: Сто 3? £0, 20Х? ст. литье 55Л? Ст0 5, 40, 40Х, 45, 50, 50Г
Крепление детали в трех- или четырехкулачковом патроне
Станок: мощность 4,3 кет, п)Пах = 600 об/мин
Предварительная обработка Получистовая обработка Отрезание и прорезание Сверление, рассверлива- ние и развертывание отверстий Нарезание остроугольной .резьбы в упор Точе- ние
Продольное и по- перечное точение Растачивание Продольное точение и ; и поперечное эастачивание
Инструмент Т5К10 Инструмент Т15К6 Инструмент Р9 Инструмент Т5К10 вок
8 8 V4, 5 = 0,45 v5, 5 = 0,35 Ve, 5 = 0,25 8 § § и т. д.
ч. СО « С Л со С Ь- п | Гм100 п ^,00 П M\QQ Л се е Ша 1 п Тм.
2 0,75 0,22 2 0,15 1,10 Сверление Наружная резьба
30 600 600 600 0,37 600 0,48 600 0,67 0,10 600 0,17
3 0,50 0,33 3 0,10 1,70 10 — 0,25 600 0,67 1,5 4 300 1,8 1,0
2 0,75 0,22 2 0,30 0.56 12 — 0,30 380 0,88 2,0 4 240 1,7 1,0
38 600 600 600 0,37 600 0,48 600 0,67 0,10 600 0,17
3 0,50 0,33 3 0,20 0,82 15 — 0,25 380 1,1 2,5 5 240 1,7 1,2
2 0,75 0,22 2 0,50 600 0,33 18 — 0,2 380 1,3 3,0 6 190 2,1 1,5
48 600 600 0,37 600 0,48 600 0,67 0,11 600 0,15
3 0,50 0,33 3 0,30 600 0,56 20 — 0,17 300. 2,0 3,5 6 190 1,8 1,5
3 0,50 0,42 3 0,50 480 0,42 25 — 0,15 300 2,2 4,0 7 190 1,8 1,8
60 480 600 0,37 600 0,48 600 0,67 0,12 600 0,15
4 0,40 0,52 3 0,30 600 0,56 30 — 0,10 300 3,3 5,0 10 190 2,1 2,5
75 35 — 0,09 240 4,6 6,0 11 150 2,5 2,8
и т. д. Рассверливание и т. д.
Вспомогательное время на 1 проход в мин
Высота центров в мм До 200 Отрезание и II прорезание Сверле- ние с переме- щением бабки — для серий D мм Длина обработки* в мм
А 1 Б А Б II 50 1 75 | 100 150
Предварительная обработка 0,2 0,15 0,30 зводства; с 0,15 индексом Б 10 20 35 и т. д. ного. 0,8 0,8 0,8 1,3 1,0 0,9 1,7 1,2 0,9 1,9 1,3
Классы точности Прим 5-4 резцом, установленным на размер с одной пробной стружкой 0,8 1,2 сосерийн 0,15 0,35 0,20 0,60 ого прои
3 е ч а н и резцом, установленным на размер с двумя пробными стружками е. Вспомогательное время с индексом А — для единичного и мелт
Укрупненное нормирование станочных работ
Нормативы на токарные работы
65
получистовой обработке скорость резания лимитируется стойкостью ин-
струмента и материалы следовало бы сгруппировать не в одну, а, как
указывалось выше, в две группы и для каждой из них в отдельности
разработать нормативы. Однако с прибавлением в дальнейшем ходе
расчета к основному времени вспомогательного, связанного с перехо-
дом, которое при получистовом точении значительно больше основного
времени, такое укрупнение группы обрабатываемых материалов допу-
стимо и не дает существенной погрешности.
В этой же таблице при сверлении и рассверливании отверстий ос-
новное время приведено для материалов, сгруппированных также
в одну группу. При этом режим резания рассчитывается для материа-
лов, коэффициент обрабатываемости которых принят за единицу
(Ст. 5, 40, 45, 20Х, стальное литье — 55Л). При обработке более мягких
материалов скорость резания и, следовательно, основное время будут
несколько понижены, а при обработке более твердых (материалов
повышены.
Такое укрупнение нормативов допустимо, так как доля трудоем-
кости сверления и рассверливания невелика в общей трудоемкости
мелкосерийной токарной операции. Подобное оформление нормативов
несколько сужает их универсальность, но этот недостаток компенси-
руется удобством пользования ими. Можно рекомендовать так офор-
млять заводские и отраслевые нормативы. Одной таблицы достаточно
для расчета норм времени полной токарной обработки детали. Только
вспомогательное время на установку и снятие детали требуется найти
в другой таблице.
Укрупненные нормативы неполного штучного времени на полную
обработку поверхности разрабатываются на основе и в соответствии
с укрупненными нормативами основного времени на единицу длины
обрабатываемой поверхности на эти же работы.
Номенклатура обрабатываемых материалов, на которые произво-
дится разработка нормативов, группировка их по маркам принимаются
те же, что и для нормативов на единицу расчетной длины. Нормативы
разрабатываются для тех же типовых представителей группы стан-
ков, в таблицах принимаются те же инструменты, параметры обраба-
тываемых поверхностей, глубины резания и др.
5 Зак. 2/295
66
Укрупненное нормирование станочных работ
' ТАБЛИЦА-НОМОГРАММА ДЛЯ ВЫБОРА РЕЖИМА РЕЗАНИЯ Сталь Продольное и попереч- ное точение резцами из твердого сплава КАРТА 1
По станку 1 Стали Ст. 3, Ст. 5, 20, 20Х, 30,40 45, 40Х, ЗОХМ, 50, 50Г, стальное, литье 55, до 103 кг/мм2 а6 б°- лее 103 кг!мм2 Подача •$ в мм/об до
Глубина резания t в мм до
2,5 3 4 2 2,5 3 0,25 0,33 0,25 0,45 0,33 0,25 0,61 0,45 0,33 0,82 0,61 0,45 1,1 0,82 0,61 1,5 1,1 0,82 “6Ji 0,45 0,33 0,25 2,0 1,5 1,1 0,82 0,61 0,45 0,33 0,25 2,0 1,5 1,1 0,82 0,61 0,45 0,33
IjlJ 6 7,5 10 12 4 5 6 7,5 10 — — — 0,25 0,33 0,25 0,45 0,33 0,25
Усилие резания Р% в кг - 80 | 1 1Ю| 145 | 185 -| 240 310 I 405 | j 520 | 675
Мощность станка /V в кет | Число оборотов в минуту п
19 15 12 10 | 6. 4,3 7,8
Диаметр D в мм до
|| Продольное и поперечное точение 75 96 120 150 190 240 300 380 480 600 750 960 60 75 96 120 150 190 240 300 380 480 600 750 960 48 60 75 96 120 150 190 240 300 380 480 600 750 960 38 48 60 75 96 120 150 190 240 300 380 480 600 750 24 30 38 48 60 75 96 120 19 24 30 38 48 60 75 30 38 48 60 75 96 и 150 Лоо’ 240 300 380 480 600 1 1500 1200 960 1500 1200 960 750 1500 1200 960 750 600 1500 1200 960 750 600 480 1500 1200 960 750 600 480. 380 1200 960 750 600 480 380 ‘ 300 ~240 960 750 600 480 380 300 240 ~19о” 750 600 480 380 300 240 190 150 120 96 75 60 48 600 480 380 300 240 190 150 120 96 75 60 48
~96 150 190 240 300 320 750| 600| 480 | 380 | 300
*150 190 240 300 380 600 480 380 300 240 I 190 480 380 300 240 190 150 380 300 240 190 150 120 300 240 190 150 120 96 240 190 150 120 96 75 190 150 120 96 75 60 150 120 96 75 60 48
По инструменту ср = 45°; i Т = 60 мин. 1 Скорость резания v в м!мин 320 255 200 160 125 100 80 64 51
Т15К6 12 2,5 12 2,5 0,7 12 2,5 0,7 0,1 0,31 0,1 0,31 0,6 0,1 0,31 0,6 1,1 0,33 0,6 1,1 0,6 : 1,1 i । 1,1 । — — —
Щ5К10 12 2,5 |~| 12 2,5 — — — — 0,31 Lot31 o,F тг 1,8 0,6 1,1 1.8 1,1 1,8 II 1 оо
2,5 — — — 0,31 0,31 0,6 0,6 1,1
Глубина резания t в мм до Подача 5 в мм!об до
’Стали Ст. 5, 40, Стали Ст.З, 4',50,40Х,Я0ХМ, 20, 25, 20Х 50Г, стальное -литье 55Л
До 66 67-84 185—105
Предел прочности в кг[мм2, марка
Примечания: 1. Число оборотов по инструменту брать по графе диаметров, взятой в рамку. 2. При растачивании или точении резцами с ср = 90° или при точении по корке число оборотов по инструменту срать на ступень меньше для каждого из этих факторов. 3. При точении резцами Т14К8 число оборотов по инструменту брать на ступень больше, чем для резцов Т5К10.
Нормативы, на токарные оаботы
67
ТАБЛИЦА-НОМОГРАММА ДЛЯ ВЫБОРА РЕЖИМА РЕЗАНИЯ Чугун НВ 140—260 Продольное и попереч- ное точение резцами из твердого сплава КАРТА 2
Глубина резания t _
п ми пп Подача 5 в мм об до
в мм ди
3 0,33 0,45 0,61 0,82 1,1 1,45 1,95 2,7 3,6
4 0,25 0,33 0,45 0,61 0,82 1,1 1,45 1,95 2,7 3,6
По 5 . — 0,25 0,33 0,45 0,61 0,82 1,1 1,45 1,95 2,7
стан- ку |_6j — — 0,25 0,33 0,45 0,61 0.82 1,1 1,45 1,95
8 — — — 0,25 0,33 0,45 0,61 0,82 1,1 1,45
10 — — — — 0,25 0,33 0,45 0,61 0,82 1,1
12 — — — — — 0,25 0,33 0,45 0,61 0,82
15 — — — — — — 0,25 0,33 0,45 0,61
Усилие резания в кг 100 120 155 195 240 300 | 375 470 580 1730
Мощность станка в кет
10 1 7,8 6 4,3 Число оборотов в минуту п
Ди< шетр Z ) в мм до
Про- 60 48 38 30 1500 1200 960 750 600 480 380 300
75 60 48 38 — 1500 1200 960 750 600 480 380 300 240
дол ь- 96 75 60 48 1500 1200 960 750 6С0 480 380 300 240 190
ное и 120 96 75 60 1200 960 750 600 480 380 300 240 190 150
попе- 150 120 96 75 960 750 600 480 380 300 240 190 150 120
реч- ное 190 150 120 96 750 600 480 380 300 240 190 150 120 96
точе- 240 190 ~15о "120* 600 I 480 | 380 1 300 1 240 | 19(Г 150 120 96 75
ние1
300 240 190 _150 480 380 300 240 19(Г |“150 ”120 96 75 60
380 300 240 190 380 300 240 190 150 120 96 75 60 48
480 380 300 240 300 240 190 150 120 96 75 60 48 —
600 480 380 300 240 190 150 120 96 75 60 48 — —
750 600 — 380 190 150 120 96 75 60 48 — — —
о ~ Ю Скорость резания v в мм>мин 200 160 125 100 80 64 51 40 32 26
II 1,5 0,14 0,43 0,74 1,3 2,2
ГУ ? пин. ВК6 15 15 3,5 3,5 0,14 0,14 0,43 0,43 0,74 0,74 1,3 1,3 2,2 2,2 — —
J О О 1II 3,5 — — 0-,43 0,74 1,3 2,2 — — — — — —
щ — — 15 — — 0,14 0,43 0,74 1,3 2,2 — —
S ВК8 — 15 3,5 — — 0,14 0,43 ~0?74 1,3 2,2 — — —
о - С 15 3,5 — — 0,14 0,43 0,74 1,3 2,2 — — —
3,5 — — 0,14 0,43 0,74 1,3 2,2 — — — — —
Глубина резания в мм
до
до 170 |1 171—210 || св. 21С ij Подача 5 в мм1об до
Чугун НВ
Примечания: 1. Число оборотов по инструменту брать по графе диаметров, взятой в
рамку.
2. При растачивании отверстий или точении резцами с <р = 90° или при работе по корке число
оборотов по инструменту брать на ступень меньше для каждого из этих факторов.
5*
68
Укрупненное нормирование станочных работ
ТАБЛИЦА-НОМОГРАММА ДЛЯ ВЫБОРА РЕЖИМА РЕЗАНИЯ Сталь Продольное и попереч- ное точение быстро- режущими резцами
КАРТА 3
! По инструменту (<? = 45°, Т = 60 мин ) Предел прочности в кг!мм2 Подача s в мм1об до
Углер)дистые (С < 0,5%), никелевые
52-59 60-93 94-125
Углеродистые (С > 0,6%), хромонике- левые, хромоникельвольфрамовые
.52-59 60-80 | 81-125 •
Хромомарганцовистые
38-51 52-70 71-107
Автоматные
60-70 71-93 | _
Глубина резания t в мм до
2,5 6 15 2,5 — 0,30 0,18 0,43 0,30 ; 0,60 0,43 0,87 0,60 1,25 0,87 1,65 1,25 1,65 1,25 0,87 0,60 1,65 1,25 0,87
|б | 15 2,5 6 15 0,18 0,30 0,18 0,43 0,30 0,18 0,60 0,43 0,30 "3?87 "0,60 0,43
Скорость резания v в м!мин до 92 73 58 46 37 | 29 1 23 19
Про- доль- ное и по- пе- реч- ное точе- ние Мощность станка /V в кет Число оборотов в минуту п
15 | 12 | 10 I 6 1 4,3 I 7,8
Диаметр D в мм до
60 75 95 120 150 190 240 300 380 480 600 750 960 48 60 75 95 120 150 190 240 300 380 480 600 750 950 38 48 60 75 96 120 150 190 240 300 380 480 600 750 24 30 38 48 60 75 96 120 150 190 24J 300 380 19 24 30 38 48 60 75 96 120 ! i 15J । 190 240 300 380 30 38 48 60 75 96 120 150 190 | 240 300 380 480 600 1200 950 750 600 480 380 зоо- 240 1901 150 120 95 75 60 950 750 600 480 380 300 240 190 1 150 1 120 96 ,75 60 48 750 600 480 389 300 240 190 150 120 96 75 60 48 600 480 380 300 240 190 150 120 | 96 |~75~ 60 48 480 380 300 240 190 150 120 96 75 60 48 380 300 240 190 150 120 96 75 . ~бо" 300 240 190 150 120 96 75 ! 60 48 240 190 150 120 96 75 60 48
По стан- ку Усилие резания Pz в кг до || 350 | 445 565 | 710 | 899 I ИЗО | 1420 1775
3 4 5 6 7,5 10 12 2,5 3 bJ 6 7,5 10 12 2,5 3 4 5 6 7,5 10 — И 0,58 — 1 0,50 1 0,37 I 0,27 В 0,19 1 0,14 0,93 0,68 0.50 0,37 0,27 0,19 0,14 1,25 0,93 0,68* 0,50 0,37 0,27 0,19 0,14 1,7 1,25 0,93 0,58 0,50 0,37 0,27 0,19 1,7 1,25 0,93 0,68 0,50 0,37 0,27 1,7 1,25 0,93 0,68 0,50 0,37 1,7 1,25 0,93 0,58 0,50 1,7 1,25 0,93 0,58
Глубина резания t в мм Подача в мм1об до
до 65 | 65—87 | 88-110
Предел прочности в кг!мм2
Примечания: 1. Число оборотов по инструменту брать по' графе диаметров, взятой в рамку. 2. При растачивании отверстий или точении резцами с = 90° или при точении по корке число оборотов по инструменту брать на ступень меньше для каждого из этих факторов.
Нормативы на токарные работы
б<?
ОСНОВНОЕ ДЛИНЫ и ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Продольное и попереч- > ное точение — пред- j верительное ;
КАРТА 4
Ст. 3, Ст. 5, 20, 20Х, 30, 40, 45, 40Х, 30ХМ, 50, 50Г, стальное литье 55Л и др. с# до 103 кг! мм3.
1
Резцы с пластинками Т15К6, <р = 45° Крепление в кулачковом патроне
D в мм до t В ММ Мощность станка в квпг
4,3 7,8 10
5 1 " ^100 5 п V ^£100 s 1 п 1 V ^100
30 2 3 0,75 0,50 960 90 0,14 0,21 0,75 1500 1200 145 115 0,09 0,11 — — — —
38 2 3 0,75 0,50 750 90 0,78 0,27 0,75 1200 960 145 115 • 0,11 0,14 — — — —
48 2 3 0,75 0,50 600 90 0,22 0,33 0,75 960 750 145 115 0,14 0,18 — — — —
60 3 4 0,50 0,40 480 90 0,42 0,52 0,75 0,50 600 115 0,22 0,33 0,75 0,50 600 750 115 140 0,22 0,27
75 3 4 0,50 0,40 .380 90 0,52 0,66 0,75 0,50 480 115 0,28 0,42 0,75 0,50 480 600 115 140 0,28 0,33
96 3 4 0,50 0,40 300 90 0,67 0,84 0,75 0,50 380 115 0,35 0,53 0,75 0,50 380 480 115 140 0,35 0,42
. 120 3 4 0,50 0,40 240 90 0,84 1,05 0,75 0,50 300 115 0,45 0,67 0,75 0,50 300 380 115 140 0,45 0,53
150 3 0,50 190 90 1,05 0,75 240 115 0,56 0,75 240 115 0,56
4 0,40 1,30 0,50 ' 0,83 0,50 300 140 0,67
5 — — — — 0,45 0,93 0,50
190 3 0,50 150 90 1,30 0,75 190 115 0,70 0,75 190 115 0,70
4 0,40 1,70 0,50 1,05 0,50 240 140 0,83
5 — — : — — 0,45 1,20 0,50
240 3 0,50 120 90 1,70 0,75 150 115 0,89 0,75 150 115 0,89
4 0,40 2,10 0,50 1,30 0,50 190 140 1,05
5 — — — — 0,45 1,50 0,40 1,30
300 3 0,50 96 90 2,10 0,75 120 115 1,10 0,75 120 115 1,10
4 0,40 2,60 0,50 1,70 0,50 150 140 1,30
6 — — — — 0,40 96 90 2,60 0,40 120 ’ 115 2,10
70
Укрупненное нормирование станочных работ
Продолжение карты 4
D в мм до t в мм Мощность станка в кет
4,3 7,8 10
5 п V ^ЮО 5 п V ТлИ 00 5 п V ^100
380 3 0,50 75 90 2,70 0,75 96 115 1,40 0,75' 96 115 1,40
4 0,40 3,30 0,50 2,10 0,75 1,40
6 ' — — — — 0,40 75 90 3,30 0,65 2,30
480 4 6 — — — — 0,50 0,40 75 60 115 90 2,70 4,20 0,75 0,55 96 75 140 115 1,40 2,40
600 4 — — — — — — — — 0,70 60 115 2,40
6 0,40 4,20
750 4 — — — — — — — ; — 0,50 60 140 3,30
6 0,30 5,60
Примечание. При точении резцами с = 90° на станках мощностью 7,8 и 10 кеш значения п, v и Г^100 умножить на поправочный коэффициент 0,75.
Вспомогательное время на 1 проход в мин.
Индекс А Б
Предварительная обработка 0,2 0,15
Точение по 5-му и 4-му классам точности резцом, установленным на размер . — 0,15
с одной пробивной стружкой . . . 0,8 0,35 .
Примечание. Вспомогательное время с индексом А — для единичного и мелкосерийного производства; индекс Б — для серийного производства.
Вспомогательное время нт изменение режима работы станка и смену инструмента
Высота центров в мм До 200 Свыше 200
Изменить число оборотов рукояткой Изменить подачу или повернуть резцовую головку . . Установить резец проходной, расточной или сверло . . Установить резец фасонный или резьбовой 0,1 0,1 . 0,7 0,9 0,1. 0,1 0,8 1,0
Нормативы на токарные работы
71
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Продольное и попереч- ное точение — пред- варительное
КАРТА 5
L
“Ч. si Стали. Ст. 3, Ст. 5, 20, 20Х, 30, 40, 45, 40Х, ЗОХМ, 50, 50Г, и др. сь — 103 кг/мм\ £р~ Резцы с пластинками Т15К6, = 90° Крепление в кулачковом патроне с поджатием центром
1 1 t
—
и
D ! В ММ до Z в мм до t в мм Мощность станка в кет
4,3 7,8 10
а п ^1Оо 5 1 " V т 1 -И 100 а п 1 v Тлисо
30 450 2 0,75 960 90 0,14 0,75 1500 140 0,09 — — — —
600 0,40 1500 140 0,17 0,40 0,17
450 3 0,50 960 | 90 0,21 0,75 1200 | 90 0,11 — — — —
600 0.40 1200 115 0,21 0,40 1500 | 140 0,17
38 600 2 0,75 750 90 0,18 0,75 | 1200 | 140 | 0,11 — — — —
800 0,40 1200 140 0,21 0,40 | 1500 | 180 1 0,17
600 3 0,50 750 90 0,26 0,75 | 960 | 115 1 0,14 — — — —
800 0,40 960 115 0,26 0,40 1200 ( 140 0,21
48 750 1000 2 0,75 600 90 0,22 0,75 960 140 0,14 0,75 960 140 0,14
750 1000 3 0,50 600 90 0,33 0,75 750 115 0,18 0,75 750 115 0,18
60 ^00 3 0,50 480 90 0,42 0,75 600 115 0,22 0,75 600 115 0,22
1200 0,60 0,28 0,60 0,28
900 4 0,40 480 90 0,52 0,60 600 115 0,28 0,60 600 115 0,28
1200 0,40 0,42 0,40 750 140 0,33
,75 ПОР 3 0,50 380 90 0,53 0,75 480 115 0,28 0,75 480 115 0,28
1500 0,60 0,35 0,60 0,35
1100 4 0,40 380 90 0,66 0,60 480 115 0,35 0,60 480 115 0,35
1500 0,40 0,52 0,40 600 140 0,42
96 1500 2000 3 0,50 300 90 0,67 0,75 300 115 0,35 0,75 380 115 0,35
1500 4 0,40 300 90 0,83 0,75 300 90 0,45 0,75 380 115 | 0,35
2000 0,50 380 115 0,66 0,50 480 140 | 0,42
1500 6 — — — — 0,50 240 71 0,83 0,50 300 90 | 0 67
2000 0,30 380 115 0,88 0,30 480 140 0,70
120 1800 2400 3 0,50 240 90 0,83 0,75 300 115 0,45 0,75 380 140 0,35
1800 4 0,40 240 90 1,05 0,75 240 90 0,56 0,75 300 115 | 0,44
>400 0,50 300 | 115 0,83 0,60 | 380 140 | 0,44
1800 6 — — — — 0,70 150| 57 0,96 0,70 | 190 71 1 1 0,75
ООО 0,30 300| 115 1,1 0,30 1 380 140 | 0,88
Примечание. Вспомогательное время на проход, на изменение режима раооты станка и смену инструмента см. в карте 4.
72
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Продольное и поперечное точение — предвари- тельное КАРТА 6
Стали. Ст. 3, Ст. 5, 20, 20Х, 30, 40, 45, 40Х,
ЗОХМ, 50, 50Г и др. аь до 103 кг'мм*
Резцы с пластинками Т15К6; ср = 90°.
Крепление детали в центрах
D в мм до L в мм до t в мм Мощность станка в кет
4,3 7,8 10
5 п V Тм -**100 5 п V 5 п V ^ico :
30 300 2 0,75 960 90 | 0,14 | 0,75 1500 180 0,09 1 - 1 i — 1 - :
450 0,30! 1900 180 0,18 | 0,30 ! 2400 | 280 0,14 | - 1 - 1 — 1 - !
300 3 0,50 960 90 0,21 | 0,75 | 1200| 115 | 0,11 | — -1
450 0,30 |1500 | 140 | 0,22 1 0,30 | 1500| 140 | 0,22 | — 1 - 1 -
38 400 2 0,75 | 750 | 90 | 0,17 | 0,75| 1200| | 140 | 0,11 | ( - 1 - 1 - t -
600 0,60 | 1200 | 1 140 I 0,17 | 0,60| 15901 180 | 0,13 — — | 1 -
400 3 0,50 | 750 | 90 | 0,27 | 0,75 | 950 | 115 I 0,14 1 - 1 - 1 — 1 -
600 0,35 | 9'0 | 115 | 0,301 | 0.35 | 1200 1 140 | 0,24 | - 1 - 1
48 500 2 0,75 | 600 | 90 I 0,22 | 1 0,75 | ' 950| 140 | 0,14| 0,75 1 939' 140|0,14
750 0,60 | 960 | | 140 | I 0,18 | 0,60 | 1200 | 180 | 0,17 1 0,60 112031 180 10,17 !
500 3 0,50 1 600 | [ 90 | 0,33 1 ' 0,75 , 1 750 1 П5 I 0,17| 1 0.75 ! 750' 115 10,17 *
750 0,35 1 750 1 115 1 | 0,38 1 0,35 | : обо 1 140 1 0,30 1 0,35 | 9'0 140 10,30
60 600 2 0,75 | 480 | 90 | 0,28 | 0,75 1 7501 140 | 0,18 | 0,75| | 7501 И0 10,18
900 0,60 750 1 НО | 1 0.27 1 0,60 | 960 | 180 0,18 | 0/ 0 | 9 0| 18010.18
600 3 0,50 | 480 1 | 90 | 0,42 0,75 | 600| 115 0,221 0,75| 6091 115|0,22
900 0,35 600 115 | 0,48 0,35 | 7501 140 0,38 1 0,35 750 140 0,38
75 750 3 0,50 380 90 0,53 0,75 480 115 0,28 0,75 480 115 0,28
1100 0,75 0,75
750 4 , 0,40 380 90 0,66 0,75 380 90 0,35 | 0,75| 480| 115 0,28
1100 0,35 0,75 0,50 480 115 0,42 | 0,50 | 609Н40 0,33
96 1000 1500 3 0,50 300 90 0,67 0,75 380 115 0,35 0,75 380 115 0,35
1000 4 0,40 300 90 0,83 0,75 300 90 0,45 0,75 380 115 0,35
1500 0,35 0,95 0,50 380 115 0,53 0,50 4801 140 0,42
1000 1500 6 0,70 0,35 240 380 71 115 оно 0,75
120 1200 1800 3 — — — — — — — — 0,75 ЗОЭ 115 0,45
1200 1800 4 — 0,75 0,50 300 240 115 90 0,45 0,83 L
1200 1800 6 — — — — — — — 0,70 0,35 199 300 71 115 0,75 ' 0,95 ;
Примечание. Вспомогательное время на проход и на изменение режима работы станка
и смену инструмента см. в карте 4.
Нормативы на токарные работы
73
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Растачивание отверстий— предварите ль ное
КАРТА 7
x-w л X-W Г- /-> л л л Л л Л wr
“41. 1 ста 1ЛИ. СТ. О, СТ. О, /О, zUA, OU, 4U, ЧЭ, 4?UA, dUAlVi, 50, 50Г и др. vb — 103 кг/мм*.
« Резцы с пластинками Т15К6, ср = 45°.
; ///ziz’z'/z —u крепление детали в кулачковом патроне
D в мм до t в мм Мощность станка в кит
4,3 7,8 и выше
г? п V 7^iro «У п V
30 2 0,15 1500 140 0,44 0,15 1500 140 0,44
3 0,10 0,67 0,10 0,67
38 2 0,30 960 115 0,35 0,30 1500 180 0,22
3 0,20 0,52 0,20 1200 140 0,42
48 2 0,50 750 115 0,27 0,50 930 140 0,21
3 0,30 600 90 0,56 0,30 0,35
60 3 4 0,50 0,30 480 600 90 115 0,42 0,56 0,50 0,30 600 750 115 140 0,56 0,45
75 3 4 0,50 0,30 380 480 90 115 0,53 0,70 0,50 0,30 480 600 115 140 0,42 . 0,56
96 3 4 0,50 0,30 300 380 90 115 0,67 0,88 0,50 0,30 380 480 115 140 0,53 0,70
120 3 4 0,50 0,30 240 300 90 115 0,83 1,10 0,50 0,30 300 380 115 140 0,67 0,88
150 3 4 0,50 0,30 190 240 90 115 1,05 1,40 0,50 х 0,30 240 300 115 1 0 0,83 1,10
190 3 4 0,50 0,30 150 190 90 115 1,30 1,75 0,50 0,30 190 240 115 140 1,05 1,40
240 3 4 0,50 0,30 120 150 90 115 1,70 2,20 0,50 0,30 150 190 115 1 0 1,30 1,75
300 3 4 0,50 0,30 96 120 90 115 2,10 2,80 0,50 0,30 120 150 115 140 1,70 2,20
380 4 — — — — 0,75 75 90 1,80
6 0,40 3,30
480 4 — — — — 0,75 60 90 2,20
6 0,40 3,70
Примечание. Вспомогательное время на проход, на изменение режима работы станка и смену инструмента в карте 4.
74
Укрупненное, нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Продольное и попереч- ное точение и раста- чивание — предваритель- ное КАРТА 8
"4^“ А ।
к т 4 Чугун НВ 140-260 fT 1 Резцы с пластинками ВК6, ср — 45° Крепление детали в кулачковом патроне
2
D в мм до t в мм Продольное и поперечное точение | Растачивание
. Мощность станка в кет
4,3 6 и выше 4,3 и выше
А1 1 “ ° 1 TMW 5 1 п 1 v 1 1 п 1 v J ГЖ]Сп
По корке
30 3 1,1 960 90 0,09 1,1 960 90 0,09 0,35 1200 115 0,24
4 0,7 0,15 0,7 0,15 0,25 950 90 0,42
38 3 1,1 750 90 0,12 1,1 750 90 0,12 0,35 960 115 0,30
4 0,7 0,19 0,7 0,19 0,25 750 90 0,53
48 3 1,1 600 90 0,15 1,1 600 90 0,15 0,60 600 90 0,23
5 0,7 480 71 0,3 0,7 0,24 0,30 0,56
60 3 1,1 480 90 0,19 1,1 480 90 0,19 1,10 380 71 0,24
5 0,7 380 71 0,38 0,7 0,30 0,60 0,44
75 3 1,1 380 90 0,24 1,1 380 90 0,24 1,10 0,70 300 71 0,30
5 0,7 300 71 0,48 0,7 0,38 0,48
96 3 1,1 300 90 0,3 1,1 300 90 0,30 1,10 240 71 0,38
5 0,7 240 71 0,6 0,7 0,48 0,70 0,60
120 3 1,1 240 90 0,38 1,1 240 90 0,38 1,10 190 71 0,48
5 0,7 190 71 0,75 0,7 0,60 0,70 0,75
150 4 1,0 150 71 0,67 1,0 150 71 0,67 1,00 120 57 0,84
6 0,6 1,1 0,6 190 90 0,88 0,60 150 71 ,1,10
190 4 1,0 120 71 0,84 1,0 120 71 0,84 1,00 96 57 1,05
6 0,6 1,4 0,6 150 90 1,10 0,60 120 71 1,40
240 4 1,0 96 71 1,05 1,0 95 71 1,05 1,00 75 57 1,30
6 0,6 1,7 0,6 120 90 1,40 0,60 93 71 1,70 j
Нормативы на токарные работы
75
Продолжение карты 8
D В ММ ДО t в мм Продольное и поперечное точение | Растачивание
Мощность станка в кет
4,3 6 и выше 4,3 и выше
<$ п V Тм <9 п V 1 п V М1т
300 5 7 0,7 0,5 75 60 71 57 1,9 3,3 0,7 0,5 96 75 90 71 1,50 2,70 0,70 0,50 75 60 71 57 1,90 3,30
380 5 7 0,7 0,5 60 48 71 57 2,4 4,2 0,7 0,5 75 60 90 71 1,90 3,30 0,70 0,50 60 48 . 71 57 2,0 4,20
480 _ 6 — — — — 0,7 48 71 3,00 0,70 г8 71 3,00
8 0,5 4,20 0,50 38 57 5,30
600 6 8 — — — Бе 0,7 0,5 з кор 38 ки 71 3,80 5,30 — — — —
30 3 1,1 960 90 0,091 1,1 1200 115 0,075 0,35 1500 | 140 0,19
4 0,7 0,15 | 0,7 0,12 0,25 1200 | 115 0,33
38 3 1,1 750 90 0,12 | 1,1 960 115 0,09 0,35 12001 140 0,24
4 0,7 0,19 0,7 0,15 0,25 9601 115 0,42
48 3 1,1 600 90 0,15 | 1,1 750 115 0,12 0,6 750 115 0,22
5 0,7 480 71 0,30 | 0,7 600 90 0,24 0,3
60 3 5 1,1 0,7 480 380 90 71 0,19 0,38 1,1 0,7 600 480 115 90 0,15 0,30 1,1 0,6 480 380 90 71 0,19 0,44
75 > 3 5 1,1 0,7 380 300 90 71 0,24 0,48 1,1 0,7 480 380 115 90 0,19 0,38 1,1 0,7 380 300 90 71 0,24 0,38
96 3 5 1,1 0,7 300 240 90 71 0,30 0,60 1,1 0,7 380 300 115 90 0,24 0,48 1,1 0,7 300 240 90 71 0,30 0,48
120 3 5 . 1,1 0,7 240 190 90 71 0,38 0,75 1,1 0,7 300 240 115 90 0,30 0,60 1,1 0,7 240 190 90 71 0,38 0,60
150 4 1,0 150 71 0,67 1,0 190 90 0,53 1,0 150 71 0,67
6 0,6 1,10 0,6 0,88 0,6 1,10
190 4 1,0 120 71 0,84 1,0 150 90 0,67 1,0 120 71 0,84
6 0,6 1,40 0,6 1,10 0,6 1,40
240 4 1,0 96 71 1,05 1,0 120 90 0,84 1,о 96 71 1,05 •
6 0,6 1,70 0,6 1,40 0,6 1,70
300 5 7 0,7 0,5 75 60 71 57 1,90 3,30 0,7 0,5 96 75 90 71 1,50 2,70 0,7 0,5 75 60 71 57- 1,90 3,30
380 5 7 0,7 0,5 60 48 71 57 2,40 4,20 0,7 .0,5 75 60 90 71 1,90 3,30 0,7 0,5 60 48 71 57 2,40 4,20
480 6 — __ — — 0,7 48 71 3,00 0,7 38 57 3,80
8 0,5 4,20 0,5 5,30
600 6 0,7 38 71 3,80 — — — —
8 0,5 5,30
Примечания. 1. При точении резцами с ср = 90° по корке и без корки на станках мощностью . 6 лет и выше значения умножить на поправочный коэффициент 0,75. 2. Вспомогательное время на проход, на изменение режима работы станка и смену инструмента см. в карте 4.
76
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Продольное и попереч- ное точение и раста- чивание— получ истовое КАРТА 9
ll Сталь и чугун 1 Класс чистоты V4—6 r—i Резцы с пластинками Т15К6, ВК6 (для чугуна) <р = 90 + 45° Крепление детали в кулачковом патроне^ - в центрах
—
D В ММ до Класс чистоты Марка стали Чугун НВ 140—260
Ст, 3, 20; 25, 20X Ст. 5, 40, 45, 50, 40Х, ЗОХМ, 50Г, стальное литье 55Л
1 п 1 v 1 ГЛ«1ГП 5 1 « 1 ° 1 J -^1С0 а | п [ V 1 глс100
Для станков мощностью 4,3 кет и выше, t до 1 мм
30 V4 1 0,45 2400 225 0,09 0,45 0,35 0,25 1900 180 _0Д2 | 0,15 | 0,65 0,50 120Э 1500 115 140 одз
V6 | 0,35 0,12 0,17 0,17
V6 I 0,25 0,21 | 0,30 0,22
38 V4 I 0,45 1900 225 0,12 _0Д5 0,35 150Э 180 0,15 | 0,65 960 1200 115 . 140 0,16 j
V5 | 0,35 0,15 0,19, 0,50 0,21 \
X76 | 0,25 0,19 0,25 0,27 | 0,30 0,28 ;
48 V4 | 0,45 1500 225 0,15 0,45 1200 180 0,191 0,65 0 24 | Д50 0,33 1 0,30 750 950 115 140 0,20 j
V5 | 0,35 0,19 0,35 0,27 i
V6 | 0,25 0,27 0,25 0,35
60 V4 I 0,45 1200 225 0,19 0,45 960 180 0,23 | 0,65 600 750- 115 140 0,26
V5 1 0,35 0,24 0,35 0,3 I 0,50 0,34 j
X76 | 0,25 0,33 0,25 0,42 | 0,30 0,45
75 V4 1 0,45 960 225 0,23 0,45 750 180 0,3 | 0,65 480 600 115 140 0,32
V5 | 0,35 0,3 0,35 0,25 0,38 | 0,50 0,42 j
V6 1 0,25 0,42 0,53 | 0,30 0,56 !
96 V4 | 0,45 750 225 0,30 0,45 600 180 0,37 | 0,65 380 480 115 140 0,40 j
V5 | 0,35 0,38 0,35 0,48 | 0,50 0,53
V6 | 0,25 0,53 0,25 0,67 | 0,30 0,70 ?
120 V4 | 0,45 600 225 0,37 0,45 480 180 0,46 | 0,65 ; 300 380 115 140 0,51 i 0,67 |
V5 | 0,35 0,48 0,35 0,6 | 0,50 .
V6 I 0,25 0,67 0,25 0,83 | 0,30 । 0,88 j
150 V4 | 0,45 480 225 0,46 0,45 380 180 0,59 | 0,65 240 300 115 140 0,64 j
V5 | 0,35 0,6 0,35 0,74 | 0,50 1,05 | 0,30 0,83 I
V6 | 0,25 0,83 0,25 1,10 j
190 V4 , | 0,45 380 225 0,59 0,45 380 180 0,741 0,65 190 240 115 140 0,81 j.
V5 | 0,35 0,75 | 0,35 0,95 | 0,50 1,05 '
V6 I 0,25 1,05 [ 0,25 1,3 1 0,30 M0 J
Нормативы на токарные работы
77
Продолжение карты 9
D В ММ ДО Класс чистоты Марка стали Чугун НВ 140—260
Ст. 3, 20, 25, 20Х Ст. 5, 40, 45, 50, 40Х,30ХМ 50Г. стальное литье 55JI
5 п v TMW п V п. V тм
240 V4 0,45 300 225 0,74 0,45 240 180 0,92 0,65 150 115 1,00
V5 0,35 0,95 0,35: 0,25 1,2 0,50 1,50
V6 0,25 1,3 1,7 0,30 । 190 140 1,75
300 V4 0,45 240 225 0,92 0,45 190 180 _Ь2_ _0, 65 50 120 150 115 140 1,30
V5 0,35 1,2 0,35 1,5 0, 1,70
V6 0,25 1,7 0,25 2,1 0,30 2,20
380 V4 0,45 190 225 1,2 0,45 150 180 1,5 0,65 96 115 1,6
V5 0,35 1,5 0,35 1,9 0,50 2’1_
V6 0,25 2,1 0,25 2,7 । 0,30 120 140 2,8
480 V4 0,45 150 225 1,5 1 0,45 120 180 _1,9_ | 0,65 75 96 115 140 2,1
V5 0,35 1,9 | 0,35 2,4 | 0,50 2,7
\7б 0,25 2,7 | 0,25 3,3 ' | 0,30 3,5
600 V4 0,45 120 225 1.9 0,45 96 180 2,3 0,65 60 75 115 140 2,6
V5 0,35 2,4 |_0Д5 3,0 | 0,50 0,30 3,3
\7б | 0,25 3,3 1 0,25 4,2 4,5
750 V4 | 0,45 96 225 2,3 I 0,45 75 180 3,0 | 0,65 48 60 115 140 3,2
V5 | 0,35 3,0 . 1 0,35 3,8 0,50 4,2
V6 | 0,25 4,2 0,25 5,3 0,30 5,6
Примечание. При растачивании отверстий D до 480 мм значения принимать с коэффи- циентом /<-0,75, Вспомогательное время на 1 проход в мин.
Индекс А Б
Классы точно- сти 5-4 резцом, установленным на размер с одной пробной стружкой 0,8 0,15 0,з5
3 резцом, установленным на размер с двумя пробными стружками 1,2 0,20 0,60
Примечания: 1. Вспомогательное время с индексом А — для единичного и мелкосерий- ного производства; с индексом Б — для серийного. 2. Вспомогательное время на изменение режима работы станка и смену инструмента см. в карте 4.
78
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ
И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД
Сверление и рассверли-
вание отверстий
на токарных станках
КАРТА 10
Сталь и чугун
Сверло Р18
Крепление в кулачковом патроне
Марка сталк [
D в d в Ст. с 1, 20, ! 25 Ст. 5, 40, 45, 20Х, стальное литье 55Л 50, 40Х Чугун НВ 180- -200
мм мм
5 п. V Тм мП0- З’ п V т -^100 5 п V т .У п V
Сверление L - = 5D
10 — 0,25 600 19 0,67 0,25 600 19 0,67 0,25 480 15 0,83 0,30 600 19 0,56
12 — 0,30 480 18 0,70 0,30 380 14 0,88 0,30 380 14 0,88 0,35 380 14 0,75
15 — 0,30 480 23 0,70 0,25 380 18 1,05 0,25 ЗОЭ 14 1,30 0,35 380 18 0,75
18 — 0,25 480 27 0,83 0,20 380 21 1,30 0,20 300 17 1,65 0,32 380 21 0,82
20 — 0,20 380 24 1,30 0,17 ЗОЭ 19 1,95 0,17 240 15 2,45 0,28 ЗОЭ 19 ' 1,20 .
25 — 0,16 480 38 1,30 0,15 380 30 1,75 0,15 ЗОЭ 24 2,20 0,22 380 30 1,20
30 — 0,12 380 36 2,20 0,10 ЗОЭ 28 3,30 0,10 240 23 4,15 0,18 300 28 . 1,85
35 — 0,10 300 33 3,30 0,09 240 26 4,60 0,09 190 21 5,85 0,14 240 26 , 3,00
Ра север. лива! лие
35 0,65 240 26 0,64 0,60 । 190 21 0,88 0,55 190 21 0,96 0,70 * 190 21 0,75
40 20 0,40 240 30 1,05 0,35 , 190 24 1,50 0,30 > 150 19 2,20 0,60 190 24 0,88
45 0,30 240 34 1,40 0,25 > 190 27 2,10 0,20 150 21 3,30 0,50 * 190 27 1,05
50 0,40 190 30 1,30 0,3S i 150 24 1,90 0,ЗС ) 150 24 2,20 0,50| 190 30 1,05
60 оо 0,25 190 36 2,10 0,2С 1 150 28 3,30 0,15 > 120 23 5,50 0,50 150 28 1,30
Вспомогательное время на 1 проход в
мин.
Наименование операции Диаметр обработки в мм до Длина обработки в мм
50 75 1 100 [ 150
Сверление с перемещением задней бабки 10 20 40 0,7 0,5 0,5 0,9 0,8 0,6 1,5 1,1 0,9 1,75 1,1
без перемещения задней бабки 10 20 40 0,3 0,2 0,2 0,6 0,5 0,3 1,1 0,7 0,5 1,3 0,8
Рассверли- вание с перемещением задней бабки 0,6 0,6 0,6 ОД
без перемещения задней бабки 0,3 0,3 0,3 0,3
Примечания: 1. Вспомогательное время на смену инструмента 0,7 мин. 2. Вспомогательное время на изменение режима работы станка см. в карте 4.
Нормативы на токарные работы
79
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Развертывание отвер- стий на токарных станках
КАРТА 11
Сталь и чугун
Развертка Р9
Крепление в кулачковом патроне
D в мм Марка стали Чугун НВ 180—200
Ст. 3, 20, 25 Ст. 5, 4 стальное ), 45, литье 20Х, : 55Л 50, 40Х
п V 5 п V Т„ п V г-^100 5 п V ^]00
10 0,65 300 9,5 0,51 0,60 480 15,0 0,35 0,55 480 15 0,38 1,00 300 9,5 0,33
12 0,70 240 9,5 0,60 0,65 380 14,0 0,40 0,60 380 14 0,44 1,10 300 11,0 0,30
15 0,90 190 9,0 0,58 0,80 300 14,0 0,42 0,65 300 14 0,51 1,30 190 9,0 0,40
’ 18 1,00 150 8,5 0,67 0,90 240 13,5 0,46 0,80 190 11 0,66 1,40 150 8,5 0,48
20 1,10 120 7,5 0,76 1,00 190 12,0 0,53 0,90 190 12 0,58 1,60 150 9,5 0,42
25 1,25 96 7,5 0,83 1,10 150 12,0 0,60 1,00 120 9,5 0,83 1,80 96 7,5 0,58
30 1,40 75 7,0 0,95 1,20 96 9,6 0,87 1,10 96 9,0 0,94 2,10 75 7,0 0,63
40 1,60 48 6,0 1,30 1,40 75 9,5 0,95 1,20 60 7,5 1,40 2,50 48 6,0 0,83
50 1,90 30 5,0 1,75 1,60 48 7,5 1,30 1,40 48 7,5 1,50 2,90 38 6,0 0,90
60 2,10 24 4,5 2,00 1,80 38 7,0 1,45 1,60 38 7,0 1,65 3,40 30 5,5 0,98
70 2,20 19 4,0 2,40 2,00 30 6,5 1,65 1,80 30 6,5 1,85 3,60 24 5,0 1,15
80 2,40 15 4,0 2,80 2,20 24 6,0 1,90 2,00 24 • 6,0 2,10 4,00 19 5,0 1,30
Вспомогательное время на 1 проход в мин.
С перемещением задней бабки
Без перемещения задней бабки
0,6
0,3
Примечания: 1.Вспомогательное время на смену инструмента 0,7 мин.
2. Вспомогательное время на изменение режима работы станка см. в карте 4.
80
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 10 и 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Отрезание, j прорезание канавок, нарезание резьбы в упор КАРТА 12
А. Отрезание, прорезание канавок (резцы Т15К6 и ВК8)
D в мм 48 60 75 96 120 150 190 240 300 380 480 600 750
Сталь
0,11 0,12 одз 0,13 0,15 0,15 0,16 0,18 0,2 0,2 0,2 0,95 0,95
п 600 480 380 300 240 190 150 120 96 75 60 48 38
Т Ж10 0,15 0,17 0,2 0,26 0,28 0,35 0,42 0,46 0,52 0,67 0,83 0,83 1,05
Чугун
S 0,15 0,16 0,18 0,19 0,2 0,22 0,25 0,25 0,25 0,3 0,3 0,3 0,3
п 21-0 190 1'0 96 75 60 48 38 30 24 19 15 12
Т л(ю 0,28 0,33 0,46 0,54 0,67 0,76 0,83 1,05 1,3 1,4 1,8 2,2 2,8
Вспомогательное время на 1 проход в мин.
Единичное и мелкосерийное производство Серийное производство
0,3 0,15
Б. Нарезание резьбы в упор (резцы Т5К10 и ВК8)
Шаг Сталь Чугун
резьбы в мм 1 п Тм1(е * i п г-^]со 4
1,5 5 300 Hai 2,2 нужная р 1,2 езьба 4 300 1,8 1,0
2 6 240 2,5 1,5 4 240 1,7 1,0
3 7 190 2,5 1,7 5 190 1,8 1,2
4 8 150 2,7 2,0 6 150 2,0 1,5
5 9 150 2Д 2,2 6 150 1,6 1,5
6 10 120 2,8 2,5 7 120 2,0 1,7
1,5 6 240 В ну 3,3 трэнняя ] 1,8 резьба 5 240 2,8 1,5
2 7 190 3,7 2,1 5 190 2,6 1,5
3 ’ 9 150 4,0 2,7 6 150 2,8 1,8
4 10 120 4,2 3,0 7 120 2,9 2,1
5 11 120 3,7 3,3 7 120 2,3 2,1
6 12 96 4,2 3,6 8 96 г,8 2,4
* t- - вспомогате льное время на все проходы.
Нормативы на фрезерные работы
81
НОРМАТИВЫ НА ФРЕЗЕРНЫЕ РАБОТЫ
Методические указания. Укрупненные нормативы для фрезерных
работ на единицу длины обрабатываемой поверхности разрабатывают
в той же последовательности, как и для токарных работ.
Структура этих нормативов определяется той же расчетной фор-
мулой, что и для токарных работ. Исходя из этой формулы нормативы
разрабатываются отдельно на каждую составляющую штучного вре-
мени.
Выявляют номенклатуру операций и обрабатываемых материалов
и производят их группировку для охвата одними нормативами не-
скольких марок материалов. Затем производят разбивку оборудования
на группы станков с одинаковой производственной характеристикой
и на типовой представитель этой группы разрабатывают норма-
тивы.
Группировка обрабатываемых материалов производится в зависи-
мости от того, что при данном характере обработки лимитирует вы-
бор режима резания: мощность станка или стойкость инструмента.
Так, при предварительном фрезеровании торцовыми фрезами, осна-
щенными твердым сплавом, в одну группу могут быть включены стали
марок Ст. 3, 20, 25, Ст. 5, 40, 20Х, 40Х и стальное литье 55Л. В этом
случае режим резания лимитируется мощностью станка, а при полу-
чистовом фрезеровании фактором для группировки послужит стой-
кость инструмента, и те же материалы разделятся на две группы:
Ст. 3, 20, 25, 20Х — одна группа и Ст. 5, 40, 45, стальное литье 55Л,
50, 40Х — вторая группа.
При предварительном получистовом фрезеровании плоскостей
дисковыми быстрорежущими фрезами, фрезеровании пазов, плоскостей
и уступов концевыми фрезами и др. группировка материалов произ-
водится, исходя из стойкости инструмента. Это подтверждается дан-
ными таблиц-номограмм для выбора режимов резания при фрезеров
вании.
В картах 13—16 приводятся специальные таблицы-номограммы для
выбора режима резания при фрезеровании стали и чугуна торцо-
выми фрезами, оснащенными твердым сплавом. Эти таблицы дают
возможность решать комплексно следующие четыре уравнения:
1. Усилия резания
CptxPsszPBaP2 . nzP
rz ------------------к, с,
DqP
‘2. Двойного крутящего момента
3. Скорости
4. Скорости
Кроме того,
2MKp — PzD кгм.
резания по станку
ст Ю00
резания по стойкости инструмента
С Dqv
Vан — х s и ~Р' MjMUH.
t ^S^B ^Z v
таблицы определяют потребную мощность станка
д т РgV
N 60 • 102 • 0,75 Квт-
6 Зак. 2/295
82'
Укрупненное нормирование станочных работ
Значения коэффициентов'^?^ и Cv и показателей степеней прини-
маются по общемашиностроительным нормативам.
Эти таблицы-номограммы, так же как аналогичные таблицы для
токарных работ, составлены из трех взаимосвязанных таблиц, поиме-
нованных «По станку», «Фрезерование плоскостей» и «По инстру-
менту».
С помощью верхней таблицы «По станку» и средней таблицы «Фре-
зерование плоскостей» определяют число оборотов, допустимое станком,
а с помощью нижней таблицы «По инструменту» и средней таблицы —
число оборотов, допустимое инструментом.
В таблицах значения факторов подобраны так, чтобы величина
чисел оборотов, скорости резания, усилия резания (величины усилия
резания в таблицах не приведены, а выражены через крутящие мо-
менты и соответствующие им числа оборотов для заданной мощности)
были близки к геометрическому ряду.
Для того, чтобы таблицы оказались взаимосвязанными, знамена-
тели рядов чисел принимаются одинаковые для всех параметров таб-
лиц. Они приняты равными 1,25, соответственно ряду чисел оборотов
большинства фрезерных станков.
Влияние обрабатываемого материала на усилие резания Pz при
фрезеровании стали характеризуется следующим выражением:
zz _
мрх \ 75 / •
Для того, чтобы значения усилия резания (в таблице чисел обо-
ротов) изменялись по геометрическому ряду со знаменателем 1,25,
градации значений временного сопротивления должны соответствовать
ряду со знаменателем прогрессии
Км = 1,25^ = 1,253’32 - 2,08.
В данном случае в одну группу могут быть включены материалы,
у которых относительная величина временного сопротивления разрыву
изменяется от 1 до 2,08. Принимаем среднее значение для группы
материалов = 75 кг/мм2, тогда нижнее значение будет равно
75 : 1,44 = 52 кг/мм2, а верхнее значение 75-1,44 = 108 кг/мм2.
Таким образом, в карте 13 таблицы «По станку» принята одна
группа материалов с временным сопротивлением разрыву ст* до
108 кг/мм2.
Влияние обрабатываемого материала на скорость резания при
фрезеровании стали торцовыми фрезами характеризуется таким же
выражением, как и при точении стали твердосплавным инструментом
т/- __ 75 „
— -gy и поэтому в той же карте в таблице для скорости резания
по инструменту принята такая же группировка материалов, как и для
токарных работ. В одну группу включены материалы с временным
сопротивлением до 66 кг/мм2, а в другую с О/, =67н-84 кг!мм2 и
в третью группу с <зь = 85 н-105 кг/мм2.
Влияние, обрабатываемого материала на скорость резания v при
фрезеровании стали дисковыми фрезами с пластинками из твердого
сплава характеризуется другим выражением
_ /75 \0’65
*
В этом случае знаменатель ряда значений временного сопротивле-
ния разрыву будет равен 1,250,65 = 1,251,54 = 1,40, в первую группу
Нормативы на фрезерные работы
83
включены материалы с временным сопротивлением до 55 кг/мм2, во
вторую группу с (Зь = 56-4—100 кг/мм2 и в третью группу — свыше
100 кг/мм2.
Из этих таблиц видно, что если исходить из усилия резания, и сле-
довательно, из мощности станка, производится одна группировка ма-
териалов, а если исходить из стойкости инструмента, производится
другая группировка.
Группировка фрезерных станков производится по двум призна-
кам—по размерам стола и по мощности привода. Размеры стола
в некоторой степени характеризуют жесткость станка. Нормативы
рассчитываются для станков мощностью электродвигателя 4,8; 7,8;
10 и 15 кет с размерами стола 1340x270 и 1600X420 мм. Типовыми
представителями этих групп станков принимают станки модели 6Н12^
6Н13, 6Н82, 6Н83. На типовой представитель группы станков разра-
батываются нормативы для каждого вида работ.
Для каждого вида работ в нормативах указывают глубину реза-
ния, подачу, число оборотов фрезы и основное время Т^100 на 100 мм
расчетной длины обрабатываемой поверхности для конкретных пара-
метров ширины фрезерования, диаметра фрез.
Параметры диаметров фрез принимают в зависимости от глубины
и ширины фрезерования. При выборе размера торцовой фрезы для
увеличения стойкости рекомендуется принять фрезу такого диаметра,
чтобы отношение ширины фрезерования к диаметру фрезы было
равно 0,4—0,7. Исходя из этого, в таблицах для торцовых фрез при-
нимают отношение ширины фрезерования к диаметру фрезы рав-
ным 0,6.
Ширина -фрезерования принимается в зависимости от мощности
станка. Так, при фрезеровании поверхностей торцовыми фрезами
в карте 17 для станков мощностью электродвигателя 4,8 кет ширина
фрезерования приведена только до В=400 мм\ свыше этой ширины
рекомендуется фрезеровать на станках большей мощности. Это по-
могает технологам и нормировщикам более рационально закреплять
детали за оборудованием. При предварительном фрезеровании торцо-
выми фрезами на станках мощностью 7,8 кет рекомендуется фрезеро-
вание поверхностей шириной от 60 до 120 мм, на станках мощностью
10 кет — от 100 до 190 мм и на станках мощностью 15 кет — от 120
до 240 мм.
Число зубьев фрез, для которых рассчитывают основное времяу
принимают в соответствии с ГОСТом на фрезы.
Таблицы разрабатывают для фрез, оснащенных твердыми спла-
вами Т5К10 для черновой и Т15К6 для чистовой обработки стали, ВК8
для обработки чугуна, а также для быстрорежущих фрез марки Р18.
Заточка фрез в соответствии с ГОСТом.
Рассмотрим порядок выбора режима резания.
Глубина резания при предварительной обработке прини-
мается исходя из припуска на обработку по ГОСТу на литье, по-
ковки.
В картах укрупненных нормативов для каждого диаметра фрезы
приводятся по два и более значения глубины резания.
При выборе глубины резания следует стремиться снять припуск
за один проход. Если припуск на обработку больше указанной в нор-
мативах максимальной глубины резания, следует рекомендовать не-
сколько проходов. Для этого величину припуска на обработку надо
разделить на наибольшую глубину резания, предусмотренную в соот-
ветствующей таблице.
6*
84
Укрупненное нормирование станочных работ
Величина подач устанавливается исходя из условий наивыгодней-
шей производительности—'работы с возможно большими глубиной
резания и подачей с учетом факторов, влияющих на ее величину:
прочности лезвия режущего инструмента, мощности и жесткости
станка.
Однако при чрезмерном увеличении подачи на зуб резко умень-
шается стойкость фрезы, которая также понижается при подаче ме-
нее определенной величины на 1 зуб фрезы.
Рекомендуемые подачи для чернового фрезерования торцовыми
фрезами в зависимости от мощности станка приведены в табл. 20.
Подачи при фрезеровании другими фрезами следует брать по обще-
машиностроительным нормативам для серийного производства.
Число оборотов для предварительной обработки определяется
с учетом полного использования (без перегрузки) мощности станка
по следующей схеме:
1. По принятым глубине резания и подаче на зуб определяют уси-
лие резания и двойной крутящий момент на инструменте.
2. По паспортным данным типового представителя группы станков
находят двойной крутящий момент, равный двойному крутящему мо-
менту на инструменте, и соответствующее ему число оборотов шпин-
деля. Найденное число оборотов и есть допустимое станком.
3. Определяют число оборотов или скорость резания, допустимые
режущим инструментом при заданном периоде стойкости его.
4. Сопоставляют числа ^оборотов, допустимые инструментом и стан-
ком, и принимают меньшие.
При чистовом фрезеровании числа оборотов фрезы определяют
только исходя из стойкости инструмента.
Число оборотов наиболее просто определяется из таблиц-номо-
грамм (карты 13—14).
В картах 17—28 приводится основное (машинное) время на 100 мм
расчетной длины обработки при фрезеровании поверхностей торцо-
выми фрезами, п&зов и плоскостей дисковыми и концевыми фрезами
и на другие фрезерные операции.
Для удобства нормирования в каждой таблице, кроме основного
времени, приводят вспомогательное время на один проход (карта 17).
При работе в несколько проходов время устанавливается в соответ-
ствии с их числом и характером обработки.
Вспомогательное время на 1 проход приводится как для обра-
ботки мелких, так и крупных партий, ибо в единичном и мелкосерий-
ном производстве изготовление многих деталей имеет серийный ха-
рактер.
Вспомогательное время на установку и снятие детали, время об-
служивания рабочего места и время на отдых и естественные надоб-
ности, а также подготовительно-заключительное время принимается
из общемашиностроительных нормативов для единичного и мелко-
серийного или для серийного производства в зависимости от размера
партии обрабатываемых деталей.
Время обслуживания рабочего места и время на отдых и есте-
ственные надобности принимается в размере 9—10% от оперативного
времени, и штучное время определяется по формуле
Тш = (Т0 + Тв) • 1,09.
Пример. Определить нормы штучного времени на фрезерование по-
верхности шириной В = 80 мм и длиной 200 мм. Обрабатываемый
Подачи в зависимости от мощности станка при фрезеровании стали и чугуна
торцовыми фрезами с пластинками из твердых сплавов
Таблица 20
Сталь до 108 кг (мм2 Чугун
Мощность электродвигателя в кет
Диа- метр Число Ширина фрезе- 5 10 15 1 5 1 10 1 12
фрезы в мм зубьев фрезы рования в мм Глубина резания в . мм
3 5 8 1 3 5 8 3 1 5 1 8 1 3 1 1 5 1 8 1 3 1 5 1 8 1 3 1 5 | 8
Подача на зуб 5 в мм
100 8 60 0,18 0,10 0,06 0,24 0,24 0,13 0,24 0,24 0,24 0,6 0,60 0,43 0,60 0,60 0,60 0,6 0,6 0,60
125 8 75 0,18 0,10 0,06 0,24 0,24 0,13 0,24 0,24 0,24 0,6 0,60 0,43 0,60 0,60 0,60 0,6 0,6 0,60
160 10 96 0,13 0,07 0,24 0,18 0,10 0,24 0,24 0,13 0,6 0,60 0,32 0,60 0,60 0,60 0,6 0,6 0,60
200 12 120 0,10 0,05 — 0,24 0,13 0,07 0,24 0,24 0,13 0,6 0,43 0,24 0,60 0,60 0,60 0,6 0,6 0,60
250 14 150 — — 0,18 0,10 0,05 0,24 0,18 0,10 0,6 0,32 0,18 0,60 0,60 0,43 0,6 0,6 0,60
320 18 190 — — — 0,13 0,07 — 0,24 0,13 0,07 0,6 0,32 0,18 0,60 0,60 0,43 0,6 0,6 0,60
400 20 240 — — — — — — 0,18 0,10 0,05 0,32 0,24 0,13 0,60 0,43 0,24 0,6 0,6 0,32
Примечание. Подачи даны при отношении ширины фрезерования к диаметру фрезы -д- = 0,6. При другом отношении подачи умножать на поправочный ко-
эффициент (см. ниже), по при этом величина подачи не должна превышать s# = 0,24 мм для стали и = 0,6 для чугуна:
Отношение ширины фрезерования к диаметру фрезы . . . 0,85 0,75 0,6 0,5 0,4
Поправочный коэффициент 0,55 0,75 1,0 1,35 1,8
Нормативы на фрезерные работы
сл
86
Укрупненное нормирование станочных работ
материал — сталь марки Ст. 5. Припуск на обработку 12 мм. Тре-
буемая чистота обработки V 5. Обработка производится на станке
с помощью электродвигателя N = 4,8 кет фрезой, оснащенной твер-
дым сплавом Т5К10. Вес детали 8 кг, установочная поверхность пред-
варительно обработана. Деталь закрепляется в тисках с простой вывер-
кой. Размер партии — 5 деталей.
Основное время определяется по карте 17.
Ширина фрезерования В = 80 мм в карте не предусмотрена, по-
этому основное время определяют для ближайшей большой ширины
фрезерования В = 100 мм.
Определение числа проходов. Поскольку требуется получить обра-
ботанную поверхность по классу чистоты V 5, нужен один чистовой
проход. Число черновых проходов определяется делением величины
припуска 12—2 (на чистовой проход) = 10 мм на глубину резания
5 мм, соответствующую согласно карте 17 максимальной глубине ре-
зания при В = 100 мм, откуда t = 10:5 = 2.
Величину врезания перебега инструмента определяют по той же
карте 17, равной 19 мм. Следовательно, расчетная длина обработки
равна: 200 + 19 = 219 мм, для двух черновых и одного чистового про-
ходов плюс 19 + 5 = 24 мм для одной пробной стружки при чистовом
проходе.
Основное время чернового фрезерования 100 мм длины определяют
карты 17: T^100 = 1,05 мин. на 1 проход'и время чистового фрезерова-
ния для глубины резания 3 мм из той же карты: Тм = 0,53 мин. От-
сюда основное время на операцию равно:
4 = 2,19 • 1,05 • 2 + 2,19 • 0,53 + 0,24 - 0,53 = 3,6 мин.
Вспомогательное время на установку и снятие детали по соответ-
ствующей карте из общемашиностроительных нормативов для еди-
ничного и мелкосерийного производства равно 1,5 мин. (для детали
весом 10 кг с обработкой установочной поверхностью без выверки).
Вспомогательное время, связанное с проходами из той же
табл. 17: на черновые проходы принимается 0,7 мин. X 2 = 1,4 мин.
и на чистовой проход — с одной пробной стружкой по 5-му классу
точности 1,5 .мин.:
. 4= 1,4+1,5 = 2,9 мин.
Вспомогательное время на изменение 2 раза режима работы: по-
дачи и чисел оборотов 0,1 -2 + 0,1 -2 = 0,4 мин.
Всего вспомогательного времени
4 = 1,5+2,9 + 0,4 = 4,8 мин.
Штучное время
^ = (4 + 4) * 1,09 = (3,6+ 4,8) • 1,09 = 9,2 мин.
Расчет технической нормы времени на такую малопереходную опе-
рацию не требует специальных записей на расчетно-нормировочных
картах. При многопереходных операциях рекомендуется пользоваться
технологической картой, указанной выше.
Укрупненные нормативы неполного штучного времени на обра-
ботку поверхности разрабатываются так же, как и для токарных и
других работ.
Нормативы на фрезерные работы
87
ТАБЛИЦА-НОМОГРАММА ДЛЯ ВЫБОРА РЕЖИМА РЕЗАНИЯ Сталь Фрезерование плоскостей торцовыми фрезами из твердого сплава КАРТА 13
Марка стали: Ст. 3, 20, 25, Ст. 5, 40, 20Х, 40Х, стальное литье 55Л и др. с до 108 кг/мм* Подача на зуб фрезы sz в мм1зуб до
Отношение B*.D
0,4 | 0,5 | 0,6 , | 0,75 | 0,85
Глубина t в мм
I По станку I 2,5 3 4 5 6 7,5 10 2,5 3 4 5 6 7,5 10 2,5 3 2,5 0,18 0,12 0,1 0,07 ! 0,24 1 0,18 0.13 ' 0,1 t ,0,32 5 0,24 i 0,18 0,12 > 0,42 t 0,32 1 0,24 i 0,18 1 — > 0,42 : 0,32 1 0,2’4 ^0,18 0,12 ’ 0,1 0,07 1 > \ 0,42 : 0,32 ! 0,24 1 0,18 0,12 ' 0,1 > > 0,43 t 0,32 ! 0,24 i 0,18 0,13
14! 6 7,5 3 4 5 6 2,5 3 4 5 — 0,07 0,1 0,07 *одз 0,1 0,07
Мощность электродвигателя главного привода N в квт. Число оборотов в минуту п
19 | 15 | 12 | 9,6 | 7,5 | 6 | 4,8
Диаметр фрезы и число зубьев
| Фрезерование плоскостей | 160/10 200/12 250/14 320/18 400/20 160/10 200/12 250/14 320/18 400/20 125/8 — 160/10 200/12 250/14 320/18 100/8 125/8 160/IC 200/12 250/14 320/18 100/8 125/8 ) — 160/10 > 200/12 250/14 - 100/8 125/8 100/8 125/8 100 125 960 750 750 600 600 480 480 380 300 ~240 190 380 300 1240 ’190 150 120 96 75 60. 48 300 240 190 150 120 96 75 60 48 240 190 150 120 96 75 60 48
160 200 250 600 480 380 480 380 300 380 300 240
160/10, 200/12 250/14 160/10 200/12 320 400 '300 240 190 150 120 240 190 150 120 96 190 150- 120 96 75 150 120 96 75 60
Скорость резания v в м/мин. 300 240 190 150 120 96 75
По инструменту (<р = 60°. Стойкость 300 мин.) Т15К6 14 1,5 14 1,5 14 1,5 0,09 0,15 0,26 0,09 0,15 0,26 0,45 0,15 0,26 0,45 0,26 0,45 0,45 — —
Т5К10 14 1,5 — 14 — — — 0,09 0,15 ”0Д6 0,15 0,15 0,26 0,45 0,26 0,45 0,45
1141 5 1,5 0,09 0,09 0,15 0,09] 0,15| 0,26|
Глубина резания в мм до Подача на зуб фрезы, sz в мм/зуб до
Марка Ст. 3, 20, 25, < 20Х J 2т. 5, 40, 45, 50, 40Х, стальное 1итье 55Л и др. —
в кг/мм2 До 66 67-84 85-105
Примечания: 1. Число оборотов по инструменту брать по графе диаметров, взятой-в рамку. 2. При фрезеровании отливок с коркой число оборотов по инструменту брать на одну ступень меньше.
88
Укрупненное нормирование станочных работ
ТАБЛИЦА-НОМОГРАММА ДЛЯ ВЫБОРА РЕЖИМА РЕЗАНИЯ Чугун НВ 140—260 Фрезерование плоскостей торцовыми фрезами из твердого сплава
КАРТА 14
Отношение ширины фрезерования к диаметру фрезы Подача на зуб фрезы s в мм]зуб до
0,4 0,5 0,6 0,75 0,85
Глубина в мм до
По станку 4 5 6,5 8,5 10,5 13 3 4 5 6,5 8,5 10,5 13 2,5 3 4 2,5 3 2,5 0,32 0,24 0,18 0,43 0,32 0,24 0,58 0,43 0,32 0,58 0,43 0,58 0,43 0,32 0,24 0,18 0,13 1- 0,58 0,43 0,32 0,24 0,18 0,58 0,43 0,32 0,24 од cd СЧ III 1 1 111 1 1 ООО
I5! ~5 8,5 10,5 4 5 6,5 8,5 10,5 3 4 5 6,5 8,5 0,13 0,11 0,07 0,18 0,13 0,11 0,07 0,241 0,18 0,13 0,11 0,07 | 0,321
0,24 0,18 0,13 0,11
Мощность электродвигателя главного привода N в кеш Число оборотов в минуту п.
12 10 7,8 6 4,8
Диаметр фрезы и число зубьев
Фрезерование плоскостей 160/10 200/12 250/14 320/18 400/20 160/10 200/12 250/14 320/18 400/20 125/8 160/10 200/12 250/14 320/18 400/20 100/8 125/8 । — 100/8 125/8 100 125 700 600 600 480 480 380 380 300 300 240 240 190 1150 120 96 75 60 48 190 150 120 96 75 60 48 150 120 96 75 60 48
160 480 | 380 | 300 240 | 190
160/IC ) — 160/IC ’ 200/12 250/14 320/18 200 ) 250 320 400 380 300 240 190 150 120 96 300 240 190 150 120 96 75 240 190 150 120 96 75 60 190 1 150 120 96 75 60 48
200/12 250/14 320/18 150 120 96 75 60 48
1 1 1
Скорость резания v в м/мин 240 190 150 120 96 75 60 48
По инструменту (ср = 60°, Т = 300 мин.) ВК6 13 3 13 — — — 0,11 0,21 0,40 0,74 0,74
|13| 3 0,11 0,11 0,21 0,11 0,21 0,40 0,21 0,40 0,74 0,40
3 0,74
ВК8 13 3 13 3 13 3 0,11 0,11 0,21 0,11 0,21 0,40 0,11 0,21 0,40 0,74 0,21 0,40 0,74 0,40 0,74 0,74
Глубина резания t в мм Подача на зуб фрезы sz в мм/зуб до
НВ до 170 | НВ 170—210| НВ св. 210
Марка чугуна или НВ
Примечания: 1. Число оборотов по инструменту брать по графе диаметров, взятой в рамку. 2. При фрезеровании отливок с коркой число оборотов по инструменту брать на одну ступень меньше.
Нормативы на фрезерные работы
89
ТАБЛИЦА-НОМОГРАММА ДЛЯ ВЫБОРА РЕЖИМА РЕЗАНИЯ Сталь Фрезерование пазов дисковыми фрезами из твердого сплава КАРТА 15
Стали Ст. 3, 20, 25, Ст. 5, 40, 20Х, 40Х,
стальное литье 55Л и др. с
___________до 108 кг! мм2___________
Ширина паза В в мм
Подача на зуб фрезы
10 1 121 15 1221 27 | 33 Z < J ~
Глубина паза t в мм до
10,5 13,5 17 22 28 36 8,2 10,5 13,5 17 22 28 36 6,4 8,2 10,5 13,5 17 22 28 36 5 6,4 8,2 РО'5 13,5 17 22 28 5 6,4 8,2 10,5 13,5 17 22 5 6,4 8,2 10,5 13,5 17 5 6,4 8,2 10,5 13,5 0,055 0,04 0,07 0,055 0,04 0,09 0,07 0,055 0,04 0,12 0,09 0,07 0,055 0,04 0,16 0,12 0,09 |0’07 0,055 0,04 1 0,16 0,12 0,09 0,07 0,05 0,04 0,16 0,12 0,09 0,07 : 0,055 0,04
Мощность электродвигателя N в к&т
10 7,5 6 4,8
По
станку
Число оборотов в минуту п
Диаметр фрезы и число зубьев
Фрезеро- вание пазов 150/10 200/12 110/8 150/10 200/12 100/8 | 150/10 200/12 100/8 " 150/10 200/12 но 11501 200 ; 12оо| 960 750 1200 960 750 600 j (• 1200 960 750 600 480 960 750 600 480 380 750 600 I 480 380 300 600 480 380 300 240 480^ 380 300 240 ; 190 J
Скорость резания v в mImilh 450 350 280 220 180 140 115
По ин- стру- менту (Г = \ = 180 мин.) Т15К6 36 17 8 4 36 17 8 4 36 17 8 4 0,04 0,07 0,12 0,22 0,04 м 0,12 0,22 0,04 0,07 0,12 0,22 0,07 0,12 0,22 0,12 0,22 0,22
Глубина фрезерования t в мм до
Марка стали аЬ в кг1мм2 Ст. 3, 20, 25 до 55 Ст. 5, 40, 20Х, 40Х, стальное литье 55Л 56-100 св. 100 Подача на зуб фрезы в мм/зуб до
Примечания: 1. Число оборотов по инструменту брать по графе диаметров, взятой
в рамку.
2. При фрезеровании отливок с коркой число оборотов по инструменту брать на одну ступень
меньше, а при фрезеровании фрезами с пластинками Т5К10 — на две ступени меньше.
90
Укрупненное нормирование станочных работ
ТАБЛИЦА-НОМОГРАММА ДЛЯ ВЫБОРА РЕЖИМА РЕЗАНИЯ Фрезерование пло- скостей и уступов дисковыми фрезами из твердого сплава
КАРТА 16
Стали Ст. 3, 20, 25, Ст. стальное литье 55Л с а 5, 40, 20Х, 40Х, ь до 108 кг/мм2
Ширина фрезерования В в мм Подача z 8 мм!зуб до
4,5 6 8 10 13,5 18
Глубина фрезерования t в мм до
По станку 11,5 15 20 26 35 8,8 11,5 15 20 26 6,6 8,8 11,5 15 20 5 6,6 8,8 11,5 15 5 6,6 8,8 11,5 5 6,6 8,8 0,11 0,08 0,15 0,11 0,08 0,21 0,15 0,11 0,08 0,21 0,15 0,11 0,08 0,21 0,15 _оЛ1 0,21 0,15 0,21 — —
45 35 26 20 15 11,5 — — — 0,08 0,11 0,15 0,21 —
60 45 60 35 45- 60 26 35 45 60 20 26 35 45 15 20 26 35 — — — — 0,08 0,11 0,08 0,15 0,11 0,08 0,21 0,15 0,11 0,08
Мощность электродвигателя N в квт
10 | 7,8 1 6 4,8 Число оборотов в минуту п
Диаметр фрезы, число зубьев
Фрезе- рование 150/10 110/8 — — 1500 1200 960 750 I 600. t480 380 300
плоско- стей И 200/12 150/10 110/8 — 1 — 1500| 1200| 960 750 600 480| 1380 300 240
уступов — 200/12 150/10 110/8 I но | 1200 960 750 600 480 380 300 240 190
— 200/12 150/10 200/12 150 200 960 750 750 600 600 480 f480 380 380 300 300 240 240 190 190 150 150 120
Скорость резания v В MjMUH 450 350 280 220 180 140 115 90 70
Т15К6 82 82 47 82 47 27 0,06 0,06 0,11 0,06 0,11 0,18 0,11 0,18 0,31 0,18 0,31 0,31
По ин- струмен- ту (Г= = 180 мин.) 47 27 | 16 0,06^0,11 0,18 0,31
27 16 8,8 16 8,8 5,5 8,8 5,5 0,06 0,11 0,18 0,11 0,18 0,31 0,18 0,31 0,31
Глубина резания t в . им до
Марка стали Стали Ст. 3, 20, 25 Стали Ст. 5, 40, 20Х,40Х, сталь- ное литье 55Л Подача з 'z в мм!зуб до
°Ь в кг 1мм2 До 55 56- 100 Св. 100
Примечания: 1. Число оборотов по инструменту брать по графе диаметров, взятой в рамку. 2. При фрезеровании отливок с коркой число оборотов по инструменту брать на одну ступень меньше, а при фрезеровании фрезами с пластинками Т5К10 — на две ступени меньше.
Нормативы на фрезерные работы
91
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Фрезерование поверхностей КАРТА 17
Сталь
Фрезы торцовые с пластинками Т5К10 и Т15К6
Крепление детали в приспособлении
или в тисках
в в мм до Diz t в мм Величина врезания и перебега фрезы в мм Предварительное | Получистовое
Стали Ст. 3, 20, 25, Ст. 5, 40, 20Х, 40Х, стальное литье 55Л и др. с до 108 кг [мм2
sm п V Т Л£1оо SM п V 7ЛГ100
Для станков мощностью 4,8 кет ъ
60 100/8 До 1 3 5 12 300 190 240 75 0,33 0,53 750 300 190 960 380 240 300 120 75 0,13 0,33 0,53
75 125/8 До 1 3 5 17 240 150 190 75 0,42 0,67 600 240 150 750 300 190 300 120 75 0,17 0,42 0,67
100 160/10 До 1 3 5 19 190 96 150 75 0,53 1,05 480 190 96 600 240 150 300 120 75 0,21 0,53 1,05
60 100/8 До 1 3 5 8 Для с 12 танков 600 мощи с 300 )СТЬЮ 1 96 \8 квгп 0,17 750 480 960 600 I 300 | 190 0,13 0,21
380 190 240 75 0,26 0,53 300 190 380 240 120 75 0,33 0,53
75 125/8 До 1 3 5 8 17 480 240 96 0,21 600 380 750 480 300 190 0,17 .0,26
300 150 190 75 0,33 0,67 240 150 300 190 120 75 0,42 0,67
100 160/10 До 1 19 — — — — 480 600 300 0,21
3 5 8 380 190 . 96 150 75 0,26 0,53 1,05 300 190 96 380 240 150 190 120 75 0,33 0,53 1,06
120 200/12 До 1 24 — — — — 380 480 300 0,26
3 5 8 240 150 75 120 75 0,42 0,67 1,30 190 120 75 240 150 120 190 120 75 0,53 0,84 1,30
92
Укрупненное нормирование станочных работ
Продолжение карты 17
в в мм до Diz t В ММ Величина врезания и перебега фрезы в мм Предварительное | Получистовое
Стали Ст. 3, 20, 25, Ст. 5, 40, 20Х, 40Х, стальное литье 55Л и др. с до 108 кг/мм2
SM п V Тм ' Ль 100 SM п V Тм M’loo
Для станков мощностью 1 [0 кет
До 1 — — — \ — 480 600 300 0,21
100 160/10 3 480 190 96 0,21 300 380 190 0,33
5 19 240 150 0,42 240 300 150 0,42
8 150 / О 0,67 150 190 , 96 0,67
До 1 — — — — 380 480 300 0,26 •
120 200/12 3 300 0,33 240 300 150 0,42
5 24 190 120 75 0,53 150 190 120 0,67
8 96 1,05 96 120 75 1,05
До 1 — — — — 300 380 300 0,33
150 250/14 3 240 0,42 190 240 190 0,53
5 29 120 96 75 0,84 150 190 150 0,67
8 75 1,30 75 96 75 1,30
До 1 — — — — 240 300 300 0,42
190 320/18 3 190 0,53 150 190 190 0,67
5 35 96 75 75 1,05 120 150 150 0,84
8 60 1,70 60 75 75 1,70
Для станков мощностью 12 кет
До 1 — — — — 380 480 300 0,26
120 200/12 3 380 150 96 0,26 240 300 190 0,42
5 24 240 120 75 0,42 190 240 150 0,53
8 150 0,67 120 150 96 0,84
До 1 — — — — 300 380 300 0,33
150 250/14 3 29 300 0,33 190 240 190 0,53
5 190 96 75 0,53 150 190 150 0,67
8 120 0,84 96 120 96 1,05
До 1 — — — — 240 300 300 0,42
190 320/18 3 240 0,42 150 190 190 0,67
5 35 120 75 75 0,84 96 120 120 1,05
8 75 0,30 75 96 96 1,30
Для станков мощностью 15 кет
До 1 — — — — 380 480 300 0,26
120 200/12 3 480 190 120 0,21 240 300 190 0,42
5 24 380 120 усг 0,26 240 300 190 0,42
8 190 /О 0,53 150 190 120 0,67
До 1 — — 300 380 300 0,33
150 250/14 3 380 120 96 0,26 190 240 190 0,53
5 29 240 ус 0,42 190 240 190 0,53
8 150 УО / О 0,67 120 150 120 0,84
Нормативы на фрезерные работы
93
Продолжение карты 17
в в мм до D/Z t в мм Величина врезания и перебега фрезы в мм Предварительное | Получистое
Стали Ст. 3, 20, 25, Ст. 5, 40, 20Х, 40Х, стальное литье 55 Л и др. с до 108 кг/мм2
sm п V Тм ^100 SM п V т -^100
190 320/18 До 1 3 5 8 35 300 75 75 0,33 240 150 300 190 300 190 0,42 0,67
35 150 96 75 75 0,67 1,05 150 96 190 120 190 120 0,67 1,05
240 400/20 До 1 3 5 8 45 — — — — 190 240 300 0,53
190 120 60 60 75 0,53 0,84 1,7 120 96 60 150 120 75 190 150 96 0,84 1,05 1,3
Вспомогательное время на 1 проход в мин.
Характер обработки Единичное и мелкосерийное производство । Серийное производство
Длина стола в мм
До 1500 | Св. 1500 | До 1500 Св. 1500
Длина фрезерования в мм
250 500 250 500 100 300 600 100 300 500 800
Предварительная Фрезой, установленной на размер Без выдерживания раз- мера по упору По разметке с предвари- тельным промером 0,4 0,7 1Д 0,5 0,8 1,3 0,5 0,9 1,3 0,6 1,0 1,4 0,15 0,35 0,55 0,25 0,45 0,65 0,4 0,6 0,8 0,18 0,45 0,70 0,35 0,60 0,85 0,45 0,70 0,95 0,65 0,90 1,15
| Получистовая Класс точности 5 С одной пробной стружкой 1,5 1,9 1,9 2.1 0,65 0,75 0,9 0,75 0,90 1,00 1,20
Фрезой, установленной на размер 0,5 0,6 0,7 0.7 0,25 0,40 0,55 0,30 0,50 0,60 0,80
4 С одной пробной стружкой 1,7 1,9 2,0 2,1 0,70 0,80 0,95 0,80 0,95 1,05 1,30
Фрезой, установленной на размер 0,7 0,8 0,8 0,9 0,25 0,40 0,55 0,30 0,50 0,60 0,80
Вспомогательное время на изменение режима работы станка и на смену инструмента при работе на фрезерных станках в мин.
Характер работы Длина стола в мм
' До 1500 Св. 1500
Изменить число оборотов шпинделя и подачу о,1 0,1
Установить и снять фрезу в конус шпинделя концевую оправку с фрезой оправку с набором фрез 1,1 1,1 2,0 1,4 1,4 2,5
94
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Фрезерование поверхностей КАРТА 18
Чугун
Фрезы торцовые с пластинками ВК6
Крепление детали в приспособлении или в тисках
в в мм D в мм t В ММ Величина врезания и перебега Предварительное I Получистовое V5
НВ и Ю—260
инструмен- та в мм sm | п 1 - 1 т 1 ^100 1 SM 1 п 1 v 1
Для станков мощностью 4,8 кет
До-1 — — — — 600 600 190 0.21
3 960 300 96 0,11 480 380 150 0,21
60 100/8 5 12 750 240 75 0,13 380 380 120 0,26
8 480 150 47 0,21 380 380 120 0,26
До 1 — — — — 480 480 180 0,21
3 750 240 96 0,13 380 380 150 0,26
75 125/8 5 17 600 190 75 0,17 380 380 150 0,26
8 380 120 47 0,26 300 300 150 0,33
До 1 — — — — 380 380 190 0,26
3 750 190 96 0,13 380 380 190 0,26
100 160/10 5 19 480 120 60 0,21 300 300 150 0,33
8 300 96 48 0,33 240 ' 240 120 0,42
До 1 — — — — 300 300 180 0,33
3 < 600 120 75 0,17 300 300 180 0,33
120 200/12 5 24 380 75 48 0,26 240 240 150 0,42
8 190 75 48 0,53 190 190 120 0,53
До 1 — — — — 240 240 180 0,42
3 480 75 60 0,21 240 240 180 0,42
150 250/14 5 29 240 60 47 0,42 150 150 120 0,67
8 190 60 47 0,53 120 120 96 0,84
Для станков мощностью 7,8 кет
До 1 — — — —
3 750 190 оя 0,13
100 160/10 5 19 750 190 УО 0,13 380 380 190 0,26
8 480 120 60 0,21
До 1 — — — —
3 750 150 96 0,13
120 200/12 5 24 600 120 75 0,17 300 300 180 0,33
8 380 75 47 0,26
До 1
3 750 120 96 0,13
150 250/14 5 29 480 75 60 0,21 240 240 180 0,42
8 300 48 38 0,33
До 1 — — — —
3 750 96 96 0,13 190 190 190 0,53
190 320/18 . 5 35 480 60 60 0,21
8 300 48 48 0,33 150 150 150 0,67
До 1 — — — —
3 480 60 75 0,21 150 150 190 0,67
240 400/20 5 45 300 48 60 0,33
8 150 48 60 0,67 120 120 150 0,84
Примечание. Вспомогательное время на 1 проход, на изменение режима работы станка "
и на смену инструментов см. в карте 17.j
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ
ВРЕМЯ НА 1 ПРОХОД
Фрезерование поверхностей
КАРТА 19
----D
Сталь. Класс чистоты V 6—7
Фрезы торцовые с пластинками Т15К6
Крепление детали в приспособлении или в тисках
Мощность станка 4,8 квт и выше
в в ММ до Djz t в мм до Величина врезания и перебега фрезы в мм Получистовое V 6 | Получистовое V7
Стали Ст. 3, 20, 25, Ст. 5, 40, 20Х, 40Х, с гальное литье 55Л и др. с до 108 кг]мм2
SM п V т 'Н00 SM п V 7' ^100
60 100/8 1 100 480 960 300 0,21 240 960 300 0,42
75 125/8 1 125 380 750 300 0,26 190 750 300 0,53
100 160/10 1 160 300 600 300 0,33 150 600 300 0,67
120 200/12 1 200 240 480 300 0,42 120 480 300 0,84
150 250/14 1 250 190 380 300 0,53 96 380 300 1,05
190 320/18 1 320 150 300 300 0,67 75 300 300 1,35
240 400/20 1 400 120 240 300 0,84 60 240 300 1,70
Примечания: 1. Вспомогательный угол в плане ср = 5°. При ср = 2° значения подач в таблице принять с коэффициентом 2.
2. Вспомогательное время на 1 проход, на изменение режима работы станка и на смену инструмента см. в карте 17.
Нормативы на фрезерные работы
96
Укрупненное нормирование станочных работ
OCHOI и в SHOE ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ СПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Фрезерование пазов
КАРТА 20
С тали Ст. 3, 20, 25, Ст. 5, 40, 20Х, 40Х, стальное литье 55Л и др. с до 108 кг/мм% ласс чистоты поверхности до V6 — V7 резы дисковые трехсторонние с пластинками Т15К6 репление детали в приспособлении или в тисках
-А к
и ф
l
- к
D/z В В ММ t в мм до Величина врезания и перебега фрезы в мм Мощность станка в кет
4,8 7,8
sm п V т л*Ю0 sm п V т •^100
110/8 10 10 I 35 480 480 165 0,21 600 600 210 0,17
15 | 41 380 380 130 0,26 600 480 165 0,17
20 | 45 1 300 1 300 104 0,33 480 0,21
14 10 I 35 1 380 | 380 130 0,26 600 600 2Ю 0,17
15 | 41 | 240 | 300 104 0,42 380 480 165 0,26
20 | 45 | 150 | | 300 0,67 240 0,42
20 5 | 26 | 480 | 480 165 0,21 600 600 210 0,17
10 | 35 | 240 300 104 0,42 380 480 165 0,26
15 | 41 | 120 300 104 0,83 190 0,53
20 | 45 | 96 300 1,05 150 0,67
150/10 12 10 I 41 1 480 380 180 0,21 600 . 480 225 0,17
15 | 49 | 300 240 115 0,33 480 380 180 0,21
20 j 55 | 240 0,42 380 0,26
14 10 | 41 | 380 300 140 0,26 480 0,21
15 | 49 | .240 240 115 0,42 300 380 180 0,33
20 | 55 | 150 0,67 | 240 0,42
20 10 | 41 190 240 115 0,53 | | 300 380 180 0,33
15 | 49 | 120 0,83 | 190 0,53
20 | 55 | 96 1,05 | | 150 0,67
30 5 | 30 I 300 240 115 0,33 1 480 380 180 0,21
10 | 41 | 120 0.83 | 190 0,53
200/12 12 10 | 48 I 480 300 но 0,21 | 480 380 300 240 190 0,21
15 | 57 | 300 190 120 0,33 | 480 0,21
20 | 64 | 190 0,53 | 300 0,33
14 10 | 48 | 300 240 150 0,33 | 480 380 240 0,21
15 | 57 | 190 190 120 0,53 | 300 300 190 0,33
20 | 64 | 150 0,67 | 240 0,42
20 10 | 48 190 190 120 0,53 | 300 300 190 0,33
15 | 57 | 120 0,83 | | 190 0,53
20 | 64 | 96 1,05 | | 150 0,67
30 5 | 35 1'240 190 120 0,42 | 380 300 190 0,26
10 | 48 | 120 0,83 | 190 0,53
Примечание. Вспомогательное время на 1 проход, на изменение режима работы станка
и на смену инструмента см. в карте 17.
Нормативы на фрезерные работы
97
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ
И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД
Фрезерование
плоскостей и уступов
НАРТА 21
V6-7
двухсторонние с пластинками
Стали Ст. 3, 20, 25, Ст. 5, 40, 20Х, 40Х, стальное
литье 55Л и др. с до 108 кг/мм2
Класс чистоты до
Фрезы дисковые
Т15К6
Крепление детали в приспособлении или в тисках
Мощность станка в квт
Diz
110/8
В В ММ t в мм до Величина врезания и перебега фрезы в мм 4,8 7,8
sm п V Т •**100 sm п V т -**100
10 35 960 600 210 0,11 — — — —
4,5 15 41 960 600 210 0,11 — — — —
20 45 750 480 165 0,13 — — — —
26 50 600 380 130 0,17 480 165 0,13
10 35 с 960 600 210 0,11 — — — —
15 41 750 480 165 0,13 — — — —
6 20 45 600 380 130 0,17 750 480 165 0,13
26 50 480 300 104 0,21 750 480 165 0,13
10 35 600 380 130 0,17 960 600 210 0,11
15 41 480 300 104 0,21 750 480 165 0,13
10 20 45 380 240 83 0,26 600 380 130 0,17
26 50 300 190 66 0,33 480 300 104 0,21
10 31 480 300 104 0,21 750 480 165 0,13
15 41 380 240 83 0,26 600 380 130 0,17
14 20 45 300 190 65 0,33 480 300 104 0,21
26 50 а» 240 190 65 0,42 380 300 104 0,26
10 31 380 240 83 0,26 600 380 130 0,17
15 41 300 190 65 0,33 480 300 104 0,21
18 20 45 240 190 65 0,42 380 300 104 0,26
26 50 150 190 65 0,67 240 300 104 0,42
7 Зак. 2/295
98
Укрупненное нормирование станочных работ
Продолжение карты 21
Diz в в мм t В ММ до Величина врезания и перебега фрезы в мм Мощность станка в кет
4,8 7, 8
SM п v т ^100 sm п V т •^100
20 55 750 380 180 0,13 960 480 225 0,11
4,5 26 60 600 300 140 0,17 960 480 225 0,11
35 68 480 240 115 0,21 750 380 180 0,13
20 55 6Э0 300 140 0,17 750 380 180 0,13
6 26 60 480 240 115 0,21 750 380 180 0,13
35 68 380 190 90 0,26 600 300 140 0,17
'150/10 10 20 26 55 60 380 300 190 150 90 70 0,26 0,33 600 480 300 240 140 115 0,17 0,21
35 68 240 150 70 0,42 380 240 115 0,26
20 55 300 150 70 0,33 480 240 115 0,21
14 26 60 240 150 70 0,42 380 240 115 0,26
35 68 150 150 70 0,67 240 240 115 0,42
20 55 240 150 70 0,42 380 240 115 0,26
18 26 60 150 150 70 0,67 240 240 115 0,42
35 68 120 150 70 0,83 190 240 115 0,53
20 64 750 300 190 0,13 750 300 190 0,13
4,5 26 70 600 240 ' 150 0,17 750 ' 300 190 0,13
35 80 480 190 120 0,21 600 240 150 0,17
45 87 380 150 96 0,26 600 240 150 0,17
20 64 600 240 150 0,17 750 300 190 0,13
В 26 70 480 190 120 0,21 750 300 190 0,13
и 35 80 380 150 96 0,26 300 240 150 0,33
45 87 300 120 75 0,33 240 190 120 0,42
20 64 380 150 96 0,26 600 240 150 0,17
200/12 10 26 35 70 80 300 190 120 120 75 75 0,33 0,53 480 300 190 190 120 120 0,21 0,33
45 87 150 120 75 0,67 190 190 12(Г 0,53
20 64 240 120 75 0,42 380 190 120 0,26
14 26 70 190 120 75 0,53 300 190 120 0,33
35 80 150 120 75 0,67 240 190 120 0,42
45 87 120 120 75 0,83 190 190 120 0,53
20 64 190 120 75 0,53 300 190 120 0,33
18 26 70 150 120 75 0,67 240 190 120 0,42
35 80 120 120 75 0,83 ” 190 190 120 0,53
45 87 96 120 75 1,05 120 190 120 0,83
Примечания: 1. Вспомогательное время на 1 проход на изменение режима работы станка
и на смену инструмента см. в карте 17.
2. При работе по 6—7-му классу точности величину врезания и перебега брать удвоенную про- ‘
тив приведенной в таблице. *
Л
Нормативы на фрезерные работы
93
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Фрезерование пазов |
КАРТА 22
Сталь1 и чугун 1
' 4 Фреза дисковая Р18 1 Крепление детали в приспособлении или тисках | Станок горизонтально-фрезерный, W — 7,8 кет |
ш 1 1
-
-\в - Ж 1
/ТЯГ 8.(7 1 В в мм CQ величина вре- зания и пере- бега в мм Марка стали Чугун НВ 180-200
Ст. 3, 20, 25 Ст. 5, 40, 45, 20Х, стальное литье 55Л 50, 40Х
sm п V т ^100 sm п V т •^100 sm п V т ^100 sm п V т •^100
! 75 12 5 10 22 28 380 240 190 240 45 56 0,26 0,42 300 190 150 190 35 45 0,33 0,53 240 150 120 150 28 35 0,42 0,67 300 150 150 150 35 35 0,33 0,53
20 5 10 22 28 120 96 240 240 56 56 0,83 1,05 96 75 190 190 45 45 1,05 1,35 75 60 150 150 35 35 1,35 1,70 75 60 150 150 35 35 1,35 1,70
110 12 10 20 35 45 240 96 150 150 52 52 0,42 1,05 190 75 120 120 41 41 0,53 1,30 150 60 96 33 96 33 0,67 1,70 190 75 120 120 41 41 0,53 1,30 .
20 10 20 35 45 150 60 150 150 52 52 0,67 1,70 120 48 120 120 41 41 0,83 2,05 96 38 96 96 33 33 1,05 2,60 120 48 120 120 41 41 0,83 2,05
150 12 10 20 30 41 55 64 300 190 120 96 96 96 45 45 45 0,33 0,53 0,83 240 150 96 75 75 75 35 35 35 0,42 0,67 1,05 190 120 75 60 60 60 28 28 28 0,53 0,83 1,35 240 120 75 75 60 60 35 28 28 0,42 0,83 1,35
20 10 20 30 41 55 64 240 96 60 96 96 96 45 45 45 0,42 1,05 1,70 190 75 48 75 75 75 35 35 35 0,53 1,35 2,10 150 60 38 60 60 60 28 28 28 0,67 1,70 2,60 190 60 38 75 60 60 35 28 28 0,53 1,70 2,60 '
30 10 20 30 41 55 64 120 60 30 96 96 96 45 45 45 0,83 1,70 3,30 96 48 24 75 75 75 35 35 35 1,05 2,10 4,20 75 38 19 60 60 60 28 28 28 1,35 2,60 5,30 96 38 19 75 60 60 35 28 28 1,05 2,60 5,30
250 и 12 10 20 30 54 60 72 300 240 150 60 48 48 47 38 38 0,33 0,42 0,67 240 190 120 48 38 38 38 30 30 0,42 0,53 0,83 190 150 96 38 30 30 30 23 23 0,53 0,67 1,05 190 190 96 38 38 30 30 30 30 0,53 0,53 1,05
20 10 20 30 54 60 72 300 150 96 60 60 60 47 47 48 0,33 0,67 1,05 240 120 48 48 48 48 38 38 38 0,42 0,83 2,10 190 96 60 38 38 38 30 30 30 0,53 1,05 1,70 190 96 60 38 38 38 30 30 30 0,53 1,05 1,70
30 10 20 30 54 60 72 190 96 60 60 60 60 47 47 47 0,53 1,05 1,70 150 75 48 48 48 48 38 38 38 0,67 1,35 2,10 120 60 38 38 38 38 30 30 30 0,85 1,70 2,60 120 60 38 38 38 38 30 30 30 0,85 1,70 2,60
Примечание. Вспомогательное время на 1 проход, на изменение режима работы станка и на смену инструмента см. в карте 17.
7*
100
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Фрезерование плоскостей
КАРТА 23
Сталь и чугун
Xs, f 4 Фреза дисковая Р18 Крепление детали .в приспособлении или тисках Станок горизонтально-фрезерный, N =? 4,8 квт
~Е ST
я 1—
*
D в мм I В в мм t в мм Величина вре- зания и пере- бега в мм Марка стали Чугун НВ 180—200
Ст. 3, 20, 25 Ст. 5, 40, 45, 20X, стальное литье 55Л 50, 40Х
SM п V т •^100 SM п V т л*100 sm п V т ^100 SM п V 4)0
75 6 10 20 '28 36 ЗОЭ 240 120 96 28 22 0,33 0,42 240 190 96 75 22 18 0,42 0,53 190 150 75 60 18 14 0,53 0,67 ЗОЭ 240 95 75 23 18 0,33 0,42
НО 6 10 Ю 30 35 45 52 240 190 150 95 75 60 33 26 21 0,42 0,53 0,67 190 150 120 75 60 48 25 21 17 0,53 0,67 0,83 150 1 Ю 95 60 48 38 21 17 13 0,67 0,83 1,05 199 150 120 60 48 38 21 16 13 0,53 0,67 0,83
150 6 10 20 30 40 41 55 64 72 190 150 150 120 60 48 48 38 28 23 23 18 0,53 0,67 0,67 0,83 150 120 120 95 48 38 38 30 23 18 18 14 0,53 0,67 0,67 1,05 120 95 95 75 38 30 30 24 18 14 14 11 0,83 1,05 1,05 1,30 190 15Э 120 120 48 38 30 30 23 18 14 14 0,53 0,67 0,83 0,83
175 6 20 30 40 60 65 75 85 97 190 150 120 96 60 48 38 30 33 26 26 17 0,53 0,67 0,83 1,05 150 120 95 75 48 38 30 24 26 21 17 13 0,53 0,67 1,05 1,30 120 95 75 60 38 30 24 19 21 17 . 13 10,5 0,83 1,05 1,30 1,70 15Э 120 95 96 38 30 24 24 21 16 13 13 0,67 0,83 1,05 1,05
225 6 20 30 10 50 73 86 97 112 190 150 120 96 48 38 30 24 34 27 21 17 0,53 0,67 0,83 1,05 150 120 95 75 38 30 24 19 27 21 17 13 0,53 0,67 1,05 1,30 120 93 75 60 30 24 19 15 21 17 13 105 0,83 1,05 1,30 1,70 120 95 95 95 24 19 19 19 17 13 13 13 0,83 1,05 ' 1,05 1,05
Примечание. Вспомогательное время на 1 проход, на изменение режима работы станка и на смену инструмента см. в карте 17.
Нормативы на фрезерные работы
101
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ
И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД
Фрезерование
плоскостей и пазов
КАРТА 24
Сталь и чугун
Фреза концевая из стали Р18
Крепление детали в приспособлении или тисках
Станок вертикально-фрезерный, N = 4,8 кет
1 и В в мм CQ Величина вре- зания и пере- бега в мм Марка стали Чугун НВ 18D—200
Ст. 3, 20, 25 Ст. 5, Ст. 45, 20Х, стальное литье 55Л 50, 40Х
sm п V т ^100 sm п V т Ж100 SM п V SM п V т Л*100
Фрезерование плоскостей (по корке)
10 3 5 10 12 190 150 750 750 47 47 0,53 0,67 150 120 600 600 38 38 0,67 0,83 120 96 480 480 30 30 0,83 1,05 300 240 600 600 38 38 0,33 0,42
20 3 5 10 12 190 150 750 750 47 47 0,53 0,67 150 120 600 600 38 38 0,67 0,83 120 96 480 480 30 30 0,83 1,05 300 240 600 600 38 38 0,33 0,42
30 30 3 5 12 14 240 190 480 480 45 45 j 0,42 0,53 190 150 380 380 36 36 0,53 0,67 150 120 300 300 28 28 0,67 0,83 240 190 300 240 28 23 0,42 0,53
40 ' 3 5 12 /14 240 190 480 480 45 45 0,42 0,53 190 150 380 36 380, 36 0,53 0,67 150 120 300 300 28 28 0,67 0,83 240 190 300 240 28 23 0,42 0,53
50 40 3 5 14 16 240 120 380 240 38 30 0,42 0,83 190 120 300 240 38 30 0,53 0,63 150 120 240 240 30 30 0,67 0,83 190 120 240 190 30 24 0,53 0,83
60 3 5 14 16 190 96 300 190 38 24 0,53 1,05 190 96 300 190 38 24 0,53 1,05 150 96 240 30 190| 24 0,67 1,05 190 120 240 30 190| 24 0'53 0,83
Фрезерование пазов
5 16 16 11 120 960 48 | 0,83 96 |750 38 | 1,05 75 600 30 1,35 96 750| 38 1,05
15 48 960 48 | 2,10 38 750 38 2,70 30 600 30 3,30 30 600 30 1,70
5 /5 20 20 13 96 600 38 1,05 75 480 30 1,30 60 380 24 1,70 96 480 30 1,30
30 480 30 3,30 30 480 30 3,30 30 480 30 3,30 38 380 24 2,60
5 15 зсГ 30 30 18 120 380 36 0,83 96 300 28 1,05 75 240 23 1,30 96 300 28 1,05
75 380 36 1,30 60 300 28 1,70 48 240 23 2,10 60 240 23 1,70
38 240 23 2,60 । 38 240 23 2,60 38 240 23 2,60 30 190 18 3,30
П римечание. Вспомогательное время на 1 проход, на изменение режима работы станка
и на смену инструмента см. в карте 17.
102
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Фрезерование пазов и отрезание
КАРТА 25
Сталь и чугун
Фреза отрезная из стали Р18
Крепление детали в приспособлении или тисках
t в мм в в мм D в мм Величина вреза- ния и переОега в мм Марка стали Чугун НВ 180-200 :
Ст. 3, 20, 25 Ст. 5, 40, 45, 20Х, стальное литье 55Л 50, 40Х
SM п V т •^100 SM п V т ^100 sm п V т ^100 SM п V т •**100
3 1 60 16 190 300 57 0,53 150 240 45 0,67 120 190 36 0,83 190 190 36 0,53
2 150 240 45 0,67 120 190 36 0,83 95 150 28 1,05 190 190 36 0,53
6 2 75 28 150 190 45 0,67 120 150 35 0,83 96. 120 28 1,05 150 150 35 0,67
3 150 190 45 0,67 120 150 35 0,83 95 120 28 1,05 150 120 28 0,67
10 2 28 150 190 45 0,67 96 150 35 1,05 75 120 28 1,30 96 120 28 1,05
3 150 190 45 0,67 96 150 35 1,05 75 120 28 1,30 96 120 28 1,05
15 2 33 150 190 45 0,67 96 150 35 1,05 75 120 28 1,30 96 120 28 1,05
3 96 150 35 1,05 75 120 28 1,3 60 96 22 1,70 75 96 23 1,3
20 2 ПО 45 120 96 33 0,83 96 75 26 1,05 75 60 21 1,30 75 60 21 1,3
3 96 96 33 1,05 75 75 26 1,30 60 60 21 1,70 75 60 21 1,3
4 96 96 33 1,05 75 75 26 1,30 60 >60 21 1,70 75 60 21 1,3
30 3 150 64 75 75 35 1,30 60 60 28 1,70 48 48 22 2,10 60 38 18 1,7
4 75 75 35 1,30 60 60 28 1,70 48 48 22 2,10 60 38 18 1,7
5 75 75 35 1,30 60 60 28 1,70 48 48 22 2,10 60 38 18 1,7
Примечание. Вспомогательное время на 1 проход, на изменение режима работы станка и
на смену инструмента см. в карте 17.
Нормативы на фрезерные работы
103
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Фрезерование шпоноч- ных пазов
КАРТА 26
Сталь
Фреза шпоночная из стали Р18
Крепление детали в приспособлении или тисках
Ши- рина канав- Глу- бина канав- Марка стали
Ст. 5, 40, 45, 20Х 50, 40 X Ст. 5, 40, 45, 20Х 50, 40Х
ки ки <у /г I я т 5 1 П 1 V 1 Т <У 72 т S | 72 | V | Т
в мм в мм м\ II ^100 м\ || л*100 Л/ | || ^100 м \ 1 1 лгюо
В — d h Вертикальная подача при врезании в мм Продольная подача в мм
4 2,5 15 1500 19 0,67 15 1500 19 0,67 60 1500 19 1,7 60 1500 19 1,7
6 3,0 19 1500 28 0,53 15 1200 33 0,67 60 1500 28 1,7 48 1200 23 2,1
8 3,5 15 1200 30 0,67 12 960 24 0,83 48 1200 30 2,1 38 960 24 2,6
10 4,0 15 950 30 0,67 12 750 23 0,83 48 960 30 2,1 38 750 23 2,6
12 4,5 15 750 28 0,67 9,6 600 23 1,05 38 750 28 2,6 30 600 23 3,3
16 5,0 12 600 30 0,83 9,6 480 24 1,05 30 600 30 3,3 30 480 24 3,3
18 5,0 9,6 480 27 1,05 7,5 380 22 1,30 30 480 27 3,3 24 380 22 4,2
20 6,0 9,6 480 30 1,05 7,5 380 24 1,30 30 480 30 3,3 24 380 24 4,2
24 7,0 9,6 380 28 1,05 7,5 300 23 1,30 30 380 28 3,3 19 300 23 5,3
Примечание. Вспомогательное время на 1 проход, на изменение режима работы станка на смену инструмента см. в карте 17.
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Фрезерование шпоноч- ных пазов
КАРТА 27
Сталь
Фреза дисковая из стали Р18
Крепление детали в приспособлении или тисках
Шири- на ка- навки В в мм Глуби- на ка- навки t в мм Диа- метр фрезы D в мм Величина врезания и перебега инструмен- та в мм Марка стали
Ст. 5, 40, 45, 20Х 50, 40Х
SM I п 1 ! т 8м п V т
4 2,5 60 15 190 240 45 0,53 150 190 36 0,67
6 3,0 60 16 190 240 45 0,53 150 190 36 0,67
8 3,5, 60 17 190 240 45 0,53 150 190 36 0,67
10 4,0 60 18 190 240 45 0,53 150 190 36 0,67
12 4,5 60 19 190 240 45 0,53 150 190 36 0,67
16 5,0 60 20 190 240 45 0,53 150 190 36 0,67
18 5,0 60 20 190 240 45 0,53 150 190 36 0,67
20 6,0 60 21 190 240 45 0,53 150 190 36 0,67
24 7,0 60 22 190 240 45 0,53 150 190 36 0,67
Примечание. Вспомогательное время на 1 проход, на изменение режима работы станка и
на смену инструмента см. в карте 17.
104
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ
ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА 1 ПРОХОД
Фрезерование фасон-
ных поверхностей
КАРТА 28
Сталь
Фреза фасонная из стали Р18
Крепление детали в приспособлении или тисках
в в мм D в мм t в мм Вели- чина вреза- ния и пере- бега в мм Марка стали
Ст. 3, 20, 25 Ст. 5, 40, 45, 20Х, стальное литье 55Л 50, 40Х
SM п V т ^100 sm п V т #100 SM п V т •#100
Фрезы полукруглые выпуклые
4 45 5 17 240 300 43 0,42 190 240 34 0,53 150 190 27 0,67
1 о ли 5 20 190 240 45 0,53 150 190 36 0,67 120 150 28 0,83
1U Оо 8 23 150 .190 36 0,67 120 150 28 0,83 96 120 23 1,05
8 26 150 190 45 0,67 120 150 35 0,83 96 120 28 1,05
10 /0 12 30 120 190 45 0,83 96 150 35 1,05 75 120 28 1,30
24 90 16 37 75 150 42 1,30 60 120, 34 1,70 48 96 27 2,10
Фрезы полукруглые вогнутые
8 60 8 23 75 190 36 1,3 60 150 28 1,7' 48 120 23 2,1
12 75 Р 30 ’ 75 190 45 1,3 60 150 35 1,7 48 120 28 2,1
16 90 16 37 48 . 150 42 2,1 38 120 34 2,6 30 96 27 3,3
Фре- вы дв; уугло] зые
ЛА 5 20 300 240 45 0,33 240 190 36 0,42 190 150 28 0,53
10 0U 8 23 240 190 36 0,42 190 150 28 0,53 150 120 23 0,67
ол 7Л 5 22 380 190 45 0,26 300 150 35 0,33 240 120 . 28 0,42
/О 8 26 300 150 35 0,33 240 120 28 0,42 190 96 23 0,53
on QA 12 30 240 120 34 0,42 190 96 27 0,53 150 75 21 0,67
о и у и 16 37 150 120 34 0,67 120 96 27 0,83 96 75 21 1,05
Примечание. Вспомогательное время на 1 проход, на изменение режима работы станка и
на смену инструмента см. в карте 17.
Нормативы на сверлильные и строгальные работы
105
НОРМАТИВЫ НА СВЕРЛИЛЬНЫЕ И СТРОГАЛЬНЫЕ РАБОТЫ
Методические указания. Обработка отверстий на сверлильных стан-
ках в большинстве случаев производится быстрорежущим инстру-
ментом, поэтому и группировку обрабатываемых материалов про-
изводят исходя из стойкости этого инструмента (ом. карты
29—32).
Сверлильные станки группируют по двум признакам: по наиболь-
шему условному диаметру сверления и наибольшему усилию, допу-
стимому механизмом подачи.
Так, в указанных картах нормативы рассчитаны для следующих
станков:
вертикально-сверлильный 2125 — наибольший условный диаметр
сверления 25 мм, наибольшее усилие, допустимое механизмом подачи,
Рх = 900 кг, мощность электродвигателя 2,2 квт;
вертикально-сверильный 2135 — наибольший условный диаметр
сверления 35 мм, наибольшее усилие, допустимое механизмом подачи,
Рх = 2200 кг, мощность электродвигателя 5,8 квт;
вертикально-сверлильный 2150 — наибольший условный диаметр
сверления 50 мм, наибольшее усилие, допустимое механизмом по-
дачи, Рх = 2200 кг, мощность электродвигателя 6,6 квт;
радиально-сверлильный 256 с наибольшим условным диаметром
сверления 50 мм и мощностью электродвигателя 8,8 квт.
При выборе подачи учитывается жесткость детали и способ креп-
ления, а также усилия резания, допустимые механизмами главного
привода. В указанных картах подачи приняты для сверления отвер-
стий в деталях недостаточной жесткости, при креплении детали
в тисках и при сверлении под последующую обработку отверстия
одним зенкером с малой глубиной резания или одной разверткой.
Учтены также усилия резания, допустимые механизмами главного
привода и подачи указанных станков.
Подачи и скорость резания применяются для сверления отверстий
длиной до трех диаметров. При большей длине сверления значения
основного времени 7^ следует умножить на поправочный коэффи-
циент:
Длина сверления в диаметрах сверла Поправочные коэффициенты на 7^1(Х) ..... 5d 1,2 Id 1,5' 1(М 2,0
В картах основное время приводится только для некоторых марок
конструкционных сталей. Для материалов, применяемых для изготов-
ления штампов и инструмента, применяют норматив для обработки
конструкционных сталей со следующими поправочными коэффициен-
тами (табл. 21).
В каждой карте указано вспомогательное время на 1 проход. При
работе в несколько проходов вспомогательное время устанавливается
в соответствии с их числом и характером. Вспомогательное время
приведено для условия изготовления деталей небольшими партиями.
Если изготовление деталей имеет серийный характер, табличные зна-
чения следует -принять с коэффициентом до 0,5.
106
Укрупненное нормирование станочных работ
Вспомогательное время на установку и снятие детали, подготови-
тельно-заключительное время принимается, как для других видов ра-
бот, из общемашиностроительных нормативов для единичного и мел-
косерийного и для серийного производства в зависимости от размера
партии.
Таблица 21
Марка материала для штампов и инструмента Операции Применяемый норматив Т „ для стали Поправочный j коэффициент к нормативу
У7А, У8А, У9А, НВ 156—187, Сверление, рас- сверливание, зен- керование, раз- вертывание Ст. 5, 40, 45, 20Х 1,0
5ХНМ, 5ХГМ, 5ХНВ, 5ХПТ, 7X3, 8X3 НВ 187—228 50, 40Х 1,2
Х12М, Х12, ЭИ160 НВ 207—255 50, 40Х 1,5
Р18, Р9, НВ 207-255 50, 40Х 2,0
Время обслуживания рабочего места и время на отдых и естест-
венные надобности принимается в размере 8% от оперативного вре-
мени, и штучное время определяется по формуле
Тш = (Т0+Тв) . 1,08.
Таким образом разрабатываются укрупненные нормативы на еди-
ницу длины обрабатываемой поверхности и для строгальных, дол-
бежных и других видов работ.
В картах 33—38 приводится основное время на 100 мм ширины обра-
батываемой поверхности в зависимости от способа крепления детали
при обработке на строгальных и долбежных станках.
В качестве типовых представителей для расчета основного времени
приняты следующие станки: продольно-строгальные модель 713, 713IU
с двигателем мощностью 11 квт\ поперечно-строгальные модели
735—736 мощностью 3,8 кет и долбежные станки модели 741 и 742
мощностью 2,8 и 5,8 * кет.
Глубина резания при черновой обработке принята равной 6 и
10 мм при работе на продольно-строгальных станках и 5 мм на попе-
речно-строгальных станках. Если припуск на обрабатываемую поверх-
ность превышает указанные в таблицах глубины резания, число про-
ходов определяется делением припуска на обработку на глубину реза-
ния по таблице. В .каждой таблице приводится вспомогательное
время только на один проход. При работе в несколько прохо-
дов время устанавливается в соответствии с их числом и харак-
тером обработки.
Время обслуживания рабочего места на отдых и естественные на-
добности принимается в размере 9% от оперативного времени для
продольно-строгальных станков и в размере 8% для поперечно-стро-
гальных станков.
Нормативы на сверлильные и строгальные работы
107
i ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Сверление и рассвер- ливание КАРТА 29
ft « _ 1 q z/ 1 л! Сталь и чугун Сверло спиральное из стали Р18 Крепление детали в кондукторе или тисках
j D 4 в мм d В ММ Марка стали Чугун НВ 180-200
Ст. 3, 20, 25 Ст. 5, 40, 45, 20Х, стальное литье 55Л 50, 40Х
8 п V г •*4 00 <s п V 5 *600 п V т *Чоо б1 п V т 4*100
i 5 7 ; ю ! 15 5 20 ! 25 1 30 ; 40 i 50 j 60 ! 25 ? 30 1 1 1 1 1 1 1 1 1 1 2 0,10 0,15 0,18 0,20 0,30 0,32 0,35 0,45 0,45 0,35 0,50 0,55 1900 1200 960 750 480 380 300 190 150 150 380 300 30 26 30 35 30 30 28 24 23 28 30 | 28 0,53 0,56 0,58 0,67 0,68 0,83 0,95 1,2 1,50 1,90 0,53 0,60 0,10 0,15 0,18 0,20 0,30 0,32 0,35 0,45 0,45 0,35 0,50 0,55 С 1900 1 00 960 480 380 300 240 150 > 120 > 120 Расс 1 3001 240 вер; 30 26 30 23 24 24 23 19 19 23 верл 24 22 гение 0,53 0,56 0,58 1,05 0,88 1,05 1,2 1,50 1,9 2,4 иванп 0,67 | 0,76 0,10 0,15 0,18 0, 0 0,30 0,32 0,35 0,45 0,45 0,35 te 0,50 0,55 1900 1200 960 480 300 240 190 120 96 96 | 240 190 30 25 30 23 19 19 18 15 15 18 19 18 0,53 0,56 0,58 1,05 1,1 1,30 1,50 1,9 2,3 3,0 0,83 [ 0,96 0,10 0,15 0,20 0,30 0,35 0,40 0,45 0,50 0,60 0,60 0,601 0,65 1900 1200 960 480 380 300 240 150 120 120 3001 240 30 26 30 23 24 4 23 19 19 23 24 231 0,53 0,56 0,58 1,05 0,75 .0,83 0,93 1,35 1,40 1,60 [0,56 ! 0,64
; 35 3 40 S JL 20 0,60 0,65 0,70 300 190 150 28 24 21 0,55 0,86 0,95 0,601 190 0,65 150 0,70| 120 21 19 17 0,88 1,00 1,20 0,60 0,65 0,70 -I 150 120 -I 96 17 15 14 1,1 1,3 1,50 0,70 0,75 0,80 190 150 120 4 19 17 0,75 0,90 1,05
< 50 ? 60 30 0,75 0,80 150 96 23 18 0,90 1,30 0,75^ 96 0,80| 75 18 14 1,40 1,7 0,75 0,80 75 1 60 12 11 1,80 2,1 0,85 0,90 96 75 18 14 1,25 1,50
Вспомогательное время на 1 проход в мин.
Характер обработки Диа- метр отвер- стий в мм Наибольший диаметр сверления в мм
До 30 До 50 Св. 50
Длина сверления в мм
50 100 150 5 1 150 | 200 75 150 ' | 200
< Сверление сквоз- < ных отверстий 1 по разметке 5 20 40 60 0,3 0,3 0,5 0,5 0,8 0,5 0,6 0,3 1,2 0,6 1,0 0,6 0,7 0,4 0,3 1,0 0,8 0,6 1,3 1,0
' Сверление сквоз- ных отверстий по кондуктору 5 20 40 60 0,2 0,1 0,3 0,3 0,7 0,4 0,5 0,2 1,1 0,5 0,9 0,4 0,5 0,3 0,2 1,3 0,6 0,5 1,1 1,0
< Рассверливание . . . 0,1 I 0,1 0,2
Вспомогательное время на изменение режима работы станка и на смену инструмента
§ Изменить число оборотов или подачу [ 0,1
й Сменить инструмент: | в быстросменном патроне | в конус шпинделя | нож в резцедержателе 0,1 0,2 1,0
108
Укрупненное нормирование станочных раба®
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Зенкерование отверг стий
КАРТА 30
Сталь и чугун
Зенкер из стали Р18
Крепление детали в кондукторе или тисках
D в мм t в мм Марка стали Чугун НВ 180-200 •,
Ст. 3 20, 25 Ст. 5, 40, 45, 20Х, стальное литье 55Л 50, 40Х ‘
п V Т •^100 п V т Л*100 5 п V т •^100 5 п г •^100
15 0,5 0,70 750 35 0,20 0,50 480 23 0,42 0,50 380 18 0,54 0,50 600 28 0,34 ;
20 0,5 0,85 480 30 0,24 0,60 380 24 0,44 0,60 300 19 0,56 0,70 380 24 0,38 ;
25 0,75 0,95 300 24 0,35 0,70 240 19 0,60 0,70 190 15 0,75 0,80 300 24 0,42 .
30 0,75 1,00 240 23 0,42 0,80 190 18 0,66 0,80 150 14 0,84 0,90 240 23 0,46 !
35 0,75 1,20 190 21 0,44 0,90 150 16 0,74 0,90 120'- 13 0,92 0,95 190 21 0,56
40 1,0 1,30 120 15 0,64 0,95 96 12 1,10 0,95 75 9 1,40 1,00 190 24 0,54
45 1,о 1,40 120 17 0,60 1,00 75 10 1,35 1,00 75 10 1,35 1,10 120 17 0,76
50 1,25 1,50 96 15 0,70 1,10 75 12 1,20 1,10 60 9 1,50 1,20 96 15 0,88
60 1,5 1,60 60 11 1,05 1,20 48 9 1,75 1,20 38 7 2,20 1,30 75 14 1,00
70 1,75 1,80 48 10 1,15 1,30 38 9 2,00 1,30 30 7 2,60 1,45 75 16 0,92
80 2,0 1,95 48 12 1,1 1,45 30 8 2,30 1,45 30 7 2,30 1,60 60 15 1,05
Примечания: 1. Вспомогательное время на 1 проход 0,1 мин.
2. Вспомогательное время на изменение режима работы станка н на «мену инструмента ем.
в карте 29.
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Развертывание отверстий
КАРТА 31
Крепление Сталь и чугун Развертка из слали Р18 детали в кондукторе или тисках 1^1
Диаметр обрабаты- ваемой поверхно- сти D в мм Марка стали Чугун НВ 180-200
Ст. 3, 20, 25 Ст. 5, 40, 45, 20Х, стальное литье 55Л 50, 40Х
5 | п V Тм •^100 5 п V тм ^100 «У 1 п v Глюо п V Гж1С0
10 12 15 18 20 22 25 30 35 40 45 50 60 70 80 0,75 0,85 1,00 1,15 1,20 1,30 1,40 1,80 1,90 2,10 2,30 2,50 2,80 3,00 3,20 600 480 300 240 190 150 150 96 96 60 60 38 30 24 15 19 18 14 14 12 10 12 9 10 7 8 6 5 5 4 0,22 0,25 0,34 0,36 0,48 0,52 0,48 0,58 0,55 0,80 0,75 1,05 1,20 1,40 2,10 0,60 0,70 0,80 0,90 1,00 1,05 1,10 1,30 1,45 1,60 1,70 1,90 2,10 2,35 2,60 480 380 240 190 150 150 120 96 75 48 38 30 24 19 12 15 14 11 . 11 9 10 9 9 8 6 5 5 4 4 3 0,35 0,38 0,52 0,58 0,68 0,64 0,76 0,80 0,92 1,30 1,55 1,75 2,0 2,25 3,20 0,60 0,70 0,80 0,90 1,00 1,05 1,10 1,30 1,45 1,60 1,70 1,90 2,10 2,35 2,60 380 300 190 150 120 120 96 60 48 38 38 24 15 15 9 12 11 9 8 7 8 ..8 6 5 5 5 4 3 2 2 0,45 0,48 0,66 0,74 0,83 0,80 0,95 1,3 1,45 1,65 1,55 2,20 3,20 2,80 4,3 0,75 0,85 1,00 1,10 1,20 1,30 1,40 1,80 1,90 2,10 2,30 2,50 2,80 3,00 3,20 380 380 240 150 150 120 120 75 60 48 38 38 30 24 15 12 14 11 8 9 8 9 7 7 6 5,5 6 5 5 4 0,35 0,32 0,42 0,62 0,56 0,64 0,60 0,74 1,0 1,00 1,15 1,05 1,20 1,40 2,1
Примечания: 1. Вспомогательное время на 1 проход 0,3 мин, 2. Вспомогательное время на изменение режима работы станка и на смену инструмента см. в карте 2Э.
Нормативы на сверлильные и строгальные работы
по
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 10 мм РАСЧЕТНОЙ ДЛИНЫ Зенкерование бобышек* уступов, фасок ,
И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД КАРТА 32
Сталь и чугун
Зенковка, пластина подрезная из стали Р18
Крепление детали в кондукторе или тисках
заемой >хности D Марка стали Чугун НВ 180—200 '
Ст. 3, 20, 25 Ст. 5, 40, 45, 20Х, стальное литье 55Л 50, 40Х
д н и сз О ю с и S п V * т м 5 п v * т м 5 п V * т м 5 п * т м
30 0,09 190 18 0,58 0,08 Зен! 150 <оваг 14 ше бс 0,83 )быш 0,05 ек 120 11 1,65 0,10 120 И 0,83
50 0,12 120 19 0,70 0,10 96 15 1,04 0,07 60 9 2,40 0,14 75 12 0,95
70 0,13 96 21 0,95 0,11 75 17 1,20 0,09 48 10 2,30 0,16 48 10 1,30
100 0,15 60 19 1,10 0,14 48 15 1,50 0,10 30 9 3,30 0,17 38 12 1,55 '
20 0,09 300 19 0,40 0,08 Зен 240 коваз 15 яие у< 0,52 гтупс 0,06 )В 150 9 1,10 0,08 190 12 0,66;
30 0,12 120 18 0,44 0,10 150 14 0,67 0,09 120 11 0,93 0,12 120 11 о,7о;
40 0,14 150 19 0,48 0,13 120 15 0,64 0,12 75 9 1,10 0,14 96 12 0,74 '
50 0,16 120 19 0,52 0,14 96 15 0,74 0,13 60 9 1,25 0,16 75 12 0,83
70 0,20 96 21 0,52 0,18 75 17 0,74 0,16 48 10 1,30 0,20 48 10 1,054
25 0,15 240 19 0,06 0,13 Зе 190 нков 15 ание । 0,08 фасо] 0,12 к 120 9 0,14 0,14 150 12 0,09
40 0,22 150 19 0,06 0,18 120 15 0,09 0,17 75 9 0,16 0,20 96 12 0,12
70 0,28 96 21 0,07 0,26 75 17 0,10 0,24 48 10 0,17 0,26 48 10 0,16
* Тм для бобышек и уступов дано на I = 10 мм, для фасок — на I = 2 мм.
Примечания: 1. Вспомогательное время на 1 проход 0,1 мин.
2. Вспомогательное время на изменение режима работы станка и на смену инструмента см. в карте 29.
Нормативы на сверлильные и строгальные работы
1к
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Строгание плоскостей— предварительное на продольно-строгальных станках КАРТА 33
а/ 1 1 Сталь и чугун AJ Резец проходной строгальный из стали Р18 Крепление на столе планками
/2 .4—1IH Ш1Г— Станок продольно-строгальный, 11 кеш
— |
Длина хода стола в мм Стальное литье 55Л, ст. 5, 40, .45 Чугун НВ 180—200
5 п V Чоо 5 п V Тм ^100
500 750 1000 1200 1500 1750 2000 2500 3000 500 750 1000 1200 Д500 1750 2000 2500 3000 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,2 1,2 1,2 1,2 1,2 1,2 1,2 1,2 1,2 16,0 11,0 8,5 7,0 6,0 5,0 ' 4,5 3,5 3,0 16,0 11,0 8,5 7,0 6,0 5,0 4,5 3,5 3,0 При t 12 12 12 12 12 12 12 12 12 При t - 12 12 12 12 12 12 12 12 12 = 6 мм (г 4,2 6,1 7,8 9,5 11,1 13,3 14,8 19,0 22,2 - 10 мм ( 5,2 7,6 9,7 12,0 13,9 16,6 18,5 23,8 27,8 ю корке) 2,2 2,2 2,2 2,2 2,2 2,2 2,2 2,2 2,2 по корке) 1,6 1,6 1,6 1,6 1,6 1,6 1,6 1,6 1,6 16,0 11,0 8,5 7,0 6,0 5,0 4,5 3,5 3,0 16,0 11,0 8,5 7,0 6,0 5,0 4,5 3,5 3,0 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 2,9 4,2 5,3 6,5 7,6 9,1 10,0 13,0 15,1 3,9 5,7 7,3 8,9 10,5 12,5 13,8 17,8 20,6
Вспомогательное время на 1 проход в м<4Н0
Длина стола станка в мм До 2500 Св. 2500
Ширина обработки в мм до 100 750 250 1000
Характер обработки по разметке с предварительным промером .... по лимбу 0,6 0,7 0,4 0,9 ' 1,0 0,7 0,9 1,1 0,7 1,2 1,4 1,0
Вспомогательное время на изменение режима работы станка
и на смену инструмента
Наименование работ Время в мин.
Изменить число оборотов, подачу или длину хода стола . Повернуть резцедержатель суппорта с откреплением и закреплением . 0,2 1,0
Установить и снять резец: а) на продольно-строгальном станке ^проходной или подрезной .... фасонный . . . . . 0,9 1,2
б) на поперечно-строгальном и долбежных станках проходной или подрезной ...» фасонный 0,6 0,9
112
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ
И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД
Строгание плоскостей—
получистовое на
продольно-строгальных
станках
КАРТА 34
Сталь и чугун
Резцы проходные строгальные Р18 и ВК8 нормальные
и широкие
Крепление на столе планками
Станок продольно-строгальный, TV = 11 квт
Д тина хода Стальное лить е, Ст. 5, 40, 45 Чугун НВ 180-200
стола в мм S п V Тм ^100 п V Г*100
500 0,5 t 27,0 до 2 мм, 24 резец но] 7,4 эмальный, 0,8 V4 27 24 4,6
750 0,5 18,0 24 11,0 0,8 18 24 6,9
1000 0,5 13,0 24 15,5 0,8 13 24 9,6
1200 0,5 12,0 24 16,5 0,8 12 24 10,5
1500 0,5 9,5 24 21,0 0,8 9,5 24 13,2
1750 0,5 8,0 24 25,0 0,8 8,0 24 15,6
2000 0,5 7,0 24 29,0 0,8 7,0 24 18,0
2500 0,5 5,8 24 35,0 0,8 5,8 24 21,6
3000 0,5 4,8 24 4z,0 0,8 4,8 24 26,0
500 8 t i 16,0 ю 0,5 мм, 12 резец ни 0,8 арокий, V 10 5—6 16,0 12 0,63
750 8 11,0 12 1,1 10 11,0 12 0,91
1000 8 8,5 12 1,5 10 8,5 12 1,20
1200 8 7,0 1 ?, 1,8 10 7,0 12 1,40
1500 8 6,0 12 2,1 10 6,0 12 1,70
1750 8 5,0 12 2,5 10 5,0 12 2,00
2000 8 4,5 12 2,8 10 4,5 12 2,20
2500 8 3,5 П 3,6 10 3,5 12 2,90
3000 8 3,0 12 4,2 10 3,0 12 3,30
Вспомогательное время на 1 проход в мин.
Длина стола станка в мм
До 2500
Св. 2500
Ширина обработки в мм до
100
750
250
1000
Характер
обработки
по лимбу 0,4 0,7 0,7 1,0
с одной пробной стружкой ..... 1,4 1,7 1,8 2,1
с двумя пробными стружками .... 2,0 2,3 2,6 2,9
Примечание. Вспомогательное время на изменение режима работы станка и на смену ин-
струмента см. карту 33.
Нормативы на сверлильные и строгальные работы
113
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД Строгание плоскостей— предварительное на поперечно-строгальных станках
КАРТА 35
Сталь и чугун
Резец проходной строгальный Р18
Крепление на столе планками
Станок поперечно-строгальный, Лг=3,8 кет
Диа- метр хода Марка стали чугун НВ 180-200
Ст. 3 20, 25 Ст. 5, 40, 45, 20Х, стальное литье 55Л 50, 40Х
ползуна В ММ 5 п Z) ср Т -^1С0 5 п. v ср т ЛЧоо 5 п vcp т ЛДбО 5 п Vcp т Мюо
При t 1 до 5 ММ
100 0,99 70 13,5 1,4 0,99 50 9,6 2,0 0,99 50 9,6 2,0 1,32 70 13,5 1Д
200 0,99 35 ; 12,9 2,8 0,99 25 9,2 4,0 0,99 25 9,2 4,0 1,32 35 12,9 2,15
250 0,99 25 11,2 4,0 0,99 25 9,2 4,0 0,99 25 9,2 4,0 1,32 35 16,0 2,15
300 0,99 25 13,4 4,0 0,99 18 9,5 5,6 0,99 18 9,5 5,6 1,32 25 13,4 3,0
350 0,99 18 10,5 5,6 0,99 18 10,5 5,6 0,99 18 io,5 5,6 1,32 25 15,0 3,0
400 0,99 18 12,2 5,6 0,99 18 12,2 5,6 0,99 18 12,2 5,6 1,32 18 12,2 4,2
' 450 0,99 18 13,2 5,6 0,66 18 13,2 8,5 0,66 18 13,2 8,5 1,32 18 13,4 4,2
500 0,99 18 14,7 5,6 0,66 18 14,7 8,5 0,66 18 14,7 8,5 1,32 18 14,7 4,2
550 0,99 15 9,6 6,7 0,66 15 13,6 10,0 0,66 15 13,6 10,0 1,32 15 13,6 5,0
600 0,99 10,5 10,0 9,5 0,66 15 14,4 10,0 0,66 15 14,4 10,0 1,32 15 14,4 5,0
650 0,99 10,5 10,9 9,5 0,66 15 1 о,5 10,0 0,66 15 15,5 10,0 1,32 15 15,5 5,0
Вспомогательное время на 1 проход в мин.
‘ Длина хода ползуна в мм 500 Св. 500
Ширина обработки в мм 100 500 100 500
по разметке 0,5 0,7 0,6 0,8
Характер обработки с предварительным промером .... 0,7 0,9 0,8 1,0
по лимбу 0,4 0,6 0,5 0,7
Примечание. Вспомогательное время на изменение режима работы станка и на смену ин-
струмента см. в карте 33.
8 Зак. 2/295
114
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 100 мм РАСЧЕТНОЙ ДЛИНЫ
И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА 1 ПРОХОД
Строгание плоскостей—
получистовое на
поперечно-строгальных
станках
КАРТА 36
Сталь и чугун .
Резец проходной строгальный Р18
Крепление на столе планками
Станок поперечно-строгальный, ?/= 3,8 квт
Длина хода Марка стали Чугун НВ 180-200
Ст. 5, 40, 45, 20Х,_ стальное литье 55Л 50, 40Х
ползуна в мм V п vp r^i00 5 п Vp ^•оо б1 п vp Т ^100 S п "р т.
При t 3 мм Глубина / = 0,5 мм при ширине резца 10 мм
100 0,33 70 13,5 4,3 0,33 70 13,5 ^.4,3 0,66 70 13,5 2,15 2,6 50 9,6 0,8
150 0,33 70 20,0 4,3 0,33 70 20,0 4,3 0,66 70 20,0 2,15 2,6 55 9,5 1,1
200 0,33 70 25,9 4,3 0,33 70 25,9 4,3 0,66 70 25,9 2,15 2,6 35 12,9 1,1
250 0,33 50 22,2 6,0 0,33 50 22,2 6,0 0,66 50 22,2 3,00 2,6 25 11,0 1,5
300 0,33 50 26,7 6,0 0,33 50 26,7 6,0 0,66 50 26,7 3,00 2,6 25 13,4 1,5
350 0,33 50 31,0 6,0 0,33 50 31,0 6,0 0,66 35 20,0 4,30 2,6 18 10,0 2,2
400 0,33 50 34,3 6,0 0,33 35 24,3 8,6 0,66 35 24,0 4,30 2,6 18 12,2 2,2
450 0,33 35 26,0 8,6 0,33 35 26,0 8,6 0,66 35 26,0 4,30 2,6 12,6 9,4 3,0
500 0,33 35 28,9 8,6 0,33 35 28,9 8,6 0,66 з? 28,9 4,30 2,6 12,6 10,4 3,0
550 0,33 29,5 26,7 10,2 0,33 29,5 26,7 10,2 0,66 29,5 26,0 5,20 2,6 10,5 9,5 3,7
600 0,33 29,5 28,0 10,2 0,33 •29,5 28,0 10,2 0,66 29,5 28,0 5,20 2,6 10,5 10,0 3,7
650 0,33 29,5 30,5 10,2- 0,33 21 21,8 10,5 0,66 29,5 30,5 5,20 2,6 10,5 10,9 3,7
Вспомогательное время на 1 проход в мин.
Длина хода ползуна в мм 500 Св. 500
Ширина обработки в мм 100 500 100 500
Характер обработки по разметке 0,5 0,7 0,6 0,8
с одной пробной стружкой 1,4 1,7 1,8 2J
с двумя пробными^стружками .... 2,0 2,3 2,6 2,9
Примечание. Вспомогательное время на изменение режима работы станка и на смену ин-
струмента см. в карте 33.
Нормативы на сверлильные и строгальные работы
115
ОСНОВНОЕ ВРЕМЯ НА 10 мм РА< ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ НА 1 ПРОХОД
Сталь 1 -г Резец с J Крепле
н! 1 jPE-
Длина хода ползуна в мм Ширина резца в мм Марка стали
Ст. 3, 20, 25 Ст. 5, 40, 45, 21 стальное литье
5' п vp г м10 п vp
150 3—4 0,10 70 20 1,42 0,09 70 20
5-7 0,15 0,95 0,13
8—10 0,20 0,71 0,18
250 3—4 0,10 50 22,2 2,0 0,09 50 22,2
5—7 0,15 1,5 0,13
8—10 0,20 1,0 0,18
350 3—4 0,10 50 30,5 2,0 0,09 50 30,5
5—7 0,15 1,5 0,13
з—ю 0,20 35 21,3 1,43 0,18 35 21,3
450 3—4 0,10 35 26,5 2,85 0,09 35 26,5
5—7 0,15 1,90 0,13
8—10 0,20 25 18,9 2,00 0,18 25 18,9
550 3-4 0,10 29,5 26,7 3,40 0,09 29,5 26,7
5—7 0,15 2,25 0,13
8—10 0,20 21 19 2,40 0,18 21 19
650 3-4 0,10 29,5 30,5 3,40| 0,09 29,5 30,5
5-7 0,15 2,25| 0,13
8—10 0,20 21 21,8| 2,40| 0,18| 21 21,8
Вспомогательное врем Длина хода ползуна в мм . . Характер обработки: по разметке по лимбу с предварительным проме]
Примечание, Вспомогательное время инструмента см. в карте 33.
.СЧЕТНОЙ : ВРЕМЯ Разрезание и прореза- ние канавок на поперечно- строгальных станках
КАРТА 37
и чугун строгальный отрезной из стали Р18 шие на столе планками
Чугун НВ 180-200
>ох, 55 Л, 50, 40Х
Т S п Vp Т ж10 п vp т ж10
1,60 0,09 70 20 1,60 0,12 50 14,0 1,70
1,10 0,13 1,Ю 0,18 1,10
0,80 0,18 0,80 0,25 0,80
2,20 0,09 50 22,2 2,20 0,12 35 15,8 2,40
1,54 0,13 1,54 0,18 1,60
1,10 0,18 1,10 0,25 25 11,3 1,60
2,20 0,09 50 30,5 2,20 0,12 25 15,3 3,30
1,54 0,13 1,54 0,18 18 10,8 3,10
1,60 0,18 35 21,3 1,60 0,25 2,20
3,20 0,09 35 26,5 3,20 0,12 18 13,5 4,60
2,20 0,13 2,20 0,18 3,10
2,20 0,18 25 18,9 2,20 0,25 12,6 9,5 3,20
3,40 0,09 29,5 26,7 3,40 0,12 15 13,6 5,60
2,60 0,13 2,60 0,18 0Д5 3,70
2,65 0,18 21 19 2,65 2,70
3,40 0,09 29,5 30,5 3,40| 0,12 15 15,5 5,60
2,60 0,13 2,60| 0,18 3,70
: 2,65| 0,18 21 21,8 2,65| 0,25 10,5 10,9 3,80
1я на 1 проход в мин. 500 Св. 500 0,5 0,6 0,4 0,5 ром ... 0,9 1,0
на изменение режима работы станка и на смену
8*
116
Укрупненное нормирование станочных работ
ОСНОВНОЕ ВРЕМЯ НА 10 мм РАСЧЕТНОЙ
ДЛИНЫ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА 1 ПРОХОД
Долбление шпоночных
пазов и канавок
КАРТА 38
Сталь и чугун
Резец долбежный прорезной из стали Р18
Крепление на столе планками
Станок долбежный, наибольший ход
долбяка 209 мм
Длина хода долбяка в мм Ширина резпа в мм Марка стали Чугун НВ 180-200
Ст. 3, 20, 25 Ст. 5, 40, 45, 20Х, стальное литье 55Л 50, 40 X
5 п vp т •^10 5 п vp т /ДЮ 5 п VP т п vp т лИо
60- 4 0,08 142 15,7 0,80 0,07 142 15,7 1,001 0,07 142 15,7 1,00 0,08 96 10,6 1,30
6 0,10 0,70 0,08 0,80 0,08 0,80 0,10 1,05
8 0,11 0,64 0,09 0,78 0,09 0,78 0,11 0,95
10 0,12 0,59 0,10 0,70 0,10 0,70 0,12 0,87
80 6 0,08 142 20,5 0,80 0,07 142 20,5 1,00 0,67 96 13,9 1,50 0,08 96 13,9 1,30
8 0,10 0,70 0,08 0,80 0,08 1,30 0,10 72 10,4 1,40
10 0,11 0,64 0,09 0,78 0,09 1,15 0,11 1,25
100 8 0,08 142 25,0 0,80 0,07 96 16,9 1,50 0,07 96 16,9 1,50 0,08 72 12,7 1,75
10 0,09 0,78 0,08 1,30 0,08 1,30 0,09 1,55
120 10 0,08 96 19,9 1,30 0,07 96 19,9 1,50 0,07 96 19,9 1,50 0,08 48 10,0 2,60
12 0,10 1,05 0,09 1,15 0,09 72 14,9 1,55 0,10 2,10
160 10 0,06 96 25,4 1,75 0,05 72 19,0 2,80 0,05 72 19,0 2,80 0,06 48 12,7 3,50
12 0,08 1,30 0,06 2,30 0,06 2,30 0,08 2,60
200 10 0,05 75 22,9 2,30 0,05 48 15,3 4,20 0,05 48 15,3 4,20 0,06 48 15,3 3,50
12 0,08 1,75 0,06 3,50 0,06 3,50 0,08 2,60
Вспомогательное время на 1 проход в мин.
По разметке без промера........... .
По разметке с одной пробной стружкой
0,4
1,1
Примечание. Вспомогательное время на изменение режима работы станка и на смену
инструмента см. в карте 34.
Типовые нормы ' времени на изготовление деталей штампов и др. 117
ТИПОВЫЕ НОРМЫ ВРЕМЕНИ НА ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ШТАМПОВ,
ПРИСПОСОБЛЕНИЙ И МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Типовые нормы времени, -содержащиеся в следующих табли-
цах, рассчитаны на изготовление -ряда деталей штампов, приспо-
соблений и металло-режущих станков на универсальном оборудо-
вании с помощью универсальной оснастки -и инструмента в усло-
виях инструментальных и ремонтно-механических цехов. В числе
этих деталей: а) детали штампов: плиты, колонки направляю-
щие— гладкие, втулки направляющие, хвостовики, муфты для коло^
нок, ограничители, пуансоны и др.; б) детали приспособлений—
маховички, прижимы и планки поворотные, шайбы быстросменные,
призмы и др.; в) детали станков, изготовляемые при ремонтных,
работах.
Каждая таблица содержит данные о материале и основных раз-
мерах деталей, типизированные технологические процессы, а также
рассчитанные по ним технические нормы штучного и подготовительно-
заключительного времени.
Порядок пользования типовыми нормами следующий:
1. По эскизу и разделу «Основные размеры детали» соответ-
ствующей таблицы находят деталь, аналогичную той, обработка
которой подлежит нормированию согласно чертежу, и замечают
ее порядковый номер (указанный в таблице римскими циф-
рами).
2. В разделе «Типовые нормы» соответствующей таблицы находят
по ранее замеченному порядковому номеру нормы штучного и под-
готовительно-заключительного времени на требующуюся опера-
цию.
3. По таблице «Технологический процесс» проверяют выполнимость
при .существующих производственных условиях операции, предусмот-
ренной типизированным технологическим процессом (соответствие
имеющегося оборудования, приспособлений, инструмента и других
условий).
Для решения вопроса о применимости для данного предприятия,
или цеха рассматриваемых типовых норм в целом следует предвари-
тельно, на примере нескольких операций, тщательно проверить, в ка-
кой мере типовые технологические процессы осуществимы в наличных
производственных условиях. В том случае, если внедренная уже на
участке технология прогрессивнее, оборудование более производи-
тельно и т. п., следует воздержаться от применения данных типовых
норм и разработать по той же схеме новые нормы времени, соответ-
ствующие освоенной технологии и остальным производственным:
условиям.
Номенклатура деталей, на которые в настоящей главе даны типо-
вые нормы времени, далеко не исчерпывает большое разнообразие
изделий, выпускаемых инструментальными и ремонтно-механическими
цехами. Принципы построения этих таблиц могут быть использованы
для самостоятельной разработки на любом предприятии типовых норм
времени на обработку деталей, наболее часто встречающихся- в дан-
ном производстве.
’118
Укрупненное нормирование станочных работ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали штампов Плиты. Тип I
КАРТА 39
Лист 1
№ пози- ции Основные размеры в мм Заготовка
L в А н h
. [_ .и _L Р е ЗОЛ -40 И I II III IV V VI 250 340 330 430 480 470 150 175 200 200 250 300 120 135 160 160 190 2СО 45 50 50 60 60 70 20 30 30 30 40 40 Отливка
Т" 111 11 V V 0/7'22 Uj_J Стальное лг чугун СЧ ть 21 3
Технологический процесс
№ опера- ции Наименование операций и содержание переходов Оборудование и приспособления Инструмент
1 2 3 Разметочная. Разметить отверстия Сверлильная. Сверлить отверстия Обработка плоскостей I вариант Строгальная. Строгать заготовку с двух сто- рон в размер Н и вы- ступ. Строгать лапки II вариант а) Токарная. Точить за- готовку с двух сторон в размер Н б) Фрезерная. Фрезеро- вать выступ и лапки III вариант Фрезерная. Фрезеровать заготовку с двух сто- рон в размер Н. Фре- зеровать выступ и лапки Разметочная плита Вертикально-сверлиль- ный станок, N = = 2,2 кет. Тиски Поперечно-строгальный станок, N = 3,8 кет. Тиски Токарный станок, К = = 10 кет, четырехку- лачковый патрон Вертикально-фрезерный, N = 7,8 кет. Тиски Вертикально-фрезерный станок, N = 7,8 кет. Тиски Сверло Р18 Резец проходной Р18 Резец проходной Т5К10; ВК8 Фреза концевая Р18 Фреза торцовая Т5КЮ, ВК8. Фреза концевая Р18
Типовые нормы времени на изготовление деталей штампов и др.
119
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали штампов Плиты. Тип I
КАРТА 39
Лист 2
№ опера- ции Наименование операций и содержание переходов Оборудование и приспособления Инструмент
4 5 Шлифовальная. Шлифо- вать плиту с двух сто- рон в размер Н Слесарная. Притупить острые края Плоскошлифовальный станок, N = 5,8 квт. Магнитный стол Шлифовальный круг Напильник
Типовые нормы
№ позиции Штучное время на операцию в мин.
Разметоч- ная Сверлиль- ная Варианты обработки плоскостей Шлифо- вальная Слесарная
I Па Пб Ш
I II III IV V VI 1 II III IV V VI 2,0 2,5 2,5 3,0 3,0 3,0 2,0 2,5 2,5 3,0 3,0 3,0 I 8,0 9,0 9,0 9,0 , 11 13 7,5 8,5 8,5 8,5 10 12 Тодготови' 5 Сталы 40 44 50 67 84 100 Чуг 27 33 36 51 53 62 гельно-зак 12 юе литье 17 21 21 30 47 47 ун СЧ 21 15 18 18 25 39 37 :лючитель 17 ЗОЛ 13 15 17 19 20 23 -40 12 14 15 18 19 22 ное врем 15 24 32 34 40 44 48 21 25 29 33 36 40 я в мин. 15 15 22 22 40 47 54 9,0 11 13 25 29 34 10 1,5 L5 1,5 2,0 2,0 2,0 1,5 1,5 1,5 2,0 2,0 2,0
120
Укрупненное нормирование станочных работ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали штампов Колонки направляю- щие — гладкие
КАРТА 40
№ пози- ции Деталь. Основные размеры в мм Заготовка
D L 1 Di R Вид Размеры в мм DX L
—/ — 22 .20, 22 I II III IV V VI 18 25 32 40 50 65 120 160 200 240 300 400 25 40 50 60 75 100 14 18 24 30 40 55 10 15 15 20 20 20 Про- кат 20 X 124 28 X 164 ' 35 x 204 45 X244 ' 55 X 304 70 X 406
7аи)а —с
L, . Сталь 20
Технологический процесс
№ опера- ции Наименование операций и содержание переходов Оборудование и приспособления Инструмент
1 2 3 4 Заготовительная. Отрезать заготовку на одну деталь Токарная. Подрезать торцы и зацентровать. Точить £>(С), D(X3) и ЩПр) с припуском под шлифова- ние. Точить выточку, фас- ку и радиус R Термическая. Цементиро- вать на глубину 0,5— 1,0 мм. Калить HRC 58—62 Шлифовальная. Шлифовать D(Q), П(Лр), П(Х3) Отрезной станок. Мо- дель 866. Тиски. Токарный станок, N = 4,3 кет, трех- кулачковый патрон Электропечи, ванна Круглошлифовальный станок. Центра Дисковая пила 0 620 Центровочное сверло, резцы проходной, подрезной Т5КЮ, Т15К6 Шлифовальный круг
Типовые нормы
№ позиции Штучное время на операцию в мин.
Заготовительная Токарная | Термическая Шлифовальная
I II III IV V VI 1,6 1,6 1,6 1,7 2,0 3,0 Подготов 11 13 15 17 19 23 ительно-заключите. 12 пьное время в мин 10 11 13 15 17 19 15
Типовые нормы времени на изготовление деталей штампов и др.
121
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали штампов Втулки направляющие Тип I
КАРТА 41
№ пози- ции Деталь. Основные размеры в мм Заготовка
d(A) D .L 1 Коли- чество кана- вок Вид Размеры в мм D X L
I II III IV V 20 28 40 50 80 30 42 55 65 105 50 75 80 100 160 28 42 47 67 ПО 2 2 2 3 4 21 29 41 51 81 33 45 58 68 108 Про- кат 36 X 54 50 X 80 65 X 84 75 X Ю6 115 X 166
ш
Ut
-—Г I
,1 л л
1 1
Тгаль 20
Технологический процесс
№ опера- ции Наименование операции и содержание переходов Оборудование и приспособления Инструмент
1 2 3 4 5 Заготовительная. Отрезать заготовку на одну деталь Токарная. Подрезать торцы; •сверлить и расточить d под шлифование, точить di и канавки Точить £>(Х3), D (Пр) (под шлифование), R = 3 и фаску. Термическая. ЦементирО' вать на глубину 0,5— 1 мм. Калить HRC 58—62 Шлифовальная I Шлифовать d(A) Шлифовальная II Шлифовать D(X5), И(Пр.) Отрезной станок. /Мо- дель 866 Токарный станок, N = 4,3 кет, трех- кулачковый патрон Электропечи. Ванна Кру гл о шлиф овальный станок Круглошлифовальный станок Дисковая пила 0 620 Резцы подрезной расточной Т5К10, Т15К6 Шлифовальный круг Шлифовальный круг
Типовые нормы
№ позиции Штучное время на операцию в мин.
Заготовительная Токарная Термическая Шлифовальная
I II
I II III IV V 1,5 1,5 2,0 3,0 4,0 Подгот 14 16 18 24 50 овительно-закл] | -12 1,о 1,5 2,0 .3,0 6,0 ючительное врем 5,0 6,0 7,0 9,0 15 [Я в мин. 18 5,5 6,0 6,5 6,0 9,0 1 15
122
Укрупненное^ нормирование станочных работ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали штампов Хвостовики. Тип А
КАРТА 42
№ пози- ции Деталь. Основные размеры в мм Заготовка
Dr £>(С) L | d h Вид Размеры в мм
-н/ ft 1 0 V5 [ II III IV V VI 55 70 100 100 115 124 20 30 40 65 6,5 10,5 12,5 12,5 12,5 12,5 6,5 11 13 13 13 13 Про- кат 60 х 44 75 X 70 105 X 75 105 X 75 120 X 85 130 X 90
ш'''' 40 70
|Д \\т viv л 50 60 75 70 80 85
1 L * Z — Ста ль 35
Технологический процесс
№ опера- ции Наименование операции и содержание переходов Оборудование и приспособления Инструмент
1 2 3 ' 4 Заготовительная. Отрезать заготовку на одну деталь Токарная. Подрезать торцы. Точить D и £>ь точить фаску Разметочная. Разметить че- тыре отверстия Сверлильная. Сверлить че- тыре отверстия и зенко- вать Отрезной станок. Мо- дель 866 Токарный станок, N = = 4,3 квт, трехкулач- ковый патрон Разметочная плита Сверлильный станок, N = 2,2 квт Дисковая пила 0620 Резец подрезной Т5К10 Сверло
Типовые нормы
№ позици и Штучное время на операцию в мин.
Заготовительная Токарная | Разметочная Сверлильная
I II III IV V VI 2,0 3,0 3,5 3,5 4,5 5,0 Подготов] 14 16 21 19 25 28 дтельно-заключите/ 12 2,0 2,0 2,5 2,5 3,0 3,5 1ьное время в мин. 6,0 7,0 8,0 8,0 8,0 8,5 5
Типовые нормы времени на изготовление деталей штампов и др.
123
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали штампов Муфта для колонок КАРТА 43
КОСТАЛЬНОЕ
№ пози- ции Деталь. Основные размеры в мм Заготовка
Г>(Д) | Dr Н Вид Размеры в мл
I 32 ПО 40 Прокат 115 X 46
II 40 120 50 125 X 56
III 50 130 60 140 X 66
IV 1 65 145 70 150 X 76
Сталь 35-
( Технологический процесс
№ опера- ции Наименование операции и содержание переходов Оборудование и приспособления Инструмент
1 Заготовительная. Отрезать заготовку на одну деталь Отрезной станок, модель 866. Тиски Дисковая пила 0620
2 Токарная. Подрезать торцы. Сверлить и расточить от- верстие D(A\) с припус- ком на шлифование. То- чить Di и фаски Токарный станок, N = = 4,3 кет, трехкулач- ковый патрон Резец подрезной, Т5.КЮ
3 Разметочная. Разметить от- верстия Разметочная плита
4 Сверлильная. Сверлить три отверстия 0 17 и три от- верстия 0 15,8, зенковать три отверстия 0 25, раз- вернуть 0 16 пр. Сверлильный станок, N = 2,2 кет. Тиски Сверло Р18
5 Шлифовальная, шлифовать Di Круглошлифовальный станок Шлифовальный круг
Типовые нормы
№ позиции Штучное время на операцию в мин.
Заготовительная Токарная Разметочная Сверлильная Шлифовальная
I 5,0 12 2,5 13 5,0
II 5,0 15 2,5 14 6,0
III 5,0 18 3,0 16 7,0
IV 5,5 22 3,5 18 8,0
Подготовительно-заключительное время в мин.
— 12 — 5 18
124
Укрупненное нормирование станочных работ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали штампов Ограничители закры- той высоты штампа
КАРТА 44
Заготовка
Вид
Размеры в мм
-Н
—и-
Сталь 35
V4 ОСТАЛЬНОЕ
№ пози- ции Деталь. Основные размеры в мм
D d н
I 36 21 50
II 44 26 80
III 50 33 100
IV 60 41 120
V 70 51 140
VI 95 66 160
Прокат
Технологический процесс
№
опера-
ции
Наименование операции
и содержание переходов
Оборудование
и приспособления
1
2
3
4
5
50 х 85
55 X Ю5
65 X 125
75 X 147
100 х 168
Инструмент
Заготовительная. Отрезать
заготовку на одну деталь
Токарная. Подрезать торцы.
Сверлить и расточить
верстме cL Точить D
Разметочная. Разметить
верстие
Сверлильная. Сверлить
верстие 0 6,7 под резьбу.
Зенковать
Слесарная. Нарезать резьбу
М8 и зачистить заусеницы
от-
от-
от-
Отрезной станок. Мо-
дель 866
Токарный станок, N =
= 4,3 кет, трехкулач-
ковый патрон
Разметочная плита
Сверлильный станок,
N = 0,8 кет. Тиски.
Тиски
Дисковая пила 0
620
Резцы проходной
и расточной
Т5К10
Сверло Р18
Метчики М8
Типовые нормы
Штучное время на операцию в мин.
позиции Заготовительная Токарная Разметочная Сверлильная Слесарная
I 1,5 10 0,8 1,0 1,7
II 1,5 12 0,8 1,0 2,0
. III 2,0 17 0,8 1,0 2,0
IV 2,0 32 1,0 1,0 2,5
V 3,0 34 1,0 1,5 2,5
VI 3,5 37 1,2 1,5 3,0
Подготовительно-заключительное время в мин.
• — 12 — 5 —
Типовые нормы, времени на изготовление деталей штампов и др.
125
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали штампов Пуансоны круглые
КАРТА 45
№ пози- ции Деталь. Основные размеры в мм Заготовка
D 1 \алт) d(A) L 1' 1z' Вид Размеры в мм
V4 ОСТАЛЬНОЕ L— / - -J -X I, I II 17 20 13 16 12,5 15.5 10 14 60 70 25 30 12 14 Про- кат Пруток 020 20
г ' пт 9/1 90 1 I о 1 Q 70 О * 30
I & .. L—— д ш J .у,о 1О /и О' У 10 Ои
L-J / IV V 27 33 22 28 Zl,0 27,5 20 26 80 80 до 35 16 18 30 40
Сталь У10А
Технологический процесс
№ опера- ции Наименование операции и содержание переходов Оборудование и приспособления Инструмент
1 2 3 4 Токарная. Отрезать. Подре- зать торцы с припуском на центра (только поз. I, II). Центровать. Точить dz, d\ с припуском на шлифование. Точить D и di и канавку. Подре- зать торцы в размер (центра оставить) Термическая. Калить HRC 54—58 Шлифовальная. Шлифовать и d Заточная. Отрезать центра Токарный станок, N = 4,3 квт, трех- кулачковый патрон, центра Электропечи. Ванна Круглошлифовальный станок Заточной станок Резцы подрезной, от- резной, канавочный Т15К6. Сверло цен- тровочное Шлифовальный круг Отрезной, шлифо- вальный
Типовые нормы
№ позиции Штучное время на операцию в мин.
Токарная Термическая | Шлифовальная Заточная
I II III IV V 10 11 12 12 13 Подготови 12 0,5 0,6 0,8 1,0 1,3 дельно-заключител] 4,0 4,0 4,0 4,0 4,5 ьное время в мин. 15 3,0 3,0 3,5 । 8
126
Укрупненное нормирование етаночных работ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали штампов Ножи для разрезки отходов КАРТА 46
VК ОСТАЛЬНОЕ
Сталь У10А
№ по- зи- ции Деталь. Основные разме- ры в мм Заготовка
L Н в h d <Т(А) Вид Размеры в мм
I 50 35 32 16 11 6 По- 40 X 40X55
II 60 35 36 18 13 8 ковка 40 X40 x65
III 50 55 32 16 11 6 60X60x40
IV 60 55 36 18 13 8 65X65X40
процесс
Технологический
№ опе-
рации
Наименование операции
и содержание переходов
Оборудование и приспособ-
ление
Инструмент
Строгальная I. Строгать за-
готовку с шести сторон
Поперечно-строгальный
станок, N = 3,8 кет.
Тиски
Резец
Р18
проходной
Разметочная. Разметить от-
верстия, скосы и выем
Строгальная II. Строгать
выем
Разметочная плита
Сверлильная. Сверлить
зенковать. Сверлить
развернуть
Термическая. Калить
54—58
Шлифовальная. Шлифовать
две плоскости и скосы
d и
d\ и
HRC
Поперечно-строгальный
станок, N — 3,8 кет.
Тиски
Сверлильный станок,
N = 2,2 кет
Электропечи. Ванна
Резец
Р18
проходной
зенкер,
Сверло,
развертка Р18
1
3
4
5
6
Плоскошлифовальный
станок. Магнитный
стол
. Шлифовальный
круг
Типовые нормы
Штучное время на операцию в мин.
зиции Строгальная I Разметочная Строгальная II Сверлильная Термическая Шлифоваль- ная
i I 14 4,5 • 18 4,0 1,0 10
II 17 4,5 20 . 5,0 1,2 и
III 23 5,0 22 4,5 1,4 11
IV 22 5,0 24 5,0 1,6 11
По дготовительн о-заключитед [ьное время В МИН.-
8 — 8,0 5 — 10
Типовые нормы времени на изготовление деталей штампов и др.
127
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали штампов Ловшпели
КАРТА 47
ОСТАЛЬНОЕ № по- Деталь. Основные размеры в мм Заготовка
Сталь У8 А зиции D (X.) d (С) н dY L Вид Размеры в мм
I II III IV 16 22 30 50 10 13 18 22 13 15 15 20 Мб М8 мю 32 34 34 37' Про- кат Пруток 0 18 0 25 0 35 0 50X40
Технологический
процесс
№ опе- рации Наименование операции и содержание переходов Оборудование и приспо- собление Инструмент
1 2 3 4 Заготовительная. Отрезать заготовку на одну деталь Токарная. Подрезать торцы. Точить D; d и скос с припуском на шлифова- ние, точить канавку и фаску. Сверлить и наре- зать резьбу d\. Отрезать Термическая. Калить HRC 50—54 Шлифовальная. Шлифовать D; d и конус ТИПОЕ Отрезной станок. Мо- дель 866. Тиски Токарный станок, N = 4,3 кет, трех- кулачковый патрон Электропечи. Ванна Кр углошлифовальный станок ibie нормы Дисковая пила 0 620 Резцы подрезной и прорезной Т15К6 Шлифовальный круг
№ пози- ции Штучное время на операцию в мин.
Заготовительная Токарная Термическая Шлифовальная
I II Ш IV j 1,5 Подготови 13 14 14 16 лельно-заключител: 15 ' 0,3 0,5 0,8 1,0 ьное время в мин. 10 10 10 11 15
128
Укрупненное нормирование станочных работ
ТЕХНОЛОГИЧЕСКИЙ I 1РОЦЕСС И ТИПОВЫЕ НОРМЫ Детали штампов Толкатели
КАРТА 48
V4 У75 ОСТАЛЬНОЕ № по- зиции Деталь. Основные размеры в мм Заготовка
D d L h Вид Размеры в мм
1 Т~ - у £ h I II III IV V >гическ 17 22 29 35 45 ий пр 13 18 25 30 40 оцесс 40 60 80 100 125 4 5 5 5 Про- кат Пруток 0 20 0 25 0 35 0 40 0 50
— А
л
' L Сталь 45 Технолс
№ one - рации Наименование о и содержание пе перации реходов Оборудование и приспо- собление Инструмент
1 2 3 Токарная. Подрез. Точить D, d и ( 'резать Термическая. Kaj 40—45 Токарная. Зачист термообработки ать торцы. £аски. От- 1ить HRC ить после Типо Токарный станок, N = 4,3 кет. Трех- кулачковый патрон Электропечи. Ванны Токарный станок. Трехкулачковый па- трон вые нормы Резцы отрезной, под- резной Т15К6 i Шкурка
№ позиции Штучное время на операцию в мин.
Токарная Термическая Токарная
I II 111 IV V г Тодгот 8,5 9,0 9,5 10,0 11,0 овительно-заклк 12 0,5 1,0 1,5 2,0 3,0 эчительное время в 1,5 1,5 1,5 2,0 2,0 1ИН. 8 1
Типовые нормы времени на изготовление деталей штампов и др.
129
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ
Детали приспособлений
Маховички со спицами
Попировать
Чугун СЧ 18736
КАРТА 49
№ по- зиции Деталь. Основные размеры в мм Заготовка
D н В Вид
I 125 14 8 28 36 18 Отливка
II 160 16 10 32 40 20
III 200 20 10 36 45 22
IV 250 25 12 45 50 25
V 320 30 12 55 56 28
процесс
Технологический
№ опе-
рации
Наименование операций
и содержание переходов
Оборудование и приспо-
собления
Инструмент
Токарная. Подрезать торцы.
Сверлить, расточить и
развернуть d. Точить *0
на гладкой оправке по
шаблону. Подрезать тор-
цы в размер
Разметочная,
шпоночный
Сверлильная,
развернуть.
Долбежная,
ночный паз
Слесарная. Зачистить заусе-
ницы
Токарный станок,
N = 4,3 квт. Трех-
кулачковый патрон
Резцы подрезной, рас-
точной В1<8, сверло
Р18
Разметить
паз
Сверлить и
, Зенковать
Долбить шло-
Разметочная плита
Сверлильный станок,
N = 2,2 квт. Тиски
Долбежный станок.
Тиски
Сверло, развертка,
зенковки Р18
Резец долбежный Р18
Напильник
1
2
3
4
5
Типовые нормы
Штучное время на операцию в мин.
зиции Токарная Разметочная Сверлильная Долбежная Слесарная
I 13 3,5 3,5 3,0 2,0
II 15 3,5 4,0 3,0 2,0
III 17 4,0 4,0 4,0 2,5
IV 19 5,0 4,5 4,5 3,0
V 22 5,0 5,0 5,0 3,5
Подготовительно-заключительное время в мин.
18 — 7 1 9 —
9 Зак. 2/295
130
Укрупненное нормирование станочных работ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ
Детали приспособлений f
Планки поворотные
КАРТА 50
№ по-
зиции
II
Сталь 45
III
Деталь. Основные размеры в мм Заготовка
В L h О d Вид Размеры в мм\
18 58 8,0 10 Мб По- ковка 12x23x63
20 80 10,0 12 М8 15X25X85
25 114 16,0 1 '4 MI2 20X30X120
процесс
Технологический
№ опе-
рации
Наимепование;;операций
и содержание переходов
Оборудование и приспо-
собление
Инструмент
1
2
3
4
5
Строгальная. Строгать заго-
товку в размер h и В
Разметочная. Разметить по
контуру и отверстия
Сверлильная. Сверлить три
отверстия по разметке
Фрезерная. Фрезеровать паз
в размер b
Слесарная. Зачистить заусе-
ницы после обработки
Поперечно-строгаль-
ный станок. Тиски
Разметочная плита
Сверлильный станок
Вертикально-фрезер-
ный станок. Тиски
Тиски
Резец проходной
Т5КЮ
Сверло Р18
Фреза концевая Р18
Напильник
6
Термическая. Калить НИТ
30—35
Электропечи. Ванна
Типовые нормы
; № по- зиции Штучное время на операцию в мин.
Строгальная Разметочная Сверлильная Фрезерная Слесарная Термическая^
' I 12 2,5 2,0 5,5 2,0 0,3
II 13 3,0 2,5 6,0 2,5 0,4
III 14 3,5 3,0 6,5 3,0 0,5
в
мин.
$
Подготовительно-заключительное время
15 !
5
Типовые нормы времени на изготовление деталей штампов и др.
13
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ
Детали приспособлений
Опоры постоянные
КАРТА 51
Для D < 12 мм сталь
У8А; для D > 12 мм
сталь 20
№ по- зиции Деталь. Основные размеры в мм
D d L i f
I fe 4 11 6 0,8
II 12 8 22 12 1,0
III 16 10 28 16 1,5
IV 25 16 45 25 2,0
V 30 20 55 30 2,5
VI 40 24 70 40 3,0
Вид
Про-
кат
Заготовка
Размеры в мм
Пруток 0
0
8
15
18
30
35
45
0
Технологический
процесс
№ опе- рации Наименование операции и содержание переходов Оборудование и приспо- собление Инструмент
1 Токарная. Подрезать торцы. Точить D; d с припуском под шлифование. Точить канавку и фаску. Отре- зать Токарный станок, N — 4,3 кет. Трех- кулачковый патрон Резцы подрезной, от- резной Т5К10
2 Фрезерная. Фрезеровать на- сечки головки Г оризонтально-фре- зерный станок. Ти- ски Фреза угловая
.3 Термическая. Ст. У8А. Ка- лить HRC 55—60. Сталь 20. Цементировать 0,8— 1,2. Калить НДС 55—60' Электропечи. Ванна
4 Шлифовальная. Шлифовать d и торец бортика К р у г л о ш ли ф он а л ьн ы й станок, трехкулач- ковый патрон Шлифовальный круг
Типовые нормы
№ пози ЦИЙ Штучное время на операцию в мин. i
Токарная Фрезерная Термическая Шлифовальная |
/
I 4,0 4,0 0,2 3,0
II 4,5 5,0 о,з 3,5 |
III 4,5 5,5 0,4 3,5
IV 5,0 6,0 0,7 3,5
V 5,5 6,0 1,0 4,0
VI 6,0 7,5 1,4 4,0
15
Подготовительно-заключительное время в мин.
12
15
132
Укрупненное нормирование станочных раЬот
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали приспособлений Призмы
КАРТА 52
V4 ОСТАЛЬНОЕ
— В
Сталь 20
№ по- зиции Деталь. Основные размеры в мм Заготовка
L в н d, Вид Размеры в мм
I 45 24 ; 16 5 6,5 По- 20x30X52
II 70 30 25 6 8,5 ковка 30x35X75
III 100 40 35 8 10,5 42 x 47X108
IV 140 50 50 10 13 57X57X148
Технологический процесс
№ опе-
рации
Наименование операции
и содержание переходов
Оборудование и приспо-
собление
Инструмент
Строгальная I. Строгать за-
готовку с шести сторон
Разметочная. Разметить от-
верстия и паз
Сверлильная. Сверлить два
отверстия di и зенковать.
Сверлить и развернуть
Строгальная II. Строгать
паз по разметке
Слесарная. Зачистить заусе-
ницы после обработки
Термическая. Цементиро-
вать, калить HRC 50—55
Шлифовальная. Шлифовать
основание и скосы
Поперечно-строгаль-
ный станок, N =
= 4,3 квт
Разметочная плита
Сверлильный станок,
N = 2,2 квт
'Поперечно-строгаль-
ный станок, N =
= 4,3 квт
Тиски
Электропечи. Ванна
Плоскошлифовальный
станок
Резец проходной,
Т5К10
Сверло, зенковка, раз-
вертка Р18
Резец левый и пра-
вый Т5К10
Напильник
Шлифовальный круг
2
3
4
5
6
7
Типовые нормы
Штучное время на операцию в мин.
Компо- зиции Строгаль- ная I Разметоч- ная Сверлиль- ная Строгаль- ная II Слесарная Термиче- ская Шлифо- вальная
I 12 2,5 4,0 10 2,5 0,5 9,5
11 14 3,0 . 4,5 13 3,0 0,8 10
III 22 4,0 . 5,5 20 3,0 1,0 11
IV 26 4,5 Подготови' 6,5 гельно-закл: 26 ючительное 3,5 время в м 1,2 ин. 12
8 1 7 8 10
Типовые нормы времени на изготовление деталей штампов и др.
133'
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали приспособлений Втулки кондукторные с буртиком КАРТА 53
10 о ь* 1
L—Н
Сталь У10А
W ОСТАЛЬНОЕ
№ по- зиции Деталь. Основные размеры в мм Заготовка
d.2 D d L Вид Размеры в мм
I 44 32 23 45 Прокат 0 50X62 '
II 54 40 30 55 0 60X72
III 65 50 33 75 0 70X92
IV 78 62 50 90 0 85ХЮ8
V 108 90 75 100 0 115X128
Технологический
процесс
№ опе- рации Наименование операции и содержание переходов Оборудование и приспособ- ление Инструмент
1 Заготовительная. Отре- зать заготовку на одну деталь Отрезной станок. Модель 866. Тиски Дисковая пила 0 620
2 Токарная. Подрезать торцы. Сверлить и рас- точить d с припуском под шлифование. То- чить D2 и Di с припу- ском под шлифование. Точить фаску и канав- ку. Расточить di Токарный станок, N ~ = 4,3 кет. Трехкулач- ковый патрон Резцы подрезной, ка- навочный Т5К10
3 Термическая. Калить НДС 62—65 Электропечь. Ванна
4 Шлифовальная I. Шли- фовать d Внутр ишлифовальный станок, трехкулачко- вый патрон Шлифовальный круг
5 Шлифовальная II. Шли- фовать D и Di Круглошлифовальный станок Шлифовальный круг
Типовые нормы
№ по- зиции Штучное : время на операции ) в мин.
Заготовительная Токарная Термическая Шлифовальная
1 »
I 2,0 15 1,2 6,0 6,0
II 2,0 17 1,8 7,0 6,5
III 3,0 20 2,4 9,0 1 7,0
IV 3,5 23 3,0 10,0 7,5
V 4,5 30 4,0 12,5 ' 9,5
15
Подготовительно-заключительное время в мин.
I 12 I — I 18
Я 34
Укрупненное нормирование станочных работ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали приспособлений Втулки резьбовые переходные КАРТА 54 ,
s
s
ст
S
КОСТАЛЬНОЕ
L —
%
I
II
III
IV
V
Деталь. Основные размеры в мм Заготовка
d L 1 D Вид Размеры в мм
М8 1М16 13 9 19,6 17 Пруток 0 22
М10 1М18 20 16 21,9 19 cd & 025
М16 1М24 32 26 31,2 27 О ГУ 035
М24 1М36 48 40 47,3 41 с 0 50X55
М36 1М48 72 60 63,5 55 070X80
- Технологический процесс
№
операции
Наименование операции
и содержание переходов
Оборудование
и приспособление
Инструмент
1
2
3
4
5
Заготовительная. Отре-
зать заготовку на одну
деталь
V)
Токарная.
торцы.
таль (позиции I—III).
Сверлить и расточить
d под резьбу.' Точить
D, d под резьбу. То-
чить фаску и канавку.
Нарезать резьбу d и
di
Фрезерная. Фрезеровать
шестигранник
(позиции IV—
Подрезать
Отрезать де-
Термическая. Калить
HR С 25—30
Слесарная. Калибровать
резьбу
Отрезной станок. Мо-
дель 866. Тиски.
Токарный станок, N ~
= 4,3 квпг. Трехкулай-
ковый патрон
Горизонтально-фрезерный
станок. Делительная
головка.
Электропечи. Ванна
Тиски
Дисковая пила 0 620
Резцы канавочный,
резьбовой
Фреза дисковая Р18
Метчик. Плашка
Типовые нормы
№ позиции Штучное время на операцию в мин.
Заготовитель- ная Токарная Фрезерная Термическая Слесарная
I 12 4,0 0,4 3,0
II — 12 4,5 0,4 3,0
, ш — 14 5,0 0,6 4,0
IV 1,5 16 5,0 0,7 4,0
V 1,7 21 5,0 0,8 5,0
Подготовительно-заключительное время в мин.
12
15
Типовые нормы времени на изготовление деталей штампов и др.
135
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали приспособлений Опоры регулируемые усиленные
КАРТА 55
60
КОСТАЛЬНОЕ
Сталь 40Х
№ позиции Деталь. Основные размеры в мм Заготовка
dmp L 1 dj D Di s Вид Размеры в мм
1 16X4 55 30 10 16,2 18 14 Прокат Пруток 0 20
II 20x4 85 55 12 19,6 22 17 0 25
ш 24X5 105 70 16 25,4 28 22 0 32
IV 30x6 145 100 20 31,2 34 27 0 38
Технологический процесс
№
операции
Наименование операции
и содержание переходов
Оборудование
и приспособление
Инструмент
1
2
Токарная. Подрезать
торцы, центрировать с
одной стороны. Точить
Di, d, D, d\ фаски, ка-
навку и сферу. Наре-
зать резьбу d}np ле-
вую, отрезать
Фрезерная. Фрезеровать
шестигранник
Токарный станок, N —
= 4,3 квпг. Трехкулач-
ковый патрон.
Горизонтально-фрезер-
ный станок. Делитель-
ная головка
Резцы проходной,
подрезной, отрез-
ной, резьбовой
Т5К10
Фр ез а дисков а я Р18
3
Термическая. Калить
НДС 35—40
Электропечи. Ванна
Типовые нормы
Штучное время на операцию в мин.
№ позиции Токарная Фрезерная Термическая
I 13 5,0 0,5
II 14 5,5 0,8
III 16 5,5 1,0
IV 19 6,0 1,0
Подготовительно-заключительное время в мин.
1 12 15 —
136
Укрупненное нормирование станочных работ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ
Детали станков
Шестерни
цилиндрические
КАРТА 56
Лист 1
Сталь 4.г
№ пози- ции Деталь. Основные^размеры в' мм Заготовка
D Модуль пг Число зубьев Z а L 1 Вид Размеры в мм D; D.
I 56 47 2 26 37,9 37 16 Прокат 60
II 90 75 2,5 34 >5 27 16 УО
III 110 55 2,5 42 35 34 22 126; 65
V 134 50 2 65 35 35 15 Поковка 150; 60
V 10 75 3,5 58 45 50 32 2 8; 85
VI 288 <5 4 70 55 61 28 308; 105
VII 3-8 125 4 80 95 52 28 354; 140
Технологический процесс
№
операции
Наименование операций
и содержание переходов
Оборудование
и приспособление
Инструмент
1
2
3
4
6
Отрезная. Отрезать заго-
товку на одну деталь
Токарная I. Предварительно
подрезать торец D, то-
чить по диаметру О; свер-
лить и рассверлить отвер-
стие, подрезать торец Ет
и точить по диаметру D[,
подрезать торец D с дру-
гой стороны
Токарная II. Окончательно
подрезать торец D и рас-
точить выточку на торце.
Расточить отверстие под
шлифование
Токарная III. Окончательно
точить наружный диа-
метр Di, подрезать торец
D со стороны Di, подре-
зать торец Di, точить на-
ружный диаметр D, то-
чить радиусы
Разметочная. Разметить
шпоночную канавку
Долбежная. Долбить шпо-
ночную канавку
Дисковая пила. Тиски
Токарный станок
1Д62, 1Д63, четы-
рехкулачковый па-
трон
Токарный станок
1Д62, 1Д63, трех-
кулачковый патрон
Токарный станок
1Д62, 1Д63, повод-
ковый патрон, цен-
тра, хомутик, оп-
равка
Разметочная плита
Долбежный Станок.
Болты, планки
Дисковая пила 0 620
Резец проходной
Т15К10, спиральное
сверло 0 20 и 0 35
Резцы подрезной и
расточной Т15К6
Резцы проходной и
подрезной Т15К6
Разметочный инстру-
мент
Резец долбежный Р18
Типовые нормы времени на изготовление деталей штампов и др.
137
П родолжение карты 56
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали станков Шестерни цилиндрические КАРТА 56 Лист 2
№ операции Наименование операции и содержание переходов Оборудование и приспособление Инструмент
7 Зубофрезерная. Фрезеро- Зубофрезерный ста- Червячная фреза од-
8 вать зубья предваритель- но Зубозакругляющая. Закруг- нок, оправка Зуб оз а кру гл яющий нозаходная Зубозакругляющая
9 лить зубья Зубофрезерная. Фрезеро- станок Зубофрезерный ста- фреза Червячная фреза од-
10 вать зубья окончательно (только для шестерен, начиная с т = 4) Слесарная. Зачистить зубья нок, оправка Верстак, тиски нозаходная Слесарный инстру-
И шестерен, зачистить шпо- ночную канавку Шлифовальная. Шлифовать Универсально-шлифо- мент Шлифовальный круг
12 отверстие предварительно и окончательно Доводочная. Притереть зубья вальный станок. Специальный па- трон Специальный обкат- ной станок Притир
Типовые нормы
Штучное время на операцию в мин.
№ позиции Отрезная Токарная Всего Разметочная Долбежная Зуборезная 1 Слесарная Шлифоваль- ная Доводочная-
I п ш предвари- тельная оконча- тельная зубоза- кругляю- , тая © CQ
I 2,0 14 7 12 33 3 3,0 14,5 — 2 16,5 4 5,5 3,0
II 3,5 12 10 14 35 3 3,0 17,0 — 3 20,0 5 5,0 3,5
Ш — 22 10 15 47 3 3,5 24,0 — 4 28,0 6 5,0 4,0
IV — 23 10 15 48 3 -3,5 29,0 — 5 34,0 9 5,0 6,5
V — 35 14 17 66 3 4,0 25,0 — 5 СОД 11 7,0 6,0
VI — 44 16 21 81 3 4,5 30,0 35 6 71,0 , 12 8,0 7,0
VII — 55 16 22 93 3 6,0 32,0 42 6 80,0 14 8,5 8,0
Подготовительно-заключительное время в мин.
5 14 12 8 — — 9 24 24 8 — — 8 4
•138
Укрупненное нормирование станочных работ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ
Детали станков
Шестерни цилиндри-
ческие двухвенцовые
Сталь 40Х
КАРТА 57
№ позиции ’ Деталь. Основные размеры в мм Заготовка
Шестерня большая Шестерня малая Вид Разме- ры в мм D; DY
D 1 Мо- дуль tn Число 1 зубьев л 1 Dx Z, . Мо- дуль т к 'Р L d
I 66 12 i,5 42 45 12 1,5 28 32 24 Про- 75
11 95 ‘20 2,5 36 70 20 2,5 26 60 32 кат 100
III 130 18 2,5 50 59 30 2,5 20 72 32 140; 68
IV 156 28 3 50 66 48 3 20 84 36 По- 169; 74
V 10 16 3 68 159 16 3 51 60 36 ковка 225; 172
VI 246 21 3 80 156 20 3 50 58 42 260; 170
Технологический процесс
№ "операции Наименование операции и содержание переходов Оборудование и приспособление Инструмент
г Отрезная. Отрезать заго- товку на одну деталь Дисковая пила, тиски Дисковая пила 0 620
2 Токарная I. Предваритель- но подрезать торец D «и точить наружный D. Сверлить и рассверлить отверстие d, точить с дру- гой стороны наружный D\, подрезать второй то- рец D, подрезать торец Di и точить разделитель- ную канавку Токарный станок 1Д62, 1Д63, четы- рехкулачковый па- трон Резец проходной Т5КЮ, спиральное сверло
Токарная II. Окончательно подрезать торец D, рас- точить выточку на торце D. Расточить отверстие с припуском на разверты- вание, развернуть отвер- стие d предварительно и окончательно Токарный станок 1Д62, 1Д63, трех- кулачковый патрон Резцы подрезной, рас- точной Т15Д6, раз- вертка Р18
4 Протяжная. Протянуть шлицевое отверстие Протяжной станок Шлицевая протяжка
5 Токарная III. Окончательно подрезать торец D\, то- чить наружный диаметр Di, D, точить раздели- тельную канавку, подре- зать торец D (со .стороны Di|), точить фаски и ра- диусы на D и Di Токарный станок 1Д62, поводковый патрон, оправка Резец проходной Т15К6, резец ра- диусный
6 Зуборезная. Нарезать зубья большой и малой шестер- ни предварительно Зубодолбежный ста- нок, оправка Долбяк
Типовые нормы времени на изготовление деталей штампов и др.
139
Продолжение карты 57
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали станков Шестерни цилиндри- ческие двухвенцовые
КАРТА 57 Л ист 2
№ операции Наименование операции и содержание переходов Оборудование и приспособление Инструмент
7 Зубозакругляющая. Закруг- лить зубья у большой и малой шестерни Зубозакругляющий станок, оправка Зубозакругляющая фреза Р18
8 Зуборезная. Нарезать зубья большой и малой ше- стерни окончательно (для шестерен, начиная с m = = 3) Зубодолбежный нок, оправка ста- Дол бяк
9 Слесарная. Зачистить зубья шестерен Тиски Слесарный мент инстру-
Типовые нормы
Штучное время' на операцию 1 в мин.
№ Токарная Зуборезная Зубоза- кругляю- щая
позиции Отрез- ная I II III Протяж- ная предвари- тельная оконча- тельная Слесарная
j 1 i 3,0 25 15 16 1,5 10 — 8 9,5
J И 3,5 34 17 18 2,0 15 — 7 8,0
ш — 36 19 20 2,0 18 — 7 9,0
IV — 41 21 23 2,0 26 18 7 9,0
V — 55 22 26 4,0 26 23 12 15,5
VI — 68 23 29 3,5 31 25 13 17,0
Подготовительно-заключительное время в мин.
5 14 12 8 7 24 24 8 —
140
Укрупненное нормирование станочных работ
Детали станков
Шестерни конические
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРА -----------------------
КАРТА 58
Деталь. Основные размеры в мм
Сталь 45
II
III
IV
Заготовка
D Dl d L l 1 Число зубьев z Модуль т S СО' Размеры в мм
58 40Х 25А 36 22 22 2,5 Про- 66X42
71 40Х 26А 38 17 22 3,0 кат 75X44
82 40Х 28А 37 24,5 32 2,5 85X43
102 58Х 60А 31 18 ' 33 3,0 110X37
Технологический процесс
№ операции Наименование операции и содержание переходов Оборудование и приспособление Инструмент
1 Отрезная. Отрезать заго- товку на одну деталь Дисковая пила, тиски Дисковая пила 0 620
2 Токарная I. Подрезать то- рец, точить наружный с подрезкой торца D, сверлить отверстие d. ...Прорезать канавку. Под- резать торец D с другой стороны, точить наружный D. Расточить выточку на торце. Расточить отвер- стие d и развернуть пред- варительно и окончатель- но ...... Токарный станок 1Д62, трехкулачко- вый патрон Резцы проходной Т5К10, подрезной Т15К6, сверло Р18 Расточной резец Т15Д6, развертка Р1;8
3 Токарная II. Точить конус и скос Токарный станок, оправка Резец проходной; Т15К6
4 Зуборезная. Строгать зубья Зубострогальный ста- нок, оправка Верстак, разметочная плита Резцы зуб остр огаль-. ные
5 ' Разметочная. Разметить шпоночную канавку Разметочный инстру- мент
6 Долбежная. Долбить шпо- ночную канавку Долбежный станок Резец долбежный '
7 Слесарная. Зачистить заусе- ницы и запилить фаски шпоночной канатки, за- чистить заусеницы на зубьях Верстак, тиски Слесарный . инстру- мент
Типовые нормы
№ пози- ции Штучное время на операцию в мин.
Отрезная Токарная Зуборез- ная Разметоч- ная Долбеж- ная Слесарная 1
I п Всего
I 2,5 33 9 42 35 3 3,0 5,0
II 3,0 35 9 44 35 3 3,0 5,0
III 3,5 37 10 47 45 3 . 3,5 6,5
IV 4,5 40 11 51 46 3 3,5 -6,5
Подготовительно-заключительное время в мин.
15 1 12 10 — I 30 — 9 —
Типовые нормы времени на изготовление деталей штампов и др.
141
ТЕХНОЛОГИЧЕСКИМ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ
Чугун серый НВ 180—200 или
‘ бронза НВ 60—80
№
операции
1
2
3
4
5
6
7
8
Детали станков
Шестерни червячные
КАРТА 59
№ позиции Детали. Основные размеры в мм Заготовка
D d2 d L - 1 Число зубьев, z 1 Модуль iт 1 Вид Размеры в мм DxL
I 96 46 66 . ЗОА 41 24 30 3 От- ливка 104X48
II 122 48 92 ЗОА 46 30 37 3 132x53
III 125 50 94 35А 48 26 48 2,5 Бол- ванка 135x55
Технологический
процесс
Наименование операции
и содержание переходов
Оборудование
и приспособление
Инструмент
Отрезная. Отрезать заготов-
ку на одну деталь
Токарная I. Подрезать то-
рец D, точить наружный
£>i, подрезать торец Z>i,
сверлить отверст и d
Токарная II. Подрезать то-
рец D, расточить выточку
£)2 с подрезкой торца.
Рассверлить, расточить
под развертку и развер-
нуть отверстие. Точить
предварительно наруж-
ный D
Токарная III. Точить на-
ружный D, точить радиус-
ную выточку, точить ско-
сы на D с обеих сторон
Зуборезная. Нарезать зубья
Токарный станок
Резец отрезной Р18
Токарный станок
1Д62, четырехку-
лачковый патрон
Токарный станок
1Д62, трехкулачко-
вый патрон
Резцы проходной, под-
' резной ВК8, сверло
спиральное Р18
Резцы
расточной
сверло
Р18
проходной,
ВК8,
и развертка
Токарный
1Д62,
станок
поводковый
патрон, оправка
Р езцы
ВК8,
Р18
проходной
радиусный
Разметочная. Разметить
шпоночную канавку и от-
верстие под резьбу
Долбежная. Долбить шпо-
ночную канавку
Слесарная. Зачистить за-
усеницы и запилить фаски
шпоночной канавки, за-
чистить заусеницы на
зубьях шестерен, сверлить
и нарезать резьбу в от-
верстии
Зубофрезерный ста-
нок
Верстак, разметочная
плита
Модульная фреза Р18
Разметочный инстру-
мент
Долбежный станок
Резец долбежный
Верстак. Тиски. На-
стольно-сверлиль-
ный станок
Слесарный ' инстру-
мент. Сверло и мет-
чик Р18
Типовые нормы
Штучное время на операцию в мин.
№ позиции Отрезная Токарная Зуборез- ная Разметоч- Долбежная Слесарная
1 1 11 1 111 1 Всего ная
Чугунное литье
I I 3,5 19 I 21 I И 51 ю 1 3 3,5 | 9,0 '
II 5,0 25 23 15 63 11 3 3,5 10,5
III 1 5,0 26 J 24 1 1 15 65 1 12 1 3 3,5 1 1 12,5
Бронзовое литье
I 3,0 16 | 17 9,5 42,5 10 1 3 1 3,5 9,0
II 4,5 18 17 12,0 47 11 3,5 10,5
III 4,5 18 1 20 12,0 50 12 1 3 1 3,5 12,5
Подготовительно-заключительное время в мин.
1 5 1 , 14 1 12 1 ю | - 1 1 1 8 1 “
142
Укрупненное нормирование станочных работ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
И ТИПОВЫЕ НОРМЫ
Детали станков
Пиноли
КАРТА 60
1 № пози- ции Деталь. 'Основные размеры в мм Заготовка
D L d d^ ^3 Вид Размер D в м 'м
— t 1 V7 с -
т С I II ' 38 65 218 342 17,78 31,27 14,5 26,5 19 36 24 42 Про- кат 42 70
5 - 3 Ш 80 430 44,40 38,2 50 55 85
L *" Сталь 45 IV 100 630 63,35 54,8 65 70 ПО
Технологический процесс
Инструмент
Оборудование
и приспособление
Наименование операции
и содержание переходов
№
опера-
ции
1
2
3
4
5
6
7
Отрезная. Отрезать заго-
товку на одну деталь
Токарная. Подрезать торцы
с двух сторон, сверлить
и зенковать центровые
отверстия; точить наруж-
ный диаметр предвари-
тельно. Сверлить и рас-
сверлить отверстия. То-
чить наружный D с при-
пуском под шлифование.
Расточить отверстия d3 и
d2 окончательно и отвер-
стие d с припуском под
шлифование
Шлифовальная I. Шлифо-
вать наружный D
Шлифовальная II. Шлифо-
вать отверстие на конус
Морзе
Разметочная. Разметить паз
и канавку для смазки
Фрезерная I. Фрезеровать
паз для направляющей
Фрезерная II. Фрезеровать
шпоночный паз и канавку
для смазки
Токарный станок.
1Д62. Трехкулачко-
вый патрон, повод-
ковый патрон, лю-
нет
Резцы
Т5К10,
расточной
Т15К6. Сверла спи-
ральные, зенковка
Р18
подрезной
проходной
Т5К10,
Круглошлифовальный
станок
Вну триш ли фокаль-
ный станок
Верстак. Разметочная
плита
Горизонтально-фре-
зерный станок
Горизонтально-фре-
зерный станок
Шлифовальный’ круг
Шлифовальный круг
Режущий
Дисковая
Дисковая
инструмент
фреза Р18
фреза Pi8
Типовые нормы
№ пози- ции Штучное время на операцию в мин.
Отрезная Токарная Шлифо- вальная I Шлифо- вальная II Разметоч- ная Фрезерная Фрезерная Слесарная
I 2,0 116 13,5 8 15 9 7 8
II 3,5 148 • 21,5 8. 19 10 8 И
III 3,5 180 24,5 12 20 11 10 16
IV 4,5 308 36,0 20 . 25 13 12 18
Подготовительно-заключительное время в мин.
12 | 9 | 8 | — | 12 |
Типовые, нормы, времени на изготовление деталей штампов и др.
143
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТИПОВЫЕ НОРМЫ Детали станков Муфты кулачковые, односторонние КАРТА 61
Заготовка
Деталь. Основные размеры в мм
Dx
Вид
d
L
Число
кулач-
ков
Размеры
в мм
№
пози-
ции
Вид А
Сталь 45
II
55
65
42
30
40
80
52
40
50
60
Про-
кат
5
7
7
Технологический процесс
№ опера- ции Наименование операции и содержание переходов Оборудование и приспособление Инструмент
1 Отрезная. Отрезать заго- товку на одну деталь Отрезной станок. Ти- ски Дисковая пила Р9
2 Токарная. Подрезать торец D, сверлить отверстие d, точить наружный Di под шлифование до кулачков. Подрезать другой торец D. Точить диаметр D, расточить отверстие d под шлифование и выточ- ку di с подрезкой торца, точить канавки на D{. Токарный станок, 1Д62, трехкулачко- вый патрон Резец проходной Т5КЮ, сверло спи- ральное Р18. Резец проходной Т15К6, упорные резцы, подрезной и про- ходной Т15К6. Ре- зец расточной Т15К6. Канавочный резец Р18
3 Разметочная. Разметить ку- лачки для фрезерования с одной стороны и два отверстия Верстак. Разметоч- ный стол Разметочный инстру- мент
4 Фрезерная. Фрезеровать ку- лачки зацепления предва- рительно и окончательно Г оризонтально-фре- зерный станок. Де- лительная головка, трехкулачковый па- трон Специальная диско- вая фреза Р18
5 6 Слесарная. Сверлить по раз- метке отверстие d2, отвер- стие d5 с обеих сторон под коническую разверт- ку, развернуть отверстие ^2 Термическая Вертикально-свер- лильный станок Сверлильный патрон, тиски, сверла спи- ральные Р18. Ко- нусная развертка Р18
7 Шлифовальная. Шлифовать отверстие d Внутришлифовалъный станок Шлифовальный круг
8 Шлифовальная. Шлифовать наружный Di Круглошлифовальный станок Поводковый патрон. Оправка
144
Укрупненное нормирование станочных работ
Продолжение карты 61
Типовые нормы
% позиции Штучное время на операцию в мин.
Отрезная Токарная Разметоч- ная Фрезерная Слесарная Шлифование отверстия Наружное шлифование
I 3,0 34 18 22 11 6,5 ' 7,0
II 3,5 33 19 25 11 6,0 6,5
1 Подготови тельно-зак лючительЕ юе время в мин.
5 12 — 20 — 9 9
ДОВЕДЕНИЕ РЕЖИМОВ РЕЗАНИЯ ДО РАБОЧЕГО
Для ’применения укрупненных нормативов для расчета технических
норм времени, а также типовых норм необходимо, чтобы рабочий знал
режимы резания. Это может быть осуществлено разными методами.
При однопереходных операциях мастер, технолог-нормировщик
могут рекомендовать рабочему применять режимы резания, опреде-
ляемые непосредственно из таблиц укрупненных нормативов. Как
правило, укрупненные нормативы содержат данные о режимах реза-
ния. Для токарных работ режим резания наиболее удобно довести
до рабочего при помощи номограмм или таблиц-номограмм.
На фиг. 8 приводятся номограммы для выбора режима резания
при работе на токарном станке модели 1Д63А. Аналогичные номо-
граммы разрабатываются и для других моделей станков. На фигуре
показаны четыре номограммы. Первая номограмма определяет уси-
лие резания, вторая — число оборотов по станку, третья — скорость
резания по станку и четвертая — допустимую скорость резания по
стойкости инструмента. Применяя эти номограммы, можно выбрать
наивыгоднейший режим резания. К номограмме прилагается таблица,
в которой приводятся данные для выбора подачи при предваритель-
ном и получистовом точении на данном станке (табл. 22). Это макси-
мально допустимые подачи с учетом использования мощности станка,
прочности механизма главного привода, способа зажима детали
и других факторов. Принятые в таблице подачи допускают работу
в кулачковых патронах при зажиме длинными губками и ступень-
ками кулачков при отношении длины вылета детали к диаметру за-
жима, равном примерно 0,6. При обработке нежестких деталей ука-
занные в таблице подачи необходимо уменьшить.
Параметры Предварительное точение
Глубина рзания t в мм . Подача s в мм/об до . . Параметры Глубина резания t в мм . Подача 5 в мм/об до . . 3 1,3—2,1 V3 0,45 5 0,75-1,0 Полу V4 0,38-0,50 6 0,6-0,8 чистовое т V5 0,30—0,38 8 10 0,42—0,54 0,3-0,4 ечение V6 0,15-0,21
Доведение режимов резания до рабочего
145
Таблица 23
Подачи, рекомендуемые для предварительного точения на некоторых
токарных станках
Станок Диаметр обраба- тываемой поверх- ности в мм Глубина резания в мм
Модель Мощность в кет 2 3 4 5 6 8 10 12
Подача в мм/об до
1Д62 1А62 1К62 1Д63 1Д63А 1Д64 1Д65 165 4,3 7,8 10 7,8 10 9,7 17 28 до 600 св. 600 0,71—1,0 1,59 1,5 0,42-0,64 0,92-1,28 1,21—2,0 0,96—1,3 1,3-2,1 1,3-2,2 0,31-0,42 0,65-1,0 1,0—1,21 0,65—1,0 0,95-1,2 0,95-1,2 2,0 3,0 2,4 0,26—0,34 0,5-0,75 0,7—1,0 0,54—0,76 0,75-1,0 0,79-1,0 1,4 2,5 1,8 0,4-0,6 0,6—0,87 0,4—0,6 0,6—0,8 0,62—0,79 1,0 1,8 1,2 0,25—0,4 0,43—0,52 0,24—0,4 0,42—0,54 0,45-0,56 0,79 1,5 1,0 0,62 1,0 0,71 0,3—0,4 0,31-0,4 0,4 0,8 0,5
В табл. 23 приводятся рекомендуемые подачи для чернового точе-
ния для некоторых конкретных моделей токарных станков. Эти дан-
ные могут быть использованы при разработке специальных номограмм
для этих станков. Для других станков эти подачи 'могут быть рассчи-
таны по следующим формула^: .
О 2ЛГ1»4
s = —— мм/об — при обработке стали а6 = 4(Н-60 кг[мм\
О 27N1,4
s = —— мм) об — при обработке стали а& = 61-н80 kzJmm?,
где N— мощность электродвигателя станка в кет;
t — глубина резания в мм.
При работе расточными резцами подачи могут быть приняты те
же, что и для продольного точения, при условии, если это допускается
жесткостью и прочностью резца.
Режим резания при помощи номограммы выбирают в следующем
порядке:
1. По таблице, прилагаемой к номограмме, для принятой глубины
резания определяют величину подачи.
2. По номограмме I по принятой глубине резания и подаче опре-
деляют усилие резания.
3. По номограмме II, зная усилие резания и диа1метр обрабаты-
ваемой поверхности, определяют число оборотов, допустимое
станком.
4. По номограмме III определяют скорость резания, допустимую
станком, а по номограмме IV — скорость резания по стойкости инстру-
мента.
5. Сопоставляют скорость резания, допустимую станком и резцом,
и принимают меньшую.
Номограммы разрабатываются для материалов, наиболее часто об-
рабатываемых на станках. При этом они группируются, исходя из уси-
лий резания при их обработке и скорости резания, допустимой стой-
костью инструмента, как указывалось выше.
Ю Зак. 2/295
146
Укрупненное нормирование станочных работ
Фиг. 8.
Доведение режимов резания до рабочего
147
148
Укрупненное нормирование станочных работ
При разработке номограмм используют паспортные данные станков
для определения числа оборотов и подач. Подачи на номограммах вы-
бирают с такими интервалами, чтобы соотношения между величинами
ближайших подач не превышали 1,3.
Диапазоны глубин резания и диаметров обрабатываемых поверх-
ностей принимают в зависимости от модели и мощности станка.
Построение номограмм, например номограмм усилий резания, про-
изводится по принципу построения номограмм с тремя переменными
в системе координат с логарифмическими шкалами. Для каждой по-
дачи определяют в двух точках значение усилия резания при задан-
ных значениях глубины резания. Точки соединяют прямыми и полу-
чают, таким образом, систему параллельных прямых. Также строится
номограмма для определения скорости резания по стойкости инстру-
мента (номограмма IV) и номограмма для определения скорости ре-
зания по станку (номограмма III).
Номограмма II строится для чисел оборотов и крутящих моментов,
указанных в паспорте станка. Для каждого значения 2/И^ находятся
две точки, определяющие прямую зависимости усилий резания, диа-
метра обрабаты,вае(мой поверхности 1 и крутящего момента
формуле
27ИЛР = кгм,
где Мкр — крутящий момент в кгм\
Pz — усилие резания в кг\
D — диаметр обрабатываемой поверхности в мм.
На номограмме указываются не крутящие моменты, а соответст-
вующие им числа оборотов.
Пример пользования. Определить число оборотов при точе-
нии стали 40Х по диаметру 350 мм, с глубиной резания t=8 мм и по-
дачей s = 0,42 мм/об.
1. На номограмме I определяют усилие резания Р2 = 690 кг.
2. На номограмме II из точки 690 на шкале усилий резания прово-
дят горизонтальную линию до пересечения с вертикальной линией,
опущенной из точки 350 линии диаметров. В точке пересечения опре-
деляют число оборотов, допустимое станком, к = 60 об/мин.
3. На номограмме III определяют скорость резания, допустимую
станком, v = 68 м/мин.
4. На номограмме IV определяют скорость резания по стойкости
резца (60 мин.), оснащенного сплавом Т5КЮ, ц~87 м/мин. Прини-
маем число оборотов п=60 об/мин.
В картах 62—64 приведены таблицы-номограммы для выбора ре-
жима при точении стали и чугуна на токарных станках 1Д62, 1А62,
1К62. Эти таблицы-номограммы, как указывалось выше, составлены
из нескольких взаимосвязанных таблиц на основе универсальных
таблиц-номограмм. Порядок выбора числа оборотов показан стрел-
ками.
Доведение режимов резания до рабочего
149
ТАБЛИЦА-НОМОГРАММА ДЛЯ ВЫБОРА РЕЖИМА РЕЗАНИЯ ПРИ ТОЧЕНИИ СТАЛИ И ЧУГУНА Станок 1Д62 Мощность 4,3 кет
КАРТА 62
Сталь Чугун НВ 140-260 Подача 5 в MMjo6 до
Ст. 3, Ст. 5, 20, 20Х, 30, 40, 45, 40Х, ЗОХМ, 50, 50Г, стальное литье 55Л с до 103 кг/мм2 более 103 кг 1мм2
Глубина резания t в мм до
По станку 2 2,5 3 1,5 2 2,5 3 4 5 0,33 0,25 0,45 0,33 0,25 0,61 0,45 0,33 0,82 0,61 0,45 1,1 0,82 0,61 1,5 1,1 0,82 2,2 1,5 1,1
ш 5 6 3 4 5 6 8 10 — 0,25 0,33 0,25 0,45 0,33 0,25 0,61 0,45 0,33 ( 0,82 3,61 3,45 1
Продольное и поперечное точение Диаметр обрабатываемой поверх- ности D в мм до Число оборотов п в минуту
38 48 , 60 75 96 120 600 600 600 600 600 600 600 600 600 600 600 477 600 600 600 600 477 382 600 600 600 477 382 304 600 600 477 382 304 231 600 477 382 304 231 184 477 382 304 231 184 150
150 477 382 304 1231 j 184 150 119 96 184 150 119 96 76 150 119 96 76 58 119
190 240 300 380 382 304 231 184 304 231 184 150 231 184 150 119 96 76 58 46
Скорость резания в MjMUH 200 160 125 100 80 64 51
По инструменту <р=45° 7—60 мин. Сталь Т15К6 6 1,5 6 1,5 6 1,5 0,2 0,48 0,87 1,45 0/8 0,87 1,45 0,87 1,46 1,45 — — —
Т5К10 6 1,5 — 6 — — : 0,2 0,48 0,87 1,45 2,2 1,45 2,2 2,2
1 6 1 1,5 0,2 0,48 0,2 0,48 0,87 0,48 " 0,87 1,45 0,87 1,45 2, .2
1,5
Чугун ВКб 10 2,5 10 2,5 10 2,5 0,11 0,38 0,11 0,38 0,68 о,п 0,38 0,68 1,2 0,38 0,68 1,2 2,1 0,68 1,2 2,1 1,2 2,1 2,1
Глубина резания t в мм до Подача s в мм/об до
Сталь в кг]мм2 Ст. 3, 20, 25, 20Х Ст. 5, 40, 45, 50, 40Х, ЗОХМ, 50Г, стальное литье 5^Л
До 66 67-84 85—105
Чугун НВ До 170 170—210 Св. 210
Примечание. При растачивании отверстий или точении резцами с <р = 90° или при работе
по корке число оборотов по инструменту брать на ступень меньше для каждого из таких факторов.
150
Укрупненное нормирование станочных работ
ТАБЛИЦА-НОМОГРАММА ДЛЯ ВЫБОРА РЕЖИМА РЕЗАНИЯ ПРИ ТОЧЕНИИ СТАЛИ И ЧУГУНА Станок 1А62, мощность 7,8 кет КАРТА 63
По станку Сталь Ст. 3, Ст. 5, 20, 20Х, 30, 40, 45, 40Х, ЗОХМ, 50, 50Г, стальное литье 55Л до ЮЗяг/жлг2 аЬ более 103 к г/мм2 Чугун НВ | 140-260 Подача s в мм!об до
Глубина резания t в мм до
2 2,5 3 1,5 2 2,5 3 4 5 0,45 0,33 0,25 0,61 0,45 0,33 0,82 0,61 0,45 1,1 0,82 0,61 1,59 1,1 0,82 1,59 1,1 1,59 1,59 1,1 0,82 0,61 0,45 0,33
ш 5 6 7,5 10 12 3 4 5 6 7,5 10 6 7,5 10 12 15 — 0,25 0,33 0,25 0,45 0,33 0,25 0,61 0,45 0,33 0,25 0,82 0,61 0,45 0,33 0,25 I1’1 0,82 0,61 0,45 0,33 0,25
Продольное и поперечное точение Диаметр обрабатываемой 1 поверхности D в мм до Число оборотов в минуту п
38 48 60 75 96 120 1200 1200 1200 1200 960 770 1200 1200 1200 960 770 600 1200 1200 960 770 600 480 1200 960 770 600 480 380 960 770 600 480 380 305 770 600 480 380 305 230 600 480 380 305 230 184 1 480 380 305 230 184 150 120 96 76 58 46
150 190 240 300 380 600 480 380 305 230 480 380 305 230 184 380 305 230 184 150 305 230 184 150 120 230 184 150 120 96 184 ”0 120 96 76 ' 150 120 96 76 58
По инструменту <р = 45°, 7 = 60 мин. Скорость резания v в м!мин || 255 200 160 125 100 | 80 64 51
Сталь Т15К6 12 2,5 12 2,5 12 2,5 о,1 0,31 0,6 0,1 0,31 0,6 1,1 0,31 0,6 1,1 0,6 0,1 1,1 — —
Т5К10 | 12 2,5 — 121 — — — 1,1 0,31 0,6 1,1 1,59 1,59
1д| 2,5 2,5| 0,1 0,1 0,31 0,1 0,31 0,6 0,31 0,6 1,1 0,6' 1,1 1,59 ”9
Чугун . о CQ 15 3,5 15 3,5 15II 3,5 0,14 0,14 0,43 0,14 0,43 0,74 0,14 0,43 0,74 1,3 0,43 0,74 1,3 0,74 1,3 1,3 —
Глубина резания t в мм до Подача 5 в мм{об до (
Сталь су^ в кг!мм2 Ст.З, 20, 25, 20Х Ст. 5,40,45, 50, 40Х,30ХМ, 50Г, стальное литье 55Л
До 66 67-84 185—105
Чугун НВ До 170 170-27о|св. 210
Примечание. При растачивании отверстий или точении резцами с ср = 90° или при работе по корке число оборотов по инструменту брать на ступень меньше для каждого из этих факторов.
Доведение режимов резания до рабочего
151
ТАБЛИЦА-НОМОГРАММА ДЛЯ ВЫБОРА РЕЖИМА РЕЗАНИЯ ПРИ ТОЧЕНИИ СТАЛИ И ЧУГУНА Станок 1К62, мощность 10 квт КАРТА 64
По станку Сталь Ст. 3, Ст. 5, 20, 20Х, 30, 40, 45, 40Х, ЗОХМ, 50, 50Г, сталь- ное литье 55Л, до 103 кг/мм2 °ь более • 103 кг! мм2 Чугун НВ 140-260 Подача s в мм/об до
Глубина резания в мм до
2 2,5 3 4 5 1,5 2 2,5 3 4 3 4 5 6 7,5 0,61 0,45 0,33 0,25 0,82 0,61 0,45 0,33 0,25 1,1 0,82 0,61 0,45 0,33 1,5 1,1 0,82 0,61 0,45 2,0 1,5 1,1 0,82 0,61 2,0 1,5 1,1 0,82 2,0 1,5 1,1 |ад2 0,61 0,45 0,33
6 7,5 10 12 5 6 7,5 10 10 12 15 — — 0,25 0,33 0,25 0,45 0,33 0,25 0,61 0,45 0,33 0,25
Продольное и поперечное точение Диаметр обрабатываемой поверхности D в мм до Число оборотов в минуту п
38 48 60 75 96 120 1600 1600 1600 1250 1000 800 1600 1600 1250 1000 800 630 1600 1250 1000 800 630 500 1250 1000 800 630 500 400 1000 800 630 500 400 315 800 630 500 400 315 250 630 500 400 315 250 200
150 630 500 400 315 250 500 400 315 250 200 400 315 250 200 160 315 250 200 160 125 250" 200 160 125 100 200 160
190 240 300 380 160 125 100 80 125 100 80 63
По инструменту ср = 45°, Т — 60 мин. Скорость резания v в м/мин 270 215 170 135 105 85 67
| Сталь Т15К6 12 2,5 12 2,5 12 2,5 0,09 0,27 0,57 0,09 0,27 0,57 0,97 0,27 0,57 0,97 0,57 0,97 0,97 — —
Т5К10 12 2,5 — 12 — — — 0,09 0,27 0,57 0,97 0,97
12 2,5 2,5 0,09 0,09 0,27 0,09 0,27 0,57 0,27 0,57 0,97 0,57 0,97
Чугун ] ВК6 15 3,5 15 3,5 15 3,5 0,1 0,1 0,31 0,1 0,31 0,67 0,1 0,31 0,67 1,1 0,31 0,67 1,1 0,67 1,1 1,1
Глубина резания t мм 'до Подача 5 в мм/об до
Сталь аЬ в к г 1мм2 Ст. 3, 20, 25, 20Х До 66 ’ о, Ст. 5, 40, 45, Т4 50.40Х.30ХМ, Jo 50Г, стальное литье 55Л 85-105
Чугун НВ До 170 170_2Ю Св. 210
Примечание. При растачивании отверстий или точении резцами с <р = 90° или при работе по корке число оборотов по инструменту брать на ступень меньше для каждого из этих факторов.
ГЛАВА III
НОРМИРОВАНИЕ СЛЕСАРНОЙ ОБРАБОТКИ
Проектирование макетов таблиц укрупненных нормативов. Норма
времени на слесарные работы, как правило, зависит от большого ко-
личества факторов продолжительности. В условиях нормирования сле-
сарных работ влияние многих факторов столь значительно, что ими
нельзя пренебречь без существенного снижения точности расчета норм.
Поэтому целесообразна разработка макетов таблиц нормативов, учи-
тывающих большое количество факторов (6—8 и более). Такое по-
строение макетов дает возможность при расчете норм учесть все важ-
ные факторы продолжительности и установить норму при любом со-
четании их величин.
Принятый метод проектирования макетов отвечает основному тре-
бованию укрупненного нормирования—упрощению и ускорению рас-
чета, причем в результате укрупнения точность расчета не снижается.
Кроме того, в процессе расчета норм ни один из факторов продолжи-
тельности не может быть упущен.
Структура нормативов. С целью упрощения процесса расчета норм
структура нормативов должна быть возможно проще. В нормативных
картах указывается штучно-калькуляционное время. Время на органи-
зационно-техническое обслуживание, личные надобности, отдых, под-
готовительно-заключительное время принимаются в процентах к опе-
ративному времени и включаются в табличное время.
Данные сравнительного нормирования показывают, что при норми-
ровании слесарных работ расчет подготовительно-заключительного
времени в % от оперативного времени дает большую точность, чем
расчет подготовительно-заключительного времени раздельно на каждую
операцию в абсолютных цифрах, особенно когда дело касается кратко-
временных операций.
При расчете указанного в картах штучно-калькуляционного вре-
мени отдельные категории затрат времени приняты в следующих раз-
мерах (табл. 1).
Таблица Т
Наименование категорий затрат В % к оператив- ному времени
Подготовительно-заключительное время 2
Время на организационно-техническое обслуживание 3
Время на отдых и личные надобности 5
В,с его. . 10
Нормирование /слесарной обработки
153
В соответствии "с изложенным норма рассчитывается, как правило,
по формуле
К к ' Ку,
где T,u, к — штучно-калькуляционное время на выполнение отдельной
операции в мин.;
tilt. к — штучно-калькуляционное время в мин. на выполнение дан-
ной операции, указанное в карте в зависимости от вели-
чин двух-трех факторов при условии, что величины .всех
остальных факторов равны принятым в нормативах за еди-
ницу;
Ку — укрупненный поправочный коэффициент, учитывающий
отклонения от единицы всех остальных факторов в любом
сочетании их величин.
Таким способом большое количество поправочных коэффициентов,
отражающих при нормировании слесарных работ многочисленные
факторы, сводится к одному укрупненному коэффициенту, учитываю-
щему все факторы при любо'м сочетании их величин.
Примеры пользования нормативами. Пример 1. Шабрить плоскость
шириной 200 мм и длиной 3000 мм (6000 см2). Материал — чугун
НВ 200. Положение плоскости обработки вертикальное. Точность обра-
ботки— 8 пятен на площади 25X25 мм, выверка плоскости обработки
на горизонтальность, средний съем 0,15 мм.
Норма рассчитывается по формуле
Тш.к = Н^м.^Ку,
где Тш. к — штучно-калькуляционное время на шабрение всей площади
в мин.;
к — штучно-калькуляционное время на шабрение 1 см? пло-
щади в зависимости от длины и ширины в мин.;
F — площадь обрабатываемой поверхности в см?\
Ку — поправочный коэффициент, учитывающий остальные при- -
пятые факторы (материал обработки, положение плоскости
обработки, условия выверки, точность обработки, средний
съем металла).
По карте 11, лист 1 находим штучно-калькуляционное время на
шабрение 1 см? площади в зависимости от ширины (200 мм) и длины а
(3000 мм): tui. к=0,07 мин.
По карте И, лист 2 определяем значение укрупненного коэффици-
ента Ку в зависимости от величин всех остальных принятых факторов:
А^ = 0,64 (группа сложности, предусмотренная укрупненным коэффи-
циентом, II принята в соответствии с классификатором, см. карту И,
лист 3).
Тш. к = 6000 • 0,07 • 0,64 = 269 мин., или ~4,5 часа.
Пример 2. При несовпадении на 1—2 мм осей отверстий в двух
сопрягаемых деталях требуется рассверлить эти отверстия для до-
стижения соосности. Рассверлить пневматической сверлильной маши-
ной 15 отверстий. Заданный (конечный) диаметр отверстий 18 мм;
глубина сверления 38 мм. Положение плоскости обработки наклон-
ное. Материал — чугун НВ 180. Отверстия сквозные.
Норма рассчитывается по формуле
/с ‘ к * Ку,
154
Нормирование слесарной обработки
где Тш. к— штучно-калькуляционное время на рассверливание несоос-
ных отверстий в мин.;
tM.K — штучно-калькуляционное время в мин. на рассверливание
одного отверстия в зависимости от наибольшего снимаемого
припуска и конечного диаметра отверстия и глубины обра-
ботки (при прочих факторах, принятых за единицу);
п — количество отверстий;
Ку — укрупненный поправочный коэффициент, учитывающий все
остальные факторы в любом сочетании их величин, вклю-
чая величину партии.
По карте 1 находим штучно-калькуляционное время на рассверлива-
ние одного отверстия диаметром 20 мм при глубине сверления 40 мм:
к = 2,8 мин.
По карте 1 находим укрупненный поправочный коэффициент в зави-
симости от заданных величин всех прочих факторов
^ = 0,7.
7^Л=15 • 2,8 • 0,7 = 29,4 мин.
Нормирование слесарной обработки
155
ОБРАБОТКА ОТВЕРСТИЙ ПНЕВМАТИЧЕСКОЙ КАРТА 1
СВЕРЛИЛЬНОЙ МАШИНОЙ Лист 1
Содержание работы
1. Обработать отверстие пневматической сверлильной машиной — сверлить,
рассверлить, зенкеровать, зенковать.
2. Зачистить заусенцы напильником.
Диаметр отверстия в мм до Глубина отверстия в мм до
5 | 8 | 10 | 15 | 20 | 25 | 30 | 35 | 40 I 45 | 50 | 60 | 70 | 80 | 90
Штучно-калькуляционное время в мин.
I. Сверление отверстий
4 0,35 0,40 0,45
6 0,40 0,45 0,50 0,60 — — — — — — — — — — —
10 0,45 0,55 0,70 0,80 0,90 1,05 1,25 1,45 — — — — — — —
15 0,55 0,75 0,90 1,00 1,20 1,40 1,70 1,95 2,20 2,45 2,65 2,90 — — —
20 0,70 0,85 1,05 1,25 1,50 1,75 2,10 2,45 2,70 2,95 3,25 3,60 4,20 — —
25 1,15 1,40 1,95 2,15 2,70 3,10 4,30 4,60 4,90 5,20 5,50 6,00 6,50 7,60 8,70
30 — 1,80 2,40 2,70 3,25 4,30 5,40 5,80 6,20 6,65 7,10 8,0 9,2 10,4 11,7
II. Сверление отверстий угловой сверлильной машиной
4 0,40 0,45 0,50 — — 1— — — — — — —
б' 0,45 0,50 0,55 0,65 —
10 0,50 0,60 0,75 0,85 1,0 1,10 1,35 1,55 — — — — — -— —
15 0,60 0,80 1,0 1,10 1,30 1,55 1,85 2,20 2,40 2,70 2,90 3,20 — — —
20 0,75 0,20 1,15 1,35 1,65 1,90 2,30 2,70 2,95 3,25 3,55 3,95 4,60 — —
25 1,25 1,55 2,10 2,35 2,95 3,40 4,70 5,05 5,40 5,70 6,05 6,60 7,10 8,5 9,60
30 — 1,95 2,65 2,95 3,60 4,70 5,95 6,40 6,80 7,30 7,80 8,80 10,0 11,5 13,0
III. Сверление отверстий при помощи откидной скобы
10 0,40 0,50 0,60 0,70
15 0,50 0,65 0,80 0,90 —
20 — 0,75 0,90 1,15 1,35 1,55 1,90 2,35 — — — — —- — —
25 .— — 1,50 1,75 2,10 2,70 3,35 3,70 4,10 4,50 5,0 5,70 — — —
30 — — 2,10 2,40 2,90 3,85 4,80 5,00 5,20 5,75 6,25 7,20 8,15 9,10 10,15
Примечания. 1. Для диаметров 25 и 30 мм табличные нормы предусматривают сверление
отверстий двумя рабочими, за два прохода (сверление и рассверливание).
2. При сверлении удлиненным сверлом принят коэффициент 1, 2.
IV. Рассверливание отверстий (при несовпадении до 2 мм осей
отверстий в двух сопряженных деталях)
15 0,70 0,85 1,00 1,20 1,35 1,55 1,75 1,90 2,10 — — —
20 0,85 1,05 1,20 1,45 1,75 1,80 2,10 2,20 2,50 2,95 — —
25 1,0 1,25 1,40 1,70 2,00 2,20 2,40 2,70 2,90 3,15 3,40 3,75
30 1,15 1,45 1,60 1,95 2,25 2,40 2,60 2,85 3,05 3,25 3,60 3,90
V. Зенкерование отверстий
10 0,40 0,5 0,55 0,60 0,65 0,70 —
15 0,60 0,65 0,70 0,75 0,80 0,90 0,95 — — — — —
20 0,80 0,95 1,0 1,1 1,15 1,20 1,30 1,45 1,60 1,75 — —
156
Нормирование слесарной обработки
Продолжение карты 1
VI. Зенкование отверстий
Под потайные головки винтов
Диаметр в мм до 3 5 8 12 16 22
Глубина зенкования в мм 1,0 1,5 1 1,5 1 1,5 : 1,5 2,0 2,С 1 2,0 2,0 2,5
Штучно-калькуляционное время в мин. 0,1 0,11 0,11 0,13 0,13 0,15 ( ),18 0,19 0,2 !0 0,24 0,25 0,28
Под резьбу
Диаметр в мм до 3 5 8 12 16 22
Штучно-калькуляционное время в мин. 0,1 0,12 0,14 0,17 0,21 0,23
Под головку болта
Диаметр в мм до 5 10 16 1 20 24 30 36 42
Глубина зенкования в мм 3,5 6,0 10,0 12,0 14,0 20,0 24,0 28,0
Штучно-калькуляционное время в мин. 0,15 0,19 0,27 0,38 0,56 0,62 0,70 0,90
Укрупненные коэффициенты Ку
Положе- ние обра- батывае- мой по- верхности Повторя- емость одинаковых отверстий в партии Материал
Сталь в кг[мм2 Бронза НВ. Алюминий НВ 60-80 Гетинакс, текстолит
75—85 60-70 40—50 140—160
Чугун НВ
220—240 | 180—210
Вид отверстия
Сквоз- ное Глу- хое Сквоз- ное Глу- хое Сквоз- ное -Глу- хое Сквоз- ное • Глу- хое Сквоз- ное Глу- хое Сквоз- ное Глу- хое
Коэффициент Ку
Гори- зонталь- ное 1—3 5-10 15-20 1,20 1,08 0,96 1,44 1,30 1,15 1,1 0,99 0,88 1,32 1,19 1,05 1,00 0,90 0,80 1,2 1,08 0,96 0,8 0,72 0,64 0,96 0,86 0,77 0,60 0,54 0,48 0,72 0,65 0,58 0,40 0,36 0,32 0,48 0,43 0,38
Наклон- ное 1—3 5—10 15—20 1,32 1,20 1,05 1,58 1,44 1,26 1,20 1,09 0,97 1,44 1,31 1,16 1,10 0,99 0,88 1,32 1,20 1,05 0,88 0,80 0,70 1,05 0,96 0,84 0,66 0,60 0,53 0,79 0,72 0,63 0,44 0,40 0,35 0,53 0,48 0,42
Верти- кальное 1—3 5-10 15—20 1,44 1,30 1,15 1,73 1,56 1,38 1,32 1,19 1,06 1,58 1,43 1,27 1,20 1,08 0,96 1,44 1,30 1,15 0,96 0,86 0,76 1,15 1,03 0,92 0,72 0,64. 0,57 0,86 0,79 0,69 0,48 0,43 0,38 0,57 0,52 0,45
Пото- лочное 1—3 5—10 15—20 1,56 1,40 1,25 .1,87 1,68 1,50 1,43 1,28 1,15 1,72 1,55 1,38 1,3 1,17 1,04 1,56 1,40 1,25 1,04 0,93 0,83 1,25 1,12 1,00 0,78 0,70 0,62 0,93 0,84 0,74 0,52 0,47 0,42 0,62 0,56 0,50
При обработке в тисках к таблич- ному времени прибавлять Вес детали в кг до . . 5,0 10,0 20
Время в мин 0,15 0,20 0,30
ОБРАБОТКА ОТВЕРСТИЙ НА СВЕРЛИЛЬНОМ ПЕРЕНОСНОМ СТАНКЕ КАРТА 2
Содержание работы
1. Установить инструмент: сверло, зенкер или развертку 4. Выключить станок
2. Включить станок 5. Зачистить заусенцы напильником
3. Сверлить, зенкеровать или развернуть отверстие (черновой и чистовой разверткой) 6. Открепить инструмент
Диаметр отверстия в мм до
Глубина Сверление Зенкерование Развертывание
отверстия в мм 6 1 1 10 1 15 | 20 | 25 6 1 10 | 15 1 20 | 25 6 1 10 1 15 1 20 | 25
до Штучно-калькуляционное время на одно отверстие в мин.
6 0,30 0,40 0,45 0,60 0,70 0,20 0,20 0,25 0,25 0,30 0,25 0,30 0,30 0,35 0,40
12 0,45 0,60 0,80 0,95 1,20 0,20 0,20 0,25 0,30 0,35 0,30 0,35 0,50 0,60 0,70
15 0,55 0,70 0,95 1,10 1,40 0,20 0,25 0,30 0,35 0,40 0,35 0,40 0,55 0,65 0,85
20 0,70 0,80 1,10 1,30 1,60 0,25 0,25 0,30 0,40 0,50 0,40 0,50 0,65 0,80 0,95
35 0,95 1,20 1,65 1,90 2,5 0,30 0,35 0,50 0,53 0,45 0,55 0,70 1,00 1,15 1,50
50 — 1,6 2,0 2,5 3,0 — 0,50 0,65 0,90 0,95 — 0,95 1,25 1,50 1,80
70 — 2,0 2,5 3,0 4,0 — 0,65 0,80 1,10 1,20 — 1,20 1,50 1,80 2,40
Укрупненные коэффициенты Ку
Положение обрабатывае- мой Повторяе- мость одина- Материал
Сталь в кг>мм2 Бронза НВ 120—160 Алюминий НВ 60-80 Гетинакс, текстолит
75-85 60- -70 40-50
Чугун НВ 220-240 Чугун НВ 180-210
поверхности ковых отвер- стий в партии Вид отверстия
Сквозное | Глухое | Сквозное | Глухое | Сквозное | Глухое | Сквозное | Глухое | Сквозное | Глухое | Сквозное | Глухое
Коэффициент Ку
ГорИЗОН- ' 1-3 1,20 1,44 1,10 1,32 1,00 1,20 0,80 0,96 0,60 0,72 0,35 0,42
тальное 5—10 1,08 1,30 0,99 • 1,19 0,90 1,08 0,72 0,86 0,54 0,65 0,32 0,38
15-20 0,96 1,16 0,88 1,06 0,80 0,96 0,64 0,77 0,48 0,58 0,28 0,34
Наклонное 1-3 1,44 1,73 1,32 1,58 1,20 1,44 0,96 1,16 0,72 0,86 0,42 0,50
5—10 1,30 1,56 1,19 1,43 1,08 1,30 0,86 1,03 0,65 0,78 0,38 0,45
15—20 1,16 1,39 1,06 1,27 0,96 1,16 0,77 0,92 0,58 0,69 0,34 0,41
Примечание. К табличному времени добавлять на группу отверстий время на установку станка 5 мин., на поворот шпинделя 1 мин.
Нормирование слесарной обработки
158
Нормирование слесарной обработки
РАЗВЕРТЫВАНИЕ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ВРУЧНУЮ КАРТА 3
Содержание работы 1. Смазать развертку маслом 2. Развернуть отверстие 3. Очистить отверстие и развертку от стружки
Диаметр в мм до Припуск на стороцу в мм Длина развертывания в мм до
5 8 1 12 1 15 | 20 1 251 30 | 40 | 50 | 60 | 70 | 80
Штучно-калькуляционное время в мин.
5 10 0,10 0,40 0,45 0,40 0,45 0,45 0,50 0,50 0,55 0,60 0,65 0,65 0,70 0,80 — — — — —
15 20 0,15 0,50 0,60 0,55 0,65 0,60 0,70 0,70 0,75 0,80 0,85 0,90 0,95 1,05 1,15 1,20 1,35 1,40 1,60 1,90 — —
25 30 0,20 0,70 0,75 0,75 0,8 0,80 0,85 0,85 0,90 0,90 1,05 1,05 1,25 1,25 1,45 1,60 1,80 1,85 2,15 2,15 2,45 2,50 2,75 3,10
Укрупненные коэффициенты Ку
Положение обрабатывае- мой поверхности Повторя- емость одинаковых отверстий в партии Материал
Сталь в кг[мм2 Бронза НВ 120-160 Алюминий НВ 60-80
75-85 60-70 40-50 Чугун НВ 180-210
Чугун НВ 220-240
Сквоз- ное Глу- хое Сквоз- ное Глу- хое Сквоз- ное Глу- хое Сквоз- ное Глу- хое Сквоз- ное Глу- хое
Коэффициент Ку
Горизон- тальное 1—3 5—10 15—20 1,20 1,08 0,96 1,44 1,30 1,15 1,10 0,99 0,88 1,32 1,19 1,06 1,00 0,90 0,80 1,20 1,08 0,96 0,80 0,72 0,64 0,96 0,86 0,77 0,60 0,54 0,48 0,72 0,65 0,58
Наклонное 1—3 5—10 15—20 1,44 1,30 1,15 1,73 1,56 1,39 1,32 1,19 1,05 1,58 1,43 1,27 1,20 1,08 0,96 1,44 1,30 1,16 0,96 0,86 0,77 1,16 1,03 0,92 0,72 0,65 0,58 0,86 0,78 0,69*
При обработке в тисках к табличному времени прибавлять Вес детали в кг до 5,0. 10 20
Время в мин. 0,15 0,20 0,30
РАЗВЕРТЫВАНИЕ КОНИЧЕСКИХ ОТВЕРСТИЙ ВРУЧНУЮ КАРТА 4
Содержание работы
1. Смазать развертку маслом 3. Очистить от стружки отверстие и развертку
2. Развернуть отверстие
Диаметр в мм Припуск в мм Глубина отверстия в мм до
5 1 8 1 12 1 1 15 1 1 20 1 25 1 30 1 40 1 50 1 60 | 70 80
до - Штучно-калькуляционное время в мин.
5 0,10 0,45 0,50 0,55 0,65 0,70 0,85 — — — — — —
10 0,55 0,60 0,65 0,70 0,80 0,90 1,05 — — — — —
15 0,15 0,65 0,70 0,80 0,90 1,10 1,15 1,25 — — — — —
20 0,75 0,85 0,90 1,00 1,15 1,25 1,40 1,85 2,10 2,45 — —
25 0,20 0,85 0,95 1,05 1,10 1,20 1,35 1,60 2,10 2,40 2,80 3,25 —
30 0,95 1,05 1,10 1,20 1,35 1,60 1,90 2,35 2,80 3,20 3,60 4,0
Укрупненные коэффициенты Ку
Положение Повторя- емость одинаковых отверстий в партии Материал
Сталь в кг1мм2 Бронза НВ 120—160 Алюминий НВ 60—80
75-85 60- -70 40-50
Чугун НВ 220-240 Чугун НВ 180-210
обрабатывае- мой Вид отверстия
поверхности Сквозное | Глухое | Сквозное | Глухое | Сквозное | Глухое | Сквозное | Глухое | Сквозное | Глухое
Конусность
1,50 | 1,20 | 1,50 | 1,20 | 1,50 | 1,20 | 1,50 | 1,20 | 1,50 | 1,20 1,50 | | 1,20 | 1,50 | 1 1,20 1,50 | 1,20 1 1-50 1,20 1,50 1,20
Коэффициент Ку
Горизон- тальное 1—3 5—10 15-20 1,2 1,08 0,96 1,44 1,30 1,15 1,44 1,30 1,15 1,72 1,56 1,39 1,10 0,99 0,88 1,32 1,20 1,06 1,32 1,20 1,06 1,58 1,44 1,27 1,00 0,90 0,80 1,20 1,08 0,96 1,2 1,08 0,96 1,44 1,30 1,30 0,8 0,72 0,64 0,96 0,86 0,77 0,96 0,86 0,77 1,15 1,03 0,92 0,60 0,54 0,48 0,72 0,65 0,58 0,72 0,65 0,58 0,86 0,78 0,69
Наклонное 1-3 5—10 15—20 1,44 1,30 1,16 1,73 1,56 1,39 1,73 1,56 1,39 2,07 1,87 1,67 1,32 1,20 1,06 1,58 1,44 1,27 1,58 1,44 1,27 1,89 1,73 1,52 1,20 1,08 0,96 1,44 1,30 1,16 1,44 1,30 1,16 1,16 1,56 1,39 0,96 0,86 0,77 1,16 1,03 0,92 1,16 1,03 0,92 1,38 1,23 1,10 0,72 0,65 0,58 0,86 0,78 0,69 0,86 0,78 0,69 1,03 0,94 0,83
При обработке в тисках к таблич- Вес детали в кг до | "5 | 10 | 20
ному времени прибавлять Время в мин. | 0,15 | 0,20 | 0,30
Нормирование слесарной обработки
160
Нормирование слесарной обработки
I
КАРТА 5
НАРЕЗАНИЕ И ПРОГОНКА (КАЛИБРОВКА)
РЕЗЬБЫ В ОТВЕРСТИЯХ
Лист 1
Содержание работы
1. Смазать метчик маслом 2. Нарезать (калибровать) резьбу вручную 3. Очистить инструмент и отверстие от стружки
Диаметр резьбы Шаг резьбы Длина нарезания в мм до
5 8 10 1 15 | 20 | 25 | 80 40 1 | 50
в мм в мм Штучно-калькуляционное время в мин.
Нарезание резьбы комплектом из трех метчиков
4 0,5 1,4 1,8 2,2 2,6 — — — — —
6 1,0 1,0 1,4 1,6 2,2 2,6 3,4 — — —
10 1,5 1,0 1,1 1,4 1,6 2,0 2,4 2,7 — —
14 2,0 1,0 1,3 1,6 1,8 2,2 2,7 3,1 3,6 —
18 2,5 — 1,4 1,8 2,0 2,5 3,0 3,5 3,9 4,7
24 3,о — — — 2,3 2,8 3,4 3,8 4,0 5,6
Нарезание резьбы комплектом из двух метчиков
4 0,5 1,0 1,35 1,95 1,95 — — — — -—
6 1,0 0,75 1,0 1,2 1,65 1,95 2,55 — — —
10 1,5 0,75 0,82 1,0 1,2 1,5 1,8 2,0 — —
14 2,0 0,75 0,95 1,2 1,35 1,65 2,0 2,3 2,7 —
18 2,5 — 1,0 1,35 1,5 1,87 2,25 2,6 2,9 3,5
24 3,0 — — — 1,72 2,1 2,55 2,85 3,0 4,2
Нарезание резьбы одним метчиком
4 0,5 0,7 0,9 1,10 1,3 — — — — —
6 1,0 0,5 0,7 0,8 1,1 1,3 1,4 — — —
10 1,5 0,5 0,55 0,7 0,8 1,0 1,2 1,35 — —
14 2,0 0,5 0,65 0,8 0,9 1,1 1,35 1,55 — —
18 2,5 — 0,7 0,9 - 1,0 1,25 1,5 1,75 — —
Прогонка (калибровка) резьбы
4 0,5 0,52 0,87 0,79 1,05 — — — — —
6 1,0 0,33 0,38 0,42 0,55 0,68 0,80 — — —
10 1,5 0,26 0,32 0,36 0,47 0,58 0,69 0,80 — —
14 2,0 — 0,27 0,35 0,42 0,51 0,58 0,68 0,90 —
18 2,5 — — 0,25 0,36 0,44 0,55 0,60 0,80 0,90
24 3,0 — — — 0,28 0,38 0,46 0,54 0,62 0,68
Нормирование слесарной обработки
161
КАРТА 5
НАРЕЗАНИЕ И ПРОГОНКА (КАЛИБРОВКА)
РЕЗЬБЫ В ОТВЕРСТИЯХ *
Лист 2
Укрупненные коэффициенты Ку
Положение обрабатывае- мой поверхности Условия выпол- нения работы Гг: в теря- ем ость одинако- вых от- верстий в партии Сталь в кг!мм2 Бронза НВ 120-160 Алюминий НВ 60-30
75-85 60—70 40-50 Чугун НВ 220—240 Чугун НВ 18,0—210
Вид отверстия
Сквоз- ное Глу- хое Сквоз- ное Глу- хое Сквоз- ное Глу- хое Сквоз- ное Глу- хое Сквоз- ное Глу- хое
Коэффициент Ку
Горизон- тальное Удобно 1—3 5-10 15—20 1,20 1,08 0,93 1,44 1,30 1,15 1,10 0,99 0,88 1,32 1,20 1,05 1,00 0,90 0,80 1,20 1,08 0,96 0,8 0,72 0,64 0,93 0,86 0,77 0,60 0,54 0,48 0,72 0,65 0,57
Не- удобно 1—3 5—10 15—20 1,44 1,29 1,15 1,73 1,55 1,38 1,32 1,19 1,05 1,58 1,44 1,26 1,2 1,08 0,93 1,44 1,29 1,15 0,96 0,86 0,77 1,15 1,03 0,92 0,72 0,65 0,57 0,86 0,78 0,68
Верти- кальное Удобно 1—3 5—10 15—20 1,30 1,20 1,05 1,58 1,44 1,26 1,20 1,10 0,97 1,44 1,32 1,16 1,1 0,99 0,88 1,30 1,20 1,05 0,88 0,80 0,70 1,05 0,96 0,84 0,66 0,60 0,53 0,79 0,72 0,63
Не- удобно 1—3 5—10 15—20 1,55 1,44 1,26 1,40 1,73 1,51 1,45 1,32 1,15 1,74 1,58 1,38 1,32 1,20 1,05 1,55 1,44 1,26 1,05 0,96 0,84 1,26 1,15 1,00 0,79 0,72 0,63 0,95 0,86 0,75
Потолочное Удобно 1—3 5—10 15—20 1,53 1,40 1,25 1,87 1,69 1,49 1,43 1,28 1,15 1,72 1,56 1,36 1,30 1,17 1,05 1,56 1,40 1,25 0,95 0,93 0,83 1,25 1,15 1,00 0,78 С, 70 0,63 0,93 0,84 0,75
Не- удобно 1—3 5—10 15—20 1,87 1,68 1,50 2,24 2,02 1,80 1,72 1,54 1,37 2,06 1,85 1,64 1,56 1,40 1,25 1,87 1,68 1,50 1,25 1Д2 1,00 1,50 1,38 1,20 0,93 0,84 0,75 1,12 1,00 0,90
При обработке в тисках к табличному времени прибавлять Вес детали в кг до 5 10 20
Время в мин. 0,15 • 0,20 0,3 .
Примечания: 1. При нарезании резьбы в отверстиях диаметром больше 25 мм таб- личные нормы предусматривают участие второго рабочего. 2. Работа в удобных условиях предусматривает нарезание при половине оборота, в неудоб- ных условиях — нарезание при четверти оборота.
И Зак. 2/295
162
Нормирование слесарной обработки
НАРЕЗАНИЕ И ПРОГОНКА (КАЛИБРОВКА) РЕЗЬБЫ НА СТЕРЖНЯХ КАРТА 6
Содержание раб ОТЫ
1. Закрепить деталь в тисках 2. Смазать поверхность стержня маслом 3. Нарезать (калибровать) резьбу плашкой 4. Очистить отверстие и инструмент от стружки 5. Открепить деталь
Диаметр Шаг зезьбы Длина нарезания в мм до
резьбы в мм 5 10 15 | 20 [ 30 I 40 | 50 1 60 [ | 80
до в мм Штучно-калькуляционное время в мин.
Нарезание резьбы плашками
3 6 10 16 20 0,5 1,0 1,5 2,0 2,5 1,0 0,8 0,75 1,4 1,0 0,9 1,9 1,2 1,0 1,1 1,4 1,2 1,3 1,4 1,5 1,6 1,7 2,0 2,1 2, 5 — — 1 1 1 1 1
Прогонка (калибровка) резьбы плашками
3 6 10 16 20 0,5 1,0 1,5 2,0 2,5 0,45 0,35 0,30 0,60 0,40 0,35 0.40 0,70 0,50 0,45 0,40 0,55 0,50 0,45 0,40 0,60 0,55 0,50 0,65 0,60 0,65 J 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Нарезание резьбы клуппом с раздвижными плашками
27 30 36 45 56 3,0 3,5 4,0 4,5 5,5 1 1 1 1 1 1 1 1 II — 4,0 5,0 6,5 5,5 7,5 8,5 | 6,5 8,5 10,0 11,5 13,0 7,0 11,0 12,0 14,5 17.5 9,0 14,0 16,0 19,0 22,0 19,0 22,0 27,0 31,0
Прогонка (калибровка) резьбы клуппом с раздвижными плашками
27 30 36 45 56 3,0 3,5 4,0 4,5 5,5 — — — 1,65 2,2 2,9 2,5 3,4 3,9 2,9 3,8 4,5 5,2 5,8 3,1 4,9 5,4 6,8 7,8 4,0 6,3 7,2 '8,6 , 9,90 8,5 9,90 11,7 13,9
Укрупненные коэффициенты /<у
Сталь В KZjMM2 Бронза НВ 120—160 Алюминий НВ
Повторяемость одинаковых 75- —85 60- -70 40—50
стержней в партии Чугун НВ 220— 240 Чугун НВ 180—210
Укрупненный коэффициент Ку
1—3 5—10 15—20 1,20 1,08 0,96 1,10 0,99 0,88 1,00 0,90 0,80 0,80 0,72 0,64 0,60 0,54 0,48
П р и м е ч а двух рабочих. ние. Табличное время на нарезание резьбы клуппом предусматривает участие
Нормирование слесарной обработки
163
ШАБРЕНИЕ ВТУЛОК КАРТА 7 Лист 1 I
Содержание работы 1. Зачистить заусенцы 2. Нанести краску на внутреннюю поверхность втулки ; 3. Шабрить втулку до получения заданной точности, повторяя приемы п. 2
Внут- ренний диаметр в мм до Длина втулки в мм до
50 75 100 | 120 160 | 200 | 250 | 300 | 350 . | 400 | 450 ] 500
Штучно-калькуляционное время в мин.
50 I 60 1 70 I 80 ; 90 100 125 ? 150 175 : 200 . 750 300 350 400 450 500 00 1 1 1 1 1 1 1 1 1 1 1 1 1 1 9 10 11 12 15 11 12 13 15 17 19 21 14 15 16 18 20 23 29 19 21 23 29 35 43 50 56 26 35 41 48 54 68 78 41 54 59 63 80 94 105 70 73 94 106 121 80 1С5 125 140 155 175 115 130 150 175 195 215 — 140 170 190 210 240 1 1 1 1 1 1 1 1 1 1
П римечание. При перемещении в прснессе обработки втулки и фальшгала весом более 100 кг табличными нормами предусмотрено применение подъемно-транспортного оборудования.
Укрупненные коэффициенты Ку
Материал : обработки Точность (количе- ство пя- тен на площади 25X25 мм) Положение втулки и вала при накрашивании
Втулка запрессова- на горизонтально, перемещается фальшвал Втулка запрессо- вана вертикально, перемещается фальшвал Вал установлен неподвижно, перемещается втулка Втулка запрессована в. тяжеловесный корпус, вал установлен непо- движно, перемещается втулка с корпусом
Количество втулок на одном валу
1 1 2 1 1 2 1 1 1 2 1 ! 1 2 *
Коэффициент Яу
i Сталь 6-8 10-12 14-16 18-20 0,96 1,20 1,32 1,44 1,10 1,38 1,51 1,65 1,34 1,68 1,85 2,02 1,55 1,93 2,12 2,31 0,77 0,96 1,06 1,15 0,87 1,10 1,21 1,32 1,25 1,56 1,72 1,87 1,44 1,80 1,98 2,16
: Чугун 6—8 10—12 14—16 18-20 0,88 1,10 1,21 1,32 1,01 1,26 1,38 1,51 1,93 1,54 1,70 1,85 1,42 1,77 1,95 2,11 0,70 0,88 0,97 1,05 0,80 1,01 1,11 1,21 1,14 1,43 1,57 1,71 1,32 1,65 1,81 1,98
; Бронза (безоло- вянистая) 6-8 10-12 14-16 18-20 0,80 1,00 1,10 1,20 0,92 1,15 1,26 1,38 1,12 1,40 1,54 1,68’ 1,29 1,61 1,77 1,92 0,64 0,80 0,88 0,96 0,73 0,92 1,01 1,10 Г,04 1,30 1,43 1,56 1,20 1,50 1,65 1,80
Внутренний ; диаметр втул- ки в мм до Величина припуска в мм до
0,10 0,20 | 0,25 I 0,30 | 0,35 | 0,40
Коэффициент Я2у .....
100 250 | 400 1 500 1,0 1,15 1,00 1,20 1,05 1,00 1,15 1,05 1,00 1,20 ’ 1,15 1,05 ’ 1,20 1,15
11*
164
Нормирование слесарной обработки
ПРИГОНКА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГНЕЗД (ПОСТЕЛИ) И ВНЕШНЕЙ ПОВЕРХНОСТИ ВКЛАДЫШЕЙ ПОДШИПНИКА ПНЕВМАТИЧЕСКОЙ ШЛИФОВАЛЬНОЙ МАШИНОЙ И НАПИЛЬНИКОМ (ВРУЧНУЮ) КАРТА 8
Содержание работы 1. Опилить поверхности вкладышей предварительно 2. Нанести краску на поверхности вкладышей и перенести краску на по- верхности гнезд 3. Пневматической шлифовальной машиной последовательно подогнать гнез- да вкладышей (корпус и крышку) по нижнему и верхнему вкладышам, повто- ряя приемы п. 2 4. Окончательно подогнать напильником и шабером
Внешний диаметр вкладыша в мм ДО Длина посадки’вкладыша в мм до
50 100 120 169 200 250 300 350 400 450 500
Штучно-калькуляционное время в минутах на один подшипник (для вкладыша — верх- ний и нижний) в мин.
60 80 100 125 150 175 200 250 300 с 400 500 2 ! 1 1 1 1 1 ' 1 1 1 1 19 25 28 23 25 28 30 37 42 46 32 35 38 43 48 54 58 70 43 45 53 56 63 68 80 90 53 62 65 73 80 95 103 86 93 108 120 104 120 135 160 133 148 175 200 160 195 217 173 210 238
Укрупненные коэффициенты Ку
Материал Пневматической шлифовальной машиной Напильником (вручную)
Конфигурация вкладышей
С буртами | Без буртов | С буртами | Без буртов
Точность обработки (количество пятен на площадке 25X25 мм)
2 4 2 4 2 4 2 4
Коэффициент
Бронза Чугун Сталь 1,10 0,99 0,88 1,32 1,19 1,06 1,00 0,90 0,80 1,20 1,08 0,96 1,54 1,39 1,23 1,85 1,67 1,48 1,40 1,26 1,12 1,68 1,51 1,34
Нормирование слесарной обработки
165’
ШАБРЕНИЕ ВКЛАДЫШЕЙ ПОДШИПНИКОВ КАРТА 9 Лист 1
Содержание работы 1. Зачистить заусенцы 2. Навести краску на внутреннюю поверхность вкладыша 3. Шабрить последовательно нижний и верхний вкладыши до получения заданной точности, повторяя приемы п. 2
Внутренний диаметр вкладыша в мм до Длина вкладыша в мм до
50 75 100 120 160 200 250 300 350 400 450 500
Штучно-калькуляционное время на шабрение одного подшипника в мин.
50 60 70 80 90 100 125 150 175 200 250 300 350 400 450 500 15 16 21 23 25 27 24 27 29 31 33 36 42 30 31 36 38 41 53 62 42 45 50 65 78 88 105 120- 60 75 90 105 120 150 175 90 105 120 140 180 210 235 130 165 210 235 270 180 235 270 310 350 390 255 290 340 385 430 470 315 375 420 470 485 335 400 450 515 565
Примечание. При перемещении в процессе обработки втулки или фальшвала весом более ' 100 кг табличными нормами предусмотрено применение подъемно-транспортного оборудования.
166
Нормирование слесарной обработки
ШАБРЕНИЕ ВКЛАДЫШЕЙ ПОДШИПНИКОВ КАРТА 9 Лист 2
Укрупненные коэффициенты Ку
Мате- риал Точ- ность (коли- чество пятен на пло- щади 25X25 мм) Положение вала и вкладыша при накрашивании
Вал установлен неподвижно, переме- щается вкладыш Вкладыш установлен неподвижно, пере- мещается фальшвал
Вид проверки положения вала
На горизонталь- ность На горизонталь- ность и парал- лельность На горизонталь- ность На горизонталь- ность и парал- лельность
Количество подшипников на одном валу
04 о 7 7 04 сч 7 7 со 7 04 7 со 1 7 со 7 04 04 7 7 7 04
Коэффициент /Ту
: Чу- гун 6-8 10-12 14—15 18-20 0,63 0,79 0,87 0, )5 0,72 0,99 0,99 1,08 0,89 0,99 1,09 1,29 0,87 1,19 1,22 1,33 0,79 9,88 9,97 1,07 0,89 1,01 1,11 1,20 0,88 1,10 1,21 1,32 0,98 1,23 1,35 1,45 9,79 Э,99 1,09 1,20 0,92 1,15 1,25 1,38 1,01 1,25 1,39 1,52 1,10 1,40 1,51 1,68 0,88 1,10 1,21 1,32 1,01 1,26 1,39 1,51 1,10 1,37 1,51 1,64 1,23 1,54 1,69 1,85
Брон- за (без- оло- вяни- стая) 6-8 10-12 14-16 18—20 0,57 0,72 0,79 0,85 0,65 0,82 0,99 0,95 0,72 0,9) 0,99 1,08 0,89 1,01 1,10 1,21 0,51 9,89 9,88 0,95 0,73 0,92 1,01 1,19 0,80 1,00 1,10 1,29 0,89 1,12 1,23 1,34 9,72 0,90 9,99 1,08 0,84 1,05 1,15 1,25 0,92 1,15 1,27 1,38 1,01 1,26 1,40 1,51 0,80 1,00 1,10 1,20 0,92 1,15 1,25 1,38 1,00 1,25 1,37 1,59 1,12 1,40 1,54 1,68
Баб- бит 6-8 10-12 14-16 18-20 0,29 0,35 0,40 0,43 0,33 0,41 0,45 0,49 0,35 0,45 0,59 0,51 0,41 0,50 0,55 0,60 0,32 0,40 0,44 0,48 0,35 0,45 0,50 0,55 0,40 0,50 0,55 0,60 0,45 0,55 0,61 0,67 0,36 0,45 0,50 0,54 0,42 0,52 0,58 0,62 0,46 0,58 0,63 0,69 0,50 0,63 0,70 0,75 Л,40 0,50 0,55 0,60 0,46 0,58 0,63 0,69 0,50 0,62 0,69 0,74 0,56 0,70 0,77 0,84
' Тек- сто- ЛИТ 6-8 10-12 14-16 18-20 0,15 0,21 0,24 0,25 0,19 0,24 0,27 0,29 0,21 0,28 0,39 0,32 0,23 0,30 0,33 0,35 0,19 9,24 9,25 0,29 0,22 0,27 0,30 0,33 0,24 0,30 0,33 0,35 0,27 0,34 0,35 0,40 0,22 0,27 0,30 0,33 0,25 0,31 0,34 0,37 0,28 0,34 0,39 0,40 0,31 0,38 0Д2 0,45 0,24 ; 0,30 0,33 .0,36 0,28 0,33 0,33 0,39 0,39 0,36 0,40 0,45 0,33 0,42 0,46 0,50
Укрупненные коэффициенты К2у
Диа- метр в мм до Припуск на диаметр в мм
0,1 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,50
Коэффициент К*., ____________
100 200 300 400 500 1,00 1,05 1,00 1,15 1,05 1,00 1,20 1,1 1,05 1,00 1,15 1,1 1,05 1,00 1,15 1,1 1,05 1,15 1,10 1,15
Нормирование слесарной обработки
167
' ПРИГОНКА ПЛОСКОСТЕЙ ПНЕВМАТИЧЕСКОЙ ШЛИФОВАЛЬНОЙ МАШИНОЙ ПО КОНТРОЛЬНОЙ ЛИНЕЙКЕ, КОНТРОЛЬНОЙ ПЛИТЕ ИЛИ КОНТРДЕТАЛИ КАРТА 10 Лист 1
Содержаниеработы 1. Установить контрольной линейкой, контрольной плитой или контрдеталью по щупу величину припуска на обработку ! 2. Провести пригонку плоскости пневматической шлифовальной машиной , с заданной точностью, повторяя приемы п. 1
Припуск В ММ Д9 Длина плоскостей в мм до
1000 2000 3000 | 6000 I 10 000 j 15 000 | 20 000
Штучно-калькуляционное время на 1 дм- плоскости в мин.
0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,60 0,70 i 0,80 0,90 1,0 1,25 1,50 0,19 0,21 0,22 0,25 0,29 0,31 0,34 0,37 0,42 0,44 0,48 0,53 0,63 0,74 0,20 0,22 0,24 0,27 0,32' 0,33 0,37 0,40 0,45 0,48 0,53 0,58 0,68 0,80 0,21 0,23 0,26 0,29 0,34 0,36 0,39 0,44 0,49 0,52 0,57 0,62 0,72 0,84 0,23 0,26 0,29 0,31 0,37 0.40 0,43 0,48 0,55 0,57 0,63 0,69 0,82 0,95 0,24 0,27 0,30 0,33 0,39 0,42 ,0,45 0,51 0,57 0,60 0,66 0,72 0,84 0,95 0,25 0,28 0,31 0,34 0,41 0,44 0,47 0,58 0,59 0,64 0,70 0,75 0,87 0,98 0,27 0-,30 0,33 0,36 0,43 0,46 0,50 0,55 0,61 0,68 0,74 •0,78 0,90 1,02
Укрупненные коэффициенты Ку
Положение обра- батываемой плос- кости Материал обработки
Закаленная поверх- ность (сталь, чу- гун) Сталь в кг!мм3 Бронза НВ Алюминий НВ 60—80
75—85 60—70 40-50 120-160
Чугун НВ
220—240 | 180-210
Точность обработки (под щуп) в мм
0,1 | 0,05 | 0,1 | 0,05 | 0,1 | 0,05 j 1 0,1 ; 0,0’ | 1 0,1 1 0,05 1 0,1 | 0,05
Коэффициент
Горизон- тальное . . . Внешний угол Внутренний угол Вертикаль- ное Потолочное 1,4 1,55 1,60 1,7 1,8 Ю ND NJ Ю СО ND >—* О QO i . ° i 1,2 1,3 1,35 1,45 1,55 1,55 1,7 1,75 1,90 2,00 1,10 1,20 1,25 1,30 1,45 1,4 1,55 1,60 1,70 1,90 1,0 1,10 1,15 1,20 1,30 1,3 1,45 1,50 1,55 1,70 0,90 1,00 1,05 1,10 1,15 1,15 1,30 1,36 1,40 1,50 0,7 0,75 0,80 0,85 0,90 0,9 1,0 1,05 1,10 1,15
Примечание. При обработке плоскостей пневматической шлифовальной машиной без со- блюдения размера табличные нормы принимать с коэффициентом 0,6.
ШАБРЕНИЕ ПЛОСКОСТИ
КАРТА И
Лист 1
Содержание работы
1.
2.
3.
4.
5.
6.
Выверить положение детали
Зачистить штрихи и заусенцы
Провести взаимную координацию плоскостей (по контрольной линейке по уровню, индикатору и т. д.)
Покрыть слоем краски контрольную плиту, контрольную линейку или контрдеталь
Проверить на краску плоскость обработки
Шабрить плоскость обработки, повторяя приемы 3, 4, 5 до получения требуемой точности.
Длина плоскости в мм до
Ширина плоскости 30 60 100 200 300 400 600 1000 2000 3000 6000 10 000 15 000 20 000 25 000
в мм до Штучно-калькуляционное время в мин. на 1 см2 плоскости
10 0,31 0,29 0,24 0,22 0,21 0,20 0,19 0,18 0,17 0,16 0,17 0,19 0,21 0,22 0,23
20 0,27 0,25 0,21 0,20 0,19 0,18 0,17 0,16 0,15 0,14 0,15 0,17 0,19 0,20 0,21
30 0,26 0,24 0,19 0,19 0,18 0,17 0,16 0,14 0,13 0,13 0,13 0,16 0,18 0,19 0,20
40 —~ 0,22 0,18 0,18 0,17 0,16 0,15 0,13 0,12 0,12 0,13 0,15 0,17 0,18 0,19
50 — 0,21 0,18 0,17 0,16 0,15 0,14 0,12 0,12 0,11 0,12 0,14 0,16 0,17 0,18
60 —"•» — 0,17 0,16 0,15 0,14 0,13 0,12 0,11 0,10 0,11 0,13 0,15 0,16 0,17
70 — 0,16 0,15 0,14 0,13 0,12 0,11 0,10 0,10 0,10 0,12 0,14 0,15 0,16
80 — — 0,15 0,14 0,13 0,12 0,12 0,10 0,10 0,09 0,10 0,12 0,13 0,14 0,15
100 — — 0,14 0,13 0,12 0,11 0,11 0,10 0,09 0,08 0,09 0,11 0,12 0,13 0,14
120 — -— — 0,12 0,11 0,11 0,10 0,09 0,09 0,08 0,09 0,10 0,12 0,13 0,15
140 — — — 0,11 0,11 0,10 0,10 0,09 0,08 0,08 0,09 0,10 0,11 0,12 0,13
160 — -— — 0,10 0,10 0,10 0,09 0,08 0,08 0,07 0,08 0,09 0,10 0,11 0,12
200 — — — 0,10 0,09 0,09 0,09 0,08 0,07 0,07 0,08 0,09 0,10 0,11 0,12
300 — 0,09 0,08 0,08 0,07 0,07 0,06 0,07 0,08 0,09 0,10 0,11
Нормирование слесарной обработки
ШАБРЕНИЕ ПЛОСКОСТЕЙ КАРТА 11 Лист 2
Укрупненные коэффициенты' Ку
Положение плоскости обработки Точность (количест- во пятен на пло- щади 25x25 мм) Материал
Сталь в кг)мм2 Бронза НВ Алюминий НВ 60-80 Текстолит
75-85 60-70 40-50 Чугут 220-240 | 120-160 1 НВ 180-210
Группа сложности взаимной выверки (координации) плоскостей
1 11 III IV - п III IV 1 1 11! 1 1111 1 1 1 111 1111 tv 1 • 1 [11 1111 iv 1 1 111 ш | IV
Коэффициент Ку
Горизон- тальное 6-8 10-12 16-18 0,70 1,08 1,40 0,76 1,20 1,56 0.85 Т32 1,72 0,94 1,44 1,87 0,64 0,99 1,29 0,71 1,10 1,43 0,78 1,21 1,56 0,85 1,32 1,72 0,58 0,90 1,-17 0,65 1,00 1,30 0,71 1,10 1,43 0,78 1,21 1,56 0,47 0,72 0,94 0,52 0,80 1,04 0,57 0,88 1,14 0,62 1,96 1,24 0,35 0,54 0,70 0,39 0,60 0,78 0,43 0,66 0,85 0,47 0,72 0Л4 0,23 0,36 0,47 0,26 0,40 0,52 0,28 0,44 0,57 0,31 0,48 0,62
Внешний угол 6-8 10-12 16-18 0,76 1,19 1,53 0,85 1,32 1,70 0,93 1,45 1,88 1,02 1,58 2,04 0,72 1,09 1,41 0,78 1,20 1,57 0,85 1,32 1,70 0,93 1,45 1,88 0,63 0,99 1,29 0,71 1,10 1,43 0,78 1,21 1,57 0,85 1,32 1,70 0,51 0,79 1,03 0,57 0,88 1,14 0,63 0,97 1,25 0,65 1,05 1,37 0,38 0,59 0,77 0,42 0,66 0,86 0,46 0,72 0,94 0,50 0,79 1,03 0,25 0,3 0,51 0,28 0,44 0,57 0,31 0,48 0,63 0,34 0,53 0,68
Внутрен- ний угол 6-8 10—12 16-18 0,84 1, 9 1,68 0,94 1,44 1,87 1,03 1,58 2,05 1,13 1,73 2,24 0,77 1,19 1,55 0,86 1,32 1,72 0,94 1,44 1,87 1,03 1,58 2,07 0,70 1,08 1,40 0,78 1 20 156 0,86 1,32 1,72 0,94 1,44 1,87 0,56 0,88 1,12 0,62 0,96 1,25 0,68 1,05 1,37 0,74 1,15 1,50 0,43 0,65 0,84 0,47 0,72 0/4 0,52 0,79 1,02 0,58 0,86 1,13 0,2е* 0,43 0,56 0,32 0,48 0,62 0,35 0,53 0,68 0,38 0,57 0,74
Верти- кальное 6-8 10-12 16-18 0,86 1,35 1,75 0,96 1,50 1,95 1,05 1,65 2,15 1,15 1,80 2,34 0,80 1,23 1,61 0,89 1,37 1,79 0,96 1,50 1,96 1,07 1,65 2,15 0,73 1,12 1,46 0,81 1,25 1,62 0,89 1,37 1,79 0,96 1,50 1,95 0,57 0,88 1,17 0,64 1,00 1,30 0,70 1,10 1,42 0,77 1,20 1,55 0,41 0,67 0,87 0,49 0,75 0,97 0,54 0,83 1,06 0,59 0,90 1,17 0,29 0,45 0,59 0,32 0,50 0,65 0,35 0,55 0,71 0,38 0,60 0,77
Внешний конус 6-8 10-12 16-18 0,90 1,40 1,80 1,01 1,56 2,03 1,11 1,71 2,23 1,4 1,87 2,43 0,83 1,29 1,67 0,92 1,43 1,86 1,01 1,56 2,03 1,10 1,72 9,23 0,76 1,17 1,53 0,84 1,30 1,69 0,92 1,43 1,86 1,01 1,56 2,03 0,60 0,94 1,21 0,67 1,04 1,35 0,74 1,14 1,48 0,80 1,25 1,62 0,45 0,70 0,90 0,50 0,78 1,00 0,55 0,86 1,10 0,60 0,93 1,20 0,30 0,47 0,61 0,33 0,52 0,68 0,36 0,57 0,75 0,39 0,62 0,82
Внут- ренний конус 6-8 10-12 16-18 0,95 1,44 1,89 1,05 1,6 2,10 1,15 1,78 2,31 1,26 1,94 2,50 0,86 1,33 1,73 0,96 1,48 1,92 1,05 1,62 2,10 1,15 1,78 2,30 0,78 1,21 1,57 0,87 1,35 1,75 0,96 1,48 1,92 1,05 1,6? 2,-10 0,63 0,97 1,26 0,70 1,08 1,40 0,77 1,19 1,54 0,84 1,29 1,68 0,47 0,73 0,95 0,52 0,81 1,05 0,58 0,89 1,15 0,62 0,97 1,26 0,31 0,48 0,63 0,35 0,54 0,70 0,38 0,59 0,77 0,42 0,65 0,84
Пото- лочное ) к Ь-А ООО 1 1 1 <“* ь-* GO ОО Ю 0,98 1,51 1,96 1,09 1,68 2,18 1,20 1,84 2,40 1,31 2,01 2,61 0,90 1,39 1,80 1,00 1,54 2,00 1,10 1,69 2,20 1,20 1,85 2,40 0,82 1,26 1,64 0,91 1,40 1,82 1,00 1,54 2,00 1,09 1,68 2,18 0,65 1,00 1,30 0,72 1,12 1,45 0,79 1,23 1,59 0,86 1,42 1,74 0,48 0,75 0,99 0,54 0,84 1,10 0,5) 0,9? 1,21 0,65 1,01 1,32 0,32 0,50 0,66 0,36 0,56 0,73 0,40 0,61 0,80 0,43 0,67 0,87
Нормирование, слесарной обработки
170
Нормирование слесарной обработки
ШАБРЕНИЕ ПЛОСКОСТЕЙ КАРТА 11 Лист 3
Группы сложности выверки плоскостей
Особенности выверки Группы сложности
Выверка плоскостности I
Выверка горизонтальности II
Выверка горизонтальности; взаимная выверка параллельности и пер- пендикулярности к базовой поверхности Ш
Выверка горизонтальности; взаимная выверка группы направляющих сложной конфигурации IV
Примечание. Табличные нормы на шабрение предусматривают припуск 0,15—0,10 мм. При большем припуске нормы времени на предварительный съем металла рассчитываются по нор- мативам на обработку напильником (вручную) или на пригонку пневматической шлифовальной машиной.
ПРИТИРКА ПЛОСКОСТЕЙ | КАРТА 12
I. Притирка на стекле Класс чистоты V9—11, снимаемый припуск до 3 мк
Содержание работы 1. Смазать стекло пастой 2. Притереть плоскость детали по стеклу 3. Промыть деталь в бензине и протереть салфеткой 4. Повторить предыдущие приемы до получения требуемой-чистоты и точности
Площадь притирания в см* до | 10 | zO | 30 | 50 | 70 | 80 | 90 | 109
Штучно-калькуляционное время в мин. | ! 1,5 1 л 1 АЗ 1 2,5 | /,7 | 2,9 | 3,0 | 3,4
II. Притирка на чугунной плите Класс чистоты V8—9, снимаемый припуск 3—7 мк
Содержание работы 1. Нанести притирочный порошок на плиту 2. Смазать деталь маслом или керосином 3. Притереть плоскость детали по плите 4. Промыть деталь в бензине и протереть салфеткой 5. Промерить плоскость детали шкальной линейкой 6. Повторять предыдущие приемы до получения требуемой чистоты и точности
Площадь притирания в см* до 3 5 10 15 20 25 30 35 40 50 60 70 80 100
Штучно-калькуляци- онное время в мин. 2,3 3,5 4,5 6,0 8,0 9,0 10,0 11,5 13,0 15,0 17,0 20,0 23,0 30,0
III. Притирка на мелкозернистом шляфэвальнли круге Класс чистоты Х/6—7 снимаемый припуск 10—30 мк
Содержание работы 1. Притереть плоскость детали на шлифовальном круге 2. Промыть деталь в бензине, протереть салфеткой 3. Промерить плоскость детали шкальной линейкой 4. Повторять предыдущие переходы до получения требуемой чистоты и точности
Площадь притирания в см* до 3 5 10 15 z0 25 30 35 40 50 60 70 80 100
Штучно-калькуляци- онное время в мин. 1,5 2,5 5,0 7,5 10,0 12,5 15,0 17,5 z0 >.5 30 35 40 60
Укрупненные коэффиценнты Ку
Количество одинаковых операций в партии Материалы
Сталь в кг/мм2 | Бронза Алюминий
125 | 95—120 | 70—90 1
Коэффициент Ку
1-3 5-7 10-15 1,2 1,08 0,96 1,1 0,99 ' 0,88 1,00 0,90 0,80 0,90 0,81 • 0,72 0,75 0,67 0,60
КАРТА 13 ПРИТИРКА КРАНОВ, ПРОБОК, КЛАПАНОВ Лист 1
Притирка кранов и пробок Содержаниеработы 1. Кран или пробку смазать притирочной пастой 3. Притереть вручную, повторяя приемы п. 1, 2 2. Вставить в гнездо 4. Промыть кран- или пробку и проверить по краске
Притирка кранов
Диаметр в мм до | 10 | 15 | 20 | 25 | 30
Длина в мм до 1 5 | 10 | 15 | 10 | 15 | 25 | 10 | 20 | 30 | 15 ! 25 | 30 | 15 | 30 | 45
Штучно-калькуляционное время в мин. Бронза | 4,5 | 6,0 | 8,0 | 6,5 | 8,5 | Р,0 | 9,0 | Р,0 | 17,0 | 10,0 | 14,0 | 20,0 | 12,0 | 16,0 | 23,0
Чугун | 6,0 | 8,0 | 12,0 | 10,0 | 13,0 | 18,0 | 13,0 | 19,0 | 25,0 | 16,0 | 22,0 | 31,0 | 19,0 | 25,0 | 35,0 Притирка пробок
Диаметр в мм до | 10 15 | 20 | 25 | 30 40
Длина в мм до 1 5 1 10 1 15 I ю 15 25 10 20 30 | 15 25 30 I 15 | 30 | 45 20 | 40 | 60
Штучно- калькуляци- онное вре- мя в мин. Бронза | 4,0 | 5,0 6,5 | 5,0 7,0 9,0 1 7,0 9,0 13,0 8,0 10,0 15,0 1 ю,о 14,0 | 18,0 Р,0 1 17,0 23,0
Чугун 5,0 6,0 9,0 8,0 10,0 15,0 10,0 14,0 18,0 12,0 16,0 22,0 15,0 20,0 | 29,0 19,0 25,0 35,0
Притирка клапанов Содержание работы 1. Нанести на поверхность (фаску) клапана притирочную пасту 3. Притереть клапан вручную, повторяя приемы п. 1 и 2 2. Вставить клапан в седло 4. Промыть клапан
Диаметр в мм до | >5 [ 50 | 75 | 100 | 15 | 150
Штучно-калькуляци- онное время в мин. Сталь по стали | 3.5 6,0 1 8,0 1 10,0 | 1 -,5 I 16,0
Сталь по чугуну | 3,0 | 5,0 | 6,5 | 8Д | 9,5 | 13,0
Сталь по алюминию | 1,5 | ?,0 | <5 | 3,0 | 4Д | 5,5
Укрупненные коэффициенты
Количество одинаковых деталей в партии
1-3 1 5-10 I 15-25 1 35-50
Коэффициент Ку
1,0 1 0,9 1 0,85 1 0,80
Нормирование, слесарной обработки
172
Нормирование слесарной обработки
ПРИГОНКА И УСТАНОВКА ПРИЗМАТИЧЕСКИХ ШПОНОК КАРТА 14
Содержание работы
L Зачистить шпоночные пазы вала и контрдетали
2„ Промерить шпонку по пазам штангенциркулем и щупом
3. Закрепить шпонку в тисках
4. Пригнать шпонку последовательно по пазам вала и контрдетали, повторяя
приемы п. 2 и 3.
5. Установить шпонку
1 шпон- ММ до Сечение шпонки в мм
5x5 8X7 10x8 14X9 16X10 18X10 24X14 28X16 32x18 40X22 50X28 60X32 70X35
s m Ч 2 Штучно-калькуляционное время в мин.
40 1,5 2,0 2,0 — — — — — — — . — — —
60 2,0 2,5 2,5 3,0. — — — — — — —
80 2,5 2,5 3,0 3,5 4,0 — — — — — — — —
100 — 3,0 3,5 4,0 4,5 5,5 — — — —- — —- — .
120 — — 4,0 4,5 5,0 6,0 — — — — — —
140 — — 4,5 5,0 6,0 6,5 — — — — —
160 — — — 5,5 6,5 7,0 8,0 9,0 — — — — !
180 — — — 6,0 7,0 7,5 8,5 10,0 — — — — —
200 — — — — 7,5 8,0 9,5 11,0 13,0 — — — —
250 — — — — — 9,5 11,0 13,0 15,0 — — — —
300 — — — — — — 13,0 15,0 17,0 18,5 — — —- е
350 — — — — — — 14,5 17,0 19,0 20,0 21,5 — — !
400 — — — — — — — 19,0 21,5 22,5 23,5 25,0
450 — — — — — — — — 22,5 24,5 25э0 27,0 30,0
500 — — — — — — — — — 26,0 28,0 30,0 33,0
Укрупненные коэффициенты Ку
Наименование работ Посадка контрдетали ‘
напряженная скользящая
Коэффициент
Пригонка и установка 1,00, 1,20
Зачистка и установка 0,20 0,25
Нормирование слесарной обработки
173
ПРИГОНКА И УСТАНОВКА КЛИНОВЫХ ШПОНОК КАРТА 15
Содержание работы 1. Зачистить пазы вала и контрдетали до сборки 2. Проверить шпонку по пазам деталей в сборе 3. Закрепить шпонку в тисках 4. Подогнать шпонку по пазам вала и контрдетали в сборе, повторяя приемы 2 и 3 5. Установить шпонку
Длина шйошси В ММ Сечение шпонки в мм
5X5 8X7 10X8 14x9 16X10 24X14 28x16 32x18 40X22 50X28 60x32 70X35
Штучно-калькуляционное время в мин.
40 60 80 100 120 140 160 180 200 250 300 350 400 450 500 2,0 2,5 Зт0 3 ® ®- Й 1 1 1 1 1 1 1 1 ! 1 1 1 I I I I I I | | I 1 о о о сл о ел 4,0 4,5 5,0 5,5 6,5 7,0 8,0 , . Ю Ю О LO о, , , . . , , 1 1 Ю ю Ю QO ОО стГ o' 1 1 1 1 1 1 7,0 8,0 8,5 9,0 9,5 10,5 12,0 10,5 11,0 п,о 14,0 17,0 19,5 СО to txD ЬО 1 I 1 1 1 I 1 1 “ ю > | | | | | | | | о о о о о си о 24,5 26,5 28,5 32,0 35,0 со со (\Э । I । । I ! । । I । j о сл о со 1 1 I I I I I I I I О О О О О ““ 1 1 1 1 1 1 1 1 1 1 1 1 О О Сп 42,0 50,0
Укрупненные коэффициенты Ку
Наименование работ Конфигурация шпонки
Без головки С ГОЛОВКО 4
Коэффициент Ку
Пригонка и установка 1,00 1,30
Зачистка и установка 0, 0 0,25
174
Нормирование слесарной обработки
ОПИЛИВАНИЕ ПЛОСКОСТЕЙ ПОСЛЕ СТАНОЧНОЙ ОБРАБОТКИ (ВРУЧНУЮ) А-АР7А № Лист 1
Содержание работы 1. Замерить поверхность обработки 2. Опилить плоскость, повторяя прием п. 1
Длина пло- скости в мм до ; Ширина площади в мм до
10 20 40 60 80 100 120 140 160 200 250 300
Штучно-калькуляционное время на всю площадь в мин. !
Без соблюдения размеров (по линейке)
100 200 300 400 500 600 700 2,0 3,0 3,0 5,0 7,0 О О с О , . . j 1 1 1 6,0 11,0 16,0 23,0 28,0 33,0 38,0 8,0 13,0 18,0 27,0 34,0 40,0 46,0 11,0 16,0 24,0 31,0 41,0 48,0 55,0 19,0 28,0 38,0 48,0 55,0 62,0 22,0 32,0 45,0 56,0 66,0 77,0 25,0 36,0 52,0 64,0 77,0 90,0 28,0 40,0 59,0 72,0 88,0 104,0 44,0 66,0 80,0 100,0 120,0 — 48,0 73,0 ’ 88,0 112,0 135,0
По линейке и угольнику
100 200 300 400 500 600 700 2,5 4,0 I 1 1 1 1 ь5 1 . 1 1 о о о 6,0 11,0 16,0 24,0 8,0 14,0 21,0 30,0 37,0 43,0 49,0 10,0 17,0 23,0 35,0 44,0 52,0 60,0 14,0 21,0 31,0 40,0 53,0 62,0 72,0 25,0 36,0 42,0 62,0 70,0 81,0 29,0 42,0 59,0 73,0 86,0 100,0 32,0 47,0 68,0 83,0 108,0 117,0 36,0 52,0 76,0 93,0 114,0 135,0 57,0 85,0 104,0 130,0 156,0 63,0 ; 95,0 114,02 145,0 5 175,0
По штангенциркулю и микрометру J
100 200 300 400 500 600 700 rf Й 1 1 1 1 1 5,0 8,0 12,0 ' 7,0 13,0 19,0 28,0 10,0 16,0 24,0 35,0 43,0 50,0 59,0 13,0 20,0 27,0 42,0 52,0 62,0 73,0 16,0 24,0- 36,0 47,0 59,0 73,0 85,0 30,0 43,0 51,0 73,0 84,0 96,0 35,0 50,0 70,0 86,0 102,0 118,0 38,0 55,0 52,0 98,0 128,0 138,0 42,0 62,0 40,0 110,0 136,0 162,0 67,0 94,0 124,0 155,0 187,0 75,0 ’ 113,0 115,0 173,0 200,0
Нормирование слесарной обработки
175
ОПИЛИВАНИЕ ПЛОСКОСТЕЙ ПОСЛЕ СТАНОЧНОЙ ОБРАБОТКИ (ВРУЧНУЮ) КАРТА 16 Лист 2
Укрупненные коэффициенты Ку
1 Положение плоскости обра- 1 ботки Применяе- мый инстру- мент Чисто- та по- верх- ности Припуск В ММ ДО Материал •'
Сталь в кг1мм2 Бронза Алюминий НВ 60—80 Текстолит, гетинакс
75-85 60-70 ' 40—50 120-160
Чугун НВ
220—240 | 180—210
Вид поверхности
1 Плоская Фасонная Плоская Фасонная Плоская Фасонная Плоская Фасонная Плоская Фасонная Плоская Фасонная
Коэффициент Ку
Горизонтальное Напиль- ник драчевый V2-3 0,5 0,4 0,3 0,2 1,20 0,96 0,72 0,48 1,38 1,10 0,83 0,55 1,10 0,88 0,66 0,44 1,26 1,01 0,76 0,51 1,00 0,80 0,60 0,40 1,15 0,92 0,69 0,46 0,70 0,56 0,42 0,28 0,80 0,64 0,48 0,32 0,50 0,40 0,30 0,20 0,57 0,46 0,35 0,23 0,30 0,24 0,18 0,12 0,35 0,28 0,21 0,14
Напиль- ник лич- ной V4—6 0,15-0,1 0,36 0,41 0,33 0,38 0,30 0,34 0,21 0,24 0,15 0,17 0,09 0,10
Шкурка V7-9 0,025 0,32 0,37 0,30 0,34 0,27 0,31 0,19 0,22 0,13 0,15 0,08 0,09
Наклонное | Напиль- ник драчевый V2—3 0,5 0,4 0,3 0,2 1,44 1,15 0,86 0,58 1,66 1,32 1,00 0,66 1,32 1,06 0,79 0,53 1,51 1,21 0,91 0,61 1,20 0,96 0,72 0,48 1,38 1,10 0,83 0,55 0,84 0,67 0,50 0,34 0,96 0,77 0,57 0,39 0,60 0,48 0,36 0,24 0,68 0,55 0,41 0,28 0,36 0,29 0,22 0,14 0,42 0,34 0,25 0,17
Напиль- ник личной V4-6 0,15-0,1 0,43 0,49 0,40 0,46 0,36 0,41 0,25 0,29 0,18 0,21 0,11 0,12
Шкурка V7—9 0,025 0,38 0,44 0,36 0,41 0,32 0,37 0,23 0,26 0,15 0,18 0,09 0,11
Потолочное Напиль- ник дра- чевый V2-3 0,5 0,4 0,3 0,2 1,68 1,34 1,01 0,67 1,93 1,54 1,16 0,77 1,54 1,23 0,92 0,62 1,77 1,41 1,06 0,71 1,40 1,12 0,84 0,56 1,61 1,29 0,96 0,65 0,98 0,78 0,59 0,39 1,12 0,90 0,68 0,45 0,70 0,56 0,42 0,28 0,80 0,64 0,49 0,32 0,42 0,34 0,25 0,17 0,49 0,39 0,29 0,19
Напиль- ник личной V4—6 0,15—0,1 0,50 0,57 0,47 0,53 0,42 0,48 0,29 0,35 0,21 0,24 0,12 0,14
Шкурка V7-9 0,025 0,45 0,52 0,42 0,47 0,38 0,43 0,26 о,31 0,18 0,21 0,11 0,13
При обработке в тисках к таб- личному времени прибавлять Вес детали в кг до 5 10 20
Время в мин. 0,15 0,20 0,30 /
ГЛАВА ZF
НОРМИРОВАНИЕ ИЗГОТОВЛЕНИЯ МЕТАЛЛОРЕЖУЩЕГО
И ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА
Изготовление металлорежущего и измерительного инструмента во
вспомогательных цехах машиностроительных заводов, за редкими ис-
ключениями, носит единичный или мелкосерийный характер. Инстру-
менты, на которые существуют государственные стандарты, изготов-
ляются, как правило, в массовом порядке специализированными пред-
приятиями. В инструментальных же цехах выпускают инструменты
небольшими партиями согласно заводским или отраслевым нормалям
либо специальные инструменты по разовым заказам. В зависимости
от типа производства и особенностей его технологической подготовки
выбирается наиболее целесообразный метод технического нормирова-
ния. Здесь применимо нормирование по укрупненным нормативам и тем
более по типовым нормам непосредственно или методом срав-
нения.
Ниже помещены примерные (для определенных организационно-
технических условий) технологические процессы и типовые нормы на
изготовление нескольких видов металлорежущих и измерительных
инструментов.
По этим материалам можно познакомиться с* одним из распростра-
ненных вариантов техники разработки, компоновки и оформления
типовых норм. На аналогичной основе, с учетом производственных
условий конкретного инструментального цеха и номенклатуры выпу-
скаемых им изделий, на любом заводе могут быть созданы типовые
нормы времени. Изучение и обобщение многих таких технологических
процессов и типовых норм могут дать исходные материалы для созда-
ния общемашиностроительных типовых норм времени на соответствую-
щие работы.
Приведенные в настоящем справочнике типовые технологические
процессы и нормы времени на изготовление режущего и измеритель-
ного инструмента: резцов, фрез, разверток, зенкеров, зенковок, калиб-
ров, скоб и шаблонов рассчитаны на условия мелкосерийного произ-
водства.
В картах приведены нормативы на нормирование работ по изго-
товлению резцов токарных подрезных, проходных прямых с пластин-
ками из твердого сплава и быстрорежущей стали; резцов токарных
расточных, проходных и упорных с пластинками из твердого сплава;
резцов токарных отрезных изогнутых для левого вращения из быстро-
режущей стали сварных; резцов строгальных проходных и подрезных
с пластинками из твердого сплава;- резцов автоматных проходных и
упорных из быстрорежущей стали и резцов токарных карусельных
Нормирование изготовления металлорежущего и измерительного инструмента 177
с ^пластинками из твердого сплава и быстрорежущей стали; раз-
верток ручных и машинных цилиндрических и с коническим хво-
стом.
Технологические процессы и нормы времени на изготовление фрез
разбиты на три группы по технологическим операциям, факторам
влияния и размерным характеристикам.
Группа измерительного инструмента охватывает калибры-вставки
гладкие, калибры-вставки резьбовые и ручки к ним, калибры-кольца
резьбовые, скобы односторонние и двухсторонние для измерения
длины, шаблоны для измерения уступов. Материалом для рабочей
части круглых калибров служит сталь марок У10 и ХГ, а для пло-
ских— сталь 20. Сварные инструменты изготовляются: режущая часть
из стали Р9 и хвостовая часть из стали 50.
Создание типовых норм начинается с разработки типового техно-
логического процесса и заканчивается разработкой типовых норм вре-
мени по типовым технологическим процессам.
Одновременно с составлением карты технологического процесса
определяются оборудование, соответствующее данной операции, ре-
жимы обработки для каждого перехода, согласовываются режимы
резания с паспортными характеристиками станков-представителей,
и затем уже рассчитывается машинное время по каждому пе-
реходу.
Типовые нормы времени рассчитываются в следующем порядке:
1. Для расчета машинного времени устанавливают перечень обо-
рудования, режимы резания, длины на врезание и перебег инстру-
мента.
2. По нормативным справочникам для мелкосерийного производ-
ства находят время на установку и снятие детали, на пуск и выклю-
чение станка, на промеры и т. д.
3. Исследуют и определяют организационно-технические условия
выполнения работ.
4. Рассчитывают нормы основного технологического времени со-
гласно выбранным режимам резания.
5. Рассчитанное по всем переходам время суммируется со вспомо-
гательным временем, найденным по соответствующим таблицам.
6. На суммированные времена начисляют время организационно-
технического обслуживания рабочего места, естественной надобности
и отдыха.
Нормы времени рассчитывают не менее, чем для трех точек в каж-
дом размерном ряду. Полученные величины времени наносят на
графики, построенные в зависимости от факторов продолжитель-
ности.
Соединив контрольные точки линией, находят времена на недо-
стающие промежуточные размеры изделий. Полученные цифры'заносят
в карты.
Приводимые далее нормативы рассчитаны на токарную обработку
изделий резцами, оснащенными пластинками из твердого сплава
Т15К6. Отрезка материала и нарезание резьбы производятся резцами
из быстрорежущей стали марки Р9.
Сверление, зенкерование, развертывание и фрезерование произ-
водится инструментами, изготовленными из быстрорежущей
стали.
12 Зак. 2/295
178 Нормирование изготовления металлорежущего и измерительного инструмента
Нормативы максимально укрупнены, ими охвачены некоторые
типовые детали, которые изготовляются часто в инструменталь-
ных цехах машиностроительных заводов. Все операции, относя-
щиеся к обработке одной детали, расположены в технологиче-
ской последовательности, что облегчает пользование нормати-
вами.
Наличие маршрутного технологического процесса и эскиза детали
облегчает нормирование, которое сводится к тому, чтобы по размерам
детали найти величину требующейся нормы штучного времени. Коли-
чество деталей в партии 1—2. Работы, связанные с термической обра-
боткой деталей, переведенные на повременную систему оплаты труда,
не нормируются, а упоминаются лишь в порядке хода технологиче-
ского процесса.
На разных деталях при клеймении инструмента имеется различное
количество знаков. Для работ по клеймению вручную применяются
следующие нормативы:
Штучное время
на 1 знак в мин.
Клеймение:
одиночным клеймом на плоскости.......... 0,07
на цилиндре............. 0,08
групповым клеймом на плоскости.......... 0,1
Нормирование изготовления металлорежущего и измерительного инструмента 179
ТИПЫ РЕЗЦОВ КАРТА 1 Лист 2
Наименование резца
Эскиз
Тип
резца
12*
Резец токарный проходной прямой с пла-
стинкой из твердого сплава
Резец токарный проходной отогнутый
с пластинкой из быстрорежущей стали
Резец проходной отогнутый с пластинкой
из твердого сплава
Резец токарный расточной упорный с пла-
стинкой из твердого сплава
Резец токарный расточной проходной с пла-
стинкой из твердого сплава
Резец токарный отрезной изогнутый для
левого вращения сварной
=: ,JL_b
L "" 1 . <К- №
JL_
_
4
5
6
7
8
9
180 Нормирование изготовления металлорежущего и измерительного инструмента
ТИПЫ РЕЗЦОВ
КАРТА 1
Лист 3
Тип резца Наименование резца Эскиз
10 L Резец строгальный проходной с пластинкой и.з твердого сплава еж 1 jl J В н*- *~1 Н г-** 1
11 Резец строгальный подрезной с пластинкой из твердого сплава н- / - .13 EZ -1 1
12 Резец автоматный проходной из быстро- режущей стали 1
L* . / _ 1 1
L '*•
< /
13 Резец автоматный проходной упорный из быстрорежущей стали t
/ -ив— 1
* L л
ГЛ Ь i
14 Резец токарный карусельный торцевой с пластинкой из твердого сплава - j . i i
г L
___ / i
"* L н J 1 i
Резец токарный карусельный торцевой
, с пластинкой из быстрорежущей стали
РЕЗЦЫ
КАРТА 2
Лист 1
№ операции Наименование и содержание операции Приспособле- ния Инструмент Тип резца (карта 1) Основные размеры в мм ПОД1 отови- тельно-заклю- чительное бре- мя в мин.
режущий измери- тельный В\б| 81 101 121 121 16 1 20 | 25 | 30 | 40 | 10 1 12 1 161 20 | 25 | 30 | 40
/у| 6 | 8 | 10 | 12 | 12 | 16 | 20 | 25 | 30 | 40 | 161 20 | 25 | 30 | 40 | 45 | 60
L | 40| 50 | 60 | 70 | 150 | 200 |225 |250 |275 |350 |150 | 200 |225 | 250 |300 |400 | 500
Штучное время в мин.
I Заготовительная (отрубная) Отрубить заготовку в размер Зажим, упор Нож Линейка масштаб- ная 1, 2, 4, 6, 7, 8 — — — — 0,1 0,12 — — — — 0,09 0,1 — — — — — 6
II Заготовительная Отрезать заготовку в размер Тиски, упор Пила дисковая Линейка масштаб- ная 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 14, 15 — — — — — — 0,9 1,0 1,1 1,5 — — 0,7 0,9 1,0 1,1 1,5 6
III Заготовительная Отрезать заготовку в размер Тиски машин- ные Фреза отрезная Линейка масштаб- ная 12, 13 0,35 8 0,5 6 0,6 5 0,8 4 - 6
IV Кузнечная Отковать головку резца и загнуть Молот — Шаблон, кронцир- куль 1, 2, 3, 6, 7, 8, 14, 15 — — — — 1,0 1,2 1,3 1,8 2,1 2,5 1,0 1,2 1,4 1,6 1,9 2,3 2,8 10
V I Термическая | Отжечь — — — — . — — — — — — — — — — — — — — , —
VI 1 Термическая 1 Отпустить — — — — 1 - — — — — — — — — — — — — — — —
VII Термическая Закалить, отпустить — — — — — — — — — — — — — — — — — — — — —-
VIII Фрезерная Фрезеровать опорную пло- скость державки Тиски станочные Фреза цилиндри- ческая Штанген- циркуль 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 14, 15 - — — - 0,4 10 0,5 8 0,6 6 0,7 5 0,8 4 0,9 3 0,4 10 0,5 8 0,6 6 0,7 5 0,8 4 1,0 2 1,2 15
IX Фрезерная Фрезеровать торец заготовки Тиски станочные Фреза трехсто- ронняя Линейка масштаб- ная 1, 2, 4, 6, 7, 8 0,2 0,25 10 0,33 Т" 0,42 6 0,51 5 0,6 4 0,7 3 0,25 10 0,33 8 0,42 6 0,51 5 0,6 4 0,7 3 0,8 2 15
X Фрезерная Фрезеровать главную заднюю грань Тиски станоч- ные универ- сальные пово- ротные, упор Фреза торцовая Линейка масштаб- ная, угло- мер 1,2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 13, 14, 15 0,4 0,4 0,5 0,6 0,6 0,6 0,7 1,0 1,2 1,5 0,5 0,6 0,6 0,7 1,0 1,2 1,5 15
XI Фрезерная Фрезеровать вспомогатель- ную заднюю грань Тиски станоч- ные универ- сальные пово- ротные, упор Фреза торцовая Линейка масштаб- ная, угломер 1, 2, 3, 4, 6, 7, 8, 10, 11, 13, 14, 15 0,5 0,5 0,6 0,7 0,7 0,7 0,8 0,9 1,0 1,2 0,6 0,7 0,7 0,8 0,9 1,0 1,2 15
Примечание. В числителе указано время на обработку, в знаменателе— число одновременно обрабатываемых деталей.
Нормирование изготовления металлорежущего и измерительного инструмента 181
РЕЗЦЫ КАРТА 2 Лист 2
№ операции Наименование и содержание операции Приспособ- ления Инструмент Тип резца (карта 1) Основные размеры в мм Подготови- тельно-за- ключительное время в мин.
режущий измери- тельный В| 6 | 8 | 10 1 12 I12 116 | 20 | 25 | 30 | 40 | 10 | 12 116 | 20 | 25 ( 30 | 40
//| 6 | 8 | 10 | 12 | 12 | 16 | 20 | 25 | 30 | 40 | 16 | 20 | 25 | 30 | 40 145 | 60
L | 40| 50 | 60 | 70 | 150 | 200| 225| 250| 275| 350| 150 | 200| 225 | 250 | 300| 4001 500
Штучное время в мин.
XII Фрезерная Фрезеровать место под пла- стинку Тиски станоч- ные универ- сальные пово- ротные, упор Фреза торцовая Линейка, угломер 1, 2, 7, 11, 12, 13, 15 0,6 0,6 0,7 0,8 1,0 I,2 1,4 0,8 0,9 1,0 1,1 1,2 1,4 1,6 15
XIII Фрезерная Фрезеровать переднюю грань Тиски станоч- ные универ- сальные пово- ротные, упор Фреза торцовая Линейка, угломер 1, 2, 3, 4, 5, 6, 7, 8, 9,10, 11, 14, 15 0,4 0,4 0,5 0,6 0,6 0,7 0,8 0,9 1,0 1,2 0,5 0,6 0,7 0,8 0,9 1,0 1,2 15
XIV Слесарная Снять заусенцы и фаски на торце и опорной плоскости державки и опилить заусе- ницы на гнезде Подручник, тиски слесар- ные Круг шлифо- вальный 1, 2,3,4, 5, 6, 7, 8, 9,10, 11, 14, 15 0,4 0,5 0,7 0,9 1,1 1,3 0,4 0,5 0,7 0,8 0,9 1,1 1,4 5
XV Слесарная Клеймить Тиски, молоток слесарный Клеймо — — —
XVI Паяльная Припаять пластинку твердого сплава Петлевой индуктор, прижим — 1, 4, 6, 7, 8, 10, 11, 15 0,8 0,9 1Д 1,3 2,0 2,5 0,8 0,9 1,1 1,3 1,7 2,0 2,5 12
XVII Сварочная Приварить пластинку к дер- жавке Контакты - — 2, 3, 5, 14 — 0,6 0,6 0,7 0,9 1,2 1,6 — 10
XVIII Сварочная Сварить заготовку державки с режущей частью Контакты — Линейка масштаб- ная 9 — 1,7 2,3 2,8 3,5 — — 10
XIX Очистная Очистить до образования матовой поверхности - - — -- -
XX Заточная Заточить режущие грани резца с пластинкой твер- дого сплава предваритель- но Головка зажимная Круг шлифо- вальный Угломер, штанген- циркуль 1, 4, 6, 8, 10, 11 — — — — — 1,1 1,5 1,8 2,2 2,3 2,9 1,2 1,3 1,5 1,8 2,3 2,9 3,4 5
182 Нормирование изготовления металлорежущего и измерительного инструмента
РЕЗЦЫ КАРТА 2 Лист 3
№ опера- ции Наименование и содержание операции Приспо- собления Инструмент Тип резца (карта 1) Основные размеры в мм Подготовительно- заключительное время в мин.
режущий измери- тельный В 1 6 1 8 1 ! ю | 121 121 16 1 20 | 25 | 30 | 40 10 | 12 | 16 | 20 | 25 | 30 | 40
Н 161 8 1 ю | 12 | 121 161 20 | 25 30 | 40 | 16 20 | 25 | 30 | 40 | 45 | 60
L |40| 1 50 1 |6О 701 150 |200 | 225 |250 |275 | 350 | 150 |200 | 225 |250 300 |400 | 500
Штучное время в мин.
XXI Заточная Заточить режущие гра- ни резца с пластин- кой твердого сплава окончательно Головка зажимная Круг шлифо- вальный Угломер, штанген- циркуль 1—15 -0,8 1,о 1,3 1,6 1,6 1,8 1,9 2,0 2,4 2,6 1,2 1,3 1,5 1,7 1,9 2,2 2,5 5
XXII Заточная Заточить режущие гра- ни резца с пластин- кой из быстрорежу- щей стали оконча- тельно Головка зажимная Круг шлифо- вальный Угломер, штанген- циркуль 2, 3, 5, 9, 12, 13, 14 2,0 2,3 2,8 3,3 4,0 4,5 5,5 5
XXIII Заточная Заточить на передней грани радиусную ка- навку Подруч- ник Круг шлифо- вальный Радиусо- мер 2, 3, 5, 9, 12, 13, 14 — 0,5 0,6 0,7 0,7 0,8 0,9 1,0 5
XXIV Доводочная Довести режущие гра- ни резца Подруч- ник пово- ротный Диск чугун- ный, паста Угломер, линейка лекаль- ная 1, 4, 6, 7, 8, 10, 11, 15 — — — — 0,9 0,9 1,0 1,1 1,2 1,5 0,9 0,9 1,0 1,1 1,2 1,3 1,5 10
XXV Плоскошлифовальная Шлифовать четыре стороны до заданного размера Плита магнит- ная Круг шлифо- вальный Штанген- циркуль 12, 13 3,3 4,0 4,2 4,5 — 8
Нормирование изготовления металлорежущего и измерительного инструмента
00
co
184 Нормирование изготовления металлорежущего и измерительного инструмента
РАЗВЕРТКИ РУЧНЫЕ ЦИЛИНДРИЧЕСКИЕ КАРТА 3 Лист 1
Размеры детали в мм
D 3 5 9 13 19 25 30 5
L 80 100 125 140 180 220 :70
1 40 50 65 75 95 115 140
Материал — сталь 9ХС Z 6 8 10
| № операции I Наименование и содержание операции Приспо- собления Инструмент Штучное время в мин. Подготови- тельно-заклю- чительное вре- мя в мин.
режущий измери- тельный
I Заготовитель- ная Отрезать заго- товку в раз- мер Тиски, упор Пила диско- вая Линей- ка мас- штаб- ная 0,14 0,22 0,37 0,53 0,76 1,0 1,2 6
II Токарная Подрезать тор- цы и зацент- ровать Патрон трехку- лачко- вый Резец подрез- ной, сверло центро- вочное Штан- генцир- куль 1,6 1,8 2,0 2,2 2,4 2,6 18
III Токарная Обточить по- верху хво- стовую часть, шейку, рабо- чую часть и фаску Патрон повод- ковый, центры, хому- тик Резцы подрез- ной, проход- ной Штан- генцир- куль 0,7 0,8 4,8 5,2 6,3 7,8 10,2 18
V Фрезерная Фрезеровать впадины зубьев на длине 1 Дели- тельная головка Фреза Двухуг- ловая Штан- генцир- куль 3,2 4,0 4,9 6,0 8,0 11,0 13,0 30
VI Слесарная Опилить зау- сеницы на плоскостях квадрата Тиски На- пиль- ник — 0,8 0,9 1,3 1,5 1,7 1,8 5
Нормирование изготовления металлорежущего и измерительного инструмента 185
РАЗВЕРТКИ РУЧНЫЕ ЦИЛИНДРИЧЕСКИЕ КАРТА 3 Лист 2
Размеры детали в мм
D 3 5 9 13 19 25 30
L 80 100 125 140 180 220 270
Z 6 8 1 10
№ операции Наименование и содержание операции При- способ- ления Инструмент Штучное время в мин. Подготови- тельно-заклю- чительное вре- мя в мин.
режу- щий измери- тель- ный
VII Термическая Закалить и отпу- стить — — — — — — — — — — —
VIII Очистная Очистить до об- разования ма- товой поверх- ности — — — — — — — — — — —
IX Центрошлифо- вальная До 0 8 мм шли- фовать наруж- ные центры, свыше 0 8 мм шлифовать центровые от- верстия Цан- га, центр опор- ный Шли- фо- валь- ный круг Шаб- лон 1,0 0,6 0,7 0,8 0,9 1,о 10
X Круглошлифо- вальная Шлифовать хво- стовую, калиб- рующую часть, обратный и за- борный кону- сы План- шай- ба, цент- ра, хо- мутик Шли- фо- валь- ный круг Мик- ро- метр 6,9 7,3 7,8 8,1 9,0 9,9 11,0 14
XI Заточная Заточить заднюю грань калиб- рующей части, обратного и заборного ко- нусов Цент- ра Шли- фо- валь- ный круг Угло- мер 5,2 5,8 6,2 6,5 8,1 11,0 13,2 10
XII Доводочная Довести калиб- рующую часть и заправить острые углы заборного и обратного ко- нусов Цан- ги, при- тир Паста ГОИ Мик- ро- метр 5,6 5,3 5,4 5,6 6,8 8,0 9,0 16
РАЗВЕРТКИ КОНИЧЕСКИЕ КАРТА 4
Лист 1
Размеры детали в мм
D 10 20 35 40
Материал - сталь 9ХС L 95 135 125 235 180 200 225 245
—/—я ,
1 64 100 80 195 120 1 Д38| 156 | , 168
* L ' *
Z 6 1 7 1 9 1 ю | 1 12 1 U
№ операции Наименование и содержание операции Приспособления Инструмент Штучное время в мин. Подготови- тельно-заклю- чительное вре- мя в мин.
режущий измерительный
1 Заготовительная Отрезать заготовку в размер Тиски Пила дисковая Линейка масштабная 0,41 0,8 1,4 1.6 6
II Токарная Подрезать торцы, зацентровать Патрон трех- кулачковый Резец, сверло, зенковка Штанген- циркуль 1,8 2,2 2,4 2,8 3,0 3,4 18
III Токарная Обточить поверху фаску и конус Центра, хому- тик, планшайба Резцы проход- ной, подрезной Штангенцир- куль, калибр 3,8 5,4 5,4 11 12 12,5 13,4 17,1 18
IV Фрезерная Фрезеровать квадрат на хвостовой части Приспособле- ния Фрезы диско- вые трехсто- ронние (2 шт.) Штанген- циркуль 1,1 1,3 1,5 1,6 2,1 22
V Фрезерная Фрезеровать впадины зубьев Головка делительная, центра, хомутик Фреза одноугловая Штанген- циркуль 3,7 5,6 4,9 9,0 8,1 10 13,1 16,1 30
VI Слесарная Опилить заусеницы на плоскостях квадрата Тиски, молоток, призма Напильник, клейма — 0,5 0,6 5
186 Нормирование изготовления металлорежущего и измерительного инструмента
VII Термическая Закалить и отпустить — — — — — — — — —
VIII Очистная Очистить до образования матовой по- верхности — __ — — — —- —- — — — — —
IX Центрошлифовальная Шлифовать центровые отверстия с двух сторон Центр опорный Круг шлифовальный — 0,6 0,8 1,0 1,1 1,2 __
X Заточная Заточить передние грани зубьев Центра, упор Круг шлифовальный —- 2,3 4,1 3,3 7,7 6,2 7,9 10,5 13,3 10
XI Круглошлифовальная Шлифовать хвостовую и рабочую части Центра, хомутик, планшайба Круг шлифовальный Калибр, втулка конусная, микрометр 4,5 5,7 6,0 9,7 9,6 10,4 12,3 14,5 14
XII Заточная Заточить задние грани зубьев Центра, упор Круг шлифовальный — 2,4 4,2 3,4 7,7 6,3 8,0 10,8 13,4 10
Нормирование изготовления металлорежущего и измерительного инструмента
} РАЗВЕРТКИ МАШИННЫЕ С КОНИЧЕСКИМ И ЦИЛИНДРИЧЕСКИМ ХВОСТОМ КАРТА 5
Лист 1
1 г Материал развертки с коническим хвостом: режущей части — сталь Р9, хвостовой части — сталь 50 Размеры в мм
Язв-.—' "I - ’ Д Развертки с цилиндрическим хвостом Развертки с коническим хвостом
—, J
/Й4 ./ Л- Матеоиал оазвеотки с пилинлоическим хвостом — D 4 6 8 10 20 30
1 14 18 20 22 28 30
сталь 9ХС Z 6 8 10
—, J
L 75 95 100 140 190 240
L '
№ опера- ции Наименование и содержание операции Приспособления Инструмент Штучное время в мин. Подготови- тельно-за- ключитель- ное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку для режущей и хвостовой части размером Тиски машинные Пила дисковая Линейка масштабная 0,32 0,46 0,61 0,75 1,43 2,0 6
II Очистная Очистить до образования матовой по- верхности — — — — — . — — — — —
III Токарная Подрезать торец и обточить шейку под сварку Патрон трех- кулачковый Резцы, подрезной, проходной Штанген- циркуль — — — 2,5 3,5 18
IV Сварочная Сварить заготовку встык Контакты — Линейка масштабная — — — 1,8 2,6 3,4 10
V Термическая Отжечь заготовку — — — —- — — __ — __ —
Нормирование изготовления металлорежущего и измерительного инструмента
VI Токарная черновая Подрезать торцы, зацентровать, обто- чить хвостовую часть, уступ Патрон трех- кулачковый, центр Резцы подрез- ной, проходной, сверло , Штанген- циркуль — — — 5,5 8,7 11 18
VII Токарная чистовая Обточить поверху со стороны рабо- чей части заборный конус, фаску, шейку, хвостовую часть Патрон, поводковый, центра, хомутик' Резец проходной Штанген- циркуль — — •— 6,1 7,8 10 18
VIII Токарная Отрезать заготовку, обточить наруж- ные центра, подрезать торцы, за- центровать, обточить поверху хво- стовую и рабочую части, шейку и фаску Цанга, центра, хомутик Резец, сверло, зенковка Штанген- циркуль 2,4 2,4 9,7 — — — 15
IX Фрезерная Фрезеровать лапку на хвосте Приспособ- ление Фрезы полукруглые выпуклые Штанген- циркуль — — — 0,5 0,6 0,7 22
X Фрезерная Фрезеровать впадины зубьев Головка делительная, втулка, центр Фреза угловая . Штанген- циркуль 3,1 3,3 3,5 3,8 5,8 9,2 30
XI Слесарная Опилить заусеницы с плоскостей лапки Тиски, призма Напильник, клейма — — — — 0,3 0,4 0,5 5
XII Термическая Закалить и отпустить — — — — — — — — __ —
XIII Очистная Очистить до образования матовой по- верхности — — — —• — — — — — —
XIV Круглошлифовальная Шлифовать наружный центр со сто- роны хвостовой и рабочей части Цанга Круг шлифовальный Шаблон 1,0 — — — — 10
Нормирование изготовления металлорежущего и измерительного инструмента 189
1 РАЗВЕРТКИ МАШИННЫЕ С КОНИЧЕСКИМ И ЦИЛИНДРИЧЕСКИМ ХВОСТОМ КАРТА 5
Лист 2
Размеры в мм
Развертки с цилиндрическим хвостом Развертки с коническим хвостом
D 1 4 | 6 1 8 10 20 j 30
1 14 1 18 I 20 22 28 30
Z 6 1 8 10
L 75 95 100 140 190 240
№ опера- ции 1 Наименование и содержание операции Приспособления Инструмент Штучное время в мин. Подготови- тельно-за- ключитель- ное время в мин.
режущий измерительный
XV Центрошлифовальная Шлифовать центровые отверстия со стороны хвостовой и рабочей части Центр Круг -шлифовальный — __ — 0,6 0,8 1,0 10
XVI Заточная Заточить передние грани зубьев Центра Круг шлифовальный — 1,2 1,4 1,5 1,6 2,6 3,5 10
XVII Круглошлифовальная Шлифовать хвостовую и рабочую часть, обратный и заборный конус Патрон повод- ковый, центра, хомутик Круг шлифовальный Втулка конус- ная, микрометр рычажной 4,1 4,4 6,0 7,8 9,6 9,9 14
XVIII Заточная Заточить заднюю грань зубьев на ка- либрующей части, обратном и за- борном конусе Центра, упор Круг шлифовальный Угломер 1,2 1,4 1,5 1,7 2,8 3,8 10
XIX Доводочная Довести цилиндрическую часть раз- вертки, заправить острые углы за- борного и обратного конусов Втулка переходная конусная, притир Паста ГОИ Микрометр рычажной 5,4 5,2 5,3 5,5 7,5 9,0 16
Нормирование изготовления металлорежущего и измерительного инструмента
ЗЕНКЕРЫ С КОНИЧЕСКИМ ХВОСТОМ
КАРТА 6
Лист 1
* — Размеры детали в мм
и а л хвостовой части — сталь 50, D 1 16 | 20 | 24 | 28 | 32 | 35
Матер L 1 200 1 215 1 255 | 275 1 j 290 | 330
1 105 1 115 1 | 140 | 150 | 165 | 180
Конус Моозе 1-2 1 2 | 2-3 1 3 1 3 1 4
№ опера- ции Наименование и содержание операции Приспособления Инстр; режущий /мент измерительный Штучное время в мин. Подготови- тельно-за- ключитель- ное время в мин.
I Заготовительная Отрезать заготовку для режущей и хвостовой части в размер Тиски Пила дисковая Линейка масштабная 1,2 1,4 1,5 1,7 2,0 2,2 6
II Очистная Очистить до образования матовой поверхности — — — — — — — — — —
III Токарная Подрезать торец-у рабочей и хво- стовой части Патрон трехкулачко- вый Резец подрезной Штангенцир- куль 2,0 2,2 2,4 2,5 2,7 2,8 18
IV Сварочная Сварить заготовки встык Контакты — Линейка масштабная 2,4 2,6 3,0 3,2 3,6 3,8 10
V Термическая Отжечь заготовку -— — —. — — ___ — __ —- __
V! Токарная черновая Подрезать торцы и зацентровать, обточить поверху хвостовую и рабочую части Патрон трехкулачко- вый, центр, упор Резцы проход- ной, подрезной, сверла центро- вочные Штанген- , циркуль 6,9 7,4 8,5 9,1 9,5 10,7 18
Нормирование изготовления металлорежущего и измерительного инструмента
ЗЕНКЕРЫ С КОНИЧЕСКИМ ХВОСТОМ ^лГст^
Размеры детали в мм
D 16 20 24 28 32 35
L 200 215 255 275 290 330
1 105 115 140 150 165 180
Конус Морзе 1-2 2 2-3 3 3 4
№ опера- ции Наименование и содержание операции Приспособления Инструмент Штучное время в мин. Подготови- тельно-за- ключитель- нОе время в мин.
режущий измерительный
VII Токарная чистовая Обточить поверху рабочую часть, заборный конус, шейку и хво- стовую часть Планшайба поводковая, центра, хому- тик Резец про- ходной Штанген- циркуль 4,6 4,9 5,7 6,1 6,4 7,2 18
VIII Фрезерная Фрезеровать лапку на хвостовике парными фрезами (одновременно 7 шт.) Приспособле- ния для фре- зерования Фрезы полу- круглые Штанген- циркуль 0,6 0,7 0,8 22
IX Фрезерная Фрезеровать впадины и затылки спиральных зубьев Головка дели- тельная, центр, специальная втулка Фрезы для канавок и фасонная Штангенцир- куль 13 15 21 24 29 36 30
X Фрезерная Фрезеровать впадины и затылки зубьев на торцовой части Головка дели- тельная Фрезы двух- угловые Угломер, штангенцир- куль 1 4,1 4,4 4,9 5,7 6,2 6,7 30
Нормирование изготовления металлорежущего и измерительного инструмента
J3 Зак. 2/295
XI Слесарная Опилить заусеницы с плоскостей лапки Тиски, призма, молоток Напильник, клейма - 0,4 0,5 3
XII Термическая Закалить и отпустить — — — — — ( . — —
XIII Очистная Очистить до образования матовой поверхности — — —• *—• - -•
XIV Центрошлифовальная Шлифовать центра с двух сторон Центра, призма ' Круг шлифовальный — 0,7 0,8 0,9 1,0 1,1 10
XV Заточная Заточить передние грани спираль- ных зубьев на цилиндрической части Центр, упор Круг шлифо- вальный Втулка конус- ная, калибрую- щее кольцо 3,7 4,2 5,0 5,7 6,3 6,8 10
XVI Круглошлифовальная Шлифовать хвостовую и рабочую части Подручник Круг шлифо- вальный Угломер 6,0 6,4 7,6 8,2 8,7 9,8 14
XVII Заточная Заточить вручную передние грани зубьев на торцовой части Подручник Круг шлифо- вальный Угломер 2,0 2,1 2,3 2,5 2,7 3,0 10
XVIII Заточная Заточить задние грани зубьев на торце Головка пово- ротная, упор Круг шлифо- вальный Угломер 2,0 2,1 2,3 2,5 2,7 3,0 10
Нормирование изготовления металлорежущего и измерительного инструмента
ЗЕНКЕРЫ ЦИЛИНДРИЧЕСКИЕ ЧЕТЫРЕХПЕРОВЫЕ С НАПРАВЛЯЮЩИМИ ЦАПФАМИ КАРТА 7 Лист 1
Размеры детали в мм
— Материал режущей части —- сталь Р9, ' хвостовой части — сталь 50 D 4 5 6 7 10 16
Llrd—L L 60 70 80 90 120
№ опера- ции Наименование и содержание операции Приспособления Инструмент Штучное время в мин. Подготови- тельно-за- ключитель- ное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку в размер Тиски, упор Пила дисковая Линейка масштабная 0,18 0,21 0,25 0,53 0,75 1,19 6
II Очистная Очистить до образования матовой поверхности — — — —- — — *— •
III Токарная Подрезать торцы у режущей и хво- стовой части Патрон трех- кулачковый Резец под- резной Штанген- циркуль — —~ 1,3 1,4 1,6 18
IV Сварочная Сварить заготовки встык Контакты Линейка масштабная — — 1,2 1,6 2,6 10
V Термическая Отжечь заготовки — — — — — —— — —
VI Токарная Подрезать два торца и зацентро- вать их Цанги, упор Резец подрез- ной, сверло центровочное Штанген- циркуль — —— — 1,8 2,1 18
Нормирование изготовления металлорежущего и измерительного инструмента
VII Токарная Обточить поверху все диаметры Цанги, упор, центра Резцы про- ходной, под- резной, кана- вочный
VIII Токарная Отрезать заготовку, обточить центр поверху, шейку, направляющую цапфу и канавку / Цанги, центр, упор Резцы подрез- ной, проходной, канавочный
IX Фрезерная Фрезеровать впадины и затылки спиральных зубьев Головка дели- тельная, цанги, центр Фрезы двух- угловые не- симметричные, цилиндричес- кие
X Слесарная Клеймить Призма, мо- лоток Клейма
XI Термическая Закалить и отпустить — —
XII Очистная Очистить до образования матовой поверхности —
— —„ • —„ 4,3 5,2 10,5 - 18
Штангенцир- куль, шаблон 2,8 3,2 3,5 _ —- —— 18
Штангенцир- куль 3,2 3,4 3,6 4,0 4,1 5,9 30
— “— — — —— -—
— — — — —
— — — — — — ~~= —
'армирование изготовления металлорежущего и измерительного инструмента
ЗЕНКЕРЫ ЦИЛИНДРИЧЕСКИЕ ЧЕТЫРЕХПЕРОВЫЕ С НАПРАВЛЯЮЩИМИ ЦАПФАМИ KnPPAJ ? ЛИСТ Z
Размеры детали в жж
D 4 5 6 7 10 16
L 60 70 80 90 120
№ опера- ции Наименование и содержание операции Приспособления Инструмент Штучное время в мин. Подготови- тельно-за- ключитель- ное время в мин.
режущий измерительный
хш Шлифовальная Шлифовать центра с двух сторон Призма с цент- ром Круг шлифо- вальный - 1,0 0,6 0,7 10
XIV Заточная Заточить передние грани четырех» спиральных зубьев Центра, упор Круг шлифо- вальный Угломер 1,2 1.3 1,4 1,8 1,9 2,2 10
XV Круглошлифовальная Шлифовать хвостовую, режущую части и цапфу Патрон повод- ковый, центра, хомутик Круг шлифо- вальный Микрометр 5,4 5,5 6,3 6,5 6,8 14
XVI Заточная Заточить задние грани четырех зубьев на торце Головка пово- ротная, упор Круг шлифо- вальный Шаблон 1,1 1,2 1,3 10
Примечание. Зенкеры с диаметра 7 жж изготавливаются сварные. Время на отрезку заготовки включает (в случае сварных зенкеров) отрезку заготовки
для рабочей части и хвостовика суммарно»
196 Нормирование изготовления металлорежущего и измерительного инструмента
ЗЕНКЕРЫ ДВУХПЕРОВЫЕ ЛОПАТОЧНЫЕ ГстА §
Размеры детали в мм
Матеоиал — сталь 9ХС D 11 12 14
т Ц L L 100 ПО 120
dr 4,5 5,3 9,0
1 35 35 40
d~% 9 9 10
№ опера- ции Наименование и содержание операции Приспособления Инструмент Штучное время в мин. Подготови- тельно-за- ключитель- ное время в мин.
режущий . измерительный
I Заготовительная Отрезать заготовку Тиски Пила дисковая Линейка мас- штабная 0,5 0,6 6
II Токарная Подрезать торец, обточить конус с L750, центро- вать, обточить шесть наружных диаметров, про- точить канавку и снять фаску Цанги, упор, центр Резцы подрезной, проходной, кана: вочный, сверло центровочное Штангенцир- куль 9,6 10,6 11,2 18
III Фрезерная Фрезеровать две лыски на режущей части на длину 18 мм Головка дели- тельная Фреза концевая Штангенцир- куль 3,7 3,8 3,9 22
IV Слесарная Клеймить Тиски, призма, молоток Клейма — — — — —
V Термическая Закалить и отпустить Поддон, решетка — Прибор Роквелла —• — — —
Нормирование изготовления металлорежущего и измерительного инструмента 19/
ЗЕНКЕРЫ ДВУХПЕРОВЫЕ. ЛОПАТОЧНЫЕ
> Размеры детали в мм
D | 11 1 12 | 14
L | 100 1 ио | 120
^1 1 4,5 1 5,31 9,0
1 1 ,35 | 35 | 40
^2 1 9 1 9 | ю
сЗ К ° S g а Наименование и содержание операции Приспособления Инструмент Штучное время в мин. Подготови- тельно-за- ключитель- ное время в мин.
режущий измерительный
VI Очистная Очистить до образования матовой поверхности — — — —• —
VII Центрошлифовальная Шлифовать центровое отверстие Центр, призма Круг шлифоваль- ный —- 0,6 0,7 10
VIII Шлифовальная . Шлифовать конус Патрон трех- кулачковый Круг шлифоваль- ный Угломер 0,6 14
IX Круглошлифовальная Шлифовать все наружные диаметры (кроме б/2) Центра Круг шлифо- вальный Угломер 5,2 5,3 5,4 14
X Заточная Заточить задние грани по диаметру и с торца Центра Круг шлифоваль- ный Угломер 2,5 10
XI Заточная Заточить передние грани на длине 18 мм Центра Круг шлифо- вальный Штанген- циркуль 1,3 10
198 Нормирование изготовления металлорежущего и измерительного инструмента
ЗЕНКЕРЫ НАСАДНЫЕ ЦЕЛЬНЫЕ
Размеры детали в мм
-—L — М а т е р и а л сталь Р18, Р9
j D 40 | 45 | 52 | 65
L 45 I 50 | 55 | 60
d Z 16 | 19 4 22 | 27
। № опера- ! ции Наименование и содержание операции Приспособления Инструмент Штучное время в мин. Подгото- вительно- заключи- тельное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски Пила дисковая Линейка масштабная 1,6 1,8 2,0 2,6 6
II Токарная черновая Подрезать два торца, сверлить отверстие, обточить., по наружному диаметру Патрон трех- кулачковый Резец подрезной, сверло Штанген- циркуль 4,7 5,4 5,7 7,6 18
III Сварочная Наплавить во впадины корпуса быстро- режущую сталь Тиски, оправка, электроды —- — -— —• — •— —
IV Термическая Отжечь заготовки — — — — — — —• —
V Токарная чистовая Подрезать два торца, расточить отверстие и выточку, обточить по наружному диаметру и фаски Патрон трехкулач- ковый с сырыми кулачками, план- шайба, оправка, центра, хомутик Резцы подрезной, проходной, рас- точной, развертка Штанген- циркуль 13,5 15,0 15,3 17,5 18
VI Фрезерная Фрезеровать шпоночную канавку Приспособление Фреза дисковая трехсторонняя Штанген- циркуль 2,0 2,1 2,6 3,5 24
VII Слесарная Зачистить заусеницы и снять фаски на шпоночном пазу Тиски, молоток Напильник, клейма — 1,о 5
Нормирование изготовления металлорежущего и измерительного инструмента
ЗЕНКЕРЫ НАСАДНЫЕ ЦЕЛЬНЫЕ
Размеры детачи в мм
D 1 40 | 45 | 52 | 65
L I 45 | 1 50 | 55 | | 60
d 16 1 19 | 22 I | 27
Z 4
№ опера- ции Наименование и содержание операции С Приспособления Инструмент Штучное время в мин. Подготови- тельно- заключп- тельное время в мин.
режущий измерительный
VIII Фрезерная Фрезеровать впадины и затылки зубьев Головка дели- тельная, оправка Фреза специаль- ная Штанген- циркуль 6,1 6,4 7,5 8,4 30
IX Термическая Закалить и отпустить —=• — -— — — —
X Очистная Очистить до образования матовой поверх» ности —— — — — — — —- —-
XI Внутришлифовальная Шлифовать отверстие до размера чертежа Планшайба повод- ковая, центра, хомутик Круг шлифоваль- ный Микрометр 10 12,5 14,0 15,5 13
XII Заточная Заточить передние грани зубьев по на» ружному диаметру Центра, оправка, упор Круг шлифо- , вальный 3,6 3,9 4,2 4,8 10
XIII Круглошлифовальная Шлифовать поверху до размеров чертежа Планшайба поводковая, центра, хомутик Круг шлифоваль- ный Микрометр 5,5 6,0 6,1 6,2 14
XIV Заточная Заточить задние грани по диаметру и с торца Головка делитель- ная, оправка Круг шлифоваль- ный Угломер 3,4 3,8 4,6 5,0 10
200 Нормирование изготовления металлорежущего и измерительного инструмента
Нормирование изготовления металлорежущего и измерительного инструмента
201
ТИПЫ ФРЕЗ КАРТА 10 Лист 1
Тип фрезы Наименование фрезы № карты Эскиз
1 Фрезы цилиндрические с мелким зу- бом 11 т
2 Фрезы цилиндрические с крупным зу- бом 11 I —z—*1
3 Фрезы торцовые насадные с крупным зубом 11 kz-J
4 Фрезы торцовые насадные для алю- миниевых сплавов И с
5 Фрезы дисковые трехсторонние с мел- ким зубом и Д7
6 Фрезы дисковые трехсторонние с рас- кошенным (крупным) зубом 11 Z 1-
202 Нормирование изготовления металлорежущего и измерительного инструмента
ТИПЫ ФРЕЗ КАРТА 10
Лист 2
Тип фрезы Наименование фрезы № карты Эскиз
7 Фрезы дисковые трехсторонние с рас- кошенным зубом, для алюминиевых сплавов 11 11 _ 2=4
8 Фрезы для канавок затылованных фрез (с прямым зубом) 12 —•*41 tR
9 Фрезы двуугловые несимметричные 12 L - I F=4
10 Фрезы двуугловые симметричные 12 и j 11 I
11 Фрезы одноугловые 12 1 ’
Нормирование изготовления металлорежущего и измерительного инструмента
203
КАРТА 10
ТИПЫ ФРЕЗ
Лист 3
Тип фрез Наименование фрезы № карты Эскиз
12 Фрезы двуугловые для канавок за- тылованных фрез (со спиральным Sy60iM|) 12 —д
13 Фрезы шпоночные с коническим хво- стом 13 J А-А
14 Фрезы концевые с крупным зубом (с коническим хвостом) 13 L 1 .Л/ Z - /М
15 13 * р L ———
16
Фрезы концевые для обработки лег-
ких сплавов (с коническим хво-
стом)
204 Нормирование изготовления металлорежущего и измерительного инструмента
ФРЕ Типы 1, 29
1 № операции 1 Наименование и содержание операции Приспособления Инструмент Типы фрез Основные
D dA 40 50 60
режущий измеритель- i ный 16 22 27
Z 12 14 16 8
L 20 | | 40 | 60 25 | 60 I75 го | 50 | 60 50 | ' 60 |
I Заготовительная Отрезать заютов- КУ . Тиски, упор Пила диско- вая Линей- ка 1—7 1-6 2,0 2,4
II Токарная черно» вая Подрезать два тор- ца с припуском по длине (L+ +2 мм), обто- чить по наруж- ному диаметр у (D + 2 мм), свер- лить — рассвер- лить отверстие *А Патрон трехкулач- ковый Резцы, сверла Штан- генцир- куль 1-7 5.0 6,0 6,8 7,5 6,8 7,5
III Токарная чисто- вая Подрезать два тор- ца с припуском на шлифование, расточить (вы- точку), см.типы фрез, расточить и развернуть от- верстие, снять фаски, обточить по наружном-у диаметру с при- пуском на шли- фование Патрон трехкулач- ковый, по- водковая планшайба, сырые ку- лачки, центра, хомутик, вороток Резцы, раз- вертка Штан- генцир- куль, калиб- ровка 1-2, 4—7 — 7,9 8,7 — 9,1 9,7 - 9,0 9,6 9,0 9,6
3 8,7 11,5 9,3 10,0 13,6
IV Протяжная Протянуть шпоноч- ный паз Оправка Про- тяжка шпо- ночная Калибр шпо- ночный 1-3 5-7 0,9 1,2 1,5 1,1 1,7 2,0 1,3 2,0
V Фрезерная Фрезеровать шпо- ночный паз Тиски, болты, планки Фреза диско- вая трех- сторон- няя Штан- генцир- куль 4 —
VI Фрезерная Фрезеровать ка- навки зубьев по наружому диа- метру Делитель- ная голов- ка, оправка Фрезы, угло- вая дву- угловая Штан- ген- цир- куль, угло- мер 1, з, 5 5,0 7,7 10,5 8,0 13,5 16,5 10 13,0 16 17,5
VII Фрезерная Фрезеровать ка- навки и затылок зубьев по наруж- ному диаметру Делитель- ная голов- ка, оправка Фрезы угло- вая, трех- сторон- няя Штан- Iенцир- куль, угло- мер 2; 4; 6; 7 16
Нормирование изготовления металлорежущего и измерительного инструмента 205
зы 3, 4, 5, 6, 7 КАРТА И Лист 1
размеры в мм П о Д1 отовительно-за- ключительное время в мин.
75 90 110
22 32 27 22 40 32 27 50 40 27
10 16 18 8 10 18 18 20 12 20 14 20 10 12 22
1 75 40 12 7.5 60 75 100 45 35 75 14 751 ioo| 125 50 35 14 16 75 1 100 125 60 16
Время в мин.
2,9 3,5 4,3 6,0
8,3 6,4 4,5 11,7 10,3 11,7 13,6 9,2 6,6 11,7 5,1 12,5 14,5 16,5 10,4 8,4 . 6,2 14,3 17,0 19,5 13,2 7,4 15,0
10,0 10,4 9,8 10,4 9,8 10,4 11,5 — - — 11,0 11,0 12,5 14,0 12,0 12,0 11,0 11,0 13,6 14,6 15,6 12,7 11,4 20,0
13,0 15,0 11,7 I
— 0,9 2,4 — 2,4 1,4 1,4 2,2 0,9 2,8 3,6 4,4 — 1,4 i,i 3,0 3,9 4,7 — 1,1 10,0
~ i — 2,7 — — — — — — — — 4,5 — — — — — — 5,0 — 15,0
— — 2,9 22,0 — I — — — 3,5 22,0 3,9 24 33 38 — 25,0
17 ' 20 12 23 24 32 38 17 36 47 54 26 25,0
206 Нормирование изготовления металлорежущего и измерительного инструмента
ФРЕ Типы 1, 2, 39
№ операции 1 Наименование и содержание операции Приспособления Инструмент Типы фрез Основные
D 40 50 60
• режущий измеритель- ный dA 16 22 27
Z 12 14 16 8
L 20 ро |б0 25 | 60 I75 30 | 50 [ 60 50 | 60
VIII Фрезерная Фрезеровать ка- навки зубьев на торце Делитель- ная голов- ка, оправка Фреза угловая Штан- генцир- куль, угло- мер 3,5 6,1 8,1 — 10,2 10,2 — —
IX Фрезерная Фрезеровать ка- навки и затылок зубьев на торце Делитель- ная голов- ка, оправ- ка Фрезы угло- вая, цилин- дриче- ская и ди- сковая Штан- Iенцир- куль, угло- мер 4, 6, 7
X Слесарная Снять заусенцы, опилить фаски на торцах шпоночно- го паза, клеймить Тиски, плита На- пильник Калибр шпо- ночный 1-7 0,5 0,6 0,8 0,6 03 0,6 I 0,8
XI Термическая Закалить и отпу- стить — — —
XII Очистная Очистить до обра- зования матовой поверхности — — — — — — — — — —
XIII Шлифовальная Шлифовать от- верстие Планшай- ба, болты, планки Круг шлифо- валь- ный Калибр, пробка 5
XIV Шлифовальный Шлифовать отвер- стие и один то- рец Патрон трехкулач- ковый, кольцо разжимное Круг шлифо- валь- ный Калибр, пробка, штан- генцир- куль, инди- катор 1,2 4,7 5,4 •— 6,0 6,6 6,1 6,5 б90 6,5
XV Шлифовальная Шлифовать отвер- стие и торец вы- точки ступицы Планшай- ба, болты, планки Круг шлифо- валь- ный Калибр, пробка, штан- генцир- куль, инди- катор 3,4 4 4,7 4,6 — 5,0 ; — 6,5 —
XVI Шлифовальная Шлифовать отвер- стие и два торца ступицы Планшай- ба, болты, планки Круг шлифо- валь- ный Калибр, пробка, микро- метр 6,7 j 1 j
Нормирование изготовления металлорежущего и измерительного инструмента 207
зы 4, 5, 6, 7 КАРТА 11 Лист 2
размеры в мм Подготовительно-за- ключительное время в мин.
75 90 ПО
22 32 27 22 40 32 27 50 40 27
10 16 18 8 10 18. 20 12 20 14 20 10 12 22
75 40 12 75 60 75 100 75 85 75 114 75 | 100 | 125 50 35 14 16 75 | 100 I 125 60 16
Время в мин.
— П,? — — — — — 13,1 14,6 — — — 19,3 — 17,6 — — — — 21 25,0
— 9,8 — — — — — 11,5 — — — — 18 — 49 — — — — 20,5 — 25,0
0,8 0,6 0,5 0,8 1,0 0,8 0,6 0,8 С,5 0,8 1,0 0,8 — 0,6 0,5 — 0,8 1,0 1,2 0,8 0,5 5,0
— -
2,6 3,0 3,0 3,0 18,0
1 7,1 8,6 8,0 8,6 9,7 — — — — 8,4 9,9 11,4 — — — — 9,0 10,3 11,8 — — 18,0
— 5,4 — — 7,2 6,0 7,8 — — — — 7,1 6,4 — — — — — 8,3 — 18,0
— 8,6 18,0
208 Нормирование изготовления металлорежущего и измерительного инструмента
ФРЕ
Типы 1, 2, 3,
№ операции Наименование и содержание операции Приспособления Инструмент Типы фрез Основные
О 40 50 60
режущий измеритель- ный dA 16 22 27
Z 12 14 16 8
L 20 | 40 1 60 25 | 60 | 75 30 | 1 50 1 ( 60 5II |бо|
XVII Шлифовальная Шлифовать второй торец (один) Плита магнит- ная Круг шли- фоваль- ный Штан- генцир- куль, микро- метр, инди- катор 1,2 — 1,3 1,5 — 1,7
XVIII Шлифовальная Шлифовать два торца Плита магнит- ная Круг шлифо- валь- ный Штан- генцир- куль, инди- катор 3, 4, 5 2,6 — 3,0 — — 3,4 — 3,4 — — ]
XIX Шлифовальная Шлифовать торцы зубьев с двух сторон Пово- ротное приспо- собле- ние Круг шли- фоваль- ный Штан- генцир- куль, инди- катор 6, 7
XX Шлифовальная Шлифовать зубья по наружному диаметру Центра, хому- тик, оправка Круг шлифо- валь- ный Штан- генцир- куль, инди- катор 1—7 2,1 2,5 3,1 2,3 3,2 3,5 2,8 3,3 3,6 3,0 3,6
XXI Шлифовальная Шлифовать торцы ступиц с двух сторон Оправ- ка кон- цевая Круг шлифо- валь- ный Глуби- номер 5 — J — — — — — — — — — —
XXII Заточная Заточить перед- нюю грань зубь- ев по наружному диаметру Оправ- ка, центра Круг шли- фоваль- ный Угло- мер 1-5 2,4 4,9 6,1 3,0 6,8 8,0 3,9 8,0 9,1 5,0 5,4
XXIII Заточная Заточить заднюю грань зубьев по наружному диа- метру Оправ- ка, упор, головка пово- ротная Круг шлифо- валь- ный Угло- мер 1-5 1,9 3,4 4,2 2,3 4,8 5,6 3,1 5,6 6,3 3,0 3,0
XXIV Заточная Заточить перед- нюю грань зубь- ев по торцу Оправ- ка, упор, оловка пово- ротная Круг шлифо- валь- ный Угло- мер 3, 4, 5 2,2 — 2,5 2,9 — 2,9 —
XXV Заточная Заточить заднюю грань зубьев по торцу Оправ- ка, упор, головка пово- : ротная Круг шлифо- валь- ный Угло- мер 3, 4, 5 1,7 — 2,0 — — 2,2 — 2,2
Нормирование изготовления металлорежущего и измерительного инструмента
209
зы 4, 5, 6? 7 КАРТА 11 Лист 3
размеры в мм Подготовительно-за- ключительное время в мин.
75 90 110
22 32 27 22 40 32 27 50 40 27
10 16 18 8 10 18 18 . 20 12 20 14 20 10 12 22
75 40 12 75 60 75 100 45 35 75 14 75 | Юо| 125 50 35 14 16 75 | 100| 125 60 16
Время в мин.
— — 2,0 — — — — 2,5 — — —• 3,5 — — — 10,0
— 3,4 — — — — — 4,0 — — — 5,0 — 5,0 — — — 7,0 10,0
1,5
4,0 3,1 2,5 4,7 4,2 4,7 5,6 3,7 3,4 4,7 2,7 4,9 5,8 6,5 3,9 3,4 2,8 3,0 5,8 7,0 8,2 5,1 3,2 11,0
4,2 5,2 5,2 11,0
6,1 4,8 — 12,2 6,0 6,8 8,1 5,2 5,0 7,5 3,1 3,4 16 18,5 7,1 5,4 — 3,8 9,0 10,0 12,9 8,3 4,4 10,0
3,6 3,1 2,1 8,3 3,3 3,7 4,0 3,3 3,9 6,0 2,2 9,0 11 12,8 3,6 4,3 — 2,3 4,6 5,5 6,5 3,8 2,6 10,0
— 2,6 6,7 — — — — 3,6 8,9 — — — 4,0 4,9 — 10,3 — — — 5,2 12,0 10,0
— 1,7 3,7 — — — — 1,8 2,7 3,8 — — — 2,2 3,6 — — 4,2 — — — 2,3 10,0
14 Зак. 2/295
210 Нормирование изготовления металлорежущего и измерительного инструмента
ФРЕ
Типы 8, 9,
№ опе- ра- ции Наименование и содержание операции Приспо- собления Инструмент Типы фрез Основные
D 35 45 60
режу- щий изме- ритель- ный dA 13 16 16
Z 18 20 20
L 6 | 8! ' 10 I13 8 |10| |1з1 116 101 12 | 161
Вре
I Заготовительная Отрезать заготов- ку в размер Тиски, упор Пила диско вая Линей- ка 8-12 1,4 1,8
II Токарная черно- вая Подрезать два торца с припус- ком по длине (А + 2 мм), об- точить по наруж- ному диаметру (0-1-2 мм), свер- лить и рассвер- лить отверстие Патрон трехкулач- ковый Резцы, сверла Штан- генцир- куль 8-12 3,5 3.8 4,0
III Токарная чисто- вая Подрезать два тор- ца с припуском на шлифование, расточить выточ- ку, расточить и развернуть от- верстие, снять фаски, обточить два- конуса и радиус вершины с припуском на шлифование Патроны трехкулач- ковый, по- водковый, центра, хомутик, оправка Резцы, раз- вертка Штан- генцир- куль, калибр- пробка, угло- мер 9 7,7 7,8 8,0 9,3 8,0 8,9 I 9,2 9,4 — - —
10 — |_ 8,3 8,8
11 — 8,2 8,4 — — — 8,7 - — — —
8 °’7 0,8 0,7 0,8
IV Токарная чисто- вая Подрезать два тор- ца с припуском на шлифование, расточить вы- точку (выточки), расточить и раз- вернуть отвер- стие, снять фас- ки, обточить ко- нус и радиус вершины с при- пуском на шли- фование Патроны трехкулач- ковый, по- водковый, центра, хомутик, оправка Резцы, раз- вертка Штан- генцир- куль, калибр- пробка, угло- мер 8, 11 —
V Протяжная Протянуть шпо- ночный паз Втулка направ- ляющая Про- тяжка Калибр шпо- ночный 8-12 0,7 0,8
VI Фрезерная Фрезеровать ка- навки зубьев на конусе и торце Головка делитель- ная, оправ- ка Фреза угло- вая Угло- мер 8 15,0 — — — 19,0 — — — —
11 —
Нормирование изготовления металлорежущего и измерительного инструмента
211
зы
10, 11, 12
КАРТА 12
Лист 1
размеры в мм
60 75 90
22 22 27
20 | 22 22 24
| 20 6 | 9 | 10 | 13 | 16 | 20 9 | 11 | 12 | 13 | 14 | 16 | 18 | 20 11 | 13 | 14 | 16 | 18 | 20 | 24 | 25 | 30
к
к
мя в мин.
0,9
14*
2,4
4,5
8,4
8,5
9,7
1,0
8,8
2,9
8,9
10
5,5
10,3
6,0
9,4
3,5
9,5
6,0
7,0
15,0
11,0
11,3
9,8
11,0
20,0
8,7
6,9
8,9
9,3
9,4
9,5
9,6
10,5
11,2
7,0
0,9
17,6
11,1
11,2
21
8,1
8,2
8,3
8,4
-10,4
11,0
20,0
0,8
0,9
1,0
1,3
1,4
10,0
20,5
20,5
21,0
24,0
26,0
26,0
25,0
212 Нормирование изготовления металлорежущего и измерительного инструмента
ФРЕ
Типы 8, 9,
№ опе- ра- ции Наименование и содержание операции Приспо- собления Инструмент Типы фрез Основные
D 35 45 60
режу- щий измери- тель- ный dA 13 16 16
Z 18 20 20
L 6! 8I 101 13 8! 10 | 13 | 16 101 12 1 161
Вре
VII Фрезерная Фрезеровать ка- навки зубьев на конусах Головка делитель- ная, оправ- ка Фреза угло- вая Угло- мер 9 , 15,0 — — 19,0 — — —
10 — — 19,0
12 — '-1 —
VIII Слесарная Снять заусенцы, опилить фаски на торце шпо- ночного паза Тиски, плита На- пиль- ник Калибр шпо- ночный 8-12 0,5 0,5 0,5
IX Термическая Закалить и отпус- тить — — — —
X Очистная Очистить до обра- зования матовой поверхности — — — —
XI Шлифовальная Шлифовать отвер- стие Планшай- ба, болты Круг шлифо- валь- ный Ка- либр- пробка 8—12 2,6 2,7 2,8 2,9 2,5 2,7 2,8 2,9 2,7 2,8 2,9
хп Шлифовальная Шлифовать торец ступицы । Оправка разжимная Круг шлифо- валь- ный Глуби- номер 11 — 1,2 — — — — 1,3 — — — —
хш Шлифовальная Шлифовать два торца на парал- - дельность Плита магнитная Круг шлифо- валь- ный Микро- метр, инди- катор 8-12 2,4 2,6
XIV Шлифовальная Шлифовать зубья на конусе Головка поворотная, оправка концевая Круг шлифо- валь- ный Угло- мер, шаб- лон 8-11 2,0 — — 2,1 — — — —
' XV Шлифовальная Шлифовать зубья на двух конусах Головка поворотная, оправка концевая Круг шлифо- валь- ный Угло- мер, шаб- лон 9, 10, 12 2,3 2,4
Нормирование изготовления металлорежущего и измерительного инструмента 213
зы 10, 11, 12 Г КАРТА 12 Лист 2
размеры в мм Подготовительно-за- ключительное время в мин.
60 75 90
22 22 27
20 22 22 24
20 6 9 10 13 16 20 9 11 12 13 141 161 18 | 20 11 | 131 141 161 181 20 | 24 | 25 | 30
МЯ В МИН. 1
— — — 20,0 — — — — — 21,0 — 21,0 — — — — — — — — — — — 25,0
21,0 — 21,0
— 13,2 — — — — 19,0 — 19,0 — — — — — — — — — — — —
0,5 0,5 0,5 —
— —
— —
3,0 2,6 2,7 2,8 2,9 3,0 3,2 2,7 2,8 2,9 З,2 3,0 3,5 18,0
1,8
3,4 4,0 5,0 11,0
— 2,4 — 2,5 2,6 - 2,5 2,7 18,0
2,7 - 2,9 3,1 18,0
214 Нормирование изготовления металлорежущего и измерительного инструмента
ФРЕ Типы 8, 9,
№ опе- ра- ции Наименование и содержание операции Приспо- собления Инструмент Типы фрез Основные
D 35 45 60
режу- щий измери- тель- ный dA 13 16 16
Z 18 20 20
L 6 | 8 | 10 I13 8! 101 131 116 101 |12 116
Вре
i XVI Заточная Заточить перед- нюю грань зубь- ев на конусе и торце Головка заточная, оправка, упор Круг шли- фоваль- ный Угло- мер 8, 11 5,7 — - — 6,1 — — — —
, XVII Заточная Заточить заднюю грань зубьев на конусе и торце и заправить ра- диус вершины Головка заточная, оправка, упор Круг шли- фоваль- ный Угло- мер 8, 11 4,9 — — - 5,2 — — —
XVIII Заточная Заточить перед- нюю грань зубь- ев на конусах Головка заточная, оправка, упор Круг шли- фоваль- ный Угло- мер 9, 10 6,6 7,2 6,9 7,3 7,8 8,3 8,6 8,9 9,4
XIX Заточная Заточить заднюю грань зубьев на конусах Головка заточная, оправка, упор Круг шли- фоваль- ный Угло- мер 9, 10 5,3 5,8 5,6 5,8 6,2 6,5 6,4 6,6 7,0
XX Заточная Заточить заднюю грань зубьев на конусе и запра- вить радиус вер- шины Головка заточная, оправка, упор Круг шли- фоваль- ный Угло- мер 12 - —
Вариант
VA Долбежная Долбить шпоноч- ный паз Планки, болты, оправка Резец дол- беж- ный • Калибр шпо- ноч- ный 8-12 .0,7 0,8 0,9 0,7 0,8 0,9 1,0 0,8 1,0
Нормирование изготовления металлорежущего и измерительного инструмента
215
зы 10, И, 12 КАРТА 12 Лист 3
размеры в мм Подготовительно-за- ключительное время в мин.
60 75 90
22 22 27
20 22 22 24
1 20 6 I 9 10 I 13 | 16 | 20 9 | И | 12 | 13 | 14 | 16 | 18 | 20 11 | 13 | 14 | 16 | 18 | 20 | 24 | 25 | 30
мя в мин.
— 6,9 — — — 7,2 8,8 — 8,8 — — — 9,6
5,5 5,7 7,0 7,0 7,6
10,1 8,4 8,5 9,4 9,9 10,5 10,0 11,0 12 11,8 12
7,6 — — 7,1 7,5 7,8 — — — — 7,8 — 8,2 8,6 8,9 — — —
6,5 7,3 7,5 7,9 9,0 9,3
— — — — — 10,0
— — — — — 10,0
12,5 12,8 13,4 ’14,3 — — 10,0
9,6 10,2 10,6 10,8 11,7 10,0
— 10,0
операции
1,2 0,7 0,8 0,9 1,0 1,2 0,7 0,8 0,9 1,0 1,1 1,2 0,8 0,9 1,0 1,2 11,1
216 Нормирование изготовления металлорежущего и измерительного инструмента
ФРЕ
Типы 13, 14,
№ one рации Наименование и содержание операции Приспо- собление Инструмент Типы . фрез Основ
G 12 14 16 18 20
режущи? измери- тель- ный Z 3 5 3 15 2 5 2 3
L 100 ]130 115 140 120 । 100 । 120 110 150 | 200[160 1
Вре
I Заготовительная Отрезать заготов- ки для рабочей и хвостовой ча- сти одной фре- зы Тиски, упор Пила диско- вая Линей- ка масш- табная 13—17 ’ 0,5 0,5 0,6 0,7 ' 0,7 0,8
II Токарная черно- вая Подрезать торец и обточить шейку под свар- ку рабочей ча- сти и хвостовой части заготовок Патрон трехку- лачко- вый Резцы подрез- ной, про- ходной Штан- генцир- куль 13—17 1,9 2,0 2,1
III Сварочная Сварить заготовки встык Спец- губки — Линей- ка масш- табная 13—17 — — — 2,3 3,2
IV Термическая Отжечь заготовку — — Пресс Бри- неля
У Токарная черно- вая Подрезать два тор- ца с припус- ком по длине, L 4- 1 мм, свер- лить и зенковать центровые от- верстия, обто- чить по наруж- ному диаметру предварительно Патроны трехку- лайко- вый, по- водко- вый, центра, хомутик Резцы подрез- ной, про- ходной, центро- вочное сверло, зенковка, Штан- ген- цир- куль 13—17 5,1 5,3 5,2 5,4 5,3 3,0 5,3 3,3 5,6 6,0 5,6
VI Токарная чисто- вая Обточить вспомо- гательный центр со стороны ра- бочей части, подрезать торец в размер со сто- роны хвостовой части, сверлить отверстие под резьбу, обточить рабочую и хво- стовую части с припуском на шлифование, об- точить шейку и снять фаски Патроны трехку- лачко- вый, по- водко- вый, центра, хомутик Резцы, подрез- ной, про- ходной, центро- вочное сверло, зенков- ка, мет- чики Штан- генцир- куль, калибр, пробка 13 — — — — — 6,9 — 7,1 — — —
Нормирование изготовления металлорежущего и измерительного инструмента
217
зы 15, 16, 17 КАРТА 13 Лист 1
ные размеры в мм Подготовительно- заключительное время в мин.
25 30 35 40 45 | 50
5 2 3 5 3 6 2 3 6 3 6 190 3 6
210 170 140 130 150 200 150 170 220 180 140 195 2451 265 185 19s| 22о| 265 2201 245 265 195
мя в мин.
1,0 1,2 1,4 1,0 ‘ 6,0
2,2 2,3 2,4 2,5 2,6 2,7 15,0
3,7 4,5 5,4 4,5 5,6 е
г
6,0 5,8 5,4 3,6 5,8 6,3 5,8 6,3 6,9 6,5 4,0 7,0 7,5 7,9 6,7 7,5 8,0 8,7 7,4 8,5 9,2 9,7 8,0 15,0
8,3 8,5 — 20,0
’218 Нормирование изготовления металлорежущего и измерительного инструмента
ФРЕ Типы 13, 14,
№ опе- рации Наименование и содержание операции При- способ- ления Инструмент Типы фрез Основные
D 12 14 16 18 20
режу- щий изме- ритель- ный Z 3 5 3 5 2 5 2 3
L 100 1130 140 120 100 120 110 150 || 200 ] 16о|21о|
Вре
VII Токарная чисто- вая Подрезать торец в размер со сторо- ны хвостовой ча- сти, сверлить отверстие под резьбу, нарезать резьбу, расто- чить выточки, обточить рабо- чую и хвосто- вую части с при- пуском на шли- фование, обот- чить шейку и уступ, снять фаски Патро- ны трехку- лачко- вый, повод- ковый, центра, хому- тик Резцы проход- ной, расточ- ной, сверло, зенков- ка, метчи- ки Штан- генцир- куль, калибр- пробка резь- бовая 15-17 10,0 — 10,( > 11, £ —
VIII Токарная чисто- вая Подрезать торец в размер со сто- роны хвостовой части, сверлить отверстие и рас- точить выточку со стороны ра- бочей части, об- точить рабочую и хвостовую ча- сти с припуском на шлифование обточить шейку, уступ, снять, фаски Патро- ны трехку- лачко- вый, повод- ковый, центра, хому- тик Резцы проход- ной, расточ- ной. Сверло Штан- генцир- куль 16 — 5,8 6,7
IX Фрезерная Фрезеровать ка- навки зубьев по наружному диа- метру Голов- ка де- литель- ная, центра Фреза двууг- ловая Угло- мер 13 — — — — — 2,2 — 2,4 — — — —
X Фрезерная Фрезеровать заты- лок зубьев по наружному диа- метру Голов- ка де- литель- ная, центра Фреза конце- вая Угло- мер 13 — — — — — 1,5 — 1,8 — — — —
XI Фрезерная Фрезеровать заты- лок зубьев на торце Голов- ка де- литель- ная Фреза конце- вая Угло- мер 13 1,1
XII Фрезерная Фрезеровать ка- навки и затылок зубьев по на- ружному диа- метру Голов- ка де- литель- ная, центра Фреза угло- вая Угло- мер 14-17 — — 5,8 7,0 — 7,0 — 6,0 6,7 6,0 6,7 6,4
Нормирование изготовления металлорежущего и измерительного инструмента 219
зы 15, 16, 17 КАРТА 13 Лист 2
размеры в мм Подготовительно- заключительное время в мин.
25 30 35 40 45 | 50
2 3 5 3 6 2 3 6 3 6 3 6
| 17о| 140 130 150| 200 150 17о| 220 180 140 19"| 2451 265 185 17б| 22о| 265 190 2201 245 26з| 19б| 195
мя в мин.
11,0 10,5 10,9 11,0 12,2 11,0 12,0 13,4 12,3 — 13,3 14,9 — 13,0 13,8 14,6 — 13,6 15,1 16,0 — 14,2 14,8 20,0
- — — — — 7,4 — — — — — — 9,5 — — — 10,4 — — — 11,0 — — 20,0
— — 2,7 3,4 — 25,0
2,1 2,6 - — 25,0
- 1,4 1,4 1,4 — 25,0
7,7 — 6,5 9,3 8,4 7,2 10,2 10,7 — 9,4 13,0 17,0 — 12,0 10,0 12,0 20,0 13,0 12,0 16,0 20,0 14,0 — 25,0
220 Нормирование изготовления металлорежущего и измерительного инструмента
ФРЕ
Типы 13, 14,
№ опе- рации Наименование и содержание операции Приспо- собле- ния Инструмент Типы ‘ фрез - Основные
D 12 14 16 18 20
режу- щий изме- ритель- ный Z 3 5 3 5 2 5 2 3
L юо| 130 115 140 120 100 120 110 150 | 200 1160
Вре
ХШ Фрезерная Фрезеровать ка- навки и затылок зубьев на торце Хому- тик, упор Фреза цилинд- ричес- кая, диско- вая Угло- мер 14-17 3,5 4,6 3,6 4,6 — 5,3 — 4,3 —
XIV Разметочная Разметить окно и лапку на хво- стовой части Призма Керн, молоток Штан- генцир- куль, рейс- мус 16 —
XV Фрезерная Сверлить отвер- стия для входа и выхода фрезы и фрезеровать Патрон трехку- лачковый, центр а Сверло, фреза концевая Штан- генцир- куль 16 — 7,2
XVI Фрезерная Фрезеровать лап- ку Патрон трехку- лачко- вый, центра Фреза концевая Штан- генцир- куль 16 0,7
XVII Слесарная Опилить плоско- сти окна* и лап- ки, снять зау- сенцы Тиски, призма Напиль- ник, клеймо, молоток Штан- генцир- куль 16 3,0
XVIII Слесарная Прогнать резьбу метчиками,клей- мить Тиски, вороток Метчи- ки Ка- либр- пробка 13, 14, 15, 17 6,7
XIX Термическая Закалить и отпу- стить — Прибор Роквела -
XX Очистная Очистить до обра- зования матовой поверхности — — — -
Нормирование изготовления металлорежущего и измерительного инструмента
221
0,7
222 Нормирование изготовления металлорежущего и измерительного инструмента
ФРЕ
Типы 135 14,
№ опера- ции Наименование и содержание операции Приспо- собле- ния Инструмент Типы фрез Основные
D 12 14 16 18 20
режу- щий измери- тель- ный Z 3 5 -з 5 2 5 2 3
L юо| 130 115 140 120 100 120 110 15о| 2001 16о|
Вре
XXI Слесарная Прогнать резьбу после термооб- работки Тиски, вороток Метчи- ки Калибр- пробка резьбо- вая 13, 14, 15,. 17 1,5
XXII Заточная Заточить перед- нюю грань зубь- ев по наружно- му диаметру Центра, упор, головка поворот- ная Круг шлифо- вальный Угло- мер 13-17 1,7 2,0 2,6 2,1 2,7 1,3 2,7 1,5 2,2 3,1 2,2
XXIII Шлифовальная Шлифовать рабо- чую часть по диаметру и хво- стовую часть на конус Центра, хомутик, патрон поводко- вый Круг шлифо- валь- ный Калибр- втулка, конус Морзе, микро- метр 13-17 4,3 4,6 4,3 4,8 4,4 4,3 4,4 4,5 4,9 5,8 4,9
XXIV Заточная Заточить заднюю грань зубьев по наружному диа- метру Центра, упор, головка поворот- ная Круг шлифо- валь- ный Угло- мер 13-17 1,5 1,8 2,3 1,9 2,4 1,1 2,4 1,3 2,0 2,8 2,0
XXV Заточная Отрезать бобыш- ку заподлицо с торцом Подруч- ник Круг шлифо- вальный Угло- мер 13 0,3
XXVI Заточная Заточить подточку на затылке зубь- ев (по торцу) Под- ручник Круг шлифо- вальный — 13 — — — — — 1,2 - 1,2 — —
XXVII Заточная Заточить перед- нюю грань зубь- ев на торце Головка заточная, упор Круг шлифо- вальный Угло- мер 14-17 1,2 1,7 1,8 — — 1,9 — — 1,4
XXVIII Заточная Заточить заднюю грань зубьев на торце Головка заточ- ная, упор Круг шлифо- вальный Угло- мер 13-17 1,0 1,Е 1 1,1 1,( > 1/ I 1,7 5 1,2
Нормирование изготовления металлорежущего и измерительного инструмента
223.
зы 15, 16, 17 КАРТА 13 Лист 4
размеры в мм о и а> л о ч к . о л к Н Ч S S S оэ н • н S “ i се ч а о * % 1-1 я О. К со а
25 30 35 40 45 50
5 140 2 3 5 3 6 2 3 6 3 6 3 6 6
210 । 170 130 150 200 15С 17о| 22С 18С 14С 19б| 2451 265 i 185 i 19б[ 22о| 26' 5 190 । 22о| 24е 265 • 195
мя в мин.
1,5 5,0 i
2,7 2,6 3,0 1,5 2,3 3,1 3,2 2,4 3,4 4,2 1,7 2.9 3,9 4,2 4,4 3,4 4,2 5,1 3,4 3,9 4,2 5,3 10,0
5,8 5,3 4,9 4,8 5,1 6,2 5,1 5,8 7,0 5,9 5,2 6,9 7,8 6,0 6,4 7,0 7,8 6,2 7,3 7,9 6,4 11,0
2,4 2,3 2,8 1,3 2,1 2,8 2,9 4,1 3,1 3,8 1,5 2,6 3,5 3,8 3,9 3,1 3,8 4,6 3,1 3,5 3,8 4,8 10,0
0,3 5,0
— — - 1,4 — - — — — 1,5 - 5,0
1,4 2,0 — 1,5 1,5 2,4 1,6 - 2,7 — 1,7 2,9 1,8 3,1 1,9 3,2 10,0
— 1,8 1,5 1,3 1,4 2,4 2,4 1,5 2,6 1,6 2,8 1,7 2,8 10,0 к
224 Нормирование изготовления металлорежущего и измерительного инструмента
I
ТИПЫ ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА
КАРТА 14
Лист 1
№
по
пор.
Наименование измерительного
инструмента
№
кар-
ты
Эскиз
I
Калибры предельные
гладкие вставки (с ко-
нусным хвостом)
а) проходная сторона
1
б) непроходная сторона
Непроходной
Про годной
Калибры предельные,
резьбовые вставки с
конусным хвостом (для
.метрической основной
резьбы)
а) проходная сторона
б|) непроходная сторона
Непроходной
Ручки для предельных
калибров-вставок с ко-
нусным хвостом
Нормирование изготовления металлорежущего и измерительного инструмента 225
КАРТА 14
ТИПЫ ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА
Лист 2
№
по
пор.
Наименование измерительного
инструмента
Эскиз
Калибры предельные
кольца (жесткие для
метрической основной
резьбы)
а) проходной
4 ____________-_________________18
б) непроходной
5
Скобы предельные одно-
сторонние (круглые не-
регулируемые)
6
Скобы предельные дву-
сторонние (для изме-
рения длин)
Шаблоны предельные
линейные (для измере-
ния уступов)
15 Зак. 2/S95
226 Нормирование изготовления металлорежущего и измерительного инструмент®
КАЛИБРЫ ПРЕДЕЛЬНЫЕ, ГЛАДКИЕ ВСТАВКИ С КОНУСНЫМ хвостом КАРТА 15 Лист 1
Проходной Основные размеры в хм ।
Ж 4—j j Проход- ные D 6 10 18 30 I 59
L 23,5 25 33 43 50
Непроходнои 1 8 9 12 16 25
£ Ч- >- 23 V Непро- ходные Di 6 10 ‘ 18 ЗО о о
2,1 20,5 22 29 36 48
_Д_ е р г гад — сталь У107
VI а т 4 4 5 . 6 9 15
Хе операции II Наименование и со- держание операции Приспо- собления Инструмент Подго- тови- тельно- заклю- читель- ное время в мин. Штучное время в мин.
режу- щий изме- ритель- ный
I Заготовитель- ная Отрезать заго- товку Тиски Дис- ковая пила Масш- табная линейка 6,0 0,2 0,35 0,6 0,8 1,0
11 Токарная Подрезать тор- цы, сверлить и зенковать центровые от- верстия, обто- чить предва- рительно ра- бочую часть по наружному диаметру и хвостовую часть на конус Трехку- лачковый патрон, планшай- ба по- водко- вая, центра, хомутик Рез- цы, свер- ло цент- ро- ВОЧ- ное Штан- ген- цир- куль 14 , 4,9 : 5,3 6,0 7,2 9,3
ш Токарная Обточить радиус и шейку окон- чательно (толь- ко непроход- тря) План- шайба поводко- вая, центра, хомутик Рез- цы Штан- ген- цир- куль 14 0,5 0,6 0,7 0,8 0,9
1V k К.рНЫ Обточить рабо- чую часть по наружномудиа- метру и хво- стовую часть на конус с при- пуском на шлифование План- шайба поводко- вая, центра, хомутик Рез- цы Штан- ген- цир- куль 14 3,4 3,7 4,2 1 5,1 6,1
V Термическая Закалка, отпуск, старение
Нормирование изготовления металлорежущего и измерительного инструмента 22Т
КАЛИБРЫ ПРЕДЕЛЬНЫЕ, ГЛАДКИЕ ВСТАВКИ
С КОНУСНЫМ ХВОСТОМ
КАР ТА 15
Лист 2
Проходной Основные размеры в мм
i С 1,
Проход- ные D 6 10 18 30 50
А
L 23,5 25 33 43 50!
/ — jbJ
Непроходной 1 8 9 12 16 25
jrf Непро- ходим е 6 10 18 30 50
'Ш
ОА к 20,5 22 29 36 48
к L
М 11 4 5 6 9 15
з т е р и а л — сталь У1
№ операции 1 Наименование и содержание операции Приспо- собления Инструмент Подготс- витель- но-за- ключи- тельное время в мин. Штучное время в мин.
режущий изме- ритель- ный
VI Шлифовальная Шлифовать центровые отверстия — Шлифо- вальный круг — 11 0,6 0,9 1,1
VII Шлифовальная Шлифовать рабочую часть с припуском на доводку План- шайба, хомутик, центра Шлифо- вальный круг Ми- кро- метр 11 5,1 5,2 5,5 6,5 7,9)
VIII Шлифовальная Шлифовать хвостовую часть окончательно План- шайба, центра, хомутик Шлифо- вальный круг Ми- кро- метр 11 3,4 3,5 3,7 4,4, 5,3 j
IX Шлифовальная Шлифовать торец со стороны рабочей ча- сти Цанга Шлифо- вальный круг Ми- кро- метр 11 0,5 0,6 0,7
X Доводочная Полировать фаски, то- рец, шейку и дове- сти рабочую часть согласно классам точности Дово- дочная головка Наждач- ная бу- мага, до- водочная паста, притир Ми- кро- метр 10
1 7,4 8,2 13,5
2 6,8 7,6 10,7
3 5,2 4,7 7,0
4 3,7 3,2 4,7
XI Слесарная Маркировать Электро- граф Электро- перо — — — — — — ’ —
XII Слесарная Запрессовать вставки в ручку Пресс верстач- ный ручной — —— 5,0 2,5 3,0 I
15*
228 Нормирование изготовления металлорежущего и измерительного инструмента
КАЛИБРЫ ПРЕДЕЛЬНЫЕ, РЕЗЬБОВЫЕ ВСТАВКИ
С КОНУСНЫМ хвостом
(для метрической основной резьбы)
КАРТА 16
Лист 1
Основные размеры в мм
Проходной
/у
Непро-
ходные
Проход-
ные
Непроходнои
D
L
I
Мб
М8
мю
М18
мзо
М48
24
26
28
41
55
75
8
10
12
20
28
42
24
26
28
39
52
68
18
25
10
12
35
8
4
Материал — сталь ХГ
№ операции || Наименование и содер- жание операции Приспо- собления Инструмент Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
режу- щий измери- тельный
I Заготовительная Отрезать заготовку Тиски Диско- вая пила Масш- табная линейка 6,0 0,25 0,34 0,42 0,75 1,2 2,0
II Токарная Подрезать торцы, сверлить и зен- ковать центровые отверстия, обто- чить предвари- тельно рабочую часть по наруж- ному диаметру и хвостовую часть на конус Трехку- лачковый патрон, планшай- ба, цент- ра, хо- мутик Резцы, центро- вочное сверло, зенков- ка Штан- ген- цир- куль 15 5,4 5,6 5,8 6,5 7,5 11,2
III Токарная Обточить направ- ляющую и шейку с припуском на шлифование, про- резать канавки (только непро- ходной) Повод- ковая планшай- ба, цент- ра, хо- мутик Резцы Штан- генцир- куль 15 0,7 0,7 0,8 1,0 1,3 1,8
IV Токарная Обточить рабочую и хвостовую час- ти с припуском на шлифование, снять фаски и нарезать резьбу предварительно Повод- ковая планшай- ба, цент- ра, хо- мутик Резцы Штан- генцир- куль, калибр- кольцо резьбо- вое 15 5,7 5,8 5,9 7,3 7,9 11,4
Нормирование изготовления металлорежущего а измерительного инструмента 22$
КАЛИБРЫ ПРЕДЕЛЬНЫЕ, РЕЗЬБОВЫЕ ВСТАВКИ С КОНУСНЫМ хвостом (для метрической основной резьбы) КАРТА 16 Лист 2
Проходной 1 Доход- ные Основные размеры в мм
й—к
D Мб М8 мю М18 МЗО М48
Ц. -- ) в»»- L 24 26 28 41' 55 75
/ -
Непробудной 1 8 10 12 20 28 42
Г-П
т т Непро- ходные L, 24 26’ 28 39 52 68
..
4 8 18 25 35
/ 10 12
ч Материал — сталь ХГ
№ операции Наименование и содер- жание операции Приспо- собления Инструмент П одго- тови- тельно- заклю- читель ное время в мин. Штучное время в мин.
режу- щий измери- тель- ный
V Термическая Закалка, отпуск, ста- рение __ — — — — — — . — — —
VI Шлифовальная Шлифовать центро- вые отверстия — — —- 11 0,6 0,9 1,1
VII Шлифовальная Шлифовать направ- ляющую, шейку и хвостовую часть на конус окончательно (только непроход- ной) Центра, хому- тик Шли- фоваль- ный круг Ми- кро- метр 11 3,4 3,5 3,7 4,4 5,3
VIII Шлифовальная Шлифовать хвосто- вую часть на ко- нус Центра, хому- тик Шли- фоваль- ный круг Ми- кро- метр 11 1,7 1,8 1,9 2,2 2,6
IX Шлифовальная Шлифовать торец со стороны рабочей части Цанга, спец- кольцо Шли- фоваль- ный круг — 11 0,5 0,6 0,7
X Резьбошлифоваль- ная Шлифовать профиль резьбы с припус- ком на доводку Оправ- ка Шли- фоваль- ный круг Ком- пара- тор 45. 8 9,2 10 12,6 15,6 20
230 Нормирование изготовления металлорежущего и измерительного инструмента
КАЛИБРЫ ПРЕДЕЛЬНЫЕ, РЕЗЬБОВЫЕ ВСТАВКИ
С КОНУСНЫМ ХВОСТОМ
(для метрической основной резьбы)
КАРТА 16
Лист 3
Непроходной
Проход-
ные
Проходной
Непро-
ходные
Основные размеры в мм
D
L
I
L
Мб
М8
М10
М18
МЗО
М48
24
26
28
41
55
75
8
10
12
20
28
42
24
26
28
39
52
68
12
25
10
18
8
35
Материал — сталь ХГ
4
№ опе- ра- ции Наименование и содер- жание операции При- способ- ления Инструмент Подго- тови- тельно- заклю- читель- ное время в мин. Штучное время в мин.
режущий изме- ритель- ный
XI Доводочная Полировать шейки, торец, фаски и довести средний и наружный диа- метры резьбы согласно классам точности 1 Цанга патрон, спец- кольцо Наждач- ная бу- мага, чу- гунный притир, паста Ком- пара- тор 10 10,8 11 11,6 12,5 13,6 14,6
2 9,4 9,7 10,1 10,8 11,8 12,7
3 6,3 6,5 6,7 7,2 7,9 8,5
4 4,3 4,5 4,6 5,0 5,5 5,9
хп Слесарная Маркировать Плита Электро- перо — — — — — — — —
хш Слесарная Запрессовать встав- ки в ручку Ручной пресс — — 5,0 2,5 3,0
Нормирование изготовления металлорежущего и измерительного инструмента
231
РУЧКИ ДЛЯ ПРЕДЕЛЬНЫХ КАЛИБРОВ-ВСТАВОК С КОНУСНЫМ хвостом КАРТА 17 Лист 1
<3^ д J । L — _____ Основные размеры в мм
'эд -т-^— 1 D 6 | 8 |10 2,2| 3,б| 5,5 13 1 16 I 20 I 24| 28 7,б| 10,5| 14,б| 17| 20
♦ ]Ж^Ж|Ж £ 2,5 4,о| 6,0 8,о| 11 | 15 I 18 21
? 45 | 52 | 60 70 | 80 | 90 100
М а т е р и а л — сталь 35 ^3 3 1 4 | 5 6 | 7 | 8 9
| Хе операции j Наименование и содержание операции Приспо- собление Инструмент Подготовительно»- заключительное время в мин. Штучное время в мин.
режущий измери- тельный
I Заготовитель- ная Отрезать за- готовку Тиски Дисковая пила Масш- табная линейка 6 0,2 0,23 0,35 0,43 0,53 0,65 0,68 0,75
II j Токарная Подрезать тор- цы, сверлить центровые отверстия, обточить и накатать по- верхность по наружному диаметру Трехку- лачковый патрон, центра, хомутик Резцы, центро- вочное сверло, накатка Штан- генцир- куль 15 3,0 4,0 5,0
ш Токарная Сверлить, рас- точить и раз- вернуть от- верстия на конус с двух сторон, снять фаски Трехку- лачковый патрон Резцы, сверло, разверт- ка Штан- генцир- куль, калиб- ровка конус- ная 15 9,0 ю,о 11,0
IV Слесарная Разметить, сверлить от- верстия, для выколачива- ния вставок, снять зау- сеницы Тиски Сверло Штан- генцир- куль 10 0,9 1,0 1,2 1,3
232 Нормирование изготовления металлорежущего и измерительного инструмента
РУЧКИ ДЛЯ ПРЕДЕЛЬНЫХ КАЛИБРОВ-ВСТАВОК
С КОНУСНЫМ хвостом
. КАРТА 17
Лист 2
Основные размены в мм
D 1 6 | 8 1 10 1 13 1 IS 1 20 | 24 | 28
dy 1 2,2| 3,6j 5,5| 7,5| 10, s| 14,&| 17 | 20
d2 1 2,б| 4,0| R.ol 8,0 S n S 15 |18 | 21
L | 45 j 52 | 60 1 70 80 j 90 | 100
d2 | 3 | 4 | 5 1 6 7 { 8 | *9 =====
Материал — сталь 35
№ опе- ра- ции Наименование и содержание операции При- способ- ление Инструмент Подготовительно- заключительное время в мин. Штучное время в мим.
режущий измери- тельный
V Фрезерная Фрезеровать место под маркировку Тиски Фреза Штан- генцир- куль 15 1,6 1,8 2,0
VI Слесарная Маркировать Элек- тро- граф 'Элек- троперо — —
Вариант операции изготовления ручек из шестигранного
материала
ША Токарная Подрезать торцы, снять фаски, свер- лить, расто- чить, раз- вернуть от- верстия на конус с двух сторон — — — 15 10,0 11,0
12,0
Нормирование изготовления металлорежущего и измерительного инструмента
233
КАЛИБРЫ ПРЕДЕЛЬНЫЕ КОЛЬЦА (жесткие для метрической основной резьбы) КАРТА 18 Лист 1
$ршдной Основные размеры в мм
/Z ЧЧ »>СЙ кХЙ &£ । чч D 24 32 32 55 70 90
_ ЦЦк ~ J-—Й В - J1—1‘Ж * Wir w, « 1( 11 V /Г
do 6 8 10 18 30 48
KfV Lx it VI J \-*-в -*н ’ Материал — сталь ХГ
В 6 8 10 18 25 35
№ операции Наименование и содержание операции Приспо- собления Инструмент । Подготовительно- заключительное время в мин. • Штучное время в мин.
режу- щий измери- тельный
I Заготовитель ная Разрезать заготовку на п деталей Тиски Диско- вая пи- ла Масш- табная линейка 6 1,0 1,3 1,3 2,2 2,7 3,5
II Токарная Подрезать торец с одной стороны, сверлить отвер- стие, обточить по наруж- ному диаметру, нака- тать поверхность, снять фаску, отрезать Патрон трех- кулач- ковый Резцы, сверло, накат- ка Штан- генцир- куль 15 9,1 11,6 И,8 16,9 20 24
ш Тскарная Подрезать второй торец, снять фаску, расточить отверстие, нарезать резьбу с припуском на резьбошлифование Патрон трех- кулач- ковый Резцы Штан- генцир- куль, ка- либр- пробка резьбо- вая 15 — — — 20 24 29
IV Термическая Закалка, отпуск, старение — — —
V Шлифовальная Шлифовать торцы (плос- кости) на параллель- ность Маг- нитная плита Шли- фоваль- ный круг Штан- генцир- куль 11 1,2 1,4 1,8 2,1 2,6 3,2
VI Резьбошлифовальная Шлифовать резьбу с при- пуском на доводку Патрон трех- кулач- ковый Шли- фоваль- ный круг Калибр- пробка резьбо- вая 45 — — — 60 80 100
234 Нормирование изготовления металлорежущего и измерительного инструмента
КАЛИБРЫ ПРЕДЕЛЬНЫЕ КОЛЬЦА
(жесткие для метрической основной резьбы)
КАРТА 18
Лист 2
Меярдхзошш
Основные размеры в мм
Проходной
70
90
48
8 25
Материал — сталь ХГ
№ операции II Наименование и содержание операции Приспо- собления Инструме: режущий нт изме- ритель- ный Подготови- тельно-заклю- чительное вре- мя в мин. Штучное время в мин.
j J VB S Доводочная после термообработки Полировать торцы, фаски и довести внутренний и на- ружный диаметры резьбы согласно классам точности Патрон трехку- лачко- вый Наждачная бумага, пас- та, чугун- ный резьбо- вой притир Ка- либр- проб- ка резь- бовая 10
1 2 60 I 65 75 86
52 | 157 65 75
3 4 35 | i 38 44 50
24 | 26 30 34
VII-a Доводочная после резьбошлифованая Полировать торцы, фаски и довести внутренний и на- ружный диаметры резьбы согласно классам точности 1 2 Патрон трехку- лачковый Наждачная бумага, пас- та, чугун- ный резь- бовой притир Ка- либр- проб- ка резь- бовая 10
— | 32 37 43
-1 - — 28 | 32 37
3 — 1 — — 19 | 22 25
4 — 1- — 13 15 17
VIII Слесарная Маркировать — — — — — —• — — — —
Вариант операции изготовления калибртв-кэлец с нарезанием резьбы резцом (окончательно с припуском на доводку)
ША Токарная Подрезать второй торец, расточить и развернуть отверстие, снять фаски и нарезать резьоу с припу- ск< м на доводку Патрон трехку- лачковый Резцы, развертка Калибр- пробка резь- бовая 15 25 27 29 35 44 57
Нормирование изготовления металлорежущего и измерительного инструмента 235
СКОБЫ ПРЕДЕЛЬНЫЕ ОДНОСТОРОННИЕ (круглые нерегулируемые) КАРТА 19
Лист 1
/ Иг 1 И L^- LJ el •‘►‘j д ат ери ал — сталь 20 Основные размеры в мм
D 50 50 65 80 94
С 5 5 6 8 8
d 11 20 30 40 50
№ операции Наименование и содержание операции При- способ- ления Инструмент Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
режу- щий изме- ритель- ный
I Заготовительная Разрезать заго- товку на п дета- лей Тиски Дис- ковая пила ' Ли- ней К а 6 1,0 1,2 1,4 1,6
11 Токарная Подрезать тор- цы, обточить по наружному диа- метру, сверлить отверстие, снять фаски, отрезать деталь Пат- рон трех- кулач- ков ый Резцы Штан- генцир- куль 15 2,2 3,0 3,5 4,0 5,6
III Шлифовальная Шлифовать пло- скости на парал- лельность пред- варительно Маг- нит- ный стол Шли- фоваль- ный круг Штан- генцир- куль 11 1,5 1,7 1,8 2,3
IV Слесарная Сверлить отверстие для крепле ния в пакет (по 5 заготовок), со- брать в пакет и раз- метить рабочий паз и лыску (срез) Тиски, штиф- ты, моло- ток Свер- ло, чер- тилка Штан- ген- цир- куль 10 4,3 5,0 5,5 6,0 7,2
V Фрезерная Фрезеровать паз, лыску и внутренний кон гур скобы Тиски Фреза Штан- |генцир - куль 15 2,6 зд 3,3 3,5 6,0
; VI ; Слесарная Опилить рабочие плос- кости с припуском на шлифование, разо- _ брать пакет, снять заусеницы Тиски На- пиль- ники Штан- генцир- куль 10 2,7 2,9 3,0 3,2 3,4
236 Нормирование изготовления металлорежущего и измерительного инструмента
СКОБЫ ПРЕДЕЛЬНЫЕ ОДНОСТОРОННИЕ КАРТА 19
(круглые нерегулируемые) Лист 2
Материал — сталь 20
№ операции Наименование и содержание операции При- способ- ления Инструмент Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
режу- щий изме- ритель- ный
VII Термическая Цементировать, калить — — — — —
VIII Слесарная Рихтовать Пли- та, мо- лоток 8 1,0
IX Шлифовальная Шлифовать пло- скости в размер Маг- нит- ная плита Круг шлифо- валь- ный Ми- кро- метр П 1,8 2,1 2,7
X Шлифовальная Шлифовать рабо- чий паз ПР и НЕ1 сторон с припу- ском на доводку Тиски Шлифо- валь- ный круг Плит- ки Иоган- сона И 6,1 6,3 6,4 6,5 7,0
XI Доводочная Довести рабочие плоскости ПР и НЕ сторон со- гласно классам точности Пли- та, тиски При- тиры, паста Плит- ки Ио- ган- ; сона 10
1 28 30 ;
2 21 23
3 15 17 ;
4 9 13
XII Слесарная Маркировать, Плита Элек- трограф — : — — — —
1 ПР — проходная сторона калибра, шаблона; НЕ — непрсходная сторона калибра, шаблона.
Н армирование изготовления металлорежущего и измерительного инструмента
237
СКОБЫ ПРЕДЕЛЬНЫЕ ОДНОСТОРОННИЕ (круглые нерегулируемы е) КАРТА 19
Лист 3
Основные размеры в мм
/ т D 50 50 65 80 94
с : 5 5 6 8 8
Материал — сталь 20 d 11 20 30 40 50
№ операции Наименование и содержание операции При- способ- ления Инструмент Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
режу- щий измери- тель- ный
I Заготовительная Нарезать из по- лосы заготовки Тиски Ножо- воч- ное полот- но Мас- штаб- ная ли- нейка 10 j 0,08 0,1 1 0,15 0,18 0,25
II Слесарная Рихтовать Тиски, моло- ток — ' — 5 0,9 1,0 1,2 1,4 I 1,5
III Плоскошлифо- вальная Шлифовать две плоскости на па- раллельность предварительно Маг- нит- ный стол Шли- фо- валь- ный круг Ми- кро- метр 10 1,5 1,7 1,8 2,3
IV Слесарная Разметить и свер- лить центровое отверстие Пли- та, тиски, моло- ток Свер- ло, керн Штан- ген- цир- куль 8 1,8 2,2 2,6 3,3 4,9
V Токарная Собрать на оправ- ку и обточить по наружному диаметру План- шайба повод- ковая, оправ- ка, цен-> тра, хому- ] ТИК j Резцы Штан- ген- цир- куль 15 1,6 2,5 2,9 3,4 5,0
238 Нормирование изготовления металлорежущего и измерительного. инструмента
СКОБЫ ПРЕДЕЛЬНЫЕ ДВУХСТОРОННИЕ КАРТА 20
(для измерения длины) Лист 1
Основные размеры в мм
J ' г~ )В с ая 7 : L | 45 85 145 250 350
— ф- ф— 5 j ^ПР; HI г 20 50 100 200 300
. i— —t Материал — сталь 20 листе Н С 50 5 50 6 60 7 65 8 j 70 8
№ операции Наименование и содержание операции При- способ- ления Инс грумент Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
режу- щий изме- ритель- ный
I Заготовительная Отрезать заготов- ку Тиски Ножо- вочное полот- но Ли- нейка 6 0,5 0,6 : о,7 0,9 1,0
II Слесарная Рихтовать Плита, моло- : ток — — • 5 . 0,9 1,0 1,2 1,5 1,5
III Шлифовальная Шлифовать две плоскости скобы предварительно Маг- нит- ный стод Шли- фо- валь- ный круг Штан- ген- цир- куль 10 1,0 1,4 1,8 2,8 4,2
IV Слесарная Сверлить два от- верстия под сборку, скре- пить заготовки в пакет по 5 шт., разметить под фрезерование Пли- та, ти- ски, струб- цины Свер- ло, чер- тилка Штан- ген- цир- куль 10 2,8 3,0 3,5 4,2 6,0
V Фрезерная Фрезеровать грани (ребра и торцы), фре- ' зеровать рабочие плоскости с припус- ком на шлифование, углы, канавки и фас- ки о Тиски, под- клад- ки Фре- зы Штан- ген- цир- куль 15 . 9,0 и 12 17 22
VI Слесарная Разобрать пачку заготовок, снять фаски Тиски На- пиль- ники Штан- ген- цир- куль 10 2,4 2,5 2,8 3,6 4,5
Нормирование изготовления металлорежущего и измерительного инструмента 239
СКОБЫ ПРЕДЕЛЬНЫЕ ДВУХСТОРОННИЕ (для измерения длины) КАРТА 20 Лист 2
L . Г _ Основные размеры в мм
Тт — L 45 85 145 250 350
1Г 1 20 • 50 100 'Ю0 300
j 1: 1 ... / „Г Н 50 50 60 65 70
'‘-Пр 1 > 1 Материал — сталь 20 (лис L говая) С 5 | 6 7 8 8
№ операции Наименование и содержание операции При- способ- ления ИНСТ£ режу- щий >умент изме- ритель- ный Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
VII Термическая Цементация, за- калка, старение — — — — — — —
VIII Слесарная Рихтовать Пли- та, мо- лоток — — 5 0,9 1,0 1,2 1,5 1,5 •
: IX Шлифовальная Шлифовать пло- скости скобы окончательно Маг- нит- ная плита Шли- фо- валь- ный круг Ми- кро- метр 10 0,8 1,2 1,7 2,6 3,5
X Шлифовальная Шлифовать мери- тельные части промера Тиски, под- клад- ки Шли- фо- валь- ный круг Плит- ки Ио- гансо- на 11 8 9 1 10 12 16
XI Доводочная Довести в размер рабочие плоско- сти с двух сто- рон Пли- та, тиски При- тиры, паста Плит- ки Ио- ган- сена 10 20 28 35 43 50
XII Слесарная Маркировать Элек- трограф Элек- троперо —
240 Нормирование изготовления металлорежущего и измерительного инструмента
• ПРЕДЕЛЬНЫЕ ЛИНЕЙНЫЕ ШАБЛОНЫ (для измерения уступов) КАРТА 21 Лист 1
1 . А I Ч Г Основные размеры в мм
60 85 90 | 200 1 °30
4—ф Н 1 25 40 60 I 85 | 190
1” 1 1 20 40 30 1 60 | 55
1 —*— Пн? «>4 - н — h 1Р 4,0 15 30,7 50,0 69,9
i' ’ НЕ 4,3 15,3 31,0 50,6 70,1 j
Материал — сталь 20 (листовая) С 4,0 4,0 5,0 5,0 5,0
№ операции Наименование и содержание операции При- способ- ления Инструмент Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
режу- щий изме- ритель- ный
I Заготовительная Нарезать заготов- ки из полосы Тиски Ножо- воч- ное полот- но Ли- нейка мас- штаб- ная 6,0 0,6 0,6 0,7 1,0 1,4
II Слесарная Рихтовать Плита, моло- ток 5 [ 0,9 1,0 1,1 1,5 1,6
ш Шлифовальная Шлифовать пло- скости с двух сторон Маг- нит- ный стол Шли- фо- валь- ный круг Штан- ген- цир- куль 10 0,9 1,0 1,2 1,3 1,5
IV Слесарная Сверлить два отверстия под сборку,скрепить заготовки в па- кет по 5 шт., разметить под фрезерование Пли- та, тиски, струб- цины Свер- ло, чер- тилка Штан- ген- цир- куль 10 2,8 3,0 3,1 4,2 4,5
V Фрезерная Фрезеровать реб- ра и торцы, ра- бочие плоскости с припуском па шлифование, вы- ем, пазы и фаску Тиски, под- клад- ки Фре- зы Штан- ген- цир- куль 15 5,5 6,2 7,0 9,4 10,7
VI Слесарная Разобрать пакет, опилить заусени- цы Тиски На- пиль- ник Штан- ген- цир- куль 10 2,4 2,5 2,8 3,6 4,5
Нормирование изготовления металлорежущего и измерительного инструмента 241
1 ПРЕДЕЛЬНЫЕ ЛИНЕЙНЫЕ ШАБЛОНЫ (для измерения уступов) КАРТА 21
Лист 2
Основные размеры в мм
гг~ L | 60 85 1 90 200 | 230
}~ф— Н 25 40 60 85 | 100
L U н h 1 ПР 20 4,0 40 15 30 30,7 60 50,0 | 55 | 69,9
НЕ 4,3 15,3 31,0 50,6 | 70,1
L L ,.р 1
Материал — сталь 20 (листовая) С 4,0 4,0 5,0 5,0 5,0
№ операции Наименование и содержание операции При- способ- ления Инструмент Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
режу- щий изме- ритель- ный i
VII Термическая Цементировать, калить — — — — — — — —
VIII Слесарная Рихтовать Пли- та, моло- ток 5 0,9 1,0 1,1 1,5 1,6
11Х Шлифовальная Шлифовать пло- скости скобы окончательно Маг- нит- ная плита Шли- фо- валь- ный круг Ми- кро- метр 10 2,4 2,5 2,8 3,5 3,7
X Шлифсвальная Шлифовать мери- тельные части шаблона с при- пуском на до- водку Тиски Шли- фо- валь- ный круг Плит- ки Ио- ган- сона 11,0 6,5 7 7,5 и 14 1
XI Доводочная Довести в размер рабочие плоско- сти с двух сто- рон Пли- та, струб- цины При- тиры, паста Плит- ки ’ Ио- гансо- на 10 15 16 18 22 27
XII Слесарная Маркировать Элек- трограф Элек- тро- перо — i — 1 — i
16 Зак. 2/295
ГЛАВА V
НОРМИРОВАНИЕ ИЗГОТОВЛЕНИЯ СТАНОЧНЫХ
ПРИСПОСОБЛЕНИЙ
Номенклатура приспособлений для работ на металлорежущих
станках чрезвычайно велика и разнообразна. Конструкции их часта
меняются с изменением методов обработки, совершенствованием обо-
рудования и инструмента. Вследствие этого только часть приспособле-
ний поддается унификации, нормализации и стандартизации и изго-
товляется на специализированных предприятиях. Значительная же
часть изготовляется каждым заводом для своих нужд. При этом воз-
никает надобность установления соответствующих норм времени.
Путь к ограничению номенклатуры приспособлений лежит не только
через унификацию, нормализацию и стандартизацию отдельных при-
способлений, но и через унификацию отдельных элементов приспособ-
лений, сходных по своей конструкции и технологическим особенностям.
Унификация отдельных элементов облегчает разработку и техническое
обоснование нормативов времени.
В данной главе освещается опыт нормирования изготовления уни-
версальных и специализированных приспособлений для работы на то-
карных, фрезерных, шлифовальных, сверлильных и некоторых других,
станках в условиях инструментальных (вспомогательных) цехов ма-"
шиностроительных заводов.
Охвачены следующие группы приспособлений: цанги, втулки,
оправки, державки, патроны и некоторые другие изделия, связанные
со станочным оборудованием. Приспособления состоят из одной детали
(цанги, втулки, некоторые оправки) или собираются из нескольких
деталей (патроны, державки). При изготовлении приспособлений при-
меняются те же оборудование и инструмент, что и при изготовлении
режущего и мерительного инструмента. Для нормирования этих работ
наиболее целесообразно применение типовых норм времени. На осно-
вании разработанного типового технологического процесса расчетным
методом устанавливаются нормы штучного времени.
Порядок расположения помещенных ниже карт технологического
процесса и норм времени следующий: вначале показаны сборочные
операции, а затехм операции по обработке деталей, входящих в сбо-
рочную единицу.
В картах даны нормы штучного и подготовительно-заключительного
времени. В тех случаях, когда отсутствуют нужные нормативы на руч-
ные приемы, предварительно проводится изучение рабочего времени
наблюдением.
Вследствие того, что нормативы на изготовление приспособлений
представляют собой нормы подготовительно-заключительного и штуч-
Нормирование изготовления станочных приспособлений 243
того времени и пользование ими не требует пояснений, в данной ра-
боте примеры расчета норм не приводятся.
Нормы штучного времени рассчитаны по формуле
Тш=:(То + Те) (1 МИН.,
где То — основное время в мин.;
Тв — вспомогательное время в мин.;
К — коэффициент, учитывающий время на отдых, обслуживание
рабочего места и естественные надобности.
ЦЕНТР УПОРНЫЙ
КАРТА 1
Конус Морзе детали D L Конус Морзе 9,2 72 0 12,2 85 1 17,9 ПО 2 24 130 3 31,5 160 4 44,7 200 5
1
L Размеры в заго- товки I- р 14,0 76 17,0 89 22,0 115 31,0 136 39 166 52 206
Г-« / . _ » М а т е р и а л"— сталь У8
№ опера- [ НИИ | Наименование и содержание операций Приспособ- ление Инструмент Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
режущий измери- тельный
I II III IV V Заготовительная Отрезать заготовку Токарная Подрезать торцы, центровать, обточить диа- метры и конусы Слесарная Маркировать Термическая Шлифовальная Шлифовать наружный диаметр Зажим, упор Патрон Центра Пила дисковая Резцы подрез- ной, про- ходной, центров- ка Шлифо- вальный круг Линейка масштаб- ная Микро- метр Микро- метр 6 20 11,0 0,6 8 3,5 0,6 10 0,7 12 3,8 0,7 14 4,1 0,9 16 4,6 1,1 18 5,0
Нормирование изготовления станочных приспособлений
Нормирование изготовления станочных приспособлений
245
ЦАНГА ЗАЖ ИМНАЯ ШЕСТИГРАННАЯ КАРТА 2
2 £ J1V J_1 Раз- меры в мм дета- ли D L 22 51 30 55 44 70 38 73 60 94
---) О)
L, j^z ь
заго- товки к 28 55 35 60 50 78 44 80 65 101
L. ' Материал — с таль У8
№ операции Наименование и содержание операц ИИ Приспо- собление Инструмент Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
режущий измери- тельный
I II III IV V VP VII VIII IX X XI XII XIII XIV XV Заготовительная Отрезать заготовку Токарная Подрезать торцы, об чить наружные д метры и конус, св лить отверстие Термическая Токарная Подрезать торцы, рас чить отверстие, сн5 фаски, обточить i верху конус, обточи канавку, расточить отверстие и выточг Прошивочная Прошить шестигранна Фрезерная. Фрезеровать три окна Фрезерная Фрезеровать три прор< Слесарная Зачистить заусеницы прорезях Слесарная Маркировать Термическая Слесарная Зачистить плоскости шестигранника Шлифовальная Шлифовать фаску на хвостовой части Шлифовальная Шлифовать наружи диаметры, конус и торец Шлифовальная Шлифовать лыски на прорезях Слесарная Зачистить заусенцы, с зать, уложить в та то- иа- гр- то- 1ТЬ 10- 1ТЬ СУ IK ези на ые ма- РУ Тиски, упор Патрон Патрон Втулка направляю- щая Тиски Тиски Патрон Тиски Пила дисковая Резцы проходной, подрезной, расточной Резцы проходной, подрезной, расточной Прошивка Фреза пазовая Фреза шлицевая Напильник Напильник Шлифо- вальный круг Шлифо- вальный круг Шлифо- вальный круг Напильник Линейка масштабная Штанген- циркуль Микрометр Калибр Штанген- циркуль Штанген- циркуль Штанген- циркуль Микрометр Микрометр Микрометр 6,0 20,0 20,0 10,0 15,0 15,0 5,0 5,0 11,0 11,0 11,0 5,0 0,7 18,0 30,0 1; 15, 8; 5 15 0,9 20,0 35,0 ,о ,0 ,0 6; ,0 ,0 1,1 25, 40 1; - П 10 ,0 6 2 18 5 4 0,9 ,0 !о ,5 ,0 ,0 ,0 ,0 ,0 ,0 ,0 1,6 45,0 45,0 1,8 18,0 13,0 20,0
246
Нормирование изготовления станочных приспособлений
ЦАНГА ПОДАЮЩАЯ
КАРТА 3
1 L таль У8 Раз- меры в мм дета- ли заго- тов- ки D L 5 14 65 4-6 23 85 6-12 3= 90 8-17
1 ? л . 7Л7
О. 18 70 28 90 35 95
'' ^L * Материал — с
№ опе- ра- ции Наименование и содержание операции Приспо- собление Инстру режущий мент измери- тельный Подготови- тельно-заклю- чительное время в мин. Штучное время в МИК.'
I II Заготовительная Отрезать заготовку Токарная Тиски, упор Пила дисковая Линейка масштаб- ная 6,0 0,6 °'7 од
Обточить наружный диаметр с припу- ском на чистовую обработку, свер- лить и расточить отверстие, подре- зать торцы Центра, патрон Резцы проходной, подрезной, расточной, сверла Штан- ген- циркуль 20,0 20 25 30
III IV Протяжная Протянуть отверстие Токарная Втулка на- правляю- щая Протяжки Калибр 10 1,6 2,0
Обточить наружный диаметр, нарезать резьбу, подрезать торцы, снять фаску Центра, патрон Резцы проходной, торцовый, резьбовой Микро- метр 18 25 30 35
V Слесарная Зачистить шпоноч- ный паз Верстак, тиски Напильник — 5 —- 0,8
VI Слесарная Сверлить два отвер- стия под окна Патрон Сверла — 12,0 — 2,0 —
VII Фрезерная Фрезеровать два окна и два шлица Патрон Фрезы пазовая, шлицевая Штан- ген- циркуль 15,0 18,0 20,0
VIII IX X Слесарная Снять заусеницы после фрезерова- ния, разметить и сверлить отвер- стие, зачистить, перевязать прово- локой Термическая Слесарная Зачистить после калки наружный диаметр и резьбу, зачистить отвер- стие Свер- лильный станок, тиски Тиски j Напильник, керн, сверла Напильник, наждачная бумага Штан- ген- циркуль Штан- ген- циркуль 5,0 5,0 j 1 — ( 6,0 6,0 S -
Нормирование изготовления станочных приспособлений
,247
ЦАНГА ЗАЖИМШ С ЦИЛИНДРИ \Я ДЛЯ ИНСТРУМЕНТА ЧЕСКИМ ХВОСТОМ КАРТА 4
Раз- меры в мм дета- ли D L d 16 35 6 21 42 10 29 55 16
-у -Д — - L Материал — с таль У8А
заго- тов- ки 18 39 25 47 32 58
№ j опе- ; ра- .1 ции j Наименование и содержание операции Приспо- собление Инструмент Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
режущий измери- тельный
|| I и III ' IV V VI VII VIII IX X XI XII Заготовительная Отрёзать заготовку Токарная Подрезать торцы, обточить наруж- ный диаметр, ко- нус, сверлить, рас- сверлить, развер- нуть, расточить отверстия Разметочная Разметить прорези и окна Слесарная Сверлить отверстия под фрезеровку окон Фрезерная Фрезеровать окна и прорези, оставляя перемычки Слесарная Зачистить заусеницы после фрезеровки Термическая Доводочная Довести отверстие Шлифовальная Шлифовать отвер- стие Шлифовальная Шлифовать наруж- ный диаметр, ко- нус и торец Заточная Срезать перемычки, зачистить места среза, заточить лыски вдоль по конус)’’ Слесарная Маркировать Тиски, упор Патрон Плита Кондук- тор Патрон Тиски Патрон Патрон Оправка Пила дисковая Резцы проходной, подрезной, расточной. Сверла, развертки Керн Сверла Фрезы Напильник Притир Шлифо- вальный круг Шлифо- вальный круг Шлифо- вальный круг Линейка масштабная Шаблон, штанген- циркуль Штанген- циркуль, линейка Штан- ген- циркуль Калибр Калибр Калибр Штан- ген- циркуль 6,0 20,0 10,0 12,0 15,0 5,0 10,0 18,0 11,0 10,0 0,6 45,0 24,0 - ! 0,7 48,0 8,0 4,0 -27,0 г 6,0 - 1 18,0 15,0 5,0 0,9 52,0 30,0 10,0
248
Нормирование изготовления станочных приспособлений
ВТУЛКА ПЕРЕХОДНАЯ ДЛЯ ИНСТРУМЕНТА
С КОНУСОМ МОРЗЕ
КАРТА 5
Конус Морзе Раз- меры в мм дета- ли D L 24,0 115,0 32,0 140,0 45,0 170,0
—- —L I - 1 Конус Морзе Наруж- ный 3 4 5
Внут- ренний 1 2 3
Материал — сталь 45 заго- товки L-l 31,0 102 39,0 126 51,7 158
№ опе- ра- ции Наименование и содержание операции Приспо- собление Инстру! режущий иент измери- тельный Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
I II III IV v ' VI Токарная Подрезать торцы, центровать, зенко- вать, сверлить от- верстие, развер- нуть на конус. Обточить на ко- нус поверху, обто- чить лапку и ра- диус, отрезать заготовку Слесарная Сверлить отверстия Фрезерная Фрезеровать лапку на хвосте Фрезерная Фрезеровать пере- мычки, фрезеро- вать окно Термическая Шлифовальная Шлифовать внут- ренний конус втулки Патрон Кондук- тор Патрон Патрон Патрон Резец подрезной, проходной, отрезной. Сверла, развертка, зенковка, центровка Сверла Фреза концевая Фрезы полукруг- лые Шлифоваль- ный круг Линейка, штан- генцир- куль, калибр Штан- генцир- куль Штан- генцир- куль Штан- генцир- куль Калибр 20 12,0 ’ 25,0 25,0 18,0 13,0 2,8 1,0 5,0 7,0 16,0 3,0 1,1 7,0 8,0 25,0 3,4 j 1,3 9,0 10,0
Нормирование изготовления станочных приспособлений
249’
ВТУЛКА РАЗЖИМНАЯ ДЛЯ МЕТЧИКОВ КАРТА 6
1 «ч - -1 -w—А- uj л — сталь 40Х Раз- меры в мм дета- ли D L 12,3 67 18,0 81 24,15 100 31,75 127
-Г 1 .— VI а т е р и а заго- товки 17,0 73,0 25,0 89,0 31,0 108,0 39,0 , 135,0
№ опе- ра- ции Наименование и содержание операции Приспо- собление Инструг режущий иент измери- тельный Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
I II III IV V VI VII VIII IX Заготовительная Отрезать заготовку Токарная Обточить, подрезать торцы, сверлить, расточить отвер- стие Фрезерная Фрезеровать окно Фрезерная Фрезеровать лапку на хвосте Термическая Очистная Шлифовальная Шлифовать наруж- ный диаметр Шлифовальная Шлифовать внут- ренний диаметр Слесарная Маркировать Тиски, упор Патрон Патрон Приспо- собление Патрон Патрон Дисковая пила Резцы проход- ной, под- резной. Сверла Фреза конце- вая Фрезы полу- круглые Шлифо- вальный круг Шлифо- вальный круг Линейка масштаб- ная Микро- метр Штан- ген- циркуль Штан- ген- циркуль Микро- метр Калибр । 6,0 20,0 25,0 25,0 11,0 18,0 0,7 8,0 2,3 3,0 4,6 10,0 3,4 1,0 4,0 5,2 0,9 13,0 4,6 5,0 5,5 1,1 16,0 6,6 1,1 6,0 5,9 1 i
250
Нормирование изготовления станочных- приспособлении
ОПРАВКА ЦИЛИНДРИЧЕСКАЯ
ДЛЯ ТОКАРНЫХ И ФРЕЗЕРНЫХ РАБОТ
КАРТА 7
Z J Материал.— сталь У8А Раз- меры в мм дета- ли заго- товки D d L Dt Li 15 7 97 20 105 20 15 138 27 146 30 18 172 37 180 40 27 225 47 233 50 34 239 57 247 60 40 275 67 284
№ операции Наименование и содержание операции Приспо- собление Инструмент Подготови- тельно-заклю- чительное время в мин. Штучное время в мин.
режущий измери- тельный
I II ш IV V VI VII Заготовительная Отрезать заготовку Токарная Подрезать торцы, центровать, обто- чить наружный диаметр, нарезать резьбу Фрезерная Фрезеровать лыску Слесарная Снять заусеницы Токарно-лекаль- ная Довести центра, за- чистить резьбу Шлифовальная Шлифовать наруж- ные диаметры и торец Слесарно-сбороч- ная Собрать Тиски, упор Патрон, центра Патрон Тиски, верстак Патрон Центра Тиски Дисковая пила Резцы подрез- ной, про- ходной, резьбо- вой Фреза конце- вая Напиль- ник Притир Шлифо- вальный круг Отвертка Линейка мас- штабная Микро- метр Штан- генцир- куль Микро- метр Микро- метр 6,0 20,0 25,0 5,0 20 11,0 5,0 0,5 38 Г 8 15 0,6 60 5,0 1,0 0,20 80 3, 3,1 9 25 1,( 0,9 НО >° i 9 10 30 1,2 135 I ! 41 12 40 1,6 170 I ,0 13 45
Нормирование изготовления станочных приспособлений
251
КАРТА 8
ОПРАВКА ДЛЯ ТОРЦОВЫХ ФРЕЗ
Лист 1
Размеры
детали
в мм
D
d
16
115
32
170
L
м опера- ции Наименование и содержание операции Приспо- собление Инструмент Подгото- вительно- заключи- тельное время в мин. Штучное время в мин.
режущий измери- тельный
Слесарная Полная слесарная обработка всех деталей. Сборка, промывка, смазка и регулировка Тиски, верстак Напиль- ник, отвертка Штанген- циркуль 5,0 10,0
Размеры
детали
в мм
D 70
d 60 32
L 170
Материал — сталь 40Х
№ опера- ции Наименование и содержание операции ! Приспо- собление Инструмент Подгото- вительно- заключи- тельное время в мин. Штучное время в мин.
режущий измери- тельный
I Заготовительная Отрезать заготовку Тиски, упор Пила дисковая Линейка масштабная 6,0 45,0 2,4
II Токарная Выточить полностью, подрезать торцы, сверлить отверстия Патрон Резцы про- ходной, под- резной, гал- тельный, резьбовой. Сверло Микрометр 20,0 50,0
ш Термическая — — — — —
IV Очистная — — — — — —
V Слесарная — —- — ! — — —
VI Шлифовальная Шлифовать центра Патрон Шлифоваль- ный круг Микрометр 11,0 12,0 0,3
VII Шлифовальная Шлифовать наружный диаметр и конус Патрон Шлифоваль- ный круг Микрометр 11,0 16,0
j VIII Промывка — — — — — —
1 iIX Слесарная Маркировать — — — — — —
252
Нормирование изготовления станочных приспособлений
ФЛАНЕЦ К ОПРАВКЕ ДЛЯ ТОРЦОВЫХ ФРЕЗ КАРТА 8
Лист 2 '
Z. 1 . $ D 115
j Размеры детали в мм
1
л а т е р и а л — сталь 40Х L 26
№ Наименование Приспо- Инструмент Подгото- вительно- заключи- Штучное
опера- ции и содержание операции собление режущий измери- тельный тельное время в мин. время в мин. j
I Заготовительная Отрезать заготовку Тиски, упор Пила дисковая Линейка масштаб- ная 6,0 5,8 :
II Токарная Выточить оконча- тельно Патрон i i Резцы проходной, подрезной, га л тельный. Сверла Микро- метр 20,0 19»5>
III Фрезерная Фрезеровать пазы Тиски, болты, планки Фреза дисковая трех- сторонняя Штангент циркуль 25,0 7,0
IV Слесарная Снять заусеницы Тиски, верстак Напильник — ! 5,0 ; 2,о ?
V Термическая — ( — ! — i — !
VI Очистная 1 — — —
VII Шлифовальная Шлифовать внутрен- ний диаметр ; Цанга Шлифоваль- ный круг Калибр 18,0 7,8
VIII Шлифовальная Шлифовать торцы Магнитный стол Шлифоваль- ный круг Микро- метр 10,0 2,0
IX Размагничивание Приспо- собление — j 'j 0,3
X Слесарная Маркировать 1 ! j j —
Нормирование изготовления станочных приспособлений
253
ДЕРЖАВКА АВТОМАТНАЯ ДЛЯ КРУГЛЫХ РЕЗЦОВ
НА ПЕРЕДНИЙ СУППОРТ
КАРТА 9
Лист 1
Размеры
державки
в мм
52,5
60
90
64,5
72
113
В
L
Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измерительный
Слесарная Полная слесарная об- работка всех дета- лей. Сборка промыв- ка, смазка и регули- ровка Тиски, верстак Напильник, отвертка Штанген- циркуль 5,0 Зг 42,0 46,0
КОРПУС К АВТОМАТНОЙ ДЕРЖАВКЕ КАРТА 9
Лист 2
- -- /гт
jTjL
" » ——
hf Т
р И
L !1!
Материал —
сталь 40Х
Размеры
детали
в мм
40
52
90
47
68
113
Н
В
L
№ опера- II ции Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, Пила Линейка 6,0 1,1 1,5
II Ковочная Ковать упор Молот дисковая масштабная Шаблон 10,0 15,0 17,0
III Строгальная Строгать стороны Тиски Резец Штанген- 20,0 25,0 30,3
IV Шлифовальная Шлифовать плоско- Магнитный строгальный Шлифоваль- циркуль Микрометр 10,0 10,0
V сти Расточная Расточить отверстия стол Круглый ный круг Резец Калибр 25,0 43,0 50,0
стол расточной
254
Нормирование изготовления станочных приспособлений
КОРПУС К АВТОМАТНОЙ ДЕРЖАВКЕ КАРТА 9 \ Лист 2 (продолжение)
№ опера- ции Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное ; время в мин.
режущий измерительный
VI Фрезерная Фрезеровать пазы Тиски, Фреза Штанген- 25,0 5,7 5,8 !
' VII Токарная Расточить отверстия болты, планки Приспособ- Резец циркуль Калибр 20,0 10,2 13,0
VIII Фрезерная Фрезеровать пазы ление Тиски, расточной Фреза Штанген- 25,0 5,7 5,8
; IX Термическая болты, планки дисковая трехсторон- няя 1 циркуль
i х Шлифовальная Шлифовать отвер- Планшайба Шлифоваль- Микрометр 18,0 8,5 9,5
стия ный круг 1
ЧЕРВЯК К АВТОМАТНОЙ ДЕРЖАВКЕ КАРТА 9 Лист 3
М атер нал — сталь 20Х
Размеры
детали
в мм
14,0
26
16
30
D
L
№ опера- |[ НИИ Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное 1 время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, Пила Линейка 6,0 0,8
II Токарная Подрезать торцы, упор Центра, дисковая Резцы масштабная Микрометр, 20,0 13,0 15,0
III центровать, обто- чить, нарезать резьбу модуль м-1 Термическая патрон подрезной, проходной, резьбовой проволочки !
IV Шлифовальная Шлифовать диаметр Центра Шлифоваль- Микрометр 11,0 2,5 2,6
V Слесарная Маркировать ный круг — — —
Нормирование изготовления станочных приспособлений
255-
1 БОЛТ К АВТОМАТНОЙ державке КАРТА 9
Лист 4
Размеры детали в мм D L 18 60 22 72
Г~—ТГ" ’
— X I ((^ ГН Матеоиал —
) -
к—----Ц .
ыаль «у iim
№ опера- ции Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измерительный
I II ш IV j v VI Заготовительная Отрезать заготовку Токарная Подрезать торцы, центровать, обто- чить, нарезать резьбу Фрезерная Фрезеровать паз Термическая Шлифовальная Шлифовать наруж- ный диаметр Слесарная Маркировать Тиски, упор Центра Тиски, болты, планки Центра Пила дисковая Резцы подрезной, проходной Фреза ди- сковая трех- сторонняя Шлифоваль- ный круг Линейка масштабная Микрометр Штанген- циркуль Микрометр 6,0 20,0 25,0 11,0 0,6 13,0 2,5 3,0 0,7 14,0 3,0 3,4
КОЛЬЦО К АВТОМАТНОЙ ДЕРЖАВКЕ | КАРТА 9
Лист _5
г
с \\\\ Материал — 44 Я сталь 40 X Размеры детали в мм D L 28 10 36 12
Коопера- ции Наименование и содержание операции Приспособ- ление Инструмент Пидготови- тельно-за- кл томитель- ное время В М'Щ. Штучное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, Пила Линейка 6,0 1,1 1,2
II Токарная Подрезать торцы, упор Патрон дисковая Резцы масштабная Микрометр 20,0 12,0
ш центровать, обто- чить, сверлить, расточить отвер- стие Фрезерная Фрезеровать зубья Тиски, проходной, подрезной, расточной Фрезы Штанген- 15,0 16,0
IV Термическая планки — циркуль — । !
V Слесарная Зачистить зубья пос- Тиски, Напильник j — 5,0 5,0
ле фрезерования верстак
256
Нормирование изготовления станочных приспособлений
СЕКТОР К АВТОМАТНОЙ ДЕРЖАВКЕ КАРТА 9
Лист 6
1/?
//' । ((Н /Г Материал V J сталь 40Х
Размеры
детали
в мм
41
7
50
8
В
№ опера- ции Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измерительный
1 Заготовительная Отрезать заготовку Тиски, упор Пила дисковая f Линейка масштабная 6,0 1,3 1,5
1 11 Токарная
5 ) Подрезать торцы, центровать, обто- чить наружный диаметр,сверлить отверстие, обто- чить выточку Патрон, центра Резцы проходной, подрезной. Сверла Микрометр 20,0 12,0 15,0
| III Фрезерная
Фрезеровать зубья Патрон Фреза Штанген- циркуль 25,0 18,5
1 IV Фрезерная
Фрезеровать зубья сектора Патрон Фреза Штанген- циркуль 25,0 5, ,5
1 v Термическая — — — • — — —
1 VI Шлифовальная
Шлифовать пло- скость Магнитный стол Шлифоваль- ный круг Микрометр 10,0 0,7 0,8
VII Шлифовальная
Шлифовать внут- ренний диаметр Патрон Шлифоваль- ный круг Калибр 18,0 2,0 2,4
VIII Слесарная
Зачистить зубья после фрезерова- ния Тиски, верстак Напильник 5,0 4,0
Нормирование изготовления станочных приспособлений
257
КОРПУС К РЕЗЦОВОЙ ДЕРЖАВКЕ КАРТА 10 Лист 2
L
№ опера- ции I Наименование и содержание | операции Приспособ- ление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время S мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, Пила Линейка 6,0 0,8
й 1 Токарная Подрезать торцы, упор Патрон, дисковая Резцы масштабная Микрометр 20,0 16,6 20,1
III центровать, обто- чить наружные диаметры и ра- диус Фрезерная Фрезеровать скос центра Тиски, подрезной, проходной Фреза Штанген- 25,0 5,3 5,6
IV Протяжная Протянуть паз болты, планки Направляю- дисковая, трехсторон- няя Протяжка циркуль Калибр 10,0 3,2 3,3
V Сверлильная Сверлить отверстие щая втулка Патрон Сверло - 12,0 1 Л
VI Термическая — — — —
17 Зак. 2/295
258
Нормирование изготовления станочных приспособлений
КАРТА 10
КОРПУС к резцовой державке
Лист 3
Размеры детали в мм D L 30 150 40 200
№ опера- ции Наименование и содержание операции Приспособ- ление ,Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измерительный
VII Зачистная Зачистить центра Тиски, Наждачная 0,3
VIII Шлифовальная Шлифовать наруж- верстак Патрон бумага Шлифоваль- Микрометр 11,0 9,4 11,5
IX ный диаметр Промывка — ный круг — — —• —
КАРТА 10
СТЕРЖЕНЬ К РЕЗЦОВОЙ ДЕРЖАВКЕ
Лист 4
/i г— Размеры детали в мм D L 15 105 20 140
L Материал — | сталь 45
- TZ1
/11— J
—’ ’—’2/ —
№ опера- ции Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измерительный
I II III IV V VI VII Заготовительная Отрезать заготовку Токарная Выточить оконча- тельно Фрезерная Фрезеровать радиус и скос Термическая Пескоструйная Бесцентровошли- фовальная Шлифовать Слесарная Снять заусеницы Тиски, Упор Патрон Тиски, болты, планки Тиски, верстак Пила дисковая Резцы' проходной, подрезной Фреза дисковая трехсто- ронняя Шлифоваль- ный круг Напильник Линейка масштабная Микрометр Штанген- циркуль Микрометр Штанген- циркуль 6,0 20,0 25,0 10,0 5,0 0 4,0 3,8 0,6 1,3 ,5 4,6 3,8 0,7 1,3
Нормирование изготовления станочных приспособлений
259
ДЕРЖАВКА АВТОМАТНАЯ ДЛЯ ПРИЗМАТИЧЕСКИХ
РЕЗЦОВ НА ПЕРЕДНИЙ СУППОРТ
КАРТА 11
Лист 1
Размеры
в мм
66
97
85
122
Н
L
Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измерительный
Слесарная | Полная слесарная обра-( I ботка всех деталей. | Сборка, промывка, | смазка и регулировка Тиски, верстак Напильник, отвертка Штанген- циркуль 5,0 10,0
КОРПУС К АВТОМАТНОЙ ДЕРЖАВКЕ КАРТА 11 Лист 2
Ш Материя л—
Ы сталь 40Х
Размеры
детали
в мм
38
66
97
52
85
122
L
№ опера- II ции Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, упор Пила Линейка 6,0 1,1 1,7
П Ковочная Ковать Молот дисковая масштабная Шаблон 10,0 10,0 11,0
Ш Строгальная Строгать плоскости Тиски Резец Штанген- 10,0 16,7 22,6
IV Шлифовальная Шлифовать отверстие Магнитный Шлифовальный циркуль Микрометр 18,0 9,5 14,7
V Координатно-расточная Расточить отверстия стол Патрон круг Резец Микрометр, 30,0 26,2 30,8
VI Фрезерная Фрезеровать выступы Приспособ- Фреза калибр Штанген- 25,0 2,3 2,3
VII Фрезерная Фрезеровать пазы ление Приспособ- Фреза циркуль Штанген- 25,0 13,2 16,8
VIII Сверлильная Сверлить отверстия ление Патрон Сверло циркуль 12,0 4,3 4,6
IX Слесарная Обработать под калку Тиски, верстак Напильник — 5,0 44,0 44,0
: х Термическая — — — — — —
XI Шлифовальная Шлифовать плоскости Магнитный Наждачный Микрометр 10,0 1,9 2,5
стол круг
В
L
260
Нормирование изготовления станочных приспособлений
КУЛАЧОК К АВТОМАТНОЙ ДЕРЖАВКЕ КАРТА 11
Лист 3
\J~J1 и /л? 1 • i Материал — сталь У7 Размеры детали в мм И В А 7 22 24 8 25 30
-в — — И
№ опе-Ц рации Наименование и содержание операции Приспособ- ление Инструмент ПОД1 отови- тельно-за- ключительное время в мин. Штучное время в мин.
режущий измерительный
I II III IV V VI VII VIII Заготовительная Отрезать заготовку Токарная Обточить наружный диаметр, подре- зать торцы, свер- лить, расточить отверстие Слесарная Разметить контур кулачка Фрезерная Фрезеровать контур кулачка Термическая Очистная Шлифовальная Шлифовать плоско- сти Размагничивание Тиски, упор Патрон Плита Оправка Магнитный стол Приспособ- ление Пила дисковая Резцы проходной, подрезной, сверло Рейсмус Фреза концевая Шлифоваль- ный круг Линейка масштабная Микрометр Штанген- циркуль Микрометр 6,0 20,0 25,0 10,0 0,6 7,5 3,0 12,0 __ 1. о; 0,6 8,0 3,0 13,0 Л .3
ОСЬ К АВТОМАТНОЙ ДЕРЖАВКЕ КАРТА 11
Лист 4
Размеры детали в мм D L 15 34 18 43
В- — ] Материал — сталь У7
L э“—
№ опе- рации Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключительное время в мин. Штучное время в мин.
режущий измерительный
I II III IV V VI VII Заготовительная Отрезать заготовку Токарная Подрезать торцы, центровать, обто- чить наружные диаметры, выточ- ки и радиус Термическая Очистная Зачистная Зачистить центра Шлифовальная Шлифовать наруж- ный диаметр Слесарная Маокиоовать Тиски, упор Центра, патрон Патрон Центра Пила дисковая Резцы проходной, подрезной Наждачная бумага Шлифоваль- ный круг Линейка масштабная Микрометр Микрометр 6,0 20,0 11,0 0 6,3 0 3,8 .6 6,6 ,3 4,0
Нормирование изготовления станочных приспособлений
261
ДЕРЖАВКА ЦИЛИНДРИЧЕСКАЯ ДЛЯ ПРАВКИ
ШЛИФОВАЛЬНЫХ КРУГОВ
НАРТА 12
Лист I
Размеры
в мм
45
86
D
L
Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключительное время в мин. Штучное время в мин.
режущий | измерительный
Слесарная Полная слесарная обра- ботка всех деталей. Сборка, промывка, смазка и регулировка Тиски, верстак Напильник, отвертка Штанген- циркуль 5,0 17,0 1
КОРПУС К ЦИЛИНДРИЧЕСКОЙ ДЕРЖАВКЕ КАРТА 12 Лист 2
Размеры
детали
в мм
40
75
№ опе-1 рации Наименование и содержание операции Приспособ- ление Инструмент Подготови- тельно-за- ключительное время в мин. Штучное время в мин.
' режущий измерительный
I Заготовительная Отрезать заготовку Тиски, упор Пила Линейка 6,0 1,1
II Токарная Подрезать торцы, центро- вать, обточить наруж- ные диаметры, точить выточку и радиус, на- резать резьбу Сверлильная Сверлить отверстие Патрон. дисковая Резцы масштабная Микрометр 20,0 25,0
III центра Патрон подрезной, проходной, расточной, плашка Сверло 12,0 4,1
IV Фрезерная Фрезеровать паз Приспособ- Фреза Штанген- 25,0 4,0
V Фрезерная Фрезеровать лыску ление Приспособ- пазовая Фрезы циркуль Штанген- 25,0 2,6
VI Термическая ление — циркуль — —
VII Шлифовальная Шлифовать наружный Патрон Шлифовальный Микрометр 11,0 5,5
VIII диаметр и торец Полировальная Полировать сферу Патрон круг Полироваль- 5,0 8,0
ный круг
262
Нормирование изготовления станочных приспособлений
КОНТРГАЙКА К ЦИЛИНДРИЧЕСКОЙ ДЕРЖАВКЕ КАРТА 12 Лист 3
№ опе- рации Наименование и содержание операции Приспособ- ление Инструмент Подготовитель- но-заключитель- ное время в мин. Штучное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, * 1 упор Пила дисковая Линейка масштабная 6,0 1,3
II Токарная Подрезать торцы, обто- чить, сверлить, расто- чить отверстие, наре- зать резьбу Патрон Резцы проход- ной, подрезной, расточной. Метчики Микрометр ' 20,0 в,5
III Сверлильная | Сверлить отверстия j t Патрон Сверла — 12,0 1,2
IV Термическая — — — — —
V Слесарная | Маркировать j - - -
; КОЛЬЦО КОНИЧЕСКОЕ РЕЗЬБОВОЕ 1 КАРТА 12 К ЦИЛИНДРИЧЕСКОЙ ДЕРЖАВКЕ | Лист 4
i 1 i-—ъ—U Материал — сталь 40X Ш । ш Ж 1 Ж Размеры детали в мм D L 45 25
№ опе- рации Наименование и содержание операции Приспособ- ление Инструмент Подготовитель- но-заключитель- ное время в мин. Штучное время в мин.
режущий | | измерительный
I II III 8 | IV 3 V VI Заготовительная Отрезать заготовку Токарная Подрезать торцы, обто- чить наружные диа- метры, сверлить, рас- точить отверстие,, на- резать резьбу Сверлильная Сверлить отверстия Термическая Полировальная Полировать^выточкк j Слесарная Маркировать Тиски/ упор Патрон Патрон Патрон Пила дисковая Резцы про- ходной, подрез- ной, расточ- ной. Сверла, метчики Сверла Полироваль- ный круг Линейка масштабная Микрометр 6,0 20,0 12,0 10.0 - 1Л 25,0 2,0 4.0
Нормирование изготовления станочных приспособлений
263
ПРУЖИНА КОЛЬЦЕВАЯ К ЦИЛИНДРИЧЕСКОЙ ДЕРЖАВКЕ КАРТА 12
Лист 5
Ks опе- рации Наименование и содержание операции Приспо- собление Инструмент Подготовитель- но-заключи- тельное время в мин. Штучное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, Пила Линейка 6,0 0,8
II Токарная Обточить по наруж- упор Патрон дисковая Резцы масштабная Микрометр 20,0 5,2
ш ному диаметру, сверлить отвер- стие Термическая проходной, подрезной. Сверла
IV Слесарная Разрезать кольцо на Тиски, Напильник, — 5,0 2,1
две детали и опи- лить верстак ножовка
ВТУЛКА ОПОРНАЯ К ДЕРЖАВКЕ КАРТА 12
ЦИЛИНДРИЧЕСКОЙ Лист 6
Материал — сталь 40Х
Размеры
детали
в мм
10
16
L
№ опе- рации Наименование и содержание операции Приспо- собление Инструмент Подготовитель- но-заключи- тельное время в мин. Штучное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, Пила Линейка 6,0 0,7
II Токарно-револь- верная Выточить упор Патрон дисковая Резцы масштабная Штанген- 20,0 6,1
ш Сверлильная Сверлить отверстия Патрон Сверла циркуль 10,0 0,2
IV Запрессовочная Запрессовать втулку Тиски Молоток — 5,0 0,5
I V Термическая — — — — —
j VI Зачистная Зачистить центра Патрон Наждачная — S 0,3
! VII Шлифовальная Шлифовать наруж- Патрон бумага Шлифоваль- Микрометр 11,0 5,5
VIII ный диаметр Слесарная Маркировать — ный круг — — —
КАРТА 12
ВАЛИК К ЦИЛИНДРИЧЕСКОЙ ДЕРЖАВКЕ
Лист 7
Материал- сталь 45
Размеры
детали
в мм
D
L
20,0
16,0
№ опе- рации Наименование и содержание операции Приспособление Ин'трумент П одготовительно- заключительное время Штучное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, упор Пила дисковая Линейка 6,0 0,7
II Токарная Подрезать торцы, зацентровать, обточить Патрон, центра Резцы подрезной, масштабная Микрометр 20,0 15,0
III по наружному диаметру, нарезать резьбу Фрезерная Фрезеровать лыски Тиски, болты, проходной. Сверла, плашка Фреза трех- Штангенциркуль 25,0 2,0
IV Слесарная Снять заусеницы после фрезерования планки Тиски, верстак сторонняя Напильник Штангенциркуль 5,0 1,5
V Термическая — —. — • —-
VI Запрессовка Запрессовать валик Тиски, верстак Молоток — 5 1,0
VII Паяльная „— — —
VIII Шлифовальная Шлифовать диаметр Патрон Шлифовальный Микрометр 17,0 3,0
круг
Нормирование изготовления станочных приспособлений
КАРТА 12
ГАЙКА К ЦИЛИНДРИЧЕСКОМ ДЕРЖАВКЕ
Лист 8
.Мате р и ал - сталь 45
Размеры
детали
в мм
L
20,0
4,0
№ • опе- рации Наименование и содержание операции Приспособление Инструмент Подготовительно- заключительное время в мин. Штучное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, упор Пила дисковая Линейка 6,0 0,5
II Токарная Обточить по наружному диаметру, подре- 11атрон Резцы проходной, масштабная Микрометр 20,0 5,2
III зать торцы, сверлить, нарезать резьбу Фрезерная Фрезеровать две лыски Тиски, болты, подрезной. Сверла, метчики Фреза трех- Штангенциркуль 25,0 0,8
IV Слесарная Снять заусеницы после фрезерования планки Тиски, верстак сторонняя Напильник 5,0 0,9
V Термическая — — — — —
VI Шлифовальная Шлифовать торец Магнитный стол Шлифовальный Микрометр 10,0 1,6
VII Фосфатирование — круг — — —
Нормирование изготовления станочных приспособлений 265
266
Нормирование изготовления станочных приспособлений
К ЦИЛИНДРИЧЕСКОЙ ДЕРЖАВКЕ КАРТА 12
Лист 9
i J W 1 - L й Материал — сталь 45 в Размеры детали > в мм D L 24,0 4,0
№ опе- рации [ Наименование и содержание операции Приспо- собление Инструмент Подготовитель- но-заключи- тельное время в мин. 1 Штучное | время в мин. 1 S
режущий измерительный
I II 1 IV ! V | VI VII VIII Заготовительная Отрезать заготовку Токарная Обточить по наружному диаметру, подрезать торцы, сверлить от- верстия Запрессовка Запрессовать втулку Паяльная Слесарная Снять наплывы Шлифовальная Шлифовать внутренний диаметр Шлифовальная Шлифовать торцы Шлифовальная Шлифовать наружный диаметр Тиски, упор Патрон Тиски, верстак Тиски, верстак Патрон Магнит- ный стол Патрон Пила дисковая Резцы проход- ной, подрезной, расточной, гал- те льны й. Сверла Молоток Напильник Шлифоваль- ный круг Шлифоваль- ный круг Шлифоваль- ный круг Линейка масштабная Микрометр : Калибр Микрометр Микрометр 6,0 20,0 5,0 18,0 10,0 11,0 1 0,6 4.1 1,5 2,7 2,0 4,1
| ПАТРОН ТОКАРНЫЙ ТРЕХКУЛАЧКОВЫЙ, j ' САМОЦЕНТРИРУЮЩИЙ КАРТА 13
Лист 1
z Гп \ Will .1? Нар нь диаь пат] в . 130 1 уж- 1етр эона мм 160
{ Наименование | и содержание операции Приспо- собление Инструмент Подготовитель- но-заключи- тельное время в мин. Штучное время в мин.
режущий измерительный
5 ! Слесарная ’ Полная слесарная обра- ; ботка всех деталей. Сборка, промывка, ; смазка, регулировка Тиски Напильник, отвертка, кисть Штанген- циркуль 15 90,0 100,0
Нормирование изготовления станочных приспособлений
267
КОРПУС К ТОКАРНОМУ ПАТРОНУ КАРТА 13 Лист 2
№ опе- рации Наименование и содержание операции' Приспо- собление Инструмент Подготовитель- но-заклк чи- тельное время в мин. Штучное время в мин.
режущий измерительный
I Токарная (предва- рительная) 45,0
н Обточить все внут- ренние и наруж- ные диаметры с припуском на окончательную обработку. Подре- зать торцы. Отре- зать заготовку Токарная (оконча- тельная) Патрон Резцы подрезной, отрезной, расточной Штанген- ' циркуль 15,0 40,0
! ш Подрезать торцы, расточить отвер- стия, обточить на- ружный диаметр и радиус Шлифовальная Оправка разжим- ная ко- нусная Резцы подрезной, расточной Штанген- циркуль 20,0 45,0 50,0
i IV Шлифовать торец Шлифовальная Магнит- ный стол Шлифоваль- ный круг Штанген- циркуль 8,0 10,0 5,5
! V Шлифовать наруж- ный диаметр (комп- лексно с крышкой) Фрезерная Оправка Шлифоваль- ный круг Штанген- циркуль 14,0 11,0 12,0
VI Фрезеровать три фасонных паза предварительно Фрезерная Тиски Специаль- ная фреза Штанген- циркуль 15,0 18,0 20,0
VII Фрезеровать три фасонных паза окончательно Слесарная Тиски Специаль- ная фреза Штанген- циркуль 25,0 21,0 23,0
VIII Снять заусеницы пос- ле фрезерования, зачистить, припи- лить пазы Слесарная Сверлить отверстия, Тиски, верстак Свер- Напильник Сверла, Штанген- циркуль 5,0 30,0 35,0
IX цапфенборить, нарезать резьбу. Собрать на винты корпус и крышку Координатно-рас- точная лильный станок цапфенбор, метчики Штанген- циркуль, калибр 12,0 50,0 55,0
X Вскрыть и расточить отверстия в кор- пусе и крышке Фрезерная Патрон ' Резцы Калибр 25,0 40,0 45,0
! Фрезеровать три па- за у крышки. Фре- зеровать три вы- борки у корпуса и крышки Тиски Фреза канавочная Штанген- циркуль 10,0 9,0 10,0
ь КРЫШКА К ТОКАРНОМУ ПАТРОНУ КАРТА 13
Лист 3
3 /од/ .Ш Материал — чутун /У/7 Нару диат пат] в жный яетр эона мм
□В 130 160
№ опе- рации Наименование и содержание операции Приспособление Инструмент Подготовительно- заключительное время в мин. Штучное время в мин.
режущий измерительный
I И III Токарная (предвар! Обточить все внутр метры с припуске карную обработку Токарная (окончате Подрезать торцы, р точки, проточить точить заточку Шлифовальная Шлифовать наружи! корпуса и крышк] ггельная) юнние и наружные диа- >м на окончательную то- . Подрезать торцы ильная) расточить отверстия вы- наружный диаметр, вы- ый диаметр (комплексно и) Патрон Специальная оправка с конусом Оправка центровая Резцы проходной, подрезной, расточной Резцы проходной, подрезной, расточной Шлифовальный круг Штангенциркуль Штангенциркуль, калибр Штангенциркуль 15,0 20,0 11,0 40,0 45,0 10,0 45,0 50,0 12,0
Нормирование изготовления станочных приспособлений
ДИ( Ж К ТОКАРНОМУ ПАТРОНУ КАРТА 13
Лист 4
М а т е р и а л — стал ь М) Наружный диаметр патрона в -мм
'\ к 130 160
№ опе- рации Наименование и содер: какие операции Приспособление Инструмент Подготовительно- заключительное время в мин. Штучное время в мин.
режущий | измерительный
I 11^ III IV V VI VII VIII Токарная (предварителы Подрезать торцы, обточт метр, сверлить, расточ окончательную обработ Токарная (окончательная Подрезать торцы, обточи метр, проточить конус, Токарная Обточить со стороны : кольцевую выточку Токарная Нарезать спираль на тор: резьбе Фрезерная Фрезеровать начало и kof спирали Слесарная Снять заусеницы и заправ Зуборезная Нарезать зуб Слесарная Снять заусеницы после । заправить зубья по чер зая) [ть наружный диа- ить отверстие под КУ 0 [ть наружный диа- снять фаски конуса, расточить це, снять фаски на_ гец захода и выхода ить концы спирали фрезеровки зуба и >тежу Патрон Специальная оправка Патрон Патрон Приспособление Тиски Оправка Тиски Резцы подрезной, проходной, расточной. Сверла Резцы подрезной, проходной, расточной. Сверла Резцы проходной, расточной Резец резьбовой Фреза Напильник Фреза Напильник Штангенциркуль Штангенциркуль Микрометр Индикатор Микрометр Микрометр 15 20 15 30 25 5,0 30 10 18,0 25,0 10,0 25,0 4,0 8,0 45,0 8,0 20,0 30,0 12,0 30,0 4,5 9,0 50,0 9,0
Нормирование изготовления станочных приспособлений
270
Нормирование изготовления станочных приспособлений
КАРТА 13
ШЕСТЕРНЯ К ТОКАРНОМУ ПАТРОНУ
Лист 5
М атер и а л — сталь 50
Наруж- ный диаметр , патрона в мм
130 160
№ опе- рации Наименование и содержание операции Приспо- собление Инструмент Подготовитель- но-заключи- тельное время в мин. Штучное время в мин.
режущий измерительный
I Токарная Полная токарная обработка наруж- ного диаметра и конуса. Подрезать торцы Патрон Резцы подрезной, проходной Штанген- циркуль 20.0 15,0 17,0 ।
II Шлифовальная Шлифовать наруж- ный диаметр и конус, подрезать торцы Патрон Шлифоваль- ный круг Микрометр 11,0 7,0 8,0
ш Зуборезная Нарезать зубья Оправка Резец Микрометр 30 18,0 20,0
IV Токарная Отрезать хвост, подрезать торцы, рассверлить от- верстие, снять фаски, расточить выточку Патрон Резцы отрезной, подрезной, расточной. Сверла Микрометр 15 9,0 1 ю,о| г i 1
V Долбежная Долбить квадрат Оправка, планки, болты Долбяк Штанген- циркуль 15 9,0 । 1 10,01
VI Слесарная Снять заусеницы по среднему диа- метру на выходе зуба Тиски Напильник Штанген- циркуль 10 3,0 3,5
VII Термическая — — — — — —
VIII Токарная Зачистить все диа- метры после кад- ки Патрон Наждачная бумага Штанген- циркуль 10,0 3,0 3,5
IX Токарная Снять заусеницы со стороны торца зуба Патрон Напильник — 5,0 5,0 5,5
Нормирование изготовления станочных приспособлений
2П
КУЛАЧКИ К ТОКАРНОМУ ПАТРОНУ КАРТА 13 Лист 6
Материал-— сталь 50
Наруж-
ный
диаметр
патрона
в мм
130 160
№ опе- рации Наименование и содержание операции Приспо- собление Инструмент Подготовитель- но-заключи- тельное время в мин. Штучное время в мин.
режущий измерительный
I Фрезерная Фрезеровать пло- Тиски Фреза ци- Штанген- 15,0 15,0 20,0
II скости и ребра Фрезерная Разрезать заготовки Тиски линдриче- ская Фреза циркуль Штанген- 15 7,0 8,0
III и заторцевать Шлифовальная Шлифовать два Магнит- дисковая Наждачный циркуль Штанген- 10,0 3,0 3,5
IV торца Токарная Нарезать зубья ный стол Патрон круг Резец циркуль Микрометр 60 20,0 23,0 !
V Фрезерная Фрезеровать уступы Приспо- Фреза Штанген- 15,0 6,0 6,5
VI (пакетом) Фрезерная Фрезеровать пазы собление Приспо- Фреза циркуль Штанген- 15,0 5,0 5,5
; VII с двух сторон Шлифовальная Шлифовать плоско- собление Магнит- пазовая Шлифоваль- циркуль Штанген- 10,0 10,0 12,0
VIII сти, выдержав размеры пазов Слесарная Снять заусеницы, ный стол Тиски ный круг ’Напильник циркуль Штанген- 10,0 13,0 14,0
IX фаски, пригнать по пазам корпуса, запилить зубья по спирали диска, клеймить поряд- ковый номер ку- лачка и патрона Токарная Расточить кулачок Патрон Резцы циркуль Штанген- 20,0 30,0 35,00
в собранном виде по радиусам, под- резать плоскости уступов, выбрать канавки,обточить наружный диа- метр, расточить внутренний диа- метр, проточить канавки проходной, подрезной, проточной, канавочный циркуль I i
272
Нормирование изготовления станочных приспособлений
КУЛАЧКИ К ТОКАРНОМУ ПАТРОНУ КАРТА 13 |
прод. листа 6
№ опе- рации Наименование и содержание операции Приспо- собление Инструмент Подготовитель- но-заключи- тельное время в мин. Штучное время в мин.
режущий измерительный
X Токарная i I
XI Обточить у кулачка радиус, подре- зать плоскости уступов, выбрать канавки, обточить наружный диа- метр, расточить внутренний диа- метр, проточить канавки Фрезерная Патрон Резцы проходной, подрезной, расточной, канавочный Микрометр ! 20,0 i i 30,0 1 35,0 ! 1
XII Фрезеровать четыре скоса у кулачков Слесарная Снять грат после фрезеровки ку- лачков Тиски Тиски Фреза ци- линдриче- ская Напильник Штанген-' циркуль : I 15,0 ! 10,0 3,0 j 2,0 3,5 2,5
XIII XIV Термическая Шлифовальная — — — — —
XV Шлифовать плоско- сти у кулачков Слесарная Магнит- ный стол Шлифоваль- ный круг t Микрометр 10,0 22,0 25,0
! XVI Зачистить кулачки после калки, по- догнать кулачки, обкатать по спи- ральной канавке. Разобрать и про- мыть кулачки и диск Шлифовальная Тиски Напильник 5,0 8,0 i 9,0
У кулачков в со- бранном виде шли- фовать радиусы, наружный и внут- ренний диаметры Патрон Шлифоваль- ный круг Микрометр i 11,0 22,0 25,0
18 Зак. 2/295
КЛЮЧ К ТОКАРНОМУ ПАТРОНУ КАРТА 13
Лист 7
№ опе- рации Наименование и содержание операции Приспособление Инструмент Подготовительно- заключительное время в мин. Штучное время в мин.
режущий измерительный
I Токарная
Отрезать, подрезать торцы, обточить по на- ружному диаметру Патрон Резцы отрезной, подрезной, проходной Штангенциркуль 20,0 8,0
II Фрезерная
III Фрезеровать квадрат Слесарная Приспособление Фрезы дисковые трехсторонние Штангенциркуль 15 3,0
Снять грат после фрезеровки, сверлить и развернуть отверстие диаметром 13 мм. Собрать с перекладиной. Полная сборка ключа Тиски Отвертка, напильник, сверло Штангенциркуль 10 10,0
Нормирование изготовления станочных приспособлений
274
Нормирование изготовления станочных приспособлений
КАРТА 14
ПАТРОН СВЕРЛИЛЬНЫЙ
Лист 1
Наименование и содержание
операции
Приспо-
собление
Инструмент
режущий
измеритель-
ный
Подгото-
вительно-
заключи-
тельное
время в мин.
Штуч-
ное
время
в мин.
Слесарная
Полная слесарная об-
работка всех деталей.
Сборка, промывка,
смазка и регулиров-
ка
Тиски
Напильник
Штанген-
циркуль
10,0
180,0
КЛЮЧ К СВЕРЛИЛЬНОМУ ПАТРОНУ
I Заготовительная Отрезать заготовку Тиски Пила диско- вая Линейка масштабная 6,0 0,5
II Токарная Обточить все размеры Центра, Резцы проход- Штанген- 20,0 25,0
III Зубострогальная Строгать зубья патрон Оправка ной, торцовый Резец циркуль Шаблон 20,0 20,0
ВКЛАДЫШ К СВЕРЛИЛЬНОМУ ПАТРОНУ
I Заготовительная Отрезать заготовку Тиски, упор Пила дисковая Линейка масштабная 6,0 1,5;
II Токарная 20,0 16,0
III Точить деталь оконча- тельно. Наружный диаметр накатать Фрезерная Патрон Резцы проход- ной, торцовый, расточной, накатка Микрометр
IV Фрезеровать паз Фрезерная Приспо- собление Фреза пазовая Штанген- циркуль 25,0 10,0
V Фрезеровать два скоса Слесарная Приспо- собление Фреза торцо- вая Штанген- циркуль 25,0 5,0 (
Обработать под калку Тиски Напильник Штанген- циркуль 5,0 . 3>°
Нормирование изготовления станочных приспособлений
275
: КОНУС К СВЕРЛИЛЬНОМУ ПАТРОНУ КАРТА 14 Лист 2
Конус Морзе
( 7 4- Размеры детали в мм Конус Морзе D d L 3 23,8 19,6 143 4 31,3 24,6 168 : 5 44,4- 35,7 200
Ц 1 L Материал — сталь 50
№ опера- ции Наименование и со- держание операции Приспо- собление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин. |
режущий измеритель- ный
I II III IV V VI VII Заготовительная Отрезать заготов- ку Токарная Точить все раз- меры чисто, ко- нус под шли- фовку Фрезерная Фрезеровать лап- ку Слесарная Снять заусеницы и фаски на лап- ке Термическая Зачистная Зачистить центра Шлифовальная Шлифовать на- ружный диаметр Тиски, упор Патрон Приспо- собление Тиски, верстак Патрон Центра Пила дис- ковая Резцы про- ходной, торцовый Фрезы по- лукруглые Напильник Наждачная бумага Шлифоваль- ный круг Линейка масштабная Микрометр Штанген- циркуль Линейка Калибр 6,0 20,0 15,0 5,0 11,0 1,2 30,0 1,0 3,0 12,0 1,5 35,0 1,1 4,0 0,3 16,0 2,0 | 45,0'; 1,3 6,0- 20,0
КОЛЬЦО К СВЕРЛИЛЬНОМУ ПАТРОНУ
№ опе- ра- ции Наименование и содержание операции Приспо- собление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штуч- ное время в мин.
режущий измеритель- ный
I Заготовительная Отрезать заготовку Тиски, Пила диско- Линейка 6,0 1,0
II Токарная черновая Подрезать торцы, свер- упор Патрон вая Резцы подрез- масштабная Микро- 15,0 35,0
III лить и расточить от- верстие. Обточить наружный диаметр Токарная чистовая Подрезать торцы, снять Патрон ной, проход- ной, расточ- ной. Сверла Резцы подрез- метр Пробка, 20,0 60,0
фаску с наружного диаметра, расточить отверстие, кольцевую выточку ной, проход- ной, расточ- ной шаблон
18*
276
Нормирование изготовления станочных приспособлений
КОЛЬЦО К СВЕРЛИЛЬНОМУ ПАТРОНУ КАРТА 14
- Лист 3
№ опе- ра- ции Наименование и содержание операции Приспо- собление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штуч- ное время в мин.
режущий измеритель- ный
I Заготовительная Отрезать заготовку Тиски, Пила диско- Линейка 6,0 2,5
II Токарная черновая Обточить под чистовую упор Патрон вая Резцы подрез- масштабная Штанген- 15,0 30,0
III обработку Токарная чистовая Обточить кольцо окон- Патрон ной, проход- ной Резцы подрез- циркуль Пробка 20,0 60,0
IV чательно по наруж- ному диаметру и вы- точки. Конус зуба не снимать Токарная Нарезать резьбу Оправка ной; проход- ной, расточ- ной Резец Шаблон, 15,0 60,0
V Токарная Снять конус зуба, об- Патрон Резцы проход- резьбовая пробка Шаблон 20,0 25,0
VI точить выточку окон- чательно — обточить конус и радиус Зубострогальная Строгать зубья ной, расточ- ной
VII Токарная Расточить внутреннюю Патрон Резец расточ- Шаблон 15,0 10,0
VIII выточку Фрезерная Фрезеровать шлиц, Тиски ной Фреза шлице- Штанген- 15,0 10,0
IX оставив перемычку шириной 3 мм Слесарная Обработать под калку Тиски вая Напильник циркуль Штанген- 5,0 12,0
X Термическая .— — циркуль — —
XI Токарная доводочная Зачистить после калки Патрон Притир, наж- Пробка 20,0 30,0
XII наружные диаметры, выточку и довести резьбу Слесарная Разломить кольцо на Гладкая дачная бума- га Пресс 5,0 4,0
две половинки под прессом конусная оправка
Нормирование изготовления станочных приспособлений
27
КОРП УС К л св ЕРЛИЛ1 зном; ПАТРОНУ КАРТА 14
J - yJkiTi Лист 4
№ опе- ра- ции Наименование и содержание операции Приспо- собление Инструл< режущий гент измеритель- ный Подготови- тельно-за- ключитель- ное время в мин. Штуч- ное время в мин.
I II III IV V VI VII Заготовительная Отрезать заготовку Токарная черновая Обточить под окона- тельную обточку Токарная чистовая Подрезать торцы, свер- лить и расточить от- верстие и конус, раз- вернуть отверстие, обточить наружные диаметры Слесарная Сверлить три отверстия диаметром 12,75 мм Слесарная Прочти зенкером три отверстия Токарная Сверлить отверстие на- проход со стороны корпуса Токарная Расточить две выточки, обточить поверху, снять фаски Тиски, упор Патрон Патрон, центра, оправка Кондук- тор Кондук- тор Кондук- тор Оправка Пила диско- вая Резцы подрез- ной, проход- ной Резцы подрез- ной, проход- ной, расточ- ной. Сверла, развертка Сверла Зенкер Сверла Резцы расточ- ной, галтель- ный Линейка масштабная Штанген- циркуль Микрометр, калибр, скоба Пробка Пробка Пробка Пробка, шаблоны, скобы 6,0 15,0 20,0 12,0 10,0 10,0 20,0 1,0 50,0 60,0 10,0 2,0 5,0 20,0
‘‘278
Нормирование изготовления станочных приспособлений
КУЛАЧОК К СВЕРЛИЛЬНОМУ ПАТРОНУ КАРТА 14
: — — Лист 5
№ one- Наименование и содержание Приспо- Инструмент Подготови- тельно-за- Штуч- ное
ра- ции рперации собление режущий измеритель- ный ключитель- ное время в мин. время в мин.
I Заготовительная Отрезать заготовку Тиски, упор Пила диско- вая Линейка масштабная 6,0 0,8
II Токарная
Точить все размеры окончательно, наруж- ный диаметр под шлифовку Центра, патрон Резцы проход- ной, подрез- ной Штанген- циркуль 20,0 12,0
III Шлифовальная
Шлифовать наружный диаметр Центра Шлифовальный круг Микрометр 11,0 3,0
IV Фрезерная Фрезеровать три скоса Приспо- собление Фреза конце- вая Штанген- циркуль 25,0 10,0
V Слесарная
Зенковать центра у всех кулачков строго одинаково Приспо- собле- ние Зенковка Микрометр 10,0 3,0
VI Токарная
VII Обточить под резьбу, прорезать канавку, нарезать резьбу Слесарная Приспо- собле- ние Резец резьбо- вой Микрометр, проволочки, резьбовое кольцо, гладкое кольцо 15,0 25,0
Обработка под калку Тиски, верстак Напильник Линейка 5,0 4,0
VIII Термическая — — — — —
IX Слесарно-сборочная Собрать с кольцом и корпусом — — — 10,0 10,0
X Шлифовальная
В собранном виде шли- фовать торцы кулач- ков Магнит- ный стол Шлифовальный круг Микрометр 10,0 3,0
XI Шлифовальная
В собранном виде рас- шлифовать кулачки Магнит- ный стол Шлифовальный круг Микрометр 10,0 8,0
Нормирование изготовления станочных приспособлений
279
НАРТА 15
ПАТРОН ДЛЯ ПЛАШЕК К РЕВОЛЬВЕРНЫМ
СТАНКАМ
Лист 1
... .1.. ор Размеры детали в мм D d L 45 25 90 50 30 112 60 38 115 70 45 120 85 55 .156
L
Наименование и содержание операции Приспо- собление Инструмент Подготовитель- но-заключи- тельное время в мин. Штучное время в мин.
режущий измеритель- ный
Слесарная Полная слесарная обра- ботка всех деталей. Сборка, промывка, смазка и регулировка Тиски, верстак Напильник, отвертка Штанген- циркуль 5,0 8,0
КОРПУС К ПАТРОНУ ДЛЯ ПЛАШЕК КАРТА 15
Лист 2
Размеры
детали
в мм
45
30
52
37
60
40
70
45
85
58
D
L
'Материал—- сталь 45
№ опе- ра- ции Наименование и содержание операции Приспо- собле- ние Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измери- тельный
I Заготовительная Отрезать заго- Тиски, Пила дис- Линейка 6,0 0,9 1,1 1,3 1,7 2,2
II товку Токарная Подрезать тор- упор Патрон ковая Резцы под- мас- штабная Микро- 20,0 10,3 11,7 12,8 13,9 17,3
III цы, обточить, сверлить от- верстие, расто- чить выточку Фрезерная Фрезеровать вы- Тиски, резной, рас- точной, проходной. Сверла Фреза дис- метр Штан- 25,0 2,8 3,0 3,1 3,3 ,3,6
IV ступ Сверлильная Сверлить отвер- болты, планки Патрон ковая трех- сторонняя Сверла генцир- куль 12,0 2,4 2,7 2,8 2,9 3,0
V VI VII стия Слесарная Снять заусенцы, нарезать резьбу Термическая Очистная Тиски, вер- стак Напильник Штан- генцир- куль 5,0 16,0 18,0 23,0
VIII Шлифовальная — — — — — — — — —
Шлифовать внут- Патрон Шлифоваль- Калибр 18,0 3,5 4,1 4,3 4,7
IX ренний диа- метр выточки Слесарная Маркировать — ный круг — — — — — —
280
Нормирование изготовления станочных приспособлений
ХВОСТ К ПАТРОНУ ДЛЯ ПЛАШЕК КАРТА 15
Лист 3
Размеры
детали
в мм
45,0
84,0
52,0
60
100
70
85
105
140
D
L
Материал — сталь 40Х
№ опе- ра- ции Наименование и содержание операции Приспо- собление Инструмент Подго- тови- тельно- заклю- читель- ное время в мин. Штучное время в мин.
режущий измери- тельный
I Заготовитель- ная
Отрезать заго- товку Тиски, упор Пила дис- ковая Линейка масштаб- ная 6,0 1,3 1,7 1,9 2,4 3,2
II Токарная
Подрезать тор- цы, обточить диаметры, сверлить от- верстие, снять фаски, обто- чить галтели Патрон Резцы про- ходной, подрезной, галтельный. Сверла Микро- метр 20,0 16,6 17,3 18,8 20,7 26,5
III Фрезерная Фрезеровать паз Тиски, болты, планки Фреза дис- ковая трех- сторонняя Штан- генцир- куль 25,0 3,0
IV Сверлильная
Сверлить отвер- стие, нарезать резьбу Патрон Сверла, метчики •— 10,0 1,4 1,5
V Слесарная
Снять заусен- цы Тиски, верстак Напильник — 5,0 3,0
VI Термическая — — •— — — — — — —
VII Очистная — — — — — — — — —
VIII Шлифовальная
Шлифовать диа- метры Патрон Шлифоваль- ный круг Микро- метр 11,0 9,8 10,1 — 10,7 12,3
IX Слесарная Маркировать — — — — — — — — —
Нормирование изготовления станочных приспособлений
281
ПАТРОН ДЛЯ МЕТЧИКОВ К РЕЗЬБОНАРЕЗНЫМ
СТАНКАМ
КАРТА 16
Лист 1
L
Наименование и содержание
операции
Слесарная
Полная слесарная обра-
ботка всех деталей.
Сборка, промывка,
смазка и регулировка
Приспо-
собление
Тиски,
верстак
Размеры D 50,0 62
детали в мм L 10,0 136
Конус Морзе 2 3
Инструмент
режущий
измеритель-
ный
Подготовитель-
но-заключи-
тельное время
в мин.
Штучное
время
в мин.
-Напильник,
отвертка
Штанген-
циркуль
5,0
12,5
ХВОСТ К ПАТРОНУ ДЛЯ МЕТЧИКОВ
КАРТА 16
Лист 2
— —
fj—k
Размеры
детали
в мм
D
L
42,0
92,0
53,0
112,0
Материал — сталь 20
№ опе- ра- ции Наименование и содер- жание операции Приспо- собление Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измеритель- ный
I Заготовительная Отрезать заготовку Тиски, Пила диско- Линейка 6,0 0,8 1,1
11 Токарная Обточить, подрезать упор Патрон вая Резцы проход- масштабная Микрометр 20,0 16,0 20,0
III торцы, сверлить и расточить отвер- стие и конус Долбежная Долбить шпоночный Оправка, ной, подрезной, расточной. Сверла Резец долбеж- ( Калибр 11,0 2,7 2,8
IV паз Фрезерная Фрезеровать окно планки, болты, Тиски, ный Фреза диско- Штанген- 25,0 10,7 11,2
V Слесарная Снять заусенцы болты, планки Тиски, вая трехсто- ронняя Напильник циркуль 5,0 5,0 —
VI Термическая верстак — —- — — —
VII Очистная •— — — •— — -—
VIII Шлифовальная Шлифовать внутрен- Патрон Шлифовальный Калибр 18,0 14,3 15,6
IX ние диаметры и конус Шлифовальная Шлифовать наруж- Патрон круг Шлифовальный Микрометр 11,0 4,5 6,6
X ный диаметр Слесарная Маркировать — круг — — — —
282
Нормирование изготовления станочных приспособлений
КОРПУС К ПАТРОНУ ДЛЯ МЕТЧИКОВ КАРТА 16 Лист 3
А - L I а.' L —: гериал — ci ’аль 4( )Х Размеры детали в мм D L 50,0 75,0 62,0 85,0
№ опе- ра- ции Наименование и содержание операции Приспо- собление Инструмент Подготови- тельно-за- ключитель- ное время в мин, Штучное время в мин.
режущий измеритель- ный
I II III IV V VI VII VIII IX X Заготовительная Отрезать заго- товку Токарная Обточить по на- ружному диа- метру, подре- зать торцы, сверлить, рас- точить отвер- стие и выточки Фрезерная Фрезеровать ок- но Сверлильная Сверлить отвер- стие Слесарная Снять заусенцы Термическая Очистная Шлифовальная Шлифовать на- ружный диа- метр Шлифовальная Шлифовать внут- ренний диаметр Притирка отвер- стия Притереть отвер- стие Тиски, упор Патрон Патрон Патрон Тиски, верстак Патрон Патрон Патрон Пила диско- вая Резцы подрез- ной, проход- ной, расточ- ной. Сверла Фреза конце- вая Сверло Напильник Шлифовальный круг Шлифовальный круг Притир Линейка масштабная Микрометр Штанген- циркуль Микрометр Калибр 6,0 20,0 25,0 12,0 5,0 11,0 18,0 20,0 1,5 15,2 4,4 1,9 4,0 5,0 8,0 3,0 2,1 17,7 5,3 2,0 4,0 6,0 9,3 3,0
Нормирование изготовления станочных приспособлений
283
КАРТА 16
ВТУЛКА К ПАТРОНУ ДЛЯ МЕТЧИКОВ
Лист 4
№
опе-
рации
Материал — сталь 40Х
Наименование
и содержание операции
I Заготовительная Отрезать заготовку Тиски, упор
II Токарная Обточить по диаметру, подрезать торцы, сверлить, расточить отверстие Патрон
III Фрезерная Фрезеровать окно Патрон
IV Сверлильная Сверлить отверстие Патрон
V Слесарная Снять заусенцы Тиски, верстак
VI Термическая —
VII Очистная —
VIII Шлифовальная Шлифовать внутренний диаметр Патрон
IX Шлифовальная Шлифовать наружный диаметр Патрон
Размеры D
детали
в мм L
25 32
103 128
Приспо-
собление
Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измерительный
Пила дис- ковая Резцы проходной, подрезной, расточной. Сверла Фреза концевая Сверло Напильник Шлифоваль- ный круг Шлифоваль- ный круг Линейка масштабная Микрометр Штанген- циркуль Калибр Микрометр 6,0 20,0 25,0 12,0 5,0 18,0 11,0 0,9 12,0 5,0 2,1 0, 6: 4,0 1,1 13,4 5,5 2,2 .5 ,0 6,0
284
Нормирование изготовления станочных приспособлений
ПАТРОН ДЛЯ ГАЕЧНЫХ МЕТЧИКОВ
КАРТА 17
Лист 1
Размеры
детали
в мм
D
L
55,0
155,0
65,0
175,0
Наименование
и содержание операции
Приспо-
собление
Инструмент
режущий
измерительный
Подготови-
тельно-заклю-
чительное
время в мин.
Штучное
время
в мин.
Слесарная
Полная слесарная обра-
ботка всех деталей.
Сборка, промывка,
смазка и регулировка
Тиски,
верстак
Напильник,
отвертка
Штанген-
циркуль
5,0
3,5
КОРПУС К ПАТРОНУ ДЛЯ ГАЕЧНЫХ
МЕТЧИКОВ
КАРТА 17
Лист 2
Ч— л
1 н — ' /
Материал — сталь 40Х
Размеры
детали
в мм
D
L
40
140
50
160
№ опе- рации Наименование и содержание операции Приспо- соблёние Инструмент Подготови- тельно-за- ключитель- ное время в мин. Штучное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, Пила дис- Линейка 6,0 1,1 1,5
II Ковочная Ковать корпус упор Молот ковая масштабная Шаблон 10,0 5,0 6,0
III Токарная Подрезать торцы, обто- Патрон Резцы Микрометр 20,0 46,2 18,5
IV чить по наружному диаметру, сверлить отверстие Фрезерная Фрезеровать лапку Патрон проходной, подрезной, расточной. Сверла Фреза Штанген- 25,0 1, ,0
V на хвосте Сверлильная Сверлить отверстия Патрон концевая Сверла циркуль 12,0 3,0
VI Слесарная Снять заусенцы Тиски, Напильник‘ — 5,0 0,5
VII Слесарная Клеймить верстак
VIII Термическая — — — — — —
IX Зачистная Зачистить центра Патрон Наждачная —. — о ,з
X Шлифовальная Шлифовать наружный Патрон бумага Шлифоваль- Калибр 11,0 8,8 11,0
XI диаметр и хвостовик Шлифовальная Шлифовать внутренний Патрон ный круг Шлифоваль- Микрометр 18,0 5. ,5
диаметр ный круг
Нормирование изготовления станочных приспособлений
285
ВТУЛКА К ПАТРОНУ ДЛЯ ГАЕЧНЫХ КАРТА 17
МЕТЧИКОВ Лист 3
j1
Размеры
детали
в мм
55,0
65,0
58,0
D
L
Материал — сталь 20
№ опе- рации Наименование и содержание операции Приспо- собление Инструмент Подгото- вительно- заключи- тельное время в мин. Штучное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, упор Пила дисковая Линейка масштабная • 6,0 1,1 1,3
II Токарная Обточить по диаметру, подрезать торцы, сверлить, расточить отверстие Патрон Резцы проходной, подрезной, расточной. Сверла Микрометр 20,0 13,8 14,3
III Сверлильная Сверлить отверстия Патрон Сверла — 12,0 2,5
IV Слесарная Снять заусенцы. На- резать резьбу Тиски, верстак Напильник, метчики Калибр 5,0 8 ,5
V Термическая — — — — — —
VI Очистная — — — — — —
VII Шлифовальная Шлифовать внутренний диаметр Патрон Шлифоваль- ный круг Калибр 18,0 4,5 4,7
VIII Шлифовальная Шлифовать наружный диаметр Патрон Шлифоваль- ный круг Микрометр 11,0 5,4 6,6
IX Слесарная Маркировать — — — — — —
286
Нормирование изготовления станочных приспособлений
ПАТРОН ЦАНГОВЫЙ для сверл
КАРТА 18
Лист 1
Конде Морзе
Размеры
детали
в мм
D
L
31,2
108,0
36,9
131,0
Наименование
и содержание операции
Приспо-
собление
Инструмент
режущий
Конус
Морзе
1
2
измерительный
Подготови-
тельно-заклю-
чительное
время в мин.
Штучное
время
в мин.
Слесарная
Полная слесарная обра-
ботка всех деталей.
* Сборка, промывка,
смазка и регулировка
Тиски,
верстак
Напильник,
отвертка
Штанген-
циркуль
5,0
7,5
КОРПУС К ЦАНГОВОМУ ПАТРОНУ
ДЛЯ СВЕРЛ
КАРТА 18
Лист 2
' ч
1 V А-А .
Размеры
детали
в мм
D
L
25,4
36,9
103,0
125,0
М а т е р и а л — сталь 40Х
№ опе- р а^ии Наименование и содержание операции Приспо- собление Инструмент Подгото- вительно- заключи- тельное время в мин. Штучное время в мин.
режущий измерительный
I Заготовительная Отрезать заготовку Тиски, Пила Линейка 6,0 0,9 1,1
II Токарная Обточить кругом, под- упор Патрон дисковая Резцы проход- масштабная Микрометр 20,0 21,4 24,9
III резать торцы, свер- лить, расточить отвер- стие, нарезать резьбу, снять фаски Фрезерная Фрезеровать шести- Тиски, бол- ной, подрезной, расточной, резьбовой. Сверла Фреза диско- Штанген- 25,0 3,6 4,2
IV гранник Фрезерная Фрезеровать хвостовик ты, планки Патрон вая трехсто- ронняя Фреза концевая циркуль Штанген- 25,0 0,9 1,0
V Слесарная Снять заусенцы после Тиски, Напильник циркуль Штанген- 5,0 2 'о
VI фрезерования Термическая верстак циркуль - । 1
VII Очистная — — — — —
VIII Зачистная Зачистить центра Патрон Наждачная 0,3
IX Шлифовальная Шлифовать наружный Патрон бумага Шлифоваль- Микрометр 14,0 . 3,8 4,7
X диаметр хвостовика Шлифовальная Шлифовать внутренний Патрон ный круг Шлифоваль- Калибр 18,0 7,9* 8,5
XI диаметр и конус Слесарная Маркировать — ный круг — —
ГЛАВА VI
НОРМИРОВАНИЕ СЛЕСАРНЫХ РАБОТ ПО ИЗГОТОВЛЕНИЮ
ПРЕСС-ФОРМ
Методика нормирования слесарной обработки' при изготовлении пресс-
форм рассматривается на примерах изготовления следующих изделий:
а) пресс-форм для деталей из пресспорошка (пластмасс);
б) пресс-форм для точного (прецизионного) литья;
в) пресс-форм для -литья под давлением.
При изготовлении всех трех видов пресс-форм сказывается влияние
как общих для всех факторов, так и факторов, присущих каждому виду
в отдельности.
Основными факторами, влияющими на трудоемкость изготовления
пресс-форм, являются конструкция прессуемой (отливаемой) детали и
конструкция пресс-формы.
Каждый завод или группа заводов имеют свои конструкции и нор-
мали, в значительной степени отличающиеся от конструкций, имею-
щихся на других заводах. Общесоюзных нормалей или стандартов пока
не имеется. Это обстоятельство в значительной мере влияет на методику
разработки нормативов и техническое нормирование указанных работ.
Слесарная обработка и сборка пресс-форм относятся к единичному
типу производства. Дублеры изготовляются через определенные проме-
жутки времени в тех случаях, когда основное производство изготовле-
ния деталей (из пластмасс, под давлением) крупносерийное или мас-
совое.
Общие условия, принимаемые при разработке нормативов. При раз-
работке рассматриваемых нормативов на слесарную обработку и сборку
пресс-форм были приняты следующие условия:
1. На все изготавливаемые пресс-формы имеется комплект чертежей
(по деталям и общим видам) с картами технологических процессов.
2. Механическая обработка деталей пресс-форм выполняется на то-
карных, строгальных, фрезерных, плоскошлифовальных, круглошлифо-
вальных и долбежных станках.
3. Разметка сложных деталей и растачивание базовых отверстий
производится на координатно-расточных станках. Разметка простых
фигур выполняется слесарем.
4. Места, недоступные для станочной обработки, обрабатываются
слесарем (высверливание, распиливание вручную).
5. Разделка всех крепежных отверстий выполняется слесарем.
6. Детали пресс-форм, имеющие наружные контуры круглой, ква-
дратной и прямоугольной форм, после станочной обработки опилива-
нию не подвергаются; только снимают фаски и зачищают заусенцы.
7. Припуски на опиливание рабочих поверхностей и мест сопряже-
ния деталей после станочной обработки не превышают 0,1—0,2 мм на
сторону в .зависимости от габаритов деталей.
8. Пресс-формы испытывают в цехе в присутствии мастера уча-
стка — изготовителя пресс-форм.
288
Нормирование слесарных работ по изготовлению пресс-форм
Разработка нормативов на изготовление пресс-форм для пластмасс.
Конструкции пресс-форм отличаются большим разнообразием, что за-
висит от сложности детали, серийности производства, вида прессования
и прессового- оборудования.
Детали, из которых состоят пресс-формы, разбиты по слесарной об-
работке и сборке в основном на два вида: рабочие и конструктивные
детали пресс-форм.
К рабочим деталям относятся детали, образующие контуры прессуе-
мого изделия (пуансоны, матрицы, вкладыши, стержни, подкладки).
Все рабочие детали, необходимые для формирования всего прессуемого
изделия, представляют собой комплект рабочих деталей. К конструк-
тивным относятся детали вспомогательного характера, не участвующие
непосредственно в образовании прессуемого, изделия (загрузочные ка-
меры, литниковые системы, детали для съема прессуемых изделий
и т. п.).
Слесарная обработка рабочих деталей — самый сложный, ответ-
ственный и трудоемкий процесс изготовления пресс-форм. Поверхности
рабочих деталей, которые непосредственно соприкасаются с пластиче-
ским материалом и образуют форму прессуемого изделия, должны
обладать высокой твердостью, износоустойчивостью и несм.ачиваемо-
стью. Для соблюдения этих условий слесарная обработка рабочих де-
талей выполняется согласно требованиям по чистоте и классу точности.
Места, непосредственно соприкасающиеся с пресс-материалом, и места,
имеющие скользящую посадочную часть, обрабатываются ((после ста-
ночной обработки, термообработки и хромирования) до 2-го класса
точности при чистоте V 12. Места неподвижного соединения обрабаты-
ваются (после станочной обработки и термообработки) окончательно
до 2-го класса точности при чистоте до V 9.
Конфигурации прессуемых изделий не аналогичны. Прессуемое из-
делие представляет собой группу различных по форме внутренних и
наружных контуров (уступов, выступов, пазов, окон, отверстий сквоз-
ных и глухих). Детали, оформляющие прессуемое изделие, имеют
отдельные части общего контура. Поэтому по рисунку прессуемого изде-
лия можно представить конфигурацию деталей, оформляющих про-
филь изделия.
Каждая рабочая деталь, участвующая в формировании прессуемого
изделия, оформляет только часть общего контура изделия. Следова-
тельно, для того, чтобы установить норму времени на обработку той
или иной рабочей детали, необходимо установить время на обработку
каждой линии. А так как различная форма линий (окружности, прямые,
дуги, овалы и т. д.) по времени обработки слесарем различна, то все эти
линии необходимо разделить на группы.
В зависимости от конструкции (конфигурации) .прессуемых изделий
из пластмасс пресс-формы разбиты на четыре группы.
К> I группе относятся прессуемые изделия либо отдельные части
(участки) их .поверхности, имеющие цилиндрическую форму в виде
выступов, уступов или отверстий (гладких, резьбовых, сквозных и глу-
хих) .
Ко II группе,относятся прессуемые изделия либо отдельные части
их поверхности, имеющие квадратную, прямоугольную или многоуголь-
ную форму в виде выступов, уступов, пазов и окон сквозных и
глухих.
К Ш группе относятся прессуемые изделия либо отдельные части
их поверхности, имеющие дуговую (выпуклую и вогнутую) форму
в виде выступов, уступов, пазов и окон сквозных и глухих.
Нормирование слесарных работ по изготовлению пресс-форм
289
К IV группе относятся прессуемые изделия либо отдельные части
их поверхности, имеющие фасонную, овально-сферическую форму,
форму эллипса в виде выступов, уступов, пазов и окон сквозных и глу-
хих.
В случаях, когда в комплекте рабочих деталей встречаются участки
различных групп слесарной обработки, необходимо определять время
на участки для каждой группы в отдельности, а затем суммировать
все времена.
При конструкциях многоместных пресс-форм время, подсчитанное
на комплект рабочих деталей, оформляющих одно прессуемое изделие,
умножается на количество одновременно прессуемых изделий.
Определение длины радиусной поверхности. 1. Длина дуги тем
больше, чем больше отношение длины стрелы h к длине хорды а.
Отношение ............ 0,2 0,3 0,4 0,5
Коэффициент к длине хорды 1,1 1,25 1,4 1,55
Следовательно, получив отношение длины стрелы к длине хорды,
можно найти длину дуги, умножив длину хорды на соответствующий
коэффициент. •
2. В случае, когда в чертеже помещен радиус дуги (подлежащей
обработке) и угол 90°, для нахождения длины дуги радиус следует
умножить на коэффициент 1,5.
При нормировании подсчитывается только та площадь рабочей
детали, с помощью которой образуется прессуемое изделие и для полу-
чения которой необходима слесарная обработка.
Расчет нормы времени на полную слесарную обработку пресс-форм
производится путем суммирования норм времени на отдельные виды
работ.
Нормативы на слесарную обработку и сборку -пресс-форм укрупнены
и дают сразу величину .штучно-калькуляционного времени на комплекс
приемов при единичном производстве.
Нормативы включают:
а) оперативное время;
б) время обслуживания рабочего места и время на отдых и есте-
ственные надобности;
в) подготовительно-заключительное время.
При разработке таких нормативов оперативное время определяется
на основании проведения наблюдений методом фотохронометража,
остальные времена—путем проведения наблюдений при помощи фото-
графии рабочего дня.
Нормативы времени на все комплексы приемов, охватывающих пол-
ную слесарную обработку и сборку пресс-форм, скомпонованы
в 12 карт.
В карте 1 содержатся нормативы на слесарную обработку и сборку
комплекта рабочих деталей цилиндрической формы с цилиндрической
посадочной частью (стержни, толкатели-выталкиватели, вставки-вкла-
дыши, направляющие и фиксирующие колонки' и втулки, резьбовые
кольца, знаки гладкие и резьбовые).
В картах 2—4 содержатся нормативы на обработку комплекта ра-
бочих деталей пресс-форм (прямоугольных, квадратных, многоуголь-
ных, радиусных, овально-сферических форм).
19 Зак. 2/295
290
Нормирование слесарных работ по изготовлению пресс-форм
Учитывая конструктивные особенности пресс-форм, дополнительна
приводятся нормативы времени на следующие 'виды работ: слесарную
обработку обойм-матриц и промежуточных деталей пресс-форм (кар-
та 5), на обработку литниковой системы (карта 6), разметку съем-
ных деталей (карта 7), опиливание фасок и дуг (карта 8), клеймение
узлов пресс-форм (карта 9), полирование гравированных знаков на ра-
бочих деталях (карта 10), сверление отверстий (карта И).
Расчет норм времени на разметку и кернение (фиг. 1, карта 7)'про-
изводится так: подсчитываем общее количество выдерживаемых разме-
ров на разметку данной фигуры. Имеем 7 линейных размеров: 145; 112,
55; 45; 35; 22,5; 20,4 и 10 радиусов; 4R2; 1R6; 4R3 и R15. Время на
разметку 17 размеров составит 19 мин.
Для определения нормы времени на кернение подсчитываем длину
линии' кернения, она будет 55 X 2 + 145 X 2 4- 112 X 4 4- 35 X 2 4- 45 4-
+ (R2 X 3,14) X 4 + (R3 X 3,1.4) X 5 4 15 X 3,14 = 410 + 290 +
4- 448 4- 70 4- 45 + 25,12 4- 47,4 4- 47,1 = 1082,32 мм.
В карте наибольшая длина кернения 600 мм, для определения вре-
мени на длину кернения 1082,32 мм находим время на длину 600 мм,
оно составляет 7 мин., и на 500 мм — 5,9 мин. Таким образом, время
кернения 1082,32 мм составит 7 4- 5,9 = 12,9 мин.
В карте 12 даны нормативы времени на сборку и слесарную обра-
ботку пресс-форм.
Разработка нормативов на изготовление пресс-форм для точного
литья. Изготовление деталей из черных и цветных металлов по выплав-
ляемым моделям получило широкое распространение. Метод точного
литья обеспечивает получение большой точности форм и размеров де-
талей, необходимую чистоту их поверхности, высвобождает станочное
оборудование, сокращает механическую обработку.
Слесарная обработка рабочих деталей пресс-форм для точного литья
производится окончательно после станочной обработки до 3-го класса
точности при чистоте V7—9. Детали пресс-форм обычно изготовляют
из стали 35.
Методика (разработки нормативов, определения групп сложности
и т. п. принята та же, что в отношении пресс-форм для деталей, прес-
суемых из пластмасс.
Расчет нормы времени на полную слесарную обработку пресс-форм
производится путем суммирования норм времени на отдельные комп-
лексы приемов.
Нормативы на слесарную обработку и сборку пресс-форм скомпоно-
ваны в семь карт.
Для слесарной обработки и оборки деталей цилиндрической формы
I группы сложности применяется карта 13»
Для слесарной обработки комплекта рабочих деталей II, III,
IV групп сложности применяются карты 14—46.
Нормативы на сборку пресс-форм даны в карте 17.
Нормирование слесарных работ по изготовлению пресс-форм 291
19*
292
Нормирование слесарных, работ по изготовлению пресс-форм
Кроме того, в зависимости от конструкции отливаемого изделия
даны дополнительные нормативы на следующие виды работ:
а) на сборку толкателей (карта 18);
;б) на слесарную обработку планок, движков, крышек (карта 19);
в) на сборку зажима (карта 20).
Клеймение нормируется по карте 9.
Методика разработки нормативов и расчет нормы времени на сле-
сарную обработку пресс-форм для литья под давлением аналогичны
изложенным выше применительно к изготовлению пресс-форм для
пластмасс и точного литья.
По такой же методике могут быть разработаны нормативы на изго-
товление металлических форм.
Разработка нормативов на изготовление пресс-форм для литья под
давлением. Основные методические положения разработки нормативов
слесарной обработки пресс-форм для литья под давлением остаются
те же, что и для пресс-форм для деталей из пластмасс.
Слесарная обработка формообразующих частей пресс-форм после
станочной обработки производится по 2—3-му классу точности при ча-
стоте V 8—10.
Обработка формообразующей (рабочей) поверхности пресс-форм для
литья под давлением нормируется по нормативам на изготовление
пресс-форм для пластмасс с коэффициентом 0,7 по картам 1, 2, 3, 4,
сборка по карте 12, разметка, опиловка .и клеймение по картам 7, 8и9.
Пример расчета норм времени на слесарную обработку и сборку
пресс-формы для изготовления изделия из пластмасс. Производится
расчет времени на слесарную обработку и сборку пресс-формы
(фиг. 2).
Прессуемое изделие — каркас (фиг. 3—6) имеет поверхности трех
разных групп обработки — I, II и III. Обойма матрицы опиливаемая,
прямоугольной формы. Наименование и количество деталей пресс-
формы помещены в спецификации чертежа.
Комплект рабочих деталей состоит из пуансона, обоймы, вкладыша,
стержня и подкладки — всего пять деталей.
Конструктивных деталей две: держатель и муфта.
а) Расчет площади поверхностей комплекта рабочих деталей II группы
обработки (фиг. 2)
! № де- 1 тали Название детали № кар- ты Обрабатываемые размеры В СМ Суммарная пло- щадь рабочих поверхностей в см2
5 Стержень (1,75X3,0)Х2 (1,95ХЗ,О)Х2 10,5 11,7
4 1 6 Вкладыш Пуансон Подкладка 2 (2,05X3,0) X 2 (2,25X3,0) Х2 (3,7X3,9) X 2- (1,95 X1,75)Х2 (0,1ХЗ,9)Х4 (0,1 ХО,775)Х8 (1,6хО,15)Х2 (2,О5ХО,15)Х2 (3,7X3,9) X 2 — (1,95Х 1,75)Х2 (О,1ХЗ,9)Х4 (0,1 ХО,775)Х8 (1,6ХО,15)Х2 12,3 13,5 21,495 1,56 0,62 0,42 0,614 21,495 1,56 0,62 0,42
Итого площадь рабочих поверхностей по II группе . . . 96,804
Нормирование слесарных работ по изготовлению пресс-форм
29$
Клеймят пуансон, обойму матрицы с подкладкой и вкладышами $
муфту с толкающим устройством.
Расчет нормы времени начинают с определения по чертежу nped*
суемого изделия площадей обрабатываемых рабочих деталей пресс»
формы. По фиг. 2 и 3 видно, что квадратное отверстие размером
1,75 X 1,95 см образуется на прессуемом изделии стержнем (деталь 5).
Щеки каркаса образуются пуансоном (деталь 1) и подкладкой (де-
таль 6'). Четыре внутренние стороны щеки и размеры 2,05 и 2,25 см
образуются вкладышем (деталь 4).
По карте 2 время на обработку рабочих поверхностей II группы
площадью 96,804 см2 при количестве рабочих деталей до 5 составив
20,3 часа.
б) Расчет площади поверхностей комплекта рабочих деталей Ш группы
обработки (фиг. 2)
детали Название детали № карты Обрабатываемые размеры в см Суммарная плошадь рабочих поверхностей в см2
1 Пуансон (R 0,9Х1.5)Х4 0,81
(R 0,25ХЗ,0)Х4 4,5
4 Вкладыш 3 (R 0,15Х2,25)Х4 2,02
5 Стержень (R 0,15Х2,05)Х4 1,84
Итого площадь рабочих поверхностей по III группе 9,18
На обработку поверхностей рабочих деталей по III группе площадью
9,18 см2 по карте 3 составляет при 5 рабочих деталях 14,5 часа.
в) Слесарная обработка комплекта рабочих деталей и сборка пресс-форм
I группы
№ детали Название детали № карты Обрабатываемые размеры в см Время в час. на все детали
диаметр высота
7 Толкатели 1 13 97 0,43X4=1,72
Итого время на обработку поверхностей I группы 1,72
г) Слесарная обработка обойм матриц (фиг. 2, 4)
№ де- тали Название детали № кар- ты Размеры опи- ливаемой по- верхности в мм Коли- чество отрез- ков Чисто- та об- работ- ки Коэффици- ент, зави- сящий от чистоты обработки Время в час.
на один отрезок на все отрезки
длина ширина
62 25 4 VII 1,4 0,6X1,4 3,36
60 25 4 VII 1,4 0,5X1,4 2,8
2 Обойма 5 62 60 /?1 4 4 VII VII 1,4 1,4 0,5X1,4 0,4X14 2,8 2,24
58 28 4 V8 1,0 0,5X1,4 2,8
56 28 4 V8 1,0 0,5X1,4 2,8
Итого времени на обработку внутренних поверхностей 16,8
обоймы под вкладыш составляет . . .
294
Нормирование слесарных работ по изготовлению пресс-форм
д) Опиливание фасок и дуг у конструктивных деталей (фиг. 2, 5, 6)
№ дета- ли Название детали № кар- ты Обрабатывае- мые размеры детали в мм Фаски 0,5x45 Дуги
Длина опили- ваемо- го от- резка в мм Коли- чество отрез- ков Общая длина в мм Вре- мя в час. Ра- диус -7? Вы- сота h Коли- чест- во Вре- мя в час.
8 Держатель Q 62X62X12 62 8 496 0,063 10 12 4 0,19
9 Муфта О 62x62X21 62 8 496 0,063 10 21 4 0,30
Итого . . 0,126 0,49
По карте 8 время на опиливание фасок и дуг составит 0,126 4- 0,49
— 0,616 часа.
е) Клеймение (шрифт крупный)
1 № 1 карты Узлы пресс-формы, подлежащие клеймению Количество знаков
I 9 Пуансон Обойма матрицы с подкладкой и вклады- шами Муфта с толкающим устройством 8 8 8
По карте 9 время на клеймение пресс-формы составит (0,47 X 8) X
X 3 = 41,28 мин., или 0,19 часа.
ж) Слесарная обработка и сборка пресс-формы. По карте 12 в зависимости
от длины и диаметра винтов, штифтов и фиксаторов находим время в часах
на сборку пресс-формы (фиг. 2)
| № детали Название детали Количество деталей Размеры детали в мм Время в час.
на одну деталь |на пресс-форму
10 Винт 3 М8-35 0,17 0,51
12 Винт 1 М8-22 0,15 0,15
14 Винт 4 М8-18 0,15 0,60
11 Штифт 2 , Ф8-40 0,13 0,26
13 Штифт 2 Ф5-32 0,10 0,20
15 Штифт 2 Ф5-22 0,09 0,18
3 Фиксатор 2 Ф5-15 0,08 0,16
Итого 2,03
Штучно-калькуляционное время на полную слесарную обработку и
сборку пресс-формы состоит из времени на обработку деталей, форми-
рующих изделие и обрабатывающихся по II группе (индекс «а»),
20,3 часа, по III группе (индекс «б») 4,5 часа, по I группе на обработку
4 толкателей (индекс «в») 1,72 часа, на слесарную обработку обоймы
матрицы (индекс «г») 16,8 часа, на опиливание фасок и дуг у конструк-
тивных деталей держателя и муфты (индекс «д») 0,616 часа, на клей-
мение узлов пресс-формы (индекс «е») 0,19 часа, на слесарную обра-
ботку и сборку пресс-формы (индекс «ж») 2,06 часа:
20,3 + 14,5 + 1,72 + 16,8 + 0,616 + 0,19 + 2,06 = 56,186 часа.
Нормирование слесарных работ по изготовлению пресс-форм
295
7 15
-31
8
12
Фиг. 7. Пресс-форма для полу-
чения деталей:'
планка; 2 — матрица верхняя;
8 — матрица нижняя: 4 — толкатель;
5 — боковина; 6 — плита толкателя;
7 — стержень; 8 — заслонка; 9 — за-
жим; 1й — пружина; II — винт; 12 —
14 — штифты; 15 — болт.
Пример расчета норм времени на слесарную обработку и сборку
пресс-формы для литья по выплавляемым моделям. Производится
расчет времени на слесарную обработку и сборку двухместной
стальной пресс-формы
(фиг. 7).
Прессуемое изделие
имеет поверхности I; II
и III групп слесарной об-
работки. Наименование и
количество деталей пресс- 6
формы помещены в спе- *
цификации чертежа.
Комплект рабочих дета-
лей состоит из двух мат-
риц: верхней и нижней,
планки и стержня. Пресс-
форма имеет два зажи-
ма. Боковина, толкатель
и планка имеют шлифо-
ванные поверхности.
а) Слесарная обработка
и сборка пресс-формы
По карте 17 в зави-
симости от длины и диа-
метра винтов и штифтов
находят время в часах
на сборку пресс-формы
(фиг. 7).
№ детали Название детали № карты Количество деталей Размеры деталей в мм Время в час.
на одну деталь на все детали
11 Винт 8 М4Х15 0,096 0,768
12 Штифт 17 2 Ф6Х45 0,090 0,180
13 Штифт 1 / 2 Ф6Х15 0,056 0,112
14 Штифт 2 Ф4Х15 0,066 0,132
Итого .. . 1,1 2
б) Слесарно-сборочные работы, связанные с особенностями конструкции
пресс-формы (сборка толкателей, фиг. 7)
№ детали Название детали № карты Количество деталей Размеры деталей в мм Время в час.
диаметр длина
4 Толкатели 18 2 11 38 0,2
Итого 0,2
в) Сборка зажимов (два — фиг. 7)
№ детали Название детали ! Количество зажимов Размеры деталей в мм Время в час.
15 Болт (стяг) 2 М8ХЮ0 0,58
Итого. • 0,58
296
Нормирование слесарных работ по изготовлению пресс-форм
По карте 20 в зависимости от диаметра, длины болта (стяга) и ко-
личества зажимов находим время 0,58 часа.
г) Детали цилиндрической формы (I группа сложности, фиг 7)
№ детали Название детали Количество деталей Размеры детали в мм Время в час.
на одну деталь на все детали
диаметр длина
7 Стержень 2 . и 38 0,21 0,42
Итого . 0,42
По карте 13 при количестве рабочих деталей две и диаметре
стержня 11 мм находим время на один стержень, оно составляет
0,21 часа, а на два стержня 0,21 X 2 = 0,42 часа.
д) Слесарная обработка комплекта рабочих деталей
Расчет площади рабочих поверхностей деталей
(II группа сложности, фиг. 7)
№ детали Название рабочей детали № карты Расчет площади в см Суммарная площадь в см2
2 3 । Матрица верхняя Матрица нижняя i 14 14 (2,6X1,8) Х2 (2,0Х1.8)Х2 9,36 7,2
Итого площадь рабочих деталей И группы обработки составляет 16,5 см2, но тгк как пресс-форма двухгнездная, то площадь, оформляющая два изделия, составит 16,56 X 2 ~ 33,12 см2. При семи рабочих деталях, оформляющих контур изделия, и площади, равной 33,12 см2, по карте 14 находим время 5,1 часа.
е) Слесарная обработка комплекта рабочих деталей
Расчет площади рабочих поверхностей деталей
(III группа сложности)
№ детали Название детали № карты Расчет площади в см Суммарная площадь в см2
2 3 Матрица верхняя Матрица нижняя 15 (/?0,35ХЬ8)Х4 (R = 1,5) 3,78
Итого площадь рабочих деталей III группы 3,78 см2, а так как пресс-форма двухместная, то площадь на две детали равна 3,78 см2 X 2 = 7,56 см2.
По карте 15 время на обработку рабочей поверхности III группы
сложности, равной 3,78 X 2=^ 7,56 см2 при четырех рабочих деталях,
составит 3,2 часа. Данная пресс-форма имеет заслонку для впуска во-
сковой смеси (дет. 8). По карте 19 время на одну заслонку составит
0,05 часа. По карте 9 время на клеймение 40 знаков составит 0,42 X 10
= 4,2, или 0,07 часа.
Общее штучно-калькуляционное время на полную слесарную обра-
ботку и сборку пресс-формы составит 1,192 4- 0,2 + 0,58 + 0,42 + 5,1 4-
4 3,2 4 0,05 4 0,07 = 10,812 часа.
Пресс-формы для пластмасс
297
. СЛЕСАРНАЯ ОБРАБОТКА КОМПЛЕКТА РАБОЧИХ ДЕТАЛЕЙ И СБОРКА ПРЕСС-ФОРМ (ЦИЛИНДРИЧЕСКАЯ ФОРМА С ЦИЛИНДРИЧЕСКОЙ Пресс-формы для пластмасс
ПОСАДОЧНОЙ ЧАСТЬЮ) I группа сложности КАРТА 1
Содержание работы
Обработка посадочных мест (отверстий, окон) над детали, установка дета-
лей, имеющих прессовую или скользящую посадку по высоте согласно размерам
чертежа, полирование торцов рабочих деталей.
Высота детали в мм до Количество рабочих деталей до Диаметр посадочной части рабочей детали в мм до
7 25 60 1 150 [ 200
Время на одну деталь в час.
50 5 10 15 25 40 0,36 0,37 0,39 0,42 0,48 0,38 0,40 0,42 0,46 0,53 0,69 0,79 0,83
100 5 10 15 25 40 0,40 0,43 0,45 0,50 0,57 0,43 0,45 0,48 0,53 0,62 0,75 0,87 0,94
200 5 10 15 25 40 Mill 0,47 0,50 0,58 0,59 0,67 0,80 0,94 0,99
, Примечание. На обработку рабочей детали, имеющей один вертикальный разъем, нор-
мы времени применять с коэффициентом 1,5, два разъема — 1,8, три разъема — 2,0.
СЛЕСАРНАЯ ОБРАБОТКА КОМПЛЕКТА
РАБОЧИХ ДЕТАЛЕЙ
II группа сложности
Пресс-формы
для пластмасс
КАРТА 2
Лист 1
Содержание работы
Разметка контура деталей (кроме сложных ф-игур|), предварительное опили-
вание комплекта деталей после станочной обработки, окончательное опиливание
комплекта деталей согласно данным чертежа, доводка комплекта деталей после
термообработки, полирование комплекта деталей после хромирования.
Суммарная пло- щадь рабочих поверхностей в см2 до Количество рабочих деталей в комплектах до
2 ! 4 1 7 1 1 10 1 15 1 20 i | 25
Время на суммарную площадь в час.
0,5 1,0 2 5 10 15 20 30 40 50 3,6 4,0 4,8 5,7 6,7 7,2 7,6 8,2 8,8 9,1 5,2 6,1 7,0 8,4 9,7 10,5 11,2 12,0 12,8 13,3 6,8 7,9 9,1 11,0 12,6 13,8 14,5 16,0 16,8 17,5 15,9 17,2 18,5 20,0 21,0 22,0 22,0 24,0 26,0 27,0 30,0 32,0 — 1 1 1 1 1 1 1 1 1 1
298
Нормирование слесарных работ по изготовлению пресс-форм
СЛЕСАРНАЯ ОБРАБОТКА КОМПЛЕКТА РАБОЧИХ ДЕТАЛЕЙ II группа сложности Пресс-формы для пластмасс
КАРТА 2 Лист 2
Суммарная пло- щадь рабочих поверхностей, в см2 до Количество рабочих деталей в комплектах до
2 | 4 | 7 | 10 | 15 | 20 | 25
Время на суммарную площадь в час.
60 80 100 120 150 175 200 250 300 350 400 500 9,5 10,0 10,4 10,8 11,3 11,6 12,0 12,5 13,0 13,4 13,8 14,6 14,0 14,8 15,5 16,0 17,0 17,5 18,0 18,5 19,3 20,0 20,7 21,4 18,2 19,5 20,3 21,0 22,0 22,8 23,5 24,5 25,5 26,5 27,5 29,5 22,8 24,5 26,0 26,8 28,0 29,0 30,0 31,0 33,0 34,0 35,0 37,0 28,0 30,0 32,0 33,0 35,0 36,0 37,5 39,5 41,0 42,0 43,0 45,0 33,5 36,0 38,0 40,0 42,0 44,0 46,0 48,0 50,0 52,0 54,0 56,0 39,0 42,0 44,0 47,0 49,0 52,0 55,0 57,0 59,0 62,0 65,0 67,0
Примечание. В комплект рабочих деталей пресс-формы входят все детали, имеющие поверхности, требующие слесарной обработки соответственно конфигурации прессуемого изделия или отдельных его частей.
СЛЕСАРНАЯ ОБРАБОТКА КОМПЛЕКТА РАБОЧИХ ДЕТАЛЕЙ III группа сложности Пресс-формы для пластмасс
КАРТА 3
Содержание работы
Разметка контура деталей (кроме сложных фигур), предварительное опили-
вание комплекта деталей после станочной обработки, окончательное опиливание
комплекта деталей согласно данным чертежа, доводка комплекта деталей после
термообработки, полирование комплекта деталей после хромирования.
Суммарная пло- Количество рабочих деталей в комплекте до
щадь рабочих поверхностей в см2 до 2 1 4 . 1 7 1 10 1 15 | 20
Время на суммарную площадь в час.
0,5 4 6 8
1 4,7 6,8 9,2 10,5 — —
2 5,3 7,7 10,5 12,2 — -—-
5 6,5 9,2 12,5 15,0 19,2 —
10 7,5 10,7 14,5 17,5 22,8 —
15 8,0 11,5 15,5 19,0 25,0 28,0
20 8,7 ' 12,2 16,5 20,5 27,0 30,0
30 9,4 13,0 18,0 22,1 30,0 33,5
40 10,0 14,0 19,0 24,0 32,0 36,0
50 10,3 14,5 19,6 25,0 33,5 37,5
60 10,8 15,0 20,5 26,0 35,0 39,0
80 11,5 15,8 21,8 28,0 37,5 42,0
100 12,0 16,5 22;5 29,5 40,0 45,0
120 12,5 17,0 23,5 30,5 41,5 47,0
150 13,0 18,0 25,0 32,0 44,0 50,0
200 14,0 20,0 28,0 36,0 48,0 55,0
Пресс-формы для пластмасс
299
СЛЕСАРНАЯ ОБРАБОТКА КОМПЛЕКТА РАБОЧИХ ДЕТАЛЕЙ Пресс-формы для пластмасс
IV группа сложности КАРТА 4
Содержание работы
Разметка контура деталей (кроме сложных фигур), предварительное опили-
вание комплекта деталей после станочной обработки, окончательное опиливание
комплекта деталей согласно данным чертежа, доводка комплекта деталей после
термообработки, полирование комплекта деталей после хромирования
Суммарная пло- Количество рабочих деталей в комплекте до
щадь рабочих 4 1 10 I
поверхностей 2 i 7 j I 10 1 15
в см2 до Время на суммарную площадь в час.
0,5 6,8 10,2 13,6 —
1 8,0 ; 11,6 15,6 — —
2 9,0 13,1 17,9 20,6 —
5 11,0 15,7 21,2 25,5 33,2
10 12,8 18,2 24,7 30,0 39,0
15 13,6 19,5 26,4 32,3 43,0
20 14,8 20,7 28,1 35,0 46,0
30 16,0 22,1 30,6 38,0 51,0
40 17,0 23,8 32,3 41,0 54,0
50 17,5 24,6 33,3 43,0 57,0
60 18,4 25,5 34,9 44,0 60,0
80 19,5 26,8 37,1 48,0 64,0
100 20,4 28,0 38,3 50,0 68,0
120 21,3 29,8 40,0 52,0 71,0
150 22,1 30,6 42,5 54,0 82,0
СЛЕСАРНАЯ ОБРАБОТКА ОБОЙМ МАТРИЦ И ПРОМЕЖУТОЧНЫХ ДЕТАЛЕЙ ПРЕСС-ФОРМ ПОД V7—9 Пресс-формы для пластмасс
КАРТА 5
Содержание работы Снятие заусенцев на наружных контурах детали, разметка контура детали, слесарная обработка загрузочных камер и обработка мест для вставок — вкла- дышей до термообработки, после термообработки и хромирования.
Длина опиливае- мого отрезка в мм до Высота опиливания в мм до
10 | 1 во | i 50 1 70 1 ; 90 | 120
Время на один отрезок в час.
20 40 60 80 100 130 160 190 210 250 0,20 0,30 0,40 0,50 0,58 0,70 0,86 1,00 1,10 1,20 0,30 0,40 0,50 0,60 0,70 0,86 1,00 1,20 1,30 1,50 0,38 0,50 0,60 0,75 0,90 1,10 1,30 1,50 1,60 1,90 0,43 0,60 0,75 0,90 1,10 1,30 1,50 1,80 2,00 2,30 0,50 0,68 0,86 1,00 1,20 1,50 1,80 2,10 2,30 2,60 0,6 0,8 1,1 1,3 1,5 1,9 2,1 2,7 2,9 3,4
Примечания: 1. На обработку мест (отрезков) по чистоте у10—12 нормативы времени применять с коэффициентом 1,4, по чистоте у4—о — 0,8. 2. На обработку контуров овальной и фасонной формы нормативы времени тоименять с коэффициентом 1,5. 3. На обработку незакаленных деталей нормативы времени применять с г- оэффициентом 0,5. 4. Места загрузочных камер, расположенных во вставках-вкладышах, нормировать по данной карте.
300
Нормирование слесарных работ по изготовлению пресс-форм
СЛЕСАРНАЯ ОБРАБОТКА ЛИТНИКОВОЙ СИСТЕМЫ П ресс-формы для ггластма&с
КАРТА 6
Сод ер ж а н и е работы
Разметка литниковой .системы, опиливание литниковой системы после ста- i ночной обработки (кроме литников цилиндрической формы) и полирование лит- никовой системы (кроме центровых отверстий) после термообработки и хром.8- ; рования. ' j
Цилиндрическое сечение литника
Высота отверстия в мм до Диаметр отверстия литника в мм до
5 8 1 12 1 15 -
Время на один литник в час.
5 10 15 20 30 40 0,034 0,052 0,068 0,084 0,110 0,130 0,04 0,06 0,08 0,10 0,13 0,15 0,044 0,064 0,086 о.юо ; 0,150 0,170 0,046 I . 0,070 0,094 0,120 ; 0,170 ода
Прямоугольное сечение литника
Длина литнико- вого паза в мм до Ширина (паза) литника в мм до 4
5 1 | 8 | 12 1 is ;
Время на один паз в час. &
5 10 15 20 30 40 0,17 0,26 0,34 0,42 0,58 0,74 0,20 0,30 0,39 0,48 0,67 0,84 0,22 0.32 0,43 0,53 0,75 0,96 0,23 | 0,35 | 0,47 0,60 , i 0.84 1,09- | ' г
Примем до 5 мм. а н и е. При прямоугольном сечении литника глубина литникового- паза принята /'
РАЗМЕТКА СЪЕМНЫХ ДЕТАЛЕЙ ДЛЯ ПРЕССУЕМЫХ Пресс-формы' для пластмасс
ИЗДЕЛИЙ
КАРТА 7
Содержание работы Разметка контура детали и кернение по разметке контура детали.
Разметка Кернение
Количество размечаемых размеров до Время на весь контур Б МИН. Длина контурной линии в мм до Время на весь- контур : в мим.
5 8 15 20 25 30 40 5,3 9,0 14,0 19,0 24,0 30,0 36,0 50 ! 100 200 300 400 500 600 од 1,5 2,5 3,5 | 4,8 1 5,9 | ’° 1 .... ь
Пресс-формы для пластмасс
301
ОПИЛИВАНИЕ ФАСОК И ДУГ КОНСТРУКТИВНЫХ Пресс-формы для пластмасс
ДЕТАЛЕЙ КАРТА 8
Содержание работы
Опиливание фасок конструктивных деталей пресс-форм, разметка .и опили-
вание дуг.
Длина опили- ваемого Опиливание фасок Опиливание дуг (выпуклых и вогнутых)
Радиус дуги в мм до
отрезка в мм 0,5x45 1X45 2x45 2 1 4 1 7 1 1 10 15
1 Ао Время на один отрезок в мин.
20 0,5 0,7 0,9 1,7 2,0 2,4 2,8 3,2
40 0,6 0,8 1,1 2,6 3,1 ’ 3,7 4,4 5,1
. 60 0,8 1,0 1,2 3,5 4,2 5,0 6,0 7,0
80 0,9 1Д 1,4 4,4 5,4 5,9 7,6 9,3
100 1,0 1,3 1,6 5,4 6,5 7,7 9,2 10,7
130 1,2 1,5 1,8 6,8 8,2 9,8 11,5 13,2
160 1,4 1,7 2,1 8,2 9,8 11,8 14,0 16,2
200 1,6 2,0 2,4 10,0 12,3 14,4 17,0 19,6
i 250 2,0 2,4 2,8 12,3 14,8 17,8 19,5 21,3
) 300 2,2 2,7 3,2 14,6 17,6 21,0 25,0 29,0
350 2,6 3,1 3,6 16,8 20,0 24,4 28,7 33,0
< 400 3,0 3,5 4,0 19,0 23,1 27,6 32,6 37,6
450 3,4 ; 3,9 4,4 21,3 26,0 31,0 36,4 41,8
500 3,8 4,3 4,8 24,5 29,0 35,0 40,4. 45,8
КЛЕЙМЕНИЕ Пресс-формы для пластмасс
КАРТА 9
Содержание работы
Взять набор букв или цифр, набить знаки, согласно чертежу, проверить
клеймение.
Количество наби- Шрифт i Количество наби- Шрифт
ваемых знаков ваемых знаков
на детали мелкий [ крупный на детали мелкий | крупный
до Время на один знак в мин. до Время на один знак в мин.
• 2 0,24 0,30 15 0,47 0,53
5 0,36 0,42 f 20 0,48 0,54
1 . 0,42 0,47 30 0,49 0,55
ПОЛИРОВАНИЕ ГРАВИРОВАННЫХ ЗНАКОВ
НА РАБОЧИХ ДЕТАЛЯХ ПРЕСС-ФОРМ
Содержаниеработы
Полирование знаков до термообработки, зачистка окалины после термообра-
ботки шабером и полирование знаков после термообработки и хромирования.
Количество поли- Вид шрифта Количество поли- Вид шрифта
руемых знаков аа детали мелкий крупный руемых знаков на детали мелкий | крупный
до Время на один знак в час. ДО Время на один знак в час.
5 0,066 0,078 20 0,083 0,100
10 0,073 0,086 25 0,088 0,108
15 0,078 0,092 30 0,093 0,116
302
Нормирование слесарных работ по изготовлению пресс-форм
СВЕРЛЕНИЕ ОТВЕРСТИИ В ПЛИТАХ ДЛЯ ОБОГРЕВА Пресс-формы для пластмасс
КАРТА 11
Содержание работы Разметить, сверлить и рассверлить отверстия.
Диаметр отвер- стия в мм Глубина сверления и рассверливания в мм до
150 | | 200 | | 250 I 300 | 1 350
Время на одно отверстие в час.
20 0,24 । 0,30 0,40 0,46 0,52 '
Примечание. Сверление отверстия диаметром 15 мм и рассверливание на диаметр 20 мм в плитах предусмотрено с двух сторон за две установки. Сверление и рассверливание про- изводится на станке.
СЛЕСАРНАЯ ОБРАБОТКА И СБОРКА ПРЕСС-ФОРМ Пресс-формы для пластмасс
КАРТА 12
Содержание работы Снятие заусенцев на наружных контурах детали, разметка, сверление, раз- вертывание, зенкование отверстий <и нарезание резьбы в отверстиях соединитель- ных деталей пресс-форм, крепление соединительных деталей винтами, болтами и запреосовывание штифтов в соединительные детали.
Длина винта в мм до Крепление винтом, болтом
Диаметр резьбы винта в мм до
4 1 1 е ! 1 8 | 12 | 16 | 20 | 24
Время на один винт в час.
15 25 35 45 60 80 100 140 15 25 35 45 60 80 100 0,11 0,14 0,16 0,09 0,10 0,11 0,09 0,12 0,14 0,16 0,08 0,09 0,10 0,11 0,13 0,11 0,15 0,17 0,20 0,10 0,11 0,12 0,13 0,15 0,18 0,17 0,21 0,23 0,29 0,36 0,11 0,13 0,14 0,16 0,18 0,20 0,23 0,24 0,28 0,33 0,41 0,13 0,15 0,16 0,19 0,21 0,24 0,29 0,27 0,31 0,38 0,46 0,57 0,72 о о о о о о и II1।1 ggsfekg ।।
Примечания: 1. В группу винтов входят болты и шпильки с резьбой, в группу штиф- тов — шпильки гладкие и фиксаторы (фиксирующие вставки-вкладыши, шпонки). 2. Крепление одновременно до трех соединительных деталей винтами, болтами, штифтами учтено дважды — после термообработки и после хромирования.
Пресс-формы для прецизионного литья
303
СЛЕСАРНАЯ ОБРАБОТКА ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ И СБОРКА ПРЕСС-ФОРМ I группа сложности Пресс-формы для прецизионного литья
КАРТА 13
Содержание работы Снятие заусенцев на острых кромках детали и установка детали.
Длина детали в ММ до Количество рабочих деталей до Диаметр по наибольшей замеряемой части детали в мм
7 1 25 | 60 j 150 [ 200
Время на одну деталь в час.
200 2 5 10 0,20 0,21 0,22 0,21 ; 0,22 0,23 0,30 0,32 0,32 0,34 0,35 0,37
П р и м е ч а н и я: 1. На обработку технологической (рабочей) детали, имеющей один верти- кальный разъем, нормы времени применять с коэффициентом 1,5, два разъема — 1,8. 2. Детали оформляющие, входящие в I группу сложности и имеющие наружные контуры прямоугольной формы, приравниваются к диаметру по наибольшей измеряемой части.
СЛЕСАРНАЯ ОБРАБОТКА КОМПЛЕКТА РАБОЧИХ ДЕТАЛЕЙ II группа сложности Пресс-формы для прецизионного литья КАРТА 14
Содержаниеработы Разметка контура деталей (кроме сложных фигур), предварительное опи- ливание комплекта деталей после станочной обработки и окончательное опили- вание комплекта деталей по 'высоте, контуру и размерам.
Суммарная площадь рабочих поверхно- стей в см2 до Количество рабочих деталей в комплекте до
2 | 4 I 1 7 1 i 10
Время на суммарную площадь в час.
0,5 1 2 > 5 10 15 20 30 . 40 50 60 80 100 150 175 200 250 300 350 400 450 500 0,6 0,8 1,1 1,6 2,1 2,5 2,8 3,2 3,5 3,8 4,0 4,2 4,6 5,1 5,2 5,4 5,6 5,7 5,8 5,9 6,0 6,1 0,7 1,0 1,4 2,0 2,6 3,0 3,4 3,8 4,2 4,6 4,9 5,3 5,6 6,2 6,3 6,5 6,7 6,8 6,9 7,0 7,1 • 7,2 0,9 1,3 : 1,7 2,5 3,2 3,7 4,1 4,6 5,1 5,4 5,7 6,2 6,6 7,2 7,4 7,5 7,7 7,9 8,0 8,1 8,2 8,3 1,2 1,7 2,2 3,1 3,9 4,4 4,8 5,5 6,0 6,4 6,7 7,3 7,8 8,5 8,8 9,0 9,2 9,5 9,8 10,0 10,1 10,2
Примечание. В комплект рабочих деталей пресс-формы входят все детали, имеющие поверхности, требующие слесарной обработки соответственно конфигурации отливаемого изделия или отдельных его частей.
304
Нормирование слесарных работ по изготовлению пресс-форм
.СЛЕСАРНАЯ ОБРАБОТКА КОМПЛЕКТА
РАБОЧИХ ДЕТАЛЕЙ
Ш группа сложности
Пресс-формы I
для прецизионного литъя\
КАРТА 15
Содержание работы
Разметка контура деталей (кроме сложных фигур), предварительное опи-
ливание комплекта деталей после станочной обработки и окончательное опили-
вание комплекта деталей по высоте, контуру и размерам.
Суммарная площадь рабочих Количество технологических деталей в комплекте до Суммарная площадь рабочих Количество технологических деталей в комплекте до
поверхно- стей в см2 2 1 4 1 7 1 10 поверхно- стей в см2\ 2 1 4 ! 7 | 10
до Время на суммарную площадь в час. до Время на суммарную площадь в час.
0,5 0,7 0,9 1,2 1,4 40 4,2 5,1 6,0 7,1 i
1 1,0 1,3 1,7 2,0 50 4,6 5,4 6,4 7,6
2 1,4 1,7 2,2 2,6 60 4,9 5,7 6,7 8,0
5 2,0 2,5 3,1 3,7 80 5,3 6,2 7,3 8,8
10 2,6 3,2 3,9 4,7 100 5,6 6,6 7,8 9,2
15 3,0 3,7 4,4 5,4 150 6,2 7,2 8,5 10,0
20. 3,4 4,1 4,8 5,8 175 6,4 7,4 8,8 10,4
30 3,8 4,6 5,5 6,5 200 6,5 7,5 9,0 10,7
СЛЕСАРНАЯ ОБРАБОТКА КОМПЛЕКТА ТЕХНОЛОГИЧЕСКИХ ДЕТАЛЕЙ, ОБРАЗУЮЩИХ ФОРМУ ОТЛИВАЕМОЙ ДЕТАЛИ IV группа сложности Пресс-формы для прецизионного литья
КАРТА 16
Содержание работы Разметка контура деталей (кроме сложных фигур), предварительное опи- ливание комплекта деталей после станочной обработки и окончательное опили- вание комплекта деталей по высоте, контуру и размерам.
Суммарная площадь рабочих поверхно- стей в см2 до Количество рабочих деталей в комплекте до Суммарная площадь рабочих п< верхно- стей в см2 до Количество рабочих деталей в комплекте до
2 1 4 1 1 7 10 2 1 4 7 1 10
Время на суммарную площадь в час. Время на суммарную пло цадь в час.
0,5 1 2 5 10 15 20 30 1,2 1,7 2,4 3,4 4,4 5,1 5,8 6,5 1,6 2,2 3,0 4,3 5,5 6,3 7,0 7,8 2,0 2,8 3,7 5,3 6,6 7,5 8,2 9,4 2,5 3,5 4,4 6,3 8,0 9,2 9,9 п,о 40 50 60 80 100 150 175 200 7,1 7,8 8,3 9,0 9,5 10,5 10,9 ПД 8,7 9,2 9,7 10,5 11,2 12,2 12,6 12,7 10,2 10,9 11,4 12,4 13,2 14,4 14,9 15,3 12,1 12,9 13,6 15,0 15,6 17,0 17,7 18,2
Примечание. В комплект, рабочих деталей пресс-форм входят все детали, имеющие места слесарной обработки и образующие форму отливаемого изделия или части его.
Пресс-формы для прецизионного литья
305
ОБРАБОТКА И СБОРКА ПРЕСС-ФОРМ Пресс-формы для прецизионного литья
КАРТА 17
Содержание работы Снятие заусенцев на соединительных деталях пресс-форм, разметка, сверле- ние, развертывание, зенкование отверстий и нарезание резьбы в отверстиях соединительных деталей пресс-форм, крепление соединительных деталей винтом, болтом, запрессовывание штифтов в соединительные детали. Крепление винтом, болтом
Длина винта в мм до Диаметр резьбы винта в мм до
4 1 6 1 8 1 12 1 16 1 20 | 24
Время на один винт в час
15 25 35 45 60 80 100 140 15 25 35 45 60 80 100 0,096 0,110 0,130 0,066 0,078 0,088 0,076 0,090 0,110 0,130 0,056 0,068 0,078 0,090 0,110 0,086 0,110 0,140 0,160 0,200 0,230 0,072 0,086 0,100 0,110 0,130 0,160 0,14 0,17 0,20 0,26 0,30 - 0,33 0,088 0,100 0,120 0,130 0,160 ' 0,190 0,220 0,20 0,25 0,30 0,36 0,41 0,10 0,12 0,14 0,16 0,18 0,22 0,26 0,23 0,28 0,36 0,41 0,47 0,57 0,25 0,31 0,40 0,46 0,52 0,63
Примечание. В группу винтов входят винты, болты, шпильки (ножки) с резьбой; в груп- пу штифтов — штифты, заклепки, шпильки гладкие и фиксаторы (фиксирующие вставки-вкла- дыши).
СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ, СВЯЗАННЫЕ С ОСОБЕННОСТЯМИ КОНСТРУКЦИИ ПРЕСС-ФОРМ Сборка толкателей Пресс-формы для прецизионного литья КАРТА 18
Содержание работы
< Снятие заусенцев на деталях, заправка концов у пружины и установка пру-
жины на толкатель и закрепление ее.
Диаметр толкателя в мм до Количество толкателей
1 1 2 . 1 4 1 б 1 8
Время на систему толкания в час.
30 60 0,1 0,14 0,2 0,28 0,4 0,56 0,6 0,84 0,8 1,12
20 Зак. 2/295
306
Нормирование слесарных работ по изготовлению пресс-форм
СЛЕСАРНАЯ ОБРАБОТКА ПЛАНКИ, ДВИЖКА, КРЫШКИ (ЗАДВИЖКИ) 1 КАРТА 19
Содержание работы
Снятие заусенцев на деталях, разметка, сверление, зенкование отверстия (для
впуска восковой смеси) в соединительных деталях.
Глубина сверления в мм до Диаметр сверления до 4 мм
Время на задвижку в час.
25 40 0,05 0,08
Примечание. При сверлении отверстия в пресс-форме (для удаления воздуха) к норме
времени следует прибавлять:
при глубине сверления до 25 мм 0,03 часа
п » „ „ 40 „ 0,05 „
СБОРКА ЗАЖИМА КАРТА 20
Содержание работы
Снятие заусенцев на деталях, нарезание резьбы плашкой на болте (стяге),
сверление, развертывание отверстия под заклепку, сверление отверстия в гайке
(барашке) и нарезание резьбы, навертывание гайки (барашка) на болт (стяг)
и надевание шайбы, установка заклепки и расклепывание ее.
Длина болта (стяга) в мм до Диаметр резьбы в мм до Количество зажимов
1 1 2 1 3 1 4
Время на зажимное устройство в час.
100 8 0,29 0,58 0,87 1,16 '
12 0,35 0,70 1,05 1,40
200 12 0,45 0,90 1,35 Г,80
16 0,52 1,04 1,56 2,08
ГЛАВА VII
НОРМИРОВАНИЕ СЛЕСАРНЫХ РАБОТ ПО ИЗГОТОВЛЕНИЮ
ШТАМПОВ
Изготовление штампов на машиностроительных заводах, за отдель-
ными исключениями, носит характер единичного производства. Для
этого типа производства и предназначена рассматриваемая методика
нормирования слесарной обработки и оборки вырубных, гибочных и куз-
нечных штампов.
В основу разработки методики положен ряд общих условий, относя-
щихся к технологической подготовке и организации производства.
На все изготовляемые штампы имеются чертежи общих видов,,
деталей штампов и карты технологических процессов их изготовления.
Механическая обработка деталей штампов производится на токар-
ных, строгальных; фрезерных, плоскошлифовальных, круглошлифоваль-
ных и долбежных станках. Разметка сложных деталей и растачивание
базовых отверстий производится на координатно-расточных станках.
Разметка простых фигур выполняется самим слесарем, изготовляющим
штамп. Припуски на опиливание после станочной обработки (фрезерной,
долбежной и строгальной) не- должны превышать 0,1—0,2 мм на сто-
рону (в зависимости от габарита деталей). После оттиска пуансоны
вырубных штампов необходимо фрезеровать или строгать. Детали
штампов, имеющие наружные контуры круглой или прямоугольной
формы, после станочной обработки опиливанию не подвергаются (кроме
снятия заусенцев или фасок).
Разделка крепежных'отверстий выполняется слесарем. Окна и пазы,
недоступные для фрезерования или долбления, разделываются слеса-
рем путем высверливания и прорезки лобзиком. Закалку и отпуск де-
талей выполняют термисты.
Оттиск деталей вырубных штампов производится в инструменталь-
ном цехе, где должен быть ручной пресс. Штамп испытывается в штам-
повочном цехе в присутствии слесаря, изготовлявшего штамп.-
Методика разработки и применения нормативов времени на слесар-
ную обработку вырубных штампов. Нормативы времени на слесарную
обработку и сборку штампов разрабатываются на комплексы приемов
отдельных видов работ. Они делятся на: а) нормативы времени на об-
работку деталей штампа и б) нормативы времени на сборку и испы-
тание штампа.
Характерной особенностью нормативов времени на слесарную обра-
ботку деталей штампа является то, что они относятся только к ком-
плекту рабочих деталей, которые непосредственно производят вырубку
изделия. Это время поставлено в зависимость от длины вырубаемого
контура изделия.
Время на обработку деталей .штампов по вырубаемому контуру из-
делия включает затраты на изготовление комплекта рабочих- деталей.,
состоящего из матрицы, пуансона, пуансонодержателя и нижней плиты:
20*
308
Нормирование слесарных работ по изготовлению штампов
В состав нормативов времени включаются затраты на следующие
комплексы приемов: разметку (кроме сложных фигур) матрицы, пуан-
сона, пуансонодержателя -и нижней плиты по вырубаемому контуру;
опиливание того же комплекта рабочих деталей после станочной обра-
ботки по разметке (в-матрице — опиливание или развертывание конуса
для выхода детали или отходов); оттиск матрицы или пуансона; оконча-
тельное опиливание -матрицы или пуансона по оттиску; доводку мат-
рицы и пуансона после термообработки; запрессовку пуансона в пуан-
соно,держатель и расклепку его (карта 2).
Время на слесарную обработку, связанную с изготовлением блока
штампа, на сборку и испытание штампа содержит затраты на следую-
щие комплексы приемов: зачистку заусенцев на всех деталях; разметку
и сверление всех крепежных отверстий; нарезание резьбы во всех резь-
бовых отверстиях; развертывание отверстий под штифты; полную
сборку, маркировку и испытание штампа (карта 1).
Особо выделены нормативы времени на различные виды работ,
продиктованные конструкцией штампа и вырубаемой детали. При на-
личии в данном штампе колонок и втулок, упоров, буферов, проколоч-
ных пуансонов все эти времена суммируются.
Для повышения универсальности нормативы дифференцированы по
комплексам приемов. Наряду с этим произведено некоторое укрупнение
путем включения в норматив, кроме оперативного времени, также вре-
мен: подготовительно-заключительного, обслуживания рабочего места,
на отдых и естественные надобности. Это дает возможность сразу опре-
делить по карте нормативов штучно-калькуляционное время на сле-
сарно-обработочную или сборочную операцию.
Штучное время на комплект деталей для контура вырубаемого изде-
лия рассчитывается по формуле
ТШ1 = + • • • + час.,
где tuis • • • ’ штучное время на первый, второй, третий и
т. п. комплексы приемов.
По той же формуле рассчитывается время и на группу комплексов
приемов, связанных со оборкой штампа.
Оперативное время на комплексы приемов определяется на основе
фотохроно'метражных наблюдений, производимых в производственных
условиях.
Время на обслуживание рабочего места, отдых, естественные надоб-
ности и подготовительно-заключительное определяют путем проведения
фотографий рабочего дня.
Укрупненные нормативы времени на изготовление штампов по-
строены в зависимости от основных факторов, влияющих на продолжи-
тельность соответствующего комплекса приемов.
Нормативы времени на сборку блоков и испытание вырубных и вы-
тяжных штампов даны в зависимости от размеров нижней плиты
штампа, количества винтов, болтов, количества штифтов, толкателей и
выталкивателей (карта 1).
Габариты штампов разбиты па четыре группы: до 100 X 120 мм;
150 X 220 мм; 250 X 320 мм; 300 X 450 мм. В различных по конструкции
штампах имеются дополнительные детали помимо тех, что предусмо-
трены в разделе I карты 1. В разделе II той же карты помещены нор-
мативы на отдельные работы, связанные с изготовлением штампов
^колонок, ограждений, буферов, упоров, пружин). Там же помещены
нормативы отдельно на установку винтов и штифтов. Эти нормативы
Нормирование слесарных работ по изготовлению штампов
309
используются в тех случаях, когда в штампе, изготовление которого
нормируют, имеется больше или меньше штифтов или винтов. В слу-
чаях, когда в данном штампе штифтов или винтов больше, чем преду-
смотрено нормативами (карта 1), время, приходящееся на один винт
или штифт, умножается на их количество, и это время прибавляется
к времени, полученному для сборки данного штампа. В том случае,
когда винтов или штифтов меньше, соответствующее время вычитается.
В разделе III карты 1 помещены нормативы на запрессовку, цен-
трацию и расклепку проколочных пуансонов, сверление отверстий для
отходов, развертывание конусов у матриц.
Нормирование сборки и испытания штампов для вырубки дисков,-
шайб без отверстий и с отверстиями, а также вытяжных штампов про-
изводится с учетом указанных выше факторов продолжительности, т. е.
по их габаритам, наличию винтов, штифтов, втулок с .колонками и пр.
(см. карту 1).
В карте 2 помещены нормативы на слесарную обработку комплекта
деталей, состоящего из матрицы, пуансона, пуансонодержателя и ниж-
ней плиты.
Нормативы построены в зависимости от следующих факторов про-
должительности: длины отрезка контура пуансона (прямой или дуги);
при прямом отрезке в зависимости от того-, шлифованный или
нешлифованный пуансон; в том случае, когда отрезок является вы-
пуклой дугой — в зависимости от того, растачивается матрица или нет,
вогнутой дугой — сопряжена ли вогнутая дуга с прямой или с дугой
и т. п.
Для случаев, когда в штампе имеется выталкиватель или съемник,-
размечаемый и опиливаемый по контуру вырубаемой детали, в норма-
тивах предусмотрены соответствующие коэффициенты. Нормативы рас-
считаны на сталь средней твердости, бронзу и дюралюминий при тол-
щине вырубаемого материала 0,8—1 мм. Для мягкой стали, медщ
латуни, алюминия другой толщины материала даны соответствующие
поправочные коэффициенты.
Нормативы времени на обработку деталей штампа (карта 2), по-
мещенные в колонке «Пуансон шлифованный», предназначены для тех
случаев, когда весь рабочий периметр пуансона или отдельные участки
его не подвергаются опиловке, т. е. весь пуансон или отдельные участки
его шлифуются в размер окончательно-.
.В тех случаях, когда весь пуансон или отдельные его участки надо
опиливать, нормативы времени находят в карте 2. в колонке «Пуансон
нешлифованный».
В колонке «Матрица растачиваемая» (карта 2) даны нормативы
времени для тех случаев, когда отдельные дуги матрицы и пуансоно-
держателя (в некоторых конструкциях штампов могут быть также съем-
ники и выталкиватели) окончательно растачиваются на координатно-
расточных или токарных станках.
В тех случаях, когда выпуклая дуга имеет радиус больше половины
ширины вырубаемой детали, нормативы по карте 2 следует брать из
колонки «Матрица нерастачиваемая».
Нормативы времени по карте 2 из колонки «Сопряженная с пря-
мой» предназначены для вогнутых дуг, которые сопрягаются с пря-
мыми отрезками.
Нормативы из последней колонки (карта 2) применяются в тех
случаях, когда вогнутая дуга сопряжена с выпуклыми дугами.
Пример расчета нормы времени на разметку контура фигуры. Раз-
мечаются девять размеров: 50; 15; 2; 30; 28,5; 26; ДО; 7 и два ра-
310
Нормирование слесарных работ по изготовлению штампов
диуса 3; 5. По карте 10 время на разметку девяти размеров составляет
21 мин. Время на кернение контура размечаемой детали по той же
карте 10 составляет 3,7 мин.
Длина кернения составляет 208 мм и складывается из следующих
длин: 30 ММХ4+ (10 — 3,5) Х4 + (50—14) + (3,14X3,5)2 + 2X2 =
= 208 мм.
Особые случаи нормирования слесарно-сборочных работ. На фиг. 1
даны эскизы вырубаемых деталей с узкими окнами и деталей малой
ширины (до 4 мм).
Разделка таких окон-в матрице, пуансюнодержателе «и других де-
талях штампов может быть выполнена на распиловочных станках или
слесарем путем высверливания и выпиливания лобзиком.
В тех случаях, когда эту работу должен выполнять слесарь, най-
денное по карте время на обработку периметра окна умножается на
Фиг. 1.
Фиг. 2.
коэффициент 1,5 для окон шириной до 2 мм, на 1,35 — для окон шири-
ной 2—3 мм и на 1,15 — для окон шириной 3—4 мм.
В некоторых конструкциях штампов в матрицах имеются вставки
(фиг. 2).
В таких случаях расчет нормы времени производится следующим об-
разом: по карте 2 находим время для окна .Б обычным порядком,
а время на обработку вставки А и окна под нее берется из той же карты
с коэффициентом 0,8.
В силу технологических особенностей, изготовления многопуансон-
ных штампов для вырубки роторного железа время на обработку де-
талей штампа по вырубаемому контуру следует брать по карте 3,
а время на сборку — по карте 1. Время на пайку пуансонов с пуансо-
нодержателем включено в нормативы карты 3.
На некоторых заводах слесарная обработка штампов производится
в два этапа: заранее изготовляют пакеты (блоки) штампов, а затем,
по мере надобности, разбирают пакет, производят разделку рабочих
контуров, калят матрицу и пуансон, собирают штамп окончательно и
испытывают его. Так изготовляют штампы, как правило, разные рабо-
чие, в связи с чем необходимо установить раздельные нормы на сборку
и испытание штампов.
В таких случаях из норматива времени (см. карту 1) следует вы-
делить время на разборку пакета и испытание штампа. Это время
составляет 6—8% времени, указанного в позициях 1 —11 карты 1. Кроме
того, если некоторые виды дополнительных работ (см. позиции 12—28
карты 1) будет выполнять слесарь, окончательно собирающий штамп,
то время на эти работы следует прибавлять ко времени на разборку
пакета и испытание штампа.
При изготовлении шаблонов для вырубных штампов время на их
изготовление следует брать в размере 10% от времени на сйесарную
обработку штампа.
Пример расчета нормы времени на слесарную обработку и сборку
вырубного штампа. Изготовляется штамп размерами нижней плиты
Нормирование слесарных работ по изготовлению штампов
311
150 X 150 мм для вырубки пластины 42 X 25 X4 мм (фиг. 3). Ма-
териал вырубаемой пластины — латунь. Штамп имеет 9 винтов, 6 штиф-
тов, 2 ножа, 4 проколочных пуансона, 1 съемник, размечаемый и опи-
ливаемый, пуансон шлифованный и матрицу растачиваемую.
По карте 1 (поз. 4) для штампа, имеющего 10 винтов, 6 штифтов
и наибольшие размеры плиты до 160 X 200 мм, время на сборку состав-
ляет 4,6 часа. По той же карте
{поз. 19) на один винт приходится
0,18 часа. Путем вычитания из
4,60—0,18 получаем время на
-сборку (при 9 винтах), равное
4,42 часа.
К этому времени по той же
карте (поз. 23) добавляем время
на работу, связанную с 4 проко-
лочными пуансонами 0,12 Х4 =
= 0,48 часа.
Таким образом, штучное время
на сборку, испытание и сдачу штам-
па будет
Тш = 4,42 + 0,48 = 4,9 часа.
Время на слесарную обработку
.деталей штампа по контуру выру-
баемого изделия берем по карте 2.
По прямой на отрезок 1 длиной
42 мм за вычетом дуги с радиусом
1,5 мм будет 42 —-^ = 42-3,14 X
X 1,5 = 37,29 мм.
Фиг. 3. Штамп для вырубки пластины
и просечки четырех отверстий (с двумя
ножами):
/ — хвостовик; 2—верхняя плита; 3 — про-»
кладка; 4, 6 — пуансоны, 5 — нож; 7 — съем->
ник; 8 — матрица; 9 — нижняя плита; 10 —
планка; 11 — пуансонолержател ь; 12 — лови-*
тель; 13 — закрепляющий ’ винт; 14, 15 —
винты; 16—18 — штифты.
По карте 2 время на один отрезок (40 мм) составляет 1,05 часа,
.а на два отрезка 1,05 X 2 = 2,1 часа.
По прямой на отрезок 2 длиной 25 мм за вычетом дуги с радиусом
.1,5 мм будет 25—^- = 25-3,14- 1,5 = 20,29 мм.
По карте 2 время на один отрезок 20,29 мм составляет 0,75 часа,
а на два отрезка 0,75 X 2 = 1,5 часа.
г> о , я/? 3,14-1,5 Л ог-
Время на одну дугу 3 при длине 1 = ~2~ — % = 2,йомм опре-
леляется по карте 2; оно равно 0,48 часа, а на четыре дуги соста-
вит 0,48X4= 1,92 часа.
В данном примере штамп имеет 2 ножа размером 17 X 10 мм. По
карте 2 находим время на прямые отрезки длиной 17 и .10 мм. Для от-
резка длиной 17 мм оно составляет 0,75 часа, а для отрезка длиной
10 мм — 0,6 часа. Всего времени на работу, связанную с обработкой
двух ножевых окон, будет 0,75 X 4 + 0,6 X 4 = 5,24 часа.
Кроме того, имеется дополнительная работа, относящаяся к обра-
ботке съемника (деталь 7); в связи с этим, пользуясь примечанием
карты 2, полученное время на обработку деталей необходимо умно-
.жить на коэффициент 1,2.
Таким образом, время на слесарную обработку деталей штампа по
жонтуру вырубаемого изделия с учетом двух ножей равно (2,1 + 1,5 -Ь
4- 1,92 + 5,24) X 1,2 = 12,9 часа.
312
Нормирование слесарных работ по изготовлению штампов
Следовательно, норма штучно-калькуляционного времени на обра-
ботку и сборку штампа равна:
^.« — 4,9 + 12,9 = 17,8 часа.
Методика разработки и применения нормативов времени на слесар-
ную обработку и сборку гибочных штампов. Основные методические по-
ложения для разработки и применения нормативов на изготовление-
вырубных штампов распространяется и на гибочные штампы.
Расчет норм штучного времени на слесарную обработку гибочных.
штампов производится путем суммирования норматитов времени на от-
дельные виды работ (комплексы приемов).
Фиг. 4. Штамп гибочный:
1 — матрица; 2 — планки фиксирую-
щие; 3 — болт; 4 — пуансон.
Основными нормативами, из которых
складываются нормы штучного време-
ни на обработку и сборку большинства
гибочных штампов, являются:-
а) время на обработку матрицы и
пуансона по контуру выгибаемой детали;
(карта 4);
б) время на сборку штампов (кар-
та 5);
в) время на опиливание дуг, пло-
скостей, фасок и снятие заусенцев
(карта 6);
г) время на обработку фиксирующих.
планок (карта 7);
д) время на обработку матрицы w
выталкивателя (карта 8);
е) время на обработку пуансонодер-
жателя, запрессовку и расклепку пуансо-
на (карта 9).
Для специфических в конструктивном
отношении штампов предусмотрены осо-
бые нормативы (см. карты 10—12).
Пример расчета нормы времени на-
ел есар ну ю обработку и сборку гибочного
штампа. Для расчета примера взят штамп, изображенный на фиг. 4.
Рабочий контур матрицы расточен, по всем острым кромкам на
матрице и пуансоне снимаются фаски 0,5 X 45°. Имеются две фиксирую-
щие планки Л типа с одним окном и одним пазом. Пазы под фиксирую-
щие планки не шлифуются, а принимаются по 3-му классу точности.
По карте 6 время на снятие фасок на матрице, имеющей длину'
острых граней 840 мм, составляет 21 мин., или 0,35 часа.
В карте 6 имеется длина только до 300 мм. Для получения времена
на длину 840 мм следует взять время для двух длин по 300 мм и для
длины 240 мм.
По той же карте 6 время на снятие фасок у пуансона при длине
160 мм — 4,4 мин., или 0,07 часа.
Общая длина снятия фасок 840 мм и 160 мм получена как сумма
всех опиливаемых сторон.
У м а т р и ц ы: по длине 165 мм X 2 = 330 мм; по ширине 50 мм X
X 4 = 200 мм; по уступам 20 мм X 8 = 160 мм; по верхней стороне мат-
рицы 75 мм X 2 = 150 мм;
у пуансона: по длине 45 мм X 2 = 90 мм; по ширине 15 мм Х2 =
= 30 мм; опиливание квадрата 10 мм X 4 = 40 мм.
Рабочий контур матрицы и пуансона расточен. По всем острьгш
жромкам на матрице и пуансоне снимаются фаски 0,5 X 45°. Имеются
Нормирование слесарных работ по изготовлению штампов 313
две фиксирующие планки типа I с одним окном и одним пазом. Пазы
под фиксирующие планки припиливаются по 3-му классу точности.
Имеются два болта Мб X 18 мм, два штифта 05 X 25 мм.
а) По карте 4 время на обработку рабочих контуров матрицы и
пуансона составит: для концевых отрезков А и Б длиной по 16 мм каж-
дый при ширине матрицы 50 мм по I группе трудоемкости 0,6 часа X
X 2 = 1,2 часа; для промежуточных отрезков В длиной по 8 мм по
II группе трудоемкости 0,75 часа X 2 = 1,5 часа; для дуги, сопряжен-
ной с прямыми отрезками длиной 18,8 мм (7?6) по 0,6 часа.
б) По карте 5 время на два болта М6Х18 0,2 часа X 2 = 0,4 часа.
По той же карте время на два штифта 05X25 0,14 часа X 2 =
= 0,28 часа.
в) По карте 6 время на снятие фасок на матрице, имеющей длину
острых граней 840 мм, составляет 21 мин., или 0,35 часа.
В карте 6 имеется длина до 300 мм. Для получения времени на
длину 840 мм следует взять время для двух длин по 300 мм и 1 раз для
длины 240 мм.
По той же карте 6 время на снятие фасок у пуансона при общей,
длине 160 мм 4,4 мин., или 0,07 часа. Общая длина снятия фасок полу-
чена как сумма двух сторон.
У матрицы: по длине 165 мм X 2 = 330 мм; по ширине 50 мм X 4 =
= 200 мм; по уступам 20 мм X 8 = 160 мм; по верхней стороне матрицы
75 мм X 2 = 150 мм.
У пуансона: по длине 45 мм X 2 = 90 мм; по ширине 15 мм X 2 =
= 30 мм; опиливание квадрата 10 мм X 4 = 40 мм.
г) По карте 7 время на обработку двух фиксирующих планок I типа
0,2б мм X 2 = 0,5 часа.
д) Выталкиватель в штампе отсутствует.
е) Пуансонодержателя в штампе нет.
ж) На разметку двух уступов размером 20 мм X 20 мм 5 мин. X
X 2 = 10 мин., или 0,16 часа.
з) По карте 11 время на обработку 2 пазов (под фиксирующие
планки) длиной 50 мм, шириной 25 мм и высотой паза 3 мм для
3-го класса точности 0,98 часа X 2 = 1,96 часа.
Таким образом, норма штучного времени на полную слесарную
обработку штампа составит:
Тш = 1,2 + 1,5 + 0,6 + 0,4 4- 0,28 + 0,35 + 0,07 +
+ 0,5 + 1,96 = 7,02 часа.
В большинстве карт нормативы времени даны в часах. Вместе с тем
имеются карты, в которых время дано в минутах. Вызвано это тем, что
перевод малых чисел минут в часы с округлением до 0,01. давал ощу-
тимую погрешность на мелких, но часто повторяющихся работах.
В производственных условиях 'случаются переделки изготовленных
штампов. Все переделки штампов должны оформляться браковочным
актом, подписанным мастером и ОТК.
Нормирование переделок гибочных штампов следует производить
следующим образом: время на опиливание профиля матрицы и пуан-
сона брать по карте 4 таким же способом, как и для вновь изготовляе-
мого штампа.
Время на разборку и сборку штампа брать по карте 13 в зависи-
мости от количества и размеров винтов и штифтов, подлежащих вывер-
тыванию и расштифтовке.
Время на пригонку фиксирующих планок брать по карте 7 (как на
обработку новых планок).
314
Нормирование слесарных работ по изготовлению штампов
Время на изготовление резиновых буферов и пружин брать по
карте 1, как для вырубных и гибочных штампов.
Нормативы рассчитаны на единичное производство штампов. При
одновременном запуске в производство двух-трех дублеров нормативы
брать с коэффициентом 0,85, четырех-шести дублеров — с коэффициен-
том 0,75.
Методика нормирования изготовления ковочных штампов для горя-
чей штамповки. Штампы для горячей штамповки весьма разнообразны
по конструкции и по технологии изготовления. Конструкция штампов
зависит не только от конфигурации штампуемой детали, но и от обору-
дования, на котором штампуется деталь.
Эти факторы влияют на трудоемкость изготовления таких штампов.
Всё работы делятся на станочные и ручные. Станочные работы про-
изводятся на универсальных станках инструментальных цехов и норми-
руются обычным порядком по нормативам или типовым нормам
времени.
В зависимости от метода изготовления рабочей части для слесар-
ной обработки матрицы, пуансона, просечки, бойков и т. п. принимается
та или иная методика технического нормирования. Как правило, детали,
вышедшие из-под штампа, подвергаются механической обработке.
И только в случае, когда не требуется точной обработки, детали штам-
пуются с известными допусками (0,5—2 мм) и дальнейшей обработке
не подлежат.
Для придания детали той или иной конфигурации существуют
штампы одноручьевые и многоручьевые, с замками и без замков.
Методика расчета нормативов и норм времени на обработку рабочих
частей штампов та же, что и для расчета норм на изготовление пресс-
форм.
Методика расчета сборочных работ (если они имеются) та же, что и
для сборки пресс-форм для пластмасс или литья под давлением.
В кузнечных штампах при изготовлении деталей под молотами сбо-
рочные работы отсутствуют.
Штучное время может быть дано в виде нормативов на комплекс
приемов и в виде таблиц типовых норм времени.
Штампы вырубные
315
СБОРКА БЛОКОВ (ПАКЕТОВ), ИСПЫТАНИЕ ВЫРУБНЫХ И ВЫТЯЖНЫХ ШТАМПОВ И ДОПОЛНИТЕЛЬНЫЕ РАБОТЫ, СВЯЗАННЫЕ С ОСОБЕННОСТЯМИ КОНСТРУКЦИИ ШТАМПА Штампы вырубные КАРТА 1
I. Сборка блоков и испытание штампов
№ Количество Наибольший размер нижней плиты штампа в мм до
по пор. винтов штифтов толкателей 100X120 | ' 150x220 | 2’0X320 | 300X450
и болтов и выталкива- телей Время в час.
1 2 3 4 5 6 7 8 9 10 11 4 6 8 10 12 , 15 18 22 26 30 35 2 4 6 6 8 10 12 14 16 16 16 3,00 3,42 ' 3,83 4,15 4,55 5,15 5,75 6,50 7,20 3,30 3,80 4,25 4,60 5,10 5,75 6,40 7,25 8,10 8,80 10,00 4,25 4,85 5,30 5,90 6,70 7,60 8,60 9,60 10,50 11,60 4,75 5,40 5,90 6,60 7,55 8,40 9,70 10,80 11,80 13,20
П. Дополнительные работы, связанные с особенностями конструкций штампа
12 13 14 15 16 17 18 19 20 21 Установить 2 колонки и втулки 4 колонки и втулки Ограждение Буфер резиновый Упор постоянный ци- линдрический и ло- витель Упор постоянный фа- сонный Упор временный Винт Штифт Пружины буферные 0,42 0,84 0,54 0,15 0,06 0,12 0,36 0,16 0,06 0,09 0,48 0,96 0,60 0,18 0,08 0,15 0,42 0,18 0,07 0,12 0,54 1,08 0,66 0,21 0,10 0,18 0,48 0,21 0,09 0,15 0,10 1,20 0,70 0,24 0,12 0,21 0,54 0,24 0,10 0,18
III. Запрессовка, центрация и расклепка проколочных пуансонов, сверление отверстий для отхода, развертывание конусов у матриц
№ по пор. При количестве пуансонов Время [ в час.
22 23 24 25 26 27 28 1-2 3-5 6—10 11-15 16-20 21-25 Более 25 0,10 0,11 0,12 0,13 0,15 0,16 0,17 0,11 0,12 0,13 0,15 0,16 0,17 0,18 0,12 0,13 0,15 0,16 0,17 0,18 0,19 0,13 0,15 0,16 0,17 0,18 0,19 0,20
316
Нормирование слесарных работ по изготовлению штампов
РАЗМЕТКА И ОПИЛИВАНИЕ КОМПЛЕКТА ДЕТАЛЕЙ. ВЫРУБНЫХ ШТАМПОВ Штампы вырубные КАРТА 2
Длина прямой или дуги в мм до Прямая Дуга
Пуансон шлифованный Пуансон нешлифован- ный Выпуклая Вогнутая
Матрица растачиваемая Матрица нерастачивае- мая Сопряженная с прямой Сопряженная с дугой
Время на длину отрезка в час.
1 2 3 5 7 10 15 20 25 30 40 50 60 70 80 90 100 120 140 160 180 200 220 240 260 280 300 0,42 0,45 0,48 0,51 0,54 0,60 0,67 0,75 0,82 0,90 1,05 1,20 1,38 1,53 1,68 1,82 1,98 2,16 2,34 2,52 2,70 2,88 3,06 3,24 3,42 3,60 3,78 0,52 0,57 0,60 0,64 0,68 0,75 0,84 0,93 1,02 1,12 1,29 1,47 1,65 1,83 ' 2,00 2,20 2,38 2,64 2,88 3,12 3,36 3,61 . 3,84 4,10 4,30 4,55 4,80 0,33 0,36 0,39 0,42 0,45 0,48 0,51 0,53 0,57 0,60 0,69 0,78 0,90 1,02 1,14 1,26 1,38 1,62 1,86 2,04 2,34 2,58 0,48 0,53 0,60 0,66 0,72 0,81 1,02 1,14 1,26 1,44 1,62 1,80 1,97 2,16 2,34 2,52 2,70 3,06 3,42 3,78 4,15 4,50 0,48 0,53 0,60 0,66 0,72 0,81 1,02 1,14 1,26 1,44 1,62 1,80 1,97 2,16 2,34 2,52 2,70 3,06 3,42 3,78 4,15 4,50 0,72 0,78 0,84 0,90 0,96 1,05 1,20 1,32 1,50 1,68 1,86 2,10 2,36 2,58 2,82 3,06 3,30 3,70 4,15 4,55
Примечание. Приведенные в нормативах времена рассчитаны на пакет из четырех основ-
ных деталей (матрицы, пуансона, пуансонодержателя, нижней плиты); при наличии в штампе вы-
талкивателя или съемника, размечаемых и опиливаемых по контуру вырубаемой детали, время,
полученное на обработку четырех деталей, умножать для выталкивателя, съемника и матрицедер-
жателя на коэффициент 1,2.
Поправочные коэффициенты в зависимости от обрабатываемого материала
Коэффициенты
Толщина материала в мм для стали средней твердости и дюралюминия для мягкой стали, меди, латуни и алюминия
0,1-0,2 1,25 1,35
0,3-0,4 1,18 1,28
0,5-0,7 1,10 1,20
0,8-1,0 1,00 1,10
1,2-1,5 0,95 ' 1,05
1,6-2,0 0,90 1,00
Более 2,0 0,85 0,95
Штампы вырубные
317
СЛЕСАРНАЯ ОБРАБОТКА ШТАМПА ДЛЯ ВЫРУБКИ РОТОРНОГО ЖЕЛЕЗА Штампы вырубные
КАРТА 3
Тип I Тип П Тип Ш Тип ТУ
Типы штампов
Количество пазов в детали I П ш IV
Время на 1 . паз в час.
7—10 2,28 2,70 1,80 2,58
11-15 2,22 2,64 1,74 2,52
16-20 2,16 2,58 1,68 2,46
21—30 2,10 2,52 1,62 2,40
31-40 2,04 2,46 1,56 2,34
41-50 1,98 2,40 1,50 2,28
Примечания: 1. Нормативы рассчитаны на обработку комплекта деталей, состоящего из
матрицы, пуансона, пуансонодержателя, выталкивателя и съемника.
2. Вырубаемый материал — сталь Э-42‘, Э-44 толщиной 0,35 мм, При другой толщине материала
следует делать поправку на соответствующий коэффициент (см. карту 2). ,
3. Для получения суммы времени следует количество пазов, имеющихся в вырубаемой детали,
умножать на соответствующее .время обработки одного паза.
4. При допуске на угол а = 5—7° нормативы умножать на коэффициент 1,15.
5. Основные размеры пазов колеблются:
для I и II типов J = 2 4-6 мм и h = 6 4-12 мм-,
для III типа d = 4 4-8 мм;
для IV типа h = 10 4-20 мм.
318
Нормирование слесарных работ по изготовлению штампов
ОБРАБОТКА МАТРИЦЫ И ПУАНСОНА ПО КОНТУРУ ВЫГИБАЕМОЙ ДЕТАЛИ Штампы гибочные
КАРТА 4 Лист 1
Содержание работы 1. Разметить и припилить матрицу и пуансон. 2. Испытать штамп. 3. Зачистить матрицу и пуансон после термообработки.
Размеры Группы трудоемкости
I II III
Прямые отрезки Дуги, сопряженные с прямыми отрезками Дуги, сопряженные с дугами
концевые промежу- точные расточен- ные нерасто- ченные расточенные нерасточен- ные
Ширина матрицы в мм до Длина отрезка 1 в мм до to 4 to L=J к и ' - \ Г/*1
Время на 1 отрезок в час.
20 20 0,4 0,50 0,40 | 0,70 | 0,60 | 0,90
40 | 0,5 0,60 0,55 | 0,93 | 0,80 | 1,15
60 I 0,6 0,75 0,70 1 1,20 | 1,00 | 1,50 _
80 | 0,7 0,85 | 0,85 | 1,45 | 1,20 | 1,80 _
100 1,00 1 1,00 1 1,70 | 1,45 | 2,10
120 1,10 I 1,15 | 1,95 1,69
150 1,30 1 1,37 | 2,30 1 - I- - 1
200 1,60 | 1,75 | 2,97 — 1 —
40 20 1 0,5 0,50 | 0,50 | 0,85 0,70 | 1,15
40 I 0,6 0,75 | 0,65 | 1,10 0,90 | 1,40
60 I 0,7 | 0,85 | 0,80 | 1,35 I 1,Ю | 1,70
80 | 0,8 1 1,00 | 0,95 | 1,60 | 1,30 | 2,00
100 I — | 1,10 | 1,10 | 1,87 | 1,55 | 2,35
120 | — | 1,25 | 1,25 j 2,13 1 1,80 1 —
150 | — | 1,45 | 1,47 j 2,50
200 | — 1 1,75 | 1,80 | 3,07 1 - i
Штампы гибочные
319
ОБРАБОТКА МАТРИЦЫ И ПУАНСОНА ПО КОНТУРУ ВЫГИБАЕМОЙ ДЕТАЛИ Штампы гибочные
КАРТА 4 Лист 2
Размера Группы трудоемкости
I п Ш
Ширина мат- рицы в мм до Длина отрезка 1 в мм до Прямые отрезки Дуги, сопряженные с прямыми отрезками Дуги, сопряженные с дугами
концевые промежу- точные расточен- ные нерасто- ченные расточенные нерасточен- ные
Время на 1 отрезок в час.
60 20 0,6 0,75 0,60 1,00 0,80 1,25
40 0,7 0,85 0,75 1,28 1,05 1,60
60 0,8 1,00 0,90 1,53 1,30 1,90
80 0,9 . 1,10 1,05 1,80 1,50 2,25
100 — 1,25 1,20 2,05 1,75 2,57
120 — 1,40 1,35 2,30 1,95 —
150 — 1,55 1,57 2,65 — —
80 20 0,7 0,85 0,70 1,20 0,90 1,50
40 0,8 1,00 0,85 1,45 1,20 1,80
60 0,9 1,10 1,00 1,70 1,45 2,20
80 1,0 . 1,25 1,15 1,95 1,65 2,45
100 ' — 1,40 1,30 2,20 1,90 2,75
120 — 1,50 1,45 2,45 2,15 —
150 — 1,70 1,67 2,80 —
100 20 0,8 1,00 0,80 1,35 — 1,70
40 0,9 1,10 0,95 1,60 — 2,00
60 1,0 1,25 1,10 1,85 — 2,30
80 1,1 1,40 1,25 2,13 — 2,60
100 — 1,50 1,40 2,40 — 3,00
120 — 1,60 1,55 2,65 —
150 — 1,80 1,77 3,00 — —
Примечания: 1. В тех случаях, когда дуги матрицы или пуансона II и III групп трудо- емкости по каким-либо причинам получаются не путем растачивания или сверления, а путем опи- ливания, время на их обработку TQ брать так же, как на расточенные дуги. 2. К группам трудоемкости относятся только те отрезки, которые на эскизе заштрихованы.
320
Нормирование слесарных работ по изготовлению штампов
Штампы гибочные
СБОРКА ШТАМПОВ
КАРТА 5
Содержание работы при соединении деталей
Винтом
Штифтом
Разметка под сверление, сверление
отверстий в соединительных деталях
(ib двух, трех), зенкование под головку
винта, нарезание резьбы (в одной де-
тали), сборка нескольких деталей и за-
винчивание винта
Разметка под сверление, сверление
отверстий в нескольких деталях (в двух,
трех или четырех), развертывание от-
верстий в соединительных деталях, за-
прессовка штифта и зачистка его.
Длина винта или штифта L в мм до Винты || Штифты
Диаметр d в мм до
4 6 1 8 1 10 | 12 1 1 4 .1 6 | 8 | 10 | 12
Время на 1 винт или штифт в час.
15 0,18 0,16 0,18 0,20 — 0,09 0,11 0,13 — —
25 0,22 0,20 0,22 0,24 0,26 0,13 0,14 0,15 0,16 0,17
35 0,26 0,24 0,26 0,28 0,30 0,16 .0,17 0,19 0,20 0,21
45 — 0,28 0,29 0,32 0,35 — 0,20 0,21 0,22 0,24
60 — 0,34 0,35 0,38 0,41 — 0,24 0,28 0,29 0,30
80 — — 0,42 0,46 0,50 — — 0,35 0,35 0,37
100 — — — — — — — — 0,40 0,44
Примечание. В группу винтов входят винты, болты и шпильки с резьбой. В группу
штифтов входят штифты, гладкие шпильки и цилиндрические упоры.
21 Зак.
Штампы гибочные
ОПИЛИВАНИЕ ДУГ, ПЛОСКОСТЕЙ, ФАСОК И СНЯТИЕ ЗАУСЕНЦЕВ
Фаски
Размеры <2x45°
КАРТА 6
Плоскости
Дуги
Ширина В в мм до
Вогнутая
Выпуклая
Длина опил мого отрезк в мм до Радиус дуги 7? в мм до 0,5x45° 1X45° 2x45° 3X45° о S б к 20 40 80 120 180
2 1 4 1 7 1 10 1 2 1 4 1 7 1 10
Время на поверхность или отрезок в мин.
20 4,0 4,3 4,6 4,9 5,0 5,4 5,8 6,1 1,2 1,5 1,8 2,2 0,4 2,4 3,2 5,1 6,7 9,4
40 4,9 5,7 6,4 7,2 6,1 7,0 7,9 8,8 '1,5' 1,8 2,3 2,7 0,5 3,2 5,1 8,7 11,8 15,5
60 6,5 7,4 8,2 9,1 7,9 8,9 9,9 11,0 2,0 2,4 3,0 3,6 0,6 4,5 6,7 12,0 ‘ 16,3 23,8
80 7,2 8,4 9,6 10,8 8,7 10,1 11,5 12,9 2,5 3,0 3,8 4,5 0,8 5,1 8,1 15,2 21,1 30,6
100 8,7 Ю,1 11,4 12,7 10,4 12,0 13,6 15,1 3,2 3,8 4,8 5,8 1,0 6,3 9,7 19,1 28,3 39,4
130 — 12,2 14,1 16,3 11,7 14,1 16,6 19,2 3,8 4,6 5,7 6,8 1,1 7,5 12,6 22,6 31,0 44,5
160 — 16,7 19,7 12,9 16,6 20,0 23,4 4,4 5,3 6,6 7,9 1,3 8,1 15,5 24,7 34,5 50,5
200 — — — — — — — — 5,5 6,4 8,0 9,6 1,6 — — — — —
250 — —- — — — — — —_ 6,2 7,6 9,3 И,2 1,9 — — — — —
300 -— — — —- — — — 7,4 8,9 И,1 13,3 2,2 — — —_ — __
М;
Примечание. Время на опиливание плоскостей и дуг рассчитано на обработку открытых поверхностей (без выступов) по свободным размерам с чистотой
обработки у 8. При изменении условий опиливания применять коэффициенты:
при опиливании в упор ..............................
при опиливании по 2-му классу точности . .
при опиливании по 3-му классу точности . .
1,з;
Штампы гибочные
322
Нормирование слесарных работ по изготовлению штампов.
ПЛАНКИ ФИКСИРУЮЩИЕ
Штампы гибочные
КАРТА 7
Тип планки
Тип I
(с одним окном и одним пазом)
Тип II
(с двумя окнами и одним пазом)
Тип III
(с двумя окнами и пазами
в количестве 2—10 включительно)
Содержание работы
L Снять заусенцы кругом.
2. Разметить отверстия, окно (окна) и паз (пазы).
3. Опилить овальное окно (окна) после фрезерной операции.
4. Опилить паз (пазы) после фрезерной операции.
Тип I Тип II Тип III
Количество пазов
2 1 4 1'6 ] ! 8 i | 10
Время на 1 планку в час.
0,25 0,35 0,38 0,5 0,59 0,67 0,75
| ОБРАБОТКА МАТРИЦЫ И ВЫТАЛКИВАТЕЛЯ (РАЗМЕТКА, ОПИЛИВАНИЕ, ЗАЧИСТКА ПОСЛЕ Штампы гибочные
КАРТА 8 | Лист 1
ЗАКАЛКИ)
1 Матрица- №. [1 1) Н' 1 1 1 _□ L шр ТШ Т—i)
jjidlll LSI
Выталкиватель шлифованный | Выталкиватель нешлифованный
Высота Длина' отрезка А или В в мм до По классам точности
выталкивателя Н в мм до 2 1 3 1 4 1 2 1 3 1 4
Время на 1 отрезок в час.
3 1,00 | 0,80 | 0,65 1 1,25 | 1,00 1 0,82
6 0,80 [ 0,65 | 0,55 1 0,96 | 0,80 | 0,65
10 0,65 | 0,55 1 0,45 I 0,75 | 0,65 | 0,53
20 20 0,80 { 0,65 | 0,55 1 0,96 | 0,80 | 0,66
30 0,95 1 0,75 | 0,65 1 1,15 | 0,95 | 0,78
40 1,10 | 0,90 I 0,75 1 1,30 I 1,10 | 0,90
60 1,45 1 1,20 I 1,00 1 1,73 | 1,45 | 1,20
80 1,70 I 1,40 1 1,15 1 2,04 | 1,70 | 1,40
Штампы гибочные
323
ОБРАБОТКА МАТРИЦЫ И ВЫТАЛКИВАТЕЛЯ (РАЗМЕТКА, ОПИЛИВАНИЕ, ЗАЧИСТКА ПОСЛЕ ЗАКАЛКИ) Штампы гибочные КАРТА 8 | Лист 2
Высота выталкивателя И в мм до Длина отрезка А ИЛИ В в мм до Выталкиватель шлифованный | | Выталкиватель нешлифованный :
По классам точности i
2 3 1 1 4 1 1 2 1 3 1 1 4
Время на 1 отрезок в час.
35 3 1,20 1,00 I 0,82 1,44 | 1,20 1,00 ‘
6 0,95 0,80 | 0,66 1,15 | 0,95 0,78
10 0,80 0,65 | 0,53 0,95 | 0,80 0,66
20 0,95 0,80 | 0,65 1,15 | 0,95 0,78
30 1,15 0,95 | 0,78 1,40 | 1,15 0,95
40 1,30 1,10 | 0,90 1,60 | 1,30 1,06
60 1,75 1,45 | 1,20 2,10 | 1,75 1,44
80 2,05 1,70 1,40 2,45 2,05 1,70
50 6 1,20 1,00 I 0,82 1,44 1,20 | 1,00
10 | 0,95 0,80 | 0,66 1,15 0,98 I 0,78
20 1 1,20 1,00 0,82 1,44 1,20 1 1.00
30 1,40 1,15 0,95 1,70 1,40 | 1,15
40 | I 1,55 1,30 | I 1,06 1,85 1,55 I 1,27
60 | 1 2,10 1,75 । 1 1,43 2,50 2,10 | 1,72
80 I 1 2,45 2,05 ! 1 1,66 2,93 1 2,45 | 2,00 ?
РАЗМЕТКА И ОПИЛИВАНИЕ ПУАНСОНОД ЕРЖАТЕЛЯ. Штампы гибочные
ЗАПРЕССОВКА И Р АСКЛ E1IKA ПУАНСОНА КАРТА 9 i
1
1 / < / 1 у? - I Ц
„ f
(_
* 1
|| ।
Длина L в ММ до
Ширина В в мм 20 | 40 1 60 1 80 | 100 | 120 | 140 | 160
до Время на 1 окно в час.
20 2,6 1 3,1 3,6 | 4,1 I 4,7 | 5,2 I — —
40 3,1 1 3,6 4,1 | 4,6 1 5,1 ,| 5,6 1 6,1 6,6
60 1 3,7 1 4,2 4,7 | 5,2 | 5,7 | 6,2 | 6,8 7,3
80 4,1 I 4,6 5,1 | 5,6 | 6,2 | । 6,7 | 7,2 7,7
100 1 4,7 1 5,3 5,7 | 6,2 | 6,7 | 7,2 | 7,7 8,2
120 | ' 5,3 1 5,8 6,3 | 6,8 | 7,3 | 7,8 | 8,3 8,8
Примечание. Приведенное время рассчитано на шлифованный пуансон пуансон нешлифованный, данное время следует умножать на коэффициент 1,25. . В том случае, когда
21*
324
Нормирование слесарных работ по изготовлению штампов
№ по пор. Разметка контура фигуры Кернение № по пор. Разметка контура фигуры Кернение
Количество размеров до Время на весь контур в мин." Длина контурной линии в мм Время на весь контур в мин. Количество размеров до Время на весь контур в мин. Длина контурной линии в мм Время на весь контур в мин.
1 2 5 55 1,3 6 1 13 28 | | 210 3,7
2 4 8 85 1,8 7 1 ' 15 32 | 240 4,0
3 6 .1 11 120 2,5 8 1 17 35 | 275 4,5
4 1 8 | 16 150 3,0 9 1 20 40 | 300 । 5,0
5 I 1 Ю | 21 180 3,3
Штампы гибочные
КАРТА 11 ~
РАЗМЕТКА И ОПИЛИВАНИЕ ПАЗОВ
Высота паза Н в мм до
Длина Шири- на 20 1 35 ' 50
паза L паза А Класс точности по размеру А
в мм в мм Свободный iI 3-й I I Свободный! 3-й | Свободный! 3-й 1 2-й
1 до до размер 1 класс 1 z-и класс] размер | класс 1 2-й класс| размер 1 класг | класс
Время на 1 паз в час.
20 0,30 I 0,90 | 1,08 1 -0,38. | 1,35 | 1,62 | 0,45 1 1,9 1 2,28
40 0,37 1 0,98 | 1,17 I 0,45 | 1,44 | 1,72 | 0,55 1 2,0 | 2,4
50 60 0,45 I 1,06 | 1,27 I 0,53 | 1,53 | 1,83 | 0,63 1 2,1 | 2,52
80 0,52 I 1J4 | 1,37 1 0,60 | 1,62 | 1,94 | 0,72 1 2,2 | 2,64
100 0,60 1 1,22 | 1,46 1 0,68 | 1,71 | 2,05 Ь 0,80 1 2,3 1 2,76
120 0,67 1 1,30 | 1,56 1 0,75 | 1,80 | 2,16 | 0,90 I 2,4 | 2,88
20 0,35 1 1,20 | 1,44 | 0,40 | 1,60 1 1,92 | 0,50 1 2,3 | 2,76
40 0,45 1 1,30 | 1,55 | 0,50 I 1,70 | 2,04 | 0,60 1 2,4 | 2,88
80 60 0,55 I 1,40 | 1,67 I 0,60 j 1,80 | 2,16 | 0,70 1 2,5 | 3,0
80 0,65 | 1,50 | 1,80 1 0,70 | 1,90 | 2,28 | 0,80 I 2,6 | 3,12
100 0,75 I 1,60 | 1,92 | 0,80 | 2,00 | 2,40 | 0,90 1 2,7 | 3,24
120 0,85 1 IJ0 | 2,04 I 0,90 | 2,10 | 2,52 | 1,00 1 2,8 | 3,36
20 0,45 | 1,50 | 1,80 | 0,52 | 2,10 | 2,52 | 0,62 1 2,7 | 3,24
40 0,57 | 1,60 | 1,92 I 0,65 | 2,20 | 2,63 | 0,75 | 2,86 1 3,41
120 60 0,69 1 170 | 2,04 1 0,77 | 2,30 | 2,76 | 0,90 1 3,02 | 3,61
80 0,81 I 1,30 | 2,16 I 0,90 | 2,40 | 2,88 | 1,03 | 3,18 | 3,80
100 | 0,93 I 1,90 | 2,28 1 1,03 1 2,50 | 3,00 I 1,15 1 3,34 | 4,0
120 I 1,00 1 2,00 | 2,40 1 - 1,15 | 2,60 | 3,12 | 1,30 1 3,5 | 4,2
' Поимечания: 1. При окончательном шлифовании паза учитывается время только на разметку.
- ' W 2. При опиливании пазов в упор время брать с коэффициентом 1,4.
Штампы гибочные
321
СВЕРЛЕНИЕ, НАРЕЗАНИЕ РЕЗЬБЫ, РАЗВЕРТЫВАНИЕ И ЗЕНКОВАНИЕ ОТВЕРСТИЙ (НА СТАНКЕ) Штампы гибочные
КАРТА 12
Операции Эскиз Глубина Н В ММ до Диаметр d в мм до
4 | 6 ’ | 8 | 10 | *7-12 1 1 14 | 16
Время на Г отверстие в мин. 1
Сверление гЬ . ’ 10 i 0,8 | 0,9 1,2 1,5 I 1 1 1 —
20 1,6 1,9 2,2 2,5 1 3,1 | 3,7 | 4,2 i
30 2,7 3,0 3,3 3,6 1 4,2 | 4,8 ! | 5,3
40 3,8 4,2 4,4 4,8 5,4 I 6,0 | 6,5
50 5,1 5,6 5,6 6,1 6,7 1 7,3 | 7,8
60 — 7,2 6,9 7,5 8,1 1 8,7 | 9,4
70 — — 8,3 8,9
9,6 1 10,2
80 | - — 9,8 10,4 11,2 1 - 1 ~
Нарезание резьбы 5 1 3,5 3,2 1 -
5 -to- Li тр/ 10 4,0 3,6 | 3,5 3,7 | 4,1 | 1 4,5 1 4,9
15 4,5 4,0 I 4,0 4,3 1 4,7 I 5,2 1 5,7
20 5,0 4,4 1 4,5 4,9 1 5,4 | б,о | 6,4
25 1 5,5 4,8 1 5,0 5,5 j 6,1 1 6,7 | 7,3
п |Г I
ш 1 30 1 5,2 | 1 5,5 6,1 1 1 6,8 L 7,4 | 7,9
40 6,1 1 6,6 7,3 j 8,1 ' 8,8 1 9,4
50 i 7,1 | 7,7 8,6 1 9,4 10,3 | 10,8
Развертывание 10 ! 1,7 I 1 2,4 | 2,6 2,9 — 1 —
J Й: ь 20 1 2,3 | 2,9 3,3 3,8 I — — —
30 2,9 | 3,5 4,0 4J — — — I
40 3,5 | 4,2 4,7 5,4 | — — 1
50 — 5,3 6,2 | — — 1
60 — 5,9 7,1 1 1 - — — 1
70 6,5 — — 1
^4 t Ц-. — 7,9 1 —
80 7,1 8,7 — — —
Зенкование | 4 с диаметра 4 на диаметр 8 1,0 — — — - —
5 с диаметра 5 на диаметр 10 1,1 — — — j
5 с диаметра 6 на диаметр 12 — 1,2 —
6 с диаметра 8 на диаметр 14 — — 1,3 — 1
7 с диаметра 10 на диаметр 16 — — — 1,4
Примечание. При сверлении или нарезании резьбы в глухих отверстиях время брать с ко-
эффициентом 1,3.
326
Нормирование слесарных работ по изготовлению штампов
РАЗБОРКА И СБОРКА ШТАМПОВ (ПРИ ПЕРЕДЕЛКАХ) Штампы гибочные
КАРТА 13
Содержание р.аботы при разборке и сборке штампов
Винтом
Штифтом
Вывернуть винт
Выбить штифт
Прогнать резьбу метчиком
Спарить две или три детали
Спарить две или три детали
Развернуть отверстие
Вставить винт в отверстие, и завер-
нуть до отказа
Запрессовать штифт и зачистить его
Диа- метр отвер- стия d в мм до Глубина отверстия Н в мм до
10 15 20 30 40 10 20 30 40 50 60 70
Время на 1 винт или штифт 0 мин.
4 2,6 3,3 3,8 — — 1,9 2,6 3,4 — — — —
6 2.1 2,6 3,3 4,3 — — 2,1 2,7 3,4 4,1 4,9 —
8 2,3 2,7 3,8 4,6 — — 2,4 3,0 3,7 4,5
10 — 2,0 2,5 3,3 4,3 — — __ 1 2,5 3,2 4,0 4,9
12 — — 2,3 3,1 4,0 — — — — — —
ГЛАВА VIII
НОРМИРОВАНИЕ РЕМОНТА МЕТАЛЛОРЕЖУЩЕГО
ОБОРУДОВАНИЯ
При 'разработке нормативов, ’помещаемых ниже, был учтен завод-
ской опыт применения ранее изданных нормативов. Одновременно были
поставлены следующие задачи:
а) нормативы должны быть укрупненными в такой мере, чтобы обес-
печить возможность нормирования всех операций, предусмотренных
укрупненным (маршрутным) технологическим процессом, принятым
при ремонте оборудования;
б) нормативы разрабатываются раздельно по типам станков и дол-
жны быть универсальными в пределах данного типа станков с тем,
чтобы несмотря на разномодельность оборудования, можно было нор-
мировать ремонт отдельных узлов станка любой модели (учитывая осо-
бенности моделей);
в) величины норм должны быть поставлены в зависимость от тру-
доемкости технологии ремонта узлов и фактических объемов ремонт-
ных работ.
Нормативы разработаны на каждую операцию, предусмотренную
типовым маршрутным технологическим процессом ремонта данного
типа станка.
Основными операциями являются: проверка точности станка (до
разборки); открепление и съем узлов; разборка на детали всех узлов;
промывка деталей; составление дефектной ведомости; слесарная при-
гонка деталей, сборка и регулировка каждого узла; восстановление точ-
ности направляющих (шабрение, шлифование и т. д.); установка и креп-
ление узлов (общая сборка); регулировка станка, его испытание и
сдача техническому контролю ОГМ.
Табличные нормы на каждую операцию поставлены в зависимость
от основных факторов, определяющих трудоемкость -выполнения этой
операции.
Величины табличных норм на операции по ремонту отдельных
узлов — коробок скоростей, коробок подач, суппортов и т. п. (разборка
узла, смена и слесарная пригонка деталей, сборка и регулировка узла)
поставлены в зависимость от типовых объемов ремонта данного узла,
от группы ремонтной трудоемкости конструктивного исполнения узла и
от размерной его характеристики.
Нормы предусмотрены на три разных типовых объема ремонтных
работ:
1) максимальный объем при плановом ремонте;
2) ограниченный объем ремонтных работ;
•3) минимальный объем-(сборка без смены основных деталей) „
328 Нормирование ремонта металлорежущего оборудования
В картах изложено краткое содержание работ, отвечающее объе-
мам 1 и 2.
При определении нррмы на ремонт узла следует руководствоваться
не формальным наименованием вида выполняемого ремонта (капиталь-
ный, средний ремонт и т. п.), а фактическим объемом работ, необходи-
мым в данном конкретном случае. Сравнивая фактический объем работ
с кратким содержанием указанным в картах, находят наиболее под-
ходящий.
Нормы дифференцированы также в .зависимости от группы (уровня}
ремонтной трудоемкости узла. Однако для простоты пользования поме-
щенными в картах классификаторами ремонтной трудоемкости груп-
повые признаки выр.ажены в них через конструктивные особенности
узлов. По существу учитывается технологичность конструкции узла
с точки зрения технологии ремонта. Она может не совпадать с конструк-
тивной сложностью в общепринятом смысле.
При определении норм на ремонт узла конкретной модели следует
этот узел отнести к предусмотренной классификацией наиболее сходной
группе.
В том случае, если фактический объем работ окажется промежу-
точным между двумя типовыми вариантами, можно принимать среднее
между смежными табличными нормами.
Величины табличных норм на операции, связанные с ремонтом станка
в целом (проверка точности станка до разборки, регулировка, испыта-
ние, сдача станка техническому контролю ОГМ и т.п.), поставлены
в зависимость от конструктивных особенностей станка и его размерной
характеристики.
Нормы времени на восстановление точности направляющих ручным
шабрением рассчитываются по укрупненным нормативам на шабрение
плоскостей (см. гл. III. Нормирование слесарной обработки). Укруп-
ненные нормы рассчитываются в зависимости от ширины и длины пло-
щади (на 1 сж2), материала и его обрабатываемости, точности
обработки (количества пятен на площади 25 x 25 жж), положения
плоскости обработки, степени сложности координаций совместно обра-
батываемых плоскостей станка и среднего съема металла.
При восстановлении точности направляющих с применением меха-
нической обработки (вместо шабрения), шлифования, фрезерования
и т. п. нормы рассчитываются по таблицам на механическую обра-
ботку. Выполнение этих работ не входит в норму бригады слесарей.
В этом случае норма рассчитывается только на съем станины с фунда-
мента и установку станины на фундамент (под заливку).
При расчете норм для условий агрегатно-узлового ремонта раз-
дельно нормируются операции по откреплению и съему узла, уста-
новке и креплению узла-дублера (работа «по месту») и операции по
ремонту узла в централизованном порядке.
Табличные нормы предусматривают норму штучного времени на вы-
полнение индивидуального ремонта бригадой слесарей-универсалов.
В качестве примеров расчета по укрупненным нормативам в соот-
ветствии с типовым маршрутным технологическим процессом служат
типовые нормы на ремонт отдельных моделей станков (см. карты № 9,
20, 29 и др.).
Нормы времени на ремонт токарных станков
329
НОРМЫ ВРЕМЕНИ НА РЕМОНТ ТОКАРНЫХ СТАНКОВ
КЛАССИФИКАЦИЯ СТАНКОВ ПО ИХ РЕМОНТНОЙ ТРУДОЕМКОСТИ Токарные станки КАРТА 1
Конструктивные особенности станков № группы
Ступенчатый шкив или простая коробка скоростей. Число скоростей шпинделя до 12; число продольных и поперечных подач до 24. Фартук без ходового винта или с ходовым зин- | том без автоматического выключения при перегрузке. К этой I группе относятся, например, станки моделей ТН-20, ТВ-15 I
| Коробка скоростей более сложной конструкции. Число ско- ростей шпинделя до 24; число продольных и поперечных подач до 45. Станки с бесступенчатой передачей. Фартук имеет механизм подающего червяка и блокирующее устрой- ство. К этой группе относятся, например, станки моделей 1612, 1А62, 1К62
Сложная коробка скоростей. Число скоростей шпинделя больше 24; число продольных и поперечных подач больше 45. Ускоренное перемещение суппорта осуществляется от отдель- | ного электродвигателя. Централизованная смазка (от отдель- ного электродвигателя). Станки, имеющие два суппорта. К данной группе относятся, например, станки моделей 1620, 1622, 1Е61М ш
Примечание. Группы ремонтной трудоемкости станков установлены для расчета норм на
проверку точности, регулировку, испытание и сдачу станка техническому kohti олю ОГМ.
ПРОВЕРКА ТОЧНОСТИ СТАНКА. Токарные станки
ОТКРЕПЛЕНИЕ И СЪЕМ УЗЛОВ. ПРОМЫВКА -----------------
ДЕТАЛЕЙ. СОСТАВЛЕНИЕ ДЕФЕКТНОЙ ВЕДОМОСТИ КАРТА 2
§ Наименование работы и узлов № группы Наибольший диаметр об> абатываемого изделия в мм до
300 400 600 800 1000 1250
Норма в чел.-час.
[ Проверить точность станка (до | разборки) . . ....... Открепить и снять узлы: переднюю бабку заднюю бабку . коробку подач фартук, ходовой винт и ходовой валик суппорт насос и трубопровод Снять станину с фундамента . . Всего на открепление и съем узлов: включая съем станины .... не снимая станину с фундамента Промыть детали (после разборки .узлов) . Составить дефектную ведомость 5 п-ш 3,0 4,0 1,0 0,5 0,5 1,5 0,5 0,5 4,0 8,5 4,5 6,0 4,5 3,0 4,5 1,0 0,5 1,0 2,0 0,5 0,5 5,0 10,5 5,5 7,5 5,0 3,5 5,0 1,0 0,5 1,0 2,0 1,0 0,5 5,5 11,5 6,0 . 8,0 5,5 4,0 5,5 1,5 0,5 1,0 2,0 1,0 0,5 6,0 12,5 6,5 8,0 6,5 6,0 1,5 0,5 1,0 2,5 1,0 0,5 7,0 14,0 7,0 10,0 8,0 7,0 1,5 0,5 1,5 3,0 1,5 0,5 8,0 16,5 8,5 12,5 9,5
Примечание. Группы ремонтной трудоемкости станков см. в карте 1.
330
Нормирование ремонта металлорежущего оборудования
РЕМОНТ КОРОБКИ СКОРОСТЕЙ (ПЕРЕДНЕЙ БАБКИ) Токарные станки
КАРТА 3 j
Содержание работы
I. Восстановить шпиндель (шлифовать шейки, зачистить резьбу), сменить
шпиндельные вкладыши (шабрить, подогнать), шестерни (50—60% зачистить
зубья), валики (30—40% проверить на биение, подогнать шлицевые соединения),
дисковый фрикцион (отрихтовать), втулки, подшипники, сухари (подогнать, при-
пилить), тормозную ленту, рукоятки.
2 Шлифовать шейки шпинделя, шабрить вкладыши, сменить шестерни
(25—30%), валики (20—25%), диски фрикциона, сухари, тормозную муфту, пру-
жины, восстановить рукоятку (запилить, развернуть).
, Наименование работы и узлов № группы Наибольший диаметр обрабатываемого изделия в мм до
300 400 600 800 1000
Норма в чел.-час. 1250 ।
Открепить и снять узел Разобрать узел на детали I II III 1,о 3,0 4,5 1,0 4,0 5,5 1,0 4,5 6,0 1,5 5,0 7,0 9,0 1,5 8,0 10,0 1,5 9,0 11,5
Шабрить основание Шабрить подшипники шпинделя Нормы Нормы см. в главе I см. в главе I II II
при максималь- ном объеме пла- нового ремонта I II III 11,0 20,0 15,0 28,0 18,0 35,0 22,0 40,0 60,0 46,0 72,0 52,0 76,0
Смена, пригон- ка деталей, сбор- ка и регулиров- ка узла при ограничен- ном объеме ре- монтных работ I II III 6,0 10,0 7,5 14,0 9,0 17,5 11,0 20,0 30,0 23,0 36,0 26,0 38,0
при сборке узла без смены основ- ных деталей I II III 4,5 6,5 6,0 8,0 7,0 9,0 8,5 10,5 13,0 12,0 15,0 14,0 18,0
Установить и закрепить узел — 1,5 1,5 1,5 2,0 2,0 2,5
Классификация узлов по их ремонтной трудоемкости
Конструкционные особенности узла
Простая коробка скоростей или ступенчатый шкив. Число
скоростей шпинделя до 12
Коробка скоростей средней сложности — число скоростей
шпинделя до 24; бесступенчатое регулирование скоростей, ди-
сковый фрикцион
Сложная коробка скоростей. Число скоростей шпинделя 26
и больше. Система автоматической смазки
№ группы
I
II
III
Нормы времени на ремонт токарных станков
331
РЕМОНТ КОРОБКИ ПОДАЧ Токарные станки
КАРТА 4
Содержание работы
14 Сменить вал Нортона, шестерни (30—40%), отдельные валики (зачистить
аубья, подогнать шлицевые соединения), втулки (расшсбрить), муфту включе-
ния ходового винта, валик откидного рычага, кольца, пружины, сухари, пальцы,
рычаги переключения.
2. Сменить вал Нортона, отдельные шестерни, сухари, пальцы, кольца; вос-
становить муфту включения, рычаги (просверлить, развернуть под шпильки).
Наименование работы № группы Наибольший диаметр обрабатываемого изделия в мм до
300 400 600 800 1000 1250
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали I II III 0,5 1,0 1,5 1,0 1,5 2,0 1,0 1,5 2,5 1,0 2,0 3,0 4,0 1,0 3,5 4,5 1,5 4,0 5,0
Смена и при- гонка деталей, сборка и регули- ровка узла при максималь- ном объеме пла- нового ремонта I II III 4,0 12,0 5,0 15,0 6,0 17,5 7,0 20,0 28,0 23,0 30,0 27,0 36,0
при ограничен- ном объеме ре- монтных работ I II III 2,0 6,0 2,5 10,0 3,0 9,0 3,5 11,0 16,0 12,0 19,0 16,0 22,0
при сборке без смены основных деталей I II III 1,5 2,5 2,0 3,0 2,0 4,0 3,0 4,5 6,0 5,0 7,0 6,5 7,5
Установить и закрепить узел — 1,0 1,5 1,5 1,5 2,0 2,0 |
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Подача осуществляется сменными шестернями Коробка подач, число продольных и поперечных подач до 45 . , . . Коробка подач, число продольных и поперечных подач больше 45 . I II ш
332
Нормирование ремонта металлорежущего оборудования
РЕМОНТ СУППОРТА Токарные станки
КАРТА 5
Содержание работы L Механизм продольных подач. Сменить винт подачи (проверить, заправить | нитку), гайку винта (заправить нитку, просверлить, припасовать по винту); [ втулку (подогнать, расшабрить); сменить кольца, рукоятку. ' | Механизм поперечных подач. Сменить винт подачи и гайку винта (запра- | вить нитку, припасовать); втулку (расшабрить, подогнать). Восстановить соос- | ность гайки и винта подачи. Сменить кольца, рукоятку. Резцедержатель. Сменить пружины, болты (запилить грани), планки (зачистить). 2. Механизм продольных подач. Сменить гайку подачи. Механизм поперечных подач. Сменить гайку подачи. Резцедержатель. Сменить пружины, болты, планки.
Наименование работы № группы Наибольший диаметр обрабатываемого изделия в ММ ДО
300 [ 400 | | 600 | 800 1000 | 1250
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали I II 0,5 1,0 1,5 0,5 1,5 2,0 1,0 1,5 2,0 1,0 2,0 2,5 1,0 2,0 2,5 1,5 2,5 3,0
Шабрить или шлифовать направ- ляющие, планки, клинья Нормы см. в главе III
Смена и при- гонка деталей, сборка и ре- гулировка узла при максималь- ном объеме планового ре- монта I II 7,5 10,0 9,5 12,0 11,0 15,0 13,0 18,0 15,0 21,0 18,0 24,0
при ограничен- ном объеме ремонтных ра- бот I И 5,0 6,5 6,0 8,0 7,5 10,0 8,5 12,0 10,0 13,5 12,0 16,0
при сборке без смены основ- ных деталей I П 1,5 2,0 2,5 3,0 2,5 v 3,0 3,0 4,0 3,0 4,0 4,0 5,0
Установить и закрепить узел — 1,0 1,5 2,0 2,0 2,5 2,5
Классификация узлов по их ремонтной трудоемкости
Конструкционные особенности узла № группы
Суппорт с ручной поперечной подачей ..... Суппорт с автоматической поперечной подачей и копир- ным приспособлением I II
Нормы времени на ремонт токарных станков
333
РЕМОНТ ФАРТУКА. ХОДОВОГО ВИНТА Токарные станки
И ХОДОВОГО ВАЛИКА КАРТА 6
Содержание работы
L Сменить бронзовые втулки, маточную гайку (подогнать, шабрить), ше- стерни (60%), валики (40% зачистить, подогнать); проверить ходовой винт и ходовой валик; сменить кольца; развернуть отверстия кронштейна.
2. Сменить втулки, маточную гайку, восстановить (зачистить резьбу), | сменить отдельные шестерни, зачистить ходовой винт и ходовой валик.
№ Наибольший диаметр отрабатываемого в мм до изделия
Наименование работы группы 300 | 400 | 600 | 800 I 1000 | 1250
Норма В чел.-час.
Открепить и снять узел Разобрать узел на детали I II ш 1,5 3,5 4,5 2,0 4,5 5,5 2,0 5,0 6,0 2,0 5,5 7,0 2,5 6,5 8,0 11,5 3,0 7,5 9,0 13,0
при максималь- ном объеме планового ре- монта I II ш 14,0 18,0 18,0 22,0 21,0 25,0 28,0 32,0 34,0 39,0 46,0 40,0 4Q,0 58,0
Смена, пригонка деталей, сбор- ка и регули- ровка узла при ограничен- ном объеме ремонтных ра- бот I II ш 8,0 12,0 10,0 15,0 12,0 18,0 15,0 21,0 19,0 24,0 32,0 24,0 32,0 40,0
при сборке без смены основ- ных деталей I II ш 6,0 7,5 7,0 8,5 8,0 10,0 9,0 11,5 10,5 12,5 14,5 12,0 14,0 16,5
Установить и закрепить узел — 2,0 2,5 2,5 3,0 4,0 5,0
. Классификация узлов по ИХ ремонтной трудоемкости
1 Конструктивные особенности узла № группы
Фартук без ходового винта или с ходовым винтом без па- дающего червяка I -
Фартук с ходовым винтом, с падающим кирующим устройством червяком и бло- 11
Фартук с индивидуальным электродвигателем лизованной смазкой и центра- Ш 1
334
Нормирование ремонта металлорежущего оборудования
РЕМОНТ ЗАДНЕЙ БАБКИ Токарные станки
КАРТА 7
Содержание работы 1. Подготовить корпус задней бабки (гнездо пиноли) под расточку; сменить пиноль (притереть по гнезду); подогнать шпонки, винт подачи (заправить нитку); сменить зажимные втулки (подогнать, расшабрить); втулки фланца (зачистить, развернуть отверстия); маховичок (зачистить, подогнать под шпонки), 2. Сменить винт подачи, зажимные втулки, восстановить маховик, подо- гнать шпонки.
» Наименование работы № группы Наибольший диаметр обрабатываемого изделия в мм до
300 | 400 | 600 800 | 1000 | 1250
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали I II 0,5 0,5 0,5 0,5 0,5 0,5 0,5 1,0 0,5 1,0 1,5 0,5 1,5 2,0
Шабрить основание и подушку Нормы см. в главе III
Смена, пригонка деталей, сбор- ка и регули- ровка узла при максималь- ном объеме планового ре- монта I II 5,0 5,5 6,0 7,0 8,0 9,0 9,0 11,0
при ограничен- ном объеме ремонтных ра- бот 1 II 3,0 3,5 4,0 4,5 5,0 6,0 5,5Л 7,0“
при сборке без смены и при- гонки основ- ных деталей I II 1,0 to 1,0 1,5 1,5 2,0 2,0 3,0
Установить и закрепить узел 1,0 1,0 1,0 1,5 1,5 2,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Задняя бабка нормального типа Задняя бабка, имеющая механическое перемещение по рейке от индивидуального электродвигателя I II
Нормы времени на ремонт токарных станков
335
УСТАНОВКА И КРЕПЛЕНИЕ УЗЛОВ. РЕГУЛИРОВКА СТАНКА. СДАЧА СТАНКА ТЕХНИЧЕСКОМУ КОНТРОЛЮ огм Токарные станки 1
КАРТА 8
Наименование работы № Наибольший диаметр обрабатываемого изделия в мм до
группы 300 ! | 400 1 | 600 | 800 I 1000 | 1250
Норма в чел.-час.
Установить и закрепить узлы: станину на фундамент с вывер- кой под заливку 6,0 8,0 10,0 12,0 14,0 16,0
переднюю бабку 1,5 1,5 1,5 2,0 2,0 2,5
суппорт 1,0 1,5 2,0 2,0 2,5 2,5
ходовой винт, фартук и ходо- 1 вой валик 2,0 2,5 2,5 3,0 4,0 5,0
коробку подач ....... 1,0 1,5 1,5 1,5 2,0 2,0
j Восстановить координацию ходо- | вого винта, фартука, коробки подач:
при максимальном объеме пла- нового ремонта . ...... 4,0 6,0 8,0 10,0 12,0 14,0
при ограниченном объеме ре- монтных работ 2,0 3,0 4,0 5,0 7,0 9,0
Установить заднюю бабку . . . 1,0 1,0 1,0 1,5 1,5 2,0
j Выверить соосность передней и | задней бабки 3,0 4,0 4,5 5,0 5,0 5,0
Установить насос и трубопровод 0,5 0,5 0,5 0,5 1,0 1,0
Всего на установку и крепление узлов (при съеме станины и макси- мальном объеме ремонта) .... 20,0 26,5 31,5 37,5 44,0 50,0
При ограниченном объеме ремон- та, не снимая станину с фундамента 12,0 15,5 17,5 20,5 25,0 29,0
Отрегулировать и испытать ста- нок на холостом ходу I II III 3,0 4,0 4,0 5,0 5,0 6,5 6,0 7,0 8,5 8,0 9,5 9,5 10,5
Испытать станок под нагрузкой и сдать техническому контролю ОГМ I - II III 2,5 3,5 3,5 4,5 4,0 5,5 5,0 6,5 7,5 7,5 9,0 8,5 10,0
П римечание. Характеристику групп ремонтной трудоемкости яри регулировке и испы-
тании см. в карте 1.
336
Нормирование ремонта металлорежущего оборудования
ТИПОВЫЕ НОРМЫ Токарные станки
(максимальный объем планового ремонта) КАРТА 9
Модель станка
1А62 | 1Д63А | 1А64 | № карты
Наименование работы и узлов Наибольший диаметр обрабатываемого изделия в мм
400 | 600 | 800 |
Норма в чел.-час.
Проверить точность станка (до раз- борки) Открепить ,и снять узлы ...... Разобрать узлы: переднюю бабку заднюю бабку . коробку подач фартук, ходовой винт и ходовой валик суппорт насос и трубопровод Промыть детали . Составить дефектную ведомость . . . Шабрить или шлифовать: станину — направляющие для задней бабки и суппорта переднюю бабку — основание . . . заднюю бабку — основание .... суппорт — направляющие салазок: ка- ретку, клинья и планки Произвести пригонку деталей, сборку и регулировку узлов: передней бабки ' . суппорта фартука, ходового винта и ходового валика коробки подач задней бабки . . | Насос охлаждения и трубопровод . . Установить и закрепить узлы: станину на фундамент (с выверкой под заливку) переднюю бабку суппорт фартук, ходовой винт и ходовой ва- лик коробку подач ......... Восстановить координацию фартука, хо- дового винта, .ходового валика, коробки подач Установить и закрепить заднюю бабку . Выверить соосность шпинделей передней и задней бабки Установить насос и трубопровод . . . Отрегулировать станок и испытать на холостом ходу Испытать станок под нагрузкой и сдать техническому контролю ОГМ Всего на ремонт станка (без шабрения) 4,5 10,5 4,0 0,5 2,0 5,5 2,0 0,5 7,5 5,0 28,0 12,0 22,0 15,0 5,5 3,0 j 8,0 1,5 1,5 2,5 1,5 6,0 1,0 4,0 0,5 5,0 4,5 163,5 5,0 11,5 4,5 0,5 2,5 6,0 2,0 0,5 8,0 5,5 Нормы см 35,0 15,0 . 25,0 17,5 6,0 3,0 10,0 1,5 2,0 2,5 1,5 8,0 1,0 4,5 0,5 6,5 5,5 191,0 5,5 12,5 5,0 1,0 3,0 7,0 2,5 0,5 8,0 6,5 . в главе I 40,0 18,0 32,0 20.0 7,0 3,5 12,0 2,0 3,0 3,0 1,5 10,0 1,5 5,0 0,5 7,0 6,5 224,0 2 2 3 4 6 5 99 2 2 II 3 5 6 4 7 99 8 8 8 8 8 8 8 99 8 8
Нормы времени на ремонт токарно-револьверных станков
337
НОРМЫ ВРЕМЕНИ НА РЕМОНТ ТОКАРНО-РЕВОЛЬВЕРНЫХ СТАНКОВ
КЛАССИФИКАЦИЯ СТАНКОВ ПО ИХ РЕМОНТНОЙ ТРУДОЕМКОСТИ Т окарно-револъверные станки КАРТА 10
Конструктивные особенности станков № группы
Подача прутка без пневматического приспособления Коробка скоростей без дискового фрикциона Револьверная головка без механизма автоматического по- ворота Коробка подач и фартук простейшей конструкции К этой группе относятся, например, станки моделей 1318, 1325 I
Пневматическая подача и зажим прутка Коробка скоростей с дисковым фрикционом Система автоматической смазки Револьверная головка с механизмом автоматического по- ворота Коробка подач и фартук более сложной конструкции К этой группе относятся, например, станки моделей 1К-36 и 1К-37 II
Автоматическое переключение скоростей и подач в момент поворота револьверной головки. Автоматический поворот ре- вольверной головки. Автоматическое выключение подач. Гидравлическая подача и зажим прутка. Суппорт с при- способлением для копировальных работ. К этой группе отно- сятся, например, станки моделей 1340, 1П365, 1П318 III
Примечание. Группы ремонтной трудоемкости станков установлены для расчета норм времени на проверку точности станка, регулировку, испытание и сдачу станка техническому кон- тролю.
ОТКРЕПЛЕНИЕ И СЪЕМ УЗЛОВ Т окарно-револъверные станки
КАРТА 11
Наименование работы и узлов № группы Внутренний диаметр шпинделя в мм до
18-24 25—35 36-48 60-70 | 75-85
Норма в чел.-час.
Проверить точность станка (до разборки) Открепить и снять узлы: механизм подачи прутка переднюю бабку коробку передач фартук суппорта • фартук револьверной головки . . . револьверную головку и каретку . . суппорт . ... .- механизм ускоренного перемещения . насос и трубопровод снять станину с фундамента .... I п-ш 1,5 2,0 0,5 0,5 0,5 0,75 0,75 0,5 0,5 0,5 0,5 2,0 1,5 2,0 0,5 0,5 0,5 0,75 0,75 0,5 0,5 0,5 0,5 2,5 2,0 2,5 0,5 0,5 0,5 0,75 0,75 0,5 0,5 0,5 0,5 3,0 2,0 3,0 0,75 0,5 0,5 0,75 0,75 0,75 0,5 0,5 0,5 3,5 2,5 3,0 0,75 0,75 0,75 1,0 1,0 1,0 0,5 0,75 0,5 4,0
Итого на открепление и съем - узлов: включая съем станины . . не снимая станину с фундамента Промыть детали (после разборки узлов) Составить дефектную ведомость .... — 7,0 5,0 4,0 3,5 7,5 5,0 4,0 4,0 8,0 5,0 4,5 4,0 9,0 5,5 5,0 4,5 10,5 6,5 5,5 4,5
Примечание. Группы ремонтной трудоемкости станков см. в карте 10.
22 Зак. 2/295
338
Нормирование ремонта металлорежущего оборудования
РЕМОНТ МЕХАНИЗМА ПОДАЧИ ПРУТКА Т окарно-револьверные станки
КАРТА 12
Содержание работы 1. Сменить втулки (подогнать по внешнему диаметру, расшабрить), сменить цангу, винт подачи, гайку (залить баббитом), рычаги (подогнать, рассверлить под шпильки), пружины. 2. Сменить цангу, гайку подачи, пружины, восстановить рычаги.
Наименование работы № группы Диаметр отверстия шпинделя в мм до
18—24 25—35 36-48 60—70 75—85
Норма в чел .-час.
Открепить и снять узел Разобрать узел на детали I п-ш 0,5 1,0 1,5 0,5 1,5 2,0 0,5 1,5 2,0 0,75 2,0 2,0 0,75 2,0 2,5
Смена, пригонка деталей, сбор- ка и регули- ровка узла при максимальном объеме планового ремонта I II III 4,5 5,0 6,5 5,0 6,5 8,0 5,5 7,5 10,0 6,0 8,0 12,5 7,0 9,0 14,0
при ограниченном объеме ремонтных работ I II III 3,0 3,5 4,0 3,5 4,0 5,0 3,5 4,5 . 6,0 4,0 5,0 7,0 4,5 5,5 8,5
при сборке без смены основных деталей I II III 2,0 2,5 3,0 2,5 3,0 3,5 2,5 3,0 3,5 3,0 3,5 4,0 3,0 3,5 4,0
Установить и закрепить узел — • 1,0 1,0 1,0 1,5 1,5
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Механическое устройство для зажима прутка Пневматическое устройство для зажима прутка .... Гидравлическое устройство для зажима прутка .... I II III
Нормы времени на ремонт токарно-револьверных станков
339
РЕМОНТ ПЕРЕДНЕЙ БАБКИ (КОРОБКИ СКОРОСТЕЙ) Т окарно-револьверные станки
КАРТА 13
Содержание работы 1. Восстановить шпиндель (подготовить к восстановлению); сменить шпин- дельные втулки (расшабрить); гильзу, установочные гайки, муфту переключения (запилить подогнать кулачки); подшипники качения, шестерни (50—60%); ва- лики (30—40%), диски фрикционные (отрихтовать); сухари, вилки, пружины, рычаги управления (запилить, подогнать). Выверить в центрах на биение валики, подогнать шлицевые соединения. 2. Восстановить шпиндель (подготовить), сменить шпиндельные втулки, под- шипники качения, шестерни (25—30%), диски фрикционные (50%), сухари, пру- жины, восстановить рычаги.
Наименование работы № группы Диаметр отверстия шпинделя в мм до
18-24 | 25—35 | 36-48 | 60-70 | 75—85 :
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали I II III 0,5 1,0 1,5 0,5 1,5 2,0 0,5 2,0 2,5 0,5. 3,0 3,5 0,75 3,5 4,0
Шабрить основание Шабрить подшипники шпинделя — Нормы см. в главе III Нормы см. в главе III
Смена, пригонка деталей, сбор- ка и регули- ' ровка узла при максималь- ном объеме планового ре- монта I II III 7,0 9,0 8,5 10,0 10,5 12,0 13,5 15,0 15,0 16,5
при ограничен- ном объеме ре- монтных работ I II III 5,0 6,0 6,0 7,0 7,5 8,5 10,0 11,5 11,5 13,0
при сборке без смены основ- ных деталей I II III 2,0 3,0 2,5 3,5 3,0 4,5 5,5 6,0 7,0 8,0
Установить и закрепить узел 1,0 1,0 1,о 1,0 1,5
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Число скоростей шпинделя 6—8 . . Дисковый фрикцион. Число скоростей шпинделя 8—12 Дисковый фрикцион. Автоматическая смазка. Число ско- ростей шпинделя 10—18 I II III
22*
340
Нормирование ремонта металлорежущего оборудования
РЕМОНТ КОРОБКИ ПЕРЕДАЧ Револьверные станки КАРТА 14
Содержание работы
1. Сменить втулки (расшабрить), шестерни (30—40% зачистить зубья), су-
хари, валики, кольца (подогнать, просверлить); восстановить рычаги (запилить,
развернуть под шпильки); притереть конус фрикциона.
2. Сменить втулки, шестерни (25—30%), сухари, кольца; притереть конус
фрикциона.
Наименование работы Внутренний диаметр шпинделя в мм до
18-24 1 25-35 36-48 40—70 75-80
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали 0,5 0,75 0,5 0,75 0,5 1,0 0,5 1,0 0,75 1,0
Смена, при- гонка дета- лей, сбор- ка и регу- лировка узла при максимальном объеме плано- вого ремонта 3,5 4,0 5,0 6,0 1 7,0
при ограниченном объеме ремонт- ных работ 2,5 3,0 3,5 4,5 5,5
при сборке без смены основных деталей 1,5 1,5 2,0 2,0 2,0
j Установить и закрепить узел 1,0 1,0 1,0 1,0 1,5
РЕМОНТ ФАРТУКА (КОРОБКИ ПОДАЧ) Т окарно-револъверные , станки
КАРТА 15
Содержание работы
I. Сменить шестерни (40—50%), муфту переключения (подогнать кулачки),
пружины, кольца. Проверить ходовой вал, сменить гайку (подогнать, развернуть
под шпильки), сменить втулки.
2. Частично сменить втулки, отдельные шестерни, восстановить муфту пере-
ключен^__________________________________________________________
Наименование работы № груп- пы Внутренний диаметр шпинделя в мм до
18-24 | 25-35 36-48 | 60—70 | 75-85
Норма в чел.-час.
Открепить и снять узел 1 0,75 | 0,75 0,75 0,75 1,о
Разобрать узел на детали I II 1,0 1,о 1,о 2,0 2,0 2.0 2,0
Смена, при- гонка дета- лей, сборка и регули- ровка узла при максимальном объеме планового ремонта I II 5,0 6,5 8,0 10,0 12,0 12,5 14,0
при ограниченном объеме ре- монтных работ I II 3,5 4,5 5,5 7,0 8,0 8,0 9,5
при сборке без смены основ- ных деталей I II 3,0 2,5 3,0 3,5 6,5 4,0 7,0
Установить и закрепить узел ч | 1,5 1,5 | 1,5 1,5 2,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Число подач 6—8 Число подач 10—12. Автоматическая смазка I II
Нормы времени на ремонт токарно-револьверных станков
341
РЕМОНТ РЕВОЛЬВЕРНОЙ ГОЛОВКИ И КАРЕТКИ Т окарно-револъверные станки
КАРТА 16
Содержание работы
1. Барабан упоров — сменить кольца. Револьверная головка — сменить, по-
догнать фиксирующие втулки, направляющие втулки, втулки оправок, пружины,
подготовить гнезда оправок под расточку. Каретка револьверной головки — сме-
нить втулки вращения. Механизм фиксатора — сменить втулку, палец, фиксатор.
2. Барабан упоров — сменить кольца. Револьверная головка — сменить фик-
сирующие втулки, пружины, проверить соосность оправок и шпинделя. Каретка
револьверной головки — сменить втулку вращения. Механизм фиксатора — сме-
нить палец, фиксатор.
Наименование работы № груп- пы — Внутренний диаметр отверстия шпинделя в мм до
18-24 | 25-35 | 31-48 | 60-70 | 75-85
Норма в чел.-час.
Открепить и снять узел — 0,5 0,5 0,5 0,75 1,0
Разобрать узел на детали I II 1,0 1,5 1,0 1,5 1,5 2,0 1,5 2,0 2,0 2,5 ;
Смена, пригонка деталей, сборка и регулиров- ка узла при максимальном объеме планового ремонта I II 6,0 9,0 7,5 11,0 9,0 12,5 10,5 14,0 12,0 16,0
при ограниченном объеме ремонтных работ I II 4,5 6,5 5,0 8,0 6,0 9,5 7,5 н,о 9,0 12,5
при сборке без смены основ- ных деталей I II 2,5 3,5 3,0 4,5 3,5 5,0 3,5 5,0 4,5 6,0
Установить и закрепить узел 1,о 1,0 1,0 1,5 2,0
Шабрить:
каретку — направляющие перемещения, плоскости радиального перемещения
револьверной головки, прижимные планки;
револьверную головку — опорные плоскости, сопрягающиеся с кареткой —
нормы см. главу III.
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Револьверная головка с количеством гнезд для инструмента 6 Револьверная головка с количеством гнезд для инструмента 12 I II
Примечание. При выполнении ремонта револьверных головок с горизонтальной осью
табличные нормы принимать с коэффициентом 1,2.
□42
Нормирование ремонта металлорежущего оборудования
РЕМОНТ СУППОРТА Т окарно-револьверные станки
КАРТА 17
Содержание работы 1. Сменить винт и гайку подачи (заправить нитку, подогнать), рукоятку (подогнать, просвер- лить, развернуть под шпильку), болты резцедержателя (запилить грани), пружины, планки. 2. Сменить гайку винта подачи, восстановить рукоятку, сменить болты резцедержателя, пружины.
Наименование работы Кз груп- пы Внутренний диаметр шпинделя в мм до
18-24 | 25—35 1 36-48 | 60-70 | 75-80
Норма в чел.-час.
Открепить и снять узел 0,5 0,5 0,5 0,5 0,5
Разобрать узел на детали I II III 0,5 0,75 0,3 0,5 0,75 0,3 0,75 1,0 0,3 0,75 1,0 0,5 0,75 1,0 0,5
Смена, при- гонка де- талей, сбор- ка и регу- лировка узла при максимальном объеме планового ремонта I II , III 6,0 7,0 3,0 7,0 8,0 3,5 8,5 7,5 4,5 10,0 11,0 5,0 12,0 11,0 7,0
при ограниченном объеме ремонтных работ I II III 4,0 5,0 2,0 4,5 5,5 2,5 5,5 6,5 3,0 7,0 7,5 3,5 8,5 9,0 4,0
при сборке без смены основ- ных деталей I II III 1,5 2,0 1,0 1,5 2,0 1,0 2,0 2,5 1,0 2,5 3,0 1,5 3,5 4,0 1,5
Установить и закрепить узел 1,0 1,0 1,0 1.0 1 1,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Суппорт без копира ( . Суппорт с приспособлением для копира .... Отрезной суппорт I II III
РЕМОНТ МЕХАНИЗМА УСКОРЕННОГО ХОДА Т окарно-револьверные станки
КАРТА 18
Содержание работы 1. Коробка ускоренного хода — сменить подшипники, промежуточные кольца, восстановить вал-шес герню. Коробка гаек ускоренного хода — сменить втулки, гайки (залить баббитом, пришаб- | рить по валу), фиксатор, пружины прокладки. Кронштейн — развернуть гнезда, сменить втулки | (развернуть под шпильки). 2. Коробка ускоренного хода — сменить подшипники, промежуточные кольца, зачистить зубья и шейки вала-шестерни. Коробка гаек ускоренного хода — сменить гайки (залить баббитом), фик- 1 сатор, пружины, прокладки.
Наименование работы Диаметр отверстия шпинделя в мм до .
18-24 | 25-35 | 36-48 1 65-70 | 75-85
Норма в чел.-час.
Открепить и снять узел 0,5 0,5 0,5 0,5 0,75
Разборка узла на детали 0,75 0,75 1,0 1,0 1,0
Смена, при- гонка де- талей, сбор- ка и регу- лировка узла при максимальном объеме плано- вого ремонта 5,5 6,0 6,5 7,5 9,0
при ограниченном объеме ремонт- ных работ 3,0 3,5 4,5 6,0 7,0
при сборке без смены основных деталей 2,0 2,5 2,5 2,5 2,5
Установить и закрепить узел 1,0 1,0 1,0 1,5 1,5
Нормы времени на ремонт токарно-револьверных станков
343
УСТАНОВКА И КРЕПЛЕНИЕ УЗЛОВ Токарно-револьверные станки
КАРТА 19
Наименование работ № груп- пы Диаметр отверстия шпинделя в мм до
18-24 | 25—35 | 36-48 | 66-70 | 75-85
Норма в чел.-час.
Установить и закрепить узлы: станину (на фундамент под заливку) механизм ускоренного хода .... переднюю бабку суппорт . револьверную головку и каретку . . коробку передач фартук суппорта фартук револьверной головки . . . механизм подачи прутка . . . . „ насос и трубопровод Подготовить револьверную головку под расточку. Запрессовать втулки в отверстия револьверной головки (после расточки) Восстановить координацию ходового вала и винта, механизма ускоренного пе- ремещения фартуков. Закрепить крон- штейн и фартуки. Выверить соосность шпинделя передней бабки и отверстий револьверной головки Всего на установку и крепление узлов: при съеме станины не снимая станину с фундамента . . Отрегулировать станок и испытать на холостом ходу • Испытать станок под нагрузкой и сдагь техническому контролю I II III I II III 4,0 1,0 1,0 1,0 1,0 1,0 1,5 1,5 1,0 0,5 1,5 5,5 20,5 16,5 2,5 3,0 3,5 2,5 3,0 3,5 5,0 1,0 1,0 1,0 1,0 1,0 1,5 1,5 1,0 0,5 1,5 6,0 22,0 17,0 3,0 4,0 4,5 2,5 3,0 3,5 6,0 1,0 1,0 1,0 1,0 1,0 1,5 . 1,5 1,0 0,5 1,5 6,5 23,5 17,5 3,5 4,0 4,5 3,0 3,5 4,0 7,0 1,5 1,0 1,0 1,5 1,0 1,5 1,5 1,5 0,5 2,0 6,5 26,5 19,5 3,5 4,0 4,5 3,5 4,0 4,5 7,5 1,5 1,5 1,0 2,0 1,5 2,0 2,0 1,5 1,0 2,0 7,0 30,5 23,0 4,5 4,5 5,0 3,5 4,5 5,5
Примечание. Характеристику групп ремонтной трудоемкости прИ регулировке и испы- тании см. в карте 10.
ТИПОВЫЕ НОРМЫ (максимальный объем планового ремонта) Т окарно-револьверные станки
КАРТА 20 Лист 1
Модели станка
1318 | 1225 | 1338-М
Наименование работы и узлов Диаметр отверстия шпинделя в мм № карты
18 1 25 | 38
Норма в чел.-час.
Проверить точность станка (до раз- борки) Открепить и снять узлы 1,5 7,0 1,5 7,5 2,0 8,0 11 11
344
Нормирование ремонта металлорежущего оборудования
ТИПОВЫЕ НОРМЫ Т окарно-револъверные станки
(максимальный объем планового ремонта) КАРТА 20 Лист 2
Модель станка
1318 | 1225 ( 1338-М
Наименование работы и узлов Диаметр отверстия шпинделя в мм № карты
18 I 25 | 28
Норма в чел.-час.
Разобрать узлы: механизмы подачи прутка переднюю бабку коробку передач фартук коробки подач суппорта . . . фартук револьверной головки .... револьверную головку и каретку . . суппорт * . механизм ускоренного хода . . . . " насос и трубопровод Промыть детали Составить дефектную ведомость .... Шабрить или шлифовать: станину — направляющие ..... суппорт — направляющие салазок, ка- ретки; планки и клинья Провести смену, пригонку деталей, . сборку, регулировку узлов: механизм подачи прутка переднюю бабку коробку передач . фартук (коробку подач суппорта) фартук револьверной головки .... револьверную головку и каретку . . суппорт механизм ускоренного хода .... насос и трубопровод Установить и закрепить узлы: станину на фундамент (под заливку) механизм ускоренного хода .... переднюю бабку суппорт револьверную головку и салазки . . коробку передач фартук суппорта фартук револьверной головки . . . механизм подачи прутка насос и трубопровод Подготовить револьверную головку под расточку. Запрессовать втулки в отвер- стия револьверной головки. Выверить со- осность шпинделя передней бабки и от- верстий револьверной головки .... Восстановить координацию ходового ва- ла, механизма ускоренного перемещения и фартука^ закрепить кронштейн и фартук Отрегулировать станок и испытать на хо- лостом ходу Испытать станок под нагрузкой и сдать техническому контролю ОГМ Всего на ремонт (без шабрения) . . . 1,0 1,0 0,5 0,75 .0,75 0,5 0,5 0,5 0,5 4,0 3,5 Нормы 4,5 7,0 3,5 5,0 5,0 6,0 6,0 5,5 1,5 4,0 1,0 1,0 1,0 1,0 1,0 1,5 1,5 1,0 0,5 1,5 5,5 2,5 2,5 83,0 1,5 1,5 0,5 0,75 0,75 0,5 0,5 0,5 0,5 4,0 4,0 см. в гл; 5,0 8,5 4,0 6,5 6,5 7,5 7,0 6,0 2,0 5,0 1,0 1,0 1,0 1,0 1,0 1,5 1,5 1,0 0,5 1,5 6,0 3,0 2,5 96,0 1,5 2,0 0,5 0,75 0,75 0,5 0,5 0,5 0,5 4,5 4,0 аве Ш 5,5 10,5 5,0 8,0 8,0 9,0 8,5 6,5 2,0 6,0 1,0 1,0 1,0 1,0 1,0 1,5 1,5 1,0 0,5 1,5 6,5 3,5 3,0 109,0 12 13 14 15 15 16 17 18 99 11 11 12 j 13 ; 14 15 15 ; 16 17 18 99 : 19 19 19 19 19 19 19 19 19 99 19 19 19 19
Нормы времени на ремонт карусельных станков
345
НОРМЫ ВРЕМЕНИ НА РЕМОНТ КАРУСЕЛЬНЫХ СТАНКОВ
КЛАССИФИКАЦИЯ СТАНКОВ ПО ИХ РЕМОНТНОЙ ТРУДОЕМКОСТИ Карусельные станки
КАРТА 21
Конструктивные особенности станков № группы
Одностоечные станки, имеющие револьверную головку или револьверную головку и один боковой суппорт. Число ско- ростей стола (планшайбы) 8—12; число подач 8—12. К этой группе относятся, например, станки моделей 152, 153, 1531, 1541, а также станки «Нейльс» (модели ЕК-1, ЕК-2, ЕК-3) Двухстоечные станки, имеющие один боковой суппорт и два вертикальных суппорта или только два вертикальных суп- порта, механизм ускоренного перемещения суппорта, подвес- ное кнопочное управление. Число скоростей стола (план- шайбы) 12—14; число подач 12—18. К этой группе относятся, например, станки моделей 1531, 1553, 1А55, 1556, а также станки Нейльс (мод. К-5), Буллард Двухстоечные станки, имеющие два вертикальных суп- порта и один боковой суппорт, механизмы ускоренных пере- мещений, пультовое управление. Число скоростей стола (план- шайбы) 18 и больше. Число подач до 24. К этой группе отно- сятся, например, станки моделей 1М565, 1532, 1540, 1М532, 1М565 I II III
Примечание. Группы ремонтной трудоемкости станков установлены для расчета норм на проверку точности, регулировку, испытание и сдачу станка техническому контролю ОГМ.
ПРОВЕРКА ТОЧНОСТИ СТАНКА. ОТКРЕПЛЕНИЕ И СЪЕМ УЗЛОВ Карусельные станки
КАРТА 22
Наименование работы и узлов № груп- пы Наибольший диаметр обрабатывае- мого изделия в мм до
600 800 1000 1500 2000 2500 3000
Норма в чел .-час.
Проверить точность станка ............
Открепить и снять узлы:
коробку скоростей .................
коробку подач вертикального суппорта
правый вертикальный суппорт . .
левый вертикальный суппорт . . .
коробку подач бокового суппорта .
боковой суппорт ................
масляный насос..................
механизм подъема траверсы . . .
кулачки планшайбы..............
механизм планшайбы и планшайбу
траверсу ......................
Всего на открепление и съем узлов . .
Промыть детали (после разборки узлов)
Составить дефектную ведомость . . . .
I п-ш 6,0 6,5 7,0 7,5 8,5 9,0 9,5 10,0
1,0 1,0 1,0 1,0 1,0 1,5 1,5
— 1,0 1,0 1,0 1,0 1,5 1,5 1,5
— 1,0 1,0 1,0 1,0 1,5 1,5 1,5
— — — — — 1,5 1,5 1,5
— 1,0 1,0 1,0 1,0 1,0 1,5 1,5
— 1,0 1,о 1,0 1,о 1,5 1,5 1,5
— 0,5 0,5 0,5 0,5 0,5 0,5 0,5
— 1,0 1,5 1,5 1,5 1,5 2,0 2,0
— 0,5 0,5 0,5 0,5 0,5 1,0 1,0
— 3,0 3,0 3,5 3,5 4,0 5,0 6,0
— 3,5 4,0 4,5 5,0 5,5 5,5 6,0
— 13,5 14,5 15,5 16,0 20,0 23,0 24,5
— 5,5 6,0 6,5 7,0 7,5 8,0 8,5
6,0 6,5 7,0 7,5 8,0 9,0 ю,о
Примечание. Группы ремонтной трудоемкости станков см. в карте 21.
346
Нормирование ремонта металлорежущего оборудования
РЕМОНТ КОРОБКИ СКОРОСТЕЙ Карусельные станки
КАРТА 23
Содержание работы
1. Сменить валики (40—50%), проверить на биение, сменить шестерни
(50—60%), муфты, установочные гайки, кольца, подшипники, сухари, пружины,
восстановить шкив, притереть фрикцион.
2. Сменить отдельные валики, шестерни (20—30%), восстановить муфты,
сменить сухари, пружины.
Наибольший диаметр обрабатываемого изделия в мм до
Наименование работ груп- пы 600 800 1000 1500 2000 2500 3000
Норма в чел.. -час.
Открепить 'и снять узел 1,0 . 1,0 1,0 1,5 1,5 1,5 1,5
Разобрать узел на детали 1 II III 2,0 2,5 2,5 3,0 3,0 3,5 4,0 4,5 4,5 5,0 5,0 6,0
при максималь- ном объеме планового ре- монта I II III 25,0 28,0 . 32,0 34,0 34,0 36,0 39,0 45,0 43,0 49,0 48,0 54,0
Смена, при- гонка де- талей, сборка, регулиров- ка узла при ограничен- ном объеме ремонтных ра- бот I II III 20,0 23,0 26,0 28,0 29,0 32,0 33,5 35,0 35,0 39,0 38,0 43,0
при сборке без смены основ- ных деталей I II III 10,0 10,0 10,0 12,0 12,5 14,0 14,0 16,0 18,0 18,0 20,0 20,0 23,5
Установить и закрепить узел 1,5 1,5 1,5 2,0 2,0 3,0 3,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Число скоростей 8—12, без централизованной смазки .... Число скоростей 12—14, централизованная смазка Число скоростей 18 и больше, централизованная смазка . . . I II III
Нормы времени на ремонт карусельных станков
347
РЕМОНТ СУППОРТА Карусельные станки КАРТА 24
Содержание работы 1. Сменить гайку винта горизонтального и вертикального перемещения салазок, сменить винт и гайку подачи суппорта, детали нониуса, болты резце- держателя, пружины, планки. 2. Сменить гайку винта подачи суппорта, детали нониуса, пружины, болты . резцедержателя.
Наименование работы № груп- пы Наибольший диаметр обрабатываемого изделия в мм до
600 800 1000 1500 2000 I 2500 3000
Норма в чел.-час.
J Открепить и снять узел 1,0 1,0 1,0 1,0 1,5 1,5 1,5
< Разобрать узел на детали I II 2,0 2,5 2,0 2,5 2,5 3,0 2,5 3,0 2,5 3,0 3,0 3,5 3,0 3,5
Шабрить сатазки суппорта— направляющие перемеще- ния по траверсе и направ- ляющие перемещения по 1 колонне; направляющие суппорта, клинья и планки Нормы см. в главе III
Смена, при- гонка дета- лей, сбор- ка, регули- ровка узла при максималь- ном объеме планового ре- монта I II 10,0 12,0 13,0 16,0 15,0 18,0 20,0 22,0 24,0 26,0 28,0 30,0 32,0 34,0
при ограничен- ном объеме ремонтных ра- бот I II 6,0 7,0 18,0 9,0 10,0 11,0 12,0 13,0 15,0 16,0 17,0 18,0 19,0 20,0
при сборке без смены основ- ных деталей I II 4,0 5,0 5,0 5,5 5,5 6,0 6,0 7,0 7,0 8,0 8,0 9,0 9,0 10,0
Установить и закрепить узел 2,0 2,0 2,0 2,5 3,0 3,0 3,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Вертикальный суппорт , Боковой суппорт или револьверная головка I II
348
Нормирование ремонта металлорежущего оборудования
РЕМОНТ КОРОБКИ ПОДАЧ Карусельные станки
КАРТА 25
Содержание работы 1. Сменить валики (25—30%, проверить на биение), сменить шестерни (30—40%), втулки, муф- ты, сухари переключения, пружины (подогнать). 2. Сменить отдельные валики, шестерни (20—30%), восстановить муфты, сменить сухари, п р уж ины.
Наименование работы № груп- пы Наибольший диаметр обрабатываемого изделия в мм до
600 800 1000 1500 2000 2500 3000
Норма в чел.-час.
Открепить и снять узел 1,0 1,0 1,0 1,0 1 1,0 1,5 1,5
Разобрать узел на детали I II 2,0 2,5 2,5 3,0 3,0 3,5 4,0 4,5 5,0 .
Смена, при- гонка дета- лей, сбор- ка, регу- лировка узла при максимальном объе- ме планового ремонта I II 22,0 25,0 27,0 30,0 29,0 33,0 35,0 37,0 40,0
при ограниченном объе- ме ремонтных работ I II 11,0 12,5 13,5 15,0 15,0 16,5 18,0 21,0 23,0
при сборке без смены основных деталей I II 5,0 5,0 5,5 6,5 6,0 7,5 8,0 9,0 10,0
Установить и закрепить узел 1,5 | 1,5 2,0 2,0 | 2,0 | 3,0 | 3,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Число подач 8—10 Число подач 12 и больше. Коробка подач, имеющая автомати- ческое устройство, предохраняющее от перегрузки I п
РЕМОНТ МЕХАНИЗМА ПОДЪЕМА ТРАВЕРСЫ Карусельке станка j КАРТА 26
Содержание работы 1. Проверить вертикальный'Винт, сменить гайку винта, шестерни червячной передачи, муфту । переключения. 3. Сменить шестерни червячной передачи, восстановить муфту.
Наименование работы № груп- пы Наибольший диаметр обрабатываемого изделия в мм до
600 800 1000 1500 2000 2500 3000
Норма в чел.-час.
Открепить и снять узел 1 1,0 1 1,5 1,5 1,5 1,5 1 2,0 2,0
Разобрать узел на детали I II 1,0 1,5 1,5 2,0 2,5 3,0 3,5 4,0
Смена, при- гонка дета- лей, сбор- ка, регу- лировка узла при максимальном объе- ме планового ремонта I II 13,0 16,0 18,0 22,0 26,0 28,0 32,0 35,0
при ограниченном объе- ме ремонтных работ I II 6,0 7,5 8,5 10,0 11,0 12,5 14,0 16,0
при сборке без смены основных деталей I II 2,0 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Установить и закрепить узел | | 2,0 | 3,0 3,0 I 3,0 1 3,0 4,0 4,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Механизм подъема траверсы одностоечного станка . . . Механизм подъема траверсы двухстоечного станка .... I II
Нормы времени на ремонт карусельных станков
349
РЕМОНТ МЕХАНИЗМА ПЛАНШАЙБЫ Карусельные станки
КАРТА 27
Содержание работы 1. Расшабрить направляющую втулку, зачистить венец вращения планшайбы, сменить веду- щую шестерню венца, сменить упорный подшипник, заменить кулачки, гайки и винты перемеще- ния кулачков. 2. Сменить ведущую шестерню планшайбы, упорный подшипник, запилить кулачки.
Наименование работы № груп- пы Наибольший диаметр обрабатываемого изделия в мм до
600 800 1000 1500 2000 2500 3000
Норма в чел.-час.
Открепление и съем узла 3,0 3,0 3,5 1 3,5 4,0 5,0 6,0
Разборка узла на детали I II 2,0 2,5 2,5 3,0 3,0 3,5 3,5 4,0 4,0 4,5 4,5 5,0 5,0 6,0
Шабрить круговые направляющие, поверхность стола (зачистить) Нормы см. в главе III
Смена, при- гонка де- талей, сбор- ка, регу- лировка узла при максимальном объе- ме планового ремонта I II 15,0 20,0 18,0 23,0 23,0 28,0 26,0 33,0 30,0 36,0 35,0 42,0 40,0 46,0
при ограниченном объе- ; ме ремонтных работ I II 10,0 10,0 12,5 11,5 16,0 13,0 18,0 16,0 20,0 19,0 23,0 22,0 26,0 25,0
при сборке без смены основных деталей I II 4,0 5,0 5,0 6,0 6,0 7,0 7,0 8,0 8,0 9,0 9,0 10,0 10,0 12,0
Установить и закрепить узел 5,0 6,о 1 6,5 7,0 7,5 8,0 9,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Механизм вращения, имеющий цилиндрические передаточные шестерни Механизм вращения, имеющий конические передаточные шестерни . . . I II
УСТАНОВКА И КРЕПЛЕНИЕ УЗЛОВ Карусельные станки КАРТА 28
Наименование работы № груп- пы Наибольший диаметр обрабатываемого изделия в мм до
600 800 1000 1500 2000 2500 2000
Норма в чел .-час.
Установить и закрепить узлы: 5,0 6,0 6,5
траверсу — 7,0 7,5 8,0 9,0
вертикальный суппорт — 2,0 2,0 2,0 2,5 3,0 3,0 3,0
левый вертикальный суппорт .... — — — — — 3,0 3,0 3,0
коробку подач вертикального суп- порта f . — 1,5 1,5 2,0 2,0 2,0 3,0 3,0
механизм подъема траверсы .... — 2,0 3,0 3,0 3,0 3,0 4,0 4,0
механизм планшайбы, планшайбу . . — 5,0 6,0 6,5 7,0 7,5 8,0 9,0
коробку скоростей — 1,5 1,5 1,5 2,0 2,0 3,0 3,0
боковой суппорт — 2,0 2,0 2,0 2,5 3,0 3,0 3,0
коробку подач бокового суппорта . . — 1,5 1,5 2,0 2,0 2,0 3,0 3,0
кулачки планшайбы — 1,0 1,0 1,0 1,0 1,0 1,0 2,0
насос масляный — 0,5 0,5 0,5 0,5 1,0 1,0 1,0
Произвести взаимную выверку узлов j I II—III 6,0 7,0 8,0 9,0 9,5 10,0 11,0 12,0
Испытать станок на холостом ходу и отце- j I 7,0 8,0 10,0 — — — —
гулировать ' ' I п-ш — — 11,5 12,5 13,5 15,5 16,0
Испытать станок под нагрузкой и сдать ( I 4,5 5,0 6,0 — — — —
техническому контролю ОГМ ( п-ш — — 7,0 8,0 9,0 10,0 11,0
Примечание: Характеристику групп ремонтной трудоемкости при регулировке.и испы-
тании см. в карте 21.
350
Нормирование ремонта металлорежущего оборудования
ТИПОВЫЕ НОРМЫ Карусельные станки
(максимальный объем планового ремонта) КАРТА 29
Наименование работы и узлов
Модель станка
152 | ! 1531 | 1553
Наибольший диаметр обрабатываемого из- делия в мм
720 1250 | 2 .00
Норма в чел .-час.
№
карты
Проверить точность станка (до разборки) ..........
Открепить и снять узлы........................ .
Разобрать узлы:
коробку скоростей ............................
коробку подач вертикальных суппортов .........
вертикальный суппорт или револьверную головку
левый вертикальный суппорт ....................
коробку подач бокового суппорта ......... . .
боковой суппорт ...............................
механизм подъема траверсы .....................
механизм планшайбы.............................
масляный насос.................................
Промыть детали....................................
Составить дефектную ведомость.....................
Шабрить направляющие:
колонны (для перемещения траверсы);
траверсы (для перемещения по колонне и пере-
мещения салазок суппорта);
постели (для кругового перемещения стола);
стола (для перемещения по постели);
вертикальные суппорты (для горизонтального и
вертикального перемещения) планки и клинья;
боковые суппорты (для вертикального и горизон-
тального перемещения) планки, клинья;
Провести пригонку деталей, сборку и регулировку
узлов:
коробки скоростей .............................
коробки подач вертикальных суппортов . . .
вертикального суппорта или револьверной головки
левого вертикального суппорта .................
коробки подач бокового суппорта ..............
бокового суппорта ............................
механизма
механизма
масляного
Установить:
траверсу на колонны ..............................
вертикальный суппорт или револьверную головку
левый вертикальный суппорт.....................
механизм подъема траверсы .....................
коробку подач вертикальных суппортов ..........
боковой суппорт ...............................
коробку подач бокового суппорта ...............
механизм планшайбы и планшайбу.................
коробку скоростей .............................
кулачки планшайбы..............................
масляный насос ................................
Произвести взаимную выверку узлов, отрегулировать
• станок и испытать на холостом ходу...............
Испытать станок под нагрузкой и сдать техническому
контролю ОГМ......................................
Всего на ремонт (без шабрения)....................
подъема траверсы
планшайбы . . .
насоса ..........
6,5
14,5
7,5
16,0
9,5
20,0
22
22
2,5
2,5
2,5
2,5
2,5
1,5
2,5
0,5
6,0
6,5
3,5
3,5
3,0
3,5
3,0
2,5
4,0
0,5
7,0
7,5
4,5
4,5
3,5
3,5
4,5
3,5
3,5
5,0
0,5
8,0
9,0
23
25
24
24
25
24
26
27
99
22
22 •
Нормы см. в главе II
28,0 36,0 43,0 23
25,0 33,0 37,0 25
13,0 20,0 28,0 24
— — 20,0 24
22,0 33,0 37,0 25
16,0 22,0 30,0 24
16,0 26,0 32,0 26
18,0 33,0 42,0 27
4,0 4,5 5,0 99
6,0 7,0 8,0 28
2,0 2,5 3,0 28
— — 3,0 28
3,0 3,0 3,0 28
1,5 2,0 3,0 28
2,0 2,5 3,0 28
1,5 2,0 3,0 28
6,0 7,0 8,0 28
1,5 2,0 2,0 28
2,0 2,0 2,0 28
0,5 0,5 1,0 99
7,0 9,5 11,0 28
8,0 : 12,5 15,5 28
5,0 238,5 8,0 329,5 10,0 429,0 28
Нормы времени на ремонт расточных станков
351
НОРМЫ ВРЕМЕНИ НА РЕМОНТ РАСТОЧНЫХ СТАНКОВ
КЛАССИФИКАЦИЯ СТАНКОВ ПО ИХ РЕМОНТНОЙ ТРУДОЕМКОСТИ Расточные станки
КАРТА 30
Конструктивные особенности станков № группы
Станки со столом и неподвижной передней стойкой. Де- таль крепится на столе, имеющем продольное, поперечное перемещение и перемещение под углом. .Передняя стойка не- подвижная. К этой группе относятся, например, станки типа 2613, 2625, 2620, Р-60, Р-80, а также «Ветцель» (В-90, В-110) I
Станки с передней стойкой, имеющей поперечное переме- щение по станине. Задняя стойка перестанавливается и кре- пится к плите станка. К этой группе относятся, например, станки типа 2633, 2652, а также станки «Коллет-Энгельгард» II
Примечание. Группы ремонтной трудоемкости станков установлены для расчета норм на проверку точности, регулировку, испытание и сдачу станка техническому контролю ОГМ.
СТАНКИ СО СТОЛОМ И НЕПОДВИЖНОЙ ПЕРЕДНЕЙ СТОЙКОЙ. ПРОВЕРКА ТОЧНОСТИ СТАНКА: ОТКРЕПЛЕНИЕ И СЪЕМ УЗЛОВ. ПРОМЫВКА ДЕТАЛЕЙ. СОСТАВЛЕНИЕ ДЕФЕКТНОЙ ВЕДОМОСТИ Расточные станки
КАРТА 31
* Диаметр шпинделя в i мм.
Наименование работы и узлов 60 | 80 1 юо 110
Норма в чел.-час.
Проверить точность станка до разборки 4,0 4,5 5,0 5,5
Открепить и снять узлы:
планшайбу со шпинделя 1,0 1,0 1,5 1,5
механизм вертикального перемещения шпиндель- ной бабки 1,5 1,5 2,0 2,0
шпиндельную бабку с колонны 3,0 3,0 3,5 4,0
масляный насос 0,5 0,5 0,5 0,5
эмульсионный насос 0,5 0,5 0,5 0,5
столы — поворотный, поперечный, продольный . . 3,0 3,5 4,0 5,0
переднюю стойку (со станины) 3,5 4,0 4,5 5,0
Итого на открепление и съем узлов 13,0 14,0 16,5 18,5
Промыть детали (после разборки узлов) 6,0 7,0 8,0 9,0
Составить дефектную ведомость 7,0 8,0 9,0 10,0
.352
Нормирование ремонта металлорежущего оборудования
СТАНКИ С ПОДВИЖНОЙ ПЕРЕДНЕЙ СТОЙКОЙ. Расточные станки
ПРОВЕРКА ТОЧНОСТИ СТАНКА. ОТКРЕПЛЕНИЕ
И СЪЕМ УЗЛОВ. ПРОМЫВКА ДЕТАЛЕЙ. КАРТА
СОСТАВЛЕНИЕ ДЕФЕКТНОЙ ВЕДОМОСТИ МР1А 6А
Наименование работы и узлов Диаметр шпинделя в мм
1.00 | по | 125
Н орма в чел.- час.
Проверить точность станка до разборки 6,0 7,0 8,0
Открепить и снять узлы: планшайбу со шпинделя 1,0 1,0 1,5
механизм вертикального перемещения шпиндель- ной бабки 2,0 2,0 2,5
шпиндельную бабку с колонны 3,5 4,0 4,0
масляный -насос 0,5 0,5 0,5
эмульсионный насос 0,5 0,5 0,5
заднюю стойку с плиты 3,0 3,5 3,5
переднюю стойку со станины 5,0 5,5 6,0
механизм перемещения передней стойки .... 3,5 3,5 4,0
Итого на открепление и съем узлов 19,0 20,5 22,5
Промыть детали 9,0 10,5 12,0
Составить дефектную ведомость 10,0 11,5 13,0
РЕМОНТ ШПИНДЕЛЬНОЙ БАБКИ, МЕХАНИЗМА ВЕРТИКАЛЬНОГО ПЕРЕМЕЩЕНИЯ И ПЛАНШАЙБЫ Расточные станки
КАРТА 33 » Лист 1
Содержание работы 1. Шпиндель. Восстановить до номинального размера (прошлифовать шейки), сменить скалку (подогнать, припилить), втулки (запрессовать, расшаб- рить), муфты переключения (подогнать кулачки), установочные гайки, кольца. Механизм осевой подачи, шпинделя. Сменить червячную шестерню (зачи- стить, припасовать по червяку, развернуть под шпильки), ходовой винт (прове- рить), гайку винта (зачистить, проверить по винту), кольца, гайки установочные. Коробка скоростей. Сменить шестерни (50—60%, зачистить зубья, выру- бить шпоночные канавки), валики (35—40%, подогнать шлицевые соединения); втулки (80%, шабрить), диски фрикциона (отрихтовать); конус фрикционной муфты (притереть); сухари переключения (подогнать), маслопроводную систему Механизм планшайбы и радиального суппорта. Сменить конические шестерни (зачистить зубья); подогнать рейку, ходовой винт и гайку винта (зачистить, про- верить центричность винта); сменить кольца, гайки. Механизмы ускоренного перемещения. Проверить винт вертикального пере- мещения, сменить гайку винта, детали дифференциала. 2. Шпиндель — шлифовать шейки, запилить скалку, сменить втулки (запрес- совать, расшабрить), восстановить муфту переключения, сменить установочные гайки, кольца. Механизм осевой подачи шпинделя — зачистить зубья червячной пары, про- верить ходовой винт, сменить гайку винта, кольца, установочные гайки. Коробка скоростей — сменить шестерни (25—30%), валики (30—25%), втулки (50%), частично сменить диски фрикциона (притереть), сменить сухари, восстановить отдельные рукоятки (запилить, развернуть под шпильки), частично сменить маслопроводную систему. Механизм планшайбы и радиального суппорта — сменить конические ше- стерни, реечную шестерню и гайку ходового винта, проверить ходовой винт. Механизм ускоренного перемещения — сменить гайку винта ускоренного пе- ремещения, пальцы.
Нормы, времени, на ремонт расточных станков
353 -
РЕМОНТ ШПИНДЕЛЬНОЙ БАБКИ. МЕХАНИЗМА ВЕРТИКАЛЬНОГО ПЕРЕМЕЩЕНИЯ И ПЛАНШАЙБЫ Расточные станки
КАРТА 33 Лист 2
Наименование работы № группы _ Диаметр шпинделя в мм
60 | 80 | 100 | 110 | 125
Норма в чел.-час.
Открепить И снять узлы шпиндельную бабку 3,0 | 3,0 3,5 | 4,0 | 4,0
планшайбу 1,0 1 1,0 1,0 | 1,5 | 1,5
механизм вертикального пе- ремещения бабки 1,5 1,5 2,0 2,0 2,5
Разобрать на детали узлы шпиндельную бабку I II III 8,0 9,0 9,0 11,0 10,0 13,0 15,0 14,0 17,0 15,0 19,0
планшайбу и радиальный суппорт 2,0 2,5 2,5 3,0 3,5
механизм вертикального пе- ремещения бабки 2,5 3,0 3,5 3,5 4,0
Шабрить направляющие для переме- щения корпуса бабки по колонке, при- жимные планки Нормы см. в главе III
' Смена, пригонка деталей. Сборка £ и регули- ровка узлов при макси- мальном объеме планового ремонта шпиндельную бабку I II III 40,0 47,0 45,0 55,0 50,0 62,0 72,0 70,0 85,0 80,0 90,0
планшайбу и ради- альный суппорт 12,0 14,5 17,0 19,0 21,0
механизм верти- кального переме- щения бабки 13,0 15,0 18,0 19,5 22,0
при огра- ниченном объеме ремонтных работ шпиндельную бабку I II III 25,0 29,0 23,0 34,0 32,0 37,0 44,0 43,0 50,0 48,0 62,0.
планшайбу и ра- диальный суппорт 6,0 7,5 8,5 9,5 11,0
механизм верти- кального переме- щения бабки 7,0 8,0 9,0 10,5 12,0
при ремон- те без смены основных деталей шпиндельную бабку I II III 12,0 15,0 10,0 17,0 16,0 19,0 22,0 29,0 25,0 25,0 28,0
планшайбу и ра- диальный суппорз 3,0 3,5 • 3,5 4,5 4,5
механизм верти- кального переме- щения бабки 3,5 4,0 4,5 5,0 5,5
Установить и закрепит! j узлы ЭД шпиндельную бабку 6,0 6,5 7,0 7,5 8,0
планшайбу 2,0 2,0 2,0 2,5 2,5
механизм перемещения бабки 3,0 3,5 4,0 4,5 5,0
23 Зак. 2/295
354
Нормирование ремонта металлорежущего оборудования
РЕМОНТ ШПИНДЕЛЬНОЙ БАБКИ, МЕХАНИЗМА ВЕРТИКАЛЬНОГО ПЕРЕМЕЩЕНИЯ И ПЛАНШАЙБЫ Расточные станки
КАРТА 33 Лист. 3
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Число скоростей шпинделя 6—12 I
Число скоростей шпинделя 14—18 Автоматическая смазка II
Число скоростей шпинделя 20 и больше, автоматическая смазка Коробка скоростей, неудобная для сборки (большое коли- чество запрессованных втулок, сложная система масло- провода) III
РЕМОНТ МЕХАНИЗМОВ ПЕРЕМЕЩЕНИЯ ПРОДОЛЬНОГО, ПОПЕРЕЧНОГО И ПОВОРОТНОГО СТОЛОВ Расточные станки
КАРТА 34
Содержание работы
1. Стол продольный — сменить, проверить ходовой вал, гайку (зачистить,
проверить, развернуть под шпильки), конические шестерни, муфту переключения,
фланцы, гайки, рычаги, планки.
Стол поперечный — сменить ходовой винт и гайку винта, конические ше-
стерни, муфту переключения, рычаги ручного перемещения, клинья.
Верхний поворотный стол — сменить шестерни радиального перемещения
(зачистить зубья), муфту, рычаги.
2. Стол продольный — вменить гайку, восстановить муфту, рычаги.
Стол поперечный — сменить гайку, восстановить муфту, рычаги.
Верхний поворотный стол — зачистить зубья шестерни, восстановить муфту,
рычаги.
Наименование работы и узлов Диаметр планшайбы в мм
60 | 80 | 100 | ПО
Норма । в чел.-час.
Открепить и снять узел 3,0 3,5 4,0 5,0
Разобрать узел на детали: 2,0 3,0
поворотный стол 3,5 4,0
поперечный стол 3,5 4,5 5,0 6,0
продольный стол 4,0 5,0 5,5 6,5
Шабрить или шлифовать:
продольный стол — нижние и верхние направляю-
щие, планки;
поперечный стол — нижние направляющие, клин, Нормы см. в главе III
верхние радиальные направляющие
верхний поворотный стол — радиальные направляю-
щие, верхнюю плоскость (зачистить)
при максимальном объеме планового ремонта
продольного стола 14,0 16,0 18,0 20,0
поперечного стола 10,0 12,0 14,0 16,0
Смена, пригонка поворотного стола 7,0 8,0 10,0 11,5
при ограниченном объеме ремонтных работ 12,0 14,0 16,0
деталей, сборка, продольного стола 18,0
регулировка узла поперечного стола поворотного стола 8,0 6,0 9,0 7,0 10,5 8,0 12,5 10,0
при сборке без смены основных деталей 7,0 8,0
продольного стола 9,0 10,0
поперечного стола 6,0 7,0 7,5 8,0
поворотного стола 4,0 5,0 5,5 6,5
Установить и закрепить узел 5,0 6,0 | 7,0 8,5
Нормы времени на ремонт расточных станков
35 Г
РЕМОНТ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ПЕРЕДНЕЙ СТОЙКИ Расточные станки
КАРТА 35
Содержание работы 1. Проверить ходовой винт — сменить гайку ходового винта (зачистить, при- пилить, припасовать по винту), конические шестерни (зачистить зубья), муфту переключения (запилить, подогнать кулачки), фланцы, рукоятку. 2. Сменить гайку ходового винта, конические шестерни, восстановить муфту переключения, рукоятку.
Наименование работы Диаметр шпинделя в мм
100 110 125
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали 3,5 4,0 3,5 4,5 4,0 5,0
Смена, пригонка деталей, сборка, регулировка узла при максимальном объеме пла- нового ремонта 26,0 30,0 36,0
при ограниченном объеме ре- монтных работ * 14,0 16,0 20,0
при сборке без смены основных деталей 5,0 6,0 7,0
Установить и закрепить узел 5,0 6,0 6,5
РЕМОНТ ЗАДНЕЙ СТОЙКИ Расточные станки
КАРТА 36
Содержание работы
1. Сменить гайку винта вертикального перемещения (зачистить резьбу, при-
пасовать по винту), реечную шестерню (зачистить зубья, восстановить рейку),
конические шестерни, подшипники, втулки (расшабрить).
2. Сменить конические шестерни, восстановить реечную шестерню (зачи-
стить зубья шестерни и рейки), сменить втулки (расшабрить).
Наименование работы Диаметр шпинделя в мм
100 110 | 125
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали Шабрить — направляющие вертикального переме- щения; основание (зачистить) 3,0 3,0 Норт 3,5 3,5 лы см. В TJ 3,5 4,0 шве III
Смена, пригонка деталей, сборка и регулировка узла при максимальном объеме пла- нового ремонта 8,0 10,0 12,0
при ограниченном объеме ре- монтных работ 6,0 6,0 7,5
при сборке без смены основ- ных деталей 4,0 4,5 4,5 '
Установить и закрепить узел 4,5 5,0 5,0
23*
"356
Нормирование ремонта металлорежущего оборудования
СТАНКИ СО СТОЛОМ И НЕПОДВИЖНОЙ ПЕРЕДНЕЙ СТОЙКОЙ. УСТАНОВКА И КРЕПЛЕНИЕ УЗЛОВ. РЕГУЛИРОВКА И ИСПЫТАНИЕ СТАНКА. ИСПЫТАНИЕ И СДАЧА СТАНКА ТЕХНИЧЕСКОМУ КОНТРОЛЮ ОГМ Расточные станки
КАРТА 37
Наименование работы и узлов Диаметр шпинделя в мм
60 1 80 1 100 | по
Норма в чел.-час.
Установить и закрепить узлы: переднюю стойку (на станину) шпиндельную бабку (на колонну) .... механизм вертикального перемещения шпиндельной бабки планшайбу на шпиндель столы — продольный, поперечный, поворотный . . масляный насос . эмульсионный насос Произвести взаимную выверку узлов 7,0 6,0 3,0 2,0 5,0 0,5 0,5 7,0 8,0 6,5 3,5 2,0 6,0 0,5 0,5 8,0 9,0 7,0 4,0 2,0 7,0 0,5 0,5 9,0 10,0 7,5 4,5 2,5 8,5 1,0 1,0 11,0
Итого на установку и крепление узлов .... Отрегулировать станок и испытать на холостом ходу Испытать станок под нагрузкой и сдать техническому ‘ контролю ОГМ 31,0 8,0 6,0 35,0 10,0 7,5 39,0 12,0 9,0 45,0 15,0 11,0
СТАНКИ С ПОДВИЖНОЙ ПЕРЕДНЕЙ СТОЙКОЙ. УСТАНОВКА И КРЕПЛЕНИЕ УЗЛОВ. РЕГУЛИРОВКА Расточные станки
И ИСПЫТАНИЕ СТАНКА. ИСПЫТАНИЕ И СДАЧА СТАНКА ТЕХНИЧЕСКОМУ КОНТРОЛЮ ОГМ КАРТА 38
Диаметр шпинделя в мм
' Наименование работы и узлов 100 | но | 125
Норма в чел.-час.
Установить и закрепить узлы: механизм перемещения передней стойки переднюю стойку на станину * шпиндельную бабку на колонну : механизм вертикального перемещения шпиндель- ной бабки планшайбу на шпиндель масляный насос эмульсионный насос заднюю стойку на плиту j Произвести взаимную выверку узлов 5,0 11,0 7,0 4,0 2,0 0,5 0,5 4,5 9,0 6,0 12,5 7,5 4,5 2,5 0,5 0,5 5,0 11,0 6,5 13,5 8,0 5,0 2,5 1,0 1,0 5,0 12,5
Итого на установку и крепление узлов Отрегулировать станок и испытать на холостом ходу Испытать станок под нагрузкой и сдать техническому контролю ОГМ 43,5 18,0 15,0 50,0 22,0 18,0 53,0 25,0 21,0
Нормы времени на ремонт расточных станков
357'
СТАНКИ со СТОЛОМ И НЕПОДВИЖНОЙ СТОЙКОЙ. ТИПОВЫЕ НОРМЫ (максимальный объем планового ремонта) Расточные станки КАРТА 39
Наименование работ и узлов Модель станка 2613 | 2625 | 202Д Диаметр шпинделя в мм 62 | 85 | 100 карты
Норма в чел .-час.
Проверить точность станка ' Открепить и снять узлы Разобрать: шпиндельную бабку механизмы планшайбы и радиального суппорта механизм вертикального перемещения шпиндель- ной бабки механизм перемещения столов масляный насос и маслопровод эмульсионный насос и трубопровод .... Промыть детали Составить дефектную ведомость Шабрить или шлифовать: станину: направляющие перемещения продольного стола, основание передней стойки (зачистить); переднюю стойку: направляющие вертикального перемещения шпиндельной бабки, основание (зачистить); шпиндельную бабку: направляющие перемещения по колонке, планки; столы, направляющие продольного, поперечного, радиального перемещения, планки, клинья Произвести смену, пригонку деталей, сборку и регу- лировку узлов: шпиндельной бабки механизма планшайбы и суппорта механизма вертикального перемещения шпиндель- ной бабки механизмов перемещения столов масляного насоса и трубопровода эмульсионного насоса и трубопровода .... Установить и закрепить узлы: переднюю стойку на станину шпиндельную бабку на колонну механизм вертикального перемещения .... планшайбу на шпиндель .... столы: продольный, поперечный, поворотный масляный насос и маслопровод эмульсионный насос и трубопровод .... Произвести взаимную выверку узлов Отрегулировать станок и испытать на холостом ходу Испытать станок под нагрузкой и сдать техническому контролю ОГМ 4,0 13,0 8,0 2,0 2,5 9,0 0,5 0,5 6,0 7,0 Нор 40,0 12,0 13,0 31,0 3,5 3,0 7,0 6,0 3,0 2,0 5,0 0,5 0,5 7,0 8,0 6,0 4,5 14,0 9,0 2,5 3,0 12,5 0,5 0,5 7,0 8,0 мы см. 45,0 14,5 15,0 36,0 3,5 3,0 8,0 6,5 3,5 2,0 6,0 0,5 0,5 8,0 10,0 7,5 5,0 16,5 10,0 2,5 3,5 14,0 0,5 0,5 8,0 9,0 . в гла 50,0 17,0 18,0 42,0 4,0 3,5 9,0 7,0 4,0 2,0 7,0 0,5 0,5 9,0 12,0 9,0 31 31 33 33 ; зз 1 34 i 99 99 31 31 ве 111 33 33 33 34 99 99 37 37 37 37 37 37 37 37 37 37
Итого на ремонт (без шабрения) 200,0 231,5 264,0 —
.358
Нормирование ремонта металлорежущего оборудования
СТАНКИ С ПОДВИЖНОЙ ПЕРЕДНЕЙ СТОЙКОЙ. ТИПОВЫЕ НОРМЫ (максимальный объем планового ремонта) Расточные станки
КАРТА 40
Модель станка 262П | ЛР-44 | 2633 №
Наименование работы и узлов Диаметр шпинделя в мм кар-
100 | 110 | 125 ты
Норма в чел.-час.
Проверить точность станка 6,0 7,0 8,0 32
Открепить и снять узлы 19,0 20,5 22,5 32
Разобрать: шпиндельную бабку 13,0 14,0 15,0 33
механизм планшайбы и радиального суппорта 2,5 3,0 3,5 33
механизм вертикального перемещения шпиндель- ной бабки 4,0 4,5 5,0 33
механизм перемещения передней стойки 3,0 3,5 4,5 35
заднюю стойку 3,0 3,5 4,0 36
масляный насос и маслопровод 0,5 0,5 0,5 99
эмульсионный насос и трубопровод .... 0,5 0,5 0,5 99
промыть детали 9,0 10,5 12,0 32
Составить дефектную ведомость . . . . ’ . 10,0 11,5 13,0 32
Шабрить или шлифовать: станину — направляющие продольного перемеще- ния стола и поперечного перемещения передней стойки; | переднюю стойку — направляющие вертикального I перемещения шпиндельной бабки и поперечного Нормы см. в главе III5
I перемещения по станине, планки; | шпиндельную бабку — направляющие вертикаль- 1 ного перемещения, планки; j заднюю стойку — вертикальные направляющие j Произвести смену, пригонку деталей, сборку, регули- ровку узлов: шпиндельной бабки '. . . 62,0 70,0 80,0 33
планшайбы и радиального суппорта .... 17,0 19,0 21,0 33
механизма вертикального перемещения шпиндель- ной бабки 18,0 19,5 22,0 33
1 механизма передвижения передней стойки 26,0 30,0 36,0 35
задней стойки 8,0 10,0 12,0 36
масляного насоса и маслопровода 4,0 4,5 5,0 99
эмульсионного насоса и трубопровода 3,5 3,5 4,0 99
Установить и закрепить: переднюю стойку на направляющие станины (включая механизмы перемещения стойки) 5,0 6,0 6,5 38
шпиндельную бабку на колонну 7,0 7,5 8,0 38
механизм вертикального перемещения шпиндель- ной бабки 4,0 4,5 5,0 38
планшайбу на шпиндель 2,0 2,5 2,5 38
заднюю стойку на станину 4,5 5,0 5,0 38
масляный насос и маслопровод 0,5 1,0 1,0 38
эмульсионный насос и трубопровод .... 0,5 1,0 1,0 38
Произвести взаимную выверку узлов 9,0 11,0 12,5 38
Отрегулировать станок и испытать на холостом ходу 18,0 22,0 25,0 38
Испытать станок под нагрузкой и сдать техническому контролю ОГМ . . . s . 15,0 18,0 23,0 38
Итого на ремонт (без шабрения) .... 275,5 313,5 357,5 —
Нормы времени на ремонт горизонтально- и вертикально-фрезерных станков 359
НОРМЫ ВРЕМЕНИ НА РЕМОНТ ГОРИЗОНТАЛЬНО-
И ВЕРТИКАЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
КЛАССИФИКАЦИЯ СТАНКОВ ПО ИХ РЕМОНТНОЙ ТРУДОЕМКОСТИ Горизонтально- и вертикально-фрезерные станки
КАРТА 41
Конструктивные особенности станков № группы
Г Коробка скоростей упрощенной конструкции. Число оборотов шпин- деля и число подач устанавливается сменными шестернями. Число скоро- стей шпинделя и число подач 6—8. К этой группе, например, относятся станки модели 610, ТГМ и т. п. I
Коробка скоростей и подач более сложной конструкции. Механизм ускоренного перемещения стола. Привод вращения шпинделя осуществ- ляется от индивидуального электродвигателя. Ручное и механическое пе- ремещения сблокированы. Число скоростей шпинделя и число подач 12—16. К этой группе, например, относятся станки модели универсально-фрезер- ные 6Н-11; 6412; 6Н81; 6Н81-А; 6Н82; вертикально-фрезерные 6П10; 6П11, а также фирмы Вандерер модели № 1, № 2, 1АЕ, фирмы Цинциннати мо- , дели 2L, 2М II
Механизмы ускоренного перемещения стола, вертикального переме- щения шпиндельной головки, перемещения шпиндельной головки под углом. Гидравлическое устройство для перемещения стола. Блокировочная система управления. Станки, имеющие усложненную систему сборки. Числа скоростей шпинделя и число подач 16—18. К этой группе, напри- мер, относятся станки моделей: универсально-фрезерные 6Н83; вертикаль- но-фрезерные 6Н12ПБ, 6Н13, 6Н13П и т. п., а также фирмы Кернер и Трекер модели 2К, 4К III
Примечание. Группы ремонтной трудоемкости станков установлены для расчета норм на проверку точности, регулировку, испытание и сдачу станка техническому контролю ОГМ.
360
Нормирование ремонта металлорежущего оборудования
ПРОВЕРКА ТОЧНОСТИ СТАНКА, ОТКРЕПЛЕНИЕ И СЪЕМ УЗЛОВ, ПРОМЫВКА ДЕТАЛЕЙ, Горизонтально- и вертикально-фрезерные станки
ВЕдитиъ а га КАРТА . 42
Ширина стола в мм
№
Наименование работы ^груп- 150 200 250 300 400 500
пы
Норма в чел.-1 *ас.
Проверить точность станка (до разборки) I 2,0 2,0 2,5 — — —
II 2,5 2,5 3,0 3,0 3,5 3,5
с- III — 3,5 3,5 4,0 4,0
ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Открепить и снять узлы:
ползун и хобот — 1,0 1,5 2,0 2,5 2,5 —
коробку подач . — 0,5 0,5 0,5 1,0 1,0 —
коробку скоростей — 1,0 1,0 1,0 1,5 1,5 —
верхний и нижний столы . . . — 2,0 2,5 3,0 3,0 3,5 —
консоль стола — 1,5 1,5 1,5 2,0 2,0 —
насос охлаждения — 0,5 0,5 0,5 0,5 0,5 —
Всего на открепление и съем узлов — 6,5 7,5- 8,5 10,5 11,0 —
Промыть детали (после разборки узлов) — 4,5 5,0 5,5 6,0 6,5 —
Составить дефектную ведомость . . — 4,5 4,5 5,0 5,5 6,0 __
ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Открепить и снять узлы:
шпиндельную бабку — 1,0 1,0 1,0 1,5 1,5 1,5
коробку подач — 0,5 0,5 0,5 1,0 1,0 1,5
коробку скоростей — 1,0 1,0 1,0 1,5 1,5 1,5
верхний и нижний столы . . . — 2,0 2,5 3,0 3,0 3,5 4,0
консоль стола — 1,5 1,5 1,5 2,0 2,0 2,0
насос охлаждения — 0,5 0,5 0,5 0,5 0,5 0,5
Всего на открепление и съем узлов — 6,5 7,0 7,5 9,5 10,0 11,0
Промыть детали — 4,5 5,0 5,5 6,0 6,5 7,0
Составить дефектную ведомость . . — 4,5 4,5 5,0 5,5 6,0 6,5
Примечание. Группы ремонтной трудоемкости станков см. карту 41.
Нормы времени на ремонт горизонтально- и вертикально-фрезерных станков 361*
РЕМОНТ КОРОБКИ СКОРОСТЕЙ Горизонтально- и вертикально-фрезерные станки
КАРТА 43
Содержание работы 1. Сменить шестерни (40—50% зачистить зубья), подогнать валики (25— 30% проверить на биение), пригнать шлицевые соединения, сменить подшипники качения, втулки (расшабрить), фрикционную муфту (отрихтовать диски), сухари, пружины (запилить, пригнать). 2. Сменить шестерни (25—30%), отдельные валики, подшипники, отдельные диски фрикциона, сухари, пружины.
Наименование работы № груп- пы Ширина стола в мм
150 200 250 300 400 500
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали I I I 1,0 3,0 5,0 1,0 3,5 5,0 1,0 4,0 5,5 1,5 6,0 1,5 6,5 1,5 7,0
Смена и при- гонка деталей, сборка и ре- гулировка узла при максимальном объе- ме планового ремонта I II III 15,0 34,0 18,5 28,0 22,0 34,0 37,0 40,0 40,0 45,0 45,0 40,0
при ограниченном объе- ме ремонтных работ I II III 10,0 18,0. 12,0 20,0 18,0 24,0 30,0 36,0 31,0 40,0 42,0 44,0
при сборке без смены основных деталей I II III 3,5 4,5 5,5 8,0 6,0 9,0 10,0 14,0 12,0 16,0 15,0 19,0
Установить и закрепить узел 1,5 1,5 2,0 2,0 2,0 2,5
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Ступенчатый шкив с числом скоростей шпинделя 8—10 Коробка скоростей с числом скоростей шпинделя 12—16 Коробка скоростей с числом скоростей шпинделя 16—18 I II III
-362
Нормирование ремонта металлорежущего оборудования
РЕМОНТ КОРОБКИ ПОДАЧ Горизонтально- и вертикально-фрезерные станки
КАРТА 44
Содержание работы 1. Сменить шестерни (30—40%, зачистить зубья), валики (20—30% прове- рить на биение), пригнать шлицевые соединения, втулки (расшабрить), муфту переключения (запилить кулачки), сухари (пригнать), пружины, рукоятки (за- пилить, развернуть под шпильки). 2. Сменить шестерни (25—30%), отдельные валики, восстановить муфту (запилить кулачки), сменить пружины
Наименование работы № Груп- пы Ширина стола в мм
150 200 250 300 400 500
Норма в чел.-час.
Открепить и снять узлы Разобрать узлы на детали I II III 0,5 1,0 2,0 0,5 1,5 2,0 0,5 2,0 2,5 1,0 3,0 3,5 1,0 3,5 4,0 1,5 4,0 4,5
Смена и при- гонка деталей, сборка и ре- гулировка узла при максимальном объеме планово- го ремонта I II III 12,0 20,0 15,0 24,0 18,0 30,0 38,0 43,0 43,0 46,0 49,0 52,0
при ограниченном объеме ремонт- ных работ I II III 6,0 14,0 7,5 17,0 10,0 21,0 27,0 30,5 31,0 34,0 35,0 37,0
при сборке без смены основных деталей I II III 3,0 6,0 4,0 7,0 4,0 7,5 8,5 9,5 10,0 11,0 12,0 13,0
Установить и закрепить узел 1,0 1,0 1,0 1,5 1,5 2,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Подача осуществляется сменными шестернями Наличие коробки подач с количеством подач 12—16 Наличие коробки подач с количеством подач 16—18 I II III
Нормы времени на ремонт горизонтально- и вертикально-фрезерных станков 363
РЕМОНТ ШПИНДЕЛЬНОЙ БАБКИ Вертикально-фрезерные станки
КАРТА 45
Содержание работы 1. Шпиндель восстановить (шлифовать шейки, проверить на биение). Сме- нить подшипники (шабрить), шестерни, установочные гайки. Шпиндельная го- ловка— сменить отдельные шестерни, валики, втулки (шабрить), сухари (при- гнать), рычаги, пружины. 2. Шпиндель — (шлифовать шейки, проверить на биение) сменить подшип- ники, установочные гайки.
Наименование- работы № груп- пы Ширина стола в мм
150 200 250 300 400 500
Норма в чел.-час.
Открепить и снять узел Разобрать узлы на детали I II 1,0 2,0 2,5 1,0 3,0 3,5 1,о 3,5 4,0 1,5 4,5 1,5 5,0 1,5 5,5
Шабрить основание Нормы см. в главе III
Смена и пригонка деталей, сборка, ре- гулировка узла при максимальном объеме планового ремонта I II 10,0 15,0 13,0 18,0 15,5 22,0 26,0 29,0 33,0
при ограниченном объеме ремонтных работ I II 7,0 10,0 9,0 12,5 11,0 15,5 18,0 21,0 24,0
сборка без смены ос- новных деталей I II 5,0 6,0 7,0 8,0 8,0 9,0 10,0 11,0 12,0
Установить и закрепить узел — 1,5 1,5 1,5 2,0 2,0 2,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Шпиндельная бабка без механизма вертикального перемещения шпинделя и перемещения под углом Шпиндельная бабка с механизмом вертикального перемещения шпин- деля и с механизмом перемещения под углом I II
364
Нормирование ремонта металлорежущего оборудования
РЕМОНТ КОНСОЛИ, САЛАЗОК, СТОЛА И КОРОБКИ РЕВЕРСА Горизонталъно- и вертикально-фрезерные станки КАРТА 46
Содержание работы 1. Консоль — проверить винт вертикального подъема; сменить гайку винта, подпятник. Нижний и верхний столы — сменить ходовые винты и гайки винтов, втулки, вилки переключения, рычаги. Коробка реверса — сменить конические ше- стерни, муфту переключения, пружины. 2. Консоль — гайка ходового винта (проверить резьбу). Нижний и верхний столы — сменить гайки ходовых винтов, втулки, восстановить рукоятки, вилки переключения. Коробка реверса — восстановить муфту переключения, сменить пружину. !
Наименование работ Ширина стола в мм
150 | 200 | 250 |. 300 | 400 1 500*
Норма в чел.-час.
Открепить и снять узел 3,5 4,0 4,5 5,0 5,5 6,0
Разобрать на детали: коробку реверса 1,о 1,0 1,0 1,5 — —
коробку реверса с механизмом уско- ренного хода 1,5 1,5 1,5 2,0 2,0 2,5
верхний стол 1,0 1,0 1,5 2,0 2,5 3,0
салазки 1,5 1,5 1,5 2,0 2,0 2,5
Шабрить направляющие консоли, салазок, х стола, планки и клинья Нормы см. в главе III
Смена и пригонка деталей при максимальном объеме планового ремонта: консоль салазки верхний стол коробка реверса коробка реверса с механизмом ускоренного хода 6,5 7,5 7,5 5,5 6,5 7,0 8,0 8,0 6,0 7,0 8,0 9,0 9,0 7,0 8,0 9,0 10,0 10,0 8,0 9,0 10,0 12,0 12,0 9,0 10,5 11,5 14,0 14,0 11,0 12,5
при ограниченном объеме ремонтных работ: консоль салазки верхний стол коробка реверса коробка реверса с механизмом ускоренного хода 3,5 4,5 4,5 5,0 6,0 4,0 5,0 5,0 5,5 6,0 4,5 5,5 5,5 6,0 6,5 5,5 6,0 6,0 6,5 7,0 6,0 7,0 7,0 8,0 8,5 7,0 8,0 8,0 9,0 10,0
сборка без смены основньъх деталей: консоль салазки верхний стол коробка реверса с механизмом ускоренного хода коробка реверса 3,5 3,0 2,0 3,0 2,0 3,5 3,0 2,0 3,0 2,0 4,0 3,5 3,5 4,0 3,0 4,5 4,0 4,0 5,0 4,0 5,0 4,0 4,0 5,0 4,0 5,5 5,0 5,0 6,0 5,0
Установить и закрепить узлы 5,5 6,0 6,5 7,0 7,5 8,0
Нормы времени на ремонт горизонтально- и вертикально-фрезерных станков 365
УСТАНОВКА И КРЕПЛЕНИЕ УЗЛОВ. РЕГУЛИРОВКА, ИСПЫТАНИЕ И СДАЧА СТАНКА ТЕХНИЧЕСКОМУ КОНТРОЛЮ ОГМ Горизонтально- и вертикально-фрезерные станки КАРТА 47
Наименование работы Ширина сто.та в мм
150 200 250 300 400 500
Норма в чел.-час.
Горизонтально-фрезерные станки
Установить и закрепить узлы:
консоль 2,5 2,5 2,5 3,0 3,0 —
нижний и верхний столы, коробку реверса . 3,0 3,5 4,0 4,0 4,5 —
коробку скоростей 1,5 1,5 2,0 2,0 2,0 —
коробку подач 1,0 1,0 1,0 1,0 1,5 —
хобот и ползун 2,5 3,0 3,5 3,5 4,0 —
насос охлаждения 0,5 0,5 0,5 0,5 0,5 —
Произвести взаимную выверку узлов .... 2,5 3,0 3,5 4,0 4,5 —
Итого на установку и крепление узлов 13,5 15,0 17,0 18,0 20,0 —
Вертикально-фрезерные станки
Установить и закрепить узлы:
консоль 2,5 2,5 2,5 3,0 3,0 3,5
нижний и верхний столы, коробку реверса 3,0 3,5 4,0 4,5 5,0 6,0
шпиндельную головку 2,5 2,5 2,5 3,0 3,0 3,5
коробку подач 1,0 1,0 1,0 1,0 1,5 2,5
коробку скоростей 1,5 1,5 2,0 2,0 2,0 2,5
насос охлаждения . 0,5 0,5 0,5 0,5 0,5 1,0
Произвести взаимную выверку узлов 2,5 3,0 3,5 4,0 4,5 4,5
Итого на установку и крепление узлов . 13,5 14,5 16,5 18,0^ 19,5 23,5
Отрегулировать и испытать станок на хо- II—II лостом ходу ( III 4,0 4,0 4,5 5,0 6,0 5,5 6,5 6,0 7,0
Испытать станок под нагрузкой и сдать I I—II техническому контролю ОГМ | III 2,0 2,0 2,5 3,0 3,5 3,0 3,5 3,5 4,0
Примечание. Характеристику групп ремонтной трудоемкости см. карту 41.
366
Нормирование ремонта металлорежущего оборудования
ТИПОВЫЕ НОРМЫ Горизонтально- L фрезерные станки
(максимальный объем планового ремонта) КАРТА 48
Модель станка
16П-80Г | 6Н-81Г | 6Н-82Г | 6Н-83Г
Наименование работы и узлов Ширина и длина стола в мм 3
200X800 | 23ОХ1ООО| 320х1250| 400x1600 сз*
Норма в чел.-час.
Проверить точность станка 2,5 3,0 3,0 3,5 42 .
Открепить и снять узлы Разобрать: 7,5 8,5 10,5 11,0 42
коробку скоростей 5,0 5,5 6,0 6,5 43
коробку подач 2,0 2,5 3,0 3,5 44 1
салазки, стол, коробку реверса, кон- соль 4,0 4,5 6,0 6,5 46
насос и трубопровод 0,5 0,5 0,5 0,5 .99
Промыть детали 5,0 5,5 6,0 6,5 42
Составить дефектную ведомость .... Шабрить: 4,5 5,0 5,5 6,0 42
станину — направляющие консоли и ползуна;
консоль — направляющие перемещения по станине и для салазок; салазки — направляющие перемеще- Нормы см. в главе III
ния по консоли и для стола; пол-
зун (хобот) — направляющие пе-
ремещения;
планки, клинья;
стол — направляющие по салазкам;
рабочая поверхность (зачистить)
Провести пригонку деталей, сборку и ре-
гулировку узлов:
коробки скоростей 28,0 34,0 37,0 45,0 43
коробки подач 24,0 30,0 38,0 45,0 44
консоли, салазок, стола, механизма 38,0 44,5
реверса 37,0 34,0 46
насоса и трубопровода 2,0 2,0 2,5 2,5 99
Установить и закрепить узлы:
консоль, салазки, столы, коробки ре- верса 6,0 6,5 7,0 7,5 47
коробки подач 1,о 1,0 1,0 1,5 47
коробки скоростей 1,5 2,0 2,0 2,0 47
хобот, ползун 5,0 5,5 6,0 6,5 47
насос и трубопровод 0,5 0,5 0,5 1,0 99
Выверить соосность винтов, салазок, стола, 4,5
произвести взаимную координацию узлов 3,0 3,5 4,0 47
Отрегулировать станок и испытать на хо- лостом ходу Сдать станок техническому контролю 4,0 2,0 4,5 2,5 5,0 3,0 5,5 3,5 47
ОГМ 47
Итого на ремонт (без шабрения) 145,0 I 161,0 | 184,5 j 212,5
Нормы времени на ремонт горизонтально- и вертикально-фрезерных станков 367
ТИПОВЫЕ НОРМЫ (максимальный объем планового ремонта) Вертикально-фрезерные станки
КАРТА 49
Модель станка
6П-10 | 6Н-11 | : 6Н-12 | 6Н-13
Наименование работы и узлов Ширина и длина стола i 3 ММ S
200x800 | 250х1000| 320Х1250| 400X1600 ей* и
Норма в чел.-час.
Проверить точность станка 2,5 3,0 3,0 4,0 42
Открепить и снять узлы Разобрать: 7,0 7,5 9,5 11,0 42
коробку скоростей 3,5 5,5 6,0 6,5 43
коробку подач 2,0 2,5 3,0 4,0 44
шпиндельную бабку 3,5 4,0 4,5 5,0 45 '
верхний стол, салазки, реверс . . . 4,0 4,5 6,0 6,5 46
насос и трубопровод ‘ 99
Промыть детали 5,0 5,5 6,0 6,5 42
Составить дефектную ведомость .... Шабрить: 4,5 5,0 5,5 6,0 42
станину — направляющие для консоля
и основание шпиндельной головки;
шпиндельную головку — основание;
консоль — направляющие по станине и верхнего стола; Нормы см. в главе III
салазки — направляющие по консоли;
направляющие верхнего стола; верхний стол — направляющие по са-
лазкам и рабочую поверхность стола (запилить)
Произвести смену, прогонку деталей, сбор-
ку и регулировку:
коробки скоростей . ...... 18,5 34,0 37,0 40,0 43
шпиндельной головки 18,5 22,0 26,0 29,0 45
коробки подач консоли салазок, верхнего стола, ре- 15,0 30,0 38,0 46,0 44
верса 24,0 30,0 38,0 42,0 46
насоса и трубопровода Установить и закрепить узлы: 2,0 2,0 2,5 2,5 99
консоль; нижний и верхний столы . 5,5 6,0 7,0 7,5 47
шпиндельную головку 1,0 1,0 1,5 1,5 47
коробку подач 1,0 1,0 1,0 1,5 47
коробку скоростей 1,5 2,0 2,0 2,0 47
насос и трубопровод 0,5 0,5 0,5 0,5 99
Произвести взаимную выверку узлов . . . Отрегулировать станок и проверить на хо- 3,0 3,5 4,0 4,5 47
лостом ходу Провести испытание. Сдать станок тех- 2,0 4,5 5,0 5,5 47
ническому контролю ОГМ 2,0 2,5 3,0 3,5 47
Итого на ремонт (без шабрения) . . . 126,5 176,5 209,0 235,5
368
Нормирование ремонта металлорежущего оборудования
НОРМЫ ВРЕМЕНИ НА РЕМОНТ ПРОДОЛЬНО-СТРОГАЛЬНЫХ СТАНКОВ
КЛАССИФИКАЦИЯ СТАНКОВ ПО ИХ РЕМОНТНОЙ ТРУДОЕМКОСТИ П родольно-строгальные станки
КАРТА 50
Конструктивные особенности станков № группы
Одностоечные станки, а также двухстоечные станки малых габаритов. Изменение направления (реверс) стола осуществляется электромагнитной муфтой. Ручная смазка. Рычажное управление. К этой группе относятся, например, станки моделей РПС, ЗАС I
Двухстоечные среднегобаритные станки. Реверс осуществляется ре- версивным электродвигателем. Кнопочное управление. К этой группе относятся, например, станки моделей 7124, 7134, 723А, 7288, а также Берингер К-4, 5, 6, Вальдрих-ВН-Ш, IV II
Двухстоечные крупногабаритные станки. Реверс осуществляется ревер- сивным электродвигателем. Перемещение вертикальных суппортов осуще- ствляется индивидуальным электродвигателем. Боковые суппорты имеют индивидуальные электродвигатели. Централизованная смазка основных механизмов. Управление станка осуществляется подвесной кнопочной стан- цией, а также электропультом. К этой группе, например, относятся станки моделей 7321-А, 7256, 7242-А III
Примечание. Группы ремонтной трудоемкости станков установлены для расчета норм времени на проверку точности, регулировку, испытание и сдачу станка техническому контролю ОГМ.
ПРОВЕРКА ТОЧНОСТИ СТАНКА. ОТКРЕПЛЕНИЕ И СЪЕМ УЗЛОВ. ПРОМЫВКА ДЕТАЛЕЙ. СОСТАВЛЕНИЕ ДЕФЕКТНОЙ ВЕДОМОСТИ П родолъно-строгалъные станки КАРТА 51
Наименование работы № груп- пы Ширина стола в мм до
600 | 800 I 1000 1300 | 1500 | 1800
Норма в чел.-час.
Проверка точности станка (до разборки) I II III 3,5 4,0 4,5 5,5 5,0 6,0 7,0 7,0 8,0 8,0 9,5
Открепить и снять узлы: коробку скоростей ....... электромагнитную муфту коробку подач вертикального суппорта правый вертикальный суппорт . . . левый вертикальный суппорт .... коробку подач бокового суппорта . правый боковой суппорт левый боковой суппорт механизм ускоренного перемещения траверсы механизм переключения хода стола . масляный насос-маслопровод . . . траверса с колонн стол со станины 1 1 II II 1 1 1 1 1 1 1 0,5 0,5 0,5 1,0 0,5 1,0 1,0 0,5 0,5 4,0 3,0 0,5 0,5 0,5 1,0 0,5 1,0 1,0 0,5 0,5 4,5 3,5 0,5 0,5 0,5 1,5 1,5 0,5 1,5 1,5 1,0 0,5 0,5 5,0 4,0 1,0 1,0 1,5 1,5 1,0 1,5 1,5 1,0 0,5 0,5 5,5 4,5 1,0 1,0 2,0 2,0 1,0 2,0 2,0 1,5 0,5 0,5 6,0 5,0 1,0 1,0 2,0 2,0 1,0 2,0 2,0 1,5 0,5 0,5 7,0 6,0
Промыть детали (после разборки узлов) — 7,0 7,5 8,0 9,0 10,0 11,5
Составить дефектную ведомость — 8,0 8,5 9,0 10,0 11,0 12,5
Примечание. Группы ремонтной трудоемкости станка см. карту 50.
Нормы времени на ремонт продольно-строгальных станков
369
РЕМОНТ КОРОБКИ СКОРОСТЕЙ П родольно-строгальные станки
КАРТА 52
Содержание работы 4. Частично сменить или восстановить шкивы (расточить, запрессовать!), пе- реходную втулку (обточить поверху). Сменить шестерни (30—50'%, зачистить зубья); валики (30—40%, выверить на биение, прошлифовать); втулки (60—70%, расшабрить); муфту переключения, рукоятки сухари (припилить). 2. Сменить шестерни (20—30%), валики (15—25%|), втулки (30—40%); вос- становить муфту переключения (наплавить кулачки, опилить, подогнать); восста- новить рукоятки (запилить, развернуть под шпильку), сухари (запилить, подо- гнать) .
Наименование работы № группы Ширина стола в мм до
600 | 800 | 1000 | 1300 | 1500 | 1800
Норма в чел.-час.
Открепить и снять узел — 0,5 0,5 0,5 1,0 | 1,0 1,0
Разобрать узел на детали I II 1,5 2,0 2,25 2,75 2,25 3,0 3,0 3,0
Смена, пригонка деталей, сборка и регу- лировка узла при максимальном объе- ме планового ремонта I II 15,0 18,0 22,0 26,0 26,0 31,0 36,0 41,0
при ограниченном объеме ремонтных работ I II 10,0 12,0 15,0 17,0 19,0 21,0 23,0 25,0
при сборке без смены ос- новных деталей I II 5,0 6,0 8,0 10,0 9,5 12,0 14,0 16,0
Установить и закрепить узел — 1,0 1,0 1,0 2,0 2,0 2,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности .узла № группы
Коробка скоростей, имеющая четыре скорости Коробка скоростей, имеющая шесть-восемь скоростей I II
РЕМОНТ ЭЛЕКТРОМАГНИТНОЙ МУФТЫ Продольно-строгальные станки
КАРТА 53
С.о держание работы 1. Сменить подшипники; сменить и пригнать чугунные кольца, диски (припаг совать) втулки, кольца, гайки установочные. 2. Сменить чугунные кольца, диски, кольца, гайки.
Наименование работы Ширина стола в мм до
600 | 800 | 1000 | 1200 | 1500 | 1800
Норма в чел.-час.
Открепить и снять узлы 0,5 | 0,5 °’5 1 - 1 _ 1 __
Разобрать механическую часть муфты 1,0 | 1,0 1,5 | 1 - — —
Смена, пригонка деталей, сборка и регулиров-j ка узла / при максимальном объеме планового ре- монта 8,0 | 8,5 9,0 — — —
при ограниченном объеме ремонтных ра- бот 5,0 5,5 6,0 — —
при сборке без смены основных деталей 3,0 3,5 4,0 — — —
Установить и закрепить узел 1,25 1,25 1,5 — — —
24 Зак. 2/295
370
Нормирование ремонта металлорежущего оборудования
РЕМОНТ КОРОБКИ ПОДАЧ СУППОРТА П родольно-строгальные станки КАРТА 54
Содержание работы
1. Сменить шестерни (30—40%, зачистить зубья, пригнать по .валикам));
валики (25—30%), проверить на биение; провести пригонку шлицевых соедине-
ний; втулки (60—70%, расшабрить, подогнать по гнездам), фрикцион (прите-
реть конус), пружины, сухари подогнать.
2. Сменить шестерни (25—30'%), валики (20—30%), втулки (30—40%|), пру-
жины, сухари; притереть конус фрикциона.
Наименование работы № группы Ширина стола в мм до
600 | 800 | 1000 | 1°00 | 1500 1800
Норма в чел.-час.
Открепить и снять узел — 0,5 0,5 0,5 1,0 1,0 1,0
Разобрать узел на детали I II 1,5 2,0 2,0 2,5 2,0 2,5 2,5 3,0 2,75 3,0 3,0 3,25
Смена, пригонка деталей, сборка и регулировка узла при максимальном объеме планового ремонта I II 20,0 24,0 23,0 27,0 27,0 31,0 31,0 35,0 35,0 42,0 39,0 ! 49,0
при ограниченном объеме ремонт- ных работ I II 14,0 15,5 16,0 17,5 19,0 21,0 22,0 24,0 25,0 27,0 28,0 30,0
при сборке без сме- ны основных де- талей I II 6,0 7,0 7,5 8,0 8,0 9,0 9,0 10,0 10,0 12,0 11,5 14,0
Установить и закрепить узел — 1,0 1,0 1,0 1,5 2,0 2,5
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № грунты
Коробка подач вертикального суппорта . 1
Коробка подач бокового суппорта II
Нормы времени на ремонт продольно-строгальных станков
37 Г
РЕМОНТ СУППОРТА Продольно-строгальные станки
КАРТА 55
Содержание работы 1, Сменить гайку винта перемещения салазок (припасовать по винту) \ хо- довой винт и гайку перемещения каретки (проверить резьбу); коническую пару шестерен (зачистить зубья), кулачковую муфту, клин (припилить); болты креп- ления резцов. 2. Сменить гайки вертикального и горизонтального перемещения, проверить винты, восстановить кулачковую муфту (припилить кулачки), сменить болты крепления резцов.
Наименование работы № группы Ширина стола в мм до
600 , | 800 1000 1300 | 1500 | | 1800
Норма в чел.-час.
Открепить и снять узел — 1,о 1,0 1,5 1,5 2,0 2,0
Разобрать узел на детали I II 2,0 2,5 2,5 3,0 2,5 3,0 3,0 3,5 3,5 4,0 4,0 4,5
Шабрить направляющие горизон- тального и вертикального пере- мещения, планки, клинья — Нормы см. в главе III
Смена, при- гонка деталей, сборка и регу- лировка узла при максимальном объеме планового ремонта I и 8,0 8,5 9,0 '9,5 10,5 11,0 12,0 13,0 135 15,0 150 17,0
при ограниченном объеме ремонтных работ I и 5,5 6,0 6,5 7,0 7,0 7,5 8,0 9,0 9,0 10,5 10,5 i 12,0 j
при сборке без сме- ны основных дета- лей I ш 3,0 3,5 3,5 4,0 3,5 4,0 45 5,0 4,5 5,0 5,0 ? 5,5 |
Установить и закрепить узел — 1,5 2,0 3,0 3,0 4,0 4,5
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности станка № груптш j
Вертикальные суппорты Бтаде суппорты I II
372
Н армирование ремонта металлорежущего оборудования
РЕМОНТ МЕХАНИЗМА УСКОРЕННОГО ПЕРЕМЕЩЕНИЯ ТРАВЕРСЫ Продол ьно-строгальные станки
КАРТА 56
Содержание работы 1. Сменить коническую пару шестерен, цилиндрические шестерни (50%, за- чистить зубья), гайки установочные (зачистить резьбу), тяги (просверлить, раз- вернуть); отдельные валики зачистить. 2. Сменить шестерни (30—40%), установочные гайки, восстановить тяги (запилить, развернуть под пальцы).
Наименование работы Ширина стола в мм до
600 | 800 1 1000 | 1300 | 1500 | 1800
Норма в чел.-час.
Открепить и снять узел 1,0 1,0 1.0 1,0 1,5 ' 1,5
Разобрать узел на детали 1,0 1,0 1,25 1,5 1,5 1,5
Смена, пригонка деталей, сборка, регу- лировка узла при максимальном объеме планового ремонта 6,0 7,5 8,0 9,0 10,0 11.5
при ограниченном объеме ремонтных работ 4,5 50 5,5 6,5 7,0 7,5
при сборке без смены ос- новных деталей 3,0 3,5 3,5 4,5 4,5 5,0
Установить и закрепить узел 1,5 1,5 1,5 1,5 2,0 2,0
j РЕМОНТ РЕДУКТОРА ХОДА СТОЛА П родольно-строгальные станки
КАРТА 57
| Содержание работы | 1. Сменить рейку и реечную шестерню (зачистить зубья, пригнать), зачи- f стить зубья шестерен, сменить отдельные втулки. | 2. Восстановить реечную шестерню и зачистить зубья, восстановить рейку.
J ; | Наименование работы 1 j. - . Ширина стола в мм до
600 | 800 | 1000 | 1300 | 1500 j 1800
Норма в чел.-час.
1 Разобрать редуктор (частичная разборка) 5,0 6,0 7,0 8,0 9,5 10,5
Смена, пригонка деталей, сборка и ре- ; гулировка узла при максимальном объеме планового ремонта 20,0 25,0 30,0 35,0 40,0 45,0
при ограниченном объеме ремонтных работ 12,0 25,0 18,0 21,0 24,0 27,0
при сборке без смены ос- новных деталей 6,0 8,0 9,5 110 13,0 15,0
Нормы времени на ремонт продольно-строгальных станков
373
РЕМОНТ МЕХАНИЗМА ПЕРЕКЛЮЧЕНИЯ ХОДА СТОЛА Продольно-строгальные ______станки •
КАРТА 58
Содержание работы 1. Сменить коническую пару шестерен (зачистить зубья), прижимные планки, собачки, предохранительную муфту, валик переключения, упоры. 2. Сменить упоры, планки, собачки, валик переключения.
Наименование работы Ширина стола в мм до
600 | 800 | 1000 | 1300 | 1500 | 1800
Норма в чел.-час.
Открепить и снять узел 0,5 0,5 0,5 0,5 0,5 0.5
Разобрать узел на детали 0,5 0,5 1,0 1,0 1,5 1,5
Смена, пригонка деталей,' сборка и ре- гулировка узла при максимальном объеме планового ремонта 50 6,0 6,5 7,0 8,0 90
при ограниченном объеме ремонтных работ 3,5 4,0 45 _ 5,0 5,5 6,0
при сборке без смены ос- новных деталей 2,5 30 3,0 3,5 35 4,0
Установить и закрепить узел 1.0 1,0 1,0 1,0 1,0 1,0
УСТАНОВКА И КРЕПЛЕНИЕ УЗЛОВ Прь. ильно-строгальные станки КАРТА 59
Наименование работы и узлов № груп- пы Ширлна стола в мм до
600 | 800 | 1000 | 1300 | 1500 | 1800
Норма в чел.-час.
Установить и закрепить узлы: стол на станину (с предварительной выверкой) траверсу на колонны ...... — 10,0 70 12,0 8,0 15,0 9,5 17,0 10 5 21,0 120 25,0 14,0
правый вертикальный суппорт . . . — 1,5 2,0 3,0 3,0 4,0 4,5
левый вертикальный суппорт . . . — — — 30 3,0 4,0 4 5
коробку подач вертикальных суппортов — 1,0 1,0 1,0 2,0 20 2,5
правый боковой суппорт — 1,5 2,0 30 30 40 4.5
левый боковой суппорт — — — 3,0 3,0 4,0 4,5
коробку подач правого бокового суп- порта — 1,0 1,0 1,0 2,0 2,0 2,5 |
коробку подач левого бокового суп- порта — — — 1,0 2,0 2,0 ; 2,5 ।
электромагнитную муфту коробку скоростей — 1,25 1,0 1,25 1,0 1,5 1,0 2,0 2,0 : z® j
механизм ускоренного перемещения траверсы . . . : — 1,5 1,5 1 5 1,5 2,0 2,0 §
механизм переключения хода стола — 1,0 1 0 1 0 1,0 1,0 1,0
масляный насос и маслопровод. . . — 0,5 05 05 0,5 1,0 0,5 1
Произвести взаимную координацию узлов — 7,0 8,0 95 11,0 13,0 15.9 !
Отрегулировать станок и испытать на хо7 I—II 6,0 8,0 10 0 12 0 150 18.0 I
лостом ходу III — — 115 13,5 16,5 20,0
Испытать станок под нагрузкой и сдать I—II 4,5 5.0 60 7,0 •8,0 8,5
техническому контролю ОГМ III — — 7,0 80 9,5 11,0
Примечание. Характеристику групп ремонтной трудоемкости см. карту 50.
374
Нормирование ремонта металлорежущего оборудования
ТИПОВЫЕ НОРМЫ (максимальный объем планового ремонта) Продольно-строгальные станки КАРТА 60
Наименование работы и узлов Модель станка 718 | 712 | 7Р4А № карты
Ширина и длина стола в мм
600—2000 | 800—3000 | 1000— 000
Нормы в чел.-час.
Проверить точность станка 35 4,0 5,5 51
Открепить и снять узлы . . 12,0 13.5 15,5 51
Разобрать на детали узлы: 20 2,75 52
коробку скоростей 1,5
коробку подач вертикального суппорта . 1 5 2,0 2,0 54
вертикальный суппорт 2,0 2,5 2 5 55
коробку подач бокового суппорта . . . 2,0 25 2,5 54
боковой суппорт . . механизм ускоренного перемещения тра- 2,5 3,0 3,0 55
версы 1,0 1,0 1,25 56
механизм переключения хода стола . . 05 0,5 1 0 58
редуктор хода стола (частично) .... 5,0 60 7,0 57
масляный насос и трубопровод .... 05 0,5 0,5 99
Промыть детали 70 7,5 8,0 51
Составить дефектную ведомость 8,0 8,5 9,0 51
Произвести смену, пригонку деталей, сборку и регулировку узлов: 52
коробки скоростей 150 18.0 26,0
вертикального суппорта 80 9,0 • 10 5 55
коробки подач вертикального суппорта . 20 0 23,0 27,0 54
бокового суппорта 8,5 9,5 11,0 55
коробки подач бокового суппорта . . . 24,0 27,0 31,0 54
механизма ускоренного перемещения тра- 7,5 8,0
версы 6,0 56
редуктора хода стола 20 0 25,0 30 0 57
механизма переключения хода стола . . 5,0 6,0 6,5 58
масляного насоса и трубопровода . . Шабрить или шлифовать: 3,5 4,0 4,5 99
станину — направляющие для стола и для траверсы; стол — направляющие;
траверсу — направляющие перемещения Ноомы СМ. ] в главе III
траверсы и перемещения суппортов; вертикальный ' суппорт — направляющие, клинья, планки; боковой суппорт—направляющие, клинья, планки Установить и закрепить узлы: стол на станину (включая выверку 12 0 15,0
рейки) 10,0 59
коробку скоростей 15 1 5 1 5 59
траверсу (со сборкой механизма подъема) 70 8,0 9,5 59
вертикальный суппорт 15 20 30 59
коробку подач вертикального суппорта . 1,0 1,0 1 5 59
боковой суппорт 1 5 20 30 59
коробку подач бокового суппорта . . . 1,0 1,0 1,0 59
механизм перемещения траверсы- . . . 1 5 1,5 1 5 59
механизм переключения хода стола . . 1 0 1 0 1,0 59
масляный насос и трубопровод . . . 05 0.5 10 99
Произвести взаимную выверку узлов 7,0 8.0 9.5 59
Испытать стенды на холостом ходу и отре-
гулировать 6,0 8,0 11.5 59
Испытать станок под нагрузкой и сдать тех-
ническому контролю ОГМ 4,5 5,0 7,0 59
Итого по ремонту (без шабрения) 201,0 234,0 281,0
Нормы времени на ремонт поперечно-строгальных станков
375
НОРМЫ ВРЕМЕНИ НА РЕМОНТ ПОПЕРЕЧНО-СТРОГАЛЬНЫХ СТАНКОВ
(с кулисным механизмом)
ОТКРЕПЛЕНИЕ И СЪЕМ УЗЛОВ. РАЗБОРКА. ПРОМЫВКА ДЕТАЛЕЙ. СОСТАВЛЕНИЕ ДЕФЕКТНОЙ ВЕДОМОСТИ Поперечно-строгальные станки
КАРТА 61
Наибольший ход ползуна в мм
Наименование работы и узлов 300 | 400 | 500 | 600 | 700
Норма в чел.-час.
Открепить и снять узлы: суппорт ползуна ползун . кулисный механизм стол 0,3 0,2 0,5 0,5 0,3 0,2 0,5 0,5 0,3 0,2 0,7 0,8 0,5 0,5 0,7 0,8 0,5 0,5 0,7 0,8
Итого на открепление и съем узлов .... 1,5 1,5 2,0 2,5 2,5
Разобрать на детали узлы: 0,5 0,5 0,5 0,7 1,0
коробку скоростей
кулисный механизм 0,5 0,5 1,0 1,0 1,2
храповой механизм 0,2 0,2 0,2 0,3 0,3
суппорт ползуна 0,3 0,3 0,3 0,5 0,5
ползун : 0,5 0,5 0,5 0,5 0,5
Итого на разборку узлов 2,0 2,0 2,5 3,0 3,5
Промыть детали (после разборки узлов) . . . 2,0 2,0 2,5 2,5 2,5
Составить дефектную ведомость 1,5 1,5 2,0 2,0 2,0
РЕМОНТ КОРОБКИ СКОРОСТЕЙ И КУЛИСНОГО МЕХАНИЗМА Поперечно-строгальные станки
КАРТА 62
Содержание работы
Коробка скоростей
1. Сменить шестерни (50%), валики (30—40%), червячную пару шестерен, подшипники, пру-
жины, кольца, прокладки, вилки переключения, рукоятку.
2. Сменить отдельные шестерни, червячную шестерню, подшипники (40—50%), кольца, пру-
жины, прокладки, восстановить вилки переключения, рукоятку.
Кулисный механизм
1. Сменить кулисный камень, клин, палец кулисы, втулки, диск, валики, прокладки.
2. Восстановить камень кулисы, сменить валики, диск, втулки, прокладки.
Наименование работы Наибольший ход ползуна в мм
200 | 400 | । 500 600 700
Норма в чел.-час.
Коробка скоростей
Смена, при- гонка де- талей, сбор- ка, регули- ровка узла при максимальном объеме пла- нового ремонта 15,0 18,0 22,0 25,0 28,0
при ограниченном объеме ре- монтных работ 10,5 12,5 15,0 18,0 22,0
при сборке без .смены основных деталей 5,0 6,5 7,5 9,0 11,0
Кулисный механизм
Шабрить направляющие пазы кулисной ше- стерни, кулисный камень, планки, клин Нормы см. в главе III
Смена, при- гонка дета- лей, сборка, 1 регулиров- ка узла при максимальном объеме пла- нового ремонта 12,0 14,0 16,5 19,0 21,5
при ограниченном объеме пла- новых работ 8,0 10,0 12,0 14,0 16,5
при сборке без смены основ- ных деталей 4,0 5,0 6,0 7,0 8,5
376
Нормирование ремонта металлорежущего оборудования
РЕМОНТ ХРАПОВОГО МЕХАНИЗМА ПОЛЗУНА И СУППОРТА Поперечно-строгальные Г станки L
7С4Р7Д 63
Содержание работы 1. Сменить или восстановить храповое колесо, ось, втулки, валики, пру- жину, диск, коническую пару шестерен. 2. Восстановить храповое колесо, сменить втулки, диск, пружину.
Наименование работы Наибольший ход ползуна в мм
300 | 400 | 500 | 600 | 700
Норма в чел.-час.
Храповой механизм
Смена, при- гонка деталей, сборка, регу- лировка узла при максимальном объеме пла- нового ремонта 2,5 2,5 3,0 3,5 3,5
при ограниченном объеме пла- нового ремонта 2,5 3,0 4,0 5,5 7,0
при сборке без смены основ- ных деталей 1,5 2,0 2,0 2,0 2,5
Ползун и суппорт ползуна
Шабрить направляющие перемещения по ста- нине, планки, поворотный круг суппорта, на- правляющие суппорта, клинья Нормы см. в главе III |
Смена, при-. гонка дета- лей, сборка, регулировка узла при максимальном объеме пла- нового ремонта: ползуш суппорт 3,0 3,5 3,5 4,5 4,0 5,0 4,5 5,5 1 1 5,0 | 6,0 j
при ограниченном объеме1 ре- монтных работ: ползун суппорт 2,0 2,5 2,5 3,0 3,0 3,5 3,0 3,5 3,5 4,0
при сборке без смены основ- ных деталей: ползун суппорт 1,0 1,0 1,0 1,5 1,5 2,0 1,5 2,0 1,5 2,0
УСТАНОВКА И КРЕПЛЕНИЕ УЗЛОВ. РЕГУЛИРОВКА И ИСПЫТАНИЕ СТАНКА. СДАЧА СТАНКА ТЕХНИЧЕСКОМУ КОНТРОЛЮ ОГМ Поперечно-строгальные 1 станки
КАРТА 64
Наибольший ход ползуна в мм
Наименование работы и узлов 300 | 400 | 500 | 600 ( 700
Норма в чел. -час.
Установить и закрепить узлы: кулисный механизм стол ползун суппорт ползуна Произвести взаимную выверку узлов .... 1,о 1,0 0,5 0,5 1,0 1,0 1,0 0,5 0,5 1,5 1,5 1,5 0,5 0,5 2,0 1,5 1,5 0,7 0,8 2,0 1,5 1,5 0,7 0,8 2,0
Итого на установку и крепление узлов . . . Отрегулировать станок и испытать на холостом ходу Испытать станок под нагрузкой, сдать техниче- скому контролю ОГМ -. . . 4,0 1,5 1,0 4,5 2,0 1,0 6,0 2,5 1,5 6,5 2,5 1,5 6,5 2,5 1,5
Нормы времени на ремонт поперечно-строгальных станков
377"
Поперечно-строгальные
ТИПОВЫЕ НОРМЫ станки
(максимальный объем планового ремонта)
КАРТА 65
Модель
733 Ш-4 7А35Ш 7А36 № карты
Наименование работы и узлов Длина хода ползуна в мм
320 400 520 700
Норма в чел.-час.
Открепить и снять узлы 1,5 1,5 2,0 2,5 61
Разобрать на детали узлы 2,0 2,0 2,5 3,5 61
Промыть детали . . * 2,0 2,0 2,5 2,5 61
Составить дефектную ведомость 1,5 1,5 2,0 2,0 61
Шабрить:
направляющие станины, салазок стола, пла- нок, ползуна суппорта Нормы см. в главе III
клиньев, направляющих кулисных шестерен и кулисного камня
Произвести смену и пригонку деталей, сборку и регулировку узлов:
коробки скоростей 15,0 18,0 22,0 28,0 62
кулисного механизма 12,0 14,0 16,5 21,5 62
ползуна и суппорта 6,5 8,0 9,0 11,0 63
храпового механизма . . . 2,5 2,5 3,0 3,5 63
Установить и закрепить узлы:
кулисный механизм ... 1,0 1,0 1,5 1,5 64
стол .... 1,0 1,0 1,5 1,5 64
ползун и суппорт ползуна . . .... 1,0 1,0 1,0 1,5 64
Произвести взаимную выверку узлов .... 1,0 1,5 2,0 2,0 64
Отрегулировать станок и испытать на холостом Ходу ...... 1,5 2,0 2,5 2,5 64
Испытать станок под нагрузкой и сдать техни- ческому контролю ОГМ . . . ; 1,0 1,0 1,5 1,5 64
Итого на ремонт (без шабрения) 49,5 57,0 69,5 85,0
-378
Нормирование ремонта металлорежущего оборудования
НОРМЫ ВРЕМЕНИ НА РЕМОНТ РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКОВ
КЛАССИФИКАЦИЯ СТАНКОВ ПО ИХ РЕМОНТНОЙ ТРУДОЕМКОСТИ. ПРОВЕРКА ТОЧНОСТИ СТАНКА. ОТКРЕПЛЕНИЕ И СЪЕМ УЗЛОВ. ПРОМЫВКА ДЕТАЛЕЙ. СОСТАВЛЕНИЕ ДЕФЕКТНОЙ ВЕДОМОСТИ Радиально-сверлильные станки
КАРТА 66
Конструктивные особенности станков № группы
Ступенчатый шкив. Число скоростей шпинделя 3—4. Ручная подача шпинделя. Ручное перемещение шпиндельной бабки по траверсе. К этой группе, например, относятся станки модели 2592, 2А592 I
Число скоростей шпинделя 10—18. Число подач шпинделя 4—12. Механи- ческое перемещение шпиндельной бабки по траверсе. Ускоренное верти- кальное перемещение траверсы. К этой группе, например, относятся станки модели 255, 2653, 253, 2527, 2563 II
Число скоростей шпинделя 18—36. Число подач шпинделя 12 и больше. Ускоренное перемещение шпиндельной бабки по траверсе. Ускоренное вер- тикальное перемещение траверсы. Устройство для гидравлического зажима колонны и головки. К этой группе относятся, например, станки модели 257, 2657, 258. III
Примечание. Группы ремонтной трудоемкости станков установлены для расчета норм на проверку точности, регулировку, испытания и сдачу станка техническому контролю ОГМ.
Наименование работы № груп- пы Наибольший диаметр сверления в мм
12-18 | 20—30 | 34—45 | 50-60 | 65-75
Норма в чел.-час.
Проверить точность станка (до разборки) 1 Открепить и снять узлы: шпиндельную бабку с траверсы . . . траверсу с колонны насос и трубопровод I и III 1,0 1,0 1,5 0,5 1,0 1,5 1,5 2,0 0,5 1,о 1,5 1,5 2,0 0,5 1,5 2,0 2,0 2,5 0,5 2,0 2,5 2,0 2,5 0,5
Итого на открепление и съем узлов . Промыть детали (после разборки узлов) Составить дефектную ведомость . . ч . 1 — 3,0 2,0 2,0 4,0 2,0 2,0 4,0 2,5 2,0 5,0 2,5 2,5 5,0 3,0 2,5
Нормы, времени на ремонт радиально-сверлильных станков
379
РЕМОНТ ШПИНДЕЛЬНОЙ БАБКИ Радиально-сверлильные станки
КАРТА ( 51
Содержание работы 1. Механизм скоростей — восстановить шпиндель, сменить гильзу, втулки, рейку, реечную шестерню, вилки переключения. Проверить на биение, частично вменить шлицевые валики. Сменить затяжные гайки, арматуру маслопровода, муфту переключения, фрикцион, диски отрихтовать. Механизм подачи — сменить червячную шестерню, отдельные цилиндри- ческие шестерни и валики, детали нониуса, фиксатор, муфту переключения, су- хари пружины. 2. Механизм скоростей — восстановить шпиндель (гильзу шпинделя, рейку), сменить реечную шестерню, отдельные диски фрикциона, затяжные гайки. Механизм подач — восстановить муфту переключения; сменить фиксатор, пружины, сухари.
№ труп- Диаметр сверления в мм
Наименование работы 12—18 20-30 | 35-4- | 50- -60 | 65—75
Норма в чел. -час.
Открепить и снять узел — 1,о 1,5 1,5 2,0 2,0
Разобрать узел на детали I II III 2,0 2,5 3,0 3,0 3,5 4,0 4,5 4,5 5,0
Шабрить направляющие перемещения по траверсе (салазки), планку Нормы см. в главе III [
при максимальном объеме пла- нового ремонта I II III 15,0 20,0 38,0 30,0 50,0 65,0 65,0 80,0 80,0 95,0
Смена, при- гонка де- талей, сборка, > регулиров- ; ка узла при ограниченном объеме ре- монтных работ I II III 10,0 15,0 25,0 20,0 30,0 40,0 38,0 48,0 50,0 60,0
при сборке без смены основ- ных деталей I II III 4,0 5,5 6,5 7,0 8,0 14,0 Р,0 15,0 15,0 20,0
Установить и закрепить узел — 2,0 2,5 2,5 3,0 3,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Число скоростей шпинделя 4—8. Ручная подача ! Число скоростей шпинделя 10—18. Число подач 4 Число скоростей шпинделя 18—36. Число подач 12 [—12 .’ .’ и больше . • I II III
380
Нормирование ремонта металлорежущего оборудования
РЕМОНТ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ШПИНДЕЛЬНОЙ БАБКИ ПО ТРАВЕРСЕ Радиально-сверлильные станки
КАРТА 68
Содержание работы 1. Горизонтальный вал восстановить (проверить, откалибровать шпоночную канавку) или восстановить рейку (просверлить, зачистить зубья), сменить за- жимную гайку или реечную шестерню (зачистить зубья), сменить стопорные гайки, кольца (пригнать, рассверлить). 2. Восстановить зажимную гайку или реечную шестерню (зачистить зубья), сменить кольца и зажимные гайки.
Наименование работы № груп- пы Наибольший диаметр сверления в мм
12—18 | 20—30 | 35-45 | 50—65 | 65-75
Норма в чел.-час.
Разобрать узел на детали ' I II 1,5 2,0 2,5 2,5 3,0 3,0 3,5
Шабрить траверсу (направляющие переме- щения салазок) Нормы на шабровку см. в главе Ш
Смена, при- гонка де- талей, сбор- ка и регу- лировка узла при максимальном объеме планового ремонта I II 5,0 7,0 9,0 9,0 11,0 13,0 15,0
при ограниченном объеме ремонтных работ I II 4,0 6,0 7,5 7,5 9,5 11,0 12,0
при сборке без смены основ- ных деталей I II 2,5 3,0 3,5 3,5 4,0 4,5 5,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Ручное перемещение шпиндельной бабки Механическое перемещение шпиндельной бабки I II
РЕМОНТ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ТРАВЕРСЫ Радиально-сверлильные ; станки \
КАРТА 69
Содержание работы • 1. Винт подъема — проверить резьбу, сменить гайку винта, упорный под- шипник, кулачковую муфту, ролики груза, пальцы. 2. Сменить упорный подшипник, проверить, зачистить резьбу гайки винта подъема, восстановить кулачковую муфту (запилить кулачки), сменить ролики, ; пальцы.
Наименование работы № груп- пы Наибольший диаметр сверления в мм
12-18 | 20—30 | 35-45 | 50-60 | 65—75
Норма в чел.-час.
Разобрать узел на детали I II 0,5 0,5 1,0 1,0 1,5 2,0 2,0
Смена, при- гонка дета- ли, сборка и регули- ровка узла при максимальном объеме планового ремонта I II 3,5 4,5 8,0 5,0 10,0 12,0 14,0
при ограниченном объеме ре- монтных работ I II 2,5 3,5 5,5 4,5 7,0 8,5 10,0
при сборке смены основных деталей I II 1,0 1,5 2,0 2,0 3,0 3,5 4,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Ручное перемещение траверсы Ускоренное механическое перемещение траверсы I U
Нормы времени на ремонт радиально-сверлильных станков
38!
Радиально-сверлильные
станки
КАРТА 70
I УСТАНОВКА И КРЕПЛЕНИЕ УЗЛОВ, РЕГУЛИРОВКА
И ИСПЫТАНИЕ СТАНКА, ИСПЫТАНИЕ И СДАЧА
ТЕХНИЧЕСКОМУ КОНТРОЛЮ ОГМ
Наименование работы и узлов № груп- Наибольший диаметр сверления в мм
12-18 | 20—30 | 35-45 | 50—60 | 65-75
пы Норма в чел. -час.
Установить и закрепить узлы: траверсу на колонну шпиндельную бабку на траверсу . . насос и трубопровод Произвести взаимную выверку узлов . . — 2,5 2,0 0,5 2,0 3,0 2,5 0,5 3,0 3,0 3,0 0,5 3,5 3,5 4,0 0,5 3,5 3,5 4,0 1,0 4,0
Итого на установку и крепление узлов — 7,0 9,0 10,0 11,5 12,5
Отрегулировать станок и испытать на хо- лостом ходу л I—II III 1,5 2,0 2,0 2,5 3,0 2,5 3,0
Сдать станок техническому контролю ОГМ I—II III 1,0 1,5 2,0 2,0 2,5 2,0 2,5
Примечание. Характеристику групп ремонтной трудоемкости станков см. в карте 66.
ТИПОВЫЕ НОРМЫ (максимальный объем планового ремонта) Радиально-сверлильные станки
КАРТА 71
Модель
2А-592 | 2592 | 2653 | 255 № кар- ты
Наименование работы и узлов Наибольший диаметр сверления в мм
18 1 25 | 35 | 5’0
Норма в чел.-час.
Проверить точность станка Открепить и снять узлы Разобрать узлы на детали Промыть детали Составить дефектную ведомость .... Шабрить — направляющие колонки (зачи- стить), хомут траверсы (зачистить), траверсу — направляющие шпиндельной бабки, направляющие перемещения по траверсе, планки Провести пригонку деталей узлов: шпиндельной бабки механизма перемещения траверсы . . механизма перемещения шпиндельной бабки насоса и трубопровода ‘ Установить и закрепить узлы и произве- сти их взаимную выверку Испытать станок на холостом ходу и от- регулировать Испытать станок под нагрузкой и сдать техническому контролю ОГМ . . . . 1,0 3,0 4,0 2,0 2,0 15,0 3,5 5,0 0,5 7,5 1,5 1,0 1,5 4,0 6,0 2,0 2,0 Нормы с 38,0 8,0 9,0 0,5 9,5 2,0 1,5 1,5 4,0 6,5 2,5 2,0 М. В ГЛс 50,0 10,0 11,0 0,5 10,5 2,0 2,0 2,0 5,0 9,0 2,5 2,5 ше III 65,0 12,0 13,0 0,5 12,0 2,5 2,5 66 66 67-69 66 66 67 69 68 99 70 70 70
; Итого на ремонт (без шабрения) . . 46,0 84,0 102,5 128,5 —
382
Нормирование ремонта металлорежущего оборудования
НОРМЫ ВРЕМЕНИ НА РЕМОНТ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫХ
СТАНКОВ
КЛАССИФИКАЦИЯ СТАНКОВ ПО ИХ РЕМОНТНОЙ ТРУДОЕМКОСТИ. ПРОВЕРКА ТОЧНОСТИ. ОТКРЕПЛЕНИЕ И СЪЕМ УЗЛОВ. ПРОМЫВКА ДЕТАЛЕЙ, СОСТАВЛЕНИЕ ДЕФЕКТНОЙ ВЕДОМОСТИ Вертикально- сверлильные станки
КАРТА 72
Конструктивные особенности станков № группы
Ступенчатый шкив. Число скоростей шпинделя 3—6. Ручная подача. К этой группе относятся, например, станки моделей 2103, 2106, СН12-А. 211Р I
Число скоростей шпинделя 6—18. Механическая подача — число по- дач 10—12. К этой группе относятся, например, станки моделей 2Б118, 211А, 2121. 2А125, 2А135, 2А150 II
Примечание. Группы ремонтной трудоемкости станков установлены для расчета норм на проверку точности, регулировку, испытание и сдачу станка техническому контролю.
Наименование работы № группы Наибольший диаметр сверления в мм до
18—25 [ 30-35 | 45-50 | 60-65
Норма в чел.-час.
Проверить точность станка (до разборки) I II 0,5 0,5 0,5 1,0 1,0 1,5
Открепить и снять узлы Промыть детали (после разборки узлов) Составить дефектную ведомость — 2,0 2,0 2,0 2,5 2,0 2,0 2,5 2,0 2,0 3,0 2,5 2,0
РЕМОНТ КОРОБКИ СКОРОСТЕЙ И ШПИНДЕЛЬНОЙ Вертикально- j сверлильные станки
головки КАРТА 73
Содержание работы
1. Шпиндель — восстановить до номинальных размеров, прошлифовать, сме-
нить гильзу, рейку, реечную шестерню, кольца, регулирующие гайки.
2. Зачистить шпиндель, гильзу, сменить кольца, гайки, зачистить зубья
рейки и реечной шестерни.
Наименование работы Наибольший диаметр сверления в мм
18-25 | 30—35 40—50 60-65
Норма в чел.-час.
Открепить и снять узел 1,0 1,0 1,0 1,5
Разобрать узел на детали 0,7 1,о 1,2 1,2
Смена, при- гонка де- талей, сбор- ка и регу- лировка узла при максимальном объеме планового ремонта 13,0 16,0 20,0 । 25,0
при ограниченном объеме ремонтных работ 8,0 ; 9,5 12,0 13,0
при сборке без смены основ- ных деталей 3,5 4,5 5,0 6,0
Установить и закрепить узел 1,5 1,5 2,0 ^,0
Нормы времени на ремонт вертикально-сверлильных станков
383
РЕМОНТ КОРОБКИ ПОДАЧ Вертикально- сверлильные станки
КАРТА 74
Содержание работы 1. Сменить отдельные шестерни (зачистить зубья), втулки (расшабрить), вилку переключения, муфту, пружины, кольца, 2. Восстановить муфту (подогнать), сменить пружину, кольца.
Наименование работы № группы Наибольший диаметр сверления в мм до
18—25 | 30—35 | 40-50 | 60-65
Норма в чел.-час.
Открепить и снять узел — 05 05 0,5 05
Разобрать узел на детали I II 0.5 0,5 0,5 0,7 0,7 1,0
Смена, пригон- ка деталей, сбор- ка, регулировка узла при максимальном объе- ме танового ремонта I II 5,0 6,0 10 0 12 0 14,0
при ограниченном объе- ме ремонтных работ I II 3,0 40 60 7,0 8,5
при сборке без смены основных деталей I II 2.0 30 20 40 5,5
Установить и закрепить узел — 0,5 1,0 | 1,0 1,5
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Ручная подача Механическая подача (количество подач шпинделя 10—12) .... I II
РЕМОНТ СТОЛА (включая механизм подъема) Вертикально- сверлильные станки
КАРТА 75
Сод е^ржание работы 1. Проверить винт вертикальной подачи, гайку подачи сменить (зачистить, припасовать), сменить упорный подшипник, коническую пару шестерен, кулач- ковую муфту. 2. Сменить гайку вертикальной подачи (проверить резьбу, зачистить), упор- ный подшипник, восстановить кулачковую муфту (наплавить, запилить кулачки).
Наименование работы Наибольший диаметр сверления в мм
18—25 | 30-35 | 40—50 | 60-65
Норма в чел.-час.
Открепить и снять узел 05 | 1,0 1,0 | 1,0
Разобрать узел на детали 0,7 | 1,0 I 1,0 | 1,5
Шабрить направляющие — перемещения по ко- лонне Нормы см. в главе III
Смена, пригонка деталей, сборка, регулировка узла при максимальном объеме пла- нового ремонта 7,0 85 10,0 13 0
при ограниченном объеме ре- монтных работ 5,0 5.5 65 8,0
сборка без смены основных де- талей 2,5 35 45 50
Установить и закрепить узел 1,0 1,5 • 1,5 2,0
384
Нормирование ремонта металлорежущего оборудования
УСТАНОВКА И КРЕПЛЕНИЕ УЗЛОВ. ИСПЫТАНИЕ, РЕГУЛИРОВКА И СДАЧА ТЕХНИЧЕСКОМУ КОНТРОЛЮ ОГМ Вертикально- сверлильные станки КАРТА 76
Наименование работы и узлов № группы Наибольший диаметр сверле- ния в мм до
18—25 30-35 40—50 60—65
Норма в чел.-час.
Установить и закрепить узлы: стол (включая механизм подъема) шпиндельную головку и коробку ско- ростей коробку подач эмульсионный насос Произвести взаимную выверку узлов . . — 1,0 1,5 0.5 0,5 1,0 1,5 1,5 1.0 0,5 1,0 1.5 2,0 1,0 0,5 1,5 2,0 2,5 1,5 0,5 1,5
Итого на установку и крепление узлов Отрегулировать станок и испытать на хо- лостом ходу . Испытать станок под нагрузкой и сдать техническому контролю ОГМ ( 1 1 и J I 1 и 4,5 1,0 1,0 5,5 1.0 1,5 1,0 1,5 6,5 1.5 ' 2,0 1,0 1,5 8,0 2,5 2,0
Примечание. Характеристику групп ремонтной трудоемкости см. в карте 72.
ТИПОВЫЕ НОРМЫ (максимальный объем планового Вертикально- сверлильные станки
ремонта; КАРТА 77
Модели
2125 1 | 2150 | 2165
Наименование работы и узлов Наибольший диаметр сверления в мм № карты
25 ! 1 50 65
\ Норма в чел. -час.
Проверить точность станка Открепить и снять узлы Разобрать узлы Промыть детали Составить дефектную ведомость Шабрить колонну (направляющие), стол (направляю- щие), планки Провести пригонку деталей, сборку и регулировку узлов: стола эмульсионного насоса шпиндельной головки и коробки скоростей коробки подач Установить и закрепить узлы и произвести взаимную их выверку , Испытать станок и отрегулировать Сдать станок техническому контролю ОГМ .... 0,5 2,0 2,0 2,0 2,0 Нор 13,0 5,0 7,0 0,5 4,5 1,0 1,0 1,0 2,5 3,0 2,0 2,0 мы см, 20,0 120 10 0 0,5 6,5 1,5 1,5 1,5 3,0 4,0 25 2,0 . в гла: 25,0 14,0 13,0 0,5 8,0 2.0 2,0 72 72 73-75 72 72 ве III 73 74 75 99 76 76 76
Итого на ремонт (без шабрения) 40 5 52.5 77 5 —
Нормы времени на ремонт зубофрезерных станков
385
НОРМЫ ВРЕМЕНИ НА РЕМОНТ ЗУБОФРЕЗЕРНЫХ СТАНКОВ
1 КЛАССИФИКАЦИЯ СТАНКОВ ПО ИХ РЕМОНТНОЙ Зубофрезерные станки
ТРУДОЕМКОСТИ КАРТА 78
Конструктивные особенности станков № группы
Число оборотов шпинделя фрезы, подача и дифференциал настраи-
ваются с помощью сменных шестерен. Два электродвигателя — главного
привода и ускоренного перемещения суппорта. К этой группе относятся, I
например, станки моделей 531, 532, а также фирмы Пфаутер модели R-1,
R-2, BS-3
Коробка скоростей и подач. Четыре электродвигателя: главного при-
вода, ускоренного перемещения суппорта, насосов охлаждения и смазки. ц
К этой группе относятся, например, станки модели (5326, 5327), а также
фирмы, «Рейникер» моделей RF-1, RF-4
Крупногабаритные станки. Механизм попутного фрезерования. Восемь
электродвигателей: главного привода, ускоренного перемещения суппорта,
насосов, единичного деления, попутного фрезерования (стола и суппорта). щ
Пультовое управление. К этой группе относятся, например, станки Крама-
торского завода тяжелых станков 5330', а также станки фирмы Нейльс
модели RF-105
Примечание. Группы ремонтной трудоемкости станков установлены для расчета времени
на проверку точности, регулировку, испытание и сдачу станка техническому контролю ОГМ.
ОТКРЕПЛЕНИЕ И СЪЕМ УЗЛОВ Зубофрезерные станки
КАРТА 79
Наименование работы и узлов № группы . Наибольший нарезаемый модуль в мм
3-5 | 6-8 | 10 | 12 | 15 | 18 | 20 | 24
Норма в чел.-час.
Проверить точность станка (до раз- борки) Открепить и снять узлы: заднюю стойку механизм вертикального переме- щения суппорта и противовес суппорт фрезы и салазки суп- порта насос масляный ...... насос эмульсионный . . . . коробку скоростей . .... коробку подач . . . # . дифференциал коробку червяка вращения стола стол и салазки переднюю стойку II II II 1 1 1 1 1 яд- 3,0 3,5 2,0 1,0 1,5 0,5 0,5 0,5 0,5 1,5 1.5 2,5 2,5 3,5 4,0 2,5 1,5 1,5 05 0,5 1,0 1,0 2,0 2,0 3,0 3,0 4,0 4,5 3,0 1,5 2,0 0,5 ' 0,5 1,0 1,0 2,0 2,0 3,5 3,5 5,0 3,0 2,0 . 2,0 0,5 0,5 1,5 1,5 2,0 7 2,5 "3,5 -3,5 5,5 2,0 2,0 0,5 0,5 1,5 1,5 2,5 3,0 4,0 4,0 6,0 2,0 2,5 0,5 0,5 2,0 2,0 2,5 3,0 4,5 4,5 6,5 2,0 2,5 05 05 2,0 2,5 3,0 3,5 4,5 5,0 7,0 4,0 3.0 0,5 0,5 3,0 3,0 3,0 4.0 5,0 6,0
Промыть детали (после разборки i узлов) ; Составить дефектную ведомость . — 6,0 5,0 6,5 5,5 7,0 6,0 7,5 7,0 8,0 7,5 8,5 8,0 9,0 8,5 10,0 9,0
Примечание. Группы ремонтной трудоемкости станков см. карту 78.
J5 Зак. 2/295
386
Нормирование ремонта металлорежущего оборудования
РЕМОНТ КОРОБКИ СКОРОСТЕЙ И ПРИВОДА Зубофрезерные станки
КАРТА 80 ;
Содержаниеработы -1. Восстановить шкив (расточить, установить переходную втулку, расшаб- рить), сменить пусковую муфту и вал привода, сменить шестерни (30—40%), шлицевые валики (25—30% проверить на биение), сменить втулки (расшаб- рить) , рукоятку, кольца. 2. Восстановить шкив, муфту переключения, втулки, сменить коническую пару шестерен, отдельные цилиндрические шестерни, проверить валики на биение.
Наименование работы № группы । Наибольший нарезаемый^модуль в мм
3-5 | 6-8 | 10 | 12 | 15 | 18 | 20 | 24 •
Норма в чел.-час.
Открепить и снять узел — 0,5 1,0 1,0 1,5 1,5 2,0 2,0 3,0
Разобрать узел на детали I II 2,0 3,5 2,5 4,0 3,0 5,0 5,5 6,0 7,0 8,0 9,0
Смена, пригонка деталей, сборка, регулиров- ка узла при максимальном объеме планового ремонта I II 6,5 16,0 8,0 18,0 9,5 22,0 10,5 26,0 30,0 35,0 42,0 53,0
при ограниченном объеме ремонта I II 4,0 11,0 3,5 13,0 6,5 15,5 1,5 18,0 21,0 24,0 29,0 36,0
при сборке без смены ос- новных деталей I II 40 6,0 5,0 6.5 6,0 7,0 8,0 9,0 10,0 12,0 14,0
Установить и закрепить узел - | 1,0 2,0 | 2,0 | 3,0 3,0 I 4,0 I 4,0 I 4,5
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла | № группы
Механизм привода, система сменных шестерен Механизм привода и коробка скоростей . 1 f II j
РЕМОНТ СУППОРТА ФРЕЗЫ И САЛАЗОК Зубофрезерные станки | КАРТА 81 j Лист 1 J
Содержание работы
1. Механизм шпинделя фрезы — прошлифовать шейки шпинделя, проверить
шпиндель на биение, сменить вкладыши шпинделя (расшабрить), кольца.
Механизм радиального и осевого перемещения — сменить гайку ходового
винта, проверить ходовой винт, сменить втулки.
в 2. Механизм шпинделя фрезы — сменить вкладыши шпинделя, зачистить
шейки шпинделя шкуркой, проверить на биение, сменить кольца.
Наименование работы Наибольший нарезаемый модуль в мм
3-5 | 6-8 | 10 | 12 1 15 1 18 1 20 | 24
Норма в чел.-час.
Открепить и снять узел 1,5 1,5 1,5 2,0 2,0 2,5 2,5 3,0
Разобрать узел на детали 3,0 4,0 5,5 6,0 6,5 7,0 7,5 8,5
Нормы времени на ремонт зубофрезерных отанков
387
РЕМОНТ СУППОРТА ФРЕЗЫ И САЛАЗОК Зубофрезерные станки
КАРТА 81 Лист 2
Наименование работы Наибольший нарезаемый модуль в мм
3—5 | 6-8 | 10 1 12 I 1 15 1 1 18 1 20 | , 24
Норма в чел.-час.
Шабрить направляющие вертикального пе- ремещения (салазки), поворотные на- правляющие, прижимные планки Нормы см. в главе III
Смена, пригонка деталей, сборка, ре- гулировка узла при максимальном объеме планового ремонта 20,0 28,0 40,0 45,0 50,0 57,0 65,0 75,0
при ограниченном объеме ремонта 14,0 17,0 28,0 32,0 35,0 40,0 46,0 52,0
при сборке без смены ос- новных деталей 6,0 8,0 11,0 12,0 13,0 14,0 15,0 16,0
Установить и закрепить узел 3,0 3,0 3,5 3,5 4,0 4,0 4,5 5,0
РЕМОНТ КОРОБКИ ПОДАЧ Зубофрезерные станки
КАРТА 82
Содержание работы 1. Сменить коническую пару шестерен, червячную шестерню; частично сме- нить цилиндрические шестерни (30—40%), шлицевые валики (20—25%) (прове- рить на биение), сменить подшипники, детали фрикциона, вилку переключения. 2. Сменить коническую пару шестерен, частично сменить цилиндрические шестерни (20—30%), отдельные валики, подшипники, восстановить вилку пере- ключения.
Наименование работы № группы Наибольший нарезаемый модуль в мм
3-5 | 6-8 | 10 | 12 | 16 1 18 | 20 | 24
Норма в чел.-час.
Открепить и снять узел — 0,5 1,0 1,0 1,5 1,5 2,0 ' 2,5' 3,0
Разобрать узел на детали I II 1,5 3,0 2,0 3,5 2,5 4,5 5,0 5,5 6,0 7,0 8,0
Смена, при- гонка деталей, сборка, регули- ровка узла при максимальном объе- ме планового ремонта I II 5,0 13,0 6,0 15,0 7,0 17,5 8,5 20,0 23,5 28,0 32,0 39,0
при ограниченном объе- ме ремонтных работ I II 3,5 9,0 4,5 10,5 5,0 12,0. 14,0 16,5 19,5 23,5 28,0
при сборке без смены основных деталей I II 2,0 4,5 2,5 5,0 3,5 5,5 6,0 6,5 7,0 8,0 9,5
Установить и закрепить узел — 1,0 2,0 2,0 3,0 3,0 4,0 5,0 5,5
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Сменные шестерни Коробка подач I II
25*
388
Нормирование ремонта металлорежущего оборудования
РЕМОНТ ДИФФЕРЕНЦИАЛА И ГИТАР (МЕХАНИЗМОВ ОБКАТКИ, ДЕЛЕНИЯ, ДИФФЕРЕНЦИАЛА) Зубофрезерные станки КАРТА 83
Содержание работы Дифференциал 1. Шлифовать посадочные места крестовины, сменить шевронные и кони- ческие шестерни, втулки, установочные гайки, проверить вал дифференциала. 2. Сменить конические шестерни, втулки, установочные гайки. < Гитары 1. Сменить комплект сменных шестерен (40—50%, зачистить зубья), пальцы. 2. Сменить комплект сменных шестерен (25—30%), пальцы.
Наименование работы Наибольший нарезаемый модуль в мм
3—5 | 6-8 | 10 | 12 | 15 | 18 | 20 | 24
Норма в чел.-час.
Дифференциал
Открепить и снять узел 1,5 2,0 2,0 2,0 2,5 2,5 3,0 3,0
Разобрать узел на детали 2.5 3,0 3,5 3,5 4,0 4,0 4,5 5,0
Смена, при- гонка дета- лей, сборка, 'регулировка узла при максимальном объе- ме планового ремонта 10,0 12,5 14,0 15,5 17,0 19,0 21,0 24,0
при ограниченном объе- ме ремонтных работ 6,0 7,0 8,0 10,0 12,5 15,0 17,5 20,0
при сборке без смены основных дталей 25 3,0 3.5 4,5 6.0 6,5 7,0 8,0
Установить и закрепить узлы 3,0 3,5 4,0 4,5 5,0 5,0 6,0 6,0
Ремонт гитар (механизмов обкатки, деления, дифференциала)
Разобрать узел на детали 0,5 0,5 0,5 0,5 0,75 0,75 0,75 1,0
Смена, пригонка дета- лей, сборка, регулировка узла при максимальном объе- ме планового ремонта 3,0 3,0 3,5 3,5 4,0 4,0 4,5 5,0
при ограниченном объе- ме ремонтных работ 2,0 2,0 2,5 2,5 3,0 3,0 3,5 4,0
при сборке без смены основных деталей 1,0 1,0 1,0 1,0 1.5 1,5 1,5 2,0
Нормы времени на ремонт зубофрезерных станков
38$
РЕМОНТ СТОЛА И САЛАЗОК Зубофрезерные станки КАРТА 84
Содержание работы
1. Механизм вращения — проверить, зачистить червячное колесо (венец),
сменить червяк, кольца, установочные гайки.
Механизм продольного перемещения — сменить гайку ходового винта,
проверить ходовой винт, сменить кольцо, установочные гайки.
2. Механизм вращения — зачистить червяк и червячное колесо.
Механизм продольного перемещения — проверить ходовой винт, зачистить
гайку винта.
Наименование работы № группы Наибольший диаметр нарезаемых зубчатых колес в мм
200 [ 400 | 700 1000 1200 | | 1250 | 1500 | 2000
Норма в чел-час.
Открепить и снять узел — 2,5 3,0 3,5 3,5 4,0 4,5 4,5 5,0
Разобрать узел на детали I II 3,0 4,0 4,5 5,0 6,0 9,0 80 11,0 14,0 16,0
Шабрить или шлифовать: салазки — направляющие продоль- ного перемещения, прижимные планки, верхние радиальные на- правляющие и конус, гнездо вер- тикальной втулки; верхний стол (планшайбу)—ниж- ние направляющие радиального пе- ремещения, опорный конус и на- правляющую втулку; рабочую поверхность планшайбы (зачистить) Нормы см. в главе III
Смена, при- гонка деталей, сборка, регули- ровка узла при максимальном объе- ме планового ремонта I II 10,0 12,5 14,0 19,0 24,0 32,0 40,0 50,0 65,0
при ограниченном объе- ме ремонтных работ I II 7,0 8,5 11,0 14,0 17,0 22,0 28,0 35,0 45,0
при сборке без смены основных деталей I II 4,5 6,0 7,0 8,0 9,5 14,5 12,0 16,0 21,0 24,0
Установить и закрепить узел 5,0 6,0 7,0 7,0 7,5 8,0 9,0 10,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узлов 1 № группы
Стол без индивидуального электродвигателя, без лубрикатора смазки о Стол с индивидуальным электродвигателем и лубрикатором смазки. Два параллельных червяка радиального перемещения 6 I И
390
Нормирование ремонта металлорежущего оборудования
РЕМОНТ ПЕРЕДНЕЙ СТОЙКИ Зубофрезерные станки КАРТА 85
Содержание работы
L Передаточный механизм вращения шпинделя — проверить вертикальный
вал, сменить червяк, упорный подшипник.
Механизм вертикального перемещения суппорта — сменить червяк и червяч-
ную шестерню, опорные втулки, конические шестерни, цепь противовеса.
Механизм переключения суппорта — сменить червяк и червячную шестерню,
муфту переключения, опорные втулки.
2. Передаточный механизм вращения шпинделя — проверить вертикальный
вал, сменить упорный подшипник.
Механизм вертикального перемещения суппорта — сменить червячную ше-
стерню, проверить червяк, сменить отдельные звенья цепи противовеса.
Механизм переключения суппорта — сменить червячную шестерню, восста-
новить муфту переключения.
Наименование работы Наибольший нарезаемый модуль в мм
3—5 | 6-8 1 10 1 12 1 15 1 18 | 20 | 24
Норма в чел.-час.
Открепить и снять узел 2,5 3,0 3.5 3.5 4,0 4,5 5,0 6,0
Разобрать узел на детали: механизм передачи вращения шпинделя механизм вертикального перемещения суп- порта. механизм переключения суппорта 1 1,0 1,5 1,0 1,5 2.0 1,0 1,5 2,0 1,5 2,0 2,5 1,5 2,5 3,0 2,0 3,0 35 2,0 3,5 4,0 2,5 4,0 45 2,5
Итого на разборку узла 3,5 4,5 5,0 6,0 7,5 8,5 10,0 11,0
| Шабрить или шлифовать — направляющие I вертикального перемещения салазок суп- порта, прижимные планки Нормы см. в главе III \
Смена, пригонка деталей, сборка, регули- ровка узла при мак- сималь- ном объеме планово- го ре- монта механизм передачи враще- ния шпинделя механизм вертикального перемещения механизм переключения 4,0 6,0 2,0 5,5 7,0 2,5 6,5 7,5 3,0 7,5 8.5 3,5 10,0 9,0 4,0 11,5 13,0 4,5 12,5 16,0 5,5 24,0 20,0 8,0
Итого 120 15,0 17,0 19,5 23,0 29,0 34 0 52,0
при ог- раничен- ном объеме ремонт- ных работ механизм передачи враще- ния механизм вертикального перемещения механизм переключения 3,0 3,5 1,5 4,0 4,5 2,0 5,0 5,5 2,0 5,5 6,0 2,5 6,5 7,5 3,0 7,5 9,0 3,5 8,5 10,5 4,0 10,0 13,0 5,0
Итого 8,0 | 105 12,5 140 ] 17,0 20 0 23,0 28 0
присбор- ке без смены основ- ных де- талей механизм передачи враще- ния механизм вертикального перемещения механизм переключения 1,5 2,5 1,5 2,5 3,0 1,5 2,5 3,0 2,0 3,0 3,5 2,0 3,5 4,5 3,0 4,5 5,0 3,0 5,5 6,0 4,0 7,0 8,0 4,0
Итого 5,5 7,0 7,5 8,5 11,0 12,5 15,5 19,0
Нормы времени на ремонт зубофрезерных станков
ОУ 1
РЕМОНТ ЗАДНЕЙ СТОЙКИ Зубодолбежные станки
КАРТА 86
Содержание работы 1. Хобот — сменить гайку и проверить винт перемещения. Механизм поворота кронштейна — сменить конические шестерни и втулку, втулки кронштейна, сменить цепь груза стойки. 2. Хобот — проверить винт перемещения, зачистить гайку винта. Механизм поворота кронштейна — сменить втулки, отдельные звенья цепи груза.
Наименование работы Наибольший нарезаемый модуль в мм
3-5 I 6-8 1 10 1 12 1 15 1 1 18
Норма в чел.-час.
Открепить и снять узел 2,0 1 | 2,5 13,0 1 | 3,0
Разобрать узел на детали 2,0 2,5 1 3,5 4.0 | 1 -1 1
Шабрить: стойку — вертикальные направляющие пере- мещения кронштейна, горизонтальные на- правляющие перемещения хобота, основание (зачистить) кронштейн — направляющие перемещения по стойке, прижимные планки хобот—.направляющие перемещения, клин Нормы см. в главе III
Смена, при- гонка деталей, сборка, регули- ровка узла при максимальном объеме плано- вого ремонта 6,5 8,0 9,5 11,0 — —
при ограниченном объеме плано- вых работ 4,5 5,5 6,5 8,0 —, —
при сборке без смены основных деталей 3,0 4,5 5,0 6,0 — —
‘ Установить и закрепить узел 3,0 3,5 4,5 5,0 — —
УСТАНОВКА, КРЕПЛЕНИЕ УЗЛОВ. РЕГУЛИРОВКА, ИСПЫТАНИЕ И СДАЧА СТАНКА ТЕХНИЧЕСКОМУ КОНТРОЛЮ Зубофрезерные станки КАРТА 87 Лист 1
Наименование работы № груп- пы Наибольший нарезаемый модуль в мм 3-5 | 6-8 | 10 | 12 | 15 | 18 | 20 | 24 № кар- ты
Норма в чел. -час.
Установить и закрепить узлы: переднюю стойку 3,5 6,0 7,0 7,5 8,0 9,0 11,5 14,5
дифференциал — 3,0 35 4,0 4,5 5,0 5,0 6,0 6,0
коробку скоростей — 1,0 2,0 2,0 3,0 3,0 4,0 4,5 5,0
коробку подач . « — 1,0 2,0 2,0 3,0 3,0 4,0 4,5 5,0
коробку червяка вращения стола 2,0 2,5 3,0 3,5 4,5 7,0 7,5 8,0
салазки стола и стол .... — 5,0 6,0 7,0 7,0 7,5 8,0 9,0 10,0
механизм вертикального пере- мещения суппорта и противовес — 2,0 3,0 3,0 4,0 4,0 4,0 4,5 5,0
салазки суппорта и суппорт фрезы — 3,0 3.0 3,5 3,5 4,0 4,0 4,5 5,0
заднюю стойку масляный насос — 30 05 35 0,5 4,5 05 50 0,5 5,5 0,5 0,5 0,5 1,0
эмульсионный насос — 0,5 0,5 0,5 0,5 0,5 0,5 0,5 1,0
392
Нормирование ремонта металлорежущего оборудования
УСТАНОВКА, КРЕПЛЕНИЕ УЗЛОВ. РЕГУЛИРОВКА,
ИСПЫТАНИЕ И СДАЧА СТАНКА ТЕХНИЧЕСКОМУ
КОНТРОЛЮ
Зубофрезерные станка j
КАРТА 87
Лист 2
Наименование работы
Произвести взаимную выверку уз-
лов ..................... . . .
Отрегулировать станок и испытать
на холостом ходу.................
Испытать станок под нагрузкой и
сдать в бюро технического кон-
троля ОГМ..........................
группы Наибольший нарезаемый модуль в мм
3—5 | 6-8 1 10 1 12 1 15 1 18 | 20 | 24
Норма в чел.-час.
I 3.0. 3.5 4,0 45
II 3.5 4,0 4,5 5,0 5,5 6,0 — —
III — — — — — — 7,0 8,0
I 4.0 4.5 5,0 6.0 — — — —
II 5,0 5,5 6,0 7,0 7,5 8,0 — —
III — — — — — — 9,0 10,0
I 3,5 3,5 4,0 4,5 — — — —
II 4,0 4,5 5,0 5,5 6,0 6,5 — —
III — — — — — — 7,5 8,5
£
Примечание. Характеристику групп ремонтной трудоемкости см. карту 78.
Зубофрезерные станки
ТИПОВЫЕ НОРМЫ ___________________
(максимальный объем планового ремонта) КАРТА 88
Лист 1
Модель станка
531 | 5326 | 5327
Наименование работы и узлов Наибольший нарезае- мый модуль в мм 6 | 10 | 12 Наибольший диаметру шестерни в мм 350 | 750 | 1000 карты
Норма в чел .-час. 2
Проверить точность станка ..... 3,0 4,0 5,0 79
Открепить и снять узлы ..... 14,5 20,5 22,5 79
Разобрать: коробку скоростей и узлы . . . 2,5 5,0 5,5 80
коробку подач . . ............ 2,0 4,5 5,0 82
гитары (дифференциала, обкатки, деления) . . . 1,5 1,5 1,5 83
дифференциал 3,0 3,5 3,5 83
суппорт фрезы ......... 4,0 5,5 6,0 81
переднюю стойку 4,5 5,0 6,0 85
стол 4,0 4,5 5,0 84
заднюю стойку . 2,5 3,5 4,0 86
эмульсионный насос 0,5 0,5 0,5 99
масляный насос 0,5 0,5 0,5 99
Промыть детали . 6,5 7,0 7,5 79
Составить дефектную ведомость . 5,5 6,0 7,0 79 ;
Нормы времени на ремонт зубофрезерных станков
393
ТИПОВЫЕ НОРМЫ (максимальный объем планового ремонта) Зубофрезерные станки
КАРТА 88 Лист 2
Модель станка
531 | 5326 | 5327
Наибольший нарезае-
мый модуль ; в мм
Наименование работы и узлов 6 10 1 12
Наибольший диаметр
шестерни в мм
350 | 750 | 1000 а
Норма в чел .-час. 2
Шабрить или шлифовать: станину — направляющие перемещения салазок, ос- нование передней и задней стойки (зачистить); салазки — направляющие продольного перемещения, прижимные планки, верхние радиальные направ- ляющие, гнездо вертикальной втулки (зачистить); планшайбу — нижние направляющие радиального
перемещения, опорный конус, направляющую втулку; Нормы см. в главе III
переднюю стойку — направляющие вертикального перемещения салазок суппорта, планки, основание (зачистить); суппорт — направляющие перемещения салазок и
перемещения под углом; заднюю стойку — вертикальные направляющие пе- ремещения кронштейна, направляющие кронштейна и хобота
Произвести пригонку деталей, сборку и регулировку узлов: 22,0 26,0
коробку скоростей 18,0 . 80
коробку подач ......... 15,0 17,5 20,0 82
гитары (дифференциала, обкатки, деления) „ . . 9,0 10,5 10,5 83
дифференциал 12,5 14,0 15,5 83
суппорт фрезы 28,0 40,0 45,0 81
передней стойки . . 15,0 17,0 19,5 85
стола 12,5 14,0 19,0 84
задней стойки 8,0 9,5 11Д 86
эмульсионного насоса 3,0 3,5 3,5 99
масляного насоса 3,5 4,0 4,5 99
Установить и закрепить узлы: 7,5
переднюю стойку . . . ’ 6,0 7,0 87
дифференциал 3,5 4,0 4,5 87
коробку скоростей 2,0 2,0 3,0 87
коробку червяка вращения стола 2,5 3,0 3,5 87
коробку подач ......... 2,0 2,0 3,0 87
салазки стола, стол 6,0 7,0 7,0 87
салазки суппорта и суппорт 4,0 4,0 4,0 87
механизм вертикального перемещения суппорта . 3,0 3,0 3,0 87
насос масляный и маслопровод 0,5 0,5 0,5 87
насос эмульсионный и трубопровод 0,5 0,5 0,5 87
заднюю стойку 3,5 4,5 5,0 87
Произвести взаимную выверку узлов 3,5 4,5 5,0 87
Отрегулировать станок и испытать на холостом ходу 4,5 5,0 6,0 87
Испытать станок под нагрузкой и сдать в бюро тех- 5,5
нического контроля ОГМ 3,5 5,0 87
Итого на ремонт (без шабрения) 224,0 275,5 312,0
394
Нормирование ремонта металлорежущего оборудования
ТИПОВЫЕ НОРМЫ Зубофрезерные станки КАРТА 89 Лист 1
(максимальный объем планового ремонта)
Наименование работы и узлов Модель станка 5330 | 5350 | 5353 Наибольший нарезае- мый модуль в мм 15 | 20 | 24
Наибольший диаметр шестерни в мм 1250 | 1500 | 2500 карты
Норма в чел .-час.
(Проверить точность станка 5,5 6,5 7,0 79
Открепить и сн5|ть узлы 24,0 26,0 32,0 79
Разобрать узлы: коробку скоростей 6,0 8,0 9,0 80
коробку подач 5,5 7,0 8,0 82
гитары (дифференциала, обкатки, деления) . . . 2,0 2,0 3,0 83
дифференциал 4,0 4,5 5,0 83
суппорт фрезы 6,5 7,5 8,5 81
переднюю стойку 7,5 10,0 11,0 85
стол 9,0 14,0 16,0 84
эмульсионный насос 0,5 0,5 0,5 99
масляный насос 0,5 0,5 1,0 99
Промыть детали : . 8,0 9,0 10,0 79
Составить дефектную ведомость 7,5 8,5 9,0 79
Шабрить или шлифовать: станину — направляющие перемещения салазок, ос- нование передней и задней стойки (зачистить); салазки — направляющие продольного перемещения, прижимные планки, верхние радиальные направ- ляющие, гнездо вертикальной втулки (зачистить); Нормы см. в главе Ш
планшайбы — нижние направляющие радиального перемещения, опорный конус, направляющую втулку; переднюю стойку — направляющие салазок суп- порта, планки, основание (зачистить); суппорт — направляющие перемещения салазок, пе- ремещения под углом;
Нормы времени на ремонт зубофрезерных станков
395
Зубофрезерные станки
ТИПОВЫЕ НОРМЫ ___________________
(максимальный объем планового ремонта) КАРТА 89
Лист 2
Модель станка
5330 | 5350 | 5353
Наибольший нарезае-
мый модуль в мм
Наименование работы и узлов 15 | 20 | 24
Наибольший диаметр
шестерни в мм 3
1250 | 1500 | 2500 со* ЬЙ
Норма в чел .-час.
Произвести пригонку деталей, сборку и регулировку
узлов:
коробки скоростей 30,0 42,0 53,0 80
коробки подач 23,5 32,0 39,0 82
гитары (механизмов дифференциала, обкатки де-
ления) 12,0 13,5 15,0 83
дифференциала 17,0 21,0 24,0 83
суппорта фрезы 50,0 65,0 75,0 81
передней стойки 23,0 34,0 42,0 85
стола 32,0 50,0 65,0 84
эмульсионного насоса . . 3,5 3,5 4,0 99
масляного насоса 4,5 4,5 5,0 99
Установить и закрепить узлы:
переднюю стойку . 8,0 11,5 14,5 87
дифференциал 5,0 6,0 6,0 87
коробку скоростей 3,0 4,5 5,0 87
коробку червяка вращения стола 4,5 7,5 8,0 87
коробку -подач 4,0 4,5 5,0 87
салазки стола, стол 7,5 9,0 10,0 87
салазки суппорта, суппорт фрезы ....... 4,0 4,5 5,5 87
механизм вертикального перемещения суппорта . . 6,0 4,5 5,0 87
масляный насос и трубопровод 0,5 0,5 1,0 99
эмульсионный насос и маслопровод 0,5 0,5 1,0 99
Произвести взаимную выверку узлов 5,5 7,0 8,0 87
Отрегулировать станок и испытать на холостом ходу 7,0 9,0 10,0 87
Испытать станок под нагрузкой и сдать в бюро техни-
ческого контроля ОГМ 6,0 7,5 8,5 87
Итого на ремонт (без шабрения) 1 345,5 446,0 , 528,5
396
Нормирование ремонта металлорежущего оборудования
НОРМЫ ВРЕМЕНИ НА РЕМОНТ ЗУБОДОЛБЕЖНЫХ СТАНКОВ
ПРОВЕРКА ТОЧНОСТИ СТАНКА. ОТКРЕПЛЕНИЕ Зубодолбежные станки^
И СЪЕМ УЗЛОВ. ПРОМЫВКА ДЕТАЛЕЙ. -------------------
СОСТАВЛЕНИЕ ДЕФЕКТНОЙ ВЕДОМОСТИ КАРТА 90
Наименование работы Наибольший нарезаемый модуль в мм !
4 | 6 1 8 1 10 1 12 I 14 1 ! 16
Норма в чел.-час.
Проверить точность станка (до разборки) . . . Открепить и снять узлы: 2,0 2,5 2,5 3,0 20 3,0 2.5 3,5 4,0 3,0
суппорты и траверсы 1,5 1.5 2,0 25
стол (включая механизм передвижения) . 1,5 1,5 20 2 0 2,0 2.5 3,0
механизм главного движения 2,0 2,0 25 2,5 3.0 3.5 4,0
коробку скоростей и гитару 1,5 1.5 2,0 2,0 2,5 2.5 25
механизм круговых подач и гитару .... 1,0 1,5 1,5 20 2,0 2 5 2,5
механизм радиальных подач и гитару . . . 1,0 1,5 1 5 2,0 2.0 2,5 2 5
эмульсионный насос 0,5 0,5 0.5 0,5 0,5 0,5 0 5
верхнюю станину 1,0 1,0 1,5 1,5 1,5 1,5 2,0
Итого на открепление и съем узлов .... 10,0 11,0 13,5 14,5 16,0 18,0 20,0
Промыть детали (после разборки узлов) . . . 3.0 35 4,0 4 5 4.5 5,0 6,0
Составить дефектную ведомость 2,5 3,0 3,0 3,5 4,0 4,5 5,5
РЕМОНТ МЕХАНИЗМА ГЛАВНОГО ДВИЖЕНИЯ (кулисного механизма) Зубодолбежные станки
КАРТА 91
Содержаниеработы 1. Произвести смену и пригонку шпинделя, гильзы шпинделя, кулисного ; камня (шабрить), конической пары шестерен, пальца кулисы, гайки хвостовика камня, зубчатой рейки ползуна, зубчатого сектора, упора хода ползуна, кулачка качения ползуна, червяка поворота, рукоятки регулирования шага кривошипа. 2. Восстановить шпиндель, кулисный камень; сменить, подогнать палец ку- лисы, гайку хвостовика камня, зубчатый сектор, кулачка качения кулисы.
Наименование работы Наибольший нарезаемый модуль в мм1
4 i 1 6 1 8 1 110 1 112 i 1 М 1 116
Норма в чел.-час.
Открепить и снять узел . Разобрать узел на детали Шабрить направляющие кулисной шестерни, ползуна, клин ползуна, камень кулисы 2,0 2,5 2,0 2,5 Нор 2,5 3,0 •МЫ ( 2,5 3,0 :м. в 3,0 3,5 ГЛЭЕ 3,5 4,0 se III 4,0 4,5 . i
Смена, пригонка деталей, сборка и регулиров- ка узла при максимальном объеме планового ремонта 25,0 29,0 33,0 38,0 43,0. 48,0 53,0 ;
при ограниченном объеме ремонтных работ 20,0 23,0 26,0 30,0 34,0 38,0 42,0
при сборке без смены основных дета- лей 10,0 11,5 13,0 15,0 17,0 19,0 21,0
Установить и закрепить узел 2,5 2,5 3,0 3,0 3,5 4,0 5,0
Нормы времени на ремонт зубодолбежных станков
397
РЕМОНТ КОРОБКИ СКОРОСТЕЙ И ГИТАРЫ Зубодолбежные станки
КАРТА 92
Содержание работы 1. Сменить или восстановить шкив (запрессовать, расшабрить втулку), сме- нить пусковую муфту и вал привода, частично сменить' шлицевые валики (про- верить на биение, подогнать шлицы), сменить конические и частично (40—50%) цилиндрические шестерни, подшипники. Сменить комплект сменных шестерен (50—60%), пальцы. 2. Восстановить пусковую муфту (опилить кулачки), сменить отдельные шлицевые валики (проверить на биение), сменить блочные шестерни, подшип- ники. Сменить частично шестерни гитары (25—30%), пальцы.
Наименование работы Наибольший нарезаемый модуль в мм
4 1 6 1 1 8 | 10 | 12 1 14 1 16
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали: коробку скоростей гитару 1,0 1,2 03 1,0 1.2 0.3 1,5 1,5 0,3 1,5 1,5 0,3 1,5 1.5 0,3 1,5 1.8 0,3 1,5 2,0 0.3
Смена, пригонка деталей, сборка, ре- • гулировка узла при максимальном объеме планового ремонта коробка скоростей гитара 140 2,0 160 2,0 180 2,0 20 0 2,0 28 0 2,0 26 0 2,0 28 0 2.0
при ограниченном объеме ремонтных работ ’ коробка скоростей гитара 85 1,5 10.5 1,5 120 1,5 13.5 1,5 155 1.5 17.5 1,5 20 0 1,5
при сборке без смены основных деталей коробка скоростей ...... гитара 3,5 1,0 4,5 1.0 4.5 1,0 50 1,0 55 1.0 6.0 1,0 7.0 1,0
Установить и закрепить узел 1,5 1.5] 2,0 , ( 2,0 2,5 2,5 2,5
РЕМОНТ МЕХАНИЗМА КРУГОВЫХ ПОДАЧ И ГИТАРЫ Зубодолбежные станки
КАРТА 93 Лист 1
Содержание работы 1. Сменить конические шестерни, муфту реверса, вертикальный вал, чер- вячную шестерню, червяк, сектор подачи, кулачки, пальцы.' 2. Восстановить муфту реверса, проверить вертикальный вал, сменить червячную шестерню, проверить червяк, сменить сектор подачи, кулачки, пальцы.
Наименование работы Наибольший нарезаемый модуль в мм
4 | 6 | 8 | 10 | 12 | 14 | 116.
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали: , механизм подач гитару к 1,0 1,0 0,5 1,5 1,5 0,5 1,5 1,5 0,5 2,0 2.0 0,5 2,0 2.0 0,5 2,5 2.5 0,5 2,5 25 0,5
398
Нормирование ремонта металлорежущего оборудования
РЕМОНТ МЕХАНИЗМА КРУГОВЫХ ПОДАЧ И ГИТАРЫ Зубодолбежные станки^ КАРТА 93 j Лист 2 |
Наименование работы Наибольший нарезаемый модуль в мм
4 1 6 1 8 | 10 112 114 1 16
Норма в чел.-час.
Смена, пригонка деталей, сборка, ре- гулировка узла при максимальном объеме планового ремонта механизм подач гитара 12,0 2,0 13,0 2,0 15,0 2,0 16,5 2,0 j 18,0 2,0 20,0 2,0 23,0 2,0
при ограниченном объеме ремонтных работ механизм подач гитара 7,5 1,5 8,5 1,5 10,5 1,5 12,5 1,5 14,0 1,5 16,0 1,5 19,0 1,5
при сборке без смены основных деталей механизм подач гитара 3,0 1,0 4,0 1,0 5,0 1,0 6,0 1,0 7,5 1,0 9,0 1,0 10,0 1.0
Установить и закрепить узел 1,5 2,0 2,5 3,0 3,0 3,5 4,0 j
РЕМОНТ МЕХАНИЗМА РАДИАЛЬНЫХ ПОДАЧ 3 убодолбежные станки
(АВТОМАТА) И ГИТАРЫ КАРТА • 94
Содержание работы 1. Сменить конические шестерни, зубчатую муфту, цилиндрические шестерни, сухарь, кулачки, храповое колесо, собачки, прижимы, пальцы шестерни гитары ,(50%). 2. Восстановить, запилить зубчатую муфту, сменить кулачки, сухарь, со- бачки, пружины, пальцы шестерни гитары (50%).
Наибольший нарезаемый модуль в мм
Наименование работы 4 | 6 1 8 1 \ 10 1 12 1 14 1 16
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали: механизм (автомата) гитару - 1,0 1,0 0,5 1,5 1,5 0,5 1,5 1,5 0,5 2,0 2,0 0,5 2,0 2,0 0,5 2,5 2,5 0,5 2,5» 2,5 0,5.
Смена, пригонка детали, сборка, ре- гулиров- ка узла при максимальном объеме планового ремонта механизм подач гитара 12,0 2,0 13,0 2,0 15,0 2,0 16,5 2,0 18,0 2,0 20,0 2,0 23,0 2,0.
при ограниченном объеме ремонтных работ механизм подач гитара 7,5 1,5 8,5 1,5 105 1,5 12,5 1,5 14,0 1,5 16,0 1,5 19,0 1,5
при сборке без смены основных деталей механизм подач гитара 3,0 1,0 4,0 1,0 5,0 1,0 6,0 1,0 7,5 1,0 9,0 1,0 10,0 1,0
Установить и закрепить узел ........ 1,5 2,0 2,5 3,0 3,0 3,5 4,0
Нормы времени на ремонт зубодолбежных станков
399
РЕМОНТ СУППОРТА И ТРАВЕРСЫ Зубодолбежные станки
КАРТА 95
Содержание работы
1. Сменить гайку и винт поперечного перемещения, винт и гайку вертикаль-
ного перемещения (зачистить резьбу, припасовать гайку), муфту переключения
(запилить, пригнать кулачки), рукоятку (пригнать).
2. Сменить гайки винтов поперечного и продольного перемещения, прове-
рить винты, восстановить муфту и рукоятку.
Наименование работы Наибольший нарезаемый модуль в мм
4 б 8 10 12 14 16
Норма в чел.-час.
Открепить и снять узел . Разобрать узел на детали 1,5 1,5 1,5 2,0 2,0 . 2,5 2,0 2,5 2,5 3,0 2,5 3,0 3,0 3,5
Шабрить: ! траверсу — направляющие для поперечного перемещения салазок; салазки — направляющие поперечного и вер- тикального перемещения; суппорты — направляющие, прижимные план- ки, клинья Нормы см. в главе III
Смена, пригонка деталей, сборка и регулиров- ка узла при максимальном объеме плано- вого ремонта 20,0 22,0 24,5 27,0 30,0 34,0 38,5
при ограниченном объеме ремонт- ных работ 14,0 15,0 17,0 19,0 21,0 24,0 27,5
при сборке без смены основных де- талей 6,0 6,5 7,0 7,5 8,0 8,5 9,5
Установить и закрепить узел . 2,5 2,5 3,0 3,0 3,5 4,0 4,5
400
Нормирование ремонта металлорежущего оборудования
РЕМОНТ СТОЛА И МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ Зубодолбежные станки. КАРТА 96
Содержание работы 1. Сменить делительный червяк, проверить вал продольного перемещения, сменить рычаги и кулачки качения стола, кулачки и рычаги счетного механизма, втулку шпинделя стола (расшабрить). 2. Проверить вал продольного перемещения, сменить кулачки механизма качения и счетного механизма.
Наименование работы Наибольший диаметр обрабатывае- мой шестерни в мм
900 | 600 | 1000 | 1250 | 1500 | 1750 2000
Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали 1,5 3,0 1,5 4,0 2,0 5,0 2,0 6,0 2,5 7,5 25 9,0 3.0 10,0
Шабрить: круговые круговые плоскости втулки направляющие нижней станины, направляющие стола и верхние : стола (зачистить), шпиндельные Нормы см. в главе III <
Смена, пригонка деталей, сборка, ре- гулировка узла при максимальном объеме плано- вого ремонта при ограниченном объеме ремонт- ных работ при сборке без смены основных де- талей 26,0 19,0 8,0 30,0 21,0 10,0 34,0 24,0 12,0 39,0 27,0 14,0 45,0 31,0 17,0 52,0 36,0 20,0 60,0 42,0 23,0
Установить и закрепить узел 2,5 2,5 3,0 3,0 3,5 3,5 4,0
УСТАНОВКА И КРЕПЛЕНИЕ УЗЛОВ. РЕГУЛИРОВКА И ИСПЫТАНИЕ СТАНКА, СДАЧА СТАНКА ТЕХНИЧЕСКОМУ КОНТРОЛЮ Зубодолбежные станки
КАРТА 97
Наименование работы и узлов Наибольший нарезаемый модуль в мм
4 1 6 1 8 | 10 | 12 | 14 | 16
Норма в .чел.-час.
Установить и закрепить узлы: верхнюю станину стол (включая механизм передвижения стола) траверсу и суппорт механизм главного движения коробку скоростей механизм круговых подач и гитару . . . механизм радиальных подач и гитару . . насос и трубопровод Произвести взаимную выверку узлов .... Регулировка и испытание станка на холостом ходу Испытание станка под нагрузкой и сдача его техническому контролю ОГМ 3,0 2,5 2,5 2,5 2,5 1,5 1,5 0,5 3,5 4,0 3,0 3,0 2,5 2,5 2.5 2,5 2.0 2.0 0.5 4,0 4,5 3,5 3,5 3.0 3.0 30 3,0 2.5 2,5 0,5 4,5 5,0 3,5 3,5 3,0 30 3,0 3,0 3,0 3,0 0,5 5,0 5,5 3,5 4,0 3,5 3.5 35 35 3,0 3,0 0,5 5,5 6,0 4,0 4,0 4,5 4,0 4.0 4,0 3.5 3,5 1,0 6,0 7,0 4,0 5,0 5.5 45 50 4,0 4.0 4,0 1,0 7,0 8,0 4,5
Нормы времени на ремонт зубодолбежных станков
401
ТИПОВЫЕ НОРМЫ (максимальный объем планового ремонта) Зубодолбежные станки
КАРТА 98 Лист 1
Наименование работы и узлов Модель станка № карты
5167 514 5А150
Наибольший нарезае- мый модуль в мм
4 1 6 1 8
Наибольший диаметр обрабатываемой шестерни в мм
200 | 500 | ; юоо
Норма в чел.-час.
Проверить точность станка . . : Открепить и снять узлы Разобрать: коробку скоростей и гитару механизм радиальных подач и гитару механизм круговых подач и гитару . . . • . . механизм главного движения насос и трубопровод стол (включая механизм перемещения) .... суппорт и траверсу Промыть детали Составить дефектную ведомость 2,0 10,0 1,5 1,0 1,0 2,0 0,5 1,5 1,5 3,0 2,5 2,5 11,0 1,5 1,5 1,5 2,0 0,5 1,5 1,5 3,5 3,0 2,5 13,5 2,0 1,5 1,5 2,5 0,5 2,0 2,0 4,0 3,0 90 90 92 94 93 91 99 96 95 90 90
Шабрить и шлифовать: станину — круговые, направляющие, основание верхней станины (зачистить); стол — круговые направляющие, поверхность стола (зачистить); верхний стол — вертикальные направляющие пере- мещения траверсы, основание (зачистить); верхний стол — вертикальные направляющие пере- мещения траверсы, основание (зачистить); суппорт и траверсу — направляющие вертикаль- ного и горизонтального перемещения: планки, клинья; механизм главного движения — направляющие ку- лисной шестерни, ползун, клин ползуна, камень кулисы Нормы см. в главе III
26 Зак. 2/295
402
Нормирование ремонта металлорежущего оборудования
ТИПОВЫЕ НОРМЫ (максимальный объем планового ремонта) Зубодолбежные станки
КАРТА 98 Лист 2
/Модель станка
5167 | 514 j 5А150
Наибольший нарезае- мый модуль в мм
Наименование работы и узлов 4 1 6 1 8
Наибольший диаметр обрабатываемой шестерни в мм 25
200 I 500 1 | 1000 л СЗ |. И
Норма в чел.-час.
Провести пригонку деталей, сборку и регулировку узлов:
коробки скоростей и гитары ......... 14,0 16,0 18,0 92 i
механизма радиальных подач и гитары . . . . 12,0 13,0 15,0 94
механизма круговых подач и гитары 14,0 15,0 17,0 93
механизма главного движения 25,0 29,0 33,0 91 [
суппорта и траверсы . .......... 20,0 22,0 24,5 95 ;
стол (включая механизм перемещения) .. . „ . 26,0 30,0 34,0 96
насоса и трубопровода : 3,0 3,0 3,5 99
Установить узлы:
верхнюю станину . . .......... 3,0 3,0 3,5 97
стол (включая механизм передвижения стола) . 2,5 2,5 3,0 97
траверсу и суппорт , . ......... 2,5 2,5 3,0 97
коробку скоростей . ........... 2,5 3,0 3,0 97
механизм главного движения ........ 2,5 2,5 3,0 97
механизм круговых подач и гитару ...... 1,5 2,0 2,5 97
механизм радиальных подач и гитару ..... 1,5 2,0 2,5 97
насос и трубопровод ........... 0,5 0,5 0,5 97
Произвести взаимную выверку узлов . 3,5 4,0 4,5 > 97 '
Отрегулировать станок и испытать его на холостом ходу . . . ............... 4,0 4,5^ 5,0 97 ;
Испытать станок под нагрузкой и сдать в бюро тех- нического контроля ОГМ . 3,0 3,5 3,5 97
И т © г о на ремонт (без шабрения) ....... 162,0 188,0 214,0
Нормы времени на ремонт насосов металлорежущих станков
403
НОРМЫ ВРЕМЕНИ НА РЕМОНТ НАСОСОВ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
РАЗМЕРНАЯ ХАРАКТЕРИСТИКА Ремонт насоса и трубопровода
КАРТА 99 Лист 1
Содержа ние работы ; 1. Сменить шестеренчатые валики, подшипники, установочные гайки, саль- ник, сальниковые прокладки, трубопровод, арматуру. Шабрить плоскости разъема крышки и корпуса. 1 2. Сменить подшипники, сальник, прокладки; частично заменить трубопро- вод и арматуру. Зачистить плоскости разъема крышки и корпуса.
Типы станков ; Принятые параметры Размеры в мм до
Токарные станки ; Карусельные । Расточные Продольно-стро- гальные Зубофрезерные Наибольший диаметр обра- ботки Наибольший диаметр обра- ботки Диаметр шпинделя Ширина стола Наибольший • нарезаемый модуль 400 600 60 600 5 600 1000 80 800 10 800 1500 100 1000 15 1000 2000 по 1500 20 1250 v 3000 125 1800 j 24
Наименование работы № группы Норма в чел.=час.
Открепить и снять узел Разобрать узел {II 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 ' 0,5 | 1,0
Смена, пригонка деталей, сборка, ре- гулировка и исполне- ние насоса при максимальном объеме планового ремонта при ограниченном объеме ремонтных работ при сборке без смены ос- новных деталей I II I II I II 3,0 3,5 2,0 3,0 1,0 1,5 3,0 3,5 2,5 3,0 1,0 1,5 3,5 4,0 2,5 3,0 ! 1,0 ' 1,5 3,5 4,5- 3,0 3,5 1,5- 2,0 4,0 5 5,0 3,0 3,5 1,5 1 2,0 ’
Установить и закрепить узел 0,5 0,5 0,5 1,0 ; 1,0 j 1
26*
404
Нормирование ремонта металлорежущего оборудования.
РАЗМЕРНАЯ ХАРАКТЕРИСТИКА - Ремонт насоса и трубопровода КАРТА 99 Лист 2
Типы станков Принятые параметры Размеры в мм до
Револьверные станки Горизонтально- и верти- кально-фрезерные Радиально-сверлильные Вертикально-сверлиль- ные Поперечно-строгальные Зубодолбежные Внутренний диаметр шпин- деля Ширина стола Наибольший диаметр свер- ления Наибольший диаметр -свер- ления Длина хода ползуна Наибольший нарезаемый модуль 24 200 30 30 400 4 35 300 45 45 500 8 48 400 60 65 600 12 85 500 75 700 16
Наименование работы № груп- пы Норма в чел.-час.
Открепить и снять узел Разобрать узел на детали {II 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5
Смена, пригонка детали, сборка, регулировка и испытание узла при максимальном объеме планового ремонта I II 2,0 2,5 2,5 3,0 2,5 3,0 3,0 3,5
при ограниченном объеме ремонтных работ I II 1,5 2,0 1,5 2,0 2,0 2,5 2,0 2,5
при сборке без смены основных де- талей I II 1,о 1,5 1,0 1,5 1,о 1,5 1,5 1,5
Установить и закрепить узел 0,5 0,5 0,5 1,0
Классификация узлов по их ремонтной трудоемкости
Конструктивные особенности узла № группы
Насосы охлаждения (эмульсионные насосы) и трубопроводы . Насосы гидравлики, масляные насосы и трубопроводы .... I II
к Примечание. Трудоемкость ремонта части системы маслопровода и гидропровода, смон- тированной в коробках скоростей, подач и т. п., предусмотрена нормами на ремонт соответствую- щих узлов.
ГЛАВА IX
НОРМИРОВАНИЕ ИЗГОТОВЛЕНИЯ
ДЕРЕВЯННЫХ МОДЕЛЕЙ
Свойственные технологическому процессу изготовления модельных
комплектов в модельных цехах многообразие операций и значитель-
ный удельный вес ручного труда усложняют техническое нормирова-
ние этих работ. Применение дифференцированных нормативов не
оправдывается в условиях единичного производства, типичного для
изготовления моделей, а потому наиболее целесообразно применение
укрупненных нормативов и типовых норм.
Степень укрупнения нормативов определяется организацией про-
изводства, труда и механизацией производственного процесса.
В механизированных модельных цехах с расчлененным технологи-
ческим процессом модельные комплекты изготовляют в следующей
последовательности:
1) обработка лесоматериала на деревообрабатывающих станках
на станочно-заготовительном участке;
2) изготовление стержневых ящиков (разъемных и внутренних),
щитов, сегментов, рамок и т. д. ца модельно-заготовительном участке;
3) изготовление различных (под обработку модельщиками) частей
моделей или стержневых ящиков на токарно-фрезерном участке;
4) изготовление модельщиком моделей и стержневых ящиков;
5) окраска модельных комплектов.
В маломеханизированных модельных цехах работы по изготовле-
нию модельных комплектов выполняются от начала до конца самими
модельщиками (за исключением токарных работ).
Различие организации работ по изготовлению модельных комплек-
тов вызывает разработку двух вариантов нормативов.
В механизированных модельных цехах с расчлененным технологи-
ческим процессом применяются нормативы на укрупненные комплексы
приемов, а в маломеханизированных модельных цехах — нормы вре-
мени на укрупненные операции.
Техническая норма времени на модельные работы складывается
из подготовительно-заключительного времени и штучного времени.
Подготовительно-заключительное время охватывает следующие
элементы работы:
а) получение наряда, ознакомление с технологическим процессом,
получение инструктивных указаний от мастера, технолога или брига-
дира-модельщика; . . - *
б) получение приспособлений, инструментов и материалов для вы-
полнения данной работы, уборка инструментов по окончании работы.
Нормативы подготовительно-заключительного времени устанавли-
ваются для каждой группы работ отдельно.
406 Нормирование изготовления деревянных моделей
Оперативное время при расчете норм почти на все виды модель-
ных работ определяется на каждую операцию без разбивки его на
©снрцное и вспомогательное время.
В условиях единичного и мелкосерийного производства расчет опе-
ративного времени, как правило, производится по укрупненным нор-
мативам на основе разработанного технологического процесса. Нор-
мативы оперативного времени разрабатываются на основе тщатель-
ного анализа и систематизации хронометражных данных о продолжи-
тельности отдельных приемов и отражают нормальные условия изго-
товления модельных комплектов.
Время обслуживания рабочего места включает следующие приемы:
а) подготовку рабочего места в начале рабочего дня, раскладку
на рабочем месте инструмента и приспособлений и уборку его по
окончании работы;
б) осмотр, опробование оборудования, смазку и чистку станков;
в) смену затупившегося инструмента, правку инструмента, регу-
лировку и наладку станка во время работы;
г) уборку стружки во время работы;
д) уборку рабочего места.
Время обслуживания рабочего места устанавливается на основа-
нии фотографии рабочего дня и исчисляется в процентах к оператив-
ному времени.
Время перерывов на отдых и естественные надобности (впредь до
выработки общемашиностроительных нормативов) устанавливается
в зависимости от вида и условий выполнения работ на основании
фотографий рабочего дня в процентах к оперативному времени.
В условиях мелкосерийного и единичного производства в модель-
ных цехах целесообразно применение типовых норм.
Типовые нормы составляются на изготовление отдельных повторяю-
щихся моделей и стержневых ящиков, однородных по конструкции и
технологии их изготовления.
Для упрощения пользования типовыми нормами их сводят в таб-
лицы, в которых в качестве факторов продолжительности принимаются
основные конструктивные размеры моделей или стержневых ящиков.
В типовых нормах оперативное время суммируется с временем обслу-
живания рабочего места и временем перерывов на отдых и естествен-
ные надобности. Таким образом, типовые нормы представляют собой
нормы штучного времени.
Классы прочности модельных комплектов. Модельные комплекты
(модель и стержневые ящики) в зависимости от серийности литья
изготовляются соответственно различным классам прочности. Для
крупносерийного и серийного литья модельный комплект обычно из-
готовляется по I классу прочности, для серийного и мелкосерийного
литья — по II классу, а для единичного литья — по III классу проч-
ности. Классы прочности изготовления модельных комплектов уста-
навливаются отделом главного технолога и указываются на техноло-
гических чертежах.
Модельные комплекты, изготовляемые по I класс}/ прочности,
должны соответствовать следующим требованиям:
1) модели и стержневые ящики должны быть изготовлены из су-
хого выдержанного материала, имеющего малую сучковатость — не
более двух сучков на 1 пог. м (сучки должны быть высверлены и на
их место вставлены шашки);
2) остов модели с крупными знаками и стержневые ящики обяза-
тельно вяжутся в шип;
Нормирование изготовления деревянных моделей
407
3) выступающие части модели и небольшие знаки (не отъемные)
крепятся к остову модели на клею и привертываются шурупами или
укрепляются деревянными шипами (нагелями);
4) для большей жесткости модели при вязке остова врезаются
в боковые стенки не реже чем через 0,75 ж;
5) щиты стенок модели переклеиваются досками толщиной не ме-
нее 30 мм и шириной не более 120 мм. При переклейке щитов строго
чередуют волокна дерева;
6) доски в местах склейки должны быть тщательно профугованы
и процинублены;
7) галтели всех радиусов выполняются в дереве и должны быть
врезаны;
8) подъемы должны быть врезаны заподлицо со стенкой и не
выступать за пределы модели;
9) все выступающие части моделей и стержневых ящиков и кромки
их облицовываются твердыми породами дерева или металлическими
планками, все ребра ящиков выполняются из алюминия;
10) для моделей, стержневых ящиков и выступающих частей диа-
метром более 100 мм, являющихся телами вращения, обязательна
прослойная склейка из косяков толщиной не более 20 мм;
И) отъемные части крепятся только на ласточкиных хвостах;
12) модели и стержневые ящики тщательно зачищают шкурками,
проолифивают, шпаклюют, вторично ошкуривают и дважды окраши-
вают, после чего рабочая поверхность должны быть гладкой, без за-
боин и шероховатостей.
Модельные комплекты, изготавливаемые по II классу прочности,
должны соответствовать следующим требованиям:
1) модели и стержневые ящики должны быть изготовлены из су-
хого выдержанного материала, имеющего малую сучковатость; сучки
должны быть высверлены и на их место вставлены «шашки»;
2) остов модели с крупными знаками и стержневые ящики обяза-
тельно крепятся деревянными шипами (нагелями);
3) выступающие части модели и небольшие знаки (не отъемные)
крепятся к остову модели на клею и привертываются шурупами или
крепятся деревянными шипами (нагелями);
4) для большей жесткости модели при вязке остова врезаются
® боковые стенки не реже чем через 1 ж;
5) щиты стенок модели переклеиваются досками толщиной не ме-
нее 30 мм и шириной не более 120 мм, при переклейке щитов строго
чередуют волокна дерева;
6) доски в местах склейки должны быть тщательно профугованы;
7) галтели радиусом до 10 мм включительно могут выполняться
подмазкой, а свыше 10 мм должны быть врезаны;
8) подъемы должны быть врезаны заподлицо со стенкой и не вы-
ступать за пределы модели;
9) все выступающие части модели и стержневых ящиков, а также
ребра стержневых ящиков выполняются из того же материала, что
и модель;
10) отъемные части крепятся только на «ласточкин хвост»;
11) модели, стержневые ящики и выступающие части диаметром
более 100 мм, являющиеся телами вращения, должны выполняться
в переклейку из косяков толщиной не более 20 мм;
12) модели и стержневые ящики тщательно зачищаются, после
окраски их рабочая поверхность должна быть гладкой, без забоин
и шероховатостей.
408
Нормирование изготовления деревянных моделей
Модельные комплекты, изготовляемые по III классу прочности,
должны соответствовать следующим требованиям:
1) модели и стержневые ящики должны быть изготовлены из су-
хого выдержанного материала, имеющего малую сучковатость;
2) остов модели допускается изготовлять без вязки;
3) стержневые ящики допускается изготовлять на клиньях;
4) выступающие части модели и стержневых ящиков крепятся
к остову модели на клею и деревянными шипами (нагелями);
5) щиты стенок моделей переклеивают досками (строго чередуя во-
локна дерева) толщиной не менее 30 мм и шириной не более 120 мм;
6) галтели радиусом до 20 мм могут выполняться подмазкой;
7) подъемы должны быть заделаны заподлицо со стенкой;
8) все выступающие части моделей и стержневых ящиков и ребра
в стержневых ящиках выполняются из того же материала, что и
модель;
9) для тел вращения диаметром менее 300 мм модель разре-
шается делать из косяков;
10) крепление отъемных частей разрешается производить по ука-
занию технолога или мастера модельного цеха любым способом,
и модели и стержневые ящики тщательно зачищают, шпаклюют,
и после окраски их рабочая поверхность должна быть гладкой, без
забоин и шероховатостей.
Поправки к нормативам. В нормативах на модельные работы, поме-
шенных ниже, время указывается на изготовление моделей и стержне-
вых ящиков из сосны. При изготовлении моделей из более твердых
пород дерева к нормативам времени, указанным в таблицах, необхо-
димо применять следующие поправочные коэффициенты (табл. 1).
Таблица Т
Виды работ Сосна Береза, ольха, ель Дуб, ясень
Станочные 1,0 1,1 1,2
Ручные и сборочные 1,о 1,2 1,4
Нормативы времени рассчитаны на изготовление моделей и стерж-
невых ящиков по II классу прочности. При изготовлении моделей
и стержневых ящиков по другим классам прочности нормы времени,,
указанные в таблицах, следует умножать на один из следующих по-
правочных коэффициентов: по I классу прочности 1,2; по III классу
прочности 0,8.
Нормативы и нормы времени предусматривают изготовление заго-
товок и модельных комплектов по 1—2 шт. В случае изготовления
большего количества заготовок и комплектов время, указанное в таб-
лицах, умножать на один из следующих поправочных коэффициентов
(табл. 2).
Таблица 2'
Количество заготовок и модельных ком- плектов в партии 1—2 3—5 6-10 Свыше 10
Поправочные коэффициенты 1,0 0,9 0,8 0,7
Изготовление модельных комплектов в механизированных цехах
409
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА ИЗГОТОВЛЕНИЕ
МОДЕЛЬНЫХ КОМПЛЕКТОВ В МЕХАНИЗИРОВАННЫХ МОДЕЛЬНЫХ
ЦЕХАХ С РАСЧЛЕНЕННЫМ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ
Укрупненные нормативы времени на изготовление модельных ком-
плектов в механизированных модельных цехах или мастерских рас-
считаны на следующие условия работ:
1. Модельные комплекты изготовляют раздельно на нескольких са-
мостоятельных участках:
а) на станочно-заготовительном участке ведется первичная обра-
ботка лесоматериалов (отрезка, строжка, фуговка, рейсмусовка) и
склеивание щитов;
б) на модельно-заготовительном участке изготовляют коробки для
стержневых ящиков (разъемных и вытряхных), дисков, сегментов для
колец, рамок и т. д.;
в) на токарно-фрезерном участке обрабатываются части деревян-
ных моделей и стержневых ящиков, изготовленных модельщиками и
размеченных ими под обработку.
2. Деревянные модели и стержневые ящики изготовляют на основа-
нии чертежей и разработанной технологии с подробным указанием
всех необходимых данных по их изготовлению.
3. Деревянные модели и стержневые ящики изготовляют из заранее
обработанного материала, модельщики производят. только его до-
водку до необходимого размера.
4. Рабочие места своевременно обеспечиваются основными и вспо-
могательными материалами, инструментом и необходимыми приспо-
соблениями.
5. Участки обслуживаются достаточным количеством подъемно-
транспортных средств, исключающим простои.
6. Деревянные модели и стержневые ящики изготовляются из су-
хого материала с нормальными припусками на обработку.
7. Заточка и заправка инструмента , производится исполнителем^
работ.
8. Подноска и относка пиломатериала осуществляется в пределах,
рабочего места.
9. Рабочие имеют квалификацию соответственно заданной работе
и необходимые производственные навыки, обеспечивающие высокую
производительность труда.
10. На участке окраски модельных комплектов производится шпак-
левка, ошкуривание и окраска.
Нормы времени на изготовление модельных комплектов рассчиты-
ваются с помощью данных трех разделов: раздел первый — обработка
заготовок на деревообрабатывающих станках; раздел второй — изго-
товление деревянных моделей и стержневых ящиков; раздел четвер-
тый — классификатор моделей и стержневых ящиков по группам
сложности изготовления.
Обработка заготовок на деревообрабатывающих станках.
Техническая норма времени на обработку партии заготовок опре-
деляется по формуле
Т пар = Тп.3 + Т шпш,
где Тп,3 — подготовительно-заключительное время на партию в мин.;,
Ти1 — штучное время в мин.;
— количество заготовок в партии.
410
Нормирование изготовления деревянных моделей
Техническая норма штучного времени, как известно, определяется
по следующей формуле:
где t0 — основное (технологическое время) в мин.;
te — вспомогательное время в мин.;
К коэффициент, учитывающий подготовительно-заключительное
время, время обслуживания рабочего места, время на отдых
и естественные надобности, выраженный в процентах к опе-
ративному времени.
Основное (технологическое) время представляет собой время, в те-
чение которого непосредственно осуществляется обработка (распилива-
ние, фугование, обтачивание, фрезерование).
Основное время на деревообделочных станках с ручной подачей
зависит от многих факторов, например, при распиливании материала
на маятниковых пилах основное время зависит от породы древесины,
толщины и ширины материала, скорости резания (окружной скорости
пильного диска). При распиливании заготовок на ленточных пилах
оно зависит от породы древесины, толщины материала, длины пропила,
скорости резания и вида распиловки (прямолинейный или криволиней-
ный).
Основное (технологическое) время, связанное с проходом, опре-
деляется по формуле
t —~
nsQ *
где L — расчетная длина обработки в направлении подачи в мм»
п — число оборотов шпинделя в минуту;
s0 — подача в мм!об.
Расчетная длина обработки равна:
L = Zi -f- Z2,
где — длина обрабатываемой заготовки в мм;
1% — длина врезания и взятия пробных стружек в мм.
Вспомогательное время te складывается из времени, связанного
с установкой и снятием заготовки te, и времени, связанного с перехо-
дом te„n (перемещение частей станка, включение и выключение станка,
измерения в процессе обработки и т. п.).
Факторы, влияющие на продолжительность вспомогательного вре-
мени, связанного с переходом, в значительной степени аналогичны
факторам, влияющим на продолжительность основного времени. Это
обстоятельство позволяет объединить в один укрупненный комплекс
как основное, так и вспомогательное время, связанное с переходом.
Вспомогательное время, связанное с установкой и снятием заго-
товки, при обработке на токарных и фрезерных станках зависит от
способа ее установки и крепления. Поэтому это время не включается
в укрупненные нормативы оперативного времени, а выделяется в соот-
ветствующие таблицы.
Подготовительно-заключительное время на изготовление партии
заготовок включает время на наладку станка, установку и снятие при-
способления и инструмента, ознакомление с чертежом, осмотр заго-
товки и т. п.
В карты нормативов неполного штучного времени, кроме оператив-
ного времени, включено время на отдых и естественные надобности.
Изготовление модельных комплектов в механизированных цехах
411
время на организационно-техническое обслуживание, а также подго-
товительно-заключительное время, которое составляет 10% от опера-
тивного времени.
Таким образом, расчет нормы времени на токарные и фрезерные ра-
боты производится по формуле
Тш = ш + 4. у) ^1^2»
тде Тш — штучное время в мин.;
Тн, ш “ неполное штучное время в мин., включающее основное и
вспомогательное время, связанное с переходом;
tQ. у — вспомогательное время на установку и снятие заготовки
в мин.;
Кх — коэффициент, зависящий от класса точности изготовляемых
заготовок;
ЛГ2 — коэффициент на различные породы дерева.
В картах на обработку древесины на маятниковых, ленточных и
циркульных (дисковых) пилах, а также на строгально-фуговальных
и рейсмусовых станках (раздел первый) предусмотрено штучное
^ремя.
Изготовление деревянных моделей и стержневых ящиков. Перед
каждой таблицей раздела II приведены характеристика групп слож-
ности по основным признакам и перечень элементов работы. Кроме
характеристик, к нормативам прилагается классификатор моделей по
группам сложности изготовления, которым следует пользоваться при
расчете норм (см. раздел IV).
В случае отсутствия в классификаторе точно соответствующего эскиза
для определения группы сложности последняя определяется по ана-
логии с подходящими эскизами, имеющимися в классификаторе.
Нормы времени, приведенные в картах, включают оперативное
время (основное и вспомогательное), а также подготовительно-заклю-
чительное время, время на обслуживание рабочего места, время на
отдых и естественные надобности в размере 7% от оперативного вре-
мени.
Нормы времени определяются отдельно на каждую деревянную
модель, а также отдельно на каждый стержневой ящик.
Время на изготовление деревянных моделей и стержневых ящиков,
размеры которых не указаны в таблицах и являются промежуточными,
рассчитывается методом интерполяции.
Классификатор сложности на модельные работы служит
наглядным пособием при техническом нормировании указанных ра-
юот.
Классификатор содержит эскизы, охватывающие следующие виды
работ: а) вычерчивание моделей и стержневых ящиков; б) изготовле-
ние сплошных (массивных) и коробчатых моделей; в) изготовление
стержневых ящиков; г) изготовление шаблонов; д) окраску моделей
я стержневых ящиков.
Для определения группы сложности изготовления модели или
стержневого ящика в классификаторе находят эскиз одинаковой или
близкой по конфигурации модели и по аналогии определяют соот-
® ветствующую группу сложности.
Нормативы времени на обработку заготовок на маятниковых, лен-
точных и циркульных питах, на строгально-фуговальных и рейсмусо-
вых станках рассчитаны на обработку заготовок на оборудовании, ха-
рактеристика которого приведена в табл. 3.
J
412
Нормирование изготовления деревянных моделей
Таблица 3
Характеристика оборудования
Характеристика оборудования Маятни- ковая пила Цир- кульная пила Ленточная пила Фуговаль- ный ста- нок; Рейсмусо- вый ста- нок
Диаметр пилы, шкива, ножевого
вала в мм Наибольшая ширина в мм .... 600 500 800 128 160
' 'пильной ленты материала ири распиливании, — — 35 — —
строгании Наибольшая допустимая толщина 500 400 — 600 600
пиломатериала в мм Числю оборотов пилы, вала в ми- 120 120 400 — 150
нуту 1500 2800 800 5000 5000
Скорость резания в м!сек .... 47 88 33 34 42
Число ножей Расчетные ручные подачи в м]мин, принятые в зависимости от тол- — — — 2—4 2-4
- щины и ширины материала . . 1,2—2,7 5-11 2,4—10 2,4-10,2 8—12 механи- ческие
Нормативы времени на обработку заготовок на токарных станках
рассчитаны на обработку заготовок на токарных станках, характери-
стика которых приводится в табл. 4.
Таблица 4
Характеристика станка Станки
центровой лобовой
Наибольшая высота центров в мм Наибольшее расстояние между центрами <в мм . . 770 4000 1000, 2000 над выемом
При расчете основного времени приняты следующие режимы обра-
ботки (табл. 5).
Таблица 5
Вид обработки Длина заготовки в мм
0,4 1 1,0 | 2,0 | 3,0 | 4,0 0,4 | 1,0 | 2,0 | 3,0 | 4,0 | 0,4 1 1,0 | 2,0 | 3,0 | 4,0
Скорость резания Ручная подача на один оборот шпинделя в мм
Черновая обработка | Чистовая обработка
Продольная обработка . ._ 700 600 400 300 200 0,60 0,7 1,о 1,4 2,1 0,16 0,18 0,27 0,36 0,54
Расточка . . 500 430 280 210 160 0,40 0,47 0,7 0,95 1,25 о,1 0,13 0,20 0,23 0,37
Подрезка торцов .... 700 600 400 300 200 0,55 0,64 0,93 1,25 1,90 0,14 0,16 0,25 0,33 0,50
Фасонная обточка . . . 470 400 270 200 150 0,40 0,47 0,70 0,95 * 1,25 0,1 0,13 0,20 0,28 0,37
В тех случаях, когда на станках нет чисел оборотов, которые
предусмотрены расчетными скоростями, берется ближайшее (меньшее
или большее время) и соответственно этому увеличивается или умень-
шается ручная подача.
Изготовление модельных комплектов в механизированных цехах
413
ПОПЕРЕЧНОЕ РАСПИЛИВАНИЕ МАТЕРИАЛА НА МАЯТНИКОВОЙ ПИЛЕ КАРТА 1
Содержание работы
станок.
на станке на задан-
1. Уложить заготовки на
2. Продвигать материал
ный размер распила.
3. Распилить.
4. Снять и уложить отпиленный материал.
Ширина материала В Толщина материала h Количество резов при одной укладке
1 1 1 2 1 4 1 6 1 8 1 ю
в мм в мм Время на принятое количество резов в мин.
30 0,3# 0,41 0,54 0,66 0,78 0,90
40 0,32 0,46 0,61 0,76 0,90- 1,04
100 60 0,38 0,56 0,75 0,94 ' 1,12 1,30
80 0,44 0,64 0,88 1,10 1,33 1,55
100 0,49 0,72 1,00 1,27 1,54 1,80
30 0,39 0,58 0,76 0,94 1,12 1Ж
40 0,42 0,63 0,83 1,03 1,27 1,44
200 60 0,48 0,72 0,97 1,21 1,46 1,70
80 0,54 , 0,80 1,09 1,38 1,67 1,95
100 0,60 0,88 1,21 1,54 1,87 2,20
30 0,47 0,72 - 0,97 1,11 1,46 1,70
40 0,50 0,78 1,05 1,21 1,58 1,84
300 60 0,56 0,88 1,19 1,50 1,80 2,10
80 0,62 0,98 1,33 1,68 2,03 2,37
100 0,68 1,07 1,47 1,86 2,25 2,64
Примечание. Время, указанное в карте рассчитано на работу пилой, имеющей
1500 об/мин при диаметре 600 мм. При измененных условиях работы время, приведенное в
карте, применять со следующими коэффициентами:
Число оборотов плиты в минуту Диаметр плиты в мм Количество резов
1—2 4—6 8-10
500 1,П 1,24 1,38
1000 600 1,06 1,13 1,20
700 1,01 1,02 1,02
500 1,05 1,10 1,15
700 0,95 0,90 0,85
500 0,99 0,96 0,92
2000 600 0,94 0,87 0,80
700 0,89 0,78 0,68
414
Нормирование изготовления деревянных моделей
ПРОДОЛЬНОЕ РАСПИЛИВАНИЕ МАТЕРИАЛА НА ЦИРКУЛЬНОЙ ПИЛЕ КАРТА 2
Содержание работы
1. Уложить заготовку на стол станка.
2. Распилить заготовку.
3. Подать материал для повторного распи-
ливания.
4. Снять заготовку со стола и уложить ее.
Длина материала £ в мм Толщина материала h в мм
30 40 50 60 70 80 ' 100
Время на один рез в мин.
500 0,31 ' 0,36 0,40 0,44 0,48 0,52 0,60
600 0,35 ОДО 0,45 0,49 0,54 0,58 0,67
800 0,39 0,44 0,49 0,54 0,60 0,64 0,73
1000 0,42 0,48 0,54 0,59 0,65 0,70 0,80
1200 0,46 0,52 0,58 0,63 0,70 0,75 0,86
1400 0,50 0,56 0,63 0,68 0,76 0,81 0,93
1600 0,53 0,60 0,67 0,73 0,81 0,87 1,00
1800 0,57 0,64 0,71 0,78 0,86 0,92 1,06
2000 0,61 0,68 0,76 0,83 0,92 0,98 1,13
2500 0,70 0,78 0,86 0,96 1,04 1Д2 —
3000 0,78 0,88 0,97 1,07 1,17 — —
3500 — 0,98 1Д0 1,21 — — —
4000 — 1,07 1,21 — — — —
Примечание. Время, указанное в карте, рассчитано на работу пилой, имеющей ско-
рость 2800 об/мин при диаметре пилы 500 мм. При измененных условиях работы время, приве-
денное в карте, применять со следующими коэффициентами:
Число оборотов пилы в минуту Диаметр пилы в мм
400 500 - 600
1000 1,32 1,20 1,08
1500 1,27 1,15 1,04
2000 1,21 1,10 0,99
2800 1.10 1,00 0;90
Изготовление модельных комплектов в механизированных цехах
415.
ПРЯМОЛИНЕЙНОЕ, КРИВОЛИНЕЙНОЕ И КРУГОВОЕ
РАСПИЛИВАНИЕ МАТЕРИАЛА НА ЛЕНТОЧНОЙ
ПИЛЕ
КАРТА 3
Содержание работы
1. Уложить заготовку на станок.
2.
3.
4.
Распилить заготовку.
Повернуть заготовку.
Подать заготовку для повторного распи-
ливания.
Уложить отпиленные заготовки.
5.
Вид распиливания Длина мате- риала 1 в мм Ширина материала В в мм
До 1000 | Свыше 1000
Толщина материала h в мм
30 | 40 | 60 | 80 | 100 | 30 | 40 1 60 1 1 80 1 ню
Время на распиливание 1 пог. м заготовки в мин.
: Прямолинейное распиливание по- перек волокон До 1000 Свыше 1000 0,60 0,83 0,66 0,92 0,78 1,10 0,88 1,30 1,00 1,45 0,80 1,10 0,90 1,30 1,10 1,70 1,30 2,10 1,50 2,40
Прямолинейное распиливание вдоль волокон До 1000 Свыше 1000 0,50 0,75 0,60 0,83 0,70 1,00 0,80 1Д7 0,90 1,30 0,70 1,00 0,80 1,20 1,00 1,50 1,20 1,90 1,35 2,20
Криволинейное и круговое рас- пиливание До 1000 Свыше 1000 0,83 1,10 0,92 1,30 1,10 1,70 1,30 2,10 1,45 2,50 1,10 1,50 1,30 1,80 1,70 2,30 2,10 2,80 2,40 3,30
Примечание. При распиливании под углом (в наклонном положении стола пилы) вре-
мя. указанное в карте, применять с коэффициентом 1,1.
СТРОГАНИЕ МАТЕРИАЛА НА ФУГОВАЛЬНОМ
СТАНКЕ
КАРТА 4
Лист 1
Содержание работы
заго-
1. Уложить
товку на станок.
2. Строгать
плоскости (одну про-
дольную и две боко-
вые) на фуговальном
станке.
три
3. Подать заготов-
ку для поворотной
фуговки плоскостей.
4. Отложить заго-
товку.
Длина Ширина материала В в мм
100 | 200 1 300 | 400 | 500
материала Толщина материала h в мм
1 ® мм До 60 |свыше 60 | До 60 |свыше 60 | До 60 |Свыше 60 | До 60 |свыше 60 | До 60 |свыше 60
Время на заготовку в мин.
500 1,1 1,3 1,3 1,5 1,6 1,9 2,0 2,3 2,4 2,8
750 1,4 1,6 1,6 1,9 2,0 2,3 2,4 2,8 2,9 3,3
1000 1,6 1,9 1,9 2,2 2,3 2,7 2,8 3,2 3,3 3,8
1250 1,9 2,2 2,2 2,6 2,7 3,1 3,2 3,7 3,8 4,3
416
Нормирование изготовления деревянных моделей
СТРОГАНИЕ МАТЕРИАЛА НА ФУГОВАЛЬНОМ СТАНКЕ КАРТА 4 Лист 2
Длина материала 1 в мм Ширина материала В в мм
100 | 200 | 300 | 400 | 500
Толщина материала h в мм
До 60 Свыше 60 До 60 Свыше 6о| До 60 | Свыше 601 До 60 | Свыше бо| До 60 |свыше 60
Время на заготовку в мин.
1500 1750 2000 2500 3000 ‘ 3500 4000 4500 5000 5500 6000 2,1 2,4 2,6 3,1 3,6 4,0 4,5 5,0 5,5 6,0 6,4 2,5 2,8 3,0 3,6 4,1 4,7 5,2 5,8 6,3 6,9 7,4 2,5 2,8 3,0 3,6 4,2 4,7 5,3 5,9 6,5 7,1 7,6 2,9 3,3 3,6 4,3 4,9 5,6 6,2 6,8 7,4 8,0 8,6 3,0 3,4 3,7 4,4 5,0 5,7 6,3 7,0 7,6 8,3 8,9 3,5 3,9 4,2 5,0 5,7 6,5 7,2 8,0 8,7 9,5 10,2 3,6 4,0 4,3 5,1 5,9 6,7 7,5 1 I 1 1 1 1 1 4,2 4,6 5,0 5,8 1 I 1 I 1 I 1 1 1 1 1 1 1 1
Примечание. Время, указанное в карте, рассчитано для ножевого вала, имеющего ско- рость 5000 об/мин при диаметре 128 мм. При измененных условиях работы время, приведенное в карте, применять со следующими коэффициентами:
Число оборотов ножевого вала в минуту Диаметр ножевого вала в мм
100 128 | 150
3000 4000 5000 1,32 1,21 1,10 1,20 1,10 1,00 1,08 0,99 0,90
СТРОГАНИЕ МАТЕРИАЛА НА РЕЙСМУСОВОМ
СТАНКЕ
КАРТА 5
Содержание работы
1. Уложить заготовку на станок и
подать в питающий механизм.
2. Рейсмусовать.
3. Снять заготовку и уложить
в штабель.
Скорость подачи заготовки в м/мин Количество одновременно закладываемых заготовок
1 1 2 3 * 1 3 1 1 4 1 1 5
Время на строгание 1 пог. м заготовки в мин.
8 0,20 0,14 0,11 0,10 0,09
12 0,14 0,09 0,08 • 0,07 0,06
Изготовление сплошных й коробчатых моделей и стержневых ящиков
417
При расчете нормативов приняты нормальные припуски на обра-
ботку заготовок 7—12 мм на сторону в зависимости от габаритов за-
готовки. Весь припуск снимается за три прохода, из которых два про-
хода черновых (толщина стружки за проход не менее 5 мм) и по-
следний проход чистовым резцом (толщина стружки 1,5—2 мм).
Замеры диаметра заготовки следует производить при полной оста-
новке станка.
Нормативы времени на обработку заготовок на фрезерных станках.
Нормативы времени рассчитаны на обработку заготовок на универ-
сально-фрезерных станках, характеристика которых приводится ниже.
Основные технические данные станков
Наибольшая высота обрабатываемого материала
в мм............ ...................... 600
Вылет шпинделя в мм .............. 1250
Наибольшее расстояние шпинделя от плоскости
стола при вертикальном положении шпинделя
в мм..................................... 620
Наибольшее расстояние от оси шпинделя до стола
при горизонтальном положении шпинделя в мм 745
Наибольшее вертикальное или горизонтальное пе-
ремещение шпиндельной головки в мм....... 75
Наибольшее перемещение стола по рельсам в мм 2345
Размер стола в мм....................... 900X810
Верхнее и нижнее радиальное перемещение -стола
в град................................... 360
При расчете основного времени приняты следующие режимы обра-
ботки, указанные в табл. 6.
Таблица 6
Фрезерование Скорость фрезерования в м/мин, Ручные подачи на один обо- рот шпинделя
черновая чистовая
Боковых торцовых поверхностей Цилиндрических и конусных поверхно- 550 0 6—1,0 0,16-0,3
стей 1100 0 3-0 4 0,07—0 1
Отверстия в массиве 965 0 3-0 9 0,1-0 3
Галтелей 1100 0,4-0 5 0 1—0 2
Пазов 550 0,3-0,7 0,1-0,2
Глубина фрезерования за один проход в расчете принята 5—15 мм
в зависимости от вида обработки и диаметра фрезы. Припуски на
обработку заготовок, принятые в расчете, составляют 7—12 мм на
еторону в зависимости от их габаритных размеров.
ИЗГОТОВЛЕНИЕ СПЛОШНЫХ (МАССИВНЫХ) И КОРОБЧАТЫХ (ПУСТОТЕЛЫХ)
МОДЕЛЕЙ И СТЕРЖНЕВЫХ ЯЩИКОВ В МЕХАНИЗИРОВАННЫХ ЦЕХАХ
Вычерчивание рабочих проекций деревянных моделей и стержневых
ящиков в натуральную величину. Время рассчитано на вычерчивание
одной проекции в натуральную величину на фанерном щите и уста-
навливается для каждой проекции в зависимости от ее площади
и группы сложности.
27 Зак. 2/295
418
Нормирование изготовления деревянных моделей
Площадь проекции определяется приближенно произведением наи-
больших размеров длины на ширину, а группа сложности устанавли-
вается соответственно характеристике групп сложности, приводимой
ниже, или подбирается одинаковый (аналогичный) эскиз по классифика-
тору сложности.
Общая норма времени на вычерчивание всех необходимых проек-
ций деревянной модели или стержневого ящика определяется суммой
времени, взятого для каждой проекции отдельно.
Характеристика групп сложности вычерчивания рабочих проекций
деревянных моделей и стержневых ящиков в натуральную величину.
I группа сложности. Деревянные модели и стержневые
ящики с ровными поверхностями, имеющие до четырех выступов
и углублений.
II группа сложности. Деревянные модели и стержневые
ящики с прямолинейными поверхностями, которые переходят в кри-
волинейные, с четырьмя-семью выступами и углублениями прямоли-
нейных очертаний, имеющие до трех ребер и канавок.
III группа сложности. Деревянные модели и стержневые
ящики с прямолинейными и криволинейными поверхностями, с семью-
десятью выступами и углублениями прямолинейных очертаний, имею-
щие три-пять канавок.
IV группа сложности. Деревянные модели и стержневые
ящики с криволинейными поверхностями, имеющие до четырех высту-
пов и углублений криволинейных очертаний с пятью-семью ребрами
и канавками.
V группа сложности. Деревянные модели и стержневые
ящики, грани которых образуются из сочетания криволинейных по-
верхностей разных очертаний с четырьмя-шестью выступами и углуб-
лениями криволинейных очертаний, с семью-десятью ребрами и ка-
навками.
VI группа сложности. Деревянные модели и стержневые
ящики, грани которых образуются из сочетания криволинейных по-
верхностей, очень сложных по конфигурации, имеющие свыше шесто
выступов и углублений криволинейных очертаний, свыше девяти ре-
бер и канавок.
Эскизы по вычерчиванию рабочих проекций чертежа деревянных
моделей и стержневых ящиков даны в классификаторе сложности.
Содержание работы
1. Подготовить лист фанеры соответствующего размера.
2. Циклевать, зачищать шкуркой щиток и отделать его.
3. Вычертить на щитке рабочие проекции в натуральную величину
но усадочному метру.
4. Нанести литейную технологию.
Изготовление сплошных и коробчатых моделей и стержневых ящиков
419
УСТАНОВКА И СНЯТИЕ ЗАГОТОВКИ С КРЕПЛЕНИЕМ В ЦЕНТРАХ ИЛИ НА ВИНТАХ ПАТРОНА ТОКАРНОГО СТАНКА КАРТА 6
ГТ t lii
1 J.J Содержание работы
Р 1. Разметить центра. 1|ц ///у/] 2. Крепить центровые пластины шурупами.
& Установить заготовки на станок вручную или краном и проверить правильность установки. , j 4. Открепить и снять заготовки со станка.
^—58- 5. Открепить пластины.
Диа- метр заго- товки D в мм Длина заготовки 1 в мм
50 100 200 400 600 | 800 1000 1500 2000 2500 3000 4000
Время на заготовку в мин.
50 100 200 300 400 500 600 700 800 900 1000 1200 ; 1400 1600 ; 1800 1,9 2,2 2,6 2,2 2,6 3,1 2,6 3,1 3,8 4,4 5,0 5,6 6,2 3,3 4,0 5,2 6,3 7,5 8,7 9,8 11,0 4,0 4,8 6,5 8,1 9,9 11,7 13,4 15,0 16,7 18,4 20,0 4,8 5,6 7,6 9,.6 11,6 13,6 15,6 17,6 19,6 21,6 23,5 26,6 29,7 33,0 36,0 6,4 8,7 11,0 13,3 15,6 17,9 20,2 22,5 24,8 27,0 30,5 34,0 37,5 41,0 10,2 12,8 15,5 18,2 21,0 23,0 26,0 29,0 32,0 36,0 40,0 44,0 48,0 14,6 17,7 20,8 24,0 27,0 30,0 33,0 36,0 41,0 46,0 51,0 55,0 16,3 20,0 23,4 27,0 31,0 34,0 38,0 41,0? 46,0 52,0 57,0 62,0 18,0 22,0 26,0 30,0 34,0 38,0 42,0 45,0- 51,0 57,0 63,0 69,0 26,0 31,0 36,0 40,0 44,0 48,0 52,0 59,0 66,0 73,0 80,0
17*
420
Нормирование изготовления деревянных моделей
УСТАНОВКА И СНЯТИЕ ЗАГОТОВКИ С КРЕПЛЕНИЕМ
НА ПЛАНШАЙБУ ИЛИ НА КРЕСТОВИНУ
ТОКАРНОГО СТАНКА
КАРТА .7
Содержание работы
1. Разметить заготовку под планшайбу или
крестовину.
2. Крепить планшайбу или крестовину к заго-
товке болтами или шурупами.
3. Установить заготовку на станок вручную
или краном и проверить правильность установки.
4. Снять заготовку со станка.
5. Открепить планшайбы или крестовину ‘от
заготовки.
Диаметр заготовки D в мм Длина заготовки 1 в мм
50 100 200 300 1 400 500 600 700 800
Время на заготовку в мин.
100 200 400 600 800 1000 1500 2000 2500 3000 4000 7,1 83 10 7 13 0 14,5 160 190 22 0 25,0 28,0 7.8 95 129 16 2 18.1 20 0 24.0 28.0 32 0 36,0 44,0 12 0 15 8 19,5 21.8 24,0 30 0 35.0 40 0 45 0 55,0 18 7 22 8 26 0 29 0 35 0 42.0 48,0 54 0 65,0 21.0 26 0 30 0 33 0 40,0 48 0 55,0 62,0 76,0 300 34 0 38.0 46 0 54.0 62 0 70.0 86.0 34 0 38 0 42.0 51,0 600 69,0 78 0 97,0 46 0 56 0 66 0 76 0 86 0 107,0 50,0 61,0 72.0 83 0 94 0 1180
Примечание. При одновременном коепчении и планшайбы и заготовки к крестовине
! время, указанное в карте, применять с коэффициентом 1,3.
ПРОДОЛЬНАЯ ОБТОЧКА
КАРТА 8
Лист 1
Содержание работы
1. Обточить заготовку.
2. Управлять станком и менять инстру-
мент.
3. Промерять размеры.
4. Зачистить шкуркой.
Диа- Длина обработки £ в мм
метр заго- товки D в мм 50 100 200 400 600 800 1000 1500 2000 2500 3000 4000
Время на заготовку в мин.
50 100 200 300 400 500 3,0 3,4 44 5,3 6,3 7,2 4,0 4,4 58 72 86 10,0 5,9 6.8 9,0 11.2 13 4 15.5 95 11,7 150 19.0 22 0 26.0 13 0 165 21,0 25 0 31,0 36,0 165 22 0 28 0 34 0 41,0 47,0 20 0 26 0 34 0 41 0 49 0 56,0 36 0 47 0 58 0 69 0 80,0 45 0 60 0 75 0 90 0 105 0 53 0 72,0 91,0 1100 129,0 83 0 106,0 128 0 150,0 1зоо : 160 0 190 0
Изготовление сплошных и коробчатых моделей и стержневых ящиков 421
ПРОДОЛЬНАЯ ОБТОЧКА КАРТА 8 I Лист 2
Диа- метр обра- ботки D в мм Длина обработки 1 в мм
50 100 200 400 600 800 1000 1500 2000 2500 3000 4000
Время на заготовку мм
600 700 800 900 1000 1500 2000 2500 3000 4000 82 9 1 10 1 11 0 120 16 0 20 0 11,4 128 142 159 170 23 0 27,0 31 0 35 0 41,0 17,6 197 21 8 23 9 26,0 34,0 41,0 49 0 57,0 66.0 30,0 33 0 37,0 41 0 44 0 57,0 70 0 83 0 96 0 116,0 41 0 46,0 51 0 56 0 60 0 80 0 100 0 120 0 139 0 166,0 53 0 59 0 65 0 71 0 77 0 103 0 129 0 155 0 180,0 64,0 71 0 79 0 86,0 93 0 125 0 157 0 188,0 910 102 0 ИЗО 124 0 1350 181,0 120 0 1350 149,0 163 0 177 0 236,0 147 0 165,0 1830 201 0 2190 290.0 172 0 194 0 216,0 238 0 260,0 344,0 9 220.0 250 0 280 0 310.0 340 0 454,0
Примечания: 1. При обточке .на линейный конус (уклон) время, указанное в карте, применять с коэффициентом 1,15. 2. При черновой (грубой) обточке время, указанное в карте, применять с коэффициен- том 0,7. ' !
РАСТОЧКА КАРТА 9
—
Содержание работы
1. Расточить отверстие.
2. Управлять станком и менять инстру-
мент.
3. Промерять размеры.
4. Зачистить шкуркой.
Диаметр расточки D в мм Длина расточки 1 в мм
10 1 25 | 50 | 75 1 100 | 150 | 200 | 250 300 | 350 400
Время на одно отверстие в мин.
50 20 26 3,8
100 • 25 32 4,5 57 6,9 — — — — — — 1
150 3,0 3,9 5,3 6,7 80 100 — — — — —
200 34 4,5 6,1 7,6 9,1 12,0 150 — — — —
400 48 6,3 83 11,0 130 170 21 0 25 0 29,0 33 0 36,0
600 62 8 1 11,1 142 17,0 22,0 27 0 32,0 37,0 42 0 47,0
800 7,6 9,3 13 6 17,4 21 0 27 0 33,0 39,0 45,0 51,0 57,0
1000 8,8 11.6 16,1 20,6 25 0 32,0 39,0 46 0 53 0 60 0 67.0
1500 11,6 150 20 8 26 6 32 0 42,0 53,0 62 0 71 0 82,0 91,0
2000 14,4 184 25,6 32 4 39,0 52,0 65 0 78,0 89,0 103 0 115.0
2500 172 21 8 30 3 38 2 46,0 62,0 77,0 98 0 107 0 123 0 139,0
3000 20 0 25 0 35,0 44 0 53 0 71 0 89 0 107,0 125,0 1430 161.0
3500 23,0 28,0 39,0 50,0 60,0 81,0 102,0 123.0 144,0 164,0 184,0
Примечание. При расточке отверстий под линейный конус время, указанное в карте,
применять с коэффициентом 1,15.
422
Нормирование изготовления деревянных моделей
ПОДРЕЗКА ТОРЦА
КАРТА 10
Содержание работы
Тип!
Та пи.
1. Подрезать торец.
2. Управлять станком и менять инстру-
мент.
3. Промерять размеры.
4. Зачистка торца шкуркой.
Диа- метр об- работки Ширина обработки В в мм
25 | । 50 1 75 | юо | 150 | 200 | ?00 | 400 | 500 600 800 | 1000
D в мм Время на торец в мин.
50 2.1 — — .— — — — — — — — —
100 23 30 — — — — — — — — — —
200 28 35 4.2 49 — — — — — — — —
400 36 47 55 6.4 80 94 — — — — — —
600 4,4 57 6.8 80 10.0 12 0 16 0 — — — — —
800 5,2 67 8,1 95 120 145 20 0 25,0 — — — —
1000 60 7.7 94 11,0 140 17 0 23 0 29 0 3 4) — — —
1500 74 99 12 2 145 190 21,0 33 0 42 0 52 0 62.0 — —
2000 88 120 15 0 180 25 0 31 0 43 0 56 0 68 0 81 0 1060 1300
2500 102 140 178 21 5 30 0 38 0 53 0 69 0 84,0 100 0 130.0 158 0
3000 И 5 16 0 20 5 25 0 35 0 44 0 63 0 82 0 100 0 1180 152 0 186 0
4000 140 20 0 26 0 31 0 44 0 56 0 81 0 106 0 130 0 1520 196 0 240,0
Примечания: 1. При подрезке внутреннего торца (см. эскиз типа II) на глубине h свы-
ше 100 мм время, указанное^ карте, применять с коэффициентом 1,2.
2. При черновой (грубой) подрезке торца или без промеров время, указанное в карте, при-
менять с коэф щиентом 0,7.
ФАСОННАЯ ОБТОЧКА
КАРТА 11
Содержание работы
1. Обточить.
2. Управлять станком и менять инструмент.
3. Промерять размеры.
4. Зачистить шкуркой после обточки.
Диаметр обточки D в мм Ширина обработки В в мм
25 | 50 | 75 | 100 | 125 | 150 | 200 | 400 | 600 | 800 I 1000
Время I ia заготовку в мин.
50 30 3.6 42 48 5,4 60 7,4 — —
100 40 4,9 58 6,7 7,6 8.4 10.0 18 0 — — —
200 54 6 6 79 9.1 104 11.4 140 25 0 35 0 — —
400 8 1 100 12 0 139 158 17.4 21.0 38 0 53 0 69,0 —
600 108 13,4 160 18.7 21,2 23 3 28 0 50 0 71.0 93,0 111 0
800 134 168 20 0 23 4 26 6 29.1 35 0 62 0 89 0 115.0 139 0
1000 16 0 20 0 24 0 28 0 32 0 35 0 42,0 74 0 106,0 137,0 167 0
1500 21 0 27 0 32 0 37 0 42 0 47 0 55 0 97 0 139.0 181,0 223,0
2000 26,0 34 0 40 0 46 0 52 0 58 0 68 0 120 0 172 0 — —
римечания; 1. Нормы времени рассчн-аны и фасонную об точку глубиной до 10 мм;
при другой глубине обточки время, указанное в карте, применять с коэффициентами:
до 20 мм — 1,2 ; до 30 мм — 1,30; до 40 мм — 1,3"; до 50 мм — 1,40.
2. При внутренней фасонной обточке время, указанное в карте, применять с коэффициентом 1,35.
Изготовление сплошных и коробчатых моделей и стержневых ящиков
423
ОБТОЧКА ГАЛТЕЛЕЙ И ЗАКРУГЛЕНИЙ
КАРТА 12
Тип!
Диа-
Тип И
Со держание работы
1. Обточить.
2. Управлять станком и менять инструмент.
3. Промерять размеры.
4. Зачистить шкуркой после обточки.
Радиус закруглений и галтелей г в мм
метр осра- ботки D в мм 5 1 10 1 15 | 20 ! 30 1 40 | 50 60 1 70 | ( 80 | 90 | 100
Время на одно закругление в мин.
50 07 0.9 1,1 1,2 .
100 0,9 1,2 1,4 1,6 20 — — — — — — —
. 200 1.1 1 5 1,8 21 27 3,3 39 — — — — —
400 1 5 20 25 3,0 3,9 4,7 54 62 6,9 7,7 84 9.1
600 1.9 26 32 3,9 5,1 6,1 69 7,9 87 96 106 113
800' 23 31 39 4 8 6.3 7,4 84 95 10 5 И 5 12,6 13 5
1000 26 3.6 46 56 75 87 99 11,1 12,3 13 5 146 15.7
1500 33 45 58 70 93 108 12,2 13 7 15 1 16,7 180 193
2000 40 54 7,0 8,4 И 1 13 0 14 5 16 3 17,9 197 214 22 9
2500 47 63 82 98 129 15р 168 189 20,7 22 7 217 26 5
3000 54 7,3 92 11,1 147 16,9 19.1 21 3 23 5 25 7 27 9 30,0
4000 6,6 89 11,2 13 5 18 0 21,0 21,0 27,0 29 0 32.0 35 0 37.0
Примечание. Нормы времени рассчитаны на обточку загруглений по типу I. При нор-
мировании выточки галтелей по типам II и III время, указанное в карте, применять с коэффици-
ентом 1,3. При глубине выточки галтели по типу III свыше 100 мм время применять с коэффициен-
том 1,5.
УСТАНОВКА ЗАГОТОВКИ НА ПЛИТУ ФРЕЗЕРНОГО
СТАНКА С КРЕПЛЕНИЕМ ЗАЖИМАМИ И СНЯТИЕ ЕЕ
СО СТАНКА
КАРТА 13
Содержание работы
1. Установить заготовку на плиту вруч-
ную или краном.
2. Закрепить заготовку зажимами.
3. Проверить.
Высота заготовки h в мм Сумма габаритных размеров заготовки -ф Z2 в мм
200 400 600 800 | юсо | 1500 2000 2000
50 2,6 35 ; 4,4 5,3 62 84 106 127
100 3,1 43 5,4 65 7,6 10.1 12 5 155
200 4,1 57 73 89 104 133 162 21 0
300 48 66 8,4 10,2 12 0 150 19 2 25 0
400 54 75 95 11 5 13 5 17 9 22 1 29 0
500 6,0 8,3 10,6 12 8 15,0 20,0 25,7 32,0
424
Нормирование изготовления деревянных моделей
УСТАНОВКА СТАНКА ЗАГОТОВКИ НА ПЛИТУ ФРЕЗЕРНОГО С КРЕПЛЕНИЕМ НА КРЕСТОВИНУ И СНЯТИЕ ЕЕ СО СТАНКА .КАРТА 14
1 1 Содержание работы
1/
1 1 * 1. Установить крестовину на плиту, плани- ровать и закреплять ее. 2. Установить заготовку на крестовину и закрепить ее винтами ( 3. Проверить правильность установки.
4. открепить заготовку снять ее. 5. Открепить крестовину от крестовины и
и снять ее.
Высота за Сумма габаритных размеров 4- Zo в мм
готовки h в мм 1 эс ) 2000 2500 3000 3500 4000 4500 5000
50 100 200 300 400 500. 15 18 23 28 32 36 18 21 27 33. 39 44 20 24 31 38 45 51 23 27 35 43 51 59 25 30 39 48 57 66 27 33 43 53 63 72 30 36 47 58 69 78 32 39 51 63 74 . 84
ФРЕЗЕРОВАНИЕ БОКОВЫХ И ГОРИЗОНТАЛЬНЫХ
ПОВЕРХНОСТЕЙ ЗАГОТОВКИ
Содержание -работы
1. Фрезеровать боковые и горизонталь-
ные поверхности заготовки.
2. Управлять станком и менять инстру-
мент.
3. Промерять размеры.
Ширина обработки В в мм Длина обработки 1 в мм
200 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 2000
Время в мин.
25 50 100 150 200 300 7.4 87 112 13,0 9 1 109 150 180 210 26 0 10 4 12 7 18,0 22 0 25 0 33 0 117 14 3 21 0 26,0 30 0 40 0 130 160 23 0 29 0 35,0 46,0 16 0 20 0 28 0 36 0 43,0 57,0 18 0 23 0 33 0 42,0 51 0 68,0 21 0 28 0 41,0 53 0 610 87 0
Примечания: 1. При обработке внутренних или ступенчатых плоскостей на глубину h
свыше 200 мм время, указанное в карте, применять с коэффициентом 1,2.
2. При черновой (грубой) обработке время, указанное в карте, применять с коэффициен-
том 0,7.
Изготовление сплошных, и коробчатых моделей и стержневых ящиков
425
ФРЕЗЕРОВАНИЕ ЦИЛИНДРИЧЕСКИХ И КОНУСНЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВКИ КАРТА 16
Содержание работы.
1. Фрезеровать внутренние поверхности
заготовки.
. 2. Управлять станком и менять инстру-
мент.
3. Промерять размеры.
Диаметр D в мм Длина обработки 1 в мм
50 100 200 400 600 800 1000 1500
Время в мин.
50 100 200 300 500 60 75 11 0 14.5 73 94 140 17,0 98 130 180 23,0 140 175 25 0 31.0 44,0 18,0 22 0 31,0 39 0 55,0 22 0 26 5 37 0 47 0 66,0 26 0 31 0 43,0 54 0 78,0 57,0 71,0 101,0-
Примечание. При фрезеровании конусной поверхности, при каждом переходе произво-
дится переустановка фрезы на соответствующие диаметры; на каждую переустановку прибавлять
ко времени, указанному в карте, 3,5 мин.
ФРЕЗЕРОВАНИЕ КРУГЛЫХ ОТВЕРСТИЙ В МАССИВЕ
КАРТА 17
Тип 1
Содержание работы
1. Фрезеровать по разметке.
2. Управлять станком и менять ин-
струмент.
3. Промерять размеры.
Глубина отверстия h в мм Диаметры отверстия D в мм
80 100 200 <300 400 600 800 1000
’ Время на отверстие в мин.
10 20 40 60 80 100 6 5 82 11,4 7,7 98 , 13,6 175 20 0 22 0 100 13,0 18 0 23 5 : 28,0 32,0 12,2 15.8 22.4 29 0 36 0 41,0 14,4 18 6 26 8 35 0 43 0 50,0 17 3 22 8 33,6 410 55 0 65 0 20 2 27 0 40 4 53 0 67 0 80 0 23,0 ; 31,0 47,0 ; 63 0 | 78 0 94,0
Примечание. Нормы времени рассчитаны на фрезерование несквозных отверстий. При < фрезеровании сквозных отверстий время, указанное в карте, применять с коэффициентом 0,6. |
426
Нормирование изготовления деревянных моделей
ФРЕЗЕРОВАНИЕ КВАДРАТНЫХ И ПРЯМОУГОЛ ЬНЫХ
ОТВЕРСТИЙ В МАССИВЕ
Содержание работы
1. Фрезеровать стороны и ра-
диусы по разметке.
2. Управлять станком и менять
инструмент.
3. Промерять размеры.
Глубина фре- зерования h в мм Сумма сторон Т + в мм
200 400 600 800 1000 1500
Время в мин.
25 50 75 100 150 200 7,2 9,0 108 12,6 163 20,0 9,0 11,5 140 16,2 21,0 26,0 11,0 14 0 17,0 20 0 26 0 32,0 13 0 160 20 0 21.0 31,0 38 0 150 190 23 0 27 0 35 0 43,0 20,0 210 29 0' 34 0' 44 0 53 0
Примечания: 1. Во время, указанное в карте, включено одновременное фрезерование
угловых галтелей радиусом до 25 мм.
2. При фрезеровании секторных отверстий (тип II) .применять коэффициент 1,2.
3. При фрезеровании несквозных отверстий применять коэффициент 1,6.
ФРЕЗЕРОВАНИЕ СКВОЗНЫХ ПАЗОВ В МАССИВЕ
КАРТА 19
Тип!
Тип и
Фрезеровать пазы.
3.
Промерять инструмент.
Содержание работы
Управлять станком и менять инструмент.
Диаметр D в мм Длина фрезерования 1 в мм
100 200 400 600 | 800 1000 | 1500
Время в мин.
25 50 100 150 30 37 51 6,4 3,8 4,6 61 80 5,4 6.4 88 11,0 70 82 И 0 14,0 86 10 0 140 17,0 10,2 120 160 20 0 140 16,0 22 0 28 0
Примечания: 1. В картах указано время при фрезеровании на глубину до 25 мм, при
фрезеровании до 40 мм применять коэффициент 1,25, а до 60 мм — коэффициент 1,5.
2. При фрезеровании пазов типа II время, указанное в карте, применять с коэффициен-
том 1,2.
Изготовление сплошных и коробчатых моделей и стержневых ящиков
427
ФРЕЗЕРОВАНИЕ ГАЛТЕЛЕЙ И ЗАКРУГЛЕНИЙ
КАРТА 20
Тип!
1.
НИЯ.
2.
струмент.
3. Промерять размеры.
Тип II
Содержание работы
Фрезеровать галтели и закругле-
Управлять станком и менять ин-
Радиус галте- лей в мм Длина фрезерования 1 в мм
100 200 400 600 800 * 1000 1с 00
10 4,0 4,4 50 56 6,2 68 78
20 5,2 5,7 66 7,6 85 94 10 2
30 6,4 7,1 84 96 10 8 12 0 145
50 87 9,7 11,6 13 5 154 172 21 0
80 12,0 13 2 15,5 17,8 20,1 22 4 28 0
100 — 15,0 17,8 20,2 22,6 25,0 31,0
Примечания: 1. Время в картах дано на фрезерование внутренних прямых галтелей.
При фрезеровании радиусов типа II применять коэффициент 0,9, а при фрезеровании типа III —
коэффициент 1,2.
2. При фрезеровании конусных галтелей применять коэффициент 1,4.
ВЫЧЕРЧИВАНИЕ РАБОЧИХ ПРОЕКЦИЙ
ДЕРЕВЯННЫХ МОДЕЛЕЙ И СТЕРЖНЕВЫХ ЯЩИКОВ
В НАТУРАЛЬНУЮ ВЕЛИЧИНУ
КАРТА 21
Площадь проекции в дм2 Группа сложности Площадь проекции в дм% Группа сложности
1 1 11 1 111 1 IV | v 1 VI 1 1 11 1 111 1 IV | v 1 VI
Время в час. Время в час.
5,0 09 1,3 1.7 2,1 2,5 2,9 250 5 1 7,4 95 118 14,1 16 3
10 1.0 1,5 20 v24 29 3,4 300 59 8,5 11,1 137 16,3 190
20 1,2 1 8 24 29 35 4,0 350 6.7 97 129 16 4 19 80 21,0
30 1 4 2,1 2,7 33 40 4,6 400 7.0 102 13 5 172 20 75 22 0
40 1,6 24 3.1 37 45 52 500 7 4 10,6 14 1 180 21,70 23.5
50 1 8 2,6 3,4 42 50 58 600 77 11,1 14 7 188 22 67 25 0
; 75 22 32 42 5,2 6,1 7,1 700 80 116 154 19 6 23 60 26 5
* 100 2,7 38 50 6,1 72 8,5 800 8,3 120 160 20 4 24 57 28 0
: 150 35 50 65 80 9,5 11,1 900 87 125 16 6 21 2 25 52 29 5
? 200 4,3 6,2 8,0 9,9 11,8 13,7 юоо • 9,0 13,0 17,5 22 0 26,50 31,0
-V Примечание. При вычерчивании, проекции чертежа на тонкостенное литье с жесткими
допусками на размер литья, когда фанерный щит необходимо тщательно зачищать и покрывать
лаком, время, указанное в карте, применять с коэффициентом 1,25.
428
Нормирование изготовления деревянных моделей
Изготовление сплошных (массивных) и коробчатых (пустотелых!
моделей. К сплошным (массивным) моделям относятся такие модели?
основание которых выполнено из склеенных щитов, а остальные части
модели — из склеенных сплошных частей.
К коробчатым (пустотелым) моделям относятся такие модели?,
©снование которых выполнено из рамок или склеенных щитков,,
а остальные части пустотелые в виде коробки, связанной в шип, или
каркас из рамок, обшиваемый клепкой. К коробчатым моделям также
относятся модели, имеющие формы частей цилиндров, основание ко-
торых выполнено из рамок, а остальные части изготовляются клепкой
на полукольцах или полудисках, а также в виде пустотелых предме-
тов или коробок.
Время в нормативах дано на одну укрупненную операцию, которая
охватывает всю работу по изготовлению модели, кроме вычерчивания
проекции.
Время на вычерчивание проекции и изготовление шаблонов следует
брать из карт 21 и 28 и добавлять ко времени, затраченному на изго-
товление модели.
Факторами продолжительности изготовления моделей приняты
объемы модели в дм3 и группа сложности работы.
Объем модели подсчитывается по геометрическим фигурам и фор-
мулам соответственно конфигурации модели или рассчитывается па
частям с последующим суммированием их общего объема.
Характеристика групп сложности изготовления сплошных (массив-
ных) и коробчатых моделей,
I группа сложности. Модели самой простой конфигурации
с гладкими прямолинейными поверхностями, переходящими одна в дру-
гую под прямыми углами, и простые цилиндрические <модели из косяков
ц сегментов, имеющие до четырех стержневых знаков, без отъемных
частей.
II группа сложности. Модели, стенки которых образуются из
прямолинейных поверхностей, пересекающихся под прямым углом,
имеющие до пяти выступов и углублений прямолинейных очертаний,
до восьми стержневых знаков простой конфигурации и до пяти отъ-
емных частей.
III группа сложности. Модели для отливок, конструкция ко-
торых построена на двух-трех осевых линиях. Конфигурация модели
образуется прямолинейными и криволинейными поверхностями, пере-
секающимися в основном под прямыми углами. На поверхности
имеется до весьми выступов и углублений прямолинейных очертаний,
до трех канавок с восемью-двенадцатью стержневыми знаками.,
с тремя-шестью отъемными частями.
IV группа сложности. Модели для отливок, конструкция ко*-
торых построена не более чем на трех осевых линиях. Стенки модели
состоят из прямолинейных и криволинейных поверхностей, пересекаю-
щихся под любыми углами; на поверхностях и стенках имеется от
восьми до двенадцати выступов и углублений прямолинейных и криво-
линейных очертаний, с тремя-пятью ребрами и канавками и с двенад-
цатью-пятнадцатью стержневыми знаками, с шестью-десятью отъем-
ными частями.
V группа сложности. Модели для отливок, конструкция ко-
торых построена на большом количестве главных и вспомогательных
осевых линий, находящихся под разными углами в разных плоско-
стях, сложной конфигурации, с двенадцатью-пятнадцатью выступами
и углублениями криволинейных очертаний, с пятью-десятью ребрами
Изготовление сплошных и коробчатых моделей и стержневых ящиков
429
и канавками, с пятнадцатью-двадцатью стержневыми знаками, с де-
сятью-пятнадцатью отъемными частями.
VI группа сложности. Модели для отливок, конструкции ко-
торых построены на большом количестве главных и вспомогательных
осевых линий, находящихся под разными углами и в разных плоско-
стях очень сложной конфигурации, имеющие свыше пятнадцати высту-
пов и углублений криволинейных очертаний, свыше десяти ребер и ка-
навок, свыше двадцати стержневых знаков, свыше пятнадцати отъ-
емных частей^
Эскизы по изготовлению сплошных (массивных) и коробчатых
(пустотелых) моделей приведены в классификаторе сложности.
ИЗГОТОВЛЕНИЕ СПЛОШНЫХ (МАССИВНЫХ) j МОДЕЛЕЙ КАРТА 22'
Содержание работы 1. Разметить доски, бруски, рамки, коробки, .массивы, знаки и другие части модели. 2. Распилить доски, бруски и щиты по разметке. 3. Подогнать и склеить отдельные части в массив и обработать их вруч- ную по наружному контуру. 4. Изготовить массив, каркас модели, рамки,' знаки прибылей, выпоры, лит- ники и другие части модели. 5. Разметить шипы для вязки коробок или ребер между собой. 6. Долбить шипы вручную и склеить коробки, ребра на шиповую вязку. 7. Обработать вручную отдельные части модели. 8. Собрать общий каркас модели из рамок или щитов, обшить его клепкой или досками. < 9. Подогнать отдельные части модели после токарной и фрезерной обра- ботки. 10. Разметить центра и установить все части модели на шпонки, шканты, притычки и т. д. 11. Закруглить острые углы, кромки и все выступающие части по шаблонам. 12. Вклеить бруски и выполнить галтели. 13. Нанести центровые линии на модели и на отдельные части модели. 14. Нанести контуры тела детали и стержней. 15. Установить и укрепить подъемы. 16. Зачистить поверхности модели и проверить размеры перед сдачей в ОТК- 17. Маркировать модели.
Объем модели в дм? Группа сложности
I | II | III | IV 1 v | VI
Время на модель в час.
1 3 5 10 15 20 30 40 50 60 70 80 90 100 150 200 2,4 2,7 3,0 3,7. 4,2 4,6 55 6.4 7,3 ' 7,9 8,5 9,1 9,7 103 139 16,2 3,6 , 4,0 4,4 5,4 6,0 6,6 7,8 90 102 10,9 11,1 123 13 0 137 16 6 19,0 5,1 5,6 6,1 7,3 8,1 88 103 11,8 13,3 14.2 15,1 16,0 16 9 178 20,6 23,3 7,6 82 ! 88 103 11,2 12.1 139 15,7 175 186 197 20,8 21,9 23 0 27,0 31,0 12,1 14,1 153 16 5 189 / 21,3 23,7 25,1 26,5 27 9 29 3 30,7 36,1 41,6 190 20 5 22 0 25 0 28 0 31 0 32 8 34,6 36,4 <8,2 40,0 47 0 54,0
430
Нормирование изготовления деревянных моделей
ИЗГОТОВЛЕНИЕ КОРОБЧАТЫХ (ПУСТОТЕЛЫХ)
МОДЕЛЕЙ
Содержание работы см. в карте 22
Объем модели в дм2 Группа сложности • Объем модели в дм2 Группа сложности
н Ш IV V VI I II ш IV V VI
Время на модель в час. Время на модель в час.
50 100 150 200 250 300 400 500 600 700 800 900 1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 3000 3200 3400 99 130 152 17,1 187 20 0 22 6 24 2 25 9 27 7 29 2 30 6 31,9 34,3 36 6 38,6 40 4 42,1 43 8 45,4 46 7 47 8 49,0 13,4 17,4 20,2 22 5 24,4 26 1 29,0 31 2 33 5 35 4 37 2 38 9 40 4 43 2 45 8 48 0 50 2 52 2 54 0 55,9 57 6 59,0 60 4 61,4 62,4 19,0 24,3 27,9 30,1 32 5 34 7 38 3 40 6 43 4 45 8 47 9 50,1 51 9 55 2 58 2 61,1 63 7 66,0 68 4 70 2 72 6 73 6 75,5 76 4 78,7 24,2 30,1 34,3 37 7 40 5 42 9 47,1 50 0 52,5 55 2 57 6 59 8 61,9 65 6 €8 9 71 9 74 6 77 4 79 6 82 4 84,2 86 2 87 6 89 6 91,6 30 8 37,8 42 8 46,1 49 3 52,1 56 8 59.6 63 0 65,9 68,7 71,1 73 4 77,6 81,3 84 4 87 8 90.5 93 3 95,1 98 0 99 8 102 104 106 40,0 48 4 54,1 58 2 61.9 65 2 70 6 75.2 79 2 82,6 85 8 88,7 91 3 96 3 1С0 104 108 111 114 117 119 122 124 127 129 3 600 3 800 4 000 4 200 4 400 4 600 4 800 5 000 5 500 6 000 6 500 7 000 7 500 8 000 8 500 9 000 9 500 10 000 11 000 12 000 13 000 14 000 15 000 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 63,8 65,0 66 2 67 4 68,6 70 0 70 8 72 0 74 5 77,0 79 4 81,6 82 8 85 1 87 4 88 7 90 0 91 3 94 0 96 7 99 4 102 105 80,5 82 0 83,3 84,7 86,4 87 4 89,2 90,2 93 3 96,1 98,9 101 103 105 107 109 111 ИЗ 117 121 125 129 133 93 0 95 0 96,4 97 7 99,7 101 103 104 106 109 112 114 116 118 120 123 125 127 131 135 139 IM 148 108 ПО 112 114 116 118 119 120 122 125 127 130 132 135 137 140 143 146 152 157 163 169 175 131 133 134 136 138 140 142 144 ? 146 149 153 156 159 163 166 170 173 176 182 189 195 201 208
Изготовление разъемных и вытряхных стержневых ящиков. Время!
на изготовление разъемных и вытряхных стержневых ящиков в кар-
тах дано в расчете на две укрупненные операции: из них первая)
охватывает изготовление коробок разъемных и вытряхных ящиков.,
вторая операция — изготовление внутренних частей ящика.
Норма времени на изготовление разъемных и вытряхных ящиков?
определяется суммированием времени вышеуказанных операций-
и времени на вычерчивание проекции чертежа с изготсувлением шабло-
нов.
При изготовлении разъемных и вытряхных ящиков факторами’
продолжительностей приняты внутренние размеры ящика и сложность-
изготовления.
Внутренние размеры ящика определяются по чертежу, а группа
сложности — по характеристикам групп сложностей, приведенным пе-
ред картой.
Изготовление сплошных и коробчатых моделей и стержневых ящиков
431
ИЗГОТОВЛЕНИЕ РАЗЪЕМНЫХ СТЕРЖНЕВЫХ
ящиков
Содержание работы
1. Разметить боковые стенки на готовых щи-
тах и отрезать их на пиле.
2. Строгать кромки и плоскости, прибить
шпонки к продольным станкам.
3. Установить на сборочном столе угольники
в соответствии с внутренними размерами стерж-
невого ящика и закрепить их.
4. Установить и закрепить специальными струбцинками четыре боковые
стенки коробки, проверить правильность размеров и углов.
5. Просверлить отверстия через поперечные стенки в торцах продольных
стенок и забить шипы.
6. Смазать шпонки клеем и закрепить их по углам гвоздями или шурупами.
7. Закрепить дополнительные шпонки на продольных и поперечных стен-
ках коробки.
8. Просверлить сквозные отверстия под болтовую стяжку в углах.
9. Закрепить с двух сторон отверстия металлическими подкладками-
шайбами
10. Установить болты с барашком и проставить шпильки.
И. Освободить корпуса коробки от струбцин и строгать верх.
12. Прикрепить шпонки к данному щиту.
13. Прострогать низ корпуса коробки и подогнать дно.
14. Установить дно на шипы.
15. Снять коробку со сборочного стола и отправить ее для дальнейшей об-
работки модельщиками.
Площадь основания - стержня в дм2 Высота стержня в мм
100 200 300 400 500 600 700 800 900 1000
Время в час.
5 1,0 1,1 1,2 — — — — — —
10 1,1 1,2 1,3 1,4 — — — — — —
20 1,2 1,3 1,5 1,6 1,8 — — — — —
40 1,5 1,6 1,9 2,1 2,3 2,9 — — — —
60 1,8 2,0 2,2 2,5 2,7 3,3 3,7 — — —
80 2,1 2,3 2,6 2,8 3,1 3,7 4,1 .4,5 — —
100 2,4 2,6 2,9 3,2 3,5 4,1 4,5 4,9 5,3 5,7
120 2,7 2,9 32 3,5 ' 3,8 4,4 . 4,9 5,2 5,6 6,0
140 — 3,2 3,5 3,8 4,1 4,8 5,3 5,6 6,0 6,4
160 — — 3,8 4,1 4,4 5,1 5,6 6,0 6,4 6,8
180 — — — 4,4 4,7 5,5 6,0 6,4 6,8 7,2
200 — — — — 5,0 5,9 6,4 6,8 7,2 7,6
Примечание. Нормы времени в карте на коробки свыше 500 мм предусматривают
крепление болтами.
432
Нормирование изготовления деревянных моделей
ИЗГОТОВЛЕНИЕ ВЫТРЯХНЫХ КОРОБОК
СТЕРЖНЕВЫХ ЯЩИКОВ
КАРТА 25 '
Содержание работы
1. Разметить внутренние и внешние боко-
вые стенки, дно коробки на готовых щитах и
обрезать их на пиле.
2. Строгать кромки и плоскости.
3. Установить на сборочный стол уголь-
ники в соответствии с внутренними размерами
стержневого ящика и закрепить их.
4. Установить и закрепить специальными струбцинками четырехбоковые вну-
тренние стенки коробки, проверить правильность размеров и углов.
5 Промазать клеем клинья и закрепить их гвоздями к боковым стенкам
коробки.
6. Отрезать внешние торцовые стенки коробки под углом 6°.
7. Снять струбцины с двух торцовых стенок, установить внешние торцовые
стенки и закрепить их специальными струбцинками.
8. Промазать шпонки клеем й проставить их на наружные узлы, закрепить
их струбцинками.
9. Просверлить отверстия в шпонках, смазать нагели клеем и забить их,
отрезать и зачистить нагели.
10. Промазать дополнительные поперечные шпонки клеем и закрепить их
гвоздями или шурупами на продольных и торцовых внешних стенках коробки.
11. Снять струбцины и металлические скобы с коробки, разметить коробки
по высоте и строгать верх.
12. Поставить заглушки между внутренними и внешними стенками коробки,
закрепить внутренние стенки и зачистить.
13. Перекантовать коробки, прикрепить шпонки к данному щиту и подо-
гнать его к низу коробки.
14. Установить дно коробки на шипы. i
15. Снять коробку со сборочного стола и отправить ее для дальнейшей
работы модельщику.
Площадь Высота в мм
основания стержня в дм2 100 200 300 400 500 600 700 у 800 900 1000
Время в час.
5 1,7 1,9 2,0
10 1,9 20 2,2 2,4 — — — — — —.
20 2 1 23 2,6 28 3,1 — — — — .—
40 2,6 '28 32 3,4 39 4,4 — — — —
60 3,1 34 38 42 4.6 5,1 5,6 — — —
80 3,6 3.9 4.4 48 5 3, 58 6,3 69 — .—
100 4,1 44 ! 4.9 54 6,0 65 7,0 7,5 80 8,6
120 4,6 . 4,9 54 60 65 7,1 7.6 8 1 86 9,2
140 — 5,4 60 6,5 7,0 76 8,1 86 92 9,8
160 — — 6,5 70 76 8,2 8,7 93 98 10,3
180 — — — 7,6 82 87 9,3 98 103 10,8
200 — — — — 8,7 9,3 9,8 10,3 10,8 11,3
Примечания: 1. Время в карте указано при изготовлении коробок на косой тип, при
замене косого типа другим видом вязки углов время, указанное в карте, применять с коэффици-
ентом 0,8.
2. При изготовлении коробки ящика без поддона (дна) время, указанное в карте, применять
с коэффициентом 0,85.
Изготовление сплошных и коробчатых моделей и стержневых ящиков
433
Изготовление внутренних частей ящика (отделка и сборка). Харак-
теристика групп сложности изготовления внутренних частей, разъем-
ных и .вытряхных стержневых ящиков.
I группа сложности. Стержневые ящики, внутренние по-
верхности которых образуют прямолинейные очертания, пересекаю-
щиеся под прямым углом, имеющие от одного до трех выступов
и углублений, без отъемных частей.
II группа сложности. Стержневые ящики, внутренние поверх-
ности которых имеют прямолинейную конфигурацию, пересекающиеся
под прямым углом, имеющие от трех до пяти выступов и углублений,
ют одной до трех отъемных частей.
III группа сл ожности. Стержневые ящики, внутренние, по-
верхности которых имеют конфигурацию, образующуюся из прямоли-
нейных и криволинейных очертаний с плавными переходами, имеющие
от пяти до семи выступов и углублений, различно расположенных,
с установкой до трех ребер и перегородок, от трех до пяти отъемных
частей; при изготовлении применяются проверочные шаблоны.
IV группа сложности. Стержневые ящики, внутренние поверх-
ности которых имеют сложную конфигурацию, образующуюся из кри-
волинейных очертаний, имеющие от семи до девяти выступов и углуб-
лений с установкой от трех до шести ребер и перегородок, от пяти
до семи отъемных частей; при изготовлении применяются шаблоны
различной сложности.
V группа сложности. Стержневые ящики, внутренние поверх-
ности которых имеют сложную криволинейную конфигурацию, кон-
струирование которых производится по нескольким осевым линиям,
пересекающимся под разными углами, в разных плоскостях, имеющие
ют девяти до двенадцати выступов и углублений, с установкой от ше-
сти до девяти ребер и от*семи до десяти отъемных частей; при изго-
товлении применяются сложные проверочные шаблоны.
VI группа сложности. Стержневые ящики, внутренние по-
верхности которых образуются очень сложными криволинейными по-
верхностями; конструирование их производится по нескольким осевым
линиям, пересекающимся под разными углами в различных плоско-
стях, имеющие свыше двенадцати выступов и углублений, свыше
девяти ребер, свыше десяти отъемных частей; при изготовлении при-
меняются сложные проверочные шаблоны.
По изготовлению внутренних частей ящика (отделка и сбор) см.
классификатор сложности.
ИЗГОТОВЛЕНИЕ ВНУТРЕННИХ ЧАСТЕЙ ЯЩИКА (отделка и сборка) КАРТА 26
Лист 1
Содержание работы 1. Ознакомиться с. конструкцией изготовляемого стержневого ящика. 2. Разметить материал для изготовления отдельных частей ящика. 3. Изготовить внутренние части ящика. 4. Разметить, собрать стержневой ящик из отдельных частей с пригонкой и креплением их по месту. 5. Довести отдельные части до заданных размеров. 6. Нанести метки на ящик. 7. Выполнить галтели на поддонах, углах и других частях. 8. Выполнить радиусы и галтели под шпаклевку. 9. Зачистить шкуркой и проверить размеры. 10. Маркировать стержневой ящик и отъемные части.
28 Зак. 2/295
434
Нормирование изготовления деревянных моделей
ИЗГОТОВЛЕНИЕ ВНУТРЕННИХ ЧАСТЕЙ ЯЩИКА КАРТА 26 '
(отделка и сборка) Лист 2
Высота стержня в мм
Площадь 1 I
основная 100 200 300 400 500 600 700 800 900 1000 .
1 ।
в им
Время в час.
I группа сложности
1 1,5 — — — — — - — — —
3 2,3 2,7 — — — — — — —
5 2,9 3,2 3,6 — — — — — —
10 3 8 4,2 4,7 5,0 — — - — — —
15 4.4 4,9 5,4 5.8 6,2 — — — —
20 5,0 5,5 6,1 6,5 6 8 7,4 - — — —
30 5,9 6,4 7,0 7,5 7,9 8 5 9.1 9,6 — —
40 6,6 7.1 7,8 8,3 8,7 9,4 10,3 10,6 11,1 —
50 7,2 7,7 8,5 9.0 9,4 10,1 10,8 11,3 11.8 12,3
60' 7,7 8 3 9,1 9,6 10,1 10 8 11,4 12,0 12,5 130
70 8,2 8 8 9,6 10,2 10,6 11,4 12,0 12,6 13,1 13,6
80 8,7 9,3 10,1 10,6 11,1 11,9 12,6 13,2 13.7 14,1
100 9.5 10.0 11,0 11,6 12,0 12,8 135 14.2 14,7 15,1
120 10,2 10,8 11,8 12,3 12,8 13,6 14,4 15,0 15,5 16,0
140 10,8 11.4 12,4 13.0 13 5 14,4 15.1 15,7 16,3 16.7
160 11,7 12,0 13,1 13,7 14,2 15.1 15 8 16,4 17,0 17,4
180 — 12,6 13,7 14,3 14,8 15,7 16 4 17,1 17,6 18,0
200 — — 14,2 14,8 15,3 16,2 17,0 17,7 18,2 18 6
II группа сложности
1 2,2 — — — — — * — — — —
3 3,3 3,9 — — — — - — — —
5 4,2 4,6 5,1 — — — - — — —
10 5,4 6,0 6.7 7,2 — — - — — —
15 6,3 7,0 7,7 8,3 8,9 — - — — —
20 7,2 7,9 8.7 9,3 9.7 10,6 - — — —
30 8,4 9.2 10.0 10,7 11,3 12,2 13.0 13,7 — — '
40 9,4 10,2 11.2 11,9 12,4 13,4 14,3 152 — —
50 10.3 11,0 12,2 12,9 13,4 14.4 15,4 16 2 16 9 17,6
60 11,0 11,9 13,0 13,7 14,4 15.4 16,3 17.2 17,9 18.6
70 11,7 12,6 13,7 14.6 15 2 16,3 17.2 18.0 18,7 195
80 12,4 13 8 14,4 15,2 15 9 17,0 18 0 18,9 19,6 20,2
100 13,6 14,3 15,7 16,6 17,2 18 3 19.3 203 21.0 21,6
120 14,6 15,4 16,9 17,6 18.3 19.5 20,6 21,5 22,2 22,9
140 15,4 16,3 17,7 18 6 19,3 20,6 21.6 22 5 23.3 23,9 .
160 16,3 17,2 18 7 19,6 20,3 21,6 22 6 23 5 24,3 24,9
180 — 18,0 19,6 20 5 21,2 22,5 23 5 24 5 25 2 25,7
200 — — 20.3 21,2 21,9 23,2 24,3 25,3 26,0 26,6 -
III группа сложности
1 32 — — — - — — — —
3 4,9 5.7 - — — - - — — —
5 62 68 7,6 — — — — — .—
10 8.1 8 9 10,0 10,6 — — - — — —
15 93 10,4 11,5 123 13,1 — - — — —
20 10,6 11,7 129 13,8 14,4 157 - — — —
30 125 136 148 15,9 168 180 19.3 20,4 — —
40 140 15.0 165 17.6 18,4 199 21.2 22 5 23 5 —
50 153 163 180 19,1 199 21.4 22,9 24 0 25 0 26,1
60 16.3 17 6 19,3 20,4 21,4 22 9 24 2 25 4 26 5 27,6
70 17.4 18 7 20,4 21.6 22 5 24 2 25 4 26 7 27 8 28 8
80 18,4 19,7 21,4 22,5 23,5 25.2 26,7 28.0 29,0 29,9
Изготовление сплошных и коробчатых моделей и стержневых ящиков
435
ИЗГОТОВЛЕНИЕ ВНУТРЕННИХ ЧАСТЕЙ ЯЩИКА КАРТА 26
(отделка и сборка) Лист 3
Высота стержня в мм
Площадь 1 1
основная 100 200 300 . 400 | 500 | 600 1 700 800 | 900 | •1000
в дм2
Время в час.
100 20,1 21,2 23,3 24,6 25,4 27,1 28,6 30,1 31,2 32,0
120 21,6 22 9 25.0 26,1 27,1 28 8 30.5 31.8 32,9 33,9
140 22,9 24,2 26,3 27,6 28,6 30,5 32,0 33 8 34,6 35,4
160 24,2 25,4 27,8 29,0 30,1 32,0 33,5 34,8 36,0 36,9
180 26,7 29.0 30,3 31,4 33,3 34,8 36,3 37,3 38,2
200 — — 30,1 31,4 32,4 34,3 36,0 37,5 38,6 39,4
IV группа сложности
1 4,1 — — — — — — —
3 6,3 7,4 — — — — — — —
5 7,9 87 9,8 — — — — — —
10 10,4 11,5 12 8 13 7 — — — — —
15 120 13,4 14,7 15,8 16,9 — — — —
20 13,7 150 16,7 178 186 20,2 — — —
30 16,1 17,5 19,1 20 5 21,6 23.2 241 3 26.2 — —
40 180 19,4 21,3 22,7 23.8 25,7 27,3 28,9 30,3 —
50 19,7 21,0 23 2 24,6 25,7 27,6 29,5 30 8 32,2 33,6
60 21,0 22,7 24 8 26.2 27,6 29,5 31,1 32,8 34,7 35.5
70 22,4 24 0 26.2 27,9 28,0 31,1 32,8 34,4 35,8 37,1
80 23,8 25,4 27.6 28,9 30,3 32 5 34,4 36,0 37,4 38,5
100 25 9 27,3 30 0 31,7 32 8 34,9 36,9 38,8 40,1 41,2
120 27,9 29,5 32 2 33,6 34,9 37,1 39,9 41,0 42,3 43,7
140 29,5 31,1 33 9 35 5 36 9 39,3 41,2 42.9 44,5 45.6
160 31,1 32 8 35 8 37,4 38 8 41,2 43,1 44,8 46,4 47,5
180 34,4 37,4 39.0 40,4 42,9 44 8 46.7 48,0 49,1
200 — — 38,8 40,4 41,8 44,2 46,4 48,3 49,7 50,8
V группа сложности
1 5,3 — — — — — — — —
3 8,1 9,6 — — — — — — —
5 10,3 11,3 12,7 — — — — — —
10 135 14,9 16,6 17,7 — — — —. —
15 15,6 17,3 19,1 20 5 21,9 — — — —
20 17,7 19,5 21.6 23,0 24,1 26.2 — — —
30 20,9 22,7 24,8 26,6 28 0 30 1 32,2 34,0 — —
40 23,4 25.1 27,6 29 4 30,8 33 3 35 4 37 5 39,3 —
. 50 25 5 27,3 30,1 31,9 33 3 35 8 38 2 40 0 41,8 43 5
60 27 3 29 4 32 2 34.0 35 8 38,2 40 4 42 5 44,3 46,0
70 29 0 31,2 34 0 36.1 37,5 40,4 42 5 44 6 46 4 48 0
80 30 8 32 9 35 8 37.5 39 3 42 1 44,6 46.7 48 5 49 9
100 33.6 35 4 38,9 41.1 42 5 45 3 46,7 50,3 52 0 53,5
120 36,1 38 2 41 8 43 5 45 3 48 1 51,0 53,1 54,9 56,6
140 38,2 40 4 43.9 46 0 46,7 51 0 53 5 55 6 57,7 59,1
160 40,4 42,5 46 4 48 5 50 3 53.5 55 9 58,1 60.2 61,6
180 44,6 48 5 50 6 52 4 55 6 58,1 60 5 62,3 63.7
200 — — 50,3 52,4 54,2 57,3 60,2 62,7 64,4 65,8
28*
436
Нормирование изготовления деревянных моделей
ИЗГОТОВЛЕНИЕ ВНУТРЕННИХ ЧАСТЕЙ ЯЩИКА КАРТА 26
(отделка и сборка) Лист 4
Высота стержня в мм
Площадь 1 1 ।
основная 100 200 | 300 | 400 500 600 700 | 800 I 900 | 1000
1 1 1
Время в час.
VI группа сложност И,'
1 6,9
3 10,6 12,5 — — — — — — —
5 13,4 14,8 16,6 — — — — — —
10 17,5 19,4 21,7 23,0 — — — — — —
15 20,4 22,6 24,9 26,7 28,6 — — — — —
20 23,0 25,4 28,1 30,0 31,4 34,1 — — — —
30 27,2 29,5 32,3 34,6 36,4 39,2 42,0 44,3 — —
40 30,4 32,7 36,0 38,3 40,1 43,3 46,1 48,9 51,2 —
50 33,5 35,5 39,2 41,5 43,3 46,5 50,0 52,1 54,4 56,7
60 36,5 38,3 42,0 44,3 46,6 50,0 52,6 55,3 57,6 59,9
70 37,8 40,6 44,3 47,0 48,9 52,6 55,3 58,1 60,4 62,7
80 40,1 42,9 46,6 48,9 51,2 54,9 58,1 60,9 63,2 65,0
100 42,8 56,1 50,7 53,5 55,3 59,0 62,2 65,5 67,8 69,6
120 47,0 49,8 54,4 56,7 59,0 62,7 66,4 69,2 71,5 73,8
140 50,0 52,6 57,2 59,9 62,2 66,4 69,6 72,4 75,1 77,0
160 52,6 55,3 60,4 63,2 65,5 69,4 72,8 75,6 78,4 80,2
180 — 58,1 63,2 65,9 68,2 72,4 75,6 78,8 81,1 83,0
200 — — 65,5 68,2 70,5 74,7 78,4 81,6 83,9 85,7
Изготовление цилиндрических и конусных стержневых ящиков.
Время на изготовление цилиндрических и конусных стержневых ящи-
ков дано на одну укрупненную операцию, которая охватывает всю ра-
боту по изготовлению стержневых ящиков.
Время в карте дано на полное изготовление двух половин ящика,
разъем которых выполнен на шкантах с креплением их жимками.
Факторами продолжительности при изготовлении стержневых ящи-
ков приняты внутренний диаметр, длина и сложность изготовления.
Характеристика групп сложности изготовления цилиндрических
и конусных стержневых ящиков. I г р у п п а с л о ж н о с т и. Стержневые
ящики из массива — цилиндрические, конусные, шарообразные и дру-
гие, подобные им, без выступов, углублений и отъемных частей.
II группа сложности. Стержневые ящики из массива — цилин-
дрические, конусные, шарообразные и подобные им с тремя-шестью
выступами и углублениями, имеющие до трех отъемных частей.
III группа сложности. Стержневые ящики из клепок — ци-
линдрические, конусные и подобные им, выполненные на двух хому-
тах без выступов и углублений с тремя отъемными частями.
IV группа сложности. Стержневые ящики из клепок — ци-
линдрические, конусные, смешанные, выполненные более чем на двух
хомутах, имеющие до трех углублений до 100 мм и шириной свыше
100 мм и до трех отъемных частей.
Изготовление сплошных и коробчатых моделей и стержневых ящиков
437
ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ И КОНУСНЫХ КАРТА 27
СТЕРЖНЕВЫХ ЯЩИКОВ Лист 1
Содержание работы
1. Ознакомиться с конструкцией изготовления стержневого ящика.
2. Подогнать и отпилить лишний материал у косяков, клепок и других ча-
стей ящика.
3. Разметить ящик для станочной или ручной обработки.
4. Изготовить ящик и отъемные части.
5. Разметить и установить отъемные части.
6. Довести ящик до заданных размеров по проверочным шаблонам.
7. Нанести метки на ящик и отъемные части.
8. Выполнить закругления и галтели материалом или подмазкой.
9. Зачистить шкуркой, проверить и маркировать стержневой ящик и части.
Внутренний диаметр ящика в мм Длина стержневого ящика в мм
50 100 150 200 | 300 | 400 | 500 | 600 | 800 | 1000
до Время на ящик в час.
I группа 1 сложности
25 0,7 0,8 0,9 1,0 — — — — — —.
50 0,8 0,9 1,0 1,1 — — — — — —
100 1,0 1,1 1,2 . 1,3 1,5 1,7 1,9 2,1 2,4 27
150 1,2 1,3 1,4 1,5 1,7 1,9 2,1 2,4 2,7 3’1
200 — 1,5 1,6 1,7 1,9 2,1 2,4 2,6 3,0 3’4
300 — 1,8 1,9 2,0 2,3 2,6 2,8 3,1 3,5 3,’9
II группа сложности
25 0,8 0,9 1,0 1,1 — — —
50 0,9 1,0 1,1 1,2 — — — — — —
100 1,2 1,3 1,4 1,5 1,6 1,7 2,1 2,5 2,9 3,4
150 1,4 1,5 1,6 1,7 2,0 2,2 2,4 2,7 3,3 3,7
Внутренний Длина стержневого ящика в мм
диаметр 350 400 1 | 500 | 600 1 | 800 | 1000 I 1200 I 1400 | 1600 | 1800
ящика в мм 1 1 1 1
до Время на ящик в час.£
III группа сложности
350 3,4 3,5 3,8 4,1 4,8 5,3 5,8 6,6 7,2 8,0
400 ’ 3,5 3,6 3,9 4,3 4,9 5,6 6,3 7,0 7,7 8,5
600 3,6 3,8 4,1 4,6 5,6 6,4 7,6 8,6 - 9,6 10,1
800 — 4,4 5,0 6,3 7,4 8,8 10,7 11,8 12,8
1000 — 4,7 5,3 7,1 8,2 10,1 12,0 13,6 14,8
1200 — 5,6 7,4 9Д 11,3 14,0 15,6 17,2
1400 — — — 7,8 9,9 12,5 15,4 17,0 19,5
1600 — — — — 10,8 13,8 16,7 19,1 21,8
1800 — — — — 11,7 15,0 18,1 21,0 24,0
2000 — — — — — 12,5 16,2 19,4 22,9 26,1
438
Нормирование изготовления деревянных моделей
ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ И КОНУСНЫХ стержневых ящиков КАРТА 27 Лист 2
Внутренний диаметр ящика в мм до Длина стержневого ящика в мм
1000 1200 1400 1600 | 1800 । 2000 | 2200 2400 | 2600 | | 2800
Время на ящик в час.
350 400 600 800 1000 1200 1400 1600 1800 2000 6,7 6,9 8,1 9,3 10,4 11,7 12,9 14,1 15,3 16,3 7,5 7,8 9,6 11,3 13,1 14,8 16,5 18,3 20,0 21,8 IV Г1 8,3 8,8 11,4 14,1 16,8 19,4 21,4 24,1 26,1 28,1 зуппа 9,1 9,8 13,4 16,8 20,1 22,8 25,5 28,1 30 8 33,5 С Л О 3 9,0 10,7 14,7 18 8 22,8 26 8 30,2 33,5 36,9 40,2 К Н О С т 10,7 11,7 16,8 20,8 24,8 28,8 32,8 36 9 40 9 44,9 И 12,6 18,1 23,5 28,1 33,5 38,2 42,9 47,8 51,6 13,4 188 25,5 30,8 36,2 42,9 48,2 52,9 57,6 14,0 20,8 26 8 32,8 39,5 46,2 52,3 57,6 63,0 21,4 28.8 35,5 42,2 48,9 55,6 62,3 68,3
Примечание. При изготовлении внутреннего отверстия вручную, а не на фрезерных стан- ках время, указанное в карте по I и II группам сложности, применять с коэффициентом 1,5, а по III и IV группам сложности — с коэффициентом 1,3.
Изготовление проверочных шаблонов, применяемых при изготовле-
нии деревянных моделей и стержневых ящиков. Факторами продолжи-
тельности изготовления проверочных шаблонов для деревянных моде-
лей и стержневых ящиков приняты рабочие размеры шаблонов (пло-
щадь в дм2) и группа сложности изготовления.
Время в карте дано на одну укрупненную операцию, которая охва-
тывает всю работу по изготовлению шаблона, и рассчитано на изго-
товление шаблонов из фанеры толщиной 3—4 мм.
Группа сложности работы устанавливается соответственно харак-
теристике групп сложности, приводимой ниже.
Характеристика групп сложности изготовления проверочных шабло-
нов, применяемых при изготовлении деревянных моделей и стержневых
ящиков.
I группа сложности. Шаблоны самой простой конфигурации,
вырезанные из одной или двух спаренных частей.
II группа сложности. Шаблоны средней сложности, приме-
няемые при изготовлении деревянных моделей и стержневых ящиков,
конфигурация которых имеет различные выступы и углубления.
III группа сложности. Сложные- шаблоны, применяемые при
изготовлении деревянных моделей и стержневых ящиков со сложной
конфигурацией поверхности, при наличии большого числа выступов
и углублений.
Эскизы на изготовление проверочных шаблонов, применяемых при
изготовлении моделей и стержневых ящиков, см. в классификаторе
сложности.
Изготовление сплошных и коробчатых моделей и стержневых ящиков
439
ИЗГОТОВЛЕНИЕ ПРОВЕРОЧНЫХ ШАБЛОНОВ, ПРИМЕНЯЕМЫХ ПРИ ИЗГОТОВЛЕНИИ ДЕРЕВЯННЫХ МОДЕЛЕЙ И СТЕРЖНЕВЫХ ЯЩИКОВ КАРТА 28
Содержание работы 1. Разметить материал согласно чертежу. 2. Выпилить материал на ленточной пиле. 3. Обработать материал по размерам вручную. 4. Довести до заданных размеров согласно чертежу. 5. Зачистить шкуркой и маркировать.
Группа сложности Площадь рабочего шаблона в дм2
3 1 1 5 1 10 1 15 1 25 | 50 | 75 1 100 1 150 | 200
Время на шаблон в час.
I II III 0,7 0,9 1,4 0,9 1,1 1,7 1,3 1,6 2,5 1,7 2,2 3,3 2,1 2,7 4,1 2,6 3,2 4,8 3,4 4,3 6,4 4,2 5,3 8,0 5,1 6,2 9,4 6,0 7,2 11,0
Примечание. При изготовлении протяжных шаблонов, а также шаблонов из досок время, указанное в карте, применять с коэффициентом 1,3.
Изготовление заготовок и узлов моделей и стержневых ящиков.
К. числу факторов, влияющих на продолжительность изготовления за-
готовок или узлов/ относятся:
а) конфигурация заготовки;
б) конструкция заготовки;
в) длина или диаметр заготовки;
г) ширина, толщина и высота заготовки;
д) . количество слоев или рядов.
Перечень элементов, входящих в состав работы по изготовлению
заготовок или узлов, на которые составлены таблицы времени, указан
в соответствующих картах.
Заготовки или узлы изготовляются из предварительно обработан-
ного материала на станках.
В случае первичной обработки материала непосредственно модель-
щиками-заготовителями (не специальными рабочими) необходимо
к табличному времени прибавить время на обработку на станках
(раздел первый).
Щиты склеиваются в металлических струбцинах.
Все работы по изготовлению заготовок и узлов деревянных моде-
лей и стержневых ящиков входят в соответствующий укрупненный
норматив на изготовление моделей и стержневых ящиков.
Карты времени на изготовление заготовок даны как дополнитель-
ный материал, пользоваться ими следует в том случае, когда модель-
щик-заготовитель отдельно от бригады изготовляет только заготовку
к модели или ящику.
440
Нормирование изготовления деревянных моделей
СКЛЕИВАНИЕ ЩИТА
КАРТА 29
Содержание работы
Количество фуг в щите
1. Склеить в щит предварительно обработан-
ные доски.
Длина I в мм
5 1 1 4 1 3 1 2 500 | ( 1000 | 1500 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000
Толщина h в мм до Время на один щит в час.
40 0,11 0,15 0,18 0,22 0,26 0,29 0,32 0,36 0,40 0,43
— —. 40 — 0,16 0,20 0,24 0,27 0,32 0,36- 0,40 0,44 0,48 0,52
— 40 — — 0,22 0,26 0,31 0,36 0,41 0,46 0,51 0,55 0,60 0,65
40 — — — 0,28 0,34 0,40 0,46 0,52 0,58 0,64 0,70 0,76 0,82
Примечание. После склейки плоскости щита обрабатываются на станках специальными
рабочими.
ИЗГОТОВЛЕНИЕ МАССИВА ПРОДОЛЬНОЙ СКЛЕЙКИ В ДВА СЛОЯ КАРТА 30
Содержание работы
1. Разметить предварительно обработанные
доски.
2. Распилить на ленточной пиле.
3. Фуговать плоскости в местах соединения.
4. Склеить щиты в массив и зажать струбци-
нами.
5. Зачистить фуганком.
Толщина h в мм
Ширина заготовки В в мм
До 50 | ( До 40 150 | 200 I 300 | 400 1 | 500 | 600 800 1 I 1000
Длина заготовки в мм до Время на 1 шт. в час
200 0,16 0,19 0,23 0,26 0,29 0,32 0,39 0,45
200 400 0,19 0,23 0,26 0,29 0,32 0,36 0,42 0,48
400 600 0,23 0,26 0,29 0,32 0.36 0,39 0,45 0,52
600 800 0,26 0,29 0,32 0,36 0,39 0,42 0,48 0,55
800 1000 0,29 0,32 0,36 0,39 0,42 0,45 0,52 0,58
1000 1200 0,32 0,36 0,39- 0,42 0,45 0,48 0,55 0,62
1200 1400 0,36 0,39 0,42 0,45 0,48 0,52 0,58 0,67
1400 1600 0,39 0,42 0,45 0,48 0,52 0,55 0,62 —
1600 1800 0,42 0,45 0,48 0,52 0,55 0,58 0.67 —
1800 2000 0,45 0,48 0,52 0,55 0,58 0,62 — —
2000 — 0,48 0,52 0,55 0,58 0,62 0,67 — —
Примечание. При изготовлении массива из трех и более слоев на каждый последующий
слой свыше двух время, указанное в карте, применять с коэффициентом 0,3.
Изготовление сплошных и коробчатых моделей и стержневых ящиков
441
ИЗГОТОВЛЕНИЕ МАССИВА В ПЕРЕКЛЕЙКУ
КАРТА 31
1.
2.
3.
4.
5.
6.
7.
Содержание работы
Разметить доски по длине.
Фуговать доски в местах соединения.
Склеить щиты из досок.
Склеить щиты крестообразно.
Окончательно разметить и опилить.
Строгать все плоскости массива.
Зачистить фуганком.
Длина I в им
Количество фуг в одном щите
5 1 4 1 3 1 2 1 1 500 | 1000 | 1500 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000
Толщина материала h в мм Время на щит в час.
30 1,00 1,42 1,83 2,25 2,67 3,08 3,50 3,92 4,33
— — — — 50 0,85 1,20 1,60 2,00 2,45 2,90 3,33 3,57 4,10 5,00
—. — — 30 — — 1,42 2,00 2,60 3,17 3,75 4,33 4,92 5,33 5,92
— — — 50 — 1,18 1,67 2,30 3,00 3,60 4,20 4,80 5,35 5,80 6,33
— — 30 — — — 1,85 2,50 3,16 3,83 4,50 5,16 5,83 6,50 7,10
.— — 50 — — 1,60 2,20 2,90 3,50 4,33 5,00 5,70 6,35 7,05 7,70
-— 30 — — — — 2,38 3,00 3,75 4,50 5,25 6,00 6,75 7,50 8,25
— 50 — — — 1,90 2,60 3,30 4,05 4,80 5,60 4 6,40 7,30 8,40 9,20
30 — — — — — 2,75 3,67 4,62 5,33 6,25 7,16 8,08 9,00 9,80
50 — — — — 2,25 3,05 4,00 4,95 5,85 6,60 7,45 8,45 9,50 10,80
Примечания: 1. На склейку из готовых щитов время, указанное в карте, применять
с коэффициентом 0,4.
2. При изготовлении массива из трех и более слоев на каждый последующий слой свыше двух
время, указанное в карте, применять с коэффициентом 0,3.
ИЗГОТОВЛЕНИЕ дисков из щитов
КАРТА 32
Содержание работы
1. ' Вычертить окружности и изготовить
диски из готовых щитов.
2. Зачистить плоскости под склейку ру-
банком (вручную).
3. Склеить диски между собой.
4. Снять струбцины после склейки.
5. Зачистить фуганком и шкуркой.
Диаметр диска D в мм
Время на диск в час.
Количество
слоев в одном
диске
100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000
1 0,07 0,10 0,12 0,15 0,17 0,22 0,27 0,32 0,37 0,42
2 0,22 0,38 0,54 0,78 0,86 1,02 1,18 1,34 1,50 1,67
3 0,28 0,48 0,68 0,88 1,08 1,28 1,48 1,68 1,88 2,08
4 0,35 0,56 0,77 1,00 — — — — — —
5 0,44 0,70 0,98 1,28 — — — — — —
6 0,54 0,88 1,22 1,56 — — — — — —
7 1,05 1,28 1,51 1,85 — — — — — —
Примечание. Диски в один слой и при диаметре свыше 500 мм склеивают из двух щитов
или приклеивают доску к щиту.
44-2
Нормирование изготовления деревянных моделей
ИЗГОТОВЛЕНИЕ ДИСКОВ ИЗ СЕКТОРОВ
В ОДИН СЛОЙ
КАРТА 33
Содержание работы
1. Изготовить шаблоны для секторов.
2. Разметить требуемое количество секторов по шаб-
лону.
3. Фуговать кромки после вырезки (фуганком вруч-
ную).
4. Склеить диск для набора и склеить секторы
в диске.
5. Разметить окружность
Диаметр диска D в мм Количество секторов
10 i 1 12 ] [ 14 | 16 1 1 18 1 20 | 22 | 24 126 1 28 1 30 32 1 134 | 36
Время на диск в час.
До 400 . 500 . 600 . 700 „ 800 . 900 1,08 1,16 1,25 1,4Q. 1,32 1,70 1,75 1,73 1,87 2,00 1,95 2,10 2,25 2,40 2,16 2,33 2,50 2,67 2,82 2,55 2,57 2,67 3,00 3,12 3,30 2,80 3,00 3,20 3,40 3,60 3,25 3,47 3,82 3,90 3,50 3,73 3,95 4,28 4,00 4,25 4,50 4,27 4,53 4,75 4,82 5,08 5,42
Примечания: 1. На каждый следующий слой или при наборе секторов на плоскость (на щит,
кольца, диск) с прибивкой на гвозди время, указанное в карте, применять с коэффициентом 0,6.
2. Секторьцвыполняются станочниками.
ИЗГОТОВЛЕНИЕ КОЛЕЦ ИЗ СЕГМЕНТОВ
КАРТА 34
Лист 1
работы
Содержание
1. Изготовить шаблон
мента.
2. Разметить сегменты
3. Обработать материал до
вручную.
4. Собрать сегменты по кругу и подо-
гнать стыки вручную.
5. Склеить кольца и скрепить нагелями.
6. Зачистить поверхности кольца шкур-
кой.
получает готовые, обработанные на станках.
для разметки сег-
по шаблону.
размеров
Доски на щиты модельщик
Отверстия для нагелей сверлят электродрелью.
Количество сегментов D до Толщина сегмента 5 в мм
50 f 100 150 | 200 250 1 I 300
в ряду Время на кольцо в час.
4 400 0,90 1,20 1,42
600 1,20 1,42 1,65 1,87 2,08 —
6 800 1,42 1,65 1,87 2,08 2,33 2,55
1000 1,65 1,87 2,08 2,33 2.55 2,87
8 1200 2,05 2,27 2,50 2,73 2,95 3,28
1400 2,27 2,50 2,85 3,20 3,55 3,80
Изготовление сплошных и коробчатых моделей и стержневых ящиков
443
ИЗГОТОВЛЕНИЕ КОЛЕЦ ИЗ СЕГМЕНТОВ КАРТА 34 Лист 2
Количество сегментов в ряду D до Толщина сегмента 5 в мм
50 100 | 150 | 200 | 250 I 300
Время на кольцо в час.
10 12 14 16 1600 1800 2000 2200 2400 2600 2800 3000 3200 3400 3600 3800 4000 4200 4400 2,50 2,90 3,30 3,70 4,10 4,50 5.00 5 50 6,00 6,80 7,30 7,80 8,30 9,10 9,60 2,85 3,30 3,70 4,10 4,50 5,00 5,50 6,00 6,50 7,30 7,80 8,30 8,80 9,60 10,10 3,20 3,70 4,10 450 5 00 5,50 6,00 6,50 7,00 7,80 9,30 8,80 9,30 10,10 10,60 3,55 4,10 4,50 500 5 50 6,00 6,50 7,00 7,50 8,30 8,80 9,30 9,80 10,60 11,10 3,80 4,50 5,00 5 50 600 6,50 7,00 7,50 8,00 8 80 9.30 9,80 10,30 11,10 11,60 4,28 5,00 5,50 6,00 6.50 7,00 7,50 8,00 8,50 9,30 9,80 10,30 10,80 11,60 12,10
Примечания. 1. Время рассчитано на изготовление колец в два ряда сегментов. При из- готовлении колец свыше двух рядов на каждый последующий ряд прибавлять 25% времени, ука- занного в карте. 2. При склейке колец под грузами время, указанное в карте, применять с коэффициентом 0,3. 3. В карте учтено время на вычерчивание контура кольца для изготовления шаблона.
Окраска деревянных моделей и стержневых ящиков. Предусматри-
ваются следующие условия при окраске деревянных моделей и стерж-
невых ящиков:
а) деревянные модели и стержневые ящики (внутренняя часть
ящика, включая и поддон) I группы сложности окрашиваются пол-
ностью, за исключением основания модели или разъема ящика (из
двух половин);
б) деревянные модели и стержневые ящики II группы сложности
окрашиваются полностью, кроме разъема;
в) деревянные модели и стержневые ящики III группы сложности
окрашиваются полностью, кроме разъема; время дано на целую или
разъемную модель; на модели, смонтированные на плитах, время дано
на две плиты или двухстороннюю подмодельную плиту;
г) деревянные модели и стержневые ящики IV группы сложности
окрашиваются кругом, за исключением разъема. Если основание дере-
вянной модели ровное, оно не окрашивается, тогда время на окраску
следует брать по III группе сложности.
Деревянные модели в малярное отделение поступают окончательно
отделанными и проверенными ОТК.
Время в карте рассчитано на окраску деревянных моделей и стерж-
невых ящиков нитроэмалью.
Факторами продолжительности окраски деревянных моделей и
-стержневых ящиков приняты габаритные размеры и сложность окра-
шиваемой поверхности.
Характеристика групп сложности окраски деревянных моделей
и стержневых ящиков.
К I группе сложности относятся деревянные модели и стерж-
невые ящики с ровной поверхностью, имеющие до четырех выступов
и углублений, установленные наглухо. Например:
444
Нормирование изготовления деревянных моделей
а) деревянные модели и стержневые ящики втулок, простые бара-
баны и цилиндры;
б) деревянные модели и стержневые ящики изложниц, поддоны и
подставки;
в) деревянные модели шаботов и подшаботные плиты;
г) деревянные модели и ящики анкерные, фундаментные, разме-
точные и другие плиты, у которых ребристая решетка выполняется
стержнями;
д) модели и ящики шкивов, шестерен, маховиков и т. п. со сплош-
ным телом без ребер и до четырех окон в диске;
е) модели вкладышей подшипников, фрезерованные зубчатые
венцы и т. п.
Ко II группе сложности относятся деревянные модели и
стержневые ящики с поверхностями, переходящими одна в другую
под углами, имеющие четыре-восемь выступов, углублений, ребер,
отростков, окон и впадин различной формы и незначительной глубины.
Например:
а) модели разметочных плит с двумя пересекающимися ребрами;.
б) модели и ящики бортовых плит (прямых и угловых);
в) модели и ящики простых корпусов и крышек редукторов, имею-
щие до двух подшипников на каждой стороне;
г) модели блоков, шкивов, шестерен и т. п. с окнами и ребрами
на диске до четырех на каждой стороне;
д) ящики крышек подшипников с выточками и карманами;
е) модели опок с открытой решеткой.
К III группе сложности относятся деревянные модели и
стержневые ящики с криволинейной поверхностью, имеющей выступы
и углубления под различными углами, с расположенными на поверх-
ности восемью-шестнадцатью ребрами и различными приливами. На-
пример:
а) подмодельные, сушильные и разметочные плиты с густой ре-
шеткой ребер;
б) модели различных типов колец с ребрами и окнами более четы-
рех на одной стороне;
в) корпусы и крышки сложных шестеренчатых и червячных пере-
дач с тремя и более подшипниками на каждой стороне;
г) модели и ящики корпусов шиберов;
д) зубчатые рейки с литым зубом;
е) ящики загрузочных патрубков с винтовыми ребрами.
К IV группе сложности относятся деревянные модели и
стержневые ящики (грани которых образуются из сочетания криво-
линейных поверхностей сложной конфигурации), имеющие более шест-
надцати ребер, приливов, отростков и углублений. Например:
а) зубчатые колеса с литым зубом;
б), модельные плиты с количеством смонтированных моделей на
них более четырех, с большим количеством отдельных частей и лит-
никовой системой;
в) модели и внутренние ящики цилиндров воздуходувок, турбовоз-
духодувок и т. п.;
г) модели и ящики корпусов и головок моторов;
д) станины фрезерных станков (модели и ящики) и другие модели
и ящики, выходящие за пределы III группы сложности.
Изготовление модельных комплектов в маломеханизир о ванных цехах
445
ОКРАСКА МОДЕЛЕЙ И СТЕРЖНЕВЫХ ЯЩИКОВ КАРТА 35
Содержание работы
1. Очистить поверхность от пыли.
2. Приготовить шпаклевку, замазку и краску.
3. Грунтовать поверхность нитроэмалью вручную кистью.
4. Подмазать галтели цементной замазкой.
5. Сплошная нитрошпаклевка окрашиваемой поверхности вручную.
6. Шлифовать поверхности пемзой или шкуркой.
7. Окрасить поверхности после шпаклевки.
8. Очистить поверхность шкуркой после первой окраски.
9. Вторично окрасить.
10. Натереть поверхность графитом или алюминиевым порошком.
11. Штриховать знаковые части, тело и покрыть отъемные части черным лаком.
Площадь 'Окраски Группа сложности Площадь окраски Группа сложности
I 1 11 1 111 1 1 IV 1 1 п 1 П1 1
в дм2 Время в час. в дм2 Врем: я в час. f
5 10 25 50 100 150 200 300 0,5 0,7 1,0 1,5 ‘ 2,4 3,1 3,8 5,2 0,6 0,9 1,3 1,9 3,0 3,8 4,8 6,5 0,7 1,1 1,6 2,3 3,6 4,6 5,8 7,8 0,8 1,3 1,9 2,9 4,3 5,5 7,0 9,4 400 500 600 700 800 900 1000 6,6 8,0 9,3 10,6 11,9 13,2 14,5 8,2 10,0 11,6 14,3 14,9 16,5 18,1 9,8 12,0 13,9 17,2 17,9 19,8 21,7 11,8 14,4 16,7 20,6 21,5 23,8 25,8
Примечания: 1. При окраске моделей с лестницы время, указанное в карте, применять
с коэффициентом 1,3.
2. При покрытии моделей олифой взамен окраски время, указанное в карте, применять с коэф-
фициентом 0,4.
3. При наличии отдельных частей на моделях крупных размеров время на окраску их допу-
скается определять, как на модель соответствующей сложности.
?1нЖ4. На крупных моделях и стержневых ящиках отдельные мелкие приливы и углубления в рас-
счет не принимаются.
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА ИЗГОТОВЛЕНИЕ
МОДЕЛЬНЫХ КОМПЛЕКТОВ В МАЛОМЕХАНИЗИРОВАННЫХ
МОДЕЛЬНЫХ ЦЕХАХ
Укрупненные нормативы времени на изготовление модельных ком-
плектов (в маломеханизир-ованных модельных цехах, где все работы по их
изготовлению производятся самими модельщиками (кроме токарных
операций по дереву), предусматривают следующие условия производ-
ства работ:
1. Модельные комплекты изготовляют на основании чертежей и
разработанной технологии, с подробным указанием всех необходимых
данных по их изготовлению.
2. Деревянные модели и стержневые ящики изготовляет, как пра-
вило, бригада рабочих с разделением труда внутри бригады, что
позволяет значительно поднять производительность труда и исполь-
зовать высококвалифицированных модельщиков на самой сложной
и ответственной работе.
3. На рабочем месте каждого модельщика имеется верстак и пол-
ный набор необходимых инструментов и приспособлений.
4. Модельный цех оборудован ленточными пилами, фуговочными^
рейсмусовыми и токарными станками.
446
Нормирование изготовления деревянных моделей
5. Модельщики выполняют сам*и все работы по изготовлению заго-
товок, пользуясь имеющимися в цехе станками, кроме токарных; вы-
полнение всех фигурных очертаний моделей и ящиков производится
вручную.
6. Модельщики обеспечиваются необходимыми пиломатериалам»
и метизами.
В целях упрощения расчетов нормы штучного времёни на модель-
ные работы во все карты включено оперативное время (.основное
и вспомогательное), а также подготовительно-заключительное время,,
время на обслуживание рабочего места, время на отдых и естественные
надобности в размере 7% от оперативной работы.
Таким образом, в картах дано штучное время для каждого комп-
лекта.
Перед каждой картой норм времени приведены руководящие ука-
зания, характеристика групп сложности по основным признакам и пе-
речень элементов работы.
Для правильного определения категории сложности изготовления
модельных комплектов ниже дан классификатор, который содержит
эскизы на следующие виды работ: а) на вычерчивание моделей*
и стержневых ящиков; б) на изготовление сплошных (массивных)
и коробчатых (пустотелых) моделей; в) на изготовление стержневых
ящиков.
Изготовление сплошных (массивных) и коробчатых (пустотелых)
моделей. К сплошным (массивным) моделям относятся такие модели,,
основание которых выполнено из склеенных щитов, а остальные ча-
сти модели — из склеенных сплошных частей.
К коробчатым (пустотелым) моделям относятся такие модели, ос-
нование которых выполнено из рамок или склеенных щитов, а осталь-
ные части пустотелые, в виде коробки, связанной в шип, или каркас
из рамок, обшиваемые клепкой. К коробчатым моделям также отно-
сятся модели, имеющие форму частей цилиндров, основание которых
выполнено из рамок, а остальные части изготовляются клепкой на по-
лукольцах или полудисках, а также в виде пустотелых предметов или
коробок.
В картах дано время на одну укрупненную операцию, которая
охватывает всю работу по изготовлению модели, кроме вычерчивания
проекции.
Время на вычерчивание проекции следует брать из карты 21 и до-
бавлять ко времени, затраченному на изготовление модели.
Факторами продолжительности изготовления моделей приняты
объем модели в дм3 и группа сложности работы. Объем модели под-
считывается по геометрическим фигурам и формулам соответственно'
конфигурации модели или рассчитывается по частям с последующим-
суммированием их в общий объем.
Характеристика групп сложности изготовления моделей дана в об-
щих указаниях к картам 22 и 23.
Эскизы по изготовлению сплошных (массивных) и коробчатых (пу-
стотелых) моделей даны в классификаторе сложности изготовление
сплошных (массивных) моделей.
Изготовление модельных комплектов в маломеханизированных цехах
447
ИЗГОТОВЛЕНИЕ СПЛОШНЫХ (МАССИВНЫХ) МОДЕЛЕЙ КАРТА 36
Содержание работы 1. Обработать лесоматериал на деревообрабатывающих станках. & Разметить доски, распилить и изготовить другие части модели. 3. Подогнать доски, щитки по разметке. 4. Подогнать и склеить отдельные части в массив и обработать их вручную по наружному контуру. 5. Изготовить массив, каркас модели, рамки, знаки прибылей, выпоры, лит- ники и другие части модели. 6. Разметить шипы для вязки коробок или ребер между собой. 7. Долбить шипы вручную и склеить коробки, ребра на шиповую вязку. 8. Обработать вручную отдельные части модели. 9. Изготовить проверочные шаблоны. 10. Собрать общий каркас модели из рамок или щитов, обшить его клепкой 11. Подогнать отдельные части модели, или досками. 12. Разметить центра и установить все части модели на шпонки, шканты, притычки и т. д. 13. Закруглить острые углы, кромки и все выступающие части по шаблонам. 14. Вклеить бруски и выполнить галтели. 15. Нанести центровые линии на модели и на отдельные части модели. 16. Нанести контур тела детали и стержней. 17. Установить и крепить подъемы. 18. Зачистить поверхности модели и проверить размеры перед сдачей в ОТК. 19. Маркировать модели. 20. Окрасить модели.
Объем модели в дм3 Группа сложности Объем модели в дм3 Группа сложности
I | II | III | IV | V | VI 1 1 1 11 1 \ 111 1 1 V I 1 VI
Время на модель в час. Время на модель в час.
1 3 5 10 15 20 30 40 3,1 35 3,9 48 5,5 6,0 7,2 8,3 5,0 5,6 6,2 7,6 8,4 9,2 10,2 12,6 7,7 8,4 9,2 11,0 12,2 13,3 155 17,7 12,2 13,1 14,1 16,5 17,9 19,4 22,2 25,1 20,6 24,0 26,0 28,0 32,1 36,2 34,2 36,9 39,6 45,0 50,2 50 60 70 80 90 100 150 200 9,5 10,3 11,1 11,8 12,6 13,4 18,1 21,1 143 153 16,2 17,2 18,2 19,2 23 2 26,6 20,0 22,0 24 0 26.0 28 0 30 0 35 0 40,0 28 0 29,8 31,5 33 3 35,0 36 8 43,2 49,6 40 3 42,7 45,1 47 5 50 0 52 4 58 4 64,5 55 8 59,0 62,2 65 4 68 7 72,0 86 5 100,0
ИЗГОТОВЛЕНИЕ КОРОБЧАТЫХ (ПУСТОТЕЛЫХ) КАРТА 37
МОДЕЛЕЙ Лист 1
Содержание работы см. карту 36
Объем модели Группа сложности Объем модели в дм3 Группа сложности
I J II I | П1 1 IV 1 1 V 1 1V1 I | ч 1 111 1 IV 1 V | VI
в дм8 Время на модёль Время Нс 1 модель
50 12 9 18,8 28,5 38 7 52,4 72 0 250 24,3 34 2 48,8 64 8 83 8 11.1 0
100 169 24,4 36 5 48,2 64 3 87,1 300 26 0 ,36,5 52 1 68,6 88,6 1170
150 19,8 28 3 41,9 54'9 72 8 97Д 400 29 4 40 6 57 5 75 4 96 8 127 0
200 22,2 31,5 45,2 60,3 78,4 105,0 500 31.5 43,7 60,9 80,0 101,0 135,0
448
Нормирование изготовления деревянных моделей
ИЗГОТОВЛЕНИЕ КОРОБЧАТЫХ (ПУСТОТЕЛЫХ)
МОДЕЛЕЙ
КАРТА 37
Лист 2
Объем модели Группа сложности Объем модели Группа сложности
1 1 11 1 111 1 IV | v 1 VI 1 1 11 1 111 1 IV | v^ | VI
в дм8 Время на модель в час. в дм8 Время на модель в час.
600 33,7 46,7 65,1 84,0 107,0 143,0 4 200 — 94,4 127 156 194 247
700 36,0 49,6 68,7 88,3 112,0 148,0 4 400 — 96,0 129 160 197 250
800 38,0 52,1 71,9 92,2 117,0 154,0 4600 — 96,0 131 163 200 254
900 39,8 54,5 74,2 95,7 121,0 160,0 4 800 — 99,1 133 166 204 258
1000 41,5 56,6 77,9 99,0 125,0 164,0 5 000 — 101 135 170 207 261
1200 44,6 59,1 82,8 105,0 132,0 173,0 5 500 — 104 140 175 213 268
1 400 47,6 64,1 87,3 110,0 138,0 180,0 6 000 — 108 144 180 220 275
1 600 50,2 67,2 91,7 115,0 143,0 187,0 6 500 — 111 148 185 227 282
1 800 52,5 70,3 95,6 119,0 149,0 194,0 7 000 — 114 152 190 234 289"
2 000 54,7 73,1 99,0 124,0 154,0 200,0 7 500 — 116 155 195 241 296
2 200 56,9 75,6 103,0 127,0 159,0 205,0 8 000 — 119 158 200 248 303
2 400 59,0 78,3 105,0 132,0 162,0 210,0 8 500 — 122 161 205 255 310
2 600 60,7 80,6 108,0 135,0 166,0 214,0 9 000 — 124 164 210 262 318
2 800 62,1 82,6 110,0 138,0 170,0 219,0 9 500 — 126 167 215 269 325
3 000 63,7 84,6 113,0 140,0 173,0 223,0 10 000 — 129 170 220 276 332
3 200 — 86,0 115,0 143,0 177,0 229,0 11000 — 132 177 230 289 346
3 400 — 87,4 118,0 146,0 180,0 232,0 12 000 — 135 184 240 302 360
3-600 — 89,3 121,0 149,0 184,0 236,0 13 000 — 139 191 250 315 374
3 800 — 91,0 123,0 152,0 187,0 239,0 14 000 — 143 198 260 328 388
4 000 — 92,7 125,0 154,0 190,0 243,0 15 000 — 147 205 270 341 402
Изготовление разъемных и вытряхных стержневых ящиков. Время
на изготовление разъемных и вытряхных ящиков в картах расчленено
соответственно двум укрупненным операциям: первая операция — из-
готовление коробок разъемных и вытряхных ящиков, вторая — изготов-
ление внутренних частей ящика. Общая норма времени на изготовле-
ние разъемных и вытряхных ящиков определяется суммированием вре-
мени на изготовление ящиков, на изготовление внутренних частей и на
вычерчивание проекции чертежа.
При изготовлении разъемных и вытряхных ящиков факторами про-
должительности приняты внутренние размеры ящика и сложность из-
готовления.
Внутренние размеры ящика определяются по чертежу, а группа
сложности определяется соответственно типу коробки ящика и харак-
теристикам групп сложностей.
Изготовление модельных комплектов в маломеханизированных цехах
449
ИЗГОТОВЛЕНИЕ РАЗЪЕМНЫХ СТЕРЖНЕВЫХ
ящиков
КАРТА 38
Содержание работы
1. Обработать лесоматериал на деревообраба-
тывающих станках.
2. Разметить, изготовить щиты и обрезать их
на пиле.
3. Разметить на готовых щитах соединения
углов на клиньях.
4.
5.
ной
6.
клиньев вручную.
7. Изготовить планки
8. Изготовить поддон
9. Изготовить ребра, жесткости.
10. Склеить, собрать и установить коробку на
дно.
11. Довести до размеров и зачистить коробку.
Выпилить и выбрать шипы вручную.
Выпилить клиньевые соединения на ленточ-
пиле.
Выбрать пазы и
выдолбить отверстия для
под клинья и клинья,
(дно).
Площадь основания Высота стержня в . мм
100 | i 200 | 1 300 j 400 500 600 700 | 800 | 900 1000
стержня в дм2 Время в час.
5 1,6 1,8 1,9 — — — — — — —
10 1,8 1,9 2,1 2,3 — — — — — —
15 1,9 2,0 2,2 2,4 2,6 — — — — —
20 2,0 2,1 2,4 2,6 2,9 3,3 — — — —
30 2,2 2,4 2,7 3,0 3,3 3,6 4,0 4,4 —- —
40 2,4 2,6 3,0 3,4 3,7 4,0 4,4 4,8 5,2 —
50 2,6 2,9 3,2 3,7 4,0 4,4 4,8 5,2 5,6 6,0
60 2,9 3,2 3,5 3,9 4,3 4,7 5,2 5,6 6,0 6,4
70 3,2 3,5 3,8 4,2 4,6 5,0 5,5 6,0 6,5 7,0
80 ’ 3,4 3,8 4,2 4,6 5,0 5,5 6,0 6,5 7,0 7,5
100 3,8 4,2 4,6 5,1 5,6 6,1 6,6 7,1 7,6 8,1
120 4,3 4,6 5,1 5,6 6,1 6,6 7,1 7,6 8,1 8,6
140 4,8 5,1 5,6 6,1 6,6 7,1 7,6 8,1 8,6 9,1
160 5,1 5,6 6,1 6,6 7,0 7,0 *8,1 8,6 9,1 9,6
180 — 6,1 6,6 7,0 7,5 8,1 8,6 9,1 9,6 10,2
200 — — 7,0 7,5 8,0 8,6 9,1 9,6 10,2 10,8
29 Зак. 2/295
450
Нормирование изготовления деревянных моделей
ИЗГОТОВЛЕНИЕ ВЫТРЯХНЫХ СТЕРЖНЕВЫХ ящиков КАРТА 39
Содержание работы
1. Обработать лесоматериал на деревообра-
батывающих станках.
2. Разметить, изготовить щиты и обрезать
их на пиле.
3. Разметить на готовых щитах соединения
узлов.
4. - Выпилить и выбрать шипы вручную.
5. Изготовить поддон (дно).
6. Изготовить ребра жесткости ручек.
7. Склеить и собрать коробку ящика и уста-
новить ручки.
8. Довести до размеров и зачистить ко-
робки.
Площадь Высота стержня в мм
основания стержня в дм? 100 200 300 400 | 500 | 600 | \ 700 | 800 | 900 | 1 1000
Время в час.
5 3,1 3,4 3,6 — — — — -— . — —
10 3,4 3,8 4,0 4,3 — __ — •— — —
15 3,6 3,9 4,3 4,6 4,9 — — — — —
20 3,8 4,1 4,7 5,0 5,6 6,2 — — — —
30 4,3 4,6 5,2 ’ 5,5 6,3 7,0 7,8 8,6 — —
40 4,7 5,0 5,8 6,1 7,0 7,9 8,8 9,7 10,6 —
50 . 5,2 5,5 6,3 6,9 7,6 8,5 9,4 10,3 11,2 12,1
60 5,6 6,1 6,8 7,6 ' 8,3 9,2 10,1 11,0 11,9 12,8
70 6,0 6,5 7,3 8,1 8,9 9,8 10,7 11,6 12,3 13,0
80 6,5 7,0 7,9 8,6 9,5 10,4 11,3 12,4 13,3 14,2
100 7,4 7,9 8,8 9,7 10,8 11,7 12,6 13,5 14,4 15,5
120 8,3 8,8 9,7 10,8 11,7 12,8 13,7 14,6 15,5 16,6
140 9,2 9,8 10,7 11,7 12,6 13,7 14,6 ; 15,5 16,6 17,6
160 9,9 10,5 6 11,7 12,6 13,7 14,8 15,7 1 16,7 17,6 18,5
180 11,2 12,8 13,7 14,8 15,7 16,7 j 17,6 18,5 19,4
200 i — — 13,7 14,7 15,7 16,7 17,6 [ 18,5 19,4 20,3
Изготовление модельных комплектов в маломеханизированных цехах
451
Изготовление внутренних частей ящика (отделка и сборка)» Для оп-
ределения групп сложности изготовления внутренних частей, разъемных
и внутренних стержневых ящиков руководствоваться характеристикой
к карте 26 и классификатором сложности.
ИЗГОТОВЛЕНИЕ ВНУТРЕННИХ ЧАСТЕЙ ЯЩИКА КАРТА 40 Лист 1
Содержание работы
1. Ознакомиться с чертежом и выбрать способ изготовления внутренних
частей стержневого ящика.
2. Подобрать и обработать лесоматериал на деревообрабатывающих станках.
3. Разметить материал для изготовления отдельных частей ящика.
4. Изготовить внутренние части ящика.
5. Разметить, собрать стержневой ящик из отдельных частей с пригонкой
и креплением их по месту.
6. Довести отдельные части до заданных размеров.
7. Нанести метки на ящик.
8. Выполнить галтели на поддоне, углах и других частях.
9. Выполнить радиусы и галтели под шпаклевку.
10. Зачистить шкуркой и проверить размеры.
11. Маркировать стержневой ящик и отъемные части.
Площадь основного Высота стержня в мм
100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 1 900 j I 1000 i
стержня в дм2 Время в час.
I группа сложност и
5 3.8 4,2 4,7 — — — — — __ —
10 4,9 5,5 6.0 6,5 — — — — — —
15 5,7 6,3 6,9 7,5' 8,1 — — — — —
20 6.5 7,2 7,8 84 9,0 9,6 — — — —
30 7,7 8,3 9,1 9,7 10,4 11,1 11,8 12,5 — —
40 8.6 9,2 9.9 106 11,4 12,2 13.0 13,7 14,4 —
50 9,4 10,0 10 8 11,5 12,3 13,1 13 9 14,7 15,4 162
60 100 10,7 11,5 12,3 13Д 140 148 15.6 16,4 172
70 107 11,4 '12,2 13,0 13 8 14,6 15,4 16.2 17,0 17 7
80 11,3 12,0 128 13,6 14,4 15.2 16,1 16,9 17,7 186
100 12,4 13,2 140 148 15,6* 16,4 17,3 18.2 19,0 198
120 13,4 14,1 15,0 15.8 16 6 17,5 18 4 19 3 20.2 210
140 140 14,8 15.7 . 16,6 17,5 18.4 19,3 20,2 21,1 220
160 14,8 15,6 166 176 185 195 20,4 21,4 22,3 23,2
180 — 16,6 17,6 185 19.5 20 5 21,5 22 5 23,5 24 4
200 — 18.5 II г 19,4 ’ р У пш 20,4 а ело 21,4 йа » Ж Н О С 22,4 т и 23,4 24,4 25,5
5 5,9 6,4 7,1 — — — — — —- —
10 7.6 84 9.3 10,1 — — — — — —
15 88 9,7 10 6 11 5 125 — — — — —
20 10,1 11,0 120 12,9 139 14 8 — — — —-
30 118 12,8 13 8 148 15,9 170 18.1 19.2 — —_
40 13,2 14,2 153 16 4 175 186 198 20 9 22.2 —
50 14.4 15,4 16,6 178 190 20 2 21,4 22,6 23 8 250
60 15,4 16,5 17,7 190 20,2 21,3 22 6 23 9 25 2 26 4
70 16,4 17.5 187 19 9 21,2 22 4 23 7 25 0 26,3 27 6
80 17,4 18,5 19,7 20 0 22 2 23,5 24.8 26.2 27,5 28 8
100 19,0 20,1 21 3 22,6 23,9 25 3 26,7 28,1 29.4 30 8
120 20,4 21,6 23 0 24,3 25 7 27,1 28 4 29 8 31,2 32,6
140 21,6 22 8 24,2 25 6 27 0 28 4 29 8 31.2 32 6 34.0
160 22,8 24,1 25 5 26.9 28,3 29.7 31,1 32 5 34 0 35 4
180 25,2 26 8 28 3 29 7 31,2 32,6 34.0 35 4 36 8
200 — — 28,4 29 8 31,2 32,6 34,1 35,5 37,0 38 5
29*
452
Нормирование изготовления деревянных моделей
ИЗГОТОВЛЕНИЕ ВНУТРЕННИХ ЧАСТЕЙ ЯЩИКА КАРТА 40 Лист 2
Площадь основного Высота стержня в мм
100 200 300 400 | 500 | 600 I 700 800 | 900 I 1000
стержня в дм2
Время в час.
III группа СЛОЖНОСТИ
5 9,3 10,1 10.8 — — — — — — —
10 12,2 13,5 147 160 — — — — — —
15 14,0 155 17,0 185 19.9 — — — — —
20 159 17,4 189 20,4 21.8 23,3 — — —
30 188 20.3 21,9 23,4 24,9 26,5 28,0 29,5 —
40 21,0 22,5 24,8 26.4 27.6 29,9 31,5 33,0 35 5.
50 23 0 24.5 26,6 28 7 29,9 31,7 33 5 35 3 31 1 39 0
60 24.5 26.4 28.3 30,2 32,1 34,0 36.0 37,9 39 8 41.7
70 26,1 284 30,2 32.3 34.4 36,3 38,2 40,1 42,0 43 9
80 27.6 29.6 31,6 33 5 35 5 37 5 39,5 41,5 43,5 45 0
100 30.2 32.2 34.0 35 8 37,8 39,8 41.9 43.9 46,0 48 0
1 120 32,4 34.4 36,2 38.1 41,1 42,1 44 2 46,3 48 4 50,5
140 34,4 36.4 38 4 40,4 42,4 44,5 46,8 48 9 51 0 53,1
160 36,3 38.3 40,4 42.5 44 6 46.7 48 8 50.9 53 0 55,1
180 — 40,1 42.3 44,5 46.7 49,0 51,2 53,4 55 6 57,8
200 — 44,4 46,6 48,9 51,2 53,5 55,8 58,2 60,5
IV гр у п п , а сложности
5 12,6 14,0 15,7 — — — — — —
10 16,6 18.4 20,1 21,9 — — — — — —
15 19,2 21,4 23.5 25 3 27 0 — — — —
20 21.9 24.0 26,7 28 5 29 8 32,3 — — — I
30 25 8 28.0 30 6 32 8 34 6 37,1 39,7 41,9 — —
40 28 8 31.0 34,1 36.3 38,1 41,1 43 7 46,2 48 5 —
50 31 5 33,6 37,1 39,4 41,1 44 2 47,2 49.3 51 5 38
60 33,6 36.3 39,7 41.9 44,2 47.2 49 8 52 5 55 5 57.8
70 35 8 38,4 41,9 44,6 46.2 49 8 52 5 55 0 57 3 60,1
80 . 38,1 40.6 44,2 46.2 48,5 52 0 55 0 57,6 60 0 62,4
100 41,4 43,7 48,0 50,7 52.5 55 8 59.0 62.1 64 2 65,9
120 44,6 47,2 51,5 53,8 55 8 59,4 63 8 65,6 67,7 69,9
140 47,2 49,8 54.2 56 8 59,0 62,9 65.9 68.6 71.2 74,0
160 49,2 52.5 57 3 59 8 62 1 65,9 69.0 71,1 74.2 77,0
180 —. 55,0 59 8 62 4 64 6 68 6 71,7 74,7 77.2 80,2
200 — — 62,1 64,6 66,8 70,7 74,2 77,3 80,2 83,2
V группа сложности
5 17,5 19,2 21,6
10 23.0 25.3 28.2 30.1 — — — —
15 26,5 29,4 32,5 34,9 37,2 — — —
20 30,1 33.2 36,7 39,1 41,0 44,5 — — —
30 35 5 38 6 42.2 45 2 ' 47,6 51,2 54,7 57,8 —
40 39.8 42,7 46.9 50,0 53,4 56,6 60,2 63,8 66 8
50 43,4 46,4 51,2 54,2 57.5 60,9 64 9 68 0 71.1 74.0
60 46,4 50,0 54,7 57,8 60 9 64,9 68 7 72,2 75 3 78 0
70 49,3 53.0 57.8 61,4 63 8 68,7 72.2 75 8 78 9 81.8
80 52,4 55.6 60,9 63,8 66.8 71,6 75 8 79,4 82,5 84 8
100 57,1 60,2 66,1 69 9 72 2 77,0 79,4 85.5 88 4 91,0
120 61,4 64,9 71,1 74,0 77.0 81,8 86,7 90,3 93,3 96,2
140 64.9 68,7 74,6 78 2 79,4 86,7 91.0 94 5 98,1 100
160 68,7 72,3 78,9 82,5 85,5 91,0 95 0 98,8 102 105
180 — 75,8 82.5 86.0 89,1 94,5 98.8 103 106 108
200 — — 86,6 89,1 92,1 97,4 102 107 109 112
Изготовление модельных комплектов в маломеханизированных цехах 453
ИЗГОТОВЛЕНИЕ ВНУТРЕННИХ ЧАСТЕЙ Я ЩИКА КАРТА 40 I Лист 3 |
Площадь основного В ысота стержня в мм
100 200 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000
стержня в дм2
Время в час.
VI группа СЛОЖНОСТИ
5 24,1 26,6 29 9 — — — — — — —
10 315 34,9 39,1 41,4 — — — — — —
15 36,5 40,7 44 8 48,1 51,5 — — — — —
20 41,4 45,7 50,6 54,0 56 5 61,4 — — —
30 49 0 53,1 58,1 62,2 65 5 70,6 75 6 79,7 — —
40 54 7 58 9 64 8 68 9 72 2 77,9 83 0 88 0 92,2 —
50 59,8 63,0 70 6 74,7 77,9 83,7 90,0 93 8 97,8 102
60 65 7 68 9 75 6 79,7 83,9 90 0 94,7 99,5 104 108
70 68,0 73,1 79 7 84,6 88 0 94,7 99,5 105 109 ИЗ
80 72 2 77,2 83,9 88 0 92 2 98,8 105 110 114 117
100 77,0 83,0 91 3 96,3 99,5 106 112 117 122 126
120 84 6 89,6 97,9 102 106 ИЗ 120 125 129 133
140 90 0 94,7 103 108 113 120 125 130 135 140
160 94,7 99,5 109 114 119 125 131 136 141 146
180 — 105 114 119 124 130 136 142 146 151
200 — — 118 123 128 134 140 146 151 156
Изготовление цилиндрических и конусных стержневых ящиков. Время
на изготовление цилиндрических и конусных стержневых ящиков дано
на одну укрупненную операцию, которая охватывает всю работу по
изготовлению стержневых ящиков.
Время в карте дано на полное изготовление двух половин ящика,
разъем которых выполнен на шкантах с креплением их жимками.
Факторами продолжительности при изготовлении стержневых ящи~
ков приняты внутренний диаметр, длина и сложность изготовления.
Для определения групп сложности изготовления цилиндрических и
конусных стержневых ящиков руководствоваться характеристикой
к карте 27 и классификатором сложностей.
ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ И КОНУСНЫХ КАРТА 41 СТЕРЖНЕВЫХ ЯЩИКОВ Лист 1
Содержание работы 1. Ознакомиться с конструкцией стержневого ящика. 2. Обработать лесоматериал на деревообрабатывающих станках. 3. Подогнать и отпилить лишний материал у косяков, клепок и других частей ящика. 4. Разметить ящик для ручной обработки. 5, Разметить и установить отъемные части. 6. Довести ящик до заданных размеров по проверочным шаблонам. 7. Нанести метки на ящик и отъемные части. 8. Выполнить закругления и галтели материалом или подмазкой. 9. Зачистить шкуркой, проверить и маркировать стержневой ящик и части.
Внутренний диаметр ящика в мм до Длина стержневого ящика в мм
50 | 100 | 150 | 200 | 300 | 400 | 500 | 600 | 800 j 1000
Время на ящик в час.
25 | 50 1 I группа сложности I 1,0 I 1,2 | 1,3 | 1,5 | — I — j — | — | — | — 1 1,2 1 1,3 1 1,5 1 1,6 1 - 1 — j — j - j — 1 -
454
Нормирование изготовления деревянных моделей
ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ И КОНУСНЫХ СТЕРЖНЕВЫХ ЯЩИКОВ КАРТА 41 Лист 2
Внутренний Длина стержневого ящика в мм
диаметр ящика в мм до 50 1 100 1 1 150 | 200 j 300 | 400 j 1 500 | 600 | | 800 | 1000
Время на ящик в час.
100 1,5 1,6 1,7 1,8 2,2 2,5 2,8 3,1 3,6 4,1
150 1,8 1,9 2,0 2,2 25 28 3,2 35 4,0 46
200 2,1 2,3 2,5 2,8 3,1 3,5 38 4,4 5,0
300 — 2,6 2,8 3,0 3,4 3,7 4,1 4,4 5,1 5,8
II группа сложности
25 1,2 1,3 1,5 1,6
50 1,4 1,5 1,6 18 — — — — — —
100 1.8 1,9 2.0 2,2 2,5 29 3,2 3,6 43 5,0
150 2,2 2,3 2,4 2,6 3,0 33 3,6 40 4 8 55
200 — 28 2,9 3,1 3,4 38 4,1 4.5 53 6,0
300 — 3,7 3,8 4,0 4,3 4,7 5,0 5,4 6,2 7,0
Внутренний Длина стержневого ящика в мм
диаметр ящика в мм 350 | 400 | 500 1 600 | 800 ( 1000 | 1200 | 1400 | 1600 | 1800
до Время на ящик в час.
Ш группа сложности
350 4,4 4,6 4,9 5,3 6,3 69 7,5 8,6 94 10,4
400 4,6 4,7 51 5,6 6,4 7,3 82 9,1 100 11,1
600 4,7 4,9 5,3 6,0 7,3 83 9,9 11,2 12,5 13,1
800 — — 5,7 6.5 82 9,6 11,4 13.9 15,3 16,6
1000 — — 6,1 6,9 > 9,2 10.7 13,1 156 17,7 ' 19,2
1200 — — — 7,3 9,6 11,7 14,7 182 20 3 22,4
1400 — — — — 10,1 12 9 16,3 20 0 22,1 25,4
1600 — — — — — 14,0 17,9 21,7 24 8 28,3
1800 — — — — — 150 19,5 23 5 27 3 31,2
2000 — — — — — 16 3 21,1 25,2 29,8 33,8
Внутренний Длина стержневого ящи] ка в мм
диаметр ящика в мм 1000 | ! 1200 | 1400 | 1600 | | 1800 | 1 2000 | 2200 | 2400 I 2600 | 2800
до Время на ящик в час.
IV группа сложности
350 8,7 9.8 10,8 118 129 13,9
400 9,0 10,1 11,4 12,7 13 9 152 16,4 17,4 18 2 —
600 104 12 5 148 17,4 19,1 21,8 23,5 24.4 26,9 27,8
800 12,1 147 18.3 21,8 24 4 27 0 30,6 33,1 34 8 37,4
1000 13,7 17,0 21,8 26,1 29 6 32,2 36,5 40 0 42 6 46,2
1200 15.2 178 25,2 29,6 34 8 37.4 43,6 47,1 51.4 54,9
1400 16 8 21 5 27,8 33,2 39,3 42 6 49 7 55 8 60 1 63 6
1600 18 3 23 8 31,3 36,5 43 6 48 0 55 8 62.7 68.0 72,3
1800 19,9 26 0 33 9 40,0 48 0 53,2 62,1 68 8 74 9 810
2000 21,2 28,3 35,5 43,6 52,3 58,4 68,1 74.9 81,9 88,8
Классификатор сложности
455
КЛАССИФИКАТОР СЛОЖНОСТИ
ЭСКИЗЫ для ВЫЧЕРЧИВАНИЯ РАБОЧИХ
ПРОЕКЦИЙ ДЕРЕВЯННЫХ МОДЕЛЕЙ К картам 21 и 36
И СТЕРЖНЕВЫХ ЯЩИКОВ В НАТУРАЛЬНУЮ Лист 1
ВЕЛИЧИНУ
? группа сложности
Корпус подшипника Цилиндр Рычаг
II группа сложности
Рама
Поршень
1П группа сложности
Букса
Тройник Средняя часть редуктора
456
Нормирование изготовления деревянных моделей
ЭСКИЗЫ ДЛЯ ВЫЧЕРЧИВАНИЯ РАБОЧИХ
ПРОЕКЦИЙ ДЕРЕВЯННЫХ МОДЕЛЕЙ К карте 21
И СТЕРЖНЕВЫХ ЯЩИКОВ В НАТУРАЛЬНУЮ дист 2
ВЕЛИЧИНУ
IV группа сложности
Поперечина
молота
V группа сложности
Картер экскаватора
Корпус редуктора
(кормовая половина)
Корпус золотниковой ко-
робки цилиндра ковоч-
ного молота
Классификатор сложности
457
ЭСКИЗЫ ДЛЯ ВЫЧЕРЧИВАНИЯ РАБОЧИХ
ПРОЕКЦИЙ ДЕРЕВЯННЫХ МОДЕЛЕЙ
И СТЕРЖНЕВЫХ ЯЩИКОВ В НАТУРАЛЬНУЮ
ВЕЛИЧИНУ
К карте 21
Лист 3
V? группа сложности
Цилиндры турбовоздуходувки (нижняя часть)
Цилиндр воздуходувки
(верхняя часть)
458
Нормирование изготовления деревянных моделей
эскизы для ИЗГОТОВЛЕНИЯ сплошных
(МАССИВНЫХ) И КОРОБЧАТЫХ МОДЕЛЕЙ
К картам 22, 23, 36
Лист 1
I группа сложности
Направляющая
Подкладка
III группа сложности
Корпус редуктора
Классификатор сложности
459
ЭСКИЗЫ для изготовления сплошных
(МАССИВНЫХ) И КОРОБЧАТЫХ МОДЕЛЕЙ
К картам 22, 23, 36
Лист 2
IV группа сложности
V группа сложности
Корпус редуктора
Крышка редуктора
VI группа сложности
Цилиндр высокого давления
(верхняя половина)
Цилиндр высокого давления
(задняя часть)
460
Нормирование изготовления деревянных моделей
ЭСКИЗЫ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ К картам 26 и 40
И ВЫТРЯХНЫХ стержневых ящиков Лист 1
I группа сложности
Станина ротора Станина ротора
II группа сложности
Станина ротора Станина ротора
III группа сложности
Станина грязевого насоса Станина грязевого насоса?
Классификатор сложности
461
ЭСКИЗЫ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ
м вытряхных стержневых ящиков
К картам 26 и 40
Лист 2
IV группа сложности
•Станина грязевого насоса
Станина ротора
462
Нормирование изготовления деревянных моделей
ЭСКИЗЫ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ
и конусных стержневых ящиков
К картам 27 и 41
I группа сложности
II группа
сложности
сложности
группа сложности
III группа
Классификатор сложности
463
ЭСКИЗЫ НА ОКРАСКУ ДЕРЕВЯННЫХ МОДЕЛЕЙ
И СТЕРЖНЕВЫХ ЯЩИКОВ
К карте 36
I группа сложности
Шабот
Плита
П группа сложности
Корпус редуктора
464
Нормирование изготовления деревянных моделей
ЭСКИЗЫ НА ОКРАСКУ ДЕРЕВЯННЫХ МОДЕЛЕЙ
И СТЕРЖНЕВЫХ ЯЩИКОВ
К карте 35
III группа сложности
Модельная плита двухсторонняя
Корпус из двух половин
Стойка
IV группа сложности
Рама
Зубчатое колесо
Корпус
Классификатор сложности
465
эскизы ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВЕРОЧНЫХ ШАБЛОНОВ ПРИ ИЗГОТОВЛЕНИИ ДЕРЕВЯННЫХ МОДЕЛЕЙ И СТЕРЖНЕВЫХ ЯЩИКОВ К карте 28
I группа сложности
11 группа сложности III группа сложности
30 Зак. 2/295
ГЛАВА X
ПРИМЕНЕНИЕ ЕДИНЫХ НОРМ ВЫРАБОТКИ (ВРЕМЕНИ)
На машиностроительных заводах выполняется большое количества
вспомогательных и подсобных работ: погрузка-разгрузка железнодо-
рожных вагонов и автомашин, ремонт зданий и сооружений и ряд
других. Некоторые заводы производят лесозаготовки. Многие из пере-
численных работ должны нормироваться по обязательным для всех
предприятий и организаций единым нормам выработки.
Единые нормы выработки (времени), как правило, разрабатыва-
ются методами технического нормирования; применение их резко по-
вышает качество нормирования и исключает ошибки, возникающие
при применении местных норм. Единые нормы являются, вместе с тем^
существенным фактором .внедрения прогрессивной технологии и орга-
низации производства и труда, а следовательно, и повышения его
производительности. Наличие системы единых норм выработки позво-
ляет положить их в основу производственного и экономического пла-
нирования соответствующих работ. В свою очередь планы, построен-
ные на основе таких норм, способствуют подтягиванию отстающих
участков до уровня передовых, а также обеспечивают правильное рас-
ходование средств. Наконец, наличие единых норм выработки суще-
ственно упрощает нормирование работ и позволяет нормировщикам
уделять больше внимания улучшению организации труда и нормиро-
вания на участке.
Целесообразность разработки единых норм времени (выработки)
на те или иные работы определяется рядом условий.
Первое ,и наиболее важное из них — единообразие технических и
организационных условий выполнения нормируемых работ. Если же
различие этих условий, например при изготовлении одинаковых де-
талей, на разных заводах практически неустранимо, то применение еди-
ных норм времени было бы нецелесообразно.
Поэтому единые нормы выработки вводятся на те работы, где есть
реальная возможность обеспечить технические и организационные
условия, предусмотренные этими нормами.
Второе условие заключается в том, что работы, переводимые на
единые нормы выработки, должны иметь значительное распростране-
ние в народном хозяйстве или в отрасли, так как в противном случае
разработки и внедрение этих норм, требующие больших затрат, будут
экономически нецелесообразны.
Очевидно, что чем проще и единообразнее технология, организация
производства и труда на данных работах, тем больше возможностей
имеется для разработки и применения единых норм выработки.
Не случайно поэтому единые нормы выработки получили наиболь-
шее распространение на сравнительно простых работах с малым коли-
чеством организационно-технологических вариантов их выполнения,
Единые нормы выработки (времени) на ремонтно-строительные работы 467
например, на различных видах строительно-монтажных работ (земля-
ных, каменных, штукатурных и др.), на погрузочно-разгрузочных, лесо-
заготовительных и других.
Наоборот, в такой отрасли промышленности, как машиностроение,
с его огромным разнообразием изделий и деталей, множеством техно-
логических вариантов, диктуемых различием организационно-техниче-
ских условий, единые нормы выработки на основные производственные
работы пока не нашли распространения. Здесь преобладает примене-
ние.местных норм, рассчитанных по общемашиностроительным нормати-
вам. Вместе с тем, и в машиностроении на ряд работ целесообразно
и возможно разработать единые нормы выработки.
В настоящее время на машиностроительных заводах единые нормы
выработки -применяются в обязательном порядке лишь на вспомога-
тельных работах: ремонтно-строительных, погрузочно-разгрузочных,
лесозаготовительных и полиграфических.
Единые нормы выработки (времени)
на ремонтно-строительные работы
Ремонтно-строительные работы на машиностроительных предприя-
тиях рекомендуется нормировать, пользуясь сборником 20 «Ремонтно-
строительные работы» Единых норм выработки и расценок на строи-
тельные, монтажные и ремонтно-строительные работы, издания 1960 г.,
утвержденных Государственным Комитетом Совета Министров СССР
по вопросам труда и заработной платы, Госстроем СССР и ВЦСПС Г
Сборник состоит из двух выпусков: выпускЧ «Общестроительные
работы» и выпуск 2 «Дорожные работы». Выпуск 2 сборника содержит
нормы времени на ремонт автомобильных дорог и в практике машино-
строительных предприятий не применяется. Поэтому в дальнейшем
мы будем касаться только вопросов, которые могут возникнуть в связи
с применением выпуска 1. Поскольку сборник учитывает специфику
ремонтно-строительных работ, то включенные в него нормы суще-
ственно отличаются по своему уровню от норм на аналогичные работы
в новом строительстве.
Вместе с тем, необходимо иметь в виду, что на отдельные ремонтное
строительные работы нормы времени должны устанавливаться по сбор-
никам на новые строительные и монтажные работы. К числу таких
ремонтных работ (если они выполняются в одном месте и в объеме, пре-
вышающем сменную выработку рабочего, звена или бригады) отно-
сятся: копание ям при смене фундаментов, подконопатка деревянных
рубленых стен, сплачивание полов без снятия досок, устройство осно-
ваний под печи верхних этажей, изготовление оснований (настилов)
из досок под печи и плиты, антисептирование древесины,.-потребляе-
мой в дело, и некоторые другие работы. Следовательно, работникам^
1 В соответствии с разъяснением Государственного комитета Совета Министрш-
СССР по вопросам труда и заработной платы и Секретариата ВЦСПС от 12 июля5
1960 г. для оплаты труда рабочих ремонтно-строительных цехов и групп машино-
строительных предприятий должны применяться часовые тарифные ставки, уста»
новленные для ремонтно-механических цехов этих предприятий; тарификация работ’
и установление разрядов рабочим должны производиться по Единому тарифно-ква-
лификационному справочнику сквозных профессий. В этих цехах и группах могут
применяться нормы, предусмотренные сборниками Единых норм на строительные,
монтажные и ремонтно-строительные работы (1960 г.), если условия и технология
производства соответствуют условиям и технологии, предусмотренным в указанный
сборниках.
30*
468 Применение единых норм выработки (времени)
связанным с нормированием ремонтно-строительных работ, следует
иметь не только 20-й сборник Единых норм выработки ,и расценок, но
и ряд других выпусков: 1, 2, 3, 6, 8 и 21, на которые в сборнике 20
(«Ремонтно-строительные работы») есть прямые ссылки.
В практике предприятий, в том числе и машиностроительных,
встречаются такие ремонтно-строительные работы, которые не преду-
смотрены у сборником 20, и на них приходится устанавливать местные
нормы выработки. При этом полезно учитывать единые нормы выра-
ботки, установленные на соответствующие новые работы. Таким обра-
зом, помимо перечисленных выше, рекомендуется использовать сле-
дующие сборники (табл. 1).
В эксплуатируемых зданиях всех назначений, в действующих цехах
и на производственных площадках в связи с наличием в зоне производ-
ства работ действующего технологического оборудования (станков,
установок) или загромождающих помещения предметов (лаборатор-
ного оборудования, мебели и т. п.), или движения транспорта по вну-
трицеховым путям допускается устанавливать к нормам времени и
расценкам на ремонтно-строительные работы коэффициент 1,1, а при
особой стесненности рабочих мест— 1,15.
Все нормы сборника 20 учитывают подноску основных и вспомога-
тельных материалов для ремонта и относку материалов и мусора по
горизонтали на расстояние до 30 м, а при ремонте крыши и кровли,
проемов и штукатурки, при выполнении малярных, обойных и облицо-
вочных работ ремонтного характера—также и подъем материалов на
высоту до 7 м. Нормы на перемещение грузов по горизонтали и верти-
кали сверх этих расстояний или расстояний, указанных в отдельных
главах и параграфах сборника 20 и других сборников единых норм,
должны устанавливаться согласно сборнику «Внутрипостроечные
транспортные работы».
При пользовании нормами на разборку конструкций следует иметь
в виду, что в них учтены разборка конструкций на отдельные состав-
ные части (кирпичи, камни, доски и т. п.)‘; очистка этих материалов от
грязи и раствора; сдача в кладовую гвоздей, скоб и других креплений;
уборка досок, кирпича, камней, мусора в кучи, штабели и т. п. с остав-
лением на месте.
Таблица 1
М сборника ЕН и Р Наименование № сборника ЕН и Р Наименование
‘ 4 Железобетонные и бетонные 16 Укладка верхнего строения
работы, выпуски 1, 2 и 4 железнодорожных путей, вы-
б Монтаж стальных конструкций пуски 1—2
промышленных зданий и соору- 18 Садово-парковые работы
жений, выпуск 1 19 Полы
7 Кровельные работы 22 Сварочные работы
9 Внутренние санитарно-техниче- 23 Электромонтажные работы,
ские работы выпуски 1—9
Монтаж внешних сетей водо- 24 Такелажные работы
провода, канализации, газо- снабжения и теплофикации 28 Монтаж подъемно-транспорт- ного оборудования, выпуски
! 11 Изоляционные работы 1—2
15 Кладка промышленных печей 30 Монтаж котельных установок
и труб 31 Монтаж насосов, компрессоров и вентиляторов
Единые нормы выработки (времени) на ремонтно-строительные работы 469
Выход пиломатериалов, пригодных для дальнейшего применения
в дело, должен составлять не менее 50% • При выходе годных пило-
материалов в пределах 50% рабочим выплачивается 100% расценок^
предусмотренных сборником норм. При выходе от 51 до 75% нормы
времени и расценки увеличиваются на 20%, при выходе свыше 75%-.
нормы и расценки увеличиваются на 50%.
В сборнике 20, как и в ряде других сборников ЕН и Р, имеется много
различных коэффициентов к нормам, учитывающих факторы, не преду-
смотренные основными таблицами норм. Как известно, в ряде случаев
нормы времени на строительные и в особенности ремонтно-строитель-
ные работы умышленно завышаются путем безосновательного приме-
нения к нормам одного или даже нескольких коэффициентов. Поэтому
необходимо всегда тщательно проверять, действительно ли имеются
налицо факторы, обусловливающие необходимость применения тех или
иных коэффициентов к установленным нормам выработки.
Если требуется применить два и более коэффициента к одним и тем
же нормам, соответствующие коэффициенты перемножаются. Рассмо-
трим это на примере. Нормами на ремонт фундаментов и каменных
стен (выпуск 20, стр. 9) предусмотрено применение оставшегося при
разборке кирпича или бутового камня до 50% потребности и использо-
вание кирпича-половняка до 10% от объема кирпича. Предположим,
что фактически при ремонте использовано оставшегося кирпича на
60% от нормальной потребности и кирпича-половняка в количстве
20% от общего объема кирпича. Согласно пп. 3 и 4 на стр. 9, коэффи-
циент к нормам времени составит
в связи с использованием старого кирпича более,
чем на 50%.................................. К = 1,1
в связи с повышенным использованием половника К = 1,05
Итоговый коэффициент составит . . К = 1,1 X
XI,05=1,16
Другой пример: при пробивке вертикальных борозд в кладке из
силикатного кирпича следует, согласно примечаниям 1 и 2 к нормам
§ 20-1-6, применить одновременно коэффициенты 1,15 и 0,80. Итоговый
коэффициент составит 1,15 x 0,80 = 0,92. Округление полученного ре-
зультата должно производиться до третьей значащей цифры.
Следует отдельно остановиться на вопросе о применении примеча-
ния § 20-1-16 (ремонт поверхности кирпичных стен), которым преду-
сматривается, что если процент сменяемого кирпича составляет больше
или меньше 20—30%, то нормы времени и расценки следует пропор-
ционально изменять.
Соответствующий коэффициент к норме времени определяется пу-
тем деления фактического процента заменяемого кирпича на 25 (где
25 —средняя нормальная величина процента замены кирпича). При-
мер: норма времени на 1 м? отремонтированной поверхности стены при
толщине заделки в один кирпич составляет 3,2 часа. Предположим,
что фактический процент заменяемого кирпича—40. В этом случае
40
норму следует умножить на коэффициент = 1,6.
Таким образом, норма времени составит: 3,2 X 1,6 = 5,12 норме-
часа.
470
Применение единых норм выработки (времени)
При нормировании ремонтно-строительных работ очень важное зна-
чение имеет правильный подсчет объемов работ, фактически выполнен-
ных рабочими. Если в условиях нового строительства объемы работ
можно подсчитывать на основе технической документации, то на ре-
монтно-строительных работах получить необходимые данные таким
путем возможно далеко не всегда. На ремонтно-строительных работах
нормирование должно производиться на основе заранее составленных
ведомостей, в которых указываются разновидности работ, их особен-
ности и объем, определяемый путем непосредственных замеров. Поря-
док выполнения некоторых из этих замеров приведен в отдельных вы-
пусках единых норм выработки и расценок.
Единые нормы выработки (времени)
на погрузочно-разгрузочные работы
Значительное место среди вспомогательных работ на предприятиях
занимают погрузочно-разгрузочные работы. Для нормирования этих
работ должны применяться Единые нормы выработки (времени),
утвержденные Государственным комитетом Совета Министров СССР
по вопросам труда и заработной платы и ВЦСПС ' (Госпланиздат,
I960 г.). Эти нормы обязательны к применению на всех погрузочно-
разгрузочных работах за исключением работ по перемещению и
укладке грузов в цехах предприятий и организаций и на строительных
площадках.
К складским погрузочно-разгрузочным работам относятся работы
по перемещению, взвешиванию, осмотру, затариванию, перетариванию,
штабелировке, укладке грузов, выполняемые вне хода погрузки-раз-
грузки вагонов и автомобилей.
Единые нормы выпущены тремя сборниками:
а) Единые нормы выработки и времени на вагонные, автотранс-
портные и складские погрузочно-разгрузочные работы;
б) Единые нормы выработки и времени на судовые погрузочно-
разгрузочные работы, выполняемые в морских портах;
в) Единые нормы выработки и времени на судовые погрузочно-раз-
грузочные работы, выполняемые в речных портах.
В настоящей главе рассматривается нормирование погрузочно-раз-
грузочных работ, выполняемых на железнодорожном и автомобиль-
ном транспорте и на складах, поскольку остальные разновидности
погрузочно-разгрузочных работ применяются на сравнительно неболь-
шом числе машиностроительных предприятий.
Величина норм времени на погрузочно-разгрузочные работы зави-
сит от большого количества факторов: веса и габарита груза; способа
упаковки — в ящиках, кипах, тюках, бочках, контейнерах и т. п.; фи-
зических свойств груза — сыпучести, кусковатости, слежалости и т. п.;
воздействия груза на организм человека (пыльные, вредные грузы);
способа выполнения работ — вручную, средствами малой механизации,
с помощью механизмов; технологического варианта погрузки-выгрузки,
например, склад—кран—вагон или обратно; склад—кран—автома-
шина или обратно; вагон—кран—вагон и т. д.; грузоподъемности, кон-
струкции, скоростей подъема, поворота и других технических характе-
ристик применяемых механизмов. Все погрузочные машины разделены
на группы. Отнесение механизмов к тем или иным группам произво-
дится согласно приложению № 4 «Классификация погрузочно-разгру-
зочных механизмов по группам». Следует, однако, отметить, что
3 таблицах норм ссылка на группу механизмов приводится почти
Единые нормы выработки (времени) на погрузочно-разгрузочные работы 471
исключительно для портальных кранов. В большинстве же остальных
таблиц норм на механизированные работы вместо группы механизмов
указаны те их конкретные технические данные, от которых непосред-
ственно зависит производительность механизмов, а , следовательно, и
величина нормы выработки (времени).
Все нормы времени, приведенные в таблицах, даны в часах,
а нормы выработки (за отдельными исключениями) в тоннах за 7-ча-
совой рабочий день. Для лесоматериалов при необходимости перейти
от измерения в тоннах к измерению в кубометрах следует пользоваться
соответствующими переводными таблицами.
Сборником норм предусмотрена следующая классификация грузов:
л) штучные и тарно-упаковочные (в мешках, кулях, кипах, тюках,
бумажных пакетах, в ящиках и без упаковки); мясо и мясопродукты
без упаковки; катно-бочковые;
б) тяжеловесные;
в) металлы и металлические изделия, лесные;
г) навалочные.
Основные характеристики грузов (наименование, габариты, вес)
указаны в соответствующих таблицах норм.
Для большинства работ, выполняемых с помощью портальных кра-
нов и погрузчиков грузоподъемностью 1—5 т, вместо характеристики
грузов указывается их классификационный шифр. Значения этих шиф-
ров приведены в приложениях 5 и 6.
Основные организационно-технические условия, в расчете на кото-
рые установлены единые нормы выработки, изложены в «Общей ча-
сти» сборника норм; некоторые условия приводятся во вступительной
части каждого из разделов сборника и,, наконец, отдельные условия
указываются непосредственно в соответствующих таблицах норм.
Для случаев, когда расстояния подвоза, подноски, подкатки, подъема
и другие условия переработки грузов отличаются от тех, которые зало-
жены в нормы, следует пользоваться приведенными в сборнике допол-
нительными нормами времени или коэффициентами к табличным
нормам.
Так, например, при подкатке и откатке вагонов по фронту работ
на расстояние свыше 15 м за каждые последующие 10 м подкатки
бригаде добавляется: за вагон с грузом по 0,2 нормо-часа, без груза —
0,1 нормо-часа на весь состав бригады.
Значительная часть этих коэффициентов и дополнительных норм
приведена в пп. 14—37 Общей части сборника.
Так как в практике работы нормировщиков многие из коэффициен-
тов и дополнительных норм встречаются повседневно, то рекомен-
дуется выписать их на отдельный лист с тем, чтобы всякий раз не
отыскивать вновь.
При определении норм времени и норм выработки на перемещение
грузов вручную, а также тачками, тележками (катко-бочковых гру-
зов— с помощью слег) на наклонных участках следует фактическую
длину наклонного участка пути приводить к горизонтальному, поль-
зуясь таблицей приложения 2.
Пример. Нужно переместить груз вручную на наклонном участке
пути с фактической длиной ©того участка 5 м и величиной подъема
(в грузовом направлении) 3 м. Согласно табл. 1 приложения 2
(стр. 197) находим, что перемещение груза по данному наклонному
участку равноценно перемещению его по горизонтальному участку
длиной 30 м. Из расчета этой длины и должна быть определена ве-
личина дополнительной нормы времени на перемещение груза.
472
Применение единых норм выработки (времени)
При пользовании таблицей п. 24 (стр. 11) сборника Единых норм?
времени следует иметь в виду, что при подсчете дополнительного вре-
мени н.а перемещение груза вручную расстояние сверх предусмотрен-
ного нормой исчисляется за целые десятки метров. При этом расстоя-
ние округляется в большую сторону, например, 23 м округляется
до 30 м.
Дополнительное время на укладку или снятие со штабеля каждой"
тонны груза исчисляется лишь на ту его часть, которая укладывается
(или снимается) на высоту сверх учтенной нормой времени. При этом;
расстояние округляется в том же порядке, что и в предыдущем случае.
Механизированная переработка грузов, как правило, осуще-
ствляется бригадами, состоящими из машиниста (а на паровых кра-
нах— из машиниста и его помощника) и стропальщиков.
Состав бригад указан в предисловии к разделу норм времени на
механизированные погрузочно-разгрузочные работы (стр. 18).
Для ряда работ состав бригад, кроме того, указывается непосред-
ственно в существующих таблицах норм выработки (см., например,
таблицы на стр. 29—34, 41—48 и ряд других).
В тех случаях, корда это не приводит к существенному увеличению-
объема сборника, в таблицах, помимо комплексных норм, приводятся
также норма выработки на одного грузчика (стропальщика) и норма
времени на весь состав грузчиков (стропальщиков). Сделано это для
облегчения подсчета общей нормы времени на всю комплексную
бригаду в целом. Очевидно, что эта норма времени получается путем'
сложения нормы времени на механизатора с нормой времени на бригаду
грузчиков (стропальщиков).
Пример. Требуется погрузить портальным краном со склада на
автомашину объемистый груз, вес места более 251 кг. Из таблицы § 10
(стр. 41) находим, что норма времени (№ 102) на переработку 1 m
данного груза механизатором составляет 0,0648 часа, а грузчиками"
0,259 часа.
Следовательно, норма времени переработки 1 m груза бригадой
составляет 0,259 4- 0,0648 = 0,3238 ~ 0,324 часа. Конечно, такой резуль-
тат можно было получить путем умножения величины нормы времени*
для механизатора на полное число членов бригады (в данном случае
на 5): 0,0648 X 5 = 0,324 часа.
Однако, поскольку по первому способу результат может быть бы-
стро получен с помощью сложения, то его следует предпочесть.
Определение полной нормы времени на бригаду необходимо для
учета выполнения норм за смену или месяц.
При подсчете сдельных расценок следует иметь в виду некоторые'
особенности тарификации погрузочно-разгрузочных работ. Для оплаты
труда грузчиков не установлено специальной тарифной сетки, р.азмеры
же часовых тарифных ставок дифференцируются в зависимости от ха-
рактера грузов. Так, при погрузке и разгрузке вредных для здоровья
грузов и грузов с весом места свыше 60 кг на сдельных работах дол-
жна применяться часовая тарифная ставка 53 кап. При погрузке и
разгрузке остальных грузов, на внутрискладской переработке вредных-
для здоровья грузов и грузов с весом места свыше 60 кг должна при-
меняться часовая тарифная ставка 46 коп.; для сдельщиков на внутри-
складской переработке остальных грузов, не связанной непосред-
ственно с погрузочно-разгрузочными работами, 39 коп.
Единые нормы выработки (времени) на погрузочно-разгрузочные работы 473
Перечень грузов, погрузка и разгрузка которых оплачивается по
повышенным часовым тарифным ставкам в связи с вредными усло-
виями труда, утвержден Государственным комитетом Совета Мини-
стров СССР по вопросам труда и заработной платы и Секретариатом
ВЦСПС (приложение № 1).
Для тарификации механизаторов и выполняемых ими работ уста-
новлена б-разрядная тарифная сетка и утверждены тарифно-квалифи-
кационные характеристики. Согласно примечанию № 1 к указанному
перечню, тарифные ставки механизаторам повышаются на 15% ПРИ по
грузке-разгрузке поименованных в перечне грузов в закрытых помеще-
ниях, .а также на открытых площадках при работе только с пылящими
грузами, перечисленными в перечне.
Определение сдельной расценки бригады на основе нормы вре-
мени и соответствующей часовой тарифной ставки нами не рекомен-
дуется, как слишком сложное. Значительно проще определять сдель-
ную расценку на бригаду, исходя из суммы тарифных ставок членов-
бригады и соответствующей комплексной нормы выработки.
Пример. Часовая тарифная ставка крановщика 5-го разряда —
55 коп.
Часовая тарифная ставка 4 грузчиков 46 коп. X 4 = 1 р. 84 к.
Сумма часовых тарифных ставок 2 р. 39 к.
Сумма тарифных ставок в день 2 р. 39 к. X 7 = 16 р. 73 к.
Комплексная норма выработки— 108 m
16р. 73к. ч г-
Сдельная расценка —— = 15,49 к.
Преимущество' данного способа расчета видно, из следующего
В практике погрузочно-разгрузочных работ на предприятиях встре-
чается ограниченное количество различных вариантов составов комп-
лексных бригад. Поэтому для указанных немногочисленных вариантов-
легко подсчитать соответствующую сумму тарифных ставок за 7 час.,
после чего определение сдельных расценок сведется лишь к делению
суммы ставок бригады (за 7 час.) на соответствующую норму выра-
ботки.
Для быстрого подсчета сумм таких ставок можно воспользоваться
вспомогательной таблицей (табл. 2), в которой есть все варианты ча-
совых тарифных ставок, применяемых для оплаты на погрузочно-раз-
грузочных работах, включая повышенные на 15% ставки для механи-
заторов, занятых на переработке вредных для здоровья грузов в за-
крытых помещениях и пылящих грузов на открытых площадках (по
перечню грузов — приложение № 1).
Для подсчета индивидуальных сдельных расценок следует пользо-
ваться таблицами, приведенными в приложении 8 к сборнику.
Пример. Норма времени в часах — 0,789; тарифный разряд меха-
низатора— IV, соответствующая тарифная часовая ставка — 47,4 коп.
На стр. 284 находим ответ: 0,789 X 47,4 = 37,4 (с округлением д©'
третьей значащей цифры).
Таблица 2
Суммы тарифных ставок для бригад рабочих-сделывдков, занятых на погрузочно-разгрузочных работах
Часовые тарифные ставки для оплаты труда грузчиков-сдель- щиков (в коп.) Разряды механизаторов
Коли- I И III IV | V | VI 1 1 I! | ш 1 ’V 1 v 1 VI
чество рабо- 60,5 53,0 46,0 39,0
чих Тарифные ставки за 7 час. (в руб. и коп.) Тарифные ставки за 7 час. на обычных работах (в руб. и коп.) Повышенные на 15% тарифные ставки (за 7 час.), применяемые при переработке грузов, предусмотренных перечнем (приложение № 1) и примечаниями к нему (в руб. и коп.)
1 4.23,5 3.71 3.22 2.73 2.24 2.53,4 2.89,1 3.31,8 3.85 4.48 2.57,6 2.91,4 3.32,5 3.81,6 4.42,8 5.15,2
2 8.47 7.42 6.44 5.46 4.48 5.06,8 5.78,2 6.63,6 7.70 8.96 5.15,2 " 5.82,8 6.65 7.63,2 8.85,6 10.30,4
3 12.70,5 11.13 9.66 8.19 6.72 7.60,2 8.67,3 9.95,4 11.55 13.44 7.72,8 8.74,2 9.97,5 11.44,8 13.28,4 15.45,6
4 16.94 14.84 12.88 10.92 8.96 10.13,6 ' 11.56,4 13.27,2 15.40 17.92 10.30,4 11.65,6 13.30 15.26,4 17.71,2 20.60,8
5 21.17,5 18.55 16.10 13.65 11.20 12.67 14.45,5 16.59 19,25 22.40 12.88 14.57 16.62,5 19.08 22.14 25.76
6 25.41 22.26 19.32 16.38 13.44 15.20,4 17.34,6 19.90,8 23.10 26.88 15.45,6 17.48,4 19.95 22.89,6 26.56,8 30.91,2
7 29.64,5 25.97 22.54 19.11 15.68 17.73,8 20.23,7 23.22,6 26.95 31.36 18.03,2 20.39,8 23.27,5 26.71,2 30.99,6 36.06,4
8 33.88 29.68 25.76 21.84 17.92 20.27,2 23.12,8 26.54,4 30.80 35.84 20.60,8 23.31,2 26.60 30.52,8 35.42,4 41.21,6
9 38.11,5 33.39 28.98 24.57 20.16 22.80,6 26.01,9 29.86,2 34.65 40.32 23.18,4 26.22,6 29.92,5 34.34,4 39.85,2 46.36,8
10 42.35 37.10 32.20 27.30 22.40 25.34 28.91 33.18 38.50 44.80 25.76 29.14 33.25 38.16 44.28 51.52
11 46.58,5 40.81 35.42 30.03 24.64 27.87,4 31.80,1 36.49,8 42,35 49.28' 28.33,6 32.05,4 36.57,5 41.97,6 48.70,8 56.67,2
12 50,82 44.52 38.64 32.76 26.88 30.40,8 34.69,2 39.81,6 46.20 53.76 30.91,2 34.96,8 39.90 45.79,2 53.13,6 61.82,4
474 - Применение единых норм выработки (времени)
Единые нормы выработки на лесозаготовках
475
В разделе III сборника приведены единые нормы пробега грузовых
автомобилей и нормы времени простоя грузовых автомобилей под по-
грузкой и разгрузкой.
На большинстве промышленных предприятий, в том числе машино-
строительных, основная масса грузов в настоящее время доставляется
централизованно специализированными автотранспортными организа-
циями. Поэтому указанные в данном разделе единые нормы приве-
дены главным образом для того, чтобы, зная их, администрация пред-
приятия могла обеспечить соблюдение норм простоя автотранспорта
под погрузкой-разгрузкой.
Единые нормы выработки на лесозаготовках
Ряд крупных машиностроительных предприятий имеет свои лесо-
заготовительные участки. Основные работы на этих участках должны
нормироваться по' единым нормам выработки и расценкам, утвержден-
ным Государственным Комитетом Совета Министров СССР по вопро-
сам труда и заработной платы по согласованию с ЦК профсоюза
рабочих лесной, бумажной и деревообрабатывающей промышленно-
сти. («Единые нормы выработки и расценки на лесозаготовках», Гос-
лесбумиздат, I960 г.).
Справочник единых норм выработки и расценок на лесозаготовках
состоит из 5 основных разделов: I — общие положения, II — лесосеч-
ные работы, III — механизированная вывозка древесины, IV — кон-
ная трелевками вывозка леса и V — работы на нижнем складе.
По многим работам, предусмотренным сборником, наряду с нор-
мами выработки приведены также и соответствующие нормативы.
К числу их относятся:
а) нормативы" подготовительно-заключительного времени и отдыха;
б) нормативы на пробег расстояния трелевки в обоих направлениях
на тракторах и лебедках;
в) нормативы времени на чокеровку деревьев, набор воза, отцепку
воза и снятие чекеров;
г) нормативы среднерасчетной скорости и- времени пробега 1 км
автомобиля при вывозке леса;
д) нормативы времени пребывания автомобиля под погрузкой;
е) нормативы для установления норм выработки при вывозке леса
паровозами, мотовозами, тепловозами и тракторами;
ж) нормативы скоростей движения, времени пробега, погрузки,
разгрузки й прицепки подвижного состава при конной трелевке и вы-
возке леса.
Лесосечные работы. Для основных лесосечных работ (кроме
обрубки, сбора и сжигания листьев на верхнем складе) нормы выра-
ботки и расценки приведены для ели и пихты, мягколиственных и ос-
тальных хвойных пород (см. табл. 1—7). Нормы же и расценки на
заготовку твердолиственных пород деревьев и отдельные работы по
заготовке березы и лиственниц устанавливаются с помощью поправоч-
ных коэффициентов к табличным нормам.
Такой порядок позволил сделать сборник норм более компактным.
Для удобства пользования соответствующие поправочные коэффици-
енты к нормам выработки сведены нами в табл. 3.
Механизированная трелевка леса. Нормы выработки на механизиро-
ванную трелевку леса определяются по таблицам, приведенным в сбор-
нике, но могут быть подсчитаны и по нормативам (см. стр. 12—15).
476
Применение единых норм выработки (времени)
Приводим пример такого расчета.
Трелевочная машина: трактор ТДТ-60.
Расстояние трелевки 500—700 м.
Средний объем хлыста 0,50—0,75 м3.
Формула для расчета нормы выработки (стр. 16)
(420-77) Q 3
71+ 72 + 73 + T4Q М ’
Подготовительно-заключительное время П определяем по таблице
§ 3, стр. 13. В данном случае оно равно 44 мин.
Объем воза с кроной на трелевочные машины Q согласно таблице
§ 3, стр. 13, составляет 5,7 м3.
Время пробега расстояния трелевки (500—700 м) на один рейе для
данного типа трелевочной машины = 24 мин.
Таблица &
Коэффициенты к нормам выработки на лесосечные работы,
учитывающие породу дерева
Лесосечные работы (табл. 1—7 сборника)
валка раскря- жевка колка дров обрубка, сбор и сжигание сучьев на верхнем складе остальные работы
Ель, пихта. Мягколист- венные и остальные хвойные породы, осина, липа, ольха, сосна, кедр Нормы выработки устанавливаются по соответствующим строкам табл. 1—7
Береза Нормы выработки такие же, как и для мягколиственных пород Нормы выработки устанавливаются с К от 0,8 до 1,0, а нормы време- ни и расценки с К от 1,25 до 1,0 по сравнению с данными, преду- смотренными табл. 1—7 для мягколиствен- ных пород
Твердолиственные по- роды: дуб, бук, граб, вяз, ясень, клен, ильм Нормы выработки ус- танавливаются с К от 0,8 до 1,0, а нор- мы времени и рас- ценки с К от 1,25 до 1,0 по сравнению с данными, преду- смотренными табл. 1—7 для мягколист- венных пород Нормы выработки устанавливаются с К от 0,8 до 1,0, а нормы времени и расценки с К от 1,25 до 1,0 по сравнению с данными, предусмотренными табл. 1—7 для ели и пихты
Лиственница По данным табл. 1—7 для мягколиственных пород ’
Время на чокеровку и набор воз.а и время на отцепку и снятие че-
керов в минутах на рейс Т2 и Т3, согласно таблице на стр. 14, состав-
ляет 19,3 мин. Время на погрузку хлыстов крупными пачками Т4, со-
гласно таблице на стр. 15, составляет 2,6 мин. на 1 м3.
Таким образом, в данном случае норма выработки составит
(420 — 44) X 5,7
24+ 19,3 + 2,6 X 5,7
= 36,8 я3.
Проверка: по таблице на стр. 26 норма выработки на трелевку и
погрузку хлыстов и деревьев со средним объемом 0,50—0,75 м3 тракто-
ром ТДТ-60 на расстояние 500—700 м составляет 37 м3 в смену.
Единые нормы выработки на лесозаготовках
477
При выполнении лесосечных работ комплексными бригадами
{в>алка леса бензопилой при тракторной трелевке и электропилой при
лебедочной трелевке, трелевка леса на расстояние до 300 м, погрузка
деревьев трелевочным механизмом) следует пользоваться комплекс-
ными нормами выработки (табл. 8). Комплексные нормы равны сумме
соответствующих операционных норм.
Пример. Согласно табл. 3 (средний объем хлыста 0,30—0,39 ж3),
норма времени на валку леса бензопилой составляет 0,162 чел.-часа
на 1 м3, на трелевку и погрузку трактором ТДТ-40 на расстояние до
300 м — 0,470 чел.-часа на 1 м3. Комплексная норма на 1 ж3 должна
составлять 0,162 + 0,470=0,632 чел.-часа на 1 ж3. В табл. 8 (стр. 37)
находим такую же цифру.
Погрузка древесины кранами, лебедками и вручную. Эти нормы
устанавливаются непосредственно по таблицам. Следует лишь иметь
в виду, что при погрузке древесины паровыми кранами в состав звена
дополнительно включается кочегар III разряда. При этом нормы вы-
работки на звено остаются без изменения, нормы времени увеличи-
ваются для хлыстов деревьев и сортиментов в долготье с 0,24 до
0,32 чел.-часа и для сортиментов в коротье — с 0,327 до 0,428 чел.-часа.
Соответственно сдельные -расценки изменяются с 11 коп. до 14,3 коп.
и с 14,7 коп. до 19,2 коп.
Вывозка леса автомобилями. Нормы выработки на вывозку леса
автомобилями рассчитываются, исходя из нормативов времени на про-
бег 1 км в обоих направлениях; нагрузки на рейс в ж3 (объем воза)
и нормативов времени пребывания автомобиля под погрузкой и раз-
грузкой. ,
Пример. Расчет нормы выработки на вывозку леса автомобилями.
Автомобиль МАЗ-501. Дорога — ледяная. Груз — хлысты, погру-
жаемые крупными пачками. Расстояние I = 5 км.
Формула для расчета нормы выработки (стр. 45)
Н=
1Т^ + 72
Ж3.
Подготовительно-заключительное время П определяем по таблице
3, стр. 12. В данном случае оно равно 44 мин.
Норматив нагрузки Q, согласно таблице § 7 (стр. 44), составляет
19 ж3.
Время пробега 1 км (в обоих направлениях) при вывозке леса 1\,
согласно таблице § 7 (стр. 43), составляет 6 мин.
Время пребывания автомобиля под погрузкой и разгрузкой Т2> со-
гласно § 7 (стр. 44), составляет 89 мин.
Таким образом, в данном случае норма выработки составит
' Вывозка леса паровозами. Нормы выработки на вывозку леса па-
ровозами определяются, исходя из технических данных паровоза (тя-
гового усилия и веса), грузоподъемности и собственного веса платформ,
удельного сопротивления движению поезда, характеристики пути (ве-
личины подъема).
Пример. Определение нормы выработки на вывозку леса паровозами
(нормативы брать из сборника нормативов).
478
Применение единых норм выработки (времени)
Расстояние вывозки / = 6 км (летом по магистралям). Марки па-
ровоза ПТ-4. Вес паровоза в рабочем состоянии Р = 28 т. Его тяговое
усилие F = 3,52 т. Вес платформы Лесосудмашстроя Pi = 6,99 т. Ее
грузоподъемность Р2 = 17,5 т. Руководящий подъем i = 0,015. Удель-
ное сопротивление движению поезда W — 0,0036. Удельный вес древе-
сины q = 0,8 2]см\
Тогда нагрузка на рейс Q составит
Q
qU + W){px + p2)m >
Q = (3,52-28-0,015)-17,5 = 3
41 0,8 (0,015 + 0,0036) • (6,99 + 17,5) ’
Норма выработки определяется по формуле
и 4'4)— П „
/7 - рт, j Рр j Рр М ,
И 1 "Г 1 2 I 1 3
где П — время подготовительно-заключительной работы на смену
в мин.;
Т1—-время пробега 1 км (туда и обратно);
Г2 —время пребывания на складе (на один рейс);
Г3—-время на скрещивание в мин. на один рейс.
Данные о величинах Л, Ть Т2 и ?з получаем из таблиц нормативов..
/7=10 мин.; Т\ = 7 мин.; Т% ~ 70 мин.; Г3 = 10 мин.
тт__ 4?0-- 10 1 Л О _ ACY7 3
6 • 7 4- 70 + 10 ' I48 — 497 м
Нормы выработки на конную вывозку леса и все остальные работы
определяются по готовым таблицам.
Руководителям предприятий разрешено по согласованию с рабо-
чим комитетом профсоюза изменять нормы выработки до 15% в ту
или иную сторону в зависимости от производственных условий и в пре-
делах установленного планового фонда заработной платы. Поскольку
нормировщики имеют дело не с кормами выработки, а с нормами вре-
мени, нелишне подчеркнуть, что в отношении норм времени данное
право означает возможность уменьшения их не более, чем на 13%,.
или увеличения не более, чем на 17,6%.
Единые нормы времени и выработки на процессы
полиграфического производства
Рабочие типографий и полиграфических цехов всех предприятий,,
в том числе машиностроительных, должны оплачиваться по единым
условиям, в частности, по единым нормам выработки.
JЕдиные нормы выработки на процессы полиграфического производ-
ства утверждены Государственным комитетом Совета Министров
СССР по вопросам труда и заработной платы и ВЦСПС для трех
типов производства: крупносерийного, серийного и мелкосерийного.
Для подавляющего большинства полиграфических цехов машино-
строительных предприятии характерен мелкосерийный тип производ-
ства. Производство этого типа отличается частичной механизацией
формных процессов, выполнением вручную комплекса основных опера-
ций брошюровочно-переплетных и отделочных работ, отсутствием или
Единые нормы времени и выработки на процессы полиграфического производства^!^
ограниченным внедрением (поточных методов производства, неболь-
шими заказами, обусловливающими частое чередование на рабочем
месте нескольких операций и разных заказов, выполнением одними и
теми же рабочими как основных, так и вспомогательных работ, уни-
версальным (неспециализированным) характером оснащенности рабо-
чего места.
Существенной особенностью единых норм на полиграфические ра-
боты является то обстоятельство, что они включают не только нормы
времени и нормы выработки, но и нормативы численности рабочих на
соответствующие операции.
Нормы выработки и тарификация работ по набору текста устанав-
ливается в зависимости от технологической сложности набора.
При этом группа сложности набора устанавливается по оригиналу
в целом на заказ, за исключением случаев, когда в заказе четко выра-
жены различные группы сложности набора, что дает возможность нор-
мировать части набора в соответствии с их группой сложности.
* ❖
Если на предприятиях или стройках проведены мероприятия, улуч-
шающие технические или организационные условия по сравнению
с теми, на которые рассчитаны соответствующие единые нормы выра-
ботки, последние должны пересматриваться в том же порядке, что и
местные нормы выработки, т. е. по согласованию администрации
с фабрично-заводским или местным комитетом профсоюза.
СПРАВОЧНИК НОРМИРОВЩИКА т. IV
Редакторы издательства М. М. Семенова
и А. В. Почтарева
Техн, редакторы А. Я- Тиханов и Б. И. Модель
Корректор Л. Ф. Никифорова
Сдано в производство 5/Ш 1962 г. Подписано
к печати 1/XI 1962 г. Т-11100. Тираж 23.000 экз.
Печ. л. 41,1. Уч.-изд. л. 38. Бум. л. 15
Дена 2 р. 05 к. Формат 70Х108716. Зак. 2/295»
Ленинградская типография Госгортехиздата,
Ленинград, ул. Салтыкова-Щедрина, 54