





























































































































































Автор: Франц В.Я.
Теги: текстильная промышленность экономика экономические науки швейные машины
ISBN: 5-7695-1274-1
Год: 2004




Текст
з
iiixiii;
Л
£
I
ранц
к
ШВЕЙНЫЕ МАШИНЫ
СРЕДНЕЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
В. Я. Франц
ШВЕЙНЫЕ МАШИНЫ
Допущено
в качестве учебного пособия для студентов образовательных учреждений среднего профессионального образования, обучающихся по специальности 170] «Монтаж и техническая эксплуатация промышленного оборудования»
Москва
academU 2004
УДК £2Jr&57T212(075.32)
ББК 65.304.9я723
Ф84
Рецензенты:
зам. директора техникума легкой промышленности Р. С. Сетдеков:, главный инженер Независимого испытательного центра швейных машин Э.А. Сиротников
Франц В.Я.
Ф84 Швейные машины: Учеб, пособие для студ. учрежд. сред. проф. образования / Владимир Яковлевич Франц. — М.: Издательский центр «Академия», 2004. — 160 с.: ил.
ISBN 5-7695-1274-1
Приведены краткие технические характеристики швейного оборудования, схемы машин и их механизмов отечественного и зарубежного производства. Описаны правила установки механизмов, их регулировка и способы устранения неполадок. Пособие снабжено цветными иллюстрациями, которые помогут студентам лучше понять устройство швейных машин, быстрее разобраться в особенностях регулировок различных механизмов.
Для студентов учреждений среднего профессионального образования. Может быть рекомендовано персоналу швейных предприятий при выполнении работ по регулировке и наладке машин.
УДК 677.057.212(075.32)
ББК 65.304.9я723
ISBN 5-7695-1274-1
© Франц В.Я., 2004
р -j © Издательский центр «Академия», 2004
ПРЕДИСЛОВИЕ
Швейное производство представляет собой отрасль промышленности, использующую систему «оператор—машина». Поэтому повышение производительности труда оператора тесно связано с повышением производительности самих машин, в том числе с уменьшением времени на наладку и регулировку.
Оборудование швейного производства чрезвычайно разнообразно по номенклатуре из-за различий выполняемых швейными машинами технологических операций и в зависимости от конструкции машин и принципов управления ими. Обслуживание и ремонт все усложняющихся швейных машин требует серьезной специальной подготовки.
В мире десятки предприятий и фирм выпускают промышленные и бытовые швейные машины, комплектующие к ним и сопутствующие изделия — от игл до сложнейших узлов автоматизации.
Технологические процессы изготовления швейных изделий во многом определяют конструкцию и устройство необходимого для их проведения оборудования. С учетом назначения процесса, способа выполнения операций, а также формы и размеров обрабатываемых изделий создаются целые виды и классы оборудования, обеспечиваю
щие изготовление изделий с наименьшими затратами времени при достижении наилучшего качества.
В данном пособии рассмотрены наиболее распространенные на предприятиях швейной отрасли машины российских производителей ЗАО «Завод Промшвеймаш» (г. Подольск) и ЗАО «Рос-товский-на-Дону завод «Агат», несколько типов швейных машин ОАО «Орша» белорусского производства, швейные машины фирм «Алтин» (Германия), «Паннония» (Венгрия) и «Минерва» (Чехия).
При подготовке пособия автор исходил из того, что учащиеся знакомы с терминологией, относящейся к швейным машинам, и их конструкциями.
При рассмотрении конструкций машин основное внимание уделено регулировкам и особенностям установки рабочих органов. При отборе материала для учебного пособия предпочтение отдавалось описанию машин, эксплуатируемых на отечественных предприятиях.
Текст учебного пособия расположен в соответствии с технологической классификацией швейных машин, предусматривающей деление машин на группы в зависимости от их назначения.
ГЛАВА 1
ОБЩИЕ СВЕДЕНИЯ О РАБОТЕ ШВЕЙНЫХ МАШИН
1.1. Правила подготовки швейных машин к работе
Промышленные швейные машины поставляются заводами-изготовителями в виде швейной головки в комплекте с промышленным столом или в виде швейной головки и промышленного стола в разобранном виде по отдельности.
Комплектность поставки сменных и запасных частей, инструмента и принадлежностей указывается в комплектовочной ведомости, согласованной с заказчиком и утвержденной в установленном порядке. Перед установкой машины на рабочее место необходимо провести ее расконсервацию. Для этого с машины снимают консервационную смазку, используя хлопчатобумажные салфетки, сначала сухие, а затем смоченные уайт-спиритом или бензином. После снятия смазки машину досуха протирают салфетками. Так как машина поставляется заводом-изготовителем без! смазочного масла, его следует залить согласно инструкции по эксплуатации.
При монтаже и эксплуатации машины электродвигатель должен быть заземлен в соответствии с Правилами технической эксплуатации электроустановок потребителей и Правилами устройства электроустановок.
Октавные уровни звука при максимальной постоянной частоте вращения главного вала машины не должны превышать значений, указанных в инструкции. Выполнение этого требования при эксплуатации машины обеспечивает на рабочем месте допустимый эквивалентный уровень звука. Частота колебаний и амплитуда вибрации, возникающей при максимальной постоянной частоте вращения главного вала на поверхностях контакта с руками рабочего при выполнении технологической операции, также не должны превышать значений, указанных в инструкции.
Прежде чем приступить к пошиву, необходимо заправить нитки в иглу и челнок и нижние нитки вытянуть наверх.
Нельзя пускать машину в ход без подложенного под прижимную лапку материала. Верхние и нижние нитки, как правило, должны быть одинаковой толщины.
Чтобы сменить иглу, стержень игловодителя поворотом маховика устанавливают в крайнее верхнее положение. С помощью отвертки ослабляют стопорный винт на иглодержателе и вынимают иглу. При установке новой иглы нужно следить за тем, чтобы ее длинный желобок был обращен в сторону, указанную в инструкции. Иглу нужно вставлять в иглодержатель до упора и надежно стопорить винтом.
Заправка верхних (игольных) и нижних (челночных или петлителя) ниток неодинакова в машинах различных типов и зависит от вида выполняемого стежка, числа игл, типа челнока или петлителя и т.д. Схемы различных типов заправки ниток будут указаны при описании конструкций машин.
Натяжение верхних и нижних ниток в машинах челночного стежка должно быть отрегулировано таким образом, чтобы их переплетение происходило в середине стачиваемых материалов. В этом случае строчка выглядит одинаково с обеих сторон. При слишком сильном натяжении верхних ниток или слишком слабом натяжении нижних ниток их переплетение будет происходить на верхней стороне стачиваемых материалов. И наоборот, если натяжение верхних ниток будет слишком слабым или натяжение нижних ниток будет слишком сильным, то переплетение ниток произойдет на нижней стороне стачиваемых материалов.
В машинах, выполняющих стежки других типов, должны быть обеспечены достаточное затягивание стежка и правильное переплетение ниток. Регулировку натяжения верхних ниток выполняют с помощью регуляторов натяжения, расположенных, как правило, на передней стороне рукава машины. Если натяжение требуется увеличить, то гайку соответствующего пружинного регулятора поворачивают по часовой стрелке, поджимая пружину и тем самым усиливая сжатие шайб, между которыми проходит соответствующая верхняя нитка. Для уменьшения натяжения эту гайку поворачивают в противоположном направлении, против часовой стрелки.
4
Натяжение нижних ниток регулируют поворотом винта пружины натяжения на шпульных колпачках или шпуледержателях. При повороте этого винта по часовой стрелке натяжение нижних ниток будет увеличиваться, при повороте против часовой стрелки — уменьшаться. В боль
шинстве случаев хорошую строчку можно получить регулировкой натяжения только одних верхних ниток.
Длина стежка устанавливается регулятором его длины, расположенным у большинства машин на передней стороне их рукава.
1.2. Основные неисправности в работе швейных машин
Разладки характеризуют нарушение рабочих функций механизмов, приводящее к браку изготавливаемой продукции, несвоевременному срабатыванию отдельных механизмов, снижению производительности машины, а в ряде случаев — к быстрому изнашиванию или поломке ее деталей. Разладки механизмов выявляют по прямым или косвенным признакам. Например, прямым признаком, характеризующим неисправное состояние зуб
чатой передачи, служит увеличение зазора между зубьями, выявляемое измерением щупом. Косвенным признаком этого же дефекта являются шум и удары, возникающие при работе передачи.
Разлаженность отдельных механизмов машин и неисправности некоторых ответственных деталей и сборочных единиц наиболее наглядно проявляются в том, что в обрабатываемом изделии появляется брак (табл. 1.1).
Таблица 1.1
Основные виды брака швейных изделий, возникающего из-за разладок механизмов машин
Брак Причины, вызывающие брак Тип машин
Пропуски стежков Неправильно установлена игла по высоте по отношению к носику челнока или петлителя Затупился или погнулся конец иглы Несвоевременная подача нитки петлителю Игловодитель на валу повернут влево больше, чем надо, и игла не успевает входить в материал Неправильное положение короткого желобка иглы относительно носика челнока или петлителя Игла установлена в иглодержателе не до упора Несвоевременно происходит отклонение иглы, и она изгибается Затупился носик челнока или петлителя Носик челнока или петлителя не вовремя (рано или поздно) подходит к игле Большой зазор между иглой и носиком челнока или петлителя Ширители высоко проходят над петлителями Не отрегулировано взаимодействие петлителей Предохранитель отгибает иглу от носика челнока или петлителя Ослаблен ремень, передающий движение от главного вала распределительному Сработались зубья шестерен Значительный осевой люфт челночного вала во втулках Неправильно изогнуты рожки петлителя, из-за чего они не попадают в петлю игольной нитки Петлитель проходит слишком высоко над иглой Петлитель при движении вперед не полностью входит в петлю В связи с износом укоротились рожки петлителя или на левом рожке износился выступ Петлители или ширители имеют острые кромки или изогнуты Пружины ширителей неправильно изогнуты или сломаны Все швейные машины То же Машины двухниточного цепного стежка и стачиваюше-обметочные с нитеподатчиком Машины потайного стежка Все швейные машины То же Машины с отклоняющимися иглами Все швейные машины То же » Полуавтоматы для изготовления петель на верхней одежде Краеобметочные машины Машины с предохранителем иглы Машины челночного стежка с плоскозубчатой передачей Машины с шестеренным приводом челнока Машины с автоматической смазкой челнока Машины потайного стежка То же » » Полуавтоматы для изготовления петель на верхней одежде То же
5
Продолжение табл. 1.1
Брак Причины, вызывающие брак Тип машин
Пропуски стежков Вилочка левого ширителя не совпадает с отверстием петлителя Правый ширитель мало расширяет петлю игольной нитки из-за износа заднего плеча ширителя Слишком большие люфты в механизмах иглы, челнока или петлителей Слишком низко установлена рейка Несвоевременное перемещение материала, из-за чего игла отгибается в сторону Слишком высоко установлена разделительная пластина Игла касается лапок или пластины механизма перемещения материала Лапка плохо прижимает материал к игольной пластине Слишком далеко друг от друга находятся лапки Слишком большое отверстие для иглы в лапке Слишком большое отверстие в игольной пластине Игольная пластина опущена Заусенцы на краях окна игольной пластины, за которые нитка задевает и соскакивает с рожка петлителя Линия канавки на игольной пластине непараллельна траектории движения иглы Слишком велик ход нитепритягивательной пружины Номер иглы не соответствует номеру ниток Неправильно расположена трубка обводчика по отношению к игле » Полуавтоматы для изготовления петель на верхней одежде То же Все швейные машины То же » Машины для стачивания с одновременной посадкой нижнего материала Полуавтоматы для пришивания фурнитуры и изготовления петель Все швейные машины Полуавтоматы для изготовления петель на верхней одежде Машины с отклоняющимися иглами Все швейные машины Полуавтоматы для изготовления петель на верхней одежде Машины потайного стежка То же Все швейные машины челночного стежка Все швейные машины Вышивальные машины
Петляние строчки снизу Мал зазор между пазом челнока и пояском шпуледержателя Слишком поздно носик челнока подходит к игле Слишком слабое натяжение игольной нитки или слишком сильное натяжение челночной нитки В шайбах регулятора появились следы — прорези от нитки Между шайбами регулятора натяжения попал посторонний предмет или шайбы проржавели Отводчик несвоевременно поворачивает шпуледержатель Все швейные машины челночного стежка То же Все швейные машины То же » Машины с отводчиком
Петляние строчки сверху Слишком сильное натяжение игольной нитки Под пластинчатую пружину шпульного колпачка попала грязь или нитка Под пластинчатой пружиной на шпульном колпачке образовалась прорезь Все швейные машины Все швейные машины челночного стежка То же
Петляние строчки сверху или снизу Плохая намотка ниток на бобины Все швейные машины
Слабая строчка Слабое натяжение обеих ниток Слишком рано перемещается материал Несвоевременная работа ускорителя То же » Машины с ускорителем
Тугая строчка Сильное натяжение обеих ниток Несвоевременно работает переменно действующий регулятор натяжения нитки Слишком высокий выступ на рожке петлителя На рожках петлителя имеются заусенцы Все швейные машины Машины, имеющие переменно действующий регулятор натяжения нитки Машины потайного стежка Машины потайного стежка, стачивающие, обметочные, скорняжные
6
Продолжение табл. 7.7
Брак Причины, вызывающие брак Тип машин
Тугая строчка Рейка установлена слишком низко и при перемещении материала вытягивает нитку Палец лапки установлен слишком далеко от иглы Машины потайного стежка Стачивающе-обметочные машины
Изменение длины стежка Слабое прижатие материала лапкой Стержень лапки или пружинодержатель заедает в направляющих Лапка прижимает материал не по всей поверхности Неодинаковый подъем верхней рейки и прижимной лапки На поверхности разделительной пластины имеются задиры Затупились зубцы рейки Вывернулся и качается палец кольца обгонной тормозной муфты В обгонную муфту попала грязь или смазка Сработались края паза Ослабла гайка оси ролика Износились поверхность оси или отверстие в рычагах продольных или поперечных перемещений материала На верхней поверхности разделительной пластины имеются задиры от зубьев механизма перемещения материала Зубцы рейки механизма перемещения материала неравномерно захватывают материал Люфты в соединениях механизма перемещения материала Ослабла гайка оси ролика рычага продольных перемещений Износились ролик или его ось в рычаге продольных перемещений Люфты в соединениях узла отклонения иглы Игла смещена в сторону Мало отклонение иглы Тупая игла Неправильный радиус изгиба иглы Износ деталей или ослабление затяжки винтов регулятора длины стежка Слишком высоко установлен выдавливатель Неверно установлена игольная пластина относительно иглы Тормозная пластина слабо прижимает материал Все швейные машины То же Швейные машины с реечным механизмом перемещения материала Машины для стачивания с одновременной посадкой нижнего материала То же Все швейные машины То же » Машины с программным перемещением материала То же » Машины для стачивания с одновременной посадкой нижнего слоя материала Машины с реечным механизмом перемещения материала Все швейные машины Закрепочные полуавтоматы То же Машины с отклоняющимися иглами Полуавтоматы для обвивки стойки пуговицы То же Машины потайного стежка То же Все швейные машины Машины потайного стежка То же Машины потайного стежка для подшивания низа платьев
Грязная строчка Скопилась грязь под игольной пластиной или в челноке Скопились грязь и волокна между шайбами регулятора натяжения, в трубках и других местах заправки верхних и нижних ниток Замаслились детали заправки Все швейные машины То же »
Неправильная посадка материала Сильное натяжение ниток Износ в сочленениях деталей нижнего или верхнего механизма перемещения материала Затупились зубцы реек нижнего или верхнего механизма перемещения материала Задиры на нижней или верхней поверхности разделительной пластины Неверно отрегулировано перемещение материалов (верхний перемещается на большую величину, чем нижний) » Машины для стачивания с одновременной посадкой нижнего материала То же » »
7
Окончание табл. 1.1
Брак Причины, вызывающие брак Тип машин
Неправильная посадка материала Слишком высоко на штанге закреплено установочное кольцо Слишком низко на штанге закреплено установочное кольцо Неверно отрегулирована величина перемещения верхнего или нижнего материала Нет смазки и заедает валик или манжет на эксцентрике Велико давление транспортирующего ролика Машины для стачивания с одновременной посадкой нижнего материала То же » » »
Повреждение материала Затупилась игла Слишком высоко установлен нижний механизм перемещения материала Все швейные машины Все машины с реечным механизмом перемещения материала
Несистематическое захватывание нижнего материала Неправильный радиус изгиба иглы Неправильно установлена игольная пластина Слишком низко установлен выдавливатель Неправильно установлено начальное положение выдавливателя Несвоевременно происходит поворот эксцентриковой втулки Неверно установлена эксцентриковая втулка Из-за недостаточного натяжения пружины мостик во время работы машины вибрирует Машины потайного стежка То же » » » » »
Неправильная обрезка ниток Затупился нож Нож при движении захватывает нитку челнока Излишние люфты в механизме ножа уменьшают его ход Длинная или короткая пружина нижнего ножа Нож поздно подходит к игле, сброшенной с челнока, и не захватывает ее Нож проходит мимо петли, сброшенной с челнока Валик ползуна повернулся в коромысле, и нитка осталась незажатой Положение зажимной пластины не обеспечивает зажим нитки Держатель отводчика нитки установлен слишком низко Лопнула пружина держателя отводчика нитки Машины с механизмом обрезки нитки То же » Полуавтоматы для обвивки стойки пуговицы Закрепочные полуавтоматы То же Полуавтоматы цепного стежка для пришивания пуговиц и обвивки стойки То же » »
Неправильная обрезка края Несвоевременно работает нож Затупились или неправильно заточены ножи Затупился верхний или нижний нож Верхний нож слабо прижат к нижнему Лопнула пружина, и штанга с ножом не поднимается вверх Погнута штанга Затупилась режущая кромка на игольной пластине Машины с механизмом ножей для обрезки края То же » » » » »
1.3. Характеристики и методы оценки качества выполнения операций на швейных машинах
Рабочим процессом швейных машин является процесс образования строчки, поэтому качество выполняемого шва наряду с эргономическими показателями определяет качество работы машины. Основными критериями оценки качества шва (строчки) можно считать утягивание, стягивание, посадку и прямолинейность.
Шов, образуемый челночной строчкой, представляет собой в разрезе слой материалов, охватываемых верхней и нижней нитками, с узлом их переплетения, расположенным в середине соединяемых материалов.
Расположение узла переплетения ниток вблизи геометрической середины толщины соединяе-
8
мых материалов характеризует качество утягивания шва и оценивается коэффициентом утягивания шва, %:
Ку = £,/£„100,
где 7.в и L„ — длина соответственно верхней и нижней ниток в шве некоторой длины.
Для получения коэффициента утягивания шва рекомендуется стачать две полоски ткани шириной 50 мм и длиной 500 мм, затем вырезать среднюю часть длиной 150 мм, распустить шов и измерить длины верхней LB и нижней £н ниток.
Строгих норм на коэффициент утягивания шва еще не установлено, однако коэффициент Ку при частоте вращения главного вала машины 4000 мин-1 может быть принят равным 100... 115 %.
Посадка 77 представляет собой смещение нижнего слоя материала относительно верхнего в процессе их стачивания.
Стягивание С шва является результатом одновременного уменьшения длины двух слоев материала после стачивания по отношению к их исходной длине.
Для определения посадки материала и стягивания шва стачивают две полоски ткани одинаковой длины £0 шириной 50 мм. После стачивания измеряют длину верхней £в и нижней полосок.
Посадка, %, определяется по формуле
77=(£в-£н)/£о-ЮО, а стягивание шва, %, — по формуле
С=(£0-£б)/£0-ЮО.
Допустимые величины посадки и стягивания обычно указываются в технических характеристиках машин.
Прямолинейность перемещения материала в машине в процессе стачивания определяется величиной h отклонения строчки от прямой, характеризующей направление подачи материала, на некоторой длине L.
Для определения этого показателя на полоске ткани длиной 350 и шириной 50 мм выполняют строчку, затем вырезают среднюю часть длиной L = 300 мм и измеряют /г.
Строчка считается прямой, если h < 10 мм.
При эксплуатации машины возможно несоответствие ее технологических и технических характеристик паспортным данным.
Максимальная скорость стачивания материала определяется по частоте вращения главного вала машины. Для определения может быть использован стробоскоп. Частота мигания лампы стробоскопа, при которой достигнут эффект «останова» движения одной из видимых движущихся деталей (совершающих один проход своей траектории за один оборот главного вала машины), соответствует частоте вращения главного вала машины. В условиях производства можно определить частоту
вращения главного вала машины по длине L строчки, выполненной на материале (бумаге) с определенной частотой т строчки:
п = bQLm/t,
где L — длина участка строчки, см; т — частота строчки, т. е. число стежков в I см длины; t — время прокладывания участка строчки длиной L, с.
Полоска ткани берется по возможности большей длины или сшивается в кольцо и пропускается под иглу и под крышкой стола. Частоту строчки выбирают максимальной. Она зависит и от номера иглы. Так, при игле № 80 т = 10. Время t фиксируется секундомером при максимальной частоте вращения главного вала машины.
Отклонение максимальной частоты вращения главного вала машины от паспортной указывается в паспорте на машину и зависит от того, работает машина с нагрузкой или без нее.
В случае предполагаемого несоответствия длины стежка требуемому значению измеряют длину стежка как расстояние между двумя последовательными проколами материала иглой. Для проверки правильности установки длины стежка складывают два образца ткани, вкладывают между ними полоску бумаги и стачивают образцы. Затем прокладывают строчку без ниток, последовательно устанавливая регулятором различные длины стежка. На образцах отмечают длину строчки L и определяют число т стежков в этой строчке.
Длина стежка, мм, в строчке
/ст= L/m.
Для проверки соответствия действительной наибольшей суммарной толщины стачиваемых материалов указанной в характеристике определяют наибольшую суммарную толщину стачиваемых материалов, измерив расстояние h\ от выбранной базы измерения до игольной пластины с подложенным под лапку материалом и расстояние й2 от той же базы до пластины без материала:
Н= hr - h2.
Измеренная толщина материала должна быть не больше установленной в характеристике машины.
Подъем прижимной лапки измеряют аналогично. Расстояние между двумя строчками и ширина стежка устанавливаются как расстояние между проколами иглы (игл).
Для надежности оценки качества работы машины необходимо сделать 3... 5 измерений, из которых как среднеарифметическое определить указанные критерии.
Рассмотренные критерии могут использоваться и для сравнительного анализа различных машин или машин одного назначения, но разных заводов-изготовителей.
9
ГЛАВА. 2
ШВЕЙНЫЕ МАШИНЫ ЧЕЛНОЧНОГО СТЕЖКА
2.1. Машины конструктивно-унифицированного ряда (КУР) 31 (131) кл. ОАО «Орша»
Машины конструктивно-унифицированного ряда 31 кл. предназначены для выполнения стачивающих операций однолинейной строчкой при изготовлении одежды из материалов малой, средней и высокой поверхностной плотности.
В состав ряда входят неавтоматизированные и автоматизированные швейные машины общего назначения с различными механизмами перемещения материала, а также специализированные машины, имеющие различную технологическую оснастку.
Все машины в соответствии с толщиной обрабатываемого материала разделены на три группы: для обработки пакета толщиной до 3, 5 и 7 мм.
Основой КУР является базовая машина 31-12(131-12) кл. (рис. 2.1) для стачивания материалов средней поверхностной плотности (*голщиной пакета до 5 мм), в которой перемещение материала осуществляется нижней рейкой и применен кривошипно-коромысловый механизм подачи нитки. На основе этой машины путем замены деталей в механизмах иглы и подачи нитки, а также установки того или иного механизма перемещения материала компонуются швейные головки для неавтоматизированных машин всех модификаций. Введением механизма обрезки ниток, заменой деталей для механизмов подъема лапки и регулировки длины стежка создаются автоматизированные машины.
При пошиве материалов толщиной пакета менее 3 мм используется ротационный нитепритя-гиватель.
Заправка верхних и нижних ниток и регулировка их натяжения. Заправка верхней нитки в машинах с кривошипно-коромысловым нитепритя-гивателем производится в такой последовательности: нитку 5 (рис. 2.2) с бобины вводят в отверстия нитенаправителя 4, двигая по часовой стрелке, проводят между шайбами дополнительного регулятора натяжения 6. Затем нитку последовательно проводят в отверстия нитепритягивателя 3, против часовой стрелки проводят между шайбами регулятора натяжения верхней нитки 2. Ко
нец нитки заводят за крючок нитенаправительной пружины 77 и за нитеотражатель 10. Слева направо нитку вводят в ушко нитепритягивателя 8, расположенное под предохранительной скобой 7. Нитку проводят сверху вниз, касаясь нитеотража-теля 9. в нитенаправители 12 и 13, вводят в ушко иглы 14 и укладывают под лапку 7.
В машинах с ротационными нитепритягивате-лями заправка верхней нитки проводится в такой последовательности (рис. 2.3): нитку 5 с бобины пропускают через отверстие нитенаправителя 4, по часовой стрелке между шайбами дополнительного регулятора 6, далее через отверстия нитенаправителей 7 и 3, против часовой стрелки между шайбами регулятора натяжения верхней нитки 2. Затем через нитенаправитель 9 нитку заводят за кулачковую поверхность нитепритягивателя 8, вводят в нитенаправитель 10, закрепленный на фронтовой доске, в проволочный нитенаправитель 7 7, надетый на нижнюю втулку игловодителя, в ушко иглы 72 и укладывают под лапку 7.
Нижнюю нитку заправляют в следующем порядке. Сначала проворачивают маховик головки, устанавливая иглу в крайнее верхнее положение; отодвигают задвижную пластину, захватывают двумя пальцами левой руки рычаг 6 (рис. 2.4) и вынимают шпульный колпачок 5. Поворачивают его открытой стороной вниз, опускают рычаг 6, отчего шпулька выпадает. Затем шпульку 11 устанавливают на шпиндель 72 моталки, смонтированной на рукаве машины.
Количество ниток, наматываемых на шпульку 77 (вместимость шпульки), регулируется поворотом ограничителя 10 на шпинделе 72 после ослабления винта 9.
Натяжение нитки Урегулируется винтом 7. Если винт заворачивать, то натяжение наматываемой нитки увеличивается.
После снятия с моталки наполненную шпульку вставляют в шпульный колпачок 5 и, взяв большим и указательным пальцами левой руки за рычаг 6 защелки колпачка 5, надевают его на стер
10
жень 2 шпуледержателя 5, нажимая на колпачок большим пальцем, чтобы выступ рычага 6 попал в вырез 4 шпуледержателя 3. Длина свободного конца нитки должна быть не менее 40 мм.
После заправки верхней (игольной) и нижней (челночной) ниток берут левой рукой конец игольной нитки 13, поворачивают маховик на один оборот (для переплетения игольной 13 и челночной 14 ниток), тянут на себя игольную нитку 13, пока челночная нитка 14 не вытянется наверх, и обе нитки оттягивают под лапкой 15 в направлении от себя.
Переплетение игольной и челночной ниток должно происходить внутри стачиваемых материалов.
Если натяжение игольной нитки слишком сильное или челночной слишком слабое, то переплетение ниток будет происходить на верхней стороне стачиваемых материалов, а если наоборот, то на нижней.
Регулировка натяжения челночной нитки осуществляется винтом 7, а игольной — гайками регуляторов натяжения 2 (см. рис. 2.2) и 6 и 2 (см. рис. 2.3) и 6.
В процессе эксплуатации возникает необходимость регулировки положения и натяжения пружины 2 (рис. 2.5) регулятора 3. Для регулировки положения пружины 2 относительно нитенапра-вителя 5 нужно повернуть регулятор 3, ослабив винт крепления 4. Положение пружины 2 в указанных на рисунке пределах определяют практически, в зависимости от применяемых ниток, вида стачиваемых материалов, скорости пошива и других факторов, при этом пружина 2 при максимальном обводе корпуса челнока ниткой должна перемещаться на 1...3 мм вниз из крайнего верхнего положения.
Для регулировки натяжения пружины 2 нужно снять регулятор и, ослабив затяжку винта 4, повернуть шпильку 1 по часовой стрелке для увеличения натяжения пружины или против часовой стрелки — для его уменьшения.
Регулируя натяжение пружины 2. ориентировочно можно руководствоваться следующим правилом: при работе с тонкими нитками и материалами следует устанавливать меньшее натяжение.
Регулировки в механизме иглы. Положение иглы 10 (рис. 2.6) относительно носика 11 челнока Урегулируется вертикальным перемещением иг-ловодителя 4 после ослабления винта 6 в клемме 5. Для правильной установки игловодителя по высоте калибром 2 «прошивается» отверстие А в кривошипе игловодителя 1 и отверстие Б в рукаве машины 3. При этом ослабляется винт 6 клеммы 5 и в игловодитель 4 вместо иглы вставляется калибр 7. Ослабив винт 9, челнок устанавливают так, чтобы при опущенном игловодителе 4 калибр 7 упирался в носик челнока 8. При замене калибра 7 иглой это обеспечивает расстояние между верх
ней кромкой ушка иглы 10 и нижней кромкой носика 11 челнока 8, равное 0,8 + 0,2 мм. Затем винты 6 и 9 зажимаются.
Положение иглы относительно отверстия в игольной пластине регулируется смещением рамки 4 (рис. 2.7) вместе с втулкой 5 при ослабленном стопорном винте 3.
В машинах с отклоняющейся иглой 1 ее положение относительно стенок отверстия в рейке 2 в направлении поперек платформы регулируется поворотом коромысла били У относительно вала 7 или коромысла 9 относительно вала 10.
В момент прокола материала иглой 1 рейка 2 должна закончить свой подъем и начать перемещение материала вместе с иглой.
При установке рамки игловодителя должно быть обеспечено строго центрированное прохождение иглы в отверстие игольной пластины. Для этого вместо игольной пластины устанавливается калибр 2 (рис. 2.8), а в игловодитель 5 вместо иглы до упора — калибр 4. После ослабления винта 75рамку 9 устанавливают так, чтобы калибр 4 «прошил» отверстие калибра 2. После этого винт 15 закрепляют.
Регулировки в механизме подачи верхней нитки и затягивания стежка. Ротационный нитепритя-гиватель устанавливается непосредственно на кривошип 7*(рис. 2.9) механизма иглы, для чего на кривошипе закрепляется пластина 2 с цилиндрическим выступом 6. Чтобы центр выступа совпадал с осью главного вала, пластину 2 устанавливают с помощью калибра 3, вставляемого в отверстие в головке машины, предназначенное для установки кривошипно-коромыслового нитепри-тягивателя. На выступ насаживается диск 7и прижимается пластиной 4. К диску 7 двумя винтами крепится кулачок 5 нитепритягивателя.
Для регулировки фазы подачи или вытяжки нитки нужно освободить винты крепления пластины 4 и повернуть диск 7 в направлении вращения главного вала или противоположном, что определяется стрелкой С. При повороте диска против часовой стрелки затягивание стежка происходит раньше, чем при повороте главного вала по часовой стрелке.
Установка кривошипно-коромыслового нитепритягивателя производится следующим образом. При снятом нитепритягивателе 4 (рис. 2.10) на кривошипе 2 ослабляют винты 3 крепления кривошипа 7, калибр 6 надевают на ось 5, а кривошип 7 устанавливают таким образом, чтобы цапфа 7, на которую надевается нитепритягиватель, только касалась калибра 6. Затем кривошип 7 закрепляют в этом положении винтом 3, после чего устанавливают нитепритягиватель.
Регулировки в механизме челнока и отводчика. Своевременность подхода носика 6 (рис. 2.11) челнока к игле 2 регулируется поворотом челнока в плоскости его вращения после ослабления вин-
11
тов 5. При этом необходимо, чтобы при подъеме иглы 2 из крайнего нижнего положения на 2 мм носик 6 был выше ушка иглы на 1,6 мм. Зазор между носиком 6 челнока и иглой 2 (он должен быть равен 0,05...0,1 мм) регулируется перемещением втулки челнока вдоль оси вала 4 после ослабления винтов 5. Зазор между выступом установочного пальца 1 и шпуледержателем 3 должен лежать в пределах 0,6...0,8 мм.
Количество масла, подаваемого челноку 1 (рис. 2.12), регулируется винтом 4 и штуцером 2. Если винт 4 завинчивать, то количество масла, подаваемого челноку, будет увеличиваться.
Проверять подачу смазки к челноку следует при , максимальной частоте вращения главного вала. Для этого под челнок нужно поместить лист белой бумаги и подержать его неподвижно в течение 15 с. Если на бумаге останутся две рассеянные масляные полоски шириной приблизительно 1 мм, подача смазки нормальная.
Проверить подачу смазки можно и при снятом челноке 7. Для этого нужно поднести лист белой бумаги к торцу вала 3. Если через 15 с работы машины при максимальной частоте вращения главного вала на бумаге образуется масляная полоска шириной примерно 15 мм, подача смазки нормальная.
Установка пальца шпуледержателя и регулировка его положения в машинах 131-12+3,131 -22+3 кл., имеющих отличную от базовой конструкцию, выполняют следующим образом. Палец шпуледержателя 5 (рис. 2.13), установленный на державку 4 и закрепленный на ней винтом 7, монтйруется на концевую часть пальца 3 при ослабленных винтах 2. При установке выступ пальца шпуледержателя 5 должен входить в паз шпуледержателя. Винт 2 слегка поджимают, чтобы палец шпуледержателя 5 с державкой 4 не могли поворачиваться на пальце 3 под действием силы собственной тяжести.
При выполнении регулировки вместо игольной пластины устанавливают калибр 6 и закрепляют его теми же винтами, что и игольную пластину.
Палец шпуледержателя 5 после ослабления вин -та 2 поворачивается против часовой стрелки (если смотреть со стороны челнока) до упора дна пазов на пальце шпуледержателя в установочные пальцы 7 калибра 6. Винт 2 зажимается.
Ослабив винт 7, палец шпуледержателя 5 перемещают по пазу державки 4 влево до упора установочных пальцев 7 калибра 6 в боковые стенки пазов на пальце шпуледержателя 5. Винт 7 зажимают.
Затем, ослабляя винт 7 и постукивая молоточком из мягкого металла по торцу державки 4, устанавливают зазор между выступом пальца шпуледержателя и дном паза в шпуледержателе, равный 0,6...0,8 мм (см. рис. 2.11). Винт 7 (см. рис. 2.13) зажимают и калибр 6 снимают.
Для регулировки положения шпулеотводчика 7 (рис. 2.14) относительно шпуледержателя 2 ослаб-12
ляют винты крепления эксцентрика 4 и, поворачивая его, устанавливают шпулеотводчик 7 в крайнее левое положение. Винты крепления эксцентрика закрепляют. Затем ослабляют винт 7 клеммы 6 и поворотом шпулеотводчика 7 на валу 5 добиваются того, чтобы шпуледержатель 2 был отжат от установочного пальца 3 на 0,3 мм. При этом зазор между торцом шпулеотводчика 7 (см. рис. 2.11) и шпуледержателем 3 должен составлять 0,8...0,9 мм.
Регулировки в механизме перемещения материала нижней рейкой. Длина стежка регулируется вращением ролика 5 (рис. 2.15).
Изменение направления перемещения материала осуществляется нажатием рукоятки 6 вниз до упора в пластину 7. Положение рейки 1 регулируется относительно паза в игольной пластине: вдоль паза — поворотом коромысла 4 на валу перемещения 3 при ослабленных винтах 2, поперек паза — смещением коромысел 4 и 77 вдоль валов 3 и 9 при ослабленных крепежных винтах 2 и 10. Положение рейки 7 по высоте регулируется поворотом коромысла 77 на валу 9 при ослабленном винте 10. Винты 2 и 10 после регулировок затягиваются.
Установка синфазности механизма перемещения материала и иглы осуществляется следующим образом. Ослабляют винты 20 (рис. 2.16) крепления коромысла механизма перемещения 22, винт 72 крепления коромысла механизма подъема 13, винт эксцентрика 8 (см. рис. 2.15), винт 4 (см. рис. 2.16), связывающий стойку механизма перемещения с рычагом обратного хода 7, винты 27, 28 и 29. Вынимают заглушки из отверстия 18 пальца 9 и отверстия 75 в платформе; вместо игольной пластины устанавливают и закрепляют винтами 10 калибр 77. В игольное отверстие игловодителя 26 устанавливают калибр 24, закрепляемый винтом 25. Вращают маховик 30 от себя и поворачивают главный вал так, чтобы совместились отверстия 2 (рис. 2.17) в кривошипе 7 с отверстием 3 в рукаве 4 машины, после чего отверстия 2 и 3 «прошивают» калибром 5. Вращая эксцентрик механизма перемещения 8 (см. рис. 2.15), совмещают оси пальца 9 (см. рис. 2.16), стойки 8 и шатунов 6 и 7. Калибр 19 вставляют в отверстие 18 и «прошивают» оси стойки 8, шатунов 6, 7 и пальца 5. Воащая ролик 2 рычага обратного хода 7 против часовой стрелки, рукоятку 3 устанавливают на величину «0». Калибр 27 вставляют в отверстие 75 в платформе и «прошивают» отверстие стойки 8. Не вынимая калибры 19 и 27 из отверстий 18 и 75, зажимают винт крепления эксцентрика 8 (см. рис. 2.15) и винт 4 (см. рис. 2.16).
Установка рычага механизма перемещения материала 14 осуществляется в следующем порядке. Резьбовое отверстие 16 рычага механизма перемещения материала 14 «прошивается» установочным пальцем 77 калибра 11, а рычаг этого механизма перемещается в крайнее верхнее положение до упора в калибр 77.
Рычаг механизма перемещения материала 14 (или 1, см. рис. 2.18) и калибр 11 (см. рис. 2.16) должны соприкасаться по всей поверхности, что достигается поворотом коромысла механизма подъема 13 (или 7, см. рис. 2.18) и эксцентрика 23 (см. рис. 2.16, или 2, см. рис. 2.18), служащих одновременно и регуляторами высоты выхода крайних зубьев рейки 4 над игольной пластиной 5.
После перечисленных выше установок закрепляют винт 12 (см. рис. 2.16) и болты 20, вынимают калибры 19 и 21, снимают калибр 11 и вынимают калибр 5 (см. рис. 2.17).
Высота подъема рейки 4 (см. рис. 2.18) над игольной пластиной 5 определяет силу сцепления рейки с материалом при его перемещении, поэтому в зависимости от толщины материала ее устанавливают равной 0,8... 1,2 мм (чем тоньше материал, тем меньше высота выхода рейки из игольной пластины). Для установки высоты подъема рейки Н (рис. 2.19) применяются калибры 3 с соответствующими вырезами. Они устанавливаются на игольные пластины 2. При этом рейка 1 поднимается до упора в калибр.
Для машин с отклоняющейся иглой отклонение иглы синхронизируется с перемещением рейки. Для этого, ослабив винты крепления коромысел 10 (см. рис. 2.8) и 14, «прошивают» отверстия в платформе 12 машины и шатуне 11 калибром 13, после чего затягивают винты крепления коромысел 10 и 14 и изымают калибр 13.
Регулировки в механизме перемещения материала двумя нижними рейками. Высота подъема последовательно расположенных основной / (рис. 2.20) и дифференциальной 2 реек регулируется раздельно путем поворота коромысел 10 и И на валу подъема 9.
Изменение направления перемещения материала производится нажатием рукоятки 6 вниз до упора, регулировка длины стежка в прямом направлении — рукоятками 7 и 8.
Настройка механизма перемещения материалов осуществляется в следующем порядке. Ослабив винты 2 (рис. 2.21) и 7и повернув эксцентрики / и 9, устанавливают рычаги 3 (см. рис. 2.20) и 4 в верхнее положение и «прошивают» отверстия стоек 11 (см. рис. 2.21) и калибром 3. Затем зажимают винты 2 и 10 эксцентриков 1 и 9 и вынимают калибр 3.
Для установки соответствия действительной длины стежка длине стежка, указанной на пластине 5 (см. рис. 2.20), рукоятками 7и 8устанавливают ползуны соответствующей шкалы на ноль, ослабив винты 7 (см. рис. 2.21) и 6. Поворачивая стойки 11 и 8, совмещают отверстия стоек с отверстием 5 в платформе и «прошивают» их калибром 4. Затем зажимают винты 7 и 6 и вынимают калибр 4.
Для точной установки рычага 1 (см. рис. 2.8) снизу в калибре 2 запрессован палец 3. Необходимо, освободив винт 6 вала перемещения, повора
чивая и перемещая коромысло 7 относительно вала перемещения 8, установить рычаг 1 так, чтобы палец 3 вошел в переднее (дальнее от оператора) отверстие на рычаге 1, предназначенное для крепления рейки.
Регулировки в механизме перемещения материала нижней и верхней рейками. Величины, на которые должны перемещаться нижняя 21 (рис. 2.22) и верхняя 20 рейки, регулируются с помощью гаек 15 и 16 и шкалы 13. Нажимом на рукоятку 14 обеспечивается реверс.
Своевременность вертикальных перемещений верхней рейки 20 и прижимной лапки 19 регулируется поворотом эксцентрика 6 или главного вала 10 после ослабления винтов 9. Положение верхней рейки 20 и лапки 19 по вертикали регулируется поворотом коромысла 1 после ослабления винта 4 или поворотом вала 12 после ослабления винтов 11.
Положение лапки 19 по вертикали относительно верхней рейки 20 регулируется вертикальным перемещением лапки 19 вместе со стержнем 22, а положение роликов лапки 19 относительно верхней рейки 20 в горизонтальной плоскости — поворотом лапки 19 вместе со стержнем 22.
Своевременность перемещений верхней рейки 20 регулируется поворотом эксцентрика 17 после ослабления винтов 18.
Положение верхней рейки 20 относительно лапки 19 в горизонтальном направлении регулируется поворотом вала 5 после ослабления винта 3.
Регулирование подъема нижней рейки 21 и положения ее зубцов в прорезях игольной пластины 23 аналогично описанному ранее.
Обеспечение синхронности работы механизмов верхней и нижней реек производится следующим образом. Ослабляя винты 10 (см. рис. 2.21) и поворачивая эксцентрик 9, добиваются одновременного начала движения нижней 21 (см. рис. 2.22) и верхней 20 реек, после чего зажимают винты 10 (см. рис, 2.21). Поворачивая маховик машины, ставят нижнюю рейку 21 (см. рис. 2.22) в такое положение, при котором начинается ее выход из игольной пластины 23. Ослабив винты 9 крепления эксцентрика 6, опускают лапку 19 на игольную пластину 23 и зажимают винты 9. Вращением гаек 15 и 16устанавливают ползуны на одном уровне, отрегулировав величину хода рейки 20 коромыслом 1 таким образом, чтобы ход нижней 21 и верхней 20 реек был одинаковым. Рычаг 2 устанавливают так, чтобы максимальный подъем рейки 20 над игольной пластиной был равен 1,5... 2 мм.
Регулировка усилия зажатия материала между рейками 20 и 21 в процессе перемещения обеспечивается винтом 8, а усилие прижатия материала лапкой 19 к игольной пластине 23 — винтом 7.
Регулировки в механизме обрезки ниток. При включении магнита 28 (рис. 2.23) шток 1 толка
13
телем 27перемещается влево примерно на 5 мм. Крайнее левое положение штока 1 устанавливается гайками 26 таким образом, чтобы между торцами роликов 4 и 7 и торцами кулачка 8 были зазоры 0,5 мм. При этом, перемещая вал 9, между его концом и рычагом 3 устанавливают зазор 0,2...0,3 мм, чтобы при упоре рычага 3 в вал 9 торец ролика 4 не касался торца кулачка 8.
Рычаг 6 на валу 9 поворачивается с помощью винта 5 таким образом, чтобы ролики 4 и 7 как можно плотнее прижались к соответствующим профилям кулачка 8, но чтобы не было заеданий при его повороте.
Расстояние между рычагами 13 и 11 в крайнем . правом положении должно быть 1,5 мм. Это расстояние устанавливается поворотом коромысла 10 на валу 9.
Режущие кромки ножей 14 и 15 должны перекрывать друг друга на 2 мм. Их положение регулируется перемещением ножа 15 после ослабления винтов 16.
Ножи должны касаться друг друга только в месте режущей кромки ножа 15 (линия II— II), в противном случае нитки не будут срезаться должным образом. Натяг ножа 15 относительно ножа 14 регулируется винтом 77 и фиксируется винтом 27.
Зазор между челноком 72 и ножом 14 (он должен быть равным ~0,5 мм) устанавливается поворотом кривошипа 19 с помощью эксцентрика 20. При этом нитка должна свободно проходить между ножами и механизмом перемещения материала, а также между ножами и игольной пластиной.
Отражатель 18 должен устанавливаться на 3 мм выше режущей кромки ножа 75 и на расстоянии 0,5 мм от челнока 72.
Время входа носика 24 ножа 14 в петлю регулируется поворотом кулачка 8 на валу 2 таким образом, чтобы носик 24 ножа после включения механизма обрезки при своем движении совмещался с рожком нитеотводящей пластины 23 челнока 72 на расстоянии 1 мм от паза под палец шпуледержателя 22.
Для установки носика 24 ножа 14 необходимо вывернуть винты в платформе машины и при установке ножевого устройства выдержать максимальное расстояние от оси иглы 25 до носика ножа 0,5 мм.
Ножи 14 и 75 затачивают только по их торце-
2.2. Машина 1022-
Машина 1022-М кл. (рис. 2.26) предназначена для стачивания пальтовых и костюмных тканей из натуральных и смешанных волокон, а также шинельных тканей однолинейной строчкой с челночным переплетением.
вой поверхности, сопряженной с режущей кромкой, обеспечивая шероховатость не более Ra = 1,25. За одно точение удаляют 0,1... 0,3 мм металла, режущий угол лезвия ножа 14 — (75 + 3)°, а лезвия ножа 15 - (90±3)°.
После заточки ножа 75 с вершины лезвия нужно обязательно снять заусенцы, так как при движении ножа заусенцы задерживают челночную нитку и ее обрезка не выполняется.
Регулировки в механизме ножей для обрезки края материала. Регулировки в механизме ножей производятся после установки игловодителя в крайнее верхнее положение (см. рис. 2.17).
Своевременность движения верхнего ножа 9 (рис. 2.24) регулируется поворотом главного вала после ослабления винтов 7 эксцентрика 2. Разрезание материала должно начинаться с момента входа в него иглы.
Положение ножа 9 по отношению к оси иглы и прижим его к резательной пластине Урегулируется перемещением пальца 7 после ослабления винта 6.
При изменении расстояния от оси иглы до края обрезки материала заменяется резательная пластина 8.
Положение ножа 9 по вертикали регулируется после освобождения винта 4.
Для хорошей обрезки края материала необходимо, чтобы при соприкосновении ножа 9 с режущей кромкой резательной пластины 8 было обеспечено перекрытие кромки резательной пластины ножом на 0,8 мм с небольшим натягом. Для этого ослабляют винты 6 и 4 и перемешают нож 9 в державке 5.
Выключение ножа 9 производится поворотом рукоятки 3 против часовой стрелки до упора.
Регулировка положения лапки. Для правильной установки лапки относительно иглы или установки высоты ее подъема нужно при опущенной ниже уровня игольной пластины 2 (рис. 2.25) рейке 7 опустить лапку 3 на игольную пластину, через монтажное отверстие во фронтовой крышке ослабить затяжку винта 6 и установить лапку 3 со штангой 4 так, чтобы игла проходила по центру между рожками лапки. При необходимости установки требуемой высоты лапки над игольной пластиной поворотом рычага 5 перемещают вверх или вниз скобу 7 по штанге 4, после чего заворачивают винт 6. Давление лапки 3 на материал регулируется пластинчатой пружиной 8.
кл. ОАО «Орша»
Заправка верхней и нижней ниток. Верхнюю нитку 7 (рис. 2.27) с бобины или катушки сверху вниз проводят в правое нитенаправительное отверстие нитенаправителя 3, а затем по часовой стрелке — между шайбами дополнительного регу
14
лятора натяжения 2. Далее нитку последовательно вдевают в три нитенаправительных отверстия ни-тенаправителя 3, затем справа налево — в три нитенаправительных отверстия нитенаправителя 4.
Нитку по часовой стрелке проводят между шайбами основного регулятора натяжения 8, справа налево вниз заводят за нитепритягивательную пружину 7, снизу вверх обводят вокруг нитенаправительного угольника 10, проводят вверх в нитена-правитель 6, справа налево вводят в ушко ните-притягивателя 5. Затем нитку проводят вниз через нитенаправитель 9, вводят в проволочный ните-направитель 12, закрепленный на игловодителе 11. Поворотом махового колеса иглу 13 ставят в крайнее верхнее положение и нитку слева направо вводят в ушко иглы 13, установленной коротким желобком вправо.
При максимальной толщине стачиваемых материалов нитенаправитель 6 перемещают в левое положение, при минимальной толщине — в правое.
Регулировки в механизме иглы. Высоту иглы 1 (рис. 2.28) относительно носика челнока регулируют вертикальным перемещением игловодителя 2 после ослабления винта 3 в поводке 4. Ориентировочно о правильности установки иглы 1 судят по тому, можно ли из-под нижней стенки паза шпуледержателя увидеть половину ушка иглы в ее крайнем нижнем положении.
Регулировки в механизме челнока. Производятся аналогично регулировкам в машинах КУР-31 кл. (КУР-131 кл.).
Регулировки в механизме перемещения материала. Длина стежка регулируется поворотом рычага вместе с рукояткой 15 (рис. 2.29) относительно шкалы, прикрепленной к стойке рукава машины. Например, чтобы увеличить длину стежка, работающий нажимает на рукоятку 75 и завинчивает гайку 14, при этом винтовая втулка 13 отходит от шкалы и рукоятка 75 перемещается на больший угол. В этом положении рукоятку 75 фиксируют с помощью гайки 14. При перемещении рукоятки 75 вверх вал 77, коромысло 10 и рамка 22 вместе с осью 7 поворачиваются по часовой стрелке. Чем дальше будет ось 7 от работающего, тем больше будут вертикальные перемещения шатуна 8 и тем больше будет длина стежка.
Чтобы закрепить строчку, работающий нажимает на рукоятку 75. При этом ось 7 перемещается к работающему, шатун 8 и вал 6 двигаются в противоположных друг другу направлениях и рейка 3 перемещает материал к работающему.
Высота подъема рейки 3 над уровнем игольной пластины регулируется поворотом коромысла 2 после ослабления стягивающего винта 7 или поворотом вала 27 подъема после ослабления стягивающего винта 20 коромысла 19. Зубцы рейки 3 рекомендуется устанавливать на 0,8... 1,2 мм выше игольной пластины (в зависимости от толщины
стачиваемых материалов). При переходе на стачивание толстых материалов рейку 3 поднимают.
Положение рейки 3 в пазах игольной пластины регулируется поворотом коромысла “5 после ослабления стягивающего винта 4, если рейку перемещают поперек платформы машины. Если рейку надо переместить вдоль платформы, то кроме винта 4 ослабляют винт 7, рейку 3 вместе с коромыслами 2 и 5 перемещают вдоль осей вала 27 подъема и вала 6 перемещения материала.
Своевременность перемещения материала регулируется поворотом главного вала 72 или распределительного вала 18 после ослабления двух упорных винтов 7 7 нижнего зубчатого барабана 16. Рекомендуется выполнять регулировку в такой последовательности: поворотом главного вала 72 острие иглы подвести к материалу, а поворотом распределительного вала рейку 3 переместить в положение начала ее опускания, затем закрепить винты 77. Далее следует отрегулировать своевременность подхода носика челнока к игле, так как их положение было нарушено.
Равенство длин стежков при прямом и обратном перемещениях материала устанавливается поворотом коромысла 70 на валу 77 после ослабления стягивающего винта 9. Если ось 7 перемещать ближе к работающему, то длина стежков при закреплении «будет возрастать.
Регулировки в узле лапки. Давление лапки 7 (рис. 2.30) на материал регулируется винтом 3 благодаря деформации пружины 2. При завинчивании винта 3 давление лапки увеличится.
Высота подъема лапки 7 над материалом регулируется вертикальным перемещением пружино-держателя 4 после ослабления винта 5. При подъеме пружинодержателя 4 лапка 7 будет подниматься на меньшую величину.
Положение рожков лапки 1 относительно линии движения иглы регулируется поворотом стержня 6 после ослабления винта 5.
Высота подъема лапки при нажиме коленом на коленоподъемник регулируется винтом 8. Если винт 8 завинчивать, то угол поворота рычага 7 уменьшится, соответственно уменьшится и высота подъема лапки.
Регулировка регулятора натяжения верхней нитки. Натяжение верхней нитки регулируется гайкой 72 (рис. 2.31) в результате изменения давления пружины 77 на шайбы натяжения 10. Если гайку 72 завинчивать, то натяжение верхней нитки увеличится.
Для изменения натяжения нитепритягиватель-ной пружины 7 ослабляют установочный винт 2 и вынимают корпус 5. Затем ослабляют упорный винт 4, лезвие отвертки вставляют в прорезь винтовой шпильки 8 и поворачивают ее внутри корпуса 5. При повороте винтовой шпильки 8 по часовой стрелке натяжение нитепритягивательной пружины 7 увеличивается.
15
Положение крючка 1 нитепритягивательной пружины /регулируется поворотом корпуса 5 после ослабления винта 2. Вертикальная часть крючка 7 должна быть расположена слева под углом 45° к горизонтали.
Ход крючка 7, который должен быть равен 6... 9 мм, регулируется ослаблением винта 2 и съемом корпуса 5. Далее ослабляют винт 4 и отверткой
2.3. Машина 0-1022
Машина 0-1022 МСИ кл (рис. 2.32) создана на базе машины 1022 М кл. и отличается от нее наличием автоматизированного электропривода, обеспечивающего пуск, регулировку скорости, автоматический останов иглы в верхнем или нижнем положении, управление электромагнитами механизма обрезки ниток, освобождения нитки и подъема лапки. В связи с тем что машина оснащена автоматизированным приводом, при износе или замене деталей необходима настройка механизмов машины.
Для этого на шкив машины 7 (рис. 2.33) нанесены метки, расположение которых рядом с меткой 0, нанесенной на ограждение 4, определяет характерные точки работы и установки механизмов.
Цифрой 1 обозначены две метки на шкиве, определяющие нижнюю мертвую точку иглы для отсчета настройки. Цифра 2 соответствует метке установки петельного хода. Цифра 3 — это метка установки механизма перемещения материала, а цифра 4 — метка установки иглы и нитепритягивателя в заданном верхнем положении.
При наладке взаимодействия иглы и челнока метки 0 и 2 совмещают по горизонтали, что соответствует показателям нормального петлеобразования.
При наладке механизма перемещения материала поворотом маховика 5 по горизонтали совмещают метки 0 и 3.
Перед настройкой механизма обрезки ниток проверяют, останавливается ли игла в верхнем заданном положении. При этом метки 0 и 4 должны совмещаться по горизонтали после каждого срабатывания доводки иглы до верхнего положения.
Настройка и регулировки в механизме обрезки ниток. Настройка производит'ся при снятых лапке, игле, игольной пластине и рейке, с иглой, остановленной в нижнем положении, которое обеспечивается поворотом щелевого диска 2 красного цвета датчика положения 3. При этом игла должна остановиться выше верхней точки петельного хода так, чтобы носик челнока надежно захватил нитку с иглы.
Щелевым диском 2 синего цвета устанавливается начало выключения электромагнитов 75 (рис. 2.34) обрезки и 7 регулятора натяжения ниток 7 (рис. 2.35), которое должно осуществляться
поворачивают винтовую шпильку 8, перемещав крючок 7 относительно стенок окна 6, ограничивающих движение крючка 7.
Положение стержня 9 относительно переднегс плеча рычага 3, ослабляющего натяжение нитки при подъеме лапки, регулируется осевым перемещением корпуса 5 после ослабления установочного винта 2.
МСИ кл. ОАО «Орша»
раньше начала западания профиля 9 (см. рис. 2.34) кулачка 10 во впадину копира 6.
Копир 6 поворачивают на валу 5 так, чтобы после каждого срабатывания механизма обрезки ниток середина профиля 9 кулачка 10 находилась между рисками копира 6\ закрепляют копир винтом 4, а затем винтом 8. Выступание винта 8 над рабочей поверхностью копира не допускается.
В этом положении при ослабленной затяжке винта 7 регулировочным винтом 2 устанавливаю! зазор (0,15 + 0,1) мм между копиром 6 и профилем 9 кулачка 10, который при пошиве удерживается от смещения защелкой 13, пластиной 72 и пружиной 77. После этого регулировочным винтом 14 устанавливается зазор между защелкой 13 и острием пластины 72, равный 0...0,4 мм.
При вращении копир 6не должен задевать тягу 7 а челнок 7 (рис. 2.36) — подвижный нож 2 и отражатель петли 4.
Настройку ножевого устройства производя! после замены одного или обоих ножей и после каждой их заточки. После установки ножей регулируют прижим лезвия неподвижного ножа 3 к подвижному 2 регулировочным винтом 5.
Для проверки правильности регулировки снимают пружину 77 (см. рис. 2.34) с кулачка 10 и, ' повернув обойму 3 пальцем правой руки, разводя! ножи, вносят между их лезвиями нитки и, поворачивая обойму 3, сдвигают их. При правильной регулировке и заточке ножей нитки должны легко и чисто срезаться.
После выполнения регулировок, описанных выше, устанавливают снятые ранее лапку, иглу, игольную пластину и рейку.
Неподвижный нож затачивают только по его торцевой поверхности, сопряженной с его режущей кромкой. За одну заточку удаляют 0,1... 0,3 мм металла. Режущий угол лезвия ножа должен быть равен (90±3)°.
Подвижный нож затачивают также по его торцевой поверхности, сопряженной с режущей кромкой. За одну заточку удаляют также 0,1 ...0,3 мм металла. Режущий угол лезвия подвижного ножа должен быть равен (60 + 3)°.
После каждой заточки подвижного ножа необходимо обязательно снимать заусенцы с вершины лезвия, так как при движении подвижного ножа
16
челночная нитка задерживается заусенцами и ее обрезка происходит со сбоями.
Регулировка компенсационной пружины. Для регулировки компенсационной пружины 3 (см. рис. 2.35) относительно нитенаправителя 4 поворачивают, ослабив винт 2, регулятор, установленный в электромагните 7, который закреплен в отверстии рукава машины. Электромагнит предназначен для
отключения натяжения игольной нитки в регуляторе в момент срабатывания механизма обрезки ниток.
Для регулировки натяжения компенсационной пружины 3 необходимо снять регулятор и, ослабив затяжку винта 6, повернуть шпильку 5 по часовой стрелке для увеличения ее натяжения или против часовой — для уменьшения.
2.4. Машина 8332/3705 кл. фирмы «Алтин»
Машина 8332/3705 кл. (рис. 2.37) предназначена для стачивания материалов из натуральных и смешанных волокон невысокой поверхностной плотности однолинейной строчкой с челночным переплетением. Машина имеет верхний механизм перемещения материала и подвижную лапку. В машине предусмотрена раздельная регулировка верхней и нижней реек.
Заправка верхней и нижней ниток. Верхнюю нитку с бобины или катушки, надетой на стержень бобинной стойки, сверху направо вводят в отверстие пластинчатого нитенаправителя 1 (рис. 2.38), в отверстие второго пластинчатого нитенаправителя 2, сверху вниз в нигенаправительную трубку 72, против часовой стрелки проводят между шайбами 10 регулятора натяжения, заводят в петлю ни-тепритягивательной пружины 77 и направо вверх вводят в проволочный нитенаправитель 4, слева направо заправляют в ушко нитепритягивателя 3, проводят вниз через проволочные нитенаправите-ли 4... 7, закрепленные на фронтовой крышке. Нитку вводят в петлю проволочного нитенаправителя 8, закрепленного на игловодителе, и справа налево вводят в ушко иглы 9, установленной коротким желобком вправо.
Нижнюю нитку заправляют так же, как и в прямострочных машинах челночного переплетения.
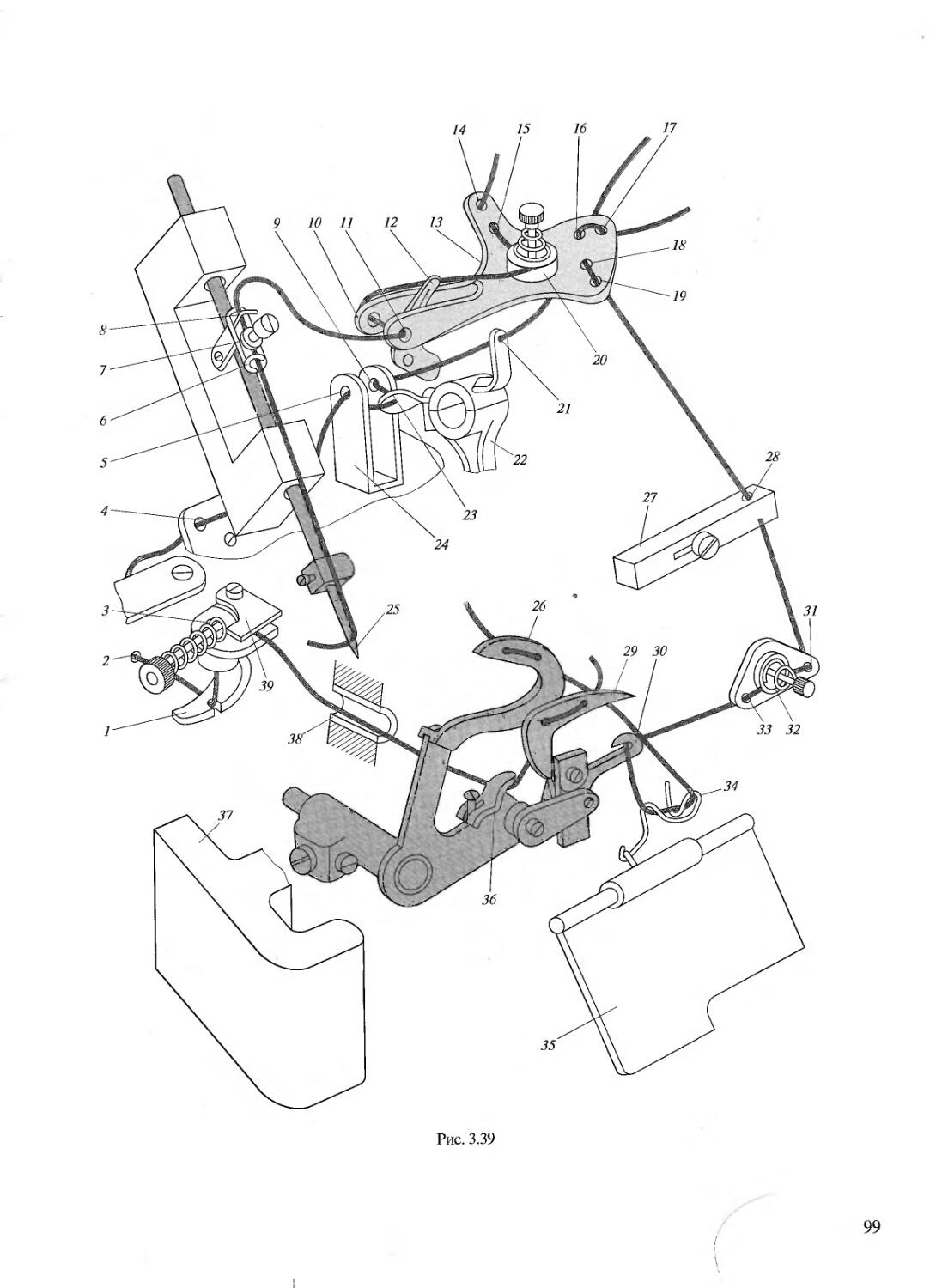
Регулировки в механизме иглы. Высота иглы 7 (рис. 2.39) относительно носика челнока регулируется вертикальным перемещением иглодержателя 2 внутри игловодителя 7 после ослабления стягивающего винта 8 установочного кольца 3.
Положение иглы 7 относительно центра отверстия в игольной пластине регулируется поворотом направляющей 5 после ослабления винтов 6 и 4.
Регулировки в механизме челнока и отводчика. Своевременность подхода к игле 1 носика челнока 8 (рис. 2.40) устанавливается поворотом челнока в плоскости его вращения после ослабления винтов 77. При регулировке следует достичь того, чтобы при подъеме иглы из крайнего нижнего положения на 1,8... 2 мм носик челнока был выше ушка иглы на 1... 1,1 мм.
Зазор между носиком челнока 8 и иглой, который должен быть равен 0,1... 0,05 мм, регулируется осевым перемещением челнока 8 вдоль вала 7 после ослабления винтов 77.
Зазор между установочным пальцем пластины 10 и стенкой паза шпуледержателя, который должен быть равен 0,7 мм, регулируется продольным смещением пластины 10 после ослабления винта 9.
Своевременность нажатия отводчика 7 на выступ шпуледержателя устанавливается поворотом главного вала после ослабления двух винтов 13 эксцентрика 12. Отводчик 7 должен начать нажатие на выступ в момент начала выхода петли верхней нитки из челночного устройства (между установочным пальцем пластины 10 и стенкой паза шпуледержателя).
Положение отводчика 7 относительно выступа шпуледержателя регулируется поворотом вала 6 вместе с отводчиком 7 после ослабления двух стягивающих винтов 2 коромысла 3.
Положение отводчика 7 в осевом направлении относительно выступа шпуледержателя регулируется осевым перемещением вала б, отводчика 7 и втулки 5 после ослабления винтов 4 и 2.
Регулировки в механизме перемещения материала. Перемещение материала нижней рейкой 10 (рис. 2.41) регулируется поворотом рычага 7 после ослабления гайки 2. При повороте его против часовой стрелки (если смотреть с фронтальной стороны машины) перемещение увеличится.
Перемещение материала верхней рейкой 15 регулируется поворотом рычага 5 после ослабления гайки 3. При повороте рычага против часовой стрелки перемещение рейки 75 увеличится. Чтобы закрепить строчку, работающий отводит рукоятку 4 вниз.
Высота подъема нижней рейки 10 регулируется поворотом коромысла 9 после ослабления винта 8. Зубцы рейки должны подниматься над уровнем игольной пластины на высоту 1 мм. Местоположение зубцов рейки 10 в прорезях игольной пластины устанавливается поворотом коромысла 13 после ослабления стягивающего винта 72, если рейку 10 нужно переместить поперек платформы машины. При необходимости перемещения рейки 10 вдоль платформы ослабляют винты 8 и 72 и коромысла 9 и 13 вместе с рычагом 77 перемещают вдоль валов 7 и 14.
Высота подъема верхней рейки 75 и лапки 8 (рис. 2.42) регулируется перемешением винтовой
2 В. Я. Франц
17
шпильки 21 (см. рис. 2.41) по прорези коромысла 20. Если винтовую шпильку 21 вместе с передней головкой шатуна 24 опускать, то вертикальные перемещения верхней рейки 15 и лапки возрастут.
Своевременность вертикальных перемещений верхней рейки 15 и лапки регулируется поворотом главного вала после ослабления винтов 23 эксцентрика 22.
Положение верхней рейки 15 относительно лапки 8 (см. рис. 2.42) устанавливается поворотом коромысла 18 (см. рис. 2.41) после ослабления стягивающего винта 19.
Положение верхней рейки 15 относительно лапки в направлении поперек платформы ма-шины регулируется поворотом рамки 17 после ослабления винта 25 коромысла 26. Положение верхней рейки 15 по вертикали относительно лапки 8 (см. рис. 2.42) и параллельность их рож-
2.5. Машина 852 (х5) кл.
Машина 852 (*5) кл. (рис. 2.43) предназначена для стачивания двумя параллельными строчками челночного переплетения бельевых, костюмных, плащевых материалов из натуральных и смешанных волокон.
Заправка верхних и нижних ниток. Нитку с бобины или катушки, надетой на катушечную стойку, подводят к левой игле следующим образом. Сначала нитку вводят в отверстие нитенаправителя 1 (рис. 2.44), затем вниз в верхнее 3, среднее 4 и нижнее 5 отверстия на вертикальной части пластинчатого направителя, затем проводят налево между шайбами регулятора натяжения 21, вниз и справа налево по желобку шайбы 19, вводят в ушко нитенаправительной пружины 18, вверх через скобу 20 и верхнее отверстие 23 в ушке рычага нитепритягивателя, вниз через скобы 20 и 17 и левое отверстие 16 в иглодержателе, в ушко 15 левой иглы справа налево.
Чтобы подвести нитку с бобины или катушки к правой игле, ее вводят сначала в отверстие нитенаправителя 2, затем вниз в правое 6, среднее 7 и левое 8 отверстия в горизонтальной части пластинчатого направителя, проводят вниз налево между шайбами пружинного регулятора 9, вставляют в ушко нитенаправительной пружины 18, ведут вверх через скобу 20 и вводят в нижнее отверстие 22 в ушке рычат а нитепритягивателя, проводят вниз через скобы 20 и 17, правое отверстие 13 в иглодержателе и вдевают в ушко 14 правой иглы слева направо.
Для работы после заправки ниток оставляют их концы длиной 5... 6 см, которые кладут под нажимную лапку.
Рекомендуется для левой иглы применять нитки крутки S, а для правой и нижней — крутки Z.
Для заправки нижних ниток отодвигают задвижные пластины, закрывающие челночные ус-18
ков регулируются перемещением
верхней рейки 75 (см. рис. 2.- вдоль стержня 16 или поворотом рейки 75 после ослабления винта 6.
Регулировки в узле лапки Давление лапки на материал регулируется винтом 5 (см. рис. 2. 42) благодаря деформации пластинчатой пружины.
Положение лапки 8 по вертикали относительно верхней рейки регулируется вертикальным перемещением стержня 10 после ослабления винтов 2 и 7 муфты 9.
Угол поворота рычага 6 в исходное положение при опускании лапки регулируется винтом 7 после ослабления его контргайки.
Угол поворота нитепритягивательной пружины в результате натяжения верхней нитки регулируется вертикальным перемещением ограничителя 4 после ослабления винта 3.
ЗАО «Завод Дромшвеймаш»
тройства, поворачивают вручную маховик так, чтобы иглы заняли крайнее верхнее положение, поднимают защелки 7 (рис. 2.45) шпуледержателя и вынимают израсходованные шпульки 2 через защелку. Намотанные шпульки надевают на центральный стержень шпуледержателей и фиксируют опусканием защелок 7. Затем концы ниток заправляют в косую прорезь 4 шпуледержателя, протягивают под пружину натяжения 3 и выводят наружу.
До начала работы нижние нитки нужно вытянуть наружу. Для этого, держа одной рукой верхние нитки, другой рукой поворачивают маховик на себя так, чтобы игла совершила движение вниз и вверх, после чего, натянув на себя верхние нитки, вытягивают нижние нитки наверх (рис. 2.46) через отверстия в зубчатой рейке и укладывают их концы, а также концы верхних ниток под прижимную лапку в направлении подачи материала.
Регулировку натяжения верхних ниток осуществляют пружинными регуляторами натяжения 9 (см. рис. 2.44) и 27. Если натяжение следует увеличить, то гайки 77 регуляторов 9 и 21 поворачивают по часовой стрелке, поджимая пружину 72 и тем самым увеличивая сжатие шайб 10, между которыми проходит соответствующая верхняя нитка. Для уменьшения натяжения эту гайку поворачивают в противоположном направлении.
Регулировка натяжения нижних (челночных) ниток производится винтом 5 (см. рис. 2.45) пружины 3 на шпульном колпачке. При повороте этого винта по часовой стрелке натяжение нитки будет увеличиваться, при повороте против часовой стрелки — уменьшаться.
Регулировки в механизме иглы. При установке игл 7 и 13 (рис. 2.47) стержень игловодителя 8
~ а воротом маховика на себя приводят в крайнее верхнее положение и при ослабленных стопорных винтах 4 вставляют иглы до упора в иглодержатель 5 так, чтобы длинный желобок правой иглы 13 был обращен влево, а длинный желобок левой иглы, — вправо.
Если иглы установлены по высоте правильно, то при их подъеме из крайнего нижнего положения вверх на 4...4,5 мм острие 3 крючка 2 должно находиться на острие игл 1 и 13.
Высота игл относительно носиков челноков регулируется вертикальным перемещением иглодержателя 5 внутри полого игловодителя 8 после ослабления стягивающего винта 6 установочного кольца 7.
Положение игл относительно стенок отверстий = рейке регулируется поворотом рамки 9 и верхнего вала 10 после ослабления стягивающего вин-’"а 11 коромысла 12.
Регулировки в механизмах челноков и отводчиков. Своевременность подхода носиков 17 рис. 2.48) челноков 19 к иглам 18 устанавливается поворотом челночных валов 16 после ослабления двух упорных винтов 14 зубчатого колеса 15. При подъеме игл 18 из крайнего нижнего положения на 2...2,5 мм носики 77челноков 19долж--ы быть выше ушков игл 18 на 1,6 мм.
Зазор между иглами и носиками челноков, который должен быть равен 0,05... 0,1 мм, регулируется перемещением картеров 8 вдоль вала 3. Для =ыполнения регулировки ослабляют винты 1 зубчатых колес 2, винт 13 укрепления сухариков 12, 4 v. винт 9. Затем перемещают картер вместе с зуб-=дтым колесом 2 вдоль вала 3.
Своевременности движения отводчиков 7 для -джатия на выступы шпуледержателей достигают паэоротом валов 5 после ослабления винтов 77 зубчатых колес 10. Отводчики 7 должны надавливать на выступы шпуледержателей в момент ввода йтольных петель внутрь челночных комплектов, т. е. образовывать зазор между пальцами шпуледержа-толей и стенками пазов игольной пластины.
Положение отводчиков 7 относительно высту-тсб шпуледержателей регулируется их перемещением по пазу рычагов после ослабления винтов 6.
Для изменения расстояния между параллельными строчками заменяют иглодержатель, лапку, рейку. игольную пластину; картеры 8 вместе с зуб--зтыми колесами 2 перемещают вдоль оси вала 3, при изменении зазоров между иглами и носи-<дии челноков.
Регулировки в механизме перемещения материала. Длина стежка регулируется поворотом рычага рис. 2.49) относительно шкалы 18 после за-вггнчиБания гайки 20. Если рычаг повернуть про-~з= часовой стрелки и его положение зафиксировать упором 19, отвинтив гайку 20, то длина стежка уединится при повороте рамки 22 против часо-гсй стрелки.
Чтобы закрепить строчку, работающий нажимает на рукоятку 21, отчего рычаг 77 поворачивается по часовой стрелке. При этом материал начнет перемещаться к работающему. Высота подъема рейки 7 над игольной пластиной регулируется поворотом коромысла 10 на валу 77 подъема после ослабления стягивающего винта 9.
Горизонтальность зубчиков рейки 7устанавли-вается ее вертикальным смещением с помощью винта 5 после ослабления винтов 8 и 6.
Своевременность подъема рейки 7 и перемещения материала устанавливается раздельно поворотом эксцентриков 12, 15 после ослабления винтов 13, 16 или поворотом главного вала машины. В момент прокола материала иглами рейка должна начать свое движение. Положение рейки 7 в прорезях игольной пластины регулируется поворотом коромысла 3 после ослабления винтов 4 на валу перемещениях 2, если рейку следует переместить поперек платформы. Для перемещения рейки 7 вдоль платформы ослабляют винты 4, 9 и коромысла 3, 10 перемещают вдоль валов 77, 2. Равенство длин стежков при прямом и обратном перемещениях рейки 7 обеспечивается поворотом рамки 22 после ослабления винтов 7. Натяжение пружины 14, необходимое для возврата рычага /7 в исходное 'Положение после закрепления строчки, регулируется перемещением ее резьбового крючка 23.
Регулировка узла лапки. Давление лапки 7 (рис. 2.50) на материал регулируется винтом 7благодаря деформации пластинчатой пружины 5 относительно оси угольника 6. Если винт 7 вывинчивать, то давление лапки будет возрастать.
Высота подъема лапки 7 над игольной пластиной регулируется вертикальным перемещением муфты 3 вдоль стержня 2 после ослабления стягивающего винта 4. Если муфту 3 опускать, то лапка 7 будет подниматься на большую величину.
Положение рожков лапки 7 относительно линии движения игл регулируется поворотом стержня 2 после ослабления винта 4.
Регулировка узла моталки для намотки шпульки. Количество ниток, наматываемых на шпульку, регулируется вертикальным перемещением ограничителя 5 (рис. 2.51) после ослабления винта 4. Если ограничитель 5 переместить вверх от оси шпинделя 6, то количество ниток на шпульке увеличится.
Зацепление зубьев зубчатого колеса 7 с зубчатым колесом моталки обеспечивается осевым перемещением зубчатого колеса 7 после ослабления винтов 2 вдоль главного вала 3.
Равномерность намотки ниток на шпульку регулируется поворотом нитенаправительного угольника 8после ослабления винта 7. Натяжение нитки при намотке на шпульку регулируется гайкой 9.
19
2.6. Машина 1852 кл. ЗАО «Завод Промшвеймаш»
Машина 1852 кл. предназначена для стачивания платьевых, плащевых, костюмных материалов из натуральных и смешанных волокон двумя параллельными строчками с челночным переплетением.
Машина создана на базе машины 852 (х5) кл. и отличается от нее тем, что в процессе работы одну из игл можно отключить. Кроме того, в машине 1852 кл. применен кулисно-стержневой нитепритягиватель.
Чтобы отключить одну из игл, например правую 77(рис. 2.52), нажимают на рукоятку 7, отчего ее рычаг поворачивается против часовой стрелки; Игла 17 при крайнем верхнем положении отключается. Чтобы включить две иглы, нажимают на рукоятку 2, и иглы 16, //начинают работать.
Высоту установки игл 16, //относительно носиков челноков не регулируют, но при необхо
димости изменения этой высоты под иглодержатели 4 между торцами игловодителей 5 прокладывают шайбы, предварительно ослабив винты 10.
Положение пальцев пластины 72 относительно пазов /7 на игловодителях 5 регулируется перемещением переключателя 3 вдоль оси 6 после ослабления винта 7.
Положение штифтов 14 относительно отверстий на игловодителях 5 регулируется вертикальным перемещением направляющих 15 после ослабления винтов 13.
Давление пружины 8 для обеспечения среднего положения рычага рукоятки 7 (когда включены две иглы) регулируется гайками 9.
Отключение игл производится при пониженной частоте вращения — 200 мин-1.
2.7. Машина 1862 кл. ЗАО «Завод Промшвеймаш»
Машина 1862 кл. предназначена для пошива кожгалантерейных изделий однолинейной строчкой челночного переплетения. В швейной промышленности используется для стачивания деталей меховых пальто. Эта машина создана на базе машины 852 (х5) кл., имеет одну отклоняющуюся иглу и один челнок (правый), механизмы верхней рейки и подвижной лапки, а также нитепритягиватель кулисно-стержневой системы.
Регулировки в механизме иглы. Высота иглы 7 (рис. 2.53) относительно носика челнока регулируется вертикальным перемещением игловодителя 5 в направляющих рамки 6 после ослабления винта 16 в поводке 4. Положение иглы 7 относительно стенок отверстия нижней рейки регулируется поворотом рамки 6, верхнего вала 3 после ослабления винта 2 коромысла 7. При этом верхняя рейка 8 изменит свое положение относительно лапки 9, так как ее стержень 13 проходит через направляющую рамки 6.
Регулировки в механизме верхней рейки и лапки. Высота вертикальных перемещений верхней рейки 8 и лапки 9 регулируется перемещением винтовой шпильки 22 вместе с задней головкой
шатуна 23 по прорези коромысла 24 после ослабления гайки винтовой шпильки 22. Если винтовую шпильку 22 опускать, то верхняя рейка 8 и лапка 9 будут подниматься над игольной пластиной на меньшую величину. Положение верхней рейки 8 относительно лапки 9 по вертикали регулируется поворотом коромысла 19 после ослабления винта 20 или поворотом вала 27 после ослабления винта 25 коромысла 24.
Своевременности подъема верхней рейки 8 и лапки 9 добиваются поворотом эксцентрика 26или главного вала после ослабления винтов 27. Положение зубчиков верхней рейки 8 относительно рожка лапки 9 регулируется поворотом верхней рейки 8 после ослабления винта 77, стягивающего держатель 10.
Верхнюю рейку 8 можно регулировать по высоте относительно лапки 9 вертикальным перемещением стержня 13 после ослабления винта 15 направляющей муфты 14.
Высоту лапки 9 относительно верхней рейки 8 можно регулировать путем вертикального перемещения стержня 72 после ослабления винтов 77 в муфте 18.
2.8. Машина 302 кл. ЗАО «Завод Промшвеймаш»
Машина 302 кл. предназначена для втачивания рукавов женских платьев в проймы однолинейной строчкой с челночным переплетением с посадкой рукава по окату. Кроме машины 302 кл. выпускаются ее модификации: 302-1 кл. для втачивания рукавов в проймы костюмов и 302-2 кл. для втачивания рукавов в проймы пальто. Машина 302 кл. (рис. 2.54) и ее модификации имеют уст
ройство для посадки рукава по окату. кулисностержневой нитепритягиватель. устройство для фиксации посадки, вращающийся челнок, снабженный отводчиком. Устройство для закрепления строчки отсутствует.
Заправка верхней и нижней ниток. Заправка верхней нитки (рис. 2.55) производится в такой последовательности: через отверстие трубчатого ни-
20
тенаправителя 11 на рукаве; влево и вниз через отверстия 10, 9 и 8 в вертикальной части пластинчатого нитенаправителя; вниз справа налево меж-ду шайбами регуляторов 5 к 12 натяжения нитки; вниз справа налево через проволочный нитенаправитель 4, вверх через скобу 6, вверх через ушко 7 рычага нитенаправителя; вниз через скобы 6 и 3; вниз через нитенаправительное отверстие 2 в иглодержателе; вниз слева направо в ушко иглы 1.
Смена шпульки и заправка нижней нитки осуществляются следующим образом. Снимают задвижную пластину крышки колонки, открывая челночное устройство. Поворачивают от руки маховик машины на себя, чтобы игла заняла крайнее верхнее положение. Поднимают защелку 3 (рис. 2.56) штуледержателя 1 и вынимают пустую шпульку.
Новую шпульку 4 надевают через защелку на нейтральный стержень 2 шпуледержателя 1 и затем фиксируют опусканием защелки 3. Конец нитки заправляют в косую прорезь 5 шпуледержателя 7. протягивают под пружину 6 натяжения и выводят наружу.
Перед началом работы на машине вытягивают нижнюю нитку 1 (рис. 2.57) через отверстие в рейке. Для этого, держа рукой верхнюю нитку 2, поворачивают другой рукой маховик машины на себя, чтобы игла совершила полное движение вверх и вниз. После этого, потянув к себе верхнюю нитку, вытягивают нижнюю нитку.
Регулировки в механизме иглы. Высота иглы 1 ‘рис. 2.58) относительно носика челнока регулируется вертикальным перемещением игловодите-ля 2 после ослабления стягивающего винта 3 в поводке 4 так, чтобы при подъеме иглы из крайнего нижнего положения на 2 мм носик челнока подходил к ней.
Регулировки в механизме челнока и отводчика. Своевременность подхода носика челнока 7 рис. 2.59) к игле устанавливается поворотом челночного вала 6 вместе с челноком после ослабления двух винтов 5 зубчатого колеса 4. При подъеме иглы из крайнего нижнего положения на 2... 2,5 мм носик челнока должен быть выше ушка иглы на ту же величину.
Зазор между иглой и носиком челнока, который должен быть равен 0,05 ...0,1 мм, устанавливается -еремешением зубчатого колеса 3 вдоль вала 1 после ослабления двух его винтов 2 вместе с колонкой 1- после ослабления двух ее прижимных винтов 16.
Положение зуба отводчика 8 относительно выступа 10 шпуледержателя 9 регулируется поворотом опоры 7 7 после ослабления винтов 75.
Натяжение нижней нитки регулируется винтом 13 деформацией пластинчатой пружины 77, ^открепленной к шпульному колпачку 12.
Регулировки в механизме нижнего перемещения материала. Длина стежка регулируется поворотом рукоятки 2 (рис. 2.60). Благодаря ее кулачковому а*зу рычаг 7 получает поворотные движения, со
ответственно изменяются горизонтальные перемещения нижней рейки 8. При повороте рукоятки 2 по часовой стрелке длина стежка увеличивается.
Высота подъема нижней рейки 8 над уровнем игольной пластины регулируется поворотом коромысла 7 после ослабления стягивающего винта 6.
Положение зубчиков нижней рейки 8 в пазах игольной пластины регулируется поворотом коромысла 10 на валу перемещения 77 после ослабления двух стягивающих винтов 9, если рейку нужно переместить поперек платформы машины. Для перемещения рейки вдоль платформы кроме винтов 9 ослабляют винт 6и коромьгсла 10, 7перемещают вдоль валов 5, 77. Своевременности подъема нижней рейки 8 добиваются поворотом эксцентрика 75 после ослабления двух упорных винтов 14.
Своевременность перемещения материала нижней рейкой 8 обеспечивается поворотом эксцентрика 13 или главного вала машины после ослабления двух упорных винтов 72.
Соответствие длин двух стежков, обозначенных на рукоятке 2, перемещениям нижней рейки 8 устанавливается поворотом рамки 4 после ослабления двух стягивающих винтов 3.
Положение упорной пластины 16 относительно разделительной пластины 19 регулируется ее перемещением после ослабления двух прижимных винтов 18.
Положение разделительной пластины 19 относительно линии движения иглы регулируется ее продольным смещением после ослабления двух винтов 77.
Регулировки в верхнем механизме перемещения материала и лапки. Величина посадки рукава, осуществляемой верхней рейкой 13 (рис. 2.61), изменяется винтом 7. Если его вывинчивать, то при нажатии на левую педаль угол поворота коромьгсла 6 возрастет, соответственно увеличится посадка.
Вертикальные перемещения верхней рейки 13 и лапки 14 регулируются перемещением по прорези коромьгсла 27 задней головки шатуна 27 вместе с шарнирным винтом 9 после ослабления гайки 28. Если шарнирный винт 9 вместе с задней головкой шатуна 27 переместить вверх, то высота подъема верхней рейки 13 и лапки 14 увеличится.
Вертикальное положение верхней рейки 13 относительно лапки 14 регулируется поворотом коромьгсла 19 после ослабления винта 18 или поворотом вала 20 после ослабления винта 22 коромьгсла 27.
Своевременности вертикальных перемещений верхней рейки 13 и лапки 14 добиваются поворотом эксцентрика 25 или главного вала после ослабления двух винтов 26.
Положение рожков верхней рейки 13 относительно лапки 14 регулируется поворотом рейки 13 относительно стержня 77 после ослабления стягивающего винта 72.
21
Положение верхней рейки 13 относительно лапки 14 в поперечном направлении регулируется поворотом рамки 10 вместе с верхним валом 8 после ослабления стягивающего винта 4 коромысла 3.
Высота подъема лапки 14 и положение ее рожков относительно верхней рейки 13 регулируются вертикальным перемещением стержня 15 или его поворотом после ослабления двух винтов 17 муфты 16.
Положение стрелки 24, определяющей величину посадки, относительно нулевой отметки шкалы 23 регулируется изменением длины составной тяги 2 после ослабления гаек 7, 5. Если длину тяги 2
увеличить, то стрелка 24 повернется против часовой стрелки.
Давление лапки 14 и рейки 13 регулируется так же, как в машине 852 кл.
Следует учитывать, что кроме ручного подъема лапки 14 и верхней рейки 13 предусмотрен ножной подъем, осуществляемый путем нажима на коленоподъемник, расположенный под крышкой промышленного стола, через систему звеньев. Следовательно, с подъемом, лапки 74 поднимается и верхняя рейка 13. Их опускание будет происходить под действием пластинчатой пружины, осуществляющей давление лапки 74 на материал.
2.9. Машина 426 кл. ЗАО «Завод Промшвеймаш»
Многооперационная промышленная швейная машина 426 кл. (рис. 2.62) предназначена для пошива изделий двухниточной прямой и зигзагообразной строчкой, а также для вышивания и выполнения различных декоративных строчек (см. табл. 2.1).
Заправка верхней читки (рис. 2.63). Бобину или катушку надевают на стержень катушечной стойки, которая устанавливается сзади машины, на крышке стола.
Нитку с бобины подводят к игле в такой последовательности: вводят в отверстие трубчатого нитенаправителя 8 на крышке рукава; в правое отверстие 9 на горизонтальной части пластинчатого нитенаправителя 7; в среднее отверстие 10 того же нитенаправителя; в левое отверстие 77 того же нитенаправителя; справа налево между шайбами 13 пружинного регулятора 72; вниз справа налево по желобку шайбы 4; под нитепритя-гивательную пружину 5; вверх в ушко рычага ни-тепритягивателя 6; вниз под скобу 5; вниз в нитенаправительное отверстие на стержне игловодителя 2; вниз в ушко 1 иглы от себя.
Регулирование натяжения верхней нитки производится регулятором натяжения 72. Если натяжение требуется увеличить, то гайку пружинного регулятора поворачивают по часовой стрелке, если уменьшить — против часовой стрелки.
Заправка нижней (челночной) нитки. Для заправки нижней нитки отодвигают задвижную пластину, закрывающую челночное устройство слева от иглы, поворачивают от руки маховик машины, чтобы игла заняла крайнее верхнее положение. Отводят рычаг защелки 2 (рис. 2.64) шпульного колпачка 1 и вынимают из шпуледержателя шпульный колпачок вместе со шпулькой 3. Затем шпульку 3, на которую намотана нитка, надевают на стержень шпульного колпачка 7 и удерживают внутри колпачка защелкой 2.
Конец нитки направляют в прорезь 4 шпульного колпачка, затем протягивают под и над пру-22
жиной натяжения 5 и выводят наружу через отверстие 6, через прорезь шпульного колпачка. Затем нитку вводят в отверстие 7.
Регулировка натяжения челночной нитки. Винтом 8 пружины натяжения на шпульном колпачке 7 выполняют натяжение челночной нити.
При поворачивании винта по часовой стрелке натяжение нижней нитки будет увеличиваться, против часовой стрелки — уменьшаться.
В большинстве случаев высококачественную строчку можно получить регулировкой натяжения только верхней нитки.
Регулировки в механизме иглы. Положение иглы 20 (рис. 2.65) относительно носика 72 (рис. 2.66) челнока 2 регулируют вертикальным
Таблица 2.1
Виды рисунков, выполняемых на машине 426 кл.
Номер строки Вид рисунка Наименование рисунка
1 Прямой
2 АЛАААЛЛА Стандартный
3 /AVAVAVAVAVAVAVA\ Двухшаговый
4 "Л-ТЛ-ЛЛ-ЛЛ-/- Двухсторонняя трапеция
5 «Молния»
6 “V V V V V Подшивочный
7 «Гирлянда»
8 «Полумесяц»
9 Волнистый узор
10 Фасонная гладь
11 Гладь с полумесяцем
12 Гладь с равномерным зигзагом
13 А^А^Аг^А-Ф^ Гладь с зигзагом
14 наВи НИИ» |Ди Гладь с ромбовидным узором
перемещением игловодителя 7 (см. рис. 2.65) пос--« ослабления винта 19 в поводке 18.
Своевременность отклонения рамки 2 устанавливается поворотом червяка 14 на главном валу 15 после ослабления винтов 13. Игла должна отклоняться в верхнем положении.
Положение иглы 20 относительно стенок прорези в игольной пластине регулируется поворотом эксцентрика 5после ослабления винтов, крепящих его на валу 4 (винты на рис. 2.65 не показаны).
Для правильной установки иглы 20 в прорези игольной пластины рукоятку 11 фиксируют на зигзаге (строка 3 табл. 2.1), обозначенном цифрой 3 на зубчатой рейке 12. Для этого поворотом махового колеса машины съемник 9 переводят на сред-впадину копира, соответствующего зигзагу блока копиров 10. Это положение соответствует средаему (центральному) уколу. Затем рукоятку 17 “сворачивают по часовой стрелке до упора, руко-этку 16устанавливают так, чтобы цифра 0 на руко-яке находилась против риски, прикрепленной к "'.«гкаву машины выше рукоятки.
Если при повороте рукоятки 77по часовой стрел-з е и против нее до упора происходит отклонение, го ослабляют винт 6 клеммового соединения 7, ус-ановленного на шлицевом валу 8, и поворачивают - етырехзвенник 3 до тех пор, пока при повороте рукоятки 17 игла 20 не перестанет отклоняться.
При установке новой иглы необходимо следить за тем. чтобы длинный желобок иглы был обратен к работающему, а короткий — к челноку.
Регулировки в механизме челнока и отводчика. Носик 12 (см. рис. 2.66) челнока 2 обеспечивает беспрепятственное перемещение нитки между ^_пу ле держателем 3 и пальцем 7. По горизонтали - дсык 12 челнока 2 устанавливают так, чтобы при среднем положении иглы 11 ось 13 челнока 2 была смешена на 2... 3 мм влево от иглы 11. После этого кглу устанавливают в определенном положении относительно носика челнока.
Если игла 11 установлена правильно, то при т .дъеме ее из крайнего нижнего положения вверх д 2 мм носик челнока 2 должен находиться на : си иглы 77. При этом зазор между иглой 77 и -кхпком 12 челнока 2 должен быть 0,05...0,1 мм.
□писанные регулировки выполняют поворотом и перемещением челнока 2 на валу 6 при ослабленных винтах 7.
Для обеспечения нормального зазора для про-% ждения нитки между пальнем 7 и шпуледержа-гелем 5 применен отводчик 9, который при пцо-щ клении нитки должен занимать крайнее левое jj 'лсжение.
Если отводчик 9 не обеспечивает требуемый зазсс. то после ослабления винта 14 вилки 5пово-ратизают валик 15 со ступицей 16 и отводчиком 9 н устанавливают необходимый зазор.
Положение зуба 8 отводчика 9 относительно й.айг’упа /шпуледержателя Урегулируется его вер
тикальным смещением вдоль паза ступицы 16 после ослабления винта 10.
Осевой зазор между зубом 8 отводчика 9 и поверхностью шпуледержателя 3 регулируется перемещением валика 75 со ступицей 16 после ослабления винта 14.
Регулировки в механизме перемещения материала. Регулировка длины стежка осуществляется с помощью рифленой гайки 13 (рис. 2.67), расположенной в рукоятке 14, стержень которой шарнирно закреплен в рукаве машины, а рычагом 75 связан с рамкой 16 механизма перемещения. Чтобы закрепить строчку, работающий нажимает на рукоятку 14, отчего рычаг 15 поворачивается по часовой стрелке. При этом материал перемещается к работающему.
Высота подъема зубьев рейки 7 над игольной пластиной осуществляется с помощью кнопки 7, расположенной в платформе машины. Величина выступа зубьев рейки 7 устанавливается регулируемым эксцентриком 19, закрепленным на валу 27 винтом 20 и состоящим из корпуса 6 и эксцентрика 5.
Для изменения величины выступа зубьев рейки нажимают на кнопку 7 и поворачивают маховое колесо машины до тех пор, пока кнопка 7 не западет в паз 19 эксцентрика 5. При дальнейшем повороте махового колеса эксцентрик 5 удерживается от поворота кнопкой 7, а корпус эксцентрика 6, перемещаясь по пазам эксцентрика 5, изменяет величину выступа зубьев рейки 7 над уровнем игольной пластины. Возврат кнопки 7 в исходное положение происходит под действием пружины 8.
Своевременность подъема рейки 7 и перемещения материала обеспечивается раздельным поворотом эксцентриков 6 и 77 после ослабления винтов 72 и 20 или поворотом главного вала машины. Положение рейки 1 в прорезях игольной пластины регулируется поворотом коромысла 23 после ослабления винтов 22 на валу перемещения 18, если рейку следует переместить поперек платформы. Для перемещения рейки 7 вдоль платформы ослабляют винты 2 и 22 и коромысла 3 и 23 перемещают вдоль валов 4 и 18.
Равенство длин стежков при прямом и обратном перемещениях рейки 7 обеспечивается поворотом рамки 16. Натяжение пружины 10, необходимое для возврата рычага 77в исходное положение после закрепления строчки, регулируется перемещением ее резьбового крючка 9.
Регулировки в узле лапки. Давление нажимной лапки 6 (рис. 2.68) осуществляется пружиной 2 и регулируется винтом-втулкой 3 через отверстие в верхней крышке рукава машины с помощью отвертки. При заворачивании винта-втулки 3 давление лапки 6 на материал усиливается.
Предварительное сжатие пружины 2 обеспечивается перемещением пружинодержателя 7 вверх по пазу тяги 4 после ослабления шарнирного винта 5.
23
Рис. 2.1
6
Рис. 2.5 Рис. 2 6
26
Рис. 2.8
27
1
2
3
Рис. 2.10
28
1
2
Рис. 2.12
3
Рис. 2.13
Рис. 2.14
29
Рис. 2.15
29
28
Рис. 2 16
Рис. 2.17
10
9
3
4
3 В. Я. Франц
5
Рис. 2.22
33
14
23
Рис. 2.23
1
35
о
Рис. 2.26
Рис. 2.27
.0
Рис. 2.28
оо
Рис. 2.29
Рис. 2.30
Рис. 2.31
39
Рис. 2.32
Рис. 2.34
41
1
2
3
ОТ"
Рис. 2.35
Рис. 2.36
42
Рис. 2.37
Рис. 2.40
44
Рис. 2.41
Рис. 2.42
46
I
I
Рис. 2.43
1
2
Рис. 2.47
48
4 В. Я. Франц
40
I I
о
Рис. 2.49
I
Рис. 2.51
51
Рис. 2.52
Рис. 2.53
61
Рис. 2.54
Рис. 2.55
Рис. 2.57
Рис. 2.58
55
о
Рис. 2.59
Рис. 2.60
L/l
ОО
О
Рис. 2.61
(о
Рис. 2.63
20
Рис. 2.65
60
Зигзаг 0 мм Правое смещение Левое смещение иглы иглы
Рис. 2.66
61
Рис. 2.68
Д'
ГЛАВА 3
ШВЕЙНЫЕ МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ
ЦЕПНОГО СТЕЖКА
3.1. Машина 2222-М кл. ОАО «Орша»
Машина 2222-М (рис. 3.1) предназначена для выметывания бортов, лацканов и воротников верхней одежды однолинейной строчкой однониточного цепного стежка. Создана на базе машины 1022-М кл. и отличается от нее тем, что челнок заменен петлителем, изменено передаточное отношение от распределительного вала к валу петлителя (z = 1:1), вместо нитепритягивателя применяется нитеподатчик, работающий от игловодителя.
Заправка игольной нитки осуществляется аналогично заправке в базовой машине, но в машине 2222-М кл. нитка заправляется в ушко нитеподат-чика, а не в ушко нитепритягивателя.
Перемещение материала рейкой производится только в прямом направлении.
Своевременность подхода носика петлителя 1 (рис. 3.2) к игле для захвата игольной нитки обеспечивается поворотом петлителя 7 в вале 3 после ослабления винтов 2. Носик петлителя 1 должен быть выше ушка иглы 5на 1,5... 2 мм при подъеме иглы из крайнего нижнего положения на 2... 2,5 мм. Зазор между иглой 5 и носиком 4петлителя 1, который должен быть равен 0,05... 0,1 мм, регулируется перемещением петлителя 1 вдоль вала 3 после ослабления винтов 2.
После выполнения регулировок винт 2 закрепляется.
При правильной установке петлителя и игловодителя одинарная метка на маховике должна находиться на одной горизонтали с меткой на ограждении и совмещаться с ней.
3.2. Машина 1401/2-22+3 кл. ОАО «Орша»
Машина 1401/2-22+3 кл. (рис. 3.3) предназначена для выполнения стачивающих операций двухниточным цепным стежком двумя параллельными строчками при изготовлении изделий из тканей средней толщины (хлопчатобумажных, шерстяных, платьевых и костюмных как натуральных, так и в смеси с химическими волокнами). Машина создана на базе машин КУР 131 ОАО «Орша» (класс 131-21+3) и имеет дифференциальный механизм перемещения материала.
В данной главе регулировки в механизме перемещения материала не рассматриваются.
Заправка верхних и нижних ниток. Игольные нитки 16 (рис. 3.4) и 77 от стойки с бобинами поступают к нитенаправителям 75 и 14, от которых заправляются в регуляторы 13 и 2 натяжения нитки, далее в регулируемые нитенаправи-тели 72 и 3, колеблющийся нитеподатчик 4 и в нитеподатчик 10, закрепленный на игловодите-ле. Нитки проводятся через зажим 9, через ните-направитель 8 на игловодителе и в ушки игл 7 и 5. Для подачи игольных ниток на стойке и в рукаве машины ниже крайнего верхнего положе
ния нитеподатчика 10 установлен двухрожковый нитенаправитель 77, который подтягивает игольные нитки при ходе нитеподатчика 10 к крайнему нижнему положению.
Для заправки ниток петлителей нужно снять выдвижную и игольную пластины. Нитки 18 и 19 петлителей от стойки с бобиной проводят через нитенаправители 20 и 21 и регуляторы натяжения 22 и 23, далее продевают в трубчатые вертикальные направители 24 и 25 и горизонтальный пластинчатый направитель 26. Пройдя через дополнительный регулятор натяжения 27, нитенаправители 28 и 30, над нитеподатчиком 29 и от нитенаправителя-трубки 31, нитки вдеваются в глазки петлителей 7 и 6. Заправка ниток 18 и 19 в трубчатые нитенаправители 24 и 25 выполняется с помощью проволочного направителя, а в направители, расположенные под платформой машины, и в петлители 7 и б — с помощью пинцета.
После заправки следует оставить свободные концы ниток длиной 50...60 мм и заправить их под лапку в направлении от себя.
63
Нужное натяжение игольных ниток обеспечивается регуляторами 13 и 2, а ниток петлителей — регуляторами 22 и 23.
Натяжение игольных ниток регулируется перемещением нитенаправителей 3 и 12. Натяжение с помощью нитенаправителей устанавливается в процессе настройки машины при замене игл и ниток, а также материалов.
Регулировки в механизме иглы. Высота иглы 2 (рис. 3.5) относительно носика петлителя 1 регулируется перемещением игловодителя 4 после ослабления винта 5 так, чтобы при подъеме иглы 2 из крайнего нижнего положения на 3...4 мм носик петлителя 7, подойдя к игле, расположился выше ушка иглы на 1... 1,5 мм.
В крайнем нижнем положении игла 2 должна только слегка касаться отражателя 3 игольной петли.
Настройку механизма иглы с использованием калибров производят следующим образом: снимают прижимную лапку и игольную пластину; вместо игольной пластины устанавливают калибр 12 с двумя отверстиями в местах прохождения игл; в иглодержатель 10 устанавливают калибры 77; ослабляют винты 6, 7 и винт 9 крепления рамки 5; закрепляют винты 5, би 9; повернув маховик, выводят калибры 77 из отверстий калибра 72; снимают калибры 77 и 72; устанавливают и закрепляют игольную пластину.
Регулировка нитеподатчиков. Угловое положение колеблющегося нитеподатчика 7 (рис. 3.6) игольной нитки регулируется после ослабления оттягивающего винта 2 поворотом нитеподатчика 7 на валу 3. •-
Регулировка положения нитеподатчика 5 игольной нитки, закрепленного на игловодителе 6, по высоте и в горизонтальной плоскости осуществляется после ослабления винта 4.
Регулировка положения нитеподатчика 7 (рис. 3.7) ниток к петлителям 2 и 3 производится после ослабления винта 9. Далее кулачок устанавливается так, чтобы прямолинейная часть его про
филя располагалась параллельно плоскости игольной пластины.
После регулировок все винты закрепляются.
Регулировки в механизме петлителей. Своевременность подхода носиков петлителей 2 и 3 к иглам устанавливается после ослабления винтов 4 крепления шестерни 5 на валу 6и при его повороте. Петлители должны подходить к иглам в тот момент, когда иглы сформируют игольные петли, поднявшись из крайнего нижнего положения на 3... 4 мм.
Зазоры между иглами 7 (рис. 3.8) и соответствующими петлителями 3 и 8, которые в момент захвата петель должны быть равны 0,1... 0,15 мм, устанавливаются после ослабления винтов 4 и 7 крепления петлителей в державках 6 и 5. Винты 4 и 7после окончания регулировки затягивают. При значительном отклонении петлителей от указанной ширины зазора державки смещают на валу 9 (см. рис. 3.7) после ослабления винтов 8 и 7 их крепления.
Для установки своевременности подхода носиков петлителей к иглам с помощью калибров поворачивают маховик машины, совмещая отверстие В в кривошипе 72 (см. рис. 3.8) с отверстием С в рукаве 13 машины, и «прошивают» их калибром 77. Затем, ослабив винт 74, устанавливают игловоди-тель 10, выдерживая расстояние 13 мм от торца иглодержателя 9 до поверхности игольной пластины 2, после чего винт 14 закрепляют, а калибр 77 вынимают.
После фиксации указанного положения игл, поворачивая маховик машины, переводят петлители 2 (см. рис. 3.7) и 3 в крайнее левое положение. Затем, ослабив винты 7 и 8 и перемещая державки 6(см. рис. 3.8) и 5с петлителями, устанавливают зазор между носиком правого петлителя 3 и лезвием правой иглы 7 равным 1,5...2 мм. Далее, ослабив винты 4 и 7, устанавливают петлители по высоте таким образом, чтобы зазор между лезвием петлителей 3 и 8 и нижней плоскостью игольной пластины 2 был равен 1 мм.
3.3. Машина 237 кл. ЗАО «Завод Промшвеймаш»
Машина 237 кл. (рис. 3.9) предназначена для стачивания рукавов мужских сорочек и других деталей, имеющих цилиндрическую форму и изготовляемых из бельевых и плащевых тканей, двумя параллельными строчками двухниточного цепного стежка. Длина стежка 1,7...3,2 мм, расстояние между параллельными строчками 3,6 и 5 мм.
Машина имеет П-образную платформу, конфигурация и размеры которой допускают стачивание цилиндрических деталей с минимальным периметром 220 мм.
Заправка верхних и нижних ниток. Нитку левой иглы заправляют в такой последовательности. С бобины или катушки ее вводят в нитенаправитель
ные отверстия 8 (рис. 3.10) и 7, проводят между шайбами 6 регулятора натяжения, через отверстие 5 и нитенаправитель 4, вставляют в отверстие 2 нитеподатчика 7, в проволочный нитенаправитель 23, в левое отверстие иглодержателя 22 в направлении от работающего и в ушко иглы 27. Нитку правой иглы заправляют таким же образом.
Нижние нитки с помощью проволочной петельки вдевают в трубки 9, проводят между направляющими пластинами 10, заводят под крючки 77, проводят между пластинами 12 регулятора натяжения, вдевают в нитенаправительный крючок 13, подводят под одну из петель нитенаправителя 14, проводят над кулачком 16, под второй ветвью петли ни-
64
тенаправителя 14, заправляют в нитенаправительный крючок 77, в трубку 18, отверстия нитенаправительной пластины 20 и петлителей 19.
Длину ниток, подаваемых игле, регулируют перемещением нитенаправителя 4 по вертикали после ослабления винта 3.
Регулировки в механизме иглы. Высота игл 7 (рис. 3.11) относительно петлителей регулируется перемещением игловодителя 2 по вертикали после ослабления винта 3 поводка 4.
Длина ниток, подаваемых игле, регулируется перемещением нитеподатчика 5 по вертикали после ослабления винта 6.
Расстояние между иглами регулируется заменой иглодержателя, лапки, рейки, игольной пластины и одного петлителя.
Две иглы располагаются на одной высоте и в крайнем нижнем положении должны быть установлены так, чтобы горизонтальные оси их отверстий были направлены вдоль линии строчки и отстояли от верхней плоскости игольной пластины вниз по вертикали на 11 мм.
Регулировки в механизме петлителей. Положение петлителей 3 (рис. 3.12) относительно игл вдоль и поперек строчки регулируется перемещением и поворотом державки 7 с петлителями относительно вала 4 после ослабления винта 2.
Момент подхода петлителей к иглам поперек линии строчки устанавливается поворотом вала 4 петлителей относительно коромысла 77 после ослабления винта 12.
Момент подхода петлителей к иглам вдоль линии строчки устанавливается поворотом эксцентрика 8 на валу 10 после ослабления винтов 7 и 9.
Угол размаха (ход) петлителей регулируется изменением длины коромысла 77 путем враше-
3.4. Машина 976-1 кл. <
Двухигольная четырехниточная машина 976-1 кл. (рис. 3.15) предназначена для стачивания задних средних срезов брюк двухлинейной строчкой двухниточного цепного стежка. Полученный закрепительный шов состоит из двух параллельных строчек, проложенных вплотную одна к другой, и образован двумя иглами и двумя петлителями. Подача материала осуществляется зубчатой рейкой в направлении от работающего.
Заправка верхних и нижних ниток. Нитку левой иглы в головке машины заправляют в такой последовательности. Вдевают ее в отверс тия 8 (рис. 3.16) и 9 нитенаправителя верхнего регулятора натяжения, проводят между шайбами натяжения 7 регулятора, через отверстие 6 нитенаправительной шайбы регулятора, через отверстие 5нитенаправителя на рукаве, через отверс тие 4 нитеподатч ика, вниз над планкой 3, через проволочный нитенаправитсль 2 и вдевают в ушко иглы 7 в направлении от работающего.
ния в ту или иную сторону шаровой шпильки 6 после ослабления гайки 5. С уменьшением длины коромысла 77 (при завинчивании шпильки 6) угол размаха петлителей увеличивается, а с ее увеличением (при вывинчивании шпильки) уменьшается.
Петлители должны быть установлены таким образом, чтобы при крайнем нижнем положении игл носики петлителей, находящихся в крайнем правом положении (если смотреть со стороны оператора), отстояли от своих игл на 5 мм.
Регулировки в механизме перемещения материала. Длина стежка регулируется поворотом винта 2 (рис. 3.13) после ослабления винтов 3 (изменяется эксцентриситет эксцентрика механизма перемещения).
Момент начала перемещения материала устанавливается поворотом главного вала 7 машины после ослабления винтов 3.
Высота подъема рейки 5 над игольной пластиной регулируется поворотом шпильки 4 после ослабления винта 6.
Регулировки в узле лапки. Давление лапки 7 (рис. 3.14) на материал регулируется винтом 2. При завинчивании винта 2 давление лапки на материал увеличивается, а при вывинчивании уменьшается.
Положение лапки 7 по высоте и по расположению отверстий на ней относительно игл регулируется вертикальным перемещением и поворотом стержня 3 вместе с лапкой 7 относительно поводка 5 после ослабления винта 4.
Регулировка нитеподатчика петлителей. Время подачи ниток петлителям регулируется поворотом кулачка 16 (см. рис. 3.10) после ослабления винтов 15.
) «Завод Промшвеймаш»
Нитку правой иглы заправляют в машину через второй сверху регулятор натяжения в такой же последовательности.
Нитку правого петлителя (расположенного ближе к работающему) проводят через два отверстия 10 и 77 нитенаправителя нижнего регулятора натяжения, между шайбами натяжения 72 регулятора, через отверстие 13 нитенаправительной шайбы регулятора, через отверстие 14 неподвижного нитенаправителя на платформе машины, через ушко 15 проволочного нитенаправителя, подводят под проволочный нитенаправитель 16 перед кулачком подачи, вдевают в ушко 7 7проволочного нитенаправителя, в отверстие нитенаправителя 18, в правое торцевое отверстие 19 петлителя, по желобу в левое отверстие 20 петлителя в направлении от работающего.
Нитку левого петлителя проводят через второй снизу регулятор натяжения в такой же последовательности.
5 В. Я. Франц
65
Перед началом работы машины концы как верхних, так и нижних ниток длиной 60...70 мм оставляются свободными.
Регулировки в механизме игл. Для нормального образования стежка игловодитель 4 (рис. 3.17) вместе с иглами 13 устанавливают определенным образом относительно игольной пластины и линии строчки. Обе иглы должны быть расположены по вертикали на одном уровне, их острия должны отстоять друг от друга на 0,5 мм поперек линии строчки и на 4,5 мм вдоль линии строчки. При этом левая игла отстоит от работающего дальше, чем правая.
При крайнем нижнем положении игловодителя 4 середина ушка каждой иглы 13 должна быть ниже верхней плоскости игольной пластины 12 на 15 мм. Иглы 13 в иглодержателе 2 располагают так, чтобы длинный желобок был обращен к работающему, а ось игольного ушка была направлена вдоль линии строчки. Регулировка положения игл 13 по высоте относительно верхней плоскости игольной пластины 12 и носика петлителя осуществляется перемещением игловодителя 4 вверх или вниз после ослабления винта 7 клеммового зажима поводка 6. Поворотом игловодителя вокруг своей оси регулируют положение игл 13 относительно отверстий в лапке и игольной пластине. Начало подъема и опускания игл 13 регулируют поворотом верхнего качающегося вала 9 после ослабления винтов клеммового зажима кривошипа, соединяющего верхний вал с шатуном, передающим качательное движение верхнему валу от колена вращающегося нижнего (главного) вйла.
Положение желобков игл 13 и направление осей игольных отверстий регулируется ослаблением винтов 1 иглодержателя 2 и поворотом игл до требуемого положения. Верхний качающийся вал 9 устанавливается таким образом, чтобы угол качания коромысла 8, равный 76°, делился горизонтальной плоскостью, проходящей через ось верхнего вала, пополам.
Положение нитеподатчиков 5 и 11 относительно друг друга регулируется их вертикальным перемещением после ослабления винтов 7, 10.
Положение нитенаправителя 14 на иглодержателе 2 по высоте можно регулировать его перемещением после ослабления винта 3.
Регулировки в механизме петлителей. Петлители 4 (рис. 3.18) и 5 устанавливаются так, чтобы при крайнем правом положении их острия находились по горизонтали на расстоянии 4 мм от оси своей иглы и по вертикали на 8 мм ниже верхней плоскости игольной пластины. Передняя сторона петлителей, обращенная к работающему, должна иметь в плане небольшой наклон к плоскости качания (порядка 5°). Положение державки 9 с петлителями 4 и 5 относительно игл в плоскости качания устанавливается после ослабления стяжного винта 7 клеммового зажима державки поворо
том на валике 8 вправо или влево. Предварительно следует убедиться, что валик 8 находится в крайнем правом положении. Одновременно устанавливают такое положение державки с петлителями вдоль оси валика, при котором был бы обеспечен зазор 0,1 ...0,15 мм между носиками петлителей и иглами, что достигается поворотом петлителей 4 и 5 в державке 9 на угол 5° после ослабления стопорных винтов 6.
Регулировка петлителей по высоте относительно верхней плоскости игольной пластины производится также после ослабления стопорных винтов 6 путем перемещения их ножек в отверстиях державки 9 на соответствующую величину, причем для улучшения условий петлеобразования и затягивания стежка стремятся разместить петлитель как можно ближе к игольной пластине.
Ход петлителя поперек линии строчки (угол качания) регулируется изменением длины шарового пальца 10 путем его осевого перемещения внутри направляющей втулки поводка 11 после ослабления стопорного винта на втулке поводка 12. При уменьшении длины звена «палец — втулка» поводка (что происходит, если во втулку вставить палец) угол качания петлителя увеличивается, следовательно, увеличивается и ход петлителя. При увеличении длины звена «палец — втулка» поводка угол качания, наоборот, уменьшается. Время движения петлителей вдоль линии строчки регулируют поворотом главного вала 3 относительно эксцентрика 1 после ослабления двух стопорных винтов 2 крепления эксцентрика на валу.
После окончания регулировки угла качания петлителей поперек линий строчки и фиксации их положения приступают к регулировке величины перемещения петлителей вдоль строчки относительно линии вертикального движения игл.
Перемещение петлителей вдоль линии строчки составляет 2,8 мм, а длина дуги качания их поперек линии строчки, измеренная по горизонтальной хорде, регулируется в пределах 27... 31,5 мм.
Регулировка нитеподатчика петлителей. Своевременность подачи нижних ниток и момент начала их выборки устанавливаются поворотом кулачка 4 (рис. 3.19) на главном валу 2 после ослабления упорных винтов 3. При крайнем верхнем положении игл участок кулачка 4, имеющий минимальный радиус профиля, должен занимать крайнее верхнее положение.
Количество выбираемых ниток при затягивании стежков регулируется вертикальным перемещением скобы 5 после ослабления винтов 1. Если скобу опускать, то количество выбираемых ниток увеличивается.
Регулировки в механизме перемещения материала. Высоту подъема рейки 17 (рис. 3.20) над уровнем игольной пластины регулируют вертикальным перемещением рейки относительно держателя 2 после ослабления болта 1.
66
Длину стежка изменяют нажатием на стержень 5 и поворотом махового колеса до тех пор, пока лезвие стержня 5 не войдет в паз 7 эксцентрика 8 и, следовательно, пока этот эксцентрик не будет остановлен. Поворачивая маховое колесо в требуемом направлении, устанавливают необходимую длину стежка. При повороте махового колеса относительно неподвижного эксцентрика 8 эксцентрик 9 вращается вместе с корпусом 77, отчего эксцентриситет между центром главного вала 12 и центром эксцентрика 9 изменяется. Соответственно изменяется и длина стежка.
Положение рейки 17 в прорезях игольной пластины регулируется поворотом коромысла 15 на валу 13 после ослабления стягивающего винта 14 или перемещением держателя 2 вдоль пальца 3 после ослабления стягивающего винта 4. Поворотом держателя 2 регулируют положение зубчиков рейки 17в горизонтальной плоскости. Своевременность перемещения и подъема рейки 17 регулируется раздельно поворотом махового колеса и главного вала 12 после ослабления упорных винтов 10 корпуса 11 или винтов 6 эксцен
трика 16. Следует добиться того, чтобы при выходе игл из материала рейка начала свой рабочий ход.
Регулировки в узле лапки. Давление лапки 1 (рис. 3.21) на материал регулируется винтом 4 в результате деформации пружины 14.
Высота подъема лапки 1 и положение ее отверстий относительно игл регулируются вертикальным перемещением стержня 2 или его поворотом после ослабления стягивающего винта 3 клеммо-вого зажима 13. Высоту подъема лапки 1 можно регулировать в небольших пределах изменением длины тяги 75 после ослабления гаек 5 с последующим поворотом коромысла 16.
Положение клиновых выступов 77 относительно шайб 10 регуляторов натяжения можно изменять поворотом вала 7 7 после ослабления винта 6 коромысла 16 и стягивающего винта заднего коромысла. Ход планки 72 регулируется перемещением по пазу 7 рычага 8 после ослабления винта 9. Если рычаг 8 переместить дальше от центра вала 7 7, то ход планки 72 увеличится и ослабление натяжения ниток будет происходить раньше.
3.5. Машина 3076-1 кл. ЗАО «Завод Промшвеймаш»
Двухигольная трехниточная машина 3076-1 кл. предназначена для изготовления шлевок, срезы которых закрыты плоской цепной строчкой, из отдельных заготовок или предварительно стачанных из полосок непрерывной ленты, намотанной на кассету. —
Плоский цепной стежок образуется двумя иглами с расстоянием между ними 6 мм и одним петлителем. Ширина заготовки шлевки в виде ленты до обрезки (33 ± 3) мм, после обрезки (28 ± 1) мм. Ширина шлевки в готовом виде (12 + 0,5) мм. Расстояние края шлевки до строчки (3 ±0,5) мм.
Машина снабжена устройством для обрезки полосок материала с двух сторон перед их стачиванием и подгибания обрезанных краев вниз, чтобы они находили друг на друга снизу внахлест и закрывались строчкой плоского стежка. У нее есть также устройство для наматывания шлевок после стачивания их в непрерывную ленту на кассету.
Регулировки в механизме иглы. Игловодитель по высоте регулируется так же, как в машине 976-1 кл. (см. рис. 3.17).
При крайнем нижнем положении игловодите-ля середина ушка левой иглы 7 (рис. 3.22) должна быть ниже верхней плоскости игольной пластины на 18 мм.
Середина ушка правой иглы 2 должна быть ниже верхней плоскости игольной пластины на 15 мм.
Регулировки в механизме петлителя. Петлитель 3 устанавливается так, чтобы при крайнем правом положении его носик находился на расстоянии 4,5 мм от правой иглы и на высоте 8 мм от верх
ней плоскости игольной пластины. Эта регулировка осуществляется поднятием или опусканием петлителя 7 (рис. 3.23) после освобождения винта 2в державке 3.
Чтобы исключить возможность пропуска стежка в момент захвата петли, носик петлителя (см. рис. 2.22) должен проходить около иглы с наименьшим зазором (0,1...0,15 мм). Это положение обеспечивается путем освобождения винта 4 (см. рис. 3.23) державки 3 и ее поворота на валу 5.
Регулировки в механизме ножей. Механизм обрезки края материала с двух сторон состоит из привода двух подвижных ножей 3 (рис. 3.24), смонтированных на державках 20 и 13 винтами 1 и взаимодействующих с двумя неподвижными ножами 2, закрепленными в пазах корпуса 77 прижимными планками 18.
Регулировка неподвижных ножей 2 по высоте осуществляется их перемещением в направляющих корпуса /7при ослаблении винтов 16, прижимающих планки 18.
Постоянное прижатие подвижных ножей к неподвижным обеспечивается благодаря действию пружины 14, смонтированной внутри полой цилиндрической части державки 13 с помощью винта 72, который соединяет во втулке 19 державки 20 и 13 между собой и стопорится винтом 75. При этом пружина 14 своим левым торцом упирается во внутренний торец полого отверстия цилиндрической части державки 13, а правым торцом — в головку соединительного винта 72, через который усилие передается державке 20.
67
Регулировка усилия пружины 14 осуществляется вращением винта 12 после ослабления стопорного винта 75. Регулировка размаха качания (ход) подвижных ножей 3 производится перемещением хвостовика шарового пальца 10 по пазу кулисы 8 после ослабления гайки 9. Время действия подвижных ножей 3 регулируется поворотом эксцентрика 6 на валу 7, а начального положения ножей — поворотом их совместно с валом 77 кулисы 8 после ослабления ее клеммного соединения с валом 77.
Регулировка перемещения подвижного ножа 3 по высоте в направляющих державки 20 осуществляется после ослабления винтов 7.
Регулировка усилия нажима верхней пластины 4 на материал производится с помощью винта-регулятора 5.
Регулировки в механизме намотки. Усиление натяжения наматываемой ленты из стачанных шлевок регулируется поворотом гайки 2 (рис. 3.25), прижимающей пружину 3 к фрикционным шайбам 7.
3.6. Машина 285 кл. ЗАО «Завод Промшвеймаш»
Машина 285 кл. (рис. 3.26) предназначена для выполнения операций при изготовлении изделий из тонких материалов однониточным потайным цепным стежком.
Заправка игольной нитки. Нитку 3 (рис. 3.27) с бобины или катушки сверху вводят в нитенаправляющее отверстие 4, по часовой стрелке проводят между шайбами регулятора натяжения 2, вперед через нитенаправительное отверстие 7 и вводят в петлю проволочного нитенаправителя 72. Поворотом махового колеса 5 игловодитель 77 переводят в крайнее левое положение, нитку сверху вниз вводят в нитенаправительное отверстие 10, затем в проволочный нитенаправитель 9 и снизу вверх — в ушко иглы 8.
Регулировки в механизме иглы. Ход иглы регулируется поворотом шарового пальца 7 (рис. 3.28) при ослаблении винта 2,"в результате чего увеличивается или уменьшается плечо коромысла 3.
Игла 16 при своем колебательном движении должна скользить в канавке 75 игольной пластины 9, никогда не выходя из этой канавки.
При крайнем левом положении иглы 16 лезвие не должно выходить за пределы игольной пластины, но в то же время ушко иглы должно быть полностью открыто, чтобы в него можно было легко заправить нитку.
Регулировку положения иглы 16 в канавке 75 игольной пластины 9 осуществляют небольшим смещением игловодителя 7 7 вместе с иглой вдоль вала 20, на конце которого он закреплен, для чего предварительно ослабляют стяжной винт 4.
Втулку 18, к торцу которой прилегает игловодитель 7 7, легкими ударами молотка передвигают в соответствующую сторону, предварительно ослабив отверткой стопорный винт 19.
Игольную пластину 9 можно несколько смещать по высоте, так как винты 77, крепящие пластину к корпусу машины, входят в отверстие пластины с некоторым зазором; для смещения игольной пластины по горизонтали (вперед и назад) ослабляют винт 72, которым хвостовая часть пластины прикрепляется к корпусу машины.
68
Усилие нажима пружины 5 на тормозную пластину 10 регулируют завинчиванием или вывинчиванием ее винта 14.
Изменение положения пластины 10 (смещение вдоль прорези и изменение угла наклона) регулируют поворотом рехулировочного пальца 8 с помощью винта 13.
Положение направляющей линейки 6 меняют ее смещением вдоль паза в игольной пластине при ослабленном винте 7.
Регулировки в механизме петлителя. Положение петлителя 4 (рис. 3;29) относительно иглы регулируют его перемещением вдоль стержня 7 после ослабления винта 5.
Угол наклона петлителя относительно иглы регулируется поворотом стержня 7.
Регулировка положения петлителя 4 по высоте осуществляется соответствующим поворотом вкладыша 2, для чего последний на своем заднем конце сфрезерован под ключ. Петлитель крепится своей лапкой к стержню 7 с помощью винта 5. Продольная форма отверстия под винт дает возможность переставлять петлитель в направлении стержня для обеспечения своевременного подхода рожков петлителя к петле, образованной на ушке иглы.
Перемещение петлителя 4 в горизонтальном направлении регулируется перемещением вкладыша 2 вдоль его оси после ослабления винта 3.
Регулировки в механизме перемещения материала. Величину перемещения рейки 7 (рис. 3.30) для обеспечения необходимой длины стежка регулируют завинчиванием или ввинчиванием винта 3 эксцентриковой муфты 4 при ослабленном винте 6: при завинчивании винта 3 длина стежка уменьшается, при завинчивании — увеличивается.
Высоту опускания рейки 7 относительно игольной пластины регулируют при ослаблении винтов 7.
Время перемещения материала (период действия рейки 7 на материал) меняют поворотом эксцентриковой муфты 4 на главном валу 2 при ослабленных стопорных винтах 5.
Давление лапок 8 на материал регулируют, меняя натяжение пружины 77 путем завинчивания или вывинчивания винтов 72.
Высота подъема лапок 8 регулируется винтами 10 с контргайками 9.
Регулировки в механизме выдавливателя материала. Величина выдавливания материала над игольной пластиной регулируется винтом 6 (см. рис. 3.27): если его завинчивать, то мостик /будет опускаться и материал будет выдавливаться на меньшую величину.
Время поворота выдавливателя 11 (рис. 3.31) регулируется поворотом махового колеса после ослабления винтов, крепящих его на главном валу 3.
3.7. Машина Cs-790
Машина Cs-790 кл. предназначена для выполнения строчкой однониточного цепного потайного стежка стегально-подшивочных работ при изготовлении платьев, костюмов и пальто (рис. 3.32).
Особенностью этой машины, отличающей ее от других машин для выполнения потайных строчек, является то, что в ней отсутствует поворотный мостик, вместо которого применена цилиндрическая платформа 1 (рис. 3.33). Для удобства выполнения стегальных операций машина снабжена откидным столиком 2. Для размещения материала под игольной пластиной работающий нажимает на правую педаль. При этом лапки 3 и выдавливатель поворачиваются по направлению к работающему.
Заправка игольной нитки. Нитку с бобины или катушки сверху налево вводят в нитенаправительное отверстие 11, против часовой стрелки проводят между шайбами регулятора натяжения 12, затем вперед в нитенаправительное отверстие 10 и в нитенаправительную трубку 8. Поворотом махового колеса игловодитель /устанавливают в крайнее левое положение и вводят нитку в нитенаправительное отверстие 6 прижимной пластины, затем снизу вверх — в ушко иглы 4. При обработке костюмных и пальтовых материалов нитку из нитенаправительного отверстия 10 рекомендуется вводить сначала в нитенаправительное отверстие 9, а затем как указано выше. Иглу 4 в игловодите-ле / закрепляют винтом через пластину 5 и устанавливают коротким желобком вверх.
Регулировки в механизме иглы. Положение иглы 1 (рис. 3.34) относительно стенок паза72 игольной пластины 22 регулируется перемещением игловодителя 2 вдоль оси вала 19 после ослабления болта 18.
Своевременность движения иглы 1 обеспечивается поворотом игловодителя 2 на валу 19 после ослабления болта 18.
Положение игольной пластины 22 по высоте должно быть таким, чтобы игла 1 отстояла от нижней стенки паза 12на 0,2...0,5 мм. При выполнении регулировки ослабляют винты 14 и игольную пластину 22 вместе с ее стойкой 13 перемещают вертикально.
Время подъема выдавливателя изменяют поворотом шестерни 2 после ослабления винтов 7.
Положение выдавливателя 77 в прорези игольной пластины регулируют поворотом вала 10 после ослабления винта 5 коромысла 6. Если выдавливатель надо сместить влево или вправо от работающего, то дополнительно ослабляют винты 8 кольца 9 и вал 10 перемещают вдоль его оси.
Положение выдавливателя 11 по высоте регулируют поворотом эксцентриковой втулки / после ослабления винта 4.
кл. фирмы «Паннония»
Ход иглы регулируется поворотом шарового эксцентрического пальца 15 в коромысле 7 / после ослабления стягивающего винта 16. Если центр пальца 75 повернуть ближе к оси вала 19, то ход иглы 7 увеличится.
Положение тормозной пластины 77 в прорези игольной пластины 22 регулируется осевым смещением держателя 6 после ослабления упорного винта 20 коромысла 4.
Глубина опускания тормозной пластины 77 в прорезь игольной пластины 22 регулируется винтом 9 после ослабления его контргайки 10. Если винт 9 завинчивать, то тормозная пластина будет опускаться на меньшую величину. Положение тормозной пластины 77 относительно стенок прорези игольной пластины 22 в небольших пределах можно регулировать поворотом тормозной пластины 77 после ослабления винта 8.
Давление тормозной пластины 77 на материал регулируется винтом 3. Если его ввинчивать в гайку 27, то пружина 23 будет растягиваться и давление увеличится.
Положение направляющей линейки / относительно среза подгибаемого материала регулируется ее перемещением поперек игольной пластины 22 после ослабления винта 5.
Регулировки в механизме петлителя. Положение петлителя 7 (рис. 3.35) относительно иглы регулируется его осевым смещением после ослабления винта 77. Петлитель / при своем крайнем переднем положении должен заходить за линию движения иглы на 6...6,5 мм. Чтобы петлитель 7 переместить вдоль игольной пластины на большую величину, отвинчивают гайку 3, ослабляют два стягивающих винта 8 и винт 5 и вынимают ось 6 из отверстий вилки 4 и муфты /. Затем вилку 4 поворачивают для совмещения с отверстием муфты / целое число раз. Если ее вывинчивать, то петлитель 7 будет перемещаться к работающему.
Положение петлителя 7 по высоте можно регулировать путем поворота эксцентрического вкладыша 9 после ослабления винта 10.
Положение петлителя 7 в направлении поперек игольной пластины можно регулировать осе
69
вым перемещением вкладыша 9 вместе с подвесным подшипником, стержнем 2 и петлителем 7 после ослабления винта 10.
Регулировки в механизме перемещения материала. Длина стежка регулируется нажатием на кнопку 4 (рис. 3.36) и поворотом махового колеса по ходу его вращения до тех пор, пока стержень кнопки 4 не войдет во впадину 5 регулируемого эксцентрика 3 (будет слышен глухой щелчок). Затем маховое колесо вращают по часовой стрелке до тех пор, пока снова не раздастся щелчок, означающий, что изменилась длина стежка. Таким образом, за один поворот главного вала вручную можно получить четыре длины стежка — от 3 до 7 мм. После установки соответствующей длины стежка кнопку 4 отпускают и она под действием своей пружины поднимается.
Глубину захвата материала рейкой 1 регулируют ее вертикальным перемещением относительно рычага 6 механизма перемещения материала после ослабления двух прижимных винтов 2.
Регулировки в механизме выдавливателя и лапок. Высоту выдавливания материала регулируют поворотом гайки 19 (рис. 3.37). Если ее завинчивать, то высота выдавливания материала уменьшится. Порядок выдавливания материала (при каждом проколе иглы, через один прокол, через два или через три прокола) регулируют нажатием на рукоятку 10 и ее поворотом по часовой стрелке или против нее в соответствии с делениями шкалы 11. При повороте рукоятки 10 палец 13 коромысла войдет в соответствутогцие пазы колодочки 12, а вилка 14 переместит ролик 3 относительно образующих поверхностей кулачков 7, 2, 15, 16. При соприкосновении ролика 3 с кулачком 2 выдавливание материала будет происходить при каждом проколе иглы, с кулачком 1 — через один прокол иглы, с кулачком 15 — через два прокола иглы, с кулачком 16 — через три прокола иглы. При прекращении давления на рукоятку 10 она под действием своей пружины должна подняться.
Своевременность выдавливания материала при каждом проколе иглы устанавливается поворотом главного вала после ослабления двух винтов 7 эксцентрика 6. В момент прокола материала иглой выдавливатель 34 должен начать их выдавливание в прорезь игольной пластины.
Своевременность выдавливания материала через один, два или три прокола иглы регулируется поворотом главного вала после ослабления двух винтов 9 зубчатого колеса 8.
Положение выдавливателя 34 относительно лапок 33, 35, а также в плоскости его колебаний регулируется перемещением выдавливателя 34 вдоль вала 36 после ослабления винта 31 или его поворота относительно вала 36.
Положение лапки 35 относительно выдавливателя 34 регулируется ее поворотом или перемещением вдоль вала 29 после ослабления винта 30.
Положение лапки 33 относительно выдавливателя 34 регулируется поворотом вала 32 после ослабления винта 40 коромысла 41.
Давление лапок 33, 35 на материал регулируется раздельно с помощью винтов 37, 38 благодаря изменению давления пружин 28, 39. При завинчивании винтов 37, 55 давление лапок будет возрастать.
Усилие нажатия ролика 3 на поверхности кулачков I, 2,15, /Урегулируется винтом 5 в результате изменения давления пружины 4. При завинчивании винта 5 усилие нажатия ролика 3 увеличится.
Давление коромысла 42 на палец рукоятки 19 регулируется винтом 18 путем изменения давления пружины 17. При завинчивании винта /Сдавление коромысла 42 будет увеличиваться.
Положение коромысла 22 ограничителя поворота на валу 25 регулируется перемещением или поворотом коромысла 22 на валу 25 после ослабления винта 23.
Глубина опускания лапок 33, 35и выдавливателя 34 для установки материала под игольную пластину регулируется винтом 21 после ослабления его контргайки. Если винт 21 вывинчивать, то лапки и выдавливатель будут опускаться на большую величину.
Угол поворота вала 25, коромысел 22, 20 регулируется винтом 24 после ослабления его контргайки. Если винт 24 завинчивать, то угол поворота вала 25 уменьшится.
Давление на правую педаль для перевода лапок и выдавливателя в нерабочее положение регулируется винтом 27 в результате изменения давления пружины 26.
При завинчивании винта 27 давление на педаль увеличивается.
3.8. Машина 51 кл. ЗАО «Завод Промшвеймаш»
Машина 51 кл. (ртге. 3.38) предназначена для стачивания срезов деталей изделий из трикотажа с одновременной обрезкой и обметыванием края.
На базе машины 51 кл. выпускается швейная машина 51-Акл., предназначенная для стачивания и обметывания края деталей различных швейных изделий и отличающаяся от базовой
отсутствием дифференциального механизма перемещения материала.
Заправка верхних и нижних ниток. Нитку иглы с бобины или катушки проводят сверху вниз через нитенаправительное отверстие 14 (рис. 3.39) пластины 13, далее снизу вверх через нитенаправительное отверстие 75, затем между шайбами 20
70
регулятора натяжения верхней нитки, через глазки 10, 11 сзади наперед над нитеподатчиком 12 и сверху вниз заводят за нитенаправительный крючок 8. Далее нитку проводят между шайбами /дополнительного регулятора натяжения, закрепленного на поводке игловодителя, справа заводят за нитенаправительный крючок 6 и вводят в направлении от работающего в ушко иглы 25.
Перед заправкой левого петлителя 29 крышки 35 и 37 откидывают. Нитку с бобины или катушки снизу вверх проводят через нитенаправительное отверстие 17 пластины 13 и сверху вниз через нитенаправительное отверстие 16. Затем нитку спереди вводят в ушко нитенаправителя 21, закрепленного на верхней головке шатуна 22 механизма иглы.
Далее нитку последовательно проводят через нитенаправительные отверстия 9, 5 скобы 24 и нитенаправителя 23, закрепленного на верхней головке шатуна 22, сверху вниз через отверстие 4 на крышке корпуса, вводят сзади в нитенаправительное отверстие 2 крышки 37, в отверстие разрезного нитенаправителя 1, проводят между шайбами 3 регулятора натяжения, между пластинчатыми пружинами 39 и вводят в нитенаправительную трубку 38. Поворотом махового колеса правый петлитель 26 переводят в крайнее левое положение и заводят нитку за нитенаправительный крючок 36, закрепленный на рычаге правого петлителя. Поворотом махового колеса левый петлитель 29 вновь переводят в крайнее левое положение и пинцетом заправляют нитку в его ушки.
Перед заправкой нитки правого петлителя 26 крышку 35 откидывают вперед. Нитку с бобины или катушки проводят снизу вверх через нитенаправительное отверстие 7<*? пластины 13 и сверху вниз вводят в нитенаправительное отверстие 19. Далее нитку пропускают в нитенаправительное отверстие 28 на пластине 27, вводят вперед в нитенаправительное отверстие 31, проводят между шайбами _?2 регулятора натяжения нитки и вводят в нитенаправительное отверстие 33. Затем нитку вводят в прорезь нитеподатчика 30, закрепленного на рычаге левого петлителя 29, заводят вниз под крючок проволочного нитенаправителя 34 и пинцетом последовательно вводят в два ушка правого петлителя 26.
Регулировки в механизме иглы. Высота подъема иглы относительно левого петлителя регулируется перемещением игловодителя 2 (рис. 3.40) по вертикали после ослабления винта 7.
Ход иглы регулируется перемещением пальца 5 внутри коромысла 3 после ослабления винта 4: при выдвигании пальца 5 ход иглы уменьшается.
При стачивании деталей из трикотажных полотен малой и средней поверхностной плотности ход иглы устанавливается равным 22...23 мм.
Ушко иглы должно опускаться ниже верхней плоскости игольной пластины на 10 мм.
Для образования петли около ушка игла должна переместиться из крайнего нижнего положе
ния вверх на 3 ...4,5 мм (в зависимости от поверхностной плотности стачиваемых материалов).
Регулировки в механизме петлителей. Положение носика левого петлителя 3 (рис. 3.41) относительно иглы регулируют его перемещением вдоль платформы машины после ослабления винта 5. При этом необходимо, чтобы в крайнем левом положении носик петлителя отстоял от иглы на 2...3,5 мм.
Зазор между левым петлителем 3 и иглой, который должен быть равен 0,05 мм, изменяют, ослабляя винт 5 и поворачивая петлитель 3 поперек платформы машины.
Положение носика правого петлителя (шири-теля) 4 относительно иглы регулируют перемещением петлителя вдоль платформы машины в пределах его овальной прорези после ослабления винта 2; при этом носик правого петлителя в своем крайнем левом положении должен заходить за линию движения иглы на 8...9,5 мм.
Ход петлителей регулируется перемещением оси шарового пальца 8 внутри плеча рычага 1 после ослабления винта 7: если переместить палец 8 ближе к оси валика 6, то ход петлителя 4 увеличится.
Регулировки в механизме перемещения материалов. Длина стежка, определяющая перемещения реек 11 (рис. 3.42) и 12, регулируется винтом 9после ослабления винта ползуна 8 механизма перемещения. При отворачивании винта 9 длина стежка увеличивается.
Высота подъема реек 11 и 12 регулируется их вертикальным перемещением относительно рычагов 3 и 13 в пределах овальных прорезей после ослабления винтов их крепления.
Величина, на которую перемещается задняя рейка 12, регулируется поворотом сектора 15 при нажатии на его заднее плечо и повороте по часовой стрелке. При этом зубчики сектора 15 выводятся из зацепления с зубчиками сектора 2. Затем рычаг 1 поворачивается на винте 14. При повороте рычага 1 по часовой стрелке величина перемещения рейки 12 уменьшается.
Положение реек 11 и 12 в прорезях игольной пластины регулируется поворотом вала 10 после ослабления винта 4 коромысла 7, если рейки необходимо переместить поперек платформы. Если требуется переместить рейки вдоль платформы, то кроме винта 4 ослабляют упорные винты двух втулок 6 и вал 10 вместе с осью 5 и втулками 6 перемещают вдоль платформы.
Регулировки в механизме ножей. Ширина шва регулируется перемещением ножей вдоль платформы. Для этого ослабляют винт 8 (рис. 3.43) пластины 7, которую передвигают вправо. Если ширину шва надо увеличить, то вывинчивают левый винт 12 зажима нижнего ножа, ослабляют винт 10 и винтом 11 смещают колодочку 9 вправо. Одновременно перемещают палец 6 (рис. 3.44) после ослабления винта 7.
71
Высота подъема верхнего ножа 5 (см. рис. 3.43) относительно нижнего ножа 4 регулируется перемещением ножа 5 по вертикали после ослабления винта 2. При этом режущая кромка верхнего ножа при крайнем нижнем положении должна быть ниже кромки нижнего ножа не менее чем на 1 мм.
Положение нижнего ножа 4 по высоте регулируют, ослабляя гайку 6 и перемещая нож 4 в пазу колодки 9, причем поверхность его режущей кромки должна совпадать с поверхностью игольной пластины.
Угол наклона верхнего ножа 5 относительно нижнего ножа 4 регулируют поворотом державки 3 вокруг ее оси после ослабления винта 1. Режущая кромка верхнего ножа должна составлять с режущей кромкой нижнего ножа угол 15...20°.
Регулировки в механизме лапки. Давление лапки на материал регулируют винтом 7 (см. рис. 3.44).
Положение лапки 8 относительно рейки меняют, перемещая лапку вдоль платформы машины после ослабления винта 4.
Положение пальца 6 относительно иглы регулируется его перемещением в пазу лапки в пределах его овальной прорези после ослабления винта 7.
Высота подъема лапки рукой над игольной пластиной регулируется поворотом шпильки 2 после ослабления гайки 3. При повороте шпильки эксцентриковой поверхностью вниз высота подъема лапки увеличивается.
Высота подъема лапки при нажатии на педаль регулируется поворотом винта 11 после ослабления его контргайки. При заворачивании винта подъем лапки уменьшается.
Давление направителя 5 цепочки меняют, перемещая направитель 10 по вертикали после ослабления винта 9.
3.9. Машина конструктивно-унифицированного ряда 51 кл. ЗАО «Ростовский-на-Дону завод «Агат»
Швейная машина КУР-51 кл. предназначена ддя стачивания деталей двухниточной строчкой цепного переплетения с одновременным обметыванием срезов трехниточной обметочной строчкой цепного переплетения.
Машина (рис. 3.45) пятиниточная, имеет две иглы и три петлителя. Дифференциальный реечный механизм перемещения материала состоит из двух реек. Передняя дифференциальная рейка может выполнять посадку и растяжение материала. В машине применяется электромагнитное устройство для обрезки цепочек ниток после выхода материала из-под лапки. Машина имеет автоматическую централизованную систему смазки, функционирующую от шестеренного насоса.
Заправка верхних и нижних ниток. Нитку обметочной иглы 35 (рис. 3.46) с бобины /проводят сверху вниз в отверстие нитенаправительного рычага 23, через два отверстия нитенаправителя 18, вводят в нитенаправительную втулку 25, проводят между шайбами регулятора натяжения 15 и справа налево заводят под щиток, закрывающий механизм иглы. Далее нитку вводят в два отверстия нитенаправителя 14, сверху вниз подводят под пластину 13 дополнительного регулятора натяжения ниток и в направлении от работающего заправляют в ушко иглы 35.
Иглы устанавливают длинными желобками к работающему.
Нитку стачивающей иглы 10 с бобины // проводят сверху вперед через отверстия рычагов 21 и 20, заправляют сверху вниз последовательно в два отверстия нитенаправителя 18, вводят в нитенаправительное отверстие 17, проводят между шайбами 19 регулятора натяжения, затем вперед и вниз через нитенаправительное отверстие в пластине
опоры регулятора натяжения, справа налево вводят в нитенаправительное отверстие 33, заводят за петлю проволочного нитенаправителя 34, затем сверху вниз проводят в нитенаправительные отверстия 12, 77 и в направлении от работающего заправляют в ушко иглы 10.
Нитку правого петлителя 38 с бобины III проводят сзаду наперед через отверстия рычагов 22 и 24, заводят в два отверстия нитенаправителя 18, сверху вниз проводят через нитенаправительную втулку 26, вводят в нитенаправительное отверстие 28, проводят между шайбами 16 регулятора натяжения и выводят в нитенаправительное отверстие 32. Затем нитку проводят через нитенаправительную втулку 37, через отверстие нитенаправителя 40, справа налево через дальнее отверстие 42 нитенаправителя и отверстие 43 нитеподатчика и спереди вводят в отверстие нитенаправителя 41. Поворотом махового колеса правый петлитель 38 устанавливают в крайнее правое положение и с помощью пинцета заправляют нитку в два его отверстия.
Нитку левого петлителя 45 с бобины IV проводят через отверстия рычага 24, нитенаправителя 18, сверху вниз в нитенаправительную втулку 27, в нитенаправительное отверстие 29, между шайбами 30 регулятора натяжения, вводят в нитенаправительное отверстие 31, затем в нитенаправительную втулку 36, в отверстие нитенаправителя 39 и снизу вверх в отверстия 42, 43, в отверстие нитеподатчика, закрепленного на рычаге левого петлителя. Поворотом махового колеса левый петлитель 45 устанавливают в крайнее левое положение и с помощью пинцета заправляют нитку в три его отверстия.
Нитку стачивающего петлителя 44 с бобины V проводят через отверстия рычага 20, нитенаправите-
72
ля 18, с помощью проволочного нитепродергивателя заправляют справа налево в трубку 9, в нитенаправительное отверстие 8, проводят между шайбами 7 регулятора натяжения и вводят в ните направительное отверстие справа от шайб. Далее нитку подводят вперед под правую ветвь 6 и поверх нитеподатчика 5, проводят через два отверстия 4 и 3 передней ветви нитенаправителя, слева направо заводят в два отверстия 2, 1 пластинчатого нитенаправителя. Поворотом махового колеса стачивающий петлитель 44 ставят в крайнее левое положение и с помощью пинпета заправляют нитку в два его отверстия.
Регулировки в механизме игл. Иглы 1 (рис. 3.47), 2 в иглодержателе 4 закрепляют винтами 3 и устанавливают длинными желобками без бугорков в направлении к работающему. Высота игл 1, 2 относительно носиков обметочных и стачивающего петлителей регулируется поворотом игольного вала 6, коромысла 5 после ослабления стягивающего болта 8 коромысла 7. Иглы по высоте установлены правильно, если при их крайнем верхнем положении расстояние между обметочной иглой 7 и верхней поверхностью игольной пластины 10 мм.
Регулировки в механизме левого петлителя. Положение левого петлителя 3 (рис. 3.48) по высоте, угол его наклона относительно линии движения и зазор между петлителем и иглой регулируются вертикальным смещением петлителя 3 или его поворотом после ослабления упорного винта 18 в держателе 7. При выполнении данных регулировок устанавливают расстояние от центра вала 19 до носика петлителя 5 равным 66,5 мм (рис. 3.49, а). Далее поворотом петлителя смещают пяточку до острия носика на 2 мм. Одновременно проверяют зазор между носиком петлителя и иглой, который должен быть равен 0,05 ...0,1 мм (рис. 3.49, б). Если этот зазор нельзя получить поворотом петлителя 3 (см. рис. 3.48), то ослабляют стягивающий винт 2и держатель 1 перемещают вдоль оси вала 19.
Своевременность подхода петлителя 3 к обметочной игле обеспечивается поворотом держателя 1 на валу 19 после ослабления винта 2. Для выполнения данной регулировки поворотом махового колеса устанавливают иглы в крайнее нижнее положение. В этот момент носик петлителя должен отстоять от линии движения обметочной иглы на 6 мм (см. рис. 3.49, 6).
Можно регулировать ход левого петлителя 3 (см. рис. 3.48) одновременно с регулировкой хода стачивающего петлителя 21 путем перемещения шарового пальца 16 внутри коромысла 75 после ослабления винта 77. Если палец 16 приближать к оси вала 19, то ход петлителей увеличится.
Регулировки в механизме правого петлителя. Зазор между правым петлителем 6 (рис. 3.50) и левым петлителем, а также положение его носика относительно верхней поверхности игольной пластины регулируют осевым перемещением держателя 9 или его поворотом после ослабления вин
та 7. При установлении зазора, который должен быть равен 0,1 мм (рис. 3.49, в), держатель 9 (см. рис. 3.50) перемещают вдоль его оси. Чтобы изменить положение держателя 9, поворачивают его вокруг оси так, чтобы носик петлителя находился на расстоянии 11 мм от верхней поверхности игольной пластины (см. рис. 3.49, в). Эту же регулировку можно выполнить поворотом коромысла 3 (см. рис. 3.50) на валу 2 после ослабления винта 7.
Своевременность подачи нитки правым петлителем 6 обметочной игле устанавливается осевым перемещением петлителя после ослабления винта 8 в держателе 9 или продольным смещением опоры 5 после ослабления винтов 4. При выполнении данной регулировки следует достичь того, чтобы носик правого петлителя 6 в своем крайнем левом положении заходил за линию движения обметочной иглы на 4 мм (см. рис. 3.49, в).
Изменение подачи нитки правому петлителю 6 (см. рис. 3.50) регулируется продольным смещением нитеподатчика 10 после ослабления винта 77.
Регулировки в механизме стачивающего петлителя. Положение стачивающего петлителя 27 (см. рис. 3.48) по высоте, угол его наклона к линии движения поперек строчки, а также зазор между иглой и носиком петлителя регулируют вертикальным перемещением или поворотом петлителя после ослабления винта 20. В ходе выполнения комплекса регулировок вначале устанавливают радиус перемещения петлителя равным 61,6 мм, затем смещают петлитель к линии его движения на 1,5 мм (рис. 3.49, г) и делают зазор между носиком петлителя и иглой равным 0,05...0,1 мм (рис. 3.49, д). Своевременность подхода стачивающего петлителя 27 (см. рис. 3.48) к игле обеспечивают поворотом держателя 5 относительно вала 23 после ослабления винта 4. Стачивающий петлитель 27 в своем крайнем левом положении должен заходить за линию движения стачивающей иглы на 2,5 мм (рис. 3.49, е).
Ход стачивающего петлителя 27 (см. рис. 3.48) вдоль строчки регулируют поворотом пальца 77 внутри отверстий коромысла 72 после ослабления винта 10. Если участок пальца 77, имеющий эксцентрическую поверхность, вместе с ползуном 13 переместить ближе к оси вала 23, то ход петлителя увеличится.
Своевременность продольных перемещений стачивающего петлителя 27 устанавливают поворотом главного вала 24 после ослабления двух винтов 14 эксцентрика 22.
Регулировка нитеподатчика стачивающего петлителя. Своевременность подачи нитки стачивающему петлителю 27 устанавливают поворотом нитеподатчика 8 на главном валу 24 после ослабления винтов 9. При выполнении данной регулировки необходимо добиться того, чтобы передний срез кулачковой поверхности нитеподатчика 8 в тот момент, когда его радиусная часть находится внизу, совпал с верхней левой плоскостью нитенаправительной скобы 6 при крайнем верхнем по
73
ложении игл. Положение нитенаправительной скобы 6 в горизонтальном направлении регулируется ее перемещением после ослабления винта 7.
Регулировки в механизме перемещения материала. Длину стежка основной рейки 31 (рис. 3.51) и дифференциальной рейки 32 регулируют нажатием на кнопку 7и поворотом главного вала 34. Главный вал поворачивают до тех пор, пока лезвие кнопки 7 не войдет в паз 11 корпуса эксцентрика 10, который от этого остановится. Поворачивая маховое колесо 1 и ориентируясь на его деления, устанавливают необходимую длину стежка относительно метки на корпусе машины. При повороте главного вала 34 и махового колеса 1 ведущий эксцентрик 9 будет поворачиваться относительно неподвижного эксцентрика 10 и ползун эксцентрика 9 сместится вдоль паза корпуса 8. Эксцентриситет между центрами главного вала 34 и эксцентрика 9 при этом изменится соответственно длине стежка.
Величина перемещения дифференциальной рейки 32 регулируется поворотом рычага 2относительно градуированной шкалы 4 после ослабления гайки 5. Перед выполнением регулировки рычаг 2 нужно отпереть, повернув рукоятку 14, вал 75 и зубчатое колесо 16 против часовой стрелки. При этом выступ сектора 7 7 выйдет из впадины 3 рычага 2 и его можно будет повернуть. При повороте рычага 2 по часовой стрелке коромысло 36 повернется в том же направлении, звено 35 вместе с ползуном 27 поднимется. Ползун 27 переместится вдоль коромысла 20, и величина перемещений дифференциальной рейки 32 возрастет. Новое положение рычага 2 фиксируется гайкой 5. Рычаг 2 ч'ерсз отверстие 6 можно подключить к педали машины, т. е. изменение длины стежка можно осуществить нажатием на педаль, изменяя положение рычага 2.
Высота подъема дифференциальной рейки 32 регулируется ее вертикальным перемещением после ослабления винта 33. Высота подъема основной рейки 31 регулируется после ослабления винта ее крепления к рычагу 29. Горизонтальность зубцов реек 32, 31 регулируется поворотом эксцентрической оси 23 после ослабления винта 22 в результате вертикального перемещения задних плеч рычагов 29, 30 м соответственно реек 31, 32.
Положение зубчиков реек 31, 32 относительно оси главного вала 34 в поперечном направлении регулируется поворотом вала 18 после ослабления болта 72 коромысла 13. Эту регулировку можно осуществить для каждой рейки в отдельности: поворотом коромысла 20 после ослабления винта 19 или поворотом коромысла 27 после ослабления винта 24. Кроме того, небольшим сдвигом коромысел 20, 27 вдоль оси вала 18 после ослабления винтов их крепления можно изменить положение реек 32, 31 в направлении оси главного вала 34.
Величина перемещений основной рейки 31 может быть отрегулирована отдельно путем перемещения винтовой шпильки 26 вместе с головкой
шатуна 25 по прорези коромысла 27 после ослабления гайки 28. Если винтовую шпильку 26 перемещать вверх от оси вала 18, то величина перемещений основной рейки 31 увеличится благодаря увеличению перемещений шатуна 25.
Регулировка в узле лапки. Чтобы установить лапку 7 (рис. 3.52) в рабочее положение, рычаг 5 поворачивают против часовой стрелки, отчего упор 4, поднимаясь, нажимает на вилку 9 и она поднимается. Рычаг 2 поворачивают на оси 3 против часовой стрелки до соприкосновения с правым рожком вилки 9. Затем рычаг 5 поворачивают по часовой стрелке и пружины 7, 8 опускают упор 4 и вилку 9, которая своими рожками фиксирует рычаг 2 и лапку 7 в рабочем положении.
Давление лапки на материал регулируется винтом 6 в результате деформации пружины 8. Высота подъема рычага 10 и ножного подъема лапки 7 регулируется винтом 77. Если его завинчивать, то рычаг 10 будет подниматься на меньшую величину, так как величина перемещений рычага 10 уменьшится.
Положение лапки 7 относительно реек регулируется ее перемещением вдоль цилиндрической поверхности рычага 2 после ослабления болта 72.
Регулировки в механизме ножей. Нижний нож 28 (рис. 3.53) устанавливают на уровне верхней поверхности игольной пластины после ослабления болта 25 прижимной пластины 24 путем его перемещения вдоль паза держателя 26.
Высота верхнего ножа 10 регулируется поворотом коромысла 5 после ослабления болта 7 коромысла 6. При крайнем нижнем положении верхнего ножа 10 его режущая грань должна опускаться ниже режущей грани нижнего ножа 28на 1,5... 2 мм.
Прижим верхнего ножа 10 к нижнему ножу 28 регулируется его перемещением вдоль паза держателя 8 после ослабления болта 9. Давление нижнего ножа 28 на верхний нож 10 регулируется винтом 7 после ослабления его контргайки.
Если винт 7 завинчивать в колодочку 2, то давление ножа 28 увеличится.
Ширину обметочного шва регулируют перемещением ножей 10 м 28 относительно линии движения обметочной иглы. Если ширину обметочного шва нужно увеличить, то ослабляют болт 9 и винт 23, а держатели 8, 26 вместе с цилиндром 4 перемещают вправо.
Параллельность предохранителей 13, 21, 22 линии движения игл 77, 72 регулируется их поворотом вместе с осями 7 7, 20 после ослабления винтов 75, 16.
Положение предохранителей 13, 21, 22 по высоте регулируют их вертикальным перемещением после ослабления винтов 18, 19, а предохранителя 73 — отдельно после ослабления винтов его крепления 14.
Зазор между предохранителями 13, 3 регулируется горизонтальным перемещением предохранителя 3 после ослабления винта 27.
74
3.10. Машина 8515/700 кл. фирмы «Алтин»
Машина 8515/700 кл. предназначена для стачивания двухниточной строчкой цепного переплетения с одновременным обметыванием трехниточной обметочной строчкой цепного переплетения деталей женских платьев и детской верхней одежды. Машина (рис. 3.54) пятиниточная, имеет две иглы и три петлителя, дифференциальный механизм перемещения материала, причем передняя дифференциальная рейка может выполнять посадку или растяжение материала. Машина имеет автоматическую систему смазки всех механизмов и охлаждения масляного картера.
Заправка верхних и нижних ниток. Для заправки нитки в обметывающую иглу 6 (рис. 3.55) нитку сверху вниз вводят в трубчатый нитенаправи-тель 19, по часовой стрелке проводят между шайбами регулятора натяжения 18, справа налево вводят в нитенаправитель 17, далее в нижние нитенаправительные отверстия угольников 13, 12, в верхние нитенаправительные отверстия стойки 10 и направителя 8, сверху вниз в правое нитенаправительное отверстие на иглодержателе 7 и в направлении от работающего — в ушко обметочной иглы 6. Иглы 5 и 6 устанавливают длинными желобками к работающему.
Для заправки нитки в стачивающую иглу 5 нитку сверху вниз вводят в трубчатый нитенаправитель 16, по часовой стрелке проводят между шайбами регулятора натяжения 15, справа налево вводят в нитенаправитель 14, далее в верхние отверстия нитенаправителей угольников 13, 12, заводят с передней стороны нитепритягивательной пружины 11, вводят в нижнее нитенаправительное отверстие стойки 9 и снизу вверх заводят за крючок нитеподатчика, закрепленного на рычаге ножа, проводят через нижнее нитенаправительное отверстие направителя 8, сверху вниз заправляют в левое нитенаправительное отверстие на иглодержателе 7, затем в направлении от работающего вводят в ушко стачивающей иглы 5.
Перед заправкой петлителей откидной щиток 30 перемещают вправо и поворачивают вперед, к работающему.
Нитку, предназначенную для левого петлителя 38, вводят в нитенаправительную трубку 25, по часовой стрелке проводят между шайбами регулятора натяжения 24, ведут справа налево вниз, вводят в нитенаправитель 23, в среднее нитенаправительное отверстие направителя 29, далее в среднее нитенаправительное отверстие нитенаправителя 31, в нижнее нитенаправительное отверстие направителя 32, спереди назад в левое ушко нитенаправительной вилки 34, в левую прорезь нитенаправителя 33, в левое ушко нитенаправительной вилки 36, снизу вверх в нитенаправительиое отверстие направителя 37. Поворотом махового колеса 28 левый петлитель 38 ставят в крайнее пра
вое положение и пинцетом сзаду наперед проводят нитку сначала в левое отверстие, а затем спереди назад — в правое.
Нитку для правого петлителя 4 сверху вниз вводят в нитенаправительную трубку 22, против часовой стрелки проводят между шайбами регулятора натяжения 20, вводят в нитенаправительное отверстие направителя 21, сверху вниз направо заправляют в верхние нитенаправительные отверстия направителей 29, 31, 32, вводят в правое нитенаправительное отверстие вилки 34, проводят вверх в нитенаправительное отверстие направителя 35. Поворотом махового колеса 28правый петлитель 4 переводят в крайнее левое положение и пинцетом заправляют нитку в два его отверстия.
Нитку для стачивающего петлителя 39 проводят сверху в трубчатый нитенаправитель 26, против часовой стрелки между шайбами регулятора натяжения 27, вниз налево через нижние нитенаправительные отверстия направителей 29, 31, ни-тепродергивателем справа налево протаскивают через нитенаправительную трубку 41, заправляют под два крючковых нитенаправителя 2 и нитенаправительную скобу 3 поверх нитеподатчика 1, слева направо вводят в два отверстия нитенаправителя, закрепленного на корпусе машины, и в провод очный направитель 40. Поворотом махового колеса стачивающий петлитель 39 переводят в крайнее левое положение и пинцетом слева направо вводят нитку в левое отверстие, затем в направлении от работающего — в правое отверстие.
Регулировки в механизме игл. Высоту игл относительно носиков петлителей регулируют поворотом кривошипа 3 (рис. 3.56) вместе с валом 4 после ослабления винта 5 коромысла 6. При выполнении данной регулировки стачивающую 2 и обметочную 1 иглы поворотом махового колеса устанавливают в крайнее верхнее положение. При этом расстояние от острия обметочной иглы 1 до верхней поверхности игольной пластины должно быть равно 10 мм (рис. 3.57, а).
Положение предохранителей 7 (см. рис. 3.56) и 9 относительно линии движения обметочной иглы 1 регулируют их совместным перемещением после ослабления болтов 12.
Зазор между предохранителями 7и 9, который должен быть равен 0,1 ...0,2 мм, регулируют перемещением предохранителя 7 в пределах его овальной прорези после ослабления винта 10.
Положение предохранителя 8 относительно стачивающей иглы 2 регулируют его горизонтальным перемещением после ослабления винтов 77.
Регулировки в механизме левого петлителя. Положение носика левого петлителя 7 (рис. 3.58) относительно оси вала 5 регулируют вертикальным перемещением левого петлителя 7 после ослабления винта 2. При выполнении данной регулировки
75
расстояние от центра вала 5 до носика левого петлителя 1 должно быть 62,8 мм (рис. 3.57, б).
Угол наклона петлителя к линии его движения, который должен быть равен 4°45', регулируется поворотом петлителя 1 (см. рис. 3.58) после ослабления винта 2.
Своевременность подхода левого петлителя 1 к игле достигается поворотом держателя 3 на валу 5 после ослабления болта 4. Левый петлитель 7 в своем крайнем левом положении должен отстоять от линии движения иглы на 1,8 мм (см. рис. 3.57, б).
Регулировки в механизме правого петлителя. Положение правого петлителя 6 (рис. 3.59) по высоте относительно игольной пластины регулируют его вертикальным перемещением после ослабления винта 7 в держателе 8. Правый петлитель 6 в своем крайнем левом положении должен подниматься над игольной пластиной на 10 мм (рис. 3.57, в).
Зазор между правым петлителем 6 (см. рис. 3.59) и левым петлителем регулируют поворотом петлителя 6 после ослабления винта 7. Правый петлитель 6 должен захватывать петлю левого петлителя сразу за его ушком при расстоянии между ушками петлителя 0,1 ...0,05 мм и не отгибать обметочную иглу.
Положение правого петлителя 6 относительно обметочной иглы регулируется поворотом коромысла 2 после ослабления винта 12. При выполнении данной регулировки поворотом махового колеса правый петлитель 6 ставят в крайнее левое положение. Его носик в зависимости от вида обрабатываемых материалов должен заходить за линию движения иглы на 2,5... 4 мм (рис. 3.57, г).
Подача ниток правому петлителю 6 (см. рис. 3.59) и левому петлителю регулируется поворотом нитеподатчика 10 на валу 11 после ослабления винта 7. Расстояние от верхней точки левой прорези нитеподатчика 10 до центра нитенаправительных отверстий угольника 9 в момент, когда нитеподатчик 10 находится в крайнем нижнем положении, должно быть равно 13 мм. Если это расстояние увеличить, то подача ниток петлителям возрастет. Соотношение длины ниток, подаваемых левому и правому петлителям, регулируется поворотом нитенаправителя 3 относительно звена 5 после ослабления винта 4. При перемещении нитенаправителя 3 вниз увеличивается подача нитки левому петлителю.
Регулировки в механизме стачивающего петлителя и нитеподатчика. Положение носика стачивающего петлителя 5 (рис. 3.60) относительно центра вала 9 регулируют вертикальным перемещением стачивающего петлителя 5 после ослабления винта 6. При выполнении данной регулировки следует добиться, чтобы расстояние от центра вала 9 до носика петлителя было 66,3 мм (рис. 3.57, д).
Угол наклона носика петлителя 5 (см. рис. 3.60) регулируют его поворотом после ослабления вин-76
та 6 в держателе 7. Угол наклона носика петлителя 5 к линии его движения должен быть равен 5° (см. рис. 3.57, д).
Своевременность подхода петлителя 5 (см. рис. 3.60) к стачивающей игле обеспечивается поворотом держателя 7 на валу 9 после ослабления болта 8.
Стачивающий петлитель 5 в своем крайнем левом положении должен отстоять от линии движения стачивающей иглы на 1,8 мм (см. рис. 3.57, б).
Своевременность подачи нитки стачивающему петлителю 5 (см. рис. 3.60) обеспечивается поворотом нитеподатчика 2 на главном валу 4 после ослабления двух упорных винтов 3.
Длину подаваемой нитки регулируют перемещением нитенаправительной скобы 1 поперек оси главного вала 4 после ослабления двух прижимных винтов 10. Если нитенаправительную скобу перемещать от работающего, то длина подаваемой нитеподатчиком 2 стачивающему петлителю 5 нитки будет больше.
Регулировки в механизме перемещения материала. Высоту подъема дифференциальной рейки 2 (рис. 3.61) регулируют ее вертикальным перемещением в пазу рычага 21 после ослабления винта 3. Зубцы дифференциальной рейки 2 должны выступать над уровнем игольной пластины на 1 мм.
Высоту подъема основной рейки 1 над уровнем игольной пластины регулируют ее вертикальным перемещением в пазу рычага 20 после ослабления винта 4.
Длина стежка дифференциальной рейки 2 регулируется нажатием на кнопку 7 и поворотом махового колеса до входа лезвия кнопки 7 в паз 14 диска 8. При дальнейшем повороте главного вала относительно неподвижного диска 8, в кулачковый паз которого вставлен палец 9 ползуна 10, последний получает продольное перемещение в пазу корпуса 13, эксцентриситет между центрами главного вала 72 и эксцентриком 77 меняется, соответственно изменяется длина стежка. При повороте главного вала против часовой стрелки (по ходу вращения) длина стежка будет уменьшаться.
Длина стежка основной рейки 7 регулируется нажатием на кнопку 6 и поворотом главного вала до ее входа в паз 5 диска 75. Далее регулировка выполняется так же, как для изменения длины стежка дифференциальной рейки 2.
Положение дифференциальной рейки 2 в прорезях игольной пластины регулируется поворотом коромысла 16 на валу механизма перемещения после ослабления болта 77.
Горизонтальность зубцов реек 7, 2 регулируется поворотом эксцентрической шпильки 19 после ослабления винта 18.
Регулировки в узле лапки. Лапку 10 (рис. 3.62) приводят в рабочее положение поворотом рычага 13 против часовой стрелки (при этом иглы должны находиться в крайнем верхнем положении).
Предварительно рычаг 14 нужно повернуть против часовой стрелки. При повороте рычага 13 следят за тем, чтобы коромысло 6 вошло в паз 8 для обеспечения возможности ножного подъема лапки. Затем рычаг 14 поворачивают по часовой стрелке, пружина 5 нажимает на муфту 4 и она вместе с пальцем 3 и вилкой 2 опускается. Вилка 2 охватывает верхнюю поверхность рычага 13 и фиксирует его вместе с лапкой 10 в рабочем положении.
Давление лапки 10 на материал регулируется винтом 18 благодаря деформации пружины 20. Положение лапки 10 в продольном направлении относительно реек регулируется ее смешением вместе с рычагом 13 после ослабления винтов 9, 7.
Высота ножного подъема лапки /Урегулируется винтом 16 после ослабления его контргайки 17. Если винт 16 завинчивать, то лапка 10 будет подниматься на большую высоту в результате увеличения перемещения рычага 15, причем высота ее подъема ограничена роликом 7. Угол поворота рычага 15 по часовой стрелке регулируется винтом 19 после ослабления его контргайки.
Если винт 19 вывинчивать, то угол поворота уменьшится.
Положение прижимной пластины 11 относительно кромки нижнего ножа регулируется ее перемещением поперек лапки 10 после ослабления винта 12.
Регулировки в механизме ножей. Установку ножей начинают с нижнего ножа 16(рис. 3.63), который вставляют снизу в паз колодочки 4 и закрепляют винтом 6, причем режущая грань нижнего
ножа 16 при этом должна быть на уровне верхней поверхности игольной пластины.
Верхний нож 7 7 устанавливают в держателе 18 сверху и закрепляют его винтом 20. Режущая грань верхнего ножа 17 в своем крайнем нижнем положении должна опускаться ниже режущей грани нижнего ножа 16 на 1... 1,5 мм. Предварительно верхний нож 77 по высоте устанавливается поворотом коромысла 7 и вала 8 после ослабления болта 9 коромысла 10. При этой установке центр держателя 18 при крайнем верхнем положении ножа 77 должен отстоять на 27,5 мм от верхней поверхности игольной пластины.
Ширина обметочного шва регулируется перемещением ножей относительно линии движения обметочной иглы. Например, чтобы увеличить ширину обметочного шва, ослабляют винты 19, 15, и колодочка 4 под действием пружины 5 перемещается вправо вместе с ножами 16, 17. При изменении ширины обметочного шва следует отрегулировать положение откидного щитка 7 и его пластины 3 для отвода обрези. В этих целях ослабляют контргайку 72 и завинчивают винт 13, уменьшая перемещения оси 77 и щитка 7 влево.
Давление пружины 5 на колодочку 4 регулируется винтом 14. Если его завинчивать, то давление пружины ^.увеличится. Откидной щиток 7 запирается поперечным перемещением пластины 3 после ослабления винтов 2. Нижняя левая кромка пластины 3 должна заходить за заднюю торцевую поверхность колодочки 4.
Оо
Рис. 3.1
Рис. 3 з
Рис. 3.4
80
6 В. Я. Франц
81
Рис. 3.6
ОС ьэ
Рис. 3.7
0,1 ...0,15
Рис. 3.8
Рис. 3.9
5
6
7
8
21
13
14
15
16
рис- З-10
рис. ЗЛ1
84
3
Рис. 3.13
2-
Рис. 3.14
ос о
Рис. 3.15
Рис. 3.17
Рис. 3.18
87
13
14
15
16
17
Рис. 3.19
Рис. 3.20
Рис. 3.21
88
0,1...0,15
Рис. 3.22
Рис. 3.24
Рис. 3.25
89
Pi к. з 26
91
Рис. 3.29
92
93
Рис. 3.32
12
Рис. 3.33
95
96
В. Я. Франц
KD OO
Рис. 3.38
14
15
16
17
99
Рис. 3.43
Рис. 3.44
100
о
Рис. 3.45
20
21
22
23
24
102
Рис. 3.47
Рис. 3.48
Рис. 3.49
103
Рис. 3.51
6 1
Рис. 3.55
Рис. 3.56
Рис. 3.57
108
Рис. 3.58
Рис. 3.59
109
Рис. 3.60
Рис. 3.61
ПО
15
Рис. 3.63
111
ГЛАВА 4
ШВЕЙНЫЕ МАШИНЫ ПОЛУАВТОМАТИЧЕСКОГО ДЕЙСТВИЯ
4.1. Полуавтомат 570 кл. ЗАО «Завод Промшвеймаш»
Полуавтомат 570 кл. (рис. 4.1) предназначен для обтачивания деталей сложной конфигурации мужского костюма строчкой двухниточного челночного стежка.
Стачивание деталей и их удаление из зоны обработки осуществляются автоматически. Детали закладываются в съемную двухпозиционную кассету по ходу работы полуавтомата. После стачивания они остаются соединенными в цепочку, которую затем разрезают.
Рабочие органы полуавтомата: игла, совершающая возвратно-поступательные движения в вертикальной плоскости и качательные движения в направлении подачи; нитепритягиватель шарнирного типа; ротационный челнок с горизонтальной осью вращения; двухпозиционная кассета для подачи материала, совершающая непрерывные движения в одном направлении (без закрепок); ролик для прижима материала; верхний подвижной и нижний неподвижный ножи, осуществляющие обрезку края материала.
Заправка верхних и нижних ниток. Для заправки верхней нитки (рис. 4.2) поворачивают маховик так, чтобы рычаг нитепритягивателя был в крайнем верхнем положении. Нитку с бобины, надетой на шпульную стойку, проводят к игле в такой последовательности: в отверстия нитенапра-вителя 9 на рукаве машины, начиная с верхнего; вниз через регулятор натяжения между шайбами 7 справа налево; вверх через нитепритягнвательную пружину 6; вниз под проволочный нитенаправи-тель 5; вверх справа налево через ушко рычага нитепритягивателя 8; вниз по нитенаправителю 4; вниз по канавке 5; через нитенаправитель на иг-ловодителе 2; слева направо через ушко иглы 1.
Иглу вставляют в игловодитель коротким желобком в сторону основания головки (направо, к челноку).
Нижнюю нитку заправляют так же, как и в машине 1022-М кл.
Регулировки в механизме иглы. Положение иглы 1 (рис. 4.3) по высоте относительно носика челнока регулируют вертикальным перемещени
ем игловодителя 2 после ослабления стягивающего винта 3 в поводке 4.
Величину отклонения иглы вдоль линии строчки регулируют перемещением ползуна 8 в пазу корпуса 9 после ослабления прижимного винта. При перемещении ползуна 8 меняется эксцентриситет между его пальцем и центром верхнего вала 6.
Чем больше будет эксцентриситет, тем на большую величину начнет перемещаться игла 1 вдоль линии строчки.
Своевременность отклонении иглы 1 вдоль линии строчки устанавливают поворотом эксцентрика на верхнем валу 6 после ослабления двух упорных винтов 5. Игла 1 должна отклоняться внизу и транспортировать материал влево от работающего.
Регулировки в механизме челнока. Для обеспечения захвата петли-напуска носиком 5 (рис. 4.4) челнока 3 и исключения возможности пропусков стежков челнок 3 по отношению к игле 4 должен быть установлен так, чтобы в крайнем нижнем положении иглы его носик был расположен под углом 50° к вертикальной оси иглы.
В момент захвата петли, когда игла 4 поднимется из крайнего нижнего положения приблизительно на 2 мм, середина ее ушка должна не доходить до острия носика 5челнока 3на 1,5...2 мм. Носик челнока 3 в это время находится на оси иглы 4.
Регулировка производится поворотом челнока 3 на челночном валу 1 после ослабления двух винтов 2.
Кроме того, носик челнока в момент захвата петли должен проходить сбоку от иглы с наименьшим зазором (0,05... 0,1 мм), что достигается соответствующей установкой челнока на валу в осевом направлении. После окончания регулировки все винты должны быть надежно завернуты.
Регулировки в механизме ножей. Положение подвижного ножа 1 (рис. 4.5) по высоте относительно режущей грани неподвижного ножа 3 регулируется его вертикальным перемещением после ослабления двух винтов 5. При выполнении данной регулировки нож 1 поворотом махового колеса устанавливают в крайнее нижнее положение.
112
Его режущая грань должна опускаться ниже режущей грани ножа 3 на 1... 1,5 мм. Чтобы снять подвижной нож / для его заточки, ослабляют винты 5. Нож 1 вынимают из паза держателя 12. Неподвижный нож 3 снимают после ослабления двух винтов 4.
Положение подвижного ножа 1 по горизонтали относительно паза в лапке 2 регулируют поворотом вала 10 после ослабления винта 9 коромысла 11.
Своевременность вертикальных перемещений подвижного ножа 1 устанавливают поворотом на валу 8 эксцентрика 6 после ослабления винтов 7. Разрезание материала должно начинаться в момент его прокола иглой.
Регулировки в механизме прижимных роликов. Давление ролика 2 (рис. 4.6) на кассету 1 регулируют полым винтом 4, сжимающим спиральную пружину 3. При завинчивании винта 4 спиральная пружина 3 получает дополнительное сжатие и давление ролика 2 на материал увеличивается. При вывинчивании сжатие пружины 3 и давление ролика 2 уменьшаются.
Для нормальной работы давление ролика 2 на материал должно быть таким, чтобы обеспечить равномерное перемещение кассеты 1 и надежное удерживание в ней заготовки. Слишком сильное прижатие кассеты 1 к материалу утяжеляет ход полуавтомата.
4.2. Полуавтомат конструшивно-унифицированного ряда 1820 кл. ОАО «Орша»
Полуавтоматы конструктивно-унифицированного ряда 1820 кл. (рис. 4.7) предназначены для выполнения строчек челночного переплетения сложной конфигурации в поле размерами 40x60 мм с числом уколов, не превышающим 64.
Полуавтоматы применяются как при однократном выполнении операции (настрачивание эмблем, этикеток, обработка шлиц и др.), так и многократном (выполнение закрепок на карманах — до двух раз, а на петлях и при прикреплении шлевок к брюкам — до четырех, шести и более раз).
15 модификаций, разработанных на основе этого полуавтомата, отличаются друг от друга формой профиля кулака и конструкцией механизма прижима материала.
Режим работы полуавтомата задается оператором путем нажатия на педаль. При нажатии педали носком (вперед) полуавтомат включается, а при нажатии пяткой (назад) поднимается лапка и игольная нитка отводится отводчиком.
Цикл работы всех механизмов по образованию стежка соответствует одному обороту главного вала.
Заправка игольной нитки. Игольную нитку 1 (рис. 4.8) с бобины или катушки проводят последовательно справа налево в отверстия нитепритя-гивателей 2 и 3, против часовой стрелки между шайбами дополнительного регулятора натяжения 4, через правую сторону петли регулируемого пластинчатого нитенаправителя 7, сверху вниз по часовой стрелке между шайбами основного регулятора натяжения 8. Затем нитку заводят в петлю нитепри-тягивательной пружины 9, снизу вверх вдевают в нитенаправительный крючок 10, ведут через левую петлю регулируемого пластинчатого нитенаправителя 7, справа налево вдевают в ушко нитепритягивателя 5, вниз в нитенаправители 11 и 14 и в направлении от работающего вводят в ушко иглы 13, которая при этом должна быть поднята
над материалом, находящимся под прижимными пластинами и дополнительной прижимной лапкой 12.
Для начала работы полуавтомата должен быть оставлен конец нитки длиной 30...40 мм.
Перемещением пластинчатого нитенаправителя 7 вдоль платформы полуавтомата после ослабления винта 6 регулируют длину нитки, подаваемой игле 13 нитепритягивателем 5.
Ре1улировки в механизме иглы. Для установки игловодителя 3 (рис. 4.9) по высоте в него вместо иглы вставляют калибр 4, а калибром 6 «прошивают» отверстие 1 на кривошипе 7 и отверстие в рукаве машины. Затем при ослабленном винте 2 поводка / опускают игловодитель 3 с калибром 4 до упора на игольную пластину 5 и зажимают винт 2.
При установке хода игловодителя на ось 10 надевают калибр 11. Затем при ослабленных винтах 9 поворачивают кривошипы 7 и <9 относительно друг друга, добиваясь такого положения, при котором цапфа 12 кривошипа 8 повернется относительно калибра 11, предварительно коснувшись его поверхности. После этого закрепляю! винты 9.
При всех регулировках, описанных выше, следует учитывать, что при крайнем нижнем положении иглы середина ее ушка должна быть расположена ниже носика челнока на 4...4,5 мм.
Регулировку останова иглы в верхнем и нижнем положениях выполняют при снятой крышке датчика в такой последовательности: поворотом маховика устанавливают рычаг нитепритягивателя 20 так, чтобы его ушко не доходило до крайнего верхнего положения на 1,5... 1,7 мм; совмещают отверстие II в кривошипе 6 с отверстием в рукаве и «прошивают» их калибром 19. После ослабления винта 18 устанавливают флажок 77 диска 16 против фотодатчика 14, фиксируя винтом 18 положение «игла вверху»; поворотом маховика по ходу вращения устанавливают прорезы 13 диска 15 про
8 В. Я. Франц
113
Таблица 4.1
тив фотодатчика 14, добиваясь положения «игла внизу». Крышку датчика устанавливают на место.
Регулировки в механизме челнока. Для установки двигателя челнока 2 (рис. 4.10) относительно иглы 1 перемещают его при ослабленном винте 3 вдоль вала-шестерни 4, устанавливая зазор между двигателем и иглой равным 0...0,5 мм.
Для нормального петлеобразования зазор между двигателем челнока 2 и корпусом шпуледержа-теля 5 должен быть равен 0,6...0,8 мм. Величину зазора проверяют щупом. Взаимоположение шпу-ледержателя 5 и иглы 1 устанавливается поворотом двигателя челнока 2 относительно вала 4 при ослабленном винте 3 так, чтобы носик шпуледер-жателя 5 находился от оси иглы 1 при ее крайнем нижнем положении на расстоянии 3... 3,5 мм. При этом зазор между корпусом челнока и иглой должен быть 0,05...0,1 мм.
Для обеспечения синфазности движения иглы и челнока калибром 6 (см. рис. 4.9) «прошивают» отверстие /кривошипа 6 и отверстие в рукаве машины. На палец 9 (см. рис. 4.10) устанавливают калибр 10, затем при ослабленном винте б'кривошип 6 вместе с шатуном 11 и зубчатым сектором 72 поворачивают относительно вала 7так, чтобы калибр 10 своим основанием был прижат к плоскости платформы. После этого зажимают винт 8 и вынимают калибры 10 и 6 (см. рис. 4.9).
Регулировки в механизме перемещения материала. Своевременности перемещения материала в направлении вдоль и поперек платформы полуавтомата добиваются поворотом копира 19 (рис. 4.11) при ослабленных винтах 16 на небольшой угол в ту или иную сторону, создавая такое положение, при котором вход и выход иглы 3 из материала происходят без перемещения рамки 5.
Положение подложки 7 относительно лапок 2 регулируется смещением ползуна 4 относительно рамки 5 в продольном направлении при ослабленном винте 6 в пределах удлиненного отверстия под этот винт в рамке 5.
Прежде чем задать параметры строчки, перед закреплением рамки 5 проверяют правильность установки лапок 2, убеждаясь в том, что расстояние между серединой окна лапок 2 в продольном направлении и осью /поворота рамки 5 равно 230 мм.
Для установки нужных размеров строчки в продольном направлении нужно, отпустив гайку 35 и переместив камень 77 вдоль паза рычага 72, обеспечить установочные размеры А между осями камня 77 и валика 9 в соответствии с данными табл. 4.1. Для установки размеров строчки в поперечном направлении после ослабления гайки 34 перемещением камня 8 вдоль паза рычага 33 устанавливают размер В между осями камня 8 и валика 10.
Перед установкой копира 19 проверяют правильность положения ролика 18 механизма продольного перемещения. Для этого при ослаблен-
Установочные размеры
Класс полуавтомата Наладочный размер, мм
Г А В
1820-2 40 38
1820-3 40 41
1820-4 46 I
1820-5 40 п
1820-8 46
1820-9 36 ...46 36...44
1820-10 36 ...46 36 ...44
1820-11 36 ...46 36...44
1820-12 40 44
1820-13 40
1820-30 44 38
1820-51 38 41
1820-52 40 42
1820-54 42 40
ном винте 15 перемещают кронштейн 7 7 относительно рычага 14, обеспечивая расстояние между осями ролика 18 и валика 13, равное 55 мм, после чего зажимают винт 15. Далее при трех ослабленных винтах 16, поворачивая копир 19, совмещают риску 20, нанесенную на лицевую сторону копира, с осью ролика 18.
Минимальный люфт копира 19, равный 1,5 мм. обеспечивается следующим образом:
уменьшается до минимального осевой люфт вала 27 кривошипа 24 после ослабления винта 22 и перемещения втулки 23 до положения, исключающего люфт вала 27 вдоль оси. Винт 22 закрепляют;
снижается до минимального боковой зазор зубчатой пары 25 и 26, для чего после ослабления винта 28 эксцентрическую втулку 27поворачивают по часовой стрелке, добиваясь минимального люфта зубчатых колес 25 и 26 относительно друг друга. Винт 28 закрепляют;
конический червяк 31 перемещают при ослабленных винтах 30 вдоль вала 32 до зацепления с червячным колесом 29, обеспечивая минимальный зазор в сопряжении, после чего закрепляют винты 28 и проверяют, легко ли поворачивается вал 32 за полный оборот копира 19.
Регулировки в механизме дополнительной лапки. Положение дополнительной лапки 2 (рис. 4.12) должно быть отрегулировано так, чтобы после выхода иглы 7 из материала, поднимаясь, она не мешала перемещению материала.
Регулировка фазы движения лапки 2 относительно иглы 7 и перемещения материала осуществляется поворотом эксцентрика 7 на главном валу 5 при ослабленном винте 6. Продолжительность выстоя лапки 2 регулируется поворотом коромысла 3 после освобождения стяжного винта 4.
Регулировки в механизме обрезки ниток. Взаимодействие механизма обрезки ниток с другими
114
яс. ььнизмами полуавтомата обеспечивается пра-ъ;-'эй установкой кулачка 3 (рис. 4.13) на глав-ч залу 2. Для этого нитепритягиватель 20 (см.
ч: -.9) устанавливают в крайнее верхнее поло-калибром 19 «прошивают» отверстие II в « 7 з.этиле 6 и отверстие в рукаве головки полу-жжзта. Затем кулачок 3 (см. рис. 4.13) после ос-"тения винтов 1 устанавливают таким образом, г ы риска на его поверхности совпала с риской
L главном валу 2. После этого винты 1 закрепля-Данное положение кулачка 3 соответствует •нчанию обрезки верхней и нижней ниток.
Регулировкой положения штока 9 магнита 10 срез систему рычагов 11 и 8, тяги 7 и рычаг 5 “• - «аг. роликом 4 и поверхностью кулачка 3 мини-itt-HOFO радиуса устанавливают зазор, равный .5 мм. Затем рычаг 5 после ослабления винта - ставят в такое положение, при котором зазор « жду роликом 4 и поверхностью кулачка 3 по-ст.’генного радиуса будет равен 0,1 ...0,3 мм. В та-цоложении винт 6 затягивают.
Расстояние между носиком вытягивателя 15 и т<ерстием 14 для прохода иглы в игольной плас-тшле. которое должно быть равно 6...8 мм, уста
навливается перемещением кронштейна Уб'при ослабленных винтах крепления на тяге 19, которая при этом должна приблизиться к упору 17.
Ширитель 12 по отношению к отверстию 14 в игольной пластине для прохода иглы должен быть расположен так, чтобы расстояние между ним и продольной осевой линией было равно 1 мм, а между ним и поперечной осевой линией, проходящей через центр отверстия 14, — 3...4 мм.
Установка неподвижного ножа 13 и проверка качества срезания ниток производятся при снятой игольной пластине. Режущие кромки ножей 13 и 16 должны перекрывать друг друга на 2 мм. Натяг ножа 13 относительно ножа 16 регулируется поворотом кронштейна 20 крепления ножа 13 вокруг своей оси при ослабленных винтах его крепления.
При установке ножей 13 п 16 относительно друг друга следует учитывать, что они должны касаться друг друга только по режущей кромке, иначе не будет обеспечен высококачественный срез ниток.
При заточке ножей снимается 0,1 ...0,2 мм металла, что обеспечивает нужный режущий угол лезвия ножей.
4.3. Полуавтомат 25-1 кл.
Полуавтомат 25-1 кл. (рис. 4.14) предназначен изготовления прямых петель с двумя закреп-cw на швейных изделиях двухниточной зигзаги'разной строчкой челночного переплетения, "етля имеет две закрепки, выполняемые за 10... 12 Й.Т. КЭЛОВ иглы.
Заправка верхних и нижних ниток. Верхнюю - итку проводят к игле в такой последовательно-
<рис. 4.15): через нитенаправитель 10', между __йбами предварительного натяжения Р; вниз под _гибы регулятора главного натяжения 4; вверх -срез нитенаправительный крючок 7; вниз под -гите направительную пружину 6; под крючок ни-тенаправителя 5; вверх в ушко рычага нитенап-разителя 8', вниз через нитенаправитель фронтовой крышки 3, через отверстие 2 на нижнем кон-_е стержня игловодителя; в ушко 1 иглы от себя, л е к основанию рукава.
Нижние нитки заправляют так же, как в машинах с челночным переплетением ниток.
Регулировки в механизме иглы. Положение иглы 77 (рис. 4.16) по высоте относительно носика челнока регулируется вертикальным перемещением игловодителя 16 в рамке 11 после ослабления упор-ного винта 14 в поводке 15. Для выполнения данной регулировки поворотом главного вала 7 иглу 7* устанавливают в крайнее нижнее положение и через окно, обращенное к стойке рукава машины, ослабляют винт 14. Для свободного движения рычага нитепритягивателя вверх и для предотвраще-язгя его удара о верхнюю полку рамки 11 нужно
ЗЛО «Завод Промшвеймаш»
•S
отрегулировать положение рамки 11 по высоте. Для этого ослабляют контргайку 8 и упорный винт 17 и с помощью центрового пальца 19 и центрового винта 7 перемещают рамку 77 по вертикали. При выполнении данной регулировки необходимо добиться того, чтобы при крайнем нижнем положении нижней головки шатуна 13 между ней и верхней плоскостью нижней полки рамки 77 оставался зазор 0,3...0,4 мм.
Ширина кромок петли регулируется винтом 23 после ослабления стягивающего винта 25, который завинчен в вертикальное плечо рычага 26, предназначенное для перевода иглы 18 на изготовление закрепок. При завинчивании винта 23 рычаг 24 регулирования ширины кромок будет поворачиваться по часовой стрелке и дуга, по которой колеблется правая головка звена 3, изменит свое положение: увеличится расстояние между крайними точками головки звена 3, отчего увеличится и ширина кромок петли.
Расстояние между кромками петли регулируется поворотом кулачка 6 после ослабления его зажима 5. Если участок кулачка 6 с эксцентрической поверхностью повернуть в направлении к работающему и закрепить кулачок 6 в этом положении, то рычаг 27 будет поворачиваться на меньший угол и расстояние между кромками уменьшится.
Длина закрепок регулируется винтом 20 после ослабления контргайки 21. Если винт 20 завинчивать, то рычаг 26 будет поворачиваться по часовой
115
Таблица 4.2
стрелке и его ролик 28 будет отходить от обода кулачка 29. Следовательно, рычаг 26 будет поворачиваться на меньший угол и длина закрепок в петле уменьшится. Затем винтом 23 нужно отрегулировать длину закрепок, сделав ее равной ширине кромок.
Все три описанные регулировки связаны между собой. Поэтому при их выполнении нужно придерживаться определенной последовательности.
Сначала нужно отрегулировать отклонение а рычага 6 (рис. 4.17), переводящего иглу на выполнение закрепки. Для этого рукоятку 2 (см. рис. 4.16) распределительного вала 30 поворачивают в положение, соответствующее изготовлению задней закрепки, при котором ролик 5 (см. рис. 4.17) рычага 6 находится на выступе кулачка 4 закрепок. Винт 7 после ослабления контргайки 8 заворачивают до упора в стенку рычага 6 и поворачивают его против часовой стрелки на число оборотов, зависящее от нужной ширины петли (табл. 4.2).
При этом осевое перемещение винта 7 будет равно 4,4...5,2 мм (шаг винта 0,8 мм). Винт 7закрепляют в нужном положении контргайкой 8. Шарнир 2 прижат пружиной 10 к пластинчатой пружине I и винту 9. При установке винта 9 его поворачивают до тех пор, пока не исчезнет зазор h между пластинчатой пружиной 1 и внутренней стенкой рычага 6. Затем винт 9 поворачивают по часовой стрелке на один-два оборота в зависимости от требуемой ширины кромки петли. При этом осевое перемещение винта 9 и зазор h составят в сумме 0,8... 1,6 мм. В этом положении винт 9стягивают винтом 3.
При регулировке положения кулачка 12 распределительный вал нужно установить в положение, при котором изготавливается левая кромка петли. После этого зажим 13 ослабляют и поворачивают кулачок 12 до тех пор, пока расстояние т между стенкой рычага 11, предназначенного для перевода иглы на изготовление закрепки, и кулачком 12 не станет равным 3,7...4,5 мм.
Положение петли относительно линии движения ножа, прорубающего вход в петлю, регулируется изменением длины тяги 4 (см. рис. 4.16) после ослабления прижимного винта 9. Если нож должен прорубать правую кромку петли, то длину тяги 4 следует уменьшить и переместить всю петлю вправо от работающего.
Своевременность горизонтальных отклонений иглы обеспечивается поворотом кулачка 33 на промежуточном валу 32 после ослабления двух упорных винтов 34 или поворотом главного вала 1. При выполнении регулировки необходимо добиться того, чтобы игла 77? отклонялась над материалом в тот момент, когда она находится в крайнем верхнем положении.
Если возникает необходимость увеличения числа проколов при изготовлении закрепок, то на кулачке 29 заменяют два выступа 31. При замене 116
Зависимость числа поворотов винта от ширины петли
Ширина, мм Винт 7 Винт 9 Зазор в эксцентрике 12
кромки всей петли Размер а, мм Число поворотов Зазор Л, мм Число поворотов
1,25 3,5 0 0 3,7 4,3 5,5
1,5 4 0,8 1 4,1 4,7 6
1,75 4,5 1,6 2 4,5 5 6,5
выступов 31 необходимо использовать новый кулачок, обеспечивающий новый контакт рычага 26 с роликом 28.
Регулировки в механизме нитепритягивателя. Ход ушка нитепритягивателя регулируется поворотом пальца 12 в кривошипе 22 после ослабления двух упорных винтов 10. Чем ближе внешнее плечо пальца 12 к центру главного вала 7, тем меньше будет ход ушка нитепритягивателя. Ход ушка должен быть 65...70 мм.
Регулировки в механизме челнока. Своевременность подхода носика челнока / (рис. 4.18) к игле устанавливается поворотом челнока 1 на челночном валу 6 после ослабления двух упорных винтов 3. При правом положении иглы в момент ее подъема из крайнего нижнего положения на 2 мм носик челнока 1 должен быть выше ушка иглы на 1... 1,5 мм.
Зазор между носиком челнока 1 и иглой, который должен быть равен 0,05... 0,1 мм, регулируется осевым смещением челнока 1 вдоль челночного вала 6 после ослабления двух винтов 3. После выполнения регулировки следует устранить зазор между торцом втулки 5 и ступицей челнока 7, для чего ослабляют упорный винт 4 и перемещают втулку вдоль оси челночного вала 6.
Зазор между пальцем установочной пластины 8 и задней стенкой паза шпуледержателя 2, который должен быть равен 0,5...0,6 мм, регулируется осевым смещением установочной пластины 8 после ослабления двух прижимных винтов 7.
Регулировки в механизме перемещения материала. Длина петли регулируется перемещением винтовой шпильки 6 (рис. 4.19) по прорези рычага 7 регулятора длины петли после ослабления гайки. Если винтовую шпильку 6 перемещать влево, к точке опоры рычага 7, то длина петли будет уменьшаться.
Частота стежков в петле при обметывании кромок регулируется перемещением винтовой шпильки 9 по прорези рычага 11 регулятора частоты стежков в петле после ослабления гайки. Если винтовую шпильку 9 перемещать вверх, ближе к опоре рычага 77, т.е. к винту 10, частота стежков в петле будет меньше. Своевременность перемещения материала обеспечивается поворотом промежуточного вала 19 вместе с зубчатым колесом 15. Перед выполнением регулировки ослабляют упорный и
установочный винты 77зубчатого колеса /би, перемещая его вдоль оси главного вала 18, выводят из зацепления с зубчатым колесом /5. Затем поворотом рабочего шкива устанавливают иглу в крайнее нижнее положение (палец кривошипа должен находиться в крайнем нижнем положении). Далее поворачивают зубчатое колесо 75 так, чтобы ролик 14 отошел от своего крайнего левого положения на 1,2... 1,5 мм.
В заключение необходимо отрегулировать своевременность горизонтальных перемещений иглы. Давление лапки 2 на материал регулируется винтом 7 в результате деформации пружины. При завинчивании винта 7 давление лапки 2 увеличивается.
Положение защелки 8 относительно паза рычага 77 регулируется винтом 72 после ослабления его контргайки. При отвинчивании винта 72 на один-два оборота зуб защелки 8 не будет входить в паз рычага 77 и замедления перемещения материала происходить не будет. Следует помнить, что чрезмерное завинчивание винта 72 может вызвать заклинивание звеньев механизма.
Давление винтов 22 на пластинчатые пружины 27 колодочек 23 регулируется вращением этих винтов. Если их завинчивать в рычаг 20, то давление на колодочки 23 увеличится. Такая регулировка нужна для того, чтобы обеспечивалось плавное проскальзывание колодочек 23 по ободу копира 13. Зазор между пластиной 3 и клином 4 репетируется винтами 5 после ослабления контргаек. Необходимо достичь того, чтобы пластина 3 перемещалась в своем пазу свободно и без поперечного люфта.
Регулировки в механизме ножа. Высота ножа 9 (рис. 4.20) над игольной пластиной регулируется его вертикальным перемещением в пазу держателя 8 после ослабления винта 10. Данную регулировку можно выполнить и вертикальным перемещением стержня 7 после ослабления стягивающего шарнирного винта 6 в поводке 5. Нужно добиться того, чтобы нож своей режущей кромкой опускался ниже верхнего уровня игольной пластины на 1...2 мм, выполняя ровную прорезь по всей длине петли.
Положение впадины 27 относительно пальца 20 рычага 18 регулируется винтом 3 после ослабления контргайки 4. Если винт 3 завинчивать, то рычаг 2, поворачиваясь по часовой стрелке, переместит тягу 22 и ее впадину 27 от работающего. Нож 9 при этом опустится.
Своевременность включения ножа 9 (он должен включаться в начале изготовления передней закрепки) обеспечивается поворотом кулачка 13 на валу 7 после ослабления двух упорных винтов 14.
Положение выступа тяги 22 относительно клиновой площадки выключателя 19 регулируется поворотом рычага 25 относительно передней боковой поверхности отводки 26 после ослабления
стягивающего болта 24. При выключенной машине выступ тяги 22 с помощью рычагов 23, 25 должен быть поднят над клиновой площадкой выключателя 19 на 1 мм. Если не оставить этого зазора, то при включении машины нож 9 может повредить обрезатели верхней нитки.
Положение ножа 9 относительно прорези в игольной пластине регулируется перемещением опоры 77 относительно держателя 8 вдоль пластины механизма перемещения материала после ослабления болта 72. Чтобы изготовить петлю без прорубания входа, рычаг 77поворачиваютвверх. В этом случае рычаг 75 под действием кулачка 13 повернуться не сможет, соответственно нож 9 не прорубит входа в петлю.
При поломке иглы или обрыве нитки работающий должен нажать на рукоятку 16 рычага 75 и удерживать ее до момента' выключения машины, чтобы нож не прорубал вход в петлю.
Регулировки в механизме автоматического выключателя. Положение отводки рычага 4 (рис. 4.21) относительно канавок холостых шкивов 8, 10 регулируется винтом 5 после ослабления его контргайки. Если винт 5 вывинчивать, то ремни с помощью отводки будут перемещаться в направлении от работающего.
Положение левого ремня относительно канавки быстроходного шкива 7регулируется вертикальным перемещением клинового кулачка 72 вдоль рычага 3 после ослабления прижимного винта 77. Если кулачок 72 поднимать, то рычаг 3 будет поворачиваться против часовой стрелки и отводка рычага 4 переместит ремень от работающего.
Положение правого ремня относительно канавки тихоходного шкива 9 регулируется вертикальным перемещением клинового кулачка 75 вдоль рычага 4 после ослабления прижимного винта 16. Если кулачок 75 опускать, то рычаг 4 будет поворачиваться по часовой стрелке в пределах овальной прорези звена 6 и отводка переместит ремень к работающему. Своевременность выключения машины обеспечивается перемещением кулачка 14 вдоль плеча рычага 2 после ослабления двух прижимных винтов 13. Если кулачок 14 перемещать от работающего, то машина выключится раньше.
При поломке иглы или обрыве ниток машину можно выключить, повернув рукоятку 7 два раза по часовой стрелке. При первом повороте машина переключится на замедленную частоту вращения главного вала, при втором выключится.
Регулировка обрезателей верхней нитки. Для устойчивой работы обрезателей верхней нитки перед их установкой нужно убедиться в том, что режущие грани подвижного ножа 8 (рис. 4.22) и неподвижного ножа 2 на длине 4... 5 мм соприкасаются без зазора. Кроме того, прижимная пружина 9 должна без зазора соприкасаться с подвижным ножом 8на длине 2,5...3 мм, что обеспечит удерживание конца обрезанной нитки. Все эти ус
117
ловия можно выполнить, заточив ножи 2, 8 и прижимную пружину 9.
Далее выполняют регулировку положения эксцентрического пальца 3 относительно вертикальной стойки неподвижного ножа 2. Между пальцем 3 и стойкой неподвижного ножа 2 должно быть расстояние 12,6 мм. Положение ножей 2, 8 в собранном виде регулируют по высоте так, чтобы неподвижный нож 2 при движении вправо от работающего не касался левой перемычки прижимной лапки /.
Положение ножей 2, 8 относительно линии движения иглы регулируется изменением длины тяги 15 после ослабления двух прижимных винтов 14. Если длину тяги 15 увеличивать, то ножи будут перемещаться к работающему. Степень раскрывания ножей 2, 8 регулируется перемещением подвески 72 поперек платформы с помощью центровых винтов 13.
Если ножи при обрезке нитки закрываются не полностью, подвеску 72 перемещают вправо, а при слишком плотном закрывании ножей — влево.
Положение ножей 2, 8 после обрезки нитки посередине левой кромки петли регулируется перемещением пластины 5 поперек оси рычага после ослабления прижимного винта 6. Следует проследить за тем, чтобы в процессе работы защелка 7 захватывала пластину 5.
Зазор между эксцентрическим пальцем 3 и левой стенкой паза 4, который должен быть равен
0,2... 0,3 мм, в момент соприкосновения рычага 11 с кулачковой поверхностью 10 регулируется поворотом пальца.
Для нормальной работы механизма обрезки верхней нитки нужно, чтобы при выключении полуавтомата (в конце цикла) нижний регулятор 16 натяжения верхней нитки был выключен. При этом кулачок 20, закрепленный на диске закрепок винтом 19 и гайкой (снизу), должен отжимать рычаг 18, который в свою очередь отожмет шпильку 17 регулятора 16 и освободит нитку от натяжения.
Регулировка обрезателя нижней нитки. Длина нитки 5 (рис. 4.23), вытягиваемой из шпульного колпачка, регулируется перемещением оттягивате-ля 7 после ослабления винтов 2 по наклонной поверхности рычага 7.
Положение лезвия ножа 3 относительно неподвижного ножа 4 регулируется перемещением ножа 3 в пределах его овальных прорезей после ослабления винтов 8; необходимо, чтобы в момент обрезки нитки лезвие подвижного ножа 3 перекрывало лезвие неподвижного ножа 4 на 1...2 мм.
Свободный конец нижней нитки должен выступать над игольной пластиной 6на 6... 7 мм. Если длина свободного конца окажется меньше, то верхняя нитка при пуске машины не будет переплетаться с нижней ниткой и не будут образовываться стежки.
4.4. Полуавтомат 73401-P3 кл. фирмы «Минерва»
Полуавтомат 73401-РЗ кл. предназначен для изготовления петель на верхней одежде зигзагообразной двухниточной строчкой цепного переплетения с применением третьей (каркасной) нитки (рис. 4.24). На машине можно изготовлять петли прямые, с глазком, с прямой или клиновой закрепкой или без нее. В процессе петлеобразования при изготовлении петли участвуют нитка иглы (верхняя), нитка левого петлителя (нижняя) и каркасная. Петля на полуавтомате может прорубаться как перед началом обметывания, так и после него.
Заправка верхних и нижних ниток. Нитка для левого петлителя обычно должна быть на два-три номера выше, чем нитка для иглы. Для петлителя рекомендуются крученые шелковые нитки № 65, 75. Для иглы применяют хлопчатобумажные нитки № 30...60.
Для получения рельефности петли прокладывают каркасную нитку № 00, 0, 10.
Верхнюю нитку с бобины проводят в нитенаправительное отверстие 7 (рис. 4.25), между шайбами регулятора натяжения 3, вводят снизу вверх в отверстие нитеподатчика 2, с помощью проволочного нитепродергивателя пропускают через полый игловодитель 4 и выводят наружу в отверстие 5.
Далее нитку в направлении против часовой стрелки проводят между шайбами дополнительного регулятора 6 натяжения, закрепленного на игловоди-теле, и вводят в ушко иглы 7 со стороны длинного желобка.
Перед заправкой нитки в левый петлитель 9 (рис. 4.26) снимают пластины механизма перемещения материала, петлительную каретку с помощью рукоятки ручного перемещения платформы поворачивают так, чтобы петлители были обращены к работающему, переднюю часть машины приподнимают и устанавливают на упор. От бобины нитку проводят сверху вниз в отверстие нитенаправительной пластины 8, вводят в отверстие 7 в подставке машины и через отверстия трех ните-направителей 6, 5, 4, закрепленных в подставке машины. Затем с помощью проволочного нитепродергивателя нитку проводят вверх через полый стержень 3 ширителей, обводят вокруг двух нитенаправительных стержней 14 и 16, проводят снизу вверх между шайбами регулятора 18 натяжения, обводят вокруг двух нитенаправительных стержней 7 7, вводят в отверстие нитепритягивательной пружины 75, в отверстие 72 петлительной каретки 13, в отверстие И ограничителя и с помощью пинцета снизу вверх вводят в отверстие левого пет
118
лителя 9. Поворотом ширителя 10 расширяют петлю левого петлителя 9. Затем нитку проводят в отверстие игольной пластины 2, а после установки пластин механизма перемещения материала заводят под зажим и обрезатель, предварительно проверив, свободно ли она проходит через детали заправки, потянув нитку из отверстия игольной пластины.
Перед заправкой каркасной нитки снимают пластины механизма перемещения материала и петлительную каретку поворачивают на угол 180°. Каркасную нитку с катушки или бобины с помощью проволочного нитепродергивателя вводят в отверстие нитенаправительной трубки 25, проводят между пластинами натяжения 24, обводят вок-рут трех нитенаправительных стержней 21, 22 и 23, затем сверху вниз — в крючок нитепритягиватель-ной пружины 20 и нитепродергивателем вводят во вторую нитенаправительную трубку 19. Нитку вводят в отверстия нитенаправителя 1 и игольной пластины 2. Проверив, свободно ли нитка перемешается между деталями заправки, заправляют ее под зажим и обрезатель правой пластины механизма перемещения материала.
Регулировки в механизме иглы. Положение иглы 6 (рис. 4.27) относительно носиков петлителей по высоте регулируется вертикальным перемещением игловодителя 5 после ослабления стягивающих винтов 2, 4 установочных колец 1, 3.
Ширина кромок петли регулируется поворотом рукоятки 15. Если ее поворачивать против часовой стрелки, то кромки будут шире.
Положение кромок петли относительно линии движения ножа регулируют поворотом эксцентрической втулки 10 после ослабления гайки 11. При этом петлю можно переместить относительно линии реза влево или вправо на 1,5 мм. Радиальный зазор между зубьями зубчатых колес 16, 7 7 регулируется вертикальным перемещением зубчатого колеса 17 в результате поворота эксцентрического винта 18 после ослабления его контргайки.
Своевременность перехода иглы на изготовление закрепки обеспечивается перемещением кулачка 12 по цилиндрической поверхности диска 14 после ослабления двух прижимных винтов 13.
Зазор между иглой 6 и носиками петлителей, который должен быть равен 0,1 ...0,2 мм, устанавливают поворотом зубчатого сектора 7 после ослабления двух стягивающих болтов 8 на вертикальном валу 9. Изменение зазора осуществляется благодаря эксцентрическому положению осей отверстия для иглы 6 и игловодителя 5.
Регулировки в механизме петлителей и ширите-лей. Зазор между петлителями 3 (рис. 4.28), 4 и иглой регулируется поворотом петлителей после ослабления винтов 29 и 7. Этот зазор должен быть равен 0,1 ...0,2 мм. Положение петлителей 3, 4 относительно ушка иглы и ширителей 2, 5 регулируется их вертикальным перемещением после ослабления винтов 29, 7.
Положение ширителей 2, 6 относительно носиков петлителей 3. 4 регулируется поворотом ограничителей 1, 7 после ослабления винтов 28, 8. Ограничители 1, 7 должны быть установлены так, чтобы носики ширителей 2, 5 располагались строго над петлителями 3, 4, не касаясь их и иглы, а вилочка левого ширителя 2 не должна закрывать отверстия левого петлителя 3.
Своевременность подхода носиков петлителей 3, 4 к игле достигается перемещением муфты 22 вдоль стержня 11 петлителей после ослабления стягивающего винта 23. При выполнении данной регулировки необходимо достичь такого положения, при котором при подъеме иглы из крайнего нижнего положения на 2,7...3,5 мм нижняя поверхность носиков петлителей 3, 4 будет расположена выше ушка иглы на 2...2,3 мм.
Своевременность поворота ширителей 2, 5 для расширения петель петлителей достигается перемещением муфты 9 после ослабления винта 10. Правильным следует считать такое положение, при котором ширители не касаются иглы при прямом и обратном движениях. Своевременность совместного перемещения петлителей 3, 4 и их ширителей 2, 5 к игле достигается поворотом копира 12 после ослабления четырех стягивающих болтов 18 соединительной муфты 17.
Своевременность поворота пез дизельной каретки 25обеспечивается перемещением оси 19ролика 20 по прорези рычага 21 после ослабления гайки 16. Если ось переместить в направлении к работающему, то поворот произойдет позже.
Угол поворота шьющих механизмов (иглы и петлителей) регулируется перемещением винтовой шпильки 15 по прорези коромысла 13 после ослабления гайки 14. Если шпильку удалить от оси вертикального вала 24, то угол поворота шьющего аппарата уменьшится. Игольную пластину 27 устанавливают по высоте на уровне пластин механизма перемещения материала после ослабления винта 26, перемещая их в пределах овальной прорези.
Регулировки в механизмах лапок и расширения прорези петли. Положение лапок 2 (рис. 4.29) относительно рифленых поверхностей пластин 3 механизма перемещения материала регулируется поперечным перемещением опор 17 после ослабления виззтов 1. При выполнении данной регулировки следует установить лапки так, чтобы они совпали со срезами рифленой поверхности пластин механизма перемещения материала.
Высота подъема лапок 2регулируется винтом 13 после ослабления его контргайки. Если винт отвинчивать, то лапки будут подниматься на большую высоту.
Давление лапок 2 на материал регулируется перемещением винтовой шпильки 4 по прорези стойки 12 после ослаблеззия ее контргайки. Шпильку 4 фиксируют винтом 6 и гайкой 5. Если винтовую
119
шпильку 4 опустить, то давление лапок на материал уменьшится. Положение наконечника 8относительно площадок 11, 7рычага вертикальных перемещений лапок регулируется его перемещением вдоль рычага 10 после ослабления болта 9.
Своевременность расширения прорези петли достигается перестановкой ролика 15 и его оси 14 в новое отверстие правой и левой пластин 3 механизма перемещения материала после ослабления гайки 16. Если ролик переместить в направлении от работающего, то прорезь будет расширяться позже.
Равномерности расширения прорези петли можно добиться перемещением винтовых шпилек 23 по прорезям задних плеч рычагов 24. Если винтовую шпильку 23 переместить в сторону пластины 22, то соответствующая кромка петли будет расширяться больше.
Степень расширения прорези петли регулируется перемещением пластин 3 механизма перемещения материала поперек платформы машины с помощью упоров 20, 18 после ослабления винтов 19, 21. При сближении упоров петля будет расширяться больше.
При поломке иглы, обрыве верхней или нижней нитки работающий нажимает на кнопку, расположенную на платформе машины слева. Лезвие кнопки нажимает на рычаг 10 и поворачивает его по часовой стрелке, поэтому при выключении машины наконечник 8 не нажмет на площадку 11 и лапки 2 продолжат прижимать материал к пластинам 3.
Регулировки в механизме перемещения платформы. Зазор, необходимый для свободного скольжения платформы 1 (рис. 4.30) по направляющим, регулируют перемещением по вертикали сухариков 2 с помошью винтов 3 после ослабления контргаек 4.
Своевременность поперечных движений платформы 1 при изготовлении глазка петли достигается поворотом копира 13 вместе с валом 7 после ослабления двух винтов 5 установочного кольца 6.
Положение центра платформы 1 относительно шьющего аппарата регулируется поворотом рычага 12 после ослабления гайки 8 винтовой шпильки 9 и винта 11 рычага 10.
Регулировки в механизмах холостых и рабочих ходов. Длина петли регулируется перемещением пластины 12 (рис. 4.31) вдоль платформы после ослабления болта 7. Если пластину переместить в направлении от работающего, длина петли будет меньше. Частота стежков при обметывании кромок петли регулируется поворотом рычага 32 после ослабления гайки винта 31 в пределах его овальной прорези. При повороте рычага против часовой стрелки частота стежков в кромках увеличивается.
Положение выреза 28 зашелки 30 относительно зуба 29 трехплечего рычага 13 регулируется вер
тикальным перемещением зашелки 30 после ослабления гайки винта 4. Вырез 28 защелки 30 при холостом ходе машины должен быть ниже зуба 29 на 0,8 мм.
Положение зуба 1 амортизатора 33 относительно цилиндрической поверхности рабочего шкива 2 регулируется поворотом оси 3 после ослабления болта 5 трехплечего рычага 13. При рабочем ходе машины зазор между зубом 1 и цилиндрической поверхностью рабочего шкива должен быть 1...2 мм.
Своевременность изменения частоты и числа стежков при изготовлении глазка петли достигается смещением пластины 34 после ослабления винта 35. При смещении пластины в направлении от работающего изменение частоты стежков начнется позже и их будет меньше. Зацепление пальца 21 с зубом корпуса муфты обгона (закрыта крышкой 25) обеспечивается перемещением шкива 20 вдоль оси вала 26 после ослабления стягивающего винта 25 муфты 24. Своевременность перевода соединительного звена 6 в вертикальное положение и его запирание вырезом собачки 11 достигаются перемещением упора 10 вдоль платформы после ослабления винта 8.
Положение наконечника /^относительно нижнего плеча кнопки включения 9 регулируется перемещением этого наконечника вдоль рычага 14 после ослабления болта 15.
Давление пружины 18 на рычаг 14 регулируется винтом 17. При небольшом давлении пружины машина включаться не будет.
Своевременность выключения машины достигается перемещением винтовой шпильки 19 по прорези рычага 14 после ослабления гайки 27. При смещении шпильки 19 в направлении от работающего машина будет выключаться раньше.
При обрыве ниток или поломке иглы машину можно выключить поворотом зашелки 30 к работающему.
Выключать машину в момент изготовления закрепки не рекомендуется.
Регулировки в механизме закрепки. Длина закрепки регулируется перемещением ползуна 26 (рис. 4.32) вместе с винтовой шпилькой 24по прорезям коромысла 32 и рычага 21 после ослабления гайки 25. Если ползун 26 перемещать к работающему, то длина закрепки увеличивается.
Число стежков в закрепке регулируется перемещением винтовой шпильки 35 вместе с задней головкой шатуна 20 по прорези копира 40 после ослабления гайки 36. Если винтовую шпильку 35 перемещать ближе к центру копира 40, то число стежков в закрепке уменьшается.
Длина левой кромки петли должна быть отрегулирована так, чтобы закрепка изготовлялась на непрорубленном материале и закрывала один-два стежка правой кромки петли. Эта регулировка выполняется путем изменения положения штанги 11
120
тесле ослабления винтов 10. Если штангу 11 пе-чэемешать от работающего, то изготовление зак-тетки начнется раньше.
При изготовлении закрепки паз рычага б’регуля-л'оа числа стежков в кромках должен быть расположен вертикально, иначе закрепка будет косой. Для заполнения данной регулировки ослабляют контргайку 72 винта 13 и, поворачивая этот винт, устанав-леают рычаг 8 так, чтобы его паз был вертикален.
Своевременность возврата штанги 53 в рабочее "•сложение достигается перемещением упора 54 зволь платформы машины после ослабления гайки 50. Затем положение упора фиксируют винтом 51.
Положение закрепки относительно кромок петли может быть отрегулировано ручным переме-шением платформы с помощью рукоятки 22 (см. рис. 4.31) до момента нажатия собачки 7 (см. рис. 4.32) на кулачок рычага 14. Затем ослабляют зинт 34 и вновь вручную перемещают платформу лс> момента выключения копира 40, причем в этот момент ролик 22 должен наполовину выйти из прорези верхнего копира 18. Далее, поворачивая вручную рычаг 27, переводят ролик 38 в расширенную -ззстъ паза 23 копира 40. Винт 34 затягивают, включают машину, и она заканчивает изготовление петли. Зазор между передним плечом рычага 16 и вер-елей плоскостью копира 40, который в не рабочем положении закрепочного механизма должен быть равен 1 мм, регулируют винтом -77 после ослабления его контргайки 46.
Своевременность выключения закрепочного механизма достигается перемещением кулачка 42 после ослабления винтов 41.
Положение нижнего плеча рычага 75выключения закрепочного механизма регулируется изменением длины тяги 7 после ослабления контргайки винта 9.
Своевременность запирания шпильки 33 рычага 27 достигается поворотом кулачка 30 после ослабления его винтов 31. Если регулировка выполнена правильно, то шпилька 33 захватывается ры-«агом 27 плавно, без заеданий. Точность захвата шпильки может быть установлена поворотом эксцентрического пальца 28 после ослабления болта 29.
Если шьющий механизм поворачивается на угол менее 90°, то платформу перемещают до мо
мента включения закрепочного механизма, ослабляют правый болт 19 и вручную прижимают заднее плечо рычага /7 к кулачку 39 копира 40.
Для правильного запирания рычага 16 в рабочем положении между задним плечом рычага 16 и пластиной 45, которая выходит из паза 48, должен быть установлен зазор 0,6...0,8 мм. Эта регулировка может быть выполнена вертикальным перемещением кронштейна 49 после ослабления винтов 52.
При изготовлении петель без закрепок концы пружины 2 снимают со шпильки 3 собачки 7 и поднимают вверх собачку 1, ослабляют контргайку 5, а винт 6 завинчивают так, чтобы он упирался в пластину 4.
Усилие торможения копира 40 скобой 3 7 регулируют болтом 44 после ослабления контргайки 43.
При заклинивании рычагов закрепочного механизма рекомендуется отвернуть контргайку правого винта 19 и повернуть его несколько раз, затем ослабить винт 34 и включить машину, чтобы она полностью закончила процесс изготовления петли. Затем, руководствуясь методикой выполнения регулировок «Своевременность запирания шпильки» и «Усилие торможения копира», наладить закрепочный механизм.
Регулировки в механизме ножа. Перемещение ножа 4 (рис. 4.33) в продольном направлении относительно резцовой колодки 8 регулируется винтами 7 и 5 с последующей их фиксацией ограничителем 6.
Перемещение резцовой колодки 8 в продольном направлении осуществляется по направляющей 75 и фиксируется ограничительной линейкой 77 после ослабления винтов 72 и 13.
Перемещение резцовой колодки 8ъ вертикальном направлении осуществляется с помощью винта 10 после ослабления винта 13 или установкой опорных пластин 9.
Перемещение ножа 4 в поперечном направлении осуществляется перемещением рычага 2 с помощью центровых винтов 14 после ослабления контргаек 7.
Давление ножа 4 на резцовую колодку 8 регулируется гайкой 3. Если эту гайку завинчивать, то давление ножа на резцовую колодку увеличится.
4.5. Полуавтомат 827 кл. ЗАО «Завод Промшвеймаш»
Полуавтомат 827 кл. (рис. 4.34) предназначен для пришивания плоских пуговиц с двумя и четырьмя отверстиями к сорочкам, костюмам, плащам, спецодежде двухниточным стежком челночного переплетения.
Материал вместе с пуговицей может перемешаться только вдоль платформы. Машина имеет основной обрезатель ниток и механизм обрезки игольной нитки в начале работы для устране
ния пропуска стежков в начальной стадии пришивания пуговицы и образования минимального (до 5 мм) конца обрезанной нитки нал пуговицей.
Пуговица с четырьмя отверстиями пришивается за 20 проколов иглы. Сначала игла делает 10 проколов в первую пару отверстий, совершая поперечные отклонения на расстояние, равное расстоянию между отверстиями в пуговице. После 10-го
121
прокола игла отклоняется вправо, а материал вместе с пуговицедержателем смещается в сторону работающего на расстояние, равное расстоянию между двумя парами отверстий. Игла, попадая в третье отверстие и совершая 11-й прокол, снова получает поперечные отклонения на расстояние между отверстиями и пришивает пуговицу, делая проколы во вторую пару отверстий. Три последних прокола являются закрепочными.
Если пуговица имеет два отверстия, то при проколах с 1-го по 14-й пуговицедержатель не смещается, а пуговица пришивается благодаря поперечным отклонениям иглы. Последние три прокола являются закрепочными.
Заправка верхних и нижних ниток. Иглу (рис. 4.35) вставляю! в иглодержатель до упора так, чтобы ее короткий желобок был обращен назад, к основанию рукава, а ось ушка иглы была направлена вдоль оси вала рукава.
Верхнюю нитку 9 с бобины проводят к игле 1 в такой последовательности: через отверстие нитенаправителя 8 с правой стороны рукава; между шайбами регулятора предварительного натяжения 6; вниз под шайбы регулятора основного натяжения 77; в ушко нитепритягивательной пружины 4; вниз под проволочный нитенаправитель 5; вверх в ушко нитепритягивателя 5; вниз через проволочный нитенаправитель 2 в ушко иглы 7, продевая нитку от себя к основанию рукава.
Натяжение нитки регулируется поворачиванием гаек-колпачков 7 и 10 регуляторов предварительного 6 и основного 77 натяжения. Регулировка длины нитки, выходящей из ушка иглы 1 после обрезки, производится поворачиванием гайки-колпачка /регулятора предварительного натяжения 6.
Регулировки в механизме иглы. Положение иглы 7 (рис. 4.36) относительно носика челнока по высоте регулируется вертикальным перемещением игловодителя 2 относительно направляющих рамки 3 после ослабления стягивающего винта 4 поводка 5.
Величина поперечных отклонений иглы 7 регулируется перемещением винтовой шпильки 7по прорези рычага 8. Если винтовую шпильку /вместе с верхней головкой шатуна 6 приближать к точке опоры рычага 8, то поперечные отклонения иглы 1 уменьшатся.
Положение иглы 7 относительно поперечных стенок окна планки 15 регулируется поворотом вала 14 вместе с рамкой 3 после ослабления стягивающего винта 72 коромысла 13.
Своевременность отклонений иглы 7 обеспечивается вертикальным перемещением оси ролика 10 по пазу копира 77 и прорези рычага 8 после ослабления гайки 9. При выполнении данной регулировки следует добиться того, чтобы игла отклонялась, находясь вверху.
Ретулировки в механизме челнока. Своевременность подхода носика челнока 7 (рис. 4.37) к игле
обеспечивается поворотом челнока на челночном валу 3 после ослабления двух винтов 2. Своевременность подхода носика челнока к игле следует обеспечивать, выполняя наладку при максимальных отклонениях иглы. При этом петли при правом и левом проколах должны быть обязательно захвачены.
Зазор между иглой и носиком челнока 1 (он должен быть равен 0,05...0,1 мм) регулируется осевым перемещением челнока 7 после ослабления винтов 2.
Регулировки в механизме перемещения материала. Величина продольных смещений планки 9 (рис. 4.38) механизма перемещения материала регулируется подъемом муфты 5 вдоль оси стержня 7 после ослабления упорного винта 2. Если муфту 5 опускать вниз, то величина продольных смешений планки 9 увеличится. При пришивании пуговиц с двумя отверстиями муфту 5 поднимают и устанавливают на уровень оси рычага 6 продольных смещений. При этом планка 9 остается неподвижной.
Положение окна планки в продольном направлении относительно иглы регулируется поворотом рычага 6 в пределах овальной прорези после ослабления гайки 7 оси ролика 8.
При повороте рычага 6 по часовой стрелке окно планки 9 будет перемещаться к работающему. Поперечный люфт планки 9 устраняется с помощью перемещения пластины 3 поперек платформы машины, после того как будет ослаблен винт 4.
Положение лапок 77 (рис. 4.39) и упора 16 относительно окна планки 8 в продольном направлении регулируется перемещением пуговицедер-жателя 9 вдоль платформы после ослабления винтов 31.
Параллельность лапок 77 друг другу регулируется продольным перемещением относительно рычагов 13 после ослабления винтов 14.
При пришивании пуговиц различных диаметров их устанавливают между лапками 77 и упором 16, предварительно нажав на левую или правую рукоятку 72, затем перемещают пластину 10 вдоль пуговицедержателя 9 после ослабления винтов 77.
При перемещении пластины 10 от работающего расстояние между лапками и упором увеличивается.
Давление лапок 17 на материал регулируется поворотом винта 34. Если его вывинчивать, то гильза 33, опускаясь, сожмет пружину 32 и давление лапок увеличится.
Высота подъема лапок 7 7 регулируется поворотом оси 5, коромысла 4 и упора 3 относительно выемки 2 стопорного стержня 7 механизма автоматического выключателя после ослабления стягивающего винта 6 на коромысле 7. При повороте упора 3 по часовой стрелке вместе с коромыслом 4 лапки 17 будут подниматься над планкой 8 на меньшую величину. Положение переднего плеча
122
гьлага 27 относительно пальца 24 муфты 23 регу-• руется изменением длины составной тяги 30, 28 “осле ослабления винтов 29. Если длину тяги увеличить. то переднее плечо рычага 27 опустится. - сложение пальца 24 внутри паза звена 25 регулируется поворотом муфты 23 после ослабления 5 ? нта 26. Перемещая муфту 23 вдоль оси стерж-- - 22. можно регулировать положение экрана 20 относительно пришиваемой пуговицы. Затем нужно : срег\пировать положение переднего плеча рыча-
2~ относительно пальца 24.
Положение пальца кронштейна 19 относительно крючка 27 пуговицедержателя 9 ретулируется “своротом кронштейна 19 вокруг оси стержня 22 сухпе ослабления винта 18 и его контргайки 75.
Регулировки в механизме автоматического выключателя. Положение ремня относительно обо-?:= рабочего 2 (рис. 4.40) и холостого 7 шкивов регулируется осевым перемещением отводчика 3 “осле ослабления винтов 4.
Давление стопорного стержня 9 на кулачок останова 22 регулируется винтом 8 благодаря дефор-идпш пружины 5. При завинчивании винта 8 давление стопорного стержня 9 будет возрастать.
Перпендикулярность оси стопорного стержня 9 оси 21 регулируется поперечным переме-_ением рычага 10 автоматического выключателя относительно кронштейна 13 с помощью двух центровых винтов 7 после ослабления гаек 6. Своевременности выключения машины добиваются перемещением кулачка 19, установленного на внутренней поверхности копира 17, после ослабления двух винтов 20. Если кулачок 19 перемещать против часовой стрелки, то машина будет выключаться раньше. Выключение машины должно происходить при крайнем верхнем положении иглы.
Положение ролика 18 относительно кулачка 19 регулируется поворотом коромысла 16 на его оси.
Положение защелки 14 относительно левого ллеча рычага 10 автоматического выключателя регулируется поворотом защелки 74на ее оси после ослабления винта 75.
5 гол поворота рычага 10 автоматического выключателя регулируется винтом 72 после ослабления его контргайки 77. Если винт 72 вывинчивать, то рычаг 10 будет поворачиваться на меньший угол. Эта регулировка выполняется в том случае, если стопорный стержень 9 при выключении машины ударяется по торцу ведущего зубчатого колеса 23 или не доходит до кулачка останова 22.
Регулировка обрезателей ниток. Положение ножа-рамки 77 (рис. 4.41) относительно линии движения иглы регулируется изменением длины шатуна 77 после ослабления контргаек 18. Если длина шатуна будет уменьшаться, то нож-рамка 77 переместится вправо от работающего. Положение неподвижного ножа 13 в поперечном направ
лении регулируется его смещением после ослабления винта 72.
Своевременность движения ножа-рамки 77 устанавливается вертикальным перемещением оси 27 ролика вдоль паза рычага 19 после ослабления гайки 20. Движение ножа-рамки 77 должно начинаться после первого прокола иглы, когда она находится над пуговицей и нитепритягиватель занимает крайнее верхнее положение.
Положение неподвижного ножа 14 относительно линии движения иглы регулируется перемещением поперек платформы машины держателя и неподвижного ножа 14 после ослабления двух винтов 16.
Чем ближе неподвижный нож 14 будет находиться к линии движения иглы, тем короче будут концы обрезанных ниток.
Положение подвижного ножа 75 относительно неподвижного 14 регулируется перемещением штанги 10 относительно пазовой головки 8 после ослабления двух прижимных винтов 9. Если штангу 10 перемещать к работающему, то подвижной нож будет перемещаться ближе к неподвижному 14.
Своевременности входа подвижного ножа 15 в петлю игольной нитки добиваются поворотом кулачка 6 относительно копира 7 после ослабления трех прижимных винтов 4. Выступ кулачка 6 должен надавливать на палец 5 рычага перемещения штанги 10 после последнего прокола иглы при ее крайнем верхнем положении, но до момента затягивания стежка нитепритягивателем.
Угол поворота подвижного ножа 75 регулируется перемещением планки 2 вдоль рычага 7 подъема прижимных лапок после ослабления болта 3. Если планку 2 переместить ближе к точке опоры рычага 7, то угол поворота подвижного ножа 75 уменьшится.
Чтобы конец нитки, выходящей из иглы, не попал под лапку или под материал, он отводится в сторону нитеотводчиком 23.
Нитеотводчик, проходя под иглой, захватывает нитку, вытягивает ее из пуговицы и удерживает конец нитки над лапками пуговичного аппарата.
Положение нитеогводчика 23 относительно иглы регулируется перемещением кронштейна 25 на стержне 30 после ослабления винта 26. При подъеме кронштейна 25 угол поворота влево рычага 24, а следовательно, и нитеогводчика 23 увеличивается, а при опускании кронштейна 25 вдоль стержня 30 уменьшается.
Положение кулачка 29относительно стержня 27 основного регулятора 22 натяжения верхней нитки регулируется вертикальным перемещением кулачка 29 после ослабления стягивающего винта 28. Ослабление натяжения верхней нитки, необходимое для ее обрезки основным обрезателем ниток при подъеме лапок пуговицедержателя, осуществляется стержнем 27 под воздействием кулачка 29.
123
4.6. Полуавтомат 1095 кл. ЗАО «Завод Промшвеймаш»
Полуавтомат 1095 кл. (рис. 4.42) предназначен для пришивания плоских пуговиц с двумя и четырьмя отверстиями к бельевым изделиям и верхней одежде однониточным стежком цепного переплетения. Пуговицы можно пришивать к изделию вплотную, с ножкой, с подпуговицей и потайным стежком. Пуговица пришивается за 20 проколов иглы.
Механизмы иглы, перемещения материала и путовицедержателя, автоматического выключателя аналогичны по своему устройству этим механизмам в полуавтомате 827 кл. Вместо нитепритягивателя применен нитеподатчик, работающий от игловодителя, петлитель неравномерно вращающийся, с отводчиком петель. Обрезатель нитки снабжен ширителем.
Заправка игольной нитки. Нитку с бобины или катушки вдевают в два отверстия трубчатого нитенаправителя 9 (рис. 4.43), проводят против часовой стрелки между шайбами основного регулятора натяжения 10, по часовой стрелке между шайбами дополнительного регулятора натяжения 11, справа налево вводят в проволочный нитенаправитель 8, проводят поверх правой ветви нитеоттягивающей скобы 12, вводят в петлю проволочного нитенаправителя 7, вновь проводят поверх левой ветви нитеоттягивающей скобы 12, между направляющими стержнями 6, поворачивают верхнее плечо рычага 15 к работающему и подводят нитку под зажимную пластину 13, проводят между направляющими стержнями 14, сверху вниз вводят в петлю проволочного нитенаправителя 5, по часовой стрелке вверх подводят под направляющий ролик нитенаправителя 16, справа налево вводят в ушко нитеподатчика 4, подводят под пластинчатый нитенаправитель 3, проводят между прижимными шайбами 2, вдевают в отверстие проволочного направителя 7 и в направлении от работающего заправляют в ушко иглы 17.
Своевременность ослабления натяжения нитки в основном регуляторе натяжения 10 обеспечивается поворотом главного вала 20 или эксцентрика 19 после ослабления двух упорных винтов 18. Ослабление натяжения нитки должно начинаться в момент перемещения изделия и пуговицы.
Регулировки в механизме петлителя. Своевременность ускоренных движений петлителя 2 (рис. 4.44) в момент захвата петли иглы 1 достигается поворотом ведущего 77 и ведомого 7 дисков после ослабления винтов 8 и 10. При выполнении данной регулировки необходимо добиться того, чтобы петлитель 2 при правом уколе иглы 7 быстро подходил к ней. С этой целью при крайнем верхнем положении иглы 7 метку 9 ведомого диска 7 совмещают с горизонтальной поверхностью пластины 72, затем закрепляю!’ винты 8 и 10.
Своевременность подхода носика петлителя 2 к игле 7 обеспечивается поворотом петлителя 2 после ослабления двух винтов 20. Перед выполнением данной регулировки необходимо убедиться в том. что игла 7 симметрично отклоняется относительно оси вала 13 петлителя. Для этого, например, величину отклонений иглы 7 устанавливают равной 5 мм. При этом в тот момент, когда игла выполняет правый укол и находится в крайнем нижнем положении, носик петлителя 2 должен отстоять от иглы на 4... 4,5 мм. При подъеме иглы 1 из крайнего нижнего положения на 1,5... 2 мм носик петлителя 2 должен быть выше ушка иглы на 1,8...2 мм.
Зазор между иглой 7 и носиком петлителя 2, который должен быть равен 0,1...0,2 мм, регулируется перемещением петлителя 2 вдоль оси вала 13 после ослабления двух винтов 20.
Длина нитки, подаваемой нитеподатчиком 4 (см. рис. 4.43) игле 7 (см. рис. 4.44) и петлителю 2, регулируется перемещением вдоль платформы машины рычага 15(см. рис. 4.43) после ослабления прижимного винта 3 (см. рис. 4.44). Если перемещать его от работающего, то длина подаваемой нитки увеличивается.
Регулировки в механизме отводчика нетель. Своевременность движения отводчика 4 устанавливается поворотом главного вала или эксцентрика 6 после ослабления двух винтов 5. Следует добиться того, чтобы в момент прокола иглой 7 материала отводчик 4 подставлял на линию ее движения предыдущую петлю. Положение отводчика 4в плоскости его колебания относительно линии движения иглы регулируется поворотом вала 16 после ослабления стягивающего винта 15 коромысла 14.
Положение отводчика 4 относительно линии движения иглы 1 регулируется перемещением вала 16, втулки 77и петлителя 2после ослабления винтов 15, 18.
Положение отражателя петли при правом уколе иглы регулируется его перемещением вдоль оси вала 13 после ослабления двух винтов 19 так, чтобы игла попадала в предыдущую петлю.
Регулировки в механизме обрезки нитки. Положение обрезателя 29 (рис. 4.45) и ширителя 25 петли относительно петли на петлителе регулируется перемещением штанги 30 вдоль ее оси относительно направляющего паза 32 после ослабления двух прижимных винтов 31.
Положение обрезателя 29 относительно петли в продольном направлении регулируется перемещением держателя 27 вдоль оси штанги 30 после ослабления двух прижимных винтов 26.
Положение обрезателя 29 относительно петли в поперечном направлении регулируется перемещением обрезателя 29 относительно его держателя после ослабления двух прижимных винтов 28.
124
Положение ширителя 25 относительно обреза-геля 29 регулируется его смещением поперек штанга 30 после ослабления прижимного винта 3 (см. рис. 4.44).
Длина отрезанной нитки регулируется винтом 3 «см. рис. 4.45) после ослабления гайки 4. Если винт 3 завинчивать в стойку 6 рычага 7, то рычаг 5 и ните-отгягивательная скоба 1 повернутся на больший угол при выключении машины и на игле будет создаваться излишек нитки, необходимый для образования первого стежка при включении полуавтомата.
Положение нитеоттягивательной скобы 1 относительно нитенаправителя 8 регулируется его перемещением относительно рычага 5 после ослабления винта 2.
Усилие зажима нитки перед ее обрезкой регулируется вертикальным перемещением установочного кольца 18 после ослабления винтов 20 вдоль стержня 15. Если установочное кольцо 18 поднимать, то пружина 16, сжимаясь, увеличит давление пластины 17 на нитку.
Своевременность зажима нитки устанавливается перемещением винтового пальца 13 после ослабления гайки 14. Если винтовой палец 4 перемешать от работающего, то выступ 9 копира /^раньше повернет коромысло 12 и прижим 19 зажмет нитку.
Положение прижима 19 по высоте можно регулировать винтом 24. Если его завинчивать, то прижим 19 будет подниматься.
Положение прижима 19 относительно цензра пластины 17 регулируется осевым перемещением стержня 23 внутри вала 22 после ослабления винта 21.
4.7. Полуавтомат 1495 кл.
Полуавтомат 1495 кл. (рис. 4.47) предназначен для пришивания плоских пуговиц с четырьмя отверстиями вплотную к изделиям однониточной строчкой цепного переплетения. Пуговица пришивается за 20 проколов иглы. Порядок проколов показан на рисунке.
Полуавтомат состоит из головки 2 полуавтомата 1095 кл. (рис. 4.48), в которой изменены конструкция включения машины и устройство подъема пуговицедержателя, и бункерной приставки 5 (см. рис. 4.47), жестко закрепленных на плите 7. Бункерная приставка 5 служит для ориентации пуговиц, их подачи в зазор между лапками пуговицедержателя и выталкивания из него пришитой пуговицы вместе с материалом. Пришивание пуговиц, заправку нитки, выполнение основных регулировок шьющих механизмов в полуавтомате 1495 кл. производят так же, как в машине-полуавтомате 1095 кл.
Регулировки в механизме приставки. Положение паза кантователя 4 (рис. 4.49) относительно
Положение головки винтового пальца 13 относительно линии движения выступа Урегулируется осевым перемещением коромысла 12 после ослабления стягивающего винта 11.
Ршулировка и установка приспособлений. Чтобы пришить пуговицу с ножкой, к пуговицедер-жателю 3 (рис. 4.46) через отверстия 6 двумя винтами 15 прикрепляется опора 16. Положение выступов отделяющей лапки 17 относительно лапок пуговицедержателя в направлении поперек платформы регулируется винтом 13 после ослабления гайки 14. При завинчивании винта 13 лапка 17 будет перемещаться влево от работающего.
Положение лапки 17 по высоте регулируется ее вертикальным смещением относительно рычага 12 после ослабления винта 11.
Если нужно пришить пуговицу с подпуговицей, то к планке 2 двумя винтами 5 через овальные прорези 18 прикрепляется держатель 10 подпуговицы.
Положение отверстий подпуговицы относительно отверстий пуговицы регулируется перемещением держателя 10 вдоль планки 2 после ослабления винтов 5.
При пришивании пуговицы потайными стежками через отверстие 1 к планке 2 прикрепляется рычаг 27 с помощью винта 19 и пружины 20. При вводе пластины 8 вместе с подогнутым материалом под прижимные лапки стержень 9 должен войти в паз 4.
Положение паза пластины 8 относительно лапок и линии движения иглы регулируется продольным перемещением пластины 8 после ослабления винтов 7.
ЗАО «Завод Промшвеймаш»
сориентированной пуговицы регулируется поворотом коромысла 6 после ослабления стягивающего винта 7. При повороте коромысла 6 по часовой стрелке кантователь 4 поворачивается в том же направлении.
Положение приемного отверстия канала 77 относительно пуговицы, подаваемой кантователем 4, по высоте регулируется вертикальным перемещением корпуса канала 77 после ослабления двух винтов 5, 10.
Положение отсекателя 9 в пазу канала 77 регулируется поворотом отсекателя после ослабления стягивающего винта 3.
Положение ориентатора 13 по высоте относительно верхней плоскости пуговицы, поданной в воронку 75, регулируется поворотом коромысла 7 после ослабления стягивающего винта 2. При повороте коромысла 1 по часовой стрелке ориента-тор 13 и его вал 8 будут подниматься. Положение воронки 75 по высоте относительно нижней поверхности рычага подачи 26 рехулируется поворо
125
том коромысла 24 после ослабления стягивающего винта 22. При повороте коромысла 24 по часовой стрелке воронка 75 будет подниматься.
Усилие подъема воронки 15 регулируется перемещением вдоль вала 21 установочного кольца 23 после ослабления двух его упорных винтов. При опускании установочного кольца пружина 20 будет сжиматься и усилие подъема возрастет.
Положение ролика коромысла 12 включения приставки по вертикали регулируется поворотом коромысла 12 после ослабления его стягивающего винта 16.
Положение штырей рычага подачи 26 относительно ориентатора 13 и паза в воронке 75 регулируется поворотом рычага подачи 26 на оси 27 после ослабления винта 25, стягивающего два сухарика.
Натяжение клинового ремня обеспечивается поворотом коромысла 17 на втулке 19 после ослабления винта 18. Если коромысло 7 7 поворачивать по часовой стрелке, то натяжной ролик 14 усилит свое давление на клиновой ремень.
Своевременность включения приставки, т. е. подачи очередной пуговицы, обеспечивается поворотом кулачка 27(рис. 4.50) на валу 26червячного колеса головки машины после ослабления двух упорных винтов 28.
Положение по высоте собачки 25 относительно ролика 24 коромысла 23 включения приставки регулируется перемещением по прорези рычага 29 оси собачки 25 после ослабления гайки 30.
Своевременность подъема лапок 3 обеспечивается поворотом кулачка 27 относительно кулачка
22 после ослабления двух прижимных винтов 5. В случае отсутствия подачи пуговицы в пуговице-держатель швейной головки следует, не нажимая на педаль, надавить на рычаг 4, и пуговица будет подана. При повторном отсутствии подачи пуговицы нужно проверить наличие пуговиц в канале приставки.
Регулировки в механизме подъема лапок и включения головки. Высота подъема лапок 3 регулируется изменением положения ролика 20 относительно кулачка 27. Если вал 6 и коромысло 19 после ослабления стягивающего винта 10 коромысла 7 повернуть против часовой стрелки, то ролик 20 отойдет от кулачка 27. Соответственно коромысла 19, 77 и вал 6 будут поворачиваться на меньший угол и штанга 72 поднимет лапки 3 на меньшую величину.
Положение собачки 75 относительно ролика 13 рычага 14 включения головки машины регулируется горизонтальным перемещением рычага 18 и его кронштейна /6 после ослабления двух прижимных винтов 77. При горизонтальном смещении кронштейна 16 меняется положение горизонтальной площадки коромысла 7 относительно штока 8 электромагнита 9, но такое действие не будет влиять на включение головки машины.
Положение по высоте пластин 7 относительно лапок 3 регулируется их вертикальным перемещением после ослабления винтов 2.
Параллельность плаз формы головки плоскости приставки регулируется вертикальным перемещением головки 2 (см. рис. 4.47) с помощью винта 3 после ослабления его контргайки 4.
Рис. 4.1
127
Рис. 4.4
128
6
7
8
Рис. 4.5
9 В. Я. Франц
129
Рис. 4.6
Рис. 4.7
131
17
Рис. 4.12
133
Рис. 4.14
2
135
Рис. 4.17
Рис. 4.18
Рис. 4.19
136
Рис. 4.20
137
оо
7
8
9
4.
3
Рис. 4.21
40
Рис. 4.22
Рис. 4.23
о
Рис. 4.24
Рис. 4.25
141
1
2
4
Рис. 4.26
142
Рис. 4.27
Рис. 4.29
144
KWWxN
10 В. Я. Франц
Рис. 4.31
145
Рис. 4.32
Рис. 4.33
146
Рис. 4.34
Рис. 4.38
148
Рис. 4.39
Рис. 4.41
150
Рис. 4.42
20 19 18 17 16 15 14 13 12 11 10
Рис. 4.44
152
I
2 3
4 5
7
3 )
3
1
2
3
4
5
Рис. 4.46
153
Рис. 4.47
J 54
C/1
C/1
Рис. 4.48
CZl o>
Рис. 4.49
Рис. 4.50
СПИСОК ЛИТЕРАТУРЫ
Исаев В. В. Оборудование швейных фабрик. — М.: Легпромбытиздат, 1989.
Полухин В. П, Милосердный Л. К. Конструктивно-унифицированный ряд швейных машин класса 31с горизонтальной осью челнока. — М.: Легпромбытиздат, 1991.
Рейбарх Л. Б., Лейбман С.Я., Рейбарх Л. П. Оборудование швейного производства. — М.: Легпромбытиздат, 1988.
Рубцов Б. А. Лабораторный практикум по машинам и аппаратам швейного производства. — М.: Легпромбытиздат, 1995.
Франц В.Я., Исаев В.В. Швейные машины. Иллюстрированное пособие. — М.: Легпромбытиздат, 1986.
Франц В. Я. Оборудование швейного производства. — М.: Издательский центр «Академия», 2002.
ОГЛАВЛЕНИЕ
Предисловие..........................................................3
Глава 1. Общие сведения о работе швейных машин.......................4
1.1. Правила подготовки швейных машин к работе................4
1.2. Основные неисправности в работе швейных машин............5
1.3. Характеристики и методы оценки качества выполнения операций на швейных машинах.......................................... 8
Глава 2. Швейные машины челночного стежка...........................10
2.1. Машины конструтстивно-унифицированного ряда (КУР) 31 (131) кл. ОАО «Орша»...................................................Ю
2.2. Машина 1022-М кт. ОАО «Орша»............................14
2.3. Машина 0-1022 МСИ кл. ОАО «Орша»........................16
2.4. Машина 8332/3705 кл. фирмы «Алтин»......................17
2.5. Машина 852 (х5) кл. ЗАО «Завод Промшвеймаш».............18
2.6. Машина 1852 кт. ЗАО «Завод Промшвеймаш».................20
2.7. Машина 1862 кт. ЗАО «Завод Промшвеймаш».................20
2.8. Машина 302 кт. ЗАО «Завод Промшвеймаш»..................20
2.9. «Машина 426 кт. ЗАО «Завод Промшвеймаш».................22
Глава 3. Швейные машины для выполнения цепного стежка...............63
3.1. Машина 2222-М кт. ОАО «Орша»............................63
3.2. Машина 1401/2-2243 кт. ОАО «Орша».......................63
3.3. Машина 237 кт. ЗАО «Завод Промшвеймаш»..................64
3.4. Машина 976-1 кт. ЗАО «Завод Промшвеймаш» ...............65
3.5. Машина 3076-1 кт. ЗАО «Завод Промшвеймаш»...............67
3.6. Машина 285 кч. ЗАО «Завод Промшвеймаш»..................68
3.7. Машина Cs-790 кт. фирмы «Паннония» ......................69
3.8. Машина 51 кт. ЗАО «Завод Промшвеймаш»....................70
3.9. Машина конструктивно-унифицированного ряда 51 кл. ЗАО «Ростовский-на-Дону завод «Агат»........................72
3.10. Машина 8515/700 кт. фирмы «Аттин»......................75
Глава 4.Швейные машины полуавтоматического действия................112
4.1. Полуавтомат 570 кт. ЗАО «Завод Промшвеймаш»............112
4.2. Полуавтомат конструктивно-унифицированного ряда 1820 кл. ОАО «Орша»..................................................ИЗ
4.3. Полуавтомат 25-1 кт. ЗАО «Завод Промшвеймаш»...........115
4.4. Полуавтомат 73401-РЗ кт. фирмы «Минерва»...............118
4.5. Полуавтомат 827 кт. ЗАО «Завод Промшвеймаш»............121
4.6. Полуавтомат 1095 кт. ЗАО «Завод Промшвеймаш»...........124
4.7. Полуавтомат 1495 ид. ЗАО «Завод Промшвеймаш»...........125
Список литературы..................................................158