













































































































































































































































































































































































































































































Текст
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЧЕСКИЙ СПРАВОЧНИК
РЕДАКЦИОННЫЙ СОВЕТ
Председатель Совета и главный редактор
акад. Е. А. ЧУДАКОВ
С. А. АКОПОВ, И. И. АРТОБОЛЕВСКИЙ, Н. С. АЧЕРКАН, И. М. БЕСПРОЗВАННЫЙ,
Н. Т. ГУДЦОВ, В. И. ДИКУШИН, А. И. ЕФРЕМОВ, В. К. ЗАПОРОЖЕЦ, А. И. ЗИМИН,
Н. С. КАЗАКОВ, М. В. КИРПИЧЕВ. В. М. КОВАН, Ю. П. КОНЮШАЯ. А. А. ЛИПГАРТ,
В. А. МАЛЫШЕВ, Л. К. МАРТЕНС, Л. М. МАРИЕНБАХ, Г. А. НИКОЛАЕВ. И. А. ОДИНГ
(зам. председателя Редсовета), Е. О. ПАТОН, Л. К. РАМЗИН, Н. Н. РУБЦОВ, М, А. САВЕРИН
(зам. председателя .Редсовета), И. И. СЕМЕН ЧЕНКО, С. В. СЕРЕН СЕН, К. К. ХРЕНОВ,
М. М. ХРУЩОВ, Н. А. ШАМИН, А. Н. ШЕЛЕСТ, Л. Я. ШУХГАЛЬТЕР (зам. главного редактора),
А. С. ЯКОВЛЕВ
РАЗДЕЛ ТРЕТИЙ
ТЕХНОЛОГИЯ
ПРОИЗВОДСТВА МАШИН
ТОМ 6
Ответственный редактор
доктор техн. наук, проф. В. М. КОВАН
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
москва—1947
ПРОИЗВОДСТВЕННАЯ ЧАСТЬ
Зам. начальника издательства Д. М. Польский. Начальник производствен-
ного отдела Машгиза С. А. Соловьев. Техн. редактор Г. Ф. Соколова.
Зав. корректорской С. А. Третьяков. Корректор Ю. Н. Николаева.
Художник-оформитель А. Л. Вельский. Руководитель графического бюро
А. И. Эйфель. Графики и ксилографы А. М. Тетеран, А. Ф. Иваницкая,
С. М. Лотохин, Н. И. Корытцев, Я. М. Владимирова, 3. И. Погудкина.
Полиграфические работы выполнены в 1-й типографии Машгиза. Директор
типографии Н. И. Панин. Зав. производством Л. О. Машгиза Я. И. Лебедев.
Зав. производством типографии И. С. Кондрот. Набор и вёрстка
произведены под руководством И. А. Пименова, технолога О. Я. Васина
и бригадира верстальщиков М.Г. Петрова. Печатью руководили М.П. Седов
и технолог С. М. Сундаков. Брошировочно-переплётные работы выполнялись
под руководством И. И. Смирнова. Тиснением руководила Д. Г. Белова.
Матрицы и стереотипы изготовлены, под руководством И. М. Беспалова.
Типографская корректура проведена под руководством Е. А. Ьеляй<ина.
Бумага фабрики им. Володарского. Ледерин Щёлковской фабрики. Каргон
Калининской фабрики. Шрифт изготовлен на 1-м и 2-м шрифтолитейных
заводах.
6-й том сдан r производство 15/Х 1946 г. — 27/II 1947 г. Подписан к печати
21/VH UK7i. A 06382. Заказ № 941. Бумага 70xlU8'/i». Уч.-изд. листов 72.
Печатных листов 35-f-9 вклеек. Тираж 50 000. A-й завод 1-25 000).
Адрес типогргфли: Ленинград, ул. Моисеенко, д. 10,
АВТОРЫ ТОМА
П. Н. АКСЕНОВ, проф., д-р техн. наук, В. М. АРИСТОВ, доц., канд. техн. наук,
М. Ю. БАЛЫИИН, канд. техн. наук. П. П. БЕРГ, проф., д-р техн. наук,
Ш. М. БИЛИК, канд. техн. наук, А. Т. БУНДИН, канд. техн. наук, А. Н. БРЮ-
ХАНОВ, инж., Р. С. БЫКОВ, канд. техн. наук, И. И. ГИРШ, канд. техн. наук,
К. Ф. ГРАЧЕВ, проф., д-р техн. наук, С. И. ГУБКИН, проф., д-р техн. наук,
В. И. ГОСТЕВ, инж., А. В. ГОЛОВИН, инж., Е. М. ЗАЙДМАН, инж., О. И. ЗА-
ЛЕССКИЙ, инж., В. В. КЕРЕКЕШ, инж., Е. С. КУРИЦ, инж., И. Б. КУМАНИН,
инж., Н. И. КОРНЕЕВ, д-р техн. наук, Т. А. ЛЕБЕДЕВ, проф., д-р техн. наук,
Л. М. МАРИЕНБАХ, проф., д-р техн. наук, Г. А. НАВРОЦКИЙ, канд. техн.
наук, И. А. РЕВИС, канд. техн. наук, Н. Н. РУБЦОВ, проф., д-р техн. наук,
М. В. СТОРОЖЕВ, доц., канд. техн. наук, Е. С. СТЕБАКОВ, инж., М. Т. ЦУКЕР-
МАН, инж., В. М. ШЕСТОПАЛ, доц., канд. техн. наук, В. И. ЯРХО, доц., канд.
техн. наук.
•**
НАУЧНЫЕ РЕДАКТОРЫ
А. С. БЛИЗНЯНСКИЙ, инж. (терминология и обозначения), Г. С БРОДСКИЙ, инж. (гл. I),
Н. Н. ВОСКРЕСЕНСКИЙ, инж. (зам. отв. редактора тома), Б. С. МИЛЬМАН, канд. техн. наук
(гл. I), Н. Н. РУБЦОВ, проф., д-р техн. наук (гл. I), M. В. СТОРОЖЕВ, доц., канд. техн. наук (гл. II),
Л. А. ШОФМАН, доц., канд. техн. наук (гл. III).
Редактор графических материалов В. Г. КАРГАНОВ, инж.
*
Редактор^организатор В. Н. МАЛЕЦКАЯ
*
Зав. редакцией А. Н. КЛУШИНА
*
Адрес редакции: Москва, Третьяковский пр., д. 1, Машгиз, Главная
редакция энциклопедического справочника „Машиностроение".
СОДЕРЖАНИЕ
От редактора X
Глава I. ТЕХНОЛОГИЯ ЛИТЕЙНОГО
ПРОИЗВОДСТВА 1
Материалы для п л а в к и в литей-
ном производстве (проф., д-р техн.
наук Л. М. Мараенбах) 1
Шихтовые материалы для литья чёрных ме-
таллов 1
Доменные чугуны 1
Форма, размеры и внешний вид чушек . 3
Природно-легированные чугуны 3
Металлы чёрные вторичные 3
Ферросплавы доменные 4
Ферросплавы электротермические и ме-
таллотермические 4
Специальные раскислители и модифика-
торы 6
Руды 6
Флюсы 7
Шихтовые материалы для литья цветных ме-
таллов 7
Ваграночное (технологическое) топливо ... 11
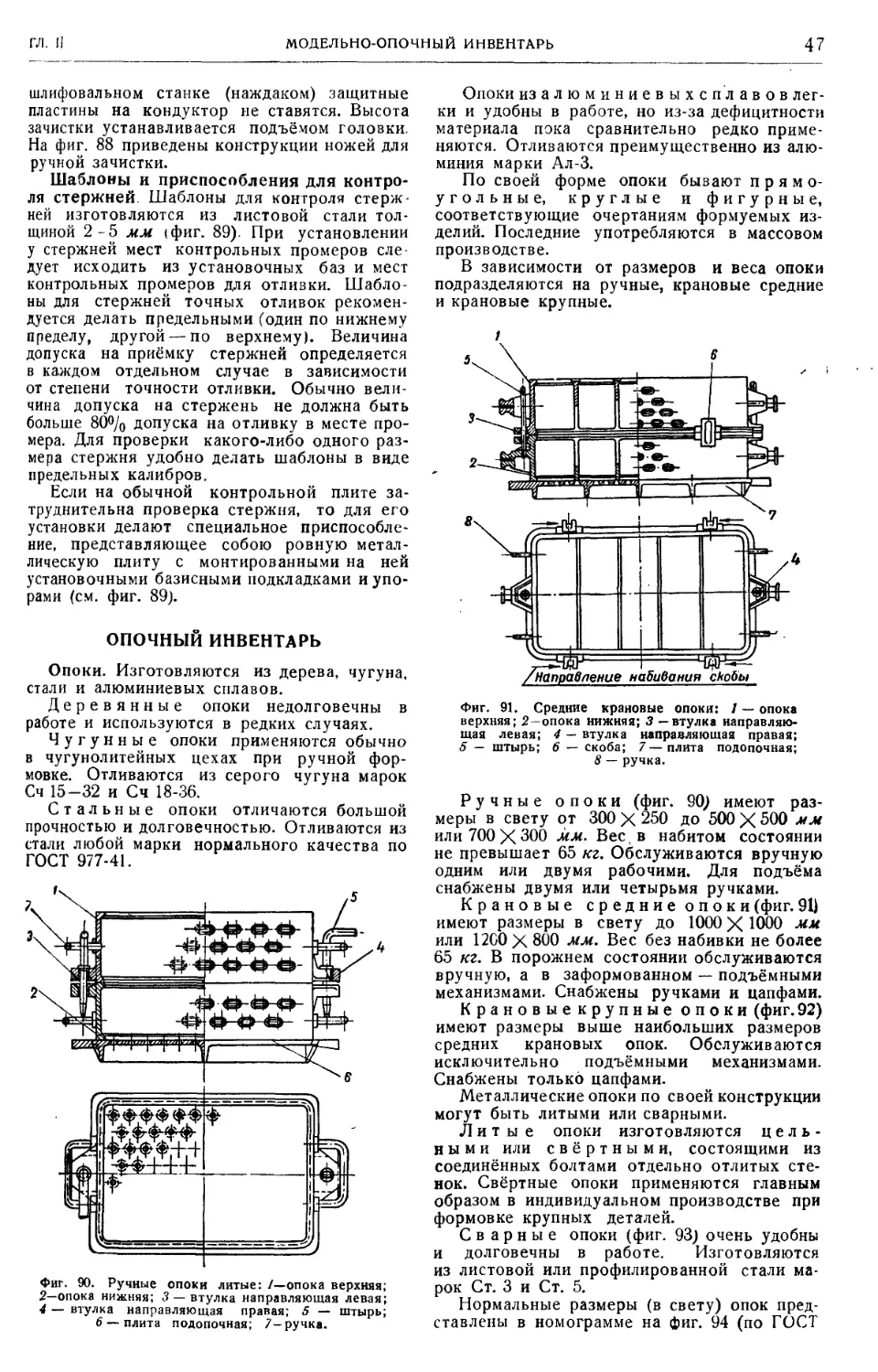
Модельно-опочный инвентарь
{анж. Е. С. Стебаков) 14
Общие сведения 14
Модели и стержневые яшики деревянные . . 19
Соединение частей деревянных моделей . . 20
Классификация деревянных моделей и
стержневых ящиков 22
Процесс изготовления деревянных моделей
и стержневых ящиков 23
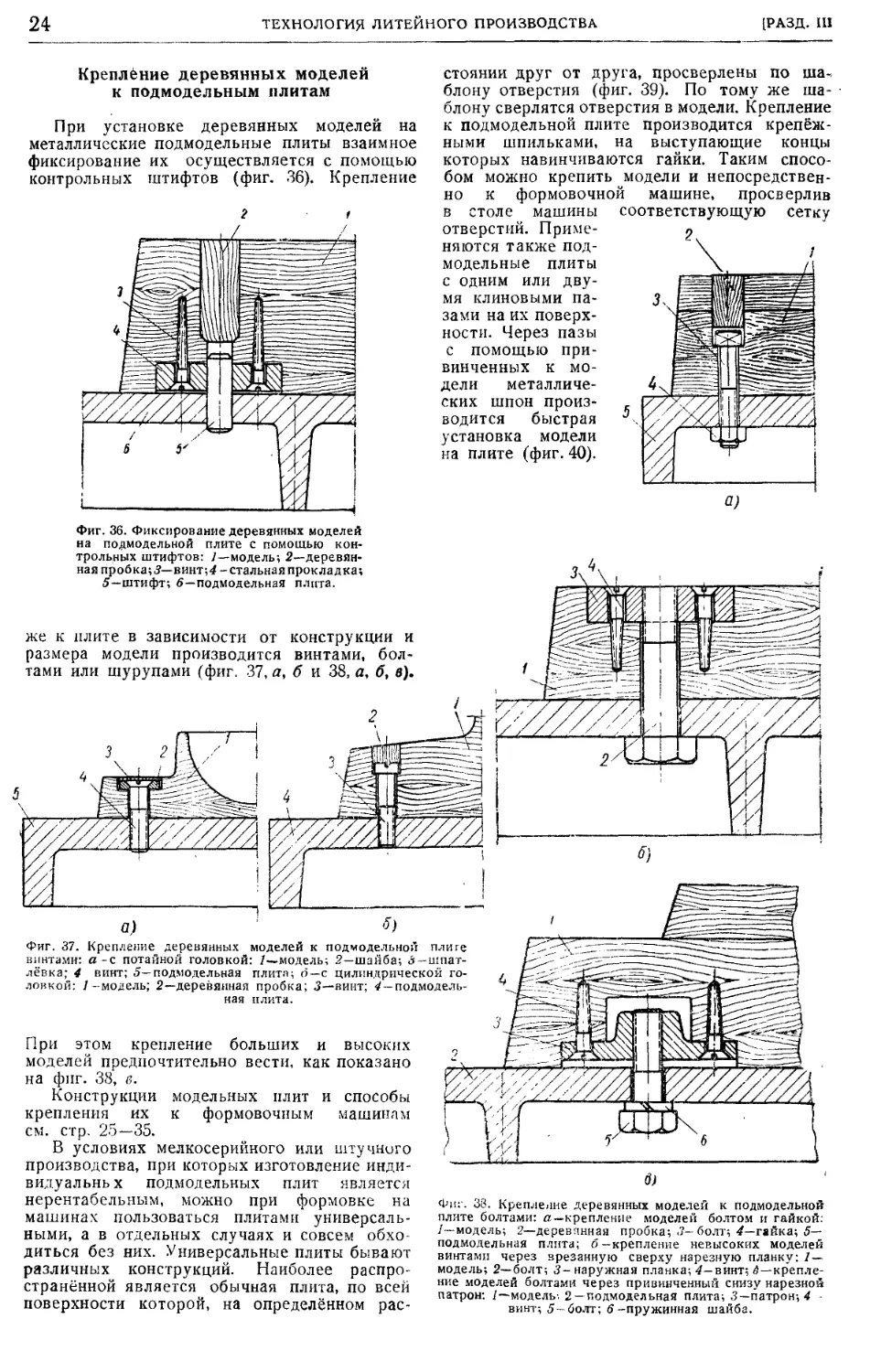
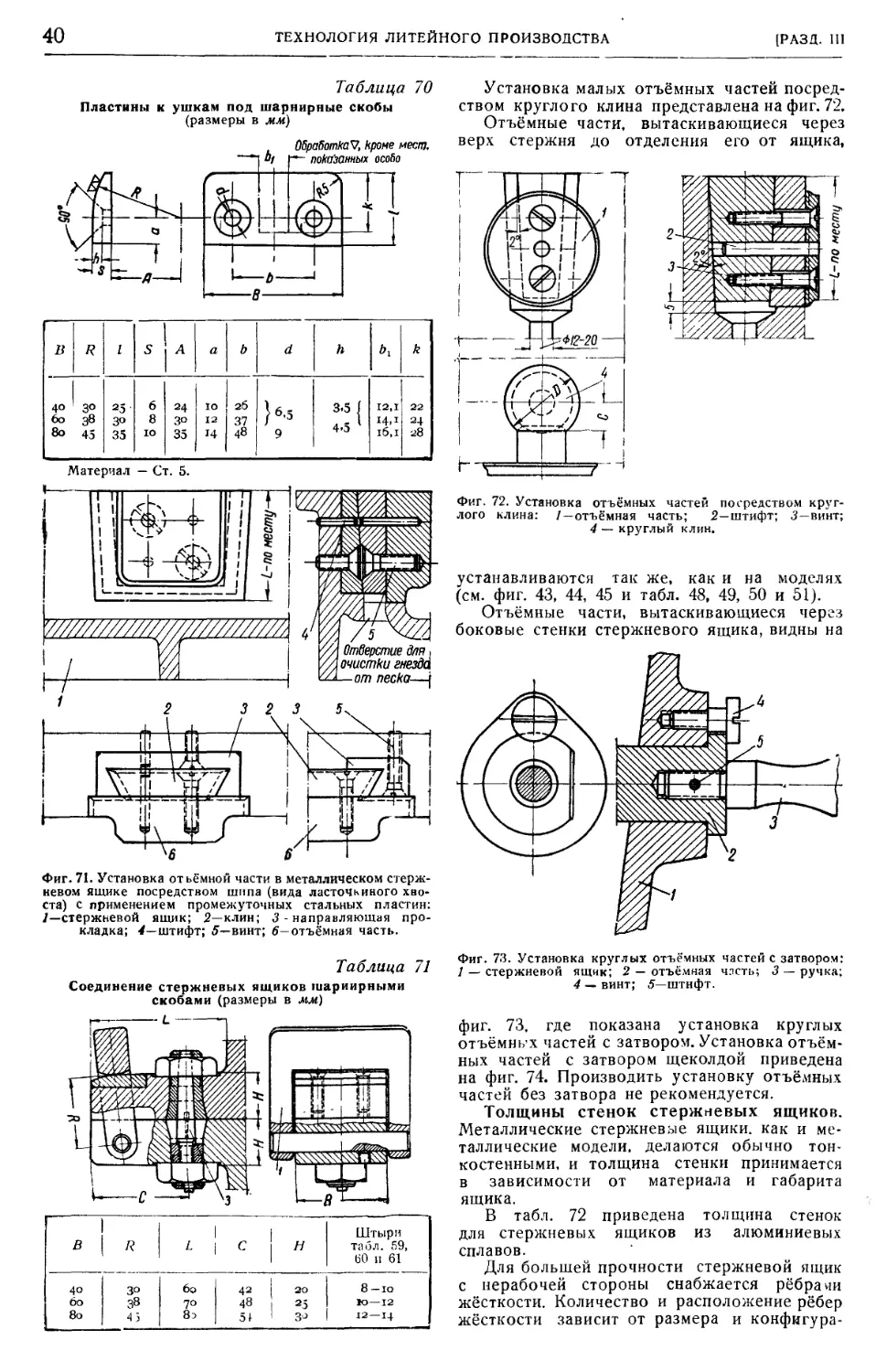
Крепление деревянных моделей к подмо-
дельным плитам ' . 24
Металлические модели 25
Конструктивные элементы металлических
моделей 25
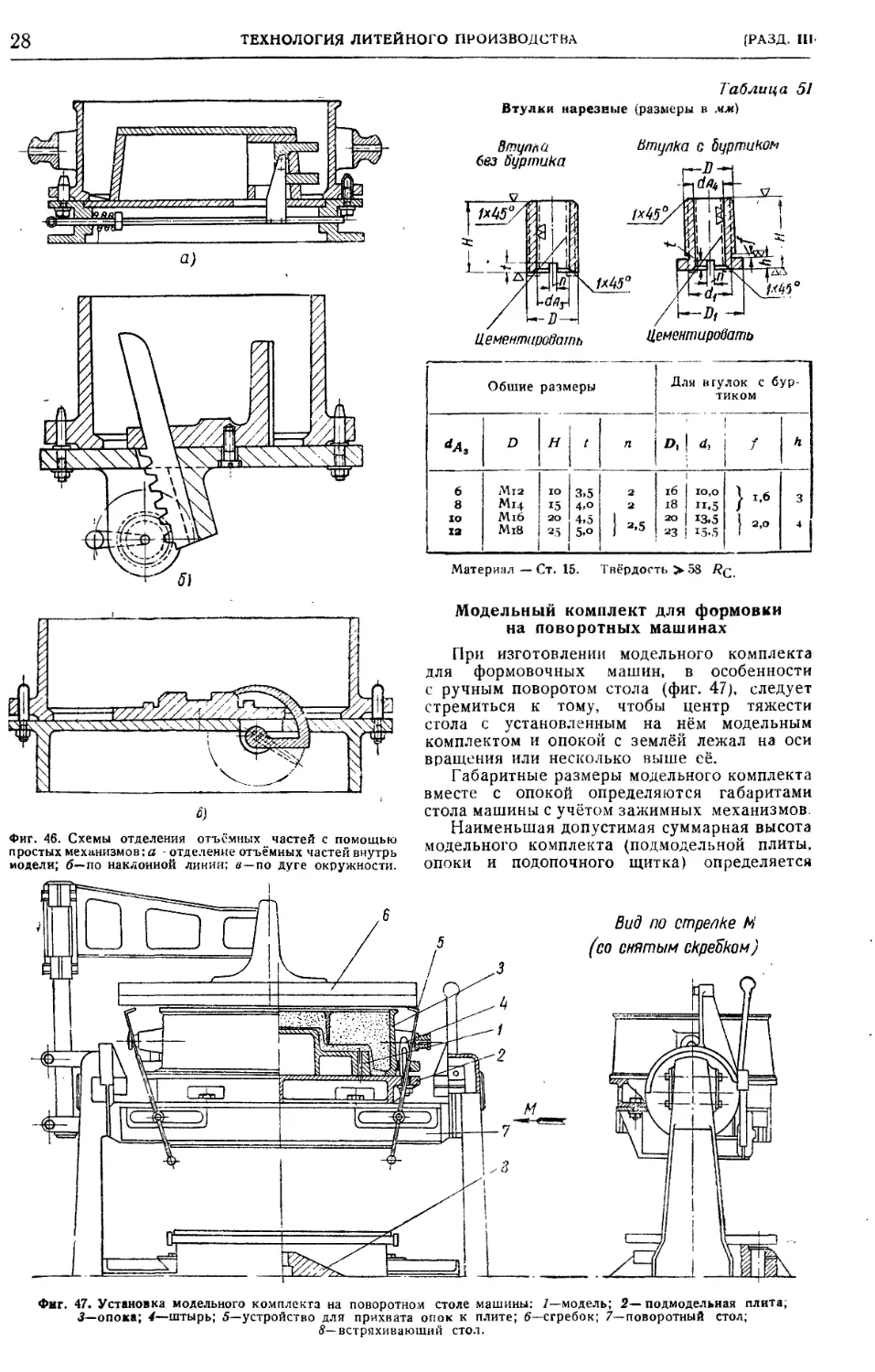
Модельный комплект для формовки на по-
воротных машинах 28
Модельный комплект для формовки на ма-
шинах с штифтовым съёмом 31
Модельный комплект для формовки на ма-
шинах с рамочным съёмом 34
Подпрессовочные головки 35
Металлические стержневые ящики 35
Приспособления для производства стержней 43
Опочный инвентарь 47
Инвентарь для безопочной формовки 61
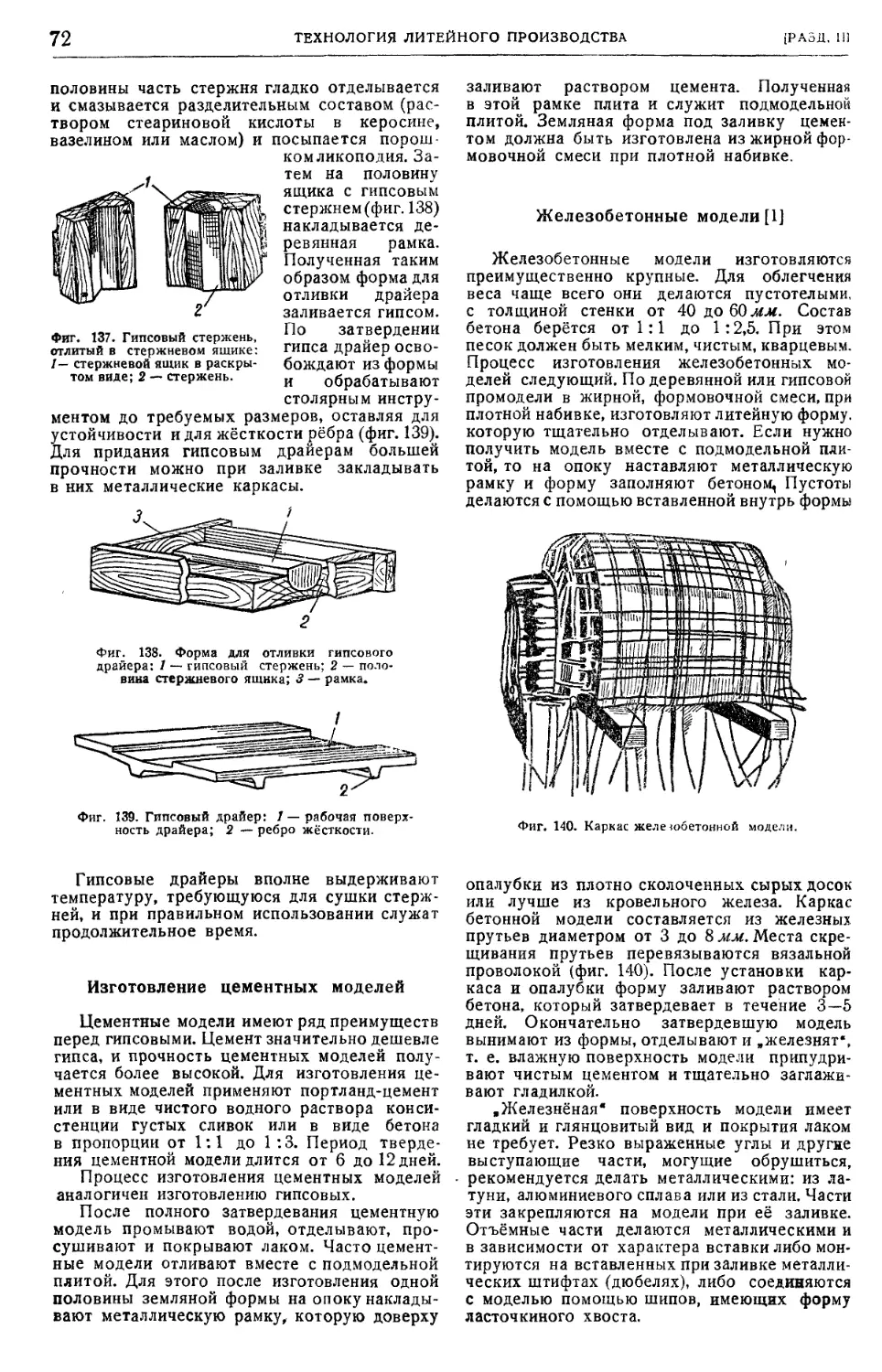
Модели гипсовые и цементные 70
Изготовление гипсовых моделей по промо-
делям 70
Изготовление гипсовых моделей по ша-
блонам 70
Изготовление гипсовых драйеров для
сушки стержней 71
Изготовление цементных моделей .... 72
Железобетонные модели . . 72
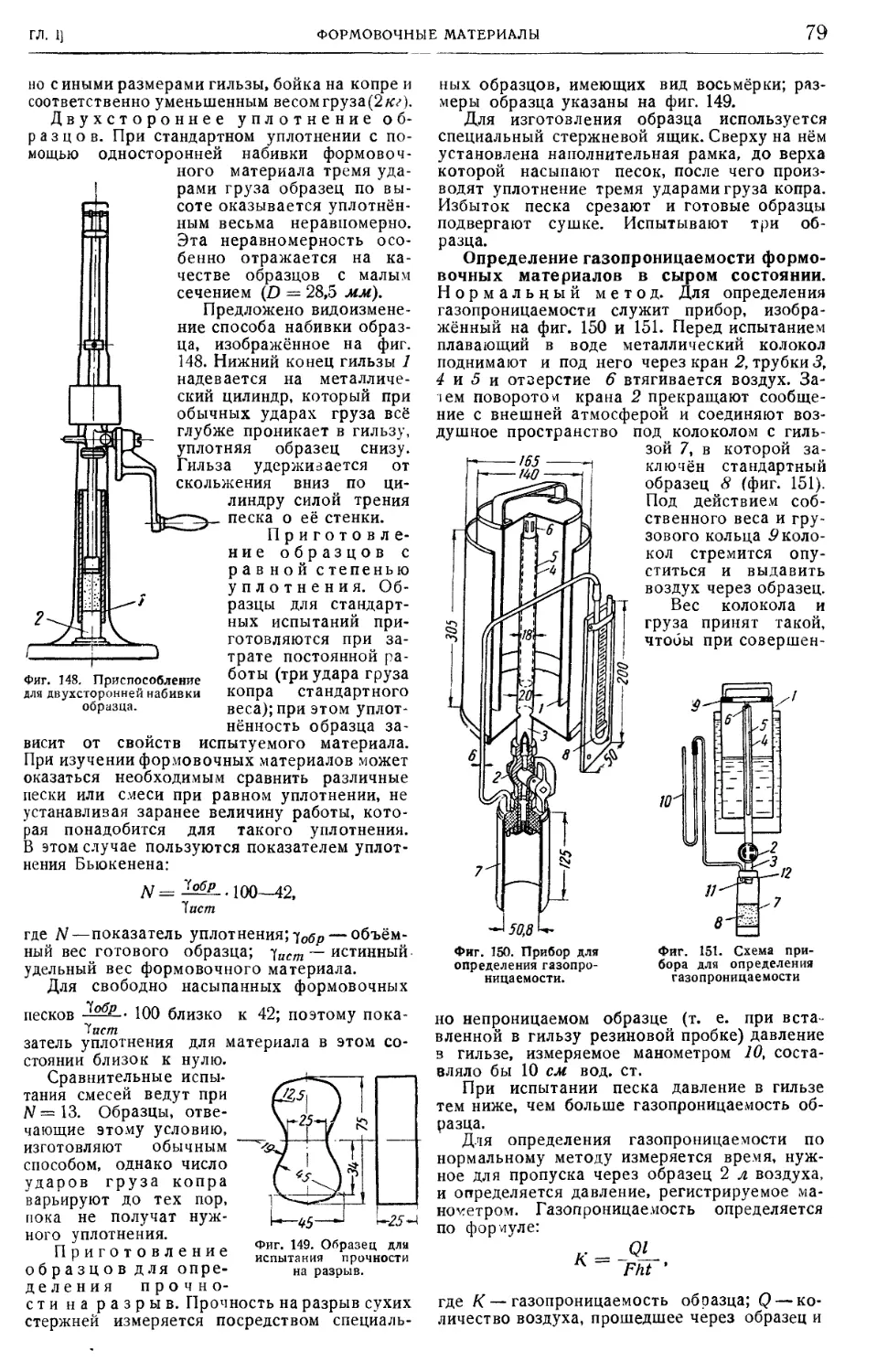
Формовочные материалы (инж.
И. Б. Куманин) 73
Общие сведения 73
Методы испытания 75
Общие методы испытания 75
Специальные методы испытания 76
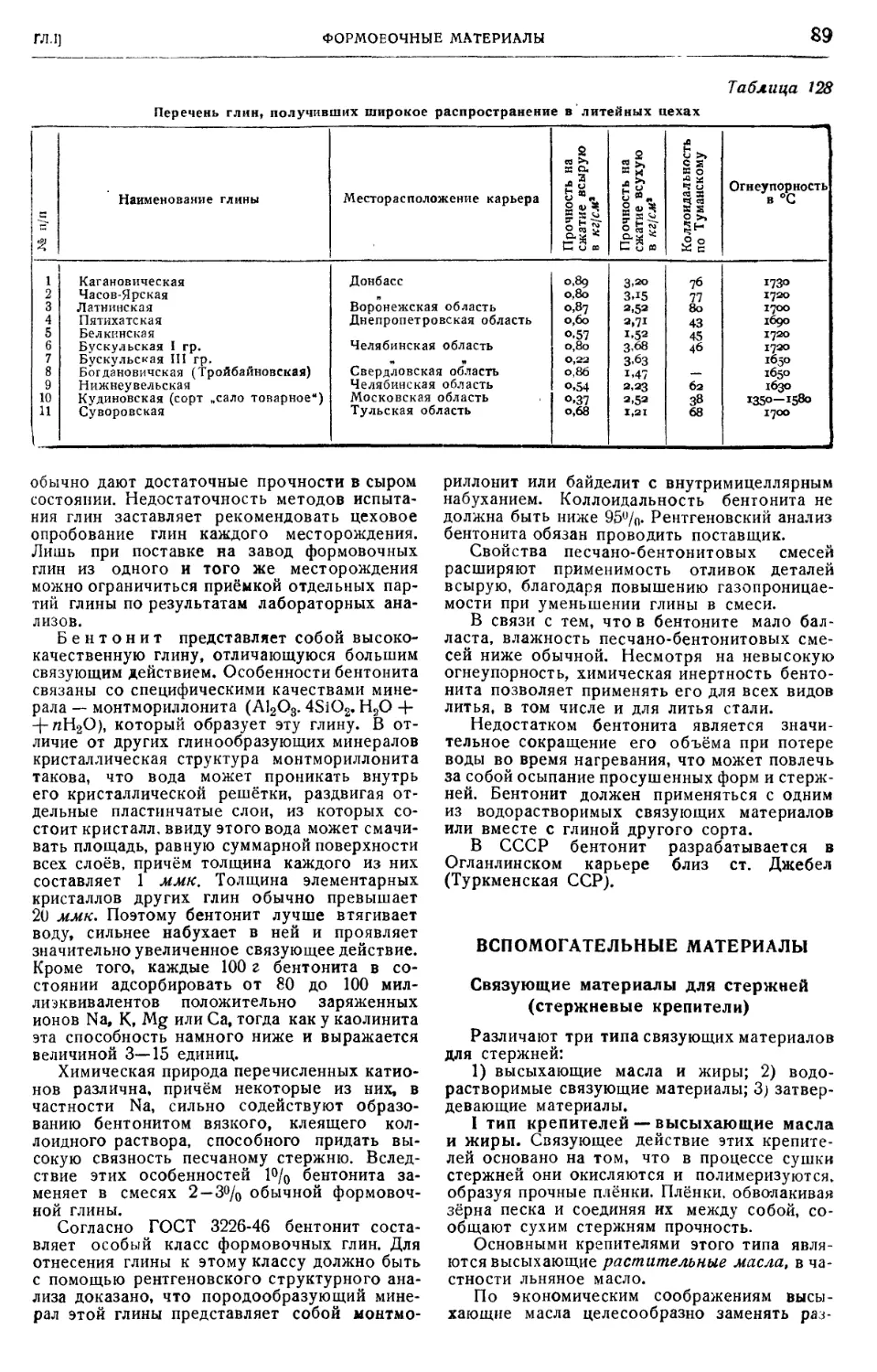
Исходные формовочные материалы 84
Вспомогательные материалы 89
Связующие материалы для стержней ... 89
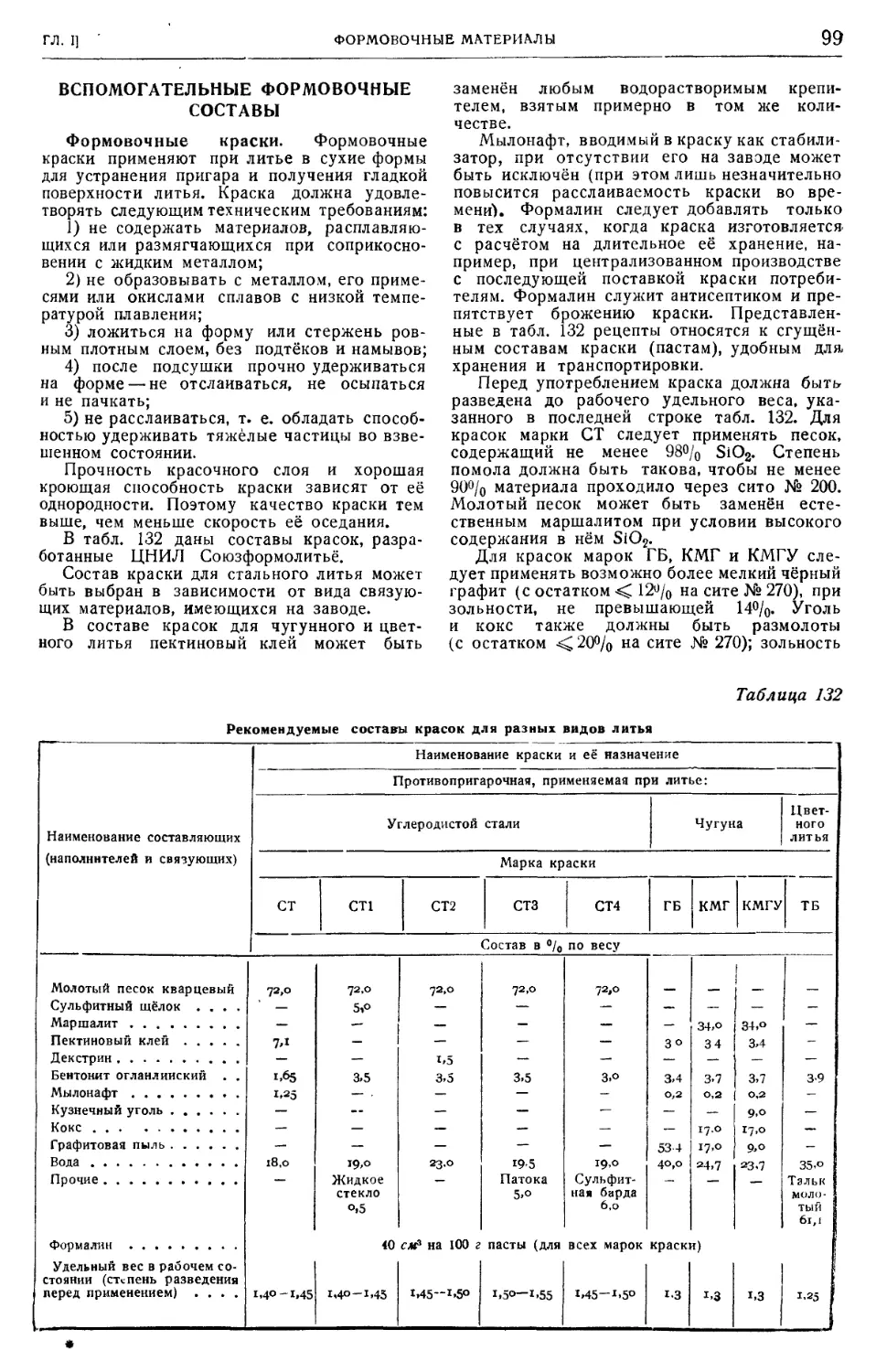
Противопригарные материалы 94
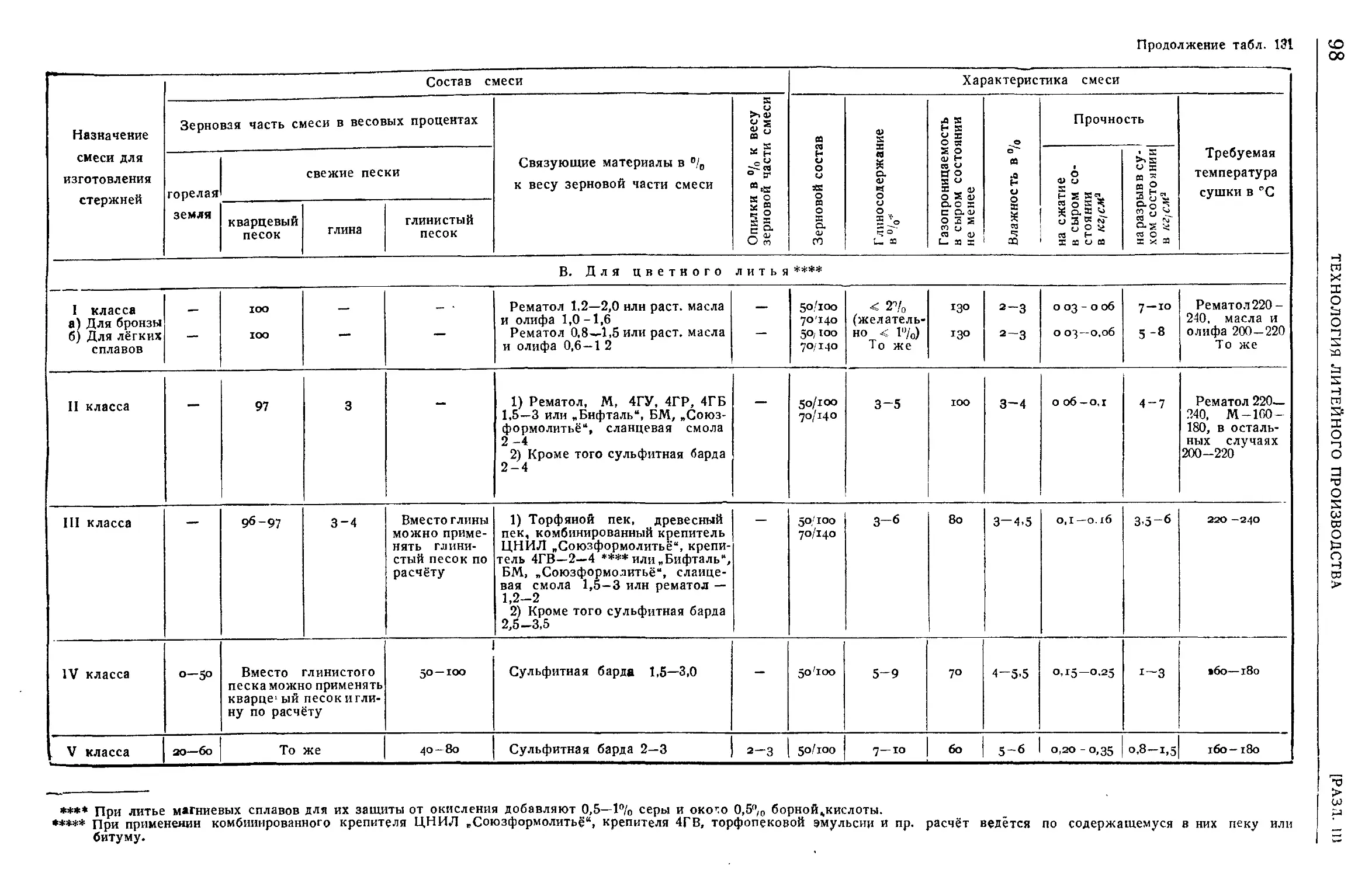
Формовочные смеси 94
Вспомогательные формовочные составы ... 99
Технология переработки формовочных мате-
риалов 100
Формовка [анж. Е. С. Стебаков).... 103
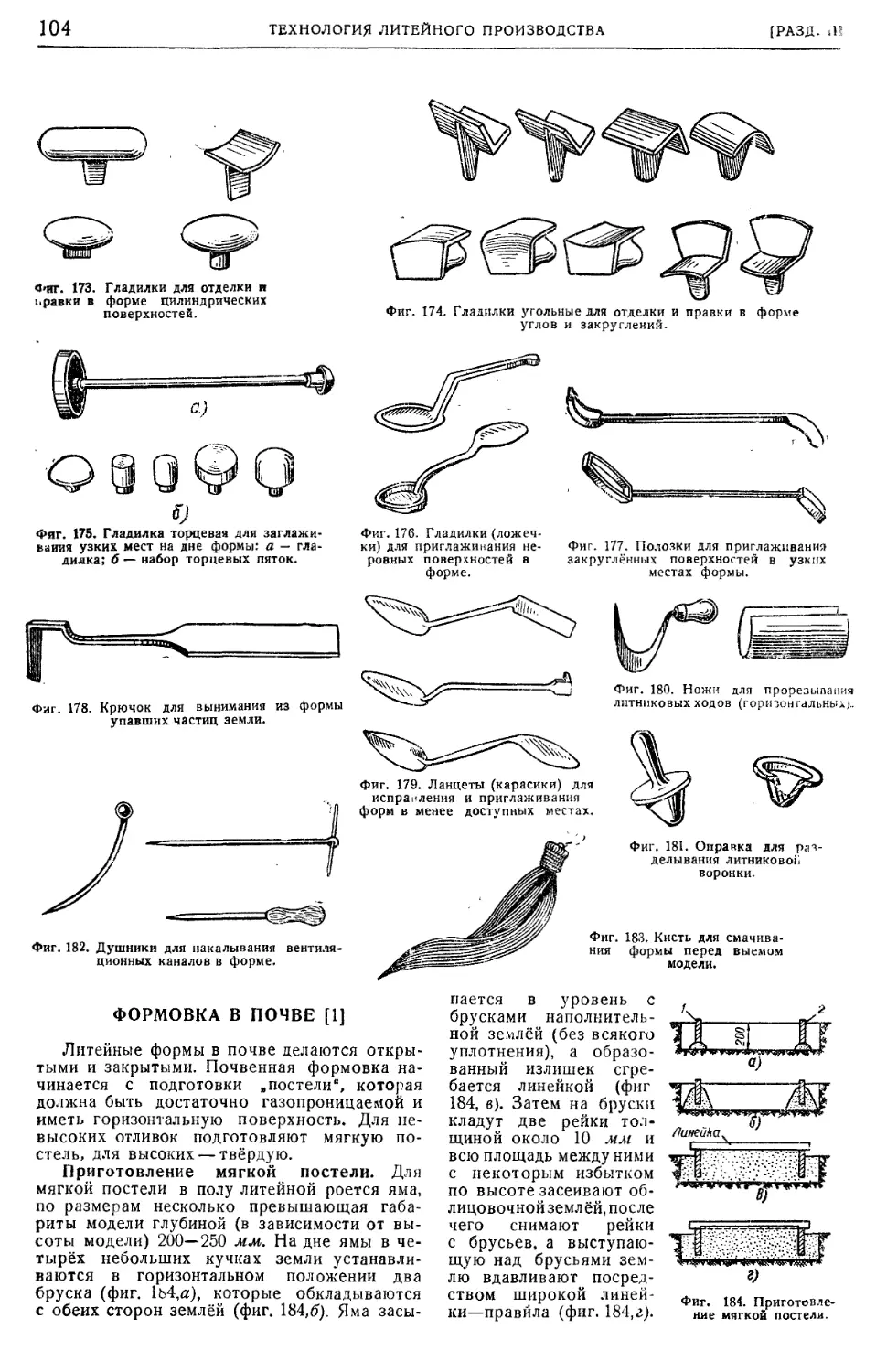
Формовка в почве 104
Формовка в опоках 105
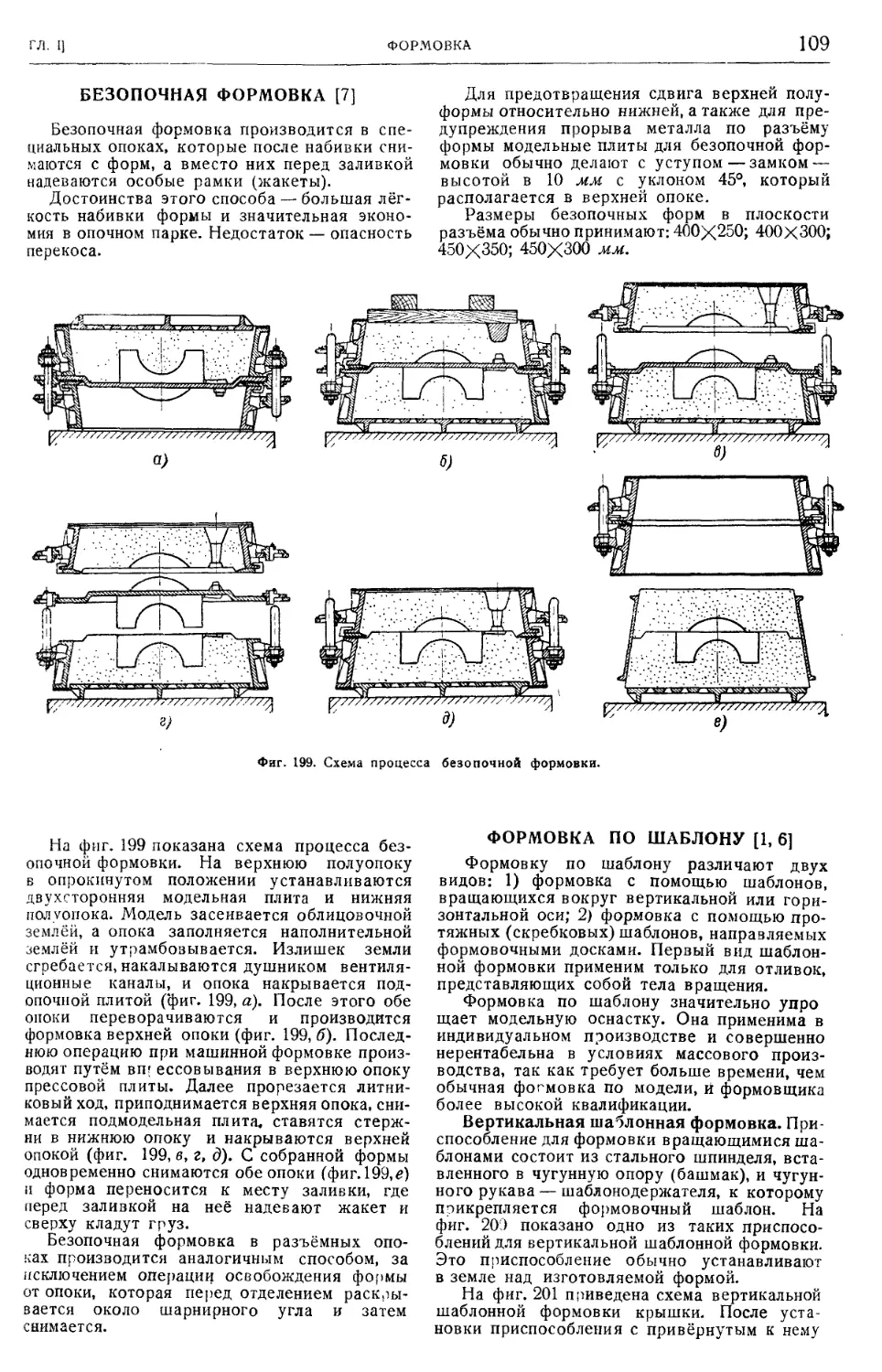
Безопочная формовка 109
Формовка по шаблону 109
Формовка по скелетным моделям 111
Формовка по контрольным сечениям .... 112
Формовка в стержнях 113
Формовка в глине 113
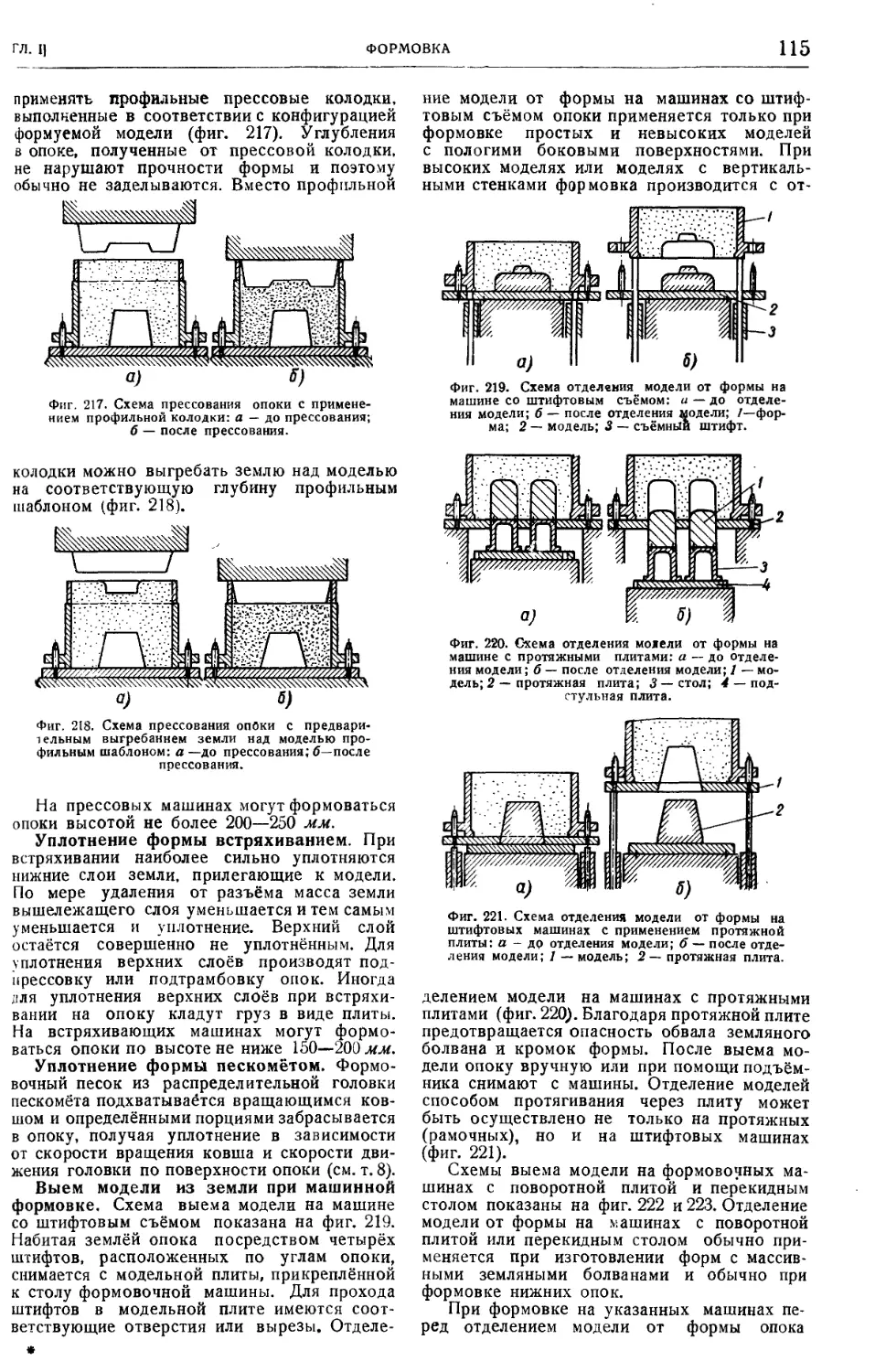
Машинная формовка 114
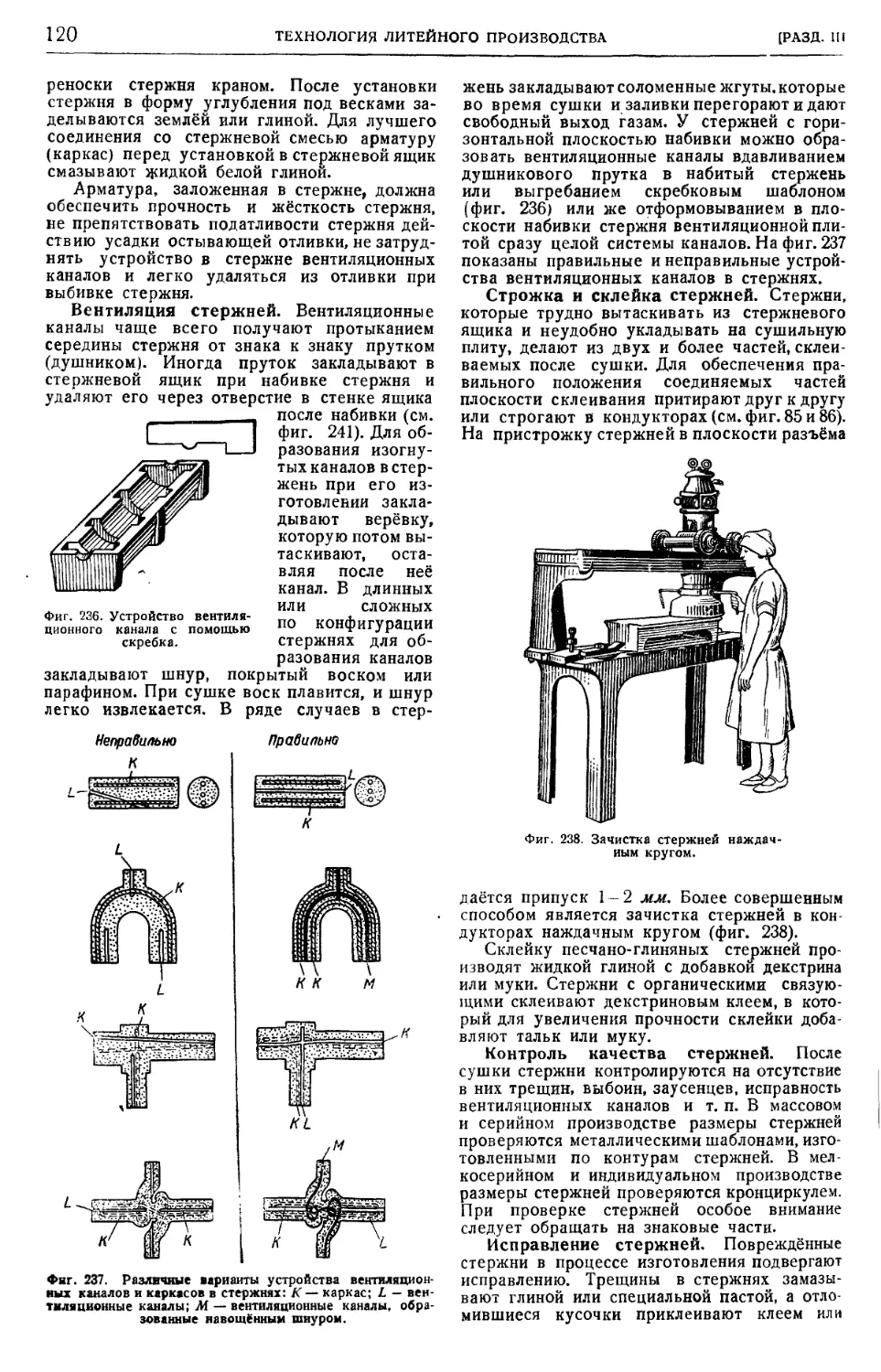
Изготовление стержней 116
Сборка литейной формы 121
Литниковая система 122
Сушка форм и стержней (проф.,
д-р техн. наук Л. М. Мариенбах) .... 126
Свойства влажного воздуха и дымовых газов 126
Зависимость процесса сушки от циркуляции
газов 127
Технология сушки форм и стержней 127
Сушка стержней с окисляющимися крепи-'
телями 128
Сушка стержней с водными растворами кре-
пителей 129
Сушка стержней с плавящимися крепителями 129
Продолжительность и температура сушки . . 130
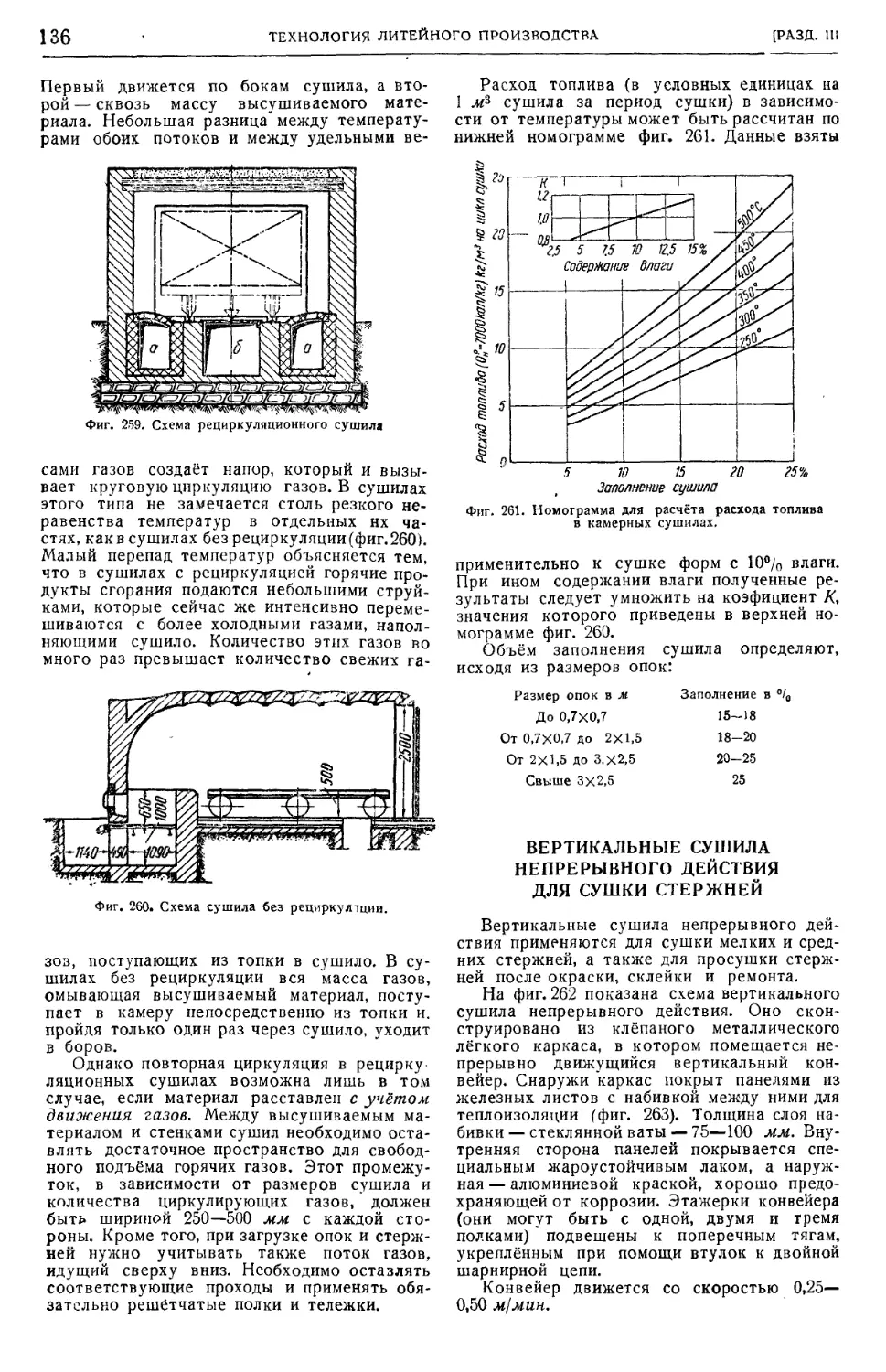
Типы сушил 131
Материал для постройки сушил 131
VI
СОДЕРЖАНИЕ
Сушила с выдвижными полками 131
Сушила с выкатными этажерками 133
Сушила с выкатными тележками 134
Вертикальные сушила непрерывного действия
для сушки стержней 136
Горизонтальные сушила непрерывного дей-
ствия для сушки стержней 139
Горизонтальные сушила для подсушки форм 141
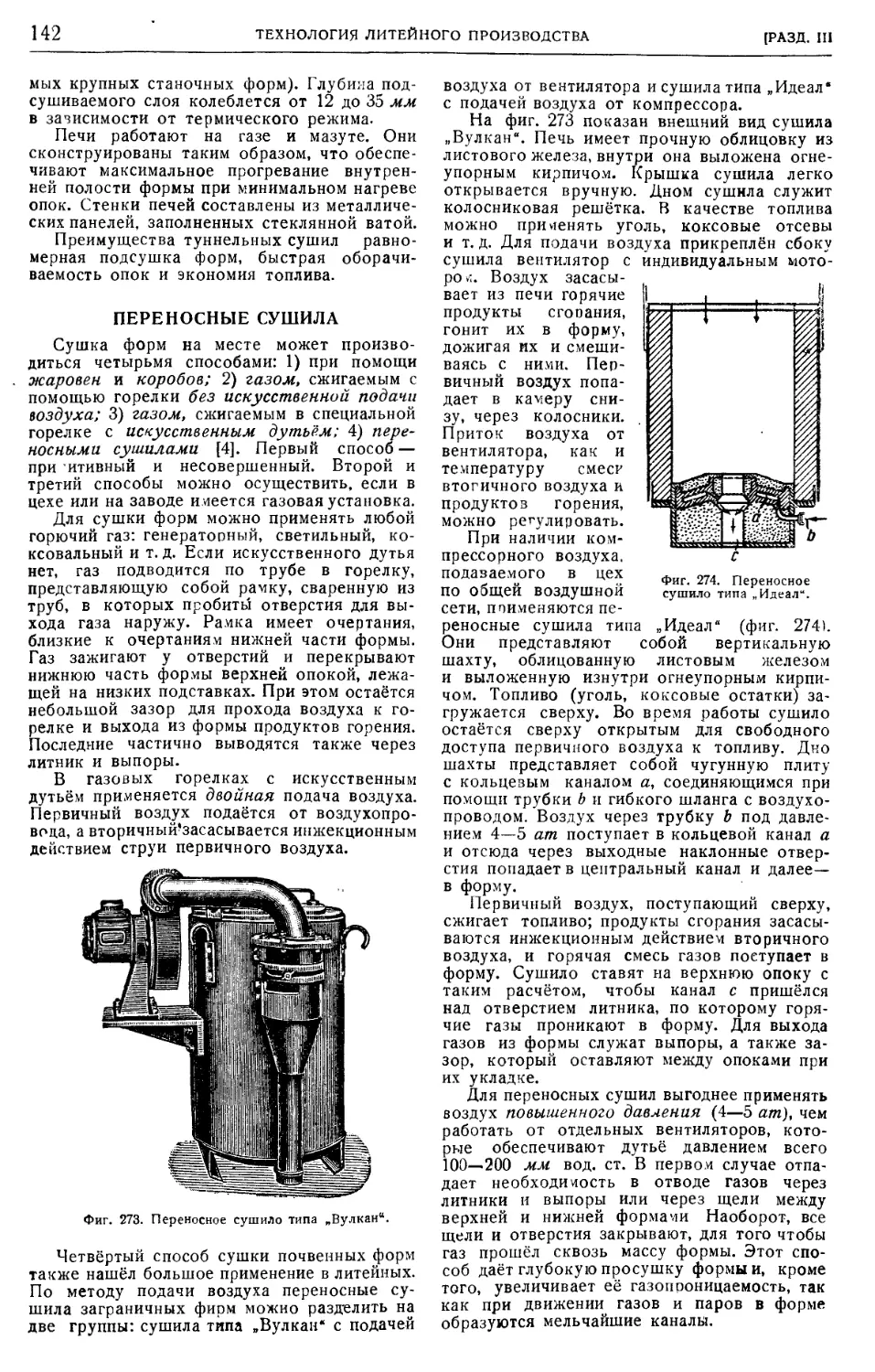
Переносные сушила 142
Поверхностная сушка форм инфракрасными лу-
чами 143
Плавильные агрегаты литейного
произволства (проф., д-р техн. наук
Л. М. Мариенбах) 144
Классификация плавильных печей 144
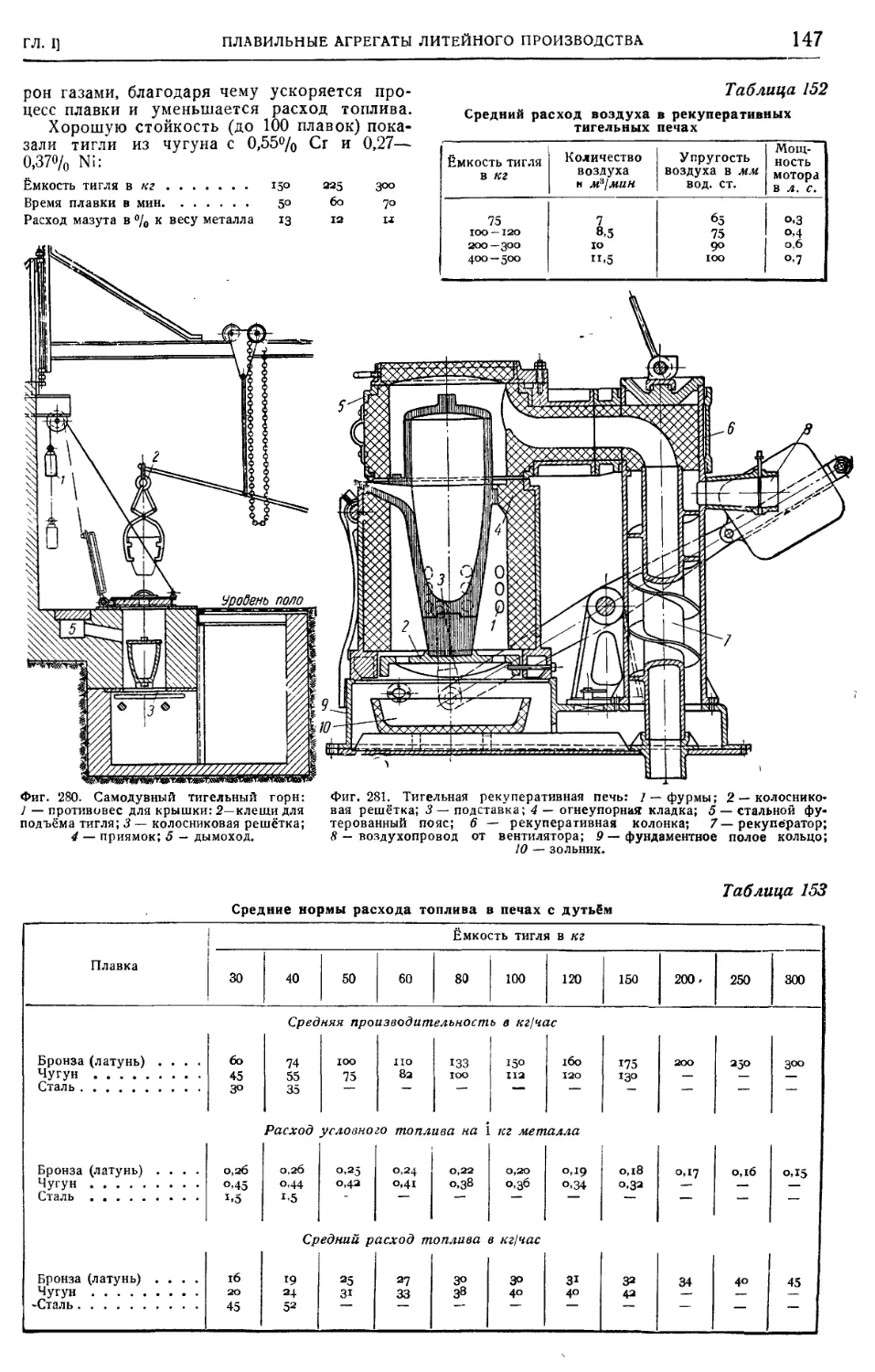
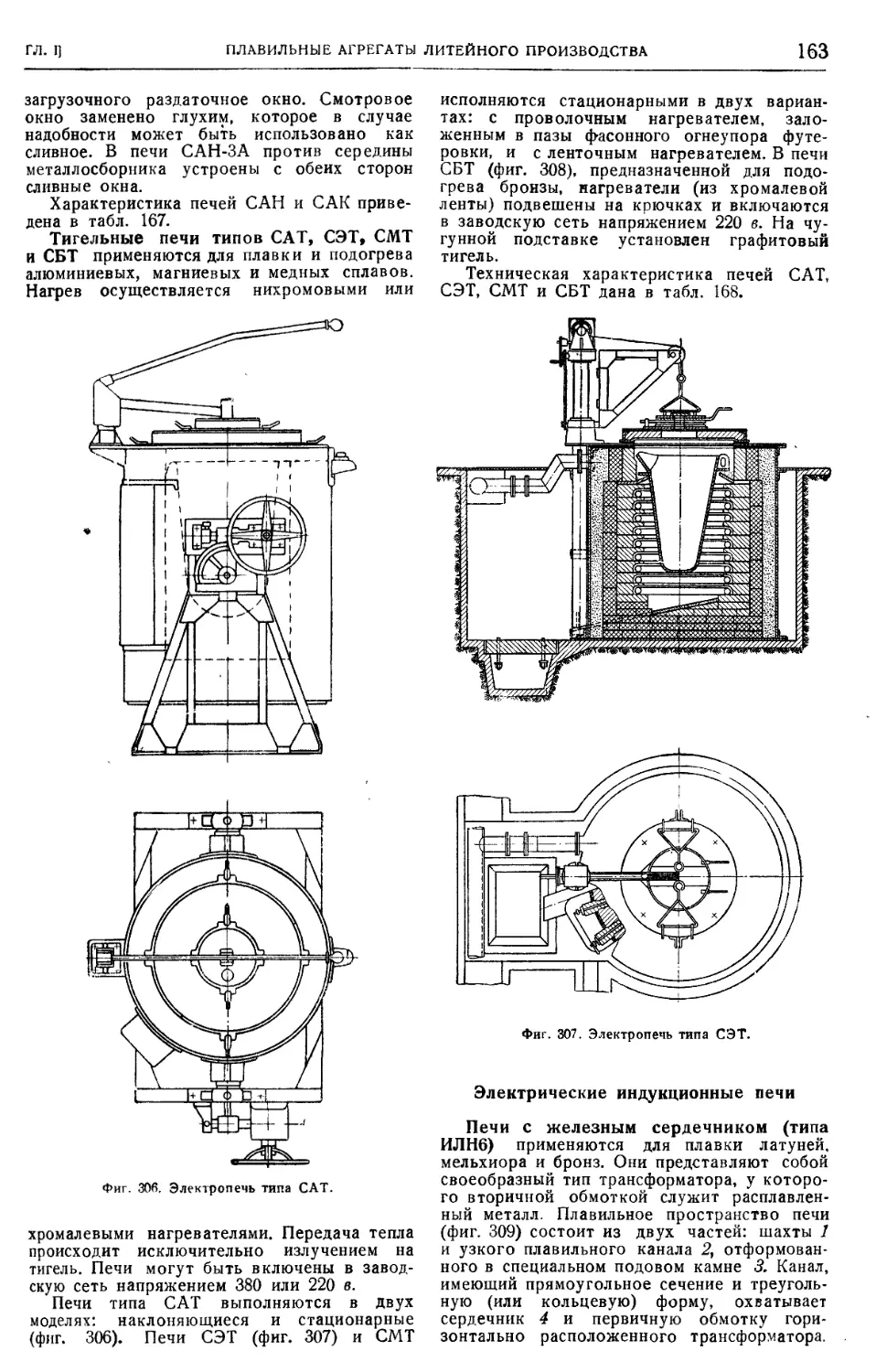
Тигельные печи . . • 146
Пламенные печи 148
Мартеновские печи 151
Малобессемеровские конверторы 152
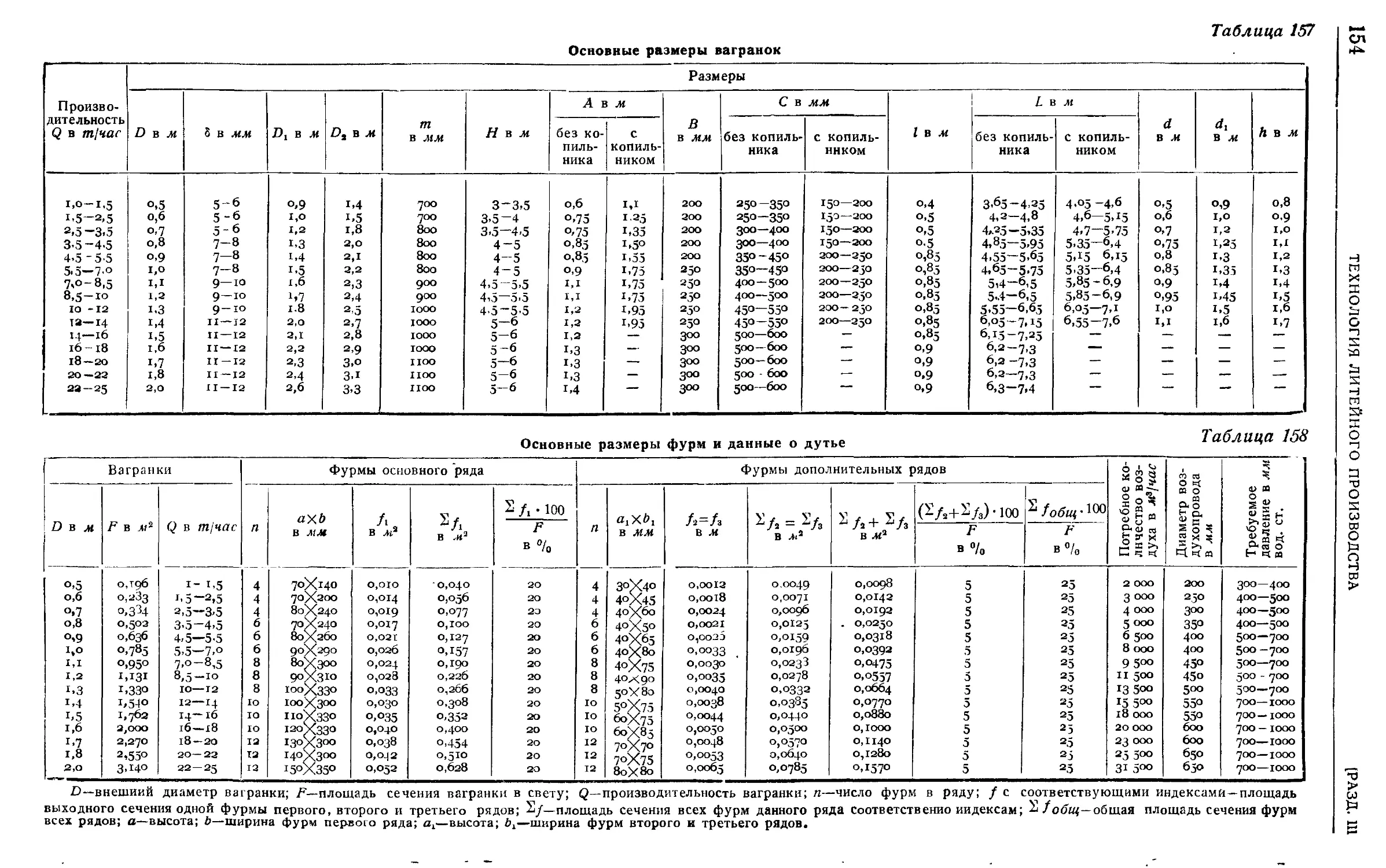
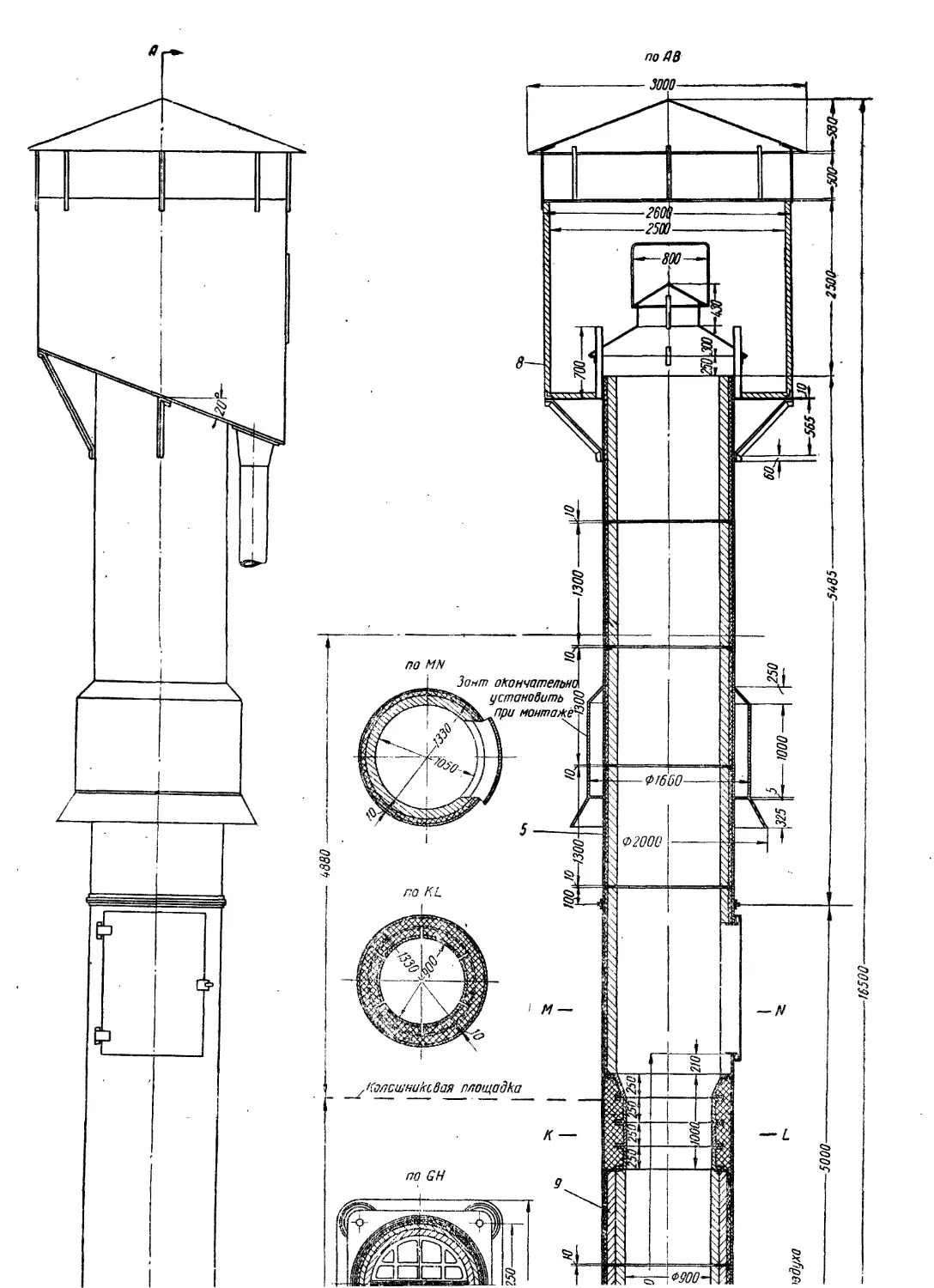
Шахтные печи (вагранки) 153
Электрические дуговые печи для плавки
цветных сплавов 158
Электрические дуговые печи для плавки
чёрных металлов 159
Электрические печи сопротивления .... 161
Электрические индукционные печи .... 163
Плавка металлов в литейном про-'
изводстве (проф., д-р техн. наук
Л. М. Мараенбах) 165
Теоретические основы плавки 165
Тепловой эффект сложных реакций ... 165
Закон действующих масс 166
Закон распределения 166
Правило фаз 166
Принцип Лешателье 167
Вычисление константы равновесия .... 167
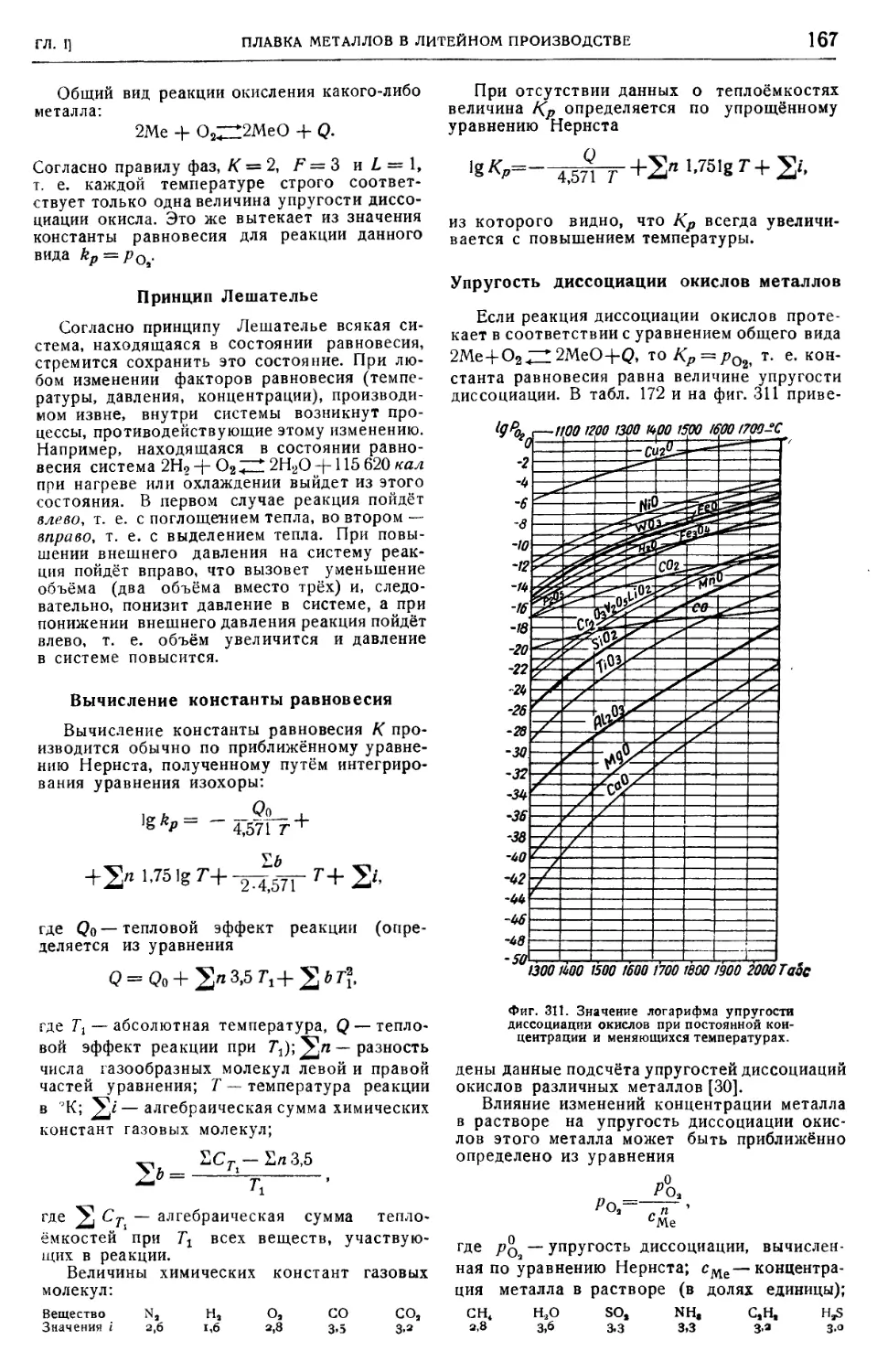
Упругость диссоциации окислов металлов 167
Влияние газовой фазы на металл 168
Науглероживание железа 169
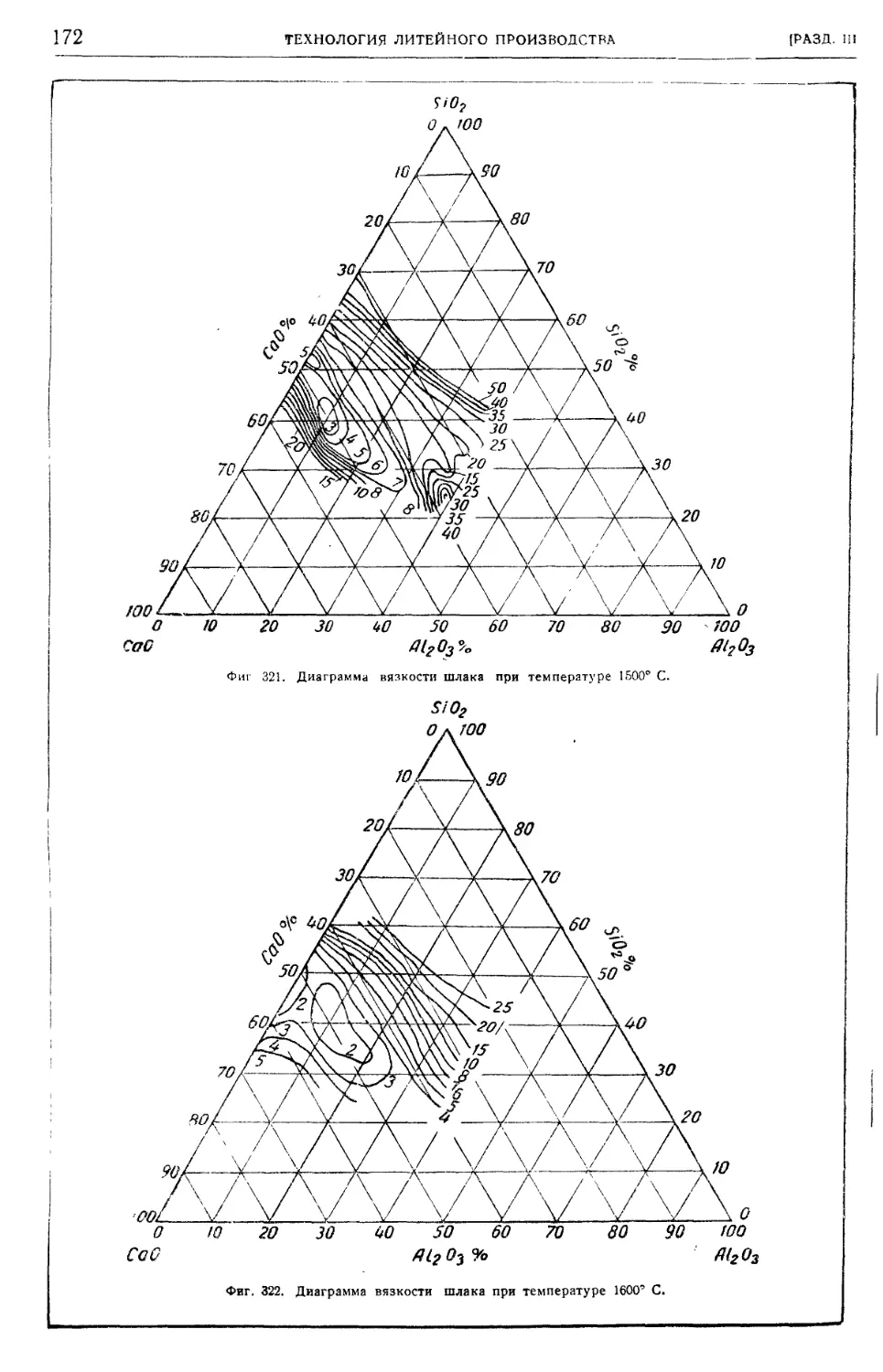
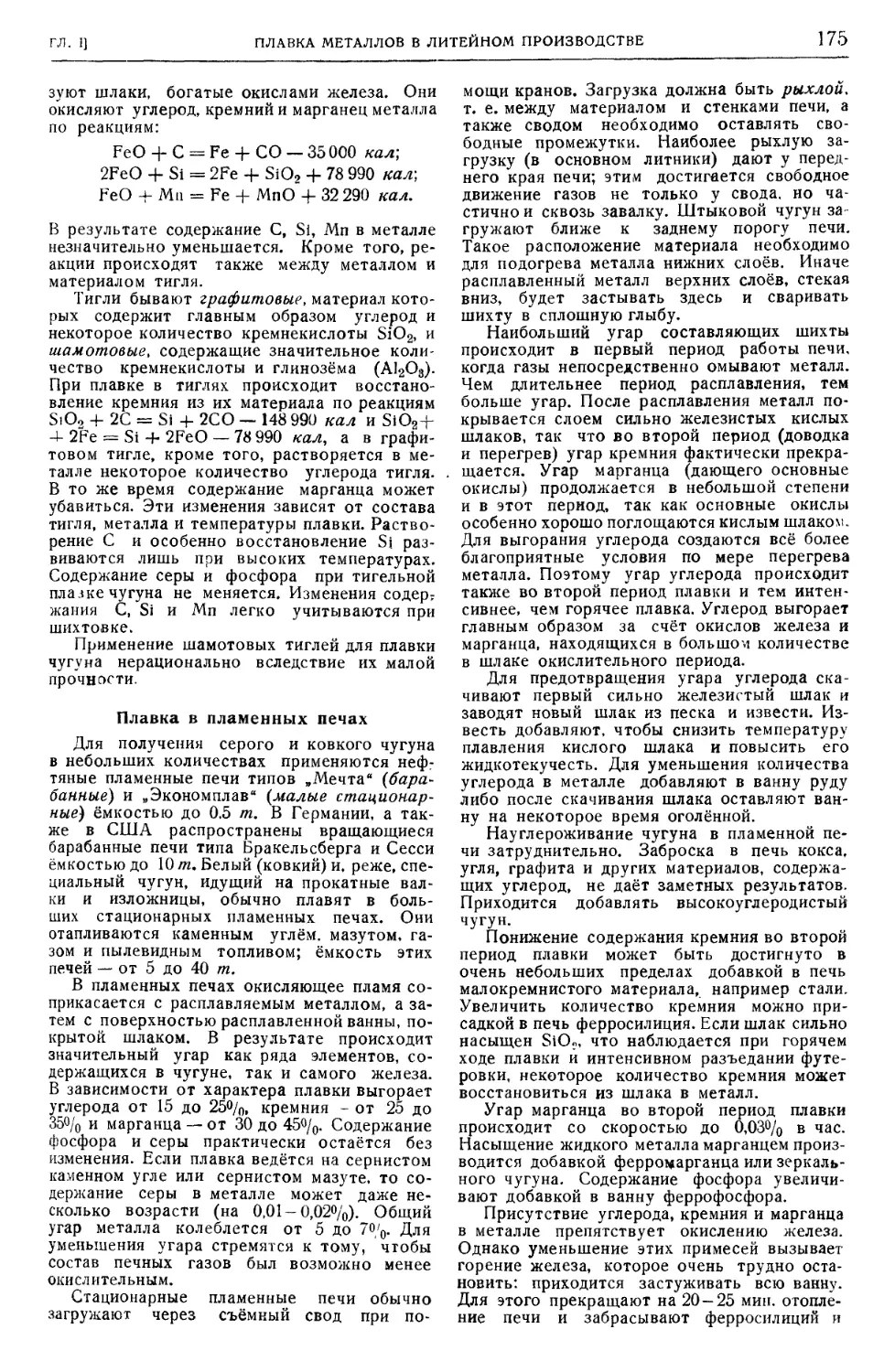
Химический состав шлаков 169
Физические свойства шлаков 170
Десульфурация 170
Дефосфоризация • . . . 170
Раскисление 173
Газы в металлах «... 173
Плавка чугуна 174
Отливки из чугуна первичной плавки . . . 174
Плавка в тигельных печах 174
Плавка в пламенных печах 175
Плавка в вагранках 176
Металлургический передел в ковше . . . 180
Дуплекс-процесс при плавке чугунов ... 182
Плавка стали 182
Основной мартеновский скрап-процесс . . 182
Кислый мартеновский скрап-процесс . . . 185
Малое бессемерование 186
Электроплавка 187
Триплекс-процесс: вагранка — малый бес-
семер — электропечь 190
Модифицирование стали 190
Плавка цветных металлов 191
Приготовление лигатур 191
Плавка красной меди 191
Плавка бронз и латуней 193
Плавка никеля и медно-никелевых сплавов 193
Плавка алюминия и его сплавов 194
Плавка магниевых сплавов 195
Плавка оловянных, свинцовых и цинковых
сплавов 197
Плавка баббитов 197
Заливка, выбивка и очистка литья
(проф., д-р техн. наук 11. Н. Аксенов). . 199
Заливка . 199
Выбивка и очистка литья 201
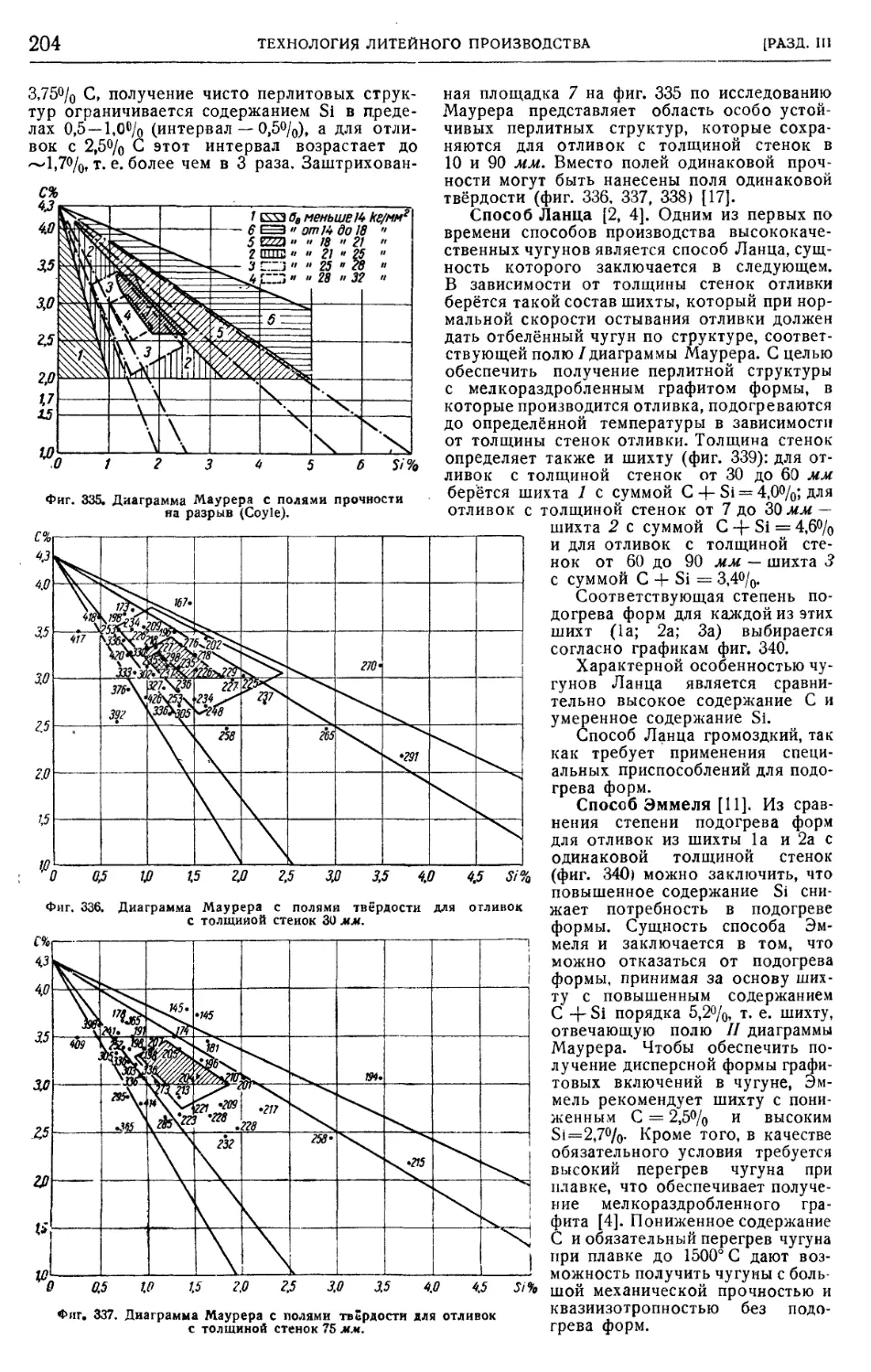
Способы получения высоко-
качественного чугуна (проф.,
д-р техн. наук И. Н. Рубцов) 203
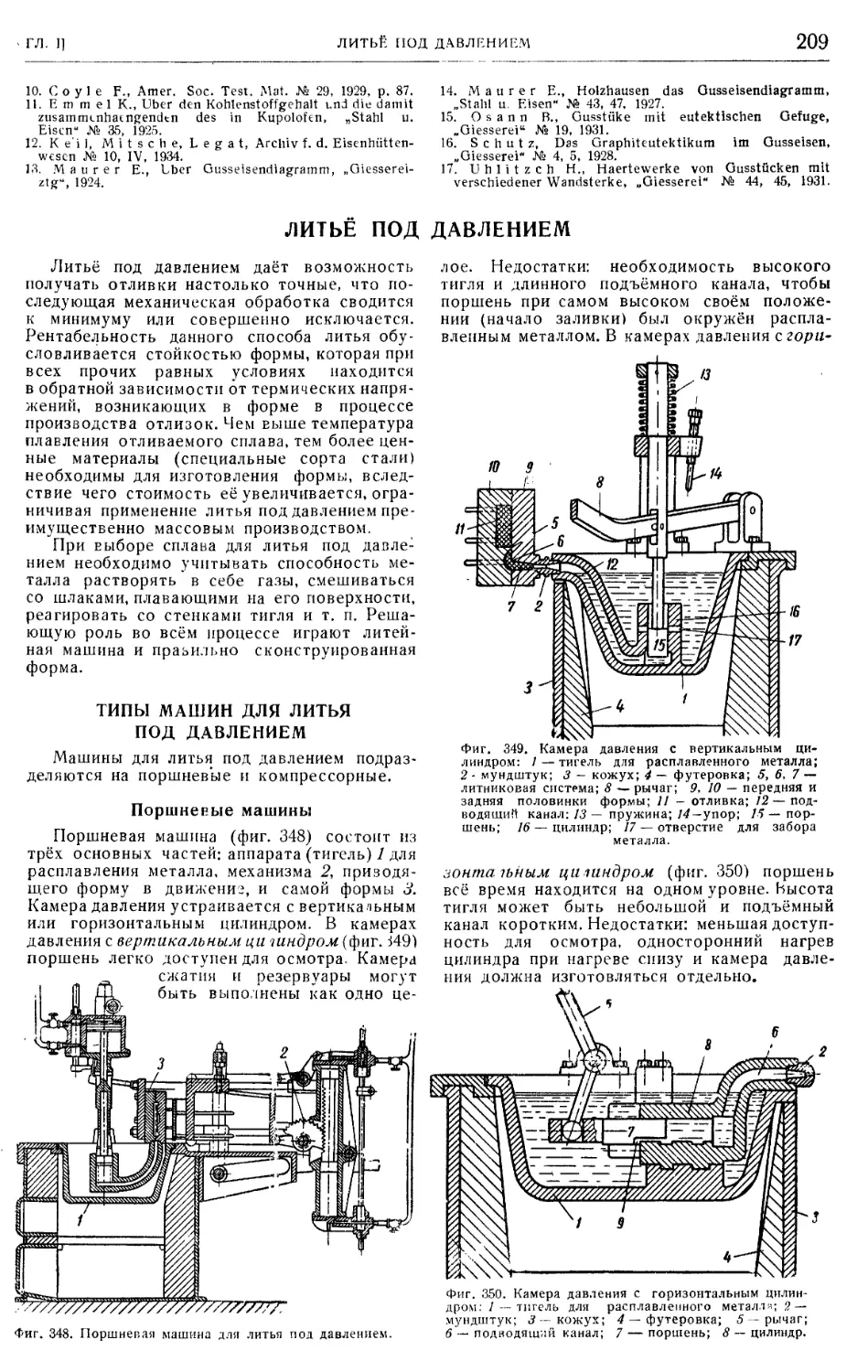
Литьё под давлением (проф., д-р
техн. наук Н. Н. Рубцов) 209
Типы машин для литья под давлением . . . 209
Поршневые машины 209
Компрессорные машины 210
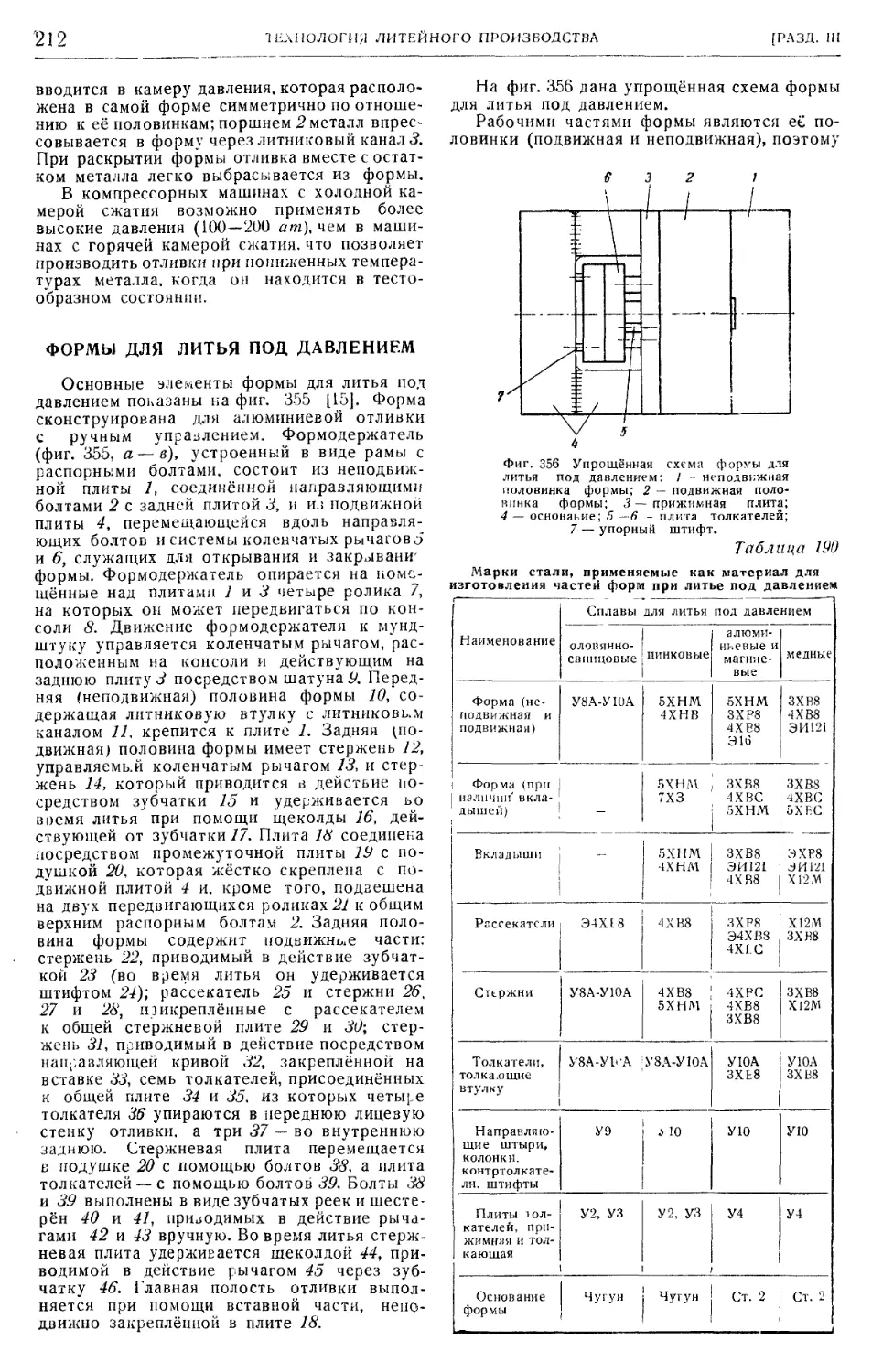
Формы для литья .под давлением 211
Сплавы для литья под давлением 214
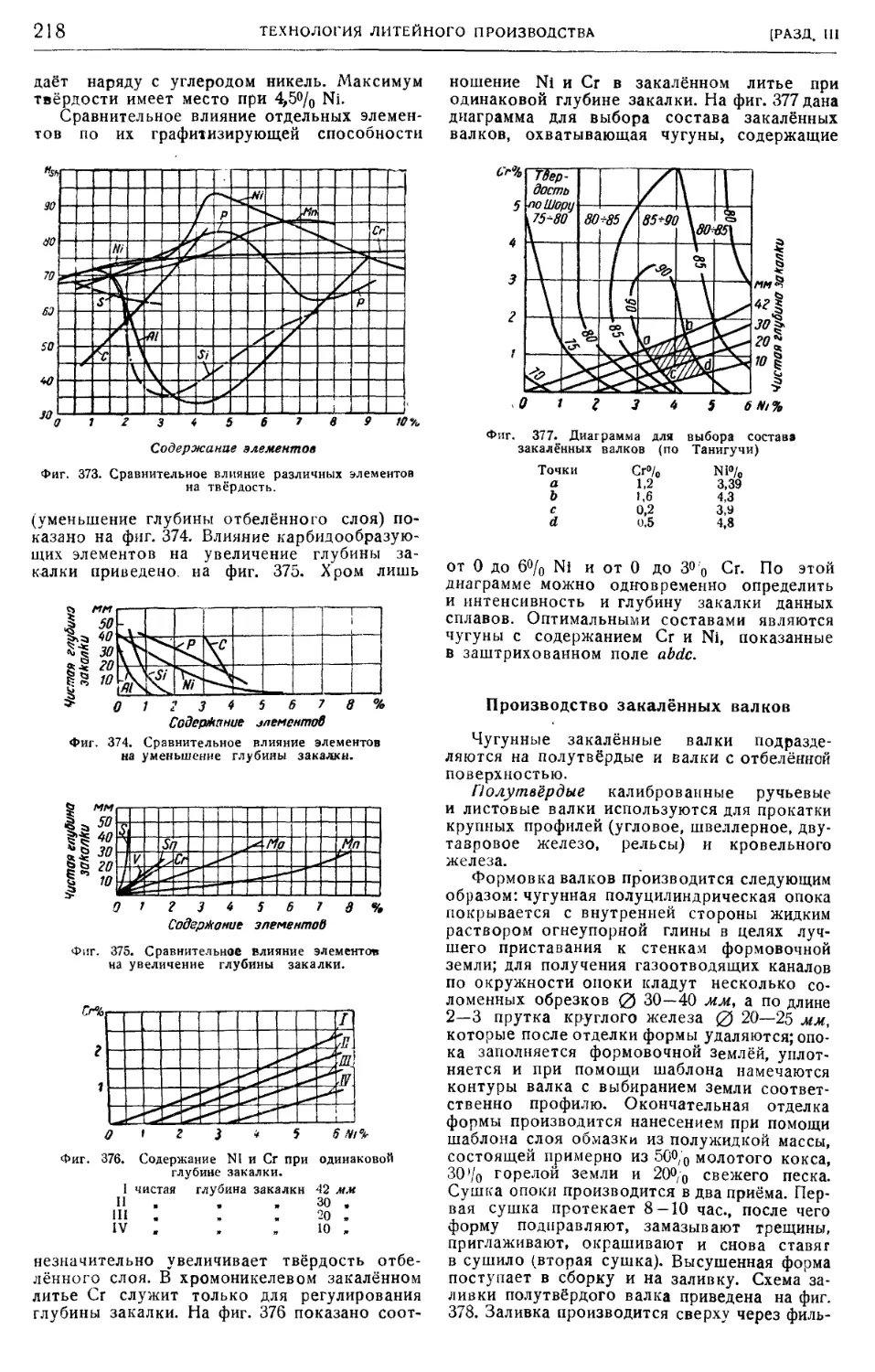
Отбелённое литьё (проф., д-р техн.
наук Н. Н. Рубцов) 216
Производство закалённых валков 218
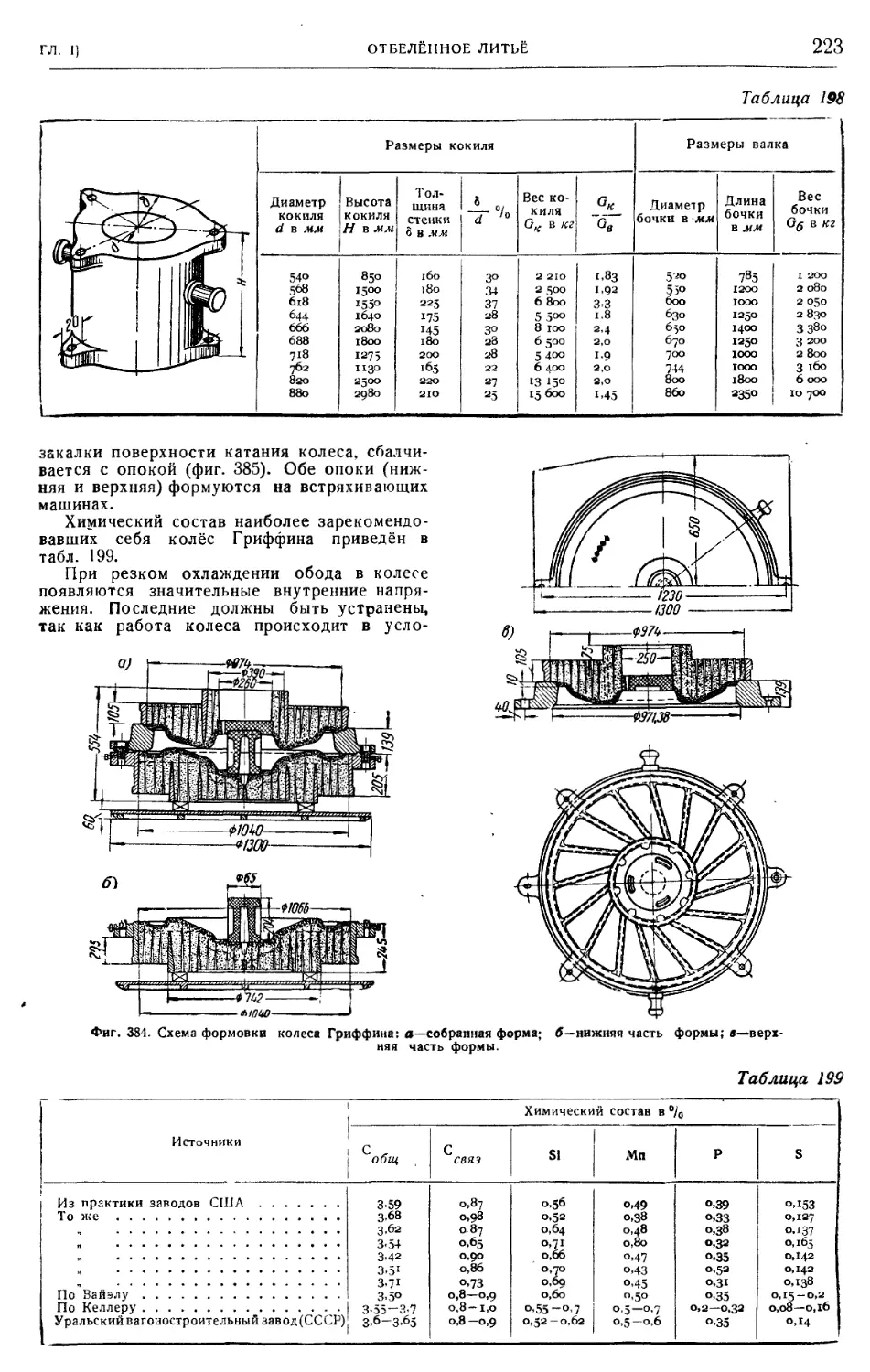
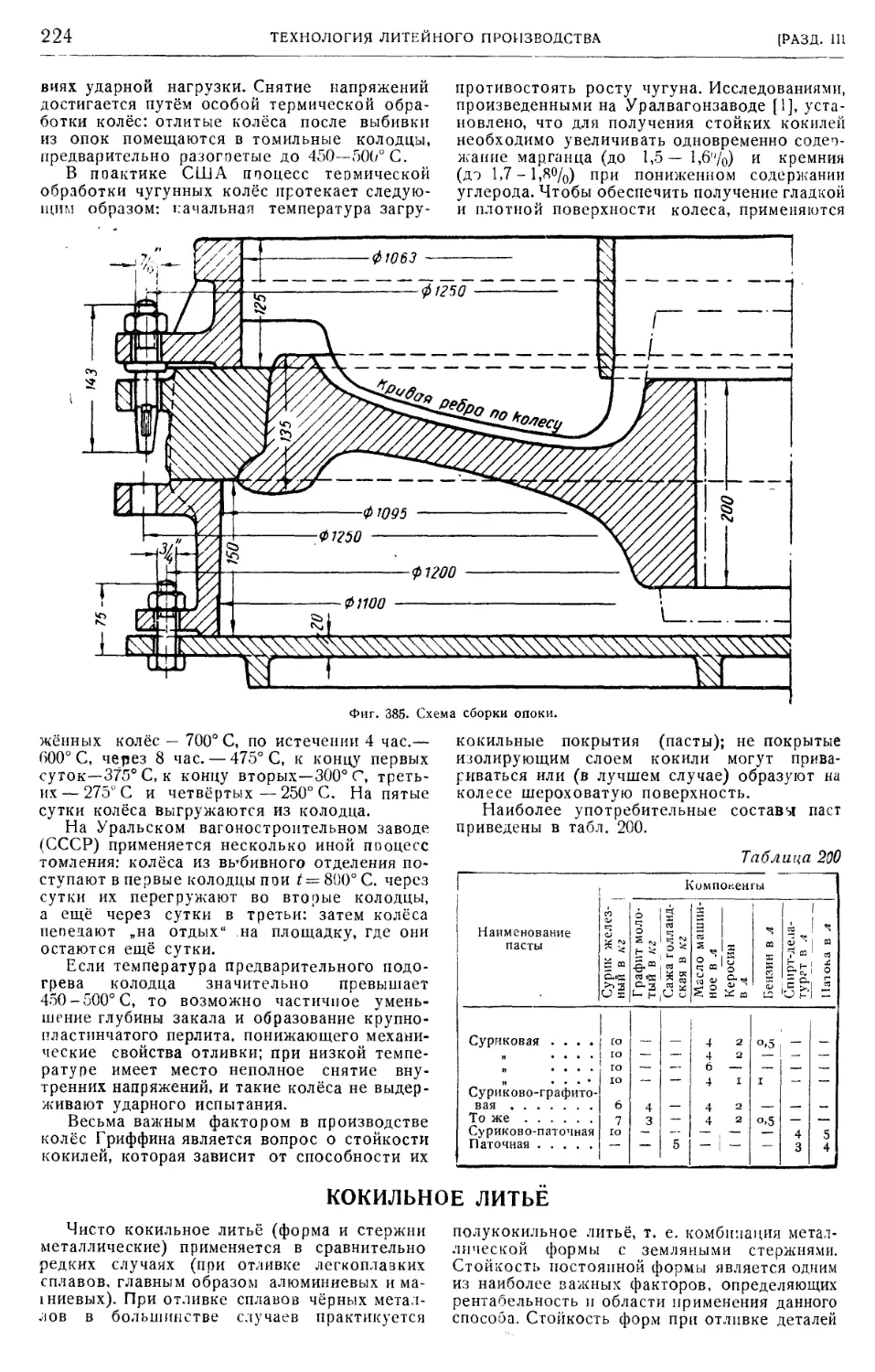
Производство колёс Гриффина 222
Кокильное литьё (проф., д-р техн.
наук Н. Н. Рубцов) . 224
Центробежное литьё (проф., д-р
техн. наук Н. Н. Рубцов) 231
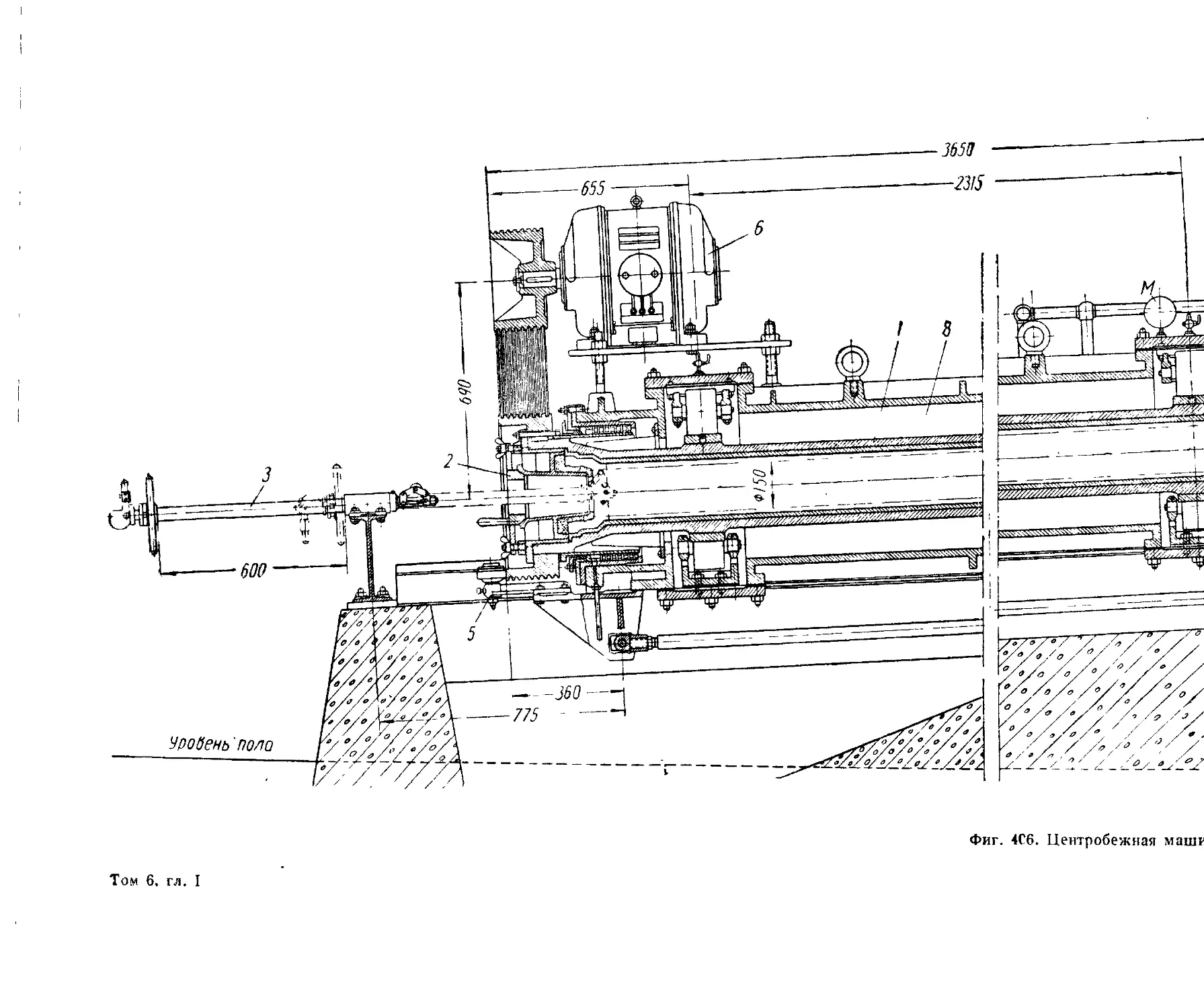
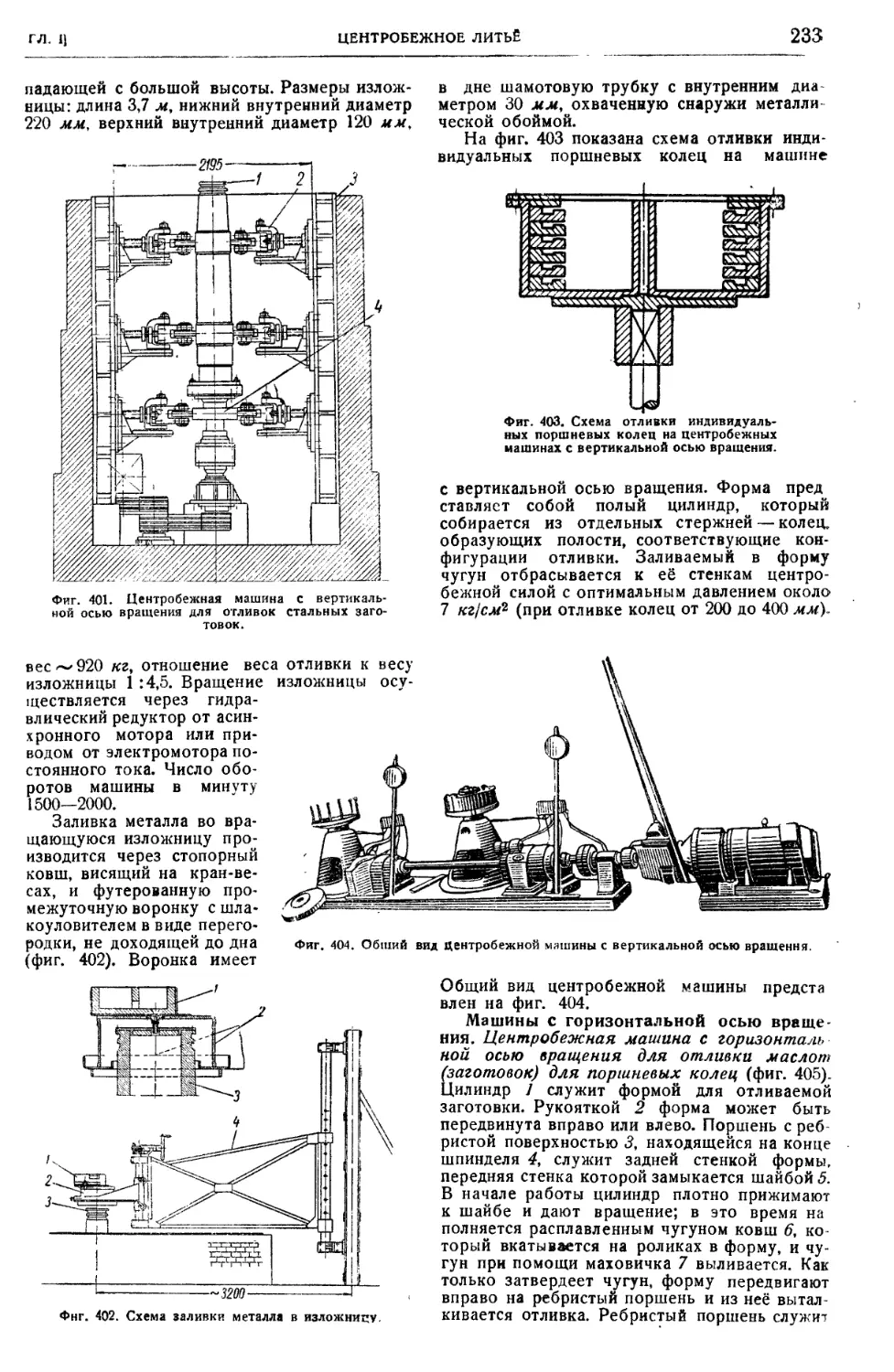
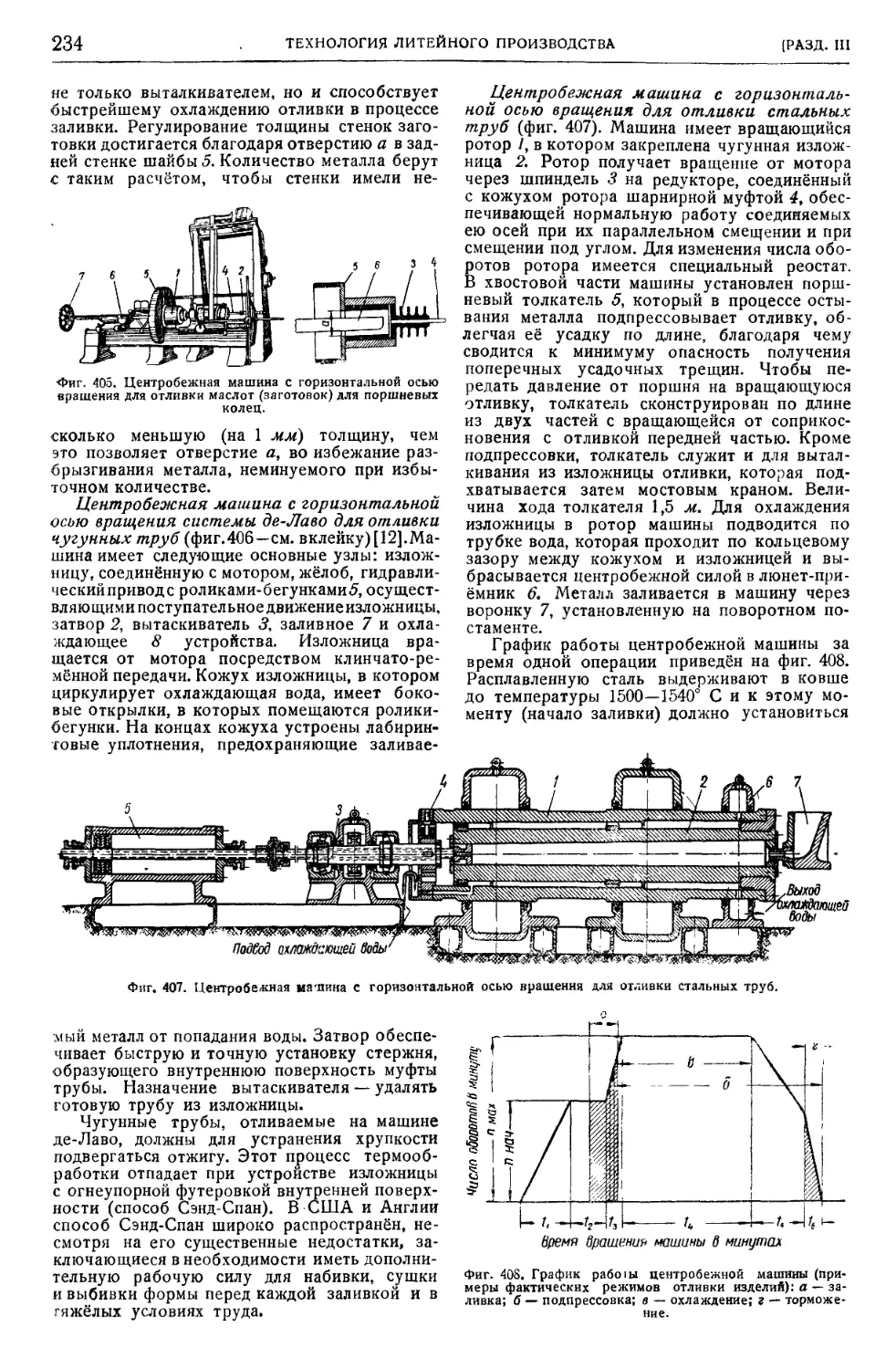
Машины для центробежного литья 232
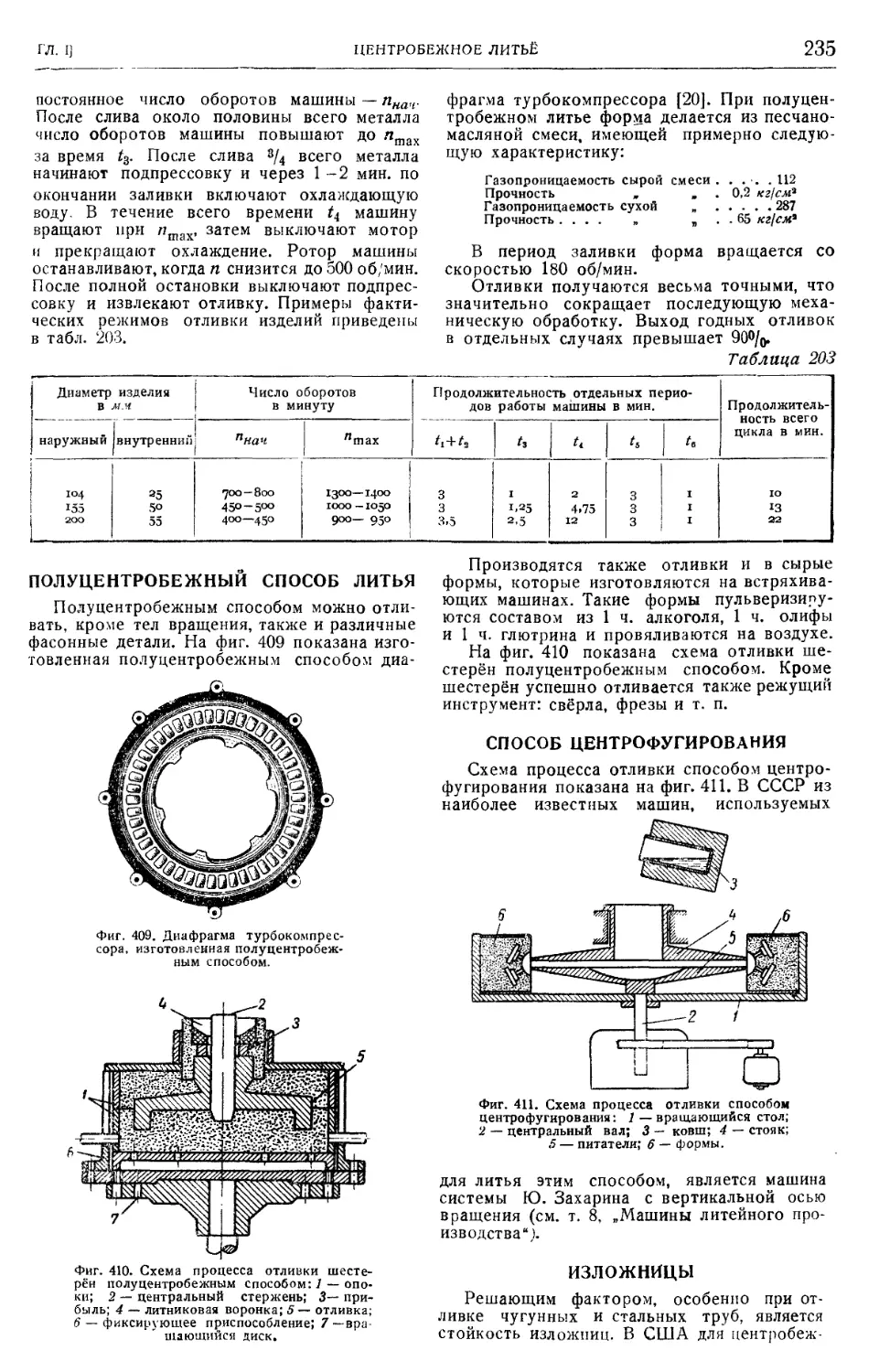
Полуцентробежный способ литья 235
Способ центрофугирования 235
Изложницы 235
Влияние центробежной силы на механические
свойства отливок 236
Прецизионное литьё (проф., д-р
техн. наук Н Н. Рубцов) 236
Изготовление эталона отливки и пресс-
формы 237
Изготовление восковой модели 237
Изготовление литейной формы 239
Выплавка воска и прокаливание формы . . 240
Плавка металла, заливка формы, выбивка
и очистка отливки 240
Технология производства л итого
инструмента (проф., д-р техн. наук
Т А. Лебедев и канд. техн. наук
И. А. Ревис) 241
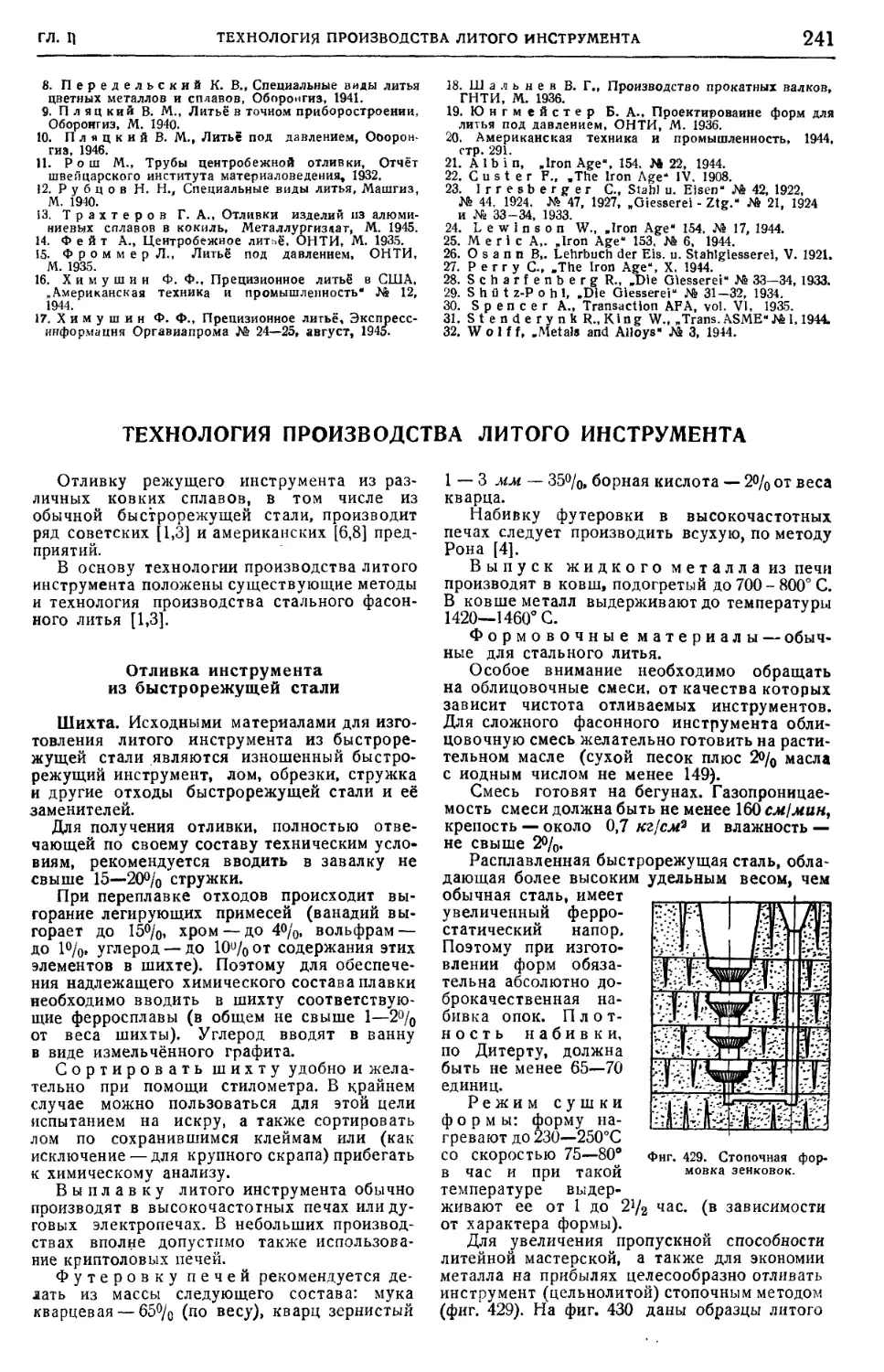
Отливка инструмента из быстрорежущей
стали 241
Производство наборного инструмента; . . 242
Термическая обработка литого инструмента 242
Микроструктура литого инструмента ... 242
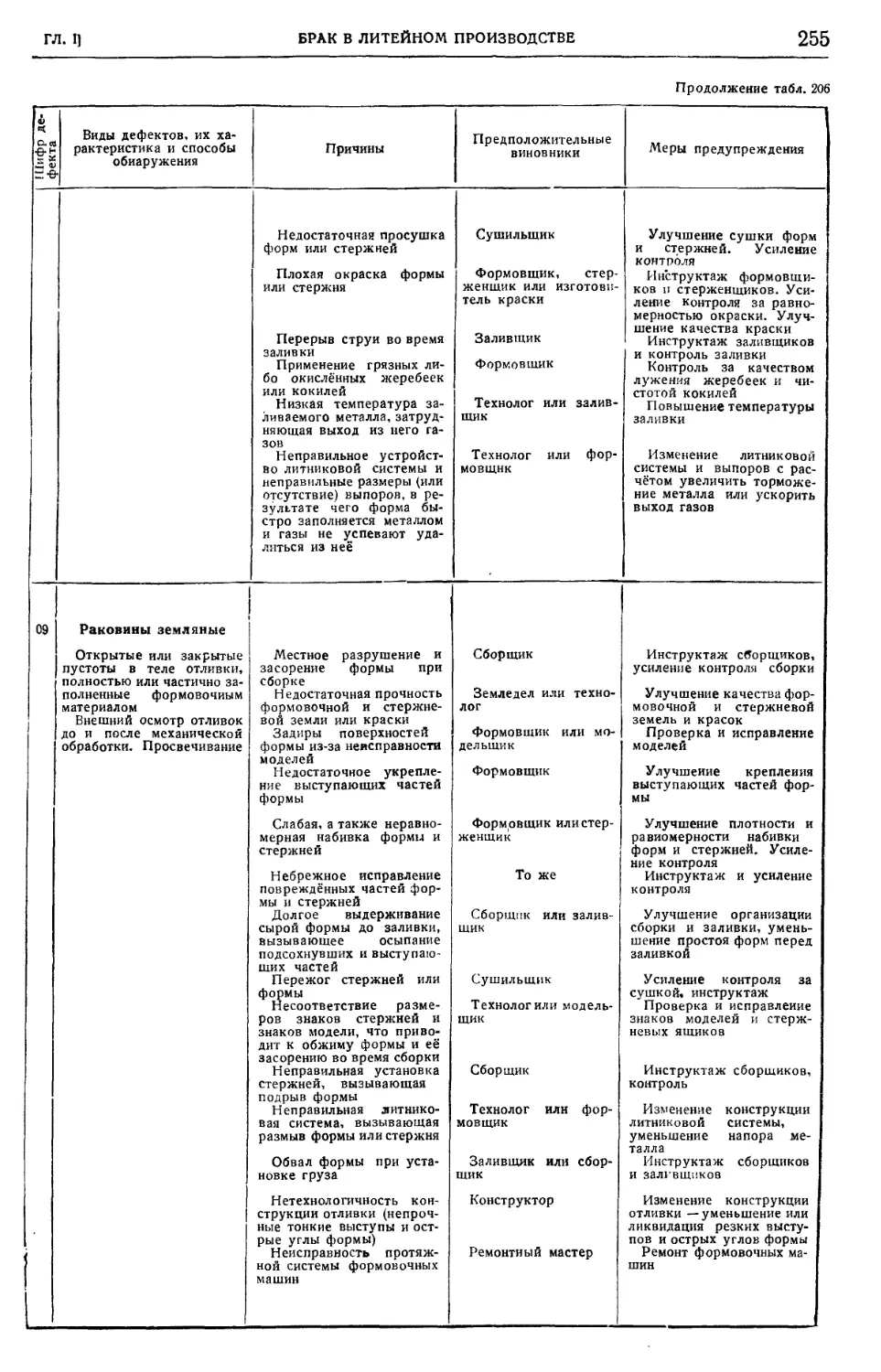
Микротвёрдость структурных составляю-
щих литого инструмента 242
Особенности термообработки высокоугле-
родистой быстрорежущей стали 243
Литой инструмент, изготовленный без
обычной операции закалки 243
Прецизионная отливка инструмента .... 243
Важнейшие технологические
пробы (проф., д-р техн. наук П. П. Берг) 244
Пробы для оценки состава металла 244
Пробы для характеристики свойств жидкого
металла 245
Пробы для определения свойств охлаждаю-
щейся отливки .¦ 247
Усадка 247
Усадочные раковины 248
Напряжения 250
Пробы для механических испытаний . . . 250
Брак в литейном производстве
(проф., д-р техн. наук Л. М. Мариен-
бах) 252
СОДЕРЖАНИЕ
VIJ
Технологические основы вне-
дрения потокавсерийное про-
изводство литья (доц., канд. техн.
наук В. М. Шестопал) 261
Припуски на обработку отливок
из чугуна и стали (канд. техн.
наук Ш. М. Билик) 262
Припуски на механическую обработку от-
ливок из серого чугуна 262
Припуски на механическую обработку от-
ливок из ковкого чугуна 263
Припуски на механическую обработку фа-
сонных отливок из углеродистой стали 263
Глава II. ТЕХНОЛОГИЯ КУЗНЕЧНО-
ШТАМПОВОЧНОГО ПРОИЗВОДСТВА. . 265
Исходный материал для кузнеч-
н о-ш тамповочного производ-
ства (проф., д-р техн. наук К. Ф. Гра-
чев) 265
Элементы теории пластической
деформации (проф., д-р техн. наук
С. И. Губкин) 267
Природа пластической деформации 267
Основные законы пластической деформации 270
Элементы механики пластически деформируе-
мого металла 272
Теоретические методы определения деформи-
рующей силы и работы деформации . • . . 275
Термомеханическийрежим ков-
ки металлов (д-р техн. наук Н. И. Кор-
неев) 277
Введение 277
Пластичность сталей и сплавов при различ-
ных напряжённых состояниях 278
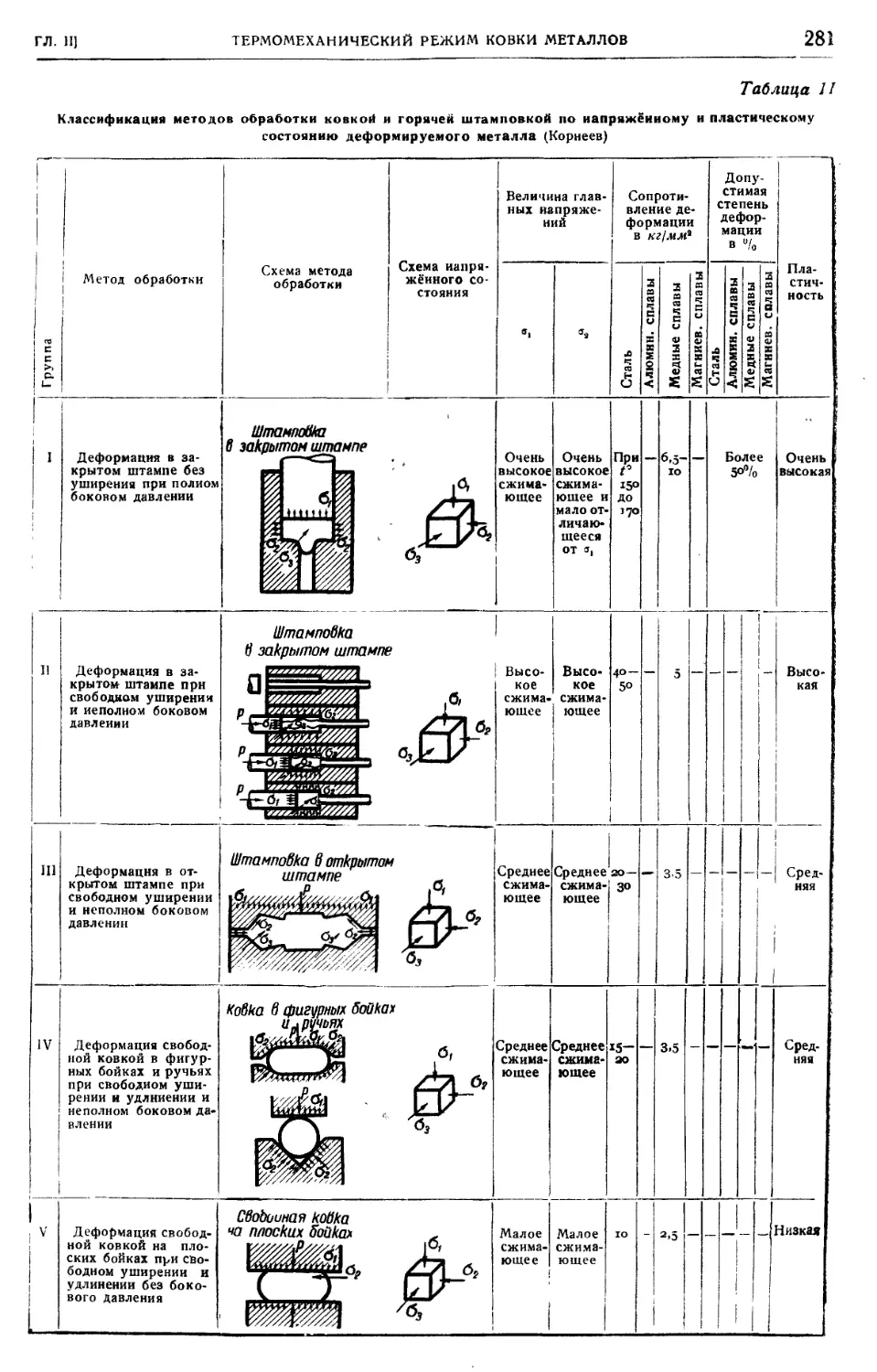
Классификация методов ковки по напряжён-
ному состоянию деформируемого металла . 280
Влияние степени деформации на механиче-
ские свойства и макроструктуру сталей и
сплавов • 282
Деформация литой структуры и образова-
ние волокна при ковке металлов .... 282
Анизотропия механических свойств кова-
ного металла 283
Определение степени уковки в зависимо-
сти от методов обработки 284
Влияние ковки на величину зерна сталей . 285
Влияние скорости деформации на пластич-
ность и механические свойства сталей и
сплавов . 287
Температурный интервал ковки сталей и спла-
вов 289
Методы определения температур ковки . . 289
Температуры ковки сталей и сплавов . . . 293
Нагрев стальных заготовок и
охлаждение поковок (инж.
В. В. Керекеш) 294
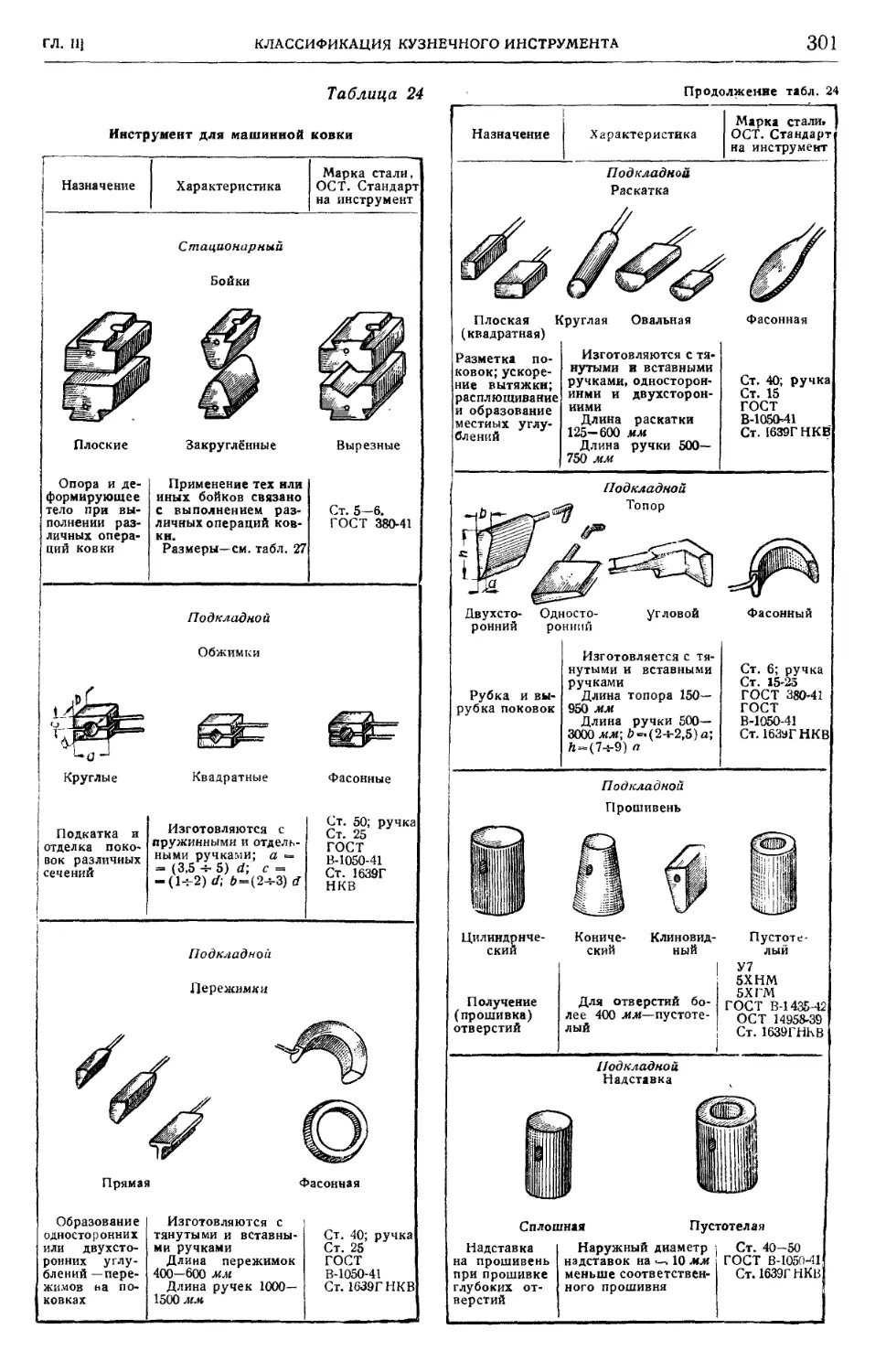
Классификация кузнечного ин-
струмента (доц., канд. техн. наук
В. М, Аристов) 298
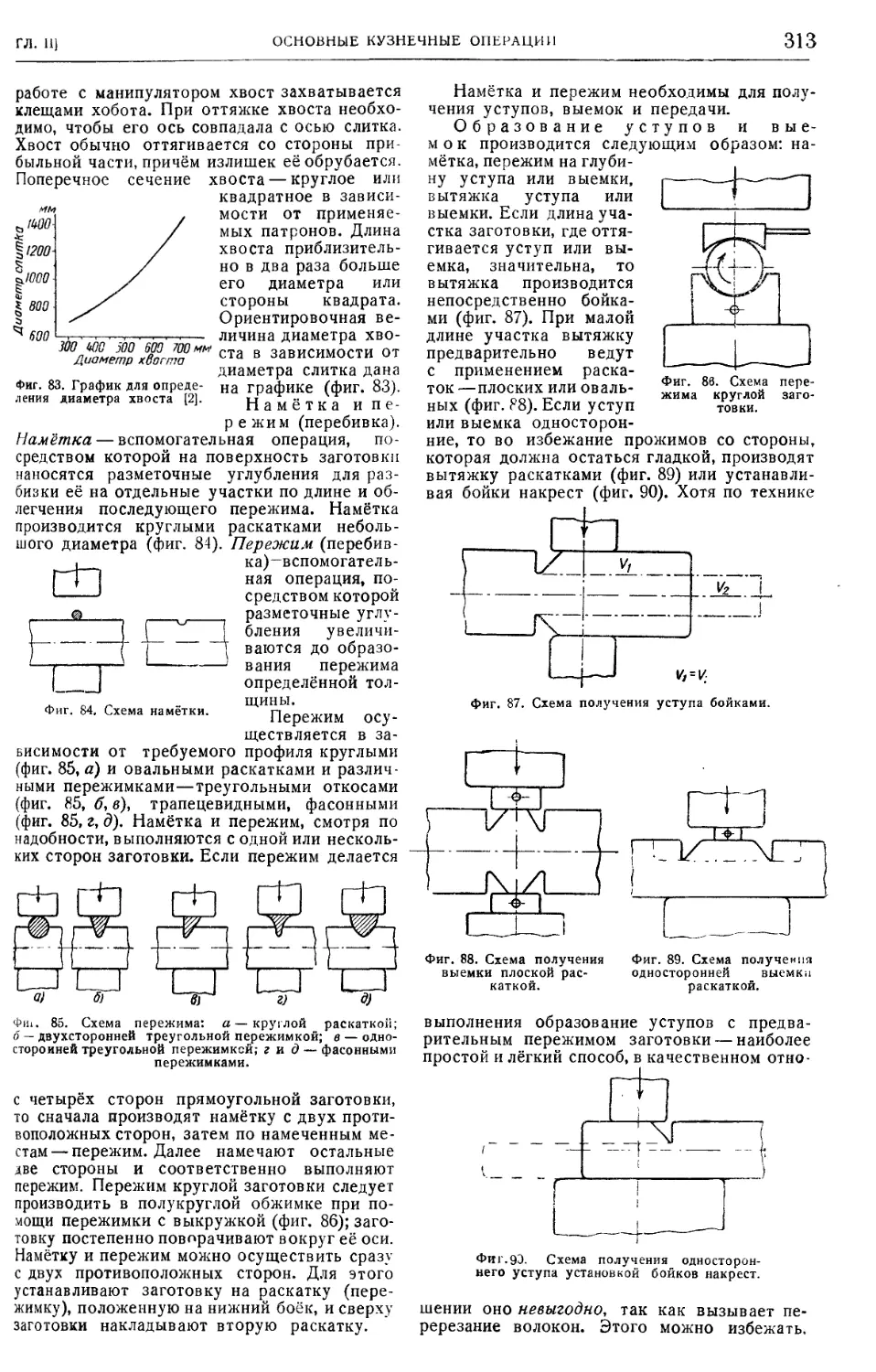
Основные кузнечные операции
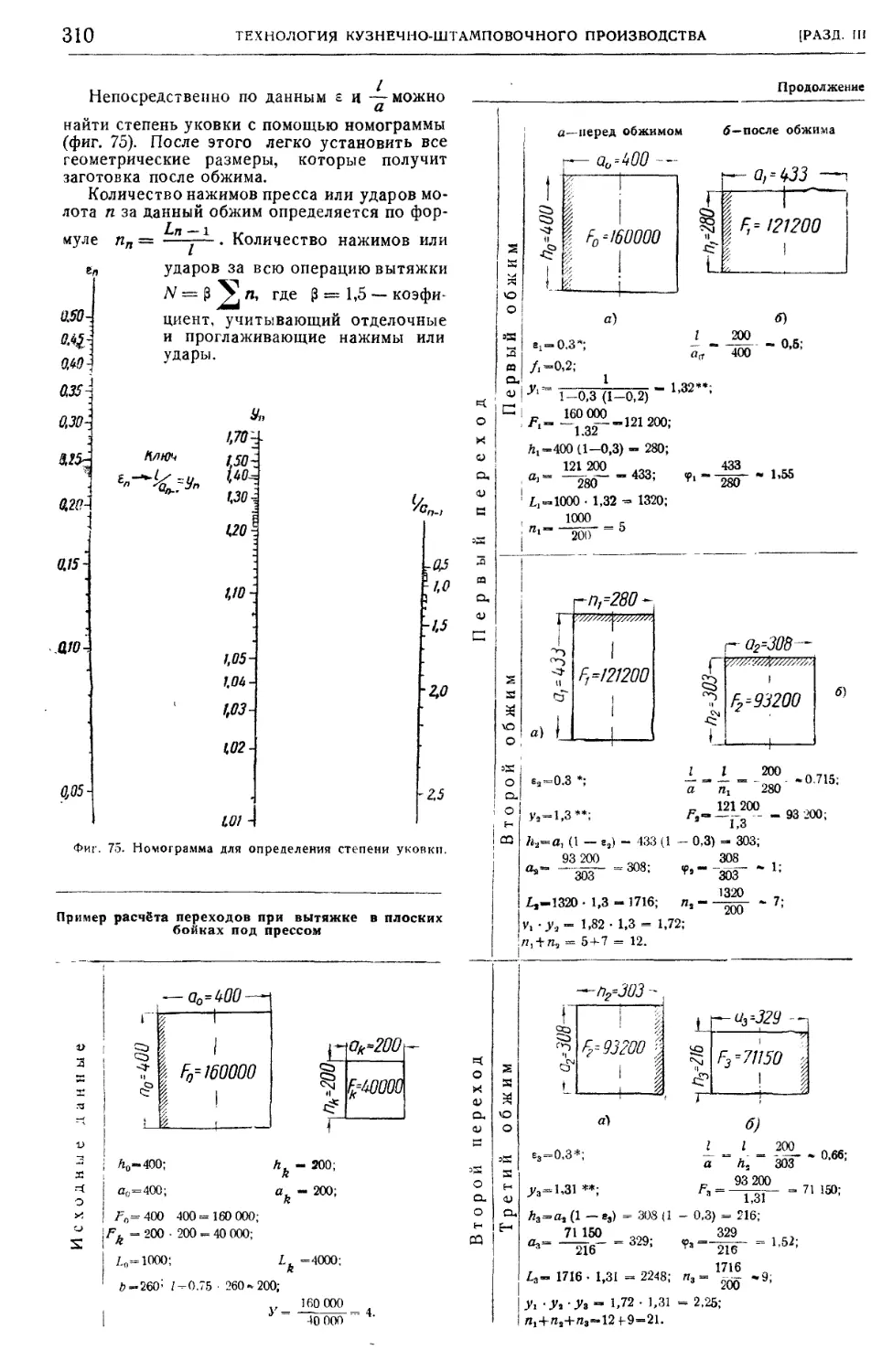
(доц., канд. техн. наук М. В. Сторожев) 303
Осадка 303
Вытяжка 206
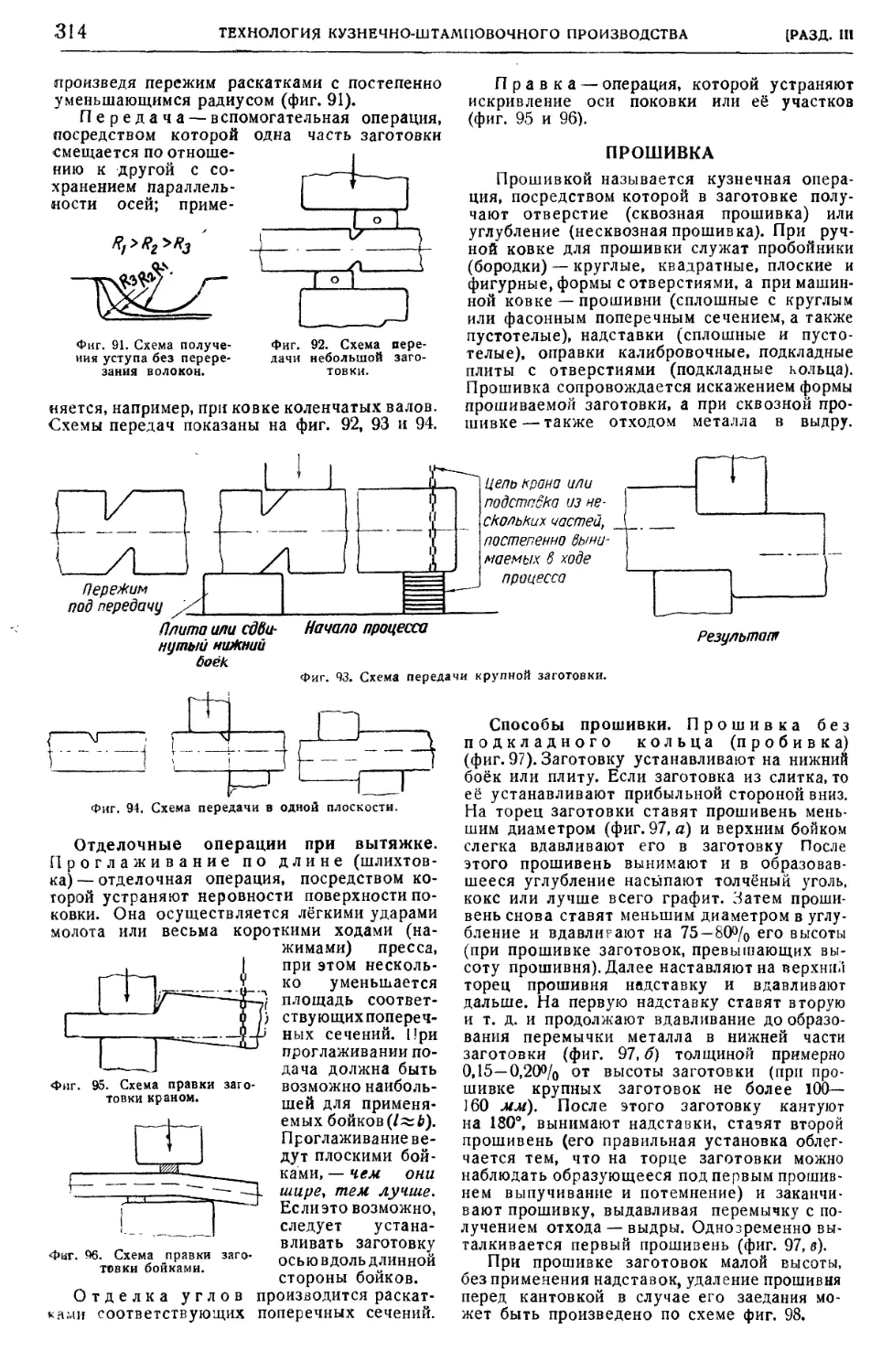
Прошивка 314
Рубка 316
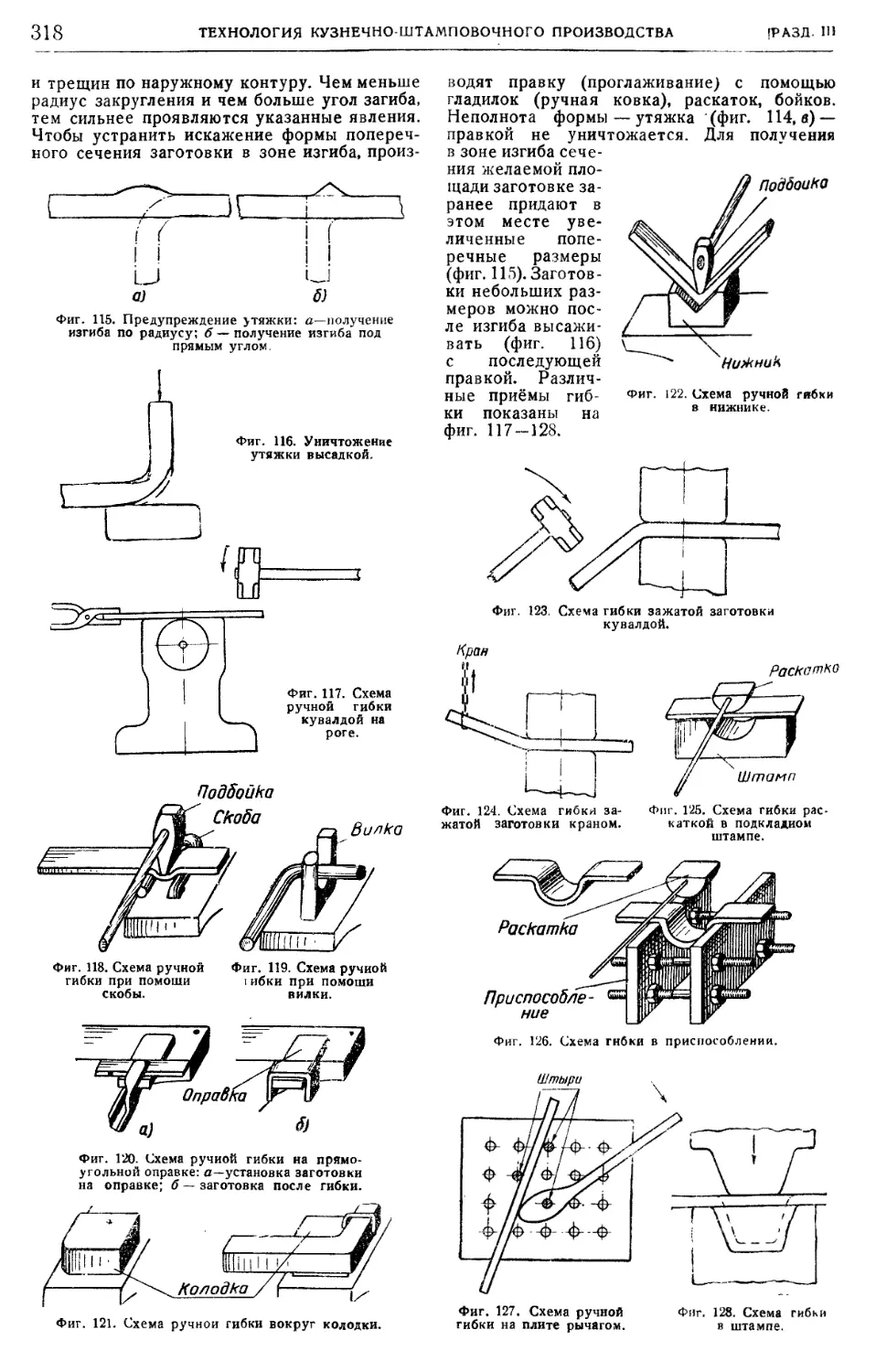
Гибка 317
Закручивание 319
Кузнечная сварка 320
Разработка технологического
процесса свободной ковки
(доц., канд. техн. наук М. В. Сторожев) 321
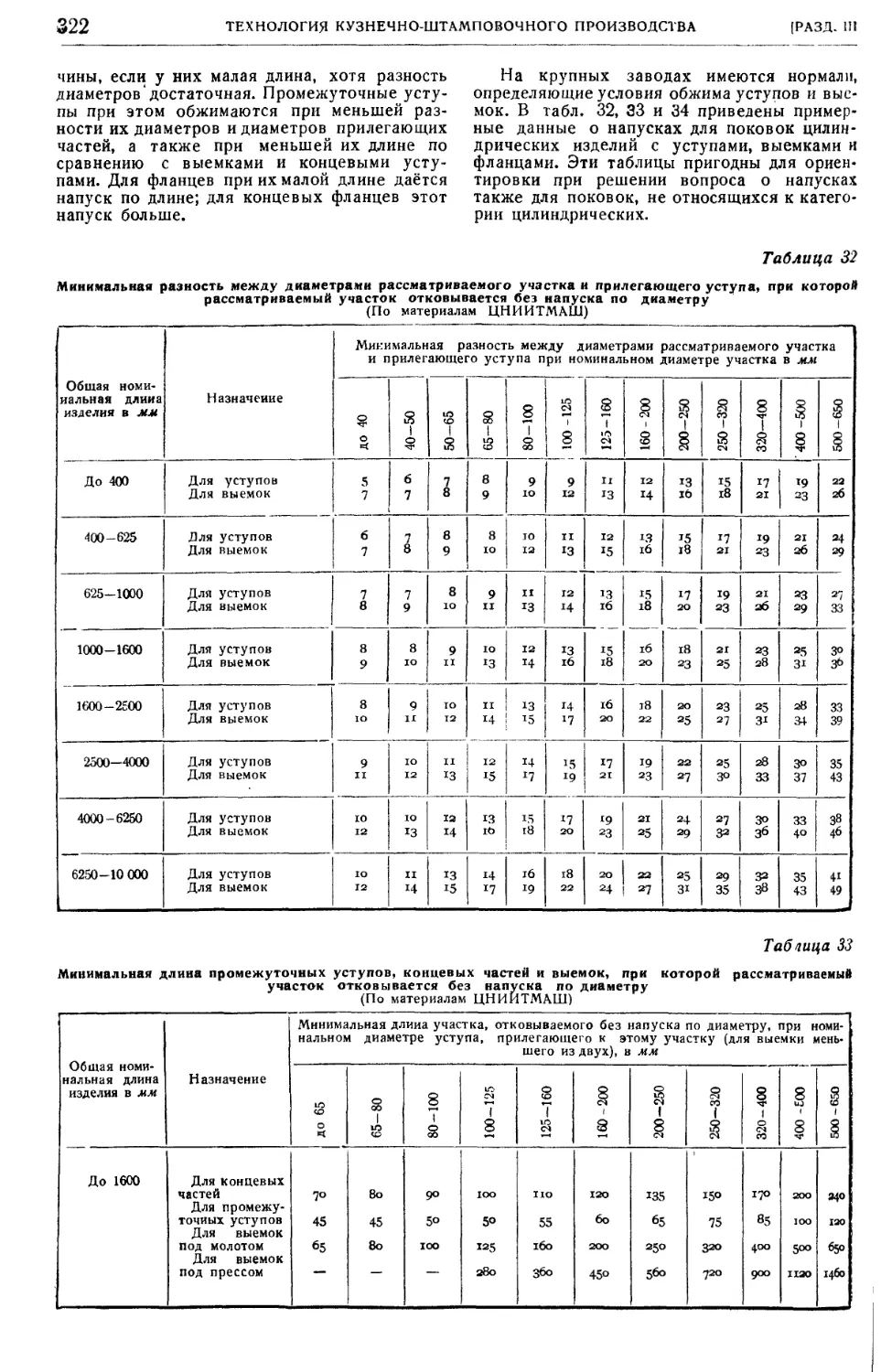
Напуски 321
Припуски и допуски 325
Пример установления напусков, припусков
и допусков 325
Оформление чертежа поковки 327
Вес заготовки 328
Размеры заготовки 330
Выбор кузнечных операций 337
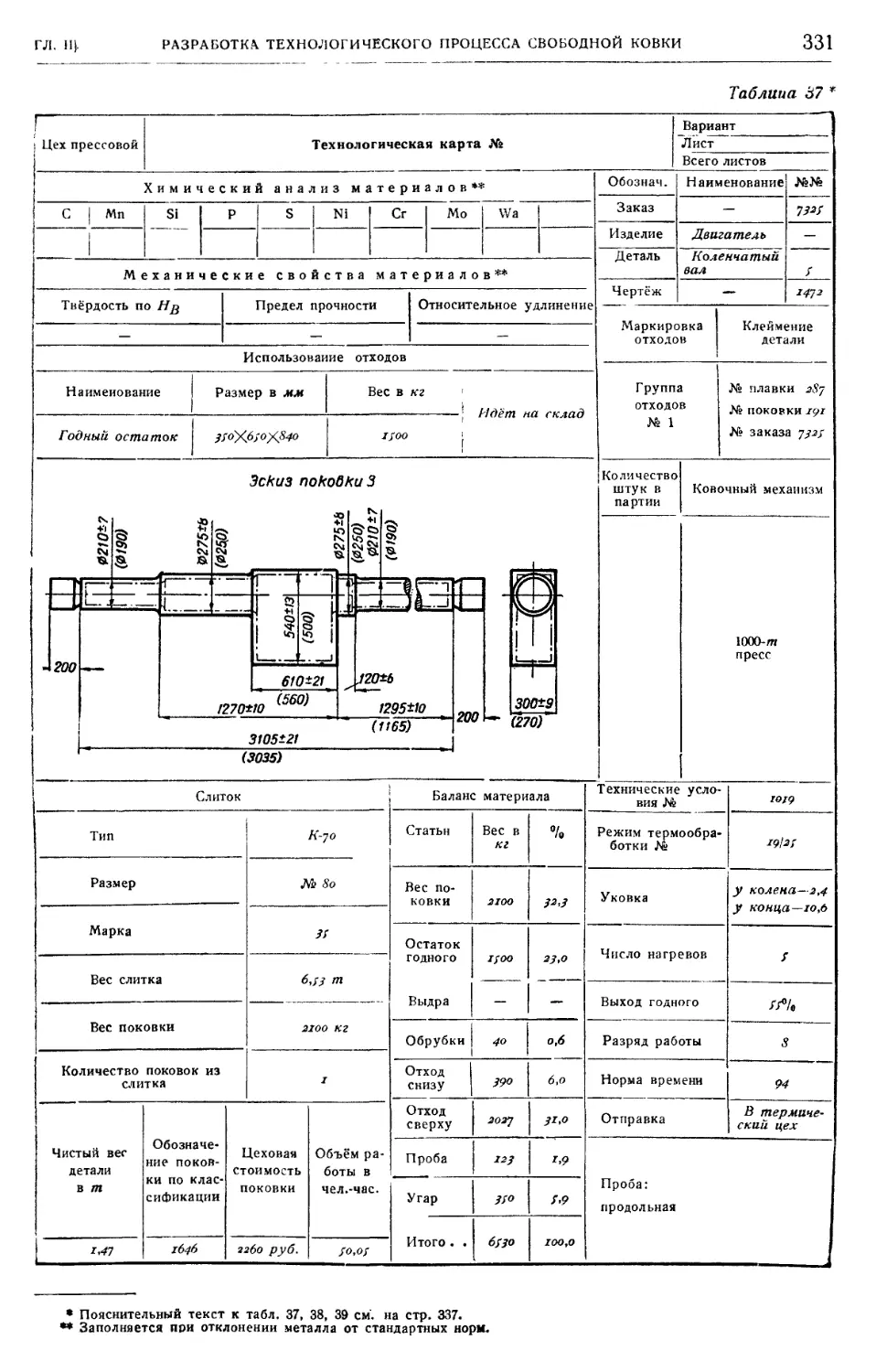
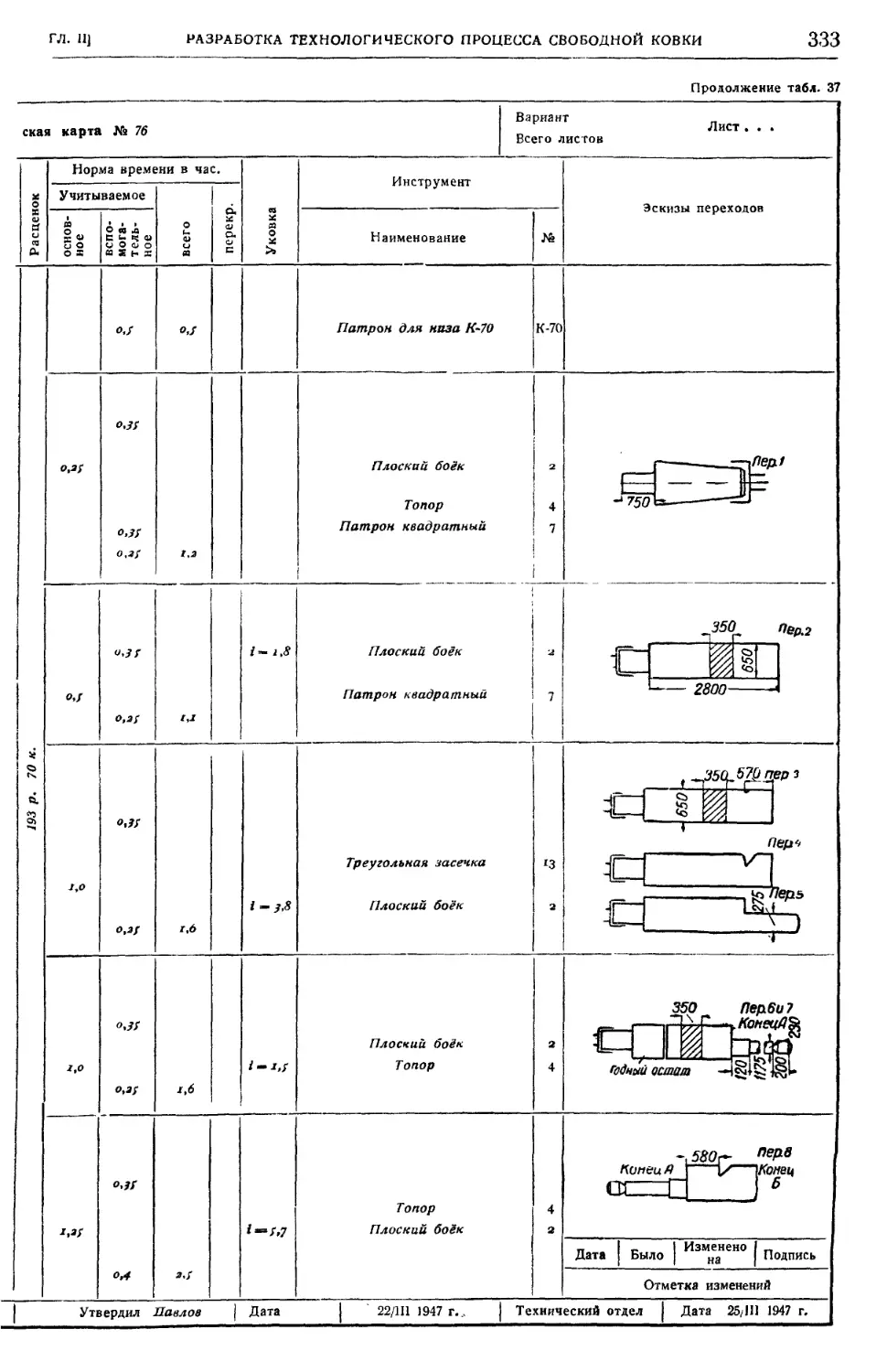
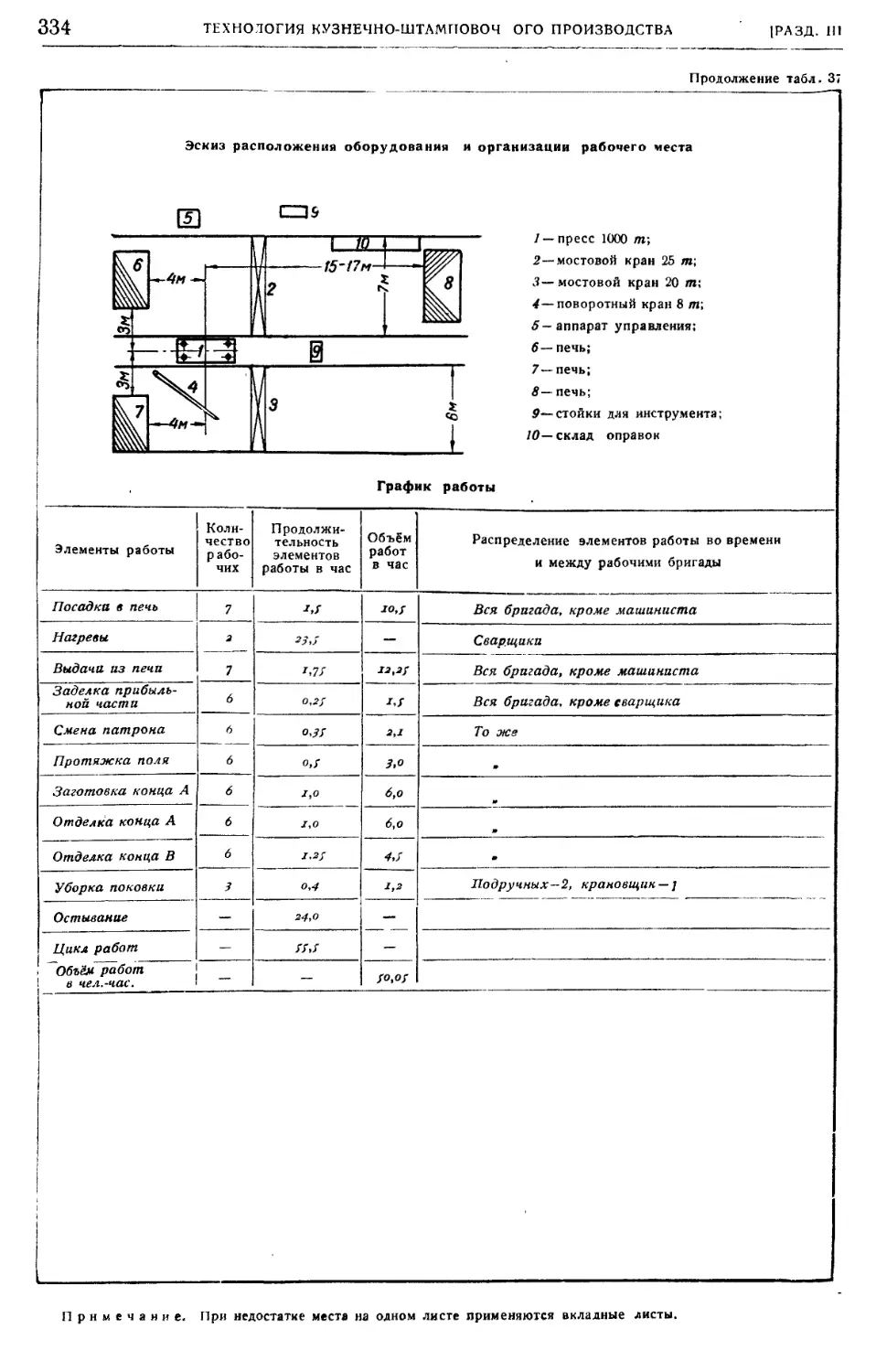
Технологическая карта 337
Примерытехнологических про-
цессов свободной ковки (инж.
Е. С. Куриц) 337
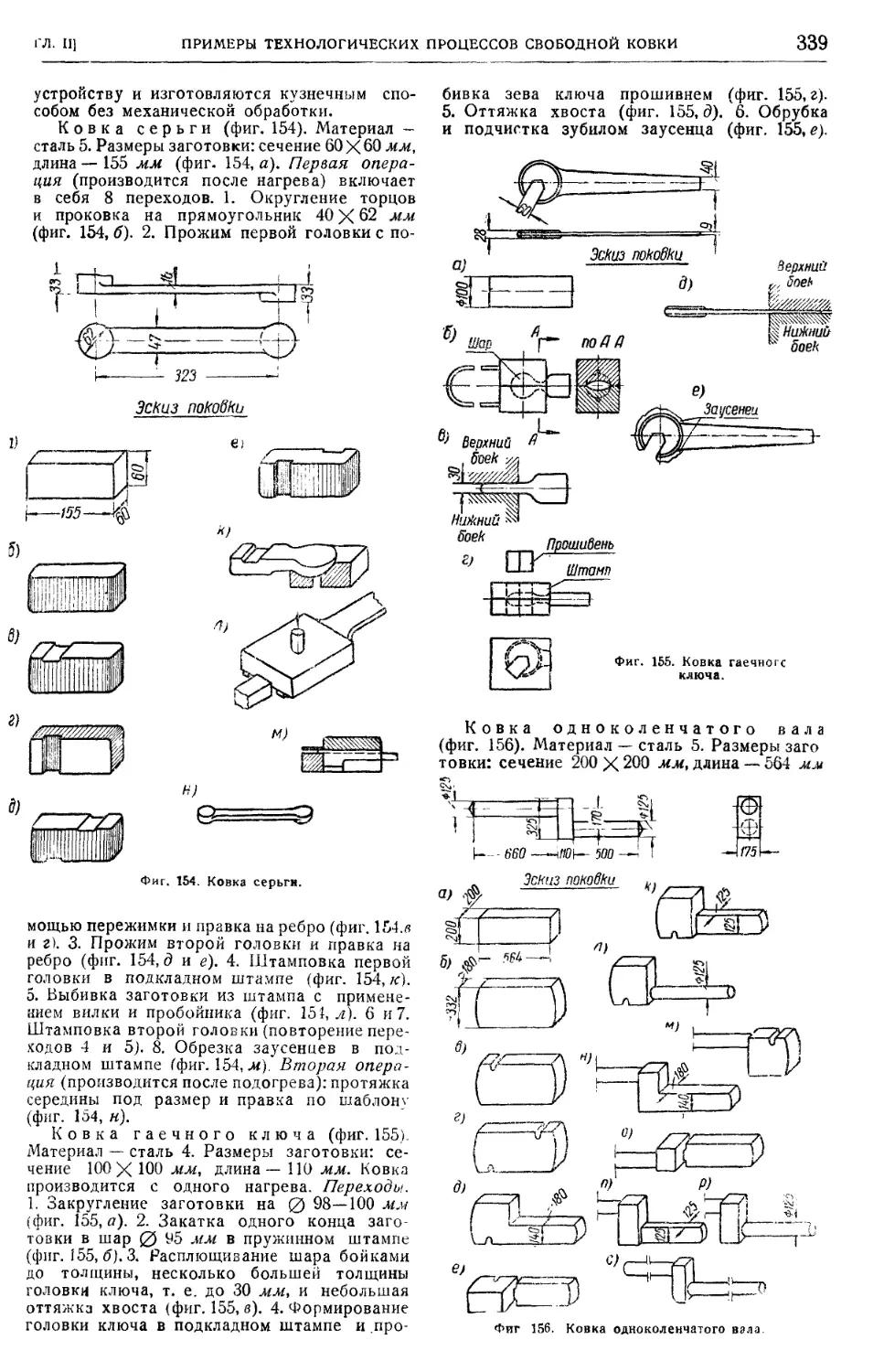
Ручная ковка 337
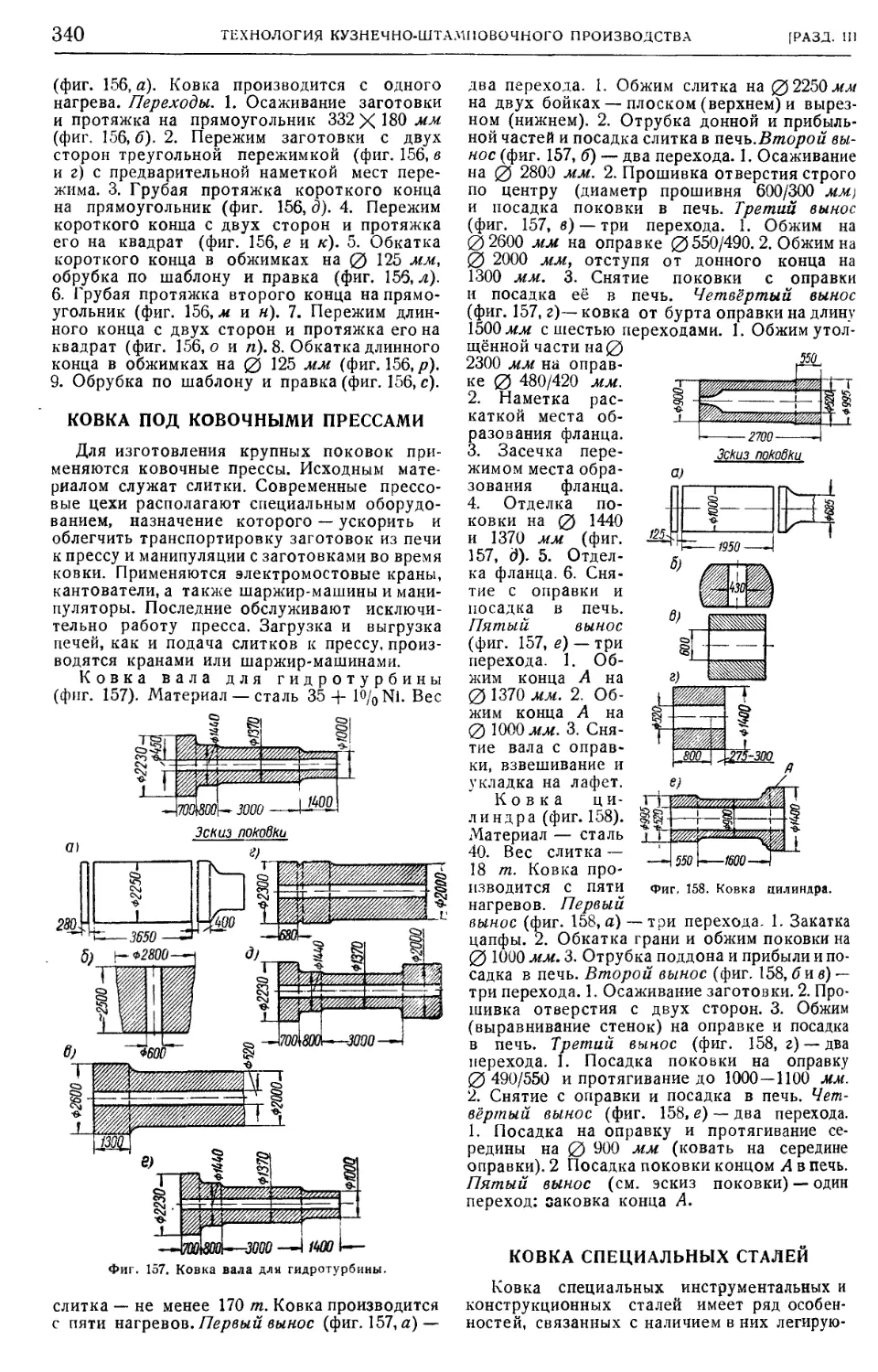
Ковка под молотом 338
Ковка под ковочными прессами 340
Ковка специальных сталей 340
Штамповка на молотах (инж.
А. Н. Брюханов) 341
Составление чертежа молотовой поковки . . 341
Методы штамповки 344
Конструирование штамповочных ручьёв . . . 345
Конструирование заготовительных ручьёв . . 348
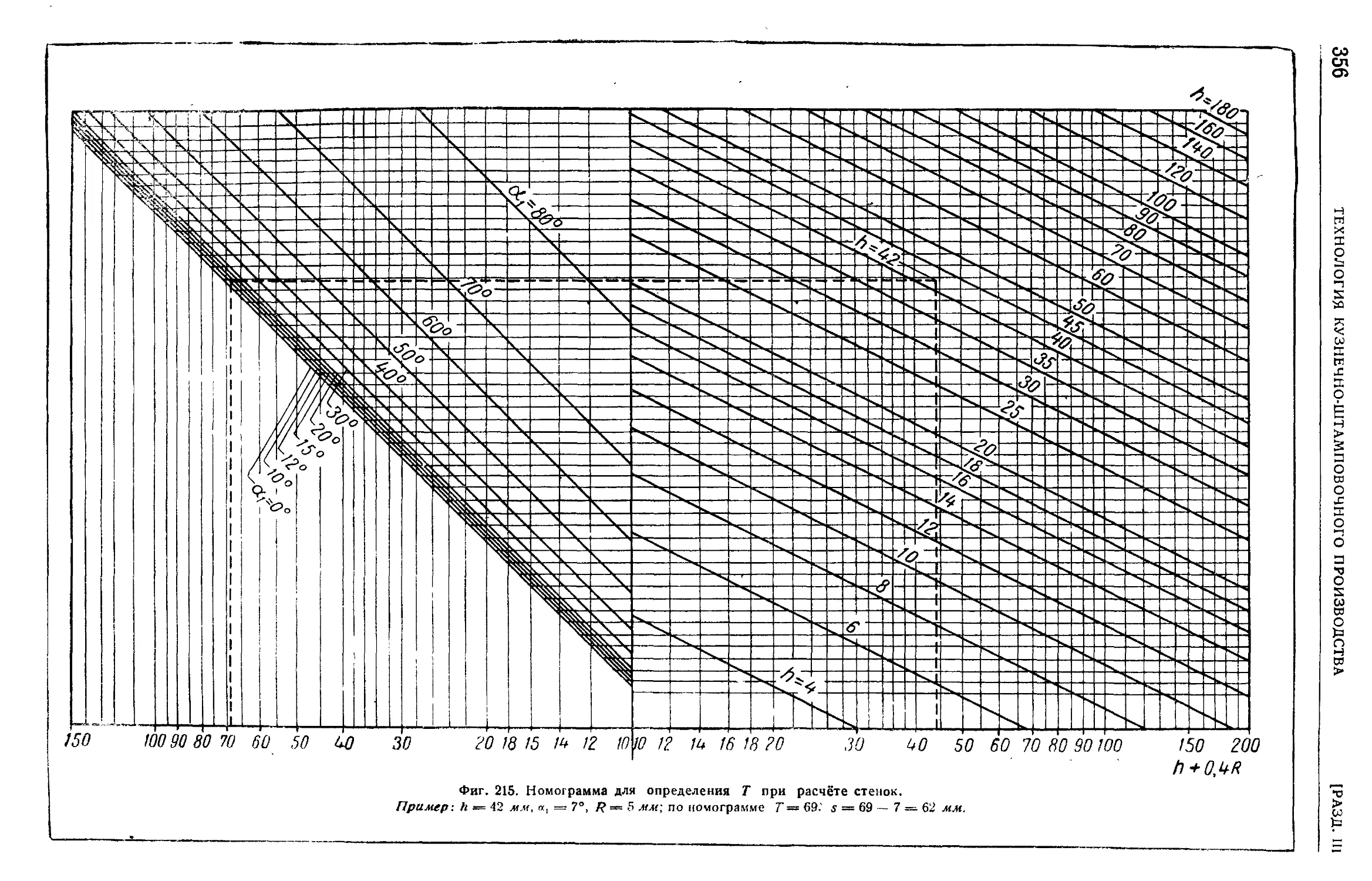
Определение размеров заготовки 352
Расположение ручьёв и габариты штампа . . 353
Уравновешивание сдвигающих усилий. Встав-
ки. Контрольный угол 358
Крепление штампов 360
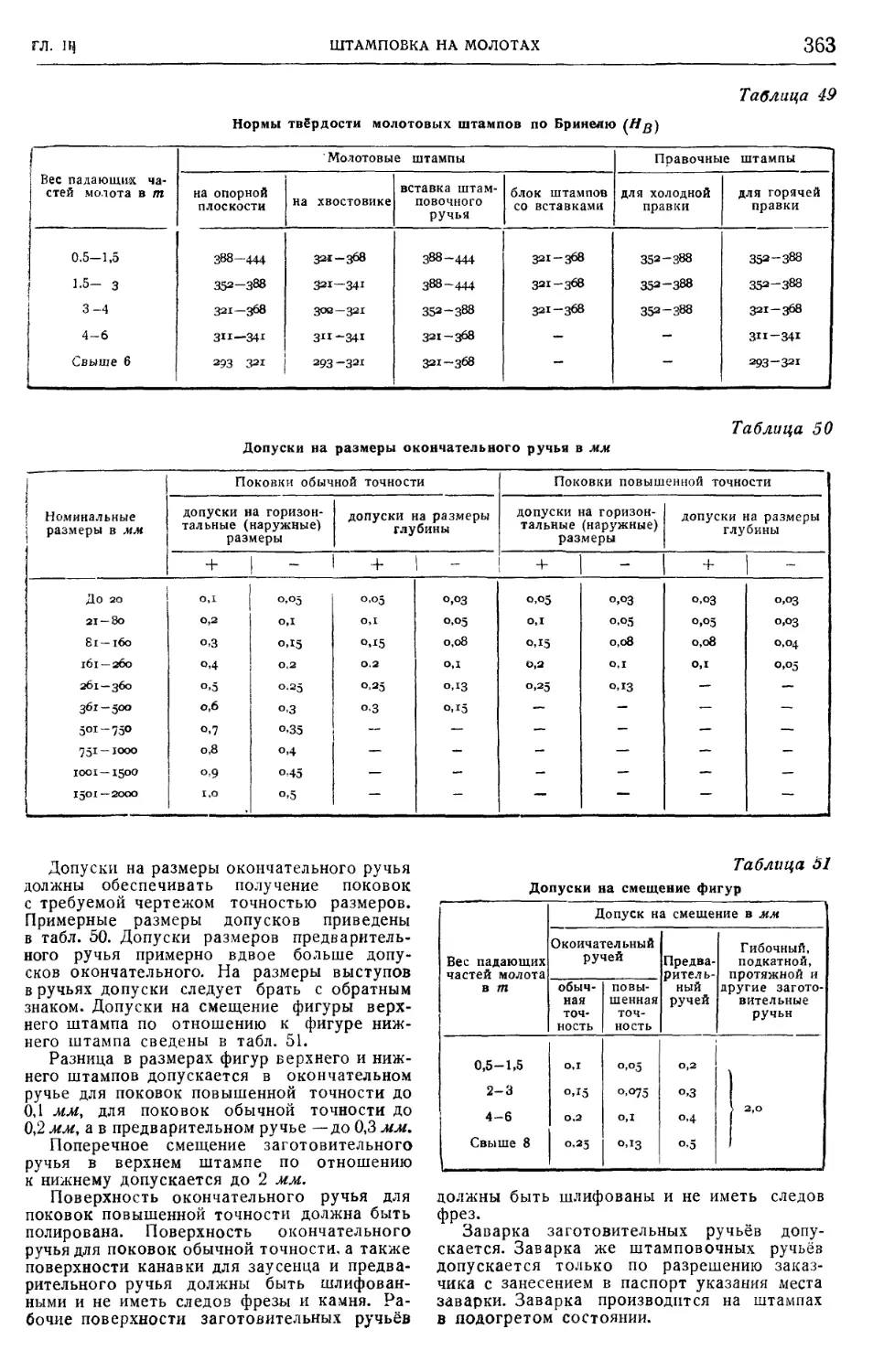
Материал молотовых штампов и технические
условия их изготовления 362
Стойкость молотовых штампов 364
Обрезка заусенца 364
Технические условия на обработку обрез-
ных штампов 371
Правка молотовых поковок 372
Определение тоннажа штамповочного молота
и обрезного пресса 373
Типовые конструкции штампов 374
Штамповка на горизонтально-
ковочных машинах (канд. техн.
наук И. И. Гирш) 381
Особенности штамповки на горизонтально-ко-
вочных машинах 381
Исходный материал для штамповки высадкой 383
Правила высадки 383
Составление чертежа поковки 384
Проектирование технологического процесса . 384
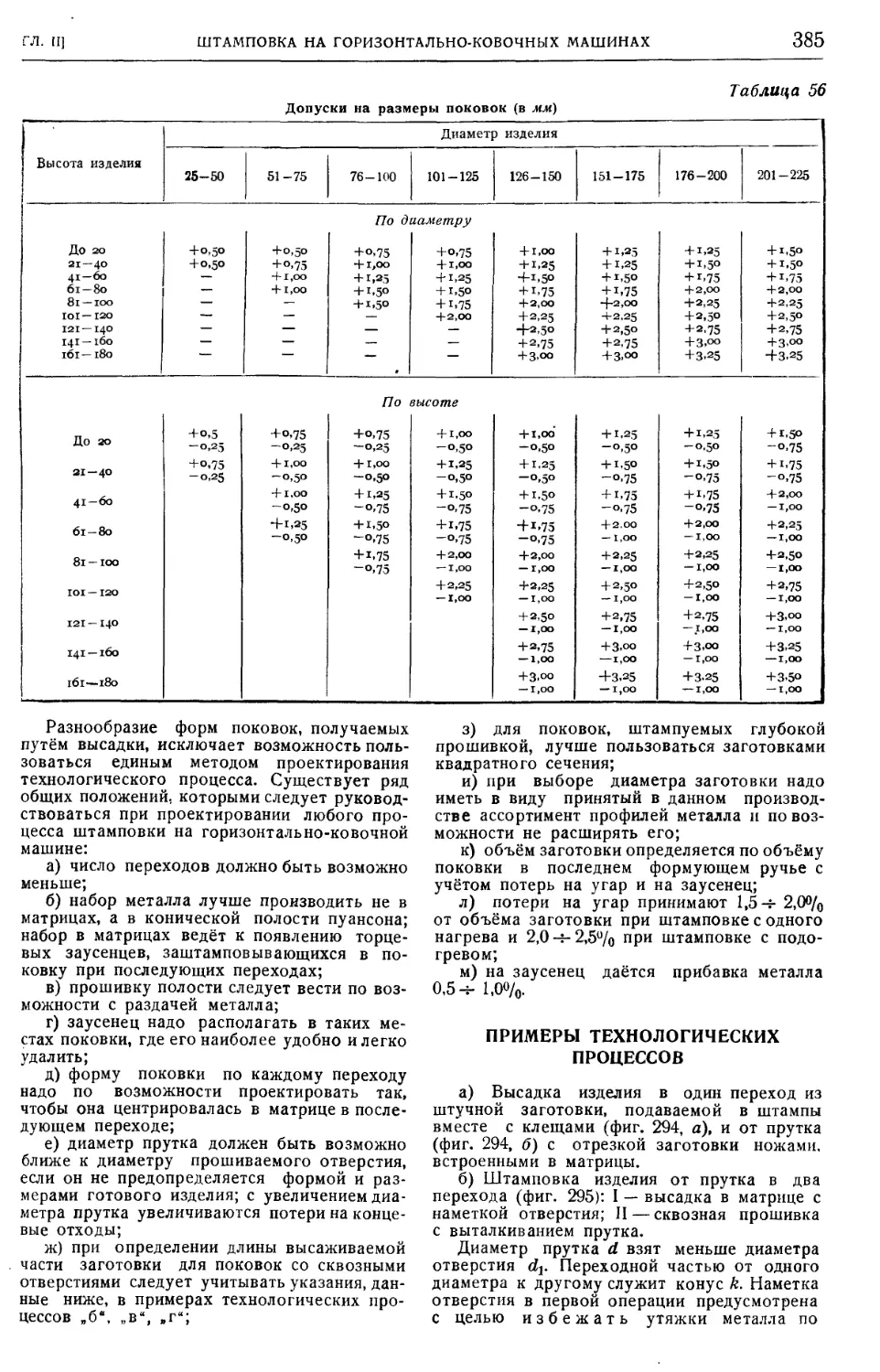
Примеры технологических процессов 385
Определение усилия высадки и выбор размера
горизонтально-ковочной машины 386
Конструирование штампов 38Й
Замечания общего характера 388
Элементы штампа горизонтально-ковочной
машины 388
Материалы и технические условия изготовле-
ния штампов 391
. Крепление штампов 392
Установка и наладка штампов 393
Планировка рабочего места 393
Штамповка на гидравлических
прессах (инж. М. Т. Цукерман) .... 394
Особенности штамповки на гидравлических
прессах и применяемые материалы 394
Конструирование поковок и схемы технологи¦
ческих процессов штамповки 394
VIII
СОДЕРЖАНИЕ
» Определение усилий и выбор пресса .... 397
Формулы и кривые Шнейдера и Гофмана . 397
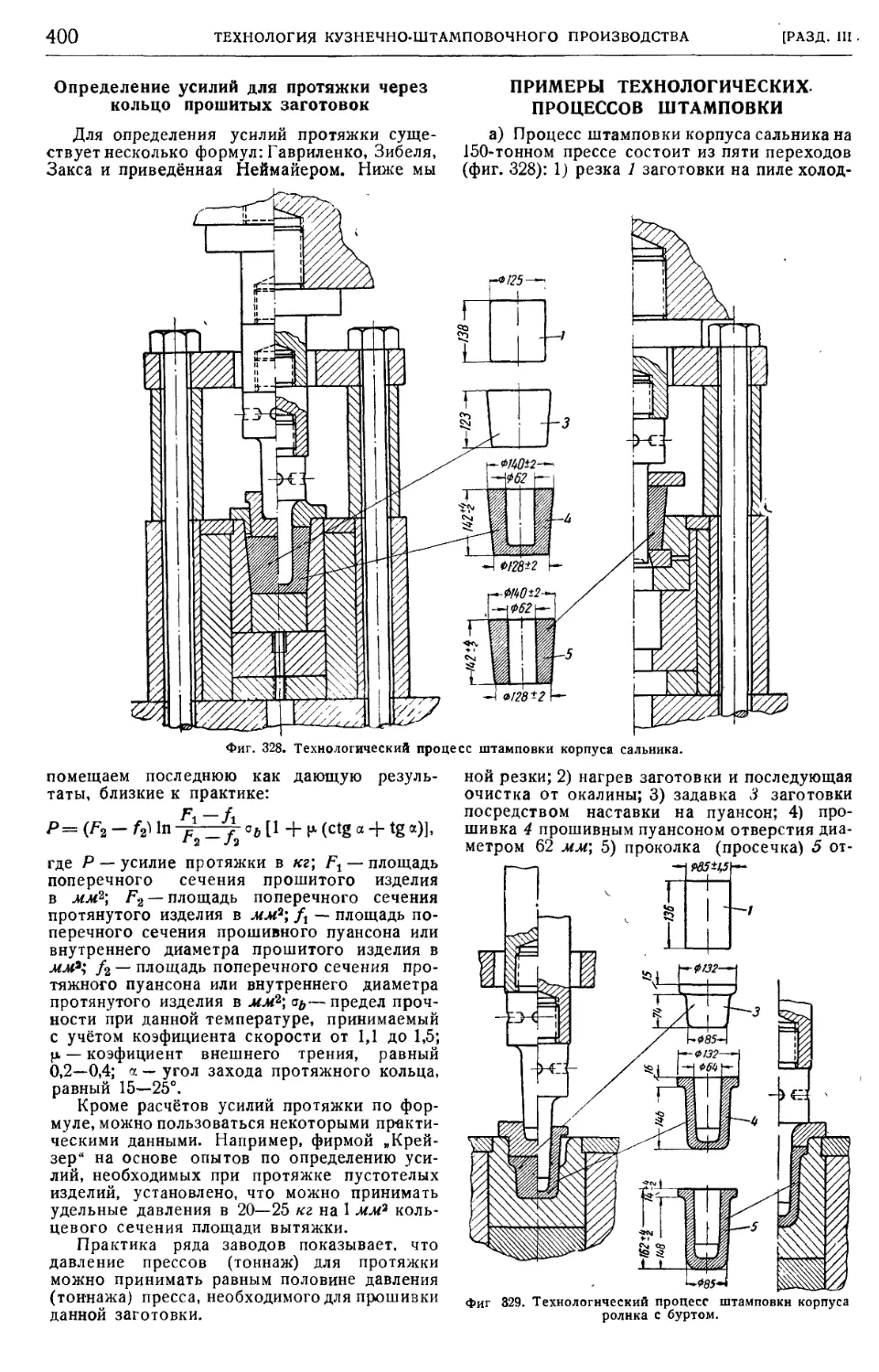
Определение усилий для протяжки через
кольцо прошитых заготовок 400
; Примеры технологических процессов штам- ,
повки 400
Конструирование штамповочного инструмента 402
Протяжной пуансон * ;. ¦. . 402
Прошивной пуансон 403
Матрицы для прошивки • . 403
Протяжные кольца . ... . . . . . . . . 403
Материал для; штамповочного инструмента
и данные о его стойкости . 404
' Крепление штампов 404
1 Примеры креплений штамповочного ин-
струмента при штамповке пустотелых
изделий методами глубокой прошивки
и протяжки . .... 404
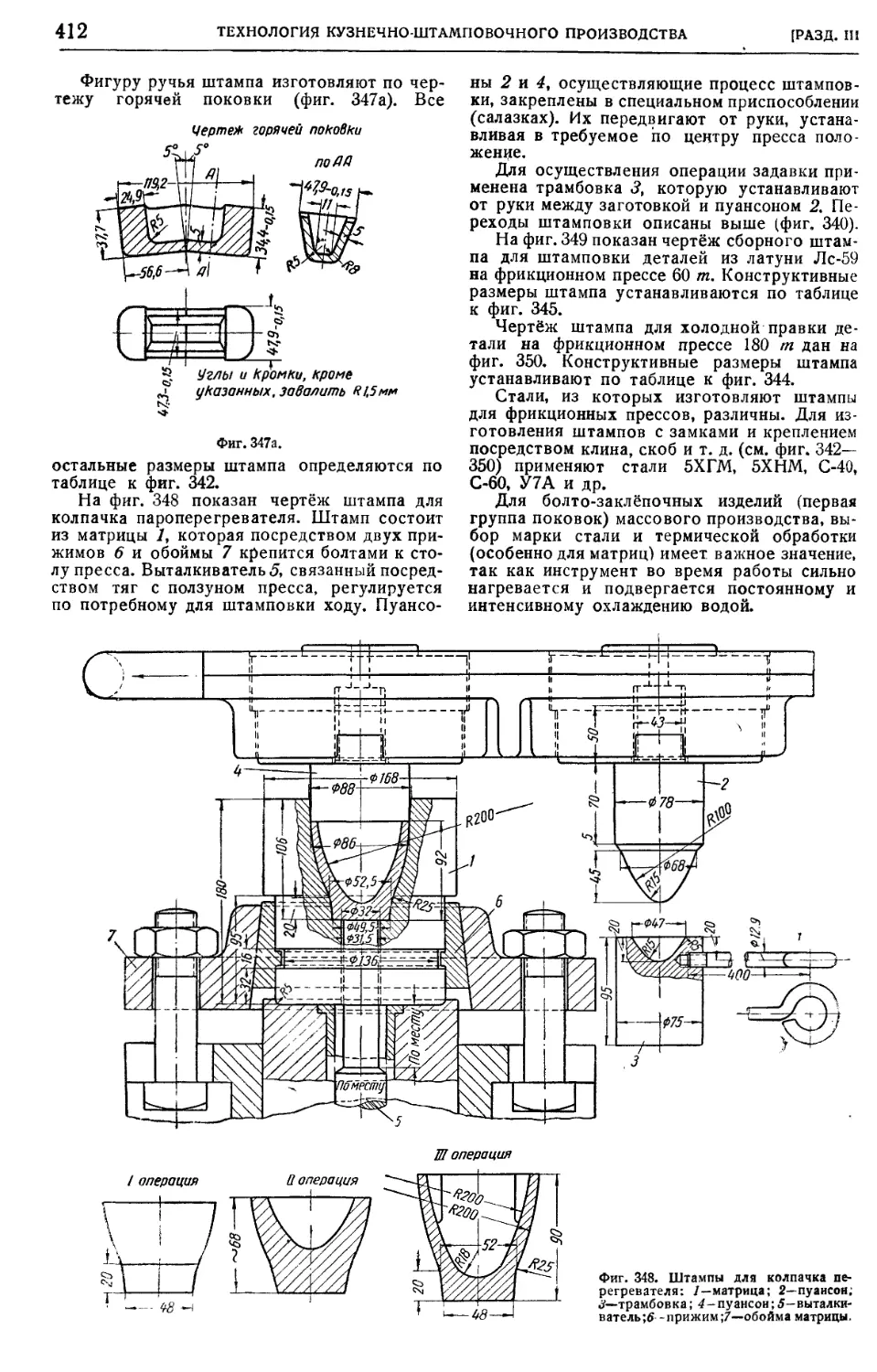
Штамповка на фрикционных
винтовых прессах (инж. М: Т. Цу-
керман) . . . . . . . 407
Особенности штамповки на фрикционных
винтовых прессах 407
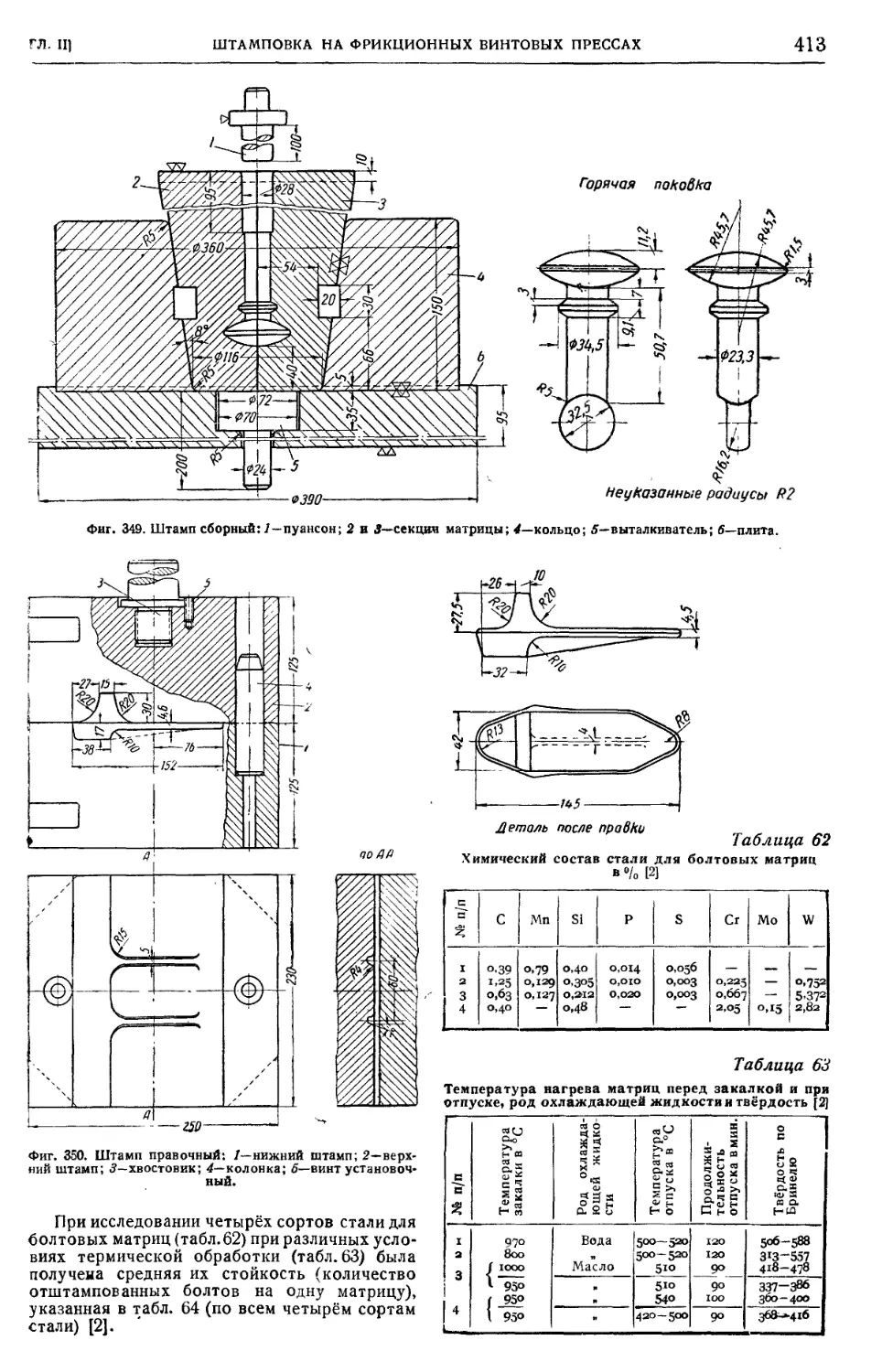
Технологические процессы штамповки .... 408
Определение усилий при штамповке 409
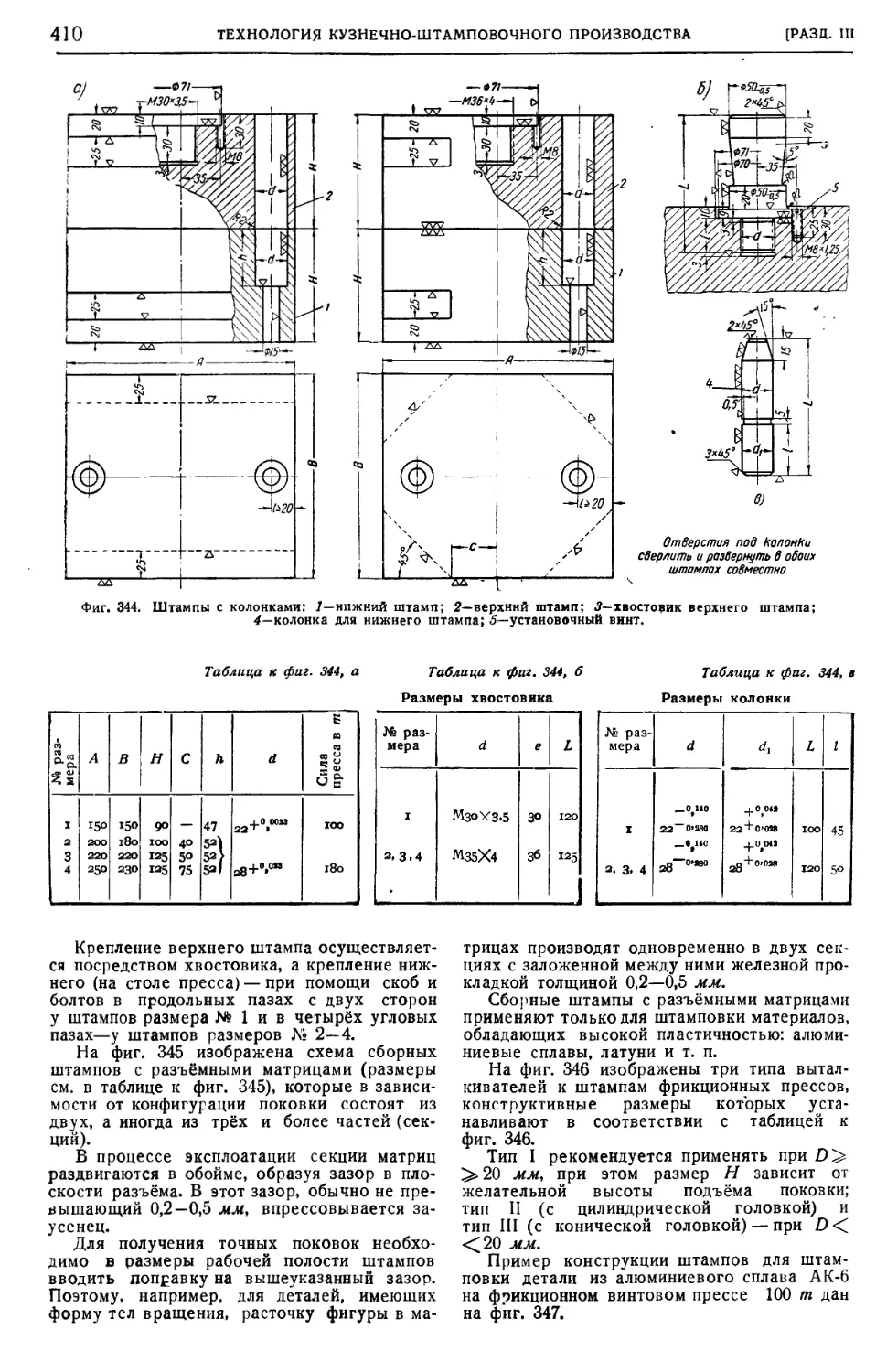
Конструкции ! штампов 409
Крепление штампов на прессах 415
Штамповка на кривошипных
прессах (инж. О. И. Залесский) . . . 416
Чеканка-калибровка 416
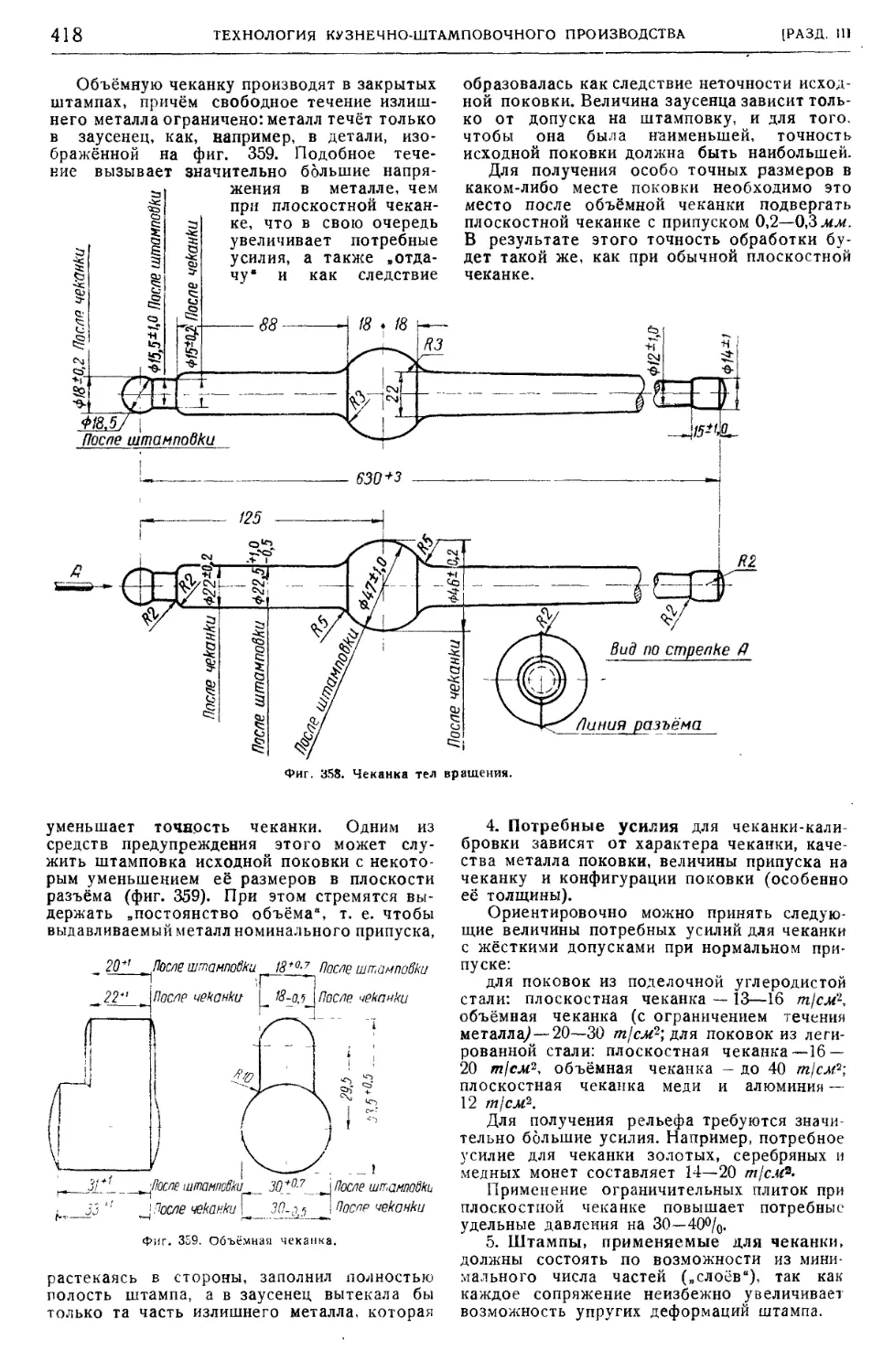
Объёмная штамповка . . . . • 420
. Особенности штамповки на кривошипных
: прессах 420
Виды штамповки 421
Работа на ковочных вальцах
(доц., канд. техн. наук В. М. Аристов) . 425
Работа на гибочной машине
.Бульдозер" {инж. Е. М. Зайдман) . 428
Работа на ротационн о-к о в о ч н о й
машине (инж. Е. М. Зайдман) .... 429
Работа на ковочной машине
,Р и д е р • {инж. Е. М. Зайдман) 432
Холодная высадка {канд. техн. наук
Г. А. Навроцкий) 434
Сущность и преимущества 434
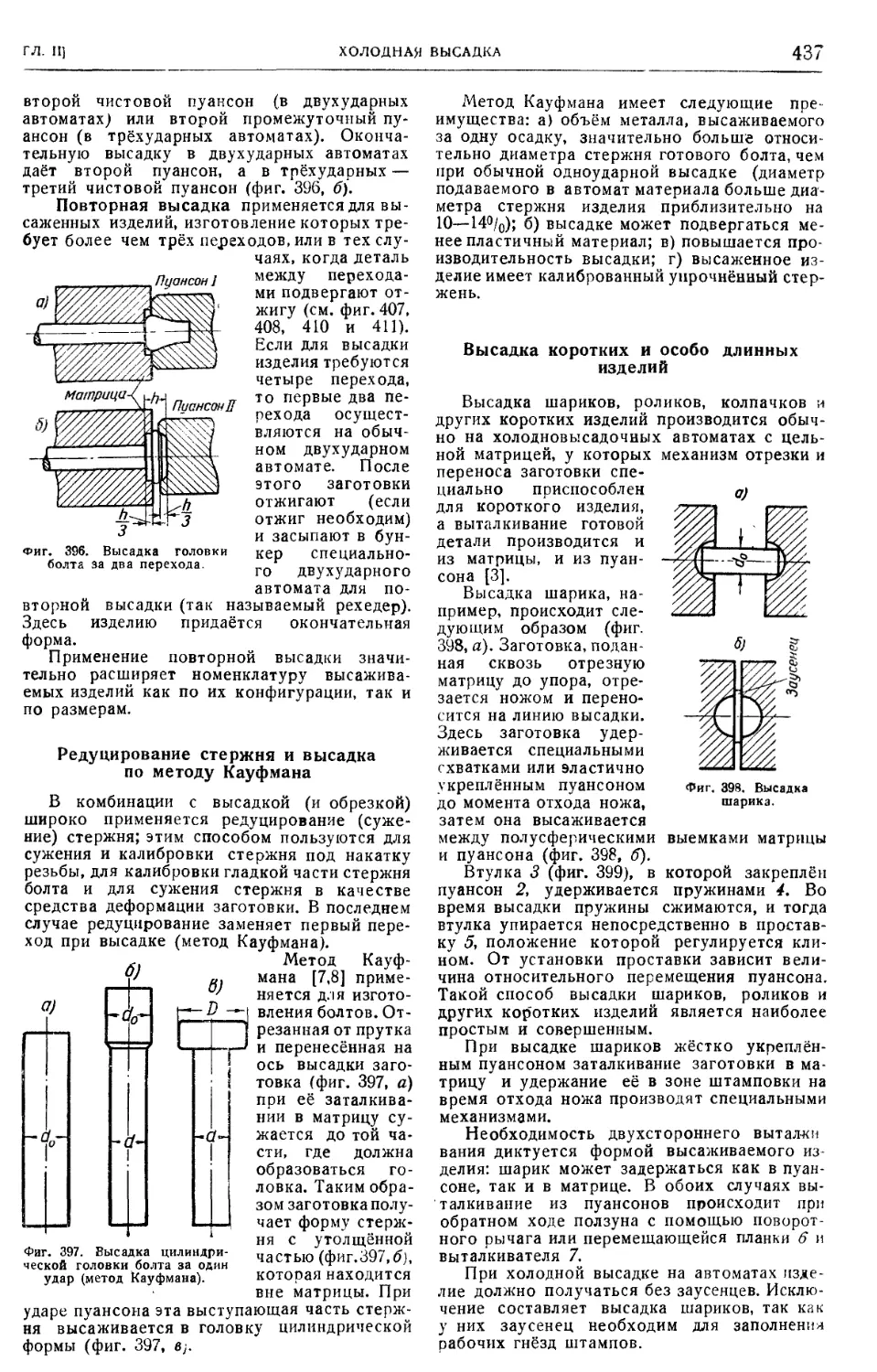
Металл 435
Процесс высадки на холодновысадочных
прессах-автоматах .... ¦ 436
Редуцирование стержня и высадка по ме-
тоду Кауфмана . . 437
Высадка коротких и особо длинных изде-
лий 437
Обрезка головок болтов и винтов по
требуемому контуру 438
Высадка изделий с пустотелым стержнем 439
Многооперационная и комбинированная
высадка сложных изделий 439
Примеры холодной высадки сложных по
форме изделий в комбинации с другими
методами обработки 440
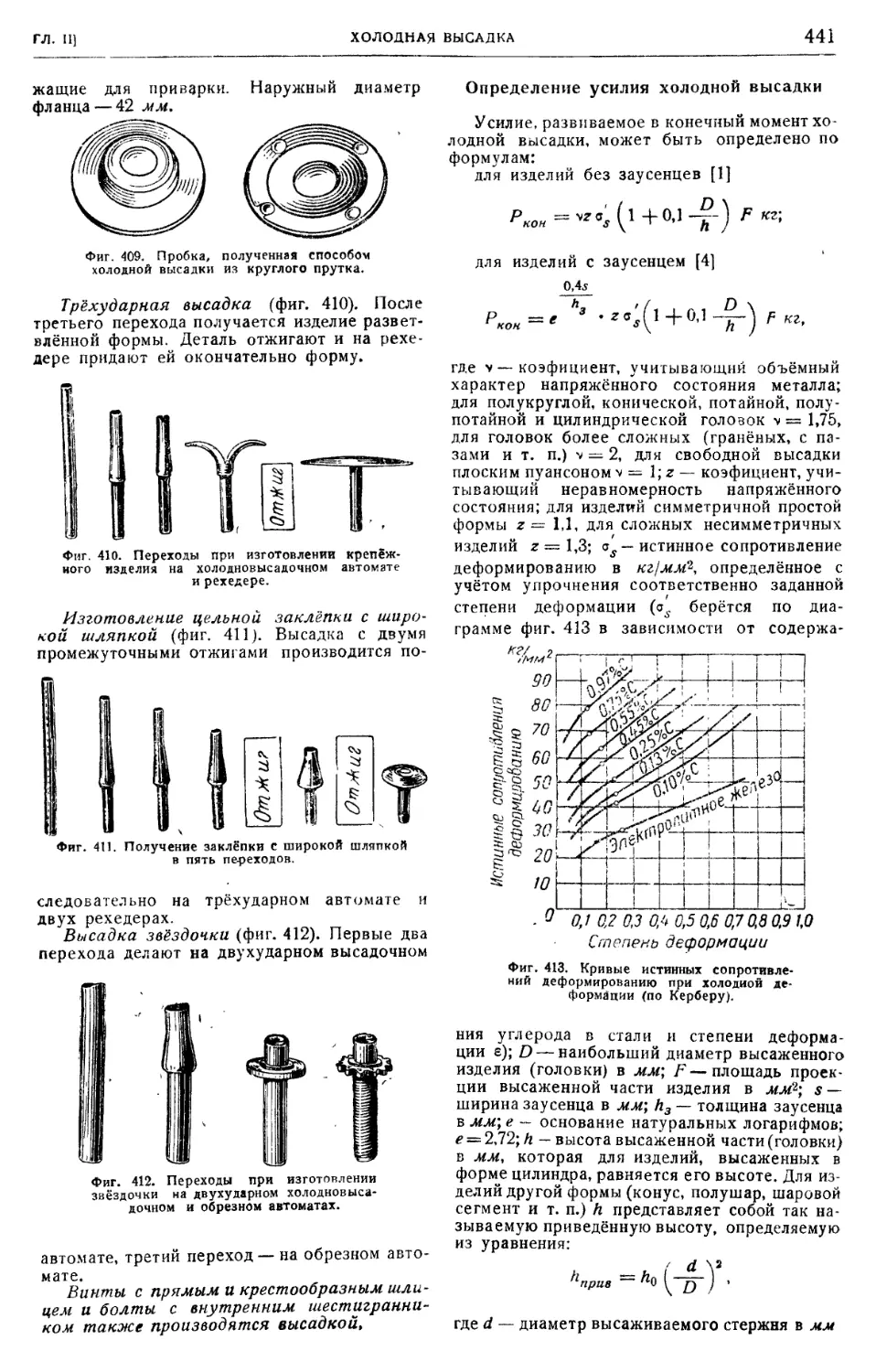
Определение усилия холодной высадки 441
Материал высадочного и обрезного инстру-
мента 442
Контроль качества штампован-
ной продукции (инж. В. И. Го-
стев) 442
Виды брака 442
Брак от исходного материала 442
Брак при резке заготовок 443
Брак при нагреве . 443
Брак при штамповке 444
Брак при термической обработке поковок 444
Брак при очистке окалины 444
Брак, выявленный при механической обра-
ботке • 445
Методы технического контроля штампованных
поковок ..... 445
Методы установки поковок для измерения
на контрольных приспособлениях .... 445
Средства фиксации отклонений в поков-
ках 445
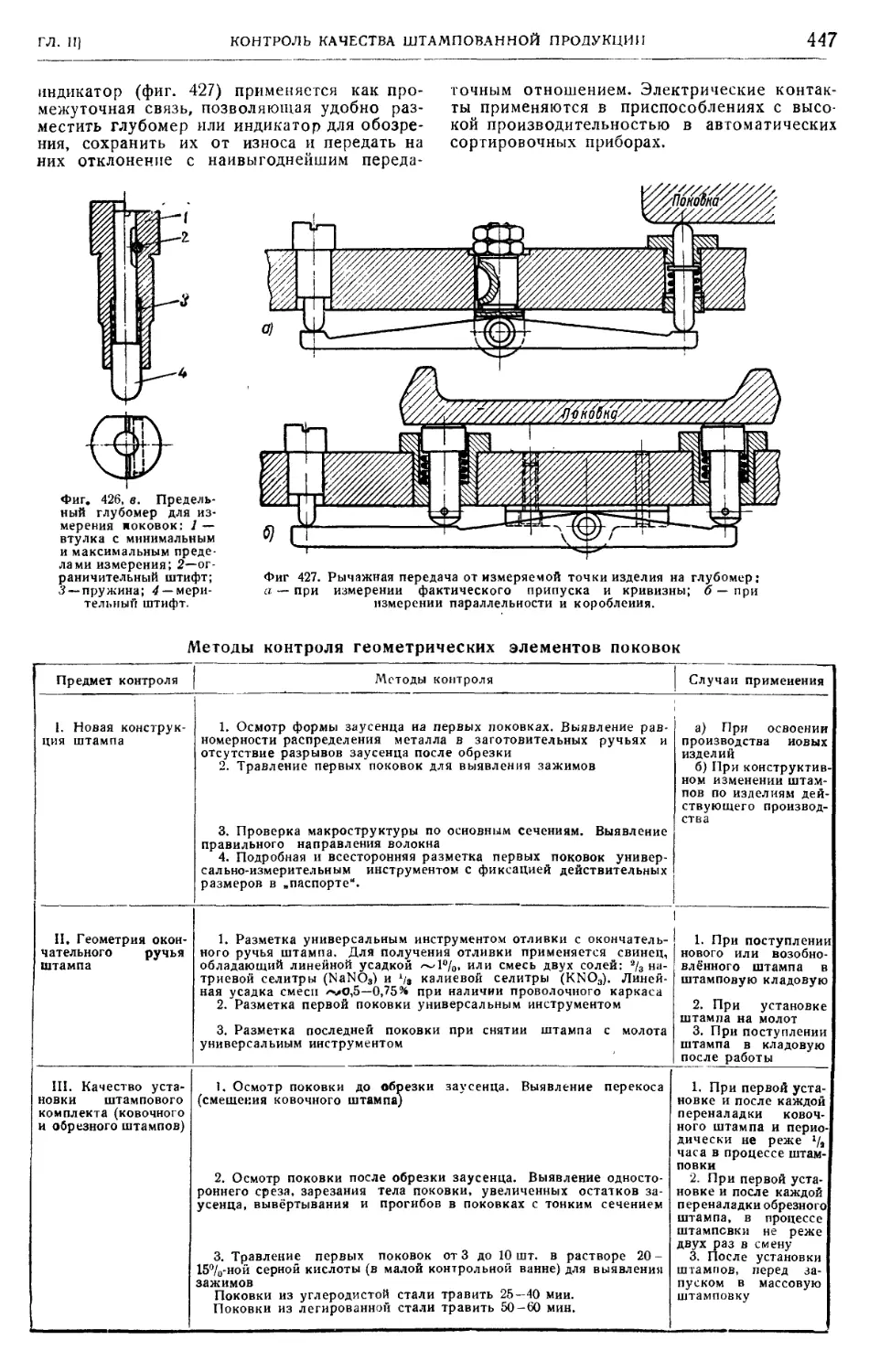
Методы контроля геометрических элемен-
тов поковок 447
Основные принципы проектирования кон-
трольной технологии и конструирования
мерительных средств 456
Учёт и статистический анализ брака . . . 457
Исправление дефектных поковок 458
Технология ковки и штампов-
ки нежелезных сплавов (канд.
техн. наук Р. С. Быков) 459
Алюминиевые, магниевые и медные сплавы,
применяемые для ковки и горячей штам-
повки . 459
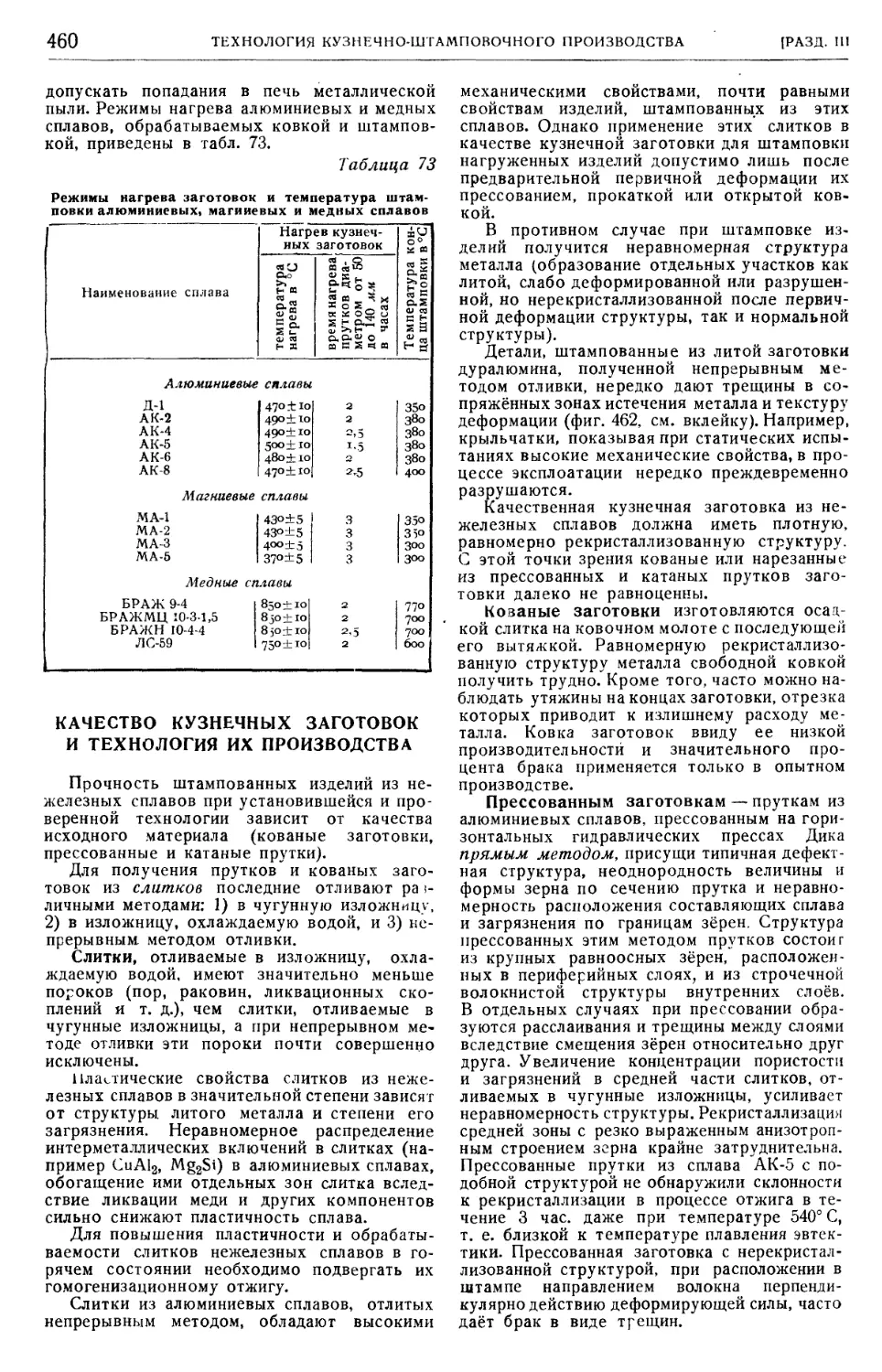
Качество кузнечных заготовок и технология
их производства 460
Методы ковки и штамповки 461
Оборудование 461
Особенности конструирования штампов . . . 463
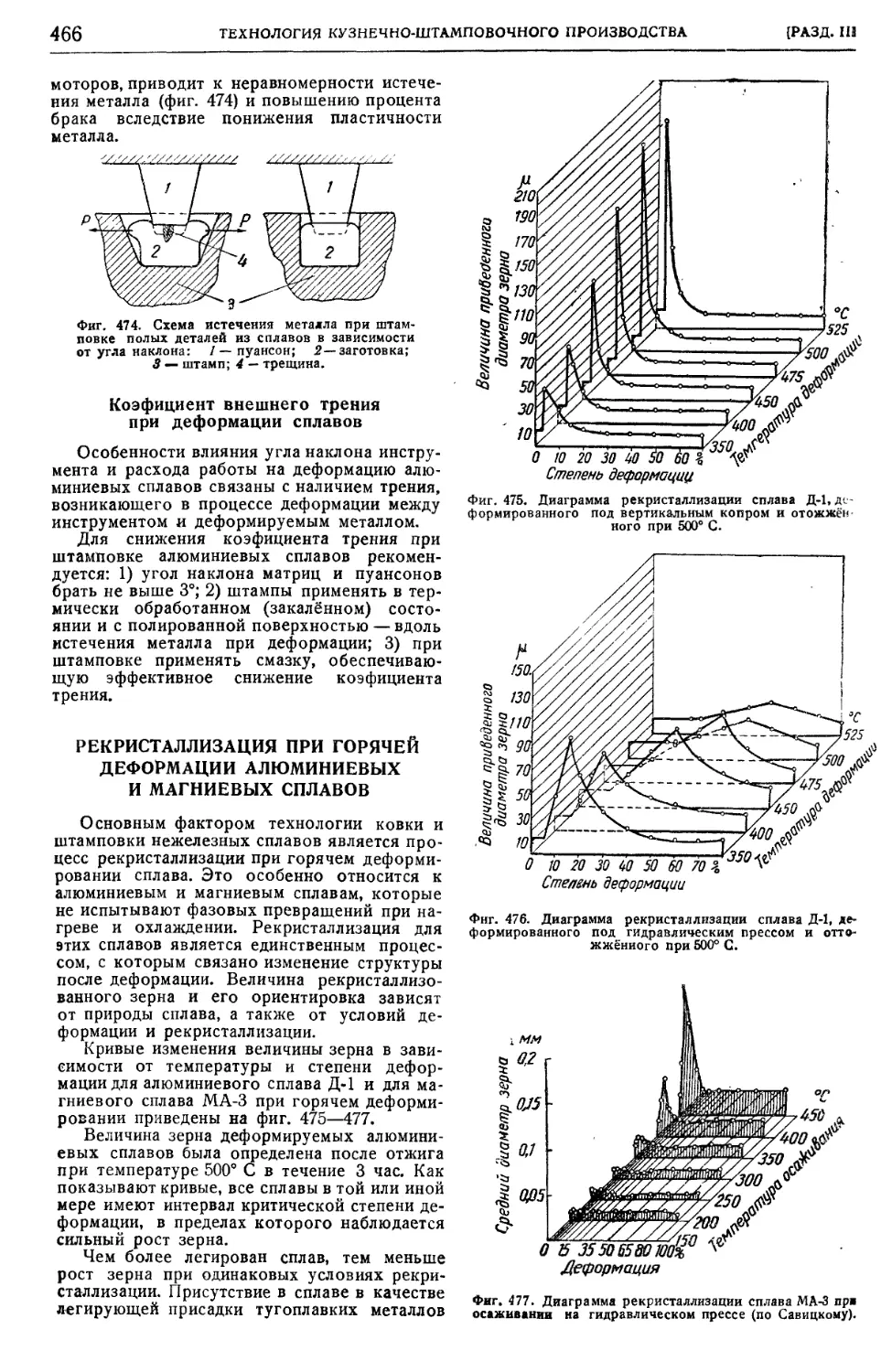
Коэфициент внешнего трения при деформа-
ции сплавов 466
Рекристаллизация при горячей деформации
алюминиевых и магниевых сплавов . . . 466
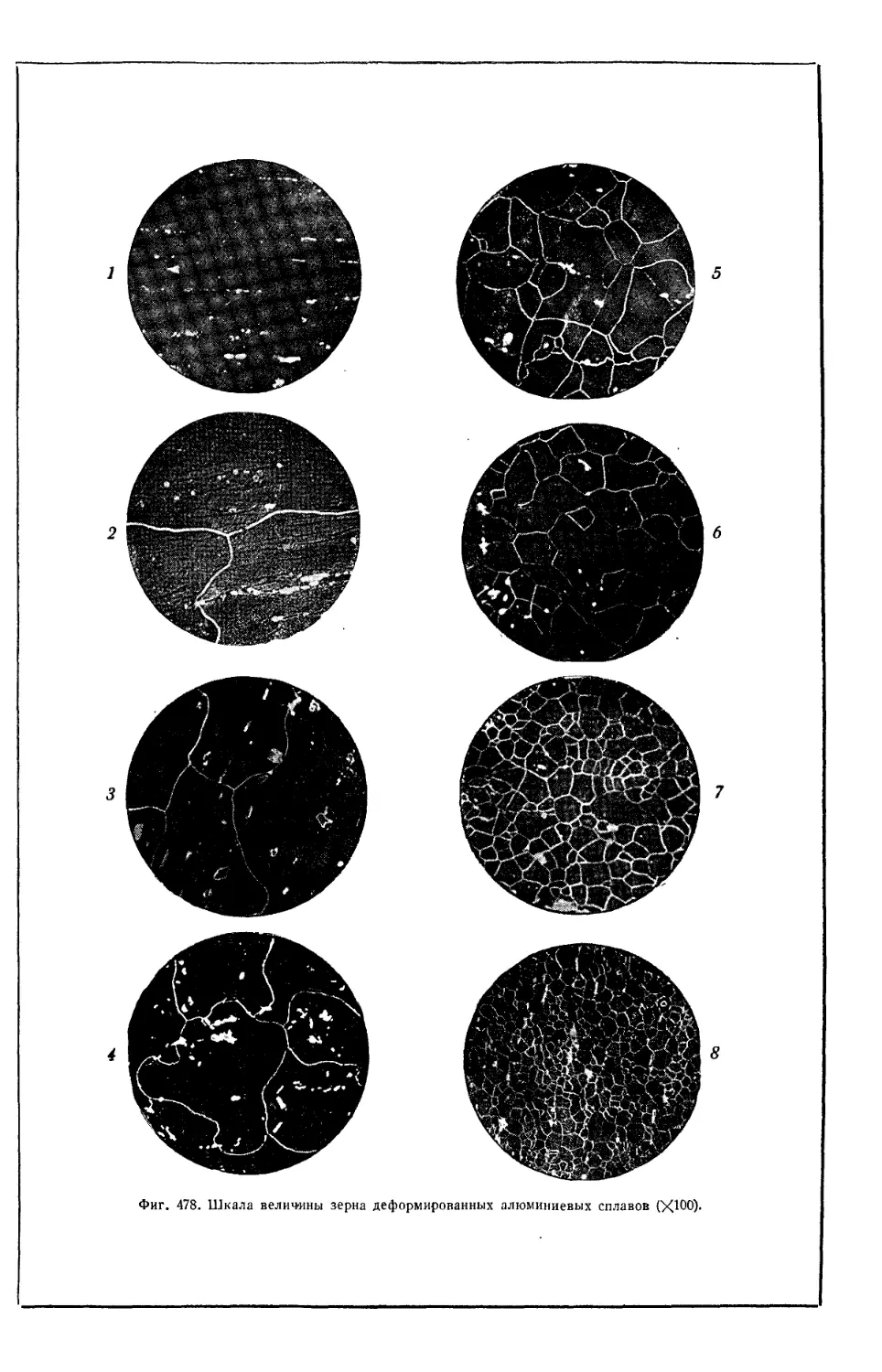
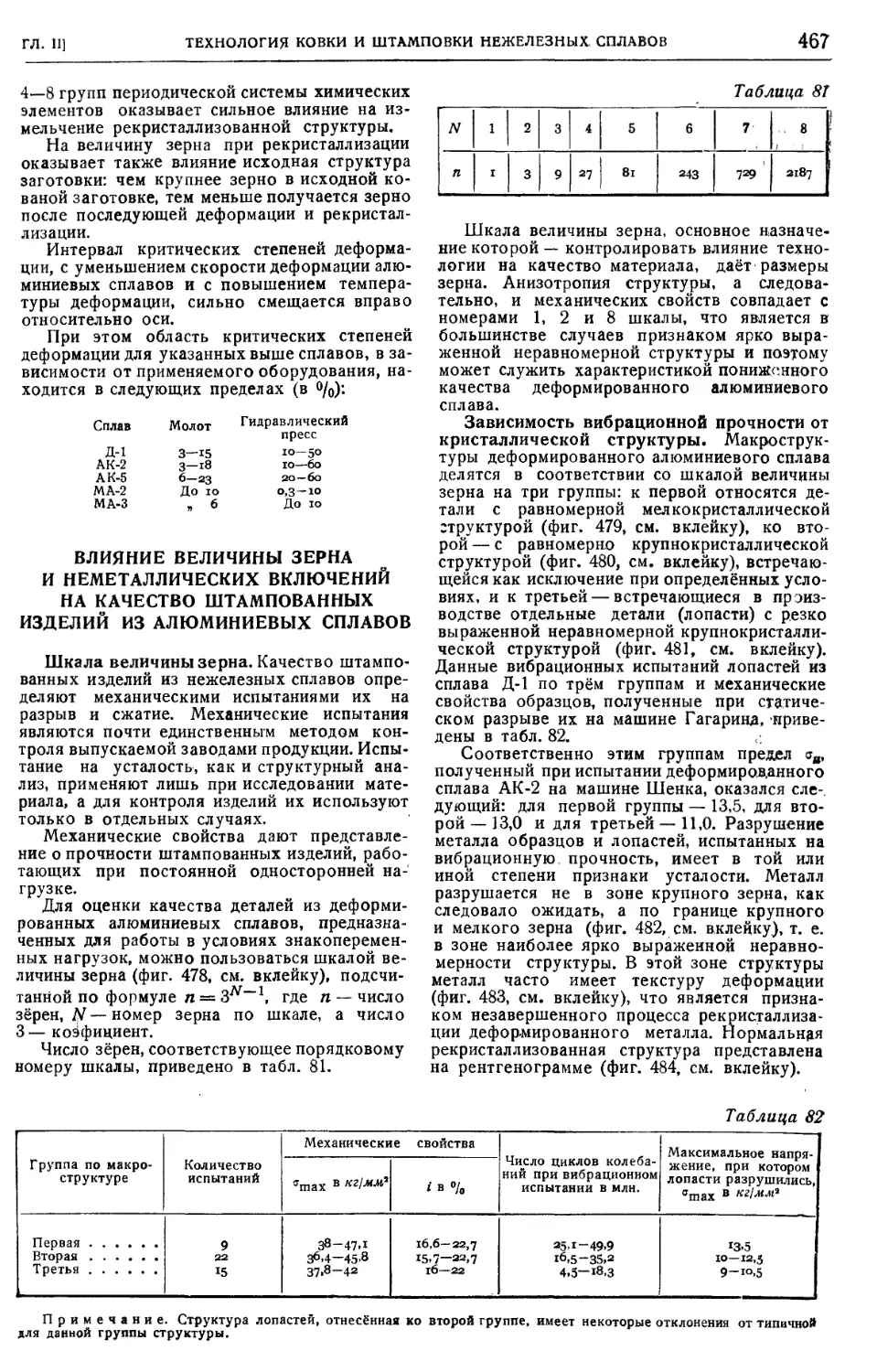
Влияние величины зерна и неметаллических
включений на качество штампованных
изделий из алюминиевых сплавов 467
Очистка поковок (канд. техн. наук
А. Т. Бундин) 468
Изготовление штампов для го-
рячей штамповки (инж., О. И.
Залесский) 471
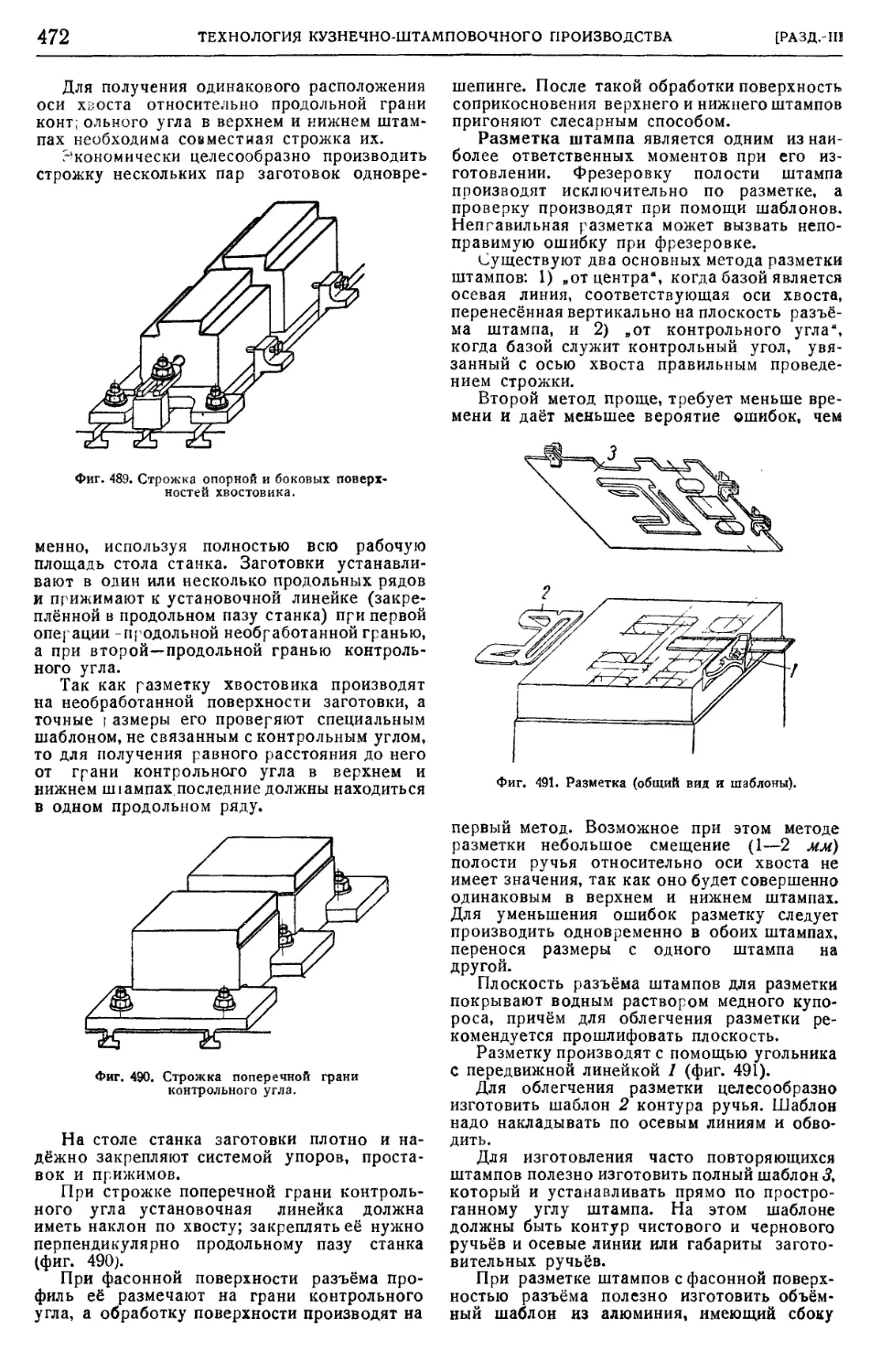
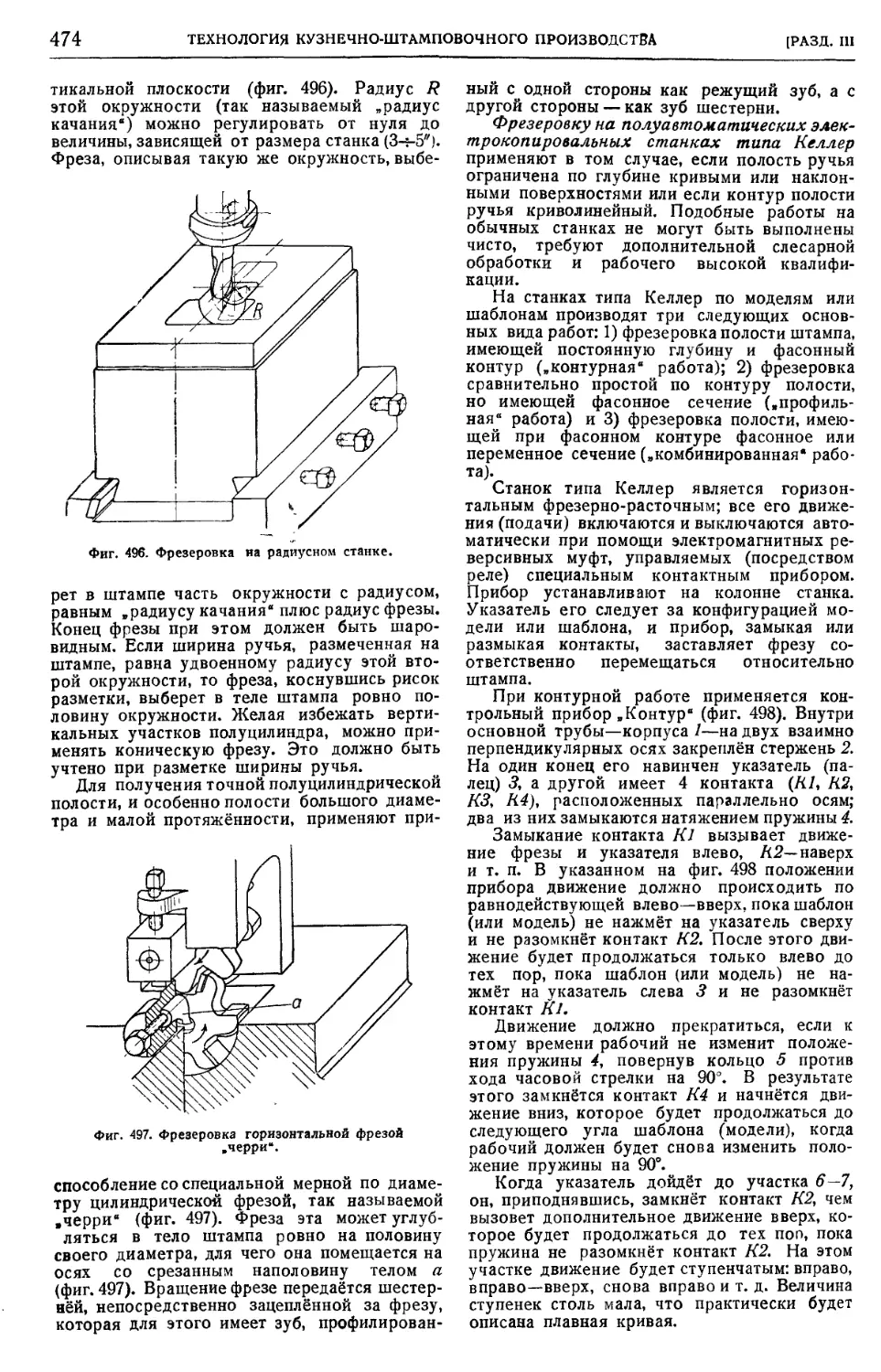
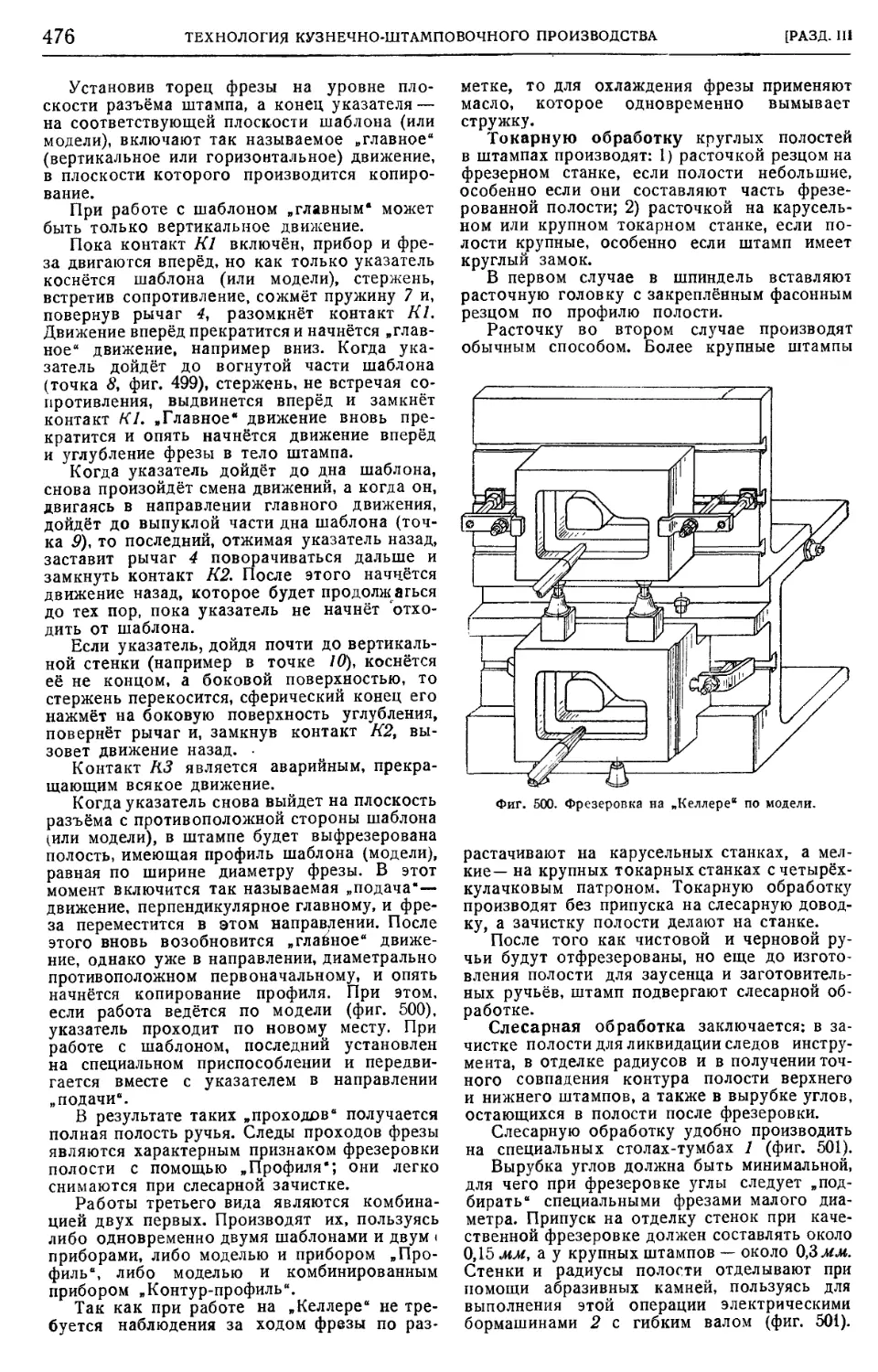
Изготовление молотовых штампов 471
Изготовление молотовых штампов со встав-
ками 477
Изготовление обрезных штампов 479
Изготовление штампов для горизонтально-ко-
вочных машин 480
Особенности термической обработки штампов 481
Наплавка ш'тампов (доц., канд. техн.
наук В. И. Ярхо) 481
Глава III. ТЕХНОЛОГИЯ ХОЛОДНОЙ
ШТАМПОВКИ (инж. А. В. Головин) ... 483
Материалы для холодной штам-
повки 483
Классификация и характери-
стика операций холодной
штамповки 484
СОДЕРЖАНИЕ
IX
Перечень операций 484
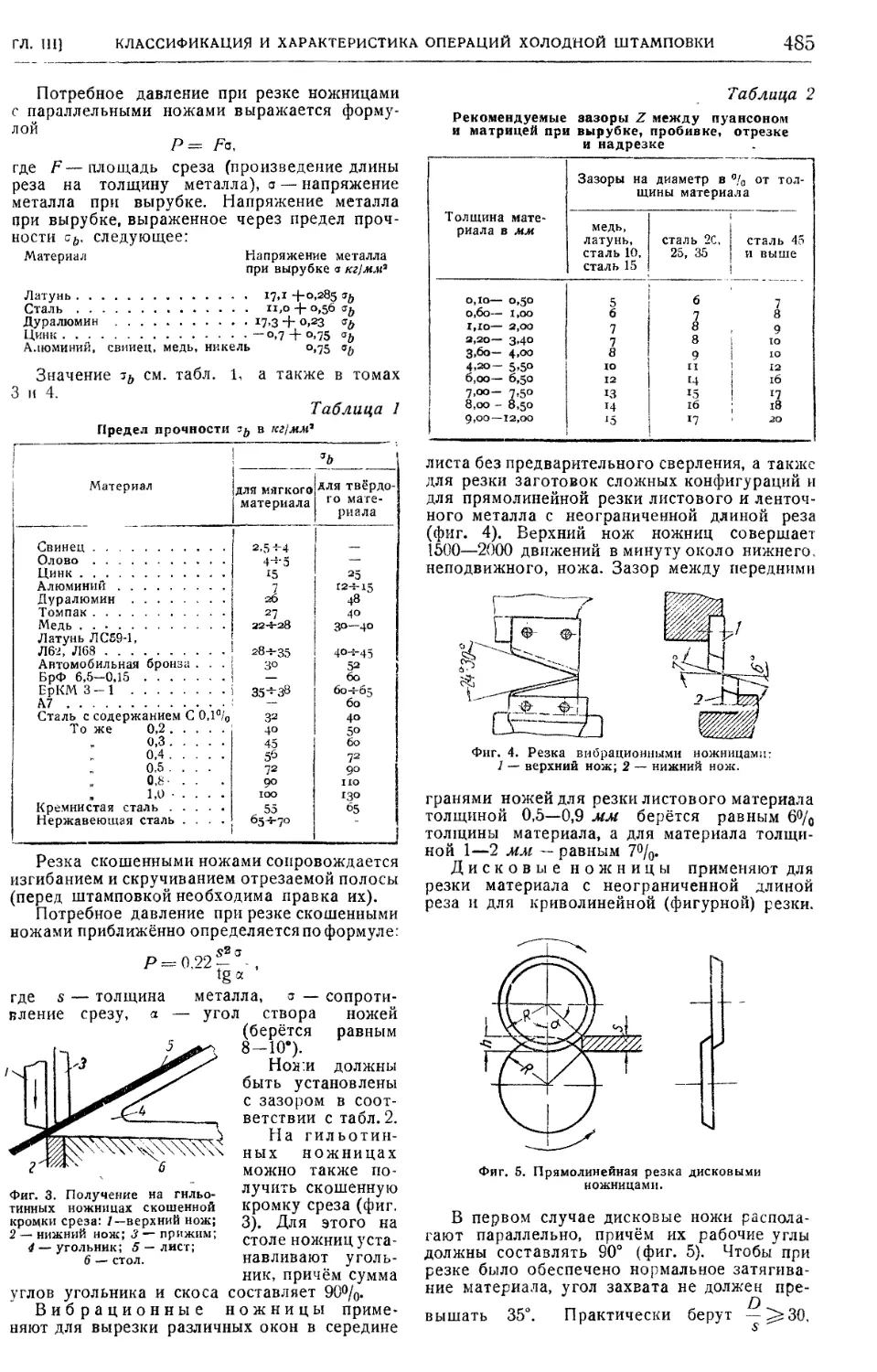
Резка материалов 484
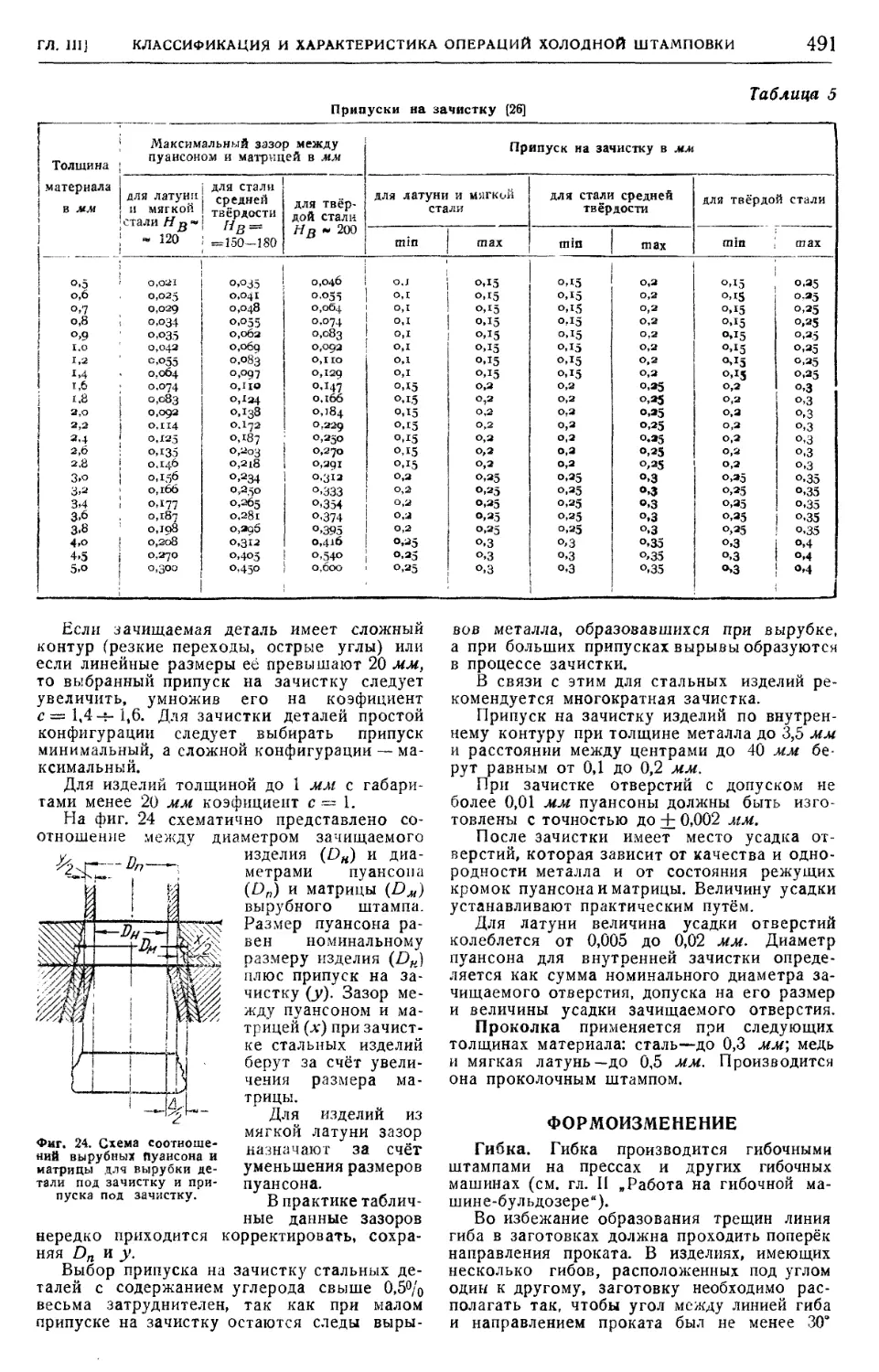
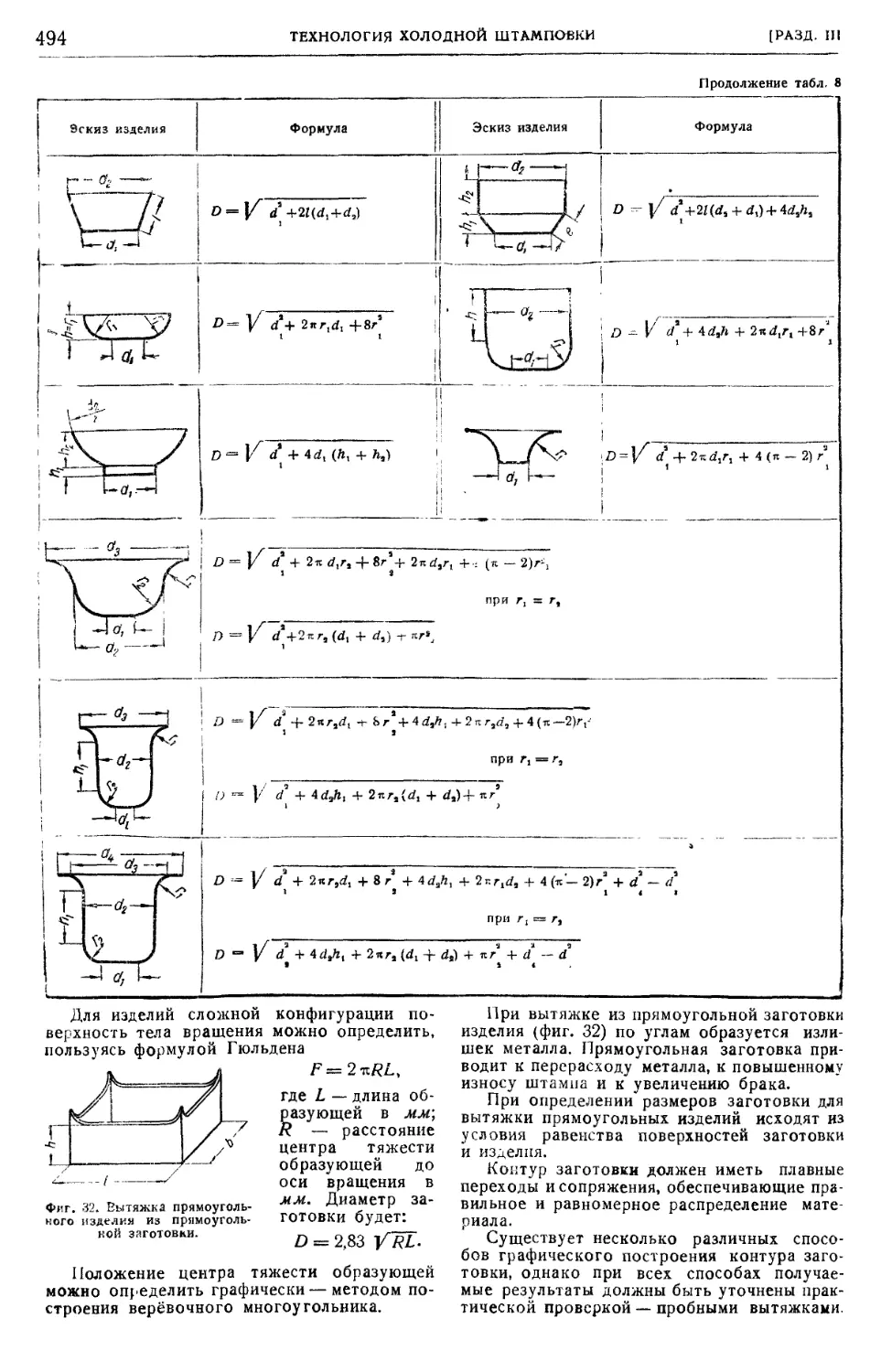
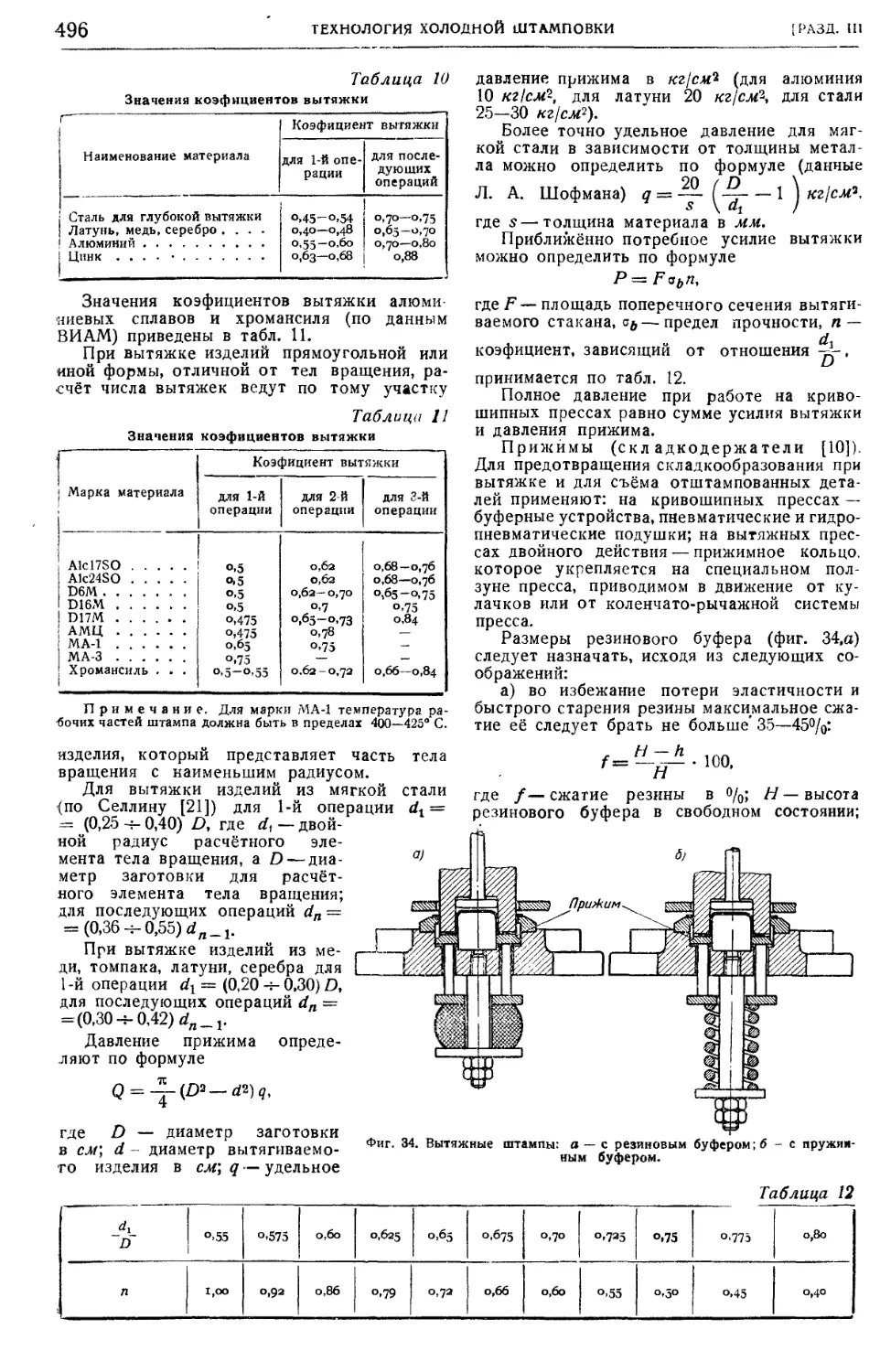
Формоизменение 491
Сборка 499
Профилирование ленты 501
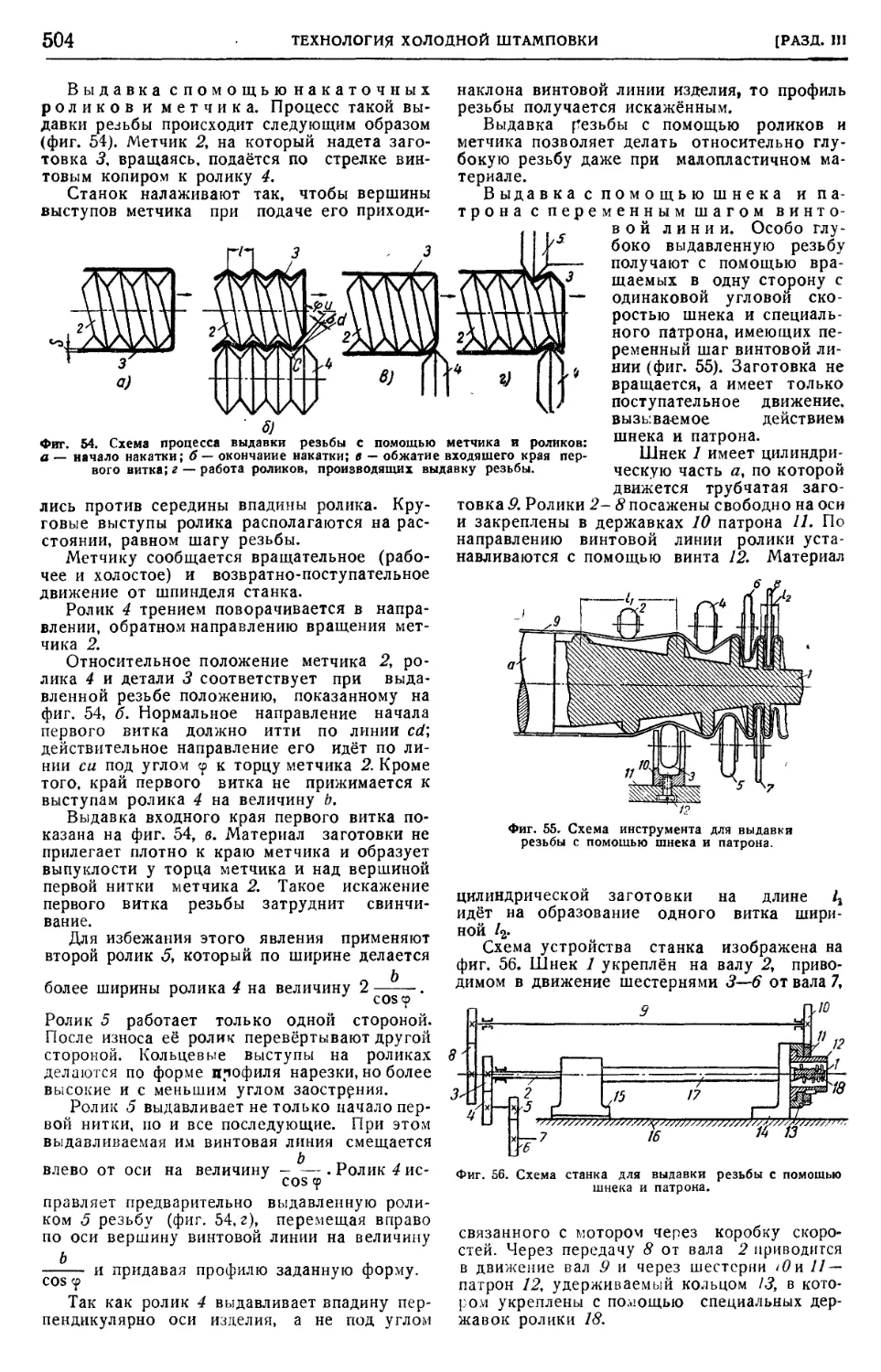
Выдав ка 502
Термообработка 505
Смазка 505
Контроль качества штампован-
ных деталей; 506
Наружный осмотр 506
Калибровый обмер 506
Измерение универсальными инструментами 506
Измерение специальными приборами . . . 507
Лекальный обмер и проверка шаблонами 507
Лабораторные и эксплоатационные испы-
тания 507
Штампы 507
Конструкции штампов. 507
Определение центра давления штампа . . . 507
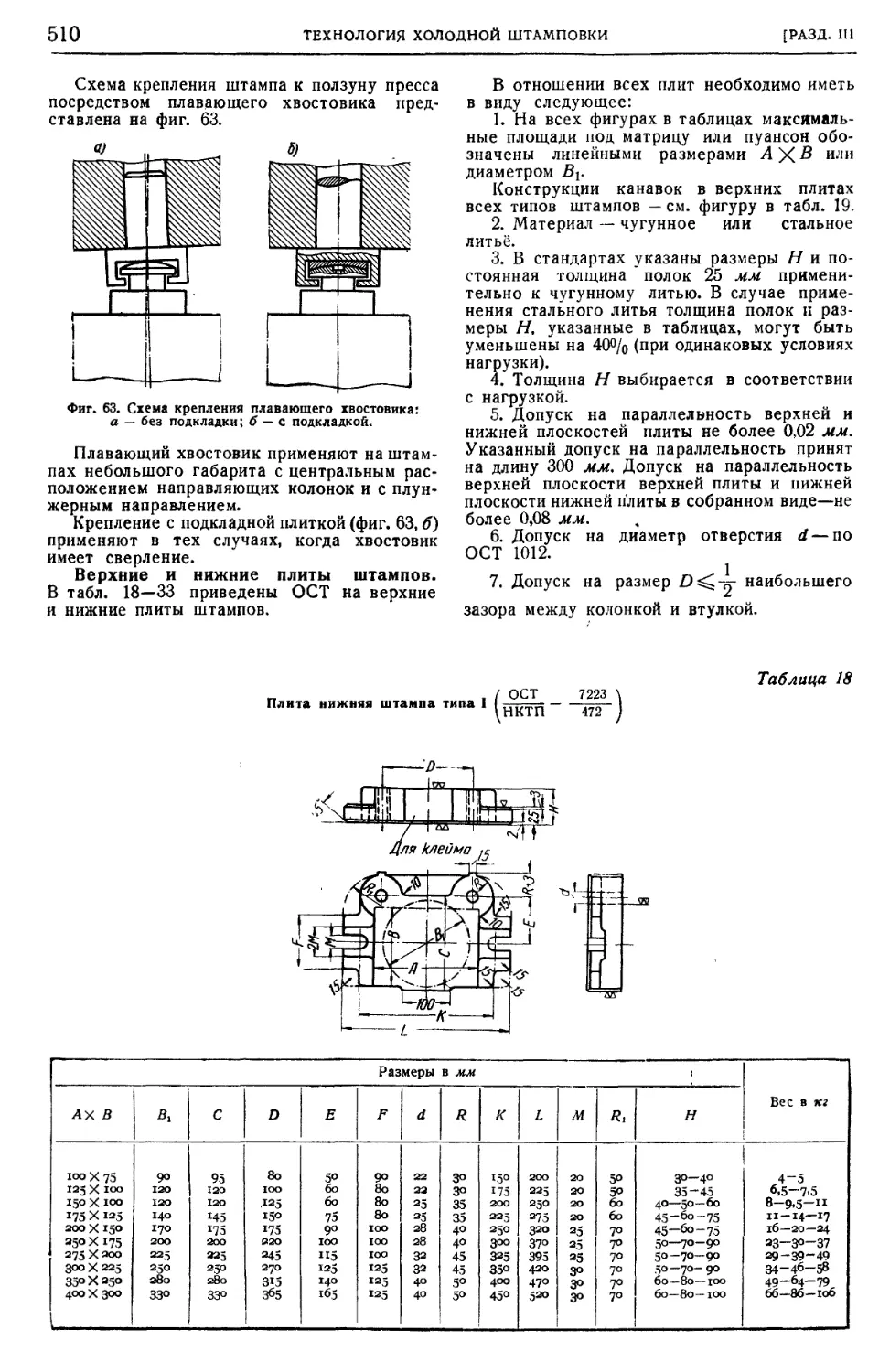
Пакеты штампов 508
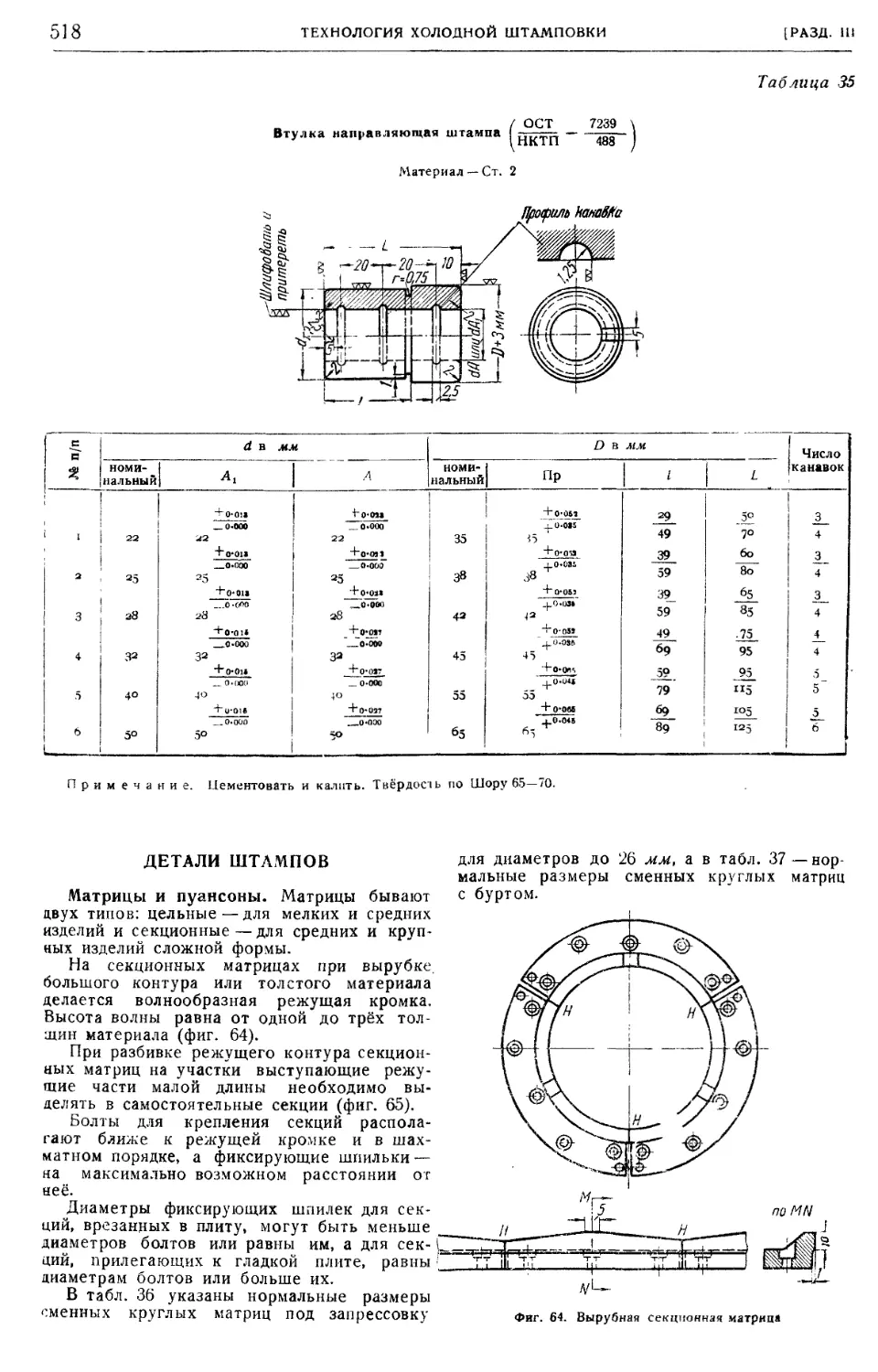
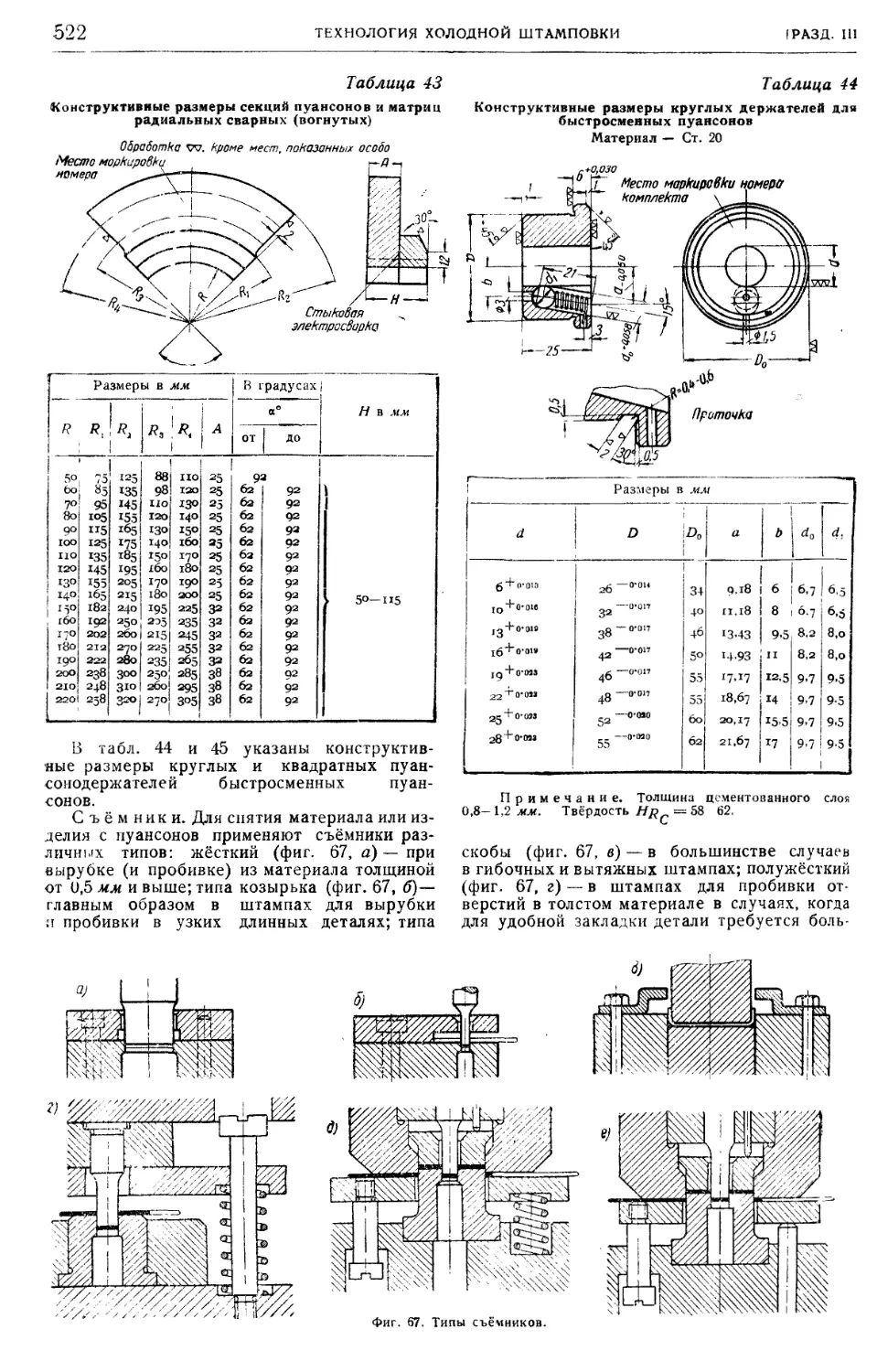
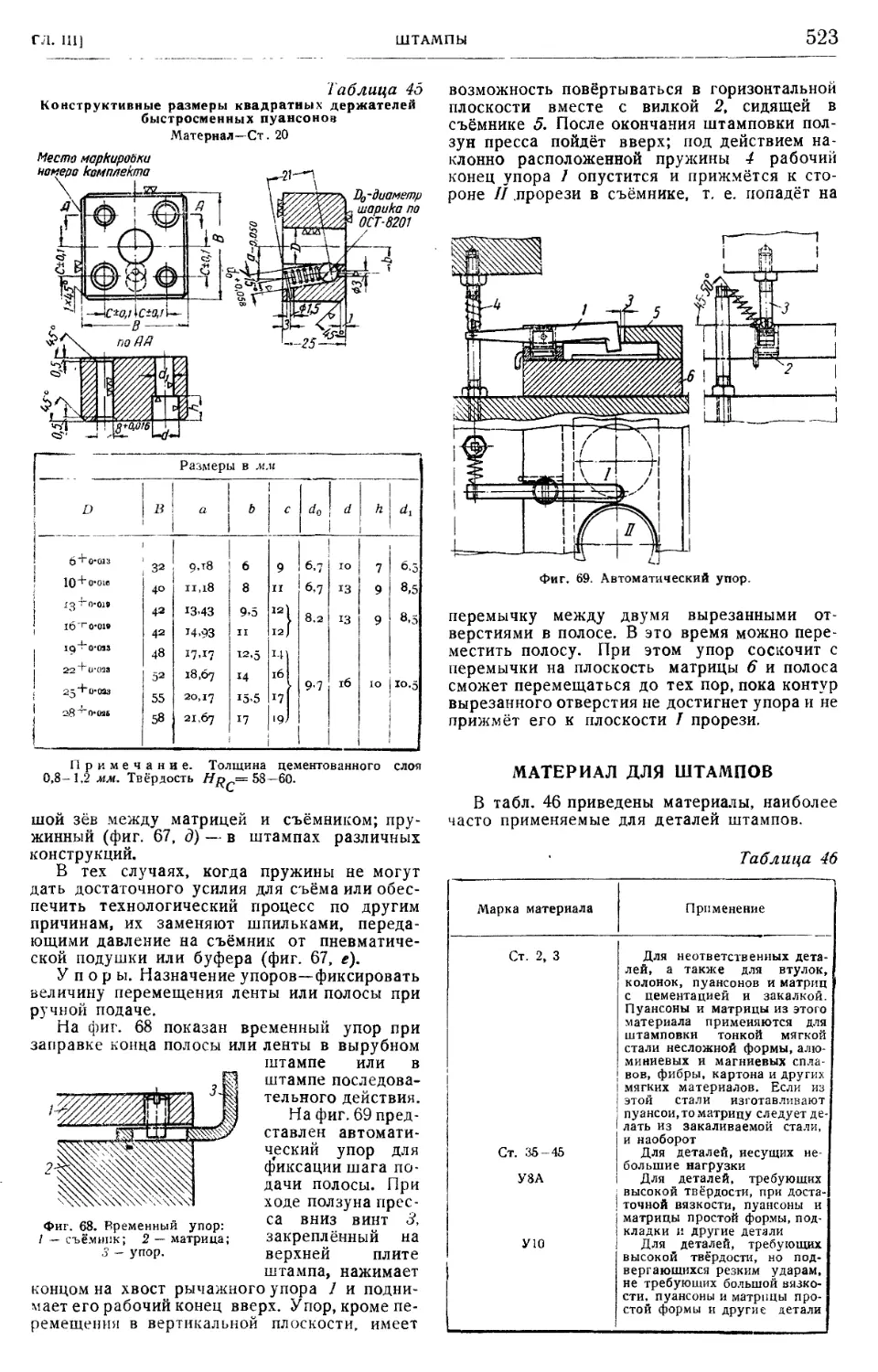
Детали штампов 518
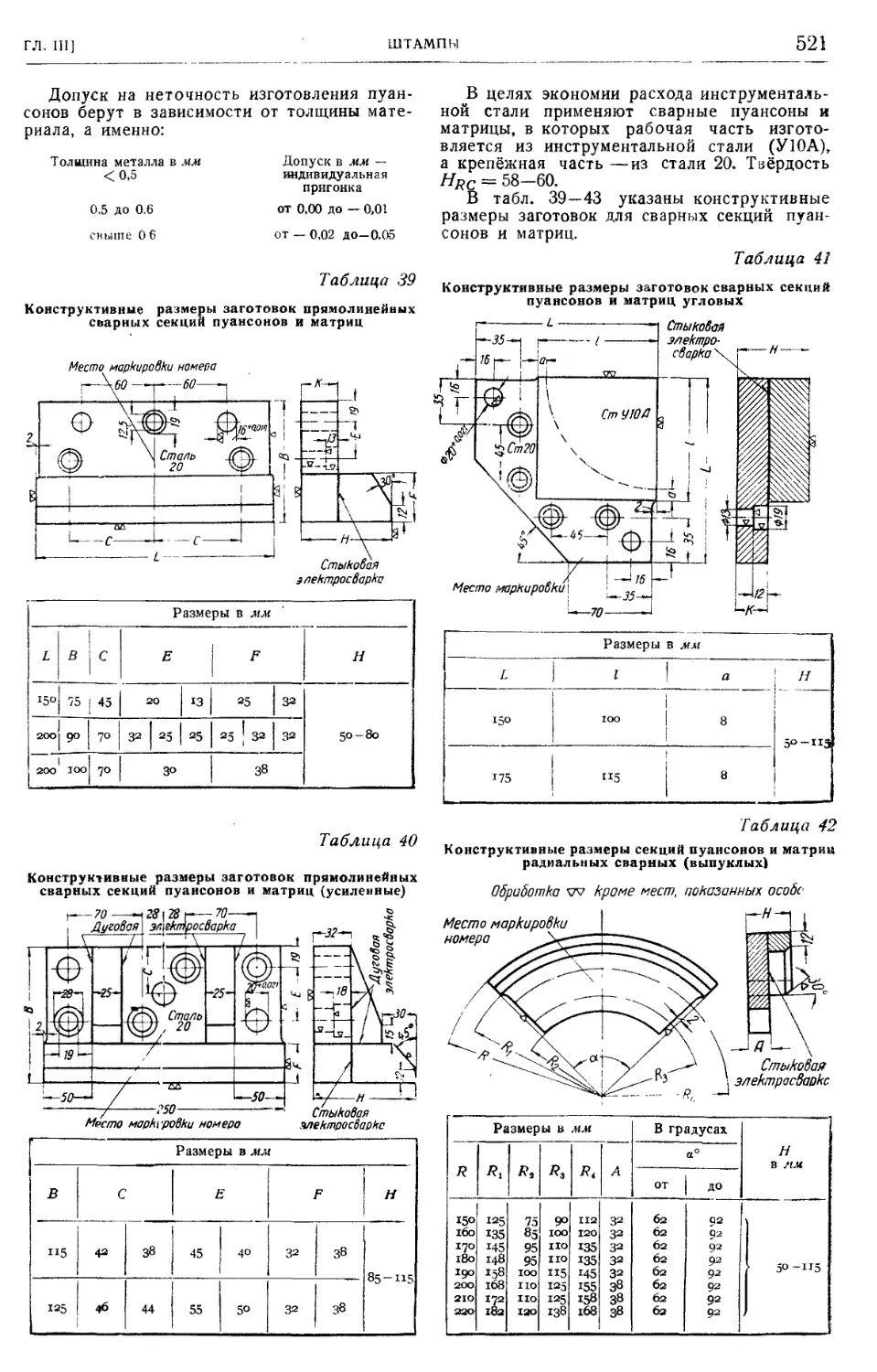
Материал для штампов. . ......... 523
Стойкость штампов 524
Подача материала и полуфабри-
ката 526
Глава IV. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
[канд. техн. наук М. Ю. Балыиин) . . . 528
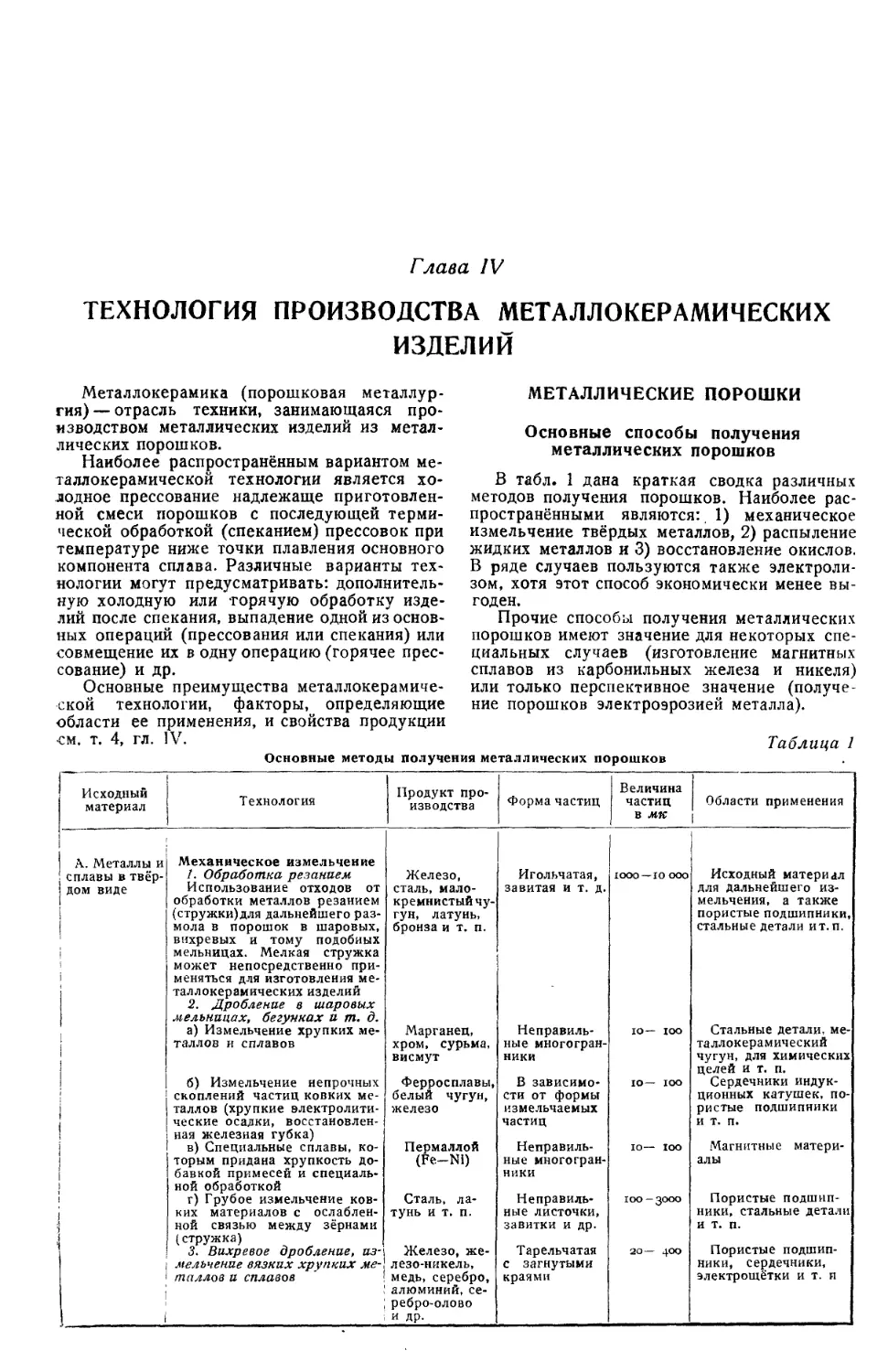
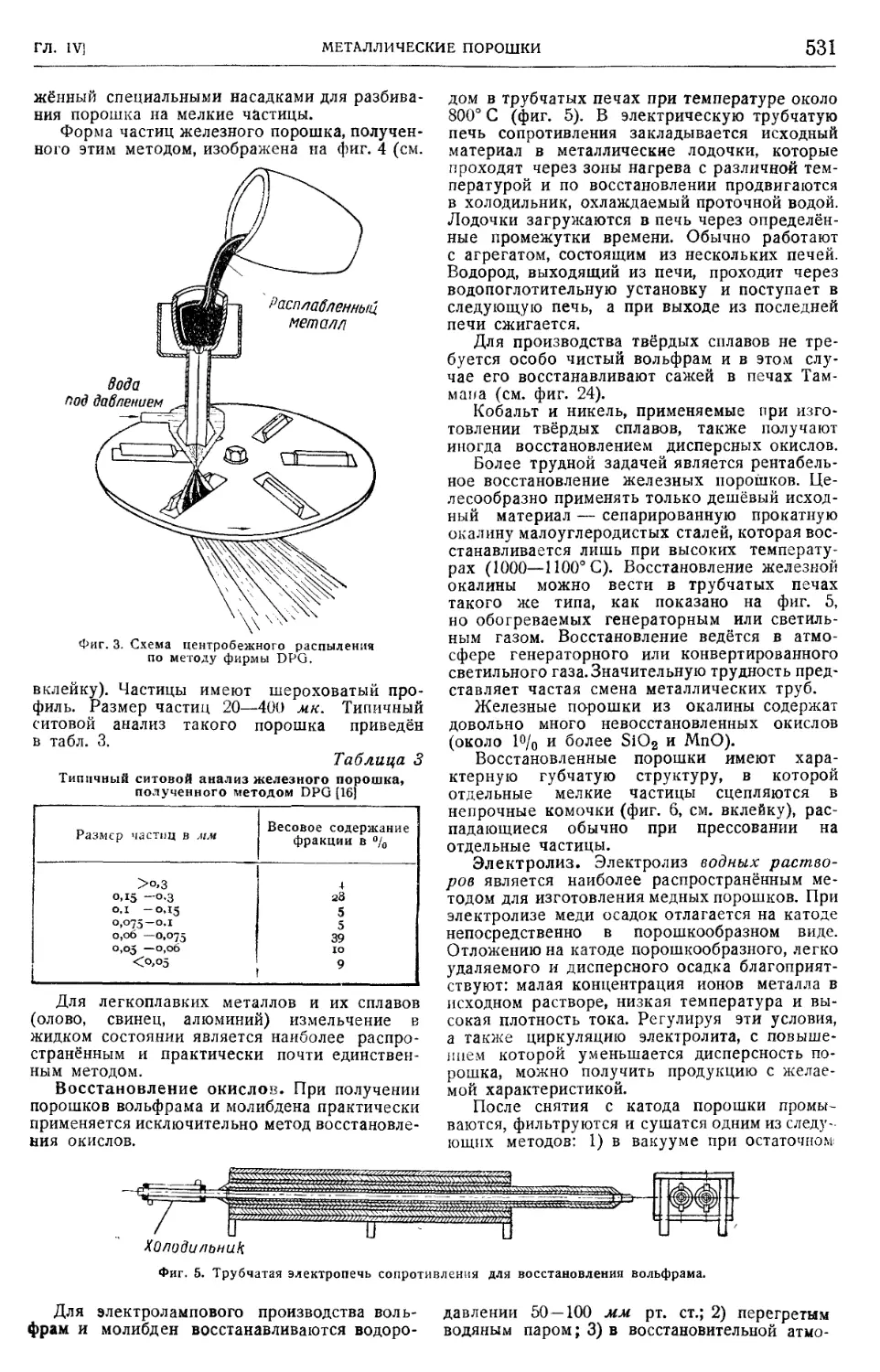
Металлические порошки 528
Основные способы получения металличе-
ских порошков 528
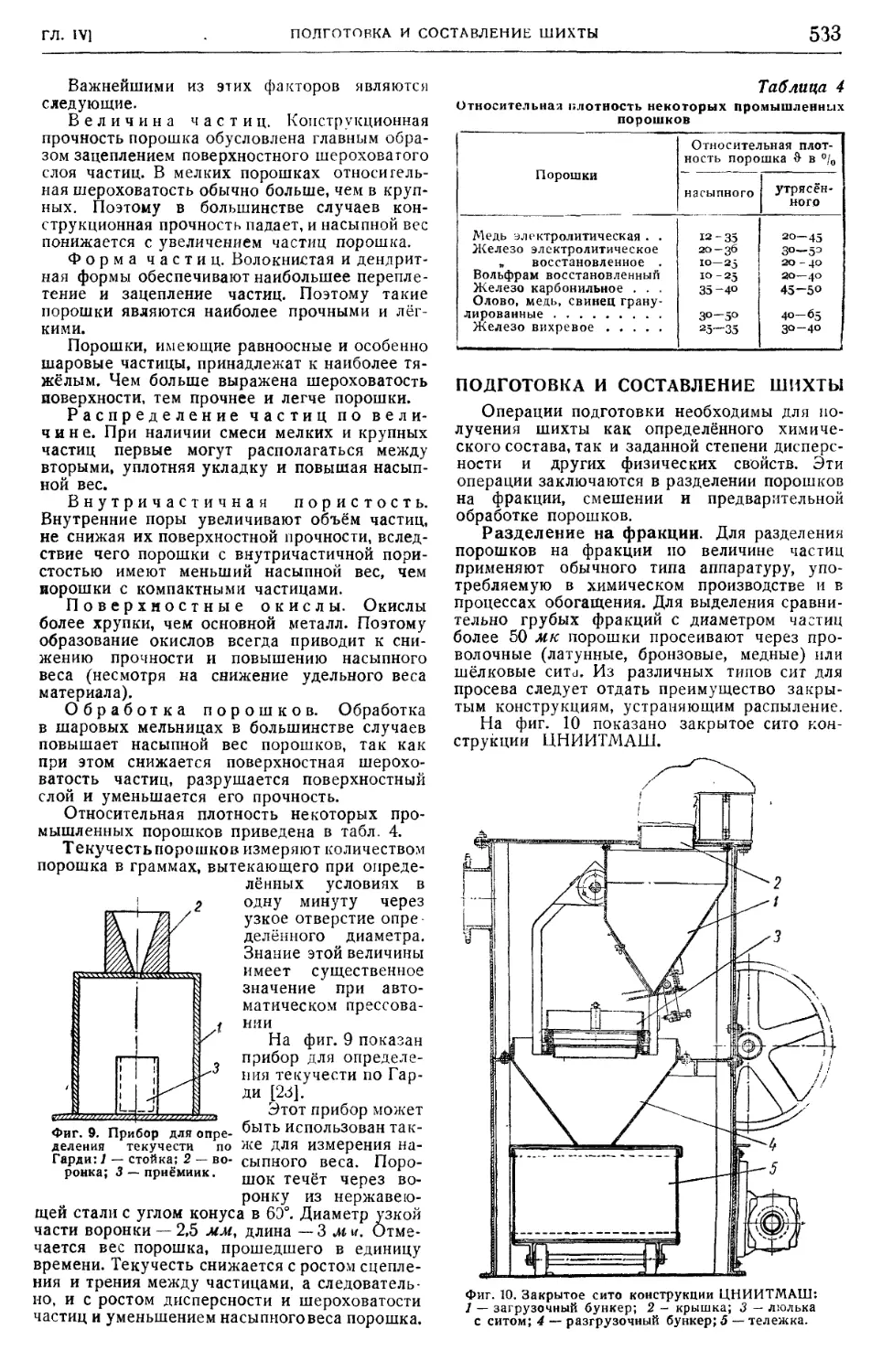
Технический контроль порошков 532
Подготовка и составление шихты 533
Прессование порошков 534
Аппаратура 534
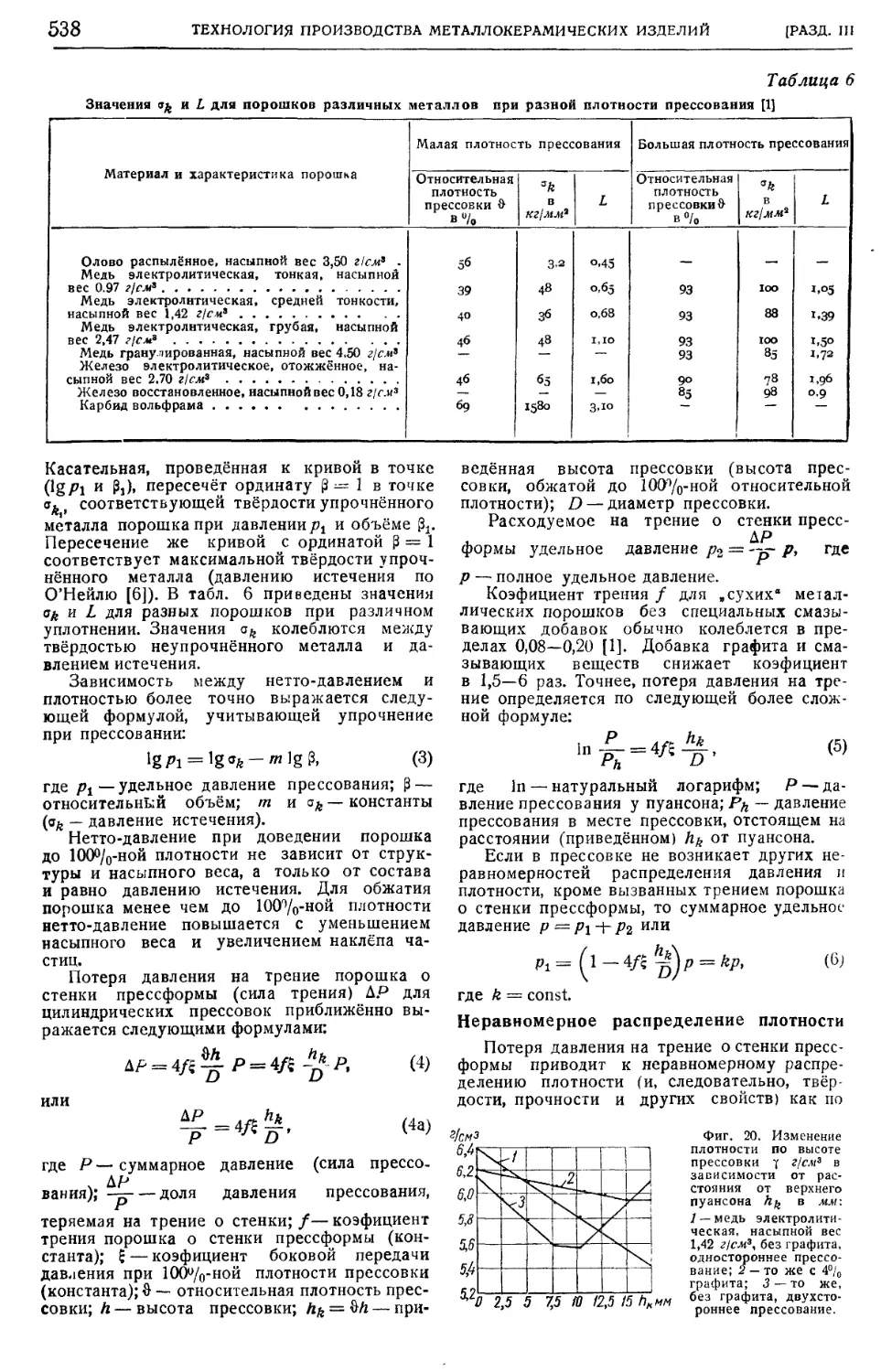
Процессы, происходящие при прессовании 537
Давление прессования 537
Неравномерное распределение плотности 538
Давление выталкивания 539
Расширение прессовок после извлечения
из прессформы 539
Прочность прессовок 539
Брак прессования 539
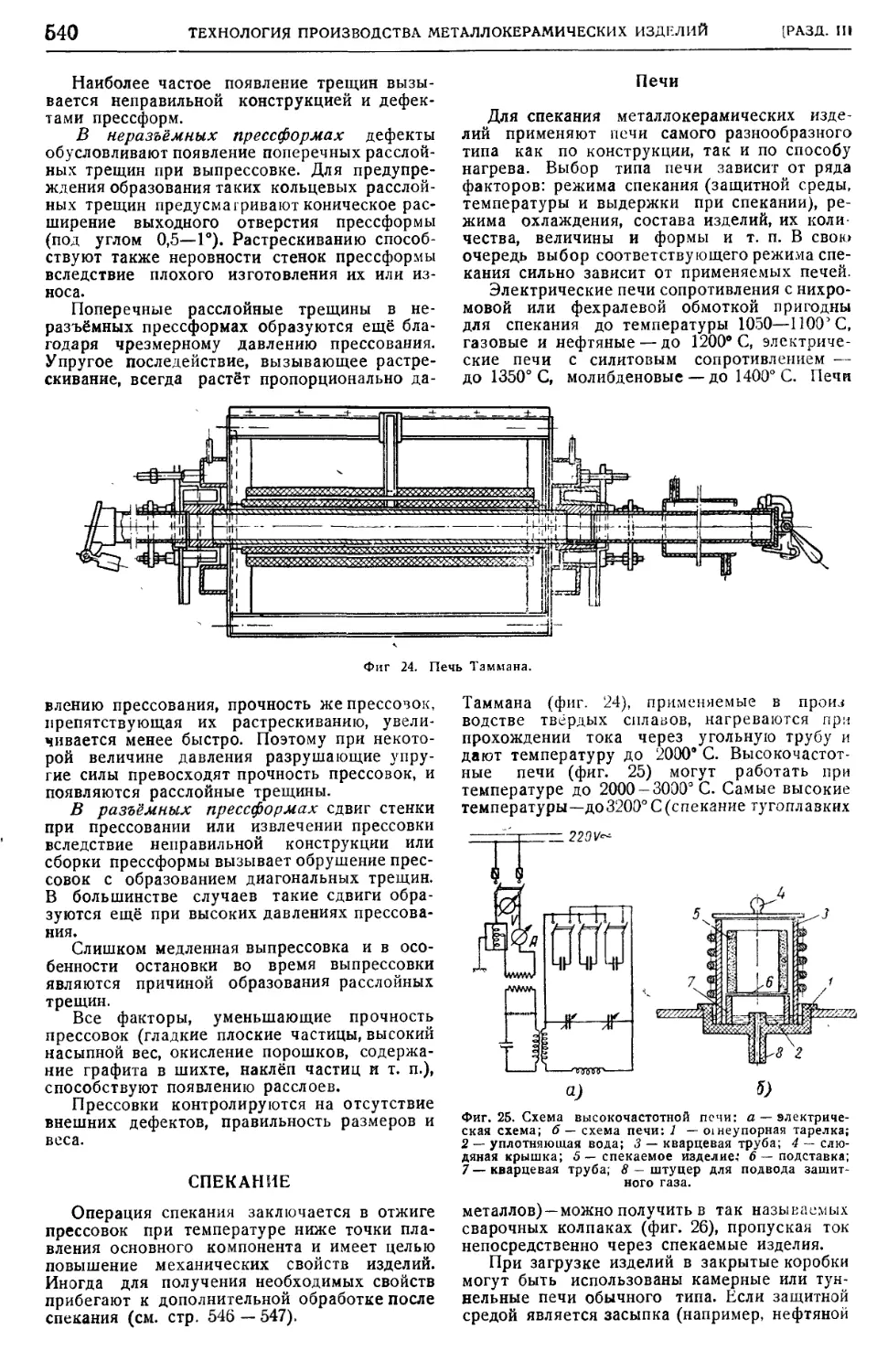
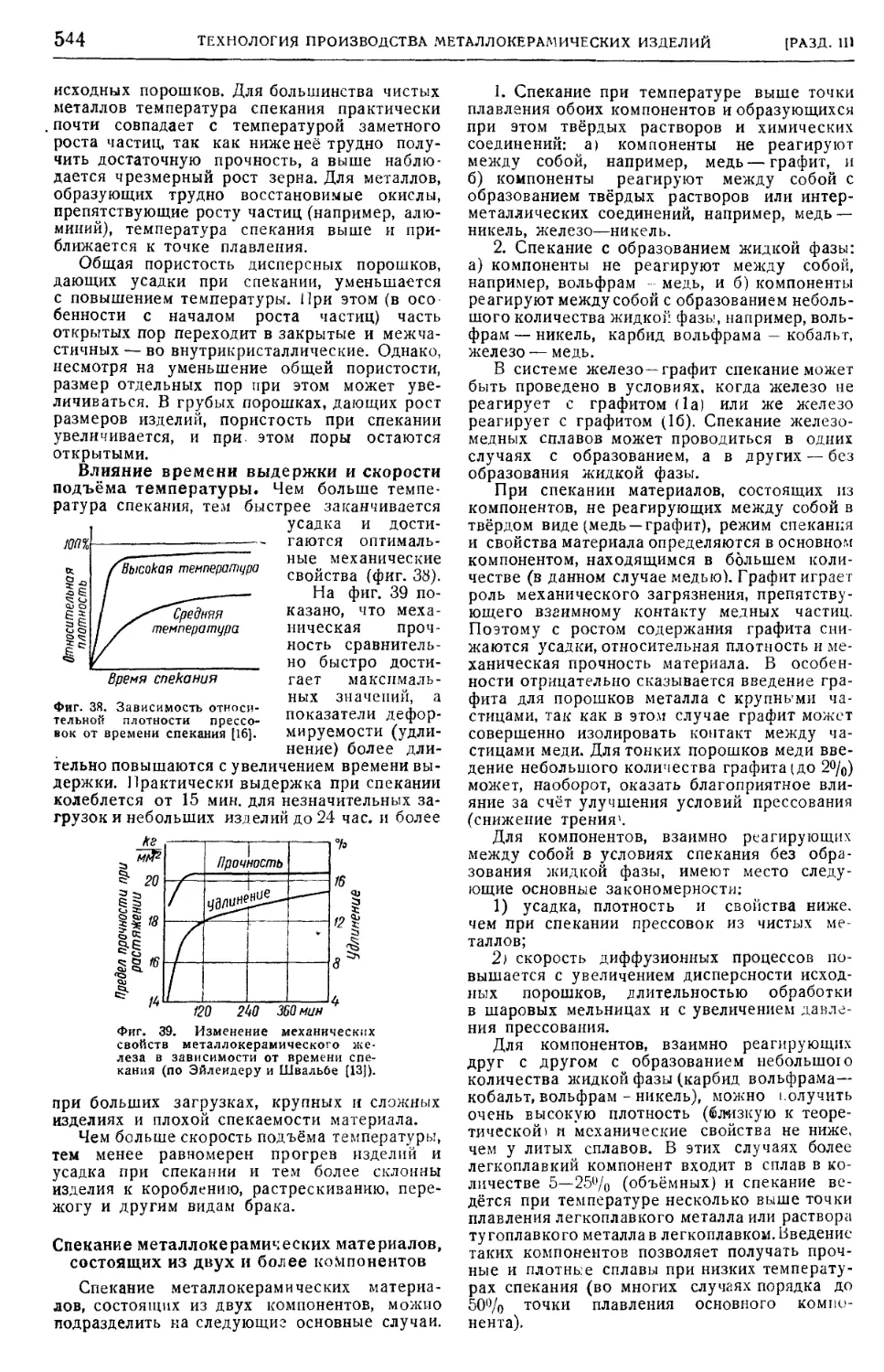
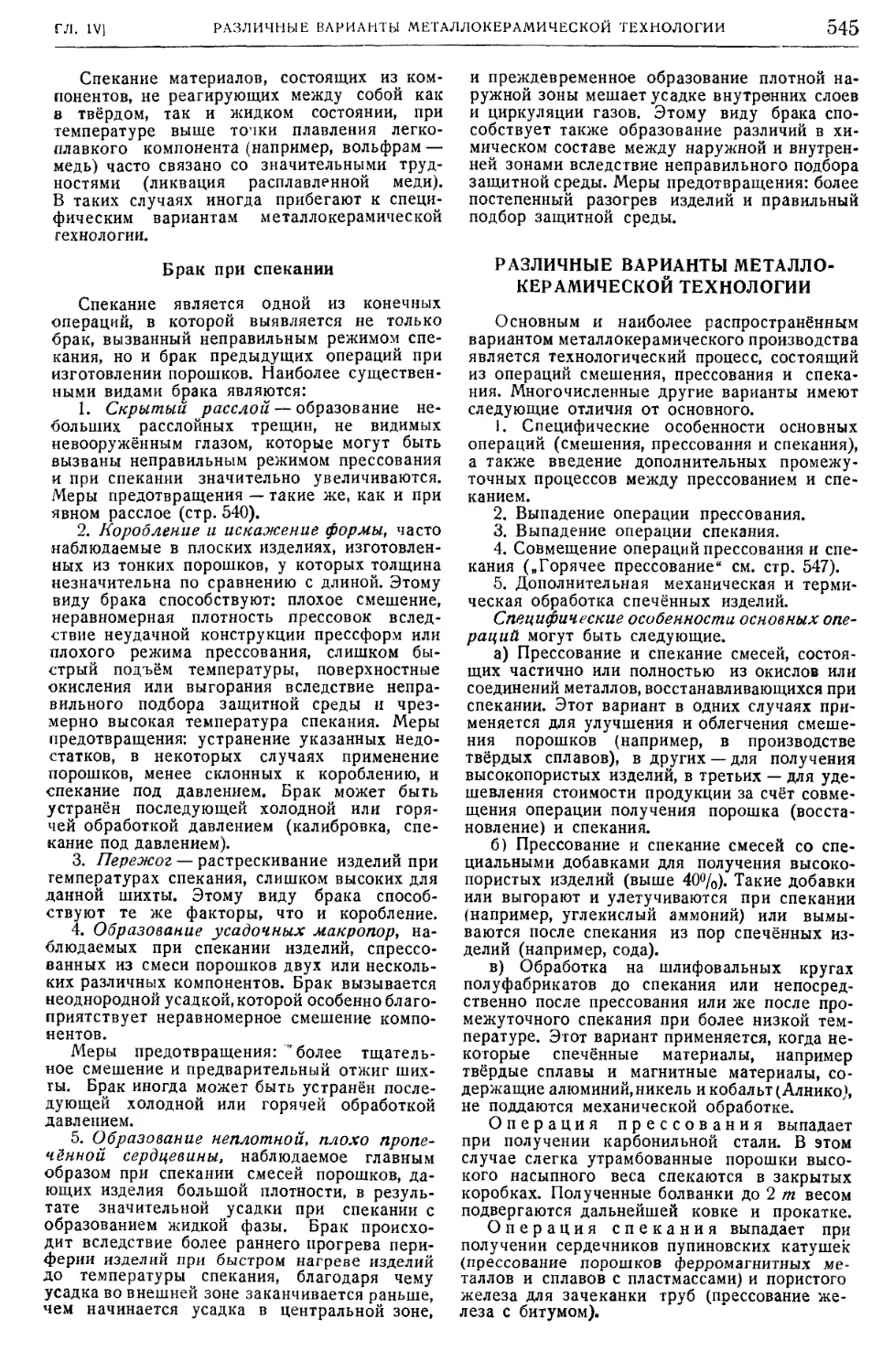
Спекание 540
Печи 540
Защитная среда 541
Процессы- при спекании 542
. Спекание металлокерамических матери-
алов, состоящих из двух и более компо-
нентов , 544
Брак при спекании . ... . 545
Различные варианты металлокерамической.-..,..
технологии. . . . . '.'.'. . . 545
Горячее прессование . ........... 54?
Технический контроль готовых изделий. . 548
ОТ РЕДАКТОРА
Настоящий — шестой — том энциклопедического справочника „Машинострое-
ние" состоит из четырёх глав, посвященных первичной стадии машиностроитель-
ного производства — заготовительным процессам.
Глава I „Технология литейного производства" начинается со справочных
данных по литейным материалам, применяемым при плавке чёрных и цветных ме-
таллов, включая ферросплавы, раскислители, модификаторы, руды, флюсы и тех-
нологическое топливо. Затем приведены сведения по модельно-опочному инвен-
тарю, по формовочным и стержневым материалам, освещаются процессы ручной
я машинной формовки ^(данные о формовочных машинах приведены в томе 8) и
изложены методы расчёта литниковых систем. В статье о сушке форм и стержней
наряду с режимами и технологией сушки рассмотрены конструкции современных
сушил. В статье о плавке металлов приведены как режимы плавки, так и техно-
логические характеристики плавильных агрегатов. Технология заливки, выбивки
и очистки литья дана без подробных сведений по оборудованию, конструктивные
и технологические характеристики которого помещены в томе 8.
После краткого изложения некоторых общих данных по высококачественным
чугунам приводятся сведения по ^технологии производства модифицированных
чугунов. В статьях, посвященных литью под давлением, кокильному, центробеж-
ному и прецизионному, приводятся данные как по режимам, так и по технологи-
ческому оснащению этих высокопроизводительных процессов. Наконец, в заключи-
тельной части главы освещены специфические вопросы производства литого
инструмента, методов взятия технологических проб и даны общие указания по
внедрению потока в серийное производство литья.
По всем металловедческим вопросам, относящимся к технологии литейного
производства, отсылаем наших читателей к томам 3 и 4.
Глава II „Технология кузнечно-штамповочного производства" охватывает как
общие теоретические основы ковки-штамповки, так и практику свободной
ковки и штамповки на различных машинах-орудиях.
Разнообразие ковочно-штамповочных процессов, обусловливаемое конфигура-
цией и назначением поковок, а также условиями производства, естественно, не
позволяет дать в справочнике прямые и готовые ответы на любой могущий
возникнуть в заводской практике вопрос. Поэтому материал главы составлен
таким образом, чтобы оттенить те основные исходные данные, правила и нормы,
которые необходимы технологу для решения им частных задач.
ОТ РЕДАКТОРА XI
Особое внимание обращено на общие теоретические основы кузнечно-штам-
повочного производства, отражённые, в частности, в статьях „Элементы теории
пластической деформации" и Дермомеханический режим ковки металлов". Эти
статьи обеспечивают читателю возможность обоснования разрабатываемых техно-
логических процессов с учётом соотношений междуосновными термомеханическими
факторами, пластичностью и механическими свойствами стали и сплавов.
Ряд чисто практических вопросов техники кузнечно-штамповочного производ-
ства до сих пор остаётся неразрешённым; в частности, в отношении норм при-
пусков, допусков и напусков приходится ограничиваться лишь иллюстративными
примерами, а не рекомендацией определённых норм. Вместе с тем во многих
случаях, несмотря на отсутствие апробированных длительной практикой обобщён-
ных решений, мы сочли возможным принять подобные решения; так сделано, на-
пример, в отношении формул и таблиц для определения необходимого тоннажа
машин-орудий, расчёта процесса вытяжки, конструирования ручьёв молотовых
штампов и др.
Техника кузнечно-штамповочного производства развивается настолько быстры-
ми темпами, что за время, прошедшее после сдачи тома в набор, появилось много
новых сведений. Сюда относятся, в частности, данные об индукционном электро-
нагреве заготовок под ковку и штамповку, о периодическом прокате, о новых
приёмах, относящихся к штамповке на механических ковочных прессах, о гидра-
влической очистке окалины и др. В этих случаях редакция была вынуждена огра-
ничиться краткими рекомендациями, сопровождаемыми ссылками на имеющуюся
по этим вопросам литературу.
В главе III „Технология холодной штамповки" даны классификация и
характеристика операций холодной штамповки, указания по контролю качества
штампованных деталей. Здесь же приведены сведения по конструированию штампов
и технике подачи материала при холодной штамповке.
Глава IV „Технология производства металлокерамических изделий" содержит
справочные материалы по металлическим порошкам, подготовке и составлению
шихты, прессованию и спеканию порошков, различным вариантам металлокерами-
ческой технологии и техническому контролю готовых изделий. Данные по метал-
локерамическим материалам читатель найдёт в томе 4.
Справочные сведения по технологии производства изделий из пластмасс во-
шли в состав тома 7 справочника.
Том 6 посвящен вопросам только технологического порядка; справочные данные
связанные с проектированием соответствующих цехов, изложены в томе 14; вопросы
организационного порядка и технического нормирования рассматриваются в томе 15;
указания по конструированию машин-орудий для соответствующих технологических
процессов — в томе 8.
Показатели, помещённые в настоящем томе, характеризующие производитель-
ность оборудования, расход материалов, технологического топлива и т. п., являются
ориентировочными и могут быть значительно превзойдены в результате дальней-
шего развития технологии машиностроения и внедрения научных достижений.
Для рецензирования помещённых в томе 6 материалов привлекались специа-
листы— инженеры-производственники и научные работники.
Редакция приносит глубокую благодарность за рецензирование и весьма цен-
ные указания по содержанию отдельных глав и статей: проф., д-ру техн. наук
Н. П. Аксенову, проф., д-ру техн. наук П. И. Аксенову, проф. В. А. Арановичу,
XII ОТ РЕДАКТОРА
проф., д-ру техн. наук П. П. Берг, инж. А. М. Бурмистрову, инж. С. А. Онуф-
риеву, инж. Я- Г. Полякову, инж. С. В. Сидельникову, канд. техн. наук С. А. Ско-
морохову, проф. Л. И. Фанталову, инж. В. А. Чернушевичу, доц., канд. техн.
наук В. М. Шестопалу (гл. I), инж. М. Ф. Владимирову, проф., д-ру техн. наук
С. И. Губкину, проф. В. И. Залесскому, проф., д-ру техн. наук Н. И. Корнееву,
доц. Л. А. Попову, доц. С. Н. Хржановскому (гл. II), доц., канд. техн. наук
С. М. Головину, инж. В. И. Кухтарову (гл. III), доц., канд. техн. наук
Л. А. Шофман (гл. II и III), канд. техн. наук /И. К. Рыбальченко (гл. IV).
Критические замечания и пожелания по содержанию настоящего тома справоч-
ника просим направлять в адрес Главной редакции для использования в процессе
дальнейшей работы над материалами справочника.
В. Кован
Глава I
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
МАТЕРИАЛЫ ДЛЯ ПЛАВКИ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
ШИХТОВЫЕ МАТЕРИАЛЫ ДЛЯ ЛИТЬЯ
ЧЁРНЫХ МЕТАЛЛОВ
В состав шихты для изготовления литей-
ного сплава чёрных металлов могут входить
штыковой (чушковой) чугун, вторичные чёр-
ные металлы (лом покупной и оборотный,
стальной скрап и прочие производственные
отходы), ферросплавы, специальные раскис-
лители и модификаторы, железные руды и
флюсы.
Доменные чугуны (по ГОСТ 805-41)
Чугуны, выплавляемые в доменных пе-
чах, подразделяются в зависимости от назна-
чения, рода применяемого топлива и химиче-
ского состава на: а) литейный коксовый,
б) литейный древесноугольный, в) литейный
специальный, г) передельный коксовый, д) пе-
редельный мартеновский древесноугольный,
е) передельный высококачественный коксовый,
ж) передельный высококачественный древесно-
угольный.
Чугун литейный коксовый изготовляется
по содержанию кремния шести марок: ЛК-00,
ЛК-0, ЛК-1, ЛК-2, ЛК-З, ЛК-4. Каждая марка
подразделяется в зависимости от содержа-
ния марганца на группы I и II, от содержа-
ния фосфора — на классы А, Б, В и Г и от
содержания серы — на категории I и П.
Химический состав чугунов марок ЛК
приведён в табл. 1.
По требованию потребителей допускается:
а) поставка чугунов с содержанием кремния
свыше 4,25% при условии содержания осталь-
ных элементов в пределах, указанных для
марки ЛК-00; б) поставка чугунов марок ЛК-00
и ЛК-0 с содержанием серы не более 0,04%,
марок ЛК-1 и ЛК-2 с содержанием серы не
более 0,05% и марок ЛК-З и ЛК-4 с содер-
жанием серы не более 0,06%. При этом со-
держание остальных элементов должно соот-
ветствовать указанному в табл. 1.
Чугун литейный древесноугольный из-
готовляется по содержанию кремния трёх
марок: ЛД-1, ЛД-2 и ЛД-3.
Химический состав чугунов марок ЛД при-
ведён в табл. 2.
По требованию потребителя чугун может
изготовляться с повышенным содержанием
фосфора (до 0,7%) и с пониженным содер-
жанием марганца (до 0,1%).
Чугун литейный специальный в зависи-
мости от назначения изготовляется шести
марок: КК — коксовый — для отливок ковкого
чугуна; КД-1 и КД-2 — древесноугольный —
для отливок ковкого чугуна; ВК-1 и ВК-2 —
коксовый — для валков прокатных; ГК — кок-
совый — для колёс Гриффина.
Химический состав чугунов литейных спе-
циальных приведён в табл. 3.
Содержание хрома в чугунах марок КК,
КД-1 и КД-2 не должно быть более
o,oio;0.
Таблица 1
Марка
ЛК-00
! ЛК-0
ЛК-1
ЛК-2
ЛК-З
ЛК-4
1
Кремний
3,76—4.25
3.26-3,75
2,76-3,25
2,26-2,75
1,76—2,25
1.25-1,75
Угле-
род
3.5-4.O
3-5-4-0
3.5—4,0
Зо-4.о
3.5-4,°
3-5-4.°
Марганец
Группы
о,5-°.9
°,5-о,9
°.5-о,9
°,5-о.9
о,5~~о»9
о,5-о,9
0,91-1,30
0,91 — 1,30
0,91-1,30
0,91 — 1,30
0,91 — 1,30
0,91 — 1,3°
Химический состав
Фосфор
Классы
А — ге-
матиты
(не бо-
лее)
О I
0,1
O.I
°,i
°,i
о, I
Б — чугуны
обычные
о, l 1—0,30
0,11—0,30
0,11 — 0,30
0,11—0,30
0,11 — 0,30
о,и—о,зо
В — чугуны
фосфористые
о.З1—°. 7°
0,31—0,70
о.З1—°>7°
0,31—0,70
о,31-о,7о
o,3i -о,7о
Г —чугуны
фосфори-
стые
0,71 — 1.20
0,71—1,20
0,71—1,2О
О,71 — 1,2О
0,71 — i,2o
0,71— I.2O
Сера
Категория
II
не более
О,О2
0,02
О,О2
о.°3
о.оз
о,о4
о,оз
о,о3
о.оз
о,04
о,о4
О,Од
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. II)
Таблица 2
Марка
чугуна
ЛД-1
ЛД-2
ЛД-3
Химический состав в °/„
Si
2,26-2,75
1,76-3,25
1.25-1,75
Мп
о,7—1,2
0,5—1.0
0,5—1,0
Р (не
более)
о.З
о,3
о.З
S (не
более)
О,О2
о.оз
о.оз
Таблица 3
Марка
чугуна
КК
КД-1
КД-2
ВК-1
ВК-2
ГК
1
Химический состав в °/0
S1
1,00—1,50
0,71— 1,5°
о,15—о»7°
0,51- i,oo
о,ю—о,5о
о,ю-о,8о
Мп
О,2 — 0,6
од —о.4
о,1—о,3
О,2 —О,О
0,2 — О,6
О,6 —1,1
Р (не
более)
О,1О
о, is
о.15
о,4°
о,4о
о,5о
S (не
более)
о.оз
о,оз
0,03
о,оз
о.оз
O,Oj
Чугун передельный коксовый в зависи-
мости от назначения изготовляется пяти
марок: М-1, М-2 — мартеновский; М-3 — мар-
теновский для дуплекс-процесса; Б-1— бес-
семеровский; Т-1 - томасовский.
Марки М-1, М-2 и М-3 подразделяются по
содержанию марганца на группы 1, II и III.
по содержанию фосфора — на классы А, Б
и В и по содержанию серы — на категории 1,
II, III и IV.
Марки Б-1 и Т-1 изготовляются по содер-
жанию марганца одной группы, по содержа-
нию фосфора — одного класса и по содержа-
нию серы — одной категории.
Химический состав чугунов передельных
коксовых приведён в табл. 4.
Чугун передельный мартеновский дре-
весноугольный изготовляется в зависимости
от содержания кремния двух марок: МД-1
и МД-2. Каждая марка подразделяется по со-
держанию фосфора на классы А и Б и по
содержанию серы — на категории I и II.
Химический состав чугунов марок МД
приведён в табл. 5.
Таблица 4
Марка
чугуна
М-1
М-2
М-3
1 Б-1
Кремний
O,QI—1,50
0,30—0,90
0,30—1,20
O,QO— I,6o
О,2О— 0,90
Угле-
род
3.7-4.2
3,7 -4.3
3-7-4.2
3.9-4.3
3.9 4,3
Химический состав в 0/„
Марганец
Группы
I
i,5°-2,5°
1,25-2.50
1,20—2,50
О,6о—1,2О
о,8о— 1,6о
II
2,51-3.5°
2.5I-3-5O
2,51-3.5°
—
III (не
менее)
3,51
3.51
—
—
Фосфор
Классы
А
—
<о,15
—
1.5 -а,а
Б
(не
более)
О,2О
О,2О
—
0,07
(не
более)
о,3
о.З
—
—
Сера
Категории
I
_
—
о,оз
—
И
не более
о,о4
°.°4
о,о4
—
°>°5
оо5
о.об
IV
о,о7
о.°7
—
—
о,о8
Таблица о
Марка
МД-1
МД-2
Химический состав в °1
Si
0,76—1,25
0,15-0,75
Мп
Не менее
1,2
о,7
Р
Классы
А
Б
S
Категории
I
II
не более
0.2
О,2
о,3
о,3
о,оз
о,оз
о,о4
О,О4
По требованию потребителя чугун пере-
дельный мартеновский древесноугольный
может изготовляться с содержанием фосфора
не более 0,15%.
Чугун передельный высококачествен-
ный коксовый изготовляется из чистых руд
на малозольном, малофосфористом и мало-
сернистом коксе трёх марок: ПБК-1, ПВК-2
и ПВК-3. Каждая марка ПВК подразделяется
по содержанию фосфора на классы А, Б, В,
Г, Д и по содержанию серы — на категории I,
II и ПЬ
Химический состав чугунов марок ПВК
приведён в табл. 6.
Таблица 6
1
Марка
ПВК-1
ПВК-2
ПВК-3
Кремний
i.2i -1,75
o,6l -1,20
0,10—0,60
Марганец
1,50-2,75
1,ОО—2,5О
1,00—2,00
А
(не более)
о,оа
О,О2
О,О2
Химический состав в "/„
Б
0,021 — 0,025
O.O2I—О,О25
0,021—0,025
Фосфор
Классы
В
О,О2б - 0,035
о.огб - о,оз5
О,О2б - O.O35
г
0,036 - о,о45
0,036 - о,о45
о 036 о,о45
Д
0,046-0,060
0,046-0,060
0,046—о обо
Сера
Категории
I
о,о15
о,о15
о,о15
11
не более
О,О2
О,О2
О,О2
III
0,0i!5
0,025
О,О25
ГЛ. 1]
МАТЕРИАЛЫ ДЛЯ ПЛАВКИ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
Чугун передельный высококачествен-
ный древесноугольный изготовляется из
чистых отборных бакальских и равноценных
им руд трёх марок: ПВД-1, ПВД-2 и ПВД-3.
Каждая марка ПВД подразделяется по содер-
жанию фосфора на классы А, Б. В, Г и Д
и по содержанию серы — на категории I, II
и III.
Химический состав чугунов марок ПВД
приведён в табл. 7.
Форма, размеры и внешний вид чушек
Чушка литейного чугуна должна иметь не
менее двух пережимов при толщине тела по
месту пережима не более 40 мм. Длина чушки
<600 мм. Вес -около 45 кг. Никаких за-
грязнений на поверхности чушек чугуна, от-
литых в мульды (кроме налёта извести), не
допускается. Поверхность чушек чугунов,
отлитых в зе.ллю, должна быть тщательно
очищена от песка и шлака.
Природно-легированные чугуны
Химический состав некоторых марок при-
родно-легированных чугунов приведён в
табл. 8.
Металлы чёрные вторичные
Вторичные чёрные металлы (лом, отходы
производства, стружка) классифицируются
Таблица 7
Марка
ПВД-1
ПВД-2
ПВД-3
Кремний
i.3i-i,75
O,6l I,2O
0,10 0,60
Марганец
!
I
I
Наименование чугуна
Ванадиевый коксо-
вый
Ванадиевый древес-
ноугольный
Хромоникелевый
коксовый (из халилов-
ских руд)
Хромоникелевый
(из ели
руд)
шветинских
Титановый коксовый
Титановый древесно
угольный (карботитан
древесноугольный)
из бокситов
5° 2,75
ОО 2,дО
ОО — 2,ОО
Марка
ПВМ
ПВД
ХЛ № 1
ХЛ №2
ХЛ №3
ХЛ № 4
ЕЛ №2
ЕЛ №3
ЕЛ № i
ЕЛ № 5
КЛ Л» 1
КЛ №2
КЛ №3
КЛ № 4
ТЛ № 4
ТЛ №5
Химический состав в
Фосфор
/о
Классы
А
^не более)
0,02
О,О2
0,02
Si
0,50 -1,50
0,50-1,00
2,75 325
2,25 2,75
1.75-2.25
1.25 -1.75
2,25 2,75
1,75—2,25
1.35-1.75
0,75-1.25
2,75-3.25
2,25 - 2.75
1.75-2,25
1.25-1,75
i,25-i.75
0,75-1.25
Б
0,О21 -О,О25
0,021 -0,025
0,021—0,025
Мп
о,8о i,5o
о,8о -1,5о
0,50 -1,оо
0,50 — 1,00
0,50 — 1,00
0,50 i,oo
0,50 - i,oo
0,50—1,00
0,50—1,00
О.дО — 1,ОО
0,40—1,00
0,40 - i,oo
0,40 — i,oo
0,40—i,oo
o,4o—i,oo
0.40 i,oo
В
О,О2б - О
.O35
о.огб -0,035
0,026—0,035
г
0,036 0,045
0,036-0,045
0,036 -0,045]
Д
0,046—0.060
0,046 - о,обо
0,046 о,обо
Химический состав в %
Р
(не бо-
лее)
О,Ю
о, 5°
0,50
о,5о
о.5о
о.зо
о,3о
о,3о
о,4о
0,50
о,5о
о,5о
о,5о
о,6о
о,6о
о,
о,
о,
°.
о,
S
об
оз
°3
о4
о4
°>°5
О.О2
о,оз
о,о4
о.о4
о,
°3
о,04
о,о4
°°5
о,
ОЗ
о.оз
Сг
2,2-2,8
2,2 -2,8
2,2 -2,8
2,2 -2,8
О,8 —1,4
О,8-1,2
о 8 1,4
о,8 1,4
-
-
-
_
—
Ni
0,7-1.3
O.7-I-3
0,7-1,3
°,7-1.3
O.7-L3
0.7-1.З
0,7-1.3
o,7-i.3
—
-
-
-
—
Сера
Категории
1
o,oi5
о.о15
о,о15
V
1!
не более
О О2
О,О2
О,О2
0,45-0,65
о,45 -0,65
_
—
-
-
<о,
<о,
<о,
<о,
—
-
-
-
_
—
2
э
111
O.O25
0.025
O.O2J
Таблица 8
о
Ti
_
2-0,5
О,2 О,5
О
о
2 0,5
2-0,5
-
-
-
-
О-7—1-3
о
о
о
о»
о
7-1,3
7-1.3
7-1.3
7-1,3
7 -1.3
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
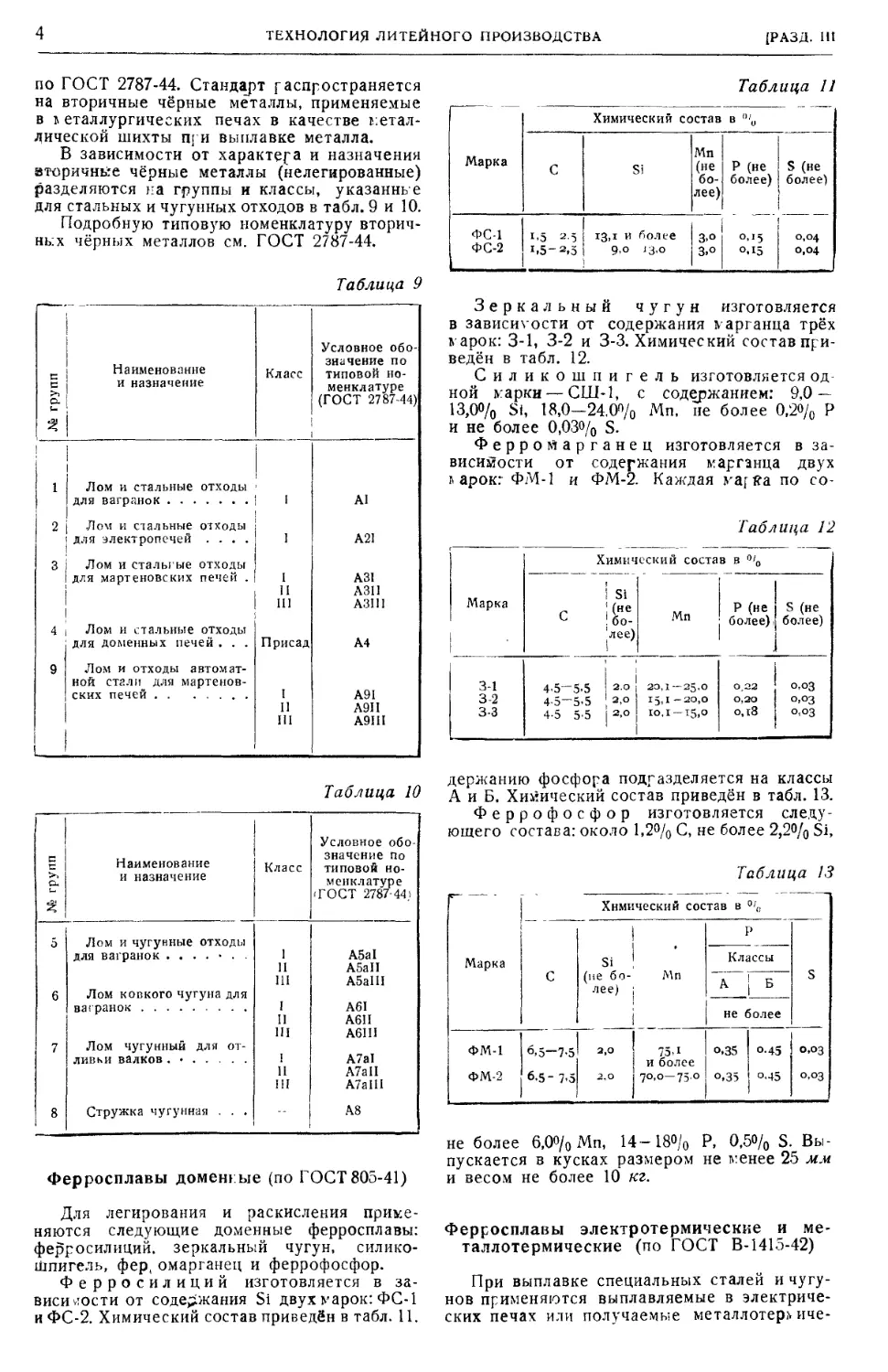
по ГОСТ 2787-44. Стандарт гаспространяется
на вторичные чёрные металлы, применяемые
в металлургических печах в качестве метал-
лической шихты п| и выплавке металла.
В зависимости от характера и назначения
вторичные чёрные металлы (нелегированные)
разделяются на группы и классы, указанное
для стальных и чугунных отходов в табл. 9 и 10.
Подробную типовую номенклатуру вторич-
ных чёрных металлов см. ГОСТ 2787-44.
Таблица 9
Таблица 11
с
с
и
1
2
3
4
9
Наименование
и назначение
Лом и стальные отходы
Лом и стальные отходы
для электропечей ....
Лом и стальные отходы
для мартеновских печей .
Лом и стальные отходы
для доменных печей . . .
Лом и отходы автомат-
ной стали для мартенов-
ских печей ...
Класс
1
1
I
III
Присад
I
II
III
Условное обо-
значение по
типовой но-
менклатуре
(ГОСТ 2787-44)
AI
A2I
A3I
rVol 1
АЗШ
A4
A9I
A9II
A9III
Таблица 10
Наименование
и назначение
Лом и чугунные отходы
для вагранок .......
Лом ковкого чугуна для
вагранок
Лом чугунный для от-
ливки валков . •
Стружка чугунная . .
Класс
Условное обо
значение по
типовой но-
менклатуре
ГОСТ 2787-44)
1
II
III
I
11
III
I
11
III
A5al
A5aII
A5aIII
A6I
A6II
А6Ш
A7al
A7aII
A7aIII
A8
Ферросплавы доменг.ые (по ГОСТ 805-41)
Для легирования и раскисления приме-
няются следующие доменные ферросплавы:
ферросилиций, зеркальный чугун, силико-
шпигель, фер, омарганец и феррофосфор.
Ферросилиций изготовляется в за-
висимости от содержания Si двух уарок: ФС-1
и ФС-2. Химический состав приведён в табл. 11.
Марка
ФС-1
ФС-2
С
i.5 2.5
1.5-2,5
Химический состав
Si
13,1 и более
9,о J3.o
Мп
(не
бо-
лее)
Я.о
3.°
в "/„
Р (не
более)
о, 15
°Д5
S(He
более)
о,о4
о,о4
Зеркальный чугун изготовляется
в зависимости от содержания марганца трёх
л арок: 3-1, 3-2 и 3-3. Химический состав при-
ведён в табл. 12.
Силикошпигель изготовляется од-
ной \:арки — СШ-1, с содержанием: 9,0 —
13,0% Si, 18,0—24,00/0 Мп, не более 0,2<>/0 Р
и не более 0,03о/0 S.
Ферромарганец изготовляется в за-
висимости от содержания марганца двух
г> арок: ФМ-1 и ФМ-2. Каждая карка по со-
Таблица 12
Марка
3-1
3-2
3-3
Химический состав в °/„
С
4.5-5-5
4-5-5.5
4-5 5-5
Si
(не
бо-
лее)
2,0
2,0
2,0
Мп
20,1—25,0
15,1 — 2о,о
10,1 — 15,0
Р (не
более)
0,22
О,2О
O,l3
S (не
более)
о,оз
о,оз
о,оз
держанию фосфора подгазделяется на классы
А и Б. Химический состав приведён в табл. 13.
Феррофосфор изготовляется следу-
ющего состава: около 1,2% С, не более 2,2% Si,
Таблица 13
Марка
ФМ-1
ФМ-2
С
6.5—7-5
6.5-7.5
Химический состав в
Si
(не бо-
лее)
2,О
2,О
Мп
75.1
и более
70,0—75 °
0/
Р
Классы
А
Б
не более
о,35
°,33
о. 45
°.45
S
о.оз
о.оз
не более 6,00/0 Мп, 14-18% P. 0,50/0 S. Вы-
пускается в кусках размером не кенее 25 мм
и весом не более 10 кг.
Ферросплавы электротермические и ме-
таллотермические (по ГОСТ В-1415-42)
При выплавке специальных сталей и чугу-
нов применяются выплавляемые в электриче-
ских печах или получаемые металлотер,\ иче-
ГЛ. Ij
МАТЕРИАЛЫ ДЛЯ ПЛАВКИ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
ским способом следующие ферросплавы:
ферромарганец, ферросилиций, силикомар-
ганец, феррохром, ферровольфрам, ферромо-
либден, феррованадий и ферротитан.
Ферромарганец подразделяется
в зависимости от содержания углерода и других
примесей на две марки—Мп-1 и Мп-2, состав
которых приведён в табл. 14.
Таблица 14
Таблица 17
Марка
Мп-1
Мп-2
Мп
(не менее)
75
75
Химический
С
(не более)
г,о
2,О
состав в °/(
Si
(не более)
2,0
25
Р
(не более)
о.35
0,40
Ферросилиций подразделяется в за-
висимости от содержания кремния и других
примесей на три марки: Si-90, Si-75 и Si-45.
Химический состав приведён в табл. 15.
Таблица 15
Марка
Si-9o
Si-75
Si-45
Si
8.5-95
70-78
43-5O
Химический состав в с
Мп
(не более)
о,5
о,8
1,О
Сг
(не более)
0,2
°>5
о,8
/о
р
(не более)
°>О4
о,о8
о,о8
Для специальных марок стали по обосно-
ванному требованию потребителя допускается
содержание примесей: для марки Si-75 — не
более 0,4% Мп, не более 0,30/0 Сг и не более
0,05% P; для марки Si-45 — не более 0,3% Мп,
0,2% Сг и не более 0,03<у0 Р.
Силикомарганец подразделяется
в зависимости от содержания кремния и мар-
ганца на три марки: Si — Мп-17, Si — Мп-12
и Si —Мп-9. Химический состав приведён
в табл. 16.
Таблица 16
Марка
Si-Mn-17
Si-Mn-12
Si—Mn-9
Химический состав в °/0
Si
17
12
9
Мп
65
55
5°
Р (не
более)
0,2
°,з
о,4
С (не более)
1.5
2,5
Не ограничи-
вается
Феррохром подразделяется в зави-
симости от содержания углерода и кремния
на 10 марок.
Обозначения марок и их химический состав
приведены в табл. 17.
Марка
Сч 0000
Сч 000
Сч 00
Сч 0
Сч 01
Сч 1
Сч 2
Сч 3
Сч 4
Сч 6
Химический состав в
До о,об
0,17—0
О,II —О
о,гб— о
О,2б —О
о,51 -I
1,1 —2
2,1 -4
4,1 —6
6,6 -8
ю
is
25
So
О
о
о
,о
Сг (не
менее)
55
55
5°
5°
5°
5°
5°
5°
6о
65
Si
(не более)
1.5
i,5
1,5
2,О
2,0
2,5
2,5
2,5
4.о
/о
р
(не более)
о,о6
о,об
о,о6
о.об
о,о6
о,ю
о,ю
о,ю
о,о7
0,07
Ферров'ольф рам подразделяется
в зависимости от содержания вольфрама на
три марки—W-1, W-2 и W-3, состав которых
приведён в табл. 18.
Таблица 18
Марка
W-1
W-2
W-3
W
(не
ме-
нее)
7°
7°
5°
Химический
Мп
°,5
о,7
1,О
Си
состав
g
не более
1,О
1,О
1,о
0,1
0,2
о,3
в /о
Р
о,о5
о,о8
о. 15
С
о. 5
о,8
1,О
Ферромолибден подразделяется
в зависимости от содержания примесей на три
марки — Мо-1, Мо-2 и Мо-3, состав которых
приведён в табл. 19.
Таблица 19
Марка
Мо-1
Мо-2
Мо-3
Мо
(не
ме-
нее)
5°
5°
5°
Химический состав в °/0
Si
S
Р
с
Си
не более
°,5
2,О
2.5
о, 15
O,2J
О,ЗО
О,1
О,2
о,4
O.I
0,2
°>4
2,О
2,5
3,°
Феррованадий подразделяется в за-
висимости от содержания фосфора и других
примесей на четыре марки — V-1, V-2, V-3
и V-4, состав которых приведён в табл. 20.
Таблица 20
!
Марка
V-1
V-2
V-3
V-4
О> 4>
.*?
>%.
35
35
35
35
Химический состав з °/„
Основные
С
о, 75
°.75
1,00
1,ОО
Si
примеси
Р
не более
2,5
3,5
3,5
3-5
о,ю
О,2О
°,3°
о, 45
S
о,ю
о,ю
о, 15
0,20
f
А1
Г,О
1.5
2,0
2,О
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Ферротитан подразделяется в зависи-
мости от содержания примесей на две марки —
Ti-1 и Ti-2( состав которых приведём в табл. 21.
!
Марка
Ti-1
Ti-2
Ti
(i e менее)
x8
i8
Химический
Основные
С
0,20
0,20
Si
состаь
Таблица 21
в°/0
примеси
А1
не более
3.5о
6,оо
5>°°
5,оо
Си
З.оо
4,оо
S
о,°5
о,о8
Р
о,о8
о,о8
ТУ на ферросплавы электротермические
и металлотермические предусматривают сле-
дующее (по ГОСТ 1415-42).
1. Ферросплавы поставляются партиями
одной марки, составленными из близких по
анализу плавок. Отклонения в содержании
основного элемента в одной партии не должны
превышать 5% его содержания в средней
пробе.
2. Ферросплавы поставляются в измельчён-
ном состоянии: вес отдельных кусков — не
более 15 кг, количество мелочи, проходящей
сквозь грохот с отверстиями 20 X 20 мм, —
не более 10% общего веса; в ферросилиции
марки Si-45 допускается до 25% мелочи, марки
Si-75 — до 15%; в силикомарганце всех ма-
рок— до 15% мелочи.
3. Ферросплавы не должны иметь резко
выраженных неметаллических включений как
внутри, так и на поверхности кусков. Общее
количество включений — не более 0,5% веса
средней пробы.
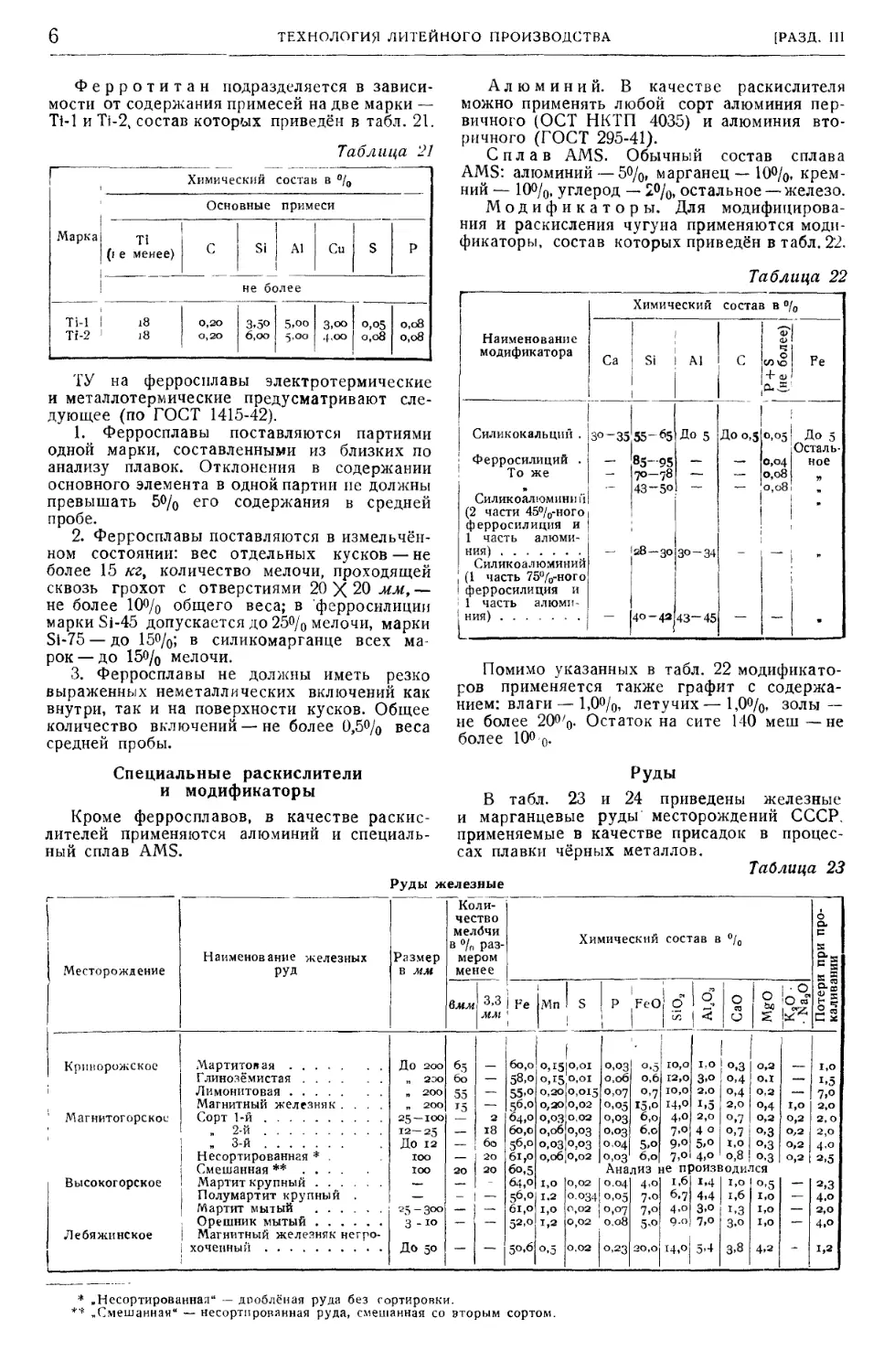
Специальные раскислители
и модификаторы
Кроме ферросплавов, в качестве раскис-
лителей применяются алюминий и специаль-
ный сплав AMS.
Алюминий. В качестве раскислителя
можно применять любой сорт алюминия пер-
вичного (ОСТ НКТП 4035) и алюминия вто-
ричного (ГОСТ 295-41).
Сплав AMS. Обычный состав сплава
AMS: алюминий — 5%, марганец — 10%, крем-
ний — 10%, углерод — 2%, остальное — железо.
Модификаторы. Для модифицирова-
ния и раскисления чугуна применяются моди-
фикаторы, состав которых приведён в табл. 22.
Таблица 22
Наименование
модификатора
Силикокальций .
Ферросилиций .
То же
„
Силик оалгомини и
B части 45°/0-ного
ферросилиция и
1 часть алюми-
ния) . ...
Силикоалюминий
A часть 75%-ного
ферросилиция и
1 часть алюми-
ния)
Са
3°-35
_
—
—
Химический
Si
55-65
85-95
70-78
43-50
28—30
40-43
AI
До 5
_
—
—
3°-34
43-45
состав в °
С
Доо,5
_
—
—
—
:ее)|
СЯ\О
0.Л
о,о4
о,о8
о,о8
—
0
Fe
До 5
Осталь-
ное
„
•
Помимо указанных в табл. 22 модификато-
ров применяется также графит с содержа-
нием: влаги— 1,0%, летучих—1,0%, золы —
не более 20%- Остаток на сите 140 меш —не
более 10° 0.
Руды
В табл. 23 и 24 приведены железные
и марганцевые руды месторождений СССР.
применяемые в качестве присадок в процес-
сах плавки чёрных металлов.
Таблица 23
Руды железные
Месторождение
Криворожское
Магнитогорское
Высокогорское
Лебяжинское
Наименование железных
РУД
Мартитовая . . .
Глинозёмистая
Лимонитовая
Магнитный железняк ....
Сорт 1-й
„ 2-й
„ 3-й
Несортированная *
Смешанная **
Мартит крупный
Полумартит крупный .
Мартит мытый
Орешник мытый
Магнитный железняк негро-
хочеиный
Размер
в мм
До 2ОО
„ 2ЭО
„ 2ОО
„ 2ОО
25 —IOO
12—25
ДО 12
too
IOO
_
—
25-ЗОО
3 - IO
До so
Коли-
чество
мелбчи
в % раз-
мером
менее
вмм
бо"
55
15
_
—
2О
_
-
—
3,3
мм
—
—
—
2
18
6о
2О
2О
—
—
—
Fe
60,0
58,0
55.O
56.°
64,0
60,0
56-°
61,0
бо,5
б4,о
5°.°
6l,o
О
5°-6
Мп
о, 15
о, 15
О,2О
о,ао
о,оз
о,об
о,об
1,О
1-2
IjO
I 2
'
°.5
Химический
S
О,О1
О,О1
O.OI5
О,О2
О,О2
О ОЦ
о'оз
О,О2
0,02
о,оз4
О,О2
О,О2
О.О2
Р
°>оз
о,об
о,о7
°>°5
°|ОЗ
О OQ
0,04
°|°3
FeO
0,5
0,6
0,7
15.0
6,0
6,0
5.О
6,0
Анализ
о,о4
°.°5
°i°7
о.о8
О,23
4.0
7.0
7,°
20,0
состав в
О
ю,о
12,0
Ю,О
14,о
4.0
7»^
9.о
7.°
О
<
I.O
З.о
2,0
i,5
2,О
4 о
5.о
4,о
/о
О
сз
и
о,з
о,4
2,0
о,7
о,7
I.O
о,8
^е производи
i,6
б.?
4.о
9, о
14,°
1,4
4,4
З.о
7,о
5.4
I.O
1,6
1.3
3-8
О
ь*
О,2
O.I
о,а
о,4
0,2
О Q
о.З
о.З
кя
о>5
I.O
1,О
I О
4.2
• О
О га1
—
—
1,О
О,2
О,2
О,2
о,а
—
—
—
о
с
С х
х.5
7,°
2,О
2, О
2,О
4.о
2,5
2,3
2,0
4,о
1,2
* „Несортированная" — дроблёная руда без сортировки.
** „Смешанная" — несортированная руда, смешанная со вторым сортом.
ГЛ, 1]
МАТЕРИАЛЫ ДЛЯ ПЛАВКИ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
Руды марганцевые
Таблица 21
Месторождение
Никопольское (ТУ
НКЧМ № 15)
Чиатурское(прейскурант
НКЧМ 1939 г.)
Состав в °/0
Наименование и сорт марган-
цевых руд
Марганец
среднее
Пиролюзит . . .
Сорт А
„ 1-й . . ¦ .
„ 2-й . .
, 3-й . . . .
Шламы
Мытая, сорт 1-й
- 2-й
„ 3-й
„ 4-ii
Сырая рядовая .
53
47
43
34
28
24
5°
47
4о
3°
45
Фосфор
(не бо-
лее)
5=
45
4О
29
25
22
49
45
39
О.2О
О,2О
о, 27
О,2О
О.2О
О,2О
О,2О
О,2О
О,2О
О,2О
О,21
Кремнезём
среднее
8,о
15-°
24,0
43.°
2О,О
32.0
не бо-
Влага
среднее
9.5
т8,о
43.°
45.°
и,о
l6,o
2I,O
35.°
18,0
не бо-
лее
i8
2О
22
24
9
12
15
Сорт
1-й
2-й
3-й
Химический состав в "
СаО
(не ме-
нее)
52,О
5°.°
49.°
SiOa
1.75
З.о
4,°
А1203 +
не оолее
2,0
З.о
3,о
о
ы>
<
3.5
3.5
3.5
/о
О
а.
О,О2
о,о4
°.°5
Таблица 25
о
<Л
O.25
о,35
о,35
g я
?SCTS
||4^
^ т S
о я s д.
4оо
4оо
4оо
Флюсы
Флюсами для литья чёрных металлов слу-
жат: известняк металлургический, плавиковый
шпат, апатит и шлак мартеновских печей*.
Известняк металлургический.
По ТУ Главруда известняк металлургический
должен отвечать требованиям, приведённым
в качественных показателях в табл. 25.
Кусковатость: для ручного дробления
и сортировки от 25 до 200 мм — не менее
98%; для механического дробления и сорти-
ровки от 25 до 130 мм — не менее 97%.
Плавиковый шпат (ручного обога-
щения по ОСТ НКТП 7633-655). Плавиковый
шпат, или флюорит, представляет собой мине-
рал кристаллического строения, содержащий
в основной своей массе CaF2. Удельный вес
в твёрдом состоянии — 3,18, температура
плавления 1378° С. Применяется в качестве
флюса: а) 2-й и 3-й сорта — при плавке чугуна
и стали; б) 1-й сорт — при плавке магниевых
и алюминиевых сплавов, а также бронз. При
плавке магниевых и алюминиевых сплавов
может быть использован только в сухом со-
стоянии, получаемом путём сушки и прокали-
вания. По содержанию составных частей пла-
виковый шпат ручного обогащения должен
отвечать требованиям, приведённым в табл. 26.
Апатито-нефелиновая руда хи-
бинская (по ОСТ 18234-39 Главоргхимпром).
Апатит представляет собой минерал, содержа-
щий фосфорнокислую соль кальция с галло-
идами F и С1. По химическому составу соот-
Таблица 26
Сорт
1-й
2-й
3-й
Ингредиенты в %
CaFa
(не менее)
<Э2
85
75
SiO2
<5
Не нормируется
< 2О
* Временные технические условия Главруды.
ветствует общей формуле 3Ca3PO4'2CaF2.
Удельный вес — 3,16—3,22. Применяется: а) для
насыщения фосфором чугуна — при плавке
его в вагранках; б) в качестве флюса в смеси
с древесным углём — при плавке медных
сплавов; в) для приготовления фосфористой
меди (лигатуры); г) для раскисления меди
и её сплавов или насыщения расплавленного
металла фосфором — при изготовлении специ-
альных фосфористых бронз.
Согласно техническим условиям апа-
тито-нефелиновая руда для металлургической
промышленности должна удовлетворять сле-
дующим требованиям: а) содержание Р2О5
в пересчёте на абсолютно сухое вещество —
не менее 28,5<>/0; б) влага — не более 3%;
в) размер кусков от 100 до 25 мм с допуще-
нием мелочи (размером менее 25 мм) — не
более 10% по весу.
Шлак мартеновский. В качестве
флюса в вагранках применяется шлак основ-
ных мартеновских печей следующего состава:
<250/0 SiO2, 2—60/e A18O8,6-12% FeO, З—60/0
Fe9O3,^80/0 MnO,^ 350/0 СаО, 3-70/0 MgO.
<20/0р2О5, < О5о/ s
ШИХТОВЫЕ МАТЕРИАЛЫ ДЛЯ ЛИТЬЯ
ЦВЕТНЫХ МЕТАЛЛОВ
В состав шихты для изготовления литей-
ного сплава цветных металлов могут входить:
чушковые первичные и вторичные цветные
металлы, первичные и вторичные сплавы, лига-
тура и флюсы.
Чушковые цветные металлы. В табл. 27
приведён химический состав важнейших тор-
говых марок чушковых цветных металлов,
используемых при литье сплавов.
технология литейного производства
1РАЗД. 111
Таблица 71
Наимено-
вание
металла
Алюми-
ний (пер-
вичный)
Алюми-
ний (вто-
ричный)
Бериллий
металли-
ческий
Висмут
Кадмий
Кремний
кристалли-
ческий
Кобальт
Магний
Марганец
металличе-
ский, алю-
мотермиче-
ский
Медь
Чушковые цветные металлы, применяемые для литья цветных сплавов
Стандарт
ОСТ НКТП
4035
ГОСТ 295-41
ТУ Главред-
мета НКЦМ
ТУ Главред-
мета НКЦМ
XBk Crt ЛП
л» оа-чи
ГОСТ 1467-42
ТУ Главалюми-
ния
ГОСТ 123-91
ГОСТ 804-41
ОСТ НКТП
2948 и В-1951
ГОСТ 859-41
Марка
А99.7
А99.5
А99.0
А98.0
AS6.5
АЧ1
АЧ'2
АЧЗ
АЧ4
Бер. 1
Бер. 2
Бер. 3
Ви1
Ви2
КдО
Кд1
Кд2
КдЗ
КО
К1
К2
КЗ
Kol
Ко2
КоЗ
Мг1
Мг2
Mpl
Мр2
МрЗ
Мр4
Мр5
МО
Назначение
Химически стойкие
сплавы
Высококачественные
алюминиевые сплавы
Обычные литейные
сплавы
Менее ответственные
сплавы
Неответственные
виды литья и для рас-
кисления стали
Для раскисления вы-
сококачественных ста-
лей и чугунов
То же
Для легирования и
раскисления сталей и
чугунов
То же
Экспериментальные
сплавы
Медно-бериллиевые
лигатуры
Алюминиево-берилли-
евые лигатуры
Химически стойкие
сплавы
Литейные сплавы
Сплавы для анодов
Сплавы для аккуму-
ляторов
Баббиты, припои и
кадмиевые сплавы
То же
Высококачественные
алюминиевые и мед-
ные сплавы
Силумины и алюминие-
во-кремнистые сплавы
Обычные литейные
алюминиевые сплавы
Для силико-терми-
ческих процессов
Особо ответствен-
ные сплавы
Сплавы для анодов и
магнитных сталей
Твёрдые сплавы
Ответственные
сплавы
Обычные сплавы
Сплавы „манганин"
Алюминиево-марган-
цевые бронзы и ла-
туни
То же
Алюминиевые дефор-
мируемые и литейные
сплавы
То же
Сплавы высокой
чистоты
-
Химический состав в %
>99 7 А1; <0 15 Fe; <0,3 (Fe+Si); <0,002 (Cu+Zn); всего
примесей <Х),3
>99,5А1; <0,5 (Fe+Si); <0,05 (Cu + Zn); всего приме-
сей <0,05
>99,0 А1; < 0,4 Fe; <l,0 (Fe+Si); <0,l (Cu+Zn); всего
примесей <1,0
>98,0 Al; <1,2 Fe; <2,0 (Fe+Si); <0,l (Cu+Zn); всего
примесей <2,0
>96,5 Al; <2,0 Fe; <3,5 (Fe+Si); <0Л (Cu+Zn); всего
примесей <3,5
>950 Al; <l,0 Si; <0.1 (Cu + Zn); всего примесей <5,0
>93,0 А1; <4,5 Си; <0,8 Zn; всего примесей <7,0
>88,О A1; <5,5 Си; < 1,5 Zn; всего примесей <12,0
>820 А1; <7,0 Си; < 4,0 Zn; всего примесей <18.0
>96,0 Be; <2,0 Al; <2,0 Fe; <2,0 Si; <0,4 Мп; <0.1 РЬ;
всего примесей <4,0
>92,O Be; <3,0 Al; <3,0 Fe; <3,0 Si, <1,0 Мп;<0,1 РЬ;
всего примесей <8,0
>88,0 Be; <4.0 Al; <4.0 Fe. <7,0 Si; <1.2 Мп; <0,3 РЬ;
всего примесей <12,0
>99,5 Bi; <02 РЬ; <0,15 Си;«0,02 Fe; «0,01 Zn; «ОД Ag;
«0,05 S; « 0,008 As; всего примесей «0,5
>96,0 Bi; «3 5 Pb; <0 5Ag; «0,1 S; 0,1 As; «0,05 Cu;
«0,02 Fe; «0,02 Zn; всего пр*имесей«4,0
>99.95 Cd; «0,02 Pb; <0,01 Cu: «0,01 Zn; «0,002 Sb;
«0,002 As; всего примесей <0,08
>99,90 Cd;'i 0,05 Pb; «0,02 Cu; «0,02 Zn; «0,002 Sb;
«0,002 As; всего примесей <Д12
>99,79 Cd; «0,1 Pb; « 0,005 Cu; «0,05 Zn; «0,01 Sb;
«0,01 As; всего примесей «0,45
>99,38 Cd; <0,3 Pb; «0,1 Cu; «0,1 Zn; «0,01 Sb;
«0,01 As; всего примесей <0,95
>98,5 Si; «0.5 Al; <0,5 Fe; »0,5 Са; всего примесей
«1,5
>98,0 Si; «0,75 Al; <0,75 Fe; «0,5 Са; всего примесей
«2,0
>97,5 Si; «1,2 Fe;«l,0 Al; «0,8 Са; всего примесей «2,5
>95,0Si; ;2,0Fe;«l,5 Al; <1,5 Са; всего примесей «5,0
>99,0 Co; «0,3 Ni; «0.2 Fe; «0,2 C; «0,1 Cu; «0,01 S;
«0,01 As; всего примесей. «1,0
>98,0 Co; «0,9 Ni; «0,5 Fe; «0,4 C; * 0,15 Cu; «0,05 S;
«0,01 As; всего примесей «2,0
>97,0 Co; «1,5 Ni; «0,7 Fe; «0,5 C; 0,15 Cu; «0,05 S;
«0,01 As; всего примесей «3,0
>99,9 Mg; « 0,05 Al; «0,04 Si;«0,04Fe; ^ 0,01 Na;
«0,005 K; «0,005 Cl; всего примесей «0,1
>99,75 Mg; «0,1 Al; «0,1 Si; <0,06 Fe; «0,01 Na;
«0.008 K; «0,008 Cl; всего примесей <0,25
>96,0 Mn; «2,0 Fe; «1,0 Si; <0,5 Al; «0,3 Cu; «0,2 P;
«0 1 S; <:0,l С; всего примесей « 4,0
>94,0Mn; <2,5Fe; «2,0 Si; «1,0 Al; «0,5Cu; «0,3 P;
«1,0 S; «0,1 С; всего примесей «6,0
>91,0 Mn; «3,0 Fe; «3,5 Si; «1,5 Al; «4,0 Cu; «0,45 P;
«0,15 S; «0,15 С; всего примесей «9,0
>86,0 Mn: < 3,5 Fe; <4,0 Si; <2,OA1: <4,5 Cu <0,5 P;
<0,15 S; «0,15 С; всего примесей <14,0
>84,0 Mn; «4,0 Fe; «4,5 Si; <3,0 Al; <5,0 Cu; <0,6 P;
«0,2 S; «0.2 С; всего примесей <16,0
>99,95'Cu; «0,002 Si; <0 005 Pb; <0,002 Sn; <0,005 Fe;
«0,002 As; <0,002 Sb; <0,005 Zn; <0,002 Bi; <0,005 S;
«0,0g О
ГЛ. 1]
МАТЕРИАЛЫ ДЛЯ ПЛАВКИ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
9
Продолжение табл. 27
Наименова-
ние
металла
Медь
Никель
Олово
Свинец
Сурьма
Цинк
Стандарт
ГОСТ 859-41
ГОСТ 849-41
ГОСТ 860-41
ОСТ НКЦМ
36-40
ГОСТ 1089-41
ОСТ НКЦМ
47-40
Марка
Ml
М2
МЗ
М4
HI
Н2
НЗ
Н4
О1
О2
ОЗ
04
С1
С2
СЗ
С4
СуО
Cyl
Су2
СуЗ
Су4
цо
Ш
Ц2
ЦЗ
Ц4
Ц5
Назначение
Высококачествен-
ные цветные сплавы
Латуни и дюралю-
мин
Оловянистые бронзы
Литейные бронзы и
для неответственного
литья
Высокосортные и
цветные сплавы и ано-
ды
Высокосортные ле-
гированные стали
Нормальные леги-
рованные стали
То же
Высококачествен-
ные бронзы и припои
Баббиты Б-83, стан-
дартные бронзы и при-
пои
Баббиты Б-16, Б-10,
БМ, сплавы с 5% оло-
ва и припои
Малоответственные
сплавы и припои
Особо ответствен-
ные отливки и сплавы
для аккумуляторов
Кислотоупорные от-
ливки
Литейные сплавы
Малоответственные
сплавы
Аккумуляторы
Типографские спла-
вы
Высокооловянистые
баббиты
Низкооловянистые
баббиты
Припои
Для литья под да-
влением
То же
Качественные ла-
туни
Типографские спла-
вы
Обычные латуни
Антифрикционные
сплавы и припои
Химический состав в %
>99,9 Си; «0,002 Ni; «0,005 Pb; ч0.002 Sn; «0,005Fe;
<0.002 As; «0,002 Sb; <0,005 Zn; <0,002 Bi; «0,005 S;
<0,08 О
>99,7 Си; <0,2 N1; «0,05 Pb; <0,05 Sn; «0,05 Fe;
<0,01 As; «0,005 Sb; <0,01 S; «0,002 Bi; <0,1 О
>99,5 Си; «0,2 Ni; «0,05 Pb; «0,05 Sn; «0,05 Fe;
«0,05 As; <0,05 Sb; «0,01 S; «0,003 Bi; «0,1 О
>99,0Cu; «0,3 Pb; «0,1 Fe; «0,2 As; «0,2 Sb; «0,02 S;
«0,005 Bi; 0,15 О; всего примесей «1,0
«99,5 Ni; «0,6 Co; «0,25 Fe; «0,1 Cu; «0,1 C; «0,02 S;
всего примесей «0,5
>98,9 Ni; «1,0 Co; «0,60 Fe; «0,25 Cu; <0,15 Si; «0.15C;
«0,03 S; всего примесей <1,0
>98,5 Ni; «1,0 Co; «0,6 Cu; <0,3 C; «0,03 S; всего
примесей «1,5
>97,5 Ni; <l,0 Co; • 0,6 Cu; «0,3 C; <0,05 S; всего
примесей «2,5
>99,9 Sn; «0,04 Pb; «0,015 Sb; «0,01 Cu; «0,009 Fe;
«0,01 Bi; «0,015 As; «0,01 S; <0,002 Zn; «0,002 Al;
всего примесей «0,1
>99,56 Sn; <0.25 Pb; «0,5 Sb; -< 0,03 Cu; «0,02 Fe;
«0,05 Bi; «0,02 As; «0,02 S; «0,002 Zn; «0,002 Al; все-
го примесей «0,4
>9S,35 Sn; «1,0 Pb; «0,3 Sb; «0,1 Cu; «0,05 Fe;
«0,06 Bi; «0,1 As; «0,04 S; «0,002 Zn; «0,002 Al; всего
примесей «1,7
>96,25 Sn; «3,0 Pb; <0,3 Sb; «0,15 Cu; <0,05 Fe;
« 0,1 Bi; «0,1 As; «0,05 S; «0,002 Zn; «0.002 A.1; всего
примесей «3,75
>99,98 Pb; «0,02 Sn; «0,002 Cu; «0,002 Zn; «0,002 Fe;
«0,005 Sb; «0,006 Bi; «0,002 Ag; «0,002 As; всего при-
месей «0,02
>99,92 Pb; «0,02 Sn: «0,002 Cu; «0,003 Zn; «0,005 Fe;
«0,01 Sb; «0,03 Bi; «0,01 Na; «0,01 Ca; <0,002 Ag;
«0,002 As; «0,005 Mg
>99,86 Pb; «0,02 Cd; «0,003 Cu; «0,005 Zn; «0,01 Fe;
«0,02 Co; «0,01 Ni; «0,06 Bi; «0,002 Ag; всего приме-
сей «0,14
>99,5 Pb; «0,05 Cd; «0,012 Cu; «0,1 Zn; «0,05 Fe;
«0,05 Co; «0,02 Ni; «0,1 Bi; «0,002 Ag; всего приме-
сей « 0,5
99,15Sb; «0,7Pb; «0,04 Cu; «0,02 Fe; «0,1 S; «0,02 As;
всего примесей «0,15
98,05Sb; «1,0 Pb; «0,08Cu; «0,03Fe; «0,1 S;«0,05As;
всего примесей «0,35
>97,5Sb; «2,0Pb; «0,10 Cu; «0,05 Fe; «0.1S; «0,05 As;
всего примесей «0,50
>99,0Sb; «0,4 Pb; «0,2 Cu; «0,15Fe; <0.1S; «0,25 As;
всего примесей «0,60
>98,0Sb; «0,8Pb; «0,3Cu; «0,25 Fe; <0,4S; «0,25 As;
всего примесей «1,2
>99,96 Zn; «0,015 Pb; «0,001 Sn; «0,001 Cu; <0,02 Fe;
«0,01 Cd; «0,012 Sb; «0,002 As; «0,001 Bi; всего приме-
сей «0,04
>99,9Zn; «0,024 Pb; «0,001 Sn; «0,002 Cu; «0,02 Fe;
«0,014 Cd; «0,003 Sb; «0,005 As; <0,001 Bi; всего при-
месей «0,1
>99,8 Zn; «0,05 Pb; «0,002 Sn; < 0,002 Cu; «0,07 Fe;
«0,2 Cd; «0,005 Sb; «0,005 As; «0,001 Bi; всего приме-
сей «0,2
>9Ч,65 Zn; «1,0 Pb; «0,002 Sn; «0,005 Cu; <0,007 Fe;
«0,2 Cd; «0,02 Sb; «0,01 As; «0,002 Bi; всего приме-
сей «1,35
>97,35 Zn; «2,2 Pb; ,.0,05 Sn; «0,05 Cu; <0,05Fe;
«0,2 Cd; «0,02 Sb; «0,01 As; «0,002 Bi; всего приме-
сей «2,65
>9U Zn; «3,3 Pb; «l.OSn; «0,2 Cu; «1,0 Fe; «0,2Cd;
«0.3 Sb; всего примесей <5,9
10
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Вторичные металлы и сплавы. Для литья
цветных металлов применяются вторичные
алюминиевые сплавы, оловянистые бронзы
и латуни, изготовленные из лома и отходов
без использования чистого олова, и двойные
сплавы алюминий — кремний (силумины). Важ-
нейшие торговые марки этих сплавов, исполь-
зуемые при цветном литье, приведены
в табл. 28, 29 и 30.
Таблица 28
Наименование сплава
Алюминиево-медно-
кремнистый
То же
„
Алюминиево-кремни-
стый
Алюминиево-медный
Алюминиево-цинково-
медный
Алюминиевые сплавы вторичные (по ГОСТ
Марка
АМК-1
АМК-2
АМК-3
АМК-4
АМК-5
АМК-6
АМК-7
АМК-8
АМК-9
АК
AM
АЦМ
Химический состав в
Основные элементы
А1
Осталь-
ное
„
„
„
„
„
„
Си
9,О —12,О
7-5-9.5
<8,о
6,о—9>°
5.°—7>5
4,о—7,о
1,2—4,°
I, о—4,о
<2,5
< i,o
3,О— 12,О
2,О— I2.O
Si
о,5-3-о
1,5-2,5
<3,о
о,5-3,о
4,о—6,о
3,о—6,о
5.5-8.O
3,о- 6,о
<J ю,о
6,0—11,О
¦< I.O
< 1,5
1583-42)
/о
Примесей
Ni
0,5
о,5
Без ограниче-
ния
о,5
°>5
°.5
Без ограниче-
ния
°.5
Без ограниче-
ния
о,5
Без ограниче-
ния
о,з
I
]
]
-е
,3
.8
1.3
.3
,3
.3
1.3
,о
I.O
3,о
1.5
не
Zn
о,5
о, 5
1,О
2,5
о. 5
о,5
о.5
о.5
о,5
I.O
14>°
более
Mg
о,4
°'7
Без ог-
раниче-
ния
о,5
о,4
о, 4
°.5
о,4
Без ог-
раниче-
ния
о,4
i,5
о. 7
Мп
о,5
о,7
Без ог-
раниче-
ния
о,7
о,з
о, s
Без ог-
раниче-
ния
°>5
Без ог-
раниче-
ния
°.7
1-5
о.8
Маркировка
торцов чушек
цветными
полосами
Синяя
Две синие
Три синие
Белая
Две белые
Три белые
Красная
Две красные
Три красные
Чёрная
Две чёрные
Три чёрные
Бронзы и латуни оловяяистые (по ГОСТ 614-41)
Таблица 29
Марка
ЛОС ....
Бр-ОЦС 3-П-4
Бр-ОЦС 3-7-4
Бр-ОЦС 5-6-4
Бр-ОЦС 5-8-4
Основные
Си
6о—8о
Осталь-
ное
„
Sn
2,О—4,°
2.5-5.°
4,о—6,о
5.O-7-O
Химический <
элементы
Zn
Осталь-
8,о -14,о
5.о — ю,о
5.5- 8,о
7,о—ю,о
РЬ
2,О—6,О
2,О—6,0
2,0—6,О
2,О—6,О
состав в
%
Примесей не
Sb
о.5
о,5
Ее
о,4
о,4
о,4
о,4
более
А1
о.ч
О,О2
О,О2
О.О5
о,оэ
Всего
приме-
сей
1.6
1.3
1,3
1,3
1,3
Маркировка рёбер
чушек цветными
полосами
Синяя
Зелёная
Чёрная
Красная
Белая
Допускается содержание никеля за счёт меди: в бронзах — до 1,5и,0, в латуни— 1,0%.
Силумины первичные в чушках (по ГОСТ 1521-42)
Таблица 30
Наименование сплава
Силумин 0
1
2
3
Марка
С Л МО
СЛМ1
СЛМ5
СЛМЗ
Химический состав в °/0
Основные элементы
А1
Осталь-
ное
Si
ю.5-13,5
юо-^З^
ю,5 - 13-5
ю.5-13.5
Примесей не
Fe
о,35
0,5°
0,70
1,20
Cu+Zn
0,15
0,15
0,20
0,20
более
Са
о,ю
о,ю
о,ю
О,2О
Назначение
Специальные литейные сплавы
Специальные литейные и обрабаты-
ваемые давлением кремний содержа-
щие сплавы
Алюминиево-магниевые сплавы
обычного назначения
По особому требованию потребителя: а) допускается содержание кремния в силумине от 7 до 10,5°,0 и б) силу-
мины могут поставляться с содержанием марганца до 0,7% (марка СЛМ2) и до 1,2°/0 (марка СЛма).
ГЛ.
МАТЕРИАЛЫ ДЛЯ ПЛАВКИ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
11
it
2
X
<
?
H
О.
ь
и
Ч
эн
-nd
Ш
ш
U
«
Я
а
X
01
S
X
т
жое
S
о.
—
(ээ!гоа
иэээи
j олэод
ся
с
ел
л
<
и
щ
Ч
УЭ
а>
X
си
01
бол
V
X
(ЭЭ1ГО0.
эн)
U2
?
а.
о.
са
анд
«
а.
са
=
а о.
в >,
1?
га
р,
Л
а
с
а.
с
а
1
ствер
<
ю
-1-
о
1
i
о
8
0
\
э
о
¦>
II
S"
с
t
"
•о
м
Л
стал
О
?^
J
'О
о
(О
к
аз
0J
S
X
S
OI
а.
дно-к
S
<х i
о s
S О се
X g И
и у я
Л "я
с * о.
wcj о
§ a
'О
о
8
0
8
0
1
й
V
о"
С(
0
1
•<?
0
. V
_|
0
1
1
1
1
1
1
гг
ное
О)
ю
01
о
•о
м
CI
8
0
1
1
1
0
!
|
СО
0
\
1
1
8
о
V
о
1
¦о
CI
ю
0
V/
a
о
й_
ев
z
ц
:
а
с
X
- g
) О
СПЛЭЕ
U
юсе
о о
1
ю
0
i
х
о"
1
1
э
э
о
3
V/
1
1
ю
о
1
1
IO+I
IN
1
1
С
•i
', -п
428
ОСТ
с
о "
S §
§¦?
о с
ф-он!
3
[
О
5 X О
я н"х «
и'З ОЮ
Щ\
о s о s
и ч о
ч § ч х
О С^С( S
и и
ю со
1 1
1 1
ю ю
о" о
Ю 0
м м
0 С-
1-Ч t
v;^
1 1
« 2"
0 СО
н О
1 1
1 1
о о
со со
1 1
1 1
mm
О 0
I I
7-41
о й
но
ГОС
Ю «3
' |' ' |'
??
SS
3!
а>
дно-н
То
о
01
0)
S Q
lit
\о сЗ со
а/
ч ч 2
X
f О)
1 1
1 1
ы 0
01
м 8
о" о
О О
О"
1 о"
•«¦у
оосо
1 1
о3 о
0 СО
1 1
1 1
0 1-"
н о
! 1
1 :
юо
О н
1 1
- ¦'
• *
>л со
XX
Лигатуры. В табл. 31 приведены торговые
марки медных лигатур, применяемых для
литья цветных сплавов.
Флюсы. В качестве флюсов при плавке
цветных металлов используются преимуще-
ственно галлоидные (хлористые и фтористые)
соли. В табл. 32 приведена характеристика
торговых сортов солей для цветного литья.
Таблица 32
Соли, применяемые при сплавах цветных металлов
Наимено-
вание
соли
Хлористый
барий
Хлористый
магний
Хлористый
кальций
Хлористый
марганец
Хлористый
цинк
Хлористый
калий
Хлористый
натрий
Фтористый
калий
Фтористый
натрий
Криолит
Фтористые
присадки
1
Характеристика
1-й сорт: > 98"%
ВаС1а • 2Н2О
2-й сорт: > 94°.'0
ВаС12 • 2Н2О
> 46% MgCl2
> 67% CaCl,
> 99 >/„
MnCla ¦ 4На0
Сорт жидкий:
> 20% Zn
Сорт твёрдый:
> 41% Zn
1-й сорт:
> 98% КС1
2-й сорт:
> 95% КС1
3-й сорт:
> 88% КС1
Сорт иЭкстра":
>99,2% NaCl
Высший сорт:
> 98% NaCl
1-й сорт
> 97.5% NaCl
2-й сорт:
> 96,5% NaCl
>98% KF
В „масле С":
> 94% NaF
В „масле 1":
> 92% NaF
1-й сорт:
>53%F;
5*12,8% Al;
^31 3°/ Na
2-й сорт
> 51% F;
*ч^О] 0/ XI о
^&О4 /д IN a
3-й сорт:
>42% F; >11% A1;
Na — не марки-
>Р61?5%Я F;
22-25% NH4
Применение в каче-
стве флюса
При плавке магние-
вых и алюминиевых
сплавов и бронз
При плавке магние-
вых сплавов
При плавке магние-
вых и алюминиевых
сплавов и бронз и в
качестве присадок при
плавке кальциевых баб-
битов
При изготовлении
магниево-марганцови-
стых лигатур
Для рафинировки
алюминия и его спла-
вов, баббитов и оловя-
нистых полуд
При плавке магние-
вых и алюминиевых
сплавов и бронз
При плавке магние-
вых и алюминиевых
сплавов и для модифи-
цирования силумина
То же
При изготовлении
алюминиево- титановых
лигатур
Для рафинировки
алюминия, его сплавов
и баббитов
ВАГРАНОЧНОЕ (ТЕХНОЛОГИЧЕСКОЕ)
ТОПЛИВО
Топливо для ваграночного производства
должно отличаться: а) большой плотностью
(пористость не более 35%), б) малой реак-
ционной способностью как в размельчённом
состоянии (обычные лабораторные пробы),
так и в кусках, в) высокой механической
прочностью при низких и высоких темпера-
турах (малой крошимостью в вагранке), г) низ-
кой сернистостью и малой зольностью (серы
не более 1,2%, золосодержание не выше 9°/0),
д) размером в кусках не менее 50—100 мм.
Таблица 33
Характеристика ваграночного (технологического) топлива
Вид топлива
Литейный кокс .
Пекотощий .
Термоантрацит .
Литейный антра-
Металлургиче-
ский кокс ....
Газовый кокс .
Тощие каменные
угли
брикеты
Торфяной кокс .
Торф воздушно-
Древесный уголь
СР
88-оо
92-85
95-98
87—оо
"/ 17^
83-88
85-90
85-90
АО—aSl
85-89
75-80
ИР
Элементарный состав в °/
+
°
1-3
1,5—З.о
0,5—2,0
2—4
2-5
2-4
4.0—4,5
Q—А.
О Ч
1—2
4—6
1—4
3-5-5
и—13
7-ю
АО АО
8—12
SP
<гл
о,8-1,о
О,6—1,2
1—3
<i-5
о,35-о,45
о,5—4,°
о,2—о,з
о,15- о,а
~ о,о5
зола
9.О-И 5
3,5—4,0
4-8
3—8
8—12
7—ю
2,5-8,о
8- 12
4—9
3—8
1—3
о
влага
<3
3
1—2
2—4
<4
1 ~5
O.5-I.5
25~~3°
2-5
25—35
4-6
летучие
веще-
ства
1—3
¦О
j - е q
<i,5
1,О-2,5
11,5—2О,О
со— Ч^
О" ОО
6—12
4О—-6о
IO-2O
6 3
|«
5 *
Но
6500-7000
8ооо
68оо—73°°
68оо—75°°
6400—68со
6500.—7000
72оо—8ооо
^)Оо 4ооо
6700—7200
ЗООО 4200
6500—73°°
и
К с
г». ^
^* *
га я.
а> 5
Н В
650—700
700—800
630—640
54о 55*-*
дОО—6ОО
5оо—боо
300-400
250—280
260—280
250—280
250—300
Реакцион-
ная способ-
ность
>>я ^
я о
§ а а
5°-55
45-5°
43—45
ДЧ—48
55-60
55-60
6о—7°
—
_
0)
S
с а
2O-25
2О—2j
2O—23
2О — 2д
35—45
25—30
45—55
60—75
9°-95
При на-
греве
сначала
кок-
суется
при
900е -
анало-
гично
торфо-
коксу
75-8,5
о ~
Ш
н
и
о
5.
о
С
4О.Г-45
25—35
2—5
I—2
5°-55
47- 5°
3^4
5°—°°
70—85
Удельный вес
кажу-
щийся
o,95—i,i4
1,23 1,4
1,67—1,77
1,59—1,8
0,92—i,O4
°,9—°»95
1,3-1.4
0,65—о,8
¦
о,а—о,4
истин-
ный
1,89—1,92
1,88—1,9
i,7i—1,8
1,6 i 84
1,85—1,9
1,85-1,9
1,36 — 1,42
1,65
Ь4
Вес
в кг/м3
450—500
5°о
850-950
900—тооо
45°
45°
680—730
Зоо—4°°
2ОО—4S°
roo 200
Р
Is
III
О я *
CJ О.П
loo—150
150—200
300-650
220
100—140
100- 135
I2O— 2ЭО
Перпен-
дикуляр-
но слоям
— 23,7, на
боковую
грань —
11,35
Из верхо-
вого тор-
фа 60—
100, ни-
зинного
торфа
40-50
оо—со
Вдоль во-
локна
100—2Q0,
поперёк
10-20
ю
i про
га
X
араба!
кг
Ю п
320-350
300—365
ЗОО - 32O
а9°— З2о
290-320
275-31°
93*
_
-
64.5 *
2
сбрас
х _
роба
шие i
С о
85-90
9*1,5
95~97
8з—88
83
55 6о
86,9
—
. _
_
:ков
о.
^S
Си м
бо— I2O
8о —I2O
5О—I2O
IOO—2ОО
>25
>4о
120—150
6о— i8o
50—100
ТОО—2ОО
5о—ioo
• По методу ВТИ в »/..
ГЛ. 11
МАТЕРИАЛЫ ДЛЯ ПЛАВКИ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
13
К видам топлива, удовлетворяющим указан-
ным требованиям, относятся: кокс металлурги-
ческий, газовый, литейный, пекотощий, антра-
цит литейный и термоантрацит. Удовлетвори-
тельные результаты получаются иногда при
использовании тощих каменных углей. При-
менение древесного угля, торфа, торфяного
кокса и буроугольных брикетов связано с зна-
чительными трудностями.
В табл. 33 приведена характеристика ука-
занных видов ваграночного(технологического)
топлива.
Кокс металлургический из углей Донец-
кого бассейна (по ГОСТ 513-41) классифи-
цируется в зависимости от назначения по
следующим маркам (табл. 34).
Согласно ТУ признаками для брака
являются: а) указанные в табл. 34 предельные
нормы по содержанию золы и по барабанной
пробе — для всех марок, по содержанию серы —
для всех марок, кроме КС, и по содержанию
фосфора — для марки КДМ; б) предельная
норма содержания мелочи — не более 40/0 и
в) предельная норма содержания летучих ве-
ществ для КС — не более 2% и для всех
остальных марок — не более 1,5%; г) предель-
ная норма содержания влаги для всех марок —
не более 4<>0.
Кокс металлургический из углей Восточ-
ных районов (по ГОСТ 2014-43) подразде-
ляется в зависимости от состава углей, посту-
пающих на коксование, на марки: КД1, КДП,
КДШ и КД1У (табл. 35).
Браковочными признаками металлургиче-
ского кокса является для всех марок предель-
ное содержание золы,летучих веществ, остатка
кокса в барабане и мелочи.
Антрацит литейный (по ГОСТ 18-40) под-
разделяется по содержанию серы и термиче-
ской стойкости на три группы, обозначаемые
АЛД-1, АЛД-2 и АЛД-3.
1) АЛД-1 применяется в вагранках без до-
бавки кокса, обладает высокой термической
стойкостью, содержание серы — до 2%.
2) АЛД-2 применяется в вагранках в смеси
с коксом, термическая стойкость — высокая,
содержание серы — от 2 до 3%.
3) АЛД-3 применяется в вагранках в смеси
с коксом, имеет среднюю термическую стой-
кость, содержание серы —до 3%.
Согласно ТУ литейный антрацит должен
удовлетворять следующим требованиям: а) от-
сутствие заметной невооружённым глазом
слоистости; б) отсутствие цветов побежалости
и железистых затёков; в) преимущественно
мелкозернистый или угловатый (но не рако-
вистый) излом; г) размер кусков —не менее
87 мм в поперечнике; д) содержание кусков
антрацита размером менее 87 мм в попереч-
нике — не более 8%; е) при опробовании на
механическую прочность (проба на сбрасыва-
ние)— остаток не менее 83% на сите с от-
верстиями 25 X 25 мм; ж) содержание серы —
не более 3% и золы — не более 8%.
Кокс литейный коксохимических заводов
СССР" классифицируется по ГОСТ 3340-46
согласно табл. 36.
Кокс металлургический из углей Донецкого бассейна (по ГОСТ 513-41)
Таблица 34
Наименование кокса
Доменный малофосфори-
стый несортированный . . . .
Доменный „бессемеровский"
несортированный • .
Доменный 1-й сорт несорти-
рованный
Доменный 2-й сорт несорти-
рованный
Сернистый несортирован-
ный
Марка
Показатели в°/0
Фосфор
пре-
дельный
Сера
сред-
ний
пре-
дельный
Зола
сред-
КДМ
КДБ
КД1
КДП
КС
o,oi
0,015 *
-
-
-
о,9
1.4
Ь55
1.75
>'
__
1.55
1.75
2,0
2,0
8,о
9.°
9.5
9,5
ю,о
пре-
ний дельный
9.5
ю,5
4.5
"о
I2.O
Барабанная про-
ба по Сундгрену
в кг
сред-
няя
пре-
дельная
31°
325
29O
3°5
Зоэ
2ОО
Размер
кусков
в мм
не менее
25
25
25
25
25
Показатель содержания фосфора в коксе доменном .бессемеровском" не является браковочным признаком.
Кокс металлургический из углей Восточных районов (по ГОСТ 2014-43)
Таблица 35
Марка
КД1
КДП
КДШ
KJIV
Сера
сред-
ний
О.З
о,8
о, 5
Показатели в°/„
сред-
ний
и
13
12
13
Зола
предель-
ный
13
15
14
'5
Летучие
вещества
предель-
ный
'о
1.5
'•5
Влага
сред-
ний
4-о
4.о
4.о
4.°
Г- п&г.
в кг
сред-
ний
315
2ОЭ
23о
предель-
ный
290
270
2бо
Размер
кусков
не менее
25
25
25
25
Мелочь в °.'о
2,0
2,0
3.°
2,0
предель-
ный
4.о
. 4.°
5.°
4.°
14
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Кокс литейный коксохимических заводов СССР (по ГОСТ 3340-46)
Таблица 36
Название
завода
КЛ)
КЛ2 ....
КЛЗ . .
Показатели
Сера
сред-
ний
о,5
о,8
1,2
пре-
дель-
ный
о,6
I.O
1.4
Зола
сред-
ний
"о
i3,o
13.о
пре-
дель-
ный
13.о
15.°
i5.°
о 0/
Летучие
вещества
не более
1.5
1.5
1.5
Влага
не
более
4<°
4,о
4,о
проба
сред-
няя
2ОО
29O
Зоо
в кг
пре-
дель-
ная
270
270
23о
Размер
кусков
не менее
4°
4°
4°
Мелочь в °/0
не более
4
4
4
Термоантрацит металлургиче-
ский должен отвечать по временным ТУ
Среднее Предельное
Содержание серы 1,65 1,75
„ золы 5.° 6,5
Выход летучих веществ . . 0,5 0,7
Главкокса следующим требованиям (показа-
тели приведены в %);
Среднее Предельное
Содержание влаги i,o —
Мелочи з>° 5-°
Размер кусков в мм ... от 12о до 5°
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
ОБЩИЕ СВЕДЕНИЯ
Модельно-формовочная оснастка для из-
готовления песчаных литейных форм и стерж-
ней состоит из основного модельного инвен-
таря и вспомогательных формовочных и стерж-
невых приспособлений.
В основной модельный инвентарь вклю-
чаются модели, модельные плиты, стержне-
вые ящики и прочая оснастка, непосред-
ственно участвующая в образовании рабочих
очертаний формы и стержней.
В состав вспомогательных формовочных и
стержневых приспособлений входят:
а) опочный инвентарь (опоки, подопочные
плиты, жакеты);
б) сушильный инвентарь (сушильные плиты,
сушильные вкладыши и драйеры);
в) прессующие приспособления (подпрессо-
вочные плиты, прессовые головки, обжимы);
г) приспособления для вентиляции форм и
стержней;
д) приспособления для доводки (при-
строжки) стержней;
е) приспособления для контроля форм и
стержней;
ж) сборочные приспособления.
Номенклатура и количество приспособле-
ний, входящих в модельно-формовочный ком-
плект, зависят в основном от конструкции де-
талей, метода формовки и условий производ-
ства. В индивидуальном производстве мо-
дельно-формовочный комплект обычно состоит
только из моделей, стержневых ящиков,
опок, подопочных и сушильных плит. В мас-
совом производстве при формовке на маши-
нах в модельно-формовочный комплект вхо-
дят также и другие приспособления. При фор-
мовке „в стержнях" в модельно-формовочный
комплект могут входить все приспосо-
бления, кроме моделей и опочного инвентаря.
Модели и стержневые ящики изготовляются
из дерева, металла, цемента, гипса и ряда
других материалов, выбор которых зависит
от условий производства, количества от-
ливок, их формы и тех требозачий. ко-
торые предъявляются к отливке в отношении
точности размера и чистоты поверхности.
Вспомогательный инвентарь обычно де-
лается металлическим (из чугуна, алюминие-
вого сплава или из стали; за исключением
опок, подопочных плит и некоторых приспо-
соблений, изготовляемых иногда из дерева.
Конструкция моделей и стержневых ящи-
ков должна обеспечивать: 1) лёгкую без за-
труднений набивку и выемку моделей из форм
и стержней и из стержневого ящика; 2) чистые
и гладкие рабочие поверхности и формо-
вочные уклоны в вертикальных стенках мо-
делей и стержневых ящиках; 3) прочность,
соответствующую напряжениям, испытыва-
емым в процессе набивки формы и стерж-
ней при достаточной стойкости к влиянию сы-
рой формовочной и стержневой смеси; 4; тех-
нологичность (простоту изготовления) и эко-
номичность.
При конструировании моделей и стерж-
невых ящиков размеры их должны при-
ниматься с учётом величины усадки и припу-
сков на механическую обработку отливки.
Кроме того, при конструировании должно пре-
дусматриваться максимально возможное об-
легчение веса самой модели.
Плоскость разъёма формы и стержней.
Плоскость разъёма формы, а следовательно,
и модели определяется конструкцией отливае-
мой детали, а иногда также серийностью
отливки. При установлении плоскости разъёма
следует руководствоваться следующим.
1. Заливаемая деталь должна располагаться
в форме таким образом, чтобы основные ра-
бочие поверхности, подвергающиеся механи-
ческой обработке, были расположены внизу
или сбоку, так как верхние части отливки
всегда получаются менее плотными и более
загрязнёнными.
2. Количество стержней должно быть ми-
нимальным для облегчения и ускорения
сборки.
3. Сырые болваны должны располагаться
в нижней опоке для устранения опасности их
отрыва.
ГЛ. I)
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
15
4. Всю отливку или основную часть её
вместе с базовой поверхностью для механи-
ческой обработки целесообразно располагать в
одной опоке (желательно в нижней) во избе-
жание перекоса отливки. Это условие осо-
бенно важно при безопочной формовке, так
как в этом случае облегчается съём верхней
опоки с модельной плиты.
5. Количество швов на отливке должно
быть минимальным. Особенно нежелательны
швы на внутренних и базояых поверхностях
отливки.
При установлении конфигурации стерж-
ней необходимо, чтобы: а) стержневые ящики
имели удобные плоскости для набивки и мини-
мальное количество отъёмных частей или вкла-
дышей; б) поверхности, на которых сушатся
стержни, были плоскими или, з крайнем случае,
простой формы во избежание применения слож-
ных и дорогостоящих драйеров; в) склейка
стержней применялась в исключительных слу-
чаях, так как склеенные стержни обладают
менее точными контурами и требуют допол-
нительной технологической оснастки.
Формовочные уклоны. Для облегчения
выемки модели из формы и стержня из стерж-
невого ящика вертикальные стенки их де-
лаются с уклонами, величина которых зави-
сит от высоты стенки, материала модели и
способа формовки. В деревянных моделях
уклоны на стенках делаются в пределах 1—3°,
в металлических при ручной формовке —
в пределах 1—2° и при машинной—в пределах
0,5 — 1°. При этом чем выше модель, тем
меньше формовочные уклоны. На стержне-
вых знаках уклоны должны быть в пределах
3—7° на нижних знаках и 5—10° - на верхних.
Искажения отливки, вызываемые формо-
вочными уклонами, должны учитываться в
пределах допустимых отклонений на размеры
литья.
Знаковые части литейных форм. Места
соединений литейной формы со стержнем
называются знаковыми частями. Последние
должны обеспечивать правильное и устойчи-
вое положение стержней в форме. На фиг. 1
показаны способы установки стержней в
форме на знаках.
Таблица 37
Размеры и уклоны горизонтальных знаковых
частей
Наибольший
размер А в попе-
речном сечении
знака в мм
До ю
ii-i8
19—3°
31—5°
51-8о
8l —I2O
121 —l8o
181—250
25[— 35°
35i-5°o
5°i-75°
751 -1000
IOOI—ЭООО
Длина знака L
к
аз
IO
*5
2о
25
3°
4°
5°
6о
7°
8о
9°
IOO
12а
1 "А
§§*
15
20
25
30
40
50
60
70
80
90
100
120
15°
в мм
5Я
2
X
X М
5 в
Ч X
щ со
2О
25
Зо
4о
5°
6о
7°
8о
9°
IOO
I2O
I5O
iUo
Уклон
у
3
3
3
3-5
3-5
3-5
3-5
5-7
5-7
5-7
7—ю
7-ю
7 —ю
Размеры знаков устанавливаются соответ-
ственно с технологией формовки и характе-
ром литья. При недостаточных размерах зна-
ковых частей может произойти смятие опор-
ной поверхности формы, влекущее за собой
перекос и неправильную толщину стенки
отливки. При слишком больших знаках уве-
личение габаритов опоки требует большого
расхода формовочных материалов. В табл. 37
приведены размеры горизонтальных знаков
(длина L) и уклоны (а°) на торцевой части
знака, необходимые для накрытия верхней
опоки. Длина L устанавливается в зависимо-
сти от наибольшего размера знака в попе-
речном сечении (А) и размеров и конфигура-
Фиг. 1. Способы установки стержней в форме
на знаках: о—стержень, вставленный сверху на
две горизонтальные опоры; б—стержень, вста-
вленный сбоку на две горизонтальные опоры;
в—стержень, вставленный сбоку на одну опо-
ру; г—стержень, вставленный и закреплённый
на горизонтальном знаке со стороны литей-
ной полости; д—верхний знак вертикального
стержня, вставленного со стороны литейной
полости;е—нижний знак вертикального стерж-
ня, вставленного со стороны литейной поло-
сти; ж—стержень, вставленный сверху на
грибовидный знак; з— боковой стержень кон-
сольный; и—боковой стержень с нижней опо-
рой; к—стержень, вставленный на два нижних
знака со стороны литейной полости; л — стер-
жень, вставленный сверху на вертикальный и
горизонтальный знаки; м —группа стержней,
вставленных в общую знаковую часть формы
16
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА.
(РАЗД. Ill
дни стержня. В табл. 38 даны размеры вер-
тикальных знаков (высота Н) в зависимости
от наибольшего размера знака в поперечном
сечении (Л), высоты и устойчивости стержня.
Таблица 38
Размеры ' уклоны вертикальных знаковых частей
1
Наибольший раз-
1 мер А в попе-
' речном сечении
знака в мм
До ю
II—18
19-30
31—50
51—80
81 — 120
121—180
181—250
251-З50
351—500
501-750
751—1000
1001—2000
Высота Н знака
стерж-
ня, устанавливаемая
в зависимости
соты и
от вы-
устойчивости
стержня, в
кий
о ьй
С.СЗ
О X
X со
IO
15
2О
25
Зо
4о
lo
70
80
90
IOO
120
ий
аль-
знак
X S^
OI о ^
15
2О
25
Зо
4°
5°
6о
7°
8о
оо
IOO
I2O
15°
мм
ЭХ
3
X
X и
§?
2О
25
3°
4о
5°
6о
7°
8о
9о
IOO
I2O
I5O
i8o
УКЛОН а"
•К
5 х
? m
5
5
5
5
7
7
7
7
ю
10
10
10
10
=к
X
о. л
m m
5-7
5-7
5-7
5-7
7—ю
7—ю
7—ю
7-15
ю-15
ю—is
ю—15
IO- 2O
IO—20
Установленные размеры знаковых частей,
в особенности крупных, необходимо прове-
рять на смятие опорной поверхности формы,
причём за нагрузку на стержень следует
принимать силу давления металла за вычетом
веса стержня. Помимо этого для крупных
•стержней необходимо учитывать влияние
«х собственного веса. Допускаемое напряже-
ние на смятие для сырых форм принимается
¦около 0,25 кг/см?.
Допуски и посадки на изготовление зна-
ковых частей и сборку формы. Для уста-
новки стержня в форму или в другой стер-
жень необходимо предусматривать зазоры,
величина которых определяется требуемой
точностью отливки и технологией производ-
ства. На фиг. 2 приведены указания допусков,
зазоров и посадок на знаковые части литей-
«ой формы. В табл. 39 даны величины зазоров
между знаковыми частями формы и стержней.
Разбивка зазоров на группы в зависимости
¦от точности отливок примерно соответствует
принятым в машиностроении по, ОСТ 1030
•следующим классам точности: 1-я группа —
Таблица 39
Величины зазоров 5 между
знаковыми
формы и стержня, в мм
Наибольший раз-
\ мер А знака
: в поперечном
сечении в мм
До i8
19-50
51- 12°
121—2ОО
1 2б1— 5°°
5oi—iooo
I IOOI—2ООО
*'
1
о,об—0,30
о,о8—о,42
0,12—0,58
о,15-о.75
0,19—0,95
0,22—1,15
о,24—1,28
Группа
2
О,12—О,6Ъ
0,17—0,84
O,23—I,l6
0,30—1,50
о,з8—1,86
0,46—2,22
0,52—2.40
частями
3
0,17—0,86
0,25—1,24
o,35—i,74
0,46-2,30
0,64—3,10
о,86—4Д°
i,oo—4>7°
4-му классу, 2-я группа — 5-му классу и 3-я
группа — 7-му классу точности.
Допуски на изготовление знаковых частей
литейной формы, а следовательно, и знаковых
частей моделей и стержневых ящиков, при-
ведены в табл. 40.
Горизонтальный знак
Наиб, размер
стержня (ящика)
Примечание: Зазор 6 торце знака соотбетстЬиет
зазору на его ЬокоЬой части
Фиг. 2, Зазоры, допуски и посадки на знаковых частях
литейной формы.
Технологические элементы знаковых
частей. Для предохранения от разрушения
кромки знаковых гнёзд необходимо формы
скруглять под радиус в 3—5 мм (см. фиг. 2).
У более крупных стержней вместо скруглении
можно делать на знаках предохранительные
пояски шириной 5—8 мм и высотой 3—5 мм.
В знаковых гнёздах нижней формы рекомен-
дуется устройство в торцевой части канавки
(фиг. 3), предохраняющей от попадания под
кромку песка при установке стержня в фор-
му. В зависимости от диаметра стержня раз-
меры таких канавок принимают глу-
ГЛ. 1]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
Таблица 40
Наибольший раз-
мер А в попе-
знака в мм
До i8
19-50
51-120
121—260
261—500
501—iocio
IOOI—2ООО
Допуски на знаковые
части стержня и формы
Группа
1
стержня
)Хний
—
о
о
о
о
о
о
о
яг
X
s
—0,12
-о,17
— о,зо
-о,з8
.— о,47
-O.5I
формы
)хний
ю
+ o,i8
+ 0,24
+ о,35
+ Q.45
+ 0,61
+ 0,65
жний
+ о,об
+ о,о8
+ 0,12
+ °,!5
+ о,19
+ °,25
+ о,3о
2
Пределы допусков на знаки в
стержня
рхний
ш
О
о
о
о
о
о
о
жний
X
—О 2-1
—°34
—0,46
— о,6о
— 0,76
—о,88
-о,93
формы
рхний
га
+ О,12
+ о,17
+ О,23
+ °,3°
+ 0,38
+ о,Ф
+ °о°
жний
+ о,3б
+ °,5°
+ о,7°
+ о,оо ¦
+ 1,1°
+ 1,3°
+ 1,4°
1
им
3
стержня
рхний
о
О
о
о
о
о
о
жний
я
—°,43
-О,б2
—0,87
—1,15
—1-55
— I.QO
—2,10
формы
рхний
+ OI
+ O.25
+ °>35
+ о ,4°
+ 0,64
+ 0,87
+ i,oo
жний
S
X
+ о,5з
+ °,87
+ *>*5
+ 1-55
+ 1,9°
+ 2.IO
Примечание. Изготовление знаков моделей производится по допускам на знаковые части формы. Изго-
товление знаковых частей стержневых ящиков производится по допускам на знаковые части, стержня. В особо
исключительных случаях применяют индивидуальные допуски.
биной от 2 до 5 мм при ширине от 3 до
10 мм. Для избежания заливки вентиляцион-
ных каналов металлом на знаках модели в
крупных стержнях делают канавки, которые
дают в форме обводного (запорного) земля-
? ного выступа (фиг. 3
и 4).
Определённое и
устойчивое положе-
ние стержней в форме
достигается фиксато-
рами в знаковых ча-
стях (фиг. 5). Допуски
на выполнение фик-
саторов принимаются
такими же, как и
на выполнение самих
знаковых частей.
Припуски на усад-
ку. Модельный инвен-
тарь изготовляется с
припусками на усад-
ку. Величина усадки
Фиг. 3. Предохранительные
канавки под нижним зна-
ком стержня: / — форма;
2—стержень; 3 — обводной
выступ; 4—вентиляцион-
ный канал; 5— канавка.
простых отливок при-
нимается одинаковой
по всем направле-
ниям. В сложных отливках возможна неоди-
наковая усадка в различных направлениях
вследствие неодинаковой скорости их охла-
ждения и разно-
го сопротивления
формы и стерж-
ней. В табл. 41
приведены величи-
ны линейной усад-
ки деталей, отли-
ваемых из ос-
новных литейных
сплавов.
Размеры моде-
ли с припуском
на усадку опреде-
ляют, пользуясь
усадочными табли-
цами или усадочным метром. Последний де-
лается обычно для усадки 1; 1,5 и 2%. При изго-
Фиг. 4. Запорный выступ:
/—.выступы; 2 — вентиляцион-
ный канал; 3 —стержень;
4 — форма.
товленик моделей для ручной формовки необ-
ходимо учитывать также и влияние1 расталки-
вания модели при её извлечении из формы,
уменьшая соответственно размеры модели
(„отрицательный припуск"). Величины отрица-
тельных припусков в зависимости от размеров
* орма
Фиг. о. Типы фиксаторов для стержней: а — фиксатор
кольцевой, предотвращающий перемещение стержня
в осевом направлении; б — фиксатор с одним срезом,
предотвращающий вращение стержня; в — фиксатор
с двумя срезами, предотвращающий вращение стержня;
г — фиксатор трапецеидальный, предотвращающий вра-
щение и осевое перемещение стержня.
18
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Таблица 41
Припуски на усадку отливок из разных сплавов
Материал
Серый чугун
Сталь
Медные сплавы
Алюминиевые и
магниевые сплавы
отливки
/ Мелкие
< Средние
( Крупные
{ Мелкие
{ Средние
V Крупные
I Мелкие
•{ Средние
\ Крупные
j Мелкие
< Средние
У Крупные
Линейная
усадка
в°1о
О,8—1,2
о,6—1,о
о,4—о,8
1,8-2,2
1,6 — 2,О
1,4-1.8
1,4-1.6
1,0—1,4
0,8—1,2
0,8-1,2
о,5-1,о
о,з—о,8
Примечание. Нижние пределы припусков
принимаются для деталей с затруднённой усадкой, отли-
ваемых в сухие формы.
модели могут колебаться от 0,5 до 5 мм и
более. Необходимость в отрицательном при-
пуске может встретиться также в ряде слу-
чаев мри массивных вертикальных стенках и
отливке в сырую форму для компенсации раз-
дутия стенок отливки; при этом величина от-
рицательного припуска в каждом отдельном
случае устанавливается экспериментально.
Припуски на механическую обработку
отливок из серого чугуна, стали и цветных
сплавов. В зависимости от характера произ-
водства устанавливаются три группы припу-
сков на механическую обработку: 1—-для от-
ливок массового производства; II ¦— серийного
и III — индивидуального. Каждая из групп
предусматривает различные припуски для
простых и сложных отливок. В табл. 42, 43 и
44 приведены наибольшие припуски на об-
работку для отливок из серого чугуна, стали
и цветных сплавов, изготовляемых в песчаных
формах.
Таблица 42
Припуски на обработку для отливок из серого
чугуна (по ГОСТ 1855-45)
Наибольший размер
отливки (длина пли вы-
сота) в л.»
Группа припусков
I
И
III
Наибольший припуск
на обработку в мм
I - I = - i 01
о в
О с;
ft?
С О
До 100 вкл,
101 — 200
201 — 300
301—500
501 - 800
801 - 1200
1201 - ЬОО
1801 - 2600
2601 - 3800
3801 — 5400
Свыше 5401
О» 5
7
8
- ! 9
3
4
5
6
8
9
IO
II
12
14
3
5
b
8
9
IO
11
12
14
Таблица 43
Припуски на обработку для отливок из стали
Наибольший размер
отливки (длина или вы-
сота) в мм
До 200 вкл.
201 - 300
301 — 500
501 — 800
801 — 1200
1201 - 1800
1801 — 2600
2601 — 3800
3801 -5400
Свыше 5401
Группа припусков
¦ II
Наибольший
•я
D0C1
Г Л ИВ
С О
З.о
4.°
4>°
6,о
7»о
9'°
—
—
Ш
припуск
обработку в мм
ss
и о
4.о
4,о
5.°
7-о
9.°
ю,о
12,О
а 2
эост
лив
к о
4.о
4.°
5-°
7.о
9,о
ю,о
12,О
^3,о
1>О
18,о
I и
8"
о о
о,о
7.о
9,о
ю,о
12,0
I3.O
l6,O
18,0
24,0
з 3
)ОСТ
глив
с о
6,о
7,о
9,о
IO.O
12,О
13,0
ig,O
16,0
18,0
на
%х
ОНИ-
глив
и О
7 о
9,о
12,О
13, о
rg,o
16,0
18,0
21,0
24,0
24,0, 30,0
Таблица 44
Припуски на обработку для отливок из цветных
сплавов
Наибольший размер
отливки (длина или вы-
сота) в мм
До 200 вкл.
201 — 300
301 - 500
501-800
801 — 1200
! 1201 - 1800
1801 -2600
2601 - 3800
3801 - 5400
Свыше 5401
группа припусков
Наибольший
Щ 3
3 '¦*•
О с;
С О
2,О
2,О
З.о
3,о
4.°
4.°
5-°
—
I
III
припуск
обработку в
OI ^
3 х
Я S
ее
2,О
2,О
З.о
4,о
5.°
5.°
6,о
_
-
3 и
Н №
о s
о ч
О.Н
с о
2,О
2,0
З.о
4,о
5>°
5.°
6,о
7.о
8.о
О.О
0) ц
¦? s^
5 0
¦« S
ело:
ОТЛ]
З.о
4,о
5>°
5-о
7.о
8,о
9>о
ш,о
12,О
лея
<U 5
3 U
н m
<-> а
О ч
с о
З-о
4.о
5-о
5 ¦»
6,о
7,о
8,о
9>о
ТО,0
12,О
на
m _
3 х
5 »
S s
0 ч
5 о
4.о
о.о
6,о
7.о
8,о
]О,О
II,О
13.о
1Ь,О
11 р и м е ч а н и я: 1. Для нижних и боковых поверх
ностей (по положению при заливке) припуски даны
одинаковые.
2. Для верхних поверхностей отливок припуски
1 и И групп следует принимать соответственно по сле-
дующим группам II и III. а припуски 111 группы назна-
чаются в зависимости от технологии литья (открыта»
в почве и др.).
Кроме этих припусков, в некоторых слу-
чаях применяются индивидуальные припуски,
связанные с особенностями технологии изго-
товления отливок.
Наибольшие допускаемые отклонения
на размеры отливок из серого чугуна (по
ГОСТ 1855-45). # В зависимости от характера
производства для черновых (не изменяемых
обработкой) размеров отливок устанавливают-
ся три группы точности: 1-я — для массового
производства отливок *, 2-я—серийного и 3-я —
индивидуального.
В табл. 45 приведены наибольшие допу-
скаемые отклонения на размеры отливок из.
серого чугуна.
* Первая группа точности соответствует принятому
в машиностроении 8-му классу точности по ОСТ 1010.
ГЛ. I]
МОДЕЛЬНО-ОЛОЧНЫЙ ИНВЕНТАРЬ
Таблица 45
Допускаемые отклонения на размеры отливок
из серого чугуна (по ГОСТ 1855-45;
Измеряемый размер
отливки в мм
До 100 вкл.
101 - 200
201—300
301 - 500
501 - 800
801 - 1200
1201 - 1800
1801 — 2600
2601 — 3800
3801 5400
("выше Ъ'Ш
i
Группа точности
И
Наибольшее
+
СО X
J
I
I
1.5
2
3
4
5
—
—
-7-
S п.
К <и
я s
I
I
I
j
I
1.5
2
3
—
—
111
отклонение
в мм
й —'
СХо>
й» о»
т-5
2
з
4
5
6
8
IO
12
15
т
ь
я =
I
I
1.5
2
2
3
4
5
6
8
ю
+
х -
col
m ж
2
3
4
^
6
8
ю
12
15
2О
-
? п,
5 о
X ?
I
'2
¦J.
3
3
4
5
6
8
ю
15
Верхнее отклонение по размеру (даётся
со знаком + ) является разностью между наи-
большим размером по данному измерению
отливки и соответствующим номинальным
размером по чертежу. Нижнее отклонение
(даётся со знаком —) является разностью
между наименьшим и номинальным размерами.
МОДЕЛИ И СТЕРЖНЕВЫЕ ЯЩИКИ
•ДЕРЕВЯННЫЕ
Дерево является самым распространённым
материалом для изготовления моделей и стерж-
Н0Ш.1Х ЯЩИКОВ.
Наиболее употребительными породами дере-
ва в модельном деле считаются сосна, ольха,,
берёза, грушевое дерево, лила, орех, ясень,
граб (белый бук) и красное дерево.
В табл. 45 приведена характеристика пород
дерева для изготовления моделей (подробно
о древесных материалах см. т. 4, гл. 5).
Для производства деревянных моделей и
стержневых ящиков применяются станки, ин-
струменты, приспособления и вспомогатель-
ные материалы, необходимые для механиче-
ской обработки дерева (подробно см. т. 7,
гл. VI „Технология механической обработки
дерева" и т. 15, гл. VII „Проектирование мо-
дельных цехов").
Количество и номенклатура оборудования в
модельных цехах зависят от масштаба произ-
водства и характера изготовляемых моделей.
В цехах большого и среднего масштаба при-
меняется оборудование общего назначения:
пилы для раскройки древесины, строгальные
и фрезерные станки, шипорезы, токарные,
сверлильные, шлифовальные станки и т. п.
Сложные фрезерные работы в таких цехах
выполняются на специальных станках, снаб-
жённых набором фрез для выполнения разно-
образных фрезерных работ. В модельных це-
хах небольшого масштаба следует применять
комбинированные станки, состоящие из не-
скольких узлов, каждый из которых рассчитан
на выполнение самостоятельных технологиче-
ских операций, например: круглые пилы со
сверлом, ленточные пилы с фрезерами, фуган-
ки с рейсмусом и т. п. Весьма важно в модель-
ном производстве применение ручного элек-
трифицированного инструмента, который в
сочетании с комбинированными станками мо-
жет заменять специальные фрезерные станки.
Таблица 46
Характеристика пород дерева для изготовления моделей
Породы
дерева
Основные свойства
Применение
Сосна Легко обрабатывается режущим инструментом. Влагопро-
ницаемость малая. Деформация незначительная. Хорошо
противостоит загниванию. Древесина неоднородного сложения.
При обработке отдельные слои скалываются, и обработанная
поверхность получается шероховатой. Самый дешёвый мате-
! риал для изготовления моделей
Ольха Хорошо обрабатывается режущим инструментом и в част-
ности напильником. Обработанная поверхность получается
i гладкой. Хорошо сохраняется во влажной среде, но быстро
| загнивает на воздухе. Древесина плотная и однородного
! сложения
Берём | Хорошо обрабатывается на токарном станке. Обработанная
поверхность получается чистой и гладкой. Деформируется
и легко подвергается загниванию и червоточению, особенно
во влажной среде. Древесина плотная, твёрдая и однородного
сложения
(руша Хорошо обрабатывается на станках. После обработки
получается особо гладкая поверхность. Хорошо сохраняется
как на воздухе, так и во влажной среде. Мало деформируется.
Древесина плотная, тяжёлая и твёрдая
Орех Относительно легко обрабатывается режущим инструмен-
том. После обработки получается гладкая поверхность. Хо-
рошо сохраняется. Мало деформируется. Древесина плотная.
Липа Хорошо обрабатывается во всех направлениях и особенно
легко точится. Древесина плотная, однородного сложения,
но не твёрдая
Древесина плотная, твёрдая и упругая
Граб (белый I Весьма трудно обрабатывается режущим инструментом.
бук) I Деформируется. Древесина тяжёлая, плотная и твёрдая
Красное де- Трудно обрабатывается режущим инструментом. Не рас-
рево трескивается и почти не деформируется. Обработанная
поверхность получается чистой и гладкой. Древесина одно-
родного сложения, плотная и твёрдая
Для средних и крупных моделей и
стержневых ящиков
Лля средних и мелких (частично)
моделей, находящихся непрерывно
в работе и используемыхдля отливок,
которые должны името чистую по-
верхность
Для небольших моделей, получаемы
преимущественно путём механической
обработки дерева и от которых тре
буется чистая и гладкая поверхность
Для особо прочных и сложных мо-
делей
Для прочных и сложных моделей
с тонкими очертаниями. Может заме-
нять грушевое дерево
Для моделей, используемых при
небольшом количестве отливок. В мо-
дельном деле может заменять березу
и ольху
В модельном деле может заменять
грушу и орех
Для особо прочных моделей простой
конфигурации
Для точных и прочных моделей
сложной конфигурации. Модели из
красного дерева во многих случаях
могут заменять металлические модели
20
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Соединение частей деревянных моделей
Скчёивание. Основным видом соединения
деревянных Частей является склеивание. Для
предотвращения коробления древесины при
высыхании следует склеивать отдельные бру-
ски, ширина которых обычно равна половине
ширины целой доски. При этом центры годич-
ных слоев должны быть направлены в разные
стороны вперекрёстку (фиг. 6). При склеива-
нии досок плоскими сторонами центры годич-
ных слоёв распо-
лагаются наружу
в различные сто-
Фиг. 6. Склейка щитов; Фиг. 7. Склейка двух до-
а —неправильная склейка, сок плоскими сторонами:
центры годичныхслоёв рас- а—неправильная склейка;
положены в одну сторону; б — правильная склейка.
б—правильная склейка.
роны (фиг. 7). Склеивание в несколько ря-
дов требует расположения досок перпендику-
лярно друг к другу. При изготовлении коль-
цевых моделей следует склеивать сегментные
косяки; волокна которых лежат по направле-
нию наибольшей хорды сегмента. При этом
сегменты должны располагаться на стыках
каждого слоя вперекрышку (в шахматном по-
рядке), чтобы не было совпадения стыков
(фиг. 8). Для тонких колец (один слой) склей-
Фиг. 8. Склейка кольца
в несколько слоев.
Фиг. 9. Склейка кольца
в один слой с рейкой.
Фиг. 10. Склейка не-
большого диска из
секторов.
ку производят в стыки
с рейкой (фиг. 9). Шири-
на пазов выбирается в
зависимости от толщины
доски, но не больше Va
её толщины. Диски не-
больших размеров склеи-
вают из секторов, у ко-
торых волокна напра-
влены параллельно наи-
большей хорде (фиг. 10).
Склейка дисков больших
размеров производится
из узких секторов с во-
локнами, направленными
к центру диска.
Склеенные части модели следует укре-
плять гвоздями или шурупами. Для полу-
чения прочного соединения при склейке
части зажимают в струбцинах. При обточке
на токарном станке для скрепления заготовок
Фиг. 11. Клиновые ско-
бы и их применение:
а — скоба, б— пример
применения скоб для
уплотнения швов ме-
жду склеиваемыми
сегментами.
Фиг. 12. Гребёнки
и их применение:
а — гребёнки; б —
пример применения
гребенок.
применяют скобы и гребёнки (фиг. 11 и 12).
Заготовки крупных моделей и стержневых,
ящиков, имеющих форму цилиндров или
Фиг. 13. Заготовка Фиг. 14. Заготовка
модели из клёпок. стержневого ящика из
клёпок.
призм, обычно составляются из клёпок
(фиг. 13 и 14).
Сплачивание, сращивание и угловое со-
единение (вязка). Прочность склеенных ча-
стей достигается применением особых видов
соединений, называемых сплачиванием, сращи-
ванием и вязкой.
Сплачивание является соединением
частей по ширине, сращивание — соеди-
нением двух частей по длине (способ редко
употребляется в модельном деле) и вязка -
соединением частей под различными углами.
Из способов сплачивания наиболее
распространены следующие.
1) Плоское соединение впритык (фиг. 15).
Склеиваемые поверхности тщательно прифу-
говываются, а . иногда даже зазубри-
ваются зенцхе-
белем.
2) Соединение
s фальц. Способ
применяется в слу-
чаях, когда не до-
пускаются щели,
возможные при фиг 15 Плоское соединение
усьтхании досок; впритык.
ГЛ. 1]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
21
глубина фальца берётся равной половине тол-
щины доски.
3) Шпунтовое соединение. Употребляется
для более плотного соединения досок.
4) Соединение на шипах. Употребляется
для более прочного соединения досок; шипы
могут быть двух видов:
плоские и круглые.
5) Соединение в паз.
Применяется главным
образом при изготовле-
нии прямоугольных стер-
жневых ящиков; скре-
пление в паз часто до-
полняется креплением
винтами (фиг. 16).
Из способов вязки
наиболее употребитель-
ны' следующие.
1) Вязка вполдерееа
под углом (внаклад-
ку) (фиг. 17). Представляет собой простейшее
и наименее прочное соединение: производится
на клею с дополнительным закреплением гвоз-
дями или шурупами.
Фиг. 16. Соединение
в паз.
Фиг. 17. Вязка внакладку.
2) Соединение прямым шипом (фиг. 18).
Производится на клею без дополнительного
закрепления частей свинчиванием.
\
Фиг. 18. Угло- Фиг. 19. Соединение на ус без шипа
вое соединение и с шипом,
прямым шипом.
3) Соединение на vc без шипа и с шипом
(фиг. 19).
4) Соединение шипом с заклинкой (фиг. 20).
Применяется при изготовлении заготовок
для моделей, имеющих форму рамок со сред-
никами.
5) Соединение в лапу, имеющее вид ла-
сточкиного хвоста (фиг. 21). Применяется при
усилиях, дейстзующих в продольном для, вкле-
енной части направлении; соединённые части
дополнительно скрепляются гвоздями или шу-
рупами.
Фиг. 20. Соединение
шипом с заклинкой.
Фиг. 21. Соединение в лапу.
6) Соединение в гребень (фиг. 22). Туго
пригоняется и склеивается: достаточной проч-
ности и плотности не обеспечивает;
Фиг. 22. Соединение в гребень.
7) Соединение сквозными шипами (фиг. 23).
Очень прочное соединение при условии тща-
тельной пригонки
и хорошей склей-
ки.
8) Соединение
внакладку, кре-
стом (фиг. 24),
9) Соединение
встык на рейку не-
чётного количест-
ва брусков звездо-
образно (фиг. 25).
Крепление разъёмных стержневых ящиков
и отъёмных частей модели производится сле-
дующими способами.
Фиг. 23. Соединение сквозными
шипами.'
ш- ы
Фиг. 24. Соединение вна-
кладку крестом.
Фиг. 25. Звездообразное
соединение брусков рей-
ками.
1) Клиновое крепление. Применяется при
соединении углов разъёмных стержневых ящи-
ков (фиг. 26 и 27).
2) Крепление с помощью клиновой скобы
(фиг. 28, а, б). Применяется при креплении
разъёмных стержневых ящиков. Скоба пред-
22
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
ставляет собой брусок прямоугольного сече- более надёжных видов соединений, а также
ния шириной от 50 до 100 мм и толщиной с принятием эффективных мер против коро-
от 30 до 60 мм с клиновым пазом в середине бления. Модели и стержневые ящики этого
Кпин
Фиг. 26. Крепление кли-
ном: а — с одинарным ши-
пом; б— с двойным шипом.
Кпин
Фиг. 27. Крепление
клином квадратно-
го сечения.
глубиной от 10 до 30 мм. Уклон клиньев де-
лают в 3°, а в глубину по толщине кромки —
в 30°.
Фиг. 28. Крепление клиновой скобой: а — крепление пря-
моугольных ящиков; б — крепление круглых яишкон.
3) Крепление с помощью чеки и клина
(фиг. 29). Применяется главным образом при
соединении нижней части ящика с верхней.
Кпин
Фиг. 29. Крепление с помощью чеки и
клин?: а - крепление конусообразной
чекой с клиновой проушиной; 6—кре-
пление Г-образной чекой с клиновой
проушиной.
Фиг. 30. Кре-
пление отъём-
ных частей с
помощью шипа,
имеющего фор-
му ласточкино-
го хвоста.
4) Крепление отъёмных частей посредством
шипа, имеющего форму ласточкиного хвоста
(фиг. 30).
Классификация деревянных моделей
и стержневых ящиков
Деревянные модели и стержневые ящики
делятся на три класса [2].
К первому классу относятся долго-
вечные модели и стержневые ящики, изгото-
вленные из более прочного материала (бук,
груша, берёза, орех и др.) с применением наи-
д)
Фиг. 31. Модели и стержневые ящики, изготовленные по
разным классам: с—модель диска, изготовленная по 1. 11
и III классам; б— модель цилиндра, изготовленная по I,
II и III классам; в—стержневой ящик, изготовленный по
II классу; г —стержневой ящик, изготовленный по I клас-
су; д — модель буксы, изготовленная по I классу:
?—модель буксы, изготовленная по II и III классам;
ж — модель канатного шкива, изготовленная по I классу.
класса находятся непрерывно в работе и под-
вергаются периодическому осмотру и плаио-
во-иредупредительному ремонту.
Ко второму классу относятся м1 оде-
ли и стержневые ящики, предназначенные для
571. 1]
ЛЮДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
23
получения небольшого числа отливок. Для
изготовления этих моделей употребляются бо-
лее низкие сорта дерева. Ремонтируются они
по мере надобности.
К третьему классу относятся моде-
ли и стержневые ящики, сделанные из самого
дешёвогоматериала. Изготовляются из цельных
кусков дерева и вместо проклейки или кре-
яления шурупами отдельные части соеди-
няются гвоздями. Модели и стержневые ящики
этого класса предназначаются для разовых
отливок.
На фиг. 31 показаны модели к стержневые
ящики, изготовленные по разным классам.
Модели и стержневые ящики каждого клас-
са в зависимости от их конструкции, пред-
определяемой методом формовки, различаются
«о следующим группам.
1) Модели и стержневые ящики неразъём-
ные (цельные) как без отъёмных, так и с
отъёмными частями.
2) Модели и стержневые ящики разъёмные
(по плоскости разъёма формы) как с отъём-
ными, так и без отъёмных частей.
3) Модели специальные (поскребковые,
скелетные, шаблоны, косяки, модели контроль-
ных сечений и др.).
Процесс изготовления деревянных моделей
и стержневых ящиков
Процесс изготовления деревянных моделей
и стержневых ящиков состоит из следующих
операций: 1) вычерчивание на щитке чертежа
отливки, знаковых частей и т. п.; 2) изгото-
вление заготовки; 3) обработка заготовки и
сборка модели; 4) проверка и окраска модели.
Фиг. 32. Разбивка модели поршня
по щитку.
На фиг. 32 показан чертёж поршня и раз-
бивка его на щитке. После разбивки присту-
пают к изготовлению заготовки, процесс
которого заключается в строжке необходимых
размеров досок до требуемой толщины, раз-
метке в соответствии с чертежом, выпилива-
нии частей и склеивании их с надлежащим
укреплением.
Склеенные заготовки обрабатываются на
станках или вручную. Все внутренние углы
на моделях должны обязательно скругляться
(загалтеливаться). Галтели могут выполняться
как в собранной модели, так и в отдельных
её частях. Обычно употребляются галтели
деревянные и восковые, реже кожаные. При-
меняют также воск с примесью канифоли и
мела или пластмассы. Для дешёвых моделей
галтели могут выполняться шпаклёвкой. Мо-
дели, состоящие из нескольких обрабатывае-
мых отдельно частей, собираются и оконча-
тельно отделываются зачисткой рабочей по-
верхности шкуркой. На фиг. 33 показана
сборка модели патрубка с фланцами, выто-
ченными раздельно.
Центрирование половинок деревянных мо-
делей и стержневых ящиков производится
при помощи металли-
ческих шипов (дюбе-
лей) (фиг. 34л а со-
единение половинок
стержневых ящиков—
с помощью струбцин
или лучше крепле-
нием металлическими
клиновыми скобами
Фиг. 33. Сборка модели
патрубка.
(СМ. фиг. 28).
Укрепление отъёмных частей в моделях и
стержневых ящиках производится различными
способами в зависимости от их размеров и
мест расположения. На горизонтальных или
слабо наклонных местах отъёмные части
укрепляются на цилиндрических деревянных
или металлических шипах, а на вертикальных
Фиг. 34. Металлические шипы (дюбеля): а—для мелких
и средних моделей; б— для крупных моделей.
или сильно наклонных—на шипах, имеющих
вид ласточкиного хвоста (см. фиг. 3D). Отъём-
ные части небольших размеров укрепляются
на модели с помощью стальных шпилек или
просто гвоздями. Для выема тяжёлых моде-
лей применяют подъёмы, соединяемые с мо-
делью через промежуточную металлическую
накладку (фиг. 35).
Для придания поверхностям модели и
стержневых ящиков большей гладкости их
подвергают отделке и окраске.
Фиг. 35. Типы подъёмов для выема тяжёлых моделей:
а—подъём, ввинчиваемый в модель; б—подъём, скрепляю-
щийся с моделью при помощи барашка; в—подъём (пар-
ный), соединяемый с помощью промежуточной ушко-
образной накладки.
24
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
(РАЗД. Ill
Крепление деревянных моделей
к подмодельным плитам
При установке деревянных моделей на
металлические подмодельные плиты взаимное
фиксирование их осуществляется с помощью
контрольных штифтов (фиг. 36). Крепление
стоянии друг от друга, просверлены по ша^
блону отверстия (фиг. 39). По тому же ша-
блону сверлятся отверстия в модели. Крепление
к подмодельной плите производится крепёж-
ными шпильками, на выступающие концы
которых навинчиваются гайки. Таким спосо-
бом можно крепить модели и непосредствен-
но к формовочной машине, просверлив
в столе машины соответствующую сетку
2,
отверстий. Приме-
няются также под-
модельные плиты
с одним или дву-
мя клиновыми па-
зами на их поверх-
ности. Через пазы
с помощью при-
винченных к мо-
дели металличе-
ских шпон произ-
водится быстрая
установка модели
на плите (фиг. 40).
3, =
Фиг. 36. Фиксирование деревянных моделей
на подмодельной плите с помощью кон-
трольных штифтов: /—модель; 2—деревян-
ная пробка;5—винт;4-стальная прокладка;
5—штифт; 6—подмодельная плита.
же к плите в зависимости от конструкции и
размера модели производится винтами, бол-
тами или шурупами (фиг. 37, а, б и 38, а, б, в).
а)
Фиг. 37. Крепление деревянных моделей к подмодельной плите
винтами: я-с потайной головкой: /—модель; .?—шайба; Ь—шпат-
лёвка; 4 винт; 5—подмодельная плитп; о—с цилиндрической го-
ловкой: /-модель; 2—деревянная пробка; 3—винт; 4—подмодель-
ная плита.
При этом крепление больших и высоких
моделей предпочтительно вести, как показано
на фиг. 38, в.
Конструкции модельных плит и способы
крепления их к формовочным машинам
см. стр. 25—35.
В условиях мелкосерийного или штучного
производства, при которых изготовление инди-
видуальнь х подмодельных плит является
нерентабельным, можно при формовке на
машинах пользоваться плитами универсаль-
ными, а в отдельных случаях и совсем обхо-
диться без них. Универсальные плиты бывают
различных конструкций. Наиболее распро-
странённой является обычная плита, по всей
поверхности которой, на определённом рас-
Фиг. 38. Крепление деревянных моделей к подмодельной
плите болтами: а—крепление моделей болтом и гайкой:
/—модель; 2—деревянная пробка; 3— болт; 4—гайка; 5—
подмодельная плита; б—крепление невысоких моделей
винтами через врезанную сверху нарезную планку: /—-
модель; 2—болт; 3- наружная планка; 4— винт; d—крепле-
ние моделей болтами через привинченный снизу нарезной
патрон: /—модель; 2 — подмодельная плита; 3— патрон; 4.—
винт; 5— болт; 6-пружинная шайба.
ГЛ. 1)
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
25
Фиг. 39. Универсальная подмодельная плита с
отверстиями: 1 -модель; 2-нарезные шпильки;
3— штырь; 4—подмодельная плита; 5—отвер-
стия под шпильки для крепления модели;
6— уи:ко для крепления плиты к машине.
Фиг. 40. Универсальная подмодельная
плита с клиновыми пазами: 1 — штырь;
2— шуруп; 3— модель; 4 — клиновая планка;
5—подмодельная плита.
МЕТАЛЛИЧЕСКИЕ МОДЕЛИ
Металлические модели применяются глав-
ным образом в крупносерийном и массовом
производстве. Основные преимущества: дол-
говечность, большая точность и более глад-
кая рабочая поверхность.
Для изготовления металлических моделей
применяются серый чугун, бронза, латунь,
сплавы алюминия, свинца, олова, висмута,
сурьмы, цинка и др.
Модели чугунные прочны, дешевы, хоро-
шо обрабатываются и после обработки имеют
гладкую рабочую поверхность. Недостатки:
большой вес и окисляемость (ржавление).
Последнюю можно предотвратить нанесением
на подогретую модель тонкого слоя воска,
растёртого сукном.
Лучшими марками чугуна для изготовле-
ния моделей являются Сч 12-28 и Сч 15-32
(по ГОСТ В-1412-42).
Модели бронзовые и латунные отли-
чаются после обработки особой гладкостью
поверхности, не окисляются и применяются
для изготовления небольших сложных от-
ливок.
Модели из алюминиевых сплавов полу-
чили широкое распространение, благодаря своей
лёгкости, неокисляемости и хорошей механи-
ческой обрабатываемости. После обработки
модели приобретают гладкую поверхность.
Преимущественным материалом является алю-
миниевый сплав АлЗ.
Модели из сплавов белых металлов [1J.
Сплавы белых металлов (свинца, олова, цинка,
висмута, сурьмы и др.) дают (в особенности
при наличии висмута) весьма незначительную
усадку. Модели легко обрабатываются и после
обработки имеют гладкую поверхность. Мо-
дели из этих сплавов применяются преиму-
щественно в условиях мелкосерийного произ-
водства. Наиболее употребительные сплавы
имеют следующие составы: 1) 70% РЬ; 17% Sn;
130/0 Sb; 2) 80%Pb; 15%Sb; 50/0Zn; 3) 82% Pb;
9%Sb; 8<y0Sn; 1% Zn; 4) 71<>/0Pb; 15<y0Sb;
14o/oBi; 5) 45O/o Pb; 55o/oBl.
Конструктивные элементы металлических
моделей
Толщина стенок. Металлические модели
могут выполняться сплошными и пустотелыми.
Сплошные модели изготовляются при
малых габаритных размерах (до 50 X 50 мм)
или малой высоте (до 30 мм). В остальных
случаях модели делаются пустотелыми
с толщиной стенок (в зависимости от разме-
ров и материала модели) от 6 до 25 мм и
более.
На фиг. 41 представлена диаграмма для
определения толщины стенок модели.
Рёбра жёсткости. В целях придания
большей прочности пустотелые модели, име-
ющие значительные габаритные размеры,
снабжаются рёбрами жёсткости. Количество
рёбер и форма их расположения зависят от
размеров и конфигурации моделей. Толщина
рёбер берётся в пределах от 80 до 100%
от толщины стенки модели. В табл. 47
приведены расположение и размеры рёбер
жёсткости.
-
—
4
y\
of
<r,i?
I
4»
to
ft1
r'
у
A
16
ей)
200 МО 600 800 1000 1200 МО 1600 1800 №00
Средний габаритный размер -Щ* . ,
Фиг. 41. Диаграмма для определения толщины
тела модели.
Примечание. Полученную толщину стенки мо-
дели округлить до ближайшего целого числа.
26
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Таблица 47
Расположение и размеры рёбер жёсткости в моделях
и стержневых ящиках (размеры в мм)
Тип!
dud по стрепке С.
Тип П
• Вид по стрепке ,
аоша
?to
те
Средний
габаритный
размер
модели
А + В
2
250—500
500-750
75°—ноо
1100-1500
1500—2ооо
с
S
Н
а
хбо
200
250
320
400
A IB
а
140
i8o
220
280
360
= 1 25
b
175
225
275
35°
45°
Гип II
А/В=
а
I3O
1бо
20О
2бо
32O
1,5
b
195
240
300
300
4«о
а
1О5
135
170
215
270
?=2
Ъ
2IO
270
34°
43о
54°
Отъёмные части моделей. Части модели,
препятствующие выему её из формы, делаются
отъёмными. Отъёмные части отделяются от
формы: aj после выема модели (выступы,
бобышки и пр.), б) до выема модели через
2
Фиг. 42. Установка боковых отъёмных
частей на модели: 7— модель; 2—отъёмные
части.
верх формы (стояки, выпоры, прибыли и пр.),
в) перед выемом модели внутрь модели или
модельной плиты.
Установка боковых отъёмных частей про-
изводится обычно с помощью клиновых
шипов, имеющих форму ласточкиного хвоста
(фиг. 42), или другилш способами.
Фиг. 43. Установка круглых отъёмных частей на
модели с помощью штырей: ./—модель; 2—отъём-
ная часть; 3— втулка; 4—штырь.
Установка отъёмных частей, отделяемых
до выема модели, показана на фиг. 43 и 44.
Шип
на корпусе ящика
Шип
у отъемной части
Фиг. 44. Установка отъёмной части на модели посред-
ством шипя: I— модель; 1 — отъёмная часть; 3-шип;
4 — винт; 5—штифт.
В отдельных случаях эти отъёмные части
соединяются цилиндрическими штифтами без
втулок.
В табл. 48, 49, 50 и 51 приводятся данные
о штырях и втулках дли соединения отъёмных
частей. Штыри типа II для крепления отдель-
ных частей применяются преимущественно
в условиях массового производства.
Для более жёсткого закрепления на модели
отъёмных частей, вытаскивающихся через
верх формы, существует несколько способов
жёсткого крепления, основным из которых
является крепление винтовым зажимом
(фиг. 45).
Отделение отъёмных частей моделей от
формы внутрь модели или подмодельной
плиты производится с помощью специальных
механизмов, которые приводятся в действие
обычно вручную, но иногда и пневматически.
На фиг. 46 представлены схемы отделения
отъёмных частей с помощью простых меха-
низмов. Рекомендуется плоскости соединения
вставок с моделью армировать стальными
пластинами.
IVJ. I)
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
27
Штыри (тип 1)
(размеры в мм)
Таблица 48
Таблица 50
Втулки направляющие (размеры в мм)
Обработка^ кроме мест,
показанных особо
!
8
ю
12
14
1
4°
3°
5°
35
бо
4°
7°
12
15
i8
2О
Мб
М8
Мю
Ml2
т
13
15
17
2О
5
6
7
8
С
1,8
Материал — Ст. 45. Твёрдость 45—50 Rq
Таблица 49
Штыри (тип II) (размеры в мм)
Обработка^, кроме мест,
показанных особо
dA3
8
ю
12
14
D
14
15
18
22
2О
22
25
3°
Я
i8
2О
25
28
h
3
3
4
4
13.6
14.6
17,6
21,6
1
Допускаемая эксцентричность диаметров
Dnp% относительно оси 0,02 мм.
Материал — Ст. 15. Твёрдость 55-60 R
ПОД BCD
Фиг. 45. Крепление отъёмной части моде-
ли винтовым затвором (зажимом): /—мо-
дель; 2—отъёмная часть; 3-втулка; 4—за-
жим; 5—рукоятка.
1С-
12
14
1
6
8
1О
L
15
25
5°
2О
35
бо
25
4°
7°
47
57
82
58
73
о8
69
84
ic3o'
1°
о°3°'
i°3o'
Iе
о°зо'
1°
о°3о'
9.5
93
9,2
[1,4
1,О
3.2
13,о
15
i8
2О
1
i8
22
28
и
ч
*
Ml2
M14
Ml6
9.5
II,О
13.°
15,5
17,5
19.5
D
22
24
28
С
i,8
Допускаемая эксцентричность диаметров dtu и d,c3 относительно оси 0,02 мм. Материал - Ст. 45.
Твёрдость 40—50 Rq
28
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. НЬ
Таблица 51
Втулки нарезные (размеры в мм)
В/пупка
без буртика
Втупка с буртиком
Цементировать
Цементировать
<Л,
6
8
ДО
12
Общие
D
Mia
М14
Mi6
Mi8
размеры
H
IO
15
2О
25
3.5
4,о
4.5
п
2
2
|
Для втулок с бур-
тиком
о,
гб
i8
2О
*3
*
ю,о
".5
13.5
\
/ Х>
1
1
3
Фиг. 46. Схемы отделения отъёмных частей с помощью
простых механизмов: а - отделение отъёмных частей внутрь
модели; б—по наклонной линии; в—по дуге окружности.
Материал — Ст. 15. Твёрдость > 58 Rq
Модельный комплект для формовки
на поворотных машинах
При изготовлении модельного комплекта
для формовочных машин, в особенности
с ручным поворотом стола (фиг. 47), следует
стремиться к тому, чтобы центр тяжести
стола с установленным на нём модельным
комплектом и опокой с землёй лежал на оси
вращения или несколько выше её.
Габаритные размеры модельного комплекта
вместе с опокой определяются габаритами
стола машины с учётом зажимных механизмов.
Наименьшая допустимая суммарная высота
модельного комплекта (подмодельной плиты,
опоки и подопочного щитка) определяется
Вид по стрелке М
(со снятым скребком)
Фиг. 47. Установка модельного комплекта на поворотном столе машины: 1—модель; 2— подмодельная плита;
S—опока; 4—штырь; 5—устройство для прихвата опок к плите; 5—сгребок; 7—поворотный стол;
8— встряхивающий стол.
ГЛ. I]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
29
для поворотных машин расстоянием от пло-
скости поворотного стола в повёрнутом поло-
жении до приёмного стола в приподнятом
положении, а наибольшая допустимая высота —
радиусом поворота стола. На фиг. 48 показан
пример неправильного расчёта высоты модель-
Плоскость поворотного стола
Верхнее положение стола
при прессовании
Крепление
моделей к плите винтами или болтами
(размеры
d
Мб
М8
Мю
Мм
Mi4
Mi6
Mi8
М20
7
9
и
13
15
*7
20
22
в мм) (к фиг. 50, 51 и 52)
* (оптималь-
ный) глубина
ввинчивания
в чугун
9
12
15
i8
21
24
27
30
в алю-
миние-
вый
сплав
13
i6
20
24
28
За
Зб
4О
D -
с потай-
ной го-
ловкой
13
i6
20
25
28
За
36
40
для винта
с цилин-
дрической
головкой
ю
13
i6
20
24
26
29
32
от конструкции и размеров модели произво-
дится винтами или болтами (фиг. 50, 51 и 52
и табл. 52). При этом крепление высоких
моделей предпочтительно производить со-
Таблица 53
Крепление
модельной
плиты к
машины болтами (размеры
d
'.. Ml2.
'Mi6
Мао
М24
Л
13
17
22
26
D
30
42
,48
L
б.
8o
95
no
от
14
i8
20
24
A
40
5°
60
72
чу-
гун
i8
24
30
Зб
столу формовочной
в мм) (к
Л
алю-
ми-
ний
24
32
4°
48
ft,
15
18
24
3°
фиг
R
2О
24
28
32
53)
Я,
i8
20
25
30
п
3
3
3
4
гласно фиг. 52. Крепление модельной плиты
к столу формовочной машины осуществляется
болтами либо непосредственно к столу (фиг. 53
и табл. 53), либо через промежуточные бруски
a=0,75t
Фиг. 49. Фиксирование моделей на плите посредством
контрольных штифтов: /—подмодельная плита; 2—модель;
3— штифт; 4—заглушка.
Фиг. 48. Пример неправильного расчёта
высоты модельного комплекта: / — мо-
дельная плита; 2—опока; 3—подопочная
плита.
ного комплекта, при которой стол не подни-
мется до подопочного щитка и отделить
опоку будет невозможно.
Наибольшая высота модельного комплекта
у машин с перекидным столом определяется
грузоподъёмностью машин и величиной вы-
тяжки модели из формы при опускании стола. ^\
Установка и фиксирование моделей на
плите производятся с помощью двух контроль-
ных штифтов, расположенных по краям модели
(фиг. 49). Крепление к плите в зависимости
Таблица 52
t ...
Фиг. 50. Узлы крепления модели к плите винтами с по-
тайной головкой: 1 — подмодельная плита: 2 — модель;
3—винт; 4-гайка; 5—шайба.
й-Ш-Wt
Фиг. 51. Узлы крепления модели к плите винтами
с цилиндрической головкой: /—подмодельная плита;
2—модель; 3— винт; 4- гайка; 5~ шайба,
Фиг. 52, Узлы крепления модели к плите снизу болтами:
/— подмодельная плита; 2— модель; 3— болт; 4— гайка;
5—шайба.
30
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
или плиты (в том случае, когда высота мо-
дельного комплекта меньше, чем это тре-
буется конструктивными размерами машины).
1.
Фиг. 53. Узлы крепления модельной плиты к столу машины болтами: / — стол
машины; 2— подмодельная плита; 3—болт; 4— гайка; 5—пружинная шайба.
Крепление направляю-
щих штырей для уста-
новки опок наподмодель-
ной плите показано на
фиг. 54 (размеры приве-
дены в табл. 54). При на-
личии на одном из шты-
рей на направляющей по-
верхности лыски (под со-
ответствующую втулку в
опоке) фиксирование его
на плите производится с
помощью шпонки или
стопорного винта. Основ-
ные размеры штырей
круглых и с лысками да-
ны в табл. 55 и 56.
Крепление опоки на
подмодельной плите пе-
ред поворотом стола, при
отсутствии на машине
для этой цели специаль-
ных зажимныхустройств,.
производится в основном
с помощью клиновых
скоб (фиг. 55) или спе-
циально установленных
на плите штырей и кли
новых чек (фиг. 56). Кли-
новые скобы аналогичны
скобам, применяемым
для крепления опок (см.
табл. 101).
Таблица 54
Крепление направляющих штырей для установки опок на модельной плите (размеры в мм) (к фиг. 54)
Параметры
Для чугунных плит
Для алюминиевых
плит
d
25
35
25
35
*,
20
30
20
Зо
А
3°
42
3°
42
ft
32
10
32
10
h
3°
45
35
52
п
3
5
3
5
D
4°
4°
56
"на им
6о
8о
65
85
¦В
IOO
*45
IOO
145
с
С
j
35
За
35
14
ю
16
Таблица 55
Штыри круглые на модельную плиту (размеры в мм)
-L по месту
Фиг. 54. Узлы установки направляющих штырей на под-
модельной плите: / ~ подмодельная плита; 2 — опока;
Л—штырь; 4—гайка; 5—пружинная шайба.
Dtua
35
35
*Н
2О
Зо
dt
19
29
d.
М18
I
15
М27 20
'1
25
35
h
3°
48
h
2j
30
С
i.5
3.5
с,
4
5
С
a
2,5
b
25
R
1.5
2.5
Материал — Ст. 45. Твёрдость 45 -50/"с
ГЛ. I]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
31
Таблица 56
Штыри с дисками на модельную плиту (размеры в мм)
• L по месту —-
35
<.
зо
Зо
18
29
а.
Mi8
Ma?
30
40
32
42
h
3°
48
25
30
С
2.5
3.5
с,
4
5
С,
я
2,5
«
1,5
2.5
Материал — Ст. 45. Твёрдость 45 50
J
Фиг. 55. Узлы крепления опоки
к плите клиновой скобой:
1 — опока; 2 — подмодельная
плита; 3 — скоба.
Модельный комплект для формовки
на машинах с штифтовым съёмом
В зависимости от конфигурации и слож-
ности модели отделение опоки на машине
с штифтовым съёмом может производиться
или непосредственно штифтами (фиг. 57) или
через протяжную плиту (фиг. 58). Штифтовой
съём применим при формовке простых невы-
соких моделей с наклонными стенками. От-
деление опоки с протяжкой применяется при
формовке сложных моделей, имеющих малые
уклоны.
Размеры опок и модельных плит для фор-
мовочных машин должны быть приняты по
длине и ширине в соответствии с допустимой
расстановкой съёмных штифтов. При приме-
Фиг. 56. Узлы крепления опоки к плите посредством
штыря и клиновой чеки: / — штырь; 2-клиновая чека
нении протяжной плиты внешние размеры
опок от расстановки съёмных штифтов не
зависят.
Высота модельного комплекта у штифто-
вых машин с подпрессовкой определяется
размером от плоскости прессовой плиты до
стола машины в поднятом положении и
глубиной вытяжки модели. Высота модельного
комплекта у штифтовых машин без подпрес-
совки определяется глубиной вытяжки мо-
дели и конструкцией машины.
Модельная плита без протяжки модели
для формовки на машине с штифтовым
съёмом опоки состоит из модели, подмодель-
ной плиты и двух направляющих штырей.
Установка направляющих штырей на плите,
способы крепления моделей к плите и кре-
пление самой плиты к машине такие же, как
и в плитах для поворотных машин. В плите
для машин с штифтовым съёмом предусма-
триваются места для прохода съёмных
штифтов и отсутствуют элементы скрепле-
ния опоки с плитой (фиг. 57).
Модельная плита с пртояжным устрой-
ством для формовки на машине с штифто-
вым съёмом (фиг. а8) состоит из модели,
Фиг. 57. Схема крепления модельного комплекта на машину с штифтовым съёмом: 7—опока; 2—модель;
3—подмодельная плита; 4— стол машины; 5—съёмный штифт.
32
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
по /JBCDEF
Опока
СЭ+
ПО 6HKL
стула, основной или подстульной плиты с укре-
плёнными на ней двумя направляющими шты-
рями и протяжной плиты. Установка направля-
ющих штырей на плите с протяжным устрой-
ством показана на фиг. 59, размеры приведены
в табл. 57.
Все перечисленные детали монтируются
на основной плите. Модель со стулом соеди-
няется контрольными штифтами и скрепляется
Фиг. 58. Схема крепления модельной
плиты с протяжным устройством на
машину с штифтовым съёмом:
/ —опока; 2-основная плита; 3—мо-
дель; 4 —протяжная плита; 5—съёмный
штифт; 6— стол машины; 7—стул.
винтами или болтами, как показано
на фиг. 50, 51 и 52. Стул также фик-
сируется контрольными штифтами на
основной плите и скрепляется бол-
тами (фиг. 60). Протяжная плита,
фиксируясь направляющими штыря-
ми, проходящими через отверстия
в плите, свободно лежит на под-
стульной плите.
Верхний наружный контур протяжной пли-
ты повторяет наружное очертание опоки.
Нижний контур основания плиты обычно
берётся по контуру стола машины. Внутрен-
няя протяжная часть протяжной плиты де-
лается по контуру стула с зазором 0,1— 0,2 мм
на сторону. На фиг. 61 дано типовое сечение
протяжной и подстульной плит.
ГЛ. I]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
33
Таблица 57
Установочные размеры направляющих штырей на плите с протяжным устройством (в мм)
Для плит
Чугунных
Алюминие-
вых
й
25
35
25
35
2О
3°
2О
3°
А
3°
42
3°
42
k
32
IO
З2
IO
ftl
3°
40
5°
68
h
30
45
3°
45
3
5
3
5
R
40
55
40
55
В
IOO
145
IOO
145
I
IO
14
IO
4
H
IOO
135
120
160
26
38
26
38
Фиг. 59. Установка направляющих штырей на подмодельной плите с протяжкой:
1— модель; 2—стул; 3—опока; 4—штырь; 5—протяжная плита; 6- подстульная плита.
Фиг. 60. Узел крепления стула к подстульной
плите: 1— подстульная (основная) плита;
2— стул; 3— протяжная плита.
Габарит опока
±
Фиг. 61. Типовое сечение протяжной и подстульной
плит.
34
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
При подъёме протяжная плита направляется
штырями. Чтобы при обратном движении
(при несколько сработанных штырях или
направляющих отверстиях) протяжная плита
не застревала на стуле, на внутренней её
стороне делаются направляющие рёбра с не-
которым уклоном B-f-3°).
Габариты подстульной плиты принимаются
соответственно габаритам наружного контура
протяжной плиты. Для прохода направляю-
щих штифтов или штоков машины в подмо-
дельной плите имеются вырезы (см. фиг. 58).
В верхней части контур стула (за исклю-
чением неполной протяжки) повторяет контур
модели, но делается полнее модели на 0,5 —
1 мм для предохранения модели от поврежде-
ния при движении протяжной плиты. Высота
стула делается строго по высоте протяжной
плиты.
Модельный комплект для формовки
на машинах с рамочным съёмом ,
Модельный комплект для машин с рамоч-
ным съёмом может быть выполнен как с про-
тяжной, так и без протяжной плиты. Модель-
ный комплект без протяжной плиты делают
для простых невысоких моделей. В этом слу-
чае подмодельная плита укрепляется на столе
машины, а съём опоки производится сменными
планками, привёрнутыми к подъёмной раме
(фиг. 62).
При применении модельного комплекта
с протяжной плитой к съёмной раме (вместо
съёмных планок) прикрепляют протяжную
плиту, а подмодельная плита заменяется стулом,
который привертывается к столу формовоч-
ной машины (фиг. 63). При формовке опок, раз-
меры которых превышают габариты подъём-
Фиг. 62» Установка модельного комплекта без протяжного устройства на машине с рамочным съёмом: /—модель;
5—опока; J—подпрессовочные колодки; 4— подпрессовочная головка; 5—траверса машины; б—подмодельная
плита; 7—съёмная планка; 8- подъёмная рама; 9—стол машины.
4>нг. 63. Установка модельного комплекта с протяжным устройством на машине с рамочным съёмом: /—модель-.
2— опока; 3— стул; 4—протяжная плита; 5-подпрессовочные колодки; б—подпрессовочная головка; 7—съёмная '
рама; 8— стол машины.
гл. и
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
35
ной рамы, штыри для направления протяжной
плиты могут быть смещены и установлены
отдельно от штырей, служащих для установки
опоки (фиг. 64).
и от величины протяжки. Схема подсчёта
высоты нодпрессовочной головки приведена
на фиг. 65. Правая часть схемы показывает
положение рамы после протяжки модели.
Чтобы можно было откинуть траверсу, не-
Фиг. 64. Модельный комплект для опоки, превышающей
по своим размерам габариты рамы: /—модель; 2—стул;
3— подстульная плита; 4 -протяжная плита; 5—штырь для
направления протяжной плиты; б—штырь для установки
опоки; 7—стол машины; 8—подъёмная рама машины.
Модельная плита без протяжного устрой-
ства для машины с рамочным съёмом
(см. фиг. 62) состоит из модели, подмодель-
ной плиты с двумя направляющими штырями
и двух съёмных планок. Фиксирование модели
на плите осуществляется штифтами, крепле-
ние к плите — винтами или болтами Крепле-
ние плиты к столу машины производится
болтами (см. фиг. 53).
Модельная плита с протяжным устрой-
ством для формовки на машине с рамочным
съёмом (см. фиг. 63J состоит из модели,
стула (иногда и подстульной плиты с укре-
плёнными двумя направляющими штырями)
и протяжной плиты. Отличительная особен-
ность протяжной плиты для машин с рамоч-
ным съёмом заключается в том, что она
опирается на подъёмную раму. Это даёт
возможность укреплять стул также непосред-
ственно на столе машины. В тех случаях,
когда в опоке формуется несколько моделей,
удобнее для каждой из них делать отдельный
стул с последующим монтажем их на под-
стульной плите. В целях возможности сов-
местной шлифовки стульев и протяжной пли-
ты высоты их следует делать одинаковыми.
При этом чтобы подстульная плита не пере-
давала нагрузку от ударов машины на про-
тяжную плиту, внутренние рёбра последней
не должны доходить на 3 — 5 мм до плос-
кости подстульной плиты.
Крепление модели к стулу, стула к под-
стульной плите и подстульной и протяжной
плит к машине аналогично скреплению всех
атих элементов на машинах со штифтовым
съёмом.
Подпрессовочные головки [5]
Для допрессовывания верхней части
формы служит входящая в модельный ком-
плект подпрессовочная головка. Схема крепле-
ния подпрессовочной головки к траверсе фор-
мовочной машины показана на фиг. 62 и 63.
Общая высота подпрессовочной головки
зависит от вылета машины в вертикальном
положении, высоты модельной плиты и опоки
Фиг. 65. Схема для подсчёта высоты подпрессовочной
головки: /—траверса; 2 — подпрессовочная головка;
3— опока; 4—протяжная плита; 5- рама машины.
обходим зазор между опокой и подпрессовоч-
ной головкой не менее 10 мм, следовательно,
высота головки h\=- Нх — (Н2 -\- п2 -{- 10 мм).
Конструкция подпрессовочной головки
представляет собой жёсткий алюминиевый
корпус с привёрнутыми к нижней его части
колодками (обжимами), которые во время
прессования формы ходят между рёбрами
опок с зазором 7 — 10 мм. Крепление прес-
совочной головки в траверсе машины произ-
водится болтами.
Размеры и форма колодок принимаются
в соответствии с контуром модели и распо-
ложением рёбер в опоке. Обычно высота
колодки составляет 40 — 50 мм.
МЕТАЛЛИЧЕСКИЕ СТЕРЖНЕВЫЕ
ЯЩИКИ
Конструкция металлических стержневых
ящиков зависит в основном от конфигурации
и способов изготовления стержней.
Типичные конструкции стержневых ящи-
ков представлены в схематическом виде на
фиг. 66 [5].
Односторонний ящик (фиг. 66, а) — съём
ящика производится перпендикулярно плос-
кости набивки.
Односторонний ящик (фиг. 66, б) имеет
в плоскости набивки накладную плиту, кото-
рую запрессовывают в стержневую смесь
после заполнения ящика.
Разъёмные ящики с вертикальным разъёмом
(фиг. 66, виг) соединяются штырями и скре-
пляются скобами. Набиваются с торца, раз-
нимаются в стороны. Разъёмный ящик типа
фиг. 63, г имеет отдельное дно.
Разъёмный ящик с горизонтальным
разъёмом (фиг. 66, д) соединяется штырями,
скрепляется скобами. Набивается с торца.
Сушка стержней —на подсыпке или в драй-
ерах.
Разъёмный ящик с горизонтальным
разъёмом фиг. 66, е) — глухой, набивается по
половинкам через разъём и после спаривается
по штырям. Сушка стержней — на подсыпке
или в драйерах. Для лучшего соединения
36
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. 1Ц
полустержней набивку одной половины глу-
хого ящика следует производить с примене-
нием наполнительного шаблона с таким рас-
чётом, чтобы шаблон вдавился внутрь контура
ящика на 4 — 5 мм. Часто глухие ящики
Фиг. 66. Типовые конструкции металлических
стержневых ящиков.
такого типа делаются с шарнирным разъёмом
(фиг. 67).
Все указанные конструкции стержневых
ящиков могут быть без вставок и со вставками.
Фиг. 67. Металлический стержневой ящик с шарнирным
разъёмом.
Односторонние стержневые ящики (типа
фиг. 66, а), выполненные в виде жакета
с наклонными гладкими стенками, в котором
рабочие очертания стержня образуются
вставками, называются макетными или
вытряхными стержневыми ящиками. Съём
Стержнеоой
I ящик
ящика (жакета) со стержня производится
перпендикулярно плоскости набивки, а остаю-
щиеся на стерж-
не вставки отде-
ляются в стороны
(фиг. 68).
Соедин ен ие
ящиков. Для со-
единения разъём-
ных стержневых
ящиков приме-
няются штыри
двух типов: а)
нерегулируемые
(табл. 58, 59 и 60)
и б) регулируемые
(табл. 61, 62, 63 и
64). В последних
втулка и штырь
сделаны на конус,
вставки
Сцшилыю* плита
Фиг. 68. Жакетный (вытряхной)
стержневой ящик.
чтобы при их сра-
батывании можно
было подворачиванием штыря восстанавли-
вать продольное фиксирование половинок
ящика. Закрепление штыря в определённом
положении производится затяжкой нижней
гайки. В ящиках типов на фиг. 66, а, б, в
штыри могут устанавливаться в любой части
ящика, а в ящиках типа на фиг. 66, д, е штыри
ставятся в половинке ящика, имеющей более
сложную конфигурацию. В этом случае драйер
изготовляется на более простую часть стержня,
соответствующую половинке ящика с втул-
ками.
Таблица 58
Соединение стержневых ящиков нерегулируемыми
штырями (размеры в мм)
Цекобать
h
18
22
26
В
36
42
48
R
2О
3°
4°
Скрепление стержневых ящиков перед
набивкой может производиться клиновыми
скобами (табл. 65), шарнирными болтами
с гайками-барашками (табл. 66, 67 и 68) или
шарнирными скобами (табл. 69, 70 и 71). Кон-
струкция последних является более совер-
шенной.
ГЛ. I]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
37
Штыри нерегулируемые (размеры в мм)
Таблица 59
IO
12
L ¦
корот-
кий
2O
25
длин-
ный
3°
35
4°
I,
корот-
кий
45
55
65
длин-
ный
6о
7°
8о
1
16
2О
24
h
14
i6
18
6
8
10
3
4
4
*>
14
16
18
dl
1М14
1М16
1М18
du
11
13
IS
13
15
17
D
18
20
22
a°
корот-
кий
i°3o'
)¦•
длин-
ный
1°
о°зо'
Таблица 60
Втулки направляющие к нерегулируемым штырям
(размеры в мм)
по детf
r^rkC*
8
ю
12
L
3°
43
1
14
Ib
18
д:
4
4
D
)8
2О
22
Д.
1M14
1М16
1М18
14
16
18
13
15
17
и
13
15
Фиг. 69. Схема установки отъёмных частей в металли-
ческих стержневых ящиках: / — штырь; 2 — втулка;
3 — окно для очистки гнезда от песка.
Штыри регулируемые (размеры в мм)
0Bpa6omkaV7, кроме мест.
показанных особо
L -1 / .- /, -
Таблица 61
dx3
8
IO
12
di
Мб
М8
Mio
du
4,5
6
7.5
L
короткий
15
2O
25
ДЛИННЫЙ
3°
35
4°
короткий
49
6i
72
длинный
64
76
87
1
8
ю
12
и .
22
2б
ЗО
п
о,8
I
1,2
1.5
2
2,4
Конус
Морзе
№
о
1 j
I J
Материал — Ст. 45. Твёрдость 35—40
38
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. 11!
Втулки основные под штыри регулируемые (размеры в мм)
Обработка
Таблица 62
'л.
8
IO
12
ft.
1M14
lMl6
lMl8
Мб
M8
Mm
Ч
i6
18
д.
17.7
Х9>7
21,7
L
30
36
42
I
12
15
20
n
hsf
1 51
2
t
IO
12
14
Материал — Ст. 45. Допускаемая эксцентричность диаметров йдз и Dc^ относительно оси 0,02.
Таблица 64
Комплект регулируемого штыря (размеры в мм)
Вариант выполнения
гнезоа и Вставки
Фиг. 70. Установка отъёмной части в металлическом
стержневом ящике посредством шипа (вида ласточкиного
хвоста): /—стержневой ящик; 2- отверстие для очистки
гнезда от песка; 3— отъёмная часть.
Таблица 63
Втулки направляющие к штырям регулируемым
(размеры в мм)
Обработка кругом^W
Конус Морзе
1
Штырь
(табл. 61)
d
8
10
12
L
15
3°
20
35
25_
4°
2
Втулка
прорез-
ная
(табл. 62)
8
ю
12
3
Втулка
напра-
вляющая
(табл. 63)
8
ю
12
4
Гайка
-^Т 3312
нктп
1М14
1М16
rMi8
5
Н
2О
25
3°
d
8
10
12
1
d
1M14
1M16
1M18
Dr
С а
14
16
18
17.7
19.7
21,7
3°
36
42
Я
2,5
3
3
4
Конус
Морзе
№
о
i
Отъёмные части стержневых ящиков.
Существует несколько способов отделения
отъёмных частей:
1) отделение отъёмных частей от стержня
после извлечения последнего из стержневого
ящика, 2) отделение отъёмных частей через
верх стержня до его извлечения из ящика,
3) отделение отъёмных частей в сторону
через боковую стенку стержневого ящика,
до извлечения из него стержня.
Допускаемая эксцентричность диаметров в^ и вс Схема установки отъёмных частей (вста-
относительно оси 0,02. Материал — Ст. 45. Твёрдость ВОК) В СТерЖнеВЫХ ЯЩИКах Дана НЭ фиг. 69.
44—4й Rq. Установка отъёмной части посредством шипа,
гл.
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
39
Таблица 65
Клиновые приливы под крепление стержневых
ящиков скобами (размеры в мм)
—\~ I [
СтерЖнеВой йщик Скоба
!
Размер
скобы
4О
5°
I
8о
IOO
А
25
31.5
В
2О,8
20,2
25
3°
Таблица 66
Шарнирные болты (размеры в мм)
d
М8
Мш
Mia
L
4°
5О
bo
В
ю
12
14
D
16
20
25
I
22
25
3°
г
5
IO
12
8
ю
10
С
I,О
i.5
2,O
Мб
M8
Мю
Материал — Ст. 5.
Таблица 67
Гайки-барашки (размеры в мм)
d
Мб
М8
Мю
В
16
18
22
12
15
18
Z>3
10
13
15
28
34
48
К
8
ю
14
Н
9
II
13
я,
22
25
3°
R
5
6
7
2.5
3
3.5
3
3.5
4
г
3
4
4.5
Таблица 68
Соединение стержневых ящиков шарнирными
болтами с гайками-барашками (размеры в мм)
Болт шарнир-
ный (табл. 66)
d
8
10
12
L
40
50
60
Гайка-
барашек
(табл. 67)
d
М8
Мю
Мм
Штифт
ОСТ 2072
8X4°
юХбо
i8x.8o
Винт
ОСТ 2007-II
м5
| Мб
Таблица 69
Скобы шарнирные (размеры в мм)
Обработкой кроме мест, показанных особо
Неуказанные радиусы скругл. Змм
Д
J
В М-
В
41
Ы
8i
R
3°
за
45
А
6i
85
log
К
5°
бо
7°
а
Ч
18
22
2О
25
3°
8
ю
13
to
12
14
Материал—бронза или ковкий чугун.
Материал—Ст. 5.
имеющего вид ласточкиного хвоста, показана
на фиг. 70. В условиях массового производ-
ства гнёзда под вкладыши, как и трущиеся
поверхности самих вкладышей, покрывают
стальными пластинами или, что более рацио-
нально, гнёзда делают стальными или чугун-
ными, вмонтированными в стержневой ящик
(фиг. 71).
40
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Таблица 70
Пластины к ушкам под шарнирные скобы
(размеры в мм)
DSpaSomkaV, кроне пест,
~~ показанных особо
В
4°
6о
8о
R
3°
а«
45
1
25'
Зо
35
5
6
8
IO
А
24
3°
35
а
IO
12
14
b
37
48
d
К
9
h
3.5 (
,- 1
12,1
14,1
i6,i
k
22
24
28
Материал — Ст. 5.
'//////////////Ш/////////7/.
\ Отверстие для.
1 очистки гнезда
-от песка—(
Фиг. 71. Установка отъёмной части в металлическом стерж-
невом ящике посредством шипа (вида ласточкиного хво-
ста) с применением промежуточных стальных пластин:
1—стержневой ящик; 2— клин; 3- направляющая про-
кладка; 4—штифт; 5—винт; б—отъёмная часть.
Таблица 71
Соединение стержневых ящиков шарнирными
скобами (размеры в мм)
В
4о
6о
8о
Г)
3°
38
45
L
6о
7°
8з
С
42
48
51
Н
2О
25
3^>
Штыри
табл. 59,
60 и 61
8—ю
Ю—12
12 — 14
Установка малых отъёмных частей посред-
ством круглого клина представлена на фиг. 72.
Отъёмные части, вытаскивающиеся через
верх стержня до отделения его от ящика,
Фиг. 72. Установка отъёмных частей посредством круг-
лого клина: /—отъёмная часть; 2—штифт; 3—винт;
4 — круглый клин.
устанавливаются так же, как и на моделях
(см. фиг. 43, 44, 45 и табл. 48, 49, 50 и 51).
Отъёмные части, вытаскивающиеся через
боковые стенки стержневого ящика, видны на
Фиг. 73. Установка круглых отъёмных частей с затвором:
/ — стержневой ящик; 2 — отъёмная часть; 3 — ручка;
4 — винт; 5—штифт.
фиг. 73, где показана установка круглых
отъёмных частей с затвором. Установка отъём-
ных частей с затвором щеколдой приведена
на фиг. 74. Производить установку отъёмных
частей без затвора не рекомендуется.
Толщины стенок стержневых ящиков.
Металлические стержневые ящики, как и ме-
таллические модели, делаются обычно тон-
костенными, и толщина стенки принимается
в зависимости от материала и габарита
ящика.
В табл. 72 приведена толщина стенок
для стержневых ящиков из алюминиевых
сплавов.
Для большей прочности стержневой ящик
с нерабочей стороны снабжается рёбрами
жёсткости. Количество и расположение рёбер
жёсткости зависит от размера и конфигура-
ГЛ. I]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
41
Таблица 72
Толщина стенок стержневых ящиков
из алюминиевых сплавов (размеры в мм)
Габаритный
размер А
до— i2o
I2O— 2бо
або— 5°°
5<х>— 8оо
800 — 1250
Толщина стенки
при -?- > 2
при — < 2
6— 8
8-
IO—12
12—14
I4—I6
IO
12 — 14
14 - i6
16—18
по в В
ции стержневого ящика. На фиг. 75 показано
прямоугольное расположение рёбер жёстко-
сти, размеры которых приведены в табл. 73.
Толщина ребра жёсткости берётся в пределах
от 80 до ЮО^/о от толщины стенки ящика.
Места сопряжения рёбер с телом ящика
должны быть скруглены радиусом от 5 до
10 мм.
В плоскости набивки и в плоскости разъ-
ёма стержневые ящики снабжаются бортами,
Фиг. 74. Установка отъёмных частей с затвором-щекол-
дой: 1—стержневой ящик; 2—отъёмная часть; 3—ручка;
4— винт; 5— щеколда; 6—штифт.
Фиг. 75. Расположение рёбер жёсткости
в металлических стержневых ящиках.
предохраняющими ящик от быстрого износа
и увеличивающими его жёсткость. В условиях
крупносерийного и массового производства
борта алюминиевых ящиков дополнительно
армируют стальными пластинами, которые
сильно увеличивают стойкость ящика. Разме-
ры бортов стержневых ящиков приведены в
табл. 74.
Для увеличения срока службы все сильно
изнашиваемые части стержневых ящиков,
места соединения отъёмных частей, а также
и борта должны покрываться стальными пла-
стинами или изготовляться отдельно из стали
или чугуна, а затем монтироваться в ящики
В углах гнёзд под вкладышами рекомен-
дуется делать сквозные отверстия, через ко-
торые возможно было удалять осыпавшийся
под вкладыши песок (см. фиг. 69).
Рёбра жёсткости стержневых ящиков
(размеры в мм)
Таблица 73
Длина стержне-
вого ящика А
До 2бо
гбо — 5°°
8оо 1250
I25O —2ООО
До з
3—4
4-5
5-7
6-8
при — = 1-1,5
Количество клеток
по ширине В равно
количеству клеток по
длине А
Количество
рёберных клеток
при - - = 1,5-2
а
1-2
2—3
3-4
4-6
5-7
Количество клеток
по ширине В равно
количеству клеток по
длине А
А
при— -
1
2-3
3
4-5
5-6
2 и выше
i
2-3
3-4
4-5
л
я
S
42
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
ПО Йд
.поДВ
Фиг. 76. Крепление стержневых ящиков к машине кли-
новыми планками: 1—стол машины; 2— клиновая планка;
3—направляющая планка; 4—винт; 5—гайка; б—шайба.
Таблица 74
Профили бортов стержневых ящиков
(размеры в мм)
- я
Фиг. 77. Крепление стержневых ящиков к машине парал-
лельными планками:
/ — стол машины: 2 — параллельная планка; 3 — напра-
вляющая планка; 4 — винт; 5 — гайка; 6 — шайба.
по ABCDEF
ТипШ
I s
6
8
IO
12
14
16
18
A
16
2O
25
3°
35
40
45
H == В
13
i6
20
25
Бронирующие
к
3
5
8
ю
a
3
4
30
40
] накладки'\
40
5°
ft
8
12
20007
н —¦
mu x
M5X12
M6Xi8
Материал бронирующих накладок —Ст. 3- Рекомен-
дуется установка бронирующих накладок на контрольные
штифты.
Фиг. 78. Крепление стержневых ящиков к машине
посредством промежуточных пластин: / — стол ма-
шины; 2 — промежуточная пластина; 3 — винт;
4 — болт; 5 — гайка; 6 — шайба.
ГЛ. I)
МОДЕЛЬНО- ОПОЧНЫЙ ИНВЕНТАРЬ
Крепление стержневых ящиков на ма-
шинах. Конструкция стержневых ящиков для
машинной формовки должна быть увязана
с конструкцией машины. Стержневые ящики
для встряхивающих машин конструируются
открытыми сверху. Крепление мелких и сред-
них ящиков к ручным встряхизающим маши-
нам (типа С-3 и С-4) производится обычно
клиновыми или параллельными планками или
же посредством промежуточных пластин
(фиг. 76, 77, 78).
ПРИСПОСОБЛЕНИЯ ДЛЯ ПРОИЗВОДСТВА
СТЕРЖНЕЙ
Приспособления для вентиляции стерж-
ней. В индивидуальном и мелкосерийном
производстве вентиляцию стержней осуще-
ствляют при помощи стального прутка —
„душника" со слегка заострённым концом.
Этим душником обычно производится накалы-
вание стержня. Душники можно закладывать
в стержневой ящик при набивке стержня
(фиг. 79).
В крупносерийном и массовом производ-
стве вентиляция стержней производится с по-
мощью вентиляционных плит. Размеры и фор-
ма вентиляционных плит зависят от размеров
и формы стержневых ящиков. На фиг. 80 при-
ведена конструкция вентиляционной плиты
с расположенными на её рабочей поверхно-
сти вентиляционными каналами и вмонтиро-
ванными душниковыми иглами.
В конструкциях вентиляционных плит для
более глубоких наколов (больше 200 мм) на-
калывание стержня производится обычным
душником через имеющиеся в плите отвер-
стия (фиг. 81).
Для точного расположения в стержне
вентиляционных каналов надевание плиты
на стержневой ящик производится по напра-
вляющие штырям, вмонтированным в вентиля-
ционную плиту. Для плит без душниковых
игл штыри можно ставить и в стержневом
ящике, но так, чтобы они не мешали удале-
нию излишков песка линейкой. В разъёмных
ящиках в качестве направляющих штырей
для вентиляционной .плиты можно исполь-
зовать штыри, служащие для соединения
половинок ящика.
Сушильные плиты и драйеры. Сушильные
плиты употребляются для сушки стержней,
обычно изготовленных в ящиках с плоским
разъёмом. Стержни, не имеющие плоских по-
верхностей, а также изготовленные из стерж-
невых смесей с низкими показателями проч-
Фиг. 79. Схема установки душников в ме-
таллических стержневых ящиках: /—штырь;
2 —душник; 3 — стержневой ящик;
4 — гайка; 5—ручка; 6—подставка.
Фиг. 80. Вентиляционная плита с душниковыми иглами: / — душниковые иглы; 2 — стержнево*
ящик; 3 — направляющая втулка со штырём; 4 — вентиляционные каналы; S — вентиляционная
плита.
44
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Hi
ности в сыром состоянии в крупносерийном
производстве, сушатся обычно в драйерах.
Последние предста-
вляют собой пример-
ные копии половинок
стержневых ящиков.
Сушильные плиты и
драйеры изготовля-
ются из серого чу-
гуна или (лучше) из
алюминиевого сплава.
В зависимости от раз-
меров сушильные пли-
ты делятся на: а) мел-
кие, не превышающие
по габариту 200 X
400 мм. б) средние —
размерами больше
200 X 400 мм, обслу-
живаемые без помо-
щи подъёмника, и
в) крупные, обслужи-
ваемые краном.Типо-
вые конструкции су-
шильных плит пока-
Размеры сушильных плит
Таблица 75
Фиг. 81. Направляющие от-
верстия в вентиляционной
плите для душников:
/ — направляющая втулка;
2 — вентиляционная плита;
3 — душник.
заны на фиг. 82.
Рекомендуемые
размеры сушильных
плит даны в табл. 75,
Фиг. 82. Типовые конструкции сушиль-
ных плит1, а —мелкая плита; б — средняя
плита; в — крупная плита; / — вентиля-
ционные отверстия; 2 — окна под при-
хваты при механической обработке1
3 — бобышки под захваты.
Длина
плиты
в мм
2ОО
25О
3°°
35°
4оо
45°
5°°
боо
100
150
+
Ширина
200
+
+
+
+
2Й0
4-
+
-г
+
4-
+
плиты в
300
4-
+
+
+
350
+
+
+
мм
400
+
+
450
+
.500
+
600
+
Размеры сушильных плит свыше 600 мм не регламен-
тированы.
а размеры их конструктивных элементов
приведены в табл. 76.
При отсутствии на машинах специальных
устройств крепление сушильных плит к стерж-
невым ящикам перед перевёртыванием их
производится струбцинами или клиновыми
скобами (см. табл. 65). Схемы конструкций
драйеров даны на фиг. 83. Лучшей конструк-
цией является драйер коробчатой формы.
Таблица 76
Размеры конструктивных элементов сушильных
плит (в мм)
Вентиляционные отверстия
d
4 окна 8*30под прихваты
при механической обработке
U
Наиболь-
ший габа-
ритный
размер А
ДО I2O
I2O— 2бо
2бо— 5°°
500— 8оо
800—1250
h
20
25
3°
40
5°
t
2- 5
5-6
6- 8
8—10
10—12
4
5
6
7
8
d
8
10
12
3°
40
5°
Т
3
5
8
R
IO
15
20
Размеры конструктивных элементов драйерэв
приведены в табл. 77.
У драйеров, изготовленных из алюминие-
вого сплава, в местах сверления отверстий
под направляющие штыри рекомендуется
укреплять стальные пластины. Все вертикаль-
ные или слабо наклонные плоскости драйера,
ГЛ. Ij
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
45
Таблица 77
Размеры конструктивных элементов драйеров (в мм)
ПО GHKLMN
Кромки рабочей поверхности
завалить под г=3'$мм
Отверстие Ф6-8мм
Tfflfi
•к
а 2^
О S щ
3- и. О.
ДО I2O
гбо—5°°
4
5
6-7
5-с
Толь
рёбе
3
4
5
d
6
3
Платик (площадка)
а
20
25
3°
*
4
5
6
h
2-3
3-5
г
3
4
не участвующие в поддержании стержня,
следует делать с зазором (фиг. 84). Величину
этого зазора (.развала") принимают обычно
в 1—2 мм.
Линия разъема
ящика
Фиг. 84. Установка стержня в драйере: / — стержень;
2 — зазор-, 3 — драйер.
Приспособление для строжки и соеди-
нения стержней [5]. При транспортировке
в сыром виде и в процессе сушки стержни
деформируются. Поэтому при требовании по-
вышенной точности необходимо подвергать
их после сушки дополнительной обработке —
дозодке, которая заключается в сострагива-
нии стержня до нужных размеров в специаль-
ном приспособлении — кондукторе. При изго-
товлении стержня предусматривается для до-
водки припуск от 1 до 3 мм (в зависимости
от размера стержня и его конфигурации). Кон-
дукторы делаются из чугуна или алюминие-
вых сплавов. В условиях массового производ-
ства применяются кондукторы жёсткого ко-
робчатого типа, причём строжка разных пло-
скостей производится в разных кондукторах.
Фиг. 85. Коробчатый кондуктор с ножом для строжки
стержней вручную: I — нож для строжки; 2 — стержень.
В серийном производстве кондукторы де-
лаются обычно открытыми, и в них строгается
по нескольку плоскостей. На фиг. 85 пред-
Фиг. 86. Кондуктор открытый для строж-
ки стержней в двух плоскостях: / — пло-
скости строжки; 2— направляющие план-
ки; 3 — стержень; 4— зажим верхний;
5—зажим боковой; 6 — нож для строжки.
. „, _ , ставлен коробчатый кондуктор для строжки
Фиг. 83. Типовые конструкции драйеров: 1 - вентиля- стег>жней впучную а на Лиг 86 конптетоп
ционные отверстия; 2 — ребро жесткости; 3—плитки; ^ержнеи вручную, d на фИГ. 60 — КОНДуКТОр
4 — ушко драйера; 5 — отверстие для штифта. ДЛЯ СТрОЖКИ Двух ПЛОСКОСтеЙ.
46
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. 111
Стержень, заложенный в приспособление,
должен быть ориентирован в трёх направле-
ниях. Поверхность, на которую стержень укла-
дывается в кондуктор, называется устано-
вочной (базисной); поверхность, к кото-
рой стержень прилегает длинной своей частью,
называется направляющей и поверх-
ность, к которой стержень прижимается под
действием режущего инструмента (ножа или
абразива), называется упорной. Последние
две поверхности называют ещё ориентиро-
вочными.
Расположение базисных поверхностей дол-
жно быть таким, чтобы стержень был поддер-
Фиг. 87. Типовые конструкции зажимов для закре-
пления стержней в приспособлении для строжки:
а — зажим боковой винтовой: / — кронштейн;
2 — колодка; 3 —втулка; 4 — крючок; 5 — ось; 6-ру-
коятка; б— зажим боковой рычажный: 1 — опора;
2 — колодка: 3 — ось; 4 — рычаг; в — зажим верхний
откидной 1 — плита; 2 — колодка; 3— рычаг;
4 — рукоятка; 5—стойка.
жан в направлении действия режущего ин-
струмента. В приспособлении стержень закре-
пляется зажимами. Конструкции зажимов даны
на фиг. 87.
Кондукторы для строжки массивных стерж-
ней, которые не перемещаются под дей-
Фиг. 88. Ножи для зачистки стержней в при-
способлениях: / — нож-шаблон с фасонной пло-
скостью строжки; 2 — четырёхгранный нож;
3 — трёхгранный нож.
ствием режущего инструмента, могут изгото-
вляться без зажимов.
Базисные и ориентировочные поверхности
кондуктора должны быть покрыты стальными
пластинами толщиной 3—5 мм. При зачистке
стержня вручную стальными пластинами по-
крываются плоскости кондуктора, по которым
перемещается нож. При зачистке на плоско-
Фиг. 89. Приспособления для проверки стержней
шаблона: / — шаблон; 2—стержень; 3 — плита для
установки проверяемого стержня.
ГЛ. I]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
47
шлифовальном станке (наждаком) защитные
пластины на кондуктор не ставятся. Высота
зачистки устанавливается подъёмом головки.
На фиг. 88 приведены конструкции ножей для
ручной зачистки.
Шаблоны и приспособления для контро-
ля стержней. Шаблоны для контроля стерж-
ней изготовляются из листовой стали тол-
щиной 2-5 мм (фиг. 89). При установлении
у стержней мест контрольных промеров сле-
дует исходить из установочных баз и мест
контрольных промеров для отливки. Шабло-
ны для стержней точных отливок рекомен-
дуется делать предельными (один по нижнему
пределу, другой — по верхнему). Величина
допуска на приёмку стержней определяется
в каждом отдельном случае в зависимости
от степени точности отливки. Обычно вели-
чина допуска на стержень не должна быть
больше 80% допуска на отливку в месте про-
мера. Для проверки какого-либо одного раз-
мера стержня удобно делать шаблоны в виде
предельных калибров.
Если на обычной контрольной плите за-
труднительна проверка стержня, то для его
установки делают специальное приспособле-
ние, представляющее собою ровную метал-
лическую плиту с монтированными на ней
установочными базисными подкладками и упо-
рами (см. фиг. 89).
ОПОЧНЫЙ ИНВЕНТАРЬ
Опоки. Изготовляются из дерева, чугуна,
стали и алюминиевых сплавов.
Деревянные опоки недолговечны в
работе и используются в редких случаях.
Чугунные опоки применяются обычно
в чугунолитейных цехах при ручной фор-
мовке. Отливаются из серого чугуна марок
Сч 15-32 и Сч 18-36.
Стальные опоки отличаются большой
прочностью и долговечностью. Отливаются из
стали любой марки нормального качества по
ГОСТ 977-41.
Опоки из алюминиевыхс плавов лег-
ки и удобны в работе, но из-за дефицитности
материала пока сравнительно редко приме-
няются. Отливаются преимущественно из алю-
миния марки Ал-3.
По своей форме опоки бывают прямо-
угольные, круглые и фигурные,
соответствующие очертаниям формуемых из-
делий. Последние употребляются в массовом
производстве.
В зависимости от размеров и веса опоки
подразделяются на ручные, крановые средние
и крановые крупные.
Фиг. 90. Ручные опоки литые: /—опока верхняя;
2—опока нижняя; 3 — втулка направляющая левая;
4 — втулка направляющая правая; 5 — штырь;
6 — плита подопечная; 7-ручка.
/Направление набивания скобы
Фиг. 91. Средние крановые опоки: / — опока
верхняя; 2-опока нижняя; 3 —втулка направляю-
щая левая; 4 — втулка направляющая правая;
5 — штырь; 6 — скоба; 7—плита подопечная;
8 — ручка.
Ручные опоки (фиг. 90) имеют раз-
меры в свету от 300 X 250 до 500 X 500 мм
или 700 X 300 мм. Вес, в набитом состоянии
не превышает 65 кг. Обслуживаются вручную
одним или двумя рабочими. Для подъёма
снабжены двумя или четырьмя ручками.
Крановые средние опоки (фиг. 91)
имеют размеры в свету до 1000 X 1000 мм
или 1200 X 800 мм. Вес без набивки не более
65 кг. В порожнем состоянии обслуживаются
вручную, а в заформованном — подъёмными
механизмами. Снабжены ручками и цапфами.
Крановыекрупные опоки (фиг. 92)
имеют размеры выше наибольших размеров
средних крановых опок. Обслуживаются
исключительно подъёмными механизмами.
Снабжены только цапфами.
Металлические опоки по своей конструкции
могут быть литыми или сварными.
Литые опоки изготовляются цель-
ными или свёртными, состоящими из
соединённых болтами отдельно отлитых сте-
нок. Свёртные опоки применяются главным
образом в индивидуальном производстве при
формовке крупных деталей.
Сварные опоки (фиг. 93) очень удобны
и долговечны в работе. Изготовляются
из листовой или профилированной стали ма-
рок Ст. 3 и Ст. 5.
Нормальные размеры (в свету) опок пред-
ставлены в номограмме на фиг. 94 (по ГОСТ
48
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
/НапраЗпение набивания скобы
Фиг. 92. Большие крановые опоки: 1 — опока верхняя;
2 — опока нижняя; 3 — втулка направляющая левая;
4— втулка направляющая правая; 5 — штырь; 6 — скоба;
7 — плита подопечная; 8 — цапфа.
б)
Фиг. 93. Опоки, сваренные из профилированной
стали: а — прямоугольная опока; б —круглая опока.
Профили стенок ручных опок
(размеры в мм) '
Фиг. 94. Номограмма нормальных размеров опок.
2529-44). В качестве расчётной величины для
выбора размеров конструктивных элементов
опок условно принимается „средний габарит-
ный размер опоки", выражаемый формулой
—t—, где / и b ~ длина и ширина опоки
(для крупных опок средним габаритным раз-
мером может быть принят их диаметр). Раз-
меры, выходящие за пределы данной номо-
граммы, не регламентируются.
Профили стенок выбираются по размерам,
приведённым в табл. 78, 79 и 80.
К таблице 78
шшмхть наШШ
Таблица 78
~дг~\
Средний габаритный
размер опок
2
От 2Е0 до ЕОО
Толщина
стенки
¦а
ч
и
7
я
8
t
•К
X
юми
ч
га
IO
и
16
1
гун
S*
17
2
¦S
I
S
S
2
¦=:
сз
19
Размеры
9
аль
о
7
бортов
h
гун
8
«я
X
юми
а
IO
л
ч
и
IO
Й,
гун
я1
12
I
ч
га
14
Примечания. 1. Наклон стенки преимущественно для опок при машинной
формовке и внутрь опоки, считая от плоскости разъёма.
2. Ворт в плоскости разъёма всегда внутрь опоки, в плоскости набивки-внутрь
только для прямого профиля.
3. Стенки алюминиевых опок выполнять без вентиляционных отверстий.
ГЛ. I)
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
49
Таблица 79
Средний габарит-
ный размер опок
1 + Ь
2
От 601 до 750
От 751 до 1000
Профили стенок средних
аль
S-
8
ю
гун
IO
12
•я
X
"^
S
2
12
14
(размеры в
верхний bi
аль
S-
о
18
22
гун
2О
24
•Я
X
2
ч
22
2б
крановых опок
мм)
Размеры бортов
нижний Ь3
аль
36
45
гун
3*
4°
5°
=я
ж
2
я
45
55
Ь*
ю
12
Л.
А
Ч
н
8
IO
гун
3*
IO
12
"Я
X
1OMI
ы
12
Н
Л,
аль
12
15
гун
15
i8
*
—
X
IWOI
я
17
2О
Примечания: 1. Наклон стенки преимущественно для опок машинной формовки,
2. Наклон стенки всегда внутрь опоки, считая от плоскости разъёма.
3. У опок для формовки всухую верхний борт можно перенести наружу.
4. Стенки алюминиевых опок выполняются без вентиляционных отверстий.
К таблице 79
К таблице 80
Таблица 80
Средний габарит-
ный размер опок
2
От 751 до 1000
„ 1001 , 1250
„ 1251 , 1500
„ 1501 » 1800
Профили стенок крупных крановых
сталь
IO
12
15
го
чугун
12
15
2О
26
•я
S
2
ч
га
Ч
i8
24
3°
(размеры е
верхний
сталь
зб
45
6о
75
чугун
4°
5°
65
86
«
S
X
алюми
45
55
7°
85
мм)
опок
Размеры бортов
нижний Ь
сталь
45
55
7°
9°
чугун
5°
6о
75
9°
2
•S
алюми
55
Ь=!
8о
95
13
15
2О
25
сталь
ю
12
15
го
Л,
чугун
12
15
2О
25
¦Я
S
X
алюми
18
22
3°
ft,'
сталь
i8
22
Зо
чугун
18
22
3°
40
3
алюми
2О
2,1
32
45
Примечания: 1. При формовке всухую верхний внутренний борт можно не делать.
2. Наклон стенки всегда внутрь опоки, считая от плоскости разъёма.
3. Стенки алюминиевых опок выполняются без вентиляционных отверстий.
Для обеспечения выхода паров и газов,
образующихся при сушке и заливке формы,
в стенках опоки делают специальные отвер-
стия, называемые вентиляционными. Раз-
меры и взаимное расположение этих отвер-
стий приведены в табл. 81.
Для удержания набитой земли в опоке
и увеличения жёсткости конструкции преду-
сматриваются внутренние рёбра (шпоны). При-
мерное расположение и размеры рёбер в пря-
моугольных и круглых опоках отражены
в табл. 82, 83 и 84.
50
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Таблица 81
Вентиляционные отверстия в стенках стальных
и чугунных опок (размеры в мм)
ф
У4
г
«о
I ,
4®V
i fel
,J4. I ^^
-ifU
4
Средний габаритный
размер опок
l + b
2
От 250 до 500
» 501 „ 750
„ 751 „ 1000
„ 1001 „ 1250
„ 1251 „ 1500
„ 1501 „ 1800
С
32
4°
48
55
65
75
с
8
о
2
4
о
8
С,
20
25
3°
35
4°
45
d
8
то
12
14
i6
18
Примечания: 1. Вентиляционные отверстия про-
долговатые выполняются литыми, круглые могут высвер-
ливаться.
2. ^—-толщина стенки опоки определяется по табл. 7-<,
79 и 80.
Таблица 82
Расположение и размеры рёбер в прямоугольных
опоках (размеры в мм)
а)
Tunl Тип Л ТипШ
Средний габарит-
ный размер опоки
l + b
2
До 600
600-1000
1000-1500
1500—2000
2000-2500
а
12O—1бо
140—180
160—200
180—220
200—250
Минимальная высота
рёбер
верхняя
опока
Зо- 6о
5о— 8о
7о—loo
о,о—но
106—130
нижняя
опока
25
25-40
35-53
45 -оо
5э—7°
Таблица 83
Расположение и размеры рабер в круглых опокач
(размеры в мм)
TUIII
Тип П
Диаметр
опоки в свету
До 500
600—1000
1000-1500
1500-2000
а
12O —l6o
140 —j8o
160 —200
180—220
Минимальная высота
верхняя
опока
Зо- 6о
5°~ 8°
7О—ioo
qo—по
рёбер
нижняя
опока
25
25 -Ао
35-50
45-6о
Длину b рёберной клетки принимают ~ 2а.
Длину Ь рёберной клетки принимают ~1а.
Фиг. 95. Прямые ручки опок: а — ручка ввёртная;
б — ручка ввёртная с гайкой; в — ручка залитая;
г — ручка вставная.
ГЛ. 1]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
51
Таблица 84
1
Толщина
pefipa
t
8-ю
IO—12
12 —16
l6—2O
20—25
ft
15
2O
25
3°
35
С
3
4
5
6
8
Профили рёбер опок (размеры
Тип I
а
IO
12
15
i8
20
~~R
2
А
i8
22 '
26
3°
34
в мм)
Тип II
20
25
3°
35
40
е
3
5
8
Тип III
Л,
2Э
25
3°
35
4о
ю
12
I»
2О
22
!
— Г
3
8
Толщину рёбер t принимают 0,75—1,0 толщины стенки опоки.
К таблице 84
К таблице 85
Сверлен, отверстие Литое отверстие
BepxmTunI ЛпЛ
кромка i ¦ .
ТипШ
Таблица 85
Ширина опоки
До 600
„ 100
Свыше 1000
1
Болт ОСТ
М8Х35
МюХ4°
Mi2X5o
Крепление вставных рёбер в
2
Гайка
ОСТ
нктп ззи
М8
Mm
Mia
3
Шайба
ОГТ
нктп^ ш
М8
Мю
MI2
ОПОКИ
do
IO
12
ч
(размеры
а
15
20
24
в мм)
с
i8
22
26
к
8
то
12
А
3-5
5-8
5-8
Профиль рёбер типов 1 и II применяется
преимущественно при машинной формовке.
В опоках для индивидуального производ-
ства отливок очертание ребра по нижней
кромке прямолинейное, а для серийных от-
ливок нижняя кромка рёбер выполняется со-
ответственно контуру модели на расстоянии
20—30 мм от последней. Крепление вставных
рёбер в опоке производится обычно болтами
и гайками, размеры которых приведены
в табл. 85.
Опоки снабжаются ручками, цапфами или
теми и другими вместе. Ручки могут быть
прямыми (фиг. 95) и в виде скоб, причём
прямые ручки или жёстко скрепляются с опо-
ками или же вставляются только во время
переноски.
Узлы крепления ручек к опокам пока-
заны на фиг. 96.
Цапфы по конструкции разделяются на за-
литые, ввёртные и цельнолитые. Последние
из них могут быть сопряжёнными с ушками
опок. Для крупных опок цапфы делаются вне
зоны ушков и располагаются преимуще-
ственно попарно на боковых или торцевых
стенках. Типы простых цапф показаны на
фиг. 97, а размеры их приведены в табл. 86,
87 и 88 (по ГОСТ 2529-44).
Сопряжённые с ушками цапфы применя-
ются преимущественно в средних крановых
опоках. Форма и размеры сопряжённых цапф
для опок, отлитых из разных сплавов, ука-
заны в табл. 89, 90 и 91.
В зависимости от высоты опоки сопря-
жённые цапфы выполняются трёх типов: I —
для опок высотой более 200 мм, II—для
опок высотой 200—150 мм и III — для опок
высотой менее 150 мм.
52
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Таблица 86
Допускаемая
нагрузка на
цапфу
в кг
До 200
» 450
. 1000
d
20
ЗО
45
Размеры
Мзб
М48
D
3°
45
7°
ввёртных цапф
1
25
35
5°
а
5
7
ю
(в мм)
R
5
7
ю
S
24
Зб
55
h
1
L
Материал опоки
сталь
42
55
чугун
35
5°
65
сталь
65
125
чугун
7°
IOO
135
Материал — Ст. 3.
К таблице 86
т
К таблице 87
Заевшить
Таблица 87
Допускаемая
нагрузка на
цапфу
в кг
До 200
. 450
„ 1000
» П50
. ЗОЮ
„ 5000
2О
ЗО
45
6о
8о
IOO
Зо
5°
65
9°
I2O
15°
Размеры
5
10
IO
15
2О
25
залитых цапф в мм)
1,
сталь
25
35
5°
7°
оо
чугун
Зо
45
65
ОО
И5
140
L
Материал опоки
алюми-
ний
4°
6о
85
по
145
i8o
сталь
55
8о
155
2O5
255
чугун
6о
9°
13о
175
23O
285
алюми-
ний
7о
Ю5
Н5
195
20О
325
Материал — Ст. 3.
Фиг. 96. Узлы крепления ручек к опокам.
Фиг. 97. Типы простых цапф: а — ввёртная
цапфа, диаметр d = 20, 30 и 45 мм; б— залитая
цапфа, диаметр d = 20, с0, 45, 60, 80 и 100 мм;
* — цельнолитая цапфа, диаметр d = 20, 30, 45,
60, 80, 100 и 120 мм.
ГЛ. !]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
53
Размеры цельнолитых цапф (в мм)
Таблица 88
~1
Допускаемая нагрузка на цапфу
алюминие-
вый сплав
Материал опоки
сталь
чугун
в кг
7°
15°
35°
боо
JOOO
2ООО
Зооо
ДО 2ОО
» 45°
„ IOOO
» 175°
» 3°°°
» бооо
До ioo
» 250
» 5°о
. 9°°
» 15°°
> 2500
- 35°°
d
го
Зо
45
6о
8о
IOO
I2O
8
12
18
24
32
40
48
D
34
5i
76
103
136
170
204
а
1
9
14
i8
24
30
36
b
10
12
15
18
32
3°
40
I
15—25
35-35
35-55
50—70
65-95
80—120
95 -145
r
2
3
5
6
8
10
13
R
5
8
11
15
20
25
3°
Примечания: 1. Размер К назначается по месту (при конструировании).
2. Для цапф диаметром d =20, 30 и 45 мм в местах отверстий 8, 12 и 18 мм ставятся холодильники.
Таблица 89
Размеры сопряжённых цапф для стальных опок (в мм)
Окно для простановка
и выбивки стерЖня
ГипД
Тип Ш
Средний габаритный
размер опок
От 501 до 750
» 751 . 1000
, 1001 „ 1250
, 1251 » 1503
, 1501 , 1800
d
3°
45
60
80
IOO
b
12
15
18
22
3°
е
39
36
44
39
35
h
25
25
3°
30
3°
25-35
35—55
50—70
65-95
80—120
Е при
l = d
15°
175
210
245
290
F
85
IOO
120
15°
175
80
80
95
95
95
Л.
12
i8
24
32
40
Примечания: 1. Размер Н.Л назначать от 0,5 до 0,6 h — высоты опоки, считая от плоскости разъёма.
2. Для цапф диаметром d—30 и 45 мм в местах отверстий da== 12 и 1Ь мм ставятся холодильники.
54
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РЛЗД. Ill
Размеры сопряжённых цапф для чугунных опок (в мм)
Средний габаритный
размер опок
От 501 до 750
» 751 „ ЮОО
„ 1001 „ 1250
„ 1251 „ 150О
„ 1501 „ 1800
45
6о
8о
IOO
I2O
15
i8
22
Зо
4О
41
39
39
35
29
2"
25
3°
3°
ЗО
35-45
до—6э
65-8о
8о—loo
Е при
/ = а
17 5
200
235
275
32O
Таблица 90
Примечания. 1. Размер Н,, назначать от 0,5 до 0,G ft — высоты опоки, считая от плоскости разъёма.
2. Для цапф диаметром d = 45 мм в месте отверстия t/0=18 лш ставится холодильник.
3. Размеры самой цапфы — см. табл. 88.
К таблице 90
К таблице 91
Для высоких опок Для опок средней Для низких
высоты
опок
Окна для проста-
новки и выбивки
стержня
К
• -4-
по Да
\
и
:±--\
-Ii4
I При установке штырей В
т нижних опоках оттАат
их спршш)апцтказанмыт1
успобным /щнктирт
Tunl
Тип U Тип Ш
Размеры сопряжённых цапф для опок из алюминиевого сплава (в мм)
Таблица 91
Длина
опоки в
свету
боо— iooo
IOOO —1дОО
1500—2500
d
50
70
90
е
3°
35
45
D
8о
1О5
130
а
12
15
2О
L
4о
do
12
18
24
п
ю
12
15
b
15
20
25
Я
65
8о
h
20
ЗО
25
F
5°
Допускает-
ся нагрузка
на одну
цапфу в kz
до 5°°
ДО Ijoo
до зооо
Опоки конструируются одиночными или
сборными (парными, тройными и т. д.). Сбор-
ные опоки должны центрироваться только
в двух противоположных друг другу точках.
Центрирование опок при спаривании произ-
водится с помощью контрольных штырей.
При этом рабочие поверхности отверстий
(во втулках или без втулок) для центриру-
ющих штырей обрабатываются с точностью,
обеспечивающей достаточный зазор для по-
движной посадки и гарантирующей одновре-
менно плавное соединение опок (без перекоса
и качки).
Вследствие пребывания опок во время ра-
боты в холодном и горячем состоянии рас-
стояние между отверстиями в ушках может
изменяться. В целях правильного сопряже-
ния опок втулки делаются в одном ушке
с круглыми отверстиями (центрирующие)
(табл. 92), а в другом — с продолговатыми
(направляющие) (табл. 93). У ручных опок от-
верстия втулок могут быть только круглыми.
ГЛ. !)
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
55
Таблица 92
Втулка центрирующая (с круглым отверстием)
(размеры в мм)
2О
25
35
D
28
34
ль
36
40
52
Н для опок
сталь-
ных
2О
25
35
чугун-
ных
25
3°
4°
алюми-
ниевых
3°
35
5°
4
4
5
а
27.4
33.4
45-4
2,5
2,5
3
заливки (баббитом), приведены в табл. 94
и 95.
Форма и размеры ушков под втулки или
соответствующие им центрирующие или на-
правляющие отверстия приведены в табл. 96.
Расстояние между отверстиями должно выдер-
живаться с допусками, равными половине до-
пуска на каждое отверстие.
В зависимости от способа спаривания
(„штырём" или „на штырь") и среднего габа-
Материал — Ст. 45. Твёрдость 44 — 48 Rq
Размеры центрирующих и направляющих
втулок, закреплённых в ушках опок путём
Фиг. 08. Типы контрольных штырей.
ритного размера опок различают пять типов
контрольных штырей (по ГОСТ 2529-44)
(фиг. 98).
Типы I и II применяются при среднем габа-
ритном размере опок от 250 до 500 мм, тип
III — при среднем габаритном размере от 500
до 1250 мм, тип IV и V — при среднем габа-
ритном размере от 500 до 1800 мм.
Втулка направляющая (с продолговатым отверстием) (размеры в мм)
Таблица 93
г
d
20 ¦
35
35
28
33
47
D
Зб
42
53
D1
46
50
66
сталь-
ных
2O
25
35
Ч для опок
чугун-
ных
25
Зо
4°
алюминие-
вых
3»
35
5°
h
4
4
5
сталь-
ных
13.5
17.5
L лля опок
чугун-
ных
13.5
i6
ос
алюминие-
вых
m
17.5
зб
а
354
4L4
574
к
2,5
3
3
Материал — Ст. 45. Твёрдость 44 — 48 Rq
56
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Таблица 94
Втулка центрирующая, закреплённая путём заливки
Обработка v кроме мест,
показанных особо
"А.
а5
35
D
33
45
Зб
5°
а
5
7
Н для опок
сталь-
ных
25
35
чугун-
ных
3°
4о
алюми-
ниевых
35
45
Материал — Ст. 45. Твёрдость 44 — 48 Rq
Штыри типов I, II и III употребляются при
спаривании опок „штырём", а типы IV и V —
при спаривании „на штырь".
Спаривание «на штырь" является более
удобным, но из-за необходимости иметь раз-
дельные верхние и нижние опоки применение
этого способа целесообразно в условиях мас-
сового или крупносерийного производства.
Оси отверстий под контрольные штыри
должны быть строго перпендикулярны к пло-
скости разъёма опок.
1 I [ Л
Затяжка штырей
регулируется шайбами
Фит. 88, Узлы крепления опок штырём с клином.
Таблица 95
Втулка направляющая, закреплённая путём заливки
(размеры в мм)
Обрадотка 7, хроме мест, пока-
занных ocoffo.
dAt
25
35
D
33
40
D
41
5°
44
54
I
19.5
255
а
5
7
Н для опок
сталь-
ных
25
35
чугун-
ных
3°
4о
алюми-
ниевых
35
45
Материал — Ст. 45. Твёрдость 44—48 Rq
Форма и размеры штырей даны в табл. 97,
98 и 99.
Во избежание поднятия верхней опоки ги-
дростатическим давлением жидкого металла
необходимо скрепление опок или в крайнем
случае нагружение верхней опоки. Наиболее
распространёнными способами крепления опок
в индивидуальном и мелкосерийном производ-
стве являются крепления штырём с клином
(фиг. 99) и болтом с гайкой (фиг. 100), а в мас-
h для опок со средним габаритны»
размером до 1000-C0+35 мм)
h для опок со средним гадарипшым
размером свыше Ю00-C5+45нм)
Фиг. 100. Узлы крепления
опок болтом с гайкой: Л—
— 30 — 35 мм для средних
опок и Л = 35 — 45 мм для
крупных опок.
ГЛ. I]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
57
Форма и размеры ушков под втулки (центрирующие и направляющие)
(размеры в мм)
ntiru поДВ(подвтуаку) -, по АВ(безвтцпки)
ао CEGH раэнер тки в свещ _ м ^_^ _м_^а,
Таблица 96
Попочки под контрольные
штыри типа Ши 7
1
[ Средний
размер опок
От 250 до 500
От 501 до 7S0
. 751 „ 1000
От 1001 до 1250
„ 1251 „ 1500
„ 1501 . 1800
2О
"о
35
М
5°
6о
65
7°
8о
95
N
4о
47.5
55
7°
8о
9°
IOO
I2O
I4O
S
вту;
:оте
3
65
95
R
6о
170
1бо
160
165
5
Ь
8
b
10
13
15
18
22
3°
с
4
э
R
2О
^J
3°
Г
25
3°
35
Под втулку
&й
23
34
46
про-
резные
36
42
53
аз
а ч
38
4°
про-
резные
48
5°
Примечание. Направляющее отверстие в ушке опоки выполняется продолговатым или прорезается на выход.
При этом ширина отверстия или выреза должна соответствовать центрирующему диаметру отверстия.
t
J I
Фиг. 101. Узлы крепления опок клиновой скобой.
совом производстве крепление клиновой ско-
бой (фиг. 101). Клиновые площадки под кре-
пёжные скобы располагаются по длинной сто-
роне опоки
В табл. 100 и 101 приведены размеры кли-
новых скоб и площадок.
Фиг. 102. Бойки для выбинки опок.
Опоки, из которых земля выбизается уда-
рами молотка по стенке, снабжаются специ-
альными выступами(бойками) и усиливающими
рёбрами (фиг. 102). Каждая опока должна мар-
кироваться с указанием на видном месте стенки
её габаритов (размеры в свету и высота).
58
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. II!
Таблица 97 Таблица 98
Штыри контрольные (типы [и II) (размеры в мм) Штыри контрольные (тип III) (размеры в мм)
Приварить
Характеристика штыря
d
2О
25
d0
19.5
24.5
1
60
65
D
28
35
Длина рабочей части
70
85
100
Полная длина /
7°
120
2°5
Характеристика штыря
d
20
25
35
d0
Г9.5
а4>5
34о
Dl
28
35
5°
/
60
7°
100
Уклон направляющей части
1
Длина рабочей части
120
X
X
-
160
х
х
—
3°
200
X
X
X
2S0
X
X
300
-
X
Материал — Ст. 45. Твёрдость 50—55
Материал — Ст. 45. Твёрдость 50 — 55 Rq •
Примечание. Предельные отклонения по диа-
метру d — по Ш3.
Таблица 99
Штыри контрольные (типы IV и V) (размеры в мм)
d
25
35
Характеристика
3°
19.5
29.5
итыря
h
30
35
Уклон направляющей части
1
1
150
175
80
260
Длина направляющей части
120
Зоо
33°
160
200
Полная длина Z.,
34°
37°
3°
3&>
L
2,50
43о
4«х>
300
1°3°'
Материал - Ст.45. Твёрдость 50 — 55 Rq,
ГЛ. I]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
59
Таблица 100
Скобы клиновые (литые) (размеры в мм)
Места сопряжения с ппатиками зачищаются
или обрабатываются
Таблица 101
Площадки под клиновые скобы (размеры в мм)
R3
Размер
скобы
Е
38
Ф
5°
72
В
!5
i8
2О
24
Я
75
до
но
13°
45
55
6о
65
С
38
44
52
04
R
6.5
9°
95
но
Г7
2О
22
27
К
2О
2О
22
27
солряйенир со скобами зачищаются или
обрабатываются
Размер скобы
Е
38
4°
56
72
/С
24
29
34
43
В
15
i8
2О
24
75
8о
85
9°
Сводная характеристика опок по ГОСТ
2529-44 приведена в табл. 102.
Таблица 102
Характеристика опок
Наименование
Объём опоки (в дм')
Ориентировочный вес пустой опоки в кг .
Ориентировочный вес кома земли в кг . .
Ориентировочный вес заформоканной опо-
ки в кг
Профиль стенки
Рёберная клетка
Ручки . . . . •
Цапфы
Диаметры штырей в мм (для всех типов
производства)
Контрольные штыри
Опоки
ручные
мелкие не более
13-25
крановые
средние
26-150
большие
Более 150
it—i6
17—60
Более 6о
21—48
49-240
Более 240
31-64
65-300
Более 300
Нет
Есть
Есть
Есть
Есть
Есть
Нет
Нет
Есть
Есть
35
60
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. ИЗ
Подопочные плиты изготовляются из де-
рева и алюминиевых сплавов, реже сварива-
ются из листовой стали. Размеры плиты должны
соответствовать наружным размерам опоки.
Для прохода газов через нижнюю часть формы
в металлических подопочных плитах, так же
как и в опоках, делаются вентиляционные от-
Неуказанные радиусы 5мм
Размеры наполнительных рамок в свету
соответствуют внутренним размерам опок со
стороны накладывания рамки. Конструкция
сваренной из стали наполнительной рамки для
средних опок приведена на фиг. 107, а кон-
струкция деревянной наполнительной рамки
для мелких и средних опок — на фиг. 108.
Фиг. ЮЗ Подопечная плита литая для мелких опок.
Фиг. 104. Подопочная плита сварная для мелких опок:
1 — вентиляционные отверстия, 2 — ручка.
Фиг. 105. Подопочная плита литая для крупных опок: а — плита с одной цапфой
по торцам; 6 — плита с двумя цапфами.
верстия. Подобные отверстия обычно прямо-
угольной формы устраиваются и в боковых
рёбрах плиты, с одновременным назначением
служить для прихвата плиты к столу станка
во время её обработки. Крепление плит
к опоке, если на машине нет специальных
зажимов, производится клиновыми скобами,
для чего на боковых частях опок и подопоч-
ных плит имеются соответствующие клиновые
приливы (см. табл. 101). Типы конструкций
подопочных плит представлены на фиг. 103,
104. 105 и 106.
^ Наполнительные рамки изготовляются из
дерева, свариваются из полосовой стали или
отливаются из алюминиевого сплава. Крупные
деревянные рамки в целях придания им боль-
шей жёсткости укрепляются уголковым желе-
зом в плоскости прилегания рамки к опоке.
Фиксирование рамки на опоке производится
направляющими пластинчатыми шипами, вы-
ступающими с внутренней стороны рамки.
Формовочный цШн U5Q
I
Вид Анизу
Л
Фиг. 106. Подопочная плита литая для круглых опок.
ГЛ. 1]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
61
TZU
- н-ч
—"л1
Фиг. 108. Наполнительная рамка деревянная для мелких
опок: / — винт; 2 — ручки; 3 — угольники.
ИНВЕНТАРЬ ДЛЯ БЕЗОПОЧНОЙ
ФОРМОВКИ
Модельные плиты. Для безопочной фор-
мовки модельные плиты бывают двухсторонние
и односторонние. Двухсторонние мо-
дельные плиты, ьо которым сразу формуются
обе полуопоки, состоят из собственно плиты
(подмодельной) с расположенными с обеих сто-
рон моделями и двух направляющих втулок
(фиг. 109). Односторонние модельные
плиты, по которым формуются отдельно верх-
няя и нижняя полуопоки, подобны плитам для
опочной формовки с той лишь разницей, что
в плите для формовки нижней опоки вместо
направляющих штырей установлены направля-
ющие втулки. Самым распространённым типом
модельных плит являются плиты двухсторон-
ние. Изготовляются они большей частью ко-
рытообразного сечения, которое придает им
большую жёсткость. Полученные по ним по-
луформы надёжно взаимно фиксируются
(фиг. ПО).
Модели. Модели для безопочной формовки
изготовляют из дерева и металла. Последние
долговечнее, выдерживая 50 тыс. и более фор-
мовок. Материалом для деревянных моделей
служат орех и красное дерево, а при слож-
ной резной работе— груша, яблоня и черешня.
по SWCDEFGH
Фиг. 107. Наполнительная рамка сварная для среднид d
опок; / — пластинчатый шип; 2 — ручки.
Фиг. 109. Модельная плита цельнолитая для без-
опочной формовки: / — коллектор; 2 -- металло-
приё'мник; 3 — прибыль.
Для подмодельных плит с монтируемыми
на них моделями употребляется твёрдое де-
рево, но чаще такие плиты вырезаются из
листовой стали толщиной 4—6 мм или отли-
ваются из того же алюминиевого «сплава, что
и модель. Цельнолитые модельные плиты от-
ливаются исключительно из алюминиевого
по ABCDEF
Фиг. ПО. Собранная безопочная форма.
ТЕХНОЛОГИЯ ЛИТ1-ЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
сплава. Наиболее употребительные размеры
металлических подмодельных плит приведены
в табл. 103. Направляющие втулки одноштыре-
Таблица 103
Подмодельные плиты для безопочной формовки
из алюминиевого сплава (размеры в мм)
^— Номинальные
• размеры опок
Е
Номинальные
размеры
опок
в свету
С
D
Е
f-
G
(длина)
(шири-
на)
400
250
45
Зоо
о
боо
35°
2ОО
400
300
35°
25°
450
250
Зоо
2ОО
5°°
650
4ОО
450
300
35°
25°
вые или двухштыревые делаются обычно из
бронзы или ковкого чугуна. Двухштыревые
втулки обеспечивают более точное и плавное
В монтированных модельных плитах фик-
сирование модели на плите осуществляется
контрольными штифтами, размеры которых
приведены в табл. 104. Крепление металличе-
Таблица 104
Контрольные штифты для фиксации металлических
моделей на плитах (размеры в мм)
Фиксация
односторонних моделей
Ост 2072,
13 е'
Фиксация
двухсторонних моделей
г Подмодельная
Запилить ппита
Запиаить
Диаметр штифта
d
¦2
3*
4
5*
6
Я
минимальный
3
4
5
6
7
С
минимальный
4
5
6
7
8
Примечания. 1. Размеры, отмеченные *, при-
меняются преимущественно. 2. Посадка штифтов непо-
движная.
ских моделей на плите производится в основ-
ном винтами с потайной головкой (табл. 105)
или (при небольших моделях) цилиндрическими
штифтами с последующей расклёпкой их
с торцов (табл. 106). Крепление деревяннь х
моделей к плитам осуществляется также вин-
Нащриал- бронза ипи ковкий чущн
I
Фиг. 111. Одноштыревая направляющая втулка и её крепление к плите и к опоке: а — направляю-
щая втулка; б — узел крепления: 1 — штырь; 2 — гайка; 3 — шайба; 4 — подмодельная плита; 5—винт;
б — втулка; 7 — болт.
отделение плиты от формы. На фиг. 111 и 112
показаны направляющие втулки и узлы крепле-
ния их к модельным плитам.
тами (табл 107 и 108). Крепление моделей
литниковой системы, кроме моделей стояков,
аналогично креплению других видов моделей.
ГЛ. И
МОДКЛЬНО ОПОЧНЫЙ ИНВЕНТАРЬ
63
Установка стояка на модельной плите пока-
зана на фиг. 113. При формовке на встряхи-
Опоки. Для безопочной формовки опоки
изготовляются из твёрдой породы дерева (дуб,
Материал-ковкий чугун
Примечание: Заготовку втцлок следует производить
попарно, с последующей распиловкой их по
оси отверстий
Фиг. 112. Двухштыревая направляющая втулка и её крепление к плите и к опоке: с — на-
правляющая втулка; б — узел крепления: 1 — штырь; 2 — гайка; 3 — шайба; 4 — подмодельная
плита; 5 — болт; 6 — втулка.
J
вающих машинах с допрессовкой применяются
стояки пружинные (фиг. 114) или прорезные
трубки (фиг. 115).
вишня, орех) или из алюминиевого сплава, в не-
которых случаях из магниевого сплава—элек-
трона. Последние особенно легки и удобны
в работе.
В конструктивном отношении опоки под-
разделяются на съёмные и разъёмные. Более
совершенны съёмные опоки.
Съёмные опоки. Выполняются пира-
мидальной формы с уклоном стенок в 5°
и гладко обработанными внутренними поверх-
ностями (фиг. 116). Центрирование опок про-
Фиг. 113. Установка стояка
на модельной плите: / —
модель стояка; 2 — напра-
вляющая втулка;3—штырь;
4—модельная плита; 5 —
металлоприёмник.
Фиг. 114. Пружинный стояк:
1 — воронка; 2 — стояк;
3 — втулка.
(Заготовка 188)
Контактная _
бетыН
Фиг. 115. Трубка для прорезки вертикального
литникового хода.
Фиг. 116. Съёмная деревянная опока: / — нож;
2 — рычаг ножа; 3 — направляющий штырь.
изводится с помощью направляющих одинар-
ных или двойных штырей, укреплённых в ниж-
ней опоке, и направляющих втулок, укреплён
ных в ушках верхней опоки.
В верхней опоке для поддержания земли
при её отделении имеются передвигающиеся
в плоскости разъёма стальные планки — ножи.
Перед съёмом опок ножи прячутся внутрь
стенок опоки и последняя свободно снимается
с формы кверху.
64
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
1РАЗД. Ш
Таблица 105
Винты с потайной головкой для крепления
металлических моделей к плите (размеры в мм)
Крепление
односторонних моделей
Крепление
двусторонних моделей
Запаять
Ост 20007-38
Подмодельная плита типП
Диаметр
винта d
МЗ
М4*
М5
Мб*
М8
Я
8
ю
13
15
19
3
3-5
4
5
7
С
л
б
7
а
до
В
7
9
и
13
17
i
1,5
3
2.5
3
-ft
о,8
3
6
8
ю
13
1Й
h
3
3.5
4
б
4,3
5.5
0.5
9
Размеры, отмеченные *, применять преимущественно.
Размеры даны минимальные за исключением D, h и <*,.
Таблица 106
Цилиндрические штифты для крепления метал-
лических моделей к плите (размеры в мм)
Крепление
односторонних моделей
крепление двухсторонних
моделей
Расчеканить
после, сборни
Расчеканить
после сборки
2
3*
4
5*
6
Я
С
Минимальные
3
4
5
б
7
4
5
6
7
8
Размеры, отмеченные *, применять преимущественно.
Таблица 107
Винты с потайной головкой для крепления
деревянных моделей к плите (размеры в мм)
Крепление Крепление двухсторонних
односторонних моделей моделей
Ост. 20007-Х типЛ
Деревянная пробка
о.
« н
3 *
Сч со
3
4
0
б
S
а
= я
.5 я
>> ш
[_ гг
5
б
8
ю
Пришпа-
клевка
гнезда
замазкой
Я
2,5-6
3.5-7
4-8
5—ю
ft
2
2.5
3
3,5
При за-
делке
гнезда
пробкой
Я
7
а
9
л,
5
6
7
8
с=к
5
б
8
ю
б
8
ю
12
3,2
4.3
5.5
Ь,5
Глубина ввинчивания 5 — 6 мм относится главным
образом к врезным моделям. Размеры даны минимальные
за исключением D и йх.
Металлические съёмные опоки бывают двух
видов: монтированные и цельнолитые. Кон-
струкция монтированной опоки с одинарными
штырями дана на фиг. 117, конструкция цель-
нолитой съёмной опоки с двойными штырями—
на фиг. 118.
В табл. 109 приведены основные размеры
наиболее часто применяемых съёмных опок.
Установка штырей и втулок в опоках по-
казана на фиг. 119 и 120. Данные о направля-
ющих штырях для опок приведены в табл. ПО.
Тип]
Масляная
замазка
Деревянная
¦jipoSka,
ТипЛ,
Деревянная
пробка
Таблица 108
Винты с потайной головкой и гайкой для крепления деревянных моделей к плите (размеры в мм)
Диаметр
винта
МЗ
М4
М5
Мб
При шпаклёвке гнезда
я,
5-8
6—ю
7—12
9—14
замазкой
(тип 1)
Л,
3
3.5
4
Яа
7—9
8-12
ю-is
и-17
К
6
При заделке гнезда
нх
9
и
13
15
пробкой
(тип 1)
к
1
9
ю
Я,
ю
13
i6
18
h,
8
IO
12
13
Л
2
3
4
5
Общие размеры
с
8
ю
12
14
9
IX
13
15
dl
3.2
4.3
5-5
6,5
X
».5
2
3
4
Размеры даны минимальные кроме D и
ГЛ. 11
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
65
Основные размеры съёмных опок (в мм)
__— с —,
ft»
Таблица 100
Номинальные размеры
axb
(длинаХши-
рина)
400x250
400x30°
450x250
45°ХЗ°°
Н
верх
75
IOO
125
75
lOO
125
75
IOO
125
75
IOO
125
опок
н
низ
75
IOO
125
!5°
75
IOO
125
15°
75
IOO
125
15°
75
IOO
125
15°
Верх
387
38з
378,6
337
383
378,6
437
433
428,6
437
433
428,6
а3
399
399
399
399
399
399
449
449
449
449
449
449
237
233
228.6
287
283
278,5
237
233
228,6
287
28з
278,6
249
249
249
299
299
299
249
249
249
299
299
299
Hi
66
91
116
66
91
116
66
91
116
66
91
116
Низ
412,6
417
421,4
425.8
412,6
417
421,4
425,8
462,6
467
471.4
475,8
462,6
467
471,4
475.8
262,6
267
271,4
275.8
312,6
317
321,4
325.8
262,6
267
271,4
275,8
312,6
317
321,4
325.8
А,
73
97
123
J47
73
97
123
Н7
73
97
122
147
73
97
123
J47
с
5зо
53O
52O
53°
5зо
52°
52°
52°
57°
57°
57°
57°
57°
57°
57°
57°
Схема расположения ножей в съёмных
опоках представлена на фиг. 121.
Конструктивные элементы деревянных
съёмных опок даны на фиг. 122, а их основ-
1*3 5 :.
Таблица ПО
Направляющие штыри для съёмных опок
(размеры в мм)
Фиг. 117. Съёмная монтированная опока с одинарными
штырями: 1— опока верхняя; 2 — опока нижняя;
3 — штырь; 4— втулка; 5 — нож; 5 — рычаг ножа.
dtut
d,Ct
d,
I
С
a
«i
16
14
Mia
16
1.5
13,5
9.5
20
16
M14
18
a
15-5
11
L
IOO
125
15°
Полная
12б
I5i
i76
длина Lx
128
153
178
Материал — Ст. 45. Твёрдость 45 — 50
66
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Фиг. 118. Съёмная цельнолитая опока с двойными штырями:
1 — опока верхняя; 2 — опока нижняя; 3 — штырь; 4 — втулка;
5 — нож; 6 — рычаг ножа.
Фиг. 120. Установка двойных штырей
и втулок в опоке: / — верхняя опо-
ка; 2 — нижняя опока; 3 — штырь;
4 — втулка; 5— подмодельная плита;
6 _ ушко верхней опоки; 7 — ушко
нижней опоки.
Фиг. 119. Установка одинарных штырей
и втулок в опоке: 1 — верхняя опока;
2—нижняя опока; 3— штырь; 4 - втулка;
5 — подмодельная плита; 6 — ушко верх-
ней опоки; 7 — ушко нижней опоки.
Фиг. 121. Схема расположения ножей на съём-
ных опоках: / - нож; 2 — направляющий баш-
мак; 3 — рычаг ножа.
ГЛ. I]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
67
ные размеры — в табл. 111. Узлы установки
штырей и втулок на деревянных опоках по-
казаны на фиг. 123.
Разъёмные опоки. Разъёмные опоки
обычно делаются деревянными. На фиг. 124
представлена пирамидальная разъёмная опока.
Фиг. 122. Конструктивные элементы деревянной съёмной опоки:
1 — втулка; 2 — штырь; 3 — лапка подвижного ножа; 4 — под-
вижной нож; 5 — винт; 6 — стальная накладка.
Деревянные разъёмные опоки из-
готовляются таких же габаритов,
как и опоки съёмные. Разнима-
ются опоки по диагонали и при
снятии с формы раскрываются на
шарнире. На время набивки и
сборки формы полуопоки запира-
ются защёлками. Для удержания
земли на их внутренней стороне
прорезаны горизонтальные канав-
ки. Разъёмные опоки центриру-
ются штырями, укреплёнными на
нижней полуопоке, и направляю-
щими втулками, укреплёнными на
верхней полуопоке и подмодель-
ной плите. Иногда разъёмные
опоки центрируются трёхгранными
штырями, а вместо втулок — на-
правляющими угольниками. Кроме
Основные размеры съёмных деревянных опок (в мм)
Таблица 111
Номинальные размеры опок
axb
(длина X ши-
рина)
4оохзу>
4ооХЗ°°
450X250
45ОХЗ°°
Н
верхн.
75
IOO
125
75
IOO
125
75
IOO
125
75
IOO
125
я
нижн.
75
IOO
125
15°
75
IOO
125
15°
75
IOO
125
1Э°
75
IOO
125
150
Верх
я,
387.5
383
378,6
387,5
383
378,6
437-5
433
428,6
437,5
433
428,6
Ьг
237,5
233
228,6
287,5
283
278,6
237.5
233
228,6
287,5
283
278,6
Л,
66
91
иб
66
91
иб
66
91
ыб
66
91
иб
Низ
а,
412,6
417
421,4
425,8
412,6
417
421,4
425,8
462,6
467
471-4
475.8
462,6
4&7
47L4
475.8
ь.
2б2,6
267
271,4
275-8
312,6
317
321,4
325,8
2б2,6
267
271,4
275.8
312,6
317
321,4
325.8
Л,
69
94
ид
144
69
94
И9
144
69
94
И9
144
69
94
И9
144
С
52О
52O
52O
52°
5=о
52O
52O
52O
57°
57°
57°
57°
57<>
57°
57°
57°
68
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[УАЗД. 111
Фиг. 123. Узлы соединения съёмных деревянных опок: / — верхняя опока; 2 — нижняя
опока; 3 — штырь; 4 — втулка; 5 — ушко верхней опоки; 6 — ушко нижней опоки;
7 — нож; 8 —- стальные накладки.
пирамидальных, изготовляют также разъём-
ные опоки с вертикальными стенками. Для
удержания земли внутри этих опок пои на-
мидальной опоке, на
неё перед заливкой
надевается жакет.Жа-
кеты бывают деревян-
ные, сваренные из ли-
стовой стали (фиг. 125)
и отлитые из ковкого
или серого чугуна.
Наилучшей конструк-
цией следует считать
жакет с гибкими уг-
лами (фиг. 126), со-
стоящий из четырёх
литых стенок, соеди-
нённых болтами с пру-
жинами. При накрыва-
нии формы пружины,
соединяющие стен-
ки жакета, раздвига-
ются, и жакет плотно
охватывает форму со
всех сторон.
Основные размеры
сварных жакетов при-
ведены в табл. 112, а
пружинных — в табл.
113.
Подопочные пли
ты изготовляются из
дерева, свариваются
Таблица 113
Основные размеры пружинных жакетов
О, —,
Фиг. 124. Опока деревянная разъёмная.
бивке вставляют железные рамки, остающиеся
на форме при её заливке.
Жакеты. Для предохранения от разруше-
ния безопочной формы, изготовленной в пира-
Таблица 112
Основные размеры сварных жакетов
(размеры в мм)
а, _, _, о,
Номинальные
размеры опок
(длина X ширина)
400X250
400x300
450X250
45°ХЗоо
а,
387.8
437-8
а3
412,3
462,2
237.8
287,8
237,8
287,8
*•
262,2
312,2
262,3
312,2
Номинальные
размеры опок
(длина X ширина)
400X250
400 ХЗ00
450x250
450X300
с,
337,8
437.8
<h
412,2
462,2
237.8
287,8
247.3
287,8
262,2
312,2
аба, 2
312,2
Фиг. 125. Жакет сварной из листовой стали
Фиг. 126. Жакет литой с гибкими углами
(пружинный).
из листовой стали или отливаются из алюми-
ниевого сплава. В табл. 114 приведены размеры
подопочных плит из алюминиевого сплава.
ГЛ. Ij
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
69
Таблица 114 Таблица 116
Размеры подопечных плит из алюминиевого сплава Размеры деревянных подпрессовочных плит (в мм)
(в мм)
по CDEFGH
Винт 8x60 ОстШЗ
no CDEFGH
ЖПЗ
ГЦ
Н20
J
¦IS
noKL
Для размеров
опок
400X250
400X300
450X250
450x300
A
406
456
В
256
Зоб
356
Зо6
a
22
22,5
ях 5
6Х=4
7X24
b
21
2О,5
21
ИХ5,
3X24
4X24
3X24
4Х24
Материал — алюминиевый сплав.
Подпрессовочные плиты употребляются
для подпрессовывания земли в верхней опоке.
Изготовляются из алюминиевого сплава, но ча-
ще выполняются деревянными. По краям плиты
Таблица 115
Размеры металлических литых подпрессовочных
плит (в мм)
по EFGH
Для размеров
опок
400X250
400x300
450X250
450X3°°
А
374
434
В
224
^74
224
274
С
5о
до
5°
9°
-a ?L--.
Для размеров опок
400X250
400X300
450X250
450X300
А
374
374
434
434
В
224
374
234
274
™. R1
Материал — дерево.
расположены косые выступы, которыми при
формовке плита вдавливается з опоку. Ско-
шенные края спрессовывают также углы
формы, предо-
храняя послед-
ние от обсыпа-
ния при снятии
опок и надева-
нии жакета.
В табл. 115
и 116 приведе-
ны размеры
металлических
(литых) и дере-
вянных под-
прессовочных
плит. В тех слу-
чаях, когда вер-
тикальный лит-
никовый ход
пр о р езаетс я
трубкой, к пли-
те приверты-
вается нарост,
образующий в
верхней полу-
форме литнико-
вую воронку;
при отсутствии
на плите литникового выступа литниковая во-
ронка в форме получается обжимкой (фиг. 127).
Материап- алюминиевый спяав
Фиг. 127. Обжимка для образова-
ния в форме литниковой воронки.
Материал — алюминиевый сплав.
70
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
МОДЕЛИ ГИПСОВЫЕ И ЦЕМЕНТНЫЕ [2]
Гипсовые и цементные модели получаются
путём отливки в земляные формы, изготовляе-
мые по промоделям или шаблонам. Промодели
и шаблоны, применяемые для производства
гипсовых и цементных моделей, делаются без
учёта усадки.
Изготовление гипсовых моделей
по промоделям
Для изготовления гипсовых моделей по про-
моделям последние (деревянные или гипсовые)
плотно заформовываются в глинистой формо-
вочной смеси. После выема промодели форму
тщательно отделывают и заливают гипсовым
раствором. В тех случаях, когда надо получить
более прочную модель, рекомендуется перед
заливкой вставлять в форму металлическую
арматуру (каркас). При изготовлении пусто-
телой модели внутрь формы вставляют сделан-
ную из сырых досок толщиной 20—25 мм опа-
лубку, которая после затвердевания гипса вы-
таскивается. Материалом для изготовления
моделей служит кальцинированный гипс (меди-
цинский), прокалённый при температуре 120—
130°. Строительный гипс быстро застывает и
даёт грубую поверхность, а поэтому может
применяться только для заполнения внутрен-
ней части модели, не воспроизводящей рабо-
чего контура детали. Помимо указанных сор-
тов, существуют ещё специальные сорта мо-
дельного гипса.
При отливке крупных и массивных моде-
лей или подмодельных плит для ускорения
затвердевания внутрь отливки кладут куски
пористого гипса и устраивают вентиляцион-
ные каналы.
Гипс растворяют в чистой воде в соотно
шении приблизительно 1:1. Необходимо,
чтобы образующиеся комки были измельчены
и смесь была бы однородна. После окончатель-
ного затвердевания гипсовую отливку извле-
кают из формы и выдерживают при комнатной
температуре 2—3 часа.
Отделка гипсовой модели производится
обычно деревомодельным инструментом. После
отделки модели дополнительно выдержива-
ются при комнатной температуре в течение
7—10 час, а затем на поверхность их наносят
тонкий слой шеллака. Если шеллак наносится
рано, то происходит его вспучивание и от-
слаивание. Через 3—4 часа после нанесения
первого слоя наносят второй слой шеллака.
Просушка второго слоя должна продолжаться
не менее 8 час.
Изготовление гипсовых моделей
по шаблонам
Аналогично производству глиняных форм
и стержней гипсовые модели могут изгото-
вляться с помощью шаблонов, вращающихся
вокруг вертикальной или горизонтальной оси,
и с помощью протяжных (скребковых) ша-
блонов, направляемых формовочными досками.
Изготовление гипсовой модели с по-
мощью вертикально вращающегося ша-
блона. Приспособление для изготовления мо-
дели (фиг. 128) состоит из плиты со вставленным
в неё стальным шпинделем с шаблонодержа-
телем. Для облегчения съёма изготовленной
гипсовой модели поверхность плиты смазы-
вается маслом или стеарином, растворённым
в теплом керосине до жидкой консистенции.
С той же целью следует смазывать раствором
Фиг. 128. Приспособление для изгото-
вления гипсовых моделей при помощи
вертикального шаблона: 1 — шпиндель;
2—шаблонодержатель; 3—плита; 4—штифты.
или маслом и стальной стержень в месте соеди-
нения его с моделью. Лучшие результаты даёт
облицовка этой части стержня слоем глины
толщиной 4—5 мм. Процесс изготовления мо-
дели протекает следующим образом (фиг. 129).
Приготовленный гипсовый раствор набрасы-
Фиг. 129. Схема процесса изготовления
гипсовой модели с помощью вертикаль-
но вращающегося шаблона: 1 — шаблон;
2 — гипсовая модель; 3 — плита.
вают на промасленную плиту и шаблоном
затачивают профиль модели. Затем несколько
затвердевшую, но ещё сырую гипсовую форму
обливают жидким раствором гипса и вновь
шаблонируют до получения соответствующей
формы модели. После затвердевания гипсовую
модель снимают с плиты, отделывают и после
надлежащей выдержки покрывают шеллаком.
Изготовление гипсовой модели с по-
мощью горизонтального шаблона. В этом
случае процесс изготовления гипсовой модели
аналогичен производству крупных глиняных
стержней по неподвижному шаблону (см.
стр. 119). Изготовление гипсовой модели
(фиг. 130) в приспособлении (фиг. 131) произ-
Фиг. 130. Гипсовая модель.
водится следующим образом. На металличе-
ском шпинделе (патроне), обмотанном соло-
менным жгутом или древесной шерстью,
вытачивают сперва по шаблону глиняный
стержень упрощённой по сравнению с черте-
жом формы и несколько меньших размеров.
Изготовленный стержень просушивают, зачи-
щают наждачной бумагой и покрывают лаком;
затем на стержень наносят комочки гипсового
ГЛ. I]
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
71
раствора, на который укладывают железную
арматуру, образующую каркас модели. Поверх
каркаса накладывается слой гипса и шаблоном
затачивают модель (фиг. 132). Полученный
профиль модели после первой заточки будет
Фиг. 131. Приспособление для заточки
глиняного стержня для модели: 1 — ста-
нина; 2 — шаблон; 3 — металлический
стержень; 4 — глиняный стержень.
грубым, поэтому после схватывания гипса
поверхность модели покрывают жидким рас-
твором гипса и вновь затачивают до полу-
чения гладкой поверхности. Торцевые части
глиняного стержня также сглаживаются, грун-
туются маслом и затем заделываются гипсом.
После окончательного затвердевания модель
посредине распиливается и при этом про-
Фиг. 132. Заточка гипсовой модели:
1 — металлический каркас; 2 — обмотка;
3 — гипсовая модель; 4 — шаблон.
волочный каркас перерезается. Глиняный стер-
жень, служивший основой для заточки гипсо-
вой модели, удаляется, а полученная после
распиловки половина модели тщательно зачи-
щается и покрывается шеллаком. Для проч-
ности в такую часть модели вставляют дере-
Фиг. 133 Готовая гипсовая модель с ребром
жёсткости: а — гипсокая модель; б — ребро
жёсткости.
вянные рёбра жёсткости, а промежутки между
ними заполняют строительным гипсом или
даже белой глиной. На фиг. 133 показана
готовая гипсовая модель с ребром жёсткости.
Изготовление гипсовой модели с по-
мощью протяжного шаблона. Приспособле-
ние для изготовления модели протяжкой со-
стоит из основной плиты с двигающимся по
ней кронштейном (шаблонодержателем), к ко-
торому прикрепля-
ются шаблоны. Из-
готовление моде-
ли для отливки
детали, показанной
на фиг. 134, про-
изводится еле-
дующим образом фиг Эскиз литой д
На металлической
плите (фиг. 135)
с помощью шаблона вытачивают три гип«
совых стержня с учётом усадки сплава, из
которого будет отливаться деталь. После
Фиг. 135. Протяжное приспособление
для затачивания гипсовой модели:
1 — плита; 2 — шаблонодержатель;
3 — шаблон для заточки стержня для
модели.
затвердевания гипсовых стержней их поверх-
ность гладко отделывается, покрывается
сверху разделительным составом (насыщенным
раствором стеариновой кислоты в тёплом
керосине или просто маслом). Смазанную
Фиг. 136. Затачивание наружной части мо-
дели шаблоном: I — модель; 2 — стержень;
3 — шаблон для заточки модели.
поверхность желательно посыпать порошком
ликоподия. После этого на приготовленные
стержни накладывают гипс и вторым шаблоном
(фиг. 136) вытачивают наружные очертания
модели. Полученную гипсовую модель отделы-
вают с доводкой до окончательных точных
размеров и покрывают лаком.
Изготовление гипсовых драйеров для сушки
стержней
Для сушки небольших стержней можно
применять гипсовые драйеры, которые из-
готовляются следующим образом. По стержне-
вому ящику отливается гипсовый стержень
(фиг. 137), после заливки которого половина
ящика отделяется. Выступающая из второй
72
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
(РАЗЯ. 11!
половины часть стержня гладко отделывается
и смазывается разделительным составом (рас-
твором стеариновой кислоты в керосине,
вазелином или маслом) и посыпается порош-
ком ликоподия. За-
тем на половину
ящика с гипсовым
стержнем (фиг. 138)
накладывается де-
ревянная рамка.
Полученная таким
образом форма для
отливки драйера
заливается гипсом.
По затвердении
гипса драйер осво-
бождают из формы
Фиг. 137. Гипсовый стержень,
отлитый в стержневом ящике:
/— стержневой ящик в раскры-
том виде; 2 — стержень.
и обрабатывают
столярным инстру-
ментом до требуемых размеров, оставляя для
устойчивости и для жёсткости рёбра (фиг. 139).
Для придания гипсовым драйерам большей
прочности можно при заливке закладывать
в них металлические каркасы.
Фиг. 138. Форма для отливки гипсового
драйера: / — гипсовый стержень; 2 — поло-
вина стержневого ящика; 3 — рамка.
заливают раствором цемента. Полученная
в этой рамке плита и служит подмодельной
плитой. Земляная форма под заливку цемен-
том должна быть изготовлена из жирной фор-
мовочной смеси при плотной набивке.
Железобетонные модели [1]
Железобетонные модели изготовляются
преимущественно крупные. Для облегчения
веса чаще всего они делаются пустотелыми,
с толщиной стенки от 40 до 60 мм. Состав
бетона берётся от 1:1 до 1:2,5. При этом
песок должен быть мелким, чистым, кварцевым.
Процесс изготовления железобетонных мо-
делей следующий. По деревянной или гипсовой
промодели в жирной, формовочной смеси, при
плотной набивке, изготовляют литейную форму,
которую тщательно отделывают. Если нужно
получить модель вместе с подмодельной пли-
той, то на опоку наставляют металлическую
рамку и форму заполняют бетоном, Пустоты
делаются с помощью вставленной внутрь формы
Фиг. 139. Гипсовый драйер: /—рабочая поверх-
ность драйера; 2 — ребро жёсткости.
Фиг. 140. Каркас железобетонной модели.
Гипсовые драйеры вполне выдерживают
температуру, требующуюся для сушки стерж-
ней, и при правильном использовании служат
продолжительное время.
Изготовление цементных моделей
Цементные модели имеют ряд преимуществ
перед гипсовыми. Цемент значительно дешевле
гипса, и прочность цементных моделей полу-
чается более высокой. Для изготовления це-
ментных моделей применяют портланд-цемент
или в виде чистого водного раствора конси-
стенции густых сливок или в виде бетона
в пропорции от 1:1 до 1:3. Период тверде-
ния цементной модели длится от б до 12 дней.
Процесс изготовления цементных моделей
аналогичен изготовлению гипсовых.
После полного затвердевания цементную
модель промывают водой, отделывают, про-
сушивают и покрывают лаком. Часто цемент-
ные модели отливают вместе с подмодельной
плитой. Для этого после изготовления одной
половины земляной формы на опоку наклады-
вают металлическую рамку, которую доверху
опалубки из плотно сколоченных сырых досок
или лучше из кровельного железа. Каркас
бетонной модели составляется из железных
прутьев диаметром от 3 до 8 мм. Места скре-
щивания прутьев перевязываются вязальной
проволокой (фиг. 140). После установки кар-
каса и опалубки форму заливают раствором
бетона, который затвердевает в течение 3—5
дней. Окончательно затвердевшую модель
вынимают из формы, отделывают и „железнят",
т. е. влажную поверхность модели припудри-
вают чистым цементом и тщательно заглажи-
вают гладилкой.
„Железнёная" поверхность модели имеет
гладкий и глянцовитый вид и покрытия лаком
не требует. Резко выраженные углы и другие
выступающие части, могущие обрушиться,
рекомендуется делать металлическими: из ла-
туни, алюминиевого сплава или из стали. Части
эти закрепляются на модели при её заливке.
Отъёмные части делаются металлическими и
в зависимости от характера вставки либо мон-
тируются на вставленных при заливке металли-
ческих штифтах (дюбелях), либо соединяются
с моделью помощью шипов, имеющих форму
ласточкиного хвоста.
ГЛ. I]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
73
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
ОБЩИЕ СВЕДЕНИЯ
Среди формовочных материалов различают
исходные формовочные материалы, формо-
вочные смеси и вспомогательные формовоч-
ные составы.
Исходные материалы в свою очередь
подразделяются на основные материалы — пе-
сок и глину и вспомогательные — связую-
щие материалы для стержней, уголь, торф,
опилки, графит, тальк и т. п. Исходные фор-
мовочные материалы, смешанные один с дру-
гим или с оборотной (горелой) землёй, обра-
зуют формовочные смеси или вспомогатель-
ные формовочные составы.
Формовочные смеси в зависимости от их
назначения разделяются на собственно фор-
мовочные и стержневые смеси.
К вспомогательным формовочным соста-
вам относятся формовочные краски, натирки,
стержневые клеи, замазки для исправления
стержней и другие материалы, необходимые
для изготовления и отделки формы.
К важнейшим свойствам форм и стерж-
ней, зависящим от качества формовочных ма-
териалов, относятся: 1) механические свойства,
2) способность выделять и проводить газы,
3) способность противостоять действию тепла,
выделяемого отливкой, и отводить это тепло
с нужной скоростью и 4) химическая инерт-
ность по отношению к заливаемому металлу.
Механические свойства формы и стерж-
ня оказывают существенное влияние на мно-
гие элементы технологического процесса из-
готовления отливки.
Прочность формы и стержня должна быть
такой, чтобы они не деформировались под дей-
ствием собственного веса или толчков при их
транспортировке.
Готовая форма должна выдерживать ста-
тическое давление заливаемого металла и ди-
намическое воздействие его струи. В против-
ном случае возможен „распор" формы или .об-
вал" отдельных её частей.
Прочность связи между частицами формо-
вочного материала требуется такая, которая
могла бы успешно препятствовать отслаива-
нию поверхностной корки формы (под дей-
ствием тепла отливки). Проникновение металла
под отслоившуюся корку вызывает брак по
пленам („ужиминам").
Прочность формы должна исключать воз-
можность смывания металлом зёрен песка,
приводящего к „засору" и земляным рако-
винам. С другой стороны, форма и стержень
должны быть достаточно податливыми, чтобы
предотвратить образование „горячих трещин"
при усадке отливки.
Для облегчения выбивки литья прочность
формовочного материала должна понижаться
под действием тепла, выделяемого остыва-
ющей отливкой.
Помимо прямого влияния на процесс полу-
чения литья, механические свойства смесей
отражаются и на процессе изготовления самой
формы.
В частности, если текучесть формовочного
материала окажется недостаточной, то запол-
нение им опоки и стержневого ящика будет
затруднено.
Очень важно также, чтобы формовочный
материал обладал пластичностью, т. е. спо-
собностью передать форме точные очертания
модели.
Способность формы выделять и прово-
дить газы, т. е. её газопроницаемость и газо-
творная способность, имеет большое значение
для получения здоровой отливки. Основную
роль играют газы и пары, выделяемые самой
формой в результате испарения воды, сгора-
ния органических веществ (главным образом
связующих и противопригарных материалов) и
при разложении некоторых примесей к песку
и глине (например СаСО3, MgCO3 и др.).
Эти газы и пары, а также воздух, запол-
няющий полость и поры формы и сильно
расширяющийся при нагреве, создают газовое
давление, воздействующее на затвердевающую
отливку.
До образования прочной застывшей корки
металла газовое давление оказывает отрица-
тельное влияние. Если непосредственно после
заливки давление газов в порах формы велико,
а газопроницаемость недостаточна, чтобы
быстро понизить это давление, то газ устре-
мляется в металл и, проходя сквозь его толщу,
вызывает „кипение" („вскип") металла.
Процесс проникновения в металл отдельных
пузырей газа приводит к образованию газо-
вых раковин. Высокое газовое давление
в форме мешает выходу газов, выделяемых
металлом при его затвердевании, что также
приводит к образованию газовых раковин.
В тех случаях, когда газовые пузыри не в со-
стоянии прорвать уже образовавшуюся тон-
кую плёнку застывающего металла, но ока-
зываются в силах деформировать эту плёнку,
образуются наружные раковины.
В начальный период затвердевания отливки
газовое давление в стенках формы способ-
ствует отслоению и вдавливанию в металл
прогревшейся корки формовочной смеси
с образованием плен (ужимин).
При заливке металла в форму и в начале
его затвердевания необходимо принимать
меры к уменьшению газового давления, раз-
вивающегося в толще формовочного мате-
риала.
Газовое давление в полости формы (а не
внутри стенок её) во время заливки и в на-
чале затвердевания металла может быть
использовано для противодействия отслаива-
нию прогревшейся корки и поверхностного
слоя формы. В частности, в практике для
этой цели иногда закрывают выпоры во время
заполнения формы металлом, приняв меры
к повышению газопроницаемости стенок
формы.
Когда отливка покроется затвердевшим
слоем4 газовое давление оказывает положи-
тельное влияние. Газы, воздействующие на
отливку со всех сторон, увеличивают плот-
ность металла.
Преимуществом обладают те материалы,
газообразующее действие которых проявляется
не сразу. Применение графита и трудно за-
горающихся углей в формовочных составах
следует предпочесть использованию углей
с низкой температурой воспламенения и бы-
стрым выделением летучих. С той же целью
74
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
следует удалять из стержневых смесей наи-
более легко образующиеся газы уже в про-
цессе сушки стержней, производя её для этого
при максимальной допустимой температуре,
не ухудшающей прочности стержней.
Оптимальную газопроницаемость для
каждой смеси устанавливают в прямой зави-
симости от количества газообразующих
веществ, содержащихся в смеси.
Газовое давление на металл можно в раз-
личные периоды времени охлаждения отливки
регулировать внешним воздействием. Напри-
мер, при литье алюминиевых сплавов принято
помещать залитые опоки в автоклавы высокого
давления.
Способность формы противостоять дей-
ствию тепла, выделяемого отливкой,
и проводить это тепло также имеет большое
значение для получения годного изделия.
Одним из важных необходимых качеств
формовочного песка или глины является
их огнеупорность. При недостаточной огне-
упорности материала зёрна его, соприкасаясь
с жидким металлом, размягчаются и привари-
ваются к отливке, образуя термический при-
гар. Понижение огнеупорности формовочной
смеси может быть вызвано, например, влия-
нием примесей, сплавляющихся с песком или
глиной. При заливке металла в сырую песча-
ную форму часть тепла расходуется на испа-
рение влаги формы, что ускоряет теплоотдачу
и увеличивает скорость затвердевания отливки.
С целью регулирования скорости охлаждения
отливки в формовочную смесь добавляют спе-
циальные компоненты с повышенной или по-
ниженной теплопроводностью. При литье ма-
гниевых сплавов в состав формовочной смеси
в некоторых случаях вводят до 40% высоко-
процентного ферросилиция, ускоряющего за-
твердевание отливки и, следовательно, умень-
шающего опасность окисления магния в форме.
Термофизические свойства формовочных
материалов — теплопроводность и коэфициент
теплового расширения — сказываются на их
долговечности.
Чем меньше теплопроводность материала,
тем больше разница между температурой
в центре песчаного зерна и температурой на
его поверхности, тем, следовательно, больше
опасность растрескивания зёрен и обогаще-
ния смеси пылью.
Коэфициент теплового расширения формо-
вочного материала, как и его аллотропические
изменения при высоких температурах, связан-
ные с изменением объёма, прямо отражаются
на поведении формы. При неравномерном
прогреве формы изменение объёма различных
её слоев также протекает неравномерно, что
может явиться причиной деформации формы
и отслоений на отдельных её участках по-
верхностного слоя.
Химическая инертность формовочного
материала по отношению к заливаемому ме-
таллу и неспособность сплавляться с ме-
таллом — необходимые условия получения
здоровой отливки.
При наличии в составе песка или глины
примесей, способных вступить в химическую
реакцию с металлом, на поверхности отливки
образуется трудноудалимый химический при-
гар. В частности, при содержании в глине
пирита FeS2 поверхность стальной или чугун-
ной отливки покрывается коркой сернистого
железа FeS3 4- Fe = 2FeS. Следует учитывать,
однако, что в большинстве случаев химиче-
ский пригар — результат взаимодействия
материала формы не с самим металлом, а с его
окислами, с образованием „пригарного сплава".
Так, при литье марганцовистой стали в песок
закись марганца МпО легко образует сили-
каты марганца, пригорающие к отливке.
Возможно образование пригара также за счёт
сплавления кварца SiO2 с окислами железа
и других металлов. Силикаты, образующиеся
близ поверхности отливки, имеют температуру
плавления более низкую, чем металл. Поэтому
они довольно долго остаются жидкими
и в состоянии глубоко проникать в поры
формы между зёрнами песка, образуя пригар
и ухудшая поверхность литья. При наличии
в составе формовочной смеси флюсующих
примесей (минералов, содержащих Na, К и ча-
стично Са и Mg) последние, входя в состав
пригарных сплавов, резко понижают темпера-
туру их плавления и увеличивают жидкотеку-
честь, в связи с чем возможно проникание
пригарного сплава между зёрнами песка, не-
смотря на быстрое покрытие отливки плёнкой
застывшего металла.
Для устранения пригара и улучшения
поверхности литья следует принимать специ-
альные меры. Необходимо выбирать формо-
вочные смеси с таким расчётом, чтобы вхо-
дящие в их состав вещества не обладали при
температурах заливки химическим сродством
к металлу и его окислам. Литьё стали Гат-
фильда целесообразно производить в измель-
чённый магнезит, а не в кварцевый песок.
При литье углеродистой стали следует огра-
ничивать содержание в смеси минералов,
имеющих в своём составе окислы натрия или
калия (например слюду и полевой шпат). При
чугунном литье также необходимы аналогич-
ные ограничения, хотя и менее жёсткие.
В состав формовочных смесей нужно
вводить органические добавки, которые при
сгорании создают в форме восстановительную
атмосферу. Эта мера сокращает или вовсе
устраняет возможность образования окислов
на поверхности отливки и тем самым значи-
тельно уменьшает вероятность пригара. В ка-
честве противопригарной добавки при литье
чугуна всырую обычно применяют каменный
уголь, а при литье медных сплавов часто
используют мазут.
Применять мазут надо с осторожностью,
так как, быстро сгорая, он создаёт опасность
образования газовых раковин, причём чем
легче сплав и чем меньше его статическое
давление, тем больше опасность образования
газовых раковин. Мазут приемлем для бронзы
и мало пригоден при литье более лёгких
сплавов. Те же причины ограничивают при-
менение торфа взамен угля.
Для сухих форм и стержней роль противо-
пригарных средств выполняют имеющиеся
в смеси органические связующие материалы
(масло, сульфитный щёлок и пр.). Некоторое
противопригарное действие могут оказывать
также находящиеся в смеси солома, опилки
и другие сгорающие материалы.
Один из методов борьбы с пригаром —
покрытие поверхности формы специальными
составами. При литье всухую в этих целях
ГЛ. IJ
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
75
применяют краски и натирки, а при литье
всырую — припылы. В большинстве случаев
покровные материалы содержат углеродсодер-
жащие выгорающие вещества: уголь, графит
и др., способствующие образованию восстано-
вительной атмосферы, противодействующей
окислению металла.
В составе красок, натирок и припылов
могут содержаться невыгорающие инертные
вещества: маршалит, шамот, тальк и др.,
обладающие более высокой огнеупорностью,
чем материал формы, и менее загрязнённые
вредными примесями, чем формовочная или
стержневая смесь. Графит совмещает в себе
преимущества обоих видов покрытий, так
как, трудно воспламеняясь, он проявляет не
только химическое, но и механическое защит-
ное действие. Иногда в противопригарных це-
лях на поверхность формы наносят (путём
опрыскивания) дополнительное количество ор-
ганических связующих материалов, чем одно-
временно достигается и увеличение прочности
поверхности формы.
Поверхность литья может ухудшиться
также под влиянием поверхностных явлений
в местах соприкосновения металла с формой.
Р.сли жидкий металл хорошо смачивает
форму, то он легко заполняет её и вступает
в тесный контакт с формовочной смесью.
И, наоборот, если металл плохо смачивает
форму, то заполнение им формы и контакт
его с формовочным материалом ухудшаются.
В последнем случае уменьшается опасность
пригара, но увеличивается вероятность неза-
полнения тонких сечений отливки.
Чугун и сталь хорошо смачивают кварце-
вый песок, но не смачивают графит и краски,
изготовленные с применением масла.
Окрашивать графитом или гидрофобными
красками следует лишь широкие сечения
формы, где значительна опасность пригара
и ничтожна опасность незаполнения металлом,
оставляя неокрашенными узкие сечения
формы, где нет опасности пригара, но где
следует опасаться „неслитин".
Как на специальный случай химического
взаимодействия металла и формы, укажем на
литьё магниевых сплавов, при котором окис-
ление отливки происходит не только за счёт
кислорода воздуха, но и за счёт разложения
магнием воды, содержащейся в форме. Защита
металла от горения в этом случае произво-
дится введением в состав формовочных
смесей серы, борной кислоты или сложных
присадок, содержащих преимущественно со-
единения бора и фтора. Сера создаёт защит-
ный газовый слой между металлом и формой,
борная кислота позволяет получить инертную
плёнку на отливке, а сложные присадки ока-
зывают комбинированное действие, сочетая
обе эти формы защиты магния.
МЕТОДЫ ИСПЫТАНИЯ
Методы испытания формовочных материа-
лов разделяются на общие и специальные.
Общие методы испытания
О порядке проведения анализов по обще-
принятым физическим и химическим методам
см. в соответствующих разделах „Справоч-
ника" (тома 3 и 14).
Для характеристики формовочных мате-
риалов применяются следующие испытания.
Химический анализ. В связи с тем, что
определённые химическим путём элементы и
окислы могут присутствовать в песках и гли-
нах в виде самых разнообразных минералов
и соединений, химический анализ позволяет
лишь приблизительно судить о качестве фор-
мовочного материала. По химическому ана-
лизу, в частности, можно сделать следующие
заключения.
a) Количество SiO2 ориентировочно сви-
детельствует о количестве кварца в песке.
При приёмке кварцевых песков определение
содержания кремнекислоты является обяза-
тельным (табл. 121). Для глинистых песков хи-
мический анализ на SiO2 возможно считать
факультативным. С увеличением содержания
кремнекислоты обычно растёт огнеупорность
и стойкость материала к образованию пригара.
Однако SiO-2 помимо кварца может входить
в состав и других минералов (каолинита, по-
левого шпата, слюды и др.). В этом случае
химический анализ обнаруживает и другие
части этих соединений: А12О3, К2О, Na2O и пр.
В кварцевых песках выгодно иметь возможно
большее содержание SiO2, оно не должно быть
ниже 9бо/о.
b) Количество А12О3 ориентировочно ука-
зывает количество каолинита и других мине-
ралов, образующих глину.
В глинистых песках, как правило, должно
быть не ниже 3(У/0 А12О3 от глиносодержа-
ния, определённого путём отмучивания (см.
ниже). Меньшее содержание указывает, что
при отмучивании помимо глины обнаружена
кварцевая и другая мелочь (пыль), являющаяся
балластом. Прочность такого песка будет
меньше обычной прочности.
c) Присутствие Fe2O3 в составе формовоч-
ных материалов, применяемых в сталелитейных
цехах, вредно, так как при этом уменьшается
стойкость материалов в отношении пригара.
Применительно к литью чугуна и цветных
металлов в большинстве случаев присутствие
Fe2O3 не илеет существенного значения.
d) CaO, MgO, К2О, Na2O указывают на
наличие в материале вредных примесей, вызы-
вающих пригар, например слюды. Особенно
нежелательно присутствие К2О и Na2O, содер-
жание которых, в частности в песке, для сталь-
ного литья должно составлять меньше 1%.
Присутствие СаО в виде известняка СаСО3
в формовочном материале для чугунного и
цветного литья, повидимому, не оказывает
вредного влияния, так как можно предпола-
гать, что пригары, содержащие значитель-
ные количества СаО, легко отделяются от от-
ливки.
e) При обнаружении серы S следует уста-
новить, какие соединения она образует. При-
сутствие сульфидов (например, пирита FeS2)
недопустимо: они содействуют образованию
пригара и газовых раковин.
Минералогический анализ ввиду его
сложности применяется сравнительно редко;
он может быть рекомендован лишь для оценки,
например, новых залежей песка. При устано-
влении минералогическим путём преобладания
в песке кварца и глинистых минералов послед-
76
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Hi
ний может быть признан пригодным в качестве
формовочного материала.
Присутствие в песке или глине пирита,
слюды, роговой обманки и гипса ясляется
вредным, а присутствие полевого шпата неже-
лательным при использовании песка для
литья стали и чугуна.
Термический анализ позволяет составить
приближённое представление о минералоги-
ческом составе глины. По температуре дегид-
ратации можно заключить, пригодна ли глина
для изготовления стержней или форм, приме-
няемых в сухом виде. Смеси, содержащие
глину с низкой температурой дегидратации
после сушки, осыпаются.
Микроскопический анализ. При помощи
микроскопа выявляют форму зёрен песка и
характер распределения на их поверхности
глины или другого связующего материала.
И то и другое в значительной мере предо-
пределяет технологические свойства формо-
вочного материала.
Остроугольная форма зёрен, с одной сто-
роны, обеспечивает лучшие условия для сце-
пления между частицами песка, но, с другой
стороны, уменьшает газопроницаемость.
Неравномерное распределение связующего
материала в формовочной или стержневой
смеси является следствием недостаточного
смешения, дефектов смешивающего аппарата,
либо неправильного увлажнения смеси.
Определение огнеупорности. Огнеупор-
ность формовочного материала должна быть
выше температуры заливки металла.
Определение огнеупорности песков и глин
при помощи конусов Зегера позволяет су-
дить о температуре размягчения материала
и температуре образования термического
пригара.
Огнеупорность кварцевого песка и высоко-
качественных глин — выше 1600° С. При нали-
чии в них примесей огнеупорность их значи-
тельно понижается.
Седиментационный анализ применяется
для определения дисперсности глин. Седимен-
тационный анализ позволяет установить число
коллоидных частиц в глине, что даёт возмож-
ность судить о её связующих свойствах.
Практически достаточно определения про-
центного количества частиц с поперечником
меньше 1 \х. Эта величина пропорциональна
(в грубом приближении) прочности, сообщае-
мой глиной сырой формовочной смеси.
Рентгеновским анализом пользуются
для определения принадлежности глины к
классу бентонитовых. Бентонит имеет вну-
треннюю поверхность смачивания, т. е. его
кристаллическая решётка, определяемая дебай-
граммой, изменяется вместе с изменением
влажности бентонита.
Специальные методы испытания
Отбор пробы. Пробу формовочного мате-
риала отбирают с целью: 1) характеристики
залежей песка или глины в карьере, 2) оценки
качества партии формовочного материала,
прибывшего на завод, и 3) определения ка-
чества формовочной или стержневой смеси,
переработанной в землеприготовительном от-
делении литейного цеха.
В первом случае пробу отбирают проведе-
нием борозды постоянного сечения через всю
мощность пласта полезного ископаемого.
Отобранный в борозде материал сначала сме-
шивают, а затем разделяют квартованием.
Во втором и в третьем случаях проба должна
составляться из отдельных мелких порций,
отбираемых из различных мест ларя, бункера
или другого хранилища. Лучше всего пробу
отбирать отдельными порциями при переме-
щении материала (разгрузка вагонов, выгрузка
бегунов, отбор порций на движущейся ленте
конвейера и т. д.).
Отобранную пробу тщательно перемеши-
вают и делят квартованием. При делении
Фиг. 141. Сократитель Джонса.
небольших количеств материала рекомен-
дуется применять сократитель Джонса (фиг.
141). Резервуар сократителя имеет ряд отвер-
стий, под которыми направляющие лотки обра-
щены поочерёдно в разные стороны, благо-
даря чему песок, насыпанный в резервуар
разделяется на две приблизительно равные
части.
Песок, расположившийся по одну сторону
сократителя, отбрасывают, вторую половину
песка снова помещают в делитель и опять
уменьшают её вдвое. Операция повторяется
до тех пор, пока не останется то количество
материала, какое требуется для проведения
испытания.
Определение количества глинистых ве-
ществ. Количество глинистых веществ опре-
деляется методом отмучивания. Для этого
50 г испытуемого формовочного материала,
предварительно высушенного при температуре
105—110° С, помещают в литровую банку,
снабжённую притёртой пробкой. После этого
вливают в банку 25 см* однопроцентного
раствора NaOH и 475 см3 воды, устанавливают
банку на аппарат для взбалтывания (фиг. 142)
и вращают её в течение 1 часа со скоростью
60 об/мин. Затем в банку добавляют воды
столько, чтобы её уровень находился на
высоте 150 мм от дна, и дают ей отстояться
в течение 10 мин., после чего при помощи
сифона, помещённого так, как показано на
фиг. 143, сливают воду и взвешенные в ней
глинистые частицы. Проделав это, снова до-
ливают в банку воду до прежнего её уровня
и по истечении 10 мин. опять сливают воду
при помощи сифона.
ГЛ. I]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
77
Операцию эту повторяют до тех пор,
пока вода над осадком не окажется совер-
Фиг. 142. Аппарат для взбалтывания.
шенно прозрачной (не будет содержать ни-
какой мути); начиная с третьего раза, воду
в
течение
отстаивают
5 мин.
По окончании отмучива-
ния сливают воду, высуши-
вают и взвешивают оса-
док. Потеря в весе, выра-
женная в процентах от
первоначального веса про-
бы E0 г), выражает процент
содержания глинистых ве-
ществ в испытуемом мате-
риале.
Определение зернового
строения формовочного
песка. Песок, отмытый от
глины (остаток от 50-грам-
мовой пробы после её от-
мучивания), просеивают че-
рез набор стандартных сит,
расположенных одно под
другим в порядке убываю-
щего размера ячеек. В на-
бор должны входить сита
согласно табл.-117.
Для просеивания насы-
пают песок в верхнее (са-
мое крупное) сито и устанавливают весь
набор в специальный прибор (фиг. 144), кото-
рый приводит сита в движение; расположен-
ное наверху било прибора своими ударами
вызывает дополнительное встряхивание песка.
По истечении 15 мин. останавливают прибор
и взвешивают зёрна, оставшиеся на каждом
сите, а также зёрна песка (пыль), прошедшие
через все сита и собравшиеся на располо-
женном под самым нижним ситом лотке (та-
зике).
Результаты взвешивания выражаются в
процентах от первоначального веса пробы
Фиг. 143. Сосуд и
сифон для отмучи-
вания глины.
E0 г) с учётом выраженного в процентах
количества глины, определённого путём от-
мучивания [т. е. 100% должны составлять:
сумма остатков на всех ситах, остаток на
лотке (пыль) и глина, количество которой
было ранее определено методом отмучивания].
Данные о распределении зёрен песка по ситам
Фиг. 144. Прибор для контрольного
просеивания песка.
и о количестве содержащейся в песке глины
позволят сделать заключение об однород-
ности состава песка, его крупности и есте-
ственной связанности.
Зерновое строение песков может выра-
жаться также показателем их тонкости, ко-
торый определяется по формуле:
N =
где N—показатель тонкости песка; q6, q12,
<?2о»• • •' Я2Ю> <7(_ 270) " выраженные в про-
центах остатки на ситах № 6, 12, 20,..., 270;
#(—270) ~~ величина остатка на лотке; Q — вы-
раженная в процентах величина зерновой ос-
новы песка (без глины); Q = qQ -\- ql2 -f- 920+
+ • • • + ?270 + ?(-270)'> А 5« С, М — посто-
янные множители для каждого члена уравне-
ния (табл. 118).
Показатель тонкости песка соответствует
номеру того сита, через которое прошла бы
вся проба песка, если бы все зёрна были
одинаковы (т. е. имели средний для данного
песка диаметр).
Определение влажности. Влажность фор-
мовочных песков и глин определяют пу-
тём высушивания навески в 50 г при тем-
пературе 105—110° С до такого состояния,
когда поднесённое к пробе холодное стекло
не перестанет мутнеть от конденсирующейся на
нём воды. Потеря в весе после сушки и охла-
ждения навески, подсчитанная в процентах
от первоначального веса пробы, выражает
Таблица 117
.4° сита
Сторона отверстия
¦ свету а мм ....
о
3.3
12
1.7
20
0,85
30
0.0
40
0,43
50
о-З
70
0,31
100
0.15
140
0,105
200
0.075
270
°>°53
78
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Таблица 118
Наименование
коэфициента
Величина коэфи-
циента . . . . • ...
Член уравнения,
к которому относятся
коэфициенты ....
А
q
в
5
С
ю
<7ао
D
2О
Е
3°
F
40
<?8и
G
5°
н
7°
<7ioo
too
Quo
К
I4O
L
200
ЗОО
-?(-а7о)
величину влажности. Если необходимо особо
точно определить влажность, навеску высу-
шивают до постоянного веса.
При контрольных определениях влажности
в цеховых условиях производят ускоренный
анализ с помощью прибора типа Грубба
(фиг. 145). Прибор состоит из четырёх полых
Фиг. 145. Прибор для ускоренного опре-
деления влажности.
гильз, соединённых с цеховой сетью сжатого
воздуха. В каждой гильзе расположены про-
волочные спирали, которые нагреваются
электрическим током. Степень нагрева гильз
регулируется реостатом и контролируется
термометром.
Пробу засыпают в чашку с сетчатым дном,
Взвешивают и вставляют в нижний конец
гильзы; в струе го-
рячего воздуха она
высыхает в тече-
ние 6 мин. Влаж-
ность подсчиты-
вают обычным пу-
тём— по потере
веса пробы. В ап-
парате можно де-
лать одновременно
четыре определе-
ния.
При отсутствии
сжатого воздуха
влажность опреде-
ляют с помощью
прибора (фиг. 146),
воздух в котором
нагнетается венти-
лятором. Прибор работает по тому же прин-
ципу, но одновременно в нём можно испыты-
вать только одну пробу.
Приготовление образцов для техноло-
гических испытаний формовочных мате-
риалов. Приготовление стандарт-
ных образцов. Для проверки газопрони-
цаемости формовочных материалов в сыром
и сухом виде, прочности на сжатие и ряда
Фиг. 146. Вентиляторный при-
бор для ускоренного опреде-
ления влажности.
других свойств пользуются стандартными ци-
линдрическими образцами, имеющими диаметр
50 мм и высоту 50 мм.
Образцы изготовляют при помощи гильзы
и копра (фиг. 147). Испытуемый материал
насыпают в гильзу,
которую затем
устанавливают под
бойком копра. Груз
копра F350 ± 10 г)
поднимают на вы-
соту 50 мм и от-
пускают его. Груз
свободно падает и
занимает своё
первоначальное
положение. Стан-
дартный образец
уплотняется тремя
ударами груза. Го-
товый образец дол-
жен иметь высоту
50 + 0,8 мм. Высо-
ту образца кон-
тролируют по ри-
скам, нанесённым
на станине копра
против верхнего
конца штока. Верх-
Фиг. 147. Копёр,, гильза и вы-
талкиватель, применяемые при
изготовлении стандартного
образца.
няя и нижняя ри-
ски соответствуют
предельным разме-
рам образца, а сред-
няя— высотебОло*.
Вес образца выбирается в зависимости от
свойств испытуемого материала. В среднем
он близок к 170 г.
Для определения газопроницаемости при-
меняют образец, остающийся в гильзе. Для
определения прочности на сжатие его после
испытания на газопроницаемость выталкивают
из гильзы при помощи деревянной колодки,
изображённой на фиг. 147, справа. При анализе
каждого материала параллельно испытывают
три образца и как результат берут среднее
арифметическое из трёх определений. Если
отклонение полученного результата для од-
ного из образцов превышает 10% от среднего
арифметического, то анализ повторяют.
Приготовление образцов с диа-
метром 28,5 мм. Для некоторых испыта-
ний, в частности для проверки поведения
формовочных материалов при высоких тем-
пературах, используются цилиндрические об-
разцы, имеющие диаметр 28,5 мм и высоту
50 мм. При сушке и обжиге такие образцы
нагреваются быстрее и равномернее. Их из-
готовляют аналогично стандартным образцам,
ГЛ. I]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
79
но с иными размерами гильзы, бойка на копре и
соответственно уменьшенным весом грузаB кг).
Двухстороннее уплотнение об-
разцов. При стандартном уплотнении с по-
мощью односторонней набивки формовоч-
ного материала тремя уда-
рами груза образец по вы-
соте оказывается уплотнён-
ным весьма неравномерно.
Эта неравномерность осо-
бенно отражается на ка-
честве образцов с малым
сечением (D = 28,5 мм).
Предложено видоизмене-
ние способа набивки образ-
ца, изображённое на фиг.
148. Нижний конец гильзы 1
надевается на металличе-
ский цилиндр, который при
обычных ударах груза всё
глубже проникает в гильзу,
уплотняя образец снизу.
Гильза удерживается от
скольжения вниз по ци-
линдру силой трения
песка о её стенки.
Приготовле-
ние образцов с
равной степенью
уплотнения. Об-
разцы для стандарт-
ных испытаний при-
готовляются при за-
трате постоянной ра-
боты (три удара груза
копра стандартного
веса); при этом уплот-
нённость образца за-
висит от свойств испытуемого материала.
При изучении формовочных материалов может
оказаться необходимым сравнить различные
пески или смеси при равном уплотнении, не
устанавливая заранее величину работы, кото-
рая понадобится для такого уплотнения.
В этом случае пользуются показателем уплот-
нения Быокенена:
N =
Фиг. 148. Приспособление
для двухсторонней набивки
образца.
Лист
где N—показатель уплотнения; Y^p— объём-
ный вес готового образца; Чист— истинный
удельный вес формовочного материала.
Для свободно насыпанных формовочных
песков р • 100 близко к 42; поэтому пока-
Тнс/га
затель уплотнения для материала в этом со-
стоянии близок к нулю.
Сравнительные испы-
тания смесей ведут при
N = 13. Образцы, отве-
чающие этому условию,
изготовляют обычным
способом, однако число
ударов груза копра
варьируют до тех пор,
пока не получат нуж-
ного уплотнения.
Приготовление
образцов для опре-
деления прочно-
сти на разрыв. Прочность на разрыв сухих
стержней измеряется посредством специаль-
Фиг. 149. Образец для
испытания прочности
на разрыв.
ных образцов, имеющих вид восьмёрки; раз-
меры образца указаны на фиг. 149.
Для изготовления образца используется
специальный стержневой ящик. Сверху на нём
установлена наполнительная рамка, до верха
которой насыпают песок, после чего произ-
водят уплотнение тремя ударами груза копра.
Избыток песка срезают и готовые образцы
подвергают сушке. Испытывают три об-
разца.
Определение газопроницаемости формо-
вочных материалов в сыром состоянии.
Нормальный метод. Для определения
газопроницаемости служит прибор, изобра-
жённый на фиг. 150 и 151. Перед испытанием
плавающий в воде металлический колокол
поднимают и под него через кран 2, трубки 3,
4 и 5 и отзерстие 6 втягивается воздух. За-
тем поворотом крана 2 прекращают сообще-
ние с внешней атмосферой и соединяют воз-
душное пространство под колоколом с гиль-
зой 7, в которой за-
ключён стандартный
образец 8 (фиг. 151).
Под действием соб-
ственного веса и гру-
зового кольца ,9 коло-
кол стремится опу-
ститься и выдавить
воздух через образец.
Вес колокола и
груза принят такой,
чтобы при совершен-
-J 50,8 U-
Фиг. 150. Прибор для
определения газопро-
ницаемости.
Фиг. 151. Схема при-
бора для определения
газопроницаемости
но непроницаемом образце (т. е. при вста-
вленной в гильзу резиновой пробке) давление
в гильзе, измеряемое манометром 10, соста-
вляло бы 10 см вод. ст.
При испытании песка давление в гильзе
тем ниже, чем больше газопроницаемость об-
разца.
Для определения газопроницаемости по
нормальному методу измеряется время, нуж-
ное для пропуска через образец 2 л воздуха,
и определяется давление, регистрируемое ма-
нометром. Газопроницаемость определяется
по формуле:
A- Ql
K
где К — газопроницаемость образца; Q — ко-
личество воздуха, прошедшее через образец и
80
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
равное при испытании по нормальному мето-
ду 2000 см*; I — высота образца, равная 5 см\
F — площадь поперечного сечения образца,
равная 19,625 см2', h — давление в см вод. ст.,
замеренное по манометру; t—время протека-
ния через образец 2000 еж3 воздуха в ми-
нутах. Подставляя в формулу значения Q, U F,
являющиеся постоянными величинами, полу-
чаем:
„ 509,5
к
Величина К выражается в условных едини-
цах газопроницаемости.
Ускоренный метод. В выходное
отверстие трубки 3 ввинчивается ниппель 12
(фиг. 151) с малым калиброванным отверстием.
При вытеснении воздуха из-под колокола он
встречается с двумя сопротивлениями — нип-
пеля и образца. Давление воздуха в гильзе,
между ниппелем и образцом (Л), устанавли-
вают в зависимости от величины избыточ-
ного давления под колоколом (//), за образцом
{hHapVMH) и от соотношения величин сопро-
тивления воздуху ниппеля и образца
обр
Так как Я =10 см вод. ст., Ь.наружн = 0 и
РНи„ = const, то величина газопроницаемости
образца (обратно пропорциональная Робр)
может быть найдена путём измерения давле-
ния Л. Этим пользуются для ускоренного
определения газопроницаемости.
Применяют ниппели с отверстиями </=0,5 мм
и dl = 1,5 мм. Первый рекомендуется для
определения газопроницаемости от 0 до 49
единиц, второй — для образцов с газопрони-
цаемостью выше 49 единиц.
Ускоренный анализ проводят аналогично
испытанию нормальным методом, с той лишь
разницей, что в данном случае отпадает опре-
деление времени вытеснения 2000 ел3 воздуха.
Затем, сообразуясь с показаниями манометра,
находят по табл. 119 газопроницаемость об-
разца.
При пользовании ускоренным методом не-
обходимо тщательно следить за тем, чтобы
калибровка отверстий в ниппелях была пра-
вильной. Калибровка отверстий может быть
проверена временем истечения 2000 смг воз-
духа из-под колокола прибора через ниппель
в атмосферу (без установки гильзы с образ-
цом). Через ниппель с большим отверстием
(d = 1,5 мм) 2000 см% воздуха должны проте-
кать в 0,5 мин., а через ниппель с меньшим
отверстием (d = 0,5 мм) — в 4,5 мин.
Определение основной газопро-
ницаем ости. Основной газопроницаемостью
песка называется проницаемость зерно-
вой части материала после удаления из него
глины путём отмучивания.
Основная газопроницаемость определяется
обычным способом с той только разницей,
что в нижнюю часть гильзы вкладывают сетку,
предохраняющую отмытый песок от высыпа-
ния.
Определение газопроницаемо-
сти высушенных образцов. Для
определения газопроницаемости в сухом со-
стоянии выталкивают из гильзы стандартный
цилиндрический образец, высушивают и вкла-
дывают в специальный приёмник (фиг. 152).
В нижней части образец опирается на су-
женную часть приёмника, а сверху прижи-
мается винтом. Кольцевое пространство между
Таблица 119
Определение газопроницаемости по величине давления в гильзе над образцом
Воздушное
давление
в см вод. ст.
i
2
3
4
_
6
7
8
9
ю
и
ia
13
14
15
16
17
18
19
20
21
22
S3
24
25
аб
27
28
ад
3°
31
32
33
34
Газопроница емость
при ниппеле с отвер-
стием в
0,5 мм
—
—
273
217
176
154
133
П7
i°5
93
8о
79
73
67
62
58
55
53
49
47
44
42
4°
за
Зб
34
33
31
3°
29
23
27
25,8
1,5 мм
—
—
245O
2000
1б2О
135°
I2OO
юбо
95°
85о
780
7Ю
650
6ю
55°
525
492
467
44°
4Г7
398
376
358
341
Заб
313
Зоо
237
283
264
253
243
235
Воздушное
давление
в см вод. ст.
35
36
37
38
39
4°
41
43
43
44
45
46
47
48
49
5°
51
52
53
54
55
56
57
58
59
6о
6i
63
63
64
65
66
67
68
Газопроницаемость
при ниппеле с отвер-
стием в
0,5 мм
24,3
23.4
22,7
21,8
21,0
2О,О
19,5
19,о
18,4
17,8
17.3
16,7
16,2
15.7
15.2
14.7
14.3
13.8
13,4
13.°
12,6
12,3
11,6
11,4
11,0
10,7
10,3
10,0
9.7
9.4
9.0
8,8
8,5
8,2
1,5 мм
326
219
213
2О5
198
193
185
178
173
1б7
гбз
Чб
151
146
142
138
134
128
126
122
119
из
io8
Ю5
IO2
99
96
93
9о
88
85
82
8о
Воздушное
давление
в см
вод. ст.
69
7°
71
72
73
74
75
76
77
78
79
8о
8i
8а
83
84
85
86
87
88
89
9о
91
92
93
94
95
96
97
98
99
юо
—
Газопроницаемость
при ниппеле с отвер-
стием в
0,5 мм
7.9
7-7
7.5
7.2
7.о
6,7
6,5
6.3
6,0
5.8
5-6
5.3
5.1
4-9
4.7
4.4
4.2
4,о
3.7
3i5
3.3
3.1
2,9
3,6
2.4
2,2
1-9
1.7
1,4
1.4
—
—
—
1,5 мм
77
75
73
то
67
65
63
6i
58
56
54
52
5°
48
4б
44
42
4°
38
Зб
33.4
ЗЗ.О
з°.°
27.8
25.6
23-3
21,0
18,4
—
—
—
—
—
ГЛ. I]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
81
стенками образца и приёмника заливается
ртутью. Для лучшего прилегания образца к
приёмнику иногда в нижнюю часть его зафор-
мовывают узкое стальное кольцо, а в других
Образец
Стальное
кольцо
Резиновая
прокладка
Кольцевое
пространство
для ртути
Без стального
кольца
Фиг. 152. Приспособление для определе-
ния газопроницаемости сухих образцов.
случаях ограничиваются проставкои кольцевой
резиновой прокладки.
В дальнейшем приёмник с образцом заме-
няет собой гильзу, газопроницаемость опре-
деляют обычным способом.
Определение прочности формовочных
материалов в сыром состоянии. Прочность
формовочных материалов в сыром состоянии
принято характеризовать величиной сопроти-
вления сжатию. Для испытания пользуются
стандартным рычажным прибором (фиг. 153).
Прибор состоит из рычага /, на одном конце
которого укреплён груз 2, а на другом имеется
Фиг. 153. Прибор' для испытания сопротивления
сжатию сырых образцов.
подставка 3, предназначенная для установки
стандартного цилиндрического образца. Верх-
ней торцевой плоскостью
образец прижимается к
площадке 4. Точка опо-
ры рычага перемещается
вместе с движением ка-
ретки 5. По мере пере-
мещения каретки вле-
во плечо груза увеличи-
вается, и образец испы-
тывает постепенно возра-
стающую нагрузку. В мо-
мент разрушения образца
движение каретки пре-
кращают, после чего по
шкале, нанесённой на
рычаге, читают достигну-
тую при разрушении об-
разца величину усилия,
отнесённую к 1 см'1 по-
перечного сечения об-
разца.
Описанный прибор недостаточно чувстви-
телен к малому изменению нагрузок, Поэтому
Фиг. 154. Прибор Зеге-
ра для определения со-
противления сжатию
образцов, обладающих
малой прочностью.
для испытания смесей с малой прочностью
получил распространение прибор Зегера
(фиг. 154), в котором изменение нагрузок до-
стигается сжатием пружины.
Сопротивление сырых
образцов сжатию может
быть испытано также при
Фиг. 155. Разрывная машина.
помощи маятникового универсального при-
бора, описание которого даётся ниже.
Определение прочности высушенных
образцов. Сопротивление разрыву.
Прочность сухих стержней характеризуется
величиной сопротивления разрыву. Для испы-
тания применяются образцы в форме „вось-
мёрки" (фиг. 149). Разрыв образцов произво-
дят на разрывной машине (фиг. 155). Усилие
на образец передаётся посредством системы
рычагов от резервуара, заполняемого дробью.
Для проведения испытания можно пользо-
ваться также универсальным маятниковым при-
бором (фиг. 156).
Усилие, испытываемое образцом при испы-
тании на этом приборе, возрастает по мере
подъёма маятника, пропорционально синусу
угла подъёма. Вследствие этого точность при-
бора при малых прочностях больше, чем при
больших.
Прибор применяют для испытаний на раз-
рыв, сжатие и срез.
Прочность сухих образцов в значительной
степени зависит от условий их высушивания.
Сушить образцы
следует при тем-
пературах, устано-
вленных в соответ-
ствии с состазом
испытуемой смеси.
При применении
масляных связую-
щих температура
сушки должна быть
в пределах 200 —
220° С, а при при-
менении водорас-
творимых связу-
ющих ;— 160 —
180° С. Для пес-
чано-глинистых
смесей температу-
ра сушки также составляет 160—180° С.
При контрольном испытании смесей сушить
образцы нужно при температуре, применяемой
в цехе для сушки стержней или форм, изго-
товляемых из данной смеси.
Фиг. 156. Универсальный маят-
никовый прибор.
82
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Сопротивление сжатию. Для ха-
рактеристики формовочных смесей, применяе-
мых в сухом виде, определение сопротивле-
ния сжатию производится реже, чем испыта-
ние на разрыв.
Сжатию подвергаются стандартные цилин-
дрические образцы, предварительно высушен-
ные. Испытание образцов производится при
помощи универсального маятникового при-
бора. Предельное усилие, получаемое на этом
приборе при испытании на сжатие, 6,55 кг/см2.
Для испытания более прочных смесей поль-
зуются различными испытательными прессами.
Сопротивление изгибу. Для опре-
деления сопротивления изгибу служит особый
прибор (фиг. 157). Образец
прямоугольной формы устана-
вливают на две опоры и нагру-
жают его по середине между
Фиг. 157. Прибор для определения сопро-
тивления изгибу.
ними. Изгибающее усилие увеличивается по
мере насыпания дроби в резервуар.
Прибор снабжён специальным стержнезым
ящиком и устройством для уплотнения образца.
Определение поверхностной прочности
(неосыпаемости) сухих стержней. Для опре-
деления поверхностной прочности стержней
предложено два типа приборов (фиг. 158 и 159).
'Ч,
Фиг. 158. Прибор для определения
поверхностной прочности цара-
панием.
Прибор, изображённый на фиг. 158, пред-
ставляет собой коробку, из которой выступает
остриё 1 или тонкий диск. Приложением усилия
в 700 г остриё может быть полностью вве-
дено внутрь коробки.
Прибор устанавливают на плоскую грань
стержня. При движении прибора вдоль этой
грани движущаяся плоскость прибора и стер-
жень должны прилегать доуг к другу. Пока-
зания индикатора 2 укажут величину, на ко-
торую углубится остриё в тело стержня, про-
царапывая при движении бороздку. Эти пока-
зания и служат мерой поверхностной проч-
ности стержня.
Прибор, изображённый на фиг. 159, пред-
ставляет собой вращающийся со скоростью
60 об/мин барабан, по образующей поверхно-
сти которого натянута сетка со стороной от-
Фиг. 159. Прибор для определения поверхностной
прочности истиранием.
верстий в 3,3 мм, что соответствует номеру 6
стандартного набора сит. Во вращающийся
барабан помещают предварительно высушен-
ный и взвешенный стандартный цилиндриче-
ский образец, и по потере в весе образца, про-
изошедшей в результате истирания его поверх-
ности о сетку в течение одной минуты, судят
о поверхностной прочности формовочного ма-
териала.
Следует учитывать, что как первый, так
и второй приборы характеризуют состояние
поверхности сухого стержня в холодном
состоянии, а нарушение поверхностной проч-
ности стержней всегда связано со степенью
их нагрева, и что стержни, не осыпающиеся
после сушки, могут обладать очень низкой
поверхностной прочностью в форме, запол-
няемой горячим металлом.
Определение плотности набивки формы.
Степень уплотнения формовочной смеси в опо-
ке косвенно характеризуется плотностью по-
верхностного слоя формы. Для испытания
служит твердомер (фиг. 160).
Степень проникания шарика / в форму,
регистрируемая индикатором, характеризует
плотность поверхно-
сти формы, а следо-
вательно, и плотность
набивки.
Твердомером мож-
но пользоваться и для
дополнительной цели,
а именно: при изго-
товлении стандартных
образцов, испытывае-
мых на газопрони-
цаемость, прочность
и другие свойства,
уплотнять их таким
числом ударов копра, которое необходимо
для получения в образце плотности набивки,
зарегистрированной твердомером при испыта-
нии форм в цехе.
В этом случае лабораторные испытания
будут больше соответствовать свойствам сме-
сей, проявляемым ими в цеховых условиях.
Однако, поскольку этот метод отличается
от стандартного, результаты испытаний не
могут быть сравниваемы с данными, получен-
ными стандартными методами.
Определение текучести формовочных
материалов. Текучестью называется способ-
Фиг. 160. Твердомер.
ГЛ. I]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
83
ность формовочных материалов уплотняться
под воздействием большей или меньшей ра-
боты. От степени текучести во многом зави-
сит производительность труда рабочих фор-
мовочного и стержневого отделений.
Текучесть можно определять измерением
сокращения высоты цилиндрического образца
между четвёртым и пятым ударами груза
копра. В этом случае текучесть выражается
формз'лой:
где S — сокращение высоты образца в резуль-
тате пятого уплотняющего удара груза в мм.
Другой способ определения текучести со-
стоит в следующем: одним ударом копра на-
бивают цилиндрический образец (rf=28,5 мм,
/=100 лш) и твердомером измеряют в торцах
образца плотность набивки. Выраженное в про-
центах отношение плотности набивки нижней
торцевой плоскости к плотности набивки верх-
него торца и является показателем текуче-
сти, т. е.
Я, = ?«"?«. 100,
"еерхн
где /?i — показатель текучести формовочного
материала; 1гнижн и ИверХн — показания твер-
домера для нижней и верхней торцевых
плоскостей образца.
Песок, который при одном ударе груза
копра позволит получить образец с одинаково
уплотнёнными торцами, будет характеризо-
ваться как песок, обладающий 100%-ной те-
кучестью.
Определение коллоидальности формо-
вочных глин. Для определения коллоидаль-
ности формовочных глин может быть приме-
нён метод А. Л. Туманского [3]. Результаты
испытания по этому методу позволяют кос-
венно определить то связующее действие
глины, которое она может проявить при вве-
дении в формовочную смесь.
При испытании по этому методу в мерном
стеклянном цилиндре (диаметр 2,5 см) взбал-
тывают в течение 6 мин. 95 см* дестиллиро-
ванной воды и 15 г сухой глины, просеянной
через сито № 70. Затем добавляют 1 г окиси
магния и воды до отметки ,100 см3", взбал-
тывают жидкость 1 мин. и дают ей от-
стояться в течение 24 час, после чего заме-
ряют высоту слоя суспензии. Выраженная в
процентах от всего столба жидкости, она бу-
дет являться мерой коллоидальности глины.
Метод технологических проб. Для срав-
нительной оценки действия различных связу-
ющих материалов, входящих в состав стерж-
невых смесей, пользуются методом техноло-
гических проб. Смеси для испытания соста-
вляют из сухого кварцевого песка К 50/10J
(см. табл. 121), связующего материала и воды.
Количество связующего материала и степень
увлажнения смеси устанавливают в соответ-
ствии с техническими условиями на испытуе-
мый крепитель. Например, для проверки проч-
ности, сообщаемой глиной высушенным об-
разцам, в состав технологической пробы при-
нято вводить 5% глины и 6% воды, а для
проверки связующих свойств глины в сыром
состоянии вводят 10% глины при влажности
смеси в 3%.
Испытуемую смесь перемешивают в лабо-
раторных бегунах по установленному режиму
и до изготовления из неё образцов хранят
в банках с притёртой пробкой. По изготовле-
нии образцов испытание их производят немед-
ленно. Образцы, испытываемые в высушенном
виде, проходят сушку в лабораторных сушиль-
ных шкафах (режим сушки устанавливают в
соответствии с испытуемым связующим мате-
риалом). Высушенные образцы охлаждают и до
испытания хранят в эксикаторе. Проверку
свойств образцов проводят описанными выше
обычными методами.
Определение гигроскопичности формо-
вочных и стержневых смесей. Для опреде-
ления способности испытуемой смеси погло-
щать влагу из воздуха высушенные образцы
этой смеси («восьмёрки") испытывают на
прочность через различные промежутки вре-
мени после их сушки. Часть приготовленных
образцов подвергают испытанию на разрыв
сейчас же после сушки и охлаждения, дру-
гие— испытывают после 3-, 6-, 12- и 24-часо-
вого хранения в эксикаторе над водой. Потеря
прочности, вызванная отсыреванием образцов,
выраженная в процентах от первоначальной
прочности, является мерой гигроскопичности
смеси.
Иногда о гигроскопичности смеси судят
по увеличению веса образцов, выдержанных
в эксикаторе над водой в течение 3, 6, 12 и
24 час.
Испытание формовочных смесей при
высоких температурах. Из всех свойств
формовочных матери-
алов наибольшее зна-
чение имеют свойст-
ва, проявляемые ими
при высоких тем-
пературах; методы ис-
пытания этих свойств
у нас находятся
ещё в стадии внедре-
ния; однако имею-
щийся опыт примене-
ния этих методов го-
ворит об исключи-
тельном их значении.
Для испытания слу-
жит печь и связанные
с ней приборы (см.
схему фиг. 161). по-
зволяющие произво-
дить нижеследующие
испытания.
Определение
расширения и
сжатия образца
при нагреве. Об-
разец, имеющий диа-
метр 28,5 мм и вы-
соту 50 мм, устана-
вливают на площадке 1. ' Пруток 2, свя-
занный с дилатометром 3, опускается до со-
прикосновения его с верхней торцевой плос-
костью образца. Муфель 4 из положения,
указанного на схеме, опускается вниз, обра-
зуя вокруг образца обогреваемое простран-
ство, температура которого доводится до ве-
личин, близких к температуре заливки метал-
ла. В процессе испытания она регистрируется
термопарой.
Фиг. 161. Прибор для ис-
пытания свойств формо-
вочных материалов при
высоких температурах.
84
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. И!
Индикатор дилатометра позволяет учиты-
вать изменение высоты образца при нагреве
его до разных температур.
Тепловое расширение формовочных мате-
риалов, а также переход зёрен песка из од-
ной аллотропической модификации в другую
(а-кварц ->- ^-кварц —*¦ тридимит) вызывают
увеличение объёма образца и, в частности,
увеличение его высоты; нагрев же глины и
связанная с ним потеря гидратной воды вле-
чёт за собой, наоборот, сокращение объёма
образца и уменьшение его высоты. В резуль-
тате этого обычно наблюдаются сначала рас-
ширение, затем сжатие образца. В литейной
форме эти явления проявляются в виде раз-
личного поведения неодинаково прогретых
слоев формы, что может привести к отделе-
нию слоев друг от друга и послужить причи-
ной брака отливок.
Определение податливости фор-
мовочного материала. Податливо-
стью называется способность формовочного
материала сокращаться в объёме и переме-
щаться под действием сил, сжимающих стер-
жень при охлаждении и сокращении объёма
отливки. Для определения степени податливо-
сти на испытуемый образец накладывают
грузовую шайбу определённого веса.
Верхнюю плоскость шайбы приводят в сопри-
косновение с кварцевым прутком, соединён-
ным с дилатометром. На образец спускается
муфель, предварительно нагретый до степени,
соответствующей температуре сплава, для за-
ливки которого предназначается материал.
Мерой податливости принимают время, кото-
рое необходимо, чтобы высота образца под
действием температуры печи и веса шайбы
сократилась на 3,5 мм G0/0 от первоначаль-
ной высоты образца). Чем продолжительнее
это время, тем меньше податливость смеси и
тем выше вероятность
образования в отливках
горячих трещин и боль-
ших внутренних напря-
жений.
Опр е дел ение со-
противления сжа-
тию нагретых об-
разцов. В прибор
вводят дополнительное
устройство /, к которому
прижимается верхний то-
рец образца (фиг. 162).
Муфель нагревают в под-
нятом состоянии, а за-
тем — при соответствую-
щей температуре — спу-
скают так, что он покры-
вает собой образец. Пло-
щадка 2, связанная с
поршнем гидравличе-
ской машины 3, подни-
мается вверх, сжимая
образец. Развивающиеся
при этом усилия регист-
рируются манометром 4.
Сопротивление сжатию
испытуемого образца со-
ответствует показанию
манометра в момент раз-
рушения образца, отнесённому к 1 см* его
поперечного сечения.
Фиг. 162. Устройство
для определения сопро-
тивления сжатию при
высоких температурах.
Прочность песчано-глинистых смесей уве-
личивается с повышением температуры на-
грева, достигая максимума в интервале темпе-
ратур в 800—1100° С. При таком нагреве
прочность смеси в 3—5 раз превышает проч-
ность холодных высушенных образцов. При
дальнейшем повышении температуры проч-
ность падает. Понижение прочности мелко-
зернистых и крупнозернистых песков проис-
ходит при более низких температурах, чем у
песков со средней величиной зерна. Наиболее
устойчивы к влиянию нагрева пески клас-
са 70/140; форма из этих песков лучше других
сопротивляется размыву металлом. Однако
абсолютная величина максимальной прочности,
достигаемая смесью, тем выше, чем мельче
песок.
Существенное влияние на величину макси-
мальной прочности и на температуру, при
которой эта прочность достигается, оказывают
характер и свойства глины. Увеличение пер-
воначальной влажности смеси сильно увели-
чивает прочность её в горячем виде.
В большинстве случаев факторы, вызыва-
ющие рост прочности сырых и сухих образ-
цов, повышают также и прочность их в го-
рячем состоянии. В последнем случае эти фак-
торы действуют интенсивнее [5].
Например, трёхкратному увеличению проч-
ности сырой смеси, достигнутому за счёт до-
бавления глины, может соответствовать рост
горячей прочности в 6—7 раз. Смеси, содер-
жащие в своём составе органические связу-
ющие материалы, теряют свою прочность при
температурах, соответствующих выгоранию
этих материалов. Этим обусловливается боль-
шая податливость этих смесей по сравнению
с песчано-глинистыми составами.
Определение деформации на-
гретых образцов под нагрузкой.
При испытании прочности нагретых образцов
ход поршня гидравлической машины, на ко-
тором расположена площадка 2, регистри-
руется индикатором 5. Это даёт возможность
установить деформацию, которую претерпе-
вает образец по мере увеличения нагрузок
перед его разрушением.
Испытание позволяет судить о поведении
стержня при сжатии его охлаждающейся и
сокращающейся в объёме отливкой.
Деформация образца зависит от состава
смеси, степени его нагрева и величины на-
грузок.
Дитерт и Вудлиф установили, что при
температурах, превышающих 1350° С, песчано-
глинистые смеси приобретают пластичность,
сходную с пластичностью обычных сырых
формовочных смесей при нормальной темпе-
ратуре.
ИСХОДНЫЕ ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Основные исходные материалы
Формовочные пески. Формовочными пес-
ками называются природные смеси мелкораз-
дробленного кварца и глины, в которых ос-
новная масса кварцевых зёрен однородна по
величине. Для каждого сорта формовочного
песка относительное количество этой основ-
ной массы и характеристика крупности со-
ГЛ. 1]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
85
ставляющих её зёрен устанавливаются техни-
ческими условиями (см. ниже табл. 121 и по-
следующие).
Формовочные пески классифицируются по
количеству содержащейся в них глины и по
крупности основной массы однородных квар-
цевых зёрен.
По глиносодержанию формовочные пески
разделяются на классы и группы согласно
табл. 120.
Таблица 120
Класс
!
Кварцевые пески
J
Глинистые
пески
Группа
Тощие
Полужирные
Жирные
Особо жирные
Услов-
ное
обозна-
чение
К
Т
. П
Ж
ож
Содержа-
ние глины
в °/о (по
весу)
0—2,0
2,О1 — Ю,О
IO.I— 20,0
2О,1—3°>°
30,1—50,0
Естественные материалы, содержащие бо-
лее 50% глины, относятся к категории глин.
Содержание глины определяют отмучиванием
песка.
Крупность кварцевых зёрен устанавливают
путём просеивания отмытого от глины песка
через сита с отверстиями стандартной вели-
чины, причём основная масса кварцевых зё-
рен формовочных песков должна после про-
сеивания остаться на трёх соседних ситах.
Всякий формовочный песок условно ха-
рактеризуется буквой, определяющей содер-
жание в нём глины (табл. 120), и номерами
сит, на которых после просеивания осталась
основная масса его зёрен.
Пример. Песок, содержащий 1,7% глины и дающий
при просеивании остаток на сите № 50 в количестве 21°/„,
на сите № 70 - 46°/0 и на сите № 100 —14°/0, т. е. со-
держащий на трёх соседних ситах (№ 50, № 70 и № 100)
81°/„ всех своих зёрен, относится к кварцевым пескам и
обозначается таким образом: К 50/100. Если бы остаток
на сите № 100 был больше, чем на сите № 50, то та-
кой песок маркировался бы так: К 100/50.
Наиболее распространённые марки песка и техни-
ческие условия для их приёмки даны в табл. 121—125.
Таблица 121
Кварцевые формовочные пески (К) (ГОСТ 2138-46)
В этих песках глинистых составляющих должно быть <; 2°/0
Марка
песка
К 20/40 \
К 4о/эо /
К з°/5о 1
К 5°/Зо )
К 40/70 \
К 7°/4» 1
К 5°/1О° 1
К юо/5о j
К 140/70 /
К IOO/2CO 1
К 20O/IOO J
К 140/270 "j
К 370/140 J
Степень однородности песка (зерновой состав)
Основная
фракция
Jw сит
зо, зо, 4°
Зо, 4О, 5°
4о, so, 7о
5о, 7°. wo
70, ioo, 140
IOO, I4O, 200
I4O аоо, 270
оста-
ток в °/„
не
менее
7°
7о
7°
7о
7°
7°
7°
7°
7°
7°
7°
7°
7°
7°
Концентряция
основной
фракции на
двух
¦Ns сит
2О, 3°
ЗО, 4О
Зо, 4О
4о, 5°
4°, 5°
5°. 7°
5°. 7°
70, ioo
70, ioo
ioo, 140
ioo, 140
140, 2оо
I4O, 2ОО
зоо, 270
ситах
оста-
ток в
% не
менее
45
45
45
45
45
45
45
45
45
45
45
45
45
45
Остатки на
№
верхних сит
6
6
6+12
6+12
6+12
6+12
6+12
6+12
6+I2 + 2O
6+I2 + 2O
6+I2+2O
6+I2 + 2O
От 6 до 4о
включительно
От 6 до 4о
включительно
верхних
оста-
ток в
°/о не
более
2
3
6
6
3
3
э
3
э
3
I
I
i
i
и нижних ситах
№
нижних
сит
юои мельче
IOO ,
х4о. .
аоо .
аоо .
270+тазик
270+тазик
270+тазик
270+тазик
270+тазик
270+тазик
Тазик
¦
оста-
ток в
°/о не
более
6
6
8
8
5
5
4
4
5
5
7
7
7
7
Газопро-
ницаемость
при опти-
мальной
влажности
не менее
8оо
7оо
5°°
4оо
Зоо
25°
200
IOO
IOO
75
5°
4о
ЗО
25
а
00
<и
X
О- ^
О л,
9б
об
Ф
Ф
96
Ф
Ф
Ф
Ф
об
Ф
Ф
Ф
Ф
86
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. II!
Таблица 122
Тощие формовочные пески (Т) (ГОСТ 2138-46)
Содержание
Марка песка
Т 30/50 \
Т 50/30 J
Т 40/70 Л
Т 70/40 J
Т 50/100 >
С 100,50 /
Т 70/140 1
Т 140/70 /
Т 100/200 1
Т 200/100 /
Т 140/270 \
Т 270/140 J
Т 200/270 Л
Т 270/200 J
глинистых составляющих 2,1 —10°/0. Остаток на двух соседних ситах в этих песках не нормируется.
Не обусловливается также содержание SiOj
Степень однородности песка (зерновой состав)
Основная фракция
№ сит
ЗО. 4°. 5°
4° i 5°> 7°
до, 7°> 1О°
7<j, ioo, 140
100, 140. 200
140, 200, 270
200, 270 и тазик
остаток
в °in не
менее
65
65
65
65
65
65
65
65
65
65
65
65
65
65
Остатки
№ верхних сит
6 + 12
6+12
6+ 12
6+12
6+12
6+13
6+I2 + 2O
6+I2 + 2O
6+I3 + 2O
6+I2 + 2O
От 6 до 4°
включительно
От 6 до 4°
включительно
От 6 до 4°
включительно
От 6 до 4о
включительно
на верхних и нижних ситах
остаток
в и/„ не
более
3
3
3
3
2
2
3
3
I
I
I
I
I
I
№ нижних сит
140 и мельче
Х4° • •
2ОО . .
2ОО „ ,
270+тазик
270+тазик
270+тазик
270+тазик
Тазик
*
»
*
Не нормируется
остаток
в % не
более
ю
ю
00 00
IO
ю
13
12
IO
IO
13
13
Газопро-
ницаемость
при опти-
мальной
влажности
не менее
45°
35°
350
2О0
J25
75
во
6о
4о
35
35
ЗО
2О
15
Полужирные формовочные пески (П) (ГОСТ 2238-46)
Таблица 123
Содержание глинистых составляющих в песках свыше 10,1—20%. Остаток—на двух ситах,
газопроницаемость и содержание SiO, в этих песках не нормируются
Марка песка
П 30/50
П 40/70
П 50/100
П 70/140
П 100/200
П 140/270
П 200/270
Степень однородности песка (зерновой состав)
Основная фракция
№ сит
3°. 4о, 5°
4о, 5°. 7°
5о, 7°. 1О°
7о, ioo, 140
ioo, 140, 2оо
140, 2оо, 270
2оо, 270 и тазик
г стато к
в % не
менее
55
55
, 55
55
55
6о
6о
Остатки
№ верхних сит
6+12
6 + 13
6+12 4 2°
6+I2 + 2O
6+I2 + 2O
От 6 до 4°
включительно
От 6 до 4°
включительно
на верхних и нижних ситах
остаток
в °0 не
более
4
4
2,
I
I
I
I
№ нижних сит
140 и мельче
2ЭО „ .
270+тазик
270+тазик
Тазик
Не нормируется
остаток
в °/„ не
более
ю
ю
15
2О
15
15
Прочность
на сжатие
по сырому
при опти-
мальной
не менее
0,2О
O.25
О,25
0,30
о,3°
о,35
о, 4°
ГЛ. I]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
87
Таблица 124
Жирные формовочные пески (Ж) (ГОСТ 2133-46)
Содержание глинистых составляющих в песке 20,1—30°/0. Остаток — на двух ситах, газопроницаемость
и содержание SiO2 не нормируются
Марка песка
Ж 40/70
Ж 50/100
Ж 70/140
Ж 100/20J
Ж 140/270
Ж 200/270
Степень однородности песка
Основная фракция
№ сит
4°, 5°. 7°
50, 7°, то°
70, ioo, 140
IOO, I4O, 200
I40, 2OO, 27O
2оо, 270 и тазик
остаток
в /0
не ме-
нее
5°
45
45
45
5°
бо
(зерновой состав)
Остатки на верхних и нижних ситах
№ верхних сит
6+12
6+I2 + 2O
6+I2 + 2O
6+I2 + 2O
От 6 до 4° вклю-
чительно
От 6 до 4° вклю-
чительно
остаток
в °/о
не бо-
лее
3
2
I
I
I
I
№ нижних сит
2оо и мельче
270 + тазик
270 + тазик
Тазик
.
Не нормируется
остаток
в °/0
не бо-
лее
ю
15
2О
20
2О
—
Прочность на
сжатие по
сырому при
оптимальной
влажности
не менее
о.45
O45
о,5°
о,5°
0,50
о ,5°
Таблица 125
Особо жирные формовочные пески (ОЖ) (ГОСТ 2138-46)
Содержание глинистых составляющих в песке 30,1 - 50%. Остаток — на двух сигах, газопроницаемость и содержание
SiO, не нормируются
Марка песка
ОЖ 50/100
ОЖ 70/140
ОЖ 100/200
ОЖ 140/270
ОЖ 200/270
Степень
Основная фракция
№ сит
5о, 7°. loo
70, 100, 140
ioo, 140, 200
140, 200, 270
200, 270 и тазик
остаток
в о/0
не ме-
нее
35
3°
3°
3°
45
однородности песка
(зерновой состав)
Остатки на верхних и нижних ситах
№ верхних сит
6+I2 + 3O
6+I2 + 2O
6+I2 + 2O
От 6 до 4° включи-
От б до 4° включи-
тельно
остаток
в %
не бо-
лее
2
I
I
I
I
№ нижних сит
270+тазик
270+тазик
Тазик
»
Не нормируется
остаток
в °/п
не бо-
лее
2О
25
Я5
25
—
Прочность на
сырому при
оптимальной
влажности
в кг/см2
не менее
о,бо
о.75
о.75
O.75
°-75
Приведённые технические условия не
содержат требований к минералогическому
составу. Поэтому некоторые материалы, отве-
чающие техническим условиям, могут ока-
заться непригодными из-за значительного при-
гара. Это обстоятельство вызывает необходи-
мость проверки каждого нового вида формо-
вочного песка в условиях производства отли-
вок. Залежи формовочных песков имеются во
всех промышленных районах Советского
Союза.
Список получивших широкое распростра-
нение формовочных песков даётся в табл. 126.
Таблица 126
Продолжение табл. 126
Марка
песка
К 70/40
К 70/40
Наименование
карьера
Луховицкий
Кичигинский
Аргаяшский
Местонахождение
карьера
Ст. Луховицы, Москов-
ская область
Ст. Формачево, Южно-
Уральская ж. д.
Ст. Аргаяш, Южно-
Уральская ж. д.
Марка
песка
К 50/100
и К 100/50
К 70/140
Т 30/50
П 50/100
Наименование
карьера
Люберецкий
Миллеровский
Луховицкий
Новинский
Тамбовский
Кичигинский
Правдинский
Балашейский
Новинский
Гусаровский
Люберецкий
Местонахождение
карьера
Ст. Люберцы, Москов-
ская область
Ст. Миллерово, Ростов-
ская область
Ст. Луховицы, Москов-
ская область
Ст. Новинка, Ленинград-
ская область
Тамбов
Ст. Формачево, Южно-
Уральская ж. д.
Горьковская область
Ст. Бала шейка, Куйбы-
шевская область
Ст. Новинка, Ленинград-
ская область
Ст. Гусаровка, Южно-
Донецкая ж. д.
Ст. Люберцы, Москов-
ская область
88
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
1'РАЗД. Ш
Продолжение табл. 126
Марка
песка
П 70/140
П 100/200
Ж 70/140
и ОЖ 70/140
П 200/270
Ж 200 270
ОЖ 200/270
Наименование
карьера
Калюткин-
ский
Кизитернн-
ский
Тамбовский
Балашейский
Кизитерин-
ский
Репинский
Местонахождение
карьера
Калюткино, Свердлов-
ская область
Ростов-на-Дону
Тамбов
Ст. Бялашейка, Куйбы-
шевская область
Ростов-на-Дону
Коломна, Московская
область
Формовочные глины. Глину вводят в со-
став формовочных смесей для придания им
прочности и увеличения их пластичности.
Глину применяют как составную часть кра-
сок, натирок, замазок и пр.
О качестве формовочных глин судят по
прочности, сообщаемой ими формовочным
смесям всырую и всухую, а также по их
термохимической устойчивости, т. е. по спо-
собности выдерживать высокую температуру
жидкого металла, не вступая в химическую
связь с металлом и его окислами.
Согласно ГОСТ 3226-46 формовочные
глины, в зависимости от их прочности, раз-
деляются на следующие пять классов:
Наименование глины
Малосвязующая . .
Среднесвязующая .
Прочносвязующая во
влажном состоянии . .
Прочносвязующая в
сухом состоянии . . .
Высокопрочная- . .
Шестой класс
Обозна-
чение
М
С
ПВ
ПС
В
ГЛИН
Прочность
кг\с
во влажном
состоянии
0,15—0,30
0,30-0,50
^>о,5о
0,30-0,50
>о,5о
образует
на сжатие
в сухом
состоянии
>1.О
1,О —2,О
1,О—2,О
>2,О
>2,О
бентонит
(см. стр. 89).
Технологическая проба для проверки проч-
ности всырую имеет следующий состав: квар-
цевый песок К 50/100—90 весовых частей,
испытуемая глина — 10 весовых частей, вода —
3 весовые части. Приготовление пробы ве-
дётся в лабораторных бегунах путём сме-
шения песка и глины в течение 2 мин., после-
дующего добавления воды и дополнительного
смешения в течение 8 мин.
Проверка прочности по сухому ведётся на
технологической пробе, содержащей: квар-
цевого песка К 50/100—95 весовых частей,
глины — 5 весовых частей и воды — б ве-
совых частей. Смешение составных частей
пробы ведётся так, как это описано выше.
Перед испытанием на прочность стандартные
цилиндрические образцы высушивают в те-
чение 1,5 часа при температуре 160-180° С
и охлаждают (методы испытания изложены
выше).
I лины М применяются преимущественно
в составе смесей для сухих форм и стержней
при производстве несложных отливок малого
веса. Глины С — для сухих и сырых форм
при производстве отливок малого и среднего
веса, [лины ПС предназначены главным
образом для введения в смесь при изгото-
влении сложных сухих форм и стержней,
используемых при литье толстостенных де-
талей сложной конфигурации. Глины ПВ
используются в составе смесей для изгото-
вления сложных сырых форм, имеющих мас-
сивные выступающие части, а также при
производстве стержней, склонных к оседанию
перед сушкой под действием собственного
веса. Эти глины используются обычно при
производстве сложного литья среднего и
крупного веса. Глины В могут быть реко-
мендованы для крупных форм и стержней
сложной конфигурации при производстве
ответственного литья.
В згвисимости от степени термохимической
устойчивости все указанные выше глины
(кроме малосвязующей) делятся на следу-
ющие три сорта (табл. 127):
Таблица 127
«
о.
о
I
II
III
Степень
термохими-
ческой устой-
чивости
Высокая . .
Средняя .
Низкая . . .
Характеристика глины
Огне-
упорно
°С не
менее
135°
Не
s
о!
(Л vo
°>7
gS
0
5" и
CaO + J
не бол
2,О
О
оя|
Ненорм.
нормируется
I сорт глин рекомендуется применять
при литье стали; II сорт — при ллтье чугуна
и бринзы; III сорт — при производстве отливок
из алюминиевых и магниевых сплавов. Мало-
связующая глина М на сорта не делится и
применяется при цветном литье и при произ-
водстве мелких и средних чугунных отливок.
Таким образом, глина обозначается на-
именованием класса, который характеризует
её прочность, и номером сорта, который
указывает на степень её термохимической
устойчивости. Например, глина прочносвязу-
ющая во влажном состоянии со средней термо-
химической устойчивостью обозначается
ПВ-П; высокопрочная глина с низкой термо-
химической устойчивостью — В-Ш.
Важной технологической особенностью
формовочных глин является их способность
образовывать достаточную поверхностную
прочность сухой формы или стержня (неосы-
паемость). Об этом свойстве можно судить
по результатам термоанализа глины.
Из косвенных методов характеристики глин
следует указать на определение коллоидаль-
ности. Коллоидальность глины не должна быть
ниже 35. При соблюдении этого условия глины
ГЛ. I]
ФОРМОЕОЧНЫЕ МАТЕРИАЛЫ
89
Таблица 128
Перечень глин, получивших широкое распространение в литейных цехах
f
1
2
3
4
5
6
7
8
9
10
11
Наименование глины
Кагановическая
Часов-Ярская
Латнинская
Пятихатская
Белккнская
Бускульская I гр.
Бускульская III гр.
Богдановичская (Тройбайновская)
Нижнеу вельская
Кудиновская (сорт „сало товарное")
Суворовская
Месторасположение карьера
Донбасс
„
Воронежская область
Днепропетровская область
Челябинская область
Свердловская область
Челябинская область
Московская область
Тульская область
2
eg >>
К О.
jO о
Прочное
сжатие i
в кг/см*
0,89
о,8о
о,87
о,6о
о,57
о,8о
0,22
о,86
о.54
о.37
о,68
2
х Jj
? и"
Прочное
сжатие в
в кг/см*
3.2O
ЗД5
а,5а
я,71
1,52
3-68
3,63
1,47
а,23
а,52
1,21
si
Коллоидг
по Туман
76
77
8о
43
45
46
_
62
38
68
Огнеупорность
в °С
1730
1720
1700
1690
1720
1720
1650
1650
1630
135°—158°
1700
обычно дают достаточные прочности в сыром
состоянии. Недостаточность методов испыта-
ния глин заставляет рекомендовать цеховое
опробование глин каждого месторождения.
Лишь при поставке на завод формовочных
глин из одного и того же месторождения
можно ограничиться приёмкой отдельных пар-
тий глины по результатам лабораторных ана-
лизов.
Бентонит представляет собой высоко-
качественную глину, отличающуюся большим
связующим действием. Особенности бентонита
связаны со специфическими качествами мине-
рала — монтмориллонита (А12О3.4SiO2. H9O +
+ лН2О), который образует эту глину. В от-
личие от других глинообразующих минералов
кристаллическая структура монтмориллонита
такова, что вода может проникать внутрь
его кристаллической решётки, раздвигая от-
дельные пластинчатые слои, из которых со-
стоит кристалл, ввиду этого вода может смачи-
вать площадь, равную суммарной поверхности
всех слоев, причём толщина каждого из них
составляет 1 ммк. Толщина элементарных
кристаллов других глин обычно превышает
20 ммк. Поэтому бентонит лучше втягивает
воду, сильнее набухает в ней и проявляет
значительно увеличенное связующее действие.
Кроме того, каждые 100 г бентонита в со-
стоянии адсорбировать от 80 до 100 мил-
лиэквивалентов положительно заряженных
ионов Na, К, Mg или Са, тогда как у каолинита
эта способность намного ниже и выражается
величиной 3—15 единиц.
Химическая природа перечисленных катио-
нов различна, причём некоторые из них, в
частности Na, сильно содействуют образо-
ванию бентонитом вязкого, клеящего кол-
лоидного раствора, способного придать вы-
сокую связность песчаному стержню. Вслед-
ствие этих особенностей 1% бентонита за-
меняет в смесях 2—3% обычной формовоч-
ной глины.
Согласно ГОСТ 3226-46 бентонит соста-
вляет особый класс формовочных глин. Для
отнесения глины к этому классу должно быть
с помощью рентгеновского структурного ана-
лиза доказано, что породообразующий мине-
рал этой глины представляет собой монтмо-
риллонит или байделит с внутримицеллярным
набуханием. Коллоидальность бентонита не
должна быть ниже 95%. Рентгеновский анализ
бентонита обязан проводить поставщик.
Свойства песчано-бентонитовых смесей
расширяют применимость отливок деталей
всырую, благодаря повышению газопроницае-
мости при уменьшении глины в смеси.
В связи с тем, что в бентоните мало бал-
ласта, влажность песчано-бентонитовых сме-
сей ниже обычной. Несмотря на невысокую
огнеупорность, химическая инертность бенто-
нита позволяет применять его для всех видов
литья, в том числе и для литья стали.
Недостатком бентонита является значи-
тельное сокращение его объёма при потере
воды во время нагревания, что может повлечь
за собой осыпание просушенных форм и стерж-
ней. Бентонит должен применяться с одним
из водорастворимых связующих материалов
или вместе с глиной другого сорта.
В СССР бентонит разрабатывается в
Огланлинском карьере близ ст. Джебел
(Туркменская ССР).
ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Связующие материалы для стержней
(стержневые крепители)
Различают три типа связующих материалов
для стержней:
1) высыхающие масла и жиры; 2) водо-
растворимые связующие материалы; 3) затвер-
девающие материалы.
I тип крепителей — высыхающие масла
и жиры. Связующее действие этих крепите-
лей основано на том, что в процессе сушки
стержней они окисляются и полимеризуются,
образуя прочные плёнки. Плёнки, обволакивая
зёрна песка и соединяя их между собой, со-
общают сухим стержням прочность.
Основными крепителями этого типа явля-
ются высыхающие растительные масла, в ча-
стности льняное масло.
По экономическим соображениям высы-
хающие масла целесообразно заменять раз-
90
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
личными составами, также обладающими спо-
собностью образовывать в стержневой смеси
соединительные плёнки.
Следует различать шесть групп таких
составов, заменяющих высыхающее масло
или сокращающих его расход.
а) Заменители, получаемые переработкой
различных высыхающих или полувысыхающих
масел и жиров с вводом в их состав катали-
заторов (сиккативов), увеличивающих высы-
хаемость этих веществ. Переработанные
масла и жиры растворяются в уайт-спирите,
что позволяет уменьшить их вязкость и улуч-
шить их распределение по поверхности зёрен
песка. В состав таких заменителей обычно
добавляется также канифоль, что увеличи-
вает податливость стержней при усадке
охлаждающейся отливки. Заменители этого
типа увеличивают номенклатуру применимых
масел и жиров, но лишь незначительно сокра-
щают их расход. Поэтому экономически они
также невыгодны. В промышленности продол-
жает применяться большое количество соста-
вов этого типа. Технические условия на глав-
нейшие из них DГР, 4ГБ,4ГУит. д.—см. стр.91).
b) Олифы, не отличающиеся по характеру
своего действия и по методу их приготовле-
ния от заменителей масла, описанных выше.
Изготовляются олифы для строительной про-
мышленности, и в литейном производстве они
нашли лишь побочное применение. При изго-
товлении олиф преследуется цель ускорения
высыхания масел без подогрева и создание
вязкости, удобной для строительных работ.
Эти цели достигаются часто за счёт умень-
шения прочности, образующейся при высыха-
нии плёнки (например, льняная олифа). По-
этому экономический эффект применения
олиф весьма низок.
c) Заменители, в состав которых не входят
растительные масла. Способность таких кре-
пителей высыхать и образовывать плёнку
достигается глубокой химической переработ-
кой веществ, не являющихся до этого связую-
щими материалами. Из крепителей этого типа
в СССР предложен и находится в стадии
внедрения связующий материал „ рематол",
представляющий собой минеральное масло,
переработанное (путём хлорирования и после-
дующего отщепления хлора) в непредельное
химическое соединение, способное полимери-
зоваться и образовывать плёнку. Технические
условия на рематол приведены ниже.
d) Заменители, представляющие собой ис-
кусственные смолы, способные отвердевать
при нагреве. Эти заменители отличаются по
•своим свойствам от растительных масел, так
как они первоначально растворимы в воде и
лишь после сушки переходят в нераствори-
мое состояние. К заменителям этой группы
относится крепитель М, представляющий
собой продукт конденсации мочевины с фор-
мальдегидом в присутствии катализатора—
уротропина.
e) Заменители комбинированного дей-
ствия, связующее действие которых частично
основывается на химических превращениях
во время сушки, частично же —на их способ-
ности расплавляться в сушиле, проникать в
поры песка и затем при охлаждении стержня
образовывать прочную основу стержневой
массы. Эти заменители ('пеки, битумы) могут
быть отнесены как к I типу крепителей, так
и к III типу. Пеки и битумы могут вводиться
в смесь в виде порошка (древесный пек), в
виде растворов (раствор битума — крепитель
4БВ) или в виде водных эмульсий. Получили
распространение „комбинированные крепи-
тели" ЦНИЛ „Союзформолитьё", предста-
вляющие собой эмульсии песков или битума
в водном растворе сульфитной барды в при-
сутствии глины. Глина является дополнитель-
ным связующим материалом и эмульгатором.
Подобно пескам и битумам используют
газогенераторные смолы (например, тяжёлая
фракция генераторной смолы из эстонских
сланцев), одна часть которой отгоняется при
сушке, а другая (более густая в результате
отгонки,), получая химические изменения при
нагреве, частично затвердевает при охлажде-
нии стержня.
f) Кроме указанных, нашли применение
заменители сложного состава, содержащие в
основном битумы или пеки с добавкой не-
значительного количества масел или искус-
ственных смол.
К числу таких заменителей относятся кре-
питель БМ (завод „Красный химик") и кре-
питель „Союзформолитьё", содержащие около
2О°/о растительного масла, а также крепитель
„Бифталь". содержащий фталиевый ангидрид,
масло и глицерин.
Заменители первых трёх групп („а", „Ъ"
и „с") обладают технологическими свойства-
ми, близкими к свойствам льняного масла, но
сообщают стержням меньшую прочность.
Для получения стержней одинаковой проч-
ности расход заменителей должен в 1,3—1,8
раза превышать расход льняного масла.
Заменители первых трёх групп („а", „Ь"
и „с") характеризуются следующими основ-
ными свойствами: 1) высокой прочностью в
сухом состоянии при низкой прочности в
сыром виде ^прочность в сыром виде на
сжатие около 0,03 кг/см'2); 2) медленным
высыханием на поверхности стержня (стерж-
ни, приготовленные из этих смесей, „не
подвяливаются*, т. е. на их поверхности
нескоро образуется затвердевшая корка, пре-
дохраняющая стержень от оседания под
действием собственного веса); 3) неэкономич-
ностью при введении в их состав глины
или глинистых песков с целью повышения
сырой прочности стержней (глина адсор-
бирует и омыляет масло, поэтому для сооб-
щения необходимой сухой прочности прихо-
дится вводить в такие смеси повышенное
количество масла); 4) способностью высыхать
при температуре 200 — 220° С (исключение
составляют песчано-рематольные смеси, кото-
рые требуют высушизания стержней при тем-
пературах 220-240° С); 5) малой гигроскопич-
ностью; б) способностью сообщать сухим
стержням высокую поверхностную прочность.
Благодаря низкой сырой прочности и мед-
ленному высыханию на поверхности стержня
песчано-масляные смеси чаще, чем другие
смеси, требуют применения драйеров.
Ниже приводятся желательные техниче-
ские требования к некоторым видам крепите-
лей 1-го типа (масла и жиры и их заменители).
Льняное масло. Удельный вес при
20° С — 0,925—0,945; йодное число — не менее
160; число омыления — 180—195; отстой по
ГЛ. I]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
91
объёму за 24 часа — не более 2°/0; темпера-
тура вспышки — 250—285° С; прочность на раз-
рыв в смеси с песком (технологическая
проба) — не менее 9 кг/см2.
Технологическая проба. Состав техноло-
гической пробы для исследования прочности
в смеси с песком: кварцевый песок К 50/100—
98,5 весовой части, масло — 1,5 весовой части,
вода — 3 весовые части. Песок с маслом сме-
шивают в лабораторных бегунах в течение
2 мин., затем после добавления воды продол-
жают смешение ещё 8 мин. Сушка образцов
в течение 1 часа при Т = 200—220° С.
Крепитель 4ГР (HAT И)-раствор пре-
парированного касторового масла и канифоли
в грозненском уайт-спирите.
Вязкость по Энглеру — 2—4; йодное число—
не менее 45; температура вспышки — не ниже
35е С; прочность на разрыв в смеси с песком
(технологическая проба) — не ниже 7 kzjcm'2.
Технологическая проба. Состав техноло-
гической пробы: кварцевый песок К 50/100—
98 весовых частей, крепитель 4ГР — 2 весо-
вые части, вода —2 весовые части. Песок с кре-
пителем смешивают в лабораторных бегунах
в течение 2 мин., затем после добавления
воды продолжают смешение ещё8 мин. Сушка—
в течение 1 часа при Т = 200—220° С.
Крепитель 4ГБ (НАТИ)—раствор пре-
парированного дельфиньего жира и канифоли
в грозненском уайт-спирите.
Технические условия аналогичны крепи-
телю 4ГР (см. выше).
Крепитель 4ГУ (НАТИ) раствор пре-
парированного хлопкового масла и канифоли
в грозненском уайт-спирите.
Технические условия аналогичны крепи-
телю 4ГР.
Олифа натуральная. Удельный вес
при 20° С — 0,938—0,945; вязкость по Энглеру
при 20°С —7—10; отстой по объёму за 24 часа—
не более 1%; йодное число — не ниже 160;
число омыления — не ниже 185; прочность на
разрыв в смеси с песком (технологическая
проба) — не менее 8 kzjcm\
Технологическая проба. Состав техноло-
гической пробы: кварцевый песок К 50/100—
98.5 весовой части, олифы — 1,5 весовой
части, воды 3 весовые части; песок с олифой
смешивают в лабораторных бегунах в тече-
ние 2 мин., затем после добавления воды про-
должают смешение ещё 8 мин. Сушка образ-
цов в течение 1 часа при Т — 2оО—220' С.
Олифа-оксоль. Вязкость по Энглеру
при 20° С — 6 — 8; содержание растворителя —
не более 45% (по весу); отстой по объёму —
не более 1%; температура вспышки по Абель-
Пенскому — не ниже 36; прочность на разрыв
в смеси с песком (технологическая проба) — не
менее 5 кг/см*.
Технологическая проба. Состав техноло-
гической пробы: кварцевый песок К 50/100—
98,5 весовой части, оксоли —1,5 весовой части,
воды — 2 весовые части.
Песок смешивают с оксолью в лаборатор-
ных бегунах в течение 2 мин., затем после
добавления воды продолжают смешение ещё
8 мин. Сушка образцов в течение 1 часа при
Т = 200—220° С.
Рематол К (ЦНИЛ „Союзформолитьё").
Удельный вес при 20° С — не более 0,96; со-
держание растворителя — 10—25%; прочность
на разрыв в смеси с песком (технологиче-
ская проба) — не менее 9,5 кг/см2.
Технологическая проба. Состав техноло-
гической пробы: кварцевый песок К 53/100—
97 весовых частей, рематол — 3 весовые части,
вода — 2 весовые части. Песок смешивают
с рематолом в лабораторных бегунах в тече-
ние 5 мин., затем после добавления воды про-
должают смешение ещё 10 мин. Сушка образ-
цов— в течение 1 часа при Т = 220—240° С.
Крепитель М (ВИАМ). Удельный вес
при 20°— 1,15—1,20. Вязкость по вискозимет-
ру Форд-Энглера 4—10, рН = 7,2—7.8. Проч-
ность на разрыв в смеси с песком (техноло-
гическая проба) — не менее 10 кг\см\
Технологическая проба. Состав: кварце-
вый песок К 50/100—97 весовых частей, крепи-
тель М—3 весовые части, вода—3 весовые ча-
сти. Песок смешивают с крепителем в лабора-
торных бегунах в течение 2 мин., затем доба-
вляют воду и перемешивание продолжают ещё
8 мин. Сушка образцов — в течение 1 часа при
температуре 150—170° С.
Крепитель БМ (завод „Красный хи-
мик"). Вязкость по воронке НИЛ К при 20"
в сек.—6—12, содержание растворителя не бо-
лее 50, практическое высыхание плёнки при
100° С — не позднее 1 часа. Прочность на раз-
рыв в смеси с песком (технологическая про-
ба)— не менее 5 кг/см1.
Технологическая проба. Состав: кварце-
вый песок К 50/100—98 весовых частей, кре-
питель БМ—2 весовые части, вода — 3 весо-
вые части. Смешение в лабораторных бегу-
нах — 2 мин., после прибавления воды — до-
полнительно 8 мин. Сушка образцов — в те-
чение 1 часа при температуре 200—220° С.
1 Битумно-масляный крепитель
„Союзформолитьё" (Ленинградская научно-
исследовательская лаборатория СФЛ). Удель-
ный вес при 20° С — 0,9 — 0,96. Вязкость по во-
ронке НИЛК при 20° С в сек. —12—18. Пол-
ное высыхание плёнки на стекле при 20° С—
не более 35 час. Прочность на разрыв в сме-
си с песком (технологическая проба) — не ме-
нее 6 Kt\cjfi.
Технологическая проба. Состав: кварце-
вый песок К 50/100—98 весовых частей, кре-
питель— 2 весовые части, вода — 2 весовые
части. Смешение в лабораторных бегунах без
воды — 2 мин., после увлажнения — дополни-
тельно 8 мин. Сушка при температуре 200—
220° С — 2 часа.
„Бифталь" (завод „Красный химик").
Вязкость по воронке НИЛК при 20° С в сек.—
8—14, содержание растворителя — 40 — 47%,
практическое высыхание пленки при 100° С —
не позднее 1 часа, прочность на разрыв в сме-
си с песком (технологическая проба) — не ме-
нее 4,0 кг/см2.
Технологическая проба. Состав: кварце-
вый песок К 50/100—98 весовых частей, „Биф-
таль"—2 весовые части, вода—2,5 весовой ча-
сти. Смешение в лабораторных бегунах до при-
бавления воды — 2 мин., после увлажнения —
дополнительно 8 мин. Сушка образцов в тече-
ние 1 часа при температуре 290—220° С.
II тип крепителей —водорастворимые
связующие материалы. Вещества, образую-
щие в воде истинные или коллоидные растворы
или набухающие в ней и способные в этом
состоянии связывать зёрна песка между собой.
92
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД.Ш
называются водорастворимыми связующими
материалами. При сушке вода из стержня
удаляется, а остающийся сухой остов связу-
ющего материала сообщает сухим стержням
прочность. Основными представителями этого
типа связующих являются сульфитный щёлок,
сульфитно-спиртовая барда, декстрин, патока
и пектиновый клей.
Сульфитный щёлок является отхо-
дом бумажной промышленности.
Сульфитный щёлок поставлялся в виде
концентрата с влажностью не более 21%.
Перед применением в качестве крепителя кон-
центрат разводят до удельного веса 1,28—1,30.
В настоящее время сульфитный щёлок во всех
литейных цехах заменён сульфитно-спиртовой
бардой.
С у л ьфи тно-спиртовая барда пред-
ставляет собой отход спиртового производства.
Сульфитный щёлок подвергается сбражива-
нию, причём содержащиеся в нём сахара
образуют спирт. Остаток этого производства
(сульфитно-спиртовая барда) как крепитель
мало отличается от исходного продукта — суль-
фитного щёлока. Сульфитно-спиртовую барду
для литейных цехов поставляют Балахнинский,
Краснокамский и другие заводы в виде жидко-
го раствора (марка БЖ), содержащего до 50%
воды и готового к применению в литейном
цехе, или в виде твёрдого концентрата (марка
БТ), содержание воды в котором не превы-
шает 24%. Твёрдый концентрат перёд приме-
нением разводят в литейном цехе до удель-
ного веса 1,27. Запланировано производство
сухой барды в виде порошка; этот крепитель
по своим свойствам близок к декстрину.
Декстрин представляет собой продукт
переработки картофельного или кукурузного
крахмала. В зависимости от режимов перера-
ботки различают несколько сортов декстрина.
В обычных производственных условиях поль-
зуются жёлтым или палевым декстрином, да-
ющим умеренную прочность сырым стержням
и относительно высокую прочность — сухим.
Белый декстрин сообщает стержням повышен-
ную прочность всырую, но не позволяет полу-
чить прочную (неосыпающуюся) поверхность
стержня после сушки. Белый декстрин можно
использовать в специальных случаях, когда
прочная корка стержня обеспечивается дру-
гими связующими материалами, а назначением
декстрина является упрочнение стержня до
сушки. С экономической точки зрения приме-
нение декстрина нецелесообразно.
Патока кормовая (мелясса) является
побочным продуктом свеклосахарного произ-
водства. Она поставляется в жидком виде и
не требует подготовительных операций перед
введением её в смесь. Прочность, сообщае-
мая патокой, невелика.
Пектиновый клей представляет со-
бой отход сахарного производства, получае-
мый из свекловичного жома. По своим техноло-
гическим свойствам он весьма близок к дек-
стрину.
Все водорастворимые связующие материалы
и приготовленные на их основе стержневые
смеси отличаются рядом характерных особен-
ностей. Главные из них следующие: 1) водо-
растворимые связующие средства хорошо ком-
бинируются с глиной, поэтому приготовленные
на их основе стержневые смеси могут обла-
дать достаточной прочностью как в сыром, так
и в сухом состояниях; 2) смеси быстро под-
вяливаются, т. е. на поверхности заформован-
ных стержней вскоре после их изготовления
образуется затвердевшая корка; это делает
устойчивыми геометрические размеры стерж-
ней и препятствует их оседанию под действием
собственного веса; 3) оптимальная темпера-
тура сушки стержней лежит в интервале 160—
180е С; 4) стержни, содержащие в своём составе
водорастворимые связующие материалы, гигро-
скопичны, вследствие чего нельзя надолго
оставлять их в сырой форме или хранить
в сыром помещении.
Водорастворимые связующие материалы,
в частности, наиболее дешёвую из них — суль-
фитную барду, целесообразно применять для
основной массы стержней.
Концентраты сульфитно-спиртовой барды
БЖ
Удельный вес при 20° С Не менее
1,275
Содержание воды Не более
50 К
Водонерастворимый остаток
в % (по весу концентрата). . . Не более
0,5%
Активная кислотность
(рН) 5,0-7,0
Прочность на разрыв в смеси
с песком (технологическая
проба):
для песчаного образца .... Не менее
1,5 кг/см'
для песчано-глинистого
образца Не менее
4 кг/см'
БТ
Не менее
1,4
Не более
24 *
Не боле*
0,25*
5,0-7,0
Не менее
1,5 кг/см'
Не менее
4 кг/см'
Технологическая проба. Состав техноло-
гической пробы:
для песчаного образца: кварцевый
песок К 50/100—100 весовых частей, сульфит-
но-спиртовая барда (разведённая до удельного
веса 1,27)—5,6 весовой части, вода — 1 весо-
вая часть;
для песчано-глинистого образ-
ца: кварцевый песок К 50/100—97 весовых ча-
стей, глина — 3 весовые части, сульфитно-
спиртовая барда (удельного веса 1,27) —5,6
весовой части, вода — 1 весовая часть.
Песок, глину (для песчано-глинистого об-
разца) и барду смешивают в лабораторных
бегунах в течение 2 мин., затем после доба-
вления воды продолжают смешение ещё 8 мин.
Сушка образцов — в течение 1 часа при Г —
= 160-180° С.
Декстрин
Белый Палевый Жёлтый
Содержание влаги (не
более) в °/0
Содержание золы в °/„
на сухое вещество
(не более) в °/в . . .
Растворимость при
17,5° С на сухое ве-
щество (не менее) в °/0
Прочность на разрыв
в смеси с песком
(технологическая
проба) не менее . .
10
60
10
92
10
95
4 кг/см" 5 кг/см* 5 кг,см'
Технологическая проба. Состав технологи-
ческой пробы: кварцевый песок К 50/100—98,75
весовой части, декстрин — 1,25 весовой части,
вода—2,25 весовой части.
Песок и декстрин смешивают в лаборатор-
ных бегунах в течение 2 мин., затем после
ГЛ. I]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
93
добавления воды продолжают смешение ещё
8 мин. Сушка образцов — в течение 1 часа
при Т =150-180° С.
Патока кормовая (мелясса). Сухие
вещества — не менее 75%; зола — не более
10%; удельный вес — не менее 1,3, реакция
(проба на лакмус)—щелочная; прочность на
разрыв в смеси с песком (технологическая
проба) — не менее 3 кг/см2.
Технологическая проба. Состав техноло-
гической пробы: кварцевый песок К 50/100 —92
весовые части, формовочная глина, просеянная
через сито № 50,—6 весовых частей, патока—
2 весовые части, вода —4 весовые части.
Песок, глину и патоку смешивают в лабо-
раторных бегунах в течение 2 мин.; затем после
добавления воды продолжают смешение ешё
S мин. Сушка образцов — в течение 1 часа при
Т— 150-180° С.
Пектиновый клей. Цвет—однородный
от светлокоричневого до тёмнокоричневого;
зольность — не более 6%; влажность — не бо-
лее 10%; прочность на разрыв с песком (тех-
нологическая проба) — не менее 8 кг/ем*.
Технологическая проба. Состав техноло-
гической пробы: кварцевый песок К 50/100 -—
100 весовых частей, пектиновый клей — 2,5 ве-
совой части, вода—4 весовые части.
Песок и пектиновый клей смешивают в ла-
бораторных бегунах в течение 2 мин., затем
после добавления воды продолжают смешение
ещё 8 мин. Сушка образца — в течение 1 часа
при 7* = 150-180° С.
III тип крепителей—затвердевающие ма-
териалы. Наиболее распространённым крепи-
телем этой группы является канифоль
(твёрдый остаток после отгонки скипидара
из смолы хвойных деревьев). Канифоль, вве-
дённая в стержневые смеси в виде порошка,
расплавляется при сушке, пропитывает песок
(т. е. проникает в поры стержня и обволаки-
вает зёрна песка), а после выемки стержня
из сушила охлаждается и затвердевает и, та-
ким образом, сообщает стержню прочность.
Благодаря тому, что канифоль при заливке
формы металлом быстро расплавляется, она
сообщает стержням податливость, необходи-
мую для предотвращения образования горя-
чих трещин в литье при усадке металла. Наи-
более целесообразно вводить в стержневые
смеси канифоль вместе с одним из масляных
крепителей.
При изготовлении стержневых смесей сле-
дует применять стандартную — „подсочную"—
канифоль в виде очень мелкого порошка.
В некоторых случаях канифоль вводят в
состав сложных крепителей, поставляемых ли-
тейным цехам в готовом виде.
Технические требования к канифоли. Со-
держание золы — не более 0,07%; темпера-
тура размягчения — не ниже 52° С; прочность
на разрыв в смеси с песком (технологическая
проба) — не менее 4 кг/см2.
Технологическая проба. Состав техноло-
гической пробы: кварцевый песок К 50/100 —
100 весовых частей, канифоль—4 весовые
части, вода — 3 весовые части.
Песок и размолотую в порошок канифоль
перевешивают в лабораторных бегунах в те-
чение 2 мин., затем после добавления воды
продолжают смешение ещё 8 мин. Сушка об-
разцов — в течение 1 часа при Т = 180° С.
Пеки. К группе затвердевающих крепи-
телей принято относить также пеки. Однако
прочность, сообщаемая пеками стержневым
смесям, связана также с химическими преобра-
зованиями в процессе сушки. Вследствие это-
го пеки могут быть отнесены как к I, так и
к III типам крепителей. Они пригодны для за-
мены в стержневых смесях льняного и других
растительных масел (см. выше). Распростра-
нение получили торфяной и древесный пеки.
Торфяной пек представляет собой от-
ход после извлечения из торфяной газогене-
раторной смолы фенолов и других химических
продуктов. Температура размягчения торфя-
ного пека должна быть не ниже 40° С, удель-
ный вес при 20° С в пределах 1,0—1,1, а коли-
чество воды в нём менее 3%. Торфяной пек
поставляется Н.-Тагильским (Свердловская
область) и Редькинским (Московская область)
заводами. В стержневые смеси торфяной пек
можно вводить в виде его эмульсии в воде.
Для приготовления I m эмульсии берут 500 кг
пека, 2,5 кг эмульгатора и 457,5 кг воды. Эмуль-
гаторами обычно служат NaOH или КОН.
Можно употреблять также и Na2CO3 в коли-
честве 3,5 кг на 1 m эмульсии.
Приготовление эмульсии: в обогреваемый
котёл закладывают пек и заливают предвари-
тельно приготовленный раствор эмульгатора в
100 л воды. Затем после расплавления пека
вливают в котёл при помешивании остальную
воду. Эмульсию перемешивают до полнойодно-
родности. Во избежание разбрызгивания и вы-
броса эмульсии при вспенивании необходимо,
чтобы ёмкость котла была вдвое большеобъёма
приготовляемой эмульсии. Котёл должен быть
снабжён перемешивающим устройством.
Более целесообразно вводить торфяной пек
в составе „комбинированного крепителя"
ЦНИЛ „Союзформолитьё", представляющего
собой глинисто-сульфитную эмульсию пека.
Крепитель содержит пека —50%, сульфитно-
спиртовой барды (уд. веса 1,3) — 20%, глины —
20% и воды — 10%.
Сульфитная барда и глина являются эмуль-
гаторами и одновременно содействуют повы-
шению прочности стержневой смеси в сыром
и сухом состоянии. Крепитель изготовляется
следующим образом: глина замачивается суль-
фитной бардой и водой и затем тщательно пе-
ремешивается при подогреве. Пек распла-
вляется отдельно и нагревается на 30—40° С
выше его температуры размягчения. В этом
виде небольшими порциями, при постоянном
перемешивании, он вводится в подогретое до
45—50° С глинисто-сульфитное тесто. Готовый
крепитель представляет собой устойчивую
эмульсию, дающую в смеси с пеком прочность
на разрыв (технологическая проба) не менее
8 кг\смг. Для контрольного испытания гото-
вится технологическая проба следующего со-
става: кварцевый песок К 50/100—100 весовых
частей, комбинированный крепитель — 6 весо-
вых частей, вода —2—3 весовые части. Сме-
шение пробы производится в лабораторных
бегунах без добавления воды в течение 5 мин.
и затем после увлажнения ещё 5 мин. Сушка
образцов производится при температуре 220—
230° С в течение 1 часа.
Древесный пек представляет собой
отход переработки древесной газогенератор-
ной смолы. В стержневые смеси его вводят
94
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
в виде порошка непосредственно в смесепри-
готовительный аппарат (например в бегуны).
Часто применяют его вместе с сульфитным
щёлоком или бардой.
Технологическая проба. Смесь 98 весовых
частей песка К 50/100, 2 весовые части глины,
3 весовые части древесного пека и 1 весовая
часть сульфитной барды (с удельным весом 1,3)
имеет в сухом состоянии прочность на раз-
рыв, равную 5-8 кг/см2. Температура сушки
смесей, содержащих древесный пек, — 220—
240° С. Древесный пек может быть введён в
смесь также в составе комбинированного кре-
пителя ЦНИЛ „Союзформолитьё".
Наряду с пеками применяют нефтяные би-
тумы. Разработаны многочисленные связую-
щие средства сложных составов, в которые
битум входит как составная часть. Известен
крепитель 4ГВ, разработанный НАШ, в со-
став которого входят: битум в количестве
25%, канифоль — 25% и растворители — 50%.
Крепитель 4ГВ в технологической пробе
даёт прочность на разрыв, равную 1,5 кг/смг.
Технологическая проба. Состав техноло-
гической пробы: кварцевый песок К 50/100—
96 весовых частей, крепитель 4ГВ—4 весовые
части, вода — 2 весовые части. Сушка образ-
цов производится при температуре 220—240°С
в течение 1 часа.
Подобно пекам битум может служить осно-
вой для изготовления „комбинированного кре-
пителя" ЦНИЛ „Союзформолитьё" (см. стр. 93,
„Торфяной пек").
Противопригарные материалы
Для устранения пригара в формовочные
смеси вводят противопригарные средства. Дей-
ствие этих добавок основано на образовании
восстановительной атмосферы в частях фор-
мы, прилегающих к отливке. В образовании
пригара наибольшую роль играет взаимодей-
ствие формовочной смеси с окислами метал-
ла. Противопригарный материал должен пре-
пятствовать окислению поверхности отливки.
При изготовлении чугунного литья наи-
больший эффект даёт добавка каменно-
угольной пыли. Следует применять пыль
каменного угля, имеющего достаточное коли-
чество летучих и минимальное количество
золы (не более 11%). Серы в угле должно
содержаться не более 4%.
В составе золы нежелательно присутствие
соединений Na и К.
Каменноугольная пыль, вводимая в смесь,
должна удовлетворять следующим требовани-
ям: остаток на сите № 50—0%, на сите № 100 —
не более 5'/0; сумма остатков на сите № 270 и на
лотке—не менее 70%. О количестве угля, вво-
димого в формовочные смеси, указано ниже.
Для бронзового литья каменноугольную
пыль иногда заменяют мазутом топливных ма-
рок № 7, 5 и 10. Добавлять мазут в формо-
вочную смесь следует в незначительном коли-
честве, так как избыток мазута может вы-
звать появление в литье газовых раковин.
В качестве противопригарных средств (для
покрытия поверхности форм и стержней) при-
меняют также вещества, обладающие более вы-
сокой огнеупорностью, чем материалы формы.
О составе красок и натирок см. .Вспо-
могательные формовочные составы" (стр. 99).
ФОРМОВОЧНЫЕ СМЕСИ
Формовочные смеси разделяются на соб-
ственно формовочные и стержневые смеси.
Формовочные смеси. Условия, предъ-
являемые к формовочным смесям, зависят от
характера и типа отливок, для получения ко-
торых эти смеси предназначаются (табл. 129).
Основным материалом для приготовления
формовочных смесей является оборотная (го-
релая) земля. Перед введением в смесь она
должна быть измельчена, освобождена от по-
сторонних примесей и просеяна. Вводить её
в смесь следует в охлаждённом состоянии.
При установлении соотношения исходных
материалов в смесях должны быть приняты
во внимание свойства оборотной земли дан-
ного цеха, а также качество свежих песков
и глин. Смеси рекомендуется составлять так,
чтобы их контрольные показатели соответ-
ствовали данным табл. 129. Примерные со-
ставы смесей, обеспечивающие получение
необходимых свойств, даны в табл. 130.
Широкие пределы для количества горелой
земли, вводимой в смесь (табл. 130). обусло-
вливаются тем, что на различных заводах каче-
ство горелой земли весьма различно, а степень
её изнашивания после каждой заливки зави-
сит не только от веса отливок, но и от тол-
щины их стенок и других производственных
условий. Практически следует стремиться к
верхнему пределу использования горелой земли
(табл. 130), учитывая, однако, необходимость
сохранения свойств формовочных смесей, ука-
занных в табл. 129.
Стержневые смеси. Составы и свойства
стержневых смесей должны быть выбраны
с учётом особенностей стержней и характе-
ром заливаемого сплава.
Принимая во внимание назначение стерж-
ней, их конфигурацию, условия службы в форме
и другие факторы, стержни могут быть условно
разделены на следующие пять классов [7].
I класс — стержни сложной конфигура-
ции, тонкостенные с очень малым живым сече-
нием и узкими знаками. Высокая сухая проч-
ность в таких стержнях должна достигаться
посредством введения в стержневую смесь
ограниченного количества связующего веще-
ства ввиду трудности вывода газов.
II класс — стержни, имеющие наряду
с компактной частью очень тонкие рёбра, вы-
ступы и обладающие более развитыми знаками.
Высокая прочность всухую достигается введе-
нием большего количества связующих средств.
III класс — различные центровые стержни
с конфигурацией средней сложности, образу-
ющие внутренние необрабатываемые полости
в отливке, требующие в сыром и сухом состоя-
ниях средней прочности и очень высоких по-
верхностных качеств. К этому классу относятся
также стержни, подвергающиеся натирке.
IV к л а с с — стержни, образующие внутрен-
ние обрабатываемые полости в отливке. К
этому классу относится главная масса стержней,
в том числе и внешние габаритные стержни.
V класс — массивные стержни, образую-
щие большие внутренние полости в тонко-
стенном крупном литье.
В соответствии с этой клаееификацией
стержней в табл. 131 даются составы и харак-
теристики стержневых смесей.
ГЛ. 1]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
95
Таблица 129
Нормальные свойства смесей для различных случаев производства
(нормативы треста „Союзформолитьё")
Характер
формовки
Всырую
„
„
Всухую
Всырую
Всухую
Всырую
Всухую
Рсырую
Всухую
Вес отлив-
ки в кг
До го
» 200
2СЮ0
„ 10 ООО
До 5°°
» 5°°°
Зерновая
основа смеси
7О,14О, 100'200
70140, 5°/1О°
30/50, 7°/4°. 5°/1О0
30/50, 7о/4°
70,40, 5°/10°
70/40, 5°'1О°
Дм
7O/I4O, 100*200
70/I4O
IOO/2OO
юо/2Оа
Содержа-
ние глины
в смеси
в °/0 (контр,
проба)
Газопроницае-
мость в сыром
виде (не менее)
Для чугунного литья
8—ю
8— ю
8-12
15—20
Зо
5°
7°
8о
Для стального литья
IO —12
12—15
IOO
7°
Прочность в кг/см*
на сжатие
всырую
о.З-о.э
о,3-о-5
о,5—о 65
O-55-O.75
О.З-О.5
O.4-O.55
бронзового и латунного литья
8-12
ю 15
Зо
3°
Для алюминиевого литы
8-ю
8 12
3°
3°
о.Э-о-5
о,4-о,6
о.3-о,5
О.З-О.5
на разрыв
всухую
—
—
0,8—1,2
1
1 l,o-i 5
о,8—i.a
__
0,8-1,2
Влажность
в °/о
4.5-5.5
4-5-5.5
7,о-8.о*
4—5
5-7*
4-5 -5.5
5.5-6.5*
4—5
5_б*
* Влажность до сушки.
Соотношения исходных материалов в формовочных смесях [2]
Таблица 130
Характер
отливки
Всырую
„
Всухую
Рсырую
Всухую
Всырую
Всухую
Рсырую
Всухую
Вес отливки
в лг
ДО 2ОО
» 2ОО
. 2 ООО
. Ю ООО
До 5°°
„ 5000
—
Состав в весовых процентах
«
№ О
Я о.
г?
°3
«о
О Е
75—9"
50-90
50-70
4О- 6о
5°-75
5°-75
Свежие неор-
ганические
составы
смеси: песок
и глина
Сульфитный
щёлок с удель-
ным весом
1,20—1.30
Для чугунного литья
Остальн.
—
—
—
Для стального литья
Остальн.
-
о,5
о,5
Для бронзового или латунного
6о-8о
6о-7°
бо 8о
6о-8о
Остальн.
»
—
Для алюминиевого литья
Остальн.
»
_
°5
V
I _,
(J ^
о а
Я5 ^
GJ ™
о. с
1=1 о
—
—
я-3
—
литья
—
35
3
X
I JJ
« с^
га Р
З.О 2,О
5.О -2.0
8,о -j,o
—
—
_
—
Мазут
—
_
-—
1,о—1.5
_
Влажность
в /о
4*5—5о
4.5-5-5
4.5-55
7,о - 8,о
4-6
5-7
4-5-5.5
5.5-6,5
4-5
5-6
Примечания. 1. При выборе свежих материалов принимается во внимание следующее:
а) в свежих материалах должно быть такое количество глины, чтобы общее содержание её в готовой смеси
соответствовало данным табл. 129, причём для стали следует пользоваться кварцевым песком и глиной, в остальных
случаях можно употреблять глинистые пески;
б) зерновое строение свежих песков должно соответствовать данным табл. 129.
2. Приведённые в табл. 130 соотношения исходных материалов даны для облицовочных смесей. При изгото-
влении единой смеси количество свежих материалов может быть уменьшено с тем, однако, чтобы все показатели
табл. 129 были сохранены.
Составы и характеристика стержневых смесей
(нормативы на формовочные материалы ЦНИЛ „Союзформолитьё")
Таблица 131
Назначение
смеси для
изготовления
стержней
Зерносая часть смеси в весовых
горелая
земля
кварцевый
песок
Состав
процентах
глинистый
песок
смеси
Связующие материалы в % к весу
зерновой части смеси
весу
ИЛК1
с
и
1 смеси
аст
о
нов
со
ш
ост
о
'S
о
энов
т
О)
к
я
«
о
ч °
Характеристика
О S &>
?-2 я
С CL.CU
о 3 S
U В I
о
03
S
со
смеси
Прочность
2
3 «м
CV-
3
1.
га
X
НИН
05
6
X! О
Требуемая
температура
сушки в °С
А. Для чугунного литья
I класса
II класса
III класса
IV класса
V класса
о -5°
97
06-97
Рематол 1,0—2,0 или раст. масла
и олифа 0,8—1,6
1) Рематол, 4ГУ, 4ГР, 4ГБ, М -
1,5—3 или „Бифталь", БМ, „Союз-
формолитьё", сланцевая смола
2,0—4.0
2) Кроме того сульфитная барда
2i — 4
3-4
Вместо глинистого
песка можно приме-
нять кварцевый песок
и глину по расчёту
Вместо глины 1) Торфяной пек, древесный пек,
можно приме-! комбинированный крепитель ЦНИЛ
нять глинистый „Союзформолитьё", крепитель 4ГВ
песок
чёту
по рас-
4О—8о
2—4**или „Бифталь". БМ, „Союз-
формолитьё", сланцевая смола
1,5—3 или рематол 1,2-2,0
2) Кроме того сульфитная барда
2,5-3,5***
Сульфитная барда 1,5-3
70/140
< 2 (жела-
тельно < 1)
2-3
-9
3-5
3-4
5о'юэ
3-6
3-4-5
5о/юо
70/40
Сульфитная барда 2-3
5О loo
7°, 4°
7-ю
4-5-5
5-6
о гд - о,25
о,з-о,з5
5-7
3-5 "
Рематол 220—
240, масло и
олифа 200-220
Рематол 220-
240, М—160-
180, в осталь-
ных случаях
200-220
1-3
о.a -i,5
to
СП
1 класса
II класса
111 класса
IV класса
V класса
о—so
20-бЪ
IOO
97
96-97
45—91
33—7°
3
3-4
5-9
7—ю
-
Б. Для стального
Рематол 1,2—2,0 или раст. масла
и олифа 1,0—1,6
1) Рематол, 4ГУ, 4ГР, 4ГБ —
1,5—3,0 или .Бифталь", БМ,
„Союзформолитьё", сланцевая
смола 2,0—4,0
2) Кроме того сульфитная барда
2,0-4,0
1) Торфяной пек, древесный
пек. комбинированный крепитель
ЦНИЛ .Союзформолитьё", 4ГВ-
2_4** или „Бифталь", БМ, „Союз-
формолитьё". сланцевая смола
1,5—3 или рематол 1,2—2,0
2) Кроме того сульфитная барда
2,5-3,5***
Сульфитная барда 1,5—3
Сульфитная барда 2—3
литья
-
2-3
50/100
70/140
5О/ЮО
50, гоо
5o'ioo
7°/4о
5о/ юо
7°'4°
2 (жела-
тельно
3-5
5-9
7-ю
13°
IOO
1ОО
7°
7°
2—3
3-4
3-4.5
4.O-5.5
5-6
0,03—0,06
о,об—o,i
0,1—O,l6
0,15—0,25
0,2-0,35
7—10
5-7
4-6
.-.
0,8—1,5
Рематол 220—
240, масло и
олифа 200-
220
Рематол 220—
240, в осталь-
ных случаях
200—280
23O—24O
i6o—180
160—180
* С учётом глины, содержащейся в кварцевом песке.
•*• 5^и пРименении комбинированного крепителя ЦНИЛ „Союзформолитьё", крепителя 4ГВ, торфопековой эмульсии ипр. расчёт ведётся по содержащемуся в них пеку или битуму.
В стержневых смесях для стержней 111 класса общее количество связующих материалов не должно превышать 7%.
Продолжение табл. 131
со
00
Назначение
смеси для
изготовления
I класса
а) Для бронзы
б) Для лёгких
сплавов
III класса
IV класса
V класса
Состав смеси
Зерновая часть смеси в весовых процентах
горелая
земля
_
о—5°
2О—6Ъ
кварцевый
песок
IOO
IOO
97
96-97
Вместо
свежие пески
глина
3
3-4
глинистого
песка можно применять
кварце1 ый песок игли-
ну по расчёту
То
же
глинистый
песок
—
Вместо глины
можно приме-
нять глини-
стый песок по
расчёту
5о—ioo
4о—8о
Связующие материалы в °/0
к весу зерновой части смеси
В. Для цветного
Рематол 1,2—2,0 или раст. масла
и олифа 1,0-1,6
Рематол 0,8—1,5 или раст. масла
и олифа 0,6 —12
1) Рематол, М, 4ГУ, 4ГР, 4ГБ
1,5—3 или „Бифталь", БМ, „Союз-
формолитьё", сланцевая смола
2-4
2) Кроме того сульфитная барда
2-4
1) Торфяной пек, древесный
пек, комбинированный крепитель
ЦНИЛ „Союзформолитьё", крепи-
тель 4ГВ—2—4 **** или „Бифталь",
БМ, „Союзформолитьё", сланце-
вая смола 1,5—3 или рематол —
1,2—2
2) Кроме того сульфитная барда
2,5-3,5
Сульфитная барда 1,5—3,0
Сульфитная барда 2—3
а р
s °
v СО
* g
её.
oS
литья
_
—
_
2—3
Характеристика смеси
со
н
и
U
я
о
Зерне
****
50/100
70/140
5°/ юо
70/140
5о/юо
70/140
50/100
70/140
50/100
50/100
V
К
«а
одер
н°
С а
(желатель-
но < l'Vo)
То же
3-5
з-б
5-9
7—ю
иинв
чхэо
re <J
Я "
Я ей
О S <и
а.о я
Газоп
в сыр
не ме
130
13°
IOO
8о
7°
бо
о
со
ЭСТЬ
а
Влаж
2-3
2-3
3-4
3-4-5
4-5-5
5-6
Прочность
0) и
я 0 s ^
о о У
се Н
X и и м
о оз - о,об
о 03 — 0,06
О Об-О,1
O,I—O.l6
0,15—0,25
0,20-0,35
?.1
05 "
я ° а
7-ю
5-8
4-7
3.5-6
1-3
o,8-i,5
Требуемая
температура
сушки в "С
Рематол220-
240, масла и
олифа 200-220
То же
Рематол 220—
?Л0, М-1С0-
180, в осталь-
ных случаях
200-220
22O -24O
•бо— i8o
160—180
***¦ При литье магниевых сплавов для их защиты от окисления добавляют 0,5—1% серы и око™ 0,5% борной%кислоты.
***** при применении комбинированного крепителя ЦНИЛ „Союзформолитьё", крепителя 4ГВ, торфопековой эмульсии и пр. расчёт ведётся по содержащемуся в них пеку или
битуму.
ГЛ. I]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
99
ВСПОМОГАТЕЛЬНЫЕ ФОРМОВОЧНЫЕ
СОСТАВЫ
Формовочные краски. Формовочные
краски применяют при литье в сухие формы
для устранения пригара и получения гладкой
поверхности литья. Краска должна удовле-
творять следующим техническим требованиям:
1) не содержать материалов, расплавляю-
щихся или размягчающихся при соприкосно-
вении с жидким металлом;
2) не образовывать с металлом, его приме-
сями или окислами сплавов с низкой темпе-
ратурой плавления;
3) ложиться на форму или стержень ров-
ным плотным слоем, без подтёков и намывов;
4) после подсушки прочно удерживаться
на форме — не отслаиваться, не осыпаться
и не пачкать;
5) не расслаиваться, т. е. обладать способ-
ностью удерживать тяжёлые частицы во взве-
шенном состоянии.
Прочность красочного слоя и хорошая
кроющая способность краски зависят от её
однородности. Поэтому качество краски тем
выше, чем меньше скорость её оседания.
В табл. 132 даны составы красок, разра-
ботанные ЦНИЛ Союзформолитьё.
Состав краски для стального литья может
быть выбран в зависимости от вида связую-
щих материалов, имеющихся на заводе.
В составе красок для чугунного и цвет-
ного литья пектиновый клей может быть
заменён любым водорастворимым крепи-
телем, взятым примерно в том же коли-
честве.
Мылонафт, вводимый в краску как стабили-
затор, при отсутствии его на заводе может
быть исключён (при этом лишь незначительно
повысится расслаиваемость краски во вре-
мени). Формалин следует добавлять только
в тех случаях, когда краска изготовляете»
с расчётом на длительное её хранение, на-
пример, при централизованном производстве
с последующей поставкой краски потреби-
телям. Формалин служит антисептиком и пре-
пятствует брожению краски. Представлен-
ные в табл. 132 рецепты относятся к сгущён-
ным составам краски (пастам), удобным для
хранения и транспортировки.
Перед употреблением краска должна быть-
разведена до рабочего удельного веса, ука-
занного в последней строке табл. 132. Для
красок марки СТ следует применять песок,
содержащий не менее 98% SiO2. Степень
помола должна быть такова, чтобы не менее
90% материала проходило через сито № 200.
Молотый песок может быть заменён есте-
ственным маршалитом при условии высокого
содержания в нём SiO2.
Для красок марок ГБ, КМГ и КМГУ сле-
дует применять возможно более мелкий чёрный
графит (с остатком •< 12% на сите № 270), при
зольности, не превышающей 14%. Уголь
и кокс также должны быть размолоты
(с остатком <^20% на сите № 270); зольность
Таблица 132
Рекомендуемые составы красок для разных видов литья
Наименование составляющих
(наполнителей и связующих)
Наименование краски
и ее назначение
Противопригарочная, применяемая при литье:
Углеродистой
стали
Чугуна
Цвет-
ного
литья
Марка краски
СТ
СТ1
СТ2
стз
СТ4
ГБ
КМГ
КМГУ
ТБ
Состав в % по весу
Молотый песок кварцевый
Сульфитный щёлок . . . .
Маршалит
Пектиновый клей
Декстрин
Бентонит огланлинский . .
Мылонафт
Кузнечный уголь
Кокс
Графитовая пыль
Вода
Прочие
Формалин
Удельный вес в рабочем со-
стоянии (степень разведения
перед применением) ....
72»°
1,65
1.25
i8,o
72,0
3,5
19,0
Жидкое
стекло
72>°
3-5
23.0
72,0
3.5
Патока
72»°
Сульфит-
ная барда
6,о
-
3°
3.4
0,2
—
—
534
4°>°
З4.о
34
3.7
о,2
—
17-о
17>°
24.7
34.°
3,4
3,7
О,2
9.°
17.°
9,о
23.7
40 слР на 100 г пасты (для всех марок краски)
i,4o~i,45
i,4o-i,45
I.45--L5O
I.5O-L55
1.45—1
1.3
3.9
35.°
Тзльк
моло-
тый
61,1
1.25
100
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
этих материалов не должна быть выше 13%.
Краска ГБ рекомендуется для массивного или
толстостенного литья, а краска КМГ и осо-
бенно КМГУ — для литья с меньшей толщи-
ной стенок.
Для краски марки ТБ необходимо приме-
нять тальк тонкого помола (с остатком <^ 15%
на сите № 270;. В тальке не должно быть
углекислых солей.
Изготовление перечисленных красок сво-
дится к следующим операциям: замачивают
бентонит в воде и через сутки смешивают
в мешалке (например типа Вернера) сна-
чала со связующим материалом, а потом с
постепенно добавляемыми сухими материа-
лами.
Готовую пасту желательно пропустить
через краскотёрку. До рабочего состояния
краску разводят в день её употребления.
Разведённая краска не должна расслаиваться
в течение смены. При наличии осадка она
должна быть смешана в краскомешалке или
вручную.
Краски марки СТ непригодны при литье
некоторых специальных сталей, например,
марганцовистой стали, когда имеет место
интенсивное взаимодействие кварца и окиси
марганца (для этой стали можно рекомендо-
вать краски, приготовленные на основе
металлургического магнезита).
Противопригарные натирки. По противо-
пригарным свойствам натирки должны удо-
влетворять тем же требованиям, что и краски.
Кроме того, натирки должны легко и быстро
приставать к стержню, образуя после про-
сушки ровный и прочный слой. При соста-
влении натирок следует руководствоваться
следующими основными положениями. Глав-
ной составной частью натирок должен быть
порошкообразный материал чешуйчатого
строения, обеспечивающий хорошее покрытие
стержней, например, чешуйчатый графит или
тальк. Суммарное содержание их в натирке
должно быть не ниже 50%, причём для со-
хранения противопригарных свойств нужно
вводить не менее 35% графита. Для придания
прочности натирке в её составе должны быть
связующие материалы. При использовании
мелкочешуйчатых графитов или тальков, про-
ходящих через сито № 200, минимальное ко-
личество связующих материалов должно со-
ставить: для льняного масла — 6%, для дек-
стрина - 4%, для сульфитной барды — 8 —
100.V
Органические связующие материалы мо-
гут быть заменены формовочной глиной
(в количестве 15%), просушенной и размо-
лотой до тонкости, соответствующей остатку
на сите № 100. При недостатке графита
и талька в состав натирки могут быть
введены инертные наполнители, например,
шамот.
Помимо натирок, содержащих только че-
шуйчатый графит и связующий материал,
оправдали себя натирки, составленные по
следующим рецептам ЦНИЛ Союзформолитьё:
1) талька 50%, графита серебристого 35%
и глины формовочной 15%; 2) графита сере-
бристого 50%, шамота раздробленного 35%
и глины 15%.
В обоих случаях после смешения сухих
составных частей в них вводят воду в коли-
честве 550—600 г на каждый килограмм
сухого материала.
Вспомогательные материалы для борьбы
с прилипаемостью. Для предотвращения при-
липания смесей стержневые ящики припы-
ливают натуральным или искусственным лико-
подием. Искусственный ликоподий предста-
вляет собой мелкораздробленный мраморный
порошок, частицы которого окружены обо-
лочкой стеарина.
Действие ликоподия (как натурального,
так и искусственного) основано на водоне-
проницаемости жирной плёнки, образующейся
после припыливания на поверхности модели
или ящика.
Надёжным средством против прилипания
является также протирка стержневых ящиков
1—2-процентным раствором стеарина в ке-
росине.
Для устранения прилипания к ящикам
водорастворимых связующих материалов мож-
но ввести в состав смеси 0,3—0,5% асидола,
который заметно улучшает качество смеси,
содержащей такие связующие материалы.
Стержневые клеи и замазки. Для склеи-
вания стержней рекомендуется следующий
состав клея: 100 весовых частей сульфитной
барды с удельным весом 1,27—1,30, 125 весо-
вых частей глины и 30 весовых частей воды.
Сульфитный щёлок и барда могут быть заме-
нены другими водорастворимыми связующими
материалами.
Замазка для заделки швов и выбоин на
стержнях рекомендуется следующего состава:
60% (по весу) песка К 140/200, 25% (по весу)
чешуйчатого графита и 15% (по весу) глины.
Замазка при её изготовлении должна быть
тщательно перемешана.
Стержневые фитили. Рекомендуются фи-
тили следующих составов: 1) для стержней,
высушиваемых при температуре 220° С и выше:
битума №5—80%, парафина—15% и петроля-
тума—5%; 2) для стержней, высушиваемых
при температурах ниже 220° С: битума
№ 3 — 80% и парафина жёлтого — 20%.
ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ
ФОРМОВОЧНЫХ МАТЕРИАЛОВ ,
Технология изготовления каждого типа про-
изводственных смесей слагается из ряда по-
следовательных операций, осуществляемых
различными приёмами в цехах з зависимости
от степени их механизации. Здесь рассматри-
ваются лишь технологические основы пере-
работки формовочных материалов без описа-
ния землеприготовительных механизмов, све-
дения о которых см. т. 8.
Приготовление единой формовочной
смеси для формовки всырую. Формовочная
смесь может быть по своему назначению еди-
ной, облицовочной и наполнительной.
Единой называют формовочную смесь, при-
меняемую для набивки всей опоки в целом.
Такая формовочная смесь состоит из оборот-
ной (горелой) земли, свежих формовочных
материалов и воды (см. табл. 130).
Приготовление единой смеси слагается из
следующих процессов. . -- -
ГЛ. 1]
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
101
Подготовка оборотной земли после
выбивки для нового её использо-
вания. Охлаждение оборотной земли.
После выбивки земля должна быть охла-
ждена до температуры 30 — 35° С. При приме-
нении неостывшей горелой земли трудно по-
лучить новую формовочную смесь с равно-
мерной и заранее заданной влажностью и,
кроме того, резко увеличивается прилипае-
мость этих смесей к модели.
Магнитная сепарация оборотной земли.
Цель этой операции — удалить из земли ме-
таллические магнитные включения. В посту-
пающей на магнитную сепарацию земле
должны быть предварительно разбиты круп-
ные комья, в которых может оказаться ме-
талл.
Просеивание оборотной земли. Оборотную
землю просеивают через сито с ячейками
размером 5 — 8 мм (по стороне отверстия).
Подготовка свежих формовоч-
ных м а т ер нал о в. Подготовка кварцевого
песка. Кварцевый песок, предназначенный
для введения в формовочную смесь, должен
быть просеян через сито с ячейками раз-
мером 3—5 мм (по стороне отверстия). Песок,
вводимый в смесь в количествах более 8%
от веса смеси (при влажности его свыше
6%), рекомендуется предварительно высуши-
вать.
Подготовка глинистого песка. Глинистый
песок, используемый для освежения оборот-
ной земли при влажности ^ 8° 0, высушивают.
Песок, не подвергаемый сушке, просеивают
через грубое сито (с ячейками размером
8—12 мм).
При высушивании глинистого песка сле-
дует иметь в виду, что при нагреве обра-
зуются твёрдые комья глины диаметром
3— 10 мм. А так как высушенный песок про-
сеивают обычно через более мелкое сито,
чем сырой песок, например, через сито
с отверстиями размером б — 8 мм, то необ-
ходимо образовавшиеся комочки глины раз-
малывать в бегунах или в другом аппарате и
возвращать в сито, иначе они будут отсея-
ны, и тогда в песке окажется недостаточно
глины.
Во всех случаях, кроме литья стали, обо-
ротную землю освежают глинистым песком
или кварцевым песком и глиной. Следует
учитывать, однако, что раздельное введение
песка и глины усложняет смешение, причём тем
больше, чем мельче песок, входящий в состав
изготовляемой смеси.
При литье же стали глина, содержащаяся
в естественно связанном песке, часто оказы-
вается недостаточно огнеупорной и инертной,
в результате чего неизбежен пригар.
Подготовка глины. Глина во влажном со-
стоянии плохо смешивается с оборотной землёй.
Поэтому её предварительно высушивают и
размалывают. Сушку глины следует произ-
водить при температуре 200 — 250° С, а бен-
тонит— при температуре ПО—120° С. Чем
тоньше будет измельчена высушенная глина,
тем меньшее количество её можно вводить в
смесь. Рекомендуется измельчать глину так,
чтобы контрольная проба её проходила через
стандартное сито № 50.
Глину можно вводить в смесь также в
виде суспензии. Это значительно более
дешёвый способ подготовки глины, однако,
он допустим лишь в тех случаях, когда из-
вестно, что вода, вводимая в смесь вместе с
глиной, не переувлажнит смесь. Количество
воды, требуемое для разведения глины до
нужной консистенции, зависит от индиви-
дуальных свойств отдельных глин. Суспен-
зия, как правило, содержит 50% глины и 50%
воды.
Подготовка угля. Каменный уголь перед
введением в смесь пропускают через какой-
либо помольный агрегат.
Приготовление и переработка
смеси. Смешение и увлажнение. Оборотную
землю и свежие формовочные материалы
смешивают в пропорции, соответствующей
характеру литья и назначению смеси. Пере-
мешивание производят сначала в сухом виде,
а затем во влажном, заливая в смесь воду.
Наиболее распространённым совершенным
аппаратом для смешения являются специаль-
ные смешивающие бегуны, обеспечивающие
равномерное распределение глины и других
связывающих материалов в песке и не до-
пускающие размола кварцевых зёрен. При-
меняют также лопастные, шнековые и другие
виды смесителей (см. „Оборудование литей-
ных").
В бегунах формовочные материалы пере-
мешивают сначала в сухом виде в течение
1 — 2 мин., а затем после увлажнения ещё
2 — 3 мин.
Вылёживание смеси. Приготовленную
формовочную смесь перед её использованием
необходимо подвергать вылёживанию в тече-
ние 2 — 4 час. Вылёживание — чрезвычайно
важная технологическая операция: она обеспе-
чивает образование водных оболочек вокруг
частиц глины, благодаря чему последние при-
обретают способность связывать зёрна песка.
Нормально вылежанная смесь не осыпается
в форме, не прилипает к модели и легко
формуется.
Разрыхление. В процессе вылёживания
смесь уплотняется и частично комкуется и
поэтому нуждается в последующем разрых-
лении, которое может быть произведено
при помощи аэратора, дезинтегратора, ройера
и прозамы или каким-либо другим спо-
собом.
Вылежавшаяся и разрыхлённая смесь об-
ладает важным свойством— воздушностью, де-
лающей её податливой при формовке.
Единая смесь применяется главным обра-
зом в цехах, обладающих механизированными
землеприготовительными установками.
Приготовление облицовочной (модель-
ной) смеси. Облицовочную смесь применяют
в тех случаях, когда оборудование цеха не
позволяет нормально переработать всю вы-
битую землю. Расход облицовочной смеси
зависит от конфигурации отливок, в сред-
нем он равен 20% от общего веса земли в
опоках.
Приготовление облицовочной смеси сла-
гается из тех же операций, что и приготовле
ние единой смеси.
Большое количество свежих материалов в
облицовочной смеси делает необходимым уве-
личение времени её смешения до 8 — 12 мин.
Составы и свойства облицовочных смесей
см. в табл. 129 и 130.
102
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Приготовление наполнительной смеси.
Наполнительную смесь применяют в тех слу-
чаях, когда для ответственных частей формы
приготовляется специальная облицовочная
смесь. Переработка наполнительной смеси
состоит из следующих операций:
1) охлаждение (всю выбитую землю охла-
ждают до 30 —35° С);
2) просеивание (охлаждённую оборотную
землю просеивают через сито с отверстиями
размером 8—12 мм);
3) увлажнение (землю увлажняют до нор-
мального содержания в ней воды, производя
при этом перемешивание её);
4) вылёживание (увлажнённую смесь под-
вергают вылёживанию в течение минимум
2 — 4 час);
5) разрыхление (после вылёживания на-
полнительную о есь разрыхляют при помощи
ройера, прозами, дезинтегратора или другого
аппарата, во всяком случае как минимум
должно быть произведено дополнительное пе-
релопачивание)
Остальные операции, предусмотренные
нормальной переработкой, производятся с
учётом следующего.
Магнитную сепарацию необходимо осу-
ществлять через определённые интервалы
времени, в зависимости от условий работы
данного цеха (количество всплесков, шпи-
лек и пр.)
Освежать наполнительную смесь но-
выми формовочными материалами нужно с
учётом того, насколько она освежается об-
лицовочной смесью. В тех случаях, когда рас-
ходуется относительно большое количество
облицовочной смеси и она содержит много
свежих материалов, новые пески и глину
можно вводить в наполнительную смесь 1 раз
в неделю и даже реже; в других условиях
эта операция требуется при каждой перера-
ботке.
Лучше всего периодически (ежедневно)
контролировать наполнительную смесь и
постоянно поддерживать на одном уровне
её гранулометрический состав, прочность и
газопроницаемость введением в неё необхо-
димого количества свежих материалов.
При установлении нормативов для напол-
нительной смеси необходимо учитывать, что:
а) заполняя внешнюю часть опоки, наполни-
тельная смесь всегда нагревается меньше чем
•слои, прилегающие к отливке; б) пар, образу-
ющийся во внутренних слоях формы, встречая
ненагретую наполнительную смесь, конденси-
руется в ней, закупоривая каналы и поры,
через которые пары и газы должны выходить
наружу.
Поэтому, если каналов и пор во внешней
части формы будет мало, то газопроницаемость
в этом месте, вследствие конденсациии пара,
может упасть почти до нуля В результате
газовое давление внутри формы возрастёт,
что может повлечь за собой проникновение
газа в металл. Поэтому газопроницаемость
наполнительной смеси нужно поддержи-
вать на том же (или даже более высоком)
уровне, что и газопроницаемость облицовоч-
ной смеси.
Приготовление формовочных смесей,
используемых в сухом виде. Приготовление
формовочных смесей для формовки всухую
отличается от переработки смесей для сырой
формовки тем, что в этом случае требуется
дополнительная операция—разбивание комьев
в выбитой из опок земле. Эта операция может
быть произведена с помощью валков различ-
ной конструкции (см. т. 8).
Приготовление стержневых смесей. Про-
цесс приготовления стержневых смесей за-
висит от их состава. Если они содержат обо-
ротную (горелую) землю, то этот процесс
слагается из тех же операций, что и при-
готовление смесей для формовки (облицовоч-
ной или единой). Если же стержневые смеси
содержат, помимо горелой земли, также орга-
нические связующие материалы, то несколько
видоизменяются пооцессы смешения и вылё-
живания и исключается разрыхление.
Для лучшего распределения связующих
веществ время смешения увеличивается до
10 —15 мин., причём сначала смешивают
сухие части смеси, затем через 2 — 3 мин.
вливают воду в водорастворимые материалы,
а через 1—2 мин. — масло или его за-
менители.
Во избежание высыхания связующих ма-
териалов вылёживание готовых смесей или
вовсе не производится или осуществляется в
закрытых хранилищах (ящиках, бункерах
и пр.), но не в кучах. Вылёживание смеси
в течение 1—2 час. будет полезно только в
том случае, если в ней содержится глина
или набухающие в воде связующие материалы
(например, белый декстрин) и совершенно
нецелесообразно, если смесь содержит только
масло (особенно чистое льняное).
Если стержневая смесь состоит из свежих
материалов, процесс её изготовления упро-
щается.
Подготовку кварцевого и глинистого пе-
сков, а также глины производят обычным
способом. Затем подготовленные материалы
поступают в смешивающий аппарат, где их
смешивают и увлажняют в течение 10—15 мин.,
точно соблюдая указанный выше порядок
введения составных частей.
Смесь после переработки в смешивающем
аппарате и вылёживания (если оно произво-
дилось) подают к рабочим местам стержен-
щиков.
Если в смесь вводится большое количе-
ство глинистого песка B0% или больше),
то его целесообразно высушивать, причём
образовавшиеся при сушке комья нужно после
просеивания высушенного песка возвращать
в разрыхляющий аппарат и затем снова в
сито.
В состав стержневых смесей иногда вводят
бой стержней. Для этой цели бракованные
стержни разламывают, извлекают из них кар-
касы, и куски подвергают измельчению до по-
лучения по возможности песка естествен-
ного гранулометрического состава.
Бой стержней можно вводить в смеси
в количестве до 507" (смеси III, IV и V класса).
Содержащиеся в бракованных стержнях
высушенные водорастворимые связующие
материалы (а иногда пеки) частично сохра-
няют своё связующее действие. Содержа-
щееся же в бое масло, наоборот, служит бал-
ластом, а в некоторых случаях даже вызывает
повышенный расход свежих связующих ма-
териалов.
ГЛ. fj
ФОРМОВКА
103
Стержневые смеси рекомендуется изгото-
влять в количествах, не превышающих поло-
вины сменного запаса. При более же длитель-
ном хранении смесей рекомендуется перед их
применением удалить образовавшуюся на по-
верхности смеси высохшую корку.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б е р г П. П., Курс формовочных материалов, Ме-
та ллургиздат, 1933.
2. Временные нормативы на основные и вспомогатель-
ные формовочные материалы, трест „Союзформолитьё",
1939.
3. К а р л о в К. Н., Формовочные материалы, изд-
III, ГОНТИ НКТП СССР, 1937.
4. К у м а н и н И. Б., Формовочные глины, „Вестник
инженеров и техников" № 3, 1947.
5. Куманин И. Б. и Лясс А. М., Выбор свя-
зующих материалов для стержневых смесей, „Вестник
инженеров и техников" № 3, 1947.
6. D i e t e r t H. W., Modern core practices and theo-
ries, Chicago, 1942.
7. D i e t e r t H. W. and W о о d 1 i f f E. E., The Hot
Strength and Collapsibility of Foundry Sands, „Transactions
American Foundrymens Association", № 2, 1939.
ФОРМОВКА
Формовка является процессом изготовле-
ния песчаной формы, служащей для отливки
деталей. Основные способы формовки сле-
дующие: 1) формовка в почве, 2) формовка
в опоках, 3) безопочная формовка, 4) фор-
мовка по шаблону, 5) формовка по скелет-
ным моделям, Q) формовка по контрольным
сечениям, 7) формовка в стержнях, 8) фор-
мовка в глине (по кирпичу), 9) машинная
формовка.
При формовочных работах применяется
большое количество самых разнообразных
инструментов. Некоторые наиболее употре-
бительные из них приведены на фиг. 163—183.
Фиг. 163. Лопа-
та формовочная
для копки, на-
кладывания и
выгребания.
Фиг. 164. Лопата уборочная
для расчистки рабочего места,
уборки и просева горелой
земли.
Фиг. 166. Совки для накладывания земли.
Фиг. 165. Скребок для сгребания
земли в опоку из бункера.
Фиг. 167. Сита с крупной и мелкой сеткой для про»
сева наполнительной и облицовочной земли.
Фиг. 168. Носилки с сеткой для
просева горелой земли.
Фиг. 169. На-
бойка плоско-
клиновая (вес
3 — 5 кг). Пло-
скость — для
уплотнения зем-
ли при работе
на верстаке;
клин —для про-
бивки большой
поверхности.
Q
а)
Фиг. 171. Киянка—деревянный
молоток для расколачизания
моделей при их отделении от
формы.
в)
Фиг. 170. Трамбовки для уплот-
нения земли при работе в почве
и на полу: плоская — для про-
бивки больших поверхностей;
клиновая—для пробивки узких
мест; а, б, в—ручные трамбов
ки (вес 10 — 20 кг); г—пневма-
тическая трамбовка.
Фиг. 172. Гладилки для вы-
глаживания плоских по-
верхностей.
104
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. ill
<liir. 173. Гладилки для отделки и
ьравки в форме цилиндрических
поверхностей.
Фиг. 174. Гладилки угольные для отделки и правки в форме
углов и закруглений.
а)
Фиг. 175. Гладилка торцевая для заглажи-
вания узких мест на дне формы: а — гла-
дилка; 6— набор торцевых пяток.
Фиг. 176. Гладилки (ложеч-
ки) для приглаживания не-
ровных поверхностей в
форме.
Фиг. 177. Полозки для приглаживания
закруглённых поверхностей в узких
местах формы.
Фиг. 178. Крючок для вынимания из формы
упавших частиц земли.
Фиг. 180. Ножи для прорезывания
литниковых ходов (горизонтальных)..
Фиг. 179. Ланцеты (карасики) для
исправления и приглаживания
форм в менее доступных местах.
Фиг. 182. Душники для накалывания вентиля-
ционных каналов в форме.
ФОРМОВКА В ПОЧВЕ [1]
Литейные формы в почве делаются откры-
тыми и закрытыми. Почвенная формовка на-
чинается с подготовки «постели", которая
должна быть достаточно газопроницаемой и
иметь горизонтальную поверхность. Для не-
высоких отливок подготовляют мягкую по-
стель, для высоких — твёрдую.
Приготовление мягкой постели. Для
мягкой постели в полу литейной роется яма,
по размерам несколько превышающая габа-
риты модели глубиной (в зависимости от вы-
соты модели) 200—250 мм. На дне ямы в че-
тырёх небольших кучках земли устанавли-
ваются в горизонтальном положении два
бруска (фиг. 1ь4,а), которые обкладываются
с обеих сторон землёй (фиг. 184,6"). Яма засы-
Фиг. 181. Оправка для раз-
делывания литниковоь
воронки.
Фиг. 183. Кисть для смачива-
ния формы перед выемом
модели.
пается в уровень с
брусками наполнитель-
ной землёй (без всякого
уплотнения), а образо-
ванный излишек сгре-
бается линейкой (фиг
184, в). Затем на бруски
кладут две рейки тол-
щиной около 10 мм и
всю площадь между ними
с некоторым избытком
по высоте засеивают об-
лицовочной землёй, после
чего снимают рейки
с брусьев, а выступаю-
щую над брусьями зем-
лю вдавливают посред-
ством широкой линей-
ки—правила (фиг. 184,г).
Линейка ч
6)
Фиг. 184. Приготовле-
ние мягкой постели.
ГЛ. I]
ФОРМОВКА
105
Приготовление твёрдой постели. Для твёр-
дой постели яма роется глубиной 400—500 мм.
Для лучшей вентиляции дно ямы засыпают
битым кирпичом, коксовой гарью или мелким
коксом, образуя слой „рыхлой" засыпки тол-
щиной 50—100 мм. Слой этот покрывается
рогожей или ветошью, засып'ается сверху
наполнительной землёй и утрамбовывается
с таким расчётом, чтобы поверхность слоя
не доходила до верхнего края ямы на
75—100 мм. При этом для отвода газов из
слоя рыхлой засыпки укладывается одна или
несколько газоотводных труб. На утрамбо-
ванную поверхность земли устанавливают го-
ризонтально два бруса, пространство между
которыми заполняют просеянной землёй и
утрамбовывают несколько слабее нижележа-
щего слоя. Землю между брусьями на глу-
бину 15—20 мм сгребают скребком (фиг. 185).
Фиг. 185. Сгребание земли скреб-
ком при приготовлении твёрдой
постели.
Затем душником диаметром 5—7 мм нака-
лывают вентиляционные каналы до слоя рых-
лой засыпки и затирают рукой или гладилкой
образовавшиеся отверстия, после чего на
бруски кладут две рейки толщиной 10 мм и
пространство между ними засеивают облицо-
вочной землёй. Выровняв землю между рей-
ками, последние снимают, а выступающую
над брусьями землю вдавливают посредством
2 /1
\л
I
Фиг. 186. Устройство вентиляционных ка-
налов в твёрдой постели: 1, 2 — вентиля-
ционные каналы большого и малого диа-
метра; 3 — труба для вывода газов.
правила. На поверхности постели тонким
душником накалывают каналы, пересекаю-
щиеся с ранее наколотыми более крупными
каналами (фиг. 186), после чего отверстия за-
тирают, а поверхность приглаживают гла-
дилкой.
Открытая почвенная формовка приме-
няется для неответственных отливок, у ко-
торых сторона, находящаяся при заливке
вверху, — плоская. Открытая почвенная фор-
мовка производится обычно с применением
мягкой постели. На подготовленную постель
кладут модель лицевой стороной книзу и осто-
рожно осаживают её лёгкими ударами молотка.
Горизонтальность верхней плоскости осажен-
ной модели проверяют ватерпасом. По бокам до
верхней кромки модель обкладывают землёй
и утрамбовывают. Землю очищают в уровень
с моделью, и поверхность заглаживают. Затем
вырезают литниковое углубление под чашу и
от него прорезают канал для прохода металла
в форму. На противоположной стороне мо-
дели проделывается такой же канал с приям-
ком для слива из формы лишнего металла
(фиг. 187). После выемки модели и отделки
форму припыливают и заливают. При этом
Фиг. 187. Схема открытой почвенной формовки: / — мо-
дель; 2 — подъём; 3 — душник; 4 — ватерпас; 5 — литни-
ковое углубление под чашу; 6 — канал; 7 — приямок для
слива металла.
поверхность залитого металла сразу же по-
сыпают слоем мелкого древесноугольного по-
рошка и поверх него сухой землёй. Поверх-
ностный слой металла верхней части отливки
снимается путём механической обработки.
Закрытая почвенная формовка. При за-
крытой почвенной формовке верх образован-
ной в почве формы перекрывают заформо-
ванной отдельно опокой (фиг. 188).
При формовке невысоких моделей послед-
ние осаживают в почву так же, как и при фор-
мовке в открытую.
Более высокие мо-
дели заформовывают
в предварительно вы-
рытой по размерам
модели яме. После
заформовывания мо-
дели в почве плоско-
сти разъёма формы
выглаживают и при-
сыпают сухим разде-
Фиг. 188. Схема закры-
той почвенной формовкиг
1 — кол, вбитый правильно,
2— кол, вбитый непра-
вильно.
лительным песком. На
заформованную часть
ставят опоку, а внутрь её модели стояка и
выпоров и производят набивку верхней части
формы. Положение опоки относительно ниж-
ней части формы фиксируется вбитыми по
краям опоки четырьмя колышками. После
набивки опоки и накалывания в ней венти-
ляционных каналов прорезают литниковую
чашу и вытаскивают модели стояков и вы-
поров. Затем верхнюю опоку снимают, проре-
зают в разъёме формы литниковые каналы и
производят накалывание душником нижней
формы. Концы наколов соединяются между
собой с помощью канавок, которые выводят
по разъёму к краю формы. Затем удаляют мо-
дель, отделывают форму, углы, и выступаю-
щие места укрепляют шпильками (прошпи-
ливают), посыпают угольным порошком и со-
бирают форму под заливку.
ФОРМОВКА В ОПОКАХ
Опочная формовка может производиться:
1) в двух опоках; 2) в нескольких опоках;
3) с подрезкой; А) с применением фальшивой
опоки; 5) по модели с отъёмными частями;
6) с применением стержней-ялепёшекв; 7) с
перекидным болваном и 8) стопочная.
106
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Формовка в двух опоках производится
по разъёмной модели (фиг. 189.) На подмо-
дельную плиту устанавливают нижнюю часть
Фиг. 189. Формовка в двух опоках по разъёмной
модели: а — установка модели на подмодельную
плиту; б — насыпание наполнительной земли;
в — утрамбовывание плоской трамбовкой; г— Про-
калывание душником; д — перевёрнутая опока;
е — припудривание модели; эк — установка стояка
и засеивание модели облицовочной землёй;
з — разнимание опок; и — прорезание литника;
к — выем модели из формы; л — вид формы после
пыемки модели;л —собранная под заливку форма;
н — готовая отливка.
модели лицевой стороной кверху и на эту же
доску ставят нижнюю опоку ушками книзу.
Модель припудривают ликоподием, тальком
или графитом и засеивают тонким слоем
A5—20 мм) облицовочной земли. Затем за-
полняют опоку наполнительной землёй и
утрамбовывают, глубокие опоки насыпают и
утрамбовывают в несколько приёмов. По
окончании набивки излишки земли с опоки
сгребают и накалывают вентиляционные ка-
налы. Набитую опоку перевёртывают на 180°
и ставят её на выровненный слой земли на
плацу.
Все образовавшиеся на перевёрнутой по-
верхности дефекты исправляют и выглажи-
вают гладилкой. На нижнюю половину мо-
дели кладут верхнюю половину, и плоскость
разъёма формы посыпают разделительным
песком. После этого на нижнюю опоку ставят
верхнюю, припудривают модель, устанавли-
вают модели литников и заформовывают
верхнюю опоку. После набивки верхней опоки
и накалывания в ней вентиляционных каналов
вытаскивают из верхней опоки модели стояка,
в упоров и прибылей и расширяют верхнюю
часть стояка в виде воронки или чаши. За-
тем снимают верхнюю опоку, прорезают лит-
ники и смачивают кромки формы в местах
соприкосновения их с моделью для преду-
преждения осыпания их при выемке модели.
После этого вынимают модель из формы,
исправляют возможные повреждения, припы-
ливают и приглаживают поверхности и, нако-
нец, собирают форму для заливки.
Формовка в нескольких опоках. Фор-
мовка в трёх и более опоках производится
аналогично формовке в двух опоках. Части
модели последовательно укладываются друг
на друга, и опоки набиваются одна за другой.
На фиг. 190 показан шкив, заформоБанный
Фиг. 190. Формовка шкива в трёх опоках:
/ — верхняя опока; 2 — средняя опока;
3 — нижняя опока.
в трёх опоках. Формовка начиналась со сред-
ней опоки. После набивки средней опоки на
средней части модели устанавливается модель
нижней реборды и заформовывается нижняя
опока. Перевернув обе набитые опоки, уста-
навливают верхнюю часть модели с моделями
литников и ставят верхнюю опоку. Затем на-
битые опоки раскрывают, модели вынимают
и форму собирают к заливке.
Формовка детали в трёх и более опоках,
не вызывая затруднений при ручном способе
работы, является чрезвычайно затруднитель-
ной при формовке на машинах из-за средних
опок, имеющих плоскости разъёма с обеих
сторон. Поэтому, как правило, при машинной
ГЛ. I]
ФОРМОВКА
107
формовке форма состоит только из двух опок.
В данном примере формовки шкива, чтобы
ограничиться одним разъёмом, необходимо
ввести стержень (фиг. 191;.
Фиг. 191. Формовка шкива в двух опоках: / — верхняя
опока; 2 — нижняя опока; 3 — кольцевой стержень; 4 —
центральный стержень; 5 — крючок; 6 — вентиляционные
каналы.
Формовка с подрезкой (фиг. 192) приме-
няется при формовке в опоках по цельной
модели, не имеющей горизонтальной ¦ плоско-
сти, пригодной для укладки модели (относи-
тельно плоскости разъёма опок).
Модель укладывается на подмодельную
плиту поверхностью А —А . Опоку набивают
землёй, как описано выше. Набитую опоку
Фиг. 192. Формовка „с подрезкой" крышки под-
шипника: а — модель; б — форма; 1 — подрезка.
перевёртывают и на поверхности разъёма
опоки вручную вырезают затрудняющую выем
модели землю. Форму приглаживают, посы-
пают разделительным песком и затем устана-
вливают на неё и набивают верхнюю опоку.
После разъёма опок и выема модели форму
собирают к заливке.
В отдельных случаях при формовке дета-
лей, требующих подрезки, применяются мо-
дельные плиты с разъёмом, выполняемым по
форме подрезки.
Формовка с „фальшивой опокой". При
формовке вручную большой серии отливок
вместо малопроизводительного способа „с под-
резкой" применяют формовку с „фальшивой
опокой", которая служит в качестве фасон-
ной плиты, на которой укладывается модель
своей фигурной поверхностью. Фальшивая
опока с вложенной в неё моделью кронштейна
показана на фиг. 193. Формовка произво-
дится следующим образом.
Обычную опоку ставят на подмодельную
плиту разъёмом книзу и плотно набивают
облицовочной землёй. Затем опоку перевёр-
тывают плоскостью разъёма кверху и выре-
зают углубление, куда соответствующей по-
верхностью вкладывают формуемую деталь.
Поверхность образованного на фальшивой
опоке фигурного разъёма посыпают раздели-
тельным песком. На фальшивую опоку с вло-
женной в неё моделью ставят нижнюю опоку
Фиг. 193. Формовка с фальшивой опокой:
/ — фальшивая опока; 2 — модель.
и после набивки снимают её и перевёрты-
вают. При этом модель остаётся в набитой
нижней опоке, на которую ставят верхнюю,
устанавливают литники
и набивают. Далее раз-
бирают форму, вынимают
модели и собирают опоки
к заливке.
Формовка по модели
с отъёмными частями
производится следующий
образом (фиг. 194): мо-
дель укладывают гладкой
плоскостью' на подмо-
дельную плиту и ставят
опоку; засеяв и
прижав облицо-
вочную землю
к модели, выни-
мают шпильки
из отъёмных
частей и обыч-
ным путём на-
бивают осталь-
ную часть опо-
ки. После уста-
новки верхней
опоки и её за-
формовывания
опоки разни-
мают, вынимают сперва модель, а затем остав-
шиеся в форме отъёмные части.
Формовка с применением стержней-
„лепёшек". Чтобы избежать лишней плоскости
разъёма формы, в ряде случаев представляется
возможным производить формовку с приме-
нением стержней-„лепёшек". Например,
чтобы заформовать колено с боковым флан-
цевым патрубком (фиг. 195, а), необходимо
Фиг. 194. Формовка по модели с
отъёмными частями: а—модель;
1 — отъёмная часть; б — форма.
108
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
в форме иметь две плоскости разъёма. При
формовке колена с „лепёшкой" достаточно
иметь только один разъём по оси А — А
(фиг. 195, б). В этом случае фланец патрубка
на нижней половине модели делается отъём-
ным. При набивке нижней опоки отъёмный
Фиг. 195. Формовка колена с .лепёшкой".
фланец закрывают плоским стержнем-,лепёш-
кой", который после заформовывания фланца
снимается, отъёмный фланец вытаскивается,
а лепёшку снова кладут на своё место и.
затрамбовав её, заканчивают набивку нижней
формы.
После заформовывания и разъёма обеих
опок оставшаяся в нижней форме модель без
фланца легко вынимается наружу.
Формовка с перекидным болваном [1,3].
На фиг. 196 показана формовка с перекидным
ш
з) и)
Фиг. 196. Формовка чугунного горшка с болваном.
болваном чугунного горшка. Моделью служит
сделанный из алюминия такой же горшок
с поперечным разъёмом в самом широком
месте (фиг. 196, а). В разъёме обеих половин
модели имеются кольцевой выступ и углубле-
ние, которыми они взаимно центрируются.
Для формовки нижнюю часть модели (чашку)
ставят на подмодель^ ю плиту кверху дном,
накрывают верхней опокой и набивают'плотно
землёй (фиг. 196, б). Набитую опоку перево-
рачивают и в перевёрнутую чашку набивают
землю — болван (фиг. 196, в), для укре-
пления которого вставляют чугунное кольцо.
Затем устанавливают верх модели и продол-
жают набивку болвана доверху (фиг. 196, г)
Плоскости разъёма опоки и верха болвана
посыпают разделительным песком, ставят
сверху нижнюю опоку, заформовывают и
делают в болване вентиляционные наколы
(фиг. 196, д). Далее нижнюю опоку снимают и,
вынув из неё нижнюю модель (фиг. 196,е),
ставят снова на своё место, и всю форму
переворачивают (фиг. 196, ж). Проделав в верх-
ней опоке клиновые литники, опоки разни-
мают и после снятия с болвана оставшейся
части модели (фиг. 196, з) ставят верхнюю
опоку на своё место (фиг. 196, и).
Формовка с перекидным болваном требует
значительной затраты времени, поэтому б
серийном или массовом производстве обычно
сырой перекидной болван заменяется сухим
стержнем, что значительно упрощает и уско-
ряет изготовление формы.
Стопочная формовка [1, 3] применяется
в целях экономии площади формовочного от-
деления.
Существует два вида стопочной формов-
ки — этажная и ступенчатая.
При этажной формовке опоки по 10—12
и более ставят в стопу и заливают через
общий стояк, проходящий через все опоки.
На фиг. 197 показана этажная стопочная
Фиг. 197. Стопочная
этажная формовка
колец.
Фиг. 198. Стопочная сту-
пенчатая формовка.
форма для поршневых колец, состоящая из
12 опок общей высотой 480 мм. Металл из
стояка тремя радиальными каналами, имею-
щимися в каждой опоке, подаётся в шлако-
уловитель, а из него — к каждому кольцу.
Недостаток стопочной формовки заклю-
чается в том, что детали, находящиеся в
нижних опоках, могут получаться разду-
тыми.
При ступенчатой формовке изгото-
вленные обычным путём литейные формы
устанавливаются друг на друга таким обра-
зом, чтобы каждая вышележащая форма была
сдвинута относительно нижележащей на ши-
рину литейной чаши. Заливают каждую фор-
му самостоятельно, через собственный стояк
(фиг. 198).
ГЛ. Ij
ФОРМОВКА
109
БЕЗОПОЧНАЯ ФОРМОВКА [7]
Безопочная формовка производится в спе-
циальных опоках, которые после набивки сни-
маются с форм, а вместо них перед заливкой
надеваются особые рамки (жакеты).
Достоинства этого способа — большая лёг-
кость набивки формы и значительная эконо-
мия в опочном парке. Недостаток — опасность
перекоса.
Для предотвращения сдвига верхней полу-
формы относительно нижней, а также для пре-
дупреждения прорыва металла по разъёму
формы модельные плиты для безопочнои фор-
мовки обычно делают с уступом — замком —
высотой в 10 мм с уклоном 45°, который
располагается в верхней опоке.
Размеры безопочных форм в плоскости
разъёма обычно принимают: 400X250; 400X300;
450X350; 450X300 мм.
Фиг. 199. Схема процесса безопочнои формовки.
На фиг. 199 показана схема процесса без-
опочнои формовки. На верхнюю полуопоку
в опрокинутом положении устанавливаются
двухсторонняя модельная плита и нижняя
полуопока. Модель засеивается облицовочной
землёй, а опока заполняется наполнительной
землёй и утрамбовывается. Излишек земли
сгребается, накалываются душником вентиля-
ционные каналы, и опока накрывается под-
опочной плитой (фиг. 199, а). После этого обе
опоки переворачиваются и производится
формовка верхней опоки (фиг. 199, б). Послед-
нюю операцию при машинной формовке произ-
водят путём впрессовывания в верхнюю опоку
прессовой плиты. Далее прорезается литни-
ковый ход, приподнимается верхняя опока, сни-
мается подмодельная плита, ставятся стерж-
ни в нижнюю опоку и накрываются верхней
опокой (фиг. 199, в, г, д). С собранной формы
одновременно снимаются обе опоки (фиг. 199,?)
ii форма переносится к месту заливки, где
перед заливкой на неё надевают жакет и
сверху кладут груз.
Безопочная формовка в разъёмных опо-
ках производится аналогичным способом, за
исключением операции освобождения формы
от опоки, которая перед отделением раскры-
вается около шарнирного угла и затем
снимается.
ФОРМОВКА ПО ШАБЛОНУ [1, б]
Формовку по шаблону различают двух
видов: 1) формовка с помощью шаблонов,
вращающихся вокруг вертикальной или гори-
зонтальной оси; 2) формовка с помощью про-
тяжных (скребковых) шаблонов, направляемых
формовочными досками. Первый вид шаблон-
ной формовки применим только для отливок,
представляющих собой тела вращения.
Формовка по шаблону значительно упро
щает модельную оснастку. Она применима в
индивидуальном производстве и совершенно
нерентабельна в условиях массового произ-
водства, так как требует больше времени, чем
обычная формовка по модели, и формовщика
более высокой квалификации.
Вертикальная шаблонная формовка. При-
способление для формовки вращающимися ша-
блонами состоит из стального шпинделя, вста-
вленного в чугунную опору (башмак), и чугун-
ного рукава — шаблонодержателя, к которому
прикрепляется формовочный шаблон. На
фиг. 200 показано одно из таких приспосо-
блений для вертикальной шаблонной формовки.
Это приспособление обычно устанавливают
в земле над изготовляемой формой.
На фиг. 201 приведена схема вертикальной
шаблонной формовки крышки. После уста-
новки приспособления с привёрнутым к нему
но
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
шаблоном насыпают вокруг опоры угольную
гарь или другое рыхлое вещество и для вы-
хода газов прокладывают наружу трубу или
Фиг. 200. Приспособление для вертикаль-
ной шаблонной формовки: 1 - формовоч-
ный шаблон; 2—боковой винт; 3 — по-
движной шаблонодержатель; 4 — рукав;
5 — упорный винт; 6—упорное кольцо;
7 —шпиндель; 8 — башмак.
слабо свитый соломенный жгут (фиг. 201, а).
Затем накладывают сверху формовочную зем-
лю соответственно форме шаблона и затрам-
бовывают. Поворачивая шаблон и снимая изли-
шек земли, получают поверхность земляной
модели, соответствующую наружной поверх-
ности отливки. Эту поверхность посыпают
разделительным песком, или покрывают тонкой
бумагой, или же смачивают гипсовой водой.
Далее сверху накладывают опоку и внутри её
ставят литник (фиг. 201, б). После набивки
и снятия опоки на шпиндель надевается вто-
рой шаблон, которым затачивается внутренняя
поверхность отливки (фиг. 201, б). При этом
форму, сделанную первым шаблоном, разру-
шают, снова насыпают просеянную землю и
утрамбовывают её соответственно внутреннему
очертанию детали. После изготовления нижней
части формы шпиндель убирается, а оставлен-
ное им отверстие как в "нижней части формы,
так и в опоке заделывается землёй (фиг. 201, г).
На фиг. 202 приведена схема шаблонной
формовки шкива на вертикальном шпинделе
с формовкой спиц по моделям. После уста-
новки приспособления и соответствующей под-
Фиг. 201. Вертикальная шаблонная формовка крышки: а — формовка шаблоном наруж-
ной поверхности: 1 — шаблон для наружного очертания; 2 — шпиндель; 3—башмак;
4—угольная гарь; 5 — вентиляционные каналы; б — формовка верхней опоки: / — верхняя
опока; 2 — бумага; 3— литник; в — формовка шаблоном внутренней поверхности;
г — собранная форма.
Фиг. 202. Шаблонная формовка шкива на вертикальном
шпинделе с формовкой спиц по моделям.
готовки почвы надевается на шпиндель нижняя
модель ступицы L Затем на этот же шпиндель
надевается рукав, к которому прикрепляется
профильный шаблон 2, имеющий очертание
нижней части формы (фиг. 202, а).
Отформовав углубление, служащее зем-
ляной моделью для внутреннего очертания
обода, укладывают (по разметке) модели спи-
цы 3, всаживая их до половины в землю. Затем
рукав с шаблоном
снимают, устана-
вливают верхнюю
часть модели сту-
пицы, на форму
ставят верхнюю
опоку и заформо-
вывают её (фиг.
202, б). После сня-
тия опоки и выема
из формы моделей
ступицы и спиц
форма отделывает-
ся, очертания верх-
ней опоки доводят-
ся до окончатель-
ГЛ. I]
ФОРМОВКА
111
ных размеров с помощью особого контршаб-
лона (фиг. 202, в). Далее при помощи шаблона
2 с прикреплённой к нему наделкой 4 выгре-
бается профиль нижней части формы
(фиг. 202, г). В том случае, когда выгрести ша-
блоном в земле канавку, образующую обод шки-
ва, затруднительно, применяется более широ-
кий шаблон, а канавка до требуемых раз-
меров доводится специальной оправкой 5
(фиг. 202, д). Собранная форма шкива показана
на фиг. 202. е,
При вертикальной шаблонной формовке
встречаются случаи, когда внутренняя часть
формы делается из стержней.
Горизонтальная шаблонная формовка
производится обычно в специальных опоках
с шпинделем, проходящим через разъём опок
и вращающимся вместе с шаблоном с по-
мощью рукоятки. Опоки перед шаблониро-
ванием набивают так, чтобы до шаблона оста-
вался промежуток в 30—40 мм, который за-
полняют более жирцой предварительно про-
сеянной формовочной массой. Затем форма
затачивается шаблонами, после чего опоки
собираются к заливке.
При формовке более крупных форм (чтобы
форма выдерживала лучше давление металла)
в опоку сначала укладывают ряд изготовлен-
ных из формовочной массы кирпичей, а затем
сверху наносят лицевой слой формовочной
массы.
На фиг. 203 представлена формовка сталь-
ного ручьевого прокатного валка. Заливка
накладывают опоку и нагружают под заливку.
Фланцы детали формуются по вставным мо-
делям.
Фиг. 203. Горизонтальная шаблонная формовка сталь-
ного ручьевого прокатного валка.
этой формы производится в вертикальном
положении.
Формовка по протяжным шаблонам. С по-
мощью протяжных скребковых шаблонов вы-
полняются формы для отливок, не предста-
вляющих собой тела вращения. В этом случае
движение шаблонов производится по напра-
вляющим доскам, и скребки служат также для
изготовления стержней.
На фиг. 204 показан пример формовки ко-
лена трубопровода. Сначала выгребается ша-
блоном / форма для нижней половины стержня
и набивается стержень (в который при набивке
для жёсткости вкладывают каркас). Затем
шаблоном 4 на верхней части земляного
стержня получают земляную модель для фор-
мовки верхней опоки, посыпают полученную
поверхность разделительным песком, ставят
сверху опоку, проставляют литники и зафор-
мовывают её. Далее форму вентилируют, потом
раскрывают, затачивают шаблоном 2 верхнюю
часть стержня, вытаскивают последний и вы-
гребают нижнюю часть формы шаблоном 3.
После этого форму отделывают, вставляют
в неё жеребейки, укладывают на них стержни,
Фиг. 204. Формовка протяжным шаблоном колена трубо-
провода: а — чертёж детали; б — шаблоны; в — каркас;
г — расположение шаблона при выгребании верхней
части земляной модели: / — направляющие рейки; 2 — мо-
дели фланцев; д — расположение шаблона при выгреба-
нии нижней части формы; е — собранная форма; ж — го-
товая отливка.
ФОРМОВКА ПО СКЕЛЕТНЫМ
МОДЕЛЯМ [1,2]
Формовка по скелетным моделям предста-
вляет собой комбинацию формовки по моде-
лям и протяжным шаблонам. Применяется для
крупных отливок в индивидуальном произ-
водстве. На фиг. 205 показана скелетная модель
Фиг. 205. Скелетная модель для формовки спирального
кожуха водяной турбины.
для формовки спирального кожуха водяной
турбины.
Схема процесса формовки по скелетным
моделям детали круглого сечения дана на
12
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
фиг. 2С6. В почве заформовывается нижняя
часть скелетной модели (фиг. 206, а) и ша-
блоном выглаживается внутреннее очертание
поверхности отливки. Затем сверху ставится
верхняя часть
модели, наби-
вается землёй
(фиг. 206, tf) и
снаружи сгре-
бается шабло-
ном излишек
земли. По полу-
ченной таким
об разом скелет-
ной модели за-
формовывается
верхняя опока.
в) г) После снятия
набитой опоки
в верхней части
земляной моде-
ли между её де-
ревянными рёбрами с помощью скребков вы-
гребается слой земли до внутреннего очертания
отливки (фиг. 206, s), затем снимается верхняя
полумодель, вытаскивается земляной стержень
и скребком выбирается земля между рёбрами
нижней полумодели в нижней части формы
(фиг. 206, г). После этого вытаскивается ниж-
няя полумодель и производятся отделка, суш-
ка и сборка формы.
ФОРМОВКА ПО КОНТРОЛЬНЫМ
СЕЧЕНИЯМ [1,2]
При формовке по контрольным сечениям
самым дешёвым является изготовление модели,
но весьма дорого обходится форма. На фиг. 207
Фиг. 206. Схема процесса формов-
ки по скелетным моделям детали
круглого сечения.
Фиг. 207. Схема кожуха водяной турбины
фиг. 208. Рамка с моделями мелких
наружных частей.
дана схема цельного спирального кожуха
водяной турбины, для которой необходимо
изготовление модели деревянной рамки с вы-
резом, очерченным по внешнему габариту
кожуха (фиг. 208), модели контрольных сече-
ний отливки в виде деревянных досок, а также
моделей мелких наружных частей от-
ливки, отмеченных на чертеже номерами
1, 2, 3, 4. Формовка данной детали по методу
контрольных сечений производится в почве
с верхней опокой аналогично формовке по ша-
блону или по скелетной модели. Сначала в поч-
ве создаётся поверхность, служащая земляным
стержневым ящиком (фиг. 209, а). Внутренняя
часть, представляющая собой поверхность вра-
щения, выводится шаблоном, а остальная часть
формуется по доскам контрольных сечений, уло-
Фиг. 209. Схема процесса формовки кожуха водя-
ной турбины по контрольным сечениям: а — из-
готовление земляного стержневого ящика в ниж-
ней части формы: 1 — контурная рамка; 2 —
шаблон вращения; 3 — шаблон контрольного
сечения; б—изготовление глиняной модели для
набивки верха: 1 — земляной стержень; 2 —
шаблон контрольного сечения; в—набивка верха
л снятие шаблоном части лишнего слоя со стержня;
г — собранная форма.
женным по контурной рамке, ориентируясь
на которые формовщик вручную выгребает
эту часть формы. По изготовленному стерж-
невому земляному ящику, пользуясь шаблоном
вращения и шаблоном контрольных сечений,
формуется цельный стержень (фиг. 209, б). При
этом верхней части стержня придаётся форма
наружного очертания отливки, которая служит
моделью для набивки верхней опоки (фиг. 209, в,
слеза). После заформовывания и-съёма наби-
той опоки верхнюю часть земляной модели с по-
мощью шаблона и контрольных сечений дово-
дят до размеров стержня (фиг. 209, в, справа).
Изготовленный таким образом земляной стер-
жень вынимается из формы и подвергается
дальнейшей отделке и сушке, а лишний слой
земли в нижней форме снимается соответству-
ющими шаблонами контрольных сечений. На
фиг. 209,г показана собранная форма.
ГЛ. I]
ФОРМОВКА
113
ФОРМОВКА В СТЕРЖНЯХ
Изготовление формы из сухих стержней
без опок применяется для ответственного и
сложного литья преимущественно в условиях
массового и крупносерийного производства.
Сборка формы из стержней производится
тремя способами.
По первому способу формы из стержней
собираются без наружных жакетов. По окон-
чании сборки стержни стягиваются болтами
или струбцинами.
На фиг. 210 показана форма цилиндра мо-
тора воздушного охлаждения, собранная из
стержней,
Фиг. 210. Формовка в стержнях.
По второму способу для крупного литья,
где давление жидкого металла на форму до-
стигает значительной величины, сборку формы
производят в специальном металлическом об-
работанном внутри ящике — „жакете" (фиг. 211).
Для выбивки формы жакет на цапфах под-
нимают и переворачивают, при этом отливка
со стержнями из него выпадает.
По третьему способу форма из стерж-
ней собирается не в точно обработанном жа-
кете, а в опоке с сырой набивкой, сделанной
по простой призматической модели, либо
она собирается на формовочном плацу, наде-
вается на неё опока, а зазор между стерж-
нями и опокой забивается формовочной зе-
млёй.
ФОРМОВКА В ГЛИНЕ
Формовка в глине (по кирпичу) приме-
няется в условиях индивидуального произ-
водства для крупных стальных, чугунных и
бронзовых отливок. Производится формовка
в яме путём нанесения слоя глины толщиной
30—40 мм на выложенной из простого кир-
пича стенке, вследствие чего успешно выдер-
живается значительное давление жидкого ме-
талла без разрушения или раздутия формы.
Кирпичная кладка используется многократно
и выдерживает до сотни и больше заливок,
но при каждой новой заливке должен нано-
ситься свежий слой глинистой облицовки.
Глиняная форма обычно состоит из внешней
части — кожуха, внутренней — стержня и
верхней части, закрывающей полость формы.
Стержень, как и кожух, выкладывается из
кирпича на плите, обмазывается глиной и за-
тем шаблонируется. Высушенный стержень
на этой же плите с помощью весок опускают
в форму.
Различают два способа формовки в глине:
1) формовка с рубашкой и 2) раздельная
формовка стержня и внешней части формы —
кожуха.
./575
Фиг. 211. Собранная в жакете форма для отливки головки блока мотора жидкостного охлаждения (вид про-
дольный и сверху).
114
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
При формовке с рубашкой сна-
чала изготовляют кирпичный, обмазанный
сверху глиной и заточенный по шаблону стер-
жень. После сушки стержня на его поверх-
ность намазывают новый слой глины, равный
толщине тела отливки (рубашку). Используя
Фиг. 212. Формовка в глине с рубашкой:
/ — стержень; 2 — кожух; 3 — чугунная плита.
эту рубашку как модель, выкладывают по ней
на чугунной плите из вязкой глины и кирпича
внешнюю часть формы — кожух и после сня-
тия его с модели сушат. Удалив со стержня
глиняную рубаш-
ку, производят
сборку формы, на-
девая кожух на
стержень. В от-
дельных случаях
при формовке
удобнее сначала
изготовлять кожух
с рубашкой и по
ним получать стер-
жень (фиг. 212).
При раздел ь-
ной формовке
стержня и ко-
жуха внешняя
часть формы — ко-
жух— изготовляет-
ся по выложенной
на плите кирпич-
ной, обмазанной
глиной модели, а
стержень делается
отдельнопутём ша-
блонирования гли-
няной облицовки,
нанесённой на чу-
гунный каркас. С
наружной стороны
каркаса имеются
шипы для удержа-
ния глины и отвер-
стия (диам.етром 6—10 мм), расположенные
на расстоянии 50—60 мм друг от друга. От-
верстия эти служат для отвода газов из обли-
цовки. На фиг. 213 показана раздельная фор-
мовка.
После заливки для свободной усадки от-
ливки чугунный каркас немедленно удаляется
из формы.
МАШИННАЯ ФОРМОВКА [1]
Формовка на машинах производится по
модельным плитам. Применяется главным об-
разом в условиях массового и крупносерий-
ного производства. Преимущества машинной
формовки перед ручной: 1) механизация
Фиг. 213. Раздельная формов-
ка; а — чугунный каркас с
плитой; б — шаблонирование
стержня на каркасе.
уплотнения формы и выемки модели; 2) воз-
можность применения труда малоквалифици-
рованных рабочих; 3) лучшее использование
труда формовщиков вследствие освобождения
их от ряда вспомогательных работ: установки
моделей на плиту, прорезки литников, испра-
влений формы и т. п.; 4) получение форм
с более высокими прочностью и однород-
ностью уплотнения; 5) получение отливок, бо-
лее точных по размерам и одинаковых по весу
с минимальными припусками на обработку;
6) уменьшение брака. ,
Основными технологическими требова-
ниями при машинной формовке являются: а) из-
готовление форм в двух опоках; б) замена
всех боковых отъёмных частей на модели
стержнями; в) применение опок с рёбрами для
удержания земли вследствие невозможности
использования крючков.
Уплотнение формы прессованием. В соот-
ветствии со способами прессования земли
в форме прессовые формовочные машины
подразделяются на машины с верхним иниж
ним прессованием.
При верхнем прессовании
(фиг. 214) после набивки землёй опоки с по-
Фиг. 214. Схема машинной Фиг. 215. Схема ма-
формовки с верхним прессо- шинной формовки
ванием: 1 — прессовая колод- с нижним прессо-
ка; 2 — наполнительная рам- ванием: 1 — опока;
ка; 3 — опока; 4 — рама 2 — рама машины;
машины; 5 — стол машины; 3 — стол машины;
6 — траверса. 4 — траверса.
ставленной на ней наполнительной рамкой
стол машины поднимается кверху, и прессо-
вая колодка, входя внутрь наполнительной
рамки, впрессовывает землю в опоку.
При нижнем прессовании (фиг.215)
необходимый объём земли для прессования
находится внизу у модельной плиты, которая
до наполнения опоки землёй опускается в
прорезь, образованную окружающей его не-
подвижной рамой. После наполнения стол
машины, поднимаясь кверху, впрессовывает
находящуюся в прорези землю в опоку
Фиг. 216. Схема прессования опоки с высокой мо-
делью: а—до прессования; б—после прессования.
При прессовании опоки с сравнительно
высокой моделью земля над моделью уплот-
няется сильнее, чем в остальных частях
(фиг. 216), во избежание чего рекомендуется
ГЛ. I]
ФОРМОВКА
115
применять профильные прессовые колодки,
выполненные в соответствии с конфигурацией
формуемой модели (фиг. 217). Углубления
б опоке, полученные от прессовой колодки,
не нарушают прочности формы и поэтому
обычно не заделываются. Вместо профильной
о)
Фиг. 217. Схема прессования опоки с примене-
нием профильной колодки: а — до прессования;
6 — после прессования.
колодки можно выгребать землю над моделью
на соответствующую глубину профильным
шаблоном (фиг. 218).
Фиг. 218. Схема прессования опоки с предвари-
тельным выгребанием земли над моделью про-
фильным шаблоном: а—до прессования;б—после
прессования.
На прессовых машинах могут формоваться
опоки высотой не более 200—250 мм.
Уплотнение формы встряхиванием. При
встряхивании наиболее сильно уплотняются
нижние слои земли, прилегающие к модели.
По мере удаления от разъёма масса земли
вышележащего слоя уменьшается и тем самым
уменьшается и уплотнение. Верхний слой
остаётся совершенно не уплотнённым. Для
уплотнения верхних слоев производят под-
прессовку или подтрамбовку опок. Иногда
для уплотнения верхних слоев при встряхи-
вании на опоку кладут груз в виде плиты.
На встряхивающих машинах могут формо-
ваться опоки по высоте не ниже 150—200 мм.
Уплотнение формы пескомётом. Формо-
вочный песок из распределительной головки
пескомёта подхватывается вращающимся ков-
шом и определёнными порциями забрасывается
в опоку, получая уплотнение в зависимости
от скорости вращения ковша и скорости дви-
жения головки по поверхности опоки (см. т. 8).
Выем модели из земли при машинной
формовке. Схема выема модели на машине
со штифтовым съёмом показана на фиг. 219.
Набитая землёй опока посредством четырёх
штифтов, расположенных по углам опоки,
снимается с модельной плиты, прикреплённой
к столу формовочной машины. Для прохода
штифтов в модельной плите имеются соот-
ветствующие отверстия или вырезы. Отделе-
ние модели от формы на машинах со штиф-
товым съёмом опоки применяется только при
формовке простых и невысоких моделей
с пологими боковыми поверхностями. При
высоких моделях или моделях с вертикаль-
ными стенками формовка производится с от-
Фиг. 219. Схема отделения модели от формы на
машине со штифтовым съёмом: а — до отделе-
ния модели; б — после отделения модели; /—фор-
ма; 2 — модель; 3 — съёмный штифт.
Фиг. 220. Схема отделения модели от формы на
машине с протяжными плитами: а — до отделе-
ния модели; б — после отделения модели; / — мо-
дель; 2 — протяжная плита; 3 — стол; 4 — под-
стульная плита.
Фиг. 221. Схема отделения модели от формы на
штифтовых машинах с применением протяжной
плиты: а - др отделения модели; б— после отде-
ления модели; / — модель; 2— протяжная плита.
делением модели на машинах с протяжными
плитами (фиг. 220). Благодаря протяжной плите
предотвращается опасность обвала земляного
болвана и кромок формы. После выема мо-
дели опоку вручную или при помощи подъём-
ника снимают с машины. Отделение моделей
способом протягивания через плиту может
быть осуществлено не только на протяжных
(рамочных), но и на штифтовых машинах
(фиг. 221).
Схемы выема модели на формовочных ма-
шинах с поворотной плитой и перекидным
столом показаны на фиг. 222 и 223. Отделение
модели от формы на машинах с поворотной
плитой или перекидным столом обычно при-
меняется при изготовлении форм с массив-
ными земляными болванами и обычно при
формовке нижних опок.
При формовке на указанных машинах пе-
ред отделением модели от формы опока
116
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
{РАЗД. III
поворачивается на 180° и кладётся на приёмное
устройство, которое в поворотных машинах
находится непосредственно под плитой, а у
перекидных — вынесено в сторону. Модель
вынимается кверху.
В современных формовочных машинах по-
воротная плита используется для формовки
й) 6)
Фиг. 222. Схема отделения модели от формы на машинах
с поворотной плитой: а —до отделения модели; б— после
отделения модели: 7 — модель; 2—поворотная плита;
3 — опока; 4 — приёмный стол.
только с одной стороны. В более примитив-
ных (ручных) модели иногда крепятся с двух
3-2
Фяг. 223. Схема отделения модели ет формы на ма-
шинах с перекидным столом: а—до отделения модели;
б—после отделения модели; / — модель; 2 — перекид-
ной стол; 3 — опока; 4 — приёмный стол.
сторон модельной плиты для верхней и ниж-
ней опок.
Машины с поворотной плитой и перекид-
ным столом менее производительны, чем ма-
шины с штифтовым съёмом или протяжные.
ИЗГОТОВЛЕНИЕ СТЕРЖНЕЙ [4]
Стержни изготовляются двумя способами —
ручным и машинным. При ручном способе
стержни делаются с помощью стержневых
ящиков или шаблонов. При машинном —
стержни изготовляют только в стержневых
ящиках, установленных на стержневых ма-
шинах. Машинный способ отличается высо-
кой производительностью, а также обеспечи-
вает точные размеры стержней и лучшее их
качество.
Изготовление стержней по стержневым
ящикам. Для изготовления простых стерж-
ней ящики делают обычно из двух частей
(фиг. 224), соединённых шипами и стянутых
перед набивкой железной скобой или каким-
либо другим зажимом. Собранный ящик ста-
вят на плиту, набивают через верхнюю часть
его стержневую смесь, затем раскрепляют и
обе половины при лёгком постукивании мо-
лотка отодвигают от стержня. Низкие стержни
устанавливают на сушильную плиту в верти-
кальном положении, длинные — вынимают из
ящика и укладывают на сушильную плиту в
горизонтальном положении. Стержни более
сложной конфигурации изготовляются в от-
дельных ящиках частями, которые после
сушки притирают друг к другу и склеивают
Фиг. 224. Разъёмный стержневой ящик со
стержнем: / —стержневой ящик; 2—стержень.
11/
Фиг. 225. Скрепление стержней заливкой легкоплавкого
ел лава: а — схема соединительных каналов; б— приспо-
собление; / — сборочный кондуктор; 2—стержни; 3— при-
жимная плита; 4 — заливочная воронка; 5 — ложка.
стержневым клеем, или связывают тонкой про-
волокой, или же скрепляют заливкой легко-
плавкого сплава (фиг. 225).
Изготовление стержней на мундштучных
машинах. Изготовление прямых стержней, и
1
Фиг. 226. Винтовая мундштучная стержне-
вая машина: / — воронка для стержневой
смеси; 2 — винт; 3 — мундштук.
в особенности цилиндрических с диаметром
поперечного сечения не более 60 мм, ироиз-
ГЛ. I)
ФОРМОВКА
117
водится на мундштучных стержневых машинах
(винтовых и выталкивающих).
На винтовых мундштучных машинах
(фиг. 226) стержневая масса выжимается че-
рез мундштук винтом. Утонённая ось гори-
зонтального винта образует в стержне венти-
ляционный канал.
Вставлять карка-
сы в стержни, из-
готовленные на та-
кой машине, нель-
зя, поэтому стерж-
2 1^ /ГШт ' ... невые смеси для
работы на ней
нужно выбирать
достаточно проч-
ные и при этом
пластичные. Вы-
ходящий из маши-
ны на жолоб стер-
жень снимается и
кладётся на спе-
циальный станок
(фиг. 227) для раз-
резки на части.
После сушки кон-
цы стержня, образующие знаковые части, за-
тачиваются на конус на наждачном станке.
На выталкивающих мундштучных ма-
шинах (фиг. 228) набитая стержневая смесь
выжимается из мундштука двигающимся внутри
его поршнем. Размер стержня в поперечном
сечении определяется размером сменной гильзы,
Изготовление стержней на прессовых
машинах. Для небольших фасонных стержней
в крупносерийном и массовом производстве
применяют прессовые стержневые машины
Фиг. 227. Станок для разрезки
стержней: 1 — нож; 2 — стер-
жень.
Фиг. 228. Выталкивающая мундштучная
стержневая машина: 1 — ящик для стерж-
невой смеси; 2 — рычаг; 3—мундштук.
которая вставляется в специальное отверстие
в столе машины. Высота стержня регули-
руется с помощью шайбы, установленной в
гильзе на любой высоте. В изготовляемые
на этой машине стержни после набивки можно
вставлять каркасную проволоку. Вентиляцион-
ные каналы проделывают душником.
При работе на выталкивающей стержневой
машине следует применять только крепкие
стержневые смеси. Песчано-масляные смеси,
обладающие низкой прочностью в сыром со-
стоянии, непригодны.
Фиг. 229. Прессовая стержневая машина: 1 — нижняя
половина стержневого ящика; 2 — верхняя половина
стержневого ящика; 3— стержень; 4 — каркас;
5— наполнительная рамка; 6 — траверса машины.
(фиг. 229), в которых стержень прессуется в спе-
циальном, состоящем из двух половин стерж-
невом ящике. Схема процесса изготовления
стержней прессованием показана на фиг. 229.
На нижнюю половину стержневого ящика на-
кладывают сверху наполнительную рамку спро-
Фиг. 230. Схема процесса изготовления стерж-
ней прессованием: / — нижняя половина стерж-
невого ящика; 2 — наполнительная рамка;
3 — стержень.
резью но форме стержня (фиг. 230, а). Затем
закладывают в ящик каркас, заполняют ниж-
нюю половину ящика с наполнительной рам-
кой стержневой смесью и проделывают душ-
ником каналы. Далее снимают наполнительную
рамку (фиг. 230, б), а вместо неё на нижнюю
половину стержневого ящика накладывают
верхнюю половину (фиг. 230, в) и производят
прессование стержня. После прессования сни-
мают верхнюю половину ящика (фиг. 230, г)
и выкладывают стержень на сушильную плиту
или драйер.
Изготовление стержней на встряхиваю-
щих машинах. На встряхивающих машинах
изготовляются стержни в стержневых ящиках,
118
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
открытых сверху. При этом верхняя поверх-
ность стержневого ящика должна быть пло-
ской. Для формовки мелких и средних стерж-
ней обычно применяются ручные встряхи-
вающие машины марки С-3 и С-4завода „Крас-
ная Пресня", изготовляемые по типу амери-
канских машцн Осборн 40 и 42. Процесс
формовки стержней на этих машинах следу-
ющий.
Установленный и закреплённый на столе
машины стержневой ящик (фиг. 231) запол-
няется стержневой смесью. Поднятием и опу-
сканием стола машины с помощью рукоятки
производится встряхивание, после чего верх-
ний слой смеси в стержневом ящике подтрам-
бовывается вручную, излишки земли сгре-
баются линейкой и сверху укладывается и
LLMSffilF
Фиг. 231. Установка стержневого ящика на встряхива-
ющей машине С-3 и С-4: 1 — стол машины; 2 — стерж-
невой ящик; 3— сушильная плита; 4 — прижим;
5 — рукоятка; 6 — вибратор.
этих машинах аналогична процессу на встря-
хивающих ручных машинах.
Изготовление стержней на пескодувных
машинах. На пескодувных машинах стержни
пой В
Ijl А
— i- 4-
4-1-4-
--М-
_j i_ _i—
1 ^ ¦
4-4-4-
—1—(—t-
-!. - 4
:::¦
+ 4-4-
:::
-L i__
+ 4--
Фиг. 232. Установка стержневого
ящика на машине с перекидным сто-
лом ЙФ-13 и ВФ-20: / — стол машины;
2 — стержневой ящик; 3 — сушильная
плита; 4 —пневматический прижим су-
шильной плиты.
закрепляется прижимом сушильная плита.
Стол с ящиком перевёртывается. Далее под су-
шильную плиту подводятся приёмные бруски,
прижим раскрепляется и после включения при-
креплённого к столу машины вибратора вы-
нимается стержень.
Крупные стержни формуются на обычных
пневматических формовочных машинах с по-
воротным или перекидным столом, к которому
тем или иным способом крепится стержневой
ящик.
Наибольшее распространение в Совет-
ском Союзе для формовки крупных стержней
получили пневматические машины с перекид-
ным столом марки ВФ-13 и ВФ-20 завода
«Красная Пресня", изготавливаемые по типу
американских машин Герман. Установка стерж-
невых ящиков на таких машинах показана
на фиг. 2324 Формовка крупных стержней на
изготовляют вдуванием в стержневой ящик
стержневой смеси под давлением 5 — 6 am.
Типовой распространённой в СССР пескодув-
ной машиной является машина С-7 завода
„Красная Пресня" (типа Демлер). Процесс
изготовления стержней на этой машине заклю-
чается в следующем (фиг. 233).
Разъёмный стержневой ящик 1 ставится
на стол 2, зажимается пневматически тисками
и плотно прижимается к доньевой плите 3
бака со стержневой смесью 4. Смесь через
отверстие в доньевой плите, совпадающее с
входным отверстием в стержневом ящике,
с силой вдувается внутрь ящика. После за-
полнения стержневой ящик снимают с машины
и извлекают из него стержень.
Вдувание стержневой смеси в ящик длится
всего несколько секунд. При хорошей орга-
низации работы (быстрой подаче стержневых
ящиков и вынимании готовых стержней)
ГЛ. I]
ФОРМОВКА
119
пескодувная машина может дать свыше 2000
стержней в смену. Пескодувные машины хо-
рошо работают на стержневых смесях с орга-
ническими связующими.
Стержневые ящики для работы на песко-
дувных машинах должны иметь в разъёме
мелкие каналы для выхода из них воздуха,
Фиг. 233. Стержневая пескодувная машина С-7.
иначе стержень может получиться с пусто-
тами. Кроме того, в углублениях ящика и в
уголках ставят медные или латунные пробки
с отверстиями диаметром 0,3—0,4 мм.
Изготовление по шаблону стержней
круглого сечения. Круглые стержни диаме-
тром до 400—500 мм и стержни, имеющие
одинаковый профиль по всей длине, можно
изготовлять по шаблону, сделанному по про-
филю стержня. Песчано-глиняные стержни,
изготовленные по шаблону, в ряде случаев
не сушатся и ставятся в форму сырыми. Гли-
няные стержни всегда подвергаются сушке.
Круглые песчано-глиняные стержни изго-
товляются по деревянному шаблону на спе-
циальном станке (фиг. 234). Каркасом стержня
служит пустотелый барабан-патрон ' 1. Для
выхода газов по всей поверхности патрона
просверливаются отверстия диаметром 5—7 мм
на расстоянии 25—30 мм друг от друга. Вло-
женный в станок соответствующего размера
патрон смазывается мучным или декстрино-
вым клеем или в крайнем случае глиной, чтобы
стержневая масса лучше приставала к нему
(при большом содержании глины в стержне-
вой смеси можно патрон только смочить во-
дой). Наложив на патрон достаточный
слой стержневой смеси, движением шаблона 2
и поворачиванием стержня производят его
обточку до требуемой формы. Патрон должен
выбираться с таким расчётом, чтобы толщина
стержневой смеси на нём составляла 15—25 мм.
При изготовлении глиняных стержней между
барабаном (патроном) и слоем глины уклады-
вают прокладку 3 из соломы, сена или пакли.
Прокладка, способствуя прилипанию глины
Фиг. 234. Станок для изготовления по шаблону
стержней круглого сечения.
к патрону, уменьшает толщину глиняного слоя,
увеличивает газопроницаемость и делает стер-
жень более податливым при усадке отливки.
После точки и сушки стержень вторично
устанавливается на станок, намазывается тонко
протёртой через решето глиной и выравни-
вается вновь по шаблону. Затем снова про-
сушивается, проверяется, красится и затем
уже ставится в форму.
Изготовление стержней по протяжным
шаблонам. Применяется деревянный шаблон
с контурами, соответствующими профилю
стержня (фиг. 235). В основной плите / с напра-
вляющей доской и в концевых стойках 2 для
образования торцов стержня устанавливаются
рейки, служащие для направления шаблона
вдоль края доски, для чего в шаблоне 3 пре-
дусматривается уступ. Концевые стойки укре-
пляются на плите на расстоянии друг от друга,
равном длине стержня. Между стойками накла-
/Р.ру.:::&-Х csfr':-.-a /1--••¦•• ^vj-v
200
5)
Фиг. 235. Изготовление коленчатого стержня
с помощью протяжного шаблона.
дывают слой глины, вкладывают в глину кар-
кас и продолжают набивку. Перемещая ша-
блон по плите вдоль направляющей доски и
срезая излишки массы, получают стержень.
Такой способ изготовления стержня по ша-
блону называется „вытягиванием".
Каркасы для стержней. Повышение проч-
ности стержней достигается закладыванием
внутрь металлических каркасов. В мелкие
стержни ставят проволочные каркасы, а для
более крупных и сложных стержней приме-
няют литые чугунные. Помимо каркасов в
более тяжёлые стержни ставят металлические
скобы-вески, служащие для поднимания ипе-
120
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
реноски стержня краном. После установки
стержня в форму углубления под весками за-
делываются землёй или глиной. Для лучшего
соединения со стержневой смесью арматуру
(каркас) перед установкой в стержневой ящик
смазывают жидкой белой глиной.
Арматура, заложенная в стержне, должна
обеспечить прочность и жёсткость стержня,
не препятствовать податливости стержня дей-
ствию усадки остывающей отливки, не затруд-
нять устройство в стержне вентиляционных
каналов и легко удаляться из отливки при
выбивке стержня.
Вентиляция стержней. Вентиляционные
каналы чаще всего получают протыканием
середины стержня от знака к знаку прутком
(душником). Иногда пруток закладывают в
стержневой ящик при набивке стержня и
удаляют его через отверстие в стенке ящика
после набивки (см.
фиг. 241). Для об-
разования изогну-
тых каналов в стер-
жень при его из-
готовлении закла-
дывают верёвку,
которую потом вы-
таскивают, оста-
вляя после неё
канал. В длинных
или сложных
по конфигурации
стержнях для об-
разования каналов
закладывают шнур, покрытый воском или
парафином. При сушке воск плавится, и шнур
легко извлекается. В ряде случаев в стер-
Фиг. 236. Устройство вентиля-
ционного канала с помощью
скребка.
Неправильно
К
Правипьно
м
1
=Йу^..:.:.:-у.--га
жень закладывают соломенные жгуты.которые
во время сушки и заливки перегорают и дают
свободный выход газам. У стержней с гори-
зонтальной плоскостью набивки можно обра-
зовать вентиляционные каналы вдавливанием
душникового прутка в набитый стержень
или выгребанием скребковым шаблоном
(фиг. 236) или же отформовыванием в пло-
скости набивки стержня вентиляционной пли-
той сразу целой системы каналов. На фиг. 237
показаны правильные и неправильные устрой-
ства вентиляционных каналов в стержнях.
Строжка и склейка стержней. Стержни,
которые трудно вытаскивать из стержневого
ящика и неудобно укладывать на сушильную
плиту, делают из двух и более частей, склеи-
ваемых после сушки. Для обеспечения пра-
вильного положения соединяемых частей
плоскости склеивания притирают друг к другу
или строгают в кондукторах (см. фиг. 85 и 86).
На пристрожку стержней в плоскости разъёма
Фиг. 237. Различные варианты устройства вентиляцион-
ных каналов и каркасов в стержнях: А'— каркас; L — вен-
тиляционные каналы; М — вентиляционные каналы, обра-
зованные навощённым шнуром.
Фиг. 238. Зачистка стержней наждач-
ным кругом.
даётся припуск 1 - 2 мм. Более совершенным
способом является зачистка стержней в кон-
дукторах наждачным кругом (фиг. 238).
Склейку песчано-глиняных стержней про-
изводят жидкой глиной с добавкой декстрина
или муки. Стержни с органическими связую-
щими склеивают декстриновым клеем, в кото-
рый для увеличения прочности склейки доба-
вляют тальк или муку.
Контроль качества стержней. После
сушки стержни контролируются на отсутствие
в них трещин, выбоин, заусенцев, исправность
вентиляционных каналов и т. п. В массовом
и серийном производстве размеры стержней
проверяются металлическими шаблонами, изго-
товленными по контурам стержней. В мел-
косерийном и индивидуальном производстве
размеры стержней проверяются кронциркулем.
При проверке стержней особое внимание
следует обращать на знаковые части.
Исправление стержней. Повреждённые
стержни в процессе изготовления подвергают
исправлению. Трещины в стержнях замазы-
вают глиной или специальной пастой, а отло-
мившиеся кусочки приклеивают клеем или
ГЛ. I]
ФОРМОВКА
121
тем же материалом, из которого сделан сам
стержень. Отделку стержней лучше всего про-
изводить немедленно после сушки, пока они
ещё горячие. После исправления стержни
должны подсушиваться.
Окраска форм и стержней. Для предохра-
нения отливки от пригорания и получения
на ней более гладкой поверхности сухие фор-
мы и стержни, исключая знаковые части, под-
вергают окраске. Наиболее употребительны
краски: 1) г ра ф ито-б е нт о ни т о в а я —
при литье чугунном и сплавов медных и алю-
миниевых; 2) тальк о-б ентонитовая —
при литье алюминиевых сплавов; 3) марша-
литовая — при литье чугунном и стальном.
Для увеличения прочности красок в них
могут быть добавлены связующие: сульфит-
ный щёлок, декстрин, клей и т. д. При окраске
формы и стержней краска должна наноситься
на поверхность тонким слоем.
СБОРКА ЛИТЕЙНОЙ ФОРМЫ
Установка и закрепление стержней в
форме. Лри сборке литейной формы пра-
вильность установки стержней в опоку про-
веряется шаблонами, комбинация которых
в отдельных случаях даёт довольно сложную
конструкцию (фиг. 239).
В условиях массового производства при
сборке сложных, многостержневых форм при-
меняются иногда сборочные кондукторы, в ко-
Фиг. 239. Проверка шаблонами установки
стержней в форму картера мотора.
торых производятся предварительная сборка
стержней, последующая транспортировка их
к опоке и опускание всего собранного ком-
плекта стержней в форму. Базы, от которых
проверяется правильность установки стержней,
должны быть увязаны с базами механической
обработки самой отливки.
Применение жеребеек при установке
стержней. При неустойчивости стержня
в форме для его укрепления применяются до-
полнительные металлические опоры — жере-
бейки, изготовляемые из мягкой стали (для
чугунных и стальных отливок). Свариваясь
с металлом, жеребейки остаются в теле от-
ливки. Для лучшей свариваемости с отливкой
поверхность жеребейки должна быть чистой,
без всяких следов ржавчины. В целях предо-
хранения жеребеек от окисления их подвер-
гают лужению или
омеднению. На
фиг. 240 и 241 по-
казаны различные
типы жеребеек и
виды их установок
и крепления.
Транспорти-
ровка сырых
стержней и уста-
новка их в фор-
му. Ввиду малой
прочности сырых
стержней транс-
портировка их и
установка в фор-
Фиг. 240. Различные типы же-
ребеек.
му требуют соблю-
дения ряда предо-
сторожностей. Один из употребляемых спо-
собов заключается в использовании концов
каркасов, выступающих из знаковых ча-
(л
Ш
Фиг. 241. Различные виды установки и крепления
жеребеек.
стей стержней на 30—40 мм. Из других спо-
собов рекомендуется следующий (фиг. 242).
На половину стержневого ящика с сырым
стержнем (фиг. 242, а) накладывается фасон-
ная металлическая плита (фиг. 242, б). После
V/////S//////////////Z///, '///////////////////77////
$ а) 6)
\
Фиг. 242. Сборка литейной формы с сырым стерж-
нем: / — верхняя опока; 2 — нижняя опока;
3 — металлическая плита; 4 — стержневой ящик;
5—сырой стержень.
переворачивания и снятия ящика на метал-
лическую плиту по штырям ставится нижняя
опока (фиг. 242, в). После вторичного пово-
рачивания плиту снимают, и стержень остаётся
в нижней опоке (фиг. 242, г).
122
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
(РАЗД. 111
ЛИТНИКОВАЯ СИСТЕМА
Литниковая система (фиг. 243) состоит
в основном из литниковой чаши или воронки,
стояка коллектора (шлакоуловителя) и подво-
д/лор
щ
{
ш
б)
3-Литниковая
чаша
Щелевиднып
стояк
Фиг. 243. Литниковая система формы: / — литни-
ковая чаша; 2 — стояк; 3 — шлакоуловитель;
4 — питатель; 5 — выпор; 6 — пробка.
дящих каналов (питателей). Некоторые из
этих элементов в соответствующих случаях
могут отсутствовать. При отливке ответствен-
ных деталей в литниковой системе возможны
дополнительные устройства, как-то: фильтры
для задержки шлаков, дополнительные литни-
ковые каналы, зумпфы для успокоения дви-
жения струи металла и др. На фиг. 244, 245
и 246 приведены схемы литниковых систем
для отливок различных деталей.
Литниковая воронка или чаша
предназначаются для приёма металла из ков-
ша и направления его в литниковый стояк, а
также задержки шлака от попадания в форму.
Выполняются они или непосредственно в фор-
ме, или в специальной рамке (наращалке),
или же стержнем. В табл. 133, 134, 135 и 136
приведены формы и размеры различных лит-
никовых воронок и чаш.
При отливке ответственных деталей за-
держка шлака производится песчаными или
металлическими фильтровальными сетками, ко-
торые устанавливаются в литниковой чаше
или в других элементах литниковой системы.
-Литник
г)
ЕЭ Q ЕЭ и о
С)
Фиг. 244. Схемы литниковых систем с верхним подводом
металла: а — вертикальный подвод металла непосред-
ственно в отливку; б — дождевая литниковая система;
в — литниковая система с щелевидными стояками;
г — клиновидная литниковая система; д — пальцеобраз-
ная литниковая система; е — наклонный подвод металла
непосредственно в отливку.
Стояк
ЛитатепЬ
Фиг. 245. Схемы литниковых систем с нижним подводом металла (сифоном): а -сифонный подвод металла через цен-
тральный стояк; б — рожковый подвод металла; в — подвод металла снизу рожками; г — подвод металла снизу для от-
ливки крупных деталей коробчатой формы; д —подвод металла для вертикальной заливки при отливке мелких дгталеи.
Стояк
Шлаковик
Питагп.ель
\\
т?
\\
~?г
у
Питате/fb
Шлаковик
*)
Шлаковик
Питатели
Стояк
h>) \\ \\ \\
Шлаковик
Шлаковик
Питатель
Фиг. 246. Схемы литниковых,,систем с боковым подводом металла: а — односторонний подвод металла под прямым
углом; б — двухсторонний подвод металла ёлочными питателями через один стояк; в — тангенциальный под-
вод металла через один стояк; г — двухсторонний тангенциальный подвод металла через два стояка; д — радиаль-
ный подвод металла через один стояк; е — радиальный подвод металла через два стояка; ж — внутренний под-
вод металла ёлочными питателями; з — внутренний подвод металла радиальными питателями; и — пошвод
металла на разных уровнях; к — шелевидный подвод металла по вертикали; л — литниковые системы для
отливок мелких деталей.
124
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. 111
Таблица 133 . Таблица 135
Воронки литниковые без фильтрующей сетки Чаши литниковые с одним стояком (размеры в мм)
(размеры в мм)
•27 —
Объём ворон-
ки в см3
IOO
200
3°°
D
бо
7о
8о
4°
5°
бо
Н
бо
7°
8о
d
стояка
не более
i6
2О
25
Таблица 134
Воронки литниковые с фильтрующей сеткой
(размеры в мм)
тД
-но
с
о
S <о
О*
3°о
4оо
боо
At
90
IOO
но
7°
«о
9°
А.
бо
7°
8о
Dt
62
72
Я
8о
оо
IOO
Л
7°
8о
9о
А,
12
15
18
II
S» VO
" S
2О
25
3°
е-
S X S
•е--а §
ч н
*^» га и
I
2
3
В табл. 137 даны размеры круглых песчаных
фильтровальных сеток.
Литниковый стояк представляет собой
канал- (чаще всего вертикальный), под-
водящий металл из воронки или чаши к шла-
коуловителю, к питателю или направляющий
непосредственно в отливку. При ответствен-
ном литье для успокоения движения струи
металла и во избежание попадания в форму
окисленных брызг и всплесков под стояком
делают металлоприёмник — зумпф. Дно по-
следнего для предотвращения размыва следует
сильно уплотнять или изготовлять из высу-
шенной стержневой смеси. На фиг. 247 пока-
заны узлы сочленения стояка с шлакоуловите-
лем в различных литниковых системах. Размеры
литниковых стояков приведены в табл. 138.
a
га
в*
О»
боо
1700
45°°
I
I2O
i8o
240
М
7О
95
h
70
но
170
/г,
«5
4о
бо
Яа
20
35
55
35
5°
75
Rt
30
45
70
г
IO
15
2О
5
5
ю
OS й>
1!
25
32
40
Таблица 136
Чаши литниковые с двумя и более стояками
(размеры в мм)
.Д ^ Наращанка
1
5Г
.S
ЧЭ ^
О ш
15оо
3 5°°
9 ооо
17 ооо
А
2ОО
Зоо
4оо
5°°
l8o
220
260
300
Н
но
13°
190
зю
а
ISO
230
320
420
b
ПО
15°
i8o
220
А
8о
IOO
15°
170
а,
170
25°
34O
44°
13°
170
20О
24O
а и
х <и
<я ч
о о
¦«я
as
32
40
50
Коллектор (шлакоуловитель, шлако
вик) — обычно горизонтальный канал, служа-
щий для улавливания шлака и других неме-
таллических включений. Шлаки всплывают на
ГЛ. I]
ФОРМОВКА
125
Сетка фильтровальная к литниковой воронке
(размеры в мм)
Таблица 137 поверхность металла в шлакоуловителе и не
попадают в питатели, расположенные в ниж-
ней его части. При отливке деталей из лёгких
сплавов, из которых шлак выделяется мед-
Таблица 138
Стояки литниковые
s
*
a
и
I
a
3
Колич
ство
отвер(
ao
20
20
D
74
84
94
70
80
90
50
54
00
35
38
41.5
15
18
19
dl
5
О
7
d,
6
7
8
О» О.И
F otb
стий
шая)
3.9
5.6
7.7
!
1
1
Г]
i
ЛГ
Фиг. 247. Узлы сочленения стояка с шлакоуловителем
в различных литниковых системах: А — литниковые
системы без фильтровальных сеток: а — с шлакоулови-
телем; б — с металлоприёмником и шлакоуловителем;
в — с двойным шлакоуловителем. Б—литниковые системы
с фильтровальными сетками: а — с металлическими сет-
ками и шлакоуловителем; б— с земляной сеткой, метал-
лоприёмником и шлакоуловителем; в — с двойным шла-
коуловителем.
При h < 600 мм D на 4 — 6 мм больше d.
При Л > 600 мм XD на 6 — 8 мм больше d.
леняо, шлаковик является лишь разводящим
каналом-коллектором. Размеры трапецеидаль-
ных коллекторов (шлаковиков) приведены
в табл. 139.
Таблица 139
Коллекторы (шлаковики)
(размеры в мм)
R3
ЯЗ ь— b
при h=Q
при h=t.Z5o
при Л=/,
F
в
см"
1,О
1,3
1,6
2,0
2.5
3.15
4.о
5.о
6.3
8,о
Ю,о
12,5
1б,О
зо^о
25-°
31.5
40,о
Размеры
а
Ь
при h *
ii
12
Н
15
i6
18
22
24
2б
ЗО
34
38
42
48
52
60
66
8
ю
10
ia
13
14
18
19
20
27
28
Зо
34
38
43
48
53
h
a
11
12
14
15
19
21
24
27
3°
33
37
42
47
53
59
67
a,
при
ii
12
14
15
i6
18
23
24
26
3°
34
38
42
48
52
60
h « 1,25 a
8
9
10
11
13
13
16
18
19
23
26
29
32
36
40
45
15
17
19
21
25
27
3o
35"
38
43
48
53
60
66
77
<h
при
ii
12
14
i5
i8
20
23
24
28
30
36
40
44
5°
56
h ~
7
8
10
IX
13
14
16
17
20
22
25
28
32
35
39
A.
1,5 a
17
20
21
23
26
30
34
38
42
47
54
60
66
s
Размеры коллекторов при F > 40,0 сжа не регламен-
тированы.
Питатели являются литниковыми кана-
лами, примыкающими непосредственно к по-
лости формы. Чтобы струя металла не размы-
126
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
вала форму, рекомендуется подводить металл
вдоль знаков по касательной или наклонно
к стенкам формы. Рекомендуемые сечения раз-
личных форм питателей приведены в табл. 140,
141 и 142.
Таблица 140
Питатели трапецеидальные низкие
(размеры в мм)
Площадь
сечения
питателей
в см%
о.З
о,4
о.5
о,6
о, 7
о,8
о,9
1,О
i,i
1,2
1,4
1.6
1,8
2,О
2,2
2,5
2,8
2
16
21
26
31
36
41
46
14
19
24
29
34
39
44
Высота
3
а
и
15
i8
21
25
28
31
35
38
4i
48
55
6i
68
75
85
95
b
9
12
16
19
22
25
29
32
35
39
45
52
59
65
72
82
92
Л в мм
4
а
i6
18
21
24
26
29
31
36
41
46
51
о6
64
7i
b
14
15
19
21
23
26
29
33
39
43
49
53
61
69
5
а
21
23
25
29
33
37
4i
45
5i
57
b
19
20
22
26
3°
34
39
42
49
54
Выпор является дополнительным каналом
и служит для: 1) выхода газов; 2) наблюдения
за заполнением формы металлом; 3) перепуска
металла и 4) питания отливки во время за-
стывания. Выпоры располагают в^самых высо-
ких и наиболее удалённых от литника частях
формы. Сечения выпоров делают примерно
такими же, как и сечения литниковых стояков.
Таблица 141
Питатели трапецеидальные нормальные
(размеры в мм)
R2
Площядь
сечения
ГТИТЯТРЛ РЙ
11A1 ul СЛСП
в см?
i,i
1.2
1,4
1,6
1,8
2,О
2,2
2,5
2,8
З.о
а
i8
20
22
24
27
30
33
Зб
42
46
5о
6
b
15
17
19
21
24
27
30
33
39
43
47
т Q
——1
Высота
i
а
13
14
15
i8
20
22
25
28
31
35
39
b
10
11
12
Х5
17
19
22
25
28
32
36
h в мм
12
а
12
14
15
17
19
21
24
25
b
9
11
12
14
16
18
SI
22
16
а
12
Ч
15
1б
18
19
b
9
11
12
13
15
№
Таблица 142
Питатели полукруглые
F
питателей
в см3 -
о,6
о.7
о,8
о,9
I.O
1,12
1,2
1,4
1,6
1,8
R В ММ
6,3
6,7
7,2
7.6
8,о
8,4
8,7
9.4
Ю,1
ю,7
F
питателей
в см1
2,0
2,8
3-2
3-6
4.о
4,6
5-о
5.6
6,3
7.2
R в мм
1Г>3
13,4
14,3
I5-I
1б,О
17.2
18,0
19,0
20,0
21,5
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Аксенов П. Н., Литейное производство, Машгиз,
М. 1945.
2. Андреев В. М., Модельное дело, ОНТИ НКТП,
М. 1938.
3. Евангулов М. Г. и Ваншейд Г. И., Фор-
мовочное дело, ОНТИ НКТП, М. 1938.
4. Карлов К., Техминимум стерженщика, ОНТИ
НКТП, Л. 1937.
5. Рабинович Б. В., Проектирование металличе-
ских моделей, Машгиз, М. 1939.
6. Стебаков Е. С, Формовщик, Оборонгиз
М. 1945.
7. Стебаков Е. С., Формовщик по безопочной фор-
мовке, Оборонгиз, М. 1946.
СУШКА ФОРМ И СТЕРЖНЕЙ
СВОЙСТВА ВЛАЖНОГО ВОЗДУХА
И ДЫМОВЫХ ГАЗОВ
В сушильных установках теплоносителем
и влагопоглотителем являются: чистый воз-
дух, воздух в смеси с дымовыми газами или
дымовые газы. В природе воздух, помимо
кислорода и азота, всегда содержит то или
иное количество влаги. По мере использова-
ния воздуха в процессе сушки его влагосо-
держание возрастает.
Дымовые газы обычно состоят из азота —
нейтральной составной части воздуха, избы-
точного кислорода, введённого в топку при
горении, продуктов горения углерода—угле-
кислоты и окиси углерода и продуктов горе-
ния водорода и серы топлива — водяных
паров и сернистого газа. Кроме того, водя-
ГЛ. I)
СУШКА ФОРМ И СТЕРЖНЕЙ
127
ные пары образуются в дымовых газах за
счёт влаги топлива, а также влага воздуха,
поступающего в топку [3]. Количественный
состав дымовых газов зависит от рода топлива
и условий горения. Однако основные пара-
метры и влагопоглотительная способность
дымовых газов и воздуха очень мало отли-
чаются друг от друга.
Водяной пар может быть в воздухе в насы-
щенном, ненасыщенном (перегретом) и пере-
сыщенном (влажном) состояниях. В атмосфер-
ном воздухе пар обычно находится в ненасы-
щенном состоянии и поэтому его принимают
за газообразную составную часть смеси, но
лишь до тех пор, пока пар не достигнет
полного насыщения или не сделается влажным
(пересыщенным). В литейных цехах для сушки
применяется исключительно смесь воздуха
(или газов) с паром, в которой пар находится
в ненасыщенном состоянии.
ЗАВИСИМОСТЬ ПРОЦЕССА СУШКИ
ОТ ЦИРКУЛЯЦИИ ГАЗОВ
В сушилах литейных цехов полное насы-
щение газов влагой не достигается, так как
проходящая масса газов значительно больше,
чем требуется для насыщения испаряемой
влагой. Чтобы улучшить процесс испарения,
необходимо обеспечить интенсивный тепло-
обмен в сушиле и прежде всего правильное
омывание высушиваемого материала потоком
горячих дымовых газов.
Скорость сушки прямо пропорциональна
скорости движения газов мимо высушиваемых
поверхностей и температуре. С повышением
температуры увеличивается давление паров
над высушиваемым материалом. Скорость
сушки также прямо пропорциональна интен-
сивности движения влаги от внутренних слоев
материала к наружным {диффузия) и обратно
пропорциональна толщине материала. Общая
продолжительность сушки зависит от скорости
процесса испарения и разности между перво-
начальной и конечной влажностью.
Обмен тепла между газом и высушиваемым
материалом возможен лишь путём конвекции
или лучеиспускания. Второй способ играет ре-
шающую роль только в условиях, когда темпе-
ратура газов выше обычных температур суш-
ки. Основным методом теплопередачи при суш-
ке является конвекция. Интенсивность пере-
дачи тепла конвекцией зависит от скорости
потока газов и равномерности омывания им
поверхности материала.
Эти же два фактора способствуют интен-
сификации процесса испарения, облегчая уда-
ление с поверхности материала испаряющейся
влаги.
Таким образом, для передачи высушивае-
мому материалу возможно большего количе-
ства тепла из газового потока и для лучшего
отбора влаги необходима хорошая циркуля-
ция: достаточная скорость газового потока
и равномерное его распределение по всему се-
чению сушила [4].
Процесс сушки в значительной степени
зависит от размеров и материала форм и стерж-
ней и от способа их укладки. Сушка форм
несколько затрудняется из-за опок: они прегра-
ждают доступ омывающих газов к формовоч-
ной массе и препятствуют свободному выходу
образующихся паров через боковые поверх-
ности формы. В этом случае удаление паров
происходит только сверху и снизу, что удли-
няет время сушки. Для ускорения сушки сле-
дует применять опоки с отверстиями в стен-
ках.
Если при загрузке сушила устанавливают
формы одна на другую, необходимо между
ними помещать прокладки, чтобы получить
промежутки, позволяющие газам омывать по-
верхности форм. Для этой же цели тележки,
на которые укладывают формы и стержни,
должны быть решётчатыми.
При сушке стержней затрудняется удале-
ние влаги из нижней части, лежащей на су-
шильной плите или драйере. Поэтому следует
применять сушильные плиты и драйеры не
сплошные, а с отверстиями, или же там, где
позволяет конфигурация стержня, решётки.
Тогда образующиеся пары будут уходить
книзу.
ТЕХНОЛОГИЯ СУШКИ ФОРМ
И СТЕРЖНЕЙ
Основная цель сушки форм и стержней .—
придать им газопроницаемость и прочность
Эти свойства формы и стержни приобретают
благодаря наличию б них так называемых свя-
зующих веществ. В формах главнейшим связу-
ющим веществом служит глина, обладающая
клейкостью в сыром состоянии и прочностью
в сухом виде. В формах для чугунного и цвет-
ного литья глина иногда является одной из
естественных составляющих формовочных зе-
мель; поэтому в таких случаях её специально
не добавляют. Для стального литья применяют
огнеупорные глины. Формовочные смеси для
данного вида литья чаще всего приготовляют
синтетически — из чистой огнеупорной глины
и кварцевого песка. Формовочная масса должна
быть хорошо перемешана. Необходимо, чтобы
каждая песчинка смеси была смазана глиной
и хорошо связывалась с соседней песчинкой.
При этом условии после сушки получается
прочная форма. Благодаря образованию пор
в результате удаления влаги и усадки глины
форма, кроме того, будет обладать большой
газопроницаемостью.
Для стержневых смесей в качестве связу
ющих веществ (крепителей) употребляют раз-
личные материалы — масла, олифы, пеки и др.
У одних связующая способность основана на
затвердевании крепителя в результате окис-
ления или потери влаги, у других — на затвер-
девании после расплавления в процессе суш-
ки. Под действием тепла от залитого в форму
жидкого металла связующие вещества разру
шаются, и стержень, потеряв крепость, легко
выбивается из отливки. Потеря крепости дол-
жна произойти не раньше, чем металл за-
твердеет. Из этого вытекает необходимость
строгого соблюдения температурного режима
в печи во время сушки. Недостаточная темпе-
ратура неизбежно затянет процесс сушки, и
стержни получатся плохо просушенными. Чрез-
мерно большая температура может повести к
разрушению и даже полному выгоранию кре-
пителя и тем самым повлечь за собой брак
стержня.
128
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
СУШКА СТЕРЖНЕЙ С ОКИСЛЯЮЩИМИСЯ
КРЕПИТЕЛЯМИ
К числу окисляющихся крепителей отно-
сятся льняное масло, натуральная олифа, рыбьи
жиры, оксоль, искусственные олифы и др. Свя-
зующее действие этих крепителей основано
на том, что при окислении и полимеризации
они образуют прочные плёнки. В результате
окисления крепитель во время сушки пере-
ходит из жидкого состояния в густую жела-
тинообразную массу, которая связывает зёрна
песка в местах их соприкосновения. Режим
сушки должен благоприятствовать окислению
крепителя. Скорость и полнота окисления
зависят в первую очередь от природы кре-
пителя. Способность крепителя окисляться
характеризуется количеством ненасыщенных
соединений в его молекуле, к которым могут
присоединиться такие активные элементы, как
кислород, водород, иод и др.
Метода измерения непосредственной спо-
собности крепителей поглощать кислород не
существует. Поэтому определяют обычно йод-
ное число, т. е. количество миллиграммов иода,
которое при определённых условиях присо-
единяется к 1 г крепителя. Чем выше йодное
число крепителя, тем лучше его связующая
способность.
В качестве окисляющихся крепителей
обычно применяют растительные масла. По
способности окисляться их можно разделить
на три вида: высыхающие (йодное число не
ниже 150), полувысыхающие (йодное число
150—100) и невысыхающие (йодное число —
меньше 100). Способность масел окисляться
увеличивается от прибавок сиккативов, напри-
мер солей марганца, свинца и др.
Йодные числа масел: льняное — 185, коно-
пляное — 153, маковое — 135, бобовое — 125,
подсолнечное — 125, хлопковое — 105, рапсо-
вое— 95, касторовое — 15.
Стержни на льняном масле в результате
сушки приобретают повышенную прочность
на разрыв (до 5—8 кг/см2 на каждый процент
масла). Они хорошо выбиваются из отливки
и дают исключительно гладкие поверх-
ности.
Сырой стержень имеет от 3 до 5% влаги.
Так как в присутствии влаги процесс окис-
ления (желатинизации) масла замедляется, то
первая задача при сушке—удалить из стерж-
ней влагу. Это достигается при равномерном
нагреве исключительно за счёт испарения
(т. е. при температуре ниже точки кипения).
Подача газов должна происходить со ско-
ростью, обеспечивающей удаление и погло-
щение водяных паров, которые выделяются
при испарении.
Период удаления влаги длится примерно
от 20 до 40 мин. в зависимости от толщины
стержня, его первоначальной влажности и
степени омывания проходящими газами.
Однако резкой грани между окончанием испа-
рения влаги и началом окисления масел нет.
В процессе испарения влаги из масла уда-
ляются также слабо окисляющиеся, наиболее
летучие его части.
Вторая задача при сушке — окисление
масла. При этом обязательно присутствие
в дымовых газах свободного кислорода. Для
начального окисления благоприятна темпера-
тура 110—140°; интенсивное окисление проте-
кает при температуре в 170—230°. В процессе
окисления образуется линоксил. Так как
свежий линоксил тягуч, стержень вначале
получается механически непрочным. В даль-
нейшем его прочность увеличивается благо-
даря уплотнению связующего вещества за
счёт процесса полимеризации.
На фиг. 248 показана зависимость крепо-
сти масляного стержня от температуры сушки.
Большую роль играет и время сушки.
При сушке масляных стержней максимум
крепости достигается тем скорее, чем выше
температура. Наибольший максимум полу-
чается при 175°. Обычно температура сушки
песчано-масляных стержней колеблется в пре-
делах 200—220°, но в некоторых случаях
(для ускорения сушки) допускается 250—260°.
4.0
i
It
1
1
/I
//
f/
//
У
\
j
1
*/
f
\
J
r
/
• —
С
—
I
r,
"
9n
f
I 2,0
V
0 1 2 3 4 5 6 час
Время сушки
Фиг. 248. Влияние температуры сушки на сопроти-
вление стержня разрыву.
При более высокой температуре резко падают
связующие свойства масляной плёнки, кото-
рая начинает разлагаться.
Нормально высушенный стержень имеет
ровный тёмнокоричневый цвет. Он обладает
хорошей газопроницаемостью благодаря об-
разованию пор в результате потери влаги
и части масла в виде летучих.
При окислении масло может поглощать
от 20 до 50% кислорода по весу, вступая
с ним в химическое соединение. Это коли-
чество зависит от условий окисления и сорта
масла. При окислении температура стержня
повышается и быстро выравнивается по всей
его толщине, что способствует ускорению
реакции окисления во всей массе стержня.
В процессе окисления масел выделяются
различные летучие вещества — углекислота,
водяные пары, а также некоторые ядовитые
газы — окись углерода и ненасыщенные ке-
тоны, например акролеин. При недостаточной
циркуляции газов б сушиле их нагрев в при-
сутствии кислорода до температуры воспла-
менения может вызвать взрыв. Это объяс-
няется повышенным содержанием в газах
летучих частей масел. При нормальной цирку-
ляции газов концентрация паров масел в них
невелика, так что они не являются взрыво-
опасными.
Чтобы оградить работающих от вредного
влияния летучих частей масел, нужно выгру-
жать стержни из сушила охлаждёнными
до температуры 50—75°. При этой темпера-
ГЛ. I]
СУШКА ФОРМ И СТЕРЖНЕЙ
129
туре выделение акролеина прекращается.
Охлаждение должно протекать методически,
иначе возможно растрескивание стержней.
Таким образом, при проектировании непре-
рывно действующих сушил для песчано-мас-
ляных стержней необходимо: 1) предусмотреть
зоны: а) подогрева, которая одновременно
является зоной испарения влаги из сырых
стержней, б) окисления и полимеризации
масел, в) методического охлаждения стерж-
ней до температуры, при которой прекра-
щается выделение акролеина; 2) обеспечить
правильный отвод газов и хорошее уплот-
нение стен, свода и смотровых окон сушил,
3) предусмотреть устройство взрывных пане-
лей, которые в случае взрыва летучих от-
крываются под напором взрывной волны,
предоставляя выход образующимся газам.
Для камерных сушил, учитывая, что охлажде-
ние сушил вместе со стержнями до темпера-
туры 50—75° неэкономично, следует преду-
смотреть рядом с сушильными камерами для
масляных стержней хорошо вентилируемые
охладительные камеры.
СУШКА СТЕРЖНЕЙ С ВОДНЫМИ
РАСТВОРАМИ КРЕПИТЕЛЕЙ
Большое применение получили крепители,
которые вводятся в стержневую массу в виде
водных растворов. К таким крепителям
относятся: мука, декстрин, пектиновый клей,
патока, сульфитный щёлок, сульфитная барда,
ксилозный сироп, кислые воды и др. Эти
вещества придают прочность сырой массе
лишь при удалении из неё влаги в процессе
сушки.
Мука редко применяется в качестве свя-
зующей добавки. Главной составной частью
ржаной, пшеничной и картофельной муки
являются крахмал и клейковина. Стержень,
в котором крепителем служит мука, при-
обретает в результате сушки прочность глав-
ным образом благодаря клейстеризации крах-
мала.
Процесс клейстеризации крахмала проте-
кает при температуре 60—80°. С дальнейшим
нагреванием крахмала в водном растворе
отдельные его зёрна переходят в коллоидный
раствор. Если к моменту клейстеризации
крахмал высохнет, то вместо нужного нам
склеивающего коллоидного раствора может
получиться сухая инертная масса, не способная
сообщить стержневой массе прочность. По-
этому рекомендуется нагревать высушивае-
мые стержни сразу до температуры порядка
165—190°, для того чтобы клейстеризация
произошла более энергично ещё в водном
растворе.
Декстрин представляет собой растворимую
в воде модификацию крахмала; прогретый
в течение 4—4,5 часа при температуре 150°, он
приобретает растворимость в воде до 80—90%
и из белого становится жёлтым. Затвердева-
ние стержней, имеющих в своём составе
декстрин, происходит в результате простого
высыхания. Максимальная прочность стерж-
ней достигается при температуре сушки по-
рядка 150' (выше 225—250° наблюдается
резкое падение прочности).
Пектиновый клей (см. статью „Формовоч-
ные материалы";.
Патока (свекловичная). Активной склеи-
Еающей частью патоки является сахароза.
Температура сушки паточных стержней ко-
леблется в пределах 125—170°. При нагреве
выше 200° их прочность понижается.
Сульфитный щёлок. Рекомендуемая тем-
пература сушки стержней, в которых связую-
щей добавкой служит сульфитный щёлок, 150°.
Понижение прочности замечается при пере-
ходе за температуру 175°.
После переработки сульфитного щёлока
остаётся так называемая барда. Концентрат,
получаемый выпариванием барды, также
употребляется в качестве водорастворимого
крепителя для стержней. Температура сушки
таких стержней 160-180°.
Применение ксилозного сиропа (продукт
переработки древесных опилок) и кислых вод
(продукт переработки отходов газогенератор-
ного процесса) также основано на придании
стержневой массе прочности, главным обра-
зом в результате удаления влаги из этих вод-
ных растворов. Рекомендуемая температура
сушки стержней с такими связующими добав-
ками 170—180°.
СУШКА СТЕРЖНЕЙ С ПЛАВЯЩИМИСЯ
КРЕПИТЕЛЯМИ
Крепители, входящие в эту группу, обла-
дают способностью расплавляться при темпе-
ратурах сушки. Застывая при понижении тем-
пературы, они скрепляют стержневую массу.
Во время нагрева с этими веществами проис-
ходят сложные химические процессы, анало-
гичные тем, которые наблюдаются при нагре-
ве масел, а также процессы сухой перегонки
с частичным разложением первоначальных
веществ.
К плавящимся крепителям относится кани-
фоль, а также торфяные, древесноугольные
и каменноугольные пеки, получившие особен-
но большое распространение.
Канифоль окисляется наподобие масел.
Значение йодного числа для канифоли лежит
в пределах 140—170. Качество канифоли
обычно оценивают по цвету: чем она прозрач-
нее, тем качество её лучше. Для этой оценки
йодное число не имеет значения, так как
прочность стержня в данном случае обусло-
вливается затвердеванием канифоли после рао
плавления. Размягчение канифоли во время
нагрева происходит при 50—80°, окончатель-
ное расплавление — при 135°. Нагрев канифоли
сопровождается её сухой перегонкой с выде-
лением летучих. Температура сушки стержней
с канифолью должна быть в пределах 175°.
Перегрев недопустим. При 200° происходит
полное разрушение канифоли.
Пеки предстаЕЛяют собой остатки, полу-
чающиеся после отгонки летучих из каменно-
угольных, торфяных и древесноугольных смол
(см. статью „Формовочные материалы"). Тор-
фяные пеки вводят в стержневую смесь в виде
водной эмульсии, древесноугольные — в виде
порошка.
Механизм действия пеков как крепителей
и температурный режим — такие же, как для
канифоли.
130
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
ПРОДОЛЖИТЕЛЬНОСТЬ И ТЕМПЕРАТУРА
СУШКИ
ПринципиалБная зависимость времени суш-
ки стержней от температуры сушила показана
на фиг. 249. Эта зависимость, естественно,
вызывает стремление пользоваться для сушки
максимально допустимыми температурами.
оС Однако надо иметь в виду, что
I при таких температурах малей-
310* - шее отклонение от заданной
формы и стержни, и от толщины стенок форм
или размеров стержней. Длительность сушки
форм обычно колеблется от б до 12 и более
часов; лишь для мелких форм цветного и чу-
гунного литья она сокращается до 3—6 час.
Данные о режиме сушки форм приведены в
табл. 143, о продолжительности сушки стерж-
ней — в табл. 144.
Таблица 144
Продолжительность сушки стержней (в часах)
20
100
180 260 340
Время сушки
420 мин
Фиг. 249. Зависимость времен i сушки от тем-
пературь.
может повлечь за собой брак стержней и форм.
Кроме того, при чрезмерно ускоренной сушке
влага, находящаяся внутри стержня или формы,
может не успеть проникнуть в наружный
слой с той же скоростью, с какой будет высы-
хать поверхность формы. В результате про-
изойдёт растрескизание формы с поверхности
и в то же время внутри форма будет недо-
статочно высушена.
Таким образом, при расчёте количества
сушил и их объёма для данной производитель-
ности можно задаваться либо временем суш-
ки, либо температурой. Так как последняя
обычно ограничена весьма узким пределом,
исходят при расчёте из времени сушки, подби-
рая его в зависимости от принятой темпера-
туры, от состава массы, из которой сделаны
Объём стержней
в дм3
До 1
1-15
15-25
25-50
50-100
100—150 и выше
Стержни на
органических
крепителях
1—2
з-з
3-4
4-5
5-6
6-7
Песчано-гли-
нистые
стержни
2-3
4-5
6-7
8-9
Ю- II
12—14
Для стержней время сушки указано из
расчёта постоянного режима в сушиле, т. е.
применительно к ведению сушки при постоян-
ном отоплении. Максимальные температуры
сушки следующие: для стержней с патокой —
150-175°, с канифолью и мукой — 175°, с дек-
стрином и сульфитной бардой — 180°, с суль-
фитным щёлоком — 200°, с пеками — 200—220°.
Для песчано-масляных стержней максимальная
температура сушки должна быть 225 — 250°,
для глинистых — 375°.
Таблица 143
Средние внутренние
размеры опок в м при
опочной формовке
От 0,5x0,6 до 1,2X0,8
„ 1,2x0,9 , 3,0x2,0
. 3,5X2,0 „ 5,5x4,0
. 5,0X3,5 , 5,5x4,0
Свыше 5,5x4,9
Режим сушки форм при опочной
Серый чугун и цветные металлы
Первичная
Температура
в °С
4оо
400
45°
45°
45°
Длительность
работы топки
в час.
4-5
6-7
8-9
10—II
12-15
сушка
Длительность
сушки в час.
6-8
8-12
16-24
24-36
36-48
Вторичная суш
ка (подсушка
после ремонта)
Температура
в °С
i8o
200
200
200
200
Длительность
сушки в час.
Vi
1-1V4
17,-2
2-4
3-8
и почвенной формовке
Стальное литьё
Первичная
р.
о.
О)
о
45°
45°
5°о
53°
55°
Длительность
работы топки
в час.
б-.
7-8
8-9
Ю—II
12-15
сушка
Длительность
сушки в час.
8-12
i6—20
18-24
24-36
36-48
Вторичная суш-
ка (подсушка
после ремонта)
Температура
в "С
20О
25°
2jO
25O
259
Длительность
сушки в час.
V»
2-4
6-8
Сушка пере-
носными суши-
лами при поч-
венной фор-
мовке * по га-
баритам опок
Температура
в °С
4оо
4оо
45°
45°
45°
Длительность
сушки в час.
8
12
24
3°
48
Длительность поверхностной подсушки при почвенной формовке на глубину 30-40 мм от 1'/а до 3 час.
ГЛ. I]
СУШКА ФОРМ И СТЕРЖНЕЙ
13!
ТИПЫ СУШИЛ
Все применяемые в литейных сушила для
форм и стержней можно объединить в три
основные группы: сушила периодические, не-
прерывные и переносные [4].
Периодически действующие сушила служат
как для сушки форм, так и для высушивания
стержней. Одновременную сушку тех и других
нельзя признать целесообразной, поскольку
нормальные режимы для форм и стержней
различны. По конструктивным признакам
периодические сушила подразделяются на:
\) сушила с выдвижными полками, 2) сушила
с выкатными этажерками. 3) сушила
с выкатными тележками. Первые два типа
сушил употребляются для стержней, а тре-
тий — для форм.
Непрерывно действующие сушила при-
меняют главным образом для сушки стержней,
но в них высушивают также формы. В этих
сушилах формы или стержни в течение всего
периода сушки находятся в движении. Непре-
рывные сушила конструктивно делятся на
вертикальные и горизонтальные. Первые слу-
жат для сушки мелких и средних стержней,
вторые—для сушки стержней всех размеров.
Переносные сушила резко отличаются от
предыдущих как конструктивно, так и спосо-
бом применения. Их используют для сушки
больших тяжёлых опок и почвенных форм,
устанавливая на высушиваемые формы.
В литейных применяются ещё специальные
сушила для сушки песка и ковшей.
Для нагрева сушил пригодны все виды
топлива: твёрдое, жидкое, газообразное и
пылевидное. Строятся также сушила, нагре-
ваемые электричеством, и сушила, в которых
используется тепло отходящих газов из дру-
гих печей.
МАТЕРИАЛ ДЛЯ ПОСТРОЙКИ СУШИЛ*
Сушила строят из кирпича или делают
целиком металлическими. В перзом случае
применяют огнеупорную кладку в топке и при-
точных боровах, что составляет 15—20%
к общему объёму кладки. Камеру сушила
выкладывают из красного кирпича.
Большое распространение получили метал-
лические сушила. Исследования показали, что
стена сушильной камеры, состоящая из метал-
лической конструкции с теплоизоляцией об-
щей толщиной 75—100 мм, теплопроводна не
больше стены сушила толщиной 320 мм,
выложенной из обыкновенного красного кир-
пича. Материалом для постройки сушил
служит листовое железо.
СУШИЛА С ВЫДВИЖНЫМИ ПОЛКАМИ
Существуют два вида этих сушил: с сек-
торными полками и полками, выдвигающи-
мися прямо. На фиг. 250 показан разрез су-
шила с полками, имеющими форму сектора.
Само сушило может быть изготовлено из кир-
пича (фиг. 250) или из листового железа
^фиг. 251). В последнем случае его иногда
называют „сушильным шкафом". Сушило мо-
жет работать на любом топливе; оно имеет
свою топку. Полки сделаны в виде решёток
для свободной циркуляции газов внутри су-
шила. Они прикреплены к дверкам и выдви-
гаются из печи при их открывании. С задней
стороны каждой полки имеется вертикальный
Фиг. 250. Сушило с секторными
полками,построенное из кирпича.
щит, закрывающий сушило, когда полка пол-
ностью выдвинута. Этим устраняются потери
тепла во время разгрузки и загрузки полок.
Отвод газов в, сушиле желательно делать снизу.
Фиг. 251. Металлический сушильный" шкаф
с секторными полками.
На фиг. 250 слева видно сечение отводного
канала, забирающего газ из сушила снизу;
вверху канал соединяется с отводной трубкой.
Данные о сушилах с секторными полками
приведены в табл. 145 [5].
Таблица 145
Сушильные шкафы для сушки стержней
с секторными полками (по материалам Союзтеплостроя)
Отопление
Газовое (гене-
раторный газ)
Мазутное
Марка
СШСГ-1
СШСГ-2
СШСГ-3
СШСГ-4
СШСМ-1
СШСМ-2
СШСМ-3
СШСМ-4
О о
X а
S
4
Ь
5
4
5
3
4
.«*
§3g
X ° §
Осе
2,5
2,0
3>°
2,5
2,О
2'5
J>5
2,О
Производи-
тельность
в кг/час
1
/ 200-300
1
1
1
f I2O-20O
1
Примечание. Шкафы всех марок имеют одина-
ковые размеры: длина — 1м, ширина — 0,9 м, высота -
2,03 м.
132
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. 111
Сушило с прямо выдвигающимися полками
показано на фиг. 252. Такие сушила приме-
няются для сушки мелких и средних стерж-
7
в одном и том же сушиле можно сушить
стержни, требующие различного времени
сушки. Полки выдвигаются с помощью под-
Фиг. 252. Сушило с выдвижными полками: / — тележка
для перемещения полок; 2— рычаг закрепления полки;
3— кулак закрепления полки; 4—предохранитель; 5—изо-
лированная передняя стенка полки; 6— полка; 7—задняя
стенка полки для закрывания отверстия; 8—рельсы для
передвижения полки; 9—путь для перемещения тележки.
ней. У них дверки отсутствуют и система
решётчатых полок, выдвигающихся с торце-
вой стороны, устроена таким образом, что
позволяет выдвинуть каждую полку в отдель-
ности или все одновременно. Таким образом,
Фиг. 253. Блок сушил с выдвижными полками.
вешенного на перемещающейся тележке тол-
кателя. Стенка на переднем конце полок
плотно закрывает просвет, когда полки вдви-
нуты в сушило. Если необходимо иметь не-
сколько сушильных шкафов, то их строят ря-
дом и объединяют в общий блок, отапливае-
мый одной топкой (фиг. 253).
Сушила Союзтеплостроя с выдвижными
полками показаны на фиг. 254.
В табл. 146 [5] приведены данные об их
размерах.
Таблица 146
Сушильные шкафы с выдвижными полками
(по материалам Союзтеплостроя)
Параметры
Размеры полок в мм
Сушильная площадь
в м2 . . . •
Оптимальная произ-
водительность в кг/нас
Расход тепла в тыс.
ккал\час
Бид топлива ....
Теплотворная способ-
ность топлива
<$"нккал\кг, ккал/м3
Расход топлива в
кг\час, мъ\час ....
Минимальное давле-
ние воздуха в мм
Расход воздуха в
м?1нас
Основные размеры
( А . .
(фиг. 254) {
[ В . . .
Марка сушил
т_
и
с ¦
3
о
900X1000
3*6
250
63,0
Ген
58
2900
1351
(_
С .
3
и
900x1250
4.5
3°5
78.3
ераторный
1100—1250
7i
*
лба
343°
1631
°?
•С
3
и
900X1500
5.4
Збо
9ovo
газ
82
397°
1921
>>
С
а
и
900X1000
3.6
а5°
65.0
At
11
6З0
2900
1351
<м
>.
С
3
и
900X1250
4.5
3°5
8о,о
со
>>
с
3
а
oooxis00
54
Збо
QO.O
трацит АРШ
бооо
IOO
830
343°
[Ъ31
15
397°
1921
С
3
и
900X1000
3.6
25°
65,°
66
44°
2900
135*
с
3
и
900X1250
4.5
3°5
8о,о
Мазут
фоа
82
43°
54°
343°
1631
«?
»^
С
3
и
OOOXI5O0
5.4
Збо
оо,о
92
боо
397°
1921
ГЛ. 1]
СУШКА ФОРМ И СТЕРЖНЕЙ
133
СШПМ (мазутный)
121,5
вид сверху
{для всех типов)
1393
СШПГ (газовый)
Воздух
СШПУ (угольный)
t- 1393
Фиг. 254. Сушильные шкафы с выдвижными
полками.
СУШИЛА С ВЫКАТНЫМИ ЭТАЖЕРКАМИ
Применение сушил с выкатными этажерка-
ми (стеллажами) устраняет надобность в пе-
реноске сырых стержней. Стеллаж (фиг. 255)
устанавливают рядом со станком или верста-
ком, на котором изготовляются стержни. Спе-
циальной тележкой с подъёмной платформой
доставляют заполненный стеллаж к сушилу и
закатывают внутрь (фиг. 256). Стержни надо
подбирать из расчёта одинакового времени
сушки. После окончания сушки стеллаж со
стержнями помещают для остывания в спе-
циальную вентилируемую камеру или под
зонт с вытяжкой. В литейной, где нет такой
камеры или зонта, должно быть отведено для
охлаждения стержней другое специальное
место с хорошей вентиляцией.
Фиг. 255. Стеллаж для стержней.
134
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Фиг. 256. Загрузка стеллажа в сушиле.
СУШИЛА С ВЫКАТНЫМИ ТЕЛЕЖКАМИ
Для сушки форм и очень крупных стерж-
ней применяют обычно сушила с выкатными
тележками.
Камеры таких сушил чаще всего выкла-
дывают из кирпича.
На фиг. 257 показан чертёж сушила для
форм стального литья. Платформа тележки,
которую делают обязательно решётчатой,
имеет размер 6,7 X 2,7 м. Сушило отапли-
вается антрацитом. Топливо сжигается в двух
топках с воздушным дутьём на плитчатых ко-
лосниках. Из топок продукты сгорания попа-
дают в два проточных борова, идущих вдоль
боковых стен сушила, а оттуда через щели в
сводах боровов поступают в камеру. Отхо-
дящие газы уходят в вытяжной боров. Для
ускорения разогрева трубы она сообщается
с топкой специальным боровом, имеющим
шамотный шибер. Во время растопки шибер
выдвигают, и газы из топки идут прямо в
трубу.
Сушило рассчитано на температуру 400—
500°. Так как при такой температуре прочность
железа значительно понижается, балки пере-
крытия освобождены от нагрузки. Они под-
вешены к верхним балкам, расположенным
вне сушила, на которые и передаётся вес
сводов и засыпки.
На фиг. 258 показано сушило подобной
же конструкции для форм чугунного литья,
отапливаемое генераторным газом. В нём
осуществляется естественная рециркуляция
газов. Схема работы сушила показана на
фиг. 259.
Продукты сгорания из топки поступают в
борова, идущие вдоль боковых стен сушила.
Из боровов а в сушило, равномерно по всей
его длине, газы поднимаются через особые
отверстия. Загрузка сушила производится та-
ким образом, что пространство над боковыми
боровами остаётся свободным. Благодаря
этому газы беспрепятственно поднимаются к
своду сушила и затем, охладившись, спу-
скаются вниз к его поду. Отсюда часть газов
проходит в средний боров б по каналам, со-
общающим его с камерой сушила, а из бо-
рова попадает в дымовую трубу. Другая часть
газов растекается по поду сушила. Здесь они
перемешиваются со свежими горячими газами
и нагреваются от них, а также от соприко-
сновения с горячими сводиками, которые по-
крывают каналы, подводящие горячие газы
из топки в сушило. Нагретые газы вновь под-
нимаются кверху, замыкая таким образом
круг рециркуляции.
Газы, подаваемые из топки, имеют весьма
высокую для сушила температуру (900—1000°).
Смешавшись с отработанными и охлаждён-
ными газами, они отдают им часть своего
тепла, делая возможным движение их вверх
по боковым пространствам сушила. В то же
время горячие газы снижают свою темпера-
туру до допустимой и заданной в сушиле.
Во время подъёма происходит полное пере-
мешивание газов. Смесь газов вверху всту-
пает в соприкосновение с высушиваемым
материалом и снова совершает описанный
выше цикл.
Таким образом, в сушиле циркулируют
два потока газов: восходящий и нисходящий.
ГЛ. 1]
СУШКА ФОРМ И СТЕРЖНЕЙ
135
Фиг. 257. Камерное сушило для форм стального литья (топливо —антрацит).
по ЕГБН
Фиг. 258. Камерное сушило для форм чугунного литья (топливо - генераторный газ).
136
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Первый движется по бокам сушила, а вто-
рой — сквозь массу высушиваемого мате-
риала. Небольшая разница между температу-
рами обоих потоков и между удельными ве-
Фиг. 259. Схема рециркуляционного сушила
сами газов создаёт напор, который и вызы-
вает круговую циркуляцию газов. В сушилах
этого типа не замечается столь резкого не-
равенства температур в отдельных их ча-
стях, как в сушилах без рециркуляции (фиг. 260).
Малый перепад температур объясняется тем,
что в сушилах с рециркуляцией горячие про-
дукты сгорания подаются небольшими струй-
ками, которые сейчас же интенсивно переме-
шиваются с более холодными газами, напол-
няющими сушило. Количество этих газов во
много раз превышает количество свежих га-
Фиг. 260. Схема сушила без рециркуляции.
зоз, поступающих из топки в сушило. В су-
шилах без рециркуляции вся масса газов,
омывающая высушиваемый материал, посту-
пает в камеру непосредственно из топки и.
пройдя только один раз через сушило, уходит
в боров.
Однако повторная циркуляция в рецирку-
ляционных сушилах возможна лишь в том
случае, если материал расставлен с учётом
движения газов. Между высушиваемым ма-
териалом и стенками сушил необходимо оста-
влять достаточное пространство для свобод-
ного подъёма горячих газов. Этот промежу-
ток, в зависимости от размеров сушила и
количества циркулирующих газов, должен
быть шириной 250—500 мм с каждой сто-
роны. Кроме того, при загрузке опок и стерж-
ней нужно учитывать также поток газов,
идущий сверху вниз. Необходимо остазлять
соответствующие проходы и применять обя-
зательно решётчатые полки и тележки.
Расход топлива (в условных единицах на
1 м5 сушила за период сушки) в зависимо-
сти от температуры может быть рассчитан по
нижней номограмме фиг. 261. Данные взяты
'Z5 5 15 ТО 2,5 15%
Содержание влаги
ю 15 го
Заполнение сушила
25%
Фиг. 261. Номограмма для расчёта расхода топлива
в камерных сушилах.
применительно к сушке форм с 10% влаги.
При ином содержании влаги полученные ре-
зультаты следует умножить на коэфициент К,
значения которого приведены в верхней но-
мограмме фиг. 260.
Объём заполнения сушила определяют,
исходя из размеров опок:
Размер опок в м
До 0,7x0,7
От 0,7X0,7 до 2X1,5
От 2X1,5 до 3,х2,5
Свыше 3x2,5
Заполнение в °/
15-18
18-20
20-25
25
ВЕРТИКАЛЬНЫЕ СУШИЛА
НЕПРЕРЫВНОГО ДЕЙСТВИЯ
ДЛЯ СУШКИ СТЕРЖНЕЙ
Вертикальные сушила непрерывного дей-
ствия применяются для сушки мелких и сред-
них стержней, а также для просушки стерж-
ней после окраски, склейки и ремонта.
На фиг. 262 показана схема вертикального
сушила непрерывного действия. Оно скон-
струировано из клёпаного металлического
лёгкого каркаса, в котором помещается не-
прерывно движущийся вертикальный кон-
вейер. Снаружи "каркас покрыт панелями из
железных листов с набивкой между ними для
теплоизоляции (фиг. 263). Толщина слоя на-
бивки— стеклянной ваты — 75—100 мм. Вну-
тренняя сторона панелей покрывается спе-
циальным жароустойчивым лаком, а наруж-
ная — алюминиевой краской, хорошо предо-
храняющей от коррозии. Этажерки конвейера
(они могут быть с одной, двумя и тремя
полками) подвешены к поперечным тягам,
укреплённым при помощи втулок к двойной
шарнирной цепи.
Конвейер движется со скоростью 0,25—
0,50 м/мин.
ГЛ. 1]
СУШКА ФОРМ И СТЕРЖНЕЙ
137
Весь приводной механизм сушила нахо-
дится вне печи, так что не подвержен дей-
ствию температуры. Мощность мотора этого
механизма не презышает 2—4 л. с. На глав-
Фиг. 262. Схема современного вертикального сушила.
ном валу сидят шестерни, несущие на себе
шарнирные цепи; они находятся в верхней
части печи. В нижней части, расположенной
под полом, помещены холостые шестерни или
направляющие полуокружности и натяжной
механизм, состоящий из У-образной рамы,
снабжённой противовесами для постоянного
натягивания цепей.
Топка устроена несколько выше загрузоч-
ного отверстия; она представляет собой двой-
ную камеру (фиг. 264). Для отопления приме-
няется нефть (или газ), подаваемая при по-
мощи форсунок низкого
давления и вентилятора.
Сгорание нефти проис-
ходит во внутренней ка-
мере, выложенной из
шамотного кирпича.
Схема движения газов
в сушиле изображена на
фиг. 265. Из внутренней
камеры продукты горе-
ния при температуре
1100—1200° поступают
через решётчатый то-
почный свод в смеси-
тельную камеру. Здесь,
в результате разбавле-
ния рециркуляционными
газами, их температура
снижается до требуемой
по технологическим ус-
ловиям B00 — 250% Из
камеры смешения рабо-
чие газы, состоящие из
смеси топочных и ре-
циркуляционных газов,
проходят в сушило через второй решётчатый
свод. Оттуда они отсасываются специаль-
ным вентилятором; одна часть газов устрем-
ляется в трубу, другая часть возвращается
в виде рециркуляционного газа в камеру сме-
шения.
Температура в печи и работа топки регу-
лируются автоматически. Расход топлива в
пересчёте на нефть составляет 20—30 кг на
1 т высушенных стержней.
Длительность сушки колеблется от 2 до
4 час. в зависимости от размеров стержней
и регулируется скоростью движения кон-
вейера.
Выпускаемые у нас вертикальные кон-
вейерные сушила для сушки стержней можно
разбить на 4 группы: тяжёлого типа — вы-
Фиг. 263. Панель стен-
ки вертикального су-
шила.
шшхжш.
Л 8,.
¦ 2057
Л
Фиг. 264. Конструкция топки вертикального сушила.
138
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
сотой до 16 м, с полками размером 700 х
х 1800 мм и сушильной площадью (при двух-
полочном исчислении) 50—55 м2', среднего
типа — высотой до И м, с такими же пол-
ками и сушильной площадью 30—35 м2; лёг-
кого типа —высотой до 11 м, с разме-
рами полок 500x1600 мм и сушильной пло-
Фиг. 265. Схема движения газов в вертикальном сушиле:
/--кожух печи; 2- нефтепровод .тля подачи нефти к фор-
сункам; 3—вентиль для запирания магистрали; 4~воз-
духопровод для подачи воздуха к форсункам; 5— венти-
лятор для дутья; 5—дымовая труба; 7—трубопровод для
отвода продуктов горения; 8—вентилятор для циркуляции
газов; 9—воздухопровод для возврата рециркулирующих
газов; 10—шибер для регулировки рециркулирующих га-
зов; И—этажерка; 12, 13, 14—шиберы для регулировки
отходящих газов; /5—цепь.
щадью 25 м2; сушила для подсушки стерж-
ней после оклейки и окраски высотой до
7 м и сушильной площадью 15 м2 (размеры
полок такие же, как и в сушилах первых
трёх типов).
Для сушил необходимо иметь полки обоих
размеров, из которых размер 700x1800 ло*
даёт 1,26 .м3 сушильной площади, а размер
500x1600 ли*— 0,8 м1. Раскладка сушильных
плит одного размера на таких полках даёт
средний коэфициент заполнения, равный 0,80.
Если же применить плиты разнообразных
размеров, можно достигнуть большего коэ-
фициента заполнения, расчётная величина ко-
торого берётся в пределах 0,7—0,75.
Размерные и технологические характери-
стики вертикальных конвейерных сушил
(фиг. 266) приведены в табл. 147 [5]. В этих
сушилах приняты два размера полок по ши-
рине: 700 и 500 мм. Первый размер необхо-
дим для сушки крупных стержней, но легко
используется также для средних и мелких
стержней. Высокая скорость конвейера тогда
компенсируется возможностью загружать
стержни не только обычным путём, но и че-
рез проёмы между ветвями конвейера. Полки
шириной в 500 мм с укороченной длиной
3
>>
и
4)
3
о.
«
са
X
О
ео
2
о
и
5
я
ч
га
а
О)
S
о
с
в1"ишХэ)
чхэонтпои
шзп я aodoxow
кеннэгяонвхэ^
/энаоеел '3i4hxAsbw 'энн
я вгаэх lroxDBd иояоэвр,
i
С
тель-
ность
сушки
в час.
OVhfW Я ЧХЭОНЧ1ГЭХ
эноё HahogBd
я нойэжвхб oaxo3hHifo>j
л tu
р!
ьная пл
эй коли
на эта»
s^ о
со-
размеры
тельные
га
о
Я
о
а
3
о.»
4» ^
чие раз
ажерок
^^
ушила
арнты с
в м
Габ
оз
3
о.
ры каме
с*
а.
О
i пола д
т уровш
о
-op
-о
-он
трёх
двух
одной
верхней
пло-
щадки
осноз-
ной вы-
хдоп-
нойтру-
бы
второй
пло-
шадки
нижней
пло-
щадки
ВНМО 0J3h
внно олэъ
jed вхоэня
ВННО ОН BIf
BHflodiC xo
высота
ширина
глубина
заложе-
ния су-
шила
ширина
Ч X
ч
высота
над
уров-
нем по-
ла
тирана
длина
Н
О
а.
С
s
S
со
ы
U
03
ш
<
** чих 1
С 00 0
-+ -1- 0 О
и я •* -*
0 0 0 'О
С|" СО СО rf
1 1 1
Ю 'О
0 6 6 0
со со t—ю
О" м м П
ON'O -t Я
Ю 'О Ю >О
я со юсо
0_
li (I mm
¦ О 1О 'О 'О
О\ О_ Б" Ю
¦+VO Г- On
со о_ о, "^
со со со со
о" о" о ci
{??%%
и" ci ti cf
VO Ю ^5 ЧО
A Я Я A
NO VO VO VO
o'odd
>о >о
о" о" о о"
юю о г-
о" о о* о*
vo чэаз со
to юсо_ со
5-3
5.3
5.44
5.44
4 4 « ю
co^i- г-а
i> о" о" ю
Ю'^СО 00
to iovO vo
Я « Я Я
я я сбсо
« Я СОгГ
ГЛ. I]
СУШКА ФОРМ И СТЕРЖНЕЙ
139
Фиг. 266. Вертикальные конвейерные сушила.
предназначены для средних и мелких стерж-
ней, а также для подсушки.
В рассматриваемых сушилах можно приме-
нять газообразное, жидкое и твёрдое топливо
(антрацит или кокс), а также электронагрев
при условии незначительных изменений огне-
упорной кладки отопителя и фронтовой плиты.
Процесс генерации тепла и регулировки тем-
ператур автоматизирован, за исключением тех
случаев, когда применяется твёрдое топливо.
ГОРИЗОНТАЛЬНЫЕ СУШИЛА
НЕПРЕРЫВНОГО ДЕЙСТВИЯ
ДЛЯ СУШКИ СТЕРЖНЕЙ
Нэ фиг. 267 показан план, а на фиг. 268 —
схема большого горизонтального сушила не-
прерывного действия [1]. В этих печах, как
и в вертикальных, сушка стержней произво-
дится на свободно висящих этажерках, путь
которых частично проходит внутри печи.
140
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
частично вне её. Грузоподъёмность каждой
этажерки — 0,5—1 т. К конвейеру подвешено
до 150 таких этажерок. Он приводится в дви-
жение мотором в 5—8 л. с; скорость движе-
норельсу проходит горизонтальный конвейер
с подвешенными этажерками. Количество эта-
жерок — 146. Общая полезная площадь одной
этажерки при пяти полках равна 4,35 м?. Кон-
yaaoaaaaaaaapiaa-5
^-aaaaaanaaaaaaaa 6
Фиг. 267. План горизонтального сушила: /—разгрузка; ?—натяжной ролик; 3— привод; 4—спуск-
5—верстаки для стержней; 7—подъём.
ния — от 0,25 до 2,5 м\мин. Часовая произ-
водительность горизонтального сушила дости-
гает 10 т стержней в час.
Горизонтальные сушила непрерывного
действия для сушки стержней [5] показаны
на фиг. 269 и 270. Боковые наружные стенки
этих сушил смонтированы из отдельных па-
нелей, выполненных из листового железа тол-
щиной 1,75 мм. Толщина панелей —102 мм,
их внутренняя полость заполнена шлаковой
ватой. Внутри сушила, под потолком, по мо-
вейер приводится в движение мотором мощ-
ностью 5,5 кет посредством ремённой пере-
дачи, вариатора и редуктора. Наличие вариа-
тора обеспечивает регулирование скоростей
конвейера в пределах от 0,52 до 2,43 м/мин.
Сушило, работающее по принципу много-
кратной рециркуляции, делится на зоны: по-
догрева, сушка и охлаждения. Сушка про-
изводится смесью топочных и рециркулирую-
щих газов с воздухом, подаваемым в смеси-
тельную камеру, устроенную над топкой. До-
Фиг. 268 Схема горизонтального сушила.
Фиг. 269. План конвейерного четырёхходового горизонтального сушила: i—газовые
термопары; 2—щит центрального пульта и термоаппаратуры; 3, 4, 5, 6 и 7—моторы;
8, 9, 10 и 11—вентиляторы; 12—вариаторы; 13—редукторы; Тв—точки теплового контроля'
вверху сушила, Тн- внизу сушила.
ГЛ. 1]
СУШКА ФОРМ И СТЕРЖНЕЙ
141
бавка воздуха нужна для снижения темпера-
туры топочных газов с 1100 до 350°. Топки
(с тремя форсунками) работают на мазуте.
Из камеры смешения газовая смесь при
температуре 350—300° подаётся в сушило че-
рез три канала прямоугольного сечения
(№ 1,2 и 3), уложенных вдоль сушила на полу.
Подача горячей смеси в каналы регулируется
Фиг. 270. Поперечный разрез четырёхходового горизон-
тального сушила: /—зона сушки; 2 зона подогрева;
Ь— зона охлаждения; 4—топка.
задвижками, а из каналов в сушило — шибе-
рами. Окна с шиберами (отмечены на фиг. 268
стрелками) расположены с обеих сторон ка-
налов. Открыванием соответствующих задви-
жек на подводящих каналах достигается рав-
номерная температура по всей длине зоны
сушки (зоны рабочей температуры) в преде-
лах 200-220*. Отбор использованной в су-
шиле газовой смеси также производится по
всей длине этой зоны.
Рециркуляционный вентилятор, приводи-
мый в действие мотором 5, одновременно с
рециркуляцией газов подаёт смесь топочных
и рециркуляционных газов из камеры смеше-
ния в сушило. В случае необходимости мо-
жет быть добавлен в камеру смешения воз-
дух; для этого под топкой устроены пере-
крываемые задвижками отверстия. Холодный
воздух при охлаждении высушенных стерж-
ней нагнетается в третью зону вентилято-
рами 10 и 11. Он проходит по каналам, рас-
положенным внутри сушила по обеим сторо-
нам зоны охлаждения. Окна с шиберами поз-
воляют регулировать подачу холодного воз-
духа. Избыточные газы удаляются из сушила
при помощи вентилятора-дымососа и венти-
лятора низкого давления.
При установлении производственного ре-
жима работу всех вентиляторов нужно отре-
гулировать шиберами таким образом, чтобы
линия газослива проходила на уровне пола
сушила. Это обеспечивает хорошее заполне-
ние сушила работающими газами и равномер-
ную температуру как по высоте, так и по
длине зоны сушки.
Сушило оборудовано различной контроль-
но-измерительной аппаратурой. На нём уста-
новлен самопишущий термоконтроллер, а так-
же два сигнализирующих термоконтроллера
(для рабочей зоны сушила и для камеры смеше-
ния), исполнительный механизм, действующий
на воздушный и нефтяной каналы, два неф-
тяных редукторных клапана и магнитный
(аваоийный) запорный нефтяной клапан, неф-
тефильтр и нефтемер, предохранительные
контроллеры на мазутной и воздушной маги-
стралях и центробежный выключатель магнит-
ного (аварийного) запорного нефтяного кла-
пана.
Режим работы сушила следующий: растопка
и подготовка к работе — 1 час; время от на-
чала работы сушила до выключения топок —
7 ч. 30 м.; интервал между моментом выклю-
чения топок и остановкой конвейера (прекра-
щением работы) 25 мин.; перерыв до следую-
щей растопки — 15 ч. 05 м.
ГОРИЗОНТАЛЬНЫЕ СУШИЛА ДЛЯ
ПОДСУШКИ ФОРМ
В цехах тяжёлого и среднего литья, пере-
шедших на поточный метод производства,
применяются горизонтальные туннельные су-
шила для подсушки форм (фиг. 271 и 272)
Длина печей составляет около 16 м, ши-
рина — 3 м и высота — 1 м. Оба торца у них
открыты. Формы передвигаются в печи пла-
стинчатым транспортёром, который выступает
с каждой стороны печи на 3—4 м. Это поз-
воляет свободно устанавливать и снимать
Фиг. 271. Однорядная туннельная печь непрерывного дей-
ствия для поверхностного подсушивания форм.
опоки. Скорость движения транспортёра регу-
лируют с помощью редуктора.
Каждая печь делится на три зоны: в пер-
вой зоне формы нагреваются, во второй —
подвергаются сушке при высоких температу-
рах D00 — 450°), а в третьей — охлаждаются.
Отсюда формы выходят готовыми к сборке.
Фиг. 272. Двухрядная туннельная печь непрерывного
действия для поверхностного подсушивания форм.
Длительность нахождения форм в печи
составляет в общей сложности от 2 час. (для
форм средних размеров) до 3 час. (для са-
142
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
мых крупных станочных форм). Глубина под-
сушиваемого слоя колеблется от 12 до 35 мм
в зависимости от термического режима.
Печи работают на газе и мазуте. Они
сконструированы таким образом, что обеспе-
чивают максимальное прогревание внутрен-
ней полости формы при минимальном нагреве
опок. Стенки печей составлены из металличе-
ских панелей, заполненных стеклянной ватой.
Преимущества туннельных сушил равно-
мерная подсушка форм, быстрая оборачи-
ваемость опок и экономия топлива.
ПЕРЕНОСНЫЕ СУШИЛА
Сушка форм на месте может произво-
диться четырьмя способами: 1) при помощи
жаровен и коробов; 2) газом, сжигаемым с
помощью горелки без искусственной подачи
воздуха; 3) газом, сжигаемым в специальной
горелке с искусственным дутьём; 4) пере-
носными сушилами [4]. Первый способ —
при итивный и несовершенный. Второй и
третий способы можно осуществить, если в
цехе или на заводе и деется газовая установка.
Для сушки форм можно применять любой
горючий газ: генераторный, светильный, ко-
ксовальный и т. д. Если искусственного дутья
нет, газ подводится по трубе в горелку,
представляющую собой рамку, сваренную из
труб, в которых пробиты отверстия для вы-
хода газа наружу. Рамка имеет очертания,
близкие к очертаниям нижней части формы.
Газ зажигают у отверстий и перекрывают
нижнюю часть формы верхней опокой, лежа-
щей на низких подставках. При этом остаётся
небольшой зазор для прохода воздуха к го-
релке и выхода из формы продуктов горения.
Последние частично выводятся также через
литник и выпоры.
В газовых горелках с искусственным
дутьём применяется двойная подача воздуха.
Первичный воздух подаётся от воздухопро-
вода, а вторичный'засасывается инжекционным
действием струи первичного воздуха.
Фиг. 274. Переносное
сушило типа „Идеал".
Фиг. 273. Переносное сушило типа „Вулкан".
Четвёртый способ сушки почвенных форм
также нашёл большое применение в литейных.
По методу подачи воздуха переносные су-
шила заграничных фирм можно разделить на
две группы: сушила типа „Вулкан* с подачей
воздуха от вентилятора и сушила типа „Идеал"
с подачей воздуха от компрессора.
На фиг. 273 показан внешний вид сушила
„Вулкан". Печь имеет прочную облицовку из
листового железа, внутри она выложена огне-
упорным кирпичом. Крышка сушила легко
открывается вручную. Дном сушила служит
колосниковая решётка. В качестве топлива
можно применять уголь, коксовые отсевы
и т. д. Для подачи воздуха прикреплён сбоку
сушила вентилятор с индивидуальным мото-
ров. Воздух засасы-
вает из печи горячие
продукты сгооания,
гонит их в форму,
дожигая их и смеши-
ваясь с ними. Пер-
вичный воздух попа-
дает в камеру сни-
зу, через колосники.
Приток воздуха от
вентилятора, как и
температуру смеси
втосичного воздуха и
продуктоз горения,
можно регулировать.
При наличии ком-
прессорного воздуха,
подаваемого в цех
по общей воздушной
сети, применяются пе-
реносные сушила типа „Идеал" (фиг. 274).
Они представляют собой вертикальную
шахту, облицованную листовым железом
и выложенную изнутри огнеупорным кирпи-
чом. Топливо (уголь, коксовые остатки) за-
гружается сверху. Во время работы сушило
остаётся сверху открытым для свободного
доступа первичного воздуха к топливу. Дно
шахты представляет собой чугунную плиту
с кольцевым каналом а, соединяющимся при
помощи трубки b и гибкого шланга с воздухо-
проводом. Воздух через трубку Ъ под давле-
нием 4—5 am поступает в кольцевой канал а
и отсюда через выходные наклонные отвер-
стия попадает в центральный канал и далее—
в форму.
Первичный воздух, поступающий сверху,
сжигает топливо; продукты сгорания засасы-
ваются инжекционным действием вторичного
воздуха, и горячая смесь газов поступает в
форму. Сушило ставят на верхнюю опоку с
таким расчётом, чтобы канал с пришёлся
над отверстием литника, по которому горя-
чие газы проникают в форму. Для выхода
газов из формы служат выпоры, а также за-
зор, который оставляют между опоками при
их укладке.
Для переносных сушил выгоднее применять
воздух повышенного давления D—5 am), чем
работать от отдельных вентиляторов, кото-
рые обеспечивают дутьё давлением всего
100—200 мм вод. ст. В первом случае отпа-
дает необходимость в отводе газов через
литники и выпоры или через щели между
верхней и нижней формами Наоборот, все
щели и отверстия закрывают, для того чтобы
газ прошёл сквозь массу формы. Этот спо-
соб даёт глубокую просушку формы и, кроме
того, увеличивает её газопроницаемость, так
как при движении газов и паров в форме
образуются мельчайшие каналы.
ГЛ. 1]
СУШКА ФОРМ И СТЕРЖНЕЙ
143
Б СССР переносные сушила, работающие
от компрессоров (тип ИЯЛ-I) и от вентилято-
ров (тип ИЯЛ-П), сконструированы Оргэнер-
го [2].
Сушило ИЯЛ-1 (фиг. 275) представляет со-
бой цилиндрический железный кожух, выло-
женный внутри огнеупорным кирпичом. Диа-
метр шахты в свету—500 мм, высота шахты
колосниковой решётки—700 мм. Колоснико-
вая решётка состоит из плиток с коническими
отверстиями. Топливо (антрацит АК или мел-
кий кокс) загружают сверху через окно, ко-
торое закрывается футерованной крышкой,
легко отводимой в сторону. Сушило приспо-
соблено для работы сжатым воздухом при да-
влении 5—6 am. Сжатый воздух частично ис-
пользуется также в инжекторе, засасывающем
атмосферный воздух и подающем его в под-
дувало.
На высоте 350 мм от колосниковой ре-
шётки продукты неполного горения отводятся
в смесительную камеру под разрежением, соз-
даваемым верхним инжектором. Этот инжек-
тор— двухступенчатый. Сжатый воздух засасы-
вает атмосферный, а их смесь—продукты го-
рения, нагнетая их через футерованную трубу
в форму. Смешизаясь с воздухом, продукты
неполного горения догорают.
Если топливом служит кокс, можно отка-
заться от подачи сжатого воздуха к нижнему
инжектору. В этом случае крышку поддувала
Сушила ИЯЛ-I и ИЯЛ-П рассчитаны на ча-
совой расход 10—15 кг топлива (антрацит АК
или мелкий кокс).
J.
Ясбест
Лист. Железо
Фиг. 27о. Переносное сушило типа ИЯЛ-1
снимают, и тогда воздух для горения проходит
через колосниковую решётку под влиянием
разрежения, создазаемого верхним инжекто-
ром.
Расход сжатого воздуха составляет при-
близительно 0,5 л15/мин при давлении
5 am.
Сушило ИЯЛ-П (фиг. 276) имеет такие же
основные размеры, как и сушило ИЯЛ-I. Сбоку
шахты установлен небольшой вентилятор си-
стемы Косточкина. Он получает движение от
мотора посредством ремённой передачи тра-
пецоидальной формы. Воздух подводится снизу
в поддувало и сверху—к смесительной камере.
Расход электроэнергии—0,8 квт-ч.
Фиг. 276. Переносное сушило ИЯЛ-П.
ПОВЕРХНОСТНАЯ СУШКА ФОРМ
ИНФРАКРАСНЫМИ ЛУЧАМИ
Для поверхностной сушки форм с успехом
применяются также инфракрасные лампы [б].
В СССР такие лампы мощностью 250 и 500 вт
A27 б) выпускает Московский электролампо-
вый заэод. У этих ламп внутренняя поверх-
ность колбы, имеющая параболическую форму,
покрыта тонким слоем серебра и служит от-
ражателем. В фокусе зеркала помещена воль-
фрамовая нить Температура её накала 2500° К
(абсолютная температура). Длина волны макси-
мального излучения Хгаах = 1,05 ммк. Основное
излучение даёт участок спектра с длинами
волн Х = 0,8-3 ммк. К. п. д. лампы равен 0,7.
Срок службы достигает 10 000 час. Габариты
лампы: длина—250 мм, диаметр —176 мм.
Для сушки индивидуальных форм лампы
монтируют в переносных рамах. В каждой
раме устанавливаются по 30—50 ламп в зави-
симости от размеров формы. Патроны ламп
(типа „Голиаф") укреплены на планках рамы
таким образом, что позволяют регулировать
расстояние ламп от облучаемой поверхности.
При сушке лампы должны находиться над опо-
кой на высоте 50 мм. К источнику тока рама
присоединяется посредством шнура с вилкой.
В течение каждых 10 мин. форма просуши-
вается на глубину приблизительно 4—8 мм.
Общее время сушки колеблется от 30 до
90 мин., в зависимости от требуемой глу-
бины сушки, влажности и сорта формовоч-
ной массы.
В конвейерных литейных рамы с инфра-
красными лампами устанавливают над кон-
вейерами, транспортирующими открытые сы-
рые формы. Подсушенные формы тут же со-
бирают и заливают металлом, иначе подсушен-
ный слой может быстро отсыреть за счёт
влаги глубинных слоев формы.
144
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Подсушивание форм инфракрасными лу-
чами имеет ряд преимуществ. Основные из
них: получение равномерно сухой поверхности,
четырёхкратное удешевление стоимости сушки
по сравнению с поверхностной подсушкой га-
зовыми или керосиновыми горелками, отсут-
ствие надобности в разогреве сушил. Послед-
нее даёт весьма заметную экономию электро-
энергии сравнительно с сушкой форм в элек-
трических сушилах. Применение инфракрас-
ных ламп, кроме того, способствует общему
улучшению условий труда в литейных.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К о н ц е в и ч В. В., Конвейерные четырёхходовые
горизонтальные сушила для стержней, „Литейное дело*
№ 7, 1У40.
I. Л е м л е х И. М., Новые конструкции переносных су-
шил, ,Литейное дело" jNs 12, 19<i8.
3. Л у р ь е М. Ю., Сушильное дело, ГОНТИ НКТП
СССР, М.-Л., 1&8.
4. М а р и е н б а х Л. М., Печное хозяйство литейных
цехов, ч. I, Металлургиздат, М. 1934.
5. Союзтеплострой, Ленинградское отделение. Сушила
для литейных цехов, Сводный каталог, 1940.
6. Мариенбах Л. М., Применение инфракрасных
лучей для поверхностной сушки форм, „Вестник маши-
ностроения" № 7-8, 1946.
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
КЛАССИФИКАЦИЯ ПЛАВИЛЬНЫХ ПЕЧЕЙ
По источнику тепла плавильные печи раз-
деляются на три группы: 1) печи, нагреваемые
топливом; 2) печи, в которых источником
тепла является составная часть нагреваемого
металла) 3) печи, нагреваемые электрическим
током. Первая группа может быть подраз-
делена на три подгруппы: а) печи, в которых
нагреваемый металл не соприкасается ни с
топливом, ни с продуктами горения (тигел ь-
ные); б) печи, в которых нагреваемый металл
соприкасается с продуктам'и горения топлива
(пламен н ы е); в) печи, в которых нагрева-
емый металл соприкасается как с топливом,
так и с продуктами горения (шахтные).
Вторая группа включает в себя бессеме-
ровские и томасовские конверторы,
из которых в литейном производстве получили
распространение малые конверторы
(с боковым дутьём). Третья группа делится
Поддод
тепла
Сверху
Снизу
Со всех
сторон
4-
Источник
тепла внутри
металла
©
Комбинирован
ная передача
Источ н и к
Горение
Пламенная печь
Тигельная печь
Барабанная печь
Конвертор
Вагранка
Электрический ток
Печи сопротивлен. Дуговые печи Индукционные печи
С неподвижной
ванной
Без проводящего
пода (типа ЭРУ)
Тигельная
С вращающейся
ванной
Тигельная со спи-
ралью сопротивл.
Печь
типа „Detroit1!
С проводящим по-
дом('типа Жиро)
Фиг. 277. Классификация печей по способу подвода тепла.
на четыре подгруппы: а) дуговые печи
(нагреваемые вольтовой дугой) — однофаз-
ные и трёхфазные; б) печи сопротивле-
ния (нагреваемые пропусканием тока через
тело, обладающее большим электросопро-
тивлением)— тигельные и ванного типа;
в) индукционные печи с сердечни-
ком (нагреваемые индуктированием тока в
замкнутом кольце плазящегося металла);
г) индукционные печи без сердеч-
ника (нагреваемые замыкающимися токами
Фуко, возникающими в массе плавящегося
металла).
Равномерный нагрев металла зависит пре-
жде всего от взаимного расположения источ-
ников тепла и нагреваемого тела.
На фиг. 277 дана классификация печей по
способу подвода тепла [1]. В печах с под-
водом тепла к металлу сверху разность
между температурами зеркала металла и
у подины зависит от теплопроводности
металла, толщины его
слоя, интенсивности от-
вода тепла через поди-
ну. При небольшой глу-
бине ванны достигаются
равномерный и достаточный
нагрев металла и хорошее
очищение его от примесей.
В плавильных устройствах
с подогревом снизу бла-
годаря использованию кон-
векционных токов обеспе-
чиваются весьма равномер-
ный нагрев металла и очи-
щение его от посторонних
примесей. В печах, где те-
пло подводится со всех
сторон, передача тепла
происходит не только за
счёт теплопроводности ме-
таллов и конвекционных
токов, но и вследствие
искусственного перемеши-
вания ванны. В результате
достигается равномерное
распределение температур,
но в то же время затруд-
няется отделение посторон-
них включений при плавке.
Этому препятствует пере-
мешивание металла со шла-
ком во время вращения и
качания печи.
Высокой частоты
(без сердечника)
Низкой частоты
(с сердечником)
ГЛ. I]
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
145
В печах, где источник тепла находится
внутри металла, нагрев происходит до-
статочно равномерно. В конверторах неко-
торое количество тепла получается ещё от
сгорания над поверхностью металла окиси
углерода и, кроме того, металл перемешивает-
ся (взмучивается) вдуваемым воздухом. Эти
факторы также способствуют хорошему на-
греву. В индукционных печах высокой частоты
возникающие внутри металла потоки имеют
замкнутый характер и поэтому наряду с равно-
мерным нагревом металла затрудняется уда-
ление из него посторонних включений. Кроме
того, в этих печах температура шлака ниже
температуры металла.
К печам с комбинированной пере-
дачей тепла, характеризующимся равно-
мерным нагревом металла, относятся вагран-
ки, дуговые электропечи с проводящим подом
и индукционные печи низкой частоты. В ва-
гранках металл прогревается как горячими
отходящими газами, так и в результате окис-
ления ряда примесей. В электропечах с прово-
дящим подом, помимо нагрева металла сверху
вольтовой дугой, происходит ещё прогрев
всей его толщи электрическим током, дви-
жущимся в сторону подового электрода, что
позволяет увеличить глубину ванны. Индук-
ционные печи низкой частоты соединяют в
себе преимущества печей с образованием те-
пла внутри металлической ванны и печей, в ко-
торых металл прогревается снизу и переме-
шивается конвекционными потоками, очищаясь
таким образом от посторонних включений.
В табл. 148 приведены коэфициенты по-
лезного действия печей различных типов, в
табл. 149 дана классификация плавильных
печей по их применению в фасонолитейных
цехах.
Таблица 148
Характеристика работы различных печей
Печи
Тигельные
Пламенные
Конверторы ....
Шахтные (вагранки)
Электропечи . . • .
Температу-
ра отходя-
щих газов
в СС
1400—i6oo
1300—1400
350—300
К. п. д.
печи
в о/.
3.5- 5
8-ia
25-Э0
4°-55
5°—65
Таблица 149
Классификация плавильных печей фасонолитейных цехов по их
Печи
Нагреваемые
топливом
Тигельные:
С металлическим
тиглем
С шамотным или
графитовым тиг-
лем
Пламенные
Шахтные (вагранки)
Конверторы
Электропени
Дуговые:
Однофазные
Трёхфазные
Сопротивления:
тигельные \
с ванной )
Индукционные:
С сердечником
Без сердечника
Цветные сплавы
Баббиты, цинковые, алюми-
ниевые и магниевые сплавы
Все сплавы (при эпизодиче-
ских отливках)
Бронзы — в барабанных пе-
чах типа „Мечта", а также
(в небольших литейных) в
малых отражательных печах
типа „Экономплав"
Бронзы и алюминий для
крупных отливок — в боль-
ших отражательных печах
Медные сплавы (в отдель-
ных случаях)
-
Бронзы, иногда алюминий
(печи типа Детройт)
Алюминиевые и магниевые —
в тигельных и алюминиевые
сплавы- в печах с ванной
Латунь, алюминий, иногда
магний (печи типов „Аякс" и
„Русс")
Чугун
-
При эпизодических отливках
Ковкий чугун в непоточном
производстве — вращающие-
ся печи Бракельсберга, а
также (для плавки на пыле-
видном топливе) отражатель-
ные печи, иногда серый чугун
в малых пламенных печах
Серый чугун
-
В небольшом производстве
(печи типа Детройт)
Для рафинирования жид-
кого чугуна и плавки на
твёрдой завалке в печи ти-
па ЭРУ
-
-
Для большинства сплавов
применению
Сталь
-
При эпизодических отливках
Для тяжёлого литья (марте-
новские печи)
При триплекс-процессе с
конвертором и электропечью
и дуплекс-процессе с конвер-
тором или электропечью
Мелкое литьё (малые бессе-
меровские конверторы)
-
Электросталь (печи типа
ЭРУ)
-
-
146
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Тигельные печи [7]
Для плавки чугуна, стали и медных спла-
вов применяются графитовые (фиг. 278) и
___ шамотные тигли; для плавки
^~~ алюминиевых и цинковых
сплавов — металлические.
Сверху тигель закрывается
крышкой (фиг. 279), защи-
щающей металл от окисли-
тельного действия атмо-
сферы печи. Размеры ти-
глей — по ОСТ 20154-39 и
\ Ш 20155-39.
ч——'ИШ Состав шихты (в °/0 от
веса) для изготовления гра-
фитовых и шамотных ти-
глей:
Фиг. 278. Графито
вый тигель.
Графитовые
Шамотные
Лужского Ижевского Кировского
завода завода завода
Чешуйчатый графит
Огнеупорная глина .
Кварцевый песок . .
Каолин
Кокс
Шамот
Черепки
4°
3.9
4°,8
12,8
В табл. 150 приведены данные о ёмкости
нормальных тиглей. В литейном производстве
чаще всего применяются тигли ёмкостью от
50 до 120 марок (иногда до 300 марок).
Фиг. 279. Крышка и подставка для тигля.
Простейшим типом тигельной печи является
самодувный горн с естественной тягой
(фиг. 280), работающий на твёрдом топливе
(кокс, антрацит, древесный уголь). Нормы рас-
хода топлива приведены в табл. 151.
Таблица 150
Ёмкость нормальных тиглей
л
О.
1
I
2
IO
12
14
2О
35
3°
35
4°
45
5°
6о
70
8о
9°
too
I2O
150
200
25°
300
и
о
«U Ш
O.I42
О,284
1,42°
1,704
1,988
2,840
3,55°
4,2ОО
4.97°
5>68о
6,39°
7>ю°
8,520
9>94°
и.Збо
12,780
14,200
17,040
21,300
28,400
35.5°°
42,6оо
i
О Л,
В)
о
m n
i
2
IO
12
Ч
2О
25
35
4°
45
5°
6о
7°
8о
9°
IOO
I2O
15°
2ОО
25°
3°°
5
2 в
Ч №
« К
(J 5
(U *
CQ E
0,325
0,650
3.25°
3.9°°
4.55°
6,5°°
8,125
9.75°
И.375
I3.OOO
14,625
16,250
19.5°°
22,75°
20,000
29,5°°
32.5°°
39,ооо
48>75°
65,000
81,250
97>5°°
Примечание
В графе „Ёмкость" ука-
зан объём, фактически
занимаемый металлом,
плюс 15%-ный запас вме-
стимости (для предупре-
ждения расплёскивания
металла).
При определении вмести-
мости тиглей для других
металлов и сплавов необ-
ходимо вес бронзы помно-
жить на следующие коэ-
фициенты:
ВИСМУТ 1,2
Дуралюминий . . .0,32
Латунь 0,96
Никель 1,о2
Олово . • . . • . . 0,89
Свинец 1,з8
Сталь о,9
Чугун о,8б
Цинк о,82
Рекуперативная тигельная печь
(фиг. 281) рассчитана на подогретое дутьё.
Воздух после подогрева в рекуператоре по-
падает в печь через колосниковую решётку и
через фурмы, расположенные на некоторой вы-
соте от неё. Каналы для воздуха устроены в
кладке печи. Данные о расходе воздуха при-
ведены в табл. 152, расход топлива указан в
табл. 153.
Для плавки алюминиевых сплавов приме-
няется нефтяная тигельная печь системы Ко-
лемана (фиг. 282 и 283) с металлическим
тиглем. Она отличается от других печей этого
же назначения главным образом тем, что в ней
продукты сгорания, не соприкасаясь с метал-
лом, отводятся по дымоходу в трубу. Тигель
находится на весу и омывается со всех сто-
Таблица 151
Средние нормы расхода топлива в самодувных тигельных печах
Плавка
Ьмкость тигля в кг
30
40
50
60
100
120
150
200
250
300
Средняя производительность в кг/час
Бронза (латунь)
Чугун . . . • .
Сталь
24
15
IO
3°
18
2,5
4о
25
44
27
53
33
6о
37
64
4о
7°
44
8о
-¦-
IOO
—
Расход условного топлива на 1 кг металла
Бронза (латунь)
Чугун . • . . .
Сталь
о, 5°
1,ОО
2.5
0,48
I.OO
2,5
0,46
1,00
~
о,44
°.95
o,4i
o,8j
о,з8
о,8о
о.зб
°.75
о,34
0,70
о, за
—
°,3°
—
Средний расход топлива в кг!час
Бронза (латунь)
Чугун
Сталь
12
15
25
14
18
3°
19
25
19
26
21
28
23
3°
23
3°
24
31
~~
26
—
3°
—
35
ГЛ. I]
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
147
рон газами, благодаря чему ускоряется про-
цесс плавки и уменьшается расход топлива.
Хорошую стойкость (до 100 плавок) пока-
зали тигли из чугуна с 0,55% Сг и 0,27—
0,37% N1:
Ёмкость тигля в кг 15°
Время плавки в мин 5°
Расход мазута в % к весУ металла 13
Таблица 152
225
6о
Зоо
7°
Средний расход воздуха
Ёмкость тигля
в кг
75
IOO —I2O
ЗОО—ЗОО
400-500
тигельных
Количество
воздуха
7
8,5
ю
".5
в рекуперативных
печах
Упругость
воздуха в мм
вод. ст.
65
75
9°
IOO
Мощ-
ность
мотора
в л. с.
о,3
о,4
о,6
о,7
i i | . . 1 1
Щ
Фиг. 280. Самодувный тигельный горн:
1 — противовес для крышки: 2—клещи для
подъёма тигля; 3 — колосниковая решётка;
4 — приямок; 5 — дымоход.
Фиг. 281. Тигельная рекуперативная печь: / — фурмы; 2 — колоснико-
вая решётка; 3 — подставка; 4 — огнеупорная кладка; 5 — стальной фу-
терованный пояс; 6 — рекуперативная колонка; 7 — рекуператор;
8 — воздухопровод от вентилятора; 9—фундаментное полое кольцо;
10 — зольник.
Таблица 153
Средние нормы расхода топлива в печах с дутьём
Плавка
Ёмкость тигля в кг
30
40
50
60
80 100
120 150
200.
250
300
Средняя производительность в кг/час
Бронза (латунь) . . .
Чугун
Сталь
Бронза (латунь) . . .
Чугун
Сталь
Бронза (латунь) . . .
Чугун
"Сталь
6о
45
3°
74
55
35
IOO
75
но
8а
133
IOO
15°
112
IOO
I2O
175
13°
2ОО
—
25°
—
Расход условного топлива на 1 кг металла
о,з6
о,45
1.5
О,2б
о,44
1'5
0,25
о,42
о,24
о,41
0,22
о,з8
О,2О
0,36
о,19
о, 34
o,i8
0,32
~
о, 17
—
одб
—
—
Средний расход топлива в кг/час
16
2О
45
19
24
52
25
31
27
33
3°
38
3°
4°
31
4°
32
42
34
—
4°
—
—
Зоо
о, 15
45
148
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
т
Фиг. 282. Печь Колемана.
по KLMN
по Я BCD
Ф763-
Пламенные печи
Барабанная печь „Мечта". На фиг. 284
показана плавильная печь „Мечта" ёмкостью
доЗООлгг, вращающаяся от ручного штурвала [7].
Внутри печь разделена на две камеры: для
сжигания мазута и плавильную. В камеру сго-
рания через отверстие в стене печи входит
форсунка. Продукты горения отводятся в пла-
вильную камеру через соединительный канал,
находящийся в центре печи и имеющий резкий
наклон к этой камере. В форсунку подаётся
воздух под давлением 150 — 200 мм вод. ст.
Основные показатели печи „Мечта": про-
должительность работы при плавке медных
сплавов —1 час, чугуна — 1,5—2 часа; расход
мазута соответственно 15 — 20 и 45 — 60%.
Вращающаяся печь Бракельсберга. Кор-
пус печи представляет собой барабан, уста-
новленный на роликах, с помощью которых
печь может вращаться горизонтально. Наклон
барабана осуществляется посредством сектор-
ного устройства или же краном. Таким же
образом можно поставить барабан вертикаль-
но. С одной торцевой стороны печи устроена
горелка для пылевидного топлива, с другой
стороны выходят в рекуператор продукты
горения. Для загрузки печь ставят наклонно.
Шихта подаётся в тележках на расположен-
ную над печью загрузочную площадку. Печь
имеет два боковых выпускных отверстия раз-
личной величины: одно—для выпуска .металла
в ручной, другое — в крановый ковш. Емкость
печи, применяемой главным образом для плав-
ки ковкого чугуна, — от 2 до 10 т.
Вес загрузки в т
Продолжительность плавки в час
Производительность в т/час . .
1,66
4,25
2.35
Фиг. 283. Разрез печи Колемана.
Температура ванны 1500° С. Коэфициент
использования тепла—около 200/0. Расход то-
плива (угольной пыли) — 20 — 24% от веса
металла. Значительное количество тепла, уно-
симого отработанными газами, используется
для предварительного нагрева дутья в реку-
ператоре. На фиг. 285 показана схема печи
Бракельсберга со всеми устройствами и при-
способлениями.
ГЛ. I]
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
149
по ЙВ
Фиг. 284. Барабанная плавильная
печь .Мечта".
Фиг. 285. Схема установки печи Бракельсберга: / — плавильная печь; 2 — ковш;
3 — мостовой кран; 4 — воздухопровод; 5 — пылепровод; 6 — питающий аппарат;
7— бункер для пыли; 8— поворотный механизм; 9 — жёлоб; 10 — горелка; // — уравнительная труба; 12 — лётка,
13—шибер; 14 — вентилятор; 15—рекуператор; 16—боров; 17—загрузочные тележки.
150
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Печь системы Георгадзе [3]. Применяет-
ся для плавки медных сплавов. Основные
элементы конструкции (фиг. 286): железный
кожух, выложенный шамотовым кирпичом с
ятя Красный кирпич
вза Шамотный кирпич!сорта
ES3 Инфузорная земля
Фиг. 286. Пламенная печь
системы Георгадзе.
прослойками кокса, инфузорной земли и ас-
беста, две камеры сгорания с форсунками
низкого давления, верхний зонт, посаженный
на кожух и переходящий в дымовую трубу.
Печь работает на мазуте. Удельный рас-
ход топлива — около 9%, а на первую плавку
(включая разогрев печи) — около 120/0. Угар
бронзы —около 30/0,
Печь типа „Экономплав" [6]. Применяет-
ся для плавки медных сплавов, а иногда и
чугуна. Камера сгорания (фиг. 287) предста-
вляет собой железную коробку, выложенную
огнеупорным кирпичом. Дно камеры выпол-
нено из динасовых кирпичей в виде решётки,
на которой уложен слой битых шамотовых
кирпичей. Разбрызгиваемое форсункой то-
пливо, попадая на раскалённый шамотовый
слой, воспламеняется и полностью сгорает,
причём расход воздуха близок к теорети-
ческому. Низкое расположение свода над
ванной способствует хорошему омыванию
металла пламенем. Газы из рабочего про-
странства опускаются по вертикальным ка-
налам в нижний боров, присоединённый к
дымоходу.
Вся печь заключена в железный кожух.
Камера сгорания может быть снята для ре-
монта. Загрузка производится через рабочее
окно, выпуск металла — через лётку. Емкость
печей—160, 320 и 800 кг. Удельный расход
мазута — 12 — 15% к весу металла на первую
плавку и 7—10% — на последующие. Про-
должительность плавки—1 — U/г часа. При
плавке чугуна расход топлива повышается
до 25 — 30%, а время плавки —• до U/г — 2*/г
час. Угар металла (меди и чугуна) составляет
в среднем 7%.
Печи для плавки ковкого чугуна [5].
Такая печь показана на фиг. 288. В табл. 154
приведены основные размеры и показатели
Огнеупорный
Кирпич (шамот!
Огнеупорный нирпич
высш. качества (динас/
Шамотная наВидка
Красный Кирпич
то
Фиг. 287. Пламенная печь „Экономплав"
1 — камера сгорания; 2 — ванна; 3 —форсунка; 4 — рабочее окно;
5 — лётка; б — дымоход.
Плавильное пространство в вертикальном
сечении представляет собой эллипс, в гори-
зонтальном — многогранник. Конструктивные
размеры печи изменяются в зависимости от
требуемой производительности.
работы пламенных печей с различной ёмкостью
ванны. Топливом могут служить: каменный
уголь, мазут или пылевидное топливо.
Загрузка производится через съёмные арки
свода.
ГЛ. I]
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
151
Таблица 154
Основные размеры и показатели пламенных печей для плавки ковкого чугуна
Наименование
Единица
измерения
Ёмкость ванны в т
5-7
15-18
25-30
Площадь пода • • . .
Длина пода а
Ширина пода б • • ...
Глубина ванны в . . . . • •....• ....
Толщина боковых стен г .- . . .
Толщина футеровки свода д
Толщина набивки пода е
Толщина футеровки под подом ж
Площадь колосниковой решётки- •
Длина колосниковой решётки з
Ширина колосниковой решётки б •
Высота порога над колосниковой решёткой и
Высота свода над передним порогом к
Высота над задним порогом л
Высота порога над поверхностью металла м
Высота свободного пространства над зеркалом металла к .
Количество шлаковых окон ¦...•• .
Высота шлакового окна о
Ширина шлакового окна п . . .
Количество желобов . • .... •
Количество загрузочных окон для жидкого чугуна ....
Внутренний диаметр дымовой трубы р
Общая высота дымовой трубы
Наружная сторона квадрата дымовой трубы с
Бремя плавки • .
_ /каменный уголь
Расход топлива (мазут ...
Коэфициент избытка воздуха
С кирпичная кладка . • . . .
Расход основных материалов-! металлическая часть . . . .
I фундамент и набивка пода
Общий вес печи
шт.
мм
мм
м
мм
часы
% к весу
металла
т
4
1.25
2ОО
315
2ОО
боо
1,5
1,2
1.Э5
боо
35°
2ОО
goo
i
Зоо
35°
Too
14
1364
4-5
4о
37.°
п,о
95-°
и
25°
342
25°
650
2,4
3
боо
650
4°о
2ОО
1IOO
3
35°
4оо
goo
18
1646
7-8
35
59
15.°
89,0
163,0
13
300
373
US
300
700
З.о
1.7
1,8
650
700
45°
200
125°
3
45°
500
2000
10—ia
3°
20
i>3-i,5
91
21,0
152.0
254.°
Шамотный Простой
кирпич кирпич
Фиг. 288. Пламенная печь для плавки ковкого чугу-
на: / —воздухопровод для вторичного воздуха;
2 — лётка; 3 — шлаковое окно; 4 — съёмные арки
свода; 5 — топка.
Мартеновские печи [14]
В фасоносталелитейных цехах машино-
строительных заводов применяются мартенов-
ские печи сравнительно небольшой ёмкости—
до 50 т (иногда до 100 т). Топливо — мазут
или генераторный газ. Возможно применение
доменного и коксовального газов, если до-
ступно получение их со стороны. Плавка ве-
дётся обычным скрап-процессом; материал —
стальной скрап и штыковой передельный чугун.
Ввиду разносортности и загрязнённости скрапа
обычно применяется основной процесс. На
фиг. 289 и 290 (см. вклейку) показаны марте-
новские печи, работающие на мазуте и гене-
раторном газе, основные размеры приведены
в табл. 155.
Глубина ванны в центре h определяется
по формуле
h
0,16 Г
SK '
где 0,16 — объём 1 т жидкого металла,
включая шлак в количестве Vs* Высота
свода подбирается по практическим данным.
152
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Таблица 155
Основные размеры мартеновских печей*
Б
и
А
О
«W
IO
ао
3°
5°
бо
7°
8о
IOO
S
?
с
га
S О
ЭН
2
2,5
2,9
3-2
3-4
3,6
3-75
3-9
4.5
s
9
&>
С
к ш
4,75
6, о
7-о
7,8
8,4
8,9
9-35
9,8
1О,6
а
о°Ц
л»
|Х
Ч II
9,5
15
2О,3
25
а8,б
32
35
38,2
44
X
СЕ
CS
X
s a
о,45°
о,53о
о,6оо
о,6бо
0,720
0,760
о,8го
0,850
о,93°
о
S
V
а
о
я* 1
2,37
2,4
2,42
2,44
2,47
2,48
2,5°
2,52
2,56
х
к
S ?
О g
o,378
0,38
0,384
0,387
0,39
0,394
0,398
0,4
0,4
со
1
* Эти и все остальные данные о мартеновских печах
фасонолитейных цехов относятся к работе скрап-
процессом и являются средними, отражающими наибо-
лее положительный опыт.
** Отношение —— в пределах до 2,5 рекомендуется
Е
при работе на подогретом генераторном газе при ра-
боте на мазуте оно должно быть увеличено до 3, для
того чтобы факел не достигал головок печи.
Высота свода от уровня порога до ос-
нования свода:
Ёмкость печи в т го го 40 бо 8о юо
Высота свода в м 1,4 1,8 2,1 2,4 2,5 2>6
Радиус кривизны свода равен 1/7—J/9 ши~
рины поперечного пролёта, угол арки —
50°—64°. В продольном направлении свод по-
вышается к центру на 1/2о своей длины.
Производительность мартеновских печей
зависит от веса плавки, способа работы (вид
процесса), топлива и т. д. Для скрап-процесса:
4° бо
8о
Ёмкость печи в/п го
Среднечасовая произ-
водительность в т 1,5—2 3—4 5—6 7-8 9—1О
Расход тепла в печи на 1 т металла:
40 бо 8о юо
i,5° J-45 x>4° i.35
Ёмкость печи в т . го
Расход тепла в
10е кал',т i,75
Тепловая мощность печей (расход тепла
за час работы):
Ёмкость печи в т. . го
Расход тепла в
10е кал\час .... з-5
20 4° бо 8о гоо
5 8 го,5 12,5 !4,5
Коэфициент форсирования печи (в период
загрузки) равен 1,5.
Важнейшей деталью мартеновских печей
являются так называемые головки, в которых
воздух смешивается с газами или распылива-
емым мазутом. Через головки отводятся также
отработанные газы из рабочего пространства
в генераторы. Особенно распространены го-
ловки типа Вентури, имеющие предваритель-
ную камеру смешения газа и воздуха. В печь
через широкое отверстие вводится готовая
смесь. В головках Мерца газ подводится из
регенератора по каналу, расположенному от-
дельно от печи, а воздух поступает из реге-
нератора по двум каналам, устроенным в са-
мой печи. Применяются также головки Молля,
Розе и др.
Регенераторы мартеновских печей рассчи-
тывают по поверхности нагрева и объёму
в зависимости от тепловой мощности:
Печи, работающие на ге-
нераторном газе ....
В том числе воздушные
регенераторы
и газовые регенераторы .
Печи, работающие на ма-
зуте
При расчёте сечения боровов исходят из
скорости движения газов A,5—2 м/сек). Шла-
ковики конструируют с учётом оседания
шлака @,6—0,8и/0 от веса выплавленной стали).
Рекомендуемая высота трубы:
Поверхность
нагрева
в л«2/109
кал/час .
145—190
85—но
бо— 8о
гоо—i6o
Объём в л*/КУ>
кал/час
ia—15
_
—
го—ia
Ёмкость печи в т .
Высота трубы в м .
4о
бо
бо
65
8о
7о
IOO
75
Малобессемеровские конверторы [5]
Типичная конструкция малобессемеров-
ского конвертора показана на фиг. 291. Клё-
паный из стальных листов кожух установлен
Фиг. 291. Малобессемеровский конвертор.
при-помощи цапф на двух литых стойках. Че-
рез одну из цапф подаётся в воздушную ко-
робку воздух для дутья, на второй цапфе уста-
новлено червячное колесо поворотного меха-
низма. Стойки конвертора укреплены на
бетонном основании. Между ними, под кон-
вертором, устраивается котлован с таким рас-
чётом, чтобы можно было повернуть конвер-
тор на 360° и, кроме того, вместить шлак от
15—20 продувок, а также литейный ковш. Над
горловиной конвертора устанавливается ме-
таллический зонт.
Основные размеры и показатели работы
конверторов ёмкостью 1; 1,5 и 2 т приводятся
в табл. 156.
Уровень
Уровень верха
новой рабочей
площадки
Уровень
пола цеха
no flBCDEF
ОГ
—18800 -
Ось калзнн здания
ряда В
Ось Колонн
ряде I
—мет. 1 , , по GHKL
27000
Фиг. 289. Мартеновская печь, работающая на мазуте: тоннаж печи Г = 100 /га; площадь пода на уровне порога рабочих
Е = 4,2 м; высота свода от уровня порога рабочих окон k = 2,7 м; расстояние от уровня порога рабочих окон до
L : Е = 2,38; отношение Т : S = 2,38; объём насадок
Том б, гл.
-6100
ПО MN
-20300 -
f I
пола
цеха
по ОР
20300
8650
8000
\
18290 \пролепу\крана /
головки^ \потраковдгр р^
по QRST
Шамот-полукислыи
нлассВ сорт-/
ia на уровне порога рабочих окон 5=42 м1; длина пода на уровне порога рабочих окон L = 10 м\ ширина пода на уровне порога рабочих окон
[я порога рабочих окон до подового листа h = 2,05 м; условный свободный объём рабочего пространства V = S ¦ Н — 1,13,4 мя; отношение
: Т : 5 = 2,38; объём насадок V, - 191 л«а; поверхность нагрева насадки F - 1963 жа:
по ЯВСд
Уровень порога рабочих окон
Уровень верха листа
рабочей площадки
Тщт
Ось Колонн удания ряда Ф / \ {
Фиг. 290. Мартеновская печь, работающая на генераторном газе: тоннаж печи Г = 35 т; площадь пода на уровне порога рабочих окон S - 22,2 л3; длина п<
окон ? = 3л; высота сводЗ от уровня порога рабочих окон Ц = 2 м\ глубина ванны в середине печи Л «= 0,7 м; условный свободный объём рабе
объём воздушной насадки Ye = ЬЬ,8 м3; объём газовой насадки Vz =46,2 мя; поверхность нагрева: воздушной насадки Fg = 770 м2; газовой насадки
термическая мощность QCp" 6,5—10" кксм/час.
Условные оЬознмечия
Уровень Верха листа рабочей площадки
Магнезит сорт f
Уровень пола цехо
праоный кирпич
Кроеное по/вобье
Уровень верха головки подкранодого рельса
Уровень порога рабочих окон
Цппйрнь Яеахп лиг та оаЕпчей площадки
no QRSTUV
ira рабочих окон S — 22,2 л*а; длина пода на уровне порога рабочих окон L — 7,4 м; ширина пода на уровне порога рабочих
л; условный свободный объём рабочего пространства К =44,4 л3; отношение L : Е = 2,47; отношение 7"-5 "=1,575;
асадки Fe «= 770 л<а; газовой насадки /^ >= 638 ж2; максимальная термическая мощность фЛ =10,10" ккалшас; средняя
ГЛ. 1]
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
153
Таблица 15&
Основные размеры и показатели работы малых бессемеровских конверторов
Наименование
Единица
измерения
Ёмкость в т
1,5
Диаметр рабочего пространства d
Толщина кладки в цилиндрической части а • . .
Толщина кожуха е
Внешний диаметр цилиндрической части D^
Толщина кладки у фурм b
Толщина кладки пода с
Диаметр горловины в свету dx
Внешний диаметр горловины ?>2
Высота от пода до плоскости оси цапф hx
Высота горловины ha
Глубина ванны h
Высота от пола цеха до плоскости оси цапф Я,
Высота кожуха конвертора Н
Отношение внутренней высоты кожуха к диаметру цилин-
дрической части
Количество сопел
Диаметр сопел '. .
Длина сопел
Общая площадь сопел
Отношение площади рабочей части конвертора к площади
сопел
Расход воздуха. -
Давление дутья
Продолжительность продувки •
Вес футеровки с засыпкой
Вес кожуха
шт.
мм
м*/мин
am
мин.
т
700
Ядо
15
1250
45°
25°
25°
650
45о
5°о
4<эо
1200
азоо
2,7
б
25/3°
45°
,5
бо
о,з
15
2.7
8оо
3°о
15
1460
5°о
Збо
3°о
7оо
5*5
5оо
475
1500
Зооо
3.25
б
3°/35
55°
48.5
70
9оо
3°о
157°
5°о
б
боо
боо
55°
1500
33°°
3.35
б
35/4O
55°„
68,о
7.
8о
о.4
Шахтные печи (вагранки) [7]
При непрерывной разливке металла можно
применять вагранки без копильников. Вагранки
с копильниками (стационарного или барабан-
ного типа) рассчитаны на ступенчатую раз-
колошниковой
площадки
Фиг. 292. Схема вагранки без копиль-
ника.
яивку и особенно для применения в тех слу-
чаях, когда требуется накапливать металл для
заливки тяжёлых деталей. Вагранки произво-
дительностью выше 3—5 т загружают специ-
альными кранами. Основные размеры вагра-
нок без копильника (фиг. 292) и с копильником
(фиг. 293) приведены в табл. 157, а основные
размеры фурм (для трёхрядных вагранок) —
в табл. 158.
Площадь сечения выходных отверстий*
фурм основного ряда должна составить 20%
расчётного сечения вагранки, а площадь се-
чений выходных отверстий фурм каждого до-
полнительного ряда—2,5% расчётного сечения
вагранки. Общая площадь 'Zf сечений выход-
Фиг. 293. Схема вагранки с копильником.
ных отверстий фурм: при двух дополнительных
рядах 20 4- 2-2,5 = 25% площади расчётного
сечения F вагранки, при трёх дополнительных
рядах 20+3•2,5=27,5% площади сечения F[4].
Фурмы должны быть расположены в шах-
матном порядке при одинаковом количестве
* Выходным считается отверстие фурмы, примыка-
ющее к рабочему пространству вагранки.
Таблица 157
Основные размеры вагранок
СЛ
Произво-
дительность
Q в т[час
I.O-I.5
1.5-2,5
2,5-3,5
3.5-4.5
4-5-55
5.5—7-°
7^-8,5
8,5-ю
IO -12
та—14
14—16
16-18
18—го
2О—22
аа-25
Размеры
D в м
о,5
о,6
о,7
о,8
о,9
1,О
I,1
1,3
1.3
1,4
1.5
1,6
1.7
1,8
2,О
S в мм
5-6
5-
5-6
7-!
i
7-8
7-5
9—
9—
9-
и—
и—
II —
it —
и —
1
[О
[О
[О
Г2
[2
[2
[2
2
2
О.
В Ж
о,9
,О
,2
.3
,4
-5
,6
.7
.8
2,0
S
5
S
м
,2
,3
-4
2,6
С, в .и
1.4
1.5
1,8
2,0
2,1
2,2
2,3
2,4
2,5
2,7
2,8
2,9
З.о
3-1
3.3
ТП
в мм
700
700
8оо
8оо
8оо
8оо
900
900
IOOO
IOOO
IO0O
IO0O
IIOO
IIOO
IIOO
Н в м
3-3,5
3,5-4
3.5—4,5
4-5
4-5
4-5
4,5 >5
4i5—5,5
4.5-5.5
5-6
5-6
5-6
5-6
5-6
5—6
А в м
без ко-
пиль-
ника
о,6
о.75
о, 75
о, 85
0,85
о,9
i,i
i,i
1.2
1.2
1,2
L3
1>3
1.3
1.4
с
копиль-
ником
]
[,1
t2j
t,35
[,50
,55
.75
,75
.75
.95
.95
—
—
—
В
в мм
2ОО
200
2ОО
200
2ОО
25O
25O
25О
25О
25О
ЗОО
Зоо
Зоо
Зоо
Зоо
С в
без копиль-
ника
250—З50
250-350
300—400
300—400
350-450
350—450
400—500
400—500
45°—55°
45°—55°
500—600
500—600
500—600
5°° - боо
500—боо
мм
с копиль-
ником
150—зоо
150—аоо
150—зоо
150—гоо
200—350
аоо—3jo
200—350
2оо—250
2О0—2jO
200—350
—
—
—
¦—
1 в м
о,4
о,5
о,5
о.5
0,85
0,85
о,85
0,85
о,85
о,85
°>85
о,9
о,9
о.9
о,9
L Е
без копиль-
ника
3,65-4,25
4,2—4,8
4..25— 5^35
4,85—5.95
4.55—5.65
4.65-5.75
5,4-6,5
5-4-6,5
5.55-6,65
6,05-7.15
°,15-7.25
6,2—7,3
6,2 -7,3
6,2—7,3
6,3-7.4
м
с копиль-
ником
4.O5 -4,6
4,6—5,15
4,7-5,75
5.35—6,4
5.!5 °.15
5,35-6,4
5,85-6,9
5,85-6,9
6,05-7, i
6.55-7.6
—
—
—
—
d
в м
о,5
о.б
°>7
о.75
о,8
0,85
о,9
о.95
1,О
—
—
—
—
dx
в м
о,9
1,О
1,2
1.25
1.3
1.35
1.4
М5
1,5
1,6
—
—
—
—
h в м
о,8
о,9
1,О
1,1
1,2
1.3
1.4
1.5
i,6
1.7
—
—
—
—
Основные размеры фурм и данные о дутье
Таблица 158
—. _
Вагранки
D в м
о,5
о,6
о,7
о,8
о,9
1,О
1,1
1,2
1.3
м
1.5
1,6
1.7
1,8
S,О
F в л/2
0,196
0,283
о,334
O.5O2
0,636
0,785
°.95°
1,131
1.33°
1.54°
1,762
2,ООО
2,27О
2,55°
3.14°
Q в т/час
I- 1-5
1,5-2.5
2,5—3*5
3.5-4,5
4,5—5.5
5.5—7,0
7.о-8,5
8,5-ю
IO—12
12—14
14—16
16—18
18-20
20—22
22-25
Фурмы основного ряда
п
4
4
4
6
6
6
8
8
8
ю
IO
IO
12
12
12
axb
в мм
70X14°
70X200
80X240
70X240
80X260
90X290
8оХз°о
ооХзю
1ооХзЗ°
1ооХз°о
I юХзЗ°
120X33°
13°ХЗО°
140X3°°
15°Х35°
в Is
о,ою
o,oi4
o,oi9
0,017
О,О21
о,оаб
0,024
О,О28
о.озз
0,030
о,о35
0,040
0,038
0,043
0,052
В Ла
0,040
0,056
0,077
о,юо
о, 127
°.*57
о, 190
О,22б
О,2б6
0,308
о, 352
о,4оо
о,454
О.дЮ
0,628
S /, • юо
F
в %
2О
2О
2Э
2О
2О
2О
2О
2О
2О
2О
2О
2О
2О
2О
20
Фурмы дополнительных рядов
п
4
4
4
6
6
6
8
8
8
ю
ю
ю
12
12
12
a,Xft,
в мм
30X40
40X45
4оХ6о
4°Х5°
4°X65
40X75
40x90
50X80
50X75
60X75
60X85
70X7°
70X75
80X80
/2-/3
В Ж
O.OOI2
o,ooi8
0,0024
0,0021
0,002 5
0,0033
0,0030
0,0035
0,0040
0,0038
0,0044
0,0050
0,0048
0,0053
0,0065
В Л9
о,оо49
0,0071
0,0096
O.OI25
o,oi59
0,0196
0,0233
0,0278
0,0332
0,0385
0,0440
0,0500
0,0570
0,0640
0,0785
2 / 4- 2/
¦" /2+ •"/s
В Л2
0,0098
0,0142
0,0192
. 0,0250
0,0318
0,0392
0,0475
°,°557
0,0664
0,0770
0,0880
0,1000
0,1140
0,1280
о,157°
B/2+2/3) • loo
F
в%
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
Е/о<>«Г ЮО
F
в°/о
25
25
25
25
25
25
25
25
25
25
25
25
25
2j
25
ебнс
:тво
в м
С 1^ с^
2 ООО
ЗООО
4 ооо
5°о°
6 5°°
8ооо
9 5°°
и 5оо
13 5°°
15 5°°
i8 000
20 000
23000
255°°
31500
со се
ш о
— и
О.о
«1а
Ччя
200
2JO
3°о
35°
4°о
4оо
45°
45°
5оо
55°
55°
боо
боо
650
6у>
Ц
л> са
||й-
300—400
400—500
400—500
4оо—5оо
500—700
500-700
500—700
доо - 700
500—700
700—looo
700 — 1000
700 — 1000
700—1000
700—1000
700—1000
D—внешний диаметр вагранки; F— площадь сечения вагранки в
выходного сечения одной фурмы первого, второго и третьего рядов;
всех рядов; а—высота; Ь—ширина фурм первого ряда; аг высота; Ьх-
свету; Q—производительность вагранки; п—число фурм в ряду; / с соответствующими индексами—площадь
2/—площадь сечения всех фурм данного ряда соответственно индексам; %/общ—общая площадь сечения фурм
-ширина фурм второго и третьего рядов.
ГЛ. 1]
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
155
их в каждом ряду (фиг. 294). Сечение фурм
основного ряда целесообразно делать прямо-
угольным, а дополнительных рядов — прямо-
угольным или круглым. Фурмы всех дополни-
тельных рядов делают одинаковыми по раз-
мерам и конструкции. Оси фурм основного
ряда устанавливают под углом 5 —10° (а-,),
а оси фурм дополнительных рядов — под
углом 15—20° к горизонтали (ап и аш).
Расстояние А от площади вагранки до фурм
основного ряда: при наличии копильника —
250—300 мм, без копильника — 450—500 мм.
Расстояние между краями основного и первого
дополнительного рядов Б и между краями всех
дополнительных фурм В: 150—200 мм для ва-
гранок диаметром 0,5—0,7 м, 200—250 мм при
диаметре 0,8—1 м и 250—300 мм при диаметре
1—1,2 м [4].
На фиг. 295 (см. вклейку) изображён раз-
рез вагранки производительностью 5 т/час.
В табл. 159 приведены размеры наиболее
распространённых американских вагранок
(типа Уайтинг), а в табл. 160—данные о дутье
для них.
Вагранки футеруют шамотным или полу-
кислым кирпичом. Плавильный пояс, подвер-
гающийся после каждой плавки ремонту, ре-
комендуется делать набивным. Для предохра-
нения футеровки от разрушения при загрузке
следует выложить ниже загрузочного окна
пояс шириной в 1 м из фасонного чугунного
кирпича.
Вагранки должны быть обязательно снаб-
жены искрогасителями. На фиг. 296 изобра-
жён искрогаситель, в котором искры гасятся
водяным душем. В искрогасителе другого типа
(фиг. 297) выносимые из печи горячие частицы
вместе с газом попадают в камеру, имеющую
значительно большее сечение, чем труба ва-
гранки, и осаждаются "здесь в виде пыли.
по ЙВ
Фиг. 294. Расположение фурм в много-
рядной вагранке.
Таблица 159
№ вагранок
2
21/.
2V.
3
3V3
4
5
6
7
8
9
91/,
10
11
12
X
о
ж
о.
а
л
Производительное!
в т\час
1—2
1-2
3-5
3-5
5-6
6-7
7-9
9—к»
IO —12
12-14
14 -18
18—ai
21—24
24—27
27-ЗО
Диаметр кожуха в
914
1041
Ю41
и68
1295
1422
i6oo
1676
1829
1981
2134
2286
2423
2591
2743
Основные размеры американских вагранок
>бки
о
О.
О
X
¦Я
3
3
о
ш
V
1448
1575
1575
1753
1930
2057
2235
23ц
3464
2667
2819
3°23
3124
Спец.
форма
я
X
га
ч
X
о.
Внутренний диаме:
в мм
686
686
8i3
813
94O
1067
3
1219
1272
1524
1676
1829
1981
2134
22 Ю
Толщина клад-
ки
ниже загрузочно-
го окна
if
"з
178
178
229
229
229
229
229
229
229
229
267
в мм
выше загрузоч-
ного окна
64
64
64
64
64
64
И4
П4
И4
114
114
И4
ii4f
1141
ента
s
1
.о.
Сторона квадрата с
в мм
1472
1622
1б22
1749
I88i
2033
2155
2257
2440
2643
2765
2943
3101
и
§1
Наименьшее расе:
пода вагранки до i
в мм
762
7°2
762
7б2
9Ю
9Ю
1об2
1об2
I22O
I22O
1372
1372
1520
Специаль-
ные
Уайтинга
.ухо-
*
о s
и ^
о, в
1
Внутренний диаме
подводящей трубы
254
299
299
356
356
356
432
432
4бо
4бо
632
632
632
[2]
Загрузоч-
ные
число
отвер-
стия
высота в мм
5о8
559
559
бю
686
686
686
686
686
685
686
686
686
ширина в мм
5о8
559
559
584
734
762
7б2
7б2
889
88д
889
889
889
Площадь сечения
в плоскости
фурм
общая
3696
3698
5 191
5 191
6 94°
8 942
IO 26l
и 689
14784
18241
22 062
абзго
3°8гз
35 733
38 359
в см1
на 1 т/час произ-
водительности
134°
134°
13°°
13°о
1320
I28O
I28O
1295
128О
I32O
13°°
1300
13°°
128О
128О
156
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Расход воздуха в вагранках Уайтинга [2]
Таблица 160
№ ва-
гранок
2
2V.
27,
3
37,
4
5
6
7
8
9
10
11
12
Давле-
ние
дутья
в мм
вод. ст.
5251
5»5/
7оо
700
1
88о
Мощность
мотора
в кет
3.75
".25\
11,25/
15.о
18,75
22,5
3°.о
3°,°
37.5
45,°
56,25
75,°
75,°
75-°
Расход воздуха (свободного) * в м!/мин при отношении металлической и коксовой
V П7ТЛГТТ
12:1
9,3-i8,6
28-47
47-56,4
56,4-65,6
65,6-84,5
84,5-94
94—113,8
113,8—131
I3i-i68
168—197
197—224
324—254
254-283
И :1
9.5—19
28,5-48,3
48,3—58
58—67,8
67,8-82
82—96,6
0,6—пб
иб—133
133—174
174—я°2
2O2-S32
232—261
361-288
10:1
9,8—19,6
39,4-5°
5о—59,6
59,6-69,5
69,5-89,3
89.3-99.4
99.4—"9
"9-139
139-179
179—208
2О8—237
237—268
268-397
9:1
Ю,3—2О,6
30,9-51.6
51,6—6i
61—7а>2
72,2-93
93-ЮЗ.З
ЮЗ.З-124
124—144
144—186
186—216
216 — 248
248-279
279-308
8 :1
Ю,8—21,6
32.4—53-6
53,6-64,5
64,5-75,1
75Д-97
97—1°8
до8—129
129—148
148—193
193-225
225—257
257—289
289-325
7:1
11,3—22,6
33,9-56,8
56,8-68
68—79,6
79,6—IO2
102—114
И4—136
136—159
159—2O4
204—237
237—272
273—306
306—340
* При нормальных давлении и температуре.
Фиг. 296. Водяной искрогаситель для вагранки: 1 — коль-
цо зонта; 2 — фартук; 3 — зонт; 4 — разбрызгиватель;
5 — газовая труба 1,5"; 6 — дверцы; 7 — кожух; 8 — слив-
ное окно; 9 — сливная труба; 10 — спускной клапан.
вагранка
Фиг. 297. Камерный искрогаситель для вагранки.
К „сухим" искрогасителям относятся также
цилиндрические (фиг. 298).
Вентиляторы для вагранок выбирают: 1) по
количеству воздуха, подаваемого в единицу
времени, зависящему
от площади попереч-
ного сечения вагран-
ки и расхода кокса;
2) по необходимому
давлению, зависящему
от высоты вагранки,
её диаметра и плот-
ности шихты. Обычно
принимают для рас-
чёта максимальный
расход 140 ms/m2 по-
перечного сечения ва-
гранки в 1 мин. или
8400 мь/м? в 1 час.
Необходимое давле-
ние определяется по
формуле (8):
Дг?=(Ю0—120) X (#+
+ 0,25D)mm вод. ст.,
где Н — полезная вы-
сота вагранки в м;
Фиг. 298. Цилиндрический
искрогаситель для вагранки.
D — диаметр вагран-
ки в м. Расход воздуха, по американским
данным, колеблется от 70 до 100 мэ/м2мин,
по данным отечественных заводов — от 80
до ПО м*/м2мин.
Производительность вагранок
в т/час . . •
Давление в мм вод. ст. ...
i,5
4°°
4-5
5°°
7°°
35
100°
Из различных типов вентиляторов приме-
няются для вагранок центробежные высокого
давления — „Сирокко" или Косточкина. Луч-
шими являются вентиляторы с автоматическим
регулированием подачи воздуха по весу. Реко-
мендуемые диаметры воздухопроводов приве-
дены в табл. 161.
Для уменьшения расхода кокса и увеличе-
ния температуры ваграночного металла на
ряде заводов осуществляют подогрев воздуха,
подаваемого в воздушную коробку, теплом
отходящих ваграночных газов [7]. Для исполь-
зования физического тепла устанавливают ре-
пой а
,-л - _ - -8 т/час: /—фундамент; 2—поддон с колоннами; 3—фурменный пояс; 4~нижняя'обечайка; 5—верхняя
,,о- копильник; 7-слив чугуна из вагранки в копильник; 8- искроуловитель; 9-футеровка; 70-наклонная плоскость; // - плошадка для
обслуживания.
ГЛ. I]
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
157
куператор в стенках шахты, как в вагранке
Мура (фиг. 299), или в трубе вагранки. Для
использования химического тепла отходящих
газов производится их дожигание в специаль-
ной топке, как в вагранках Гриффина (фиг. 300).
В первом случае дутьё подогревается до 100—
200° С, причём экономится до 15—20% кокса
и температура металла повышается на 15 —20°;
во втором случае дутьё подогревается до 300—
400° С и при этом дости-
гаются 30 — 35% эконо-
мии кокса и повышение
температуры металла на
40—60°.
Для уменьшения рас-
хода кокса может быть
частично использовано
пылевидное топливо [13].
Пыль вводится в коксо-
хЧ>лостую колошу
300—500 мм
Таблица 161
Диаметры воздухопроводов к вагранке
вую
на высоте
Длина воздухопровода в м
9
18
27
36
Диаметр воздухопровода в
но
140
165
195
22O
355
з8о
3°5
335
39°
445
5оо
56о
I3O
15°
i8o
3IO
340
275
300
330
360
430
480
545
600
130
155
195
225
257
390
335
35°
39°
45°
517
578
645
136
171
205
240
275
3°7
345
375
4Ю
480
545
6i6
7Ю
45
мм
145
i8o
215
355
390
335
360
397
43°
500
575
648
720
Диаметр
выходного
отверстия
вентилятора
В М,М>
IOO
125
Х5°
Г75
2ОО
225
2JO
38О
ЗО5
355
400
460
500
по ЙВ
Фиг. 29§. Вертикальный и горизонтальный разрезы вагранки Мура:
./—подвод дутья от вентилятора; 2 — патрубок к нагревательной ка-
мере; 3 — нагревательная камера; 4 — патрубок к кольцевому коллек-
тору; 5 — коллектор; 5—фурмы.
от фурм. Давление воздуха, под-
водящего пыль,—2 am. При рас-
ходе 2°/0пыли расход кокса умень-
шается с 12—14% до 9—10%.
Имеются данные о применении
для вагранок газового топлива [9].
Природный высококалорийный
газ, введённый в холостую кок-
совую колошу, позволяет сни-
зить расход кокса до 6—7%. Си-
ликатная колоша из кислых или
нейтральных огнеупоров даёт воз-
можность вести плавку на одном
природном газе или мазуте, а
также на генераторном газе. В по-
Фиг. 300. Вагранка Гриффина: / — направление движения воздуха; 2 — направление дви-
жения газа; 3 — газопровод; 4 — выход газа; 5 — воздушная коробка; 6 — воздухопро-
вод к горелке; 7 — камера сгорания; 8 — распределительная камера; 9 — трубы с горя-
чим дутьём; 10 — нагревательная камера; 11 — фурмы; 12 — дымосос; 13 — трубы с хо-
лодным дутьём; 14 — нагревательная камера; 15 — воздуходувка.
158
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Таблица 162
Техническая характеристика печей ДМК
Наименование
Едини-
ца из-
мерения
ДМК-0,1
ДМК-0,25
ДМК-0,5
ДМК-1,0
Ёмкость печи •
Допускаемая перегрузка . .
Мощность трансформатора
Напряжение низкой стороны
Максимальная сила тока низкой стороны
Диаметр графитового электрода
Диаметр плавильного пространства
Глубина ванны • . . .
Продолжительность расплавления
Расход энергии на расплавление (на 1 т твёрдой за-
валки) при круглосуточной работе . ¦
Часовая производительность при круглосуточной ра>
боте ....
Средняя продолжительность службы футеровки . . .
Расход электродов на 1 от металла
Расход воды
Ход электродов
Размер загрузочного окна
Вес металлической конструкции
Площадь печи в плане
Наибольшая высота над полом
мин.
квт-ч
м3/час
мм
кг
мм
IOO
5°
125
IOO
1250
75
480X600
I2O
ЗО-4О
Зоо
ДО 3.5
2
375
270X220
I2JO
2940X140°
1400
250
2О
175
IOO
175°
75
500X840
15°
35—45
335
350
4оо
3.5
2.5
375
270X220
1250
3180Х14°°
1400
500
20
250
но
23OO
IOO
700X1100
IOO
49—5°
45°
5оо
З-о
З.о
59°
400x250
i8oo
3970X1650
4оо
но
3640
15°
830 X Н4°
азэ
6о
зоо
7оо
59°
3.°
5.о
650
360X270
ЯЛЗО
4520X1800
1б2О
следнем случае обязателен подогрев воз-
духа и газа. Положительные результаты в от-
ношении экономии кокса и увеличения темпе-
в движение электромоторами. Максимальный
угол наклона — 35°, скорость наклона — 0,30°
в секунду.
Фиг. 301. Электропечь типа ДМК.
ратуры металла дали экспериментальные
плавки с введением в вагранку обогащенного
кислородом воздуха [10].
Электрические дуговые печи для плавки
цветных сплавов [11]
Печи типа ДМК предназначены для плавки
меди и её сплавов. Температуру внутри печи
регулируют изменением силы тока в цепи,
сближая или отдаляя электроды. Печи с неза-
висимой вольтовой дугой питаются однофаз-
ным переменным током от специального транс-
форматора, включённого в сеть высокого на-
пряжения.
Печи ДМК качающиеся, благодаря чему
они дают однородный по составу и равно-
мерно нагретый металл. Техническая харак-
теристика печей этого типа (фиг. 301) при-
ведена в табл. 162.
Печь типа РНБ-2250А (фиг. 302) служит
для плавки никеля. Механизм наклона (на две
стороны) расположен под печью, приводится
Техническая характеристика приведена
в табл. 163.
Таблица 163
Техническая характеристика печи РНБ-2250А
Мощность трансформатора в ква . . . ,
Напряжение низкой стороны в в
Максимальная сила тока низкой стороны в а
Диаметр комбинированного электрода в мм
Диаметр распада электродов в мм
Диаметр плавильного пространства в мм .
Диаметр зеркала ванны на уровне порога
в мм
Глубина ванны до порога в мм
Размеры загрузочного окна в мм
Средняя продолжительность процесса в час.
Расход энергии на 1 от никеля в квт-ч . .
Средняя продолжительность службы пода—
количество плавок
Средняя продолжительность службы свода—
количество плавок
Расход угольных электродов на 1000 квт-ч
в кг
Расход воды в м3/час
Ход кареток в мм
Вес металлических конструкций в кг . . . .
Размеры в плане в мм
Наибольшая высота над полом в мм ....
Глубина ямы для механизма наклона в мм . '
гл. ц
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
159
Фиг. 302. Электропечь типа РНБ-2250А.
Электрические дуговые печи для плавки
чёрных металлов
Сталеплавильные печи типа ДСН с руч-
ной загрузкой. В этих печах—системы ЭРУ,
с дугой прямого действия—плавка ведётся ос-
новным и кислым процессами, но применяются
эти печи также для дуплекс-процесса. Они рас-
считаны на питание от специальных трансфор-
маторов, в цепь которых включена дроссель-
ная катушка, ограничивающая токи короткого
замыкания и способствующая устойчивому го-
рению дуги. Все печи этого типа работают
на угольных или комбинированных электродах.
Исключение составляет печь ДСН-30, в кото-
рой применяются графитовые электроды.
У печей ДСН (фиг. 303) вертикально рас-
положенный кожух выложен изнутри огне-
упорным и теплоизоляционным кирпичом. Свод
Фит. 303. Электросталеплавильная печь типа ДСН.
(из динасового кирпича) опирается на круглое
железное кольцо швеллерного сечения. Печь
имеет два окна: большое—для загрузки, мень-
шее — для слива металла. У печей ёмкостью
30 т устроено ещё дополнительное окно —
для обслуживания. Рамы загрузочного окна
и арка сливного окна охлаждаются водой.
Наклон печи в большинстве конструкций
производится при помощи двух зубчатых сек-
торов, которыми печь опирается на станины,
установленные на фундаменте. На стороне од-
ного из сектороз прикреплены к кожуху стойки
электрододержателей, наклоняющиеся вместе
с печью. К стойкам на стальных тросах под-
вешены каретки, несущие электрододержа-
тели с электродами и медные токоведущие
шины с подвешенными на них кабелями.
Внутри стоек помещены противовесы. Элек-
троды, зажатые в бронзовых охлаждаемых
160
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
водой зажимах, пропускаются в печь через
электродные окна в своде, вокруг которых
установлены коробки охлаждения с уплотни-
тельными кольцами. Уплотнение зазоров и
охлаждение предохраняют электроды от окис-
ления. Перемещение кареток регулируется
автоматически или контроллером. Для аварий-.
?ого случая механизм подъёма электродов
имеет штурвал.
Механизм наклона расположен на стороне,
противоположно^ стойкам. Максимальный
угол наклона — 40°; екороеть наклона — Iе
в 1 сек.
В печах ДСН-0,25 и ДСН-0,5 наклон произ-
водится вручную.
Печи ёмкостью 10 и 30 т имеют несколько
иную конструкцию. У них вместо зубчатых
секторов жёстко прикреплены к днищу кожу-
ха салазки, которыми печь опирается на рамы,
установленные на фундаменте. Между окна-
ми расположена шахта, где могут переме-
щаться колонки с электрододержателямиипро-
тивовесами, подвешенные на стальных тросах.
Перемещение колонок производится мотор-
ным приводом и регулируется автоматически
или от кнопочной станции. Электроды зажи- •
маются в охлаждаемых водой электрододер-
жателях. Механизм наклона расположен под
печью. Угол наклона составляет от 40 до 45°
в сторону слива и от 10 до 15°— в сторону за-
грузки. Скорость наклона—от 0,7 до 0,8° в 1 сек.
Технологическая характеристика печей
ДСН приведена в табл. 164.
Сталеплавильная печь типа ДСО-5А
с механизированной загрузкой. Особен-
ность этой печи состоит в том, что её кожух
укреплён на тележке с электроприводом и
может откатываться из-под приподнятого
свода в сторону загрузочного окна. Загрузка
производится сверху бадьёй или корзиной.
Откатка происходит в течение 20 сек. Наклон
печи осуществляется при помощи электро-
привода, расположенного сбоку в углублении.
Максимальный угол наклона в сторону
слива — 40°, в сторону загрузки—15°. Ско-
рость наклона — 1° в 1 сек.
Колонки с электрододержателями под-
вешены к направляющей на стальных тросах.
Электроды — комбинированные или уголь-
ные — зажаты в зажимах и проходят в печь
через электродные окна в своде. Остальные
устройства (коробка охлаждения, перемеще-
ние колонок, их регулирование и т. д.)
аналогичны устройствам печей ДСН. Печь
имеет приспособление для подъёма свода,
осуществляемого электроприводом. Макси-
мальная высота подъёма — 250 мм, потреб-
ное время — 20 сек.
Специальная электрическая блокировка
устраняет возможность отката ванны при опу-
щенном своде и наклона печи, когда свод
приподнят.
Техническая характеристика печи ДСО-5А
дана в табл. 165.
Печь ДЧМ для подогрева и рафиниро-
вания чугуна. Принципиально эта печь не
отличается от печей ДСН. Для заливки жид-
кого металла прикрепляется к постели за-
грузочного окна специальный жёлоб.
Техническая характеристика дана в табл.166.
Таблица 164
Техническая характеристика дуговых сталеплавильных электропечей типа ДСН
Наименование
Едини-
ца из-
мере-
ния
Ёмкость
Допускаемая перегрузка
Мощность трансформатора
Напряжение низкой стороны
Максимальная сила тока низкой стороны . . .
Диаметр комбинированного электрода
Диаметр распада электродов
Диаметр плавильного пространства
Диаметр зеркала ванны на уровне порога . . .
Глубина ванны до порога
Размер загрузочного окна
Продолжительность расплавления
Расход энергии на расплавление 1 т твёрдой
завалки
Средняя продолжи- I при основном процес-
тельность службы по- { се
да у при кислом процессе
Средняя продолжи- I при основном процессе
тельность службы < п?и кислом процессе
свода (
Расход электродов на 1000 квт-ч
Расход воды *
Ход кареток
Вес металлоконструкций
%
ква
кг
i3/ час
мм
кг
225
«5
35°
855
77°
195
2&0Х20О
4<х>
190/110
iaoo
150
480
1100
1012
216
1.5
2Э
IOOO
2OO/II5
2000
225
68о
i6oo
1480
275
3.0
20
1500
210/127
4100
300
800
2000
1830
34°
ЗбоХЗ°о 520X380 650X465
1.5
5.°
2О
225O
22O/I27
59оо
35о
9оо
2400
2282
43°
780x600 68оХ94°
1.5
3500
220/127
9200
400
IIOO
2920
2840
675-83° 600—750 550-015 5°° -55° 475—5Ioi 48°
250
5оо
25
2
8оо
42OO
35O
7оо
35
75
23
3
IOOO
520О
45°
8оо
4О
IOO
6
IIOO
45
IOO
21
8
1200
14 ооо
55°
IOOO
45
IOO
1300
16500
55°
IOOO
45
IOO
1500
49400
430-450
55°
IOOO
40
IOO
графит. 9
20
i8oo
92400
* Без учёта потребления воды комбинированными электродами.
ГЛ. I)
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
161
Таблица 165
Техническая характеристика печей! ДСО-5А
Наименование
Ёмкость
Допустимая перегрузка
Мощность трансформатора
Напряжение низкой стороны . . . .
Максимальная сила тока низкой сто-
роны
Диаметр угольного электрода . . .
Диаметр распада электрода . . . .
Диаметр плавильного пространства
Диаметр зеркала ванны на уровне
порога
Глубина ванны до пороге
Размеры загрузочного окна . . . .
Продолжительность расплавления ,
Расход энергии на расплавление
1 т твёрдой завалки
(при основном
процессе . . .
при кислом
процессе . .
( при основном
Средняя продол- I процессе . .
жительностьслуж- < при кислом
бы свода [ процессе . .
Расход электродвв на 1000 квт-ч
Расход воды
Ход колонок
Скорость перемещения колонок .
Вес металлических конструкций .
Едини-
ца из-
мере-
. ния
/о
ква
час.
квт-ч
плавки
кг
мя/час
мм
м/мин
кг
Коли-
чество
225O
22O/I27
59°°
33°
9оо
233°
4°°
650X5°°
475
55°
IOOO
4°
9°
21
ЗО
I5OO
I
35 000
Таблица 166
Техническая характеристика печей ДЧМ
(при работе на жидкой загрузке)
Наименование
Ёмкость . . . . ¦
Допустимая перегрузка
Мощность трансформатора ....
Напряжение низкой стороны . . .
Максимальная сила тока низкой
стороны
Диаметр угольно-металлических
электродов
Диаметр распада электродов ....
Диаметр плавильного пространства
Диаметр зеркала ванны на уровне
завалочного окна •
Глубина ванны до порога
Глубина ванны от уровня металле
Размеры загрузочного окна . . . .
Расход энергии
Расход электродов на 1000 квт-ч .
Расход воды
Ход кареток
Вес металлических конструкций . .
Едини-
ца из-
мере-
ния
Коли-
чество
ква
в
а
мм
квт-ч
кг
м31час
мм
кг
т/час
2ООО
I8O/IO4
II IOO
35°
Ооо
24IO
2345
612
587
78оХ°°с
14°
2О
25*
1200
эо ооо
IO
9
8
Электрические печи сопротивления
Печи САН и САК. Назначение этих печей —
плавка алюминия и его сплавов. Ёмкость
печей САН — от 300 до 3000 кг, печей САК —
150 и 250 кг. Металл нагревается нихромо-
выми и хромалевыми спиралями, заложен-
ными в специальные пазы свода, сделанного
из фасонных кирпичей. Спирали могут быть
включены в нормальную заводскую сеть на-
пряжением 380 или 220 в. Их можно менять,
не останавливая печи. Передача тепла — из-
лучением.
Печи САН — разливочные: жидкий металл
выливается через носок при наклоне печи.
Печи САК — раздаточные стационарные; ме-
талл выбирают черпаком через раздаточное
окно. У печей типа САК (фиг. 304) кожух
прямоугольный, у печей САН (фиг. 305) —
полуцилиндрический горизонтальный. Печь
САН внутри разделена на три зоны: две пла-
вильные камеры и металлосборник. Протиз
середины металлосборника расположено с
одной стороны сливное окно, а с другой —
смотровое. Загрузочные окна, плотно закрыв
Фиг. 304. Электропечь типа САК.
ваемые дверками, устроены на торцевых
стенках.
Печь САН-О.ЗА имеет одну плавильную
камеру, поэтому в торцевой стенке со сто-
роны металлосборника расположено вместо
Фиг. 305. Электропечь типа САН.
.162
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. 111
Таблица 167
Техническая характеристика печей типа САН и САК
Основные данные
Ёмкость
По- i
требляе- [ горячая печь .
Ма„ 1 холодная „ .
мош- 1 ПРИ холостом
ность v •"•"«*-
Нормальное линейное
Число фаз
Число тепловых зон . .
Число нагревательных
спиралей
Максимальная темпера-
тура спиралей
Максимальная темпера-
Часовая производитель-
ность
Время расплавления . .
Расход энергии на рас-
плавление 1 т металла . .
Угар металла при работе
на чистой шихте ....
Раз- 1
мер 1 ширина ....
..,,,,.. < длина
(тигля) 1 глубина ....
Вес металлической кон-
струкции
Размеры в плане ....
Наибольшая -высота над
полом
Едини-
ца
изме-
рения
кг
кет
„
в
шт.
°С
°С
кг
час.
квт-ч
/о
мм
„
кг
мм
0,15
о
Г5°
41
ю
380/220
1/3
I
12
IOOO
8^О
50
2—3,О
650
До i,5
7оо
75°
2ОО
1
I8OOXI782
<
сч
о
ЙЙ
и
250
8о
83
2О
380/220
з
2
i8
IOOO
8^0
75
2-2,5
600
До i,5
1200
79°
22O
гобч
2410X2260
2°57
•0,3;
X
и
QO
93
380/220
з
2
27
IOOO
840
125
2—2,5
600
До 1,5
IOIO
1ЧОО
28о
5°77
3000X2240
о,5;
X
и
5°°
I2O
124
35
380/220
з
2
3°
IOOO
840
150
2.5-3
600
До 1,5
I2OO
134°
2бо
7133
3960X2900
3°94
из
я
<
X
и
IOOO
180
186
45
380/220
3
3
45
IOOO
225
3—3.5
600
До 1,5
I2OO
22О0
ЗОО
86ю*
66з5
5440X3100
3i6o
-1.5J
а:
и
15°°
240
247
380/220
з
4
6о
IOOO
8 ад
35°
3.5-4
55о
До i,5
I2OO
28О0
35O
004.0
боооХгбоо
3i6o
из
S
-2А
X
и
2ООО
Зоо
Зю
55
380/220
3
5
75
IOOO
850
500
3.5-4
55°
До i,5
I2OO
Збоо
35°
и 165 *
8450
7925X3600
3160
el
?
о
Зооо
4оо
414
6о
380/220
3
3
72
IOOO
850
650
4.5-4
550
До 1,5
15°°
39°°
4оо
22 =v4O
*"* Од
7600X2900
—
* В знаменателе указан вес облегчённой конструкции модели Б.
Таблица 168
Техническая характеристика печей CAT, СЭТ, СМТ и СБТ
Наименование
Едини-
ца
изме-
рения
САТ-0,15
САТ-0,25
САТ-0,5
СЭТ-0,1
СМТ-0,25
СБТ-0Л5А
Ёмкость .
Потребляемая мощность ....
Мощность потерь
Нормальное линейное напряже-
ние
Число фаз
Число тепловых зон
Число нагревательных спиралей
Максимальная температура спи-
ралей ¦
Максимальная температура ме-
талла
Часовая производительность . .
Время расплавления
Расход энергии на расплавление
1 т металла
Угар металла при работе на
чистой шихте
_ I диаметр . . .
Размер тигля \ глубин?. . . .
Вес металлической конструкции*
Площадь в | модель А ...
плане I „ Б ...
Наибольшая ( модель А . ¦ .
высота ( „ Б ...
шт.
"С
•С
кг
час.
квт-ч
•/о
мм
380/220
1/3
i
3
IOOO
800
55-60
2.5-3
550—600
До i
75
975/6ОО
I745XI335
1385X1000
2306
25O
6о
380/220
3
IOOO
800
85
2,5—3
550
До i
54о
815
1155/840
1845x1460
1450X1100
2320
2050
5°°
8о
380/220
3
8оо
125
3-5-4
55°
До i
650
IOOO
1550/1150
1995X1625
1600Х1250
2620
2335
100
60
15
380/220
3
1
9-3 *
850
50
1,5-2.0
800
До 3
44O
93O
145°
1650X1516
2бо5
250
8о
З8о/22О
3
I
12—3 *'¦
850
«о
2-5
8оо
До 3
5оо
1290
IOOO
1780X1616
15°
15
1150
1050
150
75 (на по
догрев)
До 3
зю
385
474
1258X1206
* Меньший вес относится к модели Б.
** 3—число ленточных спиралей в печи варианта Б.
ГЛ. I]
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
163
загрузочного раздаточное окно. Смотровое
окно заменено глухим, которое в случае
надобности может быть использовано как
сливное. В печи САН-ЗА против середины
металлосборника устроены с обеих сторон
сливные окна.
Характеристика печей САН и САК приве-
дена в табл. 167.
Тигельные печи типов CAT, СЭТ, СМТ
и СБТ применяются для плавки и подогрева
алюминиевых, магниевых и медных сплавов.
Нагрев осуществляется нихромовыми или
Фиг. 306. Электропечь типа CAT.
хромалевыми нагревателями. Передача тепла
происходит исключительно излучением на
тигель. Печи могут быть включены в завод-
скую сеть напряжением 380 или 220 в.
Печи типа CAT выполняются в двух
моделях: наклоняющиеся и стационарные
(фиг. 306). Печи СЭТ (фиг. 307) и СМТ
исполняются стационарными в двух вариан-
тах: с проволочным нагревателем, зало-
женным в пазы фасонного огнеупора футе-
ровки, и с ленточным нагревателем. В печи
СБТ (фиг. 308), предназначенной для подо-
грева бронзы, нагреватели (из хромалевой
ленты) подвешены на крючках и включаются
в заводскую сеть напряжением 220 в. На чу-
гунной подставке установлен графитовый
тигель.
Техническая характеристика печей CAT,
СЭТ, СМТ и СБТ дана в табл. 168.
Фиг. 307. Электропечь типа СЭТ.
Электрические индукционные печи
Печи с железным сердечником (типа
ИЛН6) применяются для плавки латуней,
мельхиора и бронз. Они представляют собой
своеобразный тип трансформатора, у которо-
го вторичной обмоткой служит расплавлен-
ный металл. Плавильное пространство печи
(фиг. 309) состоит из двух частей: шахты /
и узкого плавильного канала 2, отформован-
ного в специальном подовом камне 3. Канал,
имеющий прямоугольное сечение и треуголь-
ную (или кольцевую) форму, охватывает
сердечник 4 и первичную обмотку гори-
зонтально расположенного трансформатора.
164
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
(РАЗД. III
Тепло выделяется в канале и благодаря
интенсивной циркуляции металла передаётся
в шахту. Первичная обмотка трансформатора
и сердечник охлаждаются воздушным дутьём.
Подовый камень, изготовляемый из специаль-
ной массы, обладает очень высокой стой-
костью (до 2000—3000 плавок). Шахта футе-
руется шамотным кирпичом. Печь — накло-
того, шлак получается холодным, так как он
нагревается только за счёт тепла металла.
Для сталеплавильных печей этого типа ча-
стота тока — от 500 до 1000 пер/сек. Питание
¦Инфузорная
земля
Фиг. 308. Электропечь типа СБТ.
няющаяся, наклон производится при помощи
лебёдки. Ёмкость печи — 600 кг. Печь — одно-
фазная, питается от автотрансформатора мощ-
ностью 170 кет. За смену производится
5 плавок. Расход электроэнергии на 1 т ме-
талла 200—300 квт-ч.
Бессердечниковые печи ПО [12]. В этих
печах (фиг. 310) первичной цепью является
медная катушка, а вторичной — металлическая
садка. Тигель приготовляют из огнеупор-
ной массы. Для основной футеровки тигля
применяется смесь магнезита или доломита с
мелкомолотым мартеновским шлаком и до-
бавкой 3% огнеупорной глины, для кислой
футеровки — смесь кварца с 1,5% борной кис-
лоты. Просушенный тигель прокаливают то-
ком, индуктируемым внутри железного ша-
блона, который оставляют в тигле. Стойкость
тиглей весьма мала, что является одним из
недостатков бессердечниковых печей. Кроме
Фиг. 309. Индукционная печь с железным сердечником.
Таблица 169
Основные данные о бессердечниковых индукцион-
ных электропечах типа ПО
Тип
ПО-50-1
ПО-150
ПО-650-1
ПО-650-11
ПО-650-V
ПО-1200
Ём-
кость
печи
в кг
(по
стали)
5°
25°
IOOO
1400
2ООО
4ооо
Мощность
однофаз-
ного гене-
ратора
в ква
5°
1.5°
V 650
1
б5о *
Мощность
возбуди-
теля по-
стоянного
тока в кет
о,65
22
23 **
Мощность
трёхфаз-
ного мото-
ра в кет
7°
185
8оо
* Два генератора на печь
•• Два возбудителя на печь
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
165
током — от лампового генератора или
мотор-генератора и конденсатора. Основ-
ПГ А* !п
Фиг. 310. Индукционная бессердечннковая печь.
ные данные о печах ПО, пригодных
для плавки всех сплавов, приведены в
табл. 169. ¦
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б и р у л я С. О., Классификация плавильных
устройств по характеру передачи тепла нагре-
ваемому металлу, „Литейноа дело" № 4, 1939.
2. ВНИТО литейщиков, Сборник справочного матери-
ала по американскому литейному оборудованию,
М. 1945.
3. ВНИТО литейшиков. Плавильная печь Георгадзе,
М. 1940.
4. ВНИТО литейщиков. Инструкция по устройству и
эксплоатации вагранок с многорядной системой
фурм, Машгиз, 1944.
5. Гипротяжмаш, Классификатор по плавильным печам,
М. 1940.
6. Зимин Н. Н., Увеличение термической мощности
печи „Экономплав", ЦИТЭИН ТЕХСО, 1938, № 1366.
7. М а р и е н б а х Л. М., Печное хозяйство литей-
ных цехов, ч. II, Плавильные печи, ОНТИ, 1936.
8. М а р и е н б а х Л. М.» Механика движения газов
в вагранке, „Литейное дело" № 2 — 3, 1939.
9. Мариенбах Л. М., Применение газового то-
плива для вагранок, „Вестник машиностроения"
№ 1 - 2, 1945.
10. Мораве Ф., Обогащение дутья кислородом,
„DieGlesserei", № 6 и 7, 1930.
11. Наркоммаш, Электропечи, Прейскурант № 6.
Гос. к-ра справочников и каталогов, Л. 1938.
12. Окороков Н. В., Электросталеплавильные
печи, Металлургиздат, 1945.
13. Соболев К. А., Плавка в вагранке с приме-
нением угольной пыли, „Вестник машиностроения",
№ 12, 1944.
14. Сгтальпроект, Проект основных положений для
конструирования мартеновских печей, М. 1944.
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПЛАВКИ
Тепловой эффект сложных реакций
Тепловой эффект любой сложной реакции
равен алгебраической сумме произведений
теплот образования каждого химического со-
единения, принимающего в ней участие, на
коэфициент уравнения реакции, соответству-
ющий этому соединению. Теплоты образования
исходных соединений принимают со знаком,
обратным табличному (см. табл. 170), а теплоты
образования продуктов реакции — со знаком,
одинаковым с табличным. Если в реакции
участвуют свободные элементы, то их те-
плоты образования считаются равными нулю.
В табл. 170 приведены величины тепловых
эффектов образования безводных соединений
из элементов (в стандартных условиях —
при 25° С и 1 am), в табл. 171—тепловые
эффекты образования безводных солей из
оснований и ангидрида кислоты (в стандарт-
ных условиях). Если в реакциях образования
безводных солей участвуют свободные осно-
вания и ангидриды кислот, то их теплоты об-
разования считаются равными нулю.
Вычисление теплового эффекта реакции
со + н2о - со3 + н2 + Q;
Q== —29 430-57 810 + 97 650 + 0 =
= +Ю 410 кал (табл. 170);
(FeOK Р2О5 + 4СаО= (СаОLР2О5 + 3FeO + Q;
Q = -_ 30 600—0 +
+ 160700 + 0 = 130 100 кал (табл. 171).
Таблица 170
Тепловые эффекты образования безводных
соединений из элементов
Соединение
СО
СО,
CHt
с,н,
сана
сан,
FeO
Fe3O,
FeaO,
MnO
Мп3О4
MnsOs
MnOa
SiOa
A12O,
P2O,
Моб3
wo,
v5o5
v,o3
H2O nap
H3O жидкость
BaO
MgO
Na,0
CaO
K,O
СгаОа
PbO
NiO
CoO
кал на
1 моль
+ 29 4зо
+ 9765°
+ ao 870
+ 28080
+ 52 040
+ 9080
+ 64 43°
+265960
+ 196910
+ 96 720
+345 44°
+239 300
+ 123000
+207 850
+393 700
+370000
+ 176500
+195 700
+ 437280
+303000
+ 57 810
+ 68360
+ 132490
+ 146 800
+ 100 700
+ 151 13°
+ 86580
+288 900
+ 5a35°
+ 58300
+ 57 100
Соединение
SnO
CuO
CuaO
CdO
TiO,
ZnO
ZrO3
so2
so3
SiC
Fe,C
Mn3C
CaC2
FeS
FeS2
MnS
MgS
CaS
NaaS
KaS
HaS
PbS
BaS
ZnS
CuS
Cu.,S
CaFa
FeP
FeaP
Fe8P
кал на
1 моль
+ 67 ooo
+ 38500
+ 43000
+ 62 300
+225 770
+ 8345°
+ 258 loo
+ 70 9 со
+ 93 79°
+ 30 000
— 2500
+ 23 000
+ 14 500
+ 22 360
+ 40 970
+ 48810
+ 84390
+ 109790
+ 87000
+ 87300
+ 4 760
+ 22 490
+102 235
+ 45 39°
+ 11 600
+ 18 500
+ 289 400
+ 28 500
+ 41 000
+ 43 З60
166
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Таблица 171
Тепловые эффекты образования безводных солей
из оснований и ангидрида кислоты
Соединение
Силикаты
FeO . SiO3
(FeO),. SiO,
MnO . SiO,
MnO . FeO . SiOa
AlsO8.SiO,
NaaO . SiOa
K2O . SiO3
K2O . (SiO2)a
BaO . SiO2
(CaO)a. SiOj
CaO . biO2
Фосфаты
(CaO),. PaO5
(CaO), . P2OS
(FeO),.P2O5
(MnOK. P2O5
(MgOK . PaO5
Карбонаты
CuO . CO,
ZnO . COa
FeO . CO,
PbO • CO,
MnO • CO,
MgO . CO3
CaO . COa
BaO . CO,
Na2O . CO3
KaO . COa
Алюмо-силикаты.
(CaO)a. AlaO3 . (SiOa),
(CaO)s.(Al1Oi)i.SiO,
Алюминаты
(CaO),. A1,O3
Ферриты
FeO . Fe2O3
кал/г моль
+ 59°°
+ ii 300
+ 7 000
+ 13 591
+ 45 95°
+ 565°°
+ 63000
+ 76800
+ 26000
+ 33240
+ 31 800
+159 500
+ 160 700
+ 30600
+ 87 500
+ 114 900
+ 13620
+ 16940
+ 20930
+ 21 100
+ 22 940
+ 26 150
+ 42500
+ 64600
+ 75 6°°
+ 94 3°°
+ 38200
+ 10 760
+ 30700
+ 4620
Закон действующих масс
Скорость химической реакции (количество
вещества, прореагировавшее в единицу вре-
мени) прямо пропорциональна концентрации
реагирующих веществ (числу граммолекул
в единице объёма). Обратимая химическая
реакция может быть выражена в общем виде
уравнением
lA-\-mB^ZlpC -j- qD + Q,
причём, согласно правилу Нернста, справа
указывается положительный тепловой эффект.
Когда обратимая реакция достигает состоя-
ния равновесия, то
W r m
Ср Cq
где kc — константа равновесия при постоян-
ной температуре. Если в реакции участвуют
только газообразные вещества, то в уравне-
нии константы равновесия можно заменить
концентрации парциальными давлениями:
Ь —
Р
РА Рв
молекул правой части уравнения реакции вхо-
дят со знаком + , а левой части — со знаком —.
Определение константы равновесия реак-
ции:
2СО + 2Н2 = СН4 + СО2
л =-2
2Н2 = СН4 -
-2 +1
2 „2
= -2.
kc=kp{RT)-*= PCOP"<
Если в реакции наряду с газообразными
участвуют также вещества в твёрдом состоя-
нии, то в уравнении константы равновесия
их парциальные давления принимают постоян-
ными. Например, в системе (газ, твёрдая) CaO-f-
-j- СО2 = СаСОз получаем kp = рсо .
Зависимость константы равновесия от из-
менения температуры выражается уравне-
нием:
dlnK Q .
— "БтТ (уравнение изохоры),
а 1 г\ i
где Q — тепловой эффект реакции.
Закон распределения (закон Нернста)
Если какое-либо вещество растворяется
в двух соприкасающихся, но не смешиваю-
щихся жидких фазах, то отношение его кон-
центраций в этих жидкостях при данной тем-
пературе есть величина постоянная:
Q
L = -— = const.
С2
Например, FeO растворимо в шлаке и ме-
талле, следовательно, приданной температуре
Q
L = —?е°шлак— _ const.
Су
Константа kc — kp (RT)n, где п — алгебраи-
ческая сумма коэфициентов реакции; числа
Правило фаз
Фазы F — однородные газообразные,
жидкие или твёрдые части системы. Компо-
ненты К — составные части (простые эле-
менты или соединения), образующие вещества,
из которых состоит система. Степени сво-
боды L — условия (температура, давление,
концентрации), которые в известных преде-
лах можно изменять, не нарушая состояния
равновесия (числа фаз) системы. Для систем,
находящихся в состоянии равновесия, согласно
правилу фаз Гиббса, L = К -\- 2 — F, где К —
наименьшее число молекул, которыми может
быть выражен химический состав любой
фазы данной системы. Например, для реак-
ции диссоциации известняка СаО ¦+¦ СО2 =
=CaCO3-!-Q. по правилу фаз, К~2 (СаО и СО2),
F = 3 (известняк, известь и газ) и тогда
L ¦- 2 -+- 2—3 — 1. Таким образом, если, ис-
пользуя единственную степень свободы, за-
даться температурой, то давление (упругость
диссоциации) углекислого кальция будет иметь
строго определённое значение. Это следует
также из того, что константа равновесия
данной реакции Кр —
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
167
Общий вид реакции окисления какого-либо
металла:
2Ме + Оа^Г2МеО + Q.
Согласно правилу фаз, К = 2, F=3 и L = 1,
т. е. каждой температуре строго соответ-
ствует только одна величина упругости диссо-
циации окисла. Это же вытекает из значения
константы равновесия для реакции данного
вида kp = pOi.
Принцип Лешателье
Согласно принципу Лешателье всякая си-
стема, находящаяся в состоянии равновесия,
стремится сохранить это состояние. При лю-
бом изменении факторов равновесия (темпе-
ратуры, давления, концентрации), производи-
мом извне, внутри системы возникнут про-
цессы, противодействующие этому изменению.
Например, находящаяся в состоянии равно-
весия система 2Н, + О2^И 2Н2О +115 620 кал
при нагреве или охлаждении выйдет из этого
состояния. В первом случае реакция пойдёт
влево, т. е. с поглощением тепла, во втором —
вправо, т. е. с выделением тепла. При повы-
шении внешнего давления на систему реак-
ция пойдёт вправо, что вызовет уменьшение
объёма (два объёма вместо трёх) и, следо-
вательно, понизит давление в системе, а при
понижении внешнего давления реакция пойдёт
влево, т. е. объём увеличится и давление
в системе повысится.
Вычисление константы равновесия
Вычисление константы равновесия К про-
изводится обычно по приближённому уравне-
нию Нернста, полученному путём интегриро-
вания уравнения изохоры:
9° л.
47571 Г +
+2* 1-75 lg
7Г Т+
где Qo — тепловой эффект реакции (опре-
деляется из уравнения
При отсутствии данных о теплоёмкостях
величина Кр определяется по упрощённому
уравнению Нернста
Q
¦4-Цл L75Ig Г+
" 4,571 Т
из которого видно, что Кр всегда увеличи-
вается с повышением температуры.
Упругость диссоциации окислов металлов
Если реакция диссоциации окислов проте-
кает в соответствии с уравнением общего вида
2Me-fO2Zl2MeO-(-Q, ioKp = po^ т. е. кон-
станта равновесия равна величине упругости
диссоциации. В табл. 172 и на фиг. 311 приве-
1100 IZ00 1300 МО 1500 16001700-?С
¦ | I ¦ | ' i—71 "" — ^"""^^^,
-SO
1300 МО 1500 1600 1700 WOO 1900 2000 TaSc
где Тх— абсолютная температура, Q — тепло-
вой эффект реакции при Тг); ^п — разность
числа газообразных молекул левой и правой
частей уравнения; Т — температура реакции
в °К; 2*— алгебраическая сумма химических
констант газовых молекул;
2»-
Ел 3,5
где 2 Ст ~ алгебраическая сумма тепло-
ёмкостей при Ti всех веществ, участвую-
щих в реакции.
Величины
молекул:
химических констант газовых
Вещество
Значения i
Na
2,6
1,6
о,
2,8
СО
3.5
СОа
3.2
Фиг. 311. Значение логарифма упругости
диссоциации окислов при постоянной кон-
центрация и меняющихся температурах.
дены данные подсчёта упругостей диссоциаций
окислов различных металлов [30].
Влияние изменений концентрации металла
в растворе на упругость диссоциации окис-
лов этого металла может быть приближённо
определено из уравнения
Ро=-
/о,
'Me
где Pq — упругость диссоциации, вычислен-
ная по уравнению Нернста; сМе—концентра-
ция металла в растворе (в долях единицы);
сн4
2,3
н2о
3,6
so,
3.3
NH,
3,3
168
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Зависимость величинь
Реакция
4Си+Оа -,—*• 2Cua0
•/.Ая+О.^^'/.АцО,
2Со+О, ;—±2СоО
2Ni + O, iz±2NiO
*/jMo+O2 ~,—*¦ a/sMoO,
2Fe + O3 ^^1 2FeO
•/.W+Oj^t'/.WO,
*4.p+o35=±»/6p3o6
2Zn + Os ~A—* 2ZnO
4/sCr+O2^=±'/sCr3O,
2Mn+O3 7—*~ 2MnO
Si + O3 -j—*¦ SiOj
Ti + O, , ' TiO3
Zr+O,Ti=± ZrOa
4/4А1 + О2 < * '/sAljO.
2Mg+O3J=±2MgO
2Ca + O3^z± 2CaO
Таблица 172
упругости диссоциации окислов металлов от температуры
Стандартный
тепловой эффект
кал на 1 г моль
82 ООО
Ю4 4°°
115 ооо
нбвоо
I2O 270
129 0°°
I3O 33°
147 7бо
I66 6OO
182 000
186200
208 300
220000
258 100
2б2 200
292 2ОО
303 4°О
Логарифмы упругости диссоциации окисла при
298° К
-67
- 71,8
- 7а
- 79
- 87,5
— 99
—ио,з
— 124
—143.5
—151
-178
— i8a
—203
— 212
500° К
- зб,з
— 4О,4
— 39.2
- 43,4
- 49.1
- 47,8
- 55-4
— 6i,9
- 69,9
- 81,7
- 85,7
—101,0
—103,8
— ,3
— 121,7
температуре
1000° К
— 12,9
—13,4
—16,9
-15.З
-17,1
-ао,8
-i9,3
—23,1
—25,9
-30,1
-28,2
-36,1
-37.6
—44.6
—46,4
-52,5
-55.4
1500° К
— 4.7
- 5,8
— 9,°
- 7.3
- 8,3
— 11,2
— 9,8
— 12,3
— 1б',8
— 17,1
—2О,9
—21,6
-25,8
-27-3
—зз-з
2000° К
— о,6
— 2,О
- 5,1
— 3,3
— 4,°
- 6,9
— 5,о
- в)о
— Ю,2
—11,5
-13,3
—13.6
— 1б,4
—17.7
-2O.6
— 22.2
п — число молей металла, вступающих в реак-
цию с 1 молем О2. Следовательно, уменьше-
ние концентрации металла в растворе ве-
дёт к увеличению упругости диссоциации
его окисла. При плавке чугуна и стали кон-
центрация железа в ванне cFe обычно мало
изменяется,поэтому здесь/?ре0=
= const.
Концентрацця
Фиг. 312. Зависимость упругости
диссоциации окислов от концен-
трации при температуре 1400° С.
На фиг. 312—316 изображены кривые ве-
личин упругости диссоциации окислов для
различных температур в зависимости от про-
центного содержания данного элемента
в ванне [10]. При прочих равных условиях
в металлической ванне металлы, окислы ко-
торых имеют меньшую величину упругости
диссоциации, являются раскислителями для
металлов, окислы которых обладают боль-
шей величиной упругости диссоциации. На-
пример, по отношению к железу такими рас-
tgp
-10
-11
-12
-13
-74
-15
-16
-17
-18
-19
•20.
\
\
\;
7
N
V
F
1
el
11
ШЬнцентрация >
j
t\
}
*
L?U5
¦}
/
hnu
(=4
У
°л
?
-
1
5
1
no
T
a
J
77.
—1
и
-
a
г
Ml
-
Концентрация
Фиг. 313. Зависимость упругости
диссоциации окислов от концен-
трации при температуре 1500° С.
3 4
Конц ентрация
Фиг. 314. Зависимость упруго-
сти диссоциации окислов от
концентрации при температуре
1600° С.
0 ! 2 3
Концентром и я
Фиг. 315. Зависимость упруго-
сти диссоциации окислов от
концентрации при температуре
1800° С.
-U
'S
-6
-8
-Э
-ю
-11
~12
-13
-1U
S
-
-if-
--
Н
fa
¦т-_
2
ч
о.
центра'цйя
1
-
0
-
Sib?
Си
А
-
h
'Г
ю
с
77
О 1 2 3 U 5%
Концентрация
Фиг. 316. Зависимость упруго-
сти диссоциации окислов от
концентрации при температуре
2000° С.
кислителями являются алюми-
ний, кремний и марганец. Ме-
таллы, окислы которых имеют
большую упругость диссоциа-
ции, чем у закиси железа в
железной ванне, окисляться не
будут; они полностью перейдут
в металл из исходных материа-
лов (например никель и медь)
Влияние газовой фазы
на металл
Между газами СО и СО2 и
железом при температуре выше
570° С происходят следующие
реакции:
ГЛ. 1]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
169
3Fe2O3 + СО = 2Fe3O4 + СО2 + 9410 кал;
Fe3O4 + СО ^ 3FeO + СО2 — 4450 кал;
FeO + СО -Ц1 Fe + СО2 + 3790 кал.
Первая реакция практически необратима,
вторая и третья — обратимы. Константы рав-
новесия этих реакций (с учётом знаков те-
пловых эффектов) соответственно
L * COj , ' K*VJ
«2 — f И K3 = „, .
Рсо
Рсо,
WOtf
Так как с повышением температуры константа
равновесия увеличивается, то состав равно-
весной смеси изменяется для одной реакции
в сторону увеличения СО2, а для другой —
в сторону увеличения СО [36].
При температуре ниже 570° С происходят
экзотермические реакции:
3Ft2O3 + СО = 2Fe3O4 + СО2 + 9410 кал;
Fe3O4 + 4СО zl 3Fe + 4СОа + 6920 кал.
Практически обратима только вторая реак-
тт ... Рсо
пая. Для нее к2 = —г— , т. е. с повышением
Рсо,
температуры состав равновесной смеси из-
меняется в сторону увеличения СО. Кривые
равновесия этих
Ю50\—i—i—i—i—г—т—пя—тгж реакций приведе-
ны на фиг. 317, где
область / соответ-
ствует условиям
устойчивого со-
стояния Fe3O4, об-
ласть 11 — FeO и
область /// — Fe.
Газы пламен-
ных печей и вагра-
нок, содержащие
большой процент
СО2, окисляют же-
лезо и в его при-
сутствии все эле-
менты, окислы ко-
меют мень-
шую упругость
диссоциации, чем
окислы железа. В
доменной же печи
процент СО в га-
зах велик и желе-
зо (в известной степени также и другие эле-
менты) восстанавливается из их окислов. При
наличии в составе печных газов SO2 проис-
ходят реакции:
SO* + 3Fe = FeS -f- 2FeO + 80 210 кал;
SO2 + lOFeO = FeS + 3Fe3O4 — 112 120 кал,
и металлическая шихта, главным образом
в период расплавления (когда металл ещё
не покрыт шлаком), поглощает серу.
Науглероживание железа
При наличии высокой концентрации СО
в составе газов между твёрдым железом и
газом протекает обратимая реакция наугле-
Фиг. 317. Диаграмма равнове-
сия системы СО, СО3 и оки-
слов железа.
роживания с образованием карбидов же-
леза (цементация):
3Fe -{- 2СО ^ Fe3C + СО2 + 36 290 кал.
и - ь '"со
Константа равновесия этой реакцииkp= —— .
• COj
Кривая равновесия изображена на фиг. 318
(диаграмма Иогансона и Сетта) [32]. Из диа-
№
80 W01CO
Фиг. 318. Диаграмма науглерожи-
вания железа (по Иогансону
и Сетта).
граммы видно, что науглероживание газовой
фазой (область устойчивого аустенита) воз-
можно лишь в резко восстановительной ат
мосфере при высокой концентрации СО.
В пламенных печах и вагранках, где атмо-
сфера окислительная, происходит обезуглеро-
живание металла газами.
Карбид железа может образоваться и при
непосредственном взаимодействии углерода
с жидким железом по реакции 3Fe + С =
=Fe3C — 2500 кал. Этот процесс наблюдается
в зоне холостой колоши вагранки, когда
капли жидкого металла стекают по кускам
топлива, а также при добавке карбюризато-
ров в жидкую ванну мартеновских или элек-
трических печей.
Химический состав шлаков
Шлаки всех металлургических процессов
образуются из оснований (CaO, MgO, MnO,
РеОидр.), условно обозначаемых RU, кислот
(SiO2, P205,Cr203 и др.) и амфотерных веществ
(А12О3, Fe2O3 и др.). Шлакообразование пред-
ставляет собой процесс нейтрализации кислот-
ных окислов основными с образованием со-
лей. Число известных соединений в шлаках
(минералогический состав шлака) весьма
велико. В него входят силикаты, фосфаты,
алюмосиликаты, алюминаты и ферриты (табл.
171). Если в шлаках после нейтрализации
кислот и оснований остаются в химически
свободном состоянии основания, то такие
шлаки называются основными, если остаются
кислоты, — то кислыми.
Основность шлаков определяется как от-
ношение весового процентного содержания
оснований к суммарному процентному содер-
170
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
жанию кремнезёма и ангидрида фосфорной
кислоты:
Если Мо^> 1, то шлак основной, при
Afo< 1 — кислый, при Мо = 1 — нейтральный.
Однако основность не даёт полной характе-
ристики шлаков ввиду сложности их состава.
Физические свойства шлаков
Важнейшими физическими свойствами
шлаков являются вязкость (зависит от хими-
ческого состава и температуры шлака) и плав-
кость (зависит от химического состава). На
фиг. 319 приведена диаграмма плавкости шла-
ков, состоящих из СаО, А12О3 и SiO2, а на
фиг. 320 — 322 — диаграммы вязкости шлаков
и пуазах* при 1400, 1500 и 1600° С. Данные
вязкости некоторых жидкостей приведены
в табл.173. С повышением температуры вяз-
кость всех жидкостей сильно уменьшается.
Таблица 173
Вязкость различных жидкостей
Материал
Вода
Сталь
Парафиновое масло . . . .
Нефть
Касторовое масло
Тяжёлое масло для двига-
телей
Оконное стекло
Легкотекучие шлаки . . . .
Шлаки средней вязкости . .
Шлаки очень вязкие . . . .
Температу-
ра в °С
2О
i6oo
зо
15
2О
ао
14°о
—
—
—
Вязкость
в пуазах
О,О1
О,О1
1,ОО
1,3°
Ю,О
IOO.O
100,0
5-6
8-ю
25-3°
и выше
Диаграммами плавкости и вязкости шлаков
пользуются следующим образом. Предполо-
жим, что в состав ваграночного шлака вхо-
дит 36% SiO2, 12% А12О3, 32% СаО и 2()о/о
FeO + MgO -t- MnO. Нужно пересчитать со-
став шлака на три первых компонента:
СаО = |L.100=400/0.
По диаграмме плавкости температура пла-
вления такого шлака 1300° С. Так как в шлаке
содержится 20% примесей, то действительная
температура плавления ещё ниже. Вязкость
шлака по диаграмме равна 8 пуазам. Основ-
40
ность шлака Л40= j= —ОД
Шлаки вязкостью 5 — б пуазов создают
хорошие условия для ведения металлургиче-
* Пуаз — единица вязкости — в 100 раз превосходит
вязкость воды при 20° С и в 10 раз меньше вязкости
касторового масла при 20° С.
ского процесса. Шлаки вязкостью 8— 10 пуа-
зов, т. е. более густые, менее удобны, но
всё же не затрудняют плавки. Осложнения
возникают при вязкости шлаков >> 15 пуазов.
Десульфурация
Для десульфурации металла требуются
основные шлаки, содержащие в свободном
виде СаО. Сера находится в металле в виде
FeS и MnS. Она следующим образом распре-
делена между металлом и шлаком:
Li =
FeSt
MnS,
FeSMe
MnS*
При одной и той же температуре L2^>Lh
так что реакция FeS 4- Мп = MnS + Fe -f-
+ 26450 кал способствует десульфурации.
Если в шлаке содержится СаО в свобод-
ном виде, то происходят реакции:
СаО + FeS
СаО + MnS
' CaS + FeO + 730 кал;
: CaS + MnO + 6570 кал.
В условиях восстановительной среды
(в присутствии свободного углерода) реакции
протекают так:
СаО -f FeS + С = CaS + Fe+CO-54 270 кал;
СаО + MnS + С = CaS + Mn +
+ СО—60 720 кал.
Концентрация FeS и MnS в шлаке умень-
шается, и по закону распределения новые
порции FeS и MnS переходят из металла
в шлак. Так как при этом газообразная окись
углерода удаляется из системы и реакция
становится необратимой, процесс идёт пол-
нее. При вводе в металл соды происходят
реакции:
Na2O -f FeS = Na2S + FeO + 28370 кал;
Na2O + MnS = Na2S + MnO + 34 210 кал.
Процессу десульфурации способствуют.
повышение в шлаке свободного СаО и пони-
жение свободного FeO.
Дефосфоризация
Для дефосфоризации также необходим
основной шлак. Процесс идёт следующим
образом. Вметалле:
2Р + 5FeO = Р2О5 + 5Fe + 47 850 кал;
Р2О5 + 3FeO = (FeOK-P2O5 + 30 600 кал.
PaOs
(FeOK
и шлаком:
распределяется между металлом
, (РеО)вРаО6дц|.к
(РеОKР2О5металл •
В шлаке закись железа вытесняется из-
вестью по реакции
(FeOK Р3О5 + 4СаО = (СаОLР2О5 +
+ 3FeO + 130 100 кал.
В результате концентрация (FeO)jP2O5
понижается. Вследствие постоянства коэфи-
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
171
SiO2
/00 л О
CaOS/02
(Ca0j3(S/02J
(CaOJSi02
30,
(CaOJs S/0?
20
Фиг. 319. Диаграмма плавкости шлака состава СаО~А 1,О3-SiOj.
SiO2
0J00
Ю 20 30 40 SO 60 70 80 90 WO
Фиг. 320. Диаграмма вязкости шлака при температуре 1400° С.
172
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
/00
20
О Ю 20 30 U0 50 60 70 80 90 ЮО
Фиг. 321. Диаграмма вязкости шлака при температуре 1500° С.
10 20 30 U0 50 60 70 80 90 WQ
Фиг. 322. Диаграмма вязкости шлака при температуре 1600' С.
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
173
циента распределения L фосфор из металла
переходит в шлак. Процессу дефосфоризации
способствует увеличение содержания в шлаке
FeO и СаО.
Таким образом, проводить одновременно
десульфурацию и дефосфоризацию нерацио-
нально. Сначала производят дефосфоризацию
под основным окислительным шлаком, а затем,
скачав чёрный окислительный шлак и заме-
нив его белым известковым, осуществляют
десульфурацию. Оба эти процесса возможно
применить в основных мартеновских и элек-
трических печах. В бессемерах и вагранках
с кислой футеровкой они неосуществимы.
Раскисление
При плавке под действием окислительного
пламени металл насыщается окислами. Для
раскисления применяют металлы, окислы
которых обладают меньшей упругостью дис-
социации по сравнению с окислами раскисля-
емого металла. Чем выше концентрация
металла раскислителя, тем полнее про-
текает раскисление.
Раскисление железа обычно производится
кремнием (ферросилицием), марганцем (ферро-
марганцем) и алюминием по реакциям:
FeO + Mn = Fe + MnO + 32 220 кал;
2FeO + Si = 2Fe + SiO2 + 78 990 кал;
3FeO + 2A1 = 3Fe + A19O3 + 200 410 кал.
Широкое распространение получили ком-
плексные раскислители. На том же принципе
основано раскисление цветных сплавов. На-
пример, медь может быть раскислена цинком,
фосфором и марганцем по реакциям:
Cu2O -f Zn = 2Cu + ZnO + 40 450 кал;
5Cu3O + 2P = lOCu + PaO6 + 155000 кал;
Cu8O + Mn = 2Cu + MnO -f 53 720 кал.
Потребное количество раскислителя за-
висит от условий плавки и активности рас-
кислителя.
Газы в металлах
Газы в расплавляемых металлах могут
быть: 1) механически включёнными* 2) рас-
творёнными в виде химических соединений
а 3) растворёнными в элементарном виде.
Механически задержавшиеся в жидком
металле газы легко удаляются при повышении
его температуры и выдержке при высоких
температурах. Поведение газов, растворён-
ных в металле в виде химических соединений,
зависит от их химического сродства с эле-
ментами, растворёнными в ванне, и физико-
химических условий процесса плавки.
При металлургических процессах прихо-
дится сталкиваться с самыми разнообразными
газами. Их можно разделить на три группы:
а) простые двухатомные газы (Но, N2, O2);
б) газы-окислы (Н2О, SO2, CO2, CO, NO);
в) сложные газы (С^Н^, NH3, (CNK, H2S,
PHS). Газы первой группы встречаются во
всех без исключения случаях взаимодействия
газов с металлами, второй группы — во всех
случаях производства и рафинирования метал-
лов, газы третьей группы при высоких
температурах, применяемых в процессах
плавки, неустойчивы.
Взаимодействие металла с элементар-
ными газами. Мерилом сродства металла
с газами служит значение свободной энергии
реакций взаимодействия между ними. Для
этой же цели может быть приближённо при-
нята теплота взаимодействия. По мере утраты
металлических свойств и возникновения ме-
таллоидных особенностей металлы обнаружи-
вают всё меньшее сродство к элементарным
газам.
В о д о р о д-м е т а л л. Водород образует
с рядом металлов гидриды. При образовании
гидридов с Ti, Zr, Th, Сг и Mn происходит
выделение тепла, а с Al, Fe, Cu, Ni, Co, Мо,
Ag — поглощение тепла. Поэтому с повыше-
нием температуры абсорбция водорода метал-
лами первой группы уменьшается, а второй
группы — увеличивается.
А з о т-м е т а л л . Азот активнее взаимо-
действует с металлами, нежели водород. При
этом образуются различные нитриды. Нитриды
Al, Ti, Va, Zr, Сг, Mo, Mn экзотермичны и более
устойчивы при пониженной температуре.
Железо образует два нитрида: Fe2N экзотер-
мический и Fe4N эндотермический. Резко
эндотермичны и более устойчивы при повы-
шении температуры нитриды Си, As, Hg.
Кислород-металл. Самым активным
по отношению к металлам газом является
кислород. Наибольшим тепловым эффектом
сопровождаются экзотермические реакции
образования окислов щелочных и щёлочно-
земельных металлов. Возможность образования
того или иного окисла зависит от соотношения
упругости его диссоциации и парциального
давления кислорода в системе.
Взаимодействие металлов с газообраз-
ными окислами. Газы-окислы сами обладают
способностью диссоциировать. В результате
диссоциации таких газов, как SO2, H2O, СО3
и NO, образуется кислород и соответственно
вторая составляющая — S, Н2, С и N2. Взаи-
модействие металла с продуктами диссоциа-
ции приводит к возникновению в металле
двух фаз: металлического окисла и соответ-
ственно нитрида, сульфида, гидрида, карбида.
Взаимодействие металлов со сложными
окислами. Углеводороды диссоциируют
при высоких температурах с выделением угле-
рода и водорода:
Металлы, образующие карбиды, реагируют с
выделившимся углеродом. Эти реакции
образования карбидов обычно эндотермичны.
Металлы, не образующие карбидов (например,
медь), абсорбируют только водород. Аммиак,
диссоциируя, выделяет азот и водород по
реакции 2NH3 = N2 -f 3H2 — Q и способствует
образованию нитридов'и гидридов. Циан
является эндотермичным соединением, устой-
чивым лишь при очень высоких температурах.
Диссоциируя, циан способствует образованию
нитридов и карбидов по реакции (CNJ = 2С ¦+-
+ N2 4- Q. Сероводород — экзотермиче-
ское соединение, присутствующее лишь в вос-
становительной атмосфере. Взаимодействуя
с металлами, сероводород способствует обра-
174
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
зованию сернистых соединений и гидридов
Me + H2S — MeS + Н2 (гидрид) -t- Q. Эндотер-
мическое соединение РН3 содействует обра-
зованию фосфидов и гидридов по реакции
б Me + 'РН8 = '2Ме3Р + ЗН2 (гидрид).
Растворимость газов в металлах зависит
от их природы, давления и температуры. Изме-
нение растворимости газов в жидких метал-
лах под действием давления определяется за-
коном Генри, который можно рассматривать
как частный случай закона Нернста. По Генри,
отношение концентрации вещества в газовой
фазе Сг к концентрации его в жидкости Сж
есть величина постоянная, т. е. -^— = const.
Ьсли выразить концентрацию вещества в га-
зовой фазе через его парциальное давление р,
а вес растворённого вещества в металле —
через q г/л, то получим q = ар, где а — коэ-
фициент растворимости.
Растворимость газов в жидких металлах,
как правило, растёт с температурой. В твёрдых
металлах растворимость газов ниже, чем в
жидких. На примере водорода это можно объ-
яснить тем, что газы при растворении в
твёрдых металлах диссоциируют, увеличивая
Л/" С'
число молей и, следовательно, -v I = const.
Тогда Cms
q = a \/"p .
При застывании металлов происходит энер-
гичное выделение газов. В процессе затверде-
вания газы частично успевают выделиться из
жидких металлов, частично застревают в за-
твердевающем металле вследствие увеличиваю-
щегося внутреннего трения и образуют газо-
вые раковины, частично остаются растворён-
ными в твёрдых металлах. Уменьшение веро-
ятности образования газовых раковин может
быть достигнуто: а) получением металла
с меньшим количеством растворённых в нём
газов (плавка в вакууме); б) получением ме-
талла с меньшим количеством газов, образую-
щихся в процессе затвердевания, т.е. металла
раскисленного; в) охлаждением металла до
затвердевания для максимального удаления
газов из раствора (с последующим нагревом
металла, его доводкой и быстрой разливкой);
г) продувкой жидкого металла нерастворяю-
щимся или слабо растворяющимся в нём газом
для извлечения газов, растворённых в нём;
д) резким повышением растворимости газов
в жидком металле путём увеличения давле-
ния газа окружающей среды.
ПЛАВКА ЧУГУНА
Отливки из чугуна первичной плавки
Особенностью первичной плавки является
невозможность регулирования состава и тем-
пературы чугуна доменной печи в соответ-
ствии с характером отливки. Механические
свойства этих чугунов очень низки: предел
прочности при растяжении часто не достигает
даже 10 кг/мм2, а при изгибе — \6кг>ммК
При получении отливок первичной плавки
применяется ряд методов улучшения свойств
жидкого доменного чугуна.
1. Тепловая о б р а б о тка — нагрев
жидкого чугуна в мартеновских или электро-
печах до 1500—1550° С с выдержкой в течение
20—30 мин. при этой температуре [11].
2. Фришевание— доводка чугуна до
необходимого состояния и состава в качаю-
щейся печи Вельмана. Для уменьшения угле-
рода в металле забрасывают в печь железные
обрезки. В случае надобности вводят в металл
ферросплавы и другие специальные добавки.
Чугун подаётся в печь Вельмана непосред-
ственно или через миксер.
3. Присадка жидкой мартенов-
ской или бессемеровской стали
с целью уменьшить в чугуне содержание
углерода. Из доменного чугуна с такой добав-
кой в количестве 30—40% (даётся в литейный
ковш) можно отливать непосредственно на
металлургических заводах прокатные валки,
изложницы и детали тяжёлого металлургиче-
ского оборудования [6].
4. Смешение жидкого доменного
и ваграночного чугунаспоследующим
подогревом в электропечи *. Оба вида чугуна
в равных количествах заливают в 400-тонные
отапливаемые миксеры. При этом состав чу-
гуна следующий:
Углерод Кремний Марганец Фосфор Сера
Доменный 3.4—3*5 i,8—а,о о,8—о,9 0,3—0,4 До 0.07
Ваграноч-
ный 3-°~3>15 г>9—я<1° °»6 о.24 До о,it
Смесь 3.2—3»3 а»°—2'х °Nо—о,7 о.зо До о,ю
Из миксера металл поступает в электро-
печь, где производится его подогрев в течение
20 мин. до 1450° С. После этого металл идёт
на заливку. Расход электроэнергии составляет
100 квт-ч на 1 т металла.
Использование жидкого доменного чугуна
позволяет сэкономить большое количество
топлива. В то же время применение миксеров
большой ёмкости обеспечивает весьма равно-
мерный состав металла, а применение электро-
печей даёт возможность получать хорошо
прогретый металл.
Плавка в тигельных печах
При тигельной плавке металл не соприка-
сается с топливом или продуктами его горе-
ния, поэтому он незначительно меняет свой
химический состав, а угар не превышает
2—3%. Однако данный способ недостаточно
рентабелен ввиду плохого использования
тепла топлива и высокого расхода дорого
стоящих тиглей. Для тигельных печей приме-
няются короткопламенные твёрдые виды то-
плива (древесный уголь, кокс, антрацит), раз-
вивающие максимальную температуру в самой
зоне горения, а также жидкие и газообразные
топлива.
Перед плавкой тигли подогревают в печи
от 30 мин. до 1 часа. Для уменьшения угара
металла на дно горячего тигля дают немного
древесного угля, поглощающего кислород воз-
духа, находящегося в самом тигле. Затем ти-
гель наполняют шихтой и закрывают крыш-
кой. Во время плавки кислород воздуха, кото-
рый содержится в тигле или проникает через
неплотности крышки, окисляет некоторое
количество металла. Вместе с ржавчиной и
окалиной, покрывающей шихту, окислы обра-
* Данный метод применяется на заводе Форда в Де
троите.
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
175
зуют шлаки, богатые окислами железа. Они
окисляют углерод, кремний и марганец металла
по реакциям:
FeO + С = Fe + СО — 35000 кал;
2FeO + Si = 2Fe + SiO2 + 78 990 кал;
FeO + Mn = Fe + MnO + 32 290 кал.
В результате содержание С, Si, Mn в металле
незначительно уменьшается. Кроме того, ре-
акции происходят также между металлом и
материалом тигля.
Тигли бывают графитовые, материал кото-
рых содержит главным образом углерод и
некоторое количество кремнекислоты SiO2, и
шамотовые, содержащие значительное коли-
чество кремнекислоты и глинозёма (А12О3).
При плавке в тиглях происходит восстано-
вление кремния из их материала по реакциям
SiO2 + 2С = Si + 2CO — 148 990 кал и SiO34-
4- 2Fe = Si 4- 2FeO — 78 990 кал, а в графи-
товом тигле, кроме того, растворяется в ме-
талле некоторое количество углерода тигля.
В то же время содержание марганца может
убавиться. Эти изменения зависят от состава
тигля, металла и температуры плавки. Раство-
рение С и особенно восстановление Si раз-
виваются лишь при высоких температурах.
Содержание серы и фосфора при тигельной
плазке чугуна не меняется. Изменения содерт
жания С, Si и Мп легко учитываются при
шихтовке.
Применение шамотовых тиглей для плавки
чугуна нерационально вследствие их малой
прочности.
Плавка в пламенных печах
Для получения серого и ковкого чугуна
в небольших количествах применяются неф:
тяные пламенные печи типов „Мечта" {бара-
банные) и „Экономплав" (малые стационар-
ные) ёмкостью до 0.5 т. В Германии, а так-
же в США распространены вращающиеся
барабанные печи типа Бракельсберга и Сесси
ёмкостью до 10 т. Белый (ковкий) и, реже, спе-
циальный чугун, идущий на прокатные вал-
ки и изложницы, обычно плавят в боль-
ших стационарных пламенных печах. Они
отапливаются каменным углём, мазутом, га-
зом и пылевидным топливом; ёмкость этих
печей — от 5 до 40 т.
В пламенных печах окисляющее пламя со-
прикасается с расплавляемым металлом, а за-
тем с поверхностью расплавленной ванны, по-
крытой шлаком. В результате происходит
значительный угар как ряда элементов, со-
держащихся в чугуне, так и самого железа.
В зависимости от характера плавки выгорает
углерода от 15 до 25<V0, кремния - от 25 до
35<у0 и марганца — от 30 до 450/0. Содержание
фосфора и серы практически остаётся без
изменения. Если плавка ведётся на сернистом
каменном угле или сернистом мазуте, то со-
держание серы в металле может даже не-
сколько возрасти (на 0,01-0,02%). Общий
угар металла колеблется от 5 до 70/0. Для
уменьшения угара стремятся к тому, чтобы
состав печных газов был возможно менее
окислительным.
Стационарные пламенные печи обычно
загружают через съёмный свод при по-
мощи кранов. Загрузка должна быть рыхлой.
т. е. между материалом и стенками печи, а
также сводом необходимо оставлять сво-
бодные промежутки. Наиболее рыхлую за-
грузку (в основном литники) дают у перед-
него края печи; этим достигается свободное
движение газов не только у свода, но ча-
стично и сквозь завалку. Штыковой чугун за-
гружают ближе к заднему порогу печи.
Такое расположение материала необходимо
для подогрева металла нижних слоев. Иначе
расплавленный металл верхних слоев, стекая
вниз, будет застывать здесь и сваривать
шихту в сплошную глыбу.
Наибольший угар составляющих шихты
происходит в первый период работы печи,
когда газы непосредственно омывают металл.
Чем длительнее период расплавления, тем
больше угар. После расплавления металл по-
крывается слоем сильно железистых кислых
шлаков, так что во второй период (доводка
и перегрев) угар кремния фактически прекра-
. щается. Угар марганца (дающего основные
окислы) продолжается в небольшой степени
и в этот период, так как основные окислы
особенно хорошо поглощаются кислым шлаком.
Для выгорания углерода создаются всё более
благоприятные условия по мере перегрева
металла. Поэтому угар углерода происходит
также во второй период плавки и тем интен-
сивнее, чем горячее плавка. Углерод выгорает
главным образом за счёт окислов железа и
марганца, находящихся в большом количестве
в шлаке окислительного периода.
Для предотвращения угара углерода ска-
чивают первый сильно железистый шлак и
заводят новый шлак из песка и извести. Из-
весть добавляют, чтобы снизить температуру
плавления кислого шлака и повысить его
жидкотекучесть. Для уменьшения количества
углерода в металле добавляют в ванну руду
либо после скачивания шлака оставляют ван-
ну на некоторое время оголённой.
Науглероживание чугуна в пламенной пе-
чи затруднительно. Заброска в печь кокса,
угля, графита и других материалов, содержа-
щих углерод, не даёт заметных результатов.
Приходится добавлять высокоуглеродистый
чугун.
Понижение содержания кремния во второй
период плавки может быть достигнуто в
очень небольших пределах добавкой в печь
малокремнистого материала, например стали.
Увеличить количество кремния можно при-
садкой в печь ферросилиция. Если шлак сильно
насыщен SiO«, что наблюдается при горячем
ходе плавки и интенсивном разъедании футе-
ровки, некоторое количество кремния может
восстановиться из шлака в металл.
Угар марганца во второй период плавки
происходит со скоростью до 0,03% в час.
Насыщение жидкого металла марганцем произ-
водится добавкой ферромарганца или зеркаль-
ного чугуна. Содержание фосфора увеличи-
вают добавкой в ванну феррофосфора.
Присутствие углерода, кремния и марганца
в металле препятствует окислению железа.
Однако уменьшение этих примесей вызывает
горение железа, которое очень трудно оста-
новить: приходится застуживать всю ванну.
Для этого прекращают на 20 — 25 мин. отопле-
ние печи и забрасывают ферросилиций и
176
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
ферромарганец, энергично перемешивая ванну.
Хороший результат даёт добавка алюминия.
На величину угара в период доводки
влияет глубина ванны: чем мельче ванна, тем
более интенсивен процесс угара (особенно
углерода).
Плавка чугуна в пламенных печах требует
непрерывного контроля за его составом и
температурой средствами экспресс-анализа и
отбором специальных проб. Как только ме-
талл достиг заданного химического состава и
температуры, его следует немедленно выпу-
стить из печи, так как иначе состав металла
будет изменяться вследствие окисления.
Плавка в вагранках
В вагранках приходится учитывать влия-
ние на металл не только газовой фазы, как
в пламенных печах, но и твёрдого топлива.
Благодаря применению принципа противо-
тока вагранки являются наиболее экономич-
ными из плавильных печей. Они дают воз-
можность получать максимально горячий чу-
гун, точно соответствующий заданному" хи-
мическому составу, при минимальном рас-
ходе топлива. Вагранки применяются для
плавки как обычных серых чугунов, так и вы-
сококачественных перлитовых (малоуглероди-
стых) и ковких чугунов.
Основной горючей частью ваграночных
топлив является углерод, который может го-
реть в окиси углерода (СО) и его двуокиси
(СО2). Объём продуктов горения углерода
при сжигании его в СО и СО2 одинаков.
Следовательно, чем выше процентное содер-
жание СО2 в продуктах горения, тем выше
их температура, тем больше тепла даёт ка-
ждый килограмм топлива, тем выше темпера-
тура нагреваемого чугуна и меньше расход
топлива. Данные о тепловом эффекте горения
углерода приведены в табл. 174.
Состав продуктов горения зависит от
свойств топлива и характера процесса горе-
ния. С точки зрения этого процесса топлива
характеризуются реакционной способностью,
т. е. способностью восстанавливать образую-
щуюся при горении двуокись углерода СО2
до окиси СО. Восстановление происходит по
реакции СО2 + С = 2СО — 38 790 кал и даёт
продукты неполного горения. Величина реак-
ционной способности определяется (по Бунте)
формулой
СО
СО + 2СОа
РГ-1000/о [17].
где СО и СО2 — процентное содержание
окиси и двуокиси углерода в смеси этих двух
газов.
Все ваграночные топлива можно разделить
на топлива с низкой реакционной способно-
стью: R — 15 -т- 25% (кокс, антрацит, термо-
антрацит и пекотощий кокс), средней реак-
ционной способностью: # = 25-ь50% (бурый
уголь, каменный уголь, газовый кокс, домен-
ный кокс) и высокой реакционной способно-
стью: R— 50-т- 100% (древесный уголь, дрова,
торф и торфяной кокс) [17]. В шахтных пе-
чах содержание СО2 в продуктах горения тем
больше, чем ниже реакционная способность
топлива. Кроме того, содержание продуктов
горения зависит от степени питания зоны го-
рения топлива кислородом (воздухом). Если
воздух подаётся в вагранку через один ряд
фурм (фиг. 323, а), то вследствие отклонения
у//// ¦/////.-/,
а) 6) я)
Фиг. 323. Схема движения газов в вагранке: а — при
одном ряде фурм; б — при двух рядах; в — при трёх
рядах.
его струй к стенкам шахты, где сопротивление
столба шихты наименьшее, питание централь-
ной части вагранки воздухом недостаточно.
Здесь создаётся очаг неполного горения с
большим содержанием СО в продуктах го-
рения.
В вагранках с многорядным фурменным
поясом (фиг. 323, б и в) питание центра ва-
гранки воздухом улучшается и степень пол-
ноты горения увеличивается.
Данные об изменении среднего состава ва-
граночных газов при переходе с одного ряда
фурм на три приведены в табл. 175 [18]. Дан-
ные об изменениях в теплввом балансе ва-
гранки, связанных с повышением степени
сгорания топлива при переходе на многоряд-
ную систему фурм, приведены в табл. 176.
Коэфициент полезного действия возрастает
с 37,4 до 52,1%- В результате уменьшается
на 20сС расход топлива, одновременно повы-
шается на 20° С температура металла и на
25—30% увеличивается производительность
вагранки.
Таблица 174
Тепловой эффект горения углерода
Использование тепла
Теплотворная спо-
собность в 1 кг
в кал
Потери на 1 кг
в кал
R 0/
в /о
Использование те-
плотворной способно-
сти топлива в %. . .
°/0 СО, в смеси газов СО+СО,
100
8137
о
о
IOO
90
7
93
80
6999
9
14
86
70
643°
1708
21
19
60
2276
28
72
50
5293
2844
35
65
40
47=4
3413
42
58
30
4155
398а
48
20
3586
4551
44
10
5I2O
63
37
0
5687
7°
3°
ГЛ. 1]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
177
Таблица 175
Состав ваграночных газов в зависимости от числа
рядов фурм
Число
рядов
фурм
1
3
Содержание ваграноч-
ных газов в %
СО
15.2-13
4.8-6,2
СО,
12— 9.8
15,6—17
Отношение СО : СО,
при макси-
муме СО
61/39
28/72
при макси-
муме СОа
52/48
=3/77
Таблица 176
Тепловой баланс вагранки в зависимости от числа
рядов фурм
Расплавление и перегрев
Расплавление и перегрев
шлака
Потери от неполноты сго-
рания
Потери с уходящими газами
Расход тепла на разложе-
ние известняка
Потери на лучеиспускание
Всего. . .
Расход тепла в °/0
при 1 ряде
фурм
27.7
3.3
39.4
22,7
6,4
°-5
100,0
при 3 рядах
фурм
38.8
4-8
22,2
25.3
8.5
о.4
100,0
Экономия топлива может быть достигнута
также введением в холостую колошу вагранки
горелок для сжигания пылевидного топли-
ва. Пыль подаётся сжатым воздухом под
давлением 2 am. Применение пыли в ко-
личестве 2—3% позволяет снизить расход
кокса на рабочую колошу с 13 до 9—10% и
повысить производительность вагранки на
30—40% [33]. Значительную экономию можно
получить, введя в холостую колошу (на вы-
соте 500 мм от уровня фурм) газообразное
топливо. Дополнительной подачей природного
газа в вагранку удавалось снизить расход
кокса с 12 до 6% [19]. Уменьшение расхода
топлива и повышение температуры металла
достигаются также подогревом воздуха, по-
даваемого в вагранку, за счёт физического
или химического тепла отходящих ваграноч-
ных газов или сжиганием специального то-
плива в подогревателях. При нагреве дутья
до 300—400° С экономится до 30—35% то-
плива с соответствующим повышением произ-
водительности либо температура металла по-
вышается на 40—50° [37]. Во всех случаях
уменьшение расхода кокса обусловливает по-
вышение производительности вагранки и по-
нижение содержания серы в ваграночном чу-
гуне и облегчает получение малоуглероди-
стого чугуна.
Повышение температуры металла в ваг-
ранке достигается не только увеличением со-
держания СО2в составе ваграночных газов, но
и правильным режимом плавки. На фиг. 324
изображена схема, показывающая состав и
Фиг. 324. Состав и темпера-
туры ваграночных газов.
температуру ваграночных газов и темпера-
туру металла в различных зонах вагранки.
На оси ординат отложены высоты вагранки,
а на оси абсцисс — процентное содержание
составных частей газа (слева) и температура
в градусах Цель- о
сия (справа). Кри- Уровень 7*l*g°
вая / соответст-
вует температуре
газов, а кривая
// — температуре
металла. Металл
сначала медленно
нагревается в шах-
те вагранки за
счёт тепла встреч-
ного потока отхо-
дящих газов. Да-
лее, непосредст-
венно над холо-
стой колошей, на-
грев протекает
кесьма интенсив-
но. Металл дово-
дится до темпера-
туры плавления,
плавится (прямой участок на кривой II) и
затем перегревается уже в жидком виде.
В горне вагранки металл несколько остывает.
Таким образом,температура выпускаемого
металла зависит от температуры его плавле-
ния и от степени его перегрева выше этой
температуры. Присутствие стали в шихте ве-
дёт к повышению температуры выплавляемого
чугуна,поскольку температура плавления стали
значительно выше. Перегрез капли жидко-
го металла будет зависеть от максимума
температур газов (точка Р) и от длины пути
капли в зоне максимальных температур. Ма-
ксимум в свою очередь зависит от полноты
горения топлива, а длина пути капли жидкого
металла определяется высотой холостой
колоши. Следовательно, повышению темпера-
туры чугуна содействуют многорядная си-
стема фурм и увеличение (в определённых
пределах) расхода топлива и воздуха. Кроме
того, достижению высоких температур спо-
собствуют хороший разогрев вагранки и тща-
тельная разделка шихты.
На ряде заводов США работают установки
для кондиционирования влаги в воздухе, по-
даваемом в вагранку. Это обеспечивает повы-
шение температуры металла на 20° С и эко-
номию топлива на 10%. Одновременно ста-
билизуется ход плавки, так как уменьшается
её зависимость от атмосферных условий, и
устраняется опасность отбела.
Вес рабочей топливной колоши опре-
деляется по формуле Gm — FHm-\m, где Gm —
вес топливной колоши в кг; F — площадь по-
перечного сечения вагранки в м?; Нт — высота
рабочей топливной колоши, равная 0,2 м при
плавке на коксе и 0,15 м при плавке на антра-
ците; т — удельный вес топлива, который при-
нимается для кокса 450 кг\м\ для антрацита —
9J0 кг/м*. Вес металлической колоши уста-
навливается в зависимости от веса топливной
и принятого расхода топлива в рабочих коло-
Got- 100
шах, т. е. GM = —~— кг, где GM — вес ме-
таллической колоши в кг; $ — процент расхода
топлива.
178
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
1РАЗЛ. 115
Металлургические процессы, происходящие
в вагранке, являются следствием взаимодей-
ствия металла с газовой фазой и топливом.
В вагранке по высоте шахты можно выделить
три зоны: первая —- от загрузочного окна
до верхнего края холостой колоши (здесь
температура постепенно повышается по на-
правлению сверху вниз от 400—500° до 1300—
1500° С); вторая — от верхнего края холостой
колоши до оси фурм (в этой зоне температура
находится в пределах 1400—170и° С); третья —
от оси фурм до лещади (здесь температура газа
равна 1300—1400° С). Процессы, протекающие
в каждой из этих зон, сильно разнятся между
собой.
Процессы, происходящие в первой зоне.
Здесь металл находится в твёрдом состоянии
и нагревается отходящими газами. Газовая
атмосфера содержит СО2. СО и N2, а также
небольшое количество SO2 и О2. Между СО,
СО2 и твёрдым металлом протекает обратимая
реакция FeO f СО = Fe-f СО2+-3790 кал с кон-
. Рсо j,
стантои равновесия я — . Направление
реакции зависит от содержания в газовой
атмосфере СО и СО2. При направлении слева
направо происходит восстановление окислоз
железа, а справа налево— окисление железа.
О соотношении между количествами СО и
СО2, соответствующими состоянию разнозесия
при различных температурах, а также об усло-
виях образования восстановительной и окисли-
тельной атмосферы можно судить по данным
табл. 177.
Таблица 177
Зависимость состава нейтральной, восстановитель-
ной и окислительной атмосферы от температуры
Темпе-
ратура
в °С
боо
8оо
IOOO
I2OO
1300
Нейтральная
(равновесная)
атмосфера
СО
СО3
1,86
3.°°
3-35
3.54
Восстанови-
тельная атмо-
сфера
СО
СО,
>1Д7
>i,86
>з.°°
>3.35
>3.54
Окислительная
атмосфера
СО
СО,
<i,86
<з.°°
<3-35
<3.54
Обычно в вагранке отношение
СО
2
следовательно, атмосфера является окисли-
тельной. Наличие свободного кислорода
в составе ваграночных газов ещё больше
усиливает их окислительную способность.
Исследования [23] показали, что под влиянием
ваграночных газов на чистых поверхностях
металла образуется слой окислов, содержащий
главным образом FeO и частично Fe3O4, SiO2 и
МпО. Окисление твёрдого металла происходит
исключительно с поверхности, под окисленным
слоем находится слой обезуглероженного ме-
талла. При переплавке в вагранке шихты,
состоящей из штыкового чугуна и лома (чу-
гунного и стального^, поверхностное окисле-
ние не сказывается заметно на общем угаре
металла, который не превышает 2—5% [23]. При
переплавке мелкой шихты (стружки) в тех же
условиях общий угар доходит до 50-60% от
переплавляемого металла вследствие резкого
увеличения размеров поверхности шихты. По-
этому переплавка стружки требует некоторых
специальных мер: а) предвхранения такой
шихты от окисления путём брикетирования
или пакетирования стружки; б) создания в ва-
гранке защитной (нейтральной) атмосферы по
методу автора [20].
Наличие в составе ваграночных газов SO2
приводит к поверхностному насыщению ме-
талла серой с образованием сернистого железа
по реакциям:
SO2+3Fe = FeS-f 2FeO 180 210 кал;
SO2-|-10FeO = FeS-f 3Fe3O4 —112 120 кал.
Константа равновесия этих реакций k = pso ,
С увеличением содержания SO2 в составе ва-
граночных газов растёт их способность насы
щать металл серой. Если пропустить через
действующую вагранку сернистый газ SO2,
можно удвоить содержание серы в чугуне [20].
Газовое науглероживание металла, про-
текающее по реакции 2СО -f 3Fe = Fe3C ¦+-
•¦+- СО21 38 290 кал с константой равнове-
сия k = , в вагранке невозможно, так
Рсо,
СО
как фактическое соотношение -^гг приводит
к протеканию этой реакции справа налево
Между твёрдым металлом и топливом в пер-
вой зоне никаких реакций не происходит.
Процессы, происходящие во второй зоне.
В этой зоне металл находится в жидком виде и,
стекая вниз, взаимодействует и с газовой
фазой, и с твёрдым топливом холостой колоши.
Во второй зоне металл перегревается выше
температуры плавления за счёт высоких тем-
ператур газовой фазы. Его окисление протекает
более интенсивно, чем в первой зоне, но
одновременно окислы железа энергично
раскисляются содержащимися в чугуне при-
месями:
2FeO-fSi = SiO2 -f 2Fe -+- 78 990 кал;
FeO + Mn = МпО + Fe + 32 290 кал;
FeO+C = Fe-j-CO — 35 000 кал.
Эти реакции приводят к угару всех элементов
металла, упругость диссоциации окислов кото-
рых ниже упругости диссоциации FeO. Эле-
менты с более высокой, чем у FeO, упру-
гостью диссоциации окислов (медь и
никель) не выгорают. С повышением темпе-
ратуры создаются более благоприятные усло-
вия для выгорания углерода, но одновременно
металл насыщается углеродом, растворяя его
из топлива. В конечном итоге насыщение ме-
талла углеродом всегда опережает его обез-
углероживание.
Насыщение углеродом зависит от свойств
топлиза, температуры и свойства металла и
времени соприкосновения металла с топливом.
Углерод древесного угля энергичнее раство-
ряется в чугуне, чем углерод кокса. С повы-
шением температуры способность чугуна
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
179
растворять углерод возрастает. С повыше-
нием содержания кремния в металле его спо-
собность растворять углерод падает.
Для уменьшения науглероживания чугуна
существует только один способ, а именно:
уменьшить время соприкосновения жидкого
металла с топливом, сократив длину пути
металла, стекающего в горн. Это предполагает
менее высокое расположение фурм над ле-
щадью, уменьшение размеров горна, сокраще-
ние времени пребывания металла в горне.
Усиление окислительной способности ва-
граночных газов, способствующее окислению
углерода, облегчает получение малоуглеро-
дистого чугуна [38]. Основным методом вы-
плавки такого чугуна является введение
в шихту вагранки стали наряду с чугуном.
Содержание углерода в чугуне в зависимости
от содержания стали в шихте и условий плавки
можно ориентировочно определить следующим
образом.
Чугун и сталь в составе шихты по-разному
науглероживаются во время плавки в вагранке.
Содержание углерода в чугунной части шихты
(при обычных условиях плавки на коксе) стре-
мится к эвтектическому. С достаточной сте-
пенью точности оно может быть рассчитано
по формуле, определяющей эвтектическое со-
держание углерода в чугуне [3],
Сэ=4,3 — 0,3 (S/4 р\
где Si n P — содержание кремния и фосфора
в чугуне. Содержание углерода в стальной
части шихты приближённо составит:
?-жм = С -\- К 4" Н,
где Сжм — содержание углерода в жидком ме-
талле; С — содержание углерода в стали до
переплавки; Н—глубина горна вагранки в м;
К — коэфициент науглероживания в %, зави-
сящий от расхода топлива и количества по-
даваемого в вагранку воздуха (табл. 178).
Относительно влияния величины Н наблюде-
ния показали, что в среднем каждые 0,1 л
глубины горна вагранки дополнительно увели-
чивают содержание углерода на 0,1%. При
наличии в шихте смеси чугуна и стали при-
близительное содержание углерода может быть
рассчитано по формуле
Сжм--= а [4,3 - 0,3 (S/+ />)] +ft (С
где а и b — процентное содержание в шихте
чугуна и стали.
Стекая по кускам кокса во второй зоне,
металл растворяет в себе, кроме углерода,
Таблица 178
Коэфициент науглероживания
о
§я
X S
« о
9
ю
12
15
2О
° "а-
< ю ж
к«2
ё??
(
IOO—ИО<
1
1) ^>
фиц
глер
ия в
СП -J-, ГС
о г? «
iC X са
1.35
1.5
1,6
1,9
2,2
« О '
f
14° i5°i
V
1- s
s o°
фиц
глер
ия в
« я S
1.3
1.4
1.5
1.7
1.9
также серу. Ориентировочно содержание серы
в жидком металле может быть рассчитало по
формуле
$жм — ^-75SmMA- ар Sm,
где 8жМ — содержание серы в жидком металле
в о/о; SmM — содержание серы в шихте в %;
Sm — содержание серы в топливе в %; а — коэ-
фициент усвоения, равный 0,35 для кокса и
0,215 — для антрацита; р — расход топлива
в долях от металлической шихты. Применение
металла и кокса с низким содержанием серы и
уменьшение расхода кокса на плавку — основ-
ные способы уменьшения серы в получаемом
из вагранки чугуне.
Содержание фосфора в отливках практи-
чески равно содержанию фосфора в шихте.
Для получения малофосфористого чугуна не-
обходимо подбирать чистую по фосфору шихту.
Однако для некоторых видов отливок тре-
буется получить из вагранки чугун с повышен-
ным содержанием фосфора. В этом случае
дают в шихту штыковые чугуны, содержащие
много фосфора.
Кроме того, могут быть осуществлены
и другие способы.
Применение в качестве флюса
апатито-нефелиновой руды [12], ко-
торая имеет следующий средний состав (в %):
РаО6-20—40, А12О3-5—15,СаО-5—25, FeO—
1—5, TiO2—5—25, SKV-25 —50. Фосфор на-
ходится здесь в соединении СавР2О8. При
плавке в вагранке часть фосфора (до 80%) вос-
станавливается и переходит в металл по реак-
ции Са3Р2О8 + 5Fe3C = 2Fe3P + 9Fe + ЗСаО +
-j- 5CO — 283 130 кал. Количество фосфора в
металле может быть этим путём повышено на
0,1—0,90/0.
Апатито-нефелиновая руда содержит СаО.
Поэтому при введении её в шихту в коли-
честве, большем 20%, необходимо соответ-
ственно снизить расход известняка. Расход
топлива повышается до 15%. Для разжиже-
ния шлака рекомендуется применять 1—2%
плавикового шпата или 0,5 — 1% каменной
соли.
Присадка низкопроцентного
феррофосфора. Его состав: 14—18%Р,
1 - 2% С, 2—30/0 Si, 60/0 Мп, остальное — железо.
Феррофосфор в количестве 14—18% присажи-
вают в вагранку в качестве одной из соста-
вляющих шихты.
Процессы, происходящие в третьей зоне.
Металл в горне несколько охлаждается.
Жидкий металл заполняет пустоты между
кусками кокса и отделяется от более лёгкого
по удельному весу шлака, образующего верх-
ний слой в горне. Соприкасаясь с коксом
нижней части холостой колоши, жидкий металл
продолжает растворять в себе углерод и серу.
Растворение серы в третьей зоне особенно
энергично происходит в первые 15—20 мин.
плавки; в дальнейшем истощённый с поверх-
ности кокс не насыщает металл серой. При
среднем содержании серы в металле 0,10—
0.12% первые выпуски иногда содержат до
0.40—0.50% серы.
В третьей зоне продолжается раскисление
окислов железа за счёт примесей чугуна (SI
и Мп). Шлакообразование в вагранке также
начинается во второй зоне и заканчивается
в третьей. Источниками образования шлака
180
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
являются: а) угар элементов (до 2% от веса
металла); б) оплавление футеровки (от 2 до
4%); в) примеси, вносимые шихтой (песок —
до 2% и окалина — до 0,25%); г) флюсы, вво-
димые в шихту (от 2 до 4%); д) зола топлива
(до 2%). Общий вес шлаков обычно бывает
в пределах 6—10%.
Состав ваграночного шлака может быть
рассчитан с допущением, что кремний, мар-
ганец и углерод металла окисляются не за
счёт поглощаемого свободного кислорода,
а за счёт кислорода FeO при одновременном
раскислении закиси железа. Тогда расчётный
состав шлака получится весьма близким к фа-
ктическому (табл. 179). Модуль основности
шлака (Afo = 0,-67) показывает, что ваграноч-
ный шлак — кислый и поэтому неспособен очи-
стить металл ни от серы, ни от фосфора. Лишь
незначительное количество серы растворяется
в шлаке, и тем больше, чем шлак жиже. Раз-
жижение шлака путём увеличения в нём со-
держания СаО до 25—30% и добавления
плавикового шпата CaF2 позволяет несколько
снизить содержание серы в металле. Желези-
стые шлаки обладают большей окислительной
способностью [39] и в сочетании с модифи-
каторами (силикокальции) обеспечивают более
высокие свойства металла по сравнению
с теми, какие возможно получить примене-
нием обычных ваграночных шлаков. Лучшие
результаты дают шлаки, содержащие повы-
шенное количество окислов железа, марганца
и магния.
Для ваграночного процесса большое зна-
чение имеют физические свойства шлака.
Его вязкость не должна превышать 8—10
пуазов, а температура плавления —1200—
1*250° С [23].
В СССР, Англии и США вновь начали при-
менять вагранки с основной футеровкой
(магнезитовой или доломитовой). В качестве
флюса даются известь и плавиковый шпат.
В этих вагранках получают металл, содержа-
щий 0,03—0,05% серы вместо обычных 0,10—
0,12%. Такой металл подвергают продувке
в конверторах бокового дутья, чтобы полу-
чить сталь для фасонного литья, переплавляют
в пламенной печи на ковкий чугун или исполь-
зуют в качестве одной из составляющих
шихты для мартеновского процесса. Основ-
ные ваграночные шлаки требуют применения
ковшей с нейтральной футеровкой (из смеси
глины, кварцитов и молотого графита) вместо
кислой.
Металлургический передел в ковше
Десульфурация. Вследствие кислого ха-
рактера шлака в вагранках с обычной футе-
ровкой очищение металла от серы возможно
лишь десульфураторами, вводимыми в чугун
вне вагранки при условии изоляции его от
ваграночного шлака. Десульфурацию произ-
водят в ковше или копильнике; во втором
случае требуется шлакоотделительная уста-
новка на жёлобе между копильником и вагран-
кой. В качестве десульфураторов применяется
кальцинированная сода или лепёшки Вальтера,
содержащие ту же соду. Их вводят в коли-
честве 0,5—1% от веса металла в струю чугуна
или в жидкий металл в ковше или копильнике.
При этом происходят следующие реакции:
Na2CO3 = Na2O + CO2 — 75 600 кал;
Na2O + FeS = Na2S + FeO -f 28 370 кал;
Na2O + MnS = Na2S + MnO + 34 210 кал.
Получившиеся окислы железа и марганца
частично шлакуются кремнекислотой:
FeO + SiO2 = FeO. SiO2 -+¦ 5900 кал;
MnO + SiO2 = MnO. SiO2 + 7000 кал.
Na2S нерастворим в металле и целиком уходит
в шлак по реакции Na2S + FeO. SiO2 +
+ 2FeO = Na2Si03 + 3Fe + SO2 — 58 080 кал.
В результате образуются очень жидкие шлаки
и выделяются газы (СО2 4- SO2), создающие
видимость „кипения" металла. Газ SO2 вреден
для организма, поэтому требуются специаль-
ные устройства (в виде зонтов с вытяжкой)
для его улавливания. Для сгущения шлаков
рекомендуется применять мелкую известь.
Содой можно удалить из металла до 45% серы.
Модифицирование (инокуляция) чугуна.
Модифицирование обычно заключается в при-
дании чугуну необходимой степени графи-
тизации введением в него соответствующих
веществ (модификаторов) перед его затверде-
ванием. Измельчённые модификаторы, чаще
всего силикокальции, высокопроцентный фер-
росилиций, силикоалюминий, графит, присажи-
вают к жидкому металлу (в струю на жёлобе
или в ковш) в количестве 0,2—0,5% от его веса.
Такие присадки приводят к значительным изме-
нениям в физико-механических свойствах чу-
гуна. Применяются также и „стабилизирующие"
модификаторы, в состав которых входят как
графитизирующие, так и карбидообразующие
элементы.
Расчёт состава шлака
Таблица 179
Источники образования шлака
Количество составляющих шлака в кг
общее
Отдельных компонентов
SiOa | СаО \ А1А, | MnO | MgO | FeO PA
Зола топлива*
Чугун (угар элементов)
Известняк
Футеровка вагранки
Загрязнения шихты
Итого в кг
Пересчёт в °/0
Расчётный состав шлака в °/0 за вычетом вос-
становленной закиси железа
Фактический состав шлака в °/0
i,6ig
1.75
1.645
2,761
O.935
8,71
0,731
0,3а
0,079
1.779
о,8
3-699
42,51
7.43 ! 5°.о
— ! 49.49
O.O939 j O-38I
o,oi8
0,883
I.5O5
0,022
1,621
18,62
21,9
22-95
1,282
14-73
17,29
i6,35
0,0129
о.ЗЗ
O.343
3.94
2,77
2.77
0,026
0,037
0,025
0,088
1,01
1.17
O.377
1,1
0,006
0,062
0.135
1,670
19.23
6,77
6.77
0,0073
0,0073
0,084
0,10
• При расходе 18°/0 кокса, в котором 9°/0 золы.
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
181
Раскисляя и дегазируя чугун, модифика-
торы улучшают (делают более равномерной)
его зерновую структуру, повышают степень
графитизации, способствуя более раздельному
распределению графитовых включений в ос-
новной металлической массе. Модифицирова-
ние предотвращает образование отбела
и сетчатого дендритообразного (ориентиро-
ванного) графита, обычно получающихся в
высокопрочных малоуглеродистых чугунах
вследствие высокого содержания стали
в шихте и высоких температур выпуска и за-
ливки металла. Модифицирование увеличивает
прочность чугуна, улучшает его обрабаты-
ваемость и износоустойчивость, обеспечивает
однородность свойств в различных по сече-
нию частях отливки. В то же время расши-
ряется возможность отливать чугуном, вы-
плавленным из одной шихты, детали разных
сечений.
При модифицировании требуется высокий
перегрев чугуна (не ниже 1400° С на жёлобе)
и постоянство его химического состава, для
того чтобы добавка данной дозы модифика-
тора вызывала совершенно определённое дей-
ствие. Оптимальный эффект достигается при
короткой B—4 мин.) выдержке чугуна в ковше
перед разливкой; более длительная выдержка
приводит к снижению или даже полному пре-
кращению действия модификатора.
Модифицирование широко применяется для
производства различных видов чугуна. В част-
ности, этим способом получаются наиболее
прочные марки высококачественных чугунов
(с пределом прочности при растяжении 30—
40 кг/мм2), которые во многих случаях успешно
заменяют стальное литьё и даже поковки.
При этом обрабатываемость чугунов не сни-
жается.
Внутренний механизм процесса модифициро-
вания чугуна ещё не получил общепризнан-
ного объяснения. Основные гипотезы сводятся
к следующему [24, 25]. 1. В процессе раскис-
ления жидкого чугуна модификатором обра-
зуются неметаллические включения, которые
служат дополнительными центрами кристал-
лизации и графитизации, предотвращающими
также возможность переохлаждения. 2. В про-
цессе модифицирования устраняются или
связываются газы (в частности, водород),
являющиеся стабилизаторами цементита, что
облегчает графитизацию. 3. При растворении
частиц модификаторов, содержащих кремний,
в жидком чугуне образуются кратковременно
существующие участки с резко повышенной
концентрацией кремния, сдвигающей эвтекти-
ческую точку чугуна влево. В результате
чугун в этих участках становится заэвтекти-
ческим, выделяются включения графита
¦ (спель), служащие центрами дальнейшей гра-
фитизации чугуна. 4. При вводе модификатора
в результате экзотермических реакций, про-
текающих при его растворении, создаются
местные перегревы в общей массе жидкого
чугуна. Они способствуют выделению в уча-
стках перегрева включений графита, которые
в дальнейшем, действуют как центры кристал-
лизации и графитизации и предотвращают
протекание графитизации в условиях пере-
охлаждения. Получаемые в результате этого
изолированные включения графита улучшают
механические свойства чугуна.
Смешивание чугунов из двух вагранок.
Для изготовления отливок с высокой прочно-
стью применяют плавку в двух вагранках [21].
В одной плавится белый чугун, в другой —
серый. Количественное смешение чугунов по
заданному химическому составу производится
в ковше.
Отливки, изготовленные этим методом, по
механическим свойствам лучше отливок, по-
лучаемых от одной вагранки, и сходны с от-
ливками из модифицированного чугуна. По-
этому данный метод часто называют имоЬи-
фицирование жидким чугуном". Процесс от-
личается большой гибкостью и даёт чугун
высокой прочности. Добавки жидкого чугуна,
по своему составу соответствующего серому,
даются в ковш с малоуглеродистым жидким
чугуном, соответствующим белому.
Присадка различных элементов. Мар-
ганец вводят в ковш в виде ферромарганца
(мелко раздробленного). Присадка повышает
содержание марганца в отливках и одновре-
менно оказывает раскисляющее действие.
Применяется также силикомарганец.
Хром, введённый в ковш в виде порошка
феррохрома, позволяет повысить содержа-
ние Сг в металле до 0,5%, однако при этом
потери феррохрома достигают 15—40% от
присаженного количества. Тонкоизмельчён-
ный феррохром можно обнаружить запутан-
ным в шлаке, а также в ковше в виде ча-
стиц, покрытых оболочкой шлака и спёкшихся
с ним. Лучшие результаты даёт введение
в струю на жёлобе или в ковш гранулиро-
ванного феррохрома, свободного от пыли.
Феррохром всех марок действует как раскис-
литель, поэтому небольшое количество при-
саженного хрома всегда расходуется на рас-
кисление. Вместо присадки феррохрома в ковш
целесообразнее увеличивать добавку хроми-
стого чугуна или хромистых брикетов в
шихте.
При вводе совместно с графитизирующими
модификаторами, Сг @,2—0,5%) способствует
повышению плотности в массивных частях
отливок, не вызывая отбела в тонких сече-
ниях.
Никель (гранулированный) присажи-
вается в струю на жёлобе в виде специаль-
ного сплава, содержащего около 90% никеля.
Температура его плавления близка к темпера-
туре расплавленного литейного чугуна. Вве-
дённый в металл (в количестве до 2% к его
весу) никель расплавляется, образуя гомоген-
ный раствор. Соединений, подобных карбидам,
он не образует и не подвергается окислению.
Присадка никеля на жёлобе даёт хорошие
результаты, но ещё лучший эффект дости-
гается добавкой его в шихту в виде штыко-
вого никеля или природно легированного
чугуна, потому что никель при переплавке
не угорает.
Молибден (в виде ферромолибдена)
вводят для получения в сплаве 0,4—1,0% Мо
(иногда до 1,5%). Присадка в ковш целесо-
образна, если требуется получить металл
с содержанием молибдена не более 1%. Дро-
блёный ферромолибден присаживают в струю
металла на жёлобе. При этом необходимо,
чтобы в ковше было достаточное количе-
ство жидкого чугуна, в противном случае
молибден, попав на дно ковша, останется там
182
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
нерасплавленным. „Запутывания" ферромо-
либдена в шлаке не наблюдается.
Фосфор добавляют в ковш в виде
высокопроцентного феррофосфора (с 25—
30% Р), главным образом при изготовлении
валов с отбелённой поверхностью. Присадка
полезна для тонкостенных отливок, так как
она повышает жидкотекучесть и интервал
затвердевания чугуна. Перед присадкой в
ковш феррофосфор подогревают. Содержание
фосфора в металле может быть повышено на
0,5-1,0%.
Дуплекс-процесс при плавке чугунов
В тех случаях, когда чугун из вагранки
по каким-либо показателям не удовлетворяет
требованиям, применяют вагранку в комбина-
ции с другими печами. При плавке серого и
ковкого чугуна приняты три вида дуплекс-
процесса.
1. В а г р ан к а— о сн о в н а я электро-
печь. Этот дуплекс-прсщесс применяется
для получения чугуна точного химического
состава, сильно перегретого и с пониженным
содержанием серы. В электропечи достигается
перегрев чугуна до 1500° С, при этом расход
кокса в вагранке уменьшается до 8% к весу
металла. Содержание серы можно снизить до
0,05—0,06%. Расход электроэнергии со-
ставляет от 120 до 200 квт-ч/т в зависи-
мости от режима работы печи.
2. Вагранка — кислая электро-
печь применяется в тех случаях, когда задан-
ный предел содержания серы достаточно вы-
сок и основная задача — получить перегре-
тый чугун точного химического состава.
Этот вариант особенно часто встречается
на автомобильных заводах, в том числе на
отечественных (отливка блоков цилиндров
автомобильных двигателей).
Средний химический состав чугуна, вы-
плавляемого дуплекс-процессом вагранка —
кислая электропечь *:-
С
Si
Мп
s
р
Сг
Из вагранки
3-3-3.4
2,О— 2, [
о,5—«.;,6
о,о8—о,о9
О,28—О,2О
0,22—0,34
Из электропечи
З.з-З.З
з,3-з,4
о,7—о,8
о,о8—о,о9
О,28—О,2О
0.22—0,24
Производительность вагранки — б т/час;
ёмкость электропечи — 7- 8 т. Температура
металла с 1390—1410° С повышается в элек-
тропечи до 1490—1500° С.
Введение дуплекс-процесса снижает брак
по газовым и шлаковым раковинам. Металл
получается высококачественным, с повышен-
ной жидкотекучестью. В электропечи содер-
жание кремния доводится до нормального
соотношения с углеродом (SC + Si = 3,8—4%).
Перед выпуском металла из электропечи
производится присадка алюминия в ковш для
раскисления чугуна**.
Для плавки ковкого чугуна дуплекс-про-
цесс вагранка — электропечь применяется в
условиях поточно-массового производства,
* По данным Горьковскою автомобильного завода
им. Молотова.
•* По данным автозавода им. Сталина.
с
Si
Мп
S
Р
Си
Сг
з,5
2,1
0,5-0,6
о,о6
О,1
3,75
°,4-°,5
где требуется обеспечить непрерывную вы-
дачу на конвейер горячего металла заданного
состава.
3. Вагранка— пламенная печь.
Плавкой в пламенной печи достигаются:
а) повышение температуры металла, б) вырав-
нивание его химического состава и выжига-
ние излишнего углерода. Средний химиче-
ский состав чугуна (металл специального со-
става „Форд-металл" для заливки коленчатых
валов) [22]:
Из вагранки Из пламенной печи
1,25—1,4
о,6—о,8
о,об
O.I
3-6.5
0,4—0,5
Производительность вагранки—5 ml час,
ёмкость пламенной печи — 25 т. Отопление
печи — пылевидным топливом. Вагранка под-
нята на 1,5 м выше обычного уровня, для
того чтобы чугун стекал по жёлобу непосред-
ственно в пламенную печь (со стороны,
противоположной горелкам).
Дуплекс-процесс вагранка — пламенная
печь применяется также для плавки ковкого
чугуна [1]. Пламенная печь служит для на-
грева металла и его доводки до заданного
химического состава. В печи угорает 25—30%
углерода, 10—15% марганца и в меньшей сте-
пени кремния. Недостающее количество крем-
ния и марганца добавляется в печь в виде
ферросплавов. Расход топлива в вагран-
ках— 9—11% к весу металла, расход мазута
в печи колеблется в пределах 16— 19°/г>
ПЛАВКА СТАЛИ
Плавка стали для фасонного литья про-
изводится в мартеновских кислых и основ-
ных печах (скрап-процессом), малобессеме-
ровских конверторах, кислых и основных
дуговых и бессердечниковых индукционных
электропечах. Кроме того, в конвейерных
литейных цехах применяется триплекс-про-
цесс: вагранка—малый бессемер — электро-
печь.
Основной мартеновский скрап-процесс
Химические процессы, протекающие в мар-
теновской печи, являются процессами окис-
лительного характера. Металлическая шихта
(чугун и железный скрап) подвергается дей-
ствию кислорода печных газов и окислов же-
леза, вводимых вместе со скрапом (ржавчи-
на) и в виде железной руды. В период рас-
плавления окисление примесей С, Si, P и Мп
происходит преимущественно за счёт кисло-
рода атмосферы печи:
Fe Ч- V8O2 = FeO + 64 430 кал
Si + 02 = SiO2 + 207 850 .
Мп -f i/2O2 = МпО + 96 720 ,
С ¦+¦ */2О2 = СО + 29 430 „
Пока металл ещё не покрыт шлаком, окис-
ляются все молекулы, находящиеся на его
поверхности. После расплавления металла
скорость течения каждой из экзотермических
реакций зависит от концентраций данного
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
183
элемента и от температурных условий. По
закону действующих масс, в первую очередь
окисляется преобладающее в массе шихты Fe,
образуя богатый окислами железа шлак. Когда
металл покроется слоем шлака, характер
окислительных реакций меняется, так как
реакция окисления элементов окислами же-
леза, растворёнными в шлаке, отличается от
реакций непосредственного окисления при-
месей нерасплавленной шихты кислородом
печных газов. Закись железа FeO растворима
в шлаке и в металле и распределяется между
ними соответственно закону распределения.
Реагируя с кислородом воздуха, FeO перехо-
дит в Fe,O4 по реакции 3FeO + xj2O2 ~ Fe3O4 +
-(-72 670 кал. Образовавшееся Fe3O4, подчи-
няясь тому же закону распределения, диф-
фундирует в металл. На границе между шла-
ком и металлом происходит окисление железа
по реакции Fe3O4 -+- Fe = 4FeO — 8240 кал.
Насыщающая металл FeO окисляет примеси:
2FeO + Si = SiO2 -j- 2Fe -f- 78 990 кал
FeO + Mn = MnO +Fe + 32 290 ,
FeO + С = CO + Fe — 35 000
Для форсирования процесса выгорания при-
месей в ванну добавляется железная руда
(Fes.O3 или FegO^. Полнота окисления эле-
ментов зависит не только от их концентра-
ции в металле, но и от концентрации их
окислов в шлаке, а также от того—в сво-
бодном или в связанном виде находятся они
в шлаке.
На фиг. 325 показана схема реакций между
шлаком и металлом в мартеновской печи.
Окислительная атмосфера печи
Ме/лалд
Фиг. 325. Схема реакций между шлаком
и металлом в мартеновской печн.
Нормальное течение физико-химических реак-
ций мартеновского процесса обеспечивается
шлаком определённого химического состава
и консистенции. Шлак основного мартенов-
ского процесса имеет следующий состав:
(RO).SiO2 + (ROJ-SiO2 +
+ (RO}3. Р2О5 Н- RO.R2O3 -b RO + RS,
где RO — CaO, FeO, MnO, MgO; R2O3 —
Fe2O2, A!2O3; RS — CaS, MnS, FeS.
Примерный химический состав шлака:
CaO - 40'- 45<Yo, SiO2 — 20 — 25<>/0, FeO —
10—159/o, остальное А12О3 -f- MgO -f MnO и др.
Этот шлак характеризуется наличием свобод-
ных извести и закиси железа.
Для получения здорового металла и для
нормального окисления элементов весьма
важно иметь шлак определённой консистенции.
Густой шлак задерживает протекание физико-
химических реакций. Окисление элементов
в присутствии свободных окислов железа и
извести происходит следующим образом.
Окисление кремния: кислородом руды
3SI + 2Fe2O3 + бСаО = 3 (СаОJ. SiO2 + 4Fe +
+ 329 450 кал;
железистым шлаком
Si + 2FeO + 2СаО = (СаОJ. SiO2 +
4-2Fe+ 112 230 кал.
Окисление фосфора: кислородом руды
6P + 5Fe2O3+12CaO = 3(СаОL.Р2О5 + H>Fe +
+ 607 550 кал;
железистым шлаком
2Р + 5FeO + 4CaO = (СаОL. Р2О5 + 5Fe +
+ 208 550 нал.
Для максимального удаления Р из металла
необходимы невысокая температура ванны и
достаточная основность шлака: Afo = 2,5—3,0.
Окисление марганца: рудой
ЗМп -4- Fe2O3 = ЗМпО + 2Fe -4- 93 250 кал;
4Mn + Fe3O4 = 4MnO + 3Fe -f 120 920 кал;
шлаком
Мп + FeO = MnO + Fe -I- 32 290 кал.
Упругость диссоциации окислов марган-
ца значительно ниже упругости диссоциации
окислов железа, поэтому наличие марганца
в ванне в процессе плавки в количестве
0,25-0,30% предохраняет железо от окисле-
ния. Мп вводят в ванну путём присадки со-
ответствующего количества ферромарганца.
Окисление углерода: кислородом
руды
ЗС + Fe2O3 = ЗСО -f 2Fe—108 620 кал;
4С + Fe3O4 = 4CO + 3Fe—148 240 нал;
шлаком
C-j-FeO = Fe + CO-35 000 кал;
С -4- MnO = Мп -f- CO- 67 290 кал.
Содержание углерода по расплавлении
должно быть на 0,6—0,8% выше заданного
в готовом металле.
Окисление углерода и образование СО
внешне проявляются в „кипении" ванны. В на-
чале кипа скорость выгорания углерода
должна быть равна 0,012-0,015% в минуту,
к концу кипа она снижается до 0,006—
0,003% в минуту. Интенсивность окисления
углерода повышается с увеличением кон-
центрации окислов железа (при добавке же-
лезной руды) и с повышением температуры
ванны.
Удаление серы из металла. Сера
в жидком металле находится в виде FeS и
MnS. Марганец, взаимодействуя с FeS по
реакции FeS + Mn = MnS-fFe +26 450 кал, пе-
реходит в MnS, практически нерастворимый
в металле. Повышение температуры ванны
неблагоприятно для хода этой экзотермиче-
ской реакции. Увеличение концентрации Мп
184
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
(РАЗД. 111
способствует протеканию реакции в жела-
тельном направлении. При взаимодействии
с СаО получается стойкое соединение — сер-
нистый кальций, нерастворимый в металле:
MnS + СаО = CaS -f- MnO -f 6570 кал
FeS + СаО = CaS -f FeO + 730
Для полноты десульфурации следует уве-
личить концентрацию СаО в шлаке и умень-
шить в нём концентрацию FeO и МпО. Лучше
всего это достигается скачиванием желези-
стого шлака и наводкой нового известняка.
Степень удаления серы тем выше, чем про-
должительнее ход процесса и чем выше со-
держание S и Мп в металле и СаО в шлаке.
Если первоначальное содержание S в металле
равно 0,50—0,60°/0, степень десульфурации
доходит до 75—80% этого количества. При
содержании S, равном 0,050—0,060%, обессе-
ривание обычно не превышает 25—30%. Боль-
шое значение имеет модуль основности шла-
ка: при содержании в шлаке 60% СаО уда-
ляется до 90% S. Однако сильно извест-
ковые шлаки очень густы и тугоплавки.
Окисление хрома. Степень окисле-
ния хрома в условиях мартеновской печи за-
висит от концентрации его в шихте. При
первоначальном содержании больше 1,0%
хром окисляется в процессе плавки на
60—80%. Ввиду лёгкости окисления хрома
присадку феррохрома в ванну дают в конце
плавки на предварительно раскисленный ме-
талл.
Медь и ни к ел ь в условиях мартенов-
ской плавки не окисляются ввиду очень вы-
сокой упругости диссоциации их окислов.
На фиг. 326 показано изменение состава
металла и шлака во время плавки стали
в основной мартеновской печи.
К концу окислительного периода ванна
насыщена закисью железа FeO и газами
(азот, водород и
др.). Чтобы полу-
чить здоровый ме-
талл, нужно осво-
бодить его от оки-
слов и растворён-
ных в нём газов.
Плохо раскислен-
ная и недостаточ-
но дегазированная
плавка неизбежно
ведёт к получе-
нию брака отли-
вок по „рослости",
пузырям и ракови-
нам.
Кислород, азот,
водород и другие
газы атмосферы
поглощаются ме-
таллом в процессе
расплавления и растворяются в нём. Энер-
гично выделяемый из металла во время кипа
СО увлекает за собой часть растворённых
в стали газов, что способствует дегазации.
Поэтому мартеновская сталь менее насыщена
газами, чем сталь из электропечи или кон-
вертора [14]. Наименьшее количество газов
содержится в тигельной стали. Например,
азота в тигельной стали — 0,0005—0,0020%,
Металл
»дремя от начала расплаЗяения
Фиг. 326. Изменение состава
металла и шлака в основной
мартеновской печи.
мартеновской - 0,0043—0,0056%, в электро-
стали -0,0113 -0,01600/0, томасовской—0,0155—
0,0170%. Состав и общее количество газов,
выделяющихся из стали [15]:
COj О, СО Н3 СН4 Na Всего
В % по объёму . з>6 о.9 3°>5 о2»2 °<2 13,6 ioo
Количество на
1 т стали в л . 76>7 19-3 640,3 1098,7 4>3 268.5 2@7,8
Водород повышает твёрдость стали, но
сильно уменьшает её вязкость и предел проч-
ности. Он способствует образованию флоке-
нов, особенно в легированных сталях. Азот
ухудшает механические свойства конструк-
ционной стали и увеличивает её склонность
к старению. Кислород способствует росту
зерна, вызывает явление синеломкости (при
/ —200—300° С), красноломкости (при t =
— 850—950° С) и понижает ударное сопроти-
вление, предел прочности и удлинение.
Процесс раскисления в первую очередь
направлен к разложению FeO, растворённой
в жидкой стали. Существуют три метода
раскисления стали.
1. Диффузионное раскисление —
удаление FeO из металла путём раскисления
шлака. С падением концентрации FeO в шла-
ке FeO металла, по закону распределения,
диффундирует в шлак. Продукты реакции
раскисления при этом образуются лишь
в шлаке и не загрязняют металл. Шлак рас-
кисляют молотым коксом, молотым Fe — Si,
боркальком, представляющим собой смесь
алюминия F0%) и извести D0%) и т. п.
2. Введение раскислителей в
металл. При этом образуются нераствори-
мые в металле соединения, которые вслед-
ствие меньшего удельного веса стремятся
всплыть в шлак.
3. Раскисление углеродом — с
образованием газообразных продуктов реак-
ции. При плавке обычной углеродистой ста-
ли для фасонного литья применяется второй
способ раскисления. Диффузионный метод
применяется при выплавке легированного ме-
талла для высококачественного ответствен-
ного литья.
Действие различных раскисли-
телей. Раскисление ферросилицием: 2FeO-j-
+ Si = SiOa+2Fe+78 990 кал. Благодаря ма-
лому удельному весу Fe — Si действует глав-
ным образом на шлак. Раскисление ферро-
марганцем: FeO-fMn = MnO-fFe+32 290 кал.
Ферромарганец действует на глубинные слои
металла. Раскисление углеродом: FeO -f- С =
= Fe + СО — 35 000 кал. Так как часть СО
растворяется в металле, реакция идет не до кон-
ца. При раскислении комплексными рас-
кислителями (AMS, силикомарганцем и др.)
продукты раскисления получаются в жидком
виде, легко коагулируются и всплывают в
шлак. Раскисление алюминием: 3FeO-j-
+ 2А1 = А12О8-+- 3Fe -j- 200 410 кал. Алюминий
раскисляет сталь во много раз энергичнее,
чем марганец.
Практически раскисление металла каким-
либо одним раскислителем затруднительно,
поэтому следует применять их комбинации.
Чтобы раскислить хорошо прокипевшую
сталь для углеродистого фасонного литья, до-
статочно ввести 6,5 — 7,0 кг 45%-ного Fe — Si
ГЛ. 1]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
185
и 1,0—1,5 кг А1 на \ т садки. Содержание
Мп в металле в процессе кипа поддержи-
вается не ниже 0,25%.
Таким образом, основной шлак более акти-
вен, чем кислый. Вследствие наличия в нём
свободной FeO в основном металле содер-
жится повышенное количество FeO (согласно
закону распределения). Это требует весьма
тщательного раскисления металла. Окислы,
обладающие кислотными свойствами (SiO2,
Р2О5 и др.), находятся в шлаке основного
процесса в связанном состоянии (в противо-
положность кислому процессу).
Основной мартеновский процесс создаёт
условия для очищения металла от S и Р.
Кислый мартеновский скрап-процесс
Кислый мартеновский процесс требует
применения весьма чистых по S и Р шихто-
вых материалов. Отливки из кислого металла
получаются более плотными, чем из основ-
ного металла, благодаря лучшей раскислен-
ности и меньшему содержанию газов. Кис-
лая подина, наваренная из песка (95—97%
SiOo). активно участвует в процессе плавки.
Кислые шлаки по расплавлении содержат
RO.SiO2 + SiO2-f-Fe2O3 4т незначительное ко-
личество А12О3, Сг2О3 и др. RO — это FeO,
МпО, СаО и MgO. При высокой температуре
мартеновской печи бисиликат железа частично
разлагается на FeO и SiO2, при этом FeO
окисляется и переходит в Fe3O4. Магнитная
окись железа, действуя на ванну, вызывает
образование в ней закиси железа:
Fe3O44- Fe = 4FeO — 8240 кал. Закись железа
окисляет примеси в металле. Количество её в
шлаке во время всего процесса колеблется
мало. Окислительное действие кислого шлака
менее энергично, чем основного, так как
FeO в кислом шлаке находится не в свобод-
ном, а главным образом в связанном с SiO2
состоянии.
Окисление и восстановление
кремния. Окисление кремния во время
расплавления происходит за счёт кислорода
атмосферы печи: Si-fO2 = SiO2 4- 207 850 кал,
а после расплавления — за счёт кислорода
закиси железа: 2FeO -I- Si = SiO2 4- 2Fe -t-
-f-78 990 кал. Эта реакция обратима. Она идёт
слева направо при низких температурах, и
создаются условия для её обратного тече-
ния— при высоких температурах. Окисление
кремния закисью железа в кислой печи про-
исходит менее энергично, чем при основном
процессе. При кислом процессе в конце
плавки, когда температура металла наиболь-
шая, кремний может восстанавливаться сле-
дующим образом:
SiO2 -f 2C = Si -f- 2CO — 148 990 кал
SiO2 4- 2Fe = Si + 2РеО — 78 990 ,
При достаточной концентрации Мп воз-
можна реакция SiO2 4- 2Мп = Si 4- 2МпО —
— 14 410 кал.
Окисление и восстановление
марганца. Во время расплавления Мп оки-
сляется за счёт кислорода по реакции
Мп -f- */г Ог = МпО4-96 720 кал, после распла-
вления — за счёт закиси железа: FeO 4- Мп =
— МпО 4- Fe 4- 32 290 кал или (с учётом
влияния кремнекислоты) Мп 4- FeO. SiO2 =
= МпО. SiO24-Fe-|-33 390 кал. МпО. SiO2 — бо-
лее устойчивое соединение, чем FeO. SiO2.
Кислый металл всегда менее насыщен МпО,
чем FeO. При повышении температуры ме-
талла и достаточной концентрации МпО в
шлаке восстановление Si может происходить
параллельно с восстановлением Мп. Такой
процесс называется кремнемарганцевосста-
новительным мартеновским процессом.
Удаление Р и S в кислом процессе прак-
тически невозможно ввиду незначительной
концентрации СаО в кислом шлаке.
Окисление углерода. В самом на-
чале плавки углерод окисляется за счёт кисло-
рода атмосферы печи по реакции С 4- V2 Ог =
= СО — 29 430 кал. После расплавления шихты
углерод окисляется слабо. С подъёмом темпе-
ратуры углерод начинает окисляться за счёт
закиси железа по реакции FeO 4- С = Fe 4-
4~ СО — 35 000 кал или (с учётом влияния крем-
некислоты) С 4- FeO. SiO2=Fe + CO + SiO2 -
— 40 900 кал. При этом образуется окись
углерода, уходящая в атмосферу в виде газа,
создавая впечатление кипения ванны. Выго-
рание С (кипение) проходит менее интенсивно,
чем в основном процессе.
Окисление хрома в кислой печи
аналогично окислению марганца, но, так как
окислы хрома Сг2О3 в шлаке находятся в
свободном состоянии, возможно восстано-
вление хрома углеродом и марганцем.
Шлаки кислого процесса: SiO,—49 —
530/0, FeO — 27—31%, МпО -11—15<V0, СаО —
3,5—8,0%. MgO—2—3%.
После того как окончательно выгорают
все элементы, в кислой печи производят рас-
Металл
8 vac
<* 5 6 7 в vac
время от начат расплавления
Фиг. 327. Изменение состава ме-
талла и. шлака в кислой мартенов-
ской печи.
кисление, как и в основной. Благодаря рас*
кисляющему действию Si и Мп, восстанавли-
вающихся по ходу процесса, кислый металл
требует меньшего количества раскислителей.
На фиг. 327 изображены кривые выгорания
элементов в кислой мартеновской печи и изме-
нения состава шлака. Фосфор и сера не уда-
ляются, поэтому шихта должна быть чистой
в отношении Р и S. Шлак при кислом про-
цессе мало активен, так как основная масса
закиси железа находится в нём в связанном
состоянии.
Кислым мартеновским процессом в насто-
ящее время изготовляют высококачественные
стали.
186
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Малое бессемерование
Металл, получаемый малым бессемерова-
нием, широко применяется для изготовления
стального литья. Высокая температура бес-
семеровской стали и её повышенная жидко-
текучесть позволяют изготовлять отливки с
толщиной стенок до 3 мм.
Конверторы малой ёмкости имеют только
кислую футеровку, так как необходимые для
обесфосфоривания большие количества из-
вести сильно остужают жидкий чугун. Основ-
ную футеровку могут иметь только боль-
шие конверторы, в которых введение извести
меньше сказывается на снижении температуры
больших масс жидкого металла. Таким обра-
зом, Р и S в процессе плавки в малом бессе-
мере не удаляются.
В конверторе продувают жидкий вагра-
ночный металл. Следовательно, процесс полу-
чения стали является по существу дуплекс-про-
цессом. Для продувки применяют чугун
с 3,5% С, 3,0—3,5 Si, 1,0— l,5O/o Mn, 0,04-0,05%
Р и 0,03% S [13]. При этом вводят Fe—Si
я вагранку или присаживают в конвертор пе-
ред продувкой. Тогда в жидком чугуне из ва-
гранки должно быть 1,7% кремния. Шихта для
вагранки составляется из наиболее чистых
по S и Р материалов, обычно на 50—70°/0
из чугуна и 50—30% из стального лома. При
отсутствии чистых по фосфору гематитовых
штыковых чугунов можно применять шихту
€ резко повышенным (примерно до 90%) со-
держанием стального скрапа.
Из ваграночного чугуна удаляют серу
з ковше, чаще всего кальцинированной содой
или брикетами Вальтера. Состав брикетов:
94% Na2CO3, 4,5% ВаС12, 0,6% окалины и
0,9% влаги. Дозировка — 0,5% от металли-
ческой заливки. Процесс десульфурации про-
текает по реакции FeS + Na2O -+- С =Na2S +
4- Fe + СО — 6630 кал. Содержание серы сни-
жается на 35—45%. Для удаления серы можно
применять также термитную смесь (порошок
алюминия с окалиной). На ряде заводов прак-
тикуют плавку в вагранках с основной футе-
ровкой, получая малосернистый чугун для
бессемерования.
При продувке чугуна в конверторе с бо-
ковым дутьём создаётся очаг окисления эле-
ментов чугуна под действием кислорода
воздуха. В первую очередь, по закону дей-
ствующих масс, горит Fe, образуя окислы
железа (FeO), которые, смешиваясь с чугуном,
окисляют его примеси. Продукты окисления
Si и Мп образуют шлаки (первый период).
После прогрева ванны начинает окисляться
углерод (второй период). Продуктом окисле-
ния углерода является газ СО, поднимаю-
щийся из ванны и догорающий до СО2 над
её урввнем за счёт кислорода дутья. Благо-
даря этому Еанна металла дополнительно
прогревается.
Первый период продувки характери-
зуется развитием экзотермических реакций,
повышающих температуру металла:
Fe 4- 1/2 О» = Fe0 + 64 430 кал;
Mn 4-1/2 O2 = МпО 4- 96 720 кал;
Si 4- O2 = SiO2 4- 207 850 кал;
Si 4- 2 FeO = SiO2 4- 2Fe 4- 78 990 кал;
Mn 4- FeO = MnO 4- Fe 4- 32 290 кал.
Шлак образуется за счёт соединений FeO. SiO2
и МпО. SiO2. Начало второго периода
характеризуется повышенной (в результате
указанных реакций) температурой ванны;
начинается горение углерода. К началу этого
периода шлак обогащается SiO2, а содержа-
ние в нём FeO снижается. Через 5, 10 и
15 мин. от начала продувки количество SiO2
соответственно составляет 41, 49 и 50%, а
количество FeO —51, 43, 42<У0.
Во второй период продувки происходит
максимальное развитие реакций: в металле
FeO -г С = Fe -4- СО — 35 000 кал, а в рабочей
полости конвертора, где протекает догорание
СО в СО2, по реакции 2 СО -f О3 = 2 СО2 +
-1-136 440 кал. Она резко повышает темпера-
туру в конверторе, ускоряя горение углерода.
В результате энергичного горения окиси угле-
рода количество кислорода, попадающего
в металл, оказывается недостаточным, и на-
чинается восстановление железа углеродом
из закиси железа в металле и шлаке по реак-
ции FeO -f С = Fe + СО - 35 000 кал. Темпе-
ратура металла падает, замедляется горение
углерода, что приводит к уменьшению коли-
чества выделяющихся газов и снижению
пламени. Во время снижения температуры
начинают окисляться остатки кремния и мар-
ганца. Это снова вызывает повышение темпе-
ратуры ванны, возобновляется горение угле-
рода и рост пламени. Таких подъёмов пламени
может быть в течение плавки от 1 до 3,
в зависимости от состава и температуры чу-
гуна. Этим заканчивается второй период про-
дувки.
Металл раскисляется присадкой Fe — Мп
и Fe — Si в реторту и А1 в ковш или же
комплексными раскислителями типа AMS.
На фиг. 328 и 329 показаны (по Веддингу
и Давыдову) диаграммы хода малобессеме-
ровского процесса [7, 8].
5 Ю 15 мин
Продолжительность продудки
Фиг. 328. Диаграмма хода малобессемеровской
операции (по Веддингу).
При продувке чугуна в малобессемеров-
ском конверторе угар металла, включая по-
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
187
тери со шлаком и выбросы, колеблется от 10
до 20% в зависимости от конструкции кон-
вертора и хода плавки. Общий угар с учё-
том переплавки чугуна в вагранке составляет
5 "'" "0 0,03 !5мин
Продолжительность продубки
Фиг. 329. Диаграмма хода малобессемеровской
операции (по Давыдову).
17 — 25%. Нормальными считаются потери:
5-6%—в вагранке и 10—12% —в конвер-
торе.
При выплавке легированных сталей леги-
рующие элементы и ферросплавы расплавляют
отдельно и в жидком виде вводят в готовую
жидкую сталь.
Контроль и регулирование хо-
да бессемеровского п р о це с с а. Ма-
лая длительность бессемеровского процесса
(примерно 15 мин.) исключает возможность
химического анализа или взятия проб металла
во время плавки. Ход плавки контролируется
по цвету и интенсивности пламени газов, ко-
торые выделяются при продувке. Для этого
применяется спектроскоп, реагирующий на
изменения в составе газов появлением или ис-
чезновением в поле спектра тех или иных
линий.
Достижением в этой области является так
называемый „фотоглаз"— специальная авто-
матическая электроаппаратура, о<нованная на
применении чувствительных фотоэлементов
(селеновых). Последние реагируют на изме-
нения в характере пламени, зависящем от
температуры и объёма факела, которые в
свою очередь зависят от содержания угле-
рода в металле. Регулируя с помощью „фото-
глаза" дутьё (при одинаковом составе шихты
и равных условиях плавки), можно по кри-
вой, зафиксировавшей световую энергию пла-
мени предыдущей продувки, вести предувку
данной плавки и, таким образом, получать
сталь с узкими пределами колебания химиче-
ского состава и физических свойств [9, 34].
Электроплавка
Высококачественное и легированное сталь-
ное литьё производится главным образом в
электропечах. Высокий перегрев металла в
них делает электропечи незаменимым агре-
гатом для производства высококачественного
мелкого литья и литья сложной конфигура-
ции.
Сталеплавильные электропечи делятся в
зависимости от футеровки на основные и кис-
лые, а в зависимости от характера превра-
щения в них электроэнергии—на дуговые и
индукционные.
Скрап-процесс на основном поду в лу-
говой печи. Основной скрап-процесс в элек-
трической дуговой печи состоит из двух
существенно отличающихся друг от друга
периодов: 1) окислительного, 2) восстано-
вительного, или рафинирования. Первый пе-
риод во многих отношениях подобен марте-
новскому процессу на основном поду. Харак-
терной особенностью электроплавки является
рафинирование [31]. Главная задача окисли-
тельного процесса (кипа) — удаление из ме-
талла фосфора и освобождение его от значи-
тельной части насыщающих его газов (погло-
щаемых во время расплавления). Последнее
достигается при интенсивном „кипении" ме-
талла — выделении СО.
Реакции окислительного пе-
риода. Кислород атмосферы при нагрева-
нии металлической шихты поглощается желе-
зом по реакции Fe -j- 1/2O2=r?eO ¦+¦ 64430 кал.
По мере расплавления окисляются и другие
элементы за счёт кислорода атмосферы печи
и кислорода образовавшейся закиси железа.
При плавке с полным окислением после рас-
плавления металла добавляют руду.
Окисление кремния:
Si + О2 = SiO2 4- 207 805 кал;
Si + 2FeO = 2Fe + SiO2 + 78 990 кал;
SiO3 + FeO = FeO. SiO2 + 5900 кал;
FeO. SiO2 + CaO =
= CaO» SiOa + FeO + 15 900 кал.
Загруженная в печь известь по мере распла-
вления вступает в реакцию с силикатами же-
леза, образуя устойчивый силикат извести.
Окисление марганца:
Mn+VaOj = MnO 4 96 720 кал;
Мп 4- FeO = Fe + MnO + 32 290 кал;
MnO + SiO2 = MnO. SiO2 -+- 7000 кал.
Марганец выгорает значительно медленнее.чем
кремний. При определённой концентрации FeO
в стали в ней может содержаться значительно
больше Мп, чем Si.
Окисление фосфора. Факторами, обусловли-
вающими достаточно полное удаление фос-
фора из металла являются: 1) значительная
концентрация FeO, 2) достаточная основность
шлака и 3) низкая температура ванны. В ме-
таллической ванне протекают реакции:
Р2 + 2i/aOo = Р2О5 + 370 000 кал;
P2+5FeO=P2O5+5Fe 4-47 850 кал;
P2O54-3FeO=(FeOK-Р2О5-(-30600 кал.
(FeOKP2O5 переходит в шлак и реагирует с
известью: (FeO)8-P2O5+4CaO= (CaOL-P2O5-f
4-3FeO-4-130 100 кал. В процессе дефосфориза-
ции металл обогащается закисью железа, что
способствует дальнейшему окислению фос-
фора. Для успешного хода дефосфооизации
188
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
должно быть в шлаке 20—30% FeO, 40—50%
СаО и 12 - 20% SiO2. Температура ванны
1420— 1440Х. При избытке SiO2 в шлаке
возможен обратный переход Р из шлака в
металл по реакции: (CaOL-P2O5-j-2SiO2=
= 2(СаОJ. SiO2 -+- Р2О5 — 94 220 кал.
Окисление углерода:
С -f V2O2= CO+29 430 кал;
С -|- FeO = СО + Fe — 35 000 кал.
Эти реакции протекают не до конца. В усло-
виях основной электропечи трудно довести
содержание С в металле до 0,05% и невоз-
можно уменьшить его ниже 0,03%. Увеличе-
ние температуры ванны выше 1400°С и до-
бавка руды способствуют более энергичному
ходу эндотермических реакций выгорания
углерода (кипения). Кипение способствует
дегазации ванны. Для того чтобы кип прохо-
дил энергично, составляют шихту с расчётом
получить в металле по расплавлении на
0,40—0,50% больше С, чем в заданном со-
ставе стали. Скорость выгорания С—0,008 —
0,009% в минуту.
Содержание Мп в металле во время кипа
не должно падать ниже 0,25%.
Во время окислительного периода обра-
зуются так называемые чёрные шлаки. Их
средний состав: 10—15% SiO2, 6— 12<у0 МпО,
25—30% FeO, 3 - 5% А12О3, 40 — 45% СаО,
6—8% MgO, 1,5 —20/0 Р2О5. По окончании
окислительного периода чёрный шлак скачи-
вают, производят науглероживание металла
электродным боем и заводят новый шлак.
Восстановительный период. Рас-
кисление и удаление из металла серы произ-
водятся под белим и карбидным шлаками,
которые заводят после удаления окислитель-
ного шлака. При плавке стали для фасонного
литья применяется главным образом белый
шлак, который составляют из извести, моло-
того электроугольного боя (или кокса) и
плавикового шпата в пропорции 12:1:2. Рас-
кислительное действие самого белого шлака
на металл весьма незначительно; для оконча-
тельного раскисления вводят в конце плавки
ргскислители.
Белый шлак обеспечивает наиболее пол-
ное удаление серы:
FeS + С + СаО = CaS+ CO f Fe - 34 270 кал;
-{ Mn—60 720 кал.
CaS, образующийся в ходе этих реакций, не-
растворим в металле. Предельное количе-
ство CaS в белом шлаке—4—5%, что со-
ответствует содержанию серы в 2%. При
достаточной чистоте шлакообразующих ма-
териалов (извести, кокса) в отношении серы
в металле остаётся под белым шлаком
0,050% и менее серы. Для составления белого
шлака можно заменить кокс молотым Fe—Si.
В этом случае происходят реакции:
Si + 2FeO = SiO2 t 2Fe -j- 78 990 кал;
Si + 2MnO = SiO2 + 2Mn + 14410 кал;
Si + 2CaO + 2FeS = SiO2+2CaS + 2Fe +
+ 80 450 кал;
Si 4- 2CaO + 2MnS = SiO2 + 2CaS -f 2Mn -f-
-J- 27 550 кал.
Состав белого шлака (примерный):
СаО SiO2 FeO МпО A1SOS MgO CaFs CaS < С
Вскоре по-
сле заводки з8.б 5.5 3.6 о,з 1,13 12,4 з8-6 *.°7 °-33
Через 1 час 5°.8 12,7 i,6 0,13 1.З1 11,62 19,1 1,7* °>JS
Карбидный шлак составляется из
6 ч. извести, 2 ч. молотого кокса и 1 ч. пла-
викового шпата. Под действием высокой
температуры печи образуется карбид кальция:
СаО -+- ЗС = СаС2 + СО — 107 200 кал. СаС2
разлагает закиси Fe и Мп:
СаС2 + 3FeO = 3Fe + СаО -f- 2CO -f
+ 2200 кал;
СаС2 + ЗМпО = ЗМп + СаО f 2CO —
— 94 670 кал.
Карбидный шлак—весьма активное средство
десульфурации:
СаС2 +¦ 2СаО + 3FeS = 3CaS + 2CO + 3Fe +
+ 14 420 кал;
СаС2 + 2СаО + 3MnS = 3CaS + 2CO + ЗМп—
— 74 930 кал.
Остаётся до 0,007 — 0,0100/0 S.
Состав карбидного шлака (примерный):
SiO3 FeO МпО А13О3 СаО CaFa MgO CaS CaC, С
Тёмносе-
рый, силь-
но карбид-
ный . . . 18,90 0,31 Сле- 2,90 5M7 ",58 10,58 2,85 i,o8 0.47
ды
Серый кар-
бидный . . 19,17 °,25 Сле- 3.28 56,17 6,32 io,8i 2,88 0,65 о,о3
ды
При плавке углеродистой стали для фа-
сонного литья карбидный шлак применяется
сравнительно редко.
Раскисление происходит так же, как в
основном мартеновском процессе. В процес-
сах раскисления стали большое значение
имеет интенсивная диффузия окислов из ме-
талла в шлак. В небольших печах, где пути
диффузии короче, сталь получается несколько
более раскисленной, чем в больших печах.
Плавка с полным окислением производится
только для получения стали с малым содер-
жанием углерода. Для фасонного литья ча-
ще применяют плавку с частичным окисле-
нием и без окисления. В первом случае един-
ственными источниками кислорода служат
ржавчина или окалина железного лома и про-
никающий в печь воздух. При неполном
окислении выгорает лишь кремний, а Р, Мп
и С в большей или меньшей степени остают-
ся в металле. После удаления окислительного
шлака производится рафинирование. Такой
метод даёт более полное раскисление и
сокращает продолжительность плавки. Плавки
без окисления производятся при восстанови-
тельном режиме на чистом по сере и фосфору
и незаржавленном ломе.
Скрап-процесс на кислом поду в дуговой
печи. Физико-химические процессы плавки
на кислом поду протекают при активном
участии подины, материал которой содержит
95—98% SiO2. Если имеется чистая по сере
и фосфору шихта, то кислый процесс наибо-
лее целесообразно применять для производства
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
189
стального фасонного литья. Стоимость металла
меньше, поскольку на футеровку и в качестве
флюсов идут более дешёвые материалы,
в то же время уменьшается расход электри-
ческой энергии и электродов и увеличивается
производительность печи. Кроме того, кислый
процесс допускает более значительный пере-
грев металла, что особенно важно для изго-
товления мелкого, тонкостенного и фигур-
ного литья. Отливки из кислого металла имеют
более равномерное и плотное строение, по-
этому несколько повышенное содержание Р и
S не ухудшает их механических свойств. Зна-
чительная часть работающих кислых печей
выплавляет сталь, предназначенную для фа-
сонного литья.
Окислительный период. Взаимо-
действие окислов железа шихты в процессе
плавления с Fe происходит по следующим
реакциям:
Fe3O4 + Fe = 4FeO — 8240 кал
Fe2O3 + Fe = 3FeO - 3620 .
Закись железа окисляет Р, Мп и Si, образуя
Р2О5, МпО и SiO2, из которых составляются
первые порции шлака. Вступая во взаимодей-
ствие с SiO2 подины и откосов печи, шлак
обогащается силикатами. Взаимодействие шла-
ка с футеровкой энергично продолжается до
образования в шлаке 50—60% SiO2. К моменту
полного расплавления шихты шлаки имеют
следующий состав: 45 — 55% SiO2,3— 5% СаО,
15-25% МпО, 20-230/0 FeO, I -6%A12O3,
меньше 0,1% Р2О^ 0,5—1,00/0 MgO. '
Окисление кремния происходит по реак-
ции:
Si + 2FeO = SiO2 + 2Fe + 78 990 кал.
Ввиду наличия свободной кремнекислоты
в шлаке реакция протекает неэнергично.
Окисление фосфора. Незначительное со-
держание в кислом шлаке СаО препятствует
получению стойкого соединения (СаОL. РзО5.
Образующийся в условиях кислого процесса
фосфат закиси железа (FeOK. Р2О5 неустойчив
и. взаимодействуя с избытком SiO2 шлака по
реакции (FeOK . Р2О5 + 3SiO2 - 3FeO . SiO2 +
+ Р2О5 ~ 12 900 кал, даёт свободный Р2О3,
переходящий в металл. Таким образом, уда-
ления Р при кислом процессе не происходит
Окисление марганца протекает по реак-
циям:
Mn -f FeO = МпО + Fe + 32 290 кал
МпО + SiO2 = МпО. SiO2 + 7000 ,
Восстановление Мп из этого соединения за-
труднительно, так как в кислой печи окисле-
ние Мп происходит в течение всего процесса
плавки—и в окислительный, и в восстанови-
тельный периоды. Содержание Мп в металле
может быть доведено до 0,07—0,08%.
Окисление углерода при кислом процессе
происходит менее энергично, чем в основном,
так как FeO в шлаке связано с SiO2. Ско-
рость выгорания С составляет: в основной
печи — 0,006 — 0,010% в минуту, а в кислой —
обычно 0,003% в минуту. Повышение темпе-
ратуры ускоряет окисление С. Такой же ре-
зультат даёт добавление в шлак СаО. Напри-
мер, снижение количества углерода с 0,5 до
0,2% длится при шлаке с 0% СаО и 60%
SiO2 50 мин., а при шлаке с 10% СаО и 50%
SiO2—36 мин. В кислой печи можно довести
содержание С в металле до 0,08—0,10%.
Удаления серы в кислой печи практиче-
ски не происходит ввиду малого содержания
СаО в шлаке. Часть серы удаляется в про-
цессе расплавления в виде SO2, часть пере-
ходит в шлак в виде MnS. Общее снижение
количества серы при кислом процессе не
превышает 10%.
Раскисление металла в условиях кислого
процесса происходит при постепенном разо-
гревании ванны и шлака за счёт: 1) растворе-
ния и связывания кислым шлаком FeO,
2) разложения остающегося в металле FeO
кремнием, который восстанавливается из шла-
ка и футеровки. Кислый шлак значительно
сильнее экстрагирует закись железа из ме-
талла, чем основной.
Восстановление Si:
SiO2 + 2С = Si + 2CO-148 900 кал
SiO2 + 2Fe = 2FeO 4- Si-78 990 ,
Раскисляющее действие Si в момент восста-
новления очень велико. Реакции энергично
протекают при повышении температуры. FeO,
получаемый в результате восстановления
кремния футеровки жидким металлом, не на-
сыщает металл; образуясь в месте соприкос-
новения металла и футеровки, он переходит
в силикат железа по реакции FeO -f- SiO2 =
= FeO.SiO2 ¦+ 5900 кал и поглощается мате-
риалом футеровки. Кислая подина, поглощая
закись железа из металла, в процессе работы
значительно меняет свой состав (в %):
Состав .... SiOa Fe2Os FeO MnO
Свежая подина 94.80 0,96
После 200 пла-
вок 78.92 о,з4 7>74 7-52
После 500 пла-
вок 66,36 О,42 22,14 4>2б
При достаточно высокой температуре и
длительной выдержке можно достигнуть
восстановления кремния и довести его со-
держание в металле до 0,4—0,5%. Однако
восстановление Si до требуемого содержания
его в литье @,25—0,45%) экономически не-
целесообразно вследствие значительного
расхода электрической энергии. Поэтому
часть необходимого кремния вводится в ме-
талл присадкой ферросилиция. В случае
чрезмерного восстановления Si (при пере-
греве ванны и густых шлаках с повышенным
содержанием StO2) необходимо снизить тем-
пературу ванны и добавить СаО или марган-
цевой руды для уменьшения кислотности
шлака. Присадку ферромарганца производят
перед выпуском плавки. Алюминий обычно
дают в ковш A,0 — 1,5 кг на 1 т металла).
Состав шлаков кислого процесса (в %)
в различные периоды плавки:
Состав SiOa СаО MnO FeO
После распла-
вления 35 Ф 6—7 18—26 32—24
Восстановитель-
ный период . . 54—55 I5-28 6—13 5~7
Перед выпуском
металла .... 5а~54 *3—^3 и—аа 5—7
Плавка в бессердечниковых индукци-
онных печах. Данные печи обладают рядом
190
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. 111
преимуществ: 1) в них легко обеспечить
герметичность рабочего провтранства; 2) от-
сутствует науглероживающее действие элек-
тродов дуговых печей; 3) движение жидкого
металла под воздействием электромагнитных
сил способствует усилению в нём диффузи-
онных процессов и ускорению реакций между
металлом и шлаком. Недостатки бессердечни-
ковых индукционных печей: 1) низкая темпе-
ратура шлаков, которые нагреваются только
от металла; 2) недостаточная стойкость фу-
теровки из основных огнеупорных матери-
алов.
Очищение металла от примесей произ-
водится в печах путём окисления: а) воз-
духом, который влияет на поверхность
ванны, покрытой шлаком, состоящим из
извести и плавикового шпата; б) за счёт
действия шлака, состоящего из железной
руды (или окалины), извести и плавикового
шпата; в) загрузкой железной руды, извести
и плавикового шпата на подину печи перед
металлической садкой. Во всех случаях про-
исходит энергичное удаление из металла
С, Si, Мл, S и Р.
Средний состав основных шлаков: SiO2 —
25—350/0, СаО —55—60%, остальное ? FeO+
-j-MnO + MgO. Процесс десульфурации значи-
тельно ускоряется добавлением в шлак кар-
бида кальция и обработкой металла в печи
содой. Содержание углерода в металле за
вгемя плавки падает с 0,5—0,6 до 0,12, фос-
фора—с 0,16-0,18 до 0,01 и серы с 0,06—6,07
до 0,62. Длительность плавки составляет
1 час—1 ч. 20 м. для печи ёмкостью в
100 /сг.
При плавке в кислых индукционных печах
используют для защиты поверхности металла
от окисления кварцевый песок, бой динасо-
вого кирпича, битое стекло, шамот и известь.
Рафинирование не ведётся. Средний состав
кислого шлака: SiO2—55—60%, СаО—25—
35%, остальное ЦРеО, MnO, MgO.
Расход электроэнергии при плавке в бес-
сердечниковых индукционных печах соста-
вляет от 600 до 750 квт-ч/т.
Триплекс-процесс: вагранка — малый
бессемер — электропечь
Этот процесс плавки малоуглеродистой
стали применяется для массового произ-
водства литья. Комплексное применение трёх
г,азновидностей плавильных агрегатов обеспе-
чивает большую гибкость: при необходимости
и в зависимости от технических условий
можно заливать формы непосредственно из
бессемера.
Наиболее типичной является техноло-
гическая схема, применяемая в условиях,
когда исходные материалы не требуют
дефосфоризации. В этих случаях конвертор
и электропечь могут быть кислыми.
При данной схеме шихту для вагранки
составляют из стального скрапа с добавкой
высокопооцентного или доменного ферроси-
лиция. Выплавленный в вагранке металл
подвергают десульфурации в ковше содой,
в результате содержание серы снижается
приблизительно до 0,04%. После этого ме-
талл, в котором около 3% углерода, зали-
вают в конвертор, где содержание углерода
доводят до 0,05%. В зависимости от требуе-
мого состава конечного металла продутый
металл подают сразу в электропечь или же
сначала добавляют в ковш некоторое коли-
чество ваграночного чугуна. До электропечи
металл подвергают обработке в ковше рас-
кислителями — ферромарганцем, ферросили-
цием, алюминием.
Назначение электропечи состоит в хоро-
шем смешивании металла, его подогреве и
и выдержке, а также в обеспечении регуляр-
ной выдачи металла на конвейер. Если
в триплекс-процессе применяется легирование
металла, то его тоже производят в электро-
печи. Для предохранения металла от выго-
рания углерода, кремния и марганца в печи
заводят нейтральный шлак. Содержание угле-
рода в ванне электропечи контролируется
карбометром или карбоаыализатором после
каждой заливки продутого металла.
Другие варианты триплекс-процесса пре-
дусматривают возможность дефосфоризации.
Применяя электропечь с основной футеров-
кой, можно загружать в вагранку разно-
образные исходные материалы, в том числе
и литейный чугун, и тогда дефосфоризации
подвергают продутый металл в электропечи
(десульфурацию ваграночного металла произ-
водят в ковше перед заливкой в конвертор).
Дефосфоризацию можно производить и в
ковше путём обработки металла смесью из
извести, плавикового шпата и окалины.
В результате из металла удаляется около
70% фосфора. Так как при этом происходит
окисление металла, необходимо делать до-
полнительное раскисление в электропечи.
Это может быть выполнено как в основной,
так и в кислой печи. В первом случае, по-
скольку дефосфоризация была произведена
заранее, достаточно вести плавку под одним
шлаком. Тогда возникает возможность осу-
ществить третий вариант, а именно — пере-
нести в электропечь десульфурацию, вместо
того чтобы производить её в ковше перед
бессемерованием.
Наиболее эффективным по производитель-
ности и экономичным по расходу энергии
является такой вариант триплекс-процесса,
при котором электропечь играет роль мик-
сера с подогревом металла для питания раз-
ливки. В этом случае расход энергии кис-
лой электропечью составляет всего 50—
75 квт-ч/т. Основная электропечь требует
значительно большей затраты энергии, однако,
если дефосфоризация производится в козше
за счёт исключения первого — окислитель-
ного — периода плавки, этот расход не ме-
нее чем на 50% ниже расхода энергии при
обычном основном процессе электроплавки
стали.
Триплекс-процесс в отдельных случаях
даёт четырёхкратное увеличение произво-
дительности электропечей.
Модифицирование стали
Значительные колебания температуры
жидкой стали вследствие её анизотермиче-
ского охлаждения заставляют рассматривать
процесс первичной кристаллизации стали
( в отливках в основном как вынужденный.
ГЛ. i)
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
191
а не как самопроизвольный [28]. Сначала
в зонах с наиболее низкими температурами
(у стенок формы) образуются центры кристал-
лизации. Затем кристаллы начинают расти
в направлении отвода тепла (центральная и
верхняя части отливки). Однако естественные
флюктуации (местные отклонения от средней
характеристики системы) могут вызвать и
образование самопроизвольных центров кри-
сталлизации. Кроме того, в жидкой стали
в отливках при температуре выше темпера-
туры плавления всегда существуют пред-
кристаллические явления, обусловленные на-
личием ещё и других зародышей кристал-
лической фазы — органических и чужерод-
ных.
Органическими зародышами
являются элементы кристаллической решётки,
существовавшие в металле перед его пла-
влением и оставшиеся в жидком металле
после агрегатного превращения (так назы-
ваемая „память кристаллизации") вследствие
расплавления металла в услозиях недостаточно
высокого перегрева и выдержки.
Чужеродными зародышами явля-
ются преимущественно неметаллические
включения. Они могут явиться центрами
кристаллизации только в том случае, если
имеют определённый критический размер и
очень тонкое распределение, т. е. если явля-
ются субмикроскопическими включениями.
Введение в жидкий металл каких-либо
элементов, вызывающих образование заро-
дышей, является процессом инокуляции
(модифицирования) металла, а эти элементы
являются и и о к у л я т о р а м и. Инокуляция
может быть осуществлена установкой в форме
тонких проволочек или сетки из стали, по
составу близкой к заливаемой. В результате
расплавления этих внутренних холодильников
получается жидвдш металл с небольшим пе-
регревом, содержащий большое число орга-
нических зародышей. При его смешении
с основным жидким металлом, поступающим
в форму, органические зародыши способ-
ствуют значительному увеличению количества
центров кристаллизации и, следовательно,
измельчению строения первичных кристаллов
отливки.
В этом же направлении часто действует
охлаждающее влияние внутренних холодиль-
ников. Возникает местное переохлаждение,
способствующее образованию большого ко-
личества самопроизвольных центров кристал-
лизации. В результате в отливках резко из-
мельчается строение первичных кристаллов.
Метод инокуляции чужеродными зароды-
шами также даёт очень резкое умельчение
зерна. Например, при присадке титана (от
0,12 до 0,32%) образуются карбиды и нитриды
(TiC и TiN), имеющие очень высокую темпе-
ратуру плавления (около 3000° С). Они дис-
персно распределены в жидком металле и в
качестве чужеродных зародышей обеспечи-
вают получение равномерного и мелкого
зерна. Наличие подобных тугоплавких, взве-
шенных в жидкой стали включений несколько
понижает её жидкотекучесть.
Инокуляторами, вводимыми всегда в не-
большом количестве (так называемые .ма-
лые" добавки), являются также азот — для
нержавеющей стали, ванадий и цирко-
ний — для конструкционных сталей (образу-
ются тугоплавкие карбиды VaC, нитриды
ZrN и сульфиды ZrS), бор, алюминий и др.
Влияние алюминия как инокулятора одни
авторы объясняют образованием тугоплавких
окислов (А12О3), служащих центрами кри-
сталлизации, другие же считают, что алюминий
и железо образуют твёрдый раствор и выте-
сняют из него к-арбиды железа (Fe3C), которые
в свою очередь становятся центрами кристал-
лизации.
Мелкозернистое, безразлично ориентиро-
ванное строение первичных кристаллов, по-
лучаемое в результате инокуляции, пред-
определяет значительно более высокое каче-
ство отливок, чем то, которое получается
в обычных условиях — при грубом строении
первичной кристаллизации.
ПЛАВКА ЦВЕТНЫХ МЕТАЛЛОВ
Приготовление лигатур
Лигатуры широко применяются главным
образом в производстве алюминиевых и ма-
гниевых сплавов. Это обусловливается тем,
что данные сплавы резко окисляются при
перегреве до температур выше 800* и в них
нельзя вводить непосредственно тугоплавкие
присадки [27]. Лигатуры должны обладать
температурой плавления, близкой к темпера-
туре плавления металла, к которому они
присаживаются, и в то же время иметь вы-
сокое содержание тугоплавкого металла. Ли-
гатура, содержащая одну тугоплавкую при-
месь, называется двойной, а две — тройной.
Характеристика различных двойных и трой-
ных лигатур и способы их изготовления ука-
заны в табл. 180 и 181.
Плавка красной меди
Плавка красной меди ведётся в пламенных
печах с рафинированием окислительным пла-
менем для удаления из меди примесей свин-
ца, сурьмы, олова, железа, цинка, никеля и
серы. Окисляясь, некоторые примеси всплы-
вают в шлак, другие удаляются в виде газов.
Плавка состоит из операций: 1) загрузки ме-
талла в печь; 2) расплавления металла; 3) ска-
чивания шлака; 4) окисления металла; 5) вос-
становления окислов („дразнения"); 6) раз-
ливки металла. Густой шлак разжижают до-
бавкой песка.
Медь, окисляясь, образует Си2О, которая,
растворяясь в металле, окисляет элементы,
растворенные в меди. Первыми выгорают
цинк и железо:
Cu2O + Zn = ZnO + 2Cu -f- 40 450 кал
Cu2O -f- Fe = FeO + 2Cu + 21 430 ,
Образовавшиеся окислы ZnO и FeO образуют
с SiO2 шлаки:
2FeO -f SiO2 = (FeOJ. SiO2,
2ZnO + SiO2 = (ZnOj2. SiOo.
Далее выгорают олово, сурьма, свинец и сера.
Во время удаления серы ванна кипит вслед-
ствие выделения SO2. образующегося по реак-
ции 2Cu2O -j-Cu2S = 6Cu+SO2. В период окис-
ления снимают шлак каждые 2—3 часа.
192
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Двойные лигатуры
Таблица 180
Лигатура и её
физические
свойства
Содержание
примеси в %
Температура
плавления в °С
Рекомендуемый способ изготовления
Алюминий —медь,
хрупкая
Алюминий—марга-
нец, вязкая
Алюминий—ник ель,
вязкая
Алюминий—железо,
недостаточно хрупкая
Алюминий—кремний,
вязкая
Алюминий—магний,
недостаточно хрупкая
Алюминий—титан,
а) недостаточно хруп-
кая
б) вязкая
Алюминий—кобальт
Алюминий—бериллий
Магний — марганец,
вязкая
Медь — фосфор,
хрупкая
Медь — марганец,
вязкая
Медь — железо, вяз-
кая
Медь — бериллий
Медь — кремний.
хрупкая
Медь—сурьма, хруп-
кая
Магний—марганец
9—ю
7-14
25—3°
7—ю
ю-15
'JO- — 1.S
5°
8-ю
33 -5»
7-ю
а) 2—з
б) 5-к
7-
55O-575
75о—8оо
770—800
~8оо
75о—8оо
ноо—1300
8оо
73°—8
8бо
65°
75°—8оо
Введение расплавленной под слоем древесного угля меди
в расплавленный и перегретый алюминий с последующим
рафинированием хлористым цинком
Введение измельчённого и нагретого до 1000° С марганца
в расплавленный под слоем хлористого бария и перегретый
до 950—1000°С алюминий с последующим рафинированием
хлористым цинком
Введение гранулированного никеля в расплавленный и пе-
регретый до 850- 900°С алюминий с последующим рафиниро-
ванием хлористым цинком
Введение мелких кусочков железа в расплавленный и пе-
регретый до 900° С алюминий с последующим рафинирова-
нием хлористым цинком
Введение небольших кусочков кремния, завёрнутых в алю-
миниевую фольгу, в расплавленный и перегретый до 850 —
900° С алюминий с последующим рафинированием хлористым
цинком
Введение магния в расплавленный алюминий
Введение равной смеси окислов титана (ТЮа) и криолита
(NaaAlFe) в расплавленный и перегретый до 1000° С алю-
миний. Титан восстанавливается по реакции
ЗТЮ3 + 4А1 = 2Ala0,+3Ti
и переходит в сплав
Введение небольших порций перегретого до 1100—1200* С
кобальта в расплавленный и перегретый до 800°С алюминий
Введение небольших кусочков бериллия, нагретого до
1000° С, в расплавленный и перегретый до 1000° алюминий.
Плавка производится под флюсом F5% ВаС19+35°/0 BaFa)
Введение мелкораздробленного марганца в расплавленный
магний. Плавки идут под слоем флюса
Жидкая медь выливается в тигель, на дне которого поме-
щён красный фосфор, покрытый древесным углём
Введение отдельными порциями марганца в расплавленную
и перегретую до 1200°С медь, покрытую слоем древесного
угля
Введение мелочи железа отдельными порциями в распла-
вленную под слоем древесного угля и перегретую медь при
тщательном перемешивании
Расплавление твёрдых бериллия и меди в тигле. Сначала
загружают бериллий, затем флюс и после этого медь
Введение отдельными порциями кремния или купросилиция
(сплав меди с кремнием) в расплавленную и перегретую
медь при тщательном перемешивании
Введение отдельными порциями сурьмы в расплавленную
под слоем древесного угля медь
Введение измельчённого марганца в расплавленный под
слоем флюса и перегретый до 850—900° С магний
Лигатура и её
физические
свойства
Тройные лигатуры
Таблица 181
Химический состав
iu
Е О. Я
f- H •=!
Рекомендуемый способ изготовления
Алюминий — медь —
марганец
Алюминий— медь —
никель, хрупкая
Алюминий—магний —
марганец, хрупкая
Алюминий — медь —
железо
Алюминий—магний-
титан, хрупкая
Алюминий — медь -
титаи
Алюминий — крем-
ний — кобальт
Алюминий—магний—
бериллий, хрупкая
Олово — никель —
сурьма, хрупкая
50% А1, 40% Си и боо
10% Мп |
30-45% Си, 15-25% 670-720
Ni, остальное — алю-
миний
20% Mg, 10% Мп,
70% А1
/0 % Си, 10% Fe,
70% А1
17-18% Mg, 3%Ti.
остальное—алюминий
12-15% Си, 2-3% Ti
12-13% Si, 6-7%Co
40% Mg, 5% Be
10%Ni,30%Sb, 60% Sn
550-600
600 - 670
700—730
-600
Введение алюминия в расплавленную марганцовистую мед
с рафинированием хлористым цинком
Постепенное введение сначала дроби никеля, подогретого до
1000' С, и затем чушек алюминия в расплавленную и пере-
гретую до 1100° С медь; последующее рафинирование хлори-
стым цинком
Присадка марганца в расплавленный и нагретый до 850° С
алюминий. После рафинирования хлористым цинком двумя
порциями присаживается магний
К расплавленной меди присаживают железо и смешивают
сплав с жидким алюминием; последующее рафинирование
хлористым цинком
Введение магния в расплавленную лигатуру алюминий —
титан
Введение меди в расплавленную лигатуру алюминий —
титан
Введение подогретого до 1200э С кобальта в расплавленный
и перегретый до 870° силумин
Присадка магния в расплавленную алюминиево-бериллие-
вую лигатуру
В печь загружают никель и древесный уголь; олово за-
гружают на раскалённый никель. После растворения никеля
в олово добавляют сурьму
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
193
После очищения меди от примесей про-
изводится так называемое дразнение — пере-
мешивание ванны плотными и влажными дере-
вянными брусьями. Перемешивание способ-
ствует выделению газов, в то же время про-
исходит восстановление Си2О по реакции
С + Cu2O = 2Cu + СО.
Плавка меди без рафинирования произво-
дится в пламенной печи (с дразнением перед
выпуском), а также в тигельных печах (под
слоем древесного угля) или в электропечах
типа Детройт. Перед выпуском металл рас-
кисляют фосфором, бором, боридом кальция,
кальцием, литием или бериллием. Раскисление
меди чаще всего производится фосфором,
вводимым в виде фосфористой меди. Его
окисел Р2О5 летуч и частично удаляется в
виде паров, частично переходит в шлак вместе
с окислами цинка и свинца.
Избыточное количество фосфора, остаю-
щееся в металле, увеличивает его жидкоте-
кучесть.
Плавка бронз и латуней
При изготовлении оловянно-цинковой брон-
зы первой плавят медь, которую затем рас-
кисляют фосфорной медью, содержащей
Ю—12% Р @,3% от веса шихты). При этом
происходит реакция 5Cu2O + 2Cu3P = P^Os +
-f- 16Cu; фосфорный ангидрид образует лёгкий
шлак, всплывающий на поверхность. После
раскисления меди присаживается цинк, а за-
тем олово. Если применяются вторичные
металлы, то их также вводят в раскисленную
медь [26].
При плавке алюминиевых бронз сначала
плавят медь, а затем, незадолго до разливки,
добавляют в тщательно раскисленную и слег-
ка охлаждённую медь лигатуру алюминий —
медь. Необходимость охлаждения вызывается
тем, что при введении алюминия образуются
А12О3 и СиА12 с выделением тепла. Если алю-
миниевая бронза изготовляется с примесями
железа или марганца, то их вводят в медь
после её раскисления в виде соответствую-
щих лигатур. Кремний — при изготовлении
кремнистой бронзы — вводится в раскислен-
ную медь в виде лигатуры медь — кремний.
Для того чтобы предотвратить насыщение
металла газами, следует при плавке бронз
избегать его перегрева и обязательно приме-
нять защитные покровы. Используются дре-
весный уголь, сода, поташ, битое стекло,
бура, кварцевый песок и т. д. Небольшие ко-
личества металла изготовляют в тиглях, боль-
шие — в пламенных печах (например типа
Экономплав) или, лучше, в электрических пе-
чах типа Детройт. Последние дают меньший
угар металла и обеспечивают его большую
однородность благодаря перемешиванию при
качании печи. Разливка бронз производится
при температуре 1100—1150° С.
М е д н о-ц инков ые сплавы изгото-
вляют в тигельных печах или в электрических
индукционных печах типа Аякс. Достоинства
индукционных печей: минимальный угар и воз-
можность постоянного, притом точного кон-
троля температуры металла. Плавление лату-
ни в электропечи типа Аякс устраняет на-
добность в защитных покровах. Пламенные
печи из-за большого угара применять не
рекомендуется. При плавке латуней и томпака
в тигле сначала расплавляют под слоем дре-
весного угля медь, а затем присаживают
цинк. Применение специальных раскислите-
лей нецелесообоазно, так как цинк сам
является раскислителем.
Изготовление специальных латуней имеет
свои особенности. Тугоплавкие элементы (мар-
ганец и железо) вводятся в виде лигатур медь—
марганец и медь — железо; можно применять
ферромарганец. При изготовлении латуней,
содержащих железо, марганец и алюминий,
последним вводят алюминий.
При плавке кремниевой латуни сначала
расплавляют под слоем древесного угля медь,
которую затем раскисляют фосфорной медью.
После этого вводят возврат того же сплава,
за ним небольшими порциями — медно-крем-
ниевую лигатуру, тщательно перемешивая
ванну. Цинк и свинец дают перед разливкой,
при этом ванну снова тщательно перемеши-
вают. При изготовлении алюминиевой ла-
туни расплавляют под слоем угля медь, рас-
кисляют её и затем присаживают к ней в не-
больших кусках алюминий и цинк. Данные
о температурах плавления и заливки латуней
приведены в табл. 182. Перегревать металл
сверх указанных температур не рекомен-
дуется.
Таблица 1S2
Температуры плавления и разливки латуней
Сплавы
Состав сплава
ВО/
/о
Си
Томпак ЛТ90 | 9°
Полутомпак Л80 8о
Латунь:
Л68 68
Л62 6а
Л59 59
ЛС59. ...... 59
Морская | t>i
57
о»
57
58
Zn
Часовая
Марганцовистая
Дельта-латунь
Алюминиево-никелевая . . .
32
38
41
4°
38
42.3
4°
41
37
Осталь-
ное
i%Pb
i%Sn
о,7°А.РЬ
2"/0Mn
i%Pb
и i«/0Fe
2%Ni 11
3%A1
Темпе-
ратура
в "С
i°45'
95°
910
goo
900
90S,
880
890
920
1050
Результаты исследований [40] дают осно-.
вание полагать, что и к меди, и медным
сплавам можно применить модифицирова-
ние для улучшения их структуры и свойств.
Плавка никеля и медно-никелевых сплавов
Никель и богатые никелем сплавы при-
надлежат к числу тугоплавких металлов. Дан-
ные о температурах плавления и разлиики
никеля и его сплавов приведены в табл. 183.
Плавку ведут в отапливаемых мазутом или
газом тиглях, индукционных печах типа Аякс
и в высокочастотных электропечах. Особенно
хорошие результаты даёт плавка в высоко-
частотных электропечах, снабжённых вакуум-
ной установкой; последняя предотвращает
поглощение газов жидким металлом. Ввиду
высокой температуры плавления медно-нике-
левых сплавов графитовые тигли непригодны,
так как их материал разъедается расплавлен-
ным металлом, причём образуются карбиды
194
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Таблица 183
Температуры
Сплавы
Никель . . .
Монель-ме-
Коистантан .
Мельхиор .
Нейзильбер.
Манганин . .
Нихром . . .
плавления и разливки никеля i
(
:плавов
Химический состав в °/0
N1
(S8
4°
2О
15
3
69
Мп
_
—
12
I
Си
28
59.5
8о
65
85
Осталь-
ное
2,5 Fe
—
2О Zn
~
15 Fe
15 Cr
1 его
Температура
в
плавле-
ния
455
1з6о
1170
1050
1030
1390
°С"
раз-
ливки
157°
138о
I23O
1170
ибо
15°о
никеля Ni3C. Обычно применяют магнези-
товые тигли или футеруют графитовые тигли
магнезитовой смесью следующего состава:
80% магнезита, 8% жидкого стекла, 12% воды.
Иногда применяют кислую футеровку, однако
плавка на основной футеровке даёт металл
лучшего качества.
Основным дефектом отливок из никеля
и его сплавов является газовая пористость.
Для предупреждения этого дефекта ведут
плавку под толстым слоем флюсов, которыми
могут служить: бутылочное стекло с темпе-
ратурой плавления 900—1200° С, плавиковый
шпат A300°), морская соль (800°), бура G40°),
кальцинированная сода, а также смесь из 75%
молотого стекла и 25% поташа (по объёму).
Применение в качестве защитного покрова
древесного угля или гипсов недопустимо, так
как в первом случае может образоваться
карбид Ni3C, а во втором — сульфид Ni3S2.
При плавке никеля сначала загружают на
дно тигля !/3 металла и некоторое количе-
ство флюса. Остальной никель дают не-
большими долями в жидкий металл по рас-
плавлении первой порции. Если плавятся
медно-нике левые сплавы с большим содер-
жанием меди, то сначала загружают медь и
только после её расплавления и нагрева до
1300° прибавляют никель. В тех случаях, когда
меди меньше или примерно столько же, сколь-
ко никеля, оба металла загружают вместе,
причём на дно тигля кладут никель. Желе-
зо для сплавов, содержащих Fe, либо за-
гружают вместе с шихтой, либо присаживают
в виде медно-железной лигатуры. Марганец
в небольшом количестве дают в шихту,
остальную часть присаживают в чистом виде
либо в виде ферромарганца по расплавлении
основных составляющих. После этого сплав
перемешивают. Цинк присаживают после
раскисления, непосредственно перед разлив-
кой. Если в шихте присутствуют вторичные
металлы, то во всех случаях их загружают
первыми. В конце плавки производится рас-
кисление: никеля — смесью алюминия и маг-
ния (каждый в количестве 0,1% к весу ших-
ты), сплавов — магнием, кремнием или мар-
ганцем.
При плавке никеля и его сплавов в горне
необходимо после извлечения тигля закрыть
поверхность металла паклей или джутом;
сгорая, они создают предохранительную га-
зовую оболочку.
Плавка алюминия и его сплавов
Чистый алюминий применяется для фасон-
ного литья очень редко — почти исключи-
тельно для химической и специальной аппара-
туры, требующей высокой коррозионной
стойкости. Чаще всего используются сплавы
алюминия с кремнием, магнием, медью и
цинком. Плавку ведут в тигельных и пламен-
ных печах, а также в электрических печах
сопротивления и индукционных. Для плавки
чистого алюминия и его сплавов часто при-
меняют электрические печи сопротивления,
обладающие некоторыми преимуществами.
Для получения качественных алюминиевых
отливок применяются следующие методы:
1) плавка под флюсом, препятствующим по-
глощению газов металлом; 2) рафинирование
газами; 3) рафинирование твёрдыми вещест-
вами; 4) вымораживание; 5) кристаллизация
под давлением.
Плавка под флюсом. В качестве
флюсов применяются хлористые и фтористые
соединения щелочей и щелочно-земельных
металлов в различных соотношениях, напри-
мер: 50% NaCl 4- 50% СаС12 с температурой
плавления 500° С или 85<yo_NaCl + 15%CaF2
с температурой плавления 750° С.
Рафинирование газами производится
продувкой хлора или азота либо смеси этих
газов сквозь расплавленную металлическую
ванну. Газы вводят под давлением через
трубку, погружаемую в металл до уровня, от-
стоящего на 100—150 мм от дна ванны.
Хлор реагирует с газами, растворёнными
в алюминии. В частности, происходят реакции:
ЗС12 + 2А1 = 2А1С13 + 380 200 кал;
Cl2 -f 2H = 2НС1 + 44 000 кал.
Образовавшиеся А1С13 и НС1 выделяются
из металла вместе с остатком свободного
хлора и отводятся в трубу отводящей
вентиляционной установки. Хлор вреден для
организма, поэтому следует продувку вести
медленно, чтобы максимально ограничить
выделение из ванны свободного хлора. Про-
дувка обычно производится в тигле типа Ко-
леман, который на время пропускания хлора
закрывают вентиляционным кожухом. Азот
не реагирует с элементами, содержащимися
в ванне металла. Его действие заключается
в том, что при прохождении пузырьков азота
сквозь толщу расплавленного металла водо-
род и другие газы из расплава растворяются
в пузырьках вследствие разности парциаль-
ных давлений. То же происходит, если про-
пустить через металл другие газы. Про-
дувка газами длится 5—10 мин.; температура
металла при этом 680—720е С. После рафини-
рования поднимают температуру сплава до
700—750° С и производят разливку.
Рафинирование твёрдыми ве-
ществами (летучими солями). Чаще всего
применяют хлористый цинк ZnCl2 [5], обяза-
тельно хорошо высушенный. Так как хло-
ристый цинк очень гигроскопичен, его
следует хранить в закрытых сосудах. По-
гружение ZnCl2 производится с помощью
специального приспособления, так назы-
ваемого литейного колокольчика, при одно-
ГЛ. I]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
195
временном размешивании сплава. Хлори-
стый цинк плавится при 365°, а при 730° ки-
пит (улетучивается). Он реагирует с метал-
лом по реакции 2А1 -J- 3ZnCi2 = 2A1C13 4-
-}-3Zn. Пары А1С13, сорбируясь окислами и
карбидами, облегчают удаление огарков и
загрязнений из сплава, способствуя их всплы-
ванию на поверхность ванны. Кроме ZnCl2,
применяют TiCl4 и ВС13. Перед разливкой
надо удалить с поверхности металла шлак.
Цинк, титан и бор, поступившие в сплав
в результате рафинирования, действуют как
модификаторы.
Вымораживание алюминия и его сплавов
основано на том, что газы, поглощённые ме-
таллами в процессе плавки, выделяются при
кристаллизации. Практически это может быть
достигнуто охлаждением металла в печи
почти до полного затвердевания и вторич-
ным расплавлением. Однако этот способ зна-
чительно удлиняет плавку и в заводских усло-
виях применить его очень неудобно. Более
простым способом является выдерживание
металла перед разливкой в течение 35—45 мин.
при температуре 670°. Однако и тот и другой
способы менее эффективны, чем продувка
жидкого металла газами, которая способ-
ствует удалению, кроме газов, также не-
металлических включений.
Кристаллизация поддавлением
применяется для понижения пористости
отливок из алюминиевых сплавов. Способ
заключается в следующем. Заформованную
опоку помещают в автоклав, плотно за-
крываемый крышкой с двумя отверстия-
ми: одно отверстие служит для заливки
металла, другое — для наблюдения за залив-
кой. По трубе, соединённой с компрес-
сорной сетью, подеодится сжатый воздух.
После заливки формы и заполнения ме-
таллом выпоров отверстия автоклава бы-
стро и плотно закрывают и подают воздух
давлением 4—5 am. Под этим давлением фор-
му выдерживают в автоклаве до полного
затвердевания металла A0—25 мин.). В ре-
зультате газы частично остаются в металле
в растворённом состоянии и частично запол-
няют поры усадочного происхождения. По-
ристость металла заметно понижается.
Выплавка алюминиевых сплавов
сприменением в шихте отходов
собственного производства и ли-
гатур [2]. Шихта составляется на 40—60%
из отходов (брака и литника) и 60—40% из
свежего металла (чушкового алюминия, ли-
гатуры и т. д.). Сначала в печь загружают
чушковый алюминий, а после его расплавле-
ния — лигатуру и отходы своего производ-
ства. Затем сплав рафинируют и после сня-
тия шлака разливают по формам. Темпера-
тура нагрева металла не должна превышать
800°, а температура заливки — 710—750° в за-
висимости от конфигурации отливок. При
изготовлении сплавов, содержащих цинк,
последний вводят в чистом виде незадолго
перед разливкой, подвергнув его сначала по-
догреву.
Сплавы алюминия с кремнием — силу-
мины (содержание Si 10—14%) отличаются
высокими литейными свойствами. Силумин,
затвердевая, кристаллизуется в виде грубо
игольчатой эвтектики и имеет сравнительно
*
невысокую прочность. Если же подвергнуть
этот сплав в жидком виде модифицированиют
т. е. ввести в него незначительные количе-
ства (около ОДо/оО металлического натрия или»,
смеси из 2/3 NaF и Vs NaCl, то характер кри-
сталлизации изменится: вместо грубо иголь-
чатой получим мелкозернистую эвтектику.
При этом резко возрастут прочность и удли-
нение, а именно: без модифицирования оь =
= 12—16 кг/мм?, а 8<1%, с модифицирова-
нием аь = 17—22 кг/лиР и В = 3 — 12%.
Механизм модифицирования ещё не вполне
выяснен. Существуют гипотезы, которые мож-
но коротко изложить в следующем виде:
1) натрий адсорбируется на гранях кристал-
ликов кремния и тормозит их рост; 2) моди-
фикаторы увеличивают склонность силумина
к переохлаждению, поэтому кристаллизация
происходит при пониженной температуре, что
приводит к измельчению зерна; 3) незначи-
тельные количества натрия (не больше 0,01%)
переходят в сплав и сдвигают точку эвтек-
тики; 4) модифицирование резко увеличивает
вязкость жидкого сплава, что влечёт за со-
бой увеличение степени переохлаждения и
уменьшение скорости кристаллизации.
Модифицирование осуществляют при тем-
пературе сплава 750—800° С. После присадки
модификаторов жидкий сплаз выдерживают
в течение 12—14 мин. Если применяется ме-
таллический натрий, то его вводят в сплав
с помощью колокольчика; практикуется также
завёртывание натрия в алюминиевую фольгу.
При модифицировании солями их насыпают
на поверхность сплава или вводят в сплав,
перемешивая его в течение 5—10 мин. Пред-
варительный подогрев солей ускоряет опе-
рацию. Силумины обладают значительной
склонностью к газопоглощению и образова-
нию окисных плёнок.
Из способов, применяемых для снижения
газонасыщенности модифицированных спла-
вов, наиболее целесообразным является кри-
сталлизация под давлением. Хлорирование
непригодно, так как до введения модифика-
тора оно не даёт результата, а последующее
хлорирование уничтожает эффект модифици-
рования. По этой же причине не применяется
и вымораживание.
Плавка магниевых сплавов
При плавке магниевых сплавов основное
условие — предохранить металл от соприкос-
новения с воздухом и печными газами, чтобы
предупредить его возгорание. Достаточная
защита расплавленных магниевых сплавов от
непосредственного соприкосновения с возду-
хом достигается применением покровных флю-
сов, которые, кроме того, очищают металл
от неметаллических включений.
Магний в чистом виде для фасонного литья
не применяется, так как он обладает низкими
механическими и литейными свойствами. Литьё
производят из различных сплавов магния,
носящих общее название электронов. Их со-
ставляющие: алюминий, цинк, марганец, медь,
кадмий, титан, висмут и др.
Существуют два способа приготовления
сплавов типа электрон [16]. По первому спо-
собу, разработанному в США и называемому
196
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. 111
американским, в печи расплавляют большое
количество флюсов (обычно 40—50% от веса
металлов) и затем вводят в них предвари-
тельно подогретый до 120° магний, лигатуру
и другие добавки. По второму способу —
европейскому — сначала загружают в тигель
небольшое количество флюсов, затем примерно
половину всего металла; поверхность магния
покрывают флюсом. После расплавления за-
гружённого металла добавляют остальные чуш-
ки магния, каждый раз подсыпая флюс в ме-
стах, где поверхность металла обнажилась.
При правильном ведении плавки оба способа
одинаково предохраняют металл от образо-
вания окислов и нитридов, гарантируя полу-
чение отливок надлежащего качества.
Магниевые сплавы приготовляют в желез-
ных сварных тиглях, графитовые тигли раз-
рушаются флюсами. Кроме того, в графито-
вых, а также шамотовых тиглях магний
реагирует с кремнезёмом тигля (SiO2+4Mg —
= Mg2bi -+- 2MgO) и в результате сплав за-
грязняется вредными примесями — силицидом
магния и окисью магния. Толщина стенки
тигля для магниевых сплавов- 8 — 12 мм, дна —
10—15 мм; ёмкость—30, 50 и 80 кг. Для боль-
шей стойкости железные тигли алитируют с
поверхности, обращенной к пламени. Обычно
применяются горны с вынимающимися тигля-
ми, которые для этого снабжены бортиками
и ушками. Бортики, кроме того, способствуют
предохранению металла от соприкосновения
с печными газами. На американских заводах,
где применяется непрерывная разливка, пла-
вят электроны в тиглях из стали, легирован-
ной никелем @,4 — 0,5%) и хромом @,4— О,5°/'о).
Горны для магниевых сплавов могут работать
на коксе, нефти, газе и электричестве.
Когда температура магния переходит за
500°С, необходимо особенно тщательно следить
за тем, чтобы вся поверхность сплава была
покрыта слоем флюса. Если в каком-либо
месте флюс отсутствует, может произойти
возгорание металла. Сначала появляются крас-
ные пятна, которые затем переходят в ярко-
белое пламя.
Введение присадок. После распла-
вления магния присаживают чистый алюми-
ний, затем лигатуры и в самом конце — цинк
и кадмий как металлы, наиболее легко испа-
ряющиеся. После каждой присадки немедленно
устраняют разрывы в плёнке флюса, засы-
пая свежую порцию флюса. Когда вся шихта
расплавится, нагревают сплав до 720—740° и
рафинируют его путём перемешивания спе-
циальной мешалкой. Этим достигается не
только однородность сплава, но и очищение
его от окислов и загрязнений, так как флюсы
связывают имеющиеся в сплаве неметалличе-
ские включения. Перемешивание ведут 8 —
10 мин. при плавке чистых сплавов и 15 —
25 мин.—при переплавке вторичных металлов
и отходов. После перемешивания часть флюса,
загрязнённую неметаллическими включени-
ями, снимают с поверхности металла и засы-
пают порцию свежего флюса
При разливке магниевых сплавов необхо-
димым условием является предварительное
осаждение флюса, находящегося внутри ме-
талла, на дно тигля. Частицы флюса, свя-
зывающие наиболее лёгкие включения или
находящиеся внутри сплава во взвешенном
состоянии, чрезвычайно медленно осаждаются.
Для более полного погружения частиц флюса
на дно тигля принимают специальные меры:
1) перегревают сплаз до 880—890°С; 2) после
перегрева выдерживают металл в тигле до
температуры 690—770° С, не допуская какого
бы то ни было взбалтывания; 3) при заливке
тигель или литейный ковш держат как можно
ближе к литнику, предохраняя металл от
взбалтывания и перемешивания. Для того
чтобы флюс не попадал в отливку, тигли
снабжены козырьками. После заливки литники
и выпоры немедленно посыпают сухим пе-
ском.
Для предохранения струи металла от го-
рения во время заливки её иногда припы-
ливают серным цветом из специального распы-
лителя или с помощью мешочка из неплотной
ткани. Сера, обладающая большим сродством
к кислороду, образует вокруг струи и на
поверхности расплавленного металла газовый
покров из сернистого ангидрида, нейтрального
по отношению к магнию и препятствующего
соприкосновению магния с воздухом. Нельзя
допускать попадания кусков серы в жидкий
металл, так как, проникнув вместе с метал-
лом в форму и сгорев там, они неизбежно
вызовут образование раковин в отливках.
Применение серы создаёт очень тяжёлые
условия для работающих при разливке маг-
ния, поэтому от данного способа часто отка-
зываются.
В США успешно применяется модифи-
цирование электронов [41]. Для этого приме-
шивают в жидкий сплав при t ~ 750° С угле-
родсодержащие материалы (графит, ламповую
сажу и др.) в пылевидном состоянии или про-
пускают через сплав газы, диссоциирующие с
выделением углерода (пропан и др.). Расход
твёрдых модификаторов составляет 0,1—0,2%
от веса металла. Наилучшие результаты по-
лучаются, если добавить модификатор при
температурах, близких к точке плавления
сплава, и затем довести температуру сплава
до 800° С, сохранив принятые для электронов
температуры разливки.
Предел прочности при растяжении у моди-
фицированных сплавов повышается на 20—25%
против прочности обычных сплавов.
Требования к флюсам, применяющимся
при плавке магниевых сплавов: 1) высокое
поверхностное натяжение, обеспечивающее
создание сплошной оболочки на расплавлен-
ном металле; 2) достаточно высокая вязкость
при температурах заливки электрона, предот-
вращающая попадание частиц флюса в форму;
3) достаточная способность к связыванию
с неметаллическими примесями, имеющимися
в сплаве; 4) несколько больший, чем у спла-
ва, удельный вес при температуре плавления,
что обеспечивает опускание на дно тигля ча-
стиц флюса, связавших неметаллические вклю-
чения. Наиболее распространённые флюсы для
плавки магниевых сплавов имеют следующий
химический состав (в % по весу):
MgC1s
обезвож. 58 ^° 6° 72 5° 2О
Остальное 37KCI 35KCI 4oNaCl 28MgF, 33KCI 8oNaCl
5MgFa 2NaF 17MgF,
3CaFa '
Наши заводы чаще применяют первые три
флюса.
ГЛ. 1]
ПЛАВКА МЕТАЛЛОВ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
197
Приготовление флюса для плавки элек-
трона— весьма ответственная задача. Первая
операция состоит в обезвоживании хлористого
магния, который в природе встречается в виде
шестиводного соединения MgCl2.6H2O. Для
этого шестиводный хлористый магний смеши-
вают (обычно на больших железных против-
нях) с хлористым аммонием в весовом отно-
шении 3:1. К смеси добавляют небольшое
количество воды. Полученный раствор при
интенсивном перемешивании подогревают до
температуры 150 — 200° С, затем постепенно
увеличивают температуру. Спекающиеся в
процессе обезвоживания куски хлористого
магния необходимо размельчать, так как иначе
будет затрудняться выделение кристаллиза-
ционной воды. Хорошо обезвоженная соль
представляет собой порошкообразную неспек-
шуюся массу. Недостаточно обезвоженная
соль при соприкосновении с расплавленным
металлом вскипает, вызывая бурление. Она пла-
вает по его поверхности отдельными сгустками,
не создавая сплошного защитного покрова.
Обезвоженный MgCl2 расплавляют в же-
лезных сварных тиглях, прибавляя к нему по
мере расплавления необходимое количество
хлористого калия и хлористого натрия и про-
изводя всё время тщательное перемешивание.
При температуре 700° С расплавленную смесь
снова перемешивают и разливают в железные
противни, подогретые до 100—110° С. После
охлаждения флюс размельчают и подбавляют
к нему необходимое количество фтористых
солей в виде тонко измельчённого порошка.
Вследствие чрезвычайной гигроскопичности
флюса его нужно хранить в герметически за-
крытых банках в сухом месте.
Расход флюсов при европейском способе—
6—8%, при американском — 3 — 4% от веса
металла; при переплавке отходов затрачи-
вается до 30% флюсов.
Плавка оловянных, свинцовых и цинковых
сплавов
Олово и свинец. Фасонные отливки
из олова и свинца производятся редко. Сви-
нец обычно отливают в виде плит для про-
ката, а олово — в специальные изложницы,
получая прутки, удобные для пайки [35]. Оба
металла плавят в чугунных котлах или в
индукционных печах типа Аякс. Чтобы умень-
шить окисление, ведут плавку под слоем дре-
весного угля. На некоторых заводах очищают
олово и свинец от окислов нашатырём и ка-
нифолью, которые вводят в ванну расплавлен-
ного металла.
Цинковые сплавы широко приме-
няются для литья под давлением. Плавка их
чаще всего производится в чугунных или
стальных котлах, отапливаемых мазутом или
газом, или в электрических индукционных
печах типа Аякс. Цинк загружают в предва-
рительно нагретые котлы. Легкоплавкие сви-
нец, кадмий и олово вводят в сплав в виде
чистых металлов, медь присаживают в виде
тонких латунных обрезков. Плавка цинковых
сплавов, содержащих медь и алюминий, даёт
наилучшие результаты, если добавить эти ме-
таллы в виде лигатуры Си — А1 E0%: 50%).
При наличии в шихте отходов (лом, возврат)
первыми загружают в печь отходы, затем
последовательно латунь, лигатуру, цинк и
легкоплавкие чистые металлы. Для предохране-
ния сплава от излишнего окисления и боль-
шого угара не следует допускать сильных
перегревов. Очистка цинковых сплавов от
загрязнений производится нашатырём. Темпе-
ратура разливки 430—500°С.
Плавка баббитов
Баббиты плавят в стальных или чугунных
котлах, отапливаемых коксом, мазутом или
газом. Исходным сырьём служат чушковые
металлы, лигатура и переплав отходов. По-
рядок загрузки шихты зависит от состава баб-
битов и от характера шихты.
Оловянистые баббиты с высо-
ким содержанием олова (типа Б-83)
обычно изготовляют из чушковых металлов и
лигатуры Си — Sb при такой последователь-
ности операций. В предварительно подогретый
котёл загружают всю сурьму, медь и лигатуру
Си —Sb, около половины всего количества
олова и древесный уголь. Введение олова в
начале плавки необходимо для ускорения
процесса. После расплавления этой части
шихты загружают остальное олово в несколько
приёмов, чтобы не заморозить плавку. При
этом расплав нужно тщательно перемешивать.
После расплавления всей шихты сплав нагре-
вают до 500—530° С и затем, несколько охла-
див (до 425 - 450* С), разливают.
При изготовлении баббитов с меньшим
содержанием олова (типа Б-16, Б-10
и т. п.) часто вводят в качестве составляющей
шихты отходы или баббитный лом либо со-
ставляют шихту из чистых металлов [29]. Во
втором случае загружают сначала лигатуру,
сурьму и часть олова. После того как содер-
жимое котла расплавится, вводят свинец и
расплавляют остальную часть олова. Темпе-
ратура разливки 500—520° С. Температура ма-
ксимального нагрева 570°. Если же применяют
отходы и лом (допускается до 50% от всего
количества шихты), то вначале загружают в
котёл лигатуру, сурьму и часть (обычно не
менее половины) отходов, предварительно пе-
реплавленных и очищенных. После распла-
вления вводят остальную часть переплавлен-
ных отходов, затем свинец и, наконец, олово.
Сплав тщательно очищают нашатырём и
перемешивают.
Предварительное приготовление переплава
из отходов производится в котлах. После
расплавления переплав очищают канифолью
или смолой. Качество баббита в значительной
степени зависит от тщательности очистки пе-
реплава.
Другой способ приготовления баббитов
этого типа заключается в смешивании жид-
кого свинца с жидким сплавом, состоящим из
соответствующего количества лигатуры, сурь-
мы и отходов. Для расплавления свинца при-
меняется котёл большего размера, чем для
расплавления сплава. После расплавления ме-
талла в котлах содержимое малого котла
вливают в котёл с расплавленным свинцом,
тщательно перемешивая металл и сплав как
в большом, так и в малом котле. В качестве
предохранительного покрова применяется раз-
мельчённый древесный уголь, а для очищения
сплава—нашатырь.
198
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Плавка свинцовых баббитов (типа
Б-С) производится в котлах или тиглях. Часто
применяется переплав, который загружают в
котёл вместе с лигатурой и сурьмой в начале
процесса. Загружённые материалы покрывают
мелкораздроблённым древесным углём и в
таком виде расплавляют. После этого приме-
шивают 2/8 всего количества свинца, входя-
щего в сплав. Остальной свинец присажи-
вают в самом конце плавки после прекра-
щения подогрева (плавка в котлах) или после
выемки тигля из горна (плавка в тиглях). Если
свинцовые баббиты содержат олово, вводимое
в чистом виде, то его присаживают в конце
процесса после растворения всего свинца.
При плавке никелевого баббита
(типа Б-Н) загружают в чугунный или сталь-
ной котёл всю сурьму, оловяно-никеле-
сурьмяную лигатуру, медно-сурьмяную ли-
гатуру и часть свинца и плавят эти материалы
под слоем древесного угля. После расплавле-
ния и перегрева тщательно снимают с поверх-
ности металла шлак и в котёл вводят мышьяк,
хорошо перемешивая сплав. Затем загружают
свинец, олово и кадмий. Плавка теллури-
стого баббита не отличается от плавки
баббита других типов. Последним вводят в
котёл теллур; целесообразно дать его в виде
свинцово-теллуристой лигатуры.
Разливка баббитов в формы производится
при постоянном перемешивании расплава.
Только- таким путём можно обеспечить одно-
родность каждой плавки по химическому
составу.
Кальциевый баббит приготовляют
способом, резко отличающимся от предыдущих.
Сырьём служат чушковый свинец, металли-
ческий натрий и обезвоженный хлористый
кальций СаС12. Предварительно выплавляют
двойной сплав Pb — Na, получая в результате
тройной сплав Са — Na— Си.
Выплавка производится в специальной пе-
чи, которая состоит из двух котлов, распо-
ложенных на разных уровнях по высоте.
Между верхним, большим, котлом и нижним,—
меньшим, помещается железный сварной ти-
гель. Сообщение между котлами и тиглем
осуществляется при помощи патрубков, к
которым на асбестовых прокладках привёр-
нуты чугунные краны.
Процесс плавки. Составляющие ших-
ты загружают в следующем порядке: обезво-
женный СаС12 — в нижний котёл, свинец (чи-
стый)—в верхний, а натрий — в сварной ти-
гель. В нижний котёл закладывают также не-
большое количество свинца и отходов баббита,
для того чтобы предупредить заполнение хло-
ристым кальцием соединительного патрубка:
его заполняет свинец, который расплавляется
первым. Расплавление происходит в котлах.
Температуру расплава в нижнем котле дово-
дят до 780 — 800° С, после этого выпускают в
тигель свинец,.успевший к тому времени распла-
виться в верхнем котле. Таким образом, в тигле
образуется двойной сплав Pb — Na. Очень
важно следить за температурой свинца в верх-
нем котле, так как её повышение влечёт за
собой увеличение угара натрия. Темпера-
тура свинца, поступающего в тигель, не долж-
на превышать 400" С. Двойной сплав из тиг-
ля выпускают через патрубок в нижний ко-
тёл, где происходит реакция замещения CaCl2-f-
4-2 Na = Ca-f2NaCl. Освобождающийся каль-
ций служит для образования тройного сплава
Pb — Na — Са. В этот сплав, получение кото-
рого требует тщательного перемешивания, до-
бавляют недостающую часть свинца.
При температуре 580—600° С баббит через
кран разливают по изложницам. Разливку
ведут быстро, толстой струёй, для того чтобы
воспрепятствовать чрезмерному угару натрия
и кальция.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Архангельский Б. В., Применение дуплекс-
процесса (вагранка—отражательная печь) в производстве
ковкого чугуна, сборник „Новое в технологии литей-
ного производства", Машгиз, 1941.
2. Баранов П. И., Б о о м Е. А. и Р а д и н А. Я..
Производство и применение вторичных лёгких сплавов
на авиационных заводах, Оборонгиз, М. 1945.
3. Б е р г П. П., Науглероживание стали при пере-
плавке в вагранках, „Литейное дело" № 7, 1935.
4. Б о ч в а р А. А., Игнатьев Н. П., Влияние
давления во время кристаллизации на свойства сплавов
алюминия с медью, сборник „Структура и литьё спла-
вов цветных металлов", Металлургиздат, 1945.
5. Буталов В. А., Лёгкие сплавы, Лениздат, 1944.
6. Г р у м-Г р ж им а й л о В.Е., Универсальное решение
вопроса, „Предприятие" № 3, 1927.
7. Г р у м - Г р ж и м а й л о В. Е., Производство стали,
ГОНТИ, 1931.
8. Давыдов Ф., Исследование малобессемеровского
процесса, ЖРМО № 2, 1910.
9. 3 а е ц Я. Л., Исследование фотоэлектрического ме-
тода контроля бессемеровского процесса по пламени,
„Заводская лаборатория" № 10, 1945.
10. К а р н а у х о в М. М., Металлургия стали, ч. I
ОНТИ, 1934.
11. Коссов ский П., Новый метод получения
чугуна для ответственных отливок, „Предприятие",
№ 3, 1927.
12. К у н я в с к и й М. Н., К теории и практике плавки
с апатито-нефелиновой рудой в вагранке, Труды МММИ
им. Баумана, М. 1935.
Ц. Ладыженский Б. Н., Производство стали для
фасонного литья в малобессемеровских конверторах,
ГОНТИ, 1938.
14. Л е б е д е в Е. А., Производство стали, ГОНТИ, 1939.
15. Л е б е д е в Е. А., Производство стали в марте-
новских печах, ГОНТИ, 1938.
16. Л у г а с ь к о в А. С, Отливка магниевых сплавов,
Оборонгиз, 1942.
17. М а р и е н б а х Л. М., Применение местных топлив
и заменителей кокса при плавке чугуна в вагранке,
Машгиз, 1943.
18. М ар и е н б а х Л. М., Опыт внедрения вагранок
с многорядной системой фурм на заводе „Станколит",
„Вестник технической информации НКСС" № 11—12,
1944.
19. М а р и е н б а х Л. М., Применение газового топлива
для вагранок, „Вестник машиностроения" № 1—2, 1945.
20. МариенбахЛ. М., Производство синтетического
чугуна из стальной и чугунной стружки, „Вестник
машиностроения" № 9—10, 1944.
21. Мариенбах Л. М., Меринов В. Г., Моди-
фицирование жидким чугуном. Литейная лаборатория
МВТУ им. Баумана, Отчёт о научно-исследовательской
работе за 1940 г.
22. М а р и е н б а х Л. М., Литейное производство на
заводе Форда, ОНТИ, 1938.
23. МариенбахЛ. М., Теория ваграночного процесса.
Сборник „Новое в технологии литейного производства",
Машгиз, 1941.
24. М и л ь м а н Б. С, Высококачественный модифи-
цированный чугун, Свойства и методы производства,
Машгиз, М. 1945.
25. М и л ь м а н Б. С, Обзор современных теорий
модифицирования чугуна, сборник „Модифицирование
чугуна", т. I, изд. Академии наук СССР, 1942.
26. Миронов С. М., Плавка и литьё цветных метал-
лов и сплавов, Металлургиздат, М. 1942.
27. М и р о н о в В. М., Вышкварко Г. С. и
К и т а р и Г. Г,. Производство лигатур для алюминие-
вых и магниевых сплавов, ОНТИ, М. 1936.
28. Нехендзи Ю. А., Кокильное стальное литьё,
Металлургиздат, Свердловск 1943.
ГЛ. I]
ЗАЛИВКА, ВЫБИВКА И ОЧИСТКА ЛИТЬЯ
199
29. Орлов Н. Д., Плавка цветных металлов и сплавов,
Металлургиздат, М. 1945.
30. Ростовцев -С. Т., Теория металлургических
процессов, Металлургиздат, М. 1945.
31. Самарин А. М., Электрометаллургия, М. 1943.
32. СмирновА. В. и БелоручевЛ. В., Окис-
ление и обезуглероживание стали в процессах терми-
ческой обработки, Металлургиздат, 1934.
33. Соболев К. А., Плавка в вагранке с применением
угольной пыли, „Вестник машиностроения" № 12, 1944.
44. С о к о л о в А. А., Методы контроля конверторного
передела, „Заводская лаборатория" № 10, 1945.
35. Спасский А. Г.. Орлов Н. Д., Миро-
нов В. М., Литьё сплавов цветных металлов, ОНТИ,
М. 1937.
36. С т а р к Б. В., Расчёты по теории металлургических
процессов, ч. I и II, Металлургиздат. М. 1935.
37. Фанталов Л. И., Плавка в вагранках с подогре-
вом воздуха, „Вестник машиностроения" № 7—8,
1943.
38. Ф у к л е в В. А., Получение малоуглеродистого чу-
гуна из ваг.ранки, Отчёт об исследовательской работе
литейной лаборатории МВТУ за 1943 г.
39- X р а п к о в с к и й Э. Я-. Влияние состава шлака и
инокуляции силикокальцием на свойства ваграночных
чугунов, сборник „Модифицирование чугуна", т. 1,
изд. Академии наук СССР, 1942.
40. The journ. of the Inst. of metals., vol. XII, 1938, № 1.
41. M a h о п е у и др., Metals technology, 1945, June.
ЗАЛИВКА, ВЫБИВКА И ОЧИСТКА ЛИТЬЯ
ЗАЛИВКА
При заливке литейная форма подвергается
внутреннему давлению жидкого металла, рав-
нодействующая которого, приложенная к верх-
ней части формы, на-
правлена кверху и
стремится приподнять
её нал. ншкней ча-
стью формы. Поэтому
во избежание ухода
металла наружу ли-
тейная форма перед
-<г. заливкой нагружается
}_ грузами, или же верх-
няя и нижняя части
формы взаимно скре-
пляются с помощью
стяжных болтов,
струбцин, скоб и т. п.
Пусть /VIA/ — уча-
сток стенки, находя-
щийся в верхней ча-
сти литейной формы,
омываемый снизу ме-
таллом, а АБ — уро-
вень зеркала металла
в литниковой чаше (фиг. 330). Полное давле-
ние Рн жидкого металла на элементарную
площадку dF, действующее нормально к ней,
выразится:
где т — удельный вес жидкого металла;/? —
нормальное удельное давление металла на
стенку; h — глубина погружения площадки dF
под уровнем металла.
Вертикальная составляющая силы Рн бу-
дет:
фиг
При этом следует вводить в расчёт также
поверхности горизонтальных ходов литнико-
вой системы.
Находящиеся в форме стержни, омываемые
снизу жидким металлом, также имеют равно-
действующую давления металла, направленную
снизу вверх и равную весу металла в объёме
стержня за вычетом объёма знаков. Так
как горизонтальные стержни обычно имеют
знаки с опорой и в верхней части формы,
передавая на неё указанное давление, то
при подсчёте нагрузки или крепления формы
давление металла на такие стержни сле-
дует прибавлять к давлению металла на
поверхность верхней части формы.
Для определения веса груза, который дол-
жен быть положен на форму, или усилия, на
которое должно быть рассчитано крепление
формы, надо из подсчитанного суммарного
(с учётом стержней) давления металла на
верхнюю часть формы вычесть её собствен-
ный вес и вес введённых в расчёт стержней.
К полученной таким образом теоретической
нагрузке следует добавить некоторый запас
для компенсации динамического давления ме-
талла при заливке.
Пример. Рассчитать суммарное давление жидкого
чугуна (уд. в. 7,0) на верхнюю часть формы горизонтально
заливаемой трубы (фиг. 331).
=PH-COSa = 4hdF'COS<x = -(h-dFz = fdV, Фиг. 331. Форма трубы, заливаемой горизонтально.
где dFz = dF- cos a — проекция площадки dF
на горизонтальную ПЛОСКОСТЬ И a"V— ЭЛемен-
тарный воображаемый объём над рассматри-
ваемой площадкой, простирающийся до
уровня MN.
Переходя от элементарной площадки ко
всей поверхности верхней части формы, омы-
ваемой металлом, получим правило:
Вертикальное давление жидкого металла
на верхнюю часть формы равно весу во-
ображаемого столба жидкого металла над
поверхностью отливки, имеющего высоту
до уровня металла в литниковой чаше.
20 • 14 • 10- ~ • *'^4' • 20*1 • 7,0 =
Имеем давление на поверхность верхней части формы,
^ ITZ0™™0™ B КЛеТКу вообРажаемоп>
8820 кг.
Добавив давление стержня, составляющее:
— ] — • 20 • 7,0 = 18 590 кг,
получим суммарное давление
8820 -f 18 590 = 27 410 кг.
200
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Фиг. 332. Крепление формы с помощью клино-
вых скоб а.
]?аша &т запивки 70т
ковшом D5т)
l Отводный выпор ФЮОмн
, вывод Воздуха из переднего
болвана
Фиг. 333. Крепление формы верхней части выхлопного патрубка паровой турбины на 50 тыс. кв. Габариты отлив-
ки: длина 6 м; ширина 2,5 м; высота 3 м; толщина стенок в среднем 60 мм; вес около 60 т. 1 — нижнее крепление
(поперечный ряд двутавровых балок); 2 — плиты-подкладки под балки; 3 — плиты-настил на балки; 4— опорные
стойки (для фальшивой нагрузки); 5— рельсы-перекладины на опорных стойках; 6— броневые плиты для боко-
вого крепления формы; 7 — плиты-упоры; ? —сварные балки для подвески основного болвана; Р—плиты-про-
кладки для расчековки заднего болвана с балками; 10 — плиты для крепления швеллеров с подвесной арматурой;
// —швеллеры для крепления подвесной арматуры; 12— литая арматура (шпоны); 13 — плиты-фордеки для
перекрытия общих питателей; 14— броневые плиты для бокового крепления формы; 15—верхнее крепление
балки для нагрузки заднего болвана; 16— балки для крепления всей системы;/7— грузы на форму; 18- плиты
для крепления заднего болвана; 19 — грузы и подкладки для расчековки заднего болвана со стенкой кессона.
ГЛ. I]
ЗАЛИВКА, ВЫБИВКА И ОЧИСТКА ЛИТЬЯ
201
Некрупные формы в литейных мелкосе-
рийного и индивидуального производства
нагружают с помощью чугунных грузов,
укладываемых на верхнюю опоку.
Грузы для безопочных форм выполняются
в виде чугунных плит с отверстиями для лит-
ников.
На фиг. 332 показано крепление верхней
и нижней опок клиновыми скобами, приме-
няющееся в литейных массового производства
(размеры скоб см. статью „Модельно-опочный
инвентарь"). Формы для тяжёлого литья, соби-
раемые обычно в литейных ямах (кессонах),
имеют более сложное крепление (фиг. 333).
Нагрузка подобных форм производится „фаль-
шиво", т. е. грузы не давят непосредственно
на форму, а укладываются на перекрывающие
её балки, опирающиеся на стенки кессона,
форма же расклинивается об эти нагружён-
ные балки. Помимо вертикального крепления
данной формы с помощью болтов B0 болтов
0 50 мм) потребовалось около 60 т груза
(давление металла, поднимающее болваны
А, Б и В, составляет около 420 т).
Для заливки форм серым чудном обычно
применяют конические поворотные ковши,
а для стали — с выдачей металла через стопор.
Для отливок ковкого чугуна, а также тонко-
стенного литья серого чугуна рекомендуется
применение барабанных ковшей. В целях луч-
шего отделения шлака поворотные ковши
рекомендуется устраивать с носком чайнико-
вого типа, а в ручных ковшах устраивать
обмазываемую глиной шлакоотделительную
перегородку. Футеровка и обмазка ковшей
подвергаются тщательной сушке. Сушка ков-
шей производится вплоть до момента взятия
их в работу, 'чтобы первый выпуск был про-
изведён в подогретый ковш.
Для обеспечения надлежащей температуры
заливки необходимо учитывать падение тем-
пературы металла в ковше.
Потери тепла металлом в коническом от-
крытом ковше происходят в основном за
счёт лучеиспускания зеркала металла; для
уменьшения потерь рекомендуется насыпать
на металл слой древесного угля или же при-
менять специальные ковши с крышкой.
ВЫБИВКА И ОЧИСТКА ЛИТЬЯ
Выбивка литья заключается в освобожде-
нии затвердевших и достаточно остывших
отливок от формы, для чего земляная форма
разрушается. После выбивки отливок из фор-
мы производятся выбивка (удаление) стерж-
ней, а затем очистка наружной и внутренней
поверхностей отливок и удаление заливов и
неровностей после отбивки или отрезки лит-
ников и прибылей.
Слишком ранняя выбивка литья приводит
к увеличению разности температур между
массивными и тонкими частями отливок и
вследствие этого к увеличению внутренних
напряжений в отливках. Однако в тех слу-
чаях, когда охлаждение отливки в форме
слишком неравномерно, практикуется очень
ранняя выбивка, при светлокрасном калении
(в интервале пластического состояния метал-
ла) в соединении с последующей термообра-
боткой (томлением с весьма медленным охла-
ждением в печи).
Механическая выбивка литья производится
с помощью пневматических вибраторов, тра-
верс и решёток. При наличии в нижней опо-
ке крестовин производится раздельная вы-
бивка верхней и нижней опок, а при отсут-
ствии крестовин форма выбивается целиком.
Выбитые отливки, имеющие массивные
стержни, должны перед выбивкой стержней
подвергаться промежуточному охлаждению.
Механическая выбивка стержней производится
с помощью пневматических вибрационных
машин (нокаутов) или в гидрокамерах с по-
мощью водяной струи.
Конструкции применяемого оборудования
для выбивки литья и стержней см. т. 8,
„Машины литейного производства". Основные
данные для выбора типов выбивных устройств
приведены в табл. 184 и 185.
Таблица 184
Аппараты для механизации выбивки литья
Вибраторы типа Бренфорд (пневматические)
Вибрационные траверсы (пневматические)
Механические (инерционные) решётки
Специальные выбивные устройства: а) с вращаю-
щимся барабанным ситом; б) с инерционной механи-
ческой решёткой
Вибрационные решётки (пневматические)
Встряхивающие решётки на рюттлерах (пневматиче-
ские)
Преимущественное применение
Крановые формы в индивидуальном и мелкосерийном про-
изводстве
Крановые формы в массовом и крупносерийном производ-
стве, главным образом при раздельной выбивке верхней и
нижней опок. Выбивка над неподвижными решётками
Безопочные формы и небольшие опочные
Безопочные формы в конвейеризованном массовом произ-
водстве
Опочные формы в массовом и крупносерийном производ-
стве. Наиболее рациональны при одновременной выбивке
всей формы (верх+низ)
Крупные формы в массовом и серийном производстве
202
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Таблица 185
Аппараты для механизации выбивки стержней
Выбивные вибрационные машины (пневматические)
Гидрокамеры
Преимущественное применение
Выбивка стержней, главным образом песчаных (изготовлен-
ных из смесей на органических связующих) в массовом и
крупносерийном производстве
Выбивка стержней из крупных и средних отливок сложной
конфигурации (с большим количеством стержней)
Удаление литников при отливках из хруп-
ких сплавов (чугуны) производится путём их
отбивки, а при отливках из вязких сплавов
(стальное и цветное литьё) с помощью пил,
пресс-зубила или автогенной резки (сталь).
Очистка поверхности отливок произво-
дится в барабанах и с помощью пескоструй-
ных и дробеструйных аппаратов. Заусенцы и
неровности удаляются с отливок с помощью
шлифовальных станков и путём обрубки руч-
ными и пневматическими зубилами.
Отливки ковкого чугуна и стальное фасон-
ное литьё проходят две очистки: первая — до
отжига и вторая — после отжига.
При очистке в простых вращающихся ба-
рабанах вместе с литьём для ускорения очи-
стки рекомендуется загружать звёздочки из
белого чугуна в количестве до 400 кг на
1 -и3 объёма барабана.
Песок для очистки литья в пескоструй-
ных аппаратах должен быть сухой, безглини-
стый, с остроугольными зёрнами размером
около 0,75 мм для цветного литья, 1 — 1,5 мм
для чугунного и до 2 мм — для стального. Чу-
гунная дробь для дробеструйных аппаратов
рекомендуется с размерами зерна от 0,5 до
1,5-2 мм.
Сопла для пескоструйных и дробеструй-
ных аппаратов (внутренним диаметром до
16 мм и длиной 10—12 диаметров) изгото-
вляются целиком из белого простого или ле-
гированного хромом A,0—1,5% Сг) чугуна,
или же со вставками из твёрдых сплавов
(победит и т. п.). Стойкость сопел из различ-
ных материалов:
Из белого чугуна при работе с песком . 4—б час-
Из хромистого белого чугуна при работе
с дробью з •
Из победита свыше 250 »
Из карбида вольфрама 800—900 .
Из карбида бора до 2ооо
По данным инж. И. С. Брохина и А. Н. Кру-
тикова, хорошие результаты дают сопла со
вставками из высокохромистого чугуна сор-
майт № 1 B,7—30/0С; 27—300/0 Cr; 3-3,5<y0Ni;
3,5—3,8% Si и до 1%Мп; твёрдость 48—50/?с).
а также из бористого чугуна B,7—3% С; 0.8 -
10/р В; 3—3,50/0 Ni; 0,5—0,7«/0 Si до 1% Мп;
твёрдость 65—67 /?с). Стойкость таких сопел
в 3 раза больше, чем сопел из белого чу-
гуна.
Шлифовальные круги для зачистки заусе-
ниц рекомендуются: карборундовые для отли-
вок из белого и серого чугуна и бронзы и
алундовые и корундовые для стали и ото-
жжённого ковкого чугуна. Зернистость кругов
в пределах 16—36, степень твёрдости С, СТ.
и Т. Окружная скорость шлифовальных кру-
гов 25 м1сек.
Угол заточки зубил для обрубки отливок из
чугуна и бронзы 75°, стали средней твёрдости—
70°, мягкой стали — 60°, латуни — 45° и алю-
миния—35".
Конструкцию применяемого оборудования
для очистки и обрубки литья см. т. 8, а про-
изводительность оборудования — т. 14, гл. I.
Основные данные для выбора типов аппара-
тов для очистки и обрубки литья приведены
в табл. 186.
Таблица 186
Тип оборудования для механизации
очистки и обрубки литья
Механические пилы ленточные и дисковые
(с зубчатыми и беззубыми дисками), эксцен-
триковые пресс-зубила
Аппаратура для автогенной резки
Барабаны круглые, простые
Барабаны квадратные, простые
Барабаны круглые
Характеристика
Периодического дей-
ствия
То же
Непрерывного дей-
ствия
Преимущественное применение
Для отрезки литников и прибылей цветного
и стального литья, а дисковые пилы также
для отрезки прибылей крупного литья се-
рого чугуна
Для отрезки литников и прибылей сталь-
ного литья
Для очистки мелкого литья простой кон-
фигурации
Для очистки более сложного среднего
литья, приближающегося по своей конфигу-
рации к параллелепипеду
Для очистки мелкого однородного массо-
вого литья простой конфигурации, а также
для очистки литника
ГЛ. []
СПОСОБЫ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОГО ЧУГУНА
203
Продолжение табл. 186
Тип оборудования для механизации
очистки и обрубки литья
Пескоструйные и дробеструйные аппараты
Пескоструйные и дробеструйные барабаны
Пескоструйные и дробеструйные столы вра-
щающиеся
То же проходные
Пескоструйные малые камеры (кабины)
Пескоструйные и дробеструйные камеры с
поворачивающимся столом
То же периодического действия
То же непрерывного действия
Пескоструйные или дробеструйные бара-
баны ленточные
Наждачные станки
То же
То же
Рубильные молотки (зубила)
Характеристика
Нагнетательные со
свободной струёй
Нагнетательные гра-
витационные или с
лопаточными колё-
сами
То же
То же
Нагнетательные или
всасывающие
Нагнетательные
Нагнетательные
Нагнетательные или
с лопаточными колё-
сами
Нагнетательные или
с лопаточными колё-
сами
Стационарные
Маятниковые
Переносные: с гиб-
ким валом, с электро-
мотором или пневма-
тические
Пневматические
Преимущественное применение
Для очистки единичных весьма крупных (тя-
жёлых) отливок преимущественно вне здания
цеха
Для очистки мелкого сложного литья
Для очистки мелкого и среднего литья,
преимущественно плоского
Для очистки мелкого и среднего массового
и серийного литья, преимущественно плос-
кого
Для мелкого литья сложной конфигурации
Для очистки среднего литья
Для очистки крупного и тяжёлого литья
Для очистки среднего и крупного литья
в массовом производстве
Для очистки мелкого литья
Для обдирки мелкого литья в индивидуаль-
ном и серийном производстве
Для обдирки среднего и крупного литья
в массовом и серийном производстве
Для обдирки среднего и крупного литья
в индивидуальном и серийном производстве
Для обрубки разнообразного литья
СПОСОБЫ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОГО ЧУГУНА
Основной теоретической предпосылкой к
различным методам производства чугунов с
повышенными механическими свойствами
является диаграмма Маурера (фиг. 334) [13,
14 и 4]. Согласно последней получение основ-
ных структур чугуна: перлит — цементит (бе-
лый чугун), перлит — графит (перлитовый чу-
гун) и перлит — графит — феррит зависит при
всех прочих равных условиях главным обра-
зом от содержания углерода и кремния. На
этой диаграмме могут быть также нанесены
поля одинаковой прочности (фиг. 335) [10].
Следует отметить, что поля однородных струк-
тур не вполне соответствуют полям одина-
ковой прочности и механические свойства
отливок определяются не только суммой С -f-
-Ъ Si, но и соотношением С и Si. Чем ниже
содержание С, тем более устойчивой стано-
вится область перлитозых структур и тем
большую квазиизотропность приобретает чу-
гун. Так, для чугунных отливок, содержащих
г з 4 5 б &%
Фиг. 334. Структурная диаграмма чу-
гуна (Маурера): / — белый чугун; //—
перлитный чугун;///— ферритный чугун.
204
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
3,75% С, получение чисто перлитовых струк-
тур ограничивается содержанием Si в преде-
лах 0,5—1,Ос/о (интервал — 0,5%), а для отли-
вок с 2,5% С этот интервал возрастает до
—1,7%, т. е. более чем в 3 раза. Заштрихован-
1ES3 оа меньшем ке/ммг
6 ^э ч от 14 до 18 "
5 zzm» « is » г> "
2 hiiii; » и 21 " 25 "
'J CZ.j " » 25 «28 »
," » 28 a 32 "
Фиг. 335. Диаграмма Маурера с полями прочности
на разрыв (Coyle).
3,5
3,0
2.0
\
«77
V
\
г/7
\*
\
\
\
\
265
270'
QJ5 W
1.5
2J0 2,5 3,0 3,5 4.0 4.5 ЛЧ!
Фиг. 336. Диаграмма Маурера с полями твёрдости для отливок
с толщиной стенок 30 мм.
Фиг. 337. Диаграмма Маурера с полями твёрдости для отливок
с толщиной стенок 75 мм.
ная площадка 7 на фиг. 335 по исследованию
Маурера представляет область особо устой-
чивых перлитных структур, которые сохра-
няются для отливок с толщиной стенок в
10 и 90 мм. Вместо полей одинаковой проч-
ности могут быть нанесены поля одинаковой
твёрдости (фиг. 336. 337, 338) [17].
Способ Ланца [2, 4]. Одним из первых по
времени способов производства высококаче-
ственных чугунов является способ Ланца, сущ-
ность которого заключается в следующем.
В зависимости от толщины стенок отливки
берётся такой состав шихты, который при нор-
мальной скорости остывания отливки должен
дать отбелённый чугун по структуре, соответ-
ствующей полю /диаграммы Маурера. С целью
обеспечить получение перлитной структуры
с мелкораздробленным графитом формы, в
которые производится отливка, подогреваются
до определённой температуры в зависимости
от толщины стенок отливки. Толщина стенок
определяет также и шихту (фиг. 339): для от-
ливок с толщиной стенок от 30 до 60 мм
берётся шихта 1 с суммой С-4-Si = 4,0%; для
отливок с толщиной стенок от 7 до 30 мм —
шихта 2 с суммой С -f- Si = 4,6%
и для отливок с толщиной сте-
нок от 60 до 90 мм — шихта 3
с суммой С + Si = 3,4%.
Соответствующая степень по-
догрева форм для каждой из этих
шихт Aа; 2а; За) выбирается
согласно графикам фиг. 340.
Характерной особенностью чу-
гунов Ланца является сравни-
тельно высокое содержание С и
умеренное содержание Si.
Способ Ланца громоздкий, так
как требует применения специ-
альных приспособлений для подо-
грева форм.
Способ Эммеля [11]. Из срав-
нения степени подогрева форм
для отливок из шихты 1а и 2а с
одинаковой толщиной стенок
(фиг. 340) можно заключить, что
повышенное содержание Si сни-
жает потребность в подогреве
формы. Сущность способа Эм-
меля и заключается в том, что
можно отказаться от подогрева
формы, принимая за основу ших-
ту с повышенным содержанием
С -(- Si порядка 5,2%, т. е. шихту,
отвечающую полю // диаграммы
Маурера. Чтобы обеспечить по-
лучение дисперсной формы графи-
товых включений в чугуне, Эм-
мель рекомендует шихту с пони-
женным С = 2,5% и высоким
Si=2,7%. Кроме того, в качестве
обязательного условия требуется
высокий перегрев чугуна при
плавке, что обеспечивает получе-
ние мелкораздробленного гра-
фита [4]. Пониженное содержание
С и обязательный перегрев чугуна
при плавке до 1500° С дают воз-
можность получить чугуны с боль-
шой механической прочностью и
квазиизотропностью без подо-
грева форм.
ГЛ. I]
СПОСОБЫ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОГО ЧУГУНА
205
3J5
2J5
2fl
15
W
Способ Шютца [16]. Чугун с ^
повышенным содержанием угле-
рода C,2—3,6% С) и кремния
C,0—3,5 Si) заливается в металли-
ческую форму. Части отливки, ко-
торые получаются при этом отбе-
лёнными, дают после отжига при
температуре 800—850° С струк-
туру, состоящую из феррита и
микроскопических узелков угле-
рода отжига. Отжиг не только не
оказывает вредного влияния на
механические свойства чугуна, но
и приносит пользу, снимая вну-
тренние напряжения. На фиг. 341
дана сравнительная характери-
стика обыкновенного, цилиндро-
вого и перлитового чугуна Ланца.
Способ Озана [15]. Расчёт
шихты высококачественного чу-
гуна производится следующим
образом. Устанавливается содер-
жание С, обеспечивающее необхо-
димые литейные свойства чугуна
для данной отливки. Затем, пользуясь приве-
дённым ниже соотношением С и Si, опреде-
ляющим так называемый эвтектический состав
для отливки с толщиной стенок s = 50 мм и
содержанием 0,4% Р, находят Si по назна-
ченному С:
С в % 2,5 2,6 2,7 2,8 2,о з.о 3.1 3-2 3.3 3.4 35 З.6 3.7
SI в % 2,8 2,6 2,4 2,2 2,о 1,8 1,6 1,4 1,2 i,o о,8 о,6 о,4
Так как решающее влияние на скорость
затвердевания и на характер выделений гра-
фита оказывает толщина стенок отливки,
необходимо выравнивать эвтектический со-
став внесением поправки на толщину стенки.
Если s>50 мм, поправка на Si будет отри-
цательная; при s <^50 мм — поправка положи-
тельная:
\
\
174.17$
\V
\
'5S m
\ \
\ \
\
\
•132
С т
r>
221
\
\
\
4
181'
\
4
0,5
W
1,3 2.0 2,5 3,0 3,5 4,0 45 Si%
Фиг. 338. Диаграмма Маурера с полями твёрдости для отливок с тол-
шиной стенок 90 мм.
а если бы в отливке было всего 1,5С% Si, то
J = — 0,30. В первом случае при J = + 0,15
мы имеем заэвтектическую структуру с более
обильными и более крупными выделениями
графита, а следовательно, и соответственно
пониженными механическими свойствами. Во
втором случае, при J = — 0,30,—обратное явле-
ние. Для подсчёта изменений механических
свойств чугуна Озан предлагает следующую
эмпирическую формулу:
Si-J-0,7
Si
кг/мм2,
где <S(f — предел прочности рассматриваемого
чугуна; 24 — предел прочности при растяже-
нии для эвтектического чугуна в кг\мм^'
s в мм looo
Si в °/0 —1,зо
5o:i 25° 15° к» 75
—о,5о —о,75 —о.55 — °4° -о.аэ
4о
+о,ю
Ввиду того, что фосфор, образуя трой-
ную фосфидную эвтектику, связывает опре-
делённое количество углерода, следует так-
же .выравнивать" состав внесением поправ-
ки на содержание Р (при Р>0,4%—по-
правка положительна и при Р < 0,4% — отри-
цательна).
Р в
S1 в
од о,2 о,з
—о,15 —о,ю —о,о5
о,4 о,6 о,8 i,o 1,5
о +о,ю +о,2о +о,зо +0,50
Пример. Необходимо отлить цилиндр
двигателя с толщиной s — 10 мм при со-
держании 3,1°/0 С и0,8°/0Р. Содержанию
в отливке 3,2% С соответствует 1,4% S1.
„Выравнигание" состава соответственно
толщине стенки и содержанию Р даёт
увеличение Si на 0,6% и на 0,2%. Та-
ким образом, общее содержание крем-
ния в отливке должно составить 1,4% +
+ 0,6% + 0,2% = 2,2%.
Необходимо учитывать пред-
лагаемый Озаном метод предвари-
тельного определения прочности
отливки при помощи так называе-
мого „указателя ценности" J [15].
Например, если вместо рассчи-
танного содержания Si — 2,2С%
мы имели бы 2,35%, то J = -\- 0,15,
С%
3JS
3,4
Х2
XI
10
з°
+о,2о
а5
+о,зо +о,45
5
+0,85
2.5
Si — содержание кремния в % в отливке. Для
приведённых выше значений J будем иметь:
o. 2,35-0,15-0,7 noo , ,
sb = 24 — —' — = 22,8 кг/мм2;
и,о
2) J = — 0,30
ал 1,30 + 0,3-0,7 nRA . ,
- — пл ' .- — = 26,4 кг\мм\
0,5
2,7
s
s
\
\
s
¦3
\
\
\
¦1
s
s
s
-2
\
\
\
s
4
s
400
300
200
100
la
0 to го зо uo 50 so ю so so мм
°c
300
200
too
\
s
S2a
I
"Is
'pOJiO,7OJBO,9 W V 12 1,3 0 5i%
Фиг. 339. Номограмма для
шихты.
Ю 15 20 2530
SO 70 80 мм
Фиг. 340. Диаграмма подо-
грева форм.
206
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. 111
400
500
зоо
wo
1/
w
Модифициро-
ванный чугун. Из
прочих способов
производства вы-
сококач ественных
чугунов следует
отметить способы,
основанные на ро-
ли так называемой
„силикатной мути*
или на принципе
„инокуляции" (при-
вивки).
Установлено
[12J, что центрами
графитизации явля-
ются не остатки
нерастворившего -
Фиг. 341. Сравнение механиче-
ских свойств чугунов Ланца и
цилиндрового: а—предел проч-
ности при изгибе; b — прогиб;
с — предел прочности при рас-
тяжении; d—твёрдость по Бри- ся графита (гипо-
нелю; е - число ударов до из- _„„„ Гянрмяня» я
лома; /-ударная вязкость; теза 1 анемана), а
р — перлитный чугун; z — ци-
линдровый чугун; G — обыкно-
венный чугун.
наличие „силикат-
ной мути', пред-
ставляющей собой
окислы кремния,
находящиеся в сплаве в мелкодисперсном со-
стоянии, частично в соединении с закисью
железа. Эти окислы, имеющие более высокую
температуру плавления, чем расплавленный
чугун, и обладающие незначительной раство-
римостью или совсем нерастворимые в ме-
талле, являются теми центрами кристаллиза-
ции, вокруг которых начинается процесс гра-
фитизации чугуна. Влияя тем или иным спо-
собом на количество силикатной мути (пере-
грев и выдержка чугуна при высоких темпе-
ратурах), можно влиять на процесс графити-
зации в желательном направлении.
К этой группе следует отнести получив-
шие широкое распространение модифициро-
ванные чугуны.
Родоначальником модифицированных чугу-
нов является чугун миханит, сущность
изготовления которого заключается в том,
что к расплавленному чугуну, который при
нормальных условиях затвердевания дал бы
ледебуритовую структуру, соответствующую
полю / диаграммы Маурера, на жёлоб вагранки
или в ковш присаживается небольшое коли-
чество @,2—0,7%) силикокальция. Примерный
состав силикокальция: 33—36% Са; 60—65%
Si; 2—30/0 Fe; 2<y0 A1; 0,5<у0С; примесей, содер-
жащих Р и S,-0,05%.
В результате такой обработки расплавлен-
ного чугуна последний даёт отливку с перлит-
ной или перлитно-сорбитной основной метал-
лической массой, с равномерно распределён-
ными включениями и с очень высокими
механическими свойствами.
Сравнительная характеристика марок(А-Е)
чугунов типа миханит приведена в табл. 187.
Кроме силикокальция, модификаторами
могут быть и другие элементы, окислы кото-
рых имеют упругость диссоциации меньшую,
чем окислы железа (например ферросилиций
разных марок, лигатура из ферросилиция и
алюминия и т. п.).
Большое распространение на советских
заводах получил модифицированный чугун
„Большевик" (Киевского завода „Большевик"),
сущность производства которого заключается:
а) в повышении устойчивости цементита пу-
тём выбора соответствующего химического
состава (сумма С + Si определяется по фор-
муле: С + Si = 5,4— lg s, где s — толщина от-
ливки) и б) в последующем увеличении ско-
рости распада цементита за счёт раскисления
чугуна. Содержание кремния должно быть
ниже „критического", т.е. ниже концентрации,
вызывающей энергичное графитообразование,
и графит при плавке чугуна должен пол-
ностью раствориться в жидком металле. Ко-
личество вводимого модификатора зависит от
качества последнего, толщины стенок отливки
и химического состава чугуна. В табл. 188
приведены нормы расхода модификаторов.
Предел прочности при растяжении чугунов
„Большевик" колеблется от 26 до 31 кг/мм2,
Ив = 200—205; химический состав: 2,92%С;
1,400/0 Si; 0,670/0 Мп; 0,30% Р; 0,12»/0 S.
Согласно инструкции по технологии про-
изводств высококачественного модифициро
ванного чугуна [8] необходимыми условиями
следует считать: а) высокую температуру
выплавляемого чугуна (не ниже 1390—1400°С
на жёлобе вагранки, без поправки); б) незна-
чительные колебания в химическом составе
выплавляемого чугуна, не превышающие 0,3%
по углероду, кремнию и марганцу в отдель-
ности; в) возможность выплавки чугуна с со-
держанием углерода от 2,8 до 2,9%.
Характеристика чугуна миханит
Таблица 187
Марка
Л
То же после термообра-
ботки
В
То же после термообра-
ботки ...
С
D
Е
Сталистый чугун
Литая сталь
эчности
<ении
Ч.
|!|
Сс«
35
от 53
За
28,3
24,7
21,2
тс —2Л.
44
Образец d -
/ = 300
is-
list
ш О S i;
а. а. о.
с с с a
52 (до 7°)
55
48
43
41
27—4Q
e / t7
55
= 32 ж-м,
мж
«о
ч в g
a> t- ~
&§.*
и с оз
3.8
4.6
4.3
4.3
4.о
2,4 -4,8
3ЧНОСТИ
1
Ссш
I2O
112
1об
95
85
so—8s
алости
С
>«-
Ч *ч
Е в
15-5
IQ S
13,5
т= о
*¦ J» J
12,5
И,о
9.5
6 о—so
19.5
ругости
>
Is
О ¦
1.5
1.35
1,21
1,°7
о,8боооо
о,6—о,9
2,09
и
0J
ев
•S
2
л"^
ч С
7.4-7.5
7'3-7.4
7.2-7.3
7.1-7-2
7.O-7.I
7^8-7^9
ч
о
|ч
s°
55s1
San
10
7
5
3.5
2
—
О
С
52
о ч
а о.
низ
195 (ДО 45°)
боо
>i8o
> 17°
> 15°
^ I4-O
165
ГЛ. I]
СПОСОБЫ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОГО ЧУГУНА
207
Таблица 188
Нормы расхода модификаторов (по данным Киевского завода „Большевик")
Состав модификатора
Химический состав в °/0
Si
А1
Количество вводимого моди-
фикатора (в % от веса
металла)
Ферросилиций 45%-ный
75%-ный
90°/0-ный
45%-ный —2 ч., А1—1ч.
75%-ный —1.2 ч., А1 - 1 ч.
90%-ный-1 ч., А1-1ч.
Алюминий чушковый • . •
вторичный
43—5°
7о-78
87-95
28-30
40-42
44—Ф
О,6 — 2,0
13.°
I— 3
I— 2
3°-34
43-45
49—51
9°—99
84
47—56
ig—39
3—12
36-40
12—15
4- 6
о.3°—
о,25-
0,15— о,
о, 15—о,
О,1О—О
0,05—0,
°7
В статье «Плавка металлов в литейном
производстве' (стр. 165) описаны способы вы-
полнения— пп. „а" и „б".
При выборе марки модифицированного
чугуна в зависимости от назначения и кон-
фигурации отливки можно пользоваться дан-
ными т. 4, гл. I, статья „Модифицированный
чугун".
В качестве модификатора рекомендуется
75%-ный ферросилиций, дающий наиболее
устойчивые положительные результаты по
сравнению с другими модификаторами, доступ-
ными в наших условиях. Оптимальный процент
присадки 0,3-0,5% от веса чугуна. Модифи-
катор вводится в зёрнах, проходящих через
сито № 10 и остающихся на сите №36. Вво-
дить модификатор следует равномерно в струю
металла на жёлобе вагранки, причём струя
металла должна быть свободна от шлака. Не-
медленно по окончании ввода присадки необ-
ходимо перемешать чугун в ковше и дать ему
выдержку в течение 2—4 мин.
Контроль действия модификатора прове-
ряется по клиновой пробе, заливаемой в стерж-
нях. Залитую пробу при жёлтом или светло-
красном калении выбивают из формы, зама-
чивают в воде и после полного охлаждения
ломают. Максимальная ширина отбелённой
части острия клина характеризует степень
графитизации чугуна. Проба, взятая до и после
модификации, даёт резкую разницу в ширине
отбела, который после модификации умень-
шается в 2—3 раза. Размеры клиньев в зави-
симости от толщины отливки меняются, со-
храняя неизменным отношение основания
а 1
к высоте -г = —,=- •
Рекомендуемые размеры клиньев в мм при
длине 150 мм:
35
7°
5°
IOO
По характеру излома клиньев до присадки
можно судить о равномерности хода плавки,
качестве чугуна и необходимой дозе модифи-
кации. Излом должен быть половинчатым.
Чугун, дающий серый излом, для модификации
не годится. При белом изломе доза модифи-
катора берётся по верхнему пределу; при по-
ловинчато-сером — по нижнему, а при поло-
винчато-белом —- по среднему между ними.
Широкое применение нашли в производ-
стве также и высококачественные легирован-
ные чугуны: 1) низколегированные (в пода-
вляющем большинстве случаев природно-леги-
рованные) и 2) высоколегированные, или так
называемые чугуны специального назначения.
Основными легирующими примесями являются
никель и хром, а также молибден, медь и др.
На фиг. 342 показано влияние присадки 2%
Ni на структурную диаграмму Маурера (по
Coyle). По сравнению с фиг. 335 область 4
чугунов с пределом прочности 28—32 кг/мм2
расширилась во все стороны (заштрихованный
участок на фиг. 342) и дала увеличение пло-
щади почти в 7 раз. На фиг. 343 показано влия-
ние присадки 0,5—0,75% Сг: площадь четырёх-
С%
CZ3 *в от 28до 32 кг/см*непеги
доданного чугуна
CII3 Расширенная область выс-
шей прочности при содер-
кании 2%Ni
Фиг. 342. Влияние Ni на диаграмму Маурера.
угольника высокой прочности удвоилась, пе-
редвинувшись вправо. Влияние одновременной
присадки Ni и Сг в отношении 2:1 и 1:1
С%
бв от28до32кг/ммгнеяегиро-
ванного чугуна
Расширенная область наи-
большей прочности на разрыв
у сплавов сQJ5-Q.5%Cr
О t 2 3 4 Si%
Фиг. 343. Влияние Сг на диаграмму Маурера.
дано на фиг. 344 и 345. Во всех случаях ле-
гирование чугуна никелем и хромом значи-
тельно расширяет область высококачествен-
ных чугунов, т. е. обеспечивает большую
устойчивость производства, делая его менее
зависимым от случайных колебаний в химиче-
ском составе отливки.
Замечательным является способ присадки
легирующих элементов при производстве вы-
соколегированных чугунов. Установлено, что
механические свойства чугуна в значительной
208
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Влияние последовательных присадок кремния на механические свойства чугуна
Таблица 189
Химический состав в %
Собш
Щ
З.О7—3-°9
3.1 -3."
3>°4
3,04—3,°6
3,о8 - 3,1°
ссвяз
о,58
o,6i
0,63
0,67
0,64
Графит
2,5°
2,5°
2,41
2,38
2,45
МП
о,88
о,оо
0,89
0,89
о,83
•S
1НЫ
о
о
ел
а,17
1.5°
1,ОО
°,5°
«
ч 2
о в
С Л
о ч
4 н
33 1
°,58
1,15
1,5°
2,13
t/Э
о
0)
со
2,17
2,с8
2,15
2.ОО
2,13
ри-
с _°
<ио
к
?в
№ S=C
со и
о
25
5°
75
IOO
!0) G
Н к
228
228
217
217
217
Механические свойства
предел проч-
ности при
В KZ'tMM*
25,8 -37,2
29,6-30,5
33,6—33.5
З4.о-34,3
27,7—28,1
стрела
прогиба
в мм
4,7-4,9
5.9-6,4
8,о-8,5
8,9-8,1
6,3
степени меняются от способа ввода в ковш
необходимого по расчёту количества кремния
одновременно полностью или частями 25%,
5О°/о и 75%. Результаты исследований Кросби
приведены в табл. 189 и на фиг. 346 [7].
соответствующий полю / диаграммы Маурера,
а дополнительные количества кремния и ни-
келя вводятся в ковш. На фиг. 347 приведены
кривые зависимости между содержанием
кремния и никеля, при которой обеспечивается
3,0
2,5
~~2°вот 28 до 32 кг/мм2 непеги-
' _ роданного чугуна
[.'_. J Расширенная область наи-
"*" большей прочности на раз-
*ч>\^ рыб у сплавов с0,5-
-1,25%NiuOJ5-
-<" -nj5%Cr
Нг/Ьмг
31.6
гз,о
У
/
—.
7
1/
/
—->
_ | _
3
>
S
\
\
\
\
Фиг. 344. Влияние Ni и Сг в отношении 2 :1
на диаграмму Маурера.
25 50 75
йобаёка кремния
?40-
220 -
210 ¦
100%
мм
S.4
6.9
5,3
«.55
CZ2 б8от28до32кг/мм7нелегцро-
, , ванного чугуна
\ ; Расширенная область наи-
I большей прочности на разрыв
41 ^ -uOJ5-O,5%Cr—
3.0
W
Фиг. 346. Влияние добавочных присадок Si на
механические свойства чугуна [12]: / -г- предел
прочности при растяжении; 2 — стрела прогиба;
3 — Ни по периметру; 4 — На в центре.
С-2.75%
\
бьни?к
кг/м
От 35 до 43 1
. кг/ммг 1
\^
\
\
/
Ч Or
/
с
п43дО
/\
Свыше 50 кг/мм*
-
50ke/i"
-~—
0,4 OJB
16
14 2J3
Фиг. 345. Влияние Ni и Сг в отношении 1:1
на диаграмму Маурера.
Полное соответствие с данными Кросби
имеется в одном из английских патентов про-
изводства высококачественных легированных
чугунов, согласно которому плавится чугун,
Фиг. 347. Номограмма для выбора химического состава
высококачественных легированных чугунов.
получение высококачественных легированных
чугунов для отливок с толщиной стенок от
15 до \Q0mm при содержании углерода в от-
ливке 2,75%.
ЛИТЕРАТУРА
1. Г и р ш о в и ч Н. Г., Чугунное литьё, Кубуч, Л. 1935.
2. Мейерсберг Г., Перлитовый чугун, ГНТИ, М.
1932.
3. М и л ь м а н Б. С, Высококачественный модифици-
рованный чугун, Машгиз, М. 1945.
4. Пивоварский Е., Высококачественный чугун,
ГНТИ, М. 1932.
5. Р у б ц о в Н. Н., Шихтовка в литейном деле, ГНТИ,
М. 1933.
6. Троицкий Г. Н., Свойства чугуна, Металлург-
издат, М. 1941.
7. Американская ассоциация литейщиков (AFA), Леги-
рованные чугуны, Машгиз, М. 1941.
8. Инструкция по технологии производства высококаче-
ственного модифицированного чугуна ЦНИИТМАШ,
М. 1944.
9. Сборник докладов АН СССР, т. I. Модифицирование
чугуна, изд. АН СССР, М. 1942.
ГЛ. I]
ЛИТЬЁ ПОД ДАВЛЕНИЕМ
209
10. С о у 1 е F., Amer. Soc. Test. Mat. № 29, 1929, p. 87. 14. Maurer E., Holzhausen das Gusseisendiagramm,
ll.Emmel K., Uber den Kohlenstoffgehalt und die damit „Stalil u. Eisen" № 43, 47, 1927.
zusammenhacngenden des in Kupolofen, „Stahl u. 15. О s a n n В., Gusstuke mit eutektischen Gefuge,
Eisen" № 35, 1925. „Giesserei" № 19, 1931.
12. К e'i 1, M i t s с h e, L e g a t, Archlv f. d. Eisenhiitten-
wesen № 10, IV, 1934.
13. Maurer E., Lber Gusseisendiagramm, „Giesserei-
ztg", 1924.
16. Schutz, Das Graphiteutektikum im Gusseisen,
„Giesserei" № 4, 5, 1928.
17. U h 1 i t z с h H., Haertewerke von Gusstiicken mlt
verschiedener Wandsterke, „Giesserei" № 44, 45, 1931.
ЛИТЬЁ ПОД ДАВЛЕНИЕМ
Литьё под давлением даёт возможность
получать отливки настолько точные, что по-
следующая механическая обработка сводится
к минимуму или совершенно исключается.
Рентабельность данного способа литья обу-
словливается стойкостью формы, которая при
всех прочих равных условиях находится
в обратной зависимости от термических напря-
жений, возникающих в форме в процессе
производства отлизок. Чем выше температура
плавления отливаемого сплава, тем более цен-
ные материалы (специальные сорта стали)
необходимы для изготовления формы, вслед-
ствие чего стоимость её увеличивается, огра-
ничивая применение литья под давлением пре-
имущественно массовым производством.
При выборе сплава для литья под давле-
нием необходимо учитывать способность ме-
талла растворять в себе газы, смешиваться
со шлаками, плавающими на его поверхности,
реагировать со стенками тигля и т. п. Реша-
ющую роль во всём процессе играют литей-
ная машина и правильно сконструированная
форма.
ТИПЫ МАШИН ДЛЯ ЛИТЬЯ
ПОД ДАВЛЕНИЕМ
Машины для литья под давлением подраз-
деляются на поршневые и компрессорные.
Поршневые машины
Поршневая машина (фиг. 348) состоит из
трёх основных частей: аппарата (тигель) 1 для
расплавления металла, механизма 2, приводя-
щего форму в движение, и самой формы 3.
Камера давления устраивается с вертикальным
или горизонтальным цилиндром. В камерах
давления с вертикальным цилиндром (фиг. 349)
поршень легко доступен для осмотра. Камера
сжатия и резервуары могут
быть выполнены как одно це-
лое. Недостатки: необходимость высокого
тигля и длинного подъёмного канала, чтобы
поршень при самом высоком своём положе-
нии (начало заливки) был окружён распла-
вленным металлом. В камерах давления с гори-
/3
Фиг. 349. Камера давления с вертикальным ци-
линдром: /—тигель для расплавленного металла;
2 - мундштук; 3 — кожух; 4 — футеровка; 5, 6, 7 —
литниковая система; 8 — рычаг; 9, 10 — передняя и
задняя половинки формы; 11 — отливка; 12 — под-
водящий канал: 13— пружина; 14—упор; 15— пор-
шень; 16 — цилиндр; 17 — отверстие для забора
металла.
зонта 1ьным ципиндром (фиг. 350) поршень
всё время находится на одном уровне. Высота
тигля может быть небольшой и подъёмный
канал коротким. Недостатки: меньшая доступ-
ность для осмотра, односторонний нагрев
цилиндра при нагреве снизу и камера давле-
ния должна изготовляться отдельно.
Фиг. 348. Поршневая машина для литья под давлением.
Фиг. 350. Камера давления с горизонтальным цилин-
дром: 1 — тигель для расплавленного металла;.2 —
мундштук; 3 — кожух; 4 — футеровка; 5 — рычаг;
6—подводящий канал; 7 — поршень; 8—цилиндр.
210
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Поршневые машины очень удобны в эксплоа-
тации и весьма производительны для литья
сплавов с невысокой точкой плавления (свин-
цовые, оловянные и цинковые). При литье
более тугоплавких сплавов (алюминиевые и
медные) между стенками цилиндра и поршня
образуются настыли, вызывающие частые оста-
новки машины для прочистки, что резко пони-
жает производительность и увеличивает износ
поршня и цилиндра.
Компрессорные машины
Компрессорные машины, в которых вместо
поршня давление на металл производится сжа-
тым воздухом, подразделяются на машины
с горячей камерой сжатия и с холодной
камерой сжатия.
Машины с горячей камерой сжатия
различают с закрытой ванной и мундштуком
и с открытой ванной и черпаком (гузнеком).
Машина с закрытой ванной (фиг. 351)
состоит из чугунного котла, плотно закрыва-
ющегося крышкой 1, с отверстием 2 для заливки
металла. Пробка «? плотно закрывает отверстие
посредством винта 4 и маховичка 5. В котёл
вставлена изогнутая трубка 6с мундштуком 7
для подачи металла в форму. Сжатый воздух
подводится в котёл через отверстие 8. Не-
талла; в) значительный расход сжатого воз-
духа, так как для каждой операции необходимо
заново создавать давление; г) для добавле-
ния металла требуется остановка машины на
3—5 мин.
Машина с черпаком (гузнеком) не имеет
этих недостатков. Расплавленный металл
(фиг. 352) вводится из ванны 3 в форму 1 и 2
при помощи особого черпака (гузнека) 4,
который посредством поршня 5 через систему
рычагов 6 может опускаться в ванну с рас-
плавленным металлом, зачерпывая потребное
количество металла.
Машины с холодной камерой сжатия
отличаются своим плавильным устройством,
которое отделено от механизма, осуществля-
ющего процесс отливки под давлением, благо-
даря чему камера сжатия не окружена рас-
плавленным металлом. Наибольшим распро-
странением в СССР пользуются машины
системы Полак, а в США — Рид-Принтис.
Машина системы Полак работает по следующей
схеме (фиг. 353): к цилиндру, в нижней части
которого ходит поршень 1, примыкает форма 3,
состоящая из двух половин, плотно прижатых
во время заливки к литниковому отверстию
цилиндра. Расплавленный металл 4 заливается
в цилиндр в тестообразном состоянии и впрес-
совывается поршнем 2 в форму. При обратном
Сжатый
воздух
Фиг. 351. Компрессорная машина с закрытой ванной.
по О В
Фиг. 353. Схемы работы машины системы Полак.
Фиг. 352. Компрессорная машина с черпаком (гузнеком).
Фиг. Я54. Улучшенная схема работы машины
системы Полак новейшей конструкции.
достатки машины: а) сжатый воздух действует
на всю поверхность расплавленного металла,
вследствие чего происходит сильное окисле-
ние последнего, и окислы легко попадают
в форму; б) расплавленный металл охлаждается
воздухом, что понижает жидкотекучесть ме-
ходе поршня 2 поднимается вверх поршень 1,
удаляя излишек металла 5 из цилиндра. В это
время форма раскрывается, и отливка б1 вытал-
кивается.
В машине системы Полак, работающей по
улучшенной схеме (фиг. 354), ложкой / металл
Фиг. 355. Форма для литья под
давлением: а — подвижная поло-
винка формы; б — плита выталки-
вателей; в — собранная форма в
продольном разрез*.
'212
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
вводится в камеру давления, которая располо-
жена в самой форме симметрично по отноше-
нию к её половинкам; поршнем 2 металл впрес-
совывается в форму через литниковый канал 3.
При раскрытии формы отливка вместе с остат-
ком металла легко выбрасывается из формы.
В компрессорных машинах с холодной ка-
мерой сжатия возможно применять более
высокие давления A00—200 am), чем в маши-
нах с горячей камерой сжатия.что позволяет
производить отливки при пониженных темпера-
турах металла, когда он находится в тесто-
образном состоянии.
ФОРМЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Основные элементы формы для литья под
давлением показаны на фиг. 355 115]. Форма
сконструирована для алюминиевой отливки
с ручным управлением. Формодержатель
(фиг. 355, а—в), устроенный в виде рамы с
распорными болтами, состоит из неподвиж-
ной плиты 1, соединённой направляющими
болтами 2 с задней плитой 3, и из подвижной
плиты 4, перемещающейся вдоль направля-
ющих болтов и системы коленчатых рычагов о
и 6, служащих для открывания и закротани:
формы. Формодержатель опирается на поме-
щённые над плитами 1 я 3 четыре ролика 7,
на которых он может передвигаться по кон-
соли 8. Движение формодержателя к мунд-
штуку управляется коленчатым рычагом, рас-
положенным на консоли и действующим на
заднюю плиту 3 посредством шатуна 9. Перед-
няя (неподвижная) половина формы 10, со-
держащая литниковую втулку с литниковом
каналом 11, крепится к плите /. Задняя ^по-
движная) половина формы имеет стержень 12,
управляемый коленчатым рычагом 13, и стер-
жень 14, который приводится в действие по-
средством зубчатки 15 и удерживается ьо
воемя литья при помощи щеколды 16, дей-
ствующей от зубчатки 17. Плита 18 соединена
посредством промежуточной плиты 19 с по-
душкой 20, которая жёстко скреплена с по-
движной плитой 4 и, кроме того, подвешена
на двух передвигающихся роликах 21 к общим
верхним распорным болтам 2. Задняя поло-
вина формы содержит подвижные части:
стержень 22, приводимый в действие зубчат-
кой 23 (во время литья он удерживается
штифтом 24); рассекатель 25 и стержни 26,
27 и 28, прикреплённые с рассекателем
к общей стержневой плите 29 и 30; стер-
жень 31, приводимый в действие посредством
направляющей кривой 32, закреплённой на
вставке 33, семь толкателей, присоединённых
к общей плите 34 и 35, из которых четыре
толкателя 36 упираются в переднюю лицевую
стенку отливки, а три 37 — во внутреннюю
заднюю. Стержневая плита перемещается
в подушке 20 с помощью болтов 38, а плита
толкателей — с помощью болтов 39, Болты 38
и 39 выполнены в виде зубчатых реек и шесте-
рён 40 и 41, приводимых в действие рыча-
гами 42 и 43 вручную. Вовремя литья стерж-
невая плита удерживается щеколдой 44, при-
водимой в действие рычагом 45 через зуб-
чатку 46. Главная полость отливки выпол-
няется при помощи вставной части, непо-
движно закреплённой в плите 18.
На фиг. 356 дана упрощённая схема формы
для литья под давлением.
Рабочими частями формы являются et по-
ловинки (подвижная и неподвижная), поэтому
Фиг. 356 Упрощённая схема форуы для
литья под давлением: / - неподвижная
гюловинка формы; 2 — подвижная поло-
винка формы; 3 — прижимная плита;
4 — основание; 5 —6 - плита толкателей;
7 — упорный штифт.
Таблица 190
Марки стали, применяемые как материал для
изготовления частей форм при литье под давлением
Наименование
Форма (не-
подвижная и
подвижная)
Форма (при
наличии' вкла-
дышей)
Вкладыши
Рассекатели
Стержни
Толкатели,
толкающие
втулку
Направляю-
щие штыри,
колонки.
контртолкате-
ли, штифты
Плиты юл-
кателей, при-
жимная и тол-
кающая
Основание
формы
Сплавы
оловянно-
свинновые
У8А-УЮА
—
Э4ХЕ8
У8А-У10А
У8А-УЬА
У9
У2, УЗ
Чугун
для литья
5ХНМ
4ХНВ
5ХНМ
7X3
5ХНМ
4ХНМ
4ХВ8
4ХВ8
5ХНМ
У8А-У10А
Л 10
У2, УЗ
Чугун
под давлением
алюми-
ниевые и
магние-
вые
5ХНМ
ЗХР8
4ХВ8
Э1о
ЗХВ8
4ХВС
5ХНМ
ЗХВ8
ЭИ121
4ХВ8
ЗХР8
Э4ХВ8
4XI.C
4ХВС
4ХВ8
ЗХВ8
У10А
ЗХЕ8
У10
У4
Ст. 2
ЗХВ8
4ХВ8
ЭИ121
ЗХВ8
4ХВС
5XRC
ЭХР8
ЭИ121
X12JV1
Х12М
ЗХВ8
ЗХВ8
Х12М
У10А
ЗХВ8
У10
У4
Ст. 2
ГЛ. 1]
ЛИТЬЁ ПОД ДАВЛЕНИЕМ
213
для удешевления фоомы нормализуют все
остальные части и для каждой нозой отливки
раз абатывают лишь конструкцию половинок.
Материал (марки сталей), из котооого го-
товятся отдельные части форм, приведён
в табл. 190.
Подвижная и неподвижная половинки
формы в зависимости от сложности и эксплоа-
тационных условий фоомы делаются или цель-
ными, или из нескольких неподвижно соеди-
нённых друг с другом частей.
Механическая обработка формы значи-
тельно упрощаете? применением вставок
11
(фиг. 358); отверстия, не параллельные этому
направлению, а также все надставки, выступы
и фланцы отливок получаются посредством
подвижных стеожней (см. стеожень 12 на
фиг. 355, а). Движение стержней в большин-
стве случаев осуществляется в прямолиней-
ном напоавлении, значительно реже — по кри-
вой. Стержни, не параллельные напоавлению
закрывания формы (см. стержни 22 и 31 на
фиг. 355, б и 6), должны вытягиваться на всю
длину, чтобы не мешать удалению отлизки из
формы. Остальные стержни вытягиваются
лишь настолько, чтобы благодаря своей
д)
Фиг. ЗгO. Различные варианты конструкции формы:
а и б — отливка; в, г, д, е, ж, з - различные конструкции
формы; 1 - мундштук; 2 — литник; 3 — передняя поло-
винка формы; 4 задняя половинка формы; 5 и 6 — тол-
катели; 7 — стержень; * —" вставная часть формы;
9 — шурупы; 10 — плита.
(вкладышей), изготовляемых для смены быстро
изнашивающихся частей. Составные поло-
винки, однако, неэкономичны в эксплоатации.
так как дают менее чистую поверхность. На
фиг. 357, а — з даны различные варианты кон-
струкции формы для одной и той же отливки
под давлением.
Стержни делаются подвижными или непо-
движными в зависимости от расположения от-
4
Фиг. 358. Форма с неподвижными стержнями:
1 — выталкиватели; 2— мундштук; 3—литник; 4 — не-
подвижный стержень; 5 и 6—половинки формы;
7 —отверстия; # — отливка.
верстий. Отверстия, параллельные направле-
нию, по которому закрывается форма, полу-
чаются при помощи неподвижных стержней
Фиг. 359. Втулка для выталкивания детали: 1 — подвиж-
ная половинка формы; 2 — неподвижная половинка
формы; 3 — основание.
конусности они могли освобождаться от за-
жима со стороны отливки. Толкатели обычно
делаются круглыми, крепятся на особой плите
и призодятся в действие или зубчатками, или
при помощи рычага, или же п и помощи
кривошипа (см. фиг. 355). Отлизки, не име-
ющие поверхностей, удобных для действия
толкателей, выталкиваются посредством
втулки (фиг. 359).
Конструкция литниковой системы должна
обеспечивать оптимальный подвод металла,
возможно меньший износ (от размыва) наи-
более дорогих её частей, минимум местных
перегревов, хороший отвод газов и лёгкое
и простое удаление литника. На фиг. 360 по-
казаны варианты устройства литниковой
системы.
Важнейшей задачей при конструировании
литниковой системы является устройство
подвода, обеспечивающего минимум потерь
при дзижении потока металла (от трения
и завихрения). Особенно важно избегать рез-
ких поворотов и расширений, а также вы-
ступов и других препятствий движению ме-
талла. На фиг. 361 показан неправильный
подвод металла: струя металла при входе
в полость формы сразу ударяется в стер-
214
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
(РАЗД. III
жень 15, вследствие чего нельзя добиться
чёткого заполнения формы. На фиг. 362 дана
правильная конструкция: струя металла на-
правлена вдоль стержня и потому не уда-
Фиг. 360. Варианты
устройства литниковой
системы: а, б, в — со
сплющенным рассека-
телем; г, д - с нор-
мальным рассекателем;
е, у/с — с зажимной
буксой для удержания
отливки в задней половинке формы; з, и — с зажимной
цапфой; /, 2, 3, 4 — отливка с литниковой системой; 5 —
зажимная цапфа; 6 — зажимная букса; 7—8 — половинки
формы; 9—мундштук; 10 — литник; //—толкатели.
в)
Фиг. 361. Неправильный подвод металла: а — отливка
в разрезе и перспективе; б — продольный разрез через
форму, в—задняя половинка формы в плане; /—отливка;
2, 3, 4, 5—литниковый металл; 5—мундштук; 7, 8, 9—лит-
никовая система; 10 и 11 — половинки формы; 12 и 13 —
толкатели; 14 — рассекатель; 15 — стержень.
ряется в него, причём литниковый мешок
и подводящий канал имеют меньшую ширину.
Форма вентилируется главным образом
путём вытеснения из неё воздуха поступа-
ющим металлом, вследствие чего те части
формы, из которых Еоздух вытесняется метал-
лом, должны быть снабжены отводящими кана-
лами. Последние в зависимости от расположе-
ния их в форме делятся на три группы (фиг. 363):
1) отводящие по разъёму формы (канал 1);
2) отводящие в швах между подвижными и не-
подвижными частями формы (канал 2) и 3) от-
водящие в швах между неподвижными частями
формы (канал 3),
При конструировании полости формы
разъём делается с таким расчётом, чтобы
Фиг. 362. Правильный подвод металла: о и б — отливка
в разрезе и перспективном виде; в — продольный раз-
рез через форму; г — задняя половинка формы в плане;
/ — отливка; 2, 3, 4, 5 — литниковый металл; б— мунд-
штук; 7, 8, 9 — литниковая система; 10 и //—половинки
формы; 12 и 13 — толкатели; 14 — рассекатель; 15 —
стержень.
Фиг. 363. Форма с каналами для отвода воздуха, вытес-
няемого металлом: а — неподвижный стержень, б — за-
крытая форма (в разрезе); / — отводящий канал по
разъёму формы, 2 — отводящий канал в швах между
подвижными и неподвижными частями формы; 3 - отво-
дящий канал в швах между неподвижными скреплёнными
частями формы.
отливка задерживалась в подвижной (задней)
части формы, в которой располагаются тол-
катели. Деталь при полной её симметричности
должна быть снабжена дополнительными при-
ливами для обеспечения прочного зажимания
отливки в подвижной части формы. Чем
меньше в форме подвижных частей, тем она
дешевле в изготовлении и эксплоатации.
Характер отливки и величина допусков
в значительной степени определяют конструк-
цию формы. Наибольшая точность достигается,
когда части отливки, размеры которых должны
иметь минимальные допуски, расположены
в одной половинке, так как в этом случае
избегается вредное влияние смещения одной
половинки относительно другой.
СПЛАВЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Сплавы для литья под давлением делятся
на группы в зависимости от преобладающих
в них компонентов.
Название каждой группы определяется
главным компонентом. В табл. 191 приведена
литейная характеристика наиболее употреби-
тельных сплавов цветных металлов для литья
под давлением.
Таблица 191
Наименование
сплавов
Легкоплавкие свин-
цовые
То же оловянистые
Цинковые, содержа-
щие Sn
То же, содержащие
А1
Алюминиевые *, со-
держащие Си
То же, содержащие
Si
Магниевые: электрон
Медные:латунь
томбасиль
Химический состав
в °/0
<15Sn; 5- 18Sb; осталь-
ное Pb
<56 Pb; 13-16Sb; осталь-
ное Sn
6-25Sn;3-4Cu:<0,5Al;
<0,02Ni, остальное Zn
3,5—5.0A1; <3Cu;
<0,lMg; <0,02Ni;
остальное Zn
4-8Cu; <3Si; <3,7Ni;
остальное Al
3-13Si; <4Cu; <2Mn;
остальное Al
10A1; 0,3Mn; осталь-
ное Mg
40Zn; <2Pb; осталь-
ное Cu
82Cu; 4—5Si; осталь-
ное Zn
Сплавы для лить*
Удельный
вес
ю,о — ю,5
7.3-9.°
7,07-7.20
6.73-6,77
2,9-3.0
2,67-2.75
i>83
8.5
8,о
Интервал
затвердевания
га
точка
ликвидус
242 — 265
5оо
420-467
385-422
610—640
570-630
595
889-903
92O
точка
солидуса
242 — 246
i8o
109
38Г
520-540
570
455
875-890
875-890
иод давлением и их литейная характеристика
Применяемые для
литья типы машин
Поршневые
То же
Главным образом
поршневые, для наи-
более крупных отли-
вок также и компрес-
сорные
То же
Компрессорные, а
также работающие
по принципу прессо-
вания
То же
Работающие по
принципу прессова-
ния
То же
Рабочее давле-
ние в кг1смг
20 — 70
2О- 7°
2О - 7°
2О—7°
25-40
100—150
для процесса
с холодной ка-
мерой давле-
ния
То же
5°
Зоо -iooo
Зоо—iooo
со
о.
>>
Темпера"
заливки
260-300
280 — 33°
43°—49°
4оо—48°
650-750
620—700
6 -fl — 700
850—920
УЗколо
900
Минимальные допускг
для отливок
Внутри одной половинки формы
в °/0 от заданных
размеров
± О,!
± о,о5
± О,О1
± о, 15
± 0,15—°>25 (в зави-
симости от размеров
и конфигурации от-
ливок)
То же
± О,1
± 0,25-0,35 (в зави-
симости от размеров
и конфигурации от-
ливок)
То же
в мм не
менее
±О,О2
±О,О1 (В
исключи-
тельных
случаях
± 0,005)
±о,оз
± о.оз
±о.о5
±°>°3
- -
±о,о7
±007
о s 3
|S s
Я - 41
ограниче
ВИЖНЫМ1
формы н
в мм
±0,01
± 0.OI
± 0,02
± 0,02
± о.оз
±о,оз
-
± о,о4
±о,64
Ограниченные
обеими поло™
винками формы
gg
5 и
параллел
поверхне
разъёма
± О,О2
± О,О1
± О.О2
± О,О2
± о,о4
± о,о4
-
±о,о5
± о,о5
Sen
перпенд!
лярно по
ности ра
0,05-0, t
0,02 — 0,05
0,05 -0,1
0,05—0,1
0,05—0,1
0,05-0,1
-
0,05—0,2
0,05—0,3
• Отливки из алюминиевого сплава, если только они не получены на машинах с холодной камерой давления, всегда содержат ещё значительную примесь железа.
216
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
ОТБЕЛЁННОЕ ЛИТЬЕ
В отбелённом (закалённом) литье весь или
почти весь углерод в закалённой зоне нахо-
дится в форме цементита (Fe3C), представляю-
щего наиболее твёрдую структурную соста-
вляющую.
Зависимость между содержанием углерода
и твёодостью (по Шору) закалённой поверх-
ности дают следующие формулы [29J: 1) Иш =
= 16,67л'+ 13 (Шютц-Поль); 2) Нш = 16,4 * +
+ 17.3 (Геренс-Юнгблют);3)/Уа/=10,8 лт+ 35,85
(Танигучи), где х — содержание углерода в %.
120
100
80
60
ьо
35,85
&
&
2
><
',>
V
г
г
%.
I
1
126,7
т,г
W7.8
О
1
5 б 6,7 С%
Фиг. 364. Зависимость твёрдости (по Шору)
от содержания углерода: / — Шютц-Поль;
2 — Геренс-Юнгблют; 3 — Танигучи.
Фочмулы эти действительны только при
условии, что подсчёт относится к чисто за-
калённому слою и к отливке из нелегиро-
ванного чугуна, не бывшей ещё в габоте.
Графически зависимость представлена на
фиг. 364.
Приведённая зависимость может быть
использована для определения влияния леги-
рующих элементов на интенсивность закалки
C — полезная глубина и f — общая глубина
закалки. Под величиной а подразумевается
глубина закалки от поверхности до появле1 ия
первых вкраплений графита; под величиной
J3 — глубина закалки до ясно выявленного
слоя се того чугуна и под величиной у — об-
щая глубина до конца белых пятен в сером
чугуне.
На фиг. 365, кроме структуры закалённого
слоя, дан график твёрдости отливки.
На глубину и интенсивность закалки
влияют отдельные элементы состава чугуна.
Рлияние С на величину твёодости (по
Шору) и глубину закалки показано на фиг. 366.
Из графика вид-
но, что, начиная
с момента, когда
содержание С пре-
вышает 3%, вели-
чина чистой глу-
бины закалки а,
а также и значе-
ния р и т начина-
ют резко падать
вследствие того,
что графитизиру-
ющее 1.лияние С
во внутренних
слоях отливки про-
является с воз-
растающей силой,
несмотря на повы-
шение поверхно-
стной твёрдости
Синтенсизности за-
калки). Отсюда следует, что регулиоовать
глубину закалки изменением содержания С
нельзя и последнее достигается главным обра-
зом путём изменения содержания Si.
Влияние Si на интенсивность и глубину
закалки показано на фиг. 367. В отбелённых
отливках (закалённые валки, колёса Г^иф-
ео
го
60
50
40
/
у
/
/
/
а
К
\
\
\\
\\
\0
/
мм
80
60
с %
Фиг. 366. Влияние углерода на
интенсивность и глубину за-
калки.
70
60
50
40
30
а-Чистая глубина закалки
¦р - Полезная глубинЬ закалки
у-Общая глубина-^
закапли
Глубина закалки
Фиг. 363. Структура закалённого слоя чугунной
отливки (по Танигучи).
(твёрдость), для чего следует из опреде-
лённой непосредственным измерением вели-
чины твёрдости легированной отливки вычесть
величину твёрдости, полученную по формуле.
В закалённой отливке различают три зоны
(фиг. 365) [29]: а—чистая глубина закалки,
А
а\
"HSh
L_
V
к,
—-*
у
У
60 %
40:
^
1 ? 3
5 6 7 S/ °/,
Фиг. 357. Влияние содержания кремния
на интенсивность и глубину закалки.
фина) содержание Si не пзевышает 0,5 — 1,0°/0,
а в этих пределах, как показывает пафик,
оно не оказывает какого-либо значительного
влияния на изменение твёрдости закалённого
слоя. Значение Si ьажно в отношении регу-
лирования глубины отбела. На фиг. 368 пока-
зано влияние изменения содержания Si на
глубину закалки в различных чугунах. Состав
чугунов подобран по степени возрастающего
в них содержания угле*;ода, ибо чем ниже
содержание С, тем эффективнее влияние Si.
Установлено, что увеличение содержания Si
ГЛ. I]
ОТБЕЛЁННОЕ ЛИТЬЁ
217
(в пределах, имеющих место в практике про-
изводства закалённых валков) на 0,05% умень-
шает глубину закалки на 5 мм.
\
\
А
\
5>
\
~3\
\Ч\
. \
\
л
\
V
\\
—¦>
1—
-—
""¦¦•>«
¦—
ММ
г$п
22,5
20.0
? 17,5
I 15JD
5,0
2J5
0,75 1001,251,50 f.75 2,00 2,252,50 2,75St %
Фиг. 368. Влияние содержания кремнич
на глубину закклки в различных чугунах:
/— 2,74-2,8% С; 2-3,04-3,1% С; 3 — 3.2:-
4-3,3% С; 4— 3,4 4-3,"% С; ' - 3,6 ч-
4-3,7% С; 6- 3,8-5-3,9% С. .
Влияние А1 на глубину закалки (фиг. 369)
аналогично влиянию bi, но более эффективное.
70
60
50
«0
30
го
—-
\
\
/
/
ММЗк
60%
40 Z
0 1 ? 3
6 7 в
Фиг. 369. Влияние содержания алю-
миния на глубину закалки.
Влияние S как элемента, уменьшающего
общую растворимость углевода в железе,
сказывается на понижении (незначительном)
интенсивности закалки, но, с другой стороны,
1
с
?=:
На
|
— —
7
1
//и
401
С
°)
3S%
как стабилизатор карбида S оезко увеличи-
вает глубину закалки (фиг. 370).
Влияние Мп противоположно влиянию Si,
причём следует принимать в расчёт так на-
зываемую „активную" концентрацию марганца
в чугуне, т. е. разность (Мп — 1,7 S) в °/0
J5
30
I?»
5
-0г
Фиг. 371
—
\
\
Л.
\
I
\
N
\
Ч
0—
О—
—-О" —
N
о—
S
ч
/
по
J/
/, г
т
1,00-1.07
1,03-1,07
171-170
f,20-f,26
1.32-1.36
ijO-1,38
1,71-1.76
1
п
к
Г
Общий С
14Я 1 Ч?
3,35-3,44
3,76-3,77
417-171
38-
1
3JU-J.4U
160-1,67
2,72-2,80
у
/
Р
|
1
0 0,2 0,4 0,6 0,8 1.0 12 Мп%
Влияние содержания марганца на глубину закалки.
Фиг. 370. Влияние содержания серы на интен-
сивность и глубину закалки: а — влияние S на
растворимость углерода и интенсивность закалки;
б—влияние S на глубину закалки.
По данным Спенсепа [30] (фиг. 371) можно
заключить, что когда (Мп — 1,7 S) % является
отоицательной величиной, глубина закалки
резко увеличивается. При величине активного
содержания Мп в пределах от 0 до 0,35%
глубина закалки уменьшается, а свыше 0,35%
она значительно возрастает. То же самое за-
ключение можно сделать и на основании
данных Шарфенберга [14], устанавливающего
зависимость между интенсивностью закалки
и суммой (С+Ми) % (фиг. 372): в пределах
460
440
420
400
380
360
340
320
34 3,6 3,8 4,0 4,2 4.4 4,6 4,8 5,0 %
Фиг. 372. Влияние суммарного содер-
жания С + Мп на твёрдость.
суммарного содержания С+Мп от 3,4до 4,7%
твёрдость растёт с 340 до 480 Нв.
Влияние Р как на интенсивность, так и на
глубину закалки мало заметно при содержа-
нии Р в пределах, имеющих место в практике
отбелённого литья (до 0,5%).
Влияние специальных добавок (по Тани-
гучи) [29] показано на фиг. 373. Наибольший
эффект в отношении повышения твёрдости
\
/
(
/
/
/
/
218
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
даёт наряду с углеродом никель. Максимум
твёрдости имеет место при 4,5% Ni.
Сравнительное влияние отдельных элемен-
тов по их графигизирующей способности
ношение Ni и Сг в закалённом литье при
одинаковой глубине закалки. На фиг. 377 дана
диаграмма для выбора состава закалённых
валков, охватывающая чугуны, содержащие
so
J0
s-
Hi
h
л
Л
J\
\,
—-¦
\
3
by
/
1
k^
/
/
/-
Si
-
L.
X
У
Hi
/
к
Mn,
/
7
p
Сг
_L
—.
j
г з * 5 6 re
Содержание элементов
10%
Фиг. 373. Сравнительное влияние различных элементов
на твёрдость.
(уменьшение глубины отбелённого слоя) по-
казано на фиг. 374. Влияние карбидообразую-
щих элементов на увеличение глубины за-
калки приведено; на фиг. 375. Хром лишь
1.8
5| да
? 012345678%
Содержание элементов
Фиг. 374. Сравнительное влияние элементов
на уменьшение глубины закалки.
/
к
V
>
Si
7
Сг
***
\
о
-~
/7
012345673%
Содержание элементов
Фиг. 375. Сравнительное влияние элементов
на увеличение глубины закалки.
Сг%
*>•
1,—
**¦
/1
ш
¦IF
Фиг. 376. Содержание N1 и Сг при одинаковой
глубине закалки.
I чистая глубина закалки 42 мм
II . . . 30 .
Ш . . 20 .
IV . , 10 ,
незначительно увеличивает твёрдость отбе-
лённого слоя. В хромоникелевом закалённом
литье Сг служит только для регулирования
глубины закалки. На фиг. 376 показано соот-
Фиг. 377. Диаграмма для выбора состава
закалённых валков (по Танигучи)
Точки
Сг%
1,2
1,6
0,2
0,5
N1%
3,39
4,3
3,9
4,8
от 0 до 6% Ni и от 0 до 3» 0 Сг. По этой
диаграмме можно одн-овременно определить
и интенсивность и глубину закалки данных
сплавов. Оптимальными составами являются
чугуны с содержанием Сг и Ni, показанные
в заштрихованном поле abdc.
Производство закалённых валков
Чугунные закалённые валки подразде-
ляются на полутвёрдые и валки с отбелённой
поверхностью.
Полутвёрдые калиброванные ручьевые
и листовые валки используются для прокатки
крупных профилей (угловое, швеллерное, дву-
тавровое железо, рельсы) и кровельного
железа.
Формовка валков производится следующим
образом: чугунная полуцилиндрическая опока
покрывается с внутренней стороны жидким
раствором огнеупорной глины в целях луч-
шего приставания к стенкам формовочной
земли; для получения газоотводящих каналов
по окружности опоки кладут несколько со-
ломенных обрезкоз 0 30—40 мм, а по длине
2—3 прутка круглого железа 0 20—25 мм,
которые после отделки формы удаляются; опо-
ка заполняется формовочной землёй, уплот-
няется и при помощи шаблона намечаются
контуры валка с выбиранием земли соответ-
ственно профилю. Окончательная отделка
формы производится нанесением при помощи
шаблона слоя обмазки из полужидкой массы,
состоящей примерно из 500/0 молотого кокса,
ЗО»/о горелой земли и 20»/0 свежего песка.
Сушка опоки производится в два приёма. Пер-
вая сушка протекает 8 — 10 час, после чего
форму подправляют, замазывают трещины,
приглаживают, окрашивают и снова ставят
в сушило (вторая сушка). Высушенная форма
поступает в сборку и на заливку. Схема за-
ливки полутвёрдого валка приведена на фиг.
378. Заливка производится сверху через филь-
ГЛ. I]
ОТБЕЛЁННОЕ ЛИТЬЁ
219
тровальную сетку (дождевой литник) из огне-
упорной массы с диаметром отверстия 8—
10 мм (число отверстий зависит от диаметра
валка). Твёрдость полутвёрдых валков — до
'—1500
Фиг. 378. Схема залив-
ки полутвёрдого валка:
/—фильтровальная сет-
ка (дождевой литник);
2—огнеупорная масса;
3— сухой песок; 4 - ос-
нова (земля).
Фиг. 379. Схема формовки
ручьевого валка: 1, 2, 3—
чугунные плитки (холо-
дильники).
200 Нв- Для увеличения сопротивления износу
форма выкладывается изнутри чугунными
плитками (холодильниками), обмазанными тон-
ким слоем глины (фиг. 379).
Плавка металла для полутвёрдых валков
ведётся преимущественно в пламенных или
мартеновских печах, реже в вагранках, так
как получение в вагранке низкоуглероди-
стого (ниже 3%) чугуна, обязательного для
полутвёрдых валков, связано с затруднениями.
Применяется и дуплекс-процесс: расплавлен-
ный в вагранке чугун переливается в пламен-
ную печь или электропечь, куда добавляется
сталь и другие присадки.
Химический состав полутвёрдых валков,
хорошо зарекомендовавших себя на практике,
приведен в табл. 192.
Чтобы избежать усадочных раковин при
отливке полутвёрдых валков, доливку прибыли
следует производить из специальных неболь-
ших вагранок. Для 5-от валков добавка чугуна
и качание прибыли начинается примерно че-
рез 3 часа после заливки, а для более крупных
валков соответственно позже.
Валки с отбелённой поверхностью де-
лятся в зависимости от назначения и способов
производства на две основные группы: валки
для бумаги и валки для металла. Первые
имеют сравнительно небольшой диаметр и
большую длину (большое отношение l:d), a
вторые — большой диаметр при относительно
незначительной длине (малое отношение /: d).
От валков для бумаги требуется более
высокая степень закалки и совершенно чистая
поверхность, тогда как валки для металла
должны обладать возможно большей проч-
ностью на излом. Так как прочность на излом
обратно пропорциональна интенсивности и
глубине закалки, то необходимо получить
надлежащую прочность без чрезмерного
уменьшения твёрдости и глубины закалки.
Поэтому валки для бумаги отливаются пре-
имущественно из ваграночного чугуна, а валки
для металла — из чугуна пламенных печей.
Валки для бумаги отливаются в составных
(по длине) кокилях (фиг. 380), валки для ме-
талла — в несо-
ставных кокилях
(фиг. 381). Форма
для закалённого
валка состоит из
четырёх частей: а)
нижней и верхней
(в них формуются
цапфы и шейки),
представляющих
собою обыкновен-
ные круглые опо-
ки, заполняемые
формовочной мас-
сой, б) средней —
кокиля опреде-
лённого диаметра
и толщины и в)
составной опоки
для литника, рас-
положенной сбо-
ку.
Требования к
твёрдости и глу-
бине закалки обу-
словливаются в
первую очередь назначением валков. Глубина
закалки для листовых валков, измеряемая
от поверхности до появления первых се-
рых пятен, берётся в пределах 15—25 мм,
а для ручьевых валков при больших
Таблица 192
Фиг. 380. Форма для отливки
валка для бумаги.
Источники
Завод им. Коминтерна . .
То же
Лутугинскиб завод (рель-
совые, калиброванные
валки)
По данным заграничной
практики
То же для d бочки —
= 1000 мм • .
То же для d бочки =
=s 280 мм
С
2.75
з,87
2,85
2,2—2,8
1,8—2,3
3,8
Химический состав
Si
°.45
0,76
O.47
0.5- 1.3
1,0
1.5
Мп
1,03
о.59
o.S-1'3
о,б—i,o
0,6-1,0
р
о.43
0,2
O.25
О,2
0,2
S
0,087
о,об~о, ia
О,1
Ni
0,25 Mo
220
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. П1
диаметрах — не свыше 69 мм Валки, работаю-
щие с большим напряжением, должны иметь
относительно меньшую глубину закалки. Так,
например, у всех листовых валков, рас-
считанных на напряжённую работу, глубина
закалки всегда меньше 25 мм. Твёрдость
валков с отбелён-
нои поверхностью
колеблется от 340
до 540 Нв D7-74
по Шору). Ниж-
ние пределы бе-
рутся исключи-
тельно для толсто-
листовых валков;
в порядке возра-
стания твёрдости
следуют среднели-
стовые и тонко-
iVA TVA Y листовые, охла-
^ I ^ ^ ждаемые водой, и
|^0| " ^р {/Щ^ г ^ Далее горячие мел-
косортные и про-
волочные. Поли-
ровочные валки
для полосового
железа и валки для
холодной прокатки
должны иметь ма-
ксимальную твёр-
дость.
Валки для тонколистовых станов подраз-
деляются на холодные (охлаждаемые водой)
и горячие, температура которых достигает
при прокатке 400 С. Химический состав охла-
ждаемых валков аналогичен составу толсто-
листовых и только общее содержание угле-
рода берётся для первых несколько выше.
Горячие валки, которые должны быть значи-
тельно более прочными, имеют по сравнению
с холодными валками несколько большую
твёодость при почти одинаковом химическом
составе.
Горячие валки отлизаются из пламенной
печи, реже — из вагранки; некоторые заводы
Фиг. 381. Форма для отливки
валка для металла.
смешивают вместе чугун из обоих плавильных
агрегатов. Размеры горячих валков колеблются
в пределах d = 600— 700 мм при длине бочки
/ = 800—1500 мм.
Металл закалённых валков с отбелённой
поверхностью готовится преимущественно в
вагранках; применяется также плавка в элек
тропечах. Для мелкосортных и проволочных
станов глубина закалки валков, имеющих
d — 230—300 мм, берётся от 25 до 30 мм.
Для средне- и крупносортных станов иг и
#=300 — 600 мм глубина закалки соответ-
ственно глубине ручья может достигать 60 мм.
У валков с малыми отделочными круглыми
или четырёхугольными ручьями поверхност-
ная твёрдость около 5иО /У„ Валки боль-
шого размера с глубокими ручьями должны
иметь 420 /¦;„
И'
Большую твёрдость и прочность имеют
широко применяемые в промышленности ле-
гированные валки. Наиболее употребительные
легирующие добавки: никель, хром и молибден.
Твёодость легированных валков с 4,0°/0 Ni
и 20/n Cr достигает 600 НВт В табл. 193 при-
ведены составы закалённых легированных
валков [7].
Валки „Феникс" и „Адамит" характерны
тем, что бочка, включая и цапфы, одинаково
белая, т. е. в них отсутствуют переходная
и серая зоны и твёрдость по всему сечению
почти одинакоза.
Пои наличии высоких давлений, вызываю-
щих поломки цапф, и в случаях, когда по
каким-либо причинам требуются более тонкие
цапфы, целесообразно применение так назы-
ваемых двухслойных (составных) валков.
Двухслойные валки состоят из сердцевины
(серый чугун) и бочки из закалённого
чугуна.
Способ изготовления двухслойных валков
состоит в следующем. Вначале, как и при
отливке обыкновенных валков, сушат опоки
верхней и нижней цапф и литника, а затем
Таблица 193
Марки и типы
валков
„Феникс"
„Феникс А" со
„стальной основой" . .
„Адамит" с „чугун-
ной основой"
То же со „стальной
основой"
Адамитовые марки В
„Ни-чил-айрон" (с
сорбитовой структу-
рой) .... • . . . •
Опорные валки . . .
» я • • •
», м • ¦ •
Вольфрамохромони-
келевые
Стальные с содержа-
нием 0,9% С
Стальные, 635Х
XI524 л/ж
То же 750X2133 мм .
825X1676 лл .
[
" общ
2,0
i,4—i,8 Ссдяз
ч з=;
О'*5 J
1,2 2,6
Г,2д
3.1 3.25
1,4— 1.6
о,9 — 1,о
1.4-2,5
о 8ч
O,Z —о *7
I.4V—I Ч
I.3-L4
1,6
Si
0,71
0,35
О Ч
°-35
о,5 - о,6
°.4 -о.5
I,О—1,25
—
' о.35
О Ч
О Ч^—О J.^
и»о0 w»-to
о,4
Химический состав в
Мл
0,31
о.7
О Ч
О,^ —0.7
°>5
о,25 о,з
1,1-5-1.25
—
—
о,з
о,6 - о,7
о,о —i)O
о,75--°-8
°.75
Р
о,13
о,о4
о,о4
0,04
о,о4
°,4-°,5
<°>°5
—
—
°»°3
0,04
0,015
0,02
0,031
S
0,024.
0,04
0,06
По о,оЬ
о,о4
ОЛ
<о,оз
—
°.°3
0,04
о,от 5
О,О2
°.°з.з
7о
Сг
о,85
i,o-i,i
1,О
1.25
1.25
0,15^-0,25
°.7-°.75
—
I,О—1,25
1,О
О,1
1,1 —1,25
0,9-1.0
1,О
Ni
о,63
До i.o
(иногда)
1,О
1,25
5-5
1.5-2,25
1.45- -1.5
—
1,О- 2,О
°>5
од
1.5
о.З
о.75
iMo
0,14
°.3
о,29
О,25
о.35 °.45
о-35
—
I,O W
0,1
°'3
о,4 -о,з
iVI. I]
ОТБЕЛЁННОЕ ЛИТЬЁ
221
приступают к сборке формы. В яме (фиг. 382)
перед сборкой земляные формы и кокиль
прокрашиваются чернилами, причём сушка их
происходит за счёт внутреннего тепла коки-
ля. Затем опоку нижней цапфы с прикреплён-
ной к ней опокой литника опускают в яму,
строго следя, чтобы при установке поверх-
•5-i
Фиг. 382. Схема заливки двухслойных вал-
коп: /-литников?я чаша; 2—сливной жё-
лоб; 3- корыто; 4 -литник; 5— подставка;
в—валок.
ность стыка опоки нижней цапфы и кокиля
была горизонтальна. После этого ставят ко-
киль, опоку верхней цапфы с прибылью,
а на последнюю- опоку, которая слева имеет
жёлоб, направленный в корыто, устанавливае-
мое отдельно на высоте верхней цапфы. На
опоку литника ставят литниковую чашу. Двух-
слойные валки сначала заливаются (так же
как и обычные) белым чугуном, но до окон-
чательного затвердевания их „промывают" ци-
линдровым чугуном, так что незастывшая
внутренняя часть из белого чугуна вытесняется
(„промывается") серым чугуном. В результате
получается как бы двухслойный валок, наруж-
ная оболочка которого состоит из белого,
а сеядцевина — из серого чугуна. При произ-
водстве двухслойных валков требуются два
плавильных аппарата, и количество металла,
идущего на заливку валка, значительно уве-
личивается, что является недостатком дан-
ного способа. Однако улучшение качества
валков при практически легко достижимой
возможности регулировать глубину закалки
значительно компенсирует этот недостаток.
Время выдержки (промежуток времени от кон-
ца заливки белого и начала заливки серого
чугуна) зависит от размеров валка и необхо-
димой глубины закалки. При калибровочных
валках время выдержки колеблется от 3 до
3,5 мин., в толстых валках — от б до 12 мин.,
а в ленточных—от 1 до 1,5 мин. Температура
заливки белого чугуна 1290—1300° С при тем-
пературе выпуска 13У0э С. Температура за-
ливки серого чугуна 1400° С без ка.;ой бы то
ни было выдержки в ковше.
Химический состав белого чугуна (первая
заливка): 3,3—3,6%C;U,3-0,4°/0Si; 0,3—<>,4% Мп;
не более 0,40/0 Р; 0,03% S и 0,2?00Мо. Состав
серого чугуна („промывка"): 2,6-2,9% С;
1,3-1,5% Si; 0,7-1,0% Мп; 0,08% Р; 0,08% S;
0,250/0Мо; 0,5-0,70/0 Ni „ 0,6-1,0% Сг.
Лучшие результаты в отношении-твёрдости
и прочности можно ожидать-при применении
двухслойных валков со стальной сердцевиной.
Проблема производства двухслойных валков
с наружным слоем из легиоованного чугуна
и стальной сердцевиной удачно разрешена
в СССР Надеждинским заводом (Урал). Спо-
соб заключается в следующем. В форму
(фиг. 383) устанавливается чугунная труба 1,
Фиг. 383. Отливка двухслойного валка со стальной сердце-
виной.
которая разделяет сталь от чугуна. Сталь
заливается через во онку 3, укреплённую
в угольниках 2. Сначала наполняют воронку о
чугуном, затем дают в течение 10 сек. сталь
в трубу 4 через стопорный ковш, после чего
открывают пробку в литниковой чаше 5.
Трубы наполняют сталью доотказа, а чугун
п екращают лить, когда через сливной жё-
лоб пройдёт около 500 кг чугуна. Такой
заливкой достигается более или менее совер-
шенная сварка чугунной тоубы 1 с телом
валка. Валок остывает в форме в течение
двух суток.
Особую группу составляют мягкозака-
лённые валки, которые также отливаются
в кокилях. Они имеют такое высокое содер-
жание кремния, что глубина закалённого слоя
не превышает 5 — 10 мм. При обточке
мягкозакалённого валка с каждой стороны
снимается стружка в 3-5 мм, так что на
обточенной поверхности остаётся только пере-
ходный слой.
Преимущество мягкозакалённых валков по
сравнению с полутвёрдыми заключается в том,
что остроугольные калибры в них выходят
чище и углы калибров, вследствие более мел-
козернистой структуры, не так легко выкра-
шиваются при прокатке.
Размеры закалённых валков даны в
табл. 194.
В табл. 195 даны химические составы за-
калённых валков из практики советских и
заграничных заводов.
В табл. 196 приведены данные температуры
заливки и выпуска, глубины закалки и твёр-
дости закалённых валков.
Для определения толщины стенок кокиля
существуют эмпирические формулы:
5 = 0,33 d (Osann) [26];
I = 0,4-0,5 d (Jrresberger) [23];
8 = 4,2$Yd~ (Добротворский) [3],
где d- диаметр отливаемого валка в мм
222
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Соотношения между размерами бочки, цапф
и прибыли в мм
Таблица 194 Таблица 195
Химический состав чугунных закалённых валков
Бочка
d,
348
348
370
295
295
295
=95
a95
310
310
315
320
473
560
h
73O
73°
740
740
850
73O
845
830
940
935
945
95°
850
030
rf2 и d3
200
200
300
300
200
aoo
200
300
aoo
300
300
300
37O
460
1апфы
h
37°
380
37°
400
400
360
355
360
Зб'
35°
Збо
Збо
74°
830
/.
74<э
74°
7оо
72O
7оо
72O
73°
72O
7оо
7оо
72O
6ю
1400
1500
Прибыли
и
i7o
170
i8o
180
170
170
180
170
170
170
100
190
640
300 •
h
57°
53°
520
54°
53O
55°
55°
55°
53°
53°
53°
420
760
1300
В табл. 197 и 198 даны взятые из практики
размеры кокилей.
Источник
Лысьвенский завод .
Лутугинский „
Краматорский „
Заводим. Коминтерна
(закалённые гладкие) .
То же
„ калиброванные
Германский d бочки
500 мм
То же для жести .
Английский d бочки
200 мм ... ¦ . . . .
То же d бочки
550 мм
То же для жести . .
Бельгийский ....
Шведский
То же горячие валки
для жести
Американский . . .
С
3,47
3,58
3.3°
3,35
3,49
3-13
3-41
3,21
3,85
3,8з
3.42
3-5°
3.45
3,5°
2,79
3-°2
2,9°
3,5°
3,25
3-°°
3,85
3,45
Si
0,42
0,84
0,63
0,63
о,39
о,54
0,69
0,58
0,69
о,74
о,53
O.54
0,72
0,65
O.74
0,72
0,66
—
0,07
0,71
0.69
0,72
Мп
1,26
1,2О
о,5о
oi5°
O.73
0,69
о,94
0,61
0,25
1,34
0,46
о,47
0,30
о,35
0,42
о,55
0,81
1,0
0,76
о,39
0,25
°.59
од 8
o,i8
°,37
о,6з
о,53
o,8i
0,50
0,44
о,53
0,58
о,45
0,58
о,47
Oi34
0,05
0,07
0,09
0,09
о^З
о,о8
о,о8
0,12
о, 13
о,о8
о, 13
о. 134
0,098
о,о8
о,о6
8
0,26
о,54 .
0,45 °.°f
0,58 о,°8
Таблица 196
Температура заливки и выпуска, глубина закалки и твёрдость закалённых валков
Размерь
в .
d
306
275
275
425
480
319
498
496
480
475
485
бочки
им
1
85о
75°
75°
i5°o
1250
5оо
Н25
Ч25
125°
Н5°
1250
Температура в °С
заливки
1230
I2JO
И5°
1225
I2IO
1225
I22O
I29O
1250
1235
I2OO
выпуска
1355
135°
134°
134°
134°
134°
134°
134°
134°
1360
1335
Глубина
закалки
в мм
—
35
65
б5—7о
60 — 70
55
5°—55
45
—
35
С
3-52
3-41
3-77
3-3°
з.°з
3.51
3-°4
3.52
3.58
з.за
3.7°
Si
°.47
0,46
°-35
°.33
O.37
°.36
о,42
о,з°
о,39
о,4°
°,43
Химический состав
Мп
о,6б
о.б5
о, 6а
о,27
°.3°
0,29
o,4i
°.37
о.З1
о.34
о,37
Р
о,34
о.З2
о.зб
о,35
о.35
о,з6
°-35
о.зб
о.35
о,34
о.35
S
о,
о.
о.
о,
о,
о,
о,
о.
о,
о,
о,
IO
IO
II
II
12
13
II
II
12
13
IO
Мо
O.II
О, II
о,14
O,l6
0,16
0,16
0,11
0,13
0,16
0,12
0,14
Ni
0,15
0,15
0,13
0,19
0,19
0,17
0,15
0,17
0,16
0,17
0,11
Твёрдость
по Шору
7°
7°
7°
7°
72
7°
7°
7°
7°
71
7°
Химический состав хорошо оправдавших
себя на практике кокилей, по данным завода
им. Коминтерна, следующий: 3,0-3,3% С:
1,0 - 1,2% Si; 0,35 - 0,450/о Мп; 0,20 - 0,25% Р и
0,1 - ОД5о/о S.
Таблица 197
1
Диаметр в
свету d мм
з8о
200
3°°
32°
32O
32O
о ? *
170
юз
]4>
165
170
175
8
d
61
Зб
47
52
53
55
?>
lh
зз°
335
34°
34°
360
580
Толи
стенк
мм
1бо
1бо
1бо
15°
175
25°
8 о.
48
48
47
44
48
43
Производство колёс Гриффина
Чугунные колёса с закалённым ободом
(колёса Гриффина) применяются довольно
широко (особенно в США) в железнодорож-
ном транспорте. По сравнению с колёсами
стальными к преимуществам колёс Гриффина
следует отнести: а) большую твёрдость,
увеличивающую срок службы; б) более высо-
кий (на 25°/0 больше, чем у стального колеса)
козфициент трения при торможении, что зна-
чительно уменьшает напряжения, возникающие
в тормозной передаче в тележке; в) меньший
износ гребня и рельсов; г) лучшее сохране-
ние формы поверхности катания колеса и
д) меньшую стоимость (в два-три раза де-
шевле стальных).
Схема формовки и сборки колеса Гриффина
приведена на фиг. 384. Кокиль, служащий для
гл.
ОТБЕЛЁННОЕ ЛИТЬЁ
223
Таблица 198
Размеры кокиля
Диаметр Высота
кокиля I кокиля
d в мм \Н в мм
568
6i8
644
666
688
718
762
820
880
850
1500
I55O
1640
2080
1800
1275
1130
2500
Тол-
щина
стенки
S в мм
i6o
180
225
175
145
180
200
165
220
210
3°
34
37
28
3°
28
28
22
27
25
Вес ко-
киля
Gu- в кг
2 500
6 800
5 5°°
8 100
6500
5400
6 400
13 15°
IS 600
1.83
1,92
3.3
1.8
2,4
2,0
1.9
2,0
2,0
1.45
Размеры валка
Диаметр
бочки в мм
боо
630
650
67о
7оо
744
8оо
86о
Длина
бочки
в мм
785
I2OO
IOOO
1250
1400
I25O
IOOO
IOOO
i8oo
3350
Вес
бочки
Gq в кг
1 200
2 о8о
2 050
2830
3 38°
3 2ОО
2&ОО
3 16°
бооо
ю 7°°
закалки поверхности катания колеса, сбалчи-
вается с опокой (фиг. 385). Обе опоки (ниж-
няя и верхняя) формуются на встряхивающих
машинах.
Химический состав наиболее зарекомендо-
вавших себя колёс Гриффина приведён в
табл. 199.
При резком охлаждении обода в колесе
появляются значительные внутренние напря-
жения. Последние должны быть устранены,
так как работа колеса происходит в уело-
а)
Фиг. 384. Схема формовки колеса Гриффина: а—собранная форма; б—нижняя часть формы; в—верх-
няя часть формы.
Таблица 199
Химический состав в %
Источники
''общ
Из практики заводов США
То же
По Вайэлу
По Келлеру j 3
Уральский вагоностроительный завод (СССР)! з
3-59
3.68
3.°2
3-54
3.42
3.51
3.71
3.5°
¦55-3.7
-6-3.65
0,87
0,98
0,87
0,65
0,00
о,86
°.73
о,8—о,9
o,8-i,o
о,8 —о,9
0,56
0,52
0,64
о'66
о,7°
0,69
о,6о
°.55-°.7
0,52-0,62
Мп
о,49
0,38
0,48
о,8о
о.47
о.43
о,45
".5°
O.5-O.7
о,5-о,6
о,39
о,33
8
о.35
о,35
о, г— о,за
о,35
о. 153
о, 127
о. 137
0.165
0,142
0,142
0,138
о, 15-о,2
о,о8—о,1б
0,14
224
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
виях ударной нагрузки. Снятие напряжений
достигается путём особой термической обра-
ботки колёс: отлитые колёса после выбивки
из опок помещаются в томильные колодцы,
предварительно разогпетые до 450—500° С.
В поактике США ппоцесс термической
обработки чугунных колёс протекает следую-
щим образом: тачальная температура загру-
противостоять росту чугуна. Исследованиями,
произведенными на Уралвагонзаводе [1], уста-
новлено, что для получения стойких кокилей
необходимо увеличивать одновременно содер-
жание марганца (до 1,5 — 1,6"/0) и кремния
(до 1,7-1,8%) при пониженном содержании
углерода. Чтобы обеспечить получение гладкой
и плотной поверхности колеса, применяются
Фиг. 385. Схема сборки опоки.
жённых колёс — 700° С, по истечении 4 час.—
600° С, через 8 час. — 475° С, к концу первых
суток—375° С, к концу вторых—300° С, треть-
их— 275° С и четвёртых—250° С. На пятые
сутки колёса выгружаются из колодца.
На Уральском вагоностроительном заводе
(СССР) применяется несколько иной пооцесс
томления: колёса из выбивного отделения по-
ступают в первые колодцы пои t — 800° С. через
сутки их перегружают во вторые колодцы,
а ещё через сутки в третьи: затем колёса
непедают „на отдых" на площадку, где они
остаются ещё сутки.
Если температура предварительного подо-
грева колодца значительно превышает
450 -500° С, то возможно частичное умень-
шение глубины закала и образование крупно-
пластинчатого перлита, понижающего механи-
ческие свойства отливки; при низкой темпе-
ратуре имеет место неполное снятие вну-
тренних напряжений, и такие колёса не выдер-
живают ударного испытания.
Весьма важным фактором в производстве
колёс Гриффина является вопрос о стойкости
кокилей, которая зависит от способности их
кокильные покрытия (пасты); не покрытые
изолирующим слоем кокили могут прива-
риваться или (в лучшем случае) образуют на
колесе шероховатую поверхность.
Наиболее употребительные составы паст
приведены в табл. 200.
Таблица 200
¦
Наименование
пасты
Суриковая ....
„ ....
и ...»
Суриково-графито-
вая
То же
Суриково-паточная
ез-
<й
~ и
о.*
U я
ю
IO
IO
ю
6
7
IO
о
о
н ^
¦я.»
—
—
—
з
Компоненты
X
ч
о «
U 03
се
^ та
б и
—
—
—
5
-ни
ч и
3 о
< X
4
4
6
4
4
4
ж
s
о
2
2
—
I
2
ш
X
S
я
LQ
—
_
I
О.Ч
я
щ "^
71 И
Спи
тург
_
—
4
3
я
о
Пат
—
5
4
КОКИЛЬНОЕ ЛИТЬЁ
Чисто кокильное литьё (форма и стержни
металлические) применяется в сравнительно
редких случаях (при отливке легкоплавких
сплавов, главным образом алюминиевых и ма-
гниевых). При отливке сплавов чёрных метал-
лов в большинстве случаев практикуется
полукокильное литьё, т. е. комбинация метал-
лической формы с земляными стержнями.
Стойкость постоянной формы является одним
из наиболее важных факторов, определяющих
рентабельность и области применения данного
способа. Стойкость форм при отливке деталей
ГЛ. I]
КОКИЛЬНОЕ ЛИТЬЁ
225
из легкоплавких сплавов (Zn, Ai, Mg) изме-
ряется сотнями тысяч отливок, при отливке
же чугуна она колеблется для средней отливки
в пределах от 1500 до 5000, а для стальных
отливок: мелких—600—700, средних по весу—
150—250 и крупных—всего 20—25 отливок.
Затраты на изготовление постоянной формы
с учётом её стойкости определяются харак-
тером и сложностью отливаемой детали. Если
при отливке деталей из цинковых сплавов
выгодно изготовлять постоянную форму лю-
бой сложности, то для отливок из чугуна
и стали следует ограничиваться выбором не-
сложных по своей конфигурации деталей, так
как в противном случае значительные затраты
на изготовление кокиля и невысокая стойкость
последнего приводят к нерентабельности ко-
кильного литья. Кроме того, необходимо
учитывать специфические особенности каж-
дого металла и его поведение при отливке
в кокиль. Наиболее оптимальным является
кокильное литьё для алюминиевых сплавов.
Помимо улучшения механических свойств
я структуры сплава (что имеет место также
и для чёрных металлов) литьё в кокиль алю-
миниевых сплавов является ещё одним из
наиболее эффективных методов борьбы с газо-
вой и усадочной пористостью.
Образец кокиля створчатого типа для
алюминиевых сплавов представлен на фиг. 386.
Фиг. 386. Кокиль для отливок алюминиевых сплавов:
/ - металлический стержень; 2—рычаг; 3— литник; 4—пес-
чано-масляный стержень.
Кокиль представляет собой довольно слож-
ную конструкцию, имеющую разветвлённую
систему вентиляции (посредством пробок
вентиляционных каналов). Внутренние поло-
сти детали выполняются песчано-масляным 4
и металлическим / стержнями.
Кокильное литьё чугунных деталей стало
развиваться в самостоятельную область литей-
ного производства после получения этим ме-
тодом не только закалённого, но и мягкого
литья, т.е. когда отливка в постоянные фо< мы
могла вполне конкурировать с обычным мето-
дом отливки в землю. Проблема получения не-
закалённого литья в металлических формах
впервые нашла удовлетворительное разреше-
ние в работах Кэстера [22J, который исходил
из того, что закалка сплавов железа является
следствием быстрого (резкого) охлаждении
в интервале критических температур. Если де-
таль, залитую в металлическую форму, удалить
из последней при температуре выше критиче
ской и дальнейшее охлаждение вести замед
ленно, то должна получиться незакалённая от
ливка. Однако практика показала, что поверх
костная корочка отливки всегда имела закал,
так как не удавалось замедлить почти мгно-
венного перехода металла через критические
точки в этой зоне и отливки приходилось от
жигать. Когда способ отливки труб, разрабо
тайный Кэстером, был вытеснен более совер
шенным центробежным способом (де-Лаво).
дополнительный отжиг компенсировался сиз
бытком огромными преимуществами нового
способа. Фирмой де-Лаво разработан способ
получения незакалённых труб при отливке их
в металлические формы, охлаждённые водой.
На стенки вращающейся металлической формы
непосредственно перед заливкой наносится
тонкий слой пылевидного ферросилиция, т. е.
в слой металла, подверженного наиболее рез
кому охлаждению, вводится определённое ко
личество активного графитизатора, препят-
ствующего стабилизации цементита в поверх
ностной зоне отливки.
Заслуживает ещё внимания способ, при ко-
тором замедление скорости остывания поверх-
ностного слоя отливки производится путём
покрытия внутренней стенки формы слоем ке-
рамической облицовки (введение промежуточ
ного теплоизолирующего слоя) и нанесения
на неё дополнительного слоя копоти (сажи).
Специальными исследованиями установле
но [5], что:
а) комбинированный слой облицовки и ко
поти уничтожает отбеливание в условиях, при
которых форма, покрытая одной копотью или
одной огнеупорной облицовкой, не может
дать соответствующего эффекта, и
б) при определённом тепловом режиме
формы и соответствующем химическом со
ставе чугуна можно получить легко обрабать;
ваемую отливку, если форма покрыта кера
мической облицовкой и копотью.
Влияние предварительного подогрева
форм. На фиг. 387 показано влияние предва-
рительного подогрева форм на скорость охла-
ждения чугунных отливок.
Скорость охлаждения отливок
быстро уменьшается по мере
200 300 400 5D0 600 °C
Фиг. 387. Влияние предварительного подогрева
форм на скорость охлаждения отливок.
увеличения степени подогрева формы (с 30 до
650° С). Соответственно замедлению скорости
226
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
остывания твёрдость понижается. Отливка из
одного и того же чугуна, залитая в форму, по-
догретую до 30° С, показывает твёрдость 414
Нв, а при нагреве формы до 450° С- 187Нв
(при содержании в чугуне Si=2,3 - 2,5°/0). От-
ливки с повышенным содержанием Si B,5-
3,0%)значительно менее чувствительны к пере-
греву формы. Как видно из фиг. 388, при подо-
греве формы до 250-400° С можно получать
500
400
300
200
100
V
4
2-
\
A
V""-
T—¦
1
\
——
\
I—I
—
I
0 100 200 300 400 500 600 700 "C
Фиг. 388. Влияние подогрева форм на твёрдость отливок
;-поршень ЗИС, выдерж. в форме 20 сек., Sl-2,9%:
2—поршень ЗИС, выдерж. в форме 20 сек., Si-2,5V-
3— образец 0 30 мм, выдерж. в форме 20 сек., Si—2,9°/0:
4-образец толщиной 5 мм, Si—2,55%; 5-образец- тол-
щиной 5 мм, Si—2,54°/0; б-поршень ЗИС, выдерж. в фор-
ме 20 сек., Si-2,1%.
отливки с твёрдостью в пределах 190-230 Нв,
т. е. более или менее легко обрабатываемые,
а так как в этом интервале температур чугун
обладает максимальной прочностью, то темпе-
ратуру подогрева форм в 250-400° С можно
считать оптимальной. При этом, однако, необ-
ходимо учитывать, что чем выше нагрев фор-
мы, тем больше опасность разрушения её вслед-
ствие перегрева в месте подвода металла и
в выступающих частях и возможное привари-
вание металла.
Влияние времени выдержки отливки в
форме. На фиг. 389 показана зависимость ме-
жду твёрдостью отливки и временем пребыва-
ния её в металлической форме. После неко-
торого промежутка времени выдержка на из-
менение твёрдости уже не влияет (результат
гоо
190
180
ПО
160
0 60 120 180 240 300 360 ШШ 540 600 с°к
Фиг. 389. Влияние времени выдержки отливки
в форме на твердость.
образовавшегося зазора между формой и от-
ливкой). Время выдержки в каждом отдельном
случае должно определяться опытным путём
в зависимости от конфигурации отливки,
условий затвердевания и т. д., причём время
выдержки должно быть минимально необходи-
мым, так как затягивание выдержки может по-
1
! ¦
ill
у
—
—
1
—i
влечь за собой резкое понижение стойкости
постоянной формы.
Основные принципы конструирования
постоянных форм. Конструкция постоянной
формы должна обеспечить получение здоро-
вой отливки требуемой точности при макси-
мальной стойкости формы и её минимальной
стоимости. Тонкостенная форма более опти-
мальна благодаря удобству в эксплоатации
и возможности при помощи правильно устроен-
ной системы осуществлять её охлаждение.
Кроме того, при тонкостенной форме в массо-
вом производстве легко достигается наиболее
рациональный тепловой режим, благоприят-
ствующий получению отливок повышенного
качества и удлинению срока службы формы.
Для стальных отливок толщина стенок
постоянной формы не должна превышать
1,5—2 толщин стенок тонкостенных отливок
и от 1,0 до 1,5 толщины стенок для отливок
со средними и массивными стенками, но не
тоньше 18 мм.
Для чугунных отливок оптимальная тол-
щина стенок постоянной формы должна
составлять 1,0—1,5 стенки отливки; для мас-
сивных отливок из соображений конструктив-
Фиг. 390. Постоянная форма для поршня: /—ниж-
няя половина; 2—верхняя половина; 3— штырь;
4—толкатель.
ной прочности толщину стенок иногда значи-
тельно увеличивают. Наиболее рациональной
конструкцией является введённая в практику
фирмой Холлей (США) корытообразная тонко-
стенная форма (фиг. 390), снабжённая штырями-
холодильниками, расположенными в несколько
рядов в шахматном порядке. Рабочая поверх-
ность формы покрывается огнеупорной обли-
цовкой и копотью.
Для алюминиевых сплавов практически бе-
рётся толщина стенки формы в 2,5—3 раза
больше толщины стенки отливки, но не менее
15 мм; можно, однако, рекомендовать толщину
стенки кокиля от 1,0 до 1,5 толщины стенок
отливки.
Стержни в большинстве случаев выпол-
няются из песчано-масляной смеси и только
для алюминиевых и магниевых отливок, если
конфигурация образуемой ими полости по-
зволяет свободное удаление стержня из отлив-
ки, делаются металлическими.
Выбор деталей для литья в постоянные
формы определяется прежде всего стойкостью
последних, которая зависит от температуры
отливаемого металла. Для алюминиевых и
магниевых сплавов с успехом применяют
ГЛ. I)
КОКИЛЬНОЕ ЛИТЬЁ
227
кокильное литьё для таких сложных деталей,
как головка мотора воздушного охлаждения.
Сложные по конфигурации детали из чёрных
металлов, требующие при формовке подрезки
или имеющие отъёмные части на модели и
резкие переходы, не следует отливать в по-
стоянные формы, так как выполнение таких
отливок потребует слишком сложных форм или
громоздких и дорогих приспособлений. Наибо-
лее подходящими являются детали, допускаю-
щие устройство прямолинейного разъёма фор-
мы и обеспечивающие возможность свободного
удаления отливки, т. е. детали, допускающие
определённую конусность, не имеющие слож-
ных выступающих частей, местных скоплений
материала и резких переходов между толстыми
и тонкими частями отливки. Разъём формы
должен обеспечить получение чистой поверх-
ности отливки с минимальным количеством зау-
сенцев. На фиг. 391 показано выполнение формы
для направляющей втулки толкателя трактора,
обеспечивающее получение чистой поверхно-
сти. Разъём кокиля по оси толкателя даёт
более простую конструкцию, но приводит
к образованию продольных заусенцев, удале-
ние которых связано с затратой значитель-
ного времени и, кроме того, может искажать
отливку. Более рационально применение не-
разъёмного кокиля, если это позволяет кон-
фигурация отливки. На фиг. 392 показана
схема такого кокиля, подготовленного к за-
ливке. Верхняя часть формы образуется пес-
чаным стержнем, а нижняя — самим кокилем.
Такое решение упрощает сборку кокиля и
выбивку отливок. Этот кокиль изготовлен
без механической обработки, что помимо уде-
шевления способствует повышению срока
службы.
Фиг. 391. Форма для направляющей втулки
толкателя трактора.
Вентиляция постоянной формы имеет
весьма важное значение. В конструкции по-
стоянной формы, указанной на фиг. 392, отвод
газов осуществляется посредством устройства
выпоров в верхней части формы. Часто вен-
тиляция осуществляется также через выпор
с перепуском, расположенным несколько ниже
литниковой чаши. Благодаря такому располо-
жению можно держать в литниковой чаше
минимум металла, что уменьшает время вы-
держки отливки в форме и улучшает условия
выбивки. Выпоры имеют сравнительно не-
большие размеры: ширина 15—20 мм, толщина
2—3 мм. Выпорам часто придают овальную
форму. В тех случаях, когда устройство вы-
поров является недостаточным средством для
удаления газов из формы (что зависит глав-
ным образом от конфигурации отливки), при-
ходится устраивать по разъёму формы венти-
Каналы для выхооо газе
Фиг. 392. Схема неразъёмного кокиля.
ляционные каналы. Размеры последних должны
быть достаточными для того, чтобы воздух
быстро отводился из формы, и одновременно
настолько малы, чтобы расплавленный металл
не мог проникнуть в эти каналы. Вентиля-
ционные каналы, представляющие собой пло-
ские вырезы (высотой 0,2—0,3 мм, редко
0,4мм), располагаются по направлению основ-
ного потока расплавленного металла в форме.
В выемках формы и в отдельных выступающих
частях её возможны скопления газов, кото-
рые образуют газовые мешки, не позволяющие
металлу заполнять всю форму. Для устранения
этого просверливают форму в местах возмож-
ных скоплений газа и в отверстия забивают
наглухо шпильки, сточенные с четырёх сторон
до 0,25 мм, благодаря чему образуются узкие
вентиляционные каналы (фиг. 393, а и б).
Частично для отвода газов могут быть исполь-
зованы также толкатели.
Вентиляция стержней, применяемых при
отливке в постоянные формы, показана на
фиг. 394, а и б. Газовый канал стержня
сообщается с атмосферой через специальный
228
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
1РАЗД, Ш
удлинённый (открытый) знак, вырезанный в
форме.
Большое значение для качества отливок
имеет рациональная разработка литниковой
системы. Как правило, постоянная форма
чаще всего выходит из строя вследствие раз-
гара её по стояку, т. е. в месте подвода и
телей. Второй способ более пригоден для тон
костенных деталей. Вообще расположения от-
ливок в два ряда следует по возможности из-
бегать.
1\\Ж\\ VI
6)
а
Количество
канадок
3-5
5-8
10.0
6-19
Фиг. 393. Пробки для вывода газов из формы:
а—пробка с дисками; 5—пробка с канавками.
удара струи наиболее горячего металла. По-
этому форма и очертания каналов, подводящих
металл, должны обеспечивать по возможности
плавный, безударный подвод металла, без рез-
ких изменений направлений струн и ударов
0600-
Фиг. 395. Метод отливки корпуса колеса: 1— литниковая
чаша (чугун); 2—стержень (сталь); 3—шека (чугун);
4- плита (чугун); 5—стержни (песчаные); 6—стояк.
Фиг. 394. Отвод газо из стержней.
в выступающие части формы. Предпочтитель-
нее (где это возможно) подводить расплавлен-
ный металл через стержень, как, например, при
отливке корпуса колеса (фиг. 395).
Подобная литниковая система способствует
значительному удлинению срока службы
формы.
Размеры и соотношения различных частей
литниковой системы определяются по фор-
мулам Дитерта как первое приближение, с
обязательной экспериментальной проверкой
и уточнением.
Форма стояка целесообразнее овальная для
более лёгкого удаления отливки. Если отливка
в форме, располагается в два или более ряда,
то металл в зависимости от конфигурации от-
ливки подводится или в нижний ряд и затем
через систему питателей к верхним рядам (фиг.
396. ?*), или же через стояк к каждому ряду
г отдельности (фиг. 396, б). Первый способ ре-
комендуется дли более массивных отливок.
когда питатели, соединяющие нижний и верх-
ний ряды, могут быть сделаны достаточно
большими (иначе металл замёрзнет) без опа-
сения порчи края отливки при отбивании пита-
б)
Фкг. 396. Способы подвода металла.
Для высоких и тонких отливок применяются
яертикально-щелевые питатели, которые
В размерах учтена усадка 1%
и гарантийный припуск 0.3
но сторону
I
Фиг. 397. Вертикально-щелевой питатель кокиля: 1 — щёки; 2— толкатель;
3—пружины; 4—ручка; 5— шайбы; б—винт; 7—скоба.
230
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
устраняют сильный перегрев нижней части де-
тали, где металл вступает в форму (основной
недостаток сифонных литников). Вертикально-
щелевой питатель (фиг. 397) даёт возможность
а)
Ф203-
б)
Фиг. 398. Кокиль без литниковой системы: а — форма для
отливки головки, б — головка.
осуществить почти в полной степени идею на-
правленного затвердевания, т. е. кристаллиза-
цию отливки с низа к верху. В более совер-
шенном виде идея направленного затвердева-
ния осуществлена в конструкции на фиг. 398, а
и б, где подвод металла производится непо-
средственно в прибыль (без литниковой си-
стемы). Для предохранения стержня от размы-
вания (стержень сырой и полый) на верхнюю
часть его кладут лепёшку из шамота или креп-
кой песчано-масляной смеси.
Изготовление постоянных форм. Наибо-
лее распространённым и дешёвым материалом
для изготовления постоянных форм является
серый чугун, имеющий состав, обеспечива-
ющий при нормальных условиях затвердева-
ния получение в отливке перлитовой структу-
ры с небольшим E—10%) количеством фер-
рита. Примерный состав серого чугуна: 3,4—
3,70/0С; 1,8—2,20/0 SI; 1,0—1,12<>/0Мп; 0,3o/0 P и
0,05% S или (низколегированный) 3,4—3,6% С;
¦sll'rKxtt^^
Фиг. 399. Автоматическая установка для кокильного литья: 1 — цилиндр стопора; 2—печь; 3—баллон; 4—клапан;
5— кокильный механизм; 6 — блокировочное устройство; 7—мембранный домкрат; 8—редуктор; У—станина; 10—
мальтийский крест; // — рама.
ГЛ. I]
ЦЕНТРОБЕЖНОЕ ЛИТЬЁ
231
2,O-2,5O/o Si; 0,6—0,7»/о Мп; 0,3—0,40/0 Р;
0,11% S; 0,1% Ni и 0,40/0 Сг. Применение дру-
гих материалов, как, например, легированных
сталей, экономически не оправдывается.
Стойкость чугунных форм зависит прежде
всего от покрытия (огнеупорная облицовка
с ацетиленовой копотью) и теплового режима
формы (оптимальный прогрев формы 300—
400° С). При соблюдении этих условий стой-
кость форм в зависимости от веса и конфи-
гурации отливки колеблется в следующих
пределах: небольшие простые отливки —
8000—10 000 заливок, средние—1500—5000.
Огнеупорная облицовка наносится пуль-
веризатором (реже кистью) на предварительно
подогретую (до 200—250° С) форму. В табл. 201
приведены зарекомендовавшие себя в работе
составы огнеупорной облицовки форм.
Кроме указанных в табл. 201 составов,
оправдали ещё себя на практике более про-
стые: 1) огнеупорная глина—100 г, жидкое
стекло — 50 г, вода — 1 л; 2) раствор графита
или сажи в стержневом масле.
Таблица 201
г
Маршалит в г ...
Хромовая руда в г
Каустический маг-
Жжёная бура в г .
Жидкое стекло в г
Вода в л
Составы огнеупорной
1
IOO
—
-
5°
i
цовки форм
2
IOO
—
5°
i
3
—
5°
i
обли-
4
IOO
—
IOO
2О
I
Для средних стальных отливок возможно
производить окраску кокилей литейным лаком
или обезвоженной каменноугольной смолой
(с содержанием влаги <; 0,5%).
Для крупных стальных отливок применяется
краска марки КМЗ состава (в объёмных
частях): маршалит — 74; сульфитный щёлок —
20,5; патока кормовая — 3; огнеупорная
глина — 2; жидкое стекло — 0,5.
Окраску кокилей (для легкоплавких спла-
вов А1 и Mg) можно производить следующими
составами: 1) графит в порошке — 0,5 кг,
мыло в порошке — 0,5 кг, жидкое стекло —
0,1 кг, вода — 2 л; 2) раствор в тёплой воде
окиси цинка 5 частей (по объёму) и жидкого
стекла 1,5 части. Употребляют также рас-
твор коллоидального графита в минераль-
ном масле в пропорции 1:1 или раствор
латнинской глины с добавкой 6—8% жидкого
стекла.
Для окраски металлических стержней при-
меняется краска состава: углекислый каль-
ций — 5,5 кг, графит — 0,5 кг, вода — 22 л
и небольшое количество жидкого стекла.
На фиг. 399 дана автоматическая уста-
новка для кокильного литья алюминиевых хо-
зяйственных изделий.
Рама 11 вращается периодически вокруг
вертикальной колонны и несёт шесть устано-
вленных радиально пневматических кокиль-
ных машин. Сжатый воздух поступает через
полую ось в баллон 3 и гибкими шлангами
подаётся к клапанам 4, управляющим работой
кокильных механизмов 5. Выпускное отверстие
раздаточной печи 2 находится на высоте лит-
никовых воронок кокилей. Стопор цилиндра 1
управляется клапаном, шток которого сколь-
зит по распределительному кольцу, посажен-
ному на вертикальный вал мальтийского кре-
ста. Когда один из кокилей подходит под раз-
даточную печь, воздух поступает к мембран-
ному домкрату 7, прижимающему кокиль
к летке раздаточной печи. После этого воз-
дух поступает в нижнюю часть цилиндра /,
стопор которого поднимается, и металл за-
полняет кокиль; затем стопор опускается, за-
крывая лётку, и домкрат 7 опускает кокиль
на раму.
ЦЕНТРОБЕЖНОЕ ЛИТЬЁ
Центробежное литьё является процессом,
при котором металл, заливаемый в форму, под-
вергается вращательному движению и нахо-
дится под влиянием центробежной силы.
Различают три способа центробежного
литья: 1) центробежный способ, при котором
центробежная сила передаётся расплавлен-
ному металлу вращающейся вокруг своей
оси формой; этим способом отливаются де-
тали, представляющие собой тела вращения
(трубы и т. п.); 2) полуцентробежный способ,
при котором конфигурация отливки обра-
зуется не только центробежной силой, но и при
помощи стержней; 3) способ центрифугирова-
ния, при котором расплавленный металл по-
даётся через центральный стояк, а центро-
бежная сила используется для подачи литья
в форму; данный способ может быть отнесён
и к литью под давлением, в котором послед-
нее осуществляется за счёт центробежной
силы.
Центробежный способ подразделяется на:
а) центробежное литьё с вертикальной осью
вращения и б) центробежное литьё с гори-
зонтальной или слегка (на 3—5°) наклонной
осью вращения.
При вращении вокруг вертикальной оси
внутренняя поверхность, которую принимает
расплавленный металл, является поверхностью
параболоида вращения, а потому
1 Г2
где g — ускорение силы тяжести. Н — высота
отливаемого кольца, г, и г2 — верхний и ниж-
ний радиусы внутренней поверхности парабо-
лоида.
Число оборотов п — К. \r H,
где
К = 423
1
[14J.
232
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
При вращении вокруг горизонтальной оси
" — Z7~ (L. Cammen). Эта формула даёт зави-
симость между радиусом формы и числом
оборотов при определённом соотношении -=^,
где /?! — наружный радиус отливаемого из-
делия и /?2 — внутренний радиус. Ниже приве-
дена зависимость между радиусом формы
и толщиной стенки изделия при соотношении
Наружный радиус изде-
лия 55»° 1О° 15° 2°° 25° 3°° 4°° 5°°
Внутренний радиус из-
делия 49о 9° Г35 l8° 225 27° Зб° 45°
1олщина стенки изде-
лия 5.5 и> 15 ж 25 3° 4О 5°
Значения Ко для различных материалов
приведены в табл. 202.
Для получения здоровой отливки необхо-
димо определённое соотношение -^ между
давлением металла на стенки формы от дей-
ствия силы тяжести и давлением металла под
действием центробежной силы [14].
На фиг. 400 показано давление чугуна от
действия центробежной силы при различных
диаметрах формы (с сохранением отношения
зависимости
G
от —р-
Отноше-
ние D =0,0155 соответствует отливке при
горизонтальной оси вращения, а -= = 0 0114—
при вертикальной. Из приведённых данных
видно, что для получения хорошей отливки
необходимо, чтобы центробежная сила Р при
горизонтальной оси вращения была в 65 раз
больше силы тяжести, а при вертикальной
оси ^вращения — в 90 раз.
Таблица 202
Материал
Чугун
Сталь
То же
„
Красная медь
То же
Медь — никель
Бронза уд. в. 8,4
Бронза для подшипников уд. в. 8,5
с содержанием свинца
Подшипниковый металл уд. в. 9,5—
10,5 с высоким содержанием свинца
Подшипниковый металл уд. в. 7,3—7,5
с высоким содержанием олова
Алюминий и алюминиевые сплавы
Изделия отливок
Трубы, втулки,
кольца
Трубы
То же
Полые отливки
То же
Кольца, втулки,
трубы
Вкладыши для под-
шипников
Трубы, втулки
Подшипник 0 до
200 мм
Вкладыши подшип-
ников всех размеров
То же
Трубы и втулки
Ось вращения
Горизонтальная
Вертикальная
То же
Горизонтальная
То же
„
„
Вертикальная
Горизонтальная
То же
„
Ко
1800—2500
247°
2900-3°°°
2150—273°
2ООО —22OO
267O
~42О°
~34°°
19°°
1700—1900
1400— i8oo
2600—359°
Метод [14]
Де-Лаво, Сэнд-
Спан
Сэнд-Спан
Билланд
Кеммен
„
Кларк
Броун
„
„
„
Кеммен
200 Ш 600 800 Ю00 1200 WOoSImuh
Фиг. 400. Давление чугуна от дей-
ствия центробежной силы при различных
диаметрах формы: 1 — центробежное
литьё с горизонтальной осью вращения;
2 — центробежное литьё с вертикальной
осью вращения.
МАШИНЫ ДЛЯ ДЕНТРОБЕЖНОГО ЛИТЬЯ
Машины для центробежного литья приме-
няются главным образом при производстве
чугунных водопроводных труб, стальных за-
готовок для орудийных стволов, различного
рода втулок, маслот и т. п.
Машины с вертикальной осью вращения.
Центробежная машина с вертикальной осью
вращения для отливок стальных заготовок
диаметром 88,105 и 150 мм (фиг. 401). В кессоне
глубиной около 6 м и диаметром 2,85—3,70 л/
на стальных кольцах, залитых в бетон, укре-
плены три вертикальные чугунные направляю-
щие плиты 3. Каждая плита снабжена тремя на-
правляющими роликами 2, которые могут быть
отведены в сторону или устанавливаться для
поддерживания изложницы на заданном рассто-
янии от оси кессона. Массивная чугунная из-
ложница / весом около 4,2 т с толщиной стенок
150—170 мм ставится вертикально на вращаю-
щееся основание подпятника 4, который укре-
плён в центре дна кессона. В изложницу вста-
вляются сменные футерованные шайбы, предо-
храняющие от размыва струёй жидкой стали
Фиг. 4С6. Центробежная машг
Том 6. гл. I
>'обежная машина системы де-Лаво для отливки чугунных труб.
ГЛ. 1)
ЦЕНТРОБЕЖНОЕ ЛИТЬЁ
233
падающей с большой высоты. Размеры излож-
ницы: длина 3,7 м, нижний внутренний диаметр
220 мм, верхний внутренний диаметр 120 мм,
-2195 —
в дне шамотовую трубку с внутренним диа
метром 30 мм, охваченную снаружи металли
ческой обоймой.
На фиг. 403 показана схема отливки инди-
видуальных поршневых колец на машине
Фиг. 401. Центробежная машина с вертикаль-
ной осью вращения для отливок стальных заго-
товок.
Фиг. 403. Схема отливки индивидуаль-
ных поршневых колец на центробежных
машинах с вертикальной осью вращения.
с вертикальной осью вращения. Форма пред
ставляет собой полый цилиндр, который
собирается из отдельных стержней — колец,
образующих полости, соответствующие кон-
фигурации отливки. Заливаемый в форму
чугун отбрасывается к её стенкам центро-
бежной силой с оптимальным давлением около
7 кг/см* (при отливке колец от 200 до 400 мм).
вес ~920 кг, отношение веса отливки к весу
изложницы 1 :4,5. Вращение изложницы осу-
ществляется через гидра-
влический редуктор от асин-
хронного мотора или при-
водом от электромотора по-
стоянного тока. Число обо-
ротов машины в минуту
1500—2000.
Заливка металла во вра-
щающуюся изложницу про-
изводится через стопорный
ковш, висящий на кран-ве-
сах, и футерованную про-
межуточную воронку с шла-
коуловителем в виде перего-
родки, не доходящей до дна
(фиг. 402). Воронка имеет
Фиг. 404. Обший вид центробежной машины с вертикальной осью вращения.
Т!
-3200-
Фиг. 402. Схема заливки металла в изложницу.
Общий вид центробежной машины предста
влен на фиг. 404.
Машины с горизонтальной осью враще-
ния. Центробежная машина с горизонталь
ной осью вращения для отливки маслот
(заготовок) для поршневых колец (фиг. 405).
Цилиндр 1 служит формой для отливаемой
заготовки. Рукояткой 2 форма может быть
передвинута вправо или влево. Поршень с реб
ристой поверхностью 3, находящейся на конце
шпинделя 4, служит задней стенкой формы,
передняя стенка которой замыкается шайбой 5.
В начале работы цилиндр плотно прижимают
к шайбе и дают вращение; в это время на
полняется расплавленным чугуном ковш 6, ко-
торый вкатывается на роликах в форму, и чу-
гун при помощи маховичка 7 выливается. Как
только затвердеет чугун, форму передвигают
вправо на ребристый поршень и из неё вытал-
кивается отливка. Ребристый поршень служит
234
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
не только выталкивателем, но и способствует
быстрейшему охлаждению отливки в процессе
заливки. Регулирование толщины стенок заго-
товки достигается благодаря отверстию а в зад-
ней стенке шайбы 5. Количество металла берут
с таким расчётом, чтобы стенки имели не-
Фиг. 405. Центробежная машина с горизонтальной осью
вращения для отливки маслот (заготовок) для поршневых
колец.
сколько меньшую (на 1 мм) толщину, чем
это позволяет отверстие а, во избежание раз-
брызгивания металла, неминуемого при избы-
точном количестве.
Центробежная машина с горизонтальной
осью вращения системы де-Лаво для отливки
чугунных труб (фиг.406—см. вклейку) [12].Ма-
шина имеет следующие основные узлы: излож-
ницу, соединённую с мотором, жёлоб, гидравли-
ческийприводс роликами-бегунками5, осущест-
вляющимипоступательноедвижениеизложницы,
затвор 2, вытаскиватель 3, заливное 7 и охла-
ждающее 8 устройства. Изложница вра-
щается от мотора посредством клинчато-ре-
мённой передачи. Кожух изложницы, в котором
циркулирует охлаждающая вода, имеет боко-
вые открылки, в которых помещаются ролики-
бегунки. На концах кожуха устроены лабирин-
товые уплотнения, предохраняющие заливае-
Центробежная машина с горизонталь-
ной осью вращения для отливки стальных
труб (фиг. 407). Машина имеет вращающийся
ротор /, в котором закреплена чугунная излож-
ница 2. Ротор получает вращение от мотора
через шпиндель 3 на редукторе, соединённый
с кожухом ротора шарнирной муфтой 4, обес-
печивающей нормальную работу соединяемых
ею осей при их параллельном смещении и при
смещении под углом. Для изменения числа обо-
ротов ротора имеется специальный реостат.
В хвостовой части машины установлен порш-
невый толкатель б, который в процессе осты-
вания металла подпрессовывает отливку, об-
легчая её усадку по длине, благодаря чему
сводится к минимуму опасность получения
поперечных усадочных трещин. Чтобы пе-
редать давление от поршня на вращающуюся
отливку, толкатель сконструирован по длине
из двух частей с вращающейся от соприкос-
новения с отливкой передней частью. Кроме
подпрессовки, толкатель служит и для вытал-
кивания из изложницы отливки, которая под-
хватывается затем мостовым краном. Вели-
чина хода толкателя 1,5 м. Для охлаждения
изложницы в ротор машины подводится по
трубке вода, которая проходит по кольцевому
зазору между кожухом и изложницей и вы-
брасывается центробежной силой в люнет-при-
ёмник б. Металл заливается в машину через
воронку 7, установленную на поворотном по-
стаменте.
График работы центробежной машины за
время одной операции приведён на фиг. 408.
Расплавленную сталь выдерживают в ковше
до температуры 1500—1540° С и к этому мо-
менту (начало заливки) должно установиться
Подбод ах/шдакицей воды
.Выход
шкикдакщей
Фиг. 407. Центробежная машина с горизонтальной осью вращения для отливки стальных труб.
мый металл от попадания воды. Затвор обеспе-
чивает быструю и точную установку стержня,
образующего внутреннюю поверхность муфты
трубы. Назначение вытаскивателя — удалять
готовую трубу из изложницы.
Чугунные трубы, отливаемые на машине
де-Лаво, должны для устранения хрупкости
подвергаться отжигу. Этот процесс термооб-
работки отпадает при устройстве изложницы
с огнеупорной футеровкой внутренней поверх-
ности (способ Сэнд-Спан). В США и Англии
способ Сэнд-Спан широко распространён, не-
смотря на его существенные недостатки, за-
ключающиеся в необходимости иметь дополни-
тельную рабочую силу для набивки, сушки
и выбивки формы перед каждой заливкой и в
тяжёлых условиях труда.
время вращения машины в минутах
Фиг. 40S. График работы центробежной машины (при-
меры фактических режимов отливки изделий): а — за-
ливка; б — подпрессовка; в — охлаждение; г — торможе-
ние.
ГЛ. I]
ЦЕНТРОБЕЖНОЕ ЛИТЬЁ
235
постоянное число оборотов машины — пнач.
После слива около половины всего металла
число оборотов машины повышают до лтах
за время ts. После слива 3/4 всего металла
начинают подпрессовку и через 1-2 мин. по
окончании заливки включают охлаждающую
воду. В течение всего времени t± машину
вращают при /?тах. затем выключают мотор
и прекращают охлаждение. Ротор машины
останавливают, когда п снизится до 500 об/мин.
После полной остановки выключают подпрес-
совку и извлекают отливку. Примеры факти-
ческих режимов отливки изделий приведены
в табл. 203.
фрагма турбокомпрессора [20]. При полуцен-
тробежном литье форма делается из песчано-
масляной смеси, имеющей примерно следую-
щую характеристику:
Газопроницаемость сырой смеси. . .-. .112
Прочность „ . 0,2 кг/см3
Газопроницаемость сухой 287
Прочность.... „ л . ¦ 65 кг/см1
В период заливки форма вращается со
скоростью 180 об/мин.
Отливки получаются весьма точными, что
значительно сокращает последующую меха-
ническую обработку. Выход годных отливок
в отдельных случаях превышает 90%.
Таблица 203
Диаметр
в
наружный
Ю4
155
изделия
мл
внутренний
35
5°
ээ
Число оборотов
в минуту
пнач
700—800
450-500
4°°—45°
"max
1300—1400
1000 —1050
900— 95°
Продолжительность отдельных перио-
дов
ti + t,
3
3
3,5
работы
1
1.35
2-5
машины
и
2
4.75
12
В МИН.
U
3
3
3
t.
1
1
1
Продолжитель-
цикла в мин.
ю
13
22
ПОЛУЦЕНТРОБЕЖНЫИ СПОСОБ ЛИТЬЯ
Полуцентробежным способом можно отли-
вать, кроме тел вращения, также и различные
фасонные детали. На фиг. 409 показана изго-
товленная полуцентробежным способом диа-
Производятся также отливки и в сырые
формы, которые изготовляются на встряхива-
ющих машинах. Такие формы пульверизиру-
ются составом из 1 ч. алкоголя, 1 ч. олифы
и 1 ч. глютрина и провяливаются на воздухе.
На фиг. 410 показана схема отливки ше-
стерён полуцентробежным способом. Кроме
шестерён успешно отливается также режущий
инструмент: свёрла, фрезы и т. п.
СПОСОБ ЦЕНТРОФУГИРОВАНИЯ
Схема процесса отливки способом центро-
фугирования показана на фиг. 411. В СССР из
наиболее известных машин, используемых
Фиг. 409. Диафрагма турбокомпрес-
сора, изготовленная полуцентробеж-
ным способом.
Фиг. 410. Схема процесса отливки шесте-
рён полуцентробежным способом: 1 — опо-
ки; 2 — центральный стержень; 3— при-
быль; 4 — литниковая воронка; 5— отливка;
6 — фиксирующее приспособление; 7 —вра-
щающийся диск.
Фиг. 411. Схема процесса отливки способом
центрофугирования: 1—вращающийся стол;
2 — центральный вал; 3 — ковш; 4 — стояк;
5— питатели; 6 — формы.
для литья этим способом, является машина
системы Ю. Захарина с вертикальной осью
вращения (см. т. 8, „Машины литейного про-
изводства").
ИЗЛОЖНИЦЫ
Решающим фактором, особенно при от-
ливке чугунных и стальных труб, является
стойкость изложниц. В США для центробеж-
236
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
(РАЗД. И»
ного литья труб применяют изложницы, изго-
товленные из легированной хромоникелевой
A,5—3,5% Ni и 0,75—1,25<>/0 Сг) или хромомо-
либденовой стали. Стойкость (продолжитель-
ность службы) таких изложниц 2000—3000
отливок, но стоимость весьма высокая. В СССР
хорошо зарекомендовали себя на практике
чугунные изложницы, отлитые центробежным
способом, стойкость которых достигала 1000
отливок для стальных заготовок. Подобная
изложница приведена
на фиг. 407.
Охлатдающа» Иода
Фиг. 412. Устройство излож-
ницы системы де-Лаво.
Фиг. 413. Устройство
изложницы фирмы
Франко-Грегорини.
На фиг. 412 изображена одна из послед-
них конструкций изложниц де-Лаво. Стальная
изложница представляет собой тонкостенную
трубу /, вставленную в трубу 2, омываемую
охлаждающей водой. Воздушный зазор между
трубами даёт возможность трубе 1 расши-
ряться независимо от трубы 2 до тех пор,
пока при достаточном нагреве они вплотную
не примкнут друг к другу. На фиг. 413 пока-
зано устройство чугунной изложницы фир-
мы Франко-Грегорини. Конструкцией этой
изложницы предусмотрено большое количе-
ство отверстий, через которые посредством
сопел поступает охлаждающая вода. Охла
ждение ведётся с таким расчётом, чтобы тем-
пература изложницы колебалась в пределах
350—400е. При центробежном литье труб в
изложницах фирмы Франко-Грегорини допол
нительный процесс отжига не требуется. .
ВЛИЯНИЕ ЦЕНТРОБЕЖНОЙ СИЛЫ НА
МЕХАНИЧЕСКИЕ СВОЙСТВА ОТЛИВОК
Механические свойства центробежных от
ливок по сравнению с обычными более высо
кие. В чугунных отливках это объясняется
мелкозернистым их строением. Явления лик-
вации, достаточно заметные н при обыкно
венном литье, при центробежном способе
проявляются более резко, причём в больший
стве случаев эту особенность центробежного
литья можно использовать для улучшения
отливок. Наиболее лёгкие структурные со
ставляющие (графит в чугунных отливках,
сернистый марганец и шлаковые включения
в стальных) в большом количестве ско
пляются на внутренней поверхности отливки,
откуда их нетрудно удалить при дальнейшей
механической обработке.
Механические свойства стальных труб,
отлитых центробежным способом, не усту-
пают кованым или цельнотянутым. В табл. 204
приведены сравнительные данные прочност
ных свойств стальных труб, изготовленных
разными способами [27].
Микроанализ центробежных отливок пока
зал равномерную дисперсность компонентов
отсутствие сегрегации и увеличение плот
ности металла по направлению к поверхности.
Таблица 204
Сорт
Трубы центробеж-
ного литья
Цельнотянутые
трубы
Предел прочности
при растяжении
в нг/мм*
137,8
130,0
Предел теку-
чести
в кг/мм'
.9
«7t4
Удлинение
Вв/о
".5
13.5
Сужение
образца
37.4
5L9
Ударная вязкость
образца с надрезом
в кгм/см*
I3-6
>9'°
Твёрдость
по Роквеллу
(шкала С)
A3
4»
ПРЕЦИЗИОННОЕ ЛИТЬЁ
Прецизионное литьё является новейшей
модификацией итальянского способа произ-
водства художественного литья или так назы-
ваемой восковой формовки, которая в основ-
ном имела следующие операции: а) изготовле-
ние гипсовой модели; б) изготовление гипсо-
вой формы; в) приготовление восковой модели
изделия, отделки её скульптором и присоеди-
нение к ней восковой модели литниковой си-
стемы; г) изготовление формы; д) просушка
формы с вытапливанием восковой модели и
литников; е) плавка металла, заливка формы
и выбивка; ж) очистка, удаление литников и
отделка отливки.
Этот способ позволял формовать детали
любой сложности. Благодаря отсутствию пло-
скостей разъёма в отливках устранялись пе-
рекосы, заусенцы и тому подобные недостат-
ки. При удачно приготовленной формовочной
смеси в точности воспроизводились все нюан
сы восковой модели, и отливки получались на
столько безукоризненными, что не требовали
никакой дополнительной обработки или че
канки.
Современное машиностроение поставило
перед литейщиками подобную же задачу: про-
изводство отливок из твёрдых сплавов (на
пример стеллит), без последующей механиче-
ской обработки. Эта задача была разрешена
методом прецизионного литья, при котором
полностью воспроизводились операции способа
восковой формовки, а именно: 1) изготовление
эталона изделия; 2) изготовление прессформы
для отливки восковых моделей; 3) отливка во-
сковых моделей; 4) изготовление литейной
формы; 5) выплавка воска и прокаливание
ГЛ. IJ
ПРЕЦИЗИОННОЕ ЛИТЬЁ
237
формы; 6) плавка металла и заливка формы;
7) выбивка и очистка отливок и удаление
литников.
Новыми операциями являются: отливка во-
сковых моделей под давлением, заливка формы
под давлением и приготовление формовочной
смеси, гарантирующее получение точных от-
ливок. Точность размеров прецизионных отли-
вок обусловливается следующими допусками:
бующая никакой обработки. При изготовлении
форм для прецизионного литья тетраэтилорто-
силикатом покрывают поверхности восковой
Размер в мм
до 6 мм
от 6—ia
5о— ioo
loo и выше
Допуск в мм
±о,об
±о,о8
±o,i
±о,а
Прецизионные отливки совсем не ну-
ждаются в последующей обработке или сни-
жают её на 90—95%.
Методом прецизионного литьл изготовляют
отливки из самых разнообразных металлов,
включая высоколегированные стали и твёр-
дые сплавы. Применение давления при заливке
форм обеспечивает получение отливок с ме-
ханическими свойствами, не уступающими ко-
ваным.
На фиг. 414 показаны образцы отливок,
изготовленных методом прецизионного литья:
Фиг. 414. Образцы прецизионного литья.
! и 2 — лопатки газовой турбины из сплава
типа стеллит F0»/0 Со, 35«/0 Сг и 50/0 Мо),
<3-~ секция из таких же лопаток и 4 — фреза.
В США выпускаются пустотелые лопатки га-
зовых турбин, охлаждаемые воздухом, что
уменьшает нагрев диска турбины и подшип-
ников и повышает к. п. д. турбины.
Из всех операций по изготовлению преци-
зионных отливок только изготовление этало-
нов отливки, а отчасти и прессформ требует
труда высокой квалификации.
В США при изготовлении прецизионных
отливок особое внимание уделяется пригото-
влению огнеупорной формовочной смеси, со-
стоящей из хорошо обожжённого кварцевого
песка определённой зернистости и тетраэтилор-
тосиликата в качестве связующего. Это связу-
ющее (крепитель) представляет собой бесцвет-
ную жидкость, которая в результате медлен-
ного гидролиза образует алкоголь и кремне-
вую кислоту. Последняя при прокалке формы
обезвоживается с образованием SiO2 в виде
тонкой плёнки, обладающей очень высокой
жаростойкостью. Крепитель хорошо свя-
зывает кварцевый песок, и формовочная смесь
имеет незначительный козфициент усадки.
При опрыскивании форм этим крепителем до-
стигается чистая поверхность отливки, не тре-
Технологический прили*
сеч. no ab Ц5
Технологический прилив
по ДВ Вид по стрелке Н
Фиг. 415. Лопатка ротора турбины.
модели (окунанием или посредством пульве-
ризации).
Ниже приводится описание технологиче-
ского процесса изготовления лопатки ротора
турбины (фиг. 415) методом прецизионного
литья, освоенным заводами СССР.
Изготовление эталона отливки
и прессформы
Эталон отливки с учётом усадки изгото-
вляется из стали иди латуни путём механи-
ческой обработки с последующей доводкой
вручную. После контроля размеров эталон
полируется. Прессформы изготовляются из
легкоплавких сплавов (типа
Вуда и т. п.) в стальных
разъёмных гильзах (фиг.
416). Нижнюю половинку
гильзы 2 наполняют раство-
ром быстросхватывающего-
ся цемента и осторожно вда-
вливают эталон / отливки
так, чтобы он выступал над
плоскостью разъёма 3\ затем
устанавливают вторую поло-
винку гильзы 4, заливают её
легкоплавким сплавом (Ву-
да) на 12—15 мм выше моде-
ли и прессуют под давлением
вол в продолжение 20—30 мин. плунжером,
плотно входящим в гильзу. После того как
одна половила формы запрессована, поверх-
ность её тщательно полируют и высверливают
в ней 3—4 конических отверстия с диаметром
6 мм и глубиной 6 мм для центрирующих
штырей, которые должны служить направля-
ющими при сборке формы. Таким же образом
запрессовывают вторую половину прессформы.
Изготовление восковой модели
Восковой сплав плавится в автоклаве
(фиг. 417). В рубашку автоклава через отвер-
стия / наливают воду до уровня, не доходя-
Фиг. 416. Изгото-
вление прессфор-
мы.
238
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
(РАЗД. Ill
щего до верхнего края на 30—40 мм. Вну-
треннюю часть автоклава через отверстие 2 на-
полняют восковым сплавом и закрывают плотно
пробкой. Затем
через отверстия
/опускают в во-
ду электриче-
ский кипятиль-
ник 3 и в од-
ной из пробок
4 устанавлива-
ют термометр 5
для определе-
ния температу-
ры нагрева во-
ды. После рас-
плавления во-
скового сплава
температуру во-
ды снижают
до 70°(рабочей
температуры).
Примерные
составы воско-
вого сплава
приведены в
табл. 205.
Прессформа
(фиг. 418) очи-
Та блица 201
Фиг. 417. Автоклав для плавки
воскового сплава.
Компоненты
сплава
Канифоль
Воск пчелиный ....
Парафин ....
Смола Даммара ....
Церезин
Стеарин • . .
Головакс
Шеллачный воск . . .
1
7О
2Э
—
—
—
Состав сплава в °
2
ю
2О
2О
—
3
6о
5
—
4
9°
—
—
5
k
5
60
_-
2О
—
щается от остатка воска предыдущей отлиз-
ки твёрдой кистью, слегка смоченной в че-
тырёххлористом углероде. Рабочую поверх-
ность 1 прессфор-
мы протирают чи-
стой мягкой ки-
стью, смоченной в
50%-ном растворе
касторового масла
в спирте или 50%-
ном растворе чи-
стого машинного
масла в профиль-
трованном керо-
сине. Чтобы со-
гнать избыточную
смазку с поверх-
ности прессформ,
последнюю обду-
вают струёй сжа-
того воздуха. Очи-
Фиг. 418. Прессформа.
щенную и сма-
занную прессфор-
му собирают и
ставят под автоклав на заливочную площадку/
(фиг. 419) таким образом, чтобы литниковая во-
ронка точно стала под соплом 2 автоклава.
Одновременно проверяется температура рас-
плавленного воска и устанавливается необхо-
Восиобвй спдаО
Фиг. 419. Установка и заливка
прессформы.
димое давление в автоклаве A—2 am). Поворо-
том ручки 3 подводят поессформу 4 к соплу 2
и производят заполнение её воском. Залитую
прессформу ставят для охлаждения на метал-
лический стол и после достаточного затвер-
дения отливки E—8 мин.) раскрывают пресс-
форму и осторожно извлекают восковую
модель. Последнюю тщательно проверяют на
точность, не допуская каких бы то ни было
усадочных углублений и газовых ракозин.
Сборку блока восковых моделей произ-
водят на специальной плите (фиг. 420), на
Фиг. 420. Плита для сборки восковых моделей.
Фиг. 421. Сборка лит-
никовой системы.
которой укладывают отлитую из воскового
сплава нижнюю ветвь литниковой системы
(фиг. 421, а) и в соответствующих местах этой
ГЛ. I]
ПРЕЦИЗИОННОЕ ЛИТЬЁ
239
ветви устанавливают секции восковых мо-
делей. При помощи паяльника секции соеди-
няют друг с другом. На припаянные четыре
Фиг. 422. Блок восковых молелен.
секции моделей накладывают верхний воско-
вой литниковый канал (фиг. 421, б), отлитый
в одно целое с литниковой чашей 1 и стоя-
ком 2, и спаивают с литниковой секцией.
После этого производят отделку и зачистку
спаянных углов. Смонтированный блок мо-
делей показан на фиг. 422.
Для окраски восковых моделей весь блок /
с литниками медленно погружают на 1—
1,5 мин. в ванну 2 со свежей краской 3
(фиг. 423). При помощи
клещей 4 блок выни-
Фиг. 423. Окраска восковых моделей.
мают из ванны и дают стечь излишней краске.
Те места, где слой краски окажется недо-
статочным, докрашивают мягкой кистью.
Толщина окрашиваемого слоя 1—1,5 мм.
Краска составляется из порошка и связующего
компонента: Состав порошка: маршалит —
90%, каолин — 7% и графит —3%; состав
связующего: жидкое стекло — 20%, вода —
80%. Для окраски более крупных деталей чаще
применяется раствор с тетраэтилортосиликатом
в качестве связующего.
Краска должна быть свежеприготовленная,
так как после 5 час. хранения она густеет
и становится не пригодной к употреблению.
Окрашенную поверхность восковых мо-
делей опыливают из пистолета или обсыпают
из песочницы прокалённым при t—500° ко-
рундом или кварцевым песком. Назначение
обсыпки — обеспечить лучшее приставание
окрашенного слоя к формовочному материалу.
Обсыпанные модели вместе с литниковой
системой в перевёрнутом состоянии ставят
на стеллаж и просушивают при комнатной
температуре в продолжение 6 час.
Изготовление литейной формы
На подопочную плиту / (фиг. 424) ставят
опоку, внутри которой устанавливается
Фиг. 424. Изготовление литейной формы.
знак 2 для образования гнезда под литни-
ковую чашу восковых моделей. Основание
опоки набивается трамбовкой по высоте
знака составом из 70% песка с 30% глины,
увлажнённым до
15%. Затем выни-
мают знак и на его
место устанавли-
вают окрашенные {"
модели 4 так, что-
бы литниковая ча-
ша плотно входи-
ла в гнездо, обра-
зованное знаком.
После этого подо-
почную плиту 1 с
моделями ставят
на вибрационный
стол 3 (фиг. 425),
осторожно запол-
няют опоку фор- |
мовочным песком
(сухой кварцевый
песок К 50/100) и,
включая вибраци- фиг. 425. Вибрационная маши-
ОННЫЙ СТОЛ, Про- на Для формовки.
изводят встряхи-
вание формы 2 в продолжение 2 — 3 мин.
По выключении мотора доуплотняют верх
240
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
|РАЗД. 111
опоки плоской трамбовкой и очищают ли-
нейкой излишек земли. Очищенную поверх-
ность обрызгивают из пульверизатора рас-
твором жидкого стекла (уд. вес 1,1) или
тетраэтилортосиликата, чтобы после сушки
на поверхности формы образовалась твёрдая
корка толщиной 5—8 мм, удерживающая
сухую формовочную смесь в форме. Опоку
просушивают в течение 2-3 час. при ком-
натной температуре.
выплавка воска и прокаливание фермы
После сушки при комнатной температуре
опоку / (фиг. 426) устанавливают вместе
с подопочной плитой 2 на противень 3
переносят и закрепляют на печи так, чтобы
воронка литника точно приходилась против
отверстия в верхней крышке печи. По вы-
ключении печи последнюю поворачивают на
180° вместе с формой, открывают кран воз-
духопровода 2 и под давлением 4—5 am про-
изводят заливку B0 сек.). После полного за-
твердевания отливки B—3 мин.) печь возвра-
щают в исходное положение и снимают с неё
форму. После охлаждения формы производят
выбивку деталей, затем отливку с литниками
обдувают песком, разбивают куст отливки,
отрезают литники и производят зачистку за-
усенцев. Отрезанные отливки подвергают
тщательной очистке пескоструйным аппаратом
^ууууууууууУуууТуууууу/,
Фиг. 427. Плавка металл*
и заливка форм.
Фиг. 428. Заливк»
центробежным спо-
собом.
Фиг. 426. Сушильная печь.
в сушильную печь при *=100—120* С, где её
выдерживают около 2 час. Расплавленный
воск стекает через отверстия подопочной
плиты на противень. По окончании выплавки
воска форму переносят из сушильной печи
а муфельную, нагретую до 150* С, и через 1,5—2
часа после полного удаления влаги равномерно
поднимают температуру в печи до 800— 850° С,
выдерживая при этой температуре форму
2 часа до полного выгорания скоксовавшихся
остатков воска в форме. При этом поверхность
формы становится настолько твёрдой, что
с трудом царапается ножом, а цвет её из свет-
ложёлтого переходит в коричневый. Начатый
нагрев формы не прерывают до операции
заливки.
Плавка металла, заливка формы, выбивка
и очистка отливки
Металл для отливки расплавляется в дуго-
вой электропечи (фиг. 427). Горячую форму /
до ровного матового оттенка. Затем произ-
водят электрополировку отливок, контроль
и просвечивание рентгеном. Выбитая из опок
земля просеивается через сито 50 меш и ис-
пользуется для следующих отливок.
В США для заливки прецизионных отливок
применяют центробежный способ. Схема по-
добного процесса приведена на фиг. 42S.
Тигель /, наполненный расплавленной сталью
или другим сплавом с обогревателем 2 токами
высокой частоты, снабжён носками 3, игра-
ющими роль сифонных литников. Эти носки
плотно примыкают к литниковому отверстию
форм 4, которые ставятся на особой под-
ставке сбоку тигля. Тигель устанавливается
на вращающемся столе 5, от которого он по-
лучает вращение, и металл под действием
развивающейся центробежной силы заполняет
формы.
Для прецизионного литья вместо пневма-
тического давления или центробежной силы
целесообразно применять способ отливки под
вакуумом, который при сравнительно простом
оборудовании даёт хорошие результаты.
ЛИТЕРАТУРА И ИСТОЧНИКИ
4. Б о г а ч е в И. Н., Лузин П. Г., Колёса Гриф-
фина, ГНТИ, С. 1937.
2. Г о р ш к о в А. А. и др., Чугунные закалённые валки,
ОНТИ, с 1934.
3. Добротворский М. М., Вальцелитейное произ-
водство. Проблемы технологии литейного дела, ч. I,
ОНТИ. М. 1932.
4. Дубинин Н. П., Исследование процессов литья
чугуна в постоянные формы, Машгиз, М. 1940.
$. Жевтунов П. П., Факторы, влияющее на стой-
кость кокилей, Отчёт о научно-исследовательской ра-
боте, МВТУ, 1936.
в. М а р т е н с Л. К., Литые колёса, Международная
книга, М. 1923.
7, Некрытый С. С, Легирование и термическая
обработка прокатных валков, „Литейное дело" № 4—5.
1940.
ГЛ. II
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЛИТОГО ИНСТРУМЕНТА
241
8. Передельский К. В., Специальные виды литья
цветных металлов и сплавов, Оборонгиз, 1941.
9. Пляцкин В. М., Литьё в точном приборостроении,
Оборонгиз, М. 1940.
10. П л я ц к и й В. М., Литьё под давлением, Ооорон-
гиз, 1946.
11. Рош М., Трубы центробежной отливки, Отчёт
швейцарского института материаловедения, 1932.
12. Рубцов Н. Н., Специальные виды литья, Машгиз,
М. 1940.
S3. Т р а х т е р о в Г. А., Отливки изделий из алюми-
ниевых сплавов в кокиль, Металлургизиат, М. 1945.
14. Ф е й т А., Центробежное литьё, ОНТИ, М. 1935.
15. Фроммер Л., Литьё под давлением, ОНТИ,
М. 1935.
16. Химушин Ф. Ф., Прецизионное литьё в США,
„Американская техника и промышленность" № 12,
1944.
17. X и м у ш и н Ф. Ф., Прецизионное литьё, Экспресс-
информация Оргавиапрома № 24—25, август, 194о.
18. Ш а л ь н е в В. Г., Производство прокатных валков,
ГНТИ, М. 1936.
19. Ю и г м е й с т е р Б. А., Проектирование форм для
литья под давлением, ОНТИ, М. 1936.
20. Американская техника и промышленность, 1944,
стр. 291.
21. А 1 b i п, .Iron Age", 154, М 22, 1944.
22. С it s t e r F., .The Iron Age" IV, 1908.
23. Irresberger C, Stahl u. Eisen" № 42, 1922,
№ 44, 1924. № 47, 1927, „Giesserei - Ztg." J* 21, 1924
и № 33-34, 1933.
24. L e w i n s о n W., .Iron Age" 154, № 17, 1944.
25. M e г i с A,. „Iron Age" 153, № 6, 1944.
26. Osann B,. Lehrbuch der Eis. u. Stahlglesserel, V. 1921.
27. Perry C, .The Iron Age", X, 1944.
28. Scharfenberg R., .Die Glesserei" № 33—34, 1933.
29. S h ti t z-P о h 1, .Die Glesserei" № 31-32, 1934.
30. Spencer A., Transaction AFA, vol. VI, 1935.
31. StenderynkR., King W., „Trans. ASME" № 1,1944.
32. W о 1 f f, .Metals and Alloys" № 3, 1944.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЛИТОГО ИНСТРУМЕНТА
Отливку режущего инструмента из раз-
личных ковких сплавов, в том числе из
обычной быстрорежущей стали, производит
ряд советских [1,3] и американских [6,8] пред-
приятий.
В основу технологии производства литого
инструмента положены существующие методы
и технология производства стального фасон-
ного литья [1,3].
Отливка инструмента
из быстрорежущей стали
Шихта. Исходными материалами для изго-
товления литого инструмента из быстроре-
жущей стали являются изношенный быстро-
режущий инструмент, лом, обрезки, стружка
и другие отходы быстрорежущей стали и её
заменителей.
Для получения отливки, полностью отве-
чающей по своему составу техническим усло-
виям, рекомендуется вводить в завалку не
свыше 15—20% стружки.
При переплавке отходов происходит вы-
горание легирующих примесей (ванадий вы-
горает до 15%, хром — до 4%, вольфрам —
до 1%, углерод — до 10% от содержания этих
элементов в шихте). Поэтому для обеспече-
ния надлежащего химического состава плавки
необходимо вводить в шихту соответствую-
щие ферросплавы (в общем не свыше 1—2%
от веса шихты). Углерод вводят в ванну
в виде измельчённого графита.
Сортировать шихту удобно и жела-
тельно при помощи стилометра. В крайнем
случае можно пользоваться для этой цели
испытанием на искру, а также сортировать
лом по сохранившимся клеймам или (как
исключение — для крупного скрапа) прибегать
к химическому анализу.
Выплавку литого инструмента обычно
производят в высокочастотных печах или ду-
говых электропечах. В небольших производ-
ствах вполне допустимо также использова-
ние криптоловых печей.
Футеровку печей рекомендуется де-
лать из массы следующего состава: мука
кварцевая — 65°/0 (по весу), кварц зернистый
1—3 мм — 35%, борная кислота — 2<>/0 от веса
кварца.
Набивку футеровки в высокочастотных
печах следует производить всухую, по методу
Рона [4].
Выпуск жидкого металла из печи
производят в ковш, подогретый до 700-800° С.
В ковше металл выдерживают до температуры
1420—1460° С.
Формовочные материалы — обыч-
ные для стального литья.
Особое внимание необходимо обращать
на облицовочные смеси, от качества которых
зависит чистота отливаемых инструментов.
Для сложного фасонного инструмента обли-
цовочную смесь желательно готовить на расти-
тельном масле (сухой песок плюс 2% масла
с йодным числом не менее 149).
Смесь готовят на бегунах. Газопроницае-
мость смеси должна быть не менее 160 см/мин,
крепость — около 0,7 кг/см* и влажность —
не свыше 2%.
Расплавленная быстрорежущая сталь, обла-
дающая более высоким удельным весом, чем
обычная сталь, имеет
увеличенный ферро-
статический напор.
Поэтому при изгото-
влении форм обяза-
тельна абсолютно до-
брокачественная на-
бивка опок. Плот-
ность набивки,
по Дитерту, должна
быть не менее 65—70
единиц.
Режим сушки
формы: форму на-
гревают до 230—250°С
со скоростью 75—80°
в час и при такой
температуре выдер-
живают ее от 1 до 2у2 час (в зависимости
от характера формы).
Для увеличения пропускной способности
литейной мастерской, а также для экономии
металла на прибылях целесообразно отливать
инструмент (цельнолитой) стопочным методом
(фиг. 429). На фиг. 430 даны образцы литого
Фиг. 429. Стопочная фор-
мовка зенковок.
242
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
инструмента из быстрорежущей стали до ме-
ханической обработки их.
Фиг. 430. Образцы цельнолитого инстру.
мента из быстрорежущей стали до меха-
нической обработки.
Производство наборного инструмента
Производство наборного инструмента [10J
имеет ряд преимуществ перед отливкой цель-
ного инструмента. При отливке вставных
ножей достигается значительная эконо-
мия высококаче-
ственной стали,
так как основное
тело инструмента
может быть изго-
товлено из чугуна
или машиноподе-
лочной стали.
Кроме того, ис-
ходная структура
стали вставных но-
жей ввиду сравни-
тельно небольшой
её массы полу-
чается мелкозер-
нистой, без грубой
карбидной сетки и
ликвационных зон.
Литые встав-
ные ножи имеют
ту же производи-
тельность, что и
кованые, но явля-
ются более дешё-
выми.
На фиг. 431 пред-
ставлена „гроздь"
литых пластинок
Фиг. 431. Пластинки, отлитые ДЛЯ наварнОГО ИН-
по методу цниитмаш. струмента [1].
Термическая обработка литого
инструмента
Отжиг литого инструмента производят
с целью отрезки прибыли и дальнейшей об-
работки инструмента на станках (режим от-
жига ничем не отличается от режима обыч-
ного отжига быстрорежущей стали).
Закалку литого инструмента производят
после окончательной его механической обра-
ботки. Температура нагрева, время выдержки,
охлаждающая среда и прочие условия, свя-
занные с закалкой и отпуском литого инстру-
мента из нормальной быстрорежущей стали,
аналогичны принятым для подобного рода
стали.
Химический состав стали, идущей на
изготовление литого инструмента. Для про-
изводства литого инструмента применяются
те же марки быстрорежущей стали и её за-
менителей, из которых изготовляется кова-
ный инструмент.
Исключение ковки при изготовлении ли-
того инструмента позволяет применять сплавы
повышенной режущей способности (с увели-
ченным содержанием углерода, со значитель-
ными добавками бора, титана, азота). На за-
воде Horham Tool Company (Детройт, США)
для изготовления литого инструмента принят
специальный сплав, занимающий среднее по-
ложение между быстрорежущей сталью и
твёрдым сплавом. Химический состав этого
сплава: Мо — 8%, Со — 8%, Сг — 4%, V —
20/0, В - 1о/о [8].
Микроструктура литого инструмента
На фиг. 432 (см. вклейку) представлена ти-
пичная микроструктура режущей кромки ли-
того инструмента, изготовленного из быстро-
режущей стали. Изучение этой структуры при
больших увеличениях показывает, что сразу
после отливки она состоит из трёх составляю-
щих (фиг. 433, см. вклейку): 1) троостита (тём-
ная составляющая), 2) аустенита или гарденита
(сЕетлая составляющая) и 3) эвтектики (ле-
дебурита).
После отжига, закалки и отпуска вместо
троостита в стали появляется легкотравя-
щийся (низколегированный) мартенсит, а
вместо аустенита — мелкоигольчатый (высо-
колегированный) мартенсит.
Микроструктура быстрорежущей стали
с повышенным содержанием углерода (до
1,3%) отличается более сильным развитием
эвтектики, причём общий процент карбидной
фазы в этой стали (в отожжённом состоянии)
составляет (по весу) около 42—45% (вместо
30—33%, содержащихся в нормальной быстро-
режущей стали).
Микротвёрдость структурных
составляющих литого инструмента
На фиг. 434 представлен график микро-
твёрдости основных структурных составляю-
щих литой быстрорежущей стали в зависи-
мости от темпера-
туры отпуска зака-
ленного изделия.
Из графика вид-
600
700 z
500
но, что литой ин-
струмент имеет в
своей структуре
составляющие раз-
личной красно- 5§ ,
стойкости („тём-» 300\
ная" и „светлая"
фазы, фиг. 433).
В показания
микротвёрдости
„тёмной" и .свет-
лой" фаз твёрдость
карбидных вклю-
чений не входит.
Отдельно изме-
ренная твёрдость
карбидов соста-
вляет около 1800—
2000 единиц по
Виккерсу; соот-
ветственно твёр-
дость эвтектики
ницам.
200
ЮО
О
575 600 625 650 675 Ш0°С
Температура отпуска
Фиг. 434. Микротвёрдость от-
дельных структурных соста-
вляющих в литой и кованой
стали РФ-1 после закалки и
соответствующего отпуска:
а — „светлая" фаза литой стали
РФ-1; б— .тёмная" фаза литой
стали РФ-1; в—мартенсит ко-
ваной стали РФ-1.
равняется 1200—1500 еди-
ГЛ. I]
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЛИТОГО ИНСТРУМЕНТА
243
Сочетание различных по красностойкости
(по твёрдости) зон в структуре литого
инструмента имеет положительное значение:
относительно мягкие (малолегированные) зо-
ны могут предупреждать опасные перенапря-
жения в твёрдом красностойком каркасе и
тем предохранять лезвие инструмента от вы-
крашивания.
Заводская практика и специально про-
ведённые опыты показывают, что при нор-
мальных для быстрорежущей стали режимах
резания литой инструмент не обнаруживает
какой-либо повышенной хрупкости по срав-
нению с инструментом из кованой быстро-
режущей стали.
На фиг. 435 (см. вклейку) представлена
микрофотография лезвия литого отрезного
резца, который в специальных условиях испы-
тания (угол заострения — около 45°, эксцен-
триситет обрабатываемой болванки — 0,5 мм,
скорость резания — 42 mjmuh) не обнаружил
выкрашивания, а получил нормальный износ
по задней грани.
Особенности термообработки высоко-
углеродистой быстрорежущей стали
При достаточно высоком содержании
углерода (около 1,2% и выше) аустенит
нормально закалённой быстрорежущей стали
(температура закалки 1280—1300° С) приобре-
тает большую устойчивость против отпуска.
Для того чтобы разложить этот аустенит
при обычно принятой температуре отпуска
в 560° С (выдержка 1 час), требуется произ-
вести не менее 8—
12 отпусков. При
этом твёрдость ли-
той и закалённой
стали повышается
от 50—54 до 64—
66 /?с.
Для ускорения
операции отпуска
в этом случае ре-
комендуется повы-
шать температуру
отпуска до 580—
600° С (двух-трёх-
кратный отпуск)
[2].
О 100 200 Звд 400 500 °С
Температура отпуска
Фиг. 436. Дилатометрическая
кривая, снятая при первом
отпуске закалённой высоко-
углеродистой быстрорежущей
стали.
Дилатометриче-
ская кривая отпу-
ска высокоуглеро-
дистой быстроре-
жущей стали по-
казывает, что в этой стали также наблю-
дается сочетание высоко- и низколегирован-
ного аустенита (фиг. 436).
Низколегированный аустенит при охла-
ждении образца начинает распадаться при
ЛИТЕРАТУРА
1. Гимпельсон Я-. Научный отчёт ЦНИИТМАШ,
1945.
2. Л е б е д е в Т., Ревис И., Причины стойкости
литого инструмента, Отчёт о научно-исследовательской
работе ЦНИИТМАШ - ЦНИИ НКТП, 1944.
3. Р е в и с И., К в а т е р И., Артемьев В.,
П е р ш и н П., Литой инструмент, Машгиз, 1945.
4. Р а б ь е А., Выплавка сталей и сплавов в бессер-
дечниковых индукционных печах, ОНТИ, 1937.
5. Б е р г П. П., Л я с с А. М. и др., Прецизионное
литьё, .Вестник машиностроения" № 11 и 12, 1945.
температуре 320 — 300° С, а высоколегиров.ан-
ный сохраняется до температуры 100 — 80°С.
Непосредственно после закалки высоко-
углеродистая быстрорежущая сталь приобре-
тает почти полную немагнитность (около
90 —95°/'о немагнитной фазы). Немагнитная
фаза представляет собой сочетание аустенита
и избыточных карбидов.
Литой инструмент, изготовленный
без обычной операции закалки
Высокая устойчивость аустенита против
отпуска в литых быстрорежущих сталях даёт
возможность совмещать закалку литого инстру-
мента с его отливкой. Резцы, вставные ножи
к сборному инструменту и другие сравни-
тельно мелкие режущие инструменты получают
необходимую закалку даже при отливке их
в земляные формы.
При совмещении отливки инструмента
с его закалкой исключается обработка инстру-
мента на станках, кроме шлифовки и заточки.
Прецизионная отливка инструмента
Прецизионная отливка инструмента [5, 7],
так же как и прецизионная отливка деталей
машин, производится с применением восковых
моделей.
Прецизионным методом на заводах СССР
и США (Форд) производится отливка фрез
различных типов.
На фиг. 437 представлен образец инстру-
мента, отлитый прецизионным методом.
Большинство типов режущего инструмента
может быть отлито при помощи точной фор-
мовки в сухих стерж-
нях, не прибегая к во-
сковым моделям. До-
стигаемая при этом
степень точности 0,2—
0,3 мм на сторону
обеспечивает рента-
бельность заточных
операций.
Возможно наме-
тить следующие тен-
денции развития про-
изводства литого ин-
струмента: 1) освое-
ние массового изго-
товления литого ин-
струмента при помощи точной отливки
(обычный и центробежный методы), 2) совме-
щение операции отливки инструмента с его
закалкой, 3) разработка новых высокопроиз-
водительных сплавов, предназначенных специ-
ально для литого инструмента, 4) конструк-
тивная разработка новых видов инструмента
с использованием возможностей литейной
технологии, 5) использование автоматической
наварки инструмента под слоем флюса.
и источники
6. А 1 b i п I.. Отливка режущего инструмента из скрапа
быстрорежущей стали, „Iron Age", v. 155, № 9, 1945.
стр. 54 — 57.
7. Процесс прецизионного литья, „Product Engineering",
May 1944.
8. „Iron Age", v. 150, № 13, 1942.
9. Литая инструментальная сталь, «Machinery", октябрь,
10. Ревис И., Свердиол М., Крайзман И.,
Литой наборный инструмент» .Станки и инструмент"
№ 3. 1945.
Фиг. 437. Фреза, отлитая
по восковой модели.
244
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
ВАЖНЕЙШИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
В производственных условиях технологи-
ческие пробы осуществляются для: 1) быстрой
оценки состава металла; 2) характеристики
свойств жидкого металла и 3) свойств охла-
ждающейся отливки. С технологическими про-
бами связаны также некоторые вопросы, от-
носящиеся к изготовлению образцов для ме-
ханических испытаний.
ПРОБЫ ДЛЯ ОЦЕНКИ СОСТАВА МЕТАЛЛА
Оценки состава металла основаны главным
образом на наблюдении излома.
Проба чугуна. Технологические пробы
широко применяются для оценки состава чу-
гуна, так как в изломе чугуна можно чётко
различить степень его графитизации, зави-
сящую от скорости охлаждения и содержа-
ния графитизирующих элементов. При сохра-
Фиг. 438. Клин для формовки в стержнях.
нении постоянной скорости охлаждения тех-
нологические пробы дают возможность оцен-
ки содержания графитизирующих элементов.
В нелегированном сером чугуне, выплавляемом
из вагранки, при установившемся процессе,
когда содержание углерода изменяется сравни-
тельно незначительно, степень графитизации
определяется главным образом содержанием
кремния, причем технологиче-
ские пробы указывают на изме-
нение содержания этого эле-
мента.
Образцы для технологиче-
ских проб могут быть разде-
лены на две группы.
Первая группа образ-
цов характеризуется постепен-
но изменяющейся толщиной
стенок (клин). При этом в наи-
более тонком сечении образца
получается отбелённый уча-
сток, переходящий в серый по
мере утолщения стенок. Излом
клина должен быть предусмо-
трен в плоскости изменения
цвета и характера излома. При-
меры применяемых образцов
этой группы приведены на фиг. 438, 439 и 440.
Граница перехода белого излома в серый
может быть определена расстоянием от вер-
шины треугольника или шириной переходной
зоны. Эти величины определяются специаль-
ным шаблоном (фиг. 441). В ответственных
W
Фиг. 439. Клин
для отливки в
сырых формах.
случаях, для полного исключения влияния
влажности формовочной смеси на положение
переходной зоны, клинья формуются в стерж-
невой смеси (фиг. 438) [23]. Несколько менее
точно, но значительно проще изготовление фор-
мы клина в сырой формовочной смеси. В этом
случае клин формуется запрессовыванием в
"loSi 1,12 1,17 1,221,261,36
}!oC3j4 3f13 3,19 3,22 3jb ЩЩ 3& № 3,Ш
C+Si
Фиг. 440. Клин для формовки в горизонтальном
положении (Союз немецких литейщиков).
вертикальном положении в опоку, заранее на-
битую смесью (фиг. 439). Более сложный ме-
тод изготовления образца, а именно в горизон-
тальном положении, показан на фиг. 440.
Разновидностью образцов первой группы
является ступенчатый клин (фиг. 442), в кото-
ром наличие параллельных плоскостей по-
зволяет определять точнее твёрдость по
Бринелю. Отсутствие плавных переходов в
Фиг. 441. Шаблон для изме-
рения глубины отбела клина
(ЦНИИТМАШ).
Фиг. 442. Ступенчатый
клин.
ступенчатом клине затрудняет регулирование
состава чугуна. Этот недостаток в клине, по-
казанном на фиг- 442, частично компенсируется
скошенной формой наиболее тонкой ступени,
но скос затрудняет определение твёрдости се-
чения этой ступени клина. Можно считать,
что оба клина (скошенный и ступенчатый)
являются дополняющими друг друга пробами.
При точно налаженном производстве отливок
неизменного химического состава предпочитают
ступенчатый клин, во всех остальных случаях,
а также при изготовлении модифицированного
чугуна,— скошенный.
Для ускорения получения результатов тех-
нологической пробы можно извлекать из
формы залитые клинья немедленно после
Фиг. 432. Микроструктура ли-
того инструмента из быстро-
режущей стали при увеличе-
нии в 200 раз.
Фиг. 433. Микроструктура ли-
того инструмента из быстро-
режущей стали при увеличе-
нии в 1С00 раз.
Фиг. 435. Лезвие литого (отрезного) резца (вид сбоку): а — при увеличении в 50 раз;
б — при увеличении в 250 раз.
Том 6. Гл. I
ГЛ. I]
ВАЖНЕЙШИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
245
их полного затвердения, так как глубина
отбела не зависит от температуры, при ко-
торой затвердевшие клинья извлекаются из
формы. Перед поломкой клин должен быть
полностью охлаждён во избежание окисления
поверхности излома. Для ускорения охлажде-
ния затвердевшие клинья замачиваются в воде.
Необходимо иметь в виду, что преждевремен-
ное извлечение клина из формы и замачива-
ние его в воде могут повлечь за собой неболь-
шое увеличение твёрдости его поверхностей.
Вторая группа образцов характери-
зуется неизменной толщиной. Как образцы
большей толщины, они менее чувствительны
к изменению содержания графитизирующих
элементов, но более удобны для суждения о
характере излома; поэтому технологические
пробы на таких образцах редко применяются
как самостоятельные, а вид излома является
дополнительной характеристикой к результа-
там механических испытаний.
Разновидностью второй группы являются
образцы, заливаемые в условиях усиленного
охлаждения одной их поверхности путём со-
прикосновения с металлическим
холодильником [42]. Пробы на
образцах этой группы приме-
няются в литейных,
производящих от-
белённые отливки.
Пример такой про-
бы для контроля
состава чугуна ко-
лёс Гриффина при-
ведён на фиг. 443
[1]. Проба осно-
вана на определе-
нии глубины и ха-
рактера отбелён-
ного слоя.
Технологические пробы обеих групп дают
возможность объективного, но относительного
суждения о составе металла. Поэтому необхо-
димо в каждом конкретном случае устана-
вливать связь между составом чугуна и пока-
зателями технологической пробы. Технологиче-
ские пробы для оценки состава металла осо-
бенно важны при процессах непрерывной вы-
плавки (плавка чугуна в вагранке), не позволя-
ющих ожидать ответа из экспресс-лаборатории.
Проба стали. Периодичность выпуска
стали из отражательных пламенных печей
позволяет пользоваться экспресс-лаборато-
рией, что и осуществляется на передовых за-
водах. Применение технологических проб для
оценки состава стали требует большого опыта
от сталевара.
Многочисленные технологические пробы
[4, 10, 12, 18 и 19] для контроля состава ста-
ли могут быть подразделены на четыре группы
в зависимости от наблюдаемой характеристики.
1) Проба на застывание. Чем более
проба вспучивается (растёт), тем менее рас-
кислена сталь.
2) Проба на проковку. Содержание
углерода, серы и частично фосфора опреде-
ляется возможностью деформации проб при
проковке и изгибе. Чем более хрупок материал,
тем больше он содержит углерода, серы (крас-
ноломкость) и фосфора (хладноломкость).
3) Проба на излом. Волокнистый из-
лом получается при меньшем содержании
Фиг. 443. Проба для определе-
ния отбеливаемости.
углерода; зернистый излом—при большем
содержании углерода в стали.
4) Проба на искру. Эта проба приме-
няется для рассортировки холодной стали.
Технологические пробы применяются и для
оценки шлака, который заливается в виде
лепёшек, характери-
зующихся поверхно-
стью, а также цветом
и видом излома.
Особое положение
занимают технологи-
ческие пробы для про-
верки склонности ста-
ли к сохранению одно-
родности состава и
структуры по всему
сечению отливки. Об-
фиг- 444"
проба
разцы для этих проб
изготовляются относительно массивными, что-
бы процессы ликвации и диффузии могли
найти своё полное развитие, и с сечениями
разной толщины для выявления влияния ско-
ростей охлаждения на эти процессы (фиг. 444)
[15]. Абсолютные размеры образцов зависят
от характерных сечений отливок испытуемой
стали.
ПРОБЫ ДЛЯ ХАРАКТЕРИСТИКИ СВОЙСТВ
ЖИДКОГО МЕТАЛЛА
Физические свойства жидкого металла
характеризуются коэфициентами внутреннего
трения и поверхностного натяжения. Определе-
ние их очень сложно даже в лаборатор-
ных условиях, особенно для сплавов с высо-
кой температурой плавления. Поэтому для
характеристики свойств жидкого металла
обычно ограничиваются определением его
жидкотекучести, т. е. способности металла
заполнять формы. В отличие от вязкости, за-
висящей только от свойств металла, жидко-
текучесть зависит также от формы и её
температурного и гидродинамического режи-
мов. Поэтому для изучения жидкотекучести
необходимо сохранять постоянными все свой-
ства формы и условия её приготовления
и последующего заполнения металлом. При
сохранении постоянными всех условий, вклю-
чая состав металла, жидкотекучеств может
служить критерием температуры расплавлен-
ного металла [29].
Жидкотекучесть определяется длиной прут-
ка залитого металла в конкретных условиях
заливки. Методы определения жидкотекучести
не стандартизированы и могут быть сведены
к двум группам, которые различаются по виду
получаемого прутка: спиральному и прямому.
Примеры проб первой группы, называ-
емых иногда спиралями Кэрри [26, 49], при-
ведены на фиг. 445 и 446. Для легкоплавких
металлов применяются спирали, выполненные
в металлических формах (фиг. 447 и 448).
Длина спирали может колебаться в зави-
симости от разных факторов. Даже при ис-
пользовании совершенно одинаковой оснастки
и методики длина спирали может получиться
различная в зависимости от состава формо-
вочной смеси [6J. При неизменных свойствах
формовочной смесь длина спирали, а следо-
вательно, и жидкотекучесть зависят от кон-
структивных особенностей пробы. Различие
246
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
сказывается не только на абсолютной длине
полученной спирали, но, что особенно важно,
и на неизменности длины спирали даже при
сохранении постоянства технологии проведения
пробы. На неизменность длины спирали оказы-
вают большое влияние условия подвода ме-
талла к форме и про-
филь спирали. Длина
спирали зависит также
от динамического на-
Фиг.445. Спираль для опре-
деления жидкотекучести
(Американское бюро стан-
дартов).
Фиг. 446. Спираль для опре-
деления жидкотекучести.
пора струи жидкого металла, вытекающего из
ковша [22], поэтому необходимо исключить
влияние условий заполнения металлом стояка
спирали. Это достигается применением при-
Фиг. 447. Спираль Портвэна для опреде-
ления жидкотекучести легкоплавких
сплавов.
способлений, которые, с одной стороны, аморти-
зируют живую силу струи металла, вытекаю-
щего из ковша, а с другой, — предохраняют
струю от охлаждения [13]. Оправдавшееся на
практике решение состоит в применении сетки
наподобие приведённой на фиг. 446 (три от-
верстия диаметром по 6 мм) и в примене-
нии рожкового питателя (фиг. 445). Большую
чашу рекомендуется не применять, так как,
вызывая охлаждение металла и не амортизируя
живую силу, она приводит к получению спи-
^ Уровень
Т> паи входе
Тигель^ [ ~?п
рали разной длины, в зависимости от условий
заполнения металлом стояка спирали.
Применение сетки несколько упрощает
технологию формовки и увеличивает охлажде-
ние металла. При
устройстве приспо- Уровень при
соблений, обеспе- открытии
чивающих постоян- стояка
ство расположения
носика ковша над
стояком, можно
обойтись без сетки.
Профиль спира-
ли не должен под-
вергаться искаже-
нию при случайном
сдвиге обеих по-
ловинок опоки, и
очертание профиля
должно быть без
острых углов. Це-
лесообразно весь
профиль сосредоточить в одной половине
опоки (верхней). Для удобства отсчёта длины
залитой спирали на модели предусматривают-
ся углубления, расположенные на расстоянии
50 мм друг от друга. При изготовлении спи-
рали в высушиваемых формах необходимо
учитывать возможность образования по плос-
кости разъёма заливов, могущих исказить ве-
личину определяемой жидкотекучести. При
применении сырых форм величина заливов
уменьшается.
Вторая группа проб (фиг. 449), назы-
ваемых иногда „дорожками Руффа" [38], имеет
ряд преимуществ по сравнению с пробами
первой группы: формовка производится в одной
Фиг. 448. Спираль Закса для
определения жидкотекучести
легкоплавких сплавов.
Фиг. 449. Проба Руффа.
опоке, и протягиваемому прутку может быть
придана цилиндрическая форма, наиболее вы-
годная в отношении потерь тепла с поверх-
ности; у прямого прутка отсутствует искаже-
ние, вводимое кривизной спирали, поэтому
жидкотекучесть может быть принята более
пропорциональной длине заполненной метал-
лом полости. Недостатком „дорожек Руффа"
является меньшая компактность и большая
сложность формовки. Эта проба предпочи-
тается при более точных испытаниях.
На фиг. 449, а изображена стойка для уста-
новки рукояток ковша с целью направления
струи металла точно в литниковую чашу.
На фиг. 450 изображена предложенная
проф. Нехендзи металлическая форма для
контроля жидкотекучести стали по ходу плавки
[16].
Жидкотекучесть шлака [28, 48] определяет-
ся длиной струи шлака, стекающего по наклон-
ной плоскости или заполняющего цилиндри-
ГЛ. 1]
ВАЖНЕЙШИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
247
ческий канал. Простейшая проба первой груп-
пы (проф. Б. П. Селиванов) [20] состоит из
установленного под уклоном 1:10 железного
Фиг. 450. Проба Нехендзл.
уголка № 4 с простроганными внутренними
кромками. Жидкотекучесть шлака определяется
отношением длины струи затвердевшего шла-
500
Фиг. 451. Проба для определения жидкотекучести
• шлака.
ка к его весу. Схема прибора второй группы
для определения жидкотекучести шлака при-
ведена на фиг. 451 [12 и 48].
ПРОБЫ ДЛЯ ОПРЕДЕЛЕНИЯ СВОЙСТВ
ОХЛАЖДАЮЩЕЙСЯ ОТЛИВКИ
Усадка
Следует различать усадки: 1) линейную и
2) объёмную. Усадка может быть свободной
и затруднённой.
Линейная усадка определяется методами:
динамическим, при котором наблюдается
непрерывное изменение длины во время всего
процесса затвердевания и охлаждения, и ста-
тическим, при котором производится сопо-
ставление длины полностью охладившейся
отливки с длиной полости заливаемой формы.
Динамический метод определения линей-
ной усадки основан на наблюдении переме-
щения штифтов, концы которых опущены в за-
ливаемую металлом полость формы и пере-
двигаются отливкой при изменении ею длины
во время затвердевания и охлаждения. Прибо-
ры для определения усадки могут быть систе-
матизированы по следующим конструктивным
элементам и технологическим признакам.
1) Приборы с горизонтальным
и вертикальным расположением
штифтов. Прибор с горизонтальным распо-
ложением штифтов приведён на фиг. 452 [2, 5
и 43], а с вертикальным—на фиг. 453 [2, 5 и 31],
где отверстия для пропуска стальных штифтов
закрываются лужёны-
ми пластинками. При
горизонтальном рас-
положении штифтов
упрощаются монтаж,
сборка и эксшюата-
ция приборов, но
имеет место влияние
теплового расшире-
ния штифтов на по-
казания прибора и
Фиг. 452. Схема прибора Фиг. 453. Схема прибора
Турнера: 1 — термопара; Кипа: 1 — лужёные пла-
2 — стояк. стинки; 2 и 3 — подвижные
концы образца; 4—барабан.
происходит некоторое дополнительное трение
штифтов о форму. При вертикальном распо-
ложении штифтов влияние тренкя и теплового
расширения штифтов меньше.
2) Приборы с неподвижным (за-
креплённым) и подвижным (неза-
креплённым) вторым концом об-
разца (первый конец всегда соединён с пе-
редающими металлическими штифтами,). При
неподвижном закреплении (фиг. 452) прибор
упрощается, но несколько искажается усадка
за счёт трения о поверхность формы удалён-
ной части усаживающегося металла. Подвиж-
ное крепление предусмотрено в приборе Кипа
(фиг. 453), у которого один конец образца 2
передвигает барабан 4, а второй конец 3—
пишущее перо. Недостатком конструкции
является значительное трение в механизме.
3) Приборы, увеличивающие точ-
ность отсчёта длины пути переме-
щения штифта, передвигающегося со-
вместно с усажива-
ющимся металлом. ^
Механические ры-
чажные приборы,
показывающие уве-
личение пути пе-
редвижения штиф-
тов, имеют не-
сложную схему
устройства, но в
этом приборе уве-
личивается трение
в механизмах пе-
Фиг. 454. Схема оптического
прибора Ленинградского инсти-
тута металлов.
248
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Фиг. 455. Схема прибора Веста.
редачи. Оптические приборы более сложны,
но трение в них незначительно. Схема опти-
ческого прибора приведена на фиг. 454: штиф-
ты /, вращаясь вокруг оси 2, перемещают
зеркала 3, которые отражают световой луч от
источника света 4 на шкалу 5.
4) Регистрирующие и визуаль-
ные приборы. Первые сложнее, но дают
более объектирные показатели, не зависящие
от внимания наблюдателя. Простейший при-
бор для динамического измерения затруднён-
ной усадки приведён на фиг. 455.
Источниками ошибок при динамических
определениях усадки являются следующие фак-
торы: а) тепловое
расширение штиф-
тов и передающе-
го механизма; для
уменьшения ошиб-
ки рекомендуется
изготовлять штиф-
ты из сплавов с
малым тепловым
расширением или
располагать штиф-
ты вертикально;
б) начало передви-
жения штифтов
начинается после начала затвердевания ме-
талла; в) неопределённость расчётной длины
усаживающейся отливки.
Для устранения двух последних источников
ошибок рекомендуется применение вертикаль-
ных штифтов или горизонтальных, но снабжён-
ных шляпками (фиг. 452).
г) Трение — механическое в передаточных
рычагах и форме и тепловое—из-за неравно-
мерности охлаждения. Уменьшение механиче-
ского трения рычага разрешается конструк-
тивно и наиболее полно применением оптиче-
ской системы. Трение в форме уменьшается
устранением выступов отливки, препятству-
ющих усадке, и устранением неподвижного
конца образца. Трение уменьшается также под-
ведением металла к центру отливки (при об-
разце с подвижным концом). Тепловое тормо-
жение устраняется сужением средней части
образца, через которое протекает наибольшее
количество металла. Однако применение неци-
линдрического образца увеличивает механиче-
ское сопротивление усадке. Оптимальные раз-
меры сужения средней части зависят от свойств
проверяемого металла.
Статические методы определения линей-
ной усадки значительно проще динамиче-
ских и различаются
выбором базы для
измерения длины ме-
жду торцевыми по-
верхностями, углами
и специальными мет-
ками. Измерение ме-
жду торцевыми по-
верхностями наименее
точно (особенно при
изготовлении формы
из песчано-глинистой
и недостаточно мел-
козернистой смеси)
и применяется при
определении линейной фиг# 456 п ба на
усадки легкоплавких легкоплавких сплавов.
сплавов, заливаемых в металлические формы
(фиг. 456) [47]. Метод измерения длины между
углами (фиг. 457) [40] наиболее прост. Не-
л-и
Фиг. 457. Проба на усадку (Американское бюро стан-
дартов и AFA).
сколько сложнее, но более точен метод изме-
рения усадки по изменению расстояния между
специальными отметками (фиг. 458) [47].
Фиг. 45Я. Проба на усадку
(DIN).
Измерение затруднённой усадки произво-
дится с применением постоянного груза (фиг.
455) или пружины (динамометра) (фиг. 459,) [3].
Фиг. 459. Схема прибора Бочвара.
При натяжении пружиной сопротивление усад-
ке увеличивается по мере изменения длины
образца, поэтому применение постоянного
груза более приближает к условиям, имеющим
место в реальной форме (опоке).
Щ т U
Фиг. 460. Схема пробы
на затруднённую усадку.
Наиболее простой способ измерения затруд-
нённой усадки состоит в заливке образцов
с фланцами [21, 32] по схеме, изображённой
на фиг. 460. Недостатком метода является
невозможность выразить сопротивление усадке
в объективных и общепринятых мерах. При
стальном литье возможно определение затруд-
нённой усадки в отливках толщиной (а) от 5
до 12 мм и длиной (Ь) до 200 мм при заливке
в сухие формы и до 600 мм при заливке
в сырые формы [21]. При большей длине от-
ливки могут появиться горячие трещины»
искажающие величину усадки.
Объёмная усадка определяется обычна
не непосредственно, а утроением величины
линейной усадки.
Усадочные раковины
Усадочные раковины могут быть опреде-
лены технологическими пробами, основанными
на непосредственных и косвенных измерениях.
ГЛ. 1]
ВАЖНЕЙШИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
249
Непосредственное определение усадоч-
ной раковины производится обмерами: при
просвечивании [25], постепенном снятии
стружки или заполнении полости раковины
жидкостью, не вызывающей ржавления и обла-
дающей достаточно малыми вязкостью и по-
верхностным натяжением (керосин). Пример
технологической пробы для непосредственного
определения усадочной раковины приведён на
фиг. 461 [40]. Такие пробы [8] характеризуют-
1
53—1 {g
-—200
&
T
i
Фиг. 461. Проба на усадоч-
ную раковину (Американ-
ское бюро стандартов).
Фиг. 462. Проба Вомхеля
и Зигерфорса на усадочную
раковину.
ся относительно большими размерами и пред-
намеренно плохими условиями питания от-
ливки через сравнительно тонкий питатель.
Непосредственное определение усадочной ра-
ковины предпочитается в случаях: а) когда
в металле получается разная структура, в
зависимости от скорости охлаждения, и б) если
необходимо определить влияние условий охла-
ждения (влияние состава .формовочной и
стержневой смесей) при неизменной форме
отливки. В последнем случае применима проба,
изображённая на фиг. 462 [44] и отличающаяся
от пробы на фиг. 461 тем, что полость для
определения усадочной раковины более равно-
мерно окружена изучаемой смесью. Пробы
дают лучшие результаты при наличии сосредо-
точенной усадочной раковины. При сопоста-
влении металлов, дающих сосредоточенную и
рассредоточенную усадочные раковины, более
заниженные результаты получаются во втором
случае.
Косвенное определение усадочной рако-
вины производится сравнением заведомо здо-
рового участка пробы с участком, в котором
преднамеренно создаются предпосылки для
качественно оценить склонность металла к
образованию усадочной раковины, а другая —
количественно. Примеры первой группы [7]
показаны на фиг. 463 и 464 [9, 11]. Эти про-
бы отличаются .„„
Ш
простотой, но
не позволяют
выразить ре-
зультаты в объ-
ективных пока-
зателях.
Фиг. 464. Качествен-
ная проба Мольден-
ке на усадочную
раковину.
Фиг. 465. Количественная проба
Гиршовича на усадочную рако-
вину.
Пример технологической пробы для коли-
чественного определения усадочной раковины
приведён на фиг. 465 [5]. Объём усадочной
раковины Vp в смъ рассчитывается по формуле
где y — УД« вес тонкой части в г/см3, g — вес
в г и V—объём толстой части в см\ опреде-
ляемые после разлома пробы по перемычке.
Этот метод даёт удовлетворительные резуль-
таты, когда структура толстой и тонкой
частей сохраняется неизменной и в отливке
отсутствуют газовые и шлаковые раковины.
Применение метода требует точного определе-
ния веса и объёма и не даёт возможности
судить о характере распределения раковин
(о степени сосредоточенности). На фиг. 466
Фиг. 466. Количественная проба Пиллинга и Киль-
грена на усадочную раковину.
Фиг. 463. Качественная проба Кнаббе
на усадочную раковину.
образования усадочной раковины (тепловой
уаел). Эти пробы могут быть разделены на две
группы, из которых одна даёт возможность
приведён второй пример технологической
пробы того же назначения. Особенностью про-
бы является наличие прилива на литнике.
Последний позволяет судить о линейной усадке
и является вторым параметром при определе-
нии объёмной усадки.
250
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД.Ш
НАПРЯЖЕНИЯ
Склонность металла к образованию уса-
дочных напряжений [14, 17] определяется тех-
нологическими пробами, в основе которых
лежит неравномерность охлаждения зам-
кнутого контура. После разрезания напря-
жённого звена система приходит в равновес-
ное состояние и величина напряжений может
быть оценена по величине деформации раз-
резанного элемента. Примеры таких техноло-
гических проб приведены на фиг. 467 [5].
Фиг. 467. Типы усадочных решёток
напряжений.
Наиболее распространённым типом является
решётка, показанная на фиг. 468 [24]. В такой
решётке толстый брусок после полного охла-
ждения отливки оказывается растянутым.
Если этот брусок разрезать, то обе его части
разойдутся и величина образовавшегося зазора
будет характеризовать наличие имевшихся
напряжений. Для определения величины на-
пряжения можно постепенно уменьшать сече-
Фиг. 468. Решётка напряжений Бауэрна
и Зиппа.
ние толстого бруска до его поломки. На
фиг. 469 [24] показана часть стержня ре-
шётки [9], в которой профрезеровывается
канавка 2 с постепенным уменьшением сече-
ния х, пока не произойдёт разрыв бруска. В
этом случае растягивающая сила Р уравнове-
сится сопротивлением разрыву, т. е. Р=Г<ц,,
где F = ах и а5 — предел прочности, опреде-
ляемый при разрыве оставшейся части бруска
диаметром 40 мм.
Во многих случаях можно ограничиться
качественной оценкой напряжения по вели-
чине деформации, но при этом возникают
затруднения в точном
обмере длины до и после
деформации. Величина
деформации составляет
часто меньше 0,1% изме-
ряемой длины, а потому
точность определения
тем больше, чем меньше
измеряемая длина. При
измерении длины оптиче-
ским методом точки мо-
гут быть нанесены как
пересечение двух линий,
прочерченных иголкой.
Этот способ применим
только на достаточно мягком металле и не
подвергающемся термической обработке, во
время которой риски могут исчезнуть благо-
даря образованию слоя окалины. В пробе,
изображённой на фиг. 31, контрольные точки
(a, [J, у) фиксируются залитыми никелевыми
проволоками диаметром 3 мм.
Простая технологическая проба для опре-
деления склонности металла к образованию
напряжений приведена на фиг. 470. В этой
пробе точки, для определения деформации,
фиксируются пере-
сечением профре-
Фиг. 469. Схема опре-
деления напряжений
Бауэрна и Зиппа.
Фиг. 470. Решётка
напряжений Тома.
Фиг. 471. Схема Тома форко-
вок усадочных решёток напря-
жений.
зерованной плоскости с окружностью. Для уси-
ления охлаждения тонкой части отливки по-
следняя располагается вблизи холодильников
согласно схеме, изображённой на фиг. 471 [34].
Недостатком пробы является снятие части
напряжений при фрезеровании плоскостей.
Пробы для механических испытаний
Пробы для механических испытаний могут
быть вырезаны из готовых отливок или спе-
циально отлиты.
Пробы, вырезаемые из готовых отливок.
Эти пробы наиболее полно отражают механи-
ческие свойства металла, но вырезание образ-
цов портит отливку. Поэтому такие пробы
применяются главным образом для определе-
ния механических свойств недорогих отливок,
изготовляемых в серийном или массовом по-
рядке по строго установленной технологии.
ГЛ. 1]
ВАЖНЕЙШИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
251
Пробы в этих случаях следует вырезать из наи-
более ответственных частей отливок. Для вы-
резания проб из отливок целесообразно при-
менять полые свёрла [35].
Пробы, отливаемые отдельно, могут
быть соединены с отливкой общей литниковой
системой или отливаться самостоятельно.
Принцип изготовления проб в обоих случаях
не меняется, если какие-либо особенности от-
ливки не предусмотрены техническими усло-
виями.
При самостоятельной заливке результаты
испытаний разных проб не должны зависеть
от технологии их изготовления и образцы,
вырезаемые из одной пробы, должны обла-
дать одинаковыми механическими свойствами.
Пробы для серого чугуна отливаются
а виде круглых прутков диаметром 30 i 1 мм
и длиной 680—700 мм или 340 мм. Расстояние
между опорами при испытании на изгиб соот-
ветственно принимают равным 600 и 300 мм
(ОСТ 26029 и ГОСТ В-1412-42). Для более
точного определения механических свойств
отливки допускается изготовление проб диа-
метром 10, 15, 20 и 25 мм, в зависимости от
характерной толщины отливки. После излома
каждая половинка пробы может быть исполь-
зована для испытания на разрыв. Пробы
могут заливаться вертикально и горизонтально
в сухие или в сырые формы в соответствии
с условиями изготовления отливок.
При вертикальной заливке возможно про-
изводить формовку в одной неразъёмной
опоке, но при этом трудно обеспечить равно-
мерность уплотнения формы и одинаковые
показатели прочности верхней и нижней поло-
винок пробы. Горизонтальный способ заливки
обеспечивает более равномерное уплотнение
формы и питание по длине пробы, вследствие
чего показатели прочности получаются не-
сколько выше, чем при вертикальной заливке.
Однако образующийся при этом шов по плос-
кости разъёма снижает устойчивость резуль-
татов [33,36].
Пробы для ковкого чугуна предназна-
чаются для испытания на разрыв. Они отли-
ваются вместе с головками для захвата в
испытательных машинах и поэтому могут
формоваться только в разъёмных опоках.
Схема формовки (ОСТ 8826) изображена на
фиг. 472.
Пробы для стали применяются нескольких
типов. Наиболее простой тип показан на фиг.473.
Иногда проба отливается в виде бруска
прямоугольной формы. Результаты испытаний
образцов зависят от места взятия их из пробы.
Фиг. 472. Схема формовки проб для механи-
ческих испытаний ковкого чугуна.
Образец, вырезанный из нижней части пробы,
показывает обычно более высокие механиче-
ские, свойства. Результаты получаются устой-
и
Фиг. 473. Клиновая проба для
определения механических
свойств стали.
г—100-
Фиг. 474. Вертикальная проба для определения механиче-
ских свойств стали.
чивее при заливке вертикальных проб, у ко-
торых каждая секция затвердевает и охла-
ждается в одинаковых условиях. Пример такого
типа проб приведён на фиг. 474. Абсолютные
размеры пробы определяются ведомственными
техническими условиями.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бабенков А. П. и Лазуткин СТ., Колёса
Гриффина, Трансжелдориздат, М. 1942.
2. Б а р м а с И. Г., Об усадке, Технология металла,
Госиздат Украины, К., 1926.
3. Б о ч в а р А. А., а) Сборник научных докладов в сек-
ции металловедения и термообработки, ВНИТОМ, 1940;
б) „Металлург" № 2, стр. 75-80, 1939.
4. Гончаров М. А., Производство литья из марган-
цовистой стали, Металлургиздат, М. 1940.
5. Г и р ш о в и ч Н. Г., Чугунное литьё, М. 1935.
6. ГиршовичН. Г. иВидин Е. К., «Вестник ме-
таллопромышленности" № 5, 1930.
7. Е в а н г у л о в М. Г., „Литейное дело", 1933.
8. 3 а к с Г., Практическое металловедение, ч. 1, ОНТИ,
1936.
9. К н а б е Г. С, «Литейное дело".
10. Л и п и н В. Н., Металлургия чугуна, железа и стали,
т. II.
11. Мольденке Р., Основы чугунолитейного дела,
1934.
12. Назаров Г. С. и Я Ц У н с к а я О. И., Справочник
стахановца-сталевара, Металлургиздат, М. 1940.
13. Нехендзи Ю. А., Влияние состава стали на
получение здоровой отливки. Стальное фасонное литьё,
ВНИТОЛ, стр. 5-38,1940.
14. Н е х е н д з и Ю. А., Стальное литьё, Кубуч, М.
1933.
15. Нехендзи Ю. А., Кокильное стальное литьё, Ме-
таллургиздат, М. 1943.
16. Н е х е н д з и Ю. А. и С а м а р и н Л. М., Жидкоте-
кучесть стали как оценка её качества. Труды ЦНИИ
Минтрансмаша № 2,1946.
17. О д и н г И. А., Метод анализа объёмных изме-
нений и внутренних напряжений, ЦНИИТМАШ, М.
1943.
18. Р а п а ц Ф., Качественная сталь, ГОНТИ, М. 1938.
19. С а м а р и н А. М., Электрометаллургия, Металлург-
издат, М. 1943.
20. Селивано в-Б. П., Металлургия чугуна, ГОНТИ,
М. 1933.
252
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
21. С о к о л о в Н. Н., Влияние сухой и сырой формы на
процесс охлаждения, структуру и усадку стальных
отливок, „Литейное дело" № 11, стр. 15-20,1938.
22. Ф у н д а т о р В. И., Справочное пособие по технике
заливки чёрных и цветных сплавов, Машгиз, М. 1939.
23. ШаминН. А. и Мильман Б. С, Инструкция
па технологии производства высококачественного мо-
дифицированного чугуна, его основные свойства и обла-
сти применения, ЦНИИТМАШ, 1944.
24. В а и е г & S i р р К., Ueber gusspannungen u. d.
Mittel zu ihrer Beseitigung, „Giesserei", 253/6, 1936.
25. В r 1 g g s С W., О e z e 1 i u s R. A., Donald-
son A. R., Steel casting design for the engineer &
foundryman, «Trans. AFA", 46—605/72, 1939.
26. С u г у С, „Assoc. Techn. de fonderie", 6/XI 1924.
„Foundry Tr. Journ.", 31—52/5, 1925. „Trans. AFA", 35,
289/306, 1927.
2Г. P i 11 i n g B. & Kihlgfew Т. Е., A method for
study of shrinkage and its distribution in casting,
„Tram. AFA" M> 5, Ш, 201/16, 1932.
28. H e r t у С, Slag control. Metals technology. Technical
publication № 12ОЗ. „Foundry Tr. Journal", 63—77/8,
89/94, 1940. «Blastfurnace & Steel plant", 25, 100, 1937.
.Revue de metallurgie", № 1 и 3, 1933.
29. J о s e p h C. F., Measuring & controlling tempera-
tures & fluidity „Trans. AFA", VII, 103/28, 1936. „Found-
ry Tr. Journ"., 55, 215/7, 231/2, 1936.
Зо.К а г n C. H. 4 D о w s о n, Design of test pieces
for carbon steel casting, .Foundry Tr. Journal", 62—
436/6, 1940.
31. К e e p. „Journ. Iron. & Steel inst.*, 48/227, 1895. „Stahl
u. Eisen", 898, 1895.
32. KorberF. & Schitzkowsky, Beitragz. Schwin-
dung v. Stahlguss, „Stahl u. Eisen", 129/36, 172/8, 1928.
33. К r i n i t s k у A. S. & S a e g e г С. М., An improved
method for preparing cast iron transverse test bars,
.Trans. AFA-, IX, p. 758, 1938.
34. L e T h 0 m a s A., Stress relieved cast Irons, „Foundry
Tr. Journ.", 62—217/18, 1940.
35. N i k о 1 a u P., L'essai des fontes sur 1'eprouvette cy-
lindrique de 5,64 mm de diametre, „Revue de metallur-
gie", 348/52 и 393,9, 1936.
36. P h i 1 11 p s G. P., Effect of molding methods, bar
diameter and design on physical properties of test bars
„Trans. AFA" № 3, Vi, 485/507, Iy35.
37. PortevlnA., „Publications scientifiques et techni-
ques du ministere de 1'air", № 20—32, 1933.
38. Ruff W., The running quality of liquid malleable Iron
As Steei. „ Iron & Steel Carnegie scholarship memoirs",
m. 25, 1/39, 1936.
39. В r I g g s C. U. & G e z e 1 i u s. Studies on solidifica-
tions & contraction in steel casting, „Trans. AFA* Ns 3
VI и 449/76, 1935.
40. S a e g e r CM. & E. A s с h, „Trans. AFA" № 5, 111,
188/200, 1932.
41. S a e g e г С M. & Krinitsky A. J., A practical
method for studying the running quality of a metal cast
In foundry moulds, „Trans. AFA", 513/40, 1931.
42. S p e n с e r W. H., Chilling properties of cast Iron
„Trans. AFA" № 3, 51, 508/524, 1935.
43. Turner, „Metallurgie", 317/28, 1906.
44. WomohelH. L. &Siegerfors C.C., Influence
of the mould shrinkage in ferrous castings, „Foundry Tr
Journ.", 63—257/8, 1940. „Trans. AFA", 48—3—591/622,
1940.
45. WuitF. &SchitzkowskyG., „Mitt. K. W. In-
stitut fur Eisenforschung" D), 108/24, 1922.
46. W u s t F.. .Metallurgie", 769/92, 1909.
47. DIN, „Giesserei" стр. 96, 1938.
48. „The iron & steel Inst. Report on refractory materials,
special report", № 20.
4». „Trans. AFA« № 3—35, VIII, 1937.
50. Edelgussverband, Vergiessprole, .Giesserei", 473,1935.
БРАК В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
Для определения дефектов отливок, их при-
чин и виновников брака следует применять
единый классификатор дефектов, построен-
ный на основе рекомендуемого государ-
ственного стандарта 2612-44 (.Отливки из
серого чугуна, терминология и классификация
дефектов").
Единство классификации обеспечивает
сравнимость данных о браке по разным заво-
дам и облегчает обмен опытом.
В предлагаемом классификаторе (табл. 206)
имеются разделы, характеризующие причины
дефектов, виновников, а также меры преду-
преждения [1].
Большинство дефектов исправимо. Способ
исправления зависит от характера дефекта,
размеров и конфигурации отливки. В табл. 207
дан перечень дефектов литья и способов их
исправления [2].
Таблица 206
ч
3-е-
0
Виды дефектов, их харак-
теристика и способы
обнаружения
Заливы
Неопределённой формы
рёбра, выступы и другие
приливы на теле отливки,
образовавшиеся в местах
разъёма опок или в зазорах
между отдельными частями
формы
Внешний осмотр чёрной
отливки
Причины
Недостаточная нагружен-
ность формы или слабое
крепление формы при за-
ливке
Искривление опок, а
также неисправность вту-
лок
Небрежная сборка
Несовпадение размеров
знаков у модели и ящика
Небрежная формовка
Образование зазора ме-
жду знаком стержня и зна-
ком формы вследствие
чрезмерного раскачивания
модели
Предположительные
виновники
Сборщик или залив-
щик
Ремонтный слесарь
или сборщик
Сборщик
Контролёр или мо-
дельщик
Формовщик
Формовщик
Меры предупреждения
Расчёт груза, правиль-
ная укладка груза, улуч-
шение крепления опок
Прострожка опок, сме-
на втулок, проверка по
кондуктору
Усиление контроля сбор-
ки и инструктаж
Проверка моделей и ящи-
ков
Усиление контроля
Инструктаж формовщи-
ков. Контроль
ГЛ.1]
БРАК В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
253
Продолжение табл. 206
Шифр де- |
фекта 1
02
03
04
05
Виды дефектов, их ха-
рактеристика и способы
обнаружения
Коробление
Изменение размеров и
контура отливки под влия-
нием усадочных напряже-
ний
Внешний осмотр отливки
до или после механической
обработки. Измерение,
разметка
Корольки
Небольшие, независимо
от отливки застывшие ме-
таллические шарики в от-
крытых или закрытых ра-
ковинах отливки
Внешний осмотр отливки
до и после механической
обработки. Просвечивание
Наросты
Различной формы и раз-
личных размеров образо-
вания на поверхности от-
ливок, состоящие из ме-
талла с прослойками или
включениями формовоч-
ного материала или шлака
Внешний осмотр чёрной
отливки
Недолив (неполная
отливка)
Неполностью выполнен-
ные конфигурации и раз-
меры отливки вследствие
недостаточного заполнения
металлом литейной формы
Внешний осмотр чёрной
отливки
Причины
Неравномерное остыва-
ние отдельных частей от-
ливки вследствие её нера-
циональной конструкции
Неправильный подвод ме-
талла, ухудшающий равно-
мерность остывания
Чрезмерно высокая тем-
пература заливки
Неправильная укладка
при отжиге
Неправильная термооб-
работка
Неправильная подача ме-
талла в литниковую систе-
му в начале заливки, обра-
зование всплесков
Неправильное устрой-
ство литниковой системы,
способствующее раздроб-
лению струи и образова-
нию брызг
Переувлажнение формы
Недостаточная прочность
формы вследствие малой
крепости формовочной
смеси
Неравномерная набивка
формы и стержней
Неправильный подвод
жидкого металла, вызыва-
ющий удары струи о фор-
му
Плохая, с задирами, по-
верхность формы
Недостаточное количе-
ство металла в ковше
Низкая температура за-
ливки
Недостаточная жидкоте-
кучесть металла вследст-
вие неправильного хими-
ческого состава или по
причине окислённости ме-
талла
Уход металла из формы
вследствие плохой нагруз-
ки, небрежной сборки
Засорение и пережимы
питателей при сборке
Нерациональная конст-
рукция отливки (слишком
тонкие стенки)
Предположительные
виновники
Конструктор
Технолог или фор-
мовщик
Технолог или залив-
щик
Укладчик
Мастер термообра-
ботки
Заливщик
Технолог или фор-
мовщик
Земледел или фор-
мовщик
Технолог или земле-
дел
Формовщик или стер-
женщик
Технолог или фор-
мовщик
Формовщик
Заливщик или тех-
нолог
Плавильный мастер
или заливщик
Технолог или пла-
вильный мастер
Сборщик
Сборщик
Конструктор
Меры предупреждения
Исправление конструк-
ции отливки (установка
рёбер, галтелей, изменение
толщины стенок и взаим-
ных переходов)
Подвод металла в более
тонкие и концевые части
отливки
Уменьшение температу-
ры заливки
Равномерная плотная
укладка деталей
Изменение режима тер-
мообработки
Инструктаж заливщика
Изменение литниковой
системы
Уменьшение влажности
смеси, меньшее смачива-
ние формы
Изменение состава фор-
мовочной смеси в сторо-
ну увеличения крепости
Более равномерная на-
бивка формы и стержней
Изменение конструкции
литниковой системы, обес-
печивающее более спокой-
ное заполнение формы ме-
таллом
Тщательная отделка
формы
Перерасчёт количества
металла при заливке
Повышение температуры
заливки путём увеличения
температуры металла, вы-
пускаемого из печи, при-
ближение мест заливки к
печи, улучшение системы
заливки
Изменение химического
состава металла, улучше-
ние процесса плавки
Улучшение качества
сборки
Инструктаж сборщиков
и контроль сборки
Изменение конструкции
отливки, утолщение стенок
254
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Продолжение табл. 206
i>
ее
are
•§•?-
s §
3-е-
06
07
08
Виды дефектов, их ха-
рактеристика и способы
обнаружения
Отбел
Наличие в разных частях
отливки твёрдых, не под-
дающихся механической
обработке мест со светлой
лучистой поверхностью из-
лома, обусловленных при-
сутствием в чугуне струк-
турно-свободного цемен-
тита
Испытание твёрдости
Испытание обрабатывае-
мости
Определение связанного
углерода химическим ана-
лизом
Исследование микро-
структуры
Пригар
Грубая, шероховатая по-
верхность отливки, образо-
вавшаяся в результате
сплавления формовочных
материалов с металлом
1
i ¦-.• ¦
Раковины газовые
Открытые (наружные) или
закрытые (внутренние) пу-
стоты в теле отливки.
обычно с чистой и гладкой
поверхностью
Внешний осмотр отливок
после механической обра-
ботки, просвечивание
Причины
Неправильный химиче-
ский состав металла
Отрицательное влияние
наследственных свойств
шихтовых материалов
Чрезмерно быстрое сни-
жение температуры метал-
ла в форме вследствие пе-
реувлажнения формовоч-
ной смеси
Нетехнологичность кон-
струкции (резкое колеба-
ние толщин стенок, не
позволяющее подобрать
плавильную шихту и ре-
жим заливки)
Недостаточная огнеупор-
ность формовочных мате-
риалов
Недостаточное количе-
ство угля в формовочной
массе
Неравномерность свойств
формовочного материала
вследствие его плохой пе-
реработки
Применение чрезмерно
крупного песка, образую-
щего в форме или стержне
большие поры, в которые
проникает жидкий металл;
при затвердевании обра-
зуется корка из зёрен пе-
ска, сваривающихся с ме-
таллом (механический при-
гар)
Недостаточно плотная на-
бивка
Плохое припыливание
формы или плохое каче-
ство припыла
Плохое окрашивание
формы или плохое каче-
ство краски
Заливка слишком горя-
чим металлом
Плохая очистка отливок
Большое содержание га-
зов в металле
Нераскислённый металл
Пониженная газопрони-
цаемость формовочных или
стержневых смесей
Повышенное содержание
газообразующих веществ
в формовочных и стержне-
вых смесях
Чрезмерное местное сма-
чивание формы при выта-
скивании модели или ис-
правлении повреждения
Недостаточная вентиля-
ция форм и стержней
Предположительные
виновники
Технолог или пла-
вильный мастер
Плавильный мастер
Технолог или земле-
дел
Конструктор
Технолог или земле-
дел
Технолог или земле-
дел
Земледел
Технолог или земле-
дел
Формовщик
Формовщик или изго-
товитель припыла
Формовщик или изго-
товитель краски
Заливщик или тех-
нолог
Барабанщик или об-
рубщик
Плавильный мастер
То же
Технолог, формов-
щик или земледел
Технолог или зем-
ледел
Формовщик или сбор-
щик
Технолог, формов-
щик или стерженщик
Меры предупреждения
Изменение химического
состава в сторону увели-
чения графитизирующих
элементов
Изменение состава ших-
ты
Уменьшение влажности
формовочной смеси
Изменение конструкции
отливки
Изменение состава фор-
мовочных и стержневых
смесей в сторону увеличе-
ния их огнеупорности
Увеличение содержания
каменного угля в формо-
вочной массе
Инструктаж земледелов.
Усиление контроля
Изменение состава фор-
мовочных смесей (приме-
нение более мелких песков)
Увеличение плотности
набивки форм. Инструк-
таж и контроль
Улучшение качества при-
пыла. Инструктаж фор-
мовщиков
Улучшение качества кра-
ски. Инструктаж формбв-
щиков
Выдержка металла в ков-
ше. Заливка более холод-
ным металлом
Инструктаж и контроль
очистки
Применение менее окис-
ленной шихты, изменение
дутьевого режима
Раскисление металла
Изменение состава фор-
мовочной и стержневой
смеси в сторону повыше-
ния газопроницаемости.
Уменьшение плотности на-
бивки
Уменьшение содержания
угля и других газообразу-
ющих веществ в формо-
вочных или стержневых
смесях
Инструктаж формовщи-
ков и сборщиков
Улучшение вентиляции
форм и стержней. Усиление
контроля за правильностью
и сохранностью вентиляци-
онных систем
ГЛ. I]
БРАК В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
255
Продолжение табл. 206
Шифр де- I
Фекта 1
09
Виды дефектов, их ха-
рактеристика и способы
обнаружения
Раковины земляные
Открытые или закрытые
пустоты в теле отливки,
полностью или частично за-
полненные формовочным
материалом
Внешний осмотр отливок
до и после механической
обработки. Просвечивание
1
Причины
Недостаточная просушка
форм или стержней
Плохая окраска формы
или стержня
Перерыв струи во время
заливки
Применение грязных ли-
бо окисленных жеребеек
или кокилей
Низкая температура за-
ливаемого металла, затруд-
няющая выход из него га-
зов
Неправильное устройст-
во литниковой системы и
неправильные размеры (или
отсутствие) выпоров, в ре-
зультате чего форма бы-
стро заполняется металлом
и газы не успевают уда-
литься из неё
Местное разрушение и
засорение формы при
сборке
Недостаточная прочность
формовочной и стержне-
вой земли или краски
Задиры поверхностей
формы из-за неисправности
моделей
Недостаточное укрепле-
ние выступающих частей
формы ,
Слабая, а также неравно-
мерная набивка формы и
стержней
Небрежное исправление
повреждённых частей фор-
мы и стержней
Долгое выдерживание
сырой формы до заливки,
вызывающее осыпание
подсохнувших и выступаю-
щих частей
Пережог стержней или
формы
Несоответствие разме-
ров знаков стержней и
знаков модели, что приво-
дит к обжиму формы и её
засорению во время сборки
Неправильная установка
стержней, вызывающая
подрыв формы
Неправильная литнико-
вая система, вызывающая
размыв формы или стержня
Обвал формы при уста-
новке груза
Нетехнологичность кон-
струкции отливки (непроч-
ные тонкие выступы и ост-
рые углы формы)
Неисправность протяж-
ной системы формовочных
машин
Предположительные
виновники
Сушильщик
Формовщик, стер-
женщик или изготови-
тель краски
Заливщик
Формовщик
Технолог или залив-
щик-
Технолог или фор-
мовщик
Сборщик
Земледел или техно-
лог
Формовщик или мо-
дельщик
Формовщик
Формовщик или стер-
женщик
То же
Сборщик или залив-
щик
Сушильщик
Технолог или модель-
щик
Сборщик
Технолог или фор-
мовщик
Заливщик или сбор-
щик
Конструктор
Ремонтный мастер
Меры предупреждения
Улучшение сушки форм
и стержней. Усиление
контроля
Инструктаж формовщи-
ков и стерженщиков. Уси-
ление контроля за равно-
мерностью окраски. Улуч-
шение качества краски
Инструктаж заливщиков
и контроль заливки
Контроль за качеством
лужения жеребеек и чи-
стотой кокилей
Повышение температуры
заливки
Изменение литниковой
системы и выпоров с рас-
чётом увеличить торможе-
ние металла или ускорить
выход газов
Инструктаж сборщиков,
усиление контроля сборки
Улучшение качества фор-
мовочной и стержневой
земель и красок
Проверка и исправление
моделей
Улучшение крепления
выступающих частей фор-
мы
Улучшение плотности и
равномерности набивки
форм и стержней. Усиле-
ние контроля
Инструктаж и усиление
контроля
Улучшение организации
сборки и заливки, умень-
шение простоя форм перед
заливкой
Усиление контроля за
сушкой* инструктаж
Проверка и исправление
знаков моделей и стерж-
невых ящиков
Инструктаж сборщиков,
контроль
Изменение конструкции
литниковой системы,
уменьшение напора ме-
Инструктаж сборщиков
и заливщиков
Изменение конструкции
отливки —уменьшение или
ликвидация резких высту-
пов и острых углов формы
Ремонт формовочных ма-
шин
256
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Продолжение табл. 206
¦*
II
3-е
10
11
12
13
Виды дефектов, их ха-
рактеристика и способы
обнаружения
Раковины усадочные
Открытые или закрытые
пустоты в теле отливки,
имеющие шероховатую по-
верхность с грубокристал-
лическим строением
Внешний осмотр отливок
до и после механической
обработки. Просвечивание
Раковины шлаковые
Открытые или закрытые
пустоты в теле отливки,
полностью или частично
заполненные шлаком
Внешний осмотр отливок
до и после механической
обработки. Просвечивание
Рыхлота и пористость
Явно повышенная круп-
нозернистая и неплотная
структура металла
Осмотр обработанной по-
верхности. Гидравлическое
или воздушное испытание
Спай
Сквозные или поверхност-
ные с закруглёнными края-
ми шели и углубления в
теле отливки, образован-
ные неслившимися потока-
ми преждевременно за-
стывшего металла
Внешний осмотр отливок
до и после механической
обработки
Причины
Неправильная конструк-
ция отливки (утолщения и
местные скопления ме-
талла)
Неправильное питание
отливки жидким металлом в
процессе её затвердевания
(неправильное расположе-
ние прибылей, выпоров к
литников)
Неправильные размеры
или неправильная установ-
ка холодильников либо не-
достаток холодильников
(кокилей)
Повышенное содержание
элементов, способствую-
щих усадке, и пониженное
содержание элементов, пре-
пятствующих усадке
Чрезмерно высокая тем-
пература заливки, увели-
чивающая усадку
Применение окисленной
и загрязнённой шихты, за-
грязнённых флюсов, не-
стойких огнеупоров, спо-
собствующих образованию
шлаков
Низкая температура и
низкая жидкотекучесть ме-
талла, препятствующие от-
делению шлака из металла
в ковше и в литниковой
системе
Неправильная литнико-
вая система, не отделяю-
щая шлака
Разрушение фильтро-
вальной сетки вследствие
непрочности стержневой
смеси или неправильной
сушки сетки
Нерациональное устрой-
ство ковшей, не способст-
вующее отделению шлака
Плохая очистка металла
в ковше от шлака и не-
брежная, вместе со шла-
ком, заливка в формы
Заливка нераскислёино-
го металла
См. „Раковины усадоч-
ные и газовые"
Недостаточная темпера-
тура заливки
Недостаточная жидкоте-
кучесть металла вследст-
вие неправильности хими-
ческого состава
Неправильная литнико-
вая система, обусловлива-
ющая слишком медленное
заполнение формы
Перерыв струи при низ-
кой температуре металла
Засорение или пережим
питателей |
Предположительные
виновники
Конструктор
Технолог или фор-
мовщик
То же
Плавильный мастер
или технолог
Заливщик или техно-
лог
Плавильный мастер
То же
Технолог или фор-
мовщик
Технолог, земледел
или сушильщик
Технолог
Заливщик
Плавильный мастер
То же
Плавильный мастер
или заливщик
Технолог или пла-
вильный мастер
Технолог или фор-
мовщик
Заливщик
Сборщик
Меры предупреждения
Изменение конструкции
отливки для уменьшения
скоплений металла и утол-
щений
Изменение литниковой
системы, расположения и
размеров выпоров и при-
былей для улучшения пи-
тания жидким металлом
мест, склонных к образо-
ванию усадочных пустот,
и для обеспечения напра-
вленности затвердевания
Увеличение числа холо-
дильников (кокилей) или
изменение их конструкции
Изменение химического
состава в сторону, способ-
ствующую уменьшению
усадки
Уменьшение температу-
ры заливки
Применение менее ржа-
вой шихты и соответству-
ющих кондициям флюсов
Применение качествен-
ных огнеупоров
Повышение температуры
металла и его жидкотеку-
чести
Изменение литниковой
системы, усиление её
шлакоотделительной спо-
собности
Изменение состава ма-
териала сетки и изменение
режима сушки
Изменение конструкции
ковшей, установка шлако-
отделительной перегородки
Инструктаж заливщиков.
Выдержка металла в ковше
перед заливкой
Сгущение шлаков в
ковше
Улучшение раскисления
металла
То же
Повышение температуры
заливки
Увеличение жидкотеку-
чести металла изменением
химического состава
Изменение литниковой
системы с целью увеличе-
ния скорости заливки
Инструктаж заливщиков,
усиление контроля заливки
Инструктаж сборщиков,
усиление контроля сборки |
ГЛ. 1]
БРАК В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
257
Продолжение табл. 206
Шифр де-
фекта
14
15
16
;
1"
18
¦
Виды дефектов, их ха-
рактеристика и способы
обнаружения
Трещины горячие
Прямолинейные или из-
вилистые разрывы (сквоз-
ные трещины) и надрывы
(несквозные трещины) тела
отливки
Поверхность металла по
трещине окислена (имеет
цвет окалины)
Внешний осмотр отливки
до и после механической
обработки
Трещины холодные
Прямолинейные или из-
вилистые разрывы и над-
рывы тела отливки. Поверх-
ность металла по трещине
не окислена (может иметь
цвет побежалости)
Внешний осмотр отливки
до и после механической
обработки
Ужимины
Неглубокие узкие и
длинные вмятины в теле
отливки, прикрытые слоем
металла (соединённого с от-
ливкой „литниковым"
швом), отделённого от тела
отливки прослойкой фор-
мовочного материала
Внешний осмотр отливки
до и после механической
обработки
Несоответствие метал-
ла стандартам или тех-
ническим условиям по
химическому составу
Неправильный химиче-
ский состав
Химический анализ отли-
вок обычными, а также
спектроскопическими ме-
тодами
Несоответствие метал-
ла стандартам или тех-
ническим условиям по
микроструктуре
Неправильное соотноше-
ние структурных составля-
ющих чугуна. Отступления
по величине, форме, строе-
нию или по распределению
составляющих
Микроанализ
Причины
1
Неправильная конструк-
ция отливки—резкий пере-
ход от толстых к тонким
сечениям
Сопротивление форм и
стержней нормальной усад-
ке металла из-за чрезмерно
плотной набивки, непра-
вильного состава формо-
вочной и стержневой сме-
си, неправильного располо-
жения рёбер опоки или
каркасов в стержнях
Неправильный химиче-
ский состав — повышенное
1 содержание элементов,
(увеличивающих доперли-
товую усадку или умень-
шающих временное сопро-
тивление при высокой тем-
пературе
Преждевременная выбив-
ка
Заливка чрезмерно го-
рячим металлом, увеличи-
вающая усадку
Неправильный подвод
металла, ухудшающий рав-
номерное остывание отдель-
ных частей отливок
Неправильное располо-
жение холодильников
Плохое раскисление ме-
) талла
Наличие слоистости и
трещин в поверхности
формы
Недостаточная газопро-
ницаемость и вентиляция
формы, приводящие к мест-
ному вспучиванию слоя
земли вследствие повышен-
ного газового давления и
отжима вспученного слоя
металлом во время заливки
Повышенная газотворная
способность материала
формы
Неправильный расчёт
угара при составлении
шихты
Применение материалов
без проверки их состава
в химической лаборатории
Взвешивание на непра-
вильных весах или приме-
нение материала без веса
Ошибки при загрузке
(например, не дано добавок
ферросплавов)
Неправильное ведение
плавки
Ошибки экспресс-анали-
зов
Неправильный химиче-
ский состав
> Неправильная темпера-
тура заливки
Недоотжиг
)
Предположительные
виновники
Конструктор
Технолог, формов-
щик, стерженщик или
земледел
Плавильный мастер
или технолог
Выбивщик
Технолог или залив-
щик
Технолог или фор-
мовщик
То же
Плавильный мастер
Формовщик
Формовщик или тех-
нолог
Земледел или техно-
лог
Технолог или пла-
вильный мастер
Плавильный мастер
или контролёр
Плавильный мастер
или закидчик
Закидчик
Плавильный мастер
Лаборант
Технолог или пла-
вильный мастер
Заливщик
Мастер топливного
отделения или техно-
лог
Меры предупреждения
Изменение конструкции
отливки — смягчение пере-
ходов различных сечений.
Устройство галтелей и рё-
бер на моделях
Уменьшение плотности
набивки, изменение состава
формовочных или стержне-
вых смесей. Изменение
расположения и конструк-
ции рёбер опок или карка-
сов стержней
Изменение химического
состава металла для умень-
шения усадки и повышения
временного сопротивления
при высоких температурах
Изменение времени вы-
держки перед выбивкой.
Устранение сквозняков в
помещении выбивки
Понижение температуры
заливки путём выдержки
металла в ковше
Изменение литниковой
системы, обеспечивающее
равномерное остывание от-
дельных частей отливки
Установка или изменение
конструкции холодильни-
ков (кокилей)
Улучшение раскисленгя
металла
Инструктаж формовщи-
ков
Усиление газопроницае-
мости формовочной массы
и вентиляции формы, рав-
номерная плотность набив-
ки. Хорошая подготовка
формовочной смеси
Уменьшение органиче-
ских добавок и снижение
влажности формовочной
смеси
Проверка правильности
расчёта шихты
Усиление контроля хими-
ческого состава шихтового
материала
Проверка и исправление
весов, контроль за взвеши-
ванием
Инструктаж закидчикон,
контроль
Инструктаж плавильщи-
ков, контроль
Инструктаж лаборанток.
Дублирование контроль-
ных проб
Изменение химического
состава металла
Изменение температуры
заливки
Изменение времени или
температуры отжига
258
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Продолжение табл. 206
3
Se
В X
>—1 О)
Эе-
19
20
21
22
Виды дефектов, их ха-
рактеристика и способы
обнаружения
Несоответствие метал-
ла стандартам или тех-
ническим условиям по
физико-механическим
свойствам
Пониженные по сравне-
нию с нормами механиче-
ские свойства чугуна. Не-
достаточная его магнитопро-
водность, антимагнитность,
коррозиоустойчивость, жа-
ростойкость и т. д.
Механические испытания.
Специальные испытания на
магнитопроводность, кор-
розиоустойчпвость, жаро-
стойкость, износоустойчи-
вость и др.
Несоответствие разме-
ров и конфигурации
отливок чертежам
Отклонения в размерах
отливки, перекосы, смеше-
ние центров или отдель-
ных частей, разностенность
и т. д.
Внешний осмотр, размет-
ка
Несоответствие веса от-
ливок стандартам или
техническим условиям
Одклонения в весе отлив-
ки от заданного в недопу-
стимых пределах
Взвешивание
Механические повре-
ждения
Нарушение целостности
отливки при выбивке,тран-
спортировке или очистке
Внешний осмотр отливки
Причины
Неправильная термиче-
ская обработка: неправиль-
ный нагрев или охлажде-
ние, недостаточная макси-
мальная температура и
малая выдержка, высокая
температура и чрезмерная
выдержка
Окисление металла во
время термической обра-
I ботки
Конструкция детали, не
позволяющая получить не-
обходимую структуру во
всех её частях
Неправильно взята проба
J
Неправильное изготовле-
ние или ремонт моделей
и ящиков
Неправильный монтаж
моделей на плитах
Плохое состояние опоч-
ного парка —износ штырей
и втулок
Неправильная формовка
и небрежный выем моделей
Нетехнологичность кон-
струкции отливки
Неправильная простанов-
ка стержней
Неправильное накрытие
1 формы
1 Недостаточно жёсткий
каркас стержней, вызыва-
ющий их изгиб во время
заливки
Изгиб стержней во вре-
мя сушки
Плохое укрепление
стержней жеребейками
Плохо выполненный ре-
монт формовочной машины
Отсутствие какой-либо
отъёмной части модели
„Закатка" отливок в
очистном барабане
Переточка наждаком
1
Нерациональная конст-
рукция литниковой систе-
мы (чрезмерно толстые, по
сравнению с телом отливки,
питатели, прибыли и вы-
поры), приводящая к вы-
лому тела при удалении
литников, выпоров и при-
былей
Отбивка литниковой си-
стемы, выпоров и прибы-
лей без предварительной
подрубки
Падение отливки вслед-
ствие небрежной работы
выбивщиков или транс-
портных рабочих
Неполная загрузка очист-
ных барабанов или со-
вместная загрузка тонко-
стенных и тяжёлых отли-
вок
Предположительные
виновники
Мастер термического
отделения или техно-
лог
Мастер термического
отделения
Конструктор
Контрольный мастер
или лаборант
Модельщик, контро-
лёр или технолог
То же
Ремонтный слесарь
Формовщик или тех-
нолог
Конструктор
Сборщик
Сборщик
Технолог или стер-
женщик
Укладчик или су-
шильщик
Сборщик или техно-
лог
Ремонтный слесарь
Формовщик
Барабанщик
Наждачник
Технолог или фор-
мовщик
Обрубщик
Выбивщик или транс-
портный рабочий
Барабанщик
Меры предупреждения
Изменение режима тер-
мической обработки. Уси-
ление контроля
Изменение режима тер-
мической обработки (от-
жига)
Улучшение обмазки
горшков. Введение засыпки
Изменение конструкции
детали для достижения бо-
лее равномерного охла-
ждения в различных её ча-
стях
Инструктаж лаборанта и
контролёра
Проверка и ремонт моде-
лей и ящиков
Проверка монтажа мо-
делей, перемонтаж
Ремонт опок — замена
штырей и втулок
Проверка технологии
Инструктаж формовщи-
ков, усиление контроля
Изменение конструкции
отливок
Инструктаж сборщиков,
усиление контроля
Инструктаж сборщиков,
усиление контроля
Ужесточение конструк-
ции стержневых каркасов
Применение драйеров или
подсыпки во время сушки
Усиление крепления
стержней. Инструктаж
сборщиков, усиление кон-
троля
Регулировка и ремонт
формовочных машин
Ремонт модели, инструк-
таж формовщиков
Инструктаж барабанщи-
ков, контроль
Инструктаж наждачни-
ков, контроль
Изменение конструкции
литниковой системы —
уменьшение промежуточ-
ных сечений между телом
отливки и литниковой си-
стемой, выпорами и при-
былями. Изменение места
подвода литников и уста-
новки прибылей
Инструктаж обрубщика,
контроль
Инструктаж выбивщиков
и транспортировщиков
Инструктаж барабанщи-
ков, контроль
ГЛ. 1]
БРАК В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
259
Способы исправления дефектов литья
Газовая заварка ацетилено-кислородным
пламенем (холодная и горячая) и электро-
сварка применяются для заварки трещин и
раковин, наплавки металла и приварки отдель-
ных частей (см. т. 5, гл. IV). Заливка жидким
металлом применяется для устранения рако-
вин и отверстий на поверхности отливок. Для
этого: 1) производят расчистку раковины или
трещины; 2) формуют над раковиной чашу из
глины для образования боковых границ на-
плава (для отвода металла устраивают в ча-
ше боковое отверстие, которое после заливки
закрывают), а при заливке сквозного отвер-
стия делают с нижней стороны стержневую
лепёшку, образующую нижнюю поверхность
Таблица 207
с
с
%
01
02
03
04
05
06
07
08
09
10
И
12
13
14
15
16
17
18
19
20
21
22
Виды дефектов
Заливы
Коробление
Корольки
Нарост
Недолив
Отбел
Пригар
Раковины
газовые
Раковины
земляные
Раковины
усадочные
Раковины
шлаковые
Рыхлота и по-
ристость
Спай
Трещины го-
рччие
Трещины хо-
лодные
Ужимины
Несоответствие
металла стандар-
там или техниче-
ским условиям по
химическому
с пет якv
LUV, 1 аО у
Несоответствие
металла стандар-
там или техниче-
ским условиям по
микроструктуре
Несоответствие
металла стандар-
там или техниче-
ским условиям по
физико-механиче-
ским свойствам
Несоответ- '
ствиеразмеров
и конфигура-
ции отливок
чертежам
Несоответ-
ствие веса от-
ливок стандар-
там или техни-
ческим усло-
виям
Механические
повреждения
1
Способы исправления
Обработка и очистка
Правка под молотами и прес-
сами или ударами молотка;
выдерживание в печи под гру-
зом при t = 750°С
Газовая или электрическая
заварка; ввёртывание пробки
Механическая обработка
Наварка жидким металлом
Термообработка
Обрубка и обдирка на абра-
зивных кругах
Газовая или электрическая
заварка; ввёртывание пробок;
при небольших размерах де-
фекта — металлизация
Газовая или электрическая
заварка; металлизация; про-
питка; отжиг для цветных
м^аллов; подчеканка
Газовая или электрическая
заварка
Неисправимо
Термообработка
Только в отдельных случаях
термообработка
Только в отдельных случаях—
механическая обработка, га-
зовая или электрическая за-
варка; заварка жидким метал-
лом
Газовая или электрическая
заварка отбитых частей;
в отдельных случаях — за-
варка жидким металлом
заливаемого металла; 3) разваривают струёй
металла стенки раковины или трещины;
4) дают отливке медленно охлаждаться.
Заливка жидким металлом применяется
главным образом для отливок из цветных
сплавов и реже—для отливок из чугуна и
стали.
Металлизация, т. е. покрытие исправляе-
мой поверхности слоем металла, применяется
для устранения мелких раковин, рыхлот и по-
ристости. Преимущество этого способа в
том, что исправление производится очень
быстро, без предварительного подогрева отли-
вок. Металлизацией допускается исправлять
раковины, имеющие после разделки попереч-
ное сечение до 12 мм2 при глубине не больше
1j2 диаметра раковины. Расстояние от края
отливки до места дефекта должно быть не
менее 2,5 мм.
Разделка дефектного места производится
сверлением или вырубкой. Исправляемое место
очищают. При разделке раковин рекомендуется
для увеличения прочности крепления делать в
боковых стенках углубление в виде ласточ-
кина хвоста.
Для устранения пористости можно подвер-
гнуть металлизации и наружную и внутрен-
нюю поверхности отливок. Толщина наноси-
мого слоя металла зависит от характера де-
фекта. Она обычно колеблется от 0,3 до
0,5 мм в местах слабого потения при гидро-
пробе и от 0,5 до 1,0—1,5 мм и выше — в
местах, где наблюдаются просачивание воды
струйками и слабое фонтанирование. Отливки,
подвергшиеся металлизации, выдерживают при
гидропробе давление до 20 am.
Металлизация цветных отливок и необра-
батываемых поверхностей чугунных отливок
производится цинковой проволокой любой
марки, диаметром 1 — 1,5 мм. Для металли-
зации обрабатываемых поверхностей чугун-
ных отливок следует применять низкоуглеро-
дистую стальную проволоку также диаметром
1—1,5 мм (способы металлизации — см. т. 7,
гл. VIII).
Заполнение раковин производится через
шаблон (трафарет).
Первый слой металла наносится без трафа-
рета. Отверстие шаблона должно быть на
3—5 мм больше диаметра раковины, а рас-
стояние шаблона от поверхности детали во
время металлизации — 4—5 мм. Шаблон ре-
комендуется изготовлять из полированного
или хромированного материала.
Цинковое покрытие сразу же смачивают
водой при помощи кисти или пульверизатора.
Смачивание повторяют 2—3 раза по мере вы-
сыхания воды. Это необходимо для обра-
зования в порах покрытия нерастворимых хи-
мических соединений, повышающих его плот-
ность. Наросты, образовавшиеся при заделке
раковин, следует обрубать осторожно, идя
от центра к краям.
Пропитка и заделка мастикой. Отливки
с усадочной или газовой пористостью, кото-
рые при гидравлическом испытании дают
течь, исправляют путём пропитки дефектного
места: а) водной или другой окисью металла,
б) смолистым материалом, специально вводи-
мым в раковины.
Водная окись получается за счёт искус-
ственной коррозии при наполнении дефектного
260
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
места водой. При незначительном потении
достаточно сделать такую пропитку, чтобы
дефект исчез. Вода, которой наполняют ис-
правляемое изделие (посуда, радиатор), долж-
на оставаться в нём несколько часов. Кипе-
нием воды можно процесс ускорить. Для ис-
правления более сложных отливок из чёрных
металлов применяют для пропитки 10%-ный
водный раствор жидкого стекла или 4,5%-ный
раствор нашатыря, которые вызывают быструю
коррозию. Пропитывание водным раствором
производится без давления, В отдельных слу-
чаях (например при пропитке паровозных ци-
линдров) давление повышают от ручного насо-
са, заглушая отверстия в отливке фланцами.
Оно не должно превышать предельного давле-
.ния, принятого для гидравлического испытания.
Уплотнение пористости достигается также
пропиткой водным раствором хлорного же-
леза и натронной селитры со взмученным же-
лезным суриком. В результате ряда реакций
раствор G0 г хлорного железа, 42 г натрон-
ной селитры и 100 г железного сурика на
1000 г воды) отлагает в порах отливки чёрную
магнитную окись железа. После пропитки вод-
ными растворами деталь должна сохнуть не
менее суток.
Цветные отливки из бронзы и особенно из
алюминия пропитывают 40%-ным спиртовым
раствором бакелита.
Дефекты в деталях, имеющих декоративное
назначение, исправляют путём заделки спе-
циальными мастиками (замазками). Для при-
готовления мастики разводят порошок в воде
до состояния густого клейстера. Дефектное
место (раковину), тщательно очищенное от
земли, заполняют этой массой и плотно вда-
вливают её в раковину. С поверхности ма-
стику заглаживают специальной лопаткой.
В течение дня мастика засыхает, после этого
её затирают куском кокса или пемзы. За-
делка становится незаметной для глаза.
Состав мастик разных номеров приводится
в табл. 208.
Таблица 208
Составные вещества
Номера мастик
Содержание в °/0
Аспидный сланец порошко-
образный . . . •
Огнеупорная глина порошко-
образная
Бура
Нашатырь
Воск
Жидкое стекло
Вода
Графит
Железные стружки молотые .
Чугунные „ „
Перекись марганца
Хлористый натрий
Сера
Уксусная кислота
Цемент
— — 2О
IO
—
—
18
_
9
—
45
—
—
18
-
—
2-5
—
13
—
8i
—
—
—
i
2.5
_
—
3
—
_
—
—
95
—
—
2
-
_
44
6
—
—
_
ii
22
—
II
6
—
-
- 75
Мастика № 1 применяется для исправле-
ния обычных отливок из серого чугуна, ма-
стики № 2 и 3 — для жаростойких отливок,
Лг 4 —- для отливок, проверяемых на плот-
ность, № 5 — для заделки небольших раковин.
Особой прочностью обладает специальная за-
мазка, составленная из смеси полевого шпата
B части), битого стекла A часть) и жидкого
стекла. Масса должна иметь консистенцию
сметаны. Затвердевает эта замазка в течение
3—4 дней.
Ввёртывание пробок и втулок. Этот спо-
соб применяется для исправления небольших
раковин диаметром до 20 мм или течи (на-
пример возле жеребейки). Для ввёртывания
пробки раковину просверливают и в отвер-
стии нарезают резьбу. Пробки обычно изго-
товляют из того же металла, из которого от-
лито изделие; для отливок из чёрных метал-
лов применяются также пробки из красной
меди. К ввёртыванию втулок прибегают в
тех случаях, когда не совпадают оси отвер-
стий или же если отверстия эксцентричны,
а также когда в отверстиях обнаруживается
течь. Материалом для втулок служат чугун.
биметалл и др.
Для того чтобы пробки и втулки плотнее
сидели в отверстиях, их сажают с натягом в
0,09—0,11 мм, а перед ввёртыванием смачи-
вают жидким стеклом. Натяг можно получить
и другим способом — сделав нарезку отвер-
стия и нарезку пробки с разным шагом. Хо-
рошо также ввёрнутую пробку расчеканить,
а её выступающую часть подрубить и зачи-
стить.
Правка и подчеканка. В массовом произ-
водстве отливки из ковкого чугуна и стали,
подвергшиеся короблению, после термической
обработки правят под винтовыми, фрикцион-
ными или гидравлическими прессами в матри-
цах с помощью специальных оправок. В инди-
видуальном производстве такие отливки пра-
вят на металлических плитах осторожными
ударами молотка по выпуклой стороне. Правка
некоторых чугунных отливок, например кана-
лизационных труб, особенно хорошо удаётся,
если отливку предварительно нагреть до тём-
нокрасного цвета. Отливки, показавшие при
гидравлических испытаниях малую пористость
(так называемую „росу") и предназначенные
работать при небольших давлениях (до 3 am),
можно исправить путём подчеканки прони-
цаемого места. Небольшие раковинки и течь
возле жеребейки устраняются осторожной
подчеканкой бородками. Подчеканку ведут
вокруг раковины или течи.
Термическая обработка применяется в
тех случаях, когда необходимо изменить твёр-
дость отливки, а также удалить искривление.
Например, брак чугуна по признаку понижен-
ной твёрдости исправляют иногда способом
закалки. Для этого чугунные отливки нагре-
вают до 840° в печи с выкатной тележкой и
выдерживают при этой температуре 40—
80 мин. в зависимости от толщины детали.
После этого отливки быстро удаляют из печи
и прямо на тележке подвергают водяному
душу. В результате такой закалки твёр-
дость увеличивается на 10 — 15 единиц по
Бринелю за счёт перехода перлита из крупно-
и мелкопластинчатого в сорбитообразный.
Искривленную чугунную отливку, имеющую
прогиб, устанавливают на поду отжигатель-
ной печи на опорах, и место прогиба, сверху,
нагружают чугунным грузом; под прогибом
должно быть свободное пространство в 2—3
раза больше самого прогиба. Затем деталь
нагревают до 750°, выдерживают в течение
часа и выдают на воздух.
ГЛ. Ij
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ВНЕДРЕНИЯ ПОТОКА
261
Брак по признаку повышенной твёрдости
(отбела) исправляют путём отжига. Отбелён-
ные места покрывают слоем окалины и про-
изводят отжиг при температуре 850—950° в
течение нескольких часов; после этого дают
отливке медленно охлаждаться вместе с
печью. В результате отжига происходит рас-
пад структурно свободного цементита на
углерод отжига и феррит.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Андреев В. М., Дефекты отливок и методы их
исправления, Лениздат, 1945.
2. ВНИТОЛ. Брак чугунного литья и борьба с ним,
Машгиз, 1946.
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ВНЕДРЕНИЯ ПОТОКА
В ПРОИЗВОДСТВЕ СЕРИЙНОГО ЛИТЬЯ
Задача дальнейшего развития народного
хозяйства требует значительного увеличения
выпуска машиностроительного литья. В связи
с этим должны быть изменены технология
и организация литейного производства. Про-
стое механическое увеличение объёма произ-
водства без изменения его технологии и орга-
низации сделало бы необходимым почти про-
порциональное увеличение производственных
площадей и потребовало бы подготовки огром-
ного количества квалифицированных кадров
литейщиков.
Внедрение в производство машинострои-
тельных отливок современного поточного ме-
тода позволит повысить производительность
труда в 3—4 раза и почти на столько же—съём
с площадей. Кроме того, применение поточного
метода, который предполагает широкую меха-
низацию производства, позволит ввести рабо-
чих-операторов вместо квалифицированных ли-
тейщиков.
По отдельным звеньям литейного процесса
переход на поточный метод производства вы-
разится в следующем.
Плавильное отделение. Важнейшая пред-
посылка для организации литейного производ-
ства в цехах среднего размера по методу по-
тока — применение одной шихты и, самое боль-
шее, двух шихт чугуна.Применение нескольких
шихт при параллельных плавке и формовке
обычно имеет место при очень большом объёме
производства (при непрерывной заливке всеми
шихтами) или связано с накоплениями заделов
форм, нарушающими поточность производства
и требующими дополнительных площадей.
Для перехода на поточное производство
требуется такой металл, из которого можно
было бы одновременно заливать детали в ши-
роком диапазоне. Это может быть обеспечено
модифицированием чугуна. Регулируя присадки
модификаторов, можно получать из одной
шихты требуемые однородные структуры и
высокие механические свойства в отливках
самой различной массивности.
Стержневое отделение. Изготовление
стержней всегда было и в значительной мере
продолжает оставаться одним из тех участков
производства большинства отливок, где при-
меняется преимущественно ручной труд. В то
же время в литейном производстве непрерывно
нарастает доля стержневых работ.
Чтобы облегчить механизацию формовки
стержней, необходимо прежде всего применять
легкотекучие смеси. Такими смесями являются
песчаные с масляными и синтетическими кре-
пителями. Эти смеси даже при незначительном
уплотнении уже способны заполнять полости
стержневых ящиков. Прочность на сжатие пес-
чано-масляных стержней в сухом виде доходит
до 50 кг/см2, что даёт возможность получать
тонкие стенки без опасности их поломок. После
заливки прочность стержней падает до 5—
5,5 кг/см2, в результате чего значительно об-
легчается удаление их из отливок.
Для машинной формовки стержней необхо-
димо расчленять крупные сложные стержни
на мелкие со сравнительно простой конфигу-
рацией.
Применение текучих смесей и упрощение
стержней позволит широко использовать рас-
пространённые в наших литейных встряхива-
ющие переворотные станки, а также расширить
область применения песконадувных машин.
Механизация изготовления стержней нашла
своё выражение и в ряде приспособлений для
поворота ящиков и удаления стержней, для
шлифовки стержней под склейку, для контроля
за размерами и т. д. Сумма перечисленных
мероприятий позволит литейным серийного
производства организовать в стержневых отде-
лениях замкнутые поточные линии.
Ввиду того что сушка песчаных стержней
производится при более низкой температуре
и за более короткое время, чем глинистых,
а также в связи с тем, что размеры их меньше,
молено продолжить поток и на процесс их
сушки, использовав для этого конвейерные су-
шильные печи.
Формовочное отделение. Основное усло-
вие для технического прогресса в формовке
средних и крупных деталей — отказ от сухой
формовки.
Развитие науки о формовочных материалах,
возможность испытывать прочность формовоч-
ных смесей, их газопроницаемость и другие
свойства, а также возможность регулировать
их по своему усмотрению вполне позволяют
применять сырые формы для отливки большин-
ства деталей, включая и такие, как станины
станков.
В отдельных случаях следует применять
поверхностную сушку форм, при которой сушке
подвергается лишь тонкий слой формовочной
земли, непосредственно воспринимающий на
себя действие жидкого металла. Этот способ
применим в тех случаях, когда заливка про-
изводится вскоре же после подсушки и влага
из сырого слоя формы не успевает проник-
нуть в высушенный слой и размыть его.
В формах для станочных отливок в зави-
симости от массы металла и толщины стенок
глубина подсушиваемого слоя колеблется
между 12 и 25 мм, а в формах для блоков авто-
мобильных моторов — между 3 и 8 мм.
Для поверхностной подсушки форм приме-
няют газовые горелки, методические печи
262
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
непрерывного действия, а также инфракрасные
лучи. Последние рекомендуется применять для
сушки сравнительно неглубоких форм, лишён-
ных затенённых поверхностей. Нужная степень
подсушки слоя формы с глубиной в 1,5 — 2 мм
достигается за 5 мин. Такая быстрота сушки
инфракрасными лучами объясняется тем, что
количество передаваемого радиацией тепла,счи-
тая температуру накала ламп в 2320° С, пример-
но в 8 раз превышает тепло, передаваемое обыч-
ным пламенем, имеющим температуру в 1150° С.
Что касается способов механизации формов-
ки, то существует тенденция применять, в том
числе и для самых крупных отливок, встряхи-
вающие формовочные станки грузоподъём-
ностью до 20 т и более, которые благодаря
автоматичности их действия позволяют исполь-
зовать на этой операции малоквалифицирован-
ных рабочих.
Переводу формовки на механизированный
поточный метод должна предшествовать жёст-
кая стандартизация типоразмеров опок. На
каждую пару формовочных станков, находя-
щихся в системе конвейера, рольгангов и т. п.,
должен приходиться один или, самое большее,
два размера опок. Однако при сокращении
числа размеров опок нельзя допускать, чтобы
объём их использовался нерационально. В этих
целях следует не только в форму, но даже и
в знаки стержней основных деталей подса-
живать отливки меньшего размера. Коопери-
рование в одной форме чугунных деталей
различного наименования делается почти не-
зависимым от массивности отливок при мо-
дифицировании чугуна.
Одним из важнейших условий поточного
метода изготовления деталей является соот-
ветствие конструкции отливок повышенным
технологическим требованиям механизирован-
ного производства. Особенно сильно сказы-
вается влияние конструкции отливки при
применении так называемых специальных спо-
собов литья.
Применение этих способов литья в серий-
ном и даже мелкосерийном производстве —
одно из принципиальных прогрессивных нов-
шеств литейной техники.
Есть все основания считать, что особенно
широкое распространение получат способы
литья полуцентробежный и центрофугирования,
которые могут быть рационально использо-
ваны во многих литейных цехах благодаря воз-
можности применения при этих методах зем-
ляных форм.
Выбивка и очистка литья. Меньшая
прочность сырых форм по сравнению с вы-
сушенными формами допускает применение
встряхивающих решёток для выбивки деталей
весом до нескольких десятков тонн Крупные
выбивные решётки представляют собой ряд
встряхивающих механизмов, сблокированных
в зависимости от размера и веса выбиваемых
форм.
Механизация удаления стержней из средних
и крупных отливок наиболее успешно осу-
ществляется на основе применения гидра-
влики. Очистка станины карусельного станка
типа Буллард, которая при применении
пневматического инструмента требует около
30 чел.-час, при использовании гидравлики
производится в течение 2—3 час. Увеличению
производительности гидроочистных устройств
во многом способствует использование вместо
глинистых стержневых смесей песчаных.
Для совмещения операций по удалению
стержней с освобождением поверхности от-
ливки от пригоревших частиц земли рекомен-
дуется применять пескогидравлическую очи-
стку. Эжектируемые водой кварцевые песчинки
бомбардируют литую поверхность иотдирают от
неё всякие наросты. Давление воды в пескоги-
дроструйных установках составляет 75 - 80 am.
Более хорошая очистка деталей при этом,
а также отсутствие заливов, перекосов и дру-
гих пороков при машинной формовке позво-
ляют стабилизовать объём обрубочных работ,
укладывая их в определённый технологиче-
ский регламент. Это обстоятельство служит
главной предпосылкой для перевода обрубных
отделений на поточный метод производства.
Кроме того, перечисленные выше факторы
значительно сокращают трудоёмкость обрубки,
сводя её к минимуму операций.
Особенно эффективен поточный метод при
увеличении объёма производства. Сейчас оп-
тимальный годовой выпуск литейного цеха
в ряде отраслей машиностроения составляет
6 —10 тыс. т. При введении же поточного ме-
тода будет оправдана постройка крупных ли-
тейных цехов для насосостроения, станко-
строения, дизелестроения и т. д., не отличаю-
щихся по своим масштабам от литейных цехов
автотракторного производства. Тогда возмож-
но будет внедрять наиболее производительные
процессы, что позволит резко повысить тех-
нико-экономические показатели литейной про-
мышленности и в первую очередь—производи-
тельность труда и съём с площадей.
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ОТЛИВОК
ИЗ ЧУГУНА И СТАЛИ
Припуском на механическую обработку
отливки является толщина слоя металла (на
сторону), предназначенного для снятия в про-
цессе механической обработки.
В приведённых ниже таблицах указаны
припуски на механическую обработку отли-
вок из чугуна и стали, изготовляемых в пес-
чаных формах, причём припуски, связанные
с технологией производства отливок (компен-
сирующие коробление, сглаживающие мест-
ные углубления, переходы, уступы и пр.), не
предусматриваются.
Припуски на механическую обработку
отливок из серого чугуна
По ГОСТ 1855-45 установлены в зависи-
мости от характера производства три группы
припусков на механическую обработку отли-
вок из серого чугуна: I — для массового,
II — для серийного и III — для индивидуаль-
ного производства. Припуски на обработку
поверхностей отливок из серого чугуна см.
стр. 18, табл. 42. В табл. 20У указаны наи-
большие припуски на обработку сопряжённых
ГЛ. I]
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ОТЛИВОК
263
отверстий, положение которых на отливке
обусловлено размерами сопряжения их с обра-
батываемыми поверхностями или другими от-
верстиями. Припуски на обработку несопря-
жённых отверстий, положение которых на от-
Таблица 209
Припуски на обработку
в отливках из
Наибольший раз-
мер отливки
в мм
До ioo
IOI—20О
aoi-зоо
301—500
501-800
8oi—laoo
I2O1—18ОО
1801 -абоо
2601—3800
3801-5400
Свыше 54°о
1
сопряжённых
серого чугуна
отверстий
Группа припусков
II
Наибольший припуск
3
4
5
6
б
7
8
ю
_
—
—
обработку в
4
5
6
7
8
9
ю
12
14
16
18
мм
III
на
5
б
7
8
9
ю
12
14
16
18
зо
Примечание. По длине отверстий свыше пяти
диаметров припуски I и II групп принимаются по сле-
дующей группе (II и III), а припуски III группы увели-
чиваются в соответствии с технологией литья.
ливке определяется свободными размерами,
устанавливаются, как для простых отливок,
по табл. 42.
Припуски на механическую обработку
отливок из ковкого чугуна
По проекту ГОСТ установлены в зависи-
мости от характера производства два класса
припусков на механическую обработку отли-
вок из ковкого чугуна: I — при машинной фор-
мовке и II — при ручной формовке.
В табл. 210 приведены приписки на обра-
ботку I класса (машинная формовка). Вели-
чины припусков II класса определяются уве-
личением на 1 мм соответственных припусков
I класса.
Припуски на механическую
обработку фасонных отливок
из углеродистой стали
По ГОСТ 2009-43 установлены в зависимо-
сти от характера производства две группы
припусков на механическую обработку фасон-
ных отливок из углеродистой стали: I — ма-
шинная формовка (для массового и крупносе-
рийного производства) и II — ручная формовка
(для мелкосерийного и индивидуального про-
изводства). В табл. 211 и 212 приведены при-
пуски на механическую обработку указанных
I и II групп (см. также стр. 18, табл. 43).
Таблица 210
Припуски на механическую обработку (резанием) отливок из ковкого чугуна (машинная формовка)
Размер
ки в
Длина
I — IOO
ioi—150
отлив-
мм
Ширина
До ioo
До 150
До ioo
ioo -150
До 150
151-300
ДО 20О
201-400
ДО 2ОО
2OI—боо
Обрабатываемая поверхность
Нижняя и наоужная боковая
Расстояние (в мм) по перпендикуляру до
обрабатываемой
0
1.5
1.5
1.5
1.5
1,5
1,6
1,6
1,8
2,О
2,2
До 25
1.5
1.5
т.5
i'5
1,6
1.7
1.7
1.9
2,1
2.3
26-100
1.5
1.5
1.5
1.6
1,7
1,8
1.9
2,О
2,3
2,4
101-225
1.5
1.5
1.7
1,8
2,0
2,О
2,2
а,4
2,6
226-400
Свыше
400
Припуски на
-
-
_
—
' 2,0
2,0
2,1
2,4
3,5
2,7
-
-
__
—
—
2,7
2,8
Верхняя 1
знутренняя и поверхность
горизонтальных цилиндров
наиболее отдалённой, связанной
поверхности
0
сторону
х,5
1.5
1.5
1.6
1.7
1.9
2,О
2,О
2,4
2,7
До 25
в мм
1.5
1.5
1.5
1.7
1.9
2,О
2,1
2,4
2,6
2,8
26-100
1,5
1,6
1,6
1.9
а,о
2,2
2,3
2,5
2,7
З.о
101-225
-
1.7
1,8
2,2
2,4
2.4
2,7
2,9
3.1
размером
226-400
-
-
_
-мм
2,4
2,5
2,7
2,8
З.о
3.3
Свыше
400
-
-
—
_
—
3,з
3,4
Примечание. Для цилиндрических отливок, имеющих высоту, равную диаметру или менее его, длину
и ширина считаются равными диаметру; при высоте, большей диаметра, длиной считается высота, а шириной—
диаметр.
264
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. III
Таблица 211
Припуски на механическую обработку фасонных отливок из углеродистой стали (в мм)
(I группа — машинная формовка)
Г
Наибольшая
длина
отливки в мм
Поверхность отливки (по
положению лри заливке)
Припуски при наибольшей ширине отливки в мм
До 2оо
•
aoi— з°о'
3OI— 4°°
4OI— 5оо
5OI— боо
6oi— 8оо
8oi—iooo
iooi—1250
Свыше 1250
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя.
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
боковая
боковая
боковая
боковая
боковая
боковая
боковая
боковая
боковая
Примечание. В отливках тел вращения малой высоты за оба габаритные размера следует считать диаметр.
Таблица 212
Припуски на механическую обработку фасонных отливок из углеродистой стали
(II группа — ручная формовка)
Наибольшая
длина
отливки в мм
Поверхность (по положе-
нию отливки при заливке)
Припуски при наибольшей ширине отливки в мм
8 3
До яоо
8OI— 3°О
3OI— 4°о
4OI— 5°о
501— боо
6oi— 8оо
8oi —iooo
iooi—1250
1251—i5°o
1501 —l8oo
1801—2300
2301—2800
2801—3500
3501-5000
Свыше 5°°°
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
Верхняя
Нижняя,
боковая
боковая
боковая
боковая
боковая
боковая
боковая
боковая
боковая
боковая
боковая
боковая
боковая
i боковая
боковая
18
18
28
Примечание. В отливках тел вращения малой высоты за оба габаритные размера следует считать диаметр.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К о в а н В. М., проф., д-р техн. наук, Технология
машиностроения, Машгиз, 1944.
2. Наркоммаш, Проекты стандартов, Припуски на ме-
ханическую обработку для отливок из ковкого чугуна
и медных сплавов, 1939.
3. „Новые нормы и режимы технологии в литейном про-
изводстве", труды ЦНИИМАШ, ОНТИ, 1938
4. ГОСТ 1855-45—„Отливки из серого чугуна, Припуски
на механическую обработку и предельные отклонения
по размерам и весу",
б. ГОСТ 2009-43—„Припуски на механическую обработку
и допускаемые отклонения на размеры и вес отливок
фасонных из углеродистой стали".
Глава II
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
ИСХОДНЫЙ МАТЕРИАЛ ДЛЯ КУЗНЕЧНО ШТАМПОВОЧНОГО
ПРОИЗВОДСТВА
Исходным материалом для кузнечно-штам-
повочного производства являются слитки и
прокат.
Слитки используются для производства
крупных поковок. В зависимости от габаритов
и конструкции изделий слитки из конструк-
ционной стали могут изготовляться весом от
200 кг до 300 т. Из легированной стали
(меньше 5% примесей) слитки отливаются
относительно меньшего веса, чем из углеро-
дистой.
Форма слитков обычно представляет собой
усечённую пирамиду с отношением длины
к среднему поперечному размеру от 2 до 3.
Поперечное сечение слитков может быть ква-
дратным, многоугольным F-, 8-, 12-угольное) и
круглым. Слитки, предназначаемые для ковки,
отливаются широким концом кверху, чтобы
усадочная раковина располагалась в „прибы-
ли". В процессе ковки как прибыль, так и
нижняя часть (донная) слитка удаляются. При
этом в прибыль отходит 20 — 35%, а от дон-
ной части 5—10% от веса слитка. Практически
выработаны геометрические формы слитков,
которые дают более высокий выход годного.
В табл. 1, 2, 3, 4 и 5 приведены примеры сор-
таментов слитков конструкционной стали за-
водов СССР и иностранных.
Приёмка слитков производится по
внешнему осмотру и выборочно по макро-
структуре. При внешнем осмотре на поверхно-
сти слитков могут быть обнаружены мелкие
Сортамент стальных слитков заводов СССР
Таблица 1
Фиг. 1.
Вес
в кг
538
7оо
86о
9оо
I ООО
i 150
I 4°°
I 7<эо
2 IOO
1 2 5°О
! 3°оо
3 5°°
4 4°°
6 ООО
8 ооо
ю ооо
12 ООО
13 ооо
14 ооо
15 ооо
1бооо
Форма
Круглая
8-гранная
Круглая
8-гранная
Круглая
8-гранная
12-гранная
То же
п
п
8-гранная
То же
я
12-гранная
8-гранная
п
п
щ
п
•
D
ЗЮ
373
4°5
4Ю
44°
467
5°°
535
593
б го
671
708
75б
780
93°
I Ol6
1 027
1 035
1 138
1 143
1145
_
344
372
—
42O
474
5°8
52б
58°
59б
630
650
74°
82O
8д8
9о8
915
IOO2
IOO7
IOIO
d
240
266
335
230
35б
338
385
423
43б
484
500
524
54°
560
652
577
57°
677
709
706
70а
Размеры
dx
290
325
385
35°
420
400
45°
490
506
556
575
606
636
680
775
73°
73O
850
75°
75°
75°
270
312
35°
34°
37°
40З
44°
470
53°
54°
600
628
725
72O
87°
97°
97°
97°
io85
io85
1о85
в мм
А,
З9о
—
312
—
36°
416
444
446
51°
531
55°
620
695
760
860
880
880
955
955
955
d7
i5°
160
185
15°
185
160
225
225
230
225
300
225
475
—
—
43°
—
9°5
925
9аэ
250
S70
ЗЗо
290
250
33°
380
380
446
410
51°
440
600
58°
700
850
650
85°
56°
5°°
56°
250
290
230
320
250
310
320
300
315
33°
35°
38°
420
520
600
887
875
825
840
900
980
Н
845
97°
8i5
1030
815
1030
980
1040
i°45
1150
ибо
135°
I38o
i6oo
1690
1512
1876
2155
1730
1870
1980
я,
5°
4°
9°
IOO
40
60
58
5°
но
5°
I2O
IOO
135
70
I8O
157
157
157
2O0
2OO
ЗОО
Is
л в*
4 <u
« U
Is
ч В ^
С * в
661
85°
1116
1007
1288
1333
1640
1875
2197
2471
3827
3058
3717
4231
5608
6866
6955
7014
8574
8617
8644
с годной
:ти в кг
« Я"
427
553
650
7Ю
73°
897
1098
Х33°
18ю
1987
2295
2 734
3 4°°
4820
6138
7 637
9 471
»> 775
10480
II 250
12936
266
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Сортамент стальных слитков заводов СССР
Таблица 2
Фиг. 2.
Вес
в т
1,2
2
3
4
5
б
9
12
15
18
2б
32
46
5а
6о
72
85
97
Ii8
13о
145
17О
215
250
35°
Вес отходов в кг
а
ю
15
25
93
i°5
173
219
251
Зоб
ззг
578
668
763
io8i
I 123
1 400
1259
1419
1 522
1664
2283
3890
3 174
З705
7 893
10000
б
2б5
45°
650
758
1 155
1 270
1820
2490
3 100
3 79°
5200
6600
9 95O
10850
12 100
12 600
15 200
16 000
20800
25000
27 800
23850
35 8°°
47000
53 75O
64000
dy
325
430
500
535
593
630
720
815
875
981
1 040
1 220
1274
1325
1375
1 420
1 491
1576
1656
1756
—
1645
1975
2 184
2280
2350
d2
455
55°
630
670
73O
795
895
1 000
1 070
1 135
1 263
1383
1 520
1 600
1650
1630
1775
1880
1970
2 090
a 165
2 280
3 360
2560
2 700
3254
d3
409
500
580
610
670
723
825
93O
1 000
1065
1 185
1275
1 440
1 510
1 560
1 560
1685
1 780
i860
1980
2045
1890
2 200
2430
2530
2 994
140
200
200
296
296
296
397
397
397
397
542
542
542
623
623
5°9
623
623
623
623
828
800
802
828
768
1200
Размеры в мм
ds
255
335
335
300
300
300
400
400
400
400
545
545
545
625
625
625
625
625
625
625
830
85o
830
830
870
1260
d.
—
—
485
53O
580
670
750
870
900
1 000
1 120
1 230
1 33°
1370
I 400
I 490
1580
I 650
I 760
I 820
2 070
I 960
2 IS0
2 25O
2660
d7
385
—
—
585
635
695
783
915
980
I 040
1155
I 250
1395
I 460
1505
J5i5
1 620
1 720
1 800
1 910
1 980
2 200
2 150
2325
2450
2 95O
L
1 410
1 610
i860
1 926
2096
2266
2527
2682
2832
3027
3 574
3644
4044
4250
4 425
4480
4700
4991
5221
5 531
5 752
6015
6 460
6837
7 744
7190
h
37°
400
45O
410
455
500
560
600
640
690
770
840
940
980
1025
95O
1 100
1 170
1230
1 310
1360
1 45O
1490
1 625
2020
1 700
I
1 000
1 160
135°
I 400
1525
1 650
1825
1 940
2050
2 195
2 42a
2620
2 920
3060
3190
3230
3 39°
3600
3 77°
4 000
4 15°
4 15°
4 525
4900
5 100
5 i°°
и
—
—
IOO
wo
IOO
*3o
130
130
130
170
170
170
200
200
—
200
210
210
210
230
250
265
300
580
510
—
—
16
16
16
12
12
12
12
14
14
14
10
10
—
10
11
11
11
12
165
180
12
44
150
Сортамент стальных слитков заводов СССР (форма 8-гранная)
Таблица 3
Фиг. 3.
Вес в т
4,9
5.°-5,9
6,75-8,3
10,55-12,95
13,6—18,7
17,0—28,0
21,О—2б,0
24,0—30,0
28,0—34,0
32,о—4°,°
40,0—50,0
Размеры в мм
D
7°5
760
854
97°
I IOO
I 178
1252
i з10
1372
145°
i 560
А
655
7»
824
94°
i°5°
I 122
I IOO
I 246
i з°8
1382
1488
d
55°
455
445
5бо
680
650
800
77°
810
880
850
915
89°
995
964
1 050
I IOO
Т TQJ.
&х
640
565
680
75°
870
890
99°
1 030
1 004
1 128
1254
А
670
73O
820
935
I O2O
I io8
I 176
I 230
1288
1362
I 460
А
52°
68о
79°
9°5
97°
i 052
I Нб
I Il6
i 224
1294
1388
375
4<х>
45°
460
56о
5°о
59°
640
640
640
700
d3
600
660
700
885
95°
1 020
1 080
1 130
1 190
1 260
135°
я,
460
боо
73°
675
625
873
О7°
92O
7Ю
975
8оо
i 050
8ю
I НО
8оо
q8o
73°
ООП
I тзо
н
-
i 19°
I 2бо
1Яоо
155°
177°
I 960
2050
2 i8o
2240
247°
Н3
135
15°
1б5
175
24°
i6j
i8o
160
175
200
190
я,
-
IOO
е8о
35°
600
600
боо
боо
4оо
55O
5°°
Площадь сред-
него сечения
в см?
3i87
4072
503а
б8дб
8409
9 759
II 005
и 992
13 221
I4677
17 125
ГЛ II]
ЭЛЕМЕНТЫ ТЕОРИИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
267
Таблица 4
Сортамент стальных слитков европейских заводов
Вес в кг
235
2О0
2б5
Зоо
3°°
480
58о
700
875
lOOO
Размеры в мм
а
2ОО
22O
175
i8o
185
230
260
285
2О0
28о
ъ
240
23O
2IO
215
28О
290
315
315
315
С
75°
8оо
72О
1250
«75
850
1270
1400
155°
155°
Форма
Круглая
То же
Квадратная
То же
Круглая
Квадратная
Круглая
То же
Квадратная
То же
Фиг. 4.
Таблица 5
Сортамент стальных слитков заводов США
Вес
в нг
¦
25°
Зоо
2300
2400
3175
33°°
38оо
Размеры в
а
1.5°
i8o
39°
39°
512
53°
610
b
180
200
425
460
558
584
660
им
с
IIOO
i°5°
i8oo
1700
2000
2000
2000
Форма
Квадратная
То же
„
„
8-гранная с во-
гнутыми гранями
То же
поперечные трещины, образующиеся вслед-
ствие быстрой разливки горячей стали. При
ковке таких слитков получаются поперечные
рванины, которые могут быть удалены вы-
рубкой. Долевые трещины около нижней тре-
ти слитка, проходящие очень глубоко, вслед-
ствие слабой связи между столбчатыми кри-
сталлитами при ковке не исчезают и вырубкой
не могут быть удалены. Слитки, имеющие на
поверхности включения огнеупорных частиц
металлические брызги и „заливины", во время
ковки образуют поверхностные плёны. Перед
ковкой поверхность таких слитков необходимо
очищать. Очистка крупных слитков произво-
дится ацетилено-кислородным пламенем (под-
робно см. т. 5, гл. IV „Газовая сварка и рез-
ка"). Мелкие слитки, особенно инструменталь-
ной и высоколегированной стали, очищаются
обработкой на обдирочных станках (круг-
лые— на обычных токарных, а фасонные —
на специальных).
В кузницу слитки могут поступать в хо-
лодном или горячем состоянии G00—900° С).
Крупные слитки, а также слитки высоколеги-
рованной стали любого веса лучше брать
в кузницу в горячем состоянии и сразу са-
жать в печь на подогрев.
Прокат применяется в качестве заготовок
для мелких и средних поковок и штамповок.
Прокатанная заготовкаполучается главным об-
разом из отливаемых сифоном слитков, у ко-
торых длина больше 3d. Вес слитков для про-
катки обычно более 1 т. Прокатанная заго-
товка подлежит осмотру с торца, где наличие
усадочных раковин и рыхлости обнаружи-
вается невооружённым глазом, если полоса
имеет излом. Для ответственных поковок сле-
дует изготовлять макрошлиф с протравкой.
Слитки, отлитые сифоном, почти не имеют
поверхностных пороков, но таковые могут
появиться в процессе прокатки. Вследствие
недостаточного прогрева перед прокаткой
образуются волосовины, которые могут быть
удалены вырубкой или обточкой. Если металл
содержит повышенное количество углерода
или легирующие примеси, то резкое измене-
ние температуры при нагреве в процессе ковки
может способствовать распространению воло-
совин в глубь тела заготовки, образуя тре-
щины. Такая заготовка часто становится не-
пригодной. Для определения глубины трещин
применяется ступенчатая обточка путём обра-
ботки на токарном станке прутка на глубину
1, 2, 3 мм и т. д. на длине 10—15 мм.
В заготовках наблюдается иногда „закат
заусенца" (трещина на поверхности), распро-
страняющийся по всей длине штанги. Обна-
ружить трещину нетрудно осадкой на торец
отрезанного (длиной не больше 2rf) куска
полосы. По границе „заката" при осадке ме-
талл образует бахрому-изгиб края трещины,
Такие закаты следует вырубать перед ковкой.
Неочищенный шлак или плески металла
дают на поверхности прокатанных заготовок
вмятины шлака и плёны, причём под вмяти-
ной шлака обычно имеется обезуглероженная
поверхность. Плёны удаляются вырубкой пе-
ред посадкой в печь для нагрева под ковку,
а шлак отскакивает в печи при нагреве.
ЭЛЕМЕНТЫ ТЕОРИИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
ПРИРОДА ПЛАСТИЧЕСКОЙ
ДЕФОРМАЦИИ
Деформация монокристаллов. Пласти-
ческая деформация монокристал-
лов происходит: 1) путём скольжения (сдви-
га) и 2) путём механического двойникования.
Скольжение (сдвиг) является основным
процессом изменения формы монокристалла и
заключается в смещении отдельных частей мо-
нокристалла относительно друг друга (флг.5, а).
Скольжение происходит в плоскостях, по-
ложение которых зависит от природы кри-
сталла. Величина напряжения, обусловливаю-
щего скольжение (сдвиг), зависит от природы
кристалла, температуры и скорости деформа-
ции и значительно увеличивается с добавле-
нием примесей.
268
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
{РАЗД. III
Развитие сдвига сопровождается образо-
ванием повреждений в плоскостях скольже-
ния и искажением кристаллической решётки
вблизи этих плоскостей. Искажение решётки
сопряжено с появлением в процессе деформа-
ции дополнительных (вторичных) взаимно
уравновешивающихся напряжений в областях,
прилегающих к плоскости скольжения. Эти до-
полнительные напряжения после снятия на-
грузки остаются в деформированном монокри-
сталле и рассматриваются как остаточные.
Следствием искажения решётки и повре-
ждений, возникающих в плоскостях скольже-
ния, является упрочнение (наклёп). Упрочнение
заключается в том, что с увеличением степе-
ни деформации монокристалла сдвигающее
напряжение, производящее скольжение, увели-
Ппоскость
Фиг. 5. Схематическое изображение скольжения
и двойникования кристаллической решётки:
а — скольжение; б — двойникование
чивается и физико-механические свойства де-
формируемого кристалла изменяются, в част-
ности, снижается его пластичность.
Механическое двойникование
заключается в повороте узлов решётки одной
части кристалла в положение, симметричное к
другой части кристалла, вследствие чего одна
часть кристалла становится зеркальным ото-
бражением другой его части (фиг. 5,6). Плос-
кость, относительно которой происходит по-
ворот узлов кристаллической решётки, назы-
вается плоскостью двойникования. Для поя-
вления двойникования необходимо создать в
этой плоскости напряжение, величина кото-
рого зависит главным образом от природы
кристалла и в меньшей степени от температуры
и скорости деформации. Последним обстоя-
тельством объясняются те факты, что двойни-
кованию содействуют: 1) повышение скорости
деформации и 2) понижение температуры де-
формации. Если скольжение сопровождается
двойникованием, то последнее ведёт обычно
к резкому повышению сопротивления даль-
нейшему скольжению, т. е. вызывает значи-
тельное упрочнение.
Разрушение монокристалла можно
произвести путём разрыва; для этого необхо-
димо создать нормальное напряжение опре-
делённой величины в плоскости, положение ко-
торой зависит от природы кристалла. Эта плос-
кость называется плоскостью спайности. Ве-
личина нормального напряжения, вызывающая
разрыв, зависит главным образом от природы
кристалла ив меньшей степени от температу-
ры и скорости деформации. В настоящее
время существует, кроме того, предположение
о возможности разрушения монокристалла
путём среза, вызываемого сдвигающим напря-
жением, действующим в плоскости скольжения.
Один из процессов — скольжение, двойни-
кование или разрыв — наступает первым в том
случае, если соответствующее этому процессу
напряжение первым достигает своего крити-
ческого значения.
Большое влияние на первоочередное полу-
чение одним из трёх напряжений (нормаль-
ным напряжением, напряжением скольжения
или напряжением двойникования) критиче-
ского значения оказывает ориентировка плос-
костей скольжения монокристалла по отноше-
нию к действующей силе. В зависимости от
ориентировки плоскостей скольжения кристалл
может проявить различную склонность к
хрупкому или пластичному состоянию.
Основной процесс изменения формы метал-
лического монокристалла — скольжение — мо-
жет быть прерван разрушением или двойни-
кованием, если для них — благодаря происхо-
дящему при деформации упрочнению или из-
менению ориентировки плоскости скольжения
по отношению к действующей силе — созда-
дутся более благоприятные условия, чем для
скольжения.
Монокристалл, деформируясь пластически,
превращается в поликристалл, состоящий из
однообразно ориентированных частиц.
Деформация поликристаллов. Пластиче-
ская деформация поликристаллов происходит
при осуществлении следующих процессов:
а) скольжения отдельных элементов зёрен
относительно друг друга, б) механического
двойникования зёрен и в) относительного пе-
ремещения самих зёрен.
Первые два процесса называются внутри-
кристаллитной деформацией, а последний —
межкристаллитной деформацией. Внутрикри-
сталлитная деформация подчиняется тем же за-
кономерностям, которые наблюдаются при де-
формации монокристалла. Межкристаллитная
деформация не может вызвать значительного
изменения формы, так как перемещения зёрен
относительно друг друга, разрушая их грани-
цы, ведут к разрушению поликристалла. По-
этому основным процессом, вызывающим из-
менение формы поликристалла, так же как и
монокристалла, является скольжение.
Условия деформации зёрен поликристалла
отличны от условий деформации монокристал-
ла. Главными причинами такого различия явля-
ются: разнообразная кристаллографическая
ориентировка зёрен, их разнородность по ве-
личине и свойствам, влияние их границ на ход
процесса деформации и неоднородность их
напряжённого состояния. В результате этого
сопротивление поликристалла деформации
значительно выше сопротивления монокри-
сталла.
Поликристаллы однофазных систем показы-
вают обычно бблыпую пластичность и меньшее
сопротивление деформации по сравнению с по-
ликристаллами двухфазных и многофазных
систем. Поэтому горячую обработку давле-
нием желательно производить при наличии
однофазной системы.
Процесс пластической деформации поли-
кристалла, так же как и монокристалла, при
отсутствии рекристаллизации и возврата (см.
ниже), сопровождается упрочнением (наклё-
ГЛ. II]
ЭЛЕМЕНТЫ ТЕОРИИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
269
пом). Основными признаками упрочнения
являются:
а) изменение формы зёрен с вытягиванием
их в направлении главных деформаций растя-
жения, преимущественно в направлении наи-
большей из них; изменение формы зёрен сопро-
вождается повреждениями плоскостей сколь-
жения и искажением кристаллической решёт-
ки вблизи этих плоскостей;
б) образование определённой кристалло-
графической ориентировки зёрен (текстуры);
чем выше степень деформации поликристалла,
тем резче выражена текстура; следствием об-
разования текстуры является анизотропия
свойств деформированного поликристалла;
в) накопление в процессе деформации до-
полнительных (вторичных)взаимно уравнове-
шивающихся напряжений в плоскостях, при-
легающих к плоскостям скольжения зёрен, ко-
торые остаются в деформированном поли-
кристалле после снятия нагрузки и рассматри-
ваются как остаточные;
г) появление межкристаллитных и внутри-
кристаллитных повреждений, ведущих к пони-
жению прочности поликристалла.
С увеличением степени деформации упроч-
нение увеличивается, в результате чего со-
противление деформации растёт и изменяются
физико-механические свойства поликристалла;
в частности, снижается его пластичность.
Кривая упрочнения. Влияние на-
клёпа на сопротивление деформации поликри-
сталла может быть представлено кривой упроч-
нения (фиг. 6). По оси ординат отложено истин-
Температурно-скоростной факте
формации. Процесс изменения формы
Степень деформации
Фиг. 6. Кривая упрочнения: 1 — пре-
дел текучести; 2 — сопротивление
в момент появления шейки; 3 — истин-
ное сопротивление разрыву.
ное сопротивление деформации, под которым
понимается сопротивление линейному растя-
жению, а по оси абсцисс — степень деформа-
ции, представленная значениями, изменяющи-
мися от 0 до 1.
Поле кривой упрочнения по С. И. Губкину
можно разделить на четыре области, соответ-
ственно четырём стадиям деформации.
I. Область малых пластических деформа-
ций от нулевой степени деформации до сте-
пени, отвечающей пределу текучести.
II. Область пластических деформаций с ин-
тенсивным упрочнением от степени деформа-
ции, соответствующей пределу текучести, до
степени деформации, обусловливающей по-
явление шейки.
III. Область образования текстуры от
степени деформации, отвечающей появлению
шейки при растяжении, до степени деформа-
ции, отвечающей разрыву.
IV. Область высоких пластических дефор-
маций от степени деформации, отвечающей
разрыву, до предельной степени деформации,
равной единице. В этой области процесс фор-
моизменения может происходить только в том
случае, если в схеме главных напряжений
играют значительную, а иногда и преоблада-
ющую роль сжимающие напряжения.
фактор де-
моно-
кристаллов и поликристаллов,сопровождаемый
упрочнением, происходит при сравнительно
низких температурах, обычно ниже 0,3 Т„л. При
более высоких температурах одновременно с
упрочнением вступают в действие сначала
возврат, а при дальнейшем повышении тем-
пературы и рекристаллизация. Явление воз-
врата состоит в снятии остаточных напряже-
ний без видимого изменения микроструктуры
металла.
Явление рекристаллизации выражается по-
явлением в деформированном металле центров
рекристаллизации с образованием и ростом но-
вых зёрен. В результате этого металл стре-
мится вновь приобрести равноосную неориен-
тированную структуру.
Возврат и рекристаллизация являются раз
упрочняющими процессами. Таким образом, в
области высоких температур деформация ме-
талла сопровождается как упрочнением, так и
разупрочнением. Так как процессы разупроч-
нения протекают во времени, то на структуру
деформируемого металла оказывает влияние
не только температура, но и скорость дефор-
мации. Поэтому вопрос установления опти-
мальных температур деформации нельзя ре-
шать без учёта скорости деформации.
Если деформация сопровождается только
упрочнением, без возврата и рекристаллизации,
то металл в момент окончания деформации
имеет структуру наклёпанного металла. Такая
деформация называется холодной. Дефор-
мация называется горячей, если она сопрово-
ждается не только упрочнением, но и возвра-
том и рекристаллизацией, которые успевают
проходить в процессе деформации настолько
полно, что металл в момент окончания дефор-
мации показывает рекристаллизованную струк-
туру без следов упрочнения. Если деформа-
ция сопровождается возвратом или возвратом
и рекристаллизацией, но металл в момент окон-
чания деформации показывает структуру со
следами упрочнения, то такая деформация на-
зывается неполной холодной (при отсутствии
следов рекристаллизации) или неполной го-
рячей (при наличии следов рекристаллизации).
Холодная деформация отличается высоким
сопротивлением деформации и значительным
уменьшением пластичности в процессе дефор-
мации. Неполная холодная деформация отли-
чается менее высоким сопротивлением дефор-
мации и менее значительным уменьшением пла-
стичности ввиду снятия дополнительных на-
пряжений в процессе деформации.
Неполная горячая деформация сопрово-
ждается частичной рекристаллизацией и ведёт
в большинстве случаев к неоднородной струк-
туре, что вредно отражается на механических
свойствах деформируемого металла и затруд-
няет деформацию.
Горячая деформация отличается малым
сопротивлением деформации (оно ориентиро-
вочно в 10 раз меньше, чем при холодной) и
отсутствием понижения пластичности. Горячая
деформация, в зависимости от состава сплава
и скорости деформации, обычно вступает в
действие, начиная с температур @,65—0,75) Г„л.
270
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Ковка и объёмная штамповка, как пра-
вило, осуществляются в условиях горячей
деформации.
Влияние деформации на свойства ме-
талла. Горячая деформация при разрушении
литой дендритной структуры уничтожает по-
ристость и влияет на механические качества
металла в направлении значительного увели-
чения показателей пластичности и вязкости
(относительное удлинение, относительное су-
жение, ударная вязкость).
Неполная горячая деформация является
совершенно непригодной для литой структуры
и маложелательной для деформированной,
так как она ввиду неполной рекристаллизации
деформируемого объёма ведёт к получению
неоднородной структуры.
Холодная деформация ведёт к изменению ме-
ханических и физических свойств и к их ани-
зотропии ввиду образования текстуры. С уве-
личением степени холодной деформации все
показатели сопротивления деформации увели-
чиваются, а показатели пластичности и вязко-
сти уменьшаются. Электропроводность изме-
няется особенно резко при малых степенях
деформирования. Обычно холодная деформа-
ция ведёт к небольшому уменьшению элек-
тропроводности, но для некоторых металлов
(молибден, никель, вольфрам) оно может быть
значительным. Способность металлов к раство-
рению различного рода реагентами и кислота-
ми, как правило, увеличивается и иногда мо-
жет стать весьма значительной. Магнитные
свойства изменяются: коэрцитивная сила и ги-
стерезис увеличиваются, а магнитная проница-
емость уменьшается. Отмечено также, что хо-
лодная деформация уменьшает теплопровод-
ность, а также иногда изменяет цвет сплавов.
Неполная холодная деформация, характер-
ная снятием дополнительных (вторичных) на-
пряжений в процессе деформации, изменяет
физические и механические свойства металла
в том же направлении, как и холодная дефор-
мация, но в меньшей степени.
ОСНОВНЫЕ ЗАКОНЫ ПЛАСТИЧЕСКОЙ
ДЕФОРМАЦИИ
Закон сдвигающего напряжения. Пла-
стическая деформация, т. е. необратимое
изменение формы кристаллического тела,
может наступить только в том случае,
если сдвигающее напряжение, возникающее
в деформируемом теле, достигает опреде-
лённой величины, зависящей от природы тела
и условий деформации.
Под условиями деформации следует пони-
мать температуру, скорость, степень дефор-
мации и схему главных напряжений.
Значительное развитие процесса пласти-
ческой деформации кристаллических тел
возможно только путём скольжения.
Закон наличия упругой деформации в
случае необратимого изменения формы.
Пластическая деформация тела сопрово-
ждается его упругой деформацией, зависи-
мость которой от напряжения может быть
определена законом Гуна. На основании этого
закона размеры тела в конечный момент его
нагружения отличаются от размеров тела по-
сле снятия нагрузки. Следовательно, размеры
изделия после деформации никогда не будут
точно совпадать с размерами рабочих частей
инструмента (например, ручьёв штампа).
Закон постоянства объёма. Объём тела
до деформации равен объёму его после де-
формации. Фактически в процессе деформа-
ции происходят некоторые объёмные изме-
нения, которые могут оказать большое влия-
ние на физические и механические свойства.
Однако эти объёмные изменения настолько
малы, что ими следует пренебречь при опреде-
лении размеров тела после деформации.
Основное уравнение закона постоянства
объёма:
, Н . , В . , L _
In — + In -j -f In — = 0,
A)
Н, В, L — размеры тела в направлении глав-
ных осей до деформации; h, b,l — после де-
формации; In—, In— и In — действитель-
ные относительные главные деформации (со-
кращённо— главные деформации).
Уравнение A) можно написать в следую-
щем виде:
= 0.
B)
Уравнения A) и B) выражают, что сумма
трёх главных деформаций равна нулю.
Анализ уравнения B) приводит к выводам,
что:
1) Из трёх главных деформаций одна имеет
знак, противоположный знаку двух других, и
по абсолютной величине равна их сумме. Эта
деформация называется максимальной глав-
ной деформацией. Изменение свойств, про-
исходящее в процессе деформации, целесооб-
разно показывать в зависимости от макси-
мальной главной деформации. Она является
основным показателем в схемах главных де-
формаций, которые дают графическое пред-
Фиг. 7. Возможные схемы главных
деформаций.
ставление о наличии и направлении главных
деформаций в деформируемом теле.
2) Схем главных деформаций может быть
только три (фиг. 7).
Закон наименьшего сопротивления.
В случае возможности перемещения точек
деформируемого тела в различных напра-
влениях каждая точка перемещается в на-
правлении наименьшего сопротивления. Из
этого закона можно сделать заключение, что в
случае возможности свободного формоизме-
нения тела в различных направлениях наиболь-
шая деформация произойдёт в том направле-
нии, в котором большинство перемещающихся
точек встречает наименьшее сопротивле-
ние своему перемещению. Если в одном из
двух возможных направлений перемещения
точки имеются большие внешние препятствия,
ГЛ. II]
ЭЛЕМЕНТЫ ТЕОРИИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
271
чем в другом, то направление наименьшего со-
противления является очевидным. Если, напри-
мер, на прокатных валках сделаны попереч-
ные насечки, то по сравнению с гладкими вал-
ками вытяжка будет меньше, а уширение -
больше. В случае одинаковых внешних усло-
вий для двух возможных направлений переме-
щения точки можно за направление наимень-
шего сопротивления принять проходящее че-
рез данную точку направление кратчайшей
нормали к периметру сечения, в котором рас-
положена данная точка в рассматриваемый
момент деформации. При таком предположе-
нии легко притти к выводу, что при растя-
жении бруса прямоугольного сечения стороны
его должны становиться вогнутыми, а при
осаживании — выпуклыми и прямоугольное се-
чение должно превратиться сперва в эллипти-
ческое, а при дальнейшей осадке — в круглое.
Сказанное вполне подтверждается соответг
ствующими экспериментами.
Закон подобия Барба-Кика. При наличии
подобных условий (геометрического, механи-
ческого и физического подобия) пластиче-
ской деформации двух тел, имеющих раз-
личные размеры и получающих одну и ту же
величину максимальной главной деформации,
удельные давления течения равны между
собой, отношение деформирующих сил рав-
но квадрату, а отношение затрачиваемых
на изменение формы работ равно кубу отно-
шения линейных размеров тел.
Условие геометрического подобия тре-
бует, чтобы отношение площадей деформи-
руемых тел равнялось квадрату, а отноше-
ние объёмов — кубу отношения соответствую-
щих линейных размеров сравниваемых тел.
Условие механического подобия требует
равенства отношений сосредоточенных сил
к квадрату соответствующих линейных раз-
меров тела и равенства соответствующих
внешних давлений.
В случае статического нагружения внеш-
ними силами Р и давлением р
-jY = Jdem и р = Jdem,
где / — один из сравниваемых размеров тела.
В случае ударного воздействия сил при пла-
стической деформации
v ., т .,
-у- = Jdem и —J- = Jdem,
где v — скорость в начальный момент удара,
а т — масса ударяющего бойка.
Условие физического подобия требует, что-
бы тела были одного и того же химического
состава при наличии одной и той же струк-
туры и имели одну и ту же температуру в про-
цессе деформации.
Разница между фактическими температу-
рами деформации, несмотря на равенство тем-
ператур перед деформацией, будет тем больше,
чем больше разница между относительными
поверхностями соприкосновения (поверхности
соприкосновения металла с инструментом, от-
несённые к единице объёма деформируемого
тела). Это положение является справедливым
как для деформации с нагревом, так и для де-
формации без нагрева ввиду повышения в по-
следнем случае температуры деформируемого
тела в результате пластической деформации.
Разница фактических температур деформации,
обусловленная различной потерей тепла в про-
цессе деформации, влияет на отношение за-
трачивания работ геометрически и механи-
чески подобных тел.
Существует довольно веское основание
предполагать, что в случае пластической де-
формации с наличием контактного трения за-
кон Барба-Кика является неприменимым, так
как в этом случае удельное давление течения
будет уменьшаться с увеличением объёма
образца.
Закон дополнительных (вторичных) на-
пряжений. При любом пластическом изме-
нении формы в деформируемом теле возни-
кают дополнительные (вторичные) взаимно
уравновешивающиеся напряжения.
Реальный процесс пластического измене-
ния формы сопровождается неравномерным
распределением напряжений. В результате
отдельные слои и элементы тела стремятся
к различному изменению размеров, чему пре-
пятствует целостность тела. Поэтому: 1) из-
менение размеров тела в данном направле-
нии отвечает какому-то среднему значению
из тех больших и меньших значений, к ко-
торому стремятся изменяющиеся размеры от-
дельных слоев и элементов тела; 2) слои,
стремящиеся к большему изменению разме-
ров против среднего значения, будут переда-
вать слоям и элементам, стремящимся к мень-
шему изменению размеров, силы такого знака,
которые увеличивают изменение этих разме-
ров, и 3) слои и элементы, стремящиеся
к меньшему изменению размеров, будут пе-
редавать слоям и элементам, стремящимся
к большему изменению размеров, силы такого
знака, которые уменьшают изменение разме-
ров последних.
Дополнительные (вторичные) напряжения
бывают трёх родов: 1-го рода—уравновеши-
вающиеся между большими объёмами де-
формируемого тела; 2-го рода — уравновеши-
вающиеся между отдельными кристаллитами
и 3-го рода — уравновешивающиеся между
элементами кристаллита.
Дополнительные (вторичные) напряжения
искажают схему главных напряжений, повы-
шают сопротивление деформации и могут со-
действовать появлению хрупкости. Чем боль-
ше равномерность распределения напряже-
ния, тем меньше дополнительные напряжения.
Поэтому все мероприятия, ведущие к более
равномерному распределению напряжения
(уменьшение коэфициента внешнего трения,
более равномерное распределение темпера-
туры, более однородная структура и т. д.),
ведут к понижению дополнительных напря-
жений.
Дополнительные (вторичные) напряжения
после прекращения деформации остаются
в деформированном теле и рассматриваются
как остаточные напряжения. Они обычно
понижают химическую стойкость и часто ве-
дут к поводкам, короблениям и т. п. С целью
снятия или уменьшения остаточных напря-
жений применяют: 1) отжиг, а иногда и низко-
272
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
температурный отпуск, и 2) поверхностную
деформацию. Основными методами изучения
и определения остаточных (вторичных) на-
пряжений являются: механический, химиче-
ский и рентгеновский методы.
Закон независимости потенциальной
энергии изменения формы. Пластическая
деформация тела сопровождается его упругой
деформацией. Потенциальная энергия упругой
деформации может быть разделена на две
части:
U=UV+U0. C)
Первая часть—Uv — потенциальная энер-
гия изменения объёма, отображает величину
потенциальной энергии, накопленной в теле
в результате изменения его объёма, вызван-
ного упругой деформацией. Вторая часть —
1}ф — потенциальная энергия изменения фор-
мы, отображает величину потенциальной энер-
гии, накопленной в теле в результате измене-
ния его формы.
Закон независимости потен-
циальной энергии. Количество удель-
ной (т. е. отнесённой к единице объёма) по-
тенциальной энергии изменения формы, име-
ющееся в пластичном теле при его необра-
тимой деформации, зависит от природы
тела и условий деформации и не зависит
от схемы главных напряжений. Условиями
деформации являются температура, скорость
и степень деформации.
На основании закона независимости по-
тенциальной энергии возможно установить
следующую зависимость между главными
напряжениями и истинным сопротивлением
(уравнение пластичности):
(«1 - *2J + (»2 - °зJ + (»з - °lJ = 2/72, D)
где р — истинное сопротивление, т. е. сопро-
тивление деформации при линейном равно-
мерном растяжении.
Уравнение D) может быть приведено к сле-
дующему более простому виду:
В зависимости от соотношения главных
напряжений а2 и а3 коэфициент J3 изменяется
в пределах 1—1,15; если а2 = а3, а2 = аь то
Р=1; если а2 = 0, то р = 1,15; для всех
остальных случаев можно принять р = 1,1.
Пользуясь законом независимости потен-
циальной энергии формы, теория обработки
металлов давлением доказывает, что: 1) в осно-
ву определения удельного давления течения
при любом процессе формоизменения должна
быть положена обобщённая кривая истинного
сопротивления и 2) для практических подсчё-
тов следует пользоваться приближённой обоб-
щённой кривой, в качестве которой можно при-
нять кривую истинных напряжений 2-го рода
при растяжении (кривая упрочнения, изобра-
жённая на фиг. 6), экстраполированную до
конечной ординаты и устанавливающую за-
висимость между сопротивлением при линей-
ном растяжении и сужением шейки.
На основании того же закона устанавли-
вается также понятие об истинной удельной
(т. е. отнесённой к единице объёма) работе
деформации, которая для любого процесса
формоизменения (прокатки, осаживания, во-
лочения и т. д.) определяется выражением
где8шах — максимальная главная деформация.
Если истинное сопротивление р изменяется
с изменением степени деформации, то бе-
рётся его среднее значение, определяемое
на основании обобщённой кривой истинного
сопротивления.
Удельная работа деформации, фактически
затрачиваемая при любом процессе формо-
изменения, может быть представлена выра-
жением
. Av ист % ftpSimax
где t]v — коэфициент, учитывающий потери,
обусловленные видом схемы главных напря-
жений; к) — коэфициент, учитывающий по-
тери, вызываемые внешним трением; r\z— коэ-
фициент, учитывающий потери, вызываемые
неравномерным распределением напряжений.
ЭЛЕМЕНТЫ МЕХАНИКИ ПЛАСТИЧЕСКИ
ДЕФОРМИРУЕМОГО МЕТАЛЛА
Механическая схема деформации пока-
зывает наличие и направление главных на-
пряжений и главных деформаций в деформи-
руемом теле. Таким образом, механическая
схема деформации является совокупностью
схемы главных напряже-
ний и схемы главных де-
формаций (фиг. 8).
Схема главных напря-
жений даёт графическое
представление о наличии
и направлении главных
напряжений в деформи-
руемом теле.
Схем главных напря-
жений может быть 9:
объёмных 4, когда все
главные напряжения отличны от нуля; пло-
ских 3, когда одно главное напряжение равно
нулю; линейных 2, когда два главных напря-
жения равны нулю (фиг. 9).
Схема главных напряжений оказывает влия-
ние на способность деформируемого тела
к пластической деформации. Классические
опыты Кармана с мрамором показали, что
при линейном сжатии мрамор ведёт себя как
хрупкое тело, а при наличии трёхосного
(всестороннего) неравномерного сжатия про-
являет способность к пластической дефор-
мации.
В отношении влияния схемы главных на-
пряжений на способность металла к пласти-
ческой деформации можно сделать следую-
щий общий вывод: чем меньшую роль в схе-
ме играют растягивающие напряжения
и чем бдлыиую роль играют сжимающие,
тем ббльшую способность к пластической
деформации проявляет металл.
Такое влияние схемы главных напряжений
можно объяснить тем, что при наличии в схе-
Фиг. 8. Механическая
схема деформации: а —
схема главных напряже-
ний; 8 —схема главных
деформаций (по С. И.
Губкину).
ГЛ. II)
ЭЛЕМЕНТЫ ТЕОРИИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
273
ме сжимающих напряжений межкристаллит-
яая деформация, нарушающая границы зёрен,
затрудияетея, а при наличии растягивающих
напряжений — облегчается. Можно также
предположить, что наличие сжимающего, нор-
мального напряжения в плоскости сдвига
должно в какой-то степени содействовать про-
явлению пластичности, а наличие растягиваю-
щего напряжения — проявлению хрупкости.
На фиг. 9 более низким номером с индексом /7
отмечены схемы, оказывающие более благо-
приятное влияние на способность металла
к пластической деформации. Буквами а и б
отмечены промежуточные схемы, влияние ко-
торых зависит от величины отношения глав-
ных напряжений друг к другу.
схемы главных напряжений и схемы главных
деформаций, является основным и важней-
шим определителем любого процесса дефор-
мации.
Разнообразные процессы пластической де-
формации следует классифицировать на осно-
вании их механических схем. Всего может
быть 27 механических схем, так как схем
главных напряжений 9, а схем главных де-
формаций 3. При обработке металлов давле-
нием практически возможным оказывается
значительно меньшее число схем.
Процессы деформации, имеющие одну и
ту же механическую схему деформации, мож-
но классифицировать по величине показате-
лей механической схемы. Показателем схемы
5П [2С 6/7 \ЗС
Фиг. й. Возможные схемы главных натфяжени'1
(по С. И. Губкину).
Iljm наличии схем, более благоприятно
влияющих на способность металла к пласти-
ческой деформации, в результате деформа-
ции обычно получаются и более высокие по-
казатели механических, особенно пластиче-
ских свойств.
Схема главных напряжений оказывает
влияние также на сопротивление дефор-
мации. Если главные напряжения, участвую-
щие в схеме, имеют одинаковые знаки (одно-
имённая схема), то они дают в плоскости
сдвига различно направленные компоненты
сдвигающего напряжения. Благодаря этому
повышается сопротивление по сравнению
с истинным сопротивлением, т. е. сопроти-
влением при линейном растяжении. Если
главные напряжения, участвующие в схеме,
имеют разные знаки (разноимённая схема),
то они дают в плоскости сдвига одинаково
направленные компоненты сдвигающего на-
пряжения. Благодаря этому понижается сопро-
тивление деформации по сравнению с истин-
ным сопротивлением. На фиг. 9 более низ-
ким номером с индексом 'С отмечены схемы,
отвечающие более низкому сопротивлению,
буквами а и б отмечены промежуточные
схемы.
Схем главных деформаций на основании
закона постоянства объёма может быть толь-
ко три. Схема главных деформаций оказы-
вает влияние на направление волокна, на
форму включений, на характер ориентиров-
ки зёрен (на текстуру) и на величину зерна,
так как основным показателем схемы глав-
ных деформаций является максимальная глав-
ная деформация.
Решением вопросов, связанных со схемой
главных напряжений, занимается механика
пластических сред, а вопросов, связанных со
схемой главных деформаций, — металлове-
дение.
Таким образом, механическая схема де-
формации, представляющая совокупность
главных деформаций является максимальная
главная деформация, а в качестве показателя
схемы главных напряжений может быть при-
нято выражение
fa — <гаJ- (<»2 — стз
где amax — главное напряжение, максимальное
по абсолютной величине, с присущим ему
знаком. Чем больше значение а, тем меньше
сопротивление деформации. На фиг. 10 ука-
заны механические схемы важнейших про-
цессов обработки металлов давлением.
Процессы ковки —открытая осадка, откры-
тая вытяжка, осадка в штампах, вытяжка
в обжимках и прошивка (область под прошив-
нем) — имеют одну и ту же механическую
схему деформации. Однако между открытыми
операциями и операциями, производимыми
в штампах, имеется существенная разница:
в случае применения штампов объёмная схе-
ма сжатия более резко выражена. Резкость
объёмного напряжённого состояния может
быть определена выражением
В этом выражении зтах, независимо от его
действительного знака, берётся всегда со зна-
ком плюс; поэтому а' изменяется от —1 до
-f-1. Если считать, что сжимающим напряже-
ниям приписывается знак минус, то резкость
объёмного сжатия тем больше, чем а' ближе
к минус единице. Чем больше резкость объём-
ного сжатия, тем больше проявляются пласти-
ческие свойства, но требуется ббльшая затрата
работы на деформацию. Схема главных на-
пряжений экстрюдинг-процесса представляет
ещё более резко выраженную схему объём-
ного сжатия, чем схема главных напряжений
при осадке в штампах. Поэтому малопластич-
ные металлы следует штамповать, применяя
274
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. US
Схема главных
напряжений
Схема главных
деформаций
Процесс,
деформации
а) Открытая
осадка
б) Открытая вы-
тяжка
в) Осадка в штам
пах
г) Вытяжка в об-
жимках
д) Прошивка (об
ласть под пуансо-
ном)
Прошивка в
штампах (кольце-
вая область)
Открытая про-
шивка (кольце-
вая область)
Э кстрюдинг-про-
цесс
Прокатка (так-
же и прокатка
в ковочных валь-
цах)
Волочение
Свёртка полого
тела из листового
металла (под при-
жимным кольцом)
Свёртка полого
тела из листового
металла (в воло-
чильном зазоре)
Фиг. 10. Механические схемы важнейших процессов
обработки металлов давлением (по С. И. Губкину).
экстрюдинг-процесс (если это возможно).
Однако этот процесс сопряжён с большей за-
тратой работы, чем осадка в штампах. Ана-
лиз механической схемы деформации является
в ряде случаев полезным для практических
выводов.
Неравномерность распределения напря-
жений. При пластической деформации напря-
жения распределяются неравномерно, что
обусловливается: 1) формой деформируемого
тела, 2) внешним трением, 3) распределением
температуры в деформируемом теле, 4) неодно-
родностью структуры.
Последствия неравномерного распределе-
ния напряжений следующие: 1) увеличивается
сопротивление деформаций; 2) уменьшается
способность к пластической деформации (рез-
кая неравномерность распределения напряже-
ний может повести даже к хрупкости, напри-
мер, надрез, вызывая концентрацию напряже-
ний, ведёт при ударном воздействии сил часто
к хрупкости); 3) появляется неравномерное
распределение деформаций в объёме тела, в
результате чего структура после деформации
может оказаться неоднородной в той или
иной степени; 4) возникают дополнительные
(вторичные) взаимно уравновешивающиеся
напряжения со всеми вытекающими отсюда
последствиями.
Существуют прямые и косвенные методы
изучения неравномерности распределения на
пряжений.
Из прямых методов следует указать на
метод оптического анализа, при котором ис-
пользуются прозрачные плоские, а сейчас уже
и объёмные модели.
Из косвенных методов наилучшим является
метод координатной сетки, основанный на
изучении распределения деформаций. Обычно
исследуемый объект разрезается в плоскости
симметрии на две половины и в плоскости
разреза наносится координатная сетка (обычно
два ряда взаимно перпендикулярных линий).
Затем половинки складывают, и объект под-
вергается деформации, после которой изу-
чается искажение каждого элемента коорди-
натной сетки.
Внешнее трение оказывает значительное
влияние на ход процесса деформации.
Природа внешнего трения при пластиче-
ской деформации мало изучена и пока можно
сделать только следующие выводы.
1. Внешнее трение вызывает неравномер-
ность деформации, а следовательно, и нерав-
номерное распределение напряжений.
2. Внешнее трение в значительной степе
ни повышает сопротивление деформации. Коэ-
фициент внешнего трения для одной и той
же пары металлов значительно выше при
трении с наличием пластической деформации,
чем при трении с наличием скольжения, так
как при пластической деформации образуется
новая поверхность.
3. Коэфициент внешнего трения с повы-
шением температуры может увеличиваться
или уменьшаться в зависимости от харак-
тера окислов, образующихся на поверхности
тел.
4. С увеличением скорости коэфициент
внешнего трения уменьшается.
5. При применении смазок, ввиду высоких
давлений, имеет место адсорбционная смазка.
На эффект смазки оказывает влияние схема
главных напряжений. Эффект смазки про-
является в значительно большей степени, если
в плоскости сдвига действует нормальное
растягивающее напряжение, а не нормальное
сжимающее. Коэфициент внешнего трения
при пластической деформации определяется
тремя методами: а) коническими бойками
б) клещевым захватом при прокатке и в) оса-
живанием двух образцов.
Значения коэфициентов внешнего трения
для основных групп металлов даны в
табл. 6.
ГЛ II]
ЭЛЕМЕНТЫ ТЕОРИИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
275
Таблица 6
Таблица коэфициентов внешнего трения при деформации различных металлов и Сплавов
(по С. И. Губкину)
Металлы
Скорость деформирования в м/сек
Деформация про-
исходите нагревом
при температурах
@,8-0,95) Т,,,**
@,5-0,8) ТПЛ
@.3-0,6) Тпл
Деформация происходит без нагрева
с наличием смазки
Железо-
углероди-
стые
сплавы
<1
о,4°
о.45
°.35
>1*
о.35
о,4о
°>3°
Алюминий
и его
сплавы
<|
о,5о
0,48
°,35
> I*
0,48
о,45
°.3°
Магний
и его
сплавы
<1
°,4°
0,38
о,32
>1*
о.35
°.32
о,24
Тяжёлые
цветные
металлы и их
сплавы
<1
°.32
°-34
6,26
0,12—0,06
(в зависимости от качества смазки и состояния
поверхности деформирующего инструмента)
>1*
о,зо
о.зз
о,24
Никель и
жаростойкие ,'
цветные
сплавы
<1
О,28
О,2б
О,24
>1*
°.а5
О,32
О,2О
* Также и при ударном воздействии сил.
** Т/м — абсолютная температура плавления.
Примечание. В случае применения смазок при деформации с нагревом коэфицнент трения следует брать
пониженным на 15—25°/0 в зависимости от качества смазки.
ТЕОРЕТИЧЕСКИЕ МЕТОДЫ
ОПРЕДЕЛЕНИЯ ДЕФОРМИРУЮЩЕЙ СИЛЫ
И РАБОТЫ ДЕФОРМАЦИИ
Удельным давлением течения называется
отношение потребного для деформации внеш-
него усилия к площади давления; под послед-
ней следует понимать площадь проекции по-
верхности металла, подвергнутой непосред-
ственному воздействию развиваемого ору-
дием усилия, на плоскость, перпендикулярную
этому усилию. Так, при осадке она является
площадью торца осаживаемой заготовки, со-
прикасающейся с бойком; при вытяжке в пло-
ских бойках она равна произведению ширины
заготовки на ширину бойка (или часть её,
если давление осуществляется неполной ши-
риной бойка); при прошивке она равна пло-
щади поперечного сечения пуансона; при штам-
повке она представляет собой площадь про-
екции поковки на плоскость разъёма и т. п.
Аналитическое определение удельного да-
вления течения может быть произведено при
помощи одного из двух следующих методов,
основанных на: 1) уравнении пластичности и
2) выражении удельной работы деформации.
В первом случае в очаге деформации вы-
деляется бесконечно малый элемент и берёт-
ся сумма проекций всех действующих на эле-
мент сил на направление одной из главных
осей деформации:
Так как величины сил, входящих в урав-
нение равновесия, являются функциями макси-
мального и минимального главного напряже-
ний, то для решения задачи необходима си-
стема двух уравнений. Вторым уравнением
является уравнение пластичности (<jj — с3 =
= $р). Решение системы двух указанных
уравнений приводит к формулам, определяю-
щим удельное давление течения.
При помощи такого метода выводится, на-
пример, известная формула, определяющая
удельное давление течения при осаживании
цилиндрического образца
где fjt — коэфициент внешнего трения; d — диа-
метр образца; h — высота образца в каждый
данный момент осаживания.
Во втором случае (метод разработан
С. И. Губкиным) в основу положена формула,
определяющая удельную работу деформации
где k — удельное давление течения, опреде-
ляемое выражением
Положив, что — = г; — = т и -l^-^-
¦% 111 ^V
получаем
: = 2V тр,
где г — коэфициент, учитывающий влияние
неравномерности распределения напряжений;
v — влияние механической схемы деформации;
т — влияние внешнего трения.
Коэфициент г может быть представлен
выражением
Коэфициент %ф учитывает неравномерность
напряжений, обусловленную сложностью фор-
мы поковки.
276
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Сложность формы поковки учитывается
коэфициентом сложности <\> — у-, где Vd —
действительный объём поковки (без заусенца);
Vy — условный наименьший объём, в который
может быть вписана поковка
р_ площадь максимального сечения поковки
(исключая заусенец), перпендикулярного де-
формирующему усилию; Лтах — максимальная
высота поковки.
Коэфициент zm учитывает неравномерность
напряжений, обусловленную неравномерным
распределением температуры в деформируе-
мом металле.
Числовые значения коэфициентов s^ и zm
могут быть определены на основании следу-
ющих данных в зависимости от коэфициента
сложности 4*:
i.o-o,75
°.75—°»5°
<о,5°
1Д
1,2
1.3
I —
1,1-
1.2
1.3
-1,4
-1-5
Пределы коэфициента гт зависят от усло-
вий деформации с нагревом (равномерность
нагрева, сложность формы изделий, темпера-
туры деформирующего инструмента, время со-
прикосновения с инструментом,объём поковки
и т. д.), причём главную роль играют слож-
ность формы поковки и её объём. Для мел-
ких поковок, объём которых меньше 100 cms,
следует ориентироваться на верхние пределы;
для крупных поковок, объём которых больше
5000 см5, следует ориентироваться на нижние
пределы.
Коэфициент v может быть определён на
основании табл. 7.
Таблица 7
Процесс деформации
Открытая осадка и вытяжка в плоских
Закрытая осадка (ковка в фигурных
боШа^ковка в,штампах)
noriyMeirae-формы поковки путём исте-
чения (при экстрюдинг-процессе или при
заполнении полости штампа путём исте-
чения)
Значение ч
i
1,25
1.75
Коэфициент т определяется выражением
, , 3b~a a
где [х — коэфициент внешнего трения, берётся
на оснозании вышеприведённой таблицы (см.
стр. 275); а, Ь, h — размеры той простейшей
фигуры (цилиндра, куба, параллелепипеда), в
которую может быть вписана поковка, при
этом а и Ь — размеры сечения фигуры, перпен-
дикулярного приложенной силе (а— меньший.,
Ь -больший из этих двух размеров); А— раз-
мер, совпадающий с направлением приложен-
ной силы.
Истинное сопротивление р должно быть
определено на основании кривой истинного
сопротивления при заданной скорости дефор-
мации в соответствии с той степенью дефор-
мации, которую получает поковка.
Однако, при ковке, как правило, имеет
место горячая деформация, при которой
кривая истинного сопротивления идёт па-
раллельно оси абсцисс, т. е. истинное со-
противление не зависит от степени дефор-
мации. В этом случае можно считать, что
р ях ab w,
где <j? — предел прочности, определённый при
скорости испытания 40-50 мм/мин для задан-
ной температуры деформации (табл. 8); w —
коэфициент, учитывающий влияние скорости
Таблица 8
Предел прочности стали при высоких температурах
(по Панкрандту)
Сепии
4°
6о
8о
Предел прочности при температуре °
603
12
25
37.6
700
8,5
15
25
800
6,5
и
900
4.5
7-5
и
1000
3
5.5
7.5
1100
1
2.5
3-5
5.о
1200
а,о
2.5
3.5
С
1300
1.5
2,0
2.5
Этот коэфициент может быть принят
основании табл. 9 (по С. И. Губкину).
Таблица 9
Скорость хода
машины в см/сек
Значения
коэфициента w
10—25
1,2 1,6
25-75
1,6—а
100 и
более
2,5
Ударное
воздей-
ствие сил
3-4
Нижние пределы отвечают более низким
пределам скоростей.
Определение деформирующего усилия (на-
пример, необходимое усилие пресса) может
быть произведено на основании формулы
где k - удельное давление течения, опреде-
лённое из условий конечного момента; F—
соответствующая площадь (стр. 275).
Определение работы деформации за опе-
рацию может быть произведено по общей
формуле теории пластической деформации
А = kcp Va,
где V — деформируемый объём; кср -- среднее
во время операции удельное давление течения,
определяется по формуле
KOH ~ ^0
h
Коэфициент п зависит от ряда причин,
определяющих изменение удельного давления
ГЛ. И]
ТЕРМОМЕХАНИЧЕСКИЙ РЕЖ1#Й
ШШЛЛОЪ
277
течения в процессе операции. В подавляющем
большинстве случаев хорошие результаты
получают при л = 2,25.
k0 — удельное давление течения, отвечаю-
щее начальным условиям операции; kK0H —
удельное давление течения, отвечающее ко-
нечным условиям; а — отах = 1п-^-, т. е. ма-
ксимальная главная деформация. Если поков-
ка (например, при штамповке) имеет сложную
форму, то а = 1п--™, где Уф — фиктивный
объём, т. е. объём простейшей и наименьшей
по объёму формы, в которую может быть впи-
сана рассматриваемая сложная форма, a Vd —
действительный объём тела.
Работа деформации за один удар опреде-
ляется по формуле
Ап ==*1/е.
Здесь к — удельное давление течения, от-
вечающее конечным условиям операции; е—
степень деформации за удар(т. е. '¦¦'"——) .
Степень деформации за последний уя$р уста-
навливается на оси&вщщв ДЯ&грш&л рекри-
сталлизации при горя«€|4 дефорлв^ова^нии и
для получения равномерной величавы зерна
должна находиться вне критического .интер-
вала степеней деформации. При рясч&гах
можно принимать для поковок простой фермы
(ф >¦ 0,5) е =s= 0,05 или более 0,2, для поковеиь
сложной формы D»< 0,5) г = 0,025—0,03 или
более 0,2, в зависимости от намечаемой мощ-
ности оборудования.
Число ударов определяется по формуле
где fiv — коэфициент, учитывающий неравно-
мерность ударов (полные, средние, слабые);
$у ^а 1,2 при ковке в штампах и ~ 1,5 — при
открытой ковке.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Г у б к и н СИ., Теория обработки металлов давле-
нием, Металлургиздат, 1947.
2. К у зн е ц о в В. Д., Физика твёрдого тела, т. II,
Томск, 1941.
3. Н а д а и А., Пластичность, ОНТИ, 1936.
4. 3 а к с Г., Практическое металловедение, ч. II, ОНТИ,
1938.
ТЕРМОМЕХАНИЧЕСКИЙ РЕЖИМ КОВКИ МЕТАЛЛОВ
ВВЕДЕНИЕ
Ковка металлов представляет собой пла-
стическую деформацию при объёмном напря-
жённом состоянии (неравномерном всесторон-
нем сжатии, фиг. 11), сопровождающуюся
сложным механизмом деформации [10].
Механизм деформации при ковке склады-
вается из одновременно протекающих и на-
кладывающихся друг
на друга процессов —
скольжения, возврата
и рекристаллизации
(фиг. 12 и 13; фиг. 13
см. вклейку) [7,11, 23].
Для научного обо-
л снования технологии
ковки (штамповки)
необходимо знать на-
пряжённое состояние
деформируемого ме-
талла и механизм де-
формации металла
при ковке.
На основании зако-
нов механики устана-
вливают количественные соотношения между
силами и напряжениями, а также вытекающие
из этих соотношений напряжённые еостояния
деформируемых металлов, определяющие наи-
большую пластичность их при деформации и
свойства после обработки. На основании уче-
ния о механизме деформации [9] определяют
главные факторы пластической деформации,
изменяя которые можно влиять на механизм
деформации, а следовательно, и на пластич-
Фиг. 11. Компоненты глав-
ных напряжений на гранях
элементарного куба при
неравномерном всесторон-
нем сжатии.
ность, свойства и структуру деформированных
ковкой металлов.
К главным факторам, изменяя которые
можно влиять на пластичность, механические
свойства и структуру дефор-
мируемого металла, отно-
сятся следующие: а) напря-
жённое состояние, у) сте-
пень деформации,
в) температура де-
формации и г) ско-
рость деформации.
Эти главные
термические и ме-
ханические фак-
торы могут быть
названы термоме-
ханическими, по-
скольку они одно-
временно воздей-
ствуют на металл
при ковке [10].
Скорость на-
грева и скорость
охлаждения — чи-
р\
После
деформации
Фиг. 12. Схема скольжения
при пластической деформации.
Исходное состояние
сто термические
факторы. В отли-
чие от термомеха-
нических факто-
ров они не связаны непосредственно с пла-
стической деформацией.
Для того чтобы научно обосновать техно-
логию, необходимо установить количественные
соотношения между основными термомеха-
ническими факторами ковки, пластичностью
и механическими свойствами сталей и сплавов.
278
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
ПЛАСТИЧНОСТЬ СТАЛЕЙ И СПЛАВОВ
ПРИ РАЗЛИЧНЫХ НАПРЯЖЁННЫХ
состояниях
При ковке и штамповке напряжённое со-
стояние деформируемого металла соответ-
ствует неравномерному всестороннему (трёх-
осному) сжатию (фиг. 11). Напряжённое состо-
яние металла при ковке наиболее удобно наблю-
дать при операции осадки. Осадка металла вы-
зывает неравномерную деформацию: зона пер-
вая соответствует минимальной, зона третья—
средней и зона вторая —наибольшей дефор-
мации (фиг. 14) [8]. Неравномерная дефор-
мация создаёт до-
полнительные (вто-
ричные) растяги-
вающие напряже-
ния, направление
которых схематич-
но показано на
фиг. 15 [10]. В ре-
зультате возникно-
вения при неравно
мерной деформа-
ции в отдельных
местах деформи-
руемогообъёмадо-
полнительных^ то-
ричных) растяги-
вающих на пряже
ний одноимённая
схема напряжённо-
го состояния при
осадке может в некоторых случаях пе-
рейти в разноимённую, при которой среднее
и наименьшее главные напряжения становятся
растягивающими. Такое напряжённое состоя-
Фиг. 14. Деформация осадкой
нагретых цилиндров из литой
стали (Зибель).
Допаанитепьные (вто-
ричные) растягивающие
/ л напряжения
/ &г
б3- действует
днппрадпснии
перпендикулярном
плоскости
черте/Ка
'ыткаплаалиииыа-материал.
Фиг. 15. Напряжённое состояние деформируемого ме-
талла при осадке (Корнеев): о—вид напряжённого состоя-
ния при осадке в местах действия дополнительных рас-
тягивающих напряжений; б— диаграммы истинных на-
пряжений при растяжении.
ние может приводить к хрупкому состоянию
деформируемого металла.
Металлы, кривые истинных напряжений
(фиг. 15) которых показывают наступление
разрушения после значительной остаточной де-
формации, являются высокопластичными мате-
риалами, а металлы, которые разрушаются
при растяжении после сравнительно неболь-
шой остаточной деформации, относятся к мало-
пластичным материалам. При ковке таких ме-
таллов необходимо создавать напряжённое со-
стояние, вызывающее наименьшие дополни-
тельные (вторичные) растягивающие напря
жения.
Пластичность при ковке металла опреде
ляется величиной сжимающих главных напря-
жений. Чем выше сжимающие главные на
пряжения, тем меньше поперечная деформа-
ция и дополнительные (вторичные) растяги-
вающие напряжения и тем выше пластичность
обрабатываемого металла.
Повышение главных напряжений при об-
работке ковкой и штамповкой возможно толь-
ко путём создания бокового давления металла
на жёсткие стенки инструмента. Примером
Фиг. 16. Схема свободной ковки на пло-
ских и фигурных бойках (Корнеев).
осуществления такого повышения сжимаю-
щих главных напряжений может быть пере-
ход от ковки на плоских бойках и ручьях
к ковке в фигурных бойках и ручьях или
от штамповки в открытых штампах к штам-
повке в закрытых
штампах (фиг. 16).
Опыты показы-
вают, что при ди-
намической дефор-
мации свободной
осадкой хрупкое
состояние (разру-
шение) малопла-
стичных сталей
(например, Сг —
Ni — Mo— W) на-
ступает после осад-
ки на 25—35%. При
деформации же в
закрытом штампе
те же стали допу-
скают пластиче-
скую деформацию
за один ход пресса
со степенью де-
формации 75°/о и
выше, при этом
хрупкого разруше-
ния сталиненаблю-
дается (фиг. 17)
[10].
Аналогичное по-
вышение пластич-
Фиг. 17. Деформация Сг -
Ni — Mo — W стали в закры-
том штампе при резко выра-
женном всестороннем сжатии
(Корнеев и Марчуков).
ГЛ. IIJ
ТЕРМОМЕХАНИЧЕСКИЙ РЕЖИМ КОВКИ МЕТАЛЛОВ
279
ности малопластичных сталей в литом со-
стоянии может быть достигнуто заменой сво-
бодной ковки слитков под молотом на пло-
ских бойках — профильной прокаткой. Часто
наблюдаемый при свободной ковке на плоских
бойках „развал" слитков при профильной про-
катке не имеет места [1].
Примером поведения малопластичных
высоколегированных алюминиевых сплавов
(AI — Си — Mg с добавкой Ni и А1 — Си — Mg
с добавками Si, Ni и Fe) при различном напря-
жённом состоянии может служить деформация
Фиг. 18. Деформация алюминиевого сплава системы
А1 _ Сц — Mg с добавками Si, Ni и Fe при различных
напряжённых состояниях (Быков).
сплава системы А1 —Си —Mg с добавками Si,
Ni и Fe в штампе с углом наклона вертикаль-
ных поверхностей гравюры 7° и в штампе,
поверхности гравюры которого совершенно
яе имеют наклона (фиг. 18) [2]. При дефор-
мации в первом штампе в обрабатываемой за-
готовке появляются трещины уже после пер-
вых ударов молота. При обработке же во вто-
ром штампе хрупкое разрушение не наблю-
дается и тот же сплав в процессе деформации
ведёт себя как высокопластичный материал.
Причиной образования трещин при дефор-
мации в первом штампе является применение
большого угла наклона поверхностей штампа,
так как при этом деформация происходит
а условиях высоких дополнительных (вторич-
ных) растягивающих напряжений, приводящих
к хрупкому состоянию сплава. Во втором же
штампе с самого начала деформации главные
среднее и наименьшее сжимающие напряжения
достаточно высокие, а дополнительные растя-
гивающие напряжения очень незначительны.
В этом случае боковое давление деформиру-
емого металла на стенки штампа препят-
ствует хрупкому разрушению сплава при штам-
повке [10].
При свободной ковке на плоских бойках
даже у прессованного нормального дуралю-
мина — относительно пластичного сплава —
может быть хрупкое состояние, если обра-
ботка его производится с значительной де-
формацией за каждый обжим при высокой ско-
рости. Если же штамповка дуралюмина про-
изводится при более благоприятном напря-
жённом состоянии, то тот же сплав оказы-
вается «высокопластичным материалом,как это
и наблюдается даже при штамповке отлитых
s землю фасонных заготовок. Из таких заго-
товок штамповкой под молотом можно успеш-
но получать детали разной сложности [10].
Различная пластичность дуралюмина в при-
ведённых примерах обработки ковкой (штам-
аовкой) объясняется наличием дополнитель-
ных (вторичных) растягивающих напряжений
в обрабатываемом сплаве при вытяжке на
плоских бойках, которые значительно снижа-
ются при штамповке деталей из фасонных
заготовок, так как в последнем случае обра-
ботка с самого начала производится при бо-
ковом давлении металла на стенки штампа —
при наличии высоких сжимающих главных
напряжений.
Ковка магниевых сплавов на плоских
бойках уже после незначительной деформа-
ции приводит к хрупкому состоянию дефор-
мируемого металла. При обработке же в фи-
гурных бойках магниевые сплавы оказывают-
ся достаточно пластичными и допускают зна-
чительную деформацию без разрушения [20].
Исключительно резко изменяется пластич-
ность при различных напряжённых состояниях
медных сплавов [10].
Например, пластическую деформацию прес-
сованных прутков латуни ЛС-59 диаметром
и высотой 30 мм при свободной осадке на
плоских бойках можно осуществлять в интер-
вале температур 650—700° С лишь со степенью
деформации, не превышающей 30—35% (при
большей степени деформации наступает
хрупкое состояние сплава, фиг. 19,а). При осад-
ке с созданием в ходе деформации бокового
давления прессованная латунь допускает
и более высокие степени деформации без
Фиг. 19. Осадка латуни со свободным уширением и
с созданием в ходе деформации бокового давления:
"Л — вторичные растягивающие напряжения; а — сво-
бодная осадка; б — осадка с боковым давлением (Кор-
неев, Губкин и Клейменов).
хрупкого разрушения (фиг. 19, б). При дефор-
мации же с полным боковым давлением,
когда давление на жёсткие стенки штампа
наблюдается с самого начала
деформации, прессованную ла-
тунь можно пластически де-
формировать со степенью де-
формации 75% и выше (фиг.
20) [3].
Табл. 10 показывает, в ка-
кой мере может быть увели-
чена пластичность латуни при
обработке её ковкой-штампов-
кой в условиях благоприятного
напряжённого состояния [10].
Вид напряжённого состоя-
ния при пластической дефор-
мации влияет на равномер- фиг ^
ность деформации. При боко- мация
вом давлении равномерность
деформации больше, чем при
обработке СВОбОДНОЙ КОВКОЙ, давлением(Кор-
ЭкСПерИМеНТаЛЬНО устанОВЛе- неев. Губкин и
НО, ЧТО В металле, Обработан- Клейменов).
ном при боковом давлении,
остаточные напряжения меньше, чем при
свободной ковке. Поэтому для получения
латуни
в закрытом
штампе с пол-
ным боковым
280
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. 111
Таблица 10
Изменение пластичности медных сплавов
при различных напряжённых состояниях (Корнеев)
Г'
Вид деформа-
ЦИИ
Свободная
осадка на пло-
ских бойках
(фиг. 19, а)
Осадка и
прессование с
неполным боко-
вым давлением
металла на жё-
сткие стенки
(фиг. 19, б)
Прессование
образцов с пол-
ным боковым
давлением ме-
талла на жёст-
кие стенки
(фиг. 20)
X a v
ние с
;его г.
напря
sis.
X ее о X
т s х х
Низкое
Среднее
Высокое
Допустимая
степень дефор-
мации
35%
35%
(до момента
возникновения
бокового да-
вления метал-
ла, а после
этого более
значительная)
Более 50%
Пластичность
Низкая (тре-
щины появля-
ются при сте-
пенях дефор-
мации, превы-
шающих 35%)
Средняя
Высокая
однородной структуры деформированного ме-
талла обработку следует производить при вы-
соких главных сжимающих напряжениях и
при боковом давлении [4].
Скорость деформирования при различ-
ных напряжённых состояниях. Как было
указано выше, наиболее благоприятное напря-
жённое состояние может быть создано при
штамповке в закрытых штампах.
Такой вид штамповки наиболее легко
осуществлять при малых скоростях деформи-
рования, соответствующих обработке на гидра-
влических, кривошипных и фрикционных прес-
сах, а также на горизонтально-ковочных маши-
нах. Следовательно, применение более совер-
шенных (в отношении напряжённого состоя-
ния деформируемого металла) методов штам-
повки требует перехода от обработки мало-
пластичных материалов на молотах к обра-
ботке их на прессах и ковочных машинах.
КЛАССИФИКАЦИЯ МЕТОДОВ КОВКИ
10 НАПРЯЖЁННОМУ СОСТОЯНИЮ
ДЕФОРМИРУЕМОГО МЕТАЛЛА
Наличие связи напряжённого состояния
с пластичностью металла позволяет классифи-
цировать существующие методы ковки и штам-
повки на пять групп, характеризуемых вели-
чиной главных сжимающих напряжений, сопро-
тивлением деформированию и пластичностью
(табл. 11) [10].
Каждая из пяти групп включает методы,
близкие по напряжённому состоянию дефор-
мируемого металла, причём каждая последу-
ющая группа характеризуется меньшими глав-
ными сжимающими напряжениями, снижением
бокового давления и сопротивления деформа-
ции, увеличением дополнительных (вторичных)
напряжений и снижением пластичности.
Отсутствие в настоящее время достаточно
полных экспериментальных данных не позво-
ляет дать полную количественную оценку
всем методам обработки. Поэтому класси-
фикация ограничивается характеристикой ме-
тодов главным образом с качественной сто-
роны.
Первые две группы включают штамповку
в закрытых штампах, при которой напряжён-
ное состояние в деформируемом металле наи-
более благоприятно и металл обладает наи-
большей пластичностью. В этом случае глав-
ные сжимающие напряжения имеют наиболь-
шие значения, а дополнительные (вторичные)
растягивающие напряжения значительно сни-
жены.
Эти первые две группы (особенно первая)
весьма выгодны, так как при обработке такими
методами допустима почти неограниченная
степень деформации обрабатываемого металла
и возможна значительная пластическая дефор-
мация даже малопластичных и хрупких сортов
стали и цветных металлов (нихромы, магние-
вые сплавы и т. д).
Следует, однако, учитывать, что методы
обработки, входящие в I и II группы, требуют
применения машин-орудий большой мощности,
так-как сопротивление деформации обраба-
тываемого металла при таких напряжённых
состояниях сильно возрастает.
Большим преимуществом этих методов
обработки является также стабильность ос-
новных факторов обработки (скорости, сте-
пени и температуры) и равномерность дефор-
мации, благодаря чему в штамповках напра-
вление волокна получается более правильное
и остаточные напряжения наименьшими.
Широкое внедрение штамповки в закры-
тых штампах открывает большие возможности
для повышения механических свойств (проч-
ности) штамповок и обработки сталей и спла-
вов, обладающих малым запасом пластич-
ности.
Штамповку в закрытых штампах наиболее
целесообразно производить на: а) ковочных
кривошипных прессах; б) горизонтально-ко-
вочных машинах; в) гидравлических прессах;
г) фрикционных прессах, так как при штам-
повке в закрытых штампах на молотах зна-
чительно возрастает сопротивление дефор-
мации, снижается производительность (в свя-
зи с необходимостью применять выталкива-
тель) и стойкость штампов.
В III и IV группы входят штамповка в
открытых штампах и ковка в фигурных бойках
и ручьях, при которых напряжённое состояние
менее благоприятно, чем при методах двух
предыдущих групп. Эти методы обработки,
особенно методы группы IV, выгодны потому,
что они позволяют применять машины-орудия
меньшей мощности и, кроме того, требуют
меньшей работы на деформацию. Однако при
таких методах обработки пластичность металла
и допустимая степень деформации ниже, а
также труднее соблюдать постоянство режима
деформации, и неизбежна неравномерная де-
формация.
При обработке данными методами в дефор-
мируемом металле возникают более высокий
дополнительные (вторичные) растягивающие
напряжения, и если деформируемые стале
и сплавы при обработке проявляют хрупкое
Фиг. 13. Пачки скольжения в кри-
сталлитах мягкой стали, наблюдае-
мые после достижения предела
упругости (Надаи).
Фиг. 21. Макроструктура литого стального слитка
(Обергоффер).
Фиг. 22. Макроструктура Cr—Ni—W стали Э-18, про-
кованной со степенью уковки 2,5 (Корнеев).
Фиг. 23. Макроструктура Cr—Ni—W стали Э-18, про-
кованной со степенью уковки 4,5 (Корнеев).
Фиг. 24. Макроструктура Cr—Ni—W стали Э-18,
прокованной со степенью уковки 6,0 (Корнеев).
Фиг. 25. Макроструктура Cr—Ni—W стали Э-18,
прокованной со степенью уковки 10 ^орнеев).
Том 6. Гл. II.
ГЛ. II]
ТЕРМОМЕХАНИЧЕСКИЙ РЕЖИМ КОВКИ МЕТАЛЛОВ
281
Таблица И
Классификация методов обработки ковкой и горячей штамповкой по напряжённому и пластическому
состоянию деформируемого металла (Корнеев)
Л)
С
|
I
I!
Ill
IV
1
1
j V
1
1
1
i
Метод обработки
Деформация в за-
крытом штампе без
уширення при полном
боковом давлении
Деформация в за-
свободном уширении
и неполном боковом
давлении
Деформация в от-
крытом штампе при
свободном уширении
и неполном боковом
давлении
Деформация свобод-
ной ковкой в фигур-
ных бойках и ручьях
при свободном уши-
рении и удлинении и
неполном боковом да-
влении
Деформация свобод-
ной ковкой на пло-
ских бойках при сво-
удлинении без боко-
вого давления
в 31
Ш
1к
Схема метода
обработки.
та
дни
W
У/.
%.
мповка
тгомшп
б,
(ИМИ
ш
am
4
'/,
i
Штамповка
ie
Схема напря-
жённого со-
стояния
•
A
1
Lr1 1/Я?
в закрытом штампе
j
I
п
р,
р.
п
г
Е
Е
F
Ъ
ЛЯ
0Жл
v*
ЕЯ
ж§
¦VV7
w.
У/А
V/A
?/S/
Ц
A
Штамповка в открытом
штампе
W,
ш
Ковко
\t
К
?<
1
у//.
1
р
yyyXKvo&l
. J>
///
'Я/У
'У-У,
m
'<У/,
УУ
,0,
fa
в фигурных бойках
и^пичьях
1
rtr
V
к
t
'//У
JtoSkb
n
i
i
Сводоиная ковка
ча
1
|
[
плоских 5ойка>
у/
ч
1
///
i
/
A
L
\
i
/' jA Of
1 1 s
63
\7\7
Величина глав-
ных напряже-
ний
9,
Очень
высокое
сжима-
ющее
Высо-
сжима-
ющее
Среднее
сжима-
ющее
Среднее
сжима-
ющее
Малое
сжима-
ющее
!
Очень
высокое
сжима-
ющее и
мало от-
личаю-
щееся
от я,
Высо-
сжима-
ющее
Среднее
сжима-
ющее
Среднее
сжима-
ющее
Малое
сжима-
ющее
Сопроти-
вление де-
формации
в кг[мм*
Стал*
При
t°
1S°
до
iTO
4о
5°
2О—
3°
15-
ао
IO
сплавы
X
S
2
_
: плавы
<и
2
г
6.5-
ю
5
3.5
3.5
2.5
сплавы
Я
s
Магн
_
Стал
__
Доп}
стимая
дефор-
мации
сплавы
я-
К
1
: плавы
V
2
Медн
сплавы
са
S
Магн
Более
5<
5/о
_
Пла-
стич-
ность
Очень
высокая
Высо-
Сред-
няя
Сред-
няя
Низкая
282
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
состояние, то для снижения дополнительных
растягивающих напряжений необходимо при
штамповке в открытых штампах применять
фасонные заготовки с геометрической формой,
более близкой к готовой штамповке, чтобы
свободное уширение металла при штамповке
было наименьшим. В этом случае неравно-
мерность деформации и дополнительные (вто-
ричные) растягивающие напряжения сни-
жаются.
В группу V входит свободная ковка на пло-
ских бойках, характеризуемая неблагоприят-
ным напряжённым состоянием.
Такая обработка малопластичных сталей и
•сплавов (жароупорные стали, магниевые спла-
вы и некоторые алюминиевые сплавы), вслед-
ствие возникновения в деформируемом объёме
значительных дополнительных (вторичных)
растягивающих напряжений, часто приводит
к хрупкому состоянию металлов и к образо-
ванию в них трещин.
Из приведённой классификации, построен-
ной на основе учения механики о напряжён-
ном состоянии деформируемого тела, видно,
что методы ковки и горячей штамповки, спо-
собствующие хрупкому состоянию металлов
(V группа), можно применять только для обра-
ботки высокопластичных сталей и сплавов
(углеродистых сталей, низколегированных ста-
лей и некоторых алюминиевых сплавов), ме-
тоды, повышающие пластичность (IV и III груп-
пы), — для обработки сталей и сплавов сред-
ней пластичности (высоколегированных ста-
лей и алюминиевых сплавов) и методы, зна-
чительно повышающие пластичность (II и
\ группы), — для обработки малопластичных
и хрупких сталей и сплавов (сплавов типа
нихром, клапанных жароупорных сталей и маг-
ниевых сплавов).
Поэтому там, где это целесообразно, необ-
ходимо заменять молоты ковочными маши-
нами и прессами.
При практическом осуществлении такой
технологии можно за счёт резкого сокраще-
ния числа операций обработки и оборудо-
вания: а) повысить производительность, б) со-
кратить число единиц оборудования (с 2—3
до 1—2), в) значительно сократить отходы
(штамповка без уклонов стенок штампов без
заусенца и с меньшими припусками), г) со-
кратить стоимость продукции ид)осуществить
конвейеризацию в цехах горячей штамповки
{легко осуществима при агрегатах: печь —
пресс или печь — ковочная машина).
ВЛИЯНИЕ СТЕПЕНИ ДЕФОРМАЦИИ
НА МЕХАНИЧЕСКИЕ СВОЙСТВА
И МАКРОСТРУКТУРУ СТАЛЕЙ
И СПЛАВОВ
Деформация литой структуры
и образование волокна при ковке
металлов
г Кристаллическая структура стального слит-
ка неоднородна. Эта неоднородность — след-
ствие условий кристаллизации стали при охла-
ждении (фиг. 21 см. вклейку).
Первичная структура с сильно развитой
транскристаллической зоной приводит к хруп-
кости литой стали при пластической дефор-
мации вследствие скопления примесей на гра-
ницах зёрен, а общая структурная неоднород-
ность обусловливает пониженные механиче-
ские свойства как литой, так и деформирован-
ной стали.
Слитки, предназначаемые для обработки да-
влением, должны иметь мелкозернистое стро-
ение, по возможности менее развитую дендрит-
ную структуру и однородный химический со-
став (возможно меньшую ликвацию).
При вытяжке изменяется форма первичных
кристаллов слитка и создаётся волокнистая
структура (волокно) в направлении вытяжки,
в первую очередь — в зоне с зернистой струк-
турой, затем в зоне смешанной структуры
и путано-дендритной и в последнюю оче-
редь — в зоне с крупными столбчатыми (ше-
стоватыми) дендритами. Поэтому при извест-
ных степенях деформации кованый металл
может иметь неоднородное строение: в пери-
ферийной зоне сечения слабо прокованного
металла могут обнаруживаться не ориенти-
рованные в направлении течения кристаллы,
а в сердцевине сечения после сравнительно
небольшой степени деформации металл может
приобретать волокнистое строение.
Для создания при вытяжке волокна, со-
впадающего с направлением течения метал-
ла по всему сечению кованого слитка, металл
нужно обрабатывать со значительной степенью
деформации.
Различная степень деформации, необхо-
димая при вытяжке для образования волок-
нистой структуры, в отдельных зонах слитка
вызывается различными величиной и напра-
влением первичных кристаллов разных зон.
Для создания волокнистой структуры в зоне
столбчатых (шестоватых) дендритов требуется
большая степень деформации, чем для полу
чения такой же структуры в зернистой зоне
слитка.
На основании проведённых исследований
можно считать установленным, что литая струк
тура стального слитка с повышением степени
деформации (фиг. 22, 23, 24, 25, см. вклейку)
[10] претерпевает следующее изменение.
Средняя часть слитка, которой соответ-
ствуют зернистая и путано-дендритная зоны
кристаллизации, в процессе ковки приобре-
тает волокнистое строение уже после 2 — 3-
кратной степени уковки (фиг. 22). Столбчатые
(шестоватые) дендриты после 2 —3-кратной
уковки только начинают заметно отклоняться
от направления, которое они имели в слитке.
По мере повышения степени деформации,
например до 4— 6-кратной уковки, дендриты
этой зоны слитка претерпевают всё большую
деформацию, продолжая, однако, оставаться
направленными под некоторым углом к глав
ной оси проковываемой заготовки.
Таким образом, в периферийной зоне сече
ния стали, прокованной с уковкой 4 — 6, всегда
можно наблюдать ещё не ориентированные
в направлении течения металла деформиро
ванные дендриты (фиг. 23 и 24). И лишь после
уковки, превышающей 10-кратную, кованая
сталь приобретает волокнистое строение по
всему сечению (фиг. 25).
В зависимости от метода последующей обра
ботки предварительно прокованных или ката
ных заготовок (ковка под молотом или прессом,
штамповка в открытом или закрытом штампе)
ГЛ.
ТЕРМОМЕХАНИЧЕСКИЙ РЕЖИМ КОВКИ МЕТАЛЛОВ
283
волокна деформированного металла могут
иметь различное направление или ориенти-
ровку. При ковке под молотом направление
волокна вследствие неравномерных обжатий
и высокой скорости деформации может зна-
чительно отклоняться от направления течения
металла при вытяжке. При ковке под прессом,
благодаря меньшей скорости обработки, волок-
но отклоняется от направления течения ме-
талла в меньшей степени, чем при обработке
под молотом. При штамповке направление
волокна следует по геометрической форме
изделия. Однако при штамповке под молотом
в открытых штампах деталей из фасонных заго-
товок, имеющих по длине неравномерные се-
чения, направление волокна вследствие нерав-
номерного истечения металла в заусенец мо-
жет отклоняться от геометрической формы
изделия, обусловливая нагружение металла
в поперечном направлении и снижение проч-
ности конструкции.
Путь для ослабления, этого явления — более
тщательное изготовление фасонных заготовок
и переход на штамповку при меньших ско-
ростях на прессах или ковочных машинах.
При штамповке в закрытых штампах напра-
вление волокна, вследствие интенсивного исте-
чения металла в одном направлении, следует
наиболее правильно по геометрической форме
изделий.
Поэтому выбор методов обработки и сте-
пени деформации при ковке и штамповке
нужно производить в соответствии с требо-
ваниями, предъявляемыми к макроструктуре
кованых и штампованных изделий.
Анизотропия механических свойств
кованого металла
Механические свойства кованого металла
зависят от степени деформации или степени
уменьшения сечения слитка при обработке
его на готовое изделие. Степень деформации
кованого металла выражают в процентах
или отношением сечения слитка к сечению
деформированной заготовки:
-100 (в о/о),
у — нан
где РНпч — сечение слитка или исходной заго-
товки; FK0H — сечение заготовки (поковки)
после обработки.
При обработке слитков отношение сечения
слитка к сечению деформированной заготовки
принято называть степенью уковки.
Механические свойства кованого и штам-
пованного металла характеризуются анизо-
тропностью — вдоль направления волокна
они, как правило, выше, чем поперёк. При
этом как продольные, так и поперечные свой-
ства с увеличением степени уковки изме-
няются [10]. Следовательно, при установле-
нии технологии и для оценки качества мге-
талла, подвергнутого определённой степени
деформации, необходимо руководствоваться
данными о влиянии степени уковки на про-
дольные и поперечные механические свойства
кованого металла.
Приводимые ниже данные об этих свой-
ствах получены при исследовании ковки слит-
ков из легированных конструкционных сталей
весом в 1 — 3 т.
Продол ьны е механические свой-
ств а кованой стали (8, фи ак) с повы-
шением степени уковки до 10-кратной имеют
переменные значения. Разница между макси-
мальными и минимальными свойствами дости-
гает 10 — 20°/0. Эта разница менее выраже-
на у <Ь <l°*/e)i несколько больше у Ь A5%)
и в ещё большей степени у ак B0%).
Все три характеристики перечисленных
механических свойств с повышением степени
уковки в интервале от 4 до б имеют тенден-
цию к повышению. При уковке, превышающей
10-кратную, 8, ф и
ак остаются (прак-
тически) постоян-
ными, а по ве-
личине — близки-
ми к максималь-
ным значениям,
наблюдаемым в
рассматриваемом
интервале степе-
ней деформации
(фиг. 26).
Предел устало-
сти стали с по-
вышением степени
уковки до 10-крат-
ной равномерно
повышается на
7,5%. При более
высоких степенях
уковки предел
усталости почти
не изменяется [24].
Поперечные
м е хани чески е
свойства кованой стали с повышением
степени уковки прогрессивно снижаются. В ин-
тервале уковок 2—10 снижение свойств на по-
перечных образцах составляет: для о — на 20—
30%, для <}* - на 15 — 40%, для ак— на 20—50%
и для <зг — на 5 — 15%. При применении боль-
ших степеней уковки происходит дальнейшее
снижение всех механических свойств за исклю-
чением предела усталости (фиг. 26).
Влияние деформации на механические свой-
ства кованой стали характеризуется следую-
щими данными.
а) При 2 —6-кратной уковке механические
свойства на поперечных образцах снижаются:
8-на 20%, ф-на 20-30%, ак — 20 — 40%
и аг — на 6%.
б) При 6 — 10-кратной и более высокой
уковке снижение механических свойств на
поперечных образцах составляет: 5 — на 30 —
4С0/0, <р - на 40 - 45% ак — 50 — 60% и а, -
на 15% (наибольшее снижение).
в) При 2 — 10-кратной уковке механиче-
ские свойства на продольных образцах (Ь, <i
и ак) за исключением предела усталости ко-
леблются в пределах 10 — 20% в зависимости
от уковки. Предел усталости при таких уков-
ках равномерно повышается.
2 4 6 8 Ю 12 14 16 1820
ь Степень деформации^—
Фиг. 26. Изменение механиче-
ских свойств кованой Сг —
Ni — W стали Э18 в зависи-
мости от степени уковки
(Корнеев): ab , as и вг — а
кг/мм3; ф и 5 — в %; ац —
в кгм/см3.
284
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. Ill
г) При уковках, превышающих 10-кратную,
механические свойства (8, ф и ак) на продоль-
ных образцах практически остаются постоян-
ными.
д) Предел прочности при растяжении,
а также предел текучести на образцах как
с продольным, так и с поперечным направле-
нием волокна с увеличением степени уковки
колеблется в пределах 3 — 6%.
Испытания механических свойств перифе-
рии и сердцевины сечения кованой стали
показали, что химическая неоднородность
металла отрицательно влияет на поперечные
свойства сердцевины сечения. На попереч-
ных образцах сужение площади, удлинение
и сопротивление удару сердцевины сечения
ниже, чем периферии сечения, на следующие
величины: сужение площади—на 20 — 25%,
удлинение—до 20% и ударная вязкость — на
lOO/o [10].
Определение степени уковки
в зависимости от методов обработки
В зависимости от способа изготовления
поковок и штамповок и вида нагрузки
деталей двигателей и машин могут приме-
няться три следующих интервала степеней
уковки: 3—4,6; 5—в и ~^10.
Степень уковки 3,5 C-М.5) следует при-
менять тогда, когда изделие не представляет-
ся возможным изготовить с более высокой
степенью уковки и с направлением в нём
волокна по его геометрической форме (огра-
ниченный размер слитка, отсутствие необхо-
димого оборудования или инструмента— штам-
пов, приспособлений и т. п.).
Сталь, прокованная на такую степень
уковки, имеет в основном дезориентирован-
ную макроструктуру при наличии ориентиро-
ванной волокнистой структуры только в серд-
цевине сечения. Механические свойства такой
стали обнаруживают некоторую неравномер-
ность, но они достаточно высокие как в про-
дольном, так и в поперечном направлении,
хотя снижение поперечных свойств и яв-
ляется значительным.
Если изделие может быть изготовлено с
применением инструмента и технологии, обес-
печивающих получение направления волокна,
которс е мало отличается от направления
наибольших напряжений, возникающих в
изделии при эксплоатации, то целесообразно
применять степень уковки, равную 5—6. В этом
случае на периферии сечения ещё наблюда-
ются не ориентированные в направлении те-
чения металла деформированные дендриты,
но средняя часть сечения (большая по диа-
метру, чем при уковке 3,5) имеет уже строго
ориентированную волокнистую структуру.
Несколько большее в этом случае сниже-
ние поперечных свойств, по сравнению суков-
кой 3,5, компенсируется более точным напра-
влением волокна по форме изделия, большей
однородностью механических свойств и более
высоким пределом усталости.
Применение степениуковки, равной 10-крат-
ной и превышающей её, обеспечивает ббль-
шую однородность структуры и механических
свойств стали в продольном направлении и
возможность получения наибольшего предела
усталости. Однако применять такие степени
уковки целесообразно только в случае обес-
печения в поковках точного совпадения на-
правления волокна с направлением наиболь-
ших напряжений, возникающих в изделиях
при эксплоатации, так как при этих степенях
уковки получаются низкие поперечные свой-
ства.
Ограничение в настоящее время примене-
ния таких степеней уковки при изготовлении
крупных поковок обусловливается трудно-
стью получения направления волокна по гео-
метрической форме деталей при применяемых
методах ковки-штамповки на молотах. Неудо-
влетворительное направление волокна, полу>
чающееся часто при обработке сталей ков-
кой-штамповкой на молотах, является след-
ствием некоторых отрицательных условий
деформации, свойственных этому методу об-
работки, к числу которых относятся: а) нерав-
номерная деформация, б) чрезмерно высокая
скорость деформации, в) неравномерная тем-
пература деформируемого металла.
Кроме того, при ковке-штамповке на мо-
лотах изготовление фасонных заготовок для
последующей штамповки производится нерав-
номерными обжатиями. Вместе с тем попе-
речные сечения по длине заготовок часто зна-
чительно отличаются одно от другого по раз-
мерам и форме. Поэтому при штамповке,
вследствие высокой скорости деформации и
неравномерной температуры деформируемого
металла, происходят неравномерная деформа-
ция и неравномерное интенсивное истечение
металла в заусенец («разбрызгивание волок-
на"), в результате чего и происходит иска-
жение направления волокна в штамповках.
Преимущественное применение в настоя-
щее время для изготовления крупных штам-
повок сравнительно невысоких степеней де-
формации, равных уковкам 3—6, мотивировано:
а) трудностью получения во многих слу-
чаях при обработке на молотах направления
волокна в изделиях, строго совпадающего с
направлением напряжений, возникающих в
изделиях при эксплоатации;
б) значительным снижением поперечных
свойств кованой стали при более высоких
степенях деформации, что резко снижает проч-
ность деталей и конструкций (при неудовле-
творительном направлении волокна в них,
получаемом при несовершенной технологии
обработки).
При применении же сравнительно невы-
соких степеней деформации, даже при неудо-
влетворительном направлении волокна вслед-
ствие ещё достаточно высоких поперечных
свойств кованой стали, изделия имеют удо-
влетворяющую конструкторов прочность, не-
смотря на явную неоднородность механических
свойств стали, обработанной при невысоких
степенях деформации.
При штамповке средних по размерам де-
талей, например клапанов, в закрытых штам-
пах на ковочном кривошипном прессе, при
общей степени деформации исходной заготовки
более 10-кратной, создаётся полная возмож-
ность получения в штамповках волокнистой
структуры, строго ориентированной по геоме-
трической форме изделия [10]. Достигается
такое направление волокна интенсивным исте-
чением стали в одном направлении при зна-
ГЛ. Н|
ТЕРМОМЕХАНИЧЕСКИЙ РЕЖИМ КОВКИ МЕТАЛЛОВ
285
чительной степени деформации за каждый ход
машины-орудия.
Аналогичные результаты были получены
и при штамповке крупных деталей — колен-
чатых валов под гидравлическими прессами.
Таким образом, получение соответствую-
щего направления волокна в изделиях при
изготовлении их с 10-кратной и более высо-
кими степенями деформации может быть обес-
печено обработкой при невысокой скорости и
значительной степени деформации за каждый
рабочий ход машины-орудия.
Лучшие результаты получаются при штам-
повке в закрытых штампах. Наиболее под-
ходящими машинами-орудиями, позволяющими
вести процесс обработки при указанных усло-
виях деформации, являются ковочные машины
и прессы. Применение 10-кратной и более
высокой степени уковки, а также технологии
ковки-штамповки на ковочных машинах ипрес-
сах в закрытых штампах открывает новые
возможности для получения прочных деталей
и конструкции с однородными свойствами и
структурой.
Влияние ковки на величину зерна сталей
При горячей обработке давлением возврат
и рекристаллизация происходят полностью,
так как в этом случае деформация произво-
дится при температурах, превышающих тем-
пературу рекристаллизации. Однако иногда
окончательные операции обработки заканчи-
ваются при температурах более низких, чем
температура рекристаллизации, или произво-
дятся с большой степенью или скоростью де-
формации. В этом случае деформируемый ме-
талл получается с той или иной степенью
упрочнения.
Поэтому после горячей обработки давле-
нием можно получить как рекристаллизован-
ный, так и холоднодеформированный металл.
В зависимости от принятого режима обра-
ботки кованый или штампованный металл
может иметь различную величину зерна.
Величина зерна, рекристаллизованного в
процессе горячей механической обработки,
зависит от степени, температуры и скорости
деформации, а величина зерна холоднодефор-
мированной стали — от степени и скорости
деформации.
Получение требуемой величины зерна в
поковках и штамповках может быть дости-
гнуто только при обоснованном установлении
условий обработки.
Руководящими данными для определения
условий ковки и горячей штамповки сталей,
обеспечивающих получение заданной вели-
чины зерна в поковках и штамповках, могут
служить приводимые ниже диаграммы рекри-
сталлизации в координатах: степень дефор-
мации — температура деформации — величина
зерна.
На фиг. 27—37 приведены диаграммы ре-
кристаллизации, показывающие изменение фак-
к
гьооо
20000
16000
12000
8000
U 000
О 10 20 30 4050%
Степень деформации
Фиг. 27. Рекристаллизация при ковке
мягкого железа С — 0,06% (Ганеманн и
Люкке).
тического зерна углеродистых и аустенитного
зерна легированных сталей, деформированных
под молотом (табл. 12) [10, 12, 13, 15, 21 и 25).
Таблица 12
Средний состав углеродистых и легированных сталей, для которых приведены диаграммы
рекристаллизации
i
¦ Название
; Мягкое железо
(фиг 27)
¦ Углеродистая
'• (фиг. 28)
Мягкое котельное
железо (фиг. 29) . .
Углеродистая
(фиг. 30)
Углеродистая
(фиг 31)
Углеродистая
(<Ьиг 32)
Хромомолибдено-
алюминиевая
(фиг. 35)
Хромомарганцово-
кремниевая (фиг. 33).
Хромомарганцово-
титановая (фиг. 34) .
Хромоникелеволь-
фрамовая (фиг. 36) .
Хромоникелеволь-
фрамовая (фиг. 37) .
1
Марка
—
ЗОХМЮА
ЗОХГСА
ЭИ274
Э18
18ХНВА
Э16
-
Средний химический состав по основным легирующим
С
о,об
о,49
0,03
0,40
O.vl
О 40
'J7
о,з8
О,32
O,l6
0,25
0,18
Mn
—
,
—
0,95
1.5
—
—
Si
—
—
—
1,05
—
—
—
элементам
Cr
—
—
•1.5
O-95
165
1.5
1.5
Mo
—
—
0,30
—
_-
—
—
Ni
—
—
—
—
Ti=o,io
4.25
4.25
W
—
—
—
—
—
1,0
1,0
Al
0,9
—
—
Автор, изу-
чавший рекри-
сталлизацию
стали
Ганеманн и
Люкке
То же
Тафель,
Ганеманн и
Шнайдер
Проф. Па-
влов И. М.
То же
Растягаев
Корнеев
Корнеев и
Мороховец
То же
Корнеев
Корнеев и
Мороховец
286
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. И!
Пользуясь этими диаграммами, можно до-
статочно точно определять температуру и
степень деформации для каждого обжатия
обработки в соответствии
с той величиной зерна, ко-
торая должна быть получе-
на в поковке или штампов-
ке. Диаграммы рекристал-
лизации пока-
зывают, что
при каждой
температуре
и определён-
ной степени
SO 000
72000
о в» аи?
156 000
§ тооо
$32000
Щ. 24 000
«S 16000
8000
Степень деформации
Фиг. 28. Рекристаллизация при
ой стали с содерж
(Ганеманн и Люкке).
. 28. Рекристаллиз
ке углеродистой стали с содержанием
С — 0,49°/о (Г Л
деформации
наблюдается
порог рекри-
сталлизации,
соответству-
ющий интен-
сивному ро-
сту зерна в
обрабатывае-
мом металле.
За порогом рекристаллизации интенсив-
ность роста зерна понижается более или ме-
нее резко, причём величина зерна при дан-
ной скорости обработки всегда определяется
температурой и степенью деформации.
Из диаграмм также видно, что при каждой
температуре имеется интервал критических
степеней деформации, ковка и штамповка при
которых приводят к интенсивному росту зерна
МК1
О 020304050%,
Степень деформаций
Фиг. 29. Рекристаллизация мягкого железа С—0,03%
при горячей прокатке (Тафель, Ганеманн и Шнайдер).
О 20 1Л 60 80%
Степень деформации
Фиг. 30. Рекристаллизация при ковке углеродистой
стали С- 0,4% (проф. Павлов): верхний контур — истин-
ные диаграммы; нижний контур — диаграммы обычного
типа.
в металле. При этом с повышением темпера-
туры интервал критических степеней дефор*
мации увеличивается за счёт перемещения
ШЮ
32000
2WQ0
16000
8000
уЖШ
20 Ш 60. 80 Ю0\
Степень деформации
Фиг. 31. Рекристаллизация при ковке углеродистой стали
С — 0,54°/0 (проф. Павлов): верхний контур — истинные
диаграммы; нижний контур — диаграммы обычного типа.
порога рекристаллизации в области меньших
степеней деформации и конца рекристаллиза-
ции в область более высоких степеней дефор-
мации.
Из сказанного следует, что с точки зрения
роста зерна температура начала и конца
ковки и горячей штамповки должна быть
возможно более
низкой.
Учитывая ин-
тервал критиче-
ских степеней де-
формации, ковку
и штамповку ста-
лей в начале об
работки, когда
температура за
готовки равна
1150° С и выше,
следует произво-
дить с обжатиями
0 2030 Ш'50%
Степень деформации
Фиг. 32. Рекристаллизация
при ковке углеродистой ста-
ли С — 0,39% (Растягаев).
25—300/0 и более
высокими в целях
получения мини-
мальной величины
зерна.
''О Ю 20 30 Ш 50 60%
Степень деформации
Фиг. 33. Рекристаллизация при ковке
Cr-Mn -Si стали (Корнеев и Мороховец).
ГЛ. И]
ТЕРМОМЕХАНИЧЕСКИЙ РЕЖИМ КОВКИ МЕТАЛЛОВ
287
По мере снижения температуры заготовки
из легированной стали в процессе обработки
степень деформации за каждый удар молота
Ю 20 30 1*0 50 60%
Степень деформации
Фет. 34. Рекристаллизация при ковке
Сг — Мл — Ti стали (Корнеев и Мороховец).
03691?б?025У)ЯШ551)№60 %
Степень деформации
Фиг. 35.
Сг-
Рекристаллизация при ковке
Мо — А1 стали (Корнеев).
п369ВВ20253035Ш5ЯM560 %
Степень деформации
Фиг. 36. Рекристаллизация при ковке
Сг — Ni — W стали Э18 (Корнеев).
может быть снижена: при температуре заго-
товки 1100° С —до 2Q<Vo, при ,900—1000° С —
до 15°/0.
Для предупреждения образования крупно-
зернистой структуры ковка и горячая штамг
повка, а также калибровка должны заканчи-
ваться при температурах 800—900° С, причём
J0 10 20 30 40 50 60%
Степень деформации
Фиг. 37. Рекристаллизация при ковке
Сг — Ш — W стали Э16 (Корнеев и Мо-
роховец).
обработку нужно производить или со степе-
нями деформации от 0 до 6%, или при сте-
пенях деформации, превышающих критиче-
ские. Однако в последнем случае потребуется
применение более мощного оборудования.
Величина зерна, получающаяся в резуль-
тате рекристаллизации обработки, зависит не
только от температуры, степени и скорости
деформирования, но и от исходной величины
зерна и общего изменения структуры заго-
товки при предыдущей деформации. Поэтому
строгий контроль степени и температуры де-
формации должен осуществляться не только
при последних операциях, но и на протяжении
всего процесса обработки сталей и сплавов.
ВЛИЯНИЕ СКОРОСТИ ДЕФОРМАЦИИ
НА ПЛАСТИЧНОСТЬ И МЕХАНИЧЕСКИЕ
СВОЙСТВА СТАЛЕЙ И СПЛАВОВ
Изменение пластичности и сопротивления
деформации металлов с повышением скорости
деформации в процессе обработки давлением
определяется соотношением между скоростью
упрочнения как следствия скольжения и
скоростью разупрочнения как следствия ре-
кристаллизации.
При повышении скорости деформации на-
растают скольжение и упрочнение, а ско-
рость возврата н рекристаллизация могут
оказаться недостаточными, чтобы прошло раз-
упрочнение деформируемого металла, вслед-
ствие чего понижается пластичность и повы-
шается сопротивление деформации обрабаты-
ваемого металла.
Проведённые опыты деформации магние-
вых сплавов [20] при двух скоростях, из ко-
торых одна была в 100 раз больше другой,
показали, что при меньшей скорости общая
степень деформации была получена значи-
тельно большей, чем при более высокой
288
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
скорости (фиг.38). Следовательно, при меньшей
скорости возврат свойств или разупрочнение
происходили значительно полнее. При более
высокой скорости наблюдалось преждевре-
менное истощение способности к скольжению
вследствие меньшей способности кристаллов
к сдвигам при таких условиях обработки. При
более высокой скорости наблюдалось пере-
г/ммг
%800
$600
% 400
^200
2
НЮ
300 500 700 900
Деформация
1Ю0
Фиг. 38. Деформация магниевого спла-
ва ковкой с различной скоростью при
температуре 250° (Гоугтан и Притчер).
напряжение металла, что приводило к хруп-
кому состоянию и образованию трещин в де-
формируемом сплаве.
Наблюдения за изменением пластичности
и сопротивления деформации стали в преде-
лах скоростей обработки 0,1—8,0 м/сек, наи-
более широко применяемых при обработке"
металлов ковкой-штамповкой, указывают на
следующие соотношения между скоростями
разупрочнения и упрочнения. При деформа-
ции осадкой углеродистой стали @,45% С) в
зоне температур ковки под молотом сопро-
тивление деформации возрастает почти в 4
(при температуре 1150° С) —2,5 (при темпе-
ратуре 850° С) раза по сравнению с осадкой
под прессом (фиг. 39) [18]. Обработка ковкой-
1200 1
пожатие под прессом
W-6%/cek
ШШпие под моттон
W'7000%/cek
Ю00
U00 Г
Фиг. 39. Влияние температуры и скоро-
сти на сопротивление деформированию
углеродистых сталей ^Геннеке).
штамповкой при скоростях деформации, зна-
чительно превышающих указанные выше, мо-
жет сопровождаться большим тепловым эф-
фектом, что может привести к повышению
пластичности и снижению сопротивления де-
формации. Однако такие скорости обработки
будут иметь ограниченное практическое при-
менение (во многих случаях будет исключена
возможность их использования). Например,
при штамповке поковок сложных геометриче-
ских форм (коленчатые валы и т. д.) невоз-
можно соблюдать строго центральные удары
молота. При изготовлении изделия такого типа
на молотах, даже при скоростях деформации,
применяемых в настоящее время, последние
преждевременно разрушаются вследствие
мгновенно возникающих, больших по величине
изгибающих моментов в элементах конструк-
ции молотов (станинах, штоках).
Сверхвысокие скорости деформации (вы-
ше применяемых в настоящее время при
штамповке на молотах), если и найдут при-
менение в будущем, то, невидимому, только
для изготовления поковок и штамповок мел-
ких деталей правильной геометрической фор-
мы, а доминирующими, вероятно, останутся
скорости деформации в пределах 0,1—8,0 м]сек.
Что касается механических свойств и ве-
личины зерна поковок и штамповок, то при
соблюдении соответствующих условий обра-
ботки (температуры и степени деформации)
не наблюдается разницы в свойствах поковок
из конструкционных сталей и сплавов, отко-
ванных на молотах и прессах.
Так, Шарпи при исследовании механиче-
ских свойств кованых под молотом и про-
катанных заготовок диаметром 175 мм из по-
лутвёрдой стали, изготовленных из слитков
весом ПООлгг, не обнаружил значительной раз-
ницы между их свойствами [16]. Кэйлол, изу-
чавший влияние на механические свойства
орудийной стали деформации под молотом,
прессом и в прокатном стане, также не обнару-
жил заметного влияния способа (скорости) об-
работки на свойства исследованной стали [17].
Для изучения влияния скорости деформа-
ции на механические свойства сталей прове-
дены следующие работы: 1) штамповка клапа-
нов под прессом вместо штамповки подмо-
лотом; 2) штамповка коленчатых валов под
прессом вместо штамповки под молотом;
3) штамповка лопастей из алюминиевых спла-
вов под прессом вместо штамповки под мо-
лотом; 4) профильная прокатка слитков для
заготовок коленчатых валов вместо ковки под
молотом [10].
При значительном снижении скорости
(применение штамповки под прессами вместо
штамповки под молотами и вместо ковки
под молотами — про-
фильной прокатки)не
наблюдалось сколько-
нибудь заметного сни-
жения механических
свойств деформиро-
ванных сталей и
сплавов. Удовлетво-
рительные результа-
ты были получены
путём применения
при штамповке под
прессом степени де-
формации за каждое обжатие не ниже 20—30%.
Применением таких степеней деформации
исключаются: а) обработка при критических
степенях деформации и образование крупно-
Фиг. 40. Схема рекристал-
лизации металлов в про-
цессе ковки.
ГЛ. II]
ТЕРМОМЕХАНИЧЕСКИЙ РЕЖИМ КОВКИ МЕТАЛЛОВ
289
зернистой структуры и б) интенсивная рекри-
сталлизация в процессе деформации.
Понижение интенсивности рекристаллиза-
ции в случае применения значительной сте-
пени деформации при каждом обжатии можно
объяснить существованием связи между ве-
личиной зерна, получающейся непосредствен-
но после деформации, с величиной зерна, на-
блюдаемой в готовой продукции после охла-
ждения, что может быть иллюстрировано схе-
мой, приведённой на фиг. 40. Мелкому зерну
непосредственно после деформации соответ-
ствует и относительно мелкое зерно в готовом
продукте, и наоборот.
ТЕМПЕРАТУРНЫЙ ИНТЕРВАЛ КОВКИ
СТАЛЕЙ И СПЛАВОВ
Температурный интервал ковки опреде-
ляется оптимальной начальной температурой,
до которой следует осуществлять нагрев, и
оптимальной конечной температурой, при ко-
торой ковка заканчивается.
Методы определения температур ковки
Оптимальные температуры ковки вновь
разрабатываемых и осваиваемых сталей к
сплавов могут быть определены по результа-
там следующего комплекса испытаний (табл. 13)
[10]: 1) на осадку, 2) на удар изгибом, 3) на
определение сопротивления деформации, 4) на
рекристаллизацию обработки, 5) на склонность
к перегреву (собирательная рекристаллиза-
ция).
Обработку сталей и сплавов нужно про-
изводить в однофазном состоянии, так как
при гомогенной структуре отдельные кри-
сталлиты претерпевают более равномерную
деформацию. В случае же гетерогенной струк-
туры деформация может быть неравномерной
вследствие различных свойств кристаллитов
разных фаз, что может приводить к повы-
шению сопротивления деформации, остаточ-
ным напряжениям и понижению пластичности
обрабатываемого металла. Только отдельные
виды гетерогенных структур, например мел-
козернистый цементит, равномерно распреде-
лённый в феррите, обладают хорошей пластич-
ностью. Поэтому при определении темпера-
тур обработки ковкой-штамповкой необхо-
димо руководствоваться также и диаграммами
состояний (табл. 13).
Испытания при высоких температурах на
осадку и удар изгибом являются методами
испытаний для определения пластичности ста-
лей и сплавов в зависимости от температуры.
Свободная осадка — одна из важ-
нейших характеристик технологической пла-
стичности.
Оценка хрупкого состояния при испытании
на осадку производится по появлению первой
трещины на деформируемом металле. Однако
необходимо учитывать, что испытание свобод-
ной осадкой по сравнению с обработкой в фи-
гурных бойках или штампах сопровождается
менее благоприятным объёмным напряжённым
состоянием. Поэтому осадка является жёст-
ким испытанием на пластичность и выявляет
условия деформации, при которых стали и
сплавы в случае обработки их при более бла-
гоприятных напряжённых состояниях, име-
ющих место при обработке в фигурных бой-
ках или штампах, оказываются обладающими
значительным запасом пластичности.
Малоуглеродистые, среднеуглеродистые,
низко- и среднелегированные конструкцион-
ные стали при испытании на осадку в интер-
вале температур ковки и горячей штамповки
(800—1200° С) не обнаруживают хрупкого со-
стояния. Исключение составляет общеизвест-
ная хрупкость сталей при температурах 300—
500° С, называемая синеломкостью, и хруп-
кость армко-железа при температурах 820—
1100° С. Эти зоны хрупкости обнаруживаются
как при испытании на осадку, так и при испы-
тании на удар изгибом.
Основное назначение испытания на удар
изгибом—обнаружение ударной хрупкости ма-
териалов.
Зоны хрупкости, соответствующие мини-
мумам на диаграммах в координатах, ударная
вязкость определяют температуры, при кото-
рых данный металл обладает низкой пластич-
ностью.
Максимумы на диаграммах ударная вяз-
кость—температура соответствуют зонам наи-
кгм/см2 -
too 200 тшттшттштттх
Температура испытания
Фиг. 41. Изменение ударной вязкости армко-
железа в зависимости от температуры
(Галлайн и Злстяиков).
большей пластичности. Эти зоны соответ-
ствуют определённым интервалам температур,
при которых металл обладает наибольшей
пластичностью (фиг. 41—44).
При испытании на удар изгибом металл
деформируется в условиях объёмного напря-
жённого состояния
с тремя растяги- кгм;смг-
вающими главны- ct 8
ми напряжениями
(фиг. 45) [6].
Испытание на
удар изгибом в
отношении оценки
пластического со-
стояния металла
при обработке ков-
кой и штамповкой
является достаточ-
но точным мето-
дом испытания, так
как при обработке
ковкой и штамповкой почти во всех случаях
имеет место разноимённое напряжённое состо-
яние с двумя растягивающими главными на-
пряжениями (фиг. 15) [10].
Относительное сопротивление
деформации определяется испытанием на
—<
1 j
>\i—
i \
1 i
300 350 Ш Ш 500 °П
Фиг. 42. Изменение ударной
вязкости дуралюмина в зави-
симости от температуры
(.Губкин).
290
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. 11!
Таблица 13
Методы испытаний сталей и сплавов для определения температур обработки давлением
Испытание на пластичность свободной осадкой
Т "С—через каждые 25—50° в исследуемом ин-
тервале температур
ft<2,5d Aft = 30 - 50%
Оценка пластичности произво-
дится по появлению первой трещи-
ны в деформируемом образце
Испытание на пластичность ударным изгибом
км
!
i
и
¦
>
Ударные образцы Менаже
Т °С—через каждые 25 — 50° в исследуемом
интервале температур
Оценка пластичности произво-
дится по максимумам и минимумам
кривых в координатах: ак — Т°С
шшапьте С
температуры
kobku '
Определение сопротивления деформированию
а) Определение относительного сопротивления деформированию свободной осадной (в %)
О—вес падающих частей или давление^
=constant
//—высота падения — constant
ДЛ — степень деформации через каждые 5%
в интервале 0 — 60°/0
Т °С — через каждые 50° в исследуемом интер-
вале температур
d образцов 10 — 25 мм
Оценка сопротивления деформи-
рованию производится по вели-
чине осадки (в %) при данной тем-
пературе на кривой в координатах:
Д/i— Т°С
б) Определение, удельного сопротивления дефор иированию (в кг/мм1)
п.
mm1
\
\
ч
ч
1
Н-
!
h
1
-М
1
-
-
с
с
Определяется измерением сопротивления де-
формированию при осадке или других методах
обработки месдозами или другими измеритель-
ными приборами
ДЛ — степень деформации при испытании
осадкой через каждые 5°/0 в интервале
0 — 60%, а при других методах испы-
тания 5 - 70%
Т СС — через каждые 50° в исследуемом интер-
вале температур
Определение критической температуры роста зерна при нагреве (собирательная рекристаллизация)
Оценка сопротивления деформи-
рованию производится по её вели-
чине при данной температуре на кри-
вой в координатах: а — Т°С
\
1
I
1
г
"Г
1
т
1
~J
f
{
типи-
ческая
типе-
Ш.
Т °С — через каждые 50° в исследуемом интер-
вале температур
d образца 15 — 30 мм
Величина зерна определяется одним из при-
меняемых методов
Критическая температура роста
зерна при нагреве соответствует
началу интенсивного роста зерна иа
кривой в координатах: величина
зерна — Т °С
Определение интервала критических степеней деформаций при осадке (рекристаллизация обработки)
Ж
щ
ИнтевйШ
критических
степеней Se-
611%
Т °С — через каждые 50° в исследуемом ин-
тервале температур
Дй — степень деформации через каждые
2 — 5% в интервале 0 — 60%
d образцов 15 — 30 мм
Критические степени деформации
соответствуют началу и концу ин-
тенсивного роста зерна при данной
температуре на кривой в координа-
тах: величина зерна — Mi
ГЛ. II]
ТЕРМОМЕХАНИЧЕСКИЙ РЕЖИМ КОВКИ МЕТАЛЛОВ
291
Продолжение табл. 13
Определение фазового состояния
Фазовое состояние определяется по диаграммам состояния соответствующих систем стали и сплавов
Диаграмма системы Си — Zn Диаграмма системы
Fe - Fe.C
Обработка стали и сплавов
давлением по возможности
должна производиться в одно-
фазном состоянии, так как
при гомогенной структуре
отдельные кристаллиты под-
вергаются более равномерной
деформации. В случае же
гетерогенной структуры де-
формация может быть не-
равномерной вследствие раз-
личных свойств кристаллитов
разных фаз.
inn cm RbiCOKOb
/uu-oju пластичность'
-Зона хрупкого
состояния
№%
0 0.9 1,7%
Шсшаш чгвецоОо
•О
s°
ex
о
ca.
<§ 4
fa
* 9
XOnodh
(\am\
Omotf
fHb 70'
окен.
прокат \
npodohbh./H
попер
ii
30
vV
/
f
I
$
f
/
/
/
/
\
свободную осадку при различных температу-
рах однократным ударом молота одной мощ-
ности [19]. Осадка крешеров при различных
температурах должна производиться при од-
200 0 200 Ш 600 800 X
Фиг. 43. Изменение ударной вязкости
медных сплавов в зависимости от темпе-
ратуры (Гревс и Джонс).
175 200 225 250 275 300 325 350 375 Ш 425 °С
Фиг. 44. Изменение ударной вязкости магние-
вого сплава МА-2 в зависимости от темпера-
туры (Клейменов).
Фиг. 45. Напряжённое состояние деформируемого ме-
талла при испытании на удар изгибом (Давиденков).
ной и той же работе и скорости деформации.
Критерием изменения относительного сопро-
тивления деформации при таком методе испы-
тания является изменение степени деформации
в зависимости от температуры (табл. 14).
Для получения точных количественных дан-
ных по сопротивлению деформации сталей и
сплавов следует производить измерение удель-
ного сопротивления деформации месдозами
или другими методами с учётом напряжён-
ного состояния деформированного металла.
Удельное и относительное сопротивления де-
формированию являются основными характе-
ристиками для определения температуры кон-
ца ковки в связи с выявлением наименьшей
Таблица 14
Степень осадки ( °/„) стальных образцов диаметром и высотой 25,4 мм A") при энергии удара 72 кгм
E20 футо-фунтов) в зависимости от состава и температуры (по Эллису)
g
=к
S s
о ч
в> 2
?s
SS
X о
, и
§¦»
с
Si
М
S
Р
Ni
Сг
V
8оо
роо
IOOO
IIOO
О,1О
—
о,44
о,оз7
o,oi8
—
—
i8
23
25
28
O,l6
O,I3
O.54
0,028
0,017
—¦
—
2О
23
27
о,68
о, 19
о.57
О,О22
O.O27
—
—
14
16
19
23
0,85
0,28
0,29
0,011
0,027
—
—
_
12
15
18
24
0,20
0,18
о,54
0,017
0,019
3.51
—
17
19
22
26
о,44
О,22
°>77
o,oi9
O.OI5
3.38
—
14
i6
19
24
о,э8
о,14
о,б5
0,021
O.O24
—
°.8з
~
14
17
21
24
0,20
о,17
о,47
о,о15
0,021
i,i8
0,52
16
19
23
25
0,33
0,23
0.54
0,018
0,013
1,27
0,70
""*
13
18
21
25
O.44
O,I9
О,52
0,0l8
О,О22
I.63
°.99
13
15
18
23
о,45
0,22
0,40
0,011
0,027
1,60
1,03
13
16
19
24
0,29
0,20
0,67
0,020
0,022
0,17
0,90
0,142
13
16
¦21
25
1292
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
работы для осуществления пластической де-
формации (фиг. 46 и 47) [19 и 10].
Испытание на рекристаллиза-
цию обработки производится осадкой
крешеров при различных температурах и сте-
з
J
I
да "г.
Фиг. 46. Изменение относительного сопро-
тивления деформированию стали в зависи-
мости от температуры (Эллис).
пенях деформации с последующим измерением
величины зерна.
Наиболее удобной формой обобщения ре-
зультатов этих испытаний являются объёмные
диаграммы в координатах: степень деформа-
ции — температура деформации — величина
зерна, которыми и пользуются яри устано-
'I
1*0
IK
з Ю
Ц OS
§
5 (U
0)
V)
/5
Ю
f
/
(
I
V
* t
/
/
hi
v/A
J
/
ё
xi
j
II
L
f/
273
?75
7Q0 800 900
1100 1200 X
кристаллизации, также увеличивающейся с по-
вышением температуры.
Для ускорения эти испытания можно про-
изводить осадкой образцов с ввинченными
шурупами, измеряя после осадки деформацию
шага нарезки и величину зерна (метод проф.
Павлова Иг. М.), или осадкой заготовок на
конус. В последнем случае изменение вели-
чины зерна в зависимости от степени дефор-
мации производится сопоставлением величины
зерна, определённой в различных сечениях
клинообразного образца.
Испытание на склонность к пере-
греву, или собирательной рекристалли-
м/г2
2000$
16000
^8000
5
Продолжит, нагрева
г
23г27мин.
Я
на
/
/
ы
ере
у
/
f
/
На
у
/
м
**-
**-
Ъ-
чш
1
"800 900 ЮОО ПОО 1200 X
Фиг. 48. Изменение фактической
величины зерна углеродистой ста-
ли С — 0,39°/0 в зависимости от
температуры нагрева (Растягаев).
зации, производится нагревом крешеров ста-
лей и сплавов до различных температур, после-
дующим измерением зерна в них, с обобще-
нием результатов испытаний в диаграммы:
Фиг. 47. Изменение относительного сопротивления де*
формированию в зависимости от температуры углероди-
стой и легированных сталей (Корнеев).
Фиг. 49. Изменение фактической
величины зерна углеродистой и
хромоникелевой стали в зависи-
мости от температуры нагрева
(Ганеманн и Гинцман).
влении оптимальных температур ковки-штам-
повки (фиг. 27—37).
Испытания на рекристаллизацию позволяют
определять температуры начала и конца де-
формации в связи с критическим интервалом
степеней деформации, который расширяется
с повышением температуры и скорости ре-
температура нагрева — величина зерна [10, 15
и 22]. Нагрев сталей и сплавов выше опреде-
лённых температур сопровождается интенсив-
ным ростом действительного и природного
зерна. Температуру, при которой начинается
интенсивный рост зерна, принято называть
критической температурой роста зерна при на-
гл. щ
ТЕРМОМЕХАНИЧЕСКИЙ РЕЖИМ КОВКИ МЕТАЛЛОВ
293
\
....
^1—
У-4
/у'
_
..
-
Таблица 15
Критические температуры роста зерна сталей
при нагреве
§5
I6'
S
«Р 950 2000 Ю50 Ш 1150 1200 1250 "С
Фиг. 50. Изменение величины аустенитного зерна угле-
родистой и легированных сталей в зависимости от тем-
пературы нагрева (Корнеев и Марчуков).
греве. Стали и сплавы
перед ковкой-штам-
повкой нельзя нагре-
вать выше этой кри-
тической температу-
ры, которая является
„потолком нагрева"
(переход за эту гра-
ницу может приво-
дить к перегреву ме-
талла).
0 860950105011501250 °С таниГ^"склонность
к перегреву явля-
ются основными дан-
ными для опреде-
ления температур на-
Фиг. 51. Изменение величи-
ны фактического зерна хро-
мистой стали в зависимости
от температуры (Браун).
чала ковки сталей и сплавов (фиг. 48—51).
Температуры ковки сталей и сплавов
На основании результатов комплекса испы-
таний некоторых сталей и цветных сплавов
можно считать установленным следующее.
1. Мало- и среднеуглеродистые, низко- и
среднелегированные стали при испытании на
осадку в интервале температур горячей обра-
ботки давлением 800—1200° С не обнаружи-
вают хрупкого состояния. То же наблюдается
и при испытании этих сталей на удар изгибом
(исключение составляет хрупкость армко-же-
леза при 820—1100° С).
Следовательно, все вышеуказанные стали
обладают высоким запасом пластичности и
являются высокопластичными сталями.
2. Относительное сопротивление деформа-
ции низко- и среднелегированных сталей
определяется не содержанием легирующих эле-
ментов, а содержанием углерода в этих ста-
лях. Чем выше содержание углерода, тем вы-
ше сопротивление деформации сталей при вы-
соких температурах.
3. Критические температуры роста зерна
при нагреве сталей (табл. 15).
Марка или название
стали
Железо .......
Сталь углеродистая
с содержанием С 0,12%
Сталь углеродистая
с содержанием С 0,39%
Сталь углеродистая
с содержанием С 0,4 —
0,45%
Сталь хромистая низ-
колегированная Х4 . .
Сталь хромистая низ-
колегированная 20Х .
Сталь хромистая низ
колегированная 40Х .
Сталь хромоникеле-
я
вая
Сталь хромомолибде-
ноалюминиевая
38ХМЮА
Сталь хромомарган-
цовомолибденовая
ЭИ-275
Сталь хромоникеле-
вольфрамовая 18ХНВА
(Э-16)
Сталь хромоникеле-
вольфрамовая Э-18 . .
Критическая
температура
роста зерна
при нагреве
в °С
Автор
работы
i3°o
13°°
°
1050—ноо
1050—ноо
нею—1150
°
I3OO
I2OO
Помп
Ганеманн и
Гинцман
Растягаев
Корнеев и
Марчуков
Корнеев и
Марчуков
Браун
Браун
Ганеманн и
Гинцман
Корнеев
Корнеев и
Марчуков
Корнеев и
Марчуков
Корнеев
4. Средние интервалы температур ковки и
горячей штамповки различных марок стали
(табл. 16).
Таблица 16
Средние температуры ковки и горячей штамповки >
сталей
Сталь
Углеродистая
Лагированная
Химический состав
или марка сталей
Содержание С
0,1-0,3%
Содержание С
0,3-0,5%
Содержание С
0,5-0,90%
Содержание С
0,90-1,45%
Низколегирован-
ные
Среднелегирован-
ные
Высоколегирован-
ные
Температура в°С
начала
ковки
I3OO—ИдО
И5°—ноо
iioo—1050
1050—1000
IIOO
iioo—1150
1150
конца
ковки
8оо—850
800—850
800—850
800—850
835-850
850—875
875-9°°
5. Малопластичные и хрупкие стали и спла-
вы имеют узкие температурные интервалы
ковки (Х12М-1050—850° С, дуралюмин—470—
350° С).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Блохин Н. А., Шереметьев А. Г., Кор-
неев Н. И. и др., Разработка и внедрение в произ-
водство новой технологии выплавки стали для воен-
ной промышленности, Отчёт по исследовательской ра-
боте НКЧМ и ВИАМ, 1943.
2. Б ы к о в Р. С, Исследование поршней моторов вну-
треннего сгорания из алюминиевых сплавов, ОНТИ,
1938.
3. Губкин С. И., Клейменов В. Я- и Кор-
неев Н. И., Исследование прессованных прутков я
поковок из латуни ЛС-59 и определение внутренних на-
пряжений в них, Отчёт по исследовательской работе.
ЦГИНЦветмет, 1935.
4. Губкин С. И., Клейменов В. Я- и Кор-
неев Н. И., Определение внутренних остаточных на-
пряжений в изделиях, штампованных из дуралюмика, в
294
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
разработка технологических процессов производства
их, Отчёт по исследовательской работе, 1936.
5. Г у б к и н С. И., проф., Пластическая деформация
металлов, ОНТИ, 1935.
6. Д а в и д е н к о в Н. И., Динамические испытания ме-
таллов, ОНТИ, 1934.
7. 3 а к с Г., Практическое металловедение, т. II, ОНТИ,
1938.
8. 3 и б е л ь Э., Обработка металлов в пластическом
состоянии, ОНТИ, 1934.
9. Кузнецов Вл. Д., Физика твёрдого тела, т. II,
Томск, 1941.
10. К о р н е е в Н. И., Исследование термомеханических
факторов ковки цветных сплавов и сталей, докторская
диссертация.
11. Н а д а и А., Пластичность, ОНТИ, 1936.
12. Павлов И. М., проф., и др., „Металлург", декабрь,
1936, стр. 3-14.
13. П а в л о в И. М. проф., и др., „Металлург", июль,
1936, стр. 17—20.
14. Павлов И. М., проф., Теория прокатки, ГОНТИ,
1938.
15. Р а с т я г а е в М. В., Труды ХИИТ, вып. XI, Харь-
ков, 1939.
16. С h а г р у, Genie Civ., 1Э17, p. 109.
17. С a i 11 о 1, Memorial de l'Artiellerie Francaise, 1929.
18. G e n п е k e, St. u. Els., 1928.
19. E 11 i s O. W., Journ. Iron and Steel Inst. Carnegie,
май 1924, Trans. Am. Sos. of Steel Treat, 1923, 1925 и
1937.
20. Haugnton J. a. Pritherch W., Magnesium
and its allous, London, 1937.
21. H a n e m a n n u. L u с k e, St. u. Eis. 1926, s. 119.
22. H a n e m an n u. H i n z m a n n, St. u. Eis., 1927,
S. 16-51.
23. KorberF. u Eichinger A., Die grundsagen der
gildsamen verformung Mitt. K. W. I. fur Eisenf., 1940,
Bd. 22.
24. SchmidtM., Archiv f. d. Eisenhuttenw., Feb. 1938.
25. Tafel, Hanemannu. Schneider, St. u. Eis.
№ 1, 1929.
НАГРЕВ СТАЛЬНЫХ ЗАГОТОВОК И ОХЛАЖДЕНИЕ ПОКОВОК
При правильном процессе нагрева
должны быть достигнуты: а) оптимальная на-
чальная температура ковки или штамповки;
б) наибольшая равномерность температуры
по сечению и длине заготовки или слитка,
т. е. минимальный температурный градиент
(перепад); в) сохранение целостности нагре-
ваемого металла; г) наименьший слой ока-
лины; д) наименьшее обезуглероживание по-
верхности.
Чем выше скорость нагрева, тем выше
тепловые напряжения и температурный гра-
диент и тем меньшими будут слой окалины
и обезуглероживание поверхности. Допусти-
мая скорость нагрева металла зависит от его
теплопроводности, теплоёмкости, темпера-
туропроводности, структурного состояния, а
также качества, т. е. степени однородности,
и раскислённости металла, количества неме-
таллических включений и пр. Достижимая ско-
рость нагрева определяется условиями пере-
дачи тепла, зависящими от типа и конструк-
ции печи, формы и размеров заготовок (слит-
ков), их расположения на поду печи, а также
от допустимой величины слоя окалины и
обезуглероживания *.
Время нагрева холодного металла
распадается на два периода: 1) при низких
температурах и 2) при высоких температурах.
Первый период нагрева является решающим
для целостности металла. При низких темпе-
ратурах металл имеет обычно малую пластич-
ность, а слитки, кроме того, остаточные на -
пряжения.
Вследствие наличия температурного гра-
диента в заготовке (слитке) возникают тер-
мические напряжения. Термические напряже-
ния зависят от скорости нагрева, размера
сечения заготовки (слитка), теплопроводности
и температуропроводности.
Теплопроводность зависит от химического
состава металла, его структуры и темпера-
туры. Теплопроводность стали тем ниже, чем
выше содержание в ней углерода, кремния,
марганца и других компонентов. Отожжённая
* Технология электронагрева, являющаяся прогрес-
сивным методом нагрева заготовок под штамповку, из-
лагается, в частности (по данным промышленности США)
в статье В. Н. Глушкова „Применение индукционного
нагрева в кузнечных цехах", „Вестник машиностроения"
№ 4, 1947.
сталь имеет большую теплопроводность, чем
закалённая, литая — меньшую теплопровод-
ность, чем кованая или катаная.
Температуропроводность а характеризует
распространение тепла внутри металла и опре-
деляется по формуле
X
где X — теплопроводность в кал\сн-сек °С;
с — теплоёмкость в кал/г "С; j — удельный
вес в г\см*. При прочих равных условиях дли-
тельность нагрева до заданного градиента(пе-
репада) температур обратно пропорциональна
температуропроводности металла.
Значения температуропроводности, тепло-
ёмкости, теплопроводности и удельного веса
см. т. 3 гл. VI в картотеке статьи „Состав,
свойства и назначение стали".
В процессе нагрева значительное влияние
на прочность металла оказывает его строе-
ние: при крупнозернистом строении, транс-
кристаллизации, наличии хрупких эвтектик
и карбидов по границам зёрен механические
свойства понижаются. Такое же влияние ока-
зывает низкое качество металла (значитель-
ное количество неметаллических включений,
недостаточная степень раскислённости и
т. д.). В первый период нагрева разность
между температурой печи и температурой
заготовки бывает особенно велика, и ско-
рость нагрева в этот период возможна наи-
высшая. В результате остаточные и терми-
ческие напряжения могут превысить проч-
ность металла и вызвать нарушение целостно-
сти заготовки или слитка (трещины).
При определении продолжительности пер-
вого периода нагрева необходимо учитывать:
размеры заготовки или слитка, температуру
печи в момент посадки заготовки, химиче-
ский состав металла, его структурное со-
стояние и качество.
Во второй период нагрева пластичность
металла сильно возрастает, вследствие чего
нагрев заготовок (слитков) можно вести уже
с более высокой скоростью без риска вызвать
опасные напряжения в металле и нарушения
его целостности. Кроме того, у некоторых ма-
рок легированной стали теплопроводность с по-
вышением температуры нагрева повышается,
ГЛ. II]
НАГРЕВ СТАЛЬНЫХ ЗАГОТОВОК И ОХЛАЖДЕНИЕ ПОКОВОК
295
что уменьшает температурный градиент и
термические напряжения. При высоких тем-
пературах поверхности металла сильно воз-
растают образование окалины и обезуглеро-
живание поверхности заготовки, причём тем
сильнее, чем выше температура и продолжи-
тельнее нагрев.
Количество и скорость образования ока-
лины зависят также от химического состава
металла и газовой среды, в которой происхо-
дит нагрев. Содержание в стали хрома, крем-
ния, вольфрама и меди уменьшает окисление
поверхности металла, а кобальта, молибдена
и никеля — увеличивает. При содержании в
атмосфере печи кислорода, а также водяных
паров, углекислоты и двуокиси серы, обра-
зование окалины при высоких температурах
нагрева возрастает.
Обезуглероживанию стали при высоких
температурах нагрева способствует содержа-
ние в металле кремния, алюминия, вольфрама
и молибдена свыше 2°/о. Также сильно уве-
личивает обезуглероживание содержание в
печных газах кислорода, водяных паров,
углекислоты и двуокиси серы.
Нагрев во второй период следует вести
с наибольшей скоростью, руководствуясь
лишь получением требуемого выравнивания
температуры заготовки (слитка) по сечению,
т. е. получения технологически допустимого
градиента. По данным Тринкса [1], этот тем-
пературный градиент не должен быть больше
1,2—1,6° Сна 1см диаметра. Минкевич реко-
мендует более высокий градиент: от 2,5 до
3,4° С [4]. Практически можно считать допу-
стимым температурный градиент 3,5° С на \ см
диаметра.
Малочувствительную к нагреву сталь при
небольших размерах сечения заготовок мож-
но загружать в печь с температурой, равной
или близкой к начальной температуре ковки
или штамповки. В целях сокращения второго
периода нагрева температуру рабочего про-
странства печи допускают и более высокую.
Обычно создают некоторый температурный
напор или перепад. Для конструкционной
стали этот перепад обычно лежит в пределах
100—150° С. Следует учитывать, что при чрез-
мерном повышении этого перепада нагрев ста-
новится настолько форсированным, что тем-
пературный градиент в сечении заготовки
может выйти за пределы технологически до-
пустимого.
При больших сечениях металла, в особен-
ности при нагреве холодных слитков, имею-
щих остаточные напряжения, температура в
месте посадки металла должна быть ниже
температуры ковки. При этом температура
печи (камерной) должна постепенно повы-
шаться, чтобы первый период нагрева про-
должался около 2/3 всего периода пребывания
металла в печи.
Металл низкой температуропроводности,
чувствительный к нагреву, обычно нагревают
в методических печах. Температуру в конце
печи — в месте посадки — устанавливают зна-
чительно ниже начальной температуры ковки
и штамповки: для стали средней чувстви-
тельности — 700—850° С, а для особо чувстви-
тельной стали — 450—650° С. Длина подогрева-
тельной камеры печи выполняется так, чтобы
время пребывания в ней заготовок составляло
примерно 70—80% всего времени нагрева.
Температура сварочной части печи берётся
обычно равной начальной температуре ковки
или штамповки (или несколько более высо-
кой), а время пребывания заготовок в этой
части печи должно равняться 20—30°/0 всего
времени нагрева.
Целесообразный режим нагрева может
быть достигнут также в двухкамерных печах,
когда в первой (подогревательной) камере
металл проходит первый период нагрева,
а во второй (сварочной) — нагрев достигает
необходимой начальной температуры ковки
или штамповки.
Определение времени нагрева
холодных слитков или заготовок
в пламенных печах до температуры ковки
возможно производить по формуле Доброхо-
това [3]
где t—время нагрева отО до 1200° С в часах;
D — диаметр круглой или сторона квадрат-
ной заготовки в м\ k—коэфициент, равный
10 для железа и мягкой стали и 20 — для
высоколегированной, причём продолжитель-
ность нагрева высоколегированной стали
определяется как сумма продолжительности
нагрева от 0 до 850° (по формуле ^=13,30]/ Ъ
час) и от_ 850 до 1200° (по формуле
2 )
При подогреве только с одной стороны,
т. е. при укладке слитков или заготовок
вплотную друг к другу, требуется времени
в четыре раза больше, а при нагреве с двух
сторон — в два раза больше.
Время нагрева слитков и заготовок каче-
ственных сталей в методических печах при
расположении их в один ряд определяется
по формуле Чижикова [2]
где t— время нагрева в часах; D—-диаметр
или сторона квадрата слитка в см; k — коэ-
фициент, равный 0,175—0,200 для стали 1-й
группы (углеродистая, инструментальная ле-
гированная, хромоникелевая и хромистая кон-
струкционная, высоконикелевая и др.) и 0,250—
0,300 для стали 2-й группы [быстрорежущая
и её заменители, высокохромистая инстру-
ментальная, высококобальтовая, магнитная,
хромоникелевая с высоким содержанием Ni
(больше 60%), а также кислотоупорная и не-
ржавеющая].
В табл. 17 приведены данные нормального
времени нагрева заготовок углеродистой кон-
струкционной стали от 15 до 1200° С при тем-
пературе рабочего пространства печи 1300° С.
Для учёта влияния длины заготовки на
Бремя нагрева данные таблицы следует умно-
жать на следующий коэфициент сокращения
времени нагрева:
Отношение длины заготов-
ки к линейному размеру се-
чения > з 2 !>5 т>°
Коэфициент сокращения
времени нагрева г,о 0,98 0,92 0,71
Для определения времени нагрева слит-
ков наиболее пригодной является указанная
296
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. Ill
Таблица 17
Время нагрева заготовок углеродистой
конструкционной стали от 15 до 1200° С
(при температуре рабочего пространства печи 1300° С)
1
рона
5-
тр d
ата а
s &
ю
2О
3°
4°
5°
6о
7°
8о
9©
IOO
Профиль заготовки
круглый
чное
о
S
S
ч
о
квадратный
Расположение заготовок в печи
вохэс
v$ *3
С^
« s
X X
сстоя
се ^ Is"ч
О.
Я
я s
X X
ную
Бремя нагрева заготовки
а,о
З.о
5.°
6,5
8,о
9,5
и,о
13.°
15,°
i8,o
2,О
3,5
5,5
8,о
9,5
и,5
13,5
15,5
i8,o
21,5
3.°
5,°
7,°
9,5
12,О
14,°
16,5
19-5
23,°
27,о
4.°
7,°
ю,о
13,°
l6,o
19,5
22,5
26,0
3i,o
ЗЪ,о
чное
:
в
:стоя-
сз У
се X
В Я
:стоя
Z1 Ч Г**
о..
Я 3
я я
минутах
2,5
4,5
€
а
1С
12
,о
,о
.5
•5
14.5
17
,о
19,5
23
,о
3.5
6,0
8,5
п,о
14.5
17>5
ао,5
Я3.5
27,0
32,5
4.5
8,о
II, О
i4>°
17.5
21,О
25,о
28,5
33-5
4°,°
ную
f-
0
ч
с
ее
8,о
13.°
19.°
25,О
32,О
38,о
44-°
52,О
б2,О
72,О
выше формула Доброхотова. Однако, как по-
казал опыт ряда кузнечно-прессовых цехов,
коэфициент k следует брать на 25% большим.
Режимы нагрева холодных слитков даны
в табл. 18, 19, 20.
При более плотной укладке слитков умень-
шается степень облучения их, вследствие
чего время нагрева увеличивается. При
этом, однако, не следует доводить уменьше-
ние степени облучения более чем на 50%.
При улучшении условий нагрева и повы-
шении качества холодных слитков коэфи-
циент k может быть близким к 10 [3].
Время нагрева горячих слитков равно
примерно половине времени нагрева холод-
ных; поэтому, как правило, слитки следует
подавать в печь горячими (при температуре
свыше 500° С).
В процессе охлаждения в поков-
ках и штамповках возникают термические
напряжения, являющиеся результатом тем-
пературного градиента (различия темпера-
туры в наружных и внутренних слоях ме-
талла). Термические напряжения тем выше,
чем выше скорость охлаждения.
При структурных превращениях в охлажда-
ющемся металле изменяется объём отдель-
ных составляющих, что при малой пластич-
ности металла также вызывает во время
охлаждения поковок появление напряжений.
Все перечисленные напряжения, сумми-
руясь, могут превысить прочность металла и
повести к нарушениюего целостности иобразо-
ванию как внутренних микро- и макротрещин»
так и трещин, выходящих на поверхность.
Для предотвращения образования трещин
поковки или штамповки, после окончания
процесса деформации металла, необходимо
подвергать охлаждению с такой скоростью,
Таблица 18
Режим нагрева холодных слитков
Диаметр
слитка
верхний
455
55°
$3°
бзо
69°
795
895
IOOO
1070
5
1265
13б5
I&OO
1650
1705
1880
В ММ
нижний
385
47°
53°
545
595
°95
785
915
д8о
1040
Ибд
1250
1460
I5O5
155°
1720
Вес
слитка
в т
1,2
2,1
ЗД
3,8
4,9
6,1
8,7
12,3
15
i8
25
3"
5°
60
70
85
Макси-
маль-
ная
темпе-
ратура
печи
при
посадке
в °С
9°о
ООО
8оо
8оо
7<х>
7оо
боо
боо
5°°
5°°
45°
4оо
35°
3°°
25°
25°
Вы-
держка
при
посадке
в час.
I.O
I.O
I.O
I.O
1,5
2
2,5
а>5
2,5
2,5
2,5
3,°
3,°
3,5
4,°
из углеродистой
Нагрев
до
650° С
в час.
_
-
—
._
~
5
6
6,5
7-5
ю
12,5
16,5
17,5
i8
23
Вы-
держка
при
650° С
в час.
-
_
-
—
i
2
2
2,5
3
3
3,5
3,5
4
4
стали марок: 10, 15, 20,
Нагрев
до тем-
пера-
туры
ковки
в час*
3.5
4,5
6
6,5
6,5
9,5
4,5
5
6,5
5,5
6,5
6.5
8
9
9
ю
Вы-
держка
при
темпе-
ратуре
ковки
в час.
i
1,5
2
2
2,5
3
3-5
4
4,5
5
5,5
6
8
8
8,5
ю
Итого
часов
5,5
7
9
9,5
ю,5
14
!б
19-5
21
23
27.5
3°,5
39
41
43
51
25, 30, 35, 40, 45, 50
Примечания
1. Температура слитков
при посадке в печь должна
быть равной температуре
цеха
2. Выдержка при по-
садке производится с вы-
ключенными горелками
3. Все слитки в печи
укладываются на под-
кладках
4. Максимальная темпе-
ратура нагрева слитков -
1U3U + 1250° С
ГЛ. II]
НАГРЕВ СТАЛЬНЫХ ЗАГОТОВОК И ОХЛАЖДЕНИЕ ПОКОВОК
297
Таблица 19
Режим нагрева холодных слитков из легированной стали марок: 15Х, ЗОХ, 35Х, 45Х, ЗОН, 40Н, 27ХМ, ОХМ,
45Г, 30Г2, 35СГ, 35ХСГ, 50СГ, ЗОХСМ, 12ХНГ, 40ХН
Диаметр
слитка в мм
верх-
ний
ниж-
ний
455
55°
630
795
895
I ООО
I 070
И35
i 265
1365
i боо
г 650
385
47°
53°
545
785
915
о8о
i 040
1 165
1 250
1 460
155°
1 720
Вес
слитка
в т
1.2
2,1
зд
3,8
4-9
6,1
8.7
12,3
15
18
25
30
50
60
70
85
Макси-
маль-
ная
темпе-
ратура
печи
при по-
садке
в °С
Вы-
держка
при
по-
садке
в час.
7<эо
70О
боо
боо
5°°
5°°
45°
45°
400
4<х>
4<х>
35°
3°°
25°
2ОО
2.5
2.5
2,5
3
3
3
3,5
3.5
4
4,5
Нагрев
до
650° С
в час.
3
3,5
5
5.5
7.5
9
12,5
15-5
ai,5
23
23.5
Вы-
держка
при
650° С
в час.
Нагрев
до тем-
пера-
туры
ковки
в час.
Вы-
держка
при
ратуре
ковки
в час.
Итого
часов
Примечания
о>5
1.5
2,5
2,5
3
3
3
3,5
3,5
4
5,5
3.5
5,5
3
3,5
4
4,5
5
5
6
6,5
7,5
8
9,5
ю
ю,5
ю,5
2
2
2,5
2,5
3
3,5
4
4.5
5
5,5
6
6.5
8,5
9
9,5
ю.5
6,5
8,5
ю,5
и
12,5
1б
18,5
32
24,5
27
32
36
4б,5
49
51,5
6i
1. Температура слитков
при посадке в печь должна
быть равной температуре
цеха
2. Выдержка при посад-
ке производится с выклю-
ченными горелками
3. Все слитки в печи ук-
ладываются на подкладках
4. Максимальная темпе-
ратура нагрева слитков—
1170+1250° С
Таблица 20
Режим нагрева холодных слитков из высоколегированной стали марок: СХ8, ОХН2М, ОХНЗМ, ОХН4М.
55ХНМ, ОХМФ, ЭЯ1, ЭЯ2, немагнитной
Диаметр
слитка в мм
верх-
ний
бзо
795
895
IOOO
Ю7О
1365
i6oo
1880
ниж-
ний
545
595
695
785
915
о8о
1250
1460
1720
Вес
слитка
в т
3,8
4.9
6,1
8,7
12,3
15
3°
5°
85
Макси-
маль-
ная
темпе-
ратура
печи
при по-
садке
в °С
45°
400
4оо
35°
35°
Зоо
25O
35O
зоо
Вы-
держка
при
по-
садке
в час.
2
2,5
2.5
2.5
3
3
3-5
4
5
Нагрев
до
650° С
в час.
4
5
7
8,5
ю
12,5
2О
28,5
37
Вы-
держка
при
650° С
в час.
i
1
i
1,5
2,5
2,5
4,5
5,5
7
Нагрев
до тем-
пера-
туры
конки
в час.
4
4
5'5
6,5
7
7-5
ю
12
16
Вы-
держка
при
темпе-
ратуре
ковки
в час.
2.5
3
3.5
4
5
5
7>5
8,5
ю,5
Итого
часов
13.5
15-5
19.5
Э3
27.5
3°.5
45,5
58-5
75.5
]
Примечания
1. Температура слитков
при посадке в печь должна
быть равной температуре
цеха
2. Выдержка при посад-
ке производится с выклю-
ченными горелками
3. Все слитки в печи ук-
ладываются на подкладках
4. Максимальная темпе-
ратура нагрева слитков—
1150-?-1180" С
чтобы были полностью или частично устра-
нены возникающие при охлаждении напря-
жения. При медленном охлаждении стали
с температурой 700—800° С происходит вы-
равнивание температуры во всём объёме
металла, благодаря чему снижаются напря-
жения деформации. Чем медленнее происхо-
дит процесс охлаждения поковок, тем мень-
шим получается и температурный градиент
(перепад температур) между поверхностью
и центром поковок. При медленном охлажде-
нии структурные изменения происходят
одновременно, во всём объёме металла,
чем и предупреждается появление напряже-
ний.
Для поковок и штамповок применяют сле-
дующие режимы охлаждения.
1) Охлаждение на воздухе производится
или на стеллажах, где поковки лежат в один
ряд, или в штабелях. Охлаждение в штабе-
лях происходит медленнее. Падение темпе-
ратуры при охлаждении заготовок на воздухе
при температуре последнего 16° С и на стел-
лажах в один ряд указано в табл. 21.
298
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Таблица 21
Падение температуры при охлаждении металла
на воздухе в °С/мин [2]
Таблица 22
Режимы охлаждения различных сталей после
прокатки и ковки [2]
Интервалы
температуры
в °С
900—800
800 — 700
700—боо
боо—5°°
500—400
4оо—зоо
ЗОО—2ОО
2О0 —IOO
loo- 5°
Профиль в мм
0 70
i6,7
13,42
9,61
$,68
4,7б
3,3
2,3
1-5
*.i5
080
15-2
И,25
8,3
б.о
4,28
3,о
2,1
1.43
1,О
0100
14.5
ю,7
7.85
5-68
4,об
2,87
2,0
1.3б
о.95
0120
13,55
ю,оо
7.38
5-37
3.75
2,67
1,85
1,2
о,8
2) Охлаждение в ящике (сборнике) или
а колодце, в которые поковки или заготовки
укладывают по мере их отковки. Охлаждение
в ящике или колодце происходит медленнее,
чем на открытом воздухе.
3) Охлаждение на воздухе до 600° С, а затем
в ящике или колодце с засыпкой сухим песком.
4) Охлаждение в ящике или колодце
с засыпкой песком, золой, шлаком и т. д.
Охлаждение поковок или заготовок по этому
способу происходит значительно медленнее,
чем при предыдущих способах.
5) Охлаждение в отапливаемых печах
с температурой 200—400° (а иногда и выше).
После окончания загрузки температуру печи
поднимают до: а) температуры изотермиче-
ского перлитно-трооститного распада, при ко-
торой сталь выдерживают некоторое время,
после чего выгружают и охлаждают на воз-
духе; б) температуры нормального отжига,
при которой сталь выдерживается в течение
необходимого времени, а затем охлаждается
вместе с печью.
При выборе режима и вида охлаждения
следует учитывать не только предрасположе-
ние металла к образованию трещин (и фло-
кенов), но и назначение поковки.
В табл. 22 приведены режимы охлаждения
различной стали после прокатки и ковки.
Марки стали
У7, 58,У9, У10, У12,
У13
ШХ6, ШХ9, ШХ12,
ШХ15
X, 7Х, 9Х, 7X3,
ЭЕХЗА
ХВГ, В2
ХГ, 9ХС, 4ХС
ЗОХ, 40Х, 45Х, 35Х,
ЭИ179
38ХА, 30ХМА,
Э5, ЭНЗ, Г2ХНЗА,
20ХНЗА, ЭН5
35ХМЮА, 38ХМЮА
Э6, Э8, Э12, Э14,
35ХНМ, Э5ХМФ
ЗХВ8, 4ХВ8, 4ХВС,
БХВС
Х12М, Х12, ХВ5
Р, РО, РФ1, РФ2,
ЭИ116, ЭИ172,
ЭИ184
Х4Н, Э16, Э18,
4ХНВ, Э20
Ж1, Ж2, СХЗ, СХ8,
СХ12
ЖЗ, Ж4, ЭИ107
Я1, Я2, Я1Т, ЭИ69
Н25, НЗб, Н42, ХН25,
Н12ХГ, ХН60, ЭИ87
Режимы охлаждения
В штабелях на воздухе
В штабелях, защищенных от
сквозняков
То же
В термостатах (мелкие раз-
меры) и подогреваемых
колодцах. Выгрузка при
температуре не выше 150° С
В штабелях, защищенных or
сквозняков
В штабелях
Заготовка—в штабелях,чистый
сорт—в колодцах или в шта-
белях, засыпаемых шлаком
Выгрузка при температуре
150° С
В штабелях
В колодцах. Выгрузка при
температуре не выше 150° С
Заготовка- в штабелях, чистый
сорт—в колодцах
Через коллекторы в колодцах.
Выгрузка при температуре
не выше 150° С
Через коллекторы в колодцах.
Выгрузка при температуре
не выше 150° С
В колодцах (подогреваемых).
Выгрузка при температуре
не выше 150° С
В штабелях на воздухе
В подогреваемых колодцах и
термостатах. Выгрузка при
температуре не выше 150° С
В штабелях на воздухе
То же
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Т р и н к с В., Промышленные печи, т. I, изд. 3-е,
ОНТИ, 1938.
2. Чижиков Ю. М., Прокат и ковка высоколегиро-
ванных сталей, Металлургиздат, 1941.
3. Журнал „ЦНИИТМАШ" № 8, 1933.
КЛАССИФИКАЦИЯ КУЗНЕЧНОГО ИНСТРУМЕНТА
В технологических процессах ручной и
машинной ковки применяется кузнечный ин-
струмент, который по своему назначению
может быть классифицирован в соответствии
с приводимой ниже схемой (см. стр. 299).
Характеристика кузнечного инструмента
приведена в табл. 23, 24, 25, 26, 27.
В таблицах указаны рекомендуемые для
каждого вида инструмента марки стали. При
выборе материала повышенной стойкости сле-
дует учитывать, что для горячих работ жела-
тельны стали, содержащие примеси, повыша-
ющие жароустойчивость (хром, ванадий, воль-
фрам).
Например, для зубил в порядке повышения
сопротивления износу применимы стали У7;
У7А; 7X3; 5ХГМ и т. п. с содержанием угле-
рода не выше 0,7°/0.
Для инструментов, подвергающихся ударам
(обжимки, молотки и т. п.), рекомендуется со-
держание углерода до 0,6% с упрочняющей
примесью хрома. Наличие никеля в таких ин-
струментах не рекомендуется как обусловли-
вающее смятие поверхности.
ГЛ. II]
КЛАССИФИКАЦИЯ КУЗНЕЧНОГО ИНСТРУМЕНТА
299
Кузнечный
инструмент
Таблица 23
Инструмент для ручной ковки
Назначение
Характеристика
Марка стали,
ОСТ. Стандарт
на инструмент
Опорный
Наковальня
Безрогая
(английская)
Опора при
ручной ковке
поковок, их
правке и от-
рубке
Однорогая
(немецкая)
Двурогая
(французская)
Вес от 10 до 400 кг
(чаще всего ISO кг).
Размеры лицевой по-
верхности 120X400 мм.
Высота от пола до ли-
цевой поверхности
750-800 мм
Литая сталь
средней твёр-
дости. Лице-
вая поверх-
ность может
быть в виде
приваренной,
стальной, зака-
лённой пласти-
ны толщиной
до 30 мм
Опорный
Шперак
Оп<гра при
ручной ковке
мелких поко-
вок
Вес от 10 до 50 кг
Литая сталь
Ударный
Ручник
С шарообраз-
ным задком
Нанесение
рабочих уда-
ров посредст-
вом одной ру-
ки при ковке
мелких поко-
вок и указание
молотобойцу
места удара ку-
валдой
поперечным
задком
Вес от 0,5 до 2,0 кг
Рукоятка Z=350-
600 мм из берёзы,
клёна, ясеня или ря-
бины
С продольным
задком
У7
ГОСТ
В-1435-42
Вспомогательный
Для леремеще-
ния, вращения,
захвата, удержа-
ния поковок и
заготобок.
Продолжение табл. 23
Назначение
Характеристика
Марка стали,
ОСТ. Стандарт
на инструмент
Ударный
Кувалда
С поперечным
задком
С продольным
задком (остро-
носая)
С двумя пло-
скими бойками
(тупоносая)
Нанесение
рабочих уда-
ров посредст-
вом обеих рук
при ковке,
сварке и пр.
Вес от 2 до 10 кг;
а=50—80 мм;
- = 2,254-2,50
а
Рукоятка 1=750—
900 мм из березы,
клёна, ясеня или
рябины
У7
ГОСТ
В-1435-42
Ст.1639ГНКВ
Подкладной
Зубило
-1*
Прямое Прямое
для го- для хо-
рячей лодной
рубки рубки
Полу-
круглое
Фасон-
Одно-
сторон-
нее
Ручная руб-
ка, вырубка и
отсечка мел-
ких поковок,
заготовок и
полос
Длина лезвия
а = 35-50 мм.
Длина зубила
/ = 150-200 мм;
b = 30т40 мм.
Отверстие под руко-
ятку ~30Х20 мм
У7
ГОСТ
В-1435-42
Ст. 1639Г НКВ
300
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Продолжение табл. 23
Продолжение табл.23
Назначение
Характеристика
Марка стали,
ОСТ. Стандарт
на инструмент
Подкладной
Подсечка
Прямая
Фасонная
Ускорение
и облегчение
рубки, выруб-
ки и перебив-
ки полос и по-
ковок
Длина лезвия
40-50 мм
У7
ГОСТ
В-1435-42
Ст. 1639ГНКВ
Подкладной
Пробойник (бородок)
Квадрат-
ный
Плоский Фигурный
Для пробивки от-
Пробивка вт- | верстий от ef=10 мм
верстий раз- I до /=25 мм и от
личных сече- 15X35 мм до 20X35 мм.
ний в покоа- ДлинаI— 180ч-200мм;
ках, полосах b=304-40 мм.
и т. п. Отверстие под ру-
коятку ~ 30X20 мм
У7
ГОСТ
В-1435-42
Ст. 1639Г НКВ
Подкладной
Обжимка
Круглая
Подкатка и
отделка поко-
вок различных
сечений
Квадратная
Для подкатки раз-
меров сечений от 5
до 60 мм
Фасонная
У7
ГОСТ
В-1435-42
Ст.ШЭГНКВ
Назначение
Характеристика
Марка стали,
ОСТ. Стандарт
на инструмент
Подкладной
Подбойки
Плоская
Ускорение
операции вы-
тяжки
Радиусы выпуклости
10—25 мм
Полукруглая
У7
ГОСТ
В-1435-42
Ст. 16391 НКВ
Подкладной
Гладилка
Простая
Специальная
Сглаживание
неровностей
поверхности
поковок при
их отделке
Размеры:
а = 50-И00 мм;
1=120 4-160 мм;
?=30 4-40 мм.
Отверстие под ру-
коятку ~ 30X20 мм
У7
ГОСТ
В-1435-42
Ст. 1639Г НКВ
Подкладной
Гвоздильня
Простая
Высадка го-
ловок гвоздей
Количество отвер-
стий до 15
У7
ГОСТ
В-1435-42
Подкладной
Форма
Получение
отверстий в по-
ковках и вы-
тяжка простых
и сложных се-
чений
Вес до 50 кг
Литая сталь
гл. hi
КЛАССИФИКАЦИЯ КУЗНЕЧНОГО ИНСТРУМЕНТА
301
Таблица 24
Инструмент для машинной ковки
Продолжение табл. 24
Г
Назначение
Характеристика
Марка стали,
ОСТ. Стандарт
на инструмент
Стационарный
Бойки
Плоские
Опора и де-
формирующее
тело при вы-
полнении раз-
личных опера-
ций ковки
Закруглённые
Применение тех или
иных бойков связано
с выполнением раз-
личных операций ков-
ки.
Размеры—см. табл. 27
Вырезные
Ст. 5-6.
ГОСТ 380-41
Подкладной
Обжимки
| Подкатка я
отделка поко-
вок различных
сечений
Квадратные
Изготовляются с
пружинными и отдель-
ными ручками; а =
= C,5 -5- 5) d; с =
-A--2)</; ?. = B-5-3) сГ
Фасонные
Ст. 50; ручк;
Ст. 25
ГОСТ
В-1050-41
Ст. 1639Г
НКВ
Подкладной
Лережимка
Прямая
Фасонная
Образование
односторонних
или двухсто-
ронних углу-
блений —пере-
жимов на по-
ковках
Изготовляются с
тянутыми и вставны-
ми ручками
Длина пережимок
400—600 мм
Длина ручек 1000—
1500 мм
Ст. 40; ручка
Ст. 25
ГОСТ
В-1050-41
Ст. 1639Г НКВ
Назначение
Характеристика
Марка стали.
ОСТ. Стандар
на инструмент
Подкладной
Раскатка
Плоская Круглая Овальная
(квадратная)
Изготовляются с тя-
нутыми и вставными
ручками, односторон-
Разметка по-
ковок; ускоре-
ние вытяжки;
расплющивание
и образование
местных углу-
блений
ними и двухсторон-
ними
Длина раскатки
125^-600 мм
Длина ручки 500—
750 мм
Фасонная
Ст. 40; ручк
Ст. 15
ГОСТ
В-1050-41
Ст. 1639ГНК
Подкладной
Топор
Двухсто- Односто-
ронний роннпй
угловой
Рубка и вы-
рубка поковок
Изготовляется с тя-
нутыми и вставными
ручками
Длина топора 150—
950 мм
Длина ручки 500—
3000 мм; Ь•=.B-J-2.5) а;
ft-G-s-9) а
Фасонный
Ст. 6; ручка
Ст. 15-25
ГОСТ 380-41
ГОСТ
В-1050-41
Ст. 163аГ НК
Подкладной
Прошивень
Цилиндриче-
ский
Получение
(прошивка)
отверстий
ГОСТ В-1435-42
ОСТ 14958-39
Ст. 1639ГНКВ
Подкладной,
Надставка
Сплошная
Пустотелая
Надставка
на прошивень
при прошивке
глубоких от-
верстий
Наружный диаметр
надставок на <-» 10 мм
меньше соответствен-
ного прошивня
Ст. 40-50
ГОСТ В-1050-41
Ст. 1639ГНКВ
302
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Продолжение табл. 24
Назначение
Характеристика
Марка стали,
ОСТ. Стандарт
на инструмент
Подкладной
Оправки разгоночные
Цилиндрические
Конические
Комбинирован-
ные
Оправки калибровочные
Конические
Ковка пусто-
телых поковок
и отделка от-
верстий в по-
ковках
Для вытяжки с
оправкой — кониче-
ские, для раздачи —
цилиндрические
Ст. 40Х-45Х
ОСТ 7124
ГОСТ В-1050-
41
Ст.1639Г НКВ
Таблица 25
Инструмент для перемещения, вращения,
захвата и удержания поковок и заготовок
Назначение
Характеристика
Марка стали,
ОСТ. Стандарт
на инструмент
Клещи продольные
С прямо-
угольными
губками
С квадрат-
ными губ-
ками
С круглыми
губками
Клещи поперечные
С плоскими С прямо- С квадрат- С круглыми
0Т01нутыми угольными ными губ- губками
губками губками ками
Продолжение табл. 25
Назначение
Характеристика
Маока стали
ОСТ. Стандарт
на инструмент
Клещи продольно-поперечные Клещи специальны
С плоски- С острыми С плоско-
ми губками круглыми
губками губками
Манипулиро-
вание с поков-
ками и заго-
товками
Применение различ-
ных клещей связано с
выполнением отдель-
ных операций ковки
разных диаметров и
сечений деформируе-
мого металла
Ст. 4, Ст. 40
ГОСТ 380-41
ГОСТ
В-1050-41
Ст. 1639Г
НКВ
Закручива-
ние колен по-
ковок
Длина вилок и их
изгиб зависят от раз-
меров сечения закру-
чиваемого металла и
угла закручивания
Ст. 5
ГОСТ 380-41
Патрон
Удержание,
захват и пере-
мещение поко-
вок и загото-
вок
Применяются при
весе слитков до 5 т,
реже до 15 т
Кантователь
Ручной
Механический
Вращение
поковок во-
круг горизон-
тальной оси
Подъёмная сила:
ручной до 10 т\
механический до
200 т
ГЛ. II]
ОСНОВНЫЕ КУЗНЕЧНЫЕ ОПЕРАЦИИ
303
Таблица 26
Инструмент мерительный
Таблица 27
Ориентировочные размеры плоских бойков в мм
Назначение
Характеристика
Шаблон
Линейный
Контроль ли-
нейных разме-
ров и очерта-
ний поковок
Проверка
Проверка
Проверка
взаимного рас-
положении
концов поко-
вок под надле-
жащими угла-
ми
Листовая сталь
толщиной 1—3 мм
Кронциркуль
Угольник
Малка
Марка стали,
ОСТ
м
Контурный
Ст. 4; Ст. 4о
ГОСТ 380-41
ГОСТ В-1050-41
•
Ст. 4; Ст. 40
ГОСТ 380-41
ГОСТ В-1050-41
/7
Ст. 4; Ст. 40
ГОСТ 380-41
ГОСТ В-1050-41
Ш
з 4 и в
2 о *=
« S S со
я «к s a
Ь <ч ^
о о и о)
а> те * О.
ВЭ 9 а с
1ОО
15°
2ОО
3°°
4оо
5оо
75°
I ООО
i 5оо
2 ООО
а 5°о
Зооо
4 ооо
5°оо
б ООО
8 ооо
IOOOO
Паро-воздуш-
ные молоты
шири-
на
-
-
-
-
140—230
150—250
150—280
20О—ЗОО
2оо—35°
22O—35O
280—400
28о—4°°
Ззо—4°°
-
-
длина
-
-
-
-
25°—35°
Зоо—4оо
35о—4оо
400—450
400—500
450—500
500—650
55°-7°о
55°—75°
-
-
—
Пневматиче-
ские
шири-
на
70-80
8о-95
90—по
IOO—125
но—130
I2O—150
130—160
140-175
i6o—200
-
-
-
¦-
-
-
-
—
молоты
длина
150 — 180
i8o—200
200—220
330—260
260—290
260—300
340-360
380—420
45°—5°°
Гидравличе-
ские
шири-
на
i8o—200
220—260
250-300
320—360
360—430
400—480
450—520
500—600
550-700
600—750
700—850
800—95°
прессы
длина
5оо—75°
650—900
8оо—ноо
loco—1300
1300-1500
1400—хбоо
1500—1700
1700—1900
1910—2100
2100—2300
2500—2700
2900—3100
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Афанасьев Н. М., Свободная ковка, ОНТИ, 1936.
2. Го с, Гатов и Шульцев, Свободная ковка под
молотами, ГНТИ, 1931.
3. Л и л л и к о, Приёмы ручной ковки, Госмашметиздат,
1932.
4- М а й е р и Ринно, Кузнечное дело, Госмашметиздат.
1933.
5. Стандарт Главного Управления НКВ СССР СТ 1639Г.
ОСНОВНЫЕ КУЗНЕЧНЫЕ ОПЕРАЦИИ
Основными кузнечными операциями явля-
ются: 1) осадка, 2) вытяжка, 3) прошивка,
4) рубка, 5) гибка, 6) закручивание и 7) куз-
нечная сварка.
ОСАДКА
Осадкой называется кузнечная' операция,
посредством которой уменьшается высота ис-
ходной заготовки за счёт увеличения площади
её поперечного сечения. Осадка, осуществля-
емая на части заготовки, называется высад-
кой. Осадка применяется: а) для получения
поковок (или отдельных участков на них) с
большими поперечными размерами при отно-
сительно малой высоте (фланцы, шестерни, дис-
ки) из заготовок меньшего поперечного се-
чения; б) как предварительная операция перед
прошивкой при изготовлении пустотелых по-
ковок (кольца, барабаны); в) как предвари-
тельная операция для уничтожения литой ден-
дритной структуры и повышения качества
поперечной пробы; г) для повышения степени
уковки при последующей вытяжке.
Геометрические соотношения. При осад-
ке под прессом или под молотом достаточного
тоннажа цилиндрическая заготовка принимает
бочкообразную форму (правильно) (фиг. 52),
а при осадке под молотом недостаточного тон-
нажа — рюмкообразную форму (неправильной
304
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
заготовки в лю-
(фиг. 53). Средний диаметр
бой момент осаживания
а = d0 W Jh.. Степень деформации
V h
или
Фиг. 52. Схема осадки.
Главная деформация (полная относительная
главная деформация) В = In —~ = — In A — е);
при значениях
меньших 1,2 (е < 0,2), с
ошибкой, не превышающей 10%, можно при-
нимать о = е. Смещённый
объём
vr = уь = v in
при значениях -^-,
h '
мень-
Фяг. 53. Форма за- ших ] 2 (е < 0,2) С ошибкой,
готовки, осажен- пприышяш при 1П0/л
ной слабым моло- не превышающей iuu/0,
том.
пприышяш при
не превышающей
можно принимать
4?
п0
где V—объём осаживаемой заготовки;
Усилие осадки и потребный тоннаж
пресса. Усилие при горячей осадке под прес-
сом определяется по формуле Р — та^ F,
где т — коэфициент, зависящий от трения и
, . у. d
соотношения размеров заготовки; т = 1 + -^ -г
О П.
(формула Зибеля); р, — коэфициент трения (см.
стр. 275); оь — предел прочности материала
при температуре осадки (см. стр. 276); F—
площадь поперечного сечения заготовки.
Для определения необходимого тоннажа
пресса берутся конечные значения d, h и F.
Пример. Определить тоннаж пресса для осадки за-
готовки из стали с пределом прочности 40 кг/мм1, do=*
— 740 мм и Ао=1220л4ж на высоту h-G0OMM.
Средний диаметр после осадки
Принимаем температуру осадки 1200° С;
л& 1200° "™ ^ кг/мм.
V- d , 0,4 1055
„-l + i_.1 + _.__lfM4;
4 4
Р-=/изй /="-1,234 -2-871 000-2 150 000 кг.
Потребное усилие осадки равно 2150 т.
Потребная энергия удара молота для
осадки и число ударов. Для горячей осадки
под молотом потребная энергия удара опре-
деляется по формуле LM— —, где t)v — коэ-
Чу
фициент полезного действия удара, равный
0,8 — 0,9; А^ — работа деформации за послед-
ний удар. A k = wm Qb zk V, где w — скоростной
коэфициент (см. стр. 276); tk — степень дефор-
мации, принимаемая для последнего удара
(выбирается меньше критической). Для стали
вк= 0,025 — 0,060 (см. стр. 277). Для получе-
ния Aft в кгм следует подставлять ед в кг/мм3.
а V — в смъ.
Число ударов молота, необходимое для
осадки, определяется по формуле
п А
где А
(подставлять LM в кгм, аь — в кг/мм*, V —
в ел3).
Пример. Определить тоннаж молота для осадки за-
готовки из стали с пределом прочности 40 кг/мм1, dg —
=« 160 мм и Л0=300жл на высоту ft =100 мм.
Средний диаметр после осадки
работа деформации за весь процесс.
А = wm^ib V,
Принимаем температуру осадки 1200° С; р. = 0,35;
0,35 279
279 , оо_
165~1>32Б;
1-1 + 3"Л" 1 +
Ttdo ha it • 16,0а • 30,0
=2 кг!мм1
V
- = 6050 еж»,
4 4
принимаем ш=3 и е^ = 0,035;
А^ «- wm^ij ekV-=3- 1,325 • 2 • 0,035 • 6050=1680 кгм.
Принимая ijy=»0,8, получаем
Аи 1680
L „ = —— • 21С0 кг*.
^ 0,8
У паровых ковочных молотов скорость бабы в мо-
мент удара в среднем равна 6,5м1сек. Тогда
а ¦ v0 о ¦ 6,5»
г = — _ 2 15G
•* g • 2 9,81 • 2 ^'1OU'
где О - вес падающих частей в кг.
LM 2100
л ^L_ =980 кг
°~2,15 2,15 '
т. е. можно применить молот с G-=1000 кг л L-
- 1000 • 2,15 = 2M0 кгм.
300 1 .., 160
+°35
V=3 • 1,273 • 2 • 6050-= 46300 кгм;
46 300
0,8 • 2150
27 ударов.
Основные правила осадки. 1. Высота ис-
ходной заготовки должна быть меньше 2,5 её
диаметров: Л0<2,5 d§, при fto>2,5 d0 появляет-
ся изгиб заготовки, что требует дополнитель-
ных приёмов для её выправления. 2. Слиток
перед осадкой должен быть: а) подкатан (об-
ГЛ. И]
ОСНОВНЫЕ КУЗНЕЧНЫЕ ОПЕРАЦИИ
305
катан) для уничтожения граней, конусности и
придания ему цилиндрической формы; б) рав-
номерно прогрет во избежание увода в сто-
рону центральной зоны и притом до макси-
мальной ковочной температуры, допустимой
для данной стали. 3. Торцы осаживаемого
слитка (заготовки) должны быть ровными и
перпендикулярными к его оси.
Основные способы и приёмы осадки и
высадки. Осадка цилиндрической заготовки
из слитка без хвостовика (цапфы) при-
меняется (фиг. 54), как
правило: 1) при работе
Фиг. 54. Схема осадки за- Фиг. 55. Схема осадки за-
готовки без хвостовика. готовки с хвостовиком.
под молотом; 2) под прессом, когда следую-
щей операцией является прошивка.
Высота заготовок, осаживаемых под мо-
лотом, ограничивается его ходом. Если Ло—
высота исходной заготовки, а Н— полный ход
молота, то необходимо, чтобы (Н—Ло)>
>0,25 Н. На прессе заготовка может быть
осажена при снятых бойках.
Осадка заготовки с хвостовиком
(фиг. 55) применяется при работе из слитка под
прессом, когда следующей операцией является
вытяжка. В этом случае применяют подклад-
ные плиты, из которых нижняя имеет отвер-
стие под хвостовик заготовки. Плиты вогну-
ты пошаровойповерх-
ности, поэтому тор-
цы заготовки после
осадки получаются
выпуклыми, что пре-
дупреждает образо-
вание вогнутых тор-
цов при последующей
вытяжке.
Ос а д к а под
плитами с отвер-
стиями (в подклад-
ных кольцах) имеет
ту особенность, что
одновременно с про-
цессом осадки проис-
ходит течение металла в отверстия под-
кладных колец А и Б (фиг. 56). Этот способ
применяют для получения изделий типа глу-
хих шестерён, фланцев и дисков с бобышка-
ми в тех случаях, когда при относительно ма-
лых диаметрах бобышек объём детали срав-
нительно велик и заготовка получается по
диаметру больше, чем диаметр бобышек, а
оттяжка концов заготовки на диаметр бобы-
шек по каким-либо причинам нежелательна
или невозможна (например, малая высота бо-
бышек).
Подкладные кольца обычно делают по вы-
соте разными требуемой высоте бобышек,
а по диаметру D равными диаметру d, на ко-
Фиг. 56. Схема осадки под
плитами с отверстиями.
торый осаживается заготовка. Это даёт воз-
можность производить последующую отделку
боковой поверхности, поковки путём обкатки
с постановкой на ребро. При очень малой вы-
соте бобышек подкладные кольца изгото-
вляют глухими (фиг. 57) для повышения их
прочности. При этом высота колец должна
быть больше высоты бо-
бышек. Внутренниестен-1
ки колец делают с укло-
ном 5—7°. Если на по-
ковке необходимо иметь
только одну бобышку,
применяется одно под-
кладное кольцо.
Высадка в кольце
няется для получения
Фиг. 57. Глухое под-
кладное кольцо.
(фиг. 58) приме-
у изделий типа глухих
шестерён, фланцев и дисков с бобышками в
случаях, когда диаметр заготовки может
быть выбран равным или несколько меньшим
диаметра бобышки (фиг. 58, а) или когда
б)
Г
_
1—
1
Фиг. 58. Схема высадки в кольце.
конец заготовки можно предварительно оття-
нуть на этот диаметр (фиг. 58, б).
Высадка в нижнике (штампе) при-
меняется для получения фланцев и головок
на длинных стержнях (фиг. 59). Заготовка
может иметь диаметр, равный диаметру от-
верстия (диаметру стержня поковки), или же
её конец предварительно оттягивают на этот
Фиг. 60. Под-
кладной выса-
дочный штамп.
диаметр. В верхней части нижника может
быть сделана полость, соответствующая по
форме высаживаемой головке (подкладной
штамп) (фиг. 60).
ш
Фиг. 61. Схема высадки „романением".
Высадка „романением" приме-
няется для получения фланцев и головок на
поковках, которые вследствие большой длины
306
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. Ill
нельзя высаживать в кольце или нижнике. Вы-
садка производится ударами „романа" (балды,
сокола) (фиг. 61) при местном нагреве конца;
заготовка зажимается между бойками молота
или пресса.
Высадка „машинкой" применяется для
увеличения диаметра фланца на конце заго-
товки. Фланец а закла-
дывают в клиновый жё-
лоб машинки б (фиг. 62).
Между наклонной стен-
кой жёлоба и торцом
фланца устанавливают
клин в, а между клином
и фланцем помещают
пластину г. Ударами мо-
лота (нажимами пресса)
по клину производится
высадка, в процессе ко-
торой заготовку повора-
чивают, а клин смазывают.
Осадка разгонкой применяется для
уменьшения высоты и увеличения диаметра
уже осаженной заготовки, когда непосред-
ственными ударами молота (нажимами пресса)
по всей её поверхности дальнейшее осажи-
вание невозможно вследствие высокого со-
противления деформированию. Разгонка осу-
ществляется с помощью
раскаток (фиг. 63) или
Фиг. 62. Схема высад-
ки машинкой.
'Раскатка-
L
i
Бойки .
/ I
л Подставка
Фиг. 63. Схема осадки
разгонкой при помощи
раскатки.
Фиг. 64. Схема осадки раз-
гонкой при помощи бойка.
при больших диаметрах поковок (турбинные
диски) непосредственно бойками (фиг. 64).
Такой способ по существу процесса деформи-
рования относится к вытяжке, но по резуль-
татам представляет собой осадку.
Отделочной операцией при осадке
является .обкатка по диаметру". Она приме-
няется для уничтожения бочкообразности за-
Фиг. 65. Схема обкатки по диаметру:
а — в плоских бойках, б — в вырезном
бойке.
готовки, придания ей цилиндрической формы
и гладкой боковой поверхности. Обкатку вы-
полняют лёгкими ударами молота (короткими
нажимами пресса), вращая заготовку, устано-
вленную на ребро, вокруг её оси (фиг. 65, а).
Операция облегчается применением подкладок
или обжимок (фиг. 65, б).
ВЫТЯЖКА
Вытяжкой (протяжкой) называется кузнеч-
ная операция, посредством которой увеличи-
вается длина исходной заготовки за счёт
уменьшения площади её поперечного сечения
(валы, валы с уступами, тяги, дышла, шатуны
и др.). Для вытяжки применяются бойки плос-
кие и вырезные (реже закруглённые), обжимки,
раскатки, пережимки, оправки, патроны (см.
табл. 24-25).
• В результате нажима пресса или удара
бойками молота по данному участку длиной /
заготовки (фиг. 66) происходит: а) уменьше-
ние исходной (для данного л-го нажима) вы-
соты hn_x до высоты hn на величину ДЛЯ —
„обжатие", т. е. hn_x—hn = ДЛЛ (фиг. 67);
б) увеличение исходной ширины ап_х до ши-
рины ап на величину Дал — „уширение", т. е.
ап — ол__1 = Дял » в) увеличение исходной
длины участка / до длины 1„ на величину
Д/.
.удлинение", т. е. / —/ =
где/—
гзз
\
¦«a —
*
с
1
2\
\
\
I
1
1
Фиг. 66. Схемы вытяжки. Фиг. 67. Изменение попе-
речного сечения заготовки
при вытяжке.
длина, на которую заготовка подаётся под
бойки (т. е. подача); г) как следствие уширения,
уменьшение площади поперечного сечения
Fn—\ Д° площадиFn, т.е. „уковка", определяв
мая степенью уковки уп — п~х.
Fn
Процесс вытяжки осуществляется после
довательными нажатиями («обжимами") с по
дачей заготовки вдоль оси вытяжки и поворо
тами её («кантовкой") вокруг этой оси. Два
последовательных обжима с промежуточной
кантовкой на 90° называют переходом. Чем
меньше уширение и чем больше удлинение
заготовки при каждом обжиме, тем больше сте-
пень уковки, т. е. тем интенсивнее происхо-
дит процесс вытяжки и тем меньше пере-
ходов требуется для заданного увеличения дли-
ны. Интенсивность вытяжки увеличивается:
а) при уменьшении ширины бойка Ь или ве-
личины подачи /; б) при уменьшении коэфи-
циента трения (т. е. улучшении качества по-
верхности бойкоз). Вытяжка идёт интенсив-
нее, если работа производится вырезными,
закруглёнными бойками или обжимками.
Параметрами каждого л-го обжима
будут:
Относительное обжатие (коэфициент
обжатия, степень деформации по высоте) е:
— h—
Ah,
ГЛ. II]
ОСНОВНЫЕ КУЗНЕЧНЫЕ ОПЕРАЦИИ
307
откуда
Степень уковки (уковка) у:
откуда
Соответственно полная
после одного обжима
LH _1 будет
длина заготовки Ln
по всей её длине
Относительное уширение (степень де-
формации по ширине) е':
п
а„-~ а
п-\
До.
откуда
Вместе с тем а = 1.
п 'к
Коэфициент перехода (отношение шири-
ны поковки к её высоте после данного об-
жима) <р-
=
/z
ln-\
г-1 ~ *К
1
Обжимы следует вести таким образом, что-
бы при необходимости последующей кан-
товки <в не превышал
2—2,5 (фиг. 68).
Степень уковки за
один переход (два об-
жима) равна произве-
дению степеней уков-
ки за каждый обжим;
степень уковки за
несколько обжимов
^переходов,) равна
произведению степе-
ней уковки за каждый
обжим (переход). Соответственно за всю опе-
рацию степень уковки
ФИГ. 68. Схема обра.ЭОВа-
ния изгиба сечения после
кантовки.
Л0_
кон
LH0H - ЦУ;
Уп-1Уп
= LK0K- Lo = (У-1) Z.Q.
Общие правила ведения вытяжки. 1) Вы-
тяжку без обжимок можно вести с кантовкой
на 90° (фиг. 69, а) или по винтовой линии
(фиг. 69, б). Второй способ применяется при
ковке твёрдых сортов стали (например, инстру-
ментальной) и вообще металлов, имеющих
низкую скорость рекристаллизации при тем-
пературе ковки. При первом способе кантовка
после каждого удара молота (нажима пресса)
не является обязательной. Можно произвести
ряд последовательных ударов (нажимов) по
М
Фиг. 69. Схема способов кантовки.
одной стороне заготовки, подавая её вдоль
оси, и только после этого делать кантовку.
Длинные и тяжёлые заготовки при вытяжке
могут изгибаться в бойках концами книзу.
Чтобы избежать этого, кантуют такие заго-
товки сперва на 180°, а затем уже на 90°.
2) Вытяжку длинных заготовок производят от
середины к концам; короткие заготовки можно
тянуть с конца. 3) Крупные заготовки обычно
тянут „отсебя",т.е. подача происходит по на-
правлению к кузнецу, от которого место уда-
ров все больше отдаляется (фиг. 70, а). Вы-
0)
"^Сторона
J кузнеца
Л 1
Сторона
кузнеца
Фиг. 70. Подача при вытяжке:
а — от себя; б — на себя.
тяжку мелких заготовок (при работе без кра-
на) производят в обратном порядке, т. е. .на
себя* (фиг. 70, б). 4) Величина относительного
обжатия (степени деформации по высоте) е
должна быть: а) меньше величины, при кото-
рой коэфициент перехода <р превосходит 2—2,5;
б) меньше величины, при которой возможно
образование зажимов, показанное на фиг. 71
[при ковке слитков под прессами абсолютная
величина обжатия ДЛ^ A50—200) мм]; в) на
308
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
последнем обжиме—больше или меньше кри-
тической степени деформации обрабатывае-
мого металла при данной температуре для пре-
дупреждения роста зерна. Для стали е ^ 0,05
Фиг. 71. Схема образования зажимов.
или ?>0,20. 5) Величина подачи / для полу-
чения гладкой поверхности должна быть мень-
ше разности Ь—М; практически / = @,4—0,75)р,
где b — ширина бойка (табл. 28 и 29). 6) Что-
бы получить поковку круглого сечения, сна-
чала вытягивают заготовку на квадрат, при-
близительно равновеликий требуемому кругу.
Затем обжимом по диагонали (с угла на угол)
(фиг. 72) затупляют (сбивают)
углы. Полученный таким образом
восьмигранник за-
катывают на круг.
Окончательную от-
делку круглого се-
чения лучше всего
производить в об-
жимках или вырез-
ных бойках. Такие
бойки удобны так-
же для сбивания
углов квадрата
(фиг. 73). 7) Об-
жимы по диаго-
нали, а также об-
жимы круглой заготовки для получения пря-
моугольника или квадрата следует делать
Таблица 28
Ориентировочная ширина бойков ковочных
пневматических и паро-воздушных молотов
Фиг. 72.
Схема об-
жима по
диагонали.
Фиг. 73. Сбива-
ние углов ква-
драта в вырез-
ных бойках.
Вес падающих
частей
В HZ
IOO
15°
200
Зоо
4оо
5оо
75°
IOOO
15°°
аооо
2500
Зооо
4ооо
5ооо
Ширина бойка в мм
пневматического
молота
7о -8о
8о-95
95-но
IOO-I25
но—130
I2O—IJO
130—1бо
140—175
i6o—200
—
—
—
—
паро-воздушного
молота
_
—
—
—
—
140—230
150—250
150—280
2ОО—3°О
2оо—ззо
220—350
г8о—4°°
280—4°°
ЗЗо—4оо
Таблица 29
Ориентировочная ширина бойков ковочных
гидравлических прессов
Сила
давления
пресса
в т
5оо
8оо
IOOO
1ЭОО
1500
2ООО
2JOO
Ширина
бойка
в мм
i8o—200
220—260
250—300
280—320
320—360
З60 — 420
400—480
Сила
давления
пресса
в т
Зооо
4ооо
5°оо
бооо
8ооо
IOOOO
Ширина
бойка
в мм
450—520
5оо—боо
550—700
600—750
700—850
800-950
с небольшими обжатиями, чтобы избегнуть
появления радиальных трещин в осевой
части заготовки. 8) Плоскости нижнего и
верхнего бойков дол-
жны быть строго
параллельны и гори-
зонтальны, а края бой-
ков закруглены,иначе
на поверхности по-
ковки могут образо-
ваться надрывы и за-
жимы. 9) При кантов-
ке необходимо сле-
дить за тем, чтобы бо-
ковые поверхности
заготовки были пер-
пендикулярны к пло-
скости бойка (фиг.74).
Этим устраняется по-
явление сдвигающих усилий и, следовательно,
возможность образования трещин по этой
причине.
Определение потребного тоннажа прес-
са и молота. Выбор пресса для вытяжки
данной заготовки или слитка конструкционной
или малолегированной стали, а также опреде-
ление пригодности имеющегося пресса можно
производить по табл. 30.
Таблица 30
Фиг. 74. Установка заго-
товки после кантовки:
а — правильная; б — непра-
вильная.
Выбор тоннажа ковочного
Сила давления
пресса в т
5°°
8оо
IOOO
1200
1500
2000
2500
3000
4000
5000
6000
8000
10 000
Диаметр
слитка
минималь-
ный
2ОО
ЗОО
4оо
5оо
боо
70О
85O
IOOO
1200
1400
1600
1900
2100
пресса для
исходною
в мм
максималь-
ный
55°
8оо
ооо
IOOO
1150
1300
1500
1600
1900
2100
2300
2600
2800
вытяжки
Максималь-
ный вес
слитка в т
2
8
13
i8
24
36
52
60
95
"о
150
200
230
Для проверки потребного усилия вытяжки
можно пользоваться формулой
Р = v m з& al,
где v—коэфициент, учитывающий влияние
механической схемы деформации (для вытяжки
в плоских бойках v = 1, в вырезных бойках
v = 1,25); т = 1 -\ л— и- -г (формула Губ-
кина), где за с иг принимаются значения ши
рины (или диаметра) заготовки а и подачи /;
если а^>I, то с = а и е = /, если а </, то
с = / и е = а. Для определения необходимого
тоннажа пресса можно брать (для данного об-
жима) начальные значения a, h и /.
Пример. Выбрать пресс для вытяжки в плоских вой-
ках заготовки из стали с пределом прочности 60 кг/мм'
и размерами ao=ho=\QO0 мм.
Рассматриваемая заготовка является максимальной
для пресса в 1200 т и минимальной для пресса в ЗООО т
_ (табл.ЗО). Среднее, значение соответствует прессу в 2000т.
ГЛ. 11]
ОСНОВНЫЕ КУЗНЕЧНЫЕ ОПЕРАЦИИ
309
Проверка. Температуру ковки прини-
маем 1000°, учитывая её падение в процессе
обжима исходного сечения. Тогда сЛ10000 =
= 5,5 кг\мм\ Принимаем fj. = 0,45 (см. табл. 6);
ширина бойка для пресса в 2000 т (табл. 29)
b = 420 мм; принимаем / = 0,75 b = 0,75-420 =
- 315 мм\ при данных а0 и t получаем с =
= ао = 1000; е = / = 315.
'Ас
6с
е е
h
3 1000-315
0.45 ™ =
И = msbaol =1,064.5,5-1000-315 = 1850 000 кг.
Пресс в 2000 т оказался вполне подходя-
щим. При использовании меньшего пресса
надлежит уменьшить подачу /, а при работе
на большем прессе можно подачу увеличить.
Выбор молота для вытяжки данной
заготовки из конструкционной или малолегиро-
ванной стали или определение пригодности
имеющегося молота можно производить по
табл. 31.
Таблица 31
Выбор веса падающих частей ковочного молота
для операции вытяжки
Вес падаю-
щих частей
в кг
ioo
15°
2ОО
3°°
4оо
5°о
75°
IOOO
15°°
2СЮО
2500
дооо
400О
5ооо
Сторона квадрата или диаметр
исходной заготовки в мм
для паро-воздушных
мини-
маль-
ных
_
-
—
—
-
8о
95
но
125
140
15°
1б5
i8o
200
молотов
сред-
них
_
-
—
—
-
I2O
140
15°
i8o
200
215
230
250
275
макси-
маль-
ных
_
-
—
-
-
i8o
200
230
260
280
Зю
33°
37°
400
для пневмати-
ческих моло-
тов
мини-
маль-
ных
3°
4о
5"
65
75
8о
-
-
-
-
-
-
-
макси-
маль-
ных
9°
но
I2O
14°
1бо
i8o
-
-
-
-
-
-
Тоннаж можно определить или проверить
расчётным путём, исходя из назначения или
оценки степени деформации, получаемой за
один удар, по формуле г^Ьм — А^. Работа де-
формации за один удар Ао = w \ т аьг FL Для
получения А кгм следует подставлять оь в
кг/мм-, F в см2 и / в см.
Пример. Выбрать паро-воздушный ковочный молот
для вытяжки в плоских бойках заготовки из стали с пре-
делом прочности 60 к г/мм* и размерами ао=/?о=2иО л,и.
Рассматриваемая заготовка является максимальной
(с округлением) для молота 750 кг и минимальной для мо-
лота в ?000 кг (см. табл. 31). Среднее значение соот-
ветствует молоту в 2000 кг.
Проверка. Температуру ковки прини-
маем 1000°, учитывая её падение в процессе
первого обжима. Тогда s&1Ooo°— 5,5 кг/мм2.
Принимаем w — 3, v = 1, y.—0,4Q (см. стр. 275 —
275). Ширина бойка для молота 2000 кг (табл.28)
Ь = 250 мм. Принимаем / = 0,4 b = 0,4 • 250 =
= 100 мм. При данных а0 и / получаем с =
= ао = 200 мм, е = 1=100 мм.
Вс-е
3.200-100 100
~б^бо- °'40 2(Ю
1.083 или
A ^
/=•„ = 20-20 -400 см*\
zFl = 3-1-1,083-5,5-400.10s =
= 71 500 е.
Далее принимаем ч]у ^^0,8 и LM — 2,15 G, т. е.
для двухтонного молота LM — 4300 кгм. Тогда
¦(]yLM = 71 500 е, откуда е«г0,05. Такую степень
деформации для первого обжима можно счи-
тать достаточной.
Ориентировочный расчёт обжимов и пе-
реходов. Ориентировочный расчёт обжимов
и переходов и их количества, необходимого
для осуществления в плоских бойках опера-
ции вытяжки с размеров а0, Ло и Lo на раз-
меры dfo hk и Lk> производят, исходя из сте-
пени деформации е и величины подачи / на
каждом обжиме. При вытяжке под прессом ве-
личина s назначается в соответствии с об-
щими правилами вытяжки (см. стр. 307). При
вытяжке под молотом е определяется для
каждого предстоящего обжима по формуле
¦<]yLM
ьп ~~ W v m a F I •
Если значение ? при полной энергии уда-
ра LM окажется больше допустимого, то для
данного перехода степень деформации назна-
чается в пределах допустимых величин. Это
одновременно обусловливает нанесение уда-
ров при этом обжиме с неполной энергией.
Величина подачи / назначается в соответ-
ствии с шириной бойков. На основании вели-
чин ей/ определяется степень уковки для
каждого предстоящего обжима по формуле
1
где /„ — коэфициент (Чайле), зависящий от
I
отношения и определяемый по следу-
йп — \
ющей таблице:
Ца
1
о,4
о, 19
°-5
О,2О
О,6
0,21
о,7
О,22
О,8
0,23
1,О
1,2
О,32
i,4
о.37
1.5
°,4
1,6
°,43
1,8
°,5
2,0
о,5б
2,2
о,6з
2,4
°-7
310
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Непосредственно по данным ? и — можно
найти степень уковки с помощью номограммы
(фиг. 75). После этого легко установить все
геометрические размеры, которые получит
заготовка после обжима.
Количество нажимов пресса или ударов мо-
лота п за данный обжим определяется по фор-
муле п„ = •¦ " 7' • Количество нажимов или
Продолжение
0.50-
ударов за всю операцию вытяжки
N = 3 N п, где 3 = 1,5 — коэфи-
циент, учитывающий отделочные
и проглаживающие нажимы или
удары.
0,35
0,30-.
0,2V-
QJ5-
ДЮ-
0,05-
Н/нви
1,70-у
1,50z
1,30 \
1,20 \
1,05-
10U-
t,03-
ш -
Фиг. 75. Номограмма для определения степени уковки.
Пример расчёта переходов при вытяжке в плоских
бойках под прессом
Fo=I60000
Ч
г
fto=400;
ao=400;
Л. - 200;
k
аи - 200;
400 400-160 000;
200 ¦ 200 = 40 000;
=4000;
0; /=-0.75 260 ¦* 200;
_160 000 _
4000~ ~
а—перед обжимом
Г— Qo-Ш
б—после обжима
¦с;
! Fo< 160000
Г
I F,= I21200
¦0,3*;
а)
1
I
200
00"
б)
- 0,5;
1-0,3 A-0,2)
- 1,32'
1
-10
3
-1.5
¦2,0
-2,5
о,
<и
а
а
о.
<и
С
F „160022-
1 1,32
^-400A—0,3)= 280;
121 200
о,- -гад--433,
?, = 1000- 1,32- 1320;
1000
= О
433
—
280
т 1,55
о
a.
о
PQ
:, A _ е3) - 433 A - 0,3) =- 303;
308_
03" ""
1320
1,-1320 ¦ 1,3 =¦ 1716; ла-
V, -уа= 1,82- 1,3 = 1,72;
я,+ 71., = 5+7 = 12.
200
F3-71150
I
=0,3*;
303
1,31
-аа A — е„) = 308 A - 0,3) = 216;
. J±™L = 329; <р3 =-^9~ - 1 Ы-
13- 1716 • 1,31 = 2248;
Уг • Уз ¦ Уз — Ь72 ¦ 1,31 = 2,25;
п,+л,+л, -12+9-21.
200
ГЛ. Ill
ОСНОВНЫЕ КУЗНЕЧНЫЕ ОПЕРАЦИИ
311
Продолжение
h3--216 г
I I 200
a" ~ h3^ 216^
r, 71 150
1 1.285
a3 A-s,) - 329 A-0,3) = 230;
55 400 241
-2эоГ " 241: '•" ТзсГ
• 1,285=2889;
2248
-55400;
200 ~ 11S
• Ун-Уз- ^4=2,25 • 1,285=2,89;
21 11 32
V ¦ V« —
W55UQ0
" Wlf384;
200
- 0,87;
A, 230
554(S--47 1OO:
К 1,384=1,176;
¦ 0,2**;
_
Р _ iL_
5 1,176
fit- a, (l-es) - 241 A-0,2) - 193;
47 100 244
«s --Т93~ - 244;
I. - ?889 ¦ 1,176=3399;
2889
Я* " -200" " 15:
1'У*-У»-У*- Ув - 2,89 • 1,176 - 3,4;
,+я3+л3+л4+л., = 32+15 - 47.
- 1,26;
I
а)
na6°2Q5
244-200
244
1,035;
- 0,18;
L l . 20°
a ~ h*~ 193
л - 1.15; /=¦.-
лв =ач A-е.) - 244 A-0,18)
40 960 9a.
й» " -^oo~ = 205'
I, - 3399 • 1,15 - 3909; n, -
47 100
1,15
. 200;
3399
200
- 40 960;
17;
Уь - Л • Уз • У* • У< • Уъ - 3,42 • 1,15 - 3,91;
«1 + яа+л,+л4+'1в+яв — 47+17 = 64.
Отделка в размер—
проглаживание
ЛГ-1,52, я-64-1,5-96;
a -200; Л -206; I =4000
я A ft
Примечание. Для каждого последующего обжи-
ма ширина заготовки, полученная предыдущим обжимом,
является высотой, а высота — шириной.
* Данной величиной задаёмся.
** По номограмме (фиг. 75).
Основные разновидности операций вы-
тяжки. Расплющивание (уширение, раз-
гонка) — разновидность операции вытяжки,
служащая для увеличения ширины исходной
заготовки за счёт уменьшения её высоты.
Применяется для получения поковок или уча-
стков поковок плоской формы типа пластин.
При расплющивании желательно, чтобы ка-
ждый нажим давал максимальное уширение и
минимальное удлинение. Поэтому расплющи-
вание следует вести широкими плоскими бой-
ками с наибольшей возможной подачей /.
Если операция ведётся с применением рас-
катки, то последнюю устанавливают на заго-
товку параллельно её оси.
При точном расчёте поперечного сечения
исходной квадратной заготовки вытяжка её
на пластину бойками может быть выполнена
без кантовки. Однако следует всё же иметь
некоторый избыток площади и проводить опе-
рацию с кантовкой, которая уменьшает не-
равномерность деформаций в объёме обраба-
тываемого металла. Минимальное поперечное
сечение квадратной заготовки для получения
прямоугольной поковки типа пластины опре-
деляется по формуле Гатова (см. стр. 330).
Вытяжка с оправкой — операция,
посредством которой производится увеличе-
ние длины пустотелой заготовки за счёт
уменьшения толщины её стенок (ковка ору-
Фиг. 76. Схема вытяжки с оправкой.
дийных труб, котельных барабанов, турбин-
ных роторов и др.). Применяемый инстру-
мент — вырезные бойки (или нижний вырез-
ной, верхний плоский), конические (слегка)
оправки.
Процесс вытяжки с оправкой (фиг. 76)
состоит в том, что оправку с диаметром,
несколько меньшим диаметра отверстия в
заготовке, вставляют внутрь заготовки и
производят вытяжку обычным способом. От-
верстие заготовки получает диаметр, равный
диаметру оправки. У ковка при вытяжке с
оправкой
где Fq, Dq, d0 и Lo — начальные размеры пло-
щади поперечного сечения, наружного диаме-
тра, внутреннего диаметра и длины заготовки,
FK, Dk, йк и Lk — конечные размеры.
Оправку выбивают из поковки соколом, при
помощи подвижного стола-пресса, специаль-
ными гидравлическими экстракторами и т. п.
В случае заедания оправки можно применить
разогрев поковки вместе с оправкой в печи
с последующим быстрым охлаждением оправки
312
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
водой. Чтобы избежать заедания и облегчить
выемку оправки из заготовки, необходимо:
а) применять оправки конической формы в
рабочей части (конусность Viso — Vioo) c бур-
том со стороны большого диаметра конуса;
б) во время вытяжки охлаждать оправку во-
дой, для чего по её оси делают канал; в) сле-
дить за поверхностью оправки, не допуская
на ней выбоин и выступов, и за прямолиней-
ностью её оси.
Раздача по оправке — операция, по-
средством которой производится одновремен-
ное увеличение наружного и внутреннего диа-
метров (следовательно, и среднего) пустоте-
лой заготовки за счёт уменьшения толщины
её стенок (ковка колец, обечаек, барабанов
и т. п.). Применяемый инструмент — узкий и
длинный (желательно по длине поковки) верх-
ний боёк, цилиндрическая оправка, подставка
под оправку. Процесс (фиг. 77) состоит в том,
Фиг. 77. Схема раздачи на оправке.
что заготовка опирается внутренней поверх-
ностью на оправку, устанавливаемую кон-
цами на подставках, и ковка ведётся с вра ¦
щательной подачей заготовки, причём длин-
ная сторона бойка параллельна оси поковки.
Уковка при раздаче на оправке
5оА>
a
Wp
где Fq, So> Zo и D0.cp — начальные размеры
площади продольного сечения, толщины стен-
ки, длины и среднего диаметра заготовки; FK,
Ък, LK и DK.cp — конечные размеры. У загото-
вок, длина которых превышает диаметр в два
раза и более, изменение длины в результате
раздачи на оправке получается незначитель-
ным. Поэтому для таких поковок можно
приближённо принять У = ~ . Необходи-
мую длину исходной заготовки L% для полу-
чения ноковки заданной длины LK можно
ориентировочно определить по графику Моро-
зевича и Дорохова на фиг. 78.
«I °А
100 200 300 400 500 600 700 800 900 1000 1100 мм
Длина nokoffku (конечная)
Фиг. 78. График для определения длины заготовки под
раздачу. Для поковок диаметром: 1—до 1500., II—до 2000,
III - до 3000 мм.
Комбинирование вытяжки с
оправкой с раздачей на оправке.
Сперва раздачей по оправке уничтожают
бочкообразность предварительно осаженной и
прошитой заготовки и доводят её внутренний
диаметр до требуемых размеров. Затем вы-
тяжкой с оправкой уменьшают толщину сте-
нок и увеличивают до заданных размеров длину
поковки, калибруя внутреннее отверстие по
оправке.
Обкатка — разновидность вытяжки, по-
средством которой заготовкам многогранного
сечения придаётся круглое сечение. Приме-
няется при первоначальной обработке слит-
ков для придания им цилиндрической формы
и во всех случаях, когда необходимо получить
круглое сечение. Удобно осуществляется в
вырезных бойках.
Заковка конца — разновидность вы-
тяжки, посредством которой производится
V////////////////
А
V///////////////A
Фиг. 79. Схема заковки конца.
частичная или полная заковка отверстия пу-
стотелой заготовки (фиг. 79).
Вытяжка на конус осуществляется
с помощью клиновых раскаток (фиг. 80).
Фиг. 80. Схема вытяжки на конус.
Вспомогательные приёмы и операции,
применяемые при вытяжке. Оттяжка
хвоста (фиг. 81) при ковке из слитков.
На оттянутый хвост надевается патрон со
штангой и контргрузом (фиг. 82), облег-
чающий манипулирование при ковке; при
Фиг. 81. Схема оттяжки хвоста.
Цепь кантоВателя
Й
со Я В
Фиг. 82. Патрон для манипулирования
ГЛ. Ill
ОСНОВНЫЕ КУЗНЕЧНЫЕ ОПЕРАЦИИ
313
работе с манипулятором хвост захватывается
клещами хобота. При оттяжке хвоста необхо-
димо, чтобы его ось совпадала с осью слитка.
Хвост обычно оттягивается со стороны при-
быльной части, причём излишек её обрубается.
Поперечное сечение хвоста — круглое или
квадратное в зависи-
мости от применяе-
^ мых патронов. Длина
%120о] / хвоста приблизитель-
но в два раза больше
его диаметра или
800
600
стороны квадрата.
Ориентировочная ве-
личина диаметра хво-
от
300 ЬОО 500 600 700 мм гтя R
Диаметр к во ста
диаметра слитка дана
Фиг. 83. График для опреде- на графике (фиг. 83).
леяия диаметра хвоста [2]. Намётка И П е-
режим (перебивка).
Намётка — вспомогательная операция, по-
средством которой на поверхность заготовки
наносятся разметочные углубления для раз-
бизки её на отдельные участки по длине и об-
легчения последующего пережима. Намётка
производится круглыми раскатками неболь-
шого диаметра (фиг. 84). Пережим (перебив-
ка)—вспомогатель-
ная операция, по-
средством которой
разметочные углу-
бления увеличи-
ваются до образо-
вания пережима
определённой тол-
Фиг. 84. Схема намётки. ЩИПережим осу-
ществляется в за-
висимости от требуемого профиля круглыми
(фиг. 85, а) и овальными раскатками и различ-
ными пережимками—треугольными откосами
(фиг. 85, б, в), трапецевидными, фасонными
(фиг. 85, г, д). Намётка и пережим, смотря по
надобности, выполняются с одной или несколь-
ких сторон заготовки. Если пережим делается
Фи1. 85. Схема пережима: а—круглой раскаткой;
о — двухсторонней треугольной пережимкой; в — одно-
сторонней треугольной пережимксй; гад — фасонными
пережимками.
с четырёх сторон прямоугольной заготовки,
то сначала производят намётку с двух проти-
воположных сторон, затем по намеченным ме-
стам— пережим. Далее намечают остальные
две стороны и соответственно выполняют
пережим. Пережим круглой заготовки следует
производить в полукруглой обжимке при по-
мощи пережимки с выкружкой (фиг. 86); заго-
товку постепенно поворачивают вокруг её оси.
Намётку и пережим можно осуществить сразу
с двух противоположных сторон. Для этого
устанавливают заготовку на раскатку (пере-
жимку), положенную на нижний боёк, и сверху
заготовки накладывают вторую раскатку.
Намётка и пережим необходимы для полу-
чения уступов, выемок и передачи.
Образование уступов и вые-
мок производится следующим образом: на-
мётка, пережим на глуби-
ну уступа или выемки,
вытяжка уступа или
выемки. Если длина уча-
стка заготовки, где оття-
гивается уступ или вы-
емка, значительна, то
вытяжка производится
непосредственно бойка-
ми (фиг. 87). При малой
длине участка вытяжку
предварительно ведут
с применением раска-
ток —плоских или оваль-
ных (фиг. Р8). Если уступ
или выемка односторон-
ние, то во избежание прожимов со стороны,
которая должна остаться гладкой, производят
вытяжку раскатками (фиг. 89) или устанавли-
вая бойки накрест (фиг. 90). Хотя по технике
Фиг. 86. Схема пере-
жима круглой заго-
товки.
16 = И
фиг. 87. Схема получения уступа бойками.
Фиг. 88. Схема получения Фиг. 89. Схема получения
выемки плоской рас- односторонней выемки
каткой. раскаткой.
выполнения образование уступов с предва-
рительным пережимом заготовки — наиболее
простой и лёгкий способ, в качественном отно-
L
Фиг.дЭ. Схема получения односторон-
него уступа установкой бойков накрест.
шении оно невыгодно, так как вызывает пе-
ререзание волокон. Этого можно избежать.
314
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
произведя пережим раскатками с постепенно
уменьшающимся радиусом (фиг. 91).
Передача — вспомогательная операция,
посредством которой одна часть заготовки
смещается по отноше-
нию к другой с со-
хранением параллель- Г
ности осей; приме- L
Фиг. 91. Схема получе-
ния уступа без перере-
зания волокон.
Фиг. 92. Схема пере-
дачи небольшой заго-
товки.
няется, например, при ковке коленчатых валов.
Схемы передач показаны на фиг. 92, 93 и 94.
Правка — операция, которой устраняют
искривление оси поковки или её участков
(фиг. 95 и 96).
ПРОШИВКА
Прошивкой называется кузнечная опера-
ция, посредством которой в заготовке полу-
чают отверстие (сквозная прошивка) или
углубление (несквозная прошивка). При руч-
ной ковке для прошивки служат пробойники
(бородки) — круглые, квадратные, плоские и
фигурные, формы с отверстиями, а при машин-
ной ковке — прошивни (сплошные с круглым
или фасонным поперечным сечением, а также
пустотелые), надставки (сплошные и пусто-
телые), оправки калибровочные, подкладные
плиты с отверстиями (подкладные кольца).
Прошивка сопровождается искажением формы
прошиваемой заготовки, а при сквозной про-
шивке — также отходом металла в выдру.
1/
Л
Пережим
под передачу
Цепь нрана или
подстпбка из не-
скольких частей,
постепенно выни-
маемых 6 ходе
процесса
ТЛ
Плита или сдви-
нутый нижний
боек
Начало процесса
Фиг. 93. Схема передачи крупной заготовки.
Результат
Фиг. 94. Схема передачи в одной плоскости.
Отделочные операции при вытяжке.
Проглаживание по длине (шлихтов-
ка)— отделочная операция, посредством ко-
торой устраняют неровности поверхности по-
ковки. Она осуществляется лёгкими ударами
молота или весьма короткими ходами (на-
жимами) пресса,
j при этом несколь-
V ко уменьшается
площадь соответ-
ствующих попереч-
ных сечений. При
проглаживании по-
дача должна быть
возможно наиболь-
шей для применя-
емых бойков (l^zb).
Проглаживание ве-
дут плоскими бой-
ками, — чем они
шире, тем лучше.
Если это возможно,
следует устана-
вливать заготовку
осьювдольдлинной
стороны бойков.
Отделка углов производится раскат-
ками соответствующих поперечных сечений.
Фиг. 95. Схема правки заго-
товки краном.
Способы прошивки. Прошивка без
подкладного кольца (пробивка)
(фиг. 97). Заготовку устанавливают на нижний
боёк или плиту. Если заготовка из слитка, то
её устанавливают прибыльной стороной вниз.
На торец заготовки ставят прошивень мень-
шим диаметром (фиг. 97, а) и верхним бойком
слегка вдавливают его в заготовку После
этого прошивень вынимают и в образовав-
шееся углубление насыпают толчёный уголь,
кокс или лучше всего графит. Затем проши-
вень снова ставят меньшим диаметром в углу-
бление и вдавлинают на 75—80°/0 его высоты
(при прошивке заготовок, превышающих вы-
соту прошивня). Далее наставляют на верхниЛ
торец прошивня надставку и вдавливают
дальше. На первую надставку стазят вторую
и т. д. и продолжают вдавливание до образо-
вания перемычки металла в нижней части
заготовки (фиг. 97, б) толщиной примерно
0,15—0,20% от высоты заготовки (при про-
шивке крупных заготовок не более 100—
160 мм). После этого заготовку кантуют
на 180°, вынимают надставки, ставят второй
прошивень (его правильная установка облег-
чается тем, что на торце заготовки можно
наблюдать образующееся под первым прошив-
нем выпучивание и потемнение) и заканчи-
вают прошивку, выдавливая перемычку с по-
лучением отхода — выдры. Однозременно вы-
талкивается первый прошивень (фиг. 97, в).
При прошивке заготовок малой высоты,
без применения надставок, удаление прошивня
перед кантовкой в случае его заедания мо-
жет быть произведено по схеме фиг. 98.
ГЛ. il]
ОСНОВНЫЕ КУЗНЕЧНЫЕ ОПЕРАЦИИ
315
Описанный способ прошивки применяется
для получения отверстий диаметром до 400—
450 мм (реже до 600—650 мм) в заготовках,
у которых высота больше высоты нормаль-
где т — коэфициент, зависящий от трения и
соотношения размеров:
боен
\ ! / Прошивень
С
-СЦЗг-ятвстС Г [ Л П/±Ч
т—|—1 ¦>/ сторона
\ , I / слитка
\1-ппроши-
Фиг. 97. Схема прошивки сплошным прошивнем без подкладного кольца.
Фиг. 98. Схема удаления
прошивня.
ного прошивня. При этом способе отход
в выдру получается минимальным, а искаже-
ние формы заготовки — максимальным. Оно
заключается в уменьшении высоты заготовки,
появлении бочкообразности с увеличением
диаметра и образовании выпуклости на одном
торце и вогнутости на другом (фиг. 99).
Уменьшение высоты заготовки зависит от
её исходных размеров Но и Do, диаметра от-
верстия d и толщины перемычки h. Отноше-
ние
Фиг. 99. Искажение форм заго-
товки после прошивки.
может быть ориентировочно опре-
делено по диаграмме на фиг. 100. Максималь-
ный диаметр заготовки после прошивки ориен-
тировочно определяется по формуле Чайле
где V — объём заготовки в ммь\ f—площадь
поперечного сечения прошивня в мм2; Fq—пло-
W0.06
0,2 0,3 0Л 0,5 h/HQ
Фиг. 100. Диаграмма Чайле
щадь поперечного сечения заготовки в ммг\
И и h — в мм (фиг. 99).
Усилие, потребное для прошивки, опре-
деляется формулой
Прошивка с подкладным кольцом
(фиг. 101). Заготовку устанавливают на коль-
цо; если заготовка из слитка, то её помещают
прибыльной стороной вниз. На торец заго-
товки ставят прошивень большим диаметром
соосно с отверстием кольца (фиг. 101, а). Для
обеспечения соосности можно пользоваться
приспособлением, подобным изображённому
на фиг. 102. Верхним бойком вдавливают про-
шивень, пока выдра не провалится в отвер-
4 ¦
Выдра' fy
Фиг. 101. Схема прошивки с иодкладным кольцом.
Фиг. 102. Приспособление для центрирования
прошивня.
стие кольца (фиг. 101, ?). Этот способ при-
меняется обычно для получения отверстий в
низких заготовках (высотой меньше высоты
нормального прошивня). Отход в выдру
больше, чем при предыдущем способе, но ис-
кажение формы меньше.
Прошивка пустотелым прошив-
нем (фиг. 103). Заготовку укладывают на
плиту прибыльной стороной вниз. На торец
заготовки ставят сплошной или пустотелый
прошивень, слегка вдавливают его верхним
бойком, вынимают и в наметившееся отвер-
стие насыпают толчёный уголь, кокс или гра-
фит. Затем в углубление ставят пустотелый
прошивень и вдавливают его примерно на 2/3
высоты. Дальнейшую прошивку производят
с помощью пустотелых надставок, прибавляя
их по одной после каждого вдавливания до тех
316
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. 111
пор, пока нижний торец прошивня не будет
отстоять на 100—160 мм от нижнего торца за-
готовки (фиг. 102, а). После этого заготовку
с прошивнем и надставками переставляют
на кольцо и продолжают вдавливание верх-
ним бойком (фиг. 103, б), пока не прошьётся от-
верстие (фиг. 103, в). По окончании прошивки
Боёк
1*я над-
ставка
s - 3-я надставка
Фиг. 103.
Зазор 15-20мм
Схема
У
Стержень-быдра в)
прошивки пустотелым прошивнем.
убирают краном слиток, затем надставки и,
наконец, прошивень со стержнем, от кото-
рого прошивень освобождают при помощи
пресса.
Прошивка пустотелым прошивнем приме-
няется для получения в слитках отверстий
большого диаметра, начиная от 400, чаще
500—550 мм. Преиму-
щество этого спосо-
ба — удаление сердце-
вины слитка по всей
его высоте.
Правка (калиб-
ровка) отверстий
для уничтожения ко-
нусности осущест-
вляется преимущест-
венно продавлива-
нием через них бочко-
образной оправки
(фиг. 104).
Увеличение диаметра отверстий
производится в небольших пределах прода-
вливанием бочкообразных оправок, в больших
пределах — раздачей на оправке.
РУБКА
Рубкой называется кузнечная операция,
посредством которой заготовку разделяют на
части (рубка) или только частично подраз-
деляют (разрубка, прорубка), или от заготовки
отделяют часть материала по наружному
Разрубка - прорубка
Обруйко
Фиг. 104. Схема калибровки
отверстия.
Вырубка
Фиг. 105. Схема различных видов рубки.
концах поковок, удаления донной и прибыль-
ной частей слитков и для получения фигур-
ных поковок (коленчатые валы с вырубленными
коленами, дышла, спарники, вилки и т. п.).
Инструментов для рубки служат при ручной
ковке зубила (двухсторонние, односторонние,
фигурные), подсечки (прямые с выкружками),
а при машинной ковке—топоры
(двухсторонние, односторон-
ние, угловые, полукруглые, фа-
сонные), квадраты. При руб-
ке часть металла отходит в
обсечки.
Способы рубки. Рубка
с одной стороны (фиг. 106).
На заготовку наставляют то-
пор и слегка внедряют его в
металл ударами (нажимом) бой-
ка (такую намётку можно де-
лать и круглой раскаткой).
В образовавшееся углубление
насыпают толчёный уголь, сно-
ва вставляют топор и внедряют
его до образования у нижней грани заготовки
перемычки толщиной, приблизительно равной
толщине обуха топора (фиг. 106, а). Заготовку
кантуют на 180° и над перемычкой ставят ква-
драт (фиг. 106, б). Ударом (нажимом) по ква-
драту окончательно разрубают заготовку; пе-
ремычка отделяется, образуя обсечку. Если
Топор
А
-Квадрат
? ?
Горце,
Фиг. 106. Схема рубки с одной стороны.
на торце заготовки образовался заусенец, то
его отсекают квадратом.
Рубка с двух сторон (фиг. 107)без
оставления перемычки. Топор вне-
дряют до половины высоты заготовки
(фиг. 107, а). Затем заготовку кантуют на 180°,
наставляют топор, как показано на фиг. 107, б,
и внедряют его, пока заготовка не разрубится,
после этого отсекают заусенец. Данный способ
Фиг. 107. Схема рубки с двух сторон без перемычки.
(обрубка) либо внутреннему (вырубка) контуру
(фиг. 105). Рубка применяется для получения
из большой заготовки нескольких заготовок
меньших размеров, удаления излишков на
лучше применять в тех случаях, когда от-
деляемый кусок заготовки с заусенцем идёт
в отход, так как обычно торец этого куска
резко искажается заусенцем.
ГЛ. П]
ОСНОВНЫЕ КУЗНЕЧНЫЕ ОПЕРАЦИИ
317
Рубка с четырёх (двух) сторон
с оставлением перемычки (фиг. 108).
Заготовку надрубают с четыгёх (двух) сторон,
оставив посредине перемычку. В прорезь вво-
дят топор обухом вниз и ударом (нажимом)
бойка по лезвию окончательно разрубают за-
Фиг. 108. Схема руб-
ки счетырёх сторон.
Фиг. 109. Схема рубки
с разведением торцов.
готовку (лучше применять плоскую пластин-
чатую раскатку, чтобы не портить лезвия
топоров); перемычка выпадает в видеобсечки.
Затем отсекают заусенцы. При рубке с четы-
рёх сторон можно избежать образования за-
усенцев. Этот способ особенно применим для
крупных заготовок из слитков.
Рубка с одной стороны с раз-
ведением торцов. Топор внедряют в за-
готовку, немного не доводя его лезвия до лица
бойка (во избежание порчи лезвия), затем
ставят топор, как показано на фиг. 109, и
ударами (нажимами) по топору увеличивают
зазор между торцами. Топор заводят глубже,
увеличивают зазор ещё больше, пока заго-
товка не разделится. После этого отсекают
заусенцы на торцах.
Рубка ручная производится зубилом
по первому и второму способам, а для тон-
Г
I
R Зубило
Д Кувалда
4°)
J
Подсечка
Подсечка
| Наковальня
Фиг. 110. Схема приёмов ручной рубки.
ких заготовок также одним из способов, по-
казанных на фиг. ПО.
Особенности вырубки и раз-
рубки. При вырубке контуров с острыми
углами, а также при разрубке желательна
предварительная прошивка либо просверлива-
ние отверстий в углах контура (фиг. 111, а)
или на концах прорубаемого участка (фиг. 111,0
Фиг. 111. Схема вырубки и прорубки: а — вырубка;
о — разрубка конца; в — разрубка внутри заготовки.
и в) во избежание чрезмерного углубления
топора в металл.
Отсечка заусенцев является от-
делочной операцией после рубки. При ручной
ковке отсечка производится зубилом (фиг. 112),
при машинной ковке — односторонним топо-
ром (фиг. 113). Для отсечки заусенцев по
краям заготовки применяются квадраты. За-
Фиг. 112. Схема отсечки
заусенца зубилом.
Фиг. 113. Схема отсеч-
ки заусенца топором.
усенцы нужно удалять очень тщательно, так
как их заковка при последующих операциях
вызывает брак.
ГИБКА
Гибкой называется кузнечная операция,
посредством которой заготовке придаётся
изогнутая форма по заданному контуру. Гибка
применяется для получения непосредственно
или в комбинации с другими операциями
Q,<a
j А/тяж но
Фиг. 114. Искажение формы ааготовки при
изгибе: а - круглого сечения; б~ прямоугольного
сечения; в — утяжка.
разнообразных изделий изогнутой формы
(угольники, скобы, крюки, кронштейны, лапы,
кулисы, хомуты и т. п.). Инструментом для
гибки служат скобы, вилки, колодки, раскатки,
подкладные штампы, оправки и т. п Опера-
ция гибки сопровождается искажением перво-
начальной формы поперечного сечения заго-
товки и уменьшением его площади (утяжка)
в зоне изгиба (фиг. 114). Кроме того, возможно
образование складок по внутреннему контуру
318
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. Ш
и трещин по наружному контуру. Чем меньше
радиус закругления и чем больше угол загиба,
тем сильнее проявляются указанные явления.
Чтобы устранить искажение формы попереч-
ного сечения заготовки в зоне изгиба, произ-
j
U
а)
\ I
б)
Фиг. 115. Предупреждение утяжки: а—получение
изгиба по радиусу; б—получение изгиба под
прямым углом.
Фиг. 116. Уничтожение
утяжки высадкой.
Яодбопка
Скоба
Фиг. 117. Схема
ручной гибки
кувалдой на
роге.
вилка
Фиг. 118. Схема ручной
гибки при помощи
скобы.
Фиг. 119. Схема ручной
гибки при помощи
вилки.
Фиг. 120. Схема ручной гибки на прямо-
угольной оправке: а—установка заготовки
на оправке; б — заготовка после гибки.
Колодка / f
водят правку (проглаживание) с помощью
гладилок (ручная ковка), раскаток, бойков.
Неполнота формы — утяжка (фиг. 114, в) —
правкой не уничтожается. Для получения
в зоне изгиба сече-
ния желаемой пло-
щади заготовке за-
ранее придают в
этом месте уве-
личенные попе-
речные размеры
(фиг. 115). Заготов-
ки небольших раз-
меров можно пос-
ле изгиба высажи-
вать (фиг. 116)
с последующей
правкой. Различ-
ные приёмы гиб-
ки показаны на
фиг. 117--128.
Подбойка
фиг. 122. Схема ручной гибки
в нижиике.
Фиг. 123, Схема гибки зажатой заготовки
кувалдой.
Кран
Фиг. 124. Схема гибки за-
жатой заготовки краном.
Штамп
Фиг. 125. Схема гибки рас-
каткой в подкладном
штампе.
Приспособле-
ние
Фиг. 126. Схема гибки в приспособления.
Штыри
Фиг. 121. Схема ручной гибки вокруг колодки.
Фиг. 127. Схема ручной
гибки на плите рычагом.
Фиг, 128. Схема гибки
в штампе.
ГЛ. II)
ОСНОВНЫЕ КУЗНЕЧНЫЕ ОПЕРАЦИИ
319
ЗАКРУЧИВАНИЕ
Закручиванием называется кузнечная опе-
рация, посредством которой одну часть заго-
товки поворачивают по отношению к другой
под определённым углом вокруг общей оси.
Закручивание применяется для получения
поковок специальной формы (коленчатые валы
с коленами, расположенными в различных
плоскостях, стенные болты, стойки для из-
городей, спиральные свёрла и др.). Инстру-
ментом для закручивания служат воротки
(ручная ковка), вилки, люнеты. Операция за-
кручивания сопровождается некоторым умень-
шением длины исходной заготовки в зоне
закручивания. При больших углах закручива-
ния или при закручивании малопластичных
металлов возможно появление продольных
трещин.
Основные требования к заготовке.
1. Участок, подлежащий закручиванию, не-
обходимо очень аккуратно отковать. Его по-
верхность должна быть максимально гладкой,
без пороков, а поперечные сечения по всей
длине участка — правильными и строго оди-
наковыми. При развороте колен коленчатых
валов желательна предварительная обдирка
закручиваемых шеек на станке. 2. Участок,
подлежащий закручиванию, должен быть на-
грет до максимально допустимой для данного
металла температуры и равномерно прогрет
по всей длине. 3. После закручивания поковку
следует медленно охлаждать; лучше подвер-
гнуть её отжигу.
Приёмы закручивания. 1. У мелких по-
ковок участок, примыкающий к зоне, под-
лежащей закручива-
нию, закрепляют в ти-
сках или зажимают
бойками молота. Про
тивоположный уча-
сток захватывают не-
посредственно вил-
кой или воротком,
если это позволяет
конфигурация заго-
товки (фиг. 129), или
же при помощи спе-
циально откованного квадрата (фиг. 130),
или путём зажима накладкой, притягивае-
мой болтами к телу воротка. Закручива-
ние производят вручную. Чтобы избежать
изгиба, желательно применять вороток или
вилку с двумя рукоятками. 2. Закручивание
крупных поковок в принципе не отличается
Фиг. 129. Схема закручи-
вания вручную вилкой.
Фиг. 130. Схема закручивания вручную
воротком с квадратом.
от предыдущего способа, но здесь скручива-
ющий момент создается при помощи крана
(фиг. 131). Для закручивания лучше пользо-
ваться вилкой с изогнутой рукояткой,, так
как она позволяет захватывать одно из колен
непосредственно бойками и произвести раз-
ворот на больший угол. Если применяется
вилка с прямой рукояткой, то после поворота
на некоторый угол приходится вывернутое
колено устанавливать снова в горизонтальной
Иран
Фиг. 131. Схема закручивания изогнутой вилкой.
плоскости, для чего под зажимаемое колено
надо подкладывать клинья, чтобы поставить
его в наклонное положение. Значительно более
современными приспособлениями являются
Ншкнее
Фиг. 132. Вилка с шарниром.
вилки с шарниром (фиг. 132) и с трещёткой
(фиг. 133).
Для предупреждения изгиба закручиваемой
шейки прибегают к следующим способам:
а) подкладывают под незажатый конец валэ
Фиг. 133. Вилка с трещёткой.
боёк, притягивая к нему заготовку цепью;
боёк служит грузом, препятствующим при-
подниманию конца вала, т. е. изгибу при за-
кручивании (фиг. 134); б) устанавливают люнет
(фиг. 135), что является наиболее совершенным
320
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
способом; шейка вала помещается в лю-
нете между четырьмя роликами (фиг. 135, а),
которые позволяют ей свободно поворачи-
ваться. Ролики делают сменными.
Фиг. 134. Предупреждение грузом изгиба
при закручивании.
хивают „лацканы" от шлака, накладывают
один на другой (фиг. 136, б) и сильными и
частыми ударами сваривают их, одновременно
производя вытяжку места сварки под размеры
а,
•Фиг. 135. Закручи-
вание с люнетом:
«—люнет; б — схе-
ма установки лю-
нета.
Крутящий момент. Необходимый скру-
чивающий момент ориентировочно можно
определитьпо формулам:
для круглого стержня
для прямоугольного стержня
М = 0,08 ob ab У а? + №,
где г — радиус круглого стержня, а и b—сто-
роны прямоугольного стержня.
КУЗНЕЧНАЯ СВАРКА
Кузнечная сварка — операция, посредством
которой соединяют в одно целое отдельные
части или концы заготовок. Кузнечная сварка
применяется главным образом при ручной и
машинной ковке мелких поковок для целей
ремонта; в развитом производстве приняты
в основном другие способы сварки (автоген-
ная, электросварка). Кузнечной сваркой хо-
рошо сваривается мягкая сталь с содержанием
углерода 0,15—0,25%; сталь с содержанием
углерода свыше 0,45% почти не поддаётся ка-
чественной сварке. Все примеси снижают
свариваемость стали. Температура нагрева
под сварку должна быть выше температуры
ковки и близка к температуре начала плавле-
ния (практически для мягкой стали око-
ло 1300°). Для предупреждения пережога и для
шлакования окалины применяют флюсы (сва-
рочный порошок): кварцевый песок, буру, по-
варенную соль и смеси этих веществ (в основ-
ном кварцевый песок с прибавкой буры или
поваренной соли). Сварочным порошком при-
сыпают нагреваемый металл.
Сварка внахлёстку (внапуск). Концы
заготовок высаживают (фиг. 136, а), отковы-
вают „лацканы" (фиг. 1Ь6, б) и нагревают их
до сварочной температуры. После этого отря-
Фиг. 136. Схема сварки внахлёстку.
свариваемых стержней (фиг. 136, г). Вручную
с одного нагрева сваривают стержни диаме-
тром до 30 мм; более толстые стержни свари-
вают с двух нагревов: с первого — тонкие
концы „лацканов", со второго — окончательно.
Стержни толще 60 мм вручную обычно не
сваривают. Под молотом внахлёстку свари-
вают стержни до 120 им.
Сварка вразруб (в замок, в лапу). В этом
случае концы заготовок подготовляют, как
показано на фиг. 137.
Фиг. 1S7. Схема сварки вразруб.
Сварка встык, уступающая предыдуще-
му способу, применяется, когда нет возмож-
ности подготовить „лацканы" (наличие вблизи
буртика, заклёпки и т. п.). Торцы предвари-
тельно закругляют (фиг. 138, а), затем свари-
а)
Фиг. 138. Схема сварки встык.
6)
Фиг. 139. Схема сварки врасщеп.
вают их ударами вдоль оси заготовки (фиг.
138.6) и протягивают место сварки на общий
диаметр (фиг. 138, в)ч
Сварка врасщеп (фиг. 139) применяется
для тонкого железа.
ГЛ. Ill
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВОБОДНОЙ КОВКИ
321
ЛИТЕРАТУРА И ИСТОЧНИКИ
Свободная ковка, ОНТИ
1. Афанасьев Н. М„
НКТП СССР, 1936.
2. Гончаров М. А., Ковка крупных поковок, Маш-
гиз, 1945.
3. Г р а ч е в К. Ф., проф., Ковочное производство, 3-е
изд., ОНТИ НКТП СССР, 1935.
4. Е в с е е в Г. Г. и С к в о р ц о в М. П., Крупная ковка
под молотом и прессом, ОНТИ НКТП СССР, 1936.
б. Панкратов А. Р. и Столяров В. Н., Ковка
под гидравлическим прессом, Госмашметиздат, 1933.
6. Швейсгут, Кузнечное дело, .Техника и произ-
водство", Л. 1928.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВОБОДНОЙ КОВКИ
Разработка технологического процесса
свободной ковки включает: 1) составление
чертежа поковки с назначением припусков,
допусков и напусков; 2) определение веса и
размеров исходного материала; 3) выбор
основных, вспомогательных и отделочных куз-
нечных операций и их взаимной последова-
тельности, а также подбор необходимого ос-
новного и вспомогательного ковочного инстру-
мента и приспособлений; 4) выбор машинного
оборудования и гасчёт его мощности; 5) уста-
новление режимов нагрева, типов и разме-
ров нагревательных устройств; 6) определение
состава рабочей силы и норм выработки.
Чертёж поковки составляется на основа-
нии чертежа готовой детали с увеличением
указанных на нём размеров на величину при-
пуска (там, где поверхности подлежат меха-
нической обработке) и установлением допу-
сков на ковку. В отдельных случаях конфигу-
рация детали упрощается путём напусков.
Припуском на механическую обработку
называется предусмотренное увеличение раз-
меров тела поковки против указанных на чер-
теже готовой детали, обеспечивающее полу-
чение после механической обработки детали
требуемых размеров и надлежащей чистоты
поверхности.
Допуском на кузнечную обработку назы-
вается обусловленное чертежом допускаемое
Фиг. 140. Схема размеров поковки с при-
пуском и допуском.
отклонение размеров готовой поковки от ее
номинальных размеров, поставленных на чер-
теже (фиг. 140).
Следовательно, припуски включают только
в чертежи „чистых" поковок, т. е. таких, ко-
торые подвергают полностью или частично
механической обработке. Допуски предусма-
тривают на чертеже независимо от того, будет
ли поковка чистой или черновой, т. е. не
предназначенной для механической обработки.
Напуском называется добавление некото-
рых объёмов металла в поковке по сравне-
нию с готовой деталью, к которому прибегают
при необходимости упростить конфигурацию
поковки по технологическим соображениям,
например, коленчатый вал без откованных
кривошипных шеек (фиг. 141), поковка без
Фиг. 141. Эскиз поковки с напуском.
отверстия, имеющегося в готовой детали,
и т. п. В отдельных случаях, обусловленных
техническими условиями или технологически-
ми требованиями, назначаются специальные
припуски на пробы, захваты при термообра-
ботке и т. п.
Напуски
Решение вопроса о применении напусков
особенно важно при составлении чертежа
поковки (детали), имеющей выемки, уступы и
фланцы.
Выемкой (применительно к поковкам ци-
линдрической формы) называется участок по-
ковки (детали), диаметр которого меньше диа-
метров двух смежных с ним участков. Усту-
пом называется каждый из участков поковки,
диаметр которого больше диаметра двух смеж-
ных с ним участков или только одного из них.
Фланцем называется короткий уступ, у ко-
торого диаметр больше диаметров двух при-
легающих к нему участков поковки (детали),
или одного участка при концевом фланце.
Обжим уступов, выемок и фланцев про-
изводится не всегда, хотя такое упрощение
поковки и вызывает в дальнейшем излишний
расход материала и дополнительную механи-
ческую обработку. Однако при отковке усту-
пов и выемок, мало отличающихся по диа-
метру от прилегающих участков или корот-
ких по длине, себестоимость детали будет вы-
ше, чем при её отковке с напусками.
Уступы и выемки не обжимаются, если
разность их диаметров и диаметров прилега-
ющих участков меньше определённой вели-
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. .111
чины, если у них малая длина, хотя разность
диаметров'достаточная. Промежуточные усту-
пы при этом обжимаются при меньшей раз-
ности их диаметров и диаметров прилегающих
частей, а также при меньшей их длине по
сравнению с выемками и концевыми усту-
пами. Для фланцев при их малой длине даётся
напуск по длине; для концевых фланцев этот
напуск больше.
На крупных заводах имеются нормали,
определяющие условия обжима уступов и вые-
мок. В табл. 32, 33 и 34 приведены пример-
ные данные о напусках для поковок цилин-
дрических изделий с уступами, выемками и
фланцами. Эти таблицы пригодны для ориен-
тировки при решении вопроса о напусках
также для поковок, не относящихся к катего-
рии цилиндрических.
Таблица 32
Минимальная разность между диаметрами рассматриваемого участкам прилегающего уступа, при которой
рассматриваемый участок отковывается без напуска по диаметру
(По материалам ЦНИИТМАШ)
Обшая номи-
нальная длина
изделия в мм
До 400
400-625
625-1000
2500—4000
4000-6250
Назначение
Для уступов
Для выемок
Для уступов
Для выемок
Минимальная разность между диаметрами рассматриваемого участка
и прилегающего уступа при номинальном диаметре участка в мм
Для уступов
Для выемок
1000-1600
1600-2Е00
Для
Для
Для
Для
уступов
выемок
уступов
выемок
Для уступов
Для выемок
Для уступов
Для выемок
i6
Ч
18
27
аб
33
аб
34
2б
ф
6250-10 000
Для уступов
Для выемок
i8
Таблица 33
Минимальная длина промежуточных уступов, концевых частей и выемок, при которой рассматриваемый
участок отковывается без напуска по диаметру
(По материалам ЦНИИТМАШ)
Общая номи-
нальная длина
изделия в мм
Назначение
Минимальная длина участка, отковываемого без напуска по диаметру, при номи-
нальном диаметре уступа, прилегающего к этому участку (для выемки мень-
шего из двух), в мм
До 1600
Для концевых
частей
Для промежу-
точных уступов
Для выемок
под молотом
Для выемок
под прессом
7°
45
65
8о
45
8о
5°
IOO
IOO
5°
125
з8о
по
55
i6o
Збо
I2O
6о
2ОО
45°
135
65
250
5бо
75
32O
72О
170
85
4оо
9оо
5оо
340
1460
ГЛ. И]
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВОБОДНОЙ КОВКИ
323
Продолжение табл. 33
иощая номи-
нальная длина
изделия в мм
1600-4000
4000-6250
6250—10 000
Назначение
Для концевых
частей
Для промежу-
точных уступов
Для выемок
под молотом
Для выемок
под прессом
Для концевых
частей
Для промежу-
точных уступов
Для выемок
под молотом
Для выемок
под прессом
Для концевых
частей
Для промежу-
точных уступов
Для выемок
под молотом
Для выемок
под прессом
Минимальная длина участка, отковываемого без напуска по диаметру, при
номинальном диаметре уступа, прилегающего к
ю
о
но
6о
85
145
9°
но
23O
150
13°
2ОО
8
S
I2O
°5
IOO
IOO
135
22O
25O
170
гбо
240
8
1
8
135
75
13°
250
180
но
170
275
ego
190
2ОО
з°°
выемки
-125
100
15°
85
i6o
31°
2ОО
I2O
2IO
34°
32°
2IO
25O
37°
меньшего из двух), в мм
8
7
125
170
95
2IO
4оо
23°
135
270
44°
34°
22O
32O
480
1
160
IOO
i°5
2бо
5°°
25O
15°
34°
55°
380
25°
4оо
боо
7
200
2IO
«5
325
б25
з8о
170
425
бдо
42O
27O
5°°
75°
атому участку (для
1
250
240
135
415
8оо
32O
IOO
545
830
460
Зх°
650
9бо
1
320
270
Х5°
52O
IOOO
35°
220
580
IIOO
520
35°
806
1200
-500
400-
3°°
175
650
1250
400
250
850
1400
580
39°
IOOO
1500
-650
009
350
200
850
1650
45O
280
IIOO
1800
650
45°
1300
1850
¦о,
о,
Фланец 1-го типа. Фланеп 2-го типа.
Таблица 34
Минимальная длина фланцев (концевых и средних), отковываемых
без напуска по длине
(По материалам ЦНИИТМАШ)
Номинальный диаметр
части, непосредственно
прилегающей к фланцу.
Dr. в мм
До 4°
40-50
65-8о
8о—loo
Минимальная длина фланца поковки I в мм при его номинальном диаметре Dt в мм
I?
14
3°
?3
17
39
3°
37
34
25
29
22
23
17
55
41
51
47
35
43
32
28
62
51
6з
47
59
44
54
4°
8i
63
59
11
33
io8
8г
IO2
77
135
IOI
324
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Продолжение табл. 34
Номинальный диаметр
части, непосредственно
прилегающей к фланцу,
D, в мм
Минимальная длина фланца поковки I в мм при его номинальном диаметре Dx в мм
23
47
35
5°
95
71
127
"95
?70
127
125—160
37
33
118
43
64
±36
«7
165
160—200
46
34
7J
56
107
80
?47
in
208
Г56
200—250
61
46
202
45
250—320
320—400
74
55
?l6
8.5
?75
13a
92
69
?55
116
400—500
?26
95
Примечания: 1. Цифры в числителе относятся к фланцам первого типа, в знаменателе — к фланцам вто-
рого типа.
2. Минимально допускаемая длина I фланца первого типа определяется в зависимости от номинального диа-
метра фланца Г», и номинального диаметра ?>, прилегающего к нему участка.
3. Минимально допустимая длина фланца второго типа I определяется в зависимости от номинального диа-
метра фланца ?>, и номинального диаметра Ц, прилегающего к нему участка. При разных диаметрах участков,
прилегающих с двух сторон, берётся меньший.
При рассмотрении различных типов поко-
вок (фиг. 142) для типов 1,2,2,4 и 5 за та-
бличные диаметры могут быть приняты раз-
меры ах, а3 и аа. Но в отношении поковки 5
полученную по табл. 32 минимально допусти-
мую разницу между размерами можно умень-
шить вдвое. В поковке типа 6 размеры
а2 и а3 рассматриваются как диаметры вые-
мок, а размеры аг и а± соответственно как
диаметры прилегающих уступов; полученная
минимально допустимая разница также может
быть уменьшена вдвое. Размеры lt и /2 рас-
сматриваются! как длины выемок.
Проверка соответствия размеров детали
условиям табл. 32 и 33, т. е. выявление воз-
можности её отковки без напусков по диа-
метру или же с напусками, начинается от про-
межуточного уступа, прилегающего к уступу
максимального диаметра. Последующие усту-
пы либо выемки или концевую часть прове-
ряют, исходя из диаметра прилегающего
уступа, включающего напуск, если этот напуск
был установлен по ходу проверки. Если при
проверке данного уступа выявляется необхо-
димость отковать его с напуском, то на чер-
теже готовой детали номинальный размер диа-
метра рассматриваемого участка увеличивают
? I 5
гт
Фиг. 142. Различные типы поковок.
ГЛ. II)
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВОБОДНОЙ КОВКИ
325
до номинального диаметра прилегающего
уступа. На полученные размеры детали упро-
щённой конфигурации в дальнейшем устана-
вливают припуски и допуски, а затем опре-
деляют размеры поковки.
Проверка необходимости напуска на дли-
ну фланцев (типов / и 2) по табл. 34 произ-
водится после прибавления к их длине вели-
чины припуска. Если длина фланца с при-
пуском меньше указанной в табл. 34, то этот
размер увеличивают напуском до соответ-
ствующей табличной величины; допуск остаёт-
ся без изменения.
Напуск в отверстиях. В поковках
круглых, овальных, прямоугольных фланцев
и других аналогичных нм поковках, изгото-
вляемых на молотах и прессах, отверстия
диаметром меньше 50 мм или меньше 2/3 тол-
щины фланца не прошиваются.
Припуски и допуски
На величину припусков и допусков влияют
следующие главнейшие факторы:
Припуск
меньше
Припуск
больше
Род материала
Сорт материала
Качество материала
Прокат
Слиток
Сталь углеро- Сталь специ-
дистая альная
Мало поверх- Много поверх-
ностных по- ностных по-
роков роков
Предварительная под- Слиток ободран Не ободран
готовка материала
Размеры поперечного Малые
сечения поковки
Длина поковки
Малая
Большие
Большая
Форма поперечного се- Квадрат, пря- Круг, шести-
чения поковки моугольник гранник
Конфигурация поковки Постоянного Переменного
сечения сечения
Качество инструмента Высокое Низкое
Качество орудия Высокое Низкое
Квалификация кузнеца Высокая Низкая
Ниже приведены примерные допуски на
размеры поковок (диаметр круга, сторона ква-
драта, сторона прямоугольника), не подвергаю-
щихся механической обработке:
Размер
в мм
До 35
а6-63
66— i6o
l6l 2ОО
Допуск
в мм
±1
±1,5
±2
±а,5
Допуски на длину (общую и отдельных
участков) необрабатываемых поковок:
Длина
в мм
До i6o
161—250
851—400
401—630
651—IOOO
Допуск
в мм
±2
±3.5
±3
±3.5
±4
Длина
в мм
IOOI —1б0О
1601—3500
3501—4000
4001—6500
Допуск
в мм
±4.5
±5.5
±6,5
±8
В табл. 35 приведены примерные величи-
ны припусков и допусков на обрабатываемые
цилиндрические поковки с уступами и выем-
ками.
Искривление оси поковки, несимметрич-
ное расположение припуска и овальность:
приемлемы в пределах допуска на кузнечную
обработку. Скосы отрубов концов поковок
допускаются до 15°, для того чтобы они не
препятствовали постановке центров. Скосы
уступов при переходе с одного сечения на
другое должны быть не более 10°.
Пример установления напусков, припусков
и допусков
В качестве готовой (обработанной) детали
рассматривается деталь, изображённая на
фиг. 143. Проверку возможности её отковки
без напусков по диаметру начинают с участка
2, прилегающего к фланцу 1, который имеет
максимальный диаметр. При номинальном
диаметре участка 2, равном 340 мм, и общей
длине изделия 3030 мм необходимо (табл. 32),
чтобы минимальная разница между этим диа-
метром и диаметром фланца 1 была не ме-
нее 28 мм. Фактически разница составляет
260 мм. При номинальном диаметре фланца 1,
равном 600 мм, и общей длине детали 3030 мм
длина участка 2 (табл. 33) должна быть не
менее 200 мм; фактически имеется 300 мм.
'3030
Фиг. 143. Чертёж ступенчатого вала с фланцами я выемкой: / и 9 — фланцы; 7—выемка; 2, 3, 4, 6,
8 — ступени; 5 и 10— концевые участки.
Государственных стандартов на припуски
и допуски для поковок не имеется. На заводах
разработаны свои нормали, учитывающие
местные условия.
Таким образом участок 2 отковывается без
напуска по диаметру.
Далее рассматривается участок 3 по отно-
шению к участку 2. При номинальном дна-
326
технология кузнечно-штамповочного производства
[РАЗД. III
Таблица 35
' " А ¦ Я
ч ч
х ч
SS
цая hoiv
длина
м
О х и
i ¦!;_¦ :
4000—6250
Припуски и допуск»
начени
Для
уступа
выемки
Для
уступа
Для
выемки
Для
уступа
Для
выемки
Для
уступа
Для
выемки
Для
у.-тупа
Для
выемки
Для
уступа
Для
выемки
Лля
уступа
Для
выемки
Для
уступа
Для
выемки
1 на диаметры цилиндрических <
Величина припуска и допуска на диаметр в
о
о
5±i,5
7+2
5±i,5
8±2
5 + 1,5
8±з
7±2
9±3
8±2
и±3
ю+з
12±4
и±3
*4±4
12 + 4
16+5
S
1
о
ч-
5 ±L5
8±3
6±2
9±3
7+2
ю±з
8±2
и + 3
9+3
12±4
и±3
14±4
12±4
х6±5
*4±5
i8+6
1
S
7±2
"±3
8±2
и±4
8+3
и+4
9±3
13 + 4
и±3
Х4±4
12±4
i6±5
14±5
i7±6
i6±5
20+6
S
i
8±3
13+4
9+3
13±4
ю + з
14+4
и±3
*4±5
12+4
х6±5
14±4
х7±6
i6±5
20±6
i8±6
23+8
8
1
8
и±3
i5±5
и+4
х6±5
и±4
1б±5
i3±4
17+6
14±4
i8±6
i6±5
2O±7
I/+6
22±7
2О±7
25±8
-125
100
13±4
i7±6
13+4
18 ±6
14±4
19±б
14+5
2O + 6
1б±5
21±7
i7±6
23±7
2О±6
25 ±8
22±7
27 ±9
мм при
1асти изделия D
8
7
125
15+5
2О±7
i6±5
2I±7
i6±5
22±7
i7±6
23±7
i8±6
23+8
2O±7
2б±8
22±7
28±9
25 ±8
Зо±ю
-200
160
17+6
23±8
i8+6
24±8
19±6
25+8
2О±б
2б±8
21 + 7
27±9
23±7
29+9
25±8
31 ±ю
27±9
33±"
ступенчатых поковок
номина.
в мм
-250
200
2O + 7
27±9
21 + 7
27+9
22 + 7
28+Q
23±7
29+9
23±8
Зо±ю
2б±8
32±И
г8±9
34±и
Зо+ю
36±!2
ьном диаметре рассматриваемой
-320
250-
23±8
3°±Ю
24±8
31 ±ю
25±8
32+Ю
26 + 8
32+11
27±9
33+«
2Q±9
35 ±12
31 ±ю
37 ±12
33±1]:
4О±!3
-400
320-
27±9
35±"
28 ±9
35 ±12
29±9
Зб±Х2
Зо±ю
Зб±Х2
32±И
39±хЗ
34±"
4i ±14
Зб±12
44±14
i
400-
31 ±ю
38±Х2
32±Ю
38±х3
32±П
4° ±13
33±"
41 ±13
35 ±12
43±14
37±Х2
44115
4°±ХЗ
47 ±15
-650
500-
35±и
4О±13
36+12
42±х4
37 ±13
43±i4
39+хЗ
45+15
41 ±14
47±!5
44±Т4
52±i6
Примечания: 1. Припуск и допуск на диаметр определяют по таблице для каждого уступа и выемки
отдельно, исходя из общей номиннльной длины изделия и номинального диаметра рассматриваемого участка.
2. Припуски и допуски по длине на каждый конец изделия принимают равными 1'/а припуска и допуска hi
диаметр данного конца.
3. Припуски и допуски по длине на одну сторону уступа принимают равными 8/ч припуска и допуска на диа-
метр данного уступа.
метре участка 3, равном 320 м и, и общей длине
детали 3030 мм минимальная разница между
диаметрами должна быть (табл. 32) не менее
25 мм; фактически имеется 20 мм. Следова-
тельно, участок 3 подлежит отковке с напуском,
и его номинальный диаметр в порядке упроще-
ния конфигурации детали принимают равным
диаметру участка 2, т. е. 340 мм.
Затем проверяется диаметр участка 4 по
отношению к участку 3. По табл. 32 мини-
мальная разница между диаметрами должна
быть 22 мм; фактически имеется (с учётом
напуска, равного 20 мм) 40 мм. По табл. 33
минимальная длина участка 4 должна быть
150 мм; фактически она составляет 500 мм.
Следовательно, участок 4 отковывается без
напуска по диаметру.
Наконец, рассматривается концевой
участок 5 по отношению к участку 4. Ми-
нимальная разница между диаметрами, со-
гласно табл. 32, должна быть 19 мм, в
действительности имеется 100 мм. Ми-
нимальная длина участка 5 по табл. 33
должна быть 320 мм, фактически же она
равна 200 мм. Таким образом, несмотря
на то, что разница между диаметрами
концевого участка 5 и участка 4 доста-
точна, всё же эту часть требуется от-
ковать с напуском, так как её номинальная
длина недостаточна для отковки без напуска.
В порядке упрощения конфигурации детали
следует принять номинальный диаметр конце-
вого участка равным диаметру участка 4, т. е.
300 мм.
ГЛ. II]
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВОБОДНОЙ КОВКИ
327
Далее рассматриваются участки, лежащие
слева от фланца /. Участок 6 проверяется по
отношению к фланцу / аналогично участку 2;
он подлежит отковке без напуска по диаметру.
Выемку 7 надо проверять по участку 8, так
как её диаметр меньше диаметра участка 6.
По табл. 32 минимальная разница между диа-
метрами должна быть 23 мм, фактически она
составляет 15 мм. Следовательно, выемку 7
необходимо отковать с напуском и в порядке
упрощения конфигурации детали принять но-
минальный диаметр выемки равным номиналь-
ному диаметру участка -if, т. е. 215 мм. Уча-
сток 8 и выемка 7 стали по отношению к
участкам 6 и 9 одной общей выемкой диаме-
тром 215 мм. Эту выемку следует проверять
по участку 6, поскольку его диаметр меньше
диаметра фланца 9. Проверка показывает, что
напуска не потребуется.
Концевую часть 10 проверяют по отноше-
нию к фланцу 9. Хотя разность между диа-
метрами участков 9 и 10 достаточная, всё
номинальном диаметре прилегающей части
215 мм минимальная длина фланца должна
быть 135 мм\ следовательно, напуска не тре-
буется.
Участок 0 300 мм влево: B9 ±9) 0,75 =
= 22 ± 7 мм. Фланец 0 600 мм в каждую сто-
рону: C9 ± 13) -0,75 = 29 ±10 мм. Номинальная
длина фланца в поковке: E0 -}- 2 • 29) ± 10 =
= 108 ± 10 мм. Возможность отковки фланца
без напуска (табл. 34): для номинального
Диаметра фланца 600 мм и номинального
Диаметра (меньшего) прилегающего участка
300 мм минимальная длина фланца должна
быть 132 мм; следовательно, фланец
0 600 мм подлежит отковке с напуском. Его
длина в поковке 132 ±20 мм, т. е. напуск
плюс припуск на каждую сторону
132 ±20—50 .. 1Л
составит „ = 41 ± 10 мм.
Участок 0 340 мм вправо: C2± 11).0,75 =
= 24 ± 8 мм. Правый конец детали: B9 ±
±9)-1,5 = 44 ±14 мм.
Фиг. 144. Упрощение конфигурации ступенчатого вала, показанного на фиг. 143.
же участок 10 нужно отковать с напуском
вследствие его недостаточной длины. В порядке
упрощения конфигурации поковки следует при-
нять номинальный диаметр участка 10 равным
поминальному диаметру фланца 9, т. е. 500 мм.
Необходимость напусков по длине фланцев
1 и 9 выясняется после установления при-
пусков на их длину. В результате проверок
получается упрощённая конфигурация поков-
ки, показанная на фиг. 144. Исходя из этой кон-
фигурации, можно после установления при-
пусков и допусков составить чертеж поковки.
Припуски и допуски на диа-
метры (фиг. 144) устанавливают на основа-
нии данных табл. 35 по общей номинальной
длине детали C030 мм) и номинальным диа-
метрам соответствующих участков (по чер-
тежу слева направо):
Диа- Припуск Размер в
Участок метР и Допуск поковке
в мм в мм в мм
Фланец 5°о 35±ia 535±ia
Выемка 315 32±" 247±"
Уступ Зоо з9±9 329±9
Фланец боо 39±i3 6з9±13
Уступ 34° 32±и 372 + и
Концевая часть .... з°° 29±9
Припуски и допуски на длины-
Левый конец детали (фланец 0 500 мм):
C5± 12). 1,5 = 52±18 мм. Фланец0500 мм
вправо: C5 ± 12)-0.75 = 26 ±9 мм. Общий при-
пуск на длину концевого фланца: E2±18)-f-
-f- B6 ± 9) = 78 ± 27 мм; длина фланца в по-
ковке: «0 -f- G8 ± 27) = 158 ± 27 мм. Возмож-
ность отковки фланца без напуска (табл.. 34):
при номинальном диаметре фланца 500 мм и
Общая длина поковки 3030 + E2 ± 18) -f-
+D4 ± 14) = 3126 ± 32 мм.
Остальные размеры поковки по длине
определяются по схеме на фиг. 145. Оконча-
тельный чертёж поковки показан на фиг. 146.
'Юг-
158^27
22*7
26*9
' 4HW -
SSr
750
¦1450-
41Щ
24*8
132^20
?81-815*8—^
K9h(Utl4)=1535±H-
•*щ
-3126*32 ¦
Фиг. 145. Определение размеров поковки по длине.
Оформление чертежа поковки
Чертёж поковки оформляется, как'и чер-
тёж всякой детали, сплошными линиями. Кон-
тур готового изделия наносят линией нало-
женной проекции. Размеры поковки проста-
вляют с указанием допусков, а под ними в
скобках — размеры готовой детали (см,
фиг. 146). В границах контура готовой детали
никаких размеров не проставляют за исклю-
чением мест, имеющих напуск; здесь можно
проставить в скобках номинальный размер
328
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
готовой детали (см. фиг. 146, размеры 200,
320 мм).
Существуют три способа простановки раз-
меров поковки.
1. Ставится номинальный (средний) раз-
мер поковки с указанием допуска в плюс и
в минус. В зависимости от принятой в дан-
ном производстве системы припуски и до-
стком, длина которого на чертеже не проста-
вляется, должен быть по возможности уча-
сток, отковываемый по ходу технологического
процесса в последнюю очередь (фиг. 147), или
участок, представляющий выемку (см.фиг. 146).
Размер общей длины (а не расстояние между
осями) проставляется также для поковок, име-
ющих по концам цилиндрические головки
Фиг. 146. Чертёж поковки ступенчатого вала, показанного на фиг. 143.
пуски могут быть симметричными, т. е. оди-
наковыми в плюс и в минус @ 375+15 мм),
или несимметричными @ 380+^j мм). В обоих
случаях как минимальные @ 360 мм), так
и максимальные @ 390 мм) размеры поковки,
равно и общий допуск C0 мм), имеют
одну и ту же величину. Этот способ про-
становки размеров, особенно с симметрич-
ными допусками, наиболее распространён.
2. Ставятся минимальный и максимальный
размеры поковки @360 — 390 мм), что очень
удобно для кузнеца, а также для ОТК.
Однако при данном способе усложняется ра-
бота технологического бюро, так как тре-
буется производить арифметические подсчёты
для определения средних размеров, по кото-
рым вычисляется объём поковки.
3. Ставится минимальный размер поковки
с указанием допуска только в плюсовую сто-
рону @ 360 +3°). Этот способ принципиально
наиболее обоснован, поскольку выражает
истинные величины припусков и допусков в
чистом виде, однако он неудобен для прак-
тики.
На чертеже поковки наносят размеры
общей длины и длин отдельных участков, при-
чём цепочку размеров не замыкают.
1
i
U
t
t
f ' 1
—I 1
f
Фиг. 147. Схема простановки размеров
на чертеже поковки для ступенчатого
вала.
Длины участков проставляют в обе сто-
роны от одной базы (например от уступа
наибольшего диаметра, фиг. 147 > или. ограни-
ченного количества баз (см. фиг. 146). Уча-
(фиг. 148). Однако при наличии несимметрично
расположенного отверстия в головке (фиг. 149)
положение оси необходимо ориентировать с
помощью размера.
Фиг. 148. Схема простановки размеров
на чертеже поковки с головками по
концам.
Фиг. 149. Схема простановки размеров
на чертеже поковки с несимметрично
расположенным отверстием.
Вес заготовки
Вес исходного
деляется по формуле
материала опре-
Gac =
G
np
GdH + Gyt + Go6,
где Gac — вес исходного материала; Gnu —
вес поковки; Gnp — вес отхода с прибыль-
ной части слитка; G<?w—вес отхода с донной
части слитка; GyZ — вес отхода на угар;
Gq6—вес отхода на обсечки.
ГЛ. И)
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВОБОДНОЙ КОВКИ
329
Вес поковки Gnu определяется или
непосредственным взвеширанием (при нали-
чии образца), или по чертежу. Во втором
случае разбивают поковку на элементарные
геометрические объёмы и производят вычи-
сления по стереометрическим формулам
каждого из них с последующим суммирова-
нием:
где f—удельный вес металла. Следует учиты-
вать, что элементарные объёмы могут быть
как положительными, так и отрицательными
(например, отверстие). Для конструкционной
углегодистой и малолегированной стали
7 = 7,85 кг/дм*, или 7,85 г/сж3*. При значи-
тельном содержании примесей удельный вес
стали т = 7,88- 0,12°/0 С - 0,016<V0 Mn-0,068<V0
Si H- 0,0310/n Cu-f 0.0020/g Ni — P.0210/0 Cr +
+ 0,056% W + 0/06% Co —0,1550/0 Al. Этот
расчёт действителен при содержании при-
месей в о/о до: 1,2 С, 2,0 Мп, 5,5 Si, 1,5 Си,
7,0 Ni, 3,0 Cr, 15,0 W, 7,0 Со и 4,5 AI.
При пользовании размерами, проставлен-
ными на чертеже, необходимо учитывать,
как заданы допуски. Если допуски двух-
сторонние (Jh), то при вычислении объёмов
пользуются номинальными размерами по-
ковки, обозначенными на чертеже. Если
допуски односторонние плюсовые, то к раз-
мерам чертежа нужно добавлять часть до-
пуска, а именно Vs— 2/8; обычно берётся */2
допуска.
Вес отхода с прибыльной части слитка
Gnp во многих случаях нормируется техни-
ческими условиями заказчика на изготовление
поковки и задаётся в процентах от веса
слитка. Если техническими услониями заказ-
чика количество металла, подлежащее об-
рубке со стороны прибыльной части, не
указано, то вес отхода принимается для
слитков, отливаемых сверху с утепляющей
надставкой из конструкционной углеродистой
* Расчет объёмов для поковок весом примерно
до 50 — 100 кг удобно вести в см1, а для крупных поко-
яок — в дм*.
стали, 20 — 25% от веса слитка, а из кон-
струкционной легиоованной стали -25—35%.
Для слитков, отливаемых без утепляющей
надставки, отход с прибыльной части увели-
чивается до 35—40%. Для инструментальной
легированной стали отход может составить
до 50-600/п.
Вес отхода с донной части слитка Gqh
следует принимать для углеродистой стали
5 — 7% от веса слитка, а для легирован-
ной 7 —10%- Вес отхода на угар Gyz при
расчётах веса исходного материала назна-
чается 2—3% от веса нагреваемого металла
на каждый нагрев и 1,5—2% на каждый по-
догрев. Вес отхода на обсечку Gtf зависит
от сложности поковки, а также от принятого-
технологического процесса. При изготовле-
нии поковок одинаковой конфигурации отно-
сительно больший отход получается от поко-
вок меньшего веса.
До разработки технологического процесса
можно ориентировочно определить расчётным
путём только отход на .выдру" при прошивке
(после разработки технологического процесса
иногда предстазляется возможным подсчи-
тать отход и на доугие виды обсечек, на-
пример, при вырубке фасонными топорами).
Поэтому при определении веса исходного
материала отход на обсечки обычно назна-
чается в процентах от веса поковки по
аналогии с поковками схожей конфигурации,
для которых отход на обсечки известен.
Поскольку более сложные поковки требуют
большого количества нагревов, что вызывает
и больший отход на угаг>. а отход на обсечки
тоже зависит от сложности поковки, часто
представляется удобным назначать общий
суммарный процент на оба вида отходов.
Ориентировочные данные о суммарном от-
ходе на угар и обсечки для различных типов
поковок, изготовляемых из индивидуальных
мерных заготовок, приведены в табл. 36.
Объём „выдры* определяется при
прошизке с подкладным кольцом Ve ^ @,70-г
¦4- 0,75) -j- h ~ @,55 -r- 0,60) d?h\ при прошивке
Таблица 36
Отходы на угар и обсечки [7]
Группы поковок
Глухие фланцы — круглые, овальные, ква-
дратные, пластины, кубики, бруски
Фланцы с отверстием, хомуты, подвески,
гайки
Шестеони глухие
Раскатные кольца, втулки, • бечайки
Сварные кольца, втулки, обечайки, муфты
Гладкие валы, валики, бруски квадратные,
прямоугольные, шестигранные
Валы и валики с уступами или фланцами,
болты, шпонки, башмаки, траверсы
Валы, валики с двухсторонними уступами
или буртиками, шпиндели, тяги, серьги,скобы
Гаечные ключи, поковки типа шатунов
Рычаги, сложные шатуны, кривошипы
Коленчатые валы, рычаги кривые и дву-
плечие
Основные технологические переходы
Осадка, обкатка, приглаживание
Осадка, ковка в размер, прошивка, правка
Осадка, обкатка, засечка, растяжка поля,
оправка кольцом, правка
Осадка, прошивка, раскатка
Гибка,сварка, правка
Вытяжка, обрубка, правка
Вытяжка, засечка, обрубка, правка
Вытяжка двухсторонняя, засечка, обрубка,
правка
Вытяжка, засечка, отделка головок, правка
Вытяжка, обрубка головок фасонным то-
пором, штамповка в подкладных штампах
Вытяжка, гибка, обрубка, правка
Общий процент
отхода на угар
и обсечки
1.5-2,5
я*
8—ю
*,5*
3-5
5-7
7—го
К»—12
15—18
18—25
»5—3°
* Без отхода на выдру, определяемого расчётом и прибавляемого дополнительно.
330
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
без подкладного кольца (с кантовкой проши-
ваемой заготовки) Ve яь @,20 -г 0,25) —j- h=
= @,15-f-0,20) d2h, где d — диаметр прошивня;
h — высота прошиваемой заготовки.
Размеры заготовки
Поковка изготовляется осад-
кой. На основании ранее определённого
веса (объёма Vac) выбирают размеры заготовки
так, чтобы её высота huc не превышала диа-
метра dlic (стороны квадрата) более чем в 2,5
раза (во избежание продольного изгиба при
осадке) и была больше 1,25 этого диаметра (для
удобства резки на ножницах или рубки):
\,<2bduc<Jiuc<^2,bduc. При указанных соотноше-
ниях duc — @,8 -=- 1,0) л/ Vuc для круглой заго-
товки и ^=@,75-^0,90) ]/ Vuc для квадратной.
Длина заготовки определяется делением
объёма на площадь поперечного сечения по
«окончательно уточнённому (в соответствии
с сортаментом ГОСТ) диаметру либо стороне
квадрата заготовки или же по соотношению
Q
I = -~^-, где G\ — вес 1 пог. м проката, да-
ваемый в сортаменте.
При выборе заготовки относительно ма-
лого диаметра и большой высоты для ковки
ее под молотом следует проверить техниче-
скую возможность осадки под данным моло-
том по формуле Н— Лнс>0,25 Н, где И—длина
хода молота. При ковке осадкой из слитка по-
следний выбирают по сортаменту слитков на
основании вычисленного веса исходного
материала.
''пев (мм)
100
90-
80-
70-
60^
50-
40-
30-
?5~
20-
15--
ю ¦
Фиг.
проб (мм)
Поковка изготовляется вытяж-
кой. Для поковок, имеющих круглые, квадрат-
ные или близкие им по форме сечения, необ-
ходимо соблюсти соотношение Fuc^yFm&.
где Fuc — площадь поперечного сечения
исходного материала; /-max — площадь макси-
мального поперечного сечения поковки;
у — степень уковки (см. стр. 284). Опреде-
лив по указанному неравенству минимальное
поперечное сечение заготовки, приступают
к подбору материала.
1. Слиток подбирают по сортаменту на
основании вычисленного веса исходного
материала и проверяют его поперечное се-
чение, которое должно быть не меньше
определённого по неравенству. Если слиток
требуемого веса имеет недостаточную пло-
щадь поперечного сечения, то возможны
варианты: а) слиток выбирают по требуемому
сечению с большим весом, рассчитанным на
получение годного остатка; б) слиток выби-
рают по тому же сечению с большим весом,
рассчитанным на изготовление двух или не-
скольких поковок; в) если техническими
условиями допускается, то в технологический
процесс вводится операция осадки слитка;
степень уковки подсчитывают, исходя из по-
перечного сечения осаженного слитка.
2. Катаная (или кованая) заготовка под-
бирается по ГОСТ с размером поперечного
сечения, ближайшим (большим) к вычислен-
ному. После этого определяют её длину деле-
нием объёма на площадь поперечного сече-
ния, окончательно уточнённого в соответ-
ствии с ГОСТ, или по соотношению /Нс~
— -4^-. Для катаной заготовки следует про-
^ верить возможность
мм укладки её полностью
в печь для первого на-
грева. Для этого необ-
ходимо, чтобы Fuc^>
'"" где / — полезная
90
20
30
40
50
60
70
80
90
100
150
200
250
300
350
40В
ь
150.
Ключ
~~ hnpo6 =J
Номограмма
1
/ —
для
определения
тюковки (М.
I
размеров
Сторожев)
Пример: h=20;h=i00
ао=70+75
заготовки для прямоугольной
^ I
длина печи. Для поковок
прямоугольного сече-
ния, у которых ширина
значительно превышает
высоту и которые изго-
товляются из квадратной
заготовки вытяжкой без
кантовки, необходимо
соблюсти дополнитель-
ное условие \1]:аис^тН,
где Л— высота прямо-
угольной поковки; аис —
сторона квадратной
заготовки. При ков-
ке бойками т —
при ковке с раскатками
где b — ширина покозки.
Минимальный размер аис
можно с достаточной
точностью определить по
номограмме (фиг. 150).
ГЛ. II].
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВОБОДНОЙ КОВКИ
331
Таблииа 37 *
Цех прессовой
Технологическая карта №
Вариант
Всего листов
Химический анализ материалов**
Мп
Si
Ni
Сг Mo VVa
Механические свойства материалов**
Твёрдость по
Предел прочности
Относительное удлинение
Использование отходов
Наименование
Размер в мм
Годный остаток
Вес в кг
Идёт на склад
Обознач. Наименование №№
Заказ
Изделие
Деталь
Чертёж
Двигатель
Коленчатый
вал
Маркировка
Клеймение
детали
Группа
отходов
№ 1
№ плавки 287
№ поковки ic)i
№ заказа 732i
Эскиз поковки 3
Количество
штук в
партии
"*" B70)
C035)
Ковочный механизм
1000- т
пресс
Слиток
Тип
Размер
Марка
Вес слитка
Вес поковки
Количество поковок из
слитка
K-jo
№ 8о
3f
Чистый вес
детали
в т
1,47
Обозначе-
ние поков-
ки по клас-
сификации
1646
Цеховая
стоимость
поковки
22б0 руб.
Объём ра-
боты в
чел.-час.
/0,0/
Баланс материала
Статьи
Вес по-
ковки
Остаток
годного
Выдра
Обрубки
Отход
снизу
Отход
сверху
Проба
Угар
Итого . .
Вес в
кг
I/OO
390
2027
12}
6fJ0
0,6
6,0
1*9
Технические усло-
вия №
Режим термообра-
ботки №
Уковка
Число нагревов
Выход годного
Разряд работы
Норма времени
Отправка
у колена-2,4
у конца—ю,б
94
В термиче-
ский цех
Проба:
продольная
• Пояснительный текст к табл. 37, 38, 39 см. на стр. 337.
•* Заполняется при отклонении металла от стандартных норм.
332
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМ'ПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. III
Цех прессовой
Технологиче
Наименование операций, пере-
ходов и элементов работы
Нагрев
Погадка слитка в печь в па-
троне
Нагрев слитка
Нагрев
Смена патронов......
Выдать аз печи
Заделать прибыль под
требуемый диаметр ....
Снять большой патрон и
надеть патрон необходи-
мого диаметра
Посадить в печь .....
Подогрев
Протяжка заготовка. .
Выдать из печи
Протянуть на пластину
soY.3so мм
Посадить в печь......
Подогрев
Подготовка конца А . . .
Выдать из печи
Разметить низ пластины
по эскизу
Зарубить нижний конец .
Оттянуть конец на 0 зу;мм
Посадить в печь
Подогрев
Отделка конца А .....
Выдать из печи
Отделать конец А повскизу
Отрубить заготовку . . .
Посадить в печь
L
Подогрев • . .
Отделка конца Б
Выдать аз печи
Зарубить верхний конец .
Отделать конец ? ....
Проковать колено на раз-
мер
Убрать поковку
С*
7,о
4.S
3,0
Температура в °С
1230
1230
1230
1230
8/о
8оо
8оо
8оо
печи перед
посадкой
Не выше юоо
п
Состав
8
•е-
ч
ее
ш
X
ция
я
бригады
зряд
та
О.
О
в
шчес
з
Кузнец
1т.подручный
Подручный
Крановщик
Сварщик
Машинист
VII,
VI
VI
VI
Составил Иванов
Дата
15/Ш 1947 г.
Проверил Сидоров
Дата
20/Ш 1947 г.
ГЛ. II)
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВОБОДНОЙ КОВКИ
333
Продолжение табл. 37
екая карта № 76
Вариант
Всего листов
Лист . . .
Норма времени в час.
Учитываемое
о,!
о,!
о,3!
0,2!
о,3!
0,2!
0,3!
о,!
г,6
1,6
Инструмент
Наименование
Патрон для низа К-70
Плоский боёк
Топор
Патрон квадратный
№
К-70
4
I 7
Плоский боёк
Патрон квадратный
i-3.8
i-i,!
Треугольная засечка
Плоский боёк
Плоский боёк
Топор
Топор
Плоский боёк
13
Эскизы переходов
л750Ъ ¦ =У
350
С
€1
VJ3
с
перч
3S
Лер6и7
Kot/ец я
перл
Конец
Б
„ I _ I Изменено | _
Дата Было | на Подпись
Отметка изменений
Утвердил Павлов \ Дата I 22/111 1947 г.., j Технический отдел I Дата 25/Ш 1947 г.
334
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТЛМГЮВОЧ ОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Продолжение табл. 37
Эскиз расположений оборудования и организации рабочего места
cms
г
—4м —
-15-Пм-
I
/ — пресс 1000 т;
2—мостовой кран 25 т;
3—мостовой кран 20 /я;
4—поворотный кран 8 т;
5— аппарат управления;
б—печь;
7—печь;
8— печь;
9— стойки для инструмента;
10— склад оправок
График работы
Элементы работы
Посадка в печь
Нагревы
Выдача из печи
Заделка прибыль-
ной части
Коли-
чество
рабо-
чих
Продолжи-
тельность
элементов
работы в час
Объём
работ
ю,;
12,2S
Распределение элементов работы во времени
и между рабочими бригады
Вся бригада, кроме машиниста
Сварщики
Вся бригада, кроме машиниста
Вся бригада, кроме сварщика
Смена патрона
Протяжка поля
То же
о,/
Заготовка конца А
6,0
Отделка конца А
Отделка конца В
6,0
4,!
Уборка поковки
Подручных—2, крановщик —j
Остывание
Цикл работ
Объём работ
в чел.-час.
Примечание. При недостатке места на одном листе применяются вкладные листы.
ГЛ. 11]
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВОБОДНОЙ КОВКИ
335
Таблица 38
Цех
Технологическая карта № 93
Инструкция
Типовой
процесс
№
Материал
| Обозначение | Наименование |
Марка
ОСТ №
Тип слитка
'К-43
Вес слитка
кг
Размер заготовки
4>о X 9!° мм
Вес заготовки
ioSo кг
Заказ
Изделие
Деталь
Чертёж
Турбина
Диск
Баланс
Статьи
Поковка
Остаток годного
Выдра
Обрубки
Отход снизу
Отход сверху
Проба
Угар
Итого . .
металла
Рее в кг
1020
9!
;ss
62
ISSO
%
66
I
6
23
4
J0O
Проба:
тангенциальная
Эскиз поковки
Технические условия
М> 247 Разряд работы
Клеймение детали
Количество нагревов
Норма времени на 1 поковку
Режим нагрева
16
Расценок на 1 поковку
Режим охлаждения
№ 19
Цеховая стоимость 1 поковки
Вес поковки
Выход годного
Количество поковок из
заготовки
Количество штук в партии
Уковка
1,4
Обозначение по классификации
Чистый вес детали
47f кг
Маркировка отходов
3,о час.
87 р. 6о к.
7 Р- 8о к.
66%
№ плавки }i4
J& поковки ji
№ чертежа 1273.
№ заказа iaiy
10—2f
Ковочный
механизм
Молот го т
Группа№>2
№
п/п
Наименование операций
Обжать слиток на 0 43° мм а вырубить заготовку
1=ф6о мм
Осадить до h=47! мм и 0 боо мм
Протянуть на восьмигранник 0 49° мм
Осадить до
2ю мм и наметать кольцом
Разогнать а досадить втулки
Нагрев №
III
IV
Инстру-
мент
Бойка,
топор
Плита
Бойки
Норма
вре-
мени
в час.
0,6
о,9
Расценок
руб. коп
зб
Разработал Иванов
Проверил Сидоров
Утвердил Павлов
Техн. отдел 20/Ш 1947 г.
Оборотная сторона табл. 38
t нагоев
Схема ковки №
336
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. HI
Таблица 39
Цех кузнечный
Марка
ГОСТ
Технологическая
карта
Материал
Профиль
0 7/
мм
Длина
8/ мм
Технические условия
Объём заготовки
478 12/ мм3
Вес
заготовки
3,8 кг
(
Разряд работы
Количество штук в
партии
Количество поковок в заготовке
!
Резка материала
Ковка заготовки
Прошивка дыры
Раскатка кольца
Отделка кольца
Разработал Петров
Проверил
У
№
„—(-
\
' \
1
36
28
г
Ножницы
Молот 0,5
Сидоров
тп
\
У
Зес
Заказ
Изделие
Деталь
Чертёж
ПОКОВК1-
'%
-4-5
Инструкция
Типовой процесс
Наименование
Двигатель
-
Гайка соединительная
i
i
Обрубки
Угар
4истый вес детали
1
з,33 кг
1,3з кг
o,i/ кг
i,4S кг
Время
ковку
130/
36
на 1 по-
Расценок
Цеховая стоимость
Обозначение
классификации
Инструмент
Наименование №
Нож 0
Плоские
Кольцо
Сподок
73
мм
бойки
г прошивень
и оправка
Каталка а
Утвердил Павлов
оправка
Техн. отдел
Норма
времени
о,оз мин.
3 мин.
20/1II
ПО
16-12/
3.0} м
11,
I/ КОП.
j8 коп
11-/4
1947
1О,&
г.
S
Оборотная сторона табл. 39
Схема ковки №
У//ЛУ/Л
Y///WA
Y//////A У//////Л
4
W
V//////X
ш
ГЛ. II]
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СВОБОДНОЙ КОВКИ
337
Выбор кузнечных операций
Выбор основных, вспомогательных и от-
делочных кузнечных операций, определение их
взаимной последовательности, а также подбор
необходимого основного и вспомогательного
ковочного инструмента полностью опреде-
ляются конфигурацией изготовляемой по-
ковки. Общих правил для производства из-
делий свободной ковкой не имеется. Судить
о рациональности установленного процесса
можно только путём сравнения его с суще-
ствующими технологическими процессами
изготовления одинаковых или однородных
деталей.
Расчёт отдельных кузнечных операций,
намеченных в технологическом процессе, про-
изводится по данным, указанным в статье
„Основные кузнечные операции".
Методы комбинирования различных куз-
нечных операций в технологическом процес-
се освещены в статье «Примеры технологи-
ческих процессов свободной ковки".
Выбор машинного оборудования и расчёт
его мощности производятся по формулам,
приведённым в статье „Основные кузнечные
операции*.
Режимы нагрева см. в статьях „Термо-
механический режим ковки" и „Нагрев сталь-
ных заготовок и охлаждение поковок". Мето-
дика определения состава рабочей силы и
норм выработки изложена в т. 15.
Технологическая карта
Результаты разработки технологического
процесса фиксируются в технологической кар-
те. Технологическая карта — основной произ-
водственный документ кузнечного цеха. Она
должна давать полное представление о по-
рядке ведения технологического процесса и
содержать данные, по которым можно было
бы судить об экономичности процесса, орга-
низации работы, рациональности использова-
ния оборудования, материала и рабочей силы.
Единых форм технологических карт не су-
ществует, что объясняется различным техни-
ческим уровнем кузнечных цехов, разнород-
ностью изготовляемых поковок, различной сте-
пенью серийности и рядом других причин. В
качестве примеров в статье приведены: 1) по-
дробная технологическая карта для изделий,
изготовляемых из слитков (табл. 37); при не-
достатке места на одном листе применяются
вкладные листы; 2) сокращённая технологи-
ческая карта (поковочная карта) для изделий,
изготовляемых из слитков согласно имеющейся
общей инструкции или по установленному ти-
повому технологическому процессу, а также
для поковок простой конфигурации и вообще
поковок, для которых составление подробной
карты по тем или другим причинам нерацио-
нально (табл. 38); 3) сокращённая технологи-
ческая карта (поковочная карта) для изделий,
изготовляемых из кованой или катаной заго-
товки (табл. 39).
ЛИТЕРАТУРА И ИСТОЧНИКИ
!. Г а т о в, Расчёт материала для поковки, „Оргаинфор-
мация* № 8, 1932.
2. Гипромаш, Таблицы припусков на поковки и штампо-
ванные изделия с дальнейшей обработкой и допусков
на чистые поковки и штамповки, ОНТИ, М. 1932.
3. Гончаров М. А., Изготовление крупных поковок,
Машгиз, 1945.
4. Евсеев Г. Г. и С к в о р ц о в М. П., Крупная ков-
ка под молотом и прессом, ОНТИ НКТП СССР,
М.-Л. 1936.
5. К о п ы л о в Н. М., Изготовление цельнокованых
пустотелых цилиндров, „НИИМАШ" № 7, 1932.
6- К р у г л о в Н. В., Нормы припусков в кузнечном
производстве, Госмашметиздат, М.-Л. 1932.
7. Нормативы для определения расхода стали на поковки
в кузницах НКСС. Народный комиссариат станкострое-
ния, Бюро технических нормативов, М. 1942.
8. Панкратов А. Ф. и Столяров В. Н., Ковка
под гидравлическим прессом, Госмашметиздат, М.-Л.
1933.
9. С о к о л о в И. Г. и М и л о в а н о в А. В., Ковка
и штамповка паровозных деталей, Трансжелдориздат,
М. 1940.
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СВОБОДНОЙ КОВКИ
К процессам свободной ковки относятся: кузнечных цехах ручная ковка занимает весьма
1) ручная ковка; 2) ковка под молотом; 3) ковка небольшое место и обычно применяется при
мелком ремонте.
Ковка скобы (фиг. 151). Материал —
РУЧНАЯ КОВКА сталь 10. Размеры заготовки: диаметр—13 мм,
под прессом.
Производится на наковальне ручным куз-
нечным инструментом с нагревом заготовок
в горнах или малых печах. В современных
Эскиз поковки
Фиг, 151. Ковка скобы.
338
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. Ш
длина — 260 мм. Ковка производится с одного
нагрева. Переходы: 1. Отрубка заготовки.
2. Гибка углов (фиг. 151, а, б и в). 3. Расплющи-
вание концов и их отрубка в размер (фиг. 151,г).
Ковка ручника (фиг. 152). Мате-
риал — сталь У7. Размеры заготовки: сечение
50 X 50 мм, длина — 80 мм. Ковка произво-
дится с одного нагрева. Переходы: 1. Оттяжка
конца прутка на сечение 40X40мм (фиг. 152,а).
2. Пробивка отверстия для ручки (фиг. 152, б
и е). 3. Отковка носка по форме (фиг. 152, г).
33
т
Эскиз поковки
Гпадипка
М
Кудапда
Фиг. 152. Ковка ручника.
4. Отковка в размер и отрубка (фиг. 152, д и е).
Отделка фаски молотка (фиг. 152, к). Клиновую
часть молотка обычно зачищают на наждач-
ном круге, а носок и боёк подвергают закалке
и отпуску.
КОВКА ПОД МОЛОТОМ
Свободная ковка ведётся на молотах с ве-
сом падающих частей до 3—5 т. Для ковки
заготовок, требующих большего веса падаю-
щих частей, вместо молотов применяются ко-
вочные прессы. Заготовкой обычно является
прокат. Производительность козки зависит
не только от технологического процесса, но
и от организации рабочего места, связанной с
расположением оборудования — молота, печи,
грузоподъёмных механизмов. У молотов с ве-
сом падающих частей выше 0,5 т при боль-
шой загрузке устанавливаются свободно сто-
ящие поворотные краны, которые служат для
подачи тяжёлых заготовок из печи и для ма-
нипулирования ими на молоте. При малой за-
грузке молота пользуются мостовыми крана-
ми или кран-балками.
Ковка фланца (фиг. 153). Мате-
риал — стлчь 4. Размеры заготовки: сечение
200X200 мм, длина —190 мм. Из различных
способов кивки фланца наиболее рациональ-
ным является способ, осуществляемый по
следующей технологической схеме.
Первый нагрев — 50 мин. Первая операция
(продолжительность—10 мин.): обрубка за-
усенцев, обивка углов и обкатка заготовки
на 0 200 мм и длину 160 мм (фиг. 153, а). Вто-
рой нагрев (подогрев) — 35 мин. Вторая опе-
рация A5 мин.): прошивка отверстия с двух
сторон прошивнем 0 148/125 (фиг. 153, 5ив)
и пробивка прошивнем образующейся пере-
Фиг. 153. Ковка фланца.
мычки—„выдры* (фиг. 153, г). Поковка по-
лучает вид втулки с внутренним диаме-
тром 148 мм.
Третий нагрев (подогрев) — 25 мин. Третья
операция A5 мин.) состоит из пяти переходов.
1. Заготовка-втулка вставляется в кольцо, раз-
меры которого соответствуют размерам
фланца; его наружный диаметр — 350 мм,
внутренний — 250 — 252 мм, высота — 70 мм.
Одна из кромок внутреннего кольца закруглена.
В отверстие втулки вставляется цилиндриче-
ский прошивень 0 150 мм с закруглённой
нижней кромкой. Верхняя кромка — острая
(фиг. 153, <^). Ударами бойка молота загоняют
прошивень в заготовку и вместе с ним её
осаживают до тех пор, пока металл втулки не
начнёт выходить за кромку кольца и не достиг-
нет примерно толщины, равной толщине
фланца, — 30 мм (фиг. 153, е). 2. Заготовку
вместе с кольцом поворачивают на бок и об-
катывают до 0350 мм (фиг. 153, к). 3. Выбивают
прошивень (фиг. 153, л). 4. Производят вы-
рубку заусенцев (фиг. 153, м). 5. Лёгкими уда-
рами по кольцу через накладку выбивают из
него фланец (фиг. 153, н).
По этой схеме легко и удобно изготовлять
фланцы и втулки с относительно большой
высотой. Количество требуемых приспособле-
ний — минимальное, все они очень просты по
ГЛ. II]
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СВОБОДНОЙ КОВКИ
339
устройству и изготовляются кузнечным спо-
собом без механической обработки.
Ковка серьги (фиг. 154). Материал —
сталь 5. Размеры заготовки: сечение 60X60 мм,
длина — 155 мм (фиг. 154, а). Первая опера-
ция (производится после нагрева) включает
в себя 8 переходов. 1. Округление торцов
и проковка на прямоугольник 40 X 62 мм
(фиг. 154, б). 2. Прожим первой головки с по-
в tin
323
Эскиз поковки
И)
Фиг. 154. Ковка серьги.
мощью пережимки и правка на ребро (фиг. 154,в
и г). 3. Прожим второй головки и правка на
ребро (фиг. 154, д и е). 4. Штамповка первой
головки в подкладном штампе (фиг. 154, к).
5. Выбивка заготовки из штампа с примене-
нием вилки и пробойника (фиг. 154, л). 6 и 7.
Штамповка второй головки (повторение пере-
ходов 4 и 5). 8. Обрезка заусенцев в под-
кладном штампе (фиг. 154, м). Вторая опера-
ция (производится после подогрева): протяжка
середины под размер и правка по шаблону
(фиг. 154, к).
Ковка гаечного ключа (фиг. 155).
Материал — сталь 4. Размеры заготовки: се-
чение 100 X ЮО мм, длина— ПО мм. Ковка
производится с одного нагрева. Переходы.
1. Закругление заготовки на 0 98—100 мм
(фиг. 155, а). 2. Закатка одного конца заго-
товки в шар 0 95 мм в пружинном штампе
(фиг. 155, б). 3. Расплющивание шара бойками
до толщины, несколько большей толщины
головки ключа, т. е. до 30 мм, и небольшая
оттяжка хвоста (фиг. 155, в). 4. Формирование
головки ключа в подкладном штампе и про-
бивка зева ключа прошивнем (фиг. 155, г).
5. Оттяжка хвоста (фиг. 155, д). 6. Обрубка
и подчистка зубилом заусенца (фиг. 155, е).
Фиг. 155. Ковка гаечногс
ключа.
Ковка одно к оленчат ого вала
(фиг. 156). Материал — сталь 5. Размеры заго
товки: сечение 200 X 200 мм, длина — 564 мм
Фиг 156. Ковка одноколенчатого вала.
340
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
(фиг. 156, а). Ковка производится с одного
нагрева. Переходы. 1. Осаживание заготовки
и протяжка на прямоугольник 332 X 180 мм
(фиг. 156, б). 2. Пережим заготовки с двух
сторон треугольной пережимкой (фиг. 156, в
и г) с предварительной наметкой мест пере-
жима. 3. Грубая протяжка короткого конца
на прямоугольник (фиг. 156, д). 4. Пережим
короткого конца с двух сторон и протяжка
его на квадрат (фиг. 156, е и к). 5. Обкатка
короткого конца в обжимках на 0 125 мм,
обрубка по шаблону и правка (фиг. 156, л).
6. Грубая протяжка второго конца на прямо-
угольник (фиг. 156, м и н). 7. Пережим длин-
ного конца с двух сторон и протяжка его на
квадрат (фиг. 156, о и п). 8. Обкатка длинного
конца в обжимках на 0 125 мм (фиг. 156, /?).
9. Обрубка по шаблону и правка (фиг. 156, с).
КОВКА ПОД КОВОЧНЫМИ ПРЕССАМИ
Для изготовления крупных поковок при-
меняются ковочные прессы. Исходным мате-
риалом служат слитки. Современные прессо-
вые цехи располагают специальным оборудо-
ванием, назначение которого — ускорить и
облегчить транспортировку заготовок из печи
к прессу и манипуляции с заготовками во время
ковки. Применяются электромостовые краны,
кантователи, а также шаржир-машины и мани-
пуляторы. Последние обслуживают исключи-
тельно работу пресса. Загрузка и выгрузка
печей, как и подача слитков к прессу, произ-
водятся кранами или шаржир-машинами.
Ковка вала для гидротурбины
(фиг. 157). Материал — сталь 35 + lo/oNi. Вес
Зскиз поковки
I
—-4 /4«71——
Фиг. 157. Ковка вала для гидротурбины.
слитка — не менее 170 т. Ковка производится
нагревов. Первый вынос (фиг. 157, а) —
с пяти
два перехода. 1. Обжим слитка на 0225Оло/
на двух бойках — плоском (верхнем) и вырез-
ном (нижнем). 2. Отрубка донной и прибыль-
ной частей и посадка слитка в печь.Второй вы-
нос (фиг. 157, б) — два перехода. 1. Осаживание
на 0 2800 мм. 2. Прошивка отверстия строго
по центру (диаметр прошивня 600/300 мм)
и посадка поковки в печь. Третий вынос
(фиг. 157, в) — три перехода. 1. Обжим на
0 2600 мм на оправке 0 550/490. 2. Обжим на
0 2000 мм, отступя от донного конца на
1300 мм. 3. Снятие поковки с оправки
и посадка её в печь. Четвёртый вынос
(фиг. 157, г)— ковка от бурта оправки на длину
1500 мм с шестью переходами. 1. Обжим утол-
щённой части на0
2300 мм на оправ-
ке 0 480/420 мм.
2. Наметка рас-
каткой места об-
разования фланца.
3. Засечка пере-
жимом места обра-
зования фланца.
4. Отделка по-
ковки на 0 1440
и 1370 мм (фиг.
157, д). 5. Отдел-
ка фланца. 6. Сня-
тие с оправки и
посадка в печь.
Пятый вынос
(фиг. 157, е) — три
перехода. 1. Об-
жим конца А на
0 1370 мм. 2. Об-
жим конца А на
01000 мм. 3. Сня-
тие вала с оправ-
ки, взвешивание и
укладка на лафет.
Ковка ци-
линдра (фиг. 158).
Материал — сталь
40. Вес слитка —
18 т. Ковка про-
изводится с пяти
нагревов. Первый
вынос (фиг. 158, а) — три перехода. 1. Закатка
цапфы. 2. Обкатка грани и обжим поковки на
0 1000 мм. 3. Отрубка поддона и прибыли и по-
садка в печь. Второй вынос (фиг. 158, би в) —
три перехода. 1. Осаживание заготовки. 2. Про-
шивка отверстия с двух сторон. 3. Обжим
(выравнивание стенок) на оправке и посадка
в печь. Третий вынос (фиг. 158, г) — два
перехода. 1. Посадка поковки на оправку
0 490/550 и протягивание до 1000—1100 мм.
2. Снятие с оправки и посадка в печь. Чет-
вёртый вынос (фиг. 158, е) — два перехода.
1. Посадка на оправку и протягивание се-
редины на 0 900 мм (ковать на середине
оправки). 2 Посадка поковки концом А в печь.
Пятый вынос (см. эскиз поковки) — один
переход: оаковка конца А.
КОВКА СПЕЦИАЛЬНЫХ СТАЛЕЙ
Ковка специальных инструментальных и
конструкционных сталей имеет ряд особен-
ностей, связанных с наличием в них легирую-
Фиг. 158. Ковка цилиндра.
ГЛ. II]
ШТАМПОВКА НА МОЛОТАХ
341
щих примесей, которые уменьшают пластич-
ность и теплопроводность металла, а в слит-
ках способствуют появлению остаточных на-
пряжений. Поэтому высоколегированные ста-
ли перед ковкой требуют особого темпера-
турного режима нагрева. Большое влияние
на качество поковок оказывает и способ их
охлаждения. Специальные стали требуют
охлаждения в особых устройствах — термоста-
тах, отапливаемых или неотапливаемых ко-
лодцах, в противном случае в них возникают
значительные напряжения, приводящие к по-
явлению трещин. Высоколегированные стали
наиболее целесообразно охлаждать в ота-
пливаемых колодцах.
Ковка слитков на заготовки.Для
получения заготовки из слитка весом 340 кг и
диаметром 280 мм в верхней части произво-
дятся следующие операции. Слиток подвергают
предварительной ковке, обжимая его до ква-
драта размером около 2С0Х200 или 180Х180 мм
с сильно сбитыми углами. Ковку ведут от го-
ловной части слитка, зажатого в клещах,
к его хвосту. Для сбивания углов слиток кан-
туют на 90°, а также с угла на угол. Предва-
рительная ковка производится несильными
ударами; боёк должен проникать на глубину
не больше 10 мм. По одному месту наносится
один-два удара. Предварительнаяковкабыстро-
режущей стали менее пластичных марок
типа РФ1 производится в два приёма до ква-
драта 180 X ^80 мм. После получения сечения
200 X 200мм делается промежуточный подо-
грев.
После предварительной ковки слиток по-
догревают и, зажав в клещи, проковывают
под тем же молотом до сечения 150 X 150 или
120 X 120 мм. Куют ту часть слитка, которая
расположена между прибылью и клещами.
После этого отрубают прибыль, потом заго-
товку, которую подают в печь для нагрева и
дальнейшей обработки или же (если обработка
сразу не производится) подвергают медлен-
ному охлаждению. Остающуюся (хвостовую)
часть слитка снова подогревают и затем её
также проковывают до сечения 150X150
или 120 X 120 мм. Ковка всё время ведётся
на плоских верхнем и нижнем бойках —
исключительно поперёк бойков, с неболь-
шими подачами (не больше 3/4 стороны
квадрата). Ковка вдоль бойков не допу-
скается.
До размера 75X75 мм заготовку отковы-
вают в два приёма. Сначала куют до требуе-
мого размера половину заготовки сечением
\ЪОУ^\ЬОмм, всё время производя подогрев,
и затем куют вторую половину. Заготовку
сечением 150 X 150 мм всё время проковывают
в квадратном сечении, внимательно следя за
гранями заготовки, чтобы не допустить обра-
зования острых углов, способствующих по-
явлению рванин. Появившиеся рванины нужно
немедленно удалить.
Ковка шайб из быстрорежущей
стали. Шайба диаметром 120мм и высотой
100 мм отковывается из заготовки сечением
120 X 120 мм. Подготовительные операции.
1. Нагрев исходной заготовки до 1150—1200° С
с предварительным подогревом до 850° С и
выдержкой при этой температуре в течение
15—20 мин. 2. Протягивание заготовки до
восьмигранника с внутренним диаметром 80мм
(ковка производится в клещах в два приёма,
т. е. по половинам заготовки, с промежуточ-
ным подогревом). 3. Разрубка заготовки на
мерные части требуемой длины (в нашем
случае L = 300 мм). 4. Подогрев мерных ча-
стей. Окончательные операции. 1. Осадка
данной мерной части до высоты 150—160 мм.
2. Обкатка в фасонной подкладке на много-
гранник. 3. Осадка до высоты 130—135 мм.
4. Обкатка в фасон-
ной подкладке на мно- " и
гогранник. 5. Осад-
ка до высоты 120 мм.
6. Окончательная об-
катка в фасонной под-
кладке.
Фасонная подклад-
ка (фиг. 15Э) имеет
форму углового бойка
с вырезом под углом
100°. Её кладут на
нижний боёк каждый
раз, когда требуется производить обкатку;
при осадке шайбы подкладку снимают.
-200-
Фиг. 1Е9. Фасонная (угло-
вая) подкладка для ковки
шайб из быстрорен^щей
стали.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Г о н ч а р о в М. А., Ковка крупных поковок, Маш-
гиз, 1945.
2. D a t s с Ь, Кузнечное дело, ОНТИ..1933.
?-. Л и л л и к о, Приёмы ручной ковки, ГНТИ, 1932.
4. Соколов И. Г. иМилованов А. В., Ковка и
штамповка паровозных деталей, Трансжелдориздат,
1940.
ШТАМПОВКА НА МОЛОТАХ
СОСТАВЛЕНИЕ ЧЕРТЕЖА МОЛОТОВОЙ
ПОКОВКИ
Чертеж поковки составляется по чертежу
обработанной детали. При этом необходимо:
1) наметить припуски и допуски; 2) выбрать
поверхность разъёма; 3) установить штампо-
вочные уклоны, радиусы закруглений и на-
мётки под прошивку; 4) решись специальные
вопросы конструирования поковки.
Припуски и допуски. Размер припуска на
молотовых поковках колеблется в пределах
от 0,4 до 5 мм. Средний размер припуска,
если исходить только из габаритов поковки,
можно определить по формуле
Я = 0,4 + 0,015 Н + 0,0015 L,
где Н—размер поковки по высоте, т.е. в
направлении удара молота, в мм; L — размер
поковки (длина или диаметр) в плоскости.
342
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
перпендикулярной направлению удара молота,
в мм.
В плоскости, перпендикулярной направле-
нию удара, припуск должен быть больше, чем
по высоте. Это необходимо потому, что габа-
ритные размеры поковки в этой плоскости
обычно больше, чем по высоте, а также воз-
можен некоторый перекос поковки вслед-
ствие неизбежных сдвигов верхнего штампа
относительно нижнего.
Допуски на размеры молотовых поковок
как горизонтальные, так и вертикальные
включают в себя все отклонения от номи-
нальных размеров, причинами которых могут
быть недоштамповка по высоте, неполное за-
полнение формы, износ или неточность изго-
товления окончательного ручья штампа, осадка
опорной плоскости штампа, колебания в усад-
ке при остывании поковки, кривизна осей и
овальность сечений, заточка и запиловка на-
ружных дефектов, эксцентричность при про-
шивке и т. д.
В направлении удара большое влияние
оказывает недоштамповка, поэтому допуск на
вертикальный размер должен быть несимме-
тричным: верхнее отклонение должно быть
больше нижнего.
В плоскости разъёма большое влияние ока-
зывают износ ручья, сдвиг и неравномерность
усадки в силу того, что размер по горизонтали
больше, чем по вертикали. Эти факторы умень-
шают несимметричность допуска на горизон-
тальные размеры.
Размеры допусков колеблются в следую-
щих пределах:
а) на размерах по высоте плюсовый допуск
приблизительно равен @,7—1,0) Я; минусовый
допуск -@,4—0,6) Я;
б) на горизонтальных размерах плюсовый
допуск приблизительно равен @,6—0,9) Я;
минусовый допуск — @,5- 0,8) Я.
Сдвиг не должен превышать разности
между величиной припуска на сторону и аб-
солютной величиной отрицательного допуска
на размер.
Для относительно тонких, но длинных по-
ковок, у которых усадка даёт весьма ощути-
мые колебания по длине, допуск на длину
должен быть увеличен до 30% от величины
нормальной усадки на длину поковки. В этих
случаях и припуск по длине должен быть не
менее двойной величины отрицательного до-
пуска на длину поковки.
Разъём. Основное требование к выбору
поверхности разъёма — обеспечение возмож-
ности свободного удаления поковки из полости
штампа в направлении удара молота. Учиты-
вая условия заполнения полости ручья штампа
для выбора поверхности разъёма, следует
руководствоваться соотношением высоты h и
ширины Ь в отдельных сечениях поковки
(фиг. 160).
Заполнять полость металла целесообразнее
за счёт осадки (раздачи), чем путём вдавли-
вания (затекания) металла в полость.
Как правило, разъём следует устана-
вливать в плоскости двух наибольших взаимно
перпендикулярных габаритных размеров по-
ковки. Однако от этого правила нужно от-
ступать, если при ином расположении разъёма
достигаются значительная экономия в весе
поковки, экономия на отходах (за счёт умень-
шения периметра среза заусенца), а также
упрощение обрезного инструмента и т. д. или
если та или иная поверхность не должна
иметь напуска, т. е. должна быть расположена
в горизонтальной плоскости.
Для сложных поковок, разъём штампов
которых не может быть выполнен в одной
плоскости, а будет представлять собой
сложную поверхность, состоящую из гори-
зонтальных и наклонных плоскостей, цилин-
Куже
Лучше
Фиг. 160. а — ручей заполняется вдавли-
ванием, б — ручей заполняется осадкой.
дрических или более сложных поверхностей,
наклон фигуры поковки относительно гори-
зонтальной плоскости следует устанавливать
с учётом самоуравновешивания сдвигающих
усилий (см. стр. 358).
Штамповочные уклоны. Штамповочные
уклоны необходимы для облегчения заполне-
ния полости ручья и удаления из него гото-
вой поковки. Штамповочный уклон является
функцией конфигурации и габаритов по-
ковки.
Штамповочный уклон наружных стенок
стальной поковки при заполнении полости
вдавливанием определяют в градусах, исходя
из отношений высоты h к ширине b и длины /
к ширине Ь отдельных участков поковки
(фиг. 161) по табл. 40.
Таблица 40
Ь ^ч
До 1,5
Свыше 1,5
\
До 1
5
3
1-3
7
5
3-4,5
IO
4,5—6,5
12
IO
6,5—8
15
12
Свыше
8
15
В полученные значения штамповочных
уклонов следует вносить поправки в зави-
симости от следующих обстоятельств:
1. Для внутренних стенок поковки
(фиг. 161) следует принимать ближайший
больший уклон во избежание залипания по-
ковки в штампе в связи с её остыванием в
процессе штамповки.
2. При заполнении данного участка ручья
путём осаживания (раздачи) металла (угол а,
на фиг. 161), а не за счёт вдавливания (зате-
кания) его в ручей (углы о2, а8и а4на фиг. 161),
штамповочный уклон можно взять ближайший
меньший расчётного.
3. Для поковок высотой менее 50 мм
при получении расчётного угла в 3° при-
нимать 5°, а для поковок высотой менее
30 мм расчётные углы в 3° и 5° заменять
углом в 7°.
ГЛ. II]
ШТАМПОВКА НА МОЛОТАХ
343
4. Для рёбер переменной высоты h и ши-
рины Ъ штамповочные уклоны следует опре-
делять по приведённым размерам hnp и Ьпр
на основании следующих выражений:
hnp = hmm +
+ 0,5 (Лшах - hmln) (I - sin f) (фиг. 162);
Таблица 41
J_
Внутренний
стенки
Торцевую часть цилиндрического конца
поковки можно изготовлять в двух вариантах,
как показано на
фиг. 164. Второй
^^Lj^-^/T вариант лучше, по-
\пА \ф" I \ тому что он обес-
~L—'—^ печивает нормаль-
е ный припуск по
¦ стенки контуру торца по-
ковки, экономию
в объёме поковки
и является более
а
*¦
г—
j ' 1
— Ь, "л
Фиг. 162. Ребро с перемен-
ной высотой.
Фиг. 161. Штамповоч-
ные уклоны: а,, а, и
и, — наружных стенок;
ъ3—внутренних стенок.
Фиг. 163. Ребро с перемен-
ной шириной.
простым при изготовлении ручья штампа фре-
зеровкой по радиусу R.
) И вариант
М У
Фиг. 164. Торцевая часть цилиндрического конца
поковки.
Радиусы закруглений (наружные г и
внутренние /?) (фиг. 165). Для случаев, когда
заполнение данного участка полости ручья
происходит вдавливанием материала в по-
лость, значения г и R в мм подсчитываются
по табл. 41.
Рассчитав с помощью этой таблицы иско-
мый г (или /?), принимают для него ближай-
ший больший размер из следующего ряда:
т
Т
До 2
2-4
Свыше 4
г мм.
0,05 h + 0,5
0,06 А +0,5
0,07 А +0,5
R мм
2,5 г + 0,5
3 г + 0,5
3,5/- + 0,5
1; 1,5, 2; 2,5; 3; 4; 5; 6; 8; 10; 12,5; 15; 20;
25; 30.
Когда полость заполняется путём осажи-
вания, за размер искомого радиуса следует
принять ближайший меньший из того же ряда.
Для рёбер переменной высоты или ширины
радиусы закруглений следует определять так
же, как и штам-
повочные уклоны,
по приведённым
размерам hnp и Ъпрш
Если величина
расчётного радиу-
са закругления г
или R окажется
больше (фиг. 166,а)
суммы значений
радиуса закругле-
ния Обработ анНОГО фиг. 165. Радиусы закруглений.
изделия /?t и на-
значенного минимального припуска П (для
поковок или участков покозок, подвергаю-
щихся механической обработке), то необхо-
Контур поковки
Контур изделия
/ Минимальный
v /припуск П
Увеличенный
I припуск
i
Минимальный
припуск П
Фиг. 166. Соотношения между величинами припуска и
радиуса закругления. /" = i?, + П — оптимально; /¦>/?! +
+ П — припуск по стенкам увеличен. /¦' < /?, + Ц — до-
пустимо; г" > /?, + П — недопустимо.
димо увеличить припуск по стенкам, чтобы на
закруглении угла остался минимальный перво-
начально назначенный припуск (фиг. 166, б).
Намётки под отверстия и плёнки под
гфошивку. Изделия, имеющие сквозные от-
верстия, не могут
быть получены в мо-
лотовом штампе с
отверстием, проши-
тым насквозь. По-
этому делается толь-
ко намётка отверстия
с оставлением плёнки
(перемычки) (фиг.167),
прошиваемой при об-
перемычко
Фиг. 167. Намётка под
прошивку.
резке заусенца.
Толщина обычной плёнки (фиг. 168):
s = 0,45 YD — 0,25 h — 5 + 0,6 ]/F.
344
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Для случаев, когда d—1,25 /?> 26, реко-
мендуются намётки с раскосом (фиг. 169). При
этом толщина плёнки
smin = 0,65 s; s = 1,35 s,
nun ' max
где s следует подсчитать как для обычной
плёнки, a rf, ^ 0,12rf+ 3.
Фиг. 168. Плоская на- Фиг. 169. Намётка с раскосом.
метка под прошивку.
Для низких поковок при больших диаме-
трах прошиваемого отверстия, когда — < 0,07,
рекомендуется форма, показанная на фиг. 170.
Фиг. 170. Намётка с магазином.
t
Толщина такой плёнки $ = 0,4|ЛГ. Радиус
закругления /?i = bh. Радиус /?2 следует подо-
брать графически.
Специальные приёмы конструирования.
При конструировании поковки следует тща-
тельно проверить возможность и рациональ-
ность: 1) изменения конструкции детали в
целях улучшения (упрощения) конструкции
поковки; 2) унификации поковок для разных
деталей вместо изготовления двух и большего
числа поковок; 3) разбивки детали на две
л более поковок для штамповки их порознь
с последующей сваркой или иным крепле-
нием; 4) штамповки по две и более деталей
в одной поковке с последующей разрезкой
(фиг. 171); 5) штамповки деталей, подле-
j i /Топщина дыре-
J^ заемого слоя
раций обработки резанием точной штампов-
кой, калибровкой или чеканкой; 8) получения
точной детали или близкой к ней по своим
размерам из проката стандартного или спе-
Тотцино вырезаемого слой
Фиг. 172. Поковка шатуна с крышкой.
циального профиля, резки его на мерную за-
готовку с последующей вырубкой, пробивкой
отверстий, гибкой и т. д.;9) штамповки в двух
плоскостях разъёма, когда вторичная штам-
повка с разъёмом в другой плоскости про-
Линия, по которой
до объединения
дета пей производи-
лась сварка
Фиг. 173. Рычаг, состоящий из двух объединённых
деталей.
Сфера, высаженная на гори-
зонтально-ковочной машине
Участок вальцовки Участок штамповки
Фиг. 171. Поковка двух кривошипов в виде
коленчатого вала.
Фиг. 174. Рычаг переключения коробки скоростей.
изводится после первой обрезки заусенца;
10) получения поковки методом комбиниро-
вания штамповки на молоте с обработкой на
других кузнечных машинах (фиг. 174).
жащих креплению друг с другом, в одной
поковке с последующей разрезкой (фиг. 172);
6) объединения двух подлежащих креплению
одна с другой деталей в одной поковке, в
целях упразднения сварки или иного кре-
пления (фиг. 173); 7) замены отдельных опе-
МЕТОДЫ ШТАМПОВКИ
Штамповка на молотах является про-
цессом изготовления поковок в штампах,
имеющих полости, точно соответствующие
конфигурации поковок, с образованием за-
ГЛ. II]
ШТАМПОВКА НА МОЛОТАХ
345
усенца и последующей обрезкой его в штампе
под прессом.
Заготовка для окончательной штамповки
может быть изготовлена путём свободной
ковки (штамповка кованой заготовки в одно-
ручьевом штампе). Этот способ как малопро-
изводительный применим лишь для мелко-
серийного производства. Для крупного штам-
повочного производства основным методом
является штамповка в многоручьевых штам-
пах, когда изменение формы исходной ката-
ной заготовки в готовую поковку произво-
дится исключительно при помощи штампов.
Поковки могут быть изготовлены с помощью
последовательных переходов штамповки на
двух и более молотах, когда нет возмож-
ности расположить в одном штампе все
ручьи или когда в целях рациональной за-
грузки оборудования и повышения произво-
дительности (при массовом производстве по-
ковок) производят разбивку операции по пере-
ходам или по группам переходов. Во многих
случаях весьма рациональным технологиче-
ским приёмом является комбинирование куз-
нечных механизмов различных типов. В таких
случаях после диференцирования процесса
штамповки по переходам вопрос о подборе
механизма решается отдельно для каждого
перехода или группы переходов. Так, на-
пример, заготовка перед штамповкой на мо-
лоте может быть высажена на горизонтально-
ковочной машине или поковка после штам-
повки на молоте может гнуться на гори-
зонтально-гибочной машине.
Исходный катаный пруток режут или на
одну поковку (штучная заготовка), или на
две поковки для последовательной их штам-
повки с переворотом, или на кратные заго-
товки более чем на две поковки, когда го-
товую поковку отрубают от прутка на ноже
штампа.
На фиг. 175 приведена диаграмма пример-
ных пределов применения типов катаных
Я7 100 150 200 250 300 350 400 L мм
Фиг. 175. Диаграмма пределов применения типов
катаных заготовок.
заготовок в зависимости от их веса G и
длины L.
Зона штамповки с переворотом в целях
повышения производительности обрезки, а
также для горячей правки и по другим при-
чинам в отдельных случаях может быть рас-
ширена до пунктирной линии. При одно-
временной штамповке двух и более поковок
для значений G и L принимаются общий вес
и общая длина.
При штамповке мелких деталей рекомен-
дуется многоштучная штамповка, когда
одновременно в одном ручье изготовляется
по нескольку поковок с дальнейшей после-
довательной обрезкой заусенца. Из-за слож-
ности изготовления и наладки не рекомен-
дуется делать в одном ручье более трёх
фигур, а общая длина многофигурной поковки
не должна превышать 300 мм. При конструи-
ровании штампа следует выбрать такое взаим-
ное расположение (продольное или попереч-
ное) фигур в окончательном ручье, при кото-
ром потребуется наименьшее количество за-
готовительных ручьёв.
Виды ручьёв многоручьевого штампа.
1. Штамповочные ручьи: а) окончательный
(чистовой) и б) предварительный (черновой).
2. Заготовительные ручьи: а) формовочный,
б) гибочный, в) пережимной, г) подкатной,
д) протяжной, е) площадка для подсадки.
3. Отрезной ручей (нож).
Выбор переходов штамповки. Примене-
ние тех или иных ручьёв и различных их
комбинаций зависит от конфигурации и габа-
ритов поковки и определяется формой по-
ковки (конфигурацией в плоскости разъёма
и отдельных её сечений), размерами поковки
(площадь проекции на плоскость разъёма,
периметр, размеры отдельных сечений и
элементов), объёмом поковки и специальными
техническими условиями в части направле-
ния волокон.
КОНСТРУИРОВАНИЕ ШТАМПОВОЧНЫХ
РУЧЬЁВ
Окончательный (чистовой) ручей. Он слу-
жит для получения готовой поковки с заусен-
цем и представляет собой точный оттиск фи-
гуры горячей поковки. Размеры его больше
размеров, указанных в чертеже холодной по-
ковки, на величину усадки поковок при осты-
вании после штамповки. Усадка для стальных
поковок примерно равна 1,5%. Трудно запол-
нимые формы фигуры, например рёбра, в
окончательном ручье необходимо располагать
в верхнем штампе.
Вокруг окончательного ручья делается
канавка для заусенца. Заусенец создаёт по
контуру поковки (по линии разъёма) сопро-
тивление, необходимое для отчётливого за-
полнения фигуры полости окончательного
ручья.
Тип канавки и расположение заусенца
(фиг. 176). Во всех случаях, за исключением
указанного ниже, следует применять канавку
типа I, при этом магазин (выплав) следует
делать в верхнем штампе, но только при
том условии, что магазин (выплав) можно
будет изготовлять со стороны, противопо-
ложной плоскости заусенца, прилегающей к
обрезной матрице, что совершенно обяза-
тельно. Канавку типа II — карман—надлежит
применять на отдельных участках линии разъ-
ёма— у мест, где заготовительные ручьи не
обеспечивают перемещение с этих участков
избыточного объёма металла, т. е. там, где
ожидается больший выход металла в заусе
нец.
346
ТЕХНОЛОГИЯ КУЗНЕ ЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Глубина канавки определяется с округле-
нием до ближайшей большей по таблице
фиг. 176 по формуле
Р
Л =
мм,
где F — площадь проекции поковки на пло-
скость разъёма в мм\ S — периметр по пло-
скости разъёма в мм; для поковок с развили-
Tunl
Магазин
1
2
3
4
5
6
7
8
9
Фиг. 176. Размеры
А
°>3
о, 5
о,8
i
J>5
2
2,5
3
3
3
3
3.5
4
5
6
7
8
/г
i
i
i
i
1.5
1.5
2
3
2,5
канавки
№1
6
6
6
7
8
9
ю
II
12
13
i8
2О
22
22
25
28
Зо
32
35
О.52
0,69
0,80
1,02
1.36
2,01
2,68
3-43
4,35
b
б
1
9
ю
13
14
15
16
для
№ 2
*i
2О
22
25
25
28
32
38
4о
42
заусенца
O,6l
о,77
0,91
мз
1.53
2,33
3.44
4,34
5.3
№ 3
Ь
8
9
ю
и
12
14
15
i8
20
22
25
28
Зо
32
38
42
46
5°
O.74
0,88
1,04
i,55
1.77
2,78
3,85
6,42
S3 — площадь сечения канавки типа I в см1.
нами, штампуемыми в предварительных ручьях
с рассекателями (см. ниже), за периметр нужно
принимать длину контура поковки без учёта
внутренней части развилин; E — коэфициент,
учитывающий конфигурацию поковки в пло-
скости разъёма.
Коэфициент Р определяется по диаграмме
(фиг. 177), где L — длина или диаметр по-
ковки в мм (для
криволинейных по-
ковок — длина раз-
вёртки оси поков-
ки), а для поковок,
имеющих хотя бы
и глубокие, но уз-
кие заглубления в
контуре среза за-
усенца, например
02 04 06 0.8 Wfi У коленчатых ва"
Фиг. Ш. Диа?рамм1Г для L ЛОВ МНОГОЦИЛИН-
определения р. дровыхдвигателеи,
L — длина поков-
ки, а не длина развёртки её оси.
Для многоштучной штамповки F, S и Z. —
суммы соответствующих величин.
Ширина канавки. Если все участки ручья
заполняются за счёт осадки (раздачи) метал-
ла, то ширина Ь (мостика) и &} (магазина)
берётся в соответствии с найденной глуби-
ной h из столбца 1 таблицы фиг. 176. Если же
отдельные участки ручья заполняются за счёт
вдавливания (затекания) металла, то номер
столбца таблицы к фиг. 176, из которого бе-
рутся размеры Ь и Ь\, определяют, исходя из
коэфициента К, учитывающего сложность за-
полнения ручья.
Значения коэфициента /<( берутся соглас-
но фиг. 178:
К № столбца
До 1,5 i
От 1,5 до 2,5 a
Свыше 2,5 з
Пример расчёта канавки для заусенца
(фиг. 179) при заполнении ручья осадкой:
1) /? = 72-20+108-70 + 66-70 = 13620 мм?;
2) S = 2 A60 + 108) = 536 мм;
3) L = 160 лиг, 4) j? = ¦
5) р = 0,033; 6) Л = 0,033 • !^|S = 0,8;
7) Ъ и ?>! — по № 1.
Результат. Применить канавку 4/1.
Фиг. 178. Значения коэфициента АС.
/f-1.5+ 0,3 С Д-1 ; ftf- =
•т.
ДЛ
¦Р ~~ 2
я г— I брать максимальное отношение высоты вы-
\ьср)
ступа к средней ширине его для данной поковки, а для
К — максимальное из всех значений, получаемых для
данной поковки.
Ф72
1
1
1
=>,
1
1
J
—i—Тш
\
к:
f
Предварительный ру-
чей. Предварительный (чер-
новой) ручей служит глав-
ным образом для сниже-
ния износа окончательного
ручья (за счёт осущест-
вления в предварительном
ручье значительной части
работы по приданию заго-
товке формы, весьма близ-
кой к окончательной). При-
и Фиг 17Q
меняют предварительный /3-
ручей при штамповке изделий сложной кон-
фигурации.
Если фигура как в верхнем, так и в ниж-
нем штампе имеет трудно заполняемые вы-
давливанием формы, например тонкие высо-
кие рёбра, то при переносе из предваритель-
ного ручья в окончательный необходимо пе-
ревернуть её на 180°. Канавки для заусенца
в предварительном ручье не делаются.
Для облегчения заполнения полости пред-
варительного ручья все закругления его Фи-
О'кончательный Предварительный
ПраВипьно Неправильно
Фиг. 1во. Штамповочные уклоны пред-
варительного и окончательного ручьёв.
гуры следует делать более плавными, чем
в окончательном ручье. Так, если для простых
и средних по сложности поковок штамповоч-
ные уклоны окончательного ручья составляют
5 и 7°, то в предварительном ручье они дол-
жны равняться соответственно 7 и 10°, а все
обтекаемые металлом радиусы R закруглений
менее 3 мм необходимо увеличить до 3 млк
ГЛ. П]
ШТАМПОВКА НА МОЛОТАХ
347
При этом изменённые штамповочные уклоны
в предварительном ручье следует строить от
линии разъёма (фиг. 180).
В предварительном ручье не следует де-
лать малые по своим размерам и невысокие
выступы и намётки (фиг. 181), которые легко
могут быть получены при штамповке в окон-
чательном ручье.
Трудно заполняемые рёбра следует делать
в предварительном ручье (фиг. 182) с расчё-
Предварительный
Окончательный
Фиг. 181. а—правильно;
б — неправильно.
Фиг. 182. Профиль ребра
в предварительном и окон-
чательном ручьях.
том равенства объёма, образуемого допол-
нительным напуском А в предварительном
Окончательный
Окончательный
Лред6арительньЛ
Фиг. 183.
Фиг. 184.
п. . ручье, и объёма В, необхо-
шончательныи димого для заполнения ре-
Пргддарительнш бра по высоте в оконча-
сеч. по abc
тельном ручье;в этом слу-
чае изменять штамповоч-
ный уклон не следует.
При штамповке двутав-
ра в зависимости от трудно-
сти заполнения полок его в
предварительном ручье надо применять: а) эл-
липтическое (фиг. 183), б) прямоугольное
(фиг. 184) или в) фасонное сечение (фиг. 185)
с расчётом, аналогичным расчёту при штам-
повке рёбер (фиг.
182). Изменять
штамповочный ук-
лон в этом случае
также не следует.
Кромку предвари-
тельного ручья по
линииразъёма сле-
дует сделать ра-
диусом на 2 мм
больше, чем ра-
диус у канавки для
заусенца по линии
разъёма оконча-
тельного ручья.
Если штампов-
ка в предвари-
тельном ручье
производится по-
сле гибки, то в
резкому изгибу,
Фиг. 186.ч Специальный срез
кромок предварительного
ручья.
местах, соответствующих
надо делать завал кромок
ручья по линии разъёма радиусами (фиг. 186, а)
или скосами (фиг. 186, б). Такие же скосы
Наметка
отСгрстия
следует применять на участках резких пере-
ходов в сечениях.
При штамповке без предварительного
ручья такие же завалы и скосы кромок при-
ходится приме-
нять в оконча-
тельном ручье за
счёт местного уве-
личения толщины
канавки для за-
усенца.
При штампов- наметка
ке поковок типа вилки
скоб и вилок, а
также намёток
под отверстия, т. е.
в тех случаях,
когда главная ось
заготовки нахо-
дится не над по-
лостями оконча-
тельного ручья, а
между ними, на
развилине, следует
применять в пред-
сеч.
no ab>
Фиг. 187. Рассекатель.
Л*0,25 В, но не
менее 8 и не более 10 мм.
h =- 0,4 -*- 0,6 Я;
Я «0,5 Я.
варительном ручье рассекатель (фиг. 187).
При штамповке поковок с отростками в
предварительном ручье (фиг. 188) нужно сде-
сеч. по at)
сеч по са
Фиг. 188. Ручьи для шта?лповки поковки с отростком.
лать плавный радиус перехода к отростку, а
уширения к концу отростка не делать.
Выемки под клещевину. Выемку под кле-
щевину у штамповочных ручьёв следует при-
менять той конструкции, которая приведена
на фиг. 189, с размерами, указанными в табл. 42.
Таблица 42
Размеры выемки под клещевину в мм
d
До 15
i6—24
35-33
34—42
43-5°
51—59
60—68
69-76
77-85
86-95
96— по
3°
4о
5°
бо
7°
So
9°
100
НО
I2O
14°
А
2О
2б
33
37
43
48
55
бо
65
7°
8о
R
8
ю
13
15
15
20
2О
2О
25
25
25
d — диаметр (сторона квадрата) исходной заготовки
или оттянутого под клещевину конца заготовки, или
соответствующий размер перемычки при штамповке
по две поковки с переворотом. При штамповке без кле-
щевины, когда выемка служит только воронкой при за-
ливке, B"Q-\- SO, где О— вес поковки в кг.
348
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. 11!
Если при наличии двух штамповочных
ручьёв толщина перемычки между выемками
под клещевины менее 18—20 мм, перемычку
следует снять,
гГ
i?
JJ
объединив две вы-
емки в одну об-
щую для обоих
ручьёв.
Размеры канав-
ки для контроль-
ной заливки еле-
Фиг. 189. Клещевина.
дует брать по табл. 43. Для поковок весом
более 10 кг канавку для заливки делать ци-
линдрическую (фиг. 190), считая, что D мм х.
~ 0,2 G кг + 10, но
не более 30 мм.
Таблица 43
Размеры
канавки для
контрольной заливки
G в кг
До о,2
О,2 — 2
2-3.5
3.5-5
5-6,5
6,5-8
8—ю
/ в мм
6
8
8
ю
ю
12
14
С в мм
i
1.5
2
2.5
3
3.5
4
Фиг. 190. Профиль ка-
навки для контрольной
заливки штампов для
поковок весом более
10 кг.
КОНСТРУИРОВАНИЕ
ЗАГОТОВИТЕЛЬНЫХ РУЧЬЁВ
Формовочный ручей (фиг. 191) служит
для придания заготовке формы, соответству-
ющей форме поковки в плоскости разъёма,
если при этом не требуется ни больших из-
реже — после обработки в протяжном ручье.
В следующий (штамповочный) ручей заго-
товку переносят с поворотом на 90° вокруг
её оси.
Профиль ручья строится по контуру по-
ковки в плоскости разъёма так, чтобы контур
поковки перекрывал контур ручья на 1—2 мм
на сторону. В местах пережима этот за-
зор надлежит увеличить до 3—5 мм. Полу-
ченное минимальное значение глубины ручья
следует проверить по неравенству
/?¦
-/'-
где Fuc — площадь поперечного сечения за-
готовки в мм-. В случае нарушения смы-
сла неравенства /zmin надо увеличить до
-^-. На участках резких перехо-
3
дов контура поковки контур ручья должен
перекрывать их плавными переходами (А на
фиг. 191). Горизонтальные участки стержне-
вой части ручья следует заменить уклонами
в 3—5° от линии раздела металла в напра-
влении набора (утолщений).
Ширина ручья
6 = Ас +(Ю-20).
Размеры перехода к клещевине
п = 0,2 Duc + 6;
где Duc — диаметр исходной заготовки в мм
Гибочный ручей (фиг. 192) служит для
изгиба заготовки и придания ей формы, со-
ответствующей форме поковки в плоскости
разъёма.
При обработке в ручье заготовку не кан
туют. В гибочный ручей заготовка может
поступать как непосредственно, так и после
обработки в других ручьях (протяжном, под-
катном). В следующий (штамповочный) ручей
заготовку переносят с поворотом на 90° во-
круг оси. Профиль гибочного ручья строится
так же, как и профиль формовочного. Так как
Г
Фиг. 191. Формовочный ручей.
Фиг. 192. Гибочный ручей.
менений величины площадей поперечных се-
чений заготовки, ни значительных перемеще-
ний металла вдоль её оси. В формовочном
ручье даётся, как правило, один удар, реже
два-три, но без кантовки заготовки.
В формовочный ручей заготовка чаще
всего поступает непосредственно (исходная),
в месте резких изгибов поковки при штам-
повке в штамповочном ручье возможно обра-
зование складки материала в теле поковки
(фиг. 193), то соответствующие радиусы за-
кругления в гибочном ручье необходимо де-
¦ Применение формовочного ручья см. пример 1,
стр. 374.
ГЛ. И]
ШТАМПОВКА НА МОЛОТАХ
349
лать максимальными (фиг. 194), однако при
условии обеспечения заполнения штамповоч-
ного ручья с образованием минимально необ-
ходимого заусенца /.
При конструировании гибочного ручья
надо предусмотреть, чтобы заготовки при
контур гиоичного Штур еиоочного ручья
, РУЧЬЯ
Складка
Фиг. 193. Зажим в месте
перегиба.
Фиг. 194. Складка остаётся
в полости заусенца.
укладке в ручей ложились минимум на два вы-
ступа нижнего штампа и чтобы укладка про-
изводилась не на-глаз, а по упору какой-либо
головки или какого-либо выступа на заготов-
ке в один из выступов на профилз гибочного
ручья. Если конфигурации ручья и заготовки
таковы, что сделать этого нельзя, то следует
предусмотреть в ручье специальный упор S
для конца заготовки (см. фиг. 192).
Относительно плоскости разъёма ручей
следует расположить так, чтобы выступаю-
щие над плоскостью разъёма части ручья N
(см. фиг. 192) в верхнем и нижнем штампах
были примерно равнопрочны. В одном верхнем
штампе такие выступы можно делать только
в тех случаях, когда не возникает сомнений
в их прочности, причем лучше всего их делать
вставными.
Для центрирования заготовки рекомен-
дуется выступы ручья А/ делать вогнутыми
сеч по аи
Радиусы
подобрать
Фиг. 195. Вогнутость выступов в гибоч-
ном ручье.
в направлении ширины (фиг. 195) с h\ =
= @,1-г-0,2) h.
Зазор Д (фиг. 192 и 195) между стенкой
одной половины штампа и выступом гибоч-
ного ручья на другой половине штампа реко-
мендуется делать от 4 до 10 мм в зависи-
мости от тоннажа молота @,75—15 т).
Ширина ручья
Ь = -^- + С,
ftmin
где Fue — площадь поперечного сечения ис-
ходной заготовки, а при гибке после протяжки
или подкатки — площадь поперечного сечения
протянутой, (или подкатанной) части заго-
товки; /?min — минимальная глубина ручья;
С— 10—15 мм — при гибке заготовки круг-
лого сечения и 20—30 мм при гибке заго-
товки квадратного сечения.
Размеры переходов к клещевине п и R
определяют так же, как и для формовочного
ручья *.
Пережимной ручей (фиг. 196) служит для
уширеция заготовки поперёк её оси при не-
значительном перемещении металла вдоль
оси и для придания заготовке некоторой
форумы в продольном её сечении, облегчаю-
щей заполнение полости последующего ручья.
При обработке в ручье заготовку не кан-
туют. В пережимной ручей заготовка посту-
пает чаще непосредственно (исходная),
реже — после обработки в протяжном ручье.
В следующий (штамповочный) ручей заго-
товку переносят без поворота вокруг её оси.
Фиг. 196. Пережимной ручей.
Профиль ручья строится по подсчёту глубины
различных участков Лг 2 з л» в местах> со"
ответствующих пережиму,
hn = @,73 -f- 0,85I/7=7;
в местах же, где производится набор,
hn =A,2-!-1,25)/?-,
где Fi 2, з . л ~ площади соответствующих
поперечных сечений поковки, включая заусе-
нец.
Горизонтальные участки профиля ручья
нужно заменять уклонами в 3—5°.
Ширина ручья Ъ и размеры переходов
к клещевине п и R определяют так же, как
и для формовочного ручья **.
Подкатной ручей (фиг. 197) служит для
значительного увеличения одних поперечных
сечений заготовки за счёт уменьшения дру-
гих, для распределения объёма материала
вдоль оси заготовки в соответствии с рас-
пределением его в поковке.
При обработке в ручье даётся не менее
трёх ударов (максимум 8—10 ударов), причём
после каждого удара заготовку поворачивают
на 90° вокруг её оси.
В подкатной ручей заготовка поступает
как непосредственно (исходная;, так и после
обработки её в протяжном ручье.
Наиболее распространённым типом под-
катного ручья является закрытый ручей по-
стоянной ширины Ь. Открытый подкатной
ручей, являющийся более простым в изго-
товлении, применяют при незначительном
объёме металла, который необходимо из об-
ласти стержня переместить в область головок.
Подкатной ручей смешанного типа (закрытый
* Пример применения гибочного ручья см. пример 3,
стр. 374.
** Пример применения пережимного ручья см. при-
мер 2, стр. 374.
350
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
в стержневой части и открытый в голов-
ках) следует применять вместо закрытого в
тех случаях, когда требуется получение
Закрытый Открытый Смешанного
d\ d'
Фиг. 197. Типы подкатных ручьёв.
на заготовке бочкообразных головок с осями,
перпендикулярными главной оси заготовк
(фиг. 198).
Профиль ручья строится по подсчёту глу-
бин различных участков й| 2( з л* причём,
когда Fn <FUC,
hn =@,8-0,9I/7^*;
когда же Fn > Fuc,
К = 1-1
Для полости набора, ближайшей к кле-
щевине головки,
h =1.2 у /7,
где Fa,. — исходная площадь поперечного се-
чения подкатываемой заготовки в мм-\
Фиг. 198. Заготовка после подкатки
в ручье смешанного типа.
^12 3. п — площади соответствующих по-
перечных сечений поковки, включая заусе-
нец, в мм?.
Горизонтальные участки профиля ручья
надлежит заменить уклонами в 3—5%. Пере-
ходы следует округлять радиусами
«1 > 1,5 К + E -*-15),
где К — разность высот в месте перехода
от стержня к головке (см. фиг. 197).
Во избежание брака по закату конца за-
готовки рекомендуется в конце ручья делать
* Меньшее значение принимать при D > 60, боль-
шее—при D < 30, где D —диаметр исходной заго-
товки в мм.
канавки (см. фиг. 197). Размеры канавок см.
в табл. 44.
Таблица 44
Duc мм
До 30
30—70
Свыше 70
Р
8
12
16
т
15
;
Ширину Ь ручья нужно определять по
формулам, приведённым в табл. 45.
Таблица 45
Формулы для расчёта ширины подкатного ручья
Комбинация
ручьёв
Без предва-
рительной про-
тяжки
С предвари-
тельной про-
тяжкой
Для ручьёв
открытого типа
fernin
t fuc .10
hK
но не менее
fFnp +io
Лга1п
Для ручьёв
закрытого типа
Fjic (
Ъ——г— 1,25 -
пк \
Fuc N
0,001 hc \
^ис — площадь поперечного сечения исходной заго-
товки в мм*; Лт]ц и hK — высота ручья минимальная
и в месте перехода стержня в головку (фиг. 197) в мм;
F'пр — площадь поперечного сечения протянутой заго-
товки в мм".
Размеры переходов к клещевине (п и R)
определяют так же, как и для формовочного
ручья **.
Протяжной ручей служит для уменьшения
площадей поперечного сечения отдельных
участков заготовки при одновременном уве-
личении их длины. Для оттяжки конца заго-
товки в тех случаях, когда на протяжку нужно
захватить бойками весьма короткий конец
исходной заготовки, применяют площадку
для оттяжки.
При протяжке заготовку после каждого
удара смещают вдоль оси протяжки и повора-
чивают вокруг оси. В протяжной ручей, как
правило, заготовка поступает непосредственно
(исходная).
По расположению в штампе протяжные
ручьи разделяются на прямые (фиг. 199) и рас-
положенные под углом (фиг. 200). Угол распо-
ложения последних на штампе A2, 15 и 18°)
берётся в зависимости от расположения дру-
гих ручьёв и длины протягиваемой части'с
* Но в пределах A,5+2) Y Fuc-
** Примеры применения подкатных ручьёв: открытый
подкатной ручей — пример 4, закрытый подкатной ру-
чей — примеры 5, 6 и 7 (стр. 376).
ГЛ.
ШТАМПОВКА НА МОЛОТАХ
351
таким расчётом, чтобы оттянутый конец не
упирался в станину молота. Прямое положе-
ние (а = 0') рекомендуется для предотвра-
щения прогиба
протянутой части
и совершенно обя-
зательно при про-
тяжке до упора
(см. фиг. 199).
Размеры ручья
принимаются сле-
дующие.
Просвет h:
1) при протяж-
ке без последую-
щей подкатки
— пло-
/\,
где , min
щадь минимально-
го поперечного се-
чения поковки с
а п заусенцем на уча-
вид по стрелке И Стке, соответству-
при ручье закрь- ющем протянуто.
того типа
подобрать
Фиг. 199. Протяжной ручей с
прямым расположением, hg и
1д — толщина и длина бобыш-
ки на конце протянутого
стержня; 1С — длина протяну-
того стержня.
му участку заго-
товки;
2) при протяж-
ке для последую-
щей подкатки
h = @,8 -s-
ч-0,9) ]/ т*.
где Vc и 1С — соответственно объём и длина
протянутого участка заготовки (см. фиг. 199).
Меньшие значения коэфициеытов прини-
мать при /с>-500, а большие —при /с<200.
Размер С = 1,5 Dac+ E-^-10), где Dac —
диаметр или сторона квадрата исходной за-
готовки. Ширина ручья Ъ:
1) при прямом расположении ручья
Ь = A,25 -г-1,5) Duc 4- 20;
2) при расположении ручья под углом
12, 15 или 18*
Ббльшие значения коэфициента брать при
,с-\40 и меньшие — при Duc^>80.
Радиусы закругления кромок R = 0,25 С.
Радиус закруг-
ления /?! =
Глубина ручья h^:
1) при протяж-
ке конца заготов-
ки ht = 2/z;
2) при оставле-
нии на конце го-
ловки толщиной
he (см. фиг. 199)
ht = l,2hff, но не
менее 2/г.
Глубина ручья
тпереди (фиг. 2Ю)
fh=Dnj. + 12.
сеч. по тп
Ручей закрытого типа (см. фиг. 199, вид по
стрелке А) применяют при протяжке, когда
~ >15, где ае — сторона квадрата протянутой
ас
заготовки *.
Расположение площадки
между ручьями
Расположение площадки
но углу штампа
Фиг. 201. Площадка для опяжкя.
Площадка для оттяжки приведена на
фиг. 201. Радиус скругления г её кромки ре-
комендуется брать по табл. 46.
Таблица 46
Диаметр или сторона квадрата
исходной заготовки Duc в мм
До 30
30—60
60-100
Свыше 100
t
Радиус скруг-
леыия в мм
до
15
2О
25
Площадки для подсадки (фиг. 202) слу-
жат для уменьшения высоты заготовки перед
штамповкой осадкой в торец.
При штамповке заготовки плашмя приме-
няют площадки для расплющивания. При на-
личии кольцевых направляющих (фиг. 203) не-
обходимо: 1) определить минимально допусти-
мую толщину стенки (см. сто. 357); 2) срез
замка в верхнем штампе сделать до толщины
smin и 3) размеры площадки е и п опреде-
лить графически так, чтобы обеспечить
укладку подсаженной заготовки диаметром d
на расстоянии 15 мм от сторон угла штампа
и вплотную к подрезанному замку верхнего
штампа **.
Отрезной ручей (нож) (фиг. 204) служит
для отрубки от прутка готовой поковки, если
штамповка производится из заготовки более
чем на две поковки ***.
Фиг. 200. Протяжной ручей
с расположением под углом.
* Примеры применения протяжных ручьёв аи
примеры 3 и 4, стр. 374 и 376.
** Пример применения площадки для подсадки см.
пример 8, стр. 376.
*** Примеры применения отрезного ножа см. при
меры 1, 5, 6 и 7, стр. 374 и 376.
352
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Штамп
без замна
Фиг. 202. Штамп без направляющих с площадкой
для подсадки.
штамп
с Круглым замком
no/JB
Фиг. 204. Отрезной ручей (нож): а = 15 ч- 20° из учёта
удобства отрубки и в зависимости от расположения
ручьёв; D — диаметр или сторона квадрата исходной
заготовки; Ь и Ьх — размеры канавки для заусенца;
/ — наибольший выступ поковки по высоте со стороны
штампа; с — наибольший выступ поковки в плоскости
разъёма.
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВКИ
Объём заготовки. Объём заготовки Vuc
равняется сумме объёмов поковки и отходов
на заусенец и угар. Объём заусенца следует
определять как произведение периметра по-
ковки по линии разъёма на 0,6—0,7 от расчёт-
ной площади сечения канавки для заусенца
(фиг. 176). Угар при одном нагреве соста-
вляет в среднем от 3 до 5'7<> веса (объёма)
поковки.
Сечение заготовки. Размер сечения
исходной заготовки зависит от того, ка-
кая комбинация ручьёв принята для штам-
повки:
а) для поковок, изготовляемых путём осад-
ки заготовки в торец, диаметр Duc или сто-
рону квадрата Аас заготовки определяют по
следующим формулам:
Ош.= 1,081/Л^;
г т
В верхнем штампе замок
соответственно срезам
Фиг. 203. Штамп с площадкой для подсадки
при наличии направляющих.
где коэфициент т надлежит принимать в пре-
делах от 1,5 (лучший для облегчения штам-
повки) до 2,5 (лучший для облегчения резки
заготовки);
б) для поковок с вытянутой осью пло-
щадь поперечного сечения исходной заго-
товки при отсутствии гибочного ручья ре-
комендуется определять по формулам, приве-
дённым в табл. 47;
ГЛ. II]
ШТАМПОВКА НА МОЛОТАХ
'353
Таблица 47
Заготовительные ручьи
1. Нет заготовительных ручьёв
2. Пережимной или формовочный
ручей
3. Подкаткой ручей
4. Протяжной ручей
5. Протяжной и подкатной ручьи
Площадь сечения исходной
заготовки
^«г = A-1.05) -i?
Fuc - A,05*1,3) ХН5.
t'ac=(i, 05->1,2) .ZfLi
p". >
"C L6
F F"
p rUC + ' UC
rUC ~ 9
Примечание
Меньшие значения
коэфициентов — для
длинных, большие зна-
чения — для коротких
поковок
Величина Fuc при
короткой протяжке
будет ближе к
F{lc и при большой
протяжке — ближе к
Обозначения
Fuc — площадь по-
перечного сеченая ис-
ходной заготовки
Vuc — объём исход-
ной заготовки
L — длина поковки
Vq — объём поков-
ки с учётом заусенца
и угара, соответствую-
щий непротягиваемой
части заготовки
Lq — длина непротя
гиваемой части заго-
товки
в)в тех случаях, когда поковка подвергается
гибке, необходимо установить, будет ли со-
вершаться закусывание заготовки в ручье
между его выступами до момента окончания
гибки и (как следствие закусывания) вытяжка.
Если нет, то за расчётную длину L заготовки,
поступающей в гибочный ручей, надо принять
длину развёртки главной оси поковки.
При закусывании в начальный момент
гибки на участке между местами, где закусы-
вается заготовка (фиг. 205), будет происхо-
Участок
Участок гибка гибкие
без вытяМи \ОытяЖЩ без вытяМи
Участки
закусывания
Верхний
штамп.
Участок гибки
Заготовка до гибки
Заготовка
после гибки
Фиг. 205. Гибка с вытяжкой.
дить исключительно вытяжка без проскальзы-
вания, а вне этого участка — гибка без за-
метной вытяжки. В этом случае за расчётную
длину заготовки Lg следует принять сумму
длины участков без вытяжки, подсчитываемых
по развёрткам, и длину участков с вытяжкой
как расстояние между местами, где происхо-
дит закусывание.
При закусывании в момент между началом
и концом гибки происходит процесс неполной
вытяжки. Тогда за длину заготовки следует
принять промежуточное значение между LnLe
ближе к тому или другому пределу в зависи-
мости от того, когда происходит момент заку-
сывания: ближе к началу или к концу гибки.
Длина заготовки. Длину заготовки опре-
деляют по формуле
А _^«?
Чгс — Ъ
'ас
При штамповке с клещевиной к объёму Ущ.
нужно прибавить объём последней, а при
штамповке из заготовки на две штуки с пе-
реворотом прибавить объём перемычки, полу-
чаемой между поковками.
РАСПОЛОЖЕНИЕ РУЧЬЁВ И ГАБАРИТЫ
ШТАМПА
Центр штампа. Центром штампа назы-
вается точка пересечения оси хвоста с осью
шпонки (фиг. 206, а). При наличии замка цен-
а)
Центр штампа
Фиг. 206. Центр штампа. ¦
тром штампа является точка, смещённая от
точки пересечения осей хвоста и шпонки в сто-
рону, противоположную замку на 0,2—0,4 вы-
соты последнего (фиг. 206, б).
Центр ручья. Центром ручья называется
точка приложения равнодействующей реакций,
воспринимаемых верхним штампом в момент
удара. Для ручьёв с равномерным сопротивле-
нием деформации центром штамповочного
ручья является центр тяжести площади проек-
354
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[разд. m
ции ручья (включая образуемый при этом заусе-
нец) на горизонтальную плоскость (фиг. 207, а).
В случае неравномерного сопротивления де-
формации центром штамповочного ручья
является точка, смещённая от центра тяжести
Центр
ручья
ивнтр тяжести
Фиг. 207. Центр штамповочного ручья.
в ту сторону, где предполагается повышенное
сопротивление деформации (фиг. 207, о).
Расположение штамповочных ручьёв.
Если штамповка производится без предвари-
тельного ручья, то центр окончательного ручья
должен совпадать с центром штампа. Если на
штампе имеются два штамповочных ручья
(предварительный и окончательный), то цен-
тры ручьёв реко-
-Центр
/ручья
мендуется распо-
лагать так, чтобы
центр штампа на-
ходился между
ними на одной
трети расстояния
от окончательного
ручья (фиг. 208).
Ближе к кле-
щевине рекомен-
дуется распола-
гать ту часть фи-
гуры ручья, в ко-
торой поковка
сильнее задержи-
вается после от-
штамповки, т. е.
из которой вынуть
поковку труднее.
Однако при распо-
ложении сложных
фигур близко к клещевине может иметь место
незаполнение. Поэтому если трудно заполня-
емая часть является в то же время наиболее
застревающей, то следует установить, какой
из этих факторов будет преобладать. Этими
ке соображениями надо руководствоваться
Фиг. 208. Положение центра
штампе с двумя штамповоч-
ными ручьями (предварител ь-
ным и окончательным).
Фиг. 209. Расположение фигур при много-
штучной штамповке.
при многоштучной штамповке. Так, если объ-
ёмы на концах фигур резко отличны, то боль-
шими объёмами фигуры следует расположить
к клещевине, но ближайшую к клещевине
поковку нужно перевернуть, как показано на
фиг. 209.
Угол положения фигуры штамповочного
ручья относительно фронта штампа следует
установить таким, чтобы клещи можно было
держать прямо, а не иод углом.
Расстояние между центрами штамповочных
ручьёв должно быть минимальным и соответ-
ствовать прочности стенки между ручьями.
Поэтому нужно проверить, что рациональнее:
Фиг. 210.
Фиг. 211.
Фиг. 212.
расположить ли ручьи на равных расстояниях
от фронта штампа (фиг. 210), сместить ли
их по длине штампа (фиг. 211) или сблизить
с помощью переворота (фиг. 212). Последний
приём предпочтительнее для тяжёлых поко-
вок потому, что он облегчает перенос из ручья
в ручей кантовкой по штампу. Этот же приём
рекомендуется также для облегчения штам-
повки трудно заполняемых форм в обеих по-
ловинках поковки (в верхней и нижней).
Расположение заготовительных ручьёв.
При расположении заготовительных ручьёв
надо руководствоваться следующим: а) пер-
вый заготовительный ручей располагать с
Фиг. 213. Взаиморасположение гибочного и оконча-
тельного ручьёв: а — правильное, б — неправильное
противоположной стороны от сопла обдувки;
б) ручьи располагать подряд в технологиче-
ском порядке; в) учитывать расположение печи
и пресса относительно молота. Кроме того, при
определении взаиморасположения отдельных
ручьёв следует учитывать их специфичность,
например, гибочный ручей относительно штам-
повочного должен быть расположен так, что-
бы поковку можно было свалить без разво-
рота, как показано на фиг. 213, а. При штам-
повке несимметричной относительно плоско-
сти разъёма поковки, если последнюю нужно
расположить только так, как указано на
фиг. 213, б, гибочный ручей следует перенести
на другую сторону штампа.
При расположении отрезного ножа надо
учитывать, что: а) передний нож обеспечи-
вает большую производительность; б) задник
нож исключает возможность забоин на по-
ковке и смятия заусенца при ударе о стани-
ну при отруб^ании; в) задний нож всегда уже
ниже и прочнее переднего.
На фиг. 214 показано рекомендуемое рас-
положение ручьёв, когда: а) нагревательная
ГЛ. II]
ШТАМПОВКА НА МОЛОТАХ
355
п вариант
п вариант
01
01
10
Площадки Оконча-
подсадки
Оконча-
тельный
Предвари- Okt
тельный met
рр
ельный
То fke
Заготови-
тельный
типа Д
То /ке
1-пручеи
2-й ручей 3-й ручей ь-и ручей
Заготови-
тельный
типа в
То /кр
тои
тельный
типа Й
То Же
'онча-
тельный
То *е
Но*
Предвари Оконча
тельный тельный
То/ке
Заготови
тельный
типаДB-й)
То /Не
Оконча
тельный
То ?ке
Предвари-
тельный
То ike
Заготови- Заготови-
й й
тельный
типа а
То /ке
НОЖ
<и- Оконча-
тельный
То /ке
Но/к
Предварив Оконча-
тельный ¦¦¦¦
Заготовц: Заготови
тельный тельньи
munaflB-uj типа В
То /ке
То Же
Jazomc
тельный
и па В
То/ке
Нож
Но/к
Предвари- Оконча-
тельный тельный
То /ке
Нож
тельный
То/ке
Предвари-
тельный
То/ке
5-йручей
Но*
нож
Но»
Оконча-
тельный
То/ке
6-й ручей
НОЖ
71 И
1
74
i
В вариант
74
ъШ
74
71И Р1
Л Вариант
А Ш
Условные обозначения
(у| Окончательный ручей
Q Предварительный ручей
j-i Заготовительной ручей типа Д-
**
р
подкатной,
короткий переЖимноп или формовочный
#) Мо/кет выть как прямым, так и распо-
ложенным под углом
Г
Заготовительный ручей типа В.
гибочный,
длинный переЖимнод или
формовочный
Отрезной ноЖ
Фиг. 214. Таблица расположения ручьёв.
СП
К,
150
¦v
ч.
N.
ч
Hi
"Т
:
...
41
\
Ч
s
N 1
Ч
IS
10090 80
N
л,
s
ч
N
Ч
ч
Ч
ч\
70
\
N
S
ч
(
V
Лч
'/
\
\
Ч
N
V
//
У/
7 <
<
60
\
Чг.
X
/7,
ч/
'//
ч
\
ч
V
ч
ч
Ч
/*
( ,.
ui
\
\
\
%
~
s
'<rr
50
\
\
\
s
\
s
г?
'О "
30
N
Ч
ч
<ъ
N
\
\
\
!*$
Ч|
ч
\
S
S
ч
\
)
\
¦\
V
ч
ч
ч
V
ч
Ч
\
чг
_ч
47
ч
ч
ч
ч
V
s
п.
ч
\
ч
Ч
ч
ч
Ч.
ч
ч
ч
s ч
s, Ч
ч
ч
\
s
V
ч
х
ч
ч
х_
, ч
ч
^х
N
V
X
ч
у
х
X
\
ч
х
х
ч
х
X
ч л
х
ч X
чХ, Л
Й^ч. X
20 18 15 It* 12 Ю
N.
s
X
4.
4
N.
4
>>^
v^
N.
N
N.
"V
N
p^
-N
^'
¦n.
N
ч
N
s.
1
•s.
ч
N,
N
N
N
N.
N
N i
' iu 16 18 ?0
N,
у
N
"¦
S
N
**•
4
"V
4,
>
"V
N
S
s^
S
N
"s«
*V
s
о
ч
s
6'
4
30
is
•x,
^.
^4
к
5s
s.
4,
s
Sv
N
•s,
^5
N
>«.
s
4,
ч
4
4
N
N
\
N
N
VI
^ 1
4
1
X.J
Sj
4i
N
N
1
,\
1
> 1
.J
N |
uo
N.
N,
N,
ч
N,
N
*^ц
N^
¦^
*N
N,
4,
4
^^
N.
4.
N
V
N
N
N
N
N
/c
Sid
r
4^
s
N
50
N.
¦v,
N
¦x.
N
N
N
5
N
"*>
N
^v
N
L?
S.
r
^»
b.
<
ъ.
s
i.
s
•=;
N
Nj
N,
N
'^
oN
>
Г
>:
r.
s/
4
Nj
"V
Nj
N.
0
4^
4,
v,
7
4
4,
s
s
ч
0
V,
8
s
0
v
9
N,
vk
V,
*»,
4.
4,
s
0
у
N.
^^
100
N
s
"N
N-
N,
4,
N
¦^
N,
N
*-,
>>
Г41
¦v,
^4
N
s,
s
^
«s
4,
¦s
«
>
-
,
4^
¦^
ts.
"S
i/
s
**•
4
N
ч
156
1
N,
s.
'(9
v|
S,
>»
4
N
s.
^\
s,
Si
Чч^
¦у
N.
1
200
Фиг. 215. Номограмма для определения Г при расчёте стенок.
Пример: h «= 42 мм, «, =7°, /? = 5 мм; по номограмме Г =69: s = 69 — 7 = 62 мм.
ГЛ. II]
ШТАМПОВКА НА МОЛОТАХ
357
печь находится слева; б) обрезной пресс на-
ходится справа; в) обдувка окалины произво-
дится справа.
Толщина стенок штампа и стенок между
ручьями. Толщину стенок штампа и стенок
между ручьями
определяют при
помощи вспомога-
тельной величины
Т, находимой по
номограмме (фиг.
215).
1) Расстояние
от края штампо-
вочного ручья до
края штампа при
отсутствии заго-
товительных ру-
чьёв (фиг. 216):
s= T-7.
2) Толщина стенки между ручьями (фиг. 217)
s = (Т— 7) cos а2.
При определении толщины стенки между
ручьями величина Т находится по размерам
h, R и ах ручья с меньшей глубиной.
Фиг. 216. Толщина стенки
штамп;].
Фиг. 217. Толщина стенки между ручьями.
Для случаев, когда R "> h (фиг. 218), если
по расчёту s < 10, принять 5 = 10.
Для случаев, когда R = h (фиг. 219),
5 = (9,3 \r~R — 7) cos «2.
Если у соседнего ручья R также равно Л,
то толщина стенки между ручьями
= 0,8 (9,3]/# - 7).
Фиг. 218.
Фиг. 219.
Расстояние между фигурами при много-
штучной штамповке
s = 0,6 (Т—7) cos a2.
Расстояние от края фигуры до выемки под
клещевину
5 = 0,7 (Г—7) cos а2.
где а3 — уклон стенки выемки.
При штамповке без клещезины расстояние
от края фигуры до выемки, которая в данном
случае служит воронкой для контрольной
заливки, s= Aч-1,4) (Г—7) cos a2.
Габариты штампа (штамповые кубики).
Размеры штампового кубика подбирают в со-
ответствии с принятым количеством, разме-
рами и расположением ручьёв и расстояния-
ми между ними.
Размеры возможных нормальных кубиков
для молотовых штампов приведены в табл.48.
Таблица 48
Размеры кубиков молотовых штампов
А — больший размер, В— средний размер, С—меньший
размер. Пример обозначения:
Кубик при СХВХА =265X340X380 т
С.Х.В в мм
205X235
205X265
235X235
235X265
235X300
265У265
265ХЗ00
265X340
265ХЗ80
265X430
ЗооХЗ00
ЗО0Х34О
3«>Хз8о
300X430
300X490
34оХ34о
34оХз8о
34оХ43°
340X490
340X550
38оХз8о
38оХ43о
380X490
Вес
(в
265
IOO
13о
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
одного
кг)
300
_
128
I3O
147
г66
166
188
—
—
—
212
—
—
—
—
—
—
—'
—
—
—
—
нормального.
кубика
иолотовых штампов при
340
—
—
167
189
188
213
241
—
—
240
273
—
—
—
—
—
—
—
—
—
А .
380
—
—
—
аи
2IO
237
2бо.
3oi
—
269
ЗО5
341
—
—
—
—
—
—
—
—
—
им
430
—
—
—
—
—
269
ЗО5
341
381
ЗО4
345
385
434
39°
436
—
—
—
—
—
490
-
—
—
—
—
—
—
383
439
393
439
49<5
566
444
497
5&»
—
555
550
_
—
—
—
—
—
—
—
—
—
—
—
493
556
635
49°
558
632
72O
— '¦
623
7O5
600
—
—
—
—
—
—
—
—
—
—
—
—
693
6о8
688
784
88о
68о
7°9
876
Примечание. Допуск на все размеры от +3°/0
до - 2%.
Если любой из требуемых размеров (А, В
или С) кубика отличается более чем на 30%
от разности между двумя ближайшими разме-
рами, то можно применить кубики с соответ-
ствующим размером из ряда: 19J, 220, 250,
28Э, 320, 360, 40Э, 463, 520, 580.
Для размеров, превышающих 600 мм, мож-
но брать значения из ряда: 630, 660, 700, 740,
780, 820, 860, 900, 1000 и более, но кратные
100 мм, причём допуск на размер 600 и более
равен ± ЗО/о-
Направление оси слитка в кубике опреде-
ляется по клейму на пересечении диагоналей
грани, перпендикулярной к оси слитка; на-
правление размера А всегда соответствует
направлению оси слитка (в противном случае
это особо оговаривается).
Ось слитка следует направлять вдоль оси
фигуры окончательного ручья. Если же фи-
гура окончательного ручья такова, что на-
правление оси безразлично (например, для
поковок типа шестерён), то ось слитка сле-
дует направлять параллельно оси шпонки.
358
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Остальные технические условия на штам-
повые кубики должны удовлетворять ОСТ
10238-40.
Возможность установки штампа на молот
проверяют по следующим условиям: 1) для
возможности возобновления сумма высот
верхнего и нижнего штампов должна не ме-
нее чем на 25% превышать минимальную до-
пустимую высоту штампового пространства по
характеристике молота; 2) вес кубика верх-
него штампа не должен превышать наиболь-
шего веса, указанного в характеристике моло-
та^) зазор между наиболее удалённой от цен-
тра штампа гранью кубика и направляющими
молота должен быть не менее 20 мм. Если
проектируемый штамп не будет удовлетво-
рять одному из двух последних условий, то
следует произвести разбивку ручьёв для по-
следовательной штамповки в двух штампах.
УРАВНОВЕШИВАНИЕ СДВИГАЮЩИХ
УСИЛИЙ. ВСТАВКИ. КОНТРОЛЬНЫЙ
УГОЛ
Уравновешивание сдвигающих усилий.
При штамповке некоторых деталей, например
имеющих изогнутую ось, при соударении штам-
пов могут возникать горизонтальные усилия,
стремящиеся сдвинуть верхнюю и нижнюю
Фиг. 220.
половинки штампа относительно друг друга
(фиг. 220).
Для уравновешивания сдвигающих усилий
применяются: а) спаривание мелких поковок
(фиг. 221); б) соответствующий выбор и рас-
положение поверхности разъёма (фиг. 222).
Фи?. 221. Спаривание поковок.
На одной дысоте
Фиг. 222.
В этом случае фигуру ручья располагают так,
чтобы крайние точки поковки на линии
разъёма находились на одной горизонтальной
плоскости (высоте).
Угол наклона фигуры ручья определяется
из уразнения
Штамповочные уклоны при таком распо-
ложении ручья будут переменные, а фигура
покозки исказится. Поэтому при y > 7° при-
менение данного способа нежелательно.
в) Устройство в штампе специальных на-
правляющих. Последние применяют не только
для уравновешивания сдвигающих усилий, но
при отсутствии таковых и для обеспечения
точности и правильности соударения штам-
пов и облегчения их установки и наладки.
Направляющие (замки). Направляющая
в виде уравновешивающего выступа (упор-
ного зуба) N, предохраняющая от сдвига
в одном направлении, представлена на фиг. 223.
На одной высоте
Фиг. 223. Упорный зуб (уравновешивающий выступ).
Высота h определяется конфигурацией по-
ковки. Толщина зуба b должна быть не ме-
нее 1а/з Л. Угол наклона а рекомендуется
следующий:
при высоте h до 20 мм — с = 7°
от 20 до 50 мм а = 5е
,50 , 100 „ а = 3°
, , 100 мм о = 1°
Зазор о должен быть равен 0,2—0,4 мм,
однако он должен быть не более половины
На одной высоте
Фиг. 224.
Фиг. 225.
допуска на сдвиг, указанного в чертеже по-
ковки. Радиусы закруглений рекомендуются
следующие: внутренние r?5iO,15 Л; наружные
R ^ г -\- 2.
ГЛ. II]
ШТАМПОВКА НА МОЛОТАХ
359
Применять уравновешивающий выступ ни-
же 15 мм не рекомендуется. В этом слу-
чае лучше применять второй из указанных
способов (фиг. 222). Наоборот, при получаю-
щейся большой высоте упорного зуба при-
менима комбинированная конструкция по
фиг. 224.
При изменении высоты линии разъёма
только с одной стороны поковки применяют
местный уравновешивающий выступ (фиг. 225).
Для поковок типа шестерён применяют
кольцевые (круглые) направляющие (фиг. 226).
Для таких же поковок, но больших габаритов
применяют неполные кольцевые направляю-
сеч. по ab
Фиг. 226. Круглые направляющие.
щие (фиг. 227). Поперечное сечение с разме-
рами представлено на фиг. 228.
При небольших сдвигающихся усилиях,
действующих в одном направлении, применяют
Фиг. 227. Не-
полные круг-
лые направля-
ющие.
Фиг. 228. Профиль направляющих.
шпоночные направляющие—
долевые (фиг. 229) или по-
перечные (фиг. 230).
Фиг. 229. Шпо-
ночная напра-
вляющая доле-
вая.
Фиг. 230. Шпоноч-
ная направляющая
поперечная.
В случае больших сдвигающих усилий, стре-
мящихся повернуть верхний штамп относи-
тельно нижнего, пригодны долевые направля-
ющие (фиг. 231); против сдвигов и поворота
в любом направлении — крестовые направля-
ющие (фиг. 232) или менее надёжные боковые
(фиг. 233).
1
1
\
г
Фиг. 231. Доле-
вые направляю-
щие.
Фиг. 232. Кре-
стовые напра-
вляющие.
Фиг. 233. Боковые
направляющие.
Вставки. Вставки в ручьи молотовых
штампов применяют: 1) при наличии высту-
пов над плоскостью разъёма в гибочном и
штамповочных ручьях и 2) при неравномерном
износе частей фигуры окончательного ручья.
Фиг. 234. Обычная
вставка штампо-
вочного ручья.
Фиг. 235. Вставка
малого штампо-
вочного ручья.
На фиг. 234 показаны элементы вставной
бобышки окончательного ручья, а на фиг. 235
приведён тип крепления вставок для более
мелких ручьёв.
Допуски при горячей посадке крепёжной
части вставок — по ОСТ 1042.
-Ь-10
-Ь<150-
Фиг. 236. Вставка малого гьбочного ручья.
Фиг. 237. Вставка боль-
шого гибочного
ручья.
На фиг. 236 приведён тип крепления вставки
малого (Ь < 150) гибочного ручья. Для вставка
больших гибочных ручьёв (при ?> 150) при-
меняют более надёжное крепление (фиг. 237).
360
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Контрольный угол. Для обеспечения воз-
можности выверки при установке на молот
на передней и боковой гранях обеих полови-
нок (верхней и нижней) штампа простраги-
ваются две взаимно перпендикулярные плос-
кости, образующие контрольный угол (виден
на фиг. 201, 202, 203).
Контрольный угол лучше расположить на
том переднем углу штампа, боковая сторона
которого менее изрезана ручьями открытого
типа. Глубина строжки принимается равной
5 мм. Высоту строжки угла нужно брать рав-
ной сумме высот сострожек при возобно-
влении плюс 30 мм. Практически она равна
примерно от 50 мм до одной четверти высоты
кубика. Контрольный угол необходим не
только при установке и наладке штампов, но
и как база, от которой производится вся
разметка штампа, включая разметку осей
хвоста и шпоночного паза.
КРЕПЛЕНИЕ ШТАМПОВ
В настоящее врекя основной способ кре-
пления штампа—крепление при помощи ла-
сточкина хвоста, вставляемого в соответ-
ствующие гнёзда бабы молота и подштампо-
вой подушки на шаботе и закрепляемого кли-
ном и шпонкой.
На фиг. 238 — 242 приведена примерная
нормаль крепления молотовых штампов, со-
ставленная в соответствии со стандартом
штамповочных молотов 34-1 ГУКПО НКТП
СССР A939 т.).
Переходные штамподержатели (фиг. 243)
ставятся на молотах в тех случаях, когда
сумма высот верхнего и нижнего штампов
меньше минимально допустимой высоты
штампового пространства по характеристике
молота. в = , „
Вид по стрелке Д
Фиг. 238. Гнёзда под хвостовики штампов и характери-
стика штампового пространства штамповочных молотов
Молот т
о.5
°>75
i
1.5
я
2.5
3
4
5
6
8
до
12
15
Размеры в мм
G
max
в кг
175
265
35°
525
700
875
ЮдО
14<эо
175°
2IOO
г8оо
35°°
42OO
5250
н .
mm
370
320
320
360
400
43°
480
53O
53°
53°
610
610
660
660
*i
4оо
45°
5°°
55°
боо
бдО
7оо
7<х>
7оо
75°
goo
IOOO
IIOO
I2OO
8 шах
IOOO
IIOO
I2OO
1200
125°
125O
125°
I2JO
1250
1300
13°°
13°°
1400
1400
к
35°
4оо
45°
боо
Too
7<х>
8оо
9оо
юоо
IOOO
IIOO
1200
i4oo
1500
600
650
700
800
900
900
IOOO
IIOO
1200
1200
1300
1400
1500
1600
Паз ласточкина
в мм
.+0,25
0
~Т
8о
IOO
IOO
IOO
IOO
15°
15°
150
15°
Х5°
2ОО
20О
2ОО
2ОО
+ 0,25
а
НО
135
135
135
*35
195
195
195
195
195
255
255
255
255
хвоста
ft'5
45
5°
5°
50
5°
65
65
65
65
65
80
80
80
80
Таблица к
фиг. 238.
Шпоночный паз
в мм
-±0,5
Т\
76
84
84
84
84
нб
иб
иб
116
116
i4o
140
140
140
/-°Д
72
8о
8о
8о
8о
по
по
но
но
по
132
132
132
132
с
121
143
143
143
143
яц
2О4
2O4
204
2O4
яб4
2б4
264
264
С —наибольший вес верхнего штампа, тяжелее которого ставить не рекомендуется; //, —максимальный
max о max
ход бабы при минимальной высоте штампов.
ГЛ. Ill
ШТАМПОВКА НА МОЛОТАХ
361
Верхний клин
нижний клип
В-ширина
кубика
Фиг. 239. Хвост, шпоночный паз и подъём-
ные отверстия молотовых штампов.
в-
№
i
2
3
4
- ширина кубика
Молот
т
°,5
о,75-2
2,5—6
8-15
Ь
в мм
i6o
20О
ЗОО
4ОО
Н
в лш
45.5
5°.5
65.5
8о,5
Таблица к
фаг. 239
k в мм
№ 1
45
5°
75
юо
№2
48
53
78
юз
№ 3
51
Ф
8i
106
055
П р и м е ч а н и е. При изготовлении и при возоб-
новлении заваркой с последующей фрезеровкой
ширину k шпоночного паза брать из графы 1, при
возобновлении фрезеровкой — из графы 2 или 3
в зависимости от износа.
клейма
Фиг. 241. Клинья для крепления молото-
вых штампов.
Таблица к фиг. 241
Материал — Ст. 5. Твёрдость —285—241 Я
Концы закалить на твёрдость 383—341 Н
.f
г
1
"*¦
t>
S7
\
v°°
\
\
w
V
К
\
\
V
\
Фиг. 240. Шпонки для крепления
молотовых штампов.
Таблица к фаг. 240
Материал — Ст. 5. Твёрдость—285—241/-/
JVs
i
2
3
4
Молот
m
o,5
O.75—a
3,5-6
8-15
Размеры в
/
ё
но
132
Л
45
5°
65
«о
1
9°
97
123
148
мм
h
46
43
02,5
75
№1
44-9
49-9
74,9
99-9
k в мм
JNS2
47>9
52,9
77'9
Ю2,9
№3
5°>9
55-9
8о,9
105,9
Молот
т
0,5
°,75
Клин
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Размеры в мм
45
45
5°
5°
5°
5°
5°
5°
5°
h
6о
65
65
6-
65
65
65
65
8о
8о
8о
8о
8о
8о
8о
8о
32,7
33-8
39
38.2
39-3
39
39,8
39,5
4°.3
49.5
5°>3
5°
5°.8
5°>5
5L3
6i,5
6а,з
62
62,8
63
63,3
63.5
63,8
480
7оо
53°
75°
58о
8оо
73°
9оо
830
IOOO
83°
IOOO
93O
IIOO
1030
I2OO
изо
13°°
1130
13°°
I23O
1400
133°
1500
I53O
i6oo
1630
1700
Примечание. Острые кромки затупить ра-
диусом 2 мм.
Примечания: 1. Острые кромки затупить радиу-
сом 2 мм. 2. Длина I клина должна быть больше длины
кубика не менее чем на 75 мм. Поэтому для штампов,
длина которых больше длины бабы и подштамповой по-
душки на шаботе и которые требуют специального по
длине клина, длину последнего брать на 75 мм больше
длины штампа, а размер k определять расчётом.
362
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Прокладки под клинья
Прокладки
для шпонок
Таблица к фиг. 2t3
Материал — Ст. 40Х. Твёрдость — 363 + 321 Нв
Фиг. 242. Прокладки под клинья и для шпонок
молотовых штампов.
Материал —
Ст. 5.
Толщина листа 5 = 0,5; 0,75; 1
Молот т
о,5
O.75—а
2,5 — 6
8-15
Л
45
5°
65
80
300;
400;
55°;
75о;
Таблица к
; 2; 3, 5 мм
Размеры в мм
3.5°;
5<эо;
7«з;
95°;
1
4оо
боо; 75°
850; iooo; 1150
°; 135°: 155°
фиг. 212
41
43
54
64
Верхний штамподерттель
Обработка уцкроме
мест> показанных
особо
Нижний штамподержатель
Фиг. 243. Переходные пггамподержатели молотовых
штампов.
Таблица к фиг. 243
i
2
3
Паз
ласточкина
хвоста в
b +0,25
2
80
100
15°
+ 0,25
а
по
135
195
мм
А-0.Б
45
5°
65
Шпоночный паз в мм
,+0,5
76
84
пб
72
8о
но
с
121
43
2O4
№
i
2
3
Молот
т
°,5
о,75-2
2,5-3
Размеры в
37°
43°
59°
1
29O
480
69O
ММ
Л,
2IO
225
27O
хвоста
1
1
9
Т
3
Т
о 5
д —
ч я
О ш
О г»
а> о й
03 с с=
139
авЗ
655
МАТЕРИАЛ МОЛОТОВЫХ ШТАМПОВ
И ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИХ ИЗГОТОВЛЕНИЯ
Марки стали. Основной маркой стали для
молотовых штампов является 5ХГМ. Сталь
5ХНМ применяется для кубиков только при
весьма глубоких ручьях сложной конфигура
ции. Вставки сборных штампов изготовляют
из стали 5ХНМ (заменитель — 4ХС). Блок
сборного штампа со вставками изготовляют
из стали 40Х (заменитель — сталь 45). Встав-
ки гибочных и других заготовительных ручье",
изготовляют из той же стали, из которой из-
готовлен кубик штампа (ОСТ 14958-39, ОСТ
7124, ГОСТ В1050-41).
Из углеродистых сталей для штампов, не
требующих большой стойкости, применима
сталь У7А (ГОСТ В1435-42).
Нормы твёрдости. Оптимальные нормы
твёрдости по группам штампов с примерной
разбивкой по тоннажу штамповочных моло-
тов даны в табл. 49.
Технические условия изготовления.
Штампы должны быть изготовлены из стали,
указанной в чертеже, термически обработаны
по режиму, предусмотренному утверждённой
инструкцией, и иметь твёрдость в пределах,
указанных в чертеже.
Непараллельность опорной плоскости хво-
ста по отношению к плоскости разъёма не
должна превышать 0,075 мм на 300 мм длины
штампа или 0,025°/с; непараллельность опор-
ных плоскостей хвостовиков Еерхнего и ниж-
него штампа — 0,15 мм на ЗСО мм длины
штампа или 0,05°/0, а наклонных плоскостей
хвостовика — 0,06 мм на 300 .ш* длины штампа
или 0,020/0.
При возобновлении хвостовиков допу-
скается уменьшение ширины хвоста для 1-го
возобновления на 2 мм, для 2-го — на 4 мм,
для 3-го — на б мм. При уменьшении более
чем ка 6 мм ширина хвостовика восстана-
вливается наваркой.
Максимально допустимое отклонение от
перпендикулярности сторон контрольного угла
не должно превышать 0,09 мм на расстоянии
300 мм от контрольного угла. Расстояния от
контрольного угла до осей шпоночных пазов
у Еерхнего и нижнего штампов должны быть
выдержаны в пределах + 0,2 мм. Нессосность
осей шпоночных пазов в комплекте допу-
скается до 0,6 мм.
гл. щ
ШТАМПОВКА НА МОЛОТАХ
363
Таблица 49
Нормы твёрдости молотовых штампов по Бринелю (Нв)
Вес падающих ча-
стей молота в т
0,5—1,5
1.5- з
3-4
4-6
Свыше 6
Молотовые штампы
на опорной
плоскости
388-444
352-388
321—368
Зи—341
293 321
321-368
321—341
3OS —321
3"-341
293 -321
ручья
388-444
388-444
352-388
321-368
321—368
блок штампов
со вставками
321-368
321-368
321-363
-
—
Правочные штампы
для холодной
правки
352-388
352-388
352-388
-
—
для горячей
правки
352-388
352-388
321-368
ЗИ -341
293-321
Таблица 50
Допуски на размеры окончательного ручья в мм
Номинальные
размеры в мм
ДО 2О
2I-8O
8i-i6o
161 — 260
261—360
361-500
501-750
751-1000
1001 —1500
1501—2000
Поковки обычной точности
допуски на горизон-
тальные (наружные)
размеры
+
од
О,2
о.З
о,4
о.5
о,6
о,7
о,8
°,9
1,О
-
о.од
о,1
о,15
0.2
О,25
о,3
о,35
о,4
о,45
о,5
допуски на размеры
глубины
+
о,о5
О,1
°.15
0,2
О,25
о-З
-
о.оз
о,о5
о,о8
0,1
одз
од5
Поковки повышенной точности
допуски на горизон-
тальные (наружные)
размеры
+
о,о5
од
о, 15
0,2
О,25
-
о,оз
°>°5
о,о8
од
одз
допуски на размеры
глубины
+
о.оз
о,о5
о,о8
од
-
о.оз
о,оз
0,04
о,о5
Допуски на размеры окончательного ручья
должны обеспечивать получение поковок
с требуемой чертежом точностью размеров.
Примерные размеры допусков приведены
в табл. 50. Допуски размеров предваритель-
ного ручья примерно вдвое больше допу-
сков окончательного. На размеры выступов
в ручьях допуски следует брать с обратным
знаком. Допуски на смещение фигуры верх-
него штампа по отношению к фигуре ниж-
него штампа сведены в табл. 51.
Разница в размерах фигур верхнего и ниж-
него штампов допускается в окончательном
ручье для поковок повышенной точности до
0,1 мм, для поковок обычной точности до
0,2 мм, а в предварительном ручье —до 0,3 мм.
Поперечное смещение заготовительного
ручья в верхнем штампе по отношению
к нижнему допускается до 2 мм.
Поверхность окончательного ручья для
поковок повышенной точности должна быть
полирована. Поверхность окончательного
ручья для поковок обычной точности, а также
поверхности канавки для заусенца и предва-
рительного ручья должны быть шлифован-
ными и не иметь следов фрезы и камня. Ра-
бочие поверхности заготовительных ручьёв
Таблица 61
Допуски на смещение фигур
Вес падающих
частей молота
в т
0,5-1,5
2-3
4-6
Свыше 8
Допуск на смещение в мм
Окончательный
ручей
обыч-
ная
точ-
ность
од
од5
0.2
О,25
повы-
шенная
точ-
ность
о,о5
о.о75
од
одз
Предва-
ритель-
ный
ручей
0,2
о,з
о,4
о.5
Гибочный,
подкатной,
ПРОТЯЖНОЙ И
другие загото-
вительные
ручьи
2,0
должны быть шлифованы и не иметь следов
фрез.
Заварка заготовительных ручьёв допу-
скается. Заварка же штамповочных ручьёв
допускается только по разрешению заказ-
чика с занесением в паспорт указания места
заварки. Заварка производится на штампах
в подогретом состоянии.
364
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Hi
Выемка под клещевину, канавка для
заливки и нож должны быть обработаны
фрезой без дополнительной зачистки кам-
нем.
Приёмка штамповочных ручьёв произво-
дится по отливке и шаблонам, а приёмка
заготовительных — по чертежу и шаблонам.
СТОЙКОСТЬ МОЛОТОВЫХ ШТАМПОВ
Нормы стойкости. Стойкость фрезерован-
ных молотовых штампов в количестве сня-
тых поковок до первого возобновления рез-
ко колеблется в зависимости от конфигура-
ции и размеров отдельных элементов окон-
чательного ручья.
В зависимости от тоннажа молота стой-
кость ориентировочно характеризуется сле-
дующими цифрами:
Для молотов в т Количество поковок в шт.
От 0,5 до 1 10 000 - 18 000
, 1 до 1,5 7 500 — 15 000
„ 1,6 , 3 5 500 — 12 000
,3,4 4 000—9000
,4,6 2500— 6000
Свыше 6 1 500 — 4 500
Меры повышения стойкости. Основные
мероприятия, направленные к повышению
стойкости:
1) усовершенствование конструкции штам-
па— повышение прочности штампа в целом
и отдельных его частей, сохранение оконча-
тельного ручья за счёт внедрения предвари-
тельного и совершенствования заготовитель-
ных, внедрение многоштучной штамповки
и т. п.; 2) подбор более стойких штамповых
сталей, установление оптимальных норм твёр-
дости, повышение качества термообработки
штампов и более широкое применение свароч-
но-наплавочных работ; 3) повышение каче-
ства отделки поверхности окончательного
ручья; 4) улучшение состояния молота — ре-
гулировка направляющих, хорошее состоя-
ние и своевременный ремонт мест крепления
штампов в бабе и штамподержателе и т. д.;
5) организация контроля температур оконча-
ния штамповки (холодная заготовка разру-
шает штамп); 6) тщательный подогрев штам-
пов, внедрение электроподогрева; 7) прину-
дительное охлаждение штампов со смазкой и
очистка от окалины (обдувание воздухом вы-
сокого давления, обрызгивание водой, насы-
щенным раствором поваренной соли и мазу-
том, очистка древесными опилками, охлажде-
ние водой, циркулирующей по специальным
канавкам в кубике штампа); 8) установление
контроля температуры штампа в работе;
9) внедрение штамповки штампов со всеми
вытекающими отсюда преимуществами, глав-
ные из которых: а) более высокая стойкость и
точность штампованных ручьёв; б) возмож-
ность всем ручьям (благодаря взаимозаменяе-
мости наименее стойких) работать до полного
износа; в) экономия в механической обра-
ботке штампов; г) сокращение парка штам-
пов; д) возможность широкого применения
более стойких марок штамповых сталей и
более качественной термообработки.
ОБРЕЗКА ЗАУСЕНЦА
Обрезка заусенца бывает холодная и го-
рячая. Выбор рода обрезки зависит от: 1) ма-
териала поковки, 2) габаритов поковки, 3) на-
личия оборудования и 4) организации произ-
водства.
Сравнительная характеристика холодной
и горячей обрезки приведена в табл. 52.
Таблица 52
Характеристика
процесса
Усилие обрезки
(тоннаж пресса)
Производитель-
ность
Подгонка пу-
ансона и матрицы
Появление тре-
щины при обрезке
Отжиг поковок
перед обрезкой
Использование
обрезного пресса
Холодная обрезка
Больше
Больше
Проще—по по-
ковке
Возможно у по-
ковок из высоко-
углеродистой и ле-
гированной стали
Необходим для
углеродистой ста-
ли с 00,45% и
легированной
Не входит в
агрегат с моло-
том
Горячая
обрезка
Меньше
Меньше
Сложнее—по
контрольной
отливке
Исключается
Не требуется
Входит в
агрегат с мо-
лотом: у каж-
дого молота —
обрезной
пресс
Практически поковки, штампуемые на мо-
лотах с весом падающих частей в 1,5 т и
выше, подвергают горячей обрезке.
Обрезной штамп. Комплект обрезного
штампа состоит из обрезной матрицы, за
крепляемой в башмаке, устанавливаемом на
столе обрезного пресса, и обрезного пуансо-
на, закрепляемого в ползуне пресса непо-
средственно или через пуансонодержатель
(державку).
Конструкция обрезного штампа опреде-
ляется в основном габаритами поковки, её
конфигурацией по контуру обрезки (из сколь-
ких частей — секций — должна состоять ма-
трица), величиной зазора между пуансоном и
матрицей (нужны ли направляющие колонки
или нет), родом обрезки (холодная или горя-
чая), параметрами характеристики обрезного
пресса.
Качественную обрезку можно обеспечить
только при хорошей организации работы по
своевременной подгонке комплектов обрез-
ных пуансонов и матриц к комплектам моло-
товых штампов для каждой партии поковок.
Взаимозаменяемости быть не может. При хо-
лодной обрезке слесарную подгонку пуансо-
нов и матриц производят по поковке из пар-
тии, подлежащей обрезке, а при горячей об-
резке— по отливке с окончательного ручья
молотового штампа.
Зазор между матрицей и пуансоном. По
контуру обрезки пуансон пригоняют по матри-
це с зазором за счёт пуансона. Род обрезки
(холодная или горячая) не влияет на величину
зазора между пуансоном и матрицей.
Зазор зависит только от конфигурации и
размеров сечений поковки в плоскостях, пер-
пендикулярных линии контура обрезки (ли-
нии разъёма), и определяется с помощью
ГЛ. II]
ШТАМПОВКА НА МОЛОТАХ
365
таблиц и формул наладки, приведённых на
фиг. 244. Для простоты накладки зазор по
всему контуру должен быть одинаковым, и он
определяется по тому сечению поковки (исклю-
чая нехарактерные сечения), где величина его
окажется наименьшей.
ных поковок простой конфигурации. Матрицу
из трёх и более секций применяют для воз-
можности регулирования сложных контуров.
На фиг. 246 дан эскиз узла крепления на
винтах многосекционных матриц.
При тяжёлой резке для уменьшения по-
требного усилия плоскость матрицы, приле-
гающую к заусенцу, делают волнистой (зиг-
загом) по отношению к линии разъёма; вы-
соту волны следует установить в пределах
от двух до трёх толщин заусенца.
Тип И
ТипШ
Фиг. 244. Зазор между обрезным пуансоном и матрицей.
Таблица к фиг. 244
Тип II Тип III
Тип I
Таблица для
типа I
Таблица для
типа II
Значения S
для типа II
5=0,21)+1
Для типа III
3,3-0,03 а
Обрезные матрицы. Обрезные матрицы
крепятся в башмаке клином или винтами.
В отношении изготовления и наладки
больше преимуществ имеют обрезные матри-
цы с креплением клином — цельные или из
двух секций (фиг. 245).
Контур цельных матриц регулируется на-
варкой и заточкой. Матрица из двух секций,
регулируемая только в одном направлении,
рекомендуется для круглых в плане и удлинён-
h в мм
До
5
Свыше 5до10
Ю „
. 19 ,
24 »
30
19
24
30
о
0,3
0,8
1.0
1.2
1,5
г
D в мм
До
20
Свыше 20 до 30
30 ,
48 ,
59 ,
70
48
59
70
а
0,3
0.5
0,8
1,0
1,3
1.5
3-5 кругом
Фиг. 246. Винт крепления и болт регули-
ровки матрицы.
Таблица к фчг. 246
d в мм
13
i6
2О
за
dt в мм
12,5
16,5
2О,5
22-5
h в мм
14
i8
23
24
/? в мм
IO
13
i6
17
а в мм
3
4
5
б
:
Обработка V,
кроме мест, показанных особо
По черт, молотового По черт, молотового
\ штампа плюс2мм/ штампа
-
Округом
2а — толщина канавки для заусенца
на чертеже молотового штампа: i — по
размеру ширины мостика канавки для
заусенца на чертеже молотового штампа
Ча i
Свыше
* мм
До 1
2 до
4
6
3
.На
В Щ
Л и
5°
55
6о
п,
в мм
го
12
15
в мм
35
4°
5°
-а ш
3°
35
4°
Фиг. 245. Типовая матрица из двух секций.
Выемку под клещевину в матрице делают
по соответствующим размерам клещевины или
перемычки между поковками.
Обрезной пуансон. Фигуру по-
ковки в обрезном пуансоне изгото-
вляют по чертежу и подгоняют по
поковке (или отливке), по центриру-
ющим контурам без зазора, а по не-
центрирующим — с зазором, равным
на сторону половине положительно-
го допуска на соответствующий раз-
мер плюс 0,3—0,5 мм.
При креплении пуансона клином
в державке или непосредственно в
ползуне пресса размеры хвостовика
пуансона следует брать по размерам
гнёзд соответствующих державок; за-
зоров по высоте как на хвостови-
ке, так и на его заплечиках делать
не следует. Узел шлицевого кре-
пления пуансона в державке на вин-
тах приведён на фиг. 247. В штам-
пах с направляющими колонками
пуансон с заплечиками в хвосто-
вой части рекомендуется крепить
на винтах прижимной планкой, при-
гнанной по гнезду в державке на
скользящую или плотную посадку
или устанавливаемой на контрольные
штифты. Рекомендуется также пу-
366
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Державка
¦1 ""
ансон, изготовленный сквозной строжкой по
контуру обрезки, крепить зажимными колод-
ками. Последние
ставят к державке
снизу на контроль-
ные штифты и кре-
пят болтами.
При расчёте вы-
соты штампа сле-
дует считать, что
рабочий ход пуан-
сона при обрезке
колеблется в пре-
делах от трёх до
пяти толщин за-
усенца.
Съёмники. Для
удаления с пуансо-
на заусенца после
обрезки надлежит
при малых зазорах
между пуансоном
фиг, 247 и матрицей (для
холодной обрезки
при 6 < 0,5, для го-
рячей при 8 <[ 1) применить один из съёмни-
ков, приведённых на фиг. 248.
При холодной обрезке применяются 1-й,
4-й и 5-й типы съёмников, а при горячей — 1-й,
2-й, 3-й и 4-й типы.
Башмаки. На фиг. 249, 250, 251, 252, 253,
254 приведены нормали на шесть типов баш-
маков под матрицы, применимых для условий
табл. 53, где пометки крестами ( + ) обозна-
чают, что данный тип башмака удовлетво-
ряет условию, указанному в соответствующем
столбце таблицы.
Державки, клинья. Примерные нормали
державок пуансона приведены на фиг. 255,
256 и 257. На фиг. 258 приведены размеры
клиньев к обрезным штампам.
Прошивные штампы по своей конструкции
делятся на два типа: при зазоре между пуан-
соном и матрицей о ^ 1,5 рекомендуются
штампы без направляющих колонок, при
о<^1,5 — с направляющими колонками. Вели-
ДерЖавка-20,3
Пуансон-20-олп
' Съёмные папы
4. Верхний пружинный
съёмник
2 Жесткий съёмник на
распорных1__1^_труБках
5 Резиновый съемник
Фиг. 248. Схемы конструкций
съёмников.
чина зазора определяется из следующих дан-
ных. Размеры режущего контура пуансона
следует делать по размерам прошиваемого
отверстия, а размеры провального отверстия
в матрице должны, во-первых, обеспечить
свободный провал прошитой плёнки, а, во-вто-
рых, быть меньше соответствующих размеров
поковки, чтобы кромка провального отверстия
не врезалась в поверхность, которой поковка
Таблица 53
Тип башмака
Тип I—низкий с креплением
матрицы клином (фиг. 249) ¦
Тип II—низкий с крепле-
нием матрицы винтами
(фиг. 250)
Тип III—высокий с крепле-
нием матрицы клином (фиг. 251)
Тип IV—высокий с крепле-
нием матрицы винтами
(фиг. 252)
Тип V—низкий с направля-
ющими колонками (фиг. 2,j3) .
Тип VI— высокий с напра-
вляющими колонками (фиг. 254)
Условия применения
Холодная
обрезка,
длина по-
ковки
L<23J mm
4-
+
+
Холодная
обрезка,
длина по-
ковки
L > 230 мм
+
+
+
Горячая
обрезка,
длина по-
ковки
L < 500 мм
+
+
+
Зазор ме-
ждупуансо-
ном и ма-
трицей
6> 0,5 мм
+
+
Зазор ме-
жду пуансо-
ном и ма-
трицей
5 < 0,5 мм
+
Матрица
цельная
или из двух
секций
+
+
+
+
Матрица
более чем
из двух
секций
+
+
+
ГЛ. II]
ШТАМПОВКА НА МОЛОТАХ
367
~1 z t-
j
pi
1
'1
Фиг. 249. Низкий башмак с креплением
матрицы клином (тип I).
Таблица к фиг. 249
Твёрдость
Материал — Ст. 35 НВ ^207 — 255
Фиг. 250. Низкий башмак с креплением
матрицы на винтах (тип II).
Материал — Ст. 35
Таблица к фиг. 250
Твёрдость Hq =207—255
I
2
3
4
.5
5
бо
7°
8э
9°
IOO
х
-г
1бо
180
20О
24O
ЗОО
в
8о
до
IOO
но
но
а
¦о
225
245
2б5
3°5
я
Зоо
32O
34°
Збо
З8о
о
•о
IOO
но
I2O
13°
140
1 в мм
бо—но
70-125
8о -145
90-190
loo — 24.0
¦5
п
•о
4О
45
5°
бо
7°
8о
9°
IOO
а
ле
2О
25
3°
45
бо
75
9о
IOO
i
2
3
4
5
6
*тах
в мм
145
l6o
175
190
205
220
'max
в мм
i6o
19о
215
245
270
Зоо
А, в мм
7°
8о
9°
IOO
но
но
Z, в мм
22O
2$О
.28о
3io
34°
375
Ь, в мм
2O5
225
245
265
285
3°5
Ьй в мм
28о
Зоо
Зао
34о
36о
38о
опирается на матрицу. При определении опи-
рающейся и центрирующей части поковки
надо стремиться к лучшему центрированию
поковки в матрице, к наименьшему короб-
лению поковки при прошивке, к простоте из-
готовления фигуры в матрице.
Таблица к фиг. 251
Материал — литьё стальное. Твёрдость Hg =207—255
с
13°
145
1бо
S3
ле
55
7°
85
IOO
со
•О
175
IOO
2О5
22O
|
т
•сс
13°
145
IOO
ММ
ю
И5
135
IDO
ход
к
55
75
IOO
I3O
сс
215
245
270
Зоо
л
я
155
185
2IO
34°
№
1
2
3
4
5
6
7
8
А
10
11
12
13
14
15
16
17
18
19
on
b
5<J
DO
60
°5
65
70
8о
85
75
S-
95
Ю5
95
1О5
«5
160
240
160
240
180
280
180
280
210
34O
210
34O
25b
420
250
420
300
530
300
I
230
ЗЮ
230
310
250
35°
250
35°
280
410
280
410
320
490
320
490
37O
59°
370
59°
ba
h
V
Размеры в мм
бо
8о
2ОО
45
85
45
85
45
85
55
95
70
по
35
75
35
75
35
75
4О
8о
оо
h0
30
ft,
160
200
170
210
180
220
200
240
260
6. | bt
235
255
l°5
115
тЯг
Г
t
t
1 I
r—r
^ 1
Фиг. 251
ьг—-
}—
— b—-
I -i
t
1
!
. Высокш
матрицы
ь,
1
,. сь
V7
i
'0-\
'/^
V
I r-
U
V
п
<
0
1 I
1 V^
? >
I
11
башмак
1
I
Г
f
-
клином (тип III).
1
368
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. 111
Таблица к фаг. 252
Материал -литьё стальное. Твёрдость Hq —207—255
щ
Фиг. 252. Высокий башмак с крепле-
нием матрицы на винтах (тип IV).
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
8о
I2O
IOO
140
120
140
155
155
170
190
190
210
235
1'
120
240
120
240
140
280
140
280
170
340
170
340
210
420
210
420
260
5эо
260
520
1'.
170
310
170
Зто
20О
34°
20О
34O
240
4io
240
г8о
49°
28о
49°
34°
боо
34O
боо
| h
1 К
h
1»'
Размеры в мм
250
39°
25°
39°
28о
42O
28о
42O
32O
49°
32O
49°
Збо
57°
Збо
57°
42O
68о
42O
68о
14о
2IO
45
80
45
85
45
85
55
95
70
но
35
75
35
75
35
75
4о
8о
бо
9°
fto
35
35
л,
IOO
20О
170
2IO
i8o
220
200
240
220
260
215
25о
290
34°
*95
33°
37°
ъ
из
i3o
145
хбо
175
I9O
2O5
22O
135
гбо
190
215
245
270
3°о
Ъ'
9о
95
IOO
по
I2O
13°
145
i6o
V
95
Ю5
120
140
160
185
210
245
а
1
\
в
Фиг. 253. Низкий башмак
и державка с направляющими колонками
(тип V).
П р и ме ч а н и я: 1. Допуски на диа-
метры отверстий d и D по ОСТ 1012.
2. Размеры dx и hx — по характе-
ристике пресса.
Таблица к фиг. 253
¦
*тах
^тах
*'тах
*'тах
й,
А,
ь»
и
h
и
а,
D
1
Н5
160
IOO
120
70
40
205
285
220
260
190
230
но
4°
28
42
2
i6o
190
но
14о
8о
45
225
ЗО5
23O
2QO
22O
2бо
125
4°
28
42
3
175
215
I2O
IOO
9О
5°
245
335
280
325
245
290
140
45
32
45
4
190
245
130
185
IOO
55
265
355
310
355
275
320
155
45
32
45
5
205
270
145
210
но
6о
285
385
34O
39°
3°5
355
17о
5°
4о
55
6
22O
3°°
i6o
245
но
7О
ЗО5
4°5
375
425
34о
39O
i88
50
40
55
Высота провального окна Н — 0,5 5+15, где
s — толщина прошиваемой плёнки. Зазор на
сторону Д между поковкой и матрицей по
центрирующему контуру равен половине по-
ложительного допуска на размер С поковки.
Поверхности, не центрирующие поковку, не-
обходимо делать с зазором fi = A -f- 0,5.
На фиг. 259 приведён характерный тип
жёсткого съёмника прошивного штампа и да-
ны размеры его элементов.
Прочие штампы на обрезные прессы.
В крупносерийном и массовом производстве
прошивку поковок производят на комбиниро-
ванных штампах для одновременной обрезки
и прошивки <фиг. 260). Кроме того, применяют
комбинированные штампы для одновременной
обрезки-правки (фиг. 261) и одновременной
прошивки-правки. В штампах на обрезных
прессах производят также правку и гибку.
Имеют широкое распространение последова-
ГЛ. II)
ЩТАМПОВКА НА МОЛОТАХ
369
тельные штампы для обрезки и прошивки,
обрезки и гибки, обрезки и правки. К специ-
альным штампам относятся штампы для об-
жимки и среза штамповочных уклонов и
штампы для отрезки клещевины.
1
ч
i+omB
'! -.
т
1
Г "J
то
1/Й
..к
—г
Ь 1
i
i
f
1
\\\
\\\
Таблица к фиг. 255
№ дер-
жавки
i
2
3
4
5
6
2'
9
то
и
12
13
14
14о
14о
1бо
l6o
160
175
175
175
175
175
200
200
200
200
*
60
60
70
70
70
78
"со
78
78
78
9о
90
9о
9°
1
15°
175
2ОО
25°
Зоо
2ОО
25°
3°о
35°
Зоо
400
5°°
боо
Л)
55
6о
6о
7°
8о
8о
8о
90
юо
но
по
I2O
13°
14°
Фиг. 254. Высокий башмак и державка с направляющими
колонками (тип VI).
ft, ft и р — по характе-
ристике пресса.
Материал — Ст. 35.
Твёрдость Нв —255-207.
Фиг. 255. Державка с креплением в ползуне ласточ-
киным хвостом.
Таблица к фиг. 254
№
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Ь
8о
I2O
IOO
140
I2O
I4O
^55
155
17О
IQO
190
2IO
235
2бО
1
I2O
240
I2O
24O
I4O
з8о
140
28о
170
34°
170
34O
2IO
42O
2IO
42O
26О
52О
2бо
170
ЗЮ
17°
31°
зоо
34°
зоо
34O
34O
4Ю
240
4Ю
28о
49O
2&О
49°
34°
боо
34»
боо
260
400
260
400
300
440
300
440
34°
5ю
34O
5ю
400
610
4оо
бдо
460
72О
460
72О
h
45
85
45
85
45
BS
55
95
70
НО
h'
35
75
35
75
35
75
40
80
60
90
К
i6o
200
170
210
180
220
200
240
220
260
Обработка v. кроме мест,
показанных особо.
1-4
5-8
9-12
13-16
17-20
*о
IOO
140
170
2IO
fto
25
30
35
40
40
R
45
5°
50
60
60
ft,
40
45
5°
60
70
ь,
IOO
215
250
290
340
280
315
35°
410
460
d
32
40
40
5°
50
D
45
55
55
bS
65
Примечания: 1. Допуски на диаметры отвер-
стий d и D по ОСТ 1012.
2. Размеры bx,hx и ?-по характеристике пресса.
Фиг. 256. Державка с креплением
в ползуне цилиндрическим хво-
стовиком.
Таблица к фиг. 256
Материал - Ст. 35.
Твёрдость Нв - 255-207-
i
2
3
4
5
h
120
150
180
200
200
Л,
бо
6о
65
7°
8о
d,h и Л' — по ха-
рактеристике прес-
са, причём hx на
3—4 мм меньше со-
ответствуюшего
размерадо оси сто-
порного винта
Материал обрезных штампов. В табл. 54
приведены рекомендуемые марки сталей, их
заменители и оптимальные нормы твёрдости
деталей штампов под обрезные прессы.
370
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Марки сталей и нормы твёрдости обрезных штампов
Таблица 54
1
Наименование детали
Обрезной штамп
Матрицы горячей обрезки
Пуансоны холодной обрезки
Прошивной, штамп
Правочный штамп
Общие детали
Подставки под пуансон и матрицу
Съёмник и болты к нему •
Скоба, коромысло ...
Норма твёрдо-
сти по Бринелю
268—415
444-5J4
321-368
368-415
321-368
477-555
477-555
388-444
555-601
415-5Н
368-415
285—321
321-368
285-321
321—368
229-^85
Применяемые марки стали по ОСТ
14958-39, ГОСТ В1435-42, ОСТ 7124,
ГОСТ В1050-41
4ХВС, 7X3, 5ХГМ, 5ХНМ
Х12М, 5ХВС, У10А, У9А, У8А
5ХГМ, 7X3, 4ХС..4ХВС
5ХГМ, 7X3, 4ХС, 5ХВС
5ХГМ, 5ХНМ, 7X3
ЗХВ8, 7X3
Х12М, 5ХВС
5ХНМ, 5ХГМ
5ХВС, Х12М
У10А, 4ХС, 40Х
45
45
4ОХ.4ХС, У10А
40Х, 45
У7А, У8А
4ft
.
Фиг. 258. Клинья для крепления пуансонов и матриц,
К державке Таблица к фаг. 254 К башмаку
Фиг. 257. Державка с кре-
плением пуансона на вин-
тах.
Таблица к фиг. 257
Материал - Ст. 35. Твёрдость #д =255—207.
в мм
2ОО
23O
280
ЗЗО
38о
*i
в мм
23.4
23-1
22,6
28,1
21,6
'к
в мм
43°
480
58о
68о
*t
в мм
21,1
2О,6
19.6
18,6
I
в мм
22O
240
270
в мм
23.2
аз.о
22,7
22,3
1
В ММ
Збо
480
58о
ft,
в мм
21,8
20,6
19,6
№ дер-
жавки
й, в мм
Л, в мм
1
140
4<э
2
хбо
40
3
180
45
4
200
45
5
240
5°
6
260
50
7
280
60
8
300
60
9
35°
70
10
400
70
\ ГТТП R9
/7—-1
b, h и ? —по характеристике пресса; /, — Z.+
+ B0 -г 40), где L — длина поковки
К фиг. 259
Значения Н, S и D взять из чертежа поковки. Значе-
ние b определяется конструктивно, I = Ь + d, + E -5- 8);
Л~0.5 5+ 0,1 D+0.02Z + 8; N1.2A.
d*-h (подобрать по размеру ближайший из ряда 12, 16,
20, 22 и 24;. d, «1,5 d + 1,5 (подобрать по нормали).
I-»--
Фиг. 259. Съёмник прошивного штампа.
ГЛ. И]
ШТАМПОВКА НА МОЛОТАХ
371
Клемма
башмак берхний
Втулка направляющ^
Колонка направляющ.
Клемма
Башмак нижний
Пуансон
Противник
I Матрице
Тяго
CKobu
Выталкиватель
Коромысло
болт
специальный
Фиг. 2С0. Комбинированный штамп для обрезки в прошивки.
Технические условия на обработку
обрезных штампов
1. Рабочий контур матрицы должен быть
изготовлен по шаблону, выполненному по чер-
тежу поковки по IV классу точности. Меха-
ническая обработка контура YJL и верхней
плоскости VW (у плоских матриц).
2. Рабочий контур режущего пуансона
должен быть изготовлен по специальной прой-
ме, выполненной по чертежу поковки (с учё-
том зазоров) по IV классу точности. Контур
толкающего пуансона должен быть изготовлен
по VII классу точности.
3. Толкающая поверхность пуансона при-
гоняется: при холодной обрезке — по поковке»
при горячей — по контрольной отливке.
372
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
по Я В
Ползун пресса
пресса
Корпус пружинного
амортизатора
¦J3U
Фиг. 261. Комбинированный штамп для
обрезки и правки с . пружинным амор-
тизатором.
ПРАВКА МОЛОТОВЫХ ПОКОВОК
Способы правки. 1. Горячая правка в окон-
чательных ручьях \,олотозых штампов — глав-
ным образом покоеок типа шестерён, если
они проходят не комбинированную, а последо-
вательную обрезку-прошивку. Такой же правке
подвеггаются покоьки средних и больших
габаритов, не имеющих внутренних штампо-
вочных уклонов, например, валики с утолще-
нием к середине по длине.
2. Горячая правка в празочных молотовых
штампах крупных поковок, а при массово-
поточном производстве — средних деталей лю-
бых сложных конфигураций.
3. Горячая правка на обрезных прессах
обладает преимуществами перед первыми дву-
мя способами правки, но лимитируется тонна-
жем пресса.
ГЛ. II)
ШТАМПОВКА НА МОЛОТАХ
373
4. Холодная правка в правочных молото-
вых штампах более производительна и удобна
по сравнению с горячей правкой. Но не вся-
кий материал (из-за хрупкости) можно подвер-
гать холодной правке без риска его разруше-
ния. Большинство машиноподелочных сталей
допускает холодную правку, но в пределах
малой степени деформации. Поковки из наибо-
лее ходовых марок стали во избежание тре-
щин правятся в отожжённом или нормализо-
ванном состоянии.
5. Холодная правка на обрезных прессах
ещё более производительна, но применима
только для мелких поковок, так как, кроме
указанных выше ограничений для холодной
правки, она лимитируется также тоннажем
пресса.
6. Горячая правка на наковальне и на бой-
ках ковочных молотов, а также холодная руч-
ная правка, применяемые как дополнительные
операции для исправления отдельных случайно
изогнутых деталей. Введение её в технологию
является показателем несовершенства техно-
логии или нетехнологичности самой детали.
7. Поковки, для которых выпрямление недо-
статочно, а в силу пружинения необходим
перегиб в сторону, противоположную искри-
влению, правятся на специальных правильных
прессах.
Правочный ручей. Правочный ручей мо-
лотового штампа конструируется с учётом
следующих условий: 1. В направлении правки
не следует делать зазоров как между поков-
кой и поверхностью ручья, так и на опорной
плоскости штампа. 2. Зазоры по сечениям
ручья надо назначать в соответствии с эски-
зами типовых сечений (фиг. 262), где зазор Д
Фиг. 262. Типовые сечения правочного ручья.
равен полозине положительного допуска на
соответствующий размер a, D и Ь; R1=0,05h. -(-
-f- 2, причём для круглых сечений h — -^- •
3. При сложных в плоскости разъёма конту-
рах поковки, обжимая всю её по высоте,
можно контур ручья в плоскости разъёма
значительно упростить (фиг. 263). 4. Неболь-
шие выступы на поковке (фиг. 264) не сле-
дует обжимать по высоте. 5. При определе-
нии положения ручья на штам-
пе необходимо учесть удобства
укладки и выемки поковки. Для
этого часть ручья можно сделать открытой
(фиг. 265). 6. Для правки на молоте средних
и мелких поковок рекомендуется изготовить
два правочных ручья для одновременной
правки по две штуки.
ОПРЕДЕЛЕНИЕ ТОННАЖА
ШТАМПОВОЧНОГО МОЛОТА
И ОБРЕЗНОГО ПРЕССА
Эмпирические формулы. Ниже приво-
дятся формулы Оргаметалла, являющиеся
обобщением статистического материала. По-
требный вес падающих частей молота G опре-
деляется:
а) для поковок, штампуемых осадкой в
торец:
Я-
¦О,-А.
+ С кг.
где /•„ — площадь проекции поковки на пло-
скость разъёма в см4; G3 — вес заготовки в
кг; hnmax — максимальная толщина (высота)
поковки в направлении удара в см; Gn— вес
поковки без заусенца в кг.
Для молотов простого действия
а = 0,018 кг/см\ С = 225 кг;
для молотов двойного действия
а = 0,012 кг)см\ С = 150 кг;
б) для фигурных поковок
G = *
+ 2'5 УНп max) + 30° «5
а = 0,05 кг/смв — для молотов двойного дей-
ствия и 0,0075 кг/см? — для молотов простого
действия.
Упрощённые теоретические формулы.
Потребный вес падающих частей молота
определяют, исходя из работы деформации
поковки с заусенцем за последний удар при
заданной (выбираемой) степени деформации
за этот удар:
Ц7 = @,9-^-
где W — энергия удара молота в кгм; Аь —
работа деформации за последний удар в кгм;
для молотов простого действия
W « 0,8 Gtf,
для молотов двойного действия
W а= 1,44 GH,
где G — фактический вес падающих частей
(сумма весов поршня, штока, бабы и верхне-
го штампа) в кг; Н— максимальный ход бабы
при данной высоте комплекта штампов в м
Фиг. 263.
Фиг. 264.
Фиг. 265. Открытый
правочный ручей.
374
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАШЮВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
где Ап — работа деформации поковки в ктм;
Аа — работа деформации заусенца в кгм.
где ел — степень деформации поковки за по-
следнийудар,выбираемая по графику (фиг.266)-
hncp - средняя высота поковки
\1п - объём поковки
Fn - площадь проекции поковки
на плоскость разъёма
0,02 0,03 ОМ 0,05 0,06 0,07 0,08 ?„
Фиг. 266. График для определения степени
деформации ея.
/(„—конечное удельное сопротивление де-
формированной поковки при последнем ударе;
Vn — объём поковки в смв.
где w — скоростной коэфициент, принимается
w = 2,5; z — коэфициент, учитывающий нерав-
номерность распределения напряжений, при-
нимается
Работа деформации заусенца принимается
4, = o,oi.in(i +.!«_»
где b3 — ширина заусенца в см; F3 — пло-
щадь поперечного сечения заусенца в еж3'»
К3 — сопротивление деформированию; V3 —
объём заусенца в см\ принимается
=--з( 1+0,1 -*-
Спучай. когда имеет место осадка
a=1,5
Случай, Когда имеет место бдав/шбание
°ср
Фиг. 267. Таблица для определения коэфициента а.
максимальное отношение высоты выступа к сред-
z = 1 + 0,15
ней ширине его для данной поковки.
Для « брать максимальное из всех значении, получае-
мых для данной поковки.
Тоннаж обрезного пресса. Необходимое
для обрезки заусенца давление обрезного
пресса в кг определяется по формуле
где Лятах — максимальная толщина (высота)
поковки в направлении удара в см; F — пло-
щадь проекции поковки на плоскость разъё-
ма в см; 7 — коэфициент, учитывающий вли-
яние схемы напряжённого состояния, прини-
мается -у — 2,0; т — эмпирический коэфициент,
учитывающий влияние трения, размеры и кон-
фигурацию поковки, принимается
= 1 +0,06а-
Vl
/ — коэфициент трения, принимается ^=0,3;
а—коэфициент, выбираемый по фиг. 267;
Sn—периметр поковки в плоскости разъёма
в см; ha cp — средняя высота поковки в см;
1п ср
<зу — предел прочности металла при темпера-
туре штамповки в hzJcm2.
где Sn — периметр поковки по линии разъёма
в см; s — толщина заусенца в мостике в см;
с$ — предел прочности при температуре
обрезки в кг/см2.
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ
Пример 1. Вкладыш (фиг. 268) штампуется на молоте
750 кг из заго овки 04ОХ669лл, нарезанной на шесть
поковок. Штамповка производится по одной поковке в
штампе (фиг. 269). который имеет формовочный, предва-
рительный и окончательный ручьи, а также отрезной.
Пример 2. Вилка кардана (фиг. 270) штампуется на
молоте 1 /пиз заготовки 0 65 X 278 мм на две поковки.
Штамповка производится последовательно по одной по-
ковке с переворотом. Штамп имеет пережимной, пред-
в?рительный с рассекателем и окончательный • ручьи
(фиг. 27]).
Пример 3. Педаль (фиг. 272) штампуется на молоте
1,5 т из штучной заготовки 0 28 мм, которая предвари-
тельно подвергается штамповке на горизонтально-ковоч-
ной машине с набором материала на две бобышки (на
большую головку и для близрасположенного к ней
отростка). Штамп со сложной поверхностью разъёма
гл.
ШТАМПОВКА НА МОЛОТАХ
375
Примечания:
1. Неоговоренные ра
диусы -2 мм.
2. Неоговоренный
штамповочный уклон — 7°
Фиг. 269. Моли1 оный штамп
для вкладыша.
376
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
(фиг. 273) имеет протяжной (расположен под углом), ги-
бочный и окончательный ручьи. После обрезки заусенца
конец педали (фиг. 274) подвергают гибке в штампе под
прессом.
сеч. по ад
Примечания:
1. Неоговоренные радиусы-гмм
ZHeoeoBopemtbiu штампобочный
уклон-7е
Фиг. 270. Поковка вилки кардана.
Пример 4. Шатун мотора (фиг. 275) штампуется нэ
молоте 1 т из заготовки 0 45 X 245 мм на две поковки.
Штамповка производится последовательно по одной по-
ковке с переворотом. Штамп (фиг. 276) имеет протяжной
(расположен прямо), открытый подкатной, предваритель
ный с рассекателем и окончательный ручьи.
Пример 5. Шатун насоса (фиг. 277) штампуется на
молоте 750 кг из заготовки 0 28 X Ш4 мм на восемь по-
ковок. Штамповка производится по две поковки. Штамп
(фиг. 278) имеет закрытый подкатной, предварительный
и окончательный ручьи, а также отрезной.
Пример 6. Аналогичный штампу в предыдущем при-
мере штамп для рычага (фиг. 280) иллюстрирует уравно
вешивание сдвигающих усилий путём спаривания фигур
В предварительном ручье имеются рассекатели.
Пример 7. Вилка тяги (фиг. 279) штампуется на мо
лоте 750 кг кз заготовки 0 19 X 1200 мм на 16 поковок.
Штамповка производится сразу по три поковки. Штамп
(фиг. 281) имеет закрытый подкатной, предварительный
с рассекателями и окончательный ручьи, а также отрез-
ной. У штампа имеются крестовые направляющие.
После обжатия штамповочных уклонов в специальном
штампе на прессе вилка принимает вид, указанный
на фиг: 282.
Пример 8. Шестерня (фиг. 283) штампуется на молоте
1,5 т из заготовки 0 70 X 160 мм на одну поковку в
штампе (фиг. 284) с одним окончательным ручьём и пло-
щадкой для предварительной осадки заготовки в торец.
Фиг. 271. Молотовый штамп для вилки кардана.
ГЛ. II]
ШТАМПОВКА НА МОЛОТАХ
377
Вид
по стрелке й
Примечания-
1. Неоговоренные радиусы - 2 мм
I 2 Неоговооенный штпмпобпчный уклон- 7°
Фиг. 272. Поковка педали (после штамповки).
Примечания:
I. Неоговоренные радиуси-2мм
2 Неоговоренный штамповочный уклан-7"
Фиг. 274. Поковка педали (готовая).
Вид по стрелке М
Фиг. 273. Молотовый штамп для педали.
378
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
по не
*» гЬ
Вид по стрелке ?
**"* Примечания:
1. Неоговоренные радиусы-?»*
^ Неоговоренный штамповочный уклон -J
Фиг. 275. Поковка шатуна мотора.
/70 f Г
Фиг. 276. Молотовый штамп для шатуна мотора.
ГЛ. II]
ШТАМПОВКА НА МОЛОТАХ
379
Примечания: 1. неоговоренные радиусы -1'мм
2 Неоговоренный штампобочный уклон 7"
Фиг. 277. Поковка шатуна насоса.
Примечания
1. Неогоборенные радиусы -?мм
2. Неоговоренный штампобочный уклон-!'
Фиг. 279. Поковка вилки тяги (после штамповки).
сеч. по ее/
Фиг. 278. Молотовый штамп для шатуна насоса.
380
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА ,
1РАЗД. 111
сеч по ab
Фиг. 280. Молотовый штамп для рычага.
-775-
Фиг. 281. Молотовый штамп дли вилки тяги.
ГЛ. 11J
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
381
Примечания-.
I Неоговоренные радиусы - 1мм
2. Неоговоренный штамповочный цклон-7"
Фиг. 282. Поковка вилки тяги (готовая).
т
Примечания:
1. неоговоренные
радиусы -2 мм
2. Неоговоренный
штамповочный укпан-7
Ф68
Фиг. 283. Поковка шестерни.
Фиг, 284. Молотовый штамп для шестерни.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Брюханов А. Н. и Яковлев В. Г., Нормали
кузнечных штампов комбината 150. 1938.
2. Брюханов А. Н. и РебельскийА. В., Нор-
мали кузнечных штампов Гипросредмаша, 1911.
3. Брюханов А. Н., Нормали кузнечных штампов
московского автозавода им. Сталина, 1943.
4. Б р ю х а н о в А. Н. и Р е б е л ь с к и й А. В., Руко-
водящие материалы и нормали по кузнечным штампам,
НКВ СССР, 1944.
5. Брюханов А. Н. и Ребельский А. В., Кон-
струирование и расчёт штампов для горячей штам-
повки, т. I, Машгиз, 1947.
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
ОСОБЕННОСТИ ШТАМПОВКИ
НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ
МАШИНАХ
Горизонтально-ковочные машины приме-
няются в cej ийном и массовом производстве
для штамповки изделий высадкой из прутко-
вого материала в штампах с разъёмными
матрицами.
Штамповка на горизонтально-ковочных
машинах характеризуется: а) высокой произ-
водительностью, обеспечивающей возможность
снять с одной машины от 400 до 900 поковок
в час; б) возможностью производить штам-
повку, невыполнимую на молотах и других
машинах вертикальных конструкций; в) воз-
можностью получить поковку с очень неболь-
шими припусками на механическую обработку;
г) экономичностью расходования материала
благодаря возможности отрегулировать объём
заготовки с большой точностью и добиться
ничтожных потерь металла на заусенцы (не
более 0,5-т-1,0%); д) чистотой поверхности
изделий. Они могут нуждаться лишь в не-
большой зачистке заусенцев на наждачном
камне.
Поковки, изготовляемые на горизонтально-
ковочных машинах, весьма разнообразны. По
преимуществу они имеют форму правильных
или усложнённых выступами и впадинами тел
вращения. Типичными для горизонтально-
382
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. ill
ковочных машин являются формы изделий по
фиг. 285, а, а также более сложных конфигу-
раций, подобных изображённым на фиг. 285, б.
Процессы высадки и прошивки иногда со-
четаются с обжимом, гибкой, разрубкой и раз-
дачей, например при штамповке изделий в виде
вилок, скоб, гаечных ключей и т. п. (фиг. 285, в).
Изделия, в зависимости от их формы и
длины, штампуются на горизонтально-ковоч-
ных машинах от прутка, последовательно по-
Фиг. 285* Типичные изделия для штамповки на горизон-
тально-ковочных машинах.
даваемого в штампы для каждой следующей
высадки или из нарезанных мерных заготовок.
В последнем случае имеют большое значение
чистота и перпендикулярность среза конца
заготовки (в этом отношении следует пред-
почесть разрезку прутков на пиле резке их
на ножницах).
Схема действия штампов в период одного
хода машины представлена на фиг. 2S6 че-
тырьмя последовательными фазами: /— пруток
заложен в неподвижную матрицу до упора;
// — матрицы зажаты, упор отошёл, пуансон
производит высадку; III—процесс высадки
закончен; IV — пуансон и подвижная матрица
отошли в исходное положение, поковка выни-
мается.
Положение прутка или короткой штучной
заготовки в штампах относительно края по-
лости, в которой оформляется изделие, фи-
ксируется с помощью передних и задних упо-
ров.
Передний упор (фиг. 286,1) применяют при
работе от длинного прутка. Перед высадкой
упор отводится в сторону автоматически и
не мешает проходу пуансона. При работе с
таким упором пруток должен выступать из
матпиц.
Задний упор может быть подставным или
клещевым.
Подставным задним упором пользуются
в случаях высадки изделий, полная длина кото-
рых больше длины матриц. На фиг. 287, д изо-
бражена схема одной из применяемых конструк-
ций подставного заднего упо а с перестав-
ной частью 2, устанавливаемой по длине заго-
товки /, и болтом 4, поддерживающим планку
упора 3. Заготовка укладывается в штамп и
подводится к упору с помощью клещей 5. На
Передний
упор
[Заготовке
Фиг. 286. Схема работы штампа горизон-
тально-ковочной машины в один ход.
фиг. 287, б показана конструкция заднего упора
в виде плиты в с винтом 7, закладывающейся
в пазы зева станины.
Фиг. 287. Схемы задних упоров: а и б — подставные
упоры; в — клещевой упор. ,<
ГЛ. II]
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
383
Клещевой упор (фиг. 287, в) применяется
при высадке коротких заготовок. Клещи 8
вкладываются в матрицу вместе с заготовкой J.
Губки клещей делают цилиндрическими, по
профилю заготовки.
На горизонтально-ковочной машине каждый
переход осуществляется за один рабочий ход.
Штамповка производится почти всегда с
одного нагрева, и лишь в редких случаях неза-
конченную и охладившуюся поковку подо-
гревают.
ИСХОДНЫЙ МАТЕРИАЛ
ДЛЯ ШТАМПОВКИ ВЫСАДКОЙ
Для штамповки высадкой на горизонтально-
ковочных машинах применяется горячеката-
ный металл повышенной точности проката
по ОСТ 7125 для круглого и по ОСТ 7126
для квадратного профилей.
Для изделий, изготовляемых из тонкого
материала, применяют калиброванный металл
по ОСТ 7128.
Прутки, у которых отклонения размеров
профиля превышают отклонения, предусмо-
тренные ОСТ, будут защемляться в зажимном
ручье штампа с образованием продольного
заусенца в плоскости разъёма матриц, или вы-
талкиваться из штампа под давлением пуансона
вследствие слабого зажима. Часто прибегают
к предварительной рассортировке пруткоз на
группы по диаметрам и применяют для каждой
группы свои вставки в зажимную часть штампа.
Длина прутка L с диаметром до 50—60 мм,
подаваемого в машину вручную или с помощью
простейших приспособлений (рычагов, под-
держек и т. п.), должна быть не более 2 м. Для
более толстых прутков такая длина допустима
только при наличии специальных подъёмных
устройств.
Раскрой прутков ведут, исходя из длины
мерной заготовки 13, числа заготовок п и дли-
ны клещевины Ы:
Длина клещевины определяется длиной за-
жимающей части матриц и прибавкой на захват
клещами или иным способом. Число загото-
вок в прутке подбирается с таким расчётом,
чтобы длина его не превышала вышеуказан-
ных величин.
ПРАВИЛА ВЫСАДКИ
При разбивке технологического процесса
высадки на переходы и при расчётах разме-
ров заготовки необходимо руководствоваться
правилами, устанавливающими предельные
соотношения между долевыми и поперечными
размерами заготовки.
Эти правила относятся главным образом
к операциям по набору металла в заготови-
тельных ручьях.
1. Высадка за один переход всегда может
быть произведена без искривлений, смещения
металла в сторону и зажимов в том случае,
если длина / незажатой (высаживаемой) части
прутка (фиг. 2b8) не превышает 3d. Если
конец заготовки не имеет ровного перпенди-
кулярного среза, следует придерживаться
предельной длины I я& B -f- 2,5) d.
2. Заготовку с глиной осаживаемой части /
больше 3d (фиг. 289) можно высадить за один
переход при условии, если диаметр полости
пуансона или матрицы не превышает 1,5 А При
этом: а) промежуток k между пуансоном и
матрицей в момент начала высадки не жол-
Высадка в матрице Ъысадка 8 пуансоне
Фиг. 388. Схема высадки по правилу 1.
жен быть больше d при диаметре отверстия
матрицы или пуансона dv равном l,5rf (фиг.
289, а), и не больше 1,5*/ при диаметре й\, рав-
ном l,25<f; б) при высадке в конической по-
лости пуансона с меньшим диаметром, при-
Фиг. 289. Схема высадки по правилу 2.
близительно равным диаметру прутка d, про-
межуток k между пуансоном и матрицей мо-
жет быть увеличен до 2rf (фиг. 289, б), если
больший диаметр конуса равен \,bd, и до 3d,
если ббльший диаметр конуса равен l,25rf;
в) при многократном наборе материала в ко-
нической полости пуансона до получения
длины заготовки /, равной трём средним диа-
метрам конуса dcp, промежуток k устанавли-
вается, исходя из среднего диаметра конуса
(фиг. 290).
Соблюдение правил высадки вынуждает в
отдельных случаях, при наборе относительно
1-й набор
Фиг. 290. Схема высадки
конической заготовки п<>
правилу 2.
2-й набор
Фиг. 291. Схема набора
металла в матрицах с
круга на квадрат и с
квадрата на круг.
больших объёмов металла, пользоваться пятью-
шестью переходами. Уменьшения числа пере-
ходов можно достигнуть следующими двумя
способами:
1. Чередующейся высадкой (фиг. 291) с круга
на квадрат, снова на круг и т. д. В первое
384
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. 111
n=l.5d
V. \
--ЧЭ--
щ
Фиг. 292. Схема набора
металла в матрицах, в
ручье с коническим уши-
рением.
наборе сторона квадрата л, = l,5rf при k = d
и at = l,25rf при k=*l,5d; во втором наборе
диаметр dx = 1,5 ^ при
k = t и ^=1,25^ при
Л = 1,5 * и т. д.
Этот способ мож-
но применять при на-
боре в матрице. Для
набора в пуансоне он
неудобен ввиду труд-
ности изготовления
пуансона с отвер-
стием квадратной
формы.
2. Высадкой в ма-
трице с коническим
уширением в конце цилиндрической полости
(фиг. 292).
СОСТАВЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
Чертёж поковки составляется на основа-
нии чертежа готового изделия. Предварительно
следует наметить технологический процесс и
ориентировочно рассчитать размеры заготов-
ки с целью выяснить, как лучше штамповать
данное изделие: какие переходы надо при-
менить, какая часть изделия будет высажи-
ваться в пуансоне и какая в матрице, какие
вынужденные отступления от формы готово-
го изделия придётся допустить в поковке
и т. п.
На поковках не должно быть впадин,
препятствующих разъёму матриц после
аы садки.
Ьсли изделие имеет цилиндрическую часть
высотой более половины диаметра и эта часть
высаживается в полости пуансона, то в чер-
теже поковки для неё должна быть преду-
смотрена слегка коническая форма с углом
конуса 2а^ Г. Такие же уклоны (I -s- 3е) надо
делать на буртиках поковки, которые фор-
муются в глубоких круговых впадинах матриц.
Прм отсутствии уклонов в этих местах по-
ковка может застревать в матрицах.
В местах, в которых металл во время штам-
повки обтекает кромки пуансона и матрицы,
заранее предусматривают возможно большие
радиусы закруглений для улучшения условий
течения металла И удлинения срока службы
штампа.
Следует избегать таких сужений поковки
в её продольном сечении, которые стесняли
бы течение металла навстречу пуансону.
Для частей поковки, которые высажива-
ются в пуансоне или оформляются по пуан-
сону и будут служить в качестве баз при по-
след) ющей механической обработке, припуски
и допуски можно брать меньше, чем для ча-
стей, оформляющихся в матрицах.
При назначении допусков необходимо об-
ращать внимание на наиболее изнашиваемые
места штампа и в соответствующих им местах
поковки брать большие допуски.
Припуски на механическую обработку и до-
пуски на размеры поковки определяются по
нормалям, принятым в данной отрасли произ-
водства.
Величины припусков и допусков, по мате-
риалам некоторых заводов автотракторной
промышленности СССР, даны в табл. 55 и 56.
Таблица 55
Припуски на механическую обработку (на сторону)
(в мм)
я
ч
S
:ота
3
йа
До го
21 — 4О
41—бо
6i~8o
8i—loo
IOI — I2O
121— I40
Г41—160
l6l - I80
S
1
я
о.э
о, 75
-
-
¦-
-
-
—
Обработка
Й
1
\Л
о,75
1,ОО
1.25
i.5o
-
-
-
—
Обработка
V
Диаметр изделия
-100
1
К
о, 75
I.OO
1.25
I.5O
1.75
-
-
-
—
-125
101
1,25
*,5°
i.75
2,ОО
2,25
-
—
-
-150
126
1,25
1,5о
1-75
2,ОО
2,25
2,5О
2,75
З.оо
-175
151-
1-5°
1.75
2,ОО
2,25
2.5O
2.75
З.оо
3.25
-200
176
I.5O
J.75
2.00
2.25
2,5°
2.75
З.оо
3.25
-225
201-
i.5o
1.75
2,ОО
2,25
2.5O
, а.75
З.оо
3.25
3.5O
w. Припуск увеличивается на 0,5 мм
Обработка 7VV-
______
Припуск увеличивается на 0,75 мм
_____
На фиг. 293 приведён пример оформления
чертежа поковки. Пунктиром и в скобках пока-
заны контур и размеры обработанного изделия.
Ф86Н>°
Фиг. 293. Пример чертежа поковки.
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА
Разработка технологического процесса
штауповки на горизонтально-ковочных маши-
нах заключается в определении вида операций,
числа и форм переходов, объёма и размеров
заготовки.
ГЛ. II]
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
385
Допуски на размеры поковок (в мм)
Таблица 56
Высота изделия
До го
21 —4О
41—бо
6i-8o
8i —ioo
IOI —I2O
121 — I4O
141—160
l6l-180
ДО 2О
21 —4®
41 —бо
6i — 80
81-100
121 —140
141 —160
161—180
Диаметр изделия
25-50
+о,5о
+0,50
—
—
—
—
—
—
+о,5_
+O.75
-О,25
51-75
+о,5о
+°.75
+ 1,00
+ I.OO
—
—
—
—
+Q-75
+ I.OO
—о,5о
+ I.OO
-о,5о
+ 1.25
—о,5о
76-100
101-125
По диаметру
+о,75
+ i,oo
+ 1.25
+ 1,5°
+ 1.5°
—
—
—
—
По
+о,75
+ I.OO
—0,50
+ 1,25
-о.75
+ I.5O
-°.75
+ 1.75
-°.75
+о,75
+ I.OO
+ 1.25
+ 1.5°
+ 1.75
+ 2,00
—
—
—
высоте
+ I.OO
+ 1,25
—о,5о
+ 1.5°
-о>75
+ 1.75
-о.75
+ 2,ОО
— 1,ОО
+ 2,25
— 1,ОО
126-150
+ I.OO
+ 1,25
+1.5°
+ L75
+ 2.ОО
+2,25
+2,5°
+2,75
+ 1,оо"
—о,5о
+ 1.25
+ 1.5°
-о.75
+1.75
-о.75
+ 2.ОО
— 1,ОО
+ 2,25
— 1,ОО
+ 2.5O
— I.OO
+2,75
— 1,ОО
— 1,ОО
151-175
+ 1,25
+ 1,25
+ 1,5°
+ 1.75
+2,00
+2,25
+ 2,5°
+2,75
+ 3,оо
+ 1.25
+ 1,5°
-о, 75
+ 1.75
-о. 75
+ 2,ОО
— I.OO
+ 2.25
— 1,ОО
+ 2,5О
— 1,ОО
+2,75
— 1,0О
+3.оо
— 1,ОО
+3.25
—1,00
176-200
+ 1,25
+ 1,5°
+ L75
+2.ОО
+ 2,25
+2,5°
+2,75
+3,°°
+3.25
+ 1.25
+ 1,5°
-Q.75
+ L75
-о.75
+ 2.ОО
— 1,ОО
+2,25
— 1,ОО
+ 2,5О
— 1,ОО
+2,75
— 1,00
+3.оо
— 1,ОО
+3.25
— 1,ОО
201-225
+ 1,5°
+ 1,5°
+ 1-75
4-2,оо
+2,25
+ 2,5°
+2,75
+3'°°
+3.25
+ 1.5°
-°.75
+ 1,75
-°.75
+ 2,00
—1,00
+2,25
— 1,ОО
+2,5О
— I.OO
+2,75
— 1,ОО
+3,оо
— 1,ОО
+3.25
— 1,О0
+3.5°
— 1,ОО
Разнообразие форм поковок, получаемых
путём высадки, исключает возможность поль-
зоваться единым методом проектирования
технологического процесса. Существует ряд
общих положений, которыми следует руковод-
ствоваться при проектировании любого про-
цесса штамповки на горизонтально-ковочной
машине:
а) число переходов должно быть возможно
меньше;
б) набор металла лучше производить не в
матрицах, а в конической полости пуансона;
набор в матрицах ведёт к появлению торце-
вых заусенцев, заштамповывающихся в по-
ковку при последующих переходах;
в) прошивку полости следует вести по воз-
можности с раздачей металла;
г) заусенец надо располагать в таких ме-
стах поковки, где его наиболее удобно и легко
удалить;
д) форму поковки по каждому переходу
надо по возможности проектировать так,
чтобы она центрировалась в матрице в после-
дующем переходе;
е) диаметр прутка должен быть возможно
ближе к диаметру прошиваемого отверстия,
если он не предопределяется формой и раз-
мерами готового изделия; с увеличением диа-
метра прутка увеличиваются потери на конце-
вые отходы;
ж) при определении длины высаживаемой
части заготовки для поковок со сквозными
отверстиями следует учитывать указания, дан-
ные ниже, в примерах технологических про-
цессов „б", „в", „г";
з) для поковок, штампуемых глубокой
прошивкой, лучше пользоваться заготовками
квадратного сечения;
и) при выборе диаметра заготовки надо
иметь в виду принятый в данном производ-
стве ассортимент профилей металла и по воз-
можности не расширять его;
к) объём заготовки определяется по объёму
поковки в последнем формующем ручье с
учётом потерь на угар и на заусенец;
л) потери на угар принимают 1,5 -4- 2,0%
от объёма заготовки при штамповке с одного
нагрева и 2,0-4-2,5% при штамповке с подо-
гревом;
м) на заусенец даётся прибавка металла
0,5 ч- 1,0%.
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
а) Высадка изделия в один переход из
штучной заготовки, подаваемой в штампы
вместе с клещами (фиг. 294, а), и от прутка
(фиг. 294, б) с отрезкой заготовки ножами,
встроенными в матрицы.
б) Штамповка изделия от прутка в два
перехода (фиг. 295): I — высадка в матрице с
наметкой отверстия; II — сквозная прошивка
с выталкиванием прутка.
Диаметр прутка d взят меньше диаметра
отверстия dj. Переходной частью от одного
диаметра к другому служит конус k. Наметка
отверстия в первой операции предусмотрена
с целью избежать утяжки металла по
386
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Фиг. 294. Высадка в один
переход.
Фиг.
295. Штамповка
перехода.
кромке г, которая неизбежно образовалась бы
при последующей сквозной прошивке, начи-
нающейся сразу от ровной торцевой поверх-
ности поковки. Пруток укладывается в штам-
пы по переднему
упору. Заусенец на
поковке торцевой.
Пунктиром пока-
зан выдвинутый
под осадку конец
прутка после сквоз-
ной прошивки во
втором переходе.
На конце нового
прутка эту фор-
му подготовляют
предварительной
штамповкой в обо-
их ручьях. Длина
конца / опреде-
ляется по объёму
поковки в пер-
вом ручье, вклю-
чая объём пере-
т, ходного конуса к.
в) Штамповка
изделия от прут-
ка в три перехо-
да (фиг. 296).
1. Набор ме-
талла в пуансоне,
высадка буртика а
в матрицах и пер-
вый пережим прутка d для перехода на диа-
метр отверстия поковки dt.
2. Высадка фланца b с оформлением впа-
дины, наметкой отверстия и вторым пережи-
мом прутка (пруток при переносе из первого
ручья во второй поворачивают на 90°).
3. Сквозная прошивка отверстия. Пруток
пережимается на круглое сечение диаметром,
равным диаметру отверстия dx.
Заусенец на поковке — торцевой. Выдра /,
остающаяся на прутке, удаляется на^ горячей
фрезе или отрубается в отрезной части
штампа.
Диаметр прутка d взят больше диаметра
отверстия dx с целью сократить длину сво-
бодной части / и получить возможность на-
брать требуемый объём металла в оДин пе-
реход. Длина конца / определяется по объё-
му поковки во втором ручье, в который вхо-
дит объём с, выталкиваемый при сквозной
прошивке в третьем ручье.
г) Штамповка изделия от прутка в четыре
перехода (фиг. 297).
1. Набор материала в пуансоне и в ма-
трице и первый пережим прутка.
2. Высадка с неглубокой прошивкой от-
верстия и вторым пережимом прутка. Высота
буртика Лг > h.
3. Окончательное оформление поковки по
наружным размерам, с раздачей конуса на
цилиндр прошивным пуансоном и осадкой
буртика на высоту Л. Пережим прутка на
диаметр, равный диаметру отверстия.
4. Сквозная прошивка отверстия с вытал-
киванием прутка.
Длина / определяется по объёму поковки
в третьем ручье с учётом объёма выдры с.
Размеры конической части hk первого и вто-
рого переходов взяты одинаковыми. Заусе-
нец — радиальный, удобный для обрезки на
кривошипном прессе.
д) Штамповка изделия в два перехода из
мерной штучной заготовки в штампах с@
скользящими матрицами (фиг. 298):
1) высадка утолщения в средней части
прутка;
2) высадка фланца на конце прутка.
Пруток закладывается в первый ручей
штампа по заднему подставному упору. Во
втором ручье фиксатором положения прутка
служит высаженное утолщение, закладывае-
мое в соответствующее ему гнездо матрицы.
Штамповка в два пе-
рехода обусловлена
в данном случае недо-
статочной длиной ма-
Фиг. 296. Штамповка в три
перехода.
Фиг. 297. Штамповка в че-
тыре перехода.
триц Вт по сравнению с длиной 1Х. При мень-
шей длине /j высадку середины и конца прутка
Фиг. 298. Высадка в штампах со скользящими
матрицами.
можно было бы осуществить одновременно
за один ход машины.
В цилиндрической полости пуансона пер-
вого перехода помещается выступающий из
матриц длинный конец прутка; но пуансон
в этом случае работает только в качестве
толкателя подвижной части матриц.
ОПРЕДЕЛЕНИЕ УСИЛИЯ ВЫСАДКИ
И ВЫБОР РАЗМЕРА ГОРИЗОНТАЛЬНО-
КОВОЧНОЙ МАШИНЫ
Усилие Р, необходимое для высадки на
горизонтально-ковочной машине, определяют
по формуле
Р = kabF,
ГЛ. II]
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
387
где а& — предел прочности металла при тем-
пературе высадки; Z7 —площадь проекции по-
ковки на плоскость, перпендикулярную напра-
влению движения пуансона; k — коэфициент,
зависящий от характера операции и отноше-
ния наиболее тонкого элемента поковки 5
к диаметру прутка d.
Для выбора коэфициента k рекомендуется
таблица (фиг. 299). В ней представлены
основные виды технологических операций,
выполняемых на горизонтально-ковочной ма-
шине, иллюстрированные схемами типовых по-
ковок.
По формуле, предложенной Шарапиным,
определяется не давление высадки, а размер
машины в дюймах, выраженный диаметром
прутка d":
d"
т/'
или d"
mv ч-
Здесь F—площадь проекции поковки в мм2;
D — диаметр проекции поковки круглой фор-
мы в мм; йЬ — предел прочности материала
поковки в холодном состоянии в кг\мм?.
Результат вычисления d" округляется до
целого в большую сторону.
Горизонтально-ковочная машина, подо-
бранная для высадки данного изделия по ве-
личине усилия или по размеру в дюймах, про-
Тип
опера-
ций
Наименование операций
Формулы для определения усилий
Кривые для выбора коэфи-
циента /Г,
I
Высадка в конусной
полости, расположен-
ной в пуансоне
ния в мм; я
t° в кг 1мм?
кг; D — диаметр основа-
ть — предел прочности при
D w
Р=°—-— ks—Fk-s, кг; D — диаметр
4 о о
высаженного фланца в мм; k — коэ-
фициент, зависящий от —j- (S — тол-
щина фланца; d — диаметр прутка);
3? — предел прочности при t° в кг/мм3
п
к
0
V
\
п
\
i
\
п
\
S
1
1
(,
t
III
Высадка с одновременным вдавлива-
нием штем-
пеля, имею-
щего диа-
метр, рав-
ный при-
мерно диа-
метру прут-
ка
P——^f— k^^—Fksff kz;D—диаметр
высадки в мм; k — коэфициент, зави-
сящий от толщины S фланца; а^—пре-
дел прочности при t° в кг/мм3
ff
и
1
\
s
в 12 16 20 S
IV
Прошивка, сопровождающаяся раз-
й
Р —
риала пуан-
соном в сто-
роны. Фла-
нец подго-
товлен в
предыдущем
ручье
4
кг; D —диаметр
высадки в мм; k — коэфициент, за-
висящий от наименьшей толщины 5
стенки; а^ — предел прочности при
1° в кг/мм2
\
е0~» 12
20i
Сквозная прошивка,
сопровождающаяся
срезом
^ кг; П — периметр среза-
емого контура в мм; b — высота сре-
заемой части в мм; з^— предел проч-
ности t° в кг/мм'
VI
Высадка тонкостенных стаканов или
чашек
~~-
кг;Г)—диаметр
высадки в мм; k — коэфициент, зави-
сящий от —г- {S — наименьшая тол-
щина стенки; d — диаметр прутка);
<з —предел прочности при t° в кг/мм3
К
г
\
\
\
Ч
ч
¦к
w /a
Фиг. 299. Таблица для определения усилия высадки и прошивки (по Залесскому).
388
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
веряется по размерам матриц, которые дол-
жны быть достаточными для удобного раз-
мещения необходимого количества ручьёв.
В противном случае берут машину следую-
щего большего размера.
Причиной вынужденного перехода на ма-
шину большего размера может быть несоот-
ветствие промежутка между раскрытыми ма-
трицами диаметру поковки, вызывающее не-
удобства работы на горизонтально-ковочной
машине (например при высадке широких
фланцев на трубных заготовках и т. п., если
нельзя воспользоваться машиной с отодви-
гающейся правой матрицей), а в некоторых
случаях недостаточная длина хода машины.
КОНСТРУИРОВАНИЕ ШТАМПОВ
Замечания общего характера
Длина, высота и толщина матриц должны
соответствовать размерам, мест крепления
штампов в горизонтально-ковочной машине.
Последние берутся из паспорта машины или
измеряются по натуре (фиг. 300). Толщину
матриц убавляют на 2—3 мм, чтобы сзади
них можно было ставить листовые прокладки,
посредством которых при наладке штампов
регулируют положение плоскости разъёма
штампа относительно пуансонов.
Расстояния между осями ручьёв должны
быть известны заранее. Они сопряжены с
расстояниями между центрами гнёзд для пу-
ансонов в пуансонодержателе, который слу-
жит в качестве постоянного элемента штампа.
При подготовке нового комплекта инстру-
Так как объём металла в горячем состо-
янии больше, чем в холодном, размеры фор-
мующих элементов штампа lt берут не-
Фиг. 300. Эскизы мест установки штампов.
мента используется имеющийся пуансонодер-
жатель. Вообще говоря, разбивка ручьёв про-
изводится в зависимости от их количества и
удобства размещения по высоте матриц, при-
шшая во внимание конструкцию и размеры
как самих ручьёв, так и державок пуансонов.
Ручей, в котором производится наиболее
тяжёлая операция высадки, следует по воз-
можности располагать внизу штампа.
Экономия высоколегированных сталей и
удлинение .срока службы штампа достигаются
применением вставок в местах, наиболее под-
верженных износу (фиг. 301).
Фиг. 301. Пример применения
вставок р матрицах.
сколько больше размеров остывшей готовой
поковки /0:
lt = mt0.
Коэфициенты т, учитывающие линейное
увеличение размеров вследствие нагрева для
всех сортов стали, приведены в табл. 57.
Таблица 57
t в °С
8ос
85о
9оо
т
i,oi4
I,oi5
1,О1б
/ в °С
IOOC
IIOO
I2OO
т
i,oi9
1,023
I.O25
Элементы штампа горизонтально-ковочной
машины
1. Зажимная часть штампа. Пруток дол-
жен быть зажат в штампе настолько надёж-
но, чтобы при высадке не происходило вы-
талкивания его. Зажимные части ручьёв де-
лают гладкими (фиг.
*" 302, а и б) или с поя-
сками (фиг. 302, в и г).
тжт
Фиг. 302. Схемы зажимной части штампа.
Первый вид ручья применяют преимуще-
ственно при работе с задним подставным или
клещевым упором.
ГЛ. TI]
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
389
Длину гладкого ручья 1т берут в зависи-
мости от диаметра d прутка:
1т > 2,5 d -j-50 мм.
При штамповке от прутка с пережимными
вставками (фиг. 302, б) длина зажима может
быть сокращена до lm^2 d.
Ручей с поясками держит заготовку лучше,
но оставляет вмятины на поверхности зажим-
ной части прутка. Он применяется преимуще-
ственно при штамповке от прутка с перед-
ним упором. Длина ручья
lm^z2d + 30 мм.
На фиг. 302, в к г показаны употребитель-
ные формы поясков. Форма пояска по
фиг. 302, г является наилучшей, но она дорога
в изготовлении.
Размеры поясков по фиг. 302, в:
т як 0,05 d + B0 -*¦ 25) мм',
п яг 5 -V- 7,5 мм;
глубина 5 zzz 1 -к-1,3 мм.
Размеры поясков по фиг. 302, г приведены
в табл. 58.
Таблица 58
d в мм
До 32
33-50
Свыше 50
d±x
d±i
d±i,$
d±a
m
2O
30
40
P
IO
15
30
\
Профиль зажимной части ручья (фиг. 303)
растачивают на диаметр df с вспомогатель-
ной прокладкой толщиной /, закладываемой
перед расточкой между матрицами (или ме-
жду заготовками вставок).
df — c-d (округляется до 0,1 мм).
Величину с принимают равной 1,012 —
при отклонениях диаметра прутка от номи-
нала на ± 1%; 1,030 —
при положительных
отклонениях диаметра
прутка от номина-
ла > 10/0; 0,995 — при
отрицательных от-
клонениях диаметра
прутка от номина-
ла>10/0.
Толщина проклад-
ки/ = 0,005 d-\- 1 мм
(округляется до
U5(df-f)\ 0,1 мм).
н*' При высадке в
клещах зажимной ру-
чей делают правиль-
ным цилиндрическим
с диаметром dy, равным номинальному диаметру
прутка d, и поправкой на тепловое расшире-
ние.
В том случае, если зажимной ручей не рас-
стачивают, а прострогивают, в чертеже ука-
зывается смещение 0,5 / центра окружности
df относительно плоскости разъёма матриц.
При работе с задним подставным упором
диаметр ручья можно брать равным диаметру
прутка d в холодном состоянии. Зажим прут-
ка получается за счёт расширения его вслед-
ствие нагрева.
Фиг. 303. Схема профиля
зажимного ручья.
По краю ручья снимают фаску а во избе-
жание защемления прутка и образования за-
усенца в плоскости разъёма матриц. Ширина
фаски а « 0,08 d + 2 мм.
При работе со штучной заготовкой из ка-
либрованного холоднотянутого материала
вместо фаски а делают небольшой завал
кромок.
2. Наборная и высадочная части штампа
(фиг. 304). При высадке в полости пуансона
(фиг. 304, а) глубину полости матрицы Нт
следует брать с таким расчётом, чтобы вы-
садка началась не раньше, чем пуансон вой-
дёт в матрицу и получит правильное напра-
вление:
где / — длина осаживаемой части поковки;
Нр— глубина полости пуансона; а — ширина
фаски.
Невыполнение этого условия может быть
причиной смещения пуансона и металла в сто-
~*"-"/7Г Ь=а
г)
Фиг. 304. Схемы
наборной и выса-
дочных частей
штампа.
рону, неправильного оформления поковки и
ударов пуансона в край матрицы.
Диаметр направляющего отверстия в ма-
трице, в которое входит пуансон, ?>'от>
;> 1,5 0^12 мм, где D — диаметр поковки
в мм.
Величины зазоров между пуансонами и
матрицами следует брать в зависимости от
размера горизонтально-ковочной машины, ру-
ководствуясь нижеследующими эмпирическими
соотношениями: 281 = 0,1г -+¦ 0,5 мм — для
наборных ручьёв и 2Sj =0,1 г + 0,3 мм—для
формующих ручьёв; Ь{ и 8Х — зазоры на
сторону, а г — размер машины в дюймах.
Тогда D'p = D'm — 2 b[ (фиг. 304, а) и Dp =
= Dm-2b1 (фиг. 304, б, в, г).
390
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Диаметры Dm и dm берут соответственно
равными: диаметру поковки D с усадкой и
диаметру прошиваемого отверстия, с точно-
стью до 0,1 мм (фиг. 304, 6, в, г)
Между наборным пуансоном (фиг. 304, а)
и дном полости матрицы в конце хода высад-
ки необходимо предусматривать промежуток
&=2ч-5 мм.
Диаметр конуса d\ в наборном пуансоне
берут немного больше диаметра прутка d
(фиг. 304, a): dt« d -f @,5 -т- 3) мм.
Радиус Ri при высадке с последующей
прошивкой отверстия надо брать не больше
1 мм (фиг. 304, б, в, г).
Конусы k\ или k2 в матрице даются для пе-
рехода от диаметра прошиваемого отверстия
к диаметру взятого прутка (фиг. 304, б, г).
3. Прошивная часть штампа (фиг. 305).
В этой части штампа производится сквозная
Снимотель
Прошивной \
сеч. по a b
^Прошивная вставка
Фиг. 305. Схема прошивной части штампа.
прошивка отверстия. В случае штамповки от
прутка последний выталкивается из поковки
без потери металла на выдру.
Прошивной ручей снабжается вставкой,
поддерживающей пруток или державку, с по-
мощью которой штучная поковка подаётся
в штамп.
Поковка в прошивном ручье должна хоро-
шо центрироваться, не деформироваться и
сниматься с прошивного пуансона. Для за-
усенца предусматривается место, где он может
свободно разместиться.
Относительные размеры ручья в мм: Dp =
= 1,01 d0; Dm = 1,005/7»; d, = l,015rf0 + 0,3;
fw0,04D0+2; D— 1,015Do + A; d2= 1,03d-\-2;
S ^ 0,2 Dp -f- 10; d0 — номинальный диаметр
прошиваемого отверстия; Do — номинальный
диаметр поковки; Д — плюсовой допуск на
размер Do.
Длину полости St берут больше длины по-
ковки на 5—8 мм', а~0,04Д) + 2 мм.
4. Обрезная часть штампа (фиг. 306). В
этой части штампа с поковки срезают за-
—о— сеч.поаЬ
Фиг. 306. Схема обрезной части штампа.
усенец, получающийся при высадке в по-
следнем формующем ручье.
Обрезка заусенца на горизонтально-
ковочной машине наиболее целесообразна в
тех случаях, когда изделие имеет большую
длину и неудобно для укладки в штамп
обрезного пресса.
Для обрезки на горизонтально-ковочной
машине заусенец должен быть радиальным,
расположенным по краям или между краями
поковки (фиг. 307, а, б, в).
Относительные размеры ручья в мм
(фиг. 306) di = 1,01 Do H- 0,5 Д (округляется
до 0,1 мм), где Д) — номинальный диаметр
поковки; Д — плюсовой допуск на размер Dq,
d2-1,01 d + 2; d^dx + B -=- 4); d4 > 1,1 Do+
+ B0 -г- 30); m s: 0,05 Do + 4; Dp = D0~B -~ 5)
для заусенца по схеме а и Ь фиг. 307; Dp =
= 1,005 Do для за-
усенца по схеме б
фиг. 307 (округляется
до 0,1 мм); Dm =
Фиг. 307. Расположение заусенцев на поковке.
= 1,01 Dn (округляется до 0,1 мм); S > 0,2
+15; ^««0+ E-5-8): 52^Л0+A5-ь20);
а я: 0,04 Д, ¦+¦ 2.
Торец пуансона должен иметь форму, обес-
печивающую равномерное прилегание его к
поковке по возможно большей площади.
5. Пережимная часть штампа. Пережим
прутка на диаметр di^0,Qd при rf<[80 мм
сеч no Qb
Фиг. 308. Схемы пережимных частей штампа.
и di^OJd при й?]>80 мм производится
постепенно, в нескольких ручьях (фиг. 308).
Более резкие пережимы применять не ре-
комендуется.
ГЛ III
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
391
При переносе из ручья в ручей пруток
поворачивают приблизительно на 90°. Поэтому
многократный пережим можно производить
только в том случае, если поковка до послед-
него перехода имеет форму тела вращения.
При работе в трёх ручьях пруток после-
довательно пережимают на размеры сп, при-
близительно равные: сг = @,7 -т- 0,8) d\ c2 =
=@,58 -г- 0,68) d и на окончательный диаметр
rf1 = @,6 -*-0,7) d.
Пережим на d, == @,6 -г- 0,7) d можно полу-
чить и в двух ручьях, но в этом случае при-
Фиг. 309. Схема пережима на dj—0,95 d.
годится делать двукратное обжатие прутка
в каждом из переходов.
В одном ручье пруток можно пережи-
мать (фиг. 309) сразу по всей окружности,
если dx 5=0,95 d. Диаметр пережимной части df
берут равным 1,012 d, t ss 0,04 d -j- 2 мм и
а и 0,08 d + 2 мм.
На фиг. 310 показаны формы вставок для
предварительного (а) и окончательного пере-
жима {б).
6)
Фиг. 310. Формы пережимных вставок.
6. Отрезная часть штампа. В этой части
штампа производится отрезка от прутка штуч-
ной заготовки до высадки, при укладке прутка
в ручей или готовой поковки после высадки.
Отрезные ножи т ставятся в последнем фор-
мовочном или в специальном отрезном ручье.
Отрезка может производиться в один приём,
если d < 30 мм, или в два приёма в двух
ручьях с надрезом в первом ручье, если
d « C0 -г- 80) мм.
По схеме фиг. 311, а пруток при отрезке
сдвигается вправо. Этот способ применяют
для прутков небольших толщин, отрезаемых
в один приём, и для толстых прутков, отре-
заемых в два приёма.
По схеме на фиг. 311,6 вправо смещается
отрезанная часть, а пруток остаётся на месте.
Таким способом пользуются при отрезке вы-
саженного изделия от прутка и при отрезке
части прутка диаметром d]>20 мм в один
приём.В первом случае отрезной вкладыш
п делают по профилю поковки.
На фиг. 312 показаны формы полукруглых
отрезных вставок. Часто применяют вставки
6}
Фиг. 311. Схемы отрезной части штампа.
прямоугольной формы с односторонним и
двухсторонним ножевым вырезом.
Фиг. 312. Формы отрезных вставок (к схеме а по фиг.311).
МАТЕРИАЛЫ И ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИЗГОТОВЛЕНИЯ ШТАМПОВ
В табл. 59 указаны марки стали, приме-
няемые для штампов горизонтально-ковочных
машин (ОСТ 14958-39, ГОСТ В-1050-41,
ОСТ 7124, ГОСТ 380-41).
Техническими условиями на изготовление
штампов предусматривается:
1. Боковая опорная поверхность матриц
должна быть параллельна плоскости разъёма
и не иметь выступающих или утопленных
секций. Отклонение допускается следующее:
для штампов на машину до 4" — 0,2 мм, для
штампов на машину более 4" — 0,3 мм. Зад-
няя опорная поверхность также не должна
иметь выступающих секций, а межсекционные
шпонки должны сидеть плотно.
2. Рабочие, зажимные и направляющие
части ручьёв должны быть изготовлены по
IV классу точности и не иметь поднутрений.
Острые кромки ручьёв должны быть завалены.
Механическая обработка ручья VV-
392
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Таблица 59
Наименование
частей штампа
Матрицы
(блоки):
с вставками
без вставок
Вставки:
формующие
зажимные
прошивные и
пережимные
поддержива-
ющие
отрезные
(ножи)
обрезные
Пуансоны:
формующие
наборные
прошивные
обрезные
(проталкива-
ющие)
Детали держа-
вок
Пуансонодер-
жатели (бло-
ки)
Крепёжные
детали
Прокладки
(листовой ма-
териал)
Марка сталей
основ-
ные
45
5ХГМ;
5ХНМ
ЗХВ8
5ХГМ
5ХНМ
ЗХВ8
5ХГМ:
5ХНМ
5ХГМ;
5ХНВ
5ХГМ;
5ХНМ
5ХГМ;
5ХНМ
5ХГМ;
5ХНМ
ЗХВ8
45
40ХН
45
40
45
45
заменители
Ст. 6
50Г
5ХГМ; 5ХНМ
7X3
5ХГМ; 5ХНМ
7X3
7X3
45, Ст. 6 (с на-
плавкой сор
майтом)
7X3
7X3; 50Г
5ХГМ, 5ХНМ,
7YQ
/ ЛО
Ст. 6
45, Ст. 6
Ст. 6
Ст. 6
Ст. 6
Твёрдость пос-
ле закалки
и отпуска
Нв =207-^-228
НВ =241+302
//рг=45+48
HRC=38+45
#дС=40+48
Н = 38-45
RC
HRC =40+48
Н г=40—48
R.L
Нт)г=д?>—48
HRq=40+45
Н =40--48
RC
//п/-"=40+48
Нв =220+255
3. Боковая цилиндрическая поверхность
вставки должна быть пригнана к матрице по
краске, а плоскость разъёма вставки точно
соответствовать плоскости разъёма матрицы.
В случаях применения вставок во всех
ручьях и по всей длине ручьёв допускается
равномерное выступание вставок из матрицы
на величину до 0,5-f- 1 мм.
4. Внутренняя рабочая поверхность пуан-
сонов не должна иметь поднутрений и должна
быть отполирована.
КРЕПЛЕНИЕ ШТАМПОВ
Матрицы. Способы крепления матриц на
горизонтально-ковочных машинах всех систем
одинаковы.
На нижних поверхностях матриц (фиг, 301)
делают поперечные пазы, которыми они са-
дятся на шпонки в поддерживающих консо-
лях бокового ползуна и станины (фиг. 300).
Назначение шпонок — предупредить относи-
тельное смещение матриц и удержать их на
месте при выходе пуансона из поковки.
Закрепляются матрицы сверху с помощью
винтов и специальных накладок (башмаков),
являющихся принадлежностью машины.
Если размеры поковки допускают при-
менение матриц меньше нормальных, следует
для экономии штамповой стали пользоваться
переходными подушками (фиг. 313).
Пуансоны. Пуансоны крепят в пуансоно-
держателях разнообразных конструкций. Пу-
ансонодержатели делают стальными литыми
или коваными, цельными или составными, с пе-
реходными державками пуансонов или без них.
Одна из употребительных и удобных кон-
струкций цельного пуансонодержателя сталь-
Фиг. 313. Переходная подушка.
ного литья изображена на фиг. 314, а. Хво-
стовики пуансонов закладываются своими
шейками в гнезда q и закрепляются крышками
и и болтами е. Выступ п пуансонодержателя и
пригнанные к нему запилы т на пуансонах
не позволяют последним поворачиваться.
Фиг. 314. Конструкции пуансонодержателей:
а — цельный; б — составной.
Передняя часть пуансонодержателя может
быть сделана вся отъёмной.
Конструкция составного пуансонодержа-
теля показана на фиг. 314, б.
Форму хвостовика пуансона и державок
часто выполняют по схемам а, 6 и в фиг. 315-
ГЛ. II]
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
393
На хвостовиках делают плоские косые за-
пилы q.Крепление осушествляется посредством
винтов р.
Применение переходных державок б, в, г
и д даёт значительную экономию высоколе-
а)
л
ГГТ» \
ч
у)
Приёмы наладки весьма разнообразны.
Работа по наладке в основном сводится к ре-
гулировке взаимного расположения матриц
и пуансонов путём перемещения их относи-
тельно друг друга с помощью листовых про-
кладок за и под матрицами, кольцевых про-
кладок под пуансонами и клина в главном пол-
зуне за пуансонодержателем. Наладка счи-
тается законченной, когда поковка получится
вполне и правильно оформленной, без заусен-
цев в плоскости разъёма матриц и с равно-
мерно распределённым круговым заусенцем
(или без него).
На качестве и устойчивости наладки весь-
ма сильно отражается состояние машины.
Особо важное значение имеет величина за-
зоров в направляющих ползунов. В исправ-
ных машинах, в зависимости от их размеров,
зазоры не должны превышать 0,25—0,80 мм
на обе стороны.
Крепление пуансонов в переходных дер-
жавках и державок в пуансонодержателе дол-
жно быть вполне надёжным. Нельзя допускать
качаний и провисаний пуансонов.
Регулировка штампов прокладками требует
особой осторожности, так как излишнее их
количество за матрицами может привести
к перегрузке и поломке горизонтально-ковоч-
ной машины.
После наладки штампов нельзя пускать
машину сразу на рабочий ход. Предваритель-
но надо провернуть её за маховик вручную
или, если позволяет конструкция включаю-
щего механизма, дать ей медленное движе-
ние от электромотора.
Фиг. 315. Державки пуансонов.
тированной инструментальной стали. Дер-
жавки типа бив употребляют для прошив-
ных пуансонов. Для формующих пуансонов
удобнее типы г и д. Державка г имеет крыш-
ку к, затягиваемую четырьмя болтами. В дер-
жавке д хвостовик пуансона затягивается с
помощью клина. Обе державки закрепляются
в пуансонодержателе посредством длинных
сквозных болтов.
ПЛАНИРОВКА РАБОЧЕГО МЕСТА
Планировка агрегата горизонтально-ковоч-
ной машины в наиболее распространённой
схеме показана на фиг. 316.
I——sow' moo 1
IEзависотразм.гkмщ \
LfJ
печь,
Монорельс
/leva.
Подъемный
стол
УСТАНОВКА И НАЛАДКА ШТАМПОВ
Установка и наладка штампов горизон-
тально-ковочных машин является очень от-
ветственной операцией. Она требует от на-
ладчика опытности и умения определить по
виду высаженного пробного изделия дефек-
ты, подлежащие устранению.
Как правило, в машину ставятся сначала
правая матрица и пуансонодержатель. После
этого проверяется положение пуансона от-
носительно ручьёв правой матрицы и ставится
левая матрица.
Фиг. 316. Схема планировки агрегата горизонтально-
ковочной машины.
Печи для нагрева материала — одно- или
двухкамерные, преимущественно щелевые,
ставятся по обе стороны машины. Располо-
жение печи справа от рабочего места имеет
особые преимущества при работе с длинным»
заготовками (от прутка).
Для подачи прутковых заготовок от пе-
чей к машинам размером от 4" и выше
394
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
{РАЗД III
применяется монорельс. Заготовка подхваты-
вается крючком, подвешенным на цепи.
Стеллажи С с прутками ставят вблизи
печей.
Концевые отходы складывают под стел-
лажами или рядом с ними. Короткие заго-
товки удобно держать под щельюшили сбоку
печи. Готовые изделия складывают на пло-
щадке Р.
Для передачи тяжёлых заготовок из ручья
в ручей на машинах 4" и выше применяют
подъёмные пневматические столы или спе-
циальные подъёмники, подвешиваемые к бал-
ке над машиной.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б е л и н к о Я- Т., Штамповка на горизонтально-ко-
вочных машинах, Машгиз, 1941.
2. Нормали штампов для горячей штамповки, Оргавиа-
пром, 1940.
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
ОСОБЕННОСТИ ШТАМПОВКИ
НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
И ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ
Гидравлические штамповочные прессы
используются преимущественно для получения
пустотелых поковок цилиндрической формы,
а также различных фасонных объёмных по-
ковок.
Штамповка на гидравлических прессах
позволяет: а) работать с высокой производи-
тельностью A50—300 шт/час — в зависимости
от размера и веса заготовки); б) производить
штамповку посредством глубокой прошивки;
Фиг. 317. Типовые поковки, штампуемые на гидравли-
ческих прессах: а—поковки типа снарядов и авиацилин-
дров; б— поковки типа коротких втулок, чашек и диа-
фрагм.
в) производить протяжку прошитых загото-
вок через кольца или ролики для получения
из них цилиндрических пустотелых поковок
с одновременным увеличением их длины
(снарядных корпусов, авиацилиндров, корот-
ких труб с фланцами и пр.); г) осуществлять
операции высадки как сплошной заготовки,
так и пустотелой; д) выполнять обычную
фасонную штамповку поковок с получением
в основном торцевого и реже радиального
заусенцев и т. д.
В этом случае имеет место лучшая дефор-
мация металла.
Для штамповки на гидравлических прессах
предназначаются главным образом поковки,
имеющие форму тел вращения, с отверстиями
и без них, с выступами, буртами и т. д.
(фиг. 317).
Для штамповки применяют обычно горяче-
катанный металл квадратного и круглого сече-
ния, который поступает, как правило, в виде
заготовок длиной 1,5—2,0 м. Их разрезают
(пилами или ножницами) или после надреза
(автогеном, электродом) ломают на специаль-
ных прессах-хладноломах на мерные штучные
заготовки.
Как правило, углеродистые марки сталей
режут или ломают в холодном состоянии,
а легированные марки — с предварительным
нагревом в печах.
Штамповка исходной штучной заготовки
производится чаще всего с одного нагрева,
реже — с подогревами. Помимо того что по-
догревы нежелательны вообще, необходи-
мость штамповки с одного нагрева диктуется
также особой трудностью борьбы с окалиной,
удалять которую в связи со сложной конфи-
гурацией поковок и особого характера
штамповки крайне трудно.
КОНСТРУИРОВАНИЕ ПОКОВОК
И СХЕМЫ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ШТАМПОВКИ
Технологический процесс обычной фасон-
ной штамповки с получением торцевого за-
усенца или штамповки путём высадки на ги-
дравлических прессах мало отличается от ана-
логичной штамповки на молотах и горизон-
тально-ковочных машинах (см. статью „Штам-
повка на молотах").
Для гидравлических прессов особо харак-
терными являются следующие процессы штам-
повки (фиг. 318).
1. Прошивка заготовок, преимущественно
на вертикальном прессе: а) в закрытой не-
подвижной матрице при подвижном пуансоне
(фиг. 318, а): заготовка вставляется в матрицу
и после штамповки выталкивается из матрицы
или снимается с пуансона; б) при неподвиж-
ном пуансоне и подвижной закрытой матрице
(фиг. 318, б) заготовка ставится на специ-
альную подставку и после штамповки вы-
талкивается из матрицы или снимается с
пуансона.
ГЛ. И)
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
395
2. Протяжка прошитых заготовок на вер-
тикальных и горизонтальных прессах: а) на
вертикальном прессе через неподвижные коль-
ца при подвижном пуансоне (фиг. 318, в); за-
готовка ставится в кольцо, через которое
протягивается пуансоном, а на обратном ходу
пресса снимается с пуансона при помощи съём-
ника; б) на горизонтальном прессе (фиг. 318, г);
заготовка надевается на пуансон и протяги-
вается через неподвижное кольцо; в) на вер-
тикальном прессе (фиг. 318, д) при неподвиж-
ном пуансоне и подвижных кольцах; заго-
товка ставится в кольцо и снимается так же,
как при протяжке, изображённой на фиг. 318, в.
Фиг. 318. Схемы процессов штамповки изделий на гидравлических прессах (на всех схемах слева —
начало процесса, справа — конец процесса): / — прошивной пуансон; 2— центрирующее кольцо;
3 — прошитая заготовка; 4 — матрица; 5— заготовка; 6—выталкиватель; 7 —подставка; 8—кожух;
9 — подвижная траверса пресса; 10—протяжной пуансон; 11 — протяжные кольца; 12 — протянутое
изделие; 13 — съёмник.
396
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Протягивать прошитые заготовки можно
не только через кольца, но и через вращаю-
щиеся ролики.
3. Комбинированная штамповка на одном
прессе: а) прошивка и протяжка заготовок
на одном вертикальном прессе (фиг. 318, е);
такую комбинированную штамповку можно
производить и последовательно, и параллельно
(одновременно); б) протяжка заготовок на
одном вертикальном прессе двумя пуансонами
одновременно (фиг. 318, ж).
Возможны также прошивка средним пуан-
соном и попеременная протяжка на правом
и левом пуансонах (три штампа на одном
прессе). Кроме того, имеются конструкции
наладок штамповочного инструмента с револь-
верными головками на несколько протяжных
пуансонов, работающих попеременно.
4. Фасонная штамповка, сопровождаю-
щаяся элементами осадки, высадки, гибки и пр.:
а) штамповка осадкой заготовки с высадкой
бурта и последующей прошивкой (фиг. 318, з);
в результате этого процесса получается по-
ковка типа авиацилиндров; б) штамповка из-
делия высадкой длинной заготовки, вставлен-
ной в матрицу (фиг. 318, и); штампованное
изделие выталкивается снизу выталкивателем;
в) штамповка изделия с кольцевым заусенцем
(фиг. 318, аг); г) штамповка изделия с радиаль-
ным заусенцем, подлежащим последующей об-
резке (фиг. 318, л).
При разработке технологических процессов
нужно руководствоваться следующими общими
положениями: а) число переходов должно быть
минимальным; б) прошивку полости в заго-
Фиг. 318 (продолжение). Схемы процессов штамповки i
изделий на гидравлических прессах (на всех схемах
слева — начало процесса, справа — конец процесса):
1—прошивной пуансон; 2 - центрирующее кольцо;
3 — прошитая заготовка; 4 — матрица; 5 —заго-
товка; 6 — выталкиватель; 14 — осаженная заго-
товка; 15—штампуемое изделие; 16 — прижимное ..'
кольцо; 17 — кольцевой заусенец; 18 — верхний
штамп; 19 — нижний штамп.
товке целесообразно производить раздачей
металла в стороны; в) прошивку применять
для получения заготовки с толстыми стен-
— Ф90±1
J> 132*2
A25)
A25)'
Фиг. 319. Штамповка с неглубокой
прошивкой.
ками и малой высотой с доведением длины
и толщины стенок до требуемых размеров
последующей протяжкой; г) прошитые заго-
товки протяги-
вать через два
или большее ко-
личество колец
(распределять
требуемую ра-
боту по утоне-
нию стенок на
несколько ко-
лец); д) для глу-
бокой прошив-
ки применять
преимуществен-
но заготовки
квадратного се-
чения с закруг-
лёнными угла-
ми; е) при под-
счёте объёма
заготовок исхо-
дить ИЗ НОМИ- Фиг. 320. Штамповка с глубокой
нальных разме- прошивкой и получением фланца,
ров поковок,
принимая в расчёт также половину плюсо-
вого допуска; ж) учитывать потери на угар;
ГЛ. II]
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
397
з) вместо обычного заусенца учитывать при-
пуск на неровность краёв при прошивке и
протяжке заготовок.
Поковки конструируются обычным спосо-
бом, но с учётом специфичности штамповки
на гидравлических прессах, заключающейся
в обеспечении выталкивания отштампованной
заготовки.
Припуски и допуски на механическую
обработку даются в U/г — 2 раза больше тех,
Фиг. 321. Штам-
повка с прошив-
кой и после-
дующей про-
колкой (просеч-
кой) сквозного
отверстия.
Примеча-
ния. 1. Не
указанные ра-
диусы закругле-
ний — 3 мм.
2. Разностен-
ность допу-
скается жо'дмм.
3. В скобках по-
казаны размеры
готовой детали.
Таблица 60
Допускаемая разностенность некоторых пустотелых
поковок в мм
A20)
которые даются при горячей штамповке на
молотах и ковочных машинах.
В отношении фасонных пустотелых поко-
вок цилиндрической формы необходимо учи-
тывать неизбежную разностенность (табл. 60).
Фиг. 322. Штамповка с прошивкой и
последующей протяжкой (снарядный
корпус).
Примеры оформления чертежей типичных
поковок, штампуемых на гидравлическом прес-
се, даны на фиг. 319—322. Однако, как указы-
валось выше (фиг. 318, и, к, л), на гидравли-
ческих прессах можно обеспечить и операции
высадки, а также штамповки фасонных поко-
вок с получением торцевого и радиального
заусенцев.
Ориентировочные размеры
наружный
диаметр
85
135
i6o
190
220
250
275
внутренний
диаметр
5°
75
9°
но
135
165
i8o
205
длина
поковок
Зоо
35°
5^5
боо
7оо
8оо
goo
IOOO
Размер разно-
стенности
3—4
3-4
4—5
5-6
6-7,
7-8
8-9
9—ю
На этих прессах можно вести штамповку
в многоручьевых штампах даже таких сложных
поковок, как коленчатые валы.
ОПРЕДЕЛЕНИЕ УСИЛИЙ И ВЫБОР
ПРЕССА
Для определения усилий по основным пере-
ходам при штамповке пустотелых изделий
(прошивка и протяжка) существует несколько
формул.
Формулы и кривые Шнейдера и Гофмана
Подсчёт усилий для прошивки заготовки,
сопровождающейся осадкой и раздачей мате-
риала пуансоном в стороны и частичным подъ-
ёмом материала вверх (фиг. 323), производится
по формуле Шнейдера
Р =
k <sb = Fk ab кг,
где d — максимальный диаметр прошив-
ного пуансона в мм; k — коэфициент, опре-
деляемый по кривой (фиг. 324) и устана-
вливаемый в зависимости от отношения - , где
а
а — толщина стенки прошиваемого изде-
лия в мм; оь — предел
прочности в кг/мм2 при
данной температуре.
Процесс прошивки со-
стоит из: 1) задавки за
готовки прошивным пу-
ансоном на дно матри-
цы; 2) осаживания заго-
товки по длине; 3) бо-
ковой раздачи металла
и 4) поднятия металла
вверх.
В зависимости от се-
чения и длины заготовки,
а также формы пуансона
указанный процесс мо-
жет протекать и в не-
сколько ином порядке.
На фиг. 325 даны три
вида заготовок A,2 и 3),
прошиваемых в матрице
пуансонами с тупой (а)
и круглой (б) торцевой
частью.
Фиг. 3?3. Схема лро-
ма лро-
шивки заготовки; / —
пуансон; 9—заготовка;
3 — матрица; 4 — про-
цщтое изделие.
3S8
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
На фиг. 326 приведены кривые да-
вленнй, записанные индикатором, при-
соединённым непосредственно к ци-
линдру гидравлического пресса. По оси
абсцисс отложен рабочий путь при про-
шивке указанных заготовок круглым
пуансоном б (фиг. 325), а по оси орди-
нат — соответствующие давления.
В начале рабочего хода пресса до
точки 1 кривой идёт процесс задавки и
ч
s
-—•
Ь 6 8 Ю 12 14 16 Ш ±
а
Фиг. 324. Кривая для определения коэфициента Л'
(по Шнейдеру).
3
я
-—Ф123-
777Х
\
а- тупой
-/tf—J
b-круглый
г—^ZZA
Торцевые части
пуансонов
Фиг. 325. Виды заготовок для прошивки: 1 — за-
готовка, предварительно откованная по форме
матрицы; 2 — заготовка квадратного сечения, упи-
рающаяся крайними точками диагонали в ниж-
нюю часть матрицы; 3 — заготовка круглого се-
чения, упирающаяся своим нижним концом
в нижнюю часть матрицы; 4 — матрица.
осаживания заготовки, когда усилия возра-
стают плавно; от точки / до //протекает про-
цесс боковой раздачи металла, где усилие прак-
тически постоянно; от точки // до /// идёт
также поднятие металла вверх и, наконец,
ГЛ. II]
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
399
имеется небольшой пик давле-
ний (влияние дна и охлаждения
заготовки).
Аналогичные по характеру
кривые получаются при про-
шивке тупым пуансоном а
(фиг. 325). Однако в этом слу-
чае абсолютные величины уси-
лий несколько выше, что вид-
но из сравнения кривых давле-
ний (фиг. 327), полученных при
прошивке трёх видов загото-
вок пуансонами с тупой и круг-
лой формами торцевых частей.
Фиг. 327 даёт абсолютные
величины максимальных удель-
ных давлений, отнесённых к
наибольшему сечению пуансо-
нов.
Гофман на основе практи-
ческих опытов установил, что
потребное давление пресса Р
для прошивки определяется по
формуле
где /—площадь наибольшего
поперечного сечения прошив-
ного пуансона вмм2;р—удель-
ное давление на единицу пло-
щади поперечного сечения
пуансона, определённое экспе-
риментально.
Значение р рекомендуется
брать для каждого случая про-
шивки в отдельности в зави-
симости от: а) сечения и дли-
ны заготовки; б) качества ма-
териала и температуры заго-
товки, при которой происхо-
дит прошивка; в; формы про-
шивного пуансона; г) толщи-
ны стенок прошиваемой заго-
товки или отношения сечения
пуансона к среднему сечению
матрицы; е) толщины стенок
и др.
Так, наименьшие удельные
давления имеют место, когда
отношение наибольшего диа-
метра пуансона к среднему
диаметру матрицы составляет
0,3 — 0,5. При меньшем или
большем отношении соответ-
ственно изменяются величины
удельного давления. При про-
чих равных условиях наимень-
шее удельное давление для
прошивки требуется в случае
чистого процесса боковой раз-
дачи металла, а наибольшее —
при процессе подъёма металла
кверху.
Опыты, проведённые Гоф-
маном, показали, что средние
данные удельных давлений р
составляют 20—25 кг/мм^ и
доходят до 30—35 кг\мм.ъ для
штамповки (прошивки) загото-
вок из стали с Qb — 80 кг/мм*
при средней температуре про-
шивки 1230° С.
If
H
2^:
8.8
400
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Определение усилий для протяжки через
кольцо прошитых заготовок
Для определения усилий протяжки суще-
ствует несколько формул: Гавриленко, Зибеля,
Закса и приведённая Неймайером. Ниже мы
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ.
ПРОЦЕССОВ ШТАМПОВКИ
а) Процесс штамповки корпуса сальника на
150-тонном прессе состоит из пяти переходов
(фиг. 328): 1) резка 1 заготовки на пиле холод-
Фиг. 328. Технологический процесс штамповки корпуса сальника.
помещаем последнюю как дающую резуль-
таты, близкие к практике:
P=(F2- f2) In Fp\~l\ ЧР + Р (Ctg a + tg a)],
где Р — усилие протяжки в кг; Ft— площадь
поперечного сечения прошитого изделия
в мм2; F% — площадь поперечного сечения
протянутого изделия в мм2; ft — площадь по-
перечного сечения прошивного пуансона или
внутреннего диаметра прошитого изделия в
мм*; /2 — площадь поперечного сечения про-
тяжного пуансона или внутреннего диаметра
протянутого изделия в мм^; а&— предел проч-
ности при данной температуре, принимаемый
с учётом коэфициента скорости от 1,1 до 1,5;
}х — коэфициент внешнего трения, равный
0,2—0,4; a — угол захода протяжного кольца,
равный 15—25°.
Кроме расчётов усилий протяжки по фор-
муле, можно пользоваться некоторыми практи-
ческими данными. Например, фирмой „Крей-
зер" на основе опытов по определению уси-
лий, необходимых при протяжке пустотелых
изделий, установлено, что можно принимать
удельные давления в 20—25 кг на 1 мм2 коль-
цевого сечения площади вытяжки.
Практика ряда заводов показывает, что
давление прессов (тоннаж) для протяжки
можно принимать равным половине давления
(тоннажа) пресса, необходимого для прошивки
данной заготовки.
ной резки; 2) нагрев заготовки и последующая
очистка от окалины; 3) задавка 3 заготовки
посредством наставки на пуансон; 4) про-
шивка 4 прошивным пуансоном отверстия диа-
метром 62 мм; 5) проколка (просечка) 5 от-
Фиг 329. Технологический процесс штамповки корпуса
ролика с буртом.
ГЛ. II]
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
401
верстия пуансоном через проколочную ма-
трицу с удалением перемычки (плёнки).
Последний переход производится или на
параллельно расположенном на том же прессе
б) Процесс штамповки корпуса ролика
с буртом (аналогично штампуют авиационные
цилиндры и другие подобные детали) на
150-тонном прессе состоит из пяти переходов
Фиг. 330. Технологический процесс штамповки колпака
Подводке Воды бля внутреннего
охлаждения пуансона
/ / / V / s / / J / ////i
Фяг. 331. Технологический процесс и штамповочные инструменты для
штамповки снарядного корпуса: а — прошивка; ?—протяжка.
проколочном инструменте, или, по накопле- (фиг. 329): 1) резка 1 заготовки на пиле хо-
нии партии заготовок, путём смены прошив- лодной резки; 2) нагрев заготовки и очистка
ного инструмента проколочным. Полученная от окалины; 3) задавка 3 с высадкой бурта;
после такой штамповки поковка показана на 4) прошивка; 5) калибровка 5. В результате
фиг. 321.
получается поковка, изображённая на фиг. 320.
402
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
в) Процесс штамповки колпака с шести-
¦ гранной головкой под ключ состоит из четы-
рёх переходов (фиг. 330): 1) резка / заготовки;
2) нагрев заготовки и очистка от окалины;
3) штамповка 3; 4) зачистка. Полученная при
этом поковка показана на фиг. 319.
г) Схема технологического процесса штам-
повки снарядного корпуса, состоящего из
прошивки заготовки и последующей протяжки,
дана на фиг. 331 (см. табл. 60).
Нагретая в печи штучная заготовка закла-
дывается в матрицу 7 и прошивается пуан-
соном 3. Прошитый корпус удаляется из ма-
трицы выталкивателем и передаётся посред-
ством клещей на протяжные кольца. Корпус
с того же нагрева протягивается протяжным
пуансоном 16 через два кольца 18 и на обрат-
ном ходу срывается с пуансона съёмником 19.
Протянутый корпус попадает по наклонному
жёлобу 20 на пол цеха, откуда поступает
в штабели для охлаждения или в печи для
термообработки.
КОНСТРУИРОВАНИЕ ШТАМПОВОЧНОГО
ИНСТРУМЕНТА
Основным рабочим инструментом для штам-
повки поковок на гидравлических прессах
являются пуансоны, матрицы и протяжные
кольца. Конструирование рабочего инстру-
мента производится для определённой по-
ковки— изделия. Остальной штамповочный
инструмент (обоймы, упоры, съёмники, вытал-
киватели и т. д.) проектируют применительно
к располагаемому штамповому пространству
пресса и имеющимся образцам.
Рабочая часть штампов для фасонных де-
талей, штампуемых на гидравлических прессах,
мало отличается от применяемых на штампах
для обработки поковки под молотом. Неко-
торые данные для проектирования и расчёта
рабочих размеров штамповочного инструмента
для глубокой прошивки и протяжки приве-
дены ниже.
Для получения поковки, изображённой на
фиг. 322 (снарядный корпус), необходимо рас-
считать размеры прошивного пуансона, матри-
цы для прошивки, протяжного пуансона и
протяжных колец.
Сначала рассчитывают размеры протяжного
пуансона, который окончательно формирует
размеры каморы (отверстия) поковки.
Протяжной пуансон
Размеры диаметров (Dv D<i, D3, D4 и D5)
протяжного пуансона (фиг. 332, а) опреде-
ляются по формуле
?>=
1+0/,
где d — соответствующий номинальный диа-
метр каморы штампованного корпуса с при-
бавлением !/4 плюсового допуска в мм;
а—коэфициент линейного расширения стали;
t—температура корпуса к концу протяжки,
принимаемая равной 850—900° С; tx—темпера-
тура нагрева протяжного пуансона, принимае-
мая равной 200° С; kt — поправка, учитываю-
щая овальность и усадку каморы в резуль-
тате охлаждения, принимаемая равной 0,4 мм;
&2 — поправка, учитывающая абсолютную ве-
личину допуска на изготовление пуансона по
IV классу точности.
Подсчитанные диаметры (Du D2, Ля, D4 и
О5) проставляются на чертеже с указанием
допуска по С4.
Размеры пуансона по длине (Нь Н%, Hz и Н$
соответственно определяются по формуле
где h-—длина соответствующей части корпуса.
Величины a, t и tx аналогичны принятым
в формуле для подсчёта диаметров.
Подсчитанные размеры по длине проста-
вляются на чертеже с указанием допуска
по С5.
Радиус R пуансона принимается по радиусу
в поковке.
Остальные размеры пуансона (.общая длина,
резьбовая часть) определяют конструктивно,
исходя из потребного хода для протяжки
и крепления в державке и стойке пуансона.
Фиг. 332. Эскизы основ-
ного штамповочного
инструмента.
ГЛ. И]
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
403-
Прошивной пуансон
Размеры Dv D2, Hx и R прошивного пуан-
сона (фиг. 332, б) должны точно соответство-
вать аналогичным размерам протяжного пуан-
сона. Это необходимо для обеспечения пра-
вильного оформления нижней части каморы
поковки.
Диаметр D3 следует брать с учётом зазора
между протяжным пуансоном и стенкой про-
шитого корпуса. Этот зазор практически
колеблется от 1,0—1,5 мм до 2,3 — 3,5 мм
(в зависимости от размера изделий). Таким
образом, диаметр Ь3 прошивного пуансона
равен соответствующему D3 протяжного
пуансона плюс 1,0 — 3,5 мм. D^ берётся
на 1,5 — 2,0 мм меньше Z33, a D5 принимается
равным D5 протяжного пуансона.
Размер по длине Н2 прошивного пуансона
больше //2 протяжного пуансона на 7—15 мм
(в зависимости от размеров изделий); /У3
меньше Hs протяжного пуансона на 7—15 мм
(также в зависимости от размеров изделий);
Н± принимают равным глубине прошитого
корпуса, определённой расчётом.
Головка прошивных пуансонов обычно
изготовляется отдельно и затем крепится
резьбой в стойке пуансона. Последняя в свою
очередь крепится в державку на резьбе (см.
ниже „Крепление штампов").
В целях увеличения стойкости прошивных
и протяжных пуансонов в них высверливают
отверстие, куда вставляют трубку для вну-
треннего охлаждения водой. Размеры отвер-
стий определяют расчётом, исходя из проч-
ности пуансонов.
Матрицы для прошивки
На фиг. 332, в представлен эскиз проши-
того корпуса с индексацией его размеров,
установленных в результате расчёта размеров
заготовки, прошивного пуансона и готового
(протянутого) корпуса.
Размеры матрицы для прошивки (фиг. 332, г)
принимают, исходя из размеров прошитого
корпуса.
Размеры диаметров (dt— d^) матрицы
равны соответствующим диаметрам проши-
того корпуса (фиг. 332, в). Размер d5 устана-
вливают конструктивно, исходя из размеров
центрирующего кольца.
Размеры по высоте матрицы н[ и //^опре-
деляют конструктивно (обычно 20—30 мм),
а остальные размеры матрицы Н2, Н$ и //4~~
соответственно высотам прошитого корпуса
Н2,
и Я4.
Общая высота внутренней части ма-
трицы/^ должна быть установлена с таким
расчётом, чтобы заготовка, помещённая в ма-
трицу, входила своей верхней частью на 50 мм
в центрирующее кольцо.
Протяжные кольца
Протяжка через кольца должна обеспечить
снятие конусности с прошитой заготовки
и получение цилиндрического корпуса с соот-
ветствующим его удлинением и утонением*
стенок.
„Площадь вытяжки" определяется раз-
ностью между максимальной площадью попе-
речного сечения прошитого изделия и ма-
ксимальной площадью протянутого изделия.
Существуют наивыгодные соотношения
между площадью вытяжки и площадями се-
чений протяжного пуансона и протянутого
изделия.
На* схеме операции протяжки (фиг. 333)
приведены следующие обозначения и тер-
мины: D — средний наружный диаметр заго-
товки до протяжки; йг — средний внутренний
диаметр заготовки до протяжки; d — диаметр
последнего кольца или диаметр заготовки
после протяжки; d%—средний диаметр про-
тяжного пуансона или диаметр отверстия
Dd
протянутого изделия; Е =
— средняя
толщина стенки заготовки до протяжки;
d-d2
е = —2— ~ средняя толщина стенки изделия
после протяжки; /— площадь поперечного
сечения протяжного пуансона по среднему
Фиг. 333. Схема операции протяжки через
кольцо.
диаметру; Ft — площадь поперечного сечения
заготовки до протяжки (прошитое изделие);
F2 — площадь поперечного сечения протяну-
ло
того.изделия; А = 100 -рг — удлинение в ре-
зультате протяжки в °/0; F = F1 — F2—площадь
вытяжки.
Если площадь вытяжки (F) по сравнению
с площадью сечения протяжного пуансона (/)
очень велика, то при протяжке через кольца
произойдёт прорыв дна заготовки в момент,
когда протяжка ещё не будет закончена.
С другой стороны, если площадь сечения про-
тянутого изделия (F2) слишком мала по срав-
нению с площадью вытяжки (F), то изделие,
пройдя частично через кольца, может вытя-
нуться или разорваться раньше, чем закон-
чится протяжка.
Чтобы избежать этого, рекомендуется
придерживаться следующих соотношений:
/?<04//:<07/г
Зная эти соотношения, а также исходные
и конечные размеры изделий, можно опреде-
лить соответствующую площадь вытяжки,
количество колец и их диаметры.
Диаметр последнего кольца d равен диа-
метру цилиндрической части протянутого
изделия в нагретом состоянии. Количество
колец определяют, исходя из величины пло-
щади вытяжки {F).
Требуемая площадь вытяжки распреде-
ляется на каждое кольцо в отдельности,
причём при двух кольцах эта нагрузка (часть
404
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
площади вытяжки) на первое кольцо должна
составлять 2/з» а на второе кольцо (послед-
нее)-^.
При протяжке через три кольца последнее
должно служить лишь для калибровки протя-
нутого корпуса. Более трёх колец за одну
протяжку применять не рекомендуется.
Расстояние между кольцами необходимо
принимать применительно к тому, что про-
тяжка будет происходить последовательно от
одного кольца к другому. Однако это правило
не всегда может быть соблюдено и за-
висит от располагаемых рабочих ходов гидра-
влических прессов.
При выгодных соотношениях (при данной
площади вытяжки) допустимо прохождение
изделия одновременно через два и даже
через три кольца, однако нужно учитывать
вышесказанное о возможности прорыва дна
или разрыва изделия.
По практическим данным фирмы Шкода
необходимо путём расчёта определить вес
металла, смещаемого при протягивании через
кольца. Если он составляет от 25 до 45%
от веса всего корпуса снаряда, то достаточно
трёх колец для протяжки, а если он меньше
25%, то достаточно двух колец.
На фиг. 332, д дан эскиз протяжного коль-
ца, у которого угол захода обычно равен 15°,
высота колеблется от 50 до 70 мм (в зави-
симости от изделия), высота цилиндрического
пояска рабочей части кольца равняется
5—7 мм, а участка ниже пояска—от 8 до 11 мм.
Радиусы очертания кольца берутся от 3
до 8 мм.
Иногда применяют очертание внутренней
рабочей заходной части кольца по радиусу,
однако в большинстве случаев применяют
конический заход.
МАТЕРИАЛ ДЛЯ ШТАМПОВОЧНОГО
ИНСТРУМЕНТА И ДАННЫЕ
О ЕГО СТОЙКОСТИ
Выбор материала для штамповочного ин-
струмента гидравлических прессов зависит
главным образом от назначения инструмента
и условий его эксплоатации.
При штамповке методами глубокой про-
шивки пустотелых изделий массового произ-
водства применяется штамповочный инстру-
мент, приведённый в табл. 61.
Данные средней стойкости четырёх видов
(головка прошивного пуансона, протяжной
пуансон, матрица для прошивки и протяжные
кольца) основного штамповочного инструмен-
та, указанные в табл. 61, характеризуют тяжё-
лые условия работы при массовой штамповке.
Для увеличения срока службы прошивные
и протяжные пуансоны, помимо наружного
охлаждения, имеют внутреннее охлаждение
циркуляционной водой. Матрицы для про-
шивки также охлаждают.
Увеличение срока службы (стойкости)
головок прошивных пуансонов, протяжных
пуансонов и колец может быть достигнуто
путём азотирования, хромирования, а также
наплавки сормайтом.
Таблица 61
331 1
х с
1
2
3
4
5
6
7
Я
9
10
11
12
13
14
15
16
17
18
19
20
Наименование
штамповочного
инструмента
Державка прошив-
ного пуансона ....
Стойка прошивного
Головка прошивного
Упор (ограничитель
Съёмник для снима-
ния поковки (после
Задавка для заго-
товки
Матрица для про-
шивки
Втулка матрицы . .
Верхний поддон . .
Нижний поддон . .
Выталкиватель. . .
Державка протяж-
ного пуансона ....
Стойка протяжного
пуансона
Протяжной пуансон
Обойма протяжного
Протяжное кольцо .
Съёмник для протя-
нутого изделия ....
Наклонный жолоб .
Материал
инструмента
. Ст. 5
ГОСТ 380-41
С-54, С-60
(снарядная
сталь)
35ХМЮА
Ст. литьё
ГОСТ 977-41
марка 15-4020
Ст. 5
С-54, С-60
С-54
Ст. 5
Ст. 5
Ст. литьё
С-54
Ст. 5
С-54, С-60
Ст. 5
С-54, С-60
То же
Ст. 5
С-54 с наплав-
кой сормайтом
Ст. 5
Листовая
сталь
Средняя
стойкость
IOOOO»
15°°
250—300
15°°
1500—2000
50оо*
IO ООО
5°оо
5°°°
IOOO
IOOOO*
25°°
Зоо—35°
,
20ОО**
—
—
* Применяют внутреннее охлаждение водой..
*• Применяют также литые чугунные кольца.
КРЕПЛЕНИЕ ШТАМПОВ
Существуют различные способы крепления
матриц, пуансонов и колец, а также различные
комбинации наладок штамповочного инстру-
мента для гидравлических прессов.
Обычный способ крепления пуансона на
резьбе и матрицы в столе изображён на
фиг. 328.
На фиг. 331 показано типичное крепление
прошивочного и протяжного пуансонов, а
также матрицы для прошивки и обойм для
протяжных колец, применяемых при штам-
повке снарядных корпусов.
Схемы наладок инструмента определяют,
исходя из конструкции гидравлических прес-
сов, размеров штампового пространства и
характера мест крепления штампов данного
пресса.
Примеры креплений штамповочного
инструмента при штамповке пустотелых
изделий методами глубокой прошивки
и протяжки
1. Пуансон J крепится к державке 2 по-
средством переходной прижимной гайки ^ 3.
Кожух 4 матрицы вместе с самой матрицей 6
укрепляется на столе 6 посредством верхней
плиты 7 на болтах (фиг. 334, а).
ГЛ. II]
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
405
установленная во втулке 2, крепится по-
средством съёмного кожуха 3 в столе 4.
Механический выталкиватель связан посред-
ством тяг с подвижной поперечиной пресса.
На фиг. 3356 показан сложный стол для
I I
Фиг. 334. Наладка штамповочного инструмента для
прошивки заготовок.
2. Пуансон 1 крепится на резьбе в дер-
жавке 2. На эскизе показаны метод крепле-
ния стола 6 к нижней поперечине пресса и
упор 8 ограничитель хода) с набором колец
(фиг. 334, б).
3. Матрица 5 с обратным наружным ко-
нусом укрепляется в столе 6 посредством
кожуха 4 (фиг. 334, в).
4. На фиг. 335а показан сложный стол 4,
в котором закреплены матрица / и обоймы
для протяжных колец 5. Коническая матрица У,
Фиг. 335а. Наладка штамповочного инстру-
мента для комбинированной штамповки
(прошивка и протяжка).
комбинированной штамповки, осуществляе-
мой при помощи трёх пуансонов, один из
которых 1 служит для задавки заготовки,
второй 2 — для прошивки и третий 3 — для
406
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
протяжки. Соответственно имеются две ма-
трицы 4 и 5 и обоймы на два кольца 6.
ством промежуточной втулки 3 на резьбе и
обойма 4 с одним протяжным кольцом 5.
Кольцо охлаждается водой, поступающей
через ряд отверстий обоймы.
На фиг. 336, в изображён специальный
стол / для крепления двух пар протяжных
колец 2 двух пуансонов 3, которые укреплены
в общей державке 4.
Фиг. 3356.
5. На фиг. 336 даны три примера наладок
для протяжки заготовок. На фиг. 336. а пока-
Фиг. 336. Наладка штамповочного инструмента для протяжки заготовок.
зан постамент /, на котором установлены обой-
мы 2, 3 с двумя протяжными кольцами 4, 5.
Обоймы, а следовательно, и кольца, имеют
свободное боковое перемещение. На фи-
гуре показан также упор 6 (ограничитель
хода).
На фиг. 336, б изображено крепление про-
тяжного пуансона J в державке 2 посред-
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Гофман Ф. И., Штамповка в закрытой матрице
на гидравлическом прессе, пер. под ред. инж. М. Т. Цу-
кермана, изд. НТИ МММИ, М. 1931.
2. Неймайер К. Ф., Холодная и горячая штамповка,
т. II, часть 4, ОНТИ, 1935.
3. Ш н е й д е р Л., Штамповка, пер. под ред. проф.
А. И. Зимина, Госмашметиздат, 1933.
ГЛ. 11]
ШТАМПОВКА НА ФРИКЦИОННЫХ ВИНТОВЫХ ПРЕССАХ
407
ШТАМПОВКА НА ФРИКЦИОННЫХ ВИНТОВЫХ ПРЕССАХ
ОСОБЕННОСТИ ШТАМПОВКИ
НА ФРИКЦИОННЫХ ВИНТОВЫХ
ПРЕССАХ
Поковки, штампуемые на фрикционных
винтовых прессах, могут быть разделены в
зависимости от их конфигурации и назначе-
ния на следующие группы:
1) поковки болто-заклёпочных изделий
массового производства, клапаны двигателей
и т. п. (фиг. 337, а);
2) фасонные поковки, подобные штампуе-
мым на молотах (фиг. 337, б и 338);
нескольких ходов пресса); поэтому производи-
тельность штамповки на фрикционных прес-
сах этих деталей ниже, чем при штамповке на
молотах, так как число ходов ползуна пресса
в минуту значительно меньше числа ударов
бабы молота.
б) Возможность получать поковки без
заусенца или с незначительным заусенцем,
легко зачищаемым в барабанах или напиль-
ником. Это особенно относится к поковкам
первой и третьей групп.
в) Возможность получать такие поковки,
которые нельзя получить в неразъёмных
Фиг. 337. Типовые поковки, штампуемые нз фрик- Фиг. 338. Детали, штампуемые на фрикционных винто-
ционных винтовых прессах. вых прессах.
3) поковки с буртами, отростками и от-
верстиями, штампуемые в специальных сбор-
ных штампах (фиг. 337, в).
Кроме того, фрикционные прессы широко
применяются и для калибровки-правки поко-
вок как в горячем,так и особенно в холод-
ном состоянии [1, 2].
Штамповка на фрикционных винтовых
прессах характеризуется следующими осо-
бенностями:
а) Относительно высокая производитель-
ность: 1) от 200 до 800 шт/час и выше для
первой группы — болто-заклёпочные поковки
(поковки требуют, как правило, одного-двух
ходов пресса); 2) от 50 до 200 шт/час для
второй и третьей групп (поковки требуют
штампах под молотом. Это характерно для
всей третьей группы поковок.
г) Возможность получать некоторые по-
ковки без всякого припуска на последующую
механическую обработку с оставлением при-
пуска лишь на резьбу, на сверление неболь-
ших отверстий и т. д.; это особенно харак-
терно для всех поковок первой группы, а
также в большой степени для поковок
третьей группы.
д) Экономичность расхода металла в связи
с возможностью установить объём заготовки
с точностью до + 1°/(). Это относится к по-
ковкам первой и третьей групп.
Вместе с тем при штамповке на фрикцион-
ных прессах имеет место относительно плохое
408
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
заполнение рёбер и выступов в поковках, а
также сравнительно большая окалина на по-
ковках фасонных деталей (вто ая группа)
вследствие значительно меньшей скорости
деформации по сразнению со штамповкой
под молотами (окалина не отлетает).
На фрикционных винтовых прессах можно
штамповать изделия из углеродистых и леги-
рованных марок сталей, аналогичные штампу-
емым на молотах и горизонтально-ковочных
машинах, а также из различных тяжёлых и
лёгких цветных металлов и сплавов (бронзы,
латуни, алюминия, дуралюмина и пр.).
Исходным материалом может быть как го-
рячекатаный, так и прессованный металл,
а в некоторых случаях также и холодноката-
ный (для поковок первой и третьей групп).
По группе цветных металлов иногда приме-
няют литую заготовку.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ШТАМПОВКИ
На фрикционных прессах штамповка фа-
сонных изделий производится из штучной ко-
ваной и катаной заготовки в одноручьевых
штампах. При этом обычно требуется несколь-
ко ходов пресса.
Общие правила разработки технологиче-
ских процессов при штамповке фасонных дета-
лей вто ой группы на фрикционных прессах
те же, что и для штамповки на молотах.
Примеры технологических процессов штам-
повки, типичных для фрикционных прессов.
1. Изготовление поковки, представленной
на фиг. 339, осуществляется в два перехода:
Фиг.
Не указанные
1 радиусы R2 —4 13,2
339. Чертёж детали, штампуемой на фрик-
ционном прессе.
первый переход—штамповка части поковки,
включающей головку и стержень в закрытом
штампе с разъёмной матрицей (см. фиг. 349),
и рторой переход—расплющивание тарелочки
диаметром 32 мм и толщиной 13 мм. Мате-
риал поковки - латунь свинцовистая Лс-59.
Диаметр заготовки берётся 22 мм (при диа-
метре детали 23 мм) для облегчения установ-
ки её в матрицу.
2. Штамповка колпачка пароперегревателя,
представленного на фиг. 340, производится
из заготовки 50X60 мм и длиной 60 мм
в одной матрице двумя пуансонами, пере-
мещаемыми (от руки) в специальных са-
лазках.
Нарезанную и нагретую заготовку (фиг.
340, а) укладывают в матрицу / (см. фиг. 348)
и затем первым заготовительным пуансоном 2
посредством трамбовки 3 залавливают её
в матрицу (фиг. 340, б). Тем же пуансоном, но
без трамбовки, выштамповывают углубление—
предварительная прошивка (фиг. 340, в), за-
тем, передвинув салазки,
производят окончатель-
ную штамповку колпач-
ка (фиг. 340, г) вторым
пуансоном 4 (см. фиг. 348).
После этого колпачок
вынимается из матрицы
посредством выталкива-
теля 5 (см. фиг. 348).
3. Штамповка различ-
ных болто-заклёпочных
изделий на фрикционных
прессах типа Венсана
схематически показана
на фиг. 341. Нарезанную
на ножницах мерную за-
готовку, конец которой
нагрет в очковой печи-
горне, устанавливают с
помощью клещей в ма-
трицу 2 и всаживают
пуансоном /.
В момент штамповки
отрегулированный на
определённую длину за-
готовки выталкиватель^
представляет собой дно
матрицы.
Штамповку-высадку
нагретого конца заго-
товки в головку заклёп-
ки, болта, костыля и т. д.
производят, как прави-
ло, в одну операцию.
Иногда (при большом
объёме высаживаемой
головки) штамповку
производят в две опера-
ции подобно штамповке
колпачка пароперегрева-
теля (см. фиг. 340).
На фиг. 341, а пока-
зана схема штамповки
заклёпки, а на фиг.
341, б—штамповка болта.
Фаг. 340. Переходы
штамповки колпачка
перегревателя.
щ
щ
Щ , з
S)
Фиг. 341. Схема технологических процессов и штампов
для болто-заклёпочных изделий: 1—пуансон; 2—матрица
двухсторонняя; 3 — державка; 4 — обойма; 5— плита;
в — выталкиватель.
ГЛ. II]
ШТАМПОВКА НА ФРИКЦИОННЫХ ВИНТОВЫХ ПРЕССАХ
409
В обоих случаях применяют двухстороннюю
матрицу, крепление которой производят по-
средством обойм 4 и державок 3.
ОПРЕДЕЛЕНИЕ УСИЛИЙ
ПРИ ШТАМПОВКЕ
Фишер рекомендует определять усилие,
необходимое для штамповки, по формуле
Р ss^kO/jF A)
где k — коэфициент, зависящий от скорости
деформации и других факторов, принимаемый
для фрикционного пресса равным 5; <тй - предел
прочности данного материала при данной
температуре в кг/мм2; F—площадь проекции
поверхности поковки в мм2.
КОНСТРУКЦИИ ШТАМПОВ
Вследствие некоторой игры ползуна в
направляющих станины пресса, необходимо
обеспечить правильную соосность штампов
устройством в них направляющих (замков—
круглых, угловых, крестовых; или установкой
колонок в штампах и т. д.
Для штампов болто-заклёпочных изделий,
поковок типа клапанов, а также поковок с
буртами и отростками обязательной деталью
конструкции является выталкиватель, так как
вынуть поковки клещами невозможно.
Размеры хвостовика
[по паспорту
'npeccaj
S S
\
1
9К
/
-2SZT
Ф/
\
—в-
ГО
%
\
-
S
Некоторые типовые элементы конструкции
таких штампов для фрикционных винтовых
прессов даны на фиг. 342—346 [3].
На фиг. 342 приведены штампы с угловыми
замками небольших габаритов C размера —
см. табл. к фиг. 342). На фиг. 343 даны штам-
пы больших габаритов (8 размеров -см. табл.
к фиг. 343) для установки на фрикционные
прессы 100, 180 т и выше.
Применение штампов с угловыми зам-
ками обязательно во всех случаях штамповки
под фрикционным прессом, за исключением";
1) штамповки деталей, имеющих форму тела
вращения с осью вращения, перпендикуляр-
ной плоскости разъёма, или деталей типа бол-
тов, где применимы круглые замки; 2) штам-
повки деталей в одном нижнем штампе, где
замок не нужен.
Подобного рода замки применяют при по-
ковках, допускающих смещение по линии разъ-
ёма не более 0,8 мм (фиг. 343, разрез по Т Т).
Необходимо особенно точно выдерживать
зазор 5, который выбирается в пределах
0,2—0,4 мм.
На фиг. 344 представлены штампы (разме-
ры см. в таблицах к фиг. 344) с применением
колонок, что гарантирует получение более
точных поковок.
Отверстия под колонки необходимо свер-
лить и развёртывать в обоих штампах одно-
временно.
J
1
г
Фиг. 343. Угловые замки штампов.
Фиг. 342. Штампы с замками для
фрикционных прессов:/ — нижний
штамп; 2— верхний штамп.
№ раз-
мера
i
а
3
А
15°
i8o
2IO ,
В
2IO
24O
270
С
IOO
I3O
i6o
D
40
5°
60
Сила
пресса в m
До ioo m
j 100—180 m
№
п/п
i
2
3
4
5
6
7
8
Габари-
ты ку-
биков
АХБ
215X315
245X245
270X270
295X295
345X295
395X295
395X345
445X395
а
6о
L
1
8о
8о
8о
b
4о
6й
5°
6о
7°
h
10
J5
R,
8
Ra
10
12
R3
2
3
Нижн.
3
Верхи.
5
Ri
3
5
Верхи.
7
Нижн.
5
S
О,2—О,3
0,2—0,4
410
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Отверстия под колонки
сверлить и развернуть в обоих
штампах совместно
Фиг. 344. Штампы с колонками: 1—нижний штамп; 2—верхний штамп; 5-хвостовик верхнего штампа;
4—колонка для нижнего штампа; 5—установочный винт.
Таблица к фиг. 344, а
Таблица к фиг. 344, б
Размеры хвостовика
Таблица к фиг. 344, в
Размеры колонки
А
i
a
3
4
A
150
200
220
250
В
i5o
i8o
220
230
H
90
100
125
125
С
—
4°
5°
75
ft
47
52/
52)
d
4.0 Mis
Б
ю
n
5&
IOO
180
№ раз-
мера
3.3.4
d
МзоУз,5
M35X4
e
30
36
1
120
125
№ раз-
мера
i
2, 3. 4
0 140
22~0>380
_• no
'
22 + 0'OM
j_0 043
Л
IOO
120
I
45
Крепление верхнего штампа осуществляет-
ся посредством хвостовика, а крепление ниж-
него (на столе пресса) — при помощи скоб и
болтов в продольных пазах с двух сторон
у штампов размера № 1 и в четырёх угловых
пазах—у штампов размеров № 2—4.
На фиг. 345 изображена схема сборных
штампов с разъёмными матрицами (размеры
см. в таблице к фиг. 345), которые в зависи-
мости от конфигурации поковки состоят из
двух, а иногда из трёх и более частей (сек-
ций).
В процессе эксплоатации секции матриц
раздвигаются в обойме, образуя зазор в пло-
скости разъёма. В этот зазор, обычно не пре-
ьышающий 0,2—0,5 мм, впрессовывается за-
усенец.
Для получения точных поковок необхо-
димо в размеры рабочей полости штампов
вводить поправку на вышеуказанный зазор.
Поэтому, например, для деталей, имеющих
форму тел вращения, расточку фигуры в ма-
трицах производят одновременно в двух сек-
циях с заложенной между ними железной про-
кладкой толщиной 0,2—0,5 мм.
Сборные штампы с разъёмными матрицами
применяют только для штамповки материалов,
обладающих высокой пластичностью: алюми-
ниевые сплавы, латуни и т. п.
На фиг. 346 изображены три типа вытал-
кивателей к штампам фрикционных прессов,
конструктивные размеры которых уста-
навливают в соответствии с таблицей к
фиг. 346.
Тип I рекомендуется применять при Z)>
>.2О мм, при этом размер Н зависит от
желательной высоты подъёма поковки;
тип II (с цилиндрической головкой) и
тип III (с конической головкой) — при D<
<20 мм.
Пример конструкции штампов для штам-
повки детали из алюминиевого сплава АК-6
на фрикционном винтовом прессе 100 т дан
на фиг. 347.
ГЛ. 11]
ШТАМПОВКА НА ФРИКЦИОННЫХ ВИНТОВЫХ ПРЕССАХ
411
Размеры хвостовик
по паспорту пресса'
типа
Тип!
Фиг. 345. Сборные штампы: 1 — пуан-
сон; 2 и 3-секции матрицы; 4—обой-
ма; S— выталкиватель; б—плита.
Таблица к фаг. 345
Фит. 346. Типы вытал
кивателей к штампам.
№ раз-
мера
i
а
3
4
8
В
Н
8
2ОО
330
360
*°
25°
355
39°
4Ю
а
8о
И4
11C
140
ft.
60
Ьо
7°
7°
Л
25°
250
SOO
200
85
=5
35
35
Л,
55
55
95
95
Я
85
15°
I5O
I5O
я,
3°
ЬЬ
Ь6
66
яа
Зо
Зо
Зо
Зо
А
34
53
54
ЬЬ
а
2О
2О
2О
зо
k=Dlt но не
менее 12 лог
Л-Z)
Я-Л+хвд вы-
талкивателя
Примечание. Обшая длина вытал
кпвателя зависит от верхнего положения
выталкивающего приспособления пресса и же-
лательной высоты подъёма поковки.
1. Остальные размеры матриц зависят от габаритов штампуемой
детали, причём толщина стенок матрицы должна быть не менее
25 мм. 2. Размер h надо проверять по выталкивателю пресса.
'азор между направляющими замш ""
QJ-0J5 мм на сторону (зо счет верхнего
штампа) по ДР
* Фиг. 347. Штампы на фрикционный пресс: i — нижний штамп; 2—верхний штамп.
412
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Фигуру ручья штампа изготовляют по чер-
тежу горячей поковки (фиг. 347а). Все
Черте* горячей поковки
по да
Углы и кромки, кроме
указанных, завалить R 1.5мм
Фиг. 347а.
остальные размеры штампа определяются по
таблице к фиг. 342.
На фиг. 348 показан чертёж штампа для
колпачка пароперегревателя. Штамп состоит
из матрицы /, которая посредством двух при-
жимов 6 и обоймы 7 крепится болтами к сто-
лу пресса. Выталкиватель 5, связанный посред-
ством тяг с ползуном пресса, регулируется
по потребному для штамповки ходу. Пуансо-
ны 2 и 4, осуществляющие процесс штампов-
ки, закреплены в специальном приспособлении
(салазках). Их передвигают от руки, устана-
вливая в требуемое по центру пресса поло-
жение.
Для осуществления операции задавки при-
менена трамбовка 3, которую устанавливают
от руки между заготовкой и пуансоном 2. Пе-
реходы штамповки описаны выше (фиг. 340).
На фиг. 349 показан чертёж сборного штам-
па для штамповки деталей из латуни Лс-59
на фрикционном прессе 60 т. Конструктивные
размеры штампа устанавливаются по таблице
к фиг. 345.
Чертёж штампа для холодной правки де-
тали на фрикционном прессе 180 т дан на
фиг. 350. Конструктивные размеры штампа
устанавливают по таблице к фиг. 344.
Стали, из которых изготовляют штампы
для фрикционных прессов, различны. Для из-
готовления штампов с замками и креплением
посредством клина, скоб и т. д. (см. фиг. 342—
350) применяют стали 5ХГМ, 5ХНМ, С-40,
С-60, У7А и др.
Для болто-заклёпочных изделий (первая
группа поковок) массового производства, вы-
бор марки стали и термической обработки
(особенно для матриц) имеет важное значение,
так как инструмент во время работы сильно
нагревается и подвергается постоянному и
интенсивному охлаждению водой.
V--F=T-^r-rr f
Ш операция
/ операция
В операция
Фиг. 348. Штампы для колпачка пе-
регревателя: /—матрица; 2-пуансон;
И— трамбовка; 4—пуансон;5—выталки-
ватель ;6 -прижим;7—обойма матрицы.
ГЛ. II]
ШТАМПОВКА НА ФРИКЦИОННЫХ ВИНТОВЫХ ПРЕССАХ
413
-Ф390-
Неуказанные радиусы R?
Фиг. 349. Штамп сборный:./—пуансон; 2 в 3—секции матрицы; 4—кольцо; 5— выталкиватель; 6—плита.
aotifi
г \
V
с—
а
Н '
ч
/
к
Фиг. 350. Штамп правочный: 1—нижний штамп; 2—верх-
ний штамп; 3—хвостовик; 4— колонка; б—винт установоч-
ный.
При исследовании четырёх сортов стали для
болтовых матриц (табл. 62) при различных усло-
виях термической обработки (табл. 63) была
получена средняя их стойкость (количество
отштампованных болтов на одну матрицу),
указанная в табл. 64 (по всем четырём сортам
стали) [2J.
Деталь после правки
Таблица 62
Химический состав стали для болтовых матриц
с
с
%
I
2
3
4
С
°.39
1,25
о^бз
0,40
Mn
о,79
0,129
0,127
~
Si
0,40
0.305
0,2*2
0,48
Р
o,oi4
0,010
0,020
S
0,056
0,003
0,003
Сг
0,225
о,бб7
З.О5
Mo
__
—
—
0.15
W
0,752
5.372
2,82
Таблица 63
Температура нагрева матриц перед закалкой и при
отпуске, род охлаждающей жидкости и твёрдость [2]
\ п/п п
А
I
а
з
4
«и
Оо
>>
н в
2.*
«1
щ 2
Н п
97°
8оо
f IOOO
«• 950
1 950
1 950
од охлажда-
щей жидко-
ги
а 2 b
Вода
Масло
>
»
емпература
тпуска в °С
Н о
500-520
5оо—520
51°
5 ю
54°
420-500
родолжи-
ельность
гпуска в мин.
С но
I2O
I2O
9°
9°
IOO
до
вёрдость по
ринелю
506-588
313-557
418-478
337-386
360-400
Зб8-»-41б
414
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
иоо-
Вид ползуна
по стрелке Д
Вид стопа
в плане
ill;
1]
.«л
Вид ползуна
по стрелке В
^i/i? стола
6 плане
а)
Фиг. 351. Места крепления штампов на фрикционных прессах: а—180 т, б—100 т
J
\
2-
Т !
\
Л Л
ф е) ж)
Фиг. 352. Виды мест крепления штампов на фрикционных прессах:/—ползун; 2—стол.
ГЛ. II]
ШТАМПОВКА НА ФРИКЦИОННЫХ ВИНТОВЫХ ПРЕССАХ
415
Таблица 64
Средняя стойкость матриц для штамповки
различных болтов (в тыс.) [2]
Диаметры болтов
в мм
8,8 (с квадратной
головкой)
9,8 (с квадратной
головкой)
12,9 (с квадрат-
ной головкой) . .
16 (с шестигран-
ной головкой) . .
20 (с шестигран-
ной головкой) . .
1
2,5-3.5
2.5
—
1.5-2.5
i,o—а,о
Испытанная сталь
2
—
2,0-3,0
1,5-2,о
2,0
3
Свыше ю,о
Ю,О—11,О
4,о—4-5
5.5-7.°
б,о
4
8,5-и,о
4.Q-4.5
5.5-6.5
—
б,о
Фиг. 353. Способы крепления штампов
на фрикционных прессах: 1—плита;
2—втулка.
КРЕПЛЕНИЕ ШТАМПОВ НА ПРЕССАХ
Места крепления штампов, а также распо-
лагаемое штамповое пространство у фрикци-
онных винтовых прессов 100 и 180 /и, выпу-
скавшихся заводом им. Калинина,представлены
на фиг. 351. Крепление пуансона в ползуне
пресса возможно хвостовиком, а также через
Т-образные пазы посредством болтов, скоб
и т. д. Стол пресса обеспечивает возможность
крепления через Т-образные пазы и прохожде-
ние выталкивателя.
Встречающиеся в практике 7 видов мест кре-
пления штампов в столе и ползуне прессов при-
ведены на фиг. 352. Способы крепления верх-
него и нижнего штампов, пуансона и матрицы
показаны на фиг. 353: а—часто встречающийся
способ крепления верхнего штампа посред-
ством хвостовика (размеры —см. в таблице
к фиг. 344); 6 — крепление верхнего штампа с
хвостовиком и заплечиками к ползуну пресса
посредством болтов; в-часто применяемый
способ крепления верхнего штампа скобами,
которые схватываются болтами (головки бол-
тов проходят в Т-образный паз ползуна); г —
крепление хвостовика верхнего штампа посред-
ством клина; д,е, з — крепление нижнего штам-
па (аналогичное креплению верхнего штампа);
ж - крепление нижнего штампа (матрицы) по-
средством прижимной плиты и разъёмной
втулки, обычно применяемое при штамповке
болто-заклёпочных изделий; и — крепление
верхнего и нижнего штампов клиньями в штам-
подержателе (переходной подушке)
а
-&—^
Применение того или иного типа крепления
штампов и матриц, а также переходных по-
душек решается в каждом конкретном случае
в зависимости от конструкции столов и пол-
зунов прессов и характера штампов.
416
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. HI.
ЛИТЕРАТУРА И ИСТОЧНИКИ
(.Ветров Ф. И., Фрикционно-винтовой пресс и при-
меры работы на нём, ОНТИ, 1938.
2. Н е й м а й е р К. Ф., Холодная и горячая штам-
повка, т. П. ч. 4, ОНТИ, 1935.
3. Нормали штампов для горячей штамповки, изд. Орг-
авиапрома, М. 1940.
ШТАМПОВКА НА КРИВОШИПНЫХ ПРЕССАХ
На кривошипных прессах производятся
два основных вида штамповочных работ:
1) чеканка-калибровка как отделочная опера-
ция, обеспечивающая более точные размеры
или хорошее качество поверхности поковки
и заменяющая в некоторых случаях холодную
механическую обработку; 2) штамповка в
собственном смысле этого слова (объёмная
штамповка) с получением поковок желаемой
формы в одну или несколько операций (пе-
реходов).
Чеканят обычно поковку в холодном со-
стоянии или с подогревом её ниже темпера-
туры интенсивного образования окалины.
Предварительно поверхность поковки дол-
жна быть очищена от окалины травлением,
либо обработкой в барабанах, либо в песко-
струйных или дробеструйных аппаратах.
Точность штамповки поковок, предназна-
ченных для чеканки, должна быть несколько
выше обычной.
Исходным материалом для объёмной штам-
повки на прессах служит круглая или ква-
дратная заготовка; применяются также заго-
товки, полученные методом периодического
проката *. Штамповка производится, как пра-
вило, при ковочных температурах и даёт обыч-
но более точную поковку, чем штамповка на
другом штамповочном оборудовании.
ЧЕКАНКА-КАЛИБРОВКА
Чеканка-калибровка охватывает собой сле-
дующие виды чеканки: плоскостную, криво-
линейных поверхностей и объёмную.
1. Чеканка-калибровка плоскостная про-
изводится для получения точного размера
Фиг. 354. Чеканка плоскостная в одной плоскости.
между двумя плоскостями поковки и необхо-
димого качества поверхности. На рычажке
(фиг. 354) производится чеканка концевых
¦Маликов А. Н., Изготовление периодиче-
ского проката для штамповки на максипрессах, «Авто-
мобильная промышленность" № 1, 1947.
о „-0,15
частей для получения размера 8,0 вместо
о с'5
размера 8,5 , полученного после штамповки.
Чеканка плоскостная может производиться
одновременно на разную толщину и в разных
(по высоте) плоскостях. Например, в кривом
рычаге (фиг. 355) головка, имеющая тол-
+0,8
щину 40,5~-°'5, чеканится на 40 ' и сектор,
4-0,8
имеющий толщину 10~>5, —на 9,5 ' .
При плоскостной чеканке течение металла
в стороны, перпендикулярные направлению
обжима, ничем не ограничено. Следовательно,
размеры детали в этом направлении будут
искажаться тем значительнее, чем больше
будет толщина выдавливаемого при чеканке
слоя металла—припуска на чеканку. Необхо-
димо учитывать это и уменьшать соответ-
ствующие размеры поковки при штамповке.
Для избежания возможного коробления
изделия в некоторых случаях требуется под-
вергать чеканке (фиг. 356) противоположный
участок а изделия, хотя по характеру изделия
это место в чеканке не нуждается.
Частным случаем плоскостной чеканки
является чеканка для уничтожения штампо-
вочных уклонов (напусков), для чего изделие
чеканят в направлении, перпендикулярном на-
правлению штамповки (фиг. 357). Течение ме-
талла в стороны в этом случае обычно также
не ограничено.
Припуск на плоскостную че-
канку. Для качества изделия большое зна-
чение имеет величина припуска на чеканку.
Слишком большой припуск, кроме коробле-
ния и искажения размеров в плоскости, пер-
пендикулярной обжатию, вызывает резкое уве-
личение необходимого усилия чеканки. След-
ствием этого является повышенная „отда-
ча" — упругая деформация пресса, штампа и
самой поковки.
Но и слишком малая величина припуска
также не обеспечивает необходимого каче-
ства чеканенной поверхности. Практически,
когда чеканка-калибровка ведётся для полу-
чения точного размера между поверхностями,
припуск берут 0,2—0,8 мм на размер. Если
же требуется высокое качество поверхности,
а особенно если необходимо получить какой-
либо рельеф, припуск берут в 0,8—2,0 мм на
размер. Однако точность в этом случае бу-
дет несколько ниже, чем при меньшем при-
пуске.
При назначении припуска на чеканку-ка-
либровку необходимо учитывать, что в при-
пуск, кроме номинальной его величины, дол-
жен входить также плюсовый допуск на штам-
повку (особенно на „недоштамповку") исход-
ной поковки. Поэтому точность исходной по-
ковки должна быть несколько повышенной.
ГЛ. 11}
ШТАМПОВКА НА КРИВОШИПНЫХ ПРЕССАХ
417
Суммарный припуск на чеканку (номинальный
припуск плюс допуск на штамповку) должен
укладываться в указанные выше величины.
В этом случае минимальный размер на штам-
Штамподать 40t_ _
Чеканить 40-о~2
чем периферийные. Это вызывается тем, что
периферийные слои, растекаясь в стороны,
должны преодолевать трение о сжимающие
поверхности штампа на меньшем протяже-
Фиг. 355. Чеканка плоскостная в разных плоскостях.
Фиг. 356. Чеканка плоскостная не по
центральной линии.
пованной поковке должен равняться макси
мальному размеру на чеканенной поковке.
Для детали, изображённой на фиг. 354, мини-
мальный размер 8,5 — 0,5 = 8,0 мм равен ма-
ксимальному размеру после чеканки.
Фиг. 357. Обжатие штамповочных уклонов.
Точность плоскостнойчеканки-
калибровки. Допуск на чеканку коле-
блется в пределах от ^ 0,08 до ^ 0,25 мм и
выше (в зависимости от колебания припуска
на чеканку, состояния пресса и штампа, а
также размеров и механических качеств по-
ковки).
Применяя многократную чеканку, т. е. че-
каня одно и то же место два или три раза,
и подвергая поковку в промежутках между
чеканкой термической обработке для снятия
остаточных напряжений и наклёпа, можно
получить особо точную чеканку с допуском
до 0,05 мм. Повторную чеканку при этом
можно рассматривать как чеканку с гаранти-
рованным, очень малым припуском и более
высокой точностью.
Пирамидальное распределение
напряжения. На величину допуска ока-
зывает влияние так называемый эффект пира-
мидального распределения напряжения. Заклю-
чается он в том, что слои металла, находя-
щиеся ближе к центру чеканенной поверхно-
сти, испытывают более высокие напряжения,
пии, чем центральные слои. Увеличенное на-
пряжение в центре чеканенной поверхности
увеличивает „отдачу" и как следствие этого
вызывает увеличение размера толщины сере-
дины чеканенной части поковки по сравне-
нию с её краями. Для крупных поверхностей
при больших припусках увеличение размера
толщины может доходить до 0,4 мм. Для
борьбы с этими явлениями поверхность, под-
вергаемую чеканке, делают несколько вогну-
той, либо делают выпуклой сжимающую по-
верхность чеканочного штампа. Можно также
применять многократную чеканку.
Получение рельефа. Если на чека-
ненной поверхности необходимо получить ка-
кой-либо рельеф, то его следует делать выпу-
клым (а не вогнутым) и располагать как можно
ближе к центру чеканенной поверхности.
2. Чеканка криволинейных поверхностей
тел вращения является более сложным слу-
чаем чеканки-калибровки. В детали, изобра-
жённой на фиг. 358, шар диаметром 47"~
чеканится на диаметр 46~ ' мм, а стебель —с
размера 22,5~~0>5 на 22±0> мм.
Чеканку производят за несколько ходов
пресса (число ходов достигает нескольких
десятков), причём после каждого из них по-
ковка поворачивается на некоторую долю
окружности.
Так как в этом случае растекание излиш-
него металла в стороны ограничено (металл
может течь только вдоль оси поковки),
длина изделия несколько увеличивается, что
должно быть учтено при штамповке поковки.
Точность такой чеканки, естественно, не-
сколько ниже плоскостной.
3. Объёмная чеканка. Этот вид чеканки
применяется в основном для отделки поверх-
ности, так как точность её на 30—40%
ниже, чем у плоскостной чеканки.
418
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. 111
Объёмную чеканку производят в закрытых
штампах, причём свободное течение излиш-
него металла ограничено: металл течёт только
в заусенец, как, например, в детали, изо-
бражённой на фиг. 359. Подобное тече-
ние вызывает значительно большие напря-
жения в металле, чем
при плоскостной чекан-
ке, что в свою очередь
увеличивает потребные
усилия, а также »отда-
чу" и как следствие
образовалась как следствие неточности исход-
ной поковки. Величина заусенца зависит толь-
ко от допуска на штамповку, и для того,
чтобы она была наименьшей, точность
исходной поковки должна быть наибольшей.
Для получения особо точных размеров в
каком-либо месте поковки необходимо это
место после объёмной чеканки подвергать
плоскостной чеканке с припуском 0,2—0,3 .«л*.
В результате этого точность обработки бу-
дет такой же, как при обычной плоскостной
чеканке.
Фиг. 358. Чеканка тел вращения.
уменьшает точность чеканки. Одним из
средств предупреждения этого может слу-
жить штамповка исходной поковки с некото-
рым уменьшением её размеров в плоскости
разъёма (фиг. 359). При этом стремятся вы-
держать „постоянство объёма", т. е. чтобы
выдавливаемый металл номинального припуска,
_ 20*' . flow штамповки 18t0-7 После штамповки
После чеканка
(8-0,5 [После чекпнки
и
Г"
.Оосле чеканки | 30-o
\
J
После чеканки
Фиг. 359. Объёмная чеканка.
растекаясь б стороны, заполнил полностью
полость штампа, а в заусенец вытекала бы
только та часть излишнего металла, которая
4. Потребные усилия для чеканки-кали
бровки зависят от характера чеканки, каче-
ства металла поковки, величины припуска на
чеканку и конфигурации поковки (особенно
её толщины).
Ориентировочно можно принять следую-
щие величины потребных усилий для чеканки
с жёсткими допусками при нормальном при-
пуске:
для поковок из поделочной углеродистой
стали: плоскостная чеканка — 13—16 т/см2,
объёмная чеканка (с ограничением течения
металла,) — 20—30 т/см2; для поковок из леги-
рованной стали: плоскостная чеканка —16 —
20 т/см2, объёмная чеканка — до 40 т/см"*;
плоскостная чеканка меди и алюминия —
12 т/см?.
Для получения рельефа требуются значи-
тельно большие усилия. Например, потребное
усилие для чеканки золотых, серебряных и
медных монет составляет 14—20 т/см2-
Применение ограничительных плиток при
плоскостной чеканке повышает потребные
удельные давления на 30—40%.
5. Штампы, применяемые для чеканки,
должны. состоять по возможности из мини-
мального числа частей („слоев"), так как
каждое сопряжение неизбежно увеличивает
возможность упругих деформаций штампа.
гл. in
ШТАМПОВКА НА КРИВОШИПНЫХ ПРЕССАХ
419
Установившиеся конструкции чеканочных
штампов даны на фиг. 360, 361, 362 и 363.
Штамп для плоскостной чеканки состоит из
Фиг.
Штамп плоскостной чеканки.
верхней и нижней монтажных плит / и про-
межуточных плиток 2, на которых монти-
руются рабочие плитки 3 штампа.
Монтажные плиты лучше всего крепить:
к ползуну — с помощью ласточкиного хвоста
. и только в крайнем случае с помощью круг-
лого хвостовика или болтов, а к столу
пресса — прижимными планками или болтами.
На монтажных плитах имеются отверстия с
нарезкой для крепления промежуточных пли-
ток болтами. Монтажные плиты делаются
к-
f
V/
'\Aj
juJl
. j
ч/ ''' 1
1 1
.... __ _.
\
_4 J—
V , J~1S7
\ Кромки завопить ,f**i
R0.5
- 210
\^
, i
_i
Фиг. 362. Штамп чеканки тел вращения.
обычно общие—для целой серии чеканочных
штампов, что позволяет крепить на них про-
межуточные плитки различного размера.
— т
. J;
Л^.Й=Т%
! I Is? , т I ! ¦ I . ¦
!,~J-3U
фиг. 363. Штамп объём-
ной чеканки.
j i_.X
Фиг. 361. Штамп плоскостной чеканки а разных
плоскостях.
-. fff! .
420
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
Промежуточные плитки должны иметь до-
статочную площадь опоры, чтобы не оставлять
отпечатков на монтажных плитах.
Для простой чеканки применяют прямо-
угольные плоские рабочие плитки, а для слож-
ной — рабочие плитки, имеющие рабочую по-
верхность более или менее сложной конфигу-
рации (фиг. 361, 362, 363V
ОБЪЁМНАЯ ШТАМПОВКА
На кривошипных прессах при соответству-
ющем их тоннаже можно производить почти
все виды горячих штамповочных работ
(фиг. 364). Предназначенные для таких работ
расстройства крепления штампа и направле-
ния ползуна; б) лучшим направлением верх-
него штампа (ползуна) и возможностью иметь
меньшие зазоры в направляющих; в) фикси-
рованным нижним, так называемым „сомкну-
тым", положением верхнего uiTavna, вслед-
ствие чего „недоштамповка" возможна только
на величину изменения „отдачи" (упругих де-
формаций) пресса и штампа, что позволяет
сильно сократить габаритные размеры штам-
пов (отпадает необходимость в больших по-
верхностях штампа, соприкасающихся при
ударе и ограничивающих толщину поковок).
Возможность пользоваться при штамповке
на кривошипных прессах жёсткими выталки-
Фнг. 364. Типы деталей, штампуемых на кривошипных прессах
прессы имеют особо жёсткие станины и уси-
ленное направление ползуна — так называе-
мые прессы типа „Maxi".
Особенности штамповки на кривошипных
прессах
Точность штамповки на кривошипном
прессе значительно выше, чем на других ви-
дах оборудования, что объясняется: а) отсут-
ствием ударов при работе, имеющих место при
штамповке на молотах и фрикционных прес-
сах, а следовательно, меньшей вероятностью
вателями позволяет также значительно сокра-
тить штамповочные уклоны на поковках, а в
некоторых случаях даже вовсе отказаться от
них, благодаря чему могут быть сильно сни-
жены припуски на механическую обработку.
Это, однако, требует принятия особых мер для
получения минимальной окалины при нагреве
заготовок под штамповку.
По характеру течения металла штамповка
на кривошипных прессах напоминает штам-
повку на горизонтально-ковочных машинах
(последние в сущности также являются кри-
ГЛ. 11]
ШТАМПОВКА НА КРИВОШИПНЫХ ПРЕССАХ
421
вошипными прессами). Распространённое оши-
бочное мнение, что на кривошипных прессах
нельзя получать ребристые детали, основано
на недоразумении, вызванном неправильным,
механическим переносом правил штамповки
под молотами на штамповку под прессами.
Виды штамповки
Наиболее распространены следующие виды
штамповки на кривошипных прессах: 1) штам-
повка с заусенцем (аналогичная штамповке
на молотах^; 2) штамповка выдавливанием
без заусенца — „экстрюдинг-процесс"; 3) штам-
повка прошивкой и 4) комбинированные виды
штамповки.
Штамповка с заусенцем. Как и штамповку
на молотах, её можно производить и осадкой,
и выдавливанием. При штамповке осадкой
заготовку выбирают такую, чтобы в первый
момент штамповки металл касался донных
(самых глубоких) поверхностей штампа, а
затем, осаживаясь, заполнял бы полость
штампа, растекаясь в горизонтальном на-
правлении. Так производится, например, пер-
вая операция при штамповке нижней части де-
тали, изображённой на фиг. 365 справа. Металл
заготовки при осадке сначала заполняет в
нижнем штампе полость, соответствующую
Фиг. 365. Летали, изготовленные штамповкой.
втулке, а затем — соответствующую фланцу
детали. Однако верхняя часть детали штам-
пуется уже не осадкой, а выдавливанием
металла в кольцеобразную полость верхнего
штампа. Фланец в этом случае служит свое-
образным заусенцем.
Вторую операцию штамповки той же детали
(фиг. 365 слева) можно рассматривать как
комбинирование чеканки для получения
рельефа с одновременной прошивкой.
Изображённые на фиг. 366 шестерни штам-
пуются осадкой, однако выступающие части
их зубьев выдавливаются. Так как желатель-
но иметь зуб с минимальным припуском на
механическую обработку, шестерню после
штамповки и обрезки заусенца подвергают
второй штамповке (по существу объёмной
чеканке).
Рабочая часть штампов для штамповки
шестерён представлена на фиг. 367. Особен-
Фиг. 367. Штампы для изготовления шестерён.
Фиг. 366. Изготовление шестерён с зубом на кривошипном прессе: а—исход-
ная заготовка; б—первая штамповка с заусенцем; в—вторая штамповка
(чеканка) с заусенцем; г-вторая штамповка (чеканка) без заусенца; д— ме-
ханически обработанная шестерня.
Фи1. 26S. Штамповка коленчатого нала
ность такого штампа—очень
малые плоскости разъёма.
Штампы эти крепят в
отверстиях специальной пли-
ты, закрепляя их упорным
болтом.
На кривошипных прессах
возможна и более сложная
штамповка, например клапан-
ного коромысла (по несколь-
ку штук сразу) и различных
рычагов (фиг. 364), а также
деталей типа автомобильных
шатунов.
На фиг. 368 показана экс-
периментальная штамповка ав-
422
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАЛШОВОЧНОГО ПРОИЗВОДСТВА
, [РАЗД. И!
томобильных коленчатых валов на криво-
шипном прессе 2500 т.
Такая штамповка является разновидностью
штамповки осадкой, так как загнутая заго-
товка хорошо укладывается на дно ручья.
Это оказывается возможным, потому что для
избежания зажима — складки в местах пере-
гиба вала — в данном случае вместо обычного
(для молотовой штамповки) метода пере-
крытия углов ручья заготовкой прибегают к
увеличению высоты загнутой заготовки.
Благодаря этому в местах перегиба получается
избыток металла и истечение его в заусенец
начинается именно из этих мест, чем и пред-
отвращается образование складки.
Работа под прессом значительно спокойнее,
укладка заготовки в ручьи при такой штам-
повке значительно легче и при правильно
рассчитанных объёмах заготовительных
ручьев происходит совершенное заполнение
ручья и таким образом легче выдержать
нужную конфигурацию заготовки.
На производство работы в заготовительных
ручьях, например в формовочном, требуется
один, редко два хода пресса для получения
нужной заготовки. Так как штамповочные
ручьи позволяют применять только по одному
нажиму пресса (второй нажим будет бесполе-
зен), то производительность штамповки на
кривошипном прессе должна быть значитель-
но выше, чем на молоте.
Особенностью штампов для прессов являет-
ся также их весьма малая плоскость сопри-
косновения.
Крепление крупных штампов на прессах
аналогично креплению штампов на штампо-
вочных молотах. Крепят их с помощью ласточ-
киного хвоста и клина. Изображённые на
фиг. 367 штампы для шестерён являются
в сущности вставками в штамп, который кре-
пится к прессу тем же способом. Плиты,
в которые вставляются эти вставки,
снабжаются обычно направляющими
колонками.
Расчёт потребных усилий на кри-
вошипных прессах следует произво-
дить по формулам, применяемым для
подсчёта потребных усилий при высадке
на горизонтально-ковочных машинах.
Штамповка выдавливанием без
заусенца („экстрюдинг-процесс"). Эта
штамповка аналогична прессованию для
получения прутков цветных металлов.
Заготовка, помещённая в закрытой ма-
трице, нажимом пуансона-поршня выда-
вливается через отверстие в дне матри-
цы или в нажимающей плоскости пуан-
сона.
Типичной деталью, пригодной для
изготовления изложенным методом,
является моторный клапан. Особенно
выгоден этот метод при тонком стебле
и относительно массивной головке, ког-
да высадка клапана на ковочной ма-
шине затруднительна.
Штамповка клапана на прессе 800 т
производится (фиг. 369) в две опера-
ции, причём только первая операция
представляет собой выдавливание, а
вторая является обычной высадкой. Схе-
ма технологии и графики теоретических
усилий при штамповке клапана даны на
фиг. 370. Сначала нагретая заготовка 05ОХ
X 60 мм, находясь внутри матрицы, под дей-
ствием пуансона осаживается и заполняет
полость матрицы @65 мм), а через 25 мм
после начала осадки, когда полость матрицы
уже полностью заполнена металлом, начи-
нается процесс выдавливания металла заго-
товки через отверстия в дне матрицы.
Процесс выдавливания происходит на про-
тяжении 12 мм, после чего движение пуансона
Фиг. 369. Клапан, изготовленный выдавливанием.
вниз прекращается. Объём металла, выдавлен-
ный из матрицы за эти 12 мм хода, образует
стебель клапана.
Для получения головки клапана нужной
конфигурации заготовку с того же нагрева
осаживают на установленном рядом штампе
до необходимых размеров.
На фиг. 371 дан чертёж штампа для этой
детали. Ввиду того что наиболее изнашива-
ющейся частью штампа является матрица,
она выполнена сменной. Материалом для ма-
трицы служит сталь ЗХВ8. причём наиболее
истирающиеся ее внутренние поверхности ни-
трируются.
ГС
Усилия
Гоафик усилий первой операции
Усилия Р
График утпип Шпоот операции
Фиг, 370. Схема технологии изготовления клапана: с—первая
операция; б— вторая операция.
ГЛ. II]
ШТАМПОВКА НА КРИВОШИПНЫХ ПРЕССАХ
423
Усилие выдавливания можно ориентиро-
вочно определить по формуле
Р-.=
F
где F и / - соответственно площадь сечения
исходного материала (в данном случае пло-
щадь сечения полости в матрице) и площадь
сечения выдавливаемого прутка в мм2; о^ —
предел прочности материала при температуре
процесса в кг\млР\ р — коэфициент внешнего
Фиг. 371. Штамп для изготовления клапана.
трения (а$ и у. — см. табл. 6 на стр. 275 и
табл. 8 на стр. 276); D — диаметр полости
матрицы в мм; L — длина участка полости
матрицы, заполненной металлом; k — коэфи-
циент, учитывающий влияние механической
схемы, деформации, неравномерности напря-
жённого состояния и других факторов, вели-
чину которого можно принять равной при-
близительно 8.
Нетрудно заметить, что по мере выдавли-
вания трение будет уменьшаться в связи с
уменьшением величины /,, а следовательно,
будет уменьшаться и величина Р.
Штамповка прошивкой. Такая штамповка
по существу является разновидностью пре-
дыдущего вида штамповки с той лишь раз-
ницей, что металл выходит не через отверстия
или полость в опорной поверхности матрицы
или пуансона, а через зазор между пуансоном
и матрицей. Такой штамповкой можно полу-
чать детали типа стакана, а также детали ко-
робчатой и корытообразной формы.
Типичными работами подобного рода мо-
гут служить две первые операции изготовле-
Фиг. 372. Переходы изготовления артиллерий-
ской гильзы.
ния заготовок для вытяжки стальной артилле-
рийской гильзы (фиг. 372), а также вторая и
третья операции изготовления пустотелых
клапанов (фиг. 373).
Потребные усилия и конструкция штампов
для штамповки прошивкой на кривошипных
прессах почти такие же, как при штамповке
на гидравлических прессах. Разница заклю-
чается лишь в том, что благодаря лучшему
направлению ползуна специальные направля-
ющие устройства на этих штампах применя-
ются реже.
Расчёт потребного усилия при прошивке
можно производить, пользуясь формулами
подсчёта усилий для работ на горизонтально-
ковочных машинах.
Комбинированные работы. На кривошип-
ных прессах в комбинации с другим оборудо-
ванием можно производить весьма разнооб-
разные работы.
Примером таких работ может служить
изготовление пустотелого клапана. На фиг. 373
показаны переходы для изготовления пусто-
телого клапана.
Сначала заготовку 0 50 X 73 мм осажи-
вают до размера 0 60 X 52 мм (фиг. 374, а),
затем прошивают в виде стакана 0 62/48 X
X 87 мм (фиг. 374, б), протягивают через
кольцо до размера 0 57/47,5 X 120 мм (фиг.
374, в), после чего осаживают головку клапана
Фиг. 373. Переходы изготовления пустотелого клапана..
(фиг. 374, г). Все эти операции производят за
один нагрев, причём все четыре штампа уста-
навливают одновременно на одном прессе.
Осаженную заготовку клапана механически
обрабатывают для уничтожения разностенно-
сти (фиг. 374, д), после чего с помощью реду-
цирующей (ротационно-ковочной) машины
производят обжатие стержня клапана за три
перехода (фиг. 374, е).
После обжатия чеканят головку клапана
и закатывают конец трубки стержня (фиг. 374,
ж, з, и). Обе эти операции также производят
за один нагрев и на одном прессе (штампы на
нём устанавливают совместно). По выполнении
этого обрабатывают стебель клапана для об-
разования „пояска", а затем после заполне-
ния пустоты клапана натрием производят за-
чеканку трубки стебля на прессе.
424
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. 111.
Фиг. 374. Штампы и переходы изготовления пустотелого клапана.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Р е б е л ь с к и й А. В., Штамповка клапанов экстрю- 3. Степанов В. Н., Чеканка штампованных деталей.
динг-процессом, ОНТИ, 1935. Оборонгиз, 1946.
2. Фалкин Л. А. и Любовный Ю С, Экономия
металла в кузнечных цехах, Машгиз, 1939.
ГЛ. il]
РАБОТА НА КОВОЧНЫХ ВАЛЬЦАХ
425
РАБОТА НА КОВОЧНЫХ ВАЛЬЦАХ
Области применения и особенности ра-
боты на ковочных вальцах. Процесс валь-
цовки рентабелен при изготовлении деталей,
конфигурация которых требует вытяжки всей
или части длины исходных заготовок. Во внеш-
нем очертании этих деталей не должно быть
резких выступов и рёбер или резких измене-
ний поперечных сечений. К таким деталям мо-
гут быть отнесены, например, штифты ком-
байна, мелкие гаечные ключи и т. п.
При изготовлении их металл плавно течёт
в ручье штампа вальцев, хорошо заполняя
его профиль и ориентируя волокно металла
соответственно конфигурации детали. Благо-
даря непрерывному и постоянному деформиро-
ванию металла по всей длине поковки в распо-
ложении волокон не будет волнообразности,
свойственной заготовкам, фасонировка кото-
рых производится свободной ковкой или в
протяжном ручье многоручьевого штампа.
Нужно отметить, что при некоторых кон-
фигурациях деталей, например, различных ша-
тунов, ковочные вальцы можно приме-
нять в целях изготовления фасонных заго-
товок для последующей штамповки их под
молотом или прессом.
В этом случае, особенно при применении
многоручьевой вальцовки, будет обеспечено
уменьшение отхода металла в заусенцы при
последующей штамповке.
Конструирование поковок, изготовляе-
мых в вальцах. Выбор плоскости разъёма
ручьёв ковочных вальцев производится: по
плоскости симметрии — для профилей симме-
тричных и по поверхности, делящей профиль
на равновеликие площади,—для несимметрич-
ных профилей. Углы наклона боковых стенок
ручья принимаются в зависимости от размера
половины наибольшей высоты детали, т. е.
глубины будущего ручья вальцев, и доходят
до 15°.
Радиусы закруглений поковок принимаются
как минимум в 2—3 мм. Чем больше послед-
ние, тем лучше и легче идёт заполнение ручья
металлом.
Исходный материал для поковок. В ка-
честве исходного материала для поковок, из-
готовляемых в ковочных вальцах, чаще всего
применяют прокатанные прутки квадратного
или круглого профиля. Прутки прямоугольного
и специального профиля применяют значитель-
но реже.
Точность проката — обычная. Поперечное
сечение исходного материала выбирается по
наибольшему сечению поковки с учётом от-
хода металла в заусенец и угар. Высота попе-
речного сечения исходного материала должна
несколько превосходить наибольшую высоту
заготовки, которую требуется получить в
вальцах.
Разновидности технологического про-
цесса вальцовки. Известны следующие разно-
видности процесса вальцовки.
Многоручьев'ая вальцовка. При
такой вальцовке исходный материал квадрат-
ного или круглого сечения, последовательно
проходя с кантовкой на 90° ряд ручьёв, меня-
ющих долевые и поперечные сечения, увели-
чивает свою длину за счёт уменьшения попе-
.речного сечения и приобретает форму фасон-
ной заготовки с хорошо распределёнными
элементарными объёмами. Эта заготовка тре-
бует последующей штамповки.
Пример последовательных переходов полу-
чения вальцованной заготовки представлен
на фиг. 375.
При применении многоручьевой вальцовки
ковочные вальцы устанавливают как загото-
вительную машину-орудие, в совокупности с
которой должен работать молот или пресс как
орудие собственно штамповочное.
Но так как производительность молота при
штамповке в одноручьевом штампе будет
выше производительности ковочных вальцев,
то в агрегат вклю-
чают 2—3 ковочных
вальца с нагреватель-
Фиг. 375. Последовательные переходы при много-
ручьевой вальцовке.
ными печами на один штамповочный молот,
а также обрезной пресс.
Производительность такого агрегата для
процесса, представленного на фиг. 375, будет
составлять около 375 штамповок в час при
производительности каждых ковочных валь-
цев около 125 заготовок в час.
Одноручьевая вальцовка. В про-
цессе её в одном ручье постепенно, за не-
сколько проходов, оттягивается часть длины,
прутковой или фасонированной заготовки лю-
бого сечения. В этом случае ковочные вальцы
и нагревательная печь представляют само-
стоятельный агрегат.
На фиг. 376 представлена поковка, полу-
ченная в вальцах из заготовки, предварительно
Фиг. 376. Изделие, полученное одноручьевой
вальцовкой.
фасонированной под молотом или высаженной
на горизонтально-ковочной машине. Произво-
дительность — около 70 поковок в час.
426
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. Ill
Периодическая вальцовка. При
такой вальцовке за один проход в одном ручье
с периодически меняющимся по длине профи-
лем может быть получена заготовка периоди-
ческого профиля, последующая штамповка
или механическая обработка которой произ-
водится отдельными периодами или по всей
длине сразу.
На фиг. 377 изображена заготовка перио-
дического профиля.
Выпуск таких заготовок—около 600 шт. в
час. Компоновать агрегат в этом случае можно
Фиг. 377. Заготовка периодического профиля.
как по принципу совместного использования
вальцев и штамповочного молота, так и по
принципу использования каждого в отдель-
ности.
Так называемая .штамповоч-
ная" вальцовка. В процессе её за один
проход в одном ручье с выбранными в нём
фигурами готовых штамповок из исходного
Фиг. 378. Пример .штамповочной*
вальцовки.
материала любого профиля может быть полу-
чена лента „отштампованных" в вальцах дета-
лей, соединённых одна с другой плёнкой ме-
талла.
Полученные такой вальцовкой штамповки
в зависимости от предъявленных к ним требо-
ваний поступают на последующую вырезку и
механическую обработку или на вырезку, ка-
либровку и обработку.
На фиг. 378 представлена лента деталей,
полученных .штамповочной" вальцовкой. При
этом процессе агрегат может состоять или из
ковочных вальцев, обрезного пресса и кали-
бровочного орудия (молота или пресса) или
только из вальцев и обрезного пресса. Про-
изводительность такой вальцовки в час —около
300 лент, из которых за 8-часовую смену мо-
жет быть получено около 12000 шт. готовых
штамповок длиной 100—120 мм.
Выбор ковочных вальцев. Современные
модели ковочных вальцев допускают полу-
чение вальцованных изделий длиной лишь
до 1250 мм из исходного материала диаме-
тром или стороной квадрата максимум 60 мм.
Вальцы же для исходного материала диаме-
тром или стороной квадрата более 60 мм для
изготовления изделий длиной более 1250 мм
(например, ковочные вальцы для изготовления
заготовок лопастей пропеллеров) необходимо
изготовлять по особому заказу.
Так как исходный материал как максималь-
ного, так и минимального размера может быть
при вальцовке вытянут с различными по вели-
чине обжатиями на различную длину (макси-
мальный размер на минимальную длину, и на-
оборот), то выбор ковочных вальцев следует
вести, исходя из конечной длины вальцован-
ной части прутка.
Основные элементы конструирования
штампов. Раздел калибра. Калибр огра-
ничивается поперечным сечением фигуры,
расположенной в верхней и нижней половин-
ках штампа, включая и зазор между послед-
ними, принимаемый в 1—3 мм (фиг. 379).
верхняя попоОина штампа
__ | 1^3 Средняя линии
"~ ~~ вальцовки
Ншкняя поповина штампа
Фиг. 379. Схема профиля ручья вальцев.
Раздел калибра для симметричных профилей
делается по оси симметрии, а для несимме-
тричных— по линии, делящей фигуру на рав-
новеликие площади.
Углы наклона и радиусы за-
круглений. При глубине калибра до 10 мм
угол наклона принимается в среднем до 3°,
а при глубине до 35 мм — до 10°.
Радиусы закруглений калибра принимаются
в зависимости от величины обжатия и со-
ставляют:
внутр ~ OiO (Ннач "конУ*
''нар ~ 0,2 н- 0,3 (#,«« — Нкон),
ГЛ. II)
РАБОТА НА КОВОЧНЫХ ВАЛЬЦАХ
427
где Инач — высота прутка до прохождения
данного ручья (фиг. 380); Нкон — высота
прутка после прохождения данного ручья
(фиг. 380).
Радиусы катания. Во избежание из-
гиба вальцуемых заготовок радиусы катания
верхнего и нижнего штампов должны быть
одинаковы.
К о э ф и ц и е н т вытяжки. Коэфициент
вытяжки, или отношение площади попереч-
ного сечения прутка (до вальцовки в данном
ручье) к площади попе-
речного сечения прутка
после вальцовки, прини-
мается 1,45 и ниже.
С понижением тем-
пературы вальцовки коэ-
фициент вытяжки умень-
шается, т. е. вытяжка
металла после каждого
последующего ручья бу-
дет всё больше умень-
шаться.
Уш прение ме-
талла. При вальцовке,
так же как и при про-
катке, помимо обжатия
и вытяжки, наблюдается
уширение металла, т. е.
течение в направлении, параллельном оси вал-
ков.
Уширение металла зависит от ряда факто-
ров, в том числе от величины обжатия и тем-
пературы (с понижением температуры оно
увеличивается).
Учёт величины уширения производится по
формуле
Фиг. 380. Схема прин-
ципа р.альцовки.
меньшее значение коэфициента @,3) при-
нимается при большей температуре валь-
цовки.
Опережение. В результате опережения,
т. е. разности скоростей полосы, выходящей
из валков, и самих валков, длина провальцо-
ванной полосы (или отдельного её участка)
оказывается больше пути, пройденного окруж-
ностью валков (или её частью) при соприко-
сновении с полосой.
Опережение металла увеличивается с пони-
жением температуры и составляет в сред-
нем около 4% провальцованной длины заго-
товки.
Число ручьёв в штампах. Число
ручьёв при многоручьевой вальцовке опре-
деляется следующим образом:
lg Гнач — ^g Fkoh
lg/cp
где п — число ручьёв; FHaH — площадь попе-
речного сечения прутка до вальцовки; FK0H~-
площадь поперечного сечения прутка после
вальцовки; fcp — коэфициент вытяжки, при-
нимаемый как среднее в пределах 1,2—1,3
(наибольшее значение коэфициента вытяжки—
см. выше).
Учёт основных факторов конструиро-
вания штампов при разновидностях валь-
цовки. Выбор различных вариантов (разновид-
ностей) вальцовки зависит от конфигурации
заданной детали, а основные элементы кон-
струирования штампов должны учитываться
в соответствии с выбранным вариантом валь-
цовки.
Так, при многоручьевой вальцовке кон-
струирование штампов ведётся с учётом
указаний, перечисленных на стр. 426 („Ос-
новные элементы конструирования штам-
пов").
Штампы для одноручьевой вальцовки
конструируются с учётом тех же элемен-
тов за исключением величины опережения ме-
талла.
В случае конструирования штампов для
периодической вальцовки учитываются все
указания, упомянутые на стр. 426.
При конструировании штампов для „штам-
повочной" вальцовки принимаются во внима-
ние все перечисленные элементы за исключе-
нием величины уширения металла.
Материал для штампов. При работе на
ковочных вальцах наблюдается повышенный
износ ручьёв штампов. Поэтому их необ-
ходимо изготовлять из устойчивого мате-
риала.
Если фигуры ручья штампа могут быть
применены без обработки, штампы из-
готовляют из чугуна с непосредственной
отливкой фигуры штампа по модели и
последующей закалкой его рабочей поверх-
ности.
При изготовлении цельных или составных
(из вкладышей) штампов из стали целесооб-
разна их штамповка, причём штампы сле-
дует изготовлять из стали марок 5ХНМ или
7X3.
Крепление штампов. Возможен ряд ва-
риантов крепления штампов. Наиболее про-
стым и надёжным является крепление, изобра-
жённое на фиг. 381, при котором отдельный
штамп крепят его полками
в соответствующие выемки
тела валка, а пазом уста-
навливают на ласточкин
хвост.
Наладка штампов. Ру-
чьи штампов ковочных
вальцев имеют изменяющие-
ся поперечные сечения и
переменный долевой про-
филь.
Для совпадения как по-
перечных сечений, так и
долевого профиля произво-
дят наладку штампа. Прежде
зсего устанавливают необ-
ходимый зазор между поло-
винками штампа. Затем про-
изводят наладку совпадения
поперечных сечений начальной (набегающей)
и конечной (сбегающей) частей ручья. После
этого следует совмещение начальной части
долевого профиля ручья.
Если при разметке и изготовлении фигуры
ручья штампа были соблюдены заданные до-
пуски на долевые размеры, совпадение конеч-
ной части долевого профиля произойдёт
само по себе.
Фиг. 381. Крепле-
ние штампов в
вальцах.
428
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. 1Г1
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Аристов В. М., Диференциальный способ изгото-
вления шатунов вальцовкой и штамповкой, „Вестник
металлопромышленности" № 7, 1939.
2. Аристов В. М., Технология процесса вальцовки,
„Вестник машиностроения" № 7—8, 1943.
3. D a n s e L. A., Cadillac .Connecting- Rods Made by
New Forging Process, „The Iron Age", vol. 129, № 15,
1932.
4. D a n s e L, A., Forging " Rolls, Heat Treating and
Forging, vol. XXI, № 4, 1935.
РАБОТА НА ГИБОЧНОЙ МАШИНЕ „БУЛЬДОЗЕР"
Особенности работы и области примене-
ния бульдозеров. Бульдозер — гибочная ма-
шина, представляющая собой горизонтальный
пресс с кривошипным механизмом; исполь-
зуется главным образом для работ, связанных
с гибкой полосового металла в холодном или
нагретом состоянии, и частично для других
работ — пробивки отверстий, вырубки, вы-
тяжки листового материала и высадки.
На бульдозере изготовляют скобы разного
рода, угольники, коленчатые валы, серьги,
ушки, стойки, кронштейны, подвески, крюки
изоляторные и другие изделия из круглого,
квадратного, прямоугольного и иного сечения
пруткового и полосового материала.
Технологический процесс. Работа на буль-
дозере по изготовлению деталей обычно со-
четается с работой на других машинах, на
которых выполняются такие, например, one
рации, как пробивка отверстий, отрезка заго-
товок, обрезка концов изделий и т. д.
Работа на бульдозере требует разработки
следующего технологического процесса.
1) Определение длины заготов-
к и. При гибке полосы заготовка обычно обле-
гает пуансон, имеющий в углу загиба опреде-
лённый внутренний радиус закругления. Если
этот радиус^1/» толщины заготовки, то длину
заготовки исчисляют развёрткой средней ли-
нии заготовки (прямые участки остаются без
изменения, а кривые участки—развёрткой
дуги, описанной средним радиусом закругле-
ния).
?сли же внутренний радиус закругления
угла меньше половины толщины заготовки, то
длину заготовки определяют суммой прямоли-
нейных участков с добавлением четверти тол-
щины полосы на каждый угол загиба. К полу-
ченной длине прибавляют не менее трёх
толщин полосы на обрезку концов после
гибки.
Для примера возьмём заготовку для изго-
товления подвески тележки, изображённой на
фиг. 382. Длина её —1170 мм. Прибавка на
обрезку концов в этом случае составит
35 мм X 3 — 105 мм. Следовательно, полная
длина будет равна 1275 мм.
2) Составление перечня опера-
ций и переходов. Первая операция —
резка заготовки на ножницах (фиг. 383); вто-
рая операция — гибка, которая разбивается
на несколько переходов, если получить тре-
буемую форму (фиг. 384) за один ход невоз-
можно; третья операция - обрезка концов
изделия под размер.
3) Определение давления, необ-
ходимого для выполнения штам-
повки. Для этой цели служит формула Фи-
шера [3]... Р = 2a-oi,-F, где Р — искомое
давление в кг; а — коэфициент для гибочных
машин, равный 2; аь — предел прочности при
температуре штамповки t" в кг/мм2; F—пло-
Фиг. 382. Эскиз поковки.
-1275
Фиг. 383. Эскиз заготовки.
щадь проекции изделия на плоскость, перпен-
дикулярную направлению движения пуансона,
в мм7.
Фиг. 334. Эскиз второй операции (гибки).
4) Выбор типа и размера маши-
н ы. Тип бульдозера выбирают в зависимости от
характера изделия. Для мелких заготовок при-
меняют во избежание их охлаждения быстро-
ходные бульдозеры. Давление бульдозера уста-
навливают по формуле Фишера (машину вы-
бирают с номинальным давлением, ближайшим
большим к полученному по формуле).
Для более быстрых подсчётов требу-
ющегося давления машины следует пользо-
ваться табл. 65 (Неймайер по Фишеру), в ко-
торой дан примерный тоннаж бульдозеров
для разных площадей проекций поковки при
а. = IS и 8 кг/мм*.
ГЛ. II]
РАБОТА НА РОТАЦИОННО-КОВОЧНОЙ МАШИНЕ
429
Таблица 65
Давление бульдозера в зависимости от площади
проекции поковки
Площадь проекции поковки
в
при aft=
==16 кг!мм*
3°°
7оо
1500
2300
Зооо
4000
47°°
53°°
6ioo
7000
8000
ММ3
при з^=8 кг/мм*
5°°
I 2OO
Зооо
5 0°°
6 ооо
8 ооо
О. 2ОО
II ООО
12 4»о
14 ооо
i6 000
Давление буль-
дозера в т
25
5°
IOO
15°
2ОО
25°
Зоо
35°
4ОО
45°
5°°
Указанные в этой таблице давления доста-
точны не только для гибки, но и для дожатия.
возможного в конце хода ползуна по всей
площади изделия, находящейся в этот момент
между рабочими поверхностями штампа.
Необходимо, чтобы у машины был запас
усилия, так как толщина материала может
колебаться, а также ввиду резкого паде-
ния температуры заготовки в конце хода пол-
зуна.
Гибку холодных заготовок производят по
тем же правилам, что и гибку при холодной
штамповке (см. гл. III).
Конструирование штампов. Штампы кон-
струируют в соответствии с намеченными пе-
реходами, причём должны быть обеспечены
следующие условия.
а) Необходимо, чтобы неподвижная часть
штампа (матрица) имела ступеньку, на кото-
рую кладут заготовку, подлежащую гибке, а
также упоры по длине заготовки для получе-
ния симметричной фигуры изделия.
б) Так как изделие, как правило, облегает
каждый угол пуансона, входящий в заготовку
при штамповке, радиус закругления углов
должен быть сделан по чертежу поковки,
а соответствующий радиус закругления в ма-
трице должен быть равен 0,75 R пуансона.
в) Полоса, подвергаемая гибке „на ребро",
проявляет тенденцию к волнистости и вывёр-
тыванию, поэтому должны быть предусмо-
трены придерживающие плоскости, плати-
ки и т. д., которые не позволяли бы заго-
товке выходить в стороны; в противном
случае после штамповки потребуется правка
изделия.
г) Должны быть предусмотрены приспо-
собления, гарантирующие безопасность ра-
боты (исключающие возможность попадания
рук рабочего между рабочими частями штам-
пов).
д) Для наладки штампов по переходам не-
обходимо, чтобы была обеспечена возмож-
ность настройки каждого перехода независимо
от других переходов.
Операция гибки (фиг. 384) разбивается на
два перехода: первый переход — загибка лапок
на 60°, второй переход — гибка средних углов
на 60°. Температура начала ковки 1150° С,
конца ковки 8003С. На фиг. 385 приведён двух-
ступенчатый штамп, у которого нижняя сту-
пень— для первого перехода, верхняя сту-
Фиг. 385. Ковочный штамп.
пень — для второго перехода. Такая разбивка
операций значительно уменьшает требую-
щийся тоннаж машины и облегчает выполне-
ние операций по глубокой гибке изделий без
вытяжки полосы.
Обе операции обеспечены ступенькой в
матрице для заготовки. Пуансон и матрицу
второго перехода крепят и налаживают от-
дельно — после того, как укреплён и налажен
первый переход.
Одной из ответственнейших работ является
наладка штампов. Момент, когда кончается гиб-
ка и начинается дожатие, должен быть заме-
чен при разных толщинах материала, изменяю-
щихся в пределах допусков. При наладке штам-
пов нужно обязательно проверять и учиты-
вать „игру" отдельных частей механизма, ко-
торая под нагрузкой при значительном износе
машины доходит до 5—10 мм и более (в за-
висимости от суммы зазоров в ряде механи-
ческих пар на пути от вала до ползуна вклю-
чительно). Провёртывание машины вхолостую
даёт только ориентировочное представление
для определения мёртвой точки ползуна.
РАБОТА НА РОТАЦИОННО-КОВОЧНОЙ МАШИНЕ
Особенности работы и области приме-
нения ротационно-ковочных машин. Су-
ществуют два типа ротационно-ковочных ма-
шин.
В машинах первого типа имеет место по-
ступательно-возвратное движение рабочих ор-
ганов и бойков при одновременном вращении
их вместе со шпинделем машины. На этой ма-
шине можно получать изделия, имеющие фор-
му тел вращения, т. е. круглое поперечное
сечение. В машинах второго типа бойки имеют
лишь поступательно-возвратное движение в не-
подвижных направляющих, чем обеспечи-
вается возможность получения изделий пря-
моугольного или квадратного поперечного
сечения.
430
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Ротационно-ковочные машины в металло-
обрабатывающей и машиностроительной про-
мышленности применяются для изготовления
изделий из труб диаметром от 10 до 160 мм
и пруткового материала диаметром от 1,5 до
50 мм (в зависимости от механических ка-
честв), часто обрабатываемого без нагрева.
К основному виду работ, выполняемых на
ротационно-ковочных машинах, относятся об-
жимка труб и прутков в поперечном сечении
и вытяжка их с приданием им цилиндриче-
ской, конической, овальной, полукруглой или
других фигурных форм. В соответствии с этим
на ротационно-ковочных машинах производятся
следующие операции: а) обжимка концов труб
и прутков с постоянным диаметром сечения
или диаметром, уменьшающимся к их концу;
б) обжимка коротких шеек у труб и прутков
по середине их длины с оставлением на кон-
цах первоначального их размера; в) обжимка
200
Фиг. 3S6. Примеры работ, выполняемых на ротацнонно-ковочной машине с вращающимися
рабочими органами, связанными со шпинделем.
ГЛ. II]
РАБОТА НА РОТАЦИОННО-КОВОЧНОЙ МАШИНЕ
43!
и вытяжка у труб и валов длинных шеек, име-
ющих цилиндрическую или коническую форму,
с оставлением на их концах первоначального
размера; г) обжатие (закатка) втулок вокруг
Фиг. 387. Примеры работ, выполняемых на ротационно-
ковочной машине с рабочими органами, связанными
с корпусом машины.
стержней или внутри труб; д) изготовление де-
талей с заострением концов, имеющих круглое,
квадратное, прямоугольное и другие формы
сечения.
Примеры этих работ приведены на фиг. 386
и 387.
Выбор типа и размера машины. При вы-
боре типа и размера машины исходят из вида
предстоящей работы, а также из размера
трубы или прутка, подлежащих обработке.
Для обжимки концов труб и прутков
с постоянным диаметром сечения или с диа-
метром, постепенно уменьшающимся к их кон-
цу, применяют машины первого типа. Для об-
жимки у труб и прутков коротких шеек по
середине их длины с оставлением на концах
первоначального диаметра также пользуются
машинами первого типа, но с применением
приспособления, придвигающего бойки к оси
вращения шпинделя.
Для обжимки и протяжки у труб и валов
длинных шеек цилиндрической или кониче-
ской формы с оставлением на их концах пер-
воначального размера ¦ используют машины
первого типа с педальным приспособлением и
упорами для автоматической подачи и авто-
матического выключения движения по окон-
чании ковки и с двойной сменной зубчатой
передачей для регулирования конуса по длине
и диаметру.
На такой машине можно обрабатывать
валы в нагретом состоянии с диаметром
до 50 мм.
При длине бойков до \№мм при 180 обо-
ротах в минуту машина требует затраты мощ-
ности около 15 кет.
Для обжатия полых деталей вокруг стерж-
ней или внутри труб применяют машины
в зависимости от размеров обрабатываемых
деталей.
Для изготовления из пруткового материала
деталей с заострением концов, имеющих круг-
лое, квадратное, прямоугольное или другие
формы сечения, применяют ротационно-ковоч-
ные машины второго типа.
Технологический процесс. При проекти-
ровании технологического процесса необхо-
димо прежде всего дать идею профиля бой-
ков и приспособлений, которыми должна быть
оборудована выбранная машина, для обеспе-
чения надлежащей её производительности.
Одновременно разрабатывают нормы времени
на единицу изделия или нормы выработки в
единицу времени, а также устанавливают про-
фессию, разряд и количество необходимых опе-
раторов. Кроме того, уточняют размеры сече-
ния обрабатываемой трубы или прутка, длину
на единицу изделия, объём заготовки и вес
с учётом отходов и угара. Для работ, требую-
щих нагрева металла, устанавливают темпера-
туру начала ковки, а для высококачественных
сталей устанавливают и температуру конца
ковки.
На основании всех этих данных соста-
вляется технологическая карта.
Ротационно-ковочные машины дают сле-
дующие «опытные* нормы выработки в час
при изготовлении изделий, приведённых на
фиг. 386: № 1-800; № 2—500; № 3-500; № 4—
350; № 5-600; № 6—400; № 7—425; № 8-89:
№ 9—700; № 10-200; № 11—100; № 12-250;
№ 13- 150; № 14—400; № 15—300; № 16-300.
№ 17-100; № 18-300.
Основные размеры инструментов. Ин-
струменты ротационно-ковочных машин состо-
ят из двух молоточков и двух бойков (или из
четырёх молоточков и четырёх бойков). Рабо-
чими органами машины являются молоточки
с бойками, которые скользят в направляющих
при поступательно-возвратном движении.
Молоточки изготовляются из хромоникеле-
вой стали. Они точно и чисто отшлифованы
и имеют во внешней части ролик, твёрдо за-
калённый и отшлифованный.
Бойки изготовляются из специальной стали
для штампов и имеют со стороны обрабаты-
ваемой ими трубы или прутка соответствую-
щий рельеф.
Размеры молоточков и бойков выбирают
в зависимости от размеров обрабатываемого
материала и размеров машины.
Форму рабочей поверхности бойков кон-
струируют в зависимости от вида работы,
размера обрабатываемого материала, формы,
которую должно иметь готовое изделие, учи-
тывая при этом намеченный технологический
процесс и необходимость обеспечения возмож-
ности вывода из машины готового изделия
без его повреждения при непрекращающемся
колебании молоточков и бойков.
432
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Конструирование рельефа рабочей по-
верхности бойков. Штампы для правки и ка-
либровки труб до заданного размера должны
быть высверлены точно.
Если обжатие составляет не более i/32
первоначального диаметра, переднюю кромку
штампа закругляют так, чтобы труба входила
в бойки, не задевая края. Если обжатие боль-
ше 1/s%, то переднюю часть штампа растачи-
вают на конце с углом 7—8° и с закругле-
нием передней кромки штампов. Диаметр
окружности этой кромки должен быть не-
сколько больше первоначального диаметра
трубы или прутка. После закалки штампы
шлифуют с зазором между штампами от
0,25 до 0,5 мм (в зависимости от твёрдости
обрабатываемого материала и требуемой
точности).
При окончательной обработке штампы
должны сомкнуться, когда обжатие достигнет
требуемого размера. При правке труб наи-
лучшие результаты получаются в том случае,
если обжатие производится в пределах от 1/82
до Vie первоначального диаметра.
Штампы для обжатия концов на конус
выполняются так же, только в конусной ча-
сти их оставляется боковой зазор для обес-
печения подачи материала.
Наилучший угол конуса при ручной по-
даче: для стали — 20°, для бронзы—15°. При
увеличении угла требуется механическая или
гидравлическая подача материала.
Штампы для ковки трубчатых изделий на
оправке изготовляют аналогично предыдущим,
с обычным коротким конусом и закруглением
на переднем конце и с боковым зазором не
более 0,05—0,13 мм. Диаметр оправки должен
быть меньше желательного внутреннего диа-
метра трубы на 0,004—0,007 от внутреннего
диаметра трубы. Передний конец оправки дол-
жен быть сведён на конус до 3/16 от меньше-
го размера.
Штампы для машины с четырьмя инстру-
ментами делаются так же, но с меньшим
рельефом.
Штампы машины для заострения состоят
из призм, закреплённых в молоточках двумя
клиньями. Рабочая поверхность их имеет
рельеф, соответствующий изделию. В осталь-
ном инструменты этой машины не отличаются
от инструментов машины первого типа с че-
тырьмя молоточками и четырьмя бойками.
РАБОТА НА КОВОЧНОЙ МАШИНЕ „РИДЕР"
Особенности работы и области приме-
нения ковочных машин „Ридер". Механизм
у ковочной машины „Ридер"— кривошипный
с постоянным ходом. Обработка материала на
машине осуществляется посредством частых
лёгких ударов — нажатий (от 500 до 1000 в ми-
нуту). Машины „Ридер" применяют для выпол-
нения работ по протяжке и обжимке при из-
готовлении веретён для прядильного произ-
¦Фиг. ЗИ8. Примеры поковок, изготовляемых на ковочной
машине „Ридер".
водства, зубьев для борон, железнодорожных
костылей, зубил, долотьев, бородков и тому
подобных изделий (фиг. 388).
Основной операцией, выполняемой на ма-
шине „Ридер*, является вытяжка. Помимо
неё, на машине производят пережимы прутка
с образованием заплечиков и утолщений раз-
ной формы, а также оттяжку прутков на конус
любого сечения, заострение концов (возможно
сведение толщины прутка „на-нет"), раскатку
(или разгонку) материала (прутка) по ширине,
обрубку и т. д.
Технологический процесс. При изгото-
влении простейших изделий, а также простых
заготовок, требующих при последующей обра-
ботке на других кузнечных машинах не более
одной-двух операций, можно ограничиться од-
ной парой бойков, придав их рабочим поверх-
ностям необходимый профиль.
При изготовлении же более сложных изде-
лий или заготовок технологический процесс
разбивают на отдельные переходы. В этом
случае каждый переход выполняется на спе-
циальной паре бойков, профиль рабочих по-
верхностей которых должен точно отвечать
требованию технологического процесса.
Попытки выполнения всех операций на од-
ной паре бойков ведут к снижению произво-
дительности, а иногда и к аварии машин.
Машины „Ридер" дают следующие „опытные"
нормы времени (в секундах) при изготовлении
одной из поковок, приведённых на фиг. 388
№ 1-120; № 2-50; № 3—30; № 4—90; №5—
180; № б—6П; № 7-90; № 8—200; № 9—35;
№ 10—60; № 11—55; № 12-55; № 13-90;
№ 14-90; № 15-10; № 16-90; № 17-90;
№ 18—35; № 19-420; № 20-90; № 21—40.
Пример технологического про-
цесса изготовления заготовки
для клапана с последующей штам-
повкой головки на прессе (фиг. 389
и 390).
Материал — прутковая сталь диаметром
32 мм. Первый переход (фиг 389, а)—пережим
с образованием .яблока" на расстоянии
100 мм от конца. Инструмент (фиг. 390, а) —
ГЛ. II]
РАБОТА НА КОВОЧНОЙ МАШИНЕ „РИДЕР«
433
два бойка с двумя пережимающими парал-
лельными гребешками на рабочих поверх-
ностях, имеющими поперечное сечение, со-
ответствующее конфигурации .яблока". На
/Т\
-Ф32-
Фиг. 389. Поковка
клапана за четыре
перехода (по пе-
реходам).
столе устанавливается упор на расстоянии
100 мм от переднего гребешка. Второй пере-
ход (флг. 389, б)— черновая вытяжка хвосто-
Фиг. 39&. Рабочие поверхности бойков для изготовления
заготовки клацана за четыре перехода.
вика клапана до диаметра не более 14 мм.
Инструмент (фиг. 390, б)—два гладких бойка.
Третий переход (фиг. ЗЬ9, в)— чистовая доводка
хвостовика. Инструмент (фиг. 390, б) — два
бойка с полукруглыми цилиндрическими
ручьями на рабочей поверхности для диаметра
14 мм. Четвёртый переход (фиг. 389, в) - от-
рубка конца хвостовика по размеру и отрубка
заготовки от прутка.
Инструмент (фиг. 390, г) — два бойка с но-
жами.
Выбор типа и размера машины. Тип и
размер машины выбирают в зависимости от
предстоящей работы.
Число пестов (ползунов) устанавливают
в соответствии с количеством переходов,
запроектированных технологическим процес-
сом.
Размер машины должен отвечать макси-
мальному диакгетру исходного прутка или
диаметру обрабатываемой трубы.
Конструирование и изготовление инстру-
ментов для машин (фиг. 391). Инструмента-
ми для машины являются бойки, которые
крепятся к рабочим органам машины. Верх-
Фиг. 391. Профилирование рабо-
чих поверхностей бойков.
ние бойки крепят к ползунам, а нижние — к
нижним колодкам машины.
Часть бойков выполняет черновую работу
ковки (черновые бойки), а часть служит для
доводки поковки точно до требуемых разме-
ров (чистовые бойки, позволяющие обычно
ограничиться последующей шлифовкой без
механической обработки).
Для выполнения отрубки изготовляют спе-
циальные отрезные бойки с пазами, в кото-
рых крепятся ножи (стопорными болтами).
Черновые бойки имеют ширину (в напра-
влении, перпендикулярном к фронту машины)
от 20 до 25 мм. Длина их устанавливается
в зависимости от размеров поковки, числа
ручьёв, размеров машины и т.д. Профилиро-
вание рабочей поверхности бойков произво-
дят в соответствии с работой, выполняемой
данной парой бойков.
Для протяжки круглых поковок с обжатием
до 5 мм достаточно одного ручья, выполнен-
ного сверлением (ось сверления должна сов-
падать с плоскостью разъёма блоков бойков,
а диаметр сверления должен превышать диа-
метр поковки на Змм).
Плоскости разъёма обоих блоков состра-
гивают на b мм, а все углы во избежание их
вмятия в поковку закругляют. При обжатии
более чем на 5 мм процесс протяжки распре-
деляют между двумя и более ручьями, чтобы
на каждый ручей приходилось в зависимости
от диаметра поковки и размеров машины
от 1,5 до 5 мм уменьшения диаметра заго-
товки (фиг. 391, а).
Если же требуется произвести большое
обжатие за один переход, то применяют бойки
с наклонными (под углом около 10° к гори-
зонту) рифлёными рабочими поверхностями
(аллигаторный тип). Цель их рифления — пред-
отвратить выскальзывание поковки, а также
облегчить удерживание поковки при продви-
жении её по мере обжатия (фиг. 391, б).
Чистовые бойки должны иметь в ширину
50 мм. Длина их устанавливается в зависи-
434
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
мости от диаметра изделия, числа ручьёв, раз-
мера машины и т. д. и составляет от 50до 125мм.
Диаметр отверстий (для доводки круглых
поковок) доводят до требуемого диаметра по-
ковки или до несколько большего размера.
Если требуется особенно чистая обработка, вы-
емку ручья подшабривают. В остальном обра-
ботка чистовых бойков та же, что и черно-
вых бойков.
Протяжку круглых цилиндрических изделий
как при грубой, так и при чистовой обработке
осуществляют следующим образом: вводят по
ковку в ручей, продвигают её вдоль ручьёв
до упора подлине, а затем, непрерывно пово
рачивая поковку от руки, вытягивают её из
бойков.
Чистовые бойки и ручьи служат исклю-
чительно для доводки поковки, а не для
ковки её.
Отрезные бойки с ножами изготовляют
прострожкой паза в блоке бойка, в котором
крепят ножи стопорными болтами. Профиль
сечения ножей делается обычно V-образным
(фиг. 390, г). Если требуется отрезка поковки
под прямым углом, ножи затачивают только
с одной стороны.
Специальные приспособления для машины
изготовляют в зависимости от надобности.
Особенно широко применяются упоры по
длине, устанавливаемые на специальном столе
против нижнего бойка, а также ножной при-
вод (для изменения расстояния между бойками
без обратного воздействия на ногу оператора).
Материал для инструментов (обычно 5ХГМ
или 5ХНМ) поставляется в виде блоков из
специальной стали в отожжённом состоянии,
готовых к механической обработке и закалке.
Установка и наладка инструментов.
Каждую пару бойков крепят специальными
точёными хвостовиками к соответствующим
элементам рабочих органов(в них хвостовики
входят плотно) и закрепляют стопорными
болтами.
Так как верхний боёк вместе с ползуном
имеет постоянный ход, установка инструмен-
тов и наладка их работы сводятся к регули-
рованию положения нижней колодки по вы-
соте при помощи винтового приспособления
(у машин малого размера) или клинового
приспособления (у машин большего размера)
и ножного привода, допускающего любое
изменение расстояния между бойками.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Работа на гибочной машине-бульдозере
1. Гирш И. И. и Зал веский В. И., Элементы
расчёта горизонтально-ковочных машин, НИИМАШ,
1935.
2. Инструкция по паспортизации кузнечно-прессового
оборудования, ЦБТМ и ЦНИИМАШ, 1930.
3. Неймайер К. Ф., Ковка, штамповка и оборудо-
вание кузнечных цехов, Металлургиздат, 1945.
4. П о р е ц к и й С. В., Курс кузнечного дела, т. IV,
Машины кузнечного производства, ОНТИ, 1934.
5. С о к о л о в И. П, Ковка и штамповка вагонных де-
талей, Трансжелдориздат, 1942.
6. Каталоги фирм „Ajax". „Eumuco", „Kieseriing und A1-
brecht".
Работа на ротационно-ковочной машине
1. II о р е ц к и й С. В., Курс кузнечного дела, т. IV,
Машины кузнечного производства, ОНТИ, 1934.
2. С л е с а р.и к, Ротационно-ковочные машины, „Теория
и практика металлургии" № 4, 1940.
3. Bowen J. R., Rotari swaging, „Machinist", 1936.
4. „Etna Machine Co", Toledo, Ohio. USA. - .Swaging
Machine", Catalogue № 14.
5. «Iron Age", 194a, 8. II, т. 155. № 6, Recent Develop-
ments in Swaging"
6. „Kieserling und Albrecht", Solingen, Catalogue ,B",
teil II.
7. „Kieserling und Albrecht". Solingen, Catalogue „D"
teil IV.
8. „Machinery Encyclopedia", т. VI, стр. 133.
9. „Machinery". Rotari swaging Practice", стр. 1. 1935.
10. „Machinery", Rotari Butt-Swaging Machines", 1936,
стр. 263.
Работа на ковочной машине „Ридер"
1. Порецкий С. В., Курс кузнечного дела, т. IV,
Машины кузнечного производства, ОНТИ, 1934.
2. „Kieserling und Albrecht", Solingen, Catalogue „С",
ч. Ill, стр. 95-97.
3. „Kieserling und Albrecht", Solingen, Catalogue „D",
ч. IV, стр. 24-.5.
4. „Ryder" — Forging Machines, Bolton — England, Cata-
logue № 126.
ХОЛОДНАЯ ВЫСАДКА
Сущность и преимущества
Холодная высадка применяется при из-
готовлении из проволоки или прутка изделий
разнообразной конфигурации: заклёпок, бол-
тов, шурупов, винтов, гвоздей, шариков, роли-
ков, гаек, сердечников пуль, взрывных за-
клёпок, колпачков для вытяжки патронов,
пробок, заглушек, шкворней, баутов, звёздо-
чек и т. п. Диаметры исходного материала ко-
леблются от 0,6 до 38 мм. Холодная высадка
осуществляется главным образом на высоко-
производительных холодновысадочных авто-
матах, а также на вертикальных кривошипных
и фрикционных прессах.
Изделия большой длины высаживают на
горизонтальных высадочных машинах с руч-
ной подачей.
Холодная высадка развивается в напра-
влениях: а) повышения производительности и
точности при изготовлении простых по
форме изделий; б) применения повторной и мно-
гооперационной высадки для производства
сложных по форме изделий и изделий с боль-
шим количеством высаживаемого материала;
в) применения процесса редуцирования (су-
жения диаметра) стержня в комбинации с вы-
садкой или обрезкой; г) внедрения метода
Кауфмана, при котором первый переход заме-
няется редуцированием заготовки в той части,
которая не подвергается осадке; д) примене-
ния комбинированных процессов обработки,
среди которых холодная высадка занимает
первое место; е) применения многоопераци-
онной высадки (одновременно в нескольких
матрицах) для производства гаек и болтов.
ГЛ. II]
ХОЛОДНАЯ ВЫСАДКА
435
Таблица 66
Производительность современных
Изделие
Заклёпки с полукруглой.
потайной или полупотайной
формой головок при 1 •< 3d
Шурупы с головками та-
кой же формы при 1 > 8d
Шарики
Заготовки болтов с ци-
линдрической головкой:
при /<; 8d
при / >• Bd
Типы автоматов
Одноударные с цельной
матрицей
Одноударные с разъём-
ной матрицей
Одноударные с цельной
матрицей для штамповки
шариков
Двухударные с цельной
матрицей
Двухударные с разъём-
ной матрицей
холодновысадочных автоматов
Размеры изделий (диаметр исходного материала) в мм
3
6
10
12
16
20
24
Производительность в шт/мин
325
25°
35°
225
225
190
25°
13°
140
125
«5
2ОО
8о
до
но
но
125
7°
8о
9°
9°
IOO
6о
7О
7°
7°
9»
5»
6о
—
—
8о
4°
5°
Примечание. I — длина стержня изделия; d — диаметр стержня.
На современных высадочных автоматах
можно получить от 30 до 400 деталей в ми-
нуту в зависимости от размеров и сложности
Фиг. 392. Сравнительное количество отходов при
изготовлении болта из шестигранного прутка на
металлорежущем станке и из круглого прутка
методом холодной высадки, обрезки граней и на-
катки резьбы.
изделий (табл. 66). Точность достигает
0*03 — 0,04 мм.
При холодной высадке деталей с цилин-
дрическими, полукруглыми, конусными и дру-
гими головками, имеющими главным образом
форму тел вращения (заклёпки, заготовки
болтов с цилиндрическими головками, шурупы
и др.), совершенно не бывает отходов (или
весьма незначительные за счёт брака от не-
мерной отрезки заготовки в конце подачи
прутка и т. п.). При изготовлении данным
методом заготовок болтов с шестигранной
головкой отходы примерно в 25 раз меньше,
чем при изготовлении на металлорежущих
станках (для болта диаметром 20 мм и ,
ной 150 мм соответственно 14 и 344 г)
дли-
[5].
кг
28
26
24
22
20
18
|/5
1/4
Ю
~ В
6
и
2
Z.
10 20 30 U0 50 60 70 80 90 100 НО 120130 Ммм
йлина L
Фиг. 393. Сравнительный график расхода металла при
изготовлении шестигранных болтов МЮ методом холод-
ной высадки и обработкой резанием: 1 — вес шестигран-
ной заготовки; 2— вес круглой заготовки под высадку;
3 — вес готового болта.
На фиг. 392 показано сравнительное количе-
ство отходов, а на фиг. 393 — сравнительный
график расхода металла [2].
Металл
Для холодной высадки применяются стали:
углеродистая с содержанием С от 0,08 до
0,50°/0, автоматная, марганцовистая, хроми-
стая, хромованадиевая, хромомолибденовая
молибденовая, хромоникелевая, никелевая, ни-
келемолибденовая, хромоникелевая нержаве-
ющая, хромистая нержавеющая, никелевая
(инвар); цветные металлы и сплавы: дуралюмии,
436
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
(РАЗД. III
латунь, латунь мунц, алюминиевая бронза (хи-
мический состав см. т. IV, гл. 2).
Металл для холодной высадки должен быть
калиброванным, гладкотянутым, с блестящей
поверхностью, без раковин, трещин, закатов
и тому подобных дефектов.
Макроструктура. В макроструктуре вы-
саженного изделия (болта) волокна распо-
лагаются симметрично по сечению головки,
сходясь к центру стержня; волокна головки
не прерываются, представляя собой продолже-
ние волокон стержня.
При обработке болта резанием волокна
под головкой прерываются, что снижает ее
прочность.
В результате высадки головка получает на-
клёп и в ней появляются остаточные наиряже-
ния. Поэтому заготовки болтов из стали с со-
держанием углерода больше 0,35%, у кото-
рых грани в дальнейшем должны обрезаться,
подвергают отжигу.
Отжигают также изделия, испытывающие
ударную нагрузку.
Смазка металла. Для предупреждения за-
едания в отрезных и высадочных матрицах и
пуансонах, а также для облегчения процесса
высадки металл предварительно смазывают
осернённым маслом с добавкой мелкотолчёной
серы: 10% для углеродистых сталей и до 20%
для легированных сталей (Ст. 40Х), а также
при редуцировании.
Смазка осуществляется подающими желоб-
чатыми роликами холодновысадочного авто-
мата во время его работы.
Процесс высадки на холодновысадочных
прессах-автоматах [3]
Холодная высадка изделий может осу-
ществляться в 1, 2, 3 и более переходов (уда-
ров). В один переход высаживают заклёпки,
винты, шурупы и тому подобные изделия
с полукруглой потайной или полупотайной
головками; длина высаживаемой части должна
быть не больше 2 — 2,5 диаметра прово-
локи (прутка). В два перехода высаживают
заготовки болтов, заклёпки, винты и другие
изделия, имеющие цилиндрические головки,
головки с усом или квадратным подголовком
и т. п.; длина высаживаемой части — в боль-
шинстве случаев от 2 до 4 диаметров прово-
локи (прутка). Высадка в три и более пере-
ходов применяется для сложных изделий, у ко-
торых длина высаживаемой части больше 5
диаметров материала. Число переходов опре-
деляется также качеством металла, требо-
ванием точнбсти и чистоты высаживаемой
части.
Простые по форме, но точные изделия
из материалов с высокими механическими
свойствами должны высаживаться не менее
чем в два перехода.
Изделия с длиной стержня более 8 диа-
метров проволоки (прутка), как правило,
высаживают в разъёмных матрицах, изделия
с меньшей длиной — в цельных матрицах.
Высадка в один переход в цельной
матрице (фиг. 394). Проволока или пруток 1
подаётся прерывисто вращающимися желоб-
чатыми роликами 2 через отверстия отрезной
матрицы 3 до упора 4. При движении ножа 5
вперёд отрезается от прутка заготовка, ко-
торая с помощью специального приспо-
собления (палец, крючок или пружина) пере-
носится на линию высадки. При движении
пуансона 6 к матрице 7 заготовка заталки-
вается в её отверстие до упора в стержень
выталкивателя 8. При дальнейшем движении
пуансона происходит высадка головки. При
обратном отходе пуансона высаженное из-
делие выталкивается стержнем 8 из ма-
трицы.
Высадка в один переход в разъёмной
матрице (фиг. 395). Проволока или пруток 1
подаётся прерывисто вращающимися желоб-
чатыми роликами 2 через отрезную втулку 3
и разомкнутые матрицы квадратного сечения
Фиг. 394. Высадка изделия в цельной матрице.
4 и 5 до поворотного упора 6. Матрица 4,
двигаясь вправо, своей торцевой поверх-
ностью отрезает от прутка заготовку, ко-
торая переносится между матрицами 4 и 5
на линию высадки, где и зажимается. Высту-
пающая часть заготовки высаживается пуан-
соном в головку соответствующей формы.
После этого матрицы 4 и 5 с помощью
отжимной пружины 7 смещаются назад на
линию подачи, где
раздвигаются ско-
шенной планкой 9
и роликом 8 или
клином, опускаю-
щимся вниз при '7/Г
обратном переме- /^?>
щении матриц. От-
штампованное из-
делие выталки-
вается из раскры-
тых матриц при
очередной подаче
самим материалом,
и падает вниз, в
приёмный жёлоб.
Высадка в два
и три перехода.
При первом пере-
ходе на линии вы-
садки расположен
черновой пуансон,
который придаёт
ГОЛОВКе предвари- фйг. 395. Высадка изделия
тельную форму в разъёмной матрице.
(фиг. 396. а). После
этого перехода ползун перемещается на-
зад и на линию высадки выдвигается
ГЛ. II]
ХОЛОДНАЯ ВЫСАДКА
437
ПиансонП
фиг. 396. Высадка головки
болта за два перехода.
второй чистовой пуансон (в двухударных
автоматах) или второй промежуточный пу-
ансон (в трёхударных автоматах). Оконча-
тельную высадку в двухударных автоматах
даёт второй пуансон, а в трёхударных —
третий чистовой пуансон (фиг. 396, б).
Повторная высадка применяется для вы-
саженных изделий, изготовление которых тре-
бует более чем трёх переходов, или в тех слу-
чаях, когда деталь
Пцансон! между перехода-
п ' ми подвергают от-
жигу (см. фиг. 407,
408, 410 и 411).
Если для высадки
изделия требуются
четыре перехода,
то первые два пе-
рехода осущест-
вляются на обыч-
ном двухударном
автомате. После
этого заготовки
отжигают (если
отжиг необходим)
и засыпают в бун-
кер специально-
го двухударного
автомата для по-
вторной высадки (так называемый рехедер).
Здесь изделию придаётся окончательная
форма.
Применение повторной высадки значи-
тельно расширяет номенклатуру высажива-
емых изделий как по их конфигурации, так и
по размерам.
Редуцирование стержня и высадка
по методу Кауфмана
В комбинации с высадкой (и обрезкой)
широко применяется редуцирование (суже-
ние) стержня; этим способом пользуются для
сужения и калибровки стержня под накатку
резьбы, для калибровки гладкой части стержня
болта и для сужения стержня в качестве
средства деформации заготовки. В последнем
случае редуцирование заменяет первый пере-
ход при высадке (метод Кауфмана).
rf. Метод Кауф-
°' и, мана [7,8] приме-
l/ няется для изгото-
вления болтов. От-
резанная от прутка
и перенесённая на
ось высадки заго-
товка (фиг. 397, а)
при её заталкива-
нии в матрицу су-
жается до той ча-
сти, где должна
образоваться го-
ловка. Таким обра-
зом заготовка полу-
чает форму стерж-
ня с утолщённой
частью (фиг.397,5),
которая находится
вне матрицы. При
ударе пуансона эта выступающая часть стерж-
ня высаживается в головку цилиндрической
формы (фиг. 397, в;.
Фиг. 397. Высадка цилиндри-
ческой головки болта за один
удар (метод Кауфмана).
Метод Кауфмана имеет следующие пре-
имущества: а) объём металла, высаживаемого
за одну осадку, значительно больше относи-
тельно диаметра стержня готового болта, чем
при обычной одноударной высадке (диаметр
подаваемого в автомат материала больше диа-
метра стержня изделия приблизительно на
10—14%); б) высадке может подвергаться ме-
нее пластичный материал; в) повышается про-
изводительность высадки; г) высаженное из-
делие имеет калиброванный упрочнённый стер-
жень.
Высадка коротких и особо длинных
изделий
Высадка шариков, роликов, колпачков и
других коротких изделий производится обыч-
но на холодновысадочных автоматах с цель-
ной матрицей, у которых механизм отрезки и
переноса заготовки спе-
циально приспособлен
для короткого изделия,
а выталкивание готовой
детали производится и
из матрицы, и из пуан-
сона [3].
Высадка шарика, на-
пример, происходит сле-
дующим образом (фиг.
398, а). Заготовка, подан-
ная сквозь отрезную
матрицу до упора, отре-
зается ножом и перено-
сится на линию высадки.
Здесь заготовка удер-
живается специальными
схватками или эластично
укреплённым пуансоном
до момента отхода ножа,
затем она высаживается
между полусферическими выемками матрицы
и пуансона (фиг. 398, б).
Втулка 3 (фиг. 399), в которой закреплён
пуансон 2, удерживается пружинами 4, Во
время высадки пружины сжимаются, и тогда
втулка упирается непосредственно в простав-
ку 5, положение которой регулируется кли-
ном. От установки проставки зависит вели-
чина относительного перемещения пуансона.
Такой способ высадки шариков, роликов и
других коротких изделий является наиболее
простым и совершенным.
При высадке шариков жёстко укреплён-
ным пуансоном заталкивание заготовки в ма-
трицу и удержание её в зоне штамповки на
время отхода ножа производят специальными
механизмами.
Необходимость двухстороннего вытал-ки
вания диктуется формой высаживаемого из-
делия: шарик может задержаться как в пуан-
соне, так и в матрице. В обоих случаях вы-
талкивание из пуансонов происходит при
обратном ходе ползуна с помощью поворот-
ного рычага или перемещающейся планки 6 и
выталкивателя 7.
При холодной высадке на автоматах изде-
лие должно получаться без заусенцев. Исклю-
чение составляет высадка шариков, так как
у них заусенец необходим для заполнения
рабочих гнёзд штампов.
Фиг. 398. Высадка
шарика.
438
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
У изделий особенно большой длины (тяг,
специальных болтов с длиной стержня более
20 диаметров и т. п.) можно подвергать вы-
садке один конец, оба конца или же середину.
Высадка производится на специальных
прессах-полуавтоматах (см. т. 8). Нарезанные
осуществляются следующим образом (фиг. 400).
Заготовка /, поданная на ось обрезки авто-
мата, заталкивается торцом подвижной ма-
трицы 2 в гнездо неподвижной матрицы 3.
Если требуется произвести редуцирование,
вставляют в матрицу 3 фильер, в котором
Фиг. 399. Головка ползуна автомата фирмы Munvtlle с эластичным укреплением пуансона
для штамповки шариков.
заготовки закладывают в бункер питателя,
откуда они попадают в разъёмные матрицы.
После высадки изделие падает из раскрыва-
ющихся матриц на конвейерную цепь или в
жёлоб. Полуавтомат допускает холодную вы-
садку изделий с длиной стержня до 1500 мм.
Более длинные изделия высаживаются на
горизонтальных прессах с ручной подачей
заготовок.
Обрезка головок болтов и винтов
по требуемому контуру
Обрезка головок болтов производится на
специальных обрезных автоматах или полу-
автоматах. Производительность обрезки на
вертикальных эксцентриковых или фрикцион-
ных прессах в несколько раз ниже, а каче-
ство значительно хуже. Одновременно с об-
резкой головок под шестигранники, квадрат
или любой другой профиль можно произво-
дить также редуцирование стержня под на-
катку резьбы или для калибровки его гладкой
части. Обрезка головок болтов, высаженных
холодным способом из стали с содержанием
углерода до О,ЗЪ\, производится без предва-
рительного отжига. Болты из стали с более
высоким содержанием углерода, и в особен-
ности хрома, предварительно отжигают.
Обрезка головки и редуцирование стержня
на автоматах отечественного производства
стержень заготовки сужается до необходимого
под накатку размера во время его заталки-
вания. Обрезка происходит в конце рабочего
хода ползуна; она заканчивается в тот момент,
когда торец подвижной матрицы подходит
почти вплотную к торцу неподвижной ма-
трицы. Обрезанная заготовка из неподвижной
Вид по стрелке й
Положение инстру-
Заусенец мента и заготовки
в начале рабочего
хода ползуна
\ Положение ин-
струмента и заго-
товки в конце ра-
бочего хода ползуна
Фиг. 400. Процесс обрезки граней головки и редуциро-
вания стержня болта.
матрицы через рабочее отверстие подвижной
матрицы и отверстие в ползуне выталкивается
в ящик для готовых изделий. Заусенцы па-
дают в отдельный приёмный жёлоб.
ГЛ. II]
ХОЛОДНАЯ ВЫСАДКА
439
Высадка изделий с пустотелым стержнем
Высадка пустотелой заклёпки в двух
матрицах. В первой матрице изделие выса-
живается обычным способом. Затем оно
передаётся специальным приспособлением во
вторую матрицу, где прошивается стержнем,
который является одновременно прошивным
пуансоном и выталкивателем (фиг. 401). Пере-
несённое из высадочной матрицы, изделие /
при первом ударе пуансоном 2 заталкивается
в прошивную матрицу. При этом стержень
Периоды 6 высадочной патрице Переходы в прошивной матрице
Фиг. 401. Переходы для получения пустотелой заклёпки
в двух матрицах.
заготовки насаживается на прошивной пуан-
сон-выталкиватель 3. Перед вторым ходом
головка пуансонов перемещается вверх. Про-
тив изделия на линию прошивки выдвигаются
съёмники, а заталкивающий пуансон прини-
мает верхнее холостое положение. Предвари-
тельно прошитое изделие проталкивается
обратно пуансоном-выталкивателем сквозь
отверстие матрицы и в это время оно полу-
чает окончательную форму. Своей головкой
заклёпка раздвигает съёмники, захватывается
ими и П?И отходе ползуна в крайнее заднее
положение снимается с пуансона-выталкива-
теля и падает в приёмный жёлоб.
Для получения заданной пустотелости же-
лательно, чтобы величина Е была не больше
диаметра стержня d.
Высадка пустотелой заклёпки в одной
матрице. Заготовка, отрезанная и перенесён-
пуансоном /(фиг. 402) на прошивной пуансон 2;
для получения ровной торцевой плоскости то-
рец стержня заклёпки должен упереться в
торец съёмной втулки 3. При повторном пере-
ходе окончательно оформляется головка за-
клёпки. После этого заклёпка выдвигается
из высадочной матрицы на прошивном пуан-
соне и захватывается под головкой крючком-
съёмником (на фиг. 402 не показан). При
обратном отходе выталкивателя 5 заклёпка
при помощи втулки 3 сбрасывается под дей-
ствием пружины 4 с прошивного пуансона и
падает в приёмный жёлоб. Стержень вытал-
кивателя совершает принудительное движение
в обоих направлениях.
Многооперационная и комбинированная
высадка сложных изделий [2, 3]
Многооперационная холодная высадка
применяется для изготовления гаек и болтов.
Материалом для гаек служат мягкая холод-
нотянутая калиброванная сталь марок 08 и
10 и специальная автоматная сталь с несколько
повышенным содержанием серы. Высадка
производится в пять операций (фиг. 403):
1-я — отрезка заготовки; 2-я — правка и обра-
зование фаски; 3-я —высадка „бочёнка";4-я—
высадка шестигранника; 5-я — просечка отвер-
стия под нарезку. Отход при этом способе
производства гаек составляет всего 12—25%.
Фиг. 402. Высадка пустотелой заклёпки в одной матрице.
ная обычным способом на линию высадки, при
первом переходе насаживается высадочным
Фиг. 403. Переходы при холодной высадке шестигран-
ной гайки из круглого калиброванного прутка.
Гайки получаются совершенно чистыми и,
кроме нарезки резьбы, не требуют дальней-
шей обработки.
Материал (пруток) из бунта подаётся же-
лобчатыми роликами в отрезную матрицу до
упора, установленного на требуемую длину
заготовки. Нож, перемещающийся перпенди-
кулярно отрезной матрице, при своём движе-
нии вперёд отрезает заготовку и переносит
её на линию второй операции. Одновременно
специальные подвижные захваты переносят
вытолкнутые из матриц заготовки, соответ-
ственно степени их обработки, со 2-й на 3-ю
операцию, с 3-й на 4-ю и с 4-й на 5-ю. Пуан-
соны заталкивают все заготовки в матрицы
и производят высадку. Во время обратного
хода ползуна заготовки промежуточных опе-
раций выталкиваются из матриц и одно-
временно происходит дальнейшая подача
прутка.
Многооперационный автомат для изго-
товления болтов производит высадку загото-
вок болтов с цилиндрической головкой, об-
резку граней, подрезку торца стержня и на-
катку резьбы. Болт получается совершенно
готовым, с фасками на головке и стержне.
Высадка и обрезка осуществляются тремя
парами штампов.
Весь процесс разделяется на шесть опера-
ций: 1-я — отрезка заготовки; 2-я — редуциро-
440
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
вание стержня до головки; 3-я — высадка го-
ловки; 4-я—обрезка головки под шестигранник;
5-я — подрезка торца; 6-я — накатка резьбы.
Заготовка отрезается ножом механизма реза
и переносится к редуцирующей матрице. Пол-
зун, имеющий в своей передней части три
горизонтально расположенных пуансона, пер-
вым пуансоном заталкивает заготовку в ре-
дуцирующую матрицу до упора в выталкива-
тель; снаружи остаётся часть заготовки, не-
обходимая для образования головки. Второй
пуансон заталкивает изделие, прошедшее ре-
дуцирование, в высадочную матрицу и произ-
водит высадку головки. Третий пуансон за-
талкивает изделие с высаженной головкой
в обрезную матрицу и обрезает головку. Во
время заталкивания происходит второе реду-
цирование— под накатку резьбы. После об-
резки и второго редуцирования торец стерж-
ня подрезается резцами. Далее болт передаётся
в боковую часть автомата, где происходит
накатка резьбы.
Первое редуцирование, высадка и обрезка
головки производятся одновременно у трёх
заготовок в трёх матрицах. У редуцирующей
и высадочной матриц имеются специальные
схватки, которые ловят выталкиваемые из ма-
триц заготовки и переносят их к матрицам сле-
дующих операций. К моменту штамповки схват-
ки отходят, освобождая место пуансонам.
Примеры холодной высадки сложных по
форме изделии в комбинации с другими
методами обработки [5, 8]
Высадка винта с квадратным подголов-
ком в два перехода (фиг. 404). Диаметр выса-
живаемой проволоки имеет размер, необходи-
мый под накатку резьбы. Резьба накатана
вплоть до самой головки
винта. Первый переход
(образование конуса)
осуществляется эластич-
Фиг. 404. Высадка винта с квадратным подголовком.
но укреплённым пуансоном или пуансоном
с пружинным заталкивателем.
Высадка специального болта с большой
головкой сложной формы (фиг. 405). Мате-
Фиг. 405. Специальный болт со сложной
головкой, полученный способом холодной
высадки.
риал — сталь с содержанием 0,40—0,45% С,
0,70 — O,8Q<Vo Мп и 0,15—0,25% Мо. Болт выса-
живается в два перехода в разъёмной матрице.
Часть головки формуется в пуансоне, часть —
в матрицах (граница между обеими частями
видна на фиг. 405). Продольные выступы на
обеих частях головки образуются специаль-
ными каналами в пуансоне и матрице для вы-
хода воздуха, обеспечивающими надлежащее
заполнение высаживаемым металлом рабочих
гнёзд штампов.
Изготовление болта из прутка 0 16 мм
(фиг. 406). На первой высадочной машине с
разъёмной матрицей болт в два перехода под-
вергают первому редуцированию фильером
в пуансоне (фиг. 406, сверху). Затем на авто-
Фиг. 406. Получение болта способом
холодной высадки с двойным редуциро-
ванием.
мате для повторной высадки (рехедере) выса-
живают цилиндрическую головку, а на обрез-
ном автомате обрезают её грани и производят
второе редуцирование стержня. Конечная
операция—подрезка на металлорежущем стан-
ке торца в месте перехода с большого диа-
метра на средний.
Изготовление колпачка для пружины
клапана из калиброванной стали 0 16 мм
(фиг. 407). На двухударном автомате с цель-
Фиг. 407. Переходы при изготовлении колпачка
для пружины на двухударном холодновысадоч-
ном автомате и двух рехедерах.
ной матрицей при первом переходе высажи
вается заготовка а, при втором — заготовка б.
Затем на первом рехедере удаляют нижний вы-
ступ и просекают отверстие в центре заготовки
(фиг. 407, в). На вто-
ром рехедере просе-
кают вырез от цен-
трального отверстия
до края детали и обре-
зают края фланца с
обеих сторон до раз-
мера 20 мм (фиг.
407, г). Производи-
тельность за 8 час.—
Фиг. 408. Болт с особо ши-
рокой шляпкой, изгото-
вленный на холодновыса-
дочном автомате.
26 000 изделий.
Высадка болта
с широкой шляпкой
(фиг. 408) и пробок (фиг. 409). Обе детали
высаживают из прутка 022 мм. На пробке
(фиг. 409) справа видны четыре выступа, слу-
ГЛ. И]
ХОЛОДНАЯ ВЫСАДКА
441
жащие для приварки. Наружный диаметр
фланца —42 мм.
Фиг. 409. Пробка, полученная способом
холодной высадки из круглого прутка.
Трёхударная высадка (фиг. 410). После
третьего перехода получается изделие развет-
влённой формы. Деталь отжигают и на рехе-
дере придают ей окончательно форму.
Фиг. 410. Переходы при изготовлении крепёж-
ного изделия на холодновысадочном автомате
и рехедере.
Изготовление цельной заклёпки с широ-
кой шляпкой (фиг. 411). Высадка с двумя
промежуточными отжигами производится по-
Фиг. 411. Получение заклёпки с широкой шляпкой
в пять переходов.
следовательно на трёхударном автомате и
двух рехедерах.
Высадка звёздочки (фиг. 412). Первые два
перехода делают на двухударном высадочном
Фиг. 412. Переходы при изготовлении
звёздочки на двухударном холодновыса-
дочном и обрезном автоматах.
автомате, третий переход — на обрезном авто-
мате.
Винты с прямым и крестообразным шли-
цем и болты с внутренним шестигранни-
ком также производятся высадкой,
Определение усилия холодной высадки
Усилие, развиваемое в конечный момент хо-
лодной высадки, может быть определено по
формулам:
для изделий без заусенцев [1]
для изделий с заусенцем [4]
0,4s
где v—коэфициент, учитывающий объёмный
характер напряжённого состояния металла;
для полукруглой, конической, потайной, полу-
потайной и цилиндрической головок v = 1,75,
для головок более сложных (гранёных, с па-
зами и т. п.) v — 2, для свободной высадки
плоским пуансоном v — \\z — коэфициент, учи-
тывающий неравномерность напряжённого
состояния; для изделий симметричной простой
формы z~ 1,1, для сложных несимметричных
изделий z = 1,3; <*s — истинное сопротивление
деформированию в кг/мм2, определённое с
учётом упрочнения соответственно заданной
степени деформации (a's берётся по диа-
грамме фиг. 413 в зависимости от содержа-
0,1 0,2 0,3 0/t 0,5 0,6 0,70,8 0,9 1,0
Степень деформации
Фиг. 413. Кривые истинных сопротивле-
ний деформированию при холодной де-
формации (по Керберу).
ния углерода в стали и степени деформа-
ции е); D — наибольший диаметр высаженного
изделия (головки) в мм; F—площадь проек-
ции высаженной части изделия в мм2; s —
ширина заусенца в мм; h3 — толщина заусенца
в мм; е ~~ основание натуральных логарифмов;
^ = 2,72; h — высота высаженной части (головки)
в мм, которая для изделий, высаженных в
форме цилиндра, равняется его высоте. Для из-
делий другой формы (конус, полушар, шаровой
сегмент и т. п.) h представляет собой так на-
зываемую приведённую высоту, определяемую
из уравнения:
/ d
nnpua ~ П° \ D
где d — диаметр высаживаемого стержня в мм
442
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Степень деформации
Ло
где п0— высота высаживаемой части
стержня в мм, определяемая из
равенства объёмов заготовки до
и после высадки.
Коэфициент трения (а штампа о
высаживаемый металл принят рав
ним 0,3.
Материал высадочного
и обрезного инструмента
Высадочные, отрезные и обрез»
ные матрицы, а также пуансоны, но-
жи и редуцирующие фильеры изго-
товляют из инструментальных сталей
У10А, Х12, Х12М, 7X3, 9Х, 5ХВС
(химический состав — см. том 3). В США приме-
няются стали с химическим составом, приведённым
в табл. 67. Для фильеров можно применять вместо
легированной стали твёрдые сплавы.
Таблица Ь7
Химический состав сталей, применяемых в США для высадоч-
ных, отрезных и обрезных матриц, пуансонов, ножей
и редуцирующих фильеров
Q
о,7—о,8
о,95—1.о5
I-M5
O.95-I
о,95-1
Ми
°.2-о.35
°,2-о,з5
0.25—0,35
О,2—О,3
O.25-O.35
Si
0,15-0,25
0.15—°'25
О,2— О,4
о. 15—о.З
О,2—О,3
Сг
<О,1
О,1
II—12
—
.V
—
O.2—O.25
—
О,2—О,3
Мо
_
—
о,7—о,8
—
S
о,оз
о,оз
о,оз
0,02
О.О2
Р
O.O25
о.З
о.З
о,оа
О,О2
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Губкин С. И., Теория обработки металлов давле-
нием, Металлургиздат, 1947.
2. Мисожников В. М., Холодная высадка метал-
лов, Машгиз, 1938.
3. Навроцкий Г. А., Холодновысадочные автоматы,
Машгиз, 1945.
4. У н к с о в Е. П., Пластическая деформация при
ковке и штамповке, ОНТИ, 1939.
5. „Iron Age", April, 22, 1943.
6. „La Machine Moderne", № 5, 1937.
7. „Transactions of the American Society for Metals"
№ 1, vol. XXV. March 1937.
8. Навроцкий Г. А., Горизонтальные кузнечно-
штамповочные автоматы, т. 8 справочника „Машино-
строение".
КОНТРОЛЬ КАЧЕСТВА ШТАМПОВАННОЙ ПРОДУКЦИИ
ВИДЫ БРАКА
Брак в кузнечно-штамповочных цехах под-
разделяется на следующие характерные- груп-
пы: а) от исходного материала; б) при резке
заготовок; в) при нагреве; г) при штамповке;
д) при термической обработке; е) при очистке
окалины и ж) выявленный механической обра-
боткой.
Брак от исходного материала
Риски — мелкие открытые царапины на по-
верхности поковки глубиной 0,2—0,5 мм, про-
сматриваемые до самого дна (фиг. 414, а).
Волосовины — тонкие (волосные) трещины
глубиной 05 — 1,5 мм, не просматриваемые до
дна (фиг. 414, б).
Закаты — заусенцы, закатанные в виде
диаметрально противоположных складок глу-
биной более 1 мм (фиг. 414, в).
Эти три вида брака исходного материала,
в отличие от зажимов или закалочных тре-
щин, располагаются на поверхности, следуя
контуру поковки, параллельно волокнам стали
(фиг. 414, м).
Плёны — брызги жидкой стали, застывшие
на поверхности слитка и раскатанные при про-
катке в зиде отслаивающихся с поверхности
плёнок, толщиной до 1,5 мм (фиг. 414, г).
Фиг. 414. Виды брака исходного материала и заготовок.
ГЛ. II]
КОНТРОЛЬ КАЧЕСТВА ШТАМПОВАННОЙ ПРОДУКЦИИ
443
Расслоение — трещины по срезу заусенца
или расслаивание поковок на две части по пло-
скости разъёма штампов (фиг. 414, д). Расслое-
ние представляет собой усадочную раковину
или рыхлость, имевшуюся в слитке и вытяну-
тую на значительную длину при прокатке ма-
териала. При штамповке края раскатанной ра-
Фиг. 415. Образование расслоения в поковке ша-
туна: а — заготовка с дефектом перед штамповкой;
6— выжимание дефекта в заусенец при штамповке.
ковины или рыхлости выжимаются в заусенец
и обнажаются при его обрезке (фиг. 415).
Шлаковые включения (шамотины, песочи-
ны и др.) — инородные включения, попадаю-
щие в жидкую сталь при её плавке и разливке.
Выявляются при резке заготовок, если включе-
ние попадает на линию среза (фиг. 414,е).
Флокены — скопления или гнёзда мельчай-
ших трещин (фиг. 414, ж), видимых на срезах
заготовок в виде белыххлопьев или пятен. Этот
порок наблюдается чаще всего в легирован-
ных сталях. Склонность стали к образованию
флокенов зависит от наличия в ней водорода.
Поковки, отштампованные из металла, пора-
жённого флокенами, растрескиваются, иногда
с отделением кусков. Это обнаруживается
при закалке, после снятия припуска на механи-
ческой обработке или при поломке детали в
эксплоатации.
Несоответствие марки или химического
состава стали является следствием перепу-
тывания материала при прокатке, при хране-
нии на складе или при резке заготовок в куз-
нечном цехе. Брак по несоответствию хими-
ческого состава обнаруживается при растрес-
кивании деталей в процессе закалки, при по-
ломке детали после цементации и закалки (во
время правки) и т. п.
Несоответствующие размеры профиля
материала приводят к браку на штамповке
по незаполнению формы штампа (маломерный
профиль), по недоштамповке (увеличенный
профиль) и по зажимам.
Брак при резке заготовок
Грубый срез или скол с вырывом металла
(фиг. 414, л). Затаскивание заусенца и искри-
вление конца заготовки (фиг. 414, к). Косой
срез (торец наклонён к оси заготовки)
(фиг. 414, и). Торцевые трещины (фиг. 414, з).
Несоответствие заготовок по длине или
весу.
Первые три вида брака зависят от зазора
между ножами в ножницах. При малом зазоре
материал вырывается ножами, а не режется.
При увеличенном зазоре заготовка предвари-
тельно изгибается и часть её увлекается в
пространство между ножами, образуя острый
свисающий заусенец.
Косой срез зависит от профиля вырезов в
ножах и от того, под каким углом к перед-
ней плоскости ножей подаётся разрезаемая
штанга.
Торцевые трещины появляются при резке
главным образом крупных профилей металла,
когда к моменту среза заготовка, в результа-
те больших удельных давлений под ножом,
сминается из круглого сечения в эллипс. В ма-
териале возникают сильные внутренние напря-
жения, материал растрескивается, иногда че-
рез 2—6 час. после резки.
Брак возрастает по торцевым трещинам в
зимнее время, так как низкая температура
способствует растрескиванию металла даже
при резке малых профилей.
Во избежание торцевых трещин легирован-
ные и высокоуглеродистые стали рекомен-
дуется перед резкой подогревать до 300—500°С.
Несоответствие заготовки по длине вызы-
вается неправильной установкой упоров, не-
жёстким их креплением и неправильным про-
двиганием прутков до упора при резке. Заго-
товки, отрезаемые по весу, взвешиваются
при наладке упоров на циферблатных весах,
с ценой деления 5—10 г.
Брак при нагреве
Перегрев характеризуется крупнозернистой
структурой с игольчатым (видманштеттовым)
строением феррита и низкой ударной вяз-
костью.
Пережог имеет следующие внешние при-
знаки: а) обильное выделение из нагретого
металла рассыпающихся искр; б) при горячей
осадке заготовка разваливается после первых
ударов с обнажением характерного крупнозер-
нистого излома; в) при горячем растяжении
металл в пережжённом месте получает попе-
речные надрывы с рваными извилистыми очер-
таниями; г) при травлении места пережога вы-
травливаются кислотой в виде широких тре-
щин с растравленными извилистыми границами.
Стадия оплавления или поверхностного пере-
жога на глубину до 1 мм характеризуется от-
сутствием трещин, но при травлении таких по-
ковок на поверхности проявляется характер-
ная сетка, т.е. очертания границ крупных зё-
Фиг. 416. Поверхностный пережог поковки.
рен. На рёбрах и фланцах поверхностный пе-
режог характеризуется растрескиванием по-
верхности (фиг. 416).
444
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАЛШОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Окалина является результатом длительного
нагрева заготовок при нормальных темпера-
турах печи, не превышающих 1250° С; если
подина печи зашлакована, то окалина спе-
кается с металлом настолько, что не сбивается
при штамповке и не протравливается кисло-
той.
Брак при штамповке
Вмятины — следы заштампованной и в
дальнейшем вытравленной или обитой ока-
лины. Имеют глубину до 3 мм, что приводит
к браку на механической обработке или
ослабляет рабочее сечение детали в чёрных
местах.
Забоины — механические повреждения по-
ковок, происходящие при извлечении застряв-
шей поковки из полости штампа, переброске
горячих поковок или попадании посторонних
предметов (обсечек) в обрезной штамп.
Лом-бой — испорченная поковка, получив-
шая удар до того, как она была уложена в ниж-
нюю фигуру штампа или смещена с неё.
Неполная фигура — брак по невыдержива-
нию чертёжных размеров, главным образом
выступов, углов, закруглений и рёбер.
Недоштамповка — утолщение всех разме-
ров поковки в направлении, перпендикулярном
основной плоскости разъёма (в направлении
хода бабы на молоте или пуансона на ковоч-
ной машине).
Перекос — смещение верхней половины по-
ковки относительно нижней по плоскости
разъёма. Перекосы на молоте бывают продоль-
ные и поперечные. При высадке на ковочной
машине перекос считается по смещению бо-
ковых матриц, а „эксцентричность" — по сме-
щению пуансона с оси зажатой в матрице
заготовки.
Зажим — заштампованная складка в ре-
зультате неправильного наполнения фигуры
металлом (встречное движение металла) или
закатывания заусенцев, полученных на пер-
вых переходах штамповки (биг. 417 и 418).
Фиг. 417. Образование зажима при резких уда-
рах по заготовке в подкатном ручье.
Фш 418. Образование зажима вслед-
ствие несоответствия чернового ручья
с чистовым.
Заусенец — несрезанный остаток облоя в
результате несоответствия и плохой подгонки
обрезного и ковочного штампов.
Кривизна — отклонение осей и плоскостей
поковки от их правильного геометрического
положения. Наблюдается на поковках со слож-
ным контуром обрезки, с тонкими сечениями,
с большой длиной. Кривизна возникает при
обрезке или при остывании поковок и подле-
жит исправлению правкой.
Ослабление размера — отклонение от до-
пуска на размер,, которое не поддаётся испра-
влению, вследствие недостатка припуска на
обработку или уменьшения (ослабления) ра-
бочего сечения детали в чёрных местах.
Не выдержана длина — отклонение, кото-
рое зависит от температурной усадки и прямо
пропорционально длине поковки и разнице
температур окончания штамповки. При высад-
ке зависит от колебания длины заготовки, от
конструкции и установки упоров.
Брак при термической обработке поковок
Недостаточная и повышенная твёрдость
определяются на приборе Бринеля {мягкие и
твёрдые поковки).
Пестрота твёрдости. Определяется на
приборе Бринеля при измерении твёрдости
одной поковки в нескольких точках (чрезмер-
ная разница в твёрдости на одной поковке).
Плохая обрабатываемость режущими ин-
струментами при нормальной твёрдости (вяз-
кие поковки). Определяется выборочно по
микроструктуре или опытной обработкой в ме-
ханических цехах. Сплошной контроль осу-
ществляется на магнитных приборах (струк-
турных анализаторах).
Закалочные трещины — тонкие разветвля-
ющиеся трещины, глубоко проникающие в
глубь поковки. В случаях резкой закалки
Фиг. 419. Закалочные трещины на поковке.
представляют собой криволинейные разрывы
в местах перехода от тонких сечений к тол-
стым или на тонких рёбрах и кромках (фиг.419).
Брак при очистке окалины
Окалина. Остатки окалины на поверхности
поковок вследствие поспешной очистки или
применения несоответствующих агрегатов.
При очистке окалины в травильных ваннах
этот дефект происходит от недостаточной кон-
центрации кислоты.
Перетравлено — ноздреватость поковок
вследствие передержки их в кислотной ванне
с чрезмерной концентрацией.
Забито при очистке — механическое по-
вреждение поковок с потерей размеров при
очистке в барабанах или вилебрейторах.
Во избежание этого брака одновременная
очистка в барабанах мелких и крупных по-
ковок не допускается.
ГЛ.
КОНТРОЛЬ КАЧЕСТВА ШТАМПОВАННОЙ ПРОДУКЦИИ
445
Брак, выявленный при механической
обработке
Чернота остаётся в тех местах детали» в
которых припуск на обработку оказался не-
достаточным вследствие ослабления размеров
поковки или её кривизны.
Вмятины — отдельные раковины в тех
местах детали, на которых глубина вмятин от
заштамповки окалины на поковке превысила
фактический припуск на обработку.
Тонкая стенка при сверлении отверстий
в бобышках или при механической обработке
плоскостей только с одной стороны. Этот брак
происходит вследствие перекоса поковки по
разъёму или кривизны поковки.
Зарез (глубокое повреждение детали рез-
цом) происходит на поковках с повышенной
твёрдостью, чрезмерной вязкостью или чрез-
мерным припуском на обработку; сопрово-
ждается поломкой режущего инструмента.
МЕТОДЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
ШТАМПОВАННЫХ ПОКОВОК
Контроль штампованных поковок заклю-
чается в проверке геометрических
размеров поковки, что связано с линей-
ными, весовыми и объёмными измерениями, и
в проверке механической проч-
ности поковки, что связано с выявлением
дефектов, испытанием твёрдости и выполне-
нием химических, металлографических и ма-
гнитных испытаний.
Ниже приводится краткий обзор методов
контроля штампованных поковок.
Методы установки поковок для измерения
на контрольных приспособлениях
1. Установка на плоскости (фиг. 420).
4. Центровка в обратных центрах (фиг. 423).
Фиг. 420.
2. Установка на опорах (фиг. 421).
Фиг. 421.
3. Установка на призмах, (фиг. 422),
//..''// /7777
Фиг. 423.
Ь. Центровка в тисочньц призмах (фиг. 424).
6. Центровка
(фиг. 425).
Фиг. 424.
i трёхкулачном
патроне
Фиг, 422.
Фиг. 425.
Средства фиксации отклонений
в поковках
Для измерения зазоров и отклонений по-
верхности изделия от опоры или от измери-
тельной поверхности при производстве раз-
метки или при проверке в простейших кон-
трольных приспособлениях с малой пропу-
скной способностью применяется щуп.
Для измерения действительных отклонений
применяются: 1) круглый индикатор с ценой
446
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
деления 0,1 мм (фиг. 426, а) — в контрольных
приспособлениях для поковок средней вели-
чины; 2)секторный индикатор с ценой деле-
ния 0,2 мм (фиг. 426, б) — в контрольных при-
способлениях для крупных поковок.
Измерение отклонений предельными глу-
бомерами (фиг. 426, в) применяется для поко-
вок средних и крупных размеров в приспо-
соблениях с высокой пропускной способно-
стью. Рычажная передача на глубомер или
-_ 5
Фиг. 426, а. Круглый индикатор для изме-
рения поковок. Цена деления 0,1 мм. Диапа-
зон измерения 20 мм: 1 —рейка основная; 2 —
рейка возвратная; 3 — шестерня; 4 — мери-
тельный наконечник; 5 —корпус индикатора;
6 — кронштейн для крепления к универсаль-
ному штативу; 7 — установочное кольцо с
циферблатом и стеклом; 8 — направляющая
втулка; 9 — стрелка; 10— пружина.
по ДВ
6 7 8 9 10
Фиг. 426, б. Секторный индикатор для изме-
рения поковок. Цена деления 0,2 мм. Диа-
пазон измерения 8 мм: 1 — ролик; 2— мери-
тельный шток; 3—поводок; 4 — пружина;
6 — корпус индикатора; 7 — крышка; 8 — ро-
лик стрелки; 9 — стрелка; 10 — секторный
циферблат.
ГЛ. II]
КОНТРОЛЬ КАЧЕСТВА ШТАМПОВАННОЙ ПРОДУКЦИИ
447
индикатор (фиг. 427) применяется как про-
межуточная связь, позволяющая удобно раз-
местить глубомер или индикатор для обозре-
ния, сохранить их от износа и передать на
них отклонение с наивыгоднейшим переда-
точным отношением. Электрические контак-
ты применяются в приспособлениях с высо-
кой производительностью в автоматических
сортировочных приборах.
Фиг. 426, в. Предель-
ный глубомер для из-
мерения поковок: 1 —
втулка с минимальным
и максимальным преде-
лами измерения; 2—ог-
раничительный штифт;
3 — пружина; 4 — мери-
тельный штифт.
жжшжжжшш
Фиг 427. Рычажная передача от измеряемой точки изделия на глубомер:
а — при измерении фактического припуска и кривизны; б — при
измерении параллельности и коробления.
Методы контроля геометрических элементов поковок
Предмет контроля
1. Новая конструк-
ция штампа
II. Геометрия окон-
чательного ручья
штампа
III. Качество уста-
новки штампового
комплекта (ковочного
и обрезного штампов)
Методы контроля
1. Осмотр формы заусенца на первых поковках. Выявление рав-
номерности распределения металла в заготовительных ручьях и
отсутствие разрывов заусенца после обрезки
2. Травление первых поковок для выявления зажимов
3. Проверка макроструктуры по основным сечениям. Выявление
правильного направления волокна
4. Подробная и всесторонняя разметка первых поковок универ-
сально-измерительным инструментом с фиксацией действительных
размеров в „паспорте".
1. Разметка универсальным инструментом отливки с окончатель-
ного ручья штампа. Для получения отливки применяется свинец,
обладающий линейной усадкой ~1%, или смесь двух солей: 2/3 на-
триевой селитры (NaNO3) и V» калиевой селитры (KNO3). Линей-
ная усадка смеси ~>С,5—0,759* при наличии проволочного каркаса
2. Разметка первой поковки универсальным инструментом
3. Разметка последней поковки при снятии штампа с молота
универсальным инструментом
1. Осмотр поковки до обрезки заусенца. Выявление перекоса
(смешения ковочного штампа)
2. Осмотр поковки после обрезки заусенца. Выявление односто-
роннего среза, зарезания тела поковки, увеличенных остатков за-
усенца, вывёртывания и прогибов в поковках с тонким сечением
3. Травление первых поковок от 3 до 10 шт. в растворе 20—
15%-ной серной кислоты (в малой контрольной ванне) для выявлении
зажимов
Поковки из углеродистой стали травить 25—40 мин.
Поковки из легированной стали травить 50—60 мин.
Случаи применения
а) При освоении
производства новых
изделий
б) При конструктив-
ном изменении штам-
пов по изделиям дей-
ствующего производ-
ства
1. При поступлении
нового или возобно-
влённого штампа в
штамповую кладовую
2. При установке
штампа на молот
3. При поступлении
штампа в кладовую
после работы
1. При первой уста-
новке и после каждой
переналадки ковоч-
ного штампа и перио-
дически не реже »/»
часа в процессе штам-
повки
2. При первой уста-
новке и после каждой
переналадки обрезного
штампа, в процессе
штампсвкн не реже
двух раз в смену
3. После установки
штампов, перед за-
пуском в массовую
штамповку
448
ТЕХНОЛОГИЯ КУЗНЕЧНО ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
ГРАЗД. III
Продолжение
Предмет контроля
IV. Перекос (сме-
щение) поковки по
разъёму штампов —
— Ае мм
V. Высота или диа-
метр поковки
VI. Толщина стенки
VII. Диаметры от-
верстий
VIII. Диаметры боль-
ших .отверстий
IX. Диаметры кони
ческих отверстий
Методы контроля
1
1. Осмотр поковки до обрезки заусенца
2. Разметка верхней половины фигуры при установке по ниж-
ней половине
3. Проверка боковым шаблоном (фиг. 428)
4. Промер штангенциркулем разнотолшинности по разъёму
(фиг. 429)
п, — д,
де ~ о
5. Промер на контрольных приспособлениях (фиг. 430)
1. Промер штангенциркулем
2. Промер предельной скобой (фиг. 431 и 432)
1. Промер кронциркулем с секторной шкалой
2. Промер индикаторным кронциркулем (фиг. 433)
3. Промер предельным кронциркулем (фиг. 434)
1. Промер штангенциркулем
2. Проверка предельной пластиной (фиг. 435)
а) Проверка штангенциркулем 0-300. 0—500 и 0—1000 лл
б) Проверка шаблоном (фиг. 436)
Диаметр D склонен при износе и посадке штампа увеличи-
ваться, вследствие чего проверка может производиться непроход-
ным шаблоном с длиной ?)+Д. Шаблон при измерении не должен
проваливаться ниже торца обода
Проверка конусной пластиной (фиг. 437), которая рассчитывается
по формуле
*Л - 2tg« '
где \^ — допуск на диаметр конуса; Д^ — перепад между кон-
трольными (фиксирующими) поверхностями; а—половина угла ко-
нуса
Случаи применения
1. При наличии в
поковке высоких на-
эужных поверхностей,
поднимающихся над
линией разъёма под
углом 7—10° к верти-
кали, и нахождении
линии разъёма по се-
редине толщины по-
ковки
2. Во всех случаях,
когда невозможно вы-
явить перекос осмо-
тром
3. При наличии вер-
тикальных поверхно-
стей, прилегающих к
линии разъёма с
уклоном от 7 до 30°
к вертикали
4. При поперечном
перекосе цилиндри-
ческих поковок (вали-
ки, стержни)
5. В случаях необхо-
димости частых или
массовых проверок
1. При выборочной
проверке
2. При сплошной
проверке 100% поко-
вок
1. При выборочной
проверке и точности
измерения 0,5 м и
2. При выборочной
проверке и точности
измерения 0,1 мм
3. При сплошной
проверке 100Э/0 поко-
вок и точности изме-
рения 0,5 мм
1. При отсутствии
в отверстии уклонов
и наличии свобод-
ного подхода губками
штангенциркуля к
измеряемому отвер-
стию
2. При наличии в
отверстии уклонов и
отсутствии возможно-
сти подхода губками
штангенциркуля к из-
меряемому отверстию
а) Выборочная про-
верка при установке
штампов и производ-
стве разметки
б) При массовой
проверке поковок и
частых выборочных
проверках,связанных
с быстрым износом и
посадкой штампа
Контроль за налад-
кой и износом ковоч-
ных штампов
ГЛ. Ilj
КОНТРОЛЬ КАЧЕСТВА ШТАМПОВАННОЙ ПРОДУКЦИИ
449
-D2
Фиг. 428.
— А ¦
Фиг. 429.
По МП
идпо де/ienut чндиицтврь J цд /уц/ Г
ravmtiemunti/em ojnpi но zb&iux
кронциркуля
Фиг.
Фиг. 431.
Фиг. 435.
Фиг. 436.
Фиг. 437.
450
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Продолжение
Предмет контроля
Методы контроля
Случаи применения
X. Диаметры на ко-
нических поверхно-
стях
Разметка по схеме (фиг. 438) с определением фактических разме-
ров Du Da, Da и L>t на расчётной номинальной длине 1„ Ь* L3 и LK
Контроль за налад-
кой и износом ковоч
ных штампов путём
выборочной разметки
XI. Длина поковки
1. Проверка прутковым шаблоном с предельной выточкой (фиг. 439)
2. Проверка профильным шаблоном (фиг. 440)
3. Проверка профильным двухсторонним шаблоном (фиг. 441)
4. Проверка контрольным приспособлением (фиг. 442, а и б)
1. При проверке од
иогоразмера в поковк*
2. При проверке в
поковке одновременно
нескольких размеров
от одной базы
3. При проверке в
крупных поковках
последовательно не-
скольких размеров
от одной базы
4. а) При проверке
расстояний между
центрами бобышек
расположенных на
концах поковки,
допуске Д более 2 мм
б) То же при до-
пусках менее 2 мм
XII. Изгиб (кри-
визна) поковки
1. Проверка катанием на плите (фиг. 443)
2. Проверка бокового смещения от установочной оси в контроль-
ном приспособлении (фиг. 444)
3. Проверка по биению поверхности при вращении изделия
(фиг. 445)
4. Проверка по биению одновременно в нескольких сечениях по
длине (фиг. 446)
1. а) Проверка дли»
ных цилиндрических
поковок, имеющих по
всей длине одинако-
вый диаметр или ряд
равных диаметров
б) Проверка на
ограниченной длине с
одинаковым сечением
2. При проверке
изгиба в указанном
на чертеже направле-
нии относительно оск
изделия
3. Для выявления
кривизны поковок <
гладкими поверхно
стями при врашении
на призмах или
роликах на расстоянии
L между опорами
4. Для массовой
проверки коленчатых
валов и других поко
вок большой длины и
переменных сечений
XIII. Коробление
плоскости
Поковка устанавливается на три точки опоры /, // и /// (фиг. 447);
коробление поковки в сечении ЬЬ относительно сечения аа
замеряется глубомерами с рычажной передачей (фиг. 427, б),
в остальных точках—глубомерами с рычажной передачей (фиг. 427, а).
При проверке тон-
ких поковок с боль-
шой поверхностью
(траки, пластины)
XIV. Параллель-
ность плоскостей
Поковка устанавливается на базовый торец, относительно кото-
рого проверяется параллельность другой плоскости глубомерами
(фиг. 448)
При массовой про-
верке поковок, полу-
чающих коробление
при обрезке заусенца
и прошивке отверстий
XV. Перпендику-
лярность плоскостей
1. Поковка устанавливается в призмах по оси 0—0 и упирается
в упор а, при этом глубомер б фиксирует отклонение от перпен-
дикулярности (фиг. 449)
2. Поковка устанавливается в призмах 1 и упирается торцом в
кольцо 2, имеющее возможность наклона в любом направлении, так
как оно вращается на центрах 3 в рамке, которая в свою очередь
вращается в другой паре центров, перпендикулярной центрам 3
(принцип карданного сочленения). Стержень 4, жёстко связанный
с кольцом 2, ограничен в своих отклонениях в кольце 5, являю-
щемся электрическим контактом. Отклонение, превышающее допуск,
сигнализируется загоранием красной лампочки A5 свечей). При J
годных изделиях контакт разоикнут, при этом горит зелёная лам-
почка C свечи) (фиг. 450, 451).
1. При проверке
перпендикулярности
в ОмНом сечении,
например фланцев,
относительно осей,
получающих коробле-
ние при обрезке
заусенца в заранее
известном направле-
нии
2. При массовой
проверке поковок с
малыми допусками на
перпендикулярность
в любом направлении
(tg Дл=0,004-0,010)
ГЛ. 11J
КОНТРОЛЬ КАЧЕСТВА ШТАМПОВАННОЙ ПРОДУКЦИИ
451
Фиг. 448.
Фиг. 449.
452
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШГАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
П ^одолжение
Предмет контроля
XVI. У1Ловые вели-
чины
Методы контроля
XVII. Величина
фактического при-
пуска на механиче-
скую обработку
1. Разметка по угломеру
2. В контрольных приспособлениях с использованием враща-
ющихся призм и качающихся коромысел с передачей отклонений
на индикаторы и пересчётом угловых единиц в линейные
1. Измерение припуска на плоской поверхности аналогично
проверке коробления плоскости и параллельности плоскостей (см.
пп. XIII и XIV) при обязательной установке на единые с обра-
батывающим цехом базовые места. Установка глубомеров произ-
водится по эталону с максимальным припуском
2. Измерение припуска на конической поверхности (фиг.452)
Глубомеры монтируются в откидной крышке и настраиваются
по эталону, сделанному с максимально допустимым припуском
3. Измерение припуска на цилиндрической поверхности поковки,
закреплённой в положении, аналогичном установке под механи-
ческую обработку (фиг. 453 и 454)
Установка глубомеров производится по шлифованному эта-
лону с максимальным припуском на шейках
4. Измерение припуска на сферической поверхности (фиг. 455)
Установка и настройка индикатора производятся по эталону с
минимальным припуском
5. Измерение припуска на криволинейной поверхности
(фиг. 456 и 4Ь7)
Случаи применения
1. Выборочная про-
верка
2. Сплошная и мас-
совая проверка
1. При массовой
проверке поковок,об-
рабатываемых на то-
карных автоматах
типа Буллард
2. То же
3. При периоди-
ческих проверках в
процессе штамповки
поковок сложной кон-
фигурации. Позволяет
в течение 3—5 мин.
давать заключения о
состоянии и посадке
штампа и гарантиро-
вать припуск в ме-
стах, не доступных
для измерения обыч-
ными измерительны-
ми инструментами (из
мерение припусков на
шейках кривошипов
в коленчатых валах)
4. При периодиче-
ских проверках в
процессе штамповки
и наладки. Позволяет
измерять припуск на
сферической поверх-
ности и по длине L
от центра сферической
поверхности.
5. При периоди-
ческих или массовых
проверках поковок,
имеющих кулачки
сложного профиля,
не доступные для из-
мерения универсаль-
ным инструментом.
Позволяет давать за-
ключение в течение
2-3 мин. о состоянии
штампа и профиля
каждого кулачка рас-
пределительных ва-
ликов
Методы контроля механической прочности поковок
1. Химический 1. Химический анализ в лаборатории. Исследованию подвергается
состав стали стружка, отбираемая от каждого испытуемого образца, от партии
металла или партии поковок (см. том д, „Химический анализ")
2. Спектральный анализ на приборах „стилоскоп" даёт воз-
можность качественного и полуколичественного определения хими-
ческого состава (определение наличия и примерного количества
того или иного элемента), а на приборах „стилометр" или „спектро-
скоп" также и количественного содержания входящих элементов.
Углерод, сера и фосфор спектральным анализом не определяются.
Производительность „стилоскопа" от 500 до 1500 анализов в сме-
ну при двух лаборантах (см. том 3, „Спектральный анализ")
3. Сравнительный анализ по искре. Искровой метод эффективно
определяет содержание углерода с погрешностью около О,05°,'о. Про-
пускная способность при рассортировке опытным контролёром - до
1000 мелких поковок в час
Менее точно определяются: наличие молибдена, чрезмерное со-
держание фосфора, стали с высоким содержанием хрома (сильхром)
и вольфрама (быстрорежущая сталь)
Для руководства при рассортировке по искре—контролёров необ-
ходимо снабжать эталонными образцами стали
1. а) Приёмка по-
ступающего на завод
металла
б) Анализы по ис-
следованию причин
брака
в) Арбитражные
анализы
2. а) Для производ-
ства экстренных ана-
лизов срочностью не
более 5 мин.
б) Для производ-
ства сплошной рас-
сортировки прутков
металла или партии
поковок, смешанной
из различных марок
стали (без различия
содержания углерода,
серы и фосфора)
3. а) Рассортировка
металла в прутках,
нарезанных заготовок
или штампованных
поковок по углероду—
с целью отделения
цементуемых сталей
от нецементуемых
б) То же с целью
отделения инструмен-
тальных сталей от
конструкционных
ГЛ. II]
КОНТРОЛЬ КАЧЕСТВА ШТАМПОВАННОЙ ПРОДУКЦИИ
453
Фиг. 451.
Фиг. 4.52.
Фиг. 450.
////////////////////////Л
Фиг. 453
Фиг. 4Я4. Контрольное приспособление для измерения
фактического припуска на шатунных шейках в поковка
коленчатого вала автомобильного мотора по схеме, по-
казанной на фиг. 453.
Фиг. 455.
128
Фиг. 456. Схема измерения
припуска на обработку по
криволинейной поверхно-
сти поковки: 1 — ролик, об-
катывающий поверхность
поковки; 2—равноплечий
рычаг; 3 — электроконтактный глубомер; 4 — ролик,
обкатывающий эталон; 5—эталон, вращающийся син-
хронно с поковкой; 6— сигнальная лампочка (заго-
рается при недостатке припуска).
9 <?
и
х
Фиг. 457. Электроконтяктное приспособление, проверяю»
шее одновременно наличие припуска по профилю
11 кулачков в поковке распределительного вала автомо-
бильного мотора ЗИС-5 (за один оборот вала в приспо-
соблении).
Фиг. 458. Схема
термоэлемента для
определения марок
стали.
JL
454
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
Продолжение
Предмет контроля
I. Химический со-
став стали
II. Соответствие
марки материала в
поковках техническим
условиям чертежа
III. Выполнение ре-
жимов термической
обработки
IV. Качество поко-
вок после термиче-
ской обработки
Методы контроля
4. Определение марки стали термоэлектрическим методом
Термоэлектрический прибор (фиг. 458) состоит из медного щупа
С С приваренным серебряным наконечником Кх, который нагре-
вается до температуры +150° С нагревательной обмоткой А, пита-
емой от сети переменного тока через понижающий трансформа-
тор Тк. Стержень С соединён медным проводником П с нульгаль-
ванометром Г„. Второй контакт гальванометра соединён с заострён-
ным холодным стержнем Кй, которым можно прикасаться к любо-
му зачищенному месту испытуемого материала М
По величине и знаку отклонения стрелки гальванометра, раз-
градуированного по эталонным образцам, определяют марку стали
Прибор позволяет определять марку материала, сложенного в
стеллажах, без его разгрузки, путём опробования прибором по за-
чищенным торцам прутков и деталей
1. Проверка накладных, сертификатов или паспортов на посту-
пившие в цех заготовки
2. Установка в штампах условного клейма, отличающего поков-
ки из данной плавки или марки стали от других
3. Проверка и рассортировка поступивших на приёмку или в
механическую обработку поковок с различными клеймами по одно-
родным партиям с одинаковым клеймом в каждой партии
4. Сплошной контроль твёрдости после термической обработки
поконок при несоответствующей марке в большинстве случаев даёт
выпадение по твёрдости
1. Оборудование термических печей пирометрами (термопарами)
желательно с самозаписывающими приборами
2. Оборудование термических печей часами типа Stromberg и
механизмами для автоматического толкания поддонов
3. Ведение „Печного журнала' на термических печах
1. Проба твёрдости по Бринелю при термической обработке
Проверке подлежат образцы, отбираемые, например, по 2 шт.
через 2—3 поддона
Показатели твёрдости фиксируются в „Печном журнале"
2. Контроль твёрдости термически обработанных поковок, кото-
рый производится на окончательном контроле примерно в следую-
щем объёме (табл. 68)
К „простой" механической обработке относятся токарные и фре-
зерные работы без применения многорезцовых наладок, а также
все виды шлифовальных работ и сверление на длину не более Zd
К „сложной" механической обработке относятся зуборезные, зу-
бодолбёжные и протяжные работы, а также работы с многорезцо-
выми наладками, резьбо-фрезерные работы и сверление глубоких
(более 3d) отверстий
Поковки, предназначенные для сложной механической обработки,
проходят 100%-ную проверку твёрдости в очищенном от окалины
виде
3. Металлографический анализ поковок
Исследуются от каждой партии по 2 образца, имеющих крайние
значения твёрдвсти в пределах установленной нормы
Образцы на анализ отбирает контролёр ОТК из числа первых
проверенных по твёрдости поковок
Случаи применения
4. Определение ста-
лей марок ЗОХГС,
18ХГМ. 40Х, отделение
углеродистых сталей
от легированных
Проверка 100°/0 по-
ковок или материала
в прутках '
1. Обязательна перед
запуском заготовок
в кузнечную обра-
ботку
Обезличенный ме-
талл (не имеющий
сопроводительных до-
кументов) к произ-
водству не должен
допускаться
2. а) В случаях по-
плавочного изготовле-
ния и поплавочной сда-
чи заказчику ответ-
ственных поковок
б) В случаях ча-
стых замен марок ма-
териала при изго-
товлении поковок
3. То же
4. Для всех поковок
ответственного назна-
чения (см. табл. 68)
1. На всех печах
для термической об-
работки поковок
2. На методических
и конвейерных печах
с толкателями •
3. На всех печах,
производящих терми-
ческую обработку
1. Как обязательная
контрольная опера-
ций, возложенная на
термистов, обслужи-
вающих данную печь
2. При окончатель-
ном контроле для вы-
явления и изоляции
поковок с отклонени-
ями по твёрдости и
гарантирования нор-
мальной обрабаты-
ваемости поковок
режущими инструмен-
тами в механических
цехах
3. Производится тга-
раллельнос проверкой
твёрдости для гаран-
тии нормальной обра-
батываемости поковок
режущими инструмент
тами
ГЛ. II]
КОНТРОЛЬ КАЧЕСТВА ШТАМПОВАННОЙ ПРОДУКЦИИ
455
Продолжение
Предмет контроля
Методы контрола
Случаи применения
IV. Качество поко-
вок после термиче-
ской обработки
4. Механические испытания
Исследуются от партии по 2 образца, имеющих крайние значения
твёрдости. Регулярным испытаниям подвергаются наиболее ответ-
ственные изделия. По остальным изделиям эти испытания произво-
дятся только по специальным заданиям
5. Магнитные методы контроля физического состояния (структуры)
стали после термической обработки
Для применения магнитных методов к массовой приёмке поковок
должны быть предварительно исследованы магнитные свойства
стали, из которой изготовляются поковки; после этого избирается
та магнитная характеристика стали, которая наиболее чувствительно
реагирует на изменения физического состояния (структуры) стали
4. В случаях, уста-
новленных техни-
ческими условиями
5. При массовой
проверке деталей без
нарушения их целост-
ности
Дают относительную
оценку обрабатыва-
емости стали режу-
щим инструментом
механических свойств
(твёрдость)
V. Внешние дефекты
1. Визуальный метод (осмотр). Для выявления дефектов
и пороков в штампованных поковках, последние должны пройти
очистку окалины путём травления или обдувки песком. Обдувка
песком более чётко выявляет наличие внешних дефектов, поэтому
применяется для наиболее ответственных поковок (поковки из
быстрорежущей стали, поковки авиационных деталей и т. п.)
Очистка в барабанах и дробеструйных аппаратах может при-
меняться только для неответственных деталей, при наличии значи-
тельных припусков на обработку, так как при такой очистке окалины
внешние дефекты не выявляются, т.е. забиваются и зачеканиваются.
По характеру дефекты разделяются на явные и скрытые. Явные
дефекты обнаруживаются немедленно в процессе штамповки и не-
посредственно у ковочного агрегата
Скрытые дефекты обнаруживаются после соответствующей тер-
мической обработки и очистки поверхности от окалины (а иногда и
после механической обработки —обдирки)
2. Л ю м и н с ц е нт н ы й метод в ы я вл е ни я дефектов.
Основан на способности минеральных масел, проникших в трещины
на поковках или изделиях, излучать свет под действием ультра-
фиолетовых лучей
Перед проверкой изделия должны пройти следующую обработку:
1) погружение на 3 мин. в масляный раствор A0°/0 автола + 90°/0
керосина), 2) окунание детали на 5-10 сек. в бензин марки Б-70;
3) просушка под тёплым калориферным дутьём; 4) опыление порош-
ком из окиси магния. Порошок должен быть просеян «через сито с
10 000 отв1сма
Приготовленные к проверке детали просматриваются в затемнён-
ной кабине под лучами ртутной кварцевой лампы ПРК-2 (медицин-
ская), снабжённой светофильтром (увиолевое стекло). Освещаемые
детали приобретают тёмнофиолетовый цвет, причём дефектные
места ярко флуоресцируют белым светом, повторяя очертания глу-
боких, но тонких трещин, даже если они шириной менее 0,005 мм.
Царапины и шероховатости, как не имеющие распространения в
глубину, не задерживают на себе флуоресцирующего вещества и
поэтому не выявляются и не создают ложных представлений о де-
фектах. Внутренние пороки данным методом не выявляются
1. На всех контроль'
ных операциях
Каждая поковка дол
жна пройти двукрат-
ный осмотр: а) у мо-
лота или ковочной ма-
шины—для отбраковки
явного брака и б
после очистки ока-
лины, т. е. на окон-
чательном контроле —
для отбраковки скры-
того брака
2. а) Применяется
для контроля ответ
ственных по назначе
нию поковок
б) Для контроля
поковок из немагнит-
ных метгллэв
в) Для контроля по-
ковок при отсутствии
травления и песко-
струйной очистки
г) Для контроля спи-
ральных пружин от-
ветственного назначе-
ния
VI. Глубина залега-
ния дефекта
1. Местная зашлифовка дефекта на допустимую глубину с повтор-
ным просмотром. Зашлифовка производится в 2-3 местах в на-
правлении, пересекающем линию дефекта под прямым углом. Осмотр
производится без применения травления зашлифованного места.
При осмотре требуется: а) чтобы зашлифовка в самом глубоком
месте не превышала допускаемой глубины (Vi припуска) и б) чтобы
линия дефекта в самом глубоком месте зашлифовки имела разрыв
Невыполнение одного из этих условий даёт основание для бра-
ковки
2. Местная вырубка дефектов зубилом. Вырубка производится
в 2-3 местах по длине дефекта на установленную глубину, с
последующей проверкой наличия дефекта в местах вырубки
3. Зашлифовка дефектов наждачным камнем в пределах допусти-
мого ослабления рабочего сечения детали. Направление заточки
должно пересекать линию дефекта под прямым углом. Повторный
просмотр производится после повторного травления заточенных по-
ковок
• 4. Полная вырубка дефекта ручным или пневматическим зуби-
лом. Вырубка ведётся вдоль линии дефекта до момента, когда
стружка, снимаемая зубилом, прекратит раздваивание на линии де-
фекта
Просмотр после вырубки производится с применением местного
травления вырубленных мест крепкой серной кислотой. При полном
удалении дефекта размер детали не должен быть ослаблен. Шири-
на вырубки должна превышать глубину не менее чем в 3 раза
Вырубка дефектов производится производственным персоналом,
а промеры после вырубки производятся контролёром
1. На мелких и сред-
них поковках для вы-
явления глубины во-
лосовин, закатов, за
жимов, расположенных
на поверхностях, под-
лежащих механической
обработке
2. Для тех же целей
в крупных поковках
3. На чёрных необ-
рабатываемых поверх-
ностях ответственных
поковок. Зашлифовка
дефектов должна пред-
шествовать закалке
изделий
4. То же на крупных
поковках ответствен
ного назначения
456
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Основные принципы проектирования
контрольной технологии и конструирования
мерительных средств
Технологический процесс изготовления
штампованных поковок в комплексе с кон-
трольными операциями излагается в форме
технологической карты. Каждая операция в
карте (производственная и контрольная) чётко
формулируется с указанием технических усло-
вий и допусков, которые должны соблюдаться
операторами (штамповщиками) и контролё-
рами на порученных им операциях.
а) При разработке контрольных опера-
ций надлежит:
1) назначать межоперационные допуски с
учётом влияния последующих операций, чтобы
обеспечить исполнение конечного допуска, за-
данного чертежом (например, предусматри-
вать увеличение размеров в плюс от 0,5 до
1 мм на окалину для всех операций, пред-
шествующих её очистке); 2) обеспечить ка-
ждую операцию измерительными средствами,
соответственно техническим условиям и до-
пускам, подлежащим выполнению на каждой
операции, и этим дать возможность рабочим
и наладчикам контролировать качество своей
работы; 3) при выборе измерительных средств
руководствоваться следующим: все размерные
элементы поковок могут быть разбиты на две
группы: размеры стабильные, изменяющиеся
только по мере износа штампа, и размеры не-
стабильные, зависящие от недоштамповки, ко-
робления, усадки и т. п. Стабильные размеры
контролируются универсальным инструментом
(разметкой). Нестабильные размеры необхо-
димо обеспечивать соответствующими шабло-
нами, скобами и контрольными приспособле-
ниями. Стабильные размеры проверяются вы-
борочно. Нестабильные размеры проверяются
на 100% деталей; 4) точно сформулировать
все элементы, подлежащие обязательной про-
верке ОТК как на операции контроля у мо-
лота или ковочной машины, так и на опера-
ции окончательного контроля. Формулировки
должны соответствовать условиям и надписям
в чертеже поковки.
б) При конструировании мерительного
инструмента для поковок надлежит:
1) ссобы делать предельные односторонние;
2) шаблоны делать прутковые (на проверку
одного размера) или профильные (на одно-
временную проверку нескольких размеров);
3) все главные размеры в поковке проверять
от одной базы (упора), которая соответствует
установочной базе при механической обра-
ботке; 4) применять материал и термообра-
ботку шаблонов и скоб, допускающие работу
на горячих поковках без потери их твёрдости;
5) назначать допуски на выполнение размеров
в скобах и шаблонах не выше 10% от изме-
ряемого допуска (при допуске на поковку 1 мм
допуск на размеры скоб и шаблонов ^0,1 мм
и т. д.).
в) При конструировании контрольных
приспособлений для поковок руководство-
ваться следующим: 1) установку поковок для
измерения намечать по тем же базовым по-
верхностям и на те же опорные точки, что
и в приспособлениях для механической обра-
ботки; 2) зажимные устройства применять
только для обеспечения стабильности уста-
новки при измерении. Во всех остальных слу-
чаях избегать зажимных устройств, что упро-
щает конструкцию приспособления и увеличи-
вает её производительность, а) При консоль-
ной установке изделия в приспособлении с
центром тяжести, расположенном в стороне
Фиг. 459 Эксцентриковый приз::им в приспо-
соблениях.
от опоры, применять прижим. Рекомендуется
применение быстро действующих устройств —
эксцентрика (фиг. 459) или байонета (фиг 460).
б) Избегать винтовых и пружинных зажим-
ных устройств: первые имеют низкую произ-
водительность, вторые не обеспечивают ста-
бильной установки изделия, в) При установке
поковок в горизонтальной плоскости с распо-
ложением центра тяжести внутри опорного
треугольника прижим не требуется и практи-
чески может осу-
ществляться ру-
кой контролёра.
Исключение может
быть в том слу-
чае, если поковка
отжимается от
опор фиксирую-
щими пружинными
устройствами;
в этом случае при-
Фиг. 460. Устройство байонет-
ного прижима: А — втулка с
криволинейным прорезом; В —
шток байонета с рукояткой и
направляющим штифтом Ь.
жим обязателен.
г) В контроль-
ных приспособле-
ниях для крупных
и тяжёлых поковок рекомендуется применять
пневматические прижимы.
3) Рекомендуются следующие мерительные
устройства на контрольных приспособлениях:
а) Индикатор круглый (фиг 426, а) с ценой
деления 0,1 мм для замера биений и припу-
сков на сферической и криволинейной поверх-
ностях.
б) Индикатор секторный (фиг. 426, б) с це-
ной деления 0,2 мм для замера биений в круп-
ных поковках (главным образом коленчатые
валы).
в) Щуп предельный (фиг. 461) для изме-
рения зазоров между поковкой и контроль-
ной плоскостью на приспособлении или на
плите.
г) Глубомер (фиг. 426, а). Расход штифта
должен быть больше измеряемого допуска
в 4—5 раз. Рычажная передача с отношением
плеч 1: 1 применяется при измерении допу-
сков более ± 0,5 мм (фиг. 427). При измерении
ГЛ. 11)
КОНТРОЛЬ КАЧЕСТВА ШТАМПОВАННОЙ ПРОДУКЦИИ
457
допусков ± 0,5 и менее рекомендуется про-
грессивная рычажная передача с отношением
плеч 2:1 и 3 :1.
д) Электроконтакты (см. п. XV, 2 и XVII, 5,
„Методы контроля геометрических элементов
поковок", стр. 450—452) применяются в сигна-
\лл/
шать 10% от допуска, измеряемого на по-
ковке. В процессе эксплоатации и износа
приспособления допускается возрастание по-
грешности до 20%. после чего приспособле-
ние снимается с работы и отправляется в ре-
монт.
Таблица 68
Процент выборочное™ при проверке твёрдости
поковок из различных марок стали
Фиг. 461. Щуп предельный для измерения
поковок.
лизационных предельных мерителях („свето-
форах"), обеспечивают фиксацию отклоне-
ния с точностью 0,05 мм (на принципе пря-
мого контакта без применения электронного
реле).
е) Карданные электроконтактные устрой-
ства для измерения перпендикулярности и па-
раллельности плоскостей (см. п. XV, 2) реко-
мендуется применять для клапанов, шатунов
и тому подобных поковок повышенной точно-
сти. Карданный узел может осуществляться
на регулируемых центрах или на шариковых
подшипниках, он обладает высокой чувстви-
тельностью при самоустановке по изделию
под нажимом от руки.
4. Для опорных пальцев, установочных
призм, зажимных наконечников и конусов
рекомендуется углеродистая сталь от У-7
до У-10. Калить на твёрдость Hrc = 50—56.
Для стержней и втулок глубомеров и де-
талей приспособления, работающих на трение,
без восприятия ударов от проверяемых по-
ковок, может применяться сталь 20 с цемен-
тацией и калкой на твёрдость Hrc = 56—62.
5. Допускаемая расчётная погрешность
измерения поковок на контрольных приспо-
соблениях после наладки не должна превы-
Марка стали
20,35,45,20Х
То же
50,40Х,30ХГС
То же
„
н
12ХНЗ, 12Х2Н4,
20X3, 18ХГМ,
35ХГС
Вид термо-
обработки
Нормализация
и
Улучшение
п
Нормализация
Улучшение
п
Нормализа-
ция -ьотпуск
Степень слож-
ности дальней-
шей механиче-
ской обработки
Простая
Сложная
Простая
Сложная
Простая
Сложная
Простая
Сложная
Простая
Сложная
3"
О S
2-g-
ю н О
о о
о О О.
о~Ж С
5
ю
IOO
IOO
то
IOO
IOO
IOO
ю
IOO
Учёт и статистический анализ брака
Для проведения эффективной борьбы с бра-
ком необходимо иметь картину цехового бра-
ка, расшифрованную по видам, причинам и
виновникам. Подробная расшифровка брака
служит для выявления неблагополучных дета-
лей или характерного вида брака по ряду де-
талей, происходящего от одной и той же при-
чины.
Основой учёта брака является шифрован-
ная система видов, причин и виновников
брака (табл. 69). Оперативный учёт произво-
дится по наиболее дорогим и массовым дета-
лям, изготовляемым в цехе. По остальным
Таблица 69
Шифр
i
3
3
4
5
6
Классификатор брака в кузнечио-штамповочном
Виновники брака
Рабочий
Администрация
Конструктор и технолог
Наладчик
Поставщик металла
Заготовительное отделение
Шифр
OI
О2
°3
°4
°5
об
°7
о8
°9
1о
II
12
13
14
15
Примеры пользования шифрами брака:
1-05-4
2-02-7
3-08С
6-оэе
4-04-
2-O4-S
Виды брака
Пережог
Лом-бой, смятие
Неполная поковка
Перекос, разностенность
Заштамповка окалины
Ослабленный размер
Кривизна
Зажим
Трещина торцевая
Трещина закалочная
Твёрдая
Мягкая, вязкая
Перетравлена
Осталась чернота
Трещина материал
производстве
Шифр
i
2
3
4
5
6
7
8
9
о
Причины брака
Небрежное и невниматель-
ное отношение к работе
Недостаточный инструктаж
и наблюдение
Неправильная конструкция
поковки или штампа
Нарушение технологическо-
го процесса
Несоответствующий или
некачественный металл
Негодная заготовка
Неисправность молота или
машины
Неисправность штампа
Неправильный режим или
метод обработки
Налапка, подналадка,
эксперимент
— брак по заштамповке окалины вследствие нарушения рабочим технологического процесса штамповки
— брак по смятию и бою вследствие
— брак по зажиму вследствие
- брак по торцевой трещине
неисправности молота по вине
администрации
неправильной конструкции штампа по вине конструктора
вследствие негодной заготовки
— брак по перекосу вследствие небрежности наладчика
— брак по перекосу вследствие неисправности штампа по вине администрации
458
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. ill
Таблица 70
Характеристика кузнечного брака на основных деталях (пример анализа)
Наименование деталей
Удельный вес брака в % по видам
незаполнение
фигуры
—
26,4
16,6
27,6
31.6
пере-
жог
33,9
15.7
вмяти-
ны
—
закалочные
трещины
пере-
травле-
но
прочие
Коленчатый вал .
Шатун
Поворотный кулак
i8,6
и,9
5.7
7.5
15.3
14.4
деталям учёт проводится во вторую очередь
с выделением из него наиболее неблагополуч-
ных деталей. Подробный технический анализ
по видам и причинам брака делается за длитель-
ный отрезок времени (за полугодие или год).
Примером такого анализа являются табл. 70
и 71. Анализ производится в ценностном вы-
Таблица 71
Удельный вес различных видов брака в кузнечно-
штамповочном цехе
(пример анализа)
Виды брака
Незаполнение фигуры и осла-
бление чертёжных размеров . . .
Зажимы
Пережог
Лом-бой
Вмятины от окалины
Перетравлено
Трещины закалочные . . . . .
Мала заготовка
Трещины торцевые (по вине
заготовительного отделения). . .
Трещины материала ......
Прочие •
Итого . .
Удельный вес
в •
а г*
о о 2
с *ss ^
«За
max
25,9
12,3
9,о
9,1
7,5
1.9
1.4
3,4
з,8
25,6
1,2
too
/О
* 2
a s
щ Н
са н
сч о
l6,O
8,4
3,9
5-9
2,1
3.1
4,о
ЗО.7
i>3
IOO
ражении. По каждой причине брака выписыва-
ются все наимеиования деталей и соответ-
ствующие количества их за отчётный период
оцениваются в рублях (в среднегодовых или
плановых ценах). В результате выявляются
условная стоимость всего брака и стоимость
брака по отдельным причинам, что позволяет
выявить удельный вес каждой причины брака
в общей его стоимости по цеху в процентах.
Исправление дефектных поковок
Исправимые дефектные поковки подле-
жат исправлению или дополнительной обра-
ботке, причём метод исправления должен быть
обусловлен чертежом или технологической
картой. Основные методы исправления де-
фектных поковок следующие:
Заусенцы, волосовины, закаты и зажимы
исправляются заточкой наждачным кругом
или вырубкой зубилом.
Неполная фигура и вмятины исправля-
ются перештамповкой в новом штампе или
заваркой, если незаполнение незначительное.
Недоштамповку (толстые) рентабельнее
обрабатывать отдельной партией с предвари-
тельной обдиркой, чем перештамповывать,
так как последнее может привести к оконча-
тельному браку.
Перекос может быть исправлен перештам-
повкой только в штампе с замками при на-
личии хорошего направления бабы в парал-
лелях. В противном случае этот дефект не-
исправим. Незначительный перекос может
быть исправлен путём заточки (выравнивания)
базовых мест в поковке.
Кривизна исправляется правкой в холод-
ном состоянии в штампе, под прессом или
вручную, с подгонкой по шаблону или кон-
трольному приспособлению.
Повышенная твёрдость, недостаточная
твёрдость и вязкие поковки исправляются
путём повторной термической обработки.
Перегрев исправляется нормализацией,
предусматриваемой технологическим процес-
сом почти для всех поковок.
Пережог, расслоение, закалочные тре-
щины, торцевые трещины и значительное
незаполнение фигуры исправлению не под-
лежат и бракуются окончательно без выточки
и заварки дефектных мест.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1 Инж. Р а у з и н Я- Р., Дефекты тракторных поковок,
ОНТИ, 1934.
2. Гуртовой Б. М. и Гостев В. И., Контролёр-
бракоащик в кузнечном цехе автотракторного произ-
водства ОНТИ, 1936.
3. Н и ф о н т о в А. В., Магнитные методы контроля,
.Машиностроитель" № 7, 1939.
4. Нифонтов А. В., Контроль термической обра-
ботки магнитным методом, „Подшипник" № 3. 1940.
5. Л ю б о в н ы й Ю. С и Ф а л к и н Л. А., Экономия
металла в кузнечных цехах, Машгиз, 1939.
6. Гостев В. И., Технический контроль поковок автомо-
бильных клапанов, .Измерительная техника" № 7, 1940.
7. Методы спектрального анализа металлов, под ред.
Мандельштам, ОГИЗ, 1940.
8. Институт автоматики и телемеханики Академии наук
СССР .Пути механизации и автоматизации контроля
качества металлов в машиностроении", под ред. проф
И. А. Одинга, изд. Академии наук СССР, 1940.
9. John Mueller, Inspection Control In the Forge Shop.
.Heat Treating and Forging" № 10, 1940.
10. Г о с т е в В. И., Качество штампованных поковок
и методы предупреждения брака в кузнечных цехах,
Машгиз, 1947.
ГЛ. И]
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ НЕЖЕЛЕЗНЫХ СПЛАВОВ
459
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ НЕЖЕЛЕЗНЫХ СПЛАВОВ
АЛЮМИНИЕВЫЕ, МАГНИЕВЫЕ
И МЕДНЫЕ СПЛАВЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ КОВКИ И ГОРЯЧЕЙ ШТАМПОВКИ
Классификация алюминиевых, магниевых
и медных деформируемых сплавов с указа-
нием области их применения дана в табл. 72.
В основу классификации положены в качестве
типичных свойств относительные степени
прочности и пластичности сплавов (более под-
робно см. т. 4, гл. II).
Нагрев нежелезных сплавов для ковки и
штамповкп, а также для термической
обработки производят преимущественно в
электрических печах сопротивления * и в ин-
дукционных печах токами высокой частоты.
При нагреве магниевых сплавов в печах не
должно быть кусков железа, а также нельзя
* Для нагрева медных и алюминиевых сплавов при-
меняют и газовые печи.
Таблица 72
Марка сплава
Группа прочности
Группа пластич-
ности
Область применения
Алюминиевые сплавы
АК-5
Д-1 и АК-6
АК-2 и АК-4
АК-8
Пониженная
'max < 32
Средняя
вшах<«
Средняя
°тах<44
Повышенная
'шах < 47
Высокая
Средняя
Средняя
Пониженная
Крупные и сложные детали: карте-
ры, носки картеров, корпуса и другие
детали двигателей внутреннего сгора-
ния
Лопасти воздушных винтов, рычаж-
ки, кронштейны, валики, шатунчики,
косынки и другие детали
Поршни и другие детали, работа-
ющие при высоких температурах
Сильно нагруженные ответствен-
ные детали
Магниевые сплавы
МА-1
МА-2
МА-3
МА-5
БРАЖ 9-4
БРАЖМЦ 10-3-1.5
БРАЖН Ю-4-4
ЛС-59-1
Пониженная
°тах<22
Средняя
'max <27
Повышенная
°тах <30
Повышенная
-max <31
Медные
Средняя
Я5 < 180
Средняя
Яд < 180
Повышенная
Яд < 220
Пониженная
Я5 < 130
Средняя
Средняя
Пониженная
Пониженная
сплавы
Пониженная
Пониженная
Пониженная
Пониженная
Детали, работающие в условиях,
способствующих развитию коррозии
Крыльчатки, валики, кронштейны,
корпуса и средненагруженные детали
Нагруженные детали
Сильно нагруженные детали
Направляющие сухарей нагнета-
теля, арматура и другие детали
Коромысла, маховики, шестерни и
другие детали
Втулки, сёдла, клапаны и другие
детали
Пробки, стопоры, шпильки, заклёп-
ки, муфты, ниппели и другие детали
460
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
допускать попадания в печь металлической
пыли. Режимы нагрева алюминиевых и медных
сплавов, обрабатываемых ковкой и штампов-
кой, приведены в табл. 73.
Таблица 73
Режимы нагрева заготовок
и температура штам-
повки алюминиевых, магниевых и медных сплавов
Наименование сплава
Алюминиевые
Д-1
АК-2
АК-4
АК-5
АК-6
АК-8
Магниевые
МА-1
МА-2
МА-3
МА-5
Нагрев кузнеч-
ных
ра
в"
я?*
? я
н я
сплавы
47° ±ю
49°±ю
49о±ю
500+10
48о±ю
47° ± ю
сплавы
43° ±5
43°±5
4°°±5
37°±5
Медные сплавы
БРАЖ 9-4
БРАЖМЦ 10-3-1,5
БРАЖН 10-4-4
ЛС-59
850+10
8jo±io
850+10
750 ±10
заготовок
емянагрева
утков диа-
тром от 50
140 мм
часах
о.о.« о
в с S ч m
2
2
а, 5
1.5
2
г-5
3
3
3
3
2
2
2.5
2
?U
0 °
и ю
мпература
штамповки
,*" Св
35о
38о
38о
38о
38о
4оо
35°
Зэо
3°о
Зоо
77O
7оо
7оо
боо
КАЧЕСТВО КУЗНЕЧНЫХ ЗАГОТОВОК
И ТЕХНОЛОГИЯ ИХ ПРОИЗВОДСТВА
Прочность штампованных изделий из не-
железных сплавов при установившейся и про-
веренной технологии зависит от качества
исходного материала (кованые заготовки,
прессованные и катаные прутки).
Для получения прутков и кованых заго-
товок из слитков последние отливают pa s-
личными методами: 1) в чугунную изложницу,
2) в изложницу, охлаждаемую водой, и 3) не-
прерывным методом отливки.
Слитки, отливаемые в изложницу, охла-
ждаемую водой, имеют значительно меньше
пороков (пор, раковин, ликвационных ско-
плений я т. д.), чем слитки, отливаемые в
чугунные изложницы, а при непрерывном ме-
тоде отливки эти пороки почти совершенно
исключены.
Пластические свойства слитков из неже-
лезных сплавов в значительной степени зависят
от структуры литого металла и степени его
загрязнения. Неравномерное распределение
интерметаллических включений в слитках (на-
пример CuAl2, Mg2Si) в алюминиевых сплавах,
обогащение ими отдельных зон слитка вслед-
ствие ликвации меди и других компонентов
сильно снижают пластичность сплава.
Для повышения пластичности и обрабаты-
ваемости слитков нежелезных сплавов в го-
рячем состоянии необходимо подвергать их
гомогенизационному отжигу.
Слитки из алюминиевых сплавов, отлитых
непрерывным методом, обладают высокими
механическими свойствами, почти равными
свойствам изделий, штампованных из этих
сплавов. Однако применение этих слитков в
качестве кузнечной заготовки для штамповки
нагруженных изделий допустимо лишь после
предварительной первичной деформации их
прессованием, прокаткой или открытой ков-
кой.
В противном случае при штамповке из-
делий получится неравномерная структура
металла (образование отдельных участков как
литой, слабо деформированной или разрушен-
ной, но нерекристаллизованной после первич-
ной деформации структуры, так и нормальной
структуры).
Детали, штампованные из литой заготовки
дуралюмина, полученной непрерывным ме-
тодом отливки, нередко дают трещины в со-
пряжённых зонах истечения металла и текстуру
деформации (фиг. 462, см. вклейку). Например,
крыльчатки, показывая при статических испы-
таниях высокие механические свойства, в про-
цессе эксплоатации нередко преждевременно
разрушаются.
Качественная кузнечная заготовка из не-
железных сплавов должна иметь плотную,
равномерно рекристаллизованную структуру.
С этой точки зрения кованые или нарезанные
из прессованных и катаных прутков заго-
товки далеко не равноценны.
Кованые заготовки изготовляются осад-
кой слитка на ковочном молоте с последующей
его вытяжкой. Равномерную рекристаллизо-
ванную структуру металла свободной ковкой
получить трудно. Кроме того, часто можно на-
блюдать утяжины на концах заготовки, отрезка
которых приводит к излишнему расходу ме-
талла. Ковка заготовок ввиду ее низкой
производительности и значительного про-
цента брака применяется только в опытном
производстве.
Прессованным заготовкам — пруткам из
алюминиевых сплавов, прессованным на гори-
зонтальных гидравлических прессах Дика
прямым методом, присущи типичная дефект-
ная структура, неоднородность величины и
формы зерна по сечению прутка и неравно-
мерность расположения составляющих сплава
и загрязнения по границам зёрен. Структура
прессованных этим методом прутков состоит
из крупных равноосных зёрен, расположен-
ных в периферийных слоях, и из строчечной
волокнистой структуры внутренних слоев.
В отдельных случаях при прессовании обра-
зуются расслаивания и трещины между слоями
вследствие смещения зёрен относительно друг
друга. Увеличение концентрации пористости
и загрязнений в средней части слитков, от-
ливаемых в чугунные изложницы, усиливает
неравномерность структуры. Рекристаллизация
средней зоны с резко выраженным анизотроп-
ным строением зерна крайне затруднительна.
Прессованные прутки из сплава АК-5 с по-
добной структурой не обнаружили склонности
к рекристаллизации в процессе отжига в те-
чение 3 час. даже при температуре 540° С,
т. е. близкой к температуре плавления эвтек-
тики. Прессованная заготовка с нерекристал-
лизованной структурой, при расположении в
штампе направлением волокна перпенди-
кулярно действию деформирующей силы, часто
даёт брак в виде трещин.
Фиг. 462. Текстура деформации сплава Д-1, штампованного из литой
кузнечной заготовки.
Фиг. 463. Макроструктура катаного
прутка из алюминиевого сплава.
Фиг. 464. Макроструктура прессо-
ванного прутка из алюминиевого
сплава.
Том 6. Гл. II
Г Л И]
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ НЕЖЕЛЕЗНЫХ СПЛАВОВ
461
Дефекты структуры прутков, прессованных
на гидравлических прессах прямым методом,
можно устранить обратным методом прес-
сования. Однако этот метод обладает тем
недостатком, что степень деформации по-
лучается ниже. Это объясняется истечением
металла лишь впереди лежащих слоев слитка
(около матрицы), а весь слиток до конца
прессования сохраняет почти литую структуру.
Катаные заготовки. Недостатки струк-
туры прессованных прутков и кованых заго-
товок в значительной степени устраняются
прокаткой заготовок на сортовых прокатных
станах. Макроструктура катаных и прес-
сованных прутков из алюминиевых сплавов
приведена на фиг. 463 и 464 (см. вклейку).
Катаные прутки обладают более равно-
мерно деформированной структурой, однак©
и в этом случае полной её равномерности
достигнуть не удаётся.
МЕТОДЫ КОВКИ И ШТАМПОВКИ
Для изготовления кованых деталей из
алюминиевых, магниевых и медных сплавов
применяют свободную ковку под молотами и
штамповку на молотах, прессах и гори-
зонтально-ковочных машинах (табл. 74). Дл'я
заполнения металлом полостей штампа при всех
способах штамповки весьма важную роль иг-
рают размер (вес) заготовки и её форма.
Методы ковки и штамповки нежелезных сплавов
Вес заготовки при штамповке в открытых
штампах должен превышать вес поковки на
5—7%. Избыток материала увеличивает ра-
боту, затрачиваемую на штамповку изделия,
и может служить причиной недоштамповки,
а в отдельных случаях — повышенного брака.
После штамповки и обрезки заусенцев
мелкие детали, штампованные на молотах,
подвергают калибровке или чеканке на кри-
вошипных прессах.
Штампованные детали подвергают очистке
в пескоструйных аппаратах или травлением
(см. статью „Очистка поковок", стр. 468).
ОБОРУДОВАНИЕ
Оборудование для резки прутков. Резку
прессованных, катаных и литых прутков из
нежелезных сплавов на мерные заготовки
производят преимущественно на ленточных и
дисковых пилах. Рубку под молотом и раз-
резку на токарных станках применяют как
исключение только при штучном производстве.
Оборудование для ковки фасонных за-
готовок. Ковку фасонных заготовок из не-
железных сплавов осуществляют преимуще-
ственно на паро-воздушных молотах. Заготовку
из магниевых сплавов изготовляют также и
на гидравлических прессах.
Для ковки фасонных заготовок из алюми-
ниевых и магниевых сплавов, требующих
Таблица 74
Вид обработки
Применение
Примечание
1. Свободная ковка на молотах
2. Штамповка на молотах в одно-
ручьевых штампах
3 Штамповка на молотах в одно-
ручьевых или многоручьевых
штампах с последующей кали-
бровкой или чеканкой
4. Штамповка на гидравличе-
ских прессах в одноручьевых или
многоручьевых открытых или
закрытых штампах
5. Штамповка на фрикционных
прессах в одноручьевых или
многоручьевых штампах
6. Штамповка на горизонтально-
ковочных машинах
7. Штамповка на кривошипных
прессах в одноручьевых или мно-
горучьевых открытых или закры-
тых штампах
а) Для получения деталей про-
стой формы из алюминиевых и
в отдельных случаях из магние-
вых сплавов
б) Для получения фасонных заго-
товок под штамповку
Для получения деталей простой
и сложной формы из алюминиевых
и низколегированных магниевых
сплавов МА-1 и МА-2
Для получения деталей средних
и малых размеров с небольшими
допусками
Для получения деталей: из мед-
ных сплавов —мелких размеров;
из алюминиевых сплавов—круп-
ных размеров; из магниевых спла-
вов—всех размеров и форм
Для получения мелких деталей
из алюминиевых, магниевых и
медных сплавов
Для высадки головок деталей,
например, бурта итулки лопасти,
и деталей полых и кольцевой
формы из алюминиевых сплавов
Для получения мелких деталей
из алюминиевых, магниевых и
медных сплавов
Допускается в опытном, единичном и мелко
серийном производстве
Предварительная ковка заготовок необхо
дима не только для придания им соответству-
ющей формы, но и для улучшения структуры
рекристаллизацией в процессе отжига после
вторичной деформации
При изготовлении изделий сложной формы
в одноручьевых штампах производится один
или два подогрева для улучшения пластично-
сти деформируемого металла и улучшения
его структуры. Мелкие детали симметрично
формы (преимущественно из алюминиевы
сплавов) штампуются в спаренном виде (одно
временно две или несколько деталей из одной
заготовки)
Полученные при данной штамповке детали
из алюминиевых сплавов не нуждаются
сплошной механической обработке поверхно-
сти. Для штамповки их применяют заготови-
тельные и штамповочные ручьи, аналогичны
применяемым при штамповке на молоте поко-
вок из стали. Штамповка в многоручьевых
штампах более производительна
Мелкие и средние детали штампуются
группами (в групповом штампе детали рас-
полагаются индивидуально)
Осуществляется в одну рперацию без про
межуточных подогревов "заготовки
Применение ковочных машин позволяет
изготовлять без заусенца сложные детали
(с местными утолщениями) в одном штампе
Штамповка осуществляется преимуще-
ственно в закрытых штампах без заусенца,
что обеспечивает деформацию в условиях
резко выраженного всестороннего сжатия
и высокую производительность
462
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. 111
большой степени вытяжки, и для заготовок
плоской формы применяют ковочные вальцы,
имеющие то преимущество перед молотами,
что при деформации металла они обеспечивают
более равномерную кристаллическую струк-
туру. Это имеет большое значение для из-
делий, работающих при знакопеременных на-
грузках, например для лопастей пропелле-
ров.
Перечень оборудования, применяемого для
ковки фасонных заготовок, приведён в табл. 75.
Оборудование для штамповки. Для штам-
повки деталей из алюминиевых сплавов ис-
пользуют преимущественно штамповочные
молоты и фрикционные прессы. Для штампов-
ки деталей из магниевых сплавов целесо-
образно применять гидравлические прессы, а
для штамповки деталей из медных сплавов -
кривошипные прессы с закрытыми штампами
(фиг. 465). Кроме того, большое количество
деталей (в зависимости от их формы и на-
значения) штампуют также на других типах
оборудования (табл. 76).
При выборе оборудования для изготовле-
ния деталей из нежелезных сплавов штампов-
Фиг. 465. Закрытый штамп с разъём-
ным вставным стаканом: /—пуансон;
2 — разъёмный стакан; 3— матрица;
4 — выталкиватель: S — мерная заго-
товка; б—ручей штампа; 7 — линия
разъёма стакана.
кой необходимо учитывать особенности куз-
нечных агрегатов (табл. 77).
Таблица 75
Оборудование для ковки фасонных заготовок
Сплавы
Алюми-
ниевые
Магние-
вые
Медные
Ковочные молоты
Под штамповку
в одноручьевом
штампе
Применяются для
гибочных операций
и осадки заготовок
Применяются как
исключение при
осадке заготовок
Ковочные гидравли-
ческие прессы
Применяются как
исключение под штам-
повку крупных поко-
вок в одноручьевом
штампе
Под штамповку все-
ми методами
Не применяются
Штамповочные
молоты двойного
действия
При штамповке
в многоручьевых
штампах (примене-
ние заготовитель-
ных ручьёв)
Не применяются
Не применяются
Штамповочные
кривошипные
прессы
При штамповке в
многоручьевых
штампах (примене-
ние заготовитель-
ных ручьёв)
То же
То же
Ково>ные
вальцы
Под штам-
повку на моло-
тах и прессах
То же
Не приме-
няются
Оборудование для горячей штамповки
Таблица 76
Сплавы
Алюми-
ниевые
Магние-
вые
Медные
Штамповочные
фрикционные и
паро-воздушные
молоты простого
действия
При штамповке
в одноручьевых
штампах
Не применяются
Не применяются
Штамповочные
паро-воздушные
молоты двойного
действия
При штамповке
в одноручьевых
и многоручьевых
штампах
При штампов-
ке симметричных
деталей
Не применяются
Ковочные ги-
дравлические
прессы
При штам-
повке крупных
деталей типа
лопастей
При всех ме-
тодах штам-
повки
Не нашли
применения на
производстве
Горизонталь-
но-ковочные
машины
При штам-
повке деталей
типа втулок и
болтов
При штам-
повке деталей
с малой сте-
пенью высадки
Не нашли
применения на
производстве
Штамповоч-
ные фрикци-
онные прессы
При массо-
вом производ-
стве мелких
деталей
То же
То же
Штамповочные
кривошип-
ные прессы
При массо-
вом производ-
стве мелких
деталей
То же
То же
ГЛ. 11!
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ НЕЖЕЛЕЗНЫХ СПЛАВОВ
463
Наименование
агрегата
1. Паро-воздуш-
ный молот двой-
ного действия
2. Молот просто-
го действия
3. Фрикцион-
ный пресс
4. Кривошип-
ный пресс
5. Горизонталь-
но-ковочная ма-
шина
6. Гидравличе-
ский пресс
7. Кривошип-
ный обрезной
пресс
Применение
Преимущественно для штамповки
деталей из сплавов высокой пластич-
ности (алюминиевых сплавов), а также
из магниевых сплавов МА-2 и МА-1
Для штамповки деталей простой
формы из слюминиевых сплавов
Для штамповки мелких деталей ти-
па тройников, кранов,деталей с мест-
ными утолшениями (болты, рычажки
и т. д.)
Для штамповки мелких и средних
деталей, а также для чеканки и го-
рячей калибровки деталей из алюми-
ниевых сплавов, штампованных на па-
ро-воздушных молотах
Для штамповки из алюминиевых
сплавов деталей, имеющих форму ко-
лец и втулок
Для штамповки деталей из магние-
вых сплавов и крупных деталей из
алюминиевых сплавов
Для обрезки заусенцев
Скорость де-
формирования
заготовки
в mi се к
4—7
4—6
1.5-2
<0,3
Таблица 77
Примечание
Применение этих молотов особенно
целесообразно при изготовлении круп-
ных и средних деталей, имеющих
рёбра, а также полых деталей со стен-
ками, с выступами и плоской формы
При пользовании молотом учитывать
максимальную степень деформации,
допускаемую сплавом. Прутковую за-
готовку располагать в штампе на-
правлением волокна параллельно на-
правлению действия деформирующей
силы
Штамповка производится за один
нагрев в штампе с одним или двумя
ручьями
Изменение скорости деформирова-
ния происходит по кривой, имеющей
максимум; концу деформации металла
соответствует минимальная скорость.
Детали, у которых диаметр высажи-
ваемой части превышает 3 диаметра
прутка, и детали с точными допуска-
ми до 0,3 мм следует изготовлять в
закрытых штампах или в штампах
с разъёмным вставным стаканом
(фиг. 465)
Штамповка производится за 2—3
перехода
Целесообразно применение прессов
также для штамповки деталей пере-
менного сечения типа лопастей
Для обрезки заусенцев целесооб-
разно пользоваться ленточными пилами
во избежание трещин на линии
разъёма
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ
ШТАМПОВ
При конструировании штампов для штам-
повки деталей из нежелезных сплавов необ-
ходимо учитывать следующее.
Условия заполнения металлом рёбер. При
горячей штамповке под молотом и прессом
скорость истечения металла (в процессе де-
формации) вверх и вниз различна. При де-
формации алюминиевых сплавов под молотом
в интервале температур ковки скорость исте-
чения металла вверх приблизительно в 2 раза
больше скорости истечения металла вниз
(фиг. 466). Наоборот, при деформации под
гидравлическим прессом в том же температур-
;Верхний штамп
верхний штамп
НиЖний штамп
Фиг. 466. Истечение
металла при штамповке
под молотом.
НиЖний штамп
Фиг. 467. Истечение
металла при штамповке
под прессом.
ном интервале прессования скорость истече-
ния металла вверх в 1,5 раза меньше скоро-
сти истечения металла вниз (фиг. 467). По-
этому детали из алюминиевых сплавов с вы-
сокими рёбрами и выступами целесообразно
штамповать под молотом, располагая эти эле-
менты детали в верхнем штампе. При штам-
повке же под прессом рёбра и выступы сле-
дует располагать в нижнем штампе.
Расположение заготовки в штампе. Мер-
ную заготовку в большинстве случаев (за
исключением деталей большой длины и де-
талей типа рычагов с изгибами) следует рас-
полагать в штампе так, чтобы направление
волокон заготовки совпадало с направлением
действия деформирующей силы. Это необ-
ходимо для обеспечения более равномерного
истечения металла при деформации и способ-
ности его к более полной рекристаллизации
в процессе деформации и последующего от-
жига.
При расположении заготовки в штампе
направлением волокна перпендикулярно дей-
ствию деформирующей силы сопротивление
материала деформации резко снижается, в
результате чего на поковке возникают трещины
и расслаивания в плоскости разъёма. При
этом опасность появления трещин и расслаи-
ваний особенно вероятна при температуре,
близкой к верхнему или нижнему пределам
температурного интервала ковки.
Разъём штампов. Для заполнения формы
штампа и в связи с этим для расхода энергии
на штамповку большое значение имеет разъём
штампов.
При штамповке из алюминиевых и магние-
вых сплавов картеров авиационных моторов
воздушного охлаждения и подобных им де-
талей следует проектировать разъём штампов
464
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
в плоскости торца бобышек. При таком разъ-
еме (фиг. 468, а) в процессе деформации под
молотом металл свободно и легко заполняет
форму штампа. Разъём же штампа по сере-
дине детали (фиг. 468, б) приводит к непра-
а) б)
Фиг. 468. Схема направления волокна штампованного
картера: а — правильный разъём; б — неправильный
разъём.
вильному расположению волокна в поковке и
к снижению качества изделия. Кроме того,
при таком разъёме
усложняется заполнение
формы бобышек, требу-
ются дополнительные
подогревы и расход ра-
боты агрегата в 2 ••- 3
раза больше, чем при
разъёме в плоскости тор-
ца бобышек.
При штамповке дета-
лей с фланцем разъём
штампов необходимо де-
лать в плоскости послед-
него: для круглого флан-
ца по середине (фиг. 469),
а для фланца квадратной
формы так, как показано
на фиг. 470. Такое распо-
ложение разъёма штампа удешевляет сто-
имость его изготовления и облегчает процесс
штамповки.
Фиг. 469. Разъём штам-
па при штамповке де-
тали с круглым флан-
цем.
Фиг. 470. Разъём штампа при штамповке детали
с прямоугольным фланцем: а — неправильно;
б—правильно.
Фиг. 471. Разъём штампов в плоскости
изгиба детали; а — неправильно;
б — правильно.
При штамповке несимметричной и изо-
гнутой детали разъём штампов следует делать
в плоскости изгиба (фиг. 471).
Правильное расположение разъёма штампов
при штамповке сложных деталей упрощает
конструкцию штампа и позволяет значительно
удешевить стоимость производства штампо-
вочного и обрезного инструмента. При этом
верхнюю половину штампа иногда можно изго-
товлять совершенно плоской.
При установлении разъёма штампов необ-
ходимо прежде всего обращать внимание на
то, чтобы заусенец, в зоне которого истече-
ние металла более неравномерное, не по-
падал бы в места, сильно нагружаемые при
эксплоатации деталей.
Направление волокна в поковке и коли-
чество переходов при штамповке. Направле-
ние волокна в поковках должно следовать
контуру изделия. Завихрение волокна и рез-
кие переходы с разрывами недопустимы, осо-
бенно для деталей, которым предстоит рабо-
тать в условиях знакопеременных нагрузок.
Дефекты в расположении волокна в поков-
ках нежелезных сплавов влекут за собой
образование неравномерной кристаллической
структуры, связанной с природой рекристал-
лизации.
Установлено, что металл с сильно выра-
женным волокнистым строением не рекристал-
лизуется полностью при температурах нагрева,
применяемых при термической обработке де-
формируемых сплавов, в то время как в зо-
нах завихрений волокна наблюдается сильный
рост зерна.
Деформируемый алюминиевый сплав с не-
равномерной кристаллической структурой даёт
понижение предела усталости.
Для устранения указанного дефекта струк-
туры, сложные поковки целесообразно штам-
повать в два-три перехода. Постепенный пе-
реход от простой формы заготовки к сложной
облегчает заполнение формы и обеспечивает
равномерное истечение металла при деформа-
ции и плавное направление волокна. При этом
подогрев металла может играть положитель-
ную роль для качества изделия, так как он
будет гарантировать от появления зон с не-
завершённой рекристаллизацией.
Плавность переходов в сопряжённых пло-
скостях от одного сечения детали к другому
определяется радиусами закругления.
Для мелких деталей они составляют 1,0—
1,5' мм, для средних и крупных —1,5—5,0 мм
и более.
Острые углы в поковках не только за-
трудняют истечение металла и искажают во-
локно, но и вызывают трещины на поковках,
а также быстрый износ штампов. Поэтому
радиусы закруглений в поковках увеличивают
в зависимости от глубины ручьёв и толщины
рёбер. Радиусы закруглений в поковках из
алюминиевых сплавов с тавровым, двутав-
ровым и коробчатым сечениями и вида
крестовин устанавливают в зависимости от
высоты и толщины полок и стенок сечений
(фиг. 472).
При конструировании поковок полых
цилиндрических деталей с фланцами^ следует
устанавливать такие радиусы закруглений,
которые обеспечивали бы плавный пе-
реход от одного сечения детали к дру-
гому.
Приведённые данные для радиусов закруг-
лений в поковках из алюминиевых спла-
Фиг. 478. Шкала велич-ины зерна деформированных алюминиевых сплавов
Фиг. 479. Мелкокристаллическая
равномерная макроструктура де-
формированного алюминиевого
сплава.
Фиг. 480. Крупнокристаллическая
равномерная макроструктура де-
формированного алюминиевого
сплава.
Фиг. 481. Крупнокристаллическая
неравномерная макроструктура де-
формированного алюминиевого
сплава.
Фиг. 482. Макроструктура с разрушением металла
по границе крупного и мелкого зерна.
Фиг. 483. Текстура деформации на границе крупного
и мелкого зерна сплава Д-l после 10 час. отжига
при бОО2 С.
Фиг. 484. Рентгенограмма с нормальной рекристаллизованной струк-
турой сплава Д-1.
Том 6. Гл. II.
ГЛ. II]
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ НЕЖЕЛЕЗНЫХ СПЛАВОВ
465
вов могут быть ориентировочно приняты
и для поковок из магниевых и медных
сплавов.
по A3
щин рёбер для деталей, изготовляемых из алю-
миниевых сплавов, приведены- в табл. 78, 79
и 80.
в)-С
-г 1
.i J
% -ц
К
®*
м
noKLM
^ ГТ
г> ?
по ЕР
6)
Фиг. 473. Форма отнерстий в штамповках
из алюминиевых сплавов:
2 ' И~ 2•
б — D от 24 до 45 жл<; R=~ ; H <D;
а — D от 16 до 24 мм; 7?=-
е — D больше 45 мм; R=
Фиг. 472. Радиусы закруглений: а) г >
«-f-;<*> А): б)г>-|-; тх » -J
г. о h О
-т-; л •- ^-; № > А); г) >" > —г ; л * -к- ;
л) г>
4 • #1 2
(значения Л и 5 брать по табл. 79
и 80).
Углы наклона стенок матриц и пуансо-
нов. Для уменьшения расхода металла, а также
для сокращения брака и повышения произво-
дительности при штамповке имеют большое
значение величины угла наклона стенок ма-
триц и пуансонов.
При штамповке деталей из нежелезных
сплавов величины указанных углов наклона
стенок матриц и пуансонов к направлению де-
формирующего усилия должны быть значи-
тельно меньше, чем при штамповке деталей из
стали. При штамповке деталей из алюминие-
вых сплавов угол наклона стенки принимается
в большинстве случаев для матриц от 1 до 2,5°,
а для пуансонов от 1,5 до 3° (в зависимости от
высоты штамповки). Угол наклона стенки пу-
ансона и матриц выше 3° допускается только
как исключение, если, например, необходимо
увеличить до требуемых размеров радиус за-
кругления, устанавливаемый при переходе от
одного сечения детали к другому. Увеличение
углов наклона при штамповке деталей из
алюминиевых сплавов, например поршней
Таблица 78
Толщина фланцев и стенок, расположенных перпендикулярно к направлению деформирующей силы
в зависимости от поверхности поковки '
Отверстия в поковках. Для уменьшения
отходов металла и удешевления механической
обработки отверстия в деталях получают штам-
повкой. Форма отверстий в поковках из алю-
миниевых сплавов в зависимости от диаметра
изделия устанавливается из соотношения ме-
жду размерами, приведёнными на фиг. 473.
Толщины рёбер и стенок. Оптимальные
толщины фланцев и стенок, расположенных
перпендикулярно и параллельно направлению
действия деформирующей силы при штамповке,
а также минимально допустимые размеры тол-
Поверхность поковки
в см1
Толщина фланца или
стенки в мм
До 25
2
25-50
2-5
50-75
3
75-100
3-5
100-150
4
150 -250
5
250-500
6
500-850
7
850-1200
8
1200-2000
ю
Таблица 79
Толщина стенок, расположенных параллельно деформирующей силе, в зависимости от их высоты в мм
Высота стенки h
10
г
14
2,5
20
3
25
3.5
32
4
45
5
60
6
Таблица 80
Толщина рёбер поковок в зависимости от
Высота ребра h
Толщина ребра 5
3
а
5
а.5
8
3
12
3.5
20
4
их высоты в мм
25
30
6
40
8
50
ТО
30 Том 6
466
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ш
моторов, приводит к неравномерности истече-
ния металла (фиг. 474) и повышению процента
брака вследствие понижения пластичности
металла.
Фиг. 474. Схема истечения металла при штам-
повке полых деталей из сплавов в зависимости
от угла наклона: /—пуансон; 2— заготовка;
3 — штамп; 4 — трещина.
Коэфициент внешнего трения
при деформации сплавов
Особенности влияния угла наклона инстру-
мента и расхода работы на деформацию алю-
миниевых сплавов связаны с наличием трения,
возникающего в процессе деформации между
инструментом и деформируемым металлом.
Для снижения коэфициента трения при
штамповке алюминиевых сплавов рекомен-
дуется: 1) угол наклона матриц и пуансонов
брать не выше 3°; 2) штампы применять в тер-
мически обработанном (закалённом) состо-
янии и с полированной поверхностью — вдоль
истечения металла при деформации; 3) при
штамповке применять смазку, обеспечиваю-
щую эффективное снижение коэфициента
трения.
РЕКРИСТАЛЛИЗАЦИЯ ПРИ ГОРЯЧЕЙ
ДЕФОРМАЦИИ АЛЮМИНИЕВЫХ
И МАГНИЕВЫХ СПЛАВОВ
Основным фактором технологии ковки и
штамповки нежелезных сплавов является про-
цесс рекристаллизации при горячем деформи-
ровании сплава. Это особенно относится к
алюминиевым и магниевым сплавам, которые
не испытывают фазовых превращений при на-
греве и охлаждении. Рекристаллизация для
этих сплавов является единственным процес-
сом, с которым связано изменение структуры
после деформации. Величина рекристаллизо-
ванного зерна и его ориентировка зависят
от природы сплава, а также от условий де-
формации и рекристаллизации.
Кривые изменения величины зерна в зави-
симости от температуры и степени дефор-
мации для алюминиевого сплава Д-1 и для ма-
гниевого сплава МА-3 при горячем деформи-
ровании приведены на фиг. 475—477.
Величина зерна деформируемых алюмини-
евых сплавов была определена после отжига
при температуре 500° С в течение 3 час. Как
показывают кривые, все сплавы в той или иной
мере имеют интервал критической степени де-
формации, в пределах которого наблюдается
сильный рост зерна.
Чем более легирован сплав, тем меньше
рост зерна при одинаковых условиях рекри-
сталлизации. Присутствие в сплаве в качестве
легирующей присадки тугоплавких металлов
О 10 20 30 40 SO 60 .
Степень деформации
Фиг. 475. Диаграмма рекристаллизации сплава Д-1, де-
формированного под вертикальным копром и отожжён-
ного при 500" С.
0 Ю 20 30 W 50 60 70 4
Степень деформации
Фиг. 476. Диаграмма рекристаллизации сплава Д-1, де-
формированного под гидравлическим прессом и отто-
жжённого при 500° С.
Фиг. 477. Диаграмма рекристаллизации сплава МА-3 прш
осаживании на гидравлическом прессе (по Савицкому).
ГЛ. II]
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ НЕЖЕЛЕЗНЫХ СПЛАВОВ
467
4—8 групп периодической системы химических
элементов оказывает сильное влияние на из-
мельчение рекристаллизованной структуры.
На величину зерна при рекристаллизации
оказывает также влияние исходная структура
заготовки: чем крупнее зерно в исходной ко-
ваной заготовке, тем меньше получается зерно
после последующей деформации и рекристал-
лизации.
Интервал критических степеней деформа-
ции, с уменьшением скорости деформации алю-
миниевых сплавов и с повышением темпера-
туры деформации, сильно смещается вправо
относительно оси.
При этом область критических степеней
деформации для указанных выше сплавов, в за-
висимости от применяемого оборудования, на-
ходится в следующих пределах (в %):
Сплав
Д-1
АК-2
АК-5
МА-2
МА-3
Молот
3—15
3-i8
6—23
До ю
. 6
Гидравлический
пресс
ю—5о
ю—6о
2О — 6о
о,з—ю
До ю
ВЛИЯНИЕ ВЕЛИЧИНЫ ЗЕРНА
И НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ
НА КАЧЕСТВО ШТАМПОВАННЫХ
ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Шкала величины зерна. Качество штампо-
ванных изделий из нежелезных сплавов опре-
деляют механическими испытаниями их на
разрыв и сжатие. Механические испытания
являются почти единственным методом кон-
троля выпускаемой заводами продукции. Испы-
тание на усталость, как и структурный ана-
лиз, применяют лишь при исследовании мате-
риала, а для контроля изделий их используют
только в отдельных случаях.
Механические свойства дают представле-
ние о прочности штампованных изделий, рабо-
тающих при постоянной односторонней на-!
грузке.
Для оценки качества деталей из деформи-
рованных алюминиевых сплавов, предназна-
ченных для работы в условиях знакоперемен-
ных нагрузок, можно пользоваться шкалой ве-
личины зерна (фиг. 478, см. вклейку), подсчи-
танной по формуле п = З^, где я — число
зёрен, Д/ — номер зерна по шкале, а число
3 — коэфициент.
Число зёрен, соответствующее порядковому
номеру шкалы, приведено в табл. 81.
N
п
1
i
2
3
3
9
4
27
5
8i
6
243
Таблица 81
i 7
729 '..
:; '. 8
2187
Шкала величины зерна, основное назначе-
ние которой — контролировать влияние техно-
логии на качество материала, даёт- размеры
зерна. Анизотропия структуры, а следова-
тельно, и механических свойств совпадает с
номерами 1, 2 и 8 шкалы, что является в
большинстве случаев признаком ярко выра-
женной неравномерной структуры и поэтому
может служить характеристикой пониженного
качества деформированного алюминиевого
сплава. : ,
Зависимость вибрационной прочности от
кристаллической структуры. Макрострук-
туры деформированного алюминиевого сплава
делятся в соответствии со шкалой величины
зерна на три группы: к первой относятся де-
тали с равномерной мелкокристаллической
структурой (фиг. 479, см. вклейку), ко вто-
рой — с равномерно крупнокристаллической
структурой (фиг. 480, см. вклейку), встречаю-
щейся как исключение при определённых усло-
виях, и к третьей — встречающиеся в произ-
водстве отдельные детали (лопасти) с резко
выраженной неравномерной крупнокристалли-
ческой структурой (фиг. 481, см. вклейку).
Данные вибрационных испытаний лопастей из
сплава Д-1 по трём группам и механические
свойства образцов, полученные при статиче-
ском разрыве их на машине Гагарина, приве-
дены в табл. 82. а
Соответственно этим группам предел аи,
полученный при испытании деформироданного
сплава АК-2 на машине Шенка, оказался сле-
дующий: для первой группы — 13,5, для вто-
рой — 13,0 и для третьей — 11,0. Разрушение
металла образцов и лопастей, испытанных на
вибрационную, прочность, имеет в той или
иной степени признаки усталости. Металл
разрушается не в зоне крупного зерна, как
следовало ожидать, а по границе крупного
и мелкого зерна (фиг. 482, см. вклейку), т. е.
в зоне наиболее ярко выраженной неравно-
мерности структуры. В этой зоне структуры
металл часто имеет текстуру деформации
(фиг. 483, см. вклейку), что является призна-
ком незавершенного процесса рекристаллиза-
ции деформированного металла. Нормальная
рекристаллизованная структура представлена
на рентгенограмме (фиг. 484, см. вклейку).
Таблица 82
Группа по макро-
структуре
Первая
Вторая ......
Третья
Количество
испытаний
9
22
15
Механические свойства
'max в кг1мм*
38-47.1
36,4-45.8
37,8-42
* в %
16,6—22,7
15,7—22,7
l6—22
Число циклов колеба-
ний при вибрационном
испытании в млн.
25,1-49-9
16,5-35,2
4,5-18,3
Максимальное напря-
жение, при котором
лопасти разрушились,
'max B кг\мм*
13.5
IO—12,5
9-Ю.5
Примечание. Структура лопастей, отнесённая ко второй группе, имеет некоторые отклонения от типичной
для данной группы структуры.
468
ТЕХНОЛОГИЯ КУЗНЕЧНО411ТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
ОЧИСТКА ПОКОВОК
Очистка поверхности поковок произво-
дится с целью удаления с поверхности по-
ковки окалины, ржавчины, загрязнения и
местных поверхностных дефектов. Очистка
необходима для предотвращения заштамповки
окалины или дефектов, полученных в про-
цессе ковки при последующей калибровке
и чеканке, для облегчения обработки ре-
занием и придания необрабатываемым по-
верхностям поковок чистого и гладкого
вида.
Для очистки поковок от окалины суще-
ствуют следующие способы:
1. Галтовка в барабанах.
2. Пескоструйная очистка.
3. Дробеструйная очистка.
4. Травление в растворах кислот.
Для удаления с поверхности поковок ржав-
чины и других загрязнений применяется
очистка стальными щётками.
Удаление местных поверхностных дефек-
тов (местная зачистка) производится: а) вы-
рубкой пневматическими зубилами, б) зачист-
кой наждачным камнем и в) огневой чисткой.
Галтовка в барабанах. Этот вид очистки
применяется для поковок весом примерно
до 6 кг. Поковки загружаются во вращаю-
щийся вокруг горизонтальной оси барабан
(иногда ось вращения барабана не совпадает
на 10—15° с его собственной осью, что пред-
почтительнее для лучшей очистки поковок).
Вместе с поковками в барабан загружаются
стальные шарики @10—30 мм) или звёз-
дочки. Барабан имеет диаметр 1—1,5 м, длину
1—2 м и вращается от электромотора со
скоростью 60—20 об/мин. При вращении бара-
бана поковки трутся друг о друга и о ша-
рики или звёздочки, окалина с поверхности
поковок отлетает, заусенцы и острые края на
поковках сглаживаются. Поверхность поковок
после галтовки имеет гладкий матовый вид.
Продолжительность галтовки одной загрузки
поковок 1,5—4 час. в зависимости от веса и их
формы.
Пескоструйная очистка применяется для
поковок любого веса и конфигурации. Произ-
водится в пескоструйных камерах или песко-
струйных аппаратах барабанного типа [3].
Последние более пригодны для поковок весом
до 6 кг. Поковки в барабане, кроме действия
песка, подвергаются сотрясениям и ударам
друг о друга, что ускоряет процесс очистки.
Струя песка при помощи шланга с нако-
нечником и сжатого воздуха (давление 5—
6 ата) направляется на поверхность поковок
и сбивает окалину. Песок должен быть сухой,
горный кварцевый или речной — марки 20/40.
Использование мелкого песка (стержневые пе-
ски) вызывает обильное пылеобразование и не
рекомендуется. Расход песка на очистку 1 т
поковок 50—70 кг. Грануляция песка — от 1 до
2,5 мм. Все пескоструйные аппараты обязатель-
но снабжаются вентиляцией для удаления ме-
таллической и песчаной пыли, а также и за-
щитными приспособлениями для обслуживаю-
щего персонала. В качестве заменителя кварце-
вого песка применяется мелкая @,5—1,0 мм)
стальная дробь — стальной песок. Произво-
дительность аппарата и качество очистки при
этом повышаются в 2 — 5 раз.
Дробеструйная очистка. Применяется для
мелких и средних поковок весом до 6—10 кг.
Стальная дробь грануляцией 1—3 мм с боль-
шой скоростью ударяется о поверхность по-
ковок, вылетая из быстровращающегося ко-
леса (без применения сжатого воздуха). Дро-
беструйная очистка производится в герме-
тических металлических камерах типа „ви-
лебрейтор", в которых поковки перемещаются
в горизонтальном и вертикальном направле-
ниях по замкнутому циклу пластинчатым
транспортёром, падая с транспортёра с не-
большой высоты. В результате вся поверх-
ность поковок подвергается воздействию
дроби и трения друг о друга. Дробеструй-
ная очистка перед пескоструйной имеет сле-
дующие преимущества: а) резко сокращается
загрязнение помещения пылью, б) отпадает
потребность в песке и сжатом воздухе, в) про-
изводительность повышается в 2—4 раза
и г) улучшается качество поверхности по-
ковок.
Камеры дробеструйной очистки возможно
располагать в потоке, что затруднительно в
случае пескоструйной очистки. Стальная дробь
расходуется частично (потери через неплот-
ности камеры, дробление) и требуется перио-
дическая добавка ее 1—2 раза в неделю в коли-
честве 5—15% от первоначальной загрузки.
Травление поковок из чёрных металлов
производится в водных растворах кислот хи-
мическим путём. Травлению подвергаются
поковки весом до 1 т. Растворы приведены
в табл. 83.
Таблица 83
Растворы для химического травления поковок
из чёрных металлов
Материал
ПОКОВОК
Поковки из
углеродистой
стали
Поковки из
хромоникеле-
вой конструк-
ционной стали
типа 18ХНВА
Поковки из
нержавеющей
и жароупорной
стали
Состав раствора
1. 200г H2SO4 уд. в. 1,84,
50—70 г NaCl, 10 г присадки
КС и 1 л воды *.......
2. ISO г НС1 уд. в. 1,19, 10 г
присадки КС и 1 л воды . . .
100 г H2SO< уд. в. 1,84, 150 г
НС1 уд. в. 1,19, 10 г присадки
КС и 1 л воды
11 частей H2SO4 уд. в. 1,84,
13 частей НС1 уд. в.1,19,
1 часть HNO3 уд. в. 1,40 и
75 частей воды
Темпе-
ратура
°С
5о—6о
3°-4°
5о-6о
50-70
* Ванну срабатывать до содержания 30 г/л HSSO4, и
заменять.
Корректировка не рекомендуется, так как при на-
коплении в растворе сернокислого железа до 20% (счи-
тая на FeSO4 • 7Н2О) скорость травления сильно падает.
При травлении стали в кислотах проте-
кают два параллельных процесса: растворение
окислов железа и стравливание железного
подслоя — основного металла. Серная кислота
энергичнее стравливает основной металл, чем
ГЛ. II]
ОЧИСТКА ПОКОВОК
469
соляная. Стравливание окалины в растворе со-
ляной кислоты происходит в основном за счёт
растворения окислов, а в растворе серной кис-
лоты— за счёт отрыва окислов выделяю-
щимся на границе окалины водородом. Отрыв
окислов сопровождается возникновением во-
дородной хрупкости в результате включения
в поверхностный слой металла большого ко-
личества водорода, что особенно опасно для
тонкостенных поковок [2]. С целью предохра-
нения поковок от указанных дефектов травле-
ния применяются травильные присадки (регу-
ляторы травления), представляющие собой как
органические, так и неорганические вещества,
относящиеся, однако, к определённым группам
химических соединений. Обширный перечень
этих присадок приведён в литературе [1,4,5].
Наиболее известны присадки Фогеля, Антра и
КС. Последняя относится к наиболее изучен-
ным присадкам и представляет собой сульфи-
нированные отходы крови скотобоен. Исследо-
вания показали, что наиболее эффективна до-
бавка в ванну присадок в количестве 1—2% [5].
Увеличение содержания присадок не вызывает
заметного повышения их действия. Введение
в раствор указанного количества КС снижает
потери металла до 1—1,5°/о против 3—4°/о при
травлении без присадок. Повышение темпера-
туры ванны против приведенной в табл. 83 ве-
дёт к ослаблению действия присадок. Травле-
ние производится в деревянных ваннах со
свинцовой обкладкой, железных гуммирован-
ных, бетонных, литых базальтовых, выложен-
ных кислотоупорными плитками. Подогрев
травильных ванн производится паром, для чего
на дне ванны располагается змеевик из свин-
цовой трубы, по которому пропускается пар.
В железных гуммированных ваннах приме-
няется нагрев горячей водой, для чего травиль-
ная ванна снабжается водяной рубашкой, где
вода нагревается паром или электричеством.
Нагрев травильного раствора острым паром
не рекомендуется. Наиболее долговечны ван-
ны с облицовкой кислотоупорными плитками
или из кислотоупорного бетона. Травильные
ванны снабжаются бортовыми отсосами вы-
тяжной вентиляции. Помещение травильной
мастерской должно быть оборудовано при-
точно-вытяжной вентиляцией с 5—7-кратным
обменом.
Электролитическое травление поковок при-
меняется редко.
Травление поковок из цветных сплавов
применяется с той же целью, что и стальных.
Составы для травления приведены в табл. 84.
Другие способы очистки поковок из цвет-
ных сплавов не применяются за исключением
удаления местных дефектов опиливанием.
Технологический процесс тра-
вления поковок имеет следующую последова-
тельность операций.
Травление стальных поковок', загрузка
поковок в медные корзины, травление, про-
мывка в проточной горячей воде 60—70°С в те-
чение 3—5 мин., нейтрализация в щелочной
ванне E0—70 г/л NaOH или КОН) при комнат-
ной температуре, промывка в горячей воде
60—70° С в течение 3—5 мин.
Травление поковок из алюминиевых спла-
вов: загрузка в железные корзины, травление,
промывка в холодной проточной воде 3—5 мин.,
осветление, промывка в горячей воде 60—70° С
в течение 3—5 мин.
Травление поковок из магниевых спла-
вов: загрузка в алюминиевые корзины, травле-
ние, промывка в холодной проточной воде,
промывка в горячей проточной воде при 60—
70°С в течение 3—5 мин.
Травление поковок из бронзы: загрузка
в медные корзины, обезжиривание в щелочной
ванне E0—70 г/л NaOH или КОН) при темпе-
ратуре 40—50° С в течение 2—3 мин., травле-
ние, промывка в холодной проточной воде в
течение 1—2 мин., промывка в горячей проточ-
ной воде 60—80° С в течение 2—3 мин. Сооб-
разно приведённым схемам выбирается коли-
чество ванн для травильной мастерской. В не-
больших и средних кузнечных цехах травиль-
ные мастерские оборудуются обычными ван-
нами и подъёмными средствами для загрузки
и выгрузки поковок в виде тельферов, пневмо-
подъёмников, ручных, мостовых и прочих
Таблица 84
Растворы для травления поковок из цветных сплавов
Материал поковок
Поковки из алюми-
ниевых сплавов
То же
Поковки из магни-
евых сплавов
Поковки из бронзы
(Си — Al — Fe — Мп)
типа БРАЖМ
Поковки из медных
сплавов (латунь и пр.)
То же
Состав раствора
50-70 г NaOH или КОН и 1 л воды
0,5 л HNOj уд. в. 1,4 и 0,5 л воды
1. Раствор 20% СгО3 в воде ....
2. 90—100 г/л HNO3 уд. в. 1,4,
70 г/л KsCr7Os, 3-5 г/л NH2Cl ....
0,5 л HNOj уд. в. 1,4 и 0,5 л воды
200 частей НКО3уд. в. 1,4, 1—2 части
НС1, 1—2 части глянцевой сажи,
75 частей HNOS, 100 частей H2SO4,
1 часть НС1, остальное вода
Температура
раствора °С
1
40—50
Комнатная
6о-8о
6о- 8о
Комнатная
Назначение
Травление
Осветление
Травление
То же
Травление
Предварит.
травление
Глянцевое
травление
Примечание
Время выдержки
2—5 мин.
Выдержка до полно-
го осветления поверх-
ности
Выдержка
10-20 мин.
Выдержка 2—5 мин.
Время выдержки
2 — 10 мин. в зависи-
мости от загрузки
Время выдержки до
образования чистой
поверхности
Время выдержки
до блестящей поверх-
ности
470
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
кранов. В больших мастерских устанавли-
ваются механизированные травильные уста-
новки типа „Места" и др., которые пол-
ностью механизируют процесс травления
(см. т. 7, гл. VI).
Очистка стальными щётками. Очистка
стальными щётками применяется для тонко-
стенных сложной формы поковок (фланцы,
крыльчатки, турбинные лопатки и т. п.). Про-
изводится как ручными щётками, так и меха-
ническими в виде вращающихся кругов. Спо-
соб применяется редко и только главным об-
разом для удаления с поковок ржавчины и
других загрязнений поверхности.
Сравнение технико-экономических показа-
телей очистки поковок, приведённое в табл. 85,
показывает, что наибольшими преимуществами
обладают методы очистки стальной дробью и
галтовка в барабанах.
тов материала с поверхности поковок (зако-
вы, зажимы, плёны и т. д.). Мелкие и средние
поковки весом до 10 кг зачищаются на ста-
ционарных наждачных точилах, крупные—под-
весными точилами и камнями с гибким валом,
имеющими широкое применение для удаления
поверхностных дефектов, обнаруживаемых пе-
ред калибровкой поковок и на всех промежу-
точных операциях ковки и штамповки.
Огневая зачистка производится пла-
менем обычной ацетилено-кислородной го-
релки путём оплавления дефектного места по-
ковки. Зачистке пламенем подвергаются глав-
ным образом крупные поковки. Зачистка про-
изводится как холодных, так и горячих (в
процессе ковки) или подогретых поковок. За-
чистка горячих поковок предпочтительнее
в части уменьшения расхода кислорода и аце-
тилена (расход на 20—4О°/о меньше, чем при
Таблица 85
Сравнивание показателей очистки стальных поковок разными методами
Метод очистки
Галтовка
Пескоструйка
Дробеструйка
Травление
Очистка щётками
Область применения
Очистка мелких и средних поковок от ока-
лины
Очистка от окалины поковок любого веса
и размеров
Очистка мелких и средних поковок от ока-
лины
Очистка от окалины поковок весом до 1 m
Очистка от ржавчины и других загрязне-
ний
Расход на 1 т поковок
кварцевый
песок в кг
5°-7°
—
—
шарики и
дробь в кг
ю
—
кислота в кг
_
—
—
5<э—loo
~~
Производи-
тельность
в т/час
3
1.5
3
i
°о
Примечание. Крупные покс*ки весом 1 гп и выше очистке от окалины подвергаются редко.
Удаление местных поверхностных де-
фектов. Вырубка пневматическими
зубилами применяется для зачистки мест-
ных дефектов на поковках всех видов. Мел-
кие и средние поковки подвергаются указан-
ной зачистке после очистки всей поверхности
от окалины одним из указанных выше мето-
дов. Местные дефекты на крупных поковках
зачищаются часто без очистки поковки от
окалины. Оборудование для зачистки: пневма-
тические лёгкие и тяжёлые молотки и набор
зубил. Мелкие и средние поковки зажимаются
в тиски, крупные укладываются краном на
зачистные столы.
Зачистка абразивными круга-
ми применяется для удаления местных дефек-
зачистке холодных поковок), а также и в части
предотвращения внутренних напряжений, воз-
никающих в слое металла под зачищаемым
местом в результате ускоренного охлаждения.
Зачищаемые пламенем в холодном состоянии
поковки из стали с содержанием углерода
свыше 0,25% для снятия напряжений необхо-
димо подвергать отжигу при температуре
650—750° С. Поковки из низкоуглеродистых
сталей (С^О,25°/о) отжигу не подвергаются.
Расход кислорода на удаление 1 кг металла
с холодной поковки 0,6—0,7 мК Из рассмо-
тренных способов зачистки местных дефек-
тов зачистка наждачными точилами более
предпочтительна для мелких и средних по-
ковок.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Крейтцфельд, Zeitschr. f. anorg Chemie T. 136,
1026.
2. Лайнер В И. и К у д р я в ц е в Н. Т., Основы галь-
ваностегии, Металлургиздат, 1943.
3. П о г о д и н С. А. и Д ы р м о н т Е. И., Ржавление
и предохранение железа, Госмашметиздат, 1933.
4. Спеллер и Чепе л, Chem. a Met. Eng., 1924.
5. Степанов Д. В. иТимохинА. А. .Вестник ме-
таллопромышленности" № 1 и 2, 1934,
ГЛ. II]
ИЗГОТОВЛЕНИЕ ШТАМПОВ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ
471
ИЗГОТОВЛЕНИЕ ШТАМПОВ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ
Для получения рентабельной штамповки,
штампы (фиг. 485, 486 и 487) должны обладать
необходимыми качествами и в то же время
быть относительно недорогими. Помимо кон-
at 0,5
T
^50
Фиг. 485. Молотовый штамп.
Фиг. 486. Обрезной штамп.
струкции и материала, из которого штампы
изготовлены, качество и стоимость их во
многом зависят от технологии их производ-
ства.
Обработка кругом W
Фиг. 487. Высадочный штамп.
ИЗГОТОВЛЕНИЕ МОЛОТОВЫХ ШТАМПОВ
Имеются три основных метода изготовле-
ния молотовых штампов.
1. Штамп полностью механически обраба-
тывают в отожжённом состоянии. Готовый
штамп подвергают термической обработке,
после чего производят только слесарную до-
водку, исправление коробления и полировку.
2. Заготовку под штамп (штамповый кубик)
подвергают термической обработке до меха-
нической обработки.
3. В отожжённом состоянии производят
только строжку, после чего штамп подвер-
гают термической обработке и производят
последующую обработку его.
При очень большом объёме металла, вы-
нимаемого из полости ручья, грубую фрезе-
ровку также производят до термической
обработки.
Первый метод применяется при изготовле-
нии мелких и некоторых средних штампов,
когда влияние коробления ввиду малых абсо-
лютных размеров штампа незначительно. Стои-
мость механической обработки по первому
методу меньше, чем по двум остальным.
Второй метод применяют преимущественно
при изготовлении крупных штампов. Терми-
ческая обработка при этом методе проще, а ме-
ханическая — труднее. При наличии режущего
инструмента соответствующего качества дан-
ный метод является лучшим. Он гарантирует
от случайностей при закалке готового штампа,
а вся термическая его обработка может быть
произведена на металлургическом заводе,
изготовляющем штамповые заготовки (кубики).
Этот метод предназначен для изготовления
штампов из сравнительно малоуглеродистых,
но высоколегированных сталей.
Третий метод является промежуточным
и применяется главным образом при изгото-
влении крупных штампов.
Последовательность механической обра-
ботки при всех трёх методах приблизительно
одинакова.
Для получения дешёвого точного штампа
станочные работы необходимо производить
с такой точностью, чтобы дорогостоящая сле-
сарная обработка была минимальной.
Для удобства транспортировки и крепле-
ния заготовок на станках в них, с торцевых
сторон штампа, сверлятся отверстия 026 X 50,
а в крупных штампах 0 32 X 60—со всех че-
тырёх боковых сторон.
Строжку заготовок производят на про-
дольно-строгальном станке в следующем по-
рядке: 1) строжка лицевой поверхности штам-
па и продольной (по отношению к хвосту)
грани контрольного угла (фиг. 488); 2) строжка
Фиг. 488. Строжка лицевой плоскости и продольной
грани контрольного угла.
опорной и боковых поверхностей хвоста
(фиг. 489); 3) строжка поперечной грани кон-
трольного угла (фиг. 490).
472
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД.-Ш
Для получения одинакового расположения
оси хвоста относительно продольной грани
конт; ольного угла в верхнем и нижнем штам-
пах необходима совместная строжка их.
Экономически целесообразно производить
строжку нескольких пар заготовок одновре-
Фиг. 489. Строжка опорной и боковых поверх-
ностей хвостовика.
менно, используя полностью всю рабочую
площадь стола станка. Заготовки устанавли-
вают в один или несколько продольных рядов
и прижимают к установочной линейке (закре-
плённой в продольном пазу станка) при первой
операции -продольной необработанной гранью,
а при второй—продольной гранью контроль-
ного угла.
Так как разметку хвостовика производят
на необработанной поверхности заготовки, а
точные iазмеры его проверяют специальным
шаблоном, не связанным с контрольным углом,
то для получения равного расстояния до него
от грани контрольного угла в верхнем и
нижнем штампахпоследние должны находиться
в одном продольном ряду.
Фиг. 490. Строжка поперечной грани
контрольного угла.
На столе станка заготовки плотно и на-
дёжно закрепляют системой упоров, проста-
вок и прижимов.
При строжке поперечной грани контроль-
ного угла установочная линейка должна
иметь наклон по хвосту; закреплять её нужно
перпендикулярно продольному пазу станка
(фиг. 490}.
При фасонной поверхности разъёма про-
филь её размечают на грани контрольного
угла, а обработку поверхности производят на
шепинге. После такой обработки поверхность
соприкосновения верхнего и нижнего штампов
пригоняют слесарным способом.
Разметка штампа является одним из наи-
более ответственных моментов при его из-
готовлении. Фрезеровку полости штампа
производят исключительно по разметке, а
проверку производят при помощи шаблонов.
Неправильная разметка может вызвать непо-
правимую ошибку при фрезеровке.
Существуют два основных метода разметки
штампов: 1) „от центра", когда базой является
осевая линия, соответствующая оси хвоста,
перенесённая вертикально на плоскость разъё-
ма штампа, и 2) „от контрольного угла",
когда базой служит контрольный угол, увя-
занный с осью хвоста правильным проведе-
нием строжки.
Второй метод проще, требует меньше вре-
мени и даёт меньшее вероятие ошибок, чем
Фиг. 491. Разметка (общий вид и шаблоны).
первый метод. Возможное при этом методе
разметки небольшое смещение A—2 мм)
полости ручья относительно оси хвоста не
имеет значения, так как оно будет совершенно
одинаковым в верхнем и нижнем штампах.
Для уменьшения ошибок разметку следует
производить одновременно в обоих штампах,
перенося размеры с одного штампа на
другой.
Плоскость разъёма штампов для разметки
покрывают водным раствором медного купо-
роса, причём для облегчения разметки ре-
комендуется прошлифовать плоскость.
Разметку производят с помощью угольника
С передвижной линейкой / (фиг. 491).
Для облегчения разметки целесообразно
изготовить шаблон 2 контура ручья. Шаблон
надо накладывать по осевым линиям и обво-
дить.
Для изготовления часто повторяющихся
штампов полезно изготовить полный шаблон 3,
который и устанавливать прямо по простро-
ганному углу штампа. На этом шаблоне
должны быть контур чистового и чернового
ручьёв и осевые линии или габариты загото-
вительных ручьёв.
При разметке штампов с фасонной поверх-
ностью разъёма полезно изготовить объём-
ный шаблон из алюминия, имеющий сбоку
ГЛ. II]
ИЗГОТОВЛЕНИЕ ШТАМПОВ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ
473
профиль фасонной поверхности, а сверху
контур по проекции контура ручья.
Кроме контура полости ручья с учётом
штамповочного уклона (фиг. 492, а) на пло-
скость разъёма наносят линии пересечения
всех вертикальных и наклонных поверхностей
полости с плоскостью разъёма (фиг. 492, б и е),
Фиг. 492. Разметка (построение линий).
даже если эти поверхности не доходят до
плоскости разъёма.
Для фрезеровки размеченную заготовку
устанавливают или непосредственно на стол
вертикально-фрезерного станка шпоночной
стороной хвоста по установочной линейке
(закреплённой в пазу стола), прижимая её при-
жимами за подъёмные отверстия (фиг. 495),
или на специальные, имеющие форму хвосто-
вика тиски-зажимы, закреплённые на столе
станка (фиг. 496).
Фрезеровку полости штампа начинают с
самой глубокой её части. Пользуясь нониусом
станка, углубляются на полную глубину этой
части полости и, проверив правильность углу-
бления глубиномером, расфрезеровывают её
начерно, не доходя до рисок разметки на
1—2 мм плюс штамповочный уклон (фиг.
493, а). Работа производится спиральной че-
тырёхзубой или шестизубой торцевой цилин-
дрической фрезой с усиленным зубом*. После
черновой фрезеровки производят окончатель-
ную фрезеровку глубокой части полости по
Фиг. 493. Фрезеровка глубокой части полости.
рискам разметки, пользуясь конической трёх-
зубой, а иногда двухзубой фоезой с прямым
усиленным зубом. Торцевой конец фрезы
затачивают по радиусу, равному радиусу
перехода между дном и боковой стенкой
* Фрезеровка штампов производится фрезами срав-
нительно малого диаметра при больших числах оборотов
шпинделя и при большой и неравномерной ручной по-
даче. Толщина зуба фрезы делаетгя больше, а число зубь-
ев меньше, чем у нормальной фрезы при механической
подаче. Это необходимо для уменьшения усилия подачи.
полости (фиг. 493, б). Угол конусности
ф->езы берут равным штамповочному уклону.
Правильность полости проверяют плоским
шаблоном (фиг. 493, в). Он должен свободно
входить в полость и не давать просветов под
плечиками или в полости.
Фиг. 494. Фрезеровка менее глубокой части полости.
В таком же порядке производят фрезе-
ровку других частей полости (фиг. 494), пе-
реходя постепенно от более глубоких частей
к менее глубоким.
После того как вся полость ручья будет
отфрезеоована и проверена шаблонами, произ-
водят фрезеровку клещевины и „литника" а
(фиг. 495) для контрольной заливки, и затем
штамп поступает на предварительную слесар-
ную обработку.
Для повышения производительности фре-
зеровать следует фрезой, имеющей максималь-
Фиг. 495. Фрезеровка (общий вид).
ный допустимый диаметр и минимальную
длину; углы полости выбирают фрезой малого
диаметра.
Так как фрезы приходится очень часто
менять, то станок должен быть снабжён бы-
строзажимным цанговым патроном, а фрезы
должны иметь цилиндрический хвостовик.
Для выборки полуцилиндрических поло-
стей, у которых ось параллельна плоскости
разъёма, целесообразно применять радиусные
штамповые станки, в которых шпиндель,
кроме обычных движений, может, двигаясь
поступательно, описывать окружность в вер-
474
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
тикальной плоскости (фиг. 496). Радиус R
этой окружности (так называемый „радиус
качания") можно регулировать от нуля до
величины, зависящей от размера станка (З-т-5").
Фреза, описывая такую же окружность, выбе-
Фиг. 496. Фрезеровка на радиусном станке.
рет в штампе часть окружности с радиусом,
равным „радиусу качания" плюс радиус фрезы.
Конец фрезы при этом должен быть шаро-
видным. Если ширина ручья, размеченная на
штампе, равна удвоенному радиусу этой вто-
рой окружности, то фреза, коснувшись рисок
разметки, выберет в теле штампа ровно по-
ловину окружности. Желая избежать верти-
кальных участков полуцилиндра, можно при-
менять коническую фрезу. Это должно быть
учтено при разметке ширины ручья.
Для получения точной полуцилиндрической
полости, и особенно полости большого диаме-
тра и малой протяжённости, применяют при-
Фиг. 497. Фрезеровка горизонтальной фрезой
.черри*.
способление со специальной мерной по диаме-
тру цилиндрической фрезой, так называемой
.черри" (фиг. 497). Фреза эта может углуб-
ляться в тело штампа ровно на половину
своего диаметра, для чего она помещается на
осях со срезанным наполовину телом а
(фиг. 497). Вращение фрезе передаётся шестер-
ней, непосредственно зацепленной за фрезу,
которая для этого имеет зуб, профилирован-
ный с одной стороны как режущий зуб, а с
другой стороны — как зуб шестерни.
Фрезеровку на полуавтоматических элек-
трокопировальных станках типа Келлер
применяют в том случае, если полость ручья
ограничена по глубине кривыми или наклон-
ными поверхностями или если контур полости
ручья криволинейный. Подобные работы на
обычных станках не могут быть выполнены
чисто, требуют дополнительной слесарной
обработки и рабочего высокой квалифи-
кации.
На станках типа Келлер по моделям или
шаблонам производят три следующих основ-
ных вида работ: 1) фрезеровка полости штампа,
имеющей постоянную глубину и фасонный
контур („контурная" работа); 2) фрезеровка
сравнительно простой по контуру полости,
но имеющей фасонное сечение („профиль-
ная" работа) и 3) фрезеровка полости, имею-
щей при фасонном контуре фасонное или
переменное сечение(„комбинированная* рабо-
та).
Станок типа Келлер является горизон-
тальным фрезерно-расточным; все его движе-
ния (подачи) включаются и выключаются авто-
матически при помощи электромагнитных ре-
версивных муфт, управляемых (посредством
реле) специальным контактным прибором.
Прибор устанавливают на колонне станка.
Указатель его следует за конфигурацией мо-
дели или шаблона, и прибор, замыкая или
размыкая контакты, заставляет фрезу со-
ответственно перемещаться относительно
штампа.
При контурной работе применяется кон-
трольный прибор „Контур" (фиг. 498), Внутри
основной трубы—корпуса /—на двух взаимно
перпендикулярных осях закреплён стержень 2.
На один конец его навинчен указатель (па-
лец) 3, а другой имеет 4 контакта (A/, R2,
КЗ, К4), расположенных параллельно осям;
два из них замыкаются натяжением пружины 4.
Замыкание контакта Kl вызывает движе-
ние фрезы и указателя влево, К2— наверх
и т. п. В указанном на фиг. 498 положении
прибора движение должно происходить по
равнодействующей влево—вверх, пока шаблон
(или модель) не нажмёт на указатель сверху
и не разомкнёт контакт К2. После этого дви-
жение будет продолжаться только влево до
тех пор, пока шаблон (или модель) не на-
жмёт на указатель слева 3 и не разомкнёт
контакт Kl.
Движение должно прекратиться, если к
этому времени рабочий не изменит положе-
ния пружины 4, повернув кольцо 5 против
хода часовой стрелки на 90°. В результате
этого замкнётся контакт К4 и начнётся дви-
жение вниз, которое будет продолжаться до
следующего угла шаблона (модели), когда
рабочий должен будет снова изменить поло-
жение пружины на 90°.
Когда указатель дойдёт до участка 6—7,
он, приподнявшись, замкнёт контакт К2, чем
вызовет дополнительное движение вверх, ко-
торое будет продолжаться до тех поп, пока
пружина не разомкнёт контакт К2. На этом
участке движение будет ступенчатым: вправо,
вправо—вверх, снова вправо и т. д. Величина
ступенек столь мала, что практически будет
описана плавная кривая.
ГЛ. II]
ИЗГОТОВЛЕНИЕ ШТАМПОВ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ
475
Аналогичное положение будет на участке
8—9 с той лишь разницей, что рабочий всё
время должен будет изменять положение
пружины, прижимая указатель к шаблону.
Фреза, следуя за перемещающимся указа-
телем, выберет в теле штампа тот же контур
при постоянной глубине фрезерования, уста-
новленной в начале работы.
При такой обработке требуется только
разметка центров ручьёв, необходимых при
установке заготовки на станок.
Профильные работы производят с помо-
щью прибора „Профиль* (или „Трейсер")
(фиг. 499). Прибор „Профиль" имеет корпус-
трубу/ и стержень 2. Последний может, кроме
качания, передвигаться вдоль своей оси.
Вместо контактов задний конец стержня окан-
чивается полусферой 3, входящей в чашеоб-
разное углубление контактного рычага 4,
качающегося на центрах 5. Пружина Ь, пово-
рачивая рычаг, замыкает контакт К1, упра-
вляющий движением „вперёд".
Фиг. 498. Фрезеровка на .Келлере" по контурному шаблону.
Фиг. 499. Фрезеровка на „Келлере" по профильному шаблону.
476
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. Ill
Установив торец фрезы на уровне пло-
скости разъёма штампа, а конец указателя —
на соответствующей плоскости шаблона (или
модели), включают так называемое „главное"
(вертикальное или горизонтальное) движение,
в плоскости которого производится копиро-
вание.
При работе с шаблоном „главным* может
быть только вертикальное движение.
Пока контакт К1 включён, прибор и фре-
за двигаются вперёд, но как только указатель
коснётся шаблона (или модели), стержень,
встретив сопротивление, сожмёт пружину 7 и,
повернув рычаг 4, разомкнёт контакт KI.
Движение вперёд прекратится и начнётся „глав-
ное" движение, например вниз. Когда ука-
затель дойдёт до вогнутой части шаблона
(точка 8, фиг. 499), стержень, не встречая со-
противления, выдвинется вперёд и замкнёт
контакт К1. „Главное" движение вновь пре-
кратится и опять начнётся движение вперёд
и углубление фрезы в тело штампа.
Когда указатель дойдёт до дна шаблона,
снова произойдёт смена движений, а когда он,
двигаясь в направлении главного движения,
дойдёт до выпуклой части дна шаблона (точ-
ка 9), то последний, отжимая указатель назад,
заставит рычаг 4 поворачиваться дальше и
замкнуть контакт К2. После этого начнётся
движение назад, которое будет продолжаться
до тех пор, пока указатель не начнёт отхо-
дить от шаблона.
Если указатель, дойдя почти до вертикаль-
ной стенки (например в точке 10), коснётся
её не концом, а боковой поверхностью, то
стержень перекосится, сферический конец его
нажмёт на боковую поверхность углубления,
повернёт рычаг и, замкнув контакт К2, вы-
зовет движение назад. •
Контакт КЗ является аварийным, прекра-
щающим всякое движение.
Когда указатель снова выйдет на плоскость
разъёма с противоположной стороны шаблона
(или модели), в штампе будет выфрезерована
полость, имеющая профиль шаблона (модели),
равная по ширине диаметру фрезы. В этот
момент включится так называемая „подача"—
движение, перпендикулярное главному, и фре-
за переместится в этом направлении. После
этого вновь возобновится „главное" движе-
ние, однако уже в направлении, диаметрально
противоположном первоначальному, и опять
начнётся копирование профиля. При этом,
если работа ведётся по модели (фиг. 500).
указатель проходит по новому месту. При
работе с шаблоном, последний установлен
на специальном приспособлении и передви-
гается вместе с указателем в направлении
„подачи".
В результате таких „проходов" получается
полная полость ручья. Следы проходов фрезы
являются характерным признаком фрезеровки
полости с помощью „Профиля", они легко
снимаются при слесарной зачистке.
Работы третьего вида являются комбина-
цией двух первых. Производят их, пользуясь
либо одновременно двумя шаблонами и двум.-»
приборами, либо моделью и прибором „Про-
филь", либо моделью и комбинированным
прибором „Контур-профиль".
Так как при работе на „Келлере" не тре-
буется наблюдения за ходом фрезы по раз-
метке, то для охлаждения фрезы применяют
масло, которое одновременно вымывает
стружку.
Токарную обработку круглых полостей
в штампах производят: 1) расточкой резцом на
фрезерном станке, если полости небольшие,
особенно если они составляют часть фрезе-
рованной полости; 2) расточкой на карусель-
ном или крупном токарном станке, если по-
лости крупные, особенно если штамп имеет
круглый замок.
В первом случае в шпиндель вставляют
расточную головку с закреплённым фасонным
резцом по профилю полости.
Расточку во втором случае производят
обычным способом. Более крупные штампы
Фиг. 500. Фрезеровка на „Келлере" по модели.
растачивают на карусельных станках, а мел-
кие— на крупных токарных станках с четырёх-
кулачковым патроном. Токарную обработку
производят без припуска на слесарную довод-
ку, а зачистку полости делают на станке.
После того как чистовой и черновой ру-
чьи будут отфрезерованы, но еще до изгото-
вления полости для заусенца и заготовитель-
ных ручьёв, штамп подвергают слесарной об-
работке.
Слесарная обработка заключается: в за-
чистке полости для ликвидации следов инстру-
мента, в отделке радиусов и в получении точ-
ного совпадения контура полости верхнего
и нижнего штампов, а также в вырубке углов,
остающихся в полости после фрезеровки.
Слесарную обработку удобно производить
на специальных столах-тумбах 1 (фиг. 501).
Вырубка углов должна быть минимальной,
для чего при фрезеровке углы следует „под-
бирать" специальными фрезами малого диа-
метра. Припуск на отделку стенок при каче-
ственной фрезеровке должен составлять около
0,15 мм, а у крупных штампов — около 0,3 мм.
Стенки и радиусы полости отделывают при
помощи абразивных камней, пользуясь для
выполнения этой операции электрическими
бормашинами 2 с гибким валом (фиг. 501).
ГЛ. II]
ИЗГОТОВЛЕНИЕ ШТАМПОВ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ
477
При отделке крупных полуцилиндрических
полостей целесообразно применять мерные,
мало отличающиеся по диаметру от полости
абразивные круги, а при отделке других по-
лостей — разнообразные цилиндрические и
фасонные камни различного размера. Если
камни мелкие, то лучше пользоваться более
быстроходными пневматическими шлифо-
вальными приборами, дающими около
17 000 об/мин.
Для обработки тесных полостей, особенно
если штамп изготовляется по первому методу,
Фиг. 501. Бормашина и заливка штампов.
применяют специальные фасонные фрезы —
шарошки. Только недоступные для отделки
с помощью бормашины места обрабатывают
вручную при помощи фасонных шаберов и
костыльковых абразивов.
Правильность слесарной отделки, кроме
проверки её на чистоту поверхности и отсут-
ствие поднутрений, проверяют профильными
шаблонами и контрольной заливкой свинцом
или смесью из калиевой и натриевой селитры.
Для заливки штампы устанавливают клеще-
виной вверх на плиту стола 1 и вы-
веряют их с помощью клиньев, добиваясь
полного совпадения контрольных сторон, после
чего стягивают штампы цепной струбциной 3.
После того как чистовой ручей принят
ОТК, производят фрезеровку заготовительных
ручьёв, полости для заусенца и паза для шпонки.
Фрезеровка заготовительных ручьёв
ввиду их относительно малой точности никаких
особых трудностей не представляет.
Фрезеровка полости для заусенца также
особых трудностей не представляет, так как
габаритные размеры её не очень точны и
требуется лишь выдерживать её глубину.
Изготовление паза для шпонки значи-
тельно сложнее. Особенно важно, чтобы паз
для шпонки в верхнем и нижнем штампах
находился на одинаковом расстоянии от по-
перечной контрольной стороны. Для этого
шпоночный паз фрезеруют в обоих штампах
одновременно (фиг. 502). Разметку паза про-
изводят только в одном штампе от контроль-
ной стороны при помощи угольника и линейки;
оба штампа одновременно устанавливают на
стол станка и прижимают их той же контроль-
ной стороной к линейке. Фрезеровку паза
на другом штампе производят переводом фреза
с первого паза долевым перемещением стола
станка.
На этом заканчивается механическая обра-
ботка штампа. После слесарной обработки
Фиг. 502. Фрезеровка паза для шпонки.
полости для заусенца и выходных радиусов
чистового и чернового ручьёв, а также за-
чистки заготовительных ручьёв штамп под-
вергается термической обработке (при изго-
товлении по первому, методу).
Последней операцией является отделка по-
лости чистового и чернового ручьёв полиров-
кой при помощи той же бормашины. Для поли-
ровки на резиновые круги надевают кольца,
склеенные из наждачного полотна различных
номеров, и применяют мелкозернистые абра-
зивные круги.
ИЗГОТОВЛЕНИЕ МОЛОТОВЫХ ШТАМПОВ
СО ВСТАВКАМИ
Большое распространение получили штампы
со вставной рабочей частью. Для таких штам-
пов изготовляют блок и вставку и собирают
их так, чтобы по своему качеству штамп был
не хуже несоставного.
Блок для составного штампа изготовляют
аналогично тому, как изготовляют целый штамп
по второму методу, так как он требует точ-
ности гнезда при относительно малой твёр-
дости (фиг 503).
Строжка заготовок для блока и разметка
штампа совершенно одинаковы со строжкой
и разметкой цельных штампов. Размечаются
гнездо для вставки, выколоточное отверстие
и заготовительные ручьи (если они имеются).
Прежде всего сверлят выколоточное от-
верстие; оно не требует большой точности
и поэтому его можно сверлить на любом
обычном свеплильном станке.
Фрезеровка прямоугольного гнезда также
аналогична фрезеровке чистового ручья.
Устанавливают блок на станок так же,
как несоставной штамп, причём стороны гнез-
да должны быть параллельны ходу стола
станка. Фрезеровку производят торцевыми
спиральными фрезами, имеющими максималь-
ный допустимый диаметр. Припуск на сле-
сарную обработку не оставляется. Размеры Е
(фиг. 503) в верхнем и нижнем штампах
478
ТЕХНОЛОГИЯ КУЗНЕЧН0-ШТАМП0ВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
должны быть строго одинаковы. В этих целях
желательно фрезеровать гнездо одновременно
(аналогично пазу для шпонки). Допустимые
отклонения — не более 0,2 мм. Глубину и га-
Фиг. S03. Блок составного штампа.
бариты гнезда выдерживают в пределах VI
класса точности.
Круглые гнёзда растачивают на карусель-
ных и токарных станках аналогично расточке
круглых полостей штампов.
Полезно нормализовать габаритные раз-
меры вставок. Это позволит создать для гнёзд
и вставок специальный мерительный инстру-
мент, а главное — иметь стандартные размеры
заготовок для вставок, что значительно об-
легчит организацию их ковки, даст возмож-
ность пользоваться прокатом и вести обезли-
ченную строжку заготовок со сдачей их на
промежуточный склад.
Вставки изготовляют фрезерованием и
штамповкой.
Фрезерованные вставки (фиг. 504) обраба-
тывают со всех шести сторон под угольник
с припуском: по габариту— 0,6---1,5 мм и
по толщине — около 0,5 мм. Строжка произ-
водится двух заготовок одновременно (для
верхнего и нижнего штампов). Строжку начи-
Плоскость рдз_
Фиг. 504. Вставка составного штампа.
нают с опорных и разъёмных плоскостей
штампа, после которых обрабатывают габа-
ритные плоскости вставок.
Для обеспечения перпендикулярности сто-
рон следует пользоваться специальными уголь-
никами (фиг. 505), к которым заготовка при-
жимается обработанной стороной. Две взаим-
но перпендикулярно обработанные габарит-
ные стороны заготовки должны быть обрабо-
таны особенно точно (а если необходимо, то
и прошлифованы) для образования контроль-
ного угла, от которого производится разметка
полости.
Разметку и фрезеровку полости выполняют
так же, как и на несоставном штампе, с той
лишь разницей, что место для заусенца тоже
фрезеруется и для обеспечения возможности
контрольной заливки по краю полости оста-
вляется доходящий до плоскости разъёма бур-
тик толщиной 1,5 — 2 мм.
После отделки ручья перед полировкой
производят контрольную заливку. Принятые
ОТК вставки направляют в термическую обра-
ботку и уже после неё пригоняют для посад-
ки в гнездо блока. Это достигается шлифов-
кой на станке двух габаритных сторон вставки,
Фиг. 505. Строжка вставки.
противоположных контрольным. Толщину
вставки подгоняют шлифовкой её опорной
плоскости. Для этого на лицевой поверхности
вставки по углам должны быть участки, вы-
ходящие на плоскость разъёма. После при-
гонки вставки толщина её должна точно
соответствовать глубине гнезда, а габаритные
размеры (длина и ширина) должны быть на
0,1—0,15% больше соответстьующих разме-
ров гнезда. Размеры гнезда и вставки прове-
ряют. Особое внимание следует обратить на
перпендикулярность всех сторон вставки.
Посадка производится за счёт температур-
ного натяга, для чего блок в печи нагревают
до 400е С или охлаждают вставку жидким
воздухом. Уложив вставку в гнездо, дают
температурам выравняться, и вставка ока-
жется плотно закреплённой.
После этого слесарным способом с помощью
бормашины снимают буртик вокруг полости
чистового ручья, зачищают выходной радиус
из полости ручья в заусенец и производят
ч
1
Фиг. 506. Штамп для штамповки вставки.
окончательную полировку и отделку ручьёв
штампа.
Изготовление штампованных вставок слож-
нее, чем фрезерованных. Для штамповки их
требуются точно выверенный молот, особые
условия нагрева заготовки перед штамповкой,
опытный обученный персонал и для каждой
штампуемой вставки свой мастер-штамп. За-
траты и трудности при этом настолько значи-
ГЛ. II]
ИЗГОТОВЛЕНИЕ ШТАМПОВ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ
479
тельны, что окупаются лишь в том случае,
если одни и те же штампы изготовляются
регулярно и в большом количестве.
Мастер-штамп представляет собой штамп,
рабочая полость которого имеет в плане
прямоугольную или круглую форму (в зависи-
мости от формы вставки). Донная поверхность
полости у нижнего штампа плоская, а у верх-
него— выпуклая (в виде зеркального изобра-
жения полости штампуемой вставки с учётом
усадки её при охлаждении, фиг. 506).
Откованную свободной ковкой заготовку
вставки в виде параллелепипеда обрабатывают
для получения точных размеров кругом или
штампуют в специальном штампе с последую-
щей обрезкой заусенца.
У подготовленной таким образом заготовки
плоскость, на которой в дальнейшем будет
выштампована полость, обязательно обраба-
тывают и шлифуют. При нагреве под штам-
повку заготовку кладут шлифованной плос-
костью вниз и, кроме того, предохраняют от
образования окалины оцинкованным желез-
ным листом.
При нагреве следует принять и другие
меры против; образования окалины, а темпе-
ратуру нагрева выдерживать точно с колеба-
нием не более чем в 10° С, в противном случае
возможны колебания размеров от усадки.
Из этих же соображений время штамповки
и число ударов также должны быть строго
регламентированы. Для образования каче-
ственной поверхности вставки штамп смазы-
вают содовым раствором, а вставки после
штамповки тщательно засыпают чугунными
стружками.
После штамповки вставки обрабатывают
по габаритным размерам, пригнанным по раз-
мерам гнезда блока, аналогично обработке
фрезерованных вставок. Для получения совпа-
дения контрольного угла с полостью вставки
обработку его у обеих вставок (верхней и
нижней) производят одновременно в спарен-
ном виде с заложенными в их штампован-
ные полости сухарями, имеющими форму
штампованной „горячей" детали. Штампован-
ную полость вставки обрабатывают слесарным
способом, проверяют их заливкой, подвергают
термической обработке и сажают в блок
аналогично фрезерованным вставкам.
ИЗГОТОВЛЕНИЕ ОБРЕЗНЫХ ШТАМПОВ
Заготовки обрезных матриц также целе-
сообразно нормализовать. Особенно выгодно
это в отношении матриц мелких и средних
штампов, изготовляемых как цельными, так
и составными (из двух половин). Такие ма-
трицы крепят к подушке клином; габаритные
размеры их легко нормализуются.
Строжку заготовок для матриц произво-
дят на шепинге по две или больше загото-
вок одновременно в зависимости от их раз-
мера и удобства установки. У составных
матриц плоскость их разъёма должна быть
строго перпендикулярна опорной плоскости.
Боковые крепёжные стороны должны быть
параллельны оси матрицы и иметь одинако-
вый поперечный уклон. Для обеспечения этого
пользуются такими же приспособлениями, как
и при изготовлении вставок (фиг. 507).
После строжки в составных матрицах
сверлят отверстия под контрольную шпильку,
для чего пользуются кондуктором, который
фиксируется от торца и нижней плоскости
матрицы. Шпильку в левую половину матрицы
вставляют плотно, а в правую — на скользя-
щую посадку.
Разметку матрицы производят от осевой
линии на заготовках, собранных на плите и
Фиг. 507. Строжка обрезной матрицы.
соединённых шпильками. При разметке сле-
дует пользоваться контурным шаблоном —
.наметкой", по которому в дальнейшем бу-
дет пригоняться рабочий контур. Наружный
контур опорной ленточки матрицы также
следует разметить.
Рабочие кромки матрицы удобнее всего
обрабатывать долблением. Размеченные заго-
товки устанавливают на круглом столе дол-
бёжного станка на параллелях (фиг. 508).
Резцедержательную головку станка накло-
няют на . угол внутреннего скоса матрицы.
Контур долбят по разметке. В цельных ма-
трицах для захода резца предварительно про-
сверливают отверстие. Припуск на слесарную
доводку — не более 0,2 мм. Наружный кон-
тур ленточки получают фрезеровкой, но часть
Фиг. 508. Долбление рабочего контура матрицы.
её может быть получена и предварительно —
при строжке заготовки.
Слесарная обработка заключается в при-
гонке режущей части контура по шаблонам.
Производят её обычным слесарным инстру-
ментом, прибегая иногда к помощи борма-
шины. Если штамп предназначен для горячей
обрезки, пригонку можно производить по
контурному шаблону молотового штампа,
в остальных случаях требуется специальный
шаблон без учёта усадки.
480
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
[РАЗД. III
После термической обработки режущая и
опорная плоскости матрицы должны быть
прошлифованы в собранном виде на станке.
Некоторое распространение получили также
обрезные штампы с наплавленной рабочей
частью. В этом случае матрицу изготовляют
из поделочной стали и термообработке её не
подвергают. При наплавке для уменьшения
припуска полезно заформовать матрицу в ящик
с формовочной землёй (фиг. 509).
Фиг. 509. Наплавка матрицы.
Размеры заготовок для пуансонов , норма-
лизовать труднее, однако для мелких и неко-
торых средних пуансонов нормализация впол-
не возможна.
Кованые свободной ковкой заготовки для
изготовления пуансона обрабатывают на ше-
пинге по 1 шт. Порядок строжки следующий:
рабочая плоскость, опорная плоскость хво-
стовика, лобовая плоскость.
На лобовой плоскости размечают профиль
хвостовика и (если известно назначение
пуансона) габариты боковых сторон рабочей
части. По этой разметке производят строжку
профиля хвостовика, а затем и лишнего ме-
талла рабочей части. Центровую линию
хвостовика переносят на рабочую плоскость
и, пользуясь ею, производят разметку контура
рабочей части. Контур рабочей части фрезе-
руют на вертикально-фрезерном станке. Пуан-
сон зажимают за хвостовик тисками, имеющи-
ми губки по форме хвостовика (фиг. 510).
Фиг. 510. Установка пуансона при фрезеровке.
Фрезеровку производят четырёхзубыми или
шестизубыми цилиндрическими (иногда ци-
линдро-коническими) фрезами с усиленным
спиральным зубом. Правильность фрезеровки
проверяют шаблоном-проймой, имеющим раз-
меры с учётом зазора между матрицей и пуан-
соном.
Крупные и фасонные пуансоны пригоняют
непосредственно по матрице при слесарной
обработке.
Профиль прилегающей к детали поверхно-
сти пригоняют фрезеровкой: при холодной
обрезке — по поковке, а при горячей — по
контрольной отливке молотового штампа.
Слесарная обработка пуансонов ограничи-
вается вырубкой углов, оставшихся после
фрезеровки, зачисткой и мелкой подгонкой,
производимыми абразивными кругами после
термообработки. Обработку (кроме необхо-
димых строгальных работ) матриц и пуан-
сонов, предназначенных для обрезки круглых
деталей, производят на токарных станках.
ИЗГОТОВЛЕНИЕ ШТАМПОВ ДЛЯ
ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИН
Подобно молотовым штампам, матрицы
штампов для горизонтально-ковочных машин
можно изготовлять двумя методами: 1) вся
термическая обработка производится до ме-
ханической обработки, т. е. тогда, когда ра-
бочие части ручья выполнены на специальных
вставках и матрица по существу является
блоком для вставок; при этом твёрдость ма-
трицы блока Нв не более 270; 2) закалка и
отпуск производятся после механической об-
работки, когда рабочие части ручья нахо-
дятся на самой матрице и твёрдость её должна
быть порядка Нв = 320.
Прежде всего сверлят и нарезают подъём-
ные отверстия в матрицах.
Строжку заготовок для матриц как цель-
ных, так и секционных производят на про-
дольно-строгальном станке аналогично строж-
ке молотовых штампов. Для получения оди-
наковых размеров всех секций (кроме длины)
необходимо обязательно обрабатывать их
совместно. Особое внимание следует обра-
щать на перпендикулярность сторон. Уста-
новку нужно каждый раз проверять по уголь-
нику. Строжку шпоночного паза производят
по разметке, причём величину с (фиг.487) сле-
дует принимать после строжки по предель-
ной скобе.
Разметку ручьёв производят от нижней и
задней опорных плоскостей штампа; для иден-
тичности разметки её следует делать одно-
временно на подвижной и неподвижной ма-
трицах, перенося размеры с одной на другую.
Метод разметки ручьёв этих штампов ана-
логичен разметке ручьёв молотовых штампов.
Центры ручьёв обязательно выносят на тор-
цевые поверхности матрицы.
Ручьи изготовляют расточкой или фрезе-
рованием.
Расточку производят одновременно в двух
матрицах — подвижной и неподвижной, уста-
новленных сомкнуто на горизонтально-расточ-
ном станке. Отверстие перед расточкой свер-
лят насквозь спиральным сверлом, после чего
производят черновую расточку резцом. Чи-
стовую расточку ведут, начиная с передней
(обращенной к пуансону) части ручьч, от-
делывая постепенно каждый диаметр. Если
диаметр средней части ручья больше вход-
ного, например при расточке полости под
встазку, этот участок обрабатывают раздель-
но в каждой матрице.
ГЛ. II]
НАПЛАВКА ШТАМПОВ
481
Отверстия для захода клещей растачи-
вают с другой установки, с задней стороны
матрицы, так как точность их невелика.
Ручьи можно также и фрезеровать. В этом
случае зажимную часть ручьёв обрабатывают
на горизонтально-фрезерном станке заточен-
ной по шаблону фасонной фрезой, продви-
гающейся вдоль ручья. Глубокие полости,
требующие точного диаметра, можно обра-
батывать фрезой „черри" (см. фиг. 497),
а остальные — на вертикально-фрезерных
станках.
После изготовления ручьёв фрезеруют ме-
ста под головку крепёжных винтов для вста-
вок и т. д., а затем сверлят и нарезают кре-
пёжные отверстия для них.
Слесарная обработка матриц заключается
в зачистке ручьёв, завалке радиусов и укло-
нов, а также в пригонке вставок и шпоноч-
ных пазов. Работу эту производят при по-
мощи абразивных кругов и бормашины на
термически обработанных матрицах.
После термической обработки, но ещё до
слесарной обработки, матрицу шлифуют на
станке по боковой опорной плоскости и по
плоскости разъёма.
Полукруглые вставки к матрицам изго-
товляют из кованых заготовок, имеющих
форму полуцилиндра. Наружный диаметр вста-
вок должен быть также строго нормализован.
Предварительно простроганные по пло-
скости разъёма половинки вставок прихваты-
вают совместно электросваркой и обрабаты-
вают на токарном станке в четырёхкулачко-
вом патроне с припуском около 2 мм на
диаметр. Окончательную обработку как по
габаритным размерам, так и по рабочей части
производят в специальном патроне (фиг. 511).
При нормализованных размерах наружного
диаметра вставки приёмку его ведут по пре-
дельной скобе.
На выточенной вставке размечают кре-
пёжные отверстия и подвергают вставки тер-
мической обработке.
Слесарная обработка вставок состоит в за-
валивании радиусов и уклонов, а также
в плотной по краске пригонке их в матрицу.
Плоскость разъёма вставки должна совпа-
дать с плоскостью разъёма матрицы.
Круглые пуансоны изготовляют целиком
на токарном станке, причём для обеспечения
соосности необходимо, чтобы хвостовая часть
пуансона обрабатывалась с той же установ-
ки, что и рабочая часть. Внутреннюю кони-
Фиг. 511. Установка вставки при то-
карной обработке.
ческую рабочую полость пуансонов после
обработки резцом обязательно калибруют
фасонной развёрткой и полируют.
ОСОБЕННОСТИ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ ШТАМПОВ
Нагрев под закалку молотовых штам-
пов, блоков, матрац для горизонтально-
ковочных машин и вставок производят
в электрических или пламенных печах. Штамп
устанавливают плоскостью разъёма вниз, при-
чём плоскость разъёма для предохранения от
обезуглероживания упаковывают в короб
с отработанным карбюризатором и тщатель-
но обмазывают глиной. Режимы закалки и от-
пуска зависят от марки стали, из которой из-
готовлен штамп, и от его габаритов. Отпуск
производят в электрических или пламенных пе-
чах без упаковки, а охлаждение — после от-
пуска на воздухе. После общего отпуска ре-
комендуется дополнительный отпуск хвосто-
вика штампа установкой штампа на специаль-
ные отпускные плиты хвостовиком вниз. Об-
резные штампы и пуансоны штампов для го-
ризонтально-ковочных машин обрабатывают
методами, принятыми при термической обра-
ботке коупного фасонного инструмента (см.
т. 7, гл. VI).
НАПЛАВКА ШТАМПОВ
Наплавка изношенных рабочих поверхно-
стей штампов—один из радикальных способов
их восстановления. Метод наплавки даёт зна-
чительную экономию времени и специальной
стали.
Технологический процесс наплавки штам-
пов состоит из следующих операций: отжиг
штампов, очистка рабочей поверхности, под-
готовка дефектного места, предварительный
подогрев, наплавка, высокий отпуск, предва-
рительный контроль качества и размеров
наплавки, последующая механическая и тер-
мическая обработка и окончательный контроль.
Отжиг штампов производят для обеспече-
ния возможности подготовки дефектного места
с помощью режущего инструмента.
Отжиг производят по режиму, принятому
для данной марки стали, из которой изгото-
влен штамп.
Вместо отжига допускается применять вы-
сокий отпуск.
Для изоляции рабочей поверхности от
окисления отжиг ведут в плотно закрытых
ящиках, предварительно засыпав поверхность
порошком древесного угля или обмазав рабо-
чую поверхность тонким слоем (~ 3 мм) смеси,
состоящей из 15% кальцинированной соды,
40'Vn песка, 35°/0 глины и 10% воды.
Подготовка дефектного места. Необходимо
вырубить или удалить механической обработ-
кой трещины, острые углы, выкрошившиеся
кромки и т. д.
482
ТЕХНОЛОГИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
1РАЗД. Ill
Предварительный подогрев необходим для
предупреждения появления трещин при на-
плавке. Температура подогрева зависит от
размера штампов и металла, из которого они
изготовлены. При восстановлении ковочных и
обрезных штампов, изготовленных из стали
5ХГМ или 7X3, подогрев ведут при темпера-
туре 200—300° С (для небольших штампов)
или 400—450° С (для массивных штампов). Для
штампов, изготовленных из стали 5ХНМ, на-
плавляемых с применением электродов с об-
мазкой, приведённых в табл. 86, Уралмашза-
вод рекомендует производить подогрев до
температуры 500—600° С, а для сталей ЭХВ-8
и ЭИ-160 - подогрев до 300— 350° С.
Ковочные, а также обрезные штампы на-
плавляют дугой с применением специальных
стальных электродов; толщина слоя обмазки
s — 0,25rf, где d — диаметр электрода в мм.
Наплавку ведут на постоянном токе с обрат-
ной полярностью. Сила тока численно равна
/ = 40 — 50d Ширина наплавленного валика
не должна превышать 15 мм (при d = 4 мм)
и 30 мм (при d = 6 мм).
В табл. 86 приведены данные, необходимые
для выбора электродов и обмазок при на-
плавке штампов (см. также т. 5, гл. IV).
Высокий отпуск или отжиг и последующую
термическую обработку—закалку и отпуск—
производят по режимам, принятым для дан-
ных марок сталей. После наплавки и терми-
ческой обработки стойкость штампов восста-
навливается на 75—100%.
Окончательный контроль производится для
проверки соответствия размеров, отсутствия
внешних пороков и для измерения твёрдости
(в 3—5 точках на наплавленном металле).
Таблица 86
Марки стали,
из которых
НЧГЛТЛЙ ПРНК1
штампы
5ХНМ
Углеродистые
и специальные
стали
5ХНМ, 7X3
5ХГМ
Углеродистые
стали
ЗХВ8, ЭИ-160,
Ст. 40
5ХНМ, 5ХГМ,
Ст. 40
7X3
Марки стали
для электродов
35ХМ
Те же марки.
что и для ос-
новного метал-
ла
То же
Ст. 50**
Те же марки,
что и для ос-
новного ме-
талла
ЭХ-В8
(ЦШ-1)
Ст. 45 (ЦШ-2)
ШХ-15 (ЦШ-3)
Марки обмазок или составы их
в весовых процентах компо-
нентов
Плавиковый шпат—38,4; мрамор—
20,8; гравий—4,8; ферротитан - 9,6;
ферросилиций—2,4; ферромарга-
нец—4,0; поташ—20; жидкое стекло—
по потребности (по данным Урал-
** о тут а \
УОНИ 13/65—при содержании в
электроде <0,5°/„ С; УОНИ 13/45—
при содержании в электроде>0,5°/0 С
(по данным НИИ)
Мел—51; плавиковый шпат—13,5;
ферротитан—14,5; ферросилиций—3;
ферромарганец—6; феррованадий—4;
кварц—8; жидкое стекло—по потреб-
ности (по данным МВТУ им Баумана)
Мел-53; плавиковый шпат-15;
ферромарганец—13; ферросилиций -5;
феррохром—4; ферромолибден—8;
графит—2; жидкое стекло—по по-
требности (МВТУ им. Баумана)
Мел или мрамор -55; плавиковый
шпат-18; графит серебристый—2;
кварц—9; ферротитан—16; жидкое
стекло —по потребности (МВТУ
им. Баумана)
Мрамор-54; плавиковый шпат—23;
гранит—10 ферромарганец—5; фер-
рохром—8; жидкое сгекло—30—35"/0
от веса сухой смеси (ЦНИИТМАШ)
Мрамор—45; плавиковый шпат—18;
графит—5; ферромарганец-12; фер-
рохром—3; ферротитан—14; ферро-
молибден—3; жидкое стекло—80 —35°/о
от веса сухой смеси (ЦНИИТМАШ)
Мрамор—50; плавиковый шпат—25;
графит-5; ферромарганец—3; фер-
рохром—17; жидкое стекло—30—35°/о
от веса сухой смеси (ЦНИИТМАШ)
Характеристика наплавленного металла
Твёрдость Rr
после от-
жига
18
_
23~25
22—26
_
[ + —18
_
после за-
калки и
отпуска
54
*
56 ~58
5° — 5а
—
40—48
38-43
Химический состав
в%
С,-0,39—0,4;
Мп-0,54;
S1—0,27;
Сг-0,74;
Мо-0,07
Для ст. 5ХНМ
С-0,5-0,53; Мп-1,35;
Si-0.35; Сг—0,75-0,78
N1 -0,15-0,17;
Mo—0,8;
V-0,53—0,65
Для стали 7X3
С--0.6; Мп-0,2-0,25;
Si-035; Cr-3,13;
N1-0,15--0,17; Мо-
0,5-0,75;
V—0,55—0,65
C-O,41-O,44;Si-O,67;
Мп—1,37; Сг-0,74;
Мо-0.82
С-0,9-0,92; Si—0,22-
0.3Э; Мп-0,35; Сг -
0,11-0,12; N1-0,16-
0,24
С-0,33; Мп-0,44;
Si—0,21;
W-7,72; Cr-3,00;
V—следы
С-45; Мп—1,95:
Si—0,14; Сг-0,96;
Мо-0,35
* Разница между твёрдостью основного металла и твёрдостью наплавленного металла не должна быть более
30 единиц Hg,
** Электроды из стали марки Ст. 50 рекомендуется применять в случаях, когда отсутствуют электроды из стали
5ХГ.М.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. V л г о зин а Ф. О., Наплавка штампов легированными 3. У д о т о в К. А., Некоторые итоги работы отдела
электродами, „Автогенное дело" № 5, 1939. сварки ЦНИИТМАШ НКТМ за годы Отечественной
2. НПИ-13, Инструкция по наплавке штампов этектро- войны, .Автогенное дело" № 1, 1941.
дамп из основного металла, Оборонгиз, 1941.
Глава 111
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
МАТЕРИАЛЫ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
Холодной штамповке подвергаются самые
разнообразные по физическим свойствам и
форме материалы.
Наиболее распространённые из них сле-
дующие (см. также тт. 3 и 4 „Справочника"):
сталь (ГОСТ 914-41, ГОСТ В-1542-42,
ГОСТ В-1386-42, ОСТ 10020-39, ГОСТ В-1127-41,
ОСТ 4098, ГОСТ 503-41, ОСТ/НКТП 2397,
ОСТ/ВКС 7845 и железо типа „Армко");
медь и медные сплавы (ГОСТ 495-41,
ГОСТ 1173-41, ГОСТ 2208-43);
никель и никелевые сплавы (ГОСТ 2170-43);
алюминий и алюминиевые сплавы (нормали
НКАП В-328-СМТУ, 329-СМТУ, 291-СМТУ,
В-49-СМТУ, В-305-СМТУ, ГОСТ В-1018-41,
ОСТ/НКТП 4035;
бумага (ГОСТ 876-44);
картон (НКОП-СТ-1468-Х; ОСТ/НКЛес 291,
ОСТ/НКЛес
6637
45
, ОСТ/НКЛес 232);
прессшпан (НКОП-СТ-1473-Х);
ст
18-384 .
картон асбестовый ( гсчт-1 >
г \ главрезина 1671 /
фибра (НКЦ и БП-НКАП-ТУ-21, 34-42,
35-44);
текстолит (ГОСТ 5-40);
целлулоид (ГОСТ 576-41, 428-41);
кожа (ГОСТ 1898-42) и др.
Успеху многих операций штамповки, осо-
бенно при глубокой вытяжке, способствует
чистота поверхности материала (отсутствие
окалины, плен, царапин и других поверхно-
стных дефектов).
Штампуемость материала в заводских
условиях определяется испытанием на разрыв,
твёрдость, загиб и гиб с перегибом.
Пригодность металла для глубокой вытяжки
определяют специальными технологическими
испытаниями на приборах Эриксен или Ольсен.
Эти испытания заключаются в вытяжке лунки
в образцах металла до образования трещины;
глубина лунки в момент образования трещины
даёт относительную характеристику способ-
кости металла к вытяжке.
Нормальная глубина лунки и допустимые
отклонения для различной толщины металла
обычно указываются в ГОСТ и технически*
условиях.
Трещина должна пройти по окружности.
Иного направления трещина указывает на
неоднородность структуры и неравномерность
толщины материала.
Внешний вид поверхности испытываемого
материала должен оставаться и после испы-
тания таким же, как и до испытания.
Шероховатая поверхность сферической
лунки свидетельствует о крупнозернистой
структуре.
Способность металла к вытяжке можно
определить также при помощи пробного вытя-
гивания цилиндрических полых стаканчиков
(обычно диаметром 50 мм) из круглых заго-
товок различного диаметра. Такие испытания
производят на специальном лабораторном
прессе Вацау, снабжённом приспособлением
для измерения усилия вытяжки и силы при-
жима заготовки. При испытании определяют
наибольший диаметр заготовки, из которой
можно вытянуть стаканчик без разрушения
металла.
Предельное отношение диаметра заготовки
к диаметру вытянутого стаканчика служит
критерием для оценки вытяжных свойств
листов одинаковой толщины (подробно об
этом см. .Методы испытания металлов*, т. 3).
484
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. 111
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ
ШТАМПОВКИ
ПЕРЕЧЕНЬ ОПЕРАЦИЙ
Продолжение
РЕЗКА (отделение одной части материала
от другой при помощи штампов или ножей)
Отрезка Полное отделение одной части мате-
риала от другой по незамкнутому
контуру
Обрезка Полное отделение припусков или
излишнего материала на изделиях,
полученных вытяжкой, гибкой и т. д.
Надрезка Неполное отделение одной части
материала от другой
Вырубка Полное отделение одной части мате-
риала от другой по замкнутому кон-
туру, когда отделяемая часть является
изделием
Пробивка Полное отделение одной части мате-
риала от другой по замкнутому кон-
ТРУ> когда отделяемая часть является
отходом
Зачистка Полное отделение небольших при-
пусков или излишков материала после
вырубки или пробивки для получения
точных размеров, гладких поверхно-
стей и острых кромок
Проколка Образование в материале отверстия
той или иной формы, причём мате-
риал, удаляемый из отверстия, не
отделяется полностью, а отгибается
в стороны
ФОРМОИЗМЕНЕНИЕ (образование из заготовки
или полуфабриката изделия требуемой формы)
Гибка
Завивка
Формовка
Отбортовка
Вытяжка без
утонения мате-
риала
Вытяжка с
утонением ма-
териала
Обжимка
Правка
Чеканка
Прессовка
Калибровка
Керновка
Придание заготовке или полуфа-
брикату изогнутой формы по задан-
ному контуру
Изготовление изделия в форме спи-
рали, кольца или какой-либо иной
конфигурации по кривой посредством
давления на ребро заготовки
Изменение формы заготовки или
полуфабриката посредством местных
деформаций без обусловленного
изменения толщины материала; мате-
риал при этом претерпевает главным
образом напряжение растяжения
Образование борта заданной формы
путём расширения ранее пробитого
отверстия
Превращение плоской заготовки в
полое изделие или последующее
изменение его формы без обуслов-
ленного изменения толщины мате-
риала
Превращение плоской заготовки в
полое изделие или последующее изме-
нение его формы с заданным умень-
шением толщины стенок
Местное уменьшение поперечного
сечения полого изделия, полученного
вытяжкой
Придание изделию требуемого вза-
имного расположения его частей или
правильной поверхности
Изменение толщины или профиля
изделия с образованием или без обра-
зования рельефа на его поверхности
Превращение заготовки в полое
тонкостенное изделие путём выдавли-
вания
Обжатие сплошного изделия для
получения требуемых точных разме-
pOR
Образование керновочных лунок
для последующего сверления по ним
отверстий
Операция
Характеристика операции
СБОРКА (соединение двух или нескольких дета-
лей посредством запрессовки, клёпки, фальцовки
или закатки)
Запрессовка | Соединение деталей за счёт посадок
с натягом или путём свободной
вставки одной детали в другую с
последующей деформацией одной или
обеих деталей
Клёпка Соединение двух или нескольких
деталей заклёпками, изготовленными
отдельно или выдавленными из мате-
риала соединяемых изделий
Фальцовка Соединение двух или нескольких
деталей посредством фальцовочного
замка, отбортовкн или отгибки лапок
Закатка Соединение двух или нескольких
деталей из тонколистового металла
посредством загибки кромки по задан-
ному контуру
Сварка и Соединение деталей сваркой или
пайка I пайкой (см. т. 5, гл. IV)
КОМБИНИРОВАННАЯ ШТАМПОВКА совмещение
нескольких операций, осуществляемых за один ра-
бочий ход пресса при помощи одного штампа)
ПРОФИЛИРОВАНИЕ ЛЕНТЫ (непрерывное пре-
вращение ленты в соответствующий профиль
на роликовой машине или на специальных прессах)
ВЫДАВКА (превращение плоской заготовки в
полое изделие давлением инструмента на враща-
ющуюся заготовку)
РЕЗКА МАТЕРИАЛОВ
Отрезка ножницами. Отрезку (разрезку)
листового и ленточного материала произво-
дят на балансирных, гильотинных, вибрацион-
ных и дисковых ножницах.
Балансирные ножницы применяют
для прямолинейной резки материала при не-
большом масштабе производства.
Гильотинные ножницы с парал-
лельными или скошенными ножами применяют
Фиг. 1. Резка ножницами Фиг. 2. Резка нож-
с параллельными ножами: ницами со скошенны-
I — верхний нож; 2—нижний ми ножами: 1 — ножи;
нож; 3 — материал. 2 — материал
для прямолинейной резки листового металла
на полосы, причём ножницы с параллельными
ножами отрезают полосу одновременно по всей
длине |фиг. 1), а со скошенными ножами —
постепенно, начиная с одного края листа
(фиг. 2).
ГЛ. Ill]
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
485
Потребное давление при резке ножницами
с параллельными ножами выражается форму-
лой
Р= Fa,
где F—площадь среза (произведение длины
реза на толщину металла), о — напряжение
металла при вырубке. Напряжение металла
при вырубке, выраженное через предел проч-
ности аь, следующее:
Материал Напряжение металла
при вырубке и кг/мм3
Латунь I7.I +0,285 з6
Сталь и,о + о,5б <i?
Дуралюмин i7>3 + 0,23 ч^
Цинк — о,7 + о,75 °ь
Алюминий, свинец, медь, никель 0,75 <ц,
Значение ?ь см. табл. 1, а также в томах
3 и 4.
Таблица 1
Предел прочности з^ в кг/мм*
Материал
Свинец
Олово
Цинк .
Алюминий
Дуралюмин
Томпак
Медь
Латунь ЛС59-1,
Л62, Л68
Автомобильная бронза . . .
БрФ 6,5—0,15
БрКМ 3-1
А7
Сталь с содержанием С 0,1°/„
То же 0,2
0,3
0,4
0,5 ....
0,8- ...
1,0 ¦ ....
Кремнистая сталь
Нержавеющая сталь ....
для мягког
материала
0 для твердо-
го мате-
риала
2.5 -5-4
4-* 5
15
2б
27
22-$-28
28-5-35
3°
35+38
32
40
45
56
72
до
IOO
55
65^7°
12-}-15
48
4°
4о--:-45
52
6о
60-J-65
бо
4о
5°
6о
72
9°
но
13°
65
где s — толщина
пление срезу, a
Резка скошенными ножами сопровождается
изгибанием и скручиванием отрезаемой полосы
(перед штамповкой необходима правка их).
Потребное давление при резке скошенными
ножами приближённо определяется по формуле:
Я =0,22^'-,
tga
металла, a — сопроти-
угол створа ножей
(берётся равным
8-10').
Ноэги должны
быть установлены
с зазором в соот-
ветствии с табл. 2.
На гильотин-
ных ножницах
можно также по-
лучить скошенную
кромку среза (фиг.
3). Для этого на
столе ножниц уста-
навливают уголь-
ник, причём сумма
углов угольника и скоса составляет 90%.
Вибрационные ножницы приме-
няют для вырезки различных окон в середине
Фиг. 3. Получение на гильо-
тинных ножницах скошенной
кромки среза: /—верхний нож;
2 — нижний нож; 3 — прижим;
4 — угольник; 5 — лист;
6 — стол.
Таблица 2
Рекомендуемые зазоры Z между пуансоном
и матрицей при вырубке, пробивке, отрезке
и надрезке
Толщина мате-
риала в мм
о,ю— о,5о
о,6о— i,oo
1,Ю— 2,О0
2,2О— 3.4°
3,6о— 4.°°
4.2О- 5,5°
б,оо— 6,5о
7,оо— 7.5°
8,оо — 8,5°
9,00 — 12,00
Зазоры на
диаметр в
% от тол-
щины материала
медь,
латунь,
сталь 10,
сталь 15
5
6
7
7
8
ю
12
13
14
15
сталь 2С,
25, 35
6
1
8
9
и
14
15
16
17
сталь 45
и выше
7
8
9
ю
ю
12
1б
Х7
18
2О
листа без предварительного сверления, а также
для резки заготовок сложных конфигураций и
для прямолинейной резки листового и ленточ-
ного металла с неограниченной длиной реза
(фиг. 4). Верхний нож ножниц совершает
1500—2000 движений в минуту около нижнего,
неподвижного, ножа. Зазор между передними
Фиг. 4. Резка вибрационными ножницами:
1 — верхний нож; 2 — нижний нож.
гранями ножей для резки листового материала
толщиной 0,5—0,9 мм берётся равным 6%
толщины материала, а для материала толщи-
ной 1—2 мм — равным 7%.
Дисковые ножницы применяют для
резки материала с неограниченной длиной
реза и для криволинейной (фигурной) резки.
Фиг. 5. Прямолинейная резка дисковыми
ножницами.
В первом случае дисковые ножи распола-
гают параллельно, причём их рабочие углы
должны составлять 90° (фиг. 5). Чтобы при
резке было обеспечено нормальное затягива-
ние материала, угол захвата не должен пре-
вышать 35°. Практически берут —^30,
486
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. Ill
где D — диаметр дискового ножа, a s — тол-
щина разрезаемого металла.
Величина захода ножей h — (-q--t--c- ) s.
Во втором случае
(при фигурной резке)
дисковые ножи и их
оси располагают под
углом друг к другу
(фиг. 6).
Отрезка в штам-
пах. При отсутствии
ножниц разрезать
ленточный и листовой
материал на полосы
можно при помощи
отрезных штампов.
При односторон-
ней резке для преду-
преждения отжима
верхнего ножа-пуан-
сона от горизонталь-
ной составляющей
силы требуется при-
менение специального
упора (фиг. 7), кото-
рый будет воспринимать эту силу. При двух-
сторонней же отрезке толщину ножевого
пуансона берут не меньше двукратной тол-
щины материала (фиг. 8). Величина зазора Z
должна быть такой же, как и при вырубке
(см. табл. 2). Для уменьшения потребного
усилия при отрезке
материала большой
толщины или длины
делают непараллель-
ными режущие кром-
ки пуансона или
матрицы.
Фиг. 6. Дисковые ножи
для фигурной резки.
Фиг. 7. Односторонняя
отрезка: 1 — верхний
чож; 2 — нижний нож;
J— упор; 4—мате-
риал.
Фиг. 8. Двухсторонняя
отрезка: 1 —пуансон; 2 —
матрица; 3— материал;
4 — отход.
Для отрезки профилей из листового ме-
талла пользуются штампами, у которых ре-
жущий контур матриц соответствует контуру
профиля, а режущий контур пуансона подби-
рают с таким расчётом, чтобы условия резки
были наиболее благоприятными. Резку профиля
лучше всего начинать с открытого конца.
Для обеспечения чистой кромки среза
следует применять штампы с двухсторонней
отрезкой.
Режущие контуры штампов для различных
профилей деталей изображены на фиг. 9, а, б, в.
При особо сложных профилях применяют
сборные матрицы (фиг. 9, в).
Обрезку припусков или излишков ме-
талла после вытяжки, гибки или других опе-
раций производят на обрезных штампах.
Фиксирующую базу при обрезке выбирают
в зависимости от требуемого положения об-
резаемого контура по отношению к другим
частям изделия, допускаемых отклонений раз-
меров, эксцентричности и т. п., стремясь при
Фиг. 9. Резка профильного металла: /
2 — пуансон.
матрица;
этом к простоте конструкции штампа и к
обеспечению удобства закладки детали и
безопасности работы.
Фиксация по внутреннему контуру ступицы
(фиг. 10) обеспечивает концентричность ступи-
цы и внешнего обрезаемого контура изделия.
Если обрезка производится после пробивки
отверстий, то последними часто пользуются
для фиксации детали (фиг. 11).
Фиксация изделия с отверстиями при обрезке
(см. фиг. 11)
1 олщина
материала .у
в мм
До i,o
1,1—2,О
2,1—3,0
3,1—5.°
h в мм
s + a
л- + i
л + i
S
D- D
в мм
О,1
°,15
0,2
О,25
Для обрезки изделий больших габаритов
при значительной толщине режущую кромку
матрицы рекомендуется делать волнистой,
чтобы снизить потребное для обрезки усилие.
Вырубка. Правильный выбор зазора между
пуансоном и матрицей вырубных штампов
имеет большое значение для обеспечения
нужного качества изделия, увеличения стой-
кости штампов и уменьшения потребного
давления. Величину зазора устанавливают
в зависимости от механических свойств ма-
териала. Она обычно выражается в процен-
тах от его толщины.
При вырубке матрицу изготовляют по
номинальным размерам изделия, а пуансон —
меньше этих размеров на величину зазора.
Рекомендуемые зазоры при вырубке даны в
табл. 2.
При выпубке изделий из неметаллических
материалов рекомендуются следующие зазоры:
а) для кожи, асбеста, картона—25% от зазора
для стали средней твёрдости; б) для тексто-
лита, фибры, селероиа толщиной до 4 мм—
50%, а свыше 4 мм — 40% от зазора для
мягкой стали.
Определять потребное усилие для вырубки
можно по формулам, указанным для резки.
Для уменьшения потребного давления при
вырубке рекомендуется применять матрицы
со скошенными или волнистыми режущими
кромками, а пуансоны—с плоской режущей
кромкой. В этом случае вырубаемое изделие
будет иметь плоскую форму и требуемые
размеры, а отход—изогнутую форму.
ГЛ. Ill]
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
487
Усилие, необходимое для съёма полосы с
пуансона после вырубки, можно брать рав-
ным 3 — 5% от усилия вырубки (для цинка,
латуни, мягкой стали).
пуансонов вырубку следует производить на
досках из твёрдой породы дерева, на под-
кладках из свинца, фибры и тому подобных
материалов.
Раскрой материала. Рас-
крой полос нужно производить
так, чтобы лист использовался
наиболее полно.
Характерные примеры рас-
кроя материала приведены на
фиг. 14 и 15.
Выход годного •») при рас-
крое листа (полосы), выражен-
ный в процентах, опреде-
ляется отношением
100,
где Fu — площадь одного из-
делия; п — число изделий из
Фиг. 10. Фиксация детали при обрезке. ЛИСТа (ПОЛОСЫ); F—ПЛОЩЭДЬ
листа (полосы).
Для вырубки изделий из кожи, резины, При вырубке круглых изделий выход
текстиля, бумаги и других волокнистых ма- годного можно определить по следующим фор-
териалов, а также из металлической фольги, мулам:
1) при заготовке
квадратной формы
р
(фиг. 14, а)
71 -
• 100;
Фиг. 11. Фиксация детали по отверстиям при обрезке.
применяются ножевые пуансоны (фиг. 12) с
углом скоса а: для кожи, пробки, картона,
бумаги—16—18°, для фибры—45°, а для
эбонита в нагретом состоянии — 8—12°.
Для правки тонкого материала перед вы-
рубкой и для выталкивания изделия после
вырубки применяется ножевой пуансон с
пружинным выбрасывателем (фиг. 13). Для
сохранения острой режущей кромки ножевых
Фиг. 12. Ноже-
вой пуансон
для вырубки.
Фиг. 13. Ножевой пуан-
сон для вырубки с выбра-
сывателем: / — хвостовик;
2 — кольцо; 3 — пуансон,
4 - выбрасыватель.
488
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. Ш
2) при однорядной вырубке из полосы или
ленты (фиг. 14, б)
0.785*
Таблица 3
3) при двухрядной вырубке из полосы
или ленты (фиг. 14, в)
да)
л»)
4) njf?« двухрядной вырубке из полосы в
шахматном порядке (фиг. 14, г)
100;
\{d + 2т{) + 0,86 (d -f да)] (а + да)
5) при многорядной вырубке из полосы
в шахматном порядке (фиг. 14, д)
0,785 d*n
— 1) (d+да) 0,86] (d+«)
где
•100,
диаметр изделия, m — перемычка,
л — число рядов, •т1—пе-
ремычка по кромке.
Ширина перемычки за-
висит от толщины металла
и конфигурации детали.
При выборе ширины
перемычек рекомендуется
т, пользоваться данными, при-
~~ ведёнными в табл. 3.
Ширина перемычек при вырубке
Толщина
материала
в мм
О,2
о,4
°.5
1,О
i.i
1,2
1.3
1.5
1.6
1.7
1,8
1,9
2,0
2.3
2,4
2.5
2,7
от и мм
1.5
1.2
1,О
1,2
1-3
1.3
1.4
1.4
1.5
1.5
1,6 ¦
1.7
1.7
1,8
1,8
2,О
2,О
т^ в мм
2,3
2,О
1.5
1.5
1,5
i.5
1,6
1,8
1,8
2,О
2,0
2,0
2.3
2.5
2,6
2,8
2,8
Толщина
материала
в мм
2,8
З.о
3.2
3-3
3-5
3.6
3.7
4,о
4.3
4,5
5.о
5.5
6,о
7-5
8,о
ю,о
12,О
ОТ В .ИЛ/
2,О
2,2
2,2
2,3
2,3
2,4
2.4
2,5
з.°
3-3
3-5
3'7
4,о
5.о
5,5
6,5
8,о
/и, в мм
з,°
З-о
3-2
3.3
3.5
3.5
3.5
3-5
4>°
4,о
4.5
4>5
5.°
6,о
7,о
8,о
9,°
Фиг. 14. Раскрой материала для изделий круглой формы.
Если изделия имеют сильно вытянутую
форму с параллельными сторонами, размеры
перемычек между деталями рекомендуется
брать равными перемычкам по кромке полосы.
Ширину перемычек для асбеста, картона,
бумаги и других волокнистых материалов
следует брать не меньше ширины перемычки
по кромке полосы.
Если конфигурация изделий допускает при-
легание сторон (фиг. 15, к к г) или если
допустима неточная форма изделия (фиг. 15, а)
в связи с последующими операциями и об-
резкой припуска, вырубку ведут без перемы-
чек.
Пробивка. Операция пробивки схематично
представлена на фиг. 16.
Для пробивки пуансон делается по номи-
нальным размерам отверстия, а матрица—боль-
ше на величину зазора. Зазоры
при пробивке берутся такие же,
как и при вырубке (см. табл. 2).
Определять потребное давле-
ние при пробивке можно по тем
же формулам, что и при резке.
Для уменьшения усилия при
пробивке рекомендуется приме-
нять пуансоны со скошенными
(фиг. 17) или волнистыми кром-
ками, а матрицы—с плоской ре-
жущей кромкой. Пробитое изде-
лие будет иметь плоскую форму
и правильные размеры, а от-
ход— изогнутый контур.
Для пробивки изделий из
кожи, резины, текстиля и других
волокнистых материалов применяют ножевые
пуансоны (фиг. 18).
Вырубка и пробивка рези-
ной. Вырубку и пробивку небольших пар-
тий изделий из листового металла часто
производят на штампах, которые состоят
из стального шаблона (ширблока) толщиной
обычно 10 мм и резиновой подушки, пре-
вышающей толщину шаблона в 4 — 5 раз
(фиг. 19 и 20).
Шаблон, имеющий в плане конфигурацию
изделия, крепят к столу пресса. Резина, за-
ключённая в контейнер, крепится к ползуну
пресса или свободно лежит на заготовке и
прижимается плитой, прикреплённой к пол-
зуну.
Усилия, передаваемые резиной, схематично
показаны на фиг. 21.
ГЛ. JI1]
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
489
в)
е>
Л
Л
Л
*%&$
Do
О
О
Фиг. 15. Примеры раскроя заготовок: а —
раскрой с рассечкой без перемычек; б —
раскрой уголка правильный; в—раскрой угол-
ка неправильный; г—раскрой уголка без
перемычек; д, е, ж — варианты раскроя
изделий; з — одновременный раскрой на две
разные детали; и —раскрой шестигранной
гайки с перемычкой; к — раскрой шестигран-
ной гайки без перемычки.
Фиг. 16, Пробивка прямым пуан-
соном: 1 — пуансон; 2—матрица;
' 3 — изделие; 4 — отход.
Фиг. 17. Пробивка скошенным
пуансоном: / — пуансон; 2 — ма-
трица; 3 — изделие; 4— отход;
^—высота скоса пуансона.
I
Г
Фиг. 18. Ножевой
пуансон для про-
бивки изделия из
волокнистых ма-
териалов.
490
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. Ill
3
Сжатие резины в свободном состоянии и
в контейнере под действием нагрузки различно.
На фиг. 22 представлена диаграмма сжатия
свободной резины и резины в контейнере под
действием нагрузки.
Из диаграммы видно, что под действием
одной и той же нагрузки свободная резина
сжимается значитель-
но больше, чем замк-
нутая. Например, при
нагрузке в 100 кг/см2
свободная резина
сжимается на 60 —
70%, а резина в кон-
тейнере ¦- на 10—15%.
Практикой уста
новлено, что резина
Фиг. 19. Вырубка резиной: и м е е Т Наибольший
/ — резина; 2 - шаблон; ,,
3--изделие; 4 -отход. СрОК службы при де-
формации 20 — 25%.
Желательно, чтобы резина, используемая для
вырубки, обладала твёрдостью по Шору
65—70 и пределом прочности в 60—80 кг/см*.
Фиг, 20. Пробивка резиной: а — начало про-
бивки; 6— конец пробивки; /—резина; 2—ша-
блон; 3 — изделие; 4 — отход.
Вырубку резиной применяют для изделий
из листовых цветных металлов и сплавов
толщиной до 1,5 мм и стали толщиной до
0,8 мм. Не реко-
мендуется произ-
водить при помо-
щи резины выруб-
ку изделий из элек-
трона, так как в
этом случае полу-
чается рваная
кромка.
При групповой
вьрубке расстоя-
ние между шабло-
нами должно рав-
' няться 12—16 мм,
а от края заготов-
ки до шаблона —
25—30 мм.
Усилие, потреб-
ное для вырубки
б)
Фиг. 21. Усилия, передавае-
мые резиной: а — свободной;
о — в контейвере.
резиной, опреде-
яют по формуле
Значения величины удельного давления ре-
зины для резания отожжённого дуралюмина
следующие:
Толщина материала в мм. . о,5 о,б о,8 i,o 1,3
Удельное давление в кг/см" . 54/5 7° 8э *°4 13°
Минимальные размеры отверстий, которые
могут быть пробиты в листовом дуралюмиие
штампами с резиной, указаны в табл. 4. При
удельном давлении 150 кг/см2 можно проби-
вать отверстия:
Толщина материала в мм • 0,5 o,8 i.o 1,3
Минимальный диаметр отверстия в мм д ia 14 16
Таблица 4
Минимальные размеры отверстий, вырезаемых
резиной в дуралюмнне
Тол-
щина
мате-
риала
в мм
о,5
о.8
i,°
1.3
Минималь-
метры
круглых
отверстий
в мм
19
25.5
38
51
Минималь-
ная сторо-
на квадра-
та в мм
32
38
51
Р
Минималь-
ная сторо-
на тре-
угольника
в мм
38
38
51
7б
Радиус
внутрен-
него за-
кругления
в мм
3
3
5
6,5
Зачистка бывает однократная и много-
кратная. Процесс зачистки по наружному
контуру схематически показан на фиг. 23.
Зачистку после вырубки
и пробивки производят за-
чистными штампами для
получения точных размеров
кг/смг
10 20 3040 50607080%
Сжатие оезины
Фиг. 22. Сжатие резины под
действием нагрузки: 1 и 2 -
кривые деформации резины в
контейнере (/ — резины тол-
щиной 18 мм, 2 — резины тол-
щиной 12 мм); 3 и 4 — кривые
деформации резины в своСод-
ном состоянии C—резины тол-
щиной 18 мм, 4 — резины тол-
щиной 12 мм).
5)
2
Фиг. 23. Схема про-
цесса зачистки (а—
начало; б - конец):
/ — пуансон; 2 -
матрица; 3 — из-
делие.
где F — площадь заготовки в см2, q — удель-
ное давление резины при вырубке в кг/см*.
по всему контуру изделия или части его
(если контур является рабочим участком или
базой для других операций), а также для
получения чистых, гладких поверхностей и
острых кромок.
Чистота зачистки зависит от качества
зачищаемого металла, состояния рабочих кро-
мок матрицы и от припуска на зачистку.
При выборе припусков на зачистку реко-
мендуется пользоваться табл. 5.
Из табл. 5 видно, что общая величина
зачистки колеблется от минимума к макси-
муму и выражается суммой зазора между пуан-
соном и матрицей и припуском на зачистку.
ГЛ. Ш] КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
491
Таблица 5
Толщина
материала
в мм
о -
о^б
о,7
о,8
о,9
I.O
1,2
1.4
I 1,6
j 1,8
2,О
2,2
2,4
2,6
3,8
З.о
3,2
3.4
3.6
3.8
4,о
4.5
Припуски
Максимальный зазор между
пуансоном и матрицей в мм
для латуни
и мягкой
стали И а <«
а
* 120
O.O2I
O.O25
0,029
о,оз4
о>°35
0,042
с,о55
0,064
0,074
0,083
0,092
о,И4
O.I25
ОД35
0,146
0,156
одбб
о,177
0,187
одо8
О,2О8
0,270
о,зоо
для стали
средней
твёрдости
пв —
=150-180
o.o^s
0,041
0,048
О.О55
О,об2
о,о6д
0,083
о,о97
о, но
О,Х24
0,138
0,172
0,187
О,2ОЗ
O,2l8
о.а34
°.а5°
0,265
O,28l
0,396
0,312
0,405
0,450
для твёр-
дой стали
Нд « 200
О,О4б
0,055
о,об4
0,074
0,083
0,092
о, но
0,129
о, 147
одбб
0,184
0,229
О,2дО
0,270
О,291
0,313
°>333
°.354
°>374
°.395
о,41б
O.54O
0,600
для
на зачистку [26]
Припуск
латуни и мягкой
стали
min
0,
0,
0,
0,
о,
о,
о,
о,
о,
о.
о,
о.
о,
о,
о,
о,
о,
о,
о,
о,
о,
о.
о,
15
15
15
15
15
15
15
¦35
25
5
max
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
15
15
15
15
15
15
15
15
а
2
2
2
2
2
а
35
25
25
25
25
3
3
3
на зачистку
в мм
для стали средней
твёрдости
min
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
о,
15
Х5
15
15
15
15
15
15
а
2
3
а
а
а
а
35
35
25
35
35
3
о,3
о
3
max
0,:
0,:
0,
0,
0,
0,5
о,-
о,:
о,:
о,:
о,:
о,:
о.
о,:
о.
о(>
On
О,к
о.
*5
Ч
»5
»5
*5
*5
»5
1
>
3
i
i
о,35
о,35
°.35
для твёрдой стали
min
0,15
0,15
°>15
одо
ОД5
o,i5
о,15
о,а
О,2
0,2
0,2
О,2
О,2
о,а
°>а5
°.25
°.35
о,а5
°.а5
о,3
о,3
шах
о,35
о.яз
о,25
0,25
0,25
О,25
0,25
O.25
°>3
о,з
о.З
о.З
о.З
о.З
о.З
о,35
о,35
о.35
о.35
о, 35
о,4
о,4
Если зачищаемая деталь имеет сложный
контур (резкие переходы, острые углы) или
если линейные размеры её превышают 20 мм,
то выбранный припуск на зачистку следует
увеличить, умножив его на коэфициент
с = 1,4 -г-1,6. Для зачистки деталей простой
конфигурации следует выбирать припуск
минимальный, а сложной конфигурации — ма-
ксимальный.
Для изделий толщиной до 1 мм с габари-
тами менее 20 мм коэфициент с = 1.
На фиг. 24 схематично представлено со-
отношение между диаметром зачищаемого
изделия (DH) и диа-
метрами пуансона
(Dn) и матрицы (DM)
вырубного штампа.
Размер пуансона ра-
вен номинальному
размеру изделия (DK)
плюс припуск на за-
чистку (у). Зазор ме-
жду пуансоном и ма-
трицей (лг) при зачист-
ке стальных изделий
берут за счёт увели-
чения размера ма-
трицы.
Для изделий из
мягкой латуни зазор
назначают за счёт
уменьшения размеров
пуансона.
В практике таблич-
ные данные зазоров
нередко приходится корректировать, сохра-
няя Dn и у.
Выбор припуска на зачистку стальных де-
талей с содержанием углерода свыше 0,5%
весьма затруднителен, так как при малом
припуске на зачистку остаются следы выры-
Фиг. 24. Схема соотноше-
ний вырубных Пуансона и
матрицы для вырубки де-
тали под зачистку и при-
пуска под зачистку.
вов металла, образовавшихся при вырубке,
а при больших припусках вырывы образуются
в процессе зачистки.
В связи с этим для стальных изделий ре-
комендуется многократная зачистка.
Припуск на зачистку изделий по внутрен-
нему контуру при толщине металла до 3,5 мм
и расстоянии между центрами до 40 мм бе-
рут равным от 0,1 до 0,2 мм.
При зачистке отверстий с допуском не
более 0,01 мм пуансоны должны быть изго-
товлены с точностью до + 0,002 мм.
После зачистки имеет место усадка от-
верстий, которая зависит от качества и одно-
родности металла и от состояния режущих
кромок пуансона и матрицы. Величину усадки
устанавливают практическим путём.
Для латуни величина усадки отверстий
колеблется от 0,005 до 0,02 мм. Диаметр
пуансона для внутренней зачистки опреде-
ляется как сумма номинального диаметра за-
чищаемого отверстия, допуска на его размер
и величины усадки зачищаемого отверстия.
Проколка применяется при следующих
толщинах материала: сталь—до 0,3 мм; медь
и мягкая латунь—до 0,5 мм. Производится
она проколочным штампом.
ФОРМОИЗМЕНЕНИЕ
Гибка. Гибка производится гибочными
штампами на прессах и других гибочных
машинах (см. гл. II „Работа на гибочной ма-
шине-бульдозере").
Во избежание образования трещин линия
гиба в заготовках должна проходить поперёк
направления проката. В изделиях, имеющих
несколько гибов, расположенных под углом
один к другому, заготовку необходимо рас-
полагать так, чтобы угол между линией гиба
и направлением проката был не менее 30°
492
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. Ш
(фиг. 25). При гибке во избежание образования
трещин заготовку надо располагать в штампе
заусенцем к пуансону. Минимальный внутрен-
ний радиус гибки определяют по формуле:
где к— коэфициент, 5—толщина металла.
НапраЬпеииг
проката
Таблица 6
Угол пружинения при гибке (по Элеру [31])
1-^У?=^ ->< -==+- -^Напрабпение
Металл
Цинк, алюминий, латунь
мягкая, сталь мягкая толщи-
ной:
до 0,8 мм
0,8 2,0 мм
свыше 2,0 мм
Латунь твёрдая (j.-35кг/мм-)
бронза твёрдая, сталь сред-
ней твёрдости (и^=40 кг/лш3)
до 0,8 мм
0,8—2,0 мм
свыше 2,0 мм
Сталь твёрдая (^=60кг/мм-)
до 0,8 мм
0,8-2,0 мм ..,.-...
свыше 2,0 мм
Угол пружинения о
г
в градусах при —
о
менее 1
4
1
1
о
7
4
2
ОТ 1
до 5
5
3
1
6
3
I
9
5
более 5
6
4
2
8
5
3
7
5
Таблица 7
Значение коэфициента л
Фш. 25. Положение линии гиба относительно на-
правления проката.
Коэфициент k принимают по данным^Элера
для различных материалов следующий [31]:
Материал *
Медь о,25
Латунь мягкая 0,30
„ твёрдая о,4<э
Сталь мягкая 0,50
„ средней твёрдости о,55
Дуралюмин отожжённый i,3
закалённый s>5
Электрон (с подогревом) 3.°
Вследствие упругих свойств металла после
гибки имеет место пружинение (фиг. 26), угол
S
х
¦
5.°
о.э
3-°
о,45
2,0
о,4
1.2
о.35
о,8
о,5
O.25
Расчётную длину заготовки корректируют
практической проверкой.
Потребное усилие гибки можно ориенти-
ровочно подсчитать по формуле:
Р = 0,25 sBzb,
где s — толщина металла, В ~ ширина метал-
ла и zb — предел прочности.
Фиг. 26. Пружинение после
гибки: / — пуансон; 2—из-
делие.
Фиг. 27. Определение длины заготовки для гибки.
Фиг. 28. Опре-
деление ней-
тральной линии
при гибке.
которого необходимо учитывать при кон-
струировании гибочных штампов, если тре-
буется получить точные размеры изделия.
Для практических целей величину угла пру-
жинения а можно определять (приближённо)
по табл. 6.
Длина заготовки для изделия (фиг. 27),
изготовленного гибкой, равна сумме прямо-
линейных участков 1Ь /3, /5... и длин дуг ра-
диуса /?2, /?4. #6 —
При гибке с получением плоскости или точ-
ного угла потребное усилие определяют так
же, как при чеканке (см. стр. 498j.
VZ7//////Z/
'180
R.
Расчётный радиус R (фиг. 28) находится по
формуле R = r-t- xs, где г—внутренний ра-
диус при гибке; 5 — толщина штампуемого ма-
териала и х— коэфициент (берётся по табл. 7).
Фиг. 29. Отбортовка.
Отбортовка. Диаметр отверстия под от-
бортовку (фиг. 29) приближённо определяют
по формуле:
ГЛ. ill]
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
493
где d — средний диаметр отбортовки; h —
высота отбортовки.
Предельное отношение диаметров к = -—-,
при котором появляются разрывы металла:
для мягкой стали и латуни k = 0,58-f-0.60, для
алюминия — к = 0,65.
Вытяжка без утонения материала. Про-
стейший штамп для вытяжки полого тела со-
стоит из пуансона, придающего внутреннюю
форму изделию, и ма-
трицы, представляющей
собой кольцо с закруг-
лёнными краями(фиг.ЗО).
Тангенциальные сжи-
мающие напряжения при
вытяжке изделий боль-
шого габарита из тон-
кого металла приводят
к образованию складок
(гофр).
Воспре пятствовать
складкообразованию
(фиг. 31) можно приме-
нением прижима (склад-
кодержателя).
При неглубоких вы-
тяжках складки могут
Фиг. 30. Вытяжка без
прижима и без утоне-
ния: а — заготовка;
6 — первая вытяжка;
в — вторая вытяжка.
Фиг. 31. Вытяжка с прижи-
мом: /—матрица; 2—пуан-
сон; 3 — прижим.
Вытяжка без прижима заготовки возможна
при соблюдении следующих соотношений:
100^2 (поданным Фрейдлина [25]) или
D
4-
и
1
быть сглажены, если зазор между пуансоном
и матрицей не превышает толщины заготовки.
(по уточнённым данным
Шофмана [27]), где kx = -~j- (D — диаметр за-
«1
готовки, ^ — диаметр первой вытяжки).
Определение размеров заго-
товки. Подсчёт размеров заготовки для вы-
тяжки можно производить методом равенства
объёмов заготовки и изделия — при вытяжке
стенки полого изделия с заданным утонением,
принимая толщину заготовки равной наиболь-
шей толщине изделия, или методом равенства
поверхностей заготовки и изделия — при вы-
тяжке без утонения, считая, что средняя тол-
щина металла после вытяжки равна толщине
заготовки. Второй метод подсчёта даёт прибли-
жённые данные.
В действительности после вытяжки толщина
заготовки у основания полого изделия умень-
шается, у открытого конца и на фланце уве-
личивается, а в донной части существенно
не изменяется. При малом закруглении вытяж-
ного края матрицы поверхность изделия пре-
вышает площадь заготовки. Расчётный размер
заготовки обычно уточняют эксперименталь-
ным путём.
При определении размеров заготовки не-
обходимо предусмотреть припуск на обдезку,
который принимают равным 3 — 7% объёма
(поверхности) готового изделия на каждую
обрезку. При вытяжке с утонением глубоких
гильз и стаканов обычно требуется не менее
двух-трёх обрезок.
Для изделий, представляющих тела вра-
щения, заготовки имеют форму круга, диа-
метр которого находят по формулам, приве-
дённым в табл. 8.
Таблица 8
1
Эскиз изделия
р - d, ¦ ¦ - j
i —J d, I—*—
t I-*
\//
v/
Формулы для определения
Формула
D = у d%+4dxhl+4d1h.1+4d^is
D^-V2d(l + 2A)
|
i
диаметра заготовок
Эскиз изделия
-d2-
-^t
г~а—-|
\ //
V
Л
1 1
—
1 i
Формула
D - V2dl
= \/2d1(t+2hi)+Adi(l+h,!)+ (d-i?)
494
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОЙКИ
[РАЗД. HI
Продолжение табл. 8
Зскиз изделия
Формула
D= V d*+ 2«rldl +8r'
Эскиз изделия
Формула
Ь'Т
4d, (ft, + ha)
D
Г) -
V
V
d-
d'н
i
f-2Z(dJ + d,) + 4dA
^ 4d,ft + 2«d1r, +8r
j
^ ^ ! D = у d" + 2it d,/-a + 8rs+ 2ndirl +-. (к — 2)r\
при r, = r,
__ \/~'~ ' 7~—7
d + 2it/-3rf, ¦+- 8 r'+ 4 daft. + 2 tc rad, + 4 (it — 2
при rx = r,
г^, + 4 (it—
при л. = г,
d —
у
, -j- d,)
d — d
Для изделий сложной конфигурации по-
верхность тела вращения можно определить,
пользуясь формулой Гюльдена
F=2i:RL,
где L — длина об-
разующей в мм;
7 К — расстояние
центра тяжести
образующей до
оси вращения в
мм. Диаметр за-
р _
ГОТОВКИ Оудет.
Ф„г. 32. Вытяжка прямоуголь-
кого изделия из прямоуголь-
кой заготовки.
Положение центра тяжести образующей
можно определить графически — методом по-
строения верёвочного многоугольника.
При вытяжке из прямоугольной заготовки
изделия (фиг. 32) по углам образуется изли-
шек металла. Прямоугольная заготовка при-
водит к перерасходу металла, к повышенному
износу штампа и к увеличению брака.
При определении размеров заготовки для
вытяжки прямоугольных изделий исходят из
условия равенства поверхностей заготовки
и изделия.
Контур заготовки должен иметь плавные
переходы и сопряжения, обеспечивающие пра-
вильное и равномерное распределение мате-
риала.
Существует несколько различных спосо-
бов графического построения контура заго-
товки, однако при всех способах получае-
мые результаты должны быть уточнены прак-
тической проверкой — пробными вытяжками.
ГЛ. III]
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
495
Построение контура заготовки(по Глюку
[2]) производят следующим образом (фиг. 33):
вычерчивают прямоугольник со сторонами
/ и Ъ соответственно размерам дна коробки;
затем вычерчивают второй прямоугольник со
сторонами /-f-2/г и 6 + 2Л (h — высота короб-
ки). Из точки О проводят одну окружность
радиусом h и другую окружность радиусом 2/г.
Из точек пересечения последней с контуром
дна / и 2 проводят ещё две окружности ра-
Фиг. 33. Графическое построение формы и раз-
меров заготовки.
диусом h, которые будут касательными к
окружности, проведённой из точки О радиу-
сом h. .
Геометрия вытяжных штампов.
Оптимальный зазор между пуансоном и ма-
трицей для вытяжки без утонения равен для
мягкой стали (по данным Шофмана [27])
= * 1+0.05 1/ ~
где 5 — толщина металла.
С достаточной практической точностью
можно принять следующий оптимальный за-
зор: для мягкой стали z= 1,2-—1,3 s, для
цинка и латуни г= 1,1 s, для алюминия 2 =
= 1,25 5.
Радиус закругления пуансона и
матрицы. Для вытяжки мягкой стали радиус
закругления вытяжного ребра матрицы реко-
мендуется брать в пределах 12 5 > гм > 6s,
а для меди, латуни, цинка гм = 5s.
При малом радиусе закругления матрицы
увеличивается давление вытяжки и утонение
металла.
Радиус закругления пуансона рекомен-
дуется принимать rn^5s.
Коэфициент вытяжки и опреде-
ление количества вытяжных опе-
раций. Коэфициент вытяжки w — относи-
тельное сокращение диаметра за одну вы-
тяжку— выражается отношением: для 1-й
dx
операции w = -у: , где dx — диаметр полу-
фабриката после первой вытяжки, a D — диа-
метр заготовки. Для последующих операций
к' = -—^— , где индекс п — порядковый но-
dn-\
мер вытяжной операции.
Максимальное сокращение диаметра за
одну вытяжную операцию ограничивается
прочностью штампуемого металла. При пре-
дельном значении коэфициента вытяжки про-
исходит обрыв. Если сокращение начального
диаметра заготовки до диаметра окончатель-
ного изделия не может быть осуществлено
за одну вытяжную операцию, применяют не-
сколько последовательных операций (ступе-
ней) вытяжки. При этом надо стремиться
равномерно распределить напряжение ме-
талла на различных операциях путём вы-
бора значений коэфициента вытяжки.
При наиболее благоприятных условиях
можно достигнуть предельного значения коэ-
фициента первой вытяжки латуни w = 0,4 по
Г. Закс [8]. В производственных условиях
обычно пользуются проверенными практикой
значениями коэфициента вытяжки.
Для предварительных ориентировочных
подсчётов можно пользоваться такими значе-
ниями коэфициента вытяжки (по Качмареку
[11]): для 1-й операции w = 0,6, а для после-
дующих операций w — 0,8 ч- 0,83.
При большом числе вытяжек эти значе-
ния приводят к завышенному числу вытяж-
ных операций. Для полных расчётов наиболее
приемлемыми можно считать формулы Шпар-
куля:
а) для первой вытяжки
а _ ??
1 ~
100-0,025D '
где dt—диаметр стакана после первой вы-
тяжки в мм; D — диаметр заготовки в мм и
л- — коэфициент для первой вытяжки;
б) для последующих вытяжек
100—0,025 d
п—\
где dn_\ и dn — диаметры стаканов последу-
ющих вытяжек в мм; Xi — коэфициент после-
дующих вытяжек.
Опытные значения коэфициентов х и х}
приведены в табл. 9.
Таблица 9
Значения коэфициентов х и х,
Толщина металла S
в мм
0,40—0,45
о,5о
о,55-о,6о
<э,7о
о,8о
1.5
3.°
Коэфициент вытяжки
х—для первой
вытяжки
61—68
58-65
5б-63
54-6о
5°—5б
47—53
46-51
.f!—для после-
дующих вытя-
жек
74-8i
73—8о
7--8о
71—79
7O.5-77
7о-75
65-70
Выбор значений коэфициентов х и хг про-
изводят, учитывая конкретные условия (ка-
чество металла, радиус закругления матрицы,
смазка и т. д.).
В табл. 10 приведены опытные значения
коэфициентов вытяжки с прижимом полых
цилиндров (по Селлину [21]) для различных
металлов. Эти данные близки к предельным
и достижимы при особо благоприятных усло-
виях (исключительно качественный материал,
тщательное изготовление штампов, хорошая
смазка и т. д.).
496
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. Ill
Таблица 10
Значения коэфициентов вытяжки
Наименование материала
Сталь для глубокой вытяжки
Латунь, медь, серебро ....
Алюминий
Цинк .... •
Козфициент вытяжки
для 1-й опе-
рации
<М5-°>54
о,4о—0,48
о,55-о,6о
0,63—0,68
для после-
дующих
операций
0,70—0,75
0,65—0,70
0,70—0,80
о,88
давление прижима в кг/см* (для алюминия
10 кг1см\ для латуни 20 кг\см\ для стали
25—30 кг/см*).
Более точно удельное давление для мяг-
кой стали в зависимости от толщины метал-
ла можно определить по формуле (данные
Л. А. Шофмана) ? = ™ (~ — 1 \ кг1см*,
где 5 — толщина материала в мм.
Приближённо потребное усилие вытяжки
можно определить по формуле
Значения коэфициентов вытяжки алюми
ииевых сплавов и хромансиля (по данным
ВИАМ) приведены в табл. 11.
При вытяжке изделий прямоугольной или
иной формы, отличной от тел вращения, ра-
счёт числа вытяжек ведут по тому участку
Таблица И
Значения коэфициентов вытяжки
Марка материала
Alcl7SO
Alc24SO
D6M
D16M
D17M
АМЦ
МА-1
МА-3
Хромансиль . . .
Коэфициент вытяжки
для 1-й
операции
°-5
о.5
о.5
о.5
Q.475
°,475
0,65
о.75
°>5-°>55
для 2 й
операции
О,б2
о,бз
0,62—0,70
,°-7
о,б5-о.73
0,78
о.75
0,62-0,72
для 3-й
операции
0,68—0,76
0,68—0,76
°,б5-о.75
о,75
0,84
о,6б—0,84
а)
Примечание. Для марки МА-1 температура ра-
бочих частей штампа должна быть в пределах 400—425* С.
изделия, который представляет часть тела
вращения с наименьшим радиусом.
Для вытяжки изделий из мягкой стали
{по Селлину [21]) для 1-й операции dx =
= @,25 ~ 0,40) D, где d, — двой-
ной радиус расчётного эле-
мента тела вращения, a D — диа-
метр заготовки для расчёт-
ного элемента тела вращения;
для последующих операций dn =
= @,36 --0,55) dn_x.
При вытяжке изделий из ме- ,—¦-¦
ди, томпака, латуни, серебра для !
1-й операции dx = @,20 -н 0,30) D,
для последующих операций dn —
=@,30н-0,42) dn_v
Давление прижима опреде-
ляют по формуле
где F—площадь поперечного сечения вытяги-
ваемого стакана, оь — предел прочности, п —
коэфициент, зависящий от отношения -—-,
принимается по табл. 12.
Полное давление при работе на криво-
шипных прессах равно сумме усилия вытяжки
и давления прижима.
Прижимы (скл адкодержатели [10]).
Для предотвращения складкообразования при
вытяжке и для съёма отштампованных дета-
лей применяют: на кривошипных прессах —
буферные устройства, пневматические и гидро-
пневматические подушки; на вытяжных прес-
сах двойного действия — прижимное кольцо,
которое укрепляется на специальном пол-
зуне пресса, приводимом в движение от ку-
лачков или от коленчато-рычажной системы
пресса.
Размеры резинового буфера (фиг. 34,а)
следует назначать, исходя из следующих со-
ображений:
а) во избежание потери эластичности и
быстрого старения резины максимальное сжа-
тие её следует брать не больше' 35—45%:
h
Н
100,
где /—сжатие резины в %; Я—высота
резинового буфера в свободном состоянии;
где D — диаметр заготовки
в см; d - диаметр вытягиваемо- Фиг' 34' Вытяжные штампы:ны|м~бс J**^,0""" бУФеР°м;б " с «ружи«-
го изделия в см; q — удельное
Таблица 12
п
о,55
1,ОО
O.575
о,93
о,бо
о,8б
0,625
о.79
0,65
о, 72
O.675
о,6б
о„о
о.бо
о,75
о..
°.77э
о,8о
0,40
ГЛ. III]
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
497
h — высота резинового буфера в конце вы-
тяжки;
б) отношение высоты резинового буфера
к диаметру должно находиться в пределах
Широкое применение имеют пружинные
буферные устройства (фиг. 34, б), состоящие
из одной или нескольких пружин.
Существенный недостаток указанных бу-
ферных устройств заключается в излишнем
увеличении силы прижима к концу вытяжки,
что может привести к разрыву материала.
Более равномерное давление прижима обес-
печивает рычажное буферное устройство
с боковым расположением пружин (фиг. 35).
Фиг. 35. Буферное устройство с боковыми
пружинами.
Преимущество пневматических подушек
(типа Маркетт) заключается в постоянстве
силы прижима на протяжении всего процесса
вытяжки и удобстве её регулирования.
Для прессов малых габаритов увеличе-
ние потребного давления прижима достигается
установкой последовательно расположенных
цилиндров (фиг. 36). Для прессов с большой
площадью стола применяют батареи пневма-
тических подушек.
Сила прижима регулируется изменением
давления воздуха в цилиндрах подушки:
где D — диаметр поршня в см\ п — число ци-
линдров; р—давление воздуха в сети в кг/см2.
Подвесные пневматические полушки ука-
занных конструкций к прессам среднего тон-
нажа требуют устройства большого фунда-
мента. Кроме того, они неудобны для монтажа
и ремонта. Поэтому их заменяют подушками,
встроенными в стол (фиг. 37).
Гшфопневматические подушки применяют
для прессов малых габаритов, требующих
большой силы прижима. Давление в гидра-
влическом цилиндре в *>--10 раз выше, чем
в цилиндре простых пневматических подушек.
Гюропневматические и пневматические
подушки обычно обеспечивают давление,
равное Ve — Vio давления пресса. Преимуще-
ство прижима заготовки на вытяжных прес-
сах двойного действия перед другими видами
прижимных устройств заключается в простоте
и надёжности работы. Сила прижима регули-
Фиг. 36. Пневматическая подушка с двумя цилиндрами:
1 — пневматическая подушка; 2 — подкладная плита;
3 — вырубная матрица; 4 — пуансон-матрица; 5 — стяжной
болт; б —стол пресса.
руется изменением зазора между прижимом
и зеркалом матрицы. Недостатком прижима
является его жёсткое действие, вследствие
чего сила прижима изменяется при отклоне-
ниях толщины заготовки. При вытяжке изде-
Фиг. 37. Пневматическая подушка, встроенная в стол.
лий больших габаритов несимметричной
и сложной формы на прижимных поверхно-
стях вытяжных штампов часто устанавливают
перетяжные рёбра (в местах, где нужно за-
медленное перемещение металла в штамп)
498
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. II!
Устанавливают их в один или в несколько
рядов на одной или обеих сторонах, в зави-
симости от формы изделия (фиг. 38).
Фиг. 38. Вытяжной штамп с перетяж-
ными рёбрами: / — прижим; 2 — пуансон;
3 — перетяжные рёбра; 4 — матрица;
5 — материал.
Вытяжка с утонением. При вытяжке
с утонением после каждой операции диаметр
и толщина стенки полуфабриката умень-
шаются, а глубина увеличивается.
Степень деформации (наклёп) за один пе-
реход вытяжки характеризуется относитель-
ным сокращением сечения между операциями:
где Fq — поперечное сечение полуфабриката
до вытяжки; ?— поперечное сечение полу-
фабриката после вытяжки.
Степень деформации, которую можно осу-
ществить за один переход вытяжки, ограни-
чивается прочностью сечения вытягиваемого
стакана. При предельной степени деформации
(для латуни и мягкой стали k= 120 -т- 150%)
происходит разрушение металла при вытяжке.
При расчёте числа операций вытяжки
наибольшую степень деформации для латуни
и мягкой стали обычно принимают для вы-
тяжки чашки (свёртка) k = 80 -f- 110%,
а для последующих вытяжек k = 60 ч- 80%.
Число операций вытяжки определяют по
формуле
lg^o-igF
п =
loo
Если принять среднее значение k = 75%,
то
Учитывая, что диаметр изделия увеличи-
вается благодаря упругости стенок, диаметр
последнего вытяжного кольца берут на 0,7—
1% меньше требуемого наружного размера
изделия. После каждой вытяжной операции
полуфабрикат подвергают отжигу для снятия
наклёпа, а также травке и промывке.
Чеканка. Чеканку производят на фрикци-
онных, гидравлических или кривошипных
прессах для получения точных размеров или
для нанесения односторонних или двухсторон-
них рисунков, а также для маркировки, клей-
мения и т. п. (см. статью „Штамповка на
кривошипных прессах").
Рабочие поверхности чеканочных пуан-
сонов и матриц должны быть тщательно от-
полированы.
Пуансон, матрицу и подвергаемую чеканке
деталь смазывают тонким слоем масла в целях
получения чистой поверхности и облегче-
ния съёма детали.
Потребное усилие чеканки резко возра-
стает с увеличением предела прочности ме-
талла, скорости деформации и глубины чеканки
и с уменьшением толщины материала.
Удельное давление сжатия при чеканке
должно быть выше предела текучести штам-
пуемого металла.
Потребное для чеканки давление:
P = Fp ,
г еж
где F — площадь проекции штампуемой
детали на горизонтальную плоскость в ли*2
И Р — удельное давление сжатия в кг/мм2
(по табл. 13).
Таблица 13
Значения удельных давлений сжатия (рсж в кг/мм3)
Характер чеканки
Чеканка выпукло-вогнутого рисунка
на листовой латуни толщиной 0,7 мм
Получение шахматной рифлёной по-
верхности на латуни и мягкой стали.
Чеканка с нанесением рельефа на
плоских латунных деталях без ограни-
чения по контуру
Штамповка кубиков из весьма мяг-
кой стали
Чеканка выпукло-вогнутого рисунка
на листовой латуни толщиной до 1,8 мм
Чеканка небольших плоских дета-
лей из поделочной стали (клинья,
рукоятки и т. п.) с доведением до
точных размеров по толщине ....
Чеканка кубиков из мягкой стали .
Чеканка золотых монет, часовых
крышек и т. п
Чеканка серебряных монет, часовых
крышек и т. п.. . •...••• ...
Чеканка никелевых монет, часовых
крышек и т. п
Чеканка деталей из поделочной ста-
ли со ступенчатой формой поверхно-
сти с доведением до точных размеров
по толщине
Чеканка плоских стальных пластин
с доведением до точных размеров по
толщине
Чеканка односторонних рисунков
на латунных листах толщиной 0,4—
3,0 мм
Чеканка рисунка на изделиях из
нержавеющей стали
рсж
5-ю
эо—з°
ЭР—4°
6о-8о
8о—9о
8о—loo
100—150
I2O—150
150—180
i6o—180
160—180
аоо—350
250—300
и выше
зоо—зоо
и выше
Примечание. При некалиброванных заготовках
тоннаж чеканочного пресса вследствие добавочной дефор-
мации из-за колебаний по толщине заготовки нужно
брать с запасом до 50э/0.
Прессовка. Прессовку применяют при из-
готовлении тонкостенных трубок, тюбиков
и других изделий из свинца, олова, меди,
алюминия и латуни. Методом прессовки по-
лучают также тонкостенные полые изделия
некруглой формы (прямоугольной и др). из
алюминия.
Алюминий, медь, латунь и мягкую сталь
прессуют в холодном виде в отожжённом со-
ГЛ. III]
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
499
стоянии и после прессовки отжигают. Прес-
совку цинка производят с подогревом до 150—
200° С. Прямой и обратный методы прессовки
схематично показаны на фиг. 39.
Заготовками служат диски, которые вы-
рубают из листа или отрезают от прутка,
а также полуфабрикаты, отрезаемые от трубы
или штампуемые вытяжкой.
Тонкостенные трубки, тюбики и другие
изделия прессуют с толщиной стенок от 0,1
до 1,5 мм при диаметре от 8 до 80 мм
и высоте до 280 мм. Коэфициент деформации
Фиг. 39. Прессовка: а — прямая; б — обратная.
при прессовке выражается отношением тол-
щины заготовки к толщине трубки после прес-
совки.
Для мягких цветных металлов коэфициент
деформации может быть от 4 до 25 (данные
Крейна), а удельное давление при прессовке
свинца и олова достигает 100—125 кг/мм3.
Керновка[2б]. Керновку производят при по-
мощи керновочных штампов. Одним штампом
можно разметить большое количество от-
верстий.
Хорошие результаты при сверлении от-
верстий по разметке, произведённой керно-
вочным штампом, получаются при стали тол-
щиной до 3 мм и латуни толщиной до 3—
5 мм. При толщине же около 5 мм имеет
место увод сверла до 0,05 мм.
При керновочных работах необходимо
учитывать, что:
а) угол кернения должен быть меньше
угла при вершине сверла; угол керна (в за-
висимости от твёрдости штампуемого металла)
делают равным от 60 до 90°: такой угол со-
здаёт благоприятные условия для направления
сверла в начальный момент;
б) для повышения точности сверления
следует применять глубокие лунки, у которых
диаметр отпечатка больше диаметра сверла;
наиболее точному сверлению для диаметров
до 1,5 мм способствует применение комби-
ни°ованной лунки (конус с цилиндрической
частью);
в) при кернении вблизи контура .изделия
необходимо применять только конические
лунки с диаметром отпечатка меньшим, чем
высверливаемое отверстие; то же самое от-
носится и к изделиям, у которых толщина
равна или меньше диаметра высверливаемого
отверстия. Для отверстий диаметром от 1 до
3 мм диаметр отпечатка керна берут меньше
на 0,2-0,8 мм;
г) свёрла, у которых угол режущих гра-
ней меньше или равен углу кернения, не при-
годны для высверливания отверстий по кер-
нам;
д) свободная высота кернов должна быть
больше, чем глубина накернованных лунок
(фиг. 40, я).
*)
б)
Фиг. 40. Установка кернов в штампе.
Если свободная высота кернов меньше на-
кернованных лунок (фиг. 40, б), то это может
привести к мёртвому удару;
е) при установлении диаметров кернов
следует по возможности объединять их
в группы. Таким образом, число различных
Фиг. 41. Положение сверла при различных кер-
новках: а — диаметр отпечатка, размеры кото-
рого меньше диаметра сверла; б — диаметр отпе-
чатка, размеры которого больше диаметра сверла;
в — комбинированная лунка с цилиндрической
частью; г — угол кернения, размеры которого
больше угла при вершине сверла.
диаметров кернов можно свести к 2—3 для
отверстий до 2,5 мм. Положения свёрл при
различной форме кернованных лунок показаны
на фиг. 41.
СБОРКА
Запрессовка. Запрессовку применяют при
сборке двух или нескольких деталей за счёт
посадок с натягом (запрессовка бронзовых,
латунных, стальных втулок) или свободной
вставки одной детали в другую с последую-
щей деформацией одной или обеих деталей.
На фиг. 42 показана запрессовка сальника
при помощи запрессовочного штампа.
В конструкции штампа предусмотрена
безопасная работа прессовщика. Это обеспе-
чивается выдвижным пуансоном /, закреплён-
ным в ползушке 2, которая с помощью ручки 3
может быть выведена из опасной зоны по
направляющим 4. При этом положении корпус
сальника с вставленными в него кожаными
манжетами, кольцевой пружиной и металли-
ческим кольцом укладывается на пуансоне.
Положение сальника на пуансоне определяется
фиксатором 5. Положение пуансона под за-
прессовочной матрицей б определяется штиф-
тами 7. После запрессовки сальник удаляется
из матрицы выталкивателем &
Фальцовка. Применяется фальцовка при
соединении двух или нескольких деталей,
производимом посредством фальцовочного:
замка, отбортовки или отгибки лапок.
На фиг. 43 представлена фальцовка асбе-
сто-медной прокладки.
500
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. III
Фиг. 42. Запрессовка сальника.
г з
Ш
шшш
Фиг. 43. Сборка асбесто-медной прокладки: а — медно-асбестовая прокладка; в — фиксация
двух латунных и одной асбестовой прокладки; в — образование фальца при сборке
прокладки.
ГЛ. Ill]
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
501
Асбесто-медная прокладка, показанная на
фиг. 43, а, состоит из двух латунных деталей
G и 2) и одной асбестовой C).
' Все три детали перед фальцовкой соби-
рают. Каждая из соединяемых деталей перед
сборкой имеет форму прокладки, причём одна
латунная прокладка имеет, кроме того, от-
бортовку.
На фиг. 43, б показана фиксация прокладки
отверстиями на фиксаторах 4 перед фальцов-
кой.
На фиг. 43, в показана фальцовка пуан-
соном 5, а на фиг. 43, а —прокладка с фальцем.
ПРОФИЛИРОВАНИЕ ЛЕНТЫ
Профилирование ленты производится на
прессах штампами и на профилировочных
машинах роликами.
профили, причем последние бывают с запол-
нителями и без заполнителей.
Открытые и закрытые профили могут быть
получены штамповкой на прессах, кромкоза-
гибочных машинах и на профилировочных
машинах.
Профилировочные машины [19] тяжёлого
типа профилируют полосы толщиной до 4—
5 мм и шириной до 250 мм, машины сред-
него типа — ленту толщиной до 2,5 мм
и шириной до 150 мм, а лёгкие машины ~
ленту толщиной 0,5—0,8 мм при ширине рас-
кроя до 50 мм.
Минимальные размеры радиусов закруг-
ления гнутых профилей даны в табл. 14.
Таблица 14
Минимальные размеры радиусов закругления
гнутых профилей
Толщина
материала
в мм
о,з—о,6
о,8
1,8 -2,О
5,°
Минималь-
ный радиус
загиба
в мм
3.5 f
4,о 1
6,о
9.о }
12,О
15.° J
Допуск по радиусу в мм
±о.5
±10% от размера минималь-
ного радиуса загиба
Фиг. 44. Открытые профили.
Фиг. 45. Закрытые
профили.
Имеется два вида профилированного сече-
ния: открытые (фиг. 44) и закрытые (фиг. 45)
Исходным материалом для профилирова-
ния являются цветные металлы, холодно-
катаная особо мягкая стальная лента и не-
ржавеющая стальная лента.
Производительность профилировочных ма-
шин достигает 15—75 м/мин.
Для определения ширины ленты профили-
руемое сечение вычерчивают в увеличенном
масштабе, затем контур сечения разбивают
на элементарные участки, определяют длину
в) /ч
г
Фиг. 46. Процесс образования трубки на профилировочной машине: а — профиль ленты при дефор-
мировании её первой парой роликов; б~ профиль ленты во второй паре роликов; в — профиль"
ленты в третьей паре роликов; гад — образопвние фальцовочного замка с помощью роликов 1,
направляющих планок 2 и оправки 3; е — овальный профиль трубки, полученный в профилирующих
роликах; ж — калибровка трубки с помощью роликов 1, 2 к оправки ,?.
502
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. III
каждого участка и суммируют их. Полученную
расчётную ширину ленты окончательно кор-
ректируют практическим путём.
Последовательные стадии профилирования
трубки роликами на профилировочной машине
показаны на фиг. 46.
ВЫДАВКА
Выдавку листового металла на давильных
станках применяют в единичном и серийном
производстве тогда, когда изготовление
штампов нерентабельно, а также для изго-
товления изделий сложной ^ конфигурации
(кувшинообразной, сферической и им подоб-
ных форм).
Выдавке подвергаются алюминий и его
сплавы, цинк, медь, латунь, нейзильбер,
серебро, мягкая сталь и другие металлы, обла-
дающие достаточной пластичностью.
Выдавкой можно производить: а) вытяжные
операции (полые тела вращения), б) отделоч-
ные операции для уничтожения дефектов по-
верхности детали, в) окончательное прида-
ние формы полым деталям после вытяжки,
г) завивку и обрезку края, д) закатку и т. д.
При подсчёте размеров заготовки для вы-
давки учитывают, что от нажима давильника
поверхность заготовки увеличивается в сред-
нем на 5—7° 0. Требуемого давления дости-
гают ручным нажимом давильника — для
тонкого и пластичного металла или при помощи
подачи сушпта давильного станка с укре-
плённым давильником или роликом.
Давильный станок (фиг. 47) и^еет пеоед-
июю бабку со ступенчатым шкивом и враща-
ющимся шпинделем 1, на котором закре-
пляется давильный патрон, передвижную зад-
200
Фиг. 47. Токарно-давильный станок.
нюю бабку 2 и подручник 3 с отверстиями
для закрепления стального штифта 4 („зуба"),
служащего опорой для давильника или для
державки ролика.
Давильный станок должен давать от 200
до 1500 oft/мин.
Мягкую листовую сталь толщиной 0,75 мм
можно давить при 600 об/мин, а толщиной
1,5 мм — при 400 об/мин. Цинк и алюминий
следует выдавливать при 800—1200 об/мин,
красную медь — при 600—'800, латунь — при
«00—1200 и белую жесть -при 600-800 об/мин.
Патроны для выдавки небольших партий
изделий изготовляют из сухого дерева твёрдых
пород — твёрдый клён, бокаут (гваяковое де-
рево), граб и др. Патроны должны быть точно
выбалансированы. Деревянные патроны обла-
дают склонностью к короблению и об газова-
нию трещин при длительном их использова-
нии и хранении. Для предотвращения этого
деревянный патрон покрывают варёной
смесью из 1 части машинного масла и 4 ча-
стей говяжьего сала.
Металлические патроны применяют для
выдавки изделий большими партиями. Мате-
риалом для металлических патронов служат
чугун, сталь и латунь. Латунные патроны
применяют главным образом для изготовле-
ния изделий малых размеров, причём требу-
емую форму патрону придают на том же да-
вильном станке.
Патронам для выдавки изделий цилиндри-
ческой формы придают незначительную конус-
ность для удобства съёма изделия.
Для выдавки изделий, которые имеют форму,
не позволяющую снять Деталь с целого па-
трона, применяют разъёмные патроны (фиг.
48), которые после вы-
давки разбирают на ча-
сти и вынимают из гото-
вого изделия. Производи-
тельность работы на
j-азъёмных патронах ни-
же, че-i на не азъёмных.
На фиг. 49 предста-
влен набоо давильного
инструмента. Шаровид-
ный давильник / имеет
весьма разнообразное
применение. Крючкооб-
разный давильник, или
крючок, 2 обычно при-
меняется для выдавли-
вания изнутри. Давильни-
ком с прямым язычком 3
пользуются для стягивания шеек. Давиль-
ником-гладил кой 4 пользуются для сглажи-
вания неровностей, остающихся на поверх-
ности изделия после выдавливания. Плоский
давильник 5 применяется для обдавливания
кромок круглых изделий. Молотообразный
давильник в применяется для завёртывания
бортов внутрь или наружу. Полук углый
давильник 7 применяется для отрезки и
цекования края выдавленного изделия. Ша-
бемы 8 и 9 применяются для соскабливания
налёта, остающегося после отжига изделия:
шабер 8 — для обработки наружных поверх-
ностей, шабер 9 — для обработки внутрен-
них поверхностей. Гуртильное колесико, или
накатка, 10 служит для накатки орнаментов
на краях выдавливаемых изделий. Закатка //
служит для закатывания или завёртывания
края изделия.
Последовательность выдавки заготовки 1
на патроне 2 давильником 3 показана на фиг.
50. Заготовка прижимается к патрону голов-
кой 4, укреплённой на центре задней бабки 5.
Изделия сложной формы часто не удаётся
выдавить за одну операцию, так как металл
приобретает наклёп и хрупкость. В таких слу-
чаях делают переходные патроны и после
каждого перехода отжигают изделие.
На фиг. 51 показана последователь-
ность выдавки двух изделий различной
формы.
Фиг. 48. Разъёмный
патрон для выдавки.
ГЛ. III]
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
503
2 3
а
tr?
7 3 9 iO /1
п
Фиг. 49. Инструмент для выдавки.
Фиг. 50. Схема процесса
выдавки.
Фиг. 51. Последовательность выдавки.
Выдавка резьбы на полых изделиях [4]
Выдавка резьбы с помощью патрона и
ролика. Принципиальная схема устройства
станков для выдавки резьбы с помощью па-
трона-и ролика приведена на фиг. 52. Шпин-
дель 1, несущий патрон а, и шпиндель 2,
несущий ролик б, связаны между собой по-
средством гитары 3.
Передача между шпинделем патрона и
шпинделем ролика должна допускать сближе-
ние осей патрона и ролика. Это достигается
тем, что каретка 4, несущая ось ролика, пово-
Фиг. 52. Выдавка резьбы с помощью па-
трона и ролика.
рачивается вокруг оси 5; при этом ведомая
зубчатка 7 катится по ведущей зубчатке 6
одновременно с поворотом каретки.
Ось ролика б показана условно ниже оси
патрона а. Фактически эти оси находятся при-
мерно на одной высоте, и на фиг. 52 ролик б
и патрон а должны перекрываться. Выдавка
производится сразу по всей длине резьбы.
Окружные скорости ролика и патрона долж-
ны быть одинаковыми. Если на патроне де-
лается левая резьба, которая в дальнейшем
должна бь.ть получена на изделии, то на ро-
лике делается правая резьба, и наоборот. При
этом соблюдаются равные углы наклона вин-
товой линии.
При наладке инструмента вершины резьбы
ролика должны приходиться точно против
впадин патрона.
Наружный диаметр патрона dn, наружный
диаметр резьбы гайки Do и шаг патрона t
связаны следующей зависимостью:
где а — угол наклона винтовой линии, обра-
зуемой вершиной выступов патрона.
С другой стороны, на выдавливаемой резьбе
гайки
tg»=
t± = izD0 tg а -к —11.
"я
Шаг на готовой детали равен шагу t па-
трона.
На фиг. 53 показаны в разрезе патрон а,
ролик б и деталь в. Ролик б и патрон а одно-
временно касаются заготовки вершинами
выступов соответственно 1, 2, 3, 4, 5, 6, 7, 8,
Фиг. 53. Схема деформации металла при
выдавке резьбы одновременно по всей
длине.
9, 10, 11 и 72. Материал растягивается, как
показано стрелками.
Увеличение поверхности винтового витка F^
по сравнению с поверхностью заготовки Fo
составляет:
^iA Гр + (?>0 dlJ _ я Dot
Увеличение поверхности при выдавке резьбы
в данно .1 случае происходит за счёт утоне-
ния атериала. Поэтому настоящий способ
кожет быть применён для неглубоких резьб и
при пластичном материале.
504
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. Ш
Вы давка спомощьюнакаточных
роликов и метчика. Процесс такой вы-
давки резьбы происходит следующим образом
(фиг. 54). Метчик 2, на который надета заго-
товка 3, вращаясь, подаётся по стрелке вин-
товым копиром к ролику 4.
Станок налаживают так, чтобы вершины
выступов метчика при подаче его приходи-
' 5)
Фиг. 54. Схема процесса выдавки резьбы с помощью метчика и роликов:
а — начало накатки; б — окончание накатки; в — обжатие входящего края пер-
вого витка; г — работа роликов, производящих выдавку резьбы.
лись против середины впадины ролика. Кру-
говые выступы ролика располагаются на рас-
стоянии, равном шагу резьбы.
Метчику сообщается вращательное (рабо-
чее и холостое) и возвратно-поступательное
движение от шпинделя станка.
Ролик 4 трением поворачивается в напра-
влении, обратном направлению вращения мет-
чика 2.
Относительное положение метчика 2, ро-
лика 4 и детали 3 соответствует при выда-
вленной резьбе положению, показанному на
фиг. 54, б. Нормальное направление начала
первого витка должно итти по линии cd;
действительное направление его идёт по ли-
нии си под углом <р к торцу метчика 2. Кроме
того, край первого витка не прижимается к
выступам ролика 4 на величину Ь.
Выдавка входного края первого витка по-
казана на фиг. 54, в. Материал заготовки не
прилегает плотно к краю метчика и образует
выпуклости у торца метчика и над вершиной
первой нитки метчика 2. Такое искажение
первого витка резьбы затруднит свинчи-
вание.
Для избежания этого явления применяют
второй ролик 5, который по ширине делается
более ширины ролика 4 на величину 2 .
v r J coscp
Ролик 5 работает только одной стороной.
После износа её ролик перевёртывают другой
стороной. Кольцевые выступы на роликах
делаются по форме профиля нарезки, но более
высокие и с меньшим углом заострения.
Ролик 5 выдавливает не только начало пер-
вой нитки, но и все последующие. При этом
выдавливаемая им винтовая линия смещается
влево от оси на величину — — . Ролик 4 ис-
COStp
правляет предварительно выдавленную роли-
ком 5 резьбу (фиг. 54, г), перемещая вправо
по оси вершину винтовой линии на величину
и придавая профилю заданную форму.
Так как ролик 4 выдавливает впадину пер-
пендикулярно оси изделия, а не под углом
наклона винтовой линии изделия, то профиль
резьбы получается искажённым.
Выдавка ргезьбы с помощью роликов и
метчика позволяет делать относительно глу-
бокую резьбу даже при малопластичном ма-
териале.
Выдавка с помощью шнека и па-
трона с переменным шагом винто-
вой линии. Особо глу-
боко выдавленную резьбу
получают с помощью вра-
щаемых в одну сторону с
одинаковой угловой ско-
ростью шнека и специаль-
ного патрона, имеющих пе-
ременный шаг винтовой ли-
нии (фиг. 55). Заготовка не
вращается, а имеет только
поступательное движение,
вызываемое действием
шнека и патрона.
Шнек / имеет цилиндри-
ческую часть а, по которой
движется трубчатая заго-
товка 9. Ролики 2- 8 посажены свободно на оси
и закреплены в державках 10 патрона //. По
направлению винтовой линии ролики уста-
навливаются с помощью винта 12. Материал
Фиг. 55. Схема инструмента для выдавки
резьбы с помощью шнека и патрона.
цилиндрической заготовки на длине 1г
идёт на образование одного витка шири-
ной /g.
Схема устройства станка изображена на
фиг. 56. Шнек 1 укреплён на валу 2, приво-
димом в движение шестернями 3—6 от вала 7,
17
SASS*
16
77777777777777//
Фиг. 56. Схема станка для выдавки
шнека и патрона,
резьбы с помощью
связанного с мотором через коробку скоро-
стей. Через передачу 8 от вала 2 приводится
в движение вал 9 и через шестерни /Он 11 —
патрон 12, удерживаемый кольцом 13, в кото-
ром укреплены с помощью специальных дер-
жавок ролики 18.
ГЛ. Ill]
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
505
Трубчатая заготовка 17 проходит через
отверстие в стойке 14 и закрепляется в пол-
зушке 15, двигающейся вместе с заготовкой 17
по направляющей 1в. Движение трубчатой
заготовки и ползушки обеспечивается дей-
ствием шнека и патрона. При этом способе
можно делать выдавку только по всей длине
заготовки, так как конструкция шнека не
даёт возможности снять с него наполовину
выдавленную по длине трубу.
Этот способ применяют обычно для изго-
товления гибких шлангов с гофрами по вин-
товой линии, а также для выдавки очень глу-
бокой резьбы на открытых с обеих сторон
трубах по всей их длине.
Трубы с гофра «и по винтовой линии (тубо-
флексы) изготовляют из трубчатых заготовок,
получаемых прессованием с последующим
волочением.
Материалом для тубофлексов чаще всего
является латунь, состоящая из 85% Си и
150/n Zn.
. Выдавка резьбы с помощью шнека и па-
трона с переменным шагом винтовой линии
может сопровождаться увеличением внешнего
диаметра и сжатием полученного профиля в
осевом направлении.
Получение правильного профиля резьбы
при выдавке на полых изделиях обеспечивается:
а) совпадением угла наклона винтовой линии
патрона и выдавливающих роликов с соот-
ветствующими углами наклона винтовой ли-
нии в готовом изделии, б) совпадением сере-
дины вершины выступов ролика с серединой
впадин патрона в течение всего процесса
выдавки резьбы, в) равномерностью толщины
материала и равномерностью деформации на
предыдущих операциях.
На практике при выдавке резьбы получа-
ются следующие отклонения: а) выдавка резьбы
на гайках с помощью метчика или с помощью
патрона и ролика всегда сопровождается из-
менением толщины материала заготовки (глав-
ным образом утонением i; б) неравномерность
толщины стенок полуфабриката, поступающего
на выдавку резьбы, вызывает искажение про-
филя резьбы; в) недостаточность радиусов
закругления вытяжного пуансона приводит
к сильному местному утонению материала при
вытяжке.
ТЕРМООБРАБОТКА
Для восстановления пластических свойств
металла после холодного деформирования
рекомендуется термообработка.
Для листовой малоуглеродистой стали сле-
дует применять низкий отжиг — при темпера-
туре 603—650° С.
Пр.и холодной штамповке этой стали нужно
избегать критической деформации 7—12%. а
при отжиге температуры 700—780° С, так как
при этих условиях велик рост книсталлов.
Высокий отжиг — при температуре 920 С—сле-
дует применять лишь в исключительных слу-
чаях — тогда, когда низкий отжиг не дал
положительных результатов.
Для восстановления пластических свойств
дуралюмина рекомендуется следую.цая термо-
обработка: 1) закалка наг ев до 49J 520' С
и охлаждение в воде (металл пластичен в тече-
ние 5 час. после закалки), 2) нормальный от-
жиг — нагрев до 340—370° и охлаждение на
воздухе.
Наибольшей пластичностью дуралюмин
обладает при нагреве до 400—420° С с охла-
ждением в печи до 280° С со скоростью 30°
в час и последующим охлаждением на воз-
духе.
Температура отжига для латуни указана
в табл. 15.
Таблица 15
Марка
металла
ЛТ-90 '
Л-80
Л-68
Л-62
Л-59
ЛС-59
Температура <
более
10
7<х>
7<х>
650
650
630
620
при •
более
5-10
68о
68о
650
650
6з°
бзо
)тжига в
голщине
более
1-5
650
6jO
630
630
620
600
•С для
в мм
0,5—1,0
боо
боо
боо
62O
—
латуни
менее
0,5
58о
58о
боо
—
Во избежание образования крупного зерна
отжиг латуни Л-68 не рекомендуется вести
выше 650° С. Охлаждение латуни Л-62 и осо-
бенно Л-59 и ЛС-59 после отжига должно
быть медленным. Для уменьшения окалины
желателен отжиг в нейтральной или в слабо-
восстановительной атмосфере.
Для отжига автомобильной бронзы реко-
мендуется следующая температура: 600° С —
для материала до 2 мм толщиной и 650° С —
для больших толщин. Охлаждение медленное.
Оптимальная температура отжига биме-
талла на стальной основе — 675 — 650° С. От-
жиг за пределом этого интервала ведёт к
образованию некоагулированного пластинча-
того перлита в стальной основе, затрудняю-
щего дальнейшую обработку давлением.
После отжига металла или полуфабриката
необходимы протравка и промывка.
СМАЗКА [28]
От смазки в первую очередь требуется,
чтобы она создавала прочную разделитель-
ную плёнку между поверхностями штампа и
материала, способную выдерживать большие
давления и таким образом предохранять
материал от сухого или полусухого трения.
При плохой смазке происходит интенсив-
ный процесс налипания металла на пуансон
и матрицу, образование задиров и цаоапин
на матрице, пуансоне и материале. Суще-
ственное значение имеет также лёгкость на-
несения и удаления смазки.
Применяемые смазки можно разбить на
две группы: 1) смазки без наполнителей и
2) смазки с наполнителем.
Способность смазки образовывать проч-
ную плёнку на металлической поверхности
зависит от физико-химических свойств смазки,
а также от физических и химических свойств
поверхности металла. •
При выборе смазки следует учитывать,
что: 1) минеральные масла физически и хими-
чески недостаточно активны; 2) животные
жиры и растительные масла (техническое
506
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. III
сало, рыбий жир, сурепное и касторовое
масла и т. д.) под высоким давлением дают
более прочную смазочную плёнку, чем мине-
ральные масла, но они дефицитны и дороги
и, кроме того, недостаточно эффективны при
глубоких вытяжных работах; 3) эффектив-
ность смазки значительно повышается с вво-
дом в её состав так называемых наполни-
телей (мел, чешуйчатый графит, тальк и т. д.).
В зависимости от толщины штампуемых
изделий процент ввода наполнителей следует
изменять, доводя их, например, для толстого
металла до 40% от веса смазки. Селлин реко-
мендует применять при вытяжке следующие
смазки: для никеля — смесь крепкого мыль-
ного щёлока с маслом; для меди, латуни,
прокатанной бронзы и цинка — сурепное
масло чистое или смешанное с крепким мыль-
ным раствором; для алюминия и его спла-
вов — дешёвый вазелин; для нержавеющей
листовой стали — воду с графитом в каше-
образном состоянии.
В табл. 16 указаны смазки для малоугле-
родистой стали.
Таблица 16
Смазка для вытяжки малоуглеродистой стали
(по данным ЦНИИТМАШ и ЗИС) [28]
Продолжение табл. 16
Компоненты, вхо-
дящие в смазку
Веретённое масло .
Рыбий жир ....
Графит
Олеиновая кислота .
Сера
Зелёное Ъыло . . .
Вода
Содер-
жание
в % (по
весу)
41
15
8
5
6
15
Примечание
Эта смазка даёт наи-
лучшие результаты.
Серу следует вводить
в виде измельчённого
порошка
Компоненты, вхо-
дящие в смазку
Веретённое масло .
Солидол
Тальк
Сера
Спирт
Веретённое масло .
Солидол
Графит
Сера
Спирт
Вода
Веретённое масло .
Сульфидированное
касторовое масло . .
Мел
Олеиновая кислота
Едкий натр ....
Вода
Зелёное мыло . . .
Вода
Эмульсол жидкий .
Мел
Кальцинированная
сода
Вода
Содер-
жание
в °/0 (по
весу)
4°
4°
и
8
i
2О
4о
2О
7
I
12 ,
33
1.5
1,2
45.°
5.6
о.7
13.о
2О
8о
37
45
i6,7
Примечание
Серу вводить в виде
тонкоизмельчённого
порошка
Серу растворять в ве-
ретённом масле при
температуре около
160°С. Недостатком
смазки является то, что
при длительном хра-
нении она расслаи-
вается
Эта смазка легко уда-
ляется. Применима для
тяжёлых штамповок
Мыло растворять в
воде при 60-70° С.
Смазка пригодна для
вытяжки сферических
и подобных им изделий
Упрощённый рецепт
растворимой смазки.
Смазка может быть
улучшена добавлением
3°/0 сульфинированного
касторового масла
КОНТРОЛЬ КАЧЕСТВА ШТАМПОВАННЫХ ДЕТАЛЕЙ
Контроль качества деталей и полуфабри-
катов производится: а) наружным осмотром,
б) калибровым обмером, в) измерением уни-
версальными инструментами, г) измерением
специальными приборами и приспособления-
ми, д) лекальным обмером и проверкой ша-
блонами и е) лабораторными и эксплоатацион-
ными испытаниями.
Наружный осмотр
Цель наружного осмотра (визуального
контроля) — выявить дефекты металла и тех-
нологии.
Дефектами металла могут быть плёны,
расслоения, пузырчатость, трещины, песо-
чины, окалина, шероховатость и пористость;
дефектами технологии — трещины, царапины,
косина, надрывы, вмятины, недоштамповка, а
также пористость и морщинистость (эти
дефекты выявляются на какой-либо операции
и являются следствием неправильно разрабо-
танной технологии, неправильно изготовлен-
ного штампа, износа штампа, неправильной
наладки штампа или пресса).
В частности, трещины могут появиться:
при вытяжке — в результате чрезмерного на-
клёпа, при гибке — в результате малого
радиуса изгиба и т. д. Царапины обычно
получаются при вытяжке в результате нали-
пания металла на пуансон и матрицу, попада-
ния посторонних твёрдых тел в штамп. Косину
при вытяжке вызывают неравномерный зазор
между пуансоном и матрицей, неравномерная
толщина металла, неправильная закладка за-
готовки в штамп. Надрывы являются резуль-
татом чрезмерного напряжения металла при
вытяжке. Пористость может образоваться
при вытяжке вследствие неправильного от-
жига и т. д.
Калибровый обмер
Калибровый обмер производят при
помощи пробок и скоб для отбраковки по
предельным размерам отверстий, наружных
контуров, расстояний между отверстиями и
т. д. Этот вид изменения применяется обычно
в крупносерийном и массовом производствах.
Измерение универсальными
инструментами
Измерение универсальными инструментами
(масштабной линейкой, микрометром, штан-
генциркулем и т. д.) практикуется главным
образом при штамповке мелких партий.
ГЛ. Ill]
ШТАМПЫ
507
П-НЕ
П-ПР
Втулки запрессовать
¦В —\ Деталь
Плднки,фиксируН)щие деталь по нарутк-
му контуру
Фиг. 57. Контрольное приспособление для проверки
соосности и диаметров отверстий.
Измерение специальными приборами
Измерение специальными приборами и при-
способлениями применяют в крупносерийном
и массовом производствах, изготовляя такие
приборы и приспособления применительно
к данному производству, причём приспосо-
бления используют главным образом для про-
верки соотношения различных размеров штам-
пуемой детали (фиг. 57).
Лекальный обмер и проверка шаблонами
Лекальный обмер и проверка шаблонами
штампованных деталей весьма широко при-
меняются в серийном и массовом производ-
ствах. Шаблонами проверяют глубину, высоту,
длину, пазы и различные профили штампуе-
мых деталей, особенно широко пользуясь ша-
блонами для измерения сложных профилей
штампуемых деталей.
Лабораторные и эксплоатационные
испытания
Лабораторные испытания произ-
водят для определения химического состава,
антикоррозийных свойств, выявления трещин
и определения механических качеств отштам-
пованных деталей.
Эксплоатационные испытания
штампованных деталей проводятся в рабочих
условиях. Цель их — определение безотказ-
ности работы или срока службы детали.
ШТАМПЫ
КОНСТРУКЦИИ ШТАМПОВ
Конструкции штампов по характеру дей-
ствия можно разбить на три группы: а) про-
стого действия или однооперационные
(фиг. 58, а); б) последовательного действия,
или прогрессивные (фиг. 58, б) и в) совмещён-
ного действия, или компаундные (фиг. 58, в).
Штампы простого действия производят за
один рабочий ход пресса одну операцию.
Штампы последовательного действия про-
изводят две и более операции за несколько
рабочих ходов пресса с перемещением поло-
сы после каждого хода, а штампы совмещён-
ного действия — несколько различных опера-
ций за один рабочий ход пресса.
Совершенно очевидно, что производитель-
ность штампов последовательного действия
значительно выше, чем штампов простого
действия, а при оснащении их соответствую-
щим механизмом подачи они могут работать
автоматически.
Преимущество перед ними штампов совме-
щённого действия заключается в достижении
большой точности изделия благодаря тому,
что при работе на них не требуется переме-
щать полосу после каждого хода пресса.
Для обеспечения правильного положения
пуансонов по отношению к матрице штампы
обычно снабжаются направляющими устрой-
ствами.
Штампы без направляющего устройства
находят применение только при штамповке
небольшого количества изделий несложной
формы, когда изготовление более сложных
штампов не оправдывается экономически.
По характеру направления штампы бывают
с направляющей плиткой, с направляющими
колонками и с плунжерным направлением.
Штампы с направляющей плиткой приме-
няют при мелкосерийном производстве дета-
лей небольшого размера, не требующих боль-
шой точности.
Штампы с направляющими колонками об-
ладают высокой стойкостью, точностью штам-
повки и удобны для установки на прессах.
Штампы с плунжерным направлением при-
меняются в точном приборостроении для
штамповки деталей небольших размеров.
ОПРЕДЕЛЕНИЕ ЦЕНТРА ДАВЛЕНИЯ
ШТАМПА
Для устранения перекосов при работе
штампа ось хвостовика, служащего для за-
крепления верхней части штампа на ползуне
пресса, должна совпадать с. центром давления
штампа.
Центр давления штампа можно определить
аналитическим или графическим способами
(фиг. 59).
Аналитический способ. По методу момен-
тов действующих сил найти точку приложе-
ния равнодействующей для каждого пуансона
в отдельности. По методу моментов сил, при-
508
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. Ш
¦ Пуансон В
ниЖнем
положении
Пуансон в
верхнем
положении
Пуансон
пробивной
нмт
Пуансон
вырубной
J
Отход
\'1 Матрица
Ловитель г
Изделие-шайба
Переход
пробивки
НМЛ
Пуансон пробивной
Матрица
вырубная
Изделие (шайба)
Материал после
штамповки
(отход)
Фиг. 58. Схемы конструкций штампов.
ложенных в центре давления каждого пуан-
сона, найти координаты центра давления штам-
па относительно произвольных осей OXaOY:
дываем отрезки, пропор-
циональные периметрам
каждого пуансона. Кон-
цы этих отрезков соеди-
няем лучами Л 2, 3, 4.
5 с произвольно выбран-
ной точкой О.
Чтобы найти положе-
ние центра давления
штампа на линии МН
(фиг. 59), надо повто-
рить построение верё-
вочного многоугольника
под углом 90° к перво-
му многоугольнику.
Проводим линию Г,
параллельную лучу /, до
пересечения с верти-
калБНой линией, прове-
дённой из точки А. Точ-
ка пересечения этих двух
'ереход вырубки линий будет служить на-
чалом линии 2', прове-
дённой параллельно лу-
чу 2 до переселения с направлением верти-
кальной линии, опущенной из точки В. Пе-
ресечение этих двух линий в свою очередь
служит началом линии 3', проведённой парал-
лельно лучу 3. Точка пересечения линии 3' с
вертикальной линией, проведённой из точки
X =
РпХп
Фиг. 59. Определение центра давления штампа.
v_
, + РпУп
Для удобства вычисления каждое усилие
можно заменить соответствующей длиной пе-
риметра пуансона.
Графический способ. Имея в виду, что
усилия вьрубки пропорциональны периметрам
вырубаемых изделий, а точки приложения сил
каждого пуансона находятся в его центре
давления, можно определить центр давления
штампа, пользуясь методом построения верё-
вочного многоугольника.
Для построения верёвочного многоуголь-
ника из произвольной точки А проводим вер-
тикальную линию (фиг. 59), на которой откла-
С, даёт начало линии 4\ проведённой парал
лельно лучу 4.
Пересечение линии 4' с вертикальной ли-
нией, проведённой из точки D, даёт начало
линии 5', которую проводим параллельно
лучу 5. Лучи 1 yl 5 продолжаем до пересече-
ния их между собой в точке М. Из точки М
проводим вертикальную линию МН, на кото-
рой лежит центр давления штампа.
ПАКЕТЫ ШТАМПОВ
Пакетом штампа называется обработанная
и собранная основная часть штампа без ра-
бочих и вспомогательных деталей.
Пакеты с направляющими колонками
(фиг. 60) разделяются на: а) двухколонные с
расположением колонок по оси (тип I),
ГЛ. III]
ШТАМПЫ
509
б) двухколонные с расположением колонок по
диагонали (тип II), в) двухколонные с рас-
положением колонок по одну сторону оси
(тип III), г) четырёхколонные с расположе-
нием колонок по углам плиты (тип IV).
В первых двух типах пакетов направляю-
щие колонки расположены по оси симметрии,
что в наибольшей степени предотвращает пе-
рекос. Расположение колонок по одну сторону
оси штампа (тип III) очень удобно для рабо-
Фиг. 60. Типы
пакетов штам-
пов: а, б, в —
двухколонные;
г — четырёхко-
лонные.
ты, но при наличии значительного плеча
между центром давления штампа и осью коло-
нок такое расположение будет способство-
ватьперекосу, в результате чего возможен
интенсивный износ рабочих и направляющих
частей штампа. Четвёртый тип пакетов с
четырьмя направляющими колонками приме-
няют в штампах больших габаритов и в штам-
пах, требующих особо высокой точности.
Допуск на параллельность между нижней
плоскостью нижней плиты и верхней пло-
скостью верхней плиты в сборе не должен
превышать 0,08 мм.
Пакеты с плунжерным направлением
бывают двух типов: а) с С-образным корпу-
сом, б) с арочным корпусом (фиг. 61).
С-образный тип более удобен в эксплоа-
тации, но обладает меньшей жёсткостью.
что может приводить к смещению рабочих
частей штампа.
Пакет арочного типа даёт высокую точность
направления, но менее удобен в эксплоатации,
так как его рабочая зона ограничена. Он
состоит из нижней плиты /, корпуса 2, баб-
битовой заливки.?,
плунжера 4, вин-
тов 5, контрольных
шпилек 6, гайки 7
и хвостовика 8.
Широкое при-
менение нашли па-
кеты с плунжер-
ным направле- с
н и е м, диаметр г—
плунжера которых ' п
находится в пре-
делах 30—80 мм.
При этих разме-
рах плунжера вы-
сота пакета дости-
гает 180—200 мм.
Пакеты с диамет-
ром плунжера свы-
ше 80 мм при-
меняются редко,
так как закрытая
высота штампа в этом случае выходит за
пределы закрытой высоты многих прессов.
Хвостовики. Верхняя часть штампа кре-
пится к ползуну: у крупных и средних штам-
пов — посредством проушин в полках верхних
плит, а у мелких и
средних штампов —
при помощи цилин-
дрического хвосто-
вика.
Цилиндрические
хвостовики бывают
следующих конструк-
ций: 1) литой за одно
целое с верхней пли-
той. 2) ввёрнутый без
б 3 й
Фиг. 61. Пакеты штампов с
плунжерным направлением
арочного типа.
0$радотно w, кроме мест,
показанных особо
—\Н
буртика, 3) ввёрнутый
с буртиком, 4) при-
варной, 5) с фланцем
¦Г
Щ
I!
(фиг. 62), 6) заирес- Фиг. 62. Хвостовик с флан-
сованный и 7) плаваю- «ем-
щий.
Наиболее часто применяются последние
три конструкции. Размеры хвостовиков с
фланцем даны в табл. 17.
Размеры хвостовиков с фланцем в мм
Материал — Ст. 35
Таблица 17
с
%
I
3
3
4
5
D
28
4°
5°
65
75
L
65
7°
83
83
87
А
+0,032
¦+О,ОО2
7°
8О+0'003
*т 0,038
115+о.оо3
+ 0,038
+0,003
+Q.O43
м.+о.оо3
бо
9°
до
IOO
Н
—0,12
—0,12
15
18-°'И
IS'13
22-°'14
10,5
io,s
",5
12,5
".5
16
16
19
19
19
h
11
11
13
13
13
Количество
винтов
0 ю
мм
4
4
_
_
-
012
мм
-
-
4
4
6
Примечание. В штампах с жёстким выталкивателем хвостовик должен иметь сквозное сверление.
510
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. Ш
Схема крепления штампа к ползуну пресса
посредством плавающего хвостовика пред-
ставлена на фиг. 63.
S)
ш
ш
1
ill
>-
ш
щ
1
Фиг. 63. Схема крепления плавающего хвостовика:
а — без подкладки; б — с подкладкой.
Плавающий хвостовик применяют на штам-
пах небольшого габарита с центральным рас-
положением направляющих колонок и с плун-
жерным направлением.
Крепление с подкладной плиткой (фиг. 63, б)
применяют в тех случаях, когда хвостовик
имеет сверление.
Верхние и нижние плиты штампов.
В табл. 18—33 приведены ОСТ на верхние
и нижние плиты штампов.
В отношении всех плит необходимо иметь
в виду следующее:
1. На всех фигурах в таблицах максималь-
ные площади под матрицу или пуансон обо-
значены линейными размерами А X ^ или
диаметром В\.
Конструкции канавок в верхних плитах
всех типов штампов — см. фигуру в табл. 19.
2. Материал — чугунное или стальное
литьё.
3. В стандартах указаны размеры Н и по-
стоянная толщина полок 25 мм примени-
тельно к чугунному литью. В случае приме-
нения стального литья толщина полок и раз-
меры Н, указанные в таблицах, могут быть
уменьшены на 40% (при одинаковых условиях
нагрузки).
4. Толщина Н выбирается в соответствии
с нагрузкой.
5. Допуск на параллельность верхней и
нижней плоскостей плиты не более 0,02 мм.
Указанный допуск на параллельность принят
на длину 300 мм. Допуск на параллельность
верхней плоскости верхней плиты и нижней
плоскости нижней плиты в собранном виде—не
более 0,08 мм.
6. Допуск на диаметр отверстия d—по
ОСТ 1012.
7. Допуск на размер ?)^-«- наибольшего
зазора между колонкой и втулкой.
. / ОСТ
Плита нижняя штампа типа I ..,.-„
I ПК 111
7223
Таблица 18
Ах В
IOOX75
125 X loo
150 X ioo
175 X 125
200X150
а5° X 175
275Хаоо
300X225
350X250
400X300
i
Вг
9о
I2O
I2O
I4O
I7O
2ОО
225
25O
з8о
ЗЗО
С
95
I2O
I2O
145
Х75
2ОО
225
250
28о
33°
D
8о
IOO
125
*5о
175
Э2О
245
27О
315
365
Е
50
6о
6о
75
9°
IOO
125
140
i65
Размеры
F
9о
8о
8о
8о
IOO
IOO
IOO
125
125
125
d
22
22
25
25
28
28
32
за
4о
4о
в мм
R
Зо
Зо
35
35
4о
4°
45
45
5о
5°
К
15°
175
2ОО
225
25О
Зоо
325
35о
4оо
45о
L
200
225
изо
275
32O
37о
395
42O
47°
5ао
М
2О
2О
2О
2О
25
25
25
3°
3°
3°
R,
5о
5о
6о
бо
70
7о
7»
7°
7°
7°
Н
ЗО—40
35 "5
4о—5°—°°
45-6о-75
45—6о-75
50—70—90
50-70—90
50-70- оо
бо— 8о—ioo
6о—8о—ioo
Вес в кг
4-5
6.5-7.5
8-9.5-"
и-14—17
16—20—24
S3-3O-37
29-39-49
34-46-58
49-64-79
66-86-106
ГЛ. Ill]
ШТАМПЫ
511
Плита верхняя штампа типа
Таблица 19
ОСТ 7224 \
нктп
473
АХВ
IOOX75
IB5 X loo
150 X ioo
175X125
200X150
В5о X 175
275X200
300X225
35°Х25о
400X300
в,
до
I2O
I2O
I4O
I7O
2ОО
225
250
28о
ЗЗО
С
95
I2O
I2O
145
175
2ОО
225
2,О
28о
ЗЗО
Размеры
D
8о
IOO
125
15°
»75
22O
245
270
315
365
Е
5о
6о
6о
75
IOO
125
140
i65
в мм
Q
_
—
—
—
—
25
25
25
25
25
L
—
—
—
—
Зоо
325
35о
415
4б5
d
35
35
38
38
42
42
45
45
55
55
R
30
30
35
35
40
40
45
45
5о
50
Н
Зо—4о
30-40
4о—6о
4о—бо
4о—6о
50-70
50-70
50-70
6о-8о
6о-8о
Вес
в кг
2,5-3.5
3-5- 5
б- 9
7-13
II —16
22 — 29
27-36
31-44
50-64
65-85
„ / ОСТ 7225\
Плита нижняя штампа типа II I jjj^prT 4741
Таблица 20
1 Размеры в мм
АХВ
100V150
I25X2OO
150X225
175X275
225X325
25°А375
375X425
325X475
375Х55О
45оХ65о
97.5
122,5
135
1°2,5
187,5
215
240
27O
ЗО7.5
357.5
D
195
245
270
325
375
43о
4&э
54O
6i5
715
г
85
IOO
«5
13°
—
—
—
—
—
—
52.5
55
55
57.5
57.5
бо
d
25
25
25
28
28
32
32
4о
40
40
d,
28
28
28
32
32
40
40
50
50
50
R
40
40
40
45
45
50
5о
бо
бо
бо
К
145
170
аоо
225
275
Зоо
325
385
435
5*°
L
2ОО
225
25O
28о
ЗЗО
Збо
3»5
44O
4QO
57°
15
25
Зо
4о
5о
5о
5о
бо
бо
бо
М
2О
2О
25
25
25
Зо
Зо
Зо
3°
3»
Я
4о—5о
45-6о
45-6о
50-70-90
50-70-90
бо—8о—ioo
бо—8о—ioo
бо—8о—ioo
8о— IOO— 12O
8О —IOO—I2O
Вес в кг
9.5—«.5
15-18,5
18—23—28
37-35-43
40-52-64
58 -73-88
68 - 87-106
юг—125-149
145—176-207
196—239—282
К таблице 20
К таблице 21
Для клейма
I
*J 4C7l i
"° Csi'Il
1
/ ОРТ 7226\
Плита верхняя штампа типа II (f^Yn ~75
Таблица 21
АХВ
100X150
125X200
150X225
175X275
225X325
25оХ375
275X425
325X475
375Х55О
45оХ65°
С
97-5
122,5
135
162,5
187,5
215
240
27O
3°7>5
357.5
D
195
245
27О
325
375
43°
48о
54O
6i5
715
Размеры в мм
d
38
38
38
42
42
45
45 '
55
55
55
dt
42
42
42
45
45
55
55
65
65
65
R
40
40
40
45
45
5о
50
60
60
60
L
—
—
230
280
310
ЗЗО
400
450
53°
Я,
15
25
Зо
4о
5о
5о
?
бо
бо
Н
ф—з°
4о—бо
4о—бо
50-70
6о-8о
бо-8о
6о-8о
7О—до
70^-100
70—ioo
Вес в кг
5,5-7
8,5-13
и.5-17.5
24-32
39-51
5°-б5
59-78
92—пб
119—167
172—230
512
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. III
,„ /ОСТ 7227\
Плита нижняя штампа типа III ет.т^г ,„„|
^НКШ 476
Таблица 22
=°°Х75
25°XIO°
300X1°°
35°X*a5
4оох'15°
500X175
sspX300
600 V 225
650X225
700X350
с
95
I2O
15°
175
2О0
23°
255
25о
285
D
i8o
230
270
320
460
5°°
55°
580
630
Е
55
7°
75
5?
IOO
но
13°
140
45
IOO
F
IOO
loo
IOO
IOO
IOO
IOO
IOO
«5
125
Размеры в мм
d
35
25
28
38
33
33
40
40
5°
5°
R
35
35
40
40
45
45
5°
5°
60
60
*
350
3°°
35°
4oo
45°
55°
боо
650
700
75°
3°°
35°
400
45°
520
620
670
720
77°
820
M
35
25
25
35
25
35
25
3°
3°
3°
Ri
5°
5°
60
60
70
70
7°
?
80
я
45-6°
5°-7°
50—70 -90
60—80—100
60—80—100
70—90—110
70—90—110
80—100 — 120
80—100 -120
80—100—120
Вес в кг
IO—13
15-30
19- 25—31
29- 37-45
58- 73-88
71— 89—107
96-118-140
105-129-153
124—152—180
(ОСТ 7228
НКТП-—-щ
i
X
Ни!
1
—.D.
1,
/
/
TO
1 ij
1!
1 ]
t
-I 83.¦
Для клейма
Таблица 23
Размеры в мм
АХВ
аооХ75
250V100
ЗооХюо
35°v«25
4ооХ'5°
5ооХ175
55°Х2°о
600X225
650X225
700X25°
С
95
I2O
«5
15°
175
2ОО
23O
=55
2ОО
285
D
i8o
230
370
320
36°
460
50°
55°
58о
63°
Е
55
7°
75
85
IOO
но
13°
140
45
1бо
d
38
38
43
42
45
45
55
55
65
65
R
35
35
40
40
45
45
5°
?
60
35°
300
35°
400
45°
55°
600
650
700
75°
н
4о—бо
5°-7О
50—70
6о-8о
6о—8о
бо-8о
7о—оо
70-90
8о—ioo
8о—ioo
Вес в кг
8,5-и
15.5-18.5
17о-23
28-35
35 -Ф
5°~б5
71-9°
85—108
107-13З
125—153
ГЛ. Ill]
ШТАМПЫ
513
Плита нижняя штампа типа IV (
нктп
_ 7229 ч
Л7ЯУ
Таблица 24
:
АХВ
200X150
200X200
25OXI75
250X250
300X235
300X300
350X250
35оХ35О
4ооХз°о
400V400
450X325
45°Х45о
5ооХз5О
500X500
6ооХ4°о
t 600V600
700X500
! 800V550
900X550
, 1000X600
D
225
225
275
275
ЗЗо
ЗЗо
39°
39°
44°
440
490
490
55O
55О
650
650
75°
850
95°
1050
я,
175
225
200
275
255
33°
ago
39°
34O
44O
365
490
400
55O
45O
650
55O
600
600
650
С
85
НО
97
135
1а.5
1б2
142
192
1б7
217
18о
242
*95
270
22O
32O
27О
295
295
32°
G
5°
5о
5°
5о
6о
6о
6о
6о
6о
бо
оо
6о
7°
7О
7°
7°
7°
7°
7°
7°
Размеры в мм
d
25
25
28
28
32
32
40
40
40
40
40
40
5°
5°
50
50
5°
5°
5°
50
R
37-5
37-5
40
40
45
45
5°
5о
50
50
5°
5°
60
60
60
60
60
60
60
60
L
300
300
355
355
420
420
490
49°
54O
54O
59O
59о
670
670
77°
77O
870
97O
1070
Т170
350
300
280
355
345
420
390
49°
440
54°
465
590
520
670
57°
77°
670
720
720
770
К
35о
25O
3°о
Э°о
Збо
3°о
4Ю
4Ю
4оо
460
5Ю
5*о
57O
57°
670
670
77O
870
97°
1070
М
25
25
а5
25
25
25
3°
3°
3°
3°
3°
Зо
3°
ЗО
3°
3°
Зо
Зо
Зо
ЗО
Н
45—бо
45-6о
50-70
50-70
50—70—90
50—70—90
бо—8о—loo
6о-8о— ioo
оо—8о—loo
бо—8о -ioo
оо—8о—ioo
бо -8о—ioo
70—90—но
70—90—но
70—90- но
70—90—но
8э— ioo—iao
83—100—120
100—130—140
IOD — I20—I40
Вес в кг
19-25
23-39
24-33
36-48
4°—53—66
49—65-81
59—76-93
76—98—120
75-96-117
94-121—148
87—Н2—137
П4— *47~ 1&°
124—155—l86
160—205—250
160—200— 240
224—280—336
236—301—357
300-367—434
410—485—560
485-575^665
К таблице 24
К таблице 25
тшжх—кггм
Плита верхняя штампа тина IV
ОСТ 7230
НКТП 479
_7230\
479 /
Таблица 25
А ХВ
2ooXi5°
200V200
: 250X175
250X250
300X225
3°оХЗ°°
350X250
35оХ35°
400Х300
4ооХ4°°
45°А325
45°Х45о
5°°Х35°
5ooV5°o
600X400
600X600
700X50°
800X550
9°оХ55°
юооХбоо
D
225
225
275
275
ЗЗО
ЗЗо
39°
39°
44O
44°
49°
4QO
55°
55° .
65°
650
75°
85о
95°
i°5°
175
225
2ОО
275
а55
ЗЗо
290
39°
34°
44O
305
49°
4°о
55°
45°
650
55°
боо
боо
65°
[
С
85
но
97
135
1=5
1бЗ
142
192
167
217
i8o
242
Т95
270
22O
ззэ
270
295
295
32O
Размеры в мм
а
3°
3°
3°
3°
4°
4°
4°
4°
4°
4°
4°
4о
5°
5°
5°
5°
5°
.5°
5°
5°
d
38
38
42
4-s
45
45
55
55
55
55
55
55
ej>
65
65
65
65
65
65
R
37.5
37-5
4°
4°
45
45
5°
5о
5°
5°
5°
5°
бо
бо
бо
бо
бо
бо
бо
бо
L
3°о
Зоо
355
355
42O
42O
49°
49°
54о
5+о
59о
59о
670
670
77о
77°
870
97°
1070
Н7°
25O
3°°
а8о
355
345
42O
39о
49о
44о
54о
465
590
520
670
57°
77°
670
72O
72O
77°
Н
4О—бо
40—бо
5O-7O
5<5—7о
50-70
5о—7о
бо—8о
бо—8о
бо—8о
бо—8о
бо—8°
бо—8о
70-90
70—90
8о—ioo
8о—ioo
IOO—I2O
IOO—I2O
IO0—120
IOO—I2O
Вес в кг
i6—22
19-27
22—30
32-44
37-5°
47—63
5б-73
72—94
71-93
90—нб
83—103
109—142
120—150
158—200
173—214
245 ~3°°
295-35°
357-423
4°° -475
475-565
514
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. Ш
,, ( ОСТ . 7231
Плита нижняя штампа типа V у НКТП 80"
Таблица 26
1
А
75
95
«5
135
*55
175
195
815
345
895
В
ioo
I2O
140
IOO
i8o
2ОО
22O
24O
270
32O
С
65
75
85
95
но
120
13О
45
IOO
185
D
по
13о
15о
170
190
2ОО
22O
240
2бо
ЗЮ
Е
6о
7°
75
8о
9°
IOO
но
I2O
13о
15°
Размеры в мм
К
ioo
170
I9O
ЗЮ
240
2бО
28о
ЗЮ
34O
39O
L
2ОО
22O
24O
збо
3°°
32O
34°
38о
4Ю
46о
d
22
22
22
25
25
»5
28
28
32
32
R
Зо
3°
3°
35
35
35
4°
4°
45
45
М
ЗО
2О
ЗО
2О
25
25
25
ЗО
3°
3°
г
15
15
15
15
2О
2О
2О
ао
25
25
н
30-50
35—55
4о—5°—°°
45-60—75
45-6о~75
5°—7°—9°
50—70—90
50—70 - 9О
6о—8о—ioo
6о—8о — ioo
| Вес в кг
1
4-0
6-8
8—9; -ю
и —14-17
15—19—23
18—23,5-20
20—27—34
35—34-43
36-46-56
47—бо—73
„ ( ОСТ 7232\
Плита верхняя штампа типа V у „ ~Ш~)
Таблица 27
Для клейма
A
75
95
135
155
J75
*95
ai5
245
29i
В
IOO
120
140
160
180
200
220
240
270
320
С
65
75
85
95
110
120
130
145
160
185
Размеры в мм
D
но
13°
15°
I7o
190
soo
220
240
260
310
E
60
70
75
80
90
IOO
HO
120
130
15°
d
35
35
35
38
38
38
42
42
45
45
R
3°
30
30
35
35
35
40
40
45
45
r
15
15
15
15
20
30
20
20
25
25
H
30—40
35—5O
40—60
40 -60
40—60
50-70
50-70
50—70
60—80
60-80
¦ 1
Вес в кг
3,5-4-5
4.5- °o
6-ю
9-13
IX — 10
J9 —2b
23-31
33-43
45-58
ГЛ. Ill]
ШТАМПЫ
515
Плита нижняя штампа типа VI
( P?2L _ 7233 \
\НКТП ~ 482 /
Таблица 28
Размеры в мм
А
125
45
i65
i85
а°5
225
Яб5
3»5
345
385
425
475
В
15°
170
190
зю
23O
З5о
29°
33°
37°
4io
45°
Зоо
С
зю
240
збо
28о
ЗЮ
33°
37о
4Ю
45°
49°
53°
59°
D
195
215
235
2бо
а8о
ЗОО
35о
39°
43°
480
52O
57°
d
»5
»5
35
з8
28
28
32
32
32
4о
4о
4°
28
28
28
32
32
32
4О
40
4О
5О
5°
5О
R
40
40
40
45
45
45
5о
50
5о
60
60
60
Л'
2ОО
22O
24O
27O
3QO
ЗЮ
35о
39о
43<э
48о
52O
580
L
З50
370
300
ЗЗО
35O
37O
410
45°
500
55O
600
660
М
30
зо
25
25
25
35
3°
Зо
3°
Зо
Зо
г
15
15
15
15
15
15
23
2О
2О
2О
2О
ЗО
4о
4°
4о
4о
45
45
45
45
5°
5°
5°
5°
Н
4о— 5°— бо
45- бо— 75
45— бо— 75
5о— 7О— 9°
5о— 7°— 9°
5о— 70—90
6о— 8о—юо
6о— 8о—юо
бо— 8о— loo
7О— 9°—но
70— до—но
8о—ЮО—I2O
Вес в кг
7-8,5-ю
и—13.5—1б
13.5—16,5—19.5
18—22,5—37
22—27—32
24—3I-38
35—45—55
45—57-69
55-71-87
7б-95-
95 -И5—135
126—154—1Й2
К таблице 26'
К таблице 29
—в
г—"г
r\
/a
%
IP*
Ш
ж
?
-
t
t
X
/
-5
145
165
185
2O5
225
265
345
38j
425
475
В
i5o
170
190
210
230
250
290
33°
37°
410
45°
500
С
2IO
24O
2OO
28o
ЗЮ
ЗЗО
37°
45°
490
53°
59°
D
195
215
235
260
280
300
35°
39°
43°
480
520
57°
Плита
d
38
38
38
42
42
42
45
45
45
55
55
55
верхняя
Размерь.
42
42
42
45
45
45
55
55
55
•65
65
65
.. / ОСТ 7234 \
ШТЯМПа шиа
В MM
R
40
40
45
45
45
50
5°
5°
60
60
60
r
5
20
20
20
20
20
20
1
\НКТП 483 I
40
4°
40
4°
45
45
45
45
5°
50
50
5°
H
60
40— 60
40— 60
50— 70
50- 70
50— 70
60— 80
60 - 80
60— 80
70-90
70— 90
80 -too
Таблица 29
Вес в кг
7-9.5
9-12.5
11.5-15
16— 20
20— 26
23— 3°
34- 43
43- 55
54— 69
73- 92
8,5 -108
134-151
1
516
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. III
Таблица 30
Плита нижняя штампа типа VII
Для клейма
_ост_
'НКТП
7235
484
Плита верхняя штампа типа VII
Таблица 31
ОСТ 7236 \
н{,_-_.
485"
1
Для клейма
в
75
IOO
125
*5°
175
аэо
225
з;о
275
Зоо
35о
4оо
С
55
65
8о
9°
но
I2O
135
I5O
1бо
175
20О
225
К
125
15о
175
2ОО
?!5
2бо
285
Зю
335
37°
420
47°
Размеры
L
175
2ОО
325
2jO
ЗОО
325
35°
375
400
440
490
54°
М
зо
зо
2О
2О
25
25
25
25
Зо
3°
3»
3°
в мм
Н
¦jo—5о
35-55
35-65
45— бо— 75
45- бо— 75
5°— 7°- 9о
5о- 7°— 9°
5О_ 7о- 9о
бо— 8о—ioo
бо— 8о—ioo
бо— 8о—ioo
8о—IOO—I2O
Вес в кг
4-4,5
5-6,5
7-9,5
ю—ia—14
11,5—14-16,5
I5-I9.5—24
18—24- 30
23—30- 37
26-35- 44
32-42— 52
43-57— 71
70—9°—IID
В
75
IOO
125
15°
175
2ОО
225
25O
а75
Зоо
35°
4оо
Размеры в мм
С
ПО
13°
IOO
i8o
220
240
270
300
320
35°
400
45°
Н
Зо- 4о
Зо— 4о
35— 5°
4о— бо
40— бо
5°— 7о
5о— 7°
50- 7о
бо- 8о
бо— 8о
7О— 9о
7о — юо
Вес в к?
1,9—2,2
2,5- 3
4.5-6
6,5- 9
9-5—!3
13,5—);8,5
17,5-23
19,5-28
2б-з8
35-45
54-68
7O-97
Плита нижняя штампа типа VIII
-D-
ОСТ 7237
Таблица 32
1 Размеры в мм
125Х 75
150X100
20оХ125
25°X'i5°
300X175
350X200
400X25°
450X275
500X300
600X350
D
¦к
18о
225
275
33°
380
440
49°
650
I3O
140
15°
175
2О0
230
290
315
35о
4оо
d
23
22
25
25
23
28
32
32
4О
40
dx
25
25
28
28
32
32
40
40
50
5°
R
35
35
40
40
45
45
50
50
60
60
К
175
20О
25O
Зоо
Збо
4Ю
460
5ю
57O
670
L
225
25O
Зоо
35о
42O
47°
52O
57о
640
74°
М
20
аэ
2О
25
25
Зо
Зо
Зо
3°
Зо
Н
40—50
40—50— бо
45—бо- 75
45-бо- 75
50—70— 9о
50—70— 9о
бо—8о- ioo
бо—8о—ioo
70—90—110
8о —IOO-I2O
Вес в кг
8-8,5
10,5—11,5—12,5
17,5—20—23
22 — 26—3°
31—42 -52
48-58-68
60-75-89
72—89—107
юо—121—143
I48—I78—210
ГЛ. Ill]
ШТАМПЫ
517
Таблица 33
' „,„, / ОСТ 7238 \
Плита верхняя штампа типа VIII VhktTT 487/
i i mi
-ВТ
dW Для клейма ~^ >d>
LL_Lj
7" i
АХВ
I25X 75
150X100
200X125
25oXi5o
300X175
350X200
400X350
45°X275
500X300
6ооХ35°
D
45
180
^5
275
33°
380
440
490
55°
650
Размеры
Dl
130
140
150
175
200
230
290
315
35°
400
I
d
35
35
38
38
42
42
45
45
55
55
в м и
d,
38
38
42
42
45
45
55
55
65
65
R
35
35
40
40
45
45
5°
50
60
60
H
40— 50
40— 50
40— 60
40— 60
50- 70
60— 80
60- 80
60- 80
70- 90
70—100
Вес в кг
7- 8
ю— 11
14— 18
19- 24
30- Зб
42— 52
57- 72
69- 87
05—117
128—173
i
Направляющие колонки и втулки. Наи-
более рациональная конструкция направля-
ющей колонки представлена в табл. 34. Обо-
значение допусков и посадок на чертеже
дано по ОСТ 7539. Допуск на размер dc при-
нимать: для материала толщиной от 0,4 до
0,6 мм — по ОСТ 1011, для материала тол-
щиной более 0,6 мм — по ОСТ 1012. Для
материала толщиной менее 0,4 мм допуск не
нормируется, а выбирается в пределах зазора
между режущими кромками пуансона и ма-
трицы (посадка скольжения).
Допуск на размер dnp принимать по ОСТ
1012, а на центровые отверстия (гнёзда) —
по ОСТ 3725 (тип А).
Размер / принимать наибольший, допу-
скаемый выбранной толщиной Н нижней
плиты штампа, в которую запрессовываются
колонки. Размеры и допуски для колонок
даны в табл. 34.
'¦ Конструкция направляющей втулки пред-
ставлена в табл. 35. Обозначение допусков
и посадок на чертеже дано по ОСТ 753у.
Допуск на размер d принимать: для материала
толщиной от 0,4 до 0,6 мм — по ОСТ 1011, для
материала толщиной более 0,6 мм — по ОСТ
1012. Для материала толщиной менее 0,4 мм
допуск не нормируется, а выбирается в пре-
делах зазора между режущими кромками
пуансона и матрицы.
Допуск на размер D принимать по ОСТ
1012 (посадка прессовая). Размер / принимать
Колонка направляющая штампа I
Материал — Ст. 2
. /
Таблица 34
' ост_ — ™°Л
НКТП 489 )
fU— г Шлифовать и притереть
1
в
¦%
1
2
3
4
5
6
7
8
9
IO
И
12
13
14
15
i6
*7
18
19
ao
1 21
I 22
23
24
25
26
27
28
29
3°
31
32
33
34
35
36
37
38
39
40
i
¦a
ч
a
X
1*
0 3
X X
22
!
I
!
25
28
32
40
i
5°
Размеры
диаметр d
+ 0-000
0-00i)
22
+ 0-000
0.009
25
+0-C00
o.ooe
28
+ 0-000
0-011
32
+0-000
0.01 >
40
¦
+0*000
o-on
50
посадки
с
1
j
I +0-000
0.014
22
+0-000
0.014
25
+ 0-000
0.014
28
+0-000
0.017
32
+ 0-000
0.017
40
i
+0-000
0.017
5°
в мм
Пр
+ 0-013
-L.0-028
22
+ 0-042
4.0.028
25
|
+ 0-O1J
4-0.02»
28 +
+ 0-052
4.0-035
32
+ 0'052
J.0.035
4O +
1
1
+ 0-052
50
1
|
i L
no
|
120 30
130
30
140 30
150
160
150
160
170
t8o
190
160
170
180
190
200
210
220
190
200
210
220
230
240
25°
230
240
250
260
270
280
290
28O
290
300
310
320 i
330 >.
340
35° "
—
~
40
40
40
40
~
40
40
40
40
40
5o
5°
50
5°
50
—
60
60
60
60
60
—
80
80
3o
3o
3o
3o
—
I
1 ~~
I 40
4°
40
40
5o
5°
5°
5°
—
60
60
60
60
60
._
7°
70
70
70
70
¦
—
80
80
80
80
8o
—
100
100
100
100
100
100
Примечание. Цементовать и калить. Твердость
по Шору 75—80.
наибольший, допускаемый выбранной толщи-
ной верхней плиты штампа, в которую запрес-
совываются втулки. Размеры её даны в табл. 35.
518
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. Ill
Таблица 35
Г ОСТ 7239
Втулка направляющая штампа --—-
\ Г1К 111 4оЗ
Материал —Ст. 2
с
7?
i
2
3
4
5
6
d в мм
номи-
нальный
22
25
23
33
4О
5°
Ai
+ 0-011
0-000
за
+ 0-011
о.ооо
=5
+ 0-01»
.е-с/>о
28
+0-01»
0.000
+ 0-0U
_ 0-000
4 о
+ U-01»
0-000
5°
¦(-oia
.0-000
22
+0-0J1
_0-000
+ 0-03»
_0-000
28
+ 0-017
о-ооо
З3
+ 0-017
_о-ооо
+ 0-037
0-000
5°
номи-
нальный
35
38
43
45
55
65
D в
Пр
+ 0-041
_|_ 0.015
35
+ 0-051
4_o-osi
38 т
+ 0-053
+ 0-0»
+ 0-05»
45
+0.0Л.1.
55
+ 0-0М
J.O.O48
1
29
49
39
59
39
49
б9
5°
79
69
89
1
5°
7°
6о
~&Г
65
°5
.75
95
°5
"i"
1О5
125
Число
канавок
3
4
з
4
3
4
4
..
5"
—
Примечание. Цементовать и калить. Твёрдость по Шору 65—70.
ДЕТАЛИ ШТАМПОВ
Матрицы и пуансоны. Матрицы бывают
двух типов: цельные—для мелких и средних
изделий и секционные — для средних и круп-
ных изделий сложной формы.
На секционных матрицах при вырубке
большого контура или толстого материала
делается волнообразная режущая кромка.
Высота волны равна от одной до трёх тол-
щин материала (фиг. 64).
При разбивке режущего контура секцион-
ных матриц на участки выступающие режу-
щие части малой длины необходимо вы-
делять в самостоятельные секции (фиг. 65).
Болты для крепления секций распола-
гают ближе к режущей кромке и в шах-
матном порядке, а фиксирующие шпильки —
на максимально возможном расстоянии от
неё.
Диаметры фиксирующих шпилек для сек-
ций, врезанных в плиту, могут быть меньше
диаметров болтов или равны им, а для сек-
ций, прилегающих к гладкой плите, равны
диаметрам болтов или больше их.
В табл. 36 указаны нормальные размеры
сменных круглых матриц под запрессовку
для диаметров до 26 мм, а в табл. 37 — нор-
мальные размеры сменных круглых матриц
с буртом.
Фиг. 64. Вырубная секционная матрица.
ГЛ. ill J
ШТАМПЫ
519
Допуск на неточность изготовления матриц
берут в зависимости от толщины материала,
а именно:
Допуск-
Толщина металла индивидуальная
до 0,5 мм ¦ пригонка
0,5 ¦+• 0,6 мм от 0,00 до + 0,01 мм
Свыше 0,6 мм от + 0,02 до + 0,08 мм
Расчёт пуансонов на продольный изгиб
производится по критическому усилию по
формуле Эйлера:
где Е — модуль упругости, J — момент инерции,
Р — длина свободной части пуансона.
Фиг. 65. Разбивка режущего контура матрицы на секции.
г Обработка wv,
Кромку выемки притупить ра- кроме мест, поко-
диусом~0,3мм _t«j / пс+а1занных особо
Таблица 36
Конструктивные размеры матриц под «апрессовку
Материал —Ст. У10А
Этот уклон делать
\при6<Юмм
Место \
маркировки
d
До 2
От 2 до 3
От 3 до 4
.4,5
.5.6-
От 6 до 7
. 7 . 8
От 8 до 10
От 10 . 12
От 12 до 13
. 13 „ И
От 14 до 16
. 16 . 18
От 18 до 20
. 20 . 22
» 22 . 24
От 24 до 26
Размеры в
D
+ 0-038
IO +0'01»
+в*ои
12 +0-0М
+ 0-034
ig +O-OJJ
+ 0-0S4
18 +ot°"
+ о-ом
22 +0-08в
+ 0-М5
2д +о-оаа
+ 0-0J1
а8 +O-OSS
+ 0-053
g3 +0-03S
+ 0-05J
35 +0-035
+ 0-053
4О +0-035
+ 0-053
45 +0-035
+ 0-053
дО +П-035
мм
н
IO
15
15
2О
25
25
3°
3°
h
3
4
5
5
6
7
8
8
8
8
4
6
8
9
IO
14
¦'5
16
18
2O
23
24
26
28
Фиг. 66. Быстросменный пуансон.
Примечание. Применять при толщине штам-
пуемого материала до 3,5 мм. Твёрдость //?„=56—60
В табл. 38 представлена наиболее распро-
странённая конструкция круглых пуансонов
диаметром от 3 до 25 мм. Размеры ука-
заны в табл. 38.
На фиг. 66 представлена распространённая
конструкция быстросменного пуансона с кре-
плением в пуансонодержателе шариком.
520
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. III
Таблица 37
Конструктивные размеры круглых матриц с буртом
Материал—Ст. У10А
•k
маркировки
Ътот уклон делать
при й<Юмм
d
От 1 до 3
.3.6
„ 6 „ 8
Размеры в
D
+0-0Ю
12 +0-007
+ 0-019
15 +0-007
+0-01»
i8 "го-007
мм
Do
16
19
22
л,
3
5
6
*1
5
8
IO
d
От 8 до
. ю .
. 12 .
„ 14 ,
. 16 „
. 18 „
. 20 .
» 22 „
10
12
14
16
18
20
22
25
Размеры
D
+ 0-023
22 +0-008
+ 0-023
25 +0-008
+ 0-023
28 +0-008
+ 0-037
32 +0-00»
> +0-027
35 +0-009
+ 9-027
4О +0-000
+ 0-027
45 +0-0O0
+СЮТ
5о +о-оов
в
Продолжение
мм
[Do
26
29
З2
36
4°
45
5°
55
Л,
7
п
8
8
8
8
. 8»
8
табл. 3/
12
U
16
18
2О
22
24
.8
Конструктивные размеры круглых пуансонов
Материал — Ст. У10А
Обработка vw. кроме мест,
показанных особо
Примечания. 1. Применять при толщине штам-
пуемого материала до 3.5 мм. Твёрдость #„ = 58—60.
2. Размер Я= 20,25—30,35 мм, а размер Л=3,4 -6,8 лш.
Таблица 38
Место маркировки номера
Размеры в мм
L*
! 1
2
3
4
5
б
7
8
От
3 до 6
6 „ 8
8 - 9
10 „ 12
12,5 „ 14
14 „ 18
19 , 22
23 „ 25
14
18
20
22
25
25
27
27
12
16
20
20
24
28
32
35
3 +0-025
5 То*озо
5 +0*030
5 +о»озо
5 +0-030
5 +О-030
6 +0-030
6 +0-030
+ 0-018
9 +0-008
+ 0-01»
12 +0-007
+0-01В
15 +0-0О7
+0-019
15 +0-007
+0-01»
18 +0-007
+0-023
22 1-с-ооз
+ 0-023
25 +0-008
+0-023
28 +0-008
40— 70 15 -3°
40— 89
50— 80
50- 90
55-100
15-35
20—35
22—45
Примечание, Твёрдость Яп„= 58—60.
* До L = 70 размеры берутся через 5 мм, при L > 70—через 10 мм.
ГЛ. III]
ШТАМПЫ
521
Допуск на неточность изготовления пуан-
сонов берут в зависимости от толщины мате-
риала, а именно:
Толщина металла в мм
<0,5
0,5 до 0,6
свыше 0.6
Допуск в мм —
индивидуальная
пригонка
от 0,00 до — 0,01
от — 0,02 до—0,05
Таблица 39
Конструктивные размеры заготовок прямолинейных
сварных секций пуансонов и матриц
В целях экономии расхода инструменталь-
ной стали применяют сварные пуансоны и
матрицы, в которых рабочая часть изгото-
вляется из инструментальной стали (У10А),
а крепёжная часть —из стали 20. Твёрдость
HRC = 58-60.
В табл. 39—43 указаны конструктивные
размеры заготовок для сварных секций пуан-
сонов и матриц.
Таблица 41
Конструктивные размеры заготовок сварных секций
пуансонов и матриц угловых
L
15°
2ОО
2ОО
В
75
9°
IOO
С
45
7о
7°
Размеры в мм
Е
2О
32 25
13
25
3°
F
25
25 ] 32
32
32
38
н
5°-8о
L
15°
175
Размеры
1
IOO
В ММ
а
8
8
Н
~,О — 113
Таблица 40
Конструктивные размеры заготовок прямолинейных
сварных секций пуансонов и матриц (усиленные)
Таблица 42
Конструктивные размеры секций пуансонов и матриц
радиальных сварных (выпуклых)
Обработка w кроме мест, показанных особо
Стыковая
электросварке
-50-~\ ty—н
7 ' ¦"' ——-> Стыковая
Место Mopkvpo8ku номера электросварке
В
С
42
Ф
38
44
Размеры в мл
Е
45
55
4°
5°
J
32
32
Р
38
38
Н
н
15°
it»
170
180
190
200
210
220
Размеры в
•Я,
125
1.45
145
14в
i=>8
Ib8
172
182
Л',
75
«Я
95
95
IOO
но
но
I2O
/г,
9°
IOO
но
но
И5
125
125
13»
мм
R,
112
I2O
135
1Я5
145
155
15«
168
А
32
32
32
32
32
38
38
3»
В градусах
от
62
62
62
62
62
62
6з
62
а°
ДО
92
92
92
92
92
92
92
92
Я
в лл<
50-115
522
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
(РАЗД. Ill
Таблица 43
Конструктивные размеры секций пуансонов и матриц
радиальных сварных (вогнутых)
Обработка w, кроме мест, показанных особо
Место маркировки г- д -,
номера ч
\
R
5°
6о
7°
8о
9о
IOO
по
I2O
13°
*4°
15°
1бО
17°
т8о
190
2О0
2IO
22O
Размеры в
я,
75
«5
95
i°5
125
135
145
155
165
182
192
2ОЗ
212
222
238
248
258
125
135
145
155
*65
175
185
195
2О5
215
240
25O
2бо
27O
28О
Зоо
Зю
32O
88
98
Но
I2O
13°
140
I5O
1бо
17О
i8o
195
2^5
215
225
235
250
260
270
мм
к
но
I2O
I3O
140
15°
1бО
170
180
190
200
225
235
245
255
265
285
295
3°5
А
25
25
25
25
25
»5
25
25
25
25
32
32
32
32
32
38
38
38
В градусах
от
а"
ДО
93
62
62
62
62
62
62
62
62
62
62
62
62
62
62
62
62
62
92
92
92
92
92
92
92
92
92
92
92
92
92
92
Q2
92
92
Н в мм
\
5°—U5
В табл. 44 и 45 указаны конструктив-
ные размеры круглых и квадратных пуан-
сонодержателей быстросменных пуан-
сонов.
Съёмники. Для снятия материала или из-
делия с пуансонов применяют съёмники раз-
личных типов: жёсткий (фиг. 67, а)— при
вырубке (и пробивке) из материала толщиной
от 0,5 мм и выше; типа козырька (фиг. 67, б)—
главным образом в штампах для вырубки
я пробивки в узких длинных деталях; типа
Таблица 44
Конструктивные размеры круглых держателей для
быстросменных пуансонов
Материал — Ст. 20
+0,030
?_* Место маркировки номер/У
комплекта '
Проточка
d
6 + o-oi3
IO+o-oi6
jo + 0-01»
!б+0-01»
jg + O-Ml
22+0'oaa
2c +о-ом
28+о-м«
Размеры в
D
26 ~°1<
3,-о-о»
38
42 ~017
4б -°-°»
48 -~°-°17
53 -°-«°
_. 0-030
мм
Do
34
40
46
5°
55
55
60
62
а
Q.I8
11,18
13.43
14.93
I7.J7
18,67
20,17
21,67
8
9.5
II
12,5
14
15.5
17
d0
6,7
6,7
8,2
8,2
9-7
9.7
9.7
9-7
d,
6,5
6.5
8,0
8,0
9.5
95
9.5
9.5
Примечание. Толщина цементованного слоя
0,8-1,2 мм. Твёрдость Hr = 58 62.
скобы (фиг. 67, в) — в большинстве случаев
в гибочных и вытяжных штампах; полужёсткий
(фиг. 67, г) — в штампах для пробивки от-
верстий в толстом материале в случаях, когда
для удобной закладки детали требуется боль-
Фиг. 67. Типы съёмников.
ГЛ. III]
ШТАМПЫ
523
Таблица 45
Конструктивные размеры квадратных держателей
быстросменных пуансонов
Материал—Ст. 20
Место маркировки
номера комплекта
Оц-диаметр
Y/L-. шарика по
<222Р ОСТ-8201
D
6 "I" о-шз
10+0-OKI
13 "'"о-он
10 +0-01»
IQ + 0-0M
22+U-02S
28+очмб
В
32
4°
42
42
48
52
55
58
Размеры в мм
а
9.i8
и,i8
13-43
Н.93
17.17
18,67
20,17
21,67
Ь
6
8
9.5
и
12,5
14
15-5
17
с
9
и
12]
12
14
16
17
19.
\
do
6,7
6,7
8,2
9-7
d
10
13
13
16
h
7
9
9
10
dl
6.5
8,5
8.5
10.5
Примечание. Толщина цементованного слоя
0,8-1,2 мм. Твёрдость Hg =58-60.
шой зёв между матрицей и съёмником; пру-
жинный (фиг. 67, д) — в штампах различных
конструкций.
В тех случаях, когда пружины не могут
дать достаточного усилия для съёма или обес-
печить технологический процесс по другим
причинам, их заменяют шпильками, переда-
ющими давление на съёмник от пневматиче-
ской подушки или буфера (фиг. 67, е).
Упоры. Назначение упоров—фиксировать
величину перемещения ленты или полосы при
ручной подаче.
На фиг. 68 показан временный упор при
заправке конца полосы или ленты в вырубном
штампе или в
штампе последова-
тельного действия.
На фиг. 69 пред-
ставлен автомати-
ческий упор для
ф'иксации шага по-
дачи полосы. При
ходе ползуна прес-
са вниз винт 3,
Фиг. 68. Временный упор:
/ — съёмник; 2 — матрица;
3 - упор.
закреплённый на
верхней плите
штампа, нажимает
концом на хвост рычажного упора / и подни-
мает его рабочий конец вверх. Упор, кроме пе-
ремещения в вертикальной плоскости, имеет
возможность повёртываться в горизонтальной
плоскости вместе с вилкой 2, сидящей в
съёмнике 5. После окончания штамповки пол-
зун пресса пойдёт вверх; под действием на-
клонно расположенной пружины 4 рабочий
конец упора / опустится и прижмётся к сто-
роне // .прорези в съёмнике, т. е. попадёт на
Фиг. 69. Автоматический упор.
перемычку между двумя вырезанными от-
верстиями в полосе. В это время можно пере-
местить полосу. При этом упор соскочит с
перемычки на плоскость матрицы 6 и полоса
сможет перемещаться до тех пор, пока контур
вырезанного отверстия не достигнет упора и не
прижмёт его к плоскости / прорези.
МАТЕРИАЛ ДЛЯ ШТАМПОВ
В табл. 46 приведены материалы, наиболее
часто применяемые для деталей штампов.
Таблица 46
Марка материала
Ст. 2, 3
Ст. 35-45
УЗА
У10
Применение
Для неответственных дета-
лей, а также для втулок,
колонок, пуансонов и матриц
с цементацией и закалкой.
Пуансоны и матрицы из этого
материала применяются для
штамповки тонкой мягкой
стали несложной формы, алю-
миниевых и магниевых спла-
вов, фибры, картона и других
мягких материалов. Если из
этой стали изготавливают
пуансон,то матрицу следует де-
лать из закаливаемой стали,
и наоборот
Для деталей, несущих не-
большие нагрузки
Для деталей, требующих
высокой твёрдости, при доста-
точной вязкости, пуансоны и
матрицы простои формы, под-
кладки и другие детали
Для деталей, требующих
высокой твёрдости, но под-
вергающихся резким ударам,
не требующих большой вязко-
сти, пуансоны и матрицы про-
стой формы и другие детали
524
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. Ш
Продолжение табл. 46
Марка материала
Применение
XI2
Х12М
ХВГ
9ХС
Специальный чуггн
C,0>-3,3%С
0,8-1,5% Si
1,25-1,75% Ni
0,4—0,8°/0 Сг
0,5-1,0% Мп)
Нв =220;
<>[/ =18 кг1мм?
Специальный чугун
B,9-3,2% С
1,0-1,5% Si
2,5-4,0% Ni
0,6-1,0% Сг
0,5-1,0% Мп)
Термообработка: за-
калка в масле при
850" С, отпуск 350 С.
Нв = 350;
а^ — 25 кг1мм-
Цинковый сплав ма-
рок Ц-1, Ц-2, Ц-3, Ц-4
Цинк плавится при
419,4° С. Для заливки
в формы нагревать
сплав до 470—490° С.
Нагрев выше 490"
даёт крупнокристалли-
ческую структуру
Свинец
I Графитизированная
сталь ЭИ-293 (спе-
циальная термообра-
ботка)
Для износоустойчивых де
талей—вырубные пуансоны к
матрицы сложной формы, вы
тяжные и чеканочные пуан-
соны и матрицы простой
формы
Для износоустойчивых де
талей—вырубные, пробивные
пуансоны и матрицы сложной
формы, пуансоны и матрицы
для тяжёлых вытяжных работ
чеканочные пуансоны и мат
рицы, ловители и другие де-
тали, работающие на истира-
ние
Для деталей сложных кон
фигурации, которые после
закалки должны сохранять
свои размеры
Для холодновысадочных и
чеканочных пуансонов и
матриц, от которых требуется
высокая износоустойчивость
и сопротивляемость удару
Для гибочных, формовочны:
пуансонов и матриц средних
размеров в мелкосерийном
производстве и для особо от-
ветственных плит в штампах
больших размеров. Применяет
ся без термической обработки
Для гибочных, формовочных
и вытяжных пуансонов и матриц
больших размеров, обладаю-
щих повышенной износоустой-
чивостью
Для матриц в штампах, ра-
ботающих на падающих моло-
тах при мелкосерийном про-
изводстве, изделий из мягких
металлов и сплавов
Для пуансонов в штампах,
работающих на падающих
молотах при мелкосерийном
производстве, изделий из
мягких металлов и сплавов.
Свинец плавится при t =327° С,
Для заливки в матрицу на-
гревать его до 370—400° С.
Для увеличения твёрдости
добавляется в ванну с рас-
плавленным свинцом 8—13%
(по весу) сурьмы в раздро-
бленном виде
Для глубокой вытяжки,
толщиной листа от 1 до 3 мм
СТОЙКОСТЬ ШТАМПОВ
Наиболее существенными факторами, влия-
ющими на стойкость штампов, являются:
а) конфигурация изделия, б) толщина материа-
ла, в) механические свойства штампуемого
материала, г) материал, термообработка и
качество обработки рабочих деталей штампа,
д) конструкция штампа, е) тип и состояние
прессового оборудования, ж) условия экспло-
атации штампа.
Ориентировочные нормы твёрдости деталей
штампов даны в табл. 47.
Таблица 47
Нормы твёрдости деталей штампов
(заводов ЗИС и ГАЗ)
Наименование деталей
Вырубные пуансоны
Вырубные матрицы
Сложные пуансоны
Сложные матрицы
Гибочные и вытяжные пуансоны и
матрицы < •
Направляющие колонки
Направляющие втулки
Твёрдость по
Роквеллу Ндг
36-58
58-6о
54—56
56-58
58- бо
56-58
¦5»-5а
Штамповка без смазки резко понижает
стойкость штампа. При применении нетра-
вленого материала стойкость штампа умень-
шается на 70%. Нормы стойкости штампов
даны в табл. 48 и 49.
Текущий ремонт штампов заключается в
заточке или замене изношенных матриц и
пуансонов. Средний ремонт предусматривает
замену не только рабочих деталей, но и не-
которых вспомогательных деталей штампа
(пуансоно- и матрицедержателей и т. д). Капи-
тальный ремонт связан с демонтажем всего
штампа, проверкой и заменой рабочих и
вспомогательных деталей. Каждый вновь из-
готовленный штамп должен иметь паспорт,
схема которого дана в табл. 50.
Таблица 48
Средние кормы стойкости штампов до 1-го текущего
ремонта по автопромышленности (В. Т. Мещерин [15])
Наименова-
ние штампа
Вырубные
Пробив-
ные и от-
резные . .
Гибочные .
Вытяжные
и формо-
вочные . .
Вырубно-
вытяжные
Последо-
вательного
действия .
Сборочные
Мате-
риал
Латунь
Сталь
Латунь
Сталь
Латунь
Сталь
Латунь
Сталь
Латунь
Сталь
Латунь
Сталь
Латунь
Сталь
Число ударов
'в тысячах) до
реточки при толщине
от 0,05
до 0,3
51—63
17—21
45-51
15—14
105-138
35—46
69-87
23-29
51-69
17-эз
33-42
и-14
120—138
40—46
Е
от 0,3
до 1,0
45-51
15-17
33-45
и-15
84-ю5
25-35
54-6з
18-23
45-51
15-17
27-33
9 —и
IO2-I2O
34-4°
мм
от 1,0
до 3,0
3°-45
ю—15
29-33
9-и
51-87
17—25
45-54
15-18
33-45
и -15
21 — 27
7-9
87—102
29-34
пе-
материала
от 3,0
до 6,0
_
7 - ю
-
6 9
-
14-17
-
и-15
-
9-и
-
5.5-7
-
17-29
о
ID
01
| СВЫЦ
_
5
-
4.5
-
12
-
8
-
7
3.5
-
1
ГЛ. Ill]
ШТАМПЫ
525
Таблица 49
Ориентировочные нормы стойкости быстросменных вырубных штампов между переточками
(в тыс. штампоударов) [18]
с.
I
ЯП
%
<и
Обрабатыв
Алюми-
ний
Дур-
а люмин
i Сталь
мало-
углеро-
дистая
1
U
о
Is
а
со
се
X «
S Ч
|§
о,5
о,8
1,О
J»5
2,О
2>5
о,5
о,8
1,О
1,5
2,О
2,5
з.°
о, 5
о,8
1,О
1,5
2,О
2,5
З.о
1
пуансон сырой,!
материал У8А
нтур
простой ко
8,ю
6,90
6,5°
5>7°
5.2O
4.5O
6,35
5.5
5,15
4,15
4.о
3,о
—
4.45
3,84
3,о
2,4
—
—
ss
X
={
контур ере
сложности
6,88
5.85
5.5°
4,84
4-4°
3,8о
5.4O
4,68
4.38
3.82
3,4
—
3.78
З.26
2,55
—
—
онтур
сложный к
6,ю
5.ю
4.8о
4.2O
3.86
3.3°
4.7°
4,ю
3,7°
3,°
—
—
—
2,8
—
—
—
—
—
Материал штампа и сложность контура
пуансон У8А,
матрица Ст. 20
цементованная
и закалённая
нтур
простой ко
21,8
18,7
17.5
15-5
14,о
I3.I
17.3
14.8
13.8
12,3
II.I
ю,4
9.9
12,1
io,4
9.7
8,6
7-Ь
7-3
6,9
дней
контур ере
сложности
i9,o
1б,з
15,3
13,5
12,2
11,4
15.1
12,9
12,1
Ю,7
9-7
9.1
8,6
10,6
10,0
8,5
7.5
6,8
6,4
6,0
онтур
сложный к
17.3
14,8
13,8
12,2
11,1
ю.З
13-7
II.7
ю,9
9,7
8,75
8,2
7,8
9.6
8,2
7,65
6,8
ь.15
5,76
4,75
пуансон и
ма-
трица У8А
с
X
простой ко
3°.4
26,3
24.5
21,6
19,8
i8,4
24,2
20,9
19,4
17,2
15,7
14,6
13.8
16,9
14,6
13,6
12,0
11,0
10,2
9-7
дней
контур ере
сложности
26,6
23.°
21,4
18,9
17.3
16,1
21,2
18,3
17,0
150
13,7
12,8
12,1
14.8
12,8
11,9
1О,5
9,6
8,9
8,5
онтур
сложный к
24,4
21,1
19,6
17,3
15,8
14,7
19.1
i6,7
15.5
13,8
12,6
11,7
11,0
13.5
Ц.7
10,9
9,6
8,8
8,16
7.76
пуансон и
рабочих частей
ма-
трица У10А
нтур
простой ко
33,2
29.5
26,6
22,7
21,6
2О,6
26,3
23.4
21,2
i8,o
17.1
15.9
15.0
18,4
16,4
14,8
12,6
12,0
II,Т
ю.5
дней
контур ере
сложности
29,1
25,8
22,4
19,8
18,<э
l8,o
23,0
20,5
18.5
15.7
15,0
13,9
13,1
16,1
14.3
12,9
11,0
10,5
9,7
9.2
онтур
сложный к
26,9
23.9
21,6
18,4
17,5
16,7
21,3
19,0
17,2
14,6
13,8
12,9
12,2
14.9
13.З
12,0
10, а
9,7
9.о
8.5
пуансон и
ма-
трица ХВГ
нтур
простой ко
42,8
35.1
31-7
27,о
23,8
21,8
34-°
27,8
25,2
21,4
18,9
17.З
16,0
23,8
19.5
17.5
15.0
13.2
12,1
11,2
¦К
I
контур ере
сложности
37.5
3°.7
27,7
23.6
2О,8
19,1
29,8
24,3
22,1
18,7
10,5
14,о
2О,8
17,о
15-4
I3-I
Х1>5
ю,6
9.8
онтур
сложный к
35,1
28,8
2б,О
22,1
19.5
17.9
27.9
22,8
2О,6
17.5
15-5
14,о
13,1
19,5
1б,О
14,4
12,3
10,8
9-9
9.2
пуансон и
ма-
тряца Х12
нтур
простой ко
49,5
4°,7
36,8
31,3
27-7
25,4
39,4
32,3
29,2
24,9
22,О
2О,2
18,6
27.5
22,6
2О,4
17.4
15.4
14.1
I3.O
дней
контур ере
сложности
43,8
36,1
32,8
27.7
24,5
22,5
34,8
28,6
25.8
22,1
19,4
17.9
16,5
24.3
20,0
i8,o
15,4
13.6
12,5
S-
сложный к
4о,8
33-6
3°.4
25,8
22,8
31,0
32,5
26,6
24,1
2О,5
i8,i
16,6
15.3
22,7
18,6
16,8
14,3
12,7
11,6
10,7
Схема паспорта штампа
Таблица 50
Завод
Индекс
А-145
Изделие
ASM-В
Конструктор:
Контролёр:
Дата е
ы-
дачи в про-
изводство
/////194
г.
201 III 1947 г.
г.
с
%
2323
2323
Деталь
1125
Операция
3
Эксплоатация штампа
№
в
записи
кЪрте
наладки
1\Ш 1947 г.
2011111947 г.
Дата воз-
вр-ата ,
3\П1 1947 г.
21ПП 1947г.
Материал
штамповки
Л-68
При-
чина
воз-
врата
Выпол-
нение
зада-
ния
Полом-
ка
пуан-
сона
Число
уда-
ров
15 500
10 200
Инвентарный
чертёж №
до теку-
щего ре-
50 000
Дата вы-
хода в ре-
монт
41IV 1947 г.
2050
Х-1010
Стеллаж
7
Конструктивные особенности
Штамп
последовательного действия
Нормы стойкости
до капи-
тального
ремонта
1 500 000
№
за-
каза
350
износа
2 500 000
Ремрнты
Характер
монта
ре-
Смена выруб-
ногс
> пуансона,
перешлифовка
двух матрац
матрицы
1000 000
Дата полу-
чения из
ремонта
201IV 1947г.
Полка
2
пуансона
/ 000 000
Приме-
чание
526
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
[РАЗД. 11»
ПОДАЧА МАТЕРИАЛА И ПОЛУФАБРИКАТА
Для автоматической подачи ленточного и
полосового материала наибольшее применение
имеют следующие типы подач: а) валиковая,
б) крючковая и в) клещевая (салазковая). Для
автоматической подачи полуфабрикатов наи-
более часто применяются подачи грейферная,
шиберная и с помощью револьверного диска.
Механизм валиковой подачи (фиг. 70) со-
стоит из двух пар валиков 1 и 2, расположен-
Фиг. 70. Валиковая подача.
ных на двух противоположных концах стола
пресса. Валики вращаются периодически от
тяги 3, которая соединена с эксцентриком 4,
сидящим на кривошипном валу пресса.
Величину подачи материала за каждый
оборот кривошипа можно регулировать из-
С катушки, на которую надет рулон, лента
проходит через правильные ролики 5 к по-
дающим валикам. Подающие валики переме-
щают ленту к штампу, откуда она поступает
через валики 2 на намгггывающую катушку 6,
приводимую во вращение от вала пресса по-
средством рычажной передачи 7 и 6.
Валиковая подача применяется для прессов
с числом ходов до 225 в минуту.
Клещевая подача осуществляет перемеще-
ние ленты (полосы) посредством двух пар
клещей — салазок 1, скользящих по столу
пресса (фиг. 71). Лента или полоса, зажатая
клещами, подаётся на величину А (шаг по-
дачи). Вторая пара клещей 2 служит для за-
жатия материала на время возврата салазок
в начальное положение.
Клещевая подача обеспечивает более
точное перемещение относительно толстой
Фиг. 72. Схема крючковой подачи.
ленты, чем валикоиая, и допускает большее
число ходов ползуна.
Крючковая подача осуществляет переме-
щение ленты (полосы) крючком за перемычку
(фиг. 72). Кронштейн 4 закрепляется на верх-
ней плите 1 штампа или на ползуне пресса.
Фиг. 71. Схема клещевой подачи: а — начало подачи;
6—конец штамповки; в-возврат салазок в исходное
положение.
Фиг. 73. Схема грейферной подачи: А, В, С, D, Е,
F — зажимные пластинки; Аи Ви Ct, Du Eu /^ — ма-
трицы; Air j53> С„ D3, E3, Fi — полуфабрикаты; Л"—вы-
талкиватели.
менением эксцентриситета. Точность подачи
может быть доведена до 0,2 мм. Чем больше
шаг подачи, тем меньше точность.
Вращение роликам передаётся от валиков
посредством конических шестерён.
При опускании ползуна вниз рабочий крючок
2 при помощи тяги и рычага 5 перемещается
вправо (к пуансону) и легко перескакивает
через перемычку полосы 7. При обратном
ходе ползуна крючок 2 скользит по плите 3
ГЛ. HI]
ПОДАЧА МАТЕРИАЛА И ПОЛУФАБРИКАТА
527
Фиг. 74. Схема револьверной подачи.
штампа в обратном направлении и, зацепив
за перемычку, тянет за собой полосу. Пере-
мещение крючка регулируется винтом 6.
Крючковая подача удобна тем, что она
может быть легко приспособлена к любому
прессу, не оборудованному автоматической по-
дачей. Она может быть успешно применена
также при работе с короткой лентой. Крюч-
ковая подача хорошо работает при относитель-
но небольшом шаге подачи и малой толщине
полосы.
Грейферная подача (фиг. 73) на много-
пуансонных прессах осуществляет перемеще-
ние полуфабрикатов при помощи зажимных
пластинок, имеющих возвратно-поступатель-
ное движение. Расстояние между центрами
зажимных пластинок равно шагу штамповки.
Револьверная подача (фиг. 74) обеспечизает
перемещение заготовки или полуфабриката
при помощи периодически поворачивающе-
гося диска с гнёздами. Заготовку укладывают
в гнёзда вручную, и она автоматически
подаётся диском к штампу. После штамповки
изделие перемещается диском к отверстию
в столе пресса, через которое оно провали-
вается.
Поворот диска обычно осуществляется от
вала пресса при помощи системы передач.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бергман О., Горячая обработка металла, т. VI, 17.
1928.
2. Глюк Л., Руководство для подсчёта расхода мате- 18.
риалов, Оргаметалл, 1927.
3. Головин СМ. и Р в а н ц е в Ф. 3., Исследование 19.
процесса вырубки металлов с помощью штампов, Сб.
„Кузнечно-штамповочное производство", Холодная 20.
штамповка, ВНИТОКШ, Машгиз, 1938.
4. Головин С. М., Накатка резьбы на полых изде-
лиях, Машгиз, 1940. 21.
5. Головине. М., Чертавских, Фатькин, 22.
Исследования смазки для вытяжки алюминия, „Вест-
ник металлопромышленности", 1938.
6. ГубкинС. И., Пластическая деформация металлов, 23.
ОНТИ, 1935.
7. Думка Н. А., Подушка Маркетта для прессов глу- 24.
бокой штамповки, ОНТИ, 1933.
8. Закс Г., Практическое металловедение, ч. И, ОНТИ. 25.
1938.
9. 3 в о р о н о Б. П., Альбом штампов холодной штам-
повки, Оргаметалл, ОНТИ, 1938.
10. 3 л о т н и к о в С. Л., Пневматические и гидропнев- 26.
матические устройства, Материалы технической инфор-
мации, ЦБКМ, 1940. 27.
11. Качмарек, Современное штамповальное произ-
водство, 1927. 28.
12. Кривицкийи Саенко, Холодная штамповка
листового материала, КОИЗ, 1939. 29.
13. Л е й к и н А. Е., Холодная штамповка, ОНТИ, 30.
1937. 31.
14. Л и ч а д е е в Н. Н. и К о р о в и н А. К., Альбом
деталей штампов для холодной штамповки, Оргаме- 32.
талл, 1936.
16. М е щ е р и н В. Т., Штампы, Машгиз, 1939. 33.
16. Неймайер К. Ф., Холодная и горячая штамповка,
Госиздат. 1930. ' 34.
П о м е л ь ц о в С. В., Карманный справочник по хо
лодной штамповке, Гизместпром, 1941.
Пыт ьев П. Я-. Быстросменные вырубные штампы,
Оборонгиз, 1941.
Разумихин М. И., Заготовительные штамповоч-
ные работы, Оборонгиз, 1944.
Романовский В. П., О зазорах в вырезных
штампах. Сб. „Кузнечно-штамповочное производ-
ство", Холодная штамповка, Машгиз, 1938.
С е л л и н В., Вытяжное производство, ОНТИ, 1935.
Славко К. Н. и Громова А. Н-, Холодна»
штамповка на падающих молотах в самолетостроении,
Оборонгиз, 1940.
Т о м а р е в М„ Приспособления для безопасной ра-
боты на штамповочных прессах, Гострудиздат, 1930.
У н к с о в Е. П., Пластическая деформация при ковке
и штамповке, Машгиз, 1939.
Ф р е й д л и н А. Я-, Исследование процессов вытяж-
ки на базе вытяжных работ прессового цеха ГАЗ
им. Молотова. Сб. „Кузнечно-штамповочное произ-
водство", Холодная штамповка, Машгиз, 1938.
Шишков Б. И., Конструкция штампов в часовом-
производстве. Оборонгиз, 1941.
Ш о ф м а н Л. А., Глубокая вытяжка листовой стал»
на прессах, Машгиз, 1944.
ШофманЛ. А. и др., Влияние смазки при глубо-
кой вытяжке листовой стали, ВНИТОКШ, 1940.
С г а п е Е., Placticworking of press operations, N. Y. 1943.
E. К r a b b e. „Maschinenbau". № 19/20, октябрь 1936 г.
К u г г е 1 n M., Die Werkzeuge und Arbeitsverfahren>
der Pressen, Berlin 1926.
Oehler, Taschenbuch fur schnitt-und stanzwerkzeuge,
Berlin, 1933.
Schuler L., Taschenbuch fiirWirtschaftliche Blechbe-
arbeitung Goeppingen, 1932.
Franklin D. Jones, Die design and die making'
practice, 1930.
Глава IV
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ
ИЗДЕЛИЙ
Металлокерамика (порошковая металлур-
гия)— отрасль техники, занимающаяся про-
изводством металлических изделий из метал-
лических порошков.
Наиболее распространённым вариантом ме-
таллокерамической технологии является хо-
лодное прессование надлежаще приготовлен-
ной смеси порошков с последующей терми-
ческой обработкой (спеканием) прессовок при
температуре ниже точки плавления основного
компонента сплава. Различные варианты тех-
нологии могут предусматривать: дополнитель-
ную холодную или -горячую обработку изде-
лий после спекания, выпадение одной из основ-
ных операций (прессования или спекания) или
совмещение их в одну операцию (горячее прес-
сование) и др.
Основные преимущества металлокерамиче-
ской технологии, факторы, определяющие
области ее применения, и свойства продукции
см, т. 4, гл. IV.
МЕТАЛЛИЧЕСКИЕ ПОРОШКИ
Основные способы получения
металлических порошков
В табл. 1 дана краткая сводка различных
методов получения порошков. Наиболее рас-
пространёнными являются: 1) механическое
измельчение твёрдых металлов, 2) распыление
жидких металлов и 3) восстановление окислов.
В ряде случаев пользуются также электроли-
зом, хотя этот способ экономически менее вы-
годен.
Прочие способы получения металлических
порошков имеют значение для некоторых спе-
циальных случаев (изготовление магнитных
сплавов из карбонильных железа и никеля)
или только перспективное значение (получе-
ние порошков электроэрозией металла).
Основные методы получения металлических порошков
Таблица 1
Исходный
материал
А. Металлы и
сплавы в твёр-
дом виде
;
1
,
Технология
Механическое измельчение
1. Обработка резанием
Использование отходов от
обработки металлов резанием
(стружки)для дальнейшего раз-
мола в порошок в шаровых,
вихревых и тому подобных
мельницах. Мелкая стружка
может непосредственно при-
меняться для изготовления ме-
таллокерамических изделий
2. Дробление в шаровых
мельницах, бегунках и т. д.
а) Измельчение хрупких ме-
таллов и сплавов
б) Измельчение непрочных
скоплений частиц ковких ме-
таллов (хрупкие электролити-
ческие осадки, восстановлен-
ная железная губка)
в) Специальные сплавы, ко-
торым придана хрупкость до-
бавкой примесей и специаль-
ной обработкой
г) Грубое измельчение ков-
ких материалов с ослаблен-
ной связью между зёрнами
(стружка)
3. Вихревое дробление, из-
мельчение вязких хрупких ме-
таллов и сплавов
Продукт про-
изводства
Железо,
сталь, мало-
кремнистый чу-
гун, латунь,
бронза и т. п.
Марганец,
хром, сурьма,
висмут
Ферросплавы,
белый чугун,
железо
Пермаллой
(Fe-Ni)
Сталь, ла-
тунь и т. п.
Железо, же-
лезо-никель,
медь, серебро,
алюминий, се-
ребро-олово
и др.
Форма частиц
Игольчатая,
завитая и т. д.
Неправиль-
ные многогран-
ники
В зависимо-
сти от формы
измельчаемых
частиц
Неправиль-
ные многогран-
ники
Неправиль-
ные листочки,
завитки и др.
Тарельчатая
с загнутыми
краями
Величина
частиц
в мк
IOOO —IO ООО
IO— IOO
IO— IOO
IO— IOO
100-3000
2О— 4°°
Области применения
Исходный материал
для дальнейшего из-
мельчения, а также
пористые подшипники,
стальные детали и т. п.
Стальные детали, ме-
таллокерамический
чугун, для химических
целей и т. п.
Сердечники индук-
ционных катушек, по-
ристые подшипники
и т. п.
Магнитные матери-
алы
Пористые подшип-
ники, стальные детали
и т. п.
Пористые подшип-
ники, сердечники,
электрощётки и т. п
Фиг. 2. Железный порошок, полученный
вихревым дроблением, X 25.
Фиг. 4. Железный порошок, полученный
центробежным распылением по методу DPG.
Фиг. 6. Железные порошки, полученные восстановлением окислов.
Фиг. 7. Медный порошок, полученный электролизом, Х500.
ГЛ. IV]
МЕТАЛЛИЧЕСКИЕ ПОРОШКИ
52Э
Продолжение табл. 1
Исходный
материал
Б. Металлы
и сплавы (пре-
имущественно
легкоплавкие)
в жидком виде
¦ В. Пары ме-
таллов
Г. Металли-
ческие соеди-
нения
!
Д. Порошки
металлов и не-
металлов
Технология
Физико-химическое измель-
чение
/. Химическое измельчение
Межкристаллитная коррозия
нержавеющей стали 18—8
?. Электроэрозия
Гранулирование и распыле-
ние
1. Литье в воду
2. Перемешивание сплавов
при затвердении
3. Распыление воздухом и
паром
4. Распыление с одновре-
менным механическим воздей-
ствием
Конденсация металличе-
ских паров
Восстановление
1. Восстановление твёрдых
соединений (окислы, руды,
органические соли) водоро-
дом, углеродом и их соедине-
ниями
2. Восстановление из жид-
ких растворов солей
3. Восстановление распла-
вленных солей щелочными а
щёлочно-земельными метал-
лами
Термическая диссоциация
Разложение кирбоналов
Электролиз
1. Водные растворы
2. Расплавленные среды
Получение порошков ме-
таллических соединений и
сплавов в результате диф-
фузии и химических реак-
ций при нагреве
Продукт про-
изводства
Нержавею-
щая сталь
Различные ме-
таллы и сплавы
Свинец, же-
лезо, медь, се-
ребро
Сплавы алю-
миния, кадмия.
олова и цинка
Алюминий,
медь, железо
Железо,
медь, никель,
алюминий,
бронза, латунь
и др.
Цинк
Вольфрам,
молибден, же-
лезо, никель,
медь, кобальт
Золото, се-
ребро, платина,
медь, олово,
никель,кобальт
Тантал, нио-
бий, титан, то-
рий, церий, ва-
надий, уран
Никель, же-
лезо
Железо,
медь, свинец,
олово
Тантал, нио-
бий, титан, то-
рий, церий, ва-
надий, уран
Тугоплавкие
карбиды, бори-
ды, нитриды,
силициды, ла-
тунь и т. п.
Форма частиц
Неправиль-
ные многогран-
ники
Сферическая
Неправиль-
ная зернистая
Неправиль-
ные капли
Неправиль-
ные шерохова-
тые капли со
сложным про-
филем
Сферическая
Губчатая
Различная
(игольчатая.
таблички, мно-
гогранники)
Различная
Сферическая
Дендритная
Дендритная
Различная
Величина
частиц
в мк
IO—IOO
100—5°°
<25О
зо—4°°
20—400
О,1 — IO
о,1—зо
О,1 — IO
О, I—IO
о, 1-5
о, 1—3°
О,1—IO
I—IOO
Области применения
Детали из нержаве-
ющей стали
Научно-исследова-
тельские работы
Пористые подшип-
ники, электрощётки,
фильтры, магнитные
материалы, контакты
и т. п.
То же
Химическая промыш-
ленность, латунные де-
тали, твёрдые сплавы
и т. п.
Электроламповая
промышленность, об-
мотка высокотемпера-
турных печей, контак-
ты, твёрдые сплавы,
пористые подшипники,
магнитные материалы
и т. п.
Пористые подшип-
ники, контакты, твёр-
дые сплавы и т. п.
Фильеры, вакуумная
техника, химическая
промышленность и т.п.
Магнитные матери-
алы, вакуумная техни-
ка, чистые сплавы
и т. п.
Пористые подшипни-
ки, щётки, контакты,
магнитные материалы
и т. п.
Фильеры, вакуумная
техника, химическая
промышленность и т.п.
Твёрдые сплавы, ту-
гоплавкие соединения,
изделия из цветных
сплавов и т. п.
Механическое измельчение твёрдых ме-
таллов. Механическое измельчение твёрдых
металлов производится путём: а) обработки
металлов резанием, б) дробления металлов в
обычного типа шаровых и молотковых мель-
ницах, бегунках и т. п. и в) измельчения ме-
таллов в вихревых мельницах.
Обработка металлов резанием.
Специальное получение металлической стружки
для непосредственного изготовления изделий
экономически нецелесообразно. Рентабельно
использование стружки как отхода при обра-
ботке металлов резанием для дальнейшего из-
мельчения в шаровых, молотковых или вихре-
34 том «
вых мельницах. Мелкую стружку стали и ма-
локремнистого еталистого чугуна (с содержа-
нием дэ 1,3% Si) с величиной частиц около
I ми (стружка сверлильная,фрезерная и иногда
от чистовой токарной обработки) можно npit-
менять непосредственно для изготовлении из-
делий без предварительного дробления.
Дробление металлов в обыч-
ного типа шаровых и молотковых
мельницах, бегунках и т. п. Этот ме-
тод пригоден только для измельчения хруп-
ких металлов (ферросплавы, некоторые спе-
циальные сплавы, белый чугун и т. п.). Для ков-
ких металлов он приводит не к дроблению, а
530
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
[разд. иг
к расплющиванию частиц, и поэтому его при-
меняют только в случаях: а) измельчения хруп-
ких и малопрочных скоплений частиц ковкого
металла как заключительной операции других
методов получения порошков (дробление вос-
становленной железной губки и измельчение
хрупких электролитических осадков железа);
б) измельчения ковких металлов с ослаблен-
ной связью между зёрнами и в) измельчения
ковких металлов, которым искусственно при-
дана хрупкость (например, дробление сплава
железа и никеля — пермаллоя — облегчается
примесью незначительных количеств серы).
Недостатком дробления металла при помо-
щи указанного оборудования является имею-
щее иногда место загрязнение порошков про-
дуктами истирания стальных шаров и футе-
ровки мельниц.
Измельчение в вихревых мел ь-
н и ц а х. Вихревая мельница (фиг. 1) состоит
нз футерованного износоустойчивой марганцо-
вистой сталью
,3 кожуха 1, в ко-
тором враща-
ются с боль-
шой скоростью
(ЗООи об/мин) в
противополож-
ных направле-
ниях два про-
пеллера ^отли-
тые также из
марганцовистой
стали. Раздро-
бляемый мате-
риал загружает-
ся в бункер 4
в виде грубо из-
мельчённых ку-
сочков (обрез-
ков проволоки,
стружки и т. п.),
которые в вих-
ревых пото-
ках, сталкиваясь
друг с другом
при большой
скорости, дро-
бятся на частицы размером от 0,02 до 0,4 мм,
Мельница имеет приспособление 3 для воздуш-
ной сортировки порошков по размерам частиц.
Кожух снабжён водяной рубашкой и охла-
ждается проточной водой для предохранения
порошков от перегрева при дроблении. Для раз-
мола в атмосфере защитного газа имеется спе-
циальная подводка.
В более усовершенствованной конструкции
вихревой мельницы поток воздуха подводится
из центробежного вентилятора в кожух мель-
ницы и разбивается билами, которые смонти-
рованы на одном валу с вентилятором и ко-
жухом.
Дробящими телами в вихревой мельнице
являются сами частицы металла, измельчаю-
щиеся при взаимном столкновении в воздуш-
ном вихре. Это даёт следующие преимущества:
1) порошок не загрязняется металлом дробя-
щих тел (например, стальных шаров) и 2) из-
мельчение при столкновении лёгких частиц
идёт не путём расплющивания, сглаживающего
поверхностные неровности, а преимуществен-
но за ечёт поверхностной деформации, увели-
Фиг. 1. ихема вихревой мельницы
конструкции Поджуса.
чивающей шероховатость частиц. Таким обра-
зом, качество порошков, улучшающееся с ше-
роховатостью поверхности, получается более
высоким, чем при дроблении в шаровых мель-
ницах.
Структура железных порошков, полученных
при вихревом дроблении, показана на фиг. 2
(см. вклейку). Частицы имеют характерную
форму тарелки с загнутыми краями.
В табл. 2 приведён типичный ситовой ана-
лиз железных порошков вихревого измельче-
ния.
Таблица 2
Типичный ситовой анализ железных порошков
вихревого измельчения [16]
Размер частиц в мм
>°.з
ОД5 -о.З
од —о,15
0,075—0,1
о,об —о,75
0,05 —о,о6
<о,о5
Весовое содержание
фракции в "/о
4
44
12
14
21
3
3
Для улучшения прессуемости и снятия на-
клёпа порошки отжигают в защитной среде
(железные порошки — 1—2 часа при 800°).
Производительность вихревой мельницы с
мотором 20 кет около 7—10 кг/час (в зависи-
мости от крупности порошка). Расход энергии
на 1 кг порошка 2,5—3 квт-ч. Один рабочий
может обслуживать одновременно несколько
мельниц.
Основные достоинства вихревого измельче-
ния: а) возможность использования отходов ме-
таллообрабатывающей промышленности (струж-
ки); б) незначительная затрата энергии; в) про-
стота производственного процесса при исполь-
зовании малоквалифицированного персонала;
г) хорошая способность порошков к прессова-
нию (после отжига) и спеканию; д) получение
порошков с незначительным содержанием при-
месей (отсутствие загрязнения при измельче-
нии); е) возможность получения порошков
сплавов.
Метод вихревого дробления имеет особое
преимущество при изготовлении железных по-
рошков для производства пористых подшип-
ников, стальных деталей и т. п.
Распыление жидких металлов. Измель-
чение металла путём его распыления в жид-
ком состоянии применяется главным образом
для сравнительно легкоплавких металлов—оло-
ва, свинца, цинка, алюминия, меди и их спла-
вов. Различные варианты измельчения жидкого
металла сводятся к гранулированию при литье
в воду, распылению при литье на быстро
вращающийся диск, распылению струёй сжа-
того воздуха или пара, а также к комбиниро-
ванию этих методов.
Весьма интересен способDPG [16]—центро-
бежного распыления, совмещающий распыление
жидкого металла с механическим воздействием
на частицы (фиг. 3). Тонкая струя расплавлен-
ного металла вытекает из сопла, окружённого
водяной рубашкой, в которую подаётся под да-
влением вода. Поток воды увлекает металл на
вращающийся диск особой конструкции, снаб-
ГЛ. IV]
МЕТАЛЛИЧЕСКИЕ ПОРОШКИ
531
жённый специальными насадками для разбива-
ния порошка на мелкие частицы.
Форма частиц железного порошка, получен-
ного этим методом, изображена на фиг. 4 (см.
вода
под давлением
Фиг. 3. Схема центробежного распыления
по методу фирмы DPG.
вклейку). Частицы имеют шероховатый про-
филь. Размер частиц 20—400 мк. Типичный
ситовой анализ такого порошка приведён
в табл. 3.
Таблица 3
Типичный ситовой анализ железного порошка,
полученного методом DPG [16]
Размер частиц в мм
>о,3
о. 15 —°-3
o,i -о,15
о.об —0,075
0,05 —о.об
<°,°5
Весовое содержание
фракции в °/„
+
28
5
5
39
ю
9
Для легкоплавких металлов и их сплавов
(олово, свинец, алюминий) измельчение в
жидком состоянии является наиболее распро-
странённым и практически почти единствен-
ным методом.
Восстановление окислов. При получении
порошков вольфрама и молибдена практически
применяется исключительно метод восстановле-
ния окислов.
дом в трубчатых печах при температуре около
800° С (фиг. 5). В электрическую трубчатую
печь сопротивления закладывается исходный
материал в металлические лодочки, которые
проходят через зоны нагрева с различной тем-
пературой и по восстановлении продвигаются
в холодильник, охлаждаемый проточной водой.
Лодочки загружаются в печь через определён-
ные промежутки времени. Обычно работают
с агрегатом, состоящим из нескольких печей.
Водород, выходящий из печи, проходит через
водопоглотительную установку и поступает в
следующую печь, а при выходе из последней
печи сжигается.
Для производства твёрдых сплавов не тре-
буется особо чистый вольфрам и в этом слу-
чае его восстанавливают сажей в печах Там-
мана (см. фиг. 24).
Кобальт и никель, применяемые при изго-
товлении твёрдых сплавов, также получают
иногда восстановлением дисперсных окислов.
Более трудной задачей является рентабель-
ное восстановление железных порошков. Це-
лесообразно применять только дешёвый исход-
ный материал — сепарированную прокатную
окалину малоуглеродистых сталей, которая вос-
станавливается лишь при высоких температу-
рах A000—1100° С). Восстановление железной
окалины можно вести в трубчатых печах
такого же типа, как показано на фиг. 5,
но обогреваемых генераторным или светиль-
ным газом. Восстановление ведётся в атмо-
сфере генераторного или конвертированного
светильного газа. Значительную трудность пред-
ставляет частая смена металлических труб.
Железные порошки из окалины содержат
довольно много невосстановленных окислов
(около 1% и более SiO2 и МпО).
Восстановленные порошки имеют хара-
ктерную губчатую структуру, в которой
отдельные мелкие частицы сцепляются в
непрочные комочки (фиг. 6, см. вклеЁку), рас-
падающиеся обычно при прессовании на
отдельные частицы.
Электролиз. Электролиз водных раство-
ров является наиболее распространённым ме-
тодом для изготовления медных порошков. При
электролизе меди осадок отлагается на катоде
непосредственно в порошкообразном виде.
Отложению на катоде порошкообразного, легко
удаляемого и дисперсного осадка благоприят-
ствуют: малая концентрация ионов металла в
исходном растворе, низкая температура и вы-
сокая плотность тока. Регулируя эти условия,
а также циркуляцию электролита, с повыше-
нием которой уменьшается дисперсность по-
рошка, можно получить продукцию с желае-
мой характеристикой.
После снятия с катода порошки промы-
ваются, фильтруются и сушатся одним из следу-
ющих методов: 1) в вакууме при остаточном;
Холодильник
Фиг. 5. Трубчатая электропечь сопротивления для восстановления вольфрама.
Для электролампового производства воль- давлении 50—100 мм рт. ст.; 2) перегретым
фрам и молибден восстанавливаются водоро- водяным паром; 3) в восстановительной атмо-
532
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
[РАЗД. Ill
сфере (водород, генераторный газ, светильный
газ); 4) в ящиках с угольной засыпкой.
Затрата энергии при получении медных по-
рошков — около 2—3 квт-ч/кг (в зависимости
от дисперсности).
Порошки, полученные электролизом водных
растворов, имеют характерную дендритную
структуру частиц (фиг. 7, см. вклейку).
Достоинствами электролиза водных раство-
ров являются: а) высокая чистота получаемых
порошков; б) хорошая прессуемость (иногда
только после отжига) и спекаемость порош-
кое; в) лёгкость получения стандартной про-
дукции; г) применимость для работы как в боль-
шом, так и в малом масштабах; д) возмож-
ность применения загрязнённых исходных ма-
териалов; е) возможность выделения ценных
примесей из анодных шламов.
Электролиз расплавленных сред приме-
няется для изготовления порошков некоторых
редких металлов (Та, Nb, Ti. Th, Zr, V, U), ко-
торые трудно получить другим путём.
Технический контроль порошков
В металлокерамическом производстве по-
рошки исследуются для определения содержа-
ния примесей, величины и структуры частиц и
установления объёмной характеристики. Иногда
производят также испытания текучести порош-
ков.
Содержание примесей. Допустимое содер-
жание примесей в порошках определяется до-
пустимым содержанием их в готовой продук-
ции, за исключением окислов, которые восста-
навливаются при спекании. Поэтому техниче-
скими условиями допускается сравнительно вы-
сокое содержание кислорода в порошке
@,2 - 1,50/0).
Величина и структура частиц опреде-
ляются обычно микроскопическим путём. Для
получения шлифов небольшое количество по-
рошка засыпают в тигелёк и заливают баке-
литовым лаком или другими прозрачными пласт-
массами. После затвердения бакелита при на-
греве в течение 12—48 час. от 60 до 140° С
образец извлекают из тигелька, шлифуют и
полируют. При количественных замерах сле-
дует иметь в виду, что плоскость шлифа
не всегда пересекает частицы по наиболь-
шему диаметру. При шарообразной форме
частиц
где D — наибольший диаметр, d — средний на-
блюдаемый на шлифе диаметр частиц [8].
Для некоторых тонких порошков, например,
вольфрама, кобальта, железа и т. п., получен-
ных восстановлением, микроскопическое из-
мерение дисперсности искажается вследствие
объединения частиц в скопления. В таких
случаях прибегают к растиранию порошков
со скипидаром стеклянной палочкой или же
определяют величину частиц на шлифах
спрессованных до определённой пористости
порошков, так как при прессовании скопле-
ния распадаются на отдельные частицы.
Для определения величины частиц порошка
применяют также ситовой . анализ, т. е. про-
сеивание порошка через ряд сит различной
крупности.
Типичные ситовые анализы порошков при-
ведены в табл. 2 и 3.
Объёмная характеристика порошков.
Объёмную характеристику пористых тел или
порошков можно выразить одной из следую-
щих величин.
1. Объёмный вес у (вес единицы объёма)
в г/см3. Для порошков различают насыпной
вес и вес утрясённого порошка.
2. Весовой объём v = — смЦг.
t
3. Относительная плотность Ь = ~— , где
Yo
7о—плотность материала порошка. Относи-
тельная плотность выражается отвлечён-
ным числом (правильной дробью или в про-
центах).
4. Относительный объём Р = -$- , показы-
¦е
вающий, во сколько раз объём сыпучего
тела больше объёма материала порошка.
Выражается неправильной дробью или в про-
центах.
5. Пористость П = 1 — Ь или II = 100% — Ь,
характеризующая долю объёма, занимаемого
порами. Выражается обычно в процентах.
6. Коэфициент пористости s = C — 1 или
s = 3 — 100%, показывающий отношение
объёма пор ко всему объёму сыпучего тела.
Выражается отвлечённым числом или в про-
центах и может принимать любое значение
от 0 до оо.
Вес единицы свободно насыпанного по-
рошка определяется на волюмометре Скотта
(фиг. 8).
Волюмометр состоит
из воронки с ситом
и корпуса с несколькими
наклонными стёклами, по
которым порошок, пере-
сыпаясь, падает в тигелёк
с измеренным объёмом
и весом. Насыпной вес
определяется путём де-
ления веса порошка в
граммах на объём тигля
в см3.
Объёмная характери-
стика определяет фактор
обжатия порошков при
прессовании. Если, на-
пример, относительная
плотность неспрессован-
ного порошка — 25%, а
спрессованного — 75и/0,
то порошок обжимается
в 3 раза и высота пресс-
формы должна быть в
3 раза больше расчётной
высоты прессовки.
Объёмная характеристика определяет
также «конструкционную" прочность порош-
ка. Конструкционная прочность порошка уве-
личивается с уменьшением его насыпного
веса.
Плотность укладки порошка зависит от
очень многих факторов, влияющих обычно на
его конструкционную прочность.
Фиг. 8. Волюмометр
Скотта: /— штатив;
2—воронка с ситом;
3 - корпус; 4 — на-
клонные стёкла; 5 —
тигелёк.
ГЛ. IV!
ПОДГОТОВКА И СОСТАВЛЕНИЕ ШИХТЫ
533
Важнейшими из этих факторов являются
следующие.
Величина частиц. Конструкционная
прочность порошка обусловлена главным обра-
зом зацеплением поверхностного шероховатого
слоя частиц. В мелких порошках относитель-
ная шероховатость обычно больше, чем в круп-
ных. Поэтому в большинстве случаев кон-
струкционная прочность падает, и насыпной вес
понижается с увеличением частиц порошка.
Форма частиц. Волокнистая и дендрит-
ная формы обеспечивают наибольшее перепле-
тение и зацепление частиц. Поэтому такие
порошки являются наиболее прочными и лёг-
кими.
Порошки, имеющие равноосные и особенно
шаровые частицы, принадлежат к наиболее тя-
жёлым. Чем больше выражена шероховатость
новерхности, тем прочнее и легче порошки.
Распределение частиц по вели-
чине. При наличии смеси мелких и крупных
частиц первые могут располагаться между
вторыми, уплотняя укладку и повышая насып-
ной вес.
Внутричастичная пористость.
Внутренние поры увеличивают объём частиц,
не снижая их поверхностной прочности, вслед-
ствие чего порошки с внутричастичной пори-
стостью имеют меньший насыпной вес, чем
норошки с компактными частицами.
Поверхностные окислы. Окислы
более хрупки, чем основной металл. Поэтому
образование окислов всегда приводит к сни-
жению прочности и повышению насыпного
веса (несмотря на снижение удельного веса
материала).
Обработка порошков. Обработка
в шаровых мельницах в большинстве случаев
повышает насыпной вес порошков, так как
при этом снижается поверхностная шерохо-
ватость частиц, разрушается поверхностный
слой и уменьшается его прочность.
Относительная плотность некоторых про-
мышленных порошков приведена в табл. 4.
Текучесть порошков измеряют количеством
порошка в граммах, вытекающего при опреде-
лённых условиях в
одну минуту через
узкое отверстие опре-
делённого диаметра.
Знание этой величины
имеет существенное
значение при авто-
матическом прессова-
нии
На фиг. 9 показан
прибор для определе-
ния текучести по Гар-
ди [26].
Этот прибор может
Фиг. 9. Прибор для опре- быть использован так-
деления текучести по же ДЛЯ измерения на-
Гарди: 1 — стойка; 2 — во- СЫПНОГО веса. Поро-
ронка; 3- приемник. ?
Таблица 4
Относительная плотность некоторых промышленных
ронку из нержавею-
щей стали с углом конуса в 6Э°. Диаметр узкой
части воронки — 2,5 мм, длина —3 ми. Отме-
чается вес порошка, прошедшего в единицу
времени. Текучесть снижается с ростом сцепле-
ния и трения между частицами, а следователь-
но, и с ростом дисперсности и шероховатости
частиц и уменьшением насыпного веса порошка.
порошков
Порошки
Медь электролитическая . .
Железо электролитическое
„ восстановленное .
Вольфрам восстановленный
Железо карбонильное . . .
Олово, медь, свинец грану-
лированные
Железо вихревое
Относительная плот-
ность порошка & в °/0
насыпного
12 - 35
20-36
Ю-2j
ю-25
35-4O
Зо—5°
25—35
утрясен-
ного
го—45
Зо—5°
2О -4°
ао—4°
45-50
4О—6 ч
3°-4°
ПОДГОТОВКА И СОСТАВЛЕНИЕ ШИХТЫ
Операции подготовки необходимы для по-
лучения шихты как определённого химиче-
ского состава, так и заданной степени дисперс-
ности и других физических свойств. Эти
операции заключаются в разделении порошков
на фракции, смешении и предварительной
обработке порошков.
Разделение на фракции. Для разделения
порошков на фракции по величине частиц
применяют обычного типа аппаратуру, упо-
требляемую в химическом производстве и в
процессах обогащения. Для выделения сравни-
тельно грубых фракций с диаметром частиц
более 50 мк порошки просеивают через про-
волочные (латунные, бронзовые, медные) или
шёлковые cHTd. Из различных типов сит для
просева следует отдать преимущество закры-
тым конструкциям, устраняющим распыление.
На фиг. 10 показано закрытое сито кон-
струкции ЦНИИТМАШ.
Фиг. 10. Закрытое сито конструкции ЦНИИТМАШ:
/ — загрузочный бункер; 2 - крышка; 3 — люлька
с ситом; 4 — разгрузочный бункер; 5 — тележка.
534
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
[РАЗД. Ш
Высокой портативностью, дешевизной и
производительностью отличаются электрома-
гнитные сита, не требующие для приведения
их в действие электромотора и привода и пи-
тающиеся непосредственно от осветительной
сети. Однако ситовая ткань в электромагнит-
ных ситах очень быстро забивается порошком
и выходит из строя.
Для просева шихт, в которые введены
склеивающие или смазывающие вещества, сле-
дует иногда производить протирку материала
через сито — вручную или механически.
Разделение порошков на фракции просевом
практически возможно только для крупности
до 250—300 меш. Поэтому при величине
частиц порошков менее 40—50 мк необходимо
прибегать к воздушной сепарации.
Воздушные сепараторы иногда являются
частью оборудования для изготовления порош-
ков (см. фиг. 1).
Смешение порошков. Смешением двух
или нескольких исходных порошков с различ-
ным химическим составом или степенью дис-
персности составляется шихта необходимого
состава и физических свойств. Существующие
методы смешения следующие.
1. Смешение в барабанах с
эксцентрической осью вращения.
Преодоление трения между частицами и их
перемешивание достигаются за счёт встряхи-
вания шихты при вращении вокруг эксцен-
трической оси.
2. Смешение в шаровых мельни-
цах со стальными шарами. Преодоле-
ние трения при перемешивании частиц дости-
гается за счёт ударного действия шаров.
Одновременно происходит измельчение, повы-
шение твёрдости и насыпного веса порошков.
Загрузка шаров в мельницу колеблется в раз-
мерах от 20 до 200% от веса шихты.
3. Мокрое смешение в шаровых
мельницах. Трение между перемеши-
ваемыми частицами ослабляется действием
жидкости (вода, спирт, бензин) и достигается
более совершенное смешение, чем при сухом
методе.
Сухое смешение в барабанах выгодно
применять: а) для порошков мягких ме-
таллов, сильно деформирующихся при об-
работке в шаровых мельницах; б) для металло-
графитовых шихт, так как при обработке
их в шаровых мельницах частицы графита
могут полностью обволакивать частицы ме-
талла и ослаблять прочность изделий; в) при
необходимости ограничить взаимное реагиро-
вание между компонентами смеси; г) в слу-
чаях, когда не требуется особо тщательного
смешения.
Если требуется повысить реагирование
между компонентами (например, при изгото-
влении твёрдых сплавов, а также при необ-
ходимости измельчения частиц и тщательного
их перемешивания), предпочтительно смеше-
ние в шаровых мельницах. Для получения
особо тщательно перемешанной шихты (на-
пример, при изготовлении вольфрамо-титано-
вых твёрдых сплавов) прибегают к очс-нь
длительному мокрому смешению в шаровых
мельницах (до 5 суток). В целях сокращения
времени применяют смешение в вибрационных
мельницах; в этом случае длительность сме-
шения менее одних суток.
В некоторых случаях практикуется введе-
ние в шихту компонентов в виде окислов
или из растворов (обычно для ковких метал-
лов при небольшом их содержании в шихте)
[1]. Иногда нужно смешивать металлические
порошки с органическими веществами, кото-
рые не могут быть получены в порошкообраз-
ном состоянии (каучук, стеариновая кислота,
глицерин и т. п.). В таких случаях замеши-
вают шихту с раствором соответствующего
компонента в летучем органическом раство-
рителе (бензин, спирт). После улетучивания
растворителя частицы порошков покрываются
более или менее толстой плёнкой вводимого
вещества.
Предварительная обработка порошков.
В ряде случаев порошки подвергаются спе-
циальной предварительной механической или
термической обработке или их комбинации с
целью изменения физических свойств порош-
ков (степени дисперсности, прессуемости и т.п.).
Такая обработка может сочетаться со сме-
шением или просевом. Очень часто прак-
тикуется предварительный отжиг порошков
для повышения их пластичности и прес-
суемости (за счёт восстановления окислов
и снятия наклёпа). Иногда отжиг применяется
для получения однородных твёрдых раство-
ров — гомогенизации смеси (отжиг медно-цин-
ковых шихт, смесей карбидов вольфрама и
титана и т. д.).
Предварительный отжиг проводится в за-
щитной или восстановительной среде при тем-
пературах порядка 60—100% температуры
спекания (редко несколько выше темпера-
туры спекания). Обычно такой отжиг произ-
водится в печах спекания.
ПРЕССОВАНИЕ ПОРОШКОВ
Прессованием порошков получают полу-
фабрикаты с соответствующими размерами,
необходимыми для изготовления изделий с
учётом деформаций при последующих опера-
циях (спекание, калибрование и т. п). Проч-
ность прессовок должна быть достаточной,
чтобы, не разрушаясь, они могли выдержать
перенос и упаковку перед спеканием.
Прессование слагается из следующих опе-
раций: а) дозировка (весовая или объёмная) и
засыпка шихты в прессформу; б) прессование;
в) удаление полуфабрикатов из прессформы.
Весовая дозировка шихты чаще произво-
дится при неавтоматическом прессовании,
объёмная — при автоматическом.
Засыпку шихты следует выполнять равно-
мерно, соблюдая горизонтальность поверх-
ности уровня порошка в прессформе. Послед-
няя достигается различными приёмами: сотря-
сением прессформы вручную (например, по-
стукиванием деревянным молотком) или меха-
нической вибрацией, применением прессформ
с объёмом загрузки, рассчитанным точно на
данную дозу порошка (этот приём особенно
употребителен при автоматическом прессова-
нии), и, наконец, применением специальных
разравнивателей.
Аппаратура
Прессформы. Прессформа (фиг. 11) со-
стоит из трёх главных частей: 1) стакана (ма-
трицы), который служит для формирования
ГЛ. IV]
ПРЕССОВАНИЕ ПОРОШКОВ
535
боковой поверхности прессовки и засыпки по-
рошка; 2) пуансона — подвижной части для
формирования верхней поверхности прессовки
и обжатия порошка; 3) подставки (подстакан-
ника)— для формирования нижней поверхно-
сти прессовки и предохранения порошка от
Фиг. 11. Простейшая прессформа для прес-
сования цилиндрических изделий: а — прес-
сование; б — выпрессовка: / — стакан; 2 —
пуансон; 3 — подстаканник; 4 — порошковая
прессовка; 5—подставка для выпрессовки.
высыпания из прессформы. Кроме трёх основ-
ных частей, прессформа имеет различные
вспомогательные детали, служащие для обе-
спечения возможности удаления прессовок из
прессформ, обеспечения точности размеров
прессовки, равномерного прессования с обоих
концов и т. п.
По способу удаления прессовок различают
два типа прессформ: 1) с выпрессовкой из-
делий (фиг. 11, 13, 14,
15, 16, 17) и 2) с уда-
лением изделий после
разборки прессформы
(фиг. 12).
В ручных пресс-
формах с выпрессов-
кой изделий (фиг. 11,6)
удаляется подстакан-
ник, стакан ставится
на специальную под-
ставку, затем даётся
давление на пуансон,
и изделие удаляется
выпрессовкой. Да-
вление выпрессовки
обычно колеблется в пределах 5—60% давле-
ния прессования (в зависимости от высоты
и поперечного сечения изделия и смазки). В
прессформах, монтируемых на прессах, вытал-
кивание производится снизу специальным вы-
талкивателем, заменяющим подстаканник
(фиг. 13). При выпрессовке изделие несколько
расширяется под влиянием упругого после-
действия (обычно около 0,3% в диаметральном
направлении и около 0,5% по высоте). Поэтому
во избежание расслойных трещин следует пре-
дусмотреть постепенное расширение выталки-
вательного отверстия (конусность с наклоном
к оси прессования 0,5—1°).
Разборные прессформы менее производи-
тельны, вследствие чего их применяют или
при прессовании малопрочных прессовок
{вольфрам и твёрдые сплавы) или прессовок
сложной формы. При прессовании разборная
прессформа ставится в специальный башмак
{фиг. 12) и закрепляется в нём болтами.
Иногда прессформа заключается в специаль-
ный кожух. В этом случае конструкция вну-
¦Фиг. 12. Разборная пресс-
форма: 1 — щёки пресс-
формы; 2 — пуансон; 3 —
подкладка; 4 — башмак;
5 — болты; 6 — прессовка.
тренних частей облегчает разборку. В много-
гнёздных разборных прессформах может произ-
водиться одновременное прессование несколь-
ких деталей.
Для обеспечения точной высоты прессовок
служат ограничители. Часто ограничителем
является уклады-
ваемый на матрицу
прессформы набор
колец или пластин,
в которые упи-
рается плунжер
пресса, благодаря
чему при дости-
жении определён- .
ного уровня пре- \
кращается опуска- ^
ние пуансона, и
прессовка полу-
чает соответству-
ющую высоту. Ог-
раничителем мо-
жет служить так-
же набор плит,
уложенныхна ниж-
нюю плиту прес-
са, благодаря чему
останавливается
движение плунже-
ра пресса на опре-
делённом уровне.
Можно обойтись и
без ограничителя,
если предусмо-
треть в прессфор-
ме пуансон, кото-
рый упирался бы
в верхний конец стакана при достижении не-
обходимого уровня.
Формирование внутренних поверхностей в
прессовке осуществляется или пуансоном, или
подставкой, или же специальным стержнем.
В зависимости от этого различают несколько
типов конструкций прессформы.
1. Прессформа для одностороннего прессо-
вания, в которой функцию формирования
внутренних отверстий выполняет пуансон
(фиг. 14, а). Такого типа прессформы нецеле-
сообразно приме-
нять для прессова-
ния втулок с разме-
рами более 30 мм
по диаметру и вы-
соте.
2. Прессформа
для односторон-
него прессования,
в которой функ-
цию формирования
внутренних отвер-
стий выполняет
специальный стер-
жень (фиг. 14, б).
Эту прессформу
можно применять для прессования цилиндров
и толстостенных втулок размерами до 60 мм
по диаметру и высоте.
3. Прессформа для двухстороннего прессо-
вания с двумя подвижными пуансонами — верх-
ним и нижним (фиг. 15). Предназначается для
прессования изделий с большой высотой
A50—200 мм и более) или с большим отно-
Фиг. 13. Прессформа для вту-
лок: 1 — верхний пуансон;
2 — стакан; 3 стержень; 4 —
нижний пуансон; 5 — стол
пресса; 6 — загрузочный ру-
кав; 7—прессовка [21].
Фиг. 14. Прессформы для
одностороннего прессования.
536
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
[РАЗД. Ill
шением высоты к диаметру или толщине сте-
нок (до 15—17 раз). В прессформах этого типа
часто конструируется специальная прокладка,
препятствующая движению нижнего пуансона,
пока верхний не продвинулся, до определён-
ного уровня. Когда это положение достигнуто,
прокладка вынимается, и обжатие идёт снизу
за счёт движения стакана по отношению к
нижнему пуансону. В других конструкциях
преждевременному опу-
сканию стакана препят-
» ствует специальная пру-
жина, уравновешиваю-
Фиг. 15. Прессформа для
двухстороннего прессова-
ния втулок конструкции
ЦНИИТМАШ: / — стакан;
2 —стержень; 3— кольцо;
4 - верхний пуансон;
5 - нижний пуансон; б —
прокладка; 7 — подставка.
Фиг. 16. Пресс-
форма с пру-
жиной для
двухсторон-
него прессо-
вания.
щая его вес (фиг. 16). Преимущества двух-
сторонних прессформ: равномерная плотность
и хорошее качество прессования. Недостатки:
значительные размеры, более сложное обору-
дование и ббльшая стоимость прессформ.
Размеры прессформ определяются из сле-
дующих соображений. Высота стакана равна
высоте прессовки, помноженной на фактор
обжатия, плюс размеры верхнего и нижнего
кольца. Фактор обжатия равен отношению
объёмного веса прессовки к объёмному весу
порошка. Для большинства промышленных по-
рошков фактор обжатия приблизительно равен
3, а высота стакана составляет 3—3,5 высоты
прессовки. Размеры пуансона и других дета-
лей имеют соответствующую высоту по расчёту.
Зазор между пуансоном и стаканом должен
быть достаточным для свободного выхода воз-
духа при уплотнении порошка. Однако при
слишком больших зазорах в них может попа-
дать порошок. Кифер и Готоп [16] рекомен-
дуют зазоры от 0,2 до 0,5% диаметра прес-
совки. В СССР приняты меньшие зазоры
(ходовая и легкоходовая посадки 2-го класса
точности). Ещё меньшие зазоры практику-
ются в США (см. фиг. 13).
Внутренний диаметр стакана равен внеш-
нему диаметру втулки с учётом изменения
размеров при спекании (см. стр. 543) плюс
припуск на обжатие при калибровке. Если
при спекании определённых порошков проис-
ходит усадка, то необходимо соответственно
увеличивать размеры внутреннего диаметра,
и наоборот. Таким образом, размеры пресс-
формы зависят не только от размеров изделий,
но и от сорта порошка. Припуск на кали-
бровку обычно равен 0,25—0,40 мм (в зависи-
мости от диаметра втулки).
Диаметр стержня, формирующего внутрен-
нюю поверхность втулки, равен внутреннему
диаметру втулки с учётом изменения разме-
ров при спекании плюс припуск на зазор между
калибровочным стержнем пуансона и внутрен-
ним диаметром втулки. Обычно этот зазор
равен 0,20-0,30 мм.
Внешний диаметр стакана рассчитывается,
исходя из прочности материала стакана и на-
пряжений, развивающихся при прессовании.
Давление прессования повышается с увеличе-
нием твёрдости исходных порошков, плотности
прессования и отношения высоты прессовки к
толщине стенок и колеблется от 1000 до
6000 кг/см2. Удельное боковое давление прес-
совки составляет обычно 25—35и/0 удельного
давления прессования. Боковое (удельное) да-
вление рг можно подсчитать по формуле
?
0)
где 6' — коэфициент, характеризующий отно-
шение бокового давления к давлению прессо-
вания; Ф — относительная плотность прессовки;
{л— коэфициент Пуассона;рв— удельное давле-
ние прессования.
Значения ?' для порошков различных
металлов, в зависимости от относительной
плотности прессования, приведены в табл. 5.
Таблица 5
Металл
Вольфрам .
Железо . .
Олово. . .
Медь . . .
Свинец . .
Значенге 5'
100
О,21
о,39
о.49
°,54
°>79
90
о, 19
°»35
о,44
о,49
0,71
при плотности порошка в °/0
80
O,l6
0,31
0,39
0,43
0,63
70
0,14
0,27
о,34
0,38
°.55
60
0,12
0,23
0,30
0,32
о,47
50
0,10
0,19
0,25
0,27
0,40
40
0,08
0,16
0,20
0,2а
О,32
При конструировании прессфсрмы следует
предусматривать форму и размеры деталей
изделий (см. т. 4, гл. IV „Металлокерамиче-
ские материалы"), а также учитывать малую
текучесть порошков. Например, в прессформе
с одним пуансоном (фиг. 17, а) в центре прес-
совки плотность
будет больше,
чем по краям,
а в прессфор-
ме с двумя пу-
ансонами (фиг.
17, б) — плот-
ность в центре
и по краям прес-
совки равно-
мерна.
Наиболее от-
ветственные де-
а)
Фиг. 17. Прессование изделий
сложной формы: а —одним пуан-
соном; б — двумя пуансонами
7 2
тали прессфор-
мы (стакан) изготовляются из стали ЭХ-12 с
твёрдостью после закалки 60 — 64/Уд . Для
остальных деталей употребляются менее дефи-
цитные стали (У7, ШХ-15, Ст. 3, Ст. 5 и др.).
В США для стакана и стержня применяется
быстрорежущая сталь с твёрдостью после
закалки 62 HR .
С
ГЛ. IV]
ПРЕССОВАНИЕ ПОРОШКОВ
537
Долговечность прессформ среднего диа-
метра 20 000—50 000 прессовок. После этого
их можно перешлифовать на прессформы
большего диаметра или же после незначи-
тельной перешлифовки нитрировать. Нитриро-
вание вызывает некоторое сужение внутрен-
него диаметра, позволяющее снова прессовать
изделия прежних размеров. При шлифовке на
магнитных столах детали прессформы намагни-
чиваются. Для устранения прилипания желез-
ного порошка к намагниченным деталям не-
обходимо последние размагнитить.
Прессы. Для прессования применяются ги-
дравлические и механические (фрикционные и
кривошипные) прессы. Фрикционные прессы
менее удобны и пользование ими связано с
риском поломки прассформ. Предпочтительны
прессы, имеющие как верхнее, так и нижнее
давление (для выталкивания прессовки). Не-
которые специальные конструкции прессов
дают возможность развивать не только вер-
тикальное, но и боковое давления. В США
пряменяют для брикетирования металлических
порошков прессы гидравлические до 5000 т
и механические (кривошипные и эксцентри-
ковые) до 1500 т.
При неавтоматических дозировке и прес-
совании бригада из 2—3 человек может от-
прессовать на одном прессе за 8 час. от
400 до 8000 деталей (в зависимости от их ве-
личины и сложности).
В США весьма распространено автома-
тическое прессование (фиг. 18). Шихта, за-
груженная в воронку 1, под действием соб-
ственного веса перемещается в заполня-
ющий рукав 2, который заканчивается над
матрицей прессформы 3. По заполнении формы
рукав отходит назад
и даёт место верх-
нему пуансону 4, про-
изводящему прессова-
ние. После этого ниж-
ний пуансон 5 вытал-
кивает изделие, и ру-
кав 2 продвигается
вперёд для следую-
щего заполнения, сме-
тая попутно со стола
отпрессованную про-
дукцию.
При автомагических дозировке и прессо-
вании скорость прессования определяется
быстроходностью пресса. Например, прессо-
вание несложных мелких деталей на 25-т
вращающемся автоматическом прессе Стоке
производится со скоростью до 1000 ходов
в минуту; скорость прессования наиболее
крупных и сложных деталей на американских
прессах снижается до 4 ходов в минуту.
Скорость хода плунжера на американских
гидравлических прессах доходит до 750 мм /мин
под нагрузкой и до 6000 мм/мин при хо-
лостом ходе.
Процессы, происходящие при прессовании
Изменения структуры и свойств порош-
ковых тел при прессовании в основном сво-
дятся к следующему.
1) Контакт между частицами значительно
увеличивается. В первом приближении по-
верхность взаимного контакта растёт прибли-
зительно пропорционально давлению.
Фиг. 18. Схема автома-
тического прессования
(США).
2) Пористость порошковых тел снижается,
причём в первую очередь за счёт уменьшения
наиболее крупных пор.
3) Частицы при обжатии деформируются.
При этом деформация локализуется в местах
контакта и с ростом уплотнения распростра-
няется с поверхностных слоев в глубь ча-
стиц.
4) Кристаллографическая ориентация (тек-
стура), как показывает рентгенографическое
исследование, отсутствует.
5) Измельчаются скопления частиц, а иногда
(в особенности в хрупких порошках) сами
частицы.
6) Происходит упрочнение (наклёп) частиц
порошков.
7) Прочность прессовок увеличивается про-
порционально давлению прессозания (в грубом
приближении).
Давление прессования
Давление прессования порошка слагается
из: а) давления рг, затрачиваемого на уплот-
нение порошка при отсутствии потерь на
внешнее трение частиц о стенки прессформы
и при равномерном распределении давления
и плотности во всех местах прессовки („нетто-
давления); б) потери давления /?2 на внешнее
трение частиц о стенки прессформы; в) сверх-
давления ра, вызванного неравномерным рас-
пределением давления и плотности в разных
местах прессовки. Суммарное давление прес-
сования р = гг -f p2 -f- Рз можно назвать
полным давлением.
Для прессовок небольшого диаметра
(около 10 мм) и высоты A — 3 мм) давление
прессования почти равно нетто-давлению (пре-
вышает его примерно на 5—lOJ/o)-
Затрата нетто-давления рх приближённо
может быть определена из следующей зави-
симости (не учитывающей упрочнения по-
рошков при прессовании):
\gPi = \%<*k — IP, B)
где ^ — относительный объём прессовки; L —
модуль прессования (константа); ak — кон-
станта, равная удельному давлению для до-
ведения прессовки до 100у0-ной плотности.
ok приблизительно
равняется твёрдо- у—
сти по Бринелю
(точнее по Мейеру)
металла порошка.
При графическом
изображении в ко-
ординатах р — lg р
получается прямая
/ (фиг. 19) с пара-
метрами: L — тан-
генс угла наклона
к оси абсцисс и
lg Qk— отрезок,
отсекаемый пря-
мой на ординате
Р — 1 (соответ-
ствующей плотности
риала).
Реальная диаграмма прессования с учётом
упрочнения порошков выражается кривой 2
(фиг. 19), обращенной выпуклостью вниз.
Фиг. 19. Диаграммы прессо-
вания в координатах {1 — 1g/>:
/ — идеальная кривая; 2 — ре-
альная кривая.
компактного мате-
538
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
[РАЗД. III
Значения
Таблица 6
и L для порошков различных металлов при разной плотности прессования [1]
Материал и характеристика порошка
Малая плотность прессования
Относительная
плотность
прессовки &
ви/0
в
кг/мм1
Большая плотность прессования
Относительная
плотность
прессовки&
в°/о
кг/мм3
Олово распылённое, насыпной вес 3,50 г1см3 .
Медь электролитическая, тонкая, насыпной
вес 0,97 г/см3
Медь электролитическая, средней тонкости,
насыпной вес 1,42 г/см3
Медь электролитическая, грубая, насыпной
вес 2,47 г/см3
Медь гранулированная, насыпной вес 4,50 г/см?
Железо электролитическое, отожжённое, на-
сыпной вес 2,70 г/см3
Железо восстановленное, насыпной вес 0,18 г/см3
Карбид вольфрама
3.2
39
4°
46
ф
бд
48
65
1580
°.45
0,65
о,68
i,6o
93
93
93
93
loo
88
100
85
78
98
1,05
1.39
1,5°
1,72
1,96
0.9
Касательная, проведённая к кривой в точке
(\gpi и pj), пересечёт ординату C — 1 в точке
akf соответствующей твёрдости упрочнённого
металла порошка при давлении рх и объёме 31#
Пересечение же кривой с ординатой р = 1
соответствует максимальной твёрдости упроч-
нённого металла (давлению истечения по
О'Нейлю [6]). В табл. 6 приведены значения
С? и L для разных порошков при различном
уплотнении. Значения ak колеблются между
твёрдостью неупрочнённого металла и да-
влением истечения.
Зависимость между нетто-давлением и
плотностью более точно выражается следу-
ющей формулой, учитывающей упрочнение
при прессовании:
где рх—удельное давление прессования; Э —
относительный объём; т и ай — константы
(ад — давление истечения).
Нетто-давление при доведении порошка
до 100%-ной плотности не зависит от струк-
туры и насыпного веса, а только от состава
и равно давлению истечения. Для обжатия
порошка менее чем до 100%-ной плотности
нетто-давление повышается с уменьшением
насыпного веса и увеличением наклёпа ча-
стиц.
Потеря давления на трение порошка о
стенки прессформы (сила трения) ДР для
цилиндрических прессовок приближённо вы-
ражается следующими формулами:
или
D
Dа)
где Р — суммарное давление (сила прессо-
вания); —=—доля давления прессования,
теряемая на трение о стенки; /— коэфициент
трения порошка о стенки прессформы (кон-
станта); ? — коэфициент боковой передачи
давления при 100%-ной плотности прессовки
(константа); Ь — относительная плотность прес-
совки; h — высота прессовки; ЛА = fr/z — при-
ведённая высота прессовки (высота прес-
совки, обжатой до 100%-ной относительной
плотности); D — диаметр прессовки.
Расходуемое на трение о стенки пресс-
формы удельное давление /?2 = —р- р, где
р — полное удельное давление.
Коэфициент трения /для „сухих" метал-
лических порошков без специальных смазы-
вающих добавок обычно колеблется в пре-
делах 0,08—0,20 [1]. Добавка графита и сма-
зывающих веществ снижает коэфициент
в 1,5—6 раз. Точнее, потеря давления на тре-
ние определяется по следующей более слож-
ной формуле:
In -=- = 4Д -?, E)
где In — натуральный логарифм; Р — да-
вление прессования у пуансона; Р^ — давление
прессования в месте прессовки, отстоящем на
расстоянии (приведённом) Л# от пуансона.
Если в прессовке не возникает других не-
равномерностей распределения давления и
плотности, кроме вызванных трением порошка
о стенки прессформы, то суммарное удельное
давление р =р1-\- р2 или
F)
1 — 4/S -й)р = кр,
где k = const.
Неравномерное распределение плотности
Потеря давления на трение о стенки пресс-
формы приводит к неравномерному распре-
делению плотности (и, следовательно, твёр-
дости, прочности и других свойств) как по
6,4
6,2,
6,0
5,8
5,8
5/t
5,2
\
-/
\
*—
N
i
0 2,5 5 7,5 Ю 12,5 15
Фиг. 20. Изменение
плотности по высоте
прессовки 7 г/см3 в
зависимости от рас-
стояния от верхнего
пуансона hfy в мм:
1 — медь электролити-
ческая, насыпной вес
1,42 г/см3, без графита,
одностороннее прессо-
вание; 2 — то же с 4°/0
графита; 3 — то же,
без графита, двухсто-
роннее прессование.
ГЛ. IV]
ПРЕССОВАНИЕ ПОРОШКОВ
539
высоте, так и по сечению прессовки (фиг. 20
и 21).
Фиг. 20 показывает, как сильно улуч-
шается распределение плотности при добавках
графита и при двух-
стороннем прессова-
нии.
Давление
выталкивания
Давление, затрачи-
ваемое на выталки-
вание прессовок из
прессформы, равно
потере давления на
трение порошка о
стенки прессформы и
может быть рассчи-
тано по формуле D) и
более точно по фор-
муле E).
шении характерно образование конусов (пи-
рамид) под углом около 30° к направлению
сжатия (фиг. 23, г).
На третьем этапе при высоких давле-
ниях прессования прочность растёт медлен-
Фиг. 21. Распределение
твёрдости по Шору в
спрессованном медном
кубике.
Расширение прессовок после извлечения
из прессформы
При прессовании внешнее давление р,
сжимающее прессовку, уравновешивается
внутренними упругими напряжениями, рав-
ными р, но противоположно направленными,
т. е. стремящимися расширить прессовку.
После снятия давления расширению прес-
совки в продольном направлении препят-
ствует трение о стенки прессформы, а в по-
перечном — стенки прессформы. После извле-
чения прессовки из прессформы внутренние
напряжения расширяют прессовку как по
высоте, так и по диаметру (упругое после-
действие).
Для большинства промышленных порошков
расширение составляет около 0,3% по диаметру
и около 0,5% по высоте прессовки. В по-
рошках плохого качества расширение до-
ходит до 1% в поперечном и 5% в про-
дольном направлении.
Прочность прессовок
Прочность прессовок увеличивается при-
близительно пропорционально давлению прес-
сования. Зависимость прочности от давления
можно подразделить на 3 этапа (фиг. 22).
На первом
этапе при самых
низких давлениях
прессования проч-
ность растёт бы-
стрее, чем с пер-
вой степенью да-
вления. Характер-
ними пилами пяз 1этао 2 ИПШ) S Этап
ными видами раз- йа9шт прессованы»
рушения прессо-
вок при сжатии в
первом этапе явля-
ются распадение в
кучу бесформенного порошка (фиг. 23,а) или
образование продольных или поперечных тре-
щин (в зависимости от направления приложе-
ния сжимающей нагрузки) (фиг. 23,6 и в).
На втором этапе при средних давле-
ниях прессования прочность растёт пропорцио-
нально давлению. Для этого этапа при разру-
Фиг. 22. Зависимость проч-
ности прессовок от давления
прессования.
а)
Фиг. 23. Различные виды разрушения прессовок.
нее, чем с первой степенью давления. Для
этого этапа характерно образование так на-
зываемых расслойных трещин после выпрес-
совки.
Прочность прессовок в основном зависит
от следующих факторов.
1. При равном давлении прессования проч-
ность прессовок уменьшается с повышением
твёрдости металла исходных порошков. В оло-
вянных прессовках значения сопротивления
сжатию могут превосходить 100% давления
прессования, в железных и медных порошках
они доходят до 70—80% давления прессова-
ния, в вольфрамовых составляют всего не-
сколько процентов и в порошках твёрдых
сплавов — лишь доли процента (в связи с чем
порошки твёрдых сплавов прессуют с доба-
влением склеивающих веществ). Для отожжён-
ных порошков прочность больше, чем для
наклёпанных.
2. Прочность возрастает с разветвлённостью
и шероховатостью частиц порошка.
3. При поверхностном окислении частиц и
при добавках графита прочность снижается.
4. С уменьшением насыпного веса порошка
прочность сильно растёт.
5. При одинаковом насыпном весе и составе
порошка прочность сравнительно мало за-
висит от величины частиц и несколько по-
вышается с крупностью исходных порошков.
6. Сопротивление сжатию больше в про-
дольном, чем в поперечном направлении.
В особенности выражена эта анизотропия
прочности у порошков с плоской формой
частиц.
7. Сопротивление сжатию значительно
больше, чем сопротивление растяжению. На-
пример, для медных порошков сопротивление
сжатию доходит до 80% давления прессова-
ния, а при растяжении не превышает 1%
формирующего давления.
8. Прочность прессовок сильно зависит от
размеров и конфигурации изделия.
Прочность прессовок недостаточна для
непосредственного применения их в экспло-
атации.
Брак прессования
Наиболее серьёзным видом брака прессо-
вания являются поперечные и диагональные
трещины (расслой).
Причины брака: а) неправильная конструк-
ция и дефекты прессформ; б) неправильный
режим прессования и выпрессовки и в) пло-
хое качество порошков.
640
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
[РАЗД. III
Наиболее частое появление трещин вызы-
вается неправильной конструкцией и дефек-
тами прессформ.
В неразъёмных првссформах дефекты
обусловливают появление поперечных расслой-
ных трещин при выпрессовке. Для предупре-
ждения образования таких кольцевых расслой-
ных трещин предусматривают коническое рас-
ширение выходного отверстия прессформы
(под углом 0,5—1°). Растрескиванию способ-
ствуют также неровности стенок прессформы
вследствие плохого изготовления их или из-
носа.
Поперечные расслойные трещины в не-
разъёмных прессформах образуются ещё бла-
годаря чрезмерному давлению прессования.
Упругое последействие, вызывающее растре-
скивание, всегда растёт пропорционально да-
Печи
Для спекания металлокерамических изде-
лий применяют печи самого разнообразного
типа как по конструкции, так и по способу
нагрева. Выбор типа печи зависит от ряда
факторов: режима спекания (защитной среды,
температуры и выдержки при спекании), ре-
жима охлаждения, состава изделий, их коли
чества, величины и формы и т. п. В свою
очередь выбор соответствующего режима спе-
кания сильно зависит от применяемых печей.
Электрические печи сопротивления с нихро-
мовой или фехралевой обмоткой пригодны
для спекания до температуры 1050—1100'С,
газовые и нефтяные — до 1200е С, электриче-
ские печи с силитовым сопротивлением —
до 1350° С, молибденовые — до 1400° С. Печи
Фиг 24. Печь Таммана.
влению прессования, прочность же прессовок,
препятствующая их растрескиванию, увели-
чивается менее быстро. Поэтому при некото-
рой величине давления разрушающие упру-
гие силы превосходят прочность прессовок, и
появляются расслойные трещины.
В разъёмных прессформах сдвиг стенки
при прессовании или извлечении прессовки
вследствие неправильной конструкции или
сборки прессформы вызывает обрушение прес-
совок с образованием диагональных трещин.
В большинстве случаев такие сдвиги обра-
зуются ещё при высоких давлениях прессова-
ния.
Слишком медленная выпрессовка и в осо-
бенности остановки во время выпрессовки
являются причиной образования расслойных
трещин.
Все факторы, уменьшающие прочность
прессовок (гладкие плоские частицы, высокий
насыпной вес, окисление порошков, содержа-
ние графита в шихте, наклёп частиц и т. п.),
способствуют появлению расслоев.
Прессовки контролируются на отсутствие
внешних дефектов, правильность размеров и
веса.
СПЕКАНИЕ
Операция спекания заключается в отжиге
прессовок при температуре ниже точки пла-
вления основного компонента и имеет целью
повышение механических свойств изделий.
Иногда для получения необходимых свойств
прибегают к дополнительной обработке после
спекания (см. стр. 546 — 547).
Таммана (фиг. 24), применяемые в произ
водстве твердых сплавов, нагреваются при
прохождении тока через угольную трубу и
дают температуру до 2000* С. Высокочастот-
ные печи (фиг. 25) могут работать при
температуре до 2000-3000° С. Самые высокие
температуры—до3200° С (спекание тугоплавких
Фиг. 25. Схема высокочастотной печи: а — электриче-
ская схема; б — схема печи: 1 —огнеупорная тарелка;
2 — уплотняющая вода; 3 — кварцевая труба; 4 — слю-
дяная крышка; 5 — спекаемое изделие.; 6 — подставка;
7 — кварцевая труба; 8 — штуцер для подвода защит-
ного газа.
металлов)—можно получить в так называемых
сварочных колпаках (фиг. 26), пропуская ток
непосредственно через спекаемые изделия.
При загрузке изделий в закрытые коробки
могут быть использованы камерные или тун-
нельные печи обычного типа. Если защитной
средой является засыпка (например, нефтяной
ГЛ. IV]
СПЕКАНИЕ
541
водород
кокс при спекании бронзографитовых под-
шипников), то применяются такие же коробки,
как для цемента-
ции изделий; при
газовой защитной
среде коробка
снабжается тру-
бами (фиг. 27) для
циркуляции защит-
ного газа.
Металлокерами-
ческие изделия
вследствие своей
пористости обла-
дают повышенной
склонностью к оки-
слению. Поэтому
необходимо вести
в защитной среде
не только спека-
ние, но и охлажде-
ние. В связи с
этим наиболее со-
вершенные типы
печей сконструированы с расчётом уменьше-
ния тепловых потерь и сокращения расхода
защитного газа при охлаждении. Это дости-
гается в колпаковых печах и трубчатых с
холодильником.
Трубчатая печь (фиг. 29) имеет холодиль-
ник, представляющий собой камеру с двой-
ными стенками (см. фиг. 5), между которыми
циркулирует проточная вода. В камере изделия
охлаждаются около 30 мин. до комнатной тем-
пературы в защитной атмосфере. Защитный
газ поступает в печь по принципу противо-
тока — от холодильника к загрузочному концу.
Воёород j ]?z
Фиг. 26. Сварочный колпак.
7777777*
N
L
G
iPM "'1 f'J Г/Ч IVJ И, Л I".-V1 17.1 Г/Л Г/1 X;
tl
jj(J
Фиг. 27. Коробка для спекания с трубами
для циркуляции защитного газа.
Колпаковая печь (фиг. 28) имеет два
колпака: внутренний —герметический, прикры-
вающий спекаемые из-
делия, с подводкой для
циркуляции защитной
атмосферы, и наруж-
ный — нагревательный с
обмоткой. Наружный
колпак по окончании
спекания снимается и
надевается на другой,
заблаговременно подго-
товленный к спеканию, —
внутренний колпак. Та-
ким образом достигается
экономия электроэнергии
на предварительный ра-
зогрев наружного кол-
пака, ускоряется охла-
ждение изделий и сни-
жается расход защитного
газа.
б
Фиг. 28. Колпаковая
чечь; 1 — цоколь, на
котором устанавлива-
ются изделия; 2 -вну-
тренний колпак:3 — на-
ружный колпак с об-
моткой; 4 - обмотка;
а и б - впуск и вы-
пуск защитною газа.
Фиг 29. Трубчатая молибденовая печь: /-молибдено-
вый элемент сопротивления; 2—молибденовые ролики;
5 клемма; ^—лодочка; 5— подаюший механизм; 6— впуск
и выпуск защитного газа.
Потери тепла и защитного газа на охлажде-
ние сводятся к минимуму.
Трубчатые печи часто снабжаются авто-
матическим толкателем или конвейером для
продвижения изделий через печь. При авто-
матическом передвижении спекаемых изделий
обеспечивается получение наиболее однород-
ной стандартной продукции.
Защитная среда
Защитная среда при спекании должна:
а) обеспечивать восстановление окислов;
б) не допускать образования нежелательных
загрязнений продукции (копоти, карбидов,
нитридов и т. д.); в) предотвращать нежела-
тельное выгорание отдельных компонентов
при спекании (например, углерода в твёрдых
сплавах); г) обеспе-
чивать безопасность
процесса спекания.
В качестве защит-
ной среды применяют
всевозможные засып-
ки — угольные, гра-
фитовые, из металли-
ческой стружки, вос-
становительные и за-
щитные газы, во-
дород, генераторный
газ, продукты непол-
ного сгорания све-
тильного или природ-
ного газа, диссоции-
рованный аммиак, со-
четания защитных га-
зов с защитной за-
сыпкой и т. п.
Углеводороды при
спекании разлагаются
с выделением сажи на изделиях. Поэтому газы
со значительным содержанием углеводородов,
например, светильный газ, природный га:*,
метан и пропан, следует подвергать непол-
ному сжиганию. На фиг. 30 показана зависи-
мость состава неполностью сожжённого при-
родного газа от содержания воздуха в смеси.
6 8 Ю
Отношение объема воздухе
к объеме/ газа
фиг. 30. Зависимость со-
става неполностью со-
жжённого природного га-
за от содержания воздуха
в смеси.
542
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЁТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
[РАЗД. III
Аппаратура для неполного сжигания газа
изображена на фиг. 31.
При спекании металлов, не реагирующих
с углеродом и образующих легко восстанови-
мые окислы (например, медь, оловянистая
бронза и т. п.), можно применять любую за-
Фиг. 31. Аппаратура для частичного сжигания при-
родного или светильного газа (General Electric).
щитную среду: угольную засыпку, генератор-
ный газ, неполностью сожжённый природный
газ и т. п.
При спекании железа и его сплавов, учи-
тывая возможность образования связанного
углерода за счёт реакции металла с защитной
средой, необходимо регулировать содержание
СО и СО2 в защитном газе таким образом,
чтобы избежать как окисления, так и карбо-
низации железа.
При спекании вольфрама и тугоплавких ме-
таллов, легко образующих карбиды, в каче-
стве защитной атмосферы следует применять
чистый водород, а при спекании твёрдых спла-
вов, наоборот, необходимо предотвращать вы-
горание углерода (например, применением
карбюризующих засыпок), особенно в молиб-
деновых печах.
При спекании металлов, образующих труд-
но восстановимые окислы (например, хром,
алюминий и т. д.), следует избегать содержания
в защитном газе СО2 и Н2О. В таких случаях
обычно ведут спекание в остроосушенном
водороде, пропущенном через печь с метал-
лической стружкой.
Спекание таких металлов, как тантал,
обладающих повышенным сродством ко всем
газам, кроме благородных, осуществляют
в вакууме.
Процессы при спекании
Процессы при спекании в основном сво-
дятся к следующим: а) изменение размеров
контактной поверхности между частицами
порошка (обычно увеличение»; б) изменение
размеров и пористости изделий при спекании —
как уменьшение (усадка), так и увеличение
фост); в) рекристаллизация; г) амортизация
остаточных напряжений; д) восстановление
окислов. Все эти процессы так или иначе
связаны или с количественными изменениями
контакта между частицами (усадка, рекристал-
лизация) или с качественными (переход от
контакта через окисные плёнки к чисто метал-
лическому контакту, переход от напряжённого
контакта к ненапряжённому).
В прессовке связность порошкового метал-
ла обусловлена главным образом чисто меха-
ническим зацеплением поверхностных неров-
ностей частиц, вследствие чего прочность
прессовок очень невелика. В спечённых изде-
лиях связанность зёрен обусловлена преиму-
щественно силами сцепления электрического
характера, действующими между атомами,
лежащими на границах частиц, благодаря чему
прочность после спекания сильно возрастает.
Зависимость пористости, структуры и
свойств спечённых металлов от структуры
и свойств исходных порошков. При про-
чих равных условиях (одинаковые химический
состав исходных порошков, пористость прес-
сования и режим спекания) имеют место сле-
дующие зависимости свойств спечённых изде-
лий от качества исходных порошков.
1. С повышением степени дисперсности ис-
ходных порошков увеличиваются усадки (фиг.
32), плотность и механические свойства спечён-
ных изделий (см. т. 4, гл. IV „Металлокерами-
30
25
о 20
% /5
о
г
\
/
/
ч
2-
/
i
400 800 1200 /60д°С
Фиг. 32. Усадка железа при различных
температурах по Давилю [12]: 1 — размер
частиц 1 мк; 2 — размер частиц 50 мк.
ческие материалы"). Рекристаллизация обычно
начинается при более низких температурах для
более тонких порошков. Поэтому для изделий
из таких порошков обычно применяют не-
сколько более низкие температуры спекания.
2. С понижением насыпного веса порошка
(для порошков сходной структуры и сходного
насыпного веса) усадки (фиг. 33), плотность
«S 0)
, Дня Железа относительный ооъемf?5
3
2
+ /
О
-1
2
I
5
6
7
.Насыпной вес-
—I
0,67
2,A
3,66zjCM3
Фиг. 33. Изменение линейных размеров спечённых изде-
лий в зависимости от насыпного веса железного по-
рошка: / — в направлении, параллельном прессованию,
при температуре ПвО"; 2~ в направлении, перпендику-
лярном прессованию, при температуре 1100°.
ГЛ. IV]
СПЕКАНИЕ
543
и механические свойства в большинстве слу-
чаев повышаются. Другими факторами, спо-
собствующими получению более прочных
прессовок, являются шероховатость и развет-
влённость частиц, низкое содержание окислов
в порошках и т. п.
Влияние плотности (давления) прессо-
вания. С увеличением плотности прессования
усадки падают (фиг. 34), но конечная плот-
Фиг. 34. Изменение линейных размеров спе-
чённых изделия в зависимости от плотности
прессования: / — в направлении, параллель-
ном давлению при температуре спекания
800°; 2 —тоже в направлении, перпендику-
лярном давлению; 3 — в направлении, парал-
лельном давлению при температуре спекания
1000°; 4— то же в направлении, перпендику-
лярном давлению.
ность и механические свойства для огромного
большинства порошков растут до самых вы-
соких давлений, применяемых в промышлен-
ной практике (фиг. 35). У многих порошков
уменьшение пористости после спекания пропор-
ционально исходной пористости прессовок.
Для некоторых порошков существует опти-
мальная плотность (давление) прессования,
для тонких, дающих большие усадки) суще-
ствует оптимальная температура спекания,выше
которой начинается снижение плотности и
свойств, иногда довольно значительное. Это
Относительная плотност
0,25
0,50
¦*-
/
***
У
/
%
¦/
ts
'2
)
1
/
/
/
7
//
7
/
i
i
j
i
1
с
'3 4 5 6 7 8 9
, Давление прессования
Фиг. 35. Зависимость предела прочности
при растяжении с^ кг\мм"*, предела те-
кучести <js кг/мм', удлинения 8°/0 и удель-
ного веса y г/см3 от давления прес-
сования р ntfCM3 (железо, температура
спекания 800°, выдержка 30 мин. в водо-
роде) по Эйлендеру и Швальбе [19].
при превышении которой плотность и свой-
ства спечённых изделий снижаются. Обычно
это связано с образованием дефектов прессо-
вания (расслой и скрытый расслой) при чрез-
мерном давлении.
Влияние температуры спекания. Для
большинства порошков усадки (фиг. 32), плот-
ность, прочность и деформируемость металла
(удлинение, сужение поперечного сечения) во-
обще непрерывно растут с повышением темпе-
ратуры спекания почти до точки плавления,
но для некоторых порошков (в особенности
800 Ю00
Фиг. 36. Зависимость механиче-
ских свойств железа при о — ¦{-
превращении от температуры спе-
кания (по Эйлендеру и Швальбе
[19]).
снижение объясняется быстрой и неравномер-
ной усадкой в прессовках из таких порошков
при высоких температурах спекания, которая
вызывает местные неплотности, коробление
и даже растрескивание (пережог) изделий. Для
железа при а — у-превращении в точке Л3 и не-
много выше неё имеет место снижение усадок,
плотности и механических свойств (фиг. 36).
Изменение твёрдости при спекании отли-
чается от изменения других механических
свойств. С ростом температуры уменьшается
величина остаточных напряжений, вызванных
прессованием, и повышается плотность и
связность порошкового металла, которые
увеличивают твёрдость. Поэтому изменение
твёрдости с изме-
нением темпера-
туры различно для
прессовок разной
плотности (фиг.37).
Прессовки малой
плотности, полу-
ченные при не-
больших давле-
ниях, имеют незна-
чительные оста-
точные напряже-
ния и дают боль-
шие усадки при
спекании. Твёр-
дость таких прес-
совок непрерывно
растёт с повыше-
нием температуры.
Прессовки боль-
шой плотности, полученные при высоких да-
влениях, имеют значительные остаточные
напряжения и малую усадку при спекании,
поэтому твёрдость таких прессовок падает в
известном температурном интервале.
Заметный рост частиц для большинства
порошков чистых металлов начинается при
температуре порядка 'Jjs — 3/4 абсолютной точ-
ки плавления [17]. Температура начала роста
не зависит от давления прессования и не-
сколько снижается с увеличением дисперсности
Фиг. 37. Изменение твёрдости
по Бринелю при спекании
прессовок из никелевого по-
рошка, полученных при раз-
личных давлениях (по Грубе
и Шлехту [20]): / — давление
прессования 800 кг/см3; 2 —
то же 2000 кг/см1; 3—то же
4000 кг\см\
544
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
[РАЗД. 111
исходных порошков. Для большинства чистых
металлов температура спекания практически
почти совпадает с температурой заметного
роста частиц, так как ниже неё трудно полу-
чить достаточную прочность, а выше наблю-
дается чрезмерный рост зерна. Для металлов,
образующих трудно восстановимые окислы,
препятствующие росту частиц (например, алю-
миний), температура спекания выше и при-
ближается к точке плавления.
Общая пористость дисперсных порошков,
дающих усадки при спекании, уменьшается
с повышением температуры. При этом (в осо-
бенности с началом роста частиц) часть
открытых пор переходит в закрытые и межча-
стичных — во внутрикристаллические. Однако,
несмотря на уменьшение общей пористости,
размер отдельных пор при этом может уве-
личиваться. В грубых порошках, дающих рост
размеров изделий, пористость при спекании
увеличивается, и при. этом поры остаются
открытыми.
Влияние времени выдержки и скорости
подъёма температуры. Чем больше темпе-
ратура спекания, тем быстрее заканчивается
усадка и дости-
ЮП%\ — гаются оптималь-
ные механические
свойства (фиг. 38).
На фиг. 39 по-
казано, что меха-
ническая проч-
ность сравнитель-
но быстро дости-
гает максималь-
ных значений, а
показатели дефор-
мируемости (удли-
нение) более дли-
тельно повышаются с увеличением времени вы-
держки. Практически выдержка при спекании
колеблется от 15 мин. для незначительных за-
грузок и небольших изделий до 24 час. и более
и
Средняя
температура
Время спекания
Фиг. 38. Зависимость относи-
тельной плотности прессо-
вок от времени спекания [16].
120 2Ь0 360мин
Фиг. 39. Изменение механических
свойств металлокерамического же-
леза в зависимости от времени спе-
кания (по Эйлендеру и Швальбе [13]).
при больших загрузках, крупных и сложных
изделиях и плохой спекаемости материала.
Чем больше скорость подъёма температуры,
тем менее равномерен прогрев изделий и
усадка при спекании и тем более склонны
изделия к короблению, растрескиванию, пере-
жогу и другим видам брака.
Спекание металлокерамических материалов,
состоящих из двух и более компонентов
Спекание металлокерамических материа-
лов, состоящих из двух компонентов, можно
подразделить на следующие основные случаи.
1. Спекание при температуре выше точки
плавления обоих компонентов и образующихся
при этом твёрдых растворов и химических
соединений: а) компоненты не реагируют
между собой, например, медь—графит, и
б) компоненты реагируют между собой с
образованием твёрдых растворов или интер-
металлических соединений, например, медь —
никель, железо—никель.
2. Спекание с образованием жидкой фазы:
а) компоненты не реагируют между собой,
например, вольфрам медь, и б) компоненты
реагируют между собой с образованием неболь-
шого количества жидкой фазы, например, воль-
фрам — никель, карбид вольфрама — кобальт,
железо — медь.
В системе железо—графит спекание может
быть проведено в условиях, когда железо не
реагирует с графитом Aа) или же железо
реагирует с графитом A6). Спекание железо-
медных сплавов может проводиться в одних
случаях с образованием, а в других — без
образования жидкой фазы.
При спекании материалов, состоящих из
компонентов, не реагирующих между собой в
твёрдом виде (медь —графит), режим спекания
и свойства материала определяются в основном
компонентом, находящимся в большем коли-
честве (в данном случае медью). Графит играет
роль механического загрязнения, препятству-
ющего взаимному контакту медных частиц.
Поэтому с ростом содержания графита сни-
жаются усадки,относительная плотность и ме-
ханическая прочность материала. В особен-
ности отрицательно сказывается введение гра-
фита для порошков металла с крупными ча-
стицами, так как в этом случае графит может
совершенно изолировать контакт между ча-
стицами меди. Для тонких порошков меди вве-
дение небольшого количества графита (до 2%)
может, наоборот, оказать благоприятное вли-
яние за счёт улучшения условий прессования
(снижение трения).
Для компонентов, взаимно реагирующих
между собой в условиях спекания без обра-
зования жидкой фазы, имеют место следу-
ющие основные закономерности:
1) усадка, плотность и свойства ниже,
чем при спекании прессовок из чистых ме-
таллов;
2) скорость диффузионных процессов по-
вышается с увеличением дисперсности исход-
ных порошков, длительностью обработки
в шаровых мельницах и с увеличением давле-
ния прессования.
Для компонентов, взаимно реагирующих
друг с другом с образованием небольшою
количества жидкой фазы (карбид вольфрама—
кобальт, вольфрам - никель), можно колучить
очень высокую плотность (близкую к теоре-
тической) и механические свойства не ниже,
чем у литых сплавов. В этих случаях более
легкоплавкий компонент входит в сплав в ко-
личестве 5—25% (объёмных) и спекание ве-
дётся при температуре несколько выше точки
плавления легкоплавкого металла или раствора
тугоплавкого металла в легкоплавком. Введение
таких компонентов позволяет получать проч-
ные и плотные сплавы при низких температу-
рах спекания (во многих случаях порядка до
50% точки плавления основного компо-
нента).
ГЛ. IV]
РАЗЛИЧНЫЕ ВАРИАНТЫ МЕТАЛЛОКЕРАМИЧЕСКОЙ ТЕХНОЛОГИИ
545
Спекание материалов, состоящих из ком-
понентов, не реагирующих между собой как
в твёрдом, так и жидком состоянии, при
температуре выше точки плавления легко-
плавкого компонента(например, вольфрам —
медь) часто связано со значительными труд-
ностями (ликвация расплавленной меди).
В таких случаях иногда прибегают к специ-
фическим вариантам металлокерамической
технологии.
Брак при спекании
Спекание является одной из конечных
операций, в которой выявляется не только
брак, вызванный неправильным режимом спе-
кания, но и брак предыдущих операций при
изготовлении порошков. Наиболее существен-
ными видами брака являются:
1. Скрытый расслой — образование не-
больших расслойных трещин, не видимых
невооружённым глазом, которые могут быть
вызваны неправильным режимом прессования
и при спекании значительно увеличиваются.
Меры предотвращения — такие же, как и при
явном расслое (стр. 540).
2. Коробление и искажение формы, часто
наблюдаемые в плоских изделиях, изготовлен-
ных из тонких порошков, у которых толщина
незначительна по сравнению с длиной. Этому
виду брака способствуют: плохое смешение,
неравномерная плотность прессовок вслед-
ствие неудачной конструкции прессформ или
плохого режима прессования, слишком бы-
стрый подъём температуры, поверхностные
окисления или выгорания вследствие непра-
вильного подбора защитной среды и чрез-
мерно высокая температура спекания. Меры
предотвращения: устранение указанных недо-
статков, в некоторых случаях применение
порошков, менее склонных к короблению, и
спекание под давлением. Брак может быть
устранён последующей холодной или горя-
чей обработкой давлением (калибровка, спе-
кание под давлением).
3. Пережог — растрескивание изделий при
температурах спекания, слишком высоких для
данной шихты. Этому виду брака способ-
ствуют те же факторы, что и коробление.
4. Образование усадочных макропор, на-
блюдаемых при спекании изделий, спрессо-
ванных из смеси порошков двух или несколь-
ких различных компонентов. Брак вызывается
неоднородной усадкой, которой особенно благо-
приятствует неравномерное смешение компо-
нентов.
Меры предотвращения: п" более тщатель-
ное смешение и предварительный отжиг ших-
ты. Брак иногда может быть устранён после-
дующей холодной или горячей обработкой
давлением.
5. Образование неплотной, плохо пропе-
чённой сердцевины, наблюдаемое главным
образом при спекании смесей порошков, да-
ющих изделия большой плотности, в резуль-
тате значительной усадки при спекании с
образованием жидкой фазы. Брак происхо-
дит вследствие более раннего прогрева пери-
ферии изделий при быстром нагреве изделий
до температуры спекания, благодаря чему
усадка во внешней зоне заканчивается раньше,
чем начинается усадка в центральной зоне,
и преждевременное образование плотной на-
ружной зоны мешает усадке внутренних слоев
и циркуляции газов. Этому виду брака спо-
собствует также образование различий в хи-
мическом составе между наружной и внутрен-
ней зонами вследствие неправильного подбора
защитной среды. Меры предотвращения: более
постепенный разогрев изделий и правильный
подбор защитной среды.
РАЗЛИЧНЫЕ ВАРИАНТЫ МЕТАЛЛО-
КЕРАМИЧЕСКОЙ ТЕХНОЛОГИИ
Основным и наиболее распространённым
вариантом металлокерамического производства
является технологический процесс, состоящий
из операций смешения, прессования и спека-
ния. Многочисленные другие варианты имеют
следующие отличия от основного.
1. Специфические особенности основных
операций (смешения, прессования и спекания),
а также введение дополнительных промежу-
точных процессов между прессованием и спе-
канием.
2. Выпадение операции прессования.
3. Выпадение операции спекания.
4. Совмещение операций прессования и спе-
кания („Горячее прессование" см. стр. 547).
5. Дополнительная механическая и терми-
ческая обработка спечённых изделий.
Специфические особенности основных опе-
раций могут быть следующие.
а) Прессование и спекание смесей, состоя-
щих частично или полностью из окислов или
соединений металлов, восстанавливающихся при
спекании. Этот вариант в одних случаях при-
меняется для улучшения и облегчения смеше-
ния порошков (например, в производстве
твёрдых сплавов), в других —для получения
высокопористых изделий, в третьих — для уде-
шевления стоимости продукции за счёт совме-
щения операции получения порошка (восста-
новление) и спекания.
б) Прессование и спекание смесей со спе-
циальными добавками для получения высоко-
пористых изделий (выше 40%). Такие добавки
или выгорают и улетучиваются при спекании
(например, углекислый аммоний) или вымы-
ваются после спекания из пор спечённых из-
делий (например, сода).
в) Обработка на шлифовальных кругах
полуфабрикатов до спекания или непосред-
ственно после прессования или же после про-
межуточного спекания при более низкой тем-
пературе. Этот вариант применяется, когда не-
которые спечённые материалы, например
твёрдые сплавы и магнитные материалы, со-
держащие алюминий,никель и кобальт (Алнико),
не поддаются механической обработке.
Операция прессования выпадает
при получении карбонильной стали. В этом
случае слегка утрамбованные порошки высо-
кого насыпного веса спекаются в закрытых
коробках. Полученные болванки до 2 т весом
подвергаются дальнейшей ковке и прокатке.
Операция спекания выпадает при
получении сердечников пупиновских катушек
(прессование порошков ферромагнитных ме-
таллов и сплавов с пластмассами) и пористого
железа для зачеканки труб (прессование же-
леза с битумом).
546
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
[РАЗД. Ill
Дополнительная механическая
или термическая обработка при-
меняется во многих случаях для доведения
металлокерамических изделий до точных раз-
меров или для повышения плотности и проч-
ности изделий. Обработка резанием непори-
стых металлокерамических материалов не
отличается от обработки обычных металлов
и сплавов. Осо-
бенности обра-
ботки резанием
пористых ме-
таллокерамиче-
ских материа-
лов см. т. 4, гл.
IV „Металлоке-
рамические ма-
териалы".
Фиг. 40. Калибро-
вочная прессформа
ЦНИИТМАШ: / -
стакан; 2— пуансон;
3 — подстаканник;
4 — изделие.
Фиг. 41. Американская (США)
калибровочная прессформа: / —
пуансон; 2 — ограничитель, кали-
брующий по торцу; 3 — стакан;
4 — выталкиватель: 5— стол
пресса; 6 — изделие.
Для доведения пористых металлокерамиче-
ских изделий до точных размеров обычно при-
бегают к холодному обжатию в прессформах
или так называемой калибровке. Калибровоч-
ные прессформы отличаются от прессовочных
главным образом меньшей высотой (не нужен
запас на обжатие порошка) и часто менее
сложной конструкцией. На фиг. 40 изображена
калибровочная прессформа ЦНИИТМАШ для
калибрования втулок по диаметру. Американ-
ская (США) калибровочная прессформа, на
которой можно производить калибрование так-
же и по высоте, показана на фиг. 41.
Размеры калибровочных прессформ та-
ковы, чтобы детали с учётом последующего
упругого последействия (расширение до 0,1%)
имели требуемые размеры. Соотношения
между размерами прессовочных и калибровоч-
ных прессформ выбираются таким образом,
чтобы детали с учётом изменений при спека-
нии поступили на калибровку с размерами по
диаметру на 0,5—1% больше требуемых раз-
меров.
Затрата давления на калибровку обычно со-
ставляет 10 — 30% давления прессования. Для
снижения давления целесообразнее произво-
дить калибровку после частичной пропитки
пор изделия маслом. Лучше всего проводить
калибрование на кривошипных прессах. Один
калибровщик за смену может откалибровать
до 5000 деталей.
Последующая обработка давлением (холод-
ная или горячая), а также дополнительная
термическая обработка применяются для по-
вышения плотности и свойств изделий. Так,
для получения плотных и прочных материалов
на железной и медной основе прибегают к хо-
лодному обжатию в прессформах, иногда с по-
следующим отжигом. Штабики из тугоплавких
металлов (W, Мо, Та) подвергаются горячей
ковке и протяжке. В табл. 7 приведено изме-
нение свойств металлокерамического железа
после различных производственных операций.
Дополнительной обработкой можно получить
для металлокерамических материалов такие же
высокие механические свойства, как для обыч-
ных компактных металлов.
Фирма General Motors (США) прессует
втулки из грубо измельчённой стружки авто-
матной стали под давлением около 4500 кг/см2.
Спрессованные брикеты спекаются при 1000 —
1100° С в трубчатой печи с толкателем. Заго-
товки подвергаются до остывания ковке на
прессе в специальном штампе, в котором
имеется центральная оправка, входящая в от-
верстие спечённой заготовки, обжимаемой
сбоку восемью радиальными зажимами. При
горячей штамповке давление колеблется от
4500 до 8000 кг/см2. Производительность этой
операции 550 шт., в час. После горячей штам-
Таблица 7
Механические свойства металлокерамического железа после различных производственных операций [21]
Операция
Холодное прессование при 8000 кг/см" . .
Холодное прессование при 6000—8000
То же, но после спекания дополнитель-
ная подпрессовка при 6000-8000 кг/см2 . .
То же и дополнительный отжиг при 1000°
после дополнительной подпрессовки при
6000—800и кг/см"
Горячее прессование при 810° и давлении
3500 кг/см3
Холодное прессование после спекания
при 10U)° с последующей горячей ковкой .
«
сз
Л*
и
Я о
о |5 о
Оса
77- 83
8ч— 88
9°— 93
ОО— QQ
95 — 1О°
IOO
с 0Q
о S
'си о.
Н[Д
7°- 75
^О— го
65— 7°
-?j Й —
6о —ioo
9о
>,?
и 3
<и ^
^ Jii
ч а
5 н
С з-
—
II —14
—
21
i U
В1 =3
о а.
а,_ a
с Я
О. Я
с( S щ ^
0,28— 0,35
17.5-26
26 — 29
23—26
35—4°
35-5
__о
о
а
о
я
X
и
S
Удл
о
8 — 12
о-з
l6 —22
35
ние шей-
/о
и §
о
8- 12
о—3
гб—22
60
гл. iv]
РАЗЛИЧНЫЕ ВАРИАНТЫ МЕТАЛЛОКЕРАМИ ЧЕСКОЙ ТЕХНОЛОГИИ
547
новки детали охлаждаются в воде, подверга-
ются обработке для уменьшения боковых вы-
ступов, окончательной калибровке и песко-
струйной обработке для удаления окалины
и грата. На фиг. 42 показан чертёж детали
8 симметричных
выступов
Фиг. 42. Чертёж детали и вид её после различ-
ных стадии обработки: / — после спекания;
// — после горячей ковки; III — после оконча-
тельной обработки.
и её внешний вид после различных стадий об-
работки.
Особым видом обработки является последу-
ющая пропитка спечённого скелета из более
тугоплавкого металла расплавленным более
легкоплавким металлом (получение антифрик-
ционных железосвинцовистых материалов, свин-
цовистых бронз, контактных вольфрамово-мед-
ных материалов и т. п).
Для повышения твёрдости и коррозионной
устойчивости пористых железных материалов
применяется обработка спечённых изделий
перегретым паром (см. т. 4, гл. IV „Металло-
керамические материалы").
ГОРЯЧЕЕ ПРЕССОВАНИЕ
Горячее прессование является операцией,
при которой совмещаются прессование и спе-
кание. Различают собственно горячее прессо-
вание и спекание под давлением. Различие
между ними заключается в том, что горячее
прессование следует относить преимущественно
к большим скоростям прессования. При больших
скоростях прессования явления крипа мало
выражены, диффузия и рекристаллизация
также не проходят в полной мере. В связи
с этим необходим последующий отжиг для вы-
равнивания состава и структуры. Горячее прес-
сование порошков цветных и чёрных металлов
пока экономически невыгодно, потому что
оно: 1) связано со значительным износом пресс-
формы и зачастую также с трудностью под-
бора материала прессформы, способного рабо-
тать при высоких температурах; 2) является
малопроизводительной операцией по сравнению
с холодным прессованием; 3) не устраняет не-
обходимости как в последующем отжиге, так
и в предварительной холодной прессовке.
Однако с качественной стороны горячее прес-
сование связано со значительными преиму-
ществами. В табл. 8 приведены сравнительные
данные [18] значений предела прочности при
растяжении (и^,) образцов железа и меди, по-
лученных горячим прессованием и холодным
прессованием и спеканием, а в табл. 9 — дан-
ные [14], показывающие, как значительно сни-
жаются давления прессования с повышением
температуры для порошков с величиной ча-
стиц 150 мк.
Таблица 8
Температура
горячего прес-
сования или
спекания в "С
бю
715
8ю
дж
3? в кг/мм1
для спечённых
образцов
Си
14.2
13.2
ю.З
Fe
6,6
II-5
14.7
для горячепрессо-
ванныэ
Си
2б,3
24.1
23,5
. образцов
Fe
19.7
39. з
39.6
Таблица 9
Материал
порошка
Губчатое
железо ....
Электро-
литическое
железо ....
Железо
восстановлен-
н
О е
с«
s?
? о.
хю
о л
Отн
ноет
до
95
IOO
до
95
IOO
оо
95
IOO
Давление прессования в
20
1бо
240
350
120
300
310
200
310
47°
при температуре в
500
3°
55
95
33
38
53
ло
I2O
НО
600
1б
Зо
47
19
i6
27
28
63
47
700
9.5
1б
32
13
9-5
i6
П
1 У
32
32
800
5
8
i6
б
5
б
9.5
19
16
900
4
б
13
4
2,4
-
б
12
KZJMM2
С
1000
6
9
14
б
—
—
р
6
1100
3
6
II
5
—
8
4
В настоящее время горячее прессо-
вание применяется в промышленном мас-
штабе только для изготовления из твёрдых
сплавов изделий очень больших размеров, ве-
сом порядка до 100 кг, или же тонких пластин,
дисков и т. п., коробящихся при спекании.
Горячее прессование твёрдых сплавов произ-
водится в угольных формах, годных для прес-
сования весьма ограниченного количества де-
талей A — 10 шт.). При прессовании в защитной
среде, предохраняющей прессформы от выго-
рания, можно несколько повысить их стойкость.
Нагрев достигается пропусканием электриче-
ского тока через преесформу.
Спекание под давлением произ-
водится при небольших скоростях обжатия.
Для него характерны большие выдержки при
температуре спекания и в связи с этим пол-
ное протекание процессов диффузии, рекри-
сталлизации и значительная роль явлений крипа,
в соответствии с чем давления незначительны.
Процесс спекания под давлением приме;
няется для изготовления металлокерамических
фрикционных дисков (см. т. 4, гл. IV „Металле-
548
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
(РАЗД. 111
керамические материалы"), которые в против-
ном случае отслаивались бы от подкладки,
и предупреждения коробления или исправле-
ния пластинок для резцов из твёрдых сплавов.
Спекание под давлением удобнее всего произ-
водить в колпаковых печах.
ТЕХНИЧЕСКИЙ КОНТРОЛЬ ГОТОВЫХ
ИЗДЕЛИЙ
При техническом контроле готовых изделий
обычно производят осмотр на отсутствие внеш-
них пороков и определение химического со-
става, размеров, веса, структуры, пористости,
механических свойств, а также технологиче-
ские испытания.
Определения химического состава
металлокерамических изделий, их размеров
и веса производятся так же, как и для обыч-
ных металлических изделий.
Пористость л определяется на основе
измерений удельного веса по формуле
11 = 100 А
где 7л—-удельный вес пористого изделия, у —
удельный вес компактного металла. В изде-
лиях простой формы удельный вес рассчиты-
вается, исходя из их размеров и веса. При
сложной форме удельный вес определяется по
разности веса тела в воде и воздухе. Перед
взвешиванием в воде изделия пропитываются
маслом во избежание попадания воды в поры.
Удельный вес рассчитывается по формуле
7л
Go — Go
где Gx — вес изделия до пропитки, G2 — после
пропитки и G3— вес в воде. Определение со-
держания открытых и закрытых пор произ-
водится на основании измерений масловпиты-
ваемости. Зная удельный вес масла, легко
определить объём открытых пор. Представле-
ние о величине отдельных пор даёт воздухо-
проницаемость. Чем больше отдельные поры,
тем выше воздухопроницаемость. Для опреде-
ления последней металлокерамическая втулка
зажимается с торцов в специальный зажим
и помещается в градуированный мерный ци-
линдр с водой. С одного торца под определён-
ным небольшим давлением (доля атмосферы)
во втулку подаётся воздух, выходящий через
её поры и вытесняющий воду из цилиндра.
Воздухопроницаемость определяется по объёму
воздуха, прошедшего через поры втулки в одну
минуту.
При определении микроструктуры
необходимо принимать меры против искаже-
ния и затягивания пор при шлифовке и поли-
ровке. Для этого предварительно пропитывают
поры бакелитовым лаком с последующей тер-
мической обработкой для отвердения бакели-
та (см. стр. 532).
Определение механических свойств
металлокерамических материалов связано со
следующими особенностями. Порис.ость ме- ¦
таллокерамических изделий затрудняет опре-
деление и оценку механических свойств. Не-
большой размер и неоднородная плотность за-
трудняют вырезку из них образцов для испы-
таний. Кроме того, при вырезке обычно осла-
бляется прочность пористого металла. Измере-
ния твёрдости можно производить непосред-
ственно на изделиях без обработки резанием.
Испытания на разрыв можно осуществлять не-
посредственно на изделиях и даже обломках
изделий методом давления клиньев (по Люд-
вику) [5]. Методику испытания см. т. 3.
Испытания на разрыв и сжатие обычно
производятся на образцах, отпрессованных из
тех же порошков в специальных прессформах
и спечённых в тех же условиях, что и иссле-
дуемая партия изделий. Испытания на удар-
ную вязкость производятся на образцах без
надрезов.
Пористость очень сильно влияет на меха-
нические свойства. Обычно (см. т. 4, гл. IV
„Металлокерамические материалы") снижение
пористости на 1% соответствует повышению
показателей прочности в среднем на 5 /0 (от
2 до 15%). В пористых металлах предел проч-
ности при сжатии значительно (в 1,5—4 раза)
больше, чем предел прочности при изгибе,
а последний в свою очередь в 1,5—4 раза
больше предела прочности при растяжении.
Удлинение пористых металлов незначительно.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бальшин М. Ю., Металлокерамика (порошко-
вая металлургия), Металлургиздат, 1938.
Ч. Бальшин М. Ю., Руководящие материалы по по-
рошковой металлургии, ЦНИИТМАШ, 1946.
3. Д ж о н с В. Д., Основы порошковой металлургии,
Металлургиздат, 1940.
4. К о п р ж и в а Р. Р., Еоизитовые подшипники,
ЦИТЭЙН, М. 1946.
5. К у д р я в ц е в И. В., Испытание прочности чу-
гуна методом давления клиньев, Машгиз, 1941.
6. О'Н е й л ь, Твёрдость металлов, Металлургиздат,
7. Р ы б а л ь ч е н к о М. К., Американская техника
и промышленность, октябрь 1945 г. и январь 1946 г.
8. Agte, Schonorn und Schr6ter, Zs. techn. Phys., т. 6,
стр. 293, 1925.
9. В e r g W., ETZ. т. 74, 1937.
10. В i r ds a 11, Steel, апрель 1945.
И. С r a n e E. V. а. В u r e a u A. G., Presses and pro-
cesses for metal powder products, Iron Age, т. 153, № 6,
стр. 36. 1945.
12. Dawihl W., Stahl und Eisen, т. 61, стр. 909. 1941.
13, Eiiender und S с h w a 1 b e. Arch. f. Eisenhutten-
wesen, т. 13, стр. 267, 1939/40.
14. G о e t z e 1 and Schwarzkopf, Iron Age, т. 148.
стр. 47, 1941.
15. G r u b e und S с h 1 e с h t, Zs. f. Elektroch., т. 44,
стр. 367, 1938.
16. К i e f f e r R. und H о t о p W., Pulvermetallurgie
und Sinterwerkstoffe, Berlin, Springer, 1943.
17. S a u e r w a 1 d F.. Zs. f. anorg. Chem., т. 122, стр.
277, 1922.
18. Sauerwaid und H u n с z e k, Zs. f. Metallkunde,
т. 21, стр. 22, 1929.
19. S k a u p у F., Metallkeramik, Berlin, Verlag Chemie,
1943.
20. S m о 11 e у О., Metal Ind. (London), т. 24. стр. 273.
297, 445, 493, 569; т. 25, стр. 169, 369, 1924; т. 27, стр. 1.
93, 185, 283, 575, 1925.
21. Wulff J., Powder Metallurgy, Amer. Soc. f. Metals,
Cleveland, 1942.
22. Iron Age за 1945 г.
23. Symposium on powder metallurgy, Amer. Sec. f. tes-
ting materials, март 1943.
24. Symposium on production and design limitations and
possibilities for powder metallurgy parts. Metals Tech-
nology, январь 1945.
Замеченные опечатки
Стр.
13
80
93
95
99
100
199
278
289
357
373
387
389
391
435
439
478
494
528
537
543
Строка
Табл. 34, гр. 9-я, стр. 1-я снизу
Табл. 119, заголовок, гр. 1,4
И /
Правая колонка, 23-я сверху
Табл. 130, гр. 2-я, стр. 1-я
Табл. 132
Правая колонка, 3>я сверху
Левая колонка, 9-я снизу
Фиг. 14
Правая колонка, 20-я и
Табл. 48
Правая колонка, 21-я снизу
Фиг. 299, гр. 4-я, заголовок
Правая колонка, 12-я снизу
Левая колонка, 15-я снизу
Табл. 66, гр. 4-я, стр. 2-я снизу
Левая колонка, 7-я снизу
Левая колонка, 5-я сверху
Табл. 8, последняя формула
Табл. 1, гр. 2 и 3
Правая колонка, формула B)
Подпись под фиг. 34
Напечатано
200
в см вод. ст.
457,5 кг воды
200
40 см3 на 100 г
К 140/200
MN
кратера
ударная вязкость определяют
Кубик при СХ^Х-Д =265x34 )Х
Х380 ?-
се=0,05
К,
±
ножи т
130
величина Е
в пределах VI
о--/'4+- ¦ • ~d*
я) Измельчение Марганец,
хрупких металлов хром, сурьма,
и сплавов висмут
б) Измельчение Ферросплавы,
непрочных . . . белый чугун,
железо
спечённых изделий
Должно быть
300
в мм вод. ст.
497,5 кг воды
20
40 см3 на 100 кг
К 140/270
АВ
крешера
„ударная вязкость — температура"
Кубик при СХВХА**265X340X380
«=0,005
/с
+
ножи тип
150
величина F
в пределах IV
Г 1 1
D-y d{+...-4
а) Измельчение Марганец,
хрупких металлов хром, сурьма,
и сплавов висмут, ферро-
сплавы, белый
чугун
б) Измельчение Железо
непрочных . . .
1гА-1г»л-*(Р-1)
спечённой меди
Энциклопедический справочник „Машиностроение", т. .6.