



























































































































































































































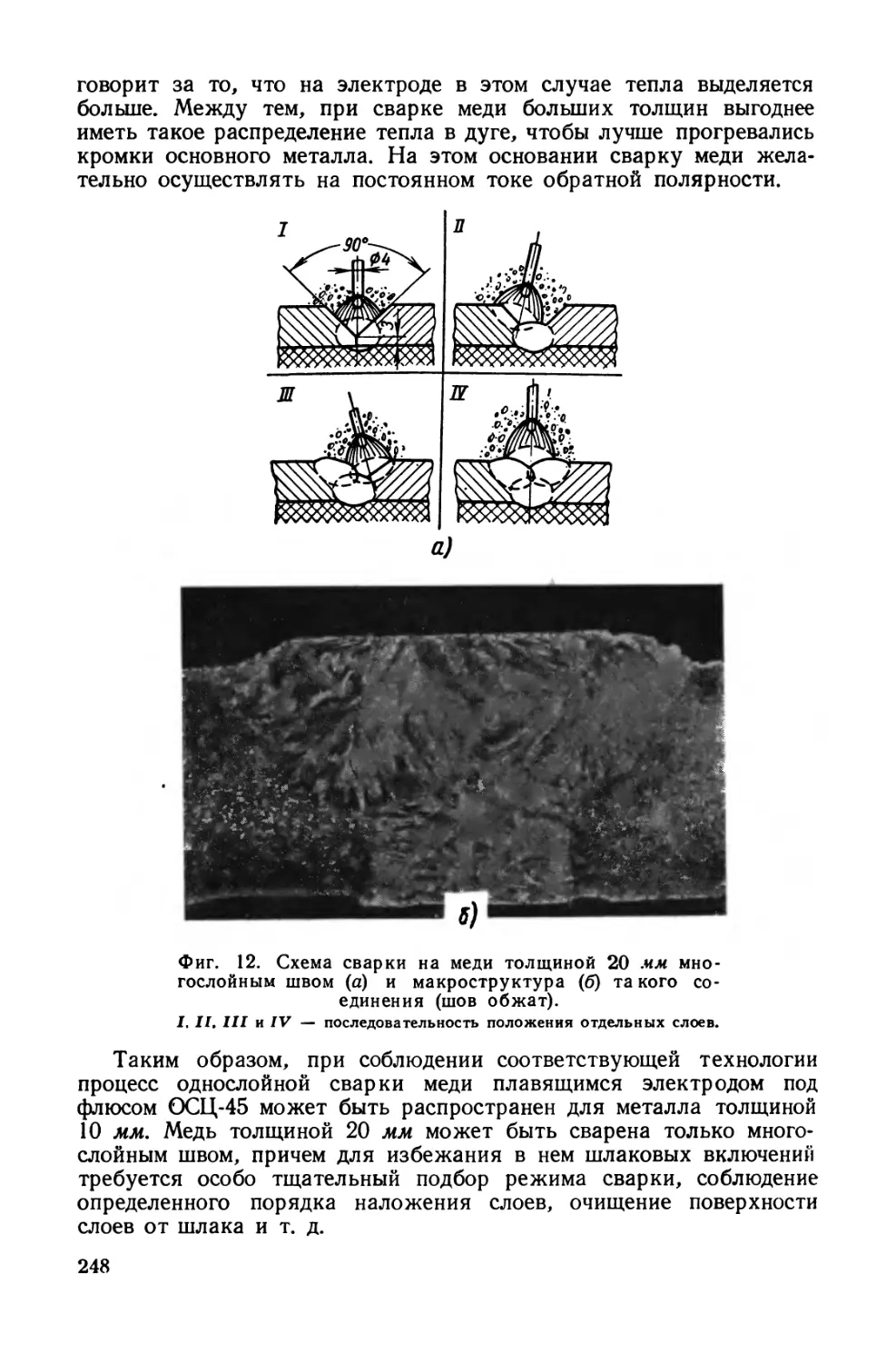






















Текст
МЕЖВУЗОВСКАЯ
КОНФЕРЕНЦИЯ
ПО СВАРКЕ
СБОРНИК ДОКЛАДОГ
МОСКОВСКОЕ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ
ВЫСШЕЕ ТЕХНИЧЕСКОЕ УЧИЛИЩЕ имени Н. Э. БАУМАНА
МЕЖВУЗОВСКАЯ
КОНФЕРЕНЦИЯ
НО СВАРКЕ
СБОРНИК ДОКЛАДОВ
Под редакцией
д-ра техн, наук проф. Г. А. НИКОЛАЕВА
МАШГИЭ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1958
Сборник содержит доклады, сделанные на кон-
ференции вузов по сварке в 1956 г. научными работ-
никами кафедр высших учебных заведений, а также
представителями промышленности, о разработанных
научных исследованиях и использовании их в про-
изводстве. В сборнике отражены вопросы прочности
сварных соединений и конструкций, технологии
автоматической дуговой и контактной сварки сталей,
цветных металлов и сплавов, а также теоретические
вопросы сварки.
Материалы могут быть использованы работни-
ками промышленности и научно-исследовательских
организаций.
Редакция литературы по тяжелому машиностроению
Зав. редакцией инж. С. Я- ГОЛОВИН
ПРЕДИСЛОВИЕ
Межвузовская научно-техническая конференция по сварке, орга-
низованная МВТУ имени Баумана согласно решению МВО СССР
в июне 1956 г., подвела итоги большой научной работы, проводимой
кафедрами по сварочному производству.
В настоящем сборнике отражены работы вузов по вопросам
технологии и оборудования контактной сварки, прочности сварных
конструкций и соединений, дуговой автоматической сварки легиро-
ванных сталей под флюсом и в среде защитных газов, дуговой авто-
матической и ручной сварки цветных сплавов, металлографии
сварного шва и тепловых процессов в соединениях при сварке, по
газовой сварке, резке и наплавке.
Основная часть докладов была сделана работниками машино-
строительных, металлургических, политехнических, транспортных
и других вузов городов Москвы, Ленинграда, Киева, Харькова,
Жданова, Барнаула, Львова и т. д. В конференции также принимали
участие и выступали с докладами ученые академий наук, отраслевых
научно-исследовательских институтов и заводов.
В «настоящем сборнике публикуется лишь часть докладов, кото-
рые не были опубликованы другими органами.
Доклады (в количестве 48), заслушанные и обсужденные на кон-
ференции, показали высокий уровень научных исследований вузов,
их связь с промышленностью и наличие ряда исследований, внедрен-
ных в производство.
Положительной стороной вузовских исследований является также
и то, что во многих из них принимали активное участие студенты
и аспиранты.
Ряд работ выполнен в содружестве не только с заводами, но и
другими смежными кафедрами высших учебных заведений.
На конференции в то же время было установлено, что материаль-
ная база многих вузовских лабораторий отстает от требований
промышленности, а необеспеченность направленной тематики при-
3
водит к тому, что принимаются к разработке темы случайного
характера.
В настоящее время в ряде вузов создаются проблемные лабо-
ратории по сварке, что должно еще более укрепить связь научных
работников с промышленностью. Многие столичные и периферийные
вузы с 1956 г. значительно увеличили объем своей научной тема-
тики. Это позволит поднять на более высокую ступень уровень
научной работы на кафедрах вузов, улучшить учебный процесс
и подготовку научных кадров и развернуть фундаментальные на-
учные исследования для решения основных научно-технических
проблем.
Д-р техн, наук проф. Г. А. НИКОЛАЕВ
ПУТИ УМЕНЬШЕНИЯ ВЕСА КОНСТРУКЦИЙ С ПРИМЕНЕНИЕМ
СВАРКИ
Грандиозное строительство СССР требует рационального и
экономного использования металла. Большое количество сооруже-
ний выполняется из железобетона. Это позволяет значительно
сократить расход металла.
Важным фактором, уменьшающим вес металла в конструкциях,
является замена клепаных соединений сварными. Опыт показывает,
что при замене клепки сваркой в конструкциях кранов экономия ме-
талла составляет 15—20%, в подкрановых балках около 20%, в стро-
пильных фермах 10—20%, в конструкциях доменных печей 12-^15%.
Однако при применении сварки имеется много путей по умень-
шению количества расходуемого металла.
РАЗРАБОТКА РАЦИОНАЛЬНЫХ СИСТЕМ КОНСТРУКЦИЙ
При проектировании металлических конструкций в СССР Инсти-
тутом «Проектстальконструкция» разработан ряд схем промышлен-
ных сооружений, при которых экономно расходуется металл и
допускается проведение стандартизации элементов. Очень целе-
сообразны конструкции с расстоянием между колоннами, равным
12 jw, и ячейками, равными 12x12 м, 12X18 м и др. [1].
Щ основе опыта проектирования средних цехов с пролетами
I = 24 м и с мостовыми кранами грузоподъемностью свыше 10 т
(сборочные цеха, прессовые и т. д.) разработан ряд рациональных
систем перекрытий с продольными фонарями и т. д. Выбор рацио-
нальной системы позволил снизить вес металла с 37,7 до 29,8 кг/м2.
Для тяжелых цехов с пролетом длиной до 60 м и кранами грузо-
подъемностью до 100 т и выше целесообразны рамные системы.
При рациональных системах ферм полный вес металла на 1 м2 цеха
(с учетом веса колонн) снижается с 224 до 167 кг (фиг. 1).
В настоящее время при проектировании промышленных зданий
применяют стандартные элементы, крупносерийное изготовление
изделий и монтаж крупными блоками весом до 120 т и более.
С целью экономии металла при проектировании мостов применяют
нередко железобетонные конструкции. В технологическом отноше-
нии целесообразны металлические сварные мосты балочных систем.
Один из крупнейших сварных мостов ймени Е. О. Патона в Киеве
спроектирован из неразрезных балок (фиг. 2).
5
Фиг. 1. Веса перекрытий (в кг/м2) в зависимости от типа конструкции
а тяжелых цехов :
1 — вес всех металлических конструкций здания; 2 — вес металлических конструкций
без колонн; 3 — вес ригелей.
32000
Фиг. 2. Мост имени Е. О. Патона в «Киеве.
6
Для уменьшения веса металла сварные металлические мосты
нередко проектируются комбинированной системы. На фиг. 3 пока-
зана схема железнодорожного моста I = 66 м. Балки жесткости
усилены фермой. Поперечные балки опираются на балки жесткости,
которые являются поясами фермы. При панели d = 5,5 м вес моста
наименьший [3].
Очень эффективным для уменьшения веса металла мостов являет-
ся применение искусственного регулирования усилий в элементах.
На фиг. 4 показана схема моста £ = 71,5+ 154 + 71,5л<. Укладка
железобетонной проезжей части в крайних пролетах была сделана
до момента опирания концов фермы на опоры. Это создало отри-
цательный изгибающий момент.
Проектными организациями СССР проведены исследования по
уменьшению веса радиомачт и башен [4]. Прежде мачты имели
квадратные поперечные сечения. Новые конструкции имеют тре-
угольное сечение. Прежде в поясах применяли преимущественно
уголки, сейчас пояса Конструируются из труб, а раскосы из
полос с натяжением. Результаты проектирования показали сле-
дующее: мачты высотой 200 м, спроектированные из трубчатых
поясов, имели вес 97 т, из крупных стержней круглого сечения
123 т. На фиг. 5 изображена деталь узла мачты с трубчатыми
поясами.
Если здание имеет круглое очертание, экономично перекрытие
в форме купола. Куполы целесообразно проектировать из элемен-
тов, располагаемых в радиальном направлении. Одно из зданий
сельскохозяйственной выставки в Москве имеет купольное пере-
крытие. Все ребра в центре прикрепляются к среднему кольцу.
Основные ребра соединяются между собой кольцевыми (фиг. 6).
Купольные перекрытия пока еще применяются редко и преимуще-
ственно для больших пролетов.
С целью уменьшения веса металла в трубопроводах по ини-
циативе Института электросварки имени Е. О. Патона начали
применяться тонкостенные плоскосворачиваемые трубы [6]. Две
стальные полосы свариваются по своим продольным кромкам ду-
говой или контактной роликовой сваркой. Полосы соединяются
встык таким образом, что их длина достигает 1—2 км. Они свер-
тываются в рулоны и перевозятся на место монтажа. После
укладки заготовки наполняются сжатым воздухом или водой до
тех пор, пока поперечное сечение трубы не примет круглого
очертания (фиг. 7). Применение таких труб особенно целесообразно
при малых давлениях.
Для лучшего использования металла на одном из заводов
сварные трубы изготовляются со спиральным продольным швом.
Изготовление этих труб производится при помощи автомати-
ческой линии. Диаметр труб может достигать 700 мм. Проч-
ность подобного рода труб эквивалентна прочности основного
металла.
В СССР проведен ряд изысканий по уменьшению веса ме-
талла и улучшению изготовления резервуаров для хранения
7
План верхнего пояса и связей
н-----6500*9=49500--н _
I____________________ I. Поперечный
WixixixixizXiXixr
Фасад
q7vvv\
$|j- 16500*4“66000 -
План нижних горизонтальных связей
У к > L /7 <
к-----------5500*12=66000 —-----------
План проезжей части .
= Hgg|g2|22|gH^Zg|sZH|^f)ss|SZS|gg|£Zg]SZ5
i
5500*12=66000
Фиг. 3. Схема сварного железнодорожного моста
пролетом 66 м.
Фиг. 4. Схема сварного автодорожного моста
отверстием 71,5 + 154 + 71,5 м.
8
Фиг. 5. Узел мачты
высотой 200 м.
Фиг. 6. Купольное перекрытие ребристого типа.
9
Фиг. 7. Схема сварных плоско-
сворачиваемых труб.
линдрической формы при
шу р = 170 кг/м2.
продуктов. Ряд резервуаров скон-
струирован в форме сфер. Сферические
резервуары широко не применяются
вследствие сложности изготовления.
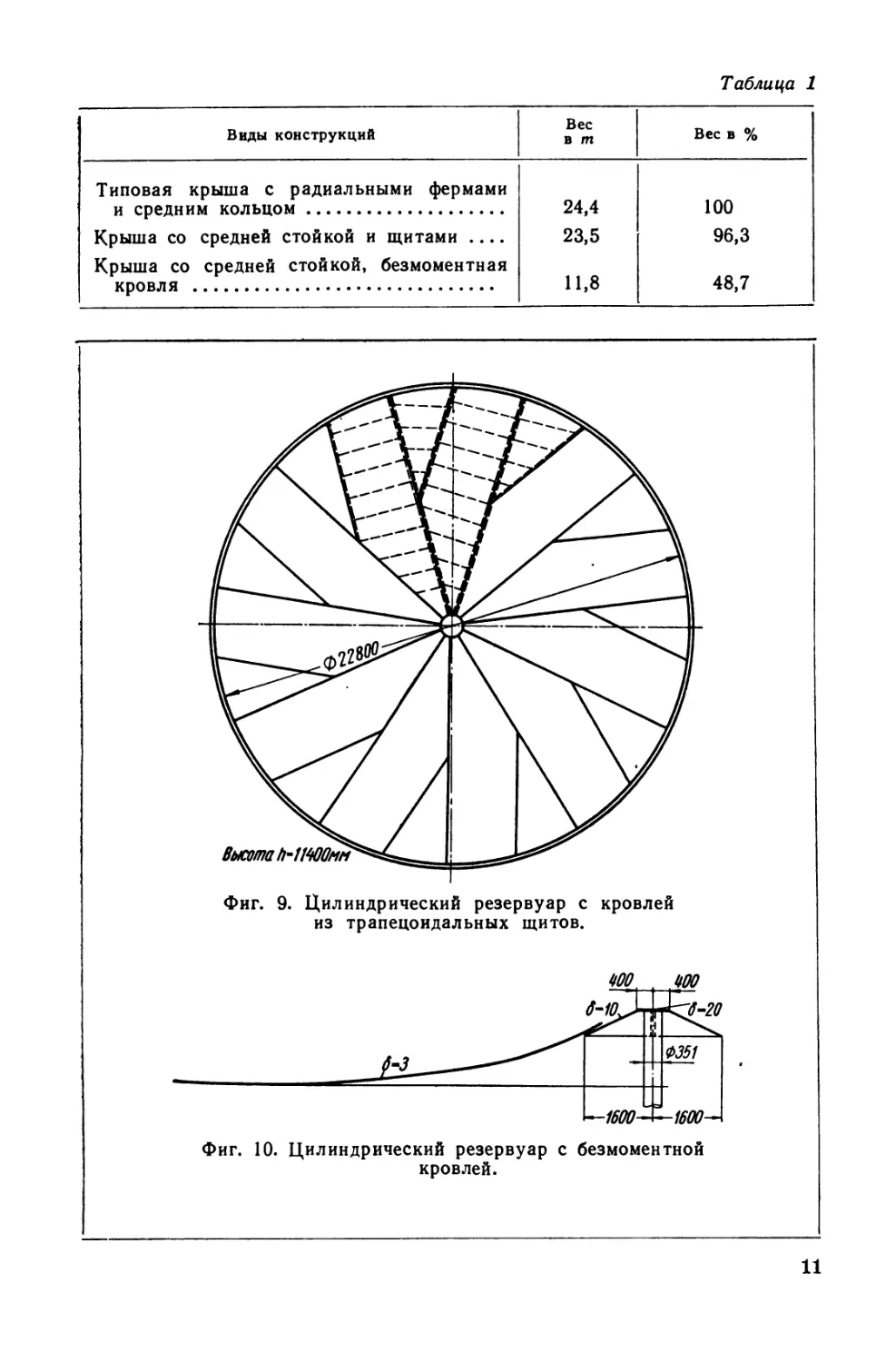
Для уменьшения веса цилиндриче-
ских резервуаров листы корпуса, в
особенности его нижней части, со-
единяются между собой встык. На
основании работ НИИстройнефть для
крыш резервуаров Применяют щито-
вые покрытия и безмоментные кровли.
В первом случае на среднюю Стой-
ку опираются щиты в форме секто-
ров- или трапеций (фиг. 8 и 9). На
фиг. 10 показаны конструкции резер-
вуаров с кровлей, не испытываю-
щей моментов. В табл. 1 приведены
цифры экономии металла при новой
конструкции крыш резервуаров ци-
v = 5000 м3 и при нагрузке на кры-
Фиг. 8. Цилиндрический резервуар с кровлей
из секторных щитов :
/ — основной тип щитов; 2 — щит с люком;
3 — центральный щит; 4 — маршевая лестница.
10
Таблица 1
Виды конструкций Вес в т Вес в %
Типовая крыша с радиальными фермами и средним кольцом 24,4 100
Крыша со средней стойкой и щитами .... 23,5 96,3
Крыша со средней стойкой, безмоментная кровля 11,8 48,7
Фиг. 9. Цилиндрический резервуар с кровлей
из трапецеидальных щитов.
Фиг. 10. Цилиндрический резервуар с безмоментной
кровлей.
11
С целью упрощения изготовления в СССР цилиндрическая часть
и днище резервуаров делаются свертывающимися. На автоматах
они свариваются из листов, свертываются в рулоны, перевозятся
на место монтажа и монтируются крупными блоками кранами.
Для улучшения хранения светлых продуктов применяются
резервуары в форме капли, работающие при давлениях +0,4р
и —0,03р. В последнее время разработан проект каплевидного
резервуара v = 2000 м3, перевозимый в свернутом виде и свари-
ваемый на монтаже тремя швами.
Для хранения газа применяются очень экономичные по весу
газгольдеры постоянного объема в форме цилиндров с полусфери-
ческими днищами.
ПРИМЕНЕНИЕ КОНСТРУКЦИЙ ИЗ ЛЕГКИХ ПРОФИЛЕЙ
Уменьшение веса перекрытий достигается применением конструк-
ций из легких профилей, в частности стержней с круглым попереч-
ным сечением.
Применение так называемых прутковых конструкций известно в
СССР с 30-х годов [7].
Легкие прутковые конструкции (прогоны) проектировались не-
больших пролетов 6 м, впоследствии до 25 м, В табл. 2 приведены
схемы прутковых прогонов и прогона, состоящего из швеллера.
Экономия металла от применения пруткового прогона составляет
около 40%.
На фиг. 11 изображен индустриальный прогон, у которого пояса
сконструированы из уголков, а раскосы и связи из круглой стали.
Фиг. 11. Конструкция индустриального пруткового прогона пролетом 6 м.
12
Таблица 2
Тип пруткового прогона Схема пруткового прогона Общее количе- ство сбороч- ных деталей Количес- тво неоди- наковых сбороч- ных деталей Преде- лы основных допус- каемых нагрузок в кг/пог. м Вес в кг Стои- мость в % Экономия в %
металла средств
Индустриальный прутковый прогон 1 = 6 м тг 10 5 440—510 70 75,5 43 10 24,5
Решетчатый прогон на электрозаклепках ЦНИЛСС 1 = 6л О 18 6 440—510 70 — 43 10 —
Пру тково-шпрен тель- ный прогон 1 = 6л КИ 1 -Р 24 9 440—510 76 — 38,5 2,5 —
Прутковый прогон ЦНИПС 1 = 6 м 25 6 440—510 78 — 38,5 —
нет экономии
Сплошной прогон из швеллера 1 = 6 м С 1 1 440—510 123 100 Нет экономии Нет экономии
На фиг. 12 дан пример прогона, разработанного ЦНИЛСС Института
«Проектстальконструкция». Пролет прогона I = 6 м, соединения —
в форме электрозаклепок.
Фиг. 12. Конструкция прогона пролетом 6 м с применением электрозаклепок.
В некоторых случаях прутковые фермы применяются для боль-
ших пролетов. Например, в одном из зданий Москвы было сделано
перекрытие из трехшарнирных прутковых арок. Половина арки
изображена на фиг. 13. Все элементы спроектированы из прутков,
соединения выполнены дуговой сваркой.
Фиг. 13. Прутковая трехшарнирная арка пролетом 21,1 м.
14
Расчет сварных соединений в узлах прутковых ферм произво-
дится согласно общим методам расчета прочности. Как правило,
усилия в раскосах и стойках этих ферм невелики; поэтому расчет-
ные напряжения в сварных соединениях имеют также незначитель-
ную величину.
Значительное количество прутковых ферм изготовляется на
заводе металлических конструкций в Харькове. При изготовлении
прогонов металл предварительно подвергается правке, резка угол-
ков и стержней производится на ножницах, гнутье элементов —
на прессе. Сборка производится в двух кондукторах. В первом
собираются верхние пояса с опорными косынками, во втором —
прогоны целиком.
В Центральном научно-исследовательском институте стальных
конструкций АС и А СССР прутковый прогон, изображенный на
фиг. 14, был подвергнут испытаниям на стенде. При загружении
Фиг. 14. Модели прогонов.
одной половины фермы меньше 300% от предельно допускаемого наи
большие замеренные прогибы были ниже расчетных. При трех- или
пятикратной расчетной односторонней нагрузке верхний пояс про-
гона начал терять устойчивость. При допускаемом нагружении
прогиб прогона составлял 1/645 I, а расчетный 1/619 I. Таким об-
разом, испытания показали хорошую работу прогона под нагрузкой.
Прутковые прогоны и фермы целесообразно выполнять с приме-
нением контактной точечной сварки. На фиг. 15 изображен прогон
I = 6 м, у которого верхние пояса имеют уголковый профиль, а все
элементы круглого поперечного сечения. Сварные соединения выпол-
нены точечной контактной сваркой на машине мощностью 65 ква.
Экспериментальные работы проводились по сварке моделей, изобра-
женных на фиг. 14, б. Они показали, что соединения стержней
d = 24 мм тремя сварными точками обладают равной прочностью
с основным металлом.
15
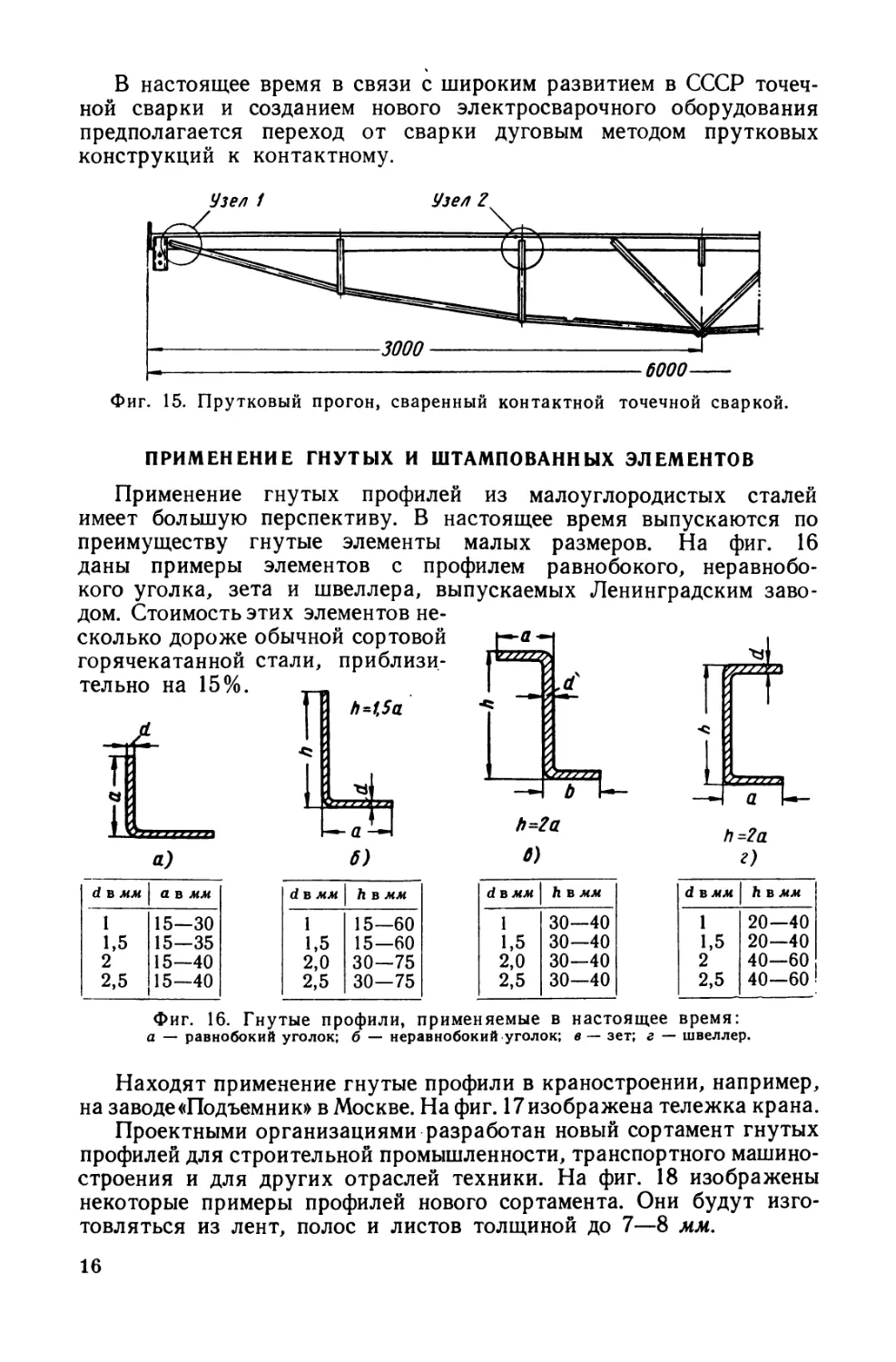
В настоящее время в связи с широким развитием в СССР точеч-
ной сварки и созданием нового электросварочного оборудования
предполагается переход от сварки дуговым методом прутковых
конструкций к контактному.
Фиг. 15. Прутковый прогон, сваренный контактной точечной сваркой.
ПРИМЕНЕНИЕ ГНУТЫХ И ШТАМПОВАННЫХ ЭЛЕМЕНТОВ
Применение гнутых профилей из малоуглеродистых сталей
имеет большую перспективу. В настоящее время выпускаются по
преимуществу гнутые элементы малых размеров. На фиг. 16
даны примеры элементов с профилем равнобокого, неравнобо-
кого уголка, зета и швеллера, выпускаемых Ленинградским заво-
дом. Стоимость этих элементов не-
сколько дороже обычной сортовой
горячекатанной стали, приблизи-
тельно на 15%.
d в мм
а в мм
б)
d в мм
h в мм
h=2a
г)
dв мм hв мм
1
1,5
2
2,5
15—30
15—35
15—40
15—40
1
1,5
2,0
2,5
15—60
15—60
30—75
30—75
1 20—40
1,5 20—40
2 40—60
2,5 40—60
Фиг. 16. Гнутые профили, применяемые в настоящее время:
а — равнобокий уголок; б — неравнобокий уголок; в — зет; г — швеллер.
Находят применение гнутые профили в краностроении, например,
на заводе «Подъемник» в Москве. На фиг. 17изображена тележка крана.
Проектными организациями разработан новый сортамент гнутых
профилей для строительной промышленности, транспортного машино-
строения и для других отраслей техники. На фиг. 18 изображены
некоторые примеры профилей нового сортамента. Они будут изго-
товляться из лент, полос и листов толщиной до 7—8 мм.
16
Фиг. 17. Конструкция тележки завода «Подъемник» из гнутых профилей.
d в мм I h/a в мм
2 12/10— 60/20
3 25/20—140/50
4 60/40—200/50
5 90/50—190/55
6 60/55—375/50
а в мм
2
2,5
3
4
5
6
15— 90
15—100
15—200
30—270
70—270
80—270
в от 15x2 ДО 150x6
ll> в от 18x12x2 ДО 730x205x4
h<e от 15x40x2 ДО 145x160x3
от
8x15x2
и
10x12x2
До
200 х 88 х 8
и
250x50x4’
Фиг. 18. Типы гнутых
профилей согласно новому сортаменту.
2 217
Широкое применение штампованные профили имеют в некото-
рых отраслях машиностроения: в автомобилестроении, вагонострое-
нии и т. д. [9], [10].
Фиг. 19. Штампованный пол малолитражного автомобиля.
На фиг. 19 показан пол малолитражного автомобиля. В полу
выштамповывается углубление и ребро жесткости. На фиг. 20 изо-
бражена коробка коленчатого вала машины из штампованных де-
талей.
Фиг. 20. Коробка коленчатого вала машины из штампованных профилей.
В строительных конструкциях штампованные элементы применя-
ются еще незначительно. Например, при изготовлении небольших
деталей : проемов дверей и окон, перил и т. д., а также при изготов-
лении сферических резервуаров, каплевидных резервуаров, резер-
вуаров с выпуклой кровлей и т. д. В этом случае ширина штампуемых
элементов достигает 2 м, толщина 5—6 мм, длина не ограничивается.
ПРИМЕНЕНИЕ НОВЫХ МЕТОДОВ РАСЧЕТОВ ПРОЧНОСТИ
И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ В КОНСТРУКЦИЯХ
[2], [5], [11]
Уменьшение веса конструкции достигается также применением
новых методов расчетов прочности. В настоящее время конструкции
строительного типа, как правило, рассчитываются с учетом стадии
18
потери их несущей способности по методу, разработанному проф.
Н. С. Стрелецким и др. При этом учитывается коэффициент воз-
можной перегрузки конструкции, условия ее работы, однород-
ность качества материала и сварного соединения.
При проектировании и расчете согласно новому методу допус-
каемые напряжения различны в разных конструкциях. Например,
при проектировании строительных конструкций из стали Ст. 3 при
допускаемом напряжении [<г]р = 1600 кг/см2 напряжение оказы-
вается равным следующим величинам (табл. 3).
Таблица 3
Виды конструкций Напряжения в кг(см*
Стропильные фермы 1500—1770
Подстропильные фермы 1575—1725
Прогоны, кровля 1332—1693
Колонны, подкрановые балки ... 1520—1660
Из табл. 3 следует, что ряд элементов из стали Ст. 3 работает
при напряжениях, превышающих 1600 кг/см2, а это способствует
экономии металла.
Экономия металла достигается повышением допускаемых напря-
жений в сварных швах. Допускаемые напряжения в сварных швах
конструкций, применяемых в различных областях промышлен-
ности, зависят от материала, технологического процесса сварки,
условий эксплуатации, формы соединений.
В изделиях из малоуглеродистых сталей при статических нагруз-
ках и технологическом процессе сварки высокого качества допускае-
мые напряжения в сварных швах могут быть приняты равными
допускаемым напряжениям в основном металле при растяжении,
сжатии, изгибе и срезе. При переменных нагрузках допускаемые
напряжения в сварных соединениях уменьшаются в зависимости
от рода соединений и характеристики цикла.
Существенным образом уменьшается вес металлических кон-
струкций при применении низколегированных сталей, например,
НЛ2. Применение низколегированных сталей в конструкциях строи-
тельного типа пока еще относительно редко. Имеются примеры
изготовления из стали НЛ газгольдеров, гидротехнических кон-
струкций, металлического каркаса высотного здания, моста под
автодорожный транспорт и т. д. Перспективным является приме-
нение в строительных конструкциях сталей 15ГС, 14ХГС, 14Г2,
а также алюминиевых сплавов.
ЗАКЛЮЧ ЕНИЕ
Борьба за уменьшение веса металлических конструкций в СССР
производится разными путями: усовершенствованием системы соору-
жений, применением легких элементов, развитием прокатного
2* 19
сортамента, гнутых профилей, штампованных изделий, усовершен-
ствованием методов расчета прочности и повышением допускаемых
напряжений, улучшением качества металла и т. д.
Борьба за экономию металла идет параллельно с борьбой за
повышение производительности и уменьшение стоимости. Последнее
достигается реализацией ряда мероприятий, связанных не только
с уменьшением веса изделий, но и применением высокопроизводи-
тельных процессов обработки металлов, сборки и сварки.
Эти задачи будут решаться при развитии индустриальных мето-
дов изготовления конструкций, широкого применения автомати-
ческих линий, полной и частичной механизации сборочных и свароч-
ных процессов -и рациональной организации производства работ.
ЛИТЕРАТУРА
1. Мельников Н. П.» Проектирование стальных конструкций в
промышленных зданиях, Сб. «Вопросы применения стальных конструкций
в строительстве», Стройиздат, 1953.
2. Балдин В. А., Расчет стальных конструкций по методу предель-
ного состояния, Сб. «Вопросы применения стальных конструкций в строи-
тельстве», Стройиздат, 1953.
3. И л ь я с е в и ч С. А., Основные направления в проектировании сталь-
ных пролетных строений мостов, Сб. «Вопросы применения стальных кон-
струкций в строительстве», Стройиздат, 1953.
4. Соколов А. Г., Высотные сооружения типа мачт и башен, Сб.
«Вопросы применения стальных конструкций в строительстве», Стройиздат,
1953.
5. Стрелецкий Н. С. и др., Стальные конструкции, Стройиздат,
1952.
6. Институт электросварки имени Патона Е. О. Информационное письмо
№ 2, январь, 1955.
7. П о д л и п с к и й А. А., Стальные прутковые конструкции перекры-
тий, Стройиздат, 1954.
8. Б р о д с к и й А. Я., Контактная точечная сварка арматурных стерж-
ней с сортовым прокатом. Сборник материалов о новой технике и передовом
опыте в строительстве, Стройиздат, 1955.
9. Мещерин В. Т., Штампо-сварные детали, Альбом эскизов, Росгаз-
местпром, 1953.
10. Руководящие материалы по технологичности конструкций, Оборонгиз,
1954, Приложения.
11. Николаев Г. А., Сварные конструкции, Машгиз, 1953.
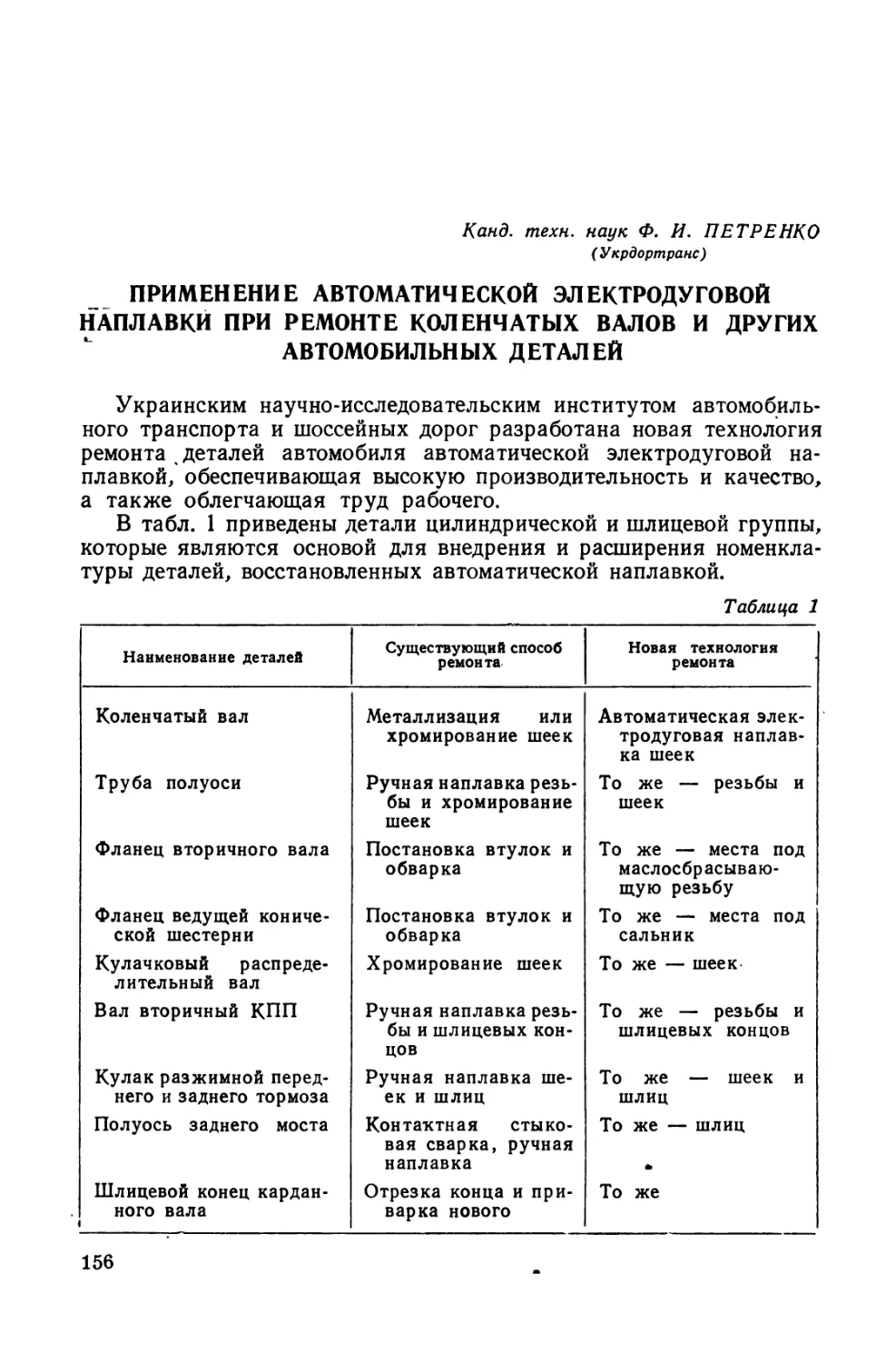
Канд. техн, наук доц. Д. И. Н АВРОЦКИЙ
(ЛПИ)
ВЛИЯНИЕ КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ НА ПРОЧНОСТЬ
СВАРНЫХ КОНСТРУКЦИЙ
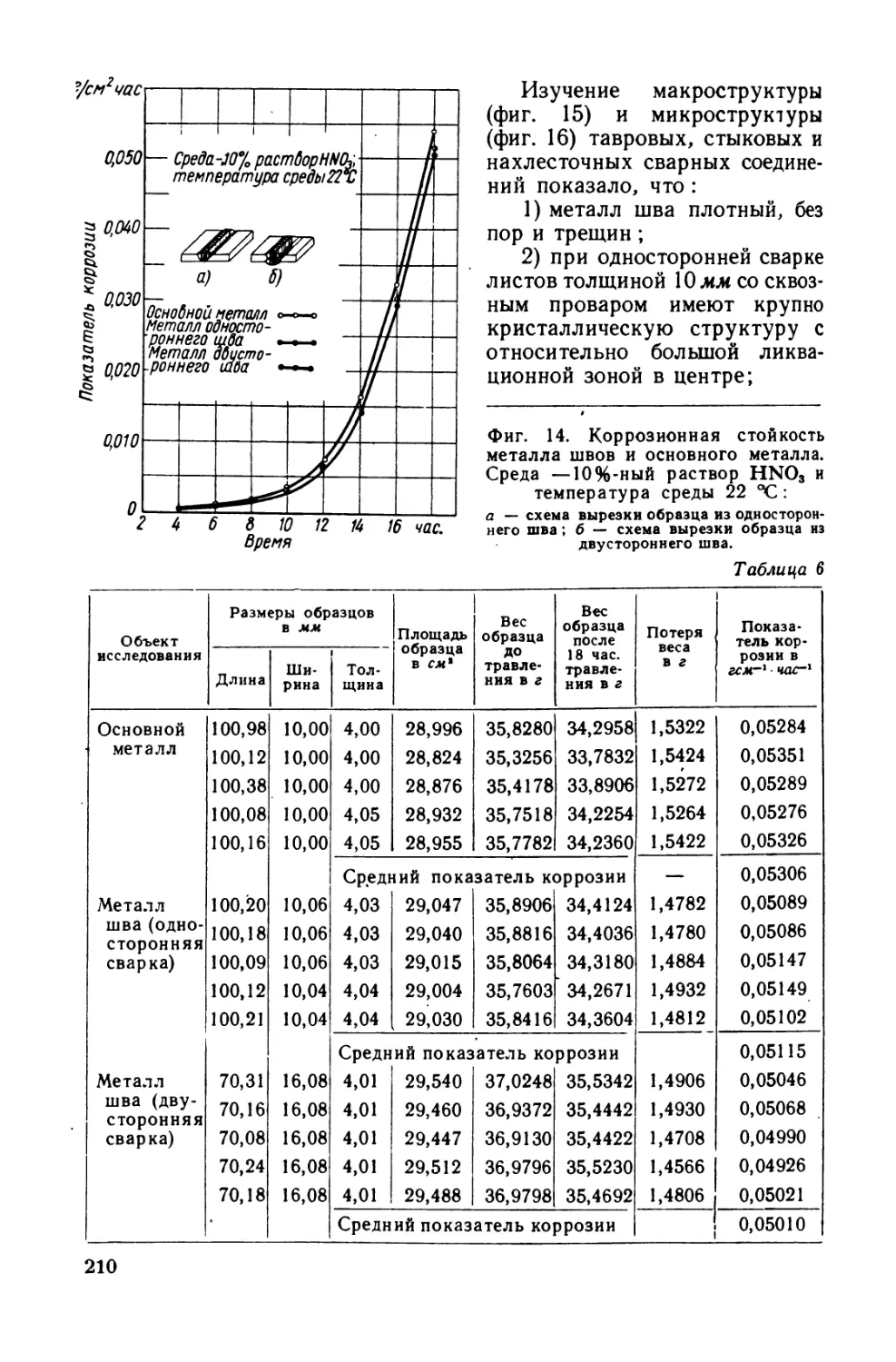
Многообразие форм сварных соединений представляет большие
возможности для соединения более совершенных конструкций.
Разнообразие качественных характеристик сварных соединений
способствует более полному удовлетворению основных технико-
экономических требований, определяющихся условиями изготовле-
ния и эксплуатации различных конструкций.
Широкое применение в сварных конструкциях получили соеди-
нения встык и втавр, обладающие наиболее высокой работоспособ-
ностью и обеспечивающие более значительную экономию металла.
В отдельных узлах конструкций находят применение и нахлесточ-
ные соединения, менее совершенные по работоспособности, но более
экономичные с точки зрения заготовки деталей и сборки.
Выбор типа соединения, оптимального для заданных условий
эксплуатации, имеет для сварных конструкций большое значение.
При оценке прочности различных по форме сварных соединений
необходимо учитывать концентрацию напряжений и ее влияние в
зависимости от вида нагрузки.
СТАТИЧЕСКАЯ НАГРУЗКА
В наименьшей степени влияние концентрации напряжений про-
является при действии статической нагрузки.
Для большинства типов сварных соединений и узлов при условии
применения марок стали с достаточным запасам пластичности кон-
центрация напряжений не приводит к снижению прочности при
статической нагрузке.
Однако при весьма резких изменениях формы концентрация
напряжений снижает прочность конструкций. В наиболее сильной
степени влияние концентрации напряжений проявляется в случаях
применения материалов с пониженными характеристиками пластич-
ности или при условии действия низких температур.
Значительное снижение предела прочности и пластических
деформаций отмечается в сварных крестовых соединениях, харак-
теризующихся резким изменением формы и весьма высокой концен-
трацией напряжения (фиг. 1). Изменение характеристик сварных
крестовых соединений при различной концентрации напряжений
21
представлено диаграммой на фиг. 2. В этом случае изменение кон-
центрации напряжений достигается изменением расстояния между
продольными ребрами, передающими нагрузки на центральную
Фиг. 1. Распределение напряжений
в крестовом соединении.
Л
Фиг. 2. Изменение предела
прочности (а) и попереч-
ного сужения (б) в кресто-
вом соединении.
пластину. По диаграмме видно, что в достаточно большом интервале
изменения расстояния между ребрами предел прочности и попереч-
ное сужение не зависят от концентрации напряжений, но при некото-
ром его значении насту-
пает перелом и проис-
ходит снижение предела
прочности и поперечно-
го сужения, которое при
низкой температуре яв-
ляется более значитель-
ным.
Сочетание резкой
концентрации напряже-
ний и очень низкой
температуры приводит
к хрупкому разруше-
нию, которое сопровож- Фиг. 3. Изменение прочности при понижении
дается сильным сниже- температуры.
нием прочности (фиг. 3).
Для сварных соединений с предельно резким изменением формы, при
применении стали марки Ст. 3, критическая температура хрупко-
сти Ткр = — 45° С, что значительно выше, чем для образцов из
22
основного металла и наиболее широко применяемых сварных со-
единений, для которых значение критической температуры хрупко-
сти составляет Ткр = —80° С.
При действии низких температур и при наличии резких измене-
ний формы, вызывающих высокую концентрацию напряжений,
происходит снижение работоспособности, которое характеризуется
сильным снижением предела прочности: от значения аь = 45кг/мм2
для образца из стали марки Ст. 3 при испытании в обычных
условиях до значения аь = 10-5-15 кг/мм2 для сварных крестовых
соединений с высокой концентрацией напряжений при испытании
в условиях действия температуры Т = —70° С.
Для предотвращения хрупких разрушений в крестовых соеди-
нениях (и в других подобных случаях резкого изменения формы
сечения) необходимо принимать меры для снижения концентрации
напряжений. Опыт показывает, что при этом расстояние между
отдельными элементами должно быть не менее 60 мм (а — 60 мм).
УДАРНАЯ НАГРУЗКА
Прочность сварных соединений при ударе изучена еще сравни-
тельно слабо. Это объясняется отсутствием копров большой мощ-
ности, снабженных соответствующим силоизмерительным устрой-
ством.
Однако на основании имеющихся уже хотя и немногочисленных
результатов испытания сварных соединений на удар можно устано-
вить сравнительную оценку их работоспособности.
Концентрация напряжений для наиболее распространенных
в сварных конструкциях соединений встык и втавр сравнительно
невелика, и, как показывают результаты испытаний, в случае приме-
нения малоуглеродистой стали марки Ст. 3 и низколегированной
стали марки HJ1-2 хрупких разрушений при температурах, возмож-
ных для реальных условий эксплуатации конструкций, не наблю-
Таблица 1
Критическая температура хрупкости образцов из различных марок стали
Наименование образцов Марки стали |
Ст. 3 | НЛ-2 I 20Г скс
Из основного металла —80 — ПО — 120 —100
1 Соединение встык: без отпуска —80 —по —80 — ПО
после отпуска при t = 650° —80 — 100 — 100 — ПО
С наплавкой валика : без отпуска — 100 —по —40 —90
после отпуска при t = 650° —80 — 100 —90 —70
Соединение втавр —80 — 100 — —
23
дается. Поэтому сталь этих марок может быть признана пригодной
для применения в сварных конструкциях, воспринимающих удар.
В табл. 1 приведены значения критической температуры хруп-
кости сварных соединений, полученные при испытании на изгиб
Фиг. 4. Предел прочности при
ударной и статической
нагрузках.
Фиг. 5. Относительное суже-
ние при ударной и статиче-
ской нагрузках.
образцов без надреза с поперечным се-
чением 7 х 30 мм.
Низколегированная сталь марки 20Г
оказывается чувствительной к процессу
сварки. Достаточная работоспособность
сварных соединений может быть достиг-
нута в этом случае только с примене-
нием термообработки, но это сильно
усложнило бы процесс изготовления
конструкций. Более удовлетворитель-
ные результаты дает сталь марки СКС,
хотя и в этом случае большого пре-
имущества по сравнению со сталью мар-
ки Ст. 3 нет.
На фиг. 4 и 5 приведены характе-
ристики прочности плоских образцов
из стали марки Ст. 3 при статической
нагрузке и ударе. Поперечное сечение
образцов в их рабочей части имело
размеры 8x40 мм.
Разрушение сварных образцов при
ударе происходит по основному металлу
при наличии значительных пластиче-
ских деформаций.
При температуре 60° разрушение
образцов из основного металла и боль-
шинства сварных соединений также
сопровождается появлением деформа-
ций. При этом отмечается некоторое
снижение деформаций, которое в более
сильной степени проявляется при испы-
тании образцов с накладками.
Для большинства сварных соедине-
ний концентрация напряжений, наблю-
даемая в местах перехода от шва к
основному металлу, не оказывает вли-
яния на прочность при ударе. Разру-
шение сварных соединений при ударе
происходит вне зоны шва, и поэтому
механическая обработка поверхности швов не нужна.
При испытании стыковых соединений, у которых поверхность
сварного шва была обработана, оказалось, что прочность их при
ударе может быть признана достаточной только при условии, когда
металл шва по своим исходным характеристикам является не менее
прочным, чем основной металл. В тех же случаях, когда металл
24
шва даже немного уступает по прочности основному металлу (что
при существующих допусках на свойства металла возможно), про-
исходит концентрация деформаций на коротком участке шва и
работоспособность соединения с обработанными поверхностями
швов сильно снижена.
Предел прочности при разрушении ударом несколько выше, чем
предел прочности при разрушении статической нагрузкой. При
этом для образцов из основного металла и сварных соединений
повышение предела прочности составляет в среднем 20—25%.
Пластические деформации при разрушении ударом не меньше,
чем деформации при разрушении статической нагрузкой.
Вследствие значительных пластических деформаций при ударе
происходит выравнивание напряжений в отдельных опасных сече-
ниях соединений, и поэтому первоначальная концентрация напря-
жений так же, как и при статической нагрузке, не может отра-
жаться на их прочности.
ВИБРАЦИОННАЯ НАГРУЗКА
При вибрационной нагрузке разрушение конструкций происхо-
дит без заметных пластических деформаций. В этом случае работа
металла протекает только в области упругих деформаций, когда
прочность в сильной степени зависит от концентрации напряжений,
поэтому форма соединения имеет решающее значение.
В клепаном соединении в сечении, ослабленном отверстием,
распределение напряжений неравномерное. Наибольшая концентра-
ция напряжений имеет место у отверстия. По данным, полученным
экспериментально, коэффициент концентрации напряжений для
соединений двухсрезными заклепками достигает значения:
О'шжх
= ------- = О.
°" ср
Для соединения с односрезными заклепками коэффициент кон-
центрации напряжений из-за неравномерности распределения напря-
жений по толщине листов
еще более значителен и до-
стигает
к = 26-4-30.
В сварном стыковом со-
единений концентрация на’
пряжений наблюдается в
районе, расположенном не-
посредственно у шва. Наи-
более напряженной точ-
кой является переход от
Фиг. 6. Концентрация напряжений
в стыковом соединении.
поверхности шва к основному металлу (фиг. 6).
Установлено, что концентрация напряжений в районе шва зави-
сит от высоты валика шва и от плавности перехода шва к основному
25
металлу. С увеличением высоты валика шва коэффициент концентра-
ции напряжений возрастает. Опыт показывает, что при этом проч-
ность сварного стыкового соединения при вибрационной нагрузке
заметно снижается. Коэффициент концентрации сварного шва,
имеющего форму в соответствии с установленными допусками,
значительно ниже, чем у клепаного соединения. Этим объясняется
то, что прочность клепаных соединений при вибрационной нагрузке
значительно ниже, чем прочность сварного стыкового соединения.
Характеристики прочности различных клепаных соединений при
вибрационной нагрузке приведены в табл. 2. В табл. 3 приведены
характеристики вибрационной прочности для сварных стыковых
соединений из стали марки М16С.
Таблица 2
Характеристики вибрационной прочности клепаных соединений
(на базе N = 2 • 10е циклов)
Образцы Предел проч- ности аЬ в кг/мм* Предел вынос- ливости в кг/мм* Харак- теристика цикл^ г Эффек- тивный коэф- фициент концент- рации Р Приведенный предел выносливости (Го
в кг!мм* | В %
Образец из ос- новного ме- талла 46,5 22,5 0 1,00 22,5 100
С прямоуголь- ными наклад- ками при d = 20 мм и t = 60 мм ... 45,5 14,8 0,03 1,70 14,8 66 (44)
С прямоуголь- ными наклад- ками при d = 20 мм и t = 65 мм ... 45,2 16,0 0,14 1,74 14,8 65 (47)
С прямоуголь- ными наклад- ками при d = 13 мм и t = 40 мм ... 42,5 16,8 0,3 1,72 13,3 64 (43)
С ромбическими накладками при d = 20 мм и t = 60 мм . 46,5 12,7 0,03 2,04 12,7 56 (45)
Соединительный шов при й=20лел< и t — 50 мм .... 45,0 18,0 0,14 1,50 16,4 73 (53)
Образец с отвер- стиями при d = 13 мм и t = 40 мм ... 42,5 17,7 0,28 1,56 14,5 70 (47)
26
Приведенные данные показывают, что прочность клепаных
соединений при вибрационной нагрузке значительно ниже проч-
ности образца из основного металла. Это объясняется наличием
в них изменений формы, вызывающих концентрацию напряжений.
Таблица 3
Характеристики вибрационной прочности сварных стыковых соединений
с различной формой шва
(поперечное сечение образцов 40x70 мм)
Характеристика формы образца аг в кг!мм* Р (Го
г= -1 | г = 0,14 в кг!мм* | в %
Из основного металла без обработки поверхности 14,5 23,5 1,00 21,7 100
Шов с высотой валика с = 2 мм (в пределах требова- ний ГОСТ) 14,0 23,5 1,03 21,2 98
Шов с высотой валика с = 5 мм (с нарушением требо- ний ГОСТ) 9,0 15,0 1,61 14,9 ! 68
Шов с высотой валика с = 5 мм (с исправлением по- верхности перехода мест- ной обработкой) 23,5 1,00 21,7 100
Шов с поверхностью, об- работанной шлифовкой . 16,9 28,2 — 26,0 120
Из основного металла при обработке поверхности шлифовкой 16,9 28,2 — 26,0 120
Прочность клепаных соединений с накладками составляет
56—-66% от прочности образца из основного металла, причем она
оказывается ниже, чем для сварного соединения встык.
При этом необходимо отметить, что прочность клепаного соеди-
нения уступает прочности сварного соединения встык даже при
значительно увеличенной для клепаного соединения площади попе-
речного сечения основного элемента. При сравнении соединений,
равноценных по площади поперечного сечения, различие в проч-
ности между сварными соединениями и клепаным будет еще более
значительным (характеристики для сечения брутто указаны в
скобках).
Для еще большего повышения вибрационной прочности сварных
стыковых соединений иногда рекомендуют применять механическую
обработку поверхности швов. Эта мера позволяет достигать значи-
тельного повышения вибрационной прочности, однако она связана
с усложнением технологического процесса изготовления сварных
конструкций и неизбежно приводит к повышению их стоимости.
В ряде случаев оказывается, что повышение прочности сварных
27
соединений может быть достигнуто путем соответствующего выпол-
нения обычных технологических приемов без дополнительной меха-
нической обработки. Поэтому применение ее не всегда может быть
признано целесообразным. Выполнение требований ГОСТ может
быть достаточным для обеспечения необходимой прочности швов,
и дальнейшее повышение требований является излишним. Дополни-
тельную механическую обработку поверхности швов целесообразно
применять как средство исправления дефектов в тех случаях, когда
имеет место нарушение технологических допусков, или для создания
плавных переходов в более сложных сопряжениях и узлах.
При исследовании напряженного состояния узлов сварных
ферм было установлено, что наиболее опасным местом узла является
переход от стержневого элемента к фасонке и что поэтому кон-
структивное оформление этого перехода в основном определяет
прочность и выносливость всего узла в целом.
В табл. 4 приводятся результаты исследования прочности узло-
вых уширений различной конструкции.
Результаты испытания узловых переходов
Таблица 4
Наименование образцов Предел проч- ности ав В KSjMM* Предел выносли- вости аг в кг/мм* Характе- ристика цикла г Эффек- тивный коэф- фициент концен- трации Р Приведенный предел выносливости сто
в кг/мм* 1 В %
Образец из ос- новного ме- Фалла 40,6 20,8 0,1 1,0 19,7 100
Узловой пере- ход с кресто- выми соедине- ниями 40,6 19,5 —0,05 1,0 19,7 100
Узловой переход с отбортовкой 40,6 19,5 —0,05 1,0 19,7 100
Узловой переход на двухстенча- тую фасонку . 40,6 19,5 —0,05 1,0 19,7 100
Узловой переход на заклепках. 38,3 9,5 0,17 2,72 8,6 44 (38)
Применявшиеся при исследовании образцы представлены на
фиг. 7.
Форма узловых уширений была определена в соответствии с
конструкцией мостовых пролетных строений.
Результаты вибрационных испытаний сложных сопряжений и
узлов, проведенных на образцах, приближающихся по своим раз-
мерам к реальным конструкциям, показали, что вибрационная
прочность сварных узлов значительно выше, чем клепаных. При
этом применением плавных сопряжений и соответствующих местных
28
усилений прочность сварных узлов может быть доведена до прочности
образцов из основного металла, что для клепаных узлов является
недостижимым.
Принятые в данном исследовании клепаные конструкции узловых
переходов достаточно широко применяются в реальных мостовых
конструкциях. При этом счи-
тается общепризнанным, что
клепаные конструкции обладают
прочностью, вполне достаточной
для мостовых пролетных строе-
ний, воспринимающих динами-
ческую нагрузку.
Узловые переходы клепаных
соединений по своей прочности
при действии вибрационной на-
грузки значительно уступают
всем приведенным здесь сварным
узловым переходам. Относитель-
ное значение их прочности со-
ставляет только 44%.
При сравнении равноценных
по весу конструкций снижение
прочности клепаных узловых
переходов будет происходить в
еще большей степени (в этом
случае относительное значение
прочностиj будет составлять
38%).
о влиянии ОСТАТОЧНЫХ
НАПРЯЖЕНИЙ
На основании исследований,
проводившихся при разнообраз-
ных условиях нагружения, бы-
ло установлено, что в подавля-
ющем большинстве случаев для
конструкций из малоуглероди-
стых и низколегированных ста-
лей, обладающих достаточной
Фиг. 7. Узловые переходы :
а — с крестовым соединением; б — с отбор-
товкой полок; в — при двустенчатой фасонке;
а — на заклепках.
пластичностью, при условии
применения сопряжений без особого резкого изменения формы и
при надлежащем качестве их изготовления сварочные напряже-
ния не оказывают существенного влияния на прочность ни при
статической, ни при ударной, ни при вибрационных нагрузках.
Снижению роли сварочных напряжений способствуют местные
пластические деформации, которые происходят в зоне сварных
швов при сварке, а также и при работе конструкций под нагрузкой.
Местные пластические деформации создают некоторое упроч-
29
а)
нение металла в районе сварных швов и, кроме того, приводят к
некоторому изменению формы переходов, которое хотя и незначи-
тельно по величине, но может иметь существенное значение для
сопряжений с высокой концентрацией напряжений.
В обычных условиях действие сварочных напряжений и дей-
ствие местных пластических деформаций является совместным.
Но в некоторых случаях, например при сварке жесткозакреплен-
ных деталей, районы действия остаточных напряжений и местных
пластических деформаций могут оказаться раздельными. Подобное
положение можно создать при испытании крестовых соединений.
После сварки все образцы были подвергнуты отжигу для снятия
в них сварочных напряжений. Таким образом, в изготовленных
образцах сварочных напряжений не было.
Остаточные напряжения в образцах созда-
вались путем специальной обработки кро-
мок центральной пластины, вызывавшей в
них местные пластические деформации. При
этом для одной серии образцов применя-
лась холодная проковка кромок пневмати-
ческим кузнечным молотком. Это вызывало
появление в центральной части образцов
остаточных растягивающих напряжений, а на
кромках центральной пластины — остаточ-
ных сжимающих напряжений.
Для другой серии образцов применялся
местный нагрев кромок центральной плас-
тины. Это приводило к появлению в цен-
тральной части образцов остаточных на-
пряжений сжатия, а на кромках централь-
ной пластины — растяжения (фиг. 8).
Таким образом, при испытании образцов
были осуществлены условия, при которых
действие местных пластических деформаций
и действие остаточных напряжений оказа-
лось раздельным, и можно было выявить
влияние, которое оказывают остаточные на-
пряжения на прочность.
Испытание образцов производилось на пульсаторе при симмет-
ричном цикле вибрационной нагрузки. Для каждой из трех серий
образцов производилось определение предела выносливости.
Значения предела выносливости, определенные на базе испыта-
ния N = 2 • 10® циклов, составляют :
для образцов без начальных напряжений
<г° = 400 кг/см2 ;
для образцов с начальными растягивающими напряжениями
сг' = 285 кг/см2;
для образцов с начальными сжимающими напряжениями
сг" = 535 кг/см2.
Фиг. 8. Эпюры остаточ-
ных напряжений :
а — при проковке кромок;
б — при нагреве и охлажде-
нии кромок.
30
Как видно по результатам испытания, в данном случае влияние
остаточных напряжений проявилось достаточно определенно. Растя-
гивающие остаточные напряжения привели к снижению предела
выносливости, тогда как сжимающие остаточные напряжения при-
вели к его повышению.
Изменение предела выносливости образцов с различными оста-
точными напряжениями определяется суммированием напряжений
в центральной части. При этом, если учесть соответствующие
значения напряжений от внешних сил и остаточных напряжений,
то могут быть получены следующие значения предела выносливости
для образцов с различными остаточными напряжениями, которые
приведены в табл. 5.
Таблица 5
Результаты суммирования напряжений в центральной части
Наименование образца Остаточ- ные на- пряже- ния ^ост В Kg/CM* Среднее значение предела выносли ВОСТИ О’ в кг!см* Напря- жение в централь- ной части ко- Суммарные напряжения Харак- теристи- ка цикла г
Omaz Omln
Без начальных напряжений .. 0 400 1410 1410 — 1410 — 1
С начальными растягиваю- щими напря- жениями .... 1270 285 1010 2280 260 0,11
С начальными сжимающими напряжениями — 1530 535 1890 360 —3420 —0,09
По результатам измеренных напряжений коэффициент увели-
чения напряжений в средней части от внешней нагрузки был принят
£ = £»« = 4020 3 53
сгСр 1140
По диаграмме, построенной по данным табл. 5 (фиг. 9), видно,
что при суммировании остаточных напряжений с напряжениями
от внешней нагрузки происходит изменение характеристики цикла,
в соответствии с чем изменяется и амплитуда цикла, которая в
данном случае представляет собой напряжение от внешней на-
грузки.
Рассмотренные условия испытания крестовых образцов с раз-
личными остаточными напряжениями представляют собой частный
случай, когда остаточные напряжения оказывают влияние на проч-
ность. При этом влияние остаточных напряжений, в зависимости
от их знака, может быть как отрицательным, так и положитель-
ным.
Следует отметить, что в данном случае остаточные напряжения
не являлись сварочными, а были вызваны другими технологическими
31
воздействиями. Проявление остаточных напряжений оказалось
возможным благодаря искусственному разделению их действия и
действия местных пластических деформаций, а также благодаря
применению образцов с предельно высокой концентрацией напря-
жений.
В реальных условиях сочетание указанных неблагоприятных
обстоятельств исключено (или является крайне редким), так как
Фиг. 9. Упрощенная диаграмма
выносливости.
применение подобных соеди-
нений в конструкциях, вос-
принимающих вибрационную
нагрузку, не рекомендуется.
Практикой изготовления
сварных конструкций выра-
ботаны технологические и
конструктивные меры, пол-
ностью устраняющие отри-
цательное влияние остаточ-
ных напряжений.
ЗАКЛЮЧЕНИЕ
Монолитность сварных со-
единений и большое разно-
образие их конструктивных
форм позволяют создать кон-
струкции без местных ослаб-
лений, характеризующиеся
минимальной концентрацией напряжений.
В клепаных конструкциях из-за наличия неизбежного нахлеста,
ослабления сечения отверстиями и сосредоточенной передачи уси-
лий через стержни заклепок нельзя создавать соединения и узлы
без значительной концентрации напряжений.
Вследствие этого клепаные конструкции значительно уступают
сварным конструкциям по своей работоспособности при любом
виде нагрузки.
В. И. Т РУФя ко в
(Институт электросварки имени Е, О. Патона)
УЧЕТ ВЛИЯНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
ПРИ ЭКСПЕРИМЕНТАЛЬНОМ ОПРЕДЕЛЕНИИ ВЫНОСЛИВОСТИ
СВАРНЫХ СОЕДИНЕНИЙ
Распространено мнение, что выносливость сварных соединений
из данной марки стали определяется в основном величиной кон-
центрации напряжений, создаваемой формой соединения и различ-
ными технологическими дефектами (подрезами, порами, трещинами
и т. д.). Что касается других факторов, то влияние их считают
второстепенным по сравнению с влиянием указанного основного
фактора. К числу таких второстепенных факторов относят в настоя-
щее время и остаточные напряжения. Исходя из этого, а также из
имеющихся испытательных машин небольшой мощности, определе-
ние пределов выносливости сварных соединений производят обычно
на образцах небольшого размера. По результатам испытания таких
образцов и судят о вибрационной прочности конструкции.
В настоящей работе мы попытаемся показать, что выносливость
сварного соединения в значительной степени определяется величи-
ной и характером остаточных напряжений. Поэтому мы не можем
пренебречь влиянием этого фактора при оценке вибрационной
прочности реальных соединений и должны учитывать его при экспе-
риментальном определении пределов выносливости.
МОГУТ ЛИ ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ ПРОЯВИТЬ СВОЕ ВЛИЯНИЕ
ПРИ ТОЙ КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ, КОТОРАЯ СОЗДАЕТСЯ
ФОРМОЙ СВАРНОГО СОЕДИНЕНИЯ
Исследования, проведенные И. В. Кудрявцевым [1], показали,
что остаточные напряжения оказывают заметное влияние на вибра-
ционную прочность при наличии в образце концентратора напря-
жений. К такому выводу И. В. Кудрявцев пришел на основании
испытания образцов, в которых остаточные напряжения создава-
лись главным образом путем высокочастотного индукционного
нагрева, быстрого охлаждения нагретых образцов, путем наклепа
дробью и другими методами.
В работе (Экспериментальные исследования влияния остаточных
напряжений» [2] было установлено, что и в том случае, когда оста-
точные напряжения возникают от сварки, вибрационная прочность
падает, если в шве имеется надрез. В указанных опытах надрезы
выполнялись искусственно.
3 217
33
Можно предположить, что каждой остроте надреза должно
соответствовать свое, вполне определенное влияние остаточных
напряжений.
В реальных сварных соединениях острота надреза определяется
формой соединения. Поэтому представляет интерес экспериментально
проверить, могут ли остаточные напряжения проявить свое дейст-
вие при наличии концентратора напряжений, созданного формой
соединения, а не острым искусственным надрезом.
С этой целью мы провели две группы опытов.
В первой группе испытывались образцы трех серий со стыко-
выми швами (серии В, Г и Д). Эти образцы изготовлялись из стали
М16С толщиной 15 мм. Химический состав стали и механические
свойства стали М16С приведены в табл. 1 и 2.
Каждый образец серии В представлял собой обычное стыковое
соединение (фиг. 1, а), выполненное автоматической сваркой на
режиме I = 650-4-700 а ; Ud = 32-4-34 в ; vce = 23 м/час.
Фиг. 1. Образцы серий В, Г и Д.
Естественным концентратором напряжения в таком соединении
является место перехода от основного металла к усилению шва.
Серия В состояла из 12 образцов. Шесть образцов этой серии
вырезались фрезой из общей заготовки, имеющей стыковой шов
посредине. Остальные шесть образцов изготовлялись индиви-
дуально.
Измерения, проведенные с помощью рентгеновского метода,
показали, что в образцах, вырезанных из общей заготовки, наиболь-
шая величина поперечных остаточных напряжений не превышала
250 кг/см2. Несколько большую величину они имели в индивидуально
изготовленных образцах. В первом приближении будем считать,
что образцы серии В не имели остаточных напряжений, направлен-
ных вдоль образца.
Чтобы создать остаточные напряжения значительной величины,
в образцах серии Г дополнительно к стыковому шву наплавлялись
продольные валики (фиг. 1, б). Наплавка выполнялась после
остывания стыкового шва на режиме : I = 620 -4- 650 а; Ud =
= 32 -н 34 в ; vce = 34 м/час. В этом случае остаточные напряжения,
направленные вдоль образца, приближались по своей величине к
пределу текучести основного металла.
Образцы серии Д отличались от образцов серии Г порядком
сварки. Сперва делались наплавки на заготовки образцов, а затем
34
каждый образец разрезался на две части и заваривался стыковой
шов (фиг. 1, в). Таким образом, «геометрия» образцов серии Д такая
же, как и у образцов предыдущей серии Г. Но прц таком порядке
сварки остаточные напряжения вдоль образца получаются такие
же, как в образцах со стыковыми швами.
Образцы всех трех серий были испытаны при симметричных
циклах на машине системы Н. Н. Афанасьева. На фиг. 2 приведены
результаты испытаний. Как видно из фиг. 2, образцы со стыковыми
швами (серия В) не дали четко выраженной линии выносливости.
Если по крайним точкам провести граничные прямые, то мы полу-
чим некоторую область рассеяния выносливости образцов серии
В. Характерно, что в эту область попадают и все точки, относя-
щиеся к образцам серии Д. Это указывает на то, что концентрация
напряжений в пересекающихся швах такая же, как и в обычных
стыковых швах.
Предел выносливости для образцов серий В и Д (имеющих не-
большие остаточные напряжения) одинаков и находится где-то
между 11,6 и 12,8 кг/мм2.
Иные результаты дают образцы серии Г. По мере снижения вели-
чины переменных напряжений линия выносливости этих образцов
все дальше и дальше отходит от области рассеяния. Предел выно-
сливости ст.! падает до 7,6 кг/мм2. Такое резкое снижение предела
выносливости стыковых соедине-
ний мы можем отнести только за
счет влияния остаточных напря-
жений.
Подтверждается это и видом
излома образцов. Если в образцах
без остаточных напряжений уста-
лостная трещина распространяет-
ся почти равномерно по ширине
образца (фиг. 3, а), то в образцах
серии Г мы имеем вид усталостно-
го излома, показанный на фиг. 3, б,
т. е. усталостные трещины разви-
ваются в полях с наибольшими
остаточными напряжениями рас-
тяжения.
Вторая группа опытов. Из ста-
ли М16С были изготовлены и
испытаны образцы с наплавками
(фиг. 4). Каждый образец имел
две наплавки : одну поперечную,
другую — продольную. Наплавки
Фиг. 2. Результаты испытания
образцов серий В, Г и Д.
находились на противоположных
поверхностях образца. В образцах серии Е сперва выполнялась
продольная наплавка. После ее остывания наплавлялся поперечный
валик. В образцах серии Ж был принят обратный порядок сварки,
т. е. продольная наплавка выполнялась после поперечной.
з*
35
Фиг. 3. Усталостные разрушения :
а — в образцах серии В ; б — в образцах серии Г.
Поскольку в образцах серии Ж создаются более высокие оста-
точные напряжения в зоне поперечного шва, чем в образцах серии
Е, то следует ожидать понижения выносливости образцов серии Ж.
Опыты подтверждают это пред-
Фиг. 4. Образцы серий Е и Ж-
ных напряжений растягивающие
положение. На фиг. 5 приведены
результаты испытаний образцов
обеих серий.
Ограниченный предел выносли-
вости образцов серии Е равен
12,3 кг/мм2, а образцов серии Ж —
10,1 кг/мм2. Так как разный по-
рядок сварки изменяет лишь ве-
личину остаточных напряжений,
полученное различие в пределах
выносливости может быть целиком
отнесено за счет влияния оста-
точных напряжений.
Сопоставляя полученные резуль-
таты испытания образцов обеих
групп, нетрудно заметить, что с
уменьшением величины перемен-
остаточные напряжения усиливают
свое влияние и значительно понижают предел выносливости свар-
ного соединения.
36
При такой остроте надреза, которая создается обычным усилением
стыкового шва, остаточные напряжения понижали предел выносли-
вости наших образцов до 40% при величине остаточных напряже-
ний, равных пределу текучести основного металла.
Нельзя, очевидно, пренебрегать влиянием остаточных напря-
жений и меньшей величины. В частности, значительное рассеяние
результатов испытания образцов серий В и Д в основном объясня-
ется влиянием остаточных напряжений, небольших по величине,
но отличающихся между собой в различных образцах. Характерно,
что в тех случаях, когда мы име-
ем вполне определенное значение
остаточных напряжений (например,
в образцах с продольной наплав-
кой), рассеяние получается не-
большое.
Все это указывает на то, что
при определении пределов вынос-
ливости сварных соединений мы
не можем не считаться с таким
важным фактором, как остаточные
напряжения.
ПАДЕНИЕ ПРЕДЕЛОВ
ВЫНОСЛИВОСТИ С ВОЗРАСТАНИЕМ
СЕЧЕНИЯ ОБРАЗЦА
Как известно, остаточные на-
пряжения возрастают до опреде-
ленной величины с увеличением
сечения образца. В опытах Де
Гармо [3], например, было уста-
новлено, что с удлинением стыко-
вого шва поперечные остаточные
напряжения перестают увеличи-
ваться только после того, как
ширина образца достигает 8"
тины 1".
Фиг. 5. Результаты испытания
образцов серий Е и Ж.
200 мм) при толщине плас-
В связи с этим необходимо рассмотреть вопрос о минимальных
размерах образцов.
В настоящее время пределы выносливости сварных соединений
определяют обычно на образцах небольшого сечения. В частности,
лаборатория металлических мостов ЦНИИС для этой цели применяет
образцы сечением 20x90 мм. Результаты испытаний таких образ-
цов положены сейчас в основу расчета на выносливость сварных
соединений мостовых конструкций по способу, предложенному
Б. Н. Дучинским [4]. При расчете сварных соединений по методу
предельного состояния расчетная вибрационная прочность прини-
мается весьма близкой к соответствующим пределам выносли-
вости, полученным также на образцах с небольшими размерами.
Поскольку остаточные напряжения далеко не достигают своего
37
максимума на таких образцах, тэ не должны ли мы ожидать падения
выносливости с увеличением их сечения?
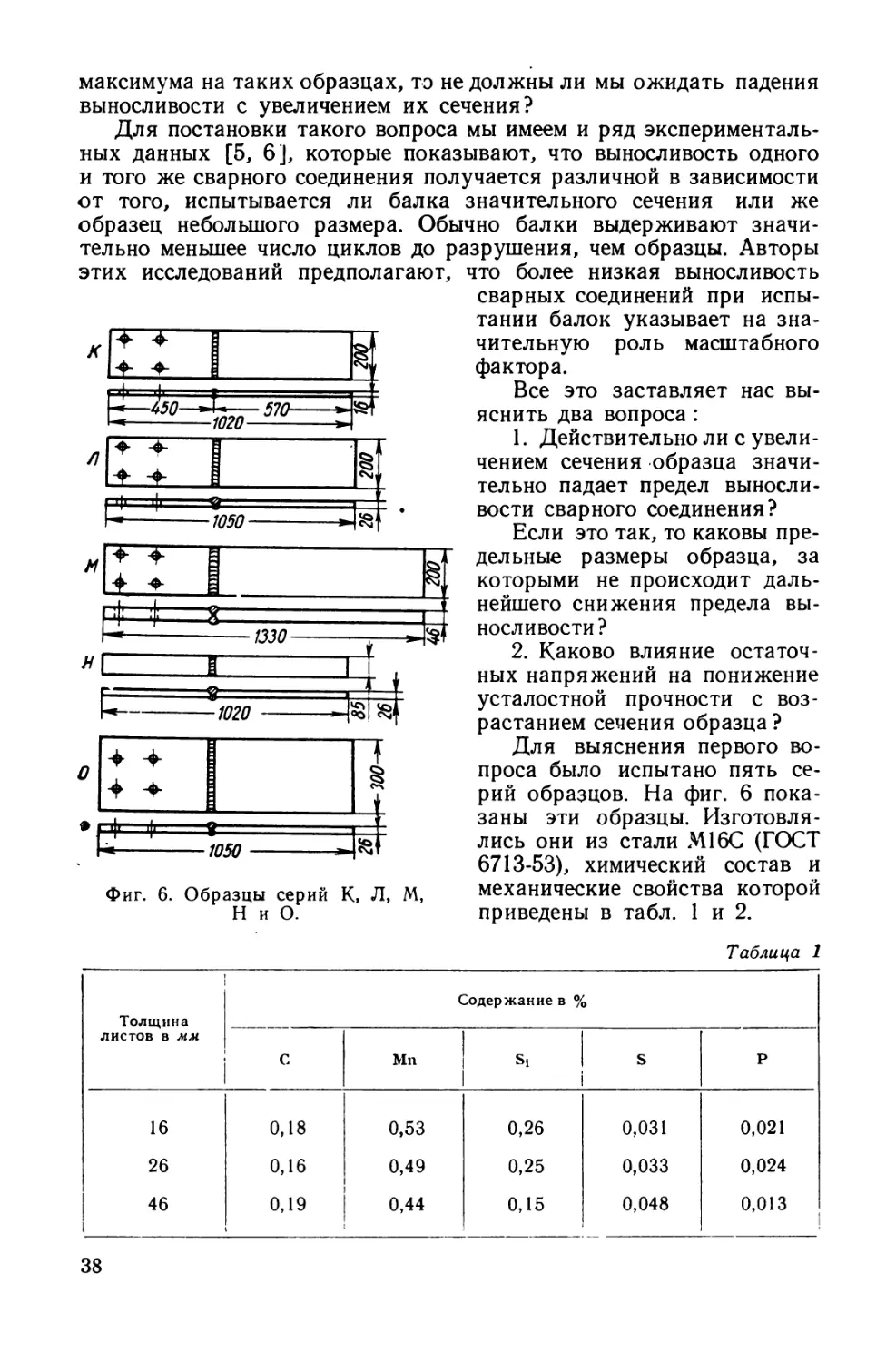
Для постановки такого вопроса мы имеем и ряд эксперименталь-
ных данных [5, 6], которые показывают, что выносливость одного
и того же сварного соединения получается различной в зависимости
от того, испытывается ли балка значительного сечения или же
образец небольшого размера. Обычно балки выдерживают значи-
тельно меньшее число циклов до разрушения, чем образцы. Авторы
этих исследований предполагают,
Фиг. 6. Образцы серий К, Л, М,
Н и О.
что более низкая выносливость
сварных соединений при испы-
тании балок указывает на зна-
чительную роль масштабного
фактора.
Все это заставляет нас вы-
яснить два вопроса :
1. Действительно ли с увели-
чением сечения образца значи-
тельно падает предел выносли-
вости сварного соединения?
Если это так, то каковы пре-
дельные размеры образца, за
которыми не происходит даль-
нейшего снижения предела вы-
носливости?
2. Каково влияние остаточ-
ных напряжений на понижение
усталостной прочности с воз-
растанием сечения образца ?
Для выяснения первого во-
проса было испытано пять се-
рий образцов. На фиг. 6 пока-
заны эти образцы. Изготовля-
лись они из стали М16С (ГОСТ
6713-53), химический состав и
механические свойства которой
приведены в табл. 1 и 2.
Таблица 1
Толщина листов в мм Содержание в %
С Мп „ 1 i S Р
16 0,18 0,53 0,26 0,031 0,021
26 0,16 0,49 0,25 0,033 0,024
46 0,19 0,44 0,15 0,048 0,013
38
Таблица 2
Толщина листов в ММ Предел текучести «т в кг!мм* Временное сопротив- ление % в кг'мм* । Относитель- ное удли- нение 6s в% Относитель- ное сужение Т в % Ударная вязкость at в кгм[см* при Т = 20е
16 23,7—25,8 24,7 43,5—43,5 43,5 38,0—39,3 38,5 64,0—64,0 64,0 10,0—10,2 10,0
26 24,4—25,6 24,8 41,4—42,1 41,7 33,3—36,7 34,4 64,0—64,0 64,0 11,4—12,2 11,8
46 23,0—23,7 23,3 41,0—41,0 41,0 39,7—45,0 42,2 66,0—67,8 66,8 7,7—8,9 8,1
Образцы имели стыковые швы, выполненные автоматической
сваркой под флюсом.
Усиление шва не снималось и являлось естественным кон-
центратором напряжений. Фор-
ма перехода шва к основному
металлу была практически оди-
накова во всех образцах.
Образцы испытывались на
изгиб при знакопеременных
циклах, близких к симметрич-
ному. Коэффициент несиммет-
рии цикла
г = — 0,950-4-—0,020.
При появлении усталост-
ной трещины в образце испы-
тания прекращались. Все тре-
щины образовывались по ме-
сту перехода от основного ме-
талла к металлу шва (по ли-
нии концентрации напряже-
ний). Характерно, что трещи-
ны зарождались всегда в опре-
деленных зонах : по середине
образца, либо по середине и
краям.
Определение пределов вы-
носливости производилось на
базе 2 млн. циклов. Резуль-
таты испытания образцов всех
пяти серий приведены на фиг. 7.
Как видно из фиг. 7, каж-
дой серии образцов соответ-
ствует своя, вполне определенная линия выносливости. В резуль-
тате мы получили ряд параллельных линий выносливости, которые
показывают, что с увеличением размеров образца значительно падает
Фиг. 7. Результаты испытания образцов
серий JK, Л, М, Н и О.
39
выносливость сварного соединения. Падение выносливости наблюдает-
ся как при уширении образцов, так и при их утолщении. Если
для образцов с малыми размерами (для сравнения на фиг. 7 приве-
дена область рассеяния результатов испытания образцов сечением
70 X 16 мм) мы получаем предел выносливости стыкового соединения
о-_! = 12 кг/мм2, то на образцах с большими сечениями он падает
почти до 6 кг/мм2. Образцы сечением 200x16, 200 x 85 и 200x26
мм дают промежуточные значения пределов выносливости.
Из фиг. 7 также видно, что после определенных размеров образца
падение предела выносливости прекращается. Выносливость образ-
цов сечением 200x26, 300x26 и 200x46 мм практически одинакова.
Поэтому можно считать, что для определения предела выносливости
стыкового соединения мы должны применять образцы шириной
не менее 200 мм и толщиной 26 мм. Все образцы меньшего сечения
дают более высокие пределы выносливости. Увеличение же сечения
сверх 200x26 мм не приводит к заметному снижению усталостной
прочности.
В настоящее время для определения расчетной вибрационной
прочности стыковых соединений исходят из предела выносливости
сг_1=12н-18 кг/мм2 [7]. Такие величины были получены при
испытании образцов небольшого сечения. Нетрудно видеть, что
образцы сечением 200x26 мм и выше выдерживают примерно в
10 раз меньшее число циклов; пределы выносливости наполовину
ниже. Отсюда вытекает, что для оценки вибрационной прочности
реальной конструкции мы не можем исходить из результатов испы-
тания малых образцов.
С другой стороны, сравнивая полученные результаты с данными
испытаний стыков сварных балок, видим, что выносливость соеди-
нений на плоских образцах сечением 200x26 мм и на балках либо
одинакова, либо на балках мы получаем более высокую выносли-
вость, чем на образцах. Так, например, в ранее указанной работе
А. Е. Дениса [5] сварные балки с поперечным валиком на поясах
дали ограниченный предел выносливости на базе 1 млн. циклов
сг_! == 8,2 кг/мм2. На плоских образцах мы получили его равным
8,3 кг/мм2 (на той же базе 1 млн. циклов). Поэтому нам представля-
ется, что в целом ряде случаев на сравнительно небольших образцах
можно получать значения пределов выносливости сварных соеди-
нений, отвечающие реальным, не прибегая к дорогостоящим натур-
ным испытаниям балок, разрушение которых часто происходит и
от различных случайных причин.
РОЛЬ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ПОНИЖЕНИИ
(ВЫНОСЛИВОСТИ СВАРНОГО СОЕДИНЕНИЯ С УВЕЛИЧЕНИЕМ
СЕЧЕНИЯ ОБРАЗЦА
Результаты испытания образцов предыдущей группы показали,
что с увеличением размеров образца до определенной величины
происходит падение выносливости сварного соединения. Естественно,
возникает вопрос о причинах наблюдаемого явления.
40
Мы не задаемся целью решить этот вопрос полностью, т. е. рас-
смотреть все факторы, которые в той или иной степени могут сни-
жать выносливость образцов с увеличением их сечения. Такая задача
по выяснению природы масштабного фактора выходит за рамки
нашего исследования. В настоящей работе она ограничивается выяс-
нением роли остаточных напряжений, которые, по нашему мнению,
являются одним из решающих факторов, обусловливающих сниже-
ние выносливости сварного соединения при увеличении сечения
образца.
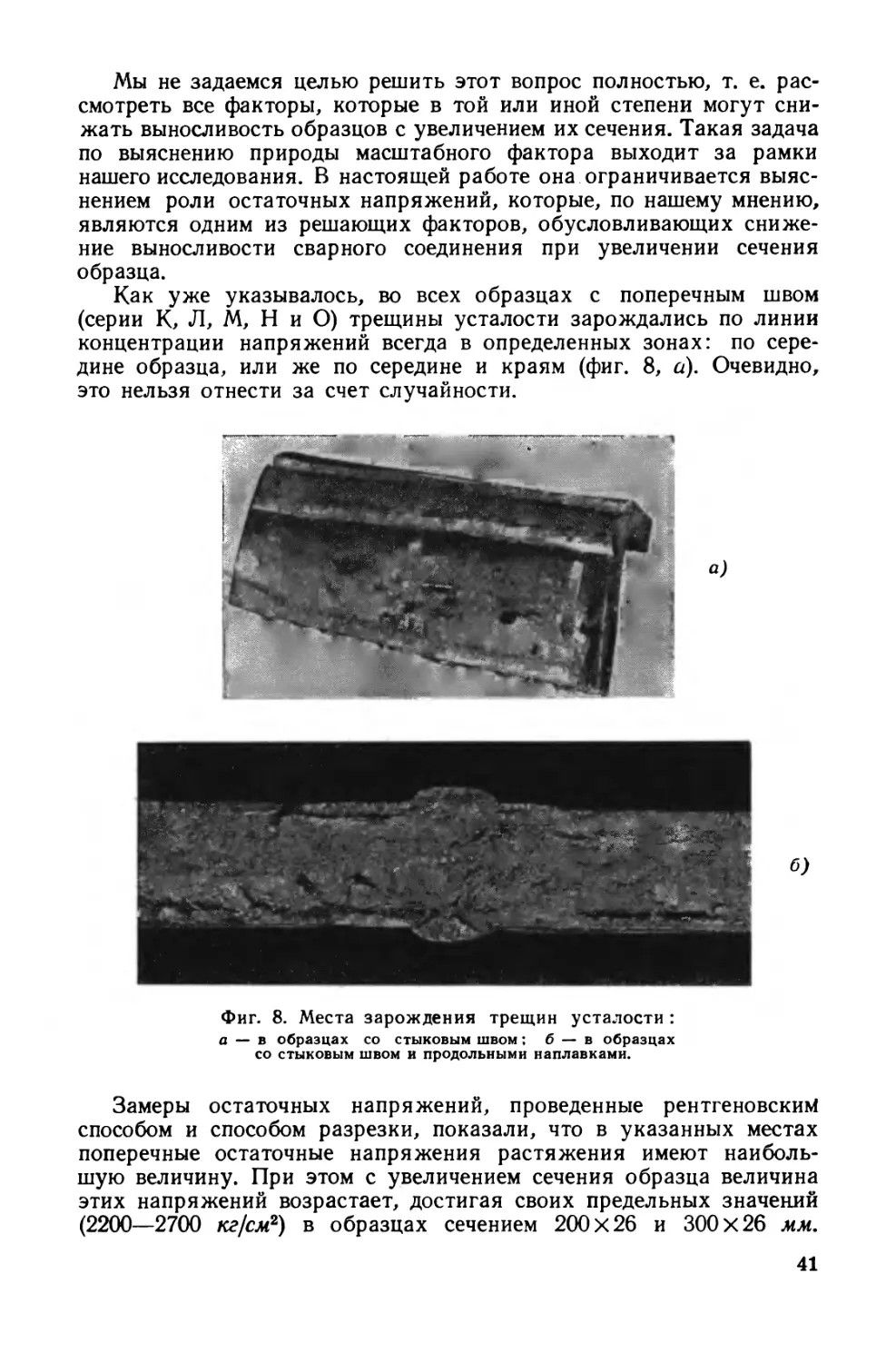
Как уже указывалось, во всех образцах с поперечным швом
(серии К, Л, М, Н и О) трещины усталости зарождались по линии
концентрации напряжений всегда в определенных зонах: по сере-
дине образца, или же по середине и краям (фиг. 8, а). Очевидно,
это нельзя отнести за счет случайности.
Фиг. 8. Места зарождения трещин усталости :
а — в образцах со стыковым швом; б — в образцах
со стыковым швом и продольными наплавками.
Замеры остаточных напряжений, проведенные рентгеновским
способом и способом разрезки, показали, что в указанных местах
поперечные остаточные напряжения растяжения имеют наиболь-
шую величину. При этом с увеличением сечения образца величина
этих напряжений возрастает, достигая своих предельных значений
(2200—2700 кг/см2) в образцах сечением 200 x 26 и 300x26 мм.
41
Следовательно, уже отсюда можно заключить, что наблюдаемое
падение предела выносливости с увеличением сечения образца в
значительной степени должно быть отнесено за счет влияния оста-
точных напряжений.
В этом мы убеждаемся и по результатам испытания образцов
сечением 200x26 мм с поперечным стыковым швом и продольно
наплавленными валиками (фиг. 9).
Как было выяснено на малых образцах (серии В, Г и Д), наплавка
продольного валика не изменяет концентрацию напряжений в
образце, но увеличивает величину остаточных растягивающих
Фиг. 9. Образец со стыковым швом и продольными
наплавками.
напряжений вдоль образца. Замеры, произведенные рентгенов-
ским методом, показали, что в точке, расположенной в непосред-
ственной близости к стыку и продольной наплавке, величина оста-
точных напряжений достигает 3600 кг/см2. Так как эта величина
напряжений выше, чем в таких же образцах, но без продольной
наплавки, то мы должны ожидать и дальнейшего падения предела
выносливости. Результаты испытания образцов (см. фиг. 7) под-
тверждают высказанное предположение. Линия выносливости образ-
цов с поперечным стыком и продольными наплавками располага-
ется ниже всех других линий выносливости образцов с поперечными
стыками. Усталостные трещины, как и следовало ожидать, зарож-
дались в зонах с наибольшими растягивающими напряжениями
(фиг. 8, б).
Приведем, наконец, дополнительные опыты, которые, по нашему
мнению, убедительно показывают, что основную причину падения
выносливости сечения образца надо искать в проявлении действия
остаточных напряжений.
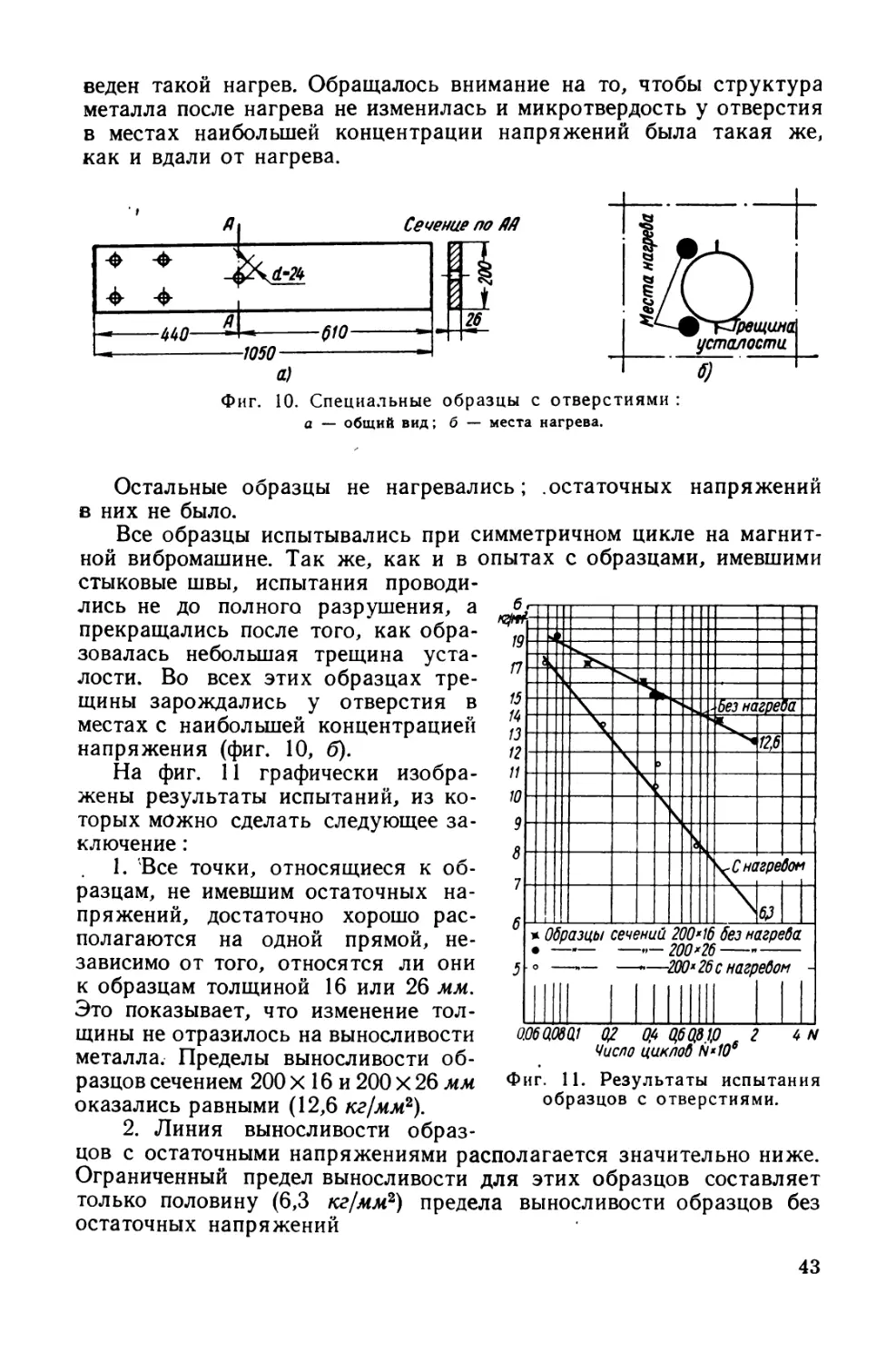
Испытывались специальные образцы (фиг. 10, а), изготовленные
из пластин шириной 200 мм и толщиной 16 и 26 мм (металл тот
же, что и в предыдущих опытах). В средней части образца прошли-
фовывались участки шириной по 200 мм и просверливалось отверстие
диаметром 24 мм. В пяти образцах из стали толщиной 26 мм возле
отверстия производился на контактной машине точечный нагрев
металла до температуры 530° с целью создания у отверстия оста-
точных напряжений. На фиг. 10, б показаны места, где был произ-
42
веден такой нагрев. Обращалось внимание на то, чтобы структура
металла после нагрева не изменилась и микротвердость у отверстия
в местах наибольшей концентрации напряжений была такая же,
как и вдали от нагрева.
Фиг. 10. Специальные образцы с отверстиями :
а — общий вид; б — места нагрева.
6)
Остальные образцы не нагревались; .остаточных напряжений
в них не было.
Все образцы испытывались при симметричном цикле на магнит-
ной вибромашине. Так же, как и в опытах с образцами, имевшими
стыковые швы, испытания проводи-
лись не до полного разрушения, а
прекращались после того, как обра-
зовалась небольшая трещина уста-
лости. Во всех этих образцах тре-
щины зарождались у отверстия в
местах с наибольшей концентрацией
напряжения (фиг. 10, б).
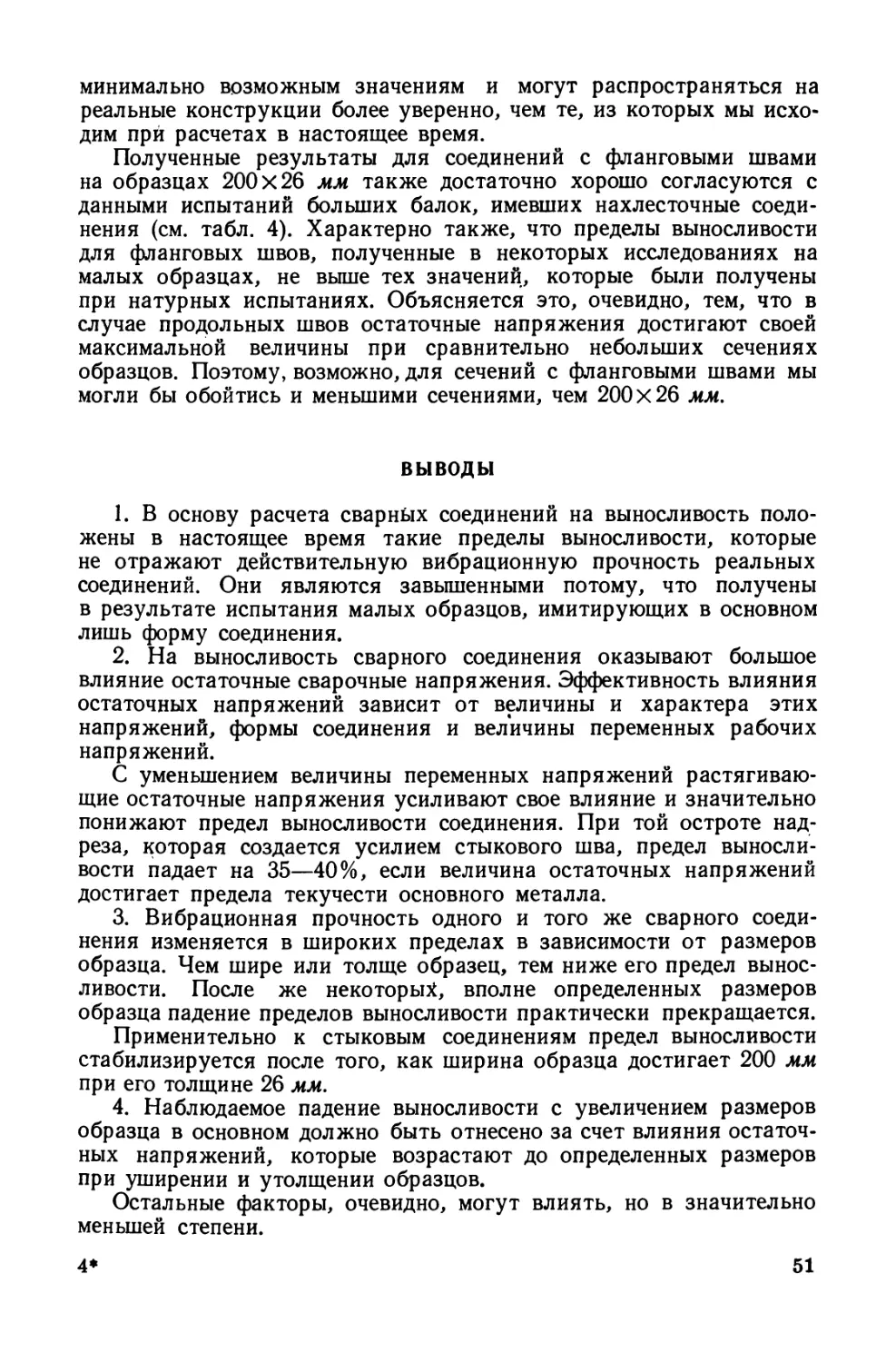
На фиг. 11 графически изобра-
жены результаты испытаний, из ко-
торых можно сделать следующее за-
ключение :
1. Все точки, относящиеся к об-
разцам, не имевшим остаточных на-
пряжений, достаточно хорошо рас-
полагаются на одной прямой, не-
зависимо от того, относятся ли они
к образцам толщиной 16 или 26 мм.
Это показывает, что изменение тол-
щины не отразилось на выносливости
металла. Пределы выносливости об-
разцов сечением 200 X 16 и 200 х 26 мм
оказались равными (12,6 кг/мм2).
2. Линия выносливости образ-
Фиг. 11. Результаты испытания
образцов с отверстиями.
цов с остаточными напряжениями располагается значительно ниже.
Ограниченный предел выносливости для этих образцов составляет
только половину (6,3 кг/мм2) предела выносливости образцов без
остаточных напряжений
43
3. При повышенных напряжениях линии выносливости почти
сходятся. Это еще раз указывает на то, что влияние остаточных
напряжений повышается с понижением величины переменных
напряжений.
Таким образом, и в этих опытах остаточные напряжения были
основной причиной понижения выносливости с возрастанием сече-
ния образца.
ПРЕДЕЛЫ ВЫНОСЛИВОСТИ СВАРНЫХ СОЕДИНЕНИЙ, ОПРЕДЕЛЕННЫЕ
С УЧЕТОМ ВЛИЯНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Как уже отмечалось, пределы выносливости сварных соеди-
нений определяют в настоящее время на образцах небольшого
размера, в которых остаточные напряжения не могут полностью
проявить своего влияния. В результате мы исходим при расчетах
из завышенных значений пределов выносливости, не отвечающих
действительному сопротивлению усталости реальных конструкций.
Возникает необходимость пересмотреть эти исходные данные и
положить в основу расчета пределы выносливости, полученные при
испытании образцов с достаточно большими размерами.
С этой целью нами были испытаны три типа сварных соеди-
нений на образцах сечением 200x26 мм : стыковые соединения,
соединения с фланговыми швами и с пересекающимися швами. В
дальнейшем предполагается испытать и ряд других соединений.
Что касается указанных трех типов, то помимо того, что они являются
наиболее распространенными, их выбор определился следующими
соображениями. Если стыковые соединения являются наилуч-
шими при работе на повторные нагрузки, а соединения с фланго-
выми швами — наихудшими, то, получив пределы выносливости
для этих соединений, мы определим те границы, в которые будут
укладываться пределы выносливости всех остальных типов сварных
соединений (не подвергающихся механической или какой-либо
другой обработке).
Поскольку стыковые соединения изменяют свою выносливость
в случае пересечения их продольными швами (см. фиг. 7), такие
соединения выделены в самостоятельный тип «соединения с пере-
секающимися швами».
Пределы выносливости сварного соединения каждого типа опре-
делялись при двух значениях коэффициента несимметрии: при
т = — 1 (симметричном цикле) и т = 0 (однозначном цикле) на базе
2 млн. циклов. Испытанию подвергались образцы, показанные на
фиг. 12. Образцы со стыковыми швами и образцы с пересекающи-
мися швами ничем не отличались от соответствующих образцов,
описанных ранее.
Сварка в этих образцах выполнялась автоматами. Образцы с
фланговыми швами имитировали обычные нахлесточные соединения,
встречающиеся при обрыве поясных листов, в прикреплениях
связей, планок и т. п. Фланговые швы в этих образцах выполнялись
вручную электродами УОНИ 13/45 сварщиком VII разряда. Концы
44
швов не обрабатывались. Все образцы изготовлялись из стали М16С,
химический состав и механические свойства которой см. в табл. 1 и 2.
Испытания проводились на специальной, нами сконструирован-
ной и изготовленной двухмагнитной, вибрационной машине с кон-
сольным закреплени-
ем образца (фиг. 13).
Частота нагружений
равнялась собствен-
ной частоте колеба-
ния образца и в об-
щем случае была в
пределах 33—44 гц.
Напряжения измеря-
лись датчиками соп-
ротивления с запи-
сью осциллограмм.
Общий вид испыта-
тельной установки
показан на фиг. 14.
Критерием разру-
шения образца слу-
жила первоначально
образовавшаяся тре-
щина усталости. Об-
наружение трещины
в процессе испытания
проводилось с по-
мощью ультразвуко-
вого дефектоскопа.
После того, как на эк-
ране дефектоскопа по-
являлся небольшой
Фиг. 12. Образцы со стыковыми швами, пересекаю-
щимися швами и нахлесточными соединениями.
сигнал, свидетельствующий о зародившейся трещине усталости, об-
разцу дополнительно сообщалось 15—30 тыс. циклов нагружений,
Фиг. 13. Испытательная машина:
а — конструктивная схема; б — электрическая схема.
45
после чего испытание прекращалось и образец доламывался при
изгибе. Усталостные трещины занимали обычно менее 5% площади
сечения образца.
Фиг. 14. Общий вид испытательной установки.
Во всех образцах со стыковыми и
пересекающимися швами,
испытанных при однозначных циклах,
рождались в определенных местах: по
посередине
трещины усталости за-
краям образца или же
(так же, как и при сим-
Фиг. 15. Результаты испытания
образцов при симметричных и
однозначных циклах нагрузки:
1 — стыковые соединения; 2 — стыко-
вые соединения, пересекаемые продоль-
ными швами; 3 — соединения с флан-
говыми швами.
метричных циклах, фиг. 8). В об-
разцах с нахлесточными соединени-
ями трещины появились у концов
фланговых швов. Характерно, что
трещины образуются не точно в ме-
сте перехода от наплавленного ме-
талла к металлу шва, а несколько
глубже и распространяются под не-
которым углом к нормальному сече-
нию образца. На поверхности образ-
ца эти трещины не видны.
По данным испытания образцов
всех шести серий, на фиг. 15 по-
строены линии выносливости сварных
соединений при симметричных и од-
нозначных циклах нагрузки.
Из графика видно, что результаты
получились достаточно четкие; боль-
шого рассеяния не наблюдается. Надо
полагать, что хорошая связь резуль-
татов испытания получилась благо-
даря тому, что в образцах каждого
46
вида остаточные напряжения были стабильными, поскольку они
достигали своей максимальной величины. На фиг. 15 также видно,
что взаиморасположение линий выносливости при однозначных и
симметричных циклах нагрузки одинаковое. Если линии выносли-
вости для стыковых соединений и пересекающихся швов примерно
параллельны, то линии выносливости соединений с фланговыми
швами имеют более крутой угол наклона. Возможно, это объясняется
тем, что нахлесточные соединения имеют более высокую концентра-
цию напряжений.
Наибольшей выносливостью обладают стыковые соединения,
пределы выносливости которых оказались равными: сг0 = 12,8
кг/мм2 и ст.! = 6,9 кг/мм2. Если стыки пересекаются продольными
швами, пределы выносливости снижаются на 1,5 кг/мм2. Необходимо
отметить, что большая концентрация напряжений в образцах с
фланговыми швами не привела к резкому падению их выносливости.
Пределы выносливости нахлесточных соединений (сг0 = 9,3 кг/мм2
исг_1 = 4,1 кг/мм2) только на 1,5—2 кг/мм2 ниже соответствую-
щих пределов выносливости стыковых соединений с максимальной
величиной остаточных напряжений. При высоких же переменных
напряжениях те и другие соединения выдерживают практически
одинаковое число нагрузок. Все это еще раз указывает на то, что
выносливость сварных соединений в большей мере определяется
величиной остаточных напряжений, чем формой соединения.
Обращает на себя также внимание, что линии выносливости
стыковых соединений и соединений с фланговыми швами ограничи-
вают довольно узкие области, внутри которых будут располагаться
линии выносливости всех других сварных соединений без механи-
ческой и другой обработки. Пределы выносливости различных
соединений (при данном коэффициенте несимметрии цикла) будут
отличаться менее чем на 3—3,5 кг/мм2.
Проведенные испытания относят-
ся к соединениям без дефектов в
швах. Вопрос о выносливости свар-
ных соединений с дефектами требует
специальных исследований. Однако
можно предположить, что дефекты,
создавая только дополнительную
концентрацию напряжений, не нам-
ного снизят предел выносливости
сварного соединения.
Для иллюстрации приведем ре-
зультаты испытаний стыковых соеди-
нений, выполненных электродами с
меловой обмазкой. В швах этих
соединений мы преднамеренно соз-
давали поры, непровары, надрезы и
т. д. Образцы изготовлялись из
малоуглеродистой кипящей стали
Ст. 3 и имели сечение 200x26 мм.
Фиг. 16. Результаты испытания
образцов со стыковыми швами, в
которых имелись дефекты.
47
Результаты испытаний этих образцов графически изображены
на фиг. 16.
Как видно из фигуры, предел выносливости при симметричных
циклах оказался равным 5,4 кг/мм2, т. е. только на 0,1 кг/мм2 ниже,
чем у доброкачественных сварных соединений, выполненных из
спокойной стали автоматической сваркой, но имевших максималь-
ную величину остаточных напряжений.
Более детально этот вопрос должен быть исследован отдельно.
СОПОСТАВЛЕНИЕ ПОЛУЧЕННЫХ РЕЗУЛЬТАТОВ С ДАННЫМИ ДРУГИХ
ИССЛЕДОВАНИЙ
В табл. 3 приведены значения пределов выносливости стыковых
соединений, а в табл. 4 — соединений с фланговыми швами, полу-
ченные различными исследователями при испытаниях малых образ-
цов на пульсаторах или же при испытаниях больших балок на
изгиб.
Из табл. 3 видно, что при испытании малых образцов со сты-
ковыми швами пределы выносливости получаются более высокие,
чем при испытании стыковых больших балок. Ранее мы попытались
дать объяснение этому явлению. Здесь же хотим только подчерк-
нуть, что установленные нами значения пределов выносливости
Таблица 3
Характеристика стыкового соединения и вид испытания Предел выносливости в кг!мм* При числе нагрузок Источник
при сим- метричных циклах при одно- значных циклах
Образцы малого сечения (испытание на пуль- саторах) Стыки сварены вручную. Очер- тание валиков плавное 15—18 2 • 10« Германское по-
Стыки сварены вручную. Корень подварен 11 18 2 • 10е печительство ж. д. 1930— 1934, Кауф- ман, 1937, Граф 1938 Шапер, 1931 —
То же 12 — 2 • 10® 1934 Хенхен, 1937
48
Характеристика стыкового соединения и вид испытания Предел выносливости в кг{мм? При числе нагрузок Источник
при сим- метричных циклах при одно- значных циклах
Стыки сварены вручную. Корень подварен Автоматическая сварка То же Швы с плавным переходом. Ав- томатическая сварка Автоматическая сварка Балки большого сечения (испытание при изгибе) Прямые стыковые швы, в поясах и стенке необра- ботанные То же 10,4 9,7 10 11 14 10,8—12,8 8,2 16,2 15,6 16,0 (г = 0,14) 22,5 (г = 0,14) 17,8 14—15 15 11,2 2 • 10® 2 • 10« 2 • 10® 2 • 10® 2 • 10® 2 • 10® 2 • 10® 2 • 10® 2 • 10® 2 • 10® 1 • 10® Вильсон и Вил- дер, 1940 Американский комитет уста- лостных ис- пытаний, 1942—1945 А. Е. Аснис (Институт электросвар- ки), 1951 Б. Н. Дучин- ский (ЦНИС), 1952 И. И. Макаров (МВТУ), 1953 Д. И. Навроц- кий (НИИ мо- стов), 1955 Наши опыты Граф, 1937 Ли и Витман, 1939 Вильсон, 1949— 1950 Е. А. Аснис (Институт электросвар- ки), 1951
,> Поперечные на- плавки на поясах
4 217
49
Таблица 4
Характеристика соединения с фланговыми швами и вид испытания Предел выносли- вости в кг!мм* При числе циклов Источник
при сим- метричном цикле при одно- значном цикле
Образцы малого сечения (испытание на пуль- саторах) Ручная сварка, швы не обрабатывались: а) Короткие образцы б) длинные образцы .. в) то же Ручная сварка, швы не обрабатывались То же 6,3 7—8 4,8—6,5 8 11 15 12 13—14 10,5 8 (г = 0,14) 9,55 2 • 10® 2 • 10® 0,5—10® 2 • 10® 2 • 10® 2 • 10® 2 • 10® 1,5 • 10® 2 • 10® Попечительство 1930—1934, Граф, 1932 Граф, 1932 То же Шапер, 1931 — 1934 Американский комитет уста- лостных испы- таний, 1945 И. В. Кудряв- цев, Н. М. Саввина (ЦНИИТМАШ), 1951 Б. Н. Дучин- ский (ЦНИС), 1952 Г. В. Раевский (Институт электросвар- ки), 1939 Вильсон, 1949— 1950
Балки большого сечения (испытание при изгибе) Пересечение балок, осу- ществленное с помо- щью фланговых и ло- бовых швов Двутавровые прокатные балки с планками, при- варенными фланговы- ми швами
на плоских образцах сечением 200x26 мм или точно совпадают с
данными других исследователей, проводивших испытания на боль-
ших балках, или несколько ниже, вследствие того, что мы испыты-
вали образцы, в которых остаточные напряжения достигали своей
максимальной величины.
Это убеждает нас в том, что полученные нами значения преде-
лов выносливости могут рассматриваться как весьма близкие к
50
минимально возможным значениям и могут распространяться на
реальные конструкции более уверенно, чем те, из которых мы исхо-
дим при расчетах в настоящее время.
Полученные результаты для соединений с фланговыми швами
на образцах 200x26 мм также достаточно хорошо согласуются с
данными испытаний больших балок, имевших нахлесточные соеди-
нения (см. табл. 4). Характерно также, что пределы выносливости
для фланговых швов, полученные в некоторых исследованиях на
малых образцах, не выше тех значений, которые были получены
при натурных испытаниях. Объясняется это, очевидно, тем, что в
случае продольных швов остаточные напряжения достигают своей
максимальной величины при сравнительно небольших сечениях
образцов. Поэтому, возможно, для сечений с фланговыми швами мы
могли бы обойтись и меньшими сечениями, чем 200x26 мм.
ВЫВОДЫ
I. В основу расчета сварных соединений на выносливость поло-
жены в настоящее время такие пределы выносливости, которые
не отражают действительную вибрационную прочность реальных
соединений. Они являются завышенными потому, что получены
в результате испытания малых образцов, имитирующих в основном
лишь форму соединения.
2. На выносливость сварного соединения оказывают большое
влияние остаточные сварочные напряжения. Эффективность влияния
остаточных напряжений зависит от величины и характера этих
напряжений, формы соединения и величины переменных рабочих
напряжений.
С уменьшением величины переменных напряжений растягиваю-
щие остаточные напряжения усиливают свое влияние и значительно
понижают предел выносливости соединения. При той остроте над-
реза, которая создается усилием стыкового шва, предел выносли-
вости падает на 35—40%, если величина остаточных напряжений
достигает предела текучести основного металла.
3. Вибрационная прочность одного и того же сварного соеди-
нения изменяется в широких пределах в зависимости от размеров
образца. Чем шире или толще образец, тем ниже его предел вынос-
ливости. После же некоторых, вполне определенных размеров
образца падение пределов выносливости практически прекращается.
Применительно к стыковым соединениям предел выносливости
стабилизируется после того, как ширина образца достигает 200 мм
при его толщине 26 мм.
4. Наблюдаемое падение выносливости с увеличением размеров
образца в основном должно быть отнесено за счет влияния остаточ-
ных напряжений, которые возрастают до определенных размеров
при уширении и утолщении образцов.
Остальные факторы, очевидно, могут влиять, но в значительно
меньшей степени.
4*
51
5. Полученные нами пределы выносливости для стыковых соеди-
нений, соединений с пересекающимися швами и для нахлесточных
соединений относятся к тому случаю, когда остаточные напряжения
проявляют свое отрицательное влияние в максимальной степени.
Поскольку подобные условия встречаются в реальных конструк-
циях, эти данные могут быть положены в основу расчета на вынос-
ливость указанных выше сварных соединений.
6. В настоящее время возникает настоятельная необходимость
в разработке мероприятий, повышающих выносливость сварных
соединений и, в частности, возможность использования для этой
цели остаточных напряжений.
ЛИТЕРАТУРА
1. К у д р я в ц е в И. В., Внутренние напряжения как резерв прочности
в машиностроении, Машгиз, 1951.
2. Шеверницкий В. В. иТруфяков В. И., Экспериментальные
исследования влияния остаточных напряжений на выносливость сварного
соединения при вибрационной нагрузке, «Автоматическая сварка», № 4, 1952.
3. De Gar mo Е. Р., The Effect of Weld Length Upon the Residual
Stresses of Unrestrained Butt welds, Welding J., august 1946.
4. Д у ч и н с к и й Б. H., Прочность и основания расчета сварных
соединений, работающих на переменные и знакопеременные усилия, Сб.
трудов „Ин-та железнодорожного строительства и проекти рования”, вып. 8,
Трансжелдориздат, 1952.
5. Аснис А. Е., Вибрационная прочность сварных соединений из
низколегированных и малоуглеродистых сталей при симметричных и пуль-
сирующих циклах напряжений, «Автоматическая сварка», № 5, 1951.
6. Крайчик М. М., Усталостная прочность и упрочнение сварных
соединений из малоуглеродистой и низколегированной сталей, «Автомати-
ческая сварка», № 3, 1953.
7. Стрелецкий Н. С., Г е н и е в А. Н., Б а л д и н В. А., Б е л е н я
Е. И., Лесс и г Е. Н., Стальные конструкции, 1952.
Д-р техн, наук проф. Г. И. ПОГОДИН-АЛЕКСЕЕВ
(МВТУ)
МИКРОСТРУКТУРА И МЕХАНИЧЕСКИЕ СВОЙСТВА
ОКОЛОШОВНОЙ ЗОНЫ СТАЛИ 55 и 40Х
ПРИ АВТОМАТИЧЕСКОЙ СВАРКЕ
ЗАДАЧИ И МЕТОДИКА ИССЛЕДОВАНИЯ
Опыт эксплуатации сварных конструкций показывает, что
разрушение сварных соединений, как правило, происходит на участ-
ках, расположенных непосредственно у сварных швов.
Известно, что околошовная зона сварного соединения, под-
вергаясь в процессе сварки неумышленной термообработке, при-
обретает в различных своих участках различную микроструктуру
и различные механические свойства. Это обстоятельство вызывает
необходимость тщательного изучения изменений структуры и меха-
нических свойств каждого участка этой зоны. Однако обычные
механические испытания образцов, вырезанных из околошовной
зоны сварного соединения, не могут дать достаточно полной харак-
теристики свойств каждого участка ее, так как размеры стан-
дартных образцов обычно довольно велики по сравнению с размерами
отдельных структурных участков. Для характеристики свойств
участков зоны термического влияния следует применить образцы
весьма малых размеров, т. е. провести так называемые микромеха-
нические испытания.
В настоящей работе было проведено исследование микрострук-
туры и микромеханических свойств металла шва и различных участ-
ков прилегающей зоны термического влияния при автоматической
дуговой сварке двух марок среднеуглеродистой стали марки 55 и
низколегированной стали марки 40Х.
Исследование было проведено на стыковых сварных соединениях
разностенных цилиндрических труб с внешним диаметром 210 мм
и*толщиной стенки первой трубы 10 мм, а второй 6 мм.
Экспериментальная часть работы была выполнена инженером
М. С. Савельевой.
При автоматической сварке стали 55 была взята проволока
СВ-10ГС, сварочный ток 440—460 а, дуговое напряжение 27—30 в.
Для сварки труб из стали 40Х применялась проволока
СВ-18ХМА, сварочный ток 480—490 а и дуговое напряжение
27—30 в.
53
Флюс марки ФЦ6 имел следующий химический состав:
S1O. МпО MgO CaF, К.0 и Na,О Al,О,
47,5 42,2 1,0 3,29 0,5 2,64
Химический состав основного металла, электродной проволоки
и металла шва при автоматической сварке стали 55 и 40Х приведен
в табл. 1.
Таблица 1
Химический состав основного металла, электродной проволоки и металла шва
Мар- ки стали Место отбора пробы Содержание химических элементов в %
С | Мп 1 Si Ст Мо 1 s 1
Основной металл 0,53 0,70 0,27 0,019 0,017
1 0,56 0,64 0,22 0,024 0,038
55 Электродная
проволока 0,15 1,0 0,58 0,027 0,022
Металл шва 0,11 1,20 0,93 0,025 0,044
0,19 1,43 1,05 0,028 0,050
Основной металл 0,38 0,57 0,24 0,93 0,027 0,031
0,42 0,56 0,27 0,94
40 X Электродная
проволока
Металл шва 0,16 0,98 0,63 0,83 0,022 0,032
0,19 1,10 0,64 0,74 0,18 0,017 0,044
Из отрезков труб по месту сварки вырезались заготовки для
изготовления микрошлифов размером 70x10x5 мм по 3 шт. для
каждой марки стали. Эти заготовки включали в себя полностью
зону термического влияния по обе стороны от шва, что выявлялось
специальным травлением.
После изготовления микрошлифов и исследования микрострук-
туры производились измерения микротвердости различных зон на
приборе ПМТ-3 при нагрузке 50 г. Затем была произведена вырезка
из шлифов заготовок для микрообразцов. Для этого на полирован-
ных и травленых плоскостях микрошлифов была произведена раз-
метка и образцы вырезались из металла шва, участков перегрева,
нормализации и из основного металла, не затронутого влиянием
сварки. Вырезка заготовок в форме призм производилась на уни-
версальном фрезерном станке часового типа (модель 679) с учетом
припуска на обработку, вследствие чего сторона основания призмы
принималась равной 3 мм, высота 10 мм. Размеры заготовок вызвали
необходимость при разметке расположить образцы на шлифах
54
в шахматном порядке. Токарная обработка заготовок, т. е. изготов-
ление микрообразцов, производилась на токарном станке также
часового типа. Размеры исследуемых участков зоны термического
влияния позволили изготовить микрообразцы диаметром 0,8 мм и
длиной между головками 4,4 мм, форма и размеры которых приве-
дены на фиг. 1.
На первых операциях обточки глубина резания была до 0,2 мм,
на чистовых операциях 0,01 мм. Глубина резания измерялась инди-
катором, укрепленным в суппорте. Наблюдение за образцом во
время обточки производилось с помощью лупы с трехкратным уве-
личением, закрепленной в станке над линией центров. Окончатель-
ные размеры образцов измерялись на инструментальном микроскопе.
После этого образцы подвергались
испытанию на растяжение на спе-
циальной микромашине ВИАМ с пру-
жинным силоизмерителем, сконстру-
ированной Я. Б. Фридман и И. М.
Ройтман.
Наряду с образцами, вырезан-
ными из металла шва и околошовной
зоны, испытывались также микро-
образцы, вырезанные из основного
металла, что позволило уверенно
проводить сравнение свойств, не
считаясь с влиянием масштабного
фактора.
При микромеханических испытаниях определялся предел проч-
ности аь в кг/мм2 и относительное сужение площади поперечного
сечения образцов у в %. Следует помнить, что точность микро-
механического метода несколько меньше точности обычных испы-
таний на растяжение. Погрешность определения характеристик
прочности здесь может достигать 1,6%, а для характеристик плас-
тичности 2,5%. Эти погрешности в 2—2,5 раза выше погрешности
испытания десятимиллиметровых образцов на обычных разрывных
машинах. Однако это не умаляет ценности микромеханических
испытаний при изучении свойств малых участков.
Фиг. 1. Форма и размеры раз-
рывных образцов, принятых для
микроиспытаний.
^4*41
10,4 -
МИКРОСТ РУКТУРА И МИКРОМЕХАНИЧЕСКИЕ СВОЙСТВА СВАРНЫХ
СОЕДИНЕНИЙ
Микроструктура металла шва околошовной зоны и основного
металла после травления 2%-ным раствором азотной кислоты в
спирте при увеличении в 1500 раз приведена для сварных соеди-
нений из стали 55 на фиг. 2 и для соединений из стали 40Х на
фиг. 3.
Металл шва имеет пониженное содержание углерода по срав-
нению с основным металлом. Его микроструктура имеет дендритную
ориентировку и состоит из крупных выделений феррита с относи-
тельно небольшим числом прослоек сорбитизированного перлита.
55
Фиг. 2. Микроструктура металла шва (а), участка перегрева (б), нормали-
зации (в) и неполной перекристализации (г) сварных соединений из стали
55X1500.
Микротвердость сорбитизированного перлита в шве стали 55 равна
192 ед., феррита — 175 ед.; а средняя микротвердость металла шва
составляет 182 ед. У швов из стали 40Х, благодаря наличию хрома
и молибдена, средняя микротвердость равна 244 ед.
Прилегающий непосредственно к наплавленному металлу участок
перегрева зоны термического влияния имеет весьма крупнозернистое
строение; величина зерна по стандартной шкале для обоих марок
стали соответствует № 3. Микроструктура у стали 55 — сорбит,
окаймленный тонкой, иногда прерывистой, сеткой феррита; у
стали 40Х — сорбит с прожилками феррита. Микротвердость сор-
бита равна 295 ед. у стали 55 и 341 ед. у стали 40Х. Протяженность
участка перегрева у стали 40Х несколько больше, чем у стали 55.
56
a)
t)
Фиг. 3. Микроструктура металла шва (а), участка перегрева (б), нормали-
зации (в) и основного металла (г) сварных соединений из стали 40Х.
t)
В первом случае она имеет размеры 0,8—2,5 мм, во втором —
0,8—1,2 мм.
Участок нормализации у обеих марок стали имеет несколько
большую протяженность (1,6—2,6 мм) и весьма мелкозернистое
строение, соответствующее № 8 стандартной шкалы. Микрострук-
тура — сорбит или сорбитообразный перлит, окаймленный тонкой
прерывистой сеткой феррита (у стали 55) или с равномерно распре-
деленными включениями феррита (у стали 40Х). Микротвердость
равна 257 ед. у стали 55 и 286 ед. у стали 40Х.
Микроструктура участка неполной перекристаллизации при-
ведена только для стали 55 (фиг. 2, г). Она состоит из сорбитообраз-
ного перлита, остатков «старой» ферритной сетки, не растворенной
57
в аустените при нагреве, и с большим числом новых, весьма мелких
зерен феррита, образовавшихся при перекристаллизации, коло-
ниями или цепочками расположенных на фоне сорбитообразного
перлита. Протяженность этой зоны (0,5—0,8 мм) и ее микротвер-
дость (235 ед.) несколько меньше, чем для участка нормализации.
Основной металл, не подвергнутый действию нагрева при сварке,
имел микроструктуру перлита
феррита. Эта микроструктура
для стали 40Х приведена на
фиг. 3. Величина зерна по стан-
дартной шкале соответствует
№ 4—5. Микротвердость равна
для стали 55—210 ед. и для
стали 40Х—232 ед.
Микромеханические свойства
отдельных участков,полученные
при испытании на растяжение,
а также микротвердость приве-
дены в табл. 2 и на диаграмме
фиг. 4.
Как видно из приведенных
результатов, металл шва, не-
смотря на «литую» структуру,
имел пластичность, равную с
основным металлом у сварных
соединений из стали 40 X и даже
немного большую у соединений
из стали 55, что объясняется
пониженным содержанием в шве
углерода. В соответствии с этим
у нелегированной стали 55 твер-
дость и предел прочности ме-
талла шва были несколько ниже,
чем у основного металла. У
стали 40Х, для которой разница в
Расстояние от оси urtfa
Фиг. 4. Предел прочности сгь, сужение
площади поперечного сечения микрооб-
разцов у и микротвердость Hv металла
шва, участков перегрева и нормализа-
ции и основного металла сварных
соединений :
1 — из стали 55; 2 — из стали 40X.
содержании углерода между швом
и основным металлом была меньше и, кроме того, шов был допол-
нительно легирован через проволоку молибденом, прочность и твер-
дость были даже немного выше, чем у основного металла.
Таблица 2
Место вырезки образцов Сталь 55 Сталь 40Х
<гъ т 1 <?ъ 1 * Н9
Металл шва .... 66,2 51,0 182 69,3 50,9 244
Участок пере- грева 90,0 38,0 295 95,5 38,9 341
Участок норма- лизации 78,5 45,6 257 77,7 50,9 286
Основной металл 69,4 46,9 210 62,2 51,1 232
58
Таким образом, свойства металла шва у обеих марок стали
оказались близкими к свойствам основного металла, но сочетание
этих свойств все же следует признать лучшим для стали 40Х, у
которой металл шва при равной пластичности имел прочность
немного большую, чем у основного металла.
В участке нормализации пластичность металла практически
осталась неизменной, близкой к пластичности основного металла,
при одновременном заметном повышении прочности и твердости.
У стали 55 в участке нормализации предел прочности металла повы-
сился с 69,4 до 78,5 кг/мм2, или на 13%, а твердость с 21 до 257 ед.,
или на 22%.
У стали 40Х предел прочности и твердость соответственно
повысились на 23%, т. е. несколько больше, чем у стали 55.
В участке перегрева, непосредственно примыкающем ко шву,
при дальнейшем повышении прочностных характеристик, которые
здесь заметно превышают характеристики основного металла и
шва, одновременно наблюдается довольно значительное пониже-
ние пластичности. Это наиболее неблагоприятный участок сварных
соединений. Понижение пластичности по сравнению с основным
металлом стали 55 здесь составляет 19%, а для стали 40Х даже
24% и по абсолютному значению выходит за пределы допустимого
минимума для марки 40Х (38,9% при минимуме 45%).
Повышение предела прочности участка перегрева по сравнению
с основным металлом — для стали 55 составляет около 30%, а у
стали 40Х превышает 50%. Соответственно твердость была повы-
шена на 40% у стали 55 и на 47% у стали 40Х.
Таким образом, у обеих марок стали при сварке в участке пере-
грева наблюдается значительное изменение прочности и пластично-
сти. Это создает довольно заметный скачок свойств на границе
между основным и наплавленным металлом, что само по себе не-
благоприятно отразится на последующей работе сварной конструк-
ции. Особенно резко меняются в участке перегрева свойства стали
40Х.
Сравнивая между собой свойства соединений из стали 55 и 40Х,
выполненных автоматической сваркой под флюсом ФЦ6, следует
указать на несомненные преимущества соединений из стали 40Х,
которые во всех зонах имеют более высокую твердость и одновре-
менно, более высокую пластичность по сравнению с соединениями
из стали 55. Предел прочности стали 40Х несколько ниже, чем у
стали 55, только у основного металла; равен с ним в участке нор-
мализации и выше, чем у стали 55, в участке перегрева и у металла
шва.
Однако значительное изменение свойств в участке перегрева
(понижение пластичности на 24% и повышение прочности и твер-
дости примерно на 50%) при недопустимо низком для данной
марки абсолютном значении пластичности (менее 45%) требует
обязательного применения к сварным соединениям из стали 40Х
специальной термической обработки для выравнивания структуры
и свойств.
59
Это в меньшей мере относится к сварным соединениям из стали
55, у которых различие свойств в околошовной зоне несколько
меньше. Здесь можно в неответственных случаях обойтись без
термообработки илц применить несложную термическую обработку
типа низкотемпературного отжига (высокого отпуска). Впрочем,
это относится только к соединениям из стали 55, выполненным
автоматической сваркой под флюсом. Соединения, выполненные
ручной дуговой сваркой, также имеют в зоне перегрева недопустимо
низкую пластичность (гр менее 35%) и, следовательно, требуют
более сложной термической обработки.
ЗАКЛЮЧ ЕНИЕ
1. Применение микромеханического метода испытаний подтверж-
дает, что наиболее неблагоприятной зоной сварного соединения
является участок перегрева, металл которого имеет высокую проч-
ность и твердость, но резко пониженную пластичность. Численные
значения пластичности в этой зоне могут быть ниже допустимых
для данной марки стали.
2. Сравнение свойств металла шва, околошовной зоны и основ-
ного металла соединений из стали 55 и 40Х, выполненных автосвар-
кой, показывает более благоприятное сочетание свойств во всех
зонах (за исключением зоны перегрева) у стали 40Х.
3. В участке перегрева у стали 40Х наблюдается более резкое
изменение прочности и пластичности, что создает «скачок» свойств
на границе «шов — основной металл» и может неблагоприятно
отразиться в последующей эксплуатации изделий. Это, а также
низкие значения пластичности в участке перегрева требуют обяза-
тельного применения к соединениям из стали 40Х соответствующей
термической обработки.
Канд. техн, наук А. В. МОРДВИНЦЕВА
(МВТУ)
НЕКОТОРЫЕ ПУТИ ПРЕДУПРЕЖДЕНИЯ ВОЗНИКНОВЕНИЯ
ХОЛОДНЫХ ТРЕЩИН
В сварных конструкциях из низколегированных сталей иногда
наблюдаются трещины, возникающие после остывания изделий.
Указанные трещины относятся к холодным трещинам [1 ].
Причины образования холодных трещин, обычно располагаю-
щихся в околошовной зоне, до сих пор не установлены. Как в
отечественной, так и в зарубежной литературе указывается на сово-
купность ряда факторов, способствующих образованию холодных
трещин. К этим факторам относят распад аустенита, выделение
водорода в совокупности с образованием неблагоприятных хрупких
структур в околошовной зоне и наличием собственных напряжений
[1]—[5].
Условия превращения аустенита в стали оказывают влияние на
характер распределения собственных напряжений. Как известно,
в сварных соединениях из малоуглеродистых сталей металл шва
испытывает напряжения растяжения. В ряде марок низколегирован-
ных сталей под влиянием низких температур распада аустенита
зона металла шва после сварки испытывает напряжения сжатия,
а околошовная зона подвержена напряжениям растяжения, дости-
гающим предела текучести [6], [7].
Как известно, высокие температуры нагрева и большие скорости
охлаждения создают неоднородность структур (закалку) в зоне
сварных соединений большинства низколегированных сталей, вслед-
ствие чего сварные соединения таких сталей имеют пониженные
пластические свойства.
Проведенная ранее работа по изучению деформаций сварных
соединений со временем показала, что полученные структуры в
зоне сварного соединения низколегированных сталей являются
нестабильными и в течение длительного времени испытывают пре-
вращения, сопровождающиеся уменьшением количества остаточного
аустенита и, следовательно, увеличением объема металла в зоне
сварного соединения, что вызывает деформирование сварных кон-
струкций с течением времени [8].
Экспериментально было подтверждено, что поле собственных
напряжений в сварных конструкциях также не остается постоян-
ным и изменяется с течением времени, причем в ряде случаев это
изменение сопровождается увеличением пика напряжений в около-
шовной зоне [9].
61
Это позволяет предположить, что в некоторых случаях увеличе-
ние собственных напряжений с течением времени под влиянием
превращения остаточного аустенита может быть одной из причин,
вызывающих образование трещин в сварных конструкциях при их
хранении.
Исходя из сказанных выше предпосылок, было намечено несколько
путей технологии сварки, ис-
69
в)
Фиг. 1. Образец (а) с трещинами в
металле шва (б) и в основном
металле (в).
ключающих образование хо-
лодных трещин. Это, по-видимо-
му, может быть достигнуто либо
путем предотвращения деформи-
рования с течением времени,
либо путем исключения низко-
температурного превращения
аустенита при сварке, что обес-
печивает получение в около-
шовной зоне более пластичного
металла.
Исследование проводилось
на низколегированной конструк-
ционной стали 23Х2НВФА тол-
щиной 3,5 мм. Указанная сталь
в заводских условиях сваривает-
ся по следующей технологии.Все
сварные соединения выполняют-
ся электродами УОНИ-13/85,
при этом применяется подо-
грев изделий до 300—350° С
горелками с последующим мед-
ленным охлаждением изделий
под слоем нагретого асбеста.
Для прихваток и неответствен-
ных швов применяют электроды
УОНИ-13/55.
При сварке стали 23Х2НВФА
с аустенитной сталью марки
ЭИ654 применяют электроды
УОНИ-13/нж со стержнем
ОХ18Н9 или ЭИ654, часто также
с применением подогрева.
При изготовлении конструк-
ций по приведенной выше тех-
нологии в швах образовывались
трещины, возникающие после
остывания изделий и во время
их вылеживания.
Для выбора технологических
приемов, исключающих образо-
вание трещин, необходимо было
62
создать жесткий образец, на котором можно было бы путем сопо-
ставления изучить действие некоторых технологических факторов
на образование холодных трещин в сварных соединениях.
Первоначально был предложен образец, приведенный на фиг. 1, а.
Образец представляет собой пластину, имеющую разделку по кольцу.
Также по кольцу, параллельно разделке, расположен надрез с
обратной стороны разделки. В разделку производилась наплавка.
В первоначальных экспериментах для исключения влияния марки
присадочного металла наплавка производилась электродами со
стержнем из основного металла. После наплавки валика в разделку
в шве с течением времени возникали трещины. Появление трещин
сопровождалось резким металлическим звуком. Первые трещины
появились спустя 30—60 мин. после окончания сварки. В ряде
случаев возникали дополнительно трещины спустя 2 и 3 часа после
окончания сварки. Все продольные трещины располагались с внеш-
ней стороны шва (фиг. 1, б). Трещины часто были сквозные с выходом
на основной металл с обратной стороны шва, причем трещины
по основному металлу возникали в последнюю очередь (фиг.
1, 4
Структура металла шва и переходной зоны во всех случаях
представляла собой игольчатый мартенсит.
С целью увеличения вероятности образования трещин и при-
ближения условий к реальным был разработан крестовый образец
с валиковыми швами (фиг. 2, а) и коробчатый образец со стыковым
швом (фиг. 2, б), обладающие большей жесткостью.
Фиг. 2. Образцы для испытания сварных соединений на образование трещин,
возникающих со временем:
а — крестовый образец с валиковыми швами; б — коробчатый образец
со стыковым швом.
400-
9
В крестовом образце первоначально производилась приварка
торцовых планок, затем осуществлялась сварка четырех испытуе-
мых валиковых швов, причем каждый шов накладывался после
остывания предыдущего и вылеживания образца в течение 1 часа.
В коробчатом образце завершающим является испытуемый стыко-
вой шов. Наблюдение за сварными образцами производилось во
все время их вылеживания. Образование трещин, возникающих со-
временем, сопровождалось металлическим звуком.
При сварке образцов электродами УОНИ-13/85 во всех случаях
были обнаружены продольные трещины, расположенные преиму-
щественно в переходной зоне (фиг. 3).
63-
a)
г)
Фиг. 3. Трещины в сварных соединениях крестового образца,
возникающие с течением времени :
1 — продольные по зоне сплавления; 2 — поперечные; 3 — продольная
трещина, перешедшая на основной металл.
На фиг. 4 приведены макрофотографии и твердость поперечного
сечения крестовых образцов, выполненных электродами УОНИ-13/85.
Как видно, разрушение происходит по линии сплавления, иногда
с переходом на основной металл. Измерение твердости показывает,
что в зоне сплавления твердость имеет пик и достигает величины
твердости мартенсита. Как показали ранее проведенные испытания,
именно в этой зоне наблюдались максимальные деформации с тече-
нием времени [10].
64
Фиг. 4. Макрострукту-
ра сварных соединений
крестовых образцов (а)
и твердость металла в
сварном соединении об-
разца (б).
а)
В этих экспериментах также наблюдались поперечные трещины,
но более редко. Трещины появлялись преимущественно после осты-
вания с течением времени, иногда спустя несколько часов и даже
несколько суток, причем с течением времени имеющиеся трещины
постепенно раскрывались и одновременно возникали новые трещины.
В стыковых швах коробчатых образцов также были обнару-
жены трещины, но в меньшем количестве.
Крестовые образцы были приняты как экспериментальные при
разработке технологии сварки, обеспечивающей отсутствие появле-
ния холодных трещин.
ПУТИ СНИЖЕНИЯ ТРЕЩИНООБРАЗОВАНИЯ
Образование трещин при сварке зависит от совокупности ме-
таллургических и термических факторов, а также напряженного
состояния металла.
Для снижения трещинообразования в сварных соединениях
можно прибегать либо к изменению характера распределения соб-
ственных напряжений, стремясь снизить пик напряжений в около-
5 217
65
шовной зоне либо создавать такую структуру металла сварного
соединения, при которой металл будет более стоек против после-
дующих превращений и одновременно будет более пластичен.
Для снижения трещинообразования было исследовано приме-
нение подогрева, последующего отпуска, а также использование
аустенитных электродов.
Предварительно при сварке образцов было проверено влияние
зазоров на трещинообразование. Сварка производилась без зазоров
и с зазорами 2, 3 и 4 мм электродами УОНИ-13/85 без подогрева.
Было установлено, что чем меньше зазор, тем меньше трещино-
образование. С увеличением зазора увеличивается не только коли-
чество трещин, но и величина их раскрытия с течением времени.
Эти опыты показали, что при двухслойной сварке низколеги-
рованной стали первый шов следует укладывать, по возможности,
с проваром по всей толщине, так как зона непровара служит кон-
центратом напряжений, что при всех прочих неблагоприятных
условиях вызывает появление трещин с течением времени (часто
не видимых и иногда сохраняющихся после наложения второго
слоя).
Сварка с подогревом. Применение сварки с подогревом обычно
преследует цель замедлить скорость охлаждения металла с тем,
чтобы получить в зоне сварного соединения более стабильную
структуру и пластичный металл. Однако следует учесть, что в
свете полученных нами результатов [8] незначительный подогрев
при сварке, во-первых, способствует увеличению зоны разогрева
выше Асу в области шва и, во-вторых, уменьшает скорости охлажде-
ния, способствуя увеличению содержания остаточного аустенита.
Оба эти явления должны увеличивать степень деформирования
сварных образцов с течением времени и способствовать образованию
трещин.
Однако, с другой стороны,, применение подогрева, несомненно,
позволяет получить более пластичный металл, что уменьшает воз-
можность образования холодных трещин.
Таким образом, экспериментами необходимо было установить,
какой из двух противоположных факторов оказывает большее
влияние на качество сварных соединений.
С целью снижения трещинообразования было опробовано при-
менение предварительного подогрева на крестовых и коробчатых
образцах. Все образцы сваривались электродами УОНИ-13/85.
Подогрев осуществлялся в печи перед наложением каждого шва.
Подогрев образцов производился до температур 100 и 200°.
Во всех случаях отсутствовало образование трещин.
Полученные результаты позволяют в качестве одного из вариан-
тов снижения трещинообразования применить низкотемператур-
ный подогрев 100—200° вместо 350°.
Полученный результат при применении низкотемпературного
подогрева позволяет предположить следующее:
1. В результате подогрева происходит увеличение запаса плас-
тичности металла сварного соединения, который является доста-
66
точным, чтобы воспринять дополнительные напряжения, разви-
вающиеся с течением времени в результате структурных превра-
щений.
2. В результате применения подогрева распределение собствен-
ных напряжений, по-видимому, обеспечивает отсутствие опасных
пиков напряжений.
Рассматриваемый вопрос подлежит дальнейшему изучению.
Последующий низкотемпературный отпуск. Из практики изго-
товления сварных конструкций из легированных сталей известно,
что для устранения трещинообразования часто применяют последую-
щую термическую обработку сварных изделий. Практикой также
установлено, что в крупногабаритных изделиях часто требуется
давать промежуточные операции отжига или высокого отпуска
после наложения части сварных швов.
Работой, проведенной по изучению деформирования сварных
образцов с течением времени из стали 23Х2НВФА, установлено,
что протекание деформаций, вызванных структурными превраще-
ниями, с течением времени прекращается, если образец нагреть
после сварки до 200° и выдержать при этой температуре в течение
1 часа. Это объясняется явлением стабилизации аустенита в зоне
сварного соединения при комнатной температуре [8]. Указанное
явление позволяет считать, что в результате стабилизации аустенита
появление трещин в сварных образцах не должно происходить
вследствие того, что объемы различных зон сварного соединения
сохраняются неизменными с течением времени, так как структур-
ные превращения затухают.
С целью снижения трещинообразования в сварных соединениях,
путем применения низкотемпературного отпуска, были проведены
эксперименты на крестовых и коробчатых образцах. Сборка всех
образцов производилась с зазором до 1 мм.
Одна партия образцов сваривалась электродами со стержнями,
изготовленными из основного металла (с покрытием УОНН-13/85).
Вторая партия сваривалась электродами марки УОНИ-13/85. При
экспериментах производилась сварка двух совершенно одинаковых
образцов. Один образец после сварки каждого шва охлаждался
на воздухе, второй через 5 мин. после сварки каждого шва поме-
щался в нагретую до 200° печь и выдерживался в ней в течение
1 часа, затем образец вынимался из печи и охлаждался на воздухе.
Наложение последующего шва производилось в обоих случаях на
холодный образец спустя 2—3 часа.
Результаты экспериментов показали, что при сварке всех кресто-
вых и коробчатых образцов, сваренных как электродами УОНИ-13/85,
так и электродами со стержнем из основного металла и подверг-
шихся последующему отпуску, трещины не образуются. Все образцы,
не подвергавшиеся отпуску, имели трещины.
Дополнительная проверка стыков без трещин путем доведения
до разрушения всего стыка также показала отсутствие трещин.
Результаты металлографического исследования и твердости не-
отпущенных и отпущенных образцов показывают на неизменяемость
5Ф
67
свойств. Структура металла швов, выполненных электродами
УОНИ-13/85, соответствует сорбиту, в переходной зоне наблюдается
мартенситная структура.
Из проведенных экспериментов видно, что с целью предупрежде-
ния образования холодных трещин можно применять низкотемпера-
турный отпуск при 200°. Создание низкотемпературных печей
для отпуска изделий не представляет трудности для любого произ-
водства. Низкотемпературный отпуск, применяемый для исключе-
ния трещинообразования, не может вызвать столь сильных темпера-
турных деформаций, которые наблюдаются при высокотемператур-
ном отпуске и тем более при отжиге изделий. Как известно, получен-
ные после отжига деформации требуют производства дополнитель-
ных операций—правки изделий, а при изготовлении ответственных
и точных конструкций операция правки не всегда польностью
удается. Низкотемпературный отпуск сокращает время изготовле-
ния изделий.
Аустенитные электроды. При сварке легированных сталей в
производстве часто применяют малоуглеродистые электроды, кото-
рые обеспечивают получение пластичного металла в шве, что снижает
возможность образования трещин, однако прочностные характе-
ристики сварного соединения понижаются.
В настоящее время стали применять высокопрочные электроды,
что вносит некоторые затруднения в технологию сварки, и, кроме
того, применение указанных электродов нередко вызывает образо-
вание трещин в сварных конструкциях.
В частности, в практике изготовления изделий из стали
23Х2НВФА последняя сваривается электродами УОНИ-13/85.
Сталь 23Х2НВФА с аустенитной сталью сваривают электродами
УОНИ-13/нж со стержнями ОХ18Н9 или ЭИ654. Малоответствен-
ные соединения и прихватки свариваются электродами УОНИ-13/55.
Во всех этих случаях сварки часто образуются трещины, распола-
гающиеся преимущественно по зоне сплавления.
С целью проверки указанных электродов на склонность к образо-
ванию трещин были произведены эксперименты по сварке кресто-
вых образцов с применением указанных электродов. Сварка произ-
водилась без подогрева.
В табл. 1 приведены результаты трещинообразования крестовых
образцов стали 23Х2НВФА, сваренных указанными электродами.
Как показали опыты, трещины возникали при применении всех
указанных электродов, причем они возникали не сразу, а по истече-
нии иногда более суток (за исключением опыта 29).
Как видно, наихудшими свойствами обладают швы, сваренные
электродами УОНИ-13/85. В этих случаях возникали во всех швах
трещины как продольные, так и поперечные.
При сварке электродами УОНИ-13/55 трещин возникало значи-
тельно меньше и они были только продольные. Применение аусте-
нитных электродов давало значительное снижение трещинообразо-
вания. Они появлялись не во всех случаях, при этом иногда имели
место и горячие трещины (опыт 29).
68
Таблица 1
Влияние марки применяющихся электродов на склонность крестовых
образцов к трещинообразованию
№ опыта Марка электрода Трещинообразование (фиг. 6)
12) 30J УОНИ-13/85 В обоих образцах обнаружены трещины во всех швах как продольные, так и поперечные.
50) 69J УОНИ-13/55 Продольные трещины в трех швах по зоне сплавления длиной до 80 мм каж- дая. Продольные трещины во всех швах дли- ной до 80—120 мм расположены по краю шва.
29 УОНИ-13/нж (ОХ18Н9) В шве 2 обнаружена трещина по оси шва длиной 35 мм. Трещина слабо вы- ражена. Выявилась в процессе осты- вания.
51 УОНИ-13/нж (ОХ18Н9) Трещины не обнаружены.
28 УОНИ-13/нж (ЭИ654) В конце шва 2 обнаружены три косые короткие трещины в металле шва под углом примерно 45°.
49 УОНИ-13/нж (ЭИ654) Трещины не обнаружены.
Проведенные металлографические исследования сварных соеди-
нений показали, что при сварке электродами УОНИ-13/85 металл
шва представляет собой мелконгольчатый малоуглеродистый мар-
тенсит с дендритной неоднородностью по углероду. В переходной
зоне наблюдается переход к мартенситу основного металла (крупно-
игольчатый мартенсит, фиг. 5, а). В зоне термического влияния
структура от игольчатого мартенсита выравнивается до сорбитовой
структуры основного металла. На кольцевых образцах, сваренных
электродами УОНИ-13/85, наблюдались значительные деформации
с течением времени.
При сварке электродами У0НИ-13/нж со стержнем ОХ18Н9,
вследствие малой аустенизации и значительного перемешивания
металла сварного шва, в нем наблюдается аустенитно-мартенситовая
структура (фиг. 5, б), в переходной зоне — мартенситная структура
(фиг. 5, в). Высокую твердость металла шва и переходной зоны под-
тверждает полученная структура (фиг. 5, г). Деформирование коль-
цевых образцов, сваренных электродами ОХ18Н9, было менее
значительным, чем при сварке электродами УОНИ-13/85.
Исходя из полученных результатов, можно было предположить,
что применение электродов с высоким содержанием аустенита
должно исключить полностью деформирование сварных образцов
и в связи с этим должна быть исключена и возможность образова-
ния трещин с течением времени.
69
a)
t)
в)
Фиг. 5. Твердость и микроструктура сварных соединений :
д'—'переходной зоны при сварке электродами УОНИ-13/85; б — металла шва; в — пере-
ходной зоны при сварке электродами 0Х18Н9 ; г — твердость сварного соединения при
сварке электродами 0Х18Н9. хЗОО.
Были предложены высокоаустенитные электроды со стержнем
Х25Н20 с покрытием ЭНТУ-3, которые должны исключить в зоне
перемешанного металла образование мартенситной структуры за
счет высокого содержания аустенита в металле шва. Одновременно
были опробованы высоко аустенитные теплоустойчивые электроды
марок ЦТ-1; ЦТ-7; ЦТ-15, содержащие некоторые легирующие до-
бакви (электроды, разработанные ЦНИИТМАШ). Также было про-
верено на трещинообразование применение электродов УОНИ-13/45
с целью замены ими электродов УОНИ-13/55, так как снижение
содержания углерода должно содействовать большей стойкости
швов против образования неустойчивых структур с малым запасом
пластичности.
70
Опыты производились как на крестовых, так и на коробчатых
образцах. Сварка производилась без применения подогрева. Резуль-
таты экспериментов приведены в таблице на фиг. 6.
Марка электрода Тип образцов
I 1 1
-*-180
~—180—-
Основной металл {покрытие УОНИ 13/85) фффф
УОНИ-13/85 •••••• • •
У0НИ=13/55 • • о
У ОНИ= 13/^5 ф ф о
У0НИ=13/нж {проволока QX18H9) ф о •
У0НИ=13/нж , {проволока ЗИ 650) ф 0 о
ЦТ=15 о • • о
ЦТ=7 о о о о
ЦТ=/ о о о ®
Проволока Х25Н20 Покрытие ЭНТУ-3 о о о о о о
Примечание: О—Без .трещину . ф — Трещины
Фиг. 6. Влияние марки электродов на склонность сварных образцов
к трещинообразованию после сварки.
Опыты показали, что применение высокоаустенитных электродов
значительно снижает трещинообразование за счет создания в металле
шва чистоаустенитной структуры. Особенно хорошие результаты
были получены при сварке образцов электродами со стержнем из
стали Х25Н20 и с покрытием ЭНТУ-3, обеспечившим наряду с
71
достаточно высокой прочностью сварных соединений полное отсут-
ствие трещин с течением времени.
Из опробованных электродов марок ЦТ-1, ЦТ-7 и ЦТ-15 лучшие
результаты по исключению трещинообразования дали электроды
марки ЦТ-7, однако по механическим свойствам они не обеспечили
достаточной прочности. По прочности более высокое качество пока-
зали электроды марки ЦТ-1, однако при сварке этими электродами
были обнаружены трещины. Возможно, что при более тщательной
отработке технологии сварки электродами ЦТ-1 можно будет
добиться получения качественных сварных соединений.
При применении электродов УОНИ-13/45 протяженность тре-
щин значительно меньше, чем при электродах УОНИ-13/55.
Металлографическое исследование металла шва и переходной
зоны сварных соединений, выполненных электродами ЭНТУ-3
(со стержнем Х25Н20), приведено на фиг. 7.
Фиг. 7. Микроструктура металла шва (а) и переходной зоны (б) при
сварке электродами Х25Н20 (обмазка ЭНТУ-3). х 300.
‘)
Макроструктура сварного соединения и его твердость приведены
на фиг. 8.
Результаты этих исследований показывают, что металл шва в
крестовых образцах, выполненных электродами Х25Н20, имеет
аустенитную структуру с невысокой твердостью, и только в основ-
ном металле наблюдается узкая полоса зоны с повышенной твер-
достью, однако переходная зона не содержит значительных мартен-
ситных полей. Кольцевые образцы, сваренные указанными электро-
дами, не деформируются с течением времени, что также указывает
на отсутствие неустойчивых структур в сварных соединениях.
Механические свойства основного металла и сварных соединений
стали 23Х2НВФА, выполненных без образования трещин на пласти-
нах, приведены в табл. 2.
72
Результаты механических испытаний, и, в частности, разрушение
сварных соединений по основному металлу вдали от шва показывают,
что электроды УОНИ-13/85 и ЭНТУ-3 обеспечивают равнопрочные
сварные соединения.
Фиг. 8. Макроструктура и твердость металла сварного соединения,
выполненного электродами Х25Н20.
Таблица 2
Марка электрода Состояние шва <?ъ в кг] мм* Место разрушения Термообработка после сварки
УОНИ-13/85 (для срав- нения) УОНИ-13/85 Стержень Х25Н20, покрытие ЭНТУ-3 ЦТ-7 С усилением Со снятым усилением С усилением Со снятым . усилением С усилением Со снятым усилением С усилением Со снятым усилением 74,31 72,1} 72,11 75,01 74,6} 75,9) 77,11 76,7} 77,1) 81,2) 81,5} 82,0) 63,6| 62,8} 61,2| 64,0| 62,5} 63,0) 54,0) 58,6f 58,0) 64,0 ( 63,0 По основному металлу вда- ли от шва По основному металлу вда- ли от шва По основному металлу вда- ли от шва По основному металлу вда- ли от шва По основному металлу вда- ли от шва По основному металлу вда- ли от шва По краю шва По шву По оси шва Без отпуска После отпу- ска 200°— 1 час Без отпуска Без отпуска
73
Применение термообработки в виде низкого отпуска после
сварки электродами УОНИ-13/85 повышает прочностные свойства
как основного металла, так и сварного соединения.
Полученные во всех случаях величины пределов прочности
сварных соединений со снятым усилением показывают, что снятие
усиления является, по-видимому, фактором, несколько повышаю-
щим предел прочности, вследствие исключения влияния допол-
нительного изгиба, появившегося в результате эксцентричной
наплавки при одностороннем усилении шва.
ВЫВОДЫ
1. Разработана конструкция сварного образца из стали марки
23Х2НВФА, позволяющая установить относительную склонность
сварных соединений к образованию трещин, возникающих с тече-
нием времени.
2. На образцах установлено, что все способы, затормаживаю-
щие деформирование со временем, или способы, позволяющие полу-
чить более пластичный металл сварных соединений, способствуют
уменьшению трещинообразования в сварных соединениях с течением
времени.
3. Факторами, снижающими трещинообразование с течением
времени, могут быть следующие:
1. Применение равномерного низкотемпературного подогрева
до 200° при сварке электродами УОНИ-13/85 позволяет получить
структуру с большим запасом пластичности.
2. Применение низкотемпературного отпуска после сварки поряд-
ка 200° в течение 1 часа позволяет производить сварку электродами
УОНИ-13/85 без подогрева. Низкотемпературный отпуск способ-
ствует стабилизации структуры сварного соединения, вследствие
чего устраняется возможность образования трещин.
3. Применение высокоаустенитных электродов типа Х25Н20
позволяет производить сварку без подогрева и без отпуска за счет
получения аустенитной структуры в зоне шва, обладающей боль-
шим запасом пластичности и отсутствием структурных превращений.
ЛИТЕРАТУРА
1. Николаев Г. А., Образование трещин в сварных конструкциях,
журнал «Сварочное производство» № 12, 1955.
2. Voidrich С. В., Cold Cracking in the Heat Affected Zone. Welding
Journal, 1947 no. 3.
3. R. Week Ph. D., Pressent position on residual stresses in Welded
Structures. Transactions of the Institute of Welding, 1940, vol. 11, no. 4.
4. C. L. M. Cottrell., Controlled Thermal Severity Cracking Test Simu-
lates Practical Welding Joinst. Welding, Journal, 1953, no. 6.
5. Макара A. M., Вопросы сварки закаливающихся сталей, Доклад
на Всесоюзном научно-техническом совещании по проблемным вопросам
сварки. Москва, 21 ноября, 1956.
74
6. Николаев Г. А., Прохоров Н. Н.» Напряжения при сварке
легированных сталей, сб. МВТУ № 6, 1949.
7. Мельников П. А., Влияние типа электродов на распределение
остаточных напряжений в сварных соединениях, журнал «Автогенное дело»
№ 3, 1952.
8. Мордвинцева А. В., Превращение остаточного аустенита—
основная причина деформирования сварных конструкций. Журнал «Метал-
ловедение и обработка металлов» № 7, 1956.
9. Мордвинцева А. В., Влияние распада остаточного аустенита
на деформации и собственные напряжения в сварных соединениях стали
23Х2НВФА, сб. МВТУ «Прочность и автоматизация сварки», 1957.
10. Мордвинцева А. В., Деформации сварных соединений с течением
времени, Кандидатская диссертация МВТУ, 1955.
Инж. Э. Л. МАКАРОВ
(МВТУ)
КОЛИЧЕСТВЕННАЯ МЕТОДИКА ИСПЫТАНИЯ
СТАЛИ И ЭЛЕКТРОДНЫХ МАТЕРИАЛОВ НА СКЛОННОСТЬ
К ОБРАЗОВАНИЮ ХОЛОДНЫХ ТРЕЩИН В ЗОНЕ ТЕРМИЧЕСКОГО
ВЛИЯНИЯ СВАРНОГО ШВА
СУЩЕСТВУЮЩИЕ МЕТОДЫ
Для определения склонности сварного соединения к образо-
ванию холодных трещин при сварке различными исследователями
предложены многочисленные технологические пробы. Пробы почти
во всех случаях представляют жесткое закрепление свариваемых
элементов той или иной формы. Пробы дают приближенную качест-
венную оценку склонности к образованию холодных трещин либо
по наличию и отсутствию трещин, либо по относительной протя-
женности образовавшейся трещины.
В Советском Союзе для испытания тонколистовой стали приме-
няются технологические пробы в виде жесткого таврового и крестово-
го соединения, например проба, разработанная заводом имени Кирова,
и т. п. Для испытания стали в условиях многослойной сварки боль-
ших толщин исследовательскими учреждениями судостроительной
промышленности разработана специальная проба, имитирующая
условия реального соединения судовых корпусных конструкций.
Проба представляет стыковое соединение с размерами свариваемых
элементов 500x2000 мм, собранное на ребрах жесткости. В про-
цессе наложения многослойного сварного шва может производиться
охлаждение пробы твердой углекислотой, помещенной на ее поверх-
ности. Отсутствие трещин на шлифах, вырезанных из соединений
рассмотренных выше проб, свидетельствует о стойкости стали
против образования трещин в условиях сварки соответствующей
пробы [1].
Недостатком качественных проб является то, что они не дают
возможности определить запасы стойкости стали в условиях сварки
данной пробы против образования холодных трещин. Так, например,
среди ряда стойких сталей, отобранных той или иной пробой, нельзя
определить лучшую сталь или лучшие электродные материалы,
что затрудняет разработку высокостойких сталей и электродных
материалов. Кроме того, некоторые пробы являются довольно
дорогими и трудоемкими.
Из разработанных за границей подобных проб можно упомянуть
о пробах в виде наплавки кругового шва на пластину, закреплен-
76
ную в специальном зажиме, с последующей закалкой в ледяной воде
[2] и продольной наплавки на образец значительной толщины, нахо-
дящийся в жидкой охлаждающей среде с температурой —18СС [3].
Показатель трещинообразования подсчитывается как отношение
суммарной длины трещины на шлифе, приготовленном опре-
деленным образом, к длине наплавленного шва. По замыслу эти
пробы должны давать количественный показатель склонности ста-
лей к образованию холодных трещин. Однако надо отметить, что
этот показатель является очень приближенным и не стабильным,
так как распространение образовавшейся трещины в металле явля-
ется свойством, не связанным со склонностью к образованию холод-
ных трещин. Характерно, что разброс показателей при таких ис-
пытаниях достигает больших размеров от средней величины. Этот
недостаток сводит данные пробы по существу в категорию качест-
венных проб.
Более совершенной является разработанная в недавние годы
в Англии проба с контролируемым термическим циклом (CTS—test)
[4]. По схеме испытания она является развитием жесткой пробы
со сболченными элементами, предложенной ранее другими авторами
[5]. Различными вариантами толщин, положениями сварного шва
создается последовательный ряд проб с различными скоростями
охлаждения в области температур 300° С. Скорость охлаждения
в этой области температур выбрана потому, что при сварке под-
каливающихся сталей скорость охлаждения в области температур
перлитного превращения, как правило, превышает критическую,
и скорость при 300° С становится оперативным фактором, контроли-
рующим распад остаточного аустенита и процесс выделения водо-
рода. Каждому номеру пробы соответствует определенная скорость
охлаждения, которая и служит показателем склонности к образо-
ванию холодных трещин. Авторы пробы считают, что скорость
охлаждения является главным фактором, ответственным за тре-
щинообразование, а внутренние напряжения, образующиеся в
результате жесткого закрепления сварного шва, играют в этом
процессе незначительную роль, действуя главным образом на рас-
крытие трещин. В различных номерах проб, отличающихся раз-
мерами и формой элементов, напряженное состояние имеет опреде-
ленную величину, и, вероятно, показателем склонности к трещино-
образованию по этой методике является совокупность скорости
охлаждения и напряженного состояния. Отрыв этих факторов
друг от друга, действующих совместно в процессе образования
холодных трещин, нельзя считать обоснованным.
В последние годы этими же авторами предложена методика
определения критических условий образования холодных трещин
при сварке, основанная на механическом испытании образцов не-
больших размеров в условиях зоны термического влияния сварного
шва [6]. Перед испытанием образцы электролитическим путем
насыщаются водородом в количествах, равных тем, которые полу-
чены в сварном соединении при сварке. Непосредственно после
электрического насыщения водородом образцы подвергаются терми-
77
ческой обработке с температурным циклом, имеющим место в зоне
термического влияния сварного шва. При достижении комнатной
температуры образцы постепенно нагружаются серией постоянных
нагрузок и выдерживаются в таком состоянии продолжительный
период времени. В случае разрушения образца в период выдержки
определяются прочность и пластичность. Определение механиче-
ских .свойств подобным образом производится для последователь-
ного ряда термических циклов и насыщений водородом. Крити-
ческими условиями образования холодных трещин считаются те,
при которых разрушающее напряжение в условиях нагружения
постоянной нагрузкой ниже, чем у исследуемого материала в состоя-
нии поставки. Под этими «критическими» условиями понимаются
критические сочетания скорости охлаждения при 300° С и водо-
родного насыщения. Такое определение критических условий пред-
ложено авторами на основании соответствия с результами испы-
таний на рассмотренной выше пробе с контролируемым термическим
циклом (CTS-test). Определение критических условий путем сравнения
свойств материала в состоянии поставки и в условиях зоны терми-
ческого влияния сварного шва является условной и неточной. Нельзя
считать доказанным, что при критических условиях образования
холодных трещин механические свойства зоны термического влияния
сварного шва должны быть ниже прочности материала в состоянии
поставки. Также надо отметить, что влияние напряжений от по-
стоянной нагрузки на распад аустенита и другие внутренние про-
цессы, ответственные за образование трещин этой методикой, прямо
не выявляются. Напряжения, вызванные постоянной нагрузкой,
являются только средством выявления критических условий. Не-
смотря на указанные недостатки, эта методика оценки склонности
к трещинообразованию по свойствам зоны термического влияния
в процессе механического испытания постоянной нагрузкой, не-
сомненно, является шагом вперед по сравнению со всеми существую-
щими качественными пробами и методиками.
Необходимо отметить, что применение ударных и статических
нагрузок растяжением по той же методике не дало возможности
по их результатам выявить критические условия трещинообразо-
вания. При этих испытаниях скорости деформаций слишком велики
и не соизмеримы со скоростью внутренних процессов распада аусте-
нита, роста и релаксации внутренних напряжений и т. д. Деформа-
ция с большими скоростями приводит к разрушению в других тем-
пературно-скоростных условиях, отличных от тех, которые имеют
место при сварке в зоне термического влияния. Высокоскоростное
нагружение не оказывает существенного влияния на внутренние
процессы, имеющие диффузионный характер, а следовательно, не
может выявить критическое состояние металла.
Из краткого обзора существующих способов оценки склонности
сварных соединений к образованию холодных трещин можно видеть,
что в настоящее время нет простых и точных способов оценки этого
явления четким количественным показателем, подобным тем, кото-
рыми техника оценивает, например, механические свойства металлов
78
и т. п. Наличие такого способа позволило бы раскрыть механизм
образования холодных трещин при сварке и разработать эффектив-
ные методы борьбы с ними.
СУЩНОСТЬ КОЛИЧЕСТВЕННОЙ МЕТОДИКИ МВТУ
В сварочной лаборатории МВТУ имени Баумана прд руковод-
ством проф. Н. Н. Прохорова ведется разработка методики коли-
чественной оценки склонности сталей и электродных материалов
к образованию холодных трещин в зоне термического влияния
сварного шва. Разрабатываемая методика основана на предполо-
жении, что напряжения первого рода, возникающие при сварке,
являются необходимым условием образования холодных трещин
наряду с действием водорода и других металлургических факторов.
В процессе охлаждения сварного соединения после выравнивания
температурного поля по изделию в нем устанавливаются определен-
ные напряжения первого рода. Под действием напряженного состоя-
ния в металле сварного соединения некоторый период после сварки
протекают процессы диффузионной деформации, распад твердого
раствора и другие внутренние процессы, приводящие к непрерывному
изменению прочностных и пластических свойств металла. Развитие
внутреннего напряженного и деформированного состояния в резуль-
тате протекания этих процессов приводит в момент образования
холодных трещин к исчерпанию прочностных и пластических свойств
отдельных элементов структуры металла сварного соединения.
Испытания по предлагаемой методике проводятся путем нагру-
жения сварного соединения образца небольшого размера постоян-
ной нагрузкой непосредственно после затвердевания сварного шва.
Таким образом, в сварном соединении образца искусственно созда-
ется постоянное поле нагружений первого рода. Изменением вели-
чины постоянной нагрузки можно получить последовательный ряд
напряженных состояний, имитируя в определенной степени напря-
женные состояния реальных сварных конструкций различной
жесткости. Термические условия сварки можно регулировать в
широких пределах подбором соответствующего режима сварки и
искусственным охлаждением.
ИСПЫТАТЕЛЬНАЯ УСТАНОВКА И МЕТОДИКА ЭКСПЕРИМЕНТА
Испытания проводятся на тавровом образце, свариваемом «в
лодочку». Схема закрепления и нагружения образца показана на
фиг. 1. Для устранения влияния дефектов начало и конец шва вы-
носятся за рабочую часть образца. Кроме того, сварка образца
таким образом создает установившееся тепловое поле вдоль образца.
Общий вид образца приведен на фиг. 2. Для испытания образцов
построена специальная установка, на которой образцы свариваются
и подвергаются нагружению постоянной нагрузкой. Схема уста-
новки и общий вид даны на фиг. 3 и 4. Установка состоит из жест-
кого коробчатого корпуса, стола для закрепления образцов и системы
79
нагружения. Нижняя пластина образца 1 с помощью двух бинтов
закрепляется на столе 2, верхняя пластина образца закрепляется
в вилке рычага нагружения 3. Рычаг во время сварки прижимается
Фиг. 1. Схема закрепления и нагру-
жения образца.
Фиг. 2. Общий вид сварного
образца.
кулачком-зажимом 4 к стойке 5 и 6 и закрепляется в неподвижном
положении. В свободном состоянии рычаг может поворачиваться
около корня сварного шва. От смещений рычаг удерживается
Фиг. 3. Схема установки для испытания сварных соединений на
склонность к образованию холодных трещин.
направляющими 7 и упором 8, приваренным к нижней плоскости
рычага и перемещающимся в-специальном пазу. Нагрузка на конце
рычага прикладывается посредством нити 9 из стальной проволоки,
проходящей через систему блоков 10. Другой конец нити закреп-
80
ляется на подвижной обойме полиспаста 11, дающей четырехкратное
увеличение усилия. Постоянное усилие задается грузом 12, под-
вешенным на проволочной нити и перемещающимся в специальном
кожухе. Установка имеет четырнадцать одинаковых секций, даю-
щих возможность прово-
дить одновременно испы-
тания ряда образцов при
различных нагружениях.
Сварка образцов произво-
дится автоматической сва-
рочной головкой специаль-
ной конструкции.^
После сварки при дости-
жении температуры в зоне
термического влияния при-
близительно 500° С образец
посредством кулачкового
зажима постепенно нагру-
жается. Испытание одно-
временно проводится на
серии образцов с посте-
пенным нарастанием на-
грузки. Под нагрузкой об-
разцы выдерживаются в
течение 24 час. Начиная с
некоторой величины наг-
рузки образцы во время вы-
держки разрушаются. Ре-
зультаты испытаний стали
Фиг. 4. Общий вид установки для испытания
сварных соединений на склонность к обра-
зованию холодных трещин.
25ХГСА, сваренной электродом
сводятся в график нагруз-
ка—время разрушения. На
фиг. 5 представлены ре-
зультаты испытаний стали
УОНЙИ-13/45 (кривая 1). Образцы, нагруженные большой нагрузкой,
разрушаются мгновенно, причем разрушение проходит по сварному
шву (фиг. 6). При несколько меньших нагрузках разрушение происхо-
дит после некоторой выдержки в пределах 10 час., при этом раз-
рушение проходит по зоне термического влияния сварного шва
(фиг. 7). Дальнейшая выдержка при еще меньших нагрузках не
дает разрушения образцов. За показатель склонности к образованию
холодных трещин в зоне термического влияния сварного шва
принимается минимальная нагрузка, при которой происходит раз-
рушение зоны термического влияния сварного шва. У некоторых
сталей, как правило имеющих высокую склонность к образова-
нию холодных трещин, минимальная нагрузка, принимаемая за
показатель склонности, вызывает образование трещин в около-
шовной зоне. Вследствие малой величины этой нагрузки тре-
щины после образования не завершаются окончательным разру-
шением образца. С целью их выявления образцы после выдержки
6 217
81
Фиг. 5. Результаты испытания стали 25ХГСА
при сварке электродом УОНИИ-13/45, све-
денные в график постоянная нагрузка - время
разрушения:
ф — разрушение образца по зоне термического влия-
ния сварного шва.
Ф — образование трещин в зоне термического влия-
ния сварного шва.
Q — разрушение образца по металлу сварного шва.
О — разрушения образца при испытании не прои-
зошло.
травятся раствором азот-
ной кислоты со стороны
корня шва и разрушаются.
При наличии трещин в
зоне термического влия-
ния образцы разрушаются
при небольших нагрузках,
и разрушение распростра-
няется по этой же зоне.
Образцы, не имеющие тре-
щин, разрушаются по ме-
таллу сварного шва при
нагрузках, превышающих
максимальные нагрузки
при испытании. Было про-
ведено испытание образ-
цов, сваренных в принятых
по методике условиях и
выдержанных без нагруже-
ния в течение суток. Об-
разцы разрушались по ме-
таллу сварного шва при
тех же высоких нагрузках,
Фиг. 6. Разрушение образца по металлу сварного шва.
82
Фиг. 7. Разрушение образца по зоне термического влияния сварного шва.
что и образцы, выдержанные под нагрузкой после сварки и не
получившие разрушения (фиг. 5, кривая 2).
Для более правильного учета нагрузки результаты испытаний
приводятся к напряжениям в крайних фибрах катета, чем умень-
шается разброс результатов, происходящий вследствие колебания
величины катета шва. На фиг. 8 приведен сводный график резуль-
к образованию холодных трещин нескольких
марок сталей:
В — ст. 23Х2НВФА;
• — ст. 25ХГСА;
— судостроительная сталь № 1;
♦ — судостроительная сталь № 2.
6*
83
татов испытания сталей марок 25ХГСА, 23Х2НВФА и двух судо-
строительных сталей № 1 и № 2. Сварка образцов производилась
электродами УОНИИ-13/45 диаметром 4 мм при сварочном токе
160—180 а и скорости сварки 12 мм/мин. Результаты испытаний
являются достаточно четкими и согласуются с данными практики.
Количественная методика МВТУ может служить как для опре-
деления относительной склонности сталей к образованию холодных
трещин при сварке одним и тем же электродом, так и склонности
к трещинообразованию при сварке одной стали разными электродами.
При дальнейшей разработке данная методика может дать возмож-
ность выявить влияние различных сварочных факторов на склон-
ность к образованию холодных трещин в зоне термического влияния
сварного шва.
ЛИТЕРАТУРА
1. Николаев К. Г. и Гололобов Б. А., Методика испытания
сварных корпусных конструкций на образование трещин, «Сварочное произ-
водство», № 9, 1956.
2. Hoyt, Sims, Banta "Metallurgical Factors of Underbead
Crooking” Welding Journal, N 9, 1945.
3. Voidrich ”Cold Cracking in the Heat-Affected Zone”. Welding
Journal” № 3, 1947.
4. Cottrell. ’’Controlled Thermal Severity Cracking Test Simulates
Practical Welded Joints”. Welding Journal, 6, 1953. ‘
5. Swinden and Reeve Metallurgical Aspects of the Welding of Low Alloy
Structural Steels”. The Institute of Welding Transactions, N 1, 1938.
6. Cottrell. ’’Weldability of a В-Mo Stell Related to Properties of the
Hdat-Attected Zone”. British Welding Journal, N 7, 1954.
Д-р техн, наук проф. Е. М. КУЗМ АК
инж. Н. П. КАРМАЗИНОВ
инж. Н. Н. КОШЕЛЕВ
(Московский нефтяной институт)
ИССЛЕДОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ НЕФТЕАППАРАТУРЫ
ИЗ СПЕЦИАЛЬНЫХ СТАЛЕЙ С ПОМОЩЬЮ РАДИОАКТИВНЫХ
ИЗОТОПОВ
Для процессов переработки сернистых нефтей и нефтепродуктов,
а также процессов нефтехимического синтеза широкое применение
получает сварная аппаратура, изготовленная из двуслойного про-
ката с облицовочным слоем из высоколегированных сталей. В каче-
стве последних используют главным образом хромоникелевые стали
аустенитного класса (например, 1Х18Н9Т) и хромистую сталь
полуферритного класса (например, 08X12). Сварные соединения в
аппаратуре из двуслойного проката представляют типичный пример
технологии сварки разнородных сталей. Основным критерием каче-
ства сварных соединений в указанной области применения является,
при прочих равных условиях, коррозионная стойкость. Достижение
последней в условиях построения рациональной технологии сварки
базируется на металле шва из хромоникелевых сталей аустенитного
класса. Сварные соединения из разнородных сталей применяются
в конструкциях аппаратуры, отдельные узлы которой выполняются
из сталей различных классов. Ряд вопросов технологии сварки
разнородных сталей остается неразрешенным.
К их числу, в частности, относятся процессы перемешивания
разнородных сталей в сварочной ванне, которые обусловливают
взаимосвязь между химическим составом металла шва и параметрами
сварочной операции : глубиной проплавления, долей основного
металла, геометрией кромок сварных соединений и т. д. На фиг. 1
показана схема образования сварного соединения двуслойного про-
ката МСтЗ 4-08X12. Металл шва, очевидно, образуется в резуль-
тате перемешивания трех сталей : электродной проволоки (Х25Н20),
облицовочного слоя (08X12), основного слоя (МСтЗ) с учетом окис-
ления отдельных компонентов сплава.
В получении аустенитной, аустенитно-ферритной структуры
металла шва решающее значение имеет химический состав металла
шва, в частности, содержание хрома и никеля. Если бы отсутство-
вало разбавление присадочного металла основным, вопрос об опти-
мальном составе электрода решался бы довольно просто на основе
85
известной структурной диаграммы хромоникелевых сплавов
Штраусса—Маурера и др. (фиг. 2). Структурная диаграмма показы-
вает, что падение содержания хрома и никеля ниже определенных
величин приводит к переходу металла шва из аустенитного класса
Фиг. 1. Схема и макрошлиф сварного соединения двуслойного проката,
выполненного автоматической сваркой в два прохода.
в иные. Очевидно, чтобы в условиях неизбежного разбавления
присадочного металла сохранить аустенитную, аустенитно-феррит-
ную структуры, необходимо разбавление компенсировать повыше-
нием содержания хрома и никеля в электродной проволоке. Из этого
следует важность во-
проса о методе рас-
чета легирующих
компонентов в элек-
тродной проволоке в
зависимости от па-
раметров операции
Феррит сварки. Исследова-
нию вопроса автома-
тической сварки раз-
^20-507 НОР°ДНЫХ сталей по-
священ ряд работ
“ [• 1 j— [4 j Специально
вопрос перемешива-
Фиг. 2. Структурная диаграмма хромоникелевых
сплавов:
1 — аустенит; 2 — аустенит + мартенсит; 3 — мартен-
сит + троостосорбит; 4 — феррит 4- перлит; б — аусте-
нит + мартенсит + феррит; 6 — мартенсит + феррит.
ния разнородных ста-
лей в работах не ис-
следовался. Поэтому
все работы характе-
ризуются частными
решениями технологии автоматической сварки облицовочного слоя:
определенным режимом сварки, геометрией свариваемых кромок,
определенным составом хромоникелевой электродной проволоки.
Отсутствие общего решения в указанных работах объясняется отсут-
ствием количественного критерия, позволяющего рассчитать исход-
ный состав легирующих компонентов электродной проволоки в за-
висимости от параметров операции автоматической сварки.
86
Поставленному вопросу о расчетном методе определения хими-
ческого состава металла электрода посвящена работа Шеффлера
[5]. На основе предлагаемых эмпирических формул расчета экви-
валентов дла всех феррито- и аустенитообразующих элементов
с последующим наложением полученных значений на диаграмму
Штраусса—Маурера и др. (фиг. 3) автор предлагает графический
О 2 4 б 8 10 12 /4 16 18 20 22 24 26 28 30 32 7*
Эквивалент хрома
Фиг. 3. Структурная диаграмма хромоникелевых сплавов
применительно к расчетному методу определения структуры
металла шва разнородных сталей (по Шеффлеру). На диаграмме
нанесены концентрационные линии перемешивания основного
металла и электродных проволок.
расчет оптимального химического состава электрода. Эксперимен-
тальная часть работы, проведенная для подтверждения указанных
выше положений, выразилась в ручной наплавке (1д = 165 а, обрат-
ная полярность) на две конструкционные стали одиннадцатью
различными электродами. Результаты автор иллюстрирует только
микроструктурами наплавленного металла.
Все положения и выводы работы подразумевают полное пере-
мешивание разнородных сталей в сварочной ванне, что дало автору
возможность принять за количественный критерий расчета соотно-
шение основного и наплавленного металлов в металле шва. Рассмат-
риваемая работа совершенно не касается основного современного
метода автоматической сварки под слоем флюса, т. е. не отвечает
условиям применения основного технологического процесса произ-
водства аппаратуры.
Из сказанного выше очевидна необходимость постановки следую-
щих задач :
1. Исследовать структуру металла шва, образующегося при
автоматической сварке разнородных сталей.
2. Установить количественный критерий определения оптималь-
ного состава хромоникелевой электродной проволоки в зависимости
от параметров автоматической сварки разнородных сталей.
87
К факторам, определяющим
процесс перемешивания в свароч-
ной ванне, относятся: механи-
ческое перемешивание, растворе-
ние и диффузия компонентов в
сварочной ванне. Первый фактор
является основным; два других —
дополнительными, облегчающи-
ми выравнивание химическо-
го состава по объему сварочной
ванны.
Выше уже подчеркивалась ре-
шающая роль химического состава
металла шва в получении аустенит-
ной, аустенитно-ферритной струк-
туры. Поэтому мы отдали пред-
почтение химическому контролю
однородности металла шва. В ка-
честве способа контроля распре-
деления интересующих нас эле-
ментов был использован метод
авторадиограмм, позволяющий од-
новременно наблюдать распре-
деление элемента по всему попе-
речному сечению металла шва.
В качестве радиоактивного эле-
мента (учитывая величину коэф-
фициента диффузии, а также ха-
рактеристику распада) был выб-
ран изотоп S36. Сера S35 вводилась
в электродную проволоку. В тигле
высокочастотной установки были
проведены две плавки. В одном
случае шихтой служила рубленая
проволока Св-08 А, в другом—
Св-Х25Н20. Изотоп вводился в
плавку из расчета 5 мс на 1 кг1
металла. Полученные слитки про-
ковывались и протягивались на
электродную проволоку диаметром
4 мм. На пластины двуслойного
проката 300x150x14 мм со сто-
роны облицовочного слоя про-
изводилась автоматическая на-
плавка электродной проволокой
1 К началу экспозиции шлифов
активность металла шва составляла
1,5—1,9 мс}кг-
Q
3
гг
3
Примечание Контрольная серия То же : - Сертификат Контрольная серия
1 Химический состав — СО СМ см о о o' ю о о о~ o' о 0,007 0,014
S I IX 1 о со СО СМ о о о 0,060 0,030 0,013 0,010
1 1 0,92 1 1
IN | ЛЭ | Ю СО о о 9,60 17,70 18,46
— о со ОО~ о ~ । 18,01 24,98 25,15
35 о см см со о о 0,1 0,53 О оо Ю тг o' о"
а СО СО СО o' о о ю со о о -" 1 00 со
и 0,11 0,064 0,18 0,14 со ю o' о"
Марка МСтЗ + 08X12 1_. МСтЗ+1Х18Н9Т 1 СВ-Х25Н20
Наименование металла Основной (дву- слойный про- кат) Основной (разно- родные стали) Присадочный
88
Х25Н20, содержащей изотопы. Выбор этого типа хромоникелевого
электрода обусловливался его наибольшим физико-химическим раз-
личием с основным металлом. Наплавка же со стороны облицовоч-
ного слоя обеспечивала участие в металле наплавки трех сталей.
Химический состав основного и присадочного металлов приведен
в табл. 1.
Исследовалось влияние сварочного тока 300—700 а и скорости
сварки 25—60 м/час на характер перемешивания (фиг. 4, 5). Одно-
Фиг. 4. Авторадиограммы, характеризующие влияние силы тока автомати-
ческой сварки на степень равномерного перемешивания разнородных сталей
в сварочной ванне. Изотоп введен в проволоку Св-Х25Н20; Uq = 32-?-34 в;
vce в 25 м!час : ’
а — 1д — 650-ь700а; б — 1д = 500+550а; в — 1д = 300-ь350а.
временно были сварены соединения, в которые изотоп вводился
через проволоку (Св-08 А) в металл шва основного слоя. Швы обли-
цовочного слоя были сварены проволокой Св-Х25Н20, но уже без
изотопа (фиг. 6). При автоматической сварке разнородных пар
МСтЗ 4- 1Х18Н9Т изотопы вводились как в каждый из основных ме-
таллов, так и в электродную проволоку Св-Х25Н20 (фиг. 7). Во всех
89
Фиг. 5. Авторадиограммы, характеризующие влияние скорости авто-
матической сварки на степень равномерного перемешивания разнородных
сталей в сварочной ванне. Изотоп введен в электродную проволоку
Св-Х25Н20 ; 1д = 650h-700g ; Ud = 32-4-34 в :
а — vce = 25 м/час-, б — исв = 40.5 м/час', в — vce = 59 м(час.
случаях автоматическая сварка производилась трактором ТС-17М,
питаемым переменным током. Сварка хромоникелевой проволокой
осуществлялась под флюсом ФЦЛ-2, проволокой Св-08А под флюсом
АН-348. Из наплавок и сварных швов вырезались три образца от
каждого варианта; из образцов изготовлялись шлифы. Для пред-
отвращения прилипания эмульсии к поверхности шлифа на последний
наносилась защитная пленка окунанием в 1 %-ном растворе коллодия
90
Фиг. 6. Изотоп введен в металл шва основного слоя (МСтЗ). Плакирующий
слой сварен проволокой СВ-Х25Н20 без изотопа: 1$ = 650-?-700а;
Ud = 32-7-34 в.
Скорости сварки: а — 25 м/час', б — 40,5 м/час.
в амилацетате. Из различных ядерных эмульсий лучшей оказалась
МР. Экспозиция шлифов при активности 1,5—1,9 мс/кг составила
120 час.
Результаты исследования представлены авторадиограммами и
соответствующими микрошлифами (табл. 2, фиг. 4—7). Изучение
радиограмм позволило установить следующее. Металл шва для
разнородных сталей, выполненный автоматической сваркой, пред-
ставляет собой продукт практически достаточно полного перемеши-
вания. Однако внимательное рассмотрение авторадиограмм обнару-
91
а б в
Фиг. 7. Степень равномерного распределения легирующих элементов в металле шва при автоматической сварке
разнородных сталей (МСтЗ + 1Х18Н9Т) при режиме Id = 6504-700 а \ Uq = 32-Г-34 в\ vCQ = 25 м]час'
а — изотоп введен в основной металл 1Х18Н9Т; б — изотоп введен в основной металл МСтЗ; в — изотоп введен в сварочную проволку
Св-Х25Н20.
_______________________________________________________________________<_______________________________ ______________
Таблица 2
Основной металл Присадочный металл Способ введения изотопа в металл шва Режим сварки Номер фигу- ры авто- радио- грам- мы и ! макро- шлифа
1два V" в м[сек. в в Свароч* ный флюс
Дву- слой- ный прокат Св-Х25Н20 Сварочная проволока 300—350 25 32—34 ФЦЛ-2 4, в
Св-Х25Н20 То же 500—550 25 32—34 ФЦЛ-2 4, б
МСт 3 + Св-Х25Н20 »> 650—700 25 32—34 ФЦЛ-2 4, а 5, а
08X12 Св-Х25Н20 >> 650-^700 40,5 32—34 ФЦЛ-2 5, б
Св-Х25Н20 »> 650—700 59 32—34 ФЦЛ-2 5, в
Св-08А Св-Х25Н20 Сварочная проволока без изотопа 750—800 650—700 25 25 36—38 32—34 АН-348 ФЦЛ-2 6, а
Св-08А Св-Х25Н20 Сварочная проволока без изотопа 750—800 650—700 25 40,3 36—38 32—34 АН-348 ФЦЛ-2 6, б
Пара МСт 3 + Св-Х25Н20 Основной металл 1Х18Н9Т 650—700 25 32—34 ФЦЛ-2 7, а
1Х18Н9Т Св-Х25Н20 Основной металл МСтЗ 650—700 25 32—34 ФЦЛ-2 7, б
Св-Х25Н20 Сварочная проволока 650—700 25 32—34 ФЦЛ-2 7, в
93
живает в некоторых случаях наличие на последних (светлых участ-
ках) включений, располагающихся по линии сплавления и границам
слоев кристаллизации. Действительно, микроисследование соответ-
ствующих участков обнаружило наличие микровключений, пред-
ставляющих собой продукт частичного, неполного перемешивания
основного и присадочного металлов (фиг. 8). Изучение серии мик-
х210
Фиг. 8. Характер включения неполного перемешивания разнородных '
сталей и зависимость количества включений от силы сварочного тока
Uэ = 32-?-34 в; vce = 25 м}час.\
А — доля включений в металле шва увкл = 0,09%; Б — доля включений в металле шва
%™ = 2,6%.
роструктур металла шва разнородных сталей в широком диапа-
зоне скоростей сварки (25-60м/час) и силы сварочного тока (300—700я)
позволило установить происхождение и характер указанных вклю-
чений. По происхождению они представляют собой включения
основного металла в металле шва с различной степенью легирова-
ния и поэтому отнюдь не всегда носящих характер закалочных
структур.
Мы не наблюдали в металле шва включений присадочного ме-
талла. Включения этого вида были обнаружены лишь в кратере ме-
талла шва при мгновенном выключении сварочного тока (фиг. 9).
Характерно, что указанные включения занимают значительную дли-
ну кратера даже при значительных скоростях сварки (59 м/час). Вклю-
чения основного металла носят, как правило, микрохарактер. Их
количество, выраженное, например, в единицах площади, определяется
погонной энергией автоматической сварки. Причем наиболее значи-
94
тельное влияние оказывает величина сварочного тока, определяю-
щего интенсивность перемешивания. Порядок цифр, определяю-
щих относительное количество включений, составляет 0,09—2,6%
всей площади шлифа в зависимости от силы сварочного тока
(700—300 а).
Мы не обнаружили влияния указанных включений при
проведении принятого комплекса механических испытаний свар-
ных образцов (ГОСТ 6996-57). Чтобы обнаружить влияние
этих включений, необходима специальная методика испы-
таний.
Установленный выше фактор практически полного перемешива-
ния разнородных сталей в сварочной ванне позволяет сделать
вывод, что химический состав металла шва разнородных ста-
лей определяется соотношением долей основного и присадочного
металлов и не зависит от других параметров автоматической
сварки.
Фиг. 9. Характер включений присадочного металла в кратере металла
шва разнородных сталей.
Ig = 650-н700а; Ug = 32-ь34в; vce = 69 м!час.
Для определения зависимости между химическим составом,
структурой и механическими свойствами металла шва в зависимости
от доли основного металла (у) для ряда марок хромоникелевых
электродов было проведено соответствующее исследование. Металл
шва из разнородных сталей образовался автоматической наплавкой
хромоникелевыми электродами на сталь МСтЗ. В качестве присадоч-
ного материала использовались электродные проволоки типа Х18Н8,
Х25Н13, Х25Н20.
Химический состав электродных проволок приведен в табл. 3,
основного металла — в табл. 1.
95
Таблица 3
Марка электродной проволоки Химический состав
С | Мп 1 Si 1 Сг Ni S Р
Св-ОХ 18II9 0,098 1,78 0,70 18,71 9,28 0,025 0,016
Св-Х25Н13 0,13 1,56 0,46 24,48 13,54 0,011 0,084
Св-Х25Н20 0,15 1,13 0,48 25,15 18,46 0,010 0,014
Изменение доли основного металла в металле шва (у) достига-
лось дополнительным введением присадочного металла в разделку
кромок1 (фиг. 10). Величина погонной энергии автоматической
Фиг. 10. Схема изменения доли основного металла в металле шва.
1 Значения у = 0% соответствуют результатам испытаний образцов
металла шва третьего слоя трехслойной автоматической наплавки на сталь
1Х18Н9Т.
96
сварки сохранялась постоянной : 1д = 650-4-700 a, Ud = 32-4-24 в,
Vce — 25 м/час; сварочный флюс ФЦЛ-2. Из наплавленных пластин
вырезались образцы (фиг. 11) для механических испытаний, спек-
трального анализа, для изучения макро- и микроструктур металла
шва. Форма и размеры образцов для механических испытаний
металла шва взяты по ГОСТ 6996-54.
Фиг. 11. Схема вырезки образцов для механических испы-
таний металла шва разнородных сталей.
Данные спектрального анализа на хром и никель представлены
на фиг. 12. Эти данные еще раз подтвердили положение о практически
равномерном распределении легирующих элементов по объему сва-
рочной ванны. Результаты механических испытаний приведены в
1
2
3
9
СГ%\ yaffil
13,3 °
Электрод типа Х18Н8
13,it
12#
13,3
fo
7,7
7,9
7,8
7,9
1
2
3
4
8,3
8,0
7,8
& %\ % I /о
8,8 " °
9,8
4,8
9,8
9,8
Электрод типа Х25Н20
7
2
3
9
СГ%\ y=3Q% \Ni%>
16,5 19,0
13,8
13,2
13,3
15,9
16,5
17,0
1
2
3
9
5
9,7
9,1
М r57%\Ni%
9,7 7,5
7,8
7,7
Фиг. 12. Результаты спектрального анализа
металла шва разнородных сталей.
табл. 4 и выражены графически на фиг. 13. Характерным является
закономерное изменение механических свойств металла шва по мере
увеличения доли основного металла, что хорошо увязывается со
структурной диаграммой (см. фиг. 2) хромоникелевых сплавов.
Особого внимания заслуживают прямолинейные участки графи-
ческих зависимостей, отвечающих ряду значений у для каждого
7 217
97
Фиг. 13. Изменение механических свойств металла шва разнородных сталей
в зависимости от доли основного металла при автоматической сварке раз-
личными хромоникелевыми электродами: Iq — 650-е-700 а ; Uq = 32-е-34 в;
vce = 25 м!час:
а — предел прочности; б — относительное удлинение; в — твердость.
Таблица 4
Результаты механических испытаний металла шва1 Доля основного металла в металле шва в %
Х18Н8
0 14 1" 1 . | 23 27 40 48
Предел прочности <rb в кг)мм2 Относительное удлинение в» в % Твердость Нв в кг)мм2 .... Предел прочности аъ в кг)мм2 Относительное удлинение в» в % Твердость Нв в кг/мм2 .... Предел прочности стъ в кг/мм2 Относительное удлинение ««в % Твердость Нв в кг!мм2 .... 1 Данные, приведенные в трех результатов испытаний 68 61 128 69 8,1 170 69 4,6 298 90 3,9 387 88 1,6 321 91 1,1 428 78 0,3 401
Х25Н13
0 25 32 41 50 55
64 58 163 63 59 171 62 29 170 59 10,5 311 70 0,9 402 49 2,1 415
Х25Н20
0 30 40 46 1 51 1 1 55 । 57
58 51 150 табл, по ка; 55 56 149 4 ЯВЛ5 ждому 56 54 153 ПОТСЯ 1 вариа 56 31 168 греднег нту. 62 4,1 300 1рифме 69 3,3 430 тическ 50 2,9 420 ими
электрода, при которых металл шва сохраняет аустенитную, аусте-
нитно-ферритную структуру. Значение у, соответствующее оконча-
нию прямолинейного участка, дает практический ответ о наиболь-
шей допустимой доле основного металла.
В табл. 5 приведены результаты сравнения допустимых значе-
ний у, полученных расчетным путем по Шеффлеру (см. фиг. 3), и
экспериментальных значений по различным видам механических
7*
99
Таблица 5
Тип электродной проволоки Допустимая доля основного металла в %
расчетная по Шеффлеру по данным механических испытаний
по пределу прочности по относитель- ному удлинению по твердости металла шва
18- 8 4 7 7 ~ 7
25-13 39 40 32 36
25-20 51 46 40 45
испытаний металла шва разнородных сталей для трех марок исполь-
зованных хромоникелевых проволок1. Из приведенных результатов
также следует, что нельзя ставить вопрос о каком-то оптимальном
составе хромоникелевого электрода при автоматической сварке
разнородных сталей, так как, например, все три исследовайные
марки хромоникелевой проволоки (18-8, 25-13, 25-20) могут обеспе-
чить получение аустенитной, аустенитно-ферритной структуры
металла шва. Разница будет только в соответствующих долях основ-
ного металла (4—7; 32—40; 40—51% соответственно).
ЗАКЛЮЧ ЕНИЕ
1. Исследована структура шва для соединений из разнородных
сталей.
2. Металл шва по макроструктуре однороден и представляет
собой продукт практически полного перемешивания разнородных
сталей. Химический состав его определяется соотношением долей
основного и присадочного металлов и не зависит от других пара-
метров автоматической сварки.
3. В металле шва для разнородных сталей могут иметь место
микровключения основного металла, количественно определяемые
погонной энергией автоматической сварки; включения располагаются
по границе сплавления и границам кристаллизационных слоев
металла шва.
4. Критерием расчета химического состава металла шва при
автоматической сварке разнородных сталей является доля основ-
ного металла в металле шва (у).
5. Проведенное исследование обосновывает решение двух основ-
ных практических задач автоматической сварки разнородных сталей:
а) для данной марки хромоникелевого электрода рассчитать
допустимую долю основного металла в металле шва;
б) по известной доле основного металла, обеспечиваемой конкрет-
ной технологией сварки, рассчитать оптимальный состав хромо-
никелевой проволоки.
1 При расчете эквивалента хрома коэффициент перехода хрома в металл
шва принимался равным 0.9.
100
ЛИТЕРАТУРА
1. Люба вс кий К. В., Лазарев Б.. Автоматическая сварка
двухслойных листов с покрытием из стали 08X12, «Автогенное дело», № 1,
1950.
2. Аснис А., М е д е в а р Б. И., Особенности автоматической сварки
двухслойной стали, «Автоматическая сварка» № 6, 1949.
3. Пальчук Н. Ю., Блинов А., Двухсторонняя ручная сварка
двухслойной стали со слоем 1Х18Н9Т, «Автогенное дело», № 3, 1953.
4. Уколов Г., Пушкарев В., Электродуговая сварка толстолис-
товой двухслойной стали, «Автоматическая сварка», № 4, 1954.
5. A. Schaeffler, „Selection of Austenitic Electrodes for Welding Dissi-
milar Metals”, Welding Yournal, № 10, 1947.
Канд. техн, наук Г. Л. ПЕТРОВ
(Ленинградский Политехнический Институт имени М. И. Калинина)
ХИМИЧЕСКАЯ НЕОДНОРОДНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
Обычно считается, что металл сварного шва, выполненного в
один проход, является химически однородным, т. е. не имеет разли-
чия химического состава макрообъемов различных участков в шве,
если при его сварке не имелось каких-либо значительных откло-
нений в режиме.
Однако, как показывают исследования состава металла сварцых
швов, такое представление является недостаточно точным, и свар-
ные швы в большинстве случаев характеризуются наличием харак-
терных зон, имеющих иной химический состав, чем остальная часть
этого же сварного шва.
Исследование закономерностей в получаемой химической неодно-
родности в сварных соединениях и изучение причин, вызывающих
такую неоднородность, помогут уточнять как выбор сварочных
материалов, так и режимы сварки сплавов, являющихся весьма
чувствительными к изменению химического состава.
Конечная химическая неоднородность в сварных соединениях
может являться следствием прохождения ряда элементарных про-
цессов в твердом металле, не нагревавшемся до температуры плавле-
ния, на границе раздела твердого и жидкого металла, в жидком
металле в процессе образования сварочной ванны и ее кристалли-
зации, а также в твердом металле после его затвердевания в процессе
последующего охлаждения.
АНАЛИЗ ВОЗМОЖНОСТИ ПОЯВЛЕНИЯ ХИМИЧЕСКОЙ НЕОДНОРОДНОСТИ
В ТВЕРДОМ МЕТАЛЛЕ, НЕ НАГРЕВАВШЕМСЯ
ПРИ СВАРКЕ ДО ТЕМПЕРАТУРЫ ПЛАВЛЕНИЯ
В общем случае можно предположить, что в твердом металле,
подвергающемся при сварке нагреву до достаточно высоких темпера-
тур, но ниже температуры плавления, могут происходить перемеще-
ния элементов, приводящие к изменению химического состава отдель-
ных макрообъемов такого металла. Это может быть отнесено как к
околошовной зоне основного, свариваемого металла, так и к металлу
ранее выполненных слоев (валиков) при сварке многослойных
швов.
Предположительно причинами такого перераспределения эле-
ментов в твердом металле могут являться:
102
А. Перераспределение элемента между двумя контактирующи-
мися фазами с различной растворимостью в них данного элемента
(например, перераспределение, вызываемое различной раствори-
мостью в у-растворе и Ееа при сварке сплавов на базе железа).
Б. Изменение растворимости элемента в связи с контактом
объемов металла с различной температурой и появлением, в связи
с этим, возможности протекания процесса, подобного «восходящей»
диффузии.
На основании проведенных исследований [1]—[3] можно счи-
тать, что при сварке в твердом металле вне пределов действия
температуры плавления, при отсутствии начальной концентрацион-
ной неравномерности, условий для перемещения элементов на макро-
расстояния не имеется и химической неоднородности макрообъемов
металла не создается.
возможность ПОЯВЛЕНИЯ ХИМИЧЕСКОЙ НЕОДНОРОДНОСТИ
НА ГРАНИЦЕ РАЗДЕЛА ТВЕРДОГО И ЖИДКОГО МЕТАЛЛОВ
В УСЛОВИЯХ СВАРКИ
При температурах, близких к температуре плавления, скорости
возможного перемещения элементов значительно увеличиваются
в связи с увеличением коэффициентов диффузии. Ориентировочные
Таблица 1
Элемент Ориентировочные значения коэффициентов диффузии в см*) сек,
900 С° 1100° с 1300° с 1500° С
Углерод 1 • 10-’ 7 • 10“7 3•10-е 1 • 10-5
Хром — 5 • Ю-io 4 • 10-8 1 • 10-’
Никель — 6 • 10-12 1 • Ю-io 2 • IO"®
Марганец — 8 • Ю-I’ 2 • 10-н 4 • 10-»
Сера* ю- »_ 10-»
♦ Ориентировочное значение, полученное по единичному опыту с
радиоактивной серой, проведенному совместно с Б. И. Бруком.
значения коэффициентов диффузии ряда элементов в малоуглеродис-
той стали приведены в табл. 1, составленной по экспериментальным
данным и перерасчетам согласно экспоненциальной зависимости
коэффициентов диффузии от температуры.
103
При таких высоких значениях коэффициента диффузии, как
например, у углерода, и при наличии заметного концентрационного
перепада даже за время, равное 1 сек., его перемещения могут опре-
деляться расстояниями около 0,1 мм, а при 10 сек, — около 0,3—0,4
мм [4].
На основании формул [5] видно, что в условиях сварки сталей
с обычным содержанием углерода на границе сплавления в момент
существования контакта твердого и жидкого металлов в твердом
металле создается область обезуглероженного металла. Аналогично
должна образоваться и область пониженного содержания серы и
фосфора, также переходящих из твердого металла в жидкий, однако
с меньшей шириной такой зоны, в связи с их меньшими коэффициен-
тами диффузии в твердой стали.
Схема распределения элемента с лучшей растворимостью в
жидком металле на момент небольшой длительности существования
контакта твердого и жидкого металла представлена на фиг. 1.
В общем случае выполнения
сварочной операции состав кон-
тактирующих твердого основ-
ного металла и металла рас-
плавленной ванны не является
идентичным. В связи с этим
может иметь место и взаимо-
действие, определяемое концен-
\02 0,01 0 0,01 QOZcn трационным перепадом на гра-
0,1 0 0,1 t 0,2нн нице сплавления, особенно для
Фиг. 1. Распределение углерода на
границе раздела твердый—жидкий
металл при продолжительности
контакта 0,5 сек.
элементов с коэффициентом рас-
пределения между жидким и
твердым металлами, близким к
единице (например, Сг в Ее у =
= 0,95; Мп в Fe/- 0,84 [6]).
Вследствие низких значений коэффициентов диффузии ряда основных
легирующих элементов в твердом железе наличие таких концен-
трационных перепадов в условиях обычной длительности контакта
твердого и жидкого металла и времени действия высоких температур
позволяет изменить состав основного металла вблизи границы сплав-
ления на глубину до 0,01—0,03 мм [4].
Однако в условиях сварки сплавов, применяемых при изготовле-
нии сварных конструкций, в некоторой зоне всегда имеет место
частичное расплавление металла, в связи с наличием температурного
интервала ликвидус—солидус свариваемого металла. Ширина этой
частично расплавленной зоны может быть оценена формулой
„ Тликв Тсолид
СХ/ ------ a m---------
\ V J пл
(ДТ\ v
где 1 — 1 — температурный градиент вблизи границы сплавления,
в условиях сварки, равный 80—300 град/мм
104
На основании такого расчета при дуговой сварке малоуглеродис-
тых и аустенитных хромоникелевых сталей ширина частично расплав-
ленной зоны составляет от 0,06 до 0,16 мм [4]. Наличие этой зоны
увеличивает ширину области переходных составов в основном
металле вблизи границы сплавления.
НЕОДНОРОДНОСТЬ СОСТАВА, ВЫЗЫВАЕМАЯ ОБРАЗОВАНИЕМ
СВАРОЧНОЙ ВАННЫ И ПРОЦЕССАМИ ЕЕ КРИСТАЛЛИЗАЦИИ
Требования высокой технологической прочности металла свар-
ных швов и их надлежащих эксплуатационных свойств определяют,
как правило, необходимость применения наплавленного металла
иного состава, чем основной, свариваемый металл.
В результате образования сварочной ванны из металлов раз-
личного состава происходит процесс усреднения состава ванны
в результате как их механического перемешивания,так и диффузион-
ного выравнивания, в связи с различной концентрацией элементов
в объемах, расположенных в непосредственной близости друг от
друга. Вблизи границы сплавления механические перемещения
жидкости, в момент существования ванны, являются заторможен-
ными, и следует считать, что для этих зон ванны выравнивание
состава в основном определяется процессами концентрационного
выравнивания диффузией.
В связи с тем, что граница сплавления шва с основным металлом
образуется на геометрической поверхности максимальных, размеров
сварочной ванны (т. е. максимальной ее шириной в плоскости свари-
ваемого металла и максимальной глубиной проплавления по оси,
перпендикулярной к поверхности свариваемого металла), время
для выравнивания состава в этой зоне определяется скоростью
расплавления кромок перед достижением ванной ее максимальных
размеров и скоростью последующей кристаллизации.
При недостаточном времени для выравнивания состава в зоне
металла шва вблизи границы сплавления должно наблюдаться
повышенное, в сравнении со средними участками металла шва,
содержание элементов, поступивших в ванну из основного металла,
и уменьшенная концентрация элементов наплавляемого металла.
Экспериментальное исследование состава металла в однослойных
стыковых и угловых швах при сварке аустенитных жаропрочных
сталей подтвердило [4], [7] наличие такой закономерности, причем
анализ результатов позволил установить, что такая зона перемен-
ного состава вблизи границы сплавления при ручной сварке имеет
ширину в среднем не менее 0,4—0,5 мм. Аналогичные результаты
были получены при применении локального спектрального анализа
(с пятном облучения около 0,05 мм) для швов, выполненных авто-
матической сваркой (М. В. Шаманин) и ручной сваркой (В. В. Арден-
тов) (фиг. 2).
Кроме такой общей неравномерности состава металла швов
вблизи границы сплавления, вызываемой начальной неоднород-
ностью состава расплавленного металла, фиксируемого в твердом
105
металле вследствие достаточно быстрой кристаллизации при сварке,
в этой зоне также наблюдается неравномерность состава по слоям,
расположенным в основном подобно границе сплавления. Как пока-
Расстояние от границы сплав-
ления в металл ш ва
(условные единицы)
а)
Расетояние от границы сплавления
6)
Фиг. 2. Распределение элементов вблизи границы сплавления
металла шва с основным металлом.
зал ряд исследований [5], [8], [9], по таким слоям располагаются
сильно ликвирующие элементы — сера и фосфор в стальных
швах.
Б. А. Мовчан обоснованно объяснил такое слоистое расположе-
ние этих примесей и углерода в связи с отмеченным выше перерас-
пределением таких примесей в моменты остановок границы твердый —
жидкий металлы [5], имеющих место при прерывистой кристалли-
зации.
В соответствии с такой схемой при каждой остановке фронта
Расстояние вдоль оси кристаллитов
кристаллизации в слое уже
затвердевшего металла долж-
но происходить обеднение
примесями, имеющими коэф-
фициент распределения в Fey
много меньше единицы (в
железе—серы — 0,05; фосфора
— 0,07; углерода — 0,13 [6]),
а в соседнем слое жидкого
металла — соответствующее
обогащение ими. Последую-
щая кристаллизация приве-
дет к фиксированию такого
распределения элемента, ко-
торое схематически пред-
ставлено на фиг. 3.
Фиг. 3. Распределение ликвирующей
примеси в связи с прерывистостью про-
цесса кристаллизации (состояние на мо-
мент затвердевания металла).
В качестве особого случая ликвационных явлений в процессе
кристаллизации сварочной ванны можно указать на разделение
по удельному весу. Так, при сварке угольным электродом со свинцо-
106
вой присадкой сплава, имеющего 60% РЬ 4- 40% Sb, сурьма, посту-
павшая в ванну исключительно из основного металла, в результате
кристаллизации собралась в виде отдельных включений только
в верхней части шва, отсутствуя и в центральных частях шва, и
вблизи границы сплавления.
В работе А. А. Алова и И. М. Ваганова приведено подобное же
расположение серебра, введенного в стальную сварочную ванну
[10]. В этом случае «выталкивание» серебра нельзя объяснить
более легким его удельным весом (как в случае РЬ и Sb), а это
является следствием значительно меньших энергетических связей
между Ее и Ag, чем между Ее—Ее и Ag—Ag [11].
ДИФФУЗИОННОЕ ВЫРАВНИВАНИЕ В ТВЕРДОМ МЕТАЛЛЕ В ПРОЦЕССЕ
ЕГО ОХЛАЖДЕНИЯ ОТ ТЕМПЕРАТУРЫ ПЛАВЛЕНИЯ
Как уже было указано выше, в связи с высоким значением коэф-
фициентов диффузии некоторых элементов в твердом железе при
температурах, близких к температуре плавления, в процессе охлаж-
дения с этих температур в таком металле могут иметь место значи-
тельные перемещения элементов, вызывающие уменьшение концен-
трационной неравномернести, зафиксированное на момент затверде-
вания металла шва.
Для оценки процессов диффузии при изменяющейся температуре,
а следовательно, и коэффициенте диффузии можно применить
упрощающее предположение о ступенчатом изменении температуры,
а следовательно, и значений D.
Предположим, что за отрезок времени от т = 0 до т = т0 коэф-
фициент диффузии равен Do, а от т0 и в дальнейшем т2
коэффициент диффузии равен Dv Решим исходное уравнение Л — =
дс
— для граничных условии:
от
1) при х = 0, т) = Со при любом т ;
2) при х = оо, С(х т) = 0 при любом т ;
3) при х = 0, с(х; т) = f(x).
Причем будем искать решение вида С(*'т) = — Ф^уд^ + ))
На момент т = т0 конечное состояние такой системы будет
и, следовательно, ат0 = 0 ; А = 1.
Тогда можно подобрать функцию =1 — Ф ( А ,
, с° \2 уД1 уато +»!<
которая удовлетворяет всегда исходному дифференциальному урав-
нению и начальным условиям, причем условие 3 на момент тх = 0
(т. е. при т = т0) имеет значение
feL = 1 _ф(_ *..J
с» |2удТ^Г
107
В последующий период времени функция принимает вид
2^1 = 1 __фс_________х_____\ - 1 _ ф/ х _
с° ' 91/7Г1/Л« . Uy^To + An
I 2 Г и1 у ^"т° ' Т1 I
(2)
Отсюда, имея ступенчатое изменение коэффициентов диффузии
через время т0, тр . . тп на значения DQ, Dlf. . Dn, можно весь
процесс привести к одному значению действующего коэффициента
диффузии (например, DQ) соответствующим нахождением «эквива-
лентного» времени диффузии тэкв:
ТЭКв = то + jjr Ti + • • • + тп- (3)
После экспериментальных исследований по изменению темпера-
туры охлаждающегося металла в условиях сварки от температуры
плавления и расчетов для ряда случаев жестких режимов дуговой
сварки и сварки с общим подогревом свариваемого изделия до 600—
700° С были получены сводные сведения, представленные в табл. 2.
Таблица 2
Характеристика режима по ско- рости охлажде- ния после сварки Температурные интервалы при охла- ждении и периоды времени прохо- ждения этих интервалов Эквивалент- ное время для перехода на коэффи- циент диф- фузии угле- рода при 1500° хэкв в сек. Примечания
температура в °C время в сек.
Очень 1500—1400 1
жесткий 1400—1200 3 2,5
1200— 900 6
Средний 1500—1400 1,5
1400—1200 5 4,0
1200— 900 10
Очень 1500—1400 6 При общем
мягкий 1400—1200 15 14 предвари- тельном
1200— 900 35 подогреве до 700° С
Следовательно, при дуговой сварке для расчета диффузии угле-
рода можно принять эквивалентное время для группы жестких
режимов от 1,5 до 3 сек., для средних режимов от 3,5 до 6 сек. и для
очень мягких режимов от 10 до 15 сек.
Чтобы проверить, может ли процесс диффузии в твердом, осты-
вающем после кристаллизации, металле шва привести выравнива-
108
ние слоистой неравномерности состава, произведем расчеты согласно
эквивалентному времени диффузии. Заменим распределение ликви-
рующей примеси на момент затвердевания металла (фиг. 3) упро-
щенной схемой (фиг. 4). Примем ширину прослойки, обогащенной
углеродом, 0,002 см, эквивалентное время 2 сек. и D = 1 • 10“5
см2/сек, а соответственно для серы ширину прослойки 0,001 см,
гэкв = 1,5 сек. и D — 1 • 10“7 см2/сек. На фиг. 4, а и 4, б показано
0) г)
Фиг. 4. Влияние диффузии после затвердевания металла на выравнивание
состава при «слоистом» расположении сильно ликвирующих примесей :
а — распределение локализованного избыточного количества углерода (Д = 1 • 10-6 см*/сек);
б — распределение локализованного избыточного количества серы (Д = 1 • 10“7 смЧсек);
в — схематическое распределение углерода по слоям кристаллизации на момент затверде-
вания (сплошная линия) и после концентрационного выравнивания при охлаждении в твердом
состоянии (прерывистая линия); г — схематическое распределение серы по слоям кристал-
лизации на момент затвердевания (сплошная линия) и после концентрационного выравни-
вания при охлаждении в твердом состоянии (прерывистая линия).
распределение этих примесей в процессе последующего охлаж-
дения.
Результаты расчета показывают, что углерод даже при жест-
ких режимах успевает диффундировать из обогащенной им про-
слойки и его содержание в значительной степени выравнивается,
а элементы с малым коэффициентом диффузии, например сера, не
выравнивают своей концентрации. Этот вывод качественно под-
тверждается экспериментальными исследованиями Б. И. Брука
и Б. А. Мовчана, конечным распределением радиоактивных изотопов
углерода и серы в сварных швах.
НЕОДНОРОДНОСТЬ СОСТАВА МНОГОСЛОЙНЫХ ШВОВ И НАПЛАВОК
Неоднородность состава многослойных швов определяется раз-
личным долевым участием в различных слоях шва расплавленного
основного металла и наплавленного металла. Некоторое сопоставле-
ние расчетного состава металла различных слоев с их составом,
полученным экспериментально, приведено в работе [7].
109
В связи с различными технологическими факторами доля основ-
ного металла в составе различных слоев многослойных швов является
различной. Как пример, на фиг. 5 приведены пределы колебаний
50
45
40
35
30
20
16:
15
Ю
5 Ь
*9
10 11 12
Номер слоя
Фиг. 5. Доля участия основного металла в различных
слоях наплавки и сварных швах.
доли основного металла в зависимости от номера слоя при наплавке,
при сварке стыкового шва с углом раскрытия кромок 90° и при спе-
циальной разделке.
Как следует из приведенных материалов, для большинства
практических случаев в швах отсутствует чисто наплавленный
металл, и в составе металла швов всегда имеет место некоторая
доля основного металла. Это обстоятельство должно учитываться
с точки зрения обоснования выбора сварочных материалов для
сварки различных по составу основных металлов и при оценке
свойств металла швов посредством механических испытаний.
ЗАКЛЮЧ ЕНИЕ
В сварных швах, выполненных в один проход, имеются области,
характеризующиеся химической однородностью. Вблизи границы
сплавления/ особенно при различных составах свариваемого и
наплавленного металлов, имеется область переменного состава
металла. Ширина этой области при обычных режимах дуговой
сварки составляет около 0,5 мм. Также в области сплавления
металла шва с основным сильноликвирующие примеси с недостаточно
110
высоким коэффициентом диффузии в твердом металле располагаются
слоями, по поверхностям, приблизительно эквидистантным границе
сплавления, что следует рассматривать как зональную ликвацию.
Изменения химического состава многослойных наплавок и швов
показывают на необходимость для большинства практических
случаев учета доли основного металла в химическом составе металла
наплавки или шва, а следовательно, и влияния этой доли на свой-
ства шва.
Решение вопросов химической неоднородности в сварных швах
позволит в ряде случаев более обоснованно выбирать сварочные
материалы и режимы сварки.
ЛИТЕРАТУРА
1. Петров Г. Л., К вопросу о химической неоднородности металла
сварных соединений, выполненных способами сварки сплавлением, Труды
Л ПИ № 4, 1954.
2. Петров Г. Л., К вопросу о природе химической неоднородности
металла вблизи поверхности реза при кислородной резке, «Автоматическая
сварка» № 1, 1955.
3. П е т р о в Г. Л., К вопросу о диффузии элементов при резке и сварке
и причинах неоднородности химического состава макрообъемов металла
сварных швов, «Автоматическая сварка» Яг 6, 1956.
4. Петро.в Г. Л., О составе металла сварных соединений в районе зоны
сплавления, Труды ЛПИ Яг 183, 1956.
5. Мовчан Б. А., Диффузионные процессы и химический состав зоны
сплавления в сварных швах, «Автоматическая сварка» Яг 6, 1956.
6. «Мартеновское производство стали», Металлургиздат, 1947.
7. П е т р о в Г. Л., «О макронеоднородности химического состава металла
сварных швов», Известия АН, ОМН Яг 9, 1955.
8. Брук Б. И., «Исследование кристаллического строения металла
сварного шва при помощи радиоактивных изотопов», «Сварочное производ-
ство» Яг 11, 1955.
9. Россошинский А. А., «Влияние химической неоднородности
на структуру и механические свойства сварных швов», Автореферат диссерта-
ции, Киев, КПИ, 1956.
10. Алов А. А., Ваганов И. М., «Исследование кристаллического
строения металла шва при дуговой сварке», «Автогенное дело» Яг 6, 1948.
11. Лебедев Т. А., «Некоторые вопросы общей теории сплавов».
Лениздат, 1951.
Канд. техн, наук доц. И. П. БАЙКОВА
(ЛПИ)
РАСЧЕТНЫЕ МЕТОДЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
Качество сварной конструкции и ее работоспособность зависят
от ряда факторов и, в частности, от точности соблюдения ее проект-
ных форм и размеров.
Поэтому при проектировании технологического процесса изго-
товления сварной конструкции должны быть выбраны такие режймы
сварки и такая последовательность сборочно-сварочных работ,
при которой проектные форма и размеры будут находиться в преде-
лах допусков, устанавливаемых техническими условиями на данную
конструкцию.
При невозможности обеспечения требуемой точности изготовле-
ния сварной конструкции приходится прибегать к’ специальным
мерам борьбы с деформациями.
Безусловно, объективная оценка целесообразности того или
иного технологического процесса возможна лишь при наличии
расчетных методов выбора режимов сварки и определения свароч-
ных деформаций при технико-экономическом сопоставлении вариан-
тов технологического процесса изготовления сварной конструк-
ции.
Работы [1]—[4], проведенные на кафедре сварочного произ-
водства Ленинградского политехнического института имени М. И.
Калинина, позволили создать расчетные методы определения режи-
мов сварки и сварочных деформаций.
Так, применительно к автоматической сварке под слоем флюса
малоуглеродистых и низколегированных сталей для различных
диаметров электродных проволок установлены экспериментальные
зависимости коэффициента формы провара, представляющего собой
отношение ширины шва к глубине провара, при наплавке валика на
поверхность листа. Поэтому, задаваясь коэффициентом провара и
зная режим сварки, можно определить глубину провара и ширину
шва, а также и высоту валика.
Так, например,
h = 0,0156 ,
Г Улр
где h — глубина провара ;
qn — погонная энергия ;
Фар— коэффициент провара.
112
Конструкция подготовки кромок при автоматической сварке
влияет главным образом на соотношение долей основного и наплав-
ленного металла в металле шва, а форма зоны проплавления во всех
случаях остается практически одинаковой. Поэтому соотношения
между режимом сварки и основными размерами шва, полученные
для наплавки валика на поверхность листа, могут быть использо-
ваны для сварки встык и сварки тавровых соединений как одно-
проходных, так и многопроходных швов.
В расчетном методе определения режимов автоматической сварки
[3] даются практические рекомендации, которые позволяют уста-
новить оптимальные зависимости конструктивных размеров шва
от параметров режима сварки. Так, например, сила сварочного
тока определяется по формуле I = (80 -н 100) Л, где h — глубина
провара. Скорость сварки, которая обеспечивает удовлетворительное
формирование, выбирается по зависимости
При однодуговой сварке скорость сварки не должна выходить
за пределы 15—60 м/час.
Диаметр электродной проволоки определяется по силе сварочного
тока и допускаемой плотности тока:
d3. — 2 ]/-^- мм,
эл f л г
где I — сила тока ;
г — плотность тока.
Все это позволяет достаточно быстро подобрать по заданным
параметрам шва как режим сварки, так и форму подготовки кромок
сварного соединения.
Расчетный метод сварочных деформаций [1], [2], [4] позволяет
установить как общие, так и местные деформации, возникающие при
изготовлении сварной конструкции с учетом последовательности
выполнения сборочно-сварочных работ.
Из общей теории сварочных деформаций и напряжений, разра-
ботанной проф. Н. О. Окербломом, известно, что при неравномерном
нагреве, имеющем место при сварке, в районе шва и прилегающей к
нему зоне возникают пластические деформации сжатия. В процессе
дальнейшего остывания сварного элемента примерно в этом же
районе возникают пластические деформации растяжения, которые
частично тем самым нейтрализуют возникшие ранее пластические
деформации сжатия. Поэтому конечные деформации сварного эле-
мента после выполнения шва, в момент полного остывания, будут
определяться суммой оставшихся пластических деформаций сжатия
на всей площади поперечного сечения свариваемого элемента.
Сумма оставшихся после сварки пластических деформаций
сжатия ^Лрдля данного материала зависит от погонной энергии
qn и площади поперечного сечения сварного элемента F.
8 217 113
На фиг. 1 представлена зависимость отношения суммы остав-
шихся после сварки пластических деформаций сжатия к пло-
щади поперечного сечения сварного элемента Fot отношения погон-
ной энергии qn к площади поперечного сечения элемента F, причем
к v
— представляет собой относительное продольное укорочение
сварного элемента в момент полного остывания, определяемое по
его нейтральной оси и обозначаемое через Дцт.
Фиг. 1. Зависимость:
а — относительной продольной деформации Дцт и кривизны
С от отношения погонной энергии дя к площади поперечного
сечения сварного элемента F; б — коэффициента ц. от
отношения .
Деформации изгиба сварного элемента, определяемые по кри-
визне С, также зависят от так как
где р, — коэффициент, зависящий от отношения у (фиг. 1, б);
qn — погонная энергия ;
F — площадь поперечного сечения;
Z’ — расстояние от центра тяжести поперечного сечения до
центра тяжести шва ;
I — собственный момент инерции.
Тогда
л ___ 2 b-F _ р I ____ Р-<1п
^цт — р ~ Z' F ~ F '
Таким образом, график на фиг. 1, а представляет собой одно-
временно зависимости продольной относительной деформации Дчт и
кривизны С от отношения у для малоуглеродистых и низколеги-
рованных сталей.
114
Погонная энергия qn вычисляется по формуле
0,241 Urj
=
где I — сила тока ;
U — напряжение дуги ;
т) — коэффициент использования тепла дуги ;
v — скорость сварки.
Поэтому при определении общих деформаций сварного элемента
прежде всего необходимо определить отношение у. Зная режим
сварки и геометрические характеристики элемента и пользуясь
графиком фиг. 1, можно определить конечные общие деформации
сварного элемента любого профильного сечения.
Линия прогибов и абсолютное укорочение сварного элемента
определяются соответственно по кривизне и относительной про-
дольной деформации с учетом длины сварного элемента и длины
шва. Определение линии прогибов или прогиба в каком-либо сечении
сведется к решению балки, лежащей на двух опорах и загруженной
эпюрой С в пределах длины сварного шва, а также пролетом Z,
равным длине сварного элемента. Прогиб балки в любом сечении
равняется моменту от эпюры С в этом же сечении.
Пользуясь графиком фиг. 1, можно без труда определить общие
деформации в случае сварки элемента переменного сечения. Для
этого нужно построить эпюру С по длине сварного элемента с учетом
изменения момента инерции сварного элемента 1 и расстояния от
центра тяжести шва до центра тяжести поперечного, сечения Z',
а затем вычислить значение прогиба в выбранном сечении, помня,
что прогиб сварного элемента равен моменту от эпюры С в этом же
сечении.
При выполнении поперечных швов общие деформации сварного
элемента определяются через угол ср, характеризующий угол пово-
рота одной части элемента относительно другой и вызываемый
укордчением металла шва в поперечном направлении к шву.
В общем виде угол р определится как
<Р = /х qn В -у,
где В — длина поперечного шва.
Стрелка прогиба сварного элемента от выполнения поперечных
швов определяется по углу <р.
Определение общих деформаций в сварных конструкциях сво-
дится к разработке ее на отдельные сварные элементы с последую-
щим вычислением в них общих деформаций.
Например, применительно к вагоностроению при определении
деформаций боковой стенки электровагона нужно ее разбить на
ряд поперечных и продольных балок в зависимости от того, в каком
направлении мы хотим определить общие деформации.
Так, для определения деформаций в поперечном направлении
8* 115
следует рассмотреть работу стойки совместно с листом обшивки,
предполагая, что каждый такой выделенный элемент может дефор-
мироваться независимо от соседних. При определении момента
инерции и положения центра тяжести поперечного сечения выделен-
ного элемента вводится лист обшивки шириной 40—60 толщин
(фиг. 2). Это позволит определить деформации изгиба боковой стенки
в поперечном направлении, т. е. по ее высоте. Характер деформаций
боковой стенки показан на фиг. 2, б.
Фиг. 2. Поперечное сечение боковой стенки электровагона (а), характер дефор-
маций боковой стенки электровагона по ее высоте (б) и сечение стойки боковой
стенки (в).
Для большинства конструкций общие деформации от выпол-
нения нескольких швов, когда зоны пластических деформаций
сжатия, возникшие у отдельных швов, не перекрываются, могут
быть получены путем суммирования деформаций, вычисляемых от
каждого шва, т. е. определение общих деформаций сварной конструк-
ции производится в этом случае без учета начального напряженного
состояния.
Такое допущение справедливо для сварных элементов, у которых
произведение площади поперечного сечения F на квадрат расстоя-
ния от центра тяжести шва до центра тяжести сечения Z'2 будет
равно моменту инерции сечения/, или, когда отношение -у— близко
к 1. В других же случаях необходимо считаться с начальным напря-
женным состоянием, получаемым элементом от выполнения преды-
дущих швов или предшествующих технологических операций, свя-
занных с появлением пластических деформаций.
Такой учет начального напряженного состояния при опреде-
лении общих деформаций сделан в последних работах Н. О. Окер-
блома [1], [2].
Так, при выполнении двух швов, расположенных по обе стороны
от нейтральной оси, деформации элемента после выполнения двух
швов (1+2) определятся, как
^цгпа+2) = Лцт! 1 + ’
р ____ Р (1 I 2 .
116
340 1 Z{ Z'2
— 4-----h -
qn. F 1
где — относительная продольная деформация элемента от
1-го шва;
q — кривизна элемента от 1-го шва ;
— сумма пластических деформаций сжатия от 1-го шва;
— сумма пластических деформаций сжатия, появившихся
дополнительно от 2-го шва ;
— расстояние от центра тяжести сечения до 1-го шва;
^2 — расстояние от центра тяжести сечения до 2-го шва.
Аналогично решен и случай, когда зоны пластических деформа-
ций от отдельно выполненных швов перекрываются.
Расчетные методы определения общих деформаций позволяют
учесть применяемые технологические мероприятия по уменьшению
деформаций (закрепление, обратный выгиб, постановка элластичных
прихваток).
Так, например, остаточная стрелка прогиба при сварке элемента
в закреплении определится как
f =
!эакр — J j >
/ — стрелка прогиба свободного, незакрепленного сварного
элемента ;
/0 — момент инерции поперечного сечения, ослабленного зонами
пластических деформаций сжатия.
Для того, чтобы получить нулевую стрелку прогиба при сварке
элемента в закреплении, необходимо задать выгиб равный
/выг J т
Го-1
Наряду с общими деформациями могут возникнуть и местные
деформации, которые, как и общие деформации, затрудняют процесс
сборки, а при эксплуатации, в отдельных случаях, могут привести
к снижению работоспособности конструкции.
Местные деформации возникают вследствие проявления угловых
деформаций и деформаций от потери устойчивости.
Как выяснено, угловые деформации зависят от формы зоны
проплавления, от ее размеров, а также от толщины листа, на который
наплавляется валик. Форма зоны проплавления в основном зависит
от режима сварки.
Для различных очертаний формы зоны проплавления расчетным
путем были получены зависимости угловых деформаций, учиты-
вающие влияние режима наплавки, размеров зоны проплавления и
117
толщины листа в случае одновременного выполнения валика по
длине листа.
На фиг. 3 приведена зависимость от отношения для
параболического [1] и прямоугольного [2] очертаний зон проплав-
ления, где — угловая деформация, Ь — ширина валика, 5 —
толщина листа; a qnnp = 0,43 характеризует количество тепла,
идущего на расплавление основного
0 1000 2000 км/см3
Фиг. 3. Зависимость угловой
деформации от * геометрических
характеристик формы проплав-
ления сварного шва и погонной
энергии qnnpt идущей на рас-
плавление основного металла.
металла.
Пользуясь этими зависимостями,
можно определить угловые дефор-
мации и при сварке встык и при
сварке тавровых соединений или при
приварке набора к листу обшивки в
случае одновременного выполнения
шва.
Учет неодновременное™ выпол-
нения шва можно произвести, поль-
зуясь приближенной зависимостью
угловых деформаций от длины шва.
При этом считается, что величина
угловой деформации не будет сущест-
венно изменяться, если длина шва
не превосходит длины изотермы с
температурой Т = 500° С и будет
равна значению /30, отвечающему случаю одновременного выполне-
ния шва.
При швах длиной больше 9Х, где X — длина изотермы с Т = 500°,
устанавливается максимальное значение угловой деформации £тах =
= 3£0, которое уже не зависит от длины шва. При длине шва больше
X, но меньше 9Х угловые деформации могут быть определены по
приближенной формуле
А = 0,25 [I + 3)р0,
где I — длина шва.
Значение X может быть найдено для линейного источника из
уравнения
\2
X = 2,89 • 10-» ^ V.
\ о /
Зная величину угловых деформаций при приварке набора к
листу обшивки, можно определить и линию прогибов листа обшивки
от проявления угловых деформаций.
В тонколистовых конструкциях, наряду с угловыми дефор-
мациями, могут возникнуть деформации от потери устойчивости.
Потеря устойчивости может произойти тогда, когда действительные
относительные деформации укорочения листа обшивки AQ, сопро-
118
вождающиеся напряжениями сжатия, превзойдут по величине крити-
ческие деформации екр.
Допустимая величина критической деформации для пластин
приведена в курсах сопротивления материалов и теории упругости
и потому может быть легко определена.
Действительная относительная деформация листа обшивки опре-
деляется как
^0 = Ацт + G
где Z — расстояние от линии центров тяжести поперечного сечения
до нейтральной оси листа.
Подставляя приведенные ранее значения Дцт и С в выражение
для До, получим
А Г1 I Z' Z\
о — jr J*
Если Ло >екр, то произойдет потеря устойчивости листа.
Стрелка прогиба листа от потери устойчивости приближенно может
быть определена как
/' = 0;613Z/do-eKp.
где I — длина шва.
Рассматривая вышеприведенное выражение d0, можно отметить,
что действительные относительные деформации листа обшивки
зависят не только от режима сварки, но и от конструктивных раз-
меров привариваемого набора. Поэтому не обязательно в тонколи-
стовых конструкциях проявления деформаций от потери устой-
чивости.
В тех случаях, когда все-таки происходит потеря устойчивости
листа, характер деформаций в основном определяется угловыми
деформациями, а величина стрелки прогиба листа определяется
величиной тех деформаций, которые при данных условиях дают
наибольшую стрелку выпучины, т. е. либо величиной угловых
деформаций, либо величиной деформаций, возникающих от потери
устойчивости.
Используя расчетные методы при проектировании технологи-
ческих процессов изготовления сварных конструкций, можно вы-
брать такой вариант сборки и сварки, который бы давал минималь-
ные деформации, а следовательно, и минимальные отклонения от
проектных форм и размеров конструкции.
Широкое использование расчетных методов проектирования
технологических процессов изготовления сварных конструкций
должно способствовать техническому прогрессу и дальнейшему
развитию сварочной техники.
ЛИТЕРАТУРА
1. Окерблом Н. О., Расчет деформаций металлоконструкций при
сварке, Машгиз, 1955.
2. Окерблом Н. О., Влияние сварочных напряжений на дефор-
мации от последующих сварных швов, Труды Ленинградского политехни-
ческого института имени М. И. Калинина, № 183, Машгиз, 1956.
3. Демянцевич В. П., Приближенный метод расчета режимов
автоматической сварки, Труды ЛПИ, № 183, Машгиз, 1956.
4. Байкова М. П., Образование и развитие угловых и поперечных
деформаций при сварке. Влияние неодновременное™ наплавки валика на
величину угловых деформаций. Труды ЛПИ, № 183, Машгиз, 1956.
Канд, техн, наук Ю. А. ЮЗВЕНКО
(КП И)
КЕРАМИЧЕСКИЕ ФЛЮСЫ ДЛЯ АВТОМАТИЧЕСКОЙ
И ПОЛУАВТОМАТИЧЕСКОЙ НАПЛАВКИ ШТАМПОВ
Практикой работы промышленности доказан высокий экономи-
ческий эффект, который достигается при использовании биметалли-
ческих деталей и инструмента. В таком инструменте рабочие кромки
и поверхности обладают специальными требуемыми свойствами,
а вся масса инструмента (корпус) изготовляется из дешевых мате-
риалов.
Оптимальный штамп также должен быть биметаллическим:
его основную массу должна составлять прочная, вязкая и дешевая
углеродистая сталь, а рабочие элементы — металл, обладающий
высокой износостойкостью.
Применение биметаллических штампов ведет к значительной
экономии дорогостоящих инструментальных сталей, а также поз-
воляет при соответствующих свойствах рабочих кромок и поверх-
ностей добиться многократного повышения их срока службы.
Электродуговая наплавка является одним из возможных методов
изготовления таких биметаллических штампов.
Высокими показателями качества наплавленного металла и
производительности процесса, по сравнению с нашедшей применение
ручной наплавкой, обладает полуавтоматическая и автоматическая
наплавка под флюсом.
Описанная ниже работа посвящена разработке и исследованию
автоматической и полуавтоматической наплавки штампов холодной
штамповки.
РАЗРАБОТКА СОСТАВА КЕРАМИЧЕСКОГО ФЛЮСА
Долголетняя практика эксплуатации штампов холодной штам-
повки и другого инструмента, деформирующего металл в холодном
состоянии, показала высокие эксплуатационные качества высоко-
хромистых инструментальных сталей типа Х12, содержащих около
1,5—2% Си 11—13% Сг. Стали типа Х12 в кованом состоянии и
после соответствующей термической обработки обладают высокой
износостойкостью, глубокой прокаливаемостью, удовлетворительной
вязкостью и теплостойкостью.
Поэтому в качестве исходного состава наплавленного металла мы
выбрали высокохромистые стали типа XI2.
Выбор такого состава наплавленного металла требует надежного
121
легирования сварочной ванны углеродом, хромом и другими добав-
ками. При автоматической наплавке под флюсом сварочную ванну
можно легировать через проволоку или через флюс.
Многие сорта сплавов, в том числе и сталь типа Х12, невозможно
изготовить в виде гибкой проволоки, необходимой для автомати-
ческой и полуавтоматической наплавки под флюсом.
Порошковую проволоку [1 ], способы наплавки по дозированному
слою ферросплавов [2] или по слою легирующей пасты [3] техно-
логически трудно применить при наплавке штампов, в особенности,
если учесть целесообразность использования шланговых полуавто-
матов при наплавке сложных контуров.
Из способов легирования через флюс наиболее надежным яв-
ляется легирование через керамические флюсы [4].
Керамические флюсы представляют собой гранулированную
механическую смесь легирующих, раскисляющих, модифицирующих
и шлакообразующих компонентов. В керамические флюсы можно
вводить практически любые вещества независимо от их взаимной
растворимости, в том числе ферросплавы и чистые металлы. Это
позволяет легировать в необходимой степени сварочную ванну,
энергично раскислять и модифицировать наплавленный металл.
Легирование через керамический флюс предполагает исполь-
зование стандартной малоуглеродистой электродной проволоки,
выпускаемой в большом количестве нашей промышленностью.
В связи с этим для автоматической наплавки штампов мы оста-
новились на легировании наплавленного металла через флюс с
использованием малоуглеродистой электродной проволоки.
Перед нами стояла задача определить надежность высокого
легирования сварочной ванны через флюс с одновременной разработ-
кой состава флюса, обладающего хорошими технологическими
свойствами.
Легирующий флюс должен обеспечить :
а) заданный химический состав наплавленного металла ;
б) высокие коэффициенты перехода легирующих элементов из
флюса в наплавленный металл ;
в) хорошее формирование и высокое качество наплавленного
металла при хорошей отделимости шлаковой корки;
г) постоянство химического состава наплавленного металла при
возможных колебаниях напряжения дуги и других параметров
режима наплавки.
Для получения наплавленного металла заданного химического
состава, соответствующего стали типа XI2, т. е. около 12% хрома
и 1,5—2% углерода, мы вводили во флюс углеродистый феррохром
и гранит. Шлакообразующую часть флюса мы строили в основном
на базе мрамора, поскольку шлак на базе СаО не окисляет металл
и способствует снижению количества серы и фосфора в наплавленном
металле.
Потери легирующих элементов при наплавке под легирующим
флюсом обусловлены, во-первых, процессами химического взаимо-
действия легирующих элементов с компонентами флюса, жидким
122
шлаком и газовой фазой дуги, т. е. окислением, и, во-вторых, физи-
ческими процессами в расплавленном шлаке — застреванием леги-
рующих компонентов в шлаке. Последние потери мы назвали потерями
в шлаковой корке.
Наименьшие потери легирующих элементов будут в том случае,
если шлак и газовая фаза дуги не будут обладать окислительными
свойствами по отношению к легирующим элементам. Поэтому в
составе флюса следует избегать окислов марганца и значительных
количеств кремнезема. Окислительную газовую фазу дуги может
образовывать углекислота, выделяющаяся при диссоциации мрамора,
входящего в состав флюса.
Что же касается потерь в шлаковой корке, то они будут меньше
в том случае, если шлак будет обладать малой вязкостью.
Важным свойством легирующих флюсов является сохранение
в допустимых пределах концентрации легирующих элементов в
наплавленном металле при изменении соотношения между коли-
чеством расплавляемых флюса и электродной проволоки. Это соот-
ношение особенно резко меняется при изменении напряжения
дуги.
Флюс обеспечивает постоянство химического состава наплавлен-
ного металла только при определенном составе и в том случае, если
напряжение дуги колеблется в диапазоне, где наблюдается необ-
ходимое снижение коэффициентов перехода легирующих элементов
при увеличении напряжения дуги.
Разработанные нами флюсы для наплавки штампов допускают
колебания напряжения дуги в пределах + 3 в (Ud аз 26 н- 32 в),
и при этом химический состав наплавленного металла изменяется
в допустимых пределах. Ниже в табл. 1 приведены два варианта
флюса для наплавки стали типа XI2.
Таблица 1
Компоненты флюса Состав флюсов в весовых процентах
КС-Х12Т(1) | КС-Х12Т(П)
Мрамор 42,4 41,4
Двуокись титана 6,0 —
Титановый концентрат — 6,0
Плавиковый шпат 6,0 6,0
Кварцевый песок 5,0 5,0
Феррохром марки Хр-6 24,0 24,0
Гранит электродный 1,1 1,1
Ферротитан (18% Ti) 14,0 14,0
Ферроалюминий (60% А1) 1,5 2,5
Силикат натрия (электродный раст- вор плотностью 1,30 к весу сухой шихты) 17,0 17,0
123
Следует отметить, что при использовании ферротитана с содер-
жанием титана примерно более 22% и алюминия более 5% в состав-
флюса вводить ферроалюминий не требуется и при этом необходимо
соответственно увеличить количество мрамора во флюсе.
Далее были проведены опыты по определению распределения
легйрующих элементов по объему наплавленного металла, для
чего использовался локальный спектральный анализ. Ниже, в
табл. 2 и 3, приведены результаты анализов.
Таблица 2
Распределение Cr, С, Ti по слоям в многослойной наплавке
№ слоя Содержание элементов в %
Сг 1 с ! Ti
1 П.1 1,85 0,18 v
2 12,5 1,81 0,17
3 13,0 1,86 1 0,19
4 12,2 1,90 0,19
5 12,5 1,89 0,17
6 12,5 1,85 0,18 ! i
Таблица 3
Распределение Сг, С, Ti по длине наплавки, 3-й слой
Расстояние от начала Содержание элементов в %
наплавки в мм Сг ; с 1 2__
5 12,3 1,85 0,19
25 12,4 1,84 0,16
45 12,0 1,86 0,16
65 11,8 1,88 0,18
85 11,7 1,85 0,17
105 12,4 1,81 0,19
125 12,3 1,84 • 0,17
145 12,7 1,80 0,17
165 12,8 1,85 0,18
185 12,0 1,88 0,19
205 12,5 1,85 0,16
Из табл. 2 и 3 видно, что наплавленный металл достаточно одно-
роден по составу. Характерно, что заданный химический состав
металла наплавки достигается уже во втором слое (табл. 2), что
124
следует объяснять малой глубиной проплавления основного металла
при наплавке под легирующим флюсом (фиг. 1). Последнее обстоя-
тельство позволяет применять при наплавке повышенные значения
сварочного тока, повы-
шая этим по сравнению
с обычными плавлены-
ми флюсами производи-
тельность наплавочных
работ.
НЕКОТОРЫЕ СВОЙСТВА
НАПЛАВЛЕННОГО
МЕТАЛЛА
И ТЕРМИЧЕСКАЯ
ОБРАБОТКА
При наплавке под
флюсами КС-Х12Т (I)
и КС-Х 12(11) наплавлен-
Фиг. 1. Макрошлифы наплавок, выполненных на
одинаковых режимах (I# = 340 a, Uq = 26 в,
г'св = 15 м/час) \ АН — флюс АН-348 А,137 —
флюс КС-Х12Т (I).
ный металл содержит:
Сг= 11,5-н 13%, С =
= 1,70-- 1,90%, Ti =
= 0,15 — 0,20%.
Несмотря на то, что
наплавленный металл используется без проковки, его механические
свойства не ниже механических свойств хорошо прокованной стали
марки Х12Ф промышленного изготовления. Высокие механические
свойства наплавленного металла, по-видимому, объясняются тем,
что при наплавке под основным флюсом, содержащим титан, про-
исходит измельчение первичной структуры наплавленного металла
с равномерным распределением карбидной эвтектики, что подтверж-
дается специальным исследованием первичной структуры наплавки.
Здесь следует отметить, что при наплавке высокохромистых
сплавов под кислыми флюсами наблюдалась неблагоприятная
перйичная структура наплавленного металла. В этом случае обра-
зовывалась более глубокая столбчатая структура с распределением
эвтектики в виде сплошных нитеобразных (в плоскости шлифа)
прослоек по границам первичных кристаллов. Такой металл был
весьма склонен к образованию горячих трещин.
Металл, наплавленный данным способом выбранного состава,
мало склонен к образованию горячих трещин, причем увеличение
содержания углерода в наплавке от ~ 1% до 2% уменьшает склон-
ность к горячему растрескиванию, что хорошо согласуется с дан-
ными, опубликованными в работе [5].
Металлографическое исследование, испытание образцов на удар-
ный изгиб, определение износостойкости показали, что дополнитель-
ное легирование металла вольфрамом и ванадием не улучшает свойств
наплавленного металла.
В качестве оптимальной для наплавленных изделий была вы-
брана следующая термическая обработка.
125
Фиг. 2. Микроструктура наплавленного металла
после закалки и отпуска, х 880.
Отжиг. Температура отжига 850—870° С, охлаждение с печью
со скоростью 25—30° С/час, либо изотермический отжиг с изотерми-
ческой выдержкой изделия при 720° в течение 3—4 час. Твердость
после отжига Hr0 = 24-4-28. Отжиг обязателен для возмож-
ности механической обработки наплавленных заготовок.
Закалка. Температура закалки 980—1050° С. Охлаждающая
среда — масло. Твердость после закалки HRc = 64-4-65.
Отпуск. Температура отпуска 200—220° С. Время отпуска 1
час. Твердость после отпуска Hr0 = 60^-63.
На фиг. 2 изображе-
на микроструктура на-
плавленного металла по-
сле закалки и отпуска.
Технологические осо-
бенности автоматичес-
кой наплавки штампов.
Специальные опыты,
проведенные в лаборато-
риях и производствен-
ных условиях, позволи-
ли выбрать в качестве
оптимального следую-
щий режим наплавки
штампов: сварочный ток
300—350 а, напряжение
дуги 26—28 в, скорость
наплавки 15—20 м/час,
диаметр электродной проволоки — 2 мм, ток переменный или по-
стоянный при обратной полярности.
Отсутствие трещин в наплавленном металле обеспечивает пред-
варительный прогрев заготовок до температуры 300—600° С. Для
крупных штампов сложной формы требуется весьма медленное
охлаждение наплавленных заготовок, для чего заготовки загру-
жаются сразу же после наплавки в печь для отжига.
Стойкость наплавленных штампов. Ниже в табл. 4 приведены
полученные в производственных условиях средние данные о
стойкости штампов, наплавленных под керамическим флюсом
КС-Х12Т(Т).
Стойкость наплавленных штампов
Таблица 4
Наименование штампов Выполняемая операция; обрабатываемая сталь 1 Среднее число деталей, обрабо- танных штампами до износа
Штамп из стали У10 Наплавленный штамп
1 Вырубные штампы 1 Вырубка деталей ро- тора из электротех- нической стали ... 8000 24 000
126
Продолжение табл. 4
Наименование штампов Выполняемая операция ; обрабатываемая сталь Среднее число деталей, обрабо- танных штампами до износа
Штамп из стали У10 Наплавленный ш тамп
Пробивной штамп Пробивка фасонных отверстий в элек- тротехнической стали 6000 25 000
Вырубной штамп । Вырубка деталей из полосы стали 20 толщиной 2 мм .. 7000 35 000
Гибочный штамп Гибка деталей из ста- ли 20 50 000 525 000
Плоские штампы для накатки резьбы Накатка резьбы МЗх х0,75 4000—6000 плашка из стали Х12Ф1 6000—9000
ВЫВОД
Разработаны составы керамических легирующих флюсов для
автоматической и полуавтоматической наплавки штампов холодной
штамповки. Показана возможность надежного высокого легирова-
ния наплавленйого металла через флюс. Внедрение керамического
флюса КС-Х12Т(1) на нескольких заводах показало надежность
предложенной технологии, стойкость наплавленных штампов в
3—10 раз выше штампов, изготовленных целиком из инструменталь-
ной стали У10.
ЛИТЕРАТУРА
1Ч Фру мин И. И., Легирование наплавленного металла при сварке
под флюсом, «Автоматическая сварка» № 1, изд. АН УССР, 1952.
2. Ф р у м и н С. Р., Автоматическая сварка под флюсом износостой-
кого металла, «Автоматическая сварка» № 4, изд. АН УССР, 1952.
3. Космаче в И. Г., Автоматическая наплавка многолезвийного
инструмента, Машгиз, 1952.
4. Хренов К. К., Кушнарев Д. М., Керамические флюсы для
автоматической дуговой сварки, Гостехиздат УССР, 1954.
5. Ф р у м и н И. И., П о х о д н я И. К., К и р д о И. В., Биметалли-
ческие шарожки для буровых долот, «Автоматическая сварка» № 4, изд. АН
УССР, 1954.
Канд. техн, наук, С. А. ФРОЛОВ
(МВТУ)
ВЛИЯНИЕ ВЕЛИЧИНЫ ОСАДКИ НА ПРОЧНОСТЬ ТОЧЕЧНОГО
СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СВАРКЕ КРУГЛЫХ СТЕРЖНЕЙ
Существующие на сегодняшний день методы подбора режима
контактной точечной сварки стержней основаны на расчете вели-
чины силы сварочного тока и времени выдержки под током.
В соответствии с этим существующие контактные точечные ма-
шины оборудованы электронными регуляторами времени выдержки
под током.
Между тем общеизвестно, что контактная точечная сварка
является термомеханическим процессом. Следовательно, прочность
сварной точки будет зависеть не только от силы и времени проте-
кания сварочного тока (в какой-то степени определяющих величину
тепловой энергии, вводимой в зону сварки), но и от величины меха-
нической энергии, сообщаемой свариваемому соединению. Эти же
факторы влияют на величину осадки стержней в месте сварного
соединения.
Представляет значительный практический интерес выяснить
вопрос, не может ли осадка служить надежным признаком, харак-
теризующим прочность сварной точки? Освещению вопросов, свя-
занных с определением зависимости, прочности сварного соеди-
нения от величины осадки, и была посвящена работа, результаты
которой приводятся в настоящей статье1.
Исследования проводились в основном на арматуре периоди-
ческого профиля из БСт. 5 и МСт. 5 диаметром от 12 до 28 мм.
Сварка осуществлялась на контактной точечной машине МТП-75.
Прочность сварного соединения определялась по методике,
рекомендованной ТУ-73-53 [1].
В нашей работе подтвердились результаты, полученные ранее
В. Н. Волченко [2] о наличии связи между прочностью сварной
точки и осадкой. На фиг. 1 приведена зависимость прочности свар-
ного точечного соединения пересекающихся стержней от величины
осадки.
Наличие строгой закономерности между Рразр и а и значитель-
ная ширина диапазона оптимальных осадок дают возможность
практически использовать среднее значение величины оптимальной
осадки для получения высокопрочного сварного соединения.
1 Экспериментальная часть работы проводилась в сварочном комбинате
лаборатории стальных конструкций ЦНИПС в 1955—1956 гг.
128
На фиг. 2 показано приспособление в виде рычажного механиз-
ма с вмонтированным в него прерывателем тока. С помощью такого
приспособления можно вести процесс сварки до момента получения
наперед заданной величины осадки. По достижении определенного
Рразг М t.
10000
9000
6000
1000
Текучесть металла//// стержня
ЛШ ЛШХ
Ступени
6000-
5000
////
‘%
4000-
3000
2000
Оптимальная осадка
для бсех ступеней
1000
i х.. . i । i . a i i , ।—। i—। i 1 j— Zd-амм,
1 2 3 4 5 6 1 6 9 10 11 12 13 14 15
Фиг. 1. Влияние величины осадки на прочность точечного соеди-
нения пересекающихся стержней, (машина МТП-75-6, Р9Л = 400 кг,
d3A — 40 мм, Б Ст. 5, 016 + 016 мм).
расстояния между электродами штырь 1 надавит на подвижной
рычаг 2 и кнопка контакта 3 опустится. Электрическая цепь будет
замкнута, и поступление сварочного тока прекратится.
Участок, где размы-
кается электрическая цепь
машины, выбран из усло-
вия, чтобы при размыка-
нии контакта прекраща-
лась подача только сва-
рочного тока; машина
должна оставаться под на-
пряжением : усилие сжа-
тия электродов при этом
не снимается, что дает
возможность осуществить
проковку сварного соеди-
нения (фиг. 3).
Экспериментальная про-
верка работы приспособ-
ления показала просто-
ту его эксплуатации, а
механические испытания
сварных соединений, сва-
ренных С его ПОМОЩЬЮ, Фиг. 2. Приспособление к машине МТП-75
дали высокие прочностные для регулирования величины осадки.
9 217
129
показатели. Такие результаты можно было предвидеть, так как осад-
ка относится к более комплексной, а следовательно, и более надежной
характеристике процесса точечной сварки, чем время протекания
сварочного тока.
Кроме того, эксперименты показали, что при условии, что
и Р9А будут ограничены определенными, для заданного сочетания
диаметров свариваемых стержней значениями.
1. Стабильность результатов механических испытаний сварных
соединений, полученных при сварке с приспособлением (аоптим =
= const), оказалась выше, чем при сварке с постоянным временем
выдержки под током (^e. = const).
2. Для определенного сочетания диаметров свариваемых стерж-
ней оптимальное значение осадки является величиной постоянной,
не зависящей от силы сварочного тока.
3. При ведении процесса до момента, когда будет достигнута
оптимальная величина осадки, изменение давления на электродах
в широких пределах не оказывает влияния на прочность точечного
соединения стержней (фиг. 4).
Два последних вывода приобретают особую практическую цен-
ность, когда мы переходим от сварки экспериментальных образцов,
имеющих одну сварную точку, к сварке сеток и каркасов железо-
бетонных конструкций, состоящих из большого количества пере-
секающихся стержней, соединяемых в замкнутые контуры.
130
Очевидно, при сварке таких конструкций режим, подобранный
по оптимальному времени выдержки под током, для первой точки
будет значительно отличаться от режимов, при которых сваривается
большинство последующих точек. Экспериментальная проверка
полностью подтвердила эти предположения. На фиг. 5 показана
конструкция сетки из арматурных стержней.
Фиг. 4. График зависимости прочности соединения, сваренного при
постоянной величине осадки, от величины давления на электродах.
Цифры в числителе показывают величину разрушающей соеди-
нение нагрузки, сваренного с помощью приспособления (аопт =
= const), в знаменателе приведена нагрузка, разрушающая сварное
соединение, полученное при постоянном времени выдержки под
током (tce = const).
10300 10900 10200 J0500
10500 10500 10900 moo
10000 10300 10050 J030Q
Тбмд 8100 9800 Ю500
10500 10200 10300 moo
9050 3600 1S00 9800
9900 9700 10000 J1600
Ю100 1200 1600 10900
10500 1Qtf0 __юооо
юйдЬ 10500 10900 Ю950
Фиг. 5. Прочность точечных соединений, сваренных
с помощью приспособления, аопт = const (цифры в
числителе и при постоянной величине времени
выдержки под током tce.Onfn = const (цифры в
знаменателе).
Для определения минимальной величины силы сварочного тока мо-
жет быть использована зависимость, приведенная А. Я. Бродским [3].
Нижняя граница величины диапазона давления на электродах
для осадки арматур диаметром 16 мм и меньше составляет всего
лишь 30—50 кг.
9*
131
Что касается оптимальной величины осадки для различных
диаметров стержней, то здесь можно пользоваться полученной
зависимостью между and стержня : а = М d; при этом коэффи-
циент М постоянный и равен 0,37 для стержней гладкого профиля
и 0,39 — для стержней периодического профиля.
Широта диапазона оптимальных осадок лежит в пределах от
0,25 до 0,5 d для стержней гладкого профиля и от 0,32 до 0,47 d —
для стержней периодического профиля.
ЛИТЕРАТУРА
1. ТУ73-53, Технические условия, Стройиздат, 1953.
2. Волченко В. Н., Прочность сварных точечных соединений стерж-
ней арматуры железобетона, диссертация МВТУ, 1954.
3. Бродский А. Я., Указания по методике определения режима
контактной электросварки пересекающихся стержней арматуры У-Г43-55,
МСПМХП, 1955.
4. Каганов Н. Л., Рациональные способы сварки арматуры железо-
бетона для гидротехнических сооружений, «Автогенное дело» № 4, 1954.
5. Гельман А. С., Технология контактной электросварки, Машгиз,
1952.
Канд, техн, наук В. Н. ВОЛЧЕНКО
(Ждановский металлургический ин-т)
МЕТОДИКА ВЫБОРА РЕЖИМА ТОЧЕЧНОЙ СВАРКИ
АРМАТУРНЫХ СТЕРЖНЕЙ
За последние годы находит широкое применение точечная сварка
арматуры железобетона. Используется арматура периодического
профиля из стали марки Ст. 5, расширяется диапазон применяемых
диаметров стержней (до 70—100 мм).
В настоящей статье приведены результаты работы, проводив-
шейся в МВТУ имени Баумана, ЦНИПС и на Куйбышевгидрострое,
по определению режима точечной сварки арматурных стержней.
Исследованию подвергались сварные точечные соединения, обра-
зованные стержнями диаметром от 3 до 80 мм.
Прочность сварного соединения определялась путем статиче-
ского испытания йа срез сварной точки в специально сконструиро-
ванных приспособлениях [3].
Таким образом, в данной работе были исследованы соединения,
практически употребляемые в настоящее время в арматурных кон-
струкциях, где обычно устанавливаются меньшие стержни диамет-
ром до 50 мм, а большие — диаметром до 90—100 мм.
Влияние величины и времени протекания тока (1св и tce). При
увеличении времени протекания тока (при 1св = const) прочность
сварной точки вначале непрерывно растет (фиг. 1), достигая
прочности целого растянутого стержня образца. С этого момента,
несмотря на дальнейшее увеличение прочности точки, прочность
соединения остается неизменной, так как разрушение образца
происходит по стержню. Далее наступает перегрев металла в зоне
сварки, что связано с уменьшением прочности соединения и умень-
шением стабильности прочностных показателей (больший разброс
результатов испытания).
Типовая зависимость Рра3р = P(ke) хорошо подтверждается
данными экспериментов (фиг. 2).
В области равнопрочности, судя по данным экспериментов,
можно выделить более узкий участок «устойчивой равнопрочности».
На этом участке разброс результатов испытаний наименьший,
увеличение осадки стержней Л происходит плавно — имеется опре-
деленный «запас» на неточность в выборе режима. Оптимальный
режим сварки tonm следует по возможности выбирать на участке
устойчивой равнопрочности.
Ширина зоны устойчивой равнопрочности принята нами также
в качестве одного из показателей свариваемости стержней. Стержни
133
периодического профиля из стали марки Ст. 5 свариваются вполне
удовлетворительно, однако хуже, чем стержни из малоуглеродистой
стали : в первом случае участок устойчивой равнопрочности соеди-
нения имеет меньшую ширину, чем во втором.
Испытание
Фиг. 1. Типовая зависимость прочности точечного соединения
стержней от продолжительности протекания сварочного тока:
1 — вдавливание стержней; 2 — перерезание стержней при малом d3.
Рразр
кг
12000
10000
h мм
16 г 8000
12 6000
8 - ЬООО
k - 2000
0 2 4 6 8 10 12 tce сек.
Ркг
Фиг. 2. Влияние продолжительности протекания сварочного
тока на прочность точечного соединения стержней перио-
дического профиля (машина МТП-75, Р3 = 300 кг,
d3 = 40 мм, С71 = 380 в).
Ф16+416
h
134
Для стержней больших диаметров характер зависимости ос-
тается тот же.
Участку устойчивой равнопрочности соответствуют определен-
ные величины осадки стержней honm (табл. 1).
Таблица 1
Свариваемые стержни, d = 6 — 50 мм Оптимальная осадка относительно диаметра меньшего стержня
Гладкие из стали Ст. 3 (0,20 -т- 0,45) d
Периодического профиля из стали Ст. 5 (0,30 -г- 0,42) d
0
Фиг. 3. Схема определения величины
осадки :
а — стержни гладкого профиля;
б — стержни периодического профиля.
h*Zd-(a+b)
w При этих значениях осадки (фиг. 3), как показали испытания
специальных образцов, ослабления основного (растянутого) стержня
сваркой не происходит, даже
если этот стержень меньшего
диаметра.
Приведенные в табл. 1 зна-
чения honm для гладких стерж-
ней малых диаметров могут
быть повышены практически
без ущерба для прочности со-
единения до h= 1,0 d. Для
стержней больших диаметров
(более 30—40 мм) целесообразно
ориентироваться на меньшие из
указанных значений honm, при-
чем для гладких стержней боль-
ших диаметров за счет увели-
чения площади сварной точки
при пластической осадке ме-
талла можно в ряде случаев
допускать honm = (0,17 — 0,15) d,
не опасаясь потери равнопроч-
ности.
Если при постоянном зна-
чении tce изменять величину
тока, то мы можем получить
зависимость Рразр = P(Zce). Ха-
рактер ее примерно такой же,
как и зависимости Рразр = Р(1Св)>
т. е. имеют место три обла-
сти : увеличения прочности, равнопрочности и перегрева.
Опыт показал, что качественное соединение стержней из сталей
Ст. 3 и Ст. 5 может быть получено как на «жестких», так и на «мяг-
ких» режимах, например, стержни диаметром 16 + 16 мм хорошо
свариваются и на I и на VIII ступени машины МТП-75 (см. фиг. 2).
135
Хорошим показателем «жесткости» режима может служить
плотность тока. При точечной сварке, пересекающихся, стержней
проведено большое количество замеров площади сварной точки.
За плотность тока в сварной точке мы принимали отношение вели-
чины установившегося сварочного тока к некоторой усредненной
площади сварной точки, которая для равнопрочного соединения
численно равна площади сечения меньшего стержня.
Для получения качественного соединения пересекающихся
стержней диаметром от 3 до 70 мм из сталей марок Ст. 3 и Ст. 5
оказались приемлемыми значения плотностей тока в пределах
10—200 а/мм2.
Теоретически желательно производить сварку стержней на
более жестких режимах, так как при этом меньше затрата электро-
энергии на одну точку и выше производительность. Практически
сварка на больших плотностях тока (100—200 а/мм2) возможна
только для стержней малых и средних диаметров. Для стержней
крупных диаметров мощности имеющихся точечных машин • (до
500 ква) не позволяют достигать значений плотности тока более
30—50 а!мм2.
При сварке стали марки Ст. 5 имелись опасения потери прочности
соединения из-за закалки при «жестких» режимах или перегрева
металла при «мягких» режимах сварки. Этот вопрос был нами иссле-
дован на образцах различного диаметра.
Закалка металла в околоконтактной зоне для стержней из
стали Ст. 5 имела место только при очень коротких выдержках,
не входящих в «область равнопрочности». В этом случае наблюда-
лась мартенситная или сорбитная структура и значительное мест-
ное повышение твердости металла (до Нв = 420). В контактной зоне
твердость понижалась ввиду наличия узкой полоски обезуглеро-
женного металла. У образцов, сваренных при оптимальных значе-
ниях времени сварки, закалочных структур и повышения твер-
дости не наблюдалось.
Перегрев металла в околоконтактной зоне наблюдался уже
в пределах «области равнопрочности», но существенного влияния
на прочность соединения не оказывал. При выдержках под током,
больших, чем оптимальные, обычно связанных с сильным разогре-
вом всего сечения стержней и значительными осадками, зона пере-
гретого металла и степень перегрева увеличивались. Это приводило
к хрупкому разрушению соединения при испытаниях, понижению
прочности и большому разбросу результатов испытаний.
Исследования показали, что основной причиной сужения участка
устойчивой равнопрочности, т. че. ухудшения свариваемости стерж-
ней при переходе от стали Ст. 3 к стали Ст. 5 периодического про-
филя, является $ первую очередь повышенная склонность стали
Ст. 5 к перегреву и связанная с этим хрупкость соединения. Это
явление учтено нами при установлении рекомендаций по режиму
сварки стержней из стали Ст. 5. Учтена также возможность появ-
ления закалочных структур при слишком жестких режимах сварки
(табл. 2).
136
Таблица. 2
Свариваемые стержни Диаметр стержней d в мм Рекомендуемая плотность тока* в а}мм1
Гладкие из стали Ст. 3 3— 22 25—200 (500)
24—100 12 (10)—50
Периодического профиля из стали Ст. 5 6—22 24—90 25—100 20 (15)—50
* Большие плотности тока относятся к стержням меньшего диаметр а и наоборот. В скобках даны значения допустимой плотности тока.
Выбор оптимального значения «времени сварки». Выбор величины
сварочного тока при точечной сварке определяется (и ограничи-
вается для крупных стержней) мощностью машины. Из соображений
экономичности и производи-
тельности процесса обычно
выбирают наибольший воз-
можный ток, в то время как
величину «времени сварки»
можно варьировать в широ-
ких пределах в зависимости
от выбранного тока (ступе-
ни машины) и диаметра сва-
риваемых стержней. Исходя
из этих соображений, мы
стремились определить зави-
симость между оптимальным
временем сварки и диамет-
ром свариваемых стержней
при неизменном значении
тока. В основу построения
такого графика были поло-
жены графики зависимостей
Рразр = P(tce) для каждого
диаметра стержней, по кото-
рым определялись границы
«области равнопрочнрсти».
Сводный график tonm = t(d)
для случая сварки стерж-
ней периодического профиля
из стали Ст. 5 на VIII сту-
пени машины МТП-75 (ток
15 000—16000 а) представ-
лен на фиг. 4. Оптимальное
Фиг. 4. Зависимость оптимального
времени сварки точечного соединения
стержней периодического профиля из
стали Ст. 5 от их диаметра (машина
МТП-75, Рэ = 300 кг, d3 = 40 мм,
иг == 360--400 в).
137
время сварки соответствует на графике величине ординаты области
равнопрочности для соответствующих диаметров свариваемых стерж-
ней. Опытная зависимость tonm = t(d) имеет параболический ха-
рактер :
^опт = >
где tonm — оптимальное время сварки в сек.;
Mt — коэффициент трка, постоянный при сварке на данной
ступени машины;
d — диаметр стержней в см.
Построенные на основании указанной выше формулы графики
для I и УШ ступеней машины МТП-75 показывают вполне удов-
летворительное совпадение опытных и расчетных данных. Такое
же совпадение было получено для соединений гладких стержней
из стали Ст. 3. В этом случае показатель степени параболы оказался
равным 4 (табл. 3).*
Изменение показателя степени можно объяснить тем, что коэф-
фициент тепловодности для среднеуглеродистой стали (Ст. 5) меньше,
чем для малоуглеродистой, поэтому и потери тепла за счет тепло-
отвода растут с увеличением диаметра стержней менее интен-
сивно.
Таблица 3
Арматурные стержни диаметром d = 6 4- 50 мм Расчетная формула Коэффициент тока Mi (машина МТП-75)
I ступень VIII ступень
пределы значений среднее значение пределы значений среднее значение
Гладкие из стали Ст. 3 tonm = М[ d* 1 1,2—1,8 1 1,50 0,3—0,6 0,45
Периодического профиля из стали Ст. 5 .. tonm ~ d3»6 2,4—2,8 2,60 0,6—0,8 0,70
Влияние усилия сжатия и диаметра электродов. Усилие сжатия
и размер контактной поверхности электродов влияют как на харак-
тер пластического деформирования стержней в зоне сварки, так и
на величину их электрического сопротивления. Изменение переход-
ных, а в некоторой степени и собственных сопротивлений стержней
вблизи контактов вследствие изменения площади контакта отра-
жается на условиях нагрева металла в зоне сварки. Величина кон-
тактных поверхностей влияет также на интенсивность тепло-
отвода от стержней в электроды.
* Предполагается, что с ростом диаметра стержней d усилие сжатия
Рэ и диаметр электродов d9 увеличиваются в соответствии с приведенными
ниже рекомендациями. Допускаемые без изменения режима колебания
напряжения в сети должны быть не более + 5%.
138
Зависимость прочности соединения от усилия сжатия Рр^р =
= Р(Р9) хорошо обнаруживается при сварке на несколько пони-
женных режимах, например, при выдержках под током меньших,
чем tonm (фиг. 5). Прочность оказывается пониженной как при слиш-
ком малых усилиях сжатия, так и при слишком больших, причем
Фиг. 5. Влияние величины усилия на электродах на
прочность точечного соединения стержней периоди-
ческого профиля из стали Ст. 5 (машина МТПГ-500,
XV ступень, d3 = 90 мм, tce = 20 сек., = 380 в).
характер зависимости одинаков для стержней из сталей Ст. 3 и
Ст. 5.
При удельных давлениях сжатия менее 0,2 кг/мм2 контактное
сопротивление велико и сильный местный нагрев стержней при-
водит к появлению большого количества расплавленного металла.
Этот жидкий металл перегревается, но выдавливается недостаточно,
что приводит к наличию в контактной зоне пористости и загряз-
нений, снижающих прочность соединения. В изломе сварной точки
видна рыхлость металла и крупнозернистое строение. При малых
удельных давлениях, даже в условиях незначительной плотности
тока, могут наблюдаться «выплески» металла, также снижающие
прочность соединения.
При давлениях сжатия более 3—3,5 кг/мм2 расплавленный
металл в соединении может почти не образовываться, особенно при
плотностях тока меньше 40—50 а/мм2. Сварка идет практически
на режиме сопротивления без всякого выдавливания грата. Стержни
разогреваются до пластического состояния и мягко вдавливаются
один в другой. Качество соединения оказывается пониженным
вследствие образования сплошной или частичной окисной пленки
в контактной зоне, т. е. вследствие непровара. В изломе такой
сварной точки после испытания на отрыв окислы видны невооружен-
ным глазом.
Выбор пределов допускаемых усилий сжатия зависит от «жестко-
сти» режима (табл. 4).
139
Таблица 4
Плотность тока в а/мм1 Давление сжатия в кг/мм ’
Менее 20 20—50 0,3—2,0 1,0—3,0 Более 2,0—5,0
Более 50
Для стержней периодического профиля из стали Ст. 5 давления
сжатия целесообразно назначать на 10—20% выше, чем для гладкой
стали Ст. 3.
Следует отметить, что указанные рекомендации даны исходя из
технологических особенностей процесса, без учета влияния жест-
кости соседних узлов при сварке конструкции. В последнем случае
необходимо в зависимости от характера арматурного изделия брать
более высокие значения Рэ,
Для стержней больших диаметров весьма целесообразным явля-
ется применение переменного давления. Нагрев производится сна-
чала с малым давлением 0,2—0,4 кг/мм2; при этом контактное
сопротивление велико и к. п. д. сварочной цепи наибольший. Затем
после обеспечения примерно 70—80% оптимальной осадки прикла-
дывается под током ковочное давление величиной до 10 кг/мм2 и
более, которое выдерживается несколько секунд. Применение пере-
менного давления позволяет несколько уменьшить требуемую вы-
держку под током и обеспечить более высокое качество сварного
соединения.
Нами применялись в работе электроды цилиндрической формы
с плоской рабочей поверхностью. Такая форма электродов вполне
себя оправдала. Выбор диаметра электрода также зависит от жест-
кости режима сварки.
Наиболее целесообразно рекомендовать диаметр электродов:
d9 = (1,5 2,5) d,
где d — диаметр меньшего стержня соединения.
Для стержней малых и средних диаметров, которые свариваются
обычно на жестких режимах, следует брать большие диаметры
электродов. В частности, для машины МТП-75 при сварке стержней
диаметром от 3 до 24 мм мы с успехом применяли электроды диа-
метром 40 мм. При мягких режимах сварки, когда условия охлаждения
электрода лучше, диаметр его может быть уменьшен вплоть до
величины, равной диаметру меньшего из свариваемых стержней.
Высота цилиндрической части электрода для лучшего отвода тепла
должна быть примерно равна диаметру электрода.
Методика окончательного выбора режима сварки. Изложенные
выше данные по влиянию основных параметров режима сварки на
прочность соединения касались самого простого вида соединения :
140
из двух стержней одинакового диаметра, пересекающихся под
углом 90°, свариваемых без шунтирования.
Такое соединение условно можно называть «исходным соеди-
нением». Режим сварки для произвольного узла пересекающихся
стержней целесообразно определять, основываясь на предварительно
найденном режиме сварки «исходного соединения», в котором диа-
метры стержней равны диаметру самого меньшего стержня исследуе-
мого узла. Основывается это на том, что прочность сварной точки
узла определяется главным образом диаметром меньшего стержня.
Оптимальный режим сварки «исходного соединения» можно
условно называть «исходным» режимом сварки (например, для
узла 60 + 30 + 60 «исходный» режим будет назначаться по соеди-
нению 30 + 30).
Нами были проведены подробные исследования влияния на
прочность соединения пересекающихся стержней всех перечислен-
ных выше конструктивных факторов (разности в диаметрах, числа
стержней, угла пересечения, контура шунтирования).
Краткие выводы по ним излагаются ниже.
1. При уменьшении угла расположения стержней в узле в пре-
делах от 90 до 30° режим точечной сварки может оставаться неиз-
менным.
2. Допустимое без изменения исходного режима различие в
диаметрах свариваемых стержней зависит от жесткости режима :
чем жестче режим, тем больше допустимое различие в диаметрах
стержней (табл. 5).
Таблица 5
Плотность тока (по меньшему стержню) Допустимое в пределах »исходного< режима сварки соотношение диаметров
Более 15 До 1,5
„ 50 „ 2
„ 90 „ з
„ 250 „ 4
Соединения из стержней разных диаметров сваривались нами
в пределах от 6 + 24 мм до 40 + 90 мм, что позволило хорошо
проверить предлагаемые в табл. 5 рекомендации.
3. Узел из трех стержней может быть, как правило, сварен на
том же или меньшем режиме, что и «исходное соединение» из двух
стержней диаметра, равного диаметру меньшего (обычно среднего)
стержня узла. Такое соединение работает как двухсрезное, и опти-
мальная осадка на каждый стержень составляет здесь г/2 от осадки
обычного соединения. Это положение проверено нами на соеди-
нениях со стержнями диаметром от 10 + 10 + 10 мм до 50 + 50 + 50 мм
на точечных машинах разной мощности и полностью подтверж-
141
дено. При выборе усилия сжатия в данном случае следует особо
учитывать влияние жесткости соседних узлов и вносить соответствую-
щие поправки.
При большем количестве стержней в узле (несущие каркасы)
требуется увеличение теплового режима сварки, прямо пропорцио-
нальное количеству свариваемых стержней.
4. При правильно подобранном давлении сжатия надежным
показателем прочности соединения является осадка стержней.
Целесообразно рекомендовать текущий контроль качества точечной
сварки стержней по величине минимально допустимой осадки
(табл. 1). Если требование равнопрочности соединения стержней
будет заменено требованием работы до предела текучести стержня,
то величина оптимальной осадки соответственно уменьшается.
Выборочный контроль образцов следует производить «на срез»
по предложенной методике [3] и в виде технологической пробы
«на отрыв» для стержней из стали Ст. 3.
Результаты исследований и приведенные здесь рекомендации
позволяют определить режим сварки для любого из практически
встречающихся в настоящее время соединений пересекающихся
стержней применительно к нужной точечной машине. Широкая про-
изводственная проверка предлагаемой методики позволит уточнить
найденные показатели и расширить пределы их применения.
ЛИТЕРАТУРА
1. Кочанове к и й Н. Я., Машины для контактной электросварки,
Госэнергоиздат, 1954.
2. Гельман А. С., Технология контактной электросварки, Машгиз,
1952.
3. Волченко В. П., Разработка методов испытания сварных соеди-
нений пересекающихся стержней, «Сварочное производство» № 6, 1955.
Доц. Г. В. НЕДЗВЕЦКИЙ
(Бежицкий институт транспортного машиностроения)
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА ОЦИНКОВАННЫХ СТАЛЕЙ
Контактная электросварка оцинкованных сталей, главным обра-
зом точечная и шовная, имеет большой практический интерес.
Плакированные цинком тонколистовые стали широко применяются
в промышленности при изготовлении узлов внутреннего оборудо-
вания изотермических вагонов, например, баки потолочного охлаж-
дения, конденсационные лотки и щиты, люки, бункеры, полы и др.
В настоящее время основным видом соединения служит фаль-
цовка и пайка оловом.
Область применения контактной шовной сварки очень большая.
В 1956 г. освоена и внедрена шовная сварка только баков потолоч-
ного охлаждения из оцинкованных сталей суммарной толщины
2 + 3 мм. Процессы, происходящие при контактной сварке оцинко-
ванных сталей, в литературе глубоко не освещались, тогда как
производство требует более широкого применения шовной сварки
для замены устаревших способов соединения фальцовкой и пайкой.
Перед нами была поставлена задача проверить электродный
материал, который может обеспечить наилучшее качество сварки
при минимальном повреждении покрытия сварных соединений в
местах приложения электродов, и установить режимы сварки,
которые обеспечивали получение удовлетворительного качества
сварки.
Для этой цели были произведены опыты по сварке оцинкован-
ных листов электродами из различных материалов :
1) красной меди ;
2) серебра ;
3) медно-серебряного сплава (60% Ag + 40% Си);
4) медно-цинко-серебряного сплава (30% Си + 25% Zn + 45%Ag);
5) никеля ;
6) вольфрама ;
7) медно-вольфрамового сплава (60% Си + 40% W);
8) стали.
Кроме того, были проведены опыты по искусственному увели-
чению контактного сопротивления (были испробованы титановый
концентрат, ферромарганец, ферротитан, различные руды, графит
и др., из которых приготовлялся порошок и составлялись пасты).
Наилучшее качество сварки было получено при серебряных и
медно-серебряных электродах, но так как этот сплав дефицитный
143
и имеет небольшое преимущество перед медными электродами,
дальнейшие опыты по сварке оцинкованных сталей производились
только медными электродами.
В работе большое внимание было уделено исследованию электри-
ческого контактного и общего сопротивления между электродами
как при точечных, так и при роликовых электродах, а также было
изучено влияние скорости вращения роликовых электродов на
величину контактного сопротивления.
Для этой цели была изготовлена пневматическая установка для
исследования электросопротивления между электродами, приводом
которой является механизм машины АШП-25.
Схема установки представлена на фиг. 1. По замеренным паде-
ниям напряжения и силе тока вычислены электросопротивления
Фиг. 1. Схема установки для исследования электро-
сопротивления между электродами:
1 — ролики; 2 — исследуемые листы; 3 — цилиндр давления;
4 — электродвигатель; Б — источник постоянного тока.
и по полученным данным на фиг. 2 и 3 построены зависимости электро-
сопротивления от давления электродов. Кривые показывают, что
с увеличением давления электродов сопротивление уменьшается.
С увеличением скорости вращения электродов электросопротивления
увеличиваются тем больше, чем больше толщина исследуемых
листов. Опыты показали, что электросопротивления оцинкованных
листов как контактные, так и общие значительно меньше по сравне-
нию с неоцинкованными листами.
Листы оцинкованной стали исследовались толщиной 0,5 + 0,5,
1 + 1 и 2 + 3 мм и размером 200x500 мм.
Большинство опытов повторялось от 3 до 8 раз. Опыты пока-
зали, что величина перекроя (нахлеста) и расположение листов
между электродами не оказывают существенного влияния как на
контактные, так и на переходные сопротивления. Цинк как более
мягкий металл при давлении электродов улучшает электросопротив-
ление, кроме того, проводимость цинка примерно в 2 раза лучше
стали, чем и объясняется меньшее контактное сопротивление оцинко-
ванных листов по сравнению с неоцинкованными.
144
Для исследования
влияния электросопро-
тивления контакта на
прочность была изго-
товлена специальная ус-
тановка, которая по-
зволила измерять со-
противление как до
сварки, так и после
сварки, не нарушая по-
ложения свариваемых
объектов между элек-
тродами.
Для этой цели в ус-
тановке были преду-
смотрены быстродейст-
вующие замыкатели то-
ка как во вторичной це-
пи сварочной машины,
так и в цепи постоян-
ного тока. Опыты по-
казали, что прочность
сварки и начальное
сопротивление листов
в холодном состоянии
Фиг. 2. Зависимости общего электросопро-
тивления листов малоуглеродистой стали и
оцинкованной от давления между ролико-
выми электродами, 0 = 160 мм, в = 5,2 мм.
между электродами взаимосвязаны.
При неизменном режиме свар-
ки прочность разрыву больше у
тех образцов, которые имели боль-
шее электросопротивление кон-
такта. Это сопротивление после
сварки листов толщиной 1 + 1 мм
уменьшается в 10—20 раз, сила
тока изменялась от 8600 до 11000 а,
а прочность на точку увеличилась
с 200 до 500 кг.
Прочность сварки оцинкован-
ных листов значительно ниже, чем
неоцинкованных.
Результаты опытов сварки ли-
стов толщиной 1 + 1 мм пред-
ставлены кривыми прочности раз-
рыву точки в зависимости от силы
тока на фиг. 4, причем зависимо-
Фиг. 3. Зависимости контактного со-
противления оцинкованных листов
от давления роликовых электродов,
0= 160 мм, в =5,2 мм при раз-
личных скоростях вращения (кри-
вые построены по средним данным)
сти построены для хромирован-
ных никелированных и оцинко-
ванных листов толщиной 1 + 1 мм.
Последние сварены при продолжи-
тельности 0,18 и 0,4 сек.
10 217
145
Причиной меньшей прочности оцинкованных листов следует объяс-
нить следующее:
1. Контактное сопротивление оцинкованных листов значительно
меньше, чем неоцинкованных, вследствие этого количество тепла
выделяется меньше.
2. Цинковое покрытие в металле сварной точки частично рас-
творяется в стали и тем самым снижает прочность сварки.
Особенности режимов сварки оцинкованных листов состоят
в том, что сила тока и давление электродов должны быть значительно
больше по сравнению со сваркой не-
оцинкованных листов. Оцинкован-
ные листы толщиной 0,5 + 0,5 мм
успешно свариваются на ма-
шине АШП-25 на V—VI ступенях
при давлении 200 кг, скорость
сварки 1 м/мин, частота прерыва-
ния тока 500 на 1 м при ПВ=40%.
Этот режим обеспечивает плот-
ность и прочность сварки, но цин-
ковое покрытие под электродами
нарушается с частичным образо-
ванием латунного покрытия по-
верхности шва.
Латунирование шва происхо-
дит вследствие образования спла-
ва цинка из покрытия с медью
электрода. Контактная поверх-
ность электродов покрывается се-
рым налетом перегретого цинка.
Опыты показали, что удовлетво-
nu и
Фиг. 4. Характеристики прочности
точки в зависимости от ступеней
машины АТМ-50:
1 — хромированные, t = 0,18 сек.; 2 — ни-
келированные, t = 0,18 сек.; 3 — оцинко-
ванные, t= 0,4 сек.; 4 — неоцинкованные,
t = 0,18 сек.; 5 — оцинкованные,
t = 0,18 сек.
рительная шовная сварка оцинкованных листов получается только
с прерывателем тока. Непрерывная шовная сварка дает неудовле-
творительные результаты.
Оцинкованные листы толщиной 1 + 1 мм даже на VIII ступени
машины АШП-25 имеют недостаточный провар и удовлетворительно
свариваются на машине МППБ-150 на III—V ступенях при скорости
сварки 1 м/мин.
Оцинкованные листы толщиной 2 + 3 мм удовлетворительно
свариваются на VII и VIII ступенях машины МШПБ-150, сила тока
составляла 26—30 тыс. а, давление электродов 3,8 атм, импульс
6, пауза 4, нагрев 16. При увеличении давления электродов до 4,5 ат
шов становится слабо проварен. Это указывает на то, что мощность
машины МШПБ-150 для сварки оцинкованных листов толщиной
2 + 3 мм недостаточна, так как провар достигается за счет увели-
чения контактного сопротивления путем снижения давления. По-
верхность шва листов толщиной 2 и 3 мм и электродов покрывалась
налетом темно-серого цвета, причем латунирование поверхности шва
не наблюдается.
Свариваемые листы толщиной 2 и 3 мм оцинкованы ванным
146
Фиг. 5. Образец для испытания сварных соединений.
Фиг. 6. Микроструктура металла шва. х82.
горячим способом, толщина цинкового покрытия составляла 27-35 мк,
а листы толщиной 0,5 м/мм оцинковывались гальваническим
способом.
Прочность сварных образцов испытывалась на разрыв, а плот-
ность сварки проверялась путем сварки двух квадратных листов
по контуру размером 300x300 мм.
Один лист имел отверстия с приваренным ниппелем для по-
дачи сжатого воздуха (фиг. 5). Металл шва состоит из расплав-
ленной феррито-перлитовой структуры столбчатого строения (фиг.
6), переходящей через зону нормализованного металла к основному.
После исследования качества сварки была разработана и с
марта 1956 г. внедрена технология сварки баков потолочного охлаж-
дения. Для этой цели по рекомендации института Брянским паро-
возостроительным заводом переделано специальное приспособление,
которое предусматривает установку баков более тонким листом
к верхнему электроду большего диаметра, с целью получения одина-
кового нагрева поверхности листов под электродами.
Так как швы находятся в разных плоскостях, то приспособление
приварено к штоку пневматического цилиндра. В процессе сварки
рабочий управляет подъемом бака. Общая длина швов баков около
9,5 м. Приспособление установлено на катках и используется для
транспортировки баков из пролета цеха в отделение, где установлена
шовная машина.
ВЫВОД
Контактная точечная и шовная сварка оцинкованных сталей
требует повышенной силы тока и давления электродов по сравнению
со сваркой неоцинкованных сталей.
При правильно разработанном технологическом процессе сварки
можно успешно сваривать сложные узлы из оцинкованных листов
повышенных толщин суммарно до 6 мм.
Канд. техн, наук доц. К. И. ЗАЙЦЕВ
(Алтайский сельскохозяйственный машиностроительный институт)
ИЗ ОПЫТА СВАРКИ КОМПЕНСАТОРОВ
Распространенным дефектом при сварке являются трещины.
Они могут появляться как непосредственно в процессе сварки, так
и значительно позже. Причиной образования в наплавленном металле
горячих трещин или кристаллизационных является резкое сниже-
ние пластических свойств металла при температурах солидуса, так
называемый верхний провал пластичности — ВПП (фиг. 1) [2].
При известных условиях такие трещины могут быть в околошовной
зоне.
Фиг. 1. Схема изменения пластичности металла и закон
протекания упругопластических деформаций в процессе
охлаждения металла околошовной зоны после сварки.
По оси ординат—пластичность и величина деформации ;
по оси абсцисс—температура и время.
В околошовной зоне закаливающихся сталей чаще появляются
так называемые холодные трещины, причиной которых является
снижение пластичности металла зоны при ее охлаждении ниже
температуры, соответствующей началу распада аустенита в усло-
виях непрерывно протекающих упругопластических деформаций
[3], [4]. Это снижение пластичности можно назвать нижним про-
валом пластичности НПП в отличие от провала пластичности при
высоких температурах кристаллизации. Соотношение размеров НПП
и значений производных от деформации по времени и темпера-
туры определяет прочность металла ниже температур начала
распада аустенита.
149
Если ниже указанных температур скорость деформации
</Д
или нарастает при определенных параметрах НПП и величина
деформации превышает деформационную способность металла, кри-
вая деформации 2 пересечет линию, характеризующую пластич-
ность металла П, и в этом случае образуется трещина (фиг. 2, а).
Если закон нарастания упругопластических деформаций таков, что
линии деформации 1 и пластичности П не пересекаются, то трещин
не образуется.
Фиг. 2. Схема образования трещин в околошовной зоне :
а — вследствие увеличения скорости протекания упруго пластических деформаций;
б — вследствие изменения параметров провала пластичности.
Значения названных величин могут быть найдены эксперимен-
тальным путем. Например, на фиг. 3 показан НПП околошовной
зоны стали ЗОХГСА в процессе ее охлаждения после сварки. Как
известно [4 ], для од-
Фиг. 3. Изменение пластичности околошовной
зоны стали ЗОХГСА при охлаждении послЬ
кого и того же ме-
талла в зависимости
от ряда причин, пред-
шествующей термо-
обработки, наличия
газовой фазы и т. д.,
параметры НПП мо-
гут меняться, и, сле-
довательно, при одних
и тех же скоростях
деформации в стали
возможно возникно-
сварки. вение или отсутствие
трещин (фиг. 2, б).
В общем случае затруднительно экспериментально определить
действительную критическую скорость деформации в НПП, при
повышении которой в металле околошовной зоны будет образовы-
ваться трещина.
150
Можно использовать косвенный способ определения критической
скорости деформации металла околошовной зоны путем принуди-
тельной ее деформации извне с заранее установленной эксперимента-
тором скоростью. Подобный метод, опробованный в 1952 г. [5],
позволил получить количественные показатели стойкости конструк-
ционной стали против образования холодных трещин при сварке
ее различными электродами.
В отличие от испытаний по определению стойкости против
образования «горячих трещин», когда интервал хрупкости четко
ограничивается зонами повышенной пластичности, в случае испыта-
ния на стойкость против образования «холодных трещин» нижняя
граница провала пластичности НПП строго не может быть названа.
В МВТУ А. В. Мордвинцевой доказано [6], что на протяжении
длительного времени, исчисляемого месяцами, в металле шва и
околошовной зоны протекают упругопластические деформации за
счет распада остаточного аустенита. При этом, очевидно, увеличи-
вается глубина НПП, и все это вместе может явиться причиной
образования трещин. Следовательно, испытания на стойкость про-
тив «холодных» трещин следует производить, деформируя металл
околошовной зоны с такой скоростью, при которой охватывался бы
не только диапазон температур от начала распада аустенита и до
комнатной, но включалось бы влияние и временного фактора распада
аустенита, т. е. металл необходимо принудительно деформировать
и после полного остывания сварного образца.
Для изделий из закаливающихся сталей, которые после сварки
подвергаются последующей 1ермообработке (отпуску, отжигу и
т. д.) или при приближенном определении стойкости против образо-
вания трещин в околошовной зоне, нижнюю температурную или
временную границу НПП можно условно установить, исходя из
конкретных соображений.
В таком случае принудительную деформацию при испытании
можно производить от начала распада аустенита до условной гра-
ницы, которой может быть, например, комнатная
Подобная методика была
принята нами при определе-
нии стойкости стали ЗОХГСА
в процессе отработки тех-
нологии сварки компенсато-
ров.
Каждый компенсатор рас-
членялся на узлы — «кала-
чи» (фиг. 4). «Калач» свари-
вался поперечным швом из
двух цельнотянутых труб-
полуколец толщиной 2 мм.
По первоначальному техно-
логическому варианту к об-
разовавшемуся трубному
кольцу электродом ЦМ-7с •
температура.
а)
б)
Фиг. 4. Сечение узла компенсатора —
«калача»: у
а — первоначальный технологический вариант;
б — окончательный вариант.
151
диаметром 4 мм приваривались две обечайки-царги 2 (фиг. 4, а)
из стали 20 толщиной 10 мм.
Для проверки плотности швов к царгам приваривалась кольце-
вая камера 3, после чего накладывались швы 5.
Еще в процессе сварки в околошовной зоне швов 4 и 5 по трубе
раскрывались трещины протяженностью 200—250 мм. Их раскры-
тие сопровождалось характерным звуком, свойственным хрупкому
разрушению. Заварка этих трещин электродом с обмазкой ЦМ-7с
вызывала появление новых трещин рядом с новым швом.
Причиной появления трещин являются, очевидно, процессы
подкалки зоны термического влияния, усугубленные повышенной
жесткостью узла и сваркой электродом с обмазкой, характерной
интенсивным газовыделением.
Решено было проверить стойкость стали ЗОХГСА против образо-
вания трещин в околошовной зоне при сварке электродами с обмаз-
кой, образующей кислые шлаки и обладающей повышенным газо-
выделением и электродами с обмазками, образующими основные
шлаки. Представителем первой группы был взят электрод с обмаз-
кой ЦМ-7с, а второй — электрод УОНИ-13/55.
Определялась стойкость при свар-
ке электродом с прутком из аусте-
нитной стали типа 18-8 с обмазкой
ЦТ-1.
Разработанный для испытания
на стойкость против образования
трещин в околошовной зоне образец
в некоторой степени копирует реаль-
ное сварное соединение (фиг. 5).
Анализ термического цикла око-
лошовной зоны позволил установить,
что начало распада аустенита соот-
ветствует приблизительно 400° С,
Фиг. 5. Конструкция образца для
определения стойкости околошов-
ной зоны против образования тре-
щин при сварке.
или полторы минуты спустя после окончания
сварки образца. Испытание этих образцов про-
изводилось в специальном приспособлении
(фиг. 6). В приспособлении по шаблону под углом
55° к пластинке 1 из стали 20 толщиной 10 мм
приваривалась электродами диаметром 4 мм в
один проход пластинка 2 толщиной 2 мм из
стали ЗОХГСА. Время сварки каждого образца
составляло 22 сек. Спустя полторы минуты по
окончании сварки пластинка из стали ЗОХГСА
при помощи захватывающей штанги 3 начинала
отгибаться.
Каждому образцу соответствовала своя ско-
рость деформации, постоянство которой при
эксперименте контролировалось путем изме-
рения скорости . перемещения конца штанги.
Образцы деформировались в течение 6 мин.
Фиг. 6. Приспособле-
ние для определения
z стойкости околошов-
' ной зоны против об-
разования трещин
при сварке.
152
каждый, за это время температура в околошовной зоне падала с
400 до 100° С.
После окончания деформации образец осматривался, и в прото-
коле фиксировалось наличие или отсутствие трещины в околошовной
зоне в зависимости от скорости пере-
мещения конца захватывающей штан-
ги в температурном интервале 400—
100° С. Результаты экспериментов
сведены в график (фиг. 7).
Критические скорости деформа-
ции, т. е. такие скорости переме-
щения конца рычага, при которых
в деформирующейся околошовной
зоне стали ЗОХГСА появлялись тре-
щины при сварке электродом с обмаз-
кой ЦМ-7с была 15 мм/мин, при
сварке электродом УОНИ-13/55 —
50 мм/мин, при сварке электродом
с прутком из аустенитной стали
критическая скорость составила
130 мм/мин.
Полученные данные и являются
количественными показателями стой-
кости околошовной зоны против об-
разования «холодных» трещин или,
точнее, их частного случая, так на-
зываемых «теплых» трещин. «Теплы-
ми» трещинами в литературе иногда
называют трещины, которые обра-
зуются в период остывания швов
Фиг. 7. Результаты определения
стойкости металла околошовной
зоны: ф — образование трещин
в околошовной зоне; Q — от-
сутствие трещин в околошовной
при температурах, значительно зоне,
меньших температуры солидуса [1].
Так как компенсаторы после сварки должны были подвергаться
термообработке, то наибольшую опасность представляли трещины,
образующиеся при остывании, — «теплые».
Из фиг. 7 видно, что лучшей стойкостью против образования
трещин в околошовной зоне сталь ЗОХГСА обладает при сварке
электродом с аустенитным прутком, при этом показатель стойкости
Б = 130 мм/мин. Заварка таким электродом ранее образовавшихся
при сварке электродом ЦМ-7с трещин в околошовной зоне возникно-
вения новых в компенсаторе не вызвала.
Но попытка сварить весь «калач» при помощи аустенитного
электрода с обмазкой ЦТ-1 окончилась неудачно, так как при нало-
жении прихваток и швов 5 (фиг. 4, а) в них возникали «горячие»
трещины. Это объясняется тем, что наплавляемый металл разбавля-
ется основным, и, как следствие, стойкость против горячих трещин
его падает.
Из фиг. 8 ясно, что показатель стойкости для первого слоя ниже,
нежели показатель стойкости второго валика, наплавленного на
153
первый. Химический состав первого и второго приведен в таб-
лице.
Химический состав С Si Мп Сг Ni Мо S Р
Первого слоя 0,14 0,50 1,51 14,76 10,77 0,40 0,023 0,012
Второго слоя 0,13 0,55 1,66 17,30 12,93 0,36 0,023 0,010
Как видно в данном случае, чем менее влияние основного металла
на наплавленный, тем выше показатель стойкости.
ф Ф
• ф ф ф ф
• •• офо
ОФФО ООО
ООО ООО
ООО о
ий балик 2-й валик
Фиг. 8. Изменение стойкости
наплавленного металла про-
тив образования горячих
трещин в зависимости от
порядка наложения шва.
• — образование горячей трещины
при испытании; О — отсутствие
горячей трещины при испытании.
Из условий сохранения компенсирую-
щих свойств сварка узлов компенсатора в
несколько слоев не допускалась, поэтому
от аустенитных электродов пришлось
отказаться. Показатель стойкости стали
ЗОХГСА при сварке электродами УОНИ-
13/55 выше, нежели при сварке электрода-
ми ЦМ-7с (см. фиг. 7). Сварка электродами
УОНИ-13/55 позволила получать соедине-
ния, как правило, почти без трещин.Чтобы
избежать появления трещин совсем, цар-
ги стали приваривать без камеры 3.
Кроме того, труба 1 (фиг. 4, б) перед
приваркой царг разрезалась изнутри по
всей окружности. Это мероприятие, ве-
роятно, в значительной степени снизило
скорости деформаций при остывании ни-
же температур, соответствующих началу
распада аустенита, и трещины были пред-
отвращены. Таким образом, анализ стой-
кости околошовной зоны помог откор-
ректировать технологию сварки важ-
ного объекта.
Данный пример из опыта сварки компенсаторов еще раз показы-
вает, что методика МВТУ имени Баумана по определению коли-
чественных показателей стойкости против образования горячих
трещин в наплавленном металле путем деформации может быть
применена и для определения стойкости металла против образо-
вания трещин в околошовной зоне — холодных трещин.
ЛИТЕРАТУРА
1. Николаев Г. А., Образование трещин в сварных конструкциях,
журнал «Сварочное производство» № 12, 1955.
2. Прохоров Г. Н., Горячие трещины при сварке, Машгиз, 1952.
3. Прохоров Н. Н., Л ю б ал и н П. М., К вопросу о прочности метал-
лов в процессе сварки, ж. «Автогенное дело» № И, 1948.
154
4. Зайцев К. И., Изменение механических свойств металла в условиях
имитированного сварочного цикла. Сборник МВТУ, «Вопросы прочности и
технологии сварки» № 37, Машгиз, 1955.
5. Зайцев К. И., Методика определения стойкости металла около-
шовной зоны против образования трещин при сварке, Сборник АИСХМ,
1956.
6. Мордвинцева А. В., Деформация сварных конструкций со
временем. Сборник МВТУ, «Вопросы прочности и технологии сварки»
№ 37, 1955.
Канд. техн, наук Ф. И. ПЕТРЕНКО
(Укрдортранс)
ПРИМЕНЕНИЕ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ
НАПЛАВКИ ПРИ РЕМОНТЕ КОЛЕНЧАТЫХ ВАЛОВ И ДРУГИХ
АВТОМОБИЛЬНЫХ ДЕТАЛЕЙ
Украинским научно-исследовательским институтом автомобиль-
ного транспорта и шоссейных дорог разработана новая технология
ремонта , деталей автомобиля автоматической электродуговой на-
плавкой, обеспечивающая высокую производительность и качество,
а также облегчающая труд рабочего.
В табл. 1 приведены детали цилиндрической и шлицевой группы,
которые являются основой для внедрения и расширения номенкла-
туры деталей, восстановленных автоматической наплавкой.
Таблица 1
Наименование деталей Существующий способ ремонта Новая технология ремонта
Коленчатый вал Металлизация или хромирование шеек Автоматическая элек- тродуговая наплав- ка шеек
Труба полуоси Ручная наплавка резь- бы и хромирование шеек То же — резьбы и шеек
Фланец вторичного вала Постановка втулок и обварка То же — места под маслосбрасываю- щую резьбу
Фланец ведущей кониче- ской шестерни Постановка втулок и обварка То же — места под сальник
Кулачковый распреде- лительный вал Хромирование шеек То же — шеек
Вал вторичный КПП Ручная наплавка резь- бы и шлицевых кон- цов То же — резьбы и шлицевых концов
Кулак разжимной перед- него и заднего тормоза Ручная наплавка ше- ек и шлиц То же — шеек и шлиц
Полуось заднего моста Контактная стыко- вая сварка, ручная наплавка То же — шлиц *
Шлицевой конец кардан- ного вала । Отрезка конца и при- варка нового То же
156
Рассмотрим вопросы восстановления одной из ответственных
деталей — коленчатого вала.
Основным видом ремонта шеек коленчатого вала является пере-
шлифовка их на последующий ремонтный размер.
В связи с большим количеством бракуемых коленчатых валов
по причине предельного износа шеек перед работниками авто-
ремонтного производства давно стоит вопрос о восстановлении
дорогостоящей детали технологически надежным и экономически
целесообразным способом.
Известен ряд способов восстановления шеек коленчатых валов:
1. Металлизация на рваную резьбу или поверхность, подготовлен-
ную анодно-механическим способом.
2. Хромирование до ремонтного размера.
3. Нанесение слоя стали на шейки с последующим хромированием.
Как 2-й, так и 3-й указанные способы являются сложными и
дорогими.
Металлизация шеек экономически выгодна, но этот способ имеет
существенные недостатки, так, например: напыленный слой металла
обладает хрупкостью, плохо сопротивляется ударным нагрузкам
и слабо сцепляется с основным металлом/
В результате указанных недостатков при обработке шеек по-
являются трещины и разрушение напыленного слоя.
При восстановлении коленчатых валов способом автоматической
электродуговой наплавки шеек к наплавленному металлу предъя-
вляются следующие требования:
1. Износостойкость шейки должна быть не ниже, чем шейки,
закаленной т.в.ч. нового коленчатого вала, изготовленного из
стали 45.
2. Наплавленный металл должен быть плотным, без пор, шлако-
вых включений и трещин.
Для предупреждения образования трещин в наплавленном и
основном металле и обеспечения высокой износостойкости металла,
наплавленного на шейки коленчатого вала, принята проволока с
пониженным содержанием углерода, легированная марганцем и
хромом, марки 13Г2Х.
Как показал^ опыты, коленчатые валы автомобильных двигате-
лей ЗИС-120 после наплавки шеек деформируются за счет усадки
наплавленного* металла, малой жесткости и сложной конфигурации
вала. Прогиб (биение) средней коренной шейки достигает 2 мм,
что требует операции правки вала.
После автоматической наплавки шеек коленчатых валов авто-
мобильных двигателей М-20 и ГАЗ-51 прогиб шеек находится в
допустимых пределах и не вызывает необходимости правки.
Для более равномерного распределения тепла в процессе на-
плавки и уменьшения деформации коленчатых валов была принята
последовательность наплавки, указанная в табл. 2.
Эксцентричность слоя наплавленного металла, обусловливаемая
прогибом вала в отдельных шейках при величине прогиба не более
2 мм, устранялась саморегулированием дуги.
157
Таблица 2
Коленчатые валы двигателей Последовательность наплавки шеек
коренных | шатунных
3 ИС-120 4—5—3—6—2—7—1 3—4—2—5—1—6
ГАЗ-51 3—2—4—1 3—4—2—5—1—6
М-20 3—2—4—1 1 2—3—1—4 ।
Оптимальный режим наплавки шеек коленчатого вала приведен
в табл. 3.
Таблица 3
Поляр- ность Величина тока на дуге в а Напря- жение на дуге в в Скорость сварки в м!час Скорость подачи прово- локи в м)час Диаметр прово- локи в мм Марка прово- локи Марка флюса
Обрат- ная 170—190 24—26 17,0-19,0 137 1,6 13Г2Х АН- 348А мелкой грану- ляции
Коленчатые валы перед наплавкой должны быть очищены от
масла, грязи и ржавчины. Масляные каналы тщательно промываются
керосином.
После очистки определяется наличие трещин магнитным дефекто-
скопом, и при отсутствии трещин вал поступает на установку для
автоматической наплавки шеек.
Установка представляет переоборудованный токарный станок
с высотой центров до 320 мм и расстоянием между центрами до
1200 мм в сочетании с полуавтоматом ПШ-54 или ПШ-5, обеспе-
чивающим подачу проволоки.
Полуавтомат с пультом управления и бункером для флюса мон-
тируется на суппорте. Установки питаются сварочным током от
генератора типа СМГ-2Г или ПС-300 и оборудованы вытяжной
вентиляцией.
На установке можно производить также автоматическую электро-
дуговую наплавку автомобильных деталей как шлицевой, так и
цилиндрической группы.
Перед наплавкой коренных шеек на первую шейку надевается
флюсоудерживатель, и вал устанавливается в центрах станка.
Каждая пара устанавливается на станке в центросместителях.
Отверстия для смазки в коренных и шатунных шейках плотно
закрываются пробками из асбеста, утопленными на глубину до
10 мм. После этого шейка подогревается до температуры 280—300°
при вращении вала.
158
Вначале за один оборот шпинделя при выключенном суппорте
производится наплавка правой и левой галтели шейки; затем по
винтовой линии при включенном суппорте с шагом подачи 4 мм
наплавляется цилиндрическая поверхность шейки, чем обеспечи-
вается перекрытие валика на 40—50%. Шлаковая корка в процессе
наплавки удаляется сварщиком легкими ударами зубила-ручника.
Мундштук автомата при наплавке галтелей устанавливается
под углом 60—65°, а при наплавке цилиндрической поверхности —
под углом 90° к оси вала. Расстояние от наконечника мундштука
до поверхности шейки (вылет электрода) равно 14—16 мм. Смеще-
ние мундштука с зенита в сторону, обратную вращению вала, должно
быть 5—7 мм.
Диаметр шеек после наплавки за один проход приведен в табл. 4.
Таблица 4
Коленчатые валы двигателей Диаметр шеек в мм
коренных шатунных
ЗИС-120 69,5—69,8 65,5—65,8
ГАЗ-51 67,8—68,0 54,8—55,0
М-20 67,8—68,0 54,8—55,0
После наплавки шеек коленчатый вал двигателя ЗИС-120 посту-
пает на правку, а затем на предварительную обработку. Биение
(прогиб) шеек перед обработкой не должно превышать по средней
коренной шейке 0,25 мм.
Предварительная обработка коленчатых валов производится
либо на анодно-механической установке, либо на токарном станке.
Диаметр и длина шеек после предварительной обработки’ при-
ведены в табл. 5.
Таблица 5
Коленчатые । валы двигателей 1 тт Диаметр шеек в мм Длина шеек в мм
коренных | шатунных коренных шатунных
ЗИС-120 66,8—67,0 62,5—62,8 Под номинал с припуском 0,3—0,6 мм 38,3—38,6
ГАЗ-51 64,8—65,0 52,0—52,3 Под номинал с припуском на шлифовку 0,3—0,6 мм
М-20 64,8—65,0 52,0—52,3 То же
После предварительной обработки шеек производится зенковка
масляных каналов; затем отверстия продуваются сжатым воздухом,
промываются керосином, и вал передается на термообработку.
Термообработка (нормализация и закалка) шеек коленчатых
валов осуществляется непрерывно-последовательным способом на
159
высокочастотной установке типа ГЗ-46. После термообработки
шеек коленчатый вал двигателя ЗИС-120 проверятся на биение,
которое перед шлифовкой не должно превышать по средней корен-
ной шейке 0,1 мм.
При наплавке шеек коленчатых валов автомобильных двигате-
лей ЗИС-120, ГАЗ-51 и М-20 высоколегированной проволокой марки
Св. 0X14 (ГОСТ 2246-54) термообработка шеек значительно упро-
щается и сводится к нагреву шеек после их наплавки до Т=250°
с охлаждением на воздухе.
Шлифовка и полировка шеек коленчатых валов по диаметру
и длине производится до номинальных размеров по технологии,
принятой на авторемонтных предприятиях.
Полированный вал поступает на магнитный дефектоскоп для
выявления трещин и подвергается общему контролю в соответствии
с техническими условиями на приемку.
Наплавленные по приведенной технологии опытные валы были
установлены на автомобили и находятся в эксплуатационной про-
верке, имея пробег свыше 35 000 км.
После пробега автомашин 6000, 16 000 и 30 000 км был произ-
веден замер шатунных шеек, износ которых по диаметру на каждые
1000 км пробега оказался равным 0,005—0,006 мм.
Таким образом, износостойкость шеек, наплавленных проволо-
кой марки 13Г2Х, не ниже износостойкости нового коленчатого вала
с шейками, закаленными т. в. ч.
Время, затрачиваемое на восстановление одного коленчатого
вала методом наплавки, и расход материалов приведены в табл. 6.
Таблица 6
Коленчатные Ьалы двигателей Общее время с учетом всех операций Общее время на наплавку шеек Основное (машина) время на наплавку шеек Расход материала в кг
проволоки флюса
ЗИС-120 12 час. 2 ч. 40 м. 1 Ч. 30 М. 3,3 5,0
ГАЗ-51 8 ч. 15 м. 1 ч. 30 м. 52 мин. 1,6 2,4
М-20 6 ч. 41 м. 1 ч. 15 м. 43 мин. 1,46 2,2
ВЫВОДЫ
1. Разработана и внедрена на авторемонтных заводах новая
прогрессивная технология ремонта автомобильных деталей.
2. Эксплуатационные испытания восстановленных коленчатых
валов доказали износостойкость наплавленных шеек не ниже износо-
стойкости коленчатого вала из стали 45 с закаленными шейками
т. в. ч.
3. Наплавленные шейки допускают перешлифовку их от номи-
нала на последующие ремонтные размеры.
Канд. техн, наук доц. И. А. ОЛЬШАНСКИЙ
(МЭИ)
АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ В ЗАЩИТНОЙ АТМОСФЕРЕ С ПОДАЧЕЙ
ПРИСАДОЧНОГО МЕТАЛЛА В ДУГУ
В настоящее время в промышленности для автоматической
дуговой сварки малых толщин применяются два метода : сварка
плавящимся электродом и сварка неплавящимся электродом. Оба
метода имеют следующие недостатки, ограничивающие их области
применения: при сварке плавящимся электродом, вследствие
значительной концентрации источника тепла, велика опасность
образования прожогов и поэтому невозможна сваркЗ на весу. Этот
способ позволяет осуществить автоматическую сварку малых тол-
щин лишь с применением подкладок. Но применение подкладок
не во всех случаях возможно. При сварке неплавящимся электро-
дом под флюсом качество сварного соединения во многом зависит
от физико-химических свойств флюса.
Сварка неплавящимся электродом осуществляется более распре-
деленным источником, что дает возможность при малых толщинах
производить сварку на весу. Последнее обстоятельство определяет
более широкое применение этого метода при сварке малых толщин.
Фиг. 1. Общий вид автоматической установки с подачей приса-
дочного металла в дугу :
I — сварочная головка для сварки неплавящимся электродом; II — механизм подачи при-
садочной проволоки; III — тележка для передвижения головки; IV — пульт управления.
11 217
161
Однако сварка неплавящимся электродом требует значительных
затрат времени на подготовку сварного соединения под сварку,
так как при этом методе сварка возможна лишь по предварительно
уложенной присадке или бортовому соединению.
Кроме этого, при сварке неплавящимся электродом малых тол-
щин требуется тщательная подгонка кромок изделия так, чтобы
зазоры в стыке отсутствовали или были минимальны.
В заграничной практике для сварки малых толщин находит
широкое применение автоматическая головка с подачей присадоч-
ного металла в дугу. Этот метод обеспечивает минимальные затраты
труда на подготовку изделия к сварке и обеспечивает высокое каче-
ство сварного соединения.
В нашей промышленности этот метод не находит должного рас-
пространения вследствие недостаточного опыта по сварке на таких
головках и отсутствия необходимого оборудования.
В сварочной лаборатории Московского энергетического инсти-
тута была проведена работа по сварке малых толщин с подачей
присадочного метал-
ла в дугу, с целью
изучения этого спо-
соба сварки.
Для этой цели бы-
ла изготовлена экс-
периментальная ав-
томатическая уста-
новка, общий вид
которой представлен
на фиг. 1.
Сварочная уста-
новка состоит из сле-
дующих узлов: сва-
рочной головки для
сварки неплавящим-
ся электродом, меха-
низма подачи приса-
дочной проволоки,
тележки для передви-
жения головки и
Фиг. 2. Головка для сварки неплавящимся
электродом НЭ-1.
пульта управления.
Сварочная голов-
ка для сварки непла-
вящимся электродом
имеет следующее ус-
тройство (фиг. 2).
Электродвигатель 1
постоянного тока
мощностью 30 вт при
помощи конических
шестерен передает
162
вращение на однозаходный червяк, вращающий червяное колесо 2,
которое жестко закреплено на оси втулки.
Внутри втулки имеется резьба, в которую ввинчивается верхняя
часть шпинделя 3. В результате вращения втулки шпиндель может
перемещаться в вертикальной плоскости. На конце шпинделя за-
креплен медный электрододержатель 4. В зависимости от назначе-
ния головка имеет два сменных электрододержателя — один для
сварки угольным электродом под флюсом и другой для сварки уголь-
ным или вольфрамовым электродом в защитной атмосфере. Для
перемещения электрода в поперечном направлении головка имеет
установочный винт. На кожухе шпинделя смонтированы два конеч-
ных выключателя, срабатывающих при перемещении ограничитель-
ной планки, укрепленной на шпинделе. Эти выключатели ограни-
чивают в определенном диапазоне вертикальное перемещение элек-
трода. Такая головка нашла применение в производстве для сварки
сталей малых толщин : при изготовлении кожухов конденсаторов,
при сварке весьма ответственных изделий из бронзы малой тол-
щины как угольным электродом под флюсом, так и вольфрамовым
электродом в среде аргона и гелия, при сварке разнородных метал-
лов и в других случаях.
Подающий механизм осуществляет подачу присадочной прово-
локи в дугу (фиг. 3). Подача электродной проволоки осуществляется
коллекторным двигателем постоянного тока с регулируемым числом
оборотов. Электродвигатель через редуктор, состоящий из одной
цилиндрической и одной червячной пары, размещенных в корпусе
механизма, приводит во вращение ведущий ролик. Скорость подачи
проволоки может меняться в среднем от 0,2 до 2 м/мин.
Присадочная проволока 1 прижимается к ведущему ролику 2
прижимным роликом 3, укрепленным в вилке. Сила нажатия ролика
может регулироваться натягом пружины и гайкой 4. Подача прово-
локи в дугу осуществляется через латунный изогнутый наконеч-
ник 5, который при помощи специального механизма 6 может пере-
мещаться вверх и вниз, приближаться или удаляться от неплавя-
щегося электрода, а также осуществлять поперечное перемещение.
Как показали опыты, применение в подающем механизме коллек-
торного двигателя с регулируемым числом оборотов приводит
к изменению скорости подачи проволоки в случае, если на проволоке
имелись изгибы, которые при прохождении латунного наконечника
создают дополнительное сопротивление, что приводит к изменению
числа оборотов двигателя и скорости подачи проволоки. Для того
чтобы обеспечить равномерную скорость подачи, проволока должна
быть ровной, а на подающем механизме установлена кассета с тор-
мозом, обеспечивающим равномерное натяжение проволоки в про-
цессе сварки.
Тележка для передвижения головки представляет собой шасси
на четырех колесах, на котором установлен трехфазный двигатель,
передающий вращение на ось ведущей пары колес через редуктор
и коробку скоростей.
Коробка скоростей и сменные шестерни в редукторе обеспечи-
!!♦ 163
вают ступенчатое изменение скорости сварки в пределах 6—70 м/час.
Включение рабочего .хода осуществляется фрикционным устрой-
ством с маховичком.
Фиг. 3. Вид сварочной головки с подающим механизмом.
Электрическая схема управления головкой (фиг. 4). Электри-
ческая схема управления головкой состоит из следующих основных
электрических цепей :
1. Цепь заданного напряжения поляризованного реле. Цепь
состоит из обмотки поляризованного реле Р[, электромагнитного
стабилизатора напряжения Ст, потенциометра П, селенового
выпрямителя Вг и фильтра, состоящего из дросселя Др и двух
конденсаторов С2 и С3.
Эта цепь дает на обмотке трехпозиционного поляризованного
реле типа РП-5 постоянное (эталонное) напряжение, которое нужно
164
получить на дуге. Поэтому важно, чтобы это эталонное напряжение
не зависело от колебаний напряжения питающей сети. Для устра-
нения влияния колебаний сети в схеме предусмотрен электромагнит-
ный стабилизатор напряжения Ст, который дает на выходе постоян-
ное напряжение; колебания напряжения во вторичной обмотке
последнего составляют 1 % при колебании напряжения сети __2б от
номинального.
Фиг. 4. Принципиальная электрическая схема
автоматического управления головкой.
П-образный фильтр, состоящий из двух конденсаторов С2 и С3
и дросселя, сглаживает пульсацию выпрямленного тока. Потенцио-
метр П дает возможность регулировать величину эталонного напря-
жения и тем самым величину напряжения на дуге.
2. Цепь обмотки дуги поляризованного реле.
Цепь состоит из обмотки поляризованного реле Р[', электрода и
изделия, балластного реостата Бр и нормально открытого контакта
сварочного контактора КС-500.
• Параллельно балластному реостату включена обмотка реле Р2,
которое включает автоматическое управление лишь при наличии
в цепи сварочного тока.
Так как одна обмотка поляризованного реле включена парал-
лельно дуге, то она находится под напряжением, действующим на
дуге, и поэтому ток в этой обмотке и магнитный поток, создаваемый
ею, будут меняться с изменением длины дуги.
Взаимодействие магнитных потоков двух обмоток поляризован-
ного реле, обмотки дуги Р? и обмотки заданного напряжения Р[
165
приводит к срабатыванию контактных групп реле. Если магнитные
потоки в этих обмотках одинаковы, то якорь поляризованного
реле находится в нейтральном положении. По обмоткам промежу-
точных реле ток не проходит и двигатель головки не вращается,
так как цепь питания его разомкнута.
Если напряжение на дуге больше заданного (эталонного), то и
магнитный поток, создаваемый обмоткой дуги поляризованного
реле, будет больше потока, создаваемого обмоткой, задающей напря-
жение. Поляризованное реле замкнет один из контактов, при этом
подается ток на обмотку промежуточного реле. Промежуточное
реле, в свою очередь, подает напряжение на обмотки якоря и воз-
буждения двигателя головки, электрод перемещается вниз, и напря-
жение на дуге будет уменьшаться.
Движение электрода вниз продолжается до тех пор, пока напря-
жение на дуге не снизится до величины заданного (эталонного)
напряжения. Тогда магнитные потоки в поляризованном реле
сравняются, и якорь реле разомкнет цепь питания обмотки про-
межуточного реле. При этом двигатель головки останавливается,
и движение 'электрода вниз прекратится.
Если напряжение на дуге будет меньше заданного, то контакт-
ные группы поляризованного и промежуточного реле сработают
так, что двигатель головки будет поднимать электрод вверх, увели-
чивая напряжение на дуге до заданного.
3. Цепь питания двигателя головки.
Цепь состоит из обмотки якоря и возбуждения двигателя головки,
двух промежуточных реле Р3 и Р4 типа МКУ-48 с их контактными
группами, нормально открытых контактов поляризованного реле
Pi ручного переключателя Пр и концевых выключателей Кв.
Двигатель головки типа СЛ-372 мощностью W = 25 вт пере-
менного тока U = 55 в питается непосредственно от трансформатора
Тр, а обмотки промежуточного реле Р3 и Р4 — от трансформатора
через селеновый выпрямитель В2 напряжением 30 в.
Ручной переключатель служит для поднятия или опускания
электрода при настройке автоматической головки. Во время срабаты-
вания нормально открытых контактов переключателя нормально
закрытые контакты размыкаются и выключают автоматическое
управление.
Концевые выключатели ограничивают движение головки вверх
и вниз в определенных пределах, чтобы предотвратить поломку
головки.
Перед сваркой необходимо подать питание на трансформатор
и стабилизатор. В случае сварки угольным электродом необходимо
привести его в соприкосновение с деталью, пользуясь для этого
ручным переключателем.
При сварке вольфрамовым электродом между электродом и
деталью нужно установить зазор 2—3 мм.
С помощью балластного реостата установить необходимое зна-
чение сварочного тока, а потенциометром величину напряжения
цепи обмотки заданного напряжения.
166
Сварка начинается нажатием на кнопку «Пуск» сварочного кон-
тактора. Нормально открытые контакты сварочного контактора
срабатывают, замыкают сварочную цепь и блокируют кнопку
«Пуск». При сварке угольным электродом, который был предвари-
тельно замкнут с изделием, в сварочной цепи пойдет ток короткого
замыкания, при сварке вольфрамовым электродом необходимо воз-
будить дугу, замыкая дуговой промежуток угольным стержень-
ком. При этом обмотка вспомогательного реле Р2, оказавшаяся под
напряжением, замкнет нормально открытый контакт и включит
автоматическое управление головкой.
На обмотке поляризованного реле, находящегося под напряже-
нием дуги, разность потенциалов мала, и поэтому поляризованное
реле срабатывает на подъем электрода.
Двигатель головки работает до тех пор, пока напряжение дуги
не достигнет заданного значения, после чего поляризованное реле
разомкнет цепь питания двигателя.
В процессе сварки схема поддерживает напряжение на дуге, так
что колебания его не превы-
шают 0,5—0,75 в от заданного.
Прекращение сварки про-
изводится нажатием на кноп-
ку «Стоп», при этом разры-
вается сварочная цепь и вспо-
могательное реле разрывает
цепь автоматического управ-
ления.
На фиг. 5 представлен
внешний вид пульта управле-
ния автоматической головкой.
На передней панели пуль-
та управления расположены
регулятор напряжение дуги
1, переключатель для подня-
тия и опускания электрода 2,
пакетный выключатель дви-
гателя подачи проволоки 3
и две кнопочные станции:
одна 4 для включения сва-
рочного тока и другая 5 для
включения двигателя пере-
движения мотора тележки.
На верхней части перед-
ней панели размещены кон-
трольные приборы 7— вольт-
Фиг. 5. Внешний вид пульта управления
автоматической головкой.
метр и амперметр.
На боковой панели справа размещен реостат 6, регулирующий
скорость вращения двигателя подачи проволоки.
При выборе режима сварки малых толщин необходимо было
определить величину оптимального тока, напряжения дуги, скоро-
167
сти сварки и подачи электродной проволоки, а также выбрать
расположение неплавящегося электрода и присадочного металла.
Для определения наиболее благоприятного расположения элек-
тродов было опробовано несколько вариантов подачи присадочного
металла в дугу. При этом менялся угол подачи и расположение
присадочного металла относительно неплавящегося электрода
(фиг. 6, а, б, в).
Эксперименты показали, что чем меньше угол, под которым
подается присадочный металл, тем более устойчиво проходит про-
цесс сварки, при этом устойчивое горение дуги происходит лишь
6)
Фиг. 6. Схемы подачи
присадочной проволоки
при сварке неплавя-
щимся электродом :
1 — неплавящийся электрод;
2 — присадочный металл;
3 — сварной шов.
в том случае, если присадочный металл подается в нижнюю часть
дуги. Большое влияние на устойчивость процесса сварки оказывает
расстояние между концом присадочного металла и сварочной ванной.
Если это расстояние велико, то наблюдается значительное разбрызги-
вание металла, и процесс идет весьма неустойчиво. Поэтому необхо-
димо, чтобы плавление присадочного металла происходило в свароч-
ной ванне, а не на весу.
Взаимное расположение присадочного металла и неплавящегося
электрода также оказывает большое влияние на устойчивость
процесса сварки. При расположении электродов, как указано на
фиг. 6, а, довольно часто возникают прожоги, процесс сварки идет
стабильно только в том случае, если очень точно выдерживается
168
расстояние между присадочным металлом и изделием. При увеличе-
нии расстояния между присадочным металлом и изделием наблю-
дается усиленное разбрызгивание металла и ухудшение формирова-
ния металла шва.
При подаче металла по схеме, изображенной на фиг. 6, б (перпен-
дикулярное направление движения присадочного металла и неплавя-
щегося электрода), процесс сварки проходит очень неустойчиво^
так как уже небольшие отклонения дуги в направлении движения
электрода вызывают значительные изменения скорости плавления
присадочной проволоки. При этом процесс сварки прерывается
вследствие приварки присадочного металла в сварочной ванне или
вследствие прекращения плавления присадочного металла.
Наиболее приемлемым оказалась подача присадочного металла
по схеме фиг. 6, в. При такой подаче процесс протекает наиболее
устойчиво.
Последняя схема подачи присадочной проволоки практически
нечувствительна к изменению расстояния между электродом и
изделием, так как при этом способе подачи проволоки мундштук.
подводящий присадочную про-
волоку к дуге, может опи-
раться на изделие и за счет
упругости копирует откло-
нение поверхности, а длина
дуги не меняется, так как
она поддерживается постоян-
ной при дюмощи электриче-
ской схемы автомата.
Ня фиг. 7 представлена
фотография расположения не.-
плавящегося электрода и
мундштука, подающего при-
Фиг. 7. Взаимное расположение головки
и подающего мундштука.
садочную проволоку.
Головка отлаживалась на сварке низколегированной бронзы
толщиной 1,35 мм на прямолинейных и кольцевых образцах. Сварка
производилась вольфрамовым электродом в атмосфере аргона.
Сварка образцов производилась в зажимном приспособлении, имев-
шем подкладку из нержавеющей стали с канавкой сечением 3x10 мм.
В результате большого количества экспериментов, в которых варьи-
ровались различные параметры режима сварки, был установлен
следующий оптимальный режим сварки низколегированной бронзы
толщиной 1,35 мм:
сварочный ток I = 190 а, напряжение дуги U — 11,5 в, скорость
сварки vc = 28,5 м/час, скорость подачи проволоки vn —- 70 м/час.
Диаметр присадочной проволоки равен 1,8 мм.
Полученный в результате сварки на таком режиме шов имеет
гладкую поверхность, покрытую темным налетом, обратный валик
гладкий, с блестящей поверхностью. Ширина шва 5 мм, высота
усиления 1—1,5 мм.
Небольшие размеры валика указывают на то, что подкладка
160
под швом нужна не для формирования валика, а лишь для зажатия
листов с целью предохранения их от деформаций. Была проведена
•сварка листов «на весу» без подкладки под швом, при этом также
были получены хорошие результаты. Качество сварочного шва в
последнем случае не отличалось от качества шва при сварке с под-
кладкой.
Метод сварки с подачей присадочного металла в дугу оказался
менее чувствителен к зазорам, чем сварка по предварительно уло-
женной присадке. Удавалось получить хорошее качество шва при
наличии зазоров в стыке, достигающих 1,5—2 мм.
Механические свойства металла шва хорошие, прочность и плас-
тичность металла шва не ниже соответствующих показателей основ-
ного металла.
Проверка качества металла рентгеновским просвечиванием пока-
зала отсутствие пор в металле шва.
Фиг. 8. Расположение электрода
при сварке меди со сталью:
1 — медь ; 2 — сталь.
Были поставлены эксперименты по приварке малолегированной
бронзы толщиной 1,35 мм к стальному листу толщиной 2,5 мм.
Установка электродов перед сваркой показана на фиг. 8.
При таком расположении вольфрамового электрода сварное
соединение имеет хороший внешний вид, в наплавленном металле
отсутствуют поры и раковины.
Испытание на прочность сварного соединения показало, что
разрушение происходит по основному металлу вдали от шва. При
этом предел прочности сварного соединения равен пределу проч-
ности основного металла.
При смещении электрода на сталь процесс происходит менее
устойчиво, формирование металла шва ухудшается.
Смещение электрода на бронзовый лист приводит к непровару
верхнего листа.
Сварка бронзы со сталью на автомате с подачей присадочного
металла в дугу, как показали исследования макрошлифов, позволяет
получить минимальное проплавление стального листа, что дает
возможность избежать появления трещин, которые обычно наблю-
даются в сварном соединении бронзы со сталью при сварке неплавя-
щимся электродом без подачи присадочного металла в дугу.
170
выводы
Метод сварки с подачей присадочного металла имеет ряд пре-
имуществ перед сваркой неплавящимся электродом и сваркой плавя-
щимся электродом в среде защитных газов:
а) возможность сварки тонколистового металла на весу;
б) меньшая чувствительность к зазорам и прожогам;
в) упрощение подготовки кромок к сварке;
г) высокое качество сварного шва;
д) возможность сварки бронзы со сталью при минимальном
проплавлении стального листа.
Канд. техн, наук доц. В. В. ФРОЛОВ
(МВТУ)
ОСОБЕННОСТИ МЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССОВ ПРИ СВАРКЕ
МЕДИ И ЕЕ СПЛАВОВ ПОД КЕРАМИЧЕСКИМИ ФЛЮСАМИ
Проблема сварки меди и ее сплавов еще находится до сих пор
в стадии разрешения, так как получение высококачественных свар-
ных соединений из этого технически важного металла не гаранти-
руется большинством известных методов электродуговой сварки
[1]-[3].
Главными дефектами при сварке меди являются поры в металле
шва и в околошовной зоне и трещины, снижающие механические
качества полученного сварного соединения.
Однако образование этих дефектов при правильно разработан-
ной технологии автоматической сварки меди не является обяза-
тельным, и изучение причин появления указанных дефектов сварных
швов дает возможность предложить пути к получению качественных
сварных соединений.
Возникновение перечисленных дефектов определяется следую-
щими особенностями меди и ее сплавов:
1. Значительное сродство меди к кислороду, увеличивающееся
за счет образования растворов между жидким металлом и Си2О.
2. Относительно низкая температура плавления.
3. Высокая теплопроводность чистой меди и большинства ее
сплавов.
Особенно важное значение при сварке меди имеет точная оценка
ее химической активности. Характер взаимодействия со шлаками, а
следовательно, и легирование металла часто нежелательными при-
месями, необходимость раскисления и характер раскислителей для
данных сплавов меди полностью определяется сродством меди к
кислороду.
Очень часто замечается Недооценка этого важного вопроса, и
поэтому некоторые исследователи приходят к неправильным выво-
дам, считая, что медь не может восстанавливать железо, кремний,
марганец из состава сварочных шлаков [4], что в самом деле имеет
место при сварке меди под плавленными флюсами АН-20; ОСЦ-45
и т. д. ’
Далее наличие растворов закиси меди в жидком металле может
приводить к появлению реакционных пор, а иногда и трещин в
результате взаимодействия с газовой атмосферой дуги. •
172
ОЦЕНКА СРОДСТВА МЕДИ К КИСЛОРОДУ
Медь с кислородом образует два окисла Си2О и СиО, которые
могут образовывать растворы между собой, а закись меди может
значительно растворяться в жидкой меди. На фиг. 1 приведена
диаграмма плавкости системы Си—О, на которой область ненасы-
щенных растворов Си2О в жидкой меди оттенена штриховкой и
Фиг. 1. Диаграмма плавкости
' медь—кислород (часть).
Фиг. 2. Схема равновесия
при трех фазах.
обозначена Д. Область Д ограничена линией BCD, соответствую-
щей концентрациям насыщенных растворов в зависимости от темпе-
ратуры.
При насыщении растворов при температурах до 1200° С
из них выпадают кристаллы Си2О, при температурах выше 1200° С
появляется второй жидкий, взаимнонасыщенный раствор Д, состоя-
щий из Си2О и СиО. Таким образом, только при концентрациях
кислорода, превышающих концентрации насыщенных растворов
(линия BCD), появляется в системе третья фаза в виде кристаллов
Си2О или раствора L2, и константа равновесия реакции разложения
закиси меди перестает зависеть от концентрации жидкого раствора
Си2О в Си.
Так как химическое сродство химических реакций измеряется
173
изменением свободной энергии при постоянном давлении, то для
реакции разложения закиси меди можно написать
2 Cu2O 4Си + О2
кристалл жидкость газ
AZ = -В Т In Кр = -R Т 1пР02 = f(T), (1)
= — так называемая «упругость диссоциации»;
Т — абсолютная температура ;
В — газовая постоянная.
Такое выражение химического сродства пригодно лишь для трех-
фазной системы из двух компонентов (фиг. 2), где действительно
имеется только одна степень свободы
С = К + 2 — Ф = 22 — 3=1,
Ро2 = №). (2)
При наличии ненасыщенных растворов (область Llf фиг. 1)
условия равновесия существенно изменяются ввиду исчезновения
одной фазы (фиг. 3), и число степеней свободы возрастает:
С = К + 2 — Ф = 2 + 2 — 2 = 2.
Давление кислорода делается функцией не только температуры,
но и концентрации жидкого раствора.
Ро2 = /(Т,С). (3)
В этом случае выражение константы будет более сложным
2 [Си2 О] 4Си + О2;
раствор раствор газ
Кр = = рОг = f{T), (4)
OCuaO
где P'Q, — упругость диссоциации над ненасыщенным раствором
Си2О в меди;
«Си = vNcu > где -^Си И -^Синас. — суть молярные ДОЛИ
Си нас
меди в ненасыщенном и насыщенном растворах ; аСиг0 =
= ^QU,H°a7> гДе ^Си2о и ^Си2онас. — суть молярные доли
закиси меди (Си2О) в ненасыщенном и насыщенном
растворах.
Если раствор стремится к насыщению, то величины аСи и аСиг0
соответственно стремятся к единице, а
Роа Ро2,
т. е. в момент насыщения и появления новой фазы (Си2О или Д)
упругость диссоциации становится функцией только температуры.
Если содержание закиси меди в растворе уменьшается и стремится
к нулю, то упругость диссоциации над ненасыщенным раствором
174
также стремится к нулю, так как
2
Ро,=Рог-^. (5>
«Си
Это показывает, что в этом случае химическое сродство меди к
кислороду растет неограниченно.
Используя уравнения свободной энергии при постоянном давле-
нии для реакции окисления меди, предложенные О. Кубашевским
и Э. Эвансом [5], в виде температурных функций, нами была рас-
считана упругость диссоциации закиси меди в растворах различной
концентрации в интервале температур 1100*—2400° С, т. е. вплоть
до температуры кипения меди, что соответствует условиям процесса
электродуговой сварки.
Уравнения свободной энергии :
2 Си2О 4 Си + Оа
кристалл кристалл газ
= + 79 700 — 30,12 Т (0° С — 1083° С); (6>
2 Cu2O 4 Си + О2.
кристалл жидкость газ ’
4Za = + 94 200 — 39,28 Т (1083°—1236° С); (7>
2 Си2О 4 Си + О2.
жидкость жидкость газ *
4Z3 = + 65 260 — 21,44 Т (1236°—2000° С). (8>
Последние два уравнения нами были использованы после со-
поставления полученных по ним данных с данными других авторов
[6], [7]. Величины упругости диссоциации могут быть получены
в соответствии с уравнением (1), а именно: в
20140
lgPo2 = =-------——+ 8,6 (1083—1236° С); (7а)
4,57511 Т
AZ3 14 250
lgP°2 = “ 4Л75Т =--------Т~ + (1236-2000° °)’ <8а>
Упругости диссоциации для ненасыщенных растворов вычисля-
лись для соответствующих температур по уравнению (5), приведен-
ному в логарифмический вид:
lg -Pq. = 1g-Ро2 — 2 1g Ncu2O нас. + 4 1g NcujHac, + 2 1g Ncu2O — 4= 1g Nqu. (9)
Значения концентраций насыщенных растворов брались поддиа-
грамме Си—О (фиг. 1). Для температуры 2400° С концентрация на-
сыщенного раствора экстраполировалась по диаграмме состояния. Вы-
численные значения упругостей диссоциации представлены в табл. 1.
Данные расчета представлены на графике фиг. 4.
Изотермы диссоциации Си2О в растворе почти линейны в лога-
рифмической системе координат, и только вблизи к зоне насыщен-
ных растворов Д (на фиг. 4 область показана штриховкой) заметно
отступление от линейного закона. Из данных табл. 1 и фиг. 4 видно,
что при малом содержании закиси меди в растворе упругость диссо-
175
Таблица 1
' Температура в Содержание закиси меди в растворе в %
°C т° к 0 0,001 0,01 0.1 1 1.0 7,15 ;
1100 1373 — оо — 13,86 — 11,86 —9,86 —7,746 —6,06
1200 1473 — оо — 13,52 — 11,52 —9,52 —7,50 —
1400 1673 — оо — 12,42 — 10,42 —8,42 —6,42 —
1600 1873 — оо — 11,63 — 9,63 —7,63 —5,61 —
2000 2273 — оо — 10,53 — 8,53 —6,53 —4,516 —
2400 2673 — оо — 9,84 — 7,84 —5,84 —3,83 —
10,0 12,5 15,2 17,0 21’1 25,4
1100 1373 — — — — — —
1200 1473 —5,48 —5,15 — — — —
1400 1673 —4,38 — —3,85 — — —
1600 ! 1873 —3,58 — — 2,92 — —
2000 2273 1 —2,49 — — — — 1,58 —
2400 2673 — 1,80 — 1 “ i - — —0,65
\Црр2 (0,001) (0,01) (0,10) .(1,0) (10,0) 1 1 1
з 1 z Ig&aCUtO] i 1
-2
-з 1
-5 // 1
• 24 00 °C- 1
200Г&С/ 't
1600Ъ
-9
У^1400°С -ю
12004 -11
rriook -12 Фиг. 4. Изотермы упругости диссо- циации Cu2O в
-13
-74 растворе при раз- ных температурах.
-15
176
Содержание добабок
Фиг. 5. Влияние легирующих
компонентов на длительную проч-
ность меди при t = 800 °C.
циации ее очень мала, и для того чтобы понизить концентрацию
Си2О в растворе, потребуются очень сильные раскислители. /
Таким образом, необходимость введения раскислителей уже
исключает вопрос о плавленных флюсах, так как в этом, случае про-
цесс раскисления может разви-
ваться только за счет обменных
реакций со шлаком при наличии
большого изменения температуры.
Высокая теплопроводность ме-
ди, уменьшая длительность пре-
бывания сварочной ванны в жид-
ком состоянии, не дает возмож-
ности реакциям раскисления за-
кончиться в нужной степени и при-
ведет к легированию меди часто
ненужными примесями и одновре-
менно к ее окислению. Так, напри-
мер, медь восстанавливает частич-
но Si из состава флюса при высо-
ких температурах :
SiOa + 4 Си -> Si.+ 2 Си2О,
причем наличие кремния в меди
устанавливается всегда химичес-
ким анализом (сотые или десятые
доли процента), а сварной шов
имеет поры и после термической
обработки снижает механические
плохо раскисленном металле.
При сварке жаропрочных сплавов меди, содержащих хром,
цирконий и другие металлы, повышающие ее длительную прочность
при высокой температуре [8] (фиг. 5), наблюдается сильное выгора-
ние этих компонентов, так как они могут играть роль раскислителей
меди, поглощающей кислород из сварочной зоны.
Необходимость сохранения этих ценных компонентов сплавов
меди, а иногда и дополнительное легирование их в процессе сварки
также заставляет избирать условия, позволяющие вводить в свароч-
ную ванну высокоактивные раскислители, что можно сделать только
при применении керамических флюсов.
свойства, что свидетельствует о
ИССЛЕДОВАНИЕ РАСКИСЛИТЕЛЕЙ МЕДИ
В качестве раскислителей при сварке медных сплавов нами
были изучены Сг, Мп, Si, Ti, Zr и Al. Исследование процессов раскис-
ления было проведено путем термодинамических расчетов и прове-
рено в экспериментальных исследованиях процессов сварки жаро-
прочных сплавов меди, ведущихся совместно с И. А. Арутюновой.
В термодинамической оценке раскислителей основную роль
играет их сродство к кислороду при условии нахождения их в раст-
12 217
177
воре основного металла, а также сродство к кислороду основного
металла, растворяющего свои окислы.
Для оценки величины сродства указанных выше металлов к
кислороду были приняты уравнения изменения свободной энергии
при постоянном давлении (приведенные у О. Кубашевского и
Э. Эванса [5]), пересчитанные на 1 моль кислорода и выраженные в
виде уравнений зависимости упругости диссоциации от температуры.
В преобразованном виде уравнения представлены в табл. 2.
Таблица 2
Ме- талл Уравнение температурной зависимости упругой диссоциации Температурный интервал
Сг 39 000 1g Ро, + 9.05 («/» Сг2о3 Сг + О2) 1 кристалл кристалл газ 298—2160° К
Мп 40 200 1g рОа р 7,57 (2 МпО 2 Мп + О2) Т кристалл кристалл газ 41 700 1g рОа = р 8,60 (2 МпО 2 Мп + О2) Т кристалл жидкость . газ 298—1500° X 1500—2051° К
Si 45 700 lg Ро2 + 9,48 (SiO2 Si + о2) 1 кристалл кристалл газ 47 700 1g Ро» — + 10,65 (SiO2 Si + о2) Т кристалл жидкость газ 47 200 1g Ро» + 10,40 (SiO2 +2 Si + О2) 1 жидкость жидкость газ 298—1700° К 1700—1973° К 1973—2200° К
Ti 48 000 1g Ро, ~ 0,757 (TiO2 Ti +о2) 1 кристалл кристалл газ 298—2000° К
Zr 56 000 1g Ро, = 2,22 (ZrO2 Zr +О2) 1 кристалл кристалл газ 298—2000° К
Al 56 250 1g Ро» + 9,7 («/. ALA 5* ‘/з А1 + О2) 1 кристалл жидкость газ 53 000 1g Ро, — + 8.05 (2/э А1зОз «/» А1 + О2) Т жидкость жидкость 938—2300° К Выше 2300° К
На основании приведенных в табл. 2 уравнений упругостей
диссоциации были рассчитаны изотермы диссоциации окислов
металлов в присутствии ненасыщенных растворов этих металлов
в меди для температур 1100, 1200, 1400, 1600, 2000 и 2400° С (за
178
исключением Мп, для ко-
торого верхний предел
температуры был принят
2000° С, ввиду его зна-
чительной летучести).
Совмещая на одном
графике изотермы диссо-
циации закиси меди в
растворе и изотермы дис-
социации окисла какого-
либо из этих металлов,
можно определить равно-
весные содержания в рас-
творе Си2О и данного ме-
талла и по ним найти
значения констант равно-
весия для различных тем-
ператур. Для иллюстра-
ции метода расчета при-
ведена диаграмма изотерм
диссоциации для Си2О в
растворе и Сг2О3 (фиг. 6).
Линия,параллельная оси
составов и соответствую-
щая равным значениям
упругости диссоциации,
пересекает изотермы дис-
социации в точках, соот-
ветствующих равновес-
ным концентрациям, лога-
рифмы которых отложе-
ны по оси абсцисс. Так
Фиг. 6. Изотермы упругости диссоциации Си2О
(сплошная линия)и Сг2 О3 (пунктирная линия)
и определение равновесных концентраций СлцО
и Сг при разных температурах.
как уравнение раскисления меди хромом
можно записать
[Си2О] + 2/з [Сг] <=* 1/з Сг2О3 + 2 Си,
то значение константы равновесия будет вычисляться
1g КСг = 1g [°/о Си2О] + 2/з 1g [о/о Сг].
Производя расчеты значений логарифмов константы раскисления
для различных температур, получаем возможность выразить их в
виде уравнений. Уравнения, передающие зависимость логарифмов
константы от температуры, даны в табл. 3.
Зависимость констант раскисления от температуры графически
представлена на фиг. 7. Как видно, кривая, выражающая темпера-
турную зависимость для константы раскисления цирконием, распо-
лагается ниже остальных, что свидетельствует о сильном раскисляю-
щем действии этого элемента. Однако график изменения констант
равновесия еще не может быть показательным, так как концентра-
12*
179
аблица 3
Рас- кисли- тель Зависимость логарифма константы равновесия от температуры
Сг ,, 16 000 lg Ker = 1g [% СгцО] [% Сг] /• = — + 6,5
Мп 15 000 1g Кмп = 1g [% Cu,O] [% Мп] — + 5,9
Si 35 600 lg Ksi = lg [% СгцО? [ % Si] — +11,5
Ti 36 000 lg Kti = lg [% CusO]« [ % Ti] + 10,4
Zr 42 050 lg Kzr = lg [% Cu,O]* [ % Zr] — + 9,86
Al ,, 22 100 lg Kai = lg [% Cu2O] [ % Al] '• т +5,6
Фиг. 7. Зависимость констант
раскисления меди различными
элементами от температуры.
Фиг. 8. Логарифмы равновесных
концентраций раскислителей при
содержании Си2О = 0,01% для
разных температур.
ции Си2О и соответствующих раскислителей входят в выражение
константы равновесия в различных степенях.
Для более ясного сопоставления химической активности на фиг.
8 приведены логарифмы равновесных концентраций легирующих
180
металлов при различных температурах, соответствующие содержанию
0,01 % Си2О в растворе или 1,12 • 10"3% О. Как видно из фиг. 8, для
того чтобы обеспечить такое содержание кислорода в меди при
температуре 2400е С, необходимо сравнительно большое количество
Zr или Al (~0,1% А1 или 0,013% Zr), содержание титана уже исчисля-
ется процентами, а количества Сг, Мп и Si настолько велики, что
теряют физическую реальность (более 100%). Отсюда можно сде-
лать вывод, что при температуре сварочной ванны лишь Zr и А1
сохраняют функции раскислителей. Кремний же получает возмож-
ность, окисляя медь, переходить в металл шва из кремнезема шлака.
Это обстоятельство лимитирует количество SiO2 в сварочных шлаках
и требует минимального содержания его в керамическом флюсе,
так как примесь Si к меди резко меняет ее физические свойства (тепло-
проводность и электропроводность).
Опыт показывает, что при увеличении содержания во флюсе
раскислителя или при легировании металла шва цирконием, титаном
или марганцем через керамический флюс, содержание Si в металле шва
растет. С другой стороны, увеличение содержания во флюсе раскисли-
теля А1 способствует переходу легирующего металла в металл шва.
Эти вопросы подробно исследованы экспериментально совместно с
И. А. Арутюновой.
СКЛОННОСТЬ МЕДНЫХ СПЛАВОВ к ОБРАЗОВАНИЮ ПОР И ТРЕЩИН
ПРИ СВАРКЕ
Образование пор при сварке любых металлов происходит в силу
следующих причин :
1) взаимодействие окисленного металла с газовой атмосферой —
реакционные поры;
2) задержка процессов диффузии, поглощенных сварочной ван-
ной газов, вследствие быстрого охлаждения и кристаллизации
металла — диффузионные поры.
При сварке меди и медных сплавов обе причины возникновения
пор имеют место, так как при сварке меди металл ванны всегда в
какой-то степени окислен, с одной стороны, а с другой стороны,
высокая теплопроводность меди уменьшает время пребывания
металла в жидком состоянии и этим самым дополнительно затрудняет
диффузионные процессы.
Возникновение реакционных пор при сварке меди. Главной при-
чиной возникновения пор и трещин может являться абсорбция
водорода сварочной вайной и реакция между растворенным водо-
родом и закисью меди :
[Си2О]4-2[Н] 2Cu + H2O.
Аналогичный процесс может вызывать и СО, растворимость
которой в меди, нагретой значительно выше температуры плавления,
также может иметь место, хотя в литературе и нет прямых данных
по растворимости СО в меди. Восстановительная способность СО
по отношению к меди подвергалась изучению [9], но авторы считали,
181
Фиг. 9. Схема равновесия
между водородом и СиаО
в растворе.
что СО действует лишь как поверхностный раскислитель. Однако
интенсивное порообразование при сварке меди в атмосфере СО2
заставляет предполагать наличие растворимости СО в жидком
металле, так как в этом случае механизм образования пор сущест-
венно напоминает пористость, вызванную присутствием водорода в
неполностью раскисленном металле. Процесс может быть передан
уравнением реакции:
[Си»О] + [СО] 2 Си + СО».
Нами были изучены равновесные условия для реакции Си2О
с водородом. В этом случае необходимо рассматривать гетеро-
генную систему (фиг. 9) и учитывать в
расчете состав газообразной фазы, так
как абсорбция и десорбция водорода бу-
дут связаны с содержанием его в газовой
среде. Такая система будет иметь три
степени свободы, и равновесная концен-
трация водорода будет зависеть от тем-
пературы, концентрации жидкого раство-
ра и концентрации газовой фазы :
[Н] = курй; = /(Т; [Си,О]; РН./Рню)
(10)
Были просчитаны равновесные концен-
трации водорода, растворенного в меди, в
зависимости от содержания в растворе
Си2О и состава газовой атмосферы для различных температур. Для
расчетов использовались данные О. Кубашевского и Э. Эванса [5]
по свободным энергиям реакций :
Н, Н» + */» О»;
ДИ = 58 900 — 13,10 Т (11)
и уравнения свободной энергии для реакций окисления меди (6)—
(8). В результате для реакции
Си,О + Н» 2 Си + Н»О ; Кр = (12)
Рн,
были получены следующие зависимости для константы равновесия
от температуры:
2810
1g Кр = + 1,43 (1083°—1236° С); (13)
5750
1g Кр = —---- 0,52 (1236° С—2000° С). (14)
Для ненасыщенных растворов Си2О в меди выражение константы
равновесия усложнится за счет учета концентраций.
КР = = /(Т)( (15)
182
IN CU
где аСи = уСцна~“ — относительная концентрация меди в растворе ;
аГ11 п = NPU,°-------относительная концентрация закиси меди в
2 ГмСщОнас
растворе.
Вычисленные значения для растворов различной концентра-
ции при различных температурах приведены в табл. 4.
Таблица 4
Температура Содержание закиси меди в растворе в %
°C [ ’К 0 1 0,001 0,01 0,10 1,0 7,15 | 10 12,5 | 15,2 17,0
1100 1373 0 0,38 3,80 38,0 386,0 3020,0 — — — —
1200 1473 0 0,1405 1,405 14,05 142,5 — 1475,0 2150,0 — —
1400 1673 0 0,042 0,42 4,2 42,0 — 442,0 — 814,0 —
1600 1873 0 0,0157 0,157 1,57 15,95 — 164,5 — — 355,0
По полученным значениям Рн2о^Рн2 были определены парциаль-
ные давления водорода для случая атмосферы только из водорода
и водяных паров:
Ро = Рн8О + Рна = 1 ат,
а также для случаев, когда суммы парциальных давлений водорода
и водяного пара соответственно равны :
Рн2о + Рн8 = 0,1 и 0,01 ат.
Эти парциальные давления водорода должны соответствовать
равновесным количествам растворенного водорода в растворах
различно окисленной меди, при которых реакция восстановления
закиси меди уже не происходит, а следовательно, и не может воз-
никать пор за счет пузырьков водяного пара, нерастворимого в
жидком металле.
На основании данных [10] о растворимости водорода в меди
при различных температурах были вычислены концентрации раство-
ренного в меди водорода при различном содержании в ней кисло-
рода и при различных температурах. Оказалось, что произведение
равновесных концентраций водорода и кислорода мало зависит от
содержания Си2О в растворе и может быть принято постоянным
при постоянном суммарном давлении водорода и водяного пара.
[О% ] [Н%]2 = const при Т = const и Рн2О + -?н2 = const. (16)
Для различных температур и суммарных давлений средние зна-
чения этих произведений представлены в табл. 5.
Полученные расчетом данные были сопоставлены с результатами
работы Аллена и Хевитта [11], которые исследовали влияние
окисленности меди на растворимость в ней водорода, причем ока-
залось почти полное совпадение данных для температуры 1100° С
при суммарном давлении 0,1 ат.
183
Таблица 5
Температура Величина [% О] х [% HJ’ при давлении
°C | °к Рн» + Рнао = 1.0 ат | Рн» + Рн«о = 0,1 ат | Рн» + Рню = 0,01 ат
1100 1373 36,15 • Ю-li 3,615 • 10-и 0,365 • 10-и
1200 1473 15,46 • 10-ю 1,546 • 10-ю 0,1546 • 10-ю
1400 1673 10,64 • 10-е 1,064 • IO*9 0,1064 • 10-»
1600 1873 36,2 • 10-9 3,62 • 10-» 0,362 • 10-»
Фиг. 10. Равновесные содер-
жания кислорода и водорода,
растворенных в меди при
различных температурах.
Изотермы равновесия между кислородом и водородом в меди
приведены на фиг. 10. На диаграммах видна заштрихованная область
взаимнонасыщенных растворов Д + Д.
Из рассмотрения результатов рас-
чета следует, что при малом содержа-
нии кислорода в меди возникновение
реакционных пор маловероятно, так
как даже относительно большие содер-
жания водорода в газовой атмосфере
могут оказаться ниже равновесных. Воз-
вращаясь к полученным ранее данным
по относительной активности раскис-
лителей, можно видеть, что даже очень
небольшие концентрации таких раскис-
лителей, как Al, Ti, Zr, в металле шва
достаточны для предотвращения реак-
ционных пор и горячих трещин, обра-
зование которых вызывается выделяю-
щимися пузырьками пара в момент кри-
сталлизации.
Следует иметь в виду, что расчеты
проведены для равновесного состояния,
которого может и не быть в условиях
быстрого охлаждения и кристаллизации
сварочной ванны при сварке меди, и
для достижения нужного эффекта, по-
видимому, потребуется большее коли-
чество раскислителей или гидридообразователей, какими являются
титан и цирконий.
Применение в качестве раскислителей металлов с высокой
упругостью пара (Zn, Mg) следует избегать, так как они сами за
счет процессов испарения могут являться причиной возниковения
пор, как это было установлено в экспериментальной части работы.
Возникновение диффузионных пор. Относительно низкая темпе-
ратура плавления меди (1083° С) и ее высокая теплопроводность,
почти не изменяющаяся в зависимости от температуры [12], значи-
тельно ускоряя процесс охлаждения и кристаллизации, задержи-
184
вают диффузионные процессы
выделения растворенных или
захваченных в дуговом разряде
газов из металла шва и около-
шовной зоны.
Сопоставление всем извест-
ных фактов о вероятности по-
явления пор при сварке стали,
меди и алюминия и их чувстви-
тельности к наличию паров
воды в зоне сварки приводит к
выводу о том, что, несмотря на
уменьшающуюся растворимость
водорода в этих металлах (фиг.
11), вероятность образования
пор при сварке у меди и алю- _ иг»
н к J м Фиг. 11. Растворимость водорода при
МИНИЯ больше, чем У стали. рНа __ j агп в железе, меди и алюминии
Это может объясняться тем, (увеличено в 10 раз) для различных
что коэффициенты проницаемо- температур,
сти этих металлов при темпе-
ратурах, близких к их плавлению, существенно разнятся между
собой, как это видно из данных табл. 6 [13].
Таблица 6
Металл °C МЛ • • см* • сек
Железо 1500° С 1,22 • ю-<
Медь 1000°С 3,91 • io-»
Алюминий 627°С 6,9 • ю-в
Поэтому уменьшение времени пребывания ванны в жидком
состоянии, после того как она выйдет за пределы дугового разряда,
и быстрое охлаждение затвердевшего металла шва при сварке меди
задерживает процессы диффузии газов, захваченных в зоне дуги, и
создает или пересыщенные растворы газа в металле, или поры.
Образование пор приводит к нарушению сплошности сварного
шва, а образование пересыщенных растворов может вызвать появ-
ление трещин, так как медь при высоких температурах обладает
пониженной прочностью и пластичностью [14] (фиг. 12) и давление
газа в момент выделения из пересыщенного раствора может вы-
звать ее разрушение.
В самом деле, если водород, захваченный жидкой медью при t =
= 1600° С (растворимость 28,1 см3 Н2/100 г меди), успеет выделиться
лишь наполовину, т.е. в твердом состоянии останется 14,0 см3 Ha/lOO г
меди при температуре 700J С, то это означает, что давление водорода
185
составит 162 ат или 1,62 /се/jwjw2, в то время как сгья4 4 кг/мм2 при
этой же температуре. Учитывая неравномерность распределения
температур, а также наличие термических напряжений, можно
считать, что стремление водорода выйти из состояния пересыщен-
ного раствора будет достаточной причиной для образования тре-
щин.
Если рассмотреть одновременно изменение температуры, раст-
воримости газа и коэффициента проницаемости в данной точке метал-
ла, находящегося в зоне сварки, то можно видеть, что в процессе
сварочного цикла идут интенсивные диффузионные процессы и пере-
распределение газа в металле.
Если данная точка образца не проходит через жидкое состояние
и не поглощает дополнительно газ из дугового разряда, то равно-
весие для газа, ранее поглощенного металлом, восстанавливается
через некоторое время.
На фиг. 13 представлен термический цикл сварки для этого
случая и одновременно показано
Фиг. 12. Изменение механических
свойств меди при высоких тем-
пературах.
Фиг. 13. Термический цикл
при сварке для точки, не про-
ходящей через жидкое состоя-
ние (t °C), и логарифмы изо-
стерического давления водо-
рода в зависимости от времени
и температуры.
(давление, соответствующее постоянному количеству газа при раз-
ных температурах) в зависимости от температуры, в свою очередь
меняющейся во времени.
Как видно из расположения кривых на диаграмме, во время
нагрева диффузионный поток газа пойдет из холодного металла
в нагретый ; так как там газ находится дальше от состояния насы-
щения, во время' охлаждения диффузионный поток будет направлен
обратно, т. е. понижение температуры сделает состояние газа в
металле насыщенным, и он начнет диффундировать обратно в окру-
жающий металл.
186
Если данная точка металла при сварке проходит через жидкое
состояние, то в этом случае процессы будут значительно сложнее
(фиг. 14).
Процесс нагрева до температуры плавления будет сопровождаться
переходом газа из окружающего холодного металла в данную точку
затем металл, расплавившись, захватит
из зоны дугового разряда. Часть газа
уйдет еще из жидкого металла за счет
интенсивного перемешивания, а другая
часть газа в момент затвердевания
направится в окружающий металл и
на границе раздела твердый металл —
металл жидкий начнет выделяться в
виде самостоятельной фазы (поры-пу-
зырьки), так как фронт растущих кри-
сталлов можно рассматривать как слож-
ную поверхность, обладающую большой
кривизной, способствующей образова-
нию зародышей новой фазы. В резуль-
тате в околошовной зоне, на границе
сплавления, будут образовываться по-
ры. Такое расположение пор, как из-
вестно, наиболеее вероятно в практике
сварки меди, медных и алюминиевых
сплавов. Вторым вероятным местом рас-
положения пор будет вершина усиления
шва, так как здесь металл кристалли-
зуется быстрее, особенно в отсутствии
шлака (сварка в среде защитного газа).
Проблемы возникновения диффузион-
ных пор рассмотрены на примере водо-
рода, но, вообще говоря, предложенная
схема может быть применена и к любым
некоторое количество газа
Фиг. 14. Термический цикл при
сварке для точки, проходящей
через жидкое состояние (t °C),
и логарифмы изостерического
давления водорода для случая
захвата газа при плавлении
(Av > 0) и без захвата газа
(Av = 0).
другим газам, растворяющимся в металле, а также и к инертным
газам (Аг, Не), которые в атмосфере электрического разряда могут
увлекаться металлами [15].
Рассмотренные в данной работе вопросы позволяют сделать
следующие выводы :
1. При сварке меди и ее сплавов необходимо учитывать ее значи-
тельное сродство к кислороду, усиливающееся за счет образования
жидких растворов.
2. Для получения доброкачественного металла шва необходимо
применение высокоактивных раскислителей с тем, чтобы уже малые
количества их в металле резко снижали содержание кислорода, с
одной стороны, и не сильно влияли на физические свойства меди,
с другой стороны.
3. Получение хорошо раскисленного металла шва исключает
возможность образования реакционных пор.
4. Применение керамических флюсов для сварки меди и ее сплавов
187
позволяет в процессе сварки плавящимся электродом легировать
металл шва необходимыми компонентами через флюс, вводить актив-
ные раскислители осаждающего действия и использовать шлаковую
основу флюса как диффузионный раскислитель.
5. Применение автоматической сварки меди под слоем керами-
ческого флюса плавящимся электродом уменьшает вероятность
возникновения диффузионных пор, сохраняя ванну в жидком со-
стояние под слоем шлака более длительный промежуток времени.
ЛИТЕРАТУРА
1. Ольшанский Н. А., Диссертация, защищенная в МВТУ, 1951.
2. М а л ь м с т р е м А. И., Электрическая дуговая сварка меди, Машгиз
1954.
3. П о д г а е ц к и й В. В., Сварка под флюсом меди и ее сплавов металли-
ческими электродами, «Автоматическая сварка» № 5, 1953.
4. Под гаец кий В. В., Некоторые особенности сварки меди под
флюсом металлическим электродом, «Автоматическая сварка» № 3, 1955.
5. Кубашевский О. и Эванс Э., Термохимия в металлургии,
изд-во иностранной литературы, 1954.
6. С т р у с е л ь б а М. М. и Зоткин В. Е., Физико-химическое иссле-
дование реакций сталеплавильного процесса, Изд. Академии артиллерийских
наук, 1951.
7. Р о с т о в ц е в С. Т., Теория металлургических процессов, Метал-
лургиздат, 1956.
8. Захаров М. В., К вопросу об основных типах диаграмм состав —
жаропрочность металлических систем, сб. «Исследование сплавов цветных
металлов», АН СССР, 1955.
9. Славинский М. П., Физико-химические свойства элементов,
Металлургиздат, 1952.
10. См и тел ьс К., Газы и металлы, Металлургиздат, 1940.
11. Горшков И. Е., Литье слитков цветных металлов и сплавов,
Металлургиздат, 1953.
12. Микрюков В. Е. и Работнов С. Н., «Ученые записки Мос-
ковского университета», 1944, вып. 74, стр. 167.
13. Б э р р е р Р., Диффузия в твердых телах, Изд-во иностранной
литературы, 1948.
14. W. Engelhardt, F. Neuberger, ,,Neue Hutte”, Hett 6, 1956.
15. Ill e м a e в A. M., П а п e н к о в а И. И., Ройзман И. С., «Жур-
нал технической физики», том ХХП, вып. 2, 1952.
Инж. И. А. АРУТЮНОВА
(МВТУ)
СВАРКА МЕДНЫХ СПЛАВОВ (ТИПА БРОНЗ)
ПОД КЕРАМИЧЕСКИМИ ФЛЮСАМИ
За последние годы в промышленности нашли широкое приме-
нение сплавы типа бронз со специальными свойствами, к числу
которых относятся повышенная прочность, хорошие литейные
свойства, коррозионная устойчивость, жаростойкость и хорошее
сопротивление износу. Эти свойства обеспечиваются введением
в бронзы соответствующих легирующих металлов.
Важной технической проблемой является разработка методов
сварки этих сплавов, которые наряду с достаточной производи-
тельностью дали бы возможность получать сварной шов, близкий
по химическому составу и механическим свойствам к основному
металлу.
Затруднения, возникающие при сварке медных сплавов, связаны
с активным поглощением газов ванной жидкого металла, интенсив-
ным ростом зерна и наличием дендритно-столбчатой структуры в
зоне сварки, высокой теплопроводностью и выгоранием легирую-
щих компонентов.
Существующие методы сварки не устраняют эти недостатки
и не обеспечивают требования, предъявляемые к сварным соеди-
нениям из бронз.
Нами был разработан способ автоматической сварки медных
сплавов типа бронз плавящимся электродом из чистой меди под
керамическим флюсом. Исследования велись главным образом
для отожженной хромистой бронзы Бр. Х-1. Эта бронза содержит
около одного процента хрома, который повышает прочность в об-
ласти высоких температур.
Применение керамического флюса дает возможность раскислять
медь в процессе сварки, предотвращать выгорание легирующих
компонентов или в случае необходимости увеличивать их содер-
жание в наплавленном металле.
В процессе разработки оптимального состава флюса мы руко-
водствовались следующими требованиями :
1. Флюс в процессе сварки должен образовывать шлак, спо-
собный защищать металл от окислительной среды и извлекать
закись меди из основного металла, растворяя ее в себе химически.
2. Флюс должен содержать в себе активный элемент, способный
раскислять не только медь, но и легирующие ее металлы.
3. Флюс должен, содержать легирующие, компоненты (чистые
189
металлы или медные лигатуры) для регулирования состава металла
шва, так как электродным металлом является проволока Ml.
4. Флюс должен обладать хорошими ионизирующими свойствами
для поддержания стабильности дугового разряда, что особенно
важно при сварке малых толщин.
5. Шлак должен легко удаляться с поверхности сварного шва.
РАЗРАБОТКА ШЛАКОВОЙ ОСНОВЫ
В качестве шлаковой основы выбиралась такая комбинация
компонентов, которая обеспечивала бы надежную защиту металла
от вредных газов и, кроме того, имела бы невысокую температуру
плавления.
В результате проведенных экспериментов мы остановились на
комбинации следующих веществ: бура, глинозем (безводный),
мел, магнезит, песок, плавиковый шпат, углекислый барий. Флюс был
изготовлен в двух вариантах : для сварки малых и больших толщин.
Технологическая проверка показала, что флюс обладает хорошей
формирующей способностью, обеспечивает разрывную длину дуги
порядка 20 мм и дает плотный шов без пор и трещин. Бура, находя-
щаяся во флюсе, являющаяся раскислителем диффузионного дей-
ствия, хорошо растворяет в себе окислы меди, освобождая от них
сварочную ванну.
При сварке под слоем керамического флюса, содержащим буру,
шов может легироваться Сг даже в отсутствии специального рас-
кислителя. Так, было установлено, что содержание Сг в наплавлен-
ном металле при наличии буры во флюсе вдвое больше, чем без
буры, хотя во флюсе и в основном металле содержание Сг было одно
и то же.
Выбор раскислителей и их влияние на свойства сварного соеди-
нения. Соединение меди с кислородом, всегда имеющееся в зоне
сварки, исключить нельзя, если не применять специальных раскис-
лителей. Почти все легирующие компоненты Мп, Сг, Ti, Zr, Be
обладают по отношению к меди значительной раскисляющей спо-
собностью.
Поэтому для того, чтобы предотвратить окисление этих элемен-
тов, во флюс вводился А1, являющийся раскислителем не только по
отношению к меди, но и к большинству этих компонентов. Введение
порошка А1 в состав флюса значительно улучшило качество наплав-
ленного металла и исключило появление пор.
В результате проведенных экспериментов следует отметить, что
введение А1 от 1 до 5% не вызывает его перехода в металл шва.
При введении А1 во флюс свыше 5% последний начинает перехо-
дить в металл шва в сотых долях процента. Если одновременно с
А1 во флюсе находятся высокоактивные металлы Ti и Zr, то А1
переходит в шов в количестве от 0,1 до 0,01%.
Исследование механических свойств сварных соединений (табл. 1)
показало, что при раскислении сварочной ванны А1 механические
свойства несколько повышаются.
190
Таблица 1
Содержание в % Предел прочности в кг/мм* Ударная вязкость в кгм/см* Угол загиба
во флюсе в основном металле в металле шва Основ- ной металл । Свар- ное со- едине- ние । Основ- ной металл Свар- ное со- едине- ние 1 Основ- ной металл Свар- ное со- едине- ние
Сг А1 Сг А1 Сг AI
2,5 1 0,83 — 0,53 — 23,8 24,3 16,2 — 180 180
2,5 3 0,83 — 0,70 — 23,8 24,3 17 14,2 180 180
2,5 4 0,59 — 0,53 — 24 24,2 16,7 12,9 180 180
2,5 5 0,59 — 0,60 — 23,9 24,2 16,6 14,5 180 180
Предлагаемые режимы для сварки под керамическим флюсом
Режимы установлены для сварки Бр. Х-1 толщиной 5,5 и 1,35 мм.
Толщина 5,5 мм
Ток постоянный. Обратная полярность.
Сила сварочного тока 450—500 а.
Напряжение 38—40 в.
Скорость сварки 21,5 м)час.
Подкладка графитовая.
Толщина 1,35 мм
Ток постоянный. Обратная полярность.
Сила сварочного тока 160 а.
Напряжение 24—26 в.
Скорость сварки 25 м}час.
Подкладка медная.
ИССЛЕДОВАНИЕ ВОЗМОЖНОСТИ ЛЕГИРОВАНИЯ МЕДИ ЧЕРЕЗ
КЕРАМИЧЕСКИЙ ФЛЮС
Применение в качестве присадочного металла медной проволоки
Ml приводит при сварке медных сплавов к обеднению легирующими
компонентами металла шва по сравнению с основным металлом.
Добавление в керамический флюс порошков легирующих материалов
или их лигатур позволяет вводить в наплавленный металл нужное
количество компонентов и выравнивать химический состав металла
шва с основным металлом. Легирование меди элементами, химически
более активными, чем медь, связано с ее раскислением, на что
расходуется определенное количество вводимого вещества. Для
уменьшения непроизводительного расхода легируемого вещества на
процессы раскисления необходимо присутствие во флюсе раскис-
191
лителя. Поэтому условия перехода легирующего компонента в ме-
талл из флюса зависят не только от его содержания во флюсе, но и
от содержания во флюсе раскислителя А1.
Нами проводились исследования по легированию наплавленного
металла Мп, Ti, Zr, Сг.
Легирование хромом. Легирование хромом обусловливалось исход-
ным химическим составом бронзы, так как в основном все исследо-
вания велись на хромистой бронзе. Данные перехода Сг из керами-
Фиг. 1. Переход Сг из флюса в ме-
талл шва при постоянном содержании
А1 во флюсе.
Фиг. 2. Переход Сг из флюса в ме-
талл шва при постоянном содержании
Сг и изменении содержания А1 во
флюсе.
ческого флюса в наплавленном металле в зависимости от содержа-
ния Сг во флюсе и содержания раскислителя А1 приведены на фиг.
1 и 2.
Данные механических испытаний образцов, сваренных под
керамическим флюсом проволокой Ml, приведены в табл. 2.
Таблица 2
Механические свойства ОСНОВНОЙ металл Сварное соединение Примечание
Предел прочности в кг!мм2 Ударная вязкость в кгм!см2 Относительное удлине- ние в % 24,3 16 42 26,4 12,5 13 Испытания проводи- лись на образцах со снятым усиле- нием
192
Микрофотографии ос-
новного металла пере-
ходной зоны и металла
шва представлены на
фиг. 3.
ЛЕГИРОВАНИЕ
НАПЛАВЛЕННОГО
МЕТАЛЛА
(Мп, Ti, Zr)
Опыты по легирова-
нию наплавленного ме-
талла Мп, Ti и Zr были
вызваны необходимо-
стью улучшения макро-
и микроструктуры шва.
В результате сварки
в наплавленном метал-
ле обычно образуются
крупные дендриты столб-
чатого характера. Та-
кое дендритное строе-
ние снижает ударную
вязкость, относительное
удлинение и предел
прочности наплавленно-
го металла.
При введении неболь-
ших количеств металлов
с обобщенным моментом,
большим, чем у металла
основного, возможно яв-
ление модификации, т. е.
уменьшение роста зерен,
так как в их погранич-
ном слое будут адсор-
бироваться поверхно-
стно активные металлы
из расплава и, изменяя
поверхностное натяже-
ние между жидким и
твердым металлом, бу-
дут изменять условия
кристаллизации.
Изменение структу-
ры металла в сварном
шве может увеличить
механические показате-
ле
б)
в)
Фиг. 3. Основной металл. Х110 (а), переходная
зона, х 110 (б) и наплавленный металл, х 110 (в).
13 217
193
ли наплавленного, металла. Легирующие компоненты вводились в
наплавленный металл в десятых и сотых долях процента.
Легирование Мп. Для изучения легирования Мп изготовлялись
флюсы с различным содержанием Мп и А1. Шлаковая основа не
менялась. На фиг. 4 и 5 представлена зависимость перехода Мп из
флюса в металл шва при различном содержании Мп и А1 во флюсе.
Фиг. 4. Переход Мп
из флюса в металл
шва при постоянном
содержании Мп и
изменении содержа-
ния А1 во флюсе.
Фиг. 5. Переход Мп из флюса
в металл Шва при постоянном
содержании А1 во флюсе.
В табл. 3 представлены данные механических испытаний, про-
веденных на образцах, вырезанных из швов, легированных через
керамический флюс.
Таблица 3
Характер испытаний Основной металл Сварное соединение Содержание в шве Мп в % Примечание
Предел прочности в kzImm11 26,2 32,6 0,15 Образцы со
Относительное уд- линение в % ... 42 36,4 0,15 снятым уси- лением и над- резом в цент- ре шва Гагаринские об-
Ударная вязкость в кгм!см* 13,5 24,2 • 0,15 разцы Образцы Менаже
Из приведенных данных следует, что механические свойства
резко повышаются по сравнению со сварными швами, легированными
только Сг.
На фиг. 6 представлены данные металлографических исследо-
ваний, которые показывают, что наличие в десятых долях процента
Мп в металле шва вызывает существенное изменение микроструктуры
наплавленного металла и зоны перехода.
194
Легирование Ti. Титан является химически активным металлом и
не уступает алюминию по своей активности в отношении раскисления
меди. В присутствии
титана алюминий начи-
нает переходить в шов
уже при содержании его
во флюсе до 5%.
Титан вводился во
флюс в виде металли-
ческого порошка. *В ме-
талл шва титан перехо-
дит в количестве от 0,02
до 0,1%.
В табл. 4 представ-
лены данные механиче-
ских испытаний, про-
веденных на образцах,
вырезанных из швов ле-
гированных Ti через ке-
рамический флюс.
Из приведенных дан-
ных следует, что меха-
нические свойства так-
же резко повышаются
по сравнению со свар-
ными швами, легирован-
ными только Ti.
Микрофотографии,
приведенные на фиг. 7,
показывают изменение
структуры наплавлен-
ного металла.
Фиг. 6.
б)
Переходная зона. Х110 (а) и наплав-
ленный металл. Х110 (б)
Таблица 4
Характер испытаний Основной металл Сварное соединение Содержание Ti в шве в % Примечание
Предел прочности
в кг!мм2 Относительное уд- 26,2 32,5 0,02 Образцы со снятым уси- лением и над- резом по се- редине шва
линение в % .. Ударная вязкость 42 37,3 0,02 Гагаринские об- разцы
в кгм]см2 13,5 18,5 0,02 Образцы Мена- же
13»
195
a)
б)
в)
Фиг. 7. Основной металл. Х110 (а), переходная
зона, х 110 (б) и наплавленный металл, х 110 (в).
Легирование цирко-
нием. Легирование цир-
конием через керами-
ческий флюс сильно за-
труднено из-за его высо-
кой химической актив-
ности. Облегчается ле-
гирование Zr при свар-
ке через керамический
флюс при помощи лига-
тур меди с Zr. Введение
Zr во флюс в чистом
виде дает меньший ко-
эффициент перехода.
Объясняется это тем,
что температура плав-
ления чистого циркония
очень высокая (2130°),
и он успевает окислить-
ся в большей степени,
прежде чем перейдет в
жидкое состояние, удоб-
ное для растворения в
сварочной ванне или в
жидком электродном ме-
талле.
Переход циркония из
флюса в металл шва
зависит от содержания
Zr и А1 во флюсе (фиг.
8 и 9).
В табл. 5 пред-
ставлены данные ме-
ханических испытаний,
проведенных на об-
разцах, вырезанных
из швов, легированных
через керамический
флюс.
Микрофотографии ме-
талла в зоне свар-
ки, представленные на
фиг. 10, также по-
казывают изменение
структуры наплавлен-
ного металла при вве-
дении десятых долей
процента циркония в
шов.
196
Фиг. 8. Переход Zr из
флюса в металл шва при
постоянном содержании А1
во флюсе.
а)
б)
Фиг. 9. Переход Zr из
флюса в металл шва
при постоянном со-
держании Zr и изме-
нении содержания А1
во флюсе.
е)
Фиг. 10. Основной металл, х 110 (а); переходная
зона, х 110 (б) и наплавленный металл, х 110 (в)
Таблица 5
Характер испытаний Основной металл Сварное соединение Содержание в шве Zr в % Примечание
Предел прочности 26,2
в кг!мм2 Относительное уд- 32,4 0,14 Образцы со сня- тым усилением и с надрезом по середине шва
линение в % .. Ударная вязкость 42 33,0 0,14 Гагаринские об- разцы
в кгм!мм* 13,5 16,2 0,14 Образцы Мена- же
ВЫВОДЫ
1. Разработан керамический флюс для автоматической сварки
медных сплавов с применением в качестве электродного металла
медной проволоки Ml.
2. Исследовано влияние раскислителей: раскислителя диффузион-
ного (бура) и раскислителя осаждающего действия (А1). Показано,
что переход легирующих элементов в металл шва улучшается при
совместном использовании обоих раскислителей.
3. Исследована возможность легирования металла шва через
керамический флюс Сг, Мп, Ti и Zr. Оказалось возможным легиро-
вание этими металлами наплавленного металла через флюсы, вводя в
них легирующие компоненты или в виде металлических порош-
ков, или в виде лигатур (с медью). Введение в металл шва ука-
занных компонентов изменяло не только его химический состав, но
и механические свойства. Исследование микроструктур также по-
казало в некоторых случаях существенное изменение процесса
кристаллизации.
Модифицирующее действие оказывает Мп, Ti, Zr. Структура ста-
новится более равноосной, й уменьшается направленность кри-
сталлизации.
4. Автоматическая сварка под керамическим флюсом сплавов
меди повышенной жаростойкости дает хорошие плотные швы без
пор и трещин, причем механические свойства сварного соединения
такие же, а при дополнительном легировании через флюс ряда
элементов выше, чем у основного металла.
Инж. Д. С. КАССОВ
(Ждановский металлургический институт)
АВТОМАТИЧЕСКАЯ СВАРКА МЕДИ ПОД КЕРАМИЧЕСКИМИ
ФЛЮСАМИ
До последнего времени медь относилась к группе трудно свари-
вающихся металлов. Исследовательские работы по разработке
новых способов сварки меди в МВТУ имени Баумана, в Ждановском
металлургическом институте, в институте электросварки имени
Е. О. Патона АН УССР показали полную возможность получения
плотных сварных соединений с хорошими показателями механи-
ческих свойств и высокой производительностью процесса.
При разработке способа автоматической электродуговой сварки
меди под флюсом в Ждановском металлургическом институте стави-
лась цель — получение сварных соединений с максимальным сохра-
нением металлом швов физико-химических свойств основного ме-
талла. При этом исходили из возможности использования для целей
сварки переменного тока с применением медного плавящегося
электрода.
Первоначально работа проводилась в направлении разработки
способа автоматической сварки меди с использованием стандартных
плавленых флюсов, предназначенных для сварки сталей (ОСЦ-45,
АН-348 и др.). Результаты проведенной работы показали возмож-
ность автоматической сварки меди медным электродом под плавле-
ными флюсами на переменном токе и получения при этом высоких
показателей механических свойств сварного соединения без при-
менения дополнительных операций проковки и термообработки
[1], [2]. Высокие показатели механических свойств получены
благодаря легированию металла шва некоторыми элементами из
флюса.
Известно, что плавленые флюсы представляют собой сложные
системы окислов и солей. Например, флюсы ОСЦ-45, АН-348, АН-60
и т. п. имеют в своем составе SiO2, МпО, СаО, CaF2 и др., а также
некоторое количество FeO (табл. 1).
Флюс, расплавляясь под действием тепла сварочной дуги, обра-
зует сложные шлаковые и газовые системы, которые, взаимодей-
ствуя с электродным металлом, предопределяют химический состав
металла шва и его физико-химические свойства.
В системах металл—шлак и металл—газовая фаза вследствие
процесса диссоциации окислов и солей возможно насыщение металла
шва газами, металлами и их окислами. Термодинамические расчеты
показывают, что при сварке меди под плавлеными флюсами медной
199
Таблица 1
Марка флюса Содержание во флюсе в %
SiO, | МпО I СаО CaF, | FeO
АН-3 48—50 15,5—18,5 15—18 2,0—3,5 До 1,5
АН-348 42,5—45,5 31,5—35,5 6,5—9,5 6,0—7,5 „ 1,5
АН-10 21 30 7 20 „ 1,5
АН-22 18 7 10 27 „ 1,5
АН-51 33 6 13 7 „ 1,5
АН-60 44—46 35—38 8—12 5,5—7,5 „ 1,5
ОСЦ-45 42—45 38—43 До 5,0 5,5—6,0 „ 1,5
электродной проволокой имеет место переход из шлака в металл
шва железа, марганца и кремния. Проведенные термодинамические
расчеты подтверждаются химическими анализами (см. табл. 2).
Легирование меди железом, марганцем, кремнием в тех неболь-
ших концентрациях, которые имеют место при сварке, не вызывает
существенного изменения показателей механических свойств свар-
ных соединений (см. табл. 4). В то же время наиболее ценные свой-
ства меди (электропроводность, теплопроводность и др.), зависящие
от степени чистоты металла, значительно ухудшаются (см. табл. 5).
Это явление представляет собой общий и весьма существенный
недостаток тех способов сварки меди, в которых применяются
плавленые флюсы.
Отмеченные недостатки могут быть устранены при сварке спе-
циальными керамическими флюсами, способствующими наиболее
полному рафинированию расплавленного металла.
На кафедре «Сварочное производство» Ждановского металлурги-
ческого института для сварки меди разработан состав керамического
флюса марки ЖМ-1. В минеральной части флюса ЖМ-1 содержится
мрамор и полевой шпат. Вначале ориентировочное соотношение
указанных компонентов было принято по диаграмме состояния
тройной системы SiO2 — СаО — А12О3 в соответствии с требованием
минимальной температуры плавления шлака. Как известно, самой
легкоплавкой смесью в принятой системе обладает эвтектика SiO2 —
СаО • SiO2— СаО • А12О3 • 2 SiO2 (1165° С), содержащая примерно
SiO2 — 63%, СаО — 22% и А^Оз — 15%, что в пересчете на принятые
компоненты составляет 33% мрамора и 67% полевого шпата. Уточ-
нение оптимального состава минеральной части флюса производи-
лось по результатам экспериментов. При этом особо обращалось
внимание на количество неметаллических включений в металле шва
и стабильность дугового разряда.
На основе проведенных исследований над большим числом флюсов
была установлена зависимость количества неметаллических вклю-
чений в металле шва от содержания мрамора в минеральной части
флюса. Из рассмотрения микрошлифов (фиг. 1) следует, что мини-
мальному количеству шлаковых включений соответствует минераль-
200
ная часть флюса, состоя-
щая из 35% мрамора и
65% полевого шпата. Та-
кая зависимость впол-
не согласуется с тем-
пературой плавления
шлаков : чем! ниже тем-
пература плавления шла-
ка, тем меньше шлако-
вых включений.
Установлено также
влияние мрамора на ста-
бильность дугового раз-
ряда между медными
электродами. Характер
изменения разрывной
длины дуги от содержа-
ния мрамора во флюсе
представлен на фиг. 2.
Указанный состав ми-
неральной части флюса
имеет ряд уже извест-
ных и других техноло-
гических свойств. Одна-
ко он не может быть
рекомендован в качестве
флюса для автоматиче-
ской сварки меди, так
как не обеспечивает рас-
кисления металла шва,
а наличие во флюсе
мрамора обусловливает
присутствие в газовой
фазе кислорода в сво-
бодном состоянии.
Для удаления кисло-
рода из меди необхо-
димо применение раскис-
лителей. Чтобы устра-
нить опасность легиро-
вания и загрязнения ме-
талла шва, в качестве
раскислителей целесооб-
разно применять веще-
Фиг. 1. Влияние мрамора
на содержание неметалли-
ческих включений в ме-
талле шва.
Основ-
ной
металл
5%
мрамора
15%
мрамора
25%
мрамора
35%
мрамора
45%
мрамора
55%
мрамора
201
ства, обладающие минимальной
углерод, борный шлак и др.
Углерод обладает высоким
его_ активность повышается с
растворимостью в меди, например,
сродством к кислороду; особенно
ростом температуры. При исполь-
Фиг. 2. Зависимость разрывной длины дуги от содержания мрамора во
флюсе. Длина дуги до обрыва определена при напряжении холостого
хода трансформатора 70 в, токе короткого замыкания 800 а.
зовании углерода возможно как прямое восстановление (реакция I),
так и косвенное восстановление меди (реакция II).
Си2 О + С =2Cu + CO; (I)
Си2 О + СО = 2 Си + СО2. (II)
В присутствии твердого углерода окислительная способность
газовой фазы, содержащей СО2, благодаря реакции (III) резко
снижается
Саморф + СО2 = 2 СО - 41 000 кал. (III)
Практически углекислый газ в присутствии твердого углерода
уже при температуре 1300е К целиком переходит в окись углерода
[8]. Этим создается восстановительная атмосфера, способствующая
энергичному раскислению меди.
Борный шлак, так же как и углерод, является весьма активным
раскислителем, не растворяющимся в жидкой меди. Восстановление
закиси меди борным шлаком идет по следующим реакциям :
Cu2O + Na2 В4 О* • MgO = Na2 В4 О7 • Mg О + 2Cu ; (IV)
Cu2O + MgO • B2O2 = MgO • B2O3 + 2Cu. (V)
202
Борный шлак и продукты раскисления находятся в расплавлен-
ном состоянии до температуры кристаллизации меди и поэтому
легко всплывают на поверхность сварочной ванны, в шлак.
В качестве раскислителей были также испробованы фосфор,
силико-кальций и алюминий.
Фосфор и силико-кальций, хотя и обладают высоким сродством
к кислороду, не могут быть рекомендованы в качестве раскислителей,
так как раствор фосфора в меди даже в ничтожных количест-
вах резко снижает ее электропроводность и теплопроводность
(фиг. 3), а силико-кальций содержит значительное количество (до 5%)
железа.
Алюминий может применяться в качестве раскислителя. При
алюминотермическом процессе в сварочной дуге алюминий почти
на электропроводность меди.
полностью расходуется на раскисление. Подобное поведение алю-
миния обгоняется его весьма высоким сродством к кислороду.
Высокая активность алюминия к кислороду при реакции с закисью
меди подтверждается термодинамическим расчетом. Последова-
тельность расчета реакций взаимодействия алюминия с закисью
меди приведена в табл. 2.
Имеющиеся в литературе термодинамические данные позволяют
рассчитать свободную энергию для первых двух реакций, пред-
ставляющих практический интерес при изучении процесса рас-
кисления закиси меди, находящейся в растворе. Отсутствие термо-
динамических значений Си2О(газ), к сожалению, не позволяет про-
следить направление последующих реакций.
Термодинамическое исследование реакций 1,2 (фиг. 4) и изу-
чение последующих реакций (см. табл. 2) показывают, что:
1) активность алюминия с ростом температуры понижается,
а с увеличением его концентрации повышается;
2) продукт реакции А12О3 является весьма прочным химическим
соединением даже при температуре кипения меди.
203
Фиг. 4. Зависимость AZ? реакции
4 2
2 Cu2O Н— Al = — А12О3 + 4 Си
3 3
от температуры и концентрации.
Опыты также подтверди-
ли целесообразность введения
алюминия во флюс. При этом
содержание алюминия во
флюсе, судя по его остаточ-
ной растворимости в металле
шва (фиг. 5), не должно пре-
вышать 1 %.
На основе высказанных
теоретических соображений,
а также большого числа экс-
периментов оптимальное со-
держание составляющих ке-
рамического флюса ЖМ-1 при-
нято следующим в % :
Мрамор .............. 28,0
Полевой шпат ........ 57,6
Плавиковый шпат....... 8,0
Древесный уголь ...... 2,2
Борный шлак .......... 3,5
Алюминий ............. 0,8
Таблица 2
№ реак- ций Реакция Реакция спра- ведлива в интер- вале температур в °К
1 2 Cu2Om + АГ = 2 А12ОГ + 4 Сиж 3 3 1338—1509
2 2 Си2Ож + - А1ж = 2 AJjOi? + 4 Сиж 3 3 1509—2073
3 2 Си2О* + - А1ж = 2 А12ОГ + 4 Сиж О О 2073—2323
4 2 Си2О* + 4 А1ж = 2 А12ОЖ + 4 Сиж . 3 3 2323—2329
5 2 Си2О* + А1* = 2 А]2О?с + 4 Сиж 2329—2583
6 2 Си2Ог + Al* =| А12ОЖ 4- 4 Си* 2583—2980
7 2 Си2О* + - А1* = 2 А12О* + 4 Си* 3 3 2980—и выше
Примечание: т — твердая фаза; ж — жидкая фаза; г — газо-
вая фаза.
204
алюминия 0 металле шба
Фиг. 5. Количество алюминия в
металле шва в зависимости от его
содержания во флюсе.
Швы, сваренные под керамическим флюсом ЖМ-1, имеют вполне
удовлетворительное формирование (фиг. 6). Сварка проводилась
на автомате с зависимой подачей электродной проволоки; питание
•осуществлялось от трансформатора
типа ТСД-1000. Образцы из листовой
меди марки М2 ГОСТ 859-41 разме-
ром 350 X 250 мм толщиной 5,7 и \Ъмм
сваривались встык, втавр и вна-
хлестку.
Для удержания и формирования
жидкого металла сварка производи-
лась на флюсовой подкладке. Под-
кладка необходима также для со-
здания надежной защиты расплав-
ленному металлу от взаимодействия
•с кислородом воздуха. Опытами до-
казано, что при отсутствии с обрат-
ной стороны валика шлаковой защи-
ты в металле шва образуются продольные и поперечные горячие
трещины. Образование горячих трещин, по-видимому, является след-
ствием понижения пластичности металла шва в температурном ин-
тервале хрупкости из-за насыщения расплавленной меди кисло-
родом.
Фиг. 6. Внешний вид сварного 1пва.
Керамический флюс ЖМ-1 создает благоприятные условия для
рафинирования меди в сварочной дуге, что позволяет получить
металл шва высокой чистоты (табл. 3) с минимальным отклонением
от физико-химических свойств, присущих основному металлу (табл.
4—6).
Сварные соединения обладают высокими механическими свой-
ствами. В табл. 4 приведены данные механических испытаний ме-
талла швов и сварных соединений, сваренных под керамическим
флюсом ЖМ-1 ; для сравнения приведены механические свойства
основного металла, а также металла швов и сварных соединений,
сваренных под флюсом ОСЦ-45.
205
Таблица 3
Исследуемый объект Химический состав в %
Си Fe Al Si Мп Прочие
Основной металл (М2, ГОСТ 859-41) 99,76 0,016 0,008 Следы 0,22
Электродная проволока (М2, ГОСТ 859-41) . 99,68 0,016 0,006 ,, 0,30
Металл шва (флюс ЖМ-1) 99,92 0,048 0,004 0,009 Следы 0,02
Металл шва (флюс ОСЦ- 45) 99,38 0,18 0,039 0,046 0,34 0,02
Испытания на механические свойства производились в соот-
ветствии с ГОСТ 6996-54. Плоские образцы из основного ме-
талла вырезались вдоль проката, а для определения механиче-
ских свойств сварных соединений — из сваренных встык пластин.
При определении механических свойств металла шва использовались
малые гагаринские образцы, вырезанные вдоль шва. В сварных
плоских образцах усиление снималось заподлицо с основным метал-
лом. Термической обработке или наклепу образцы после сварки не
подвергались.
Таблица 4
Объект испытания Показатели механических свойств
Предел прочности <гь в кг! мм* Относительное удлинение в % Угол загиба Ударная вяз- кость ан в кгм/см*
Основной ме- талл ....... 21,6—22,0 21,85 30,3—33,6 32,4 180—180 180 12,5—14,7 13,8
Металл шва (флюс ЖМ-1) 17,9—19,4 18,7 38,8—40,1 39,5 — —
Сварное соеди- нение (флюс ЖМ-1) 17,8—18,9 18,1 — 180—180 180 12,8—15,6 14,5
Металл шва (флюс ОСЦ-45) 16,7—18,2 17,8 25,8—26,4 26,3 — —
Сварное соеди- нение (флюс 16,8—17,6 180—180
ОСЦ-45) .... 17,2 180
Примечание. В числителе даны пределы разброса знаменателе — среднее арифметическое для пяти образцов показаний, в
206
Проведенные исследования
показали, что изменение режи-
ма сварки существенного влия-
ния на химический состав ме-
талла шва и его механические
свойства не оказывает. На фиг. 7
и 8 дана зависимость чистоты
металла шва от изменения дли-
ны дуги при постоянной погон-
ной энергии. Повышение напря-
жения на дуге на 10 в умень-
шает содержание меди в метал-
ле шва на 0,05%, а железа и
алюминия повышается соответ-
ственно на 0,020% и 0,004%.
Графики, приведенные на фиг. 9
и 10, подтверждают незначи-
тельное повышение относитель-
ного удлинения металла шва
при увеличении длины дуги, а
изменение погонной энергии от
6000 до 12 000 кал/см сопровож-
дается понижением его пласти-
ческих свойств до 3%. Значение
предела прочности металла шва
при различной длине дуги и по-
гонной энергии почти не изме-
няется. Повторное использо-
Фиг. 7. Содержание меди в металле шва
в зависимости от длины дуги.
Фиг. 8. Влияние длины дуги на [содер-
жание примесей в металле шва.
Фиг. 9. Зависимость и металла
шва от длины дуги.
Фиг. 10. Зависимость о*ь и металла
шва от погонной энергии.
207
вание флюса также не оказывает влияния на показатели механи-
ческих свойств металла шва (фиг. 11).
Металл швов подвергался испытаниям на электройроводность и
коррозионную стойкость.
Замеры электропроводности производились на круглых образ-
цах диаметром 7 мм при длине 220 мм по обычной методике. Образцы
Фиг. 11. Влияние повторяемости использования флюса
на аь и 65 металла шва.
вытачивались из основного металла вдоль проката, а из сварных
соединений — вдоль оси шва. Теплопроводность образцов опреде-
лена посредством пересчета электропроводности по правилу Виде-
Температура
Фиг. 12. Теплопроводность основного металла и металла
швов в зависимости от температуры :
1 — металл шва, флюс ЖМ-1 ; 2 — основной металл;
3 — металл шва, флюс ОСЦ-45.
208
проводности металла швов, сваренных под плавленым и керамическим
флюсами, а также основного металла приведены в табл. 5 и на
фиг. 12 и 13.
Фиг. 13. Электропроводность основного металла и металла
швов в зависимости от температуры:
1 — металл шва. флюс ЖМ-1 ; 2 — основной металл;
3 — металл шва, флюс ОСЦ-45.
Таблица 5
Объект исследования Элек тропроводнос ть <г ом-1 • см-1 Теплопроводность X кал [см • сек. • град
Основной металл 45,3-7-46,7 46,3 0,786-7-0,808 0,801
Металл шва (флюс ЖМ-1) 45,94-47,6 46,7 0,796—0,825 0,808
Металл шва’(флюс ОСЦ-45) 26,6^-27,8 27,2 0,461^-0,482 0,472
Примечание. В числителе приведены пределы разброса показаний, в знаменателе — среднее арифметическое для пяти образцов.
Коррозионная стойкость определялась весовым методом. Испы-
тывались образцы из основного металла и металла швов (флюс
ЖМ-1) в активной среде (10%-ный раствор HNO3 при постоянной
температуре 22° С). Результаты замеров коррозионной стойкости
приведены в табл. 6 и на фиг. 14.
Таким образом, результаты исследования показали, что электро-
проводность и коррозионная стойкость металла швов, сваренных
под флюсом ЖМ-1, практически соответствуют основному металлу.
14 217
209
Изучение макроструктуры
(фиг. 15) и микроструктуры
(фиг. 16) тавровых, стыковых и
нахлесточных сварных соедине-
ний показало, что :
1) металл шва плотный, без
пор и трещин;
2) при односторонней сварке
листов толщиной 10 жж со сквоз-
ным проваром имеют крупно
кристаллическую структуру с
относительно большой ликва-
ционной зоной в центре;
Фиг. 14. Коррозионная стойкость
металла швов и основного металла.
Среда —10%-ный раствор HN03 и
температура среды 22 °C :
а — схема вырезки образца из односторон-
него шва; б — схема вырезки образца из
двустороннего шва.
Таблица 6
Объект исследования Размеры образцов в мм Площадь образца в см* Вес образца ДО травле- ния в г Вес образца после 18 час. травле- ния в г Потеря веса в г Показа- тель кор- розии в гсмт* • час-1
Длина Ши- рина Тол- щина
Основной 100,98 10,00 4,00 28,996 35,8280 34,2958 1,5322 0,05284
металл 100,12 10,00 4,00 28,824 35,3256 33,7832 1,5424 0,05351
100,38 10,00 4,00 28,876 35,4178 33,8906 1,5272 0,05289
100,08 10,00 4,05 28,932 35,7518 34,2254 1,5264 0,05276
100,16 10,00 4,05 28,955 35,7782 34,2360 1,5422 0,05326
Металл 100,20 10,06 Средь 4,03 {ий пока 29,047 затель к< 35,8906 эррозии 34,4124 1,4782 0,05306 0,05089
шва (одно- 100,18 10,06 4,03 29,040 35,8816 34,4036 1,4780 0,05086
сторонняя
сварка) 100,09 10,06 4,03 29,015 35,8064 34,3180 1,4884 0,05147
100,12 10,04 4,04 29,004 35,7603 ‘ 34,2671 1,4932 0,05149
100,21 10,04 4,04 29’030 35,8416 34,3604 1,4812 0,05102
Металл 70,31 16,08 Средн 4,01 ий показ 29,540 1атель ко 37,0248 ррозии 35,5342 1,4906 0,05115 0,05046
шва (дву- 70,16 16,08 4,01 29,460 36,9372 35,4442 1,4930 0,05068 .
сторонняя
сварка) 70,08 16,08 4,01 29,447 36,9130 35,4422 1,4708 0,04990
70,24 16,08 4,01 29,512 36,9796 35,5230 1,4566 0,04926
70,18 16,08 4,01 29,488 36,9798 35,4692 1,4806 0,05021
Средний показатель коррозии 0,05010
210
14* 211
Фиг. 15. Макроструктуры сварных соединений :
тавровых; б и в — стыковых; г — нахлесточных (флюс ЖМ-1).
3) значительно меньше величина зерен и ликвационной зоны
при двусторонней сварке встык; в зоне термического влияния
наблюдается рост зерен основного металла, а в металле шва — явно
выраженная крупнокристаллическая структура литого металла,
местами встречаются небольшие шлаковые включения (фиг. 17).
а)
Фиг. 17. Неметаллические включения. х200:
а — основного металла; б — металла шва.
о? V
Фиг. 16. Микроструктура. х200:
а — основного металла; б — металла шва (флюс ЖМ-1).
0) •
212
выводы
1. При сварке меди под обычными плавлеными флюсами (типа
ОСЦ-45, АН-348) металл шва легируется железом, марганцем и
кремнием, в результате чего резко снижаются наиболее ценные
свойства меди : электропроводность, теплопроводность и т. п.
2. Для получения металла шва высокой чистоты необходимо
пользоваться специальными керамическими флюсами.
3. Керамический флюс ЖМ-1 имеет ряд технологических преиму-
ществ перед плавлеными флюсами, благодаря чему был внедрен
на Ждановском заводе дезинфекционного оборудования для сварки
медных анодов гальванических ванн. В результате применения
новой технологии завод получает экономию около 2000 руб. на
каждой тонне металла.
ЛИТЕРАТУРА
1. Б а гр янский К. В., Кассовая. С., Автоматическая сварка
меди под флюсом, «Вестник машиностроения» № 11, 1953.
2. Б а г р я н с к и й К. В., Кассов Д. С., Сварка меди под флюсом,
«Производство и обработка металлов». Сборник научных трудов Ждановского
металлургического института, вып. 3, Металлургиздат, 1955.
3. Ростовцев С. Т., Теория металлургических процессов, Метал-
лургиздат, 1956.
4. Б р и ц к е Э. В., К а п у с т и н с к и й А. Ф. и др., Термические
константы неорганических веществ, Изд. АН СССР, 1949.
5. Кубашевский О., Эванс Э., Термохимия в металлургии,
Изд. иностранной литературы, М., 1954.
6. Мищенко К. П., Равделя А. А., Краткий справочник физико-
химических величин, ГХИ, Л., 1955.
7. Фролов В. В., Физико-химические процессы в сварочной дуге,
Машгиз, 1954.
8. Лившиц Б. Г., Физические свойства сплавов, Металлургиздат,
1946.
9. Кассов Д. С., Новый способ автоматической сварки меди под
флюсом, Сборник докладов научно-технической конференции сварщиков,
Машгиз, 1955.
Инж. Н. М. ЧЕЛНОКОВ
(МВТУ)
ПРОЧНОСТЬ МЕДИ И ЕЕ СПЛАВОВ ПРИ СВАРКЕ
Сварные конструкции из меди и ее сплавов широко применяются
в нефтяной, химической, пищевой и других отраслях промышлен-
ности. Объясняется это высокой коррозионной стойкостью, пласти-
чностью, электропроводностью, теплопроводностью и другими вы-
сокими физико-химическими свойствами конструкций, изготовлен-
ных из меди и ее сплавов. Вместе с тем изготовление этих конструк-
ций встречает ряд трудностей. В практике известны случаи разру-
шения конструкций в процессе их изготовления путем литья, штам-
повки, ковки или прокатки. Неоднократно зарегистрированы случаи
разрушения и сварных конструкций. Существует целый ряд причин,
которые в некотором приближении объясняют происходящие раз-
рушения для всех видов горячей обработки. Однако ясно, что эти
причины не могут быть всеобъемлющими, так как каждому методу
горячей обработки свойственны особенности, которые должны
учитываться в каждом конкретном случае.
Опыт показывает, что для всех видов горячей обработки легко-
плавкие примеси, нерастворимые в твердой меди, висмуте и свинце,
являются нежелательными. Кислород в виде Си/) подобно висмуту
и свинцу дает эвтектику с медью при содержании 0,38 О2. Однако
эта примесь (Си2О), имеющая температуру плавления, близкую
к температуре плавления меди, не вызывает горячеломкости при
прокатке, ковке и волочении.
Совершенно иначе ведет себя закись меди в процессе сварки.
При кристаллизации металла шва она располагается по границам
зерен и способствует появлению горячих трещин.
В отличие от других видов обработки сварка является бо-
лее молодой отраслью. Она еще не имеет достаточного опыта,
а некоторые вопросы, как-то: вопрос прочности металлов в
области температур, близких к линии солидуса, изучены недо-
статочно.
В данной работе, проведенной под руководством проф. Н. Н.
Прохорова, сделана попытка по изысканию способа повышения
прочности сварных конструкций в процессе их изготовления.
При этом в основу работы были положены исследования метал-
лургических факторов на поведение металлов шва в процессе
сварки.
214
МЕТОДИКА ПО КОЛИЧЕСТВЕННОЙ ОЦЕНКЕ СОПРОТИВЛЯЕМОСТИ
НАПЛАВЛЕННОГО МЕТАЛЛА ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН
Практика эксплуатации сварных конструкций показывает, что
большинство разрушений происходит от различных пороков в
сварном шве. Многочисленные исследования мест разрушений в
сварных конструкциях свидетельствуют о том, что разрушение
их наступало от раскрытия кристаллизационных трещин, образо-
вавшихся в процессе сварки. Природа образования этих трещин
объясняется с достаточной полнотой гипотезой, предложенной
проф. Н. Н. Прохоровым.
Согласно этой гипотезе горячие трещины в сварном соединении
образуются в температурном интервале хрупкости свариваемого
сплава. При этом прочность определяется соотношением меж-
ду температурным интервалом хрупкости, значением произ-
водной от деформации по температуре — (т. е. интенсивностью
нарастания деформации по мере снижения температуры) и вели-
чиной пластичности сплава в температурном интервале хруп-
кости.
На основании этой гипотезы горячие или кристаллизационные
трещины сварных соединений, полученные в процессе сварки, явля-
ются результатом определенной взаимозависимости между вели-
чиной внутренней упругопластической деформации и ее скорости,
с одной стороны, и свойствами металла в определенных темпера-
турных условиях, с другой. Поэтому для определения свойств
металла в процессе сварки необходимо иметь возможность свари-
вать его в различных условиях с точки зрения величины внутренних
упругопластических деформаций. Способность металла испыты-
вать большую или меньшую упругопластическую деформацию в
процессе сварки без разрушения является показателем его техно-
логической прочности.
Для изменения величины упругопластической деформации при
испытании данного металла нами предложена следующая методика.
Испытуемый образец имеет незначительную ширину, что обуслов-
ливает минимальную величину внутренней упругопластической
деформации при наложении сварного шва. При этом образец испы-
тывается не в свободном состоянии, а в условиях приложения к
нему внешних сил. Внешние силы деформируют образец в процессе
сварки с постоянной скоростью, причем скорость деформации может
быть изменена путем изменения скорости перемещения головки
машины, растягивающей образец.
Величина внутренней упругопластической деформации в наплав-
ленном металле складывается из двух частей : части, создаваемой
жесткостью образца (эта часть остается неизменной, так как при-
меняемые образцы имеют постоянные форму и сечение), и части,
создаваемой внешними силами (эта часть является переменной, так
как скорость деформации может изменяться). Таким образом,
сваривая различные образцы при различном значении скорости
215
деформации внешними силами, имеется возможность изменять
суммарное значение упругопластической деформации металла в
зоне шва. Необходимо отметить, что первая часть внутренней дефор-
мации, обусловленная жесткостью образца, будет зависеть от
теплофизических свойств испытуемого сплава, т. е. от его коэффи-
циента линейного расширения и температуропроводности. Следова-
тельно, влияние этих параметров будет учтено в соответствии с
их влиянием на величину внутренних деформаций при сварке. Вторая
часть деформации, обусловленная перемещением головок машины,
отражает влияние различных технологических факторов, определяю-
щих величину внутренних деформаций при сварке. Важнейшими
из этих факторов являются : окружающая температура, распреде-
ленность источника тепла, величина погонной энергии, жесткость
конструкции, последовательность сварки и т. д. Таким образом,
скорость деформации, создаваемая головками машины, является
обобщенным фактором, эквивалентным влиянию технологических и
конструктивных факторов.
Процесс испытания производится следующим образом. В при-
способление испытательной машины закладывается медный обра-
зец, форма и размеры которого показаны на фиг. 1.
Как видно из фиг. 1 и 2, форма медного образца при испытаниях
меди отличается от формы стальных образцов, применяемых при
испытании сталей. В
разделку, имеющую-
ся на образце, напла-
вляется валик. По-
следний вместе с ис-
пытуемым образцом в
процессе наплавки
подвергается растя-
жению с некоторым
средним значением
скорости деформа-
ции, создаваемой ма-
Фиг. 1. Чертеж нового образца : Р — растяги-
вающее усилие.
шиной (фиг. 3 б).
После сварки производят обследование образца и убеждаются в
наличии или отсутствии трещин. Выявление трещин для некоторых
случаев производилось путем изгиба образца вне машины, как по-
казано на фиг. За.
При отсутствии трещин скорость увеличивают; при наличии
трещин следующий валик наплавляется при меньшем значении
скорости.
Таким образом, устанавливается граничное значение скорости,
которая является для данного сплава критической.
Повышение этой скорости приводит к трещинообразованию,
а более низкие значения скорости не дают трещин.
Переменная часть скорости деформации (создаваемая машиной)
по своей численной величине доминирует в суммарном значении над
внутренней упругопластической деформацией испытуемого образца,
216
поэтому ее можно принять в качестве показателя склонности иссле-
дуемого металла к трещинообразованию.
Ввиду постоянства формы образца и режима сварки показатель
склонности наплавленного металла к трещинообразованию можно
выразить величиной скорости относительного перемещения головок
Фиг. 2. Чертеж образцов старой конструкции.
машины. Эта величина, как было указано ранее, принята нами
мерой сопротивляемости наплавленного металла образованию горя-
чих трещин, обозначается буквой А и выражается в миллиметрах
в минуту. Такой выбор критерия прочности не исключает учета
теплофизических свойств наплавленного металла, так как при
заданной деформационной способности металла изменение компо-
нента, определяемого его теплофизическими свойствами, автомати-
чески приводит к изменению величины компонента, создаваемого
испытательной машиной.
Исследованиями, проведенными ранее, было установлено, что
металл на протяжении периода охлаждения имеет температурный
интервал хрупкости (фиг. 4). Этот температурный интервал лежит
в зоне температуры, близкой к линии солидуса. Имея в виду это
обстоятельство, испытание наплавленного металла необходимо про-
изводить в определенном температурном интервале. Этот момент
фиксируется положением сварочной ванны деформируемого сечения.
Когда электрод пересекает испытуемое сечение образца, производится
включение машины, и в этом случае кристаллизующийся и осты-
вающий наплавленный металл подвергается деформации в хрупком
состоянии до разрушения. Так как невозможно определить точное
217
Фиг. 3,а. Механизм растяжения установки
по количественной оценке сопротивляемости
металла шва образованию горячих трещин :
1 — испытуемый образец; 2 — неподвижный захват;
3 — подвижный захват*. 4 — тяга; 5 — токопод-
водящее устройство автоматической головки.
положение и Продолжи-
тельность интервала хруп-
кости, машину включают Ъ
момент, когда сварочная
ванна находится в испы-
туемом сечении, т. е. когда
металл обладает неогра-
ниченной способностью к
формоизменению. Машина
деформирует Свариваемый
образец с постоянной ско-
ростью на протяжении
всего цикла нагрева и
охлаждения. Схема испы-
тания представлена на
фиг. 4, где изображено из-
менение температур и де-
формаций в испытуемом
сечении наплавленного ме-
талла. С увеличением ско-
рости перемещения голов-
ки машины, что соответ-
ствует увеличению угла
наклона прямых e(t) в по-
рядке е3(0; е2(0; е(0, уве-
личивается значение от-
носи тел ьно й деформаци и
металла в зоне хрупкости
в порядке » ^ix*
Следует отметить, что
&ввн.
увеличение значения
при испытании за
de&H.
счет увеличения
при постоянном тер-
мическом цикле при-
водит не только к
изменению величины
ех, но и к увеличе-
нию значения нор-
мального напряже-
ния в зоне шва при
высоких температу-
Фиг. 36. Вид образца
после испытания и кон-
трольного изгиба вне
машины.
pax. Таким образом, приняв за показатель технологической прочности
скорость перемещения головок машины, мы даем комплексную
характеристику прочности наплавленного металла, отражающую
как влияние величины деформации в зоне хрупкости, так и влияние
Фиг. 4. Схема зависимости величины
деформации металла в хрупком со-
стоянии ех от скорости охлаждения
металла шва и скорости переме-
щения захватов машины.
Фиг. 5. Схема зависимости ве-
личины деформации металла в
хрупком состоянии от скоро-
сти охлаждения металла шва
при испытании.
напряжений, обусловленных возрастанием скоростей деформаций.
Однако главную роль в этом критерии играет первый фактор. Не-
сложно показать, что величина интервала хрупкости изменяется по
величине от режима сварки или, выражаясь точнее, от погонной
a v
энергии .
На фиг. 5 представлены кривые
охлаждения наплавленного металла при
сварке для различных величин погон-
» q v
нои энергии .
При заданном температурном интер-
вале хрупкости ДТ и при заданной
скорости деформации величина де-
формации в хрупком состоянии ефк бу-
дет увеличиваться с увеличением по-
гонной энергии, т. е. с уменьшением
dT
скорости охлаждения сварного шва .
Увеличение же деформации металла в
хрупком состоянии увеличивает ве?
роятность его разрушения.
Подобным же образом можно показать
влияние момента начала деформации на
показатель технологической прочности.
Фиг. 6. Схема зависимости
величины деформации металла
в хрупком состоянии еХ1 ; еХ2;
«хз и еХ4 от момента включения
механизма растяжения маши-
ны -------- i ^2 ’ 3 > ^4*
Г, 2; 3 и 4 — прямые перемещения
захвата машины.
219
На фиг. 6 показано, что при заданном термическом цикле (кривой
охлаждения), температурном интервале хрупкости и заданной
скорости деформации величина деформации металла в хрупком
состоянии ех1; ех2; и т. д. будет уменьшаться с увеличением
промежутка времени t2: t3 и т. д. от момента начала нагрева
испытуемого сечения до момента начала деформации.
При увеличении t до значения в наплавленном металле вообще
горячих трещин образовываться не будет.
ФОРМА ОБРАЗЦА
Образцы, применявшиеся ранее для испытания сталей на их
склонность к образованию горячих трещин, имели конструктив-
ный недостаток, который выражался в том, что растягивающее
усилие прикладывалось на значительном расстоянии от испыту-
емого сечения.
£5?^
О
V
Фиг. 7. Схема деформации образца в процессе
сварки:
1 и 2 — принудительная деформация образца, создаваемая
захватом машины; 3 — деформация медного образца старой
конструкции, вызванная нагревом его теплом электрической
дуги; 4 — то же для образца из нержавеющей стали
Х18Н9Т; 5 — то же для образца из стали Ст. 3; 6 — то
же для медного образца новой конструкции: te — время
включения механизма растяжения.
Этот недостаток при теплофизических свойствах, присущих
стали, не внес больших погрешностей в проводимый эксперимент
и заметно не искажал результатов исследования. Однако с переходом
к меди и ее сплавам, близким по теплофизическим свойствам к меди,
картина резко изменилась. Было установлено, что медь и ее сплавы,
имеющие теплопроводность и коэффициент линейного расширения,
отличные от стали, оказались весьма чувствительными к конструк-
тивным недостаткам образца.
Так, например, было замечено, что в процессе сварки испытуе-
мый образец, закрепленный в захватах машины, терял устойчивость
к моменту включения механизма растяжения (фиг. 7).
Это явление вызывается тем, что образец, установленный в
захваты машины, при нагреве его электрической дугой стремится к
удлинению. Но буду-
чи стесненным захва-
тами машин, которые
ограничивают его сво-
бодное удлинение, в
нем появляются на-
пряжения сжатия.
Последние и вызы-
вают наблюдаемую
потерю устойчивости.
Таким образом,
нагрев образца и по-
являющиеся при этом
напряжения сжатия
предшествуют началу
растяжения образца,
создаваемому захва-
тами машины.
На фиг. 7 пред-
ставлено графически
220
изменение величины деформации за время заполнения разделки на-
плавленным металлом для образцов, изготовленных из меди, нер-
жавеющей и малоуглеродистой стали. Из этого графика видно, что :
1. В зависимости от предварительного сжатия образца, вызывае-
мого температурной деформацией (см. кривые 3—6), и скорости
растяжения, создаваемой захватами машины (см. прямые 1 и 2),
происходит смещение (во времени) начала появления растягиваю-
щих напряжений в испытуемом образце.
Точки и Q— соответственно для стального и медного
образцов старой конструкции и точки и — для медного образца
новой конструкции.
2. Момент начала растяжения образца может располагаться в
зоне испытуемого сечения и тогда искажений результатов
эксперимента не будет, так как растягивающие напряжения начи-
нают действовать на образец в тот момент, когда наплавленный
металл в испытуемом сечении находится в жидком состоянии (в пре-
делах температурного интервала хрупкости).
3. Точки начала растяжения образца располагаются за зоной
испытуемого сечения и ; if, тогда искажения результатов
эксперимента неизбежны, так как растягивающие напряжения
начинают действовать на образец в тот момент, когда наплавленный
металл в испытуемом сечении затвердел и температурный интервал
хрупкости пройден еще в момент действия напряжений сжатия.
4. Конструкция образцов, представленных на фиг. 2, не может
быть использована для испытаний меди и ее сплавов. Медь и ее
сплавы должны испытываться на такой конструкции образца,
которая не вносила бы заметных искажений в результаты исследо-
ваний (см. фиг. 1).
5. Из графика видно, что металлы и сплавы, обладающие более
высокой температурной деформацией (с повышенной теплопровод-
ностью и коэффициентом линейного расширения) в сравнении с
малоуглеродистой сталью, при одинаковом интервале хрупкости,
будут обладать более высоким показателем технологической проч-
ности (что не соответствует действительным представлениям).
6. Конструкция образца, свободная от погрешностей, вносимых
в результаты исследования, представлена на фиг. 1.
Отработанная нами конструкция образца является универсаль-
ной и может быть использована как для сталей, так и для меди и ее
сплавов.
РЕЖИМ СВАРКИ ОБРАЗЦОВ
Испытание образцов проводилось на режиме сварки, обеспе-
чивающем формирование наплавленного металла и его сплавления
с основным. Режим был принят следующий: U = 32-7-35 в\ 1 =
= 280-7-300 а; скорость сварки и = 22,8 м/час. Малейшие отклоне-
ния от принятого режима фиксировались регистрирующим ватт-
метром. Для сохранения оптимального значения термического
цикла в связи с этим вводились соответствующие поправки в пара-
метры режима.
221
СОСТАВ ПРИМЕНЯЕМЫХ ФЛЮСОВ
В соответствии с поставленной задачей исследования влияния
некоторых металлургических факторов на поведение металла шва
в процессе сварки возникла необходимость из имеющихся плавленых
и керамических флюсов выбрать тот флюс, который отвечал бы
условиям исследования. В связи с этим плавленые флюсы ОСЦ-45,
АН-348, АН-20, АН-26 и керамические флюсы ФК-1, ФК-2, ФК-3,
ФК-41 были проверены на их пригодность в проводимом исследова-
нии.
Химический состав указанных флюсов приведен в табл. 1.
Таблица 1
Марка флюса Химический состав в %
SiOa МпО MgO СаО | FeO I Al,О, | TiO, | CaF, Na,0 K,0
ОСЦ-45 43,5 40,8 — 4,7 1,1 3,4 — 6,5 —
АН-348 42,3 35,0 0,5 10,3 0,9 3,2 — 6,8 1,0 —
АН-20 20,0 — 11,0 — — 28,0 — 32,0 — 2,9
АН-26 32 3,0 17,0 3,0 — 20,0 — 24,0 — —
ФК-1а 35 — — — — — — 10,0 — —
ФК-16 20 — — — — — 15 5 — —
ФК-2 —
ФК-За — — — — — — — 14,0 — —
ФК-Зб — — — — — — — 6 — —
ФК-4 15 —
FeMn Бронза оловя- нистая со Z NaCl с КС1 KF Бетонит NaF 2’ I 2
ОСЦ-45 —
АН-348 • —
АН-20 —
АН-26 —
ФК-1а 15 20 20 — — — — — — —
ФК-16 20 20 20 — — — — — — —
ФК-2 —— — 1 95 4 — — — — —
ФК^За — — — 9 5 33 — 11 28 —
ФК-Зб — — 23 10 5 25 — 11 20 —
ФК-4 — — 68 — 2 — — — — 15
1 Флюсы ФК-1; ФК-2; ФК-3 и ФК-4 разработаны автором в 1952 г.
для наплавки латуней на сталь методом сопротивления.
222
В результате проверки флюсы ОСЦ-45, АН-348 и керамический
флюс ФК-1 были исключены из рассмотрения, так как наплавленный
металл при сварке под этими флюсами насыщался марганцем или
марганцем и железом одновременно (ФК-1).
Флюсы АН-20, АН-26 и керамические флюсы ФК-2, ФК-3 и ФК-4
в большей мере отвечали поставленной задаче, однако из-за отдель-
ных недостатков каждого из них [загрязненность нежелательными
примесями, неустойчивый показатель технологической прочности
(АН-20 и АН-26) недостаточно хорошее формирование (ФК-2 и
ФК-3)], ни один флюс не был принят. Вместе с тем, флюсы АН-20,
АН-26 и керамические послужили основой для разработки новых
керамических флюсов.
Из 37 составов разработанных керамических флюсов заслужи-
вают внимания флюсы ФК-14, ФК-30 и ФК-37. Химический состав
этих флюсов приведен в табл. 2.
Таблица 2
Марка флюса SiO, , ТЮ2 MgO CaF, СаСОэ с Na2B4O7 NaNH4HPO4 Al
ФК-14 26,0 5 10 22 22 2 10 3 —
ФК-30 26 : 10 22 22 — 10 — 5
ФК-37 — — 25 28 2 45 — —
На этих трех флюсах, а ранее на флюсе АН-20 проводились
исследования.
СОСТАВ ОСНОВНОГО И ПРИСАДОЧНОГО МЕТАЛЛА
Образцы для исследований изготовлялись из медных листов
толщиной 10 мм.
Первая партия образцов была изготовлена из горячекатанно-
го листа. Проверенный химический анализ показал наличие: 99,94%Си;
0,045% Fe; Pb — следы; с отсутствием Sn, Al, Zn, Мп, Р и S.
Металлографический анализ на кислород (Си2О) показал, что
медь плохо раскислена. Закись меди расположена в виде строчеч-
ных включений вдоль проката.
Вторая партия образцов была изготовлена из холодно-
катанного листа, поступившего без сертификата. Проведенный
анализ в химической лаборатории МВТУ показал наличие 9,93%
Си; 0,05% Fe; Pb — следы и полное отсутствие Sn, Al, Zn, Ni„
Мп, P и S.
Металлографический анализ на кислород (Си2О) показал незначи-
тельное включение закиси меди строчечного расположения вдоль
линии проката листа.
Анализ медной электродной проволоки диаметром 2 мм марки
Ml, проведенный в химической лаборатории, показал наличие
99,90% Си; 0,07 Fe ; Pb — следы и полное отсутствие Sn, Al, Zn,
Ni, Мп, P и S.
223
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТОВ
Методика легирования металла шва. В целях разработки основ
рационального легирования наплавленного металла шва было
исследовано влияние различных элементов на величину показателя
технологической прочности. Все исследуемые элементы вводились
в сварочную ванну в процессе сварки. Оценка испытаний для дан-
ного содержания легирующего элемента в шве получается в резуль-
тате сварки нескольких образцов.
Легирование металла шва осуществлялось несколькими спосо-
бами (фиг. 8). Малое количество легирующего элемента (до 1%)
вводилось через галь-
ваническое покрытие
медного прутка (ме-
тод I), через полоски,
нарезанные из фольги
(метод II), а также
через флюс, в состав
которого входил ле-
гирующий элемент
(метод Ш). Легиро-
вание по методу I
было проведено для
Sn, Zn, Cd, Bi, Ag,
Сг, Ni, Pb и ZnSn.
Фиг. 8. Схема методов легирования металла шва.
Метод 1: 1 — медный пруток диаметром 2 мм; 2 — слой
гальванического покрытия; 3 — керамический флюс; 4 —
образец. Метод II: 1 — полоска или проволока ; 2 — ке-
рамический флюс; 3 — образец. Метод III: 1 — керамиче-
ский флюс с лигатурой ; 2 — образец. Метод IV: 2 — меха-
ническая смесь флюса с лигатурой; 2 — керамический
флюс; 3 — образец.
Легирование по мето-
ду II было проведе-
но для Al, Ni, Pb,
Zr, Та и Cu2O. Леги-
рование по методу
III было проведено
для Сг, Мп, Al, Ti.
Большие концентрации вводились через механическую смесь из
керамического флюса и порошка легирующего элемента (метод IV).
Механической смесью засыпалась разделка образца на уровне
с поверхностью. Такой способ введения позволял получать наи-
высшую концентрацию с равномерным распределением легирую-
щего элемента в наплавленном металле. Другие способы введения
не обеспечивали равномерного распределения больших концентра-
ций легирующего элемента в металле шва. Зональная ликвация
легирующего элемента оказывала влияние на устойчивость резуль-
татов. Из всех исследованных элементов наибольшая склонность
к зональной ликвации была обнаружена у цинка.
Влияние кислорода. Кислород вводился в металл шва по методу
II (см. фиг. 8) через медную проволоку, покрытую слоем окалины.
Различная степень окисления поверхности медной проволоки дости-
галась путем нагрева электродной проволоки Ф2М1 в муфельной
печи при температуре 800—850° С. При этом толщина слоя окислов,
образовавшихся на поверхности проволоки, зависела от времени
224
выдержки этой проволоки в печи. Следует заметить, что при этом
процессе образование окалины идет за счет преимущественного
образования закиси меди до тех пор, пока вся медь (сердцевина)
не превратится в закись. После этого начинается бурный рост
тонкой пленки окислов меди, расположенной на поверхности прутка.
Поэтому в целях сохранения постоянства термического цикла и
сохранения закономерности насыщения металла шва кислородом
последний вводился через пруток, покрытый преимущественно
закисью меди.
Проведенные эксперименты показывают, что кислород, присут-
ствующий в наплавленном металле шва в виде закиси меди, неблаго-
творно влияет на прочность, соединения. Исследованиями установ-
лено, что в процессе охлаждения металла шва образуются межкрис-
таллитные трещины, появление которых обусловлено наличием
эвтектики в межкристаллитном пространстве. Эвтектика Cu2O+Cu,
имеющая температуру плавления на 20° С меньше, чем медь, рас-
ширяет температурный интервал хрупкости. Учитывая также
большую хрупкость химического соединения Си2О, которая воз-
растает с понижением температуры, возникают условия появления
межкристаллитных трещин не только в процессе кристаллизации,
но и из-за слабости межкристаллитных прослоек при низких тем-
пературах.
На фиг. 9 представлена зависимость показателя технологической
прочности А от концентрации закиси меди в металле шва.
Фиг. 9. График результатов испытаний на прочность при
сварке металла шва, легированного марганцем, закисью
меди, цирконием, кадмием и хромом.
Влияние никеля. Никель вводился в металл шва различными
способами : в виде полосок, нарезанных из никелевой фольги тол-
щиной 0,5 мм, медных прутков с нанесенным на них гальваническим
15 217 225
покрытием никеля, металлического порошка никеля, вводимого
через керамический флюс, и механической смеси порошка никеля
и керамического флюса.
Метод введения и состояние вводимого элемента, судя по полу-
ченным результатам, имеют большое значение. Так, например,
введение никеля по методу I, т. е. через гальваническое покрытие,
вызывало снижение показателя технологической прочности до
концентрации 0,1% Ni. При концентрации свыше 0,15% Ni наблю-
далось увеличение показателя (см. фиг. 10). Подобная же картина на-
блюдалась при введении никеля в виде дробленой стружки через
металла шва, легированного никелем, при сварке :
а — легирование металла шва через медный пруток, гальванически покрытый слоем никеля;
б — легирование металла шва через керамический флюс, в состав которого вводился порошок,
полученный электролитическим путем; в — легирование металла шва через керамический
флюс, в состав которого вводился порошок, полученный путем дробления никелевой стружки
флюс, однако при этом рост показателе А наблюдался при более вы-
сокой концентрации никеля в металле шва, чем в первом случае (см.
фиг. 10). Введение через флюс порошка никеля, полученного электро-
литическим путем, вызывало падение показателя технологической
прочности. Так, например, при концентрации 2,36% Ni и 3,14% Ni
в металле шва показатель А был равен 0, т. е. образование трещин
в образце происходило без его деформирования в захватах машины
(см. фиг. 10).
Совершенно отличные результаты были получены при введении
никеля в металл шва через механическую смесь, состоящую из
керамического флюса и дробленой никелевой стружки (метод IV).
Введение никеля этим способом вызывало рост показателя техно-
логической прочности от А = 16 мм/мин для чистой меди до А = 30
мм/мин для концентрации 23,35% Ni в металле шва (см. фиг. 11).
Различие в величине показателя А для всех четырех случаев
можно объяснить различным исходным состоянием никеля, вводи-
226
мого в наплавленный металл шва. Электролитический никель был
более окислен, чем дробленый, входивший в состав керамического
флюса. В свою очередь, последний более окислен, чем никель,
в механической смеси.
Данные упругости диссоциации окислов меди и никеля и их
теплоты образования приведены в табл. 3.
Таблица 3
Уравнение реакции Теплота образо- вания окислов в кал)моль О2 Логарифм упругости Гдис- социации при температуре в °К
1000 1500 | 2000
। 4 Си + О2 2 Си2О 82 000 — 12,9 —4,7 1 — 0,6
! 2 Ni + О2 «=> 2 NiO 116 000 — 15,3 —7,3 | —3,3 1
Из табл. 3 видно, что никель, имеющий большее сродство к кисло-
роду и более низкую упругость диссоциации образующихся паров
в сравнении с медью, не может быть ею восстановлен. В действитель-
ности, при температуре сварочной ванны, создаваемой электрической
дугой, могут протекать такие процессы, когда в результате диссо-
циации окислов никеля, происходящих по уравнению реакции
NiO Ni + О, получаются ионы никеля и атомарного кислорода.
При большой концентрации меди в сварочной ванне и относительно
малых концентрациях никеля и кислорода произойдет взаимодей-
ствие между никелем и медью, с одной стороны, и кислородом и
медью, с другой. При этом никель растворится в меди, а кислород
в виде химического соединения Си2О может находиться в двух
состояниях. Если концентрация Си2О не будет превышать 1,5%,
тогда закись меди может быть растворена в меди, если же концентра-
ция Си2О будет более 1,5%, тогда образуются две несмешивающиеся
жидкости Си и Си2О.
Быстро протекающий процесс охлаждения ванны жидкого
металла с растворенными в ней никелем и закисью меди затормажи-
вает ход реакции диссоциации в сторону образования окиси никеля.
Процесс кристаллизации металла шва в связи с этим сопровождается
образованием твердого раствора CuNi и эвтектики Си2О + Си.
При температуре плавления эвтектики более низкой, чем у
меди, эвтектика вытесняется в межкристаллитное пространство
и способствует расширению интервала хрупкости, а также и сниже-
нию показателя технологической прочности.
Малые концентрации легирующих компонентов не всегда пре-
пятствуют образованию закиси меди в металле шва. В том случае,
когда легирующий компонент переходит в раствор без восстановле-
ния закиси меди, не наблюдается повышения сопротивляемости
наплавленного металла образованию горячих трещин. В этом случае
полезное действие компонента, переходящего в раствор, подавляется
отрицательным влиянием закиси меди.
15*
227
Большие концентрации легирующих компонентов в металле шва
проявляют себя более активно. Обычное образование жидкого
или твердого раствора сопровождается процессом интенсивного
раскисления закиси меди. При таком действии процесса кристалли-
зации устанавливается функциональная зависимость между концен-
трацией легирующего компонента и склонностью металла шва к
образованию горячих трещин.
На фиг. 11 представлена зависимость показателя технологиче-
ской прочности А от концентрации никеля в меди.
Фиг. 11. График зависимости показателя прочности при
сварке от концентрации никеля в металле шва меднонике-
левого сплава :
Глмк — линия ликвидуса; Геол. ~ линия солидуса.
Влияние марганца. Марганец вводился в наплавленный металл
двумя способами : через керамический флюс (метод Ш) и механи-
ческую смесь из керамического флюса и марганца (метод IV). В ке-
рамический флюс вводилась лигатура CuMn с содержанием Мп
около 37%. При методе легирования металла шва через флюс
лигатурой CuMn были получены хорошие результаты. Наплавленный
металл шва с содержанием 0,19% Мп имел показатель технологи-
ческой прочности, превышающий почти в 3 раза таковой для чистой
меди (фиг. 9).
Во втором варианте марганец вводился через механическую
смесь, состоящую из керамического флюса и марганца, взятых
в различных пропорциях. Так как чешуйки марганца имели на
поверхности значительный слой окислов, то одновременно с марган-
цем в смеси находились также и его окислы. Этим, по-видимому,
объясняется малый переход марганца в наплавленный металл и
228
снижение показателя технологической прочности при малых кон-
центрациях в металле шва (фиг. 12).
При малых количествах вводимого марганца совместно с его
окислами имеют место те же самые явления, что и при легировании
никелем, т. е. в процессе кристаллизации образуется эвтектика
Си2О + Си, плавящаяся при более низкой температуре, чем крис-
таллы твердого раствора CuMn. Она расширяет интервал хрупкости
и обусловливает некоторое снижение показателя А.
Фиг. 12. График зависимости показателя прочности
при сварке от концентрации марганца в металле
шва сплава медь — марганец:
— линия ликвидуса; Гсол — линия солидуса.
Влияние хрома. Хром вводился в металл шва двумя способами :
через проволоку, гальванически покрытую хромом (метод I), и
чере& керамический флюс (метод Ш).
На фиг. 9 показано влияние хрома, введенного в наплавленный
металл шва через медную проволоку, покрытую слоем хрома тол-
щиной от 2 до 20 мк. При введении хрома через гальваническое
покрытие последний не удерживается в наплавленном металле, что
подтверждается химическим анализом. Однако.в этом случае на-
блюдается небольшой рост величины показателя технологической
прочности. В последнем случае хром действует как активный рас-
кислитель меди.
Более сильно влияние хрома на показатель технологической
прочности при введении его в наплавленный металл через керами-
ческий флюс (фиг. 13). Из керамического флюса хром легко пере-
ходит в жидкую медь. В процессе взаимодействия с жидкой медью
хром раскисляет ее и в незначительных количествах переходит
в раствор, придавая сплаву повышенные свойства. Одно из ценных
229
свойств сплавов меди с хромом — это высокий показатель технологи-
ческой прочности. А если учесть и другие достоинства сплава (повы-
шенная противокоррозионная устойчивость, высокая жаростой-
Фиг. 13. График зависимости показателя
прочности при сварке от концентрации хрома
в металле шва сплава медь — хром :
тлик. - линия
ликвидуса; Тсол — линия солидуса.
кость, теплопроводность,
электропроводность, пре-
дел прочности и удлине-
ние), то становится ясным
полезность легирования ме-
ди хромом.
Влияние железа. Желе-
зо вводилось в наплавлен-
ный металл двумя спосо-*
бами : через керамический
флюс (метод III) и механи-
ческую смесь из керами-
ческого флюса с порошком
железа, полученного пу-
тем восстановления ока-
лины (метод IV).
В первом варианте же-
лезный порошок, получен-
ный электролитическим
путем, вводился в состав
керамического флюса. Спо-
соб получения порошка и
процесс приготовления ке-
рамического флюса не ис-
ключали возможность оки-
сления поверхности мел-
ких частиц железа. Окис-
нерастворимы в жидкой меди, однако в зоне высоких
дуги интенсивно протекает процесс диссоциации
лы железа
температур
окислов железа на железо и кислород, которые в отдельности
растворимы в жидкой меди. Так как в твердом растворе может
содержаться незначительное количество железа, а кислород в виде
закиси меди нерастворим, то в процессе кристаллизации образую-
щаяся эвтектика Си2О + Си с температурой плавления более низ-
кой, чем у меди, вытесняется в межкристаллитное пространство
и кристаллизуется после того, как закристаллизуется твердый
раствор меди с железом. При такой схеме кристаллизации, когда
температура плавления межкристаллитных прослоек значительно
отличается от температуры плавления кристаллов, возникают
условия, способствующие образованию горячих трещин. Это и под-,
тверждается резким снижением показателя технологической проч-
ности, представленного на фиг. 14.
Во втором варианте легирования наплавленного металла шва
железом был использован железный порошок, восстановленный
из окалины, свободный от окислов и загрязнений. В этом случае
в зоне дуги протекали окислительно-восстановительные процессы
230
между металлическим раствором и шлаком. При значительных
концентрациях железа во флюсе и небольших концентрациях окислов
меди в электродной проволоке и основном металле наблюдались
реакции, которые стремились систему привести в равновесие. Этот
процесс сопровождается переходом железа в металлический раствор
с одновременным восстановлением окислов меди и выходом в шлак
образовавшихся окислов железа. Процесс легирования, сопровож-
Фиг. 14. График результатов испытания на прочность при сварке металла
шва, легированного : железом, висмутом, алюминием и цинком.
дающийся раскислением меди, вносит заметные улучшения в на-
плавленный металл и повышает показатель технологической проч-
ности (фиг. 15).
Влияние тантала. Тантал вводился в наплавленный металл шва
через полоски танталовой ленты толщиной 0,5 мм (метод II). На-
плавленный металл, легированный танталом, обладает повышенной
технологической прочностью. Величина показателя технологической
прочности для соединений СиТа зависит от концентрации тантала
в меди.
Как видно из фиг. 16, малые концентрации тантала вызывают
быстрый рост показателя А. При концентрации тантала в меди,
равной 0,1%, показатель А = 12,5 мм)мин и соответственно — при
1,1% Та показатель А = 13,8 мм/мин.
На основании проведенных исследований можно сделать заклю-
чение, что сплавы, содержащие тантал в небольших количествах,
231
Фиг. 15. График зависимости показателя
прочности при сварке от концентрации же-
леза в металле шва сплава меди с железом:
Тлик линия ликвидуса; Тсол — линия солидуса.
п редста в л я ют бол мной
интерес в отношении их
использования в про-
мышленности.
Влияние серебра. Се-
ребро вводилось в на-
плавленный металл шва
через пруток, гальва-
нически покрытый тон-
ким слоем серебра тол-
щиной от0,002 до0,02лл
(метод I).
Серебро хорошо пе-
реходило в наплавлен-
ный металл и почти
не влияло на измене-
ние величины показа-
теля технологической
прочности при концен-
трациях проведенного
эксперимента (фиг. 17).
Влияние висмута. Ви-
смут вводился в напла-
вленный металл шва
двумя способами : через
медный пруток, галь-
ванически покрытый слоем висмута толщиной от 0,002 до 0,02 мм
на сторону (метод I), и через керамический флюс (метод III).
Фиг. 16. График зависимости показателя прочности при
сварке от концентрации тантала в металле шва сплава
медь — тантал.
232
При обоих способах введения были получены совершенно анало-
гичные результаты. Висмут, содержащийся в металле шва, всегда
вызывал очень резкое падение показателя А до нуля (фиг. 14).
Такое поведение висмута вполне согласуется с современными пред-
ставлениями. Висмут, как известно, почти нерастворим в меди.
При содержании Bi в меди 0,2% образуется легкоплавкая эвтектика,
которая залегает между зернами меди.
Фиг. 17. График зависимости показателя прочностти при
сварке от концентрации серебра в металле шва сплава
медь — серебро :
— линия ликвидуса ; Тсол — линия солидуса.
Так как температура плавления эвтектики Bi + Си близка к
температуре плавления Bi и равна 270,3° С (на 0,7% С меньше тем-
пературы плавления висмута), то становится вполне понятной опас-
ность присутствия его в меди или медных сплавах.
Наши исследования подтвердили существующее мнение о вред-
ности висмута для меди и медных сплавов.
Наравне с закисью меди и свинцом (у последнего растворимость
несколько больше, чем у Bi) Bi является нежелательной примесью
в меди.
ВЫВОДЫ
При легировании меди в исследованных пределах марганцем,,
никелем, железом, танталом, хромом, серебром, висмутом и пр.
было установлено, что :
1) хром, марганец, железо, никель и тантал повышают проч-
ность металла шва в процессе сварки ;
2) серебро не влияет на прочность металла шва в процессе сварки;
3) закись меди и висмут очень резко снижают прочность металла
шва в процессе сварки.
233
Поэтому применение в сварных конструкциях сплавов меди с
хромом, марганцем, железом и никелем следует считать вполне
целесообразным с точки зрения технологической прочности.
Совершенно нецелесообразно применение в сварных конструк-
циях нераскйсленной меди или меди, содержащей примеси висмута
и свинца.
ЛИТЕРАТУРА
1. Прохоров Н. Н., Горячие трещины при сварке, Машгиз, 1952.
2. Ф р о л о в В. В., Физико-химические процессы в сварочной дуге.
3. Технический отчет по научно-исследовательской теме № 23666, 1955.
Инж. Р. С. СЫЧЕВ
(МВТУ)
ВОПРОСЫ ТЕХНОЛОГИИ АВТОМАТИЧЕСКОЙ СВАРКИ
ТОЛСТОЛИСТОВОЙ МЕДИ И УЛУЧШЕНИЕ КАЧЕСТВА
СТЫКОВЫХ СОЕДИНЕНИЙ
Благодаря своим специфическим физико-химическим свойствам
медь находит широкое распространение в промышленности для
изготовления отдельных деталей или узлов разнообразных устано-
вок. Можно привести немало примеров современных конструкций,
имеющих вес в несколько тонн и выполненных целиком из меди.
Нередко единственно возможным технологическим процессом изго-
товления подобных изделий является сварка. Однако вопросы
современных способов сварки меди, особенно элементов большой
толщины, освещены в литературе недостаточно. Имеющиеся по
этому вопросу работы касаются сварки металла толщиной до 6—8 мм
[1], [7], [8].
Нами проводилось исследование по свариваемости кислородо-
содержащих марок меди толщиной 10 и 20 мм.
Сварка выполнялась следующими способами:
1) угольной дугой под флюсом,
2) в среде защитных газов и
3) плавящимся электродом под флюсом.
Ниже следует краткое изложение резуль-
татов этих исследований. Отдельно в работе
рассматривается эффективность метода обра-
ботки швов, рекомендуемого для повышения
механических свойств и улучшения струк-
туры стыковых соединений.
2
1
'ИЙ1!
УГОЛЬНАЯ ДУГА ПОД ФЛЮСОМ
ПРИМЕНИТЕЛЬНО К СВАРКЕ МЕДИ
ТОЛЩИНОЙ 20 мм
Способ сварки металлов угольной дугой
под плавлеными флюсами типа ОСЦ-45 пред-
ложен Н. А. Ольшанским. Этот метод был
применен им, 'в частности, для сварки меди
толщиной до 10 мм [1].
Позднее при нашем участии было про-
ведено исследование, в котором рассматриваемый способ сварки
был распространен на металл большей толщины — 20 мм [2].
Когда ^однопроходная сварка встык такой меди осуществлялась
Фиг. 1. Схема сварки
встык меди толщиной
2Qmm угольной дугой под
флюсом:
1 — флюс ОСЦ-45; 2 — элек-
трододержатель; 3 — гра-
фитовый электрод; 4 — при-
садочный металл; 5 — флю-
совая подушка ОСЦ-45 ; 6 —
свариваемые листы — медь
д = 20 мм.
235
Толщина меднь1* листов
Фиг. 2. Величина погонной энергии
в зависимости от толщины медных
листов, свариваемых встык уголь-
ной дугой под флюсом [1], [2].
по схеме фиг. 1, в которой приса-
дочным металлом являлась техни-
чески чистая медь, получить каче-
ственное соединение не удавалось
вследствие образования в металле
шва трещин. По некоторым приз-
накам трещины возникали при
температуре наплавленного ме-
талла выше 800°. Их возникно-
вению способствовало, по-видимо-
му, длительное воздействие высо-
ких температур на кислородосодер-
жащую медь (основным и приса-
дочным металлом являлась медь
типа МО и Ml по ГОСТ 859-41).
Достаточно отметить, что величина сварочного тока, необходимого
для проплавления соединения при
достигала 3000 а, а значение погонной
сварке по принятой схеме,
энергии было почти в 7 раз
больше, чем при сварке ана-
логичным способом меди тол-
щиной 5 мм (фиг. 2).
Опцты показали, что тре-
щины могут быть устранены
в случае активного раскисле-
ния металла шва при сварке
некоторыми элементами. В
частности, были получены
качественные соединения при
раскислении металла шва в
одном случае цинком (при
остаточном содержании его
4%), в другом — кремнием
(0,92%) и марганцем (0,75%).
Оба типа сварных соединений
не имели каких-либо дефек-
тов, причем равнопрочный
стык был получен при сварке
с присадкой кремнистомар-
ганцовистой бронзы (КМц
3-1).
Фиг. 3. Макроструктура швов,
сваренных на меди толщиной 20
мм угольной дугой под флюсом
ОСЦ-45 :
а — металл шва содержит 4% цинка.
Х2; б — металл шва содержит 7,5%
цинка. х 1,5; в — металл шва содержит
0,92% кремния и 0,75% марганца. X 1,5.
Последние два шва имеют нарушение
формирования вследствие плохого при-
легания кромок к подкладке.
236
Металл шва, раски-
сленный цинком, имел
более грубую кристал-
лическую структуру
столбчатого вида с резко
выраженной зоной сты-
ка кристаллитов в цен-
тре шва (фиг. 3, а и б).
Более равноосной с от-
сутствием в ней каких-
либо местных неод-
нородностей являлась
структура металла шва,
сваренного с присадкой
кремнисто - марганцови -
стой бронзы (фиг. 3, в).
Последующие сравни-
тельные испытания ме-
ТЬпОерстиеЩЗ'М
иля термопары
р
Фиг. 4. Схема и результаты сравнительных
испытаний пластических свойств основного ме-
талла и металла швов, сваренных на меди
толщиной 20 мм угольной дугой под флюсом.
ханических свойств в
интервале температур
20—800° показали, что
металл шва, раскислен-
ный кремнием и марганцем, имеет более высокие и стабильные
значения пластических свойств, чем металл шва, раскисленный
цинком (фиг. 4).
Таблица 1
Наименова- ние металла Химический состав в % Коэффициент теплопровод- ности А, кал{см • сек° С при 100° Коэффициент электропровод- ности (Г • 1 0* OJW”1 CJC"1 при 100°
Си р Zn Si Мп Fe
Основной металл, медь МО, Ml 99, 92—99, 98 Следы 0,016 I 1 1 0,004—0,01 0,905 40,7
Металл шва, рас- кислен- ный цин- ком 95,76 4,0 0,03 1 0,09 0,11 0,585 24,6
Металл шва, рас- кислен- ный крем- нием и марган- цем 98,25 0,014 0,92 0,75 0,06 0,20 8,4
237
Таким образом, опытами по сварке меди толщиной 20 мм уголь-
ной дугой под флюсом ОСЦ-45 было установлено, что качественные
соединения (без трещин) могут быть получены только при активном
раскислении и неизбежном при этом легировании металла шва
элементами—раскислителями меди. Так как химический состав
наплавленного металла таких швов сильно отличался от основного
металла, то вполне закономерным является большая разница между
ними и в теплофизических свойствах (табл. 1). В этом существенный
недостаток полученных швов.
СВАРКА МЕДИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ
ЗАЩИТНЫХ ГАЗОВ
Автоматическая сварка меди в среде защитных газов наиболее
просто осуществляется с применением плавящегося электрода.
Для этого могут быть использованы распространенные в промыш-
ленности сварочные автоматы, которые имеют механизм подачи
проволоки. Нами для этих целей был приспособлен сварочный
трактор типа ТС-17М, имеющий, как известно, постоянную скорость
подачи проволоки. Опытами было установлено, что устойчивость
процесса в этом случае может быть вполне удовлетворительной,
о чем подробнее будет сказано ниже.
Однако сварка меди в защитной среде плавящимся электродом
применяется сравнительно реже, и при выборе метода останавли-
ваются обычно на вольфрамовом электроде [3].
В литературе имеются указания на то, что при сварке меди
плавящимся электродом получить соединение без дефектов труднее,
чем при сварке неплавящимся электродом. Объясняется это тем,
что активность меди к газонасыщению увеличивается по мере
возрастания температуры ее нагрева. Применение плавящегося
электрода способствует сильному перегреву металла сварочной
ванны, так как дуга «медь—медь» является более концентрированным
Фиг. 5. Температура предвари-
тельного подогрева в зависимости
от толщины металла при дуговой
сварке меди в среде аргона [4]:
1 — сварка плавящимся электродом;
2 — сварка вольфрамовым электродом.
источником тепла, чем дуга «вольф-
рам-медь». Последнее подтверждается
опубликованными в литературе
практическими данными о том, что
при сварке меди плавящимся элек-
тродом для проплавления элемента
данной толщины температура его
предварительного подогрева требу-
ется обычно меньшая, чем при сварке
вольфрамовым электродом (фиг. 5).
И все же необходимость пред-
варительного подогрева кромок при
толщине металла 6 мм и больше
является недостатком способа сварки
меди плавящимся электродом и за-
трудняет распространение его в про-
мышленности.
238
Учитывая вышесказанное, мы стремились выявить основные
возможности выбранного способа сварки применительно к соеди-
нению встык медных листов возможно большей толщины.
Эксперименты показали, что получение качественного соединения
связано с решением таких вопросов, как : 1) устойчивость процесса
сварки, 2) формирование наплавленного металла и 3) устранение
пористости в сварном соединении.
Устойчивое горение дуги наблюдается при сварке только на
постоянном токе обратной полярности (+ на проволоке). Из-за
неустойчивости процесса совершенно исключается сварка на пря-
мой полярности или применение переменного тока. Некоторое
снижение стабильности горения дуги происходит при переходе
от одного защитного газа к другому в следующем порядке: чистый
и технический аргон (между ними различие практически не наблю-
дается), азот, углекислый газ.
Более устойчивый процесс наблюдается при применении медной
проволоки малого диаметра (2 мм) и при сварке на сравнительно
больших плотностях тока (80—100 а/мм2). В этом случае нами
был получен струйный переход электродного металла, когда стабиль-
ное горение дуги сочеталось с отличным формированием швов (фиг. 6).
Фиг. 6. Внешний вид швов, полученных при сварке сплава меди с 1% хрома
плавящейся медной проволокой марки МО в среде технического аргона:
а — основной металл толщиной 1,35 мм ; б — основной металл толщиной 5,5 мм.
239
Хорошее внешнее формирование шва, связанное обычно с устой-
чивым горением дуги, наблюдалось при однопроходной сварке
встык медных листов толщиной до 6 мм. Попытки распространить
указанную технологию на металл большей толщины не привели
к желаемым результатам.
Для проплавления элементов толщиной б мм и больше требова-
лось значительное увеличение силы тока. Горение сварочной дуги
при увеличенной плотности тока на электроде отличалось особенно
хорошей устойчивостью, но чрезмерно концентрированный нагрев
свариваемых кромок способствовал резкому и глубокому проплав-
лению их и ухудшал формирование наплавленного металла. Наблю-
далось отбрасывание расплавленного электродного металла далеко
назад от сварочной ванны и его несплавление с резко оплавленными
кромками пластин. В сущности был получен процесс резки меди.
Опыты показали, что «наплавке» на медь толщиной от б до 10 мм
медной проволокой диаметром 2 мм и при величине тока 400—650 а
может быть получен сквозной рез металла. В иностранной литера-
туре процесс резки цветных металлов дугой в защитной среде реко-
мендуется для промышленного применения [5], [6].
Чтобы устранить нежелательное для нас явление реза
Фиг. 7. Схема сварки толстолистовой
меди расщепленным электродом в среде
защитных газов и конструкция нако-
нечника.
и улучшить формирование
швов, необходимо получить
менее концентрированный на-
грев свариваемых кромок.
Вначале для этого была при-
менена проволока большего
диаметра (3 мм) и опыты про-
водились с уменьшенной плот-
ностью тока на электроде.
При сварке проволокой диа-
метром 3 мм трудно было до-
биться стабильного горения
дуги. Предварительный подо-
грев пластин до температу-
ры 400—500° улучшал устой-
чивость процесса и формиро-
вание наплавленного металла.
Предварительный подогрев
оказался не обязательным
при сварке толстолистовой
меди по новой схеме. По этой
схеме в зону дуги одновре-
менно подавались две элек-
тродные проволоки малого
диаметра, которые электри-
чески друг от друга не были
изолированы. Общий элек-
трод в этом случае как бы
расщеплялся на две части,
240
удаляющиеся друг от друга при выходе из наконечника на некоторое
расстояние а (фиг. 7). Применение двух проволок малого диаметра
(2 мм) позволило сохранить устойчивое горение дуги и одновременно
увеличить величину тока в 2 раза по сравнению с одноэлектродной
сваркой. Однако устойчивый процесс сварки наблюдался только
Фиг. 8. Неустойчивый (а) и устойчивый (б)
процессы при сварке меди расщепленным
электродом.
в том случае, если в про-
цессе плавления проволок
между ними не образовы-
валось объединенной кап-
ли жидкого металла (фиг.
8, а). Для этого расстояние
а не должно быть меньше
некоторого определенного
значения. Например, при
величине тока 500—600 а
расстояние а было — 6 мм.
В этих условиях между
свариваемыми пластинами
и каждой из проволок происходило самостоятельное горение двух
дуг (фиг. 8, б).
Швы, сваренные расщепленным электродом, отличались хорошим
формированием наплавленного металла. Этому способствовала более
широкая возможность
распределять тепловой поток сварочных дуг
по поверхности кромок подбором соответ-
ствующего расстояния а. Особенно хорошее
формирование было получено при сварке
медных пластин, не имевших специального
скоса кромок и уложенных относительно
друг друга с зазором. Внешний вид таких
швов, сваренных на металле толщиной 10 мм,
показан на фиг. 9.
Качество получаемых соединений при свар-
ке меди плавящимся электродом в среде
Фиг. 9. Схема сварки меди толщиной 10 мм расщепленным электродом
(а) и внешний вид швов (б), сваренных по этой схеме.
защитных газов заслуживает особого рассмотрения. В том случае,
когда основным и электродным металлом являлась медь, содержа-
щая кислород в установленных пределах по ГОСТ 859-41 (включая
16 217
241
и МО), получить качественное соединение неудавалось из-за силь-
ной пористости металла шва. В зависимости от места расположе-
ния в шве имелось две группы пор.
Поры первой группы образовывались по зоне сплавления основ-
ного металла с наплавленным. Они оказывали решающее влияние
на прочность сварного соединения. Образцы, вырезанные поперек
шва, при испытании их на изгиб разрушались хрупко по переходной
зоне, а в изломе обнаруживалось большое количество мелких пор
(фиг. 10). В поперечном шву направлении предел прочности такого
соединения равнялся всего 5—8 кг/мм2. Опыты показали, что ни
более тщательная защита зоны дуги, ни предварительный подогрев
Фиг. 10. Фотография излома шва с пористо-
стью в зоне сплавления наплавленного ме-
талла с основным.
кромок, ни перемена за-
щитного газа (чистый или
технический аргон, азот
или углекислый газ) не
устраняют и существенно
не уменьшают пористость
в этой зоне шва.
Поры второй группы
располагались в центре
шва, преимущественно в
верхней части его. На ме-
ханические свойства свар-
ного соединения они влия-
ли в меньшей степени.
Прочность наплавленного
металла вдоль шва была достаточно высокой и равнялась
16—17 кг/мм*. Как показали опыты, уменьшить количество пор в цен-
тре шва или даже полностью ликвидировать их можно применением
для сварки меди с минимальным содержанием в ней кислорода, либо
применением предварительного подогрева свариваемых кромок.
Общее сокращение дефектов в сварном соединении наблюдается
в том случае, если хотя бы один из металлов (основной или приса-
дочный) имеет в своем составе примеси некоторых элементов. В част-
ности, нами было получено качественное соединение с высокими
механическими свойствами при сварке в среде технического аргона
сплава меди с 1 % хрома. Ввиду того что мы не имели в своем рас-
поряжении более толстый металл такого химического состава,
опыты ограничивались обычной одноэлектродной сваркой пластин
толщиной 1,35 и 5,5 мм. В качестве присадочного металла при-
менялась медная проволока марки МО, В табл. 2 и 3 приводятся
технологические данные по сварке хромистого сплава меди и механи-
ческие свойства полученных соединений. Внешний вид подобных
швов показан на фиг. 6.
По-видимому, хорошие результаты можно получить и в том
случае, когда техническая кислородосодержащая медь сваривается
специальной электродной проволокой. Для подтверждения этого
мы сошлемся на работу [3], в которой среди других марок меди
сваривался металл, содержащий 0,02—0,08% кислорода, и при
242
Таблица 2
Наименование параметров Для стыкового соединения листов Д = 1,35 мм Для стыкового соединения листов д 5,5 мм
Род тока Постоянный, обратная полярность
Величина тока 170а 350а
Напряжение на дуге ... 14—15в 24—25в
Диаметр и марка приса- дочной проволоки .... Медь марки МО; 0 2 мм
Скорость подачи приса- дочной проволоки .... 111 м/час 221 м/час
Скорость сварки 43,5 м/час 27,5 м/час
Размер свариваемых плас- тин 300 х 100 мм 200 X 90 мм
Форма разделки и вели- чина зазора Без разделки ; зазор между листами 1,2—1,5 мм V — разделка с общим углом 30° ; зазор меж- ду листами 2—2,5 мм
Материал подкладки и форма канавки 5 f—г-
Характеристика и состав защитного газа Аргон технический; состав: N2 - 10,5% ; О2—0,4% ; СО2—0,3% ; S — нет
Расход газа 6 л/мин 10 л/мин
этом были получены соединения с высокими механическими свой-
ствами. В качестве присадочного металла применялись сплавы
меди Специального состава. В табл. 4 приводятся химический состав
этих сплавов, химический состав металла полученных швов, а также
механические и теплофизические свойства сварных соединений.
Следует заметить, однако, что в данном случае стыковое соединение
из листовой меди толщиной 10 мм выполнялось ручной четырех-
слойной сваркой вольфрамовым электродом в среде гелия.
Таким образом, раскисление металла шва и легирование его
элементами, уменьшающими окисляемость и газопоглощаемость
меди при высоких температурах, является условием получения
качественных соединений (без пор) при сварке этого металла в среде
защитных газов. Что касается других трудностей сварки плавя-
щимся электродом элементов большой толщины (устойчивость про-
цесса, формирование шва), то они могут быть устранены сваркой
по схеме с расщепленным электродом.
Применение специальных присадочных металлов приводит к
16*
243
Таблица 3
Наименование типа образцов <гь в кг!мм* у в % / Угол загиба Место разрушения
Из основного ме- талла 6 = 1,35 мм 25,6—26,5 26,4 — — —
Сварные образцы д = 1,35 мм с оставленным усилением 25,5—28,2 26,8 — — Основной ме- талл
Сварные образ- цы д = 1,35 мм со снятым усилением 20,1—25,6 23,3 — — Шов
Из основного металла д = 5,5 мм 26,8—27,1 26,9 67,5—75,0 70,9 180 —
Сварные образ- цы д = 5,5 мм с оставленным усилением 22,1—25,3 23,7 — — Околошовная зона
Сварные образ- цы д = 5,5 мм со снятым уси- лением 23,3—25,2 24,3 50,0—58,4 53,7 180 Шов
резкому снижению теплофизических свойств сварных медных соеди-
нений (табл. 4). Исключение составляет присадочный металл из
сплава меди с серебром (0,73% Ag), при сварке которым относи-
тельно высокая электропроводность наплавленного металла (87%
от основного металла) сочетается с высокими механическими свой-
ствами сварного соединения.
СВАРКА МЕДИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОД ФЛЮСОМ ОСЦ-45
Целесообразность применения горящей под флюсом дуги в
качестве источника тепла для сварки меди очевидна. Неограниченная
возможность получения больших мощностей и надежная защита
нагретого металла от окружающей атмосферы — преимущества,
которые особенно важны при сварке металла, имеющего высокую
теплопроводность и большую склонность к газонасыщению.
В Институте электросварки АН УССР имени Е. О. Патона была
выполнена работа [7], доказавшая принципиальную возможность
осуществления автоматической и полуавтоматической сварки меди
плавящимся электродом с применением плавленых флюсов. Позднее
в Ждановском металлургическом институте Д. С. Кассов для тех
244
Таблица 4 [3]
245
Тип металла Химический состав в % Предел проч- ности °"* в кг!мм* (из сварных со- единений гагарин- ские образцы 0 9,06 мм выре- заны вдоль шва) Относительное удлинение д в % Электропро- водность в относитель- ных едини- цах
Си 0 Р 1 Мп | S, Sn Ag
Основной металл—нера- скисленная медь (tough pitch) 99,96 0,02-0,08 Следы Следы Следы — — 21,8 57,8 на длине 50,8 мм 100,47
Присадочный металл— медь, раскисленная фосфором 99,90 — 0,026 Следы Следы — — 21,0 53,4 на длине 50,8 мм 84,50
Металл шва с при- садкой фосфористой меди 99,96 — 0,020 Следы Следы — — 16,6 23,6 на длине 35,6 мм 83,00
Присадочный металл— медь, раскисленная кремнием 99,65 — 0,013 Следы 0,30 — — — — 32,16
Металл шва с присад- кой кремнистой меди 99,70 — 0,014 Следы 0,16 — — 20,7 22,8 на длине 35,6 мм 26,56
Присадочный металл— сплав меди с серебром 98,97 — Следы 0,09 Следы — 0,87 — — 86,80
Металл шва с присад- кой сплава меди с се- ребром 98,99 — Следы 0,04 Следы — 0,73 22,5 36,4 на длине 35,6 мм 87,00
Присадочный металл— сплав меди с оловом 99,80 — Следы 0,16 0,35 0,63 — — — 29,22
Металл шва с присад- кой сплава меди с оловом 99,10 — Следы 0,13 0,10 0,47 — 20,8 28,6 на длине 35,6 мм 37,04
же целей применил переменный ток [8]. Однако в обоих случаях
толщина свариваемых элементов ограничивалась 6—8 мм.
Нами была сделана попытка распространить указанный способ
для сварки металла большей толщины. В настоящей работе не
ставилась задача по созданию специального флюса для сварки меди.
Разработкой специальных керамических флюсов для сварки
меди занимаются Д. С. Кассов в Ждановском металлургическом
институте [8], а для сварки сплавов меди — В. В. Фролов и И. А.
Арутюнова в сварочной лаборатории МВТУ имени Баумана.
Нами эксперименты проводились с использованием флюса типа
ОСЦ-45. Выбор его был основан на результатах опытов В. В. Под-
гаецкого, показавших, что из многих опробованных плавленых
флюсов флюс ОСЦ-45 (наряду с АН-348А) обеспечивает получение
швов удовлетворительного формирования при хорошей устойчивости
процесса сварки и с минимальной пористостью наплавленного
металла [7].
ОСЦ-45 относится к типу марганцевых высококремнистых флю-
сов и прйменяется обычно для сварки сталей. Ввиду существенных
различий в химико-физических свойствах между медью и сталями
процесс сварки меди большой толщины под указанным флюсом
имеет свои особенности, отличающие-его от процесса сварки сталей.
Условная температура плавления флюса ОСЦ-45 равна 1170° [9],
что несколько выше температуры плавления меди (1084е). Если
в начальный момент сварки в зоне дуги вблизи электродной прово-
локи образуется большое количество жидкого флюса, то его общее
теплосодержание часто является достаточным для самостоятельного
оплавления медной проволоки теплом флюса. Создаются условия
для возникновения бездугового (электрошлакового) процесса, при
котором дуга гаснет, а проводником тока становится расплавлен-
ный флюс. Подобный процесс очень часто возникал при сварке
тол стол истовой меди дугами большой мощности. Особенность его
состояла в том. что тепла, заключенного в расплавленном флюсе
и в жидком электродном металле, оказывалось недостаточно для
прогревания кромок свариваемых пластин. Поэтому стекавший в
разделку электродный металл нормально не сплавлялся с основным
металлом. На фиг. 11 представлен вид такого шва. Наплавлен-
ный металл его имеет ровную поверхность без характерной для
сварных швов чешуйчатости.
Фиг. И. Вид металла, наплавленного в разделку при электрошлаковом
процессе.
246
Опыты показали, что нежелательный в данном случае электро-
шлаковый процесс можно избежать применением для сварки элек-
тродной проволоки большого диаметра (свыше 3 мм), сваркой при
повышенном напряжении на дуге (свыше 45 в), а также применением
флюса крупной грануляции, очищенного от пылевидных фракций.
Флюс ОСЦ-45 имеет малую вязкость при температуре плавления
меди. Этим определяется трудность получения сварных швов, сво-
бодных от шлаковых включений. В меньшей степени это касается
однослойной сварки элементов со сквозным проваром. При правильно
подобранных режимах сварки и форме подготовки кромок (обычно
V-образная разделка с общим углом 90°) наплавленный металл
стыковых соединений не содержит шлаковых включений. В част-
ности, за один проход мы сваривали медь толщиной до 10 мм включи-
тельно и не обнаруживали в металле шва неметаллических включе-
ний.
Шлаковые включения являлись дефектом многослойных швов.
Только многослойной сваркой возможно получение стыкового
соединения из листовой меди большой толщины, например 20 мм.
Сварка такого типа соединения за один проход сопровождалась
образованием в шве горячих трещин аналогично тем случаям, как
это наблюдалось при сварке угольной дугой под флюсом. При пере-
ходе на многослойные швы трещины не возникали.
Шлаковых включений в многослойных швах можно избежать
более тщательным подбором режима сваркой, что особенно важно,
правильным порядком наложения слоев.
Режим сварки и порядок наложения слоев должны быть такими,
чтобы весь насыпанный в разделку флюс подвергался непосредствен-
ному воздействию сварочной дуги.
Процесс многослойной сварки меди под флюсом ОСЦ-45 ослож-
няется также плохой отделяемостью шлаковой корки с поверхности
наплавленного металла. Требуется тщательная зачистка шва перед
наложением каждого последующего слоя.
С учетом вышеприведенных замечаний, по-видимому, возможна
и многослойная сварка под флюсом ОСЦ-45. Это подтверждается
нашими опытами по сварке в четыре слоя металла толщиной 20 мм
(фиг. 12).
Так же как и при сварке стали под высококремнистыми фторо-
содержащими флюсами [9], перемена полярности при сварке меди
под флюсом ОСЦ-45 на постоянном токе сопровождается изменением
режима. Например, при скорости подачи проволоки v = 367 м/час
и скорости сварки v = 16 м/час*.
а) сварка на прямой полярности (— электрод)
/ce = 400tz; 1д = 42-45 в;
б) сварка на обратной полярности (— изделие)
1св = 500 а ; 1д = 37,5 в.
Более высокое напряжение дуги при сварке на прямой поляр-
ности и связанная с этим большая скорость плавления проволоки
247
говорит за то, что на электроде в этом случае тепла выделяется
больше. Между тем, при сварке меди больших толщин выгоднее
иметь такое распределение тепла в дуге, чтобы лучше прогревались
кромки основного металла. На этом основании сварку меди жела-
тельно осуществлять на постоянном токе обратной полярности.
Фиг. 12. Схема сварки на меди толщиной 20 мм мно-
гослойным швом (а) и макроструктура (б) такого со-
единения (шов обжат).
I. II. III и IV — последовательность положения отдельных слоев.
Таким образом, при соблюдении соответствующей технологии
процесс однослойной сварки меди плавящимся электродом под
флюсом ОСЦ-45 может быть распространен для металла толщиной
10 мм. Медь толщиной 20 мм может быть сварена только много-
слойным швом, причем для избежания в нем шлаковых включений
требуется особо тщательный подбор режима сварки, соблюдение
определенного порядка наложения слоев, очищение поверхности
слоев от шлака и т. д.
248
Таблица 5
Наименование образцов аъ в кг/мм* г. в % Угол загиба а9 Место разрушения образцов
Гагаринские образцы диаметром 6 мм из ос- новного металла 21,9—22,4 22,1 41,1—41,3 41,2 —
Гагаринские образцы диаметром 6 мм из на- плавленного металла 15,6—16,6 16,2 32,1—33,5 32,8 — —
Гагаринские образцы диаметром 6 мм попе- рек шва 15,9—17,1 16,4 21,5—30,1 26,0 — —
Плоские образцы 6= 10мм поперек шва со снятым усилением 15,4—17,0 16,3 — 180 Шов
Плоские образцы д= 10мм поперек шва с ос- тавленным усилением 19,8—21,0 20,3 — — Переход- ная зона
О механических свойствах соединений, сваренных рассматри-
ваемым способом, можно судить по данным табл. 5. Прочностные
й пластические свойства наплавленного металла и сварного соеди-
нения в целом по сравнению с основным металлом остаются низкими.
Для всех испытанных образцов характерна незначительная порис-
тость металла шва, иногда несколько большая в переходной зоне.
УЛУЧШЕНИЕ СВОЙСТВ СВАРНЫХ СОЕДИНЕНИЙ
Если при сварке меди требуется получить высокотеплопроводное
соединение, то введение в металл шва раскислителей и легирую-
щих элементов является нежелательным. В качестве присадочного
металла в этом случае целесообразно использовать технически
чистую медь.
Из рассмотренных способов автоматической сварки меди сварка
плавящимся медным электродом под флюсом ОСЦ-45 дает возмож-
ность получать качественные соединения, достаточно свободные
от дефектов. Однако в исходном состоянии после сварки такие
соединения не равнопрочны основному металлу (табл. 5). То же
самое можно сказать и про сварные соединения, выполненные под
специальными керамическими флюсами, где предел прочности металла
шва (18,5 кг/мм2) [8] также уступает основному.
Можно предположить, что низкие механические свойства медных
швов объясняются неблагоприятным кристаллическим строением
наплавленного металла, имеющего литую структуру. Известно, что
вследствие наличия в литой меди дефектов (пустот и пор) и грубой
ее структуры механические свойства такого металла являются
249
Таблица 6 [10]
Металл оъ в кг!мм* д в % Y в %
Литая медь 17 18 17
Медный листовой прокат (мягкий) 24 50 75
значительно более низкими, чем той же меди, но после ее прокатки
и соответствующего отжига (табл. 6).
Структура сварного медного шва характеризуется наличием
крупных кристаллов, имеющих вытянутую (столбчатую) форму в
направлении наилучшего теплоотвода при кристаллизации наплав-
ленного металла. Во многих случаях металл шва весь состоит из
таких кристаллов, и тогда в центре шва обнаруживается резко
выраженный стык кристаллов. Зона стыка кристаллитов является
местом ликвации примесей.
Резко выраженное транскристаллическое строение медных швов
является неблагоприятным для работы сварных соединений. Ясно,
что менее прочной зоной является центр шва, о чем свидетельствуют
примеры разрушения стыковых соединений в процессе их сварки
(фиг. 13).
Но даже в том случае, если применением соответствующей
технологии сварки удается избежать подобные разрушения, то
Фиг. 13. Трещина в центре шва, возникшая в процессе одно-
проходной сварки меди толщиной 20 мм со сквозным
* проваром.
эксплуатационная прочность соединений с грубой столбчатой
структурой наплавленного металла остается низкой. Известно,
что особенно плохо такие швы работают при высоких температурах
и ударных нагрузках.
Существует несколько способов изменения неблагоприятной
структуры металла швов. Наши опыты показали, что для меди
наиболее эффективным способом является механическое воздей-
ствие на шов с использованием явлений рекристаллизации, причем
250
проковка шва, часто применяемая при ручных способах сварки,
уже не может соответствовать автоматическому технологическому
процессу. Проковка совершенно не оправдывает себя при автомати-
ческой сварке толстолистовой меди, когда количество наплавленного
металла в каждом слое относительно велико.
В тех случаях, когда это допускает конструкция сварного мед-
ного изделия, для деформации металла шва можно применить про-
катку шва. Опыты показали, что если шов имеет нормальное по
своим геометрическим размерам усиление,
его прокаткой можно значительно упроч-
нить наплавленный металл и переходную
зону. Если за величину деформации шва
после его прокатки условно принять от-
носительную деформацию среднего слоя
шва (фиг. 14), то обжатие в 25—30% при-
водит к нагартовке не только наплавлен-
ного металла, но и значительной ширины
Фиг. 14. Схема опреде-
ления относительной де-
зон основного металла, прилегающих ко формации шва при его
шву. Об этом свидетельствуют результаты прокатке,
измерений твердости (фиг. 15). Н—Д юор/)
При отжиге деформированного прокат- е И Ьо ’
кой шва протекающий в металле рекрис-
таллизационный процесс сопровождается полным изменением струк-
туры наплавленного металла. Исчезают столбчатые кристаллы, и
новое строение характеризуется наличием равноосных кристаллов
одинаковой величины.
Фиг. 15. Результаты измерения твердости по поперечному сечению стыкового
шва толщиной 10 мм, прокатанного до деформации 25—30%. По сечению
шва нанесена сетка с квадратом 2x2 мм. Твердость измерялась по Роквеллу
шариком диаметром 1/Г6" при нагрузке 60 кг. Твердость основного металла
в состоянии поставки — 25—40 ед. ; твердость наплавленного металла без
нагартовки 30—45 ед.
Конечно, область шва, в которой проходит рекристаллизация,
а также величина вновь возникшего зерна определяются режимом
обработки сварного соединения. Было установлено, что для сты-
ковых соединений из меди толщиной 10 мм прокатка шва до дефор-
мации 25—30% и последующий отжиг (по режиму: нагрев до
650°, выдержка 0,5 часа и охлаждение на воздухе) приводят к изме-
нению структуры во всем объеме наплавленного металла (фиг. 16).
В результате такой обработки шов получает мелкокристаллическое
251
строение с размером зерна,, как у основного металла, или даже
более ^мелким. Указанный режим термообработки известен в лите-
ратуре как режим рекристаллизационного отжига для технической
Фиг. 16. Макроструктура стыкового шва (6 = 10 мм)
после прокатки его до 25—30% с последующим отжигом.
меди [10] и, как показали эксперименты, он не изменился для металла
швов, сваренных под флюсом ОСЦ-45.
Надо отметить, что благоприятное изменение структуры предла-
гаемым способом можно получить и для многослойных медных
швов. Нафиг. 17 представлена макрофотография отожженного свар-
Фиг. 17. Макроструктура прокатанного и отожженного
многослойного шва (6 = 20лм<).
ного соединения; макрофотография которого до отжига (но уже
после прокатки) дана на фиг. 12. Однако обжатие шва в этом
случае было неполное и, по-видимому, недостаточное для изменения
структуры во всем объеме наплавленного металла.
252
По нашему предположению, коренное изменение структуры
швов должно было способствовать повышению механических свойств
сварных соединений. Для подтверждения этого была выполнена
работа по исследованию изменения механических свойств стыковых
соединений толщиной 10 мм в зависимости от режима обработки
швов. Результаты этих
опытов полностью со-
гласуются с металло-
графическими исследо-
ваниями. Когда измене-
ние структуры проис-
ходит во всем объеме
наплавленного металла,
наблюдается и замет-
ное повышение прочно-
сти наплавленного ме-
талла и сварного соеди-
нения в целом (фиг. 18).
При степени деформа-
ции шва 25—30% дости-
гается равная прочность
с основным металлом.
Улучшаются также пла-
стические свойства свар-
ных соединений (фиг. 19).
Фиг. 18. Изменение предела прочности сварных
соединений (б = 10 мм) при различной степени
обжатия шва с последующим отжигом:
ВЫВОДЫ
1. Дуговая сварка
встык технической меди
толщиной 20 мм в
один проход затруднена
вследствие образования
в металле шва горячих
трещин.
2. Избежать трещины
можно активным рас-
кислением (и неизбеж-
ным при этом легирова-
нием) наплавленного ме-
талла некоторыми эле-
ментами—раскислителя-
ми меди (например, цин-
ком или комбиниро-
ванным раскислителем—
кремний с марганцем).
Недостатком таких сое-
динений является пони-
женное значение тепло-
1 — образцы из основного металла; 2 — образцы
вдоль шва; «3 — образцы поперек шва.
Фиг. 19. Изменение относительного удлинения
сварных соединений (б = 10л<л<) при различной
степени обжатия шва с последующим отжигом.
253
физических свойств металла шва по сравнению с основным ме-
таллом.
3. С применением раскислителей качественное и равнопрочное
сварное соединение из меди толщиной 20 мм может быть получено
угольной дугой под флюсом ОСЦ-45 (однослойная сварка). Недостат-
ками указанного способа сварки являются:
а) необходимость специальной сварочной аппаратуры;
б) технологические осложнения в связи с укладкой и закреп-
лением на поверхности стыка присадочного металла;
в) при сварке толстолистовой меди потребность в генераторах
большой мощности (для д = 20 мм I 300 а).
4. Сварка меди большой толщины (6^6 мм) в среде защитных
газов осложняется плохой устойчивостью горения дуги, неудов-
летворительным формированием наплавленного металла и образо-
ванием пористости в сварном соединении.
Предлагаемая схема сварки расщепленным электродом устра-
няет первые две трудности. Условием получения качественных
соединений без пор является необходимость применения специаль-
ных присадочных металлов, содержащих раскислители меди и другие
легирующие компоненты.
5. Сварка технической меди плавящимся медным'"электродом
под флюсом ОСЦ-45 не вызывает принципиальных возражений для
элементов толщиной до 10 мм. Многослойная сварка таким способом
меди больших толщин (например, 20 мм) затрудняется большой
вязкостью флюса и плохой отделяемостью шлака с поверхности
шва.
В исходном состоянии соединения, сваренные под флюсом ОСЦ-45,
не имеют равной прочности с основным металлом.
6. Качество стыковых медных соединений можно значительно
улучшить, если имеется возможность обжать (прокатать) металл
шва до деформации среднего фибра шва 25—30% и произвести после-
дующий рекристаллизационный отжиг сварного изделия. В резуль-
тате такой обработки в металле шва возникает однородная с основ-
ным металлом (прокатной медью), равноосная, мелкозернистая струк-
тура. Улучшение структуры сопровождается соответствующим
повышением механических свойств вплоть до возможности полу-
чения равнопрочного сварного соединения.
ЛИТЕРАТУРА.
1. Ольшанский Н. А., Диссертация, защищенная в МВТУ имени
Баумана в 1951 г.
2. Сычев Р. С., Автоматическая сварка встык медных листов толщиной
20 мм, Сборник МВТУ № 37, 1955.
3. John I. Chyle, The Welding of Copper by the Jnert — Gas Metal — Arc
Process. „Welding Journal”, N 8, 1952.
4. Mantel W. und Wolf L., Die LichtbogenschweiBung unter Edel-
gasschutz von Kupfer und seinen Legierungen. "Metall”, N 21/22 (ноябрь),
1955.
254
5. Thielsch H. and Quaas J., Schielded-metal-arc cutting and grooving.
“Welding Journal”, N 5, 1964.
6. Hull W. G., Use of gas-schielded arc process for cutting non-ferrous metal.
“Welding and Metal Fabrication”, N 6, 1954.
7. П о д г a e ц к и й В. В., Сварка под флюсом меди и ее сплавов метал-
лическим электродом, «Автоматическая сварка» № 5, 1953.
8. Кассов Д. С., Новый способ автоматической сварки меди под
флюсом. НТО машиностроительной промышленности, Харьковское и Киев-
ское правления. Сборник докладов научно-технической конференции свар-
щиков, Машгиз, 1955.
9. Автоматическая электродуговая сварка. Под редакцией акад.
Е. О. Патона, Машгиз, 1953.
10. С м и р я г и н А. П., Промышленные цветные металлы и сплавы,
Металлургиздат, 1949.
Канд. техн, наук доц. Я. Л. КЛЯЧКИН
(Московский текстильный институт)
АВТОМАТИЧЕСКАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
ЧИСТОГО АЛЮМИНИЯ ТОНКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКОЙ
ПОД ФЛЮСОМ МАРКИ 1 У ФОК-А 1 ТРОЙНОЙ СИСТЕМЫ
КС1—NaCl—Na3AlFe
Наиболее важными свойствами флюсов для автоматической
сварки являются стабилизирующие свойства, жидкотекучесть или
вязкость, смачиваемость (краевой угол) и хлорирование металла шва.
Данная работа посвящается изысканию совершенного способа
соединения алюминиевых листов толщин 10—15 мм, как наиболее
часто применяемых в аппаратуре при производстве азотной кислоты.
До последних 5—10 лет сварка главным образом применя-
лась для изделий из черного металла. Что касается цветных ме-
таллов и особенно алюминия, то внедрение сварки вообще и
электродуговой в частности, было чрезвычайно ограничено из-за труд-
ностей, связанных с физико-химическими свойствами алюминия.
В предыдущих своих работах нами исследовались процессы
газовой и аргоно-дуговой сварки, которые завершились разработкой
необходимых технологических режимов и внедрением сварки в
целях ремонта химической аппаратуры.
Работой 1949—1952 гг. нами был предложен для ручной сварки
электрод со специальной недефицитной обмазкой (ЭАЛ-1), не содер-
жащей соли Li. Электрод ЭАЛ-1 внедрен в промышленность и в
значительной степени способствует разработке рациональной кон-
струкции алюминиевых аппаратов и коммуникаций по производству
азотной кислоты, а также других агрессивных продуктов.
Основным недостатком ручной дуговой сварки алюминия является
частая смена быстро расплавляющегося электрода и необходи-
мость частой заварки кратера дуги, замедляющих процесс сварки.
При разработке способа мы исходили из условия использо-
вания существующего сварочного оборудования как по питанию
электрической дуги током, так и по подаче проволоки. Это обусло-
вило применение тонкой электродной проволоки.
В своих исследованиях мы пользовались постоянным током до
300—320 а на обратной полярности. Предыдущие наши исследова-
ния показали, что работа на прямой полярности не обеспечивает
устойчивости дуги при сварке алюминия.
В качестве автомата для подачи проволоки в нашем распоряже-
нии был сварочный трактор типа ТС-17М УОАН.
256
Однако при первых опытах с тонкой проволокой мы установили
необходимость некоторой переделки механизма подачи проволоки.
Учитывая необходимость пользования в условиях производства
токами от однопостовой сварочной машины, а также достижения
максимальной глубины провара за один проход и др., мы останови-
лись на сварочной электродной алюминиевой проволоке диаметром
2 мм. В нашем распоряжении оказалась проволока диаметром 1,96
мм. Химический состав проволоки и исходного листового^материала
представлен в табл. 1.
Таблица 1
1 Наименование Химический состав в % Примечание i
! Fe 1 Si 1 A1
Алюминиевая про- 1
волока 0,16 0,16 99,68 0 = 1,96 мм
Алюминиевые лис-
ты 0,24 0,12 99.64 S = 15 мм |
То же 0,24 0,14 99,61 S = 10 мм I
,, 0,20 0,12 99,67 S = 15 мм ।
Методика исследования. После подбора тока и флюса производи-
лись опытные сварки пластин на различных режимах для всесторон-
них испытаний на прочность, плотность и коррозию.
Опытные наплавки и сварки осуществлялись на пластинах тол-
щиной 10 и 15 мм при ширине 100 и длине 500 мм. При сварке две
такие заготовки сваривались вместе, получался образец шириной
200 мм при длине 500 мм. Далее такой образец разрезался
на стандартные образцы для испытаний на разрыв, угол загиба и
коррозию, а также для металлографических исследований. По всем
видам испытания, включая технологические, производилась оценка
результатов по цифровым данным и визуальным заключениям.
Проволокопротяжный механизм автомата. Существующий при
сварочном тракторе механизм для подачи проволоки оказался непри-
годным для наших целей, так как проволока из алюминия, будучи
очень мягкой, пробуксовывала между роликами, а сильное под-
жатие приводило к деформации ее по диаметру и застреванию
в токоподводящей части механизма. Было проведено исследование
различных систем роликов подающего механизма автомата, и в
результате исследования было установлено, что оба ролика для
равномерной подачи проволоки необходимо сделать ведущими.
Для этой цели каждый ролик собирался со специальной шестеренкой-
звездочкой. Таким образом, оба ролика становились ведущими, и
слабое нажатие роликов (без сминания мягкой проволоки) обес-
печивало достаточное трение для протягивания проволбки без
вмятин. Общий вид проволокопротяжного механизма, укрепленного
впереди трактора, представлен на фиг. 1.
Токоподводящий контакт (мундштук). Прилагаемый к свароч-
ному трактору мундштук оказался непригодным для пропускания
17 217
257
Фиг. 1. Общий вид проволокопротя-
жного механизма, укрепленного на
тракторе ТС-17М.
фиг. 2. Детали токоподводящего
контакта.
через него алюминиевой проволо-
ки. Проволока в нем застревала,
прогибалась, и проволокопротяж-
ный механизм не мог ее протолк-
нуть из-за большого сопротивле-
ния от трубки мундштука к гайке
(в них калал смещен на 2 мм).
В результате исследования боль-
шого количества опытных кон-
струкций мы остановились на кон-
струкции, представленной на фиг. 2,
и пользовались ею при проведении
всех серий опытных сварок.
Выбор флюса. Основную роль
при сварке алюминия играет со-
став флюса. От качества флюса и
его состояния зависит успех свар-
ки как в части технологической,
так и результативной, т. е. проч-
ность и коррозионная стойкость.
В качестве исходного состава
флюса, так же как и для электрод-
ного покрытия ЭАЛ-1, был при-
нят подобный покровным флюсам
литейного производства тройной
состав солей КС1—NaCl—Na3AiFe
(криолит), обеспечивающий ста-
бильность дуги, хорошее формиро-
вание шва и, благодаря отличному
хлорированию при определенных
соотношениях, беспористый шов.
По физическим свойствам флюс
должен быть негигроскопичным,
давать корки шлака, легко отде-
ляемые от шва, и состоять из зе-
рен определенной грануляции. Фи-
зическое состояние флюса оказы-
вает существенное влияние на фор-
мирование шва.
Всего было исследовано 75 со-
ставов, однако после первых тех-
нологических проб большинство
составов отпало, не удовлетворив
всех требований. Окончательному
испытанию было подвергнуто 11
составов.
Жидкотекучесть флюсов. Жид-
котекучесть флюсов при сварке
оказывает существенное влияние
258
на весь процесс и главным образом на формирование шва. Жидко-
текучесть флюсов связана с их вязкостью. Чем жиже флюс при
температуре плавления алюминия и его остывании, тем меньшее
количество газов будет растворяться в металле шва и тем меньше
пор следует ожидать в наплавке.
Исследование жидкотекучести производилось следующим образом.
Расплавленные смеси (при Т = 725° С) немедленно выливались
в специальную форму со спиралью, где в зависимости от своей
жидкотекучести замерзали на той или иной длине спирали.
Многие авторы приходили к выводу (не приводя в доказательство
никаких цифровых экспериментальных данных), что влияние содер-
жания хлористого калия на жидкотекучесть флюса велико и что
КС1 улучшает жидкотекучесть, а следовательно, улучшает и подвиж-
ность шлака.
По нашим исследованиям это подтверждается, а именно в сред-
нем, при изменении содержания КС1 от 28 до 70%, жидкотекучесть
изменяется от 0,5 условных единиц до 2,7. За условную единицу
была принята жидкотекучесть парафина при температуре его плав-
ления.
Состояние флюса. Первичные материалы, употребляемые для
приготовления флюсов, содержат значительное количество влаги.
В своей предыдущей работе по изысканию электродных покрытий при
ручной сварке алюминия мы убедились в необходимости применять
для обмазок плавленые смеси, в которых удаляется не только гигро-
скопическая влага, но и кристаллизационная.
Исследования показали, что просушка первичных материалов,
даже при температурах выше 100°, не приводит к нужному резуль-
тату : в металле шва обнаруживаются крупные поры и даже рако-
вины.
Влага во флюсе при автоматической сварке является главным
источником раковин и пор в металле шва вследствие скачкооб-
разной растворимости водорода в алюминии при различных тем-
пературах.
По этой причине, а также по целому ряду других причин, оказы-
вающих положительное влияние на сварное соединение, мы оста-
новились на плавленых флюсах.
На фиг. 3 представлен макроснимок шва с газовыми раковинами.
Этот шов был выполнен неплавленым флюсом.
При сварке неплавленым флюсом шов получается неравно-
мерным. Причиной непостоянства качества формы шва является
непостоянный состав неплавленого флюса.
Состояние флюса оказывает влияние также на прочность свар-
ного соединения и его коррозионную стойкость, ухудшая все пока-
затели в случае применения неплавленого флюса.
Стабилизирующие свойства флюсов. При автоматической сварке
алюминия под флюсом, помимо стабилизирующих свойств состава
флюса, большое значение имеет высота слоя флюса, влияющая как
на стабилизацию дуги, так и на формирование шва.
Следует отметить, что флюсы исследованной тройной системы
17* - 2-12
259
КС1 — NaCl — NagAlFe почти в любых соотношениях обеспечивают
удовлетворительную стабилизацию.
Стабилизация дуги связана с ионизирующими свойствами паров
Фиг. 3. Макроструктура сварного шва с порами.
металлов и газов, выделяющихся при плавлении флюса, основного
металла и электродной проволоки.
Для определения стабилизирующих свойств, а также влияния
высоты слоя флюса нами была собрана установка в соответствии
с методикой К. К. Хренова. Зажигание дуги производилось корот-
ким замыканием через слой алюминиевого порошка (постоянной
величины).
При высоте слоя флюса 48 мм для исследованных составов мак-
Фиг. 4. Стабилизирующие
свойства флюса в зависи-
мости от высоты слоя
I = f(H) при NaCl = 30% ;
КС1=40%; 7^ = 280 а;
= 80 в; полярность
обратная.
1 — плавленый флюс;
2 — неплавленый флюс.
симальная длина разрыва дуги составила
19,2 мм против наименьшей длины раз-
рыва дуги, равной 12,2 мм.
Для большого количества составов по
мере увеличения слоя флюса стабилиза-
ция ухудшается.
Была также проведена серия опытов
с плавленым и неплавленым флюсами. Из
опытов следует, что по мере увеличения
высоты слоя флюса длина разрыва дуги
для плавленых флюсов падает (фиг. 4), а
для неплавленых увеличивается, что объ-
ясняется влажностью флюсов, улучшаю-
щей стабилизацию дуги.
Грануляция зерен флюса. Размер зерен
флюса после его дробления и просева ока-
зывает существенное влияние на форми-
рование шва.
После значительного количества опы-
тов мы пришли к выводу, что порошки
с зернами менее 1 мм не обеспечивают
260
нужного формирования шва как по его внешнему виду, так и по
его плотности. В результате мы остановились на флюсе с грануля-
цией 1—3, т. е. с зернами размером от 1 до 3 мм при отсеве пыли.
Плавленый флюс пригоден для неоднократной сварки, является ма-
ло гигроскопичным и может храниться достаточно длительный срок.
Очистка кромок. В своих экспериментах мы пришли к выводу,
что при автоматической сварке алюминия на выбранных нами соста-
вах флюса (40—30—30)1 нет нужды в предварительной очистке, так
как флюсы настолько активны, что сами в процессе сварки произ-
водят очистку поверхности листов. Электродная проволока, если
она покрыта жирным слоем, требует химической очистки в щелочном
растворе.
Предварительный подогрев перед сваркой. Из опыта предыду-
щих своих работ нам было известно, что при сварке алюминия
(особенно при толщинах более 10 мм) необходим предварительный
подогрев независимо от способа сварки.
Для проверки основных размеров шва нами было проведено
много экспериментов по наплавке валиков. Результаты наплавок
убедительно показали, что получить хорошее формирование шва
можно только применяя большую мощность дуги или среднюю
мощность с применением предварительного подогрева. Последнее
оказывается осуществить практически проще, учитывая также
необходимость питания током от существующего на заводах оборудо-
вания. При толщине алюминия 15 мм и токе 300 а нам не удавалось
получать полного провара без предварительного подогрева. Пред-
варительный подогрев до 250—300° обеспечивает провар с первых
сантиметров длины шва.
Указанная выше степень предварительного нагрева действи-
тельна лишь для образцов, на которых производились опыты. Для
каждого изделия при сварке в цеховых условиях необходимо выби-
рать как температуру подогрева, так и величину участка, подверг-
нутого предварительному подогреву.
На опытных пластинах при незначительном предварительном
подогреве, которое осуществлялось задержкой электрической дуги
на месте, и дальнейшем подогреве образца при последующем пере-
мещении дуги по изделию при однопроходной сварке был достиг-
нут полный провар для толщины до 10 мм.
Помимо предварительного подогрева при сварке тонкой проволо-
кой возник вопрос о подготовке кромок для алюминия толщиной 15 мм.
Рядом экспериментов установлено, что полный скос кромок
при толщине 15 мм не способствует получению хорошего соеди-
нения, а частичный скос на угол 30—35° с притуплением в 7—8 мм
позволяет получить надежное сварное соединение при двуслойном
выполнении шва с одной стороны.
Однако весьма хороших результатов можно достигнуть при
сварке алюминия толщиной 15 мм, не применяя скоса кромок. В
этом случае хороший предварительный подогрев обеспечивает
1 Соответственно КС1—NaCl—NaaAlFe.
261
полный провар всей толщины при двусторонних однослойных
швах.
Обычно при сварке алюминия (любым способом) предварительный
подогрев осуществляется вспомогательной газовой горелкой. Нами
предложен способ автоматической сварки с подогревом от второй
дуги с независимым питанием и неплавящимся электродом. Подо-
гревающая дуга располагается либо впереди, либо в стороне от основ-
ной сварочной дуги и может включаться или выключаться в зависи-
мости от степени подогрева в процессе сварки.
Значительным количеством опытов доказано, что зазоры в пре-
делах 1—2 мм не оказывают вредного влияния на прочность и форми-
рование шва.
Для получения при однопроходной сварке полного провара
необходимо сварку вести на железных подкладках шириной 4—5 мм
и глубиной 1,5—2 мм для листов толщиной 10 мм, а для листов
толщиной 15 мм желоб необходимо делать большим (6x2 мм).
Если сварку вести на весу, т. е. без подкладок, возникает опа-
сность проплавления шва на значительной площади и разрыхление
основного металла.
При двухпроходной сварке (с двух сторон) процесс легко ведется
(без подогрева) с расчетом, что провар 1-го шва едва достигает
а/3 толщины.
Высота слоя флюса. Выше мы указали, что по мере снижения
высоты флюса для большинства составов условия стабилизации
улучшаются.
Сварку образцов мы производили с высотой слоя флюса от 10
до 48 мм. При принятых режимах тока формирование шва улуч-
шалось по мере уменьшения слоя флюса. Лучшие результаты по
отделению шлака, формированию шва получаются при слое флюса,
который обеспечивает полуоткрытую дугу, т. е. когда внешняя состав-
ляющая дуги заканчивается над флюсом. Этому случаю соответст-
вует слой, начиная с 20—22 мм и ниже. Окончательно был принят
слой флюса толщиной 13—15 мм, так как в этом случае отделяе-
мость шлака наилучшая и вследствие усадки шлака при его осты-
вании происходит самопроизвольное отделение шлака от шва с
легким растрескиванием его.
При большой высоте слоя флюса формирование шва для пред-
лагаемого нами способа автоматической сварки, с применением
малого диаметра (2 мм) электродной проволоки, значительно ухуд-
шается за счет прогибания электродной проволоки при движении
автомата вдоль шва и, следовательно, колебания выступающего
конца проволоки.
Расход флюса составляет для 1 м шва 630—650 г.
Из этого количества флюса примерно расплавляется около
360 г и остается нерасплавленным 270 г.
Следует учитывать, что шлак от расплавленного флюса может
употребляться неоднократно. По нашим опытам, трехкратное при-
менение флюса не изменяло качества сварного соединения. Измерен-
ный краевой угол на границе металл—шлак в = 8°.
262
Режим сварки. Основными параметрами режимов сварки явля-
ются правильный выбор силы тока, напряжения на дуге, скорости
подачи и скорости сварки.
Все эти величины взаимно связаны друг с другом и оказывают
влияние на результат сварки как в части величины провара, так и
внешней формы шва.
Правильность выбора режима проверялась по макрошлифам,
где одновременно исследовалась пористость металла шва. На вели-
чину провара оказывает влияние сила сварочного тока, а также
напряжение на дуге. Последние зависят от скорости подачи электрод-
ной проволоки.
После значительного количества опытов установлено, что сварку
алюминия толщиной 10 мм следует производить на следующем
режиме при отсутствии предварительного нагрева : I = 280н-300 а,
Up = 38-Ч-42 в, Vn = 325 м/час, Vce = 18 м/час.
Сварка ведется на железной подкладке с желобом, за один проход,
с одной стороны.
При предварительном подогреве до Т = 300-н250° режимы
те же, за исключением скорости сварки, которую следует применять
vce — 21,53 м/час.1
Сварку алюминия толщиной 15 мм следует производить без
скоса кромок с двух сторон при следующих режимах: I = 290-нЗ 10 а,
Up = 38-н42 в, v3 = 325 м/час и vce = 18 м/час.
Металлографическое ислледование сварного соединения указы-
вает на получение плотного шва с микропорами, не превышающими
0,01—0,015 мм.
ЗАКЛЮЧЕНИЕ
1. Исследован способ автоматической дуговой сварки чистого
алюминия с применением электродной проволоки диаметром до 2 мм.
2. Сварка осуществляется на выпускаемом промышленностью
автоматическом оборудовании и питании постоянным током.
3. Полученные результаты исследования позволяют рекомен-
довать этот способ сварки алюминия применительно к аппаратуре
по производству крепкой азотной кислоты, т. е. при сварке чистого
алюминия, а также и более низких сортов алюминия и некоторых
его сплавов. Подогрев изделия можно осуществить дугой независи-
мого питания.
4. Разработан флюс марки УФОК-А12, под которым ведется
сварка алюминия. Состав флюса : эвтектический сплав КО—NaCl
с добавкой криолита (Na3AlFe) как растворителя, т. е.
хлористого калия — КО — 40%
хлористого ^атрия NaCl — 30%
криолита Na3AlFe — 30%
= 0,75
КС1
1 Такая точность в скорости сварки определяется зубчатыми колесами
коробки скоростей сварочного трактора ТС-17.
2 Авт. свидетельство Ns 102 672. Приоритет от 16/V 1954 г.
263
Этот флюс по своему составу совпадает с составом обмазки,
предложенной нами для покрытия электродов ЭАЛ-1 при ручной
электродуговой сварке чистого алюминия, и, таким образом, явля-
ется универсальным.
Состав флюса может колебаться в пределах 3% для каждого
компонента.
Флюс У ФОК-А1 пригоден для сварки алюминия и сплавов его.
В зависимости от сплава можно изменять содержание криолита
или добавлять модификаторы, однако необходимо оставлять неиз-
менной эвтектику КС1 — NaCl.
Флюс должен быть плавленым.
Пыль от просева флюса используется для приготовления об-
мазки для электродов ручной сварки путем дальнейшего размола в
шаровой мельнице.
5. Этим способом сварки обеспечивается прочность сварного
соединения для чистого алюминия аь = 7,8 кг/мм2, т. е. равно-
прочного основному металлу.
6. Коррозионная стойкость сварного соединения для чистого
алюминия при кипячении в крепкой азотной кислоте оценивается
третьим баллом, как умеренно устойчивое (по Батракову В. П.),
и обеспечивается проницаемость коррозии а = 2,14 -н 2,4 мм)год
при проницаемости для основного металла а = 1,4 1,6 мм!год.
Фиг. 5. Внешний вид шва, выполненного под флюсом УФОК-А1.
7. Внешний вид шва (фиг. 5) автоматической сварки под флюсом
УФОК-А1 является отличным. Макроснимок указывает на плотность
шва (фиг. 6).
8. Применение постоянного тока обратной полярности при
сварке алюминия несколько удорожает процесс, и поэтому весьма
заманчиво разработать способ сварки на переменном токе. Однако
до сих пор нам не удалось получить удовлетворительных резуль-
татов на переменном токе.
9. Техника безопасности при разработанном способе авто-
матической сварки под флюсом требует тех же мероприятий,
как и при сварке черных металлов. Однако, учитывая, что
сварка ведется полуоткрытой дугой, необходима работа сварщика
со щитком.
264
При сварке алюминия выделяется значительное количество
газов, которые необходимо отсасывать местной вентиляцией не-
Фиг. 6. Макроснимок автоматного шва при флюсе УФОК-А1.
посредственно у очага или сварку производить в цехах с высоким
потолком и общей вентиляцией.
10. Технология сварки и приготовления флюса описана в произ-
водственных инструкциях Московского текстильного института.
содержание
Г. А. Николаев: Пути уменьшения веса конструкций с применением
сварки .......................................................... 5
Д. И. Навроцкий: Влияние концентрации напряжений на прочность
сварных конструкций............................................. 21
В. И. Труфяков: Учет влияния остаточных напряжений при эксперимен-
тальном определении выносливости сварных соединений ........... 33
Г. И. Погодин-Алексеев: Микроструктура и механические свойства около-
шовной зоны стали 55 и 40Х при автоматической сварке............ 53
А. В. Мордвинцева: Некоторые пути предупреждения возникновения
холодных трещин................................................... 61
Э. Л, Макаров: Количественная методика испытания стали и электрод-
ных материалов на склонность к образованию холодных трещин в
зоне термического влияния сварного шва ......................... 76
Е. М. Кузмак, Н. П. Кармазинов, Н. Н. Кошелев: Исследование сварных
соединений нефтеаппаратуры из специальных сталей с помощью
радиоактивных изотопов.......................................... 85
Г. Л. Петров: Химическая неоднородность сварных соединений ...... 102
И. П. Байкова: Расчетные методы проектирования технологических
процессов изготовления сварных конструкций .................... 112
JO. А. Юзвенко: Керамические флюсы для автоматической и полуавто-
матической наплавки штампов ................................... 121
С. А. Фролов: Влияние величины осадки на прочность точечного соеди-
нения при контактной сварке круглых стержней .................. 128
В. Н. Волченко: Методика выбора режима точечной сварки арматурных
стержней ........................................................ 133
Г. В. Недзвецкий: Контактная электросварка оцинкованных сталей .. 143
К- И. Зайцев: Из опыта сварки компенсаторов ..........1.......... 149
Ф. И. Петренко: Применение автоматической электродуговой наплавки
при ремонте коленчатых валов и других автомобильных деталей .. 156
Н. А. Ольшанский: Автоматическая установка для сварки неплавящимся
электродом в защитной атмосфере с подачей присадочного металла
в дугу .......................................................... 161
В. В. Фролов: Особенности металлургических процессов при сварке меди
и ее сплавов под керамическими флюсами ....................... 172
266
И. А. Арутюнова: Сварка медных сплавов (типа бронз) под керами-
ческими флюсами.............................................. 189
Д. С. Кассов: Автоматическая сварка меди под керамическими флюсами 199
Н. М. Челноков: Прочность меди и ее сплавов при сварке.......... 214
Р..С. Сычев: Вопросы технологии автоматической сварки толстолистовон
меди и улучшение качества стыковых соединений ................ 235
Я- Л. Клячкин: Автоматическая электродуговая сварка чистого алюминия
тонкой электродной проволокой под флюсом марки тройной системы
КС1—NaCl—Na^AlFe ............................................. 256
МВТУ. Межвузовская конференция по сварке. Сборник докладов.
Издательский редактор В. А. Межова
Технический редактор А. Я Тиханов
Корректор Г. М. Короткова
Переплет художника Е. В. Бекетова
Сдано в производство 14 VI. 1957 г. Подписано к печати 22/XI. 1957 г.
Т-10639 Тираж 7000 экз. Пе<ъ л. 16,75 Уч.-изд. л. 18 Бум. л. 8,38 Формат 60x92/16
Заказ № 217
4198 — Университетская типография, Будапешт (Венгрия) — Ответственный Дьюла Янка