









































Автор: Либенсон Г.А.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления металлургия порошковая металлургия
ISBN: 5-229-00497-5
Год: 1990




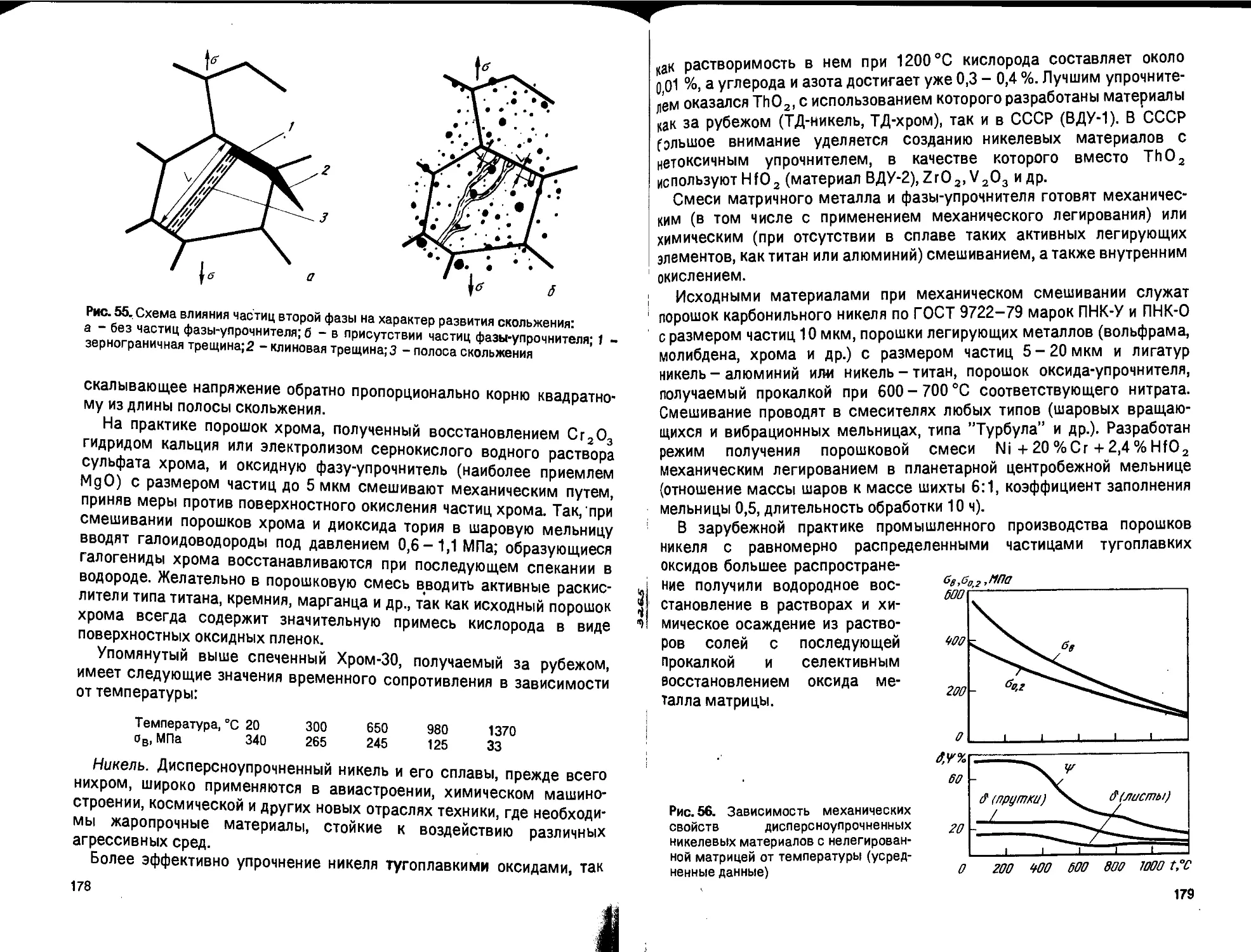
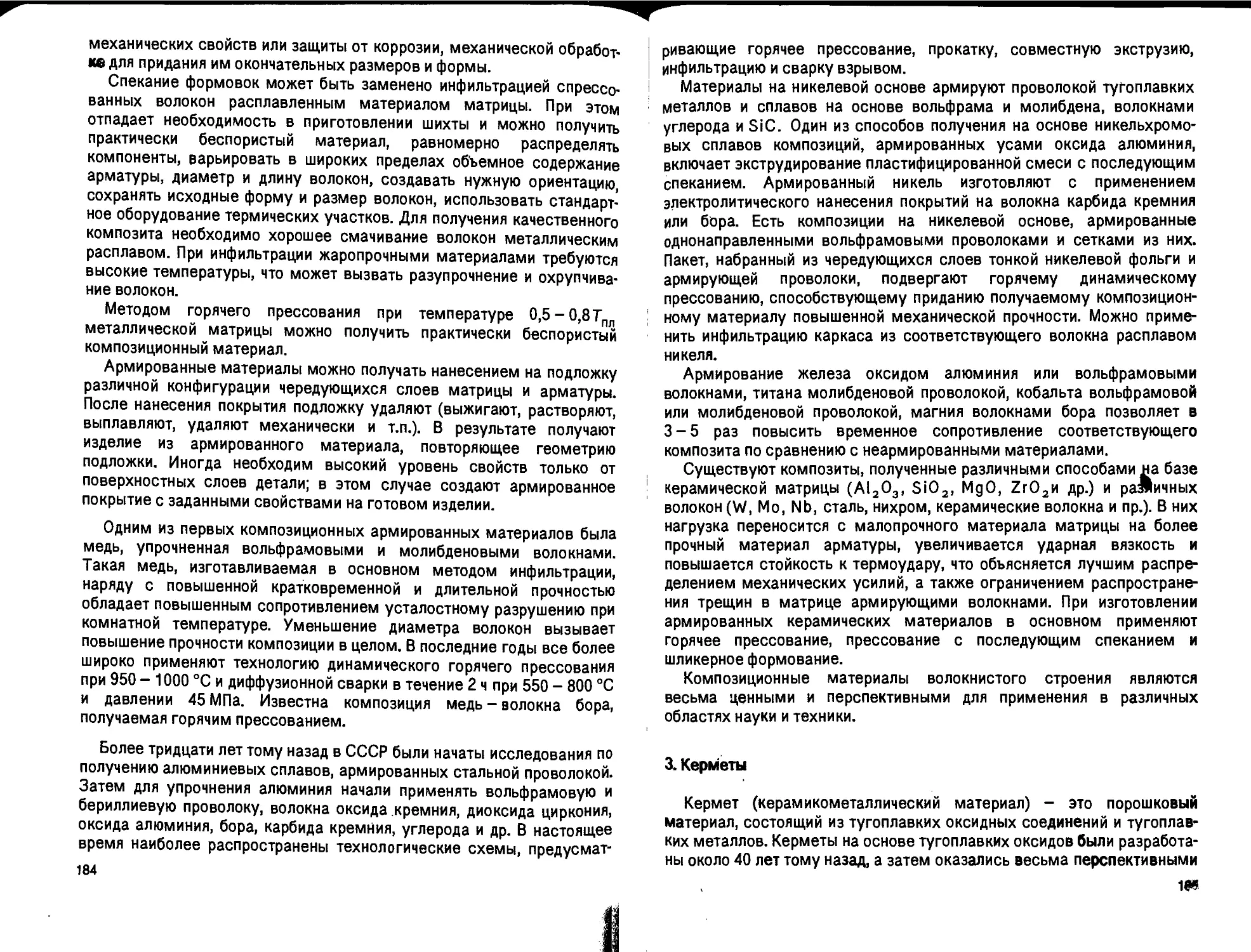
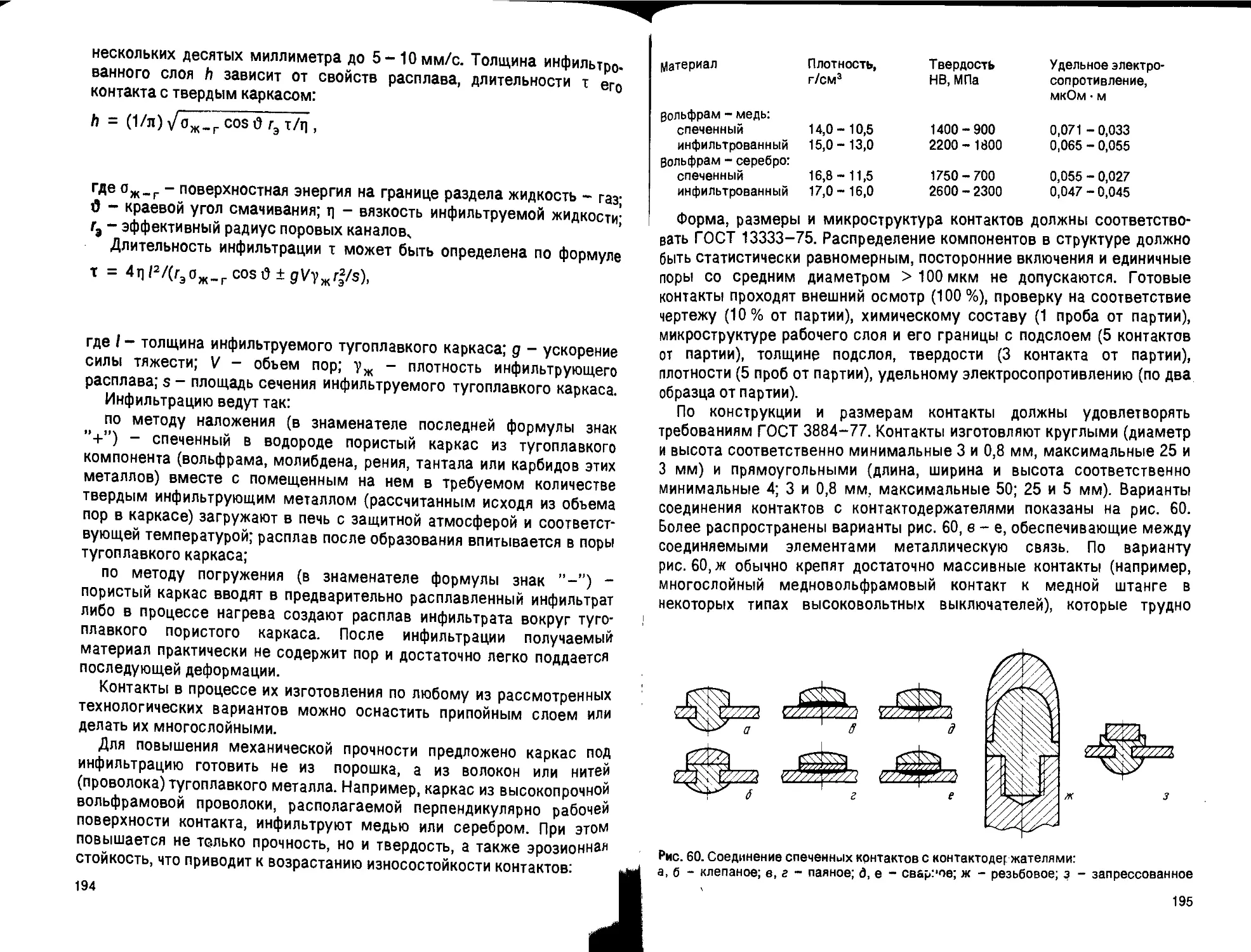
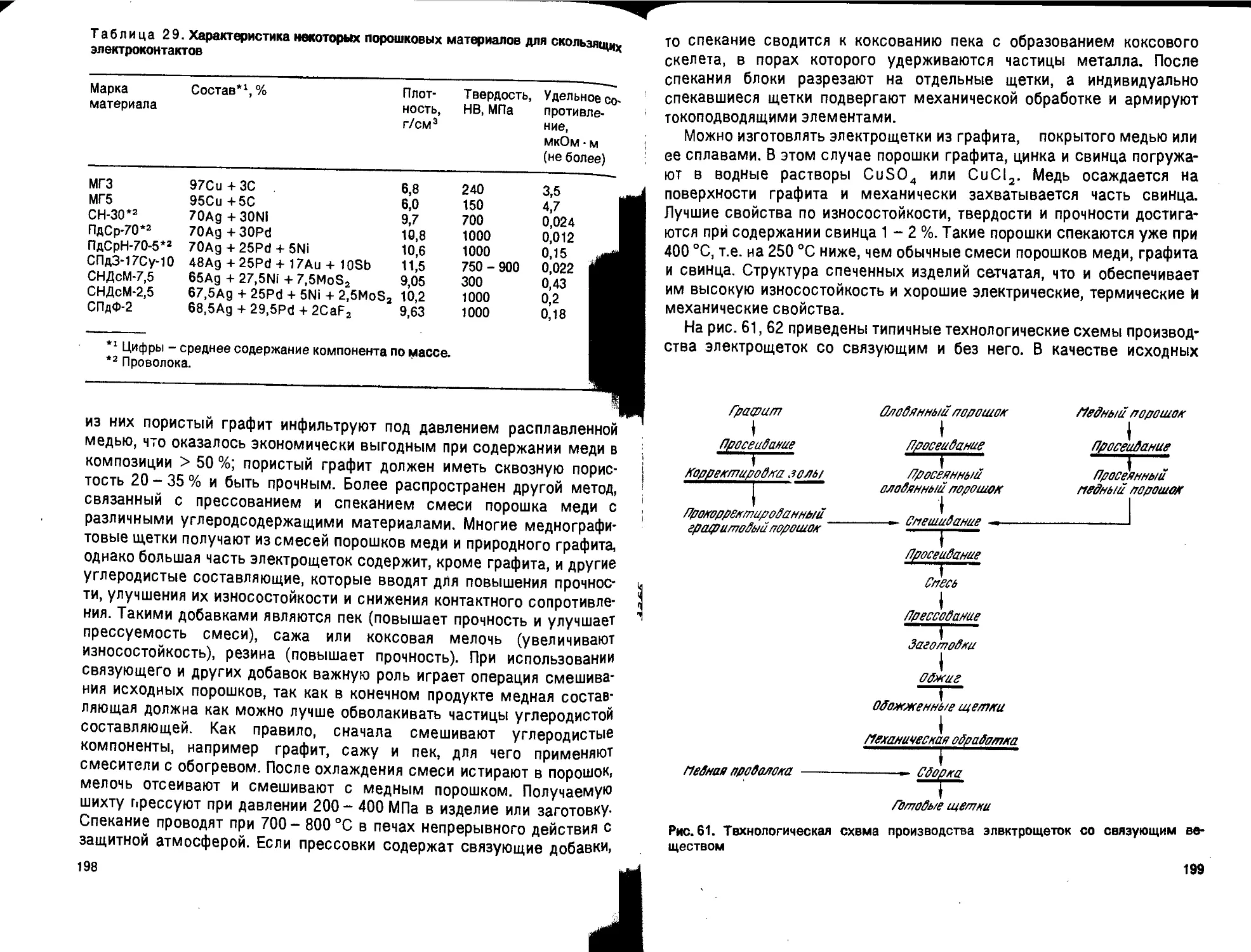
Текст
ГА. Либенсон
ПРОИЗВОДСТВО
ПОРОШКОВЫХ
ИЗДЕЛИЙ
Издание 2-е,
переработанное и дополненное
Допущено Министерством металлургии СССР
в качестве учебника для учащихся техникумов
по специальности 1109 "Порошковая металлургия"
*4
МОСКВА "МЕТАЛЛУРГИЯ" 1990
. УДК'62Т762“
Рецензент В. А. Скачке
УДК 621.762
Производство порошковых изделий: Учебник для техникумов. - 2-е изд., перераб.
и доп. Г.А.Либенсон. - М.: Металлургия, 1990. - 240 с.
Во втором издании (первое - в 1982 г.) рассмотрены физико-химические основы
создания порошковых конструкционных, пористых, инструментальных, высокотем-
пературных и электротехнических материалов и изделий. Приведены систематизи-
рованные данные о составах, физических и. механических свойствах таких материа-
лов и изделий и применении их в различных отраслях народного хозяйства. Рассмот-
рены вопросы качества, надежности и долговечности порошковых изделий. Особое
внимание уделено применению малоотходной, безотходной и энергосберегающей
технологии.
Для учащихся машиностроительных и металлургических техникумов, специали-
зирующихся в области порошковой металлургии; может быть полезен инженерам,
техникам и рабочим, занятым как производством, так и применением порошковых
материалов, а также студентам соответствующих вузов. Ил. 69. Табл. 32. Библиогр.
список: 28 назв.
2606000000-210
Л 040 (01)-90 36“90
ISBN 5-229-00497-5
© Либенсон Г А, издательство "Металлургия", 1990
ОГЛАВЛЕНИЕ
Предисловие...........................................................
Введение........................................................ • ®
Глава (.Конструкционные материалы и изделия........................9
Рекомендательный библиографический список..........................31
Глава II. Пористые материалы и изделия............................31
§ 1. Антифрикционные материалы и изделия..................... 32
1. Пористые подшипники......................................33
2. Многослойные металлические материалы.....................48
3. Металлопластмассовые материалы...."......................50
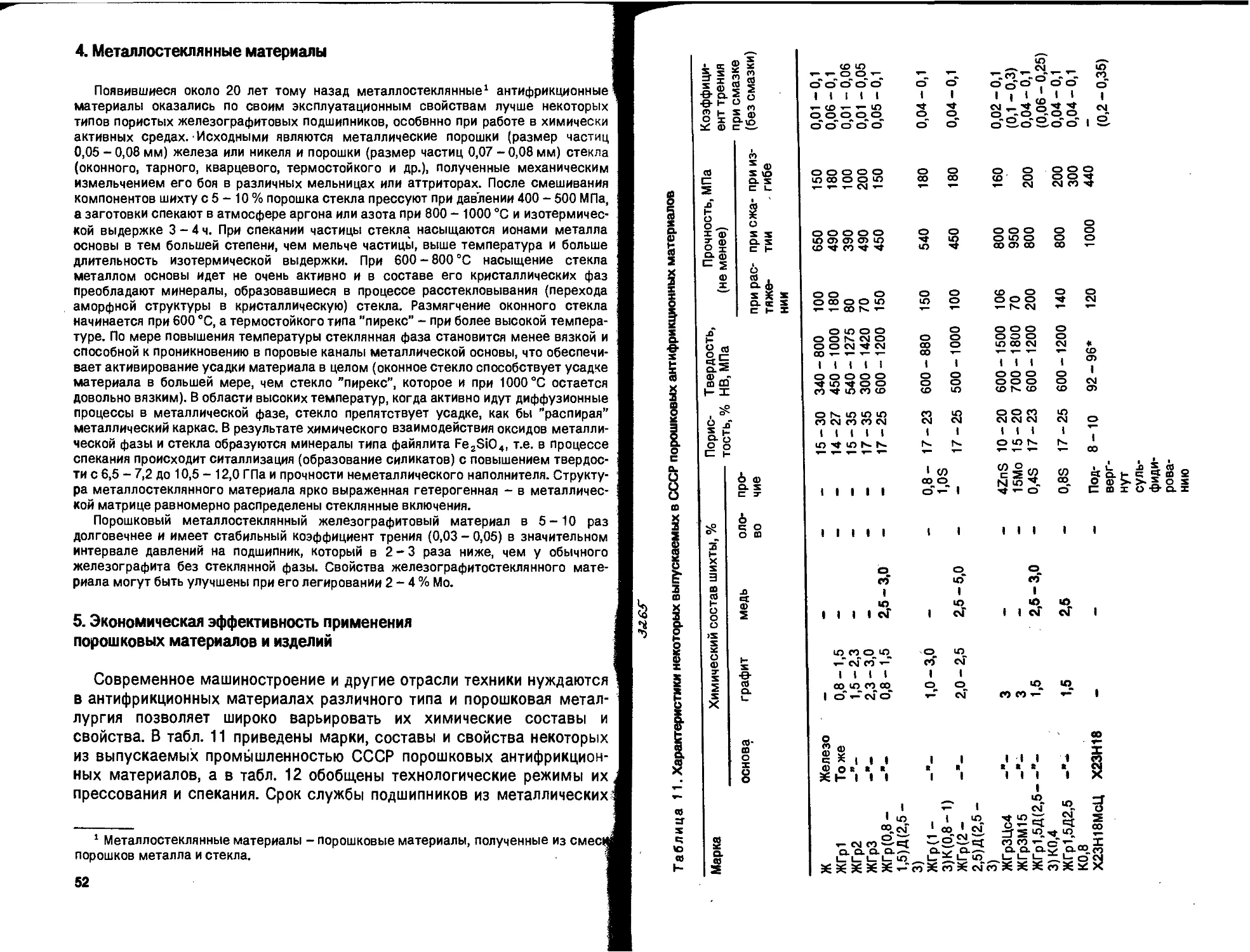
4. Металлостеклянные материалы..............................52
5. Экономическая эффективность применения порошковых материа-
лов и изделий...............................................52
§ 2. фрикционные материалы.....................................56
§ 3. Фильтры................................................. 67
§ 4. Другие пористые материалы и изделия.......................76
Рекомендательный библиографический список....................... 78
Глава III. Твердые сплавы и сверхтвердые композиционные материалы... /8
§ 5. Твердые сплавы............................................78
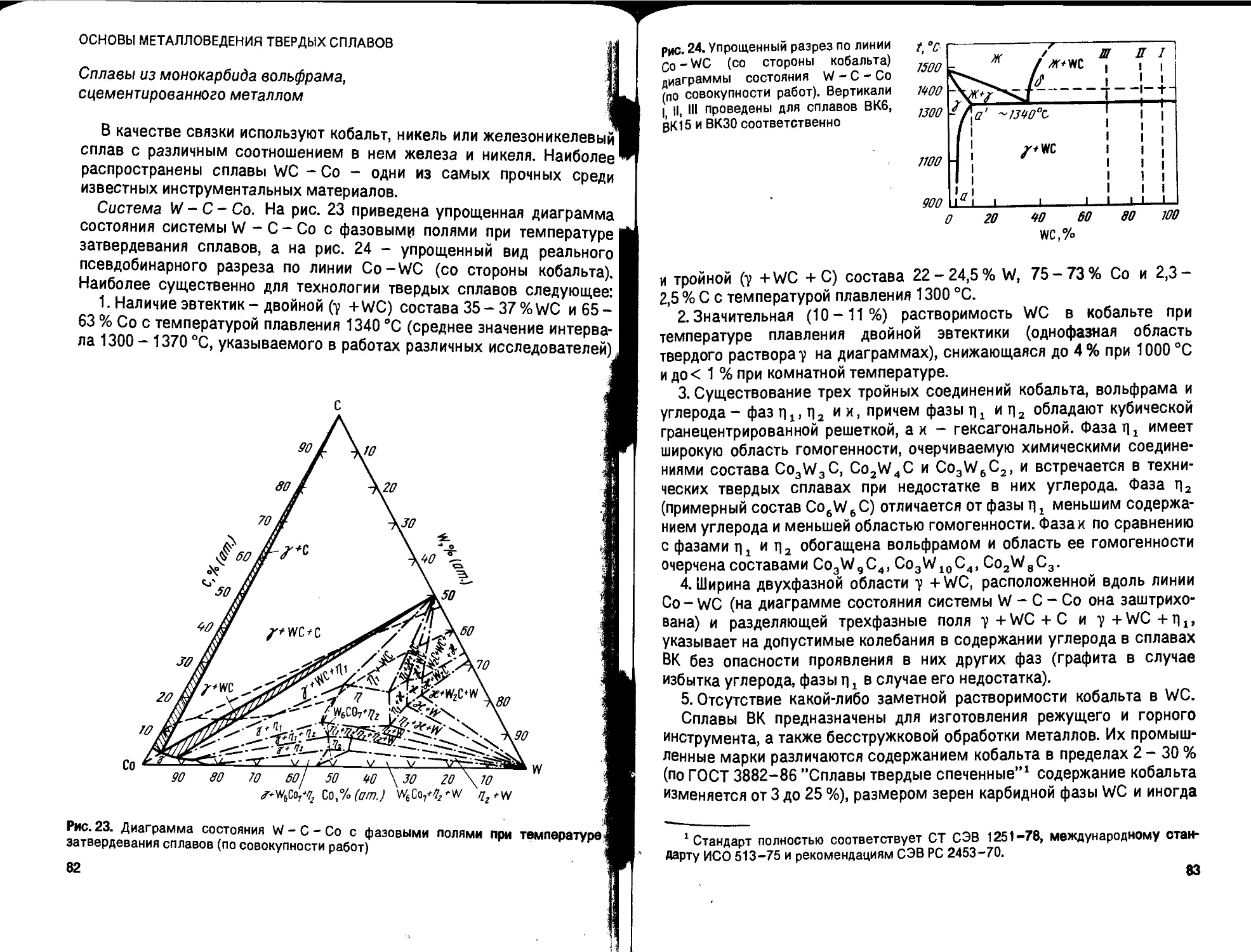
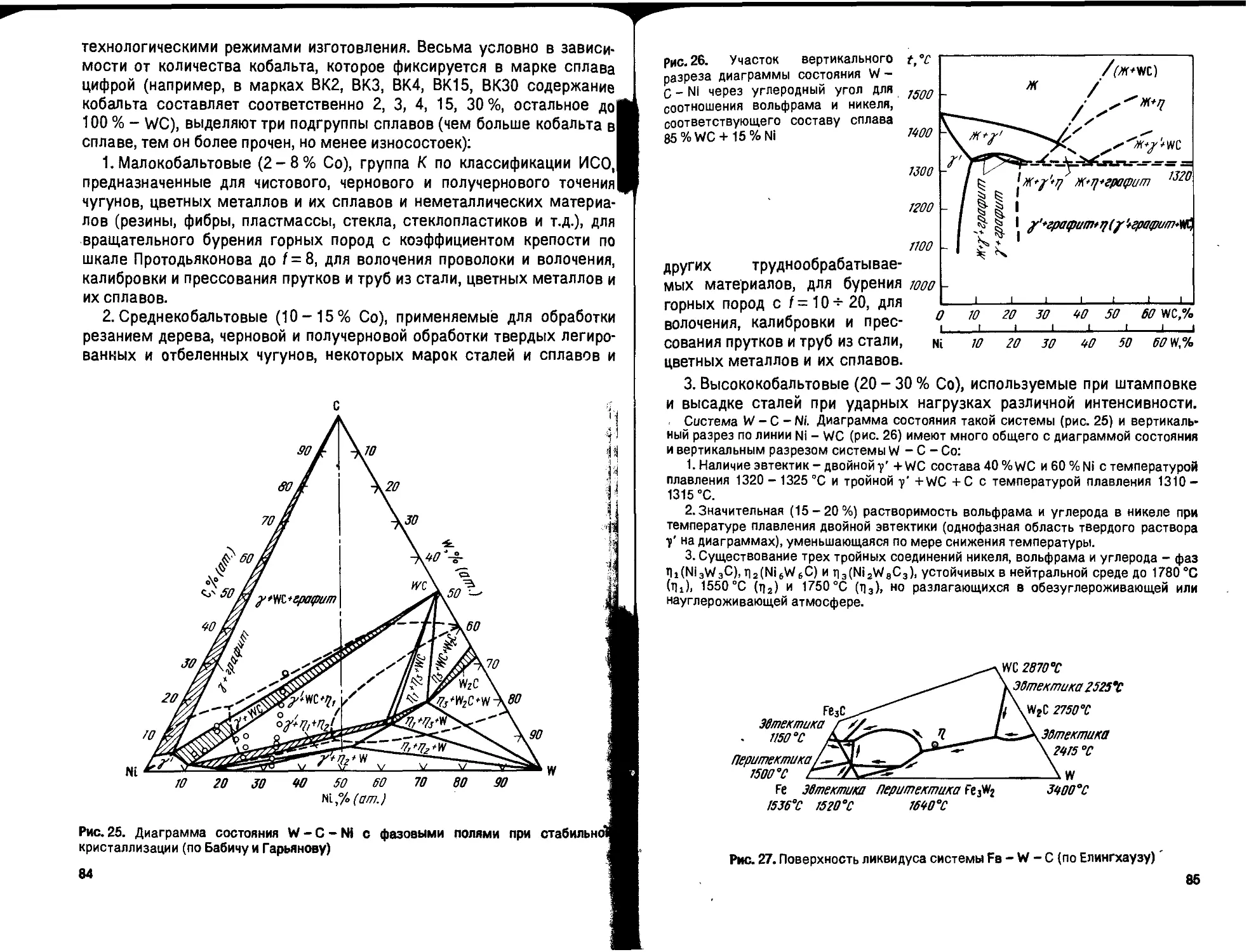
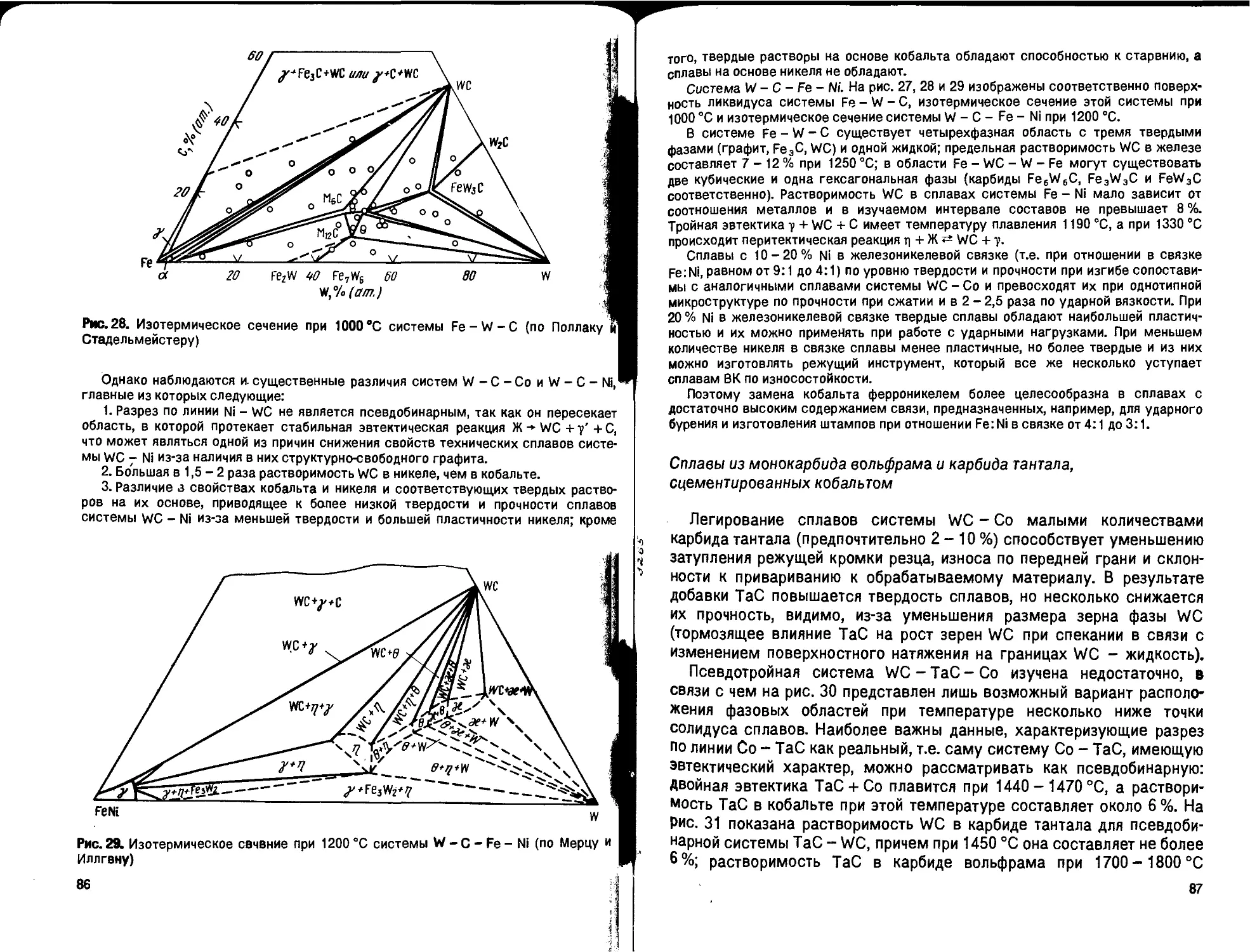
1. Вольфрамсодержащие инструментальные твердые сплавы.......79
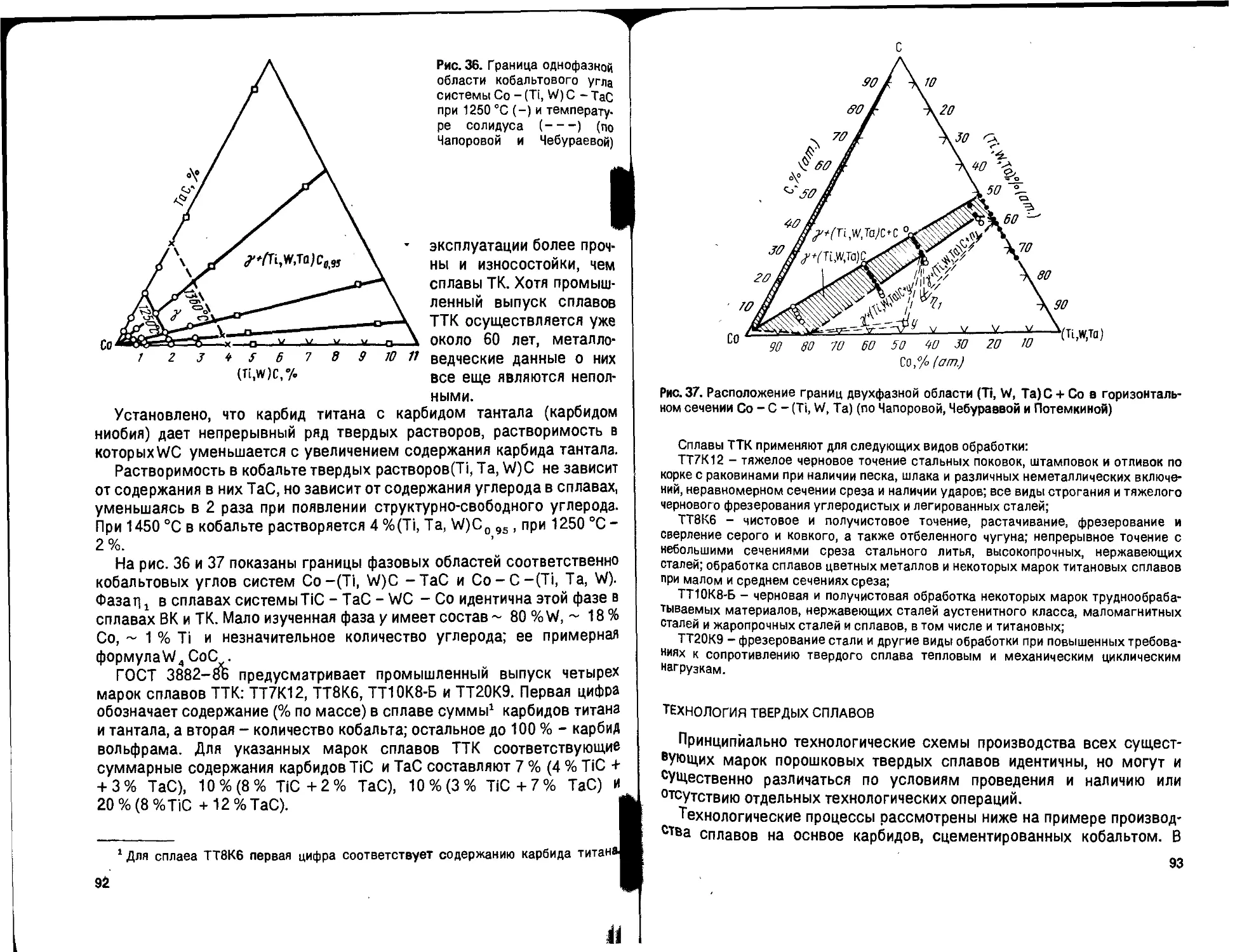
Основы металловедения твердых сплавов....................... 82
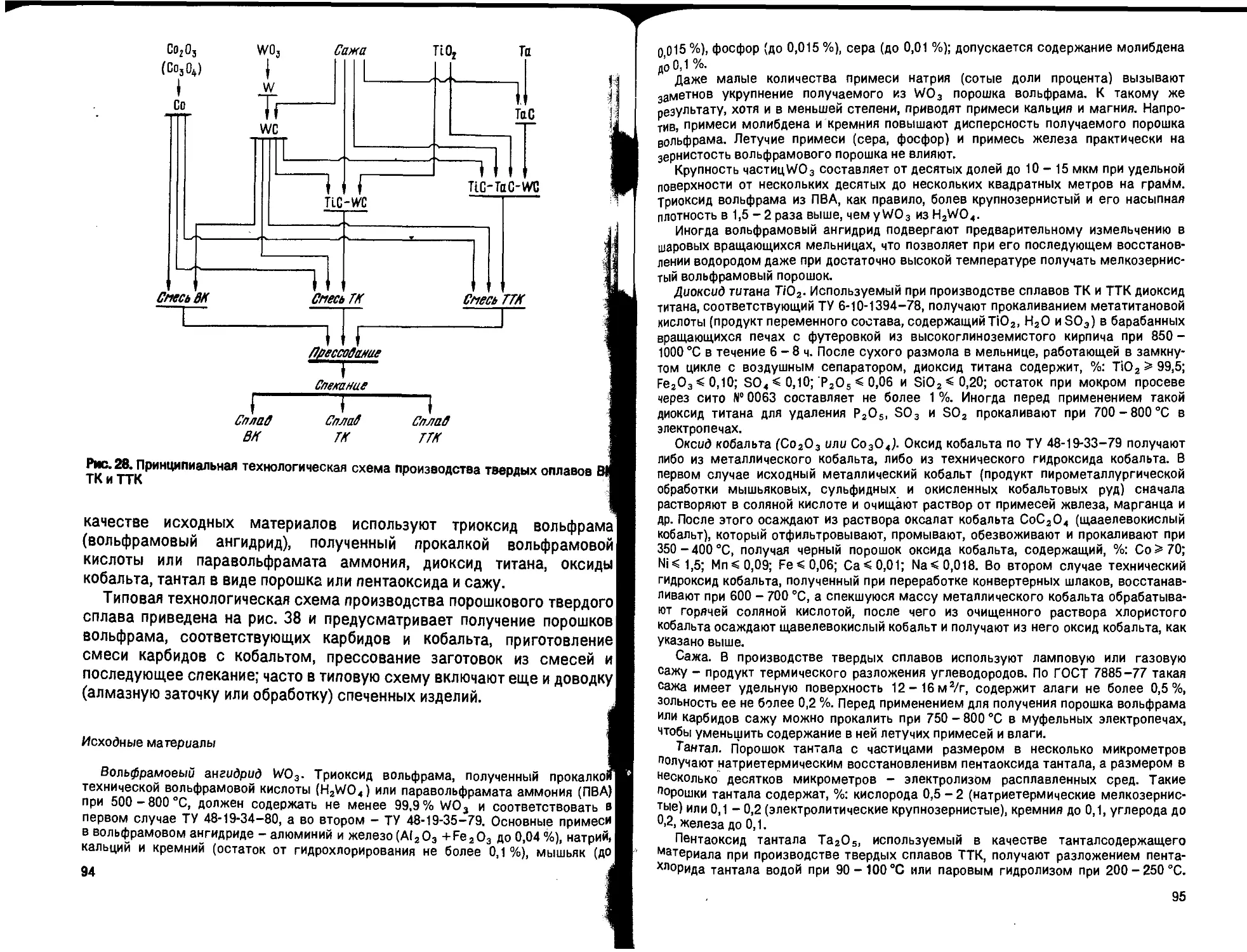
Технология твердых сплавов.................................93
Многогранные неперетачиваемые пластины (МНП) из твердого
сплава...................................................-120
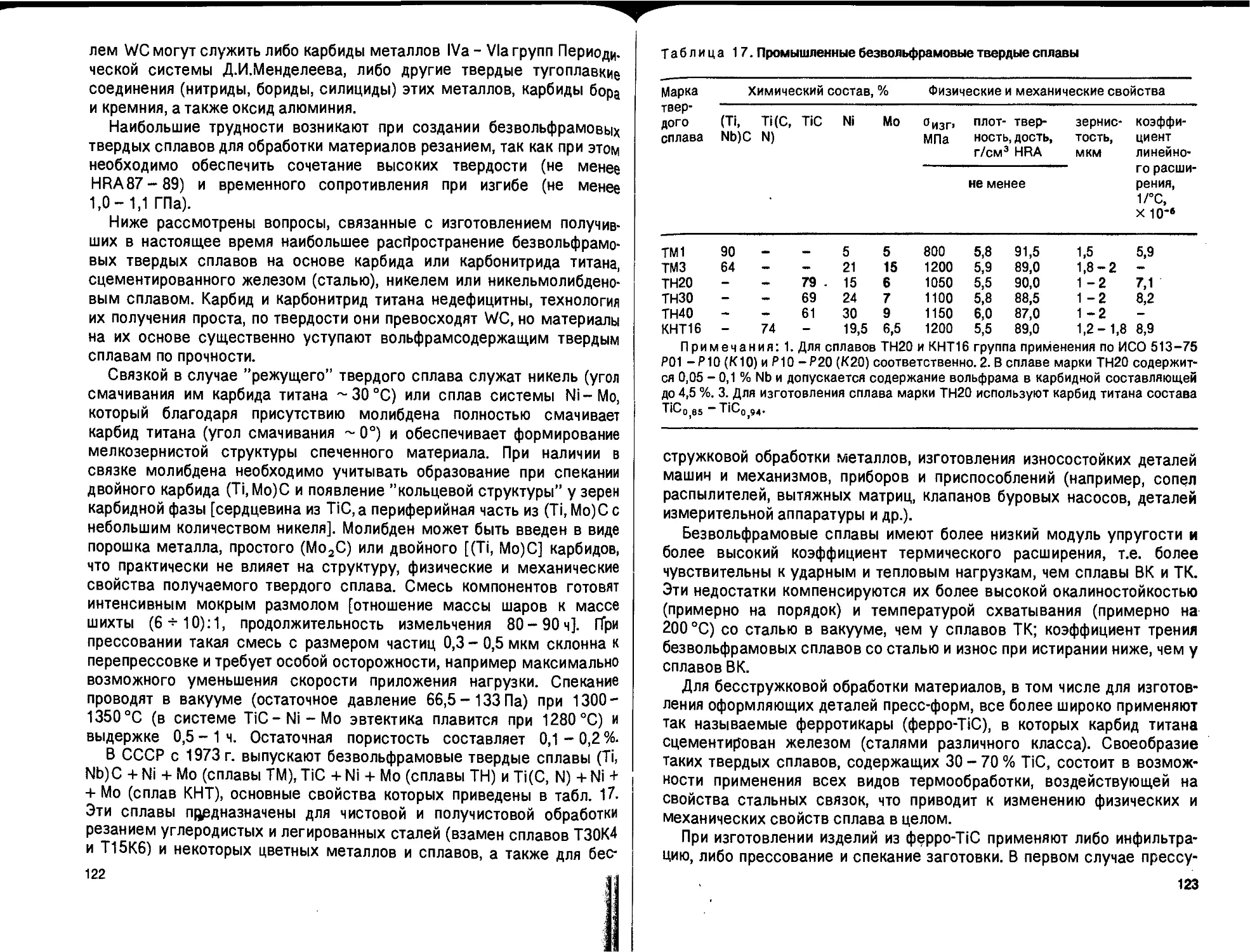
2. Безфольфрамовые инструментальные порошковые твердые сплавы 121
3. Конструкционные, жаропрочные и жаростойкие порошковые
твердые сплавы.............................................125
4. Минералокерамические твердые сплавы....................126
5. Литые и наплавочные твердые сплавы.....................130
8 6. Сверхтвердые композиционные материалы................... 138
1. Алмазные абразивные материалы.....................'.....138
2. Поликристаллические инструментальные материалы..........147
§ 7. Инструмент из порошковой быстрорежущей стали....1........148
Рекомендательный библиографический список........................ 149
Глава IV. Высокотемпературные материалы и изделия..............150
§ 8. Тугоплавкие металлы................................... 150
§ 9. Твердые тугоплавкие соединения...................... 161
§ 10. Жаропрочные материалы..................................168
1. Дисперсноупрочненные материалы.................... 169
2. Армированные волокнами материалы......................181
3. Керметы...................................... •....185
Рекомендательный библиографический список......................187
3
Главе V- Электротехнические материалы и изделия................... 187
§11.Электроконтактные материалы и изделия...................... 188
1. Разрывные электроконтакты................................... 189
2. Скользящие электроконтакты.............................. 196
§ 12. Электропроводниковые материалы и изделия различного назначения 201
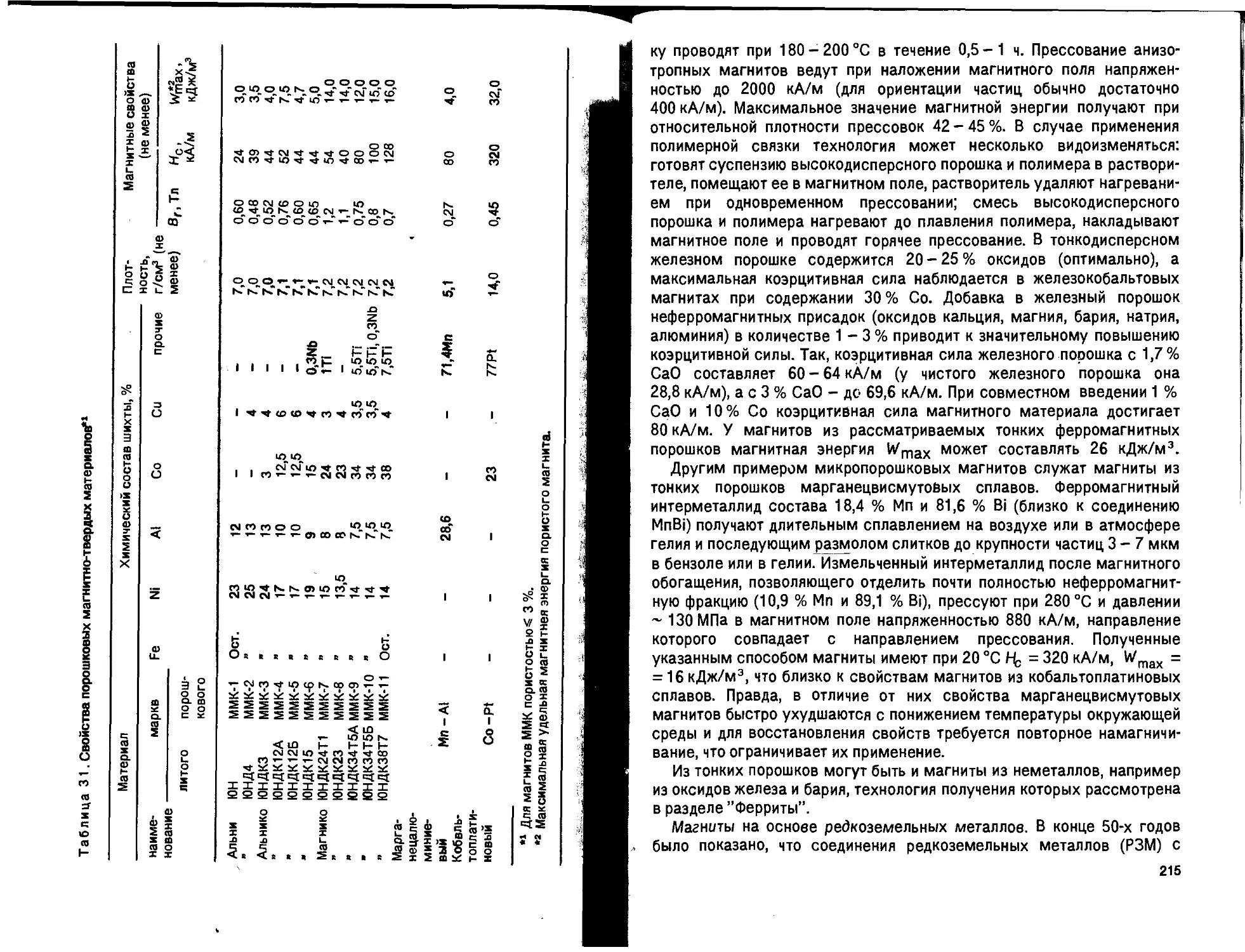
§ 13. Магнитные материалы...................................... 206
1. Спеченные магниты........................................ 207
2. Магнитодиэлектрики.................................... 218
3. Ферриты................................................. 222
Рекомендательный библиографический список..............'.......... 227
Г л а в а VI • Материалы и изделия для ядерной'энергетики......... 227
§ 14. Действие облучения на структуру и свойства материалоа..... 228
1. Понятие об устройстве ядерного реактора.................. 228
2. Влияние облучения на реакторные материалы................ 229
§ 15. Технология порошкового ядерного горючего и компактного бериллия 229
1. Металлическое ядерное горючее............................ 230
2. Керамическое ядерное горючее............................. 231
3. Дисперсионное ядерное горючее........................... 233
4. Компактный бериллий...................................... 235
Рекомендательный библиографический спиоок..........................235
Библиографический список.......................................... 236
ПРЕДИСЛОВИЕ
Ускоренное развитие порошковой металлургии заставляет уделять
большое внимание подготовке профессиональных кадров для различ-
ных производств и научно-исследовательских подразделений, причаст-
ных к изготовлению материалов и изделий, получаемых спеканием (т.е.
нагревом без расплавления основы) свободно насыпанного или
предварительно сформованного металлического порошка.
Настоящий учебник написан в соответствии с программой курса
’’Производство порошковых1изделий” для средних специальных
учебных заведений по специальности 0419 ’’Порошковая металлургия и
производство твердых сплавов”. Материал по всем затронутым в нем
специальным вопросам изложен в соответствии с опубликованными
данными видных специалистов, работающих в области порошковой
металлургии.
Автор, учитывая характер книги (учебник), счел возможным не
приводить по тексту ссылки на многочисленные первоисточники,
ограничившись упоминанием в рекомендуемой по главам литературе
тех из них, которые наиболее доступны и целесообразны для дополни-
тельной самостоятельной работы учащихся техникумов. В перечень
используемой литературы вошли только те источники, в которых
обобщены различные сведения по рассматриваемым вопросам.
Термины и определения, касающиеся порошковой металлургии в
целом (производства порошков и их свойств, формования, спекания и
технологии порошковых материалов и изделий),приведены в соответст-
вии с ГОСТ 17359-82.
Свойства порошковых материалов и изделий различных типов в
значительной мере цитируются по справочнику ’’Порошковая металлур-
гия. Материалы, технология, свойства, области применения” (Киев:
Наукова думка, 1985. - 624 с.).
/
1 Термином "порошковый" заменен термин "спеченный” в соответствии с
ГОСТ 17359-82 ’’Порошковая метвллургия. Термины и определения’’, введенным в
действие 1.07.83 г.
5
ВВЕДЕНИЕ
Развитие ракетной техники, космонавтики, авто- и авиастроения,
ядерной энергетики, химического машиностроения, судостроения,,
электроники и многих других отраслей промышленности требует
создания материалов, обладающих высокой прочностью, жаростой-
костью, жаропрочностью и термостойкостью, малой плотностью,
регулируемыми в широких пределах показателями тепло- и электропро-
водности, специальными оптическими и магнитными характеристиками
и др. Обеспечить комплекс необходимых свойств можно, создав такие
многофазные материалы, в которых органично соединились бы лучшие
служебные свойства различных составляющих. Значительное место в
создании прогрессивных современных материалов занимает порошко-
вая металлургия.
Одной из наиболее важных отличительных черт порошковой метал-
лургии является присущая только ей совокупность приемов, позволяю-
щих изготовлять полуфабрикаты и изделия из порошков металлов,
сплавов и металлоподобных соединений или их смесей с неметалли-
ческими порошками. Это прогрессивное производство, в котором
сочетаются методы металлургии, материаловедения и металлооб-
работки.
Сущность метода порошковой металлургии заключается в последо-
вательном осуществлении в едином цикле операций получения метал-
лического порошка и превращения его в изделие. Основы его заложены
русскими учеными П.Г.Соболевским и В.В.Любарским в 1826 г. Выпуск
изделий (тиглей, монет и др.) из губчатой платины, начатый в 1827 г.,
закрепил приоритет русской науки в деле создания технологических
основ метода, которому в последующем пришлось испытать взлеты и
падения, в начале XX века возродиться и начиная с 50-х годов занять
достойное место в научно-техническом прогрессе.
В настоящее время мировое производство порошков металлов,
сплавов и металлоподобных соединений, по-видимому, превышает
1 млн.т в год, а изделий из них составляет 550- 600 тыс.т. За послед-
ние тридцать лет ежегодный прирост продукции порошковой металлур-
гии составлял в среднем 6-8%, достигая в отдельные периоды 15-
20 %. Так, стоимость продукции порошковой металлургии в США в
1959 г. составляла всего 71 млн.долл., а в середине 80-х годов уже
превышала 1 млрд.долл.; в Японии производство порошковых материа-
лов и изделий за последние 15 лет выросло более чем в 3 раза, превы-
сив в настоящее время 150 тыс.т в год. Судя по имеющимся оценкам
потенциальные возможности производства ее продукции только в Се-
верной Америке составляют 380 - 700 тыс.т в год, а прогнозируемые
темпы ежегодного прироста - 9 - 10 %.
6
В СССР дальнейшее развитие порошковая металлургия получила
после победы Великой Октябрьской Социалистической революции. Было
налажено производство меднографитовых щеток (1918 г.), изделий из
порошка вольфрама (1923 г.) и освоен выпуск порошковых твердых
сплавов (1929 - 1930 гг.). В 1932 г. на заводе ’’Электроугли” организо-
вано производство порошковых бронзографитовых подшипников,
успешно завершены работы по созданию железографитовых антифрик-
ционных, различных электротехнических и конструкционных материа-
лов и изделий. В середине 50-х - начале 60-х годов созданы Сулинский
металлургический завод, Московский завод порошковой металлургии и
Броварский завод порошковой металлургии, а в 70-е годы и начале
80-х годов - Ленинградский завод ’’Инструмент”, Бакинский опытный и
Молодеченский заводы порошковой металлургии. На заводах ’’Рост-
сельмаш”, Волжском автомобильном, ’’Электроконтакт” (г. Кинешма),
Новотульском и Выксунском металлургических, Запорожском метиз-
ном, Димитровградском автоагрегатном и многих других созданы и
успешно работают цеха и участки по производству порошковых изде-
лий. В системе ВО ’’Союзтвердосплав” действуют восемь комбинатов и
заводов по производству твердых сплавов.
Особенно быстро нарастало производство порошковых изделий в
годы VIII, IX и X пятилеток. Так, за 1965 - 1970 гг. объем производства
порошковых Материалов общемашиностроительного и электротехни-
ческого назначения удвоился, и выпуск продукции порошковой метал-
лургии (без твердых сплавов) за IX пятилетку увеличился более чем в
1,5 раза, достигнув в 1975 г. 188,8 % уровня производства 1970 г.; с 1967
по 1977 г. производство изделий на основе железного порошка возросло
в 7 раз.
Динамичное развитие порошковой металлургии объясняется тем, что
она позволяет преодолевать технологические трудности изготовления
изделий из тугоплавких металлов, создавать материалы с особыми,
часто уникальными составами, структурой и свойствами, иногда
вообще недостижимыми при применении других методов производства,
либо с обычными физическими и механическими свойствами, но при
существенно лучших экономических показателях.
Как метод обработки тугоплавких металлов (сначала железа, а затем
платины), порошковая металлургия, будучи древним методом, и в наши
дни не утратила своей значимости. Однако при современном уровне
развития техники, когда стало возможным плавить все без исключения
металлы, на первый план выдвинулись экономичность метода и уни-
кальность получаемых порошковых материалов и изделий.
Многочисленные расчеты показывают, что при изготовлении 1000 т
изделий из металлических порошков экономический эффект может
составить 1-4млн.руб., прежде всего за счет сокращения потерь
7
материалов до 3-7% (при металлообработке литья и даже проката в
стружку теряется в среднем 50% металла, а зачастую даже до 60-
70%) и увеличения коэффициента их использования в 2-3 раза,
высвобождения около 80 металлорежущих станков и 190 рабочих,
снижения трудоемкости производства (вместо 30 - 40 производствен-
ных операций всего 4 - 6) и уровня квалификации рабочих при увеличе-
нии производительности труда в 2 - 2,5 раза.
В автомобильной промышленности СССР с внедрением каждой
тысячи тонн порошковых изделий экономится 1500-2000 т металла,
труд 70 рабочих, высвобождается 50 единиц металлорежущего оборудо-
вания, снижается трудоемкость на 120 тыс. нормочасов, экономический
эффект в среднем составляет 0,3 - 0,5 млн.руб.
Важно также и то, что метод порошковой металлургии является
менее энергоемким процессом: при производстве 1 т порош кдвых
изделий расход энергии составляет 3200 - 3500 кВт • ч, а при традицион-
ной технологии (литье + станочная механообработка) - 3600 -
5900 кВт • ч. В социальном аспекте порошковая металлургия способст-
вует снижению загрязнения окружающей среды газами, вредными
выбросами и шлаками, т.е. обеспечивает большую экологическую
чистоту передела. Применение защитных покрытий из порошков
существенно увеличивает срок службы деталей машин и механизмов:
1 т металлического порошка, израсходованная на создание износостой-
ких и жаростойких покрытий, дает около 100 тыс.руб. экономии и
сохраняет до 40 - 50 т стали, чугуна и цветных металлов.
В качестве отрицательного явления в порошковой металлургии
следует отметить, что до сих пор производимые порошковые материа-
лы по составу, а детали по конфигурации в основной массе все еще
представляют собой копию того, что создается методами литья, прокат-
ки и последующей станочной обработки. Это в значительной мере
снижает эффективность перехода к выпуску изделий методом порошко-
вой металлургии и тормозит наращивание объема их выпуска. В связи с
этим одной из важнейших остается задача научно обоснованного
конструирования порошковых материалов и изделий и разработки
рациональной технологии их изготовления, обеспечивающей высокие
физические, механические и эксплуатационные свойства не только
отдельных деталей, но и конструкций в целом.
В учебнике на конкретных примерах показано, как порошковая
металлургия, улучшая существующие и создавая новые типы материа-
лов, развивается сама и способствует развитию практически всех
современных отраслей техники.
8
г л а в a I. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
Любой порошковый материал в той или иной мере может быть
конструкционным. Однако собственно конструкционными считают те,
которые предназначены для изготовления различных несущих деталей
машин, механизмов и приборов. Такие материалы появились в 1937 г.
за рубежом, когда кто-то догадался в металл замка дверной ручки
автомобиля ввести графит как смазывающее вещество (без смазки
дверной запор сильно скрипел, а при смазке маслом пачкались одежда
и руки). Смесь порошков железа и графита была заформована в
изделие за одну операцию, заменив при этом 17 требовавшихся ранее
операций, выполнявшихся на металлобрабатывающих станках рабочи-
ми высокой квалификации. И уже через год детали из такой смеси
вошли в состав стандартного оборудования автомобиля. В 1976 г. в
США на один автомобиль приходилось более сотни спеченных деталей
общей массой около 11 кг, в середине 80-х грдов - уже около 14 кг и
предполагается в ближайшие годыловести эту цифру до 25 кг. В Японии
в конце 70-х годов стандартный автомобиль содержал в среднем 40 -
60 порошковых деталей общей массой 3,1 кг, а в настоящее время
масса таких деталей доведена до 8 кг на один автомобиль. На производ-
ство одного европейского автомобиля расходуется 3 - 5 кг порошковых
деталей.
В настоящее время перспективы достижения многотоннажного
производства порошковых изделий связывают прежде всего с удовлет-
ворением возрастающих потребностей машиностроения. Так, в США
автомобилестроение требует 60-65% (в среднем 100-110 тыс.т
ежегодно), а в Японии даже до 75% (в среднем 40 тыс.т ежегодно)
выпуска порошковых деталей общемашиностроительного назначения. В
последние годы в Северной Америке отмечается существенный рост
потребления металлических порошков, в производстве деталей авиа-
космического и электронного оборудования, а также композиционных
материалов.
В целом ежегодный объем выпуска конструкционных порошковых
изделий в мире находится на уровне 400 - 450 тыс.т, а ожидаемый
объем их производства (на 1995 г.) оценивается в 1000 - 1500 тыс.т.
В СССР потребность в конструкционных порошковых деталях
(шестернях, зубчатых колесах, седлах и корпусах клапанов, муфтах,
храповиках, собачках, эксцентриках, кулачках, шайбах, крышках,
корпусах подшипников, деталях насосов и счетно-решающих устройств,
Дисках, втулках, фланцах и др.) превышает 60 % общего выпуска (в
1974 г. их фактическая доля составила около 40 % деталей, произведен-
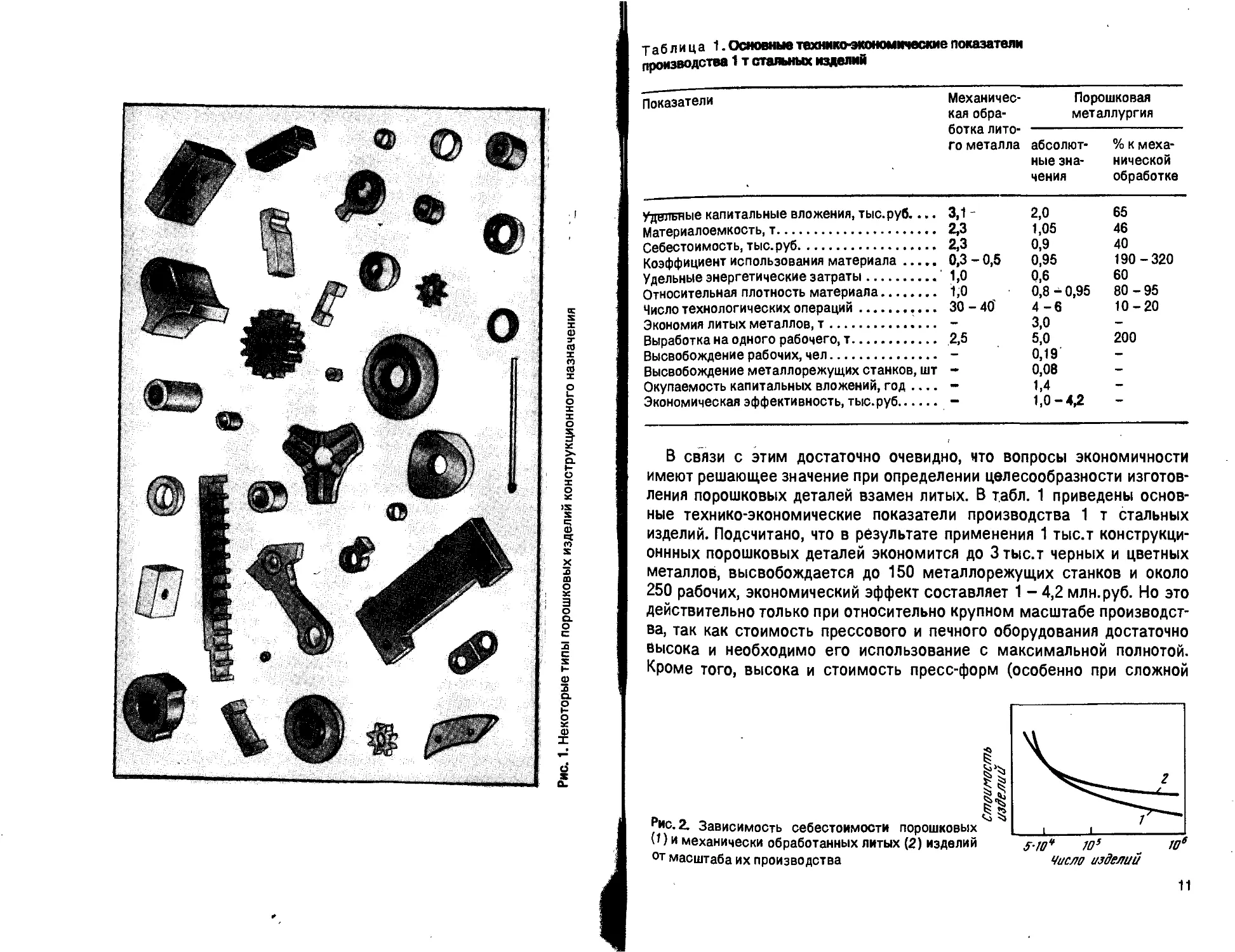
ных методом порошковой металлургии). На рис. 1 показаны некоторые
из таких деталей.
9
Рис. 1. Некоторые типы порошковых изделий конструкционного назначения
Таблица 1. Основные технико-экономические показатели
производства 1 т стальных изделий
Показатели Механичес- кая обра- ботка лито- го металла Порошковая металлургия
абсолют- ные зна- чения % к меха- нической обработке
УдеттБЯые капитальные вложения, тыс. руб.... 3,1- 2,0 65
Материалоемкость, т 2,3 1,05 46
Себестоимость, тыс. руб 2,3 0,9 40
Коэффициент использования материала 0,3 - 0,5 0,95 190-320
Удельные энергетические затраты 1,0 0,6 60
Относительная плотность материала 1,0 0,8 - 0,95 80-95
Число технологических операций 30 - 40' 4-6 10-20
3,0 ——
Выработка на одного рабочего, т 2,5 5,0 200
Высвобождение рабочих, чел — 0,19 —
Высвобождение металлорежущих станков, шт •» 0,08 —
Окупаемость капитальных вложений, год .... 1,4 —
Экономическая эффективность, тыс.руб — 1,0-4,2 —
В связи с этим достаточно очевидно, что вопросы экономичности
имеют решающее значение при определении целесообразности изготов-
ления порошковых деталей взамен литых. В табл. 1 приведены основ-
ные технико-экономические показатели производства 1 т стальных
изделий. Подсчитано, что в результате применения 1 тыс.т конструкци-
оннных порошковых деталей экономится до 3 тыс.т черных и цветных
металлов, высвобождается до 150 металлорежущих станков и около
250 рабочих, экономический эффект составляет 1 - 4,2 млн.руб. Но это
действительно только при относительно крупном масштабе производст-
ва, так как стоимость прессового и печного оборудования достаточно
высока и необходимо его использование с максимальной полнотой.
Кроме того, высока и стоимость пресс-форм (особенно при сложной
Г1*.0-2- Зависимость себестоимости порошковых
(') и механически обработанных литых (2) изделий
от масштаба их производства
11
Таблица 2. Влияние марки порошкового конструкционного материала
и массы изделия на структуру себестоимости
Статьи затрат ДО 2 Изделия на основе железа массой, г Изделия из брон- - зографи- та мас- сой 80 - 150 г
>80-150 >800
Сырье и материалы 12,3 61,8 64,3 90,0
Электроэнергия 2,5 13,0 13,5 1,5
Основная заработная плата 14,0 3,6 3,6 1,1
Дополнительная заработная плата 1,1 0,3 0,3 0,1
Отчисления на социальное страхование .... Расходы по содержанию и эксплуатации 0,9 0,2 0,2 0,1
оборудования 11,2 1,6 2,2 0,4
Расходы по возмещению стоимости оснастки 8,6 5,3 1,7 1,2
Цеховые расходы 13,2 3,4 3,4 1,0
Общезаводские расходы 34,2 8,8 8,8 2,6
Внепроизводственные расходы 2,0 2,0 2,0 2,0
Полная себестоимость 100,0 100,0 100,0 100,0
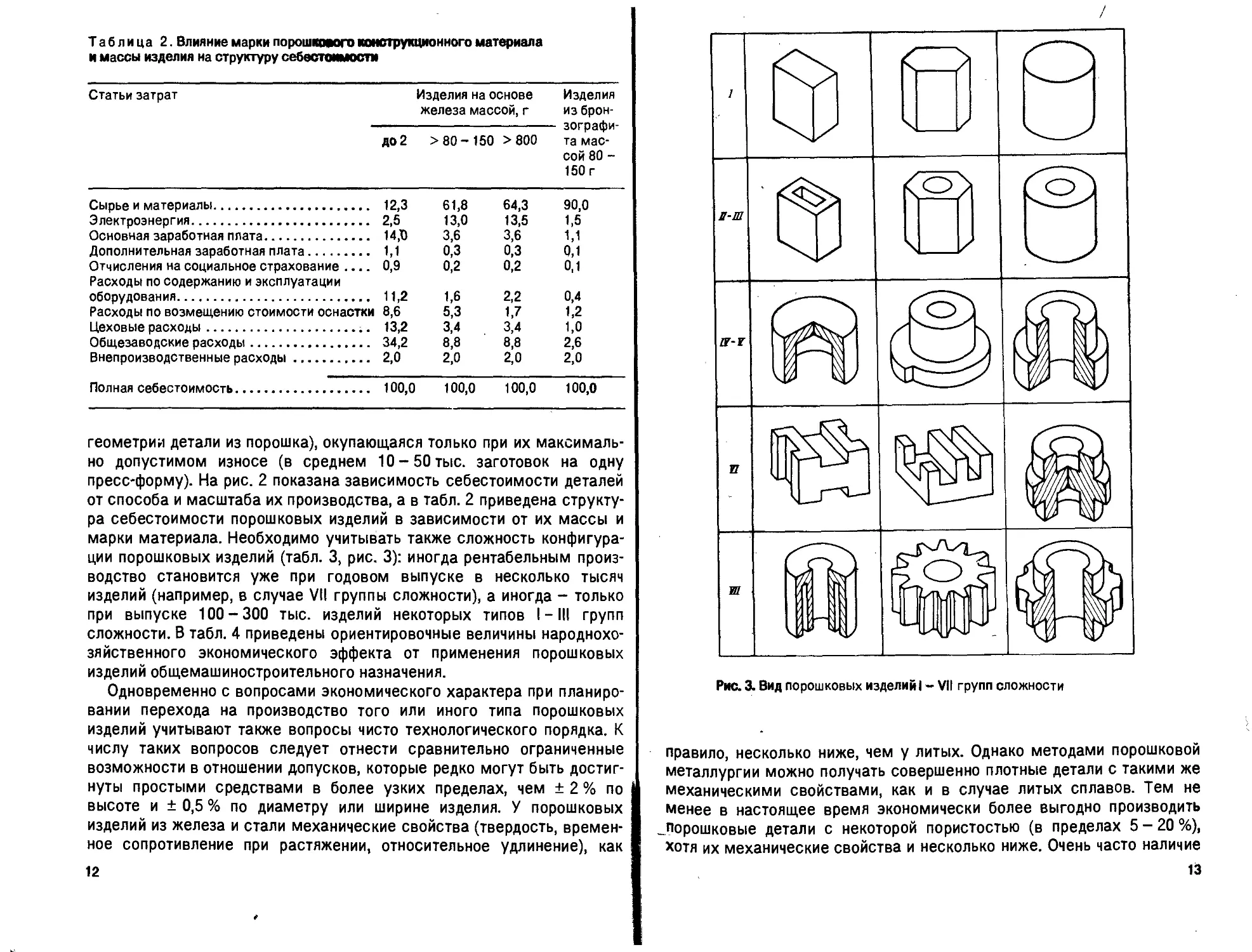
геометрии детали из порошка), окупающаяся только при их максималь-
но допустимом износе (в среднем 10-50 тыс. заготовок на одну
пресс-форму). На рис. 2 показана зависимость себестоимости деталей
от способа и масштаба их производства, а в табл. 2 приведена структу-
ра себестоимости порошковых изделий в зависимости от их массы и
марки материала. Необходимо учитывать также сложность конфигура-
ции порошковых изделий (табл. 3, рис. 3): иногда рентабельным произ-
водство становится уже при годовом выпуске в несколько тысяч
изделий (например, в случае VII группы сложности), а иногда - только
при выпуске 100-300 тыс. изделий некоторых типов I-III групп
сложности. В табл. 4 приведены ориентировочные величины народнохо-
зяйственного экономического эффекта от применения порошковых
изделий общемашиностроительного назначения.
Одновременно с вопросами экономического характера при планиро-
вании перехода на производство того или иного типа порошковых
изделий учитывают также вопросы чисто технологического порядка. К
числу таких вопросов следует отнести сравнительно ограниченные
возможности в отношении допусков, которые редко могут быть достиг-
нуты простыми средствами в более узких пределах, чем ± 2 % по
высоте и ± 0,5 % по диаметру или ширине изделия. У порошковых
изделий из железа и стали механические свойства (твердость, времен-
ное сопротивление при растяжении, относительное удлинение), как
12
Рис.3. Вид порошковых изделий! - VII групп сложности
правило, несколько ниже, чем у литых. Однако методами порошковой
металлургии можно получать совершенно плотные детали с такими же
механическими свойствами, как и в случае литых сплавов. Тем не
менее в настоящее время экономически более выгодно производить
^Порошковые детали с некоторой пористостью (в пределах 5-20 %),
хотя их механические свойства и несколько ниже. Очень часто наличие
13
Таблица 3. Классификация порошковых конструкционных изделий
по группам сложности
Группа слож- ности Характеристика сечения изделия по высоте (вдоль оси прессования) Характеристика поверхностей, ограничивающих изделие по аысоте Отношение вы- соты изделия к минимальной толщине стенки при наличии отверстия
1 Неизменное сечение, без отверстия Параллельные плоскости -
II То же, с одним или несколькими отверстиями в направлении прессования То'же <8
III То же >8
IV Один переход по высоте (наружный или внутренний бурт), с одним или несколькими отверстиями а на- праалении прессования <6
V То же >6
VI Несколько переходов по высоте, без отверстий —
VII Несколько пареходов по высоте при Непараллельные —
наличии отверстий в направлении . плоскости или
прессования криволинейные поверхности, пе- ресекающие ось прессования -
некоторого процента пор, пропитанных маслом, полезно, например, е>.
шестернях, так как снижаются трение и износ, улучшается прирабаты
ваемость и уменьшается шум во время работы.
В зависимости от условий эксплуатации порошковые конструкцией
ные детали подразделяют на мало-, умеренно-, средне- и тяжелонагру
женные, а по типу материала - на детали на основе железа или цветных
металлов и сплавов.
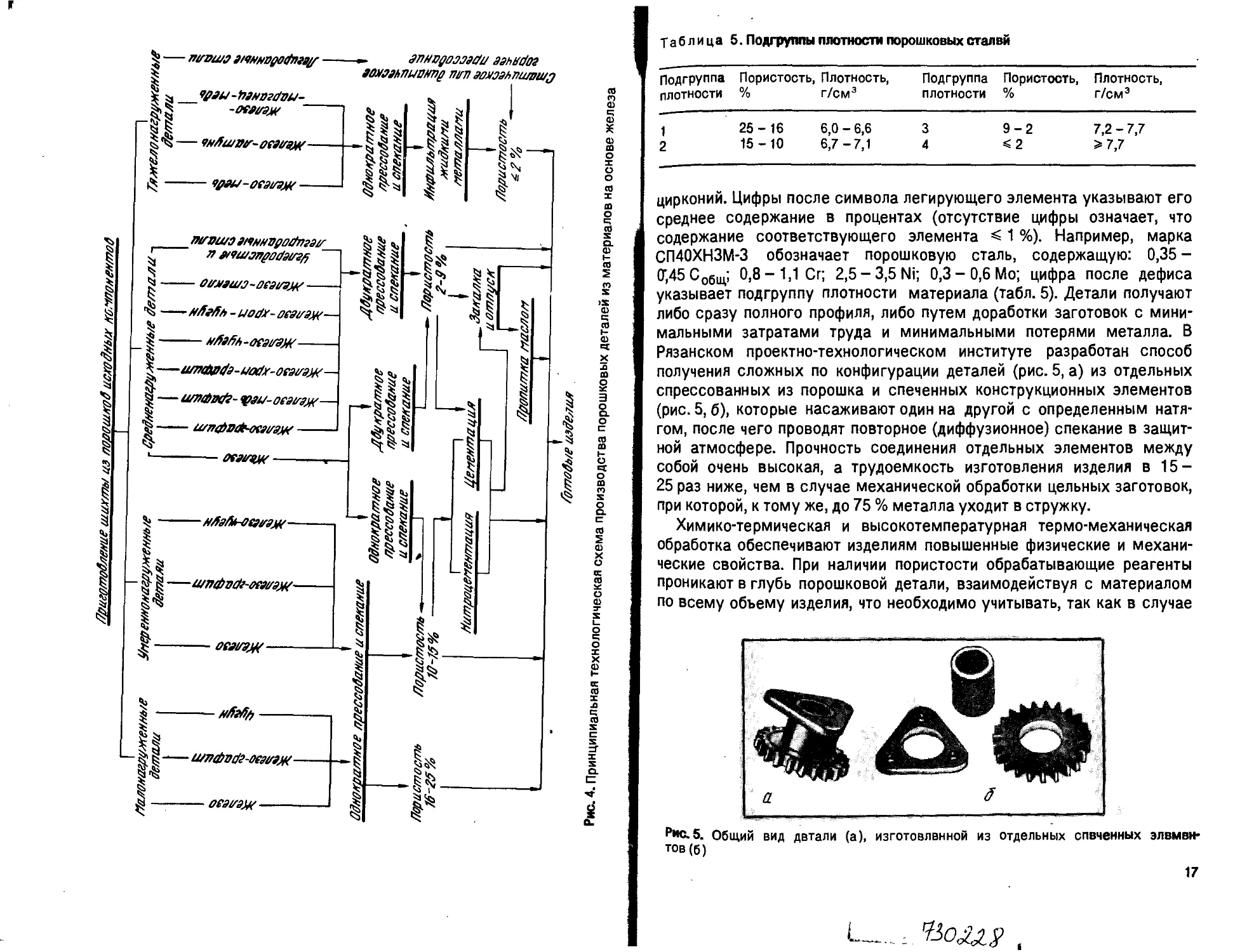
На рис. 4 приведена принципиальная схема изготовления конструю
ционных деталей из порошков железа или материалов на его основе.
Марки порошковых сталей обозначают сочетанием букв и цифр. Первые
две буквы СП указывают, что сталь получена методом порошковой
металлургии. Число после буквы П показывает среднее содержание
общего углерода в сотых долях процента (содержание свободного
углерода при этом не превышает 0,2 %). Следующие за этим числом
буквы обозначают легирующие элементы: А - азот, Б - ниобий, В-
вольфрам, Г - марганец, Д - медь, К - кобальт, М - молибден, Н -
никель, П - фосфор, С - кремний, Т - титан,Ф - ванадий, X - хром, Ц-
14
S» — шшз a/WHDffotfoaatf
Jr ___уаы-ЬаногЛта-
-oeatra^
<—as
S ®
$ 'S—ыби/вг-оомтж—
1
L
i
vgau-ocai/aj#
/7ригот$лемие шихты аз порошхой исходных ю.члонен/тМ
_______rwvwa atw/rtgotfnaar
/ n artumnpoi/aimfi
____'
51-----ошашз-осахаж---------
£
-----afia^b-uoax-oeatxa^—
$-----xfiafib-ocaim)#-----
“I
—шт/вп/а-ио/х-оеа^аж—
§—urnamfy- vaU'Ocaira^—
----и/п^вЛ-otaaajax-----
ОСЯМ
Hdafe-aeavaj#
—
I
ii
— g —шпЛзЛ-оовэ^-
h
1
&
ocairnj^
5»
rffafo
I §
В к -— шпфвс/г-оеаааж
fl
I
I
!м
I
J
Ш
I
_ зпстдоззади аамлМг
амзаышттд mm аохэаышлш/д
Г^Г
II
£ x/i
Hd
HL
S §53
оеасхаж
Таблица 5. Подгруппы плотности порошковых сталей
Подгруппа Пористость, Плотность, Подгруппа Пористость, Плотность,
плотности % г/см3 плотности % г/смэ
1 25-16 6,0 - 6,6 3 9-2 7,2 - 7,7
2 15-10 6,7 -7,1 4 <2 >7,7
цирконий. Цифры после символа легирующего элемента указывают его
среднее содержание в процентах (отсутствие цифры означает, что
содержание соответствующего элемента < 1 %). Например, марка
СП40ХНЗМ-3 обозначает порошковую сталь, содержащую: 0,35 -
0)45 Собщ; 0,8-1,1 Сг; 2,5-3,5 Ni; 0,3- 0,6 Мо; цифра после дефиса
указывает подгруппу плотности материала (табл. 5). Детали получают
либо сразу полного профиля, либо путем доработки заготовок с мини-
мальными затратами труда и минимальными потерями металла. В
Рязанском проектно-технологическом институте разработан способ
получения сложных по конфигурации деталей (рис. 5, а) из отдельных
спрессованных из порошка и спеченных конструкционных элементов
(рис. 5, б), которые насаживают один на другой с определенным натя-
гом, после чего проводят повторное (диффузионное) спекание в защит-
ной атмосфере. Прочность соединения отдельных элементов между
собой очень высокая, а трудоемкость изготовления изделия в 15-
25 раз ниже, чем в случае механической обработки цельных заготовок,
при которой, к тому же, до 75 % металла уходит в стружку.
Химико-термическая и высокотемпературная термо-механическая
обработка обеспечивают изделиям повышенные физические и механи-
ческие свойства. При наличии пористости обрабатывающие реагенты
проникают в глубь порошковой детали, взаимодействуя с материалом
по всему объему изделия, что необходимо учитывать, так как в случае
Рис. 5. Общий вид детали (а), изготовленной из отдельных спеченных элемен-
тов (б)
17
литых материалов максимальное изменение свойств происходит
только в поверхностных слоях обрабатываемой детали. Нагрев порош-
ковых деталей под закалку проводят в защитной среде: азот с неболь-
шими добавками водорода и оксида углерода; 85 % эндогаза с добав-
ками 10% природного газа и 5% аммиака;углеродсодержащие
засыпки (отработанный карбюризатор, древесный уголь, графитовая
крупка и т.п.). Температура и скорость нагрева под закалку, закалочная
среда (вода или водные растворы солей, масло и др.), температура и
длительность отпуска, параметры химико-термической обработки
(нагрев, выдержка при заданной температуре в активных насыщающих
газовых, твердых или жидких средах, охлаждение с последующей
термической обработкой или без нее) зависят от химического состава
порошкового конструкционного материала.
В случае необходимости создания гальванических или химических
покрытий порошковые детали с пористостью более 10% предваритель-
но подвергают специальной обработке, предотвращающей проникнове-
ние электролита в поры и объемную коррозию материалов. Сначала
деталь обезжиривают в бензине, а затем сушат и пропитывают
10 %-ным раствором кремнийорганической гидрофобной жидкости под
названием продукт 136-41 (старое наименование ГКЖ-94) в бензине.
После этого нагревают деталь при 120- 140 °C в течение 1 ч, обеспе-
чивая полимеризацию раствора, в результате которой образуется
тончайшая пленка, закрывающая поры. Перед нанесением покрытия
поверхность детали очищают песком или дробью.
Ниже приведены примеры изготовления некоторых конструкционных
материалов и изделий из порошков.
Углеродистые стали. Исходные стальные порошки или смесь
порошков железа и графита прессуют при давлении 400 - 600 МПа,
обеспечивая повышенную плотность заготовок, которые затем спекают
при 1150- 1200°C в течение 1,5-2ч в атмосфере водорода, диссоции-
рованного аммиака или эндогаза. При этом структура получается
достаточно мелкозернистая в основном из-за наличия пор, тормозящих
рост частиц. Для уменьшения пористости спеченный материал повторно
обрабатывают давлением в холодном (калибрование) или нагретом
(ДГП) состоянии. Свойства порошковой стали могут быть улучшены
соответствующей термообработкой.
Легированные стали. В основном изделия получают из коррозионно-
стойких хромистых и хромоникелевых, мартенситно-стареющих и
высокомарганцовистых сталей. При изготовлении изделий из хромис-
тых и хромоникелевых сталей исходный порошок, полученный совмест-
ным восстановлением оксидов гидридом кальция или распылением
расплава, иногда с добавкой до 0,4 % Р и 0,1 % С прессуют в пресс-фор-
мах или формуют в гидростатах при давлении 400 - 700 МПа и спекают
18
при 1200-1250 °C в течение 1,5-2,5ч в защитной атмосфере. Для
улучшения износостойкости деталей, работающих в условиях трения, их
подвергают сульфидированию. Один из возможных вариантов: пропи-
тать спеченную заготовку расплавленной серой, а затем отжечь в
водороде при 600 °C в течение 1 -1,5 ч. По другому варианту шихту,
состоящую из порошков железа (70 %), белого чугуна (20 %) и стали ХЗО
(10 %), прессуют при давлении 600 МПа, заготовки спекают при 700 °C в
течение 1 ч и проводят их второе прессование при давлении 800 МПа и
спекание при 1200 °C в течение 2 ч. После закалки с 840 °C получают
изделия с гетерогенной микроструктурой (отдельные зерна с высоким
содержанием хрома окружены низколегированным феррито-перлитом),
обеспечивающей высокую износостойкость в условиях трения.
В случае мартенситно-стареющих сталей смесь порошков железа,
никеля, кобальта и молибдена прессуют при давлении 600 - 800 МПа и
спекают заготовки при 1200- 1300°C в течение 3-4ч; в процессе
охлаждения спеченной детали в материале происходит мартенситное
превращение. Затем проводят старение при 450 - 500 °C в течение 3 -
4 ч и, если нужно, повторную обработку давлением (например, обжатие
прокаткой; при деформации 60 % и более сталь практически беспорис-
тая и имеет структуру безуглеродистого мелкозернистого мартенсита).
В зависимости от состава и режимов получения такие порошковые
стали имеют временное сопротивление 1000 - 2500 МПа, пластичность
0,5 - 6 % и ударную вязкость 98 - 931 кДж/м2, что лишь незначительно
ниже прочности литой стали идентичного состава.
Порошковую высокомарганцовистую сталь получают из механичес-
кой смеси порошков железа, ферромарганца и сажи или серого чугуна.
Заготовки из нее прессуют при давлении 450 - 500 МПа и спекают их
при 1100-1200 °C в течение 15-20 мин в смеси водорода с природ-
ным газом, добавка которого предотвращает обезуглероживание
материала. После допрессовывания (ДГП) изделия практически беспо-
ристые и по прочности не уступают кованой литой стали.
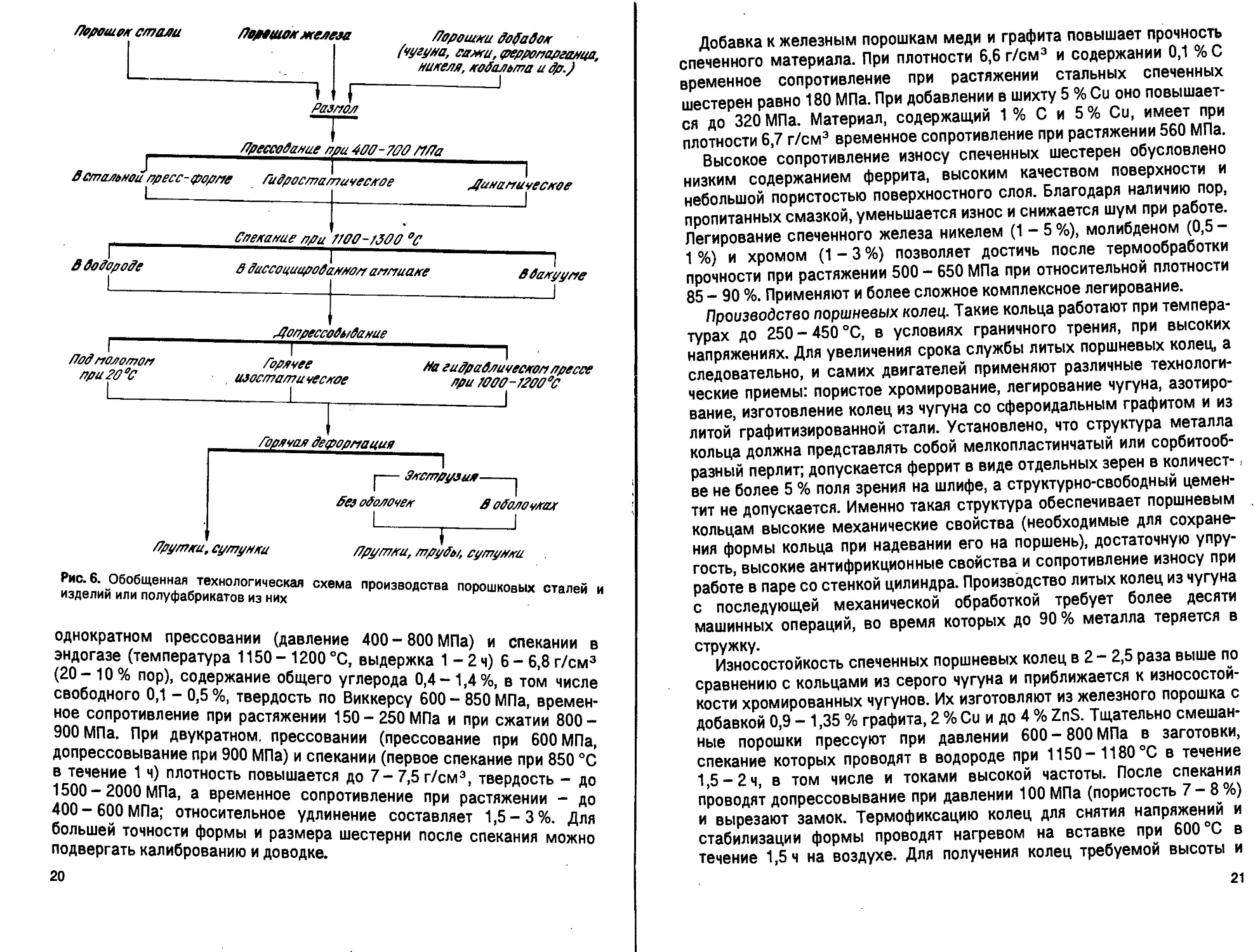
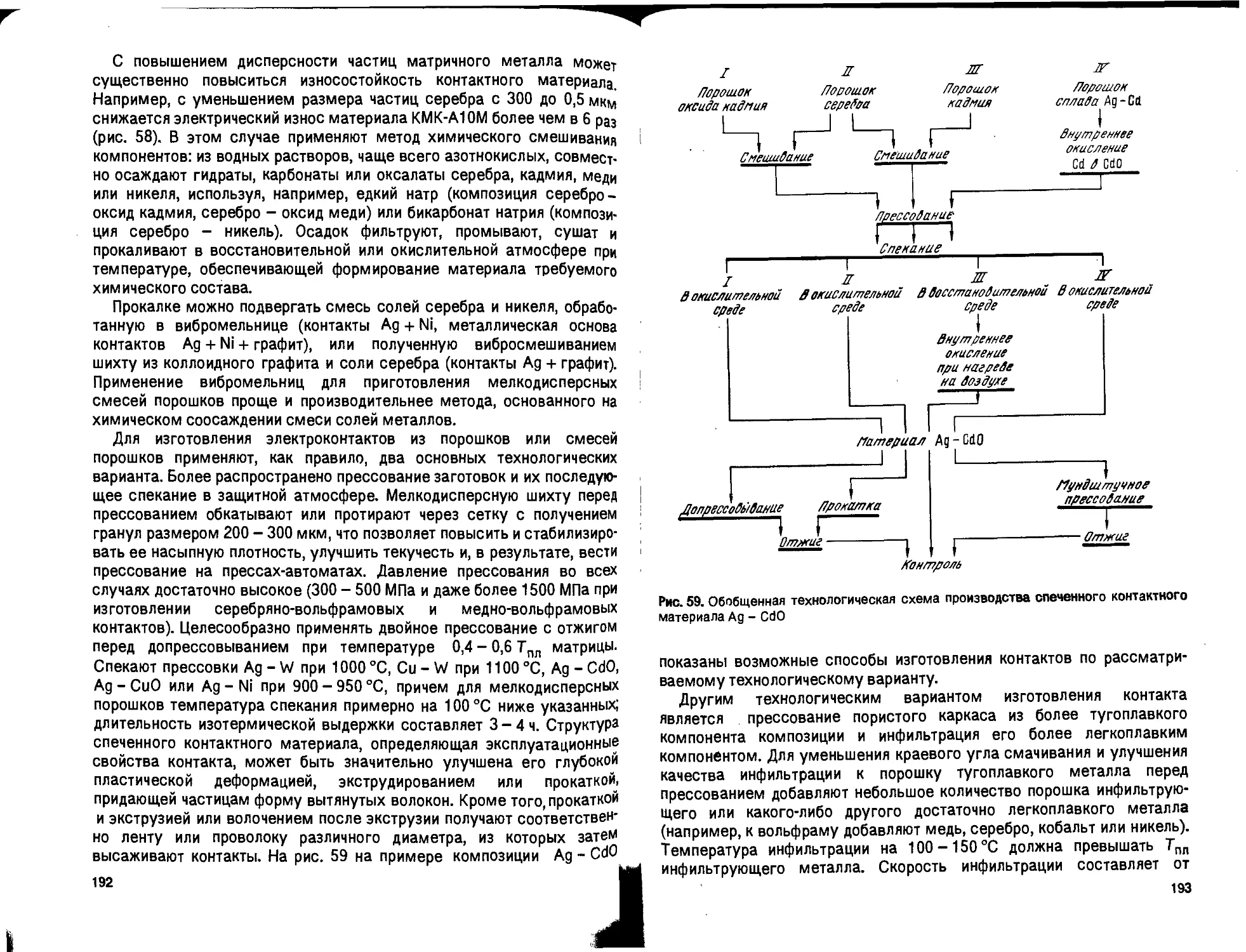
На рис. 6 приведена обобщенная технологическая схема получения
полуфабрикатов и изделий из порошковых сталей.
Производство шестерен. Изготовление таких деталей обычными
методами литья с последующей станочной обработкой связано с
потерей в стружку и с абразивной пылью до 60 % материала; кроме
того, изготовление шестерен с точным эвольвентным профилем
требует большой затраты времени и труда высококвалифицированных
рабочих.
Метод порошковой металлургии позволяет практически устранить
эти недостатки, а также обеспечить самосмазываемость шестерен за
счет заполнения (пропитки) имеющихся у них пор маслом.
Плотность шестерен из железа с добавкой графита достигает при
19
Лорошок стали
Лорешок железа
Лороluku добавок
(чугуна, сайги, ферромарганца,
никеля, кобальта и др.)
Размол
Лрессобание при 400-700 Г7Ла
детальной пресс-форме Гидростатическое
Динамическое
Спекание яри 7700-7000 аС
3 водороде в диссоциированном аммиаке в дану уме
Допрессовывание
। ^ХХ ।
Лоб молотом Горячее Ла гидравлическом прессе
при 70 °C изостатическое при 7000-7700 °C
Горячая деформация
-------------XXSZS-------------(
।— Зкструзия-------1
вез оболочек в обола чкал
Рис. 6. Обобщенная технологическая схема производства порошковых сталей и
изделий или полуфабрикатов из них
однократном прессовании (давление 400 - 800 МПа) и спекании в
эндогазе (температура 1150 -1200 °C, выдержка 1 - 2 ч) 6-6,8 г/см3
(20- 10% пор), содержание общего углерода 0,4- 1,4%, в том числе
свободного 0,1 - 0,5 %, твердость по Виккерсу 600 - 850 МПа, времен-
ное сопротивление при растяжении 150-250 МПа и при сжатии 800-
900 МПа. При двукратном, прессовании (прессование при 600 МПа,
допрессовывание при 900 МПа) и спекании (первое спекание при 850 °C
в течение 1 ч) плотность повышается до 7-7,5 г/см3, твердость - до
1500-2000 МПа, а временное сопротивление при растяжении - до
400-600 МПа; относительное удлинение составляет 1,5-3%. Для
большей точности формы и размера шестерни после спекания можно
подвергать калиброванию и доводке.
20
Добавка к железным порошкам меди и графита повышает прочность
спеченного материала. При плотности 6,6 г/см3 и содержании 0,1 % С
временное сопротивление при растяжении стальных спеченных
шестерен равно 180 МПа. При добавлении в шихту 5 % Си оно повышает-
ся до 320 МПа. Материал, содержащий 1 % С и 5 % Си, имеет при
плотности 6,7 г/см3 временное сопротивление при растяжении 560 МПа.
Высокое сопротивление износу спеченных шестерен обусловлено
низким содержанием феррита, высоким качеством поверхности и
небольшой пористостью поверхностного слоя. Благодаря наличию пор,
пропитанных смазкой, уменьшается износ и снижается шум при работе.
Легирование спеченного железа никелем (1-5 %), молибденом (0,5 -
1 %) и хромом (1 - 3 %) позволяет достичь после термообработки
прочности при растяжении 500 - 650 МПа при относительной плотности
85 - 90 %. Применяют и более сложное комплексное легирование.
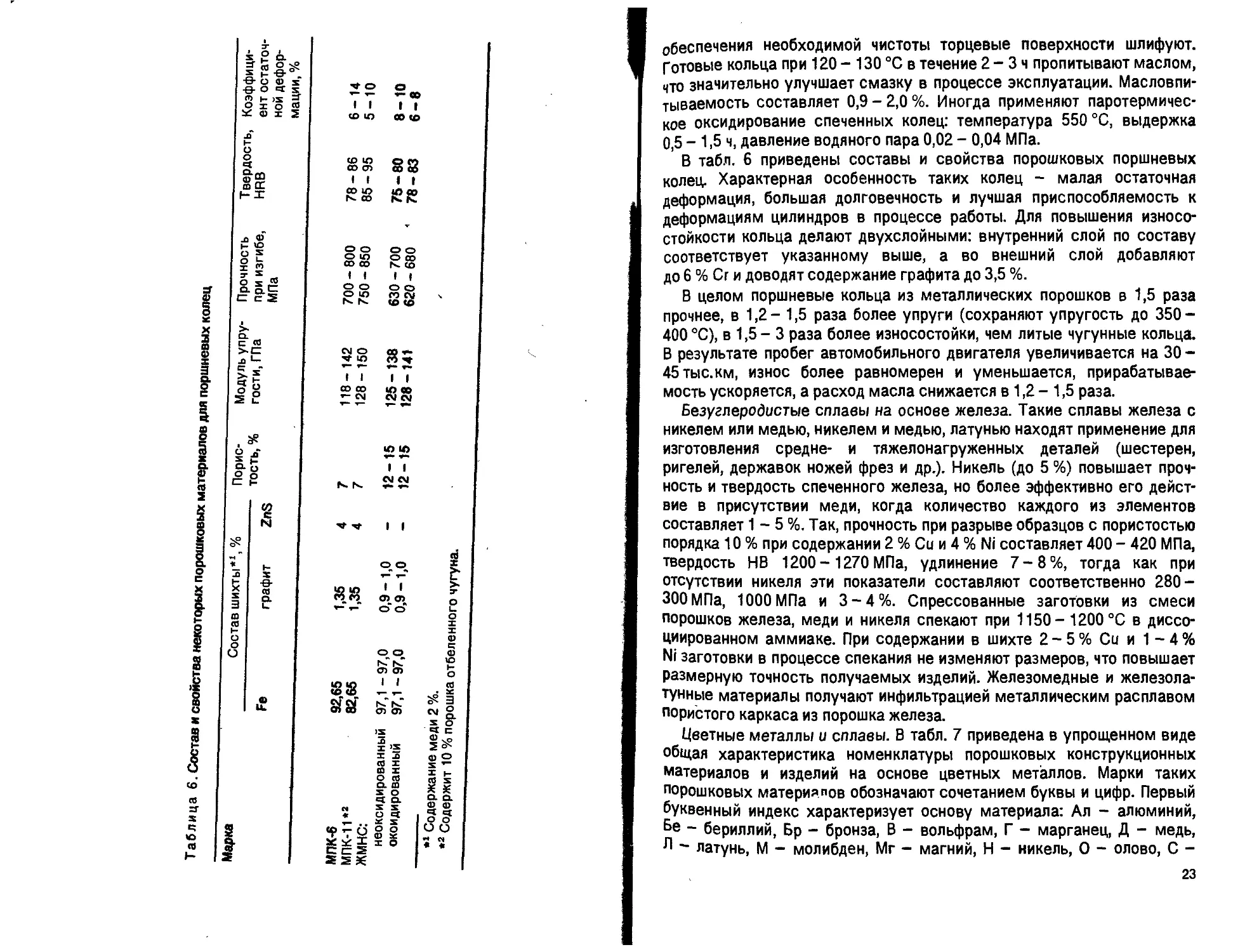
Производство поршневых колец. Такие кольца работают при темпера-
турах до 250 - 450 °C, в условиях граничного трения, при высоких
напряжениях. Для увеличения срока службы литых поршневых колец, а
следовательно, и самих двигателей применяют различные технологи-
ческие приемы: пористое хромирование, легирование чугуна, азотиро-
вание, изготовление колец из чугуна со сфероидальным графитом и из
литой графитизированной стали. Установлено, что структура металла
кольца должна представлять собой мелкопластинчатый или сорбитооб-
разный перлит; допускается феррит в виде отдельных зерен в количест-,
ве не более 5 % поля зрения на шлифе, а структурно-свободный цемен-
тит не допускается. Именно такая структура обеспечивает поршневым
кольцам высокие механические свойства (необходимые для сохране-
ния формы кольца при надевании его на поршень), достаточную упру-
гость, высокие антифрикционные свойства и сопротивление износу при
работе в паре со стенкой цилиндра. Производство литых колец из чугуна
с последующей механической обработкой требует более десяти
машинных операций, во время которых до 90% металла теряется в
стружку.
Износостойкость спеченных поршневых колец в 2 - 2,5 раза выше по
сравнению с кольцами из серого чугуна и приближается к износостой-
кости хромированных чугунов. Их изготовляют из железного порошка с
добавкой 0,9 - 1,35 % графита, 2 % Си и до 4 % ZnS. Тщательно смешан-
ные порошки прессуют при давлении 600 - 800 МПа в заготовки,
спекание которых проводят в водороде при 1150- 1180 °C в течение
1,5-2 ч, в том числе и токами высокой частоты. После спекания
проводят допрессовывание при давлении 100 МПа (пористость 7 - 8 %)
и вырезают замок. Термофиксацию колец для снятия напряжений и
стабилизации формы проводят нагревом на вставке при 600 °C в
течение 1,5 ч на воздухе. Для получения колец требуемой высоты и
21
Таблица 6. Состав и свойства некоторых порошковых материалов для поршневых колец
Содержание меди 2 %.
Содержит 10 % порошка отбеленного чугуна.
обеспечения необходимой чистоты торцевые поверхности шлифуют.
Готовые кольца при 120 - 130 °C в течение 2 - 3 ч пропитывают маслом,
что значительно улучшает смазку в процессе эксплуатации. Масловпи-
тываемость составляет 0,9 - 2,0 %. Иногда применяют паротермичес-
кое оксидирование спеченных колец: температура 550 °C, выдержка
0,5 - 1,5 ч, давление водяного пара 0,02 - 0,04 МПа.
В табл. 6 приведены составы и свойства порошковых поршневых
колец. Характерная особенность таких колец - малая остаточная
деформация, большая долговечность и лучшая приспособляемость к
деформациям цилиндров в процессе работы. Для повышения износо-
стойкости кольца делают двухслойными: внутренний слой по составу
соответствует указанному выше, а во внешний слой добавляют
до 6 % Сг и доводят содержание графита до 3,5 %.
В целом поршневые кольца из металлических порошков в 1,5 раза
прочнее, в 1,2- 1,5 раза более упруги (сохраняют упругость до 350-
400 °C), в 1,5 - 3 раза более износостойки, чем литые чугунные кольца.
В результате пробег автомобильного двигателя увеличивается на 30 -
45тыс.км, износ более равномерен и уменьшается, прирабатывае-
мость ускоряется, а расход масла снижается в 1,2 - 1,5 раза.
Безуглеродистые сплавы на основе железа. Такие сплавы железа с
никелем или медью, никелем и медью, латунью находят применение для
изготовления средне- и тяжелонагруженных деталей (шестерен,
ригелей, державок ножей фрез и др.). Никель (до 5 %) повышает проч-
ность и твердость спеченного железа, но более эффективно его дейст-
вие в присутствии меди, когда количество каждого из элементов
составляет 1 - 5 %. Так, прочность при разрыве образцов с пористостью
порядка 10 % при содержании 2 % Си и 4 % Ni составляет 400 - 420 МПа,
твердость НВ 1200- 1270 МПа, удлинение 7-8%, тогда как при
отсутствии никеля эти показатели составляют соответственно 280-
300МПа, 1000МПа и 3-4%. Спрессованные заготовки из смеси
порошков железа, меди и никеля спекают при 1150- 1200 °C в диссо-
циированном аммиаке. При содержании в шихте 2-5% Си и 1-4%
Ni заготовки в процессе спекания не изменяют размеров, что повышает
размерную точность получаемых изделий. Железомедные и железола-
тунные материалы получают инфильтрацией металлическим расплавом
пористого каркаса из порошка железа.
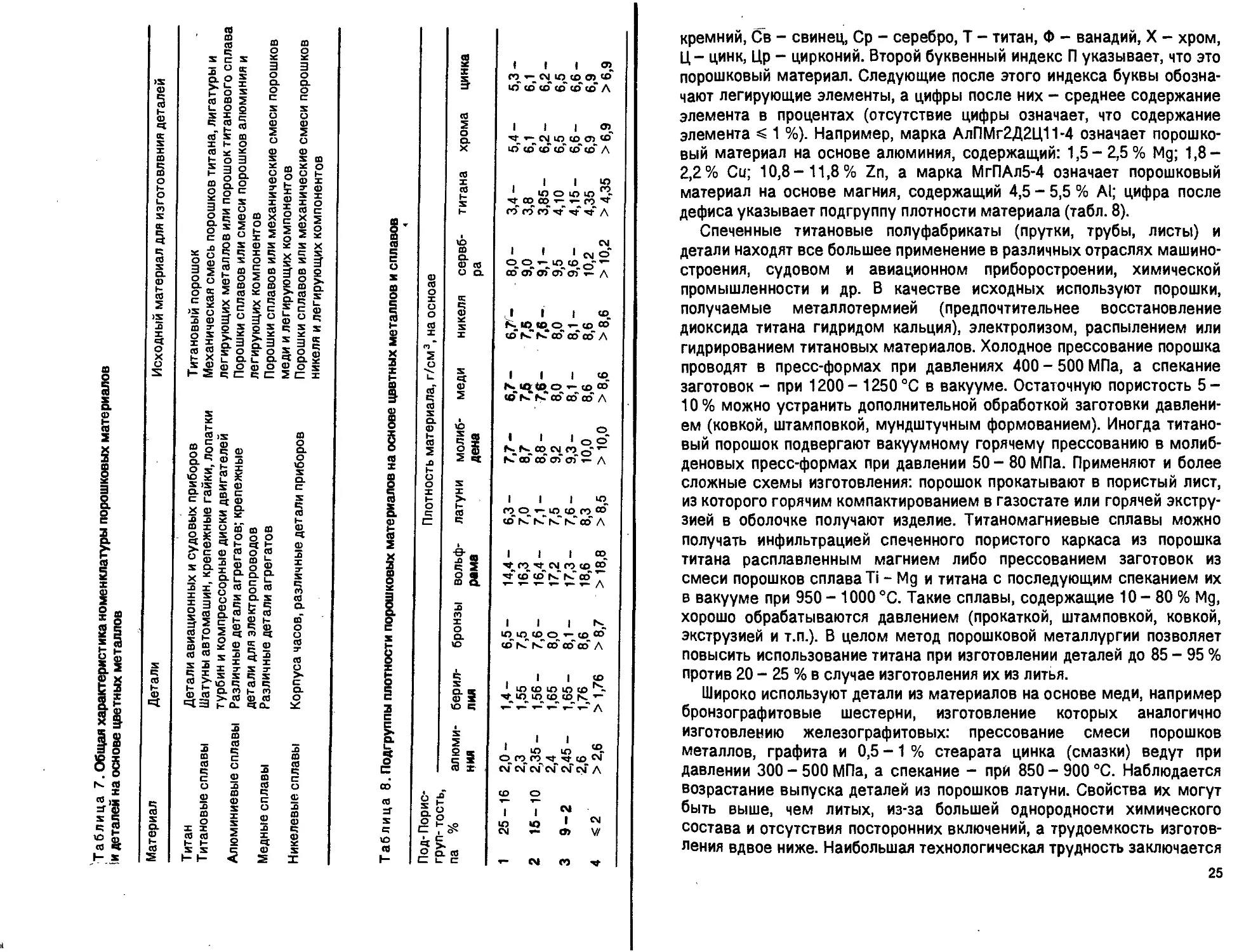
Цветные металлы и сплавы. В табл. 7 приведена в упрощенном виде
общая характеристика номенклатуры порошковых конструкционных
материалов и изделий на основе цветных металлов. Марки таких
порошковых материалов обозначают сочетанием буквы и цифр. Первый
буквенный индекс характеризует основу материала: Ал - алюминий,
Бе - бериллий, Бр - бронза, В - вольфрам, Г - марганец, Д - медь,
Л - латунь, М - молибден, Мг - магний, Н - никель, О - олово, С -
23
сб
2
о
to
X
со
X
I I I о*
со ч- см Ю СО to
•О СО СО СО СО со" Л
I I 1
хГ ч- CM 1О СО to
ю" со" со to" со" to" Л
см
I I I см
О О Ч- Ю to о"
со о> оГ стГ стГ ч- л
I I 1 to.
КЮ *0.0^4- со СО
СО S-" S- со со со Л
X
§
1 £
ю ю 2
Таблица 7. Общая характеристика номенклатуры порошковых материалов
!и деталей на основе цветных металлов
I I I со.
Ь* Ч- со СО
со" S- s. со" со" со" Л
о
« I 1 о о"
К S-. со см. со о”“
К* со" СО СП СП ч- Л
I I I «
СО О Ч- Ю to СО СО
СО N." к" N." N." СО Л
I I I со.
ХС СО ХГ. см СО СО СО
*t" со" to" к" к" СО Т
ч- ч- ч- ч- ч- ч- Д
I I I К
Ю Ю to О Ч- со СО
со" к" N." со" со" со’ Л
I I to
’ ю to ю ю to -
хс ю ю to to t*.
Ч-" Ч-" Ч-~ Ч-Г Л
• ю ю Гт
О СО СО xr xr to СМ
см" см" см" см" см" СМ Л
со
кремний, Св - свинец, Ср - серебро, Т - титан, Ф - ванадий, X - хром,
Ц - цинк, Цр - цирконий. Второй буквенный индекс П указывает, что это
порошковый материал. Следующие после этого индекса буквы обозна-
чают легирующие элементы, а цифры после них - среднее содержание
элемента в процентах (отсутствие цифры означает, что содержание
элемента < 1 %). Например, марка АлПМг2Д2Ц11-4 означает порошко-
вый материал на основе алюминия, содержащий: 1,5-2,5 % Мд; 1,8 —
2,2% Си; 10,8-11,8% Zn, а марка МгПАл5-4 означает порошковый
материал на основе магния, содержащий 4,5 - 5,5 % AI; цифра после
дефиса указывает подгруппу плотности материала (табл. 8).
Спеченные титановые полуфабрикаты (прутки, трубы, листы) и
детали находят все большее применение в различных отраслях машино-
строения, судовом и авиационном приборостроении, химической
промышленности и др. В качестве исходных используют порошки,
получаемые металлотермией (предпочтительнее восстановление
диоксида титана гидридом кальция), электролизом, распылением или
гидрированием титановых материалов. Холодное прессование порошка
проводят в пресс-формах при давлениях 400 - 500 МПа, а спекание
заготовок - при 1200- 1250 °C в вакууме. Остаточную пористость 5-
10% можно устранить дополнительной обработкой заготовки давлени-
ем (ковкой, штамповкой, мундштучным формованием). Иногда титано-
вый порошок подвергают вакуумному горячему прессованию в молиб-
деновых пресс-формах при давлении 50 - 80 МПа. Применяют и более
сложные схемы изготовления: порошок прокатывают в пористый лист,
из которого горячим компактированием в газостате или горячей экстру-
зией в оболочке получают изделие. Титаномагниевые сплавы можно
получать инфильтрацией спеченного пористого каркаса из порошка
титана расплавленным магнием либо прессованием заготовок из
смеси порошков сплава Ti - Мд и титана с последующим спеканием их
в вакууме при 950 - 1000 °C. Такие сплавы, содержащие 10 - 80 % Мд,
хорошо обрабатываются давлением (прокаткой, штамповкой, ковкой,
экструзией и т.п.). В целом метод порошковой металлургии позволяет
повысить использование титана при изготовлении деталей до 85 - 95 %
против 20 - 25 % в случае изготовления их из литья.
Широко используют детали из материалов на основе меди, например
бронзографитовые шестерни, изготовление которых аналогично
изготовлению железографитовых: прессование смеси порошков
металлов, графита и 0,5-1 % стеарата цинка (смазки) ведут при
давлении 300 - 500 МПа, а спекание - при 850 - 900 °C. Наблюдается
возрастание выпуска деталей из порошков латуни. Свойства их могут
быть выше, чем литых, из-за большей однородности химического
состава и отсутствия посторонних включений, а трудоемкость изготов-
ления вдвое ниже. Наибольшая технологическая трудность заключается
25
в необходимости предотвратить испарение цинка и его окисление в
процессе спекания. Более целесообразно в качестве исходного приме-
нять порошок латуни заданного состава, который может быть получен,
например, отжигом смеси порошков меди (ГОСТ 4960-75) и лигатуры
35 % Си - 65 % Zn при 600 °C в течение 1,5 - 2 ч, последующим измель- ’
чением в бегунах и просевом через сетку № 025. Такой порошок I
(насыпная плотность 2,8 - 3,3 г/см3, текучесть порядка 25- 35 с, !
удельная поверхность 0,05 - 0,07 м2/г) смешивают с 0,5 % стеарата
цинка и прессуют при давлении 700 МПа. Спекание заготовок проводят
в водороде, азоте или диссоциированном аммиаке при 850 - 900 °C и
изотермической выдержке 1,5 - 2 ч. В зоне охлаждения на муфеле печи
образуется нарост из оксида цинка, который можно удалять периодичес-
ким повышением температуры до 1150 °C за счет восстановления
водородом. Спеченные заготовки при необходимости калибруют.
Изделия имеют временное сопротивление при растяжении 250-
300 МПа, относительное удлинение 15-20 %, твердость НВ 600 -
800 МПа, плотность 7,8-8 г/см3. Указанную технологию можно
видоизменять: вместо гомогенизации (отжига) при 600 °C сразу
проводить спекание при 800 °C заготовок из смеси порошков меди и
лигатуры Си - Zn, к которой добавлено 0,3 % Р. При этом фосфор
способствует образованию жидкой фазы, подавляет диффузионную
пористость, обычно возникающую из-за различия парциальных коэффи-
циентов диффузии меди и цинка, и, в конечном счете, вызывает усадку и
повышение плотности заготовок.
Хром Порошки Кремний 1
I никеля, вольфрама, I 1
| графита 1 |
Дробление и размол------j --------------Дробление иразнал I
Просев |
“Г”
Приготовление шикты ]
Прессование заготовок при 400'600 77Па j|
Спекание заготовок б вакууме (/д-70 гПа) •. |
при 900-7700 °C И
Калибрование заготовок при 400-600/7Па Д
Готовые изОелия 11
Рис. 7. Технологическая схема изготовления наплавочных колец
клапанов двигателей внутреннего сгорания
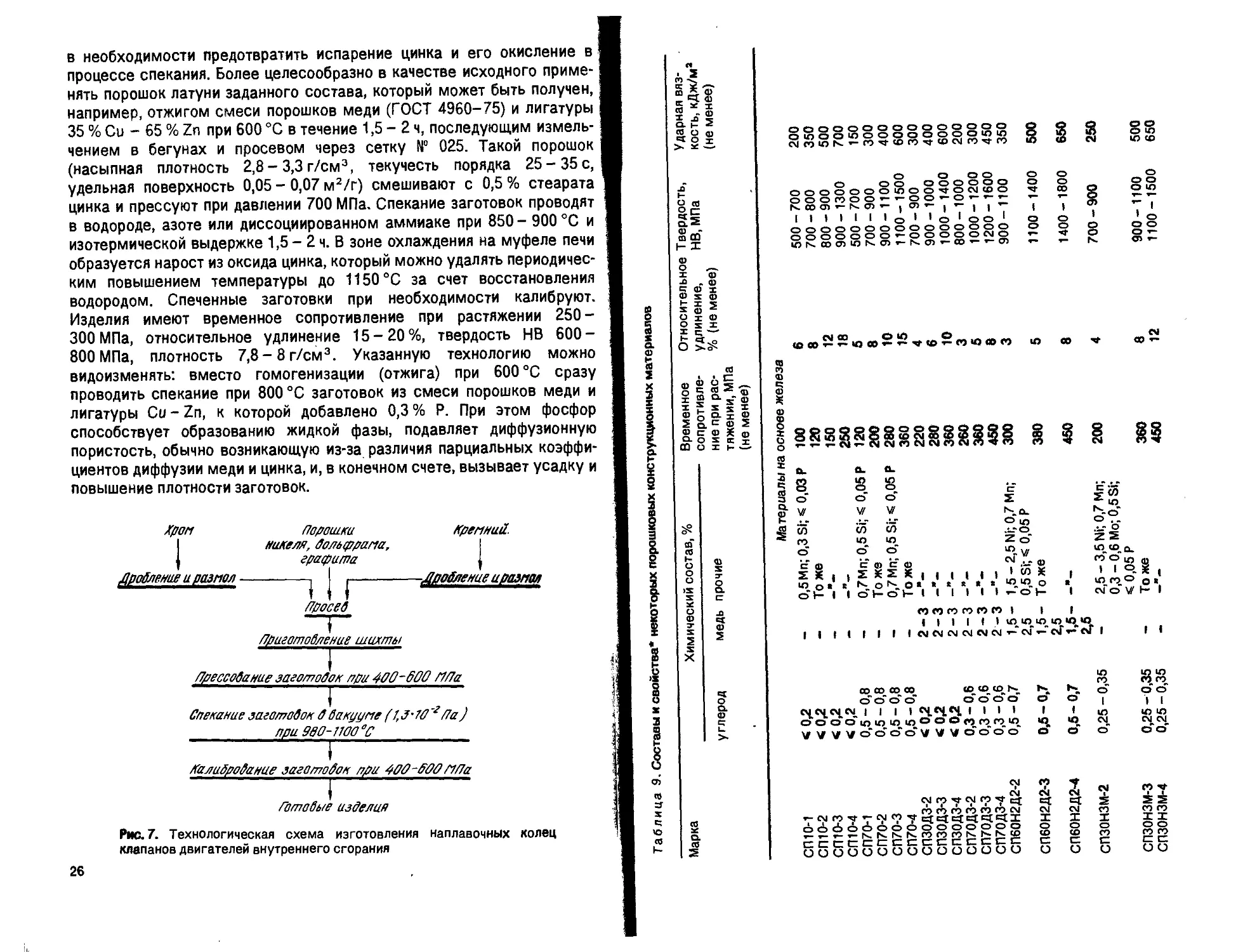
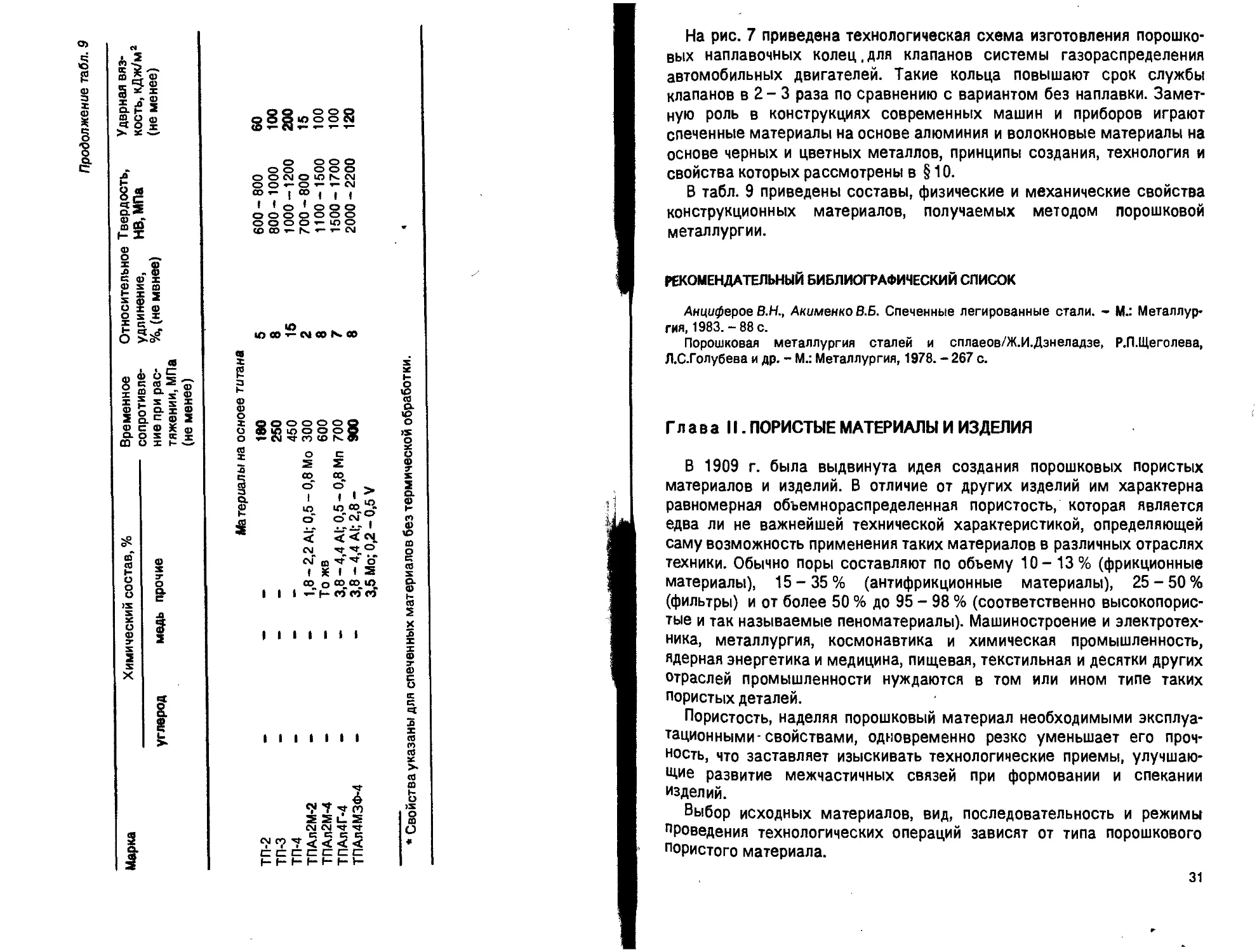
Таблица 9. Составы и свойства* некоторых порошковых конструкционных материалов
26
Марка Химический состав, % Временное Относительное Твердость, Ударная вяз-
---------------------------------- сопротивле- удлинение, НВ, МПа кость, кДж/м3
углерод медь прочие----------------ниеприрас- % (не менее) (не менее)
тяжении, МПа
, (не менее)
3
§
*
§
ооооооооооооооо
оюооюооооооооюю
CMCOWK’-CO^fCOCO^fCOCMCO^fCO
ооооооооооооооо
ООООООО’-ОООООСМО
ms.coows.O’-so’-co’-’-o)
I §
со
I
о
о
<О СО г- *0 <30 ♦“ V- ЧГ <0 т- СО *0 00 СО <0
а. о. а.
8 8 8
о” о" о"
° О О 10
с ф с ф е ф 041 -г ф
« I I г * 2 * | | | I | I • И X
W о» К N. о О « « s « • « Ю 10 о
оН I I оЬоЬ I I I I I I ^о"н
I
со
§
I
t
I
со СО СО СО СО СО | I I
I I I I I I V0 10 Ю Ю *0 *0
I I I I ем см см см ем см •»-* см с\Г с\Г
CD CD со со со со со ь»
о" о" о” о" о” о" о" о
СЧЧЧЧ III» ЧЧЧ I » » »
ОООО|0|010юОООсОСОСО«0
V V V V 000 О V V V о" о" о" о"
о*
о"
I
*0
о"
ем ср ем ср y
_ Л1 «S _ _ Л1 ГА _ СОС*) сосоосо см
*7 *м ср y Т
ооооооооооооооо
’“’“’^’“S\S.\COCOCOSN\t£)
СССЕЕСССССССССС
ооооооооооооооо
СПЗОНЗМ-2 0,25-0,35 - 2,5 - 3,5 Ni; 0,7 Мп; 200 4 700-900 250
0,3-0,6 Мо; 0,5 Si;
< 0,05 Р
СПЗОНЗМ-З 0,25 - 0,35 - Тоже 360 в 900 - 1100 500
СПЗОНЗМ-4 0,25-0,35 - 450 12 1100-1500 650
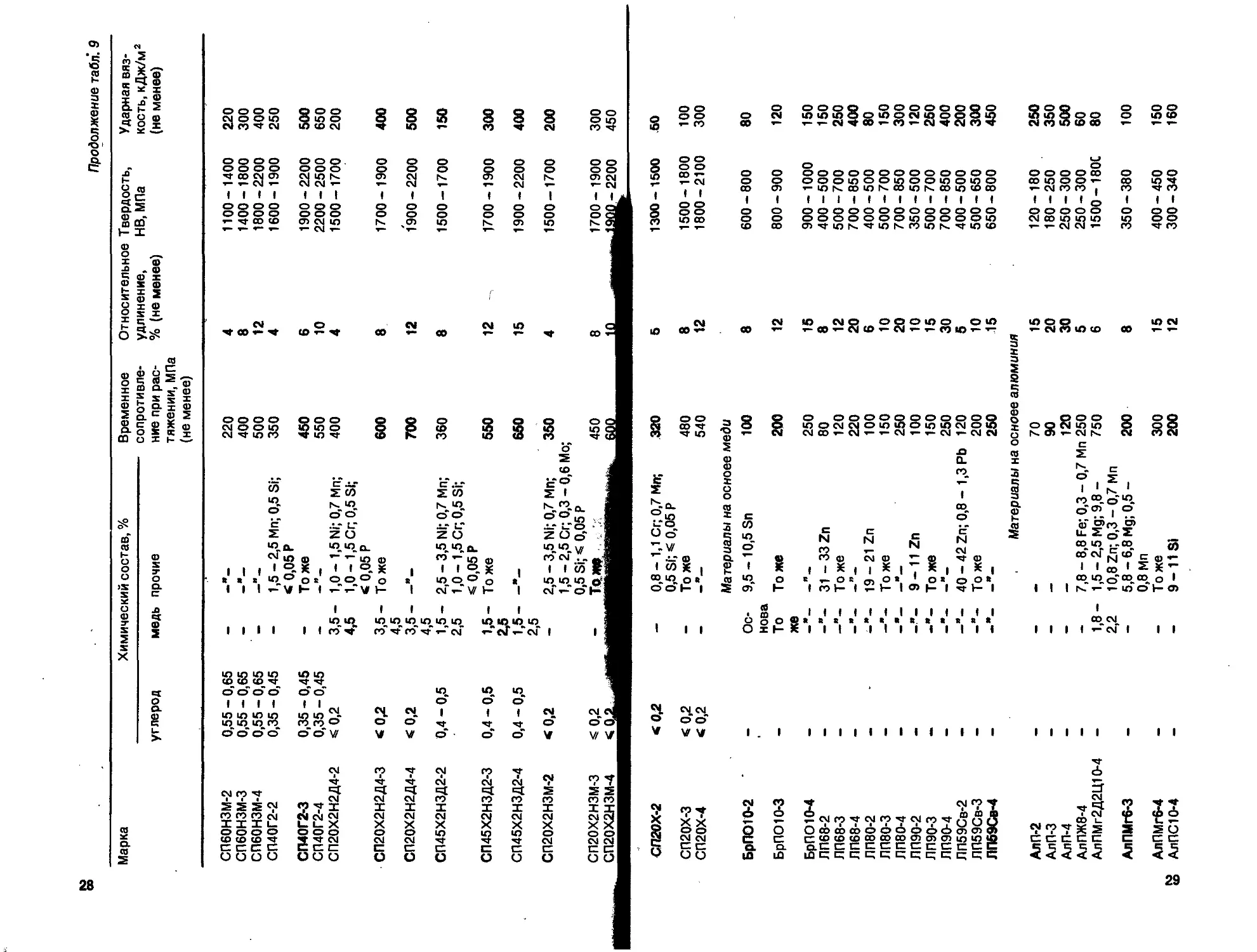
Продолжение табл". 9
Марка Химический состав, % Временное сопротивле- ние при рас- тяжении, МПа (не менее) Относительное Твердость, Ударная вяз- кость, кДж/м2 (не менее)
удлинение, % (не менее) НВ, МПа
углерод медь прочие
СП60НЗМ-2 0,55 - 0,65 220 4 1100-1400 220
СП60НЗМ-3 0,55 - 0,65 — 400 8 1400-1800 300
СП60НЗМ-4 0,55 - 0,65 и 500 12 1800 - 2200 400
СП40Г2-2 0,35 - 0,45 — 1,5-2,5 Мп; 0,5 Si; <0,05Р 350 4 1600-1900 250
СП40Г2-3 0,35 - 0,45 — Тоже 450 6 1900-2200 500
СП40Г2-4 0,35 - 0,45 -. 550 10 2200 - 2500 650
СП20Х2Н2Д4-2 <0,2 3,5- 4,5 1,0- 1,5 Ni; 0,7 Мп; 1,0-1,5 Сг; 0,5 Si; < 0,05 Р 400 4 1500-1700 200
СП20Х2Н2Д4-3 <0,2 3,5- 4,5 Тоже 600 8 1700-1900 400
СП20Х2Н2Д4-4 <0,2 3,5- 4,5 __я 700 12 1900-2200 500
СП45Х2НЗД2-2 0,4 - 0,5 1,5- 2,5 2,5 - 3,5 Ni; 0,7 Мп; 1,0- 1,5 Сг; 0,5 Si; <0,05Р 360 8 1500-1700 150
СП45Х2НЗД2-3 0,4 - 0,5 1,5- 2,5 Тоже 550 12 , 1700-1900 300
СП45Х2НЗД2-4 0,4 - 0,5 1,5- 2,5 650 15 1900 - 2200 400
СП20Х2НЗМ-2 <0,2 2,5 - 3,5 Ni; 0,7 Мп; 350 1,5-2,5 0г; 0,3-0,6 Мо; 0,5 Si; < 0,05 Р 4 1500-1700 200
СП20Х2НЗМ-3 < 0,2 — .TftWIL 450 8 1700- 1900 300
_ СП20Х2НЗМ-4 <0^^И ^900-2200 450
СП20Х-2 <0,2 - 0,8- 1,1 Сг; 0,7 Mir, 0,5 Si; < 0,05 Р 320 S 1300-1500 .50
СП20Х-3 <0,2 — То же 480 8 1500-1800 100
СП20Х-4 <0,2 -"- 540 Материалы на основе меди 12 1800-2100 300
БрПО10-2 - Ос- нова 9,5-10,5 Sn 100 8 600 - 800 80
БрПО10-3 — То же То же 200 12 800 - 900 120
БрПО10-4 — — и — я 250 15 900-1000 150
ЛП68-2 — 31 -33Zn 80 8 400-500 150
ЛП68-3 — То же 120 12 500-700 250
ЛП68-4 — я 220 20 700 - 850 400
ЛП80-2 в*-» 19-21 Zn 100 6 400-500 80
ЛП80-3 — То же 150 10 500-700 150
ЛП80-4 _я__ 250 20 700 - 850 300
ЛП90-2 9-11 Zn 100 10 350 - 500 120
ЛП90-3 То же 150 15 500-700 250
ЛП90-4 — 250 30 700 - 850 400
ЛП59Св-2 «о я 40-42Zn;0,8- 1,3 Pb 120 5 400-500 200
ЛП59СВ-3 — — и— То же 200 10 500 - 650 300
ЛПбЭСв-4 — Материалы на 250 15 основе алюминия 650-800 450
АлП-2 — — 70 15 120-180 250
АлП-3 — — — 90 20 180 - 250 350
Ал П-4 — — — 120 30 250 - 300 500
АЛПЖ8-4 — — 7,8 - 8,8 Fe; 0,3 - 0,7 Мп 250 5 250 - 300 60
АлПМг2Д2Ц10-4 — 1,8- 2,2 1,5-2,5 Мд; 9,8- 10,8 Zn; 0,3 - 0,7 Мп 750 6 1500-180С 80
АлПМгб-3 — — 5,8 - 6,8 Мд; 0,5 - 0,8 Мп 200 8 350 - 380 100
АлПМгб-4 — — То же 300 15 400 - 450 150
К АлПС10-4 — — 9-11S! 200 12 300 - 340 160
На рис. 7 приведена технологическая схема изготовления порошко-
вых наплавочных колец,для клапанов системы газораспределения
автомобильных двигателей. Такие кольца повышают срок службы
клапанов в 2 - 3 раза по сравнению с вариантом без наплавки. Замет-
ную роль в конструкциях современных машин и приборов играют
спеченные материалы на основе алюминия и волокновые материалы на
основе черных и цветных металлов, принципы создания, технология и
свойства которых рассмотрены в § 10.
В табл. 9 приведены составы, физические и механические свойства
конструкционных материалов, получаемых методом порошковой
металлургии.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Анциферов В.Н., Акименко В.Б. Спеченные легированные стали. - М.: Металлур-
гия, 1983. -88 с.
Порошковая металлургия сталей и сплаеов/Ж.И.Дзнеладзе, Р.П.Щеголева,
Л.С.Голубева и др. - М.: Металлургия, 1978. - 267 с.
Г л а в a 11. ПОРИСТЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
В 1909 г. была выдвинута идея создания порошковых пористых
материалов и изделий. В отличие от других изделий им характерна
равномерная объемнораспределенная пористость, которая является
едва ли не важнейшей технической характеристикой, определяющей
саму возможность применения таких материалов в различных отраслях
техники. Обычно поры составляют по объему 10-13% (фрикционные
материалы), 15-35% (антифрикционные материалы), 25-50%
(фильтры) и от более 50 % до 95 - 98 % (соответственно высокопорис-
тые и так называемые пеноматериалы). Машиностроение и электротех-
ника, металлургия, космонавтика и химическая промышленность,
ядерная энергетика и медицина, пищевая, текстильная и десятки других
отраслей промышленности нуждаются в том или ином типе таких
пористых деталей.
Пористость, наделяя порошковый материал необходимыми эксплуа-
тационными-свойствами, одновременно резко уменьшает его проч-
ность, что заставляет изыскивать технологические приемы, улучшаю-
щие развитие межчастичных связей при формовании и спекании
изделий.
Выбор исходных материалов, вид, последовательность и режимы
проведения технологических операций зависят от типа порошкового
пористого материала.
31
§ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
Порошковые антифрикционные материалы предназначены для
производства изделий с низкими потерями на трение; их определяющий
признак - сравнительно низкий коэффициент трения (обычно < 0,3, в
том числе при наличии смазки < 0,1). Они работают в основном при
граничной смазке, скоростях скольжения v < 6 м/с и давлениях р <
с 25 МПа, т.е. при pv не более 150 - 200 МПа • м/с. Прирабатываемость,
определяемая временем, необходимым для снижения коэффициента
трения между подшипником и валом до его заданной величины, у
порошковых антифрикционных материалов о'бычно хорошая. Их струк-
тура должна быть гетерогенной, мелкозернистой и отвечать правилу
Шарли, т.е. представлять собой сочетание твердых и более мягких
компонентов, причем одним из них, самым мягким, в таких антифрикци-
онных материалах являются поры - составляющая с нулевой твер-
достью; к тому же поры могут быть заполнены смазкой.
Именно метод порошковой металлургии наиболее эффективен для
изготовления антифрикционных изделий различного химического
состава с хорошей прирабатываемостью, высокой износостойкостью,
низким и стабильным коэффициентом трения, хорошей сопротивляе-
мостью схватыванию и другими полезными качествами. Наличие пор
позволяет придавать антифрикционные свойства материалам, которые
в литом состоянии ими не обладают (например, порошковое пористое
железо или материалы на его основе успешно работают в различных
узлах трения). Поры изменяют сам механизм прирабатываемости
трущихся поверхностей. У порошковых материалов вследствие измене-
ния и перераспределения объема пор происходит необратимая пласти-
ческая деформация в поверхностном и прилегающем к нему значитель-
ном по глубине (до нескольких миллиметров) приповерхностном слое,
тогда как у литых материалов хорошая прирабатываемость обеспечива-
ется только в поверхностном слое толщиной всего в несколько микро-
метров вследствие уменьшения шероховатости, в том числе и путем
его износа.
Хорошая прирабатываемчсть порошкового пористого материала
повышает качество поверхности, улучшая антифрикционные и эксплуа-
тационные свойства изделий из него.
Говоря о порошковых антифрикционных материалах и изделиях,
обычно имеют в виду пористые подшипники, многослойные, металло-
пластмассовые и металлостеклянные антифрикционные материалы.
Они находят широкое применение в тракторо- и сельхозмашинострое-
нии, автомобильной промышленности, тяжелом, энергетическом и
транспортном машиностроении, в текстильной и пищевой промышлен-
ностях, в авиационной и бытовой технике, приборостроении и др.
32
При обозначении марок порошковых антифрикционных материалов
применяют буквы и цифры: Ж - железо, Гр - графит, Д - медь, Бр -
бронза, О - олово, Н - никель, X - хром, М - молибден, К - сера и
сульфидирование, Цс - сернистый цинк, Б - бор и борирование, Ц -
цементирование, С - свинец, МГ - металлографит, Мс - дисульфид
молибдена, Ф - фосфор, ФТ - фторопласт; цифры после букв указывают
на содержание соответствующего элемента (например, ЖГр2 - 2 %
графита, остальное железо до 100 %).
1. Пористые подшипники
Подшипники такого типа начали применять в технике с 1922 г. (в
СССР - с 1932 г.), а в настоящее время их годовой мировой выпуск
составляет, по-видимому, более миллиарда штук.
При заполнении пор маслом металл основы предохраняется от
коррозии, коэффициент трения сохраняется постоянно низким, а
подшипники приобретают свойство самосмазываемости (масло
выдавливается из пор на трущуюся поверхность), что позволяет
исключить подвод смазки извне.
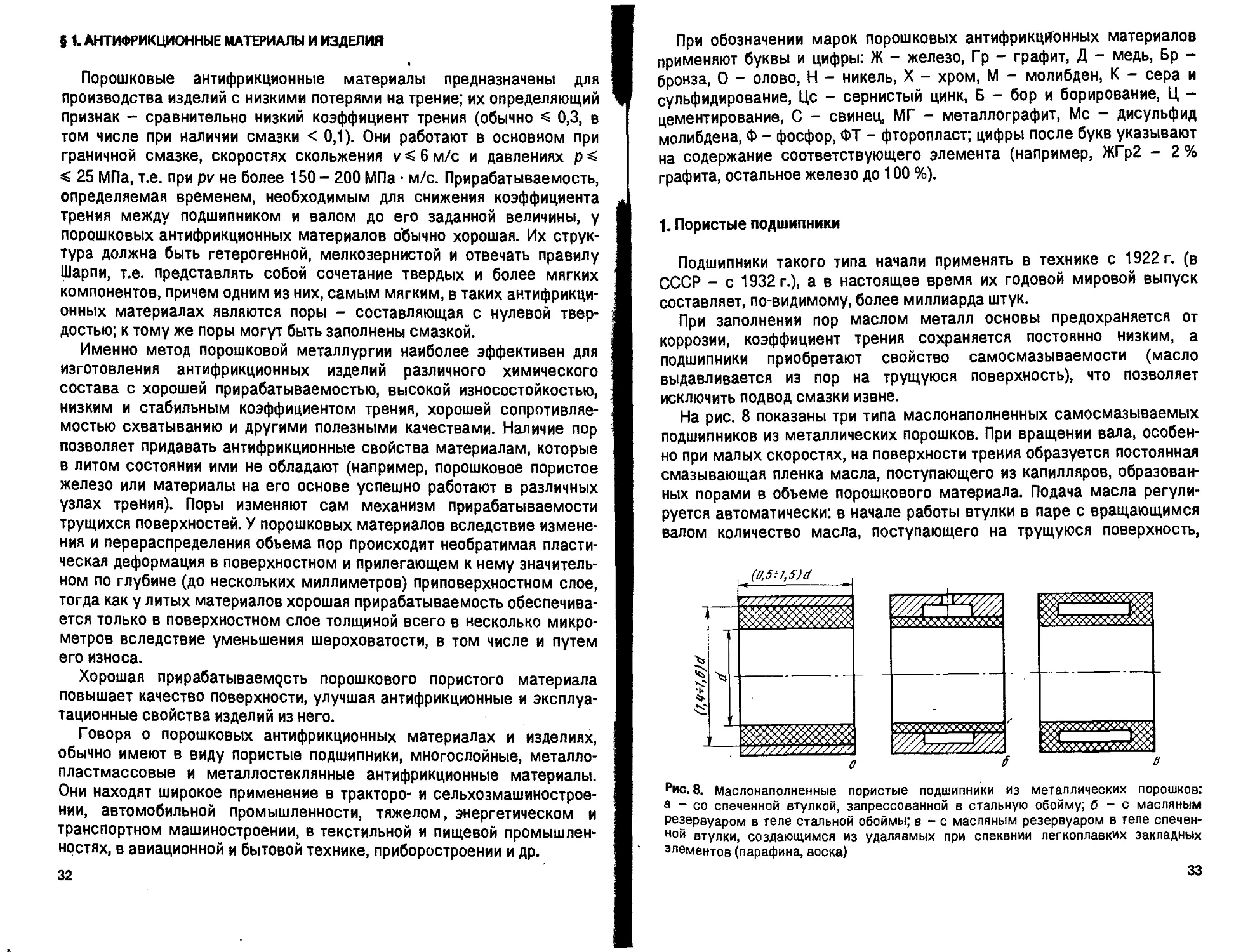
На рис. 8 показаны три типа маслонаполненных самосмазываемых
подшипников из металлических порошков. При вращении вала, особен-
но при малых скоростях, на поверхности трения образуется постоянная
смазывающая пленка масла, поступающего из капилляров, образован-
ных порами в объеме порошкового материала. Подача масла регули-
руется автоматически: в начале работы втулки в паре с вращающимся
валом количество масла, поступающего на трущуюся поверхность,
Рис. 8. Маслонаполненные пористые подшипники из металлических порошков:
а - со спеченной втулкой, запрессованной в стальную обойму; б - с масляным
Резервуаром в теле стальной обоймы; в - с масляным резервуаром в теле спечен-
ной втулки, создающимся из удаляемых при спеквнии легкоплавких закладных
элементов (парафина, воска)
33
ограничено капиллярными силами, удерживающими его в порах, а с
увеличением скорости вращения вала, приводящим к повышению
температуры подшипника, капиллярные силы уменьшаются и масло в
большем количестве подается на трущуюся поверхность. К тому же
масло при нагреве расширяется в большей мере, чем металл, что
увеличивает подачу смазки на поверхность трения.
Такой характер подачи смазки в узел трения в известной мере определяет одну
из важнейших эксплуатационных характеристик подшипников - величину pv.
Результаты сравнительных испытаний допустимых нагрузок р для пористых и литых
подшипников показывают, что пористые подшипники при малых скоростях вращения
вала способны выдерживать большие нагрузки, чем' литые. Наоборот, при увеличе-
нии скорости v допустимые нагрузки р возрастают для литых и снижаются для
пористых подшипникоа. Если к пористым подшипникам подвести дополнительную
смазку, то при повышении скорости вращения вала допустимые нагрузки увели-
чиваются.
Все это можно объяснить с позиций гидродинамической теории смазки. У литых
подшипников при пуске машины и небольших скоростях вращения вала не может
образоваться непрерывная масляная плёнка, в результате чего возрастают силы
трения и допустимые нагрузки должны быть минимальными. В пористых подшипни-
ках смазка к трущейся поверхности подводится из многочисленных капилляров, что
исключает наличие сухого трения и позволяет работать при более высоких нагруз-
ках на малых скоростях. При повышении скорости вращения вала на поверхности
трения литого подшипника образуется непрерывная масляная пленка и допустимые
нагрузки на подшипник можно увеличить, тогда как у пористых подшипников при
более высоких скоростях вращения вала и работе без дополнительной смазки запас
масла в порах быстро истощается и допустимые нагрузки для нормальной работы
порошкового подшипника приходится снижать, чтобы избежать сильного разогрева
вследствие сухого трения.
Кроме того, по чисто механическим причинам пористая поверхность может
выдержать меньшую нагрузку, чем сплошная. Поэтому при больших скоростях
вращения вала допустимые нагрузки для пористых подшипников меньше, чем для
литых.
При работе пористых подшипников следует учитывать также разли-
чия в теплопроводности, прирабатываемое™ и других свойствах
пористых и литых материалов. Отвод тепла имеет большое значение,
особенно при больших скоростях вращения вала. Теплопроводность у
пористых материалов меньше, чем у литых, что также приводит к
снижению для них предельных нагрузок при больших скоростях.
Хорошая прирабатываемость у пористых подшипников в известной
степени объясняется умеренной пластической деформацией из-за
наличия высокой пористости. Однако при чрезмерном увеличении
пористости прирабатываемость ухудшается в связи с уменьшением
прочности материала, приводящим к разрушению металла на поверх-
ности трения и выкрашиванию частиц. Материалы из крупных порошков
прирабатываются хуже, чем из мелких. Это объясняется как меньшей
прочностью таких материалов, так и тем, что деформируются неровнос-
ти более крупные.
34
Исходные металлические и неметаллические порошки
Дополнительные операции подготовки исходных порошков-:
Размол
Приготовление лигатуры Плакирование
частиц
Смешивание
(шихтовка)
' Рассев
по фракциям
восстановительный
отжиг
Сушка,
прокаливание
формование изделий, заготовок-
---------1
Теплое
прессование
Горячее
прессование
Свободная Прокатка Прессование
насыпка
в пресс-формах
Дополнительная
обработка
V ♦
Спекание изделий, заготовок
Плектро-
разрядное
Под
давлением Цу
Пропитка
Нагревом в лечи
J
| §
к
к л
§
I
смазки
Повторное прессование (обжатие)
Жидким
металлическим
, расплавом .
(инфильтрация)
Отжиг - спекание
Серой
Повторное спекание ——— Калибрование
=> Готовое изделие
Рис. 9. Схема изготовления порошковых композиционных антифрикционных
материалов
На рис. 9 приведена обобщенная схема изготовления порошковых
антифрикционных материалов.
Первоначально пористые подшипники по химическому составу
повторяли литые бронзы, а затем в них стали вводить графит: смешива-
ясь с маслом, содержащимся в порах, графит образует высококачест-
венный маслографитовый смазочный препарат, что позволяет снизить
коэффициент трения подшипников и уменьшить их износ при эксплуата-
ции. В дальнейшем в целях экономии цветных металлов, а также для
повышения прочности вместо бронзы применили пористое железо и
железографитовый материал с добавкой некоторого количества меди. В
последнее время для работы в узлах трения разрабатывают порошко-
36
Таблица 10. Сравнительная характеристика работоспособности
антифрикционных материалов
Материал Повышение тем- пературы, °C Коэффициент трения Износ, мм
Пористое железо 24,5/40,7 0,018/0,013 0,41
Железографит с 1,5 % графита 26,6/36,2 0,026/0,014 0,34
Железографит с 2 % графита и 7 % Си 32,3/39,8 0,016/0,010 0,30
Баббит Б-83 26,8/38,1 0,057/0,033 9,0
Примечание. В знаменателе - 5 МПа, числителе - результаты испытаний при нагрузке 2,5 МПа, 2 ч; в 10 ч.
вые антифрикционные материалы на основе алюминия и титана, а также
начали применять твердые сплавы и композиционные покрытия на
различных металлических основах.
В табл. 10 приведены сравнительные характеристики работоспособ-
ности втулок из порошковых пористых (25 - 30 % пор) материалов и
баббита при нагрузках 2,5 и 5 МПа и окружной скорости контртела
10 м/с; износ указан после 12 ч работы.
Подшипники из материалов на основе железа. Такие порошковые
пористые подшипники наиболее распространены, их производят из
пористого железа (марки Ж), железографита (марок ЖГр1, ЖГр2, ЖГрЗ и
др.), железографита с медью (марок ЖГр1Д0,5, ЖГр1,5Д2,5 и др.;
содержание меди 0,5 - 20 %), железографита сульфидированного
(марок ЖГрК1, ЖГр1ДСЗ,5 и др.; содержание серы 0,4- 1 %, а сульфи-
дов до 4 %) и с различными твердыми смазками (например, селенидами
или фторидами некоторых металлов).
На рис. 10 приведена принципиальная технологическая схема
производства спеченных железомедьграфитовых подшипников. Исход-
ными материалами служат порошки железа (восстановленные по
ГОСТ 9849-86 или распыленные по ТУ 14-1-3882-85, а также получен-
ные другими методами), меди (ГОСТ 4960-75) и графита карандашного
(ГОСТ 4404-78, марки ГК-2, ГК-3), вместо которого можно использо-
вать графитовый концентрат или графит электроугольного производст-
ва. После просева через сита № 025-18 порошки в требуемом соотно-
шении смешивают в течение 2 - 4 ч в смесителях различных емкостей1
и типов, например конусных2, роторных, а также центробежных типов
1 Обычно смеситель заполняют порошками не более чем на 1/3 его объема.
2 Скорость вращения таких смесителей 30 - 60 об/мин.
36
Калибрование
Готовые избелия
Рис. 10. Принципиальная технологическая схема производства порошковых порис-
тых железомедьграфитовых подшипников
МИХМ. Сухое перемешивание проводят без размольных тел. Качество
перемешивания улучшается, если вместе с металлическими порошка-
ми и графитом в смеситель ввести до 2 - 3 % бензина, 1 - 3 % раствора
глицерина в спирте или 0,5 - 1 % машинного масла, которое к тому же
благоприятно влияет на прессуемость шихты. Однако добавка масла
понижает текучесть смеси порошков, что недопустимо в случае прессо-
вания на прессах-автоматах с объемной дозировкой. Поэтому часто
вместо масла в шихту добавляют 0,5 -1 % стеарата цинка, который
предварительно смешивают с некоторым количеством порошка
железа (такая лигатура тяжелее стеарата цинка, что благоприятствует
равномерности его распределения в объеме смеси). Заготовки чаще
всего формуют одно- или двусторонним прессованием в стальных
пресс-формах на гидравлических или механических прессах при
давлении 300 - 800 МПа; прессование ведут либо с ограничителем
высоты (прессование до упора), обеспечивая постоянство высоты
прессовок независимо от навески порошка, либо по давлению, обеспе-
чивая постоянство плотности прессовок. В любом случае воспроизводи-
мость свойств получаемых заготовок может быть обеспечена только
37
при неизменных свойствах шихты и соблюдения заданных режимов
прессования.
Для изготовления изделий более сложной формы или большой массы
применяют изостатическое формование, в том числе и при повышенных
температурах. Иногда применяют горячее динамическое прессование
(ДГП), взрывное формование и другие методы.
Пористость прессовок (формовок) задается в соответствии с требо-
ваниями, предъявляемыми к готовым изделиям, и обычно составляет
25 - 30 %. От каждой партии пять заготовок контролируют по массе и
размерам; последние должны отличаться от заданных на величину
усадки при спекании и припуска на калибрование.
Спекание пористых втулок не представляет технических трудностей
и проводится в защитной атмосфере, содержание окислителей (Н20,
С02 и др.) в которой должно быть минимальным, так как втулки могут
окисляться при нагреве не только с поверхности, но и в объеме. Чаще
применяют печи непрерывного действия - конвейерные и толкательные
с защитной атмосферой, состоящей из водорода, диссоциированного
аммиака, конвертированного или эндотермического газа. Рабочая
температура спекания в таких печах до 1200 °C. Прессовки укладывают
на поддоны из жаропрочной стали, которые продвигаются вдоль печи
навстречу защитному газу. Находят применение 1акже камерные и
шахтные печи. В этом случае заготовки укладывают в контейнер или
специальный бак, изготовленные из жаропрочной стали. Сверху
емкость закрывают плотно подогнанной крышкой, а внутрь ее вставля-
ют газоподводящую и отводящую трубки. В последнее время разработан
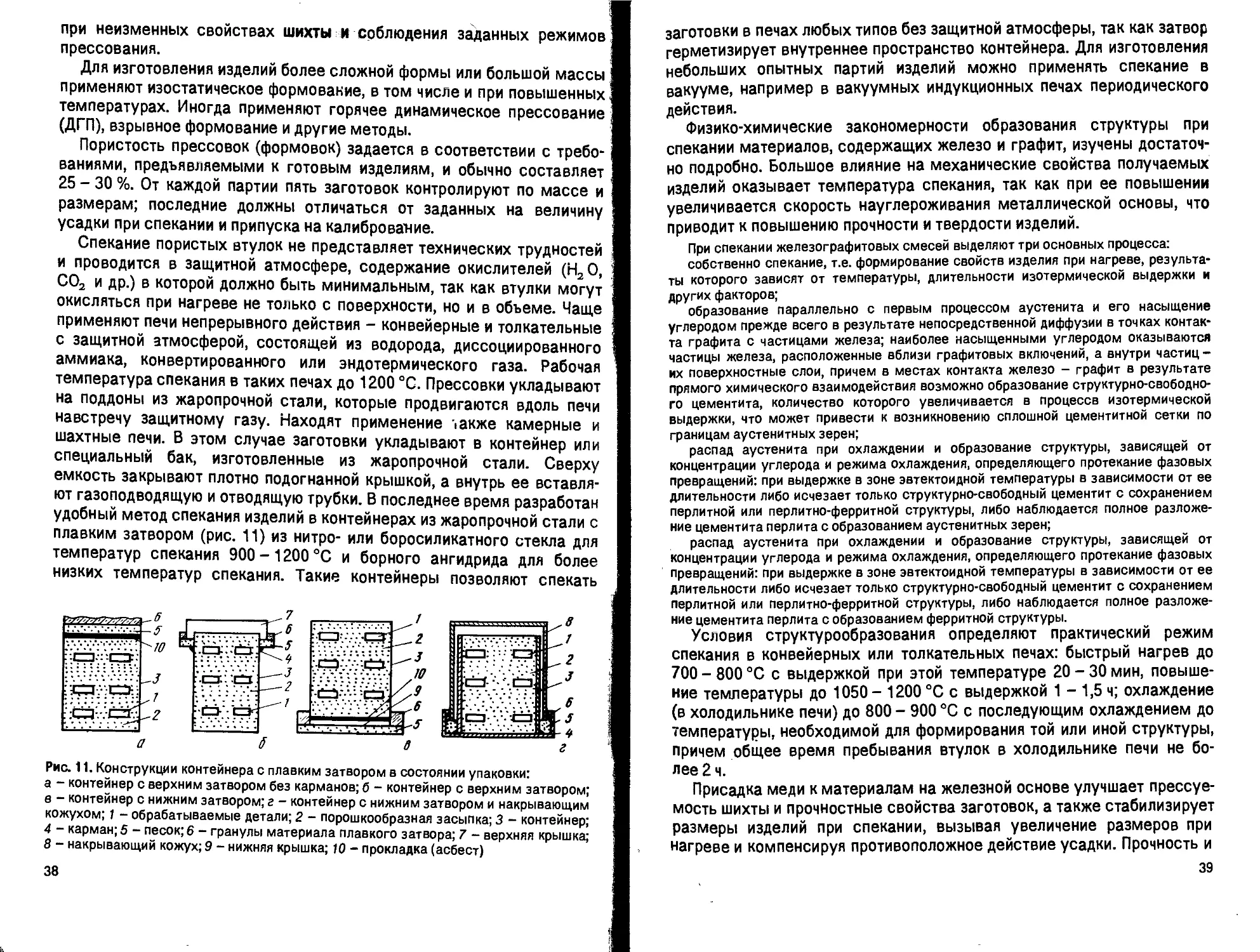
удобный метод спекания изделий в контейнерах из жаропрочной стали с
плавким затвором (рис. 11) из нитро- или боросиликатного стекла для
температур спекания 900-1200 °C и борного ангидрида для более
низких температур спекания. Такие контейнеры позволяют спекать
Рис. 11. Конструкции контейнера с плавким затвором в состоянии упаковки:
а - контейнер с верхним затвором без карманов; б - контейнер с верхним затвором;
в - контейнер с нижним затвором; г - контейнер с нижним затвором и накрывающим
кожухом; 1 - обрабатываемые детали; 2 - порошкообразная засыпка; 3 - контейнер;
4 - карман; 5 - песок; 6 - гранулы материала плавкого затвора; 7 - верхняя крышка;
8 - накрывающий кожух; 9 - нижняя крышка; 10 - прокладка (асбест)
38
заготовки в печах любых типов без защитной атмосферы, так как затвор
герметизирует внутреннее пространство контейнера. Для изготовления
небольших опытных партий изделий можно применять спекание в
вакууме, например в вакуумных индукционных печах периодического
действия.
Физико-химические закономерности образования структуры при
спекании материалов, содержащих железо и графит, изучены достаточ-
но подробно. Большое влияние на механические свойства получаемых
изделий оказывает температура спекания, так как при ее повышении
увеличивается скорость науглероживания металлической основы, что
приводит к повышению прочности и твердости изделий.
При спекании железографитовых смесей выделяют три основных процесса:
собственно спекание, т.е. формирование свойств изделия при нагреве, результа-
ты которого зависят от температуры, длительности изотермической выдержки и
других факторов;
образование параллельно с первым процессом аустенита и его насыщение
углеродом прежде всего в результате непосредственной диффузии в точках контак-
та графита с частицами железа; наиболее насыщенными углеродом оказываются
частицы железа, расположенные вблизи графитовых включений, а внутри частиц-
их поверхностные слои, причем в местах контакта железо - графит в результате
прямого химического взаимодействия возможно образование структурно-свободно-
го цементита, количество которого увеличивается в процессе изотермической
выдержки, что может привести к возникновению сплошной цементитной сетки по
границам аустенитных зерен;
распад аустенита при охлаждении и образование структуры, зависящей от
концентрации углерода и режима охлаждения, определяющего протекание фазовых
превращений: при выдержке в зоне эвтектоидной температуры в зависимости от ее
длительности либо исчезает только структурно-свободный цементит с сохранением
перлитной или перлитно-ферритной структуры, либо наблюдается полное разложе-
ние цементита перлита с образованием аустенитных зерен;
распад аустенита при охлаждении и образование структуры, зависящей от
концентрации углерода и режима охлаждения, определяющего протекание фазовых
превращений: при выдержке в зоне эвтектоидной температуры в зависимости от ее
длительности либо исчезает только структурно-свободный цементит с сохранением
перлитной или перлитно-ферритной структуры, либо наблюдается полное разложе-
ние цементита перлита с образованием ферритной структуры.
Условия структурообразования определяют практический режим
спекания в конвейерных или толкательных печах: быстрый нагрев до
700 - 800 °C с выдержкой при этой температуре 20 - 30 мин, повыше-
ние температуры до 1050 - 1200 °C с выдержкой 1 - 1,5 ч; охлаждение
(в холодильнике печи) до 800 - 900 °C с последующим охлаждением до
температуры, необходимой для формирования той или иной структуры,
причем общее время пребывания втулок в холодильнике печи не бо-
лее 2 ч.
Присадка меди к материалам на железной основе улучшает прессуе-
мость шихты и прочностные свойства заготовок, а также стабилизирует
размеры изделий при спекании, вызывая увеличение размеров при
нагреве и компенсируя противоположное действие усадки. Прочность и
39
твердость спеченных изделий повышаются от 30 до 60% за счет
образования твердых растворов и цементирования частиц основы.
Сплавы железо - медь относятся к системам с ограниченной
растворимостью: растворимость меди в железе изменяется в пределах
3,5-0,35% при понижении температуры с 833 °C до комнатной. Это
позволяет упрочнять материалы системы Fe - Си - С путем дисперси-
онного твердения, часто называемого старением.
В процессе нагрева при спекании железомедных или железомедьгра-
фитовых материалов при температурах выше 600 °C наблюдается
заметная диффузия меди в железо и железа в медь (графит инертен по
отношению к меди), причем частицы железа обогащаются медью и
распухают, что приводит к росту прессовки в целом (максимальный
рост заготовок наблюдается у сплавов с 8 % Си, т.е. при ее предельной
растворимости в железе при 1100 °C). Этот рост заготовки компенсиру-
ется ее усадкой, связанной с различными процессами, происходящими
при спекании. При 1100 - 1200 °C в процессе изотермической выдержки
медь и раствор железа в ней образуют жидкую фазу, хорошо смачиваю-
щую твердые компоненты.
После охлаждения спеченного материала, содержащего до 5 - 7 %
Си, обнаружить ее в его структуре весьма трудно. Добавление в шихту
свыше 7-10% Си вызывает выделение при охлаждении медистой
составляющей каркасно по границам частиц, что является причиной
снижения прочности спеченных изделий.
Контроль железных, железографитовых и железомедьграфитовых
пористых подшипников производят по микроструктуре, плотности и
твердости. Если масса изделия превышает 100 г, контроль проводят на
спеченных вместе с ним кольцевых образцах. Пористость испытывае-
мых образцов должна соответствовать пористости готовых втулок.
На нетравленном шлифе контролируют равномерность распределе-
ния пор. Микроструктура железографитовых изделий, спеченных при
1050 °C, имеет перлитную основу с включениями графита, пор, меди и
феррита, содержание которого не должно превышать 10 - 15 %.
Твердость втулок измеряют по методу Бринелля на твердомере типа
ТБП, ТШ, ТП или других. Плотность определяют гидростатически или
расчетным способом на 2-3 втулках от партии. Спеченные и, если
требуется, термически обработанные пористые втулки пропитывают
минеральными маслами (И-20А, МГ, С, СВ); масло служит смазкой в
процессе их эксплуатации и обеспечивает самосмазываемость
антифрикционного материала.
Поскольку масло в порах удерживается капиллярными силами, то
необходимо соблюдать определенное соответствие между размером
(эффективным сечением) пор и поверхностным натяжением масла (чем
меньше поверхностное натяжение масла, тем меньше должен быть
40
размер поровых каналов в спеченной втулке). Пропитку можно прово-
дить, погружая на 0,5 - 1 ч пористые изделия в нагретую до 80- 120 °C
масляную ванну и затем охлаждая их в холодном уасле. Для наиболее
полного заполнения пор маслом целесообразно проводить пропитыва-
ние изделия в вакууме (остаточное давление порядка 60 - 70 МПа). В
этом случае содержание масла в изделиях увеличивается на 25 - 27 %
по сравнению с обычным методом пропитки, а продолжительность
операции сокращается в 8 - 10 раз. На рис. 12 приведена схема одной
из установок для вакуумной пропитки пористых изделий маслом.
Хорошие результаты при пропитке дает применение ультразвука,
который способствует проникновению масла в поры спеченных деталей
и обеспечивает скорость пропитки при 18 - 20 °C в несколько раз
большую, чем при любых других известных способах. Простота и
технологичность ультразвуковой пропитки позволяют легко включать ее
в поточную линию производства соответствующих спеченных деталей.
По увеличению массы изделия после пропитки определяют массовую
(Ммас) и объемную (Моб) масловпитываемость по формулам:
Ммас = [<т2 " mJ/mJIOO %, Моб =Ммас/рм,
где mlt т2 - масса изделия до и после пропитки маслом, г; рм -
плотность масла, г/см3.
Обычно контролируют масловпитываемость на 2 - 3 втулках выбо-
рочно из каждой партии; увеличение массы при пропитке достигает
1 - 4 %. Коэффициент заполнения пор маслом К, %, определяют по
формуле
К = тм-Ю4/рмУП,
где тм - масса масла во втул-
ке, г; V- объем втулки, см3; П -
пористость втулки.
Коэффициент заполнения пор
маслом должен быть не ниже
75% для втулок пористостью
^20 % и не ниже 95 % для вту-
лок пористостью > 25 %.
Рис. 12. Установка для пропитки
маслом спеченных пористых подшип-
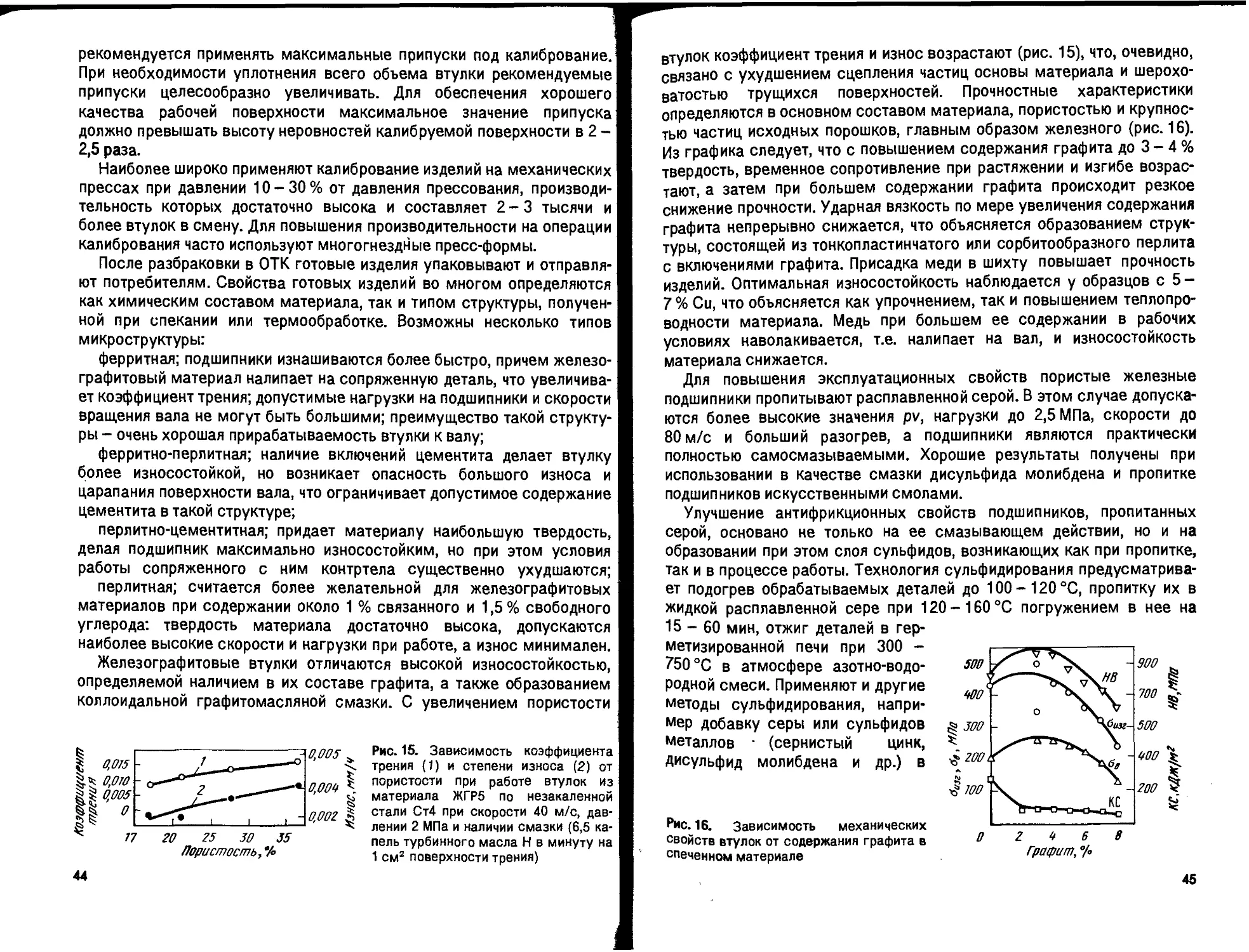
ников под вакуумом:
> - камера пропитки; 2 - подставка;
3 - вакуумный насос; 4 - электропри-
вод; 5 - емкость с маслом; 6 - порис-
тая перегородка
41
Пропитанные маслом спеченные подшипники эксплуатируют пр»
температурах до 140 - 170 °C и отсутствии воздействия на них коррози
онных сред и вакуума. Качество минеральных масел улучшают добав
ление в них различных присадок (парафина, стеариновой кислоты и др.),
понижающих коэффициенты трения. Хорошие результаты получают при
пропитке подшипников петролатумами - отходами нефтемаслопроиз-
водства, что позволяет увеличить в 1,5-2 раза работоспособность
подшипников в режиме самосмазывания.
После пропитки втулки поступают на калибрование для получения
изделий с заданными конечными размерами. Калибрование представля-
ет собой своеобразное допрессовывание .спеченных и пропитанных
маслом заготовок. Оно обеспечивает придание им окончательных
требуемых размеров с точностью по 6-7 квалитетам, получение
поверхности высокой чистоты (7-й класс шероховатости и выше),
уменьшение размера заполненных маслом поровых каналов (что
повышает ресурс работы подшипника в режиме самосмазывания, так
как несколько сокращает количество масла, поступающего на трущую-
ся поверхность в единицу времени, не ухудшая условий работы узла
трения) и упрочняет детали. Обычно калибрование проводят по высоте и
поперечному (наружному или внутреннему) размеру раздельно или
совместно. Поэтому принято различать следующие способы калиб-
рования: 1) по наружной поверхности; 2) по внутренней поверхности;
3) по наружной и внутренней поверхностям последовательно или
одновременно с выталкиванием детали вниз или вверх.
На рис. 13 приведены принципиальные схемы калибрования спеченных изделий
по наружной и внутренней поверхностям совместно (рис. 13, а) или раздельно
Рис. 13. Калибрующие пресс-формы:
а - для совместного (комбинированного) калибрования: I - IV - циклы калибрования;
1 - пуансонодержатель; 2 - верхний пуансон; 3 - калибрующий пуансон; 4 - матри-
ца; 5 - подставка; 6 - плита; 7, 8 - калибруемые детали; б - для раздельного
калибрования сначала наружной поверхности при прохождении втулки через
матрицу, а затем ее внутренней поверхности при прохождении пуансона через
отверстие во втулке: 1 - калибрующий пуансон; 2 - калибруемая втулка; 3 - матрица
42
(рис. 13,6). В первом случае используют незакрепленный самоустанавливающийся
(плавающий) пуансон, положение которого фиксируется калибруемой деталью (I).
При калибровании (II) втулка перемещается относительно матрицы и одновременно
плавающего пуансона, который в этот момент удерживается в матрице калибруемой
деталью и опорной плитой. Проталкивание детали через калибрующее очко матрицы
осуществляется давлением верхнего пуансона на следующую деталь, подлежащую
калиброванию. После проталкивания первой детали вниз (III) плавающий пуансон
удерживается в матрице второй деталью. При перемещении опорной плиты на себя
прокалиброванная первая деталь падает на подставку (IV) и выталкивается из
пресс-формы при возвращении опорной плиты в первоначальное положение. Затем
циклы I - IV повторяются. Во втором случае (см. рис. 13, б) калибрующий пуансон
проталкивают через внутреннее отверстие детали.
При калибровании втулки с наружным болтом (рис. 14) ее подводят к матрице 3
верхним пуансоном 7 с помощью съемной заходной части 4 из трех клиньев, укреп-
ленной в обойме 5. После захода некоторой части втулки 6 в матрицу клинья отводят,
втулку проталкивают в матрицу и калибруют по наружному диаметру (рис. 14, а, б).
Затем подают оправку 9, калибрующую внутреннюю поверхность втулки (рис. 14, е,
г). Выталкивание втулки после калибрования (рис. 14, б, е) осуществляют вверх при
удаленной подставке 1 смещением матрицы верхним кольцом 8, втулка при этом
опирается на нижний пуансон 2.
Деформация поверхностного слоя при калибровании сопровождается
наклепом и уплотнением. Степень деформации материала в приповерх-
ностном слое зависит от припуска на калибрование. Рекомендуемые
припуски составляют от 0,2-0,4 до 0,5-1,6 % от соответствующего
размера детали в зависимости от ее исходных пористости, состава и
структуры материала, а также толщины стенки и соотношения наружно-
го и внутреннего диаметров. Минимальные припуски рекомендуется
применять при небольших нагрузках и спокойных условиях работы
подшипников, а также если толщина стенки втулки не превышает 3 мм и
отношение ее длины к диаметру не менее 2. Для тяжелых условий
работы при отношении длины втулки к ее диаметру около единицы
Рис.14. Схема калибрования втулки с наружным буртом в пресс-форме со съемным
заходным конусом
43
рекомендуется применять максимальные припуски под калибрование.
При необходимости уплотнения всего объема втулки рекомендуемые
припуски целесообразно увеличивать. Для обеспечения хорошего
качества рабочей поверхности максимальное значение припуска
должно превышать высоту неровностей калибруемой поверхности в 2 -
2,5 раза.
Наиболее широко применяют калибрование изделий на механических
прессах при давлении 10 - 30 % от давления прессования, производи-
тельность которых достаточно высока и составляет 2-3 тысячи и
более втулок в смену. Для повышения производительности на операции
калибрования часто используют многогнездные пресс-формы.
После разбраковки в ОТК готовые изделия упаковывают и отправля-
ют потребителям. Свойства готовых изделий во многом определяются
как химическим составом материала, так и типом структуры, получен-
ной при спекании или термообработке. Возможны несколько типов
микроструктуры:
ферритная; подшипники изнашиваются более быстро, причем железо-
графитовый материал налипает на сопряженную деталь, что увеличива-
ет коэффициент трения; допустимые нагрузки на подшипники и скорости
вращения вала не могут быть большими; преимущество такой структу-
ры - очень хорошая прирабатываемость втулки к валу;
ферритно-перлитная; наличие включений цементита делает втулку
более износостойкой, но возникает опасность большого износа и
царапания поверхности вала, что ограничивает допустимое содержание
цементита в такой структуре;
перлитно-цементитная; придает материалу наибольшую твердость,
делая подшипник максимально износостойким, но при этом условия
работы сопряженного с ним контртела существенно ухудшаются;
перлитная; считается более желательной для железографитовых
материалов при содержании около 1 % связанного и 1,5 % свободного
углерода: твердость материала достаточно высока, допускаются
наиболее высокие скорости и нагрузки при работе, а износ минимален.
Железографитовые втулки отличаются высокой износостойкостью,
определяемой наличием в их составе графита, а также образованием
коллоидальной графитомасляной смазки. С увеличением пористости
Пористость, %
Рис. 15. Зависимость коэффициента
трения (1) и степени износа (2) от
пористости при работе втулок и;
материала ЖГР5 по незакаленнок
стали Ст4 при скорости 40 м/с, дав-
лении 2 МПа и наличии смазки (6,5 ка-
пель турбинного масла Н в минуту на
1 см2 поверхности трения)
44
втулок коэффициент трения и износ возрастают (рис. 15), что, очевидно,
связано с ухудшением сцепления частиц основы материала и шерохо-
ватостью трущихся поверхностей. Прочностные характеристики
определяются в основном составом материала, пористостью и крупнос-
тью частиц исходных порошков, главным образом железного (рис. 16).
Из графика следует, что с повышением содержания графита до 3 - 4 %
твердость, временное сопротивление при растяжении и изгибе возрас-
тают, а затем при большем содержании графита происходит резкое
снижение прочности. Ударная вязкость по мере увеличения содержания
графита непрерывно снижается, что объясняется образованием струк-
туры, состоящей из тонкопластинчатого или сорбитообразного перлита
с включениями графита. Присадка меди в шихту повышает прочность
изделий. Оптимальная износостойкость наблюдается у образцов с 5-
7% Си, что объясняется как упрочнением, так и повышением теплопро-
водности материала. Медь при большем ее содержании в рабочих
условиях наволакивается, т.е. налипает на вал, и износостойкость
материала снижается.
Для повышения эксплуатационных свойств пористые железные
подшипники пропитывают расплавленной серой. В этом случае допуска-
ются более высокие значения pv, нагрузки до 2,5 МПа, скорости до
80 м/с и больший разогрев, а подшипники являются практически
полностью самосмазываемыми. Хорошие результаты получены при
использовании в качестве смазки дисульфида молибдена и пропитке
подшипников искусственными смолами.
Улучшение антифрикционных свойств подшипников, пропитанных
серой, основано не только на ее смазывающем действии, но и на
образовании при этом слоя сульфидов, возникающих как при пропитке,
так и в процессе работы. Технология сульфидирования предусматрива-
ет подогрев обрабатываемых деталей до 100- 120 °C, пропитку их в
жидкой расплавленной сере при 120 - 160 °C погружением в нее на
15-60 мин, отжиг деталей в гер-
метизированной печи при 300 -
750 °C в атмосфере азотно-водо-
родной смеси. Применяют и другие
методы сульфидирования, напри-
мер добавку серы или сульфидов
металлов • (сернистый цинк,
дисульфид молибдена и др.) в
Рис. 16. Зависимость механических
свойств втулок от содержания графита в
спеченном материале
45
шихту. Добавка серы в пределах 0,2 - 1,0 % по массе повышает проч-
ностные свойства материалов, не вызывая ни растрескивания, ни
поверхностной коррозии изделий при спекании. Относительная плот-
ность этих материалов весьма стабильна и составляет 84,5 - 86 %. Уве-
личение содержания серы выше 1,0 % приводит к снижению механичес-
ких свойств, за исключением твердости, которая вновь начинает расти с
увеличением числа твердых сульфидных включений. Снижение проч-
ности объясняется увеличением количества сульфидной эвтектики, ок-
ружающей частицы металла. Применяют также газовое сульфидирова-
ние в процессе спекания изделий в контейнерах с плавких затвором,
помещая порошок серы на дне контейнера.
При добавке феррофосфора в шихту при изготовлении пористых
материалов на железной основе удается улучшить их механические
свойства и повысить износостойкость. Лучшие результаты достигаются
при содержании 0,1 - 0,5 % Р.
Часто для повышения износостойкости железографитовые подшипники подверга-
ют оксидированию, т.е. обработке водяным паром при 500 - 600 °C в течение 1 ч; на
поверхности частиц железа образуются его оксиды по реакции 3Fe + 4H2O~
= Fe3O4 + 4Н2. Обработка паром значительно повышает коррозионную стойкость и
твердость железографитового материала, а также и некоторые другие механичес-
кие свойства, в том числе модуль упругости и предел текучести. Это позволяет
использовать оксидированные детали для работы при повышенных температурах, во
влажной атмосфере, при резких колебаниях температуры и т.п. Отметим, что
сопротивление разрыву и сжатию при обработке паром несколько снижается.
Подшипники из материалов на основе цветных металлов. Наиболее
распространены порошковые бронзовые (оловянистые, цинкооловянис-
тые и свинцовистые бронзы, содержащие 6-12% Sn; оптимальным
считается содержание 9-11% Sn) и бронзографитовые (1-5%
графита) антифрикционные материалы (например, марок БрО1О,
БрОГр10-3, БрОГр9-3, БрОГр8-4 и др.). Технология изготовления изделий
принципиально не отличается от рассмотренной выше. В качестве
исходных берут порошки готовой бронзы (например, полученные
распылением расплава) или порошки компонентов, ее составляющих.
Порошок бронзы отжигают в восстановительной атмосфере при 250 -
400 °C в течение 0,5 -1 ч. Смешивают компоненты в смесителях
различного типа в течение 2 - 3 ч. Втулки прессуют при давлении 200 -
400 МПа и спекают при 720-900 °C с изотермической выдержкой 1 -
2 ч в проходных (конвейерных, толкательных и др.), камерных и шахт-
ных печах с нихромовыми нагревателями.
На спекание спрессованные заготовки поступают обычно в коробках
или тиглях из окалиностойкой стали. Втулки пересыпают крупкой из
активированного угля или порошком из древесного угля. Усадка при
спекании может достигать 10 %.
По одним данным, систему медь - олово в процессе спекания следует рассмат-
ривать как содержащую жидкую фазу в довольно широком интервале температур.
46
После расплавления олово (температура плавления 232 °C) втягивается капиллярны-
ми силами в микропоры между частицами более тугоплавкой меди (температура
плавления 1083 °C), растекается по поверхности этих частиц и обволакивает их
тонкой пленкой. В дальнейшем с повышением температуры усиливается диффузион-
ное проникновение олова в медь, приводящее к образованию новых фаз и в конечном
итоге - к образованию однородного a-твердого раствора (при содержании олова в
шихте до 14 %). По другим данным, такое представление не очень отвечает действи-
тельности, так как образующаяся жидкая фаза должна немедленно обволакиваться
тонким, но быстро растущим слоем твердой п-фазы (60,9 % Sn, 39,1 % Си), возникаю-
щей в результате растворения меди в олове, которая препятствует растеканию
олова. Поэтому сколько-нибудь длительное существование жидкой фазы при темпе-
ратурах выше 232 °C невозможно, так как т]-фаза вскоре исчезает (еще до темпера-
туры ее плавления) и сменяется более тугоплавкими фазами е (38,4 % Sn; 61,6 % Си)
и 8 (31,8% Sn; 68,2% Си). Последняя же разрушается с образованием а-твердого
раствора при 580 -640 °C, т.е. опять-таки ниже температуры плавления этой фазы.
Эти температурные границы образования и разрушения новых фаз носят условный
характер, так как существенно зависят от продолжительности выдержки заготовок
при заданной температуре.
Процесс спекания меднооловянных композиций вплоть до образова-
ния гомогенного твердого раствора может быть разделен на четыре
стадии по составу фаз, участвующих в диффузионных процессах:
1) расплавление олова и эвтектики Cu-Sn и исчезновение жидкой
фазы в результате растворения олова в меди или образования твердой
в этих условиях фазы п;
2) возникновение и развитие е-фазы (температура плавления 676 °C)
на границе между трфазой и медью;
3) исчезновение е-фазы, появление и развитие 6-фазы на границе
е-фазы с медью наряду с обогащением оловом фазы а;
4) распад 6-фазы, обусловленный переходом всего олова в a-твер-
дый раствор и гомогенизацией этой фазы.
Влияние графита на процесс спекания бронзографитовых изделий
проявляется лишь в механическом торможении диффузионных процес-
сов в результате экранирования контактных участков металл - металл.
Общий характер процесса перехода от смеси индивидуальных частиц к
однородному материалу при спекании остается в присутствии графита
неизменным, поскольку графит не взаимодействует ни с медью, ни с
оловом; завершение отдельных стадий спекания сдвигается в область
более высоких температур.
Спеченные втулки подвергают контролю, пропитке маслом, калибро-
ванию и другим операциям, аналогичным тем, которые применяются
при производстве железографитовых изделий.
Спеченные бронзовые и бронзографитовые подшипники работают при
меньших механических и тепловых нагрузках, чем спеченные материа-
лы на основе железа. Для них величины pv лежат в пределах до 20 -
40 МПа • м/с при максимальной допустимой нагрузке 4-8 МПа и
Рабочей температуре не более 80-120 °C. Хорошие результаты
получены при пропитке бронзографитовых вкладышей высокотемпера-
47
турным синтетическим маслом Б-ЗВ, которая позволила увеличить срок
службы подшипников в 2 - 2,5 раза и работать при температурах в зоне
трения 180 °C и выше.
Для работы в узлах трения, подверженных воздействию коррозион-
ных сред, разработаны антифрикционные материалы на основе никеля,
кобальта, алюминия и некоторых типов легких сплавов.
Порошковые антифрикционные материалы на основе боридов,
карбидов и других соединений тугоплавких металлов, содержащие в
качестве твердой смазки их сульфиды или селениды, нитрид бора и
некоторые другие соединения, работают при 400 - 600 °C, в том числе в
вакууме.
2. Многослойные металлические материалы
Такие антифрикционные материалы все более широко применяют в
автомобиле-, тракторо- и авиастроении, а также других отраслях
техники. Наиболее важными являются биметаллические и трехслойные
материалы, состоящие из стальной ленты (основа) и расположенных на
ней слоев материала с антифрикционными свойствами. Трехслойный
порошковый антифрикционный материал выгодно отличается от
обычных высокооловянистых или свинцовистых баббитов, которыми
заливают коренные и шатунные подшипники современных двигателей.
При работе последних наблюдаются выкрашивания вследствие появле-
ния усталостных трещин и одним из путей снижения усталости является
уменьшение толщины слоя баббита. Однако ряд обстоятельств мешает
уменьшению его толщины до менее 500 мкм при обычной заливке
баббита на стальную или чугунную основу. Возникающие на поверхнос-
ти баббитового слоя усталостные трещины распространяются радиаль-
но, достигая границы связи баббитового слоя и стальной (чугунной)
основы, а затем развиваются параллельно ей; баббит отслаивается и
его кусочки, попадая на шейку вала, прерывают масляную пленку и
создается сухое трение. В местах сухого трения подшипник нагревает-
ся до выплавления отдельных участков баббитового слоя с образовани-
ем раковин на рабочей поверхности вкладыша. Наконец, если слой
баббита достаточно тонок, то при его износе обнажается стальная
(чугунная) основа и подшипник выходит из строя.
По другому обстоит дело при использовании трехслойного антифрик-
ционного материала, изготовленного напрессовкой на стальную ленту
пористого слоя из смеси порошков меди и никеля, спеканием и после-
дующей инфильтрацией свинцовистым баббитом, образующим над
медноникелевым слоем тонкий (20-75 мкм) слой. Большая площадь
контакта баббита со спеченным слоем обеспечивает прочное механи-
48
ческое сцепление, а неровности рельефа медноникелевого скелета
препятствуют распространению усталостных трещин.
Основная технологическая трудность при изготовлении трехслойной
композиции - получение прочно сцепляющегося со стальной основой
пористого слоя, который, являясь промежуточным, должен иметь
коэффициент термического расширения, близкий к его значениям для
стали и баббита, так как контакт материалов с различными коэффициен-
тами термического расширения приведет к образованию внутренних
напряжений и к отслаиванию от основы.
Основные технологические операции при изготовлении трехслойной
ленты для вкладышей подшипников скольжения следующие: засыпка и
спекание порошка на стальной ленте, инфильтрации спеченного
пористого слоя расплавленным баббитом и наплавление третьего
баббитового слоя с последующей механической обработкой его.
Исходные материалы: лента из стали 08кп или 08пс, порошки меди
(ГОСТ 4960-75) и никеля (ГОСТ 9722-79), а также свинцовый баббит
СОС-6-6. Стальную ленту перед нанесением медноникелевого слоя
(40% Ni, 60% Си) зачищают стальными щетками, обезжиривают
10 %-ным водным раствором NaOH, промывают водой и сушат. Приго-
товленную смесь порошков меди и никеля насыпают равномерным
слоем толщиной 0,6 - 0,7 мм на движущуюся стальную ленту и спекают
в атмосфере осушенного водорода при 1195 ± 5 °C в течение 5-
10 мин. После спекания производят механическую обработку ленты и
инфильтрацию пористого медноникелевого слоя баббитом.
В НИИавтопром разработана технология биметаллических дизельных
вкладышей, предусматривающая напекание на металлическую основу
свободно насыпанной смеси порошков, образующих антифрикционный
слой. Принципиальной особенностью такого процесса спекания являет-
ся образование контактной поверхности как между частицами порош-
ков, так и между ними и металлической основой в условиях, исключаю-
щих попадание загрязнений и образование оксидов, так как процесс
ведут в восстановительной атмосфере; благодаря отсутствию на
поверхности порошинок пленки оксидов улучшается металлический
контакт и силы сцепления между частицами возрастают.
Технологический процесс состоит из следующих основных операций;
1) изготовления (вырубки) стальных заготовок требуемых размеров;
2) химической подготовки поверхности к лужению; 3) лужения оловом
одной стороны заготовки, на которую затем будет нанесена смесь
порошков; 4) приготовления смеси порошков; 5) засыпки смеси порош-
ков на стальную заготовку, находящуюся в лодочке; 6) первого
спекания заготовок; 7) уплотнения спеченного слоя; 8) второго спекания
заготовок; 9) вторичного уплотнения спеченного слоя; 10) гибки-фор-
мовки заготовок; 11) пропитки сформированных заготовок в масле с
49
коллоидальным графитом; 12) окончательной механической обработки
вкладышей.
Стальные заготовки вырубают на кривошипном прессе при помощи
вырубных штампов. Подготовка поверхности к лужению состоит из
промывки заготовок в горячей воде, химического обезжиривания в
ванне и нанесения защитного слоя (раствора жидкого стекла с алебаст-
ром) на одну из сторон и торцы заготовки. Смесь порошков (69,5 % Си;
29 % РЬ; 1 % Sn; 0,5 % С) готовят тщательным перемешиванием в
конусном смесителе в течение 6 ч. Первичное уплотняющее прессова-
ние проводят при давлении 150 МПа, вторичное - при 300 МПа. Первич-
ное (при 700 °C) и вторичное (при 850 °C) спекания проводят в печах
конвейерного типа в лодочках в среде диссоциированного аммиака;
выдержка при рабочей температуре 1,5 ч. Вкладыши формируют на
кривошипном прессе и пропитывают маслом аналогично описанному
выше способу.
3. Металлопластмассовые материалы
В качестве металлической основы таких материалов служат спечен-
ные бронзографиты, нержавеющие стали, в том числе сульфидирован-
ные, и титан, а полимерной фазой - фторопласты Ф-4Д и Ф-4ДП. Обладая
высокой стойкостью против механического износа и коррозии, металло-
пластмассовые подшипники находят все большее применение в
машинах и аппаратах химической, текстильной и обувной промышлен-
ности, в узлах трения систем управления самолетов, в автомобилях и
других машинах, устройствах, приборах и оборудовании.
Спеченные втулки и кольца пропитывают концентрированными
(58 - 65 %) водными суспензиями полимера (размер частиц 0,05 -
0,5 мкм) в вакууме, чередуя пропитку и сушку в термостате при 90 -
95 °C. Детали после прекращения увеличения их массы (7-10 пропи-
ток) сушат в течение 1-1,5ч и спекают полимер при 360-380 °C.
Пористые заготовки из порошка титана можно получать двусторонним
прессованием при давлении 100- 150 МПа и последующим спеканием
в вакууме (остаточное давление 0,07-0,1 МПа) при 950- 1000 °C в
течение 2 ч, а из нержавеющей стали или бронзы - как указано выше.
В условиях сухого трения лучшими свойствами обладают пропитан-
ные фторопластом пористые бронзовые подшипники, либо спрессован-
ные и спеченные из порошка, либо в виде двухслойной композиции
(внутреннюю поверхность литой бронзовой втулки покрывают спечен-
ной пористой бронзой толщиной 0,75 мм, пропитывая ее затем фторо-
пластом). На рабочей поверхности пористой бронзы при пропитке
создают слой фторопласта толщиной 0,015-0,02 мм, который обеспе-
чивает хорошую прирабатываемость в начальный период работы.
60
Рис. 17. Металлофторопластовая подшипниковая лента:
1 - стальная основа; 2 - покрытие; 3 - бронза; 4 - фторопласт с дисульфидом
молибдена
В ИМАШ АН СССР разработаны слоистые металлофторопластовые
подшипники (рис. 17). На стальную (сталь 08кп или Юкп) покрытую с
двух сторон медью или латунью ленту напекают пористый слой оловян-
ной бронзы из сферических частиц диаметром 63 - 260 мкм и пропиты-
вают (иногда под давлением) его пастой, представляющей собой
суспензию фторопласта-4ДВ (75 %) и дисульфида молибдена (25 %). Из
такой ленты (общая толщина 1,1 - 2,6 мм, ширина 75- 100 мм и длина
500-2000 мм) делают вкладыши разъемных подшипников, шарнирные
сферические подшипники и втулки с внутренним рабочим слоем,
используемые в текстильных и других машинах, когда нельзя приме-
нять подводимые извне смазочные материалы.
Неразрезные металлофторопластовые подшипники могут быть
получены напеканием порошка бронзы на внутреннюю или наружную
поверхность втулок из углеродистых сталей в специальном приспособ-
лении с последующей пропиткой пористого бронзового слоя пастой из
фторопласта и дисульфида молибдена. Существуют технологические
схемы, по которым пастообразная смесь фторопласта и дисульфида
молибдена завальцовывается (впрессовывается) в поры спеченного
слоя так, что выступает над ним на толщину 10-30 мкм. В этом случае
полученную ленту сушат и нагревают, обеспечивая спекание фторо-
пласта, раскатывают валками до требуемой толщины, разрезают на
мерные отрезки и штампуют втулки, устанавливаемые затем в обоймы
подшипников.
Срок службы деталей из металлопластмассовых материалов
примерно в-2 раза выше срока службы деталей из других порошковых
антифрикционных материалов.
si
4. Металлостеклянные материалы
Появившиеся около 20 лет тому назад металлостеклянные1 антифрикционные
материалы оказались по своим эксплуатационным свойствам лучше некоторых
типов пористых железографитовых подшипников, особенно при работе в химически
активных средах. Исходными являются металлические порошки (размер частиц
0,05 - 0,08 мм) железа или никеля и порошки (размер частиц 0,07 - 0,08 мм) стекла
(оконного, тарного, кварцевого, термостойкого и др.), полученные механическим
измельчением его боя в различных мельницах или аттриторах. После смешивания
компонентов шихту с 5 - 10 % порошка стекла прессуют при давлении 400 - 500 МПа,
а заготовки спекают в атмосфере аргона или азота при 800 - 1000 °C и изотермичес-
кой выдержке 3 - 4 ч. При спекании частицы стекла насыщаются ионами металла
основы в тем большей степени, чем мельче частицы, выше температура и больше
длительность изотермической выдержки. При 600 - 800 °C насыщение стекла
металлом основы идет не очень активно и в составе его кристаллических фаз
преобладают минералы, образовавшиеся в процессе расстекловывания (перехода
аморфной структуры в кристаллическую) стекла. Размягчение оконного стекла
начинается при 600 °C, а термостойкого типа "пирекс” - при более высокой темпера-
туре. По мере повышения температуры стеклянная фаза становится менее вязкой и
способной к проникновению в поровые каналы металлической основы, что обеспечи-
вает активирование усадки материала в целом (оконное стекло способствует усадке
материала в большей мере, чем стекло "пирекс”, которое и при 1000 °C остается
довольно вязким). В области высоких температур, когда активно идут диффузионные
процессы в металлической фазе, стекло препятствует усадке, как бы ’’распирая”
металлический каркас. В результате химического взаимодействия оксидов металли-
ческой фазы и стекла образуются минералы типа файялита Fe2SiO4, т.е. в процессе
спекания происходит ситаллизация (образование силикатов) с повышением твердос-
ти с 6,5 - 7,2 до 10,5 - 12,0 ГПа и прочности неметаллического наполнителя. Структу-
ра металлостеклянного материала ярко выраженная гетерогенная - в металличес-
кой матрице равномерно распределены стеклянные включения.
Порошковый металлостеклянный железографитовый материал в 5-10 раз
долговечнее и имеет стабильный коэффициент трения (0,03 - 0,05) в значительном
интервале давлений на подшипник, который в 2-3 раза ниже, чем у обычного
железографита без стеклянной фазы. Свойства железографитостеклянного мате-
риала могут быть улучшены при его легировании 2 - 4 % Мо.
5. Экономическая эффективность применения
порошковых материалов и изделий
Современное машиностроение и другие отрасли техники нуждаются
в антифрикционных материалах различного типа и порошковая метал-
лургия позволяет широко варьировать их химические составы и
свойства. В табл. 11 приведены марки, составы и свойства некоторых
из выпускаемых промышленностью СССР порошковых антифрикцион-
ных материалов, а в табл. 12 обобщены технологические режимы их
прессования и спекания. Срок службы подшипников из металлических
1 Металлостеклянные материалы - порошковые материалы, полученные из смесМ
порошков металла и стекла. 1
52 1
УЭТГ
ch
Таблица 12. Режимы прессования и спекания
порошковых антифрикционных материалов
Порошковый материал Давление прессова- ния, МПа Режим спекания
темпера- тура, °C выдержка, мин защитная среда
Пористое железо 500 - 700 1100-1200 60-120 Водород, диссоцииро- ванный аммиак
Железографит (0,5 - 3 % С); железогра- фит, легированный медью и сульфиди- рованный Железографит (4 - 7 % С) 400 - 800 1050-1150 60-180 То же, конвертирован- ный природный газ, эндогаз
300 - 600 < 1050 60-180 То же
Высоколегирован- ные сплавы на основе железа 500 - 800 1050-1250 60-180 Водород, эндогаз, вакуум
Бронза пористая и бронзографит (1 - 4 % С) 200 - 400 720-850 30-120 Водород, диссоцииро- ввнный вммиак, конвер- тированный природ- ный газ, эндогаз
Свинцовая бронза <400 660 - 900 60-180 Водород
порошков в 1,5 - 10 раз выше, чем изготовленных из литых материалов,
что дает значительный эффект при эксплуатации у потребителя. Во
многих случаях порошковые материалы на более дешевой железной
основе могут заменять более дорогие литые материалы на основе
меди. Введение различных наполнителей (твердых смазок, фтороплас-
тов и др.), которые принципиально не могут быть использованы в
составе литых материалов, позволяет применять порошковые анти-
фрикционные материалы при работе без смазки, в вакууме, в агрессив-
ных средах, при повышенных температурах и в других тяжелых
условиях.
Таким образом, порошковые антифрикционные материалы имеют
большое промышленное значение, позволяют экономить дефицитные
цветные металлы, уменьшать отходы материалов и снижать трудоем-
кость изготовления, высвобождать металлорежущие станки и улучшать
Условия труда. Например, на одном из заводов г. Горького при выпуске
железографитовых втулок вместо бронзовых себестоимость снизилась
в 20 раз: экономия на каждой тысяче тонн материала составила 2670 т
бронзы, высвобождено 398 рабочих и 205 станков, что позволяет
экономить 4,83млн.руб. Применение таких же втулок на одном из
заводов снизило трудоемкость изготовления приборов в 2 - 3 раза и
55
уменьшило расход цветных металлов в 6 раз. Внедрение на заводе
’’Ростсельмаш” четырех наименований пористых железографитовых
подшипников вместо литых позволило сэкономить ЗОтыс.руб., высво-
бодить 11 единиц металлорежущего оборудования и 27 производствен-
ных рабочих.
Экономическая эффективность зависит от вида материала и массы
изделий. С увеличением массы экономический эффект резко снижает-
ся. Так, для бронзографита он возможен при массе изделий до 80-
100 г, а для железографита - до 800 г; производство методом порошко-
вой металлургии изделий большей массы из таких материалов может
оказаться экономически нецелесообразным.'
Экономическая целесообразность замены литых деталей порошковы-
ми определяется суммарным экономическим эффектом, размером
экономии по себестоимости (в денежном выражении), сокращением
расхода металлов, высвобождением оборудования и рабочих. В более
полных расчетах учитывают также экономическую эффективность
применения порошковых изделий в связи с увеличением моторесурса,
срока службы узлов машин
и агрегатов и сокращением
эксплуатацией
ных расходов.
Годовой экономический эффект от внедрения изделий из металлик
ких порошков можно оценить по формуле
э = [(с;+енк;)-(с;+енк;)]в1,
где с;
и С'
- себестоимости
изготовления единицы продукции соответ-
ственно до и после перехода на метод порошковой металлургии, руб.;
К[ и К' - удельные капитальные вложения на единицу изделия соответ-
ственно до и после перехода на метод порошковой металлургии, руб.;
Ен - нормативный коэффициент сравнительной эффективности капи-
тальных затрат [Ен = (ct -с2)/(к1 -к2), где с1 и с2 - себестоимости
годового выпуска продукции до и после перехода на метод порошковой
металлургии, руб.; к± ик2 - капитальные вложения до и после перехода
на метод порошковой металлургии, руб.]; Вг - годовой объем изготов;
ления продукции.
§ 2. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Порошковый фрикционный материал предназначен для работы в
тормозных и передаточных узлах машин и приборов и должен иметь
высокий коэффициент трения (условно более 0,20 - 0,25 при работе без
смазки в паре с чугуном или сталью и более 0,05 при работе со смаз-
кой)1.
1 Основное различие между сцеплением и тормозом состоит в длительное"
передачи энергии: сцепление работает около 1 с, а тормоз - 1 - 30 с.
56
Идея создания таких материалов методом порошковой металлургии
была выдвинута в 1929 г., а в конце 30-х годов за рубежом началось
широкое промышленное применение спеченных фрикционных материа-
лов (например, в США только за 1939-1944 гг. их производство
возросло в 10 раз). В СССР в 1934 г. появилась первая публикация по
таким материалам, а их активное применение началось с середины 40-х
годов.
Растущие мощности, скорости и нагрузки современных машин и механизмов
создают крайне тяжелые условия для работы фрикционных материалов. Так, началь-
ная скорость торможения может достигать 60 м/с при давлении до 3 МПа и работе
без смазки и 100 м/с при давлении 7 МПа и работе со смазкой. Например, по данным
зарубежных исследователей, во время торможения самолета при посадке в течение
30 с должно быть поглощено такое количество энергии, которое эквивалентно ее
затрате на нагрев 820 кг железа до 1482 °C; чтобы за 10 с остановить движущийся со
скоростью 180 км/ч автомобиль массой 2,5 т, в тормозах поглощается мощность
порядка 220 кВт. Во многих случаях из-за обильного тепловыделения происходит
мгновенный нагрев трущихся поверхностей до 1200 °C, а материала в объеме фрик-
ционной пары - до 500 - 600 °C. Несмотря на такие тяжелые условия работы необхо-
димо обеспечить плавность торможения, а фрикционный материал должен обладать
комплексом свойств: высоким коэффициентом трения, стабильным в широком
интервале температур; высокой износостойкостью; достаточной прочностью;
высокой теплопроводностью; хорошей прирабатываемостью; высоким сопротивлени-
ем заеданию; высокой стойкостью против коррозии.
Фрикционные материалы на асбестовой основе (типа ферродо) и литые металли-
ческие (чугун, сталь, бронза) не удовлетворяют этим требованиям. Из-за низкой
теплопроводности в случае фрикционных материалов на основе асбеста происходит
сильный нагрев трущейся пары. Наличие влаги в асбесте и органических веществ в
смазке (масло, битум, бакелит, каучук) приводит к непостоянству коэффициента
трения и вызывает большой износ при высоких температурах. При температурах
выше 330 °C происходит обугливание органических веществ, что вызывает быстрый
износ фрикционного материала.
У литых металлических тормозных материалов резко выражена склонность к
заеданию и свариванию при высоких температурах, что вызывает большой износ
трущейся пары. На рис. 18 показана принципиальная зависимость момента трения от
времени торможения (лучшим является материал, свойства которого характеризует
кривая 2).
Только порошковая металлургия позволяет изготовить материал из
разнообразных составляющих, свойства которых обеспечивают
необходимые характеристики готового изделия.
Рис. 18. Общий вид зависимости момента
трения от времени торможения:
1 - материал с низким коэффициентом трения,
не склонный к схватыванию; 2 - материал с $
высоким коэффициентом трения, не склонный к
схватыванию;3 - материал с низким коэффици-
ентом трения, склонный к схватыванию; 4 - !
материал с высоким коэффициентом трения,
Склонный к схватыванию
57
Порошковые фрикционные материалы чаще всего состоят из
металлических и неметаллических компонентов. Металлические
составляющие обеспечивают высокую теплопроводность и прирабаты-
ваемость, а неметаллические (оксид кремния, оксид алюминия и др.)
повышают коэффициент трения и уменьшают склонность к заеданию.
Благодаря металлической основе удается получить достаточно боль-
шую величину отношения коэффициента трения материала к интенсив-
ности его износа при торможении, что важно для улучшения эффектив-
ности работы тормозного материала.
Все компоненты, входящие в состав порошковых фрикционных
материалов, условно делят на три основные категории:
1) компоненты основы, в качестве которых используют медь или ее
сплавы для работы в условиях жидкого трения в масле и других
жидкостях при температурах до 500 - 650 °C, железо или его сплавы и
никель или его сплавы для работы в условиях сухого трения при
развивающихся в момент торможения температурах до 1000 - 1200 °C;
2) компоненты, служащие в качестве твердой смазки и предохраняю-
щие фрикционный материал от чрезмерного износа; применяют свинец,
олово, висмут, сурьму, графит, сульфиды молибдена, железа и меди,
сернокислые соли бария и железа, нитрид бора;
3) компоненты, придающие материалу высокие фрикционные
свойства: асбест, кварцевый песок, оксид хрома, оксид алюминия,
карбид бора, карбиды кремния, титана или вольфрама и др.
Добавка неметаллических компонентов вызывает понижение
прочностных свойств порошкового фрикционного материала и увеличе-
ние его хрупкости. Поэтому фрикционные элементы (диски, секторные
накладки, колодки и др.) выполняют из биметаллического материала,
состоящего из стальной основы (несущий каркас), облицованной с
одной либо с двух сторон спеченным фрикционным слоем толщиной 2 -
6 мм. Фрикционный слой чаще соединяют со стальной основой в
процессе изготовления, т.е. при прессовании и спекании под давлением.
На рис. 19 показаны технологические операции при изготовлении
фрикционых изделий.
Фрикционные материалы из металлических порошков чаще всего
готовят на медной, бронзовой, латунной или железной (с 1950 г.)
основе, природа которой определяет их прочностные, износостойкие и
теплостойкие свойства. Именно на рабочей поверхности металлической
основы происходят деформация и дополнительное разрушение продук-
тов износа; матрица удерживает в себе частицы других компонентов и
обеспечивает отвод тепла, выделяющегося на поверхности трения.
Медная основа допускает, как указано выше, сравнительно невысо-
кие рабочие температуры (500 - 650 °C), особенно при легировании ее
оловом, алюминием, цинком. Олово повышает прочность и твердость
58
Сушка или
прокаливание
Исходные порошки пет аллод и непеталлод
-Дополнительные операции подготовки порошков
1,1 I
Досстанобитмыши Нанесение Совместное
отжиг покрытий
спекание
J
Размол
Рассев
Шихтовка и спешивание порошков
Дополнительные операции
впекание Контроль
| химического
Размол Спека состава
Формование заготовок
Горячее
прессование
Пепловое
прессовиние
Свободная
насыпка
Спекание
Прессование
профильным
пуансоном
Обычное
прессование Спекание
Уплотнение
профильным
пуансоном
Ррокатка
Напыление
на подложку
Допрессовывание
Спекание заготовок
без давленая Под давлением Реакционное Под давлением Повторное
Допресс убывание Пермоод/. С жш. фаз1 ’аботка food ?й блея разр> тро- йное Ялек, UCKpt 'про- бое L
Рихтовка и механическая обработка изделий
Шлифовки Покаркал обработка Нарезка канавок Формование штамповкой
Контроль готовых изделий
Твердость Прочность Химический Фрикционные
припекания состав характеристики
Рис. 19. Обобщенная технологическая схема изготовления порошковых фрикционных
изделий
основы, мало влияя на коэффициент трения порошкового материала
Эффективно повышает прочность материала добавка алюминия,
который увеличивает и давление схватывания меди со сталью, улучша-
ет жаропрочность и коррозионную стойкость порошкового фрикционно-
го материала. Учитывая высокую стоимость олова, его частично ил»
полностью заменяют цинком. К меди также добавляют сурьму, титан,
никель, железо, молибден, вольфрам и другие металлы, что позволяет
снизить температуру на поверхности трения.
Применение железа в качестве основы позволяет повысить рабочие
температуры в узле трения до 1000 - 1200 °C. Целесообразно легирова-
ние железа медью (улучшает теплопроводность основы, повышает
прочность и твердость материала), никелем (улучшает механические
свойства), вольфрамом (повышает коэффициент трения), марганцем,
алюминием и кобальтом (повышают износостойкость материала).
Твердые смазки необходимы для улучшения антизадирных свойств и
повышения износостойкости порошковых материалов. Механизм их
действия зависит от природы присадки. Так, легкоплавкие металлы в
процессе работы выдавливаются на поверхность трения в виде тонкой
пленки, которая может быть и жидкой, обеспечивая плавное и устойчи-
вое скольжение (что особенно важно при повышенных температурах,
когда металлическая матрица обладает большой склонностью к
схватыванию с контртелом и заеданию). Например, свинец, плавящийся
в результате разогрева фрикционного материала при торможении,
повышает его прирабатываемость, сопротивление заеданию и износу и
способствует плавному торможению. С увеличением содержания
свинца механические свойства порошкового материала снижаются, а
коэффициент трения и износостойкость повышаются. При работе узла
трения с жидкими смазками свинец взаимодействует с органическими
жирными кислотами, содержащимися в минеральных маслах, с
образованием металлических мыл, что улучшает смазочную способ-
ность минерального масла.
В случае слоистых твердых неметаллических смазок (графит,
дисульфид молибдена, нитрид бора) их малый коэффициент трения
объясняется двумя причинами. Первая из них - легкость сдвига
структурных слоев относительно друг друга при наличии прочного
сцепления с металлической основой материала. Например, у графита
это слабо сцепленные между собой наслаивающиеся один на другой
шестигранники, которые при торможении отслаиваются в виде чешуек и
создают устойчивую активную пленку на поверхности трения, предот-
вращающую схватывание и заедание. Вторая причина - адсорбирова-
ние на поверхности смазки водяных паров, которые и служат смазкой
при работе узла трения. Кроме того, необходимо учитывать возмож-
ность взаимодействия смазок с основой материала (например, графита
60
с железом) или атмосферой спекания (например, дисульфида молибде-
на с восстановительными газами), что соответственно приводит к
изменению структуры и свойств металлической матрицы или ухудшает
эффективность смазок. Так, влияние графита на свойства материалов
на основе железа зависит не только от его количества, но и от состоя-
ния, в котором он присутствует: относительно малое количество
графита упрочняет железо, растворяясь в нем и обеспечивая формиро-
вание перлитно-цементитной структуры, а структурно-свободный
графит уменьшает прочность и твердость спеченного материала.
Для улучшения стабильности коэффициента трения, уменьшения
наволакивания фрикционного материала на поверхность трения и
повышения термической прочности применяют также присадку серно-
кислого бария BaS04. Его наличие в шихте создает при спекании в
атмосфере водорода весьма сложную систему взаимно реагирующих
компонентов. Например, установлено, что при спекании сернокислый
барий взаимодействует с железом, образуя эвтектику сернистых
соединений, плавящуюся при 800 - 850 °C. Металлографически обнару-
жено множество включений сернистых соединений округлой формы,
расположенных преимущественно по границам зерен, благодаря чему
значительно повышается износостойкость спеченного материала.
Третья категория компонентов - фрикционные добавки, обеспечи-
вающие порошковому материалу требуемый коэффициент трения и
оптимальный уровень зацепления с рабочей поверхностью контртела.
Такие добавки должны иметь высокие температуру плавления и
теплоту диссоциации, не претерпевать полиморфных превращений в
заданном интервале температур, не взаимодействовать с другими
компонентами материала и с защитной средой при спекании, быть
достаточно прочными и твердыми, хорошо сцепляться с металлической
основой. Поэтому более широко в качестве фрикционных добавок
используют оксиды кремния, алюминия, железа, магния, марганца,
циркония, хрома, титана и др., некоторые карбиды (кремния, бора или
вольфрама), силициды (железа и молибдена), или бориды (редких
металлов и др.). К материалам на бронзовой основе в качестве фрикци-
онного компонента добавляют железо, в том числе в виде чугунной
крошки, вольфрам, хром, молибден и некоторые другие. Эффективно
.введение в состав порошкового фрикционного материала некоторых
интерметаллидов, например алюминия и титана.
Суммарное содержание фрикционных добавок составляет 0,5 - 10 %
в материалах на бронзовой основе при работе в условиях смазки или
при сухом трении, но сравнительно низких рабочих температурах, 10 -
15% в материалах на бронзовой или железной основах, применяемых
при сухом трении в средненагруженных фрикционных устройствах,
15-25% и более в материалах на металлических или керамических
61
связках для тяжелонагруженных тормозных устройств при рабочей
температуре на поверхности трения более 10ОО °C.
Влияние фрикционных добавок на свойства порошкового материала
весьма сложное, но практически всегда с увеличением их количества
уменьшается плотность материала и растет пористость, а фрикцион-
ные, прочностные характеристики и характеристики износа в боль-
шинстве случаев изменяются немонотонно, проходят через максимум
или минимум, т.е. для каждой из добавок существует оптимум ее
содержания во фрикционном материале. Так, при содержании в
порошковом материале 2 - 4 % асбеста механические свойства
снижаются незначительно при одновременном повышении коэффициен-
та трения в 1,5 раза и увеличении износостойкости, а при дальнейшем
возрастании его содержания наблюдается значительное снижение
прочности материала. Оптимальным считается содержание в материа-
ле 3 - 4 % SiO2,2 - 8 % МоО3, 4-6 % SiC и В4С в сумме.
Сочетание оксида кремния и асбеста в порошковом материале
обеспечивает ему высокие коэффициент трения и износостойкость,
плавность торможения и высокое сопротивление заеданию, что объяс-
няется разной природой указанных веществ, твердостью и формой их
частиц. Если зерна оксида кремния имеют осколочную форму с острыми
углами и при трении оставляют царапины, то частицы асбеста имеют
закругленную и призматическую форму, благодаря чему они скользят
по поверхности трения с большими усилиями, сглаживая и полируя
царапины на ней.
В табл. 13 приведены составы и свойства некоторых из выпускаемых
в нашей стране порошковых фрикционных материалов.
В качестве исходных используют порошки электролитической меди
(преимущественно марок ПМС-1, ПМС-2 и ПМС-К по ГОСТ 4960-75
крупностью до 100 мкм), железа восстановленного (марок ПЖВ1, ПЖВ2,
ПЖВЗ и ПЖВ4 по ГОСТ 9849-86 с крупностью не более 120- 150 мкм)1,
графита карандашного или литейного (соответственно по ГОСТ 4404-78
и 5279-74 марки КЛ-3, зольность которых может быть высокой, а
размер частиц составлять 20 - 90 мкм), олова распыленного (марки ПО
по ГОСТ 9723-73 крупностью до 40-60 мкм), свинца распыленного
(марок ПСА, ПС1 по ГОСТ 16138-70 крупностью в основном 50 мкм),
песка кварцевого (первого, второго и третьего классов по ГОСТ 2138-56
крупностью 63- 160 мкм), асбеста (получают размолом прокаленного
при 950- 1100 °C на воздухе в течение 2 ч листового асбеста; размер
частиц 30 - 60 мкм), карбидов и других фрикционных добавок с разме
1 В некоторых случаях более предпочтителен порошок железа, частицы которого
покрыты слоем меди, олова или сплава системы медь - олово.
62
ром частиц 160-800 мкм. Порошки металлов перед применением
часто подвергают восстановительному отжигу, уменьшающему
содержание в них кислорода. Требуемая зернистость порошков всех
компонентов обеспечивается их классификацией на сетках по
ГОСТ 3584-73.
Шихту готовят смешиванием требуемых количеств порошков в
конусных, шнековых и центробежных смесителях, шаровых мельницах
и др. Рекомендуется заполнять порошком не более 1/3 объема смесите-
ля, так как при большем заполнении объема значительно возрастает
длительность перемешивания для получения той же равномерности
смешивания, а при меньшей загрузке снижается производительность
агрегата. Продолжительность смешивания зависит от типа смесителя и
состава шихты; обычно она колеблется от нескольких минут до 24 ч
и более.
Графит и другие неметаллические смазки рекомендуется вводить
незадолго до конца перемешивания, чтобы избежать возникновения
барьерного слоя на частицах металлического порошка основы, способ-
ного ухудшить межчастичное взаимодействие при спекании. Для
устранения сегрегации шихты, уменьшения пыления и улучшения
прессуемости в шихту вводят минеральное масло, стеарат цинка или
1 % бензина. Перед прессованием шихту часто гранулируют или
брикетируют с последующим дроблением. Готовая шихта в большинст-
ве случаев может храниться 20 - 30 суток без ухудшения качества
объемного распределения компонентов.
Заготовки (пластины, кольца, диски и т.п. толщиной 0,25 - 2 мм при
применении в авиации и 3-10мм в других случаях) прессуют в
стальных закаленных пресс-формах на гидравлических или механичес-
ких прессах при давлении 150 - 300 МПа (материалы на медной основе)
или 300 - 800 МПа (материалы на основе железа). Графит и другие
твердые смазки облегчают уплотнение порошков при прессовании.
Спекание заготовок проводят в восстановительной атмосфере при
650 - 950 °C (материалы на основе меди) и ли 1000 - 1150 °C (материа-
лы на основе железа; например, материал МКВ-50А спекают при 1020 -
1035 °C, а ФМК-11 - при 1040- 1060 °C) с изотермической выдержкой
от 15-20 мин до 4 ч. Более целесообразно спекание под давлением
0,5- 1,5 МПа, при котором происходит лучшее межчастичное связыва-
ние и подавляется коробление изделий. Главным образом применяют
шахтные или муфельные печи сопротивления с силитовыми, нихромо-
выми и другими нагревателями; спекают заготовки стопкой в контейне-
ре с плотно закрывающейся крышкой либо в муфеле с циркулирующей
защитной газовой средой (водород, диссоциированный аммиак, конвер-
тированный природный газ, экзогаз и др.). Чтобы заготовки не привари-
вались одна к другой, их разделяют прокладками из асбеста или
63
Таблица 13. Составы и свойства некоторых видов порошковых фрикционы
Марка
Химический состав шихты, %
Пористость,
%
графит свинец прочие
Плотность,
г/см3
Материалы на основе
МК5 7 8 9Sn, 4Fb 3-5 6-6,2
ФОБ 7 9 6Sn, 4Fe 3-5 6,1 -6,3
ФАБ 7 9 6AI, 4Fe 3-5 6,2 - 6,3
ФАОБ 7 9 4AI, 2Sn, 4Fe 3-5 6,0 - 6,3
М140 4 8 9Sn, 4Fe, 1,5 муллита — 6,6
МП-11 4 5 10Sn, 4Fe, 9 асбеста, 8 пулверба- келита 30-35 4,54 Материалы на основе
ФМК-8 7 - 25Ni, 10Cr, 6W, 7Cu2S — 6,0
ФМК-11 9 — 15Cu, 3SiOa, 6BaSO4, 3 асбеста 8-10 6,0
МКВ-50А 8 — 10Cu, 5FeSO4, 5SiC, 5B4C, 3 асбеста 10-12 5,0
СМ К-80 - — 23Cu, 6,5Mn, 12-18 5,7
6,5 BN, 2,5MoS2,
10В4С, 3,5SiC
* * За 1000 циклов торможения.
* 2 За 30 циклов торможения.
* э За одно торможение.
бумаги. Для создания давления на спекаемые заготовки используют
механические, пневматические или гидравлические нагрузочные
устройства.
Пористость спеченных заготовок может варьироваться в широких
пределах в зависимости от состава материала и режимов прессования
и спекания. Желательно, чтобы она находилась в пределах 10-20%:
при отклонении в любую сторону коэффициент трения понижается, а
износ повышается, что можно объяснить вырыванием в процессе
64
материалов
Твердость, НВ, МПа Коэффициент Изнашивание, мкм трения " — по стали по чу- по стали по чу- гуну гуну без смазки со смазкой без бвз омазки со смазкой без смаз- смйз- ки
ки
меди
250 - 280 0,17-0,19 0,04-0,07 - ООО*1 < 14*1
300 - 450 0,26-0,30 0,06 «85*1 <1,6**
500 - 650 — 0,04 О*1
450 - 550 0,05 <3**
450 - 500 - 0,12-0,14 - зо*2
15-20 0,30 0,10-0,13 - 0,25 мкм для дисков сцепления и 0,75 мкм для тормозных дисков на 1000 км пробега
железа
600 - 900 — _ 0,21 - - 0,22 - <8*3
800-1000 0,21 0,21 - 30*э 0,27 — <44*э
800 -1000 0,18-0,22 - 0,28-< 18*3 0,37 - <13*3
800-1000 0,14-0,36 - 0,29-< 12*э 0,37 - < 10*э
трения частиц большего объема, т.е. меньшей дисперсностью продуктов
износа, чем при оптимальной пористости.
Для повышения прочности фрикционные накладки в большинстве случаев крепят
на стальную подложку обычно толщиной 0,8 - 4 мм. Предложено три метода соедине-
ния фрикционного слоя с упрочняющей основой: 1) напрессовка фрикционного слоя
на стальную основу с последующим спеканием; 2) прессование фрикционного слоя и
его соединение с основой при спекании под давлением; 3) прессование фрикционно-
го слоя и основы, состоящей из металлических порошков, и их последующее сов-
местное спекание под давлением. Применение того или иного метода определяется
в основном размерами изделий.
65
Так, для малогабаритных изделий, когда упругое последействие еще невелико,
целесообразно напрессовывать фрикционный слой на стальную основу. Наоборот,
при изготовлении крупногабаритных изделий, когда в результате значительного
упругого последействия возможен сдвиг фрикционного слоя по стальной основе,
целесообразно применять второй метод. В любом случае стальную основу предвари-
Рис. 20. Печь для спекания фрикционных изделий под давлением:
1 - стальной кожух; 2 - футеровка; 3 - полочки из высокоглиноземистого огнеупора;
4 - электронагреватели; 5 - поддон; 6 - створки крышки; 7 - шток пневмоцилиндра
для перемещения направляющих; 8 - пневмоцилиндр для перемещения створок
крышки; 9 - контейнер со спекаемыми изделиями; 10 - гидроцилиндр прижимного
устройства; 11 - пневмоцилиндр возврата; 12 - тележка с катками; 13 - вытяжной
зонт
Рис. 21. Вертикальная проходная печь с роторной подачей для спекания фрикционных
дисков:
1 - давильник; 2 - пята давильника; 3 - пакет; 4 - механизм загрузки; 5 - нагрева-
тель; 6 - кожух; 7 - крышка; 8 - рама; 9 - холодильник; 10 - отсекающее устройство;
11 - устройство для выгр>*ки
66
тельно подвергают восстановительному отжигу при 900- 1000 °C для удаления
поверхностного окисления или травлению и никелированию на толщину слоя 0,03 -
0,05 мм. Для повышения прочности соединения фрикционного слоя со стальной
основой иногда наносят промежуточный слой из железного или никелевого порошка
толщиной 0,1 - 0,2 мм.
На рис. 20 показана электрическая печь для спекания фрикционных
элементов, рассчитанная на максимальную рабочую температуру
1200 °C. Печь снабжена пневматическим нагружающим устройством с
максимальным усилием 28 кН, что позволяет получать при спекании
давления до 2,5 - 3 МПа. Спекание фрикционных дисков можно прово-
дить в вертикальной проходной печи с роторной подачей (рис. 21).
Спеченные изделия могут быть подвергнуты допрессовыванию для
повышения плотности или исправления брака по короблению, зани-
женной твердости, завышенной толщине и пр. При этом можно одно-
временно на рабочей поверхности фрикционного слоя выдавливать
канавки (для циркулирования смазки) профилированными пуансонами.
Большинство фрикционных накладок после спекания подвергают
механической обработке: шлифовке с поверхности, нарезанию сма-
зочных канавок, сверлению отверстий для заклепок или винтов и т.п.
Металлические порошковые фрикционные материалы более термо-
стойки и жаропрочны, чем асбокаучуковые и пластмассовые, но, как
правило, плохо работают при низких температурах, образуя с металли-
ческим контртелом прочные мостики схватывания. При высоких
скоростях и температурах коэффициент трения металлических пар
резко снижается и поверхности сглаживаются. Попытка придать таким
металлическим фрикционным материалам большую универсальность
свойств привела к созданию комбинированного металлопластмассово-
го фрикционного материала, обладающего стабильным коэффициентом
трения в большом диапазоне температур и скоростей. Изготовление
такого материала идентично изготовлению спеченного и сводится к
приготовлению шихты из металлических порошков и пластмасс,
прессованию заготовок и их термической обработке.
§з. фильтры
Производство фильтров из металлических порошков представляет
собой специфическую область порошковой металлургии как по свойст-
вам изделий1, так и по технологии их изготовления, а также по особым
требованиям, предъявляемым к исходным порошкам. В СССР такие
фильтры начали изготовлять еще в начале 30-х годов. Однако наиболее
1 Пористость таких фильтров должна быть равномерной, объемнораспределенной
и обеспечивать их проницаемость при эксплуатации.
67
интенсивное их производство началось около 30 лет тому назад в связи
с быстрым развитием химического машиностроения и созданием
новых технологических процессов в ряде отраслей техники.
Фильтрация играет важную роль в производственных процессах многих отраслей
промышленности (химической, нефтяной, фармацевтической и др.), связанных с
переработкой и очисткой от загрязнений жидкостей и газов, регулированием их
давления и пр. Фильтры необходимы в медицине, при очистке воды, улавливании
пыли, при очистке топлива, в измерительной технике и т.п. Развитие атомной
энергетики и ракетной техники потребовало создания пористых материалов для
тонкой очистки жидкометаллических и газообразных теплоносителей, пороховых
газов, масел гидросистем высокого давления, для ионизации металлических паров в
ионных ракетных двигателях и т.п.
В промышленности применяют различные фильтрующие приспособления (гравий-
ные и щелевые фильтры, циклоны, электрофильтры, фильтры из керамики и тканей и
др.), которые достаточно сложны в изготовлении и в работе и не обеспечивают
хорошей фильтрации. Порошковые фильтры отличаются от других большей проницае-
мостью при высокой степени очистки, прочностью, пластичностью, устойчивостью
против тепловых ударов. Они могут работать при температурах от -273 до 700 -
900 °C, а в отдельных случаях и до 2000 °C (при изготовлении из порошков тугоплав-
ких соединений), быть коррозионностойкими и жаропрочными. Простота и экономич-
ность изготовления, особенно тонкопористых фильтров с порами заранее заданного
размера, выгодно отличают порошковые металлические фильтры от других. На
рис. 22 показана схема одного из таких фильтров.
Технология фильтров из металлических порошков отличается
высокой воспроизводимостью таких свойств, как проницаемость и
фильтрующая способность, определяемых размерами пор. Преиму-
щество порошковых фильтров состоит также в простоте их регенерации
после загрязнения, простоте и удобстве монтажа. Фильтры изготовляют
из порошков преимущественно коррозионностойких материалов,
главным образом бронзы (92 % Си, 8 % Sn), нержавеющей стали,
никеля, титана, серебра, латуни и др. Требования новых отраслей
68
техники, а также все возрастающие запросы химической и металлурги-
ческой промышленности обусловили разработку пористых материалов
на основе жаропрочных и коррозионностойких никелевых сплавов,
вольфрама, молибдена и тугоплавких соединений.
Фильтры из металлических порошков обычно характеризуются общей
и сквозной пористостью, проницаемостью по воздуху или жидкости,
эффективным размером пор, тонкостью фильтрации и прочностью.
Сквозная пористость определяет количество проходящей через фильтр
жидкости или газа и, следовательно, скорость фильтрации. Эффектив-
ный размер пор определяет размеры улавливаемых фильтром частиц,
т.е. тонкость фильтрации.
Пористость. Общая пористость П порошкового изделия слагается из
’’наружной пористости” П± (открытые капиллярные поры) и ’’внутренней
пористости”П2 (закрытые изолированные поры):
П —П^ +П2.
Таким образом, в пористом теле не все поры являются проницаемы-
ми. При общей пористости примерной 8 % все поры являются закрыты-
ми. Однако при пористости порядка 20 - 30 % число закрытых пор
;лико и составляет обычно не более 1 - 2 %; в пористых образцах,
Изготовленных из порошков со сферической формой частиц, закрытых
пор, как правило, не наблюдается.
Следует иметь в виду, что наружная пористость П1 слагается из
сквозных порП3 и несквозных или ’’тупиковых” порП4:
Пг =П3 + П4 и П = П2 + П3 + П4.
Качество фильтра и его проницаемость для фильтрующей среды
определяются только наружной сквозной пористостью П3. Внутренняя
пористость и наружная несквозная пористость нежелательны, так как
эти поры не принимают участия в фильтрации, но снижают прочность
фильтра. Избежать пористости П2 и П4 полностью не удается, но
уменьшить ее в известной мере можно. Пористость П2 измерить просто,
но строго разграничить’два вида наружной пористости П3 и П4 трудно;
можно лишь косвенным путем судить о соотношении П3 и П4 по
результатам измерения проницаемости фильтра.
Проницаемость. Фильтр должен быть проницаемым, т.е. способным
пропускать через себя жидкости и газы под действием приложенного к
ним давления. Эта способность характеризуется расходом фильтруе-
мой среды (см3/мин) через 1 см2 фильтрующей перегородки толщиной
3 мм при равномерном давлении 0,1 МПа. Характеристическая толщина
выбрана 3 мм потому, что при меньшем ее значении прочность фильт-
рующего элемента быстро уменьшается, а при большем ухудшается
проницаемость.
69
Проницаемость (производительность к) по жидкости или газу
возрастает при увеличении числа сквозных пор на единице поверх-
ности как абсолютного (в результате повышения общей пористости), так
и относительного (по сравнению с числом несквозных пор при неизмен-
ной общей пористости), их эффективного размера dm, избыточного
давления Рф фильтрации, поверхности фильтра В и при уменьшении
толщины фильтра s, вязкости фильтруемой среды л и коэффициента
трения ее о стенки пор [3:
к=РфВЛ/1лсГ^к/(4п₽з),
где к - константа, зависящая от природы фильтруемой среды.
Основное свойство фильтра, связанное с его проницаемостью, -
производительность в единицу времени на единицу площади пористо-
го элемента. Производительность фильтров с одинаковой пористостью,
но с разным размером пор, изменяется приблизительно пропорциональ-
но квадрату их диаметра. При одинаковом размере частиц порошка
производительность спеченного фильтра увеличивается иногда пропор-
ционально четвертой степени пористости.
Повышение производительности фильтра приводит к уменьшению его
прочности, потому что связано либо с увеличением пористости и
размера пор, либо с уменьшением толщины фильтрующей стенки.
Эффективность. Фильтрующую способность фильтра оценивают по
степени улавливания частиц фильтрующим материалом (степени
очистки) и их крупности (тонкости фильтрации). Эти два показателя
находятся в явном противоречии с требованием высокой проницаемос-
ти фильтра: чем больше размеры пор, тем выше проницаемость, но
меньше степень улавливания и хуже тонкость фильтрации. Степень
очистки F оценивают отношением массы частиц Gx, задержанных
фильтром, к их массе Go в неочищенной среде, подвергаемой фильт-
рации:
F= (Gl/Go)100 %.
Тонкость фильтрации, т.е. минимальный размер частиц примеа
задерживаемых фильтром, улучшается с уменьшением пористости
размера пор. При толщине стенок фильтра порядка 3 мм тонкосп
фильтрации составляет около 30 % от среднего диаметра пор, а при
толщине стенки порядка 0,5 мм она примерно равна максимальному
диаметру пор. Так, фильтр из порошка с размером частиц 35 мкм
удаляет из раскаленного газа все частицы крупнее 0,5 мкм, а с разме-
ром частиц 65 мкм - 93 % частиц крупностью 1 мкм, суспензированных
в воде; титановые фильтры пористостью около 18 % при толщине стенки
0,4 - 0,6 мм и максимальном размере пор 5,5 - 6 мкм при фильтрова-
нии задерживают 97 - 99 % твердых частиц размером 4-5 мкм и 100 %
частиц размером более 5 мкм:
70
Размер частиц примеси, мкм.... <1 1-2 2-3 3-4 4-5 > б
Число частиц примеси, прошед-
ших через фильтр, %....... 38-43 30-32 20-24 3-4 1 -3 0
Наибольшей тонкости и степени очистки от примесей можно достиг-
нуть, применив фильтры из нескольких слоев, различающихся по
пористости, размерам частиц порошка и пор. Используя различные
технологические приемы, можно обеспечить хорошую проницаемость
даже при высокой степени очистки и наоборот. Порошки для изготовле-
ния фильтров могут состоять из частиц сферической или неправильной
формы. Из несферических порошков, которые лучше формуются и
спекаются, чем сферические, получаются более прочные фильтры
пористостью 70 - 80 % [при этом к порошку добавляют наполнитель -
до 70 % (объемн.) двууглекислого аммония], обладающие высокой
проницаемостью и тонкостью очистки..
Хорошие результаты достигаются при изготовлении фильтров из
частиц сферической формы (полученных разложением карбонилов или
распылением, в том числе с использованием плазмы) благодаря их
высокой текучести и эффективной уплотняемости утряской, хотя
порошки из таких частиц хуже спекаются. Однако последнее обстоя-
тельство при изготовлении фильтров превращается в технологическое»
преимущество, так как позволяет получать изделия с требуемой
достаточно высокой пористостью (обычно 35 - 40 %). Частицы сфери-
ческой формы и по возможности с гладкой поверхностью можно
получать при применении специальной технологии, например плавлени-
ем проволоки под водой или оплавлением несферических частиц в
инертных засыпках. Пригодные для изготовления фильтров порошки
можно также получать дроблением стружки или проволоки с насеченной
поверхностью на частицы определенного размера приблизительно
сферической формы.
Часто для изготовления фильтров применяют металлические волокна
(тонкую проволоку). Выбор способа изготовления порошковых фильтров
зависит от их назначения и предъявляемых к ним требований, главным
образом от требуемого размера пор. На технологию изготовления
оказывают впияние размеры фильтра, в частности толщина его стенки.
Основными способами изготовления порошковых фильтров можно
считать следующие:
1) прессование и спекание металлических порошков;
2) спекание свободно насыпанного порошка;
3) прокатка и спекание металлических порошков;
4) мундштучное формование и спекание металлических порошков.
В любом случае исходные металлические порошки сначала подготав-
ливают к последующей обработке: отжигают в восстановительной среде
(водород, конвертированный природный газ или эндогаз) или вакуума
71
(отжиг необходим не во всех случаях); рассевают на фракции, отбирая
те из них, которые обеспечивают получение пор заданного размера
(однородный размер частиц важен для более эффективной работы
фильтра); смешивают с разрыхлителем для образования повышенной
пористости (парафин, двууглекислый аммоний, хлорная медь, хлорное
железо, 10%-ный раствор поливинилового спирта) в процессе его
выгорания, разложения или восстановления при спекании порошковой
заготовки.
По первому из указанных способов изготовления фильтров металли-
ческий порошок или шихту с наполнителем (разрыхлителем) прессуют в
пресс-формах при умеренном давлении (обычно 50 - 200 МПа) или
гидростатически, в том числе с применением энергии взрыва. Спекание
в защитной среде (водород, диссоциированный аммиак, углеродсодер-
жащие засыпки, аргон) - одна из основных операций изготовления
фильтров: при нагреве заготовки ее прочность должна увеличиваться и
не должны существенно уменьшаться пористость или происходить
закрытие пор. Если для сохранения пористости применяют наполнители,
разлагающиеся и частично улетучивающиеся при нагреве, то целесооб-
разно проводить спекание в две стадии. На первой стадии спекание
ведут при более низкой температуре. В это время происходит разложе-
ние наполнителя, который частично улетучивается, а оставшийся
металл взаимодействует с основным металлом фильтра, диффундируя
в него. Этот способ применяют обычно при изготовлении тонкопористых
фильтров умеренной проницаемости, имеющих большое практическое
значение, например для улавливания частиц размером менее 5-8 мкм
при очистке топлива для автомобильных дизелей.
Второй способ из указанных выше применяют при изготовлении
фильтров, через которые требуется пропускать очень большие количест-
ва жидкости в единицу времени, причем к степени очистки не предъяв-
ляют высоких требований. Металлический порошок с частицами
размером 0,2-0,8 мм насыпают в формы, в которых и спекают; для
лучшего заполнения формы порошок в ней подвергают утряске. Формы
изготовляют из различных неорганических материалов, чаще всего
оксидов; наилучшими считаются керамические формы. Никелевые
фильтры можно изготовлять спеканием свободно насыпанного порошка
в стальных формах. Для предотвращения припекания порошка к
стенкам формы их обмазывают мелом или обкладывают тонколисто-
вым асбестом. Добавка в порошок никеля 0,5 % Р приводит к снижению
температуры спекания (с никелем фосфор образует эвтектику, плавя-
щуюся при 880 °C). Фосфор вводят так: порошок никеля смачивают
водным раствором (NH4)2HP04 и затем сушат до полного удаления
влаги.
При любом способе изготовления фильтров спекание проводят при
72
изотермической выдержке 1 - 2 ч и температуре, определяемой видом
материала фильтра, °C:
Бронза...................................................
Титан металлотермического восстановления.................
Никель и мелкий электролитический титан..................
Хромоникелевый сплав.....................................
Нержавеющая сталь, железо, хром, никельхромомолибденовые
сплавы...................................................
Никельмолибденовые сплавы и крупный электролитический титан .
Тугоплавкие соединения(карбиды,бориды,нитриды,силициды) —
860 - 890
800- 1100
900- 1100
1100-1150
1200
1200- 1250
1500 - 2500
В зависимости от состава материала и требований к свойствам
готового изделия спекание проводят в водороде, диссоциированном
аммиаке, эндогазе, аргоне или вакууме. Так, фильтры из титана
спекают в вакууме, а из нержавеющих сталей и сталей, содержащих
хром, - в водороде, подвергнутом глубокой очистке от кислорода и
острой осушке, или в защитных засыпках, обеспечивающих поглощение
кислорода (например, в засыпке из оксида алюминия, содержащей 15 -
30 % добавки порошков хрома, феррохрома, титана или его гидрида). В
табл. 14 приведены некоторые свойства спеченных фильтров.
Для повышения грязеемкости фильтр делают двухслойным: первый
слой улавливает более крупные частицы примесей (выполняет роль
предварительного фильтра), а второй слой - более мелкие, что позволя-
ет обеспечить заданную тонкость фильтрации в течение длительного
времени. Слои грубой и тонкой фильтрации создают из порошков с
различным размером частиц. Технология таких фильтров может быть
различной.
В СКТБ ХИММАШа предложено двух- и многослойные фильтры
получать последовательным напрессовыванием слоев из порошка
металла в гидростате при давлениях 150- 200 МПа. Сначала формиру-
ют внутренний слой фильтра, для чего шихту из порошка никеля с
частицами крупностью 0,5-0,6 мм и 3% парафина засыпают при
помощи специального центрирующего устройства в оболочку с цент-
ральным металлическим стержнем, диаметр которой меньше наружно-
го диаметра фильтра. После обжатия в гидростате металлический
стержень с напрессованным на него порошком извлекают из оболочки
и переносят во вторую оболочку, внутренний диаметр которой больше,
чем у первой. В кольцевое пространство между оболочкой и прессовкой
снова засыпают смесь никелевого порошка, но уже с меньшим разме-
ром частиц (например, 0,04 мм), с 3 % парафина и проводят обжатие
второй оболочки с порошком и стержнем в гидростате. Эти циклы
можно повторять неоднократно, увеличивая число получаемых слоев,
которые можно формировать и из порошков различных материалов.
Сформованный многослойный фильтр спекают (например, двухслойный
никелевый фильтр спекают в водороде при 1200 °C в течение Зч).
73
£
о
CD
Таблица 14. Характеристика некоторых порошковых фильтров
zf
X
о
CQ
5
о.
о
е
сб
5
О Ю Ю ю *-
ооюоою-^о
о" О* О О о* о"
§ Б
о о"
Низкоуглеродистая сталь Сферическая 20-40 - 10-120 - Воздух 5-200
I
В Горьковском политехническом институте разработана технология
прокатки двухслойной ленты толщиной 0,6 - 1 мм из порошков титана и
стали Х18Н15: слой тонкой фильтрации имеет толщину 0,15-0,2 мм и
выполнен из более мелкого порошка, а второй слой является несущим,
имеет толщину 0,45 - 0,85 мм и крупные поры.
Многослойный фильтр можно получить центробежным шликерным
формованием: во вращающуюся форму поочередно заливают суспензии
из порошков с частицами разных размеров. Образующуюся цилиндри-
ческую слоистую пористую заготовку высушивают и спекают.
Порошковые фильтры чаще всего изготовляют в виде чашечек,
цилиндров, втулок, конусов, свеч, дисков, плит и т.п. Размеры колеблют-
ся от дисков диаметром 1,5 мм и чашечек менее наперстка до полых
цилиндров диаметром 300 мм и плит размером 450 х 1200 мм. Хорошая
деформируемость пористого материала позволяет при установке
фильтров применять прессовую посадку. Для очистки пористых фильт-
ров от осадков их продувают струей воздуха или пара (в направлении,
обратном фильтрованию), промывают жидкостью, прокаливают и т.д.
Как правило, срок службы порошковых фильтров значительно больше, чем других
известных фильтров. Это связано с происходящей в процессе рвботы фильтра его
самоочисткой: загрязнения в основном оседают в виде пленки на гладкой поверхнос-
ти фильтра и только часть их проникает в поры спеченного металле; под воздействи-
ем вибрации (например, мотора и автомобиля) пленка загрязнений постоянно
омывается, чему также способствует движение жидкости в фильтре.
Порошковые фильтры лучше задерживают мелкие твердые частицы, чем фильтро-
вальная тквнь благодаря извилистому и многослойному расположению пор и
жесткому, фиксированному расположению металлических частиц. В таких фильтрах
в отличие от тканых, бумажных и т.п. исключается засорение отфильтрованной
жидкости или газа материалом фильтра. Они также отличаются значительно более
высокой прочностью, чем все другие, и могут работать при высоких температурах.
Порошковые фильтры наиболее целесообразно применять для отделения незначи-
тельного количества твердых частиц, загрязняющих большие количества жидкости и
газов. Одновременно такие фильтры отличаются высокой проницаемостью фильт-
руемых жидкостей и газов.
Кроме собственно фильтрования, порошковые фильтры применяют еще и для
разделения смеси жидких материалов (например, для разделения воды и масла в
эмульсиях и т.п.), основанного на различной проницаемости фильтров для материа-
лов с разной вязкостью и смачиваемостью. Их применяют также для регулирования
количества протекающих жидкости или газа в измерительных и распределительных
Устройствах, а также для смягчения толчков при пуске сжатого газа.
Регенерация фильтров. В процессе эксплуатации порошковые
фильтры, к?к и другие, загрязняются твердыми частицами фильтруемой
среды. Это приводит к уменьшению проницаемости и прекращению
работы фильтра. Наиболее рациональным способом очистки считается
такой, при котором фильтру полностью или в большой степени возвра-
щается первоначальная производительность без существенного
изменения остальных свойств. При этом не допускаются химические
Реакции с материалом фильтра, которые способны вызвать в нем
75
внутреннюю коррозию. Регенерацию необходимо проводить без демон-
тажа оборудования и без большого расхода регенерирующего реагента,
который должен быть дешевым и доступным. По мере эксплуатации
время между очередными очистками сокращается и после снижения
проницаемости до 70 - 80 % первоначальной величины фильтр обычно
заменяют новым.
Удаляемые при фильтрации примеси могут быть металлическими
частицами (стружка, окалина, ржавчина и пр.), неорганическими
соединениями (оксиды, силикаты, песок) или органическими соедине-
ниями, возникающими в процессе приготовления фильтруемой среды,
при ее длительном хранении или в процессе'фильтрации.
Наиболее распространенным способом регенерации является
продувка воздухом или пропускание инертной жидкости через фильтр
в направлении, противоположном потоку фильтруемой среды, при
давлении 0,1 - 0,2 МПа. Воздух или газ целесообразно продувать через
фильтр, находящийся под слоем органической жидкости (ацетона,
бензина, спирта, четыреххлористого углерода и др.), которая одновре-
менно очищает поверхность фильтра. При промывке можно применять
химические растворители (например, фильтры из нержавеющей стали
очищают азотной кислотой умеренной концентрации). Существует так
называемая термическая очистка, при которой фильтр прокаливают в
газовой атмосфере, вступающей с осадком в химическую реакцию.
Однако при такой регенерации фильтр приходится извлекать из агрега-
та, поэтому указанный способ имеет ограниченное применение.
Эффективно вести регенерацию с применением ультразвука.
Фильтры очищают также при помощи обычных скребков, действием
центробежной силы (фильтр вращают), вибрированием и пр.
В результате регенерации степень очистки фильтруемых сред
ухудшается, так как средний эффективный размер пор увеличивается:
мелкие поры засоряются быстрее крупных и при регенерации пол-
ностью не очищаются. .1
5 4. ДРУГИЕ ПОРИСТЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ |
Из пористого железа могут быть изготовлены уплотнительные прокладки для
герметизации стыков труб, муфт и фланцев. Для зачеканки стыков трубопроводов
успешно применяют битумированное пористое железо (зинтерит); крупнозернистый
железный порошок спекают свободной насыпкой при 1200- 1350 °C, после чего
пропитывают битумами для повышения коррозионной стойкости. Зинтерит изготов-
ляют в форме кусочков, скрепленных железной проволокой или бумажными полоска-
ми; он представляет собой ленту, с которой удобно работать.
В авиации для борьбы с обледенением передние кромки крыльев и хвостовое
оперение самолетов, подвергающиеся опасности намерзания льда, иногда покрыва-
ют медноникелевым пористым слоем, через сквозные поровые каналы которого^
циркулирует незамерзающая испаряющаяся жидкость (антифоиз).
76
В настоящее время в связи с развитием техники высоких температур большое
внимание уделяют применению пористых материалов для охлаждения "выпотевани-
ем" (так называемых "потеющих" материалов): к нагретой поверхности ’’потеющих"
деталей через поры в материале поступает охлаждающая жидкость или газ и,
испаряясь, понижает температуру поверхности. Например, температура пористых
турбинных лопаток может быть снижена за счет охлаждения воздухом с 800 до
450 °C. Налажен промышленный выпуск пористого "потеющего” материала ПН-1.
Порошок нихрома Х25Н25 прессуют или прокатывают и спекают заготовки в защит-
ной среде при 1150 °C в течение Зч или при 1200 °C в течение 2 ч. Проницаемость
материала по воде 1,412 см3/(см2 с) прирф = 0,5 МПа, пористости 30 % и диаметре
максимальной поры 10 - 12 мкм.
Порошковые пористые материалы используют в качестве эффективной преграды
распространению пламени, которое гаснет, проходя через узкие капилляры. Такие
огнепреградители из порошков нержавеющих сталей, титана и тугоплавких соедине-
ний получают прессованием и спеканием и применяют при гашении ацетилено- и
водородно-кислородного пламени при газопламенной обработке металлов, в
конструкции взрывобезопасных электровыключателей, в резервуарах взрывоопас-
ных жидкостей.
Изделия из пористых материалов могут обеспечивать равномерный подвод газа
или жидкости, например, в устройствах, создающих кипящий слой, осуществляющих
пневмотранспортирование сыпучих тел, их охлаждение или сушку, смешивание и т.п.
Так, в аэрожелобах при подаче сжатого воздуха через пористую пластину с расхо-
дом 1,5 - 3 м3/(м2 мин) осуществляют транспортирование цемента со скоростью
1 м/с; по пористым металлическим желобам транспортируют расплавленное стекло
от печи к форме, а сжатый воздух, поступая через поры, препятствует контакту
стекла со стенкой желоба.
Пористые электроды находят широкое применение в различных электрохимичес-
ких процессах: суммарная рабочая поверхность электрода складывается из его
внешней габаритной поверхности и громадной внутренней поверхности поровых
каналов, находящихся в объеме материала, что улучшает условия протекания
процессов и во многих случаях позволяет уменьшить расход электроэнергии на их
проведение. Из пористого железа, серебра, алюминия, никеля изготовляют электро-
ды аккумуляторов, благодаря чему снижается расход металла, уменьшаются
габариты и упрощается производство.
Во время второй мировой войны в Германии было начато производство ведущих
снарядных поясков из пористого железа взамен литых или штампованных из литой
меди. Такие пояски, хотя их твердость такая же как и литых, меньше изнашивают
нарезку ствола орудия благодаря наличию смазки в порах спеченного материала.
Пояски прессуют из порошка железа при давлении 200 - 250 МПа и спекают в
защитной атмосфере при 1000 - 1200 °C.
В последние годы интенсивно развивается производство металлических матери-
алов весьма высокой пористости, получивших название пеноматериалов (пеноме-
таллов). Например, пеновольфрам может иметь плотность всего 3 г/см3 при его те-
оретической плотности 19,3 г/см3. Приемы создания пеноструктуры достаточно
разнообразны, но все они предусматривают приготовление смеси порошка металла
или тугоплавкого соединения с каким-либо порообразователем, формование
заготовки и формирование пеноструктуры в процессе обжига или спекания.
Новой областью использования высокопористых материалов является капилляр-
ный транспорт жидких сред как основа работы тепловых труб.
77
рекомендательный библиографический список
Федорченко ИМ, Пугин Л.И. Композиционные спеченные антифрикционные
материалы. - Киев, Наукова думка, 1980. - 403 с.
Федорченко ИМ, Крячек В.М., Панайоти И.И. Современные фрикционные материа
лы. - Киев, Наукова думка, 1975. - 336 с.
Шибряев Б.Ф. Пористые проницаемые спеченные материалы. - М.: Металлургия,
1982.- 168 с.
Г л а в a 111. ТВЕРДЫЕ СПЛАВЫ И СВЕРХТВЕРДЫЕ
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
J
Такие материалы обладают комплексом ценных свойств, обеспе-
чивающих их эффективное использование во многих областях техники.
Присущая этим материалам большая твердость сочетается с высоким
сопротивлением их износу при трении как о металлы, так и о неметал-
лические материалы (горные породы, стекло, дерево, пластмассы и
др.), в том числе и при повышенных температурах.
Наибольшее значение имеют порошковые вольфрамсодержащие
безвольфрамовые, минералокерамические, литые и наплавочные
твердые сплавы, сверхтвердые алмазные абразивные и поликристал-
лические инструментальные материалы.
Более распространены твердые сплавы, которые представляют
собой порошковый материал на основе металлоподобных твердых
соединений с металлической связкой, обладающий твердостью свыше
HRA 80.
В Основных направлениях экономического и социального развития
СССР на 1986- 1990 годы и на период до 2000 года, утвержденных
XXVII съездом КПСС, записано: ’’Развивать специализированное
производство инструмента, повысить в 3 - 4 раза выпуск высокопроиз-
водительного режущего инструмента с неперетачиваемыми пластина-
ми из твердых сплавов и металлокерамики, с износостойкими много-
слойными покрытиями”1.
§5. ТВЕРДЫЕ СПЛАВЫ
В самом общем виде порошковые твердые сплавы представляют
собой гетерогенные материалы, в которых частицы высокотвердых
тугоплавких соединений (чаще всего карбиды, реже нитриды или
бориды переходных металлов; наиболее широко используют карбиды
вольфрама, титана, тантала, хрома или их сочетаний) сцементированы
1 Материалы XXVII съезда КПСС. - М.: Политиздат, 1986. С. 288.
78
пластичным металлом-связкой (кобальтом, никелем, железом и их
сплавами).
В настоящее время отечественная промышленность выпускает
несколько десятков марок разнообразных твердых сплавов, которые в
соответствии с областью применения подразделяют на группы:
1. Инструментальные сплавы, применяемые при обработке материа-
лов резанием, давлением или штамповкой, при бурении горных пород и
т.п.
2. Конструкционные сплавы, служащие для изготовления износостой-
ких деталей машин, механизмов и приборов, в том числе и с особыми
свойствами - высокой плотностью, большим временным сопротивлени-
ем и значительным модулем упругости.
3. Жаропрочные и жаростойкие сплавы.
1. Вольфрамсодержащие инструментальные твердые сплавы
Начавшееся примерно с 1800 г. развитие различных обрабатываю-
щих станков и машин существенно тормозилось вплоть до конца
XIX века отсутствием эффективных режущих материалов и инструмен-
та из них, так как применявшиеся в течение почти 100 лет углеродистые
стали позволяли работать со скоростями резания всего в несколько
метров в минуту. Появившиеся затем высоколегированные, а около
1900 г. и быстрорежущие стали, хотя и обеспечивали скорости резания
20-40 м/мин, оказались малопригодными для обработки большой
группы разработанных к тому времени высокопрочных и твердых
материалов, в том числе на основе тугоплавких металлов.
Не решили проблему обработки таких материалов созданные
позднее литые стеллиты (1907 г.) и литые карбиды вольфрама (1914 г.).
Только с появлением в 1923 - 1925 гг. порошковых твердых сплавов
(изготовитель - германская фирма ’’Осрам”, патенты Шрёттера) в
металлообрабатывающей и горной промышленности произошла
настоящая техническая революция, так как эксплуатационная стойкость
такого твердосплавного инструмента оказалась в 15-100 раз выше
применявшихся до этого инструментальных сталей, что позволило
резко (в 5 - 10 и более раз) увеличить скорости при резании (с одновре-
менным возрастанием подачи) и бурении, стойкость между переточка-
ми рабочих частей штампов для вырубки деталей из листовой стали и
т.п. Благодаря этому производительность труда в отраслях, потребляю-
щих твердые сплавы, возросла в 3 - 5 раз. Кроме того, выяснилось, что
Дорогостоящий вольфрам, являющийся основным компонентом таких
твердых сплавов, в их составе дает гораздо больший эффект, чем,
например, в составе быстрорежущей стали. Так, инструментом с одной
79
и той же массой вольфрама в случае твердосплавного инструмента
можно обработать в 6 раз больше металла, чем инструментом из
быстрорежущей стали.
Все это определяет огромное народнохозяйственное значение
производства и рационального потребления твердых сплавов. В СССР
промышленное производство твердых сплавов было начато на Московс-
ком электрозаводе в 1929 г. выпуском вольфрамокобальтового твердо-
го сплава марки ВК10, названного ’’победит”. В 1931 г. выпуск твердых
сплавов был организован на Заводе редких элементов (г. Москва),
который в 1936 г. был реорганизован в Московский комбинат твердых
сплавов.
В 1935 г. освоен выпуск титановольфрамокобальтовых твердых
сплавов, а к концу 30-х годов ассортимент твердых сплавов был уже
существенно расширен за счет создания специализированных марок,
предназначенных для обработки чугунов и цветных металлов, сталей и
для бурения горных пород. В годы Великой Отечественной войны
выпуск твердых сплавов резко возрос.
Послевоенный период оказался весьма плодотворным для развития
твердосплавной промышленности и в нашей стране, и за рубежом. Так,
уже к концу 50-х годов мировое производство твердых сплавов соста-
вило более 5000 т, в том числе в СССР 1500 т, в США и Канаде 1400 т (в
1937 г. в США выпускали всего 1 т твердого сплава в месяц!), в ФРГ
800 т, в Швеции 400 т, в остальных европейских странах 900 т, в южно-
американских странах 50 т и во всех других странах мира вместе
взятых 50 т.
Существующие сейчас весьма многочисленные марки порошковых
твердых сплавов на основе карбида вольфрама в зависимости от их
состава можно разделить на три группы:
1) вольфрамовые твердые сплавы, состоящие из монокарбида
вольфрама WC и кобальта (сплавы ВК) или другого цементирующего
металла; некоторые марки сплавов этой группы содержат также
небольшие добавки карбидов ванадия, тантала, ниобия;
2) титановольфрамокобальтовые твердые сплавы системы WC -
TiC - Со, или ТК, содержащие карбиды вольфрама (основа) и титана и
кольбальт;
3) титанотанталовольфрамокобальтовые твердые сплавы системы
WC - TiC - ТаС - Со, или ТТК, в состав которых входят карбиды
вольфрама (основа), титана, тантала и кобальт; твердые сплавы этой
группы зачастую в своем составе имеют также карбид ниобия из-за
применения по экономическим соображениям танталового сырья,
содержащего ниобий, или в результате частичной замены карбида
тантала более дешевым и менее дефицитным карбидом ниобия.
80
Большая часть имеющихся твердых сплавов предназначена для обработки
резанием нескольких тысяч видов материалов, в том числе: разнообразных по
свойствам чугунов, термически обработанных и не подвергавшихся упрочняющей
обработке легированных, высоколегированных, нержавеющих, жаропрочных и
специальных сталей и сплавов; цветных металлов и их сплавов (латуней, бронз,
сплавов на основе алюминия, магния, титана), неметаллических (графитированных и
угольных электродов, отделочных камней, пластмасс, фарфора, древесины и т.п.) и
композиционных (например, алюминий +лластмасса, стеклопластик + металл и др.)
материалов.
Инструментом, оснащенным твердым сплавом, осуществляют точение (черновое,
получерновое, получистовое, чистовое, непрерывное и прерывистое), растачивание,
отрезку, фрезерование, строгание, сверление, рассверливание, развертывание
отверстий, долбежку, зенкерование (черновое и чистовое), нарезание резьбы
(предварительное - токарными резцами, вращающимися головками, окончатель-
ное - плашками), протяжку.
ГОСТ 2209-69, ГОСТ 4406-67, ГОСТ 9473-71, ГОСТ 11378-75, ГОСТ 13833-77,
ГОСТ 17163-71, ГОСТ 20312-74, ГОСТ 20771-75 и др. предусматривают производ-
ство около пятидесяти форм нескольких сотен типоразмеров твердосплавных
пластин, роликов и коронок для режущего инструмента, позволяющего обрабатывать
детали массой от долей грамма до сотен тонн.
В соответствии с рекомендациями Международной организации по стандартам
(ИСО), членом которой является СССР, твердые сплавы делят на три группы в
зависимости от характера материала, для обработки которого резанием они пред-
назначены:
К- для обработки чугуна, цветных металлов, пластиков и других материалов,
образующих при резании стружку надлома;
М - универсальные для обработки нержавеющих, жаропрочных сталей, титановых
сплавов и ковких легированных чугунов;
Р - для обработки стального литья и других материалов, дающих сливную стружку.
Эти основные группы режущих твердых сплавов далее подразделяют на подгруп-
пы, обозначаемые двузначным индексом (например, Р01, Р10, Р50, М05, М10, М40,
К01, К10, К40). Увеличение индекса означает, что при обработке резанием нужен
твердый сплав большей прочности, понижение его значения - возрастание требова-
ний к твердости и сопротивлению сплава износу.
Важной областью применения твердых сплавов являются волочение проволоки,
волочение и калибрование прутков, волочение профилей и труб из сталей, цветных
металлов и их сплавов (алюминия и его сплавов, цинка, меди, латуни, бронзы,
никеля, медноникелевых сплавов), тугоплавких металлов (вольфрамовых и молибде-
новых прутков и проволоки) и горячее прессование прутковой латунной заготовки на
горизонтальных гидравлических прессах. Из твердых сплавов изготовляют фильтры
для волочения проволоки стальной и из цветных металлов и сплавов диаметром
0,2 мм, из тугоплавких металлов - диаметром > 0,5 мм, волоки-заготовки
(ГОСТ 9453-75, ГОСТ 2330-76, ГОСТ 5426-76) круглого, шестигранного, квадратно-
го и прямоугольного сечений для волочения труб и прутков, составные волоки для
сложных профилей, оправки для волочения труб с утонением стенки. Штамповый
твердосплавный инструмент высокой прочности и износостойкости применяют для
Работы в условиях ударных нагрузок различной интенсивности, например при
вьюадке (ГОСТ 10284-74) болтов, гаек, винтов, шурупов и заклепок, для раздели-
тельных и гибочных штампов (ГОСТ 19106 -73).
Горный инструмент с твердосплавными изделиями (ГОСТ 4411 -79) обеспечивает
работу врубочных машин и высокопроизводительных комбайнов при добыче угля,
бурении геологоразведочных и промышленных скважин в породах различной
крепости (бурение шарошечными долотами, ударно-поворотное, погружными
перфораторами и вращательное).
81
ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ ТВЕРДЫХ СПЛАВОВ |
Сплавы из монокарбида вольфрама, ||
сцементированного металлом Я
В качестве связки используют кобальт, никель или железоникелевыи
сплав с различным соотношением в нем железа и никеля. Наиболее
распространены сплавы WC - Со - одни из самых прочных среди
известных инструментальных материалов.
Система IV - С - Со. На рис. 23 приведена упрощенная диаграмма
состояния системы W - С - Со с фазовыми полями при температуре
затвердевания сплавов, а на рис. 24 - упрощенный вид реального
псевдобинарного разреза по линии Co-WC (со стороны кобальта).
Наиболее существенно для технологии твердых сплавов следующее:
1. Наличие эвтектик - двойной (у +WC) состава 35 - 37 % WC и 65-
63 % Со с температурой плавления 1340 °C (среднее значение интерва-
ла 1300 - 1370 °C, указываемого в работах различных исследователей)^
I
Рис. 23. Диаграмма состояния W - С - Со с фазовыми полями при температуре!)
затвердевания сплавов (по совокупности работ) j
82
рис. 24. Упрощенный разрез по линии
Со - WC (со стороны кобальта)
диаграммы состояния W - С - Со
(по совокупности работ). Вертикали
I, ||, III проведены для сплавов ВК6,
ВК15 и ВКЗО соответственно
и тройной (у + WC + С) состава 22-24,5% W, 75- 73% Со и 2,3-
2,5 % С с температурой плавления 1300 °C.
2. Значительная (10-11%) растворимость WC в кобальте при
температуре плавления двойной эвтектики (однофазная область
твердого раствора у на диаграммах), снижающаяся до 4 % при 1000 °C
и дос 1 % при комнатной температуре.
3. Существование трех тройных соединений кобальта, вольфрама и
углерода - фаз т]i, П2 и и, причем фазы т]± и п2 обладают кубической
гранецентрированной решеткой, а и - гексагональной. Фаза цj имеет
широкую область гомогенности, очерчиваемую химическими соедине-
ниями состава Co3W3C, Co2W4C и Co3W6C2, и встречается в техни-
ческих твердых сплавах при недостатке в них углерода. Фаза ц2
(примерный состав Co6W6C) отличается от фазы п г меньшим содержа-
нием углерода и меньшей областью гомогенности. Фазам по сравнению
с фазами т] 2 и ц2 обогащена вольфрамом и область ее гомогенности
очерчена составами Co3W9C4, Co3WloC4, Co2W8C3.
4. Ширина двухфазной области у +WC, расположенной вдоль линии
Со - WC (на диаграмме состояния системы IV - С - Со она заштрихо-
вана) и разделяющей трехфазные поля y+WC + C и y+WC+nj,
указывает на допустимые колебания в содержании углерода в сплавах
ВК без опасности проявления в них других фаз (графита в случае
избытка углерода, фазы ц х в случае его недостатка).
5. Отсутствие какой-либо заметной растворимости кобальта в WC.
Сплавы ВК предназначены для изготовления режущего и горного
инструмента, а также бесстружковой обработки металлов. Их промыш-
ленные марки различаются содержанием кобальта в пределах 2 - 30 %
(по ГОСТ 3882-86 ’’Сплавы твердые спеченные”1 содержание кобальта
изменяется от 3 до 25 %), размером зерен карбидной фазы WC и иногда
‘Стандарт полностью соответствует СТ СЭВ 1251-78, международному стан-
дарту ИСО 513-75 и рекомендациям СЭВ PC 2453-70.
технологическими режимами изготовления. Весьма условно в зависи-
мости от количества кобальта, которое фиксируется в марке сплава
цифрой (например, в марках ВК2, ВКЗ, ВК4, ВК15, ВКЗО содержание
кобальта составляет соответственно 2, 3, 4, 15, 30 %, остальное до|
100 % - WC), выделяют три подгруппы сплавов (чем больше кобальта в
сплаве, тем он более прочен, но менее износостоек):
1. Малокобальтовые (2-8% Со), группа К по классификации ИСО,
предназначенные для чистового, чернового и получернового точения!
чугунов, цветных металлов и их сплавов и неметаллических материа-
лов (резины, фибры, пластмассы, стекла, стеклопластиков и т.д.), для
вращательного бурения горных пород с коэффициентом крепости по
шкале Протодьяконова до f=8, для волочения проволоки и волочения,
калибровки и прессования прутков и труб из стали, цветных металлов и
их сплавов.
2. Среднекобальтовые (10-15% Со), применяемые для обработки
резанием дерева, черновой и получерновой обработки твердых легиро-
ванных и отбеленных чугунов, некоторых марок сталей и сплавов и
Рис. 25. Диаграмма состояния W - С - Ni с фазовыми полями при стабильн<
кристаллизации (по Бабичу и Гарьянову)
84
рис. 26. Участок вертикального
разреза диаграммы состояния W -
С - Ni через углеродный угол для
соотношения вольфрама и никеля,
соответствующего составу сплава
85%WC + 15%Ni
других труднообрабатывае-
мых материалов, для бурения
горных пород с f = 10 -г- 20, для
волочения, калибровки и прес-
сования прутков и труб из стали,
цветных металлов и их сплавов.
t,°c
1500
КОО
1300
1200
1100
1000
О 10 20 30 ЧО 50 60 WC,%
I I_________I_____I____I-----1-----1____I
Ni 10 20 30 40 50 60
3. Высококобальтовые (20 - 30 % Со), используемые при штамповке
и высадке сталей при ударных нагрузках различной интенсивности.
. Система IV - С - Ni. Диаграмма состояния такой системы (рис. 25) и вертикаль-
ный разрез по линии Ni - WC (рис. 26) имеют много общего с диаграммой состояния
и вертикальным разрезом системы W - С - Со:
1. Наличие эвтектик-двойной у' +WC состава 40 %WC и 60 % Ni с температурой
плавления 1320- 1325 °C и тройной у' +WC + С с температурой плавления 1310-
1315 °C.
2. Значительная (15-20%) растворимость вольфрама и углерода в никеле при
температуре плавления двойной эвтектики (однофазная область твердого раствора
у' на диаграммах), уменьшающаяся по мере снижения температуры.
3. Существование трех тройных соединений никеля, вольфрама и углерода - фаз
Hi (Ni 3W3C), Ti2(Ni6W6C) и n3(Ni2W8C3), устойчивых в нейтральной среде до 1780 °C
(т]1), 1550 °C (т]2) и 1750°C (т]3), но разлагающихся в обезуглероживающей или
науглероживающей атмосфере.
3400°С
Fe ЗОтектика Перитектика FejWj
1536°С 1520°С 1640°С
Рис. 27. Поверхность ликвидуса системы Fa - W - С (по Елингхаузу)
85
60
^Fe3C+WC или /*C*WC
WC
/' 40
W2C
о
20
re2w 40 Fe7w6 во
w°l<> (am.)
Рис.28. Изотермическое сечение при 1000°C системы Fe-W-C (по Поллаку
Стадельмейстеру)
FeWjC
Fe
Однако наблюдаются и. существенные различия систем W - С - Со и W - С - Ni,
главные из которых следующие:
1. Разрез по линии Ni - WC не является псевдобинарным, так как он пересекает
область, в которой протекает стабильная эвтектическая реакция Ж-► WC + у'+ С,
что может являться одной из причин снижения свойств технических сплавов систе-
мы WC - Ni из-за наличия в них структурно-свободного графита.
2. Большая в 1,5 - 2 раза растворимость WC в никеле, чем в кобальте.
3. Различие а свойствах кобальта и никеля и соответствующих твердых раство-
ров на их основе, приводящее к белее низкой твердости и прочности сплавов
системы WC - Ni из-за меньшей твердости и большей пластичности никеля; кроме
Рис.29. Изотермическое свчвние при 1200°C системы W-C-Fe- Ni (по Мерцу и
Иллгвну)
86
того, твердые растворы на основе кобальта обладают способностью к старению, а
сплавы на основе никеля не обладают.
Система W-C-Fe- Ni. На рис. 27, 28 и 29 изображены соответственно поверх-
ность ликвидуса системы Fe-W-C, изотермическое сечение этой системы при
1000 °C и изотермическое сечение системы W - С - Fe - Ni при 1200 °C.
В системе Fe-W-C существует четырехфазная область с тремя твердыми
фазами (графит, Fe3C, WC) и одной жидкой; предельная растворимость WC в железе
составляет 7 - 12 % при 1250 °C; в области Fe - WC - W - Fe могут существовать
две кубические и одна гексагональная фазы (карбиды Fe6W6C, Fe3W3C и FeW3C
соответственно). Растворимость WC в сплавах системы Fe - Ni мало зависит от
соотношения металлов и в изучаемом интервале составов не превышает 8 %.
Тройная эвтектика у + WC + С имеет температуру плавления 1190 °C, а при 1330 °C
происходит перитектическая реакция р + Ж WC + у.
Сплавы с 10-20% Ni в железоникелевой связке (т.е. при отношении в связке
Fe:Ni, равном от 9:1 до 4:1) по уровню твердости и прочности при изгибе сопостави-
мы с аналогичными сплавами системы WC - Со и превосходят их при однотипной
микроструктуре по прочности при сжатии и в 2 - 2,5 раза по ударной вязкости. При
20 % Ni в железоникелевой связке твердые сплавы обладают наибольшей пластич-
ностью и их можно применять при работе с ударными нагрузками. При меньшем
количестве никеля в связке сплавы менее пластичные, но более твердые и из них
можно изготовлять режущий инструмент, который все же несколько уступает
сплавам ВК по износостойкости.
Поэтому замена кобальта ферроникелем более целесообразна в сплавах с
достаточно высоким содержанием связи, предназначенных, например, для ударного
бурения и изготовления штампов при отношении Fe:Ni в связке от 4:1 до 3:1.
Сплавы из монокарбида вольфрама и карбида тантала,
сцементированных кобальтом
Легирование сплавов системы WC - Со малыми количествами
карбида тантала (предпочтительно 2 - 10 %) способствует уменьшению
затупления режущей кромки резца, износа по передней грани и склон-
ности к привариванию к обрабатываемому материалу. В результате
добавки ТаС повышается твердость сплавов, но несколько снижается
их прочность, видимо, из-за уменьшения размера зерна фазы WC
(тормозящее влияние ТаС на рост зерен WC при спекании в связи с
изменением поверхностного натяжения на границах WC - жидкость).
Псевдотройная система WC-TaC-Co изучена недостаточно, в
связи с чем на рис. 30 представлен лишь возможный вариант располо-
жения фазовых областей при температуре несколько ниже точки
солидуса сплавов. Наиболее важны данные, характеризующие разрез
по линии Со - ТаС как реальный, т.е. саму систему Со - ТаС, имеющую
эвтектический характер, можно рассматривать как псевдобинарную:
Двойная эвтектика ТаС + Со плавится при 1440-1470 °C, а раствори-
мость ТаС в кобальте при этой температуре составляет около 6 %. На
Рис. 31 показана растворимость WC в карбиде тантала для псевдоби-
нарной системы ТаС - WC, причем при 1450 °C она составляет не более
6%; растворимость ТаС в карбиде вольфрама при 1700- 1800 °C
87
Ta C t, °C
2500
2300
2100
1900
1700
1500
— WC,% г j/-(Co)Ta,W,C
Рис. 30. Расположение фазовых областей в сечении
температуре несколько ниже температуры солидуса сплавов
Рис. 31. Растворимость монокарбида вольфрама в карбиде тантала Я
практически отсутствует, а при 2300-2500°C составляет 1-2%
(мол.). Твердость раствора (Та, W)C растет с увеличением концент-1
рации WC.
В системе WC - ТаС - Со существует тройная эвтектика Со + ТаС + |
+ WC с температурой плавления 1260- 1280 °C. Так как для трехфаз-
ной области (Та, W)C + ? + п ее ширина по углероду увеличивается с
добавлением ТаС, сплавы системы WC - Со с небольшими добавками
ТаС будут чувствительны к изменению состава по углероду так же, как
и сплавы без карбида тантала. Тантал может быть введен в сплав ВК в
виде ТаС или твердого раствора (Та, W)C. Метод введения танталовой
добавки и ее зернистость не оказывают заметного влияния на состав
связующей фазы, твердость и плотность твердого сплава, тогда как
прочность повышается при введении тантала в виде сложного карбида.
(Та, W)C и с уменьшением размера его частиц. W
Сплавы из монокарбида вольфрама и карбида титана,
сцементированных кобальтом 1
Сплавы системы WC - TiC - Со (ТК) благодаря карбиду титана
имеют повышенное сопротивление при высокой температуре образова-
нию ’’лунки” на передней поверхности резца под воздействием непре-
рывно скользящей по ней сливной стружки, но уступают по прочности
сплавам ВК. Поэтому сплавы ТК применяют для оснащения инструмен-
та, предназначенного для обработки резанием сталей. |
88 d
Диаграмма состояния системы Ti - W - С - Со практически не
изучена, а псевдотройная система TiC - WC - Со изучена мало, тогда
как сведений с псевдобинарных системах WC-Co, TiC-Со и TiC —
WC, а также тройных системах Ti-W-C и W - С - Со достаточно.
На рис. 32, 33, 34 и 35 приведены соответственно богатая кобальтом
часть диаграммы состояния системы TiC - Со эвтектического типа,
положение фазовых областей и разрез по линии TiC - WC для системы
Ti - W - С, некоторые обобщенные данные о фазовых областях в
псевдотройной системе TiC - WC - Со.
Рис. 32. Обогащенная кобальтом часть диаграм-
мы состоянияTiC -Со (по Еременко и Лесник)
Рис. 33. Изотермическое сечение при 1900 °C системы Ti - W — С (по Новотны, Партэ,
Кифферу и Бенозовски)
89
Растворимость TiC в кобальте
Рис. 34. Разрез по линии TiC-wc
диаграммы состояния Ti - W - С (по
Новотны, Партэ, Кифферу, Бенезовски
и Меткафу)
В системе Ti - С - Со име-
ются двойная эвтектика TiC +
Со при содержании 6 % TiC с
температурой плавления
1360 °C и тройная эвтектика
TiC + Со + С с температурой
плавления 1280 - 1290 °C.
составляет 0,5-1% при 1360 °C в
зависимости от содержания связанного углерода в карбиде титана и
снижается до 0,08 - 0,15 % TiC при 700 °C. Растворимость кобальта в
TiC равна 11 % (ат.) при 1260 °C и снижается до нуля при 800 °C. В
системе TiC - WC, которая не является строго псевдобинарной из-за
разложения WC при плавлении, существуют твердые растворы (Ti, W)C
на основе TiC с переменной концентрацией WC, существенно завися-
щей от температуры и содержания связанного углерода в карбиде
титана. Растворимость TiC в WC практически отсутствует вплоть до
очень высоких температур.
Твердые растворы (Ti, W)C незначительно растворяются в кобальте;
Рис. 35. Двухфазная область
(Ti, W)C + Co-фаза в концен-
трационном треугольнике
псевдотройной системы
TiC - WC - Со (по обобщен-
ным данным)
90
чем выше содержание WC в (Ti, W)C, тем больше растворимость
(Ti, W)C в кобальте, которая также зависит от количества углерода в
твердом растворе. Двойная эвтектика Co + (Ti, W)C плавится при
1360 - 1380 °C, а тройная Со + (Ti, W)C + С состава 5 % TiC, 30 % WC и
65 % Со-при 1260- 1270 °C.
По ГОСТ 3882-86 выпускается пять промышленных марок сплавов
ТК, содержащих 5 - 30 % TiC, 4 - 12 % Со, остальное WC: Т5К12, Т5К10,
Т14К8, Т15К6 и Т30К4. Первая цифра отвечает содержанию (% по мас-
се) в сплаве карбида титана, а вторая - кобальта1: например, сплав
Т15К6 содержит 15 % TiC, 6 % Со и 79 % WC. Чем больше в сплаве ТК
карбида титана (при постоянном содержании кобальта), тем он более
износостоек, но менее прочен. Наоборот, при возрастании содержания
кобальта в сплаве (при постоянном количестве карбида титана)
прочность его возрастает, но твердость и износостойкость снижаются.
Условно выделяют три группы сплавов ТК:
1) малотитановые (Т5К12, Т5К10), наиболее прочные, предназначен-
ные для чернового точения, в том числе и тяжелого (Т5К12), при нерав-
номерном сечении среза и наличии ударов, чернового фрезерования
(Т5К10), строгания и других видов обработки углеродистых и легиро-
ванных сталей;
2) среднетитановые (Т14К8, Т15К6), применяемые для чернового
(Т14К8) и получернового (Т15К6) точения при непрерывном резании,
получистового и чистового точения при прерывистом резании, черново-
го (Т14К8), получистового и чистового (Т15К6) фрезерования, рассвер-
ливания, зенкерования, развертывания и других подобных видов
обработки углеродистых и легированных сталей;
3) высокотитановые (Т30К4), наиболее твердые, но малопрочные для
чистового безударного точения с малым сечением среза, нарезания
резьбы и развертывания отверстий при обработке незакаленных и
закаленных углеродистых сталей.
Сплавы из монокарбида вольфрама, карбида титана
и карбида тантала, сцементированных кобальтом
С целью создания более универсальных твердых сплавов для
обработки-резанием материалов с различным характером стружки, в
сплавах ТК частьWC иТЮ заменяют карбидом тантала2. Такие сплавы
группы ТТК на основе системы WC - TiC - TaC(NbC) - Со в условиях
1 Сплав Т5К10 содержите % TiC и 9 % Со.
2 В связи с присутствием ниобия в танталсодержащем сырье карбид тантала
всегда содержит некоторое количество карбида ниобия; для удешевления сплава
часть ТаС нередко заменяют более дешевым и менее дефицитным NbC.
91
Рис. 36. Граница однофазной
области кобальтового угла
системы Со - (Ti, W) С - ТаС
при 1250 °C (-) и температу-
ре солидуса (-------) (по
Чапоровой и Чебураевой)
эксплуатации более проч-
ны и износостойки, чем
сплавы ТК. Хотя промыш-
ленный выпуск сплавов
ТТК осуществляется уже
около 60 лет, металло-
ведческие данные о них
все еще являются непол-
ными.
Установлено, что карбид титана с карбидом тантала (карбидом
ниобия) дает непрерывный ряд твердых растворов, растворимость в
которых WC уменьшается с увеличением содержания карбида тантала.
Растворимость в кобальте твердых растворов(Т), Та, W)C не зависит
от содержания в них ТаС, но зависит от содержания углерода в сплавах,
уменьшаясь в 2 раза при появлении структурно-свободного углерода.
При 1450 °C в кобальте растворяется 4 %(Ti, Та, W)C0 95 , при 1250 °С-
2 %.
На рис. 36 и 37 показаны границы фазовых областей соответственно
кобальтовых углов систем Co-(Ti, W)C - ТаС и Co-C-(Ti, Та, W).
Фазан 1 в сплавах системыTiC - ТаС - WC - Со идентична этой фазе в
сплавах ВК и ТК. Мало изученная фаза у имеет состав ~ 80 % W, ~ 18 %
Со, ~ 1 % Ti и незначительное количество углерода; ее примерная
формула\л/4 СоС .
ГОСТ 3882-вь предусматривает промышленный выпуск четырех
марок сплавов ТТК: ТТ7К12, ТТ8К6, ТТ10К8-Б и ТТ20К9. Первая цифра
обозначает содержание (% по массе) в сплаве суммы1 карбидов титана
и тантала, а вторая - количество кобальта; остальное до 100 % - карбид
вольфрама. Для указанных марок сплавов ТТК соответствующие
суммарные содержания карбидов TiC и ТаС составляют 7 % (4 % TiC +
+ 3 % ТаС), 10 % (8 % TiC + 2 % ТаС), 10 % (3 % TiC + 7 % ТаС) И
20 % (8 % TiC + 12 % ТаС).
Для сплаеа ТТ8К6 первая цифра соответствует содержанию карбида титан!
92
^,°/о!ат.)
Рис. 37. Расположение границ двухфазной области (Ti, W, Та)С + Со а горизонталь-
ном сечении Со - С - (Ti, W, Та) (по Чапоровой, Чебураааой и Потемкиной)
Сплавы ТТК применяют для следующих видов обработки:
ТТ7К12 - тяжелое черновое точение стальных поковок, штамповок и отливок по
корке с раковинами при наличии песка, шлака и различных неметаллических включе-
ний, неравномерном сечении среза и наличии ударов; все виды строгания и тяжелого
чернового фрезерования углеродистых и легированных сталей;
ТТ8К6 - чистовое и получистовое точение, растачивание, фрезерование и
сверление серого и ковкого, а также отбеленного чугуна; непрерывное точение с
небольшими сечениями среза стального литья, высокопрочных, нержавеющих
сталей; обработка сплавов цветных металлов и некоторых марок титановых сплавов
при малом и среднем сечениях среза;
ТТ10К8-Б - черновая и получистовая обработка некоторых марок труднообраба-
тываемых материалов, нержавеющих сталей аустенитного класса, маломагнитных
сталей и жаропрочных сталей и сплавов, в том числе и титановых;
ТТ20К9 - фрезерование стали и другие виды обработки при повышенных требова-
ниях к сопротивлению твердого сплава тепловым и механическим циклическим
нагрузкам.
ТЕХНОЛОГИЯ ТВЕРДЫХ СПЛАВОВ
Принципиально технологические схемы производства всех сущест-
вующих марок порошковых твердых сплавов идентичны, но могут и
существенно различаться по условиям проведения и наличию или
отсутствию отдельных технологических операций.
Технологические процессы рассмотрены ниже на примере производ-
ства сплавов на оснвое карбидов, сцементированных кобальтом. В
93
Прессование
Спекание
Сплав Сплав Сплав 1
ВК ТК ТТК J
Рис. 28. Принципиальная технологическая схема производства твердых оплавов ВМ
ТК и ТТК I
качестве исходных материалов используют триоксид вольфрама
(вольфрамовый ангидрид), полученный прокалкой вольфрамовой
кислоты или паравольфрамата аммония, диоксид титана, оксиды
кобальта, тантал в виде порошка или пентаоксида и сажу.
Типовая технологическая схема производства порошкового твердого
сплава приведена на рис. 38 и предусматривает получение порошков
вольфрама, соответствующих карбидов и кобальта, приготовление
смеси карбидов с кобальтом, прессование заготовок из смесей и
последующее спекание; часто в типовую схему включают еще и доводку
(алмазную заточку или обработку) спеченных изделий.
Исходные материалы 1
Вольфрамовый ангидрид WO3. Триоксид вольфрама, полученный прокалкой
технической вольфрамовой кислоты (H2WO«) или паравольфрамата аммония (ПВА)
при 500 - 800 °C, должен содержать не менее 99,9 % WO3 и соответствовать в
первом случае ТУ 48-19-34-80, а во втором - ТУ 48-19-35-79. Основные примеси
в вольфрамовом ангидриде - алюминий и железо (А(а 03 + Fe203 до 0,04 %), натрий,
кальций и кремний (остаток от гидрохлорирования не более 0,1 %), мышьяк (до
94 I
О 015 %), фосфор (до 0,015 %), сера (до 0,01 %); допускается содержание молибдена
ДО 0,1 %
Даже малые количества примеси натрия (сотые доли процента) вызывают
заметное укрупнение получаемого из WO3 порошка вольфрама. К такому же
результату, хотя и в меньшей степени, приводят примеси кальция и магния. Напро-
тив, примеси молибдена и кремния повышают дисперсность получаемого порошка
вольфрама. Летучие примеси (сера, фосфор) и примесь железа практически на
зернистость вольфрамового порошка не влияют.
Крупность частицМОз составляет от десятых долей до 10-15 мкм при удельной
поверхности от нескольких десятых до нескольких квадратных метров на граМм.
Триоксид вольфрама из ПВА, как правило, болев крупнозернистый и его насыпная
плотность в 1,5 - 2 раза выше, чем у WO3 из H2WO4.
Иногда вольфрамовый ангидрид подвергают предварительному измельчению в
шаровых вращающихся мельницах, что позволяет при его последующем восстанов-
лении водородом даже при достаточно высокой температуре получать мелкозернис-
тый вольфрамовый порошок.
Диоксид титана TiO2. Используемый при производстве сплавов ТК и ТТК диоксид
титана, соответствующий ТУ 6-10-1394-78, получают прокаливанием метатитановой
кислоты (продукт переменного состава, содержащийTiO2, Н2О и S03) в барабанных
вращающихся печах с футеровкой из высокоглиноземистого кирпича при 850 -
1000 °C в течение 6 - 8 ч. После сухого размола в мельнице, работающей в замкну-
том цикле с воздушным сепаратором, диоксид титана содержит, %: ТЮ2 > 99,5;
Fe203< 0,10; SO4 < 0,10; Р2О6 < 0,06 и SiO2 < 0,20; остаток при мокром просеве
через сито N° 0063 составляет не более 1 %. Иногда перед применением такой
диоксид титана для удаления Р2О5, SO3 и SO2 прокаливают при 700-800 °C в
электропечах.
Оксид кобальта (Со2О3 или Со3О4). Оксид кобальта по ТУ 48-19-33-79 получают
либо из металлического кобальта, либо из технического гидроксида кобальта. В
первом случае исходный металлический кобальт (продукт пирометаллургической
обработки мышьяковых, сульфидных и окисленных кобальтовых руд) сначала
растворяют в соляной кислоте и очищают раствор от примесей железа, марганца и
др. После этого осаждают из раствора оксалат кобальта СоС2О4 (щавелевокислый
кобальт), который отфильтровывают, промывают, обезвоживают и прокаливают при
350 - 400 °C, получая черный порошок оксида кобальта, содержащий, %: Со > 70;
Ni< 1,5; Мп<0,09; Fe<0,06; Са< 0,01; Na<0,018. Во втором случае технический
гидроксид кобальта, полученный при переработке конвертерных шлаков, восстанав-
ливают при 600 - 700 °C, а спекшуюся массу металлического кобальта обрабатыва-
ют горячей соляной кислотой, после чего из очищенного раствора хлористого
кобальта осаждают щавелевокислый кобальт и получают из него оксид кобальта, как
указано выше.
Сажа. В производстве твердых сплавов используют ламповую или газовую
сажу - продукт термического разложения углеводородов. По ГОСТ 7885-77 такая
сажа имеет удельную поверхность 12-16м2/г, содержит алаги не более 0,5 %,
зольность ее не более 0,2 %. Перед применением для получения порошка вольфрама
или карбидов сажу можно прокалить при 750 - 800 °C в муфельных электропечах,
чтобы уменьшить содержание в ней летучих примесей и влаги.
Тантал. Порошок тантала с частицами размером в несколько микрометров
получают натриетермическим восстановлением пентаоксида тантала, а размером в
несколько десятков микрометров - электролизом расплавленных сред. Такие
порошки тантала содержат, %: кислорода 0,5 - 2 (натриетермические мелкозернис-
тые) или 0,1 - 0,2 (электролитические крупнозернистые), кремния до 0,1, углерода до
”2, железа до 0,1.
Пентаоксид тантала Та205, используемый в качестве танталсодержащего
материала при производстве твердых сплавов ТТК, получают разложением пента-
хл°рида тантала водой при 90 -100 °C или паровым гидролизом при 200 - 250 °C.
95
Получение порошков вольфрама и кобальта
и
3
Вольфрам. Порошок вольфрама (a-модификация с кубической
кристаллической решеткой, период которой а =0,316 нм) получают
восстановлением W03 водородом или углеродом (сажей); его цвет
изменяется в зависимости от зернистости от черного (мелкие порошки)
до серого (крупнозернистые порошки).
Наиболее широко применяют способ восстановления вольфрамового
ангидрида водородом, осуществляемый в электропечах либо толкатель
ного типа с горизонтально расположенными 2-13 стальными трубами
диаметром 50-75мм и длиной 5-7м или 1-4 муфелями прямо-
угольного сечения (например, 160 х (40 + 50) или 300 х 70 мм) и длиной
4 - 6 м, либо с вращающейся трубой диаметром 250 - 400 мм и длиной
1,5-4м. Такие печи имеют по длине 2-3 температурные зоны
противоточную или прямоточную подачу водорода. Режимом восстанов
ления (температурой по зонам нагрева, скоростью продвижения WO
через печное пространство, количеством W03 в лодочке, расходом
влажностью и направлением подачи водорода) определяется зернис
тость получаемого порошка вольфрама.
В случае получения мелкозернистого (около 95% зерен размеро!
< 1 мкм) и среднезернистого (около 25 % зерен размером 1 - 4 мкл
остальные < 1 мкм) порошка вольфрама восстановление ведут в дв
стадии: первое - до бурого оксида W02 при 600 - 700 °C (для мелкозер
нистых порошков) и 700 - 800 °C (для среднезернистых порошков)
второе - до вольфрама при 750 - 850 °C (для мелкозернистых порош
ков) и 800 - 950 °C (для среднезернистых порошков). Расход водород
зависит от площади сечения рабочего пространства печи и требуемо
зернистости получаемого порошка вольфрама. На первой стадии о
обычно в 2 - 4 раза меньше, чем на второй стадии (например, соотве'
ственно 0,5-2м3/ч и 2-5м3/ч). Длительность восстановления н
первой стадии в 1,2-2 раза меньше, чем на второй стадии (2-3
3-4ч), а загрузка материала в лодочки на первой и второй стадия
примерно одинакова.
Печи с вращающейся трубой используют преимущественно на перво
стадии восстановления, обеспечивая получение 1 - 2 т W02 в сутки, чт
в несколько раз превышает производительность печей других типо(
Для получения грубозернистых порошков вольфрама (около 25 % зере
размером 1 - 4 мкм, до 10 % зерен размером 4-12 мкм, до 10 % зере
размером 13-40 мкм, остальное - зерна размером < 1 мкм) восста
новление проводят в одну стадию при 1200 °C в печи с алундовым
муфелем и молибденовым нагревателем. Твердые сплавы на основе
такого вольфрама имеют индекс ”В” (например, ВК4-В, ВК11-В и т.д.^
Мелко- и среднезернистый вольфрам, содержащий кислорода не более
96
0,30 %, просеивают через сетку № 025-016; насыпная плотность должна
быть не менее 2,5г/см3. Грубозернистый вольфрам подвергают
размолу в шаровых вращающихся мельницах и просеву через сетку
№016-02; насыпная плотность его после просева не менее 9,0 г/см3,
содержание кислорода в нем не более 0,2 %.
При углеродном восстановлении вольфрамовый ангидрид смешива-
ют с сажей в шаровых вращающихся мельницах и получаемую шихту
пропускают через графитотрубчатую печь при 1400-2000 °C. Порошок
вольфрама содержит до 0,5 % примеси углерода и до 0,15 % кислорода
и после размола в шаровой вращающейся мельнице имеет насыпную
плотность > 2,5 г/см3. Примесь углерода существенно ухудшает и без
того невысокую пластичность вольфрама.
Вольфрам водородного восстановления характеризуется повышен-
ной чистотой более регулируемой однородной зернистостью, что
обеспечивает твердым сплавам лучшее качество, чем вольфрам
углеродного восстановления.
Кобальт. Оксидное соединение кобальта восстанавливают водоро-
дом в трубчатых или муфельных электропечах при 500-700 °C в
течение 4 - 5 ч. Мягкие, легко рассыпающиеся брикеты при растирании
и просеве на вибросите через сетку № 004 превращаются в порошок
кобальта с частицами размером 1 - 5 мкм, насыпной плотностью
С 0,75 г/см3 и содержанием кислорода < 0,7 %.
Получение карбидов
Монокарбид вольфрама. Для науглероживания частиц вольфрама
используют сажу и атмосферу углеродсодержащих газов. Порошок
вольфрама требуемой зернистости смешивают с сажей из расчета ее
содержания в смеси 6 - 6,1 %; например, в двухконусном смесителе
емкостью 320 л при 20 - 22 об/мин в течение 1 - 2 ч без размольных тел
перемешивают 200 - 300 кг смеси, в барабанном смесителе вмести-
мостью 1,5 м3 при 31 об/мин с 600 кг стальных шаров диаметром 15 -
35 мм перемешивают 720 кг смеси в течение 4 ч, в шаровой вращаю-
щейся мельнице вместимостью 500 л при 35-40 об/мин со 150-
160 кг стальных шаров диаметром 15-35 мм перемешивают 400 кг
смеси в течение 3 ч.
Приготовленную смесь для карбидизации (СДК) прокаливают в
электропечах с графитовой трубой или алундовым муфелем в лодочках
из графита (загрузка 8-12 кг); время пребывания лодки в зоне нагрева
печи составляет 1 - 2 ч (периодичность продвижки 15-30 мин на длину
л°Дочки). Как правило, через печное пространство продувают водород,
при взаимодействии которого с сажей или графитом при температурах
97
выше 1300 °C образуется ацетилен С2Н2. В печах с графитовой трубой
процесс можно вести и без пропускания водорода - в атмосфере СО +
+ N2, образующейся при попадании в печь воздуха. В результате
присутствия в печном пространстве углеводородов или оксида углеро-
да происходит науглероживание вольфрама, что важно отметить для
характеристики механизма образования WC: на поверхности частицы
вольфрама с участием углерода, содержащегося в газовой атмосфере,
образуется фаза WC, из которой углерод диффундирует внутрь с
образованием слоя фазы\л/2 С, примыкающего к вольфрамовой сердце-
вине. Скорость превращения частицы вольфрама в частицу WC зависит
от скорости диффузии углерода из слоя карбида вольфрама внутрь
частицы вольфрама. Науглероживание идет тем быстрее, чем меньше
размер частиц вольфрама и выше температура карбидизации. Так,
мелкозернистые порошки вольфрама подвергают карбидизации при
1350-1450 °C, среднезернистые порошки - при 1450-1500 °C и
грубозернистые порошки - при 1600- 1650 °C. Логично было бы
предположить, что чем крупнее порошок вольфрама, тем крупнее и
порошок получаемого из него карбида, и наоборот. Однако практика
показывает, что размеры частиц WC могут превышать размеры исход-
ных частиц вольфрама, быть одинаковыми с ними или существенно
меньше их. Например, в процессе науглероживания крупных (10-
15 мкм и более) частиц вольфрама происходит их растрескивание под
влиянием напряжений, возникающих при диффузии углерода и пере-
стройке кристаллической решетки вольфрама в кристаллическую
решетку его карбида. В случае мелкозернистых порошков вольфрама
науглероживание не приводит к диспергированию и размер частиц WC
соответствует размеру исходных частиц вольфрама либо несколько
превышает его из-за явления агломерации. Примеси натрия и кальция в
вольфраме способствуют получению более мелких частиц его карбида,
а сера даже в количестве 0,05 % вызывает укрупнение частиц WC.
Температура карбидизации, влияя на размер частиц, содержание в‘
них примесей и степень несовершенства кристаллической решетки,
изменяет пластичность WC и, соответственно, твердого сплава в целом.
Так, с увеличением температуры карбидизации наблюдается возрас-
тающая полнота удаления примесей магния, кальция и кремния. В
связи с этим карбидизацию грубозернистого вольфрама можно
проводить при 1800-1850 или 2000-2200 °C. Твердые сплавы из
таких карбидов вольфрама получили определяющие индексы ВК, КС и К
(например, ВК11-ВК*, ВК20-КС**, ВК25-КС**, ВК20-К** и др.) и отлича-
ются существенно большим размером фазы WC (4-12 мкм). После
* Карбид вольфрама получен при 1800 - 1850 °C.
** Карбид вольфрама получен при 2000 - 2200 °C.
98
карбидизации спекшиеся достаточно прочные брикеты WC размалыва-
ют (при высокотемпературной карбидизации брикеты сначала дробят на
дековых дробилках) в шаровой мельнице стальными шарами диамет-
ром 15- 50 мм в течение 1 - 3 ч. Порошок карбида вольфрама просеи-
вают через сетку № 014-025; содержание в нем свободного углерода
должно быть < 0,08 %, общего углерода 6,0 - 6,1 %, а серы < 0,025 %;
насыпная плотность равна 2,4 - 4,3 г/см3 (WC из мелко- и среднезер-
нистого вольфрама) или более 5,5 г/см3 (WC из грубозернистого
вольфрама).
Карбид тантала. Готовят стехиометрическую смесь порошка тантала
или его пентаоксида с сажей и прокаливают ее в печи с графитовой
трубой при 1650- 1800 °C в атмосфере Н2. Образующиеся брикеты
размалывают в шаровых вращающихся мельницах.
Двойной карбид TiC - WC. На рис. 39 и 40 приведены соответственно
кривые растворимости WC в TiC и микротвердость образующихся
твердых растворов (Ti, W) С. При насыщении карбидом вольфрама,
технический карбид титана, являющийся фактически оксикарбонитри-
дом титана (так как содержит значительные количества примесей
кислорода и азота), дополнительно науглероживается и происходит
Рис. 39. Кривые рестворимости WC в TIC:
* - по Уманскому и Хидекелю; 2 - по Меткафу; 3 - по Крейнеру; 4 - по Чапоровой и
'ретьякову
о w во
рис. 40. Микротвердость сплавов системы TiC - WC
99
выделение газов СО и N2. Если этот процесс будет протекать при
спекании, то уплотнение заготовки будет нарушено. Поэтому предпочи-
тают готовить твердый раствор TiC - WC заранее, совмещая к тому же
этот процесс с одновременным образованием в реакционной шихте
карбида титана либо карбида титана и карбида вольфрама. В связи с
этим смесь для карбидизации может состоять, либо из диоксида титана,
сажи и карбида вольфрама или вольфрама, либо из вольфрамового
ангидрида, диоксида титана и сажи. В отечественной практике чаще
используют первый и второй варианты, так как в третьем случае
труднее обеспечить заданный состав конечного продукта по углероду и
снижается производительность печи из-за большого объема исход-
ной шихты.
Смесь ТЮ2 +C + WC или ТЮ2 +C + W рассчитывают на получение
твердого раствора с соотношением TiC:WC = 30:70, что соответствует
составу однофазного твердого раствора (Ti, W)C, насыщенного при
1500- 1550 °C (температура спекания сплавов ТК). В этом случае при
спекании заготовок не будет происходить ни распада твердого
раствора, ни дополнительного растворения в нем WC, разбавляющего
при необходимости твердый раствор до требуемого содержания
карбида титана в сплаве.
Смешивание соответствующих компонентов проводят в шаровых
вращающихся мельницах (барабаны вместимостью 50 или 200 л) со
стальными шарами диаметром 15-35 мм (основная масса) и 50-
70 мм (10- 15 %
шаровой загрузки).
Продолжительность
смешивания
до 24 ч, в том числе 4 - 8 ч для ТЮ2 + С и 6 - 18 ч после добавления WC
или W. Карбидизацию проводят в графитотрубчатых печах при 2000-
2300 °C в атмосфере водорода; время пребывания лодочки в печи 3,5-
4 ч, в том числе в горячей зоне около 0,5 ч. В процессе прокалки по
поверхности зерен WC (имеющихся или образующихся из вольфрама и
сажи) диффундирует титан, образуя слой TiC, на базе которого из
частицы WC формируется зерно (Ti, W)C. В связи с
образования твердого раствора на его зернистость
WC: более дисперсные частицы твердого раствора
таким механизмом
влияет зернистость
могут быть получе-
ны при применении мелкозернистого порошка вольфрама или его
карбида. С повышением температуры и длительности прокалки смеси, а
также количества примесей (металлов железной группы) зерна
твердого раствора (Ti, W)С укрупняются. Спекшиеся брикеты светло-се-
рого цвета подвергают измельчению в шаровых вращающихся мельни-
цах стальными шарами диаметром 15-50 мм в течение 3-20 я.
По техническим условиям сложный (двойной) карбид должен
содержать не менее 9,45 % связанного углерода, йе более 0,3 %
свободного углерода, 23 - 25 % титана, не более 0,3 % железа, 0,2 -
0,4 % кислорода и до 0,15 % азота. Присутствие азота в таком карбиде
100
не влияет на качество твердого сплава, так как при спекании азот не
выделяется, тогда как наличие кислорода может привести к повышен-
ной пористости спеченного сплава из-за выделения образующегося при
спекании оксида углерода.
Тройной карбид TiC - ТаС - WC. Смесь для карбидизации состоит
из Ti02, сажи, WC и ТаС и рассчитывается на получение твердого
раствора (Ti, Та, W)C с отношением (TiC + TaC):WC от 30:70 до 51:49
при содержании в готовом карбиде 9-30% ТаС и 17-21% TiC.
Режимы карбидизации и размола такого сложного карбида идентичны
получению порошка двойного карбидаTiC - WC.
В тройной системеTiC - ТаС - WC при температурах 1500 °C и выше
имеется область однофазного твердого раствора (Ti, Та, W)C на основе
карбида титана, смачиваемость которого кобальтом лучше, чем
смачиваемость двойного сложного карбида (Ti, W)C.
Приготовление смесей ВК, ТК и ТТК
Получение смеси порошкообразных компонентов, образующих в
конечном счете твердый сплав, сводится, по существу, к способу
добавки цементирующего металла к порошкам одного или нескольких
карбидов; наиболее часто применяют химическое или механическое
смешивание.
При химическом смешивании используют водные растворы углекис-
лого [СоСО3 -тСо(ОН)2-пН20], щавелевокислого (СоС2О4) или
аммиачнохлористого {[Co(NH3)6]Cl3j кобальта, которыми заливают
карбидные частицы. Затем либо упаривают раствор при его непрерыв-
ном перемешивании и прокаливают смесь карбидных частиц с твердой
солью в токе водорода, получая смесь карбида с кобальтом (так
поступают при использовании углекислого или щавелевокислого
кобальта), либо вытесняют кобальт из раствора его комплексной соли
цинковой пылью. В этих вариантах наблюдаются некоторое обезуглеро-
живание карбида в процессе прокалки и загрязнение смеси цинком,
возникает необходимость в установке дополнительного оборудования и
включении в технологию чисто химических процессов, что усложняет
производство.
При механическом смешивании к карбиду можно добавлять твердую
соль или оксид кобальта, восстанавливая затем такую смесь водоро-
дом (обезуглероживание карбида, присущее химическому смешива-
нию, сохраняется), а можно натирать на карбидные частицы кобальт из
приготовленных из него футеровки и размольных тел (в этом случае
главная трудность - определить время натирания, необходимое для
получения требуемого состава смеси, так как оно одновременно
101
зависит и от дисперсности карбидных частиц, и от размера размоль-
ных тел).
В производственной практике наиболее распространено механичес-
кое смешивание порошков кобальта и карбидов в шаровых вращающих-
ся, вибрационных и аттриторных мельницах, позволяющее получать
высококачественные минимально загрязненные смеси из карбидов
различной исходной зернистости, которая может быть изменена в
процессе размола. Такое смешивание (совместный размол) можно
проводить в газовой атмосфере (воздух, инертный газ), в вакууме или в
жидкой среде (вода, ацетон, бензин, этиловый спирт). Мокрый размол
более предпочтителен, так как обеспечивает лучшее распределение
кобальта между карбидными частицами и его натирание на их поверх-
ность. При этом одновременно происходят разрушение конгломератов и
дробление частиц карбидов и кобальта и их тщательное перемешива-
ние, причем присутствие кобальта не препятствует измельчению
карбидных зерен, хотя несколько понижает его интенсивность. Степень
измельчения частиц карбидов и кобальта может достигать 10-20 и
более. В процессе размола кубическая модификация кобальта превра-
щается в гексагональную. Важным является то, что на поверхности
карбидных частиц наряду с частицами металлического кобальта
присутствуют пленчатые частицы оксида кобальта Со3О4 весьма
малого размера (порядка 30 нм), способствующие в последующем
спеканию.
Условия размола (смешивания) порошков соответствующего
карбида и кобальта оказывают существенное влияние на конечные
свойства твердого сплава. При мокром размоле в шаровой вращающей-
ся мельнице используют все типы движения размольных тел: скольже-
ние, перекатывание и перекатывание + ударное воздействие. Скорость
вращения барабана мельницы выбирают в интервале 0,6- 0,8пкр, что
для барабанов диаметром 0,6-1 м составляет 30-36 об/мин. В
барабане с твердосплавной футеровкой и твердосплавными размольны-
ми телами возможны скорости вращения, близкие к пкр; при этом
интенсивность измельчения может быть увеличена примерно в 1,7 раза
по сравнению с измельчением при скорости вращения барабана
в 0,6лкр.
В качестве размольных тел применяют шары (чаще) или пластины из
твердых сплавов, в основном ВК4 или ВК6. Размер шаров зависит от
типа получаемой смеси и составляет 4-8 или 8 -12 мм для смесей ВК
и 15 -18 мм для смесей ТК и ТТК. По мере изнашивания (примерно 1 г
на 1 кг шаров за сутки) шары размером менее допустимого по техни-
ческим требованиям отделяют от основной массы. Новые шары
добавляют к общей массе шаровой загрузки, когда ее убыль составляет
1,5-2% или при замене изношенных шаров, когда их количество в
102
общей массе составляет примерно 10%. Желательно, чтобы добавляе-
мые шары имели максимальный размер. Более мелкие шары интенсив-
нее измельчают карбидные частицы и эффективнее смешивают их с
кобальтом; меньше изнашивается футеровка мельницы.
Количество размольных тел обычно в 2,5 - 3,5 раза превышает
общую массу смешиваемых компонентов, а при интенсивном размоле
отношение шары: смесь по массе достигает 5-7 (например, в
барабаны вместимостью 160-180 л загружают 500-700 кг шаров и
200 кг смеси или 600 кг шаров и 100 кг смеси). Длительность размола,
влияя на интенсивность измельчения, определяется требованиями,
предъявляемыми к размеру зерен карбидов; обычно она изменяется от
1 - 2 до 4 - 5 суток.
В отечественной практике смеси готовят размолом компонентов в
спирте (ацетон и бензин более опасны, а вода менее технологична, так
как сушку смеси придется вести в вакууме при пониженной температу-
ре или в нейтральной либо восстановительной атмосфере, но при
относительно высокой температуре). Оптимальным количеством
спирта считается 0,25 - 0,4 л на 1 кг размалываемой смеси.
Расчет шихты для получения смесей ведут для марок ВК по приве-
денным ниже формулам (3.1) и (3.2), а для марок ТК и ТТК по формулам
(3.1), (3.3) и (3.4):
Ап /100 =К;
А-К =8/,
Ар/т =Т;
А -(К +Т)=В3,
(3-1)
(3-2)
(3.3)
(3.4)
гдеД - масса приготавливаемой смеси, кг;п - содержание кобальта в
смеси, %; К - масса кобальта в смеси, кг; р - содержание титана в
смеси, %; т - содержание титана в сложном карбиде, %; Т - масса
сложного карбида в смеси, кг;Вг - масса карбида вольфрама в смеси
ВК, кг;В2 - масса карбида вольфрама для расшихтовки (разбавления)
сложного карбида, обеспечивающей заданное содержание титана в
смеси, кг.
Пример расчета шихты для смеси ВК4. Пусть масса приготовленной смеси,
определяемая технологической инструкцией, должна составлять 200 кг, т.е. А = 200.
Среднее содержанье кобальта в такой смвси примем равным 4 %, т.е. л = 4. Тогда,
используя формулы (3.1) и (3.2), получим:
* = Ал/100 = 200 4/100 = 8 кг; Вг = А - К = 200 - 8 = 192 кг.
Загрузив в мельницу или какое-либо другое размольное устройство 8 кг порошка
обальта и 192 кг порошка карбида вольфрама, получим по истечении заданного
“Ремени измельчения 200 кг смеси ВК4.
Пример расчета шихты для смеси Т15К6. Пусть, как и в предыдущем случае,
Масса приготовленной смеси составляет 200 кг, т.е. А = 200. В такой смеси должно
103
быть среднее содержание кобальта 6%, т.в. л = 6, а титана 12% (в пврвсчвтв это
соответствует 15 % TiC в емвеи), т.в. р = 12. Допустим, что содержание титана в
сложном карбиде TiC - WC равно 24 %, т.в. т = 24. Тогда, используя формулы (3.1),
(3.3) и (3.4), получим:
К = Ал/100 = 200 • 6/100 - 12 кг; Т = Ар/т = 200 • 12/24 - 100 кг;
В2 = А - (К + Т) = 200 - (12 + 100) = 88 кг.
Загрузив в мельницу 12 кг порошка кобальта, 100 кг порошка сложного (двойно-
го) карбида и 88 кг порошка карбида вольфрама для расшихтовки (разбавления)
сложного карбида, получим после размола 200 кг емвеи Т15К6.
Аналогично рассчитывают шихту для смеси ТТК, так как, рассчитав
по заданному содержанию титана в сплаве требуемое количество
сложного (тройного) карбида (Ti, Та, W)C, 'одновременно обеспечивают
и необходимое количество тантала в смеси, определяемое его
содержанием в тройном карбиде.
Смесь из мельницы либо сливают через люк, закрываемый крышкой
с отверстиями, значительно меньшими минимального размера
размольных тел, либо выдавливают сжатым воздухом через специаль-
ный патрубок. Для отделения кусковых материалов (неразмолотые
карбидные частицы, кусочки размольных тел или футеровки) смесь
процеживают через стационарное или вибрационное сито (сетка
№ 0056-0045). Вибропроцеживание эффективнее, так как ускоряется
проход смеси через сетку и облегчается труд работающих.
Применение для приготовления смеси шаровых вибрационных
мельниц и аттриторов (известных также под названием РАНД -
размольный агрегат непрерывного действия) все еще не имеет
широкого распространения, хотя требуемая дисперсность карбидных
частиц достигается в 2 - 3 раза быстрее, а в аттриторах иногда даже в
9-12 раз быстрее по сравнению с шаровыми вращающимися мель-
ницами.
После мокрого размола смесь сушат в дистилляторах с паровым
обогревом при 90-120 °C (температуры кипения спирта порядка
80 °C); 85 - 90 % спирта улавливают и конденсируют, а затем возвраща-
ют в производство. Продолжительность сушки составляет 9-14 ч, а
охлаждения (примерно до 25-30 °C) - 6-10 ч. Высушенную смесь
просеивают на вибрационных ситах через сетку №008-01 (смеси ВК
групп М и ОМ - через сетку № 025-018), что позволяет удалить посторон-
ние механические загрязнения и разрыхлить смесь.
В последнее десятилетие все большее применение находит сушка
смеси, в состав которой введен спирторастворимый пластификатор
(поливинилацетат ПВА, полиэтиленгликоль ПЭГ или их смесь ), распы-
лением горячим (170-200 °C) азотом, как показано на рис. 41. Пульпу
размольной мельницы (на рисунке не показана) через питающий
(промежуточный) резервуар насосом подают под давлением около 0,6
МПа через распылительную форсунку в сушильную камеру 1, куда]
104
Рис. 41. Установка (схема) для сушки
распылвнивм пульпы твердосплавной
смеси после размола компонентов в
спирте
пройдя подогреватель 5, поступает
также горячий азот под давлением
0,1 - 0,3 МПа. Образовавшиеся при
распылении пульпы гранулы, осво-
бодившись от спирта (высохнув),
скапливаются в разгрузочном бун-
кере 6. Смесь паров спирта с азо-
том (температура около 100 °C) из
камеры 1 поступает в циклон 2 (в
его разгрузочном бункере накап-
ливаются унесенные из камеры 1
мелкие гранулы) и насосом пода-
ется в скруббер-конденсатор 3, i
поступает в холодильник 4.
спирт отделяется от азота и
В любом случае после сушки смесь проходит опробование (контроль
на химический состав, определение макро- и микроструктуры, плотнос-
ти, твердости, коэрцитивной силы, режущих или буровых свойств
спеченных образцов).
Формование заготовок
Пластифицирование смесей. Карбидная основа твердосплавной
смеси делает ее малопластичной, трудно прессуемой и плохо формуе-
мой. Поэтому в большинстве случаев перед формованием заготовок к
смеси добавляют какое-либо пластифицирующее вещество, одновре-
менно обладающее способностью склеивать частицы (порошинки) друг
с другом. На практике такими добавками служат глицерин, парафин,
гликоль, камфора, олеиновая кислота и синтетический каучук, наиболее
широко применяемый в виде его раствора в бензине (СК). Сначала
получают СК 12-15%-ной концентрации, растворяя кусочки синтети-
ческого каучука в авиационном бензине (наиболее чистом), а затем его
разбавляют до концентрации 4-5 или 7 - 8,5 %, добавляя бензин из
расчета
Б = У[(Ь/а)-1],
где Б - количество бензина для разбавления раствора СК, л; V -
количество раствора СК, подлежащее разбавлению бензином, л; to-
ws
содержание каучука в разбавляемом растворе СК, %; а - требуемое
содержание каучука в растворе после разбавления, %.
При замешивании количество раствора СК берут из расчета содержа-
ния в смеси примерно 1 % каучука. В случае более мелкозернистых
смесей целесообразнее применять менее концентрированный раствор
СК. Замешивание проводят вручную на металлическом противне
перелопачиванием либо в механических шнековых или лопастных
смесителях. После замешивания смесь подсушивают при 70-90 °C и
просеивают через сетку №0315-063. Затем она поступает либо на
прессование, либо на гранулирование во вращающемся смесителе с
увлажнением бензином или на вибросите. Гранулы имеют размер 0,5-
1,5 мм, который не является оптимальным. Кроме того, при спекании
каучук удаляется не полностью, повышая содержание углерода в
твердом сплаве на 0,1 - 0,2 % и способствуя появлению крупных пор
в нем.
В связи с этим более желательно применение обладающих высокой
адгезионной способностью и пластичностью спирторастворимых
пластификаторов ПЭГ и ПВА, которые добавляют к компонентам
смеси при мокром размоле в количестве 1,8-2%. После сушки
распылением получают гранулы размером до 250 мкм (85 % гранулы
размером 100 - 200 мкм, 10 - 12 % - менее 63 мкм).
При применении парафина замешивание смеси необходимо прово-
дить в обогреваемых смесителях, обеспечивающих его расплавление.
Уступая каучуку по эластичности и клейкости, парафин к тому же
понижает текучесть смеси после замешивания, а для его удаления
перед окончательным спеканием заготовок требуется специальное
печное оборудование. Поэтому, хотя механическая обрабатываемость
прессовок улучшается, а их плотность возрастает, парафин в качестве
пластификатора в твердосплавном производстве применяют не очень
широко, в основном при мундштучном формовании заготовок.
Гликоль и глицерин в виде растворов в спирте, камфора в виде
раствора в бензине, а также олеиновая кислота не обеспечивают
получения прессовок высокой прочности.
Прессование в пресс-формах. Смесь с пластификатором, подготов-
ленную к уплотнению, прессуют в заготовку заданной формы и
размеров на гидравлических или механических прессах при давлении
50 - 250 МПа. При относительно простой геометрии изделия стремятся
прессовать заготовку полным профилем, тогда как при наличии в
готовом изделии скосов, конусов и т.п. прессуют заготовку упрощенной
формы, а затем подвергают ее требуемой механической обработке.
Линейное упругое последействие не превышает 0,5 - 1,5 % и увеличива-
ется с повышением давления прессования и содержания кобальта в
смеси. Для повышения точности изготовления желательно при прессо-
106
вании на гидропрессе выдерживать заготовки под давлением в течение
30-60 с. Целесообразно применять двустороннее прессование и
разъемные пресс-формы.
Пористость прессовок обычно составляет 40 - 50 % и не влияет на
конечные свойства спеченного изделия, если соблюдено условие
равноплотности заготовки по объему.
Мундштучное формование. Пластифицировав твердосплавную смесь
парафином, можно при сравнительно небольших давлениях обеспечить
ее истечение через очко мундштука с получением длинных спиральных
изделий - сверл, фрез, разверток и др. К смеси добавляют 6-15%
парафина (тем больше, чем дисперснее смесь и выше содержание в ней
кобальта) в виде мелкой стружки, массу нагревают до 80 -120 °C и
тщательно перемешивают. Затем для улучшения гомогенизации ее
продавливают через круглые мундштуки или многоканальные фильеры,
после чего спрессовывают в цилиндрические брикеты диаметром,
соответствующим диаметру контейнера для выдавливания требуемого
изделия. Пресс-форму для продавливания подготовленных цилиндричес-
ких брикетов нагревают до 35 - 40 °C и со степенью обжатия 94 - 99 %
выдавливают материал при скорости истечения 2-3 мм/с.
Механическая обработка. Трудность получения качественных (равноплотных)
прессовок сложной формы делает неизбежным применение механической обработ-
ки заготовок до спекания. При этом удаляют дефектные участки заготовок, что
повышает механические свойства спеченных изделий.
Перед простой механической обработкой заготовки сушат при 150-200 °C в
шкафах с электрическим (рабочее пространство шкафа по условиям техники
безопасности должно быть герметично изолировано от нагревателей) или паровым
обогревом либо в сушилах с нагревом инфракрасными лучами. При нагреве, если
пластификатором служил синтетический каучук, бензин улетучивается, а каучук
частично подвергается деструкции и. полимеризации, что приводит к увеличению
прочности заготовки до уровня, достаточного для ее заточки или шлифования
абразивными кругами. Перед более сложной механической обработкой (фрезерова-
нием, сверлением и т.п.) заготовки подвергают предварительному спеканию при
650 - 900 °C в водороде, во время которого полностью удаляются бензин и каучук, а
межчастичные связи развиваются и их прочность существенно повышается.
Механической обработке могут быть подвергнуты также так называемые
пластифицированные заготовки с повышенным содержанием парафина, введенного
в них специальными приемами. Таким заготовкам, по обрабатываемости похожим
на заготовки из мягких металлоа, можно придать почти любую форму обработкой на
металлорежущих станках: получают фрезы ( зуборезные, шлицевые, червячные и
ДР-), дисковые резцы, многоканальные фильеры, детали приборов и т.п.
Спекание. Свойства твердых сплавов
Спекание в технологии твердых сплавов является важнейшей
операцией, в процессе осуществления которой высокопористая
заготовка превращается в практически беспористое (остаточная
пористость 0,1 - 0,2 %) изделие с требуемыми физическими и механи-
107
ческими свойствами. Нагрев заготовок сопровождается появлением
жидкой фазы вследствие расплавления эвтектики (двойной, тройной или
более сложной по составу) и перекристаллизацией через нее некоторо-
го (иногда весьма существенного) количества карбидной основы
твердого сплава, что оказывает решающее влияние на формирование
конечной микроструктуры спеченного изделия. Независимо от марки
твердого сплава при нагреве сначала выгорает пластификатор и
восстанавливаются оксиды на поверхности частиц металла-связки,
затем за счет диффузионных процессов развиваются межчастичные
связи, образуется твердый раствор карбидов в кобальте и происходит
уплотнение, достигающее максимума при появлении жидкой фазы; при
охлаждении завершается формирование структуры прежде всего в
части приобретения карбидными частицами окончательного размера и
формы.
Спекание может быть разным: двухстадийным (сначала предвари-
тельное низкотемпературное, а затем окончательное высокотемпера-
турное) или прямым одностадийным стационарным спеканием в
восстановительно-науглероживающей газовой среде, стационарным
высокотемпературным в вакууме после предварительного спекания в
восстановительно-науглеромвающей газовой среде, поточным (при
непрерывном продвижении лодочек с заготовками через печь) в
однозонных или многозонных печах в восстановительно-науглерожи-
вающей газовой среде.
Предварительное низкотемпературное спекание прессовок, загру-А
женных в графитовые лодочки, ведут при 700- 1000 °C в водородеИ
обеспечивая удаление пластификатора, восстановление оксидов мН
упрочнение заготовок, позволяющее подвергать их затем механической
обработке. Скорость нагрева и охлаждения заготовок не может быть
большой, особенно в случае крупногабаритных или сложных по форме
изделий, так как резкие колебания температуры недопустимы из-за
опасности растрескивания их.
Основные моменты, связанные с высокотемпературным спеканием,
и свойства твердых сплавов в соответствии с указанной выше класси-
фикацией рассмотрены ниже.
Сплавы ВК. Температура спекания зависит от содержания в сплаве
кобальта (чем его больше, тем ниже температура изотермической
выдержки) и практически находится в интервале 1350- 1480 °C, т.е.
выше температуры плавления двойной эвтектики в системе WC - Со.
При нагреве частицы твердого кобальта сначала насыщаются карбидом
вольфрама (состав образующегося твердого раствора по мере
повышения температуры изменяется по линии аа' на рис. 24), а прИВШ
1340 °C появляется жидкая у-фаза, хорошо смачивающая частицы WCM
(краевой угол смачивания около 0°). Заметное уплотнение начинаетс/И|
108
примерно с 1150 °C и заканчивается после появления жидкой фазы
(плотность, близкая к теоретической, достигается за несколько минут);
уплотнение в случае более мелкозернистых порошков идет активнее.
Повышение температуры, например до 1400 °C, приводит к некоторо-
му дополнительному (против эвтектического состава) растворению WC
в жидкой фазе. При изотермическом спекании в порошковой заготовке
присутствует некоторый объем жидкости (количество зависит от марки
сплава) и большое количество нерастворившихся в ней частиц WC. При
перекристаллизации через жидкую у-фазу частицы WC укрупняются и
приобретают правильную огранку. При охлаждении заготовки они
несколько увеличиваются в размерах, так как на них кристаллизуется
WC, выпадающий из жидкости или выделяющийся при ее затвердева-
нии. Таким образом, спеченные сплавы ВК должны быть двухфазными и
состоять из кристаллов WC, между которыми располагается кобальто-
вая фаза с размером участков от нескольких десятков до 300-
500 мкм. При изменении содержания углерода технические сплавы
могут оказаться трехфазными: WC + у + графит при избытке углерода
или WC + у + т] i при его недостатке в исходной смеси из-за ее частич-
ного обезуглероживания при спекании. Появление графита или фазы Hi
в структуре изменяет свойства сплава: фаза ц повышает твердость и
хрупкость сплавов и понижает, иногда существенно, их прочность;
свободный графит несколько снижает твердость и прочность сплавов.
На свойства сплавов (рис. 42 - 45) влияет также и содержание углерода
в пределах двухфазной области WC+у (терминами ’’низкоуглеродис-
тые” и ’’высокоуглеродистые” обозначены сплавы с содержанием
углерода, близким соответственно к
бедноуглеродистой или богатоуг-
Рис. 43. Зависимость ударной вязкости КС для низкоуглеродистых (1) и высокоугле-
Родистых (2) сплавов ВК от содержания кобальта
Рис. 42. Зависимость коэрцитивной силы Нс для низкоуглвродистых (1) и высокоуг-
лвродистых (2) сплавов ВК со средним размером зерна WC ~ 2 мкм от содержания
кобальта
109
Рис. 44. Зависимость временного сопротивления при изгибе для низкоуглеродистых
(1) и высокоуглеродистых (2) сплавов ВК со средним размером зерна WC ~ 2 мкм
от содержания кобальта
Рис. 45. Зависимость временного сопротивления при изгибе для низкоуглеродистых
(1) и высокоуглеродистых (2) сплавов ВК10 от размера зерна WC
леродистой границе двухфазной области). Зернистость фазы WC влияет
на размер участков кобальтовой фазы между карбидными частицами,
что и определяет характер изменения свойств твердого сплава. Чем
мельче кристаллы WC, тем тоньше прослойки кобальта между ними, и
наоборот. Размер зерен WC растет с увеличением содержания кобальта
в сплаве, температуры и длительности выдержки при спекании. При
повышении степени однородности зернистости частиц WC в смеси с
кобальтом размер зерен WC в сплаве становится более однородным.
Добавки карбидов ванадия VC, хрома Сг3С2, тантала ТаС и некоторых
других тормозят рост зерен WC при спекании, так как, видимо,
подавляется скорость растворения карбида вольфрама в жидкой у -фазе
и тормозится перекристаллизация WC через нее. Например, в присутст-
вии 0,25 % VC зерна WC в сплаве имеют размер до 1 мкм даже при
температуре спекания порядка 1500 °C. Присадки карбидов тантала и
хрома используют для получения особомелкозернистых сплавов.
Сплавы ВК спекают в водороде в защитной засыпке (прокаленный
при 1500-1550 °C оксид алюминия, называемый также корраксом, к
которому иногда добавляют порошок графита или сажу). Засыпку
насыпают слоем 15 - 20 мм на дно лодочки для спекания, загружают на
него спрессованные заготовки и покрывают их слоем засыпки толщи-
ной 3-5 мм, после чего укладывают следующий слой (ряд) заготовок,
снова укрывают его засыпкой и так до заполнения полезного объема
лодки. Верхний слой засыпки должен иметь толщину ~ 10 мм. Лодочки
иногда закрывают графитовыми пластинками. Изделия, сильно
подверженные короблению при нагреве, целесообразно спекать под
110
некоторым давлением, создаваемым грузом, помещенным на верхний
слой засыпки. Спекание проводят в электропечах сопротивления с
алундовой или графитовой трубой или алундовым муфелем. Продолжи-
тельность пребывания заготовки в печи определяется длиной пути
лодочки и скоростью продвижения (обычно 5-19 мм/мин) лодочки с
прессовками, причем в горячей зоне заготовка находится 0,5 - 2 ч в
зависимости от ее массы (чем тоньше заготовка, тем меньше требуе-
мое время изотермической выдержки).
Разработан режим так называемого двухстадийного высокотемпера-
турного спекания, позволяющий снизить остаточную пористость
сплавов ВК и повысить их свойства. Сначала при 1000- 1250 °C
проводят в атмосфере водорода предварительное (нормализующее)
высокотемпературное спекание с медленной (1,4 - 2,6 мм/мин)
скоростью продвижения лодочек с заготовками, находящимися в
засыпке из корракса с 0,5 % графита (некоторые марки ВК можно
спекать в графитовой засыпке). Окончательное спекание ведут при
температуре, зависящей от марки сплава (например, ВК15 при 1390 ±
±10 °C, ВК6 и ВК8 при 1450 ±10 °C, ВК8-В при 1480 ±10 °C), при
скорости продвижения лодочек с заготовками 8-13,6 мм/мин и
засыпке корракс +0,5 % графита.
После спекания изделия отделяют от засыпки и зачищают поверх-
ность от припекшихся к ней частйц корракса или графита в так называе-
мых пескоструйных аппаратах. Очищенные изделия поступают на
разбраковку.
Основные физические и механические свойства сплавов ВК приведены в табл. 15.
Большинство физических характеристик (плотность, теплопроводность, теплоем-
кость) обладает свойством аддитивности, т.е. слагаются из соответствующих
характеристик кобальта и карбида вольфрама с учетом их объемных количеств в
сплаве. Теплопроводность сплааов ВК выше в 2 - 3 раза, а коэффициент термическо-
го расширения ниже, чем у быстрорежущей стали. Величина коэрцитивной силы
определяется содержанием кобальта (ферромагнитная составляющая)в сплаве и
зависит от толщины прослоек кобальтовой фазы между частицами WC: чем больше
толщина прослоек, тем меньше коэрцитивная сила. Следовательно, для одного и того
же количества кобальта коэрцитивная сила выше у сплава с меньшим размером
карбидных частиц, так как при этом уменьшается толщина прослоек кобальтовой
фазы между ними из-за возрастания суммарной поверхности частиц, по которой она
распределяется. В то же время, при одинаковой зернистости карбидной фазы
коэрцитивная сила выше у сплава с меньшим содержанием кобальта.
Твердость сплавов ВК возрастает с уменьшением количества кобальта и с
увеличением дисперсности карбидной фазы. Временное сопротивление при изгибе и
растяжении, а также ударная аязкость возрастают с повышением содержания
кобальта, тогда как временное сопротивление при сжатии и модуль упругости
понижаются. Влияние зернистости карбидной фазы на прочностные свойства
сплавов ВК носит сложный характер.
Сплавы ТК. Температура спекания практически не зависит от марки
твердого сплава и составляет 1500- 1550 °C при спекании в водороде
или 1450-1480 °C при спекании в вакууме, что в любом случае
111
Таблица 15. Свойства выпускаемых в СССР наиболее распространенных промышленных порошковых твердых сплавов
Г0
Марка Содержание основных компонентов в смеси порошков, % Физические и механические свойства Примечание
о изг’ МПа (не менее) плотность, г/см3 твердость, HRA (не менее) коэрцитивная сила, А/м основная масса зерен, мкм
карбид вольф- рама карбид титана карбид танта- ла кобальт
Вольфрамовые сплавы (ВК)
ВК2 98 — — 2 1176 15,0 -15,4 90,0 — 1,08 ТУ 48-19-2048-76
ВКЗ 97 — — 3 1176 15,0-15,3 89,5 — 1-2 ГОСТ 3882-86
ВКЗ-М 97 — — 3 1176 15,0-15,3 91,0 18300-22260 < 1 То же
ВК4 96 — 4 1519 14,9-15,2 89,5 9940- 12720 1 -2 я »
ВК4-В 96 — — 4 1470 14,9 -15,2 88,0 — 2-5 я Я
ВК6 94 — 6 1519 14,6-15,0 88,5 11925-13515 1 -2 я я
ВК6-М 94 — 6 1421 14,8-15,1 90,0 15900-19675 < 1 я я
ВК6-ОМ 91,9 2 6 1277 14,7-15,0 90,5 > 22260 < 0,5 я я
ВК6-В 94 — 6 1666 14,6-15,0 87,5 2-5 я я
ВК6-КС 94 — — 6 1617 14,6 87,5 7950- 11130 2-5 ТУ 48-42-110-71
ВК8 92 — 8 1666 14,4-14,8 87,5 10135-12720 1-2 ГОСТ 3882-86
ВК8-В 92 — 8 1813 14,4-14,8 86,5 — 2-5 То же
ВК8-ВК 92 — 8 1764 14,5-14,8 87,5 — 2-5 я я
ВК10 90 — 10 1764 14,2 - 14,6 87,0 8745 - 9540 1 -2 я я
вкю-м 90 — 10 1617 14,3-14,6 88,0 11925-15900 < 1 я я
ВКЮ-ОМ 87,9 — 10 1470 14,3-14,6 88,5 > 15900 < 0,5 ГОСТ 3882-86
ВК10-КС 90 — 10 1862 14,2 - 14,6 85,0 4565 - 7950 2-5 п я
ВКЮ- ХОМ 89,2 — — 10 1617 14,3 89,0 > 17490 0,5- 1,0 ТУ 48-19-209-76
ВК11-В 89 — — 11 1960 14,1 -14,4 86,0 — 2-5 ГОСТ 3882-86
ВК11-ВК 89 — — 11 1862 14,1 - 14,4 87,0 — 2-5 То же
ВК15 85 — 15 1862 13,9-14,1 86,0 6400 - 7950 1-2 я я
ВК15-ОМ 82,8 2 15 1617 13,8 88,0 11925 < 0,5 ТУ 48-19-217—76
ВК15- ХОМ 84,2 - - 15 1764 13,8 87,5 12720 0,5- .1,0 ТУ 48-19-209-76
ВК20 80 — 20 2058 13,4-13,7 84,0 6000 - 7550 1-3 ГОСТ 3882-86
ВК20-КС 80 — — 20 2107 13,4-13,7 82,0 3200 - 5565 2-5 То же
ВК20-К 80 20 1666 13,4-13,7 79,0 2000 - 2765 6-8 я я
ВК25 75 - 25 2156 12,9-13,2 82,0 5360 - 6130 1-3 я я
Титановольфрамоеые сплавы (ТК)
Т30К4 66 30 — 4 980 9,5 - 9,8 92,0 1-2 ГОСТ 3882-86
Т15К6 79 15 6 1176 11,1-11,6 90,0 10135-143102-5 То же
Т14К8 78 14 — 8 1274 11,2-11,6 89,5 8350- 11530 1 -2 я я
Т5К10 85 6 — 9 1421 12,4-13,1 88,5 7550-9140 2-3 я я
Т5К12 83 5 - 12 1666 13,1 - 13,5 87,0 4770-7155 2-5 я я
Титанотанталовольфрамовые сплавы (ТТК)
ТТ7К12 81 4 3 12 1666 13,0-13,3 87,0 4770-7155 2-5 ГОСТ 3882-86
ТТ8К6 84 8 2 6 1323 12,8-13,3 90,5 15900-20670 К 1 То же
ТТ10К8- А 82 7 3 8 1470 12,6 89,5 12720-15105 ТУ 48-19-9-72
ТТ10К8- 82 3 7 8 1617 13,5-13,8 89,0 7950- 11130 - ГОСТ 3882-86
Б ТТ20К9 71 8 12 9 1470 12,0- 13,0 89,0 7155-11925 WC1 -2 (Ti, W)C 2-5 ,То же
Примечание. Сплавы ВК6-ОМ, ВК10-ОМ, ВК15-ОМ содержат 0,1 % VC, а сплавы ВКЮ-ХОМ, ВК15-ХОМ - 0,8% Сг3Са.
значительно превышает температуру плавления эвтектики в системе
TiC- WC - Со. Сложный карбид(Ti, W)C в меньшей степени растворя-
ется в кобальте и хуже смачивается им, чем WC. Кроме того, при
совместном присутствии (Ti, W)C и WC рост их частиц затрудняется,
причем тормозящее влияниеWC на рост частицСП, W)C заметнее, чем
влияние (Ti, W)C на рост зерен WC. Основная масса зерен карбидов
имеет размер 1 - 2 мкм.
Так как в структуре промышленных сплавов ТК эвтектические
включения WC и (Ti, W)C отсутствуют, то, по-видимому, при затвердева-
нии кобальтовой фазы эти карбиды выкристаллизовываются из нее на
имеющихся избыточных кристаллах WC и (Ti, W)C. В результате
перекристаллизации через кобальтовую фазу зерна (Ti, W)C приобрета-
ют округлую форму из-за большого поверхностного натяжения, свойст-
венного этому твердому раствору. Если зерно(Ti, W)C по объему имеет
переменную концентрацию WC в TiC, то при травлении наблюдается
различная окраска его центральной и периферийной части (так называе-
мая кольцевая структура сплава ТК). Сплавы Т5К10, Т5К12, Т14К8 и
Т15К6 по структуре трехфазные - WC, (Ti, W)C и кобальтовая фаза, а
сплав Т30К4 двухфазный - (Ti, W)C и кобальтовая фаза. При спекании в
водороде фаза ц г в сплавах ТК отсутствует, так как они практически не
обезуглероживаются; в структуре может присутствовать свободный
графит в количестве до 0,2-1,5 % (объемн.) из-за науглероживания,
чему способствует проведение спекания заготовок в засыпке из
графитовой крупки. Обезуглероживание сплавов опаснее, чем их
науглероживание, так как при появлении фазы Hi сплавы ТК заметно
охрупчиваются.
При спекании в вакууме (остаточное давление 0,6-1,ЗгПа) смачи-
ваемость фазы (Ti, W)C кобальтовой фазой улучшается (краевой угол
смачивания уменьшается вплоть до 0°) и происходит эффективное
обезгаживание жидкой фазы в момент ее появления. Это приводит к
ускорению уплотнения спекаемых заготовок и облегчает рост зерен
карбидных фаз. Так как при спекании в вакууме кобальт частично
улетучивается, исходные смеси должны содержать его избыток
примерно в 0,5 % против заданного состава. При спекании в вакуумных
печах садочного типа смеси также должны содержать некоторый
избыток углерода (0,2 - 0,5 % по массе по отношению к стехиометри-
ческому составу) для компенсации обезуглероживания из-за его
взаимодействия с кислородом остаточного воздуха в рабочем прост-
ранстве печи и оксидами кобальта. При спекании в проходных вакуум-
ных печах непрерывного действия с графитовой трубой избыток
углерода в исходной смеси не нужен, поскольку в рабочем пространст-
ве печи постоянно поддерживается восстановительная атмосфера из
оксида углерода, образующегося при окислении графита трубы.
114
Прочностные и эксплуатационные свойства сплавов, спеченных в
вакууме, выше, чем у спеченных в водороде, что может быть связано с
более благоприятным соотношением размеров зерен карбидных фаз.
Некоторые физические и механические свойства сплавов ТК приведены
в табл. 15.
Плотность спеченного сплава ТК близка к рассчитанной аддитивно с
учетом плотностей карбидов и кобальта; ее несколько меньшее
значение связано с остаточной пористостью и наличием включений
свободного графита и других примесей. Теплопроводность сплавов ТК
ниже, чем сплавов ВК, так как теплопроводность (Ti, W)C меньше
теплопроводности WC. Коэрцитивная сила сплава ТК определяется
содержанием в нем кобальтовой (ферромагнитной) фазы и зернистос-
тью карбидных фаз, причем сплав с мелкозернистой' фазой WC и
крупнозернистой фазой (Ti, W)C может иметь такую же коэрцитивную
силу, как и сплав с крупнозернистой фазой WC и мелкозернистой фазой
(Ti, W)C.
Твердость сплавов ТК с увеличением содержания кобальта снижает-
ся, оставаясь выше, чем у сплавов ВК с аналогичным количеством
кобальта, так как карбид титана и, соответственно, (Ti, W)C тверже, чем
WC. Временное сопротивление при изгибе и сжатии, возрастая с
увеличением количества кобальта и уменьшением содержания карбида
титана в сплаве, все-таки существенно ниже по сравнению со сплавами
ВК с аналогичным содержанием кобальта.
Необходимо отметить, что абсолютные значения определяемых
физических и механических характеристик зависят не только от
состава твердого сплава и технологических режимов при его изготов-
лении, но и от размеров и приемов подготовки образцов к соответст-
вующим испытаниям.
Сплавы ГТК. Сплавы ТТК спекают только в вакууме при 1450
(ТТ20К9), 1480 (ТТ10К8 и ТТ8К6) и 1490± 10°C (ТТ7К12) с изотерми-
ческой выдержкой 30 - 40 мин. Структура спеченного сплава имеет
полное сходство со структурой сплава ТК с той лишь разницей, что в
состав сложного карбида входит также карбид тантала. Зерна такого
тройного карбида имеют округлую форму, а цементирующая кобальто-
вая фаза представляет собой твердый раствор трех карбидов в
кобальте.
Растворимость вольфрама,- титана, тантала (ниобия) и углерода в
кобальте связана с составом сложного карбида и сильно зависит от
Условий спекания и состава сплава. Количественные данные о
Растворимости указанных элементов в кобальте противоречивы, но
можно отметить существенное уменьшение (до 0,2 - 0,3 %) раствори-
мости вольфрама в кобальте и малую (~ 0,1 %) растворимость тантала
в нем.
115
В табл. 15 приведены некоторые физические и механические
свойства сплавов ТТК. Надо отметить большую прочность этих сплавов
по сравнению со сплавами ТК не только при комнатной, но и при
повышенных (вплоть до 700 °C) температурах, и лучшее при этом
сохранение высокой твердости сплавами ТТК в области 400 - 700 °C.
Увеличение размера зерна WC-фазы вызывает уменьшение твердости
сплава. Ползучесть сплавов ТТК меньше, сопротивляемость окислению
при нагреве на воздухе выше, а значения модуля упругости аналогичны
значениям для сплавов ТК.
Методы контроля свойств твердых сплавов. По ГОСТ 20559-75 от
партии спеченных изделий1 для проверки плотности, твердости, макро-
и микроструктуры, режущих и буровых свойств отбирают необходимое
число образцов (табл. 16).
Испытания проводят на половине подготовленных образцов (другая
половина - арбитражная проба на случай разногласий в оценке
качества). Плотность и твердость определяют на одних и тех же
образцах. Внешнему осмотру и контролю геометрических размеров
подвергают каждое изделие. Для проверки вогнутости и выпуклости от
партии отбирают 10 % изделий. Временное сопротивление при продоль-
ном изгибе определяют на шлифованных (12 шт.) или нешлифованных
Таблица 16. Число образцов, отбираемых для контроля свойств твердых сплавов
Число изделий Количест- Число образцов для контроля, шт (не менее)
is НарТИИ, ШI ВО O6pclJ“
цов в вы- плот- твер- макро- микро- режущих буро-
борке*, ности дости струк- струк- свойств вых
туры туры “ свойств
точе- фрезе-
ние рова-
ние
500 34/26 6 6 10 4 4 10 6
501 -2500 36/26 6 6 10 4 6 10 6
2501 -5000 36/26 6 6 10 4 6 10 6
5001 - 10000 42/36 10 10 10 4 8 10 8
10000 52/60 20 20 10 4 8 10 12
‘0 числителе - для режущего инструмента, в знаменателе - для бурового
инструмента.
1 Любое число изделий твердого сплава одной марки, изготовленных из усреднен-
ной смеси порошков карбида и связующего металла по одному технологическому
режиму, одновременно предъявленное к приемке.
116
(40 шт.) образцах, специально приготовляемых из соответствующей
твердосплавной смеси в процессе ее опробования.
При получении неудовлетворительных результатов проверки хотя бы
по одному из показателей проводят повторное испытание по этому
показателю на удвоенной выборке, взятой от той же партии. Результаты
повторных испытаний являются окончательными и распространяются на
всю партию.
Плотность образцов определяют по ГОСТ 20018-74 по методу
гидростатического взвешивания. За показатель плотности партии
изделий принимают среднее арифметическое значение, округленное
до 0,01 г/см3.
Пористость и микроструктуру твердого сплава определяют по
ГОСТ 9391-80 на образцах, подготовленных для металлографического
исследования и не имеющих следов шлифования, полирования и
выкрашивания структурных составляющих. Так как допускаемая
степень пористости спеченного твердого сплава не превышает 0,2 %, ее
металлографическое определение становится единственно возможным.
Оно построено на сравнении исследуемой площади шлифа с эталонны-
ми микрофотографиями (шкалы А, В, Д), приведенными в указанном
ГОСТе. Степень пористости при размере пор до 10 мкм определяют
просмотром нетравленной поверхности шлифа при увеличении в 100
или 200 раз, до 30 и 50 мкм - при увеличении в 100 раз, свыше 50 мкм -
при увеличении от 50 до 100 раз. Аналогично оценивают содержание в
твердом сплаве свободного углерода, для чего на металлографическом
микроскопе просматривают нетравленный шлиф при увеличении в 100
или 200 раз и сравнивают его со шкалой С ГОСТа. Для выявления фаз и,
8 (связка), а (карбид вольфрама) и у (двойной или тройной карбид)
шлифы травят по режимам, указанным в ГОСТе. Травленые шлифы
мелко-, средне- и крупнозернистых сплавов ВК исследуют при увеличе-
нии в 1250- 1500 раз, особокрупнозернистых - при увеличении в
400 - 500 раз, а сплавов ТК и ТТК - при увеличении в 1250 - 1500 раз.
Одновременно проводят оценку размера зерен фаз а и у точечным
методом в наиболее характерных участках шлифа, просматривая при
этом не менее 10 полей зрения и измеряя наибольшие стороны сечений
зерен (не менее 100 в случае мелко- и среднезернистых сплавов, не
менее 200 в случае крупнозернистых и не менее 300 в случае особо-
крупнозернистых сплавов).
Оценку степени пористости, содержания свободного углерода и
размера зерен а- и у-фаз проводят по характерному участку как
среднее из числа исследуемых образцов данной пробы.
Макроструктуру изделий в изломе проверяют при увеличении в
20-30 раз. Глубину выкрашивания, а также величину скругления
кромок образцов определяют любым оптическим прибором с ценой
117
деления шкалы 0,1 мм. Размеры, вогнутость и выпуклость изделий
проверяют каким-либо измерительным инструментом или прибором,
обеспечивающим необходимую точность измерения.
Твердость по Роквеллу (шкала А) образцов определяют по
ГОСТ 20017-74 вдавливанием алмазного конического наконечника
(радиус сферы при вершине конуса 0,2 мм) в испытуемый образец под
действием двух нагрузок - предварительной в 100 Н и общей в 590 Н,
равной сумме предварительной и дополнительной (490 Н) нагрузок;
число твердости в единицах HRA зависит от глубины внедрения
наконечника (чем она больше, тем число твердости меньше). Поверх-
ность или участок поверхности образца, на которых проводят измере-
ние твердости, должны быть отшлифованы. Каждый образец испытыва-
ют в трех точках, расположенных по диагонали или наибольшему
размеру, на равном расстоянии друг от друга (> 2 мм) и от вершин
углов или краев образца 0,5 мм). За показатель твердости партии
принимают среднее арифметическое значение твердости образцов,
отобранных от партии, округленное до 0,5 единицы HRA.
Временное сопротивление при поперечном изгибе определяют по
ГОСТ 20019-74 на спеченных шлифованных или нешлифованных
образцах в форме бруска прямоугольного сечения 5Х 5 мм длиной
35 мм. Метод заключается в разрушении образца, свободно лежащего
на двух твердосплавных цилиндрических опорах длиной 10 мм и
диаметром 6 мм (расстояние между опорами 30 мм), силой, приложен-
ной в середине пролета, в условиях кратковременного статического
нагружения. Образец помещают горизонтально на опоры так, чтобы его
продольная ось была перпендикулярна осям опор. Скорость нагружения
образца не должна превышать 2 мм/мин. Временное сопротивление при
изгибе (оизг, МПа) вычисляют по формуле
оизг = 3Pf/(2h2b),
где Р - наибольшая нагрузка, соответствующая моменту разрушения
образца, Н; I - расстояние между осями опор, мм; h - высота образца
(размер в направлении приложения нагрузки при испытании), мм; b -
ширина образца (размер, перпендикулярный высоте), мм.
Результаты вычислений оизг округляют до 10 МПа. За показатель
предела прочности при поперечном изгибе партии принимают среднее
арифметическое значение определений, округленное до 10 МПа.
Одной из физических характеристик твердого сплава служит
коэрцитивная сила, которая соответствует напряженности размагничи-
вающего поля, необходимого для доведения до нуля намагниченности
или индукции образца, предварительно намагниченного до насыщения.
Для твердых сплавов, состоящих из неферромагнитной карбидной фазы
и ферромагнитной связки, величина коэрцитивной силы зависит от
118
количества и состава связки, а также толщины ее прослойки между
карбидными частицами. Коэрцитивная сила тем больше, чем тоньше
прослойка связки. Следовательно, для твердых сплавов с примерно
одинаковой зернистостью карбидной фазы коэрцитивная сила уменьша-
ется по мере увеличения содержания кобальта, а при одном и том же
содержании связки коэрцитивная сила растет с уменьшением размера
частиц карбидной фазы. Для определения коэрцитивной силы использу-
ют два типа коэрцитиметров:
1) коэрцитиметры с замкнутым или разомкнутым магнитопроводом,
позволяющие намагничивать образец постоянным током до степени
технического насыщения в постоянном магнитном поле и, после этого,
размагничивать его;
2) полуавтоматические коэрцитиметры типа ИКС, в которых образец
сначала намагничивают в разомкнутой магнитной цепи импульсным
током в поле индукционной катушки, а затем размагничивают.
Для характеристики эксплуатационной пригодности твердого сплава
в соответствии с назначением оценивают его режущие или буровые
свойства. В СССР под режущими свойствами понимают стойкость
резца, определяемую продолжительностью (в минутах) его работы до
.заданной степени износа при определенных условиях испытания
(характеристика и свойства обрабатываемого материала, геометричес-
кие параметры твердосплавного резца, режим резания и т.д.). Стой-
кость испытываемых образцов сравнивают со стойкостью образцов-эта-
лонов для соответствующей марки твердого сплава. Испытания
проводят на проходных прямых правых резцах с механическим
креплением пластинок твердого сплава при продольном или попереч-
ном точении чугунных (сплавы ВК) или стальных (сплавы ТК и ТТК)
заготовок до износа резца по его задней поверхности 0,5 - 0,8 мм в
зависимости от марки твердого сплава. Чем прочнее твердый сплав,
тем большая степень износа допустима: например, для сплава Т30К4 -
0,5 мм, для сплавов ВКЗ, ВКЗ-М и Т15К6 - 0,6 мм, для сплава Т14К8 -
0,7 мм и т.д. Показателем режущих свойств твердого сплава является
коэффициент стойкости Кст, который определяют как отношение
стойкости испытываемой пластинки Т к стойкости эталона Тэ:
КСт = Т/Тэ-
Партия твердого сплава признается годной по режущим свойствам
приКст> 1.
Буровые свойства проверяют в процессе перфораторного бурения
блоков гранита или шокшинского кварцита массой не менее 1 т
перфораторными коронками долотчатой формы на специальном стенде.
Каждой коронкой без ее поломки (любого разрушения испытываемой
твердосплавной пластинки, не допускающего ее дальнейшего использо-
119
вания) при энергии удара не менее 80 Дж и давлении сжатого воздуха
0,6 МПа должно быть пробурено 400 мм по шокшинскому кварциту или
800 мм по граниту.
МНОГОГРАННЫЕ НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ (МНП)
ИЗ ТВЕРДОГО СПЛАВА
Резцовые пластинки из порошковых инструментальных твердых
сплавов с момента их появления и по настоящее воемя коепят к
стальной державке резца припоем. При этом, в напаиваемой пластинке
возникают термические напряжения, которые могут привести к
появлению микротрещин и ускорить разрушение пластинки в процессе
обработки материалов резанием. Отработанная после многократных
переточек пластинка плохо отделяется от державки и оказывается
загрязненной железом и другими примесями, что затрудняет последую-
щее извлечение из нее ценных компонентов (вольфрама и кобальта), а
для сплавов ТТК - еще и тантала).
В середине 50-х годов в США был разработан режущий инструмент с
многогранными (3-6 граней) неперетачиваемыми пластинками,
механически закрепляемыми на резцедержателе. В СССР выпуск МНП
был начат в 1960 г.
К преимуществам, связанным с применением МНП, относят их
повышенную на 25 - 30 % стойкость, уменьшение затрат времени на
замену резца при его затуплении, большую точность размерной
обработки, сокращение примерно в 6 раз потерь вольфрама, тантала и
кобальта (так как возврат на переработку отработанных многогранни-
ков составляет более 90 % их произведенного количества, а напайных
пластин - лишь около 15 %), снижение расхода стали на изготовление
державок и удельных затрат по эксплуатации инструмента при
одновременном увеличении до 30 % производительности труда на
операции обработки. Общий экономический эффект от применения 1 кг
МНП в металлообработке составляет ~ 80 руб. Кроме того, на режущих
гранях многогранных неперетачиваемых пластин можно создавать
слои с повышенной износостойкостью, улучшая эксплуатационные
свойства инструмента (для напайных пластин такой прием не годится,
так как при первой переточке этот слой будет полностью удален).
Наиболее удачные пластины с износостойким слоем были разработаны
в начале 70-х годов шведской фирмой ’’Sandvik Coromant”, предложив-
шей наносить слой карбида титана на поверхность пластин из твердых
сплавов подгрупп Р40, РЗО и К20 по классификации ИСО. При этом
стойкость пластин повысилась в три раза.
Слой карбида титана оптимальной толщины 5-10 мкм можно
120
создать осаждением TiC на нагретой до 980 - 1050 °C пластинке,
используя газовую смесь из четыреххлористого титана, водорода и
метана:
TiCl4 +СН4 =TiC +4HCI.
разработана технология нанесения слоя TiC методом термодиффузион-
ного насыщения, для чего пластинку из твердого сплава помещают в
специальную засыпку, а процесс проводят на стандартном заводском
оборудовании. В любом случае пластины до нанесения покрытия
подвергают виброобработке для округления режущих кромок, после
чего поверхность тщательно очищают.
Причины меньшего износа при резании ’’слоистой” пластины изучены
недостаточно. Полагают, что слой карбида титана на поверхности
пластины служит определенным барьером между сплавом-основой и
обрабатываемым материалом, уменьшает силы резания и температуру
на режущей кромке, изменяет условия взаимодействия стружки
обрабатываемого материала с твердым сплавом основы, тормозя
процесс разрушения режущей грани в связи с образованием на ней
лунки.
Аналогичный эффект наблюдается и в случае создания слоя из нитри-
да или карбонитрида титана, например, осаждением на пластинке из
парогазовой фазы (TiCI4, N2 и Н2 или СН4 при отношении N2:H2 > 3:1)
при давлении 66,5- 1064 гПа и температуре 1100- 1250 или 1000-
1300 °C соответственно.
Некоторые зарубежные фирмы выпускают пластинки с комбиниро-
ванным покрытием из нескольких слоев карбида, карбонитрида и
нитрида титана. Начато производство пластин со слоистым покрытием
из оксида алюминия и карбида титана, стойкость которых в 2-3 раза
выше стойкости пластин с покрытием из карбида титана.
2. Безвольфрамовые инструментальные
порошковые твердые сплавы
Безвольфрамовые твердые сплавы появились в начале 30-х годов
(немецкий "титанит S” и отечественный ’’сергонит” - карбиды титана и
молибдена, сцементированные никелем, американский "рамет” -
карбид тантала, сцементированный металлом), но в то время не
получили большого распространения из-за их недостаточной прочности
и были вытеснены сплавами групп ТК и ТТК.
В конце 50-х годов нарастающий во всем мире быстрыми темпами
дефицит вольфрама заставил вновь заняться поисками твердых
сплавов, не содержащих вольфрама или содержащих его в минималь-
ных количествах. Интенсивные исследования показали, что замените-
121
лем WC могут служить либо карбиды металлов IVa - Via групп Периодц.
ческой системы Д.И.Менделеева, либо другие твердые тугоплавкие
соединения (нитриды, бориды, силициды) этих металлов, карбиды бора
и кремния, а также оксид алюминия.
Наибольшие трудности возникают при создании безвольфрамовых
твердых сплавов для обработки материалов резанием, так как при этом
необходимо обеспечить сочетание высоких твердости (не менее
HRA87-89) и временного сопротивления при изгибе (не менее
1,0- 1,1 ГПа).
Ниже рассмотрены вопросы, связанные с изготовлением получив-
ших в настоящее время наибольшее распространение безвольфрамо-
вых твердых сплавов на основе карбида или карбонитрида титана,
сцементированного железом (сталью), никелем или никельмолибдено-
вым сплавом. Карбид и карбонитрид титана недефицитны, технология
их получения проста, по твердости они превосходят WC, но материалы
на их основе существенно уступают вольфрамсодержащим твердым
сплавам по прочности.
Связкой в случае ’’режущего” твердого сплава служат никель (угол
смачивания им карбида титана ~30°С) или сплав системы Ni-Mo,
который благодаря присутствию молибдена полностью смачивает
карбид титана (угол смачивания ~0°) и обеспечивает формирование
мелкозернистой структуры спеченного материала. При наличии в
связке молибдена необходимо учитывать образование при спекании
двойного карбида (Ti, Мо)С и появление ’’кольцевой структуры” у зерен
карбидной фазы [сердцевина из TiC,а периферийная часть из (Ti, Мо)С с
небольшим количеством никеля]. Молибден может быть введен в виде
порошка металла, простого (Мо2С) или двойного [(Ti, Мо)С] карбидов,
что практически не влияет на структуру, физические и механические
свойства получаемого твердого сплава. Смесь компонентов готовят
интенсивным мокрым размолом [отношение массы шаров к массе
шихты (6*10):1, продолжительность измельчения 80-90 ч]. ГГри
прессовании такая смесь с размером частиц 0,3-0,5 мкм склонна к
перепрессовке и требует особой осторожности, например максимально
возможного уменьшения скорости приложения нагрузки. Спекание
проводят в вакууме (остаточное давление 66,5-133 Па) при 1300 —
1350°C (в системе TiC-Ni-Mo эвтектика плавится при 1280°C) и
выдержке 0,5-1ч. Остаточная пористость составляет 0,1-0,2 %.
В СССР с 1973 г. выпускают безвольфрамовые твердые сплавы (Ti,
Nb)C + Ni + Мо (сплавы TM), TiC + Ni + Мо (сплавы TH) и Ti(C, N) + Ni +
+ Mo (сплав KHT), основные свойства которых приведены в табл. 17.
Эти сплавы пдрдназначены для чистовой и получистовой обработки
резанием углеродистых и легированных сталей (взамен сплавов Т30К4
и Т15К6) и некоторых цветных металлов и сплавов, а также для бес-
122
Таблица 17. Промышленные безвольфрамовые твердые сплавы
Марка Химический состав, % Физические и механические свойства
твер- ——~' —
дого (Ti, Ti(C, TiC Ni Mo оизг, плот- твер- зернис- коэффи-
сплава Nb)C N) МПа ность.дость, тость, циент
г/см3 HRA мкм линейно-
---------------------- го расши-
не менее--------------рения,
1/°С,
х 10-*
ТМ1 90 — 5 5 800 5,8 91,5 1,5 5,9
тмз 64 * — 21 15 1200 5,9 89,0 1,8-2 —
ТН20 — * 79 . 15 6 1050 5,5 90,0 1 -2 7,1
тнзо — * 69 24 7 1100 5,8 88,5 1 -2 8,2
ТН40 — * 61 30 9 1150 6,0 87,0 1-2 —
KHT16 — 74 - 19,5 6,5 1200 5,5 89,0 1,2- 1,8 8,9
Примечания: 1. Для сплавов ТН20 и КНТ16 группа применения по ИСО 513-76
Р01 -РЮ (К 10) и РЮ -Р20 (К20) соответственно. 2. В сплаве марки ТН20 содержит-
ся 0,05 - 0,1 % Nb и допускается содержание вольфрама в карбидной составляющей
до 4,5 %. 3. Для изготовления сплава марки ТН20 используют карбид титана состава
TiCg В5 “ TiC0 94»
стружковой обработки металлов, изготовления износостойких деталей
машин и механизмов, приборов и приспособлений (например, сопел
распылителей, вытяжных матриц, клапанов буровых насосов, деталей
измерительной аппаратуры и др.).
Безвольфрамовые сплавы имеют более низкий модуль упругости и
более высокий коэффициент термического расширения, т.е. более
чувствительны к ударным и тепловым нагрузкам, чем сплавы ВК и ТК.
Эти недостатки компенсируются их более высокой окалиностойкостью
(примерно на порядок) и температурой схватывания (примерно на
200 °C) со сталью в вакууме, чем у сплавов ТК; коэффициент трения
безвольфрамовых сплавов со сталью и износ при истирании ниже, чем у
сплавов ВК.
Для бесстружковой обработки материалов, в том числе для изготов-
ления оформляющих деталей пресс-форм, все более широко применяют
так называемые ферротикары (ферро-TiC), в которых карбид титана
сцементирован железом (сталями различного класса). Своеобразие
таких твердых сплавов, содержащих 30 - 70 % TiC, состоит в возмож-
ности применения всех видов термообработки, воздействующей на
свойства стальных связок, что приводит к изменению физических и
механических свойств сплава в целом.
При изготовлении изделий из ферро-TiC применяют либо инфильтра-
цию, либо прессование и спекание заготовки. В первом случае прессу-
123
ют пористый (30-60% пор) каркас из карбида титана (иногда с
наполнителем: углекислым аммонием, хлористым аммонием, мочевц.
ной и др.) при давлении 100 - 400 МПа, подвергают его предварительно-
му спеканию в водороде или вакууме при 1400-2000 °C, а затем
пропитывают (инфильтруют) при 1450- 1500 °C в вакууме расплавом
стали требуемого состава. Микроструктура характеризуется пластинча-
той или сфероидизированной формой зерен карбида титана.
По второму технологическому варианту порошки карбида титана и
стали или составляющих ее компонентов подвергают совместному
мокрому размолу в шаровой мельнице в течение 2-4 суток. Прессова-
ние смеси с пластификатором ведут при- давлении порядка 200 МПа.
Заготовки подвергают предварительному спеканию в водороде при
700 °C и окончательному спеканию в вакууме при 1300- 1450 °C в
зависимости от температуры плавления связки и ее относительного
количества. Спекание ведут в присутствии жидкой фазы. При этом
происходит растворение элементов связки в TiC и карбида титана в
стальной связке. Микроструктура спеченного сплава характеризуется
наличием округлых карбидных зерен. При длительной изотермической
выдержке вокруг зерен карбида титана образуется кольцевая оболочка
из взаимных твердых растворов, что приводит к повышению прочности
материала.
Отжиг после спекания позволяет существенно снизить твердость
материала и применить необходимую механическую обработку.
Восстановление высокой износостойкости обеспечивают закалкой и
отпуском, после которых твердость на 5 - 20 % превышает достигнутую
при спекании. Режимы термообработки, которую проводят в восстано-
вительной или нейтральной атмосфере, определяются классом стали-
связки. В процессе термообработки изделия из ферро-TiC практически
не изменяют своих линейных размеров.
Все большее распространение получают сплавы на основе двойных
карбидных систем TiC - VC, TiC - NbC, TiC - Cr3C2 с кобальтовой,
никелевой, железоникелевой и никельхромовой связкой, твердость
которых достигает HRA 89-91, а прочность при изгибе составляет не
менее 700 - 800 МПа. Добавка к таким бинарным карбидным сплавам
других карбидов (например, ТаС к системе TiC - NbC, NbC или Мо2С к
системе TiC-VC) приводит к существенному улучшению их свойств.
Для бесстружковой обработки материалов успешно используют
твердые сплавы на основе карбида хрома, сцементированного
никелем. Так, матрица из такого сплава для протяжки металлических
труб методом холодной деформации в 40-50 раз работоспособнее
матриц из углеродистой стали. Штампы для холодной высадки серебря-
ных заклепок выдерживают более 2 млн. операций (в 25 раз долговечнее
штампов из ВК), а пресс-форма позволяет получать свыше 500 тыс.
124
прессовок ферритов (пресс-форма из нержавеющей аустенитной стали
выдерживает всего 5-10 тыс. рабочих циклов). Такие сплавы имеют
плотность 7,0 г/см3, твердость HRA 85-90, прочность при изгибе
600-700 МПа, коэффициент линейного расширения (11,2-13,3)х
ХЮ'6 1/°С (20-500 °C).
Для получения изделий из безвольфрамовых твердых сплавов все
тире применяют прокатку смеси исходных порошков с пластификато-
ром (парафином, СК и др.). Заготовку вырубают из ’’сырой” (неспечен-
ной) ленты и проводят сначала отжиг при 650 - 700 °C, удаляя пластифи-
катор, а затем спекание при температуре, зависящей от состава
сплава. Таким путем изготовляют, например, тонкие плоские фрезы и
другой металлообрабатывающий инструмент.
3. Конструкционные, жаропрочные и жаростойкие
порошковые твердые сплавы
Порошковые твердые сплавы начали использовать в качестве конструкционных
материалов практически с конца 20-х годов, когда в 1929 г. в Германии были
разработаны сердечники снарядов из ВК6; во время второй мировой войны вместо
дефицитного кобальта для производства сердечников бронебойных снарядов
применяли карбид вольфрама с 2 - 3 % Со, используя горячее прессование. Выпуск
аналогичных сердечников из сплавов ВК обычным прессованием и спеканием был
налажен в 40-х годах в США и Англии. В послевоенные годы и вплоть до настоящего
времени непрерывно расширяется применение твердых сплавов в машиностроении
и приборостроении (центра токарных станков, прецизионные подшипники, ножи
бесцентровых шлифовальных станков, направляющие для разных станков, опорные
призмы для весов, сопла пескоструйных аппаратов, калибры и оправки различных
мерительных инструментов, толщиномеры и т.п.), при изготовлении валков для
прецизионной прокатки металлов, в текстильной промышленности (направляющие
для пряжи из натуральных и искусственных волокон и др.), в химической промышлен-
ности (корпуса, кольца и седла клапанов, работающих в агрессивных средах, сопла
| различных аппаратов) и других отраслях техники.
В первую очередь для этих целей используют сплавы ВК с 4 - 8 % Со и присадка-
ми небольших количеств карбидов тантала, ниобия, титана, ванадия и т.п. Так,
получившие широкое распространение в ФРГ и США прецизионные валки для
прокатки лент и фольги из алюминия, благородных металлов и биметаллов позволи-
ли повысить качество продукции. Срок их службы в 50 - 100 раз больше по сравне-
нию со стальными. Малогабаритные валки делают цельнотвврдосплавными, а при
значительных г-абаритах для валка изготовляют бандаж из твердого сплава. Для
Улучшения качества рабочей поверхности спеченные или горячеспеченные валки
подвергают дополнительной обработке в газостате при 1400 °C и давлении 100-
200 МПа, что позволяет освободить от пор внешний (рабочий) слой.
Широко применяют защиту (армирование) рабочих поверхностей деталей
твердосплавными вставками, например, в станкостроении. В часовой промышлен-
ности твердосплавные роликовые шайбы обеспечивают высокое качество обработки
поверхности ряда деталей. Твердосплавные шарики применяют для внутреннего
калибрования и полирования давлением, а также в качестве размольных тел при
измельчении и смешивании материалов в шаровых мельницах. Армирование
мерительных инструментов твердым сплавом повышает точность и надежность
контроля.
125
Твердосплавные подшипники мало изнашиваются и хорошо работают даже при
повышенных температурах без смазки. Твердосплавные вкладыши применяют при
синтезе алмазов в условиях воздействия на них высоких давлений (до 10-15 ГПа) и
температур (900 - 1100 °C). ,
Карбидохромовые твердые сплавы с никелевой связкой не окисляются на
воздухе при нагреве до 1000 - 1100 °C, хорошо сопротивляются истиранию, абразив-
ному износу и не намагничиваются. Шарики из таких сплавов, используемые на
автомобильных заводах, практически не изнашиваются после калибрования 20 тыс?
отверстий эксцентрика (стальные шарики приходят е негодность после калибрования
1600 отверстий). Применение карбидохромовых твердых сплавов для изготовления
деталей машин и аппаратов дает значительный экономический эффект.
Порошковый материал ферро-TiC используют для изготовления валков, роликов,
деталей машин и измерительных инструментов, подвергающихся воздействию
больших истирающих усилий, а также деталей, работающих в окислительных средах
при повышенных температурах. I
Технология деталей конструкционного назначения не имеет принципиальных
отличий от рассмотренной выше при производстве инструментальных твердых
сплавов. |
Некоторые из безвольфрамовых твердых сплавов (КНТ-16, ТН20) используют для
изготовления сопел для получения распылением порошков синтетических моющих
средств, роликов клише для нанесения трафаретов на медицинские ампулы, фильер
для грануляции пластмасс и других быстро изнашивающихся деталей, например,
азамен сталей ВК6, ВК8.
4. Минералокерамические твердые сплавы
Промышленное производство режущей оксидной керамики из А1203
началось более 45 лет тому назад, а в 50-е годы были созданы сплав
ЦМ-332 (А1203 и до 1 % оксидов других металлов) в нашей стране,
керамический материал ’’кермет” (2 - 10 % Мо или Сг, остальное А1203)
и оксидно-карбидная керамика (20 - 40 % простых или сложных
карбидов переходных металлов IV - VI групп Периодической системы
Д.И.Менделеева - титана, молибдена, вольфрама и др., остальное
А1203) за рубежом.
К середине 70-х годов доля режущей керамики в металлообработке
в целом составила 2 % (в ФРГ 6 %, в США 5 %), причем на нее приходи-
лось 4 % объема стружки, снимаемой инструментальными мате-
риалами.
Расширение потребления режущих керамических материалов
связано с нарастающим дефицитом вольфрама, стимулирующим]
производство безвольфрамовых инструментальных материалов]
созданием новых эффективных марок режущей керамики и развитием!
применения инструмента с механическим креплением МНП, увеличени-1
ем в металлообработке доли финишных и чистовых операций при
одновременном повышении твердости поверхности обрабатываемых!
деталей. I
В настоящее время минералокерамику применяют для получистовой!
126
и чистовой непрерывной обточки и расточки деталей из серых, ковких,
0ь1сокопрочных и отбеленных чугунов, закаленных и улучшенных
сталей, некоторых марок цветных металлов и сплавов, а также
неметаллических материалов (графита и др.) при высоких скоростях
резания (до 600 - 800 м/мин) без применения смазочно-охлаждающей
жидкости (СОЖ), для волочения при производстве проволоки из цветных
металлов и для изготовления износостойких деталей машин, подвер-
гающихся интенсивному безударному абразивному износу (сопел,
насадок и т.п.).
Обеспечивая высокую производительность при обработке различных
материалов резанием, минералокерамика в силу специфичности ее
физических и механических свойств не может исключить необходи-
мость применения традиционных твердых сплавов. Она лишь расширя-
ет диапазон используемых порошковых режущих материалов в той
области, где может играть роль промежуточного звена между тверды-
ми сплавами и алмазосодержащими и другими сверхтвердыми компо-
зиционными материалами. Режущая керамика - ценное дополнение к
твердым сплавам с хорошими перспективами дальнейшего увеличения
ее потребления.
Исходным материалом для производства практически всех выпус-
каемых э разных странах марок режущей минералокерамики служит
технический глинозем (у-А1203) чистотой 98,5-99,5% (основные
примеси - оксиды кремния, железа, кальция, натрия и калия от сотых до
десятых долей процента каждого), полученный обработкой боксита с
применением соды или кислоты. Такой глинозем обжигают при 1400-
1600 °C, превращая его из у-модификации в а-модификацию (корунд).
Обожженный глинозем размалывают до зернистости 1 - 3 мкм
(например, в шаровой мельнице); измельчение до крупности частиц
< 1 мкм нежелательно из-за возможного увеличения хрупкости
готового изделия. Размолотый корунд подвергают обработке кислотами
для отмывки железа, натертого в процессе размола, промывают водой
и высушивают. Дальнейшие технологические операции рассмотрены
ниже в зависимости от типа минералокерамики.
Оксидная керамика. Минералокерамический материал этого типа
может быть со стеклофазой или без нее и представляет собой либо
чистый AL03, либо 97-99,5% AL03, а остальное Cr2O3, Fe,Oq, SiO,,
MgO-si02..
К оксидной керамике со стеклофазой относится отечественный
Материал ЦМ-332, за цвет иногда называемый белой керамикой. К
к°рунду добавляют хлористый магний в количестве 0,5- 1 %, переме-
шивают в шаровых мельницах, замешивают с пластификатором и
пРессуют при давлении 100 - 200 МПа. Спекание проводят на воздухе в
пламенных печах при 1700- 1800 °C и изотермической выдержке 5-
127
10 мин; при этом усадка составляет до 20 %. В процессе спекания
исходное соединение магния переходит в его оксид, который с А12о
дает аморфную стекловидную фазу, прочно цементирующую основную
массу кристаллитов А1203. После спекания изделия из ЦМ-332 (резцо-
вые пластинки, фильеры, сопла, опоры и т.п.) имеют плотность 3,92-
3,96 г/см3, твердость HRA92-93 при 20 °C и HRA82 при 1000 °C,
временное сопротивление при изгибе 450-550 МПа и сжатии 3500 —
5000 МПа; красностойкость около 1200 °C, коэффициент линейного
расширения 8,5 • 10~7 1/°С (20 - 800 °C). В 3 - 4 раза уступая вольфрам-
содержащим твердым сплавам по прочности при изгибе, изделия из
ЦМ-332 к тому же весьма хрупки и легко скалываются и выкрашивают-
ся даже при незначительных ударах, что существенно ограничивает
области их применения, в первую очередь при резании. Однако
благодаря очень высокой твердости ЦМ-332 резцы из него при резании в
2 раза и более превышают стойкость резцов из твердого сплава.
В ряде стран (ГДР, США и др.) методом горячего прессования
производят изделия из чистого оксида алюминия без стеклянной фазы,
хрупкие, но весьма износостойкие, позволяющие вести обработку
сталей резанием при малых подачах и глубине, зато при скоростях
до 1200 м/мин.
Оксидно-металлическая керамика. Керметы такого типа находят
широкое применение в виде теплостойких и окалиностойких материа-
лов. Для получения режущего инструментального материала к корунду
добавляют 2 -10 % Мо или С г, благодаря чему вязкость кермета
улучшается по сравнению со спеченным чистым оксидом алюминия, а
хрупкость уменьшается. Смешивание подготовленного корунда и
порошка металла с частицами размером не более 2 мкм проводят в
шаровых вращающихся или вибрационных мельницах. К полученной
шихте подмешивают связующее (например, целлюлозу) и прессуют
заготовки при давлении порядка 100 МПа. Затем заготовки загружают в
графитовые лодки и засыпают глиноземом (защитная засыпка). После
этого лодки помещают в загрузочный патрубок либо сразу в зону
графитотрубчатой печи с температурой около 1000 °C и начинают
постепенно продвигать их через горячую зону с температурой 1750-
1900 °C (для кермета с хромовой связкой температура ниже, а с
молибденовой связкой выше); скорость продвижения лодочек должна
обеспечить длительность изотермической выдержки 20 - 25 мин.
Спекание происходит в твердой фазе при отсутствии заметного
испарения металла-связки и в науглероживающей атмосфере, создаю-
щейся в результате взаимодействия графита трубы с попадающим в
нее воздухом или водородом, специально продуваемым через рабочее
пространство печи. При этом металл связки карбидизируется с
образованием, например, Мо2С или Сг3С2. В процессе спекания оксид
128 М
алюминия взаимодействует с металлом связки или его карбидом с
образованием интерметаллидных фаз, обеспечивающих формирование
прочных межчастичных связей.
Свойства спеченных изделий зависят от состава кермета (количест-
ва и природы металла-связки) и условий спекания. Так, спеченные при
1800 °C керметы с 2 % Мо имеют плотность 3,96 г/см3, твердость
HRA 91 - 92 и обладают повышенной стойкостью при резании сталей со
скоростью 500 м/мин; керметы с 10 % Мо имеют плотность 4,07 г/см3,
твердость HRA 91-92 и лучшую стойкость при резании сталей со
скоростью 120 м/мин; керметы с 2 и 10% Сг имеют плотность 3,7 и
3,93 г/см3 соответственно.
Лучшие свойства могут быть достигнуты при горячем прессовании
изделий под давлением 7-15 МПа при 1500- 1700 °C; плотность
изделий увеличивается на 1,5-5%, усиливаются связи металла с
поверхностью частиц оксида алюминия и возрастают твердость и
эксплуатационная прочность. Однако горячее прессование изделий из
керметов является трудоемким, малопроизводительным и применимо
по экономическим соображениям лишь в ограниченном масштабе.
Оксидно-карбидная керамика. Впервые созданная более 30 лет тому
назад (А1203 с 20-40% Мо2С или сложного карбида WC-Mo2C),
режущая керамика такого типа вновь привлекла к себе внимание в
конце 60-х годов в связи с разработкой способов значительного
увеличения ее прочности. Технология изделий из нее принципиально не
отличается от рассмотренных выше: к корунду примешивают тонкодис-
персные (размер частиц < 2 мкм) порошки карбидов металлов (при
добавлении нескольких карбидов используют их твердые растворы),
состав которых должет быть максимально приближен к стехиометри-
ческому, т.е. свободный углерод должен по возможности отсутство-
вать; полученную шихту замешивают с пластификатором и прессуют
при давлении порядка 100 МПа; заготовки спекают в графитотрубчатых
печах в атмосфере водорода при 1800 - 1950 °C; возможно применение
горячего прессования, как и для оксидно-металлической керамики, что
повышает прочность соответствующих изделий в 1,5 раза.
В СССР налажен промышленный выпуск горячепрессованной
режущей оксидно-карбидной керамики с размером зерна ~ 2 мкм,
обладающей высокой прочностью и твердостью. Изделия из материалов
марок. ВЗ; ВОК-60 и ВОК-63 имеют плотность 4,5-4,6 (ВЗ) и 4,2-
4,3 г/см3 (ВОК-60 и ВОК-63), временное сопротивление при изгибе
450-700 (ВЗ), 500-750 (ВОК-60) и 700 МПа (ВОК-63), твердость
HRA92-94 (ВЗ), HRA 92-93 (ВОК-60) и HRA 92-94 (ВОК-63) и
внедрены на многих предприятиях страны, в том числе таких как ВАЗ,
КамАЗ, ’’Красный пролетарий” и др. Режущий инструмент с механичес-
ким креплением неперетачиваемых пластин из такой минералокерами-
129
ки обладает улучшенными эксплуатационными свойствами, позволяю-
щими повысить производительность, качество обработки изделий и
снизить себестоимость операции в результате увеличения скорости
резания в 2-3 раза с одновременным повышением стойкости в
среднем в 5 раз по сравнению со сплавами ВКЗ-М, Т30К4 и др. Так, при
чистовой обработке деталей из закаленной стали 40Х (HRC 42-47)
инструмент с пластинами из ВОК-60 показал увеличение стойкости в
7-8 раз и 15 раз при замене сплавов Т30К4 и Т15К6 соответственно, а
в случае закаленной стали 35X3HM (HRC 49 - 56) пластины из ВОК-60 и
ВЗ оказались в 4 раза более стойкими, чем резцы из Т30К4. Замена
сплава ВКЗ-М режущей керамикой ВОК-60 при обработке чугунных
деталей позволила повысить стойкость инструмента в 5 - 6 раз.
5. Литые и наплавочные твердые сплавы
Первыми литыми твердыми сплавами были стеллиты (получены в
1907 г.) и плавленые карбиды вольфрама (смесь WC и W2C). Они
достаточно быстро потеряли свое значение в качестве режущего
материала в связи с появлением порошковых твердых сплавов, однако
нашли широкое применение для изготовления, защиты и восстановле-
ния изношенных деталей машин и механизмов, подвергающихся
интенсивному абразивному или эрозионному износу, особенно в
металлургии, энергетической, нефтяной и угольной промышленностях,
на железнодорожном транспорте, в сельском хозяйстве и машиност-
роении.
В 1930 г. в СССР разработан первый отечественный наплавочный
сплав сталинит (ферросплавный материал со значительным содержани-
ем карбидов хрома и марганца), выпущен сормайт, а в 1932 г. началось
производство вокара (механической смеси вольфрама с углеродом). ₽
1934-1938 гг. был налажен выпуск стеллитов и стеллитоподобных
сплавов, а в 1941 -1944 гг. созданы новые стеллиты с никелевой
цементирующей связкой.
В настоящее время производят литые твердые сплавы типа ’’сор-
майт” на основе железа, содержащие, %: 1,5 - 5,5 С, 27,0 - 32,0 Сг,
1,0-4,0 Si, 1,0-2,0 Мп, 1,0-5,0 Ni, 0,1-1,0 Мо и 0,2- 0,4 W, типа
’’стеллит” на основе кобальта, содержащие, %: 0,8 - 3,0 С, 20,0 - 35,0
Сг, 0,5 - 3,0 Si, до 2,5Мп, 4,0 - 18,0 W, 2,0 - 2,5 Ni, 0,1 - 0,3 В, 0,1 - 0,3 V и
до 3,0 Fe и типа ’’колмоной” на основе никеля, содержащие, %: 0,5 —
1,0 С, 15,0 - 40,0 Сг, 2,0 - 4,0 Si, 1,5 - 5,0 В и до 5,0 Fe. Точным литьем из
таких материалов получают малогабаритные износостойкие фасонные
детали.
Объем наплавки твердыми сплавами непрерывно возрастает. Слои
130
из таких сплавов, ооразующиеся при наплавке электродами, порошко-
выми проволоками и лентами, имеют структуру карбидного класса и
обладают высокими механическими и эксплуатационными свойствами.
При этом формирующиеся непосредственно на поверхности детали в
процессе наплавки или напыления рабочие слои могут состоять из
наплавляемого материала, содержащего небольшие или значительные
количества металла обрабатываемой детали, либо представлять собой
металл объекта наплавки, легированный, модифицированный или
дисперсно-упрочненный компонентами наплавочного твердого сплава.
Для целей наплавки такие сплавы выпускают в виде литых прутков
диаметром 3-12 мм и длиной 300-500 мм (исходные материалы
плавят в индукционных тигельных печах и расплав заливают в формы)
или в виде гранул размером 0,02-1,4 мм (литье с распылением и
последующим дроблением или размолом получаемых гранул).
Защиту и восстановление изношенных деталей осуществляют
ручной, дуговой, автоматической дуговой под слоем флюса, вибродуго-
вой, электрошлаковой дуговой, электроискровой и ацетилено-кислород-
ной наплавкой, а также напеканием порошковой наплавочной смеси.
В настоящее время все шире применяют методы электродугового и
газопламенного напыления с последующим оплавлением (газотерми-
ческая металлизация).
Износостойкими наплавочными материалами также являются: литые
или спеченные карбиды, выпускаемые в виде трубчатых электродов,
зерен (например, литые карбиды вольфрама - релит) и спеченных
прутков, стержней, лент; порошкообразные смеси металлов, ферро-
сплавов с графитом, карбидами, боридами и другими компонентами
(сталинитом, шихтой ВИСХОМ, смесями КБХ, БХ и др.), засыпаемые
или запрессовываемые в стальную оболочку (трубчатые электроды,
порошковая проволока), а также прокатываемые в ленту.
Достаточно очевидно, что более высокие качества наплавленного
слоя, зачастую с особыми физическими, механическими и антифрикци-
онными свойствами, обеспечиваются присутствием в составе напла-
вочных материалов различных тугоплавких соединений. Металлическая
матрица таких материалов должна по возможности проявлять лишь
слабое взаимодействие с тугоплавкой фазой, хорошо смачивать ее и
быть способной образовывать твердые растворы с металлом обрабаты-
ваемой детали. В свою очередь тугоплавкая фаза должна быть твердой
И износостойкой и обладать достаточно высокой химической инерт-
ностью к матрице.
Литые сплавы. К этой группе наплавочных материалов относят
стеллиты, стеллитоподобные сплавы и литые карбиды вольфрама или
молибдена. Для наплавки их выпускают в виде литых стержней или
Прутков различного химического состава. По ГОСТ 21449-75 прутки
131
для наплавки выпускают пяти марок по химическому составу (табл. 18)
диаметром 4, 5, 6 и 8 ± 0,5 мм и длиной соответственно 300 и 350, 350 и
400,350 и 400,450 и 500 ± 25 мм. На их поверхности не допускаются об-
лои, заусенцы свыше 0,5 мм, включения шлака, пригар. Твердость
наплавленного слоя должна составлять не менее HRC 52 (Пр-С27),
HRC50 (Пр-С1), HRC 44 (Пр-С2), HRC 40 (Пр-ВЗК), HRC 46 (Пр-ВЗК-Р).
Материалы на основе тугоплавких металлоподобных соединений1 *.
Потребление электродов из таких материалов непрерывно расширяется
в связи с возрастающими потребностями новой техники и машино-
строения. Основные операции при их производстве - приготовление
смеси исходных компонентов, прессование стержней, спекание,
обмазка и контроль готовых электродов. Химический состав этих
электродов, получаемых методом порошковой металлургии, может
быть любым.
Широко применяют порошковые материалы типа Сг3С2 + 10, 15 или
30 % Ni ( соответственно ГК-10, ГК-15 и ГК-30). Исходные порошки
карбида хрома и никеля в требуемом количестве смешивают в шаровой
вращающейся мельнице в спирте (400 мл/кг смеси) в течение 50 ч.
После размола смесь высушивают при 50 °C в течение 1 - 2 ч, просеи-
вают через сетку № 01 и замешивают с 6 %-ным раствором каучука в
бензине (500 мл раствора на 1 кг смеси). После подсушки вентилятором
в вытяжном шкафу замешанную смесь протирают через сетку № 04,
снова подсушивают в течение 0,5 ч и передают на мундштучное
формование. Полученные стержни (например, продавленные в матрице
диаметром 70 мм через очко диаметром 8 мм при усилии 300 кН) сушат
в вентилируемом сушильном шкафу при 50 - 60 °C в течение 25 - 30 ч
до полного исчезновения паров бензина, после чего их помещают в
графитовый патрон с каналами, диаметр которых на 1 - 2 мм больше
диаметра стержня (отверстия с двух сторон закрывают графитовыми
пробками), или в графитовую лодочку в засыпку из прокаленного при
1000 °C оксида алюминия. Спекание проводят в печах (например,
муфельных) в защитной атмосфере (водород, конвертированный
природный газ, диссоциированный аммиак) при 1250-1350 °C и
изотермической выдержке 1 ч. Спеченные стержни подвергают
внешнему осмотру и контролю твердости, химического и структурного
составов. Для качественной наплавки сплав должен иметь гетероген-
ную структуру (твердый и жесткий каркас из частиц карбида хрома и
равномерно распределенную между зернами карбида и вокруг них
пластичную никелевую связку), плотность не ниже 5,8 г/см3 и твер-
1 Такие материалы очень часто называют керметами. Однако по ГОСТ 17359-82
керметом называют порошковый материал, состоящий из тугоплавких оксидных
соединений и тугоплавких металлов.
132
Таблица 18. Химический состав прутков для наплавки
дость HRA выше 79, а стержни должны выдерживать без разрушения
плотность тока свыше 4,8-5 А/мм2 при беспрерывном расплавлении
их на длину не менее 200 мм.
Аналогичным образом можно изготовлять электроды из боридов и
карбидов металлов IV- VI групп Периодической системы Д.И.Менделее-
ва, а также их смесей, используя в качестве цементирующей связки
металлы группы железа.
Трубчатые электроды. Такие электроды представляют собой трубки
из сталей Ст1, Ст2, 30ХГСА, 08кп или Юкп диаметром 3-8 мм с
толщиной стенки 0,3-0,4 мм и длиной 390-450 мм, заполненные
порошкообразным наплавочным материалом (релитом, сталинитом,
карбидом вольфрама и др.), количество которого должно составлять
60-80% от суммарной массы трубки и наполнителя. Для проверки
выполнения этого требования трубку взвешивают без наполнителя
и с ним.
Электроды с крупкой дробленого литого релита (почти эвтектическая
смесь WC и W2C с температурой плавления > 2525 °C, содержащая, %:
95,5-96,0 W, 3,7-4,0 Собщ, < 0,06 Ссв, < 0,2 Na, Са, Si, Fe и др. в
сумме) зернистостью 0,28 -2,5 мм обозначают ТЗ (трубчатозерновой
сплав): например, ТЗ-25-7, ТЗ-16-6, ТЗ-9-4, ТЗ-6-4, T3-4-3, где первые
цифры указывают максимальный размер зерен (мм), увеличенный в
10 раз, а вторые цифры - наружный диаметр трубки (мм). У таких
электродов при наплавке ацетилено-кислородным пламенем расплавля-
ется только стальная трубка, а зерна релита остаются нерасплавленны-
ми в виде твердых включений в формируемом стальном слое.
У электродов с каким-либо другим наполнителем в процессе
наплавки электродуговым способом ток идет по стальной трубке с
весьма малым электросопротивлением (0,2- 0,3 Ом), так как электро-
сопротивление порошкообразного заполнителя около 30000 Ом; дуга
горит между трубкой и деталью, расплавляя заполнитель.
Порошковая проволока. Трубку из ленты холодной прокатки,
полученной из низкоуглеродистых сталей 08кп или Юкп сечением от
0,3x9 до 0,5x15 мм, заполняют шихтой, состоящей из размолотых
ферросплавов крупностью 0,1 -1 мм, железного порошка, графита и
других материалов в зависимости от целевого назначения наплавлен-
ного слоя. При проходе через фильеры волочильного стана диаметр
трубки уменьшается и порошок запрессовывается. Получаемая
проволока имеет диаметр 1,6 - 3,2 мм.
Разновидностью порошковой проволоки являются ленточные
порошковые электроды, изготовляемые прокаткой из смесей порошков
железа (основы), легирующих металлов, ферросплавов, графита и др.
По ГОСТ 22366-77 изготовляется лента электродная наплавочная
марок ЛС-70ХЗНМ (А), ЛС-70ХЗНМ ГБ), ЛС-5Х4ВЗФС, ЛС-5Х4В2М2ФС,
134
злеб~
ЛС-08Х21Н9Г, ЛС-У10Х7ГР1, ЛС-1Х14НЗ толщиной 1 ± 0,2 мм и
шириной 30, 40, 50, 60, 70, 80, 90 и 100 мм (предельное отклонение
2 мм); лента должна иметь пористость не более 30 %, временное
сопротивление при разрыве > 300 МПа. В табл. 19 приведен химический
состав лент указанных марок.
Порошковые смеси. Применение механических смесей порошков для
наплавки началось в 1930 - 1932 гг. Оно не потеряло своего значения и
сегодня благодаря достижению во многих случаях более высокой
износостойкости, чем при наплавке электродами, а также необходимос-
ти в них при изготовлении стержневых и трубчатых электродов,
порошковой проволоки или ленты. Наиболее удачными по свойствам
наплавленных слоев являются порошковые смеси сталинит (30 - 38 %
феррохрома, 11-19% ферромарганца, 45-47% чугунной стружки,
4 - 7,6 % нефтяного кокса), вокар, КБХ (60 - 75 % феррохрома, 5 - 6 %
карбида хрома, 5-6% борида хрома, 6-7% графита, остальное до
100% - порошок железа, флюс и жидкое стекло), ХР (80 % карбида
хрома, 10 % графита, 10 % борида хрома), БХ (80 % борида хрома, 10 %
графита, 8 % слюдяной муки, 2 % поташа). По ГОСТ 11546-75 выпуска-
ют смеси порошков для наплавки марок С-2М, ФБХ6-2, БХ и КБХ, а по
ГОСТ 21448-75 - порошки из сплавов марок ПГ-С27 (тип
ПН-У40Х28Н2С2ВМ), ПГ-С1 (тип ПН-У30Х28Н4С4), ПГ-УС25 (тип
ПН-У50Х38Н), ПГ-ФБХ6-2 (тип ПН-У45Х35ГСР), ПГ-АН1 (тип
ПН-У25Х30СР), ПГ-СР2 (тип ПН-ХН80С2Р2), ПГ-СРЗ (тип ПН-ХН80СЗРЗ,
ПГ-СР4 (тип ПН-ХН80С4Р4). В табл. 20 приведены химический состав
смесей порошков или порошков из сплавов для наплавки и твердость
наплавленного слоя. Крупность частиц порошков марок С-2М и
ФБХ6-2 < 1 мм (остаток на сите № 1 < 5 %), а марок КБХ и БХ^ 0,45 мм
(остаток на сите № 045 < 5 %). По ГОСТ 21448-75 порошок может быть
четырех классов крупности: крупный (К) с размером частиц 1,25-
0,8 мм (остаток на сите №08> 85%), средний (С) с размером частиц
0,8-0,4 мм (остаток на сите № 04 >87 %); мелкий (М) с размером!
частиц 0,4 - 0,16 мм (остаток на сите № 016 > 90 %) и очень мелкий (ОМ)
с размером частиц < 0,16 мм. Форма частиц порошков М и ОМ из
сплавов на основе никеля должна быть сферической или округлой.
Порошковую смесь сталинита готовят следующим образом: смеши-
вают требуемые количества соответствующих компонентов, прокалива-
ют шихту при 400 - 500 °C в течение 3 - 4 ч, прокаленную массу дробят
и полученную крупку перемешивают.
Вокар готовят из порошка вольфрама или карбида вольфрама,
обрабатывая его с помощью сахара или патоки либо подмешивая к
нему ламповую сажу. В любом случае после прокаливания шихты
должна быть смесь, содержащая не менее 86-88% W и 8-10% С,
остальное - примеси. Связующим при изготовлении вокара с примене-
о
со со о со
ю ю со со ю
со со
о о”
V/ V
со со
о" о”
V V/
Ч- ю СМ ю ю ю
ю ю ю ю со ю
со со
£%©. V/ V/
ии
V/ V/ V/
СМгчооХХ***
o“Qv/ v/ 22-2-2-
«о - о О о о о
Z v Z z v V V/ V/ V/
С5 а °- °0- со" со" ф” Ф ф”
СМ«Ю’-Гч.гч.и-и-и-
I ia I I
^-”о”со”--” Vf V/ V/ V VI
СМ О 0)
см а>”о"
I I I
COON
I - <О I
о ю о о
СО см см
I I I I I
Ю О
о” о” о"
о о о о о,
СО N-” ’t” см” со”
СМ СО ’М- ю СМ
I I I I I
о О О' О О'
со” ю" см” ю”
СМ СМ СО ’М- см
со со. ©
со ю” ю” см” О о”
I I I I I I I
Ю м-Ю О см М; (О_
см” W со см о о” о
О СО Т- СО СОж
сГ см” см со”
I I I I I
со см ю о со
I I -”-”-”см”см”
см со ю ю о ю ю
с\Г см см со” со W
I I I I I I I
СО СО О Ю О Ю Ом
СМ -г-” см см” со”
о о о о о ю о
Т-” Т-” N-” СМ ю” со” со”
СО^-СОСО*-’-’-
I I I I I I I
О О О О О Ю О'
N.” ю” см” со” см” со” ю”
CM СО СО CM W- W- Ч-
к я
см
ю £
см X
с: с с с с с: с:
136
нием сажи служит раствор каучука в бензине или какой-либо недефи.
цитный материал.
Боридные и карбидо-боридные наплавочные смеси готовят смешивав
Нием компонентов в шаровых мельницах или смесителях. мВ
§ 6. СВЕРХТВЕРДЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ ЯИ
С середины XIX века для обработки различных металлов начинают
широко использовать сначала природные (песчаник, корунд и наждак,
алмаз), а затем и искусственные (карбид кремния, электрокорунд,
карбид и нитрид бора, синтетические алмазы) высокотвердые, прочные
и износостойкие абразивные материалы, зерна которых скрепляются
связующими веществами. Благодаря произвольному расположению
зерен на поверхности таких материалов в работе одновременно
участвует значительное число твердых зерен, что обеспечивает
высокую производительность процесса обработки. Значение сверхтвер-
дых материалов возросло в начале 30-х годов нашего столетия в связи
с развитием производства труднообрабатываемых материалов, в том
числе твердых сплавов.
В настоящее время к сверхтвердым обычно относят материалы,
твердость и износостойкость которых превышают твердость и износо-
стойкость порошковых твердых сплавов, причем твердость таких
материалов должна быть выше 45 ГПа: алмазы, кубический и вюрцит-
ный нитрид бора, карбид бора и материалы на их основе.
Ниже рассмотрены вопросы, связанные с производством сверхтвер-
дых абразивных и инструментальных материалов на основе алмазов и
соответствующих модификаций нитрида бора.
1. Алмазные абразивные материалы *
Советский Союз располагает достаточными ресурсами природнызс
алмазов, а с 1962 г. производит в значительных объемах синтетические I
алмазы, что позволило в начале 70-х годов организовать в крупных
масштабах выпуск алмазного абразивного инструмента. Алмазонос-
ный рабочий слой такого инструмента обеспечивает высокие режущую
способность, стойкость и качество обработки изделий.
Наиболее важные области применения алмазного инструмента:
заточка, шлифование и доводка твердосплавного инструмента
(металлорежущего, для обработки древесины и ее заменителей,
применяемого горнорудной промышленности и других отраслях
техники);
заточка и доводка различного хирургического инструмента;
138
обработка изделий из твердого сплава различного целевого назначе-
ния (деталей штампов и пресс-форм, калибров, наконечников к
измерительным приборам, колец приборных подшипников, волок и
оправок и пр.), электро- и радиотехнических (фарфора, кварца, ферри-
тов, радио- и пьезокерамики), полупроводниковых (германия и крем-
ния), строительных облицовочных (гранита, мрамора, известняка, туфа,
сланца, железобетона, кирпича), огнеупорных и кислотоупорных
материалов;
обработка часовых, приборных и ювелирных камней из синтетическо-
го рубина, сапфира, агата и яшмы, бриллиантов, самоцветов и янтаря;
обработка кристаллов природных алмазов при изготовлении из них
бриллиантов и инструмента;
доводочное шлифование стальных и чугунных изделий;
изготовление твердосплавных и стальных шлифов для металлогра-
фических исследований.
Алмаз - самое твердое из известных веществ. Он является одной из модифика-
ций углерода и имеет кристаллическую решетку с 18 чрезвычайно прочно связанны-
ми между собой атомами (на каждый атом углерода приходится по четыре связи).
Природные технические алмазы в отличие от ювелирных имеют малую массу
(измеряется в каратах; один метрический карат равен 0,205 г), неопределенную
форму, неравномерную окраску (из-за наличия примесей) и различные дефекты
(трещины, включения), что делает их непригодными для превращения в бриллианты
огранкой и полировкой.
Плотность алмазов 3,48 - 3,56 г/см3, твердость по шкале Мооса 10, по Кнупу
88,2± 13,8 ГПа (измеряется алмазной пирамидой с ромбическим основанием и
углом при вершине между ребрами 130° и 172°30'), по Виккерсу 100 ГПа (измеряет-
ся алмазной пирамидой с углом между противолежащими гранями 136°), модуль
упругости 900 ГПа, коэффициенты теплопроводности, линейного расширения и
сжатия равны соответственно 14б,5Вт/(м-°С) при 0°С-(О.Э-5-4,7),10~6 1/°С в
интервале 20 - 900 °C и 0,018 - 0,023 Па.
Главными разновидностями технических алмазов являются: борт (сростки
мелких непрозрачных алмазных кристаллов неправильной формы), карбонадо
(тонкозернистые агрегаты алмаза овальной формы плотностью 3,1 -3,45 г/см3,
менее хрупкие, чем алмазы борт) и баллас (шаровидные и округлые агрегаты
алмаза, прочнее алмазов борт).
Синтетические алмазы были впервые получены в СССР в 1960 г. под руководст-
вом академика Л.Ф.Верещагина в Институте физики высоких давлений АН СССР и по
химическим и физическим свойствам в основном идентичны природным алмазам.
Промышленный синтез алмазов из графита проводят в камерах при давлениях
5—10 ГПа и температуре до 2500 °C в присутствии металлов-растворителей (никеля,
марганца, железа и др., различных соединений и сплавов); продолжительность
синтеза составляет от десятков секунд до нескольких часов. После обогащения
(Удаления графита и катализаторов из продукта синтеза), дробления и классифика-
ции получают либо более крупные шлифпорошки рассевом на ситах, либо микропо-
Рошки и субмикропорошки, используя гидроклассификацию и центрифугирование.
Граница между этими группами порошков условна, так как имеется зона перекры-
тия, в которой порошок требуемого размера может быть получен как рассевом, так и
гИдроклассификацией.
В СССР шлиф- и микропорошки из природных и синтетических алмазов соответ-
ствуют требованиям ГОСТ 9206-70. Форма зерен, микроструктура, морфологичес-
139
кие особенности строения, механическая прочность, термостойкость и другие
характеристики определяют эксплуатационные свойства алмаза.
Шлифпорошки имеют зерна размером 40 - 630 мкм и выпускаются из природных
(марка А) и синтетических (марки АСО, АСР, АСВ, АСК, САМ, АСС) алмазов.
Прочность, термостойкость, совершенство кристаллов и другие свойства повышают-
ся в ряду АСО - АСР - АСВ - АСК - САМ - АСС. Если шлифпорошок имеет металли-
ческое покрытие, упрочняющее зерно, увеличивающее сцепляемость его со связкой
и способствующее отводу тепла из зоны обработки, то к обозначению марки
добавляют литеру М.
Микропорошок (зерна размером 1 - 63 мкм) выпускают марок AM и АН из
природных и марок АСМ и АСН из синтетических алмазов. Зерна AM и АСМ имеют
нормальную, а зерна АН и АСН повышенную абразивную способность. Субмикропо-
рошки с размером зерен 0,7-0,1 мкм четырех зернистостей выпускают по специ-
альным техническим условиям.
Приведем примеры условных обозначений:
шлифпорошок А 100/63 ГОСТ 9206-70 - шлифпорошок зернистостью -100 +
+ 63 мкм марки А из природных алмазов;
шлифпорошок АСО 100/63 ГОСТ 9206-70 - шлифпорошок зернистостью -100 +
+ 63 мкм марки АСО из синтетических алмазов;
микропорошок AM 40/28 ГОСТ 9206-70 - микропорошок зернистостью -40 +
+ 28 мкм марки AM из природных алмазов;
микропорошок АСН 40/28 ГОСТ 9206-70 - микропорошок зернистостью -40 +
+ 28 мкм марки АСН из синтетических алмазов.
Алмазные порошки вместе со связкой образуют композиционный материал в
виде алмазоносного слоя, являющийся рабочей частью инструмента. Этот слой
определяет работоспособность и срок службы инструмента и характеризуется
маркой и зернистостью алмазного порошка, маркой связки, твердостью, концентра-
цией алмазов, формой и размерами. Слой, как правило, прочно соединен с корпусом
инструмента, наличие которого принципиально отличает алмазный абразивный
инструмент от других типов абразивного инструмента. Материал корпуса и метод
соединения с ним алмазоносного слоя выбирают в зависимости от марки связки,
формы, размеров и назначения инструмента.
Связка, закрепляя алмазные зерна в алмазоносном слое, определяет многие его
свойства и эксплуатационные характеристики инструмента в целом. В связи с этим
она должна: обладать хорошей смачиваемостью по отношению к алмазу; прочно
удерживать алмазные зерна; обеспечивать самозатачивание, т.е. по мере затупле-
ния алмазных зерен изнашиваться, способствуя выпадению затупившихся зерен и
вскрытию режущих граней новых зерен; обладать достаточной термостойкостью и
иметь хорошую теплопроводность, что позволяет сохранять необходимую жесткость
связки в условиях работы инструмента; в паре с обрабатываемым материалом
иметь минимальный коэффициент трения; иметь коэффициент линейного расшире-
ния, приближающийся к его значению для алмаза, так как в противном случае при
колебаниях температуры в зернах алмаза могут возникнуть большие напряжения и
привести к их разрушению; не вступать в химическое взаимодействие с обрабатыва-
емым материалом и охлаждающей жидкостью.
Алмазосодержащий абразивный материал готовят на керамических,
органических и металлических связках без наполнителей или с
применением различных наполнителей (абразивных и металлических
порошков, органических веществ), повышающих стойкость и улучшаю-
щих режущие свойства инструмента. Номенклатура связок весьма
обширна и насчитывает несколько десятков рецептур. ц
Керамические связки готовят из порошка стекла, огнеупорных глин
140
других керамических композиций. Они придают материалу высокую
тепло- и химическую стойкость, большую жесткость, но одновременно и
повышенную хрупкость, что не позволяет применять их в случае
обработки со значительным ударным воздействием на алмазоносный
слой. С такими связками в основном используют алмазы марки АСР.
Органические связки - синтетические смолы, чаще всего типа
фенолформальдегидных, и композиции на их основе. Особенно
распространены композиции на основе пульвербакелита ПБ
(ГОСТ 3552-63) с карбидом бора (связка Б1), железным порошком
(связка Б2), белым электрокорундом (связка БЗ), зеленым карбидом
кремния (связка Б4), резиновой мукой (связка БР), медью, оловом и
карбидом бора (связка Б156) и вулканизированным каучуком (связки Р1
и Р9). Условно связки Б1, Б2, БЗ, Б4, Б156 и БР относят к жестким, а Р1 и
р9 - к эластичным. С такими связками в основном используют алмазы
марки АСО, в том числе металлизированные, что повышает эффектив-
ность инструмента.
Металлические связки представляют собой композиции на основе
меди, олова, алюминия, железа, никеля и других металлов или их
сплавов и в целом более прочно удерживают алмазные зерна, чём
керамические или органические связки, что придает материалу из
синтетических (марок АСР, АСВ, АСК) и природных алмазов большую
износостойкость.
Общая технологическая схема изготовления алмазного абразивного
инструмента включает измельчение и сушку материалов, входящих в
состав связки, приготовление шихты связки и смешивание ее с
алмазным порошком, формование и термическую обработку алмазо-
носного слоя заданных формы и размеров и (одновременное или после
завершения этих операций) соединение алмазоносного слоя с корпусом
с последующей механической обработкой для придания окончательных
точных форм и размеров. Производственные режимы при изготовлении
алмазосодержащего композиционного материала определяются в
основном типом связки и приведены ниже.
Изготовление алмазоносного слоя на керамической связке. В качестве связок
Используют тонкоизмельченное специально приготовленное низкотемпературное
стекло (фритт) или другой материал (размягчающийся при температуре не выше
температуры окисления алмазов) в смеси с порошками шамота, карбида бора или
алюминия (например, связка К1).
Расчет массы связки Ц,в для изготовления алмазоносного слоя инструмента
ведут по формуле
gcb = Усв V<1 - 0,25 К7100-П/100) Кп,
гДе Уев “ аддитивная плотность связки, рассчитываемая по ее вещественному
составу; V- объем алмазоносного слоя, рассчитываемый по формулам, зависящим
Отего геометрической формы (табл. 21); К - концентрация алмазов, % [за 100 %-ную
Концентрацию условно принято содержание алмазов в количестве 4,4 карата
в 1 см3 алмазоносного слоя, или 0,88мг/мм3; алмазы в 1 см3 занимают объем
141
Таблица 21. Формулы для расчета объема алмазоносного слоя
Сечение алмазного слоя Формула
У=л&в(О-Ь)
V=nHS(Ri+ Ra-S)
.з.Я1)..Х„г + Л1;
н
H = 2R; а = агса1п-£д
У= 1,047HS(1,50 - S)
V= 1,047 HS(1,5D-2S)
в 0,25 см3, т.е. 25 % (объемн.)]; П - пористость
обычно равная 25 - 40 %,
щим; Кп ~ коэффициент,
что необходимо
для
получаемого
его
последующей
алмазоносного
слоя
учитывающий потери шихты в процессе
пропитки
связую
алмазоносного слоя, который принимают равным 1,05 - 1,15.
Масса алмазов А, содержащихся в инструменте, составляет
А = VK4.4/100-
Полученные расчетом значения V и А округляют так:
142
изготовления
У.см3 < 1 1 -10 10-100 100-500 >500
Точность округления 0,001 0,01 0,1 0,5 1
А,карат < 3 3-30 30-500 500-2000 > 2000
Точность округления 0,01 0,1 1 5 10
Сначала в барабанных смесителях перемешивают соответствующие количества
компонентов связки в течение 4 - 7 ч (можно применять фарфоровые шары диамет-
ром 10-20 мм). Затем отвешивают требуемые количества шихты связки, алмазов
заданной зернистости (предварительно увлажненных раствором глицерина в спирте)
и временного связующего, например ПБ в количестве 3 %, которое обеспечивает
прочность прессовки, и в течение 2 - 4 ч перемешивают их в барабанном смесителе.
Из приготовленной смеси горячим прессованием при давлении 50- 180 МПа
формуют алмазоносный слой инструмента. После формования проводят обжиг при
700 - 800 °C в течение 0,5 - 2 ч (скорость нагрева не более 3-4 °С/мин, изотерми-
ческая выдержка 3 - 4 ч при 450 °C для выгорания временного связующего) в пвчи
без защитной атмосферы при свободной циркуляции нагретого воздуха. Охлаждение
обожженных изделий аедут со скоростью не более 4 °С/мин, чаще вместе с печью,
что предотвращает растрескивание изделий.
Алмазоносный слой после обжига пропитывают раствором фенолформальдегид-
ных смол в ацетоне (например, 200 г связующего ПБ на 1000 мл ацетона), после чего
сушат сначала на воздухе до удаления ацетона, а затем в сушильном шкафу при
180 °C в течение 3 ч. В результате смола отверждается и защищает алмазоносный
слой от вредного воздействия жидкостей в процессе эксплуатации инструмента
Изготовление алмазоносного слоя на органической связке. В зависимости от
типа органической связки (жесткая или эластичная) в качестве исходных берут либо
смеси фенолформальдегидной смолы с отвердителем (например, связующим ПБ с
7 % и более отвердителя - уротропина) и наполнителем (карбидом бора, железным
порошком, электрокорундом, зеленым карбидом кремния, резиновой мукой), либо
многокомпонентные смеси на основе вулканизированного каучука
Масса связки и объем наполнителя У2 для изготовления инструмента с беспорис-
тым алмазосным слоем составляют:
при неметаллизированных алмазах
GCB= Ъ + (1 - V'i - 0,25K/100)V3 ]КП,
Va = 1 - Vj - 0.25K/100;
при металлизированных алмазах
есв = У[У1У1 +(1 -0,25K/100-8,8Kq3/y310s)V2]Kn,
V^=1-Vi - 0.25К/100 - V3i
где Vj - плотность связующего, составляющего основу связки, г/см3; ?2 - плот-
ность наполнителя, входящего в состав связки, г/см3; у3 - плотность материала
покрытия в случае металлизированных алмазов, г/см3; q3 - доля массы покрытия
относительно массы алмазов в случае алмазоносного слоя из металлизированных
алмазов, %; Vi - обьем, который занимает связующее в 1 см3 алмазоносного слоя;
задается объемным соотношением компонентов алмазоносного слоя; У2 - объем
наполнителя, см3; У3 - объем, занимаемый материалом покрытия на. алмазном
порошке, см3:
V3=8,8Kq3/y3105.
Если для алмазоносного слоя предусматривается припуск на окончательную
обработку, количество связки увеличивается на величину G^, равную
®св = VcB^np>
143
где уПр - объем припуска; усв - плотность связки, равная для алмазоносного cnoi
из неметаллизированных алмазов Усв = + V2V2)/(1 ~ 0,25К/100), а дл,
алмазоносного слоя из металлизированных алмазов У = (ViVi + Vl2y2)/(1.
-0,25К/100- У3).
Содержание связующего <Ji и наполнителя q2 в шихте связки можно рассчитат|
по формулам, %:
для неметаллизированных алмазов
=[V1y1/(V1y1 + V2y2)]100%, J
<Ъ=[У2У3/(У1У1 + У3У3)]Ю0%; fl
для металлизированных алмазов ж
q^ = [V1y1/(V1y1 + У2му2)]100%, • Я
q“ = + V ^*у2)] ЮО %.
В случаа жестких связок связующее и порошок наполнителя предварительно
тщательно сушат при 25 - 30 °C до влажности не более 0,5 %. Смешивание компо-
нентов связки проводят в барабанах в течение 5 - 7 ч. Затем к полученной шихте
добавляют требуемое количество алмазов (перемешивают вручную или в барабан-
ном смесителе соответственно в течение 10-15 мин и не менее 3 ч). Алмазоносный
слой получают горячим прессовением при давлении 30 - 50 МПа и температуре
180+ 10 °C в случае связующего ПБ; продолжительность изотермической выдержки
не менее 7 мин не 1 мм толщины рабочего слоя. Прессуют в две стадии: при усилии
40 - 50 % от расчетного до тех пор, пока пресс-форма с шихтой не нагреется до
100 °C, е затем усилие доводят до требуемого по расчету. Такая схема прессования
создеет лучшие условия для уделения газов, образующихся при взаимодействии
связующего с отвердителем в процессе нагрева, и уменьшает передрабливание
алмазных зерен, так как полное усилие прессования прикладывается к ним после
разжижения смолы и ее уплотнения.
При серийном изготовлении инструмента изотермическую обработку алмазонос-
ного слоя проводят не не прессе, что малопроизводительно, а в электропечах:
прессование заканчивают при 160 °C без изотермической выдержки, пресс-форму
после охлаждения разбирают и алмазоносный слой обрабатывают в печах при^и
170 °C либо на воздухе, либо без доступа кислорода в защитной среде. Н
В случае эластичных связок алмазный абразивный инструмент изготовляют вН
виде гибких дисков и лент, а также в виде кругов, хонинговальных брусков и т.п. И
Технология предусматривает операции приготовления связки, смешивания алмазов"
с ней, вырезку заготовок и вулканизацию их с одновременным прикреплением к
основе. Связку готовят смешиванием вальцеванием (на водоохлаждаемых валках,
врещающихся с различной скоростью) синтетического бутадиен-нитрильного
кеучука, совмещенного с поливинилхлоридной смолой (например, игелитом) и
связующим ПБ, с добавками вулканизирующих агентов (серы), исполнителей
(оксидов цинке и магния) и мягчителей (например, дибутилфталата). После смешива-
ния в рассчитанное количество связки текже вальцеванием вводят алмазы, предва-
рительно обработанные 20 %-ным спиртовым раствором связующего ПБ (количество
раствора составляет 5 % от массы алмазов), что повышает прочность закрепления
алмазов и улучшает качество алмазоносного слоя. Затем проводят калибрующую
прокатку полученного материала на календарных вальцех и из ленты вырезают
заготовки алмазоносного слоя соответствующей формы. Вулканизацию алмазонос-
ного слоя проводят по типу процесса горячего прессования. В пресс-форму (рис. 46)
укладывают заготовку основы из аппретированной ткани (хлопчатобумажной - для
дисков, лавсана - для бесконечных лент), промежуточный слой из эластичной
резины и алмазоносный слой. Сверху устанавливают пуансон и прикладывают
Рис. 46. Пресс-форма для горячего прессования эластичных дисков
нагрузку при одновременном нагреве до 170 - 175 °C с выдержкой в течение 20 -
25 мин. В процессе нагрева и изотермической выдержки происходят вулканизация
каучука и соединение всех слоев в единое целое. Если на пуансоне нанесен рельеф,
то его отпечаток останется на алмазоносном слое. При изготовлении бесконечной
ленты на заготовку основы по ее длине последовательно напрессовывают участки
алмазоносного слоя.
Изготовление алмазоносного слоя на металлической связке. Зерна алмазов
закрепляют в металлической связке различными методами (литьем, зачеканкой и
др.), но наибольшими преимуществами и возможностями обледает метод порошко-
вой металлургии, нашедший широкое применение в промышленном производстве
алмазного инструмента. Связку готовят из порошков меди, алюминия, олова,
серебра, железа, кобальта, никеля, хрома, титана, твердого сплава и др.
В зависимости от состава связка либо однокомпонентная, либо многокомпонент-
ная. Применение однокомпонентных связок на основе меди или алюминия, обладаю-
щих хорошей пластичностью и прессуемостью, ограничено из-за сравнительно
низких твердости и износостойкости алмазоносного слоя. Наиболее распрострене-
ны многокомпонентные связки из смеси порошков указанных выше металлов и раз-
личных добавок неметаллических веществ (серы, сульфидов металлов, сажи и др.),
абразивных материалов (например, карбидов бора, кремния и других металлов),
твердых смазок и др. В этом случае сочетание прочной и пластичной металлической
основы (меди, алюминия, железа, кобельта и т.п.) с легирующими элементеми и
наполнителями обеспечивает хорошее удержание алмазов, высокую твердость, из-
носостойкость и режущие свойства алмазоносного слоя инструмента.
Требуемую массу шихты связки для получения беспористого алмазоносного
слоя заданного объема рассчитывают по формулам:
для неметаллизированных елмазов
Сев = У(1-0,25К/100)усвКп;
для металлизированных алмазов
Gqb = V(1 - 0.25К/100 -Уэ)усвКп,
где условные обозначения идентичны приведенным ранее.
При необходимости иметь припуск не обреботку массу шихты связки корректиру-
ют на величину G^, рассчитываемую как указано выше. Состав шихты связки
задается процентным соотношением компонентов по массе.
Как правило, перед смешиванием порошки металлов подвергают довосстановле-
нию в водороде для удаления оксидных пленок, образующихся на их частицах при
хранении. Крупность частиц металлов составляет 40-.100 мкм (более мелкие
используют для смешивания с микропорошками алмазов). Шихту связки готовят в
барабанных смесителях при коэффициенте заполнения объема 0,4 и длительности
Смешивания 24 - 28 ч. После этого требуемые количества шихты связки и алмазов
перемешивают вручную или в смесителях (если масса шихты алмазоносного слоя
более 0,5 кг) в присутствии увлажнителя (бензина, веретенного и везелинового
146
масла, 20 %-ного раствора глицерина в спирте и др.), который предотвращает
расслаивание компонентов шихты и улучшает равномерность их распределения по
объему. В случае использования шлифпорошков сначала увлажняют алмазы (1 - 3 %
увлажнителя от массы шихты связки), а затем перемешивают их с шихтой связки в
течение 3-20 мин вручную или в течение 5 - 15 ч в смесителе, куда могут быть
загружены стальные шары диаметром 5 - 15 мм из расчета 5 - 10 шт на 1 кг шихты.
При приготовлении шихты алмазоносного слоя с микропорошками алмазов
сначала всухую смешивают шихту связки и алмазы и полученную смесь 3-4 раза
протирают через сито № 016-02, после чего увлажняют и перемешивают в барабан-
ном смесителе, как указано выше.
Прессование, спекание и допрессовывание (уплотнение) после спекания,
обеспечивающее получение точных размеров алмазоносного слоя, проводят в
пресс-формах (либо в двух различных, либо в одной и той же, если перекладка
заготовки после прессования в другую пресс-форму невозможна или нежелательна).
Давление прессования, при котором получают прочные, неосыпающиеся брикеты
алмазоносного слоя пористостью 15-25%, подбирают экспериментально. Обычно
оно составляет 100-400 МПа, так как при более высоком давлении происходит
передрабливание алмазов. Чаще прессуют по схеме ”до упора”, гарантируя
заданные размеры и пористость брикета точностью размеров пресс-форм и навески
шихты алмазоносного слоя. Большое значение имеет тщательное разравнивание
прессуемой навески шихты в полости матрицы пресс-формы, так как текучесть
порошкообразной массы мала. Навеска шихты прессуется в один прием или в два,
если брикет должен иметь разнотолщинность. Упругое последействие 0,1 - 0,3 % от
размера алмазоносного слоя.
Спекание прессовки проводят в твердой фазе или в присутствии жидкой фазы в
защитной среде, на воздухе или в вакууме (более целесообразно для связок,
обеспечивающих достаточную прочность закрепления алмазов без последующего
допрессовывания). Чаще используют спекание в камерных или туннельных печах в
водороде или диссоциированном аммиаке. Температура спекания определяется
составом связки и, как правило, равна 500 - 1100 °C (чем более тугоплавок металл
основы связки, тем выше температура). Длительность изотермической выдержки
составляет от 30 мин до 1 - 3 ч.
Твердофазное спекание возможно, если металл, входящий в состав связки,
имеет химическое сродство к алмазу. Однако формирующиеся в процессе нагрева
связи непрочны из-за несовершенного контакта твердого металла и поверхности
зерна алмаза, а также затрудненности при низких температурах химических,
диффузионных и адсорбционных процессов. В связи с этим более желательно
жидкофазное спекание, при котором в случае хорошего смачивания возникает
совершенный контакт алмаз - металл и может быть сформирована прочная
адгезионная связь между ними. При этом растворимость алмаза в жидкой фазе
должна отсутствовать или быть минимальной.
Допрессовывание проводят на гидравлических прессах в пресс-формах,
извлекаемых из горячей зоны печи после изотермической выдержки при спекании.
Давление составляет 60 - 150 МПа (меньше в случае связок на алюминиевой основе,
больше в случае связок на основе железа или кобальта). Алмазоносный слой после
уплотнения охлаждают в пресс-формах под давлением до 200 - 300 °C, что предот-
вращает коробление инструмента из-за внутренних напряжений, возникающих при
неравномерном остывании. В результате допрессовывания или спекания под
давлением получают практически беспористый алмазоносный слой.
В последние годы все большее распространение получает формование деталей с
большой площадью Зймазоносного слоя методом прокатки. Из ленты затем выреза-
ют заготовки, которые спекают в печах. При использовании в качестве наполнителя
или связки порошков твердых сплавов (например, марок ВК6 или ВК8) алмазоносный
слой готовят либо горячим прессованием при температуре до 1400 °C и строго
146
ограниченных по времени выдержках из-за возможного окисления и графитации
алмазов, либо прессованием на холоду с пластификатором (10 - 12 %-ным раство-
ром ”СК” из расчета 60 г раствора на 1 кг твердосплавного порошка) и последующей
инфильтрацией полученного пористого каркаса медью или ее сплавами с никелем и
с хромом при 1100 - 1150 °C в печах в атмосфере водорода или высоком вакууме
(для сплава меди с хромом).
2. Поликристаллические инструментальные материалы
Основу таких материалов составляют поликристаллические
алмазные образования округлой формы (синтетические балласы,
карбонадо и др.) плотностью 3,5 - 4 г/см3, диаметром до 4 - б мм и
массой 0,2 -1,5 карата или порошки нитрида бора сфалеритной
(кубической) и вюрцитной модификаций, обозначаемые КНБ и ВНБ
соответственно.
Алмазы баллас’ (марки АСБ) и карбонадо (марки АСПК и АСПВ)
получают синтезом из графита по технологии, аналогичной рассмотрен-
ной выше. Их основные свойства (твердость, износостойкость и
теплопроводность) приближаются к свойствам природных алмазов, но
теплостойкость низкая: так, при 700 °C и выше балласы под малейшей
нагрузкой превращаются в зеленоватый порошок. Алмазы баллас и
карбонадо применяют для изготовления инструмента, используемого
при точении стеклопластиков, пластмасс, твердых сплавов, высоко-
кремнистых алюминистых сплавов, цветных металлов, титановых
сплавов и некоторых видов керамики (стойкость в 70- 100 раз выше
стойкости твердосплавных материалов), буровых коронок, волок (алма-
зы баллас) и др.
Для обработки черных металлов и материалов, чувствительных к
локальным температурным напряжениям и термическим ударам,
налажен промышленный выпуск материалов эльбор-Р (композит 01),
исмит и гексанит-Р (композит 10), частицы которых крепят в металли-
ческих матрицах методами, аналогичными рассмотренным выше:
например, абразив запрессовывают в порошковую композицию, после
чего проводят инфильтрацию жидким металлом. Такие материалы с
1964 г. (эльбор-Р) и с 1972 г. (гексанит-Р) применяют на операциях
резания при тонкой, чистовой и получистовой обработке деталей из
сталей (в том числе закаленных твердостью HRC 60 и более), чугуна,
литых постоянных магнитов, ферритов и др.; производительность труда
увеличивается до 5 раз. Освоен выпуск шлифовальных кругов из
эльбора и на основе гексанита-А.
На основе смесей кубического и вюрцитного нитрида бора разрабо-
таны сверхтвердые материалы типа ПТНБ (марки Р20/25Д, 11-5МК и
11-ЗМКТ) для лезвийного инструмента, весьма эффективного при
обработке резанием закаленных сталей, чугунов и цветных металлов.
147
§ 7. ИНСТРУМЕНТ ИЗ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ
В конце 40-х годов были начаты исследования по получению методом
порошковой металлургии изделий из быстрорежущей стали. Цели этих
исследований - улучшить структуру быстрореза путем предотвращения
ликвации карбидов, создать материалы требуемого состава, сущест-
венно уменьшить технологические трудности, связанные с ковкой и
прокаткой, и сократить механические потери, неизбежные при работе с
литой сталью. Быстрорежущие стали типов Р6, Р9, РЮ, Р12, Р14 и Р18
(цифра соответствует процентному содержанию вольфрама) в своем
составе могут содержать также ванадий' (до 5 %), хром (4-5 %),
молибден (до 5 %), кобальт (до 10 %) и другие легирующие элементы,
окисление которых при изготовлении порошковых изделий должно быть
сведено к минимуму.
Принципиально возможны четыре основные метода получения
исходной порошковой шихты:
1) механическое смешивание требуемых количеств порошков
отдельных элементов (размер частиц 5-10 мкм); углерод целесооб-
разно вводить в связанном виде, например с порошком чугуна (размер
частиц до 0,25 мм);
2) совместное восстановление гидридом кальция смеси оксидов
легирующих элементов, в которую добавлен порошок железа (основа);
3) распыление расплава (аргойом, по методу вращающегося
электрода, в плазме и др.) с последующим механическим измельчени-
ем полученных частиц (50- 600 мкм) до крупности 10-30 мкм;
4) механическое измельчение твердых отходов быстрореза,
например, стружки, образующейся при его обработке резанием.
В настоящее время более распространены третий и четвертый
методы, причем последний из них особо важен из-за наличия большого
количества стружковых отходов, подлежащих переработке. Этот способ
и рассмотрен ниже.
Исходные стружковые отходы вольфрамсодержащего быстрореза
(Р18, Р6М5) тщательно отмывают от масла и подвергают интенсивному
измельчению в шаровых мельницах (вращающихся, вибрационных или
аттриторных) твердосплавными шарами диаметром 10-15 мм в
спирте, как это принято в производстве твердых сплавов. Интенсив-
ность мокрого измельчения может быть увеличена добавкой в мельни-
цу порошков тугоплавких твердых соединений, например, 3-10%
(объемн.) карбидов титана или ниобия, что не только облегчает размол
стружки, но и модифицирует свойства спеченного быстрореза. При
размоле в течение 48 - 72 ч карбидные включения, имеющиеся в
структуре быстрореза, более равномерно распределяются в мартенсит-
ной матрице и измельчаются до 1 - 1,5 мкм (в исходной стружке их
148
размер 15-25 мкм). Полученный порошок характеризуется размером
основной массы частиц < 0,25 мм, которые с поверхности покрыты
тонкими оксидными пленками (содержание кислорода достигает 0,5-
1,2%). Перед прессованием к порошку добавляют сажу из расчета на
довосстановление оксидов в процессе спекания и обеспечение более
узких пределов содержания углерода в спеченной заготовке (0,75-
0,8 %), что позволяет повысить и стабилизировать износостойкость
стали, улучшив ее режущие свойства. Шихту замешивают с раствором
”СК” из расчета 30 г каучука на 1 кг смеси. Прессование проводят при
давлении 600- 1000 МПа в стальных пресс-формах (изделия простой
формы и малой массы) или 400 - 600 МПа в гидростате (масса изделий
до нескольких десятков килограммов), получая брикеты с относитель-
ной плотностью 70 - 75 %, прочность которых достаточна, а пористость
обеспечивает удаление образующегося при нагреве оксида углерода.
Спекание проводят при 1200- 1270 °C (при нагреве целесообразна
промежуточная выдержка при 1000- 1100 °C в течение 1,5-2 ч) и
изотермической выдержке 1,5-Зч в атмосфере водорода (остроосу-
шенного с точкой росы не хуже -40 °C) или в вакууме. Плотность
спеченных брикетов достигает 95 % и выше; остаточные поры замкнуты
и изолированы. Структура спеченной быстрорежущей стали - мартен-
сит, остаточный аустенит и карбиды - аналогична структуре литого
быстрореза, но более мелкозерниста: средний размер как первичных
зерен сложных карбидов, так и зерен карбида, добавляемого при
размоле, составляет 1,5- 2 мкм; аустенит более насыщен карбидами.
Благодаря такой структуре износостойкость спеченной стали в 1,5-
ц 3 раза выше, чем литой.
$ Для повышения плотности (приближения ее к теоретическому
значению) применяют горячую ковку, прокатку или экструзию (благода-
ря малой пористости заготовки нагревают на воздухе без каких-либо
мер защиты от окисления), а также обжатие в газостате при давлении
до 200 МПа и температуре 1200 - 1250 °C.
Инструментальные изделия вырезают из спеченных кованых
/ заготовок и подвергают термообработке по стандартным режимам,
> применяемым для соответствующих марок литых сталей.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Третьяков В.И. Основы металловедения и технологии производства спеченных
твердых сплавов. - М.: Металлургия, 1976. - 528 с.
Бакуль В.Н., Никитин Ю.И., Верник Е.Б. и др. Основы проектирования и технология
изготовления абразивного и алмазного инструмента. - М.: Машиностроение, 1975. -
296 с.
Шеенко И.Н., Орешкин В.Д., Репкин Ю.Д. Современные наплавочные материалы на
основе тугоплавких соединений. - Киев: Наукова думка, 1970. - 238 с.
149
Г л а в a IV . ВЫСОКОТЕМПЕРАТУРНЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
С развитием техники к материалам предъявляют все более возрас-
тающие требования в отношении их прочности и жаропрочности,
жаростойкости, коррозионной стойкости и других свойств. Удовлетво-
рение этих требований определяет саму возможность создания
производственных процессов, аппаратов, машин и устройств с
высокими рабочими параметрами и прежде всего температурой.
Сохранение требуемых свойств при повышенных температурах, часто
вблизи температуры плавления металла-основы, и является характер-
ной отличительной чертой материалов, называемых высокотемператур-
ными. Ракетная техника и космонавтика, ядерная энергетика и
химическое машиностроение, авиа- и автомобилестроение, как и
десятки других отраслей техники, не могут развиваться на базе только
существующих в настоящее время материалов, среди которых первое
место пока прочно удерживают металлы и их сплавы. Однако хорошо
отработанные приемы получения новых металлических материалов
методами классической металлургии уже не приводят к заметным
успехам в области разработки высокотемпературных материалов.
Прогресс в создании материалов с очень высокими служебными
свойствами (например, работоспособностью изделий при температурах
выше 5000 °C) связан с порошковыми высокотемпературными
материалами, среди которых принято выделять тугоплавкие металлы,
твердые тугоплавкие соединения, керамикометаллические (керметы),
упрочненные дисперсными включениями и армированные волокнами
материалы.
§ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ
Тугоплавкие металлы играют большую роль в современной технике
и особенно в новейших ее отраслях - атомной и ракетной. Основное
направление их использования - получение жаропрочных и коррозион-
ностойких сплавов, а также сплавов с особыми физическими свойства-
ми. Все большее значение приобретает также использование тугоплав-
ких металлов в качестве эффективных легирующих добавок для
различных материалов.
Тугоплавкие металлы относят к переходным элементам IV - VII
групп Периодической системы Д.И.Менделеева, у которых при переходе
от одного элемента к соседнему происходит достройка внутренних
электронных уровней (так называемых d-уровней). Такими металлами
являются титан, цирконий, гафний (IV группа), ванадий, ниобий, тантал
(V группа), молибден, вольфрам (VI группа) и рений (VII группа). Эта
160
особенность строения атомов определяет высокую прочность межатом-
ных связей в кристаллической решетке рассматриваемых металлов,
что сказывается на их повышенной твердости, высоких температурах
плавления и коррозионной стойкости, а также переменной валентности,
обуславливающей многообразие химических соединений этих эле-
ментов.
Тугоплавкие металлы взаимодействуют со многими другими
металлами Периодической системы, образуя твердые растворы и
различные интерметаллические соединения, что широко используется в
технике при производстве различных сплавов и высококачественных
сталей. Близость многих свойств тугоплавких металлов и их соедине-
ний определяет общность некоторых областей применения: в электро- и
I/Т а б л и ц а 22. Последовательности технологических операций при производстве
материалов и изделий из порошков тугоплавких металлов
Технологическая Технологический процесс*
операция
прессование в пресс-фор- ме с после- дующим спеканием горячее прес- сование в пресс-форме горячее изо- горячая статическое экструзия формова- ние
Получение порошка + + + +
Смешивание порошка
с пластификатором + — — —
Формование заготовки: прессование в
пресс-форме + — — —
горячее прессование
в пресс-форме — + — —
горячее изоста-
тическое •— — + —
вибрационное — — — +
Загрузка контейнере — — + +
Дегазация заготовки — — + +
Предварительное
спекание + — — +
Окончательное спекание + — — —
Горячая ротационная
ковка * + + — —
Горячая экструзия — — — +
Волочение + + — —
Механическая обработка — — + +
‘Наличие соответствующей операции отмечено знаком "+", а отсутствие -
знаком
161
радиотехнике, в качестве легирующих добавок к сталям, при производ-
стве твердых сплавов и др.
В табл. 22 в обобщенной форме приведена последовательность
технологических операций при производстве материалов и изделий из
порошков тугоплавких металлов различными технологическими
процессами.
Вольфрам. Производство ковкого компактного вольфрама из его
порошка было начато в 1910 г., а в настоящее время методом порошко-
вой металлургии производят почти 80 % всей потребляемой продукции
из него. Для этих целей используют порошок с частицами губчатой
формы (получаемый восстановлением - вольфрамового ангидрида
только водородом, но не сажей) или округлой, близкой к сферической
(получаемый восстановлением галогенидов вольфрама водородом]
карбонильным методом и распылением по методу вращающегося
электрода или плазменным).
Выбор метода формования заготовок зависит от многих факторов,
главные из которых - свойства порошка и габаритные размеры изделий
из него. Малогабаритные изделия и штабики, используемые для!
получения листов небольшого размера, прутков и проволоки, прессуют
из порошков с частицами губчатой или осколочной формы в стальных
пресс-формах на гидравлических прессах при давлении 150- 600 МПа
(пористость заготовок 40 - 30 %). Для улучшения прессуемости к
порошку добавляют смазывающие и склеивающие вещества, например,
раствор глицерина в спирте (1,5:1 по объему), парафин в виде раствора
в бензине (4 - 5 % парафина) и пр., которые при уплотнении выдавлива-
ются на стенку пресс-формы, уменьшая внешнее трение. При давлении
прессования выше 600 МПа в прессовке могут появиться расслойные
трещины. Вольфрамовые штабики имеют квадратное сечение от 10х 10
до 40 x 40 мм и длину 500- 650 мм. Штабики большего размера,
заготовки цилиндрической, прямоугольной и более сложной форм
массой 100-300 кг и более прессуют в гидростатах в эластичных
оболочках при давлениях от 200 - 250 (пористость заготовок 35 - 30 %)
до 500 - 700 МПа. Расширяется производство заготовок изостатическим
формованием в толстостенных эластичных втулках, прокаткой
порошков, шликерным и взрывным формованием, а также другими
методами. Порошки с частицами сферической формы подвергают
горячему газостатическому формованию при давлении до 200-
300 МПа и температуре до 1600 °C, что позволяет получать крупногаба-
ритные заготовки массой до 2,5 т и сложной формы с плотностью,
близкой к теоретической (например, вольфрамовые заготовки с
теоретической плотностью получают при давлении 70-140 МПа,
температуре 1550 - 1600 °C и выдержке 1 - 5 ч).
Спекание заготовок, спрессованных в холодном состоянии, предс-
152 <
тавляет определенные трудности, так как требуется температура
порядка 3000 °C. Более просто эти затруднения преодолеваются в
случае спекания штабиков, которое проводят в две стадии. Первую
стадию, представляющую собой предварительное спекание, проводят в
водороде при 1150 - 1300 °C и длительности изотермической выдержки
30- 120 мин. Штабики группами укладывают в никелевые или стальные
лодочки (до 50 шт.) на подложку из вольфрамового порошка и проталки-
вают при помощи механического толкателя через электропечь с
алундовой трубой или муфелем с молибденовыми нагревателями. Цель
такого предварительного низкотемпературного спекания - повышение
прочности и электропроводности спрессованных брикетов, необходи-
мых при последующем высокотемпературном спекании. Линейная
усадка штабика составляет 2 - 3 % от его первоначального размера.
Для достижения максимального уплотнения штабика и достаточного
развития процесса роста зерен, обеспечивающего создание необходи-
мой структуры, вторую стадию спекания нужно проводить при 2900-
3000 °C. Такую высокую температуру создают прямым пропусканием
электрического тока через штабик, упрочненный предварительным
спеканием. Эта стадия спекания - сварка и ее проводят в водороде в
специальных печах, называемых сварочными аппаратами. Режим
сварки в производственных условиях контролируют обычно не путем
измерения температуры штабика, а по силе тока. Для этого первона-
чально на нескольких образцах определяют силу тока, необходимую для
их переплавки (например, для штабика размером Юх юх 500 мм ток
переплавки составляет порядка 2500 А), а затем при высокотемпера-
турном спекании через штабик пропускают ток силой 88- 93 % от тока
переплавки, что и обеспечивает нагрев штабика до 2800 - 3000 °C.
Плотность штабика после сварки зависит от ее режима (главным
образом от максимальной температуры), зернистости исходного
порошка вольфрама и частично от давления прессования. Выдержки в
течение 15 мин при силе тока 90 % от тока переплавки достаточно для
того, чтобы в основном были завершены процессы усадки и рекристал-
лизации и было достигнуто кажущееся равновесие, после которого
дальнейшая выдержка при той же температуре практически мало
изменяет пористость и размер зерна штабика. Усадка при сварке
достигает 15-18% по длине штабика и его плотность возрастает с
' 2 - 14 до 17,5 - 18,5 г/см3 (остаточная пористость 10-5 %).
Известно, что после сварки штабик вольфрама, изготовленный из
। юлкозернистого порошка (средний размер частиц 2 мкм), обладает
более плотной и более грубозернистой структурой, чем штабик из
крупнозернистого порошка (средний размер частиц 4-5 мкм), т.е. при
сварке штабика из» мелкозернистого порошка происходит более
интенсивный рост зерен. Наилучшую обрабатываемость при последую-
ща
щей горячей ковке имеют вольфрамовые сваренные штабики однород.
ной структуры с числом зерен 2000- 5000 на 1 мм2, т.е. со средним
размером зерна 22 - 14 мкм. Штабики с числом зерен до 8 - 10 тыс. на
1 мм2 также удается проковать, но при более высокой температуре.
В процессе сварки концы штабиков, находящиеся в охлаждаемых
зажимах-контактах сварочных аппаратов, оказываются непроваренны-
ми. Поэтому штабики после сварки поступают на обрубку их концов,
которые затем опять возвращают в производство.
Важным моментом при производстве компактного вольфрама
является введение в него различных присадок, необходимых для
придания нужных свойств. Для более равномерного распределения
присадки обычно добавляют в форме растворов соответствующих
соединений [Th(N03)4, K2SiO3,Na2SiO3 и т.п.] к суспензии WO 3 или
H2W04 в воде. После высушивания, прокалки и восстановления
получают порошок вольфрама, содержащий требуемые добавки.
Превращение порошка в заготовку и ее спекание не отличаются от
рассмотренных выше. Крупногабаритные заготовки массой 200-
300 кг и крупногабаритные изделия спекают в индукционных печах в
водороде, инертном газе (гелий) или в вакууме при 2400-2600 °C и
изотермической выдержке от 4-6 до 20ч. Можно активировать
процесс спекания, добавив к вольфраму 0,2- 0,5% Ni. В этом случае
получение плотной (18,1 -18,4 г/см3) заготовки возможно при
температурах спекания всего 1400- 1600 °C. Присадка никеля
действует эффективнее при добавке к ней фосфора.
Спеченные поликристаллические вольфрамовые заготовки на холоду
хрупки и при деформации разрушаются по межкристаллическим
границам. Однако при 1300- 1400 °C они поддаются ковке, не разруша-
ясь. В частности, для производства прутков, которые обычно служат
заготовками для волочения проволоки, применяют ротационные
ковочные машины (рис. 47), оснащенные парой плашек с полуцилиндри-
ческими рабочими поверхностями, образующими при соприкосновении
цилиндрический канал с входной и выходной конусными распушками.
Плашки вращаются вокруг продольной оси штабика и под действием
периферийных роликов ударяют по нагретому штабику, продвигаемому
вдоль канала плашек, с частотой 10 - 12 тыс. ударов в минуту.
Ковочная машина состоит из чугунной неподвижной станины 7,
внутри которой в обойме расположены ролики 2. В пространстве между
роликами вращается шпиндель 3, через центральный канал которого
проходит штабик; имеется также прорезь, в которой свободно сидят две
ковочные плашки 5. При вращении шпинделя плашки центробежной
силой попеременно отбрасываются от центра к периферии и выступаю-
щим роликом через ползуны 4 - от периферии к центру. Плашки
изготовляют из быстрорежущей стали. Число ударов в минуту плашек
154
Рис. 47. Схема ротационно-ковочной машины (а) и шпинделя о роликами (б):
1 - обойма; 2 - ролик; 3 - шпиндель с каналом для прутка; 4 - ползуны; 5 - штампы
("плашки”);6 -пруток;7 - станины
по штабику зависит от числа роликов и скорости вращения вала: при
скорости 1000 об/мин и 10 роликах число ударов составляет 10 тыс. в
минуту. После ковки может быть применена дальнейшая обработка,
например, получение проволоки нужного сечения волочением (см. § 12).
Молибден. Порошок молибдена, полученный восстановлением МоО3
водородом и более мелкозернистый, чем вольфрамовый, прессуют при
давлении 200 - 300 МПа (пористость штабика 40 - 35 %), как правило,
со смазкой. Штабики имеют сечение 2-16 см2 и длину 450- 650 мм
(например, 14X 14X 600, 18X 18X 650, 30X 30X 650, 40X 40X 650,
60 х 60 х 650 мм). Можно прессовать крупногабаритные заготовки
большой массы в гидростатах.
После предварительного спекания в водороде при 1100- 1200 °C в
течение 30- 120 мин штабики сечением до 40X 40 мм подвергают
сварке в водороде, в процессе которой из-за малого размера исходных
частиц усадка прессовок проходит с большой скоростью и завершается
в довольно короткие сроки (за 10 - 15 мин) при силе тока в 90 % от тока
переплавки, что соответствует 2200 - 2400 °C. После такой сварки
штабик имеет пористость 6-10%. Сварка штабиков больших сечений
требует очень большой силы тока, что создает определенные затрудне-
ния; ее проводят при силе тока в 80-85 % от тока переплавки и
выдержке 60-70 мин. Эти затруднения удается успешно преодолеть,
применяя активирование процесса спекания молибдена при сварке
путем незначительного увлажнения водорода (водород пропускают
155
через воду при 20-40 °C); сварку в увлажненном водороде ведут
при 1600- 1700 °C.
С целью выравнивания структуры по сечению итабика продолжи-
тельность его сварки увеличивают (для крупных штабиков иногда до
2 ч), что позволяет получать штабики плотностью порядка 10 г/см3
(плотность беспористого молибдена 10,3 г/см3). Отметим, что при этом
получается крупнозернистая структура, которая в данном случае
каких-либо затруднений не вызывает, так как молибден отличается от
вольфрама большей пластичностью и такие молибденовые штабики
хорошо поддаются горячей ковке. При производстве молибденовой
проволоки для радиоламп в молибденовый порошок вводят небольшие
присадкиТЬ02. 1
Хотя молибден пластичнее вольфрама, волочение молибденовой
проволоки больших диаметров и прокатку толстых пластин проводят
при подогреве. Большую часть спеченного молибдена используют для
изготовления проволоки, предназначенной для обмоток электропечей, а
также для производства лент и листов, применяемых в радиолампах,
электротехнике и других отраслях техники (см. § 12).
Спекание крупных штабиков можно проводить в вакуумной методи-1
ческой печи с графитовыми стержневыми нагревателями (рис. 48ц
позволяющей осуществлять одновременно и предварительное, и
окончательное спекание (1900- 1950 °C, выдержка 6-8 ч, остаточное
давление 0,13 Па).
Заготовки молибдена массой до 300 кг спекают в индукционное
Рис. 48. Схема вакуумной печи непрерывного действия для спекания молибденовых’
заготовок (горизонтальный разрез):
1 - загрузочные шлюзы; 2 ~ камера загрузки; 3- камера предварительного спекания;
4 - камера основного спекания;5 — контейнеры со штабиками;6 — камера охлажде-
ния;? - камера разгрузки;8 -шибер;9 - толкатель
156
NaCl K,TaF7
I___________________ I
7~ Сушка
Na
Верхние слои
*
Гашение
и отлыдка Водой
Фильтрация
Растдорениед HF
Осаждение
----?-----
Фильтрация
-----{-----
Сушка
Загрузка тиглей
ВосстаноРление
Разгрузка й дродление
Гашение
Покрь/й разжал
Водная одра дот на
кислотная одрадогка
Разжал
и лрссеидание
--------------
----K2TaF7
Фильтрация
Сушка
Разжал
ГросеО
Гора шок тантала —, Ларош ок тантала
Просеидание
фихтадка
Порошок тантала
Разжал
лросеиданае
Фильтрация
Прессодание —— Слетки Просеивание
| с пресса
Спекание
Кислотная одрадотка
------?-----
Просеидание
Срезка граней—— Отходы——Разжал
Сдарка
Отседы Разжал
♦ I
Гидриродание
Отходы листодого ——
Кадка
Отжиг
•икускодого Отожженные
тантала
пластины
**ис. 49. Технологическая схема производства спеченного тантала и изделий из него
печи в водороде при 1700- 1850 °C и изотермической выдержке
3-15ч. М|
Тантал и ниобий. На рис. 49 приведена примерная технологическая И
схема производства спеченного тантала. Исходный порошок прессуют И
в заготовки сечением 4-20см2 и длиной 600-750мм (пластины^
прямоугольного сечения или штабики), массой до нескольких килограм-
мов. В случае танталового порошка натриетермического восстановле- '
ния, который мелкозернист и имеет большую удельную поверхность,
прочные заготовки получают при давлении 300 - 500 МПа. При прессо-
вании крупнозернистого порошка, полученного электролизом, требуе-
мое давление составляет 700 - 800 МПа, что приводит к разрушению
относительно тонких оксидных пленок и установлению металлического
контакта между частицами, необходимого для обеспечения электропро-
водности штабика; это позволяет проводить сварку штабиков, минуя |
стадию предварительного спекания.
Перед прессованием в порошок тантала вводят раствор глицерина в
спирте или какую-либо другую жидкую связку, полностью удаляющуюся
при последующем спекании. В связи с высокой химической актив-
ностью тантала спекание заготовок проводят в вакууме. Танталовые
штабики из мелких порошков предварительно спекают в вакуумных
печах садочного типа при 1100- 1600 °C в течение 1 - 4 ч. В связи со
значительным газовыделением в процессе спекания танталовых
брикетов необходимо медленное повышение температуры, так как в ,
противном случае быстрое превращение открытой пористости в |Ц
закрытую будет препятствовать свободному удалению улетучивающих- И
ся примесей. Во время предварительного спекания давление в печи не И
должно превышать 665 Па. Спеченные штабики охлаждают вместе с
печью. Сварку проводят в вакууме. После установки штабика в
сварочный аппарат и создания необходимого разрежения (остаточного
давления 0,13 Па) включают электрический ток и при непрерывно
действующих вакуумных насосах силу тока постепенно повышают; при
этом соответственно повышается и температура штабика. Режим
сварки разрабатывают с таким расчетом, чтобы обеспечить полное
разложение и испарение примесей. На начальном этапе сварки
повышение температуры до 1000 °C идет медленно, выделяются
адсорбированные и растворенные газы, удаляется смазка. При 1000 °C
проводят выдержку, пока вакуумметр не зафиксирует резкого сниже-
ния давления в аппарате, что указывает на завершение первого этапа
интенсивного газовыделения.
Последующее повышение температуры в интервале 1100- 2300 °C
осуществляют быстро и после улетучивания основного количества
примесей (щелочных металлов, углерода в форме СО, кремния в форме
SiO) температуру повышают до 2600- 2700 °C, при которой выдержи-
158
вают 2 ч до полного удаления всех газов и достижения остаточного
давления 0,13 Па. Общая продолжительность сварки зависит от
количества примесей в тантале и составляет 8 - 12 ч (натриетермичес-
кий порошок) или 4-6 ч (электролитический порошок). Штабик после
сварки остывает также в вакууме. Его плотность составляет 14-
15г/см3, что соответствует 15- 10% остаточной пористости. Сварен-
ные штабики проковывают в холодном состоянии с обжатием 15-20 %,
в результате чего поры заковываются. Затем проводят вторичное
спекание (отжиг) в вакуумном сварочном аппарате в течение 1 ч при
2400 °C. Во время отжига происходит рекристаллизация частиц тантала
и заваривание пор. Второй этап ковки проводят с обжатием на 25 %,
после чего следует вторичный отжиг в вакууме. В результате такой
обработки получают беспористую заготовку с плотной полиэдрической
структурой. В дальнейшем такую заготовку прокатывают в листы или
протягивают в проволоку обычными методами обработки давлением в
холодном состоянии с промежуточными отжигами в вакуумной печи
(см. § 12).
Аналогично получают спеченный ниобий: штабики прессуют при
давлении 100- 150 МПа (мелкие натриетермические порошки) или
700 - 800 МПа (крупнозернистые электролитические порошки) и
спекают их в вакууме при 2300 °C и выдержке 2 ч.
Титан и цирконий. Производство деталей из порошка титана было
начато в 1946 г. и до сих пор все еще не имеет широкого промышленно-
го применения, хотя метод порошковой металлургии является несом-
ненно более экономичным, чем другие развивающиеся современные
методы получения компактного титана.
Порошок (гидриднокальциевый, кальциетермический или натриетер-
мический, электролитический или полученный по методу гидрирова-
ние - дегидрирование) или измельченную губку титана прессуют в
заготовки небольшой массы в стальных пресс-формах при давлении
400 - 1000 МПа. Крупные заготовки массой 50 - 100 кг и больше
прессуют в гидростате. Полученные заготовки спекают в вакууме
~ 0,013 Па при 1200- 1400 °C в течение 4-10 ч. Такая длительность
процесса спекания объясняется тем, что повышение температуры
производится постепенно, чтобы максимальное количество примесей
могло улетучиться через открытые поры брикета на первых стадиях
спекания. При вакуумном спекании происходит удаление магния,
хлорида магния, водорода и других летучих примесей, сопровождаемое
Усадкой заготовки и закупориванием пор; плотность спеченной
заготовки достигает примерно 4,3 г/см3 (пористость около 5 %).
Спеченные заготовки подвергают ковке с целью закрытия пор при
суммарном обжатии до 15-20%, после чего их отжигают в вакууме
при 900- 1000 °C. Во время отжига поры завариваются в процессе
159
протекающей рекристаллизации. Полученные таким образом плотные и
беспористые отожженные заготовки подвергают дальнейшей обработке
давлением с промежуточными отжигами.
Все более широкое применение находят способы прокатки порошков,
в том числе и в металлических оболочках. Использование горячей
прокатки в оболочке позволяет избежать необходимости применения
вакуума при спекании. Этим методом удается получить лучшие
результаты в отношении однородности и меньшую пористость мате-
риала по сравнению с методами обработки прессованных и спеченных
брикетов. По рассматриваемой технологии порошок брикетируют в
герметически закрытом, ковком и газонепроницаемом контейнере и
нагревают до нужной температуры; затем всю сборку подвергают
горячей прокатке. Контейнер предотвращает загрязнение порошка
газами (кислородом и азотом) как во время нагрева, так и при рабочих
температурах прокатки. Частицы металла, находясь в тесном контакте
в контейнере, при прокатке подвергаются пластической деформации.
Такой непосредственный контакт частиц и разрушение прежней
структуры зерна в результате пластической деформации, а также
подвижность атомов металла, вызываемая высокой температурой,
позволяют быстро протекать диффузионным процессам. В результате
получают беспористый металл, не прибегая к прессованию и длительно-
му спеканию в глубоком вакууме. Недостаток горячей прокатки в
оболочке - нет дополнительной очистки титана вследствие удаления
летучих примесей и газов, которая обычно наблюдается при спекании
или горячем прессовании заготовок в вакууме (давление 30 - 80 МПа,
температура 1100 - 1200 °C и выдержка 15-20 мин).
Порошковая металлургия циркония развита в еще меньшей степени,
чем титана. Порошки циркония (кальциетермические, электролитичес-
кие или полученные по методу гидрирование - дегидрирование)
прессуют в холодном состоянии в пресс-формах при давлении 600-
800 МПа, а заготовки спекают в вакууме (остаточное давление 0,13-
0,013 Па) при 1250- 1300 °C. Благодаря пластичности циркония
спеченные заготовки легко поддаются обработке давлением. Необходи-
мо помнить о высокой пирофорности порошков циркония, что требует
точного выполнения правил техники безопасности при работе с ними.
Легированные тугоплавкие металлы. Чистые тугоплавкие металлы не обладают
достаточно высокой жаропрочностью, что объясняется отсутствием в их решетке
устойчивых препятствий движению дислокаций и повышенной скоростью самодиф-
фузии атомов при высокой температуре. Процессы разупрочнения протекают в
чистых металлах интенсивно уже при нагреве до 0,3-0,4Тпл. При легировании
тугоплавких металлов специальными добавками происходит торможение и закреп-
ление дислокаций или плоскостей скольжения, а также затрудняется развитие
разупрочнения а связи с меньшим образованием новых дислокаций и уменьшением
скорости диффузии и самодиффузии атомов в кристаллической решетке металла-
основы. Легирующая добавка либо входит в решетку металла, образуя твердый
раствор, либо является инертной по отношению к основе (такие материалы называют
дисперсноупрочненными).
В первом случае эффективными оказываются те химические элементы, которые
способны в наибольшей степени увеличивать прочность межатомных связей и тем
самым снижать скорость диффузии и самодиффузии атомов в сплаве и повышать
его модуль упругости. Легирующие элементы не должны также заметно снижать
температуру плавления сплава. Для каждого металла-основы можно подобрать
сравнительно немного элементов, обладающих указанными свойстаами. К таким
элементам относятся главным образом те, у которых атомы по своей химической
природе и по размерам резко отличаются от атомов металла-основы, являющегося
растворителем. Как правило, используют легирование не одним, а группой элемен-
тов, между которыми возникают дополнительные химические связи. Поэтому
современные жаропрочные сплавы представляют собой чрезвычайно сложные
композиции, содержащие металл-основу и две-три или более легирующие добавки.
Однако растворенные атомы легирующих элементов - сравнительно слабое
препятствие движению дислокаций в металлической основе, в связи с чем эффект
упрочнения наблюдается только до температуры 0,6 - 0,7 Тпл.
Более эффективно упрочнение металлов дисперсными включениями различных
тугоплавких соединений, позволившее создать особый класс жаропрочных дисперс-
ноупрочненных материалов (см. § 10).
§ 9. ТВЕРДЫЕ ТУГОПЛАВКИЕ СОЕДИНЕНИЯ
Общая характеристика
В различных областях техники необходимы материалы, обладающие
высокой жаростойкостью и жаропрочностью, химической и термической
стойкостью, специальными свойствами, твердостью и т.д. Основу таких
материалов могут составлять карбиды, нитриды, бориды и силициды
переходных металлов III - VIII групп Периодической системы Д.И.Мен-
делеева, в атомах которых происходит заполнение недостроенных
электронных уровней: элементы с порядковыми номерами: 21 - 28 (Sc,
Ti, V, Cr, Мп, Fe, Со, Ni), 39 - 46 (V, Zr, Nb, Mo, Tc, Ru, Rh, Pd),
57- 78 (La, редкоземельные металлы, Hf, Ta, W, Re, Os, Ir, Pt) и
89- 92 (Ac, Th, Pa, U). Наибольшее значение имеют твердые
тугоплавкие соединения указанных выше тугоплавких металлов.
Углерод, азот, бор и кремний в общем случае образуют с переходны-
ми металлами соединения (фазы), которые не удовлетворяют законам
химической валентности и имеют явно выраженный металлический
характер. Такие соединения обладают:
1)выс,окой температурой плавления, близкой к температуре
плавления таких тугоплавких металлов, как вольфрам (3380 °C) или
рений (3180 °C), а в некоторых случаях и более высокой (например,
3500 °C для NbC, 3890 °C для HfC, 3880 °C для ТаС);
2) очень высокой твердостью (по шкале Мооса занимают промежу-
точное положение между 9 и 10, т.е. между твердостями корунда и
алмаза);
161
3) высокой химической стойкостью к кислотам и щелочам;
4) металлическим блеском, термическими и электрическими
свойствами, близкими к свойствам металлов;
5) способностью к сверхпроводимости;
6) способностью сплавляться с металлами группы железа;
7) высоким модулем упругости.
Из группы карбидов наиболее важны карбиды вольфрама, титана,
тантала, ванадия, ниобия и молибдена, сцементированные кобальтом
или никелем; они служат основой всех современных твердых сплавов,
используемых для обработки различных материалов резанием.
Из группы боридов особое значение в технике имеют дибориды титана, циркония,
хрома и молибдена, применяемые для изготовления износостойких, коррозионно-
стойких и жаропрочных деталей.
Возрастает роль в технике нитридов переходных металлов, в том числе и их
твердых растворов с боридами и силицидами.
Из силицидов более широко применяют дисилициды молибдена, вольфрама и
титана: благодаря исключительной окалиностойкости их используют в качестве
материалов для нагревателей, работающих в воздушной среде в интервале 1300 -
1700 °C.
В начале 30-х годов Хзгг на основе геометрического подхода установил, что
характер структуры того или иного карбида, нитрида и борида металла переходной
группы в большинстве случаев определяется соотношением атомных радиусов
металла (r/v,) и неметалла (гх). Если rx/r^ < 0,59(г/^/гх> 1,7), то образуется
структура, очень похожая на основную кристаллическую решетку соответствующего
металла, но с неметаллическими атомами, расположенными в ее промежутках (так
называемые нормальные фазы внедрения); если гх/г^ > 0,59, то возникает хотя и
металлическая фаза, но с более сложной кристаллической решеткой. Основные
кристаллические решетки таких фаз внедрения практически наиболее часто
представлены структурами, характерными для настоящих металлов, т.е. гранецент-
рированной кубической и компактной гексагональной, и лишь иногда простой
гексагональной или объемноцентрированной кубической решеткой.
Эмпирическое правило Хэгга выполняется не всегда: например, монокарбиды
вольфрама и молибдена и нитриды молибдена и тантала не являются фазами
внедрения, хотя имеют отношение гх/гу < 0,59. В целом карбиды и нитриды все же
являются типичными представителями фаз внедрения, так как радиус металлоида
мал (Гд = 0,076 нм, г^ = 0,071 нм), а вот для боридов отношение гх/гм > 0,54, так
как <в = 0,087 нм, в связи с чем их структуры являются более сложными и появляют-
ся связи В - В.
В отличие от азота, углерода и бора кремний в большинстве случаев образует с
металлами твердые растворы не типа внедрения, а типа замещения. Это связано
с большим радиусом атома кремния (0,117 нм), из-за чего отношение гх/г^ будет
выше критического для всех силицидов переходных металллов и атомы кремния не
могут внедриться в межатомные промежутки простых кристаллических решеток
соответствующих металлов. Истинные фазы внедрения возможны для силицидов
переходных металлов IV и V групп с атомами большого размера. Некоторые
силициды с небольшим содержанием кремния имеют типичные металлические
структуры (V3Si, Cr3Si, Mo3Si со структурой ₽-вольфрама). Эти силициды являются
своеобразными аналогами фаз внедрения с той только разницей, что в фазах
внедрения атомы неметалла размещаются в межатомных промежутках металличес-
ких решеток, а атомы кремния участвуют в построении металлических структур как
’’полноправные партнеры” атомов второго компонента. Богатые кремнием силициды
162
металлов переходных групп, сохраняя металлические свойства, имеют обычно
сложные кристаллические решетки.
Установлено, что в тугоплавких соединениях переходных металлов связи
металл - металл имеют металлический характер, неметалл - неметалл ковалент-
ный, а металл - неметалл - ковалентно-ионный. Атомы переходных металлов могут
замещать друг друга в металлической подрешетке, изменяя характер химической
связи и электрофизические свойства, тогда как механические свойства при этом
изменяются мало.
Целесообразнее применять тугоплавкие соединения в виде гетерофазных
материалов: простых смесей различных соединений, керметов, армированных и
дисперс ноуп роч ненных материалов.
Карбиды металлов используют в качестве основы износостойких, электро- и
радиотехнических, коррозионностойких и других порошковых материалов.
Бориды металлов применяют для изготовления порошковых деталей конструкци-
онного и высокотемпературного назначения, огнеупорных изделий, а также в
качестве защитных покрытий поверхностей, подвергаемых воздействию агрессив-
ных сред. Многие из них хорошо сопротивляются окалинообразованню при высоких
температурах и обладают высокой химической устойчивостью против воздействия
различных реагентов.
Из нитридов металлов готовят огнеупоры, устойчивые против воздействия
расплавленных металлов, проводящие элементы некоторых типов катодов, а также
антикоррозионные защитные покрытия.
Материалы на основе силицидов имеют высокую стойкость против окисления,
воздействия минеральных кислот и других агрессивных сред. Детали из них
используют в газовых турбинах, в качестве сопел пескоструйных аппаратов и
штампов для горячей обработки давлением, как нагревательные элементы и т.п.
Получение порошков
Карбиды. Основными считают два способа получения порошков:
1) науглероживание порошков металлов или их оксидов твердым
углеродом;
2) науглероживание порошков металлов или их оксидов углеродсо-
держащими газами, в том числе в присутствии твердого углерода.
Исторически первым был способ получения из смесей соответствую-
щих металлов с углем, основанный на прямом соединении металла/И с
углеродом по реакции М + С -* МС.
Большинство металлов и их оксидов взаимодействуют с углеродом
при 1200- 2200 °C. Этот способ карбидообразования в настоящее
время является наиболее распространенным и используется для
промышленного производства карбидов вольфрама, титана, молибдена,
тантала, ванадия и многих других. К порошку металла или его оксида, а
в отдельных случаях и его гидрида добавляют углерод преимуществен-
но в виде сажи, причем шихту составляют практически без избытка
Углерода против теоретически необходимого его количества. Если в
Металлическом порошке содержится какое-то количество остаточного
Кислорода, а также пои необходимости компенсации частичного
163
выгорания углерода в печи при карбидизации в шихту вводят некоторый
рассчитываемый избыток сажи.
В тех случаях, когда карбиды получают из оксидов металлов (Л40)
по реакции МО + С -+ МС + СО, учитывают науглероживающее действие
образующегося оксида углерода. При этом достаточно в шихту ввести
лишь 80 - 90 % того количества углерода, которое соответствует
указанной реакции. Карбидизацию обычно проводят в электропечах
сопротивления с графитовой трубой в атмосфере защитного газа
(водорода, аргона) или в вакууме. При проведении карбидизации в
вакууме температура реакции восстановления снижается, а скорость
ее протекания увеличивается вследствие’удаления оксидов углерода,
т.е. смещения равновесия реакции в сторону образования карбида
металла. К тому же получаемые карбиды металлов отличаются
большей чистотой, особенно по содержанию газов.
При науглероживании оксидов металлов в графитотрубчатой печи
экономится до 20 % теоретически необходимого количества сажи. Это
происходит вследствие образования углеводородов при взаимодейст-
вии водорода с горячими стенками графитовой трубы печи при темпера-
туре выше 1300 °C по реакции 2С+Н2 = С2Н2. Науглероживание за
счет образующейся газовой фазы может протекать по реакциям 2М +
+ С2Н2 2МС + Н2 или 2МО + С2Н2 * 2МС + Н2О.
Все большее распространение получает метод СВС (самораспрост-
раняющийся высокотемпературный .синтез), при котором используется
только тепло экзотермического взаимодействия исходных компонен-
тов. Карбид металла образуется в вакууме в режиме горения и узкая,
ярко светящаяся зона перемещается по смеси от места инициирования
реакции (участок шихты, нагретый, например, раскаленной металличес-
кой спиралью, электрическим разрядом, лучом лазера и т.п.) в обьем
шихты. Фронт горения перемещается по объему шихты со скоростью от
десятых долей сантиметра до нескольких сантиметров в секунду, что
предопределяет быстроту синтеза (обычно время СВС не превышает
нескольких секунд). На результаты СВС влияют плотность шихты,
соотношение и размер частиц исходных компонентов.
Бориды. Основных способов получения порошков три:
1) спекание металла с бором ниже температуры плавления ком-
понентов;
2) взаимодействие оксида металла и В2 03 в присутствии углерода,
алюминия, магния или кремния;
3) взаимодействие металла или его оксида, гидрида, нитрида,
сульфида, карбида с карбидом бора, с присадкой или без присад-
ки В2 О,.
По первому способу синтез проводят нагревом в печи либо при
1200 °C (низкотемпературный длительностью 48 ч) либо при 1500-
164
1600 °C (высокотемпературный длительностью несколько минут).
Борид образуется в результате реакционной диффузии бора в металл.
Возможно горячее прессование с одновременным формированием
изделия, а также использованием СВС (в прессованных таблетках из
смеси порошка металла чистотой> 99 % с размером частиц < 50 мкм и
бора с размером частиц ~ 0,1 мкм инициируют горение) и плазмохими-
ческого синтеза, позволяющего организовать дешевое многотоннажное
производство чистых порошков боридов с частицами сферической
формы (для наплавки и создания напыленных покрытий).
Второй способ в общем виде может быть описан суммарной
реакцией МО + В203 + 4С- МВ2 + 4СО. Способ трудоемок и требует
применения избытка дорогостоящего борного ангидрида.
Третий способ, называемый борокарбидным, является более
распространенным. Если в качестве исходного компонента используют
оксид металла, то борсодержащим реагентом служит только карбид
бора, тогда как при использовании порошка металла, его гидрида или
другого бескислородного соединения в шихту для удаления углерода,
связанного с В4С, дополнительно вводят еще борный ангидрид.
Неудобство последнего варианта состоит в высокой летучести В203,
что заставляет проводить реакцию в графитотрубчатых печах сопротив-
ления, работающих при атмосферном давлении; из-за высокой темпера-
туры процесса (1900 - 2000 °C) это неизбежно приводит к неполному
удалению углерода из продукта реакции или к науглероживанию его до
содержания 0,5 - 2 % С. Г.А.Меерсон и Г.В.Самсонов предложили
осуществлять этот процесс по реакции 4МО + В4С + ЗС->• 4МВ + 4СО,
т.е. в расчете на удаление углерода карбида бора вместе с кислородом
оксида металла в форме СО и соединения бора с металлом с образова-
нием соответствующего борида. Лучшие результаты дает проведение
этого процесса в вакууме при 1500 - 1800 °C: вакуумно-термический
процесс обеспечивает полноту прохождения реакции образования
борида, а также позволяет избежать азотирования и окисления
полученного продукта.
Нитриды. Нитриды переходных тугоплавких металлов можно
получить, воздействуя азотом или азотсодержащими газами на
металлы, их оксиды, гидриды или другие соединения. Среди известных
способов получения порошков наибольший практический интерес
представляют следующие:
1) азотизация металлов или их гидридов азотом или аммиаком;
2) азотизация оксидов металлов азотом или аммиаком в присутствии
Углерода;
3) обработка хлоридов или оксихлоридов металлов аммиаком или
разложение аммонийных соединений соответствующих металлов.
Наиболее проверенным и разработанным способом является
165
первый, когда порошки тугоплавких металлов подвергают непосредст-
венному азотированию. Некоторые затруднения при проведении этого
достаточно простого процесса - предотвращение окисления исходных
порошков из-за высокого сродства к кислороду таких металлов, как
титан, цирконий, ниобий и тантал; необходима тщательная очистка азота
от кислорода, а также проведение мероприятий, предотвращающих
попадание кислорода в процессе азотирования в реакционное простран-
ство. Температура азотирования 1100- 1200 °C, продолжительность
1 - 2ч.
В табл. 23 приведены некоторые свойства боридов, карбидов и
нитридов тугоплавких металлов.
Силициды. Для получения порошков силицидов используют методы,
аналогичные применяемым при синтезе карбидов и боридов. Наиболее
распространены следующие способы:
1) спекание металла с кремнием, которое проводят в электродуго-
вых печах, электропечах сопротивления с графитовой трубой и
индукционных печах в вакууме или в аргоне;
2) восстановление оксидов металлов кремнием при температурах
выше 1500 °C, но ниже температуры плавления образующегося
силицида;
3) взаимодействие оксидов металлов с SiO 2 и углеродом в дуговых
электропечах при высоких температурах;
4) алюмотермия, при которой восстанавливают оксид металла
алюминием или магнием в присутствии измельченного кварца.
Производство плотных изделий
Основные технологические особенности порошков твердых туго-
плавких соединений - их плохая прессуемость из-за высоких твердости
и хрупкости, а также необходимость применения значительных
температур при спекании в связи с высокой температурой плавления
этих соединений, что создает определенные трудности при эксплуата-
ции печного оборудования.
Наиболее важным технологическим вариантом получения плотных
изделий является горячее прессование при температуре 80 - 90 % ТПЛ
соответствующего тугоплавкого соединения с последующим гомогени-
зирующим отжигом или без него. В табл. 24 приведены режимы
горячего прессования порошков некоторых твердых тугоплавких
соединений.
Широко применяют цементирование твердых тугоплавких соедине-
ний различными металлами, например, никелем, кобальтом, железом и
их сплавами, что позволяет прибегнуть к классическому методу
167
г
Таблица 24. Ориентировочные режимы горячего прессования
порошков некоторых металлоподобных соединений
Соединение Температу- Давле- Выдержка при Остаточная
pa, °C ние, МПа температу- ре, мин пористость, %
Т1В2 2330 12 5 0,6-1
ZrB2 2350 12 10 0
NbB2 2580 12 10 0
ТаВ2 2350 12 10 8-9
Мо2В5 2330 12 5 0,5-1
W2B5 2400 12 5' 0,6-1
TiC 2500 12 2 0,4-1
ZrC 2500 12 5 0
NbC 2330 12 5 0
TaC 2350 12 5 5-6
Mo2C 2400 12 5 9-10
WC 2330 12 10 0
TiN 2330 12 15 1 -2
ZrN 2150 12 5 0
TaN 2330 12 5 0
TiSig 1400 25 2 0,2-1 1
ZvSig 1750 25 10 5-6 :
NbSi2 1750 25 10 0
TaSi2 1750 25 10 0
MoSi2 1960 25 10 0
WSi2 1760 25 5 0 5
порошковой металлургии (см. § 5). При интенсивном измельчении
исходных порошков карбидов или боридов тугоплавких металлов
удается получать малопористые изделия без добавок к ним цементи-
рующего металла спеканием формовок в вакууме при умеренных
температурах (1600 - 1800 °C).
Во все больших масштабах заготовки из порошков таких соединений
получают прокаткой, шликерным формованием и мундштучным
формованием. Спекание проводят при температуре 0,5 - 0,95Тп п
соответствующего тугоплавкого соединения. } I
§ 10. Жаропрочные материалы
)
Развитие техники, особенно авиационной, ракетной и космической,
приводит к возрастанию потребности в материалах, обладающих
повышенной прочностью при высоких температурах. Основными
требованиями к материалам такого рода являются: высокая стойкость
против ползучести при повышенных температурах; малая плотность;
168
высокая термостойкость; низкий коэффициент термического расшире-
ния (КТР), который одновременно должен быть близок к КТР материала,
служащего для крепления соответствующей детали; высокая тепло-
проводность.
Возможности классического метода упрочнения металлов направ-
ленным легированием, улучшающим стабильность выделяемых при
термообработке тонкодиснерсных упрочняющих интерметаллических
фаз, не позволяют повысить эксплуатационные температуры даже у
лучших сплавов выше 0,7 - 0,8 температуры их плавления.
Только порошковая металлургия позволяет осуществить принципи-
ально иной метод создания микрогетерогенной структуры, обеспечи-
вающей работоспособность материала вблизи Тпл его основы.
1. Дисперсноупрочненные материалы
Дисперсноупрочненным называют порошковый материал, упрочнен-
ный включениями тугоплавких соединений или оксидов, вводимых в
смесь или образующихся вследствие внутреннего окисления и не
растворяющихся при спекании или эксплуатации. Таким образом,
наиболее характерной особенностью материалов данного класса
является наличие в металлической основе тонкодисперсных включений
фазы-упрочнителя, равномерно распределенных между частицами
металла и химически инертных к ним.
Первым дисперсноупрочненным материалом был, видимо, ториро-
ванный вольфрам (1913 г., патент Германии), примененный для
изготовления нитей ламп накаливания для электроосвещения. Однако
только во второй половине 40-х годов обратили внимание на возмож-
ность повышения жаропрочности материала путем искусственного
введения в его структуру тонкодисперсных включений.
Основные работы по созданию жаропрочных дисперсноупрочненных
материалов на основе никеля, кобальта, меди, хрома, железа, вольфра-
ма и других металлов были развернуты в начале 60-х годов. Было
показано, что наиболее эффективное упрочнение обеспечивается при
содержании упрочняющей фазы 3- 15% (объемн.), размере ее частиц
до 1 мкм (лучше 0,01 - 0,05 мкм) и среднем расстоянии между ними
0,1 - 0,5 мкм. Дисперсноупрочненные материалы сохраняют микроге-
терогенное строение и дислокационную субструктуру, формирующуюся
в процессе их деформации и термической обработки, а следовательно,
и работоспособность вплоть до 0,9 - 0,95 Тпл матрицы.
На рис. 50 схематически показано изменение прочности с температу-
рой для различных классов жаропрочных материалов. Для дисперсноуп-
рочненных материалов характерно непрерывное возрастание отноше-
169
^5
0,2 0,0 О,В 0,8 t,0
Т1Тпл
ния
Рис. 50. Схема изменения прочности в зависи-
мости от температуры:
t - стареющие сплавы; 2 - дисперсноупрочнен-
Ные материалы; 3 - чистые нагартованные
металлы
их прочности к прочности матричного металла с повышением
температуры. Это объясняется тем, что при наличии в матрице частиц
второй фазы скольжение дислокаций в зернах металла становится
возможным лишь при существенно больших напряжениях, подвижность
границ этих зерен блокируется, а рост зерен затормаживается практи-
чески до температуры плавления матрицы. Эффект зернограничного
упрочнения суммируется с эффектом упрочнения собственно от частиц,
а термическая стабильность структуры способствует сохранению
зернограничного упрочнения до предплавильных температур. При
высоких температурах, когда деформация контролируется скольжени-
ем на границах зерен, более благоприятна крупнозернистая структура,
формирующаяся в процессе термообработки после предшествующей
деформационной обработки.
При создании дисперсноупрочненного материала решают четыре
основные задачи:
1) выбор фазы-упрочнителя и ее объемного содержания;
2) выбор способа введения фазы-упрочнителя в матрицу;
3) выбор способа получения компактных заготовок, форма которых
пригодна для последующей деформационной обработки;
4) выбор рациональных режимов деформации и термической
обработки спеченных материалов.
В общем виде к фазе-упрочнителю предъявляют следующие требова-
ния: высокая свободная энергия образования, т.е. высокая термодина-
мическая прочность; малая скорость диффузии компонентов фазы в
матрицу и малая растворимость их в ней; высокая чистота и большая
суммарная поверхность частиц дисперсной фазы. К упрочняющим
фазам с такими свойствами можно отнести AI203,Si02,Th02, Hf02,
Zr02,Cr203 и другие оксиды, карбиды и нитриды переходных метал-
лов, интерметаллиды типа Ni3AI, MnAl6, некоторые тугоплавкие
металлы.
Допустимое объемное содержание упрочняющей фазы определяется
технологическими возможностями получения равномерного распреде-
ления ее частиц выбранной дисперсности. Способ введения частиц
170
Рис. 51. Типы структур в дисперсноупрочненных материалах:
а - дисперсная; б - агрегатная
фазы-упрочнителя в матрицу зависит от выбора типа структуры
дисперсноупрочненного материала, которая может быть дисперсной
(рис. 51, а) или агрегатной (рис. 51, б); в реальных материалах эти
структуры сосуществуют, хотя стремятся к более предпочтительной
дисперсной структуре.
Порошковые смеси получают следующими способами:
1) механическим смешиванием порошков металла матрицы и
упрочняющей фазы;
2) механическим смешиванием порошков оксидов металла и
упрочняющей фазы с последующим восстановлением оксида метал-
ла-основы;
3) поверхностным окислением порошка основного металла;
4) химическим смешиванием, предусматривающим совместное
осаждение солей и их последующее (после прокалки) восстановление с
образованием металла и сохранением оксида фазы-упрочнителя;
5) внутреннее окисление или азотирование порошков.
Первые три метода позволяют получить агрегатную (преимуществен-
но) структуру, а последующие два - дисперсную.
По первому методу порошки таких металлов, как медь, никель,
железо, платина и др., смешивают в любых известных смесителях с
тугоплавкими оксидами (Al203, SiO2, Th02, Zr02), не взаимодейст-
вующими с металлической основой; после гидростатического или иного
вида формования и последующего спекания заготовки обрабатывают
давлением.
При упрочнении металлов тугоплавкими дисперсными оксидами с
использованием совместного осаждения в водных растворах хлоридов,
171
нитратов, сульфатов основного металла (Си, Ni, Со, Fe, Mo, W) и
металла, образующего тугоплавкий оксид(А1, Si, Mg, Be), обеспечива-
ют более равномерное распределение фазы-упрочнителя в матрице,
чем при механическом смешивании исходных материалов. При
добавлении к смеси этих растворов едких щелочей, карбонатов
щелочных металлов, щавелевой или муравьиной кислот выпадает
осадок (смесь нерастворимых соединений соответствующих метал-
лов), который промывают, фильтруют, сушат и нагревают до температу-
ры, обеспечивающей его разложение до оксидов. Смесь оксидов
нагревают в восстановительной атмосфере при температуре, достаточ-
ной для избирательного восстановления только оксида матричного
металла. Образующуюся смесь частиц матричного металла и фазы-уп-
рочнителя прессуют, спекают и обрабатывают давлением.
Метод упрочнения путем образования внутри металлической
матрицы высокодисперсных частиц тугоплавкой фазы при внутреннем
окислении включает окислительный отжиг порошка сплава, представ-
ляющего собой твердый раствор металла, образующего трудновосста-
навливаемый тугоплавкий оксид, в металлической матрице, оксид
которой должен легко восстанавливаться. Если металл матрицы не
образует оксидов, то уже на этой стадии образуется его смесь с
фазой-упрочнителем, которую прессуют, спекают и обрабатывают
давлением. Если на поверхности матрицы образуется пленка оксида,
препятствующая диффузии кислорода внутрь частицы, то после
проведения окислительного отжига порошок нагревают в инертной
среде и оксидная фаза-упрочнитель образуется за счет кислорода
оксида матрицы; для удаления не разложившихся оксидов матричного
металла порошок можно дополнительно обработать в восстановитель-
ной среде. Скорость диффузии кислорода в матрице должна быть
возможно большей по сравнению со скоростью диффузии атомов
металла, образующего тугоплавкий оксид, а энергия образования
тугоплавкого оксида по абсолютной величине должна быть значительно
больше энергии образования оксида металла матрицы. Только при
таких условиях достигаются высокая дисперсность частиц тугоплавко-
го оксида и равномерное его распределение в матричном металле.
Полученную смесь порошков основного металла и оксидной фазы-уп-
рочнителя прессуют и спекают, после чего заготовки обрабатывают
давлением.
Ниже приведены сведения о технологии и свойствах некоторых
дисперсноупрочненных материалов.
САП (спеченный алюминиевый порошок). До середины 40-х годов
алюминиевый порошок, поверхность частиц которого покрыта плотной
пленкой оксида, препятствующей прессованию и спеканию, не привле-
кал серьезного внимания в качестве матеоиала для изготовления
172
порошковых материалов и изделий; его в основном использовали для
пиротехнических целей и в качестве красящего пигмента.
Особые свойства спеченных алюминиевых порошков были обнару-
жены при случайных обстоятельствах в одном из исследовательских
институтов Швейцарии в 1946 г., где в 1948 г. и был запатентован САП,
оказавшийся работоспособным при таких температурах, которые
другие известные алюминиевые сплавы выдержать не могли. В
дальнейшем исследовали влияние содержания оксида алюминия на
механические свойства изделий, полученных прессованием, спеканием
и экструдированием. Было отмечено, что прочность при растяжении
спеченных брикетов после экструдирования возрастает с увеличением
тонины помола порошка и повышением содержания в нем оксида
алюминия. При этом выяснили, что прочность при растяжении увеличи-
вается в большей степени с повышением тонины помола, чем содержа-
ния оксида алюминия, т.е. механическая прочность определяется в
первую очередь зернистостью порошка.
Существенный недостаток тонких алюминиевых порошков - их
слишком низкая насыпная плотность. Например, насыпная плотность
порошка чешуйчатой формы, содержащего 14% (обьемн.) оксида
алюминия, составляет всего 0,1 - 0,2 г/см3, т.е. 1/27 - 1/13 плотности
компактного алюминия. Такую алюминиевую пудру, получаемую
распылением алюминия с последующим размолом, комкованием в
шаровых вращающихся мельницах в присутствии жировой добавки
(например, стеариновой кислоты) превращают в порошок, пригодный
для изготовления САП. По ГОСТ 10096-76 алюминиевую комкованную
пудру выпускают четырех марок с содержанием, % (не более): оксида
алюминия 6-8 (марки АПС-1А, АПС-1Б), 9-12 (АПС-2) и 13-17
(АПС-3); железа 0,20 (АПС-1А) и 0,25 (АПС-1Б.АПС-2, АПС-3); жировой
добавки 0,25 (АПС-1А, АПС-1Б) и 0,30 (АПС-2, АПС-3). Насыпная
плотность составляет не менее 0,9 (АПС-1А) и 1 г/см3 (АПС-1Б, АПС-2,
АПС-3). Крупность конгломератов порошка АПС-1А преимущественно
до 300 мкм (остаток на сите № 0315 не более 15% и № 05 не более
0,3 %), а порошков АПС-1Б, АПС-2 и АПС-3 до 1 мм (остаток на сите № 1
не более 0,3 %).
Испытания.показывают, что САП не теряет прочности после нагрева
до 550 °C. При нагреве почти до точки плавления алюминия прочность
САП снижается до прочности алюминия при комнатной температуре.
Даже при 1000 °C частицы порошка САП сохраняют свою форму, т.е. не
оплавляются, если не подвергаются механическому давлению.
Длительная прочность о 100 САП составляет 110 - 120 МПа при 250 °C и
примерно 45 - 55 МПа при 500 °C.
САП можно обрабатывать давлением только при температурах
~ 500 °C. Высокая теплостойкость САП обеспечивает ему способность
173
к деформации, в несколько раз большую, чем у обычных алюминиевых
сплавов. Для обработки САП применяют скоростное резание с исполь-
зованием твердосплавных резцов, шлифование, полирование, химичес-
кое протравливание и анодирование.
Области применения САП определяются главным образом следую-
щими его свойствами: высокой прочностью, сохраняющейся после
продолжительного нагрева; высокой прочностью при высоких темпера-
турах; высокими электро- и теплопроводностью и механической
износостойкостью. САП представляет собой идеальный материал для
изготовления поршней двигателей внутреннего сгорания, к которым
предъявляют весьма жесткие требования, особенно при их применении
в дизелях. Из САП получают поковки, листовой материал и трубы.
Трубы применяют в атомных реакторах в качестве оболочек урановых
стержней (САП не разупрочняется при облучении дозой 4-1O20 нейт-
рон/см2).
Одной из основных задач технологии САП является производство
брикетов необходимых размеров, отличающихся достаточно однород-
ной плотностью, отсутствием трещин, микропор, микронарушений
структуры.
В основе одного из процессов брикетирования алюминиевого
порошка лежит спекание под давлением нескольких брикетов-шашек
малой высоты в один брикет, поскольку относительно низкая насыпная
плотность исходного порошка не позволяет сразу получить брикет
нужной высоты. Применяют и другие способы брикетирования порошка,
в частности изостатическое формование (гидростатическое и в
толстостенных эластичных оболочках), прокатку и пр.
Практическое значение имеют две технологические схемы спекания
брикетов САП. Одна из них применяется для крупногабаритных
брикетов, полученных методом холодного брикетирования на гидравли-
ческих прессах. Операцию спекания проводят в колодцах гомогениза-
ции, оборудованных вентиляционными системами. Брикеты нагревают
Таблица 25. Схема ступенчатого нагрева при спекании брикетов САП
в колодцах гомогенизации g
Установка на терморегуляторах, °C Температура - металла, °C Выдержка, ч Я
I зона II зона
370 - 400 370 - 400 350 1
470 - 480 470 - 480 450 1
550 - 570 550 - 570 550
610-630 610-630 600
620 - 640 620 - 640 620 ± 15
174
Таблица 26. Предельные степени деформации САП
Вид деформации Деформация, %, при содержании А12ОЭ, % 7 10 14
Волочение: труб прутков Прокатка Ротационная ковкв 30 - 35 20 - 25 15 - 20 40-45 20-25 10-15 65-70 60-65 98 98 70 - 75
сначала вместе с печью до 300 °C, а далее нагрев ведут, как указано в
табл. 25. Охлаждают брикеты вместе с печью до 300 °C. Температуру
контролируют хромель-алюмелевыми термопарами через каждый час.
Вторую схему применяют для круглых брикетов, используемых в
качестве заготовок для прессования трубчатых и сплошных деталей.
Эти брикеты спекают в вакуумных печах (остаточное давление 0,13 Па)
по режимам, приведенным в табл. 25, но при 620 ±15 °C выдерж-
ка 6 ч.
После спекания брикеты подвергают горячей экструзии, которая,
разрушая сплошные оксидные пленки на частицах алюминия, способст-
вует равномерному объемному распределению включений А1203. В
процессе последующего холодного деформирования (прокатки,
волочения, ротационной ковки) прочность и пластичность материала
возрастают, а предельно допустимая степень деформации зависит от
вида обработки и содержания А1203 (табл. 26). Отжиг при 630 °C в
течение 1-5ч или 670 °C в течение 5-30 мин после деформации,
снимая наклеп, вдвое повышает пластичность материала при 20 °C, не
ухудшая, а иногда и повышая его прочность на 20 - 60 % при 500 °C.
На рис. 52 приведены зависимости механических свойств от
температуры для наиболее распространенных в промышленности
сплавов со средним содержанием оксидной фазы 7% (САП-1), 10-
11 % (САП-2) и 13-14% (САП-3). Электропроводность, теплопровод-
ность и КТР линейно зависят от содержания фазы-упрочнителя (снижа-
ются по мере увеличения ее содержания, но во всех случаях выше, чем
для стандартных стареющих алюминиевых сплавов).
Железо. Растворимость кислорода в железе даже при сравнительно
высоких температурах не превышает 0,03 %, что указывает на возмож-
ность его эффективного упрочнения оксидами. Порошковую смесь
железа с добавкой оксида алюминия получают термическим разложени-
ем солей с последующим селективным восстановлением в водороде.
Максимум прочностных свойств при 20 °C приходится на материал с
6,2 %А13 03:
175
Рис. 53. Зависимость соотношения f прочностей упрочненной и неупрочненной меди
от температуры для дисперсноупрочненных материалов (Г) и стареющих спла-
вов (2)
Рис. 52. Зависимость механических свойств материалов типа САП с 7 (I), 11 (2) и
14 % (3) оксида алюминия от температуры
А12О3,% 0,4 2,8 6,2
ов, МПа 560 670 710
Оо^, МПа 440 490 620
Материалы на основе железа имеют
низкую жаростойкость, что
ограничивает возможность их применения в качестве жаропрочных,
тем более что существуют дисперсноупрочненные стали с интерметал-
лидными или оксидными включениями(Т|02,А12 03,2г02,ТК02). Для
получения таких сталей используют механические смеси порошков
металлов (железо + хром и др.) и лигатур (ферротитан, феррокремний,
феррохром и т.п.) или порошки легированных сталей, получаемые
гидридно-кальциевым восстановлением смеси оксидов соответст-
вующих элементов.
Рассмотрим пример производства спеченной дисперсноупрочненной
стали по технологии, предложенной ЦНИИчерметом. Исходный порошок
стали с частицами ~ 100 мкм, полученный гидридно-кальциевым
методом, измельчают до крупности <24 или 16 мкм, после чего
механическим способом смешивают с< 3 % Ti02 с размером частиц
40 - 80 нм; шихту прессуют в гидростате, заготовки спекают в осушен-
ном водороде или глубоком вакууме при 1100- 1300 °C и подвергают
уплотнению осадкой, а затем горячей экструзии и соответствующей
176
термообработке (например, закалке с 1050 °C, охлаждению в воде или
на воздухе и отпуску при 760 °C, 1 ч и пр.).
Медь. У легированных сплавов меди максимум прочности приходит-
ся на температуру 0,5-0,бТпл и уже при 700 °C (~ 0,7 Тпл) они не
имеют преимуществ перед чистой медью, тогда как для дисперсно-
упрочненной меди коэффициент упрочнения f с повышением температу-
ры вплоть до 0,9 - 0,95 Тпл непрерывно растет (рис. 53). Растворимость
кислорода в меди весьма мала (менее 0,001 % при 800 °C), что
позволяет эффективно упрочнять ее тугоплавкими оксидами (А1203,
BeO,ThO2 и др.). Такую фазу-упрочнитель вводят методом внутреннего
окисления, химического осаждения или восстановления в растворах. В
промышленных жаропрочных медных сплавах объемное содержание
оксидной фазы-упрочнителя составляет до 1,5-2%. Прессование
порошков, спекание заготовок и их деформирование каких-либо
трудностей не создает в связи с пластичностью меди и невысокой
температурой ее плавления. На рис. 54 приведена зависимость
времени до разрушения от начального напряжения для сплавов меди,
упрочненных ВеО и А1203. Отмечено, что тип и количество упрочняюще-
го оксида влияют на жаростойкость меди, как правило, повышая ее.
Дисперсноупрочненную медь используют для изготовления теплооб-
менников, деталей электровакуумных приборов, контактов, электродов
для стыковой и роликовой сварки, электрод-инструмента для электро-
искровой обработки различных материалов.
Хром. Первые сообщения о дисперсноупрочненном хроме, содержа-
щем 6 %МдО и 0,5 %Ti (материал Хром-30), появились в 1962 г. Из-за
большого сродства хрома к кислороду выбор оксида-упрочнителя
затруднен, хотя эффективность применения тугоплавких оксидов
достаточно очевидна (растворимость кислорода в хроме всего 0,001 %
при 1100 °C). В присутствии включений дисперсных частиц фазы-упроч-
нителя изменяется характер развития процесса скольжения (рис. 55):
длина полос скольжения уменьшается и снижается концентрация
напряжений на границах зерен матрицы, что понижает вероятность
зарождения трещин и приводит кловышению предела текучести, так как
Рис. 54. Зависимость времени до
разрушения т от начального напряжения
для материалов Си+1,4 А12О3 (-) и
Си + 0,8 % ВеО (--)Ири 400 (1), 600 (2)
и 800 °C (3)
177
Рис. 55. Схема влияния частиц второй фазы на характер развития скольжения:
а - без частиц фазы-упрочнителя; б - в присутствии частиц фазы-упрочнителя; 1 -
зернограничная трещина; 2 - клиновая трещина; 3 - полоса скольжения
скалывающее напряжение обратно пропорционально корню квадратно-
му из длины полосы скольжения.
На практике порошок хрома, полученный восстановлением Сг203
гидридом кальция или электролизом сернокислого водного раствора
сульфата хрома, и оксидную фазу-упрочнитель (наиболее приемлем
МдО) с размером частиц до 5 мкм смешивают механическим путем,
приняв меры против поверхностного окисления частиц хрома. Так, при
смешивании порошков хрома и диоксида тория в шаровую мельницу
вводят галоидоводороды под давлением 0,6-1,1 МПа; образующиеся
галогениды хрома восстанавливаются при последующем спекании в
водороде. Желательно в порошковую смесь вводить активные раскис- и,
лители типа титана, кремния, марганца и др., так как исходный порошок
хрома всегда содержит значительную примесь кислорода в виде ">
поверхностных оксидных пленок.
Упомянутый выше спеченный Хром-30, получаемый за рубежом,
имеет следующие значения временного сопротивления в зависимости
от температуры:
Температура, °C 20 300 650 980 1370
Ов, МПа 340 265 245 125 33
Никель. Дисперсноупрочненный никель и его сплавы, прежде всего
нихром, широко применяются в авиастроении, химическом машино-
строении, космической и других новых отраслях техники, где необходи-
мы жаропрочные материалы, стойкие к воздействию различных
агрессивных сред.
Более эффективно упрочнение никеля тугоплавкими оксидами, так
178
как растворимость в нем при 1200 °C кислорода составляет около
О о1 %, а углерода и азота достигает уже 0,3 - 0,4 %. Лучшим упрочните-
Лем оказался Th02, с использованием которого разработаны материалы
как за рубежом (ТД-никель, ТД-хром), так и в СССР (ВДУ-1). В СССР
Сэльшое внимание уделяется созданию никелевых материалов с
нетоксичным упрочнителем, в качестве которого вместо Th02
используют HfO 2 (материал ВДУ-2), Zr02,V203 и др.
Смеси матричного металла и фазы-упрочнителя готовят механичес-
ким (в том числе с применением механического легирования) или
химическим (при отсутствии в сплаве таких активных легирующих
| элементов, как титан или алюминий) смешиванием, а также внутренним
окислением.
Исходными материалами при механическом смешивании служат
порошок карбонильного никеля по ГОСТ 9722-79 марок ПНК-У и ПНК-0
с размером частиц 10 мкм, порошки легирующих металлов (вольфрама,
молибдена, хрома и др.) с размером частиц 5-20 мкм и лигатур
никель-алюминий или никель - титан, порошок оксида-упрочнителя,
получаемый прокалкой при 600 - 700 °C соответствующего нитрата.
Смешивание проводят в смесителях любых типов (шаровых вращаю-
щихся и вибрационных мельницах, типа "Турбула" и др.). Разработан
режим получения порошковой смеси Ni + 20 %Сг + 2,4 % Hf02
механическим легированием в планетарной центробежной мельнице
(отношение массы шаров к массе шихты 6:1, коэффициент заполнения
мельницы 0,5, длительность обработки 10 ч).
В зарубежной практике промышленного производства порошков
никеля с равномерно распределенными частицами тугоплавких
оксидов большее распростране-
ние получили водородное вос-
становление в растворах и хи-
мическое осаждение из раство-
ров солей с последующей
прокалкой и селективным
восстановлением оксида ме-
талла матрицы.
Рис. 56. Зависимость механических
свойств дисперсноупрочненных
никелевых материалов с нелегирован-
ной матрицей от температуры (усред-
ненные данные)
179
Рис. 57. Зависимость времени до разрушения т от начального напряжения а для
материалов ТД-никель и ВДУ-1 (а,в) и ВДУ-2 (б,г) в прутках (а,б) и листах (в,г) при
температурах, °C:
1 - 900; 2 - 1000; 3 - 1100; 4 -1200; 5 - 1300
Последний из указанных способов широко применяют и в СССР: в
раствор нитрата никеля вводят расчетное количество азотнокислой
соли металла-упрочнителя, а затем добавляют карбонат аммония;
образующийся осадок отфильтровывают, высушивают и прокаливают
при 500-600 °C, получая порошок NiO, содержащий включения
оксидной фазы-упрочнителя. Оксид никеля восстанавливают водородом
до металла при 600 - 800 °C, тогда как в этих условиях упрочняющий
оксид, обладающий высокой термодинамической прочностью, не
восстанавливается. Метод химического соосаждения позволяет ввести
в никелевую матрицу легирующие добавки хрома, молибдена и
вольфрама. Приготовленную порошковую шихту прессуют в пресс-фор-
мах при 400 - 600 МПа, формуют в гидро- и газостатах или подвергают
прокатке. Спекание проводят при 1200- 1300 °C в водороде в течение
2 ч, а затем заготовки подвергают горячей экструзии при 750 - 800 °C
или прокатке. Дальнейшую переработку полуфабрикатов проводят
волочением, ротационной ковкой или прокаткой.
На рис. 56, 57 приведены некоторые механические характеристики
дисперсноупрочненных материалов на никелевой основе. Они работо-
способны при температурах до 1200 °C, а кратковременно - даже до
1300- 1350 °C. Свойства таких материалов могут быть улучшены при
сочетании дисперсного упрочнения и дисперсионного твердения.
180
2. Армированные волокнами материалы
Начавшиеся около сорока лет тому назад работы по армированию
металлических матриц жесткими и прочными непрерывными или
дискретными волокнами привели к созданию материалов, называемых
обычно композиционными, т.е. состоящими из двух и более химически
разнородных компонентов с четкой границей раздела между ними (к
композиционным можно отнести не только волокновые, но и большин-
ство применяемых в технике материалов).
Основная идея упрочнения волокнами заключается в создании
двухфазной структуры, в которой деформация матрицы используется
для передачи напряжения высокопрочным волокнам при их объемном
содержании до 50 - 70 % (чаще 10-30 %) за счет сил сцепления на
границе раздела волокно - матрица. Если волокна имеют достаточную
длину, то при нагружении деформация волокон на большей части их
длины должна быть равна деформации матрицы и в этом случае
волокна эффективно упрочняют ее. Кроме того, волокна должны
задерживать распространение трещин и таким образом повышать не
только прочность, но и вязкость материала. Благодаря гетерогенной
структуре, состоящей из прослоек сравнительно пластичной, но
недостаточно жаропрочной матрицы, и высокопрочных волокон,
композиционные материалы теоретически способны работать при
температуре лишь на несколько градусов ниже точки плавления
матрицы при условии, что она будет вести себя как несжимаемая
жидкость.
Поскольку упрочнение в армированных волокнами системах зависит
главным образом от свойств волокон (матрица действует только как
среда для передачи напряжения), такие системы по своим высокотем-
пературным характеристикам должны превосходить системы, упроч-
ненные дисперсными частицами. В качестве армирующих используют
собственно волокна, усы или проволоку из железа, стали, вольфрама,
никеля, молибдена, титана и других металлов, графита, оксидов
алюминия, бериллия или кремния, карбидов, нитридов, боридов и других
соединений тугоплавких металлов.
Существуют два основных способа получения двухфазных компози-
ционных материалов: 1) волокна, усы или проволоку получают отдель-
но, а затем их вводят в матрицу; 2) волокна или усы создают непосред-
ственно в матрице, например направленной кристаллизацией эвтекти-
ческих сплавов, используя контролируемое охлаждение или эвтектоид-
ный расплав. Второй способ применяют при производстве литых
композиционных материалов, поэтому здесь его не рассматриваем.
Способы производства волокнистой компоненты композиционного материала
подразделяют на механические и физико-химические. Механическими способами из
181
всех технически важных металлов и сплавов изготовляют тонкие тянутые проволоки
и металлическую стружку (шерсть), получаемую при шабрении и шевинговании или
других видах обработки на станках, дающих непрерывные пряди металла. Перед
использованием шерсть и проволоку режут на специальных приспособлениях на
куски определенной длины. Полученные таким образом волокна обезжиривают в
трихлорэтилене, пероксиде натрия или гидроксиде аммония.
Другой разновидностью механических способов является получение волокна из
расплава. Например, расплавленную массу выдавливают через отверстие заданного
диаметра (50 - 90 мкм) либо подают на быстровращающийся диск, на котором под
действием центробежной силы формируются волокна диаметром (поперечным
размером) 4-75 мкм. Отработан также метод эжекции струи расплавленного
металла мощным потоком газа. Регулируя скорости подачи газа и расплава,
получают длинные или короткие волокна. Существует разработанный около 50 лет
тому назад непрерывный способ получения тонкой и сверхтонкой проволоки
(диаметром 50 мкм и менее) фонтанированием расплава, разновидностью которого
является вытяжка волокон из капли жидкого металла, находящейся в стеклянной
трубке-капилляре, вытягиваемой в длинные нити; стеклянную оболочку с нити затем
удаляют травлением.
Особого внимания заслуживает производство нитей диаметром менее милли-
метра продавливанием смеси порошка исходного материала со связующим через
тонкие отверстия. Нити подвергают соответствующей обработке в зависимости от
рода связующего с целью его удаления. Таким способом готовят нити вольфрама,
молибдена, циркония, бора, кремния, титана, оксидов, карбидов и других металло-
подобных соединений.
Механические способы наиболее распространены для получения волокон.
Физико-химические способы применяют преимущественно для изготовления
совершенных нитевидных кристаллов высокой прочности. Среди этой группы
способов основным является получение усов восстановлением различного рода
соединений металлов. В качестве исходных материалов используют галогениды,
сульфиды и оксиды, восстанавливаемые газообразным или твердым восстановите-
лем. Тонкие нитевидные кристаллы растут при определенных условиях восстановле-
ния (температура, парциальное давление восстанавливаемого соединения, свойства
восстановителя и др.), причем большинство кристаллов при оптимальных условиях
процесса получаются гладкими и прямыми, диаметр их 1 - 20 мкм. Так, температура
восстановления галогенидов составляет для меди 650 °C, железа 730 - 760 °C,
никеля 740 °C, марганца 940 °C, кобальта 750 °C. Повышение температуры восста-
новления сверх оптимальной приводит сначала к возникновению пластинчатых
образований, а затем к росту крупных, хорошо развитых кристаллов, тогда как усы
не образуются.
Нитевидные кристаллы могут быть получены выращиванием из пересыщенной
газовой фазы. Так как в этом случае усы растут вследствие притока атомов из
газовой фазы, то с повышением температуры скорость роста и диаметр усов
увеличиваются. Процесс проводят в предварительно вакуумированном сосуде, по
длине которого создают перепад температур, зависящий от характера материала
получаемых усов. Испарением в вакууме с последующей конденсацией паров
получают усы цинка, серебра, платины, бериллия, кремния и других металлов. Усы
железа, серебра, меди и некоторых других металлов можно получить электроли-
тическим осаждением.
Существует несколико методов выращивания усов в твердый фазе. Например,
установлено, что на поверхности листов многих металлов (железа, меди, серебра,
платины, магния, вольфрама, латуни и др.) при нагреве образуются волокнистые
кристаллы диаметром и длиной 1-2 мкм. Наиболее интересен метод ускоренного
выращивания усов под давлением (метод Фишера). Стальную пластинку толщиной
0,3 мм покрывают электролитическим слоем олова толщиной 5 мкм и зажимают
182
i
между двумя жесткими стальными пластинками; края полученного образца
шлифуют и полируют. Под действием давления, приложенного к стальным пластин-
кам, на полированных краях слоя олова происходит ускоренный рост усов, достигаю-
щих в длину 5 мм при 215 °C. После удаления усов с поверхности их рост начинается
снова на прежних местах, что указывает на наличие фиксированных источников
роста усов. Диаметр получаемых усов 0,05 - 5 мкм.
Тонкие металлические волокна можно также получать химическим травлением
проволоки до нужных сечений. Например, травлением медной проволоки в азотной
кислоте получают волокна диаметром < 1 мкм. Для получения тонких вольфрамовых
волокон с успехом применяют метод электролитического травления 15 - 20 %-ным
раствором едкого натра в поле переменного тока.
Волокна, полученные из рассмотренных способов, смешивают с
порошком металла, образующего матрицу. Выбор матричного металла
определяется его совместимостью с материалом волокна, технологи-
ческими и эксплуатационными характеристиками композиционного
материала. Обычно используют порошки алюминия, меди, титана и
других тугоплавких металлов и их сплавов, а также жаропрочных
сплавов на основе железа, никеля и кобальта. Смешивание порошка
матричного металла с волокнами осуществляют механическим (в
случае дискретных волокон) или химическим (на волокна осаждают
матричный металл из раствора его химического соединения) способом.
Механическое смешивание лучше проводить в устройствах опрокиды-
вающегося типа (двухконусном смесителе, смесителе с эксцентричной
осью и др.), так как барабанные смесители вызывают заметное
комкование волокна.
Заготовки прессуют в пресс-формах, формуют в гидро- и газостатах,
прокаткой, динамическими методами, горячим прессованием, т.е.
практически-всеми известными методами формования. При прессова-
нии заготовок в пресс-формах волокна ориентируются в плоскостях,
расположенных нормально к сжимающим усилиям, в самих же
плоскостях они •ориентировав! хаотично. Экструзией и прокаткой
можно создать однонаправленную структуру композита, что является
важным преимуществом этих методов формования.
Спекание заготовок проводят при температуре 0,7-0,8Тпп
матрицы, чаще всего в электропечах сопротивления в атмосфере
водорода, диссоциированного аммиака, углеводородов, инертных газов
или в вакууме. При спекании композитов наряду с процессами
сцепления, уплотнения и упрочнения может происходить и взаимное
растворение компонентов. Для армированных систем важно ограни-
чить спекание температурно-временными пределами, при которых
достигается достаточно прочное сцепление, а заметного растворения
компонентов не наблюдается. После спекания изделия могут быть
подвергнуты повторному прессованию и спеканию, термической или
химико-термической обработке с целью повышения их физических и
183
механических свойств или защиты от коррозии, механической обработ-
ке для придания им окончательных размеров и формы.
Спекание формовок может быть заменено инфильтрацией спрессо-
ванных волокон расплавленным материалом матрицы. При этом
отпадает необходимость в приготовлении шихты и можно получить
практически беспористый материал, равномерно распределять
компоненты, варьировать в широких пределах объемное содержание
арматуры, диаметр и длину волокон, создавать нужную ориентацию,
сохранять исходные форму и размер волокон, использовать стандарт-
ное оборудование термических участков. Для получения качественного
композита необходимо хорошее смачивание волокон металлическим
расплавом. При инфильтрации жаропрочными материалами требуются
высокие температуры, что может вызвать разупрочнение и охрупчива-
ние волокон.
Методом горячего прессования при температуре 0,5-0,8Тпл
металлической матрицы можно получить практически беспористый
композиционный материал.
Армированные материалы можно получать нанесением на подложку
различной конфигурации чередующихся слоев матрицы и арматуры.
После нанесения покрытия подложку удаляют (выжигают, растворяют,
выплавляют, удаляют механически и т.п.). В результате получают
изделие из армированного материала, повторяющее геометрию
подложки. Иногда необходим высокий уровень свойств только от
поверхностных слоев детали; в этом случае создают армированное
покрытие с заданными свойствами на готовом изделии.
Одним из первых композиционных армированных материалов была
медь, упрочненная вольфрамовыми и молибденовыми волокнами.
Такая медь, изготавливаемая в основном методом инфильтрации,
наряду с повышенной кратковременной и длительной прочностью
обладает повышенным сопротивлением усталостному разрушению при
комнатной температуре. Уменьшение диаметра волокон вызывает
повышение прочности композиции в целом. В последние годы все более
широко применяют технологию динамического горячего прессования
при 950 - 10ОО °C и диффузионной сварки в течение 2 ч при 550 - 800 °C
и давлении 45 МПа. Известна композиция медь - волокна бора,
получаемая горячим прессованием.
Более тридцати лет тому назад в СССР были начаты исследования по
получению алюминиевых сплавов, армированных стальной проволокой.
Затем для упрочнения алюминия начали применять вольфрамовую и
бериллиевую проволоку, волокна оксида кремния, диоксида циркония,
оксида алюминия, бора, карбида кремния, углерода и др. В настоящее
время наиболее распространены технологические схемы, предусмат-
184
I
ривающие горячее прессование, прокатку, совместную экструзию,
инфильтрацию и сварку взрывом.
Материалы на никелевой основе армируют проволокой тугоплавких
металлов и сплавов на основе вольфрама и молибдена, волокнами
углерода и SiC. Один из способов получения на основе никельхромо-
вых сплавов композиций, армированных усами оксида алюминия,
включает экструдирование пластифицированной смеси с последующим
спеканием. Армированный никель изготовляют с применением
электролитического нанесения покрытий на волокна карбида кремния
или бора. Есть композиции на никелевой основе, армированные
однонаправленными вольфрамовыми проволоками и сетками из них.
Пакет, набранный из чередующихся слоев тонкой никелевой фольги и
армирующей проволоки, подвергают горячему динамическому
прессованию, способствующему приданию получаемому композицион-
ному материалу повышенной механической прочности. Можно приме-
нить инфильтрацию каркаса из соответствующего волокна расплавом
никеля.
Армирование железа оксидом алюминия или вольфрамовыми
волокнами, титана молибденовой проволокой, кобальта вольфрамовой
или молибденовой проволокой, магния волокнами бора позволяет в
3-5 раз повысить временное сопротивление соответствующего
композита по сравнению с неармированными материалами.
Существуют композиты, полученные различными способами да базе
керамической матрицы (А1203, Si02, MgO, Zr02n др.) и раэтичных
волокон (W, Мо, Nb, сталь, нихром, керамические волокна и пр.). В них
нагрузка переносится с малопрочного материала матрицы на более
прочный материал арматуры, увеличивается ударная вязкость и
повышается стойкость к термоудару, что объясняется лучшим распре-
делением механических усилий, а также ограничением распростране-
ния трещин в матрице армирующими волокнами. При изготовлении
армированных керамических материалов в основном применяют
горячее прессование, прессование с последующим спеканием и
шликерное формование.
Композиционные материалы волокнистого строения являются
весьма ценными и перспективными для применения в различных
областях науки и техники.
3. Керметы
Кермет (керамикометаллический материал) - это порошковый
материал, состоящий из тугоплавких оксидных соединений и тугоплав-
ких металлов. Керметы на основе тугоплавких оксидов были разработа-
ны около 40 лет тому назад, а затем оказались весьма перспективными
1WS
для применения в высокотемпературных деталях реактивных двигате-
лей, что послужило причиной дальнейшего интереса к ним.
Одна из основных проблем в области создания керметов состоит в
трудности объединения как минимум двух разнородных фаз. Системы
металл - оксид обычно характеризуются слабым связыванием и
выпотеванием (вытеканием) металла из композиции в процессе
спекания, протекающего с образованием жидкой фазы. Принято считать
что условием образования прочной связи между цементирующим
металлом и неметаллической фазой является взаимная полная или
частичная растворимость. Для улучшения связывания к материалу
добавляют какой-либо металлоид, например, нитрид: металл с большей
готовностью связывается с металлоидами, чем с оксидами. Кроме того
можно также изменить взаимную растворимость с целью повышения
химического связывания под влиянием соответствующей атмосферы.
Например, при спекании железа, никеля или кобальта с тугоплавким
оксидом в инертной атмосфере реакции химического взаимодействия
не протекают. Если же эту атмосферу заменить слабо окисляющей, то
происходит химическое взаимодействие с образованием шпинели и
других соединений. Для улучшения связывания к материалу добавляют
также легирующий металл, например титан к системе никель-ок-
сид алюминия.
Само по себе связывание в керметах является результатом
химического или электрического взаимодействия атомов, располагаю-
щихся на поверхностях разнородных фаз. Так как взаимодействие в
твердой фазе в системах металл - оксид весьма ограничено, то
практически во всех случаях спекание керметов ведут в присутствии
жидкой фазы, в связи с чем большое значение приобретают вопросы
смачивания. При угле смачивания > 90° при спекании будет происхо-
дить вытекание жидкой фазы, что приведет к уменьшению прочности и
ослаблению связывания в изделии.
Технологические приемы создания керметов идентичны основным
приемам порошковой металлургии. Особенности изготовления связаны
с малой пластичностью смесей и плохим связыванием в системе
металл - оксид. При производстве изделий из керметов наиболее
широко используют шликерное формование, инфильтрацию, спекание
под давлением с пропусканием электрического тока, представляющее
собой разновидность способа горячего прессования, и взрывное
формование, обеспечивающее равномерное спрессовывание порошка
до высокой плотности.
Наиболее широко распространены керметы типа оксид алюминия -
металл. Они отличаются благоприятным сочетанием тепловых,
механических и электрических свойств, причем в зависимости от
состава любая фаза может быть непрерывной или прерывающейся.
186
Хорошо исследованы композиции оксид алюминия - хром. Исходные
порошки оксида алюминия или твердого раствора А1203 -Сг303,
содержащего до 10% Сг203, и хрома с размером частиц < 40 мкм
смешивают в сухом виде либо при увлажнении. Для получения
заготовок из смеси порошков применяют шликерное формование,
прессование в стальных пресс-формах при давлении 70 - 85 МПа без
пластификатора, гидростатическое формование при давлении до
700 МПа или горячее прессование. Спекают заготовки в атмосфере
высокочистого водорода (точка росы не хуже -60 °C) с добавкой
небольшого количества паров воды для регулируемого окисления
хрома. Образующийся оксид хрома вовлекается в механизм связыва-
ния - прочно сцепляется с хромом и образует твердый раствор с
оксидом алюминия. Температура спекания составляет 1450- 1500 °C.
В качестве металлической составляющей часто также используют
никель, кобальт, железо и сплавы, например хромомолибденовый.
Кроме оксида алюминия, в качестве керамической составляющей
применяют оксиды магния, бериллия, циркония, титана, хрома, тория,
никеля, кобальта и других элементов, цементированные железом,
никелем, кобальтом, хромом, молибденом и вольфрамом.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
ЗеликманА.Н. Металлургия тугоплавких редких металлов. - М.: Металлургия,
1986. - 440 с.
Портной К.И., Бабич Б.Н., Светлое И.Л. Композиционные материалы на никелевой
основе. - М.: Металлургия, 1979. - 264 с.
Г л а в а V. ЭЛЕКТРОТЕХНИЧЕСКИЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
Возрождение интереса к порошковой металлургии в конце XIX в. и
начале XX в. было связано прежде всего с необходимостью создания
материалов для удовлетворения нужд зарождавшейся электротехни-
ческой промышленности. В последующие десятилетия, особенно в годы
второй половины XX в., порошковые электротехнические материалы и
изделия получили широкое применение в электро-, машино- и аппарато-
строении, автоматике и телемеханике, электро- и радиотехнике,
Радиоэлектронике, телефонии и других отраслях промышленности, что
позволило улучшить эксплуатационные характеристики, повысить
надежность работы соответствующих устройств и обеспечить эконо-
мию многих благородных металлов. Понятие "электротехнические”
охватывает очень широкий круг материалов, из которых наиболее
важны рассматриваемые ниже электроконтактные и другие электро-
проводниковые и магнитные материалы.
187
511. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
К электроконтактным относят порошковые материалы для производ-
ства электропроводящих деталей коммутационных устройств.
Любые современные машины, агрегаты, аппараты или какие-либо
устройства, потребляющие или передающие электроэнергию, обязатель-
но снабжены электрОконтактами, материал которых должен быть
термически, химически и механически стоек, иметь малое электросо-
противление (в том числе и контактное) и обладать высокими теплопро-
водностью, эрозионной стойкостью при воздействии электрической дуги
и сопротивляемостью свариваемости или мостикообразованию при
замыкании и размыкании контактов. Работоспособность электрокон-
тактного материала тем лучше, чем его износ при дуговом разряде
меньше, а критические сила тока и напряжение при дугообразовании
выше. В табл. 27 приведены указанные характеристики для некоторых
из материалов, причем численные значения силы тока и напряжения
снижаются с повышением температуры, ухудшением состояния
(окислением, наличием примесей и т.п.) и качества обработки поверх-
ности контактов, а потеря массы возрастает.
По условиям работы выделяют слаботочные и сильноточные мало-,
средне- и тяжелонагруженные, разрывные и скользящие контакты.
В природе нет металлов, сплавов или каких-либо других веществ,
совокупность свойств которых позволяла бы удовлетворить многооб-
разные, зачастую противоречивые требования, предъявляемые
условиями эксплуатации к контактным материалам. Так, казалось бы,
Таблица 27. Сила тока, напряжение и износ при дугообразовании
для некоторых материалов
Материал Критическая сила тока, А, при напряжении в цепи, В Характери- стическое напряже- ние, В Потеря массы, мг/кулон
25 50 110 220
Медь 1,3 0,9 0,5 12,3 0,045
Серебро 1,7 1,0 0,6 0,25 11,5 0,17
Г рафит — 5,0 0,7 0,1 18 0,0013
Вольфрам 12,5 4,0 1,8 1,4 10 007 Л
Молибден 18 3,0 2,0 1,0 17 0,01 Щ
Никель — 1,2 1,0 0,7 14 0,02 Я
Железо — 1,5 1,0 0,5 12-15 — <И1
Цинк 0,5 0,5 0,5 0,5 11
Золото 1,7 1,5 0,5 0,5 15 «» «ЯП
Платина 4,0 2,0 1,0 0,5 16 о,13
Палладий 3,5 1,5 1,0 0,5 12 -
188
для разрывных контактов наиболее подходят вольфрам, молибден,
тантал и рений, обладающие высокими температурами плавления,
испарения и сублимации соответственно, прочностными характеристи-
ками и критическими силами тока и напряжения при малой склонности
к мостикообразованию и достаточной летучести и электропроводности
их оксидов. Однако у этих металлов низкая электро- и теплопровод-
ность и высокое контактное сопротивление, что существенно ухудшает
работоспособность контактов. Наоборот, у меди, серебра, золота,
платины и платиноидов, имеющих высокую электро- и теплопровод-
ность и весьма низкое контактное сопротивление, чрезмерна склон-
ность к эрозии лри возникновении электрической дуги, низкие критичес-
кие сила тока и напряжение, наблюдается склонность к мостикообра-
зованию и свариваемости.
Только порошковая металлургия позволяет с наибольшей эффектив-
ностью, используя различные технологические варианты, создавать
композиционные электротехнические материалы заданного состава и
структуры. Аддитивное объединение свойств отдельных компонентов,
входящих в материал, проявляется в большей степени при отсутствии
их химического взаимодействия или образовании растворов друг с
другом. В целом порошковые контактные композиционные материалы
по сравнению с литыми на основе меди или серебра более надежны в
эксплуатации благодаря их высокой износо- и эрозионной стойкости.
1. Разрывные электроконтакты
Контакты этого типа предназначены для замыкания и размыкания
электроцепей (от нескольких сот тысяч до 2 - 3 млн. циклов включение -
отключение) и используются в высоковольтных (воздушных, масляных,
вакуумных, элегазовых и других выключателях) или низковольтных
(реле, переключателях, контакторах, магнитных пускателях, концевых
выключателях, контроллерах, бытовых нагревательных устройствах и
приборах, рубильниках ручных и пр.), в том числе и слаботочных
(применяемых в технике связи, радио и т.п. для реле различного
назначения, переключателей, кнопочных станций, установочных
автоматов) электрокоммутирующих аппаратах и приборах. Выбор
основы электроконтактного материала зависит от условий его работы.
По составу разрывные контакты могут быть:
1) металлическими однокомпонентными (Ag, W, Мо, Au, Pt и др.),
Двухкомпонентными (Ag - Ni, Ад - Мо, Ag-W, Си - Мо, Au-W,
Au - Мо, Fe - Си и др.), трех- и более компонентными (Ад - Ni - Cd,
Ад - Ni - Си, W-Cu-Ni, W-Ag-Ni, Fe-Cu-Bi, Ag-Pd-Au,
Ag - Pd - Ni, Ag - Ni - Cd - Fe и др.);
189
Таблица28. Состав и свойства некоторых порошковых
материалов для разрывных электроконтактов
Марка Состав*1, % Плот- Т вврдость Удельное
материала ность, НВ, МПа электросо-
г/смэ противле- ние, мкОм•м (не более)
Контакты для тяжелонагруженных высоко- и низковольтных
электрокоммутирующих аппаратов
КМК-Б20 50W + 48Cu + 2Ni 12,0 1400 0,070
КМК-Б21 70W + 27Cu + 3Ni 14,0 2100 0,080
КМК-Б23 80W+ 17Cu + 3Ni 15,5 2400 0,100
КМК-БМ08О 80Mo + 20Cu 10,1 2200 0,047
КМК-А60 50W + 48Ag + 2Ni 13,5 1200 0,040
КМК-А61 70W + 27Ag + 3Ni 15,5 2000 0,045
КМК-АМовО 80Mo + 20Ag 10,2 1700 0,057
КМК-ЖМЗО 70Fe + 30Cu 7.8 1200 0,045
Контакты для средне- и тяжелонагруженных низковольтных
электрокоммутирующих аппаратов
KMK-A00 99,9Ag 10,1 300 0,019
KMK-A10 85Ag+ 15CdO 9,7 450 0,030
KMK-A10M*2 85Ag+ 15CdO 9,7 800 0,028
KMK-A20 90Ag+ 10CuO 9,5 450 0,025
KMK-A20M*2 90Ag+ 10CuO 9,6 550 0,024
KMK-A30 70Ag + 30Ni 9,6 550 -750 0,030
KMK-A30M*2 70Ag + 30Ni 9,7 750 - 1050 0,030
KMK-A31 60Ag + 40Ni 9,5 600 - 800 0,032
KMK-A31M*2 60Ag + 40Ni 9,5 800 - 1150 0,035
KMK-A32 68Ag + 29NI + 3C 8,5 - 8,9 450 - 650 0,035
KMK-A32M*2 68Ag + 29N1 + 3C 8,5 - 8,9 650 - 850 0,040
KMK-A40 95Ag + 5C 8,3 - 8,7 250 - 400 0,030
KMK-A50 76,5Ag + 0,8Ni + 22,3Cd + 0,4Fe 9,4 - 9,8 500 - 700 0,070
KMK-A60 50W + 48Ag + 2Ni 13,5 1200 0,040
KMK-AMo50 50Mo + 50Ag 10,2 1200 0,038
КМК-Б20 50W + 48Cu + 2NI 12,0 1400 0,070
КМК-БМО50 50Mo + 50Cu 9,5 1300 0,028
КМК-Б10 97Cu + 3C 6,7 - 7,3 200 - 350 0,040
КМК-Б11 95Cu + 5C 6,2 - 6,8 150 - 300 0,050
MMK 99Cu +1Cd 8,7 1000 0,023
Продолжение табл. 28
Марка Состав*1, %
материала
Плот-
ность,
г/см2 3 4
Твердость
НВ, МПа
Удельное
электросо-
противле-
ние,
мкОм • м
(не более)
Контакты для слаботочных электрокоммутирующих приборов
сн-зо*3 70Ag + 30Ni 9,7 700 0,024
СПдЗ-17Су-10 48Ag + 25Pd + 17Au + 10Sb 11,5 750 - 900 0,022
СПДН5-3 67Ag + 25Pd + 5Ni + 3C 10,0 700 0,180
ПдСр-70 70Ag + 30Pd 10,0- 11,0 900- 1000 0,14-0,16
ПдСрН-70-5 70Ag + 25Pd + 5Ni 10,0 - 11,0 1000- 1100 0,14-0,16
“ Цифры - среднее содержание компонента по массе.
Контакты изготовлены из мелкодисперсной шихты.
*э Проволока.
2) металлографитными (Ад - С, Си - С);
3) металлооксидными (Ag - CdO, Ад - СиО, Ад - ZnO, Ад - Zr02,
Ад-Та205, Ад-НЮ2, Ад-Сг203, Ад - CdO - А1203, Ag-Ni-
CdO, Ад - Си - CdO и др.);
4) металлокарбидными, металлоборидными или металлонитридными
(Ag - WC, Cu-WC, Cu-Ni-WC, Me-TiC, TiB2, TiN или Me-
ZrB2, ZrN и др.).
В табл. 28 приведены сведения о составах и свойствах некоторых
выпускаемых в СССР контактных •
материалов. В качестве исходных ис-
пользуют механические смеси порош-
ков соответствующих металлов, кар-
бидов, боридов, нитридов, оксидов,
графита либо других твердых смазок
(сульфидов, селенидов, галоидных
соединений). Желателен размер
Частиц оксидов ~ 1 мкм, а графита
Или компонента - твердой смазки
'•30-60 мкм.
^ис. 58. Удельный электрический износ и
Твердость контактов типа КМК - А10М с
Разной дисперсностью структуры
Средний диаметр частиц, мкм
191
С повышением дисперсности частиц матричного металла может
существенно повыситься износостойкость контактного материала.
Например, с уменьшением размера частиц серебра с 300 до 0,5 мкм
снижается электрический износ материала КМК-А10М более чем в 6 раз
(рис. 58). В этом случае применяют метод химического смешивания
компонентов: из водных растворов, чаще всего азотнокислых, совмест-
но осаждают гидраты, карбонаты или оксалаты серебра, кадмия, меди
или никеля, используя, например, едкий натр (композиция серебро-
оксид кадмия, серебро - оксид меди) или бикарбонат натрия (компози-
ция серебро - никель). Осадок фильтруют, промывают, сушат и
прокаливают в восстановительной или окислительной атмосфере при
температуре, обеспечивающей формирование материала требуемого
химического состава.
Прокалке можно подвергать смесь солей серебра и никеля, обрабо-
танную в вибромельнице (контакты Ag + Ni, металлическая основа
контактов Ад + Ni + графит), или полученную вибросмешиванием
шихту из коллоидного графита и соли серебра (контакты Ад + графит).
Применение вибромельниц для приготовления мелкодисперсных
смесей порошков проще и производительнее метода, основанного на
химическом соосаждении смеси солей металлов.
Для изготовления электроконтактов из порошков или смесей
порошков применяют, как правило, два основных технологических
варианта. Более распространено прессование заготовок и их последую-
щее спекание в защитной атмосфере. Мелкодисперсную шихту перед
прессованием обкатывают или протирают через сетку с получением
гранул размером 200 - 300 мкм, что позволяет повысить и стабилизиро-
вать ее насыпную плотность, улучшить текучесть и, в результате, вести
прессование на прессах-автоматах. Давление прессования во всех
случаях достаточно высокое (300 - 500 МПа и даже более 1500 МПа при
изготовлении серебряно-вольфрамовых и медно-вольфрамовых
контактов). Целесообразно применять двойное прессование с отжигом
перед допрессовыванием при температуре 0,4 - 0,6 Тпл матрицы.
Спекают прессовки Ag - W при 1000 °C, Си - W при 1100 °C, Ад - CdO,
Ад - СиО или Ад - Ni при 900 - 950 °C, причем для мелкодисперсных
порошков температура спекания примерно на 100 °C ниже указанных;
длительность изотермической выдержки составляет 3-4ч. Структура
спеченного контактного материала, определяющая эксплуатационные
свойства контакта, может быть значительно улучшена его глубокой
пластической деформацией, экструдированием или прокаткой,
придающей частицам форму вытянутых волокон. Кроме того, прокаткой
и экструзией или волочением после экструзии получают соответствен-
но ленту или проволоку различного диаметра, из которых затем
высаживают контакты. На рис. 59 на примере композиции Ag - CdO
192
Порошок
оксида кадмия
Порошок
середоа
Порошок
кадмии
Порошок
сплава Ад-Cd
Смешивание
Смешивание
Внутреннее
окисление
Cd в CdO
Прессование
Спекание
В окислительной
среде
Внутреннее
окисление
при нагреве
на воздухе
В восстановительной
среде
В окислительной В окислительной
среде среде
Ад-МО
Материал
Допрессовывание Прокатка
Отжиг
Мундштучное
прессование
Отжиг
Контроль
Рио. 59. Обобщенная технологическая схема производства спеченного контактного
материала Ад - CdO
показаны возможные способы изготовления контактов по рассматри-
ваемому технологическому варианту.
Другим технологическим вариантом изготовления контакта
является прессование пористого каркаса из более тугоплавкого
компонента композиции и инфильтрация его более легкоплавким
компонентом. Для уменьшения краевого угла смачивания и улучшения
качества инфильтрации к порошку тугоплавкого металла перед
прессованием добавляют небольшое количество порошка инфильтрую-
щего или какого-либо другого достаточно легкоплавкого металла
(например, к вольфраму добавляют медь, серебро, кобальт или никель).
Температура инфильтрации на 100-150 °C должна превышать Тпп
инфильтрующего металла. Скорость инфильтрации составляет от
193
к
нескольких десятых миллиметра до 5-10 мм/с. Толщина инфильтро.
ванного слоя h зависит от свойств расплава, длительности т его
контакта с твердым каркасом:
ft = (1/л) аАьТ-г cos 0 гэ т/п ,
где ож_г - поверхностная энергия на границе раздела жидкость - газ;
О - краевой угол смачивания; и - вязкость инфильтруемой жидкости;
гэ - эффективный радиус поровых каналов.
Длительность инфильтрации т может быть определена по формуле
т = 4т] /2/(гэож_г cos й ± gVy^/s),
где / - толщина инфильтруемого тугоплавкого каркаса; д - ускорение
силы тяжести; V - объем пор; уж - плотность инфильтрующего
расплава; s - площадь сечения инфильтруемого тугоплавкого каркаса.
Инфильтрацию ведут так:
по методу наложения (в знаменателе последней формулы знак
”+”) - спеченный в водороде пористый каркас из тугоплавкого
компонента (вольфрама, молибдена, рения, тантала или карбидов этих
металлов) вместе с помещенным на нем в требуемом количестве
твердым инфильтрующим металлом (рассчитанным исходя из объема
пор в каркасе) загружают в печь с защитной атмосферой и соответст-
вующей температурой; расплав после образования впитывается в поры
тугоплавкого каркаса;
по методу погружения (в знаменателе формулы знак ”-”) -
пористый каркас вводят в предварительно расплавленный инфильтрат
либо в процессе нагрева создают расплав инфильтрата вокруг туго-
плавкого пористого каркаса. После инфильтрации получаемый
материал практически не содержит пор и достаточно легко поддается
последующей деформации.
Контакты в процессе их изготовления по любому из рассмотренных
технологических вариантов можно оснастить припойным слоем или
делать их многослойными.
Для повышения механической прочности предложено каркас под
инфильтрацию готовить не из порошка, а из волокон или нитей
(проволока) тугоплавкого металла. Например, каркас из высокопрочной
вольфрамовой проволоки, располагаемой перпендикулярно рабочей
поверхности контакта, инфильтруют медью или серебром. При этом
повышается не только прочность, но и твердость, а также эрозионная
стойкость, что приводит к возрастанию износостойкости контактов:
194
Материал Плотность, г/см3 Твердость НВ, МПа Удельное электро- сопротивление, мкОм м
Вольфрам - медь: спеченный 14,0-10,5 1400-900 0,071 -0,033
инфильтрованный 15,0-13,0 2200 - 1800 0,065 - 0,055
Вольфрам - серебро: спеченный 16,8-11,5 1750-700 0,055 - 0,027
инфильтрованный 17,0-16,0 2600 - 2300 0,047 - 0,045
Форма, размеры и микроструктура контактов должны соответство-
вать ГОСТ 13333-75. Распределение компонентов в структуре должно
быть статистически равномерным, посторонние включения и единичные
поры со средним диаметром >100 мкм не допускаются. Готовые
контакты проходят внешний осмотр (100 %), проверку на соответствие
чертежу (10% от партии), химическому составу (1 проба от партии),
микроструктуре рабочего слоя и его границы с подслоем (5 контактов
от партии), толщине подслоя, твердости (3 контакта от партии),
плотности (5 проб от партии), удельному электросопротивлению (по два
образца от партии).
По конструкции и размерам контакты должны удовлетворять
требованиям ГОСТ 3884-77. Контакты изготовляют круглыми (диаметр
и высота соответственно минимальные 3 и 0,8 мм, максимальные 25 и
3 мм) и прямоугольными (длина, ширина и высота соответственно
минимальные 4; 3 и 0,8 мм, максимальные 50; 25 и 5 мм). Варианты
соединения контактов с контактодержателями показаны на рис. 60.
Более распространены варианты рис. 60, в - е, обеспечивающие между
соединяемыми элементами металлическую связь. По варианту
рис. 60, ж обычно крепят достаточно массивные контакты (например,
многослойный медновольфрамовый контакт к медной штанге в
некоторых типах высоковольтных выключателей), которые трудно
е
Рис. 60. Соединение спеченных контактов с контактодержателями:
а, б - клепаное; в, г - паяное; д, е - сварное; ж - резьбовое; з - запрессованное
195
нагреть под пайку или обеспечить требуемые условия для сварки.
Запрессовыванием крепят контакты из непластичных материалов
пайка и сварка которых невозможны. При клепке на 30 - 50 % увеличи-
вается расход электроконтактного материала.
Экономическая эффективность использования порошковых контак-
тов достаточно высока. Так, от применения 1 т контактов типа КМК-А61
в высоковольтных выключателях получают экономический эффект до
100 тыс. руб., а от 1 т контактов типа КМК-Б21 - до 90 тыс. руб.
2. Скользящие электроконтакты
Контакты этого типа представляют собой своеобразную пару трения,
в которой контактирующие элементы скользят друг по другу не
нарушая их электрической связи. Поэтому наряду с указанными выше
требованиями контактный материал должен обладать также комплек-
сом антифрикционных свойств применительно к условиям сухого
трения. Контактная пара должна состоять из разнородных материалов,
так как в случае одинаковых материалов будет происходить схватыва-
ние трущихся поверхностей даже в обычных условиях эксплуатации, не
говоря уже о работе в вакууме. Желательно, чтобы контртело (токонесу-
щий элемент) было более твердым (примерно в 1,3-2 раза), чем
подвижный контакт (токоснимающий элемент); тогда возрастает срок
службы контактной пары, а заменить токосъемник обычно более
просто, чем другие элементы электрической цепи. Требуемого
соотношения твердостей достигают добавлением к соответствующему
контактному материалу твердых смазок (дисульфида молибдена,
сульфида цинка, селенидов некоторых редких металлов, фтористого
кальция, графита и др.) или легкоплавких металлов (например, галлия),
становящихся жидкими при работе контактной пары. Участки твердых
смазок выполняют антифрикционные функции, а металлическая основа
с малым электросопротивлением обеспечивает основную электричес-
кую связь в сопряженном контактном узле; при наличии в материале
легкоплавкого металла, участвующего вместе с основой в электропе-
редаче, износ уменьшается благодаря замене сухого трения жидкост-
ным при расплавлении этой добавки. В процессе эксплуатации при
перемещении контактных поверхностей относительно друг друга
изменяется как действительная физическая поверхность контакта
(срабатывание трущихся поверхностей идет неравномерно), так и
действительная поверхность электрического контакта (в электропере-
даче участвует не вся поверхность контакта из-за шероховатости и
наличия на ней непроводящих или малопроводящих фаз).
В процессе коммутации электрического тока износ контактных
196
r~—----------------------------------------------------------
поверхностей пар трения в зависимости от материала и качества
контактов повышается до 10-100 раз по сравнению с износом в
обесточенном состоянии: электроискровые и дуговые процессы
разрушают поверхность трения, способствуя ее механическому
изнашиванию, а нагрев еще и ускоряет взаимодействие материала с
окружающей внешней средой, вызывая потерю им прочности и твер-
дости.
Скользящие контакты применяют в виде пластин, стержней, цилинд-
ров, проволочек и т.п. в электродвигателях, переключателях, динамома-
шинах, токосъемниках, потенциометрах и других устройствах. Основой
контактного материала служит медь или серебро, а в качестве
твердой смазки чаще всего используют графит.
Меднографитовые контакты содержат 8-75 % графита, обладают
хорошими электрофизическими свойствами и дешевы, работают
надежно в тяжелых эксплуатационных условиях (щетки электродвига-
телей и динамомашин, магнето, электролизеры и др.). Бронзографито-
вые контакты содержат 2 - 5 % графита, 70 - 80 % меди, остальное -
олово, железо, никель; такие контакты используют в качестве коллек-
торных пластин пантографов для питания током двигателей электропо-
ездов при скоростях до 1500 м/мин и воздействии сравнительно
высоких давлений и ударов, причем токонесущий провод истирается
минимально. Серебрянографитовые контакты содержат 2 - 50 %
графита и работают в точных измерительных приборах либо сухими,
либо полностью погруженными в масло при скоростях до 20 м/мин и
нагрузке 0,05 - 0,07 МПа.
Характеристика некоторых из материалов для производства
скользящих контактов приведена в табл. 29.
Скользящие контакты на основе серебра готовят из смеси порошков
соответствующих компонентов (для материала ПдСр-70 используют
порошок сплава серебро - палладий, а для материала СНДсМ-2,5 -
порошок сплава серебро - палладий - никель): прессуют крупнораз-
мерные заготовки, спекают их в твердой фазе, допрессовывают,
. отжигают, экструдируют в проволоку, пруток или ленту (возможны
также прокатка и волочение) и штампуют или высаживают контакты.
Контакты марки СНДсМ-7,5 прессуют сразу из смеси порошков
серебра, никеля и дисульфида молибдена, проводят твердофазное
спекание заготовок в аргоне, а затем допрессовывают их и отжигают.
Аналогично поступают и в случае изготовления серебрянографитовых
' контактов.
При изготовлении меднографитовых электрощеток, в состав которых
входят также добавки свинца или олова, необходимо создать медный
каркас, придающий материалу максимальную электропроводность.
Технологически эту задачу решают несколькими способами. По одному
197
Таблица 29. Характеристика некоторых порошковых материалов для скользящи»
электроконтактов *
Марка Состав*1, %
материала
Плот- Твердость, Удельное со-
ность, НВ, МПа противле-
г/смэ ние,
мкОм • м
(не более)
мгз 97Си + ЗС . 6,8 240 3,5
МГ5 95Cu +5С 6,0 150 4,7
СН-30*2 70Ag +30NI 9,7 700 0,024
ПдСр-70*2 70Ад + 3OPd 10,8 1000 0,012
ПдСрН-70-5*2 70Ад+25Pd+5Ni 10,6 1000 0,15
СПдЗ-17Су-10 48Ад +25Pd + 17Au + 1OSb 11,5 750 - 900 0,022
СНДсМ-7,5 65Ag + 27,5Ni + 7,5MoS2 9,05 300 0,43
СНДсМ-2,5 67,5Ag + 25Pd + 5Ni + 2,5MoS2 10,2 1000 0,2
СПдФ-2 68,5Ag + 29,5Pd + 2CaF2 9,63 1000 0,18
1 Цифры - среднее содержание компонента по массе.
2 Проволока.
то спекание сводится к коксованию пека с образованием коксового
скелета, в порах которого удерживаются частицы металла. После
спекания блоки разрезают на отдельные щетки, а индивидуально
спекавшиеся щетки подвергают механической обработке и армируют
токоподводящими элементами.
Можно изготовлять электрощетки из графита, покрытого медью или
ее сплавами. В этом случае порошки графита, цинка и свинца погружа-
ют в водные растворы CuS04 или СиС12. Медь осаждается на
поверхности графита и механически захватывается часть свинца.
Лучшие свойства по износостойкости, твердости и прочности достига-
ются при содержании свинца 1-2 %. Такие порошки спекаются уже при
400 °C, т.е. на 250 °C ниже, чем обычные смеси порошков меди, графита
и свинца. Структура спеченных изделий сетчатая, что и обеспечивает
им высокую износостойкость и хорошие электрические, термические И
механические свойства.
На рис. 61,62 приведены типичные технологические схемы производ-
ства электрощеток со связующим и без него. В качестве исходных
из них пористый графит инфильтруют под давлением расплавленной
Графит
Оловянный порошок
Рвевный порошок
медью, что оказалось экономически выгодным при содержании меди в
композиции > 50 %; пористый графит должен иметь сквозную порис- [
тость 20 - 35 % и быть прочным. Более распространен другой метод, '
связанный с прессованием и спеканием смеси порошка меди с !
различными углеродсодержащими материалами. Многие меднографи-
товые щетки получают из смесей порошков меди и природного графита,
однако большая часть электрощеток содержит, кроме графита, и другие
углеродистые составляющие, которые вводят для повышения прочное- ь
ти, улучшения их износостойкости и снижения контактного сопротивле- j
ния. Такими добавками являются пек (повышает прочность и улучшает
прессуемость смеси), сажа или коксовая мелочь (увеличивают
износостойкость), резина (повышает прочность). При использовании
связующего и других добавок важную роль играет операция смешива-
ния исходных порошков, так как в конечном продукте медная состав-
ляющая должна как можно лучше обволакивать частицы углеродистой
составляющей. Как правило, сначала смешивают углеродистые
компоненты, например графит, сажу и пек, для чего применяют
смесители с обогревом. После охлаждения смеси истирают в порошок,
мелочь отсеивают и смешивают с медным порошком. Получаемую
шихту прессуют при давлении 200 - 400 МПа в изделие или заготовку-
Спекание проводят при 700- 800 °C в печах непрерывного действия с
защитной атмосферой. Если прессовки содержат связующие добавки,
Просеивание
Корректировка золы
Прокорректированный
графитовый порошок
Небная проволока
Просеивание
Просеянный
оловянный порошок
Просеивание
Просеянный
небный порошок
Спешивание
Просеивание
Спесь
Прессование
Заготовил
Обжиг
Обожженные щетки
ГГеханическая овраватка
Сворка
Готовые щетки
Рис. 61. Технологическая схема производства элвктрощеток со связующим ве-
ществом
199
Графит
I
Свинцовый порошок
I
Графитизация
Просеивание
корректировка ши
Прокорректированный
графитовый о орошая
Просеивание
Просеянный
свинцовый
Спала
•аненноугольная
Уваривание
Уваренная
спала
порошон
Спешивание
в барабане '
______ Спешивание _______.
” в реакторе
-----I-------
Протирка
Снесь
Прессование
Злаки
I
Обжиг
Обожженные блоки
i
Механическая обработка
----------j----------
Сборка —-----------
“Г
Готовые щетки
Медре/й порошок
I
Просеивание
Просеянный d
небный I
порошок |
бензол
Медная проболею.
Рис. 62. Технологическая схема производства электрощеток без связующего
вещества
берут порошки графита (ГОСТ 4404-78), меди (ГОСТ 4960-75), свинца
(ГОСТ 16138-78) и олова (ГОСТ 9723-79).
Токосъемные пластины толщиной 7-8 мм, шириной 25 - 26 мм и
длиной 600 мм на основе железа (60 - 80 % Fe, 20 - 30 % Си, 5 - 8 % РЬ,
до 2 % BN) и меди (60 - 80 % Си, 10 - 20 % Fe, 5-8 % Pb, 2-3 % С)
получают прокаткой смеси в закрытом калибре и спеканием пористой
заготовки при 1000 - 1100 °C (на основе железа) или 950 - 1000 °C (на
основе меди). После спекания пластины на основе железа инфильтруют
свинцом, а пластины на основе меди калибруют.
200
§ 12. ЭЛЕКТРОПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
И ИЗДЕЛИЯ РАЗЛИЧНОГО НАЗНАЧЕНИЯ
Проволока. Вольфрамовая, молибденовая, танталовая или из их
сплавов, в том числе с рением, проволока широко применяется в
электротехнической промышленности при производстве электро- и
радиоламп, нагревателей, деталей электровакуумных и электронных
приборов и т.п.
В электроосветительных лампах и электронных приборах телом
накала чаще всего служит вольфрамовая проволока, изготовляемая из
спеченных штабиков. Марки проволок указывают на наличие или
отсутствие присадок к вольфраму: ВЧ - чистый (без присадок) вольф-
рам; ВА - вольфрам с присадками кремнийщелочной и А1203; ВМ -
вольфрам с присадками кремнийщелочной и ThO2; ВТ, ВЛ, ВИ -
вольфрам с присадкой соответственно диоксида тория, оксида лантана
или оксида иттрия. Указанные присадки либо непосредственно вводят в
порошок вольфрама, либо в виде соответствующей растворимой соли
добавляют к водной суспензии W03, которую затем упаривают при
постоянном перемешивании и сушат при 180 °C.
На обработку давлением поступает штабик после сварки в атмосфе-
ре водорода при 2900 - 3000 °C, имеющий плотность 17,5 - 18,5 г/см3,
квадратное сечение со стороной 10-15 мм и число зерен на 1 мм2
800-2000 (ВЧ), 5000- 18000 (ВТ-7 - ВТ-15), 12000- 20000 (ВА, ВИ). В
ротационной ковочной машине (см. рис. 47) нагретый до 1450 - 1500 °C
штабик штампами (’’плашками”) обжимают в пруток диаметром ~ 7 мм.
Пруток отжигают при 2200 °C (выше температуры рекристаллизации
вольфрама) и проводят вторую, а затем и третью ковку: пруток,
нагретый до 1400 °C, обжимают до диаметра 4,5 мм, затем нагревают
до 1250 - 1300 °C и обжимают до диаметра 2,75 мм. Ротационную ковку
прутков можно заменить гидроэкструзией (рис. 63), при которой на
заготовку действует давление жидкости, одновременно создающей
между заготовкой и матрицей пресс-формы
пленку, обеспечивающую смазку контактирую-
щих поверхностей. При температуре заготовки
200 - 250 °C и давлении жидкости 1000 -
1200 МПа получаемые прутки ВА более прочны,
чем ротационно-кованые.
Рис. 63. Схема прессования прутков жидкостью высокого
давления (гидроэкструзия):
1 - контейнер; 2 - прессуемая заготовка; 3 - матрица;
4 - уплотнение; 5 - пувнсон; 6 - рабочая жидкость
201
Прутки диаметром 2,75 мм, нагретые до 1000 °C, поступают ца
волочение через твердосплавные (до диаметра 0,3 мм) или алмазные
(диаметр 0,01 - 0,3 мм) фильеры; после прохода через одну или
несколько фильер пруток и проволоку подогревают, что позволяет снять
внутренние напряжения и повысить пластичность обрабатываемого
материала (температура нагрева прутка и проволоки понижается по
мере уменьшения их диаметра). Для защиты от окисления поверхность
проволоки смазывают аквадагом (водный раствор коллоидного
графита). Ковка и волочение изменяют первоначальную структуру
заготовок, превращая ее в волокнистую (зерна вытягиваются в
направлении обработки); суммарная степень деформации при превра-
щении штабика в тонкую проволоку достигает 100000-200000. Для
проволоки ВА диаметрами 0,5-0,3 - 0,12 - 0,05 мм в газопламенной
печи проводят так называемый ’’промежуточный отжиг” при 900-
1000 °C, позволяющий избежать расслаивания и обрыва проволоки.
Проволоку диаметром < 0,3 мм можно подвергать также ’’глубокому
отжигу” в водороде при 1500 - 1600 °C.
Из молибдена производят проволоку марок МЧ ( молибден чистый
без присадок), МРН (молибден без присадок, но с повышенным содержа-
нием примесей), МК (молибден с кремнещелочной присадкой) и МС
(молибден с присадкой кобальта). Штабики квадратного сечения со
стороной 10-16 мм, сваренные при 2300 °C в атмосфере водорода
(для штабиков марки МЧ возможна сварка в вакууме или спекание в
электропечах при 1650 - 1700 °C в атмосфере водорода или при 2000 °C
в вакууме) и имеющие 1000-5000 зерен/мм2 (МЧ, МРН) или около
5000 зерен/мм2 (МК, МС), сначала подвергают ротационной ковке при
1400- 1500°C в прутки диаметра 3-4 мм (по мере уменьшения
сечения прутка температура ковки снижается до 1000 °C). Затем
полученные прутки волочением превращают в проволоку. Волочение
проволоки с диаметра 2 - 3 мм ведут при 650 - 400 °C (чем меньше
диаметр, тем ниже температура); для снятия напряжений проволоку
дважды отжигают - на диаметрах 0,95 и 0,3 мм. Пластичность молибде-
на МЧ позволяет вести волочение с диаметра 0,3 до диаметра 0,02 мм
без нагрева. Отжиг готовой молибденовой проволоки аналогичен
указанному для вольфрама.
Танталовую проволоку получают из порошков, сваренных в вакууме
при 2600 °C. После их 30 - 60 %-ной деформации отжигают пруток
(2600 °C, вакуум, 2 ч) и он может быть превращен в проволоку диамет-
ром до 0,01 мм. Отжиг проволоки ведут при 1400- 1450 °C в вакууме.
Аналогично указанному выше способу может быть получена
проволока из сплавов системы W-Re (BP-5, BP-10, ВР-20, ВАР-5,
ВАР-10, ВР10Т2, ВР20Т2), W-Mo (ВАМ-5), W-Ni (ВНБ), Mo-Re
202
(МР-50), Та - Nb (ТН-20, ТН-50). Режимы обработки зависят от типа и
состава сплава.
Существует технология, позволяющая получать биметаллическую
сталеалюминиевую проволоку марки БСА-КПЛ: на проволоку из стали
Ст2 накатывают алюминиевый порошок, затем заготовку нагревают,
калибруют и катанку подвергают волочению до диаметра 2-5 мм.
Керамические электронагреватели. Работа электропечей сопротив-
ления в большой степени зависит от природы материала нагревателей,
создающих требуемую температуру в печном пространстве. Вполне
очевидно, что при воздействии окислительной атмосферы нагреватели
обеспечивают более низкие температуры, чем при работе в защитных
средах. Например, карбидокремниевые нагреватели, работающие на
воздухе, выше 1100 °C начинают заметно окисляться, что ограничивает
рабочую температуру печи не выше 1300 °C, тогда как в защитной среде
рабочие температуры можно повысить до 1500 °C. Такие нагреватели
представляют собой изделия, спеченные из так называемого самосвя-
занного карбида кремния: в процессе изготовления к исходному
порошку SiC добавляют компоненты, обеспечивающие при обработке
спрессованных заготовок парами кремния или при инфильтрации их
жидким кремнием образование вторичного карбида кремния, цементи-
рующего первичные частицы SiC в монолит. В качестве добавок
используют бакелит, нефтяной кокс, кремний, силоксикон, жидкое
стекло и др. Прессовки подвергают обжигу (ококсовывая бакелит,
окисляя силоксикон с получением оксикарбида кремния или термичес-
ки разлагая жидкое стекло Na 2SiO3 на Na 2 О и SiO 2), а затем вторично-
му силицирующему обжигу при 1600 - 1700 °C с образованием кремния
и его карбидизацией или спёканию со взаимодействием кремния или
углерода, введенных в смесь перед прессованием. Заготовки нагрева-
телей получают мундштучным или гидростатическим формованием. В
последнем случае исходной массой заполняют резиновую оболочку,
форма и размеры которой соответствуют требуемым в готовом
изделии с учетом усадки при формовании и спекании (обжиге). Для
изготовления спиралевидных или I)-образных нагревателей порошку в
резиновой оболочке придают соответствующую форму с помощью
шаблона. Пористость готовых нагревателей 25 - 30 % (плотность
2,15-2,20 г/см3).
Для высокотемпературных вакуумных электропечей (рабочая
температура до 2700 °C) трубчатые нагреватели (наружный диаметр
11 мм, внутренний диаметр 9 мм) изготовляют на основе карбида
ниобия (порошок с частицами размером до 5 мкм) по технологии
формования термопластичных шликеров под давлением с последую-
щим спеканием. Нагреватели типа НКН (чистый карбид ниобия) имеют
ресурс работы при 2600 - 2700 °C в вакууме 0,13 - 0,0013 Па примерно
203
350 ч. Нагреватели типа НКНВ содержат 97 % NbC и 3 % W. Длина
рабочей части каждого из нагревателей указанных типов соответствен-
но 400, 600 и 800 мм, а длина ввода 60 мм, что зафиксировано в
обозначении их марки: например, НКН 400/60, НКНВ 800/60 и т.д.
В печах с окислительной средой работают нагреватели из MoSi2 -
Si02 - А1203. Смесь порошка дисилицида молибдена (размер частиц
< 1 мкм) и 8 % бентонитовой глины подвергают мундштучному
формованию, спеканию, сварке горячего спая и окислительному
обжигу. Плотность получаемых прямых, U- или спиралеобразных
нагревателей равна 5,6 г/см3, оизг составляет 400+ 120МПа. Макси-
мальная рабочая температура на воздухе 1700 °C, в азоте и углекислом
газе 1600 °C, в аргоне, гелии и СО 1500 °C, в водороде и метане
1350 °C. Условные обозначения типоразмеров таких нагревателей:
прямых - от ДМ 100/150 до ДМ 200/400, U-образных - от ДМ 100/150 до
ДМ 400/500, спиралеобразных - от ДМ 50 х 2 х 120 до ДМ 50 х 2 х 400.
Электроды. Нерасходуемые электроды для контактной сварки в
процессе работы испытывают циклические воздействия высоких
температур и усилий, приводящих к развитию процессов усталостного
разрушения и окислению рабочей поверхности материала.
Для сварки низкоуглеродистых и коррозионностойких сталей
методом местного контактного плавления применяют неплавящиеся
электроды из композита на основе нитрида титана, нитрида циркония,
оксида алюминия, молибдена (вольфрама). Исходные порошки TiN или
ZrN, А1203, Мо или W смешивают в требуемом соотношении [А12 03
20 % (обьемн.), Мо или W 40 - 60 % (объемн.)] в шаровой мельнице в
среде этилового спирта в течение 24-30 ч, смесь после сушки и
замешивания с пластификатором прессуют, а затем заготовки спекают
при 1800 - 1850 °C в течение 30 - 60 мин в атмосфере аргона или азота.
Износостойкость и прочность деталей и инструментов повышают
электроискровым легированием их поверхности. Для этого используют
электроды из твердого сплава ВК6-М или ВК6-ОМ с присадкой 0,5%
аморфного бора, который вводят в твердосплавную смесь перед
замешиванием ее с пластификатором. Для создания на медных анодах
электровакуумных приборов улучшающего их работу чернящего
покрытия электроискровым способом применяют прямоугольные
электроды размером 18Х 18Х 63 мм из карбида титана; порошок TiC
смешивают со связующим, прессуют при умеренном давлении в
стальной пресс-форме заготовку и спекают ее при температуре 0,8-"
0,9 Тпл TiC в графитотрубчатой печи в атмосфере водорода.
Резисторы. В последние 20 лет непрерывно расширяется применение
постоянных и переменных резисторов объемного типа, токопроводящей
фазой которых, кроме угля и графита, служат простые и сложные
карбиды (Cr3C6; Мо2С; Ta^W^C; Zr0 7W0 3C; NbC0 74; TiC0 S;
204
V04W06C; Nbo,4Wo,6C; Tao>4MoOj6C и др.), бориды (Co2B; Ni2 В),
силициды (Ti0 5Cr0 5Si2; Moo8Wo 2Si2), полупроводниковые оксиды
[(Sn02)0 88, (Sb205’)0 12] и др. ё качестве наполнителя высокого
сопротивления используют А12 03, AIN, BN и др., а в качестве связующе-
го применяют стекла с электронным типом проводимости. Мировой
объем производства резисторов радиотехнического назначения
превышает 30 млрд. шт. в год. Только непроволочных резисторов в
СССР методом порошковой металлургии производится свыше 70
разновидностей.
Методом испарения в вакууме или катодным распылением в
инертном газе создают резистивные пленки из материала на основе
твердого раствора дисилицидов титана и хрома. Изготовленные из них
высокоомные и низкоомные пленочные резисторы интегральных схем
имеют линейную зависимость электросопротивления от температуры в
диапазоне'400 - 4,2 К и удельную мощность рассеяния до 2 кВт/см2
против 0,2 кВт/см2 для других известных материалов.
Термоэлектроды. Стабильность термоэлектрических свойств
тугоплавких соединений позволяет использовать некоторые из них (SiC,
MoSi2, WSi2, TiC, ZrB2 и др.) в качестве неметаллических термоэлектро-
дов термопар для непрерывного контроля температуры стали и чугуна
до 1700 °C, работы в науглероживающих и нейтральных газовых средах
до 2200 °C и окислительных средах до 1700 °C.
Например, в термопаре С - TiC типа ТГКТ-360 М карбид титана
служит внешним термоэлектродом, а графитовый стержень - внутрен-
ним. Из порошка TiC с частицами размером 5 мкм мундштучным
формованием (в качестве пластификатора используют крахмальный
клейстер, парафин и его раствор в бензине или бензоле, раствор
поливинилового спирта в воде и др.) получают трубку, устанавливают в
нее графитовый стержень, заполняют кольцевой зазор обмазкой из
порошка TiC и спекают сборку при 2500- 2600 °C в течение 120 мин в
атмосфере водорода. Термоэлектроды в месте горячего спая сварива-
ют в процессе спекания, холодные концы электродов зачищают, туго
обматывают медной проволокой, заливают оловом и припаивают к ним
удлиняющие провода. Максимальная рабочая температура термопары
2500 °C, чувствительность 65 мкВ/°С, длительность эксплуатации 500 ч.
Термопары типа ТМСВ-340 М с термоэлектродами из MoSi2 (стер-
жень; двухстадийное спекание при 1300- 1350 °C, 180 мин и при
1600 °C, 15 мин) и WSi2 (трубка; двухстадийное спекание при 1300-
1350 °C, 180 мин и при 1600 °C, 15 мин) работают до 1700 °C в окисли-
тельной среде в течение ~ 500 ч при чувствительности 8 мкВ/°С, а
термопары типа ТГБЦ-350 М с термоэлектродами из ZrВ2 (трубка;
спекание при 2150-2250 °C, 90 мин) и графита (стержень) имеют
максимальную рабочую температуру 2000 °C, чувствительность
205
65 мкВ/°С и срок службы в неокисляющих средах 500 ч, в расплавлен-
ной стали 20 ч.
Катоды и другие изделия. Катоды электровакуумных приборов
изготовляют из вольфрама, тантала и ниобия, в том числе с присадкой
оксида тория или с покрытием в виде поверхностного слоя из смеси
оксидов Ba, Sr, Са + Ва. Во многих случаях весьма эффективны катоды
из различных тугоплавких соединений, например LaB6, ZrC, NbC, ТаС,
HfC и др. Так, горячепрессованные катоды из гексаборида лантана при
рабочей температуре 1600- 1700 °C позволяют получать большие
плотности эмиссионных токов (> 10 А/см2).как в импульсном, так и в
стационарном режимах, работая в ускорителях заряженных частиц,
мощных генераторных устройствах, электронно-лучевых установках
для плавки и сварки металлов. Используя метод эрозии или ультразвук,
можно вырезать из горячепрессованных заготовок катоды сложной
конфигурации.
Для МГД-генераторов открытого цикла изготовляют электроды из
SiC. Из порошков Si3N4 иМо512 могут быть изготовлены полупроводни-
ковые поджигатели игнитронов.
Для непосредственного получения электроэнергии при нагреве или
охлаждении используют спеченный теллургид свинца с присадкой Bi, In,
Sb, Zn, Ti, Mg и др. Сначала расплавляют нужное соединение, затем
получают соответствующую отливку и механически измельчают ее,
готовят требуемую порошковую смесь заданного гранулометрического
состава, прессуют заготовки при давлении ~ 500 МПа и проводят
спекание при 625 °C в атмосфере аргона или азота.
Пористые эмиттеры из вольфрама и его сплавов получают
прессованием порошка со сферической формой частиц и последующим
спеканием заготовок при 1800-2200 °C (диаметр пор в эммиттере
равен примерно половине среднего диаметра частиц исходного
порошка).
$ 13. МАГНИТНЫЕ МАТЕРИАЛЫ
При изготовлении магнитоэлектрических измерительных приборов,
гальванометров, магнитометров, осциллографов, счетчиков, спидомет-
ров, реле, репродукторов, электронно-лучевых трубок, электрических
машин и других устройств, приборов и аппаратов, в том числе и
малогабаритных, в технике связи широко используют магнитные
материалы, которые принято различать по свойствам (магнитно-твер-
дые и магнитно-мягкие) и способу изготовления (спеченные, магнито-
диэлектрики и ферриты). Л
1. Спеченные магниты
Метод литья менее экономичен, чем изготовление спеченных
магнитов из порошков металлов или сплавов, если их масса мала (от
долей грамма до 100 - 200 г), а форма достаточно сложна. В этом
случае при литье слишком значительна относительная доля материала,
расходуемого в литниковой системе, а затем и при станочной обработ-
ке, в связи с чем выход годного снижается до 10-20% от массы
жидкого металла. В то же время магнитные свойства сильно зависят от
остаточной пористости, резко ухудшаясь с ее возрастанием, а получе-
ние беспористого материала остается в порошковой металлургии
весьма сложной задачей. Важное значение имеет и химическая чистота
исходных порошков, которая может быть ниже, чем у аналогичного
литого материала.
Магнитно-мягкие материалы
Магнитно-мягкими являются ферромагнитные материалы (чистое
железо и его сплавы с кремнием, никелем, кобальтом или алюминием,
кремнием и алюминием, хромом и алюминием), отличительными
чертами которых являются высокая магнитная проницаемость, низкая
коэрцитивная сила (Нс от десятых долей до 100- 150А/М), малые
потери на вихревые токи при перемагничивании, узкая и высокая петля
гистерезиса, сравнительно большое электрическое сопротивление.
Такие материалы быстро намагничиваются в магнитном поле, но так же
быстро теряют свои магнитные свойства при его снятии. Свойства
магнитно-мягких материалов сильно зависят от наличия дефектов,
создаваемых загрязнениями, внутренними напряжениями и искажения-
ми кристаллической решетки используемых металлов и сплавов.
Примеси серы, фосфора, кремния и марганца, от которых не удается
освободить литое железо даже при его вакуумной переплавке,
существенно увеличивают потери на гистерезис. Использование
высокочистых карбонильных или электролитических порошков железа и
особенно его сплавов с никелем или кобальтом позволяет получать
магнитные материалы, более точные по составу и с лучшими свойства-
ми. Весьма эффективно производство спеченных магнитов из трудноде-
формируемых сплавов: например, при прокатке порошков в ленту
толщиной до 30 мкм обеспечивается выход годного до 95 %, тогда как в
случае получения такой же ленты из литого металла - 40 %.
Порошок железа (основа соответствующих магнитно-мягких
материалов) должен содержать < 0,07 % С; предпочтительнее использо-
вать карбонильный или электролитический порошок с размером частиц
5- 15 мкм.
206
207
Для улучшения прессуемости необходимое количество порошка
железа смешивают со стеротексом (0,3-0,5 %) и прессуют при
давлении 300 - 700 МПа. Заготовки укладывают в лодочки из окалино-
стойкой стали и для более равномерного нагрева и изоляции друг от
друга пересыпают оксидом алюминия (корраксом). Спекают заготовки
в восстановительной атмосфере (например, в водороде с точкой росы
не хуже -40 °C) при 1100- 1250 °C и изотермической выдержке 1 - 4ч
в зависимости от размера изделий; охлаждают спеченные заготовки в
холодильнике печи в токе восстановительного газа. В ряде случаев для
повышения магнитных свойств после охлаждения и очистки от засыпки
заготовки подвергают повторному прессованию (допрессовыванию)
при давлении 800 - 1000 МПа и продолжительному спеканию-отжигу (до
20 ч) при 1300 °C.
Для чистого железа, обладающего низким электросопротивлением,
характерны большие потери на вихревые токи. С целью снижения этих
потерь применяют различные сплавы железа с кремнием, с кремнием и
алюминием или другими добавками.
Исследование магнитных свойств железа с различным количеством
кремния показало, что лучшие свойства достигаются при его содержа-
нии около 6,5%. Однако на практике содержание кремния обычно не
превышает 4 %, так как сплавы с большим его содержанием отличаются
высокой твердостью, повышенной хрупкостью и плохой обрабатывае-
мостью. На рис. 64 показана для сплава Fe + 4% Si зависимость
максимальной магнитной проницаемостицтах, коэрцитивной силыНс и
магнитной индукции 6 от пористости.
Порошки сплавов ’’сендаст”, содержащих 9-10,7 %Si, 5,0 - 6,3 % Al,
остальное железо, также плохо прессуются вследствие высокой
твердости частиц. Прессуемость порошков таких сплавов существенно
улучшается при введении до 1 %
пластмассы. При давлении
800 МПа получают достаточно
прочные брикеты. Во время
спекания в водороде пластмас-
совая смазка полностью удаля-
ется и не оказывает влияния на
магнитные свойства материала.
Спекание проводят в две ста-
дии: при 1050 - 1150 °C в тече-
ние 0,5 ч при 1150 - 1200 °C в
Рис. 64. Зависимость магнитных
характеристик спеченного железа о
4 % Si от пористости
208
течение 2 ч. Для повышения плотности изделий путем спекания в при-
сутствии жидкой фазы в сплав добавляют фосфор; в этом случае плот-
ность достигает 6,5 г/см3 (пористость 12 - 13 %), а магнитные свойст-
ва существенно улучшаются. При использовании смеси порошков и
соответствующей лигатуры прессуемость улучшается, что позволяет
обходиться без связки или смазки. В ряде случаев вместо прессования
порошок прокатывают в ленту, которую спекают в две стадии в атмос-
фере водорода.
Из смеси карбонильных порошков железа и никеля, карбонильного
или электролитического порошка железоникелевого сплава получают
магнитные материалы типа пермаллоя:' заготовки прессуют при
давлении 500-800 МПа, спекают в атмосфере водорода при 1200-
1250 °C и изотермической выдержке 1-1,5ч, а затем проводят
гомогенизирующий отжиг при 850 - 1250 °C в течение 2 - 3 ч. Добавка к
таким сплавам молибдена и меди повышает их магнитные свойства.
В табл. 30 приведены свойства некоторых из выпускаемых промыш-
ленностью спеченных магнитно-мягких материалов.
Себестоимость магнитно-мягких порошковых деталей на 30 - 60 %
ниже себестоимости аналогичных деталей, полученных станочной
обработкой литых сплавов.
Магнитно-твердые материалы
Такие магнитные материалы, обладающие высокими коэрцитивной
силой, остаточной индукцией и магнитной энергией, называют также
магнитно-жесткими или постоянными магнитами. Если вначале (около
60 лет тому назад) переход к выпуску порошковых постоянных
магнитов взамен литых обусловливался в основном достигаемыми при
этом экономическими выгодами, то в середине 50-х - начале 60-х годов
были созданы весьма эффективные магнитно-твердые материалы,
получаемые исключительно из порошков, например высокой дисперс-
ности или из сплавов кобальта с редкоземельными металлами.
Для улучшения магнитных свойств необходимо обеспечить постоянным
магнитам четко выраженную гетерогенную структуру, получаемую
либо при наличии в исходной порошковой шихте нерастворимых при
спекании компонентов, либо при выпадении фаз в случае дисперсно-
упрочненных материалов.
Исходными компонентами для производства постоянных магнитов
служат порошки чистых металлов или сплавов, полученные карбониль-
ным или электролитическим методом, совместным восстановлением
оксидов, распылением жидких металлов и сплавов и др. Применение
порошков сплавов более желательно, так как при этом уровень
магнитных свойств изделий повышается. Выход годного может
210
составлять 85 - 90 % и даже больше от массы шихты при минимальной
механической обработке, необходимой для исправления формы и
размеров порошковых магнитов, тогда как для литых магнитов выход
годного не превышает 50 %. На рис. 65 показаны в общем виде
зависимости основных магнитных характеристик порошковых
магнитно-твердых материалов от их пористости,- устранить которую
полностью практически вряд ли возможно.
Ниже рассмотрены условия изготовления наиболее распространен-
ных магнитно-твердых материалов из сплавов на основе железа, меди,
платины, серебра или молибдена, из тонких металлических порошков и
из сплавов на основе редкоземельных элементов.
Железоникельалюминиевые и другие магниты. Сплавы системы
Fe - Ni - Al с добавками различных элементов широко распространены
в технике и принадлежат к числу наиболее важных магнитно-твердых
материалов с дисперсионным твердением; из них методом порошковой
металлургии обычно изготовляют небольшие (до 100 г) магниты.
Железоникельалюминиевые материалы называют альни, а при добавке
к ним кобальта - альнико (3-15% Со) или магнико (20-40% Со).
В качестве исходных используют чистые порошки железа, никеля,
кобальта и меди, полученные электролизом, карбонильным методом
или восстановлением водородом оксидов. Алюминий вводят в виде
порошка железоалюминиевой или никельалюминиевой лигатуры с
частицами размером > 60 мкм, который получают размолом литого
сплава в шаровой мельнице или распылением расплава. Лигатуры для
введения алюминия в состав постоянных
выплавлять с содержанием 48 - 53 % AI.
Такие лигатуры имеют температуру плав-
ления 1100- 1200 °C и при спекании дают
жидкую фазу, исчезающую в процессе
изотермической выдержки.
Порошки смешивают в барабанах в
течение 16 - 24 ч и прессуют заготовки в
стальных или твердосплавных пресс-фор-
мах на гидравлических или механических
прессах при давлении до 1000 - 1600 МПа.
Для улучшения прессуемости в смесь в
качестве смазки вводят 0,3 - 0,5 % стеро-
текса (цинковой соли стеариновой кисло-
магнитов рекомендуется
Рис. 65. Обобщенная зависимость свойств
порошковых магнитов от пористости
|i
Объем пор
211
ты). Прессовки спекают в электрических печах в атмосфере водорода.
Основное значение при спекании имеют температура, продолжитель-
ность и состав атмосферы в печи (примеси кислорода и азота должны
быть удалены). Температуру спекания выбирают с учетом состава,
формы и размеров спекаемых заготовок. Обычно она составляет 1280 -
1350 °C, а продолжительность выдержки зависит от температуры: на-
пример, если при 1300 °C выдержка составляет 2 ч, то при 1350 °C она
составит ~30 мин. При спекании происходят образование взаимных
твердых растворов, гомогенизация состава и усадка. Структура спе-
ченного материала связана со скоростью охлаждения и последующей
термической обработкой, которую проводят по режимам, обычным для
литых магнитов из сплавов аналогичного состава. Магниты типа альни
подвергают закалке на воздухе, типа альнико - закалке на воздухе и
отпуску, типа магнико - закалке на воздухе с одновременным
наложением магнитного поля и отпуску. Для сплавов альни и магнико
термическая обработка после спекания обязательна.
В некоторых случаях, когда необходимо снизить остаточную
пористость, применяют двукратное прессование и спекание. Однако
при этом надо иметь в виду, что нормально спеченные железоникель-
алюминиевые магниты хрупки и прессовать их вторично нельзя,
поэтому первое спекание следует проводить при сравнительно низкой
температуре (800 °C). Полученные таким способом магниты по
остаточной индукции и магнитной энергии превосходят на 5-10%
обычные магниты. Отметим, что при двукратном прессовании и
спекании технологический процесс менее экономичен, чем в случае
однократного прессования и спекания.
Технология порошковой металлургии облегчает производство
постоянных магнитов из железоникельалюминиевых сплавов, прочно
соединенных с железными полюсными наконечниками. В этом случае в
одной пресс-форме прессуют смесь порошков, необходимых для
получения магнитно-твердого сплава, и порошок железа: полость
матрицы специальной вставкой разделяют на отдельные секторы,
заполняют их соответствующими порошками, вынимают вставку и
осуществляют прессование. При спекании за счет диффузионны*
процессов происходит прочное соединение магнита и железного
наконечника.
Добавка меди (до 4,5 %) и титана (0,5 -1 %) к материалу альни
повышает его коэрцитивную силу и магнитную энергию. У альнико или
магнико после термомагнитной обработки магнитная энергия больше,
чем у альни соответственно на 15 - 50 % и в 2,5 - 5 раз. Медь (3,5 - 6 %)
в этих сплавах подавляет неблагоприятное влияние кобальта (тормозя-
щего распад твердого раствора) на их поведение при термообработке.
Платинокобальтовые магниты получают из смеси порошков платины
212
и кобальта. После вибросмешивания порошковую шихту прессуют при
давлении 0,8 ГПа и спекают заготовки при 1350 °C в течение 20 мин в
вакууме. Затем их допрессовывают при 0,8 ГПа, спекают при 1400 °C
(15 мин) в вакууме. После этого заготовки выдерживают при 1000 °C в
аргоне в течение 2 - 3 ч, проводят изотермическую закалку в соляной
ванне (21 %NaCI, 31 %ВаС12,48 %СаС12) при 660 °C в течение 45 мини
охлаждение на воздухе до комнатной температуры.
Спеченные марганецалюминиевые магниты сравнительно дешевы,
устойчивы против коррозии, не содержат дефицитных материалов.
Сначала из марганца марки Мп — 0 и алюминия марки AI — 00 выплавля-
ют исходный сплав, затем его гомогенизируют при 1100 °C в течение
2 - 3 ч, после чего производят закалку в масле, отпуск при 500 °C в
течение Зч, дробят и размалывают в порошок до получения частиц
размером 5-10 мкм. Магниты прессуют при 500 °C с выдержкой под
давлением 15 мин.
В табл. 31 приведены свойства порошковых магнитно-твердых
материалов. Хрупкость изделий (колец, пластин, втулок и др. для
магнето, электроизмерительных приборов, электромашин, магнитных
муфт и пр.) можно уменьшить армированием волокном вольфрама:
например, при введении в порошковую шихту 10-15% (обьемн.)
вольфрамового волокна диаметром 300 мкм и длиной 6-10 мм
ударная вязкость магнитного материала возрастает в 2,5-6 раз без
ухудшения магнитных характеристик.
Магниты из тонких (высокодисперсных) порошков. Среди постоянных
магнитов, изготовляемых методом порошковой металлургии, большой
интерес представляют магниты, иногда называемые микропорошковы-
ми, из тонкодисперсных порошков железа и железа с присадкой
кобальта с частицами размером до 0,5 мкм. Такие магниты выпускают
в промышленном масштабе во Франции, США, Англии. Их применяют в
небольших электродвигателях, громкоговорителях, авиационных и
автомобильных приборах и др. Плотность магнитов из тонких ферромаг-
нитных порошков в 2 раза меньше, чем из литых сплавов, что делает их
особенно пригодными для подвижных магнитов, когда большое
значение имеет масса детали.
Мелкие порошки железа и кобальта получают восстановлением
муравьинокислых солей. Порошок железа с частицами размером 0,05 -
0,5 мкм может быть получен электролизом в двухслойной ванне. Для
изготовления магнитов порошок железа или порошки железа и кобальта
смешивают с немагнитной связкой (легкоплавкие металлы, например
свинец, или сплавы, полимеры и др.), прессуют смесь под давлением
1 ГПа и проводят термообработку прессовок на воздухе, обеспечиваю-
щую образование компактной заготовки, в том числе и за счет полиме-
ризации связки. При использовании органических связок термообработ-
213
Таблица 31. Свойства порошковых магнитно-твердых материалов1
ку проводят при 180-200 °C в течение 0,5-1 ч. Прессование анизо-
тропных магнитов ведут при наложении магнитного поля напряжен-
ностью до 2000 кА/м (для ориентации частиц обычно достаточно
400 кА/м). Максимальное значение магнитной энергии получают при
относительной плотности прессовок 42-45%. В случае применения
полимерной связки технология может несколько видоизменяться:
готовят суспензию высокодисперсного порошка и полимера в раствори-
теле, помещают ее в магнитном поле, растворитель удаляют нагревани-
ем при одновременном прессовании; смесь высокодисперсного
порошка и полимера нагревают до плавления полимера, накладывают
магнитное поле и проводят горячее прессование. В тонкодисперсном
железном порошке содержится 20-25% оксидов (оптимально), а
максимальная коэрцитивная сила наблюдается в железокобальтовых
магнитах при содержании 30 % Со. Добавка в железный порошок
неферромагнитных присадок (оксидов кальция, магния, бария, натрия,
алюминия) в количестве 1 - 3 % приводит к значительному повышению
коэрцитивной силы. Так, коэрцитивная сила железного порошка с 1,7 %
СаО составляет 60 - 64 кА/м (у чистого железного порошка она
28,8 кА/м), а с 3 % СаО - до 69,6 кА/м. При совместном введении 1 %
СаО и 10% Со коэрцитивная сила магнитного материала достигает
80 кА/м. У магнитов из рассматриваемых тонких ферромагнитных
порошков магнитная энергия Wmax может составлять 26 кДж/м3.
Другим примером микропорошковых магнитов служат магниты из
тонких порошков марганецвисмутовых сплавов. Ферромагнитный
интерметаллид состава 18,4 % Мп и 81,6 % Bi (близко к соединению
MnBi) получают длительным сплавлением на воздухе или в атмосфере
гелия и последующим размолом слитков до крупности частиц 3-7 мкм
в бензоле или в гелии. Измельченный интерметаллид после магнитного
обогащения, позволяющего отделить почти полностью неферромагнит-
ную фракцию (10,9 % Мп и 89,1 % Bi), прессуют при 280 °C и давлении
~ 130 МПа в магнитном поле напряженностью 880 кА/м, направление
которого совпадает с направлением прессования. Полученные
указанным способом магниты имеют при 20 °C 1% = 320 кА/м, Wmax =
= 16 кДж/м3, что близко к свойствам магнитов из кобальтоплатиновых
сплавов. Правда, в отличие от них свойства марганецвисмутовых
магнитов быстро ухудшаются с понижением температуры окружающей
среды и для восстановления свойств требуется повторное намагничи-
вание, что ограничивает их применение.
Из тонких порошков могут быть и магниты из неметаллов, например
из оксидов железа и бария, технология получения которых рассмотрена
в разделе ’’Ферриты”.
Магниты на основе редкоземельных металлов. В конце 50-х годов
было показано, что соединения редкоземельных металлов (РЗМ) с
215
кобальтом типа RCos (где R - Sm, Pr, Gd, Се, цериевый мишметалл и
др.) благодаря их высокой кристаллографической анизотропии должны
обладать магнитной энергией Wmax 120- 160 кДж/м3 и выше. Начатые
в то время исследования по получению магнитов из таких соединений
привели в середине 60-х годов к успеху, который был закреплен в
последующее десятилетие. Лучшими оказались интерметаллиды
SmCo5, РгСо5 и SmxPri _х Со5 (при х < 1).
Соответствующее химическое соединение либо выплавляют в
керамических тиглях или в условиях бестигельной плавки в дуговых
или индукционных печах в вакууме или в атмосфере инертного газа
(аргона), либо получают порошки сплавов-прямым восстановлением
оксидов РЗМ кальцием. При выплавке сплава для улучшения однород-
ности структуры кристаллизацию расплава проводят в условиях очень
медленного охлаждения, а при наличии микроликвации применяют
многочасовой отжиг. Полученный слиток измельчают в шаровых
вращающихся или вибрационных мельницах в ацетоне, толуоле или
атмосфере инертного газа в порошок с частицами 5-20 мкм. При
размоле может наступить так называемое "задрабливание” частиц,
когда с уменьшением их размера коэрцитивная сила материала
снижается, а не возрастает, в связи с чем снижается и максимальная
магнитная энергия спеченного магнита; возможно, это связано с
возрастанием концентрации дефектов и микронапряжениями из-за
наклепа в поверхностных слоях частиц.
Прямое восстановление оксидов РЗМ с частицами размером
*5 10 мкм проводят при 1000 °C кальцием в присутствии порошков
металлического кобальта и его оксида. Средний размер частиц R Со5
составляет 10-20 мкм. Порошок измельчают до размера частиц
6-8 мкм в шаровой мельнице стальными шарами диаметром 3 - 5 мм
в среде толуола или в газоструйной (азот) мельнице.
Магнитные свойства порошков можно улучшить, обрабатывая их
разбавленными кислотами, растворяющими дефектный поверхностный
слой частицы, с одновременным осаждением на частицах никеля,
кобальта, олова или другого металла по методу неэлектрической
гальванизации. Затем порошок интерметаллида (смесь порошков
интерметаллидов, различающихся содержанием кобальта, например
SmCo5 nSm2Co) обрабатывают во внешнем магнитном поле напряжен-
ностью 3 МА/м для получения магнитной текстуры и прессуют (иногда
магнитное поле накладывают непосредственно в момент прессования)
либо в пресс-формах при давлении ~ 500 МПа, проводя затем допрес-
совывание заготовки с плотностью 60 - 70 % от теоретической в
гидростате при 2000 МПа, либо по схеме однократного (500 - 700 МПа)
или двойного гидростатического формования давлениями ~ 2000 МПа,
216
Таблица 32. Марки и магнитные свойства порошковых
материалов типа RCos
Марка материала*1 Химический состаа*2 Магнитные свойства, не менее
Sm Sm + Pr Вг, Тл Нс, кА/м IV max’ кДж/м3
КС 37 36,0 - 38,5 0,77 540 55
КС 37А 36,0 - 38,5 — 0,82 560 65
КСГ37 — 36,0 - 38,5 0,85 520 65
КСП 37А - 36,0 - 38,5 0,90 500 72,5
*х К - кобальт, С - самарий, П - празеодим, А - улучшенная текстура; цифра
соответствует среднему содержанию РЗМ в материале.
*2 Цифры - % по массе; остальное - кобальт.
что обеспечивает более высокую относительную плотность формовки
(вплоть до 97 - 98 % от теоретической).
Полученные заготовки спекают (спекать можно также заготовки
однократного прессования в пресс-форме или гидростате) в инертной
атмосфере (аргон высокой чистоты) при 1070 - 1125 °C и изотермичес-
кой выдержке 0,5 -1 ч, что позволяет получать магниты плотностью,
близкой к теоретической. За рубежом (метод Даса) применяют также
получение магнитов жидкофазным спеканием; сплав SmCo5 стехиомет-
рического состава измельчают в газоструйной (азот) мельнице до
размера частиц 6-8 мкм. К порошку добавляют порошок сплава,
обогащенного самарием (40 % Со, 60 % Sm), до содержания в смеси
63 % Со. Шихту помещают в резиновые трубки и ориентируют частицы в
магнитном поле напряженностью 4,8- 8 МА/м. После вакуумирования
порошка эти трубки обжимают в гидростате при давлении 1380 МПа,
заготовки спекают в аргоне высокой чистоты в течение 0,5 ч при
1100 °C, что обеспечивает расплавление частиц богатого самарием
сплава. Метод жидкофазного спекания используют и в случае получения
магнитов из тройных сплавов SmO5PrO5Co5, SmO5CeosCos,
Sm0j5 MM0i5 Co5 (где ММ - мишметалл) и других.
Магниты RCo5 широко применяют в электродвигателях, микроволно-
вых устройствах, авиационной, космической и других отраслях техники.
В СССР в соответствии с ГОСТ 21559-76 выпускают четыре марки
магнитно-твердых материалов на основе сплавов кобальта с самарием
и празеодимом, состав и нормированные свойства которых приведены
в табл. 32.
217
2. Магнитодиэлектрики
Магнитодиэлектрики (металлопластические магнитные материалы)
представляют собой двух- или многокомпонентные композиции на
основе смеси ферромагнитных порошков с вяжущими веществами,
являющимися изоляторами. Они характеризуются постоянством
магнитной проницаемости, большим удельным электросопротивлени-
ем, низкими потерями на вихревые токи и на гистерезис. Своеобразие
строения и свойства магнитодиэлектриков позволяют использовать их в
электро- и радиотехнических устройствах для сердечников катушек
индуктивности и высокочастотных трансформаторов, для лент зву-
козаписи.
В зависимости от свойств порошков исходных магнитных материа-
лов (электролитическое или карбонильное железо, легированный или
нелегированный пермаллой, железокремнийалюминиевые сплавы,
железоникелькобальтовые сплавы, ферриты и другие ферромагнетики)
магнитодиэлектрики могут быть магнитно-мягкими и магнитно-
твердыми.
Наиболее распространенными диэлектриками являются жидкое
стекло, бакелит, шеллак, полистирол, а также эпоксидные, полиэфирные
и другие смолы. Диэлектрик должен образовывать на частицах
ферромагнетика сплошную изолирующую пленку достаточной твердос-
ти, прочности и эластичности, одновременно обеспечивая их механи-
ческое связывание.
К параметрам, характеризующим структуру магнитодиэлектрика,
относят коэффициент объемного заполнения ферромагнитной фазой Рф,
общую поверхность частиц ферромагнетика Зф, среднюю толщину
прослоек между частицами 6 (толщину диэлектрической пленки),
объемную концентрацию диэлектрической фазыРд.
Коэффициент Рф равен
Рф=^ф/Ум ИЛИ (%) Рф = (Уф/Ум)100,
Jjes
где Уф - объем ферромагнитной фазы, а VM - объем магнитоди-
электрика.
Количество частиц ферромагнетика пг в объеме магнитодиэлектрика
при его концентрации Рф (в долях единицы)
Г>г = ЗРфУм/(4агД
где гг - радиус частицы ферромагнетика, имеющий сферическую
форму.
Общая поверхность частиц ферромагнетика Зф
Зф = пг4лг?= 63РфУм/(4лгЗ)].4лг2= ЗРфУм/гг.
218
Объемная концентрация диэлектрической фазы Рд в магнитоди-
электрике равна
P« = VVM или<%) Рд = (VVm)1°°-
где V - объем диэлектрической фазы в магнитодиэлектрике.
Так как VR = VM- Уф, то Рд = (Ум - Уф)/Ум = 1 - Рф.
Средняя толщина диэлектрической пленки 6 равна
б = = РД^М3Рф^м) = 2<1 - Рф)'г/ЗРф-
Между коэффициентами заполнения магнитодиэлектрика ферромаг-
нетиком по объему Рф и по массе Рф существуют соотношения
РФ = + ТфО - piH
или
Рф = ТфРфФфРф +?д(1 - рф)1.
где уф и уд - плотность соответственно ферромагнитной и диэлект-
рической фазы.
Магнитная проницаемость магнитодиэлектрика зависит от свойств
ферромагнетика и коэффициента заполнения Рф.
Технология получения магнитодиэлектриков во многом близка к
технологии получения спеченных изделий (рис. 66). Однако после
проведения всего технологического цикла отдельные частицы порошка
ферромагнетика продолжают оставаться в магнитодиэлектрике
изолированными друг от друга, полностью сохраняя свои первоначаль-
ные очертания (рис. 67).
Диэлектрик
Ферромагнетик
Мзнельчение
I I
Подготобка порошка
(лердичяая изоляция)
Спешибалие
Преособалие
/ернообработка
Пекаяическая обработка
fomoOoe изделие
Рис. 66. Технологическая схеме производстве мвгнитодиэлектриков
219
Рис. 67. Структура магнитодиэлектрика
(схема):
1 - ферромагнитные частицы; 2
прослойки изоляции (диэлектрик)
Производство магнитодиэлектриков начинается с получения порошка
ферромагнетика. Такие порошки должны отличаться определенными
магнитными свойствами в зависимости от назначения, высокой
дисперсностью, плотной структурой и отсутствием конгломератов
частиц, а также их достаточной прочностью (частицы ферромагнетика
не должны разрушаться при давлениях прессования 1000-1500 МПа),
химической инертностью по отношению к воздуху и водяным парам. Как
правило, частицы порошка ферромагнетика подвергают обработке
жидким диэлектриком, создавая на их поверхности первичный электро-
изолирующий слой.
По ГОСТ 22187-76 группа магнитодиэлектриков состоит из трех
подгрупп изделий из прессованных порошкообразных альсифера (I), —
карбонильного железа (II) и пермаллоя (III). |М
Рассмотрим технологию получения магнитодиэлектриков каждой из |В
подгрупп. чИ
Магнитодиэлектрики из альсиферовых порошков. Литой железокрем-
нийалюминиевый сплав, называемый альсифером или сендастом и <2
представляющий собой твердый раствор железа (основа), алюминия *
(5-11 %) и кремния (6-11 %), измельчают в шаровых вращающихся
или вибрационных мельницах до крупности частиц 1-5 мкм (для
магнитодиэлектрика, работающего в диапазоне высоких частот) или
40- 100 мкм (для работы в диапазоне низких частот). Наклепанный при
размоле порошок ферромагнетика отжигают в вакууме при 100 °C. |Ц
Затем его подвергают в специальных смесителях предварительной
изоляции: порошок при непрерывном перемешивании заливают Н
раствором жидкого стекла в дистиллированной воде, к которому М
добавлены тальк и хромовый ангидрид (суммарное количество |Н
изолятора 1 % от массы порошка); смесь перемешивают вначале при
комнатной температуре, а затем нагревают до 100 °C, не прекращая И
перемешивания до ее полного высыхания, после чего охлаждают до Н
комнатной температуры. Для получения пресс-порошка в смеситель !
при непрерывном перемешивании заливают требуемое количество И
В
бакелитового лака и 15-20% этилового спирта; после высыхания
жидкой фазы пресс-порошок протирают через сито.
Прессуют пресс-порошок при давлении 800-2000 МПа, которое
вызывает повторный наклеп феррочастиц. Для улучшения магнитных
свойств проводят отжиг заготовок в муфельных печах открытого типа
при 780 ± 20 °C. После термической обработки сердечники для удаления
остатков водорастворимой изоляции кипятят в воде и сушат. Для
уменьшения пористости их часто пропитывают бакелитовым лаком с
последующей сушкой; при этом также возрастает их атмосферо-
стойкость.
Альсиферовые кольца для радиоаппаратуры и аппаратуры проводной
связи, имеющие наружный диаметр 15 - 75 мм и внутренний 7-46 мм,
должны стабильно работать в течение не менее двух лет с момента
изготовления.
Магнитодиэлектрики из порошков карбонильного железа. По
ГОСТ 13610-79 для целей радиотехники предусмотрен выпуск
порошков карбонильного железа двух классов: Р (марки Р-10, Р-20 и
Р-100) для катушек индуктивности радиоаппаратуры и Пс для катушек
индуктивности проводной аппаратуры и радиотехнических индуктивных
элементов для диапазона частот до 20 МГц.
Предварительную изоляцию частиц железа (размером обычно 0,5 -
10 мкм) выполняют либо жидким стеклом (0,2-1%) аналогично
изоляции частиц альсиферовых порошков, либо ортофосфорной
кислотой (0,2 %), которую в виде раствора в ацетоне заливают в
смеситель с порошком и все перемешивают при комнатной температу-
ре до полного высыхания, обеспечивая создание на частицах фосфат-
ной пленки. Для повышения диэлектрической и механической прочности
изоляцию можно наносить несколькими слоями, подвергая каждый
слой, кроме последнего, полимеризации.
Подготовленные частицы ферромагнетика смешивают с твердым или
жидким диэлектриком (бакелитовым лаком, полистиролом, жидким
стеклом, эпоксидными смолами и др.) и полученный пресс-порошок
прессуют при давлении 600- 1600 МПа. При использовании в качестве
изоляции полистирола заготовки получают формованием термопластич-
ного шликера под давлением или прессованием пресс-порошка при
130 - 150 °С-и давлении 100 - 200 МПа.
Термическая обработка сердечников на основе порошков класса Р
предусматривает выдержку их на воздухе при комнатной температуре
в течение 4 ч, нагрев в течение 1ч до 130 °C, выдержку при этой
температуре в течение 4 ч и медленное охлаждение. Сердечники из
порошков класса Пс подвергают ступенчатой термообработке и
искусственному старению. Возможно изготовление сердечников
требуемой формы горячим прессованием защищенного пленкой
221
порошка ферромагнетика при давлении до 200 МПа, температуре
> 130 °C и изотермической выдержке > 5 мин. Два последних фактора
заметно влияют на качество получаемых сердечников.
Для производства сердечников с повышенными электромагнитными
параметрами бакелитовую смолу заменяют низковязким мономером из
группы, содержащей алкилен-оксиалкилендиметакрилат в количестве
3 - 6 %. Сначала в указанном мономере при комнатной температуре
растворяют дициклогексид пероксидикарбонат динитрилалмазоизомас-
ляной кислоты при слабом перемешивании в течение 1 - 2 мин. Затем в
этот раствор вводят навеску ферропорошка, обработанного предвари-
тельно ортофосфорной кислотой, и все тщательно перемешивают.
После этого приготовленную массу прессуют в холодном состоянии
при давлении 100- 600 МПа. Для поликонденсации связующего
сердечники подвергают термической обработке при 75-90 °C в среде
защитного газа (азота, углекислого газа, аргона) или в вакууме в
течение 30-40 мин.
На основе порошка карбонильного железа Р-100 и кремнийоргани-
ческого каучука, вулканизирующегося при комнатной температуре,
разработаны нагревостойкие и влагостойкие магнитодиэлектрики
(ферроэласты и ферропласты), используемые в радиоэлектронных
устройствах, работающих при 200-250 °C и относительной влажности
воздуха 95 %.
Магнитодиэлектрики из порошков пермаллоя. Наибольшее распро-
странение имеют порошки нелегированного (78- 81 %Ni, 22- 19 %Fe)'
и легированного (81 % Ni, 17% Fe, 2% Мо) пермаллоя с частицами
размером 20-140 мкм, полученные дроблением литых сплавов и
прошедшие отжиг при 850-980 °C. Изоляцией служат неорганические
диэлектрики (2-10 % от массы порошка ферромагнетика). Пресс-поро-
шок прессуют при давлении до 2000 МПа, а затем для снятия наклепа
проводят термообработку при высоких температурах.
3. Ферриты
Ферриты (оксиферры) представляют собой класс магнитных
материалов, состоящих из оксидов железа (Fe203) и других металлов
(например, NiO, MgO, MnO, ZnO, CdO, CoO, CuO, ВаОи т.д.), что можно
записать какМО -Fe203, гдеМ - двухвалентный металл.
Наиболее известным магнитным материалом этого типа является
магнетит (Fe304), который можно рассматривать как моноферрит
железа; в других ферритах оксид железа (II) частично или полностью
замещен оксидами других двухвалентных металлов. Из ферритов
только два не ферромагнитны - ферриты цинка и кадмия.
222
Ферриты между собой образуют обширные области твердых
растворов, в которых можно найти магнитные материалы с очень
широким диапазоном свойств. Эти материалы могут быть магнитно-
мягкими и магнитно-твердыми.
Применение и быстрое развитие производства ферритов началось
около 50 лет тому назад, а в СССР - с середины 50-х годов.
По ГОСТ 22187-76 предусмотрено изготовление изделий из шести
подгрупп ферритов:
I - магнитно-мягких марганеццинковых типа(МпО)х -(ZnO)y -Fe203;
II - магнитно-мягких, кроме марганеццинковых, например типа
(NiO)x-(ZnO)y -Fe2O3 и др.;
Ill - с прямоугольной петлей гистерезиса (ППГ) типа (МпО)хХ
x(Mg0)y-Fe203;
IV - сверхвысокочастотных (СВЧ);
V - магнитострикционных (разновидность материала I и II групп);
VI - магнитно-твердых типа BaO-6Fe2O3.
Марка феррита обозначается, например, так: М 1100НМИ 1-1, где М -
феррит; 1100 - импульсная магнитная проницаемость; НМИ - магнит-
но-мягкий низкочастотный марганеццинковый для импульсных полей;
I - отличительный признак феррита; 1 - номер изделия из феррита
данной марки.
Большинство ферритов заметно диссоциируют в твердом состоянии
при сравнительно невысоких температурах, поэтому всегда следует
максимально снижать температуру спекания заготовок из порошков.
При производстве ферритов необходимо:
1) обеспечивать максимальную плотность брикетов при использова-
нии возможно более низких давлений прессования и температур
спекания, так как пористость уменьшает магнитную проницаемость, а
чем ниже давление прессования и температура спекания, тем эконо-
мичнее технологический процесс;
2) для получения гомогенных композиций при низких температурах
спекания использовать возможно более активные порошки, например
более дисперсные;
3) для достижения высокой магнитной проницаемости соблюдать
точность шихтовки и химическую чистоту исходных компонентов;
4) при спекании сохранять степень окисления компонентов ферритов.
Технология получения ферритов (рис. 68) предусматривает следую-
щие основные этапы:
1) составление, смешивание, помол и отжиг шихты;
2) введение пластификаторов, протирка шихты и прессование за-
готовок;
3) спекание заготовок и обработка спеченных изделий.
Исходными компонентами для получения ферритов служат химичес-
223
Исходные Исходные соли
он с иды или гидронсиды
Оджиг (ферритизация)
Ш
Исходные соли
I
Разыол
и сыешидание
------I-----
Растдорение
Одездогниданиз
Разпол
Сршна
вдедение пластигринатора
Форыодание з аг от о дон
Сленание
Пеханичесная одрадотна
Нонтром
Рролитна
Готодые изделия
Рис. 68. Обобщенная технологическая схема изготовления ферритов
ки чистые оксиды, соли (сульфаты, нитраты, карбонаты) и гидроксиды
соответствующих металлов.
Шихта (смесь оксидов) может быть приготовлена одним из трех
основных способов (варианты I, II и III на рис. 68):
224
I - смешивание и размол порошкообразных оксидов; проводят в
шаровых вращающихся или вибрационных мельницах в воздушной или
жидкой среде, в струйных, планетарных, вихревых или электромагнит-
ных мельницах, а также в ультразвуковых диспергаторах;
II - совместное осаждение солей или гидроксидов с последующим
термическим разложением их до оксидов при 300 - 800 °C;
III - термическое разложение смеси солей до оксидов при 950-
1100 °C.
Полученную шихту (смесь оксидов металлов), чаще всего в виде
спрессованных при давлении 30- 100 МПа брикетов диаметром до
30 мм и высотой более 15 мм или гранулированного порошка, обжигают
при 800 - 1200 °C в течение 4 - 6 ч в окислительной или инертной среде
в камерных, туннельных или вращающихся печах. При этом происходит
взаимодействие между оксидами металлов, приводящее к частичной
или полной ферритизации шихты. Затем порошок или брикеты (предва-
рительно раздробленные до крупности < 2 мм) измельчают в жидкой
среде (воде, толуоле, бензоле и др.) или в сухом виде в шаровых
вращающихся (5- 6 ч) или вибрационных (1 - 2 ч) мельницах стальны-
ми цилиндрами или шарами диаметром 8-20 мм; в производстве
средних масштабов для размола часто используют аттриторы. Сухой
помол желателен при измельчении материала до крупности частиц
10-15 мкм и добавлении к нему 0,1 % олеиновой кислоты, которая
повышает эффективность измельчения на 20 - 30 %. При мокром
размоле эффективнее достигается размер частиц < 10 мкм, особенно в
присутствии ПАВ (карбокси лмети л целлюлозы, триэтаноламина и др.),
но загрязнение шихты материалом шаров больше, чем при сухом
измельчении (до 1 % за 1 ч размола в вибромельнице).
Качество окончательного размола и размер частиц ферритов
оказывают очень большое влияние на магнитные свойства изделий, так
как с увеличением дисперсности частиц улучшается процесс оконча-
тельной ферритизации. Предел измельчения при размоле связан с
прессуемостью шихты, которая при достижении частицами определен-
ной дисперсности начинает ухудшаться, что вызывает снижение
качества готовых изделий.
После измельчения и высушивания (если размол был мокрым) шихту
протирают через сито № 0063, вводят в нее пластификатор (например,
10 %-ный водный раствор поливинилового спирта в соотношении
шихта:спирт = 10:1, парафин, декстрин и др.) и прессуют заготовки при
давлении 25 - 600 МПа на гидравлических или механических прессах, в
том числе в магнитном поле напряженностью 500-600 кА/м. Исполь-
зуют также методы изостатического, импульсного и шликерного
формования.
Спекают заготовки в туннельных печах непрерывного действия при
225
1000-1400°C в течение 1-6ч. В большинстве случаев применяют
воздушную среду, однако возможно спекание в специальных средах
(вакууме, инертной и др.). Иногда спекание проводят с наложением
магнитного поля. При необходимости спеченное изделие подвергают
механической обработке, например шлифовке, сверлению и др. С целью
повышения прочности ферриты можно пропитать синтетическими
смолами; часто ферриты склеивают или придают им водонепрони-
цаемость.
После каждого из указанных технологических процессов изделия
проверяют как по магнитным свойствам, так и по размерам, прочност-
ным и электрическим свойствам. По механическим свойствам ферриты
подобны фарфору: имеют большую твердость и хрупкость. Удельное
электрическое сопротивление ферритов колеблется в пределах 0,1 -
10s Ом м, в то время как у металлов оно < 10-6 Ом • м.
Ферриты представляют собой соединения сложного структурного
строения. Наиболее распространены ферриты типа шпинели, которые по
типу элементарных ячеек идентичны природному минералу МдО • Al2 О3
и относятся к кубической системе (ферриты Fe0-Fe203, МдО -Fe203,
Cu0-Fe203, CoO-Fe2O3, Mn0-Fe203 и др.). Имеются ферриты с
гексагональной решеткой, называемые ферритами типа магнетоплюм-
бита, которые по строению идентичны природному минералу Pb(Fex
х Мп)12019 (ферриты М2+0• 6Fe2O3), ферриты с гексагональной
решеткой другого типа (ферриты бария, стронция и др.). Кроме того,
существуют ферриты типа граната с элементарной ячейкой, подобной
ячейке природного минерала граната (ферриты ЗМ^+О3 • 5Fe2O3,
например ферриты редкоземельных элементов), и ферриты типа
перовскита, идентичные по структуре природному минералу СаО - Ti02
(ферриты М^+03 Fe203 или M3 + Fe203), решетка кубической системы
которого искажена в случае ферритов и принимает форму ромбической
или орторомбической системы (например, ферриты редкоземельных
элементов).
Ферриты находят широкое применение в телевизорах, радиоприемни-
ках, запоминающих и вычислительных устройствах, системах магнит-
ной записи, при создании магнитных усилителей и в качестве важней-
шего конструкционного материала для механизмов с магнитной связью
(тормозов, муфт, подъемных и удерживающих устройств), в узлах
автомобилей. Их широко применяют в технике: общая стоимость
ферритовых магнитов составляла в 1960 г. 3,9 млн. долл., в 1977 г.
70 млн. долл., а в 1985 г. 115 млн. долл, (объем производства
~ 110 тыс. т).
На основе порошков магнитно-твердых ферритов получают магнито-
пласты (магниты с пластмассовой связкой) и магнитоэласты (магниты
с резиновой связкой), применение которых в различных отраслях
226
техники (магнитных системах электродвигателей и акустических
приборов, магнитных подшипниках, уплотнителях в холодильниках и
пр.) из года в год расширяется и составляет уже десятки тысяч тонн.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Спеченные материалы для электротехники и электроники: Справочник/Под ред.
Г.Г.Гнесина. - М.: Металлургия, 1981. - 344 с.
Левин Б.Е., Третьяков Ю.Д., ЛетюкЛ.М. Физико-химические основы получения,
свойства и применение ферритов. - М.: Металлургия, 1979. - 472 с.
Г л а в а VI. МАТЕРИАЛЫ И ИЗДЕЛИЯ
ДЛЯ ЯДЕРНОЙ ЭНЕРГЕТИКИ
Созданием в США в середине 40-х годов атомной бомбы было начато
практическое использование ядерной энергии, выделение которой
впервые наблюдали всего лишь за шесть лет до этого в экспериментах
Ирен и Фредерик Жолио-Кюри.
В СССР в начале 50-х годов развернулись работы по применению
ядерной энергии в мирных целях, приведшие к пуску 27 июня 1954 г.
первой в мире атомной электростанции (АЭС) мощностью 5000 кВт.
В 1960 г. суммарная мировая выработка электроэнергии на АЭС
составила уже 3 • 109 кВт • ч (0,04 % от производства электроэнергии в
мире), а в середине 70-х годов только в США эксплуатировалось более
40 АЭС общей электрической мощностью ~ 2,6-107 кВт. На АЭС
стран - членов СЭВ в 1982 г. было выработано более 1,2-1011 кВт-ч
электроэнергии. По данным МАГАТЭ в 1983 г. ядерные реакторы в
количестве 281 общей мощностью 1,6-108 кВт вырабатывали 10 %
мирового производства электроэнергии; в 1987 г. действовало 417 АЭС
общей мощностью 297,9 млн. кВт (16 % выработки); к 1990 г. ожидаемая
мощность АЭС в мире может достигнуть 4,5-108 кВт, а к 2000 г. -
~ 7-Ю8 кВт.
Наращивание выработки электроэнергии на АЭС или электростанци-
ях, работающих на реакторах термоядерного синтеза (ТЯЭС), объектив-
но необходимо, так как мировые (без СССР) запасы других источников
энергии в ближайшие 100-150 лет могут быть исчерпаны.
В СССР осуществляется программа опережающего развития
ядерной энергетики, зафиксированная в решениях XXVII съезда КПСС:
”В электроэнергетике довести в 1990 году выработку электроэнергии
до 1840- 1880 млрд, киловатт-часов, в том числе на атомных электро-
станциях до 390 млрд, киловатт-часов... В европейской части страны и
на Урале осуществлять сооружение крупных атомных... электростан-
ций единичной мощностью 4-6 млн. киловатт... Ускорить строитель-
ство атомных станций с реакторами на быстрых нейтронах... Предус-
227
мотреть дальнейшую централизацию теплоснабжения за счет сооруже-
ния преимущественно мощных ТЭЦ на органическом и ядерном
топливе, атомных станций теплоснабжения и крупных котельных1.
S14. ДЕЙСТВИЕ ОБЛУЧЕНИЯ НА СТРУКТУРУ И СВОЙСТВА МАТЕРИАЛОВ
1. Понятие об устройстве ядерного реактора
Ядерный реактор является устройством, обеспечивающим высвобождение
энергии при делении нейтронами ядер тяжелых элементов (урана, плутония или их
смеси) или при слиянии ядер легких элементов (водорода, дейтерия или лития) под
воздействием частиц высокой энергии, способных нагреть легкие атомы до
температуры в миллионы градусов (стабильная управляемая реакция термоядерно-
го синтеза требует температур 109 °C и выше). Пока промышленное значение имеют
лишь реакторы первого типа.
Выделяющаяся в ядерном реакторе энергия (например, при делении одного атома
урана-235 высвобождается энергия а 195 МэВ, из которых может быть получено до
25106 кВт • ч на 1 кг делящегося материала) трансформируется в тепло, нагреваю-
щее теплоноситель и затем утилизируемое в установках по выработке элект-
роэнергии.
В зависимости от различных факторов ядврные энергетические реактору
подразделяются следующим образом: j
по энергии нейтронов - на быстрых, промежуточных и тепловых нейтронах]
по типу горючего - урановые, плутониевые, ториевые или смешанные;
Рис.69. Принципиальная тепловая схема двухконтурной ядерной энергетической
установки с реактором типа ВВЭР:
1 - реактор; 2 - стержни регулирования и аварийной защиты; 3 - парогенератор; 4 -
турбина; 5 - электрогенератор; 6 - конденсатор; 7 - конденсаторный насос; 8 -
регенеративные подогреватели высокого и низкого давления; 9 - деаэратор; 10 -
питательный насос; 11 - главный циркуляционный насос; 12 - отражатель нейтро-
нов; 13 - теплоноситель; 14 - биологическая защита; 15 - активная зона; 16 - корпус
реактора
1 Материалы XXVII съезда КПСС. - М.: Политиздат, 1986. - с. 294.
228
по виду замедлителя нейтронов - водяные, тяжеловодные, графитовые, берил-
лиевые или органические;
по характеру теплоносителя - использующие воду, жидкие металлы (натрий,
калий, литий), тяжелую воду, газы (гелий, воздух, углекислый), органические
вещества (сложные по структуре соединения, например дифенил).
В активной зоне реактора (рис. 69) размещают топливо в виде тепловыделяющих
элементов (ТВЭЛ), замедлитель (если реактор на тепловых нейтронах) и отражатель
(удерживающий нейтроны в активной зоне); через нее прокачивают подвижный
теплоноситель по системе трубопроводов, а вокруг нее размещают биологическую
защиту от действия нейтронов и -р-лучей на обслуживающий персонал; предусматри-
вается наличие в активной зоне стержней-регуляторов из материалов, поглощающих
нейтроны, благодаря которым обеспечиваются постоянство интенсивности реакции
деления атомов ядерного горючего и аварийная остановка реактора.
2. Влияние облучения на реакторные материалы
В основе работы современного ядерного реактора лежит реакция деления
тяжелых ядер под действием нейтронов достаточно высокой энергии на осколки,
движущиеся с громадными скоростями (порядка 16 -103 км/с), которая сопровожда-
ется выделением энергии и излучениями различных типов. При этом происходит
уменьшение массы (выгорание) делящегося материала (реакторного топлива).
Продукты распада частично накапливаются в ТВЭЛах, нарушая их химический
состав, саойства и структуру, вызывая прежде всего распухание топлива из-за
уаеличения параметра решетки делящегося материала и образующихся в нем
пузырьков, заполненных газообразными продуктами деления.
Ядра неделящихся элементов, входящих в состав конструкционных материалов,
рассеивают нейтроны, испытывая радиоактивный захват, приводящий к так называе-
мому захаатному (вторичному) у- и ₽-излучению, и испускают протоны или «-части-
цы. В конструкционных материалах развивается радиационное повреждение: они
распухают из-за образования в их объеме пор, теряют пластичность (охрупчиваются)
и корродируют от контакта с теплоносителем и ядерным горючим. Плотность
облученных конструкционных материалов снижается.
Аналогичные изменения свойств наблюдаются и у неметаллических материалов,
используемых в качестве биозащиты реакторов.
Степень изменения свойств материалов зависит от интенсивности потока
нейтронов и суммарной (интегральной) дозы облучения, а также от температуры
облучения.
§ 15. ТЕХНОЛОГИЯ ПОРОШКОВОГО ЯДЕРНОГО ГОРЮЧЕГО
И КОМПАКТНОГО БЕРИЛЛИЯ
Обилие конструкций ядерных реакторов обусловливает многообра-
зие типов применяемых в них систем с расщепляющимися материала-
ми. Например, можно использовать компактное металлическое ядерное
топливо, полученное литьем с последующей механической обработкой,
либо в виде раствора или суспензии какого-либо соединения урана,
тория или плутония в тяжелой воде, циркулирующих через активную
зону. Более распространены реакторы с ТВЭЛами, в герметичной
оболочке которых помещают ядерное горючее того или иного типа.
Ниже приведены сведения о ТВЭЛах, при производстве которых
используют порошковую металлургию. Такие ТВЭЛы готовят с
металлическим, керамическим либо дисперсионным ядерным горючим.
229
1. Металлическое ядерное горючее
В качестве первых тепловыделяющих элементов были применены
стержни из урана с 0,714 % U235 (естественный уран) или большим
содержанием этого изотопа (обогащенный уран). Металлическое
ядерное топливо (уран, плутоний и их сплавы) и в настоящее время не
теряет своего значения из-за его пригодности для использования в
газографитовых реакторах, реакторах на быстрых нейтронах и в
транспортных энергетических реакторах.
Порошок урана (температура плавления 1130 °C) получают электро-
лизом фторидных расплавов, кальцие- или магниетермическим
восстановлением триоксида или диоксида урана и другими методами.
Порошок плутония может быть получен измельчением плавленого
металла (температура плавления плутония 640 °C), например по методу
гидрирование - дегидрирование (насыщение компактного плутония
водородом при 150 °C и разложение РиН2 при температуре > 420 °C в
высоком вакууме).
Добавляя к исходным соединениям или порошкам урана или
плутония порошки легирующих элементов (кремния, железа, алюминия,
молибдена, хрома, серебра, тантала, тория, вольфрама, ниобия, титана,
циркония и др.) или их соединений, получают порошки соответствующих
сплавов либо обеспечивают сплавообразование в процессе горячего
прессования или спекании заготовок.
Прессование порошков металлического ядерного горючего затрудне-
но по ряду причин: из-за малого размера частиц, загрязненности
примесями, появления хрупких фаз в процессе сплавообразования и др.
Поэтому необходимо применять смазки (например, камфору) при
холодном прессовании в металлических пресс-формах, горячее
прессование в вакууме или защитной атмосфере при 600 - 780 °C (уран .
и его сплавы) или 400 °C (плутоний и его сплавы) при давлении 150- и
500 МПа и выдержке 1-15 мин, спекание свободно насыпанного И
порошка. Я
Спеченные при 1095-1125 °C или горячепрессованные заготовки |
часто экструдируют при температуре 600 - 800 °C и давлении 40 - |
85 МПа, используя в качестве смазки коллоидальный графит. У
Хотя достижение теоретической плотности металла или его сплава
указанными выше приемами не обеспечивается (как правило, остаточ-
ная пористость составляет 1-10 %), свойства ТВЭЛов все же оказыва-
ются не хуже, а зачастую и лучше, чем свойства сердечников из литых
материалов. Это объясняется как отсутствием у них текстуры,
ухудшающей стабильность размеров изделий (в литых материалах при
плавке и последующей кристаллизации зерна ориентируются опреде-
ленным образом), так и удалением газообразных продуктов облучения i
через поры сердечника, полученного из порошка. |
2. Керамическое ядерное горючее
Можно выделить две группы керамического топлива для ТВЭЛов:
керамика на основе оксидов урана, тория или плутония и их смесей
друг с другом и с оксидами, не содержащими делящихся изотопов;
неоксидная керамика из карбидов, нитридов, сульфидов, фосфидов и
других соединений урана, тория или плутония и их смесей друг с
другом и с неоксидными соединениями, не содержащими делящихся
изотопов.
Исходные оксиды для производства керамики могут быть получены
различными путями. Например, диоксид урана U02 с частицами
размером 0,5-10 мкм образуется при распылении водного раствора
уранилнитрата в химическом реакторе при температуре ~ 1100 °C;
раствор в этот реактор вдувают через распылитель, установленный в
центре горелки, служащей для обогрева реактора за счет сжигания
пропано-воздушной смеси (эта смесь одновременно распыляет раствор
уралнилнитрата). Таким же способом можно получать смеси оксидов
U02-Th02, U02-Pu02 и др., используя смеси водных растворов
нитратов соответствующих металлов.
Ядерное горючее из диоксида урана в виде спеченных или горяче-
прессованных таблеток, либо U02 применяют в виде порошка неспечен-
ного виброуплотненного или подвергнутого ротационной ковке в
оболочке ТВЭЛа.
Для получения таблеток исходный порошок диоксида урана прессуют
при небольшом давлении, измельчают брикет, просеивают и снова
прессуют образовавшийся порошок (часто с пластификатором -
стеаратом цинка, поливиниловым спиртом, полиэтиленгликолем,
камфорой, полистиролом, парафином) при давлении 400-700 МПа;
прессовку без пластификатора спекают при 1600- 1750 °C в течение
1-4ч в инертном газе, С02, Н2 или водяном паре (пластификатор
удаляют предварительным отжигом при 600 - 800 °C). После спекания
размер частиц в структуре составляет 18-32 мм, остаточная порис-
тость <5%. Добавки до 0,5 Ti02, Ce02, Nb20s (каждого) снижают
температуру спекания на несколько сот градусов вследствие активиро-
вания диффузионной подвижности атомов урана.
Горячее прессование порошка диоксида урана проводят при
давлениях 100-150 МПа и температуре 1650 °C в графитовых
матрицах практически без изотермической выдержки, чтобы не
загрязнить U02 углеродом.
Заготовки из диоксида урана, полученные в гидростате при давлени-
ях 200-350 МПа или шликерным формованием, можно спекать в
водороде при 1700- 1800°C и изотермической выдержке 4-8 ч.
231
Аналогичным образом можно получать спеченные таблетки из
диоксида тория.
Виброуплотнение при заполнении соответствующим оксидом
оболочки ТВЭЛа более эффективно для частиц сферической формы,
которая может быть обеспечена их оплавлением или проведением
золь-гелиевого процесса. Лучше иметь набор частиц двух-трех
размеров: например, 1; 0,1 и 0,04 мм. В этом случае можно достичь
плотности укладки частиц 85 - 90 % от теоретически возможной. При
последующем обжатии получают заготовки с относительной плотностью
95-96%.
Наряду с оксидным, широкое применение находит топливо на основе
UC, (U, Pu)C, UN, (U0 8Pu0>2)N, UP или US.
Монокарбид урана получают науглероживанием либо металлическо-
го урана в потоке СН4 + Н2 при 650 °C или в потоке С3 Н8 + Н2 при
700 - 750 °C, либо оксидов урана сажей в вакууме при 1850 - 2000 °C
(смесь тонкодисперсных порошков U02 или U308 и сажи стехиометри-
ческого состава предварительно прессуют при давлениях 200-
500 МПа). Смесь U02 + ЗС можно превратить в UC в реакторе кипящего
слоя при 1450 - 1600 °C, используя аргон в качестве псевдоожижаю-
щего газа.
UN готовят азотированием урановой стружки при 850 - 900 °C с
последующим частичным денитрированием образовавшегося U2N3 в
вакууме при 1300 - 1400 °C. Моногидрид урана можно также получить
нагреванием при 1450 °C смеси U02 + С в кипящем слое, создаваемом
азотом высокой чистоты.
Монофосфид урана получают обработкой порошка урана или
урановой стружки газообразным фосфористым водородом РН3 при
300 - 400 °C и последующей гомогенизацией образующегося продукта
при 1400 - 1600 °C в вакууме или аргоне.
Сульфид урана получают, либо обрабатывая порошок гидрида урана
сероводородом при 550 °C и проводя последующую гомогенизацию
продукта при 1800- 1900 °C, либо нагревая смесь порошков урана и
серы при 250 °C в атмосфере водорода или NH3, а затем дегидрируя
продукт при 420 °C в вакууме, отжигая его при 800 °C и гомогенизируя
при 1800- 1900 °C. Моносульфид урана можно получить также
гомогенизацией в аргоне при 1500 °C смеси полученных раздельно
US2 иинз.
Спеченные таблетки из UC готовят иэ смеси порошка монокарбида
урана с добавками, улучшающими твердофазное спекание. Например,
UAI2 позволяет спекать монокарбид урана при температуре около
1350 °C до плотности порядка 94% теоретической, а добавка U3Si2
обеспечивает достижение плотности 97 - 98 % теоретической при
232
температуре спекания 1550 °C. В качестве добавок можно использовать
0,1 - 1 % Fe или 0,1 - 0,5 % Ni: смесь UC с металлом-добавкой и 3 %
пластификатора предварительно прессуют при 150 МПа, брикеты
измельчают в порошок с размером частиц < 0,4 мм, снова прессуют при
500 МПа, после чего прессовки спекают в аргоне при 1500 °C, достигая
плотности ~ 95 % от теоретической.
Компактные изделия плотностью 95-97% теоретической из
порошка нитрида урана получают либо прессованием и спеканием под
давлением в аргоне при 1700 °C, либо горячим изостатическим
формованием при 70 МПа и 1490 °C (порошок подвергают предваритель-
ному изостатическому формованию в холодном состоянии при
давлении 700 МПа до относительной плотности 70 %).
Порошок сульфида урана превращают в компактное изделие
прессованием в пресс-форме смеси US со связкой (стеариновой
кислотой или камфорой в количестве до 1 %) и последующим спекани-
ем при 1600 °C в вакууме или при 1650 - 1800 °C в аргоне.
3. Дисперсионное ядерное горючее
В ТВЭЛах этого типа частицы расщепляющегося материала (урана,
плутония и сплавов или различных соединений этих металлов) равно-
мерно распределены в объеме матрицы сердечника из алюминия,
бериллия, магния, циркония, ниобия, коррозионностойкой стали,
вольфрама, сплавов U - Mo, U - Nb,керамических и других материа-
лов, причем материал оболочки тепловыделяющего элемента обычно
соответствует материалу матрицы. Основное назначение матрицы -
противостоять возможным габаритным изменениям (распуханию)
частиц ядерного топлива и сохранять прочность, необходимую для
нормальной работы ТВЭЛов.
Весьма распространены тепловыделяющие элементы с диоксидом
урана, дисперсионно распределенным в металлической матрице в
количестве 20 - 40 %. Например, порошок U02 смешивают с порошком
коррозионностойкой стали (матрица) или порошками металлов,
входящих в ее состав (лучше применять мокрое смешивание), смесь
прессуют и спекают заготовки в остро осушенном водороде при 1250 -
1350 °C в течение 2 - 4 ч. Можно смесь порошков набить в металличес-
кую форму или оболочку и горячей ротационной ковкой или прокаткой
уплотнить до 95% от теоретической плотности. Иногда применяют
шликерное или импульсное формование.
Дисперсионный ТВЭЛ высокой плотности, состоящий из 30 %
(объемн.) UN с Mo, Nb или нихромом, может быть получен холодным
прессованием смеси указанных порошков при 7,85 МПа, спеканием
233
заготовок в вакууме при 1200 °C в течение 4 ч и последующей горячей
ковкой с отжигом при 1200 °C.
Разработана технология получения дисперсий U02-AL Порошок
алюминия (лучше, если частицы покрыты слоем нитрида алюминия) с
частицами размером < 60 мкм смешивают с частицами диоксида урана
размером 75-150 мкм, прессуют смесь и уплотняют заготовки,
например горячей прокаткой с объемным обжатием до 30 %. В реакторах
малой мощности (с органическими веществами, водой под давлением
или кипящих) эффективно использовать ТВЭЛы, в алюминиевой
оболочке которых помещены горячекатаные пластины из дисперсион-
ной смеси, состоящей на 60 - 62 % из волоко'н уранового стекла (50 %
U308) и слоев алюминия (остальное до 100%). Под горячую прокатку
пластины получают либо горячим прессованием, либо прессованием в
холодном состоянии и последующим горячим прессованием до
плотности ~ 0,99 от теоретической.
Известны ТВЭЛы с дисперсией диоксида урана в ВеО (частицы U02
покрывают оксидом бериллия с добавкой пластификатора, полученные
сферы прессуют при 150 МПа, заготовки отжигают в вакууме при 300 °C
для удаления связки и спекают при 1700- 1750 °C в течение 10 ч в
азотоводородной атмосфере) или в А(203 (смесь оксидов прессуют и
спекают заготовки в водороде).
Керамическое топливо может быть распределено в графитовой
матрице. Частицы расщепляющегося материала смешивают с тонкодис-
персным графитовым порошком, практически свободным от зольных
остатков и примеси бора, и раствором каменноугольной смолы в
бензине или трихлорэтилене. Полученную смесь прессуют в виде либо
сфер диаметром 50 мм, на которые затем напрессовывают смесь
графитового порошка с каменноугольной смолой и проводят карбониза-
цию смолы при 900 °C с последующим спеканием при 1800-2000 °C
(так получают шаровые ТВЭЛы), либо кольцевых брикетов, которые
после сушки подвергают горячему прессованию при давлении 35 МПа и
температуре 850 °C, а затем спеканию в вакууме при 1800 °C (так
получают призматические ТВЭЛы).
Интерметаллиды урана (например, UAl3 или UAIJ, полученные
Индукционной плавкой урана с алюминием, измельчают в шаровой
мельнице, смешивают с порошком алюминия или его сплава и прессу-
ют заготовки при 400 - 500 МПа. Полученный дисперсионный сердечник
(сплав U - AI в алюминиевой матрице) совмещают с оболочкой, состав
которой соответствует составу алюминиевой матрицы, и прокатывают
такую сборку горячим способом в топливные пластины.
4. Компактный бериллий
Металлический бериллий (температура плавления 1283 °C) использу-
ют в атомных реакторах в качестве отражателя и замедлителя нейтро-
нов, оболочки ТВЭЛов (сплавы с магнием), отдельных деталей
конструкций.
Порошок бериллия готовят из стружки от обработки резанием
плавленого бериллия или электролизом хлоридных расплавов.
Изделия плотностью > 1,8 г/см3 (теоретическая плотность бериллия
1,83 г/см3) получают по двум основным технологическим вариантам:
1) прессованием порошка при давлении ~ 800 МПа и последующим
спеканием заготовок при 1200-1250 °C в атмосфере аргона для
уменьшения испарения бериллия; 2) горячим прессованием порошка
при 400-500 °C и давлении 350-1400 МПа в стальных пресс-формах
или при 1050- 1100 °C и давлении до 50 МПа в графитовых пресс-фор-
мах, которое проводят в вакууме (крупные изделия или блоки массой
до 340 кг) или на воздухе (длительность процесса 5-10 мин), если
масса прессуемого порошка < 40 кг.
Спеченный бериллий - это, по существу, дисперсноупрочненный
материал, так как промышленные сорта исходных порошков бериллия
содержат 0,7- 1,5% ВеО. В недеформированном состоянии спеченные
заготовки бериллия имеют удлинение 1 - 2 %. После деформации,
разрушающей оксидные сетки на частицах, удлинение повышается до
5 - 15 %, а прочность до 450 - 550 МПа. Из бериллия с содержанием до
3 % ВеО получают листы различной толщины, проволоку, разнообразные
профили, хотя сравнительно невысокая пластичность материала
создает большие трудности при деформировании заготовок. Улучшить
свойства спеченного бериллия можно упрочнением его карби-
дом ВеС2.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Скорое ДМ, Бычков Ю.Ф., Дашковский А.И. Реакторное материаловедение. - М.:
Атомиздат, 1979. - 344 с.
Порошковая металлургия. Материалы, технология, свойства, области примене-
ния: Справочник/ИМ.Федорченко, И.Н.Францевич, И.Д.Радомысельский и др.; под ред.
ИМ.Федорченко. - Киев: Наукова думка, 1985. - 624 с.
235
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Анциферов В.Н., Акименко В.Б. Спеченные легированные стали. - М.: Металлур-
гия, 1983. - 88 с.
Анциферов В.Н., Черепанова Т.Г. Структура спеченных сталей. - М.: Металлургия,
1981. - 112с.
Баженов М.Ф., Байчан С.Г., Карпачев Д.Г. Твердые сплавы. - М.: Металлургия,
1978. - 184 с.
Бакуль В.Н., Никитин Ю.И., Верник Е.Б., Селех В.Ф. Основы проектирования и
технология изготовления абразивного и алмазного инструмента. - М.: Машинострое-
ние, 1975. - 296 с.
Дьяченко И.М. Эффективность развития порошковой металлургии. - М.: Металлур-
гия, 1979. - 52 с.
Спеченные материалы для электротехники и электроники: Справочник/Г.Г.Гнесин,
В.А.Дубок, Г.Н.Братерская и др. - М.: Металлургия, 1981. - 344 с.
Третьяков В.И. Основы металловедения и технологии производства спеченных
твердых сплавов. - М.: Металлургия, 1976. - 528 с.
Федорченко И.М., Крячек В.М., Панайоти И.И. Современные фрикционные материа-
лы. - Киев: Наукова думка, 1975. - 336 с.
Федорченко И.М., Пугин П.И. Композиционные спеченные антифрикционные
материалы. - Киев: Наукова думка, 1980. - 403 с.
Шеенко И.Н., Орешкин В.Д., Репкин Ю.Д. Современные наплавочные материалы на
основе тугоплавких соединений. - Киев: Наукова думка, 1970. - 238 с.
Шибряев Б.Ф. Пористые проницаемые спеченные материалы. - М.: Металлургия,
1982. - 168 с.
Зеликман А.Н. Металлургия тугоплавких редких металлов. - М.: Металлургия,
1986.-440 с.
Карпинос Д.М., Тучинский Л.И., Вишняков Л.Р. Новые композиционные материа-
лы.-Киев: Вища школа, 1977.-312 с.
Кипарисов С.С., Либенсон Г.А. Порошковая металлургия. - М.: Металлургия,
1980.-496 с.
Левин Б.Е., Третьяков Ю.Д., Леткж Л.М. Физико-химические основы получения,
свойства и применение ферритов. - М.: Металлургия, 1979. - 472 о.
Либенсон Г.А. Специальность: порошковая металлургия. - М.: Металлургия,
1987. -80 с.
Металлокерамические твердые сплавы/Н.И.Романова, П.Г.Чекулаев, В.И.Дусев и
др. - М.: Металлургия, 1970. - 352 с.
Найдич Ю.В., Колесниченко Г.А., Лавриненко И.А., Моцак Л.Ф. Пайка и металлиза-
ция сверхтвердых инструментальных материалов. - Киев: Наукова думка, 1977. -
186 с.
Несбитт Е., Верник Дж. Постоянные магниты на основе редкоземельных элемен-
тов/Пер. с англ. - М.: Мир, 1977. - 168 с.
Порошковая металлургия сталей и сплавов/Ж.И.Дзнеладзе, Р.П.Щеголева,
Л.С.Голубева и др. - М.: Металлургия, 1978. - 264 с.
Порошковая металлургия. Спеченные и композиционные материалы/Под ред.
В.Шатта; пер. с нем. - М.: Металлургия, 1983. - 520 с.
Порошковая металлургия. Материалы, технология, свойства, области примене-
ния: Справочник/И.М.Федорченко, И.Н.Францевич, И-Д.Радомысельский и др. - Киев:
Наукова думка, 1985. - 624 с.
Портной К.И., Бабич Б.Н. Дисперсноупрочненные материалы. - М.: Металлургия,
1974.- 199 с.
Портной К.И., Бабич Б.Н., Светлов И.Л. Композиционные материалы на никелевой
основе. - М.: Металлургия, 1979. - 264 с.
Пугин В.С., Чирков В.Г. Экономика порошковой металлургии. - М.: Металлургия,
1979.-56 с.
Раковский В.С. Спеченные материалы в технике. - М.: Металлургия, 1978. - 232 с..
Роман О.В., Габриелое И.П. Порошковая металлургия - безотходная, энергосбере--
гающая технология. - Минск: Беларусь, 1986. - 160 с.
Скорое Д.М., Бычков Ю.Ф., Дашкоеский А.И. Реакторное материаловедение. - М.:
Атомиздат, 1979. - 344 с.
236