


































































































































































































































Текст
1 р. 60 к.
ф
МИКРО- =
ЭЛЕКТРОНИКА
Физические
и технологические
основы,
надежность
учебное пособие
для вузов
И.Е. ЕФИМОВ
И. Я. КОЗЫРЬ Ю И. ГОРБУНОВ
МИКРО'
ЭЛЕКТРОНИКА
Физические
и технологические
основы,
надежность
Издание второе,
переработанное и дополненное
Допущено
Министерством высшего и среднего
специального образования СССР
в качестве учебного пособия
для студентов приборостроительных
специальностей вузов
©
МОСКВА-ВЫСШАЯ ШНОЛА-1986
ББК 32.844
Е 91
УДК 621.382
Рецензент — кафедра «Конструирование и технология РЭА» Московского
авиационного института им. Серго Орджоникидзе (зав. кафедрой д-р техн,
наук, проф. Б Ф Высоцкий)
Ефимов И Е., Козырь И. Я , Горбунов Ю. И.
Е91 Микроэлектроника. Физические и технологические основы
надежность: Учеб, пособие для приборостроит. спец вузов
2-е изд., перераб и доп. М Высш, шк , 1986. 464 с.: ил
В книге изложены ^основные принципы и направления развития микроэлектроники; приведена
классификация изделий микроэлектроники и их общая характеристика, описаны физике химиче-
ские основы и технология изготовления полупроводниковых и гибридных ИМС и БИС
Во 2-м издании (1-е - 1977 г) использованы последние достижении в разработке ИМС.
более подробно рассмотрены новые технологические процессы и т д
2403000000 481
Е “((№1)01-86 - 136 86 ББГЛ3Л844
(g) Издательство «Высшая школа», 1977
(g) Издательство «Высшая школа», 1986, с изменениями
МЭ4НТП
Предисловие
Основные направления экономического и социального развития
СССР на 1986—1990 годы и на период до 2000 года отвечают
программному требованию КПСС об ускорении экономического
роста и решении таких стратегических задач, как повышение народ
ного благосостояния, укрепление экономического потенциала, под-
держание на должном уровне оборонного м гущества нашей Роди-
ны. Важнейшим направлением решения поставленных задач являет-
ся широкое применение вычислительной техники, робототехники и
информатики Элементной базой этих направлений является микро-
электроника, объединяющая комплекс физических, химических тех
нологических, схемотехнических и кибернетических исследований,
конструирование и производство высоконадежной, малогабаритной
и высокоэкономичной радиоэлектронной аппаратуры
Крупнейшим достижением современной микроэлектроники яв
ляется разработка и выпуск интегральных микросхем (ИМС)
функционально законченных и конструктивно оформленных микро-
электронных блоков и узлов. Интегральные микросхемы как основ-
ные изделия микроэлектроники широко используются для построе-
ния разнообразной радиоэлектронной аппаратуры, они постепенно
вытесняют обычные электронные блоки и узлы на дискретных ра-
диодеталях.
В настоящее время в микроэлектронике широкое применение
получили микропроцессоры и микро-ЭВМ, разработанные на базе
больших и сверхбольших интегральных схем (БИС и СБИ
Подготовка специалистов в области микроэлектроники ведется в
разных направлениях, основными из которых являются: разработка
и производство интегральных микросхем широкого применения;
разработка и производство интегральных микросхем частного при
менения, разработка электронной аппаратуры с использованием
интегральных микросхем и микропроцессоров.
Авторы, рассматривая в комплексе все вопросы микроэлектрони-
ки, в большей степени ориентировались на подготовку специалистов
по разработке и производству интегральных микросхем широкого
применения к которым в первую очередь относятся полупроводни-
ковые интегральные микросхемы.
В данном издании книги учтены последние достижения микро
электроники в отечественной и зарубежной практике использова-
ны материалы, опублик ванные в периодической печати, большое
3
число учебных пособий, изданных за последние 5—7 лет, а также
некоторые работы и лекции авторов.
Пособие состоит из двух книг. Первая книга посвящена физиче-
ским и технологическим основам микроэлектроники, вопросам типо-
вых конструкций ИМС, технологических процессов их изготовления,
качества и надежности. Во второй книге изложены вопросы проек-
тирования ИМС, типы микросхем, функциональная микроэлектро-
ника.
Предисловие, введение, гл. 1, 5, 13 написаны д-ром техн, наук,
проф. И Е Ефимовым гл. 2—4 — канд. техн, наук, доц. Ю И Гор-
буновым, заключение, гл. 6—11 —канд. техн, наук, доц. И. Я Ко-
зырем, гл. 12, 14 — И Е. Ефимовым и И. Я Козырем
Авторы считают своим приятным долгом выразить глубокую
благодарность рецензентам — коллективу кафедры «Конструирова
ние и технология РЭА» Московского авиационного института
им Серго Орджоникидзе (зав. кафедрой — засл, деятель науки и
техники РСФСР, д-р техн, наук, проф. Б. Ф. Высоцкий) за ценные
замечания и предложения учтенные при окончательной доработке
рукописи. Авторы благодарят также коллектив кафедры Микро-
электроника» М >с ко вс кого института электронной техники за про-
смотр и критические замечания по рукописи и ст. научного сотруд-
ника В В Демиденко за участие в переработке главы по техноло-
гии БИС.
Замечания и пожелания по книге просим направлять по адресу:
101430, Москва, ГСП-4, Неглинная ул., д. 29/14, издательство
«Высшая школа»
Авторы
ИМОБИОМЭА $3
Введение
Современный этап развития радиоэлектроники характеризуется
широким применением интегральных микросхем (ИМС) во всех ра-
диотехнических системах и аппаратуре. Это связано со значитель-
ным усложнением требований и задач, решаемых радиоэлектронной
аппаратурой, что привело к росту числа элементов в ней. За каждое
десятилетие число элементов в аппаратуре увеличивается в 5—
20 раз. Разрабатываемые сейчас сложные комплексы аппаратуры
и системы содержат миллионы и десятки миллионов элементов.
В этих условиях исключительно важное значение приобретают
проблемы повышения надежности аппаратуры и ее элементов,
микроминиатюризации электрорадиокомпонентов и комплексной ми-
ниатюризации аппаратуры. Все эти проблемы успешно решает
микроэлектроника.
Интегральная и функциональная микроэлектроника являются
фундаментальной базой развития всех современных систем радио-
электронной аппаратуры. Они позволяют создавать новый вид ап-
паратуры — интегральные радиоэлектронные устройства. Микро-
электроника — одно из магистральных направлений в радиоэлект-
ронике, и уровень ее развития в значительной степени определяет
уровень научно-технического прогресса страны.
Применяют два основных метода изготовления ИМС: полупро-
водниковый и пленочный.
Первый метод заключается в локальной обработке микроучаст-
ков полупроводникового кристалла и придании им свойств, прису-
щих функциям отдельных элементов и их соединений (полупровод-
никовые интегральные микросхемы).
Полупроводниковая интегральная микросхема обычно представ-
ляет собой кристалл кремния, в приповерхностном слое которого с
помощью методов полупроводниковой технологии сформированы
области, эквивалентные элементам электрической схемы а также
соединения между ними Так как исходный кремний обладает опре-
деленной проводимостью, для изоляции элементов друг от друга
принимают специальные меры. Технологические процессы изготов-
ления полупроводниковых интегральных микросхем носят групповой
характер, т е. одновременно изготовляется большое число ИМС.
Второй метод основан на использовании послойного нанесения
тонких пленок различных материалов на общее основание (подлож
ку) при одновременном формировании на них схемных элементов
и их соединений (пленочные интегральные микросхемы).
5
В пленочных ИМС все элементы и соединения между ними фор-
мируют на основе пленок из различных материалов, которые в опре-
деленной последовательности и в виде определенных конфигураций
наносят на пассивную изоляционную подложку.
Важное преимущество пленочных ИМС — возможность одновре
менно создавать большое количество высококачественных пассив
ных элементов и соединений между ними.
Существенный недостаток пленочного метода — невозможность
выполнения активных элементов, которые являлись бы органиче-
ской частью конструкции. Поэтому в схему вводят либо отдельные
герметизированные элементы, либо полуготовые элементы выпол-
ненные на пластинах, после чего всю схему герметизируют Однако
создание пленочных ИМС упрощается за счет разделения некото-
рых технологических процессов. Быстрого прогресса в этом направ-
лении, по-видимому, можно добиться, объединив успехи в области
создания пассивных пленок и активных приборов.
В результате комбинирования этих двух методов созданы схемы
нового типа — гибридные микросхемы, в которых используются пле-
ночные пассивные элементы (резисторы, конденсаторы) и микроми-
ниатюрные активные элементы (транзисторы, диоды и их сборки).
Использование дискретных активных элементов объясняется в ос-
новном отсутствием эксплуатационно устойчивых пленочных тран-
зисторов и диодов.
В ближайшем будущем следует ожидать значительных успехов
при реализации метода функциональных приборов. Этот метод ос-
нован на потенциальной возможности определенного прибора вы
полнять функции сложных электронных схем при непосредственном
использовании физических явлений в твердых телах. Есть все осно
вания предполагать, что будут разработаны и созданы простые в
изготовлении приборы, которые заменят прежние схемы с большим
количеством классических элементов Так, например, в качестве
функционального прибора давно применяют резонатор на пьезо-
электрическом кристалле. Этот прибор эквивалентен узлу, содержа-
щему катушки индуктивности, конденсаторы, резисторы и соедини-
тельные проводники, хотя нельзя определить, какая часть кристал
ла выполняет функцию того или иного элемента
Использование специальных материалов также открывает воз
можности изготовления приборов, выполняющих комплексные логи
ческие функции и функции памяти Эти функции может непосред-
ственно осуществлять м жолитная ферритовая, криогенная или
ферроэлектрическая пластина при соответствующем уменьшении
количества отдельных элементов и соединений, приходящихся на
выполняемую ими функцию. Тем не менее следует отметить, что
широкое практическое применение функциональных ИМС окажется
возможным тогда, когда будут разработаны методы синтеза при-
бора с заранее заданными функциями
Современная микроэлектроника продолжает развиваться быст-
рыми темпами При этом основным направлением остается дальней
шее совершенствование полупроводниковой интегральной микро-
б
электроники. Происходит значительный рост степени интеграции
как за счет уменьшения размеров элементов, так и за счет увеличе
ния размеров базового кристалла. Успехи в развитии этого направ
ления обусловлены значительным усовершенствованием групповой
технологии интегральных микросхем В первую очередь сюда сле-
дует отнести * прогресс электронного материаловедения, улучше-
ние качества технологического и контрольного оборудования, появ-
ление и развитие качественно новых технологий (электронная и
ионная литография, молекулярная эпитаксия, гетероэпитаксия,
ионно-плазменная техника и др.), освоение ряда важных процессов
(самосовмещение, устойчивое получение сверхтонких слоев, приме-
нение силицидов кремния, ядерное легирование, ионная импланта
ция лазерный отжиг и др ).
В связи с ростом степени интеграции и усложнением функций,
выполняемых БИС, существенно возросла роль соединительных
проводников между элементами на кристалле. Серьезной физиче-
ской альтернативы обычным проводниковым связям между элемен
тами пока нет. Проводниковые связи в современных БИС зани-
мают примерно 80% площади. Поэтому требования к ним все время
возрастают, что важно с разных точек зрения: обеспечения помехо-
защищенности, деградационной стойкости, ликвидации паразитных
утечек между связями, а также ввиду роста быстродействия тран-
зисторов, необходимости электродинамического согласования и от-
сутствия паразитных излучений. Важным становится вопрос о раз-
бросе длин связей, поскольку задержки сигнала на элементах стали
сравнимы с задержками на связях Вот почему создание оптималь-
ных систем связей становится одной из центральных задач совре-
менной микроэлектроники
Разработка и широкий выпуск интегральных микросхем (ИМС)
на основе МОП-технологии, а в дальнейшем КМОП-технологии
позволяют создавать большие инте!ральные схемы (БИС) с высо-
кой степенью интеграции. На основе БИС были разработаны микро-
ЭВМ, главной частью которых стал микропроцессор.
Первые микро ЭВМ представляли собой нечто среднее между
набором кристаллов для электронной счетной машины и мини ЭВМ
Однако по существу уже первые микропроцессоры были вполне
законченными устройствами обработки информации, выполнявшими
те же функции, что и центральные процессоры вычислительной
системы любого размера** Микропроцессор в отличие от обычного
процессора изготовляется целиком как одна (или несколько) БИС,
обладает сравнительным быстродействием с мини-ЭВМ или боль-
шими ЭВМ и имеет меньшую стоимость
Микро-ЭВМ кроме микропроцессора содержит оперативное за
поминающее устройство для хранения данных, постоянное запоми-
* См Елинсон М И Об элементной базе микроэлектроники дли одного
класса кибернетических систем Микроэлектроника, Т 12, Выд. 5, 1983
** См Ржа нов А. В., СвиташевК К Полупроводниковая микроэлек
троника и технический прогресс.— Микроэлектроника. Т. 2 . Вып. 6, 1982
7
нающее устройство для хранения программ, а также схемы управ-
ления оборудованием ввода — вывода информации. Первые микро-
ЭВМ, созданные в начале 70-х годов, занимали несколько печатных
плат обычного размера.
Успехи микроэлектроники позволили создать полупроводниковые
запоминающие устройства на основе МДП-структур с двойным
диэлектриком, сохраняющих информацию при отключенном питании.
Это очень важно для управляющих машин, которые нашли широ-
кое применение.
Дальнейшие успехи технологии микроэлектроники позволили
создать микро ЭВМ на одной большой интегральной схеме. На од-
ном кристалле такой микро-ЭВМ размещаются центральный про-
цессор, память с произвольной выборкой, постоянная память, син-
хронизатор и схемы ввода — вывода. Благодаря использованию
комплементарной МОП-технологии с двойными карманами и опти-
мальных схемотехнических решений быстродействие микро-ЭВМ
сможет достигнуть 1 млн. операций в секунду.
С появлением больших и сверхбольших интегральных схем
(БИС и СБИС), а также сверхскоростных интегральных схем
(ССИС) микроэлектронику стали использовать не только в инфор-
мационно-вычислительных системах, но и во всех технических
устройствах, от которых требуются высокая точность, запоминание
многих логических состояний, малое потребление энергии и высокая
надежность. Крупномасштабное производство БИС открывает пути
снижения их стоимости до уровня, доступного до массового потреб
ления, что, в свою очередь, приводит к значительному повышению
производительности физического и умственного труда.
Наиболее перспективными устройствами, создаваемыми на осно-
ве БИС, можно считать микропроцессоры (МП). Появление микро-
процессоров связывают с революционным скачком в электронной
технике. Благодаря широким возможностям МП насчитывается
огромное множество областей их применения, практически во всех
областях техники. Основу микропроцессора составляют арифме-
тико-логические устройства, регистры для выполнения операций вы-
числения и изменения адресов в программе и оперативные запоми-
нающие устройства.
Микроэлектроника продолжает развиваться быстрыми темпами
На очереди широкое использование ее достижений, особенно микро-
процессоров, в различных отраслях промышленности. Начавшееся
внедрение в промышленность различных типов роботов ставит
перед микроэлектроникой новые проблемы, в первую очередь снаб
жение роботов искусственным интеллектом и оснащение их сенсор
ными системами, способными обеспечить адекватные реакции робота
на изменения внешних условий. Это довольно сложные проблемы,
однако успехи современной микроэлектроники, в первую очередь
разработка сверхбольших интегральных схем, позволяют вести
глубокие исследования в этом направлении.
I Глава
Основные
положения
и направления
развития
микро-
электроники
$ 1 1 ЭТАПЫ РАЗВИТИЯ ЭЛЕКТРОНИКИ
Электроника — наука о взаимодействии электроне в с электро-
магнитными полями и методах создания электронных приборов и
устройств, в которых это взаимодействие используется для преоб-
разования электромагнитной энергии, передачи, обработки и хране-
ния информации.
Практическими задачами электроники являются: разработка
электронных приборов и устройств выполняющих различные функ-
ции в системах преобразования и передачи информации, в системах
управления, в вычислительной технике, а также в энергетических
устройствах; разработка научных основ электронных приборов и
технологии, использующей электронные и ионные процессы
На базе достижений электроники развивается промышлен-
ность, выпускающая электронную аппаратуру для различных видов
связи, автоматики, телевидения, радиолокации, вычислительной тех-
ники, систем управления технологическими процессами, светотехни
ки инфракрасной техники, рентгенотехники и др.
Главными этапами развития электроники являются вакуумная.
9
твердотельная и квантовая электроника. Каждый этап подразде-
ляется на ряд разделов и направлений. Раздел объединяет комплек-
сы однородных физико-химических явлений и процессов, которые
имеют фундаментальное значение для разработки многих классов
электронных приборов данного этапа. Направление охватывает
методы конструирования и расчета электронных приборов, род
ственных по принципам действия или выполняемым функциям
Направления развития вакуумной, твердотельной и квантовой
электроники приведены на рис 1.1.
Рис 1.1 Основные направления развития электроники
Наиболее быстрыми темпами развивается твердотельная элект
роника. За последние 25—30 лет твердотельные электронные прибо-
ры прошли путь развития от длинноволновых транзисторов и детек-
торов СВЧ до больших и сверхбольших интегральных микросхем,
являющихся базой современной вычислительной техники и ее мно-
гочисленных применений. На этом пути пришлось преодолевать
трудности как принципиального, так и технологического характера.
Выбор и точное легирование материалов, а также получение кон-
струкций с микронными и субмикроиными размерами потребовали
развития таких сложных технологических направлений, как фото-
и электронная литография, ионная имплантация. Создание интег-
ральных микросхем и других твердотельных приборов оказалось
невозможным без получения ряда новых полупроводниковых и ди-
электрических особо чистых материалов
10
Весь период развития элементной базы электроники в радио-
электронной аппаратуре можно подразделить на четыре поколения:
1) дискретная электроника на электровакуумных приборах; 2) дис-
кретная электроника на полупроводниковых приборах; 3) интег-
ральная микроэлектроника на интегральных микросхемах; 4) интег-
ральная микроэлектроника на функциональных приборах.
В первом поколении элементной базы электроники роль актив-
ных элементов выполняли различные электровакуумные приборы
В качестве пассивных элементов применяли резисторы, конденсато-
ры, катушки индуктивности, трансформаторы, соединители, пере-
ключатели и другие дискретные радиодетали. Радиоэлектронную
аппаратуру (Р,ЭА) собирали из отдельных дискретных элементов,
которые механически укреплялись на специальных панелях и элек-
трически соединялись между собой проволочными проводниками
с помощью пайки или сварки Позднее были разработаны печат-
ные платы, которые являлись более надежными, обеспечивали
большую воспроизводимость параметров РЭА и относительную
легкость автоматизации производства
Второе поколение элементной базы электроники появилось с
изобретением транзисторов в 1948 г. американскими учеными Бар-
дином и Браттейном. Первые транзисторы были точечными, их
р- «-переходы получали в месте контакта с полупроводником двух
заточенных проволочек Однако точечные контакты были нестабиль
ными. Этот недостаток был устранен в сплавных транзисторах,
получение р- «-переходов которых основано на взаимодействии
жидкой фазы вплавляемого электрода, содержащего легирующий
элемент, с твердым полупроводником Сплавные транзисторы отли-
чались большими переходами, низкой воспроизводимостью парамет-
ров и невозможностью получения базовых областей шириной менее
10 мкм Затем в производство были внедрены транзисторы с диф-
фузионными переходами, параметры которых более воспроизво-
димы, а ширина базы может быть уменьшена до 0,2—0,3 мкм
Разработка в 1957 1958 гг. планарной технологии создала
современную базу широкого производства транзисторов и использо-
вания их в радиоэлектронной аппаратуре.
Третье поколение элементной базы электроники — интеграль-
ные микросхемы — связано с появлением пленочной технологии,
которая в сочетании с планарной технологией дала возможность в
микрообъемах твердого тела изготовлять огромное количество
активных приборов.
Четвертое поколение элементной базы электроники составляют
функциональные микросхемы, приборы и узлы. В структуре этих
приборов трудно или невозможно выделить элементы, эквивалент-
ные традиционным дискретным компонентам (транзисторы, диоды,
конденсаторы, резисторы и др ). Приборы функциональной микро-
электроники принципиально отличаются от элементов всех преды
дущих поколений Здесь производится интеграция различных объем-
ных и поверхностных физических явлений, благодаря чему может
быть преодолен барьер конструктивной сложности современных
11
интегральных микросхем. Это поколение элементов находится в на-
чальной стадии своего развития
Миниатюризация дискретных элементов электронной аппарату-
ры, часто называемых радиодеталями, являлась и является важней
шей задачей в течение всего периода развития радиотехники и
электроники Радиодетали — резисторы, конденсаторы, ламйы,
трансформаторы, переключатели, разъемы — непрерывно умень-
шаются по габаритам и массе за счет применения более рациональ-
ных конструкций и новых материалов Особенно большие успехи
в миниатюризации дискретных элементов электронной аппаратуры
были достигнуты в 60 -70 е годы в связи с заменой электронных
ламп полупроводниковыми приборами и использованием печатного
монтажа. Применение транзисторов и диодов, работающих в боль-
шинстве случаев при значительно меньших напряжениях, чем ра-
диолампы, и имеющих более высокий к. п. д., позволило существен-
но сократить габариты радиодеталей. Так, в указанный период
удельный объем резисторов был уменьшен в 60—75 раз, а удельный
объем пленочных конденсаторов — в 60—70 раз, удельная емкость
керамических конденсаторов была увеличена в 250—300 раз, удель-
ный заряд на единицу объема электролитических конденсаторов
в 5—10 раз, а масса и габариты радиокомпонентов уменьшены в
2 15 раз.
Миниатюризация радиодеталей, повышение их надежности, при-
менение полупроводниковых приборов и печатного монтажа позво-
лили разработать элементарные функциональные узлы электронной
аппаратуры модули, которые являются первичными элементами
большого числа электронных схем С помощью модулей можно
создать типовые унифицированные функциональные узлы, блоки,
шкафы, что дает возможность сократить сроки разработки аппара
туры, повысить ее качество и надежность, уменьшить время изго
товления и стоимость.
Проблему дальнейшего уменьшения габаритов и массы радио-
электронной аппаратуры, повышения ее надежности решает микро
миниатюризация.
А Микроминиатюризация — направление э ектроникн обеспечивающее реализа-
цию электронных схем блоков и аппаратуры в целом из мнкроминн тюрных
радиодеталей и узлов.
Это качественно новый этап развития радиоэлектроники, пре-
дусматривающий комплексное решение поставленной задачи путем
применения новых конструктивных форм, технологии изготовления
и методов конструирования аппаратуры. Первым этапом развития
микроминиатюризации является создание микромодулей, собирае-
мых из отдельных микроэлементов (резисторов, конденсаторов,
транзисторов диодов, трансформаторов и др ), с последующей их
герметизацией В микромодулях плотность заполнения элементами
составляет 10—20 деталей/см3 вместо 3—5 деталей/см3 в модулях.
Кроме того, применение микромодулей повышает надежность
электронной аппаратуры
12
Дальнейшим развитием микроминиатюризации является микро-
электроника, объединяющая интегральные микросхемы, функцио-
нальные приборы и узлы, микропроцессоры, микропроцессорные на-
боры и т. д.
$ 1.2. ОСНОВНЫЕ ПОЛОЖЕНИЯ И ПРИНЦИПЫ
МИКРОЭЛЕКТРОНИКИ
А Микроэлектроника — область электроники, охватывающая проблемы исследо-
вания конструирования, изготовления и применения микроэлектронных изде-
лий, причем под микроэлектронным изделием понимают электронное устройство с
высокой степенью интеграции.
Микроэлектроника позволяет решить проблемы резкого повыше-
ния надежности электронной аппаратуры, значительного уменьше-
ния ее габаритов, массы, потребляемой энергии и стоимости. В мик-
роэлектронике отказываются от применения дискретных радиоком-
понентов. Используя достижения физики твердого тела, металлур-
гии сверхчистых материалов и электронного машиностроения на
основе качественно новой технологии, в микрообъемах твердого
тела формируют сложные электронные узлы — интегральные микро-
схемы.
Интегральной микросхемой* называют микроэлект-
ронное изделие, выполняющее определенную функцию преобразования
и обработки сигналов и имеющее высокую плотность упаковки
электрически соединенных элементов (или элементов и компонен-
тов) и кристаллов, которое с точки зрения требований к испыта-
ниям, приемке, поставке и эксплуатации рассматривается как еди-
ное целое. Плотность упаковки элементов в микросхеме может до
сТигать сотен тысяч элементов в одном кристалле.
Часто вместо термина интегральная микросхема (ИМС) исполь-
зуются термины интегральная схема (ИС)** или просто микро
схема. Интегральная микросхема содержит элементы и компоненты
Элементом интегральной микросхемы называется часть
ИМС, реализующая функцию какого-либо простого электрорадио-
элемента (например, транзистора, диода, резистора конденсатора).
Эта часть выполнена нераздельно от кристалла ИМС (или ее
подложки). Элемент не может быть отделен от ИМС как самостоя-
тельное изделие, поэтому его нельзя испытать, упаковать и эксплуа-
тировать.
Компонентом интегральной микросхемы также называется
часть ИМС, реализующая функции какого-либо электрорадиоэле-
мента. Однако эта часть перед монтажом была самостоятельным
* ГОСТ 17021 75 «Микросхемы интегральные Термины и определения»
** Термины «интегральная схема» или «схема» являются неудачными, и еле
дует по возможности избегать их использования Как известно, схема — это чертеж,
а микросхема — изделие
' к
13
изделием в специальной упаковке (комплектующее изделие). Ком-
понент в принципе может быть отделен от изготовленной ИМС
Аппаратуру в которой в основном используются изделия микро-
электроники, называют микроэлектронной. П вышение надежности
микроэлектронной аппаратуры объясняется использованием при
изготовлении интегральных микросхем специальной технологии, при
которой применяются особо чистые материалы, а весь процесс
изготовления протекает в условиях, исключающих возможность
загрязнений. Кроме того, внутренние соединения интегральных
микросхем герметичны и защищены прочным покрытием, а их ма-
лые габариты позволяют создавать прочные и компактные узлы и
блоки аппаратуры, способные выдерживать большие механические
нагрузки. Высокая надежность интегральных микросхем обуслов-
лена также меньшим числом соединений.
Применение интегральных микросхем и микропроцессоров поз-
воляет уменьшить габариты аппаратуры и ее массу на два порядка
и более Это объясняется тем, что элементы интегральных микро
схем весьма малы — их размеры составляют единицы и десятые
доли микрометра. Малые габариты интегральных микросхем и ма-
лое потребление ими электрической энергии дают возможность
осуществить комплексную микроминиатюризацию всех компонентов
электронной аппаратуры. В настоящее время уже разработаны и
применяются миниатюрные трансформаторы переключатели, разъе-
мы провода и кабели, катушки индуктивности и другие радиоде-
тали.
На современном этапе развития микроэлектроники применяют
два основных метода создания интегральных микросхем
1) метод локального воздействия на микроучастки полупровод-
никового кристалла (твердого тела) и придания им свойств, соот-
ветствующих функциям микроэлементов и их соединений (полупро-
водниковые интегральные микросхемы);
2) метод образования схем в твердом теле посредством послой-
ного нанесения тонких пленок различных материалов на общее ос
нование (подложку) с одновременным формированием из них мик-
роэлементов и их соединений (пленочные интегральные микро-
схемы).
Эти два различных технологических метода являются не конку
рируюшими а дополняющими друг друга. Их комбинирование при-
вело к разработке схем нового типа — гибридных интегральных
микросхем, в которых используются микроминиатюрные дискрет-
ные активные элементы (транзисторы диоды и их сборки) Приме
нение дискретных активных элементов объясняется отсутствием в
настоящее время эксплуатационно устойчивых пленочных транзи-
сторов и диодов Разработка таких активных элементов* позволит
создать тонкопленочные интегральные микросхемы.
* Активными называются элементы, выполняющие функции усиления или иного
преобразования сигналов (диоды, транзисторы и др ) а пассивными элементы,
реализующие линейную передаточную функцию (резисторы, конденсаторы катушки
индуктивности)
14
Кроме интегральных микросхем микроэлектроника охватывает
область функциональной электроники. При создании функциональ-
ных приборов, микросхем, узлов и блоков электронной аппаратуры
используют явления в твердых телах, связанные с механическими,
тепловыми, излучательными и магнитными эффектами, а также
явления в жидких телах, связанные с электрохимическими процес-
сами. При этом соответствующему материалу придают свойства,
необходимые для выполнения данной функции, а промежуточный
этап представления желаемой функции в виде эквивалентной
электронной схемы опускают. Функциональные приборы, блоки,
микросхемы и элементы могут изготовляться не только на основе
полупроводников, но и на основе таких материалов, как сверхпро-
водники, сегнетоэлектрики, материалы с фотопроводящими свой-
ствами и др.
Быстрое развитие интегральной электроники в значительной
степени объясняется успехами полупроводниковой и пленочной тех-
нологии, достигнутыми в конце-50-х и в начале 60-х годов. На смену
мезатранзистору (сплавному) пришел кремниевый планарный тран
зистор, а обычные дискретные компоненты были заменены диффу-
зионными или тонкопленочными элементами, которые одновременно
(групповой метод) изготовляются на одной монолитной кремниевой
пластине. Последнее нс только оказало огромное влияние на про-
мышленное производство радиодеталей и электронных компонентов,
но и обусловило появление новых методов в схемотехнике Обычные
проводниковые соединения между различными компонентами схемы
были заменены системой межсоединений, которая путем напыления
наносится непосредственно на подложку. При изготовлении интег-
ральных микросхем используются как материалы, процессы и тех-
нологические приемы, хорошо изученные и применяемые в электрон-
ной и других отраслях промышленности, так и материалы с совер
шенно новыми свойствами.
Полупроводниковая интегральная микросхема обычно представ
ляет собой кристалл кремния, в поверхностном слое которого с по-
мощью методов полупроводниковой технологии сформированы об-
ласти, эвивалентные элементам электрической схемы, и соединения
между ними. Так как кремний является полупроводником, для изо-
ляции элементов друг от друга принимают специальные меры.
Применяемые при изготовлении полупроводниковых интеграль-
ных микросхем технологические процессы имеют групповой харак
тер, т. е. одновременно изготовляется большое число микросхем
Например, в кремниевой монокристаллической пластине диамет-
ром 76 мм (применяемой в настоящее время для изготовления
микросхем) размещается до 5000 электронных схем, каждая из
которых содержит от 10 до 20 000 и более электронных приборов
Многие технологические операции допускают обработку одновре-
менно 10—200 пластин, что позволяет одновременно изготовлять
свыше миллиона электронных приборов. Даже при сравнительно
небольшом проценте выхода годных приборов очевидна высокая
экономичность изготовления интегральных микросхем Поэтому ин-
15
тегральные микросхемы, изготовляемые методами групповой техно-
логии, при массовом производстве оказываются значительно более
дешевыми, чем эквивалентные им схемы, собранные из дискретных
компонентов.
В пленочных интегральных микросхемах все элементы и соедине-
ния между ними формируются в виде пленок из различных мате-
риалов, которые в определенной последовательности и конфигура-
ции наносятся на пассивную изоляционную подложку. Различают
два вида пленочных интегральных микросхем: тонкопленочные и
толстопленочные Тонкие пленки микросхем обычно изготовляют ме-
тодами осаждения в вакууме, а толстые — методами сеткографии
(нанесение специальных паст через трафареты). Толстопленочные
микросхемы имеют преимущество перед тонкопленочными благода-
ря меньшей сложности и стоимости оборудования для их* изготов-
ления и меньшим затратам при массовом производстве.
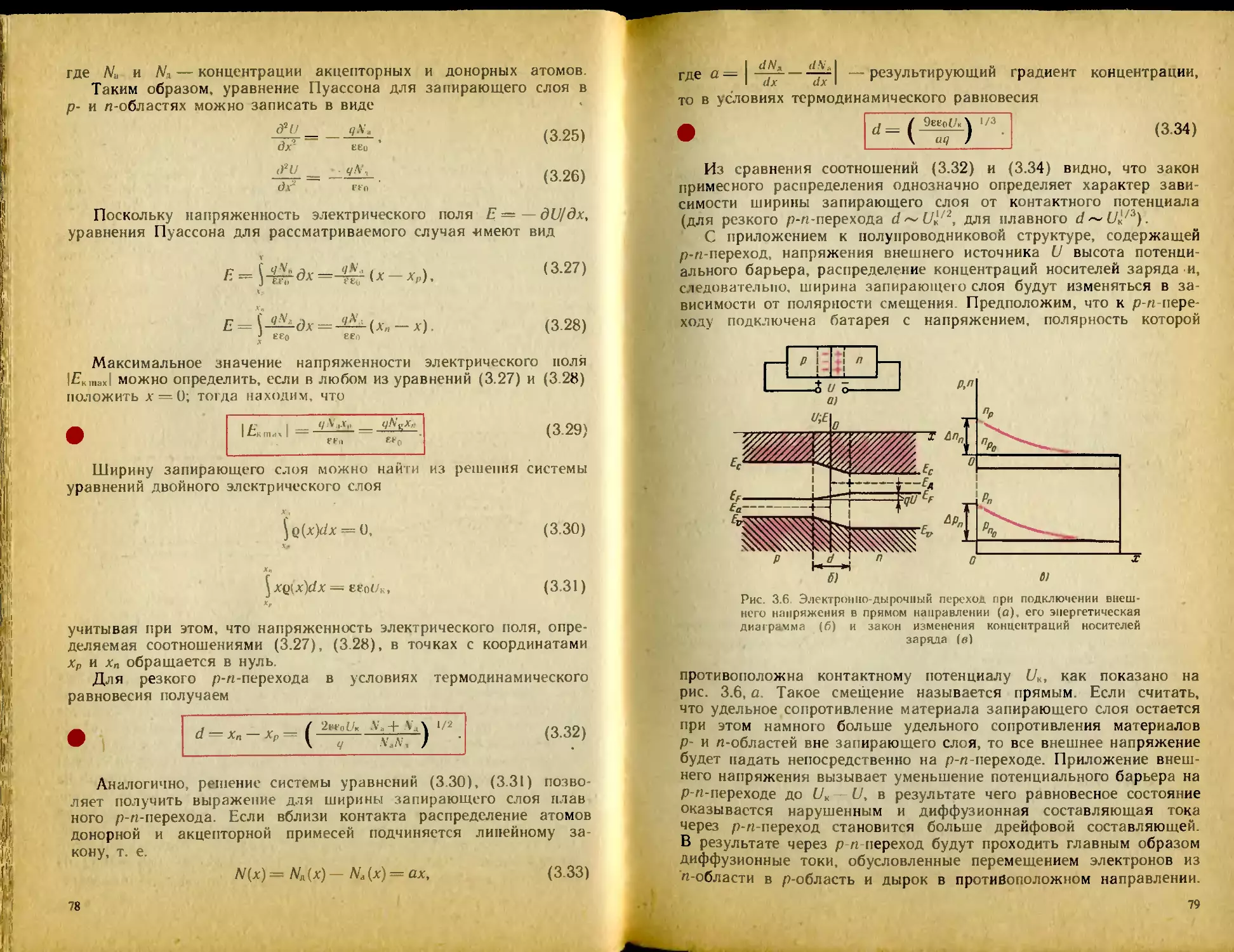
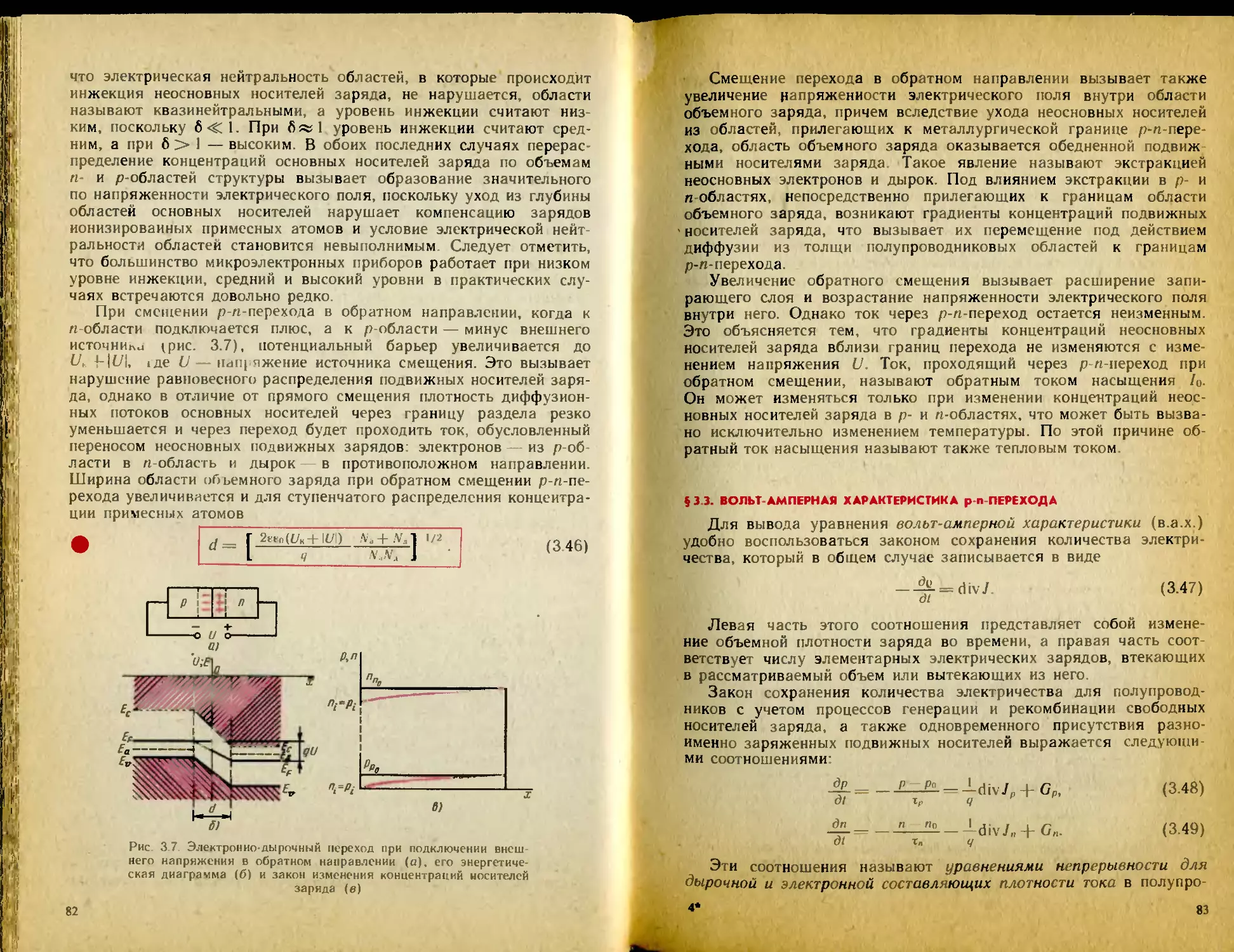
Общий вид различных типов интегральных микросхем показан
на рис. 1.2.
При изготовлении транзисторов осуществлялась технологиче-
ская интеграция транзисторов, которая обусловлена групповым ме-
тодом их изготовления. Групповой метод состоит в том, что на
пластине из полупроводникового материала (кремния или герма-
ния) диаметром 25 80 мм и более одновременно изготовляют
большое число транзисторов, расположенных на поверхности
пластины (рис. 1.3, а). Затем пластину разрезают (скрайбируют)
по вертикали и горизонтали на сотни отдельных кристаллов*, содер-
жащих по одному транзистору (рис. 1.3,6). Кристаллы помещают
в корпуса с внешними выводами (рис. 1.3, в), и в таком виде они
используются разработчиками аппаратуры.
Если на исходной пластине изготовляют групповым методом
вместо отдельных транзисторов комплекс элементов функциональ-
ного узла — транзисторы, диоды, резисторы и .т д. (рис 1.4, а),
то после разрезания получаются отдельные кристаллы интеграль-
ных микросхем В данном случае интегральная микросхема содер-
жит два транзистора (Г), один диод (Д) и один резистор (/?)
(рис. 1.4, 6) Элементы микросхемы соединяются друг с другом по
заданной схеме короткими тонкими металлическими полосками,
напыляемыми на поверхность пластины После разрезания на от-
дельные кристаллы их помещают в специальный корпус (рис. 1.4, в).
Разработчик аппаратуры получает готовый функциональный узел в
виде конструктивно единого электронного прибора. Рассмотрен-
ным способом изготовляют полупроводниковые интегральные мик-
росхемы. Следовательно,
А полупроводниковой интегральной микросхемой называется ИМС, все элементы
v и межэлементные соединения которой выполнены в объеме и (или) на по
верхности полупроводника.
* Термин «кристалл» официально принят для готового полупроводникового
прибора и микросхемы без внешних выводов и без корпуса Этот термин неудачей,
так как совпадает с более общим физическим понятием кристалла. В зарубежной
литературе используется специальный термин — чип.
16
Рис. 1.2. Общий вид различных типов интегральных микросхем
Рис. 1.3. Групповой ме-
тод изготовления тран-
зисторов
а — кремниевая или гер-
маниевая пластина с
транзисторами, б — от-
дельные кристаллы с
транзисторами в го-
товый транзистор
т г И Т т т
Т Г р Г т Т
Т р р р т Т
т г т\т т т
/ т
Т 7
т_г_ _______
7_7 Пг[гр- Т т ТТ)
< f
W
т Рр Р
sJ7 7 Г
а)
т \
т г
тт г
Т Т у
г/
Рис 1 4. Групповой метод изготовления интегральных микросхем.
а — полупроводниковая пластина, содержащая в заданной последователь
кости элементы инте|ральных Микросхем (два транзистора, диод, рези
стор), б соединении элементов внутри микросхемы, в микросхема в
корпусе
Иногда полупроводниковую интегральную микросхему непра-
вильно называют твердой (или твердотельной). Этот термин не
допускается к использованию в технической документации
В зависимости от технологии изготовления интегральные микро-
схемы кроме полупроводниковых могут быть пленочными или гиб
ридными.
ф Пленочной интегральной микросхемой называется ИМС, все элементы и меж-
элементные соединения которой выполнены только в виде пленок.
Вариантами технического исполнения пленочных интегральных
микросхем являются тонкопленочные и толстопленочные ИМС.
Различие между тонкопленочными и толстопленочными ИМС
может быть количественным и качественным. К тонкопленочным
условно относят интегральные микросхемы с толщиной пленок до
1 мкм, а к толстопленочным ИМС с толщиной пленок более
1 мкм Качественные различия определяются технологией изготов-
ления пленок Элементы тонкопленочных ИМС наносятся на под-
ложку, как правило, с помощью термовакуумного осаждения и ка-
тодного распыления, а элементы толстопленочных ИМС изготов-
ляются преимущественно методом сеткографии с последующим
вжигапием.
Гибридной интегральной микросхемой называется ИМС, в составе которой
имеются пленочные элементы и компоненты.
В составе гибридных микросхем кроме простых могут быть и
сложные компоненты (например, кристаллы полупроводниковых
ИМС) Частным случаем гибридной ИМС является многокристаль-
ная ИМС, представляющая собой совокупность нескольких бес-
корпусных ИМС на одной подложке.
В первой половине 60-х годов широкое распространение полу-
чили гибридные интегральные микросхемы. В дальнейшем, но мере
совершенствования технологии, быстрыми темпами росло произ-
водство полупроводниковых микросхем, изготовление которых ока-
залось более экономичным. Основной тенденцией развития интег-
ральных микросхем является увеличение числа элементов на одном
кристалле, т. е. повышение их функциональной сложности. Функ-
циональную сложность микросхем принято характеризовать сте-
пенью интеграции, т. е. количеством элементов (обычно транзисто-
ров) на кристалле или в корпусе.
Степень интеграции микросхемы является показателем сложно-
сти ИМС характеризуемым числом содержащихся в ней элементов
и компонентов Степень интеграции определяется формулой
k = \gN, где k коэффициент, определяющий степень интеграции,
округляемый до ближайшего большего целого числа, a N число
элементов и компонентов, входящих в ИМС В соответствии с
этой формулой интегральной микросхемой первой степени интегра
ции называют ИМС, содержащую до 10 элементов и компонентов
включительно ИМС второй степени интеграции содержит от 11 до
100 элементов и компонентов включительно. Соответственно ИМС,
18
имеющую в своем составе от 101 до 1000 элементов и компонентов
включительно, называют ИМС третьей степени интеграции. Анало-
гично, ИМС, имеющие число элементов и компонентов от 1001 до
10 000 или от 10001 до 100 000, — это ИМС четвертой и пятой степе-
ней интеграции.
Для количественной характеристики степени интеграции часто
используют и такие термины: если k 1 (т. е. N 10), то интеграль-
ную схему называют простой ИМС, если 1 <1 k <1 2 — средней ИМС
(СИМС), если 2^ k 4 большой интегральной схемой (БИС),
а если k^4 (т. е. Л/10000)—сверхбольшой интегральной
схемой (СБИС).
Кроме степени интеграции используют еще такой показатель,
как плотность упаковки элементов, — количество элементов (чаще
всего транзисторов) на единицу площади кристалла. Этот показа-
тель характеризует главным образом уровень технологии, в настоя-
щее время он составляет 500—1000 элементов/мм2 и более.
$ I.J. ИСТОРИЯ РАЗВИТИЯ МИКРОЭЛЕКТРОНИКИ
Анализ развития микроэлектроники в историческом аспекте
является довольно сложной задачей Поэтому приводимый здесь
материал не претендует на исчерпывающую полноту и освещает
лишь некоторые вопросы истории развития микроэлектроники.
Микроэлектроника является продолжением развития полупро-
водниковой электроники, начало которой было положено 7 мая
1895 г., когда полупроводниковые свойства твердого тела были ис-
пользованы А. С. Поповым для регистрации электромагнитных
волн
Дальнейшее развитие полупроводниковой электроники связано с
появлением в 1948 г. транзистора, разработанного американскими
физиками Шокли, Бардином и Браттейном Создание транзистора
явилось мощным стимулом для развертывания исследований в об-
ласти физики полупроводников и технологии полупроводниковых
приборов. Нельзя не отметить большие заслуги в этом советского
ученого А Ф Иоффе. Уже в 50-е годы были выявлены огромные
потенциальные возможности полупроводниковой электроники и на
мечены пути дальнейшей микроминиатюризации радиоэлектронной
аппаратуры Для практической реализации развивающейся полу-
проводниковой электроники потребовались сверхчистые полупровод-
никовые и другие материалы и специальное технологическое
оборудование. Именно на этой базе стала развиваться микро
электроника.
Первые разработки интегральных микросхем относятся к 1958
1960 гг. В 1961 —1963 гг. ряд американских фирм начали выпускать
простейшие полупроводниковце микросхемы В то же время были
разработаны пленочные интегральные микросхемы. Однако некото
рые неудачи с разработками стабильных по электрическим харак-
теристикам пленочных активных элементов привели к преимушест-
19
венной разработке гибридных интегральных микросхем. Отечествен-
ные интегральные микросхемы появились в I960'—1961 гг
Следует отметить, что основные принципы микроэлектроники —
групповой метод и планарная технология были известны до
появления интегральных микросхем. Эти методы были освоены в
дискретной транзисторной технике в. конце 50-х годов. Следователь-
но, для появления интегральных микросхем уже существовали
необходимые материальные условия
В историческом плане можно отметить пять этапов развития
микроэлектроники.
Первый этап, относящийся к первой половине 60-х годов, харак-
теризуется степенью интеграции микросхем от 10 до ЛОО элемен-
тов/кристалл и минимальным размером элементов порядка 100 мкм.
Второй этап, относящийся ко второй половине 60-х годов и первой
половине 70-х годов, характеризуется степенью интеграции микро-
схем от 100 до 1000 элементов/кристалл и минимальным размером
элементов от 100 до 3 мкм.
Третий этап, начавшийся во второй половине 70-х годов, харак-
теризуется степенью интеграции более 1000 элементов/кристалл и
минимальным размером элементов до 1 мкм. В этот период особен-
но быстрыми темпами разрабатывались и осваивались в серийном
производстве большие интегральные микросхемы.
Четвертый этап характеризуется разработкой сверхбольших
интегральных микросхем со степенью интеграции более 10 000
элементов/кристалл и размерами элементов до 0,1 мкм
Пятый, современный, этап характеризуется широким использо-
ванием микропроцессоров и микро-ЭВМ, разработанных на базе
больших и сверхбольших интегральных микросхем.
Следующим этапом развития микроэлектроники, по-видимому,
будет функциональная микроэлектроника, основанная на использо-
вании объемных эффектов в твердом теле. Примерами таких прибо-
ров являются кварцевые резонаторы, диоды Ганна, диоды Джо
зефсона и др.
§ 1.4. ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ РАЗВИТИЕ
МИКРОЭЛЕКТРОНИКИ
Основными факторами, определяющими развитие современной
микроэлектроники, являются разработка сверхчистых материалов,
совершенной технологии, высокопроизводительного специального
оборудования и подготовка высококвалифицированных кадров.
Быстроразвивающаяся технология изготовления интегральных мик-
росхем базируется на чрезвычайно широком круге сложных физико-
химических процессов получении пленочных структур путем терми-
ческого и ионно-плазменного напыления в вакууме, наращивании
слоев из газовой фазы, создании структур в твердом теле с по-
мощью окислительных и диффузионных отжигов, фотолитографии,
электронно-лучевой, ультразвуковой и лазерной обработки и свар-
ки, электронной и рентгеновской литографии, ионной имплантации,
20
плазмохимии, молекулярной эпитаксии, электронной микроскопии
и др
Для реализации этих процессов в производстве требуется слож-
нейшее технологическое оборудование: высоковакуумные установки
напыления, установки наращивания эпитаксиальных слоев, печи с
прецизионным регулированием температуры, установки электронно-
ионной и лазерной обработки, координатографы, установки для
фотолитографии, сварки и целый ряд вспомогательных устройств.
Остановимся кратко на основных факторах, определяющих
дальнейшее развитие современной микроэлектроники
Материалы. Для изготовления активных и пассивных элементов
микросхем широко используют полупроводниковые материалы, ре-
зистивные и проводящие металлы и сплавы, диэлектрические соеди-
нения и смеси, фоторезисты, диффузанты, растворители. В связи с
уменьшением размеров этих элементов и стремлением разместить
все большее их число на минимальной площади и в минимальном
объеме требования к материалам непрерывно повышаются Необхо-
димо производство сильнолегированных монокристаллов кремния с
низкой плотностью дислокаций точно заданного диаметра и т. д.,
а также выпуск монокристаллов новых полупроводниковых соедине-
ний высокого качества Понятие «чистое вещество» в традицион
ном химическом смысле уже недостаточно для полной характери-
стики материала. Помимо содержания примесей следует учитывать
еще и стехиометрию, чистоту поверхности, плотность кристаллогра-
фических дефектов
В настоящее время номенклатура материалов, выпускаемых
для твердотельной электроники, насчитывает более 500 наимено
ваний К их числу относятся вещества и соединения особой чистоты,
чистые металлы и сплавы со специальными электрофизическими
свойствами, диффузанты и элементоорганические соединения, раз-
личные полупроводниковые соединения в виде порошков и моно-
кристаллов, монокристаллические пластины кремния, арсенида и
фосфида галлия, фосфида индия, сапфира, шпинели, гранаты, слож-
ные эпитаксиальные структуры кремния, бинарных и тройных
полупроводниковых соединений, редкоземельных феррит-гранатов,
структуры с диффузионными слоями, неэпитаксиальными слоями
диэлектриков и проводников, различные вспомогательные материа-
лы — технологические газы, фоторезисты, абразивные порошки
и др.
Важнейшими среди них являются монокристаллы полупровод-
ников и диэлектриков, в частности кремний Одна из важнейших
задач технологии кремния — получение кристаллов большого
диаметра возникла из требований к всемерному снижению стой
мости микросхем путем изготовления их групповыми методами на
большой поверхности За последние 10— 12 лет в этом направлении
достигнуты значительные успехи. Диаметр промышленных моно
кристаллов кремния увеличился с 25. до 100 мм Получены кристал-
лы диаметром 125—160 мм, и решаются вопросы промышленного
получения кристаллов диаметром до 200 мм.
21
Все материалы должны быть химически совместимы не только
в готовой микросхеме при нормальных рабочих температурах, но
и во всем диапазоне температур при технологической обработке
пластин, монтаже и герметизации кристаллов. Это требование
совместимости распространяется и на различные вспомогательные
материалы, применяемые в готовой микросхеме. Должно быть пол-
ностью удовлетворено также требование совместимости техноло-
гических процессов: каждая последующая операция должна про-
изводиться при более низкой температуре, чем предшествующая
в целях недопущения возможных вредных эффектов и контроля
технологических операций.
Пригодность полупроводникового материала для использования
в интегральных микросхемах определяется в основном параметра-
ми, зависящими от его физических свойств: оптических, терми-
ческих, термоэлектрических, зонной структуры, ширины запрещен-
ной зоны и положения в ней примесных уровней и др Очень важны
электрические свойства полупроводникового материала- тип элек-
тропроводности концентрация носителей заряда, их подвижность,
удельное сопротивление, время жизни неосновных носителей заряда
и их диффузионная длина, существенно зависящие от технологии
получения полупроводника.
Наибольшее применение при изготовлении ИМС получил крем
ний, в последнее время начинают использовать и германий. В ряде
случаен находят применение арсенид и фосфид галлия, фосфид
индия, антимонид галлия и другие полупроводниковые соединения.
Полупроводниковые материалы, предназначенные для произ-
водства ИМС, характеризуются очень малым количеством при-
месей, оставшихся в них после получения в готовом для дальней
шего применения виде или введенных специально для придания
необходимых свойств.
Для получения областей с заданными типами электропровод
ности методом диффузии при производстве полупроводниковых
ИМС в качестве примесей применяют различные элементы. Чаще
всего в качестве диффузантов используют два элемента, бор как
акцепторную примесь и фосфор как донорную смесь.
Один из наиболее широко используемых материалов как в
структуре полупроводниковых ИМС, так и в процессе их изготов-
ления — двуокись кремния Она имеет блестящую металли
ческую или стеклообразную поверхность и в зависимости от тол
щины слоя кажется розовой, зеленой, голубой или серой
Основными материалами при получении соединений для полу
проводниковых ИМС является золото или алюминий В некоторых
ИМС находят применение никель, хром серебро. Обычно хром
или никель используют для получения первого слоя соединений
на поверхности кремния, серебро — иногда для изготовления кон
тактов
Для изготовления резисторов применяют пленки хрома, нихро-
ма, тантала, а также пленки различных сплавов и металлокерами
ческих смесей, для изготовления конденсаторов моноокись крем-
22
ния, моноокись германия окислы тантала и пленки органического
происхождения, а для получения проводников и контактных пло-
щадок — медь, алюминий, золото, никель и другие материалы.
Технология. Планарная технология изготовления полупровод-
никовых интегральных микросхем является в настоящее время
наиболее распространенной. Вместе с тем она имеет ряд принципиаль-
ных особенностей, которые в значительной мере ограничивают
пределы микроминиатюризации полупроводниковых интегральных
микросхем:
длительность диффузионных процессов с крайне ограниченной
возможностью эффективного контроля и управления этими про-
цессами (так, в диффузионных печах приходится в течение не-
скольких часов поддерживать температуру в диапазоне 1200—1300°С
с точностью до долей градуса, что практически является пределом
возможностей существующих способов стабилизации температуры);
большое число разнотипных и по существу не связанных между
собой химических, оптико-механических и физико-термических
операций (травление, обезжиривание, промывка, сушка кремниевых
пластин, фотолитографические процессы локального травления,
многократные термодиффузионные процессы, термическое испаре-
ние в вакууме, термокомпрессия выводов и др ) и отсутствие про-
межуточного эффективного контроля между некоторыми операция
ми, что неизбежно снижает процент выхода годных полупровод-
никовых интегральных микросхем и затрудняет автоматизацию их
производства;
необходимость многократного механического совмещения нега-
тивов при проведении фотолитографических процессов, что ограни-
чивает ширину линий и зазоров до 3—10 мкм, и явление дифракции
света, которое ограничивает разрешающую способность фотолитог-
рафических процессов до 1 мкм
При изготовлении интегральных микросхем применяется боль-
шое число различных физико-химических процессов Правильная
классификация этих процессов дает возможность объединить их
в классы и группы и определить соответствующую взаимосвязь
между ними.
Наиболее удачная классификация физико-химических процессов
технологии микроэлектроники дана в [8]. В соответствии с этой
классификацией все физико химические процессы технологии мик-
роэлектроники подразделяются на три класса (рис. 1 5):
1) процессы нанесения вещества в виде слоев и пленок на по-
верхность твердой фазы — подложки;
2) процессы удаления вещества с поверхности твердой фазы —
подложки;
3) процессы перераспределения атомов (ионов) примесей между
внешней средой и твердой фазой или в объеме твердой фазы
подложки.
В первых двух классах процессов изменяется геометрия под-
ложки, в третьем классе состав, свойства и структура внутренних
областей без существенного изменения геометрических размеров
23
Рис. 1.5 Классификация физико-химических процессов технологии микроэлектроники
Технология производства интегральных микросхем непрерывно
совершенствуется на основе разработки новых физико химических
процессов.
Оборудование. Для производства интегральных микросхем
обычно применяют три группы комплектов оборудования, которые
предназначены для планарно-эпитаксиальной, тонкопленоччой и
толстопленочной технологий. Каждый комплект оборудования со-
держит как основное оборудование, предназначенное только для
данной технологии, так и вспомогательное; однако перечень обо-
рудования каждого комплекта может существенно изменяться по
количеству, модификации основных видов и составу вспомогатель-
ных устройств
$ 1.5. КЛАССИФИКАЦИЯ ИЗДЕЛИЯ МИКРОЭЛЕКТРОНИКИ
Как отмечалось, главной задачей современной микроэлектро-
ники является создание высоконадежной малогабаритной радио
электронной аппаратуры (РЭА) с использованием интегральных
микросхем, изготовляемых на базе физических явлений в твердом
теле и пленках, схемотехнических средств и групповых технологи-
ческих методов. Разработка такой РЭА предусматривает комплек-
сную миниатюризацию всех ее элементов, т. е применение в аппа-
ратуре кроме интегральных микросхем малогабаритных деталей,
соединительных элементов, источников питания и других радио-
компонентов.
В связи с этим все микроэлектронные изделия подразделяют на
три группы (рис. 1 6):
1) интегральные микросхемы, микро-ЭВМ и микропроцессоры,
2) функциональные приборы и микросхемы;
3) микрокомпоненты.
Интегральные микросхемы, являющиеся элементной базой мик
роэлектроники предназначены для реализации подавляющего боль-
шинства аппаратурных функций. Их элементы, аналогичные обыч-
ным радиодеталям и приборам, выполнены и объединены внутри
или на поверхности общей подложки, электрически соединены
между собой и заключены в общий корпус. Все или часть элементов
создаются в едином технологическом процессе с использованием
групповых методов изготовления элементов и межэлементных
соединений.
В настоящее время разработано большое число различных по
функциональному назначению интегральных микросхем (мульти-
вибраторы, триггеры, логические схемы, усилители различных
классов, дешифраторы, смесители, ограничители, микропроцессоры
и др.), на которых могут быть построены устройства и системы
автоматики, связи, вычислительной и радиолокационной техники
и т. д.
Широкое распространение получили микропроцессоры. Микро
процессор представляет собой процессор обычной ЭВМ, выполнен
ный на одном или нескольких кристаллах полупроводниковой
25
микросхемы Микропроцессоры служат главными функциональными
частями нового класса ЭВМ, так называемых микро-ЭВМ Микро-
прЬцессоры обычно имеют высокую степень интеграции и пред-
ставляют собой большие или сверхбольшие интегральные микро-
схемы
В целях повышения уровня миниатюризации аппаратуры ис-
пользуют так называемые микросборки и микроблоки.
Микросборка микроэлектронное изделие, выполняющее
определенную функцию и состоящее из элементов, компонентов
и интегральных микросхем (корпусных и бескорпусных), а также
из других электрорадиоэлементов, находящихся в различных
сочетаниях. Микросборка может иметь или не иметь собственного
корпуса.
Микроблок — микроэлектронное изделие, которое кроме
микросборок содержит еще интегральные микросхемы и компо-
ненты.
Функциональные приборы и микросхемы не имеют физических
аналогов конденсаторов, резисторов, диодов, транзисторов и др
26
В этих приборах (оптоэлектронных, ионных, тепловых, акустиче-
ских и т. д.) используют различные свойства веществ: оптические
явления в полупроводниковых твердых телах, электролиз в жидких
электролитах, механические колебания, распространение теплоты,
эффект Холла, электрические явления в диэлектриках, магнитные
свойства твердых тел, доменные свойства полупроводников — эф-
фект Ганна и др. Это позволило создать ряд микроэлектронных
функциональных приборов — оптроны, электрохимические интегра-
торы, генераторы Ганна, акустико-электрические полупроводнико-
вые линии задержки и т. д.
Микрокомпоненты предназначены для монтажа и сборки микро
схем в блоки или устройства. К ним относятся многослойные пе-
чатные платы, гибкие кабели, микроразъемы, микропереключатели,
кнопки, индикаторы, элементы конструкций и т. д. По своим кон
структивным характеристикам и надежности эти изделия должны
быть близки к интегральным микросхемам и функциональным
приборам. Поэтому для их реализации используют, если это воз-
можно, технологические и конструктивные приемы микроэлектро-
ники.
$1.6. НОВЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ МИКРОЭЛЕКТРОНИКИ
Развитие современной микроэлектроники характеризуется разра-
боткой большого числа типов интегральных микросхем, в первую
очередь созданием больших и сверхбольших интегральных схем
и микропроцессоров, а также систем на одном кристалле. При этом
будет продолжаться массовый выпуск интегральных микросхем
среднего уровня интеграции для всех видов радиоэлектронной
аппаратуры. Наиболее широко выпускаются полупроводниковые
ИМС. Гибридные ИМС и микросборки находят все большее при-
менение в аналоговой радиоэлектронной аппаратуре и аппаратуре
бытового назначения.
Характерным для всех типов ИМС является возрастание степени
интеграции. Полупроводниковые ИМС имеют ряд принципиальных
ограничений предельное минимальное значение мощности, способ-
ной обеспечить функционирование прибора при 300°С, составляет
1 мкВт, предельное значение показателя качества (произведение
времени срабатывания на мощность включения прибора)
Ю14 Дж, что определяет ограничение по плотности упаковки при-
боров и их быстродействию. Новые направления развития микро-
электроники показаны на рис. 1.7
Функциональная микроэлектроника. В основе создания ИМС
лежит принцип элементной (технологической) интеграции, сопро-
вождающейся микроминиатюризацией элементов (активных и
пассивных) микросхемы. В ИМС можно выделить области, пред
ставляющие собой активные (диоды, транзисторы) и пассивные
(резисторы, конденсаторы, катушки индуктивности) элементы
В интегральной микроэлектронике сохраняется основной принцип
дискретной электроники, основанной на разработке электрической
27
Рис I 7 Основные направления развития микроэлектроники
.схемы по законам теории цепей. Этот принцип неизбежно связан
с ростом числа элементов микросхемы и межэлементных соединений
по мере усложнения выполняемых ею функций.
Функциональная микроэлектроника предлагает принципиально
новый подход, позволяющий реализовать определенную функцию
аппаратуры без применения стандартных базовых элементов, осно-
вываясь непосредственно на физических явлениях в твердом теле
В этом случае локальному объему твердого тела придаются такие
свойства, которые требуются для выполнения данной функции, и
промежуточный этап представления желаемой функции в виде
эквивалентной электрической схемы отпадает Функциональные
микросхемы могут выполняться на основе не только полупровод-
ников, ко и таких материалов, как сверхпроводники, сегнетоэлект
рики, материалы с фотопроводящими свойствами и др. Для пере-
работки информации можно использовать явления, не связанные
с электропроводностью (например, оптические и магнитные явления
в диэлектриках, закономерности распространения ультразвука
ит д.).
Оптоэлектроника Оптоэлектронный прибор — устройство, в ко-
тором при обработке информации происходит преобразование
электрических сигналов в оптические и обратно.
В оптоэлектронике обычно используется диапазон длин волн
0,2 мкм — 0,2 мм В качестве источника излучения используют
светоизлучающие диоды на арсениде галлия, в качестве фотоприем-
ников — кремниевые фотодиоды и фототранзисторы.
Существенная особенность оптоэлектронных устройств состоит
в том, что> элементы в них оптически связаны, но электрически
изолированы друг от друга. Благодаря этому легко обеспечивается
28
согласование высоковольтных и низковольтных а также высоко-
частотных цепей. Кроме того, оптоэлектронным устройствам при-
сущи и другие достоинства1 возможность пространственной моду-
ляции световых пучков, что в сочетании с изменениями во времени
дает три степени свободы (в чисто электронных цепях — две);
возможность значительного ветвления и пересечения световых пуч
ков в отсутствие гальванической связи между каналами; большая
функциональная нагрузка световых пучков ввиду возможности
изменения многих их параметров (амплитуды, направления, часто-
ты, фазы, поляризации).
Оптоэлектроника охватывает два независимых направления:
оптическое и электронно-оптическое Оптическое направление бази-
руется на эффектах взаимодействия твердого тела с электромаг-
нитным излучением. Оно опирается на голографию, фотохимию,
электрооптику и другие направления развития. Оптическое направ
ление иногда называют лазерным.
Электронно-оптическое направление использует принцип фото-
электрического преобразования, реализуемого в твердом теле
посредством внутреннего фотоэффекта, с одной стороны, и электро-
люминесценции с другой. В основе этого направления лежит
замена гальванических и магнитных связей в традиционных элек-
тронных цепях оптическими. Это позволяет повысить плотность
информации в канале связи, его быстродействие, помехозащи-
щенность.
Для микроэлектроники представляет интерес в основном элек-
тронно-оптическое направление, которое позволяет решить главную
проблему интегральной микроэлектроники — существенно умень-
шить паразитные связи между элементами как внутри одной ИМС,
так и между микросхемами. На оптоэлектронном принципе могут
быть созданы безвакуумные аналоги электронных устройств и
систем дискретные и аналоговые преобразователи электрических
сигналов (усилители, генераторы, ключевые элементы, элементы
памяти, логические схемы, линии задержки и др.) преобразова-
тели оптических сигналов твердотельные аналоги электронно-
оптических преобразователей, видиконов, электронно-лучевых пре-
образователей (усилители света и изображения, плоские передаю-
щие и воспроизводящие экраны); устройства отображения инфор
мации (индикаторные экраны, цифровые табло и другие устрой-
ства картинной логики).
Магнетоэлектроника. Магнетоэлектроника — направление функ
циональной микроэлектроники, связанное с появлением новых
магнитных материалов, обладающих малой намагниченностью на-
сыщения, и с разработкой технологических методов получения тон-
ких магнитных пленок. На перемагничивание тонкопленочного
элемента, толщина которого обычно не превышает толщины одного
домена, требуются энергия, в 10—20 раз меньшая и время, в 10
30 раз меньшее, чем на перемагничивание ферритового сердечника
Наибольший интерес представляет использование тонкопленоч-
ных металлических магнитных материалов в микроэлектронных
29
запоминающих устройствах (ЗУ), где в качестве элемента памяти
применяются тонкие магнитные пленки. Эти пленки позволяют
создавать надежные быстродействующие ЗУ с малой мощностью
управления. Весьма перспективны устройства памяти на цилиндри-
ческих магнитных доменах. Плотность записи таких устройств
достигает 105 бит/см2 при скорости обработки информации
3-106 бит/с. Преимущество этих устройств заключается также в
том, что магнитные домены могут составить систему идентичных
элементов реализующих функции логики, памяти и коммутации
без нарушения однородности структуры материала носителя ин-
формации. Следовательно, кристалл на магнитных доменах явля-
ется вычислительной средой, на поверхности которой посредством
системы внешних аппликаций можно размещать схемы, реализую-
щие различные комбинации логических и переключающих функций
и функций памяти.
На тонких магнитных пленках могут быть выполнены не только
элементы памяти ЭВМ, но также логические микросхемы, магнит-
ные усилител*и и другие приборы.
Широкие перспективы построения разнообразных функциональ
ных устройств открывают новые материалы — магнитные полупро-
водники. К ним относят магнетики, не обладающие металлической
природой электропроводности и представляющие собой соединения
магнитных и немагнитных элементов. В настоящее время известны
такие магнитные полупроводники, как халькогениды европия, халь-
когенидные шпинели хрома, сильнолегированные ферриты (напри
мер, железоиттриевый гранат, легированный кремнием) и т. д.
Акустоэлектроиика. Акустоэлектроника — направление функцио-
нальной микроэлектроники, связанное с использованием механи-
ческих резонансных эффектов, пьезоэлектрического эффекта, а также
эффекта, основанного на взаимодействии электрических полей с
волнами акустических напряжений в пьезоэлектрическом полу-
проводниковом материале. Акустоэлектроника занимается преобра-
зованием акустических сигналов в электрические и электрических
сигналов в акустические.
Пьезоэлектрические преобразователи используют для возбужде-
ния с помощью электрических сигналов акустических волн в ультра-
звуковых линиях задержки и обратного преобразования их в элек
трический сигнал.
Новым этапом в развитии акустоэлектроники является исполь-
зование поверхностных акустических волн. Поверхностные волны
обладают всеми свойствами объемных волн, доступны для воздей-
ствия на всем пути их распространения вдоль линии, а технология
изготовления ультразвуковых линий с поверхностными волнами
совместима с технологией изготовления интегральных микросхем
Хемотроника. Хемотроника как новое научное направление
возникла на стыке двух развивающихся направлений- электрохимии
и электроники На первом этапе своего развития хемотроника как
техническая отрасль была призвана разрабатывать общие теорети-
ческие и технологические принципы построения электрохимических
30
преобразователей При этом создавались в основном аналоги элек-
тронных приборов с той разницей, что носителями заряда были не
электроны в вакууме, газе или твердом теле, а ионы в растворе Так
были созданы электрохимические выпрямители, интеграторы, уси-
лители. Подвижность ионов в растворе намного меньше, чем под-
вижность электронов в газе или твердом теле, поэтому электрохи-
мические приборы являются низкочастотными по своей физической
природе, однако они имеют и ряд преимуществ перед электронными
приборами
Перспектива развития хемотроники — это создание информа-
ционных и управляющих систем на жидкостной основе, а в более
далеком будущем — биопреобразователей информации. Для даль-
нейшего успешного развития хемотроники требуются фундаменталь-
ные исследования не только физики жидкости, но также сложных
физико-химических и электрохимических процессов протекающих
в жидкостях и на границе жидких фаз.
В настоящее время на Основе электрохимических явлений создан
ряд хемотронных приборов, диоды выпрямители интеграторы, уси-
лители, электрокинетические преобразователи, твердофазные элек-
трохимические преобразователи и др
Криоэлектроника. Криоэлектроника (криогенная электроника) —
направление электроники и микроэлектроники, охватывающее иссле-
дование взаимодействия электромагнитного поля с электронами в
твердых телах при криогенных температурах и создание электронных
приборов на их основе. К криогенным температурам относят темпе-
ратуры, при которых наступает глубокое охлаждение, т. е. темпера-
туры от 80 до 0 К. В криоэлектронных приборах используются раз-
личные явления: сверхпроводимость металлов и сплавов, зависи-
мость диэлектрической проницаемости некоторых диэлектриков от
напряженности электрического поля, появление у металлов при
температуре ниже 80 К полупроводниковых свойств при аномально
высокой подвижности носителей заряда и др. Принципы криоэлектро-
ники используют для построения ряда приборов (криотроны, кван-
товые и параметрические усилители, резонаторы, фильтры, линии
задержки и др.) Наиболее распространенным из этих приборов яв-
ляется криотрон, представляющий собой переключающий криоген
ный элемент, основанный на свойстве сверхпроводников скачком
изменять свою проводимость под воздействием критического маг
нитного поля. Действие криотрона аналогично работе ключа или
реле Криотрон может находиться только в одном из двух состояний:
либо в сверхпроводящем либо с малой проводимостью
Время перехода криотрона из одного состояния в другое состав-
ляет несколько долей микросекунды, т. е этот прибор обладает высо-
ким быстродействием. Криотроны микроминиатюрны на 1 см2 пло-
щади может быть размещено до нескольких тысяч криотронов
На основе криотронов можно создать криотронные БИС, выпол
няющие логические функции функции запоминания с неразрушающим
читыванием, управлением и функции межэлементных соединений
Однако необходимость работы в условиях глубокого охлаждения
31
и связанные с этим технологические трудности резко ограничива-
ют применение криотронов Усилители, принцип действия которых
основан на использовании криоэлектронных явлений, служат глав-
ным образом для приема слабых сигналов СВЧ Они обладают
ничтожно малым уровнем шумов, широкой полосой пропускания
(десятки гигагерц) и высоким усилением (до 10 000). Шумовые
температуры криоэлектронных усилителей достигают единиц и до-
пей кельвина.
Диэлектрическая электроника В микроэлектронике широко
применяются тонкие пленки металлов и диэлектриков. При переходе
к тонким пленкам возникают новые явления и закономерности, не
проявляющиеся в массивных образцах и структурах. Для пленок
типична возможность создавать управляемые эмиссионные токи,
аналогичные токам в вакууме При контакте неметаллического твер-
дого тела с металлом, обладающим меньшей работой выхода, при-
контактная область обогащается свободными носителями заряда,
эмиттированными из металла. В массивных образцах эти узкие
приконтактные области повышенной проводимости не влияют на
токовый режим, определяемый концентрацией свободных носителей
заряда в объеме тела. В тонких же пленках эмиттированные носи-
тели заряда могут доминировать во всем объеме определяя зако-
номерности токовых явлений. С точки зрения теории рассеяния
носителей заряда любое неметаллическое твердое тело в толстом
слое — полупроводник а в тонком слое — диэлектрик.
Эффекты, связанные с протеканием эмиссионных токов в неметал-
лических твердых телах, не охватываются ни физикой полупровод-
ников, ни физикой диэлектриков. Закономерности этих явлений, а
также приборные и схемные разработки на их основе составляют
содержание нового раздела физики твердого тела и электроники —
диэлектрической электроники
Если между двумя металлическими электродами поместить тон-
кую (порядка 1 10 мкм) диэлектрическую пленку, то мигрируемые
из металла электроны заполнят всю толщину пленки и напряжение,
приложенное к такой системе, создаст ток в диэлектрике.
Простейшими приборами диэлектрической электроники являются
диоды и транзисторы, имеющие характеристики, аналогичные харак
теристикам электровакуумных приборов
Эти приборы удачно сочетают ряд достоинств полупроводнике
вых и электровакуумных приборов. Они микроминиатюрны, мало-
инерционны, имеют низкий уровень шумов, мало чувствительны к
изменениям температуры и радиации.
Квантовая микроэлектроника. В квантовой электронике изучают
методы усиления и генерации электромагнитных колебаний, осно-
ванные на использовании эффекта вынужденного излучения, а также
свойства квантовых усилителей и генераторов и их применения
Наибольший практический интерес представляют квантовые генера-
торы света (лазеры), которые излучают световые волны с очень
высокой направленностью Это свойство широко используется в
оптических линиях связи
32
В квантовой микроэлектронике все большее применение находят
приборы, основанные на эффектах Ганна и Джозефсона.
Эффект Ганна — это явление генерации высокочастотных коле-
баний электрического тока в полупроводнике в случае приложения
к образцу постоянного напряжения, превышающего некоторое кри-
тическое значение. Частота колебаний зависит от длины образца и
лежит в диапазоне нескольких гигагерц.
Эффект Джозефсона состоит в том, что через тонкую, порядка
2 нм, диэлектрическую прослойку между сверхпроводящими слоями
при низких температурах даже в отсутствие разности потенциалов
может протекать туннельный ток, управляемый сравнительно сла-
быми внешними сигналами. Значения параметров приборов, осно-
ванных на эффекте Джозефсона, очень высокие по отношению ко
всем видам запоминающих и логических элементов: быстродействие
отдельных приборов 20—30 пс, рассеиваемая мощность 100 нВт т. е.
показатель качества прибора 10 18 Дж, что в 106 раз лучше, чем у
интегральных микросхем.
Биоэлектроника Биоэлектроника — одно из направлений биони
ки, решающее задачи электроники на основе анализа структуры и
жизнедеятельности живых организмов. Биоэлектроника охватывает
проблемы изучения нервной системы человека и животных и модели-
рование нервных клеток (нейронов н нейронных сетей) для даль-
нейшего совершенствования электронной вычислительной техники,
техники связи, разработки новых элементов и устройств автоматики
и телемеханики.
Исследования нервной системы показали, что она обладает
рядом ценных особенностей и преимуществ перед самыми совершен-
ными вычислительными устройствами. Основными из них являются:
1) совершенное и гибкое восприятие внешней информации неза-
висимо от формы, в которой она поступает;
2) высокая надежность значительно превышающая надежность
технических систем (последние выходят из строя при обрыве в цепи
одного или нескольких элементов; при гибели же миллионов нервных
клеток из миллиардов клеток, составляющих головной мозг, рабо-
тоспособность системы сохраняется);
3) микроминиатюрность элементов (при количестве элементов
Ю10 Ю" объем мозга человека составляет 1,5 дм3; современное
устройство на транзисторных структурах с таким же числом элемен-
тов заняло бы объем в несколько сотен кубических метров);
4) экономичность работы (потребление энергии мозгом человека
не превышает нескольких десятков ватт),
5) высокая степень самоорганизации, быстрое приспособление
к новым ситуациям, к изменению программ деятельности.
Нервная система состоит из клеток, получивших название нейро-
нов Нейроны, где бы они ни находились, имеют одинаковую струк-
туру и примерно одинаковые логические характеристики Они явля
ются наиболее универсальным логическим элементом. На основе
нейронов строятся простые и упорядоченные нейронные сети, ука
зывающие на тот, пока еще недостижимый в технике факт, что с
2—1187
33
помощью единственного элемента можно построить систему, спо
собную выполнять сложнейшие задачи, которые обычно решает че
ловек
Для технической реализации ряда сложных нейронных сетей в
первом приближении достаточен нейроноподобный элемент, обла-
дающий аналого-логическими свойствами и по своим функциональ-
ным возможностям приближающийся к биологическим рецепторным
и некоторым видам центральных нейронов. Основной задачей при
создании такого нейроноподобного элемента является реализация
зависимости амплитуды импульсного выходного сигнала от суммар
ного импульсного «раздражения» на входе. Исследования показали,
что модель нейрона может быть выполнена в виде двух интеграль-
ных микросхем на МДП-транзисторах
В настоящее время ведутся большие исследования в различных
направлениях биоэлектроники. Результаты исследований показы-
вают, что использование явлений живои природы в электронике мо-
жет привести к новой научно технической революции в этой области
техники.
2 Глава
Физические
явления
и процессы
в полупровод-
никовых
структурах
$2.1. ОБЩИЕ СВЕДЕНИЯ О ПОЛУПРОВОДНИКАХ
К классу полупроводников обычно относят большую группу
твердых тел, удельная проводимость которых при комнатной тем
пературе (Т — 300 К) изменяется в очень широких пределах. Чис-
ловое значение этой величины, составляющее 10 1 —10' См-м
(10~|Л—10 ' Ом" ‘-См '), значительно выше, чем у изоляторов
(10 24 10~12 См-м ', или 10 “26 10 Ом ‘-см '). но намного
ниже, чем у металлов (102—104 См-м *, или 1 102 Ом -см ).
Если твердые тела классифицировать по механизму электропровод-
ности, то нетрудно установить, что между полупроводниками и
изоляторами нс существует принципиального различия. Одна из
характерных особенностей полупроводников заключается в увели
чении их электрической проводимости с ростом температуры. По
этому признаку поведение полупроводников противоположно пове-
дению металлов. Однако такое свойство не является правилом,
которое соблюдается во всем диапазоне температур или применимо
к любому полупроводнику.
Важнейшее свойство полупроводников возможность изменять
свою электрическую проводимость под воздействием различных
35
факторов: температуры, освещения радиоактивного излучения и др.
Кроме того, проводимостью полупроводников можно управлять пу-
тем контролируемого введения незначительного количества примес-
ных атомов. Так, например, при концентрации примесных атомов
в полупроводнике около 10 4 атомных процентов его удельная
проводимость изменяется на несколько порядков; дальнейшее уве
личение примесной концентрации может оказать решающее воз-
действие на другие свойства полупроводника.
Из других факторов, оказывающих влияние на электрофизиче-
ские свойства полупроводников, следует отметить воздействие тер-
мической обработки в атмосфере различных газов, структуру ма-
териала, т е различие между поликристаллическим и монокрис-
таллическим материалами, микроскопическое выпадение в осадок
инородной фазы на границе кристаллитов, состояние поверхности
полупроводника, изменение свойств под воздействием электриче-
ского и магнитного полей. Поэтому в физике полупроводников
часто приходится встречаться с огромным количеством различных
явлений, которые, казалось бы, противоречат друг другу. Однако
всем этим явлениям можно найти удовлетворительное объяснение
при исследовании кристаллического строения полупроводниковых
материалов.
Под кристаллической структурой полупроводника понимают
твердую фазу вещества, расположение атомов или молекул в кото-
рой проявляет определенную закономерность хотя бы на микро-
скопических участках. При этом атомы образуют кристаллическую
решетку, а определенное сочетание атомов, или элементарная ячей-
ка, повторяется в любом направлении Для кристаллической струк-
туры, обладающей пространственной периодичностью свойств, мо-
жет быть построена зонная модель, а полупроводник в общеприня-
том смысле может существовать только в виде кристалла. Следует
отметить, что эта кристаллическая структура не обязательно долж-
на проявляться в макроскопических масштабах; обычно она пред
ставляет собой поликристаллическое вещество, которое только при
определенных условиях может вести себя как монокристалл Од-
нако в монокристаллё проявляется строгая закономерность крис-
таллографических свойств.
Кроме того, существует достаточно обширная группа аморфных
веществ, обладающих полупроводниковыми свойствами. Такие ве-
щества не обладают явно выраженной кристаллической решеткой,
но в то же время имеют электронную электропроводность и ха-
рактеризуются эффектом Холла, внутренним фотоэффектом отри-
цательным температурным коэффициентом удельного сопротивле-
ния. Такое поведение можно объяснить тем что при аморфной
структуре электрофизические свойства полупроводника определяют-
ся взаимодействием «ближнего порядка», которым можно объяс-
нить наблюдаемые явления. В настоящее время большинство ин-
тегральных микросхем формируется на основе монокристалличе
ских полупроводниковых материалов. Поэтому исследование свойств
36
аморфных полупроводников следует считать самостоятельной за-
дачей, которую здесь рассматривать не будем.
Все полупроводниковые материалы, используемые при изготов-
лении микросхем, в процессе кристаллизации образуют кристал-
лическую решетку типа алмаза или цинковой обманки (рис. 2.1).
Для такой структуры характерно наличие тетраэдрических связей,
когда каждый атом окружен четырьмя эквидистантно расположен
иыми соседними атомами, занимающими места в вершинах тетра-
эдра, взаимодействие между которыми осуществляется силами ко-
валентных связей. Валентную связь между парой соседних атомов
образуют два электрона с двумя противоположно ориентированны
ми спинами. Кристаллические решетки типов алмаза и цинковой
обманки можно представить состоящими из двух взаимопрони-
кающих гранецентрированных решеток. Для германия и кремния,
входящих в четвертую группу Периодической системы элементов
Д И. Менделеева, характерны решетки типа алмаза, и, следова-
тельно, все валентные связи существуют только между атомами
соответствующих элементов. Арсенид галлия GaAs, а также другие
Рис. 2 I Структура элементарной ячейки кристаллической
решетки
а — тип алмаза, б— типа цинковой обманки (зачернены атомы
мышьяка
полупроводниковые соединения группы А В обладают решеткой
типа цинковой обманки. Одна подрешетка таких соединений обра
зуется атомами элементов третьей группы периодической системы
(А111), а другая атомами элементов пятой группы (В ).
* Важнейшим параметром кристаллической решетки полупровод-
ников является ее постоянная, представляющая собой расстояние
а между двумя атомами, расположенными в соседних вершинах
куба, как показано на рис. 2 1. Свойства некоторых полупроводни
ковых материалов приведены в табл. 2.1
Элементарная кристаллическая решетка алмазного типа обла-
дает кубической симметрией. Следовательно, если за основу вы-
брать прямоугольную систему координат с осями X, У и Z, то, как
видно из рис. 2 1 атомы элементарной ячейки кремния в такой
системе будут иметь следующие координаты (О, О' 0); (0; ‘/г,
37
Таблица 2.1
Кристаллические свойства некоторых полупроводниковых материалов
Соединения Химическая формула Материал Кристалли чсская ре щетка Постоянная кристаллине скон решетки при темпера- туре 300 к. А"
А1' Ge Si Германий Кремний Типа ал- маза То же 5.65748 5.43086
a’ivb" SiC Карбид кремния Типа цин- ковой об манки 4.358
A“'BV GaSb GaAs GaP In Sb InAs Ini’ Антимонид галлия Арсенид галлия Фосфид галлия Антимонид индия Арсенид индия Фосфид индия То же х> 6,0955 5,6534 5,4505 6,4788 6,0585 5,8688
7г); (7г; 0. 7г); (72; 7г; 0); СЛ; 'к, 74); (7<; 7<; 3Л); (3Л;
741 3/4>; (3/<; 74; /4) И т. д. В этом случае за единицу принята
сторона элементарной кубической ячейки, или постоянная решетки.
Кристаллы рассматриваемого типа обладают анизотропией, т. е.
неоднородностью механических и электрофизических свойств в раз-
личных направлениях. Введенная система координат оказывается
недостаточно удобной для оценки анизотропных свойств кристалла.
В технологии изготовления интегральных микросхем обычно поль-
зуются так называемыми индексами Миллера, определяющими по-
ложение кристаллографических плоскостей, или кристаллографиче
ских направлений, перпендикулярных соответствующим плоскостям.
Для кубических кристаллов индексы Миллера представляют собой
три цифры относящиеся к прямоугольной системе координат Как
видно из рис. 2.2, цифра 1 означает, что рассматриваемая плос-
кость проходит через точку соответствующей оси с координатой,
равной единице. Цифра 0 означает, что кристаллографическая
плоскость параллельна оси. Отсюда, в частности, следует, что крис-
таллографическая плоскость (100) проходит через точку X = '1
и параллельна осям У, Z. плоскость (110) проходит через точки
X— 1, У — 1 и параллельна оси Z, а плоскость (111) проходит
через точки X — 1, Y — 1 7 — 1 Кристаллографические оси [100|,
|110] и |111] перпендикулярны соответствующим плоскостям.
Кристалл полупроводникового материала образуется в резуль-
тате группировки большого количества атомов в определенных
узлах кристаллической решетки, которую в некотором смысле мож
но считать крупной молекулой Свойства кристаллической решетки
определяют все важнейшие свойства полупроводников. Согласно
38
Рис 2.2. Основные кристаллографические плоскости кубической решетки
квантово-механическим представ-
лениям, в твердом теле, так же
как и в отдельном атоме, электро-
ны не могут иметь произвольную
энергию. Электрон в атоме может
иметь только строго определен
ные дискретные значения энергии,
причем атомы различных элемен-
тов отличаются своими системами
энергетических уровней.
В твердом теле, в частности в
Диэлектрик
Зона
н
Запрещенная
зона
полупроводнике, вследствие взаи
МОДеЙСТВИЯ соседних атомой энер- Рис 23 Зонныс диаграммы металла,
гетические уровни расщепляются, "P”
В результате возникают области,
или зоны, разрешенных значений энергии, между которыми нахо-
дятся запрещенные зоны. Если кристалл является идеальным, т. е.
не содержит нарушений периодичности решетки, то электрон не
может иметь в нем энергию, соответствующую энергии запрещенной
зоны. Для глубоких уровней расщепление оказывается небольшим
так как находящиеся на них электроны экранируются внешними
оболочками и их взаимодействие с соседними атомами является
несущественным. Для внешних электронных оболочек расщепление
может составлять несколько электрон-вольт. Зона, образуемая
этими уровнями, называется валентной зоной. Наряду с заполнен-
ными уровнями, т. е. с уровнями, на которых обычно располагаются
электроны, в атоме имеются и более высокие уровни, которые
обычно являются пустыми. Такие уровни могут заполняться, если
атом захватывает лишний электрон и превращается в отрицательно
заряженный ион. В твердом теле происходит также расщепление
незанятых уровней и, следовательно, образование незаполненной
зоны Такая зона называется зоной проводимости. При темпера-
туре абсолютного нуля она является совершенно свободной, не
имея на своих энергетических уровнях ни одного электрона Меж-
ду валентной зоной и зоной проводимости располагается запрещен
ная зона, как показано на рис 2 3
В соответствии с принципом запрета Паули число мест или
максимальное количество электронов, которые могут находиться на
39
одном уровне, ограничено. Это означает, что в многозарядных ато-
мах все электроны не могут скапливаться на нижнем энергетиче-
ском уровне, а заполняют также верхние уровни Аналогичное
условие справедливо и для распределения электронов по уровням
разрешенной энергетической зоны. Например, если зона образова-
лась в результате расщепления одного уровня, то количество мест
в ней равно произведению количества мест на этом уровне на число
атомов в теле. Переходя к единице объема полупроводника, можно
заключить, что количество мест в зоне па 1 см материала равно
произведению количества мест на уровне на число атомов, прихо-
дящихся на I см3. Следовательно, концентрация электронов в такой
зоне равна произведению концентрации атомов на количество элек-
тронов, занимавших соответствующий уровень в атоме. Это означа-
ет, что если рассматриваемый уровень в атоме был целиком за-
полнен, т. е. на нем находилось максимально возможное количест-
во электронов, то и образованная из уровня зона также будет
целиком заполнена. Если уровень был заполнен частично, то и зона
будет занята не полностью и в ней останутся свободные места.
Электроны в зоне могут перемещаться от одного атома к другому.
Если бы электроны были совершенно свободными, т е. находились
бы в ионизированном газе, а не в кристалле, то в отсутствие
электрического поля они совершали бы беспорядочное броунов-
ское движение, причем среднее количество электронов, перемещаю-
щихся в различных направлениях, было бы одинаковым. С прило-
жением внешнего электрического поля Е каждый электрон испы-
тывает воздействие силы Е — — qE где q — заряд электрона. Под
действием этой силы электроны ускоряются, поэтому число элект-
ронов, движущихся против направления вектора напряженности
электрического поля, возрастает, а в противоположном направле-
нии — уменьшается. В результате возникает направленный поток
электронов, или электрический ток.
В заполненной энергетической зоне все возможные состояния за-
няты электронами. Это означает, что электроны подчиняются также
вполне определенному распределению по скоростям, которое не мо-
жет быть изменено внешним электрическим полем. Следовательно,
увеличение скорости одного электрона должно компенсироваться
соответствующим уменьшением скорости другого электрона, т. е.
суммарная скорость всех электронов в заполненной зоне не изменя-
ется под воздействием электрического поля и находящиеся в ней
электроны не вносят вклада в электрический ток.
В отличие от полупроводников в металлах последняя энерге-
тическая зона оказывается занятой не полностью или частично
перекрывается со следующей свободной зоной (см рис. 2.3). По-
этому электроны могут получать энергию за счет внешнего элект-
рического поля и занимать более высокие энергетические состоя-
ния, что приводит к возникновению электрического тока.
Если энергетический промежуток \Е между валентной и бли-
жайшей к ней незаполненной зоной проводимости в полупровод
нике не очень велик, то с возрастанием температуры часть элект-
40
ронов из валентной зоны будет переходить в зону проводимости,
в которой они могут свободно перемещаться. Обычно уже при
температуре Т = 300 К тепловая энергия оказывается достаточ-
ной, чтобы по крайней мере небольшое количество электронов
полупроводника стало обладать энергией, необходимой для раз-
рыва валентной связи в заполненной зоне и переброса их в зону
проводимости Поэтому полупроводники со сравнительно узкой за-
прещенной зоной при комнатной и даже при более низкой темпера-
туре имеют заметную проводимость. Проводимость в полупровод-
никах создается не только электронами в зоне проводимости. Дей-
ствительно, после переброса электронов в зону проводимости в
валентной зоне остаются вакантные состояния электронов, в ре-
зультате чего все остальные электроны получают возможность пере-
мещаться под воздействием электрического поля т. е. также вно-
сят вклад в электрический ток. Такие вакантные состояния, назы-
ваемые подвижными дырками, ведут себя как положительно заря-
женные частицы с зарядами, численно равными зарядам электро-
нов. Следовательно, электропроводность в полупроводнике осущест-
вляется электронами в зоне проводимости и дырками в валентной
зоне. Если подвижные носители заряда в полупроводнике обра-
зуются только в результате переброса электронов из валентной
зоны в зону проводимости, то концентрация электронов в полупро-
воднике будет равна концентрации дырок. Такой полупроводник
называют собственным, поскольку его электрофизические свойства
определяются свойствами присущей ему кристаллической струк-
туры. Если в кристалле имеются дефекты, то создаваемое ими
электрическое поле может захватить электрон, подобно тому как
электрон захватывается свободными ионами. Локализованный
вблизи дефекта электрон имеет энергию, соответствующую энергии
запрещенной зоны, в результате чего в ней образуется локальный
энергетический уровень.
При исследовании механизма электропроводности в полупровод-
никах обычно считают, что такие уровни возникают в результате
присутствия примесных атомов. Поэтому сами уровни называют
примесными Очевидно, в механизме электропроводности может
участвовать не каждый электрон, находящийся на локальном при
месном уровне. Однако если такой уровень располагается вблизи
дна зоны проводимости, то даже при небольшом повышении тем-
пературы электроны будут переходить в эту зону, в результате
чего они получат возможность свободно перемещаться по крис-
таллу. Полупроводник, у которого подвижные электроны возника
ют вследствие их перехода с примесных уровней в зону проводи-
мости, называют полупроводником с электропроводностью п типа
или электронным полупроводником. Уровни, поставляющие элект-
роны в зону проводимости, называют донорными.
Кроме рассмотренных в полупроводнике могут быть уровни, ко-
торые в нормальном состоянии не заняты электронами. Если такие
уровни расположены вблизи потолка валентной зоны то при повы-
шении температуры электроны валентной зоны могут захватывать
41
Зона проводимости
Донорные уроони
ЛЕ
Рис 2.4 Зонные диаграммы полупроводников
ся ими. Это приводит к образованию подвижных дырок в валент-
ной зоне. Полупроводник с таким механизмом возникновения по-
движных носителей заряда называют полупроводником с электро-
проводностью p-типа или дырочным полупроводником. Уровни, за-
хватывающие электроны или генерирующие дырки в валентной
зоне, называют акцепторными. Зонные диаграммы собственного
(а), примесного п-типа (б) и примесного p-типа (в) полупровод
ников показаны на рис. 2.4. Параметры основных примесных эле-
ментов в германии и кремнии приведены в табл. 2.2.
Таблица 22
Параметры основных примесных элементов в германии и кремнии
Элемент Тип примеси Энергия ионизации. эВ
в германии в кремнии
Еа~Еи £а —
в A 0,0104 0,045
Л1 A — 0,0102 — 0,057
Ga A — 0,0108 — 0,065
In A 0,0112 — 0,072
Р Д 0,0120 — 0.044
As Д 0,0127 — 0049
Sb Д 0.0096 — 0.039 —
Cu(l) A — 0,040 — 0,24
Си (2) A — 0,33 — 0,49
С.и(З) A 0,26 - — —
Au(l) A — 0.05 — 0.35
Ли(2) A — 0,16 — 0,54
Аи(3) A 0,20 0,3
Ап(4) A 0,04 — • —
Те Д 0,10 —
Se Д 0,14 —
Cd( 1) A — 0,05 —
Cd (2) A — 0,16 —
Ag( 1) A — 0,13 — —
Ag(2) A 0,29 —— —
Ag(3) A 0 09 —
Pt A — 0,04
42
Различие между механизмами электропроводности металлов и
полупроводников проявляется в температурной зависимости. Удель-
ная проводимость металлов уменьшается с повышением темпера-
туры. Это обусловлено увеличением интенсивности рассеяния элек-
тронов на тепловых колебаниях кристаллической решетки
Иначе обстоит дело в полупроводниках. В области очень низких
температур электроны внешних оболочек атомов прочно связаны
со своими центрами и полупроводник является хорошим изоля-
тором. Повышение температуры вызывает сначала ионизацию при-
месных атомов, что приводит к возрастанию концентрации подвиж-
ных носителей заряда и, следовательно к увеличению удельной
проводимости (участки 3—2 на кривых б рис. 2.5) При еще более
высокой температуре, когда все примесные атомы становятся иони-
зированными, а концентрация собственных носителей заряда еще
недостаточна, удельная проводимость полупроводника несколько
уменьшается вследствие уменьшения подвижности (участки 2—1
на кривых б) (Эднако дальнейшее повышение температуры вновь
вызывает резкое увеличение удельной проводимости, что связано
с возбуждением собственных электронно-дырочных пар (прямая а).
Для полупроводников с высокой концентрацией примесных ато-
мов температурная зависимость подвижности незначительна, и из-
менение их удельной проводимости определяется исключительно
температурной зависимостью концентрации подвижных носителей
заряда (кривая в).
Следует отметить, что существуют также другие механизмы
возбуждения подвижных носителей заряда, к которым относится,
например, облучение полупроводника коротковолновыми световыми
квантами или корпускулярное ядерное облучение Энергия кванта
или ядерной частицы, при которой начинается процесс возбужде
ния, должна быть сравнима с энергией ионизации примесных цент-
ров или энергией образования электронно-дырочных пар. Но, не
смотря на то что оба эти механизма в какой-то мере постоянно
действуют на полупроводник, доля возбужденных ими носителей
заряда обычно ничтожно мала по
сравнению с электронами и дырка-
ми, образованными вследствие теп
лового возбуждения. Таким обра
зом, с точки зрения физической
природы электропроводности полу-
проводники являются веществами,
подвижные носители заряда в кото-
рых возникают в результате тепло-
вого возбуждения. В этом заключа-
ется основное отличие механизма
электропроводности полупроводни
ков от механизма электропроводно-
сти металлов.
Другая особенность полупровод-
ников связана с существованием
Рис 2 5. Температурная зависи-
мость удельной проводимости полу-
проводника при различных концен-
трациях примесей
43
двух различных по знаку носителей заряда, чем определяется про-
явление двух различных типов электропроводности. Если к полупро-
воднику приложено внешнее электрическое поле, то дырка будет
ускоряться в направлении вектора напряженности этого поля, а
электрон — в противоположном направлении. Концентрация элек
тронов и дырок, возникающих в полупроводнике за счет введения
в него примесных атомов, может на много порядков превышать
концентрацию собственных электронно-дырочных пар. Введение
примесных атомов резко увеличивает удельную проводимость
полупроводника по сравнению с беспримесным полупроводником.
Например, если концентрация примесных носителей заряда выше
концентрации собственных носителей всего на один порядок, то
влиянием последних н;а электрофизические свойства полупровод
ника можно пренебречь В этом случае удельная проводимость по-
лупроводника определяется только концентрацией введенных примес
ных атомов. Возможность изменения удельной проводимости
полупроводников путем введения в них примесных атомов относится
к числу наиболее характерных свойств этих материалов и лежит в
основе работы большинства микроэлектронных устройств.
Отметим еще одну особенность полупроводника. Под воздей
ствием теплового возбуждения в полупроводниках непрерывно об-
разуются подвижные электронно дырочные пары, концентрации ко-
торых возрастают небезгранично, а для каждого полупроводника
имеют вполне определенное значение, зависящее от температуры
и ширины запрещенной зоны. Это означает, что одновременно с
процессом генерации должен происходить противоположный про
цесс взаимного уничтожения, или рекомбинации, подвижных носи
телей заряда с выделением энергии, затрачеииой на образование
электронно-дырочной пары. Поэтому в зависимости от преоблада
ния какого-либо из этих процессов концентрация подвижных но-
сителей заряда в полупроводнике может увеличиваться или умень-
шаться.
§ 2.2. СТАТИСТИКА ПОДВИЖНЫХ НОСИТЕЛЕЙ ЗАРЯДА
Как было показано, в полупроводнике имеется вполне опреде
ленная система разрешенных энергетических уровней, которые в
зависимости от различных условий могут быть заполнены элект-
ронами или остаются свободными Степень заполнения этих уровней
определяет важнейшие параметры полупроводникового материала,
например его удельную проводимость.
Для определения концентрации подвижных электронов и дырок
соответственно в зоне проводимости и в валентной зоне полупро
водника необходимо знать количество квантовых состояний, в ко-
торых могут находиться носители заряда, а также часть состояний,
которые при рассматриваемых условиях заняты носителями Кван-
товое состояние описывает возможный тип движения электрона.
Для изолированного электрона оио определяется совокупностью
четырех квантовых чисел три из которых описывают волновую
44
функцию, а четвертое — собственный момент количества движения,
или спин электрона. В системе электронов, испытывающих электро-
статическое отталкивание, нельзя считать, что каждый электрон
движется в постоянном электрическом поле, т. е. что для отдельных
электронов существуют свои квантовые состояния. Вместо этого
следует рассматривать квантовые состояния системы в целом.
Для вычисления равповесиого распределения электронов по
квантовым состояниям при различных температурах и концентра-
циях примесных атомов необходимо сначала вычислить распреде-
ление квантовых состояний по энергии N(E). Рассмотрим кристалл
с единичным объемом и предположим, что для него известны все
квантовые состояния в каждой энергетической зоне. Если число
состояний, энергии которых распределены внутри интервала от Е до
Е + dE, равно dZ то N(E) — dZ/dE. Таким образом, N(E) опре-
деляет число квантовых состояний, приходящихся на единицу энер
гии в единице объема кристалла, т. е. является их плотностью.
Полное число квантовых состояний пропорционально линейным
размерам кристалла, а так как ширина энергетических зон не за-
висит от размеров кристалла, jo ^число квантовых состояний, от-
несенных к единице энергии в кристалле с объемом V, равно произ-
ведению VN(E). Если энергия Е соответствует одной из запрещен-
ных зон, то Л/(Е) = 0; если она лежит в пределах разрешенной
энергетической зоны, то N(E) отлично от нуля
Согласно законам квантовой механики, количество квантовых
состояний dZ, отнесенных к элементарному объему dip импульсного
р-пространства,
dZ = 2-^, . (2 1)
где dip =dpxdpydpz, a h — постоянная Планка.
В соотношении (2.1) учитывается принцип Паули, т. е. воз-
можность заполнения каждого из энергетических состояний двумя
электронами с двумя взаимно противоположными направлениями
спинов. Если энергетические зоны перекрываются, то полное число
состояний в интервале энергий от Е до Е + dE равно сумме со-
стояний, принадлежащих отдельным зонам
Определим число квантовых состояний, приходящихся на еди-
ницу энергии в зоне проводимости полупроводника. Если считать,
что изоэнергетические поверхности в импульсном р-простраистве
представляются сферами, то их уравнения записываются в виде
£ = + <22>
где Ес — энергия дна зоны проводимости; р — квазиимпульс
электрона; тп — эффективная масса электрона в зоне проводи-
мости
Дифференцируя обе части соотношения (2.2), получаем что
45
dE — (p/mn)dp. Элементарный объем сферического слоя, заклю-
ченного между значениями р и р + dp в импульсном р-пространст-
ве, равен 4np2dp, и, следовательно, в нем содержится
dZ^-^-dp (2.3)
квантовых состояний.
Величину dZ можно выразить через энергию. Действительно,
из соотношения (2.2) следует, что импульс
р = \2т„(Е — Ес). (2.4)
Кроме того, ранее было показано, что
pdp = mndE. (2.5)
После подстановки соотношений (2.4) и (2.5) в (2.3) получаем
dZ = p2dp = (2ш„)3/2(£ - Ec)l,'2dE = N(E)dE, (2.6)
где Л __________________
• N(E) = $-(2mn?'2(E Ес)1'2 . (2.7)
Выражение (2.7) определяет число квантовых состояний, при-
ходящихся на единицу объема полупроводника и единицу энерге-
тического интервала dE для случая, когда значения энергии пре-
вышают энергию дна зоны проводимости. Величину N(E) называют
плотностью квантовых состояний.
Если аналогичную задачу решить для валентной зоны полу-
проводника, то нетрудно найти, что в этой зоне плотность кванто-
вых состояний
Л/(£) = -^-(2тр)3/2(Е„-Е)'/2,
(2.8)
где Ev — энергия потолка валентной зоны.
Таким образом, путем решения первой части статистической
задачи найдены плотности квантовых состояний, в которых могут
находиться электроны в зоне проводимости и дырки в валентной
зоне Однако для вычисления концентраций электронов и дырок
в этих энергетических зонах необходимо решить вторую часть
статистической задачи и определить долю занятых квантовых
состояний.
Согласно статистическим представлениям, система многих
частиц описывается соответствующей функцией распределе-
ния f(E,T), определяющей вероятность того, что уровень с энер-
гией Е при некоторой температуре Т является занятым. Если из-
вестна плотность квантовых состояний N(E), то N(E)dE будет равно
числу квантовых состояний, приходящихся на энергетический
промежуток dE, а произведение dn — N(E)f(E)dE представляет
собой концентрацию носителей заряда, обладающих энергией,
заключенной внутри этого промежутка Например, концентрация
46
электронов п, энергия которых заключена в интервале от F, до Е2
определяется выражением
n=^N(E)f(E, Т)с1Е,
Е,
(2.9)
где f(E, Т) — некоторая функция распределения.
Характер распределения подвижных носителей заряда по энер-
гиям в полупроводниках описывается квантово-механической функ-
цией Ферми — Дирака
(2.Ю)
/(£. Л
В некоторых частных случаях функция Ферми — Дирака пре-
образуется к классической функции распределения Максвелла
Больцмана, записываемой в виде
ЦЕ, Т) = Сехр (-^) , (2 11)
где С некоторая величина, постоянная для определенного полу-
проводника и фиксированной температуры.
Рассмотрим характер заполнения электронами энергетических
состояний в зависимости от температуры При Т — 0 К электроны
находятся в самых низких энергетических состояниях и заполняют
их, подчиняясь только ограничениям, налагаемым принципом Пау
ли. В результате все квантовые состояния с энергиями ниже не-
которого определенного значения оказываются занятыми, тогда как
состояния с более высокими энергиями остаются свободными
При Г =#= ОК электроны в результате теплового возбуждения пере-
ходят в более высокие энергетические состояния. Концентрация
таких электронов увеличивается с возрастанием произведения kT,
которое соответствует средней тепловой энергии одномерного осцил-
лятора при температуре Т Поэтому электроны, энергетические
уровни которых при 7= ОК расположены примерно на kT ниже
ближайших свободных состояний, в результате теплового возбужде-
ния могут перейти в эти более высокие энергетические состояния
Для электронов, энергии которых намного отличаются от энергий
свободных состояний, вероятность такого возбуждения мала Это
приводит к тому, что при повышенных температурах резкая гра
ница между занятыми и незанятыми состояниями размывается в
некоторую переходную область шириной IkT. Такое распределение
электронов описывается функцией распределения Ферми — Дира-
ка, определяющей вероятность заполнения электроном состояния с
энергией Е в условиях термодинамического равновесия. Иначе
говоря, функция ЦЕ. Т) представляет собой среднее значение доли
всех состояний с энергией Е, которые оказываются занятыми
электронами
Как видно из соотношения (2.10), значение этой величины
47
может изменяться только в пределах от нуля до единицы. Пара
метр Ер функции распределения Ферми — Дирака называется
уровнем Ферми, который является характеристической величиной
систем электронов или дырок и для каждого полупроводника
с заданной совокупностью физических свойств имеет вполне опре-
деленное значение. Из выражения (2.10) непосредственно следует
также, что при Е = Е к функция распределения f — 1/2. Это озна-
чает, что уровень Ферми соответствует энергии такого квантового
состояния, вероятность заполнения которого равна 1/2.
На рис. 2.6 изображены функции распределения Ферми —
Дирака (а) и Максвелла Больцмана (б) Функция Максвелла
Больцмана принимает особенно большие значения при малых
энергиях На распределение, описываемое функцией Ферми — Ди-
Рис 2.6 Функции распределения Ферми Дирака (а) и Мак-
свелла— Больцмана (б)
рака, влияют ограничения, налагаемые принципом Паули. Действи-
тельно, при Т— ОК значение функции Ферми — Дирака равно
единице вплоть до энергии Е = Ег, после чего она скачком умень-
шается до нуля (кривая / на рис. 2.6, а). Следовательно, все
состояния с энергиями ниже уровня Ферми оказываются заняты-
ми, а все состояния с более высокими энергиями — свободными.
При 7" =/= 0 К функция Ферми Дирака размывается (кривые 2 и
<?), т. е. изменяется непрерывно, причем степень размытия увеличи-
вается с ростом температуры Т Нетрудно показать, что область
размытия симметрична относительно уровня Ферми при любом зна-
чении температуры. Таким образом, кривые 2 и 3, изображенные
на рис. 2 6, пересекают кривую / всегда на уровне / = 1/2.
Для электронов, заполняющих состояния с энергией Е^> Ер,
в выражении для функции Ферми — Дирака можно пренебречь
единицей по сравнению с экспонентой, в результате чего полу-
чаем приближенную формулу
/(Е, Т)«ехр =Се^, (2.12)
48
совпадающую по виду с (2 11). Таким
образом, при Е^>ЕГ систему частиц
можно описывать функцией распреде-
ления Максвелла—Больцмана. Такая
система частиц называется невырож
денной. Если условие Е~Э>ЕГ не выпол
няется, то соответствующая система
частиц называется вырожденной и мо-
жет описываться только квантово-ме-
ханической функцией распределения
Ферми—Дирака.
Предполагая известной функцию
распределения подвижных носителей
заряда, можно вычислить их концен-
трацию в соответствующих энергетиче-
ских зонах. В качестве примера вы
числим койцентрацию электронов в зо-
не проводимости невырожденного
полупроводника. Для этого воспользу-
емся соотношением (2.9) и будем
считать, что распределение электронов
Рис. 2.7. Зависимости плотности
квантовых состояний (а), функ-
ции распределения (б) и кон-
центрации электронов в зоне
проводимости (в) от энергии длн
невырожденного полупроводни-
ка и-типа
подчиняется статистике Ферми Дира-
ка. Поскольку при больших значениях энергии функция Ферми —
Дирака уменьшается очень быстро, для нахождения концентрации
подвижных электронов в выражении (2.9) верхний предел интегри-
рования можно принять равным бесконечности. Нижний предел
должен соответствовать энергии дна зоны проводимости Ес. Следо-
вательно, можно записать, что искомая концентрация электронов
п = 'J N(E)f(E, T)dE .
F-t
(2.13)
Концентрация электронов в зоне проводимости, приводящаяся,
на энергетический интервал dE, равна
-^=ВДДЕ,Г).
(2 14)
Поэтому если построить зависимость плотности квантовых
состояний от энергии (рис. 2.7, а), а также функцию распределе-
ния электронов при заданной температуре (рис 2.7, б) и затем
проинтегрировать произведение этих двух функций, то получим
концентрацию электронов в зоне проводимости полупроводника
(рис. 2.7, в). Из рисунка следует, что для определения концентра-
ции электронов в зоне проводимости необходимо вычислить пло
щадь заштрихованной области.
Подставляя в (2 13) выражения (2 12), (2.14) и учитывая, что
ехР(~Пй^) 1’ полУчаем
49
П = J Nc(E)f(E)dE = 4?- (2m„)3/2 J (E - Ef),/2 X
(2 15)
Xexp (-W~)dL
Вводя обозначение т)— E — Ec)/kT и выполняя несложные ма
тематические преобразования, находим, что
п = -р-(2т„)3/2ехр ( —-^А-) (ЛГ)3/2Х Je 'чт)|/1!г/т]- (2.16)
Если учесть, что
fl
(2-17)
то найдем окончательное выражение для концентрации подвиж-
ных электронов на уровнях зоны проводимости полупроводника:
п==2(^^)1/2 ехр(--£^Д), (2.18)
или
• п — Л/, ехр ( — Е' kTr' ) (2.19)
Здесь через Nc обозначена некоторая постоянная для данного
полупроводника величина, называемая эффективной плотностью
квантовых состояний в зоне проводимости Из соотношений (2.18)
и (2.19) следует, что
• (2.20)
Из соотношения (2.19), кроме того, следует, что п — Nc при
Ег — Е<. Отсюда можно заключить, что величина Nc представляет
собой максимально возможную концентрацию подвижных электро
нов в зоне проводимости невырожденного полупроводника.
Концентрация подвижных дырок на уровнях валентной зоны
полупроводника определяется интегралом
t
р= J Nv(E)f„(E)dE,
(221)
где NV(E) и fp(E) плотность квантовых состояний в валентной
зоне полупроводника и функция распределения подвижных дырок
соответственно.
Полагая, что
AUE) = ^2/hp)3'2(E„-£),/2,
(2.22)
50
(2.23)
и подставляя эти значения в соотношение (2.21), получаем, что
p = 2(^L)^exp(_A^), (2.24)
или
ф р = Л/гСХр ( — А_^Д) (2.25)
В этом случае через Nv обозначена эффективная плотность
квантовых состояний в валентной зоне полупроводника, равная
ф . = 2 (,2ЛУ~ ) 3/2 • (2.26)
В соотношениях (2.22), (2.24) и (2.26) через тр обозначена
эффективная масса дырки в валентной зоне полупроводника. Так
как p=Nv при Л’| =El,,'to отсюда следует, что величина Nv пред-
ставляет собой максимально возможную концентрацию подвижных
дырок в валентной зоне невырожденного полупроводника.
Эффективные плотности квантовых состояний в зоне проводи-
мости и в валентной зоне полупроводника равны, если равны
эффективные массы электронов и дырок в соответствующих раз-
решенных энергетических зонах. Полагая, в частности, тп = тр =
— т0, где т0 — масса покоя свободного электрона, находим, что
Nc = N„ = 2 ( 3/2 = 4,82- 10,5Т3/2 см“3 . (2.27)
Для кремния эффективные массы электрона и дырки равны
тп = 0,26/по и тр = 0,49шо, поэтому эффективные плотности кван
товых состояний в зоне проводимости и в валентной зоне выра-
жаются следующим образом:
Nc = 6,36-IO’4Т3/2 см-3, (2 28)
Л/„= 1,65-10'5Г3/2 см 3. (2.29)
Из соотношений (2.19) и (2.25) можно определить положение
уровня Ферми в беспримесном, или собственном, полупроводнике.
Так как в таком полупроводнике концентрации электронов и дырок
равны, т. е п — р — п„ где п, — концентрация любого типа под-
вижных носителей заряда, то
EF = _’_(Et_£c)_-^/eTln^ (2 30)
Подставляя в (2.30) значения эффективных плотностей кван-
товых состояний Nc и NB, получаем
Е,=4-(Ег-Е.>-4^1п^-.
(2.31)
51
Таким образом, в собственном полупроводнике уровень Ферми
располагается вблизи середины запрещенной зоны, причем его
смещение в ту или иную сторону зависит от отношения эффектив-
ных масс электронов и дырок. В частности, для кремния Ef =
= -g-(Ec — Ev) + 0,476 kT, т e уровень Ферми несколько смещен
вверх от середины запрещенной зоны, и, следовательно, собствен-
ный кремний имеет слабо выраженную электропроводность п-типа
В условиях термодинамического равновесия в любом невы
рожденном полупроводнике концентрации подвижных электронов и
дырок зависят только от температуры В собственном полупровод-
нике подвижные носители заряда возникают в результате разрыва
валентных связей между атомами исходного материала, т. е в ре-
зультате переброса валентных электронов в зону проводимости,
а в примесном полупроводнике — главным образом за счет иониза-
ции примесных донорных и акцепторных атомов
Если концентрация примесных атомов превышает концентрацию
собственных носителей заряда при некоторой температуре Т, то
тип электропроводности полупроводника определяется видом вве-
денных примесных атомов, а поставляемые ими носители заряда
называются основными Однако одновременно с процессом иониза-
ции примесных атомов в полупроводнике всегда происходит также
возбуждение валентных электронов, что приводит к появлению
небольшой дополнительной концентрации электронно-дырочных
пар. Таким образом, в полупроводнике данного типа электропро-
водности всегда имеется определенная концентрация носителей
заряда противоположного типа, которые называются неосновными
При изменении концентрации примесных атомов или темпера-
туры изменяется положение уровня Ферми Для известного поло-
жения уровня Ферми произведение концентраций электронов и
дырок, одновременно содержащихся в полупроводнике,
пр — NcNvexp (-—) . (2 32)
где ДЕ = Ес — Е„ — ширина запрещенной зоны.
Как видно из соотношения (2.32), произведение пр не зависит
от положения уровня Ферми, а определяется только шириной
запрещенной зоны и температурой Поскольку ранее на полупровод-
ник не накладывалось никаких ограничений, полученное соотноше-
ние следует считать справедливым также для собственного полу-
проводника. Поэтому можно записать, что
ф пр = (2.33)
где п, собственная концентрация электронов равная собствен
ной концентрации дырок р,.
Соотношение (2 33) представляет собой математическое выра
жение закона действующих масс для невырожденных полупровод-
ников Из этого закона следует важный вывод о том что произ
52
ведение концентраций основных и неос-
новных носителей заряда в невырож-
денном полупроводнике при фиксиро-
ванной температуре является постоян-
ной величиной, которая не зависит от
концентрации введенных примесных
атомов и равна квадрату концентра-
ции собствених носителей заряда при
той же температуре.
В качестве примера вычислим кон-
центрацию собственных носителей за-
ряда в кремнии при температуре
Т = 300 К. Подставляя в (2.32) зна-
чения эффективных плотностей кванто
вых состояний Nc и NB, определяемые
соотношениями (2.28), (2.29), и учиты-
вая, что для кремния ХЕ = 1,123 эВ,
получаем п, = р, = 1,25- 1О10 см 3
Пользуясь статистикой, можно так
же вычислить концентрацию подвиж-
ных носителей заряда в вырожденном
полупроводнике. Рассмотрим в качест-
ве примера вырожденный полупровод-
ник п-типа, т. е. будем считать, что
уровень Ферми в нем располагается
выше дна зоны проводимости Ес. Та-
кое положение уровень Ферми может
занимать при низкой температуре или
примесных атомов и температурах.
Рис 2 8. Зависимости плотности
квантовых состояний (а) функ-
ции распределения (б) и кон
центрации электронов в зоне
проводимости (в) от энергии
для сильно вырожденного полу-
проводника п типа
при высокой концентрации
близких к комнатной
(7 = 300 К). На рис. 2 8 изображен вид зависимости плотности
квантовых состояний в зоне видимости (а), функции распределения
Ферми—Дирака (б) и концентрации электронов в зоне проводи-
мости (в) от энергии. Из рисунка видно, что в случае сильного
вырождения при интегрировании выражения (2.9) в пределах от
Е| == Ес до Е? = Е,. небольшим размытием функции распределения
можно пренебречь и пользоваться приближением f(E)» 1 Концен-
трация электронов в зоне проводимости численно равна площади
заштрихованной области на рис. 2.8, в, т. е.
V A cF
jAZ (E)f(E)dE=-g- (2m„)3/2 J (Е - Ef),/2d(E—Ес) =
= [2m„(Er-Et)]3/2.
(2.34)
Подставляя в (2 34) числовые значения постоянных величин и
считая, что для кремния т„ = 0,26то, получаем
л2(-яЧ2/3
Ef — Ес = Ет у7— = 8,15- 10~,7л2/3 эВ. (2.35)
2т„
53
Как видно из (2 35). при сильном вырождении полупроводника
заполнение электронами энергетических уровней в явном виде не
зависит от температуры. Энергия Е„ равна максимальной энергии
электронов в зоне проводимости вырожденного полупроводника при
Т = О К.
Переход системы электронов из невырожденного состояния в вы-
рожденное может происходить при любой температуре по мере уве-
личения концентрации примесных атомов. Граница между вырож-
денными и невырожденными состояниями условно определяется
концентрацией вырождения пвыр или температурой вырождения
ГпЫр. Эта температура может быть вычислена из условия
k = Твыр = (2.36)
При 7 > Т„ьр энергия тепловых колебаний атомов решетки по-
лупроводника достаточно велика и электроны могут занимать со-
стояния с энергией, намного превышающей £,„. В этом случае их
распределение по энергиям описывается функцией распределения
Максвелла— Больцмана.
Из соотношений (2.35), (2.36) можно установить взаимосвязь
между температурой и концентрацией вырождения.
= (т')3/2^£гл»2“р = 1’63-Ю 12 (2.37)
Это выражение используют для определения температуры вы-
рождения полупроводника при известной концентрации примесных
атомов или для определения концентрации электронов, при которой
для дайной температуры наступает вырождение. Аналогичные рас-
суждения полностью справедливы также для полупроводника
р-типа.
$2.3. КИНЕТИЧЕСКИЕ ПРОЦЕССЫ
В ПОЛУПРОВОДНИКОВЫХ СТРУКТУРАХ
В работе всех микроэлектронных устройств определяющую роль
играют явления переноса подвижных носителей заряда, или так
называемые кинетические явления. Причина этих явлений заклю-
чается в том, что подвижные носители заряда в процессе своего
перемещения переносят массу, заряд, энергию и др Если создаются
условия, при которых потоки носителей заряда становятся направ-
ленными, то в результате возникает ряд электрических эффектов,
которые лежат в основе практического использования полупровод-
ников. Кинетическими процессами обусловлены такие явления в
полупроводниках, как электропроводность, эффект Холла, измене-
ние сопротивления в магнитном поле, термо э. д с. и др Важней-
шим из этих явлений с точки зрения реализации микроэлектронных
устройств является электропроводность. Далее это явление рас-
сматривается более подробно.
В отсутствие внешнего электрического поля подвижные носители
54
заряда в кристалле совершают только тепловое движение характе-
ризующееся средней тепловой скоростью v =д/ (3kT)/m , где m —
эффективная масса подвижного носителя. В процессе теплового
движения электрон или дырка в течение некоторого определенного
времени, называемого временем свободного пробега, движется пря-
молинейно и равномерно, а затем в результате взаимодействия с
каким-либо дефектом кристаллической решетки резко изменяет
направление своего движения. Такие процессы изменения направле-
ния перемещения носителя заряда или его импульса называют
процессами рассеяния. Если систему электронов или дырок рас-
сматривать как соответствующий газ, то можно показать, что в
состоянии теплового равновесия не существует преимущественных
направлений движения. Поэтому среднее значение тепловой скоро-
сти ит равно нулю. Отсюда следует, что средний поток частиц,
а следовательно, и средняя плотность тока для любого направления
в полупроводнике равны нулю
С приложением внешнего электрического поля подвижные носи-
тели заряда приобретают дополнительные скорости и под воздей-
ствием внешнего поля. В этом случае результирующее перемеще-
ние носителей заряда не является беспорядочным, в результате
чего возникает направленный поток перемещения электрического
заряда, или электрический ток. Среднее значение скорости упоря-
доченного движения для одного носителя заряда, вычисленное для
промежутка времени, намного превышающего время между двумя
последовательными столкновениями, обозначим через еср, а среднее
значение этой скорости для совокупности носителей — через vd.
Среднюю скорость упорядоченного движения носителей заряда vd
называют дрейфовой скоростью.
В большинстве практических случаев дрейфовая скорость про-
порциональна напряженности внешнего электрического поля Е.
Следовательно, можно записать, что
vd = рЕ, (2.38)
где р. коэффициент пропорциональности, называемый дрейфовой
подвижностью носителей заряда.
Подвижность носителей заряда относится к числу важнейших
параметров полупроводниковых материалов, оказывающих непосред-
ственное влияние на большинство электрических параметров эле-
ментов интегральных микросхем Дрейфовую подвижность можно
определить как дрейфовую скорость, приобретаемую заряженным
носителем заряда в электрическом поле с напряженностью Е —
= 1 В/см. Дрейфовая подвижность для электронов является отри-
цательной, а для дырок — положительной. Плотность электриче-
ского тока, проходящего через полупроводник, содержащий преиму-
щественно один тип подвижных носителей заряда, выражается
формулой
J = qnvd — qnpE, (2 39)
55
где q — заряд подвижного носителя, отрицательный для электрона
и положительный для дырки; п концентрация подвижных носите-
лей заряда.
Если плотность тока выразить через закон Ома в дифферен-
циальной форме
J = сЕ, (2.40)
то из соотношений (2.39) и (2.40) можно определить удельную
электрическую проводимость полупроводника:
ф о = дпц. (2 41)
Получим выражение для подвижности, предполагая, что полу-
проводник имеет электропроводность «-типа, т. е. основными под-
вижными носителями заряда в нем являются электроны. Так как
подвижность электрона зависит от частоты его столкновений с де-
фектами кристаллической решетки, или от интенсивности рассеяния,
то необходимо вычислить среднее время свободного пробега элект-
рона, т. е. среднее время между двумя последовательными столкно-
вениями.
Со стороны внешнего электрического поля Е на электрон дейст-
вует сила Г, сообщающая ему ускорение dvn/dt, где ип — скорость
электрона. Поэтому если электрон считать классической частицей,
обладающей некоторой эффективной массой т„, то
F = qE = т„
du
dt
(2.42)
Это выражение представляет собой закон движения электрона
в зоне проводимости полупроводника. Для вычисления средней
дрейфовой скорости электрона vn предположим, что при рассеянии
электрон теряет всю энергию, приобретенную за среднее время сво-
бодного пробега t, и в начале каждого следующего отрезка пути
имеет нулевую скорость. Тогда в результате интегрирования (2.42)
при условии, что и, = 0 при t = 0,- a vn — vn при t — t, получаем
vnmaii =ЕТ (2.43)
Если, кроме того, считать, что на длине свободного пробега
скорость дрейфа электрона изменяется линейно, то ее среднее зна-
чение
vn - jtU = £т- (2-44)
Из соотношений (2 38) и (2.44) нетрудно найти, что дрейфовая
подвижность электрона
= Л-— т- (245)
Полученное выражение позволяет проанализировать зависи-
мость подвижности электрона от некоторых параметров полупро-
водникового материала. Во первых, подчеркнем, что подвижность
56
прямо пропорциональна среднему времени свободного пробега
электрона или средней длине пробега между двумя последователь-
ными столкновениями электрона с какими-либо дефектами кристал-
лической решетки полупроводника. Длина свободного пробега тем
больше, чем меньше дефектов содержит тот или иной полупровод-
никовый материал. Рассеяние электрона в полупроводнике происхо-
дит главным образом вследствие его столкновений с примесными
атомами и тепловыми колебаниями кристаллической решетки. Ин-
тенсивность последнего типа колебаний зависит только от темпера-
туры полупроводника. Поэтому наибольшее значение дрейфовой
подвижности электрона должно наблюдаться для беспримесных или
низколегированных полупроводников в области низких температур.
По мере увеличения концентрации примесных атомов и повышения
температуры полупроводника подвижность электрона должна
уменьшаться Во-вторых, из выражения (2 45) видно, что дрейфо-
вая подвижность обратно пропорциональна эффективной массе
л2
электрона Эта величина выражается как т„ — d!iE/dfp . т. е. пол-
ностью определяется строением изоэнергетичсеких поверхностей
в импульсном пространстве зоны проводимости полупроводника
Отсюда можно заключить, что эффективная масса электрона в зоне
проводимости различна для различных полупроводниковых мате-
риалов и, следовательно, при прочих равных условиях подвижности
в них также будут различаться.
Необходимо отметить, что соотношение (2.45) получено без уче-
та распределения электронов по скоростям, поэтому его нельзя
считать достаточно точным Для вычисления уточненного значения
дрейфовой подвижности ц следует рассматривать решение более
сложной задачи с учетом статистического характера скорости
электрона. Предположим, что в процессе электропроводности полу-
проводника принимает участие п0 электронов и для каждого из них
существует определенная вероятность 1/тм рассеяния на дефектах
кристаллической решетки. Тогда полное число столкновений, кото-
рые испытывают электроны в такой системе в течение интервала
времени от t до t + dt, выразится произведением п0- ----- Для
Тм
упрощения решения задачи введем допущение, что вероятность рас-
сеяния электронов не зависит ни от их энергии, ни от предыдущего
столкновения.
Если п есть количество электронов, не испытавших к моменту
времени t рассеяния, то за время dt количество таких электронов
уменьшится на
dn — — п — (2.46)
Предполагая, что п = п0 при t = 0, и интегрируя (2.46), нахо
дим закон изменения количества нерассеявшихся электронов
п = иое ,/1М. (2 47)
57
Следовательно, величина тм определяет интервал времени, в те-
чение которого число нестолкну шихся электронов уменьшается в
е раз. где е — основание натурального логарифма. Статистический
расчет позволяет найти среднее значение времени свободного пробе-
га т, которое оказывается в точности равным времени тм, называе-
мому максвелловским временем релаксации. Это означает, что
сумма средних времен свободного пробега всех электронов системы,
испытавших п столкновений, равна
S т = ДоТм (2.48)
t = о
Учитывая соотношение (2.42), можно вычислить средний путь,
пройденный каждым электроном системы к моменту времени
t » т
х = (2.49)
С другой стороны, за время dt система электронов испытывает
dn = пое ,/тм (2.50)
Тм
столкновений; следовательно, приращение суммарного пути dn
электронов за тот же промежуток времени составляет
dx = 1пое Ef — (2 51)
Мп Тм
Поскольку через бесконечно большой промежуток времени в
системе не останется ни одного нестолкнувшегося электрона, сум
марный путь всех п0 электронов будет определяться выражением
ОС оо
$ е йо£т« S e-Vdy =
о о
__ (7 2
(2.52)
Отсюда нетрудно найти среднюю скорость электронов на пути
свободного пробега’
~ = -2- Етм (2 53)
гл т„
Таким образом, уточненное выражение для дрейфовой подвиж
ности электронов полученное с учетом статистического характера
распределения их по скоростям можно представить в окончатель-
ном виде:
Оп
|хп — £" — тм-
(2.54)
От ранее полученного выражения 2 4 выражение (2 54) отли
чается только отсутствием множителя 1/2, т е. значение подвижно
58
сти, вычисленное, для системы электронов в зоне проводимости
полупроводника, вдвое превышает соответствующее значение, опре-
деленное для единичного электрона, который рассматривался как
классическая частица.
С точки зрения практического использования полупроводников
весьма важным является всестороннее исследование температурной
зависимости подвижности. Оба параметра полупроводниковой
структуры, т. е. эффективная масса и время релаксации, являются
температурно зависимыми величинами. Однако в наибольшей сте-
пени эта зависимость проявляется для времени релаксации, которое
в реальных полупроводниках определяется суммарной вероятностью
рассеяния носителей заряда на всех дефектах кристаллической
решетки.
Рассеяние носителей заряда может происходить на тепловых ко-
лебаниях решетки, ионизированных и нейтральных примесных ато-
мах, дислокациях, поверхностных состояниях, пустых узлах и т. д.
При достаточно высоких температурах и сравнительно малых кон-
центрациях примесных атомов преобладающим механизмом рассея-
ния является рассеяние на тепловых колебания^ решетки. Такой
процесс рассеяния представляет собой поглощение электроном так
называемого звукового кванта, или фонона В результате электрон
отдает энергию, равную энергии фонона Л„„ где h == Л/(2л), и им-
пульс, равный импульсу фонона Л/Х, где X — длина волны звуко-
вого колебания. Возникающие при этом колебания подразделяют
на акустические и оптические.
Акустические колебания возникают в том случае, когда колеба-
ния соседних атомов решетки являются синфазными, а оптиче-
ские— противофазными. В первом случае частота колебаний об
ратно пропорциональна длине волны, т. е. о> — 2лс/Х, где с — ско-
рость звука, во втором частота колебаний проявляет очень слабую
зависимость от длины волны и равна некоторой характеристиче-
ской величине ш0. Поэтому оптические колебания возбуждаются
только при такой температуре, при которой произведение kT ста-
новится сравнимым с энергией Лм0. Для различных материалов эта
температура, определяемая как 6 = Л<о«//г, является различной и
называется дебаевской температурой для оптических колебаний.
Обычно она изменяется в пределах от 150 до 600 К
В области низких температур в атомных полупроводниках,
к которым относятся, в частности германий и кремний, основную
роль играет рассеяние на акустических колебаниях. При этом длина
свободного пробега электронов не зависит от их энергии и умень
шается с повышением температуры пропорционально 1/Т. Это свя-
зано с увеличением амплитуды тепловых колебаний, т. е. с увели
чением вероятности процесса рассеяния. Среднее время релаксации
тм=//и в невырожденных полупроводниках с ростом температуры
уменьшается пропорционально Т 3 2, поскольку средняя скорость
на длине свободного пробега проявляет температурную зависимость
вида v со Т'г2. В вырожденных полупроводниковых материалах,
а также в металлах время релаксации пропорционально \/Т.
59
В области более низких температур для полупроводников с низ-
кими и средними уровнями легирования преобладающим механиз-
мом рассеяния является рассеяние на примесных атомах и других
дефектах кристаллической решетки полупроводника. Эти же меха
низмы рассеяния в наибольшей степени характерны также для
высоколегированных полупроводников в диапазоне достаточно вы-
соких температур. Если рассеяние происходит главным образом на
заряженных центрах — донорных или акцепторных атомах, то в не-
вырожденных полупроводниках максвелловское время релаксации
тм возрастает пропорционально Г372, так как с увеличением энергии
электронов вероятность их рассеяния на таких центрах уменьшает-
ся При рассеянии на нейтральных дефектах время релаксации не
зависит от температуры.
Обычно в^области очень низких температур, при которых при-
месные атомы не полностью ионизированы, преобладающим меха-
низмом рассеяния является рассеяние на нейтральных примесных
атомах или на акустических колебаниях кристаллической решетки.
По мере возрастания концентрации ионизированных примесных
атомов их роль становится преобладающей, причем подвижность с
ростом температуры изменяется пропорционально Г372. При повы-
шении температуры основным механизмом рассеяния в сравнитель-
но слабо легированных полупроводниках становятся сначала аку-
стические, а затем и оптические колебания. В этом случае зависи-
мость подвижности от температуры приблизительно пропорциональ-
на Г* 2. В целом температурная зависимость подвижности оказы-
вается достаточно сложной, и только в сравнительно узком ин-
тервале ее можно аппроксимировать простой степенной функцией
вида р со Тп, где п целое или дробное число, зависящее от вида
полупроводникового материала и преобладающего механизма рас-
сеяния.
Особый характер температурной зависимости подвижности на-
блюдается в так называемых компенсированных полупроводнико-
вых материалах, которые одновременно содержат как донорные,
так и акцепторные атомы. Концентрация заряженных центров в
таких материалах не уменьшается до нуля даже при /’-►О К,
а остается равной удвоенной концентрации неосновной примеси.
Например, при Na > Na и /’-►ОК в материале содержится Na
отрицательно заряженных акцепторных атомов и Na положительно
заряженных донорных атомов. В таких материалах рассеяние на
ионизированных примесных атомах может преобладать вплоть до
самых низких температур, пока основную роль не начнет играть
механизм электропроводности по уровням примесной зоны.
Если используемый полупроводниковый материал является близ-
ким к идеальному, то в области обычных рабочих температур рас-
сеяние носителей заряда обусловлено главным образом тепловыми
колебаниями решетки и ионизированными примесными атомами.
Подвижность р в этой температурной области можно вычислить,
если предположить справедливость закона аддитивности и незави
симости для каждого из двух основных механизмов рассеяния, т. е
60
Ф - = — + (2.55)
Iм-
где цт — подвижность относительно рассеяния на тепловых колеба-
ниях кристаллической решетки; ц/—подвижность относительно рас-
сеяния на ионизированных примесных атомах.
Согласно известной теоретической формуле Конуэлл — Вайскоп-
фа, подвижность относительно рассеяния на ионизированных при-
месных атомах
ц/ ~ m-cl/2T'i/2N~l, (2.56)
где т,. — эффективная масса подвижного носителя заряда; N —
концентрация однократно ионизированных примесных атомов.
Подвижность относительно рассеяния на тепловых колебаниях
решетки определяется соотношением Принса
рг~ш.г5/2Г'3/2 (2.57)
Таким образом, из изложенного следует, что если рассеяние
носителей заряда происходит только на колебаниях решетки и
ионизированных примесных атомах, то зависимость подвижности
от концентрации полностью определяется вторым из этих механиз-
мов рассеяния. Действительно, из соотношения (2.56) следует,
что увеличение концентрации ионизированных примесных ато-
мов N вызывает уменьшение подвижности р/ и, следовательно,
уменьшение результирующей подвижности ц, определяемой двумя
механизмами рассеяния. На рис. 2.9 представлены зависимости
подвижности электронов и дырок в германии (а) и кремнии (б)
п- и р типов. Как видно, при концентрации примесных атомов
М<1015 см 3 подвижность носителей заряда в германии и крем-
нии с высокой степенью точности можно считать постоянной.
В интервале концентраций 10|5<А/<1017 см-3 подвижность
уменьшается в 1,5—2,5 раза, а при дальнейшем увеличении при-
месной концентрации подвиж
ность падает в несколько раз.
Поскольку результирующая
подвижность определяется дву-
мя составляющими, следует
ожидать, что ее зависимость от
концентрации будет отличной
от закона 1 и более сла-
бой. В области достаточно
высоких концентраций примес-
ных атомов (М>М)= 101Ь?
Ч-10|7см~3) справедлива полу-
эмпирическая зависимость под-
вижности от концентрации
вида
11—1. / \ ’/3
- (2.58)
Рис. 2.9. Зависимости подвижности носи-
телей заряда от концентрации при темпе-
ратуре Т 300 К в германии (а) и крем-
нии (б)
61
где подвижность р(| соответствует некоторой концентрации No.
При определенных условиях подвижность носителей заряда
может зависеть от напряженности внешнего электрического поля.
Началу проявления такой зависимости соответствует некоторая
критическая напряженность электрического поля, при которой под-
вижные носители заряда на длине свободного пробега приобре-
тают скорость vL — рЕ, сравнимую со средней тепловой скоростью
vr=(3kT/те)1/2 Следовательно, при этом выполняется условие
pE^(3fe7'/m,.)l/2 (2 59)
и критическая напряженность внешнего электрического поля
<“0)
При комнатной температуре средняя тепловая скорость электро
нов в полупроводниках имеет значение порядка 107 см/с. Отсюда,
в частности, следует, что для германия и-типа, в котором подвиж-
ность электронов составляет около 3600 см2/(В-с), критическая
напряженность электрического поля будет равна 3-105 В/см. Об
этом же свидетельствуют экспериментальные данные, согласно ко-
торым отступление от закона Ома (p =const) в германии обна-
руживается при Екр = 6-104 В/см
$ 2.4. ПОВЕРХНОСТНЫЕ ЯВЛЕНИЯ
В ПОЛУПРОВОДНИКОВЫХ СТРУКТУРАХ
Процессы, протекающие на поверхности полупроводников,
оказывают существенное влияние на электрические параметры
приборов Стабильность параметров полупроводниковых приборов,
их дрейф во времени и при изменении температуры в значитель-
ной степени определяются процессами на поверхности. Состояние
поверхности и способы ее обработки в процессе изготовления
элементов интегральных микросхем также оказывают сильное
влияние на свойства приборов Причина таких явлений заключа-
ется в том, что в ограниченном кристалле возникают не только
квантовые состояния электронов, движущихся в объеме кристалла,
но и дополнительные состояния, в которых электроны локализо
ваны непосредственно на самой поверхности кристалла. Следова-
тельно, кроме объемных энергетических уровней, образующих
соответствующие зоны бесконечного кристалла, появляются ло-
кальные уровни энергии, расположенные вблизи поверхности.
Возникновение локальных поверхностных энергетических уров-
ней приводит к тому, что электроны и дырки могут «прилипать»
к поверхности, что, в свою очередь, вызывает образование по
верхностного электрического заряда. При этом под поверхностью
появляется равный по значению и противоположный по знаку
индуцированный заряд в объеме, т. е. появляются обогащенные
или обедненные приповерхностные слои. Возникновением этих слоев
и объясняется влияние поверхности на такие параметры полу-
62
проводниковых материалов, как проводимость, работа выхода,
контактная разность потенциалов и др Поверхностные уровни
энергии могут значительно изменять также кинетику электронных
процессов, поскольку они создают дополнительные центры генера-
ции и рекомбинации подвижных носителей заряда. Поэтому все
явления, связанные с кинетикой неравновесных электронов и дырок,
также проявляют зависимость от состояния поверхности полу-
проводниковых структур.
Одна из причин возникновения поверхностных состояний закчю-
чается в обрыве периодического потенциала кристалла на поверх-
ности. Действительно, на поверхности полупроводникового кристал
ла нарушается регулярность кристаллической решетки вследствие
разрыва ее валентных связей По-видимому, можно предположить,
что атомы полупроводника, располагающиеся в непосредственной
близости от поверхности, должны вести себя как акцепторы, так
как они имеют незаполненные валентные связи. Это означает,
что такие атомы способны принимать дополнительные электроны
на свою внешнюю оболочку. Именно это обстоятельство допуска-
ет возможность дополнительных решений уравнения Шредингера
для электронов в кристалле, которые в отличие от бесконечного
кристалла быстро затухают при удалении от поверхности.
Механизм появления поверхностных состояний можно пояснить
с помощью следующих упрощенных рассуждений. Рассмотрим од-
номерный кристалл и будем учитывать в нем взаимодействие
только между соседними атомами. На основе зонной теории твер
дого тела можно показать, что принципиальные особенности
энергетического спектра при этом сохраняются. Это означает, что
для бесконечного кристалла будет существовать обычная система
энергетических зон, как показано на рис. 2.10, а Если предполо-
жить, что из такого кристалла удален один атом, то подобный
структурный дефект приведет к образованию локального энерге-
тического уровня Et, который может располагаться внутри запре-
щенной зоны (рис. 2.10,6). С другой стороны, в приближении
близкого взаимодействия можно считать, что при удалении атома
бесконечный кристалл распадается на два невзаимодействующих
кристалла, имеющих некоторую условную ограничивающую поверх-
ность. При таком допущении для кристалла, имеющего границу,
получаем энергетическую диаграмму, показанную на рис 2.10, в
На этой диаграмме кроме объемных энергетических зон имеется
дополнительный поверхностный уровень E's. Если уровень попадает
внутрь разрешенной зоны (уровень Е'), то он не создает локаль-
ного энергетического состояния Уровень, возникающий внутри
запрещенной зоны (уровень Es), создает локальное состояние,
которое определяет поверхностные свойства полупроводниковой
структуры.
Взаимодействующие поверхностные уровни, располагающиеся
в запрещенной зоне полупроводника,, создают в объемной кристал-
лической решетке так называемую поверхностную зону, уровни ко-
торой могут частично перекрываться уровнями объемных энерге-
63
Рис. 2.10 Механизм
возникновения поверхностных уровней
энергии
Рис. 2.11. Энергетическая
диаграмма полупроводни
ка вблизи поверхности
тических зон. В результате появляется воз-
можность перемещения электронов вдоль
поверхности. Это явление называют поверх-
ностной проводимостью. Во всех реальных
случаях поверхность полупроводниковых
приборов, подвергнутая химической, элект-
рохимической или механической обработке,
оказывается покрытой оксидным слоем,
имеющим сложный химический состав Этот
слой содержит также примесные атомы ме-
таллов, имеющихся в травителе, а также
молекулы воды, кислорода, ионы гидро-
ксильной группы и др. Толщина оксидного слоя для германия и
кремния невелика и обычно лежит в пределах 10—60А.
Возникновение поверхностных состояний и заполнение их элект
ронами или дырками при юдит к появлению неподвижного объем
ного заряда у поверхности и вызывает искривление энергетических
зон в ту или иную сторону. Для германия и кремния поверхност-
ные состояния подразделяются на быстрые и медленные Быстры-
ми называют состояния, для которых характерно малое время ре
комбинации, медленными — состояния с достаточно большим вре-
менем рекомбинации.
Основываясь на результатах соответствующих эксперименталь-
ных исследований, можно заключить, что быстрые состояния рас-
положены на границе раздела полупроводник оксид, а медлен-
ные — на границе раздела оксид — внешняя среда Однако ряд
факторов свидетельствует о том, что некоторая часть поверхност
ных состояний расположена непосредственно в оксидном слое. На
поверхности германия плотность быстрых состояний составляет
10'°—10" см-2, а на поверхности кремния она примерно на поря-
док выше. Плотность медленных состояний изменяется в более
широких пределах и может достигать 1013 см~2 как для германия,
так и для кремния.
Обычно на поверхности одной и той же полупроводниковой
структуры одновременно содержатся донорные и акцепторные со
стояния, причем преобладание того или иного типа состояний в
значительной степени определяется условиями окружающей среды.
64
Эти же условия определяют также плотность поверхностных со-
стояний.
На рис. 2.11 изображена зонная энергетическая диаграмма
поверхности, на которой через обозначены быстрые состояния,
а через Ел, Еп — медленные состояния акцепторного и донорного
типов. Следует отметить, что донорные состояния расположены
ниже уровня Ферми, а акцепторные—выше этого уровня. Это
можно объяснить тем, что положение энергетических уровней у
поверхности определяется характером и концентрацией повсрхност
ных состояний Чем выше плотность поверхностных состояний,
тем больше созданный ими поверхностный заряд, сильнее поле
этого заряда и значительнее искривлены границы энергетических
зон. Донорные состояния в нейтральном положении заполнены
электронами, а акцепторные состояния являются свободными.
Если преобладают акцепторные состояния, то при их запол-
нении создается отрицательный объемный заряд, искривляющий
зоны так, как показано на рис. 2.11. Чем выше плотность акцептор-
ных состояний, тем сильнее искривлены зоны и дальше от уровня
Ферми будут находиться акцепторные уровни. Преобладание до-
норных состояний дает обратную картину.
Вблизи поверхности картина будет определяться не только
поверхностными состояниями, но также знаком и концентрацией
подвижных носителей заряда в объеме полупроводника Это опре-
деляется тем, что положение уровня Ферми в объеме и длина
экранирования определяются знаком и концентрацией зарядов в
объеме
Поверхностный потенциал можно определить как безразмерную
величину, выраженную через отнесенную к единице тепловой
энергии разность энергий электронов у поверхности и в объеме <рп:
фо = <Р(,/(Л7).
(2.61)
Поверхностный потенциал можно найти следующим образом
Предположим, что он обусловлен наличием акцепторных поверх-
ностных состояний Na, энергия которых равна Ей Тогда в поверх
ностных состояниях заряд
Qi = —</ЛЦа,
(2.62)
где через
(2.63)
обозначена функция распределения Ферми для поверхностных со-
стояний.
Равный по значению и противоположный по знаку объемный
3- IIS’1
6'
заряд в приповерхностном сдое полупроводника выражается
формулой
(2.64)
(22=2^И(|£дГ(фо, у).
где Z.a — длина экранирования для электронов в собственном
полупроводнике при п—пг, по — концентрация электронов в объе-
ме полупроводника на достаточно большом удалении от поверх-
ности, у—по/п, —степень легирования полупроводника.
Входящая в соотношение (2.64) функция 7?(ф0, у) имеет вид
Цфо, У) = ±{![уехр( —ф(1) — 1] +у (ехрф0—1) + фо(у —у )}
(2.65)
Эта функция протабулирована для различных фо и у, причем
ее положительное значение соответствует случаю фо > 0, а отри-
цательное — фо < 0.
Если известно положение энергетических уровней поверхност-
ных состояний £а относительно уровня Ферми £( и если при этом
удовлетворяется условие
Ea-Er^>kT. (2.66)
то можно записать, что
Qi=^a—е
Ло
Так как заряды в приповерхностном слое
состояниях равны, то из соотношений (2.64)
е = ДГ(фо, у).
(2.67)
и в поверхностных
и (2 67) получаем
(2.68)
где
Д = 2-^£, (2.69)
«а
Трансцендентное уравнение (2.68) можно решить графически и
таким образом определить поверхностный потенциал фо
Искривление энергетических зон под воздействием поля по-
верхностного заряда может привести к образованию близи по-
ерхности полупроводника тонкого слоя (толщиной 10 4—10 5 см),
электропроводность которого будет противоположна электропровод-
ности в объеме. Такие слои называют инверсными. Возникнове-
нием инверсных слоев в значительной степени определяется эффект
поверхностной проводимости и образование так называемых ка-
налов.
В технологии изготовления кремниевых ИМС состояние по-
верхности имеет исключительно важное значение для нормального
функционирования элементов Защиту поверхности элементов крем-
ниевых ИМС обычно осуществляют с помощью выращенных пле-
нок SiO2, толщина которых в большинстве случаев составляет
500—5000 А По своей структуре эта пленка является аморфной.
66
имеет е = 44-6 и удельное объемное сопротивление порядка
1016 Ом-см. Содержащиеся в оксидной пленке кремния микроде
фекты в виде кислородных вакансий и внедренных ионов приме-
сей (преимущественно положительно заряженных ионов нат-
рия Na ) обусловливают наличие достаточно высокого положи-
тельного потенциала, достигающего 10 8—10 7 Кл/см2 Наличие
положительного поверхностного заряда способствует образованию
инверсного слоя на кремнии p-типа и обогащенного электронами
слоя на кремнии п-типа.
Кроме отмеченных дефектов реальная поверхность полупровод-
ника покрыта одним или несколькими слоями адсорбированных
частиц, что приводит к изменению имеющихся энергетических
состояний или к образованию новых. Адсорбированную частицу
можно рассматривать как примесный атом донорного или акцеп-
торного типа. Адсорбированные частицы могут быть заряженными
или нейтральными и могут обмениваться с полупроводником
подвижными носителями заряда. Отсюда следует, что процесс
адсорбции поверхностью различного типа частиц также приводит к
образованию вблизи поверхности новых энергетических уровней.
Повышенные требования, предъявляемые к чистоте процессов
в планарной технологии ИМС, обусловлены стремлением свести к
минимуму плотность структурных дефектов. Применительно к про
цессу окисления эти требования сводятся к выполнению следую-
щего условия, окисление пластины, реакционная камера с вводи-
мыми в нее приспособлениями для загрузки и фиксации пластин,
а также окисляющая среда не должны содержать или вносить в
процессе окисления неконтролируемые загрязнения. Для вынол
нения этого условия требуется целый ряд технологических опе-
раций.
В первую очередь это относится к окисляемым пластинам,
которые непосредственно перед процессом окисления проходят
специальную химическую обработку, заключающуюся в удалении
случайных загрязнений растворами кислот и органических раство-
рителей. Целесообразнее всего выбирать вариант обработки, вклю
чающий в себя минимум технологических операций, поскольку
используемые для обработки реактивы не являются идеально чисты-
ми и сами могут служить источниками неконтролируемых загряз-
нений. Поэтому операции подготовки кремниевых пластин к прове-
дению на них технологических процессов изготовления элемен
тов ИМС следует осуществлять в строго контролируемых условиях,
чтобы на стадии химической обработки можно было удалить за-
грязнения с использованием минимального числа реагентов. Боль-
шое значение имеет также финишная отмывка перед окислением.
После того как с помощью химической обработки с пластин
удалены загрязнения, вносимые на операциях шлифования и поли-
рования, а также загрязнения, попавшие в процессе хранения
пластин, нужно удалить остатки химических реактивов путем тща
тельной промывки в высокоомной деионизованной воде, просушить
3* 67
пластины на центрифуге и поместить их в контролируемую обес-
пыленную среду.
Кроме того, принимают специальные меры для очистки кварце
вых деталей, используемых в технологическом оборудовании, а
также кислорода и водяных паров, являющихся необходимыми
компонентами процессов окисления поверхности кремниевых плас
тин В ряде случаев прибегают к специальным приемам, позво-
ляющим уменьшить вероятность появления ионных загрязнений,
влияние которых на поверхностные состояния и на свойства кон-
такта между кремнием и двуокисью кремния является наиболее
сильным. С этой целью все операции с кремниевыми пластинами
перед процессом окисления проводят в приспособлениях, исклю
чающих содержание щелочных загрязнений. Другая часть меро-
приятий связана с исключением возможности попадания в пласти-
ны кремния ионов щелочных металлов в процессе высокотемпе-
ратурной обработки.
Для уменьшения вероятности возникновения макродефектов
загрузку пластин осуществляют через специальные боксы с лами-
нарным потоком обеспыленного воздуха, что в значительной сте
пени уменьшает попадание загрязнений из внешней среды.
3 Глава
Контактные
свойства
полупровод-
никовых
структур
5 3.1. КОНТАКТНЫЕ ЯВЛЕНИЯ В МИКРОЭЛЕКТРОННЫХ
СТРУКТУРАХ
На физических свойствах контактов металл — полупроводник и
полупроводник р-типа — полупроводник п типа основаны принципы
действия подавляющего большинства микроэлектронных элементов
Важное значение имеет и так называемая пассивная роль контактов,
которая сводится к обеспечению подведения электрического тока.
На границе раздела между двумя различными по типу электропро-
водности полупроводниками или между полупроводником и метал-
лом возникают потенциальные барьеры, что является следствием
перераспределения концентраций подвижных носителей заряда
между контактирующими материалами Электрические свойства
граничного слоя оказываются зависящими как от значения, так и
от полярности приложенного внешнего напряжения Если гранич-
ные слои обладают нелинейными вольт амперными характеристи
ками, т. е. если их электрическое сопротивление при одной поляр-
ности напряжения больше чем при другой, то такие слои называют
выпрямляющими переходами Нелинейные свойства переходов ис
пользуют для выпрямления электрического тока, преобразования,
69
усиления, генерации электрических сигналов и для других целей.
На основе выпрямляющих переходов формируют биполярные дио-
ды и транзисторы, варакторы, туннельные диоды, диоды Шотки
и другие приборы. Широкое применение выпрямляющие переходы
находят в качестве изолирующих элементов в микроэлектронных
устройствах.
Рассмотрим более подробно свойства контактов металл — полу
проводник. Электроны в металле и полупроводнике испытывают
кулоновское взаимодействие со стороны положительных ионов
кристаллической решетки. Следовательно, потенциальная энергия
электрона внутри металла, полупроводника или любого другого
твердого тела должна быть меньше энергии свободных электронов
в вакууме. Для перевода электрона из твердого тела в вакуум ему
требуется сообщить определенную энергию Минимальную энергию,
которую необходимо сообщить электрону для удаления его за пре
делы твердого тела, называют работой выхода. Работу выхода
можно определить для электрона, находящегося на любом энерге-
тическом уровне, откуда следует, что эта величина является ста
тистической. Среднее значение работы выхода электрона опреде-
ляется как энергия, необходимая для удаления электрона с уровня
Ферми в бесконечность Работа выхода зависит от свойств кристал-
лической решетки, причем для большинства полупроводниковых
материалов она изменяется в пределах от 1 до 6 эВ.
На рис. 3.1, а показаны невзаимодействующие металл и полу-
проводник, на поверхности которых нет никаких зарядов. Если ра
бота выхода из полупроводника меньше работы выхода из металла
(Х,< Хм), то при сближении изолированных металла и полупровод
ника металл будет приобретать отрицательный заряд, а полупро-
водник — положительный, так как электронам легче перейти из по-
лупроводника в металл, чем в противоположном направлении. Про-
цесс обмена зарядами между металлом и полупроводником будет
происходить до тех пор, пока не установится равенство химических
потенциалов всей системы (рис 3.1,6, в), т. е. пока уровни Ферми
металла Efv и полупроводника EF„ не займут одинаковое положение.
Вследствие такого перехода электронов вблизи поверхности полу-
проводника возникает изгиб энергетических зон, как показано на
рис. 3.1. Величина этого изгиба определяется падением напряже-
ния между металлом и полупроводником и в предельном случае
тесного контакта равна контактной разности потенциалов:
Хк = Хм - Х„ (3.1)
В рассматриваемом случае энергетические зоны в полупровод-
нике изгибаются вверх и в приконтактной области полупроводника
образуется положительно заряженный слой, обусловленный иони-
зированными донорными атомами и неосновными подвижными дыр
ками В приконтактной области металла возникает отрицательно
заряженный слой, обусловленный избыточной концентрацией по
движных электронов. Заряды обоих этих слоев взаимно компенси-
руются.
70
Рис 3.1 Различные стадии образования контакта металл — полупроводник
Рис. 3 2 Различные стадии образования аптизапирающего слоя для контакта
металл — полупроводник
Рис 3 3. Образование запи
рающего слоя для контакта
металл — полупроводник р-
типа
Рис 3.4 Образование антизапи
рающего слоя для контакта ме
талл — полупроводник п-типа
(х« X»)
Концентрация подвижных электронов в приконтактном слое по-
лупроводника меньше, чем в объеме, и, следовательно, удельное
сопротивление этого слоя больше удельного сопротивления в объе-
ме. Такой слой называется запирающим Если полупроводник имеет
электропроводность p-типа и выполняется условие X < Хм, то по-
ложительный заряд в слое возникает за счет избыточной концентра
ции подвижных дырок При этом удельное сопротивление прикон-
тактного слоя оказывается меньше удельного сопротивления в
объеме. Следовательно, в этом случае происходит образование так
называемого антизанираюшего слоя, как показано на рис. 3.2.
Невзаимодействующие металл и полупроводник изображены на
рис. 3.2, а, а образование искривления энергетических зон — на
рис. 3.2, б, в.
Запирающий слой при достаточно больших изгибах зон является
основой для создания выпрямляющих контактов, а антизапираю-
щий — для создания омических, или невыпрямляющих, контактов.
Если работа выхода из металла меньше, чем из полупроводника,
то путем аналогичных рассуждений можно показать, что для по-
лупроводника p-типа образуется запирающий слой (рис. 3.3), а для
полупроводника n-типа антизапирающий слой (рис. 3.4).
Введем некоторые математические соотношения, характеризую-
щие свойства контакта металл — полупроводник n-типа. Будем счи-
тать Х,<ХМ и, кроме того, предположим, что концентрация элект-
ронов в зоне проводимости полупроводника относительно мала
(л<М) В этом случае распределение электронов подчиняется
статистике Максвелла — Больцмана, причем нетрудно показать, что
количество электронов в 1 см3, имеющих скорости, изменяющиеся
в пределах от vx до + от vy до vy-\-dvy и от v2 до vz-\-dvz,
равно
та
dn(vx,vy,vz)---ехр Г---------2 ~£'" ldvxdvydvz. (3.2)
L J
Из всей совокупности электронов, находящихся на уровнях зоны
проводимости полупроводника, покинуть его могут только те, кине-
тические энергии которых tnvx/2 в направлении, перпендикулярном
поверхности раздела, превышают высоту потенциального барьера,
определяемую разностью Х„ Е\ „. Составляющие скорости по двум
другим координатным направлениям (vy и vz) могут быть произ-
вольными
Вычислим сначала концентрацию подвижных электронов, ско-
рости которых в направлении, перпендикулярном поверхности
раздела, изменяются в интервале от vx до vx 4- dvx при любых состав-
ляющих по координатам у и z. Для этого достаточно проинтегри
ровать соотношение (3 2) по всем возможным значениям состав
ляющих скорости vy и v2, т. е е пределах от — оо до + оо
При этом получим, что
72
x[fexp( 7Гг)^[ехР(- Sr)dv']dv*- <33>
Для удобства последующих преобразований введем новую пе-
/ гп , ,
ременную т) = ^О|’;1а предыдущее выражение преобразу-
ется к виду
Ь (- Ьmа <’«>
поскольку справедливо равенство
5 е ’Мт] = 2 е dt] — л (3.5)
— оо О
Аналогично можно вычислить и второй интеграл, входящий в
соотношение (3.2):
После проведенных вычислений соотношение (3.3) принимает
вид
dn (Vx} = i^exp [ “ “ Е,п) / (/гТ) ] dv‘- (3’7)
Электрон, обладающий скоростью vx в направлении оси х, в те-
чение времени I пройдет в направлении, перпендикулярном поверх-
ности полупроводника, расстояние vxt. Следовательно, за промежу-
ток времени t все электроны зоны проводимости, имеющие скорость
не менее vx, находящиеся па расстоянии не более vxt от поверх-
ности полупроводника, т е все электроны, находящиеся в объеме
Svxt (где S — площадь поверхности раздела) и движущиеся к по-
верхности, достигнут ее Общее количество таких электронов
d/V = dn (vx)Svxt. Созданный ими поток отнесенный к 1 см по-
верхности раздела.
^п(уЛ) (3 8)
Если это выражение просуммировать по всем значениям состав-
ляющей скорости их, то получим полный поток электронов через
поверхность раздела Однако следует учитывать, что не все электро-
ны, достигающие этой поверхности, пройдут через нее. Потенциаль-
ный барьер Хп = —Е|.„ преодолевают только те электроны, для ко-
торых удовлетворяется условие
mnv2x/2 > Х„
Егп
(3-9)
или
vx > УО = [2(Z"m C|n) 1 ,/г. (3.9, а)
73
Суммарный поток, созданный такими электронами и проходящий
через поверхность раздела в направлении оси х,
J = \dJ{vx) — с>4 dn(vx). (3.1Q)
а= V,,
С помощью соотношения (3.7)
Оо
получаем
ОО т„С'1
$е 2*г vxdvx. (З.П)
Vo
Вводя новую переменную
(3.12)
и интегрируя соотношение (3.11), находим, что
_ 2
Г|-И °° fnnVji оо
1= Г. е~ i г '.do. = "“Г ( (3.13)
2"'"' » 2"-"'
(3.14)
Из соотношения (3.14) видно, что количество электронов, выле-
тающих с площади So — 1 см2 в течение времени /0 = 1 с, опреде
ляется только работой выхода электрона из полупроводника и
температурой. Явление «испарения» электронов из твердого тела
называется термоэлектронной эмиссией Если полупроводник изоли-
рован, то эмиссия электронов не может продолжаться неограничен-
но долго, так как по мере уменьшения концентрации электронов
полупроводник будет приобретать положительный заряд. В резуль-
тате возникает электрическое поле, которое будет препятствовать
дальнейшей эмиссии электронов, и, следовательно, система электро-
нов будет находиться в термодинамическом равновесии
§ 3.2. ФИЗИЧЕСКИЕ ПРОЦЕССЫ В ЭЛЕКТРОННО-ДЫРОЧНЫХ
ПЕРЕХОДАХ
Электронно-дырочным переходом или р-п-переходом называют
переход между двумя областями полупроводника, одна из которых
имеет электропроводность n-типа, а друга — p-типа. Поверхность
раздела между полупроводниками различных типов называют
металлургической границей По характеру структуры р-п-перехо-
ды можно подразделить на резкие со ступенчатым распределением
74
концентрации примесных атомов и плавные с распределением кон-
центрации примесных атомов, описываемым какой-либо непрерыв-
ной функцией. В свою очередь, резкие р-п-переходы делятся на
симметричные и несимметричные. Симметричными называют пере-
ходы, образуемые одинаково легированными материалами р- и
п-типов, несимметричными образуемые материалами р- и п-типов
с уровнями легирования, отличающимися на несколько порядков.
Рассмотрим основные свойства р-п-перехода на примере кон-
такта двух равномерно легированных полупроводников. Предполо-
жим, что концентрация акцепторных атомов в полупроводнике
p-типа составляет N„, а концентрация донорных атомов в полупро-
воднике п-типа — Na. Вследствие разности концентраций электро-
нов и дырок по обе стороны от металлургической границы перехода
возникает диффузионное перемещение подвижных носителей заря-
да: электроны движутся из i области в / область, а дырки диффун-
дируют в противоположном направлении. Можно считать, что на
такое перемещение носителей заряда кулоновское взаимодействие
существенного влияния не оказывает. Движущей силой диффу-
зионного перемещения электронов и дырок через р-н-переход
является градиент их концентрации в окрестности металлургиче-
ской границы. Уход электронов и дырок из приконтактных об-
ластей создает область объемного заряда, характеризующуюся
контактным, или диффузионным, потенциалом, возникновение кото-
рого обусловлено разноименно заряженными неподвижными атомами
донорной и акцепторной примесей. Процессы перемещения носите-
лей заряда прекращаются тогда, когда контактный потенциал
уравновешивает разность работ выхода электронов из полупровод-
ников п- и p-типов. При этом ток, создаваемый электрическим
полем, возникающим в области объемного заряда, полностью ком-
пенсируется диффузионным током, возникающим под действием
градиента концентрации подвижных электронов и дырок.
В процессе диффузии электроны и дырки перемещаются через
металлургическую границу р-п-перехода в двух противоположных
направлениях. Но эти носители переносят электрические заряды
противоположных знаков, в результате возникают электронная и
дырочная составляющие единого диффузионного тока, направление
которого совпадает с направлением перемещения дырок. Плотность
диффузионной составляющей тока через р п переход
Л = 1п. + Л>, = q ( Dn±--D„^-) , (3.15)
где Dn и Dp коэффициенты диффузии электронов и дырок; dn/dx
и dp/dx — градиенты концентрации электронов и дырок. Плот
ность дрейфовой составляющей тока, возникающего под воздей-
ствием электрического ноля области объемного заряда,
Л = Jf + Ji-r — qE(np.„ + ррр), (3.16)
75
где Е — напряженность электрического поля в области объемного
заряда, пир — концентрации электронов и дырок, и — под-
вижности электронов и дырок.
В условиях термодинамического равновесия диффузионный ток
оказывается полностью скомпенсированным встречным дрейфовым
током Следовательно, полный ток через р-н-переход оказывается
равным нулю-
J = jn + jc + qE(np„ + РЦр) =0. 1(3.17)
\ ид ил/
Из равенства нулю суммарного тока р-п-перехода следует,
что такая система контактирующих полупроводников должна ха
рактеризоваться одинаковым положением уровней Ферми в п- и
p-областях. В отличие от системы, содержащей электрически нейт-
ральные частицы, концентрации электронов и дырок по обе стороны
от границы р-п перехода в условиях термодинамического равно-
весия остаются различными. Градиенты концентраций одноименно
заряженных частиц при равновесии отличны от нуля, однако
диффузионному перемещению частиц препятствует возникающий в
области объемного заряда потенциальный барьер
На рис 3.5 показаны характер распределения концентрации
ионов донорной и акцепторной примесей, потенциала, напряжен-
ности электрического поля, а также искривление уровней энерге-
тических зон в области контакта для резкого р-н-перехода. Пунк-
тирными линиями на рис. 3 5 очерчена приграничная область
d = хр + х„, внутри которой наблюдается изменение указанных
величин. Эта область называется запирающим слоем. Вне запи-
рающего слоя уровни энергетических зон полупроводников п- и
Рис. 3.5. Распределение объемного за-
ряда (а), напряженности электри-
ческого поля (6) и искривление энер-
гетических зон (в) вблизи металлурги
ческой границы р-л-перехода в услови
ях термодинамического равновесия
р типов не искажаются; следова
тельно, в этих областях электри-
ческая нейтральность полунро
водников не нарушается и на-
пряженность электрического поля
равна нулю.
Запирающий слой р-п-перехо-
да оказывается обедненным под
вижными носителями заряда, в
результате чего его удельное
сопротивление существенно пре-
вышает удельное сопротивление
областей, лежащих за пределами
этого слоя. В запирающем слое
находятся подвижные электроны
и дырки, обладающие тепловой
энергией, достаточной для пре
одоления потенциального барье-
ра; кроме того в нем протекают
процессы генерации и рекомбина
76
ции электронно-дырочных пар Поскольку концентрации таких но-
сителей’ заряда малы по сравнению с концентрациями основных
носителей за пределами запирающего слоя, при идеализирован-
ном рассмотрении свойств р-п-перехода этими концентрациями
можно пренебречь и считать, что объемные заряды в запирающем
слое обусловлены присутствием только ионизированных примесных
атомов донорной и акцепторной примесей. Пользуясь таким при-
ближением, определим важнейшие физические величины, харак-
теризующие свойства р-п-перехода.
Высота потенциального барьера, определяемая разностью поло-
жений уровня Ферми в полупроводниках п- и p-типов, может быть
вычислена из соотношений (2.19) и (2.25):
= =Д£' + /гПп4-4^, (3.18)
/V, Л _
где п„0 и р, — концентрации основных электронов и дырок в п- и
p-областях полупроводника вне запирающего слоя.
С другой стороны, из соотношений (2.32) и (2.33) получаем,
что
MWc. = n?e^ (3.19)
Отсюда путем несложного преобразования соотношения (3.18)
находим
Хк =/гПп-^^. (3.20)
Если учесть, что /?? = пп.р„. />,. где рПо н пР концентрации
неосновных дырок и электронов соответственно в п- и р областях
полупроводника, то выражение (3.20) можно переписать в виде
Хк = fe7’ln-^ = fe7’ln-^.
Р<1о ЯрС1
(3.21)
Напряженность электрического поля внутри запирающего слоя
определают из решения уравнения Пуассона
где U — потенциал, р(х) — плотность объемного заряда; в — от-
носительная диэлектрическая проницаемость полупроводника; во
диэлектрическая проницаемость вакуума.
Предполагая что объемные заряды в запирающем слое р-п-пе-
рехода возникают только за счет ионизированных примесных
атомов, можно записать, что для р- и n-областей этого слоя плот-
ность объемных зарядов выражается соответственно таким об-
разом:
р₽(х)=рМ,, (3.23)
р„(х) = ^№, (3 24)
77
где М и Nt — концентрации акцепторных и донорных атомов.
Таким образом, уравнение Пуассона для запирающего слоя в
р- и «-областях можно записать в виде
д21/ _ ЧХ. дх еео (3.25)
i)'2U _ уЛ', дх2 FF0 (3.26)
Поскольку напряженность электрического поля Е = - dU/dx,
уравнения Пуассона для рассматриваемого случая -имеют вид
Е = \-т^дх Iх — ^р)- (3.27)
Е = (Л^-дх = (х„ - х). J есо еео (3.28)
Максимальное значение напряженности электрического ноля
I^KinaxI можно определить, если в любом из уравнений (3.27) и (3 28)
положить х = 0; тогда находим, что
W ffn er0 (3.29)
Ширину запирающего слоя можно найти из решения системы
уравнений двойного электрического слоя
$q(x)(/x = 0, (3.30)
5xe(x)dx = Eeot/K, (3.31)
учитывая при этом, что напряженность электрического поля, опре-
деляемая соотношениями (3.27), (3.28), в точках с координатами
хр и хп обращается в нуль.
Для резкого р-и-перехода в условиях термодинамического
равновесия получаем
л__ v „ __ 7 2ы'»иц Ла+ V.A */2
а_Хп-лР_ —
(3.32)
Аналогично, решение системы уравнений (3.30), (3 31) позво-
ляет получить выражение для ширины запирающего слоя плав
ного р-«-перехода. Если вблизи контакта распределение атомов
донорной и акцепторной примесей подчиняется линейному за-
кону, т. е.
М(х) = Ад(х) - М (х) = ах, (3.33)
78
где а— | —| —результирующий градиент концентрации,
то в условиях термодинамического равновесия
ф (3 34)
Из сравнения соотношений (3.32) и (3.34) видно, что закон
примесного распределения однозначно определяет характер зави
симости ширины запирающего слоя от контактного потенциала
(для резкого р-«-перехода d~U*/2, для плавною г/~£/к1/3).
С приложением к полупроводниковой структуре, содержащей
р-н-переход, напряжения внешнего источника U высота потенци-
ального барьера, распределение концентраций носителей заряда и,
следовательно, ширина запирающего слоя будут изменяться в за-
висимости от полярности смещения Предположим, что к р-н-пере-
ходу подключена батарея с напряжением, полярность которой
Рис. 3.6 Электронно-дырочный переход при подключении внеш-
него напряжения в прямом направлении (а) его энергетическая
диаграмма (6) и закон изменения концентраций носителей
заряда (н)
противоположна контактному потенциалу t/K, как показано на
рис. 3.6, а. Такое смещение называется прямым. Если считать,
что удельное сопротивление материала запирающего слоя остается
при этом намною больше удельного сопротивления материалов
р и «-областей вне запирающего слоя, то все внешнее напряжение
будет падать непосредственно на р-п-переходе. Приложение внеш
него напряжения вызывает уменьшение потенциального барьера на
р-«-переходе до UK — (7, в результате чего равновесное состояние
оказывается нарушенным и диффузионная составляющая тока
через р-«-переход становится больше дрейфовой составляющей.
В результате через р п переход будут проходить главным образом
диффузионные токи, обусловленные перемещением электронов из
« области в p-область и дырок в противоположном направлении.
79
Электроны и дырки, диффундирующие под действием внешнего
напряжения в соответствующие смежные области полупроводнико-
вой структуры, становятся в них неосновными носителями заряда.
Поэтому такой процесс называют инжекцией неосновных носителей
заряда.
Уменьшение высоты потенциального барьера р «-перехода вызы-
вает уменьшение напряженности электрического поля £„ и ширины
запирающего слоя, которая в рассматриваемом случае для резкого
и плавного переходов оказывается соответственно равной
'---—^1 , (3.35)
L ч ' J
1Г -----------L_] (з.зб)
Под влиянием инжекции вблизи границ запирающего слоя
возникают неравновесные концентрации неосновных носителей
заряда: дырок в « области (р„ > р,. ) и электронов в р области
(rip>np„). Законы изменения концентраций инжектируемых носи-
телей заряда показаны на рис. 3.6, в. Если W„ и Wp протяжен-
ности п- и р областей полупроводниковой структуры, отсчитанные
от металлургической границы р « перехода до соответствующего
омического контакта, L,, и Lp — диффузионные длины инжектируе-
мых электронов и дырок и если выполняются соотношения W„ < Lp,
Wp<Ln, то градиенты концентраций электронов и дырок ври
«-областях будут равны
dn _____ л,, — л,,, Vi,,
~dx Й~ U' . ’
_ pr Ръ. _ ,\р„
Их W„ tf/„ ’
(3.37)
(3.38)
Под действием градиентов концентраций дырки диффундируют
от границы р-п перехода в глубь «-области, рекомбинируя при
этом с основными электронами. Электроны в процессе диффузии
в глубь p-области рекомбинируют с основными дырками В резуль-
тате избыточные концентрации инжектируемых носителей заряда
постепенно убывают и на расстоянии нескольких диффузионных
длин от металлургической границы «,, «ро = 0; р„ — р,м — 0.
Из (3.21) следует, что изменения концентраций основных
электронов и дырок внутри запирающего слоя в равновесных ус-
ловиях определяются следующими соотношениями
«,,„ = Пр. = «,.„ е"^'кг , (3.39)
= p„tеХк0;,кт - р .е"' . (3.40)
С помощью выражений (3.39) и (3.40) можно найти важней-
шие величины, определяющие процесс инжекции неосновных носи
телей заряда и их перемещение в сопредельных областях. Для
определения концентраций инжектируемых электронов и дырок
80
учтем в (3.39) и (3 40) изменение высоты потенциального барьера
на величину внешнего напряжения. Следует учитывать, что изме-
нение высоты потенциального барьера сопровождается в общем
случае изменением всех граничных концентраций п„„, рр . пР и р„0
Но так как обычно/?,, и рР, ^>р,., то можно считать, что с
приложением внешнего напряжения U, т. е. при нарушении равно-
весного состояния, изменяются только концентрации неосновных
носителей заряда Поэтому, заменяя в соотношениях (3.39) и
(3.40) значения и р„ на пр и рп и учитывая изменение высоты
потенциального барьера, получаем
п,; е (3 41)
р,,„ (3 42)
Подставляя в (3.41) и (3.42) значения и рр„ из (3.39) и
(3.40), находим, что
• (3.43)
• р„ = рЛ^ь/'1,т'. (3.44)
Отсюда следует, что при прямом смещении граничные концент-
рации неосновных носителей заряда становятся больше равновес-
ных; следовательно, внутри запирающего слоя появляются избы-
точные носители заряда, концентрации которых характеризуются
экспоненциальной зависимостью от приложенного напряжения При
достаточно большом напряжении концентрации избыточных элект-
ронов и дырок становятся сравнимыми с концентрациями основ-
ных носителей заряда, что приводит к уменьшению удельного
сопротивления запирающего слоя
Для оценки относительного изменения концентрации инжекти-
руемых носителей заряда на границах запирающего слоя обычно
вводят понятие уровня инжекции, который определяется выраже-
нием
6-^--^, (345)
П п9 Рро
где Д/?„ и приращения концентраций неосновных носителей
заряда за счет инжекции
Инжектированные неосновные носители вблизи границ запи-
рающего слоя создают объемные заряды, которые могут быть
компенсированы только основными носителями заряда, вытягивае-
мыми из объема структуры Следовательно, внутри запирающего
слоя существуют избыточные концентрации не только неосновных,
но также основных носителей заряда, причем в п области Др ~
~ Дп„, а в р области ДмрА;Дрр.
Перераспределение концентраций основных носителей заряда в
рассматриваемой области будет незначительным, если выполняют-
ся условия \п п и &pp<^Pi В этом случае можно считать
4- 1187
81
что электрическая нейтральность областей, в которые происходит
инжекция неосновных носителей заряда, не нарушается, области
называют квазинейтральными, а уровень инжекции считают низ-
ким, поскольку 6<gl. При 6«1 уровень инжекции считают сред-
ним, а при 6 > 1 — высоким. В обоих последних случаях перерас-
пределение концентраций основных носителей заряда по объемам
п- и p-областей структуры вызывает образование значительного
по напряженности электрического поля, поскольку уход из глубины
областей основных носителей нарушает компенсацию зарядов
ионизированных примесных атомов и условие электрической нейт-
ральности областей становится невыполнимым Следует отметить,
что большинство микроэлектронных приборов работает при низком
уровне инжекции, средний и высокий уровни в практических слу-
чаях встречаются довольно редко.
При смешении р-«-перехода в обратном направлении, когда к
«-области подключается плюс, а к р-области — минус внешнего
источники (рис. 3.7), потенциальный барьер увеличивается до
U, -*-|С7|, |де U — нап| яжение источника смещения. Это вызывает
нарушение равновесного распределения подвижных носителей заря-
да, однако в отличие от прямого смещения плотность диффузион-
ных потоков основных носителей через границу раздела резко
уменьшается и через переход будет проходить ток, обусловленный
переносом неосновных подвижных зарядов- электронов из р-об
ласти в «-область и дырок в противоположном направлении.
Ширина области объемного заряда при обратном смещении р-п-пе-
рехода увеличивается и для ступенчатого распределения концентра-
ции примесных атомов
(3 46)
2efn (Uk + It/) 'V j + .Уд
q X Ч .
Рис 3.7. Электронио-дырочный переход при подключении внеш-
него напряжения в обратном направлении (с), его энергетиче-
ская диаграмма (б) и закон изменения концентраций носителей
заряда (в)
82
Смещение перехода в обратном направлении вызывает также
увеличение напряженности электрического поля внутри области
объемного заряда, причем вследствие ухода неосновных носителей
из областей, прилегающих к металлургической границе р-п-пере-
хода, область объемного заряда оказывается обедненной подвиж
ными носителями заряда. Такое явление называют экстракцией
неосновных электронов и дырок. Под влиянием экстракции в р- и
п областях, непосредственно прилегающих к границам области
объемного заряда, возникают градиенты концентраций подвижных
I носителей заряда, что вызывает их перемещение под действием
диффузии из толщи полупроводниковых областей к границам
р-и-перехода.
Увеличение обратного смещения вызывает расширение запи-
рающего слоя и возрастание напряженности электрического поля
внутри него. Однако ток через р-п-переход остается неизменным.
Это объясняется тем, что градиенты концентраций неосновных
носителей заряда вблизи границ перехода не изменяются с изме-
нением напряжения U. Ток, проходящий через р-п-переход при
обратном смещении, называют обратным током насыщения /0.
Он может изменяться только при изменении концентраций неос-
новных носителей заряда в р- и «-областях, что может быть вызва-
но исключительно изменением температуры. По этой причине об-
ратный ток насыщения называют также тепловым током
§ 3.3. ВОЛЬТ-АМПЕРНАЯ ХАРАКТЕРИСТИКА р-п-ПЕРЕХОДА
Для вывода уравнения вольт-амперной характеристики (в.а.х.)
удобно воспользоваться законом сохранения количества электри-
чества, который в общем случае записывается в виде
_A- = divJ (3.47)
al
Левая часть этого соотношения представляет собой измене-
ние объемной плотности заряда во времени, а правая часть соот-
ветствует числу элементарных электрических зарядов, втекающих
в рассматриваемый объем или вытекающих из него.
Закон сохранения количества электричества для полупровод-
ников с учетом процессов генерации и рекомбинации свободных
носителей заряда, а также одновременного присутствия разно-
именно заряженных подвижных носителей выражается следующи
ми соотношениями-
-^- = -±divJ„+ Gp, (3.48)
dt т,. q
dn_n^±^,]n + Gn (3.49)
dt г„ ц
Эти соотношения называют уравнениями непрерывности для
дырочной и электронной составляющих плотности тока в полупро-
4*
83
воднике. Первые слагаемые в правых частях уравнений (3.48),
(3.49) характеризуют процессы рекомбинации дырок и электро-
нов (р и п — неравновесные, ро и п0 — равновесные концентра-
ции дырок и электронов т(, и тп — времена жизни дырок и электро-
нов). Величины Gp и Gn характеризуют скорости процессов гене-
рации дырок и электронов
В общем случае плотности дырочного и электронного токов
включают в себя дрейфовую и диффузионную составляющие,
причем для одномерного приближения каждая и-з этих составляю-
щих может быть выражена таким образом:
Jp = QPV-pE — , (3.50)
/„ — qnprlE + qD„— (3.51)
Подставляя эти выражения в (3.48), (3.49) и снова ограничи-
ваясь одномерным случаем, получаем уравнения непрерывности
• = цЛ?- РРр-^г + GT~] <3-52)
at Тр г ах г р дх г ах '
• dft _ ft «о । г\ д' ft i г? дп । дГ. \ f'' / q
-дГ=-----+ D" лг + >1"%~++ 6'" (3-53)
При выводе уравнения в.а.х. р-п-перехода обычно пользуются
упрощенными уравнениями непрерывности, которые тем не менее с
достаточной точностью описывают реальные физические процессы.
Для упрощения уравнений (3.52) • и (3.53) сделаем следующие
допущения 1) уровень инжекции электронов и дырок мал; отсюда
следует, что напряженность электрического поля и градиент этой
напряженности ври «-областях близки к нулю (£«0, дЕ/дххО);
2) процессы генерации электронов и дырок в каждой из рассмат-
риваемых областей отсутствуют, т. е. G„ = 0 и Gp = 0; 3) ограни-
чимся рассмотрением только стационарного случая, когда dp/dt —
= 0, дп/dt — Q С учетом сделанных предположений уравнения
непрерывности можно записать в виде
—“°- (3.54)
ох Тр
--^ = 0, (3.55)
дх* г» ' 1
где Дрп —р —ро и &пр — п — п0- избыточные концентрации ды-
рок и электронов в п- и p-областях соответственно.
Избыточные концентрации дырок Лрп и электронов Ап,, воз-
никают под действием напряжения, приложенного к р-п-переходу
Для установления зависимости тока /, проходящего через р-п-пере-
ход, от приложенного к переходу внешнего напряжения I/ необ
ходимо найти решения полученных упрощенных уравнений непре-
рывности (3.54) и (3 55), справедливых для любого сечения
84
полупроводниковой структуры, содержащей р-«-переход. Рассмот-
рим решение уравнения (3.54), описывающего перемещение неос-
новных избыточных дырок в «-области, а затем полученные
результаты распространим на процесс перемещения неосновных
избыточных электронов в p-области. Учитывая, что Dptp = Lp,
где Lp — диффузионная длина дырок в «-области, запишем урав-
нение (3.54) в виде
S--TT-0- <356>
При решении этого уравнения будем считать, что ширина
запирающего слоя является пренебрежимо малой. Это означает,
что граница запирающего слоя с «-областью соответствует коорди-
нате х = 0. Если дополнительно пренебречь возможностью гене-
рации и рекомбинации подвижных носителей заряда внутри запи-
рающего слоя, а пределы изменения напряжения U положить
такими, чтобы инжекция характеризовалась только низким уровнем
(6<S 1), то «-область будет электрически нейтральной. Так как
сопротивление запирающего слоя намного превышает сопротивле-
ние объемных р- и «-областей, то можно считать, что внешнее
напряжение U полностью падает на р-«-переходе
Если принять, что «-область заключена между плоскостями,
соответствующими металлургической границе р-«-перехода (х = 0)
и внешнему омическому контакту (я = IV'n), то граничные условия,
при которых решается уравнение (3.56), запишутся следующим
образом:
Дрп = 0 при х = Wn, (3.57)
&рп = p„c,(e4U/i'1T — 1) при я = 0. (3.58)
С учетом условий (3.57), (3.58) решение уравнения непрерыв-
ности принимает вид
Др(я) = ClCx/Lc + С2е X/L’ , (3.59)
где С| и Ci — постоянные интегрирования, равные
Ci = APnL-o.e- uul. (3.60)
МУ
с2 _ —----IL- ew'/L' . (3.61)
Ч&)
Следовательно, в окончательном виде решение уравнения не-
прерывности записывается как
Др(я) = р,.0(^‘*л-1) \ (3.62)
sh( t )
85
ь___
Градиент концентрации дырок в «-области
(3.63)
подставляя
определяю-
Оценивая значение этого градиента при х — 0 и
полученное выражение в соотношение /» = — qDP ,
щее плотность диффузионной составляющей тока дырок в любом
сечении «-области, получаем
Л>, - i)cth ( (3.64)
X /
Точно так же можно определить плотность диффузионной
составляющей тока электронов в р области:
Jp„=-^^(ew£;/(*r)-ijcth . (3.65)
Складывая (3.65) и (3.66) и умножая полученный результат
на площадь S р-л-перехода, находим общий ток, представляющий
собой сумму электронной и дырочной составляющих:
/ = + ,?y,,cth-^-)(e*J//(*n — 1). (3.66)
При достаточно больших отрицательных значениях напряже-
ния (J второй сомножитель в соотношениях (3.66) близок к едини
це и, следовательно, через р-«-переход будет проходить ток, не за-
висящий от приложенного напряжения
Этот ток представляет собой обратный ток насыщения. С уче
том (3.67) выражение (3.66) можно записать в виде
/_/0(е«с/(^ |)
(3.68)
Рис. 3 8 График вольт-амперной
характеристики идеализирован-
ного р п перехода
Соотношение (3.68) представляет
собой уравнение в.а.х. идеализирован-
ного р-п-перехода, график которой при-
веден на рис. 3.8 Из (3.68) видно, что
при достаточно больших положитель-
ных напряжениях ток через р-л-пере-
ход изменяется в зависимости от на-
пряжения по экспоненциальному зако
ну. Обратный ток насыщения зависит
от отношения W/L. При Wn^>L„ и WP^>
86
^>Ln можно считать, что cth(W/L)^ 1 и
l0 = qS(-^ + . <369)
\ Ln /
Если выполняются условия IV'n-CLp и Wp<^Ln, то cth(tt7/L)«
«(L/Г) и
• /0 = </s(-^ + -^) (3.70)
Следовательно, в зависимости от протяженности объемных р- и
« областей полупроводниковой структуры обратный ток определя-
ется их геометрическими размерами или диффузионными длинами
неосновных неравновесных носителей заряда.
§ 3.4. ТУННЕЛЬНЫЙ ЭФФЕКТ В р-n ПЕРЕХОДАХ
В р-«-переходе, полученном путем контакта высоколегирован-
ных р и «-областей, концентрации примесных атомов в которых
составляют 1018—IO20 см-3, возникают новые физические явления,
приводящие к существенному изменению вида в.а.х. В этом случае
начальная часть прямой ветви в.а.х. становится немонотонной и на
ней появляется падающий участок, т. е наблюдается уменьше-
ние тока при увеличении приложенного к р-«-переходу напряже-
ния. В области ниспадающей прямой ветви в.а.х. дифференциаль-
ная проводимость G является отрицательной. Причина такой зави-
симости тока от напряжения заключается в следующем При
увеличении концентраций примесных атомов в р- и «-областях
полупроводниковой структуры ширина потенциального барьера р-п-
перехода уменьшается и может оказаться сравнимой с длиной
волны де Бройля, которая при комнатной температуре состав-
ляет приблизительно 10 6 см Уменьшение ширины барьера со-
провождается увеличением напряженности электрического поля в
нем В результате вероятность так называемых туннельных пере-
ходов электронов и дырок через потенциальный барьер становится
достаточно большой.
В самом общем случае сущность туннельного эффекта заклю-
чается в том, что частица, имеющая кинетическую энергию,
меньшую высоты некоторого потенциального барьера, при опре-
деленных условиях может преодолеть его без потери энергии, если
с обеих сторон барьера имеются одинаковые энергетические уров
ни Вероятность туннельного эффекта возрастает с уменьшением
ширины и высоты барьера. Для появления туннельного эффекта
в р-«-переходе необходимо выполнение двух основных условий.
Во первых, область объемного заряда р-«-перехода должна быть
очень узкой (J—150A). Во-вторых, р- и «области должны быть
вырожденными, т е. уровень Ферми должен располагаться выше
дна зоны проводимости в « области и ниже потолка валентной
87
зоны в p-области Вольт амперные характеристики обычного и тун-
нельного диодов приведены на рис. 3 9
Для анализа сущности туннельною эффекта рассмотрим энер-
гетические диаграммы
нием вырожденных р-
р-п перехода, образованного контактирова-
и п областей, при различных напряжениях
Рис. 3.9 Вольт-амперные харак-
теристики обычного и туннель-
ного диодов
смещения. Потенциалы вырождения
обеих областей будем считать одинако-
выми Вследствие вырождения различ-
ные разрешенные энергетические зоны
но обе стороны от р-/г-перехода содер-
жат одинаковые энергетические уров-
ни (рис. 3.10, а). В очень узких р-м-пе
реходах имеется значительная вероят-
ность того, что электрон, движущийся
в направлении потенциального барье
ра, преодолеет его и перейдет в об-
ласть противоположной электропро
водности, оказавшись в другой энер
гетической зоне, но на уровне с той же
энергией.
Рис. 3 10. Энергетические диаграммы туннельного р « перехода для раз
личных случаев смешении
а—нулевое смещение, б обратное смещение; в — малое прямое смещение,
г — большое прямое смещение
88
Туннельный ток, проходящий через p-w-переход, пропорционален
произведению плотности заполненных энергетических уровней со
стороны барьера, где электроны начинают движение, а также
плотности свободных энергетических уровней с противоположной
стороны. Электроны могут пересекать барьер в обоих направле
ниях Следовательно, результирующий поток является разностью
двух противоположно направленных потоков электронов. В усло-
виях термодинамического равновесия противоположные составляю-
щие туннельного тока одинаковы и, следовательно, суммарный
туннельный ток равен нулю.
Если к туннельному р-п-переходу приложено отрицательное
смещение, то уровни Ферми в обеих областях смещаются, как
показано на рис. 3.10, б. Это вызывает возрастание потока электро-
нов, туннелирующих через переход из р области в « область.
На рис 3 10, в показана энергетическая зонная диаграмма,
соответствующая небольшому прямому смещению р-«-перехода.
При этом электронный ток из «-области в р область превышает
ток, проходящий в противоположном направлении. С увеличе-
нием напряжения ток быстро возрастает и достигает максималь-
ного значения, когда уровни Ферми в каждой из областей совпа-
дают с краями соответствующих разрешенных энергетических зон.
При дальнейшем повышении напряжения ток начинает убывать,
так как степень перекрытия энергетических зон по обе стороны
р-п-перехода сокращается. Это приводит к уменьшению интенсив-
ности туннельных переходов электронов из одной области в дру-
гую Когда перекрытие энергетических зон полностью исчезает,
туннельный ток становится равным нулю. Однако при этом появ
ляется заметный диффузионный ток электронов из «-области в
p-область и дырок в противоположном направлении, что обуслов-
лено снижением высоты потенциального барьера за счет достаточ-
но высокого напряжения смещения (рис. 3 10, г).
Следует заметить, что в области минимума прямой ветви в.а х.
ток определяется главным образом процессами диффузии носите-
лей заряда через р « переход Появление диффузионной состав-
ляющей тока приводит к уменьшению отношения максимального
и минимального токов, которое является важным параметром
туннельного р-п-перехода.
Рассмотрим некоторые количественные соотношения характе-
ризующие процессы в туннельном р-п переходе. Вероятность тун-
нельного перехода электрона из одной области в другую в единицу
времени определяется выражением
1Г=^ехр[ ’]. (3 71)
которое получено для треугольной формы потенциального барьера
(рис 3.11) В соотношении (3 71) использованы следующие обозна-
чения: а постоянная кристаллической решетки полупроводника;
Е — напряженность электрического поля в области объемного за-
ряда р-п-перехода; тп — эффективная масса электрона; ДЕ—вы-
89
Рис. 3.11. Упрощенная форма
потенциального барьера тун
нельного р-п-персхода
сти dn, умноженным на
сота потенциального барьера; /г=й/(2л)
(й— постоянная Планка). Как видно из
(3.71), с увеличением высоты потенциаль-
ного барьера ДЕ вероятность туннелиро-
вания электрона V/ уменьшается, а с
увеличением напряженности поля Е или
с уменьшением ширины барьера эта ве-
роятность резко возрастает.
Туннельный ток из зоны проводимости
n-области в валентную зону р-области
для бесконечно малого интервала энер-
гии от Е до Е-)-ДЕ в пределах перекры-
вающегося промежутка энергетических
уровней обеих областей определяется
числом электронов в зоне проводимо-
число незанятых состояний в валентной
зоне dp и на вероятность туннельного перехода электронов UZ. На
основе статистики Ферми — Дирака можно записать, что
dn = N[n\E)f^(E)dE, (3.72)
dp = [ 1 - /(ЛЕ)] N[f\E)dE, (3.73)
где ЛП,(Е) и fv'\E) функции распределения электронов и дырок;
Nc\E) и А/^^Е) — плотности квантовых состояний электронов и
дырок соответственно в зоне проводимости и валентной зоне.
Индексы с и v относятся к зоне проводимости и валентной зоне,
индексы (п) и (р) — к п- и р областям
Туннельный ток 1}, протекающий через р-п-переход справа на-
лево (см. рис. 3.10), равен
4₽)
Л = s $ ^п)(Е)Мп)(Е) 11 - ЛГ<Е)1 Мр)(Е)с/Е, (3.74)
где 5 — площадь р-п-перехода.
В выражении (3,74) пределы интегрирования соответствуют
границам энергетического промежутка перекрытия’ зон в и- и
р-областях.
Аналогично, ток /2, проходящий слева направо, равен
№
I2=S $ Wft>XE)1W\E)[ 1 -)?‘YE)] Mn)(E)dE. (3 75)
£-(«)
Результирующий туннельный ток определяют как разность меж-
ду токами /| и /2, проходящими в двух взаимно противоположных
направлениях.
=S $ W{^-f^]N[n\E)N^dE.
(3 76)
90
Соотношение (3.76) определяет зависимость полного туннельно-
го тока от вероятности туннелирования электронов W, отнесенной
к единице времени, а также от плотностей квантовых состояний
М"’(Е), и функций распределения которые представ
ляют собой функции распределения Ферми Дирака
Туннельный эффект в вырожденных полупроводниковых об-
ластях, образующих р-п-переходы, лежит в основе действия так
называемых туннельных диодов, работающих в режимах малой,
рассеиваемой мощности. Эти приборы отличаются также высоким
быстродействием, что можно объяснить исходя из анализа физи-
ческой природы туннельного эффекта Туннельный эффект обуслов-
лен переносом основных носителей заряда, причем процессы ре-
комбинации в этом случае не играют существенной роли Поэтому
время переноса в туннельных переходах определяется не временем
жизни неравновесных носителей заряда, а максвелловским време-
нем релаксации тМ- Это время намного меньше времени реком-
бинации и, например, при удельной проводимости, равной
1 Ом-см“, составляет 10 с Вследствие этого теоретический
предел частот fmax, до которых могут работать приборы на основе
туннельного эффекта, намного превышает частотный предел, ха;
рактерный для широких р-п переходов. Однако предельная часто-
та реальных туннельных приборов снижается за счет влияния
паразитных емкости и индуктивности токоподводящих провод
ников.
Различные области применения туннельных приборов основаны
на использовании падающего участка прямой ветви их в а.х. Важ-
нейшими параметрами таких приборов являются отношение токов
/тах//т.п и максимальная отрицательная дифференциальная прово-
димость G Предельная рабочая частота туннельного прибора
увеличивается с возрастанием значений этих параметров. Наличие
отрицательной дифференциальной проводимости позволяет исполь-
зовать туннельные приборы для усиления и генерации СВЧ коле-
баний, смешения частот в супергетеродинных приемных устрой
ствах, а также в качестве быстродействующих переключателей в
электронных вычислительных машинах и для других целей. Кроме
перечисленного понимание сущности туннельного эффекта позволя
ет объяснить один из возможных механизмов пробоя р-п перехода
при его обратном смешении
5 3.5. ЯВЛЕНИЯ ПРОБОЯ р-п-ПЕРЕХОДА
Пробой р-п-перехода проявляется в резком увеличении тока,
протекающего в обратном направлении, которое возникает при
достижении определенного критического значения напряжения
смещения При достаточно больших обратных напряжениях могут
возникать три вида пробоя р « перехода’ лавинный, туннельный
и тепловой.
Лавинный пробой наиболее характерен для широких р п пере-
ходов, которые формируются путем контактирования низколегиро-
9
ванных полупроводниковых областей. В основе механизма лавин-
ного пробоя лежит явление лавинного размножения подвижных
носителей заряда в сильном электрическом поле р-п-перехода.
Если к р-п-переходу приложено достаточно высокое напряжение,
смещающее его в обратном направлении, то суммарная напряжен-
ность электрического поля в запирающем слое толщиной d3an мо-
жет оказаться настолько большой, что неосновные носители заряда,
ускоряемые этим полем приобретают энергию, достаточную для
ионизации атомов полупроводника. Иначе говоря, электрон и
дырка, ускоренные электрическим полем на длине свободного
пробега, могут разорвать одну из ковалентных связей нейтраль-
ного атома полупроводника, в результате чего образуется новая
электронно-дырочная пара, которая также ускоряется под воздей-
ствием электрического поля. В результате ударной ионизации в
запирающем слое р-п-перехода развивается лавина подвижных
носителей заряда, что приводит к резкому увеличению обратного
тока Процесс лавинного размножения подвижных носителей заря-
да в запирающем слое р-п-перехода во многом подобен самостоя
тельному разряду в газах. При этом ток во внешней цепи ограничи-
вается только внешним сопротивлением.
Уравнение в.а.х. в предпробойной области описывается полу-
эмпирической формулой
где М — коэффициент ударной ионизации; U— абсолютное зна-
чение приложенного напряжения, Um — напряжение лавииндго
пробоя; п — некоторый показатель, зависящий от типа нолупро
водникового материала. Например, для диффузионных р п-перехо-
дов, полученных диффузией примесей в кремний p-типа и в герма-
нии п типа, п = 3, а для р-п-переходов, полученных диффузией при-
месей в германий p-типа и в кремний n-типа, п=5.
Туннельный пробой проявляется в р п переходах, образованных
низкоомными полупроводниковыми областями. В основе туннельного
пробоя лежит туннелирование электронов сквозь. тонкий потен-
циальный барьер. В сильных электрических полях границы энер
гетических зон смещаются и вблизи металлургической границы
р-п-перехода возникает достаточно тонкий потенциальный барьер,
прозрачный для электронов Вероятность туннельного прохождения
электронов через потенциальный барьер определяется выражением
r;sexp[~w^ (3 78)
Начало туннельного пробоя обычно оценивают по десятикрат
ному превышению туннельного тока над обратным током /0. В гер-
маниевых р n-переходах туннельный пробой возникает при напря
женности поля внутри запирающего слоя £«2-10s В/см, а в крем
ниевых — при £==4-105 В/см. Напряженность поля, при которой
происходит туннельный пробой, зависит как от приложенного
92
обратного напряжения С/„6р, так и от удельного
сопротивления полупроводников. Напряжение
туннельного пробоя в практических случаях
определяют на основе полуэмпирических со-
отношений Например, для кремния
t/npoe ~ 2-104рп + 7,3 - 103рр,
Рис. 3.12. Различные
механизмы пробоя
р-п-перехода:
/ лавинный пробой
2 — туннельный пробой.
3 — тепловой пробои
(3.79)
где р„ и рр — удельные сопротивления соот
ветствующих слоев полупроводниковой струк-
туры.
Как видно из рис. 3.12, внешнее проявле-
ние лавинного и туннельного механизмов про-
боя можно считать одинаковым. Различие
между ними заключается в различных знаках
температурного коэффициента напряжения
пробоя. Это объясняется тем, что напряжение
туннельного пробоя находится в прямой зависимости от ширины
запрещенной зоны полупроводника. Поскольку ширина запрещен-
темпера-
туннель-
ной зоны полупроводника уменьшается с повышением
туры, это вызывает одновременное снижение напряжения
НОГО ПрОбОЯ t/ррпб.
Напряжение лавинного пробоя
£/м=арт,
(3 80)
где р—удельное сопротивление материала, в котором методом
диффузии формируется р-п-переход; а и т — некоторые постоян-
ные величины, определяемые видом полупроводника и типом его
электропроводности.
Таким образом, напряжение лавинного пробоя обратно про-
порционально подвижности носителей заряда т. е уменьшение
подвижности с ростом температуры вызывает увеличение напряже-
ния лавинного пробоя Um.
Тепловой пробой возникает вследствие разогрева р-п-пере-
хода при прохождении через него достаточно большого обратного
тока. С повышением температуры обратный ток резко возрастает,
что приводит к увеличению мощности, рассеиваемой в р п переходе.
Если количество джоулевой теплоты, выделяемой в переходе,
больше количества теплоты отводимой от него, то температура
р п перехода повышается. Это приводит к увеличению концентра-
ции подвижных носителей заряда в запирающем слое р-п-перехода
н дополнительному увеличению обратного тока, что, в свою оче-
редь, вызывает еще больший разогрев р-п-перехода и т. д. Напря
жение теплового пробоя U„v0(, зависит от обратного тока, удельного
сопротивления полупроводника, качества теплоотвода и температу-
ры окружающей среды. Наиболее характерная особенность в а.х
93
t/проб 3/ (AtzRiIq) ,
при тепловом пробое связана с появлением участка с отрицатель-
ным дифференциальным сопротивлением, для которого dU/dI<iO
(рис. 3.12) Напряжение теплового пробоя
(381)
где Л£ — ширина запрещенной зоны; /0 — обратный ток при ком
натной температуре; R, — тепловое сопротивление перехода, опре-
деляемое как коэффициент пропорциональности в соотношении
Tpn-T^=R,P (3.82)
Здесь Тр „ температура р-п-перехода; Тср — температура окружа
ющей среды; Р — мощность, выделяемая в р-п-переходе.
Величина R, зависит от теплопроводности и геометрической
конфигурации кристалла, ее обычно определяют экспериментально
для каждого отдельного случая.
Если в выражение (3.81) подставить типичные значения R,=
—0,5"С/мВт и /о=10 ' А, то для кремния получим t/0p0o =
=6-107 В Отсюда видно, что напряжение теплового пробоя намно-
го выше напряжений лавинного и туннельного пробоев. Следова-
тельно, можно заключить, что тепловой пробой может начаться
лишь тогда, когда обратный ток уже достиг достаточно большого
значения за счет лавинного или туннельного механизма пробоя.
4г„а„
Физические
явления
и процессы
в пленочных
структурах
§4.1. РАЗМЕРНЫЕ ЭФФЕКТЫ И ОСНОВНЫЕ СВОЙСТВА
ТОНКИХ ПЛЕНОК
Тонкие пленки находят самое широкое применение в совре
менной микроэлектронике. Их отличительная особенность заклю-
чается в конечности толщины, которая может играть решающую
роль во многих физических процессах. Структура пленок также
существенно отличается от структуры массивных материалов. Про-
цесс формирования пленок в значительной степени зависит не
только от технологии нанесения, но также от материала и струк-
туры подложки. Понятие «тонкая пленка» является весьма услов-
ным Обычно тонкими называют пленки, толщина которых не пре
вышает 1 мкм. Для более точного определения толщину пленки
необходимо сравнивать с какими-либо физическими параметрами,
например с длиной свободного пробега электрона, дебаевской
длиной экранирования, радиусом кривизны траектории электрона
в магнитном поле и др. Кроме того, в явлениях переноса пара
метрами, имеющими размерность длины, могут быть также харак
терная глубина рельефа поверхности, на которую наносится пленка,
и расстояние между отдельными доменами при островковой струк-
95
туре пленок В зависимости от соотношения между этими пара
метрами различают сплошные и гранулярные пленки, а описание
зависимости свойств от толщины может вестись с помощью как
классического, так и квантового аппарата статистической физики.
Большинство физических процессов в тонких пленках проте-
кает иначе, чем в массивных материалах или толстых пленках.
Например, такой несущественный для массивных материалов фак-
тор. как шероховатость поверхности становится для тонких пленок
важным, поскольку от нее зависит коэффициент зеркальности
отражения электронов поверхностью, что оказывает влияние на
удельную проводимость и другие кинетические характеристики.
Размеры структурных дефектов в тонких пленках могут быть срав-
нимыми с их толщиной. В этих случаях их влияние на свойства
пленок может оказаться довольно существенным. В тонких пленках
могут проявляться эффекты, отсутствующие в массивных материа-
лах В частности, таким эффектом является туннелирование элект-
ронов в гранулярных пленках. С другой стороны, повышенная
плотность дефектов в тонких пленках является одной из причин,
затрудняющих разработку технологии их изготовления, которая
обеспечивала бы высокую воспроизводимость и стабильность рабо-
чих характеристик.
Одно из важнейших свойств тонких пленок — возможность
изменения их удельной проводимости. Различные по физической
природе эффекты, которые приводят к изменению свойств материа-
лов только в тонких слоях по сравнению со свойствами этих же
материалов в виде массивных образцов, называют размерными
эффектами Для большинства веществ характерно также различие
в структурах пленок в зависимости от толщины. Толстые пленки
в виде сплошных слоев обладают более высокой плотностью де
фектов и различными типами структурного разупорядочения.
Сверхтонкие пленки обычно не являются
сплошными, а состоят из отдельных гранул,
или островкон осаждаемого вещества, раз-
деленных областями, не покрытыми осажда-
емым материалом Свойства тонких пленок
с такими дефектами сильно отличаются
от свойств толстых пленок.
Рассмотрим механизм проявления раз-
мерного эффекта, иллюстрируемый рис. 4.1,
когда толщина пленки сравнима с длиной
свободного пробега электрона При
этом электроны диффузно рассеиваются на
поверхностях пленок 1 и 2, в результате
чего удельное сопротивление пленки возра-
стает, так как появляется дополнительный
механизм рассеяния. Рис 4 1, а соответству-
ет преимущественному рассеянию электро
нов на поверхностях пленки, на рис. 4 1,6
учитываются также другие механизмы рас-
Рис. 4 1 Два случая вл и
яния механизма поверх
ностиого рассеянйя элек
трона на поверхностях
тонкой пленки:
а — сильное, б— слабое
96
сеяния, причем через Z обозначено переменное расстояние от
центра рассеяния до поверхности /. Предположим, что каждый
электрон только после столкновения начинает движение от по-
верхности, т. е будем учитывать только столкновение с поверх:
ностью, и направление движения электронов после столкновения
будем считать не зависящим от направления движения до столк-
новения.
В точке 0, показанной на рис. 4 1, одновременно начинают
движение П\ электронов, причем направления их движения рас-
пределены равномерно внутри полусферы. Все электроны, вылетаю-
щие под углом <р < <р0, в среднем распространяются на расстоя-
ние X, а все электроны внутри угла <р ><ро пролетают расстояние
х = X, поскольку толщина пленки не превышает длины свободного
пробега электрона. Так как все направления скоростей равно-
вероятны, то поток электронов внутри телесного угла 2nsin<pJ»p
равен п।sincptAp. Основной вклад в пройденный электронами путь
вносят электроны, нс претерпевшие столкновений с поверхностями
пленки. Суммарный путь таких электронов
я/2
Г = Xnisin<pt/<p. (4.1)
Ч‘
9
Кроме того, существенный вклад в суммарный путь вносят
электроны, рассеянные от поверхности пленки В этом случае
имеем
фо
Г — $ xriisin<pd<p. (4 2)
(i
Если величины Г и I" отнести к общему числу перемещающихся
электронов, то получим среднюю эффективную длину свободного
пробега, характерную для некоторой определенной тонкой пленки:
Ч» л/2
= -J-0xnisin<pd<p4- $ X./7iSin<pd<p) . (4.3)
Так как x = c//cos<p и cos<po = d/X, то после интегрирования
соотношения (4 3) получаем
Х,ф = £/(1 + |пу) (4 4)
Учитывая, что
0=4—^ <4-5>
Z m„v„
где vn — скорость электронов, и заменяя X на Х,ф, получаем сле-
дующее выражение для удельной проводимости тонкой пленки
• 1 «б)
2 m„v„ \ d /
97
В некоторых случаях удобно пользоваться отношением о/о»,
где о«, удельная проводимость толстой пленки или массивного
материала. Допуская, что удельную проводимость толстой пленки
можно определить на основе классической теории Друде, получаем
^ = т('+'"7)- 'I-7'
При выводе соотношения (4 7) предполагалось, что электроны
рассеиваются только на ограничивающих пленку поверхностях, а
их средняя длина свободного пробега представляет собой статисти-
чески усредненную величину Если дополнительно учесть другие
механизмы рассеяния электронов и их распределение по скоростям,
то получим окончательную формулу для определения удельной
проводимости пленок, толщина которых сравнима с длиной свобод
ного пробега электронов в данном пленочном материале:
^==4т(1п4+0’4228)- <4-8)
Учет влияния электрического и магнитного полей на распре-
деление электронов по скоростям позволяет уточнить форму-
лу (4.8), которая в результате принимает вид
^Г-Т(|п7 + М228) +О.4816(Д (49)
При выполнении условия J/Z 1 справедлива более простая
формула
(т/Ооо = 1 — ЗХ/^-
(4.10)
Как отмечалось, очень тонкие пленки не являются сплошными,
а состоят из отдельных гранул (островков) вещества, которые
имеют вид дисков и обладают пренебрежимо малой толщиной.
Радиус гранулы а зависит от толщины пленки d. Характерный
а, А
3,0
2,0
1,0
о
КО 1,2 7,4 1,6 Кв dt
Рис 4 2. Зависимость ра
диуса гранулы от толщи
ны пленки
вид такой зависимости иллюстрируется
рис. 4.2.
Основной механизм переноса электро-
нов, .определяющий удельное сопротивление
сверхтонкой металлической пленки, обуслов
лен перемещением электронов от одной гра-
нулы к другой через не заполненные веще-
ством промежутки. Для пленок, имеющих
гранулярную структуру, характерен отрица-
тельный температурный коэффициент сопро
тивления. Это свидетельствует о том, что
механизм электропроводности в таких плен-
ках связан с процессом активации сооб
щением электронам соответствующей энер-
гии, например тепловой
98
Рассмотрим тонкую металлическую пленку, состоящую из малых
изолированных гранул. Если в пределах каждой гранулы имеются
свободные электроны, то их суммарный заряд будет полностью
скомпенсирован зарядом положительных ионов кристаллической
решетки и пленка в целом будет электрически нейтральной. Од-
нако отсюда не следует, что каждая отдельная гранула также
должна быть электрически нейтральной Если с какой-либо гра-
нулы электрон перемещается на соседнюю гранулу, то первая из
них заряжается положительно, а вторая — отрицательно. Для
такого перехода электрону необходимо сообщить некоторую энер-
гию, по порядку величины равную ^2/(2а), где ‘2а — средний
линейный размер гранулы Следовательно, переход электронов от
одной нейтральной гранулы к другой возможен только для тех из
них, которые возбуждены на энергетические уровни, лежащие
выше уровня Ферми на величину энергии, по крайней мере не
меньшей энергии активации.
Первая теоретическая модель, в которой предполагалось, что
возникновение носителей заряда связано с проявлением активаци-
онного процесса, была предложена Я. И. Френкелем. Соответст-
вующая энергия потенциального барьера, который следует преодо-
леть электронам для начала активационного процесса электропро-
водности, описывается формулой
= —зС/т-)7’’ (4И)
4я₽а у, 4яео J
где U и b — разность потенциалов и расстояние между гранулами
соответственно; е некоторая эффективная диэлектрическая про-
ницаемость, числовое значение которой заключено между едини-
цей и относительной диэлектрической проницаемостью материала
подложки
Вследствие обменных процессов, происходящих между отдель-
ными гранулами, для любой температуры (Т =/= О К) существует
определенная равновесная плотность гранул. Переход электрона от
отрицательно заряженной гранулы к нейтральной не требует за-
траты энергии активации, поскольку он не приводит к увеличению
полной энергии системы, включающей в себя гранулы и промежут-
ки между ними
Концентрация подвижных электронов, участвующих в обменных
процессах между гранулами, связана с концентрацией гранул N
распределением подобным больцмановскому и выражается соотно-
шением
n-We к./ьт , (4 12)
где Еа — q2/а — эффективная энергия активации электростати
ческого происхождения в среде с е = 1.
Если пренебречь взаимодействиями зарядов, то можно записать,
что
• п~Д-схр (£.) (4 13)
_____сГ г у akT /
99
Однако в действительности существует некоторый диапазон зна-
чений энергии активации Еа, зависящий как от средних линейных
размеров отдельных гранул, так и от электростатического взаимо-
действия между заряженными гранулами.
Так как сечение гранул пропорционально а2, то вероятность тун-
нельного перехода электрона от одной гранулы к другой выразится
как
W^Da2qU, (4 14)
где D — коэффициент перехода, или прозрачность барьера.
Отсюда следует, что интервал времени между отдельными акта-
ми перехода электрона
1 — 1
Т — UZ ~ DcfqU'
Таким образом, если среднее расстояние
но Ь, то средняя скорость электрона при его
ними гранулами
vn — Ь/т — bW.
В электрическом поле напряженностью
электрона
Пп=^„/Е = Ь2№/и
или
р.„ = Dqa2b2
(4 15)
между гранулами рав-
переходе между сосед-
(4 16)
E = U/h подвижность
(4.17)
(4.18)
о = qn\in — -±-q2b2De akT.
С помощью формул (4.13) и (4.18) можно найти выражение
для удельной проводимости тонкой пленки структуры, состоящей
из гранул:
(4 19)
Из полученного соотношения видно, что удельная проводимость
тонкой пленки, имеющей гранулярную структуру, зависит от напря-
женности электрического поля и проявляет экспоненциальную зави-
симость от температуры. Рассмотренная модель электропроводности
хорошо согласуется с наблюдаемой экспериментально температур-
ной зависимостью о = о(Т), а также с зависимостью энергии акти-
вации от средней толщины пленки
Удельное сопротивление металлических пленок является наибо-
лее «чувствительной» функцией толщины пленки. Рассматривая
широкий диапазон изменения толщины пленки и исследуя одновре
менно ее удельное сопротивление, можно условно выделить три об-
ласти, каждая из которых обладает различным характером зави
симости р — p(d) Соответствующие кривые, описывающие зависи-
мость относительных величин p/po„ = (d/l), представлены на
рис. 4.3.
Показанная на рисунке область / характеризуется наиболее
100
J
сильной зависимостью удельного сопро-
тивления пленки от ее толщины Струк
тура пленки при таких значениях толщи-
ны является гранулярной, а основной
механизм электропроводности обусловлен
эффектом туннелирования. По мере уве-
личения толщины пленки расстояние
между гранулами уменьшается, т. е.
структура пленки становится сплошной
Соответствующую толщину пленки услов
ио называют первой критической толщи-
ной.
В области // также наблюдается зави
симость р—p(d), но выражена она менее
резко, чем в области /: структура пленки
является сплошной, а механизм электро-
проводности аналогичен механизму элект-
ропроводности в металлах, но проявля-
ется влияние эффектов рассеяния элект
ронов на верхней и нижней поверхностях
Рис 4 3 Зависимость удель-
ного сопротивления пленки
от ее толшнны:
/ н Г — теоретические кривые,
вычисленные для различных
дианжюнов изменения толщины
пленки, 2—теоретическая кри-
вая. вычисленная для массив-
ною материала (толстой плен-
ки); 3 — экспериментальная
кривая
пленки. Для области 11
применима теория, связывающая изменение удельного сопротивле-
ния р с зависимостью длины свободного пробега электрона от тол-
щины пленки. В начале области //, где вследствие малой толщины
пленки поверхностная шероховатость велика по сравнению с d, не
выполняются все теоретические предпосылки, предполагающие па-
раллельные и плоские границы пленки. Соотношение (4.9) в этом
случае можно использовать только после введения сложных по-
правок.
В области /// удельное сопротивление пленки не зависит от ее
толщины. Однако его значение обычно превышает pw, что связано
с особенностью структуры тонкой пленки, содержащей большее ко
личество дефектов по сравнению с толстой пленкой. Для этой об-
ласти применима обычная электронная теория металлов Друде.
5 4.2. ТОКИ НАДБАРЬЕРНОЙ ЭМИССИИ В КОНТАКТИРУЮЩИХ
ТОНКОПЛЕНОЧНЫХ СИСТЕМАХ
Контактирующие тонкопленочные системы типа металл—ди
электрик и металл — полупроводник находят широкое применение
в современной микроэлектронике Исследование свойств этих систем
непосредственно связано с разработкой таких твердотельных прибо-
ров, как диоды Шотки, усилители на «горячих» электронах, пере-
ключающие приборы, постоянные и переменные конденсаторы,
пьезоэлектрические преобразователи, фотоэлементы, электролюми-
несцентные приборы и др.
Один из механизмов переноса зарядов в таких контактирующих
системах обусловлен эффектом так называемой надбаръерной
эмиссии электронов, которая возникает при снижении высоты по-
тенциального энергетического барьера под воздействием внешнего
101
электрического поля Рассмотрим сначала явление надбарьерной
эмиссии при контакте металлической и диэлектрической тонких пле-
нок В общем случае явление эмиссии в диэлектрические пленки
описывается на основе теории эмиссии Шотки в вакуум Выраже-
ние для плотности тока термоэлектронной эмиссии электронов из
металла в вакуум можно получить, допуская, что с энергетической
точки зрения электроны находятся в прямоугольной потенциаль-
ной яме.
На рис 4.4, а показан характер распределения электронов по
энергетическим уровням металла при Т = О К (кривая /) и при
Г>0 К (кривая 2), а на рис. 4 4.6- потенциальный энергети-
ческий барьер иа границе раздела металл — вакуум. Энергия самого
нижнего заполненного уровня обозначена через Е , а энергия уров-
Рис. 4 4 Распределение элек
тронов в металле (а) н зави-
симость потенциальной энергии
электрона на границе металл —
вакуум (б)
Рис. 4.5 Энергетическая
диаграмма, соответствую-
щая границе металл
диэлектрик
ня Ферми — через Ei-„. Как видно из энергетической диаграммы,
электроны, обладающие энергией ниже Ко, не могут выйти за пре-
делы металла. При нагревании металла появляются электроны с
кинетической энергией, превышающей энергию, необходимую для
выхода электрона в вакуум. В предельном случае, т. е, при выпол-
нении условия
£=-^>Егаах, (4 20)
любой электрон металла может выйти в вакуум (ипх составляю
щая средней скорости электрона вдоль оси х).
Число электронов, вылетающих с единицы площади в единицу
времени,
(4.21)
где Хм работа выхода электрона из металла.
102
Суммарный заряд электронов, покидающих поверхность метал-
лической пленки в единицу времени, численно равен qn. При этом
плотность тока Насыщения
Л = ?п = (4 22)
Если для постоянных величин, входящих в предэкспоненциаль-
ный множитель соотношения (4.22), ввести обозначение
(4.23)
то получим
АТ2е (4.24)
Рис 4 6 Потенциальный барьер по
Шотки:
а — электрон и вызванный им заряд зер-
кального изображения; б — потенциаль-
ный барьер с учетом сил изображения
Рнс. 4.7. Изменение потен-
циального барьера иа грани-
це металл — вакуум под вли-
янием электрического поля:
7 — потенциальная энергия сил
зеркального изображения; 2 —
энергия внешнего электрическо-
го поля; 3 — суммарная энергия
Температурная зависимость тока насыщения определяется глав-
ным образом экспоненциальным множителем Ток эмиссии из ме-
таллической пленки в контактирующую с ней диэлектрическую или
полупроводниковую пленку определяется соотношением, аналогич-
ным 4 24) если величину х» заменить разностью т), где т)
энергия сродства диэлектрика (или полупроводника) к электрону,
так как граница между металлом и диэлектриком (полупроводни-
ком) характеризуется более низким энергетическим барьером по
сравнению с границей между металлом и вакуумом (рис. 4.5).
Поэтому при проявлении эффекта надбарьерной эмиссии из метал-
лической пленки в диэлектрическую или полупроводниковую плот-
ность тока насыщения
(4.25)
Л = АТ2е
Ток эмиссии в слабых полях может быть меньше тока, опреде
ляемого соотношениями (4.24) и (4 25), так как при их выводе не
юз
учитывалось влияние объемного заряда. В связи с этим ограниче-
нием более точным для тока эмиссии из металлической пленки в
вакуум оказывается выражение
(4.26)
где J — плотность тока эмиссии; a — некоторая постоянная вели-
чина; U — разность потенциалов между металлической пленкой
и вакуумом
Если учесть влияние сил электрического зеркального изобра-
жения (рис. 4 6), то вблизи поверхности металлической пленки по-
тенциальная энергия электрона
У=У0-<77(4х), (4.27)
где х координата. Вылетающие из металлической пленки
электроны концентрируются в основном внутри слоя, ограниченного
на риг. 4.6, а значением координаты х — го.
На рис. 4.6, б показана зависимость Е=/(х). При увеличении зна-
чения координаты х до бесконечности энергия V стремится к Го, и в
отсутствие электрического поля работа выхода электрона из металла
Хч := I О ^*1 ч •
Как следует из теории надбарьерной эмиссии Шотки, потенциаль-
ный барьер на границе между металлической пленкой и вакуумом
снижается с приложением к такой системе сильного электрического
поля (рис. 4.7). Найдем уменьшение работы выхода электрона из
металла для случая, когда рассматриваемая контактирующая систе-
ма находится в электрическом поле напряженностью Е При этом
энергия электрона во внешнем поле напряженностью Е будет рав
на — qEx, а полная энергия потенциального барьера с учетом сил зер-
кального изображения и внешнего электрического поля
V = Ео qEx — <?2/(4х). (4.28)
Сила, действующая на электрон со стороны внешнего электриче-
ского поля, и сила зеркального изображения направлены во взаимно
противоположных направлениях. При этом сила изображения притя
гивает элсырон к металлической пленке, а сила внешнего электриче-
ского ноля при выбранном его направлении отталкивает электрон в
вакуум
Очевидно, на некотором расстоянии хтах от металлической пленки
результирующая сил внешнего электрического поля и зеркального
изображения проходит через нуль. В этой точке потенциальная энер-
гия достигает максимального значения У1пах. Дифференцируя соот
ношение (4 28) и приравнивая полученную производную нулю в точке
х — х,п получаем
(4 29)
104
откуда следует, что
*mas = -у- \~[Г (4.30)
Если найденное значение х„,ах подставить в соотношение (4.28),
то можно определить максимальное значение энергии:
Vina* = —%-q^/qE %-q \qE = V^—q^fqE . (4.31)
Как видно из рис. 4.7, энергия потенциального барьера с прило-
жением к контактирующей системе внешнего электрического поля
снижается от Vo до VmaK, а работа выхода электрона во внешнем
электрическом поле определяется как
Х^ = Хм ДЦм- (4.32)
Таким образом, работа выхода электрона во внешнем электриче
ском поле меньше работы выхода в отсутствии электрического поля
на величину
Дх« = Хм Хм» (4.33)
или
ДХм = Уо—Упих = Ч ^qE (4 34)
Из соотношений (4 33) и (4.34) находим окончательное выраже-
ние для работы выхода электрона во внешнем электрическом поле:
х' = X ~ q^qE.
(4.35).
Зная работу выхода электрона во внешнем электрическом поле,
можно вычислить ток эмиссии, плотность которого
/ = Л7'2е-х'‘/(*г:' = АТ2е ^Т1 е kT} = Де4 ^L/[kT . (4 36)
В случае трехслойной структуры, когда диэлектрическая пленка
расположена между двумя металлическими пленками, плотность
тока эмиссии по Шотки с учетом сил зеркального изображения и
обратного тока выражается таким образом
/ = /.ехр[^7(^)’ + -^(1-£-*'*")] . (4.37)
где U падение напряжения на толщине пленки; е диэлектриче-
ская проницаемость материала пленки; d— толщина диэлектриче-
ской пленки.
Если напряжение, приложенное к пленке, мало, то формула (4.37)
упрощается и приобретает вид
(4.38)
105
При высоких напряжениях плотность тока эмиссии
(4.39)
По аналогии с предыдущим вычислим плотность тока надбарьер
ной эмиссии для контактирующей системы тонких металлической и
полупроводниковой пленок. Энергетические диаграммы для такой
системы, соответствующие различным случаям смещения контакта,
показаны на рис. 4.8. Будем считать, что работа выхода электрона
из полупроводника n-типа меньше работы выхода электрона из
металла. На рис. 4.8, а представлена энергетическая диаграмма
Рис 4 8. Энергетические диаграммы контакта металл полупроводник п-тнпа:
а при термодинамическим равновесии, б — металл имеет положительный потенциал от но
сительио полупроводника, в — полупроводник имеет положительный потенциал относительно
металла
контакта металлической и полупроводниковой пленок для случая
термодинамического равновесия. За счет разности работ выхода
возникает контактная разность потенциалов, определяющая степень
изгиба энергетических зон в полупроводниковой пленке. Так как
работа выхода электрона из полупроводника меньше работы выхода
из металла, то электроны переходят в металлическую пленку, а при
контактный слой полупроводниковой пленки обедняется электрона-
ми, т. е приобретает некоторый положительный заряд.
В условиях термодинамического равновесия токи, проходящие из
металлической пленки в полупроводниковую и в противоположном
направлении, равны; следовательно, результирующий ток через гра-
ницу раздела равен нулю Механизм прохождения электронами обед-
ненного слоя хп зависит от его ширины. В случае тонкого слоя, когда
х„ < X, т. е. когда его ширина меньше средней длины свободного
пробега электрона, но тем ие менее достаточно велика, чтобы су-
щественным оказался туннельный механизм токопрохождения, элек
троны преодолевают этот слой, практически не испытывая столкно-
106
вений. Если слой толстый, т. е. х„ > X, то в нем происходят столкно-
вения электронов, которые при своем перемещении через обедненный
слой изменяют энергию за счет обменного взаимодействия с дефекта-
ми кристаллической решетки полупроводника При этом толщина
обедненного слоя полупроводниковой пленки
„ = -у/ 2f(и + иГ
(4.40)
где е — относительная диэлектрическая проницаемость полупровод-
ника: UK= у.я/Q — контактный потенциал; Nn — концентрация иони-
зированных донорных атомов в полупроводниковой пленке
Плотность тока надбарьерной эмиссии, проходящего через барьер
в случае, когда к нему приложено внешнее напряжение (рис 4.8, б, в),
7 ~ (O + GK),/4. (4.41)
При больших напряжениях, когда (7 фк, плотность тока над-
барьерной эмиссии становится пропорциональной (7,/4.
Из соотношений (4.36) и (4.39) следует, что
• | J ~ Т2е~с/Г, ] (4.42)
где С — некоторая величина, определяемая напряженностью элек-
трического поля в полупроводниковой пленке.
На основании изложенного можно заключить, что токи над-
барьерной эмиссии проявляют достаточно сильную температурную
зависимость. Это справедливо также для токов надбарьерной
эмиссии, проходящих в трехслойной системе контактирующих пле-
нок типа металл — полупроводник металл.
$ 4.3. ТУННЕЛЬНАЯ ЭМИССИЯ В КОНТАКТИРУЮЩИХ
ТОНКОПЛЕНОЧНЫХ СИСТЕМАХ
Приложение внешнего электрического поля к, контактирующим
тонкопленочным системам металл — диэлектрик или металл - полу
проводник приводит к возникновению остроугольного потенциаль-
ного барьера в области контакта. Ширина потенциального барьера
уменьшается с ростом напряженности внешнего электрического
поля Когда ширина этого барьера становится сравнимой с дли-
ной волны электрона, появляется возможность прохождения элек-
трона сквозь барьер без потери энергии. Такой механизм прохожде-
ния электронов сквозь потенциальный барьер называют туннель-
ным эффектом
Энергетическую диаграмму системы контактирующих тонких
пленок металл—-диэлектрик металл в идеализированном случае,
т. е. при пренебрежении силами электрического зеркального изобра-
жения, можно представить в двух вариантах: 1) симметричном, чему
соответствует прямоугочьный потенциальный барьер (рис 4.9, а),
когда электроды изготовлены из пленок одного и того же металла;
107
Рис. 4.9. Энергетические диаграммы системы металл
диэлектрик металл для одинаковых (о) и различных (б)
металлов f
Рис 4.10 Энергетические диаграммы системы металл —
диэлектрик (вакуум) — металл в условиях термодинами-
ческого равновесия (а) и в случае приложения электриче-
ского поля (б)
2) несимметричном, чему соответствует трапецеидальный потен-
циальный барьер (рис. 4.9, б), когда электроды выполнены из тон-
ких пленок различных металлов.
Рассмотрим туннельный эффект через узкий вакуумный зазор,
соответствующий тонкой диэлектрической пленке. Предположим,
что этот зазор существует между двумя тонкими металлическими
пленками какого-либо одного материала (рис. 4 10) Полученные
для этого случая результаты могут быть распространены на контак-
тирующую пленочную систему металл — диэлектрик — металл.
Согласно представлениям классической механики, полная энер-
I ия системы Т является суммой кинетической Е и потенциальной V
энергий Кинетическая энергия классического электрона
Е - (mnv*)/2 (4.43)
108
всегда положительна, так как квадрат средней статистической ско-
рости электрона v„ и масса электрона тп в классическом приближе-
нии всегда положительны. Отсюда следует, что классический
электрон может находиться только в тех областях энергетического
пространства, где его полная энергия превышает потенциальную
энергию. Таким образом, из металла 1 в металл 2 на рис. 4.10 могут
перейти только те электроны, энергия которых больше высоты по-
тенциального барьера, разделяющего металлические пленки.
В частности, такой переход возможен для электронов, обладающих
энергией Е2 > Ео, как показано на рис. 4.10, а.
Если энергия электрона меньше высоты потенциального барьера
(Е, < Ео), то классический электрон не может перейти из метал-
ла 1 в металл 2.
Согласно квантово-механическим представлениям, электрон с
энергией Е2 может перейти из одного металла в другой, но в отли-
чие от классической механики квантовая механика допускает пере-
ход электрона из металла в металл даже в том случае, если его
энергия Е, меньше высоты потенциального барьера. При этом в об-
ласти потенциального барьера кинетическая энергия электрона яв
ляется отрицательной и переход электрона через барьер осуществ-
ляется за счет туннельного эффекта Следует подчеркнуть, что
прохождение электроном потенциального барьера путем туннелиро-
вания происходит без изменения полной энергии электрона. Следо-
вательно, электрон переходит с одного энергетического уровня 1
металлической пленки на другой энергетический уровень 2, распо-
ложенный на той же высоте.
Переход электрона из тонкой металлической пленки / в тонкую
металлическую пленку 2 возможен только в том случае, если в
пленке 2 имеется свободный энергетический уровень с энергией Ех.
Для такого перехода необходимо также, чтобы в металлической
пленке 1 на уровне Е, находился электрон.
В" отсутствие внешнего электрического поля концентрации элек-
тронов, переходящих из пленки 1 в пленку 2 и в противоположном
направлении, равны и электрический ток не переносится. С прило
жением электрического поля энергетические уровни в металличе-
ких пленках / и 2 сдвигаются относительно друг друга. В пленке /,
к которой приложен минус внешнего источника, уровень Ферми
Е\ выше на величину qU, чем в пленке 2, к которой приложен плюс
внешнего источника. Таким образом, некоторые из заполненных
уровней в металлической пленке 1 оказываются расположенными на
одинаковой высоте с незаполненными уровнями металлической
пленки 2 (рис. 4.10,6) и электроны начинают переходить из плен
ки / в пленку 2.
Для определения плотности тока, обусловленного туннельным
эффектом, необходимо вычислить концентрацию электронов, перехо-
дящих из одной пленки в другую. При этом следует учитывать, что
прозрачность потенциального барьера D зависит от энергии элек-
трона, причем меньшей энергии электрона соответствует и меньшее
109
значение прозрачности D Кроме того, плотность разрешенных
энергетических состояний возрастает с увеличением энергии
Плотность туннельного тока, вычисляемая как разность плот-
ностей токов, проходящих в двух взаимно противоположных на-
правлениях, равна
оо ОО
/ = 4г $ 1Л(£) - №)] dE J D(E, py, Pt)dpydpt, (4 44)
" II о
W’ / i- f? — функции распределения Ферми — Дирака соответственно
для металлических материалов пленок 1 и 2; D(E, ру, рг) — прозрач-
ность барьера для электрона с энергией Е; ри, рг — составляющие
квазиимпульса электрона.
Рассмотрим теперь прохождение туннельного тока в контакти
рующей тонкопленочной системе металл—диэлектрик — металл,
предполагая, что металлические материалы являются одинаковыми
и потенциальный барьер между ними имеет форму прямоугольни
ка Анализ будем проводить для трех различных диапазонов изме-
нения приложенного напряжения: малых напряжений 0<qU<^<
больших напряжений qU> + Er и промежуточных напряжений
где Ef равновесный уровень Ферми, занимающий оди
паковое положение во всех контактирующих материалах исследуе-
мой системы.
Найдем выражение для плотности туннельного тока в первом из
перечисленных диапазонов значений напряжения. Учитывая, что
плотность туннельного тока, определяемая соотношением (4.44),
может быть найдена как разность потоков электронов из металли-
ческой пленки / в металлическую пленку 2 и в противоположном
направлении, вычислим сначала концентрацию электронов, перехо-
дящих из пленки / в пленку 2 (ниже у составляющих скорости
электронов vx, vy, v2, vmax опущен индекс п) :
п} = J vxn(Vx)D(Ex)dvx = -±- j n(vx)D(Ex)dEx. (4.45)
о о
Верхний предел второго интеграла в соотношении (4 45)
Е,пах = щ„и„,;1Х/2, где у,„ах составляющая скорости электрона но
оси х, при которой энергия Етах соответствует высоте потенциаль
ного барьера. Произведение n^vjdvx определяет число электронов в
единице объема, имеющих составляющие скорости по оси х в преде-
лах от vx до vx -|- dvx.
В случае распределения скоростей электронов по фукции Фер-
ми — Дирака, которое предполагается справедливым для рассмат-
риваемых тонких металлических пленок, число электронов в едини
це объема, имеющих скорости в пределах от vx до vx + dvx, от vy
до v4 + dvu и от vx до vt + dVi, определяется выражением
n(vx, Vy, Vi)dvxdvydvx = (2m'n/h3) f(E)dvxdv„dv,. (4 46)
Интегрируя соотношение (4.46), получим плотность электронов
ПО
имеющих произвольные составляющие скоростей по осям у, z и за-
данную составляющую по оси х. В результате интегрирования
имеем
"М = \j(E)dvydv, = ^Lp(E)dEr.
(4 47)
В полученном выражении_____использовано обозначение Е,—
= mnv?/2, в котором vr + v? — радиальная составляющая
скорости электрона в плоскости, параллельной смежным плоско-
стям тонких металлических пленок / и 2
Из соотношений (4.46) и (4.47) находим, что
п
Е
___ 4л1ч
““’ й3
D(Ex)dE\f(E)dEr.
(4 48)
Таким же образом определяем концентрацию электронов,
переходящих в противоположном направлении, т. е. из пленки 2 в
пленку /:
£ max Л
«2 = J D(Ex)dE^f(E + qU)dE,.
(4 49)
где значение функции распределения Ферми — Дирака берется
при энергии Е + qU, так как все энергетические уровни в ме-
таллической пленке 2 смещены вниз относительно соответствующих
уровней в пленке 1 на величину qU, определяемую внешним при-
ложенным напряжением
Результирующий поток электронов n — ti\—п2 через потенци-
альный барьер
шах Оо
п = j DtEJdE^^j [f(E) - f(E + qU)]dE,}
(4.50)
Если в качестве функции распределения электронов по энерги-
ям в рассматриваемых металлических пленках 1 и 2 использовать
функцию распределения Ферми — Дирака при Т — ОК, то, как по-
казано Зоммерфельдом и Бете, при малых напряжениях плотность
туннельного тока
7= ^У'^ехр [
(451)
При больших напряжениях плотность этого тока
/ - /У exp [ - yU2mn),/2xM3/2l , (4 52)
8лйХм I ZhqE ' J
где Е — U/d — напряженность электрического поля в узком ди-
электрическом зазоре.
111
Выражение (4.52) известно под названием формулы Фаулера —
Нордгейма.
При вычислении плотности туннельного тока для промежуточ-
ных значений приложенного напряжения эту величину целесооб
разно представить в виде суммы:
/ = 7,+Л. (4 53)
где плотность соответствует условию qU а плотность J2
условию qU > Хм-
Путем соответствующих расчетов можно показать, что
- <Х- + 4-’L')c V ] • (4.54)
где
(4.55)
Аналогично вычисляют также вторую составляющую плотности
туннельного тока:
(4“>
где использовано обозначение
х=[^(2тл,)'«(|—ь,) +1] ехр[-^х
Х(2т.Хм)'«(1—(4.57)
В большинстве практических случаев величина X, определяе-
мая соотношением (4.57), является малой и при вычислении плот-
ности туннельного тока ее можно не учитывать.
Квантово-механическое туннелирование электронов через потен-
циальный барьер представляет собой один из важнейших меха-
низмов переноса зарядов через тонкие диэлектрические пленки.
При исследовании этого механизма обычно пользуются рядом
допущений, некоторые из них приводятся ниже.
Волновая функция внутри диэлектрической пленки, находя-
щейся между двумя металлическими пленками, отлична от нуля
причем по мере удаления в глубь барьера эта функция спадает
по экспоненциальному закону. Следовательно, если барьер являет-
ся очень узким то вероятность проникновения электрона сквозь
него имеет конечное значение, зависящее от высоты и формы барье
ра. Иначе говоря, эту вероятность приближенно можно считать
зависящей от площади потенциального барьера. Квантово-механи
ческое туннелирование, или автоэлектронная эмиссия, может на-
112
блюдаться также в случае широкого потенциального барьера,
если его эффективная толщина уменьшается под воздействием
приложенного сильного электрического поля.
При аналитическом вычислении тока, проходящего под дей-
ствием эффекта туннелирования в тонкопленочной структуре ме-
тал — диэлектрик металл, полагают, что к гонкой пленке ди-
электрика применима зонная теория. На ее основе можно по-
строить энергетическую зонную диаграмму структуры с четко
определенными границами потенциального барьера. Поэтому обыч-
но считают, что потенциальный барьер имеет трапецеидальную
форму, определяемую высотами потенциальных барьеров на обеих
границах диэлектрической пленки. В свою очередь, высота каждого
из этих потенциальных барьеров зависит от таких факторов, как
работа выхода электрона из материалов металлических пленок,
сродство диэлектрика к электрону, относительная диэлектрическая
проницаемость, напряженность внешнего электрического поля и по
тенциал сил зеркального изображения. Результаты исследований
контактирующей тонкопленочной системы металл — диэлектрик —
металл свидетельствует о том, что во всех случаях достаточно
точные данные получаются при аппроксимации потенциального
барьера трапецией. Следует, однако, отметить, что в случае очень
тонких пленок диэлектрика возникают определенные трудности с
учетом влияния сил зеркального изображения. Еще одна пробле-
ма связана с учетом непараболичности энергетических зон. Учет
этого фактора приводит к существенному увеличению теоретиче-
ски вычисленного значения туннельного тока, особенно в тех слу-
чаях, когда высота потенциального барьера на границе тонкопле-
ночной системы металл — диэлектрик становится сравнимой с
шириной запрещенной зоны диэлектрика.
5 4.4. ТОКИ В ДИЭЛЕКТРИЧЕСКИХ ПЛЕНКАХ,
ОГРАНИЧЕННЫЕ ОБЪЕМНЫМ ЗАРЯДОМ
Диэлектрические пленки, так же как и полупроводниковые
пленки, обычно содержат высокую плотность структурных дефек
тов, к которым относятся дислокации, вакансии, примесные атомы
в узлах или междоузлиях кристаллической решетки, дефекты
упаковки, поверхностные состояния и др. Подвижные носители
заряда могут локализоваться на этих дефектах, которые в таких
случаях выступают в качестве ловушек захвата. Каждому типу
ловушек захвата соответствуют определенные энергетические
уровни, располагающиеся на различной глубине внутри запрещен-
ной зоны диэлектрика, как показано на рис. 4 11
Свободные носители заряда, захваченные глубокими ловушка-
ми (£"), могут оставаться на них в течение достаточно длитель-
ного промежутка времени, который в некоторых случаях может
измеряться минутами и даже часами. Носители заряда, захвачен-
ные мелкими ловушками (Е',), задерживаются на них в течение
S—1187
113
короткого промежутка времени, измеряемого обычно наносекун-
дами. Концентрация ловушек захвата в реальных диэлектриче-
ских пленках в зависимости от технологии получения может из-
меняться в пределах I0'3 -1О20 см *. Носители заряда, захвачен
ные ловушками, создают неподвижный пространственный заряд,
ограничивающий значение тока. Концентрации заполненных и неза
полненных ловушек захвата и свободных носителей заряда нахо-
дятся в термодинамическом равновесии.
При теоретическом описании процесса токопрохождения в слу
чае ограничения его пространственным зарядом вводят полуэм-
пирическое определение мелких и глубоких ловушек Уровни ло-
вушек захвата, расположенные над уровнем Ферми Et = E?V = Eiч,
условно называют мелкими, а ниже этого уровня — глубокими.
В условиях термодинамического равновесия большинство мелких
Рис -111. Расположение уровней
мелких и глубоких (/:")
ловушек захвата внутри заире
щепной зоны диэлектрика
Рис. 4.12. Энергетическая диа-
грамма контакта металл — ди
электрик, содержащего мелкие и
глубокие ловушки
уровней (Ео, Е'п) свободно от электронов, а большинство глубоких
уровней (Е", E"i, Е!,л) занято электронами, как показано на
рис. 4.12. Вероятность заполнения некоторого произвольного уровня
ловушки Е, электронами в условиях термодинамического равнове-
сия определяется функцией
Г(£,)----------1--------, (4.58)
V:)
где g статистический вес уровня.
В каждом конкретном случае статистический вес уровня g
определяется физической природой ловушек захвата. Например,
для однозарядных захватывающих центров g = 2. Если концентра-
ция ловушек захвата с энергией Ел равна N.,, то в условиях тер-
модинамического равновесия концентрация электронов на ловушках
(4.59)
114
Как было показано, в условиях термодинамического равнове-
сия концентрация электронов в зоне провоihmocth полупроводни-
ка или диэлектрика
п0 = Nce *' (4.60)
С приложением к пленке внешнего напряжения условия тер-
модинамического равновесия нарушаются, и вследствие эмиссии
электронов с отрицательного электрода в диэлектрическую пленку
происходит увеличение их концентрации в зоне проводимости
диэлектрика и на примесных уровнях ловушек Концентрация
электронов в зоне проводимости в отсутствие равновесия, но
аналогии с соотношением (4 60), может быть представлена в виде
Ь,, - С/
n — N.e “т , (4.61)
где Ё\ — квазиуровень Ферми.
Концентрация электронов п, па уровнях ловушек с энергией
Ее выражается через квазиуровень Ферми:
п„ =-----------. (4.62)
Концентрацию электронов, заполняющих глубокие ловушки за
хвата, можно считать неизменной, причем ц, «= N,. На мелких
ловушках концентрация электронов увеличивается с увеличением
внешнего приложенного напряжения. Если Ea — Е О kT, то можно
показать, что
77^^ = В (4.63)
где 6 — некоторая постоянная величина
В случае относительно глубокого залегания мелких ловушек,
когда Е — Ef , экспоненциальный множитель в соотношении (4.62)
становится достаточно малым и, следовательно, значение величи
ны 0 также будет небольшим. Большинство электронов, перешед
ших с отрицательного электрода в диэлектрическую пленку, захва-
тывается мелкими ловушками, и только небольшая их часть оста
ется в зоне проводимости.
При определении плотности тока, ограниченного объемным
зарядом, можно пренебречь зарядом электронов, перешедших с
отрицательного электрода и находящихся в зоне проводимости
диэлектрика Можно считать, что объемный заряд обусловлен
только электронами, захваченными мелкими ловушками
Выведем уравнение вольт-амперной характеристики для контак
тирующей тонкопленочной системы металл — диэлектрик металл
в с 1учас прохождения через нее тока, ограниченного объемным
5* 115
зарядом. Пренебрегая диффузионной составляющей плотности тока
и учитывая соотношение (4.63), можно записать, что
J — qnyi„E = ц„£, (4.64)
где Е — U/d -— напряженность электрического поля в тонкой ди-
электрической пленке.
Полная плотность заряда электронов, эмиттированных в ди-
электрическую пленку, р= q(n— th). Следовательно, плотность за-
ряда, отнесенная к единице поверхности электродов
o' = pJ = q(n + л,)d «= qn,d, (4.65)
если считать «•Cn.,.
С другой стороны, если предположить, что все заряды скон-
центрированы на поверхности электродов, то плотность
а' = (Д/=-Д-, (4.66)
4.-uz
где С - емкость контактирующей тонкопленочной системы ме-
талл — диэлектрик — металл, отнесенная к единице поверхности
электродов.
Приравнивая соотношения (4.65) и (4 66), получаем
(4.67)
Подставляя из (4.67) величину qrij в уравнение вольт-ампер-
ной характеристики (4.64), находим
(4 68)
4л«‘
Вид вольт-амперной характеристики для плотности тока, огра-
ниченного объемным зарядом, зависит от почожения равновесного
уровня Ферми относительно уровней ловушек захвата. Если уро
вень Ферми удален от уровня мелких ловушек захвата на величину
порядка kT, то по мере попадания электронов в диэлектрическую
пленку мелкие ловушки заполняются и квазиуровень Ферми может
оказаться выше уровня мелких ловушек захвата.
При малых внешних напряжениях, приложенных к диэлектри-
ческой пленке, мелкие ловушки захвата заполняются электронами,
их поведение становится подобным поведению глубоких ловушек
По мере заполнения таких ловушек вид вольт-амперной характе-
ристики изменяется и пленка начинает вести себя как диэлектрик
без ловушек.
Изменение вида вольт-амперной характеристики для рассмат-
риваемой тонкойюночной системы иллюстрируется рис. 4.13. При
напряжениях U < мелкие ловушки захвата заполняются элект-
ронами и наблюдается плавное возрастание тока (участок /).
При U — U3 все ловушки оказываются заполненными и наблюда-
ется резкое увеличение тока (участок 2). Дальнейший ход вольт-
амперной характеристики (участок 3) определяется концентрацией
116
электронов, эмиттируемых электродом и пере-
мещающихся по уровням зоны проводимости
диэлектрика.
В области очень малых значений напря
жений, когда концентрация электронов п
в зоне проводимости близка к равновесной
концентрации по(п х по), ток через диэлектри-
ческую пленку подчиняется закону Ома
/и и
= рпцп— == <7Иоц„— .
(4 69)
При большом увеличении напряжения усло-
вие п « «о нарушается, наиболее характер-
ными становятся токи, ограниченные объем-
ным зарядом для которых справедливо урав-
нение вольт амперной характеристики вида
(4,68).
В некоторых случаях в диэлектрические
или полупроводниковые пленки инжекция но-
сителей заряда может происходить одновре-
менно с двух электродов электронов с катода
и дырок с анода. Если концентрации инжек-
тируемых носителей заряда п и р меньше кон-
центраций равновесных носителей п0 и ро, то
выполняется закон Ома. Этому условию соот-
ветствует участок 1 вольт-амперной характе-
ристики на рис. 4.14. При более высоких на-
пряжениях ток начинает проявлять квадратич
ную зависимость от напряжения и ограничи
вается объемным зарядом По мере дальней-
шего возрастания напряжения вид вольт-ам-
перной характеристики определяется отноше-
нием времени жизни электронов и дырок, а
Рис. 4 13. Зависимость
плотности тока, прохо-
дящего через диэлект-
рик с различными ти-
пами ловушек, от при-
ложенного напряжения
первая характеристика
для случая двойной
инжекции носителей
заряда
также зависимостью этих времен от уровня
инжекции.
Если время жизни носителей заряда не за-
висит от уровня инжекции, то наблюдается
квадратичная зависимость тока от приложенного напряжения,
причем при высоком уровне инжекции электроны и дырки почти
полностью нейтрализуют друг друга и ток ограничивается не
объемным зарядом, а темпом рекомбинации электронно-дырочных
пар (участок 2 на рис. 4 14). Если время жизни носителей заряда
зависит от уровня инжекции, то на вольт-амперной характеристике
может наблюдаться участок отрицательного сопротивления. Это
объясняется тем, что увеличение концентрации носителей заряда
до некоторого критического значения вызывает значительное воз-
растание их времен жизни В результате концентрация носителей
заряда в диэлектрической или полупроводниковой пленке воз-
117
растает, что приводит к уменьшению удельного сопротивления и
увеличению тока.
Для объяснения причины возникновения области отрицательного
сопротивления предположим, что в диэлектрической пленке имеют-
ся глубокие ловушки захвата, которые лежат ниже уровня Ферми
Ci и заняты электронами. Очевидно, такие уровни не могут захва-
тывать новые электроны, но в то же время они могут являться
ловушками для дырок. Если концентрацию ловушек захвата обо-
значить А/*, сечение захвата дырок ор, сечение захвата
нов оп, среднюю скорость дырки vp и среднюю скорость
на и„, то минимальное время жизни
I
электро-
эле ктро-
(4.70)
(4.71)
центров.
Время жизни электронов
I
Т-П - п хг* »
где Л' о — концентрация свободных рекомбинационных
Так как предполагается, что глубокие ловушки захвата лежат
ниже уровня Ферми, то должно выполняться условие JVfi> <С /V,*
Если, кроме того, ор3>о„, то время жизни дырок будет намного
меньше времени жизни электронов. Поэтому электрон, попавший
в диэлектрическую пленку, может пройти от отрицательно заря
женного электрода до положительно заряженного и тем самым
внести вктад в электрический ток. В то же время дырка сразу же
будет захвачена ловушкой и никакого вклада в ток не даст. Такие
явления происходят при малых уровнях инжекции дырок. С ростом
уровня инжекции все большее количество дырок захватывается
ловушками. Следовательно, концентрация ловушек захвата дырок
уменьшается и время их жизни
где N* - концентрация центров, занятых дырками.
Концентрация N* меньше концентрации N*, поэтому по мере
захвата дырок ловушками время их жизни возрастает до некото-
рого максимального значения гр111ах, которое соответствует выпол-
нению условия = N*.
При больших временах жизни дырок тр~т„; следовательно,
время жизни электронов при высоком уровне инжекции определя-
ется отношением
1
Тч max
I
С’п'пЛ?
(4.73)
Вследствие увеличения времени жизни дырок их концентрация
возрастает и наблюдается увеличение проводимости диэлектриче-
ской пленки (участок 3 на рис. 4 14). Падение сопротивления
продолжается до момента, пока возрастание концентраций электро-
не
нов и дырок не вызовет существенного увеличения концентрации
рекомбинирующих пар носителей заряда, которую можно выразить
так
рек =-----— ——— (4.74)
Tri max , Iptnax
При высоком уровне инжекции выполняется условие п^р и
ток ограничивается рекомбинацией, а не объемным зарядом. На
пряжение U' (рис. 4 14), при котором начинается отклонение от
закона Ома, можно найти из условия, что время прохождения
дыркой расстояния от положительного электрода до отрицательно-
го равно времени ее жизни, т. е.
Тр Триих. (4 75)
Если напряжение становится меньше U', то дырки за время
жизни не успевают дойти до отрицательного электрода. Расстоя-
ние, проходимое дыркой за время жизни г,„„яч,
— ЦрТрпих — ЦрЕТршах. (4 76)
Так как при выполнении условий U — U' дырки успевают дойти
до отрицательного электрода за время жизни т,,ДаХ, то, полагая в
соотношении (4.76) 1 — L,, (где Lp— диффузионная длина дырок),
получаем
ц/ LP (4 77)
ЦрТртах
так как Е = U'/Lp.
Следовательно, при дальнейшем уменьшении напряжения дыр-
ки не успевают дойти до отрицательного электрода и сопротпвле
ние диэлектрической пленки начинает увеличиваться. Это озна-
чает, что по мере роста напряжения участок с отрицательным
сопротивлением исчезает и возникает область положительного
сопротивления (участок 4 на рис. 4.14). Ток на этом участке огра
ничен только рекомбинацией, и его плотность
, . U2
J Wp in а х Рр г j
(4.78)
(рис. 4.14)
и дырок, ин-
На участке 5 вольт-амперной характеристики
сказывается влияние объемного заряда электронов
жектируемых в диэлектрическую пленку. Поэтому плотность тока
изменяется по закону
J — ЕТр шах P-лЦр . s
(4.79)
Появление области отрицательного сопротивления па вольт-
амперной характеристике в ряде случаев позволяет значительно
упростить схемные решения при использовании тонкопленочной
структуры типа металл — диэлектрик — металл.
119
$ 4.J. МЕТАЛЛИЧЕСКИЕ ПЛЕНКИ КАК КОНСТРУКТИВНЫЙ
МАТЕРИАЛ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ
В микроэлектронике на основе тонких металлических пленок
выполняют следующие конструктивные элементы:
I) электроды и токопроводы (электроды пленочных конденса-
торов, токопроводы спиральных индуктивностей, монтажные про-
водники, контактные площадки, затворы МДП-транзисторов),
2) пленочные резисторы;
3) вспомогательные элементы (подслои электропроводящих
пленок, масок и др.).
Наиболее важными в микроэлектронике являются первый и вто-
рой типы металлических пленочных элементов.
К металлическим пленкам, используемым в качестве электро-
дов и токопроводов, предъявляются следующие основные требова-
ния. Они должны обладать высокой удельной проводимостью,
высокой адгезией с поверхностью подложки или с нижележащей
пленкой, малым коэффициентом теплового расширения Толщина
металлических пленок, применяемых для этих целей, обычно изме-
няется в пределах 2000 10 000 А. Минимальная ширина про-
водников ограничивается разрешающей способностью процессов
фотолитографии и в современных интегральных микросхемах со-
ставляет 4 20 мкм. Во многих случаях для улучшения адгезии
металлических пленок с диэлектрической подложкой на нее нано-
сят подслой хрома, титана или марганца толщиной 100—300 А
В качестве материалов для изготовления рассматриваемых метал-
лических пленочных элементов применяют золото, никель, медь
вакуумной плавки, алюминий, молибден, палладий, тантал, осмий
и др. Параметры некоторых материалов приведены в табл 4.1.
I а б л и ца 4 1
Электрофизические параметры пленок некоторых элементов
Материал пленки Удельное объемное сопротивление, мкОм -см Температурный коэффициент удельного сопро тивлепия град * Удельная теплопровод- ность, Вт/ <см>град ) Температурный коэффициент линейного рас- ширения, град"1 - Ю6
Алюминий 2,8 0,0042 2,03 24,0
Золото 2,4 0,0038 2,90 14,3
Серебро 1,6 0.0040 4 19 19,3
Медь 1,7 0.0043 3.88 16 5
Никель 7,3 0.0065 0,72 13,0
Кадмий 10,0 0,0040 0,92 31,6
Нихром 100,0 0,00017 0,13 —
Палладий 10,7 0,0038 0,70 11,0
Индий 9,0 0,0047 0,24 24,8
Олово 12,0 0,0044 0.64 23,0
120
Тонкие металлические пленки, полученные путем нанесения
на подложку материалов с высоким удельным сопротивлением,
используют для изготовления резисторов. Для получения резисто-
ра такую пленку наносят на диэлектрическую подложку, а ее
концы замыкают на контактные площадки, изготовленные из ма-
териала с высокой удельной проводимостью. Дтя нанесения топ-
ких резистивных пленок применяют металлы (хром, тантал, пал-
ладий), а также металлические сплавы (нихром). Важнейшие па-
раметры наиболее распространенных металлических резистивных
пленок приведены в табл. 4.2.
Таблиц а 4.2
Свойства металлических резистивных пленок
Материал резистивной пленки Поверхностное сопротивление. Ом/П Температур» ый коэффициент сопро- тивления в интервале темпе- ратур от -60 до 4-|25эС. град- Материал контактных площадок
Хром Нихром (Х20Н80) Тантал Сплав МЛТ ЗМ 500 300 500 350 450 06—1.5 —0,8 2,0 1,5 —2.5 0.2—2.0 Медь с подслоем хрома Медь с подслоем нихрома Золото с подслоем хрома То же
Тонкие металлические пленки получают главным образом мето-
дами термовакуумного напыления и ионно-плазменного распыления.
Первым из этих методов получают пленки металлов с толщиной,
изменяющейся в достаточно широких пределах. Такие пленки, как
правило, не содержат инородных вкраплений, так как процесс про-
водится в высоком вакууме. Метод ионно-плазменного распыления
пригоден для получения пленок любых, в том числе туюплавких,
металлов. Полученные таким методом пленки отличаются повышен-
ной адгезионной способностью и высокой стабильностью параметров.
Структура тонких пленок независимо от способа их получения
существенно зависит от температуры подложки- при испарении,
степени вакуума, а- также от свойств испаряемых материалов и
материала подложки. Тонкие металлические пленки, конденсиро-
ванные на неметаллические поверхности, обычно обладают очень
высоким удельным сопротивлением, которое значительно превышает
удельное сопротивление массивного материала. Электропроводность
при напылении тонких пленок возникает не сразу, а только при
определенной для данного материала толщине в зависимости от
условий напыления. Атомы наносимого металла ударяются о под-
ложку и затем в процессе конденсации в течение некоторого времени
сохраняют подвижность вдоль поверхности этой подложки. В резуль-
тате атомы собираются в небольшие островки, число и размеры кото-
121
рых зависят от температуры подложки, химического сродства кон-
денсирующихся атомов к атомам подложки, степени вакуума, тем-
пературы напыления и др. Электропроводность тонкого металлур-
гического слоя может возникнуть только в том случае, если размеры
образующихся островков становятся достаточными для их сопри
косновения друг с другом. Толщину тонкой пленки, при которой она
становится проводящей, называют критической.
Структура тонких металлических пленок, получаемых методом
термовакуумного напыления, проявляет сильную зависимость от
температуры напыляемого материала. В зависимости от степени
влияния этого фактора все металлы можно подразделить на три
группы: 1) металлы с температурой плавления выше 1900°С (воль
фрам, молибден, тантал и др.); 2) металлы с температурой плавле-
ния — 600—1900’С (золото, железо, никель, платина, серебро, титан,
хром); 3) метал ня £ температурой плавления ниже 650°С (висмут,
индий, кадмий, магний, сурьма, теллур, цинк) Для первой группы
металлов характерно образование неориентированных слоев с ма-
лыми размерами гранул, обычно не превышающими 15 нм, для вто-
рой — крупнокристаллической структуры, для третьей — пленок,
состоящих из крупных монокристаллов, ориентированных относи-
тельно подложки.
Скорость испарения оказывает различное влияние на структуру
металлической пленки для различных групп металлов. Это обуслов-
лено различием подвижности конденсируемых атомов на подложке
в процессе роста пленки. Длительность подвижного состояния на
подложке у металлов третьей группы является наибольшей, поэтому
наиболее сильное влияние скорость испарения оказывает на струк-
туру пленок металлов этой группы. Различие в температурах плав-
ления и испарения у этих металлов невелико, поэтому на подогре-
ваемой подложке могут создаваться островки металла в жидком
состоянии. При больших скоростях испарения эти островки соединя-
ются межДу собой, образуя крупные кристаллиты. При малых ско
ростях испарения кристаллизация происходит с самого начала про-
цесса осаждения. /Для металлов первой и второй групп затверде-
вание конденсата происходит быстрее, чем для металлов третьей
группы, и наблюдается зависимость структуры от скорости испаре-
ния. При малых скоростях на подложке осаждается большое коли-
чество атомов остаточного газа, что оказывает влияние как на струк-
туру пленки, так и на значение ее удельной проводимости. Влияние
остаточных газов на свойства пленок тем больше, чем меньше их
толщина. Остаточные газы осаждаются не только в процессе роста
пленки, но и после прекращения процесса осаждения, поскольку про-
должается процесс адсорбции остаточного газа поверхностью плен-
ки. Однако наиболее сильное влияние на структуру осаждаемой
пленки оказывает температура подложки. На холодной подложке
пленки имеют мелкокристаллическую структуру, а на подогретой —
крупнокристаллическую. При прогреве мелкокристаллической струк-
туры она превращается в крупнокристаллическую.
Электрофизические свойства тонких металлических пленок в
122
наибольшей степени зависят от их толщины независимо от способа
получения. Как отмечалось, удельная проводимость таких пленок
уменьшается с уменьшением их толщины. Это объясняется тем, что
длина свободного пробега электронов в пленке оказывается меньше,
чем в массивном материале, так как электроны в пленке испытывают
дополнительные столкновения с границами поверхностей. Электро-
проводность металлов обусловлена тем, что свободные электроны
совершают внутри металлов неупорядоченное движение между ато-
мами кристаллической решетки. Согласно теории электронной
электропроводности, удельная проводимость металлов
где п — концентрация электронов; Л — средняя длина свободного
пробега электронов в массивном материале; тп — масса электрона;
v — средняя скорость теплового движения электронов.
Удельная проводимость массивного металла зависит от длины
свободного пробега электронов, перемещающихся между атомами
кристаллической решетки. Поскольку в массивном металле длина
свободного пробега электронов является постоянной величиной, его
удельную проводимость можно считать постоянной для данного
материала. В табл. 4.3 приведены значения средней длины свободного
пробега электронов для некоторых металлов.
В тонкой пленке, когда один из размеров проводника стано-
вится сравнимым с длиной свободного пробега электронов, начинает
сказываться влияние электронов, отраженных от границы раздела
металл—среда, у которых длина свободного пробега не является
постоянной и изменяется с изменением толщины пленки. Следова-
тельно, для тонких пленок удельная проводимость становится зави-
симой от толщины пленки.
Удельную проводимость для тонких пленок можно найти, если в
соотношении (4.80) среднюю длину свободного пробега электронов X
в массивном металле заменить средней длиной свободною про-
бега V, которую определяют с учетом отражения электронов от гра-
Таблица 4.3
Средняя длина свободного пробега электронов в массивных металлах
Металл Средняя длина свободного пробега электронов, см Металл Средняя длина свободного пробега электронов, см
Алюминий 3,29-Ю' ' Платина 5,55-10 7
Магний 3,35-10 6 Серебро 5,80- 10
Кадмий 1.81 • IO"6 Вольфрам 1.59- Ю-6
Кобальт 6.99- )0~7 Золото 4.18-Ю h
Медь 3,15-10~6 Железо 1.07-10
Никель 6.95 10’ 7
123
ницы раздела металл—среда, считая, что тонкие пленки имеют
такую же кристаллическую структуру, что и массивный металл.
При этом для различных соотношений между толщиной пленки и
длиной свободного пробега электронов получаем:
Г при (4.81)
7/ = ‘^+'"4-) при dCX (4.82)
и
рь _ 2mv при A<4J. (4.83)
Ч2пЦ\ — A/4d))
Р = при d<k, (4.84)
<1 nd(3/2)+ 1п(Л/</)
где d — толщина пленки.
Следует отметить, что длина свободного пробега электронов в
пленке ограничивается не только влиянием рассеяния на поверхно-
стях, но также структурными дефектами. На структуру пленки вли-
яет температура подложки в момент осаждения, поэтому удельное
сопротивление зависит от температуры подложки, уменьшаясь с
возрастанием температуры. Уменьшение удельного сопротивления
наблюдается у пленок, полученных на холодной подложке после
прогрева в вакууме. Температура структурных превращений пленок
близка к температуре рекристаллизации металла и существенно
зависит от толщины пленок. Степень изменения удельного сопро
тивления пленок после прогрева увеличивается по мере уменьшения
их толщины.
Удельное сопротивление большинства тонких металлических пле-
нок после их прогрева необратимо уменьшается на 25 50%. У пле-
нок, полученных термовакуумным напылением, удельное сопротив-
ление уменьшается примерно от 2рм до 1,3рм (гдеры — удельное со-
противление массивного металла); у пленок, полученных ионно-
плазменным распылением, это значение изменяется примерно от
(4—10)р„ до (1,5 1,8)рм. Для каждого металла существует харак-
терная температура, при которой происходит структурное превра
щение пленки, сопровождающееся резким уменьшением ее удель-
ного сопротивления.
Изменение поверхностного сопротивления тонкой пленки в резуль-
тате нагрева можно объяснить следующим образом. В пленках,
осажденных на холодную подложку, возникают значительные меха-
нические напряжения. Прогрев снимает их и одновременно с этим
удаляет примеси, адсорбированные пленкой в процессе ее осаждения.
Все это приводит к улучшению структуры пленки и уменьшению
поверхностного сопротивления. Пленки металлов, термически обра-
ботанные в вакууме сразу же после напыления, являются стабиль-
ными’ по своим электрофизическим свойствам и обладают высокой
механической прочностью.
Рис. 4 15—4 17 иллюстрирует характер и величину изменения
124
Рис 4 15. Влияние способа
получения пленок золота на
зависимость их поверхност-
ного сопротивления от тол-
щины до (кривая /) и после
(кривая 2) термообработки
Рнс. 4 16. Зависимость по-
верхностного сопротивления
от толщины для испаренных
пленок алюминия до (кри-
вая /) и после (кривая 2)
термообработки при темпера-
туре 450° С
поверхностного сопротивления метал
лических пленок после их прогрева.
В частности, из рис. 4 15 видно, что
при прогреве пленок золота, получен-
ных путем ионно-плазменного распыле
ния (сплошные линии), поверхностное
сопротивление уменьшается в большей
степени, чем для пленок, полученных
термовакуумным напылением (пунк-
тирные линии). Для очень тонких на-
пыленных пленок алюминия (рис 4 16)
не происходит сколько-нибудь замет-
Рис. 4 17. Относительное изме-
нение поверхностного сопротив-
ления пленок хрома в процессе
термообработки
ного уменьшения электрического со
противления в результате прогрева По-видимому, это можно
объяснить окислением поверхности алюминия. Аналогичные резуль-
таты характерны также для большинства других химически актив-
ных металлов.
На рис. 4.17 показано относительное изменение поверхностного
сопротивления пленок хрома в результате прогрева Для каждой
температуры на приведенной кривой найдены соответствующие зна-
чения сопротивлений. Из рисунка видно, что наиболее резкое изме-
нение поверхностного сопротивления происходит для хрома при-
близительно при температуре 600°С, которую следует считать тем-
пературой превращения.
Температура превращения пленки обычно близка к температуре
рекристаллизации металла и сильно зависит от толщины пленки. Сте-
пень изменения поверхностного сопротивления после прогрева при
температуре превращения для данного металла определяется мето-
дом нанесения и толщиной пленки. У металлов, температура рекрис
таллизации которых близка к комнатной или.ниже ее, поверхностное
сопротивление изменяется незначительно, так как превращение в
таких пленках происходит в процессе их осаждения. В табл 4.4
приведены температура превращения и относительное изменение
125
Таблица 4.4
Влияние термообработки при температуре превращения
на относительное изменение поверхностного сопротивления
металлических пленок
Металл Температура превращения пленок, °C От но шеи не пер во к а ч ал Ьно го сопротивления к поверхностному сопротивлению после термообра- ботки, %
термовакуумное напыление иоино-плазмен ное распыленно термовакуум »ое напыление иопно-плазмен ное распыление
Алюминий 450 460 65 58
Кобальт 600 45 —
Хром 600 — 67 —
Медь 180 600 68 «у
Золото 275 600 65 56
Иридий .— 600 — 40
Железо 375 — 67 —
Марганец 375 — 70 —-
Молибден .— 600 — 58
Никель 600 600 4У 52
Осмий — 600 — 35
Палладий 400 500 75 72
Родий — 570 — 58
Рутений — 600 — 30
Серебро 225 400 74 60
Цирконий 375 • 65 -—
поверхностного сопротивления пленок различных металлов, полу-
ченных термовакуумным напылением и ионно-плазменным распыле-
нием после термообработки при температуре превращения. Резуль-
таты приведены для пленок толщиной примерно 1000А
На основе анализа приведенных в таблице данных можно сле-
тать следующие выводы:
а) температура превращения для пленок, полученных ионно-
плазменным распылением, как правило, выше, чем для пленок,
полученных термовакуумным напылением;
б) относительное изменение удельного сопротивления тонкой
пленки в среднем составляет 65% от первоначального значения.
Тонкие металлические пленки и массивные металлы существенно
различаются также по плотности. Как показывают результаты
экспериментального исследования, плотность тонких пленок, изго-
товленных любым из двух рассматриваемых методов, значительно
меньше плотности соответствующих массивных металлов. Кроме
того, плотность тонких пленок зависит от условий их получения.
В качестве примера па рис. 4 18 приведена зависимость плотности
тонкой пленки меди от толщины. Пунктирная линия на рисунке
соответствует плотности массивной меди. Видно, что с увеличением
толщины пленки ее плотность приближается к пютности вещества
в массивном материале.
126
На плотность пленки существенное влияние оказывает также
скорость осаждения вещества. При высоких скоростях осаждения
образуются более крупные и равномерно построенные кристаллы,
чем при медленно конденсированных слоях. В связи с этим высоким
скоростям осаждения соответствуют структуры и плотности пле
нок, более близкие к структуре и плотности массивного металла.
На рис 4 19 представлена зависимость плотности тонкой пленки
алюминия от скорости образования этой пленки, полеченной мето-
дом термовакуумного напыления. Данные получены для одной и
той же толщины пленки. Как следует из рисунка, при высоких ско-
ростях нанесения пленки ее плотность стремится к плотности мае
сивного алюминия.
Рис. 4.19. Зависимость плотности
тонкой пленки алюминия от ско-
рости напыления
На основании изложенного можно заключить, что в общем слу-
чае удельное сопротивление и плотность металлических пленок
зависят от их толщины. Для любой толщины пленки оказываются
справедливыми следующие соотношения:
(4-85)
ad
т — ynlda, (4.86)
где R сопротивление пленки; т масса пленки; р — удельное
сопротивление пленки при данной толщине; — плотность пленки
при данной толщине; /, d, а — соответственно длина, толщина и
ширина пленки.
Из (4 85) и (4 86) следует, что
у„р, = mR/l2
(4.87)
Следовательно, если определить соотношение между^ электриче
ским сопротивлением слоя и его массой, то можно найти измене-
ние произведения плотности на удельное сопротивление пленки при
различной толщине. Анализ экспериментальных и теоретических
127
данных позволяет заключить, что для тонких металлических пленок,
полученных методом термовакуумного напыления, произведение
удельного сопротивления на плотность является постоянной вели-
чиной, не зависящей от толщины пленки Однако это произведение
оказывается значительно больше соответствующего значения для
массивного металла. В частности, для нихрома произведение
удельного сопротивления на плотность тонкой пленки, нанесенной
на стеклянную подложку при комнатной температуре, вчетверо пре-
вышает произведение удельного сопротивления на плотность мае
сивного нихрома. При прогреве пленки ее удельное сопротивление
уменьшается, а плотность увеличивается. Тем не менее произведе-
ние удельного сопротивления на плотность термообработанной
пленки уменьшается и приближается к значению, соответствую-
щему произведению этих параметров для массивного металла.
Путем изменения режима обработки можно получить большее или
меньшее приближение произведения у,р>, для пленки к значению
этого произведения для массивного металла. Чем больше произве
дение у„р„ для пленки приближается к произведению учр„ для мас-
сивного металла, тем более стабильной и механически прочной ока-
зывается пленка. При разработке технологии изготовления тонко-
пленочных элементов интегральных микросхем по значению пара-
метра у,р„ можно судить о правильности выбора режима термо-
обработки. Если произведение у,р„ для пленки сильно отличается
от произведения у,р„ для массивного металла, то режим термо-
обработки следует выбрать более интенсивным. Если произве
дение у„рГ] для пленки близко к произведению у„р„ для массив-
ного металла, то режим термообработки можно считать пра-
вильным.
Так как тонкие металлические пленки применяют для изготов-
ления резисторов интегральных микросхем, весьма важным пара-
метром для них является температурный коэффициент сопротив-
ления (ТК/?) Как правило, его определяют для стабильных пле-
нок, прошедших термообработку Установлено, что ТК/? зависит
от толщины пленок, причем с уменьшением толщины ТК/? уменьша-
ется, а при увеличении толщины
приближается к значению, харак-
терному для соответствующего
массивного металла. Для отдель-
ных типов металлических пленок
ТК/? имеет отрицательные значе-
ния. Толщина пленки, при кото-
рой ТК/? принимает отрицатель-
ное значение, может быть различ-
ной в зависимости от технологии
получения пленок. На рис. 4.20
приведена зависимость ТК/? от
удельного поверхностного сопро-
тивления для ряда металлических
пленок. Наиболее важная задача
при разработке резисторов ин-
Рис 4 20. Зависимость ТК R от удель-
ного поверхностного сопротивления ;
пленок из различных металлов
128
тегральных микросхем — получение наименьшего значения 1К7? в
диапазоне рабочих температур Как показывают результаты иссле-
дования, существует область толщин пленок, для которой харак-
терен малый ТК/?, близкий к нулевому значению Эта область тол-
щин, называемая переходной, для данного материала определяется
условиями получения пленки и может перемещаться в зависимости
от этих условий.
$4.6. ДИЭЛЕКТРИЧЕСКИЕ ПЛЕНКИ
И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ В МИКРОЭЛЕКТРОНИКЕ
При разработке элементов интегральных микросхем диэлектри-
ческие пленки используют в качестве изоляционных слоев (пленочные
конденсаторы, МДП-транзисторы, многослойный электрический
монтаж и др.) и защитных покрытий. При формировании изоля-
ционных слоев применяют моноокись кремния SiO, двуокись крем
ния SiOj, моноокись германия GeO, трехсернистую сурьму Sb2S.3,
двуокись титана TiO2, окись тантала Та2О5, окисль алюминия
А12Оз, халькогенидные стекла, кварц, углеводородные полимеры
(стирол, бутадиен) и ряд других материалов. Для получения
тонких диэлектрических пленок используют следующие основные
методы: термовакуумное напыление, реактивное ионно-плазменное
распыление, распыление в высокочастотном разряде, термическое
окисление, анодное окисление осаждаемых на подложку тонких
металлических пленок, химическое осаждение из газообразной
фазы, получение пленок из растворов.
Одним из важнейших методов получения диэлектрических пле-
нок является метод термовакуумного напыления. Его можно раз-
бить на следующие основные этапы испарение исходного веще-
ства, перенос его от испарителя к подложке, в процессе которого
частицы испаренного вещества сталкиваются с подложкой, пере-
дают ей часть своей энергии и осаждаются на подложке; адсорбция
и десорбция; поверхностная диффузия адсорбированных частиц и
образование зародышей; рост зародышей с последующим образо-
ванием гранул; срастание гранул в сплошную пленку; рост сплош-
ной пленки и рекристаллизация; ориентированное наращивание.
В процессе кристаллизации тонких пленок по мере их роста про-
исходят структурные изменения, которые существенно влияют на
конечную структуру тонких пленок. Так же как и для рассмотрен-
ных тонких металлических пленок, структура диэлектрических пле-
нок зависит от скорости осаждения, температуры подложки, сос-
тояния ее поверхности, давления и состава остаточных газов.
Метод ионно-плазменного распыления включает в себя реактив-
ное распыление и распыление в высокочастотном разряде. Сущ-
ность этого метода состоит в следующем: мишень из распыляемого
материала бомбардируется быстрыми ионами газа; при этом с ее
поверхности выбиваются атомы, осаждающиеся на расположенные
вблизи мишени подложки. В качестве источников ионов используют
плазму тлеющего разряда, возникающего в атмосфере инертного
129
газа. Состав плазмы, энергия ионов и характер процессов взаимодей-
ствия распыляемого вещества с плазмой и материалом подложки
определяют свойства получаемых тонких диэлектрических пленок
С помощью метода ионно-плазменного распыления получают плен-
ки того же химического состава, что и материал, используемый
для распыления.
Метод термического окисления при получении диэлектрических
пленок применяют в основном в кремниевой технологии. В этом
случае кремниевую пластину нагревают до температуры 800—
1200°С в атмосфере сухого или влажного кислорода. Атомы кисло-
рода адсорбируются на поверхности кремниевой пластины, и в
результате взаимодействия с атомами кремния возникает тонкая
пленка SiO2. При последующей адсорбции атомов кислорода на
поверхности пластины происходят их диффузия через образо-
вавшийся слой S1O2 и взаимодействие с атомами кремния на гра-
нице раздела кремния — двуокись кремния. Скорость процесса
окисления зависит от температуры и давления кислорода или па-
ров воды. Кроме того, на скорость окисления оказывает влияние
присутствие примесей на поверхности пластины, причем более
высокой концентрации примесей соответствует более высокая ско-
рость окисления Рост пленки SiO2 зависит от ориентации поверх-
ности подложки. Наибольшей скоростью роста характеризуется
кристаллографическая поверхность (111), наименьшей — (100)
На границе раздела кремний — двуокись кремния в случае ориен-
тации (100) плотность поверхностных состояний оказывается паи
меныпей. Такое свойство поверхности (100) используют при раз-
работке элементов интегральных микросхем Структура пленок SiO2
зависит от способа их получения. Так, во влажном кислороде,
как правило, получаются аморфные пленки, а в сухом — кристал-
лические.
Одно из важнейших свойств термически выращенных пленок
двуокиси кремния — присутствие в них большого положительного
заряда (10' И)12 см ’), который возникает на поверхности неза-
висимо от типа электропроводности полупроводниковой пластины
Величину этого заряда можно изменять под действием низкотем-
пературной обработки (200 500сС). Особенно эффективной такая
термообработка оказывается при наличии перпендикулярного элек-
трического поля
При анодном окислении используют электролит, содержащий
отрицательно заряженные ионы кислорода В качестве анода слу-
жит окисляемая пластина полупроводника. Свойства получаемых
пленок зависят от состава электролита. В растворах кислот выра
стают пленки, имеющие значительную толщину и большую порис-
тость. Если в качестве электролита использовать растворы солей,
то вырастают плотные и химически стойкие аморфные пленки.
Скорость процесса окисления увеличивается, если в электролите
присутствуют ионы хлора и фтора Кроме того, присутствие этих
ионов локализует положительный заряд вблизи границы раздела
кремний—двуокись кремния. При наличии ионов хлора плотность
130
заряда составляет около 4,6 • 1012 см и с ростом концентрации
ионов хлора возрастает. Плотность заряда можно уменьшить путем
низкотемпературного отжига. Эти эффекты обусловлены внедрением
ионов галогенов в пленку SiO2, причем существование заряда
объясняется захватом дырок ловушками вблизи границы раздела
кремний двуокись кремния Толщина пленок определяется прило-
женным напряжением и длительностью процесса окисления. Каче-
ство пленок можно повысить путем их уплотнения в парах воды
при повышенной температуре.
Из методов химического осаждения наиболее распространен
ным является термическое разложение тетраэтоксисилана при тем-
пературе 700—900°С. Такой процесс нанесения топких диэлектри-
ческих пленок называется пиролизом. Качество пиролитически
выращенных пленок можно улучшить путем проведения процесса
в присутствии кислорода. Пиролитический процесс можно прово-
дить при более низких температурах, не превышающих 400—500°С.
При уменьшении температуры пиролиза скорость осаждения пленок
увеличивается. Пленки SiO2, полученные этим методом, обычно
имеют аморфную структуру.
Независимо от способа получения все используемые в микро-
электронике диэлектрические пленки характеризуются такими па-
раметрами, как диэлектрическая проницаемость, напряжение про
боя, критическая напряженность электрического поля, тангенс
угла диэлектрических потерь, высота потенциальных барьеров на
границах с металлическими электродами. Согласно современным
теоретическим представлениям, диэлектрическая проницаемость
диэлектрических пленок не должна зависеть от толщины при
уменьшении ее до нескольких атомных слоев С этой точки зрения
наиболее изученными являются пленки, полученные методом термо-
вакуумного напыления. В процессе роста таких пленок образу
ются скопления атомов, в результате чего очень тонкие пленки
(толщиной менее 200 А) обычно имеют пористую структуру. Экс
периментальпо доказано, что для некоторых пористых диэлектриче-
ских пленок, в частности для пленок сульфида цинка, диэлектри
ческая проницаемость быстро убывает с уменьшением толщины.
Толщина пленки, ниже которой пористость оказывает существен-
ное влияние на ее параметры, зависит от способа и условий осаж-
дения. Так, для диэлектрических пленок из сульфида цинка на-
блюдается уменьшение этой толщины при снижении температуры
подложки. Результаты экспериментальных исследований свидетель-
ствуют, что наиболее широко применяемые аморфные пленки окси-
дов становятся полностью сплошными начиная с толщины, не пре-
вышающей 20—50 А. Пленки оксидов, полученные путем анодиро-
вания, являются более совершенными, чем пленки образующиеся
в процессе непосредственного окисления Диэлектрическая прони-
цаемость пленок, полученных анодированием, при толщине более
50 А становится такой же, как и для массивного материала.
В осажденных диэлектрических пленках обычно имеются боль-
шие внутренние механические напряжения, которые тем не менее
131
оказывают незначительное влияние на свойства пленок Если пол
действием механических напряжений такие пленки начинают рас-
трескиваться и шелушиться, то их эффективная диэлектрическая
проницаемость уменьшается.
Зависимость диэлектрической проницаемости пленок от толщины
для очень топких пленок (J<50A) можно объяснить измене-
нием эффективной толщины диэлектрика. Увеличение этой тол-
щины связано с проникновением электрического поля в металличе-
ские электроды. Однако влияние этого фактора очень незначи-
тельно. Обнаружено, что для типичных металлических пленок,
используемых в качестве электродов, проникновение электрического
поля не превышает I А. В практических случаях чаше наблюдается
уменьшение эффективной толщины диэлектрической пленки, кото-
рое можно объяснить такими причинами:
а) проникновением подвижных атомов металла в процессе
осаждения металлических электродов;
б) присутствием в диэлектрике ионизированных примесных ато-
мов и ловушек.
При использовании диэлектрических пленок в качестве кои-
структурных элементов в приборах интегральных микросхем на-
пряженность электрического поля в пленке достигает значений
порядка 106 10' В/см, что обычно близко к напряжению пробоя
массивного диэлектрика. Поэтому можно предположить, что в тон-
ких диэлектрических пленках действуют те же механизмы токового
пробоя, что и в массивном диэлектрике. В самом общем случае для
твердых тел характерны следующие виды токового пробоя:
а) тепловой пробой, при котором повышение температуры от
выделяемой джоулевой теплоты приводит к термической ионизации
атомов всего диэлектрика;
б) лавинный пробой, при котором ударная ионизация атомов
решетки электронами с высокой кинетической энергией сопровож-
дается лавинным размножением подвижных носителей заряда;
в) пробой по дефектам структуры, обусловленный ионизацией
примесных атомов или другими нарушениями;
г) внутренний пробой вследствие автоэлектронной эмиссии через
тонкие пленки.
В конденсаторах интегральных микросхем используют достаточ-
но толстые диэлектрические пленки. Толщина предназначенных для
этой цели анодированных пленок составляет обычно более 100 А,
а толщина оксидных пленок более 500 А. Необходимость
использования сравнительно толстых диэлектрических пленок об-
условлена тем, что получение сплошных пленок малой толщины
с постоянными параметрами является весьма сложным. Оценку
диэлектрических свойств пленок обычно проводят по результатам
одновременного измерения емкости н тангенса угла диэлектриче-
ских потерь на некоторой определенной частоте. Измеренный коэф-
фициент потерь складывается из диэлектрических потерь относи-
тельно различных механизмов, а также потерь, возникающих за
счет последовательного соединения электродов с диэлектриком.
132
Вклад в суммарные потери под влиянием второго из перечислен-
ных механизмов характеризуется частотной зависимостью Следо-
вательно, для уменьшения коэффициента диэлектрических потерь
на достаточно высоких частотах электроды необходимо выполнять
из металлов с малым удельным сопротивлением.
Кроме рассмотренных пленок SiO2 для изготовления конденса-
торов интегральных микросхем можно, в частности, использовать
полученные анодированием пленки ТагО5 и напыленные пленки SiO
Конденсаторы на основе пленок ТагО5 имеют высокую диэлектриче-
скую проницаемость (около 25), большую рабочую напряженность
электрического поля (порядка 10е В/см), низкий коэффициент
диэлектрических потерь (около 0,01 на частоте до 10 кГц) и срав-
нительно небольшой температурный коэффициент емкости (при-
мерно 2,5* 10 1 град ’) в интервале температур от —196 до
+ 100°С. Такие конденсаторы можно изготовлять одновременно с
резисторами из тантала и нитрида тантала.
Свойства пленок SiO, изготовляемых методом термовакуумного
напыления, сильно зависят от условий их нанесения К недостаткам
таких пленок относятся нестехиометричпость, дальнейшее окисление
после окончания процесса нанесения, а также шелушение или рас-
трескивание под действием больших внутренних механических на-
пряжений. Несмотря на указанные недостатки, напыленные пленки
моноокиси кремния в настоящее время применяют как для изготов-
ления конденсаторов, так и для изоляции в пленочных микросхемах.
Диэлектрические потери относятся к числу наиболее важных
параметров пленок, используемых для изготовления конденсаторов.
Поэтому представляется целесообразным более подробно исследо-
вать физическую природу этого параметра. Потери возникают в
диэлектрике в том случае, если вектор поляризации в нем не успе
вает следовать за изменяющимся электрическим полем. Вклад в
диэлектрические потери вносят релаксационные процессы, присущие
электронной, ионной или дипольной поляризации. Диэлектрические
потери относятся к объемным свойствам материала и не должны
зависеть от толщины, если только структурные дефекты не участ-
вуют в том или ином механизме релаксации или если пленка не
настолько тонка, чтобы ее поверхность оказывала влияние на
переориентацию диполей. Диэлектрические потери можно контро-
лируемым образом изменять путем соответствующего изменения
отклонений от стехиометрии. Поэтому такие потери сильно зависят
от условий осаждения
В диапазоне звуковых частот коэффициент потерь пленок,
полученных анодированием, обычно сохраняется постоянным. От
сюда можно сделать вывод о наличии целого спектра времен ре-
лаксации, что экспериментально подтверждается для аморфных и
сильно разупорядочснных пленок. В области низких частот ди-
электрические потери возрастают, причем причиной потерь в этом
случае может быть поляризация на границах раздела и переме-
щение ионов. При повышенных температурах, составляющих 200—
400°С, атомы материала электродов* интенсивно диффундируют
133
Рис. 4.21. Изменение коэффипи
ента потерь напыленных в ва
кууме конденсаторов на основе
пленок SiO, MgF2 и ZnS в зави-
симости от частоты
в диэлектрическую пленку, что приво-
дит к сильному возрастанию потерь.
На рис. 4.21 приведена частотная зави-
симость коэффициента потерь для пле-
нок моноокиси кремния, фтористого
магния и сульфида цинка Сплошными
линиями представлены эксперименталь-
ные кривые без поправок, а пунктир-
ными — с учетом поправок на последо-
вательное сопротивление металличе-
ских электродов. Из анализа кривых
можно заключить, что увеличение по-
терь на высоких частотах обусловлено
неучтенным сопротивлением элек-
тродов. Температурная зависимость диэлектрических потерь суль-
фида цинка имеет максимумы при температурах 210 и 475 К, что
соответствует энергиям активации 0,16 и 1,18 эВ.
Исследование коэффициента потерь, проведенное в широком
диапазоне частот для различных по химическому составу диэлек-
трических пленок, позволило выявить следующие общие законо-
мерности:
а) диэлектрические потери уменьшаются по мере старения
пленок;
б) на частотах ниже 100 кГц коэффициент потерь уменьшается
с ростом частоты;
в) коэффициент потерь увеличивается при адсорбировании
пленками влаги.
Физические* параметры тонких пленок ряда диэлектрических
материалов приведены в табл. 4.5.
Кроме перечисленных в табл. 4.5 параметров важным пара-
метром является также термическое напряжение. Термические на-
пряжения в диэлектрических пленках обусловлены различием
температурных коэффициентов расширения материалов пленки и
подложки, причем с увеличением толщины пленки термические на-
пряжения возрастают. Эти напряжения подразделяются на сжи-
мающие или растягивающие в зависимости от соотношения термиче-
ских коэффициентов пленки и подложки, а также от условий роста
пленки и концентрации адсорбированных атомов кислорода. При
высоких концентрациях атомов кислорода, как правило, наблюда-
ются сжимающие напряжения, а по мере снижения концентрации
напряжение спадает до нуля и затем становится растягивающим.
На величину растягивающих напряжений оказывает влияние также
температура подложки, причем с увеличением температуры под-
ложки растягивающие напряжения уменьшаются.
Электрические и оптические свойства тонких диэлектрических
пленок независимо от способа их получения существенно отлича-
ются от аналогичных свойств массивного материала. Это различие
объясняется различием структур пленок и массивного материала.
Основными параметрами, характеризующими диэлектрические
134
135
пленки, являются удельное сопротивление, потери и электрическая
прочность Удельные сопротивления пленок, полученных различ-
ными способами, значительно различаются между собой. Наиболее
сильное влияние на удельное сопротивление оказывает совершен-
ство технологического процесса получения пленок Так, удельное
сопротивление пленок, полученных термическим окислением, состав-
ляет порядка 10 Ом • см, тогда как анодные и пиролитические
пленки, в большей степени подверженные загрязнениям, имеют
удельное сопротивление 107—108 Ом • см.
Оксидные пленки кремния, широко применяемые в качестве
конструктивного материала интегральных микросхем, оказывают
весьма существенное влияние на параметры кремния, используемо-
го в качестве подложки. Это объясняется тем, что поверхностный
потенциал термически окисленного кремния является положитель-
ным и тем самым способствует образованию на поверхности
материала « типа обогащенного слоя, а на поверхности материала
р-типа — инверсного слоя. Следует отметить, что при пиролитиче-
ском осаждении оксидной пленки инверсный n-слой является
менее выраженным, а при термовакуумном напылении отсутствует
вообще. Причина возникновения инверсных слоев заключается в
перемещении ионов по поверхности оксида. Положительные иопы
накапливаются вблизи отрицательно заряженных поверхностей, а
отрицательные вблизи положительно заряженных. Накоплен-
ные ионные заряды приводят к образованию инверсного слоя.
Возникновение инверсных слоев связано также с явлением по-
ляризации оксида, которое обусловлено следующими основными
причинами. В оксидной пленке локализованы примесные атомы с
большими электрическими моментами диполя, которые ориентиру-
ются под воздействием электрического поля; эти атомы подвижны
и могут группироваться вблизи поверхности, создавая поверхност-
ный заряд. Граница раздела между кремнием и двуокисью крем-
ния обогащена положительно заряженными ионами кремния, а
концентрация отрицательно заряженных ионов кислорода вблизи
этой границы невелика. Наконец, сильное влияние на образование
инверсных слоев оказывает присутствие в пленке SiO> беспорядочно
распределенных положительных ионов щелочных металлов, которые
создают в ней объемный заряд, оказывающий влияние на распре-
деление подвижных электронов и дырок в приповерхностных слоях
кремния. Образование инверсных слоев оказывает очень сильное
влияние на параметры элементов интегральных микросхем, что
необходимо учитывать при разработке изделий микроэлектроники
5 Глава
Конструктивно-
технологические
особенности
и элементы
конструкций
интегральных
микросхем
$ 5.1. КЛАССИФИКАЦИЯ ИМС И СИСТЕМА
УСЛОВНЫХ ОБОЗНАЧЕНИЙ
Из всех изделий микроэлектроники наибольшее распространение
получили интегральные микросхемы Именно они характеризуют
современный уровень развития микроэлектроники Техника изготов-
ления интегральных микросхем основана на обобщении как ранее
используемых в полупроводниковом производстве и при получении
пленочных покрытий групповых технологических приемов, так и
новых технологических процессов. Это и определило два главных
направления в создании интегральных микросхем полупроводни-
ковое и пленочное. Однако совершенствование полупроводниковой
и пленочной технологии, а также возможность их комбинирования
позволили выделить целый ряд новых самостоятельных направле-
ний, по которым можно классифицировать интегральные микросхемы.
Для классификации интегральных микросхем можно использо-
вать различные критерии: степень интеграции, физический принцип
работы активных элементов, выполняемую функцию, быстродей-
ствие, потребляемую мощность, применяемость в аппаратуре и др.
Наиболее распространена классификация по конструктивно-техно-
137
логическим признакам, поскольку при этом в названии микросхемы
содержится общая информация о ее конструкции и технологии
изготовления.
Одним из основных критериев оценки технологического уровня
производства и отработанности конструкции интегральной микро-
схемы является степень интеграции.
Важным конструктивным признаком интегральной микросхемы
является тип подложки. По этому признаку все известные интег-
ральные микросхемы можно подразделить на два класса: 1) микро-
схемы с активной подложкой; 2) микросхемы с пассивной под
ложкой. К первому классу относят микросхемы, все или часть
элементов которых выполнены внутри самой подложки, представ-
ляющей собой пластину из полупроводникового материала, а ко
второму — микросхемы, элементы которых размещены на поверх-
ности подложки, выполненной из диэлектрического материала. Тип
подложки определяется технологией изготовления интегральной
микросхемы. Для полупроводниковых ИМС используют активные
и пассивные подложки, для пленочных и гибридных ИМС, как
правило, — пассивные, для БИС — активные и пассивные, для
СВЧ- и пьезокерамических микросхем - пассивные подложки.
На рис. 5.1 приведена классификация интегральных микросхем
по конструктивно-технологическим признакам и физическому прин-
ципу работы- элементов
Для интегральных микросхем любого типа основными и наибо-
лее сложными элементами являются транзисторы, которые по
физическому принципу подразделяются на биполярные и унипо-
лярные (на МДП-структурах). В гибридных интегральных микро-
схемах используют бескорпусные дискретные биполярные и МДП
транзисторы, изготовляемые на основе кремния по планарно-эпи-
таксиальной технологии, диоды, бескорпусные микросхемы (иногда
называемые чипами). В полупроводниковых интегральных микро-
схемах применяют биполярные и МДП-транзисторы, изготовляемые
в основном по планарной технологии.
Все интегральные микросхемы подвергают герметизации с целью
защиты их от внешних воздействий. По конструктивно-технологи
ческим признакам герметизации интегральные микросхемы делят на
корпусные и бескорпусные. Для первых применяют вакуумную
герметизацию в специальных корпусах или опрессовку в пластмас-
су, для вторых — покрытие эпоксидным или другими лаками.
По функциональному назначению различают цифровые, анало-
говые (линейные) и аналога цифровые интегральные микросхемы,
а по применяемости в аппаратуре — изделия широкого и специаль
ного применения (по заказу потребителя).
Интегральные микросхемы стали основой элементной базы для
всех видов электронной аппаратуры. Для построения различной
аппаратуры (цифровой, аналоговой и комбинированной — аналого-
цифровой) необходимы не отдельные микросхемы, а функционально
полные системы (серии) микросхем. Поэтому элементную базу
микроэлектронной аппаратуры составляют серии интегральных
138
Интегральные микросхемы
Рис. 5.1. Классификация интегральных микросхем по конструктивно технологическим признакам
микросхем — совокупность микросхем, выполняющих различные
функции, имеющих единую конструктивно-технологическую основу
и предназначенных для совместного применения в аппаратуре
Под типономиналом интегральной микросхемы понимают ИМС
имеющую конкретное функциональное назначение и свое условное
обозначение, под типом интегральной микросхемы — совокупность
типономиналов ИМС, имеющих конкретное функциональное назна
чение и свое условное обозначение.
Состав серии определяется в основном функциональной полно-
той отдельных микросхем, удобством построения сложных устройств
и систем и типом стандартного корпуса В зависимости от функцио
нального назначения и областей применения серии могут содержать
от трех-четырех до нескольких десятков различных типов микро
схем. С течением времени состав перспективных серий расширяется
Все выпускаемые интегральные микросхемы в соответствии с
принятой системой условных обозначений по конструктивно-техно-
логическому исполнению делятся на три группы: полупроводнико-
вые, гибридные и прочие. К последней группе относят пленочные
ИМС, которые в настоящее время выпускаются в ограниченном
количестве, а также вакуумные, керамические и др Этим группам
в системе условных обозначений присвоены следующие цифры:
1, 5, 7 — ИМС полупроводниковые (7 — бескорпуспые полупровод-
никовые ИМС); 2, 4 6, 8 ИМС гибридные; 3 — ИМС прочие.
По характеру выполняемых функций в радиоэлектронной ап-
паратуре ИМС подразделяются на подгруппы (например, генерато-
ры, усилители, модуляторы, триггеры) и виды (например, преобра-
зователи частоты, фазы, напряжения). Классификация интеграль-
ных микросхем по функциональному назначению приведена в
табл. 5.1
Таблица 51
Классификация интегральных микросхем по функциональным признакам
Подгруппа Вид Буквен- ное обо- значение типоио- мнн ала
наименова- ние буквен ное обо- значение наименование буквен ное обо- значение
Генерато- г Гармонических сигналов с ГС
ры Примоугольных сигналов (в том ЧИС-
ле автоколебательные мультивибраторы, блокинг генераторы и др.) г гг
Линейно изменяющихся сигналов л гл
Сигналов специальной формы ф ГФ
Шума м ГМ
Прочие п ГП
Детекто- д Амплитудные А ДА
ры Импульсные И ди
Частотные С дс
140
Продолжение табл 5.1
Подгруппа Вид Буквен- ное обо- значение тнпоно минала
наименова ние буквен ное обо- значение наименование буквен- ное обо- значение
Фазовые ф ДФ
Прочие II дп
Коммута- к Тока т кт
торы и клю- Напряжения н кн
чи Прочие п КП
Логичес- л Элемент-
кие элемен- И — НЕ А ЛА
ты ИЛИ — НЕ Е ЛЕ
И И ЛИ
ИЛИ Л ЛЛ
НЕ н ЛН
И — ИЛИ с лс
И — HE/ИЛИ — НЕ Б Л Б
И — ИЛИ — НЕ Р ЛР
И — ИЛИ — HF/И — ИЛИ К ЛК
ИЛИ — НЕ/ИЛИ м лм
Расширители д лд
Прочие п лп
Много- X Аналоговые А ХА
функцио- Цифровые Л хл
нальные Комбинированные К ХК
схемы Прочие П XII
Модуля- м Амплитудные А МА
торы Частотные С МС
Фазовые Ф МФ
Импульсные И МИ
1 Прочие п МП
Наборы н Диодов д нд
элементов Транзисторов т нт
Резисторов р HP
Конденсаторов Е НЕ
Комбинированные К НК
Прочие II нп
Преобра- п Частоты С ПС
зователи Фазы Ф ПФ
Длительности д пд
Напряжения н пн
Мощности м пм
Уровня (согласователи) У ПУ
Код — аналог А ПА
Аналог — код В ПВ
Код — код P ПР
Прочие П пп
141
Продолжение табл. 5 1
Подгрччша Виа Буквен- ное обо- значение 1ИПОНО минала
наименова- ние буквен нос обо значение наименование буквен- ное обо значение
Схемы вторичных источников электропи- тания Е Выпрямители Преобразователи Стабилизаторы напряжения Стабилизаторы тока Прочие В М- н т П ЕВ ЕМ ЕН ЕТ III
Схемы за- держки Б 11ассивные Активные Прочие м р II БМ БР БП
Схемы се- лекции и сравнения С Амплитудные (уровня сигналов) Временные Частотные Фазовые Прочие А В С Ф п СА СВ СС СФ СП
Триггеры Т Типа JK Типа RS Типа D Типа Т Динамические Шмидта Комбинированные (типов DT. и др.) Прочие RST в р м т л л к II ТВ ТР ТМ ТТ тд тл тк тп
Усилите- ли У « Высокой частоты* Промежуточной частоты* Низкой частоты* Импульсных сигналов* Повторители Считывания и воспроизведения Индикации Постоянного тока* Операционные и дифференциальные* Прочие в р II и Е Л м т д п У в УР УН УИ УЕ УЛ УМ УТ УД УП
Фильтры ф Верхних частот Нижних частот Полосовые Режекторные Прочие в н Е Р П ФВ ФН ФЕ ФР ФП
Формиро- ватели А Импульсов прямоугольной формы (ждущие мультивибраторы, блокинг-ге- нераторы и др.) Импульсов специальной формы Адресных токов (формирователи на- пряжения или токов) Разрядных токов (формирователи на- Г ф А АГ АФ АА
142
Продолжение табл. 5.1
Подгруппа Вид Буквен ное обо- значение типоно минала
наименова ине буквен- ное обо- значение наименование буквен- ное обо- значение
пряжения или токов) Прочие р п АР АП
Элементы запоминаю- щих уст- ройств » р Матрицы-накопители' ОЗУ ПЗУ ОЗУ со схемами управления ПЗУ (масочные) со схемами управ- ления ПЗУ со схемами управления и с од- нократным программированием ПЗУ со схемами управления и с многократным программированием АЗУ со схемами управлении Прочие м в У Е Т Р А II РМ РВ РУ РЕ РТ РР РА PII
Элементы арифмети- ческих и дискретных устройств и Регистры Сумматоры Полусумматоры Счетчики Шифраторы Дешифраторы Комбинированные Прочие Р М Л Е В- д к п ИР ИМ ил ИЕ ИВ ИД ик ин
* Усилители напряжения или мощности (в том числе малошумящие).
По принятой системе обозначение ИМС состоит из четырех
элементов.
Первый элемент цифра, соответствующая конструктивно-
технологической группе.
Второй элемент две-три цифры, присвоенные данной серии
ИМС как порядковый номер разработки. Таким образом, первые
два элемента составляют три-четыре цифры, характеризующие пол-
ный номер серии ИМС.
Третий элемент — две буквы, соответствующие подгруппе и виду
ИМС (по табл 5.1).
Четвертый элемент - порядковый номер разработки ИМС в
данной серии, в которой может быть несколько одинаковых по
функциональному признаку ИМС. Он может состоять как из одной,
так и из нескольких цифр.
На рис. 5 2 приведен пример обозначения интегрального полу-
проводникового операционного усилителя с порядковым номером
разработки серии *40, порядковым номером разработки данной
микросхемы в серии по функциональному привязку 11.
143
Серия
1 40 УД 11
I Порядковый иомер разрабозки
ИМС (по функциональному
। признаку к данной серии)
Вид (по функциональному назначению)
Подгруппа
Порядковый номер разработки ИМС данной серии
Группа (по конструктивно-технолозическому исполнению)
Рис 5.2. Пример условного обозначения полу-
проводниковой интегральной микросхемы по
ГОСТ 18682—73
Иногда в конце услов
пого обозначения добав-
ляют букву, определяю-
щую технологический раз-
брос электрических пара-
метров данного типономи-
нала. Конкретное значе-
ние электрических пара-
метров и отличие каждого
типономинала друг от дру-
га приводятся в техниче-
ской документации (на-
пример, ЙМС 133 ЛА1А
отличается от ИМС
133ЛА1Б).
В некоторых сериях (это также оговаривается в технической
документации) буква в конце условного обозначения ИМС опреде-
ляет тип корпуса, в котором выпускается данный типономинал
Например, буква П обозначает пластмассовый корпус, а буква М
керамический. Для микросхем широкого применения в начале
условного обозначения указывается буква К Обозначение прини-
мает вид К140УД11. Если после буквы К перед номером серии ука-
зывается еще буква М, то это означает, что данная серия вся
выпускается в керамическом корпусе (например, КМ155ЛА1).
Для серии в бескорпусном варианте, без присоединения выводов
к кристаллу микросхемы, ставят букву Б перед обозначением серии
(например. КБ524РП1А 4).
Для бескорпусных ИМС в состав сокращенного обозначения
через дефис вводится цифра, характеризующая соответствующую
модификацию конструктивного исполнения (например, 703ЛБ1 2):
с гибкими выводами— 1; с ленточными (паучковыми) выводами,
в том числе на полиимидной пленке, — 2; с жесткими выводами —
3, на общей пластине (неразделенные) —4; разделенные без потери
ориентации (например, наклеенные на пленку) —5; с контактными
площадками без выводов (кристалл) —6.
Порядковый номер разработки
ИМС (по фуккцнондпыюму
признаку в данной серии)
Порядковый номер разрабозки ИМС данной серии
Подгруппа и вил (по функциональному назначению)
Группа гпо коисгрук 1ивно-1схн(ккиическому исполнению)
Рис. 5 3. Пример условного обозначении полупроводни-
ковой интегральной микросхемы до введения
ГОСТ 18682 —73
144
Следует заметить, что до введения ГОСТ 18682—73 присвоение условных
обозначений проводилось в соответствии с нормативно технической документацией,
действовавшей в то время. После 1973 г. большинство ИМС получили новые
условные обозначения. Однако тля определенного числа ИМС, на которые не было
выпушено новой технической документации, старые условные обозначения со-
хранились.
Старые и новые условные обозначения различаются буквенными
обозначениями подгрупп и видов. На рис. 5.3 приведен пример
старого обозначения ИМС типа 1ЛБ331.
§5.2. ПОЛУПРОВОДНИКОВЫЕ ИМС
Полупроводниковые интегральные микросхемы получили широ-
кое применение в основном из-за массового их использования в
вычислительной технике. Все элементы и межэлементные соедине
ния выполнены в объеме и на поверхности полупроводника.
Полупроводниковые интегральные микросхемы изготовляют на
основе планарной технологии полупроводниковых приборов. Все
элементы полупроводниковых ИМС (транзисторы, диоды, резисто-
ры, конденсаторы и др.) формируют в едином технологическом
потоке в тонком поверхностном слое полупроводниковой пластины
(подложки) диаметром 40—150 мм и толщиной 0,2 0,4 мм.
На одной подложке диаметром 40—75 мм одновременно изготов-
ляют до 1000 микросхем (рис. 5.4, а), после чего ее разрезают
алмазным резцом или другими способами на прямоугольные пла-
стины — отдельные кристаллы микросхемы Кристалл микросхемы
крепят к основанию корпуса (рис. 5.4, б) и, выполнив необходимые
электрические соединения с внешними выводами, герметизируют.
Различают четыре типа полупроводниковых интегральных
микросхем’
1) планарно-диффузионные (однокристальные) на биполярных
структурах;
2) совмещенные (с тонкопленочными пассивными элементами),
3) на МД П-структурах (металл диэлектрик полупроводник);
4) многокристальные.
В планарно-диффузионных микросхемах элементы представляют
собой области с различным типом электропроводности внутри
монокристаллической полупроводниковой подложки (рис. 5.5, а).
Эти элементы изолированы друг от друга либо обратносмещенным
р-n-переходом (рис 5.5, а), либо слоем диэлектрического материа
ла, например окиси кремния. Цифры участков структуры рис. 5.5, а
соответствуют обозначениям электрической схемы рис. 5.5, в.
Совмещенные микросхемы это сочетание полупроводниковой
микросхемы с тонкопленочными элементами на подложке из крем-
ния Осаждение тонких пленок производят непосредственно после
выполнения всех диффузионных операций (рис. 5 5,6) с помощью
тонкопленочной технологии создают резисторы и конденсаторы. Эти
элементы в микросхеме могут быть выполнены более точными по
номинальным значениям по сравнению с диффузионным методом
6-1187
Ь^1й1МНйНйЬ1аМйийЫйНйЫаМ1МйН1Ыа1^
-1«—и = Ц-М-Ч-ч^ч-ч-Ч = И-ll~
ujHiUjljjUgljgljgljjlg!
6}
а)
Рис 5 4 Полупроводниковые интегральные микросхемы
а— подложка с ИМС; б — соединение ИМС с внешними выводами
корпуса
а)
6)
Рис. 5 5. Структуры полупроводнико-
вых микросхем:
а — пленарнО'ДиффузнОнная; б совме-
щенная. в — их электрическая схема
Поэтому совмещенную технологию
используют в основном для созда
ния аналогичных (линейных) ми-
кросхем.
Микросхемы на МДП-структу-
рах выполняют на основе полевого
транзистора с изолированным за-
твором, структура которого пока-
зана на рис. 5.6, а, а электрическая
схема логического элемента —
па рис. 5.6, б В интегральных
микросхемах эти транзисторы ис-
пользуют в качестве как активных,
так и пассивных элементов (нагру-
зочных резисторов), что обеспечи-
вает максимальную повторяемость
и технологичность при изготовле-
нии микросхем. Микросхемы на
МДП-структурах имеют более вы-
сокую степень интеграции по срав-
нению с другими типами полу-
проводниковых микросхем
Многокристальные микросхе-
мы состоят из отдельных компо-
нентов, расположенных на общей подложке и соединенных между
собой тонкопленочными проводниками и проволочными выводами
(рис. 5.7, а, б). С целью герметизации общую подложку размещают
в корпусе. Изготовление многокристальных микросхем требует мень-
шего числа технологических операций, поскольку все компоненты
выполняются отдельно; однако эти микросхемы в условиях массо-
146
Рис. 5.6. Полевой транзистор с изолированным затвором:
а структура [1 исток; 2 канат 3 сток; 4 затвор), б-
элсктричсская схема
вого производства несколько дороже, поскольку в них трудно авто
матизировать сборочные операции.
Многокристальные микросхемы обладают лучшими рабочими ха-
рактеристиками, так как влияние паразитных связей в них меньше,
чем в однокристальных ИМС.
$ S.3. ПЛЕНОЧНЫЕ И ГИБРИДНЫЕ ИМС
В пленочных интегральных микросхемах элементы реализуются
в виде пленок различной конфигурации из разных материалов.
В зависимости от толщины используемых пленок и способа их
нанесения различают тонкопленочные и толстопленочные ИМС.
Все элементы пленочной ИМС и соединения между ними наносят
в определенной последовательности и требуемой конфигурации
через трафареты на нагретую до соответствующей температуры
полированную подложку (обычно из керамики). ИМС, в которых
пассивные элементы (резисторы, конденсаторы) выполнены в виде
пленок, а активными являются полупроводниковые приборы или
кристаллы микросхем, называют гибридными (рис 5.8) При
изготовлении тонкопленочных резисторов в качестве материалов
б*
147
применяют хром, нихром, тантал, металлокерамические смеси, при
изготовлении тонкопленочных конденсаторов — моноокись кремния
и германия, окись тантала, а также органические пленки. Для
получения проводников и контактных площадок используют медь,
алюминий, золото, никель и другие материалы
В настоящее время не существует стабильных пленочных актив
ных элементов (диодов и транзисторов), так как возникают боль-
шие трудности при изготовлении качественных монокристалличе-
ских полупроводниковых пленок. Так, получаемые напылением в
вакууме монокристаллические полупроводниковые пленки на изоли-
рующей подложке, несмотря на принимаемые меры, содержат
нежелательные примеси, приводящие к нестабильности и малому
сроку службы активных элементов.
При изготовлении гибридных ИМС активные элементы разме-
щают на плате с пассивными элементами, представляющей собой
Рис. 5.8 Структура гибридной ин-
тегральной микросхемы
Рис. 5.9. Общий вид толстопле
ночной гибридной интегральной
микросхемы
тонкопленочную либо толстонленочную ИМС. В качестве активных
элементов в гибридных ИМС применяют дискретные полупроводни-
ковые миниатюрные элементы (диоды и транзисторы), а также диод-
ные и транзисторные матрицы.
Активные элементы для гибридных ИМС применяют или бес-
корпусными, поверхность которых защищена с помощью специаль-
* ных защитных покрытий (лаки, эмали, смолы, компаунды и т. д.),
или в миниатюрных металлических корпусах.
Наиболее распространенная конструкция толстопленочной интег-
ральной микросхемы представляет собой керамическую подложку
с пассивными и активными элементами, армированную необходи-
мым количеством выводов, закрытую со стороны электрической
схемы металлическим колпачком и залитую с обратной стороны
изолирующим компаундом (рис. 5.9).
К достоинствам микросхем на толстых пленках относятся срав-
нительно меньшие сложность и стоимость оборудования для их
изготовления, малые затраты при эксплуатации оборудования и
более широкие возможности массового производства. Из схемо-
технических преимуществ следует указать на возможность изготов-
ления резисторов больших номиналов. Недостатком микросхем на
148
толстых пленках является трудность получения конденсаторов
большой емкости (более 0,2 мкФ/см2).
Основные преимущества гибридных интегральных микросхем:
возможность создания широкого класса цифровых и аналоговых
микросхем при сравнительно коротком цикле их разработки: воз-
можность получения пассивных элементов широкой номенклатуры
с жесткими допусками универсальность метода конструирования
микросхем, позволяющая применять в качестве активных элементов
бескорпусные интегральные микросхемы, МДП-приборы, диодные и
транзисторные матрицы и т. д.; сравнительно_ высокий процент
выхода годных микросхем.
$ 5.4. БОЛЬШИЕ ИНТЕГРАЛЬНЫЕ МИКРОСХЕМЫ
Как отмечалось, основной тенденцией интегральной микро-
электроники является повышение степени интеграции микросхем.
Наряду с этим возрастает и функциональная сложность интеграль-
ных микросхем.
Для современной микроэлектроники характерна комплексная
интеграция: технологических процессов, элементов на подложке,
схемных функций в пределах единой структурной единицы, новых
физических явлений, методов проектирования и этапов процесса
создания микросхем.
Увеличение степени интеграции связано с уменьшением разме-
ров активных и пассивных элементов, совершенствованием техноло-
гии изготовления и обработки подложек больших размеров, исполь-
зованием новых, более совершенных активных элементов, обладаю-
щих технологическими и функциональными преимуществами и по-
вышенной надежностью.
Увеличение числа элементов и возрастание функциональной
плотности обусловили создание микросхем с высокой степенью
интеграции больших интегральных схем (БИС).
Основными параметрами, характеризующими конструктивно-
технологические и схематические особенности БИС, являются сте-
пень интеграции, функциональная сложность, интегральная плот-
ность, функциональная плотность и информационная сложность.
Функциональная сложность среднее число преобразований в
микросхеме, приходящихся на одну переменную:
(5.1)
< — р-
где 2 В число однокаскадных логических элементов в инте-
। = ।
тральной микросхеме; Nv число разветвлений на выходе каждого
t-ro каскада; п число переменных, поданных на входы интеграль-
ной микросхемы.
149
Интегральная плотность число элементов, приходящихся на
единицу площади, занимаемой БИС
ш = /У/5=1075, (5.2)
где N общее количество элементов в схеме; 5 — площадь, зани-
маемая БИС; k — степень интеграции.
Функциональная плотность — число преобразований с одной
переменной, приходящихся на единицу площади, занимаемой БИС:
т = F/S. (5.3)
Информационная сложность — среднее число элементов в БИС,
приходящихся на преобразование одной переменной:
// - 4 - 10*"- (5.4)
2 «Ло,
> -1
БИС являются сложными микросхемами, в объеме которых
реализуются блоки, узлы и целые радиоэлектронные устройства.
Поэтому БИС не обладают широкой универсальностью и предна-
значаются в основном для конкретных типов аппаратуры.
Переход на БИС требует новых качественных изменений в
конструировании радиоэлектронной аппаратуры.
Изготовление в едином технологическом процессе сложного
функционального узла позволяет производить наилучшую оптими-
зацию его параметров, так как ведется расчет не отдельных элемен-
тов, а узла в целом Объединение элементов в БИС повышает
быстродействие узлов, уменьшает их восприимчивость к помехам
сокращается задержка передачи сигнала, достигается хорошая
защита элементов от внешних помех.
Помимо повышения степени интеграции в пределах конструктив-
но оформленной микросхемы БИС дает возможность получить более
высокие качественные показатели и большую надежность радио-
электронных устройств при меньших затратах.
Повышение надежности БИС достигается путем уменьшения
числа соединений в пределах одного реализуемого узла и сокраще-
ния количества технологических операций.
Снижение стоимости БИС по сравнению с узлами на обычных
микросхемах обусловливается прогрессом технологии, позволяю-
щим увеличивать степень интеграции, и уменьшением объема мон-
тажно-сборочных работ
По виду обрабатываемой информации БИС можно классифици-
ровать на цифровые и аналоговые. Цифровые БИС обычно исполь-
зуют в устройствах обработки информации, к которым относятся
полупроводниковые запоминающие устройства, многоразрядные
регистры, счетчики, сумматоры и др. Примерами аналоговых БИС
являются преобразователи напряжение - код и код — напряжение,
блоки аппаратуры связи (тракты высокой и промежуточной частот,
150
формирователи сигналов, многокаскадные схемы радиоустройств
и т. д.).
По степени применяемости в разработках аппаратуры различа-
ют БИС общего и специального назначения.
Примерами цифровых БИС общего назначения являются раз-
личные полупроводниковые запоминающие устройства, регистры,
дешифраторы, субсистемы и специальные вычислители Аналоговые
БИС общего назначения — это субсистемы взаимного преобразо
вания напряжения в код, прецизионные операционные усилители
высшего класса, усилители для высококачественного воспроизведе-
ния звука, СВЧ-субсистемы модулей для фазированных антенных
решеток и другие устройства. К аналоговым БИС специального
назначения относятся усилительные тракты радиоприемных и ра-
диопередающих устройств на фиксированные частоты, формирова-
тели частот из последовательности, определяемой частотами задаю-
щих генераторов или внешней тактовой частотой, и другие
субсистемы.
I Наибольшее применение БИС получили в вычислительных систе-
мах с производительностью порядка нескольких миллионов опера-
ций в секунду, где используют в основном полупроводниковые и
гибридные БИС.
Развитие БИС происходит в направлении увеличения степени их
интеграции и создания сверхбольших интегральных микросхем
(СБИС). Число функциональных элементов в них может составлять
несколько тысяч и даже десятков тысяч. Многокристальные СБИС
могут объединять в одном корпусе несколько кристаллов БИС и
дискретных бескорпусных активных элементов, образующих, напри-
мер, всю электронную часть вычислительной машины. При разра-
ботке таких микросхем решают задачи не только схемотехники, но
и системотехники.
Полупроводниковые БИС. Конструкция полупроводниковых
БИС определяется типом используемых активных элементов и их
структурой, количеством уровней и методом создания системы
внутрисхемных межсоединений, а также типом корпуса, причем от
конструктивных способов реализации БИС зависят их схемотехни-
ческие возможности.
Основными активными элементами, на базе которых создаются
современные БИС, являются биполярные транзисторы планарно-
эпитаксиального типа (БТ) и МДП-транзисторы (МДПТ). Наи-
большее распространение получили БИС на основе МДП-транзи-
сторов, что обусловлено их уникальными свойствами и возмож-
ностью увеличения степени интеграции. Сравнение БИС одинаково-
го функционального назначения на БТ и МДПТ показывает, что по
электрическим параметрам быстродействию и добротности (отно-
шение быстродействия к потребляемой мощности) — схемы на би-
полярных транзисторах превосходят схемы на МДП-транзисторах.
Однако площадь, занимаемая МДПТ вместе с контактными пло-
щадками, примерно в пять раз меньше площади БТ.
Значительно меньшие размеры активных элементов, низкие
151
уровни рассеиваемой мощности и другие схемотехнические возмож
ности, а также сравнительная простота технологии изготовления
МДП структур определили быстрый рост степени интеграции у БИС
на МДПТ. Например, БИС процессора карманного микрокальку-
лятора на МД11-структурах содержит 3400 элементов на кристалле
размером 5,2 X 5,2 мм. БИС запоминающего устройства этого
калькулятора реализована на кристалле размером 3 X 2,5 мм с чис-
лом элементов 1490.
Технология изготовления полупроводниковых БИС базируется
на стандартных технологических методах, используемых в промыш-
ленности при изготовлении интегральных микросхем, — термиче-
ском окислении кремния, фотолитографии, диффузии и эпитакси-
альном наращивании. С помощью этих методов в объеме и на
поверхности полупроводниковой пластины создают активные и пас-
сивные элементы на основе планарно-эпитаксиальных или МДП
структур и изоляцию между ними
Гибридные БИС. Гибридный метод конструирования и изготов-
ления БИС заключается в компоновке двух частей, выполняемых
отдельно: 1) бескорпусных дискретных элементов и интегральных
микросхем; 2) пленочной многослойной коммутационной платы на
диэлектрической подложке.
Гибридный способ создания БИС является наиболее универсаль-
ным, поскольку в нем сочетаются преимущества пленочной и полу-
проводниковой технологии, обеспечивается возможность использо-
вания разных интегральных микросхем (полупроводниковых, сов-
мещенных, тонкопленочных), различающихся как по функциональ-
ному назначению, так и по конструктивному исполнению. По надеж-
ности и плотности упаковки гибридные БИС уступают полупроводни-
ковым, но по функциональному назначению и степени интеграции мо-
гут их превосходить Так как в гибридных БИС используются инте
тральные микросхемы и другие элементы различного функциональ-
ного назначения, опи наиболее пригодны для построения неодно-
родных аналоговых устройств, например преобразователей напря
жение — код или код напряжение. Технологический процесс из-
готовления гибридных БИС значительно проще, а следовательно,
дешевле за счет применения структур стандартной конструкции и
возможности автоматизации процесса сборки
Основным конструктивным элементом гибридных БИС является
коммутационная плата, представляющая собой систему многослой-
ной разводки и содержащая в отдельных случаях пленочные резис-
торы и конденсаторы.
Проектирование коммутационных плат с многослойной развод-
кой осуществляют машинными методами, поскольку топологию
пленочных проводников рассчитывают с учетом всех необходимых
схемотехнических, конструктивных и технологических параметров
для оптимального расположения навесных компонентов и мик
росхем.
Формирование структуры гибридной БИС — это сборка-монтаж
навесных компонентов и микросхем на коммутационной плате.
152
Рис. 5.10. Общий вид большой гибридной интегральной мик-
росхемы
Монтаж первых гибридных БИС осуществлялся с помощью гибких
выводов, в последнее время — только с помощью жестких выводов
(балочных или шариковых). Такие выводы создают непосредствен-
но на кристаллах навесных компонентов и микросхем, предна-
значенных для сборки БИС. Жесткие выводы повышают надеж-
ность соединений и позволяют вести автоматическую сборку гибрид-
ных БИС Современные сборочные автоматы производят монтаж
элементов на плату со скоростью несколько тысяч кристаллов в час.
Такая производительность сравнима с групповой технологией из-
готовления полупродниковых микросхем.
После сборки гибридные БИС в целях герметизации заключают
в корпуса (рис. 5.10). В отдельных случаях герметизируют все
устройства в целом, что значительно уменьшает массогабаритные
характеристики.
В гибридных БИС могут использоваться бескорпусные полупро-
водниковые БИС на основе одного или нескольких кристаллов.
Важным преимуществом гибридных БИС является ремонтопригод-
ность, т. е. замена навесных компонентов па этапе сборки или в про
цессе эксплуатации в случае бескорпусной защиты.
5S.S. МИКРОСБОРКИ
При разработке конкретной конструкции микроэлектронной ап-
паратуры нашли широкое применение так называемые микро-
сборки (МСБ).
Микросборкой называю! микроэлектронное изделие. выполняющее определенную
функцию и состоящее из элементов, компонентов н (или) интегральных микро-
схем и других радиоэлементов в различных сочетаниях, разрабатываемых для
конкретной радиоэлектронной аппаратуры с целью улучшения показателей ее
комплексной микроминиатюризации.
153
Но технологии производства МСБ практически не отличаются
от гибридных интегральных микросхем. МСБ, как правило, имеют
высокую степень интеграции или большую функциональную слож-
ность и поэтому большей частью соответствуют большим гибрид-
ным интегральным микросхемам Однако последние представляют
собой самостоятельные законченные изделия общего применения,
поставляемые заказчику, а МСБ — изделия на уровне полуфабри-
катов, изготовляемые для конкретной аппаратуры. В зависимости
от степени интеграции МСБ может выполнять функции субблока,
бло^а или устройства в целом.
В МСБ используются бескорпусные интегральные микросхемы,
в качестве соединений между ними — толстоплепочные или тонко-
пленочные проводники, а вместо стеклотекстолитового основания
для печатных плат — тонкая керамическая или ситалловая под-
ложка. Применение МСБ дает значительный выигрыш по массо-
габаритпым размерам радиоэлектронной аппаратуры.
Разработка МСБ производится по специальному техническому
заданию (ТЗ), которое сопровождается функциональной электриче-
ской схемой. ТЗ устанавливает назначение и область применения
МСБ, основные технические характеристики, условия эксплуатации,
требования к конструкции, технико-экономические требования.
Анализируя исходные данные, ТЗ определяют принципиальную
электрическую схему, функциональные параметры, функциональное
назначение, частотные и энергетические характеристики, условия
эксплуатации МСБ.
Рассмотри»! для примера МСБ синхронного детектора. Это устройство пред
назначено для синхронного и амплитудного детектирования. По сравнению с де-
тектором на диодах данная МСБ обладает высокой линейностью в широком диапа-
зоне температур (ог —60 до -4-60’С), имеет простое схемное решение и универсаль-
ное применение Принципиальная схема этой МСБ приведена на рис. 5.II, а.
Входной непрерывный сигнал <и„п±У поступает па контактную площадку 2. сигнал
гетеродина с частотой о>Г1„—на контактную площадку /. В выходном токе можно
выделить составляющую с частотой 12, амплитуда которой пропорциональна
произведению амплитуд входного сигнала и сигнала гетеродина. Для исключения
зависимости амплитуды выходного сигнала от напряжения гетеродина уровень
последнего выбран больше уровня ограничения (80 мВ)
Гармоники, вита a<i>„„±m<2 в выходном токе фильтруются конденсатором Ct
Значения составтяющих вида ш<2 определяются уровнем входного сигнала и могут
регулироваться резистором /?,„ от сопротивления которого зависит коэффициент
передачи синхронного тетектора.Этот резистор выполнен в виде гребенки с отводом
на внешние контактные площадки
При соответствующем подборе емкостей переходных и фильтрующих конден-
саторов, а также сопротивлений резистора А?г микросборка может работать в широ-
ком частотном (0.1- 30 МГц) и динамическом (К)'’1 1.0 В) диапазонах входных
сигналов. МСБ выполнена на ситалловой подложке размером 20 X 16 мм, ее масса
составляет 1,6 г Расположение элементов и внешних контактных площадок МСБ
показано на рис 5 II. 6
Микросборки размешают в металлостеклянных корпусах на ке-
рамических платах или на рамках ячеек (рис. 5.12 и 5.13). Безра-
мочная конструкция МСБ (рис. 5.13, а) имеет недостаточную
металлическую прочность и неудовлетворительные условия охлаж
154
б)
Рис 5.11. Микросборка
синхронного детектора:
и принципиальная элек-
трическая схема, б — внеш
ний вил
Рис. 5. 12. Компоновка МСБ в металлос текли» ним кор
пусе:
/ корпус; 2 — микросборка; 3 субплаты с пленочными
элементами; 4 — кристаллы. 5 — навесные компоненты (диоды,
транзисторы, конденсаторы). 6 — проволочные перемычки
® ®
а)
Рис. 5 13. Компоновка МСБ в ячейках па
печатной плате (а) и на планках рамки
(6, в):
/ — микросборкн; 2— печатная плата; 3—рам
ка; 4 планка рамкн; 5 — проволочные пере-
мычки
дения. Такие конструкции
МСБ применяют в нетепло-
нагрузочной аппаратуре, ко-
торая не подвергается зна-
чительным механическим
воздействиям Высокой меха-
нической прочностью и эф
фективным теплоотводом ха-
рактеризуются рамочные
конструкции ячеек (рис. 5.13,
6, в), в которых МСБ при-
клеиваются соответствую-
щим клеем к теплоотводя-
щим планкам рамки-носите
ля Электрическое соедине
ние контактных площадок
МСБ и печатной платы про-
изводится полупроводниками.
Элементы и компоненты МСБ
защищают одним или не-
сколькими слоями лака. Пол-
ную защиту МСБ от внеш-
них воздействий осуществ-
ляют на уровне блока.
§ 5.6. КОМПОНЕНТЫ
ГИБРИДНЫХ ИМС
В гибридных интеграль-
ных микросхемах в качестве
активных элементов приме-
няют навесные полупровод-
никовые микроминиатюрные
приборы: дискретные тран-
зисторы и диоды, транзис-
торные и диодные матрицы,
бескорпусные полупроводни-
ковые микросхемы.
Активные элементы для
гибридных микросхем по
способу герметизации подразделяют на бескорпусные и корпусные
Корпусные активные элементы заключены в миниатюрный корпус.
Бескорпусные полупроводниковые приборы обычно имеют малые
размеры и массу, т. е. удовлетворяют основному требованию, предъ-
являемому к приборам используемым в гибридных микросхемах
В этих приборах кристаллы полупроводника защищены от внешних
воздействий методом пассивации поверхности и герметизации с
помощью специальных защитных покрытий (лаки, стекло, эмали,
156
смолы, компаунды и др.). Бескорпусные приборы для защиты от
механических повреждений заключены в специальный пластмассо-
вый корпус, который снимается перед монтажом приборов в мик-
росхему.
В табл. 5.2 приведены некоторые типы диодов и диодных мат-
риц. наиболее широко применяемых в гибридных микросхемах, и
их основные характеристики: У„6р пых — максимально допустимое
постоянное обратное наприжение диода; /пр|11ИХ — максимально до
пустимый постоянный прямой ток через диод; V'„P прямое падение
напряжения на диоде при заданном постоянном прямом токе
/пр; т<> — время восстановления обратного сопротивления диода;
Сд — емкость между выводами диода при заданном обратном
смещении.
В табл. 5.3 приведены типы транзисторов, используемые наибо-
лее широко в гибридных микросхемах (биполярные, типа п-
р-п) и их характеристики: /,р — граничная частота коэффициента
передачи тока базы транзистора; — статический коэффициент
усиления по току; С,—емкость коллекторного перехода; Рктах—
Таблица 5.2
Диоды и диодные матрицы, применяемые в |ибридных микросхемах
Тип прибора ^оЛ^тах- пр тах» мА 1/„р при / „р=1 мА, В Т. НС п! Габариты, мм
КД901 10 5 0.7 20 4 1,1 х 1.3X0,8
КД902 5 5 0,8—0,85 10 2 I.2X 1.2X0.8
КД904 10 5 0.8 10 2 1.0Х 1.0Х 1.0
КД907 40 50 1,0 при /пр=50 .мА 4 4 I 7X17X1.0
КД13 10 5 0,7 10 4 1,0Х 1,0X0.29
Таблица 5.3
Транзисторы, применяемые в гибридных микросхемах
Тип транзистора f гр» М Г ц Рет Ск. пФ Рк шах» мВт Тв^х Габариты, мм
КТ307 250 Не ме- нее 80 6 15 — 0.7X07X0,8
KT3I9 100 Не ме- нее 40 15 2.5 15 1 I.3XI.3XU
КТ324 600—800 До 250 5 15 180 0.5 X 0.5 X 0,6
KT33I 250—400 » 120 5 15 120 1.0X1 0X0,8
КТ332 250—500 » 200 5 20 300 1.0Х 1.0Х0.8
КТ336 250 —450 » 120 II 50 0,7X07X0.3
КТ348 100 » 250 1.5 15 1.0Х 1,0X0.2
КТ354 1000 1300 » 400 2 20 50 75 I.0X1.0X0.8
ГТ353 500—1400 » 500 3,5 30 30 50 1.6X07
ГТ612 1500 — 360 — 7 5X1.6
157
максимально допустимая постоянная мощность, рассеиваемая на
коллекторе; твСк — постоянная времени цепи обратной связи тран-
зистора на высокой частоте. Габаритные размеры в табл. 5.2 и 5.3
приведены без учета выводов.
В качестве компонентов гибридных микросхем используют также
полевые МДП-транзисторы типа КП201, транзисторные матрицы
К1НТ291, операционные усилители К74ОУД1А, К74ОУДЗ и др.
Транзисторная матрица К1НТ291 состоит из двух транзисторов с
габаритами 1,2 X 1,7 X 0,8 мм и имеет такие характеристики:
разность падения напряжения эмиттер база не более 3 мВ, отно-
шение статистических коэффициентов передачи тока не более 0,83.
Применяется в основном для микросхем дифференциальных и опе-
рационных усилителей, где требуется высокая идентичность пара-
метров и температурных зависимостей транзисторов
Основные параметры бескорпусных операционных усилителей
приведены в табл 5 4.
Таблица 5 4
Электрические характеристики бескорпусных операционных усилителей типов
К74ОУД1А и К74ОУДЗ
Параметры К74ОУД1А К74ОУДЗ
Синфазное напряжение, В Мощность, мВт Коэффициент усиления Входное сопротивление, кОм Граничная частота МГц 8 200 (20- 100)-10* 40-400 10 3 40 400 -4500 20 20
Компоненты с индивидуальной Корпусной защитой (ГТ-109,
ГТ-310) работают в диапазоне температур от —20 до +50°С, име-
ют fV =60-5- 180, Ск =30-5-45 пФ, помещены в корпус диаметром
3,7 мм и высотой 2,5 мм.
В гибридных микросхемах при емкости конденсаторов 2000 пФ
и более применяют миниатюрные навесные конденсаторы. Для этой
цели разработаны керамические конденсаторы (К10-9 К10-9М,
КЮ-17), стеклокерамические (К22 4), матрицы керамических кон-
денсаторов (КЮ-27) и др.
Полупроводниковые бескорпусные приборы, используемые в гиб
ридных микросхемах и микросборках, выпускаются двух типов: с
гибкими проволочными и с жесткими объемными выводами в виде
шариков, столбиков или балочек. На рис. 5.14 показана конструк-
ция бескорпусного транзистора с гибкими проволочными выводами.
Гибкие выводы из золотой проволоки диаметром 30- 50 мкм мето-
дом термокомпрессии приваривают к контактным площадкам кри-
сталла. Дополнительно их механически закрепляют с помощью
защитного компаунда. Внешние выводы прибора припаивают или
приваривают к контактным площадкам платы. После пайки (свар-
ки) проводник должен иметь незначительный прогиб, обеспечиваю-
щий отсутствие натяжения проволоки. При конструкции бескор-
158
Рис. 5.14. Конструкции бескорпусиого транзистора (о) и
диодной сборки (б) с гибкими проволочными ВЫВОДАМИ
пусных приборов с гибкими проволочными выводами процесс
монтажа в микросхемах трудно поддается автоматизации.
Автоматизированные процессы монтажа используют в полупро-
водниковых приборах с жесткими объемными выводами шарико-
выми и балочными (рис. 5.15). Шариковые выводы (рис. 5.15, а)
гальванически наращивают на напыленные контактные площадки
кристалла При использовании приборов с шариковыми выводами
требуется .точная оптико-механическая система их установки на
контактные площадки платы методом «перевернутого кристалла».
Приборы с балочными выводами (рис. 5.15,6) отличаются просто-
той .монтажа, возможностью визуального контроля качества соеди-
нений. К недостаткам этого метода следует отнести то, что контакт-
ные площадки занимают большую площадь, а это снижает плот-
ность упаковки микросхемы
159
$ 5.7. КОРПУСА ДЛЯ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ
Корпуса интегральных микросхем должны удовлетворять ряду
требований, обеспечивающих их надежную эксплуатацию. Корпус
должен обладать достаточной механической прочностью, чтобы
выдерживать нагрузки, возникающие при сборке, соединении с
другими корпусами и во время эксплуатации. Стремятся получить
возможно меныпие размеры корпуса и придать ему форму, позво-
ляющую осуществлять компактную сборку. Конструкция корпуса
должна позволять легко и надежно выполнять электрические
соединения между микросхемой, расположенной внутри корпуса, и
Рис 5.16. Детали конструкции плоского
керамического корпуса:
/ — керамическое основание: 2— припой из стек
ла, «3—кристалл микросхемы, 4— контактные
выступы; 5 — металлические выводы; 6 — рамка.
7 — керамическая крышка
и другими микросхемами.
Паразитные индуктивности
и емкости, несмотря на высо-
кую плотность проводников
в корпусе, должны быть ми-
нимальными. элементы в ми-
кросхеме — надежно изоли-
рованы друг от друга, а теп-
ловое сопротивление между
микросхемой и окружающей
сретой должно иметь мини-
мально возможное значение.
Как правило, корпус ин-
тегральной микросхемы дол-
жен быть герметичным. Внут-
ренняя среда в корпусе не
12 5 4 5
Рис 5.18. Пластмассовый кор
пус для полупроводниковых
микросхем
Рис. 5.17. Детали корпуса типа
ТО («) и корпус в сборке (б)
/ баллон; 2—соединительные
проводники из золотой проволоки
диаметром 0,018—0.025 мм, 3 —
кристалл микросхемы 4 — контакт-
ный выступ; 5 — припой (золото с
германием); 6 — колпачок. 7 —
стекло; 8 — выводы; 9 соедине-
ние стекла с металлическим кол-
пачком, 10 соединение баллонв
с головкой корпуса, //—соедине-
ние выводов со стеклом
160
должна сказываться на его рабочих характеристиках и надежности.
Корпус должен защищать прибор или микросхему от внешних воз-
действий, в том числе от влияния света либо другого внешнего излу-
чения, химического воздействия, например кислорода или влажности.
Для полупроводниковых микросхем разработано большое число
различных типов корпусов но применяют в основном плоский ме-
таллостеклянный или керамический, модифицированный вариант
транзисторного корпуса типа ТО и пластмассовый корпус.
Плоский корпус может быть прямоугольным или квадратным
Прямоугольный плоский металлостеклянный корпус имеет разме-
ры 9,8 X 6,5 мм, высоту 2 мм и 14 выводов при шаге 0,625 мм
Детали конструкции плоского керамического корпуса показаны на
рис. 5.16 Этот корпус состоит из трех основных частей: керами-
ческого основания в виде плоской пластины /; выводов 5, выпол
ненных из металла в виде фигурных тонких полосок, соответствую-
щих по форме пазам в рамке, в которые они и помешаются при
сборке; керамической крышки 7.
Корпус типа ТО имеет круглую форму, диаметр 9,6 мм, высоту
4,6 мм, 8, 10 или 12 выводов. Корпуса типа ТО обладают высокой
надежностью и хорошей экранировкой микросхемы от внешних
электромагнитных воздействий. Отдельные детали корпуса типа ТО
показаны на рис. 5.17, а, б. Основной деталью корпуса является
металлический колпачок с отверстиями (по числу выводов), распо-
ложенными равномерно по кругу.
Пластмассовый корпус находит все большее применение для
полупроводниковых микросхем благодаря сравнительно невысокой
стоимости. В отличие о корпусов других типов он не обладает
способностью отводить теплоту и не может работать в больших
температурных пределах, которые требуются в некоторых устрой-
ствах. Однако во многих случаях пластмассовый корпус вполне
приемлем Общий вид пластмассового корпуса показан на рис. 5.18
Корпус имеет размеры 19,5x6,5 мм, высоту 5 мм и 14 выводов
при шаге 2,5 мм. Могут быть и другие размеры корпуса.
Корпуса микросхем отечественного производства изготовляют
в соответствии с ГОСТ 17467—79. Этим стандартом все корпуса
микросхем делятся на четыре типа. В основу классификации, как
видно из табл. 5.5, положены форма корпуса и расположение
выводов относительно его тела.
Основные формы корпусов и расположение их выводов показа
ны на рис. 5.19, а—г.
Габаритные и присоединительные размеры, а также условные
обозначения корпусов устанавливаются ГОСТ 17467--79. Расстоя-
ния между центрами выводов корпусов 1-го и 2-го типов — 2,5 мм,
3-го типа — под утлом 30 и 45°, 4-го типа — 1,25 мм, а в многовы
водных корпусах больших гибридных микросхем 0,625 мм
В последнем случае осуществляется четырехрядная формовка вы
водов Расстояние между центрами контактных площадок печатной
платы установлено 1,25 мм.
Условное обозначение конструкции корпуса состоит из шифра
161
Таблиц:! 5.5
Типы корпусов интегральных микросхем
Тип корпуса Форма проекции корпу- са на плоскость осно- вания Рас положе нис п рое к ц и и выводов на плоскости основании Расположение выводов относительно плоскости основания
1 Прямоугольная В пределах проекции тела корпуса Перпендикулярное
2 То же За п редед а м и проек- ции тела корпуса
3 Круглая В пределах проекции тела корпуса по окруж- ности
4 Прямоу сольная За пределами проек- ции тела корпуса Параллельное
5 То же В пределах проекции корпуса Перпендикулярное
типоразмера корпуса, числа, указывающего количество выводов, и
номера модификации Шифр типоразмера корпуса состоит из
обозначения типа корпуса (1, 2, 3 или 4) и двухзначного числа
(от 01 до 99), означающего номер типоразмера Например, корпус
201.14-2 — прямоугольный корпус типа 2, типоразмера 01, число
выводов 14, модификация вторая.
Для гибридных микросхем применяют в основном три вида
корпусов: металлостеклянный квадратный или прямоугольный,
металлостеклянный круглый (по типу ТО) и пепельный.
Металлостеклянный квадратный корпус (рис. 5.20, а) состоит
из металлического основания / с впаянными изолированными вы-
водами 4, изолятора <3 и металлической крышки 2. Выводы в осно-
вании корпуса герметизируют металлостеклянным спаем. После
окончательного монтажа микросхемы герметизацию корпуса про-
изводят электронно лучевой сваркой основания / с крышкой 2.
Допустимая рассеиваемая мощность 750 мВт. Размеры корпуса
приведены в табл. 5.6.
Металлостеклянный круглый корпус (рис. 5.20, б) состоит из
изолятора 3, металлического фланца /, крышки 2 и выводов 4
Фланец имеет ключ, расположенный против вывода Выводы в осно-
вании корпуса герметизируют металлостеклянным спаем. После
окончательного монтажа микросхемы герметизацию корпуса осу-
Таблица 5.Н
Размеры металлостеклянного квалратого корпуса
Размеры, мм Количество выводов Масса. г
Я В А 4. II Н, //2 1 d
24,6 16,2 20 16 9 4 2,7 2 0.45 18 65
162
чниикинкик
<Н>ФФФФФ<>У
ввйвввш
шпншш
та
ффффффффф
ффффффффс
а)
Рис 5.19 Типы
б)
г)
корпусов микросхем (а 1-го; б 2-го, в—,3-го: <? 4 го)
Рис 5.20. Корпуса интегра п.пых микросхем
а—металлостеклянный квадратный; б — металлостеклянный круглый, в иенальнын
ществляют конденсаторной сваркой металлического фланца 1
с крышкой 2. Допустимая рассеиваемая мощность 60 мВт Размеры
корпуса приведены в табл. 5.7.
Металлостеклянный круглый корпус на восемь выводов может
иметь в необходимых случаях вывод, который приваривается к
фланцу и служит для заземления корпуса. Размеры корпуса оста-
ются неизменными.
Пенальный корпус (рис. 5 20, в) состоит из алюминиевого ко-
жуха 6, в который вставляют плату с пленочной микросхемой 5.
К контактным площадкам 8 приваривают контактную гребенку из
меди (лента толщиной 0,1 мм, мягкая, серебреная), после обрезки
которой образуются выводы 4 Транзисторы помещают в кассету
7, которую укрепляют на плате клеем при совмещении выводов
транзисторов с соответствующими контактами. Размеры корпуса-
L — 16 мм, I = 1,2 мм, В = 1,7 мм; В, = 1,3 мм; В = 0,08 мм,
Н = 9 мм; Н] = 5 мм, а = 0,4 мм; / = 1 мм; число выводов 14.
Таблица 5.7
Размеры металлостеклянного круглого корпуса
Размеры, мм Количе ство вы- видов Масса, г
D О, Ог н Н, Ь <1
9,4 7,65 5 24,6 4.6 1.7 0,8 0,45 8 1 1
9,4 7,65 5 24,6 4,6 1,7 08 0.45 12 1.2
Герметизацию корпуса осуществляют путем заливки компаундом
со стороны выводов.
Кроме описанного вида применяют пенальные корпуса, состоя-
щие из пластмассового основания с впрессованными в него вы-
водами, изготовленными из бронзы, и алюминиевого кожуха. На
пластмассовом основании размещают подложки различных разме-
ров 48X12X0,6, 30X12X0,6 и 20X8X0,6 мм. В соответствии
с этими размерами применяют три типа аналогичных корпусов,
размеры которых равны 52X29,8X3,3, 34X29,8X3,3, 26Х26.5Х
ХЗ, 1 мм Для размещения активных элементов в основании имеет-
ся 28, 22 или 20 углублений в зависимости от размера корпуса
При выборе вида корпуса руководствуются требованиями,
предъявленными к условиям работы гибридной интегральной мик-
росхемы Корпусная защита рекомендуется в случаях длительной
(более 10 сут) эксплуатации микросхем в условиях повышенной
влажности.
Рассмотренные металлостеклянные и металлополимерные (пе-
нал ьные) корпуса обеспечивают длительную работу в условиях
164
повышенной относи-
тельной влажности (до
98%) и в температур-
ном диапазоне от —60
до 4-125°С.
Для больших интеграль-
ных микросхем используют
корпуса с большим числом
выводов Например для
больших гибридных схем се-
рии 230, имеющих степень
интеграции до 600 эл/кор-
пус, применяют металлоке
рамический прямоугольный
корпус с 50 выводами. Гиб-
ридные БИС серии 231
(степень интеграции до
300 эл/корпус) размещают
в металлокерамическом пря-
моугольном корпусе с 48
выводами (рис. 5 21). Гиб
ридные микросхемы СВЧ-
диапазона размещают в кор-
пусах специальной конструк-
ции, обеспечивающих мини-
мальное взаимовлияние вы
сокочастотных цепей. На-
пример, микросхемы серии
272 (СВЧ-усилители мощ-
ности) размещают в метал-
лостеклянном корпусе с тре-
мя выводами (рис. 5.22).
Рис. 5.21 Металлокерамический прямоуголь-
ный корпус для больших гибридных микро-
схем
Рис 5.22. Металлостеклянный корпус СВЧ-
микросхемы с тремя выводами
$ S.8. СРАВНЕНИЕ РАЗЛИЧНЫХ ТИПОВ ИМС
Интегральные микросхемы, в том числе БИС и микропроцессо-
ры, становятся основными компонентами радиоэлектронной аппара-
туры, вытесняя электровакуумные и дискретные полупроводнико-
вые приборы. Однако электровакуумные приборы еще долгое вре-
мя будут использоваться в радиоэлектронной аппаратуре, особенно
передающие лампы мощностью свыше десятков и сотен киловатт,
которые пока широко применяют в новых разработках. Дискретные
полупроводниковые приборы также широко применяют в различной
аппаратуре, и не все их типы могут быть заменены интегральными
микросхемами
Сравнивая гибридные и полупроводниковые ИМС, можно вы-
делить области, в которых их применение более предпочтительно,
учитывая преимущества каждого класса приборов. Такое разделе-
165
ние приборов нельзя считать категоричным, однако можно ука-
зать, что в вычислительной технике более эффективно применение
полупроводниковых ИМС, а в технике СВЧ и технике связи
гибридных ИМС. Полупроводниковые ИМС можно использовать
как бескорпусные компоненты, собираемые на общих подложках
в более сложные гибридные микросхемы, микросборки и подси-
стемы.
Полупроводниковые ИМС по сравнению с такими же гибридны-
ми микросхемами обладают следующими преимуществами: имеют
меныпие габариты и массу, изготовляются практически во всех
операциях методами групповой технологии, содержат меньше со-
единений, имеют более простую сборку в корпус.
Полупроводниковые ИМС имеют и ряд недостатков В твердом
теле значительно труднее получать сопротивления резисторов за
данного значения, так как оно зависит не только от толщины
легированного слоя полупроводника, но и от распределения удель-
ного сопротивления по толщине. Доводка сопротивления до номи
нального значения после изготовления резистора также представ-
ляет большие трудности, и эта задача до сих пор полностью не
решена. Кроме того, для полупроводниковых резисторов характерна
заметная температурная зависимость, что осложняет разработку
микросхем. В полупроводниковых ИМС довольно трудно, хотя и
возможно в определенных пределах, создавать конденсаторы и
индуктивные элементы. К недостаткам этих микросхем следует от-
нести также наличие большого числа паразитных связей между
элементами.
Несмотря на отмеченные недостатки, полупроводниковые ИМС
являются одним из наиболее перспективных направлений микро-
электроники, позволяющим решать основные задачи микроминиа-
тюризации радиоэлектронной аппаратуры При хорошо отработан-
ных технологии, автоматизации производства и испытаний можно
получать полупроводниковые ИМС значительно надежнее и дешев
ле соответствующих микросхем других типов.
К основным преимуществам гибридных ИМС можно отнести
возможность получения более высоких значений электрических па-
раметров и легкость изготовления более высокочастотных тран-
зисторных структур на отдельных кристаллах. Гибридные ИМС
целесообразнее применять при разработке и макетировании аппа-
ратуры. а также в несерийной или малосерийной аппаратуре, так
как первоначальные затраты на их разработку во много раз мень-
ше. Производство гибридных ИМС может быть сравнительно прос-
то налажено на предприятиях, изготовляющих радиоэлектронную
аппаратуру.
Полупроводниковые и тонкопленочные интегральные микросхе
мы взаимно дополняют и обогащают друг друга и пока еще не
созданы инте|ральные микросхемы, в процессе производства ко-
торых использовался бы какой-либо один вид технологии. Даже
при изготовлении полупроводниковых (кремниевых) микросхем, где
в основном применяется планарная технология, одновременно ис-
166
пользуют вакуумное осаждение пленок алюминия для получения
внутрисхемных соединений, т е. методы, на которых основана
тонкопленочная технология.
Сравним технологии изготовления тонкопленочных и толстопле-
ночных гибридных интегральных микросхем.
Толстопленочную технологию обычно используют для создания
микросхем, работающих на частотах до 1 ГГц и не требующих, при
изготовлении высокой точности для размеров металлизации (ха-
рактерных для тонкопленочной технологии), а также микросхем
с большими номиналами резисторов и индуктивностей.
Тонкопленочная технология выгодна для более высокочастотных
устройств, в которых требуется прецизионное задание ширины
линий и размеров элементов микросхемы.
Тонкопленочная технология заняла доминирующее положение в
технике СВЧ (па частотах до 30 ГГц), так как позволяет обеспе-
чить малые размеры элементов, необходимые для таких высоких
частот. Тонкопленочные ИМС широко применяют в высококачест-
венной аппаратуре, где требуются малые габариты и высокая на-
дежность. Тонкопленочная гибридная технология стимулировала
развитие новых методов сборки кристаллов, в которых исполь-
зуются балочные и шариковые выводы Однако получение более
высоких значений параметров в тонкопленочных ИМС связано с
большими затратами на производство по сравнению с толстопле-
ночными ИМС
Компоненты в толстопленочных ИМС (корпусных или безкор-
пусных) мог^т непосредственно присоединяться к толстопленочным
проводникам. Во многих случаях в качестве пассивных элементов
могут использоваться собранные в корпусах резисторы и конден-
саторы, что позволяет исключить необходимость создания этих
элементов на подложке.
Толстопленочные ИМС находят широкое применение в аппара-
туре бытовой электроники. Помимо простых методов изготовления
для них пригодны более дешевые и грубые подложки, а нанесение
металлизации через трафареты с последующим вжигапнем дешевле
фотомаскировки и травления, характерных для тонкопленочной тех-
нологии.
6г
V Глава
Подложки
интегральных
микросхем
и обработка
их поверхности
§6.1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ ПОДЛОЖЕК ИМС
В технике ИМС подложки выполняют две функции’
1) являются основанием, на поверхности или в приповерхност-
ном слое которого по заданному топологическому рисунку форми-
руют структуры ИМС;
2) являются элементом конструкции, обеспечивающим практи-
ческое применение ИМС в корпусном или бескорпусном испол-
нении. *
Подложки классифицируют как по структурным признакам,
так и по назначению.
По структурным признакам подложки подразделяют на аморф
ные, поликристаллические и монокристаллические, а по назначе
нию — на подложки для полупроводниковых, пленочных, гибридных
ИМС и микросборок.
Для изготовления полупроводниковых ИМС применяют в основ-
ном полупроводниковые монокристаллические подложки (полу-
проводниковые пластины), а для пленочных и гибридных ИМС
аморфные поликристаллические (диэлектрические) подложки. В от-
дельных случаях при изготовлении полупроводниковых ИМС не
168
пользуют диэлектрические подложки, а при изготовлении гибрид
ных ИМС и микросборок — металлические подложки. К конст-
рукции и материалу подложек предъявляется ряд требований,
вытекающих из необходимости воспроизведения и обеспечения
заданных электрических параметров элементов и ИМС, их надеж-
ности в самых различных условиях эксплуатации, а также обус-
ловленных особенностями технологии изготовления и сборки ИМС
{6.2. ПОДЛОЖКИ ПОЛУПРОВОДНИКОВЫХ ИМС
Монокристаллические пластины из разных полупроводниковых
материалов составляют основу для изготовления полупроводнико-
вых ИМС различного конструктивно-технологического исполнения
и функционального назначения.
Полупроводниковая пластина — заготовка нз полупроводникового материала,
” используемая для изготовления полупроводниковых ИМС.
Пригодность полупроводникового материала для использования
в интегральных микросхемах определяется в основном параметра-
ми, зависящими от его физический свойств: оптических, термиче-
ских, термоэлектрических, зонной структуры, ширины запрещен
ной зоны, положения в ней примесных уровней и др. Очень важны
электрические свойства полупроводникового материала тип элект-
ропроводности, концентрация носителей заряда, их подвижность,
удельное сопротивление, время жизни неосновных носителей заряда
и их диффузионная длина, — существенно зависящие от технологии
получения полупроводника.
Основные свойства наиболее распространенных полупроводнико-
вых материалов приведены в табл. 6.1
Таблица 6.1
Основные характеристики наиболее распространенных
полупроводниковых материалов
Материал Химиче- ский символ Температура плавления. °C Плот- ность. г/см3 Ширина запрещен- ной зоны при темпе- ратуре 300 К. эВ Подвижность носи* телей заряда при температуре 300 К. см2/(В-с)
электро- нов дырок
Кремний Si 1412 2,328 1.09 1450 480
Германий Ge 958 5.35 0.66 3900 1900
Арсенид галлия GaAs 1237 (при 1 ат)* 5.4" 1,43 8800 400
Фосфид галлия GaP 1500 (при 30 ат)* 4,1 2,25 300 150
Фосфид индия InP 1058 (при 25 ат)* 4,8 1.34 4600 150
169
Продолжение табл. 6.1
Материал Химиче- ский символ Температура плавления, *C Плот- ность, г/см’ Ширина зап решен ной зоны при темне ратуре 300 к. ,в Подвижность носи гелей заряда при температvре 300 К. см2/(В-с)
электро- нов дырок
Арсенид индия InAs 942 (при 0.33 ат)* 5,68 0.46 33 000 460
Антимо- GaSb 712 5,65 0.67 4000 1
нид галлия
Антимо- InSb 525 5.71 0.18 77 000 700
НИД ИНДИЯ
Сульфид кадмия CdS 1475 (при 3,8 ат)* 4.82 2.48 350 15
Селенид кадмия CdSe 1239 (при 0,41 ат)* 5,81 1,85 650 —
Сульфид свинца PbS 1114 5.9 0,41 200 300
* Давление пара наиболее летучего элемента в соединении
В настоящее время из всех полупроводниковых материалов
наибольшее применение для изготовления полупроводниковых ИМС
получил кремний.
Кремний — элемент IV группы Периодической системы
элементов Д И. Менделеева, один из самых распространенных
элементов на Земле; содержание его в земной коре составляет
29,5% В природе кремний встречается только в соединениях в
виде окисла и в солях кремниевых кислот. Чистота природной окиси
кремния в виде монокристаллов кварца иногда достигает 99,99%;
в ряде месторождений чистота песка составляет 99,8 99,9%.
Технический кремний, получаемый восстановлением двуокиси
кремния SiO2 в электрической дуге между графитовыми электро-
дами, содержит около 1% примесей и как полупроводник не может
быть использован; он является исходным сырьем для получения
кремния полупроводниковой чистоты, примесей в котором должно
быть менее 1-10 6 %.
Технология получения кремния полупроводниковой чистоты состоит из 1) пре-
вращения технического кремния в летучее соединение, которое после очистки мо-
жет быть легко восстановлено; 2) очистки соединения химическими и физико хи-
мическими методами 3) восстановления соединения с выделением чистого крем
ния; 4) конечной очистки кремния методами бестигелыюй зонной плавки; 5) вы-
ращивания легированных кристаллов.
Разработана промышленная технология, позволяющая получать особо чистый
кремний _с содержанием примесей К)12—1013 атомов/см3.
Болёе широкое применение кремния обусловлено преимуществом
его физических и технологических свойств по сравнению с другими
полупроводниками (в частности, с германием). Так, кремний об-
170
.падает большей шириной запрещенной зоны, что позволяет созда-
вать элементы и ИМС, работающие в широком диапазоне темпера
тур, с малыми токами утечки и при больших рабочих напряжениях.
Преимущество по технологическим свойствам достигается тем,
что на поверхности пластин кремния сравнительно легко можно
получить слои оксида кремния, которые играют важную роль в кон-
струкции ИМС и в технологии ее формирования. Поскольку коэф-
фициенты диффузии примесей в слоях оксида кремния на несколько
порядков меньше, чем в кремнии, это позволило использовать их
в качестве маскирующих при формировании локальных областей
в кремнии с различным типом электропроводности На этом (в со-
четании с литографией) основана планарная технология изготов-
ления полупроводниковых ИМС.
Отметим, что в интегральной микроэлектронике используют при-
месные полупроводники, в которых примеси вводятся специально
для придания им необходимых свойств. Примесные атомы могут
располагаться либо в узлах решетки вместо основных атомов (при-
месь замещения), либо в междоузлиях решетки (примесь внедре-
ния).
Электропроводность полупроводников обусловлена наличием свободных носи
телей заряда, которые могут перемещаться под воздействием электрического ноля
или градиента концентрации В примесных полупроводниках электропровадность
обусловлена общим количеством свободных носителей — собстве шы.х н примесных
Для кремния характерны примеси замещения, причем введение в кремний
примесных атомов пятивалентного элемента приводи! к образованию свободных
электронов а атомов трехвалентного элемента свободных дырок. В первом слу-
чае полупроводники называют электронными или л типа, во втором дырочными
или р-тина. При этом введенные примесные атомы превращаются в неподвижные
положительно или отрицательно заряженные ионы. Ионизация примесных атомов
требует некоторой энергии — энергии ионизации нлн активации примеси. Поэтому’
при температуре абсолютного нуля ионизации пет. а при комнатной температуре
примесные атомы 111 н V групп в кремнии практически полностью ионизированы.
Следовательно, в примесных полупроводниках всегда имеются носители заряда
двух типов- электроны и дырки, — но концентрации их резко различны Принято
называть носители преобладающего типа основными (в полупроводнике п-гниа —
электроны), а носители другого типа — неосновными (в полупроводнике и-тнна -
дырки). Концентрация основных носителей заряда определяется в основном коли-
чеством ионизированных примесных атомов.
Иногда в полупроводник вводят примеси, которые являются электрически ней-
тральными. но они влияют на работу полупроводниковых приборов
Приповерхностный слой полупроводников характеризуется нару-
шением периодичности решетки и наличием адсорбированных ато-
мов, что обусловливает различие свойств и параметров полупровод-
ника в объеме и приповерхностном слое
Для изготовления полупроводниковых приборов и ИМС исполь-
зуют выпускаемые промышленностью пластины кремния четырех
видов: однослойные р- и л-типов; двухслойные р- или л-типа с эпи-
таксиальным л-слоем, покрытые оксидом либо нитридом кремния;
двухслойные p-типа с эпитаксиальным л-слоем и скрытым п -слоем,
гетероэпитаксиальные структуры типа кремний на сапфире.
Однослойные пластины кремния р- и л-типов получают резкой
171
слитков монокристаллического кремния диаметром 50—150 мм на
пластины толщиной 0,25—0,4 мм. Промышленностью выпускаются
слитки монокристаллического кремния, которые в зависимости от
типа электропроводности и значения удельного сопротивления под-
разделяются на пять групп.
Подготовка пластин, получаемых из слитков монокристалличе-
ского кремния, является одним из важнейших этапов производства
ИМС и включает в себя следующие операции: ориентацию слитков
по кристаллографическим осям, резку слитков на пластины, шли
фование, полирование, травление и очистку поверхностей.
В настоящее время выращивание слитков производится с по-
мощью метода Чохральского и зонной плавкой, причем первый
метод является основным для получения пластин большого диа-
метра (102, 127 и 152 мм).
Перед резкой на пластины слиток шлифуют до точного диа-
метра, на нем по всей длине изготовляют срезы для различения
типов электропроводности и кристаллографической ориентации, по
еле чего шлифованный слиток подвергают травлению смесью пла-
виковой, азотной и уксусной кислот для удаления поврежденного
слоя (0,3-0,5 мкм).
Основным методом разделения слитков на пластины является
резка алмазным диском с внутренней режущей кромкой, которая
обеспечивает высокую плоскопараллельность пластин, малую ши-
рину реза (0,15—0,2 мм) и высокую производительность.
Шлифование производят с целью устранения нарушенного при-
поверхностного слоя и обеспечения равномерности пластин по тол-
щине. Используют, как правило, двустороннюю шлифовку с по-
мощью алунда. Толщина удаленного слоя составляет 60—100 мкм.
Современные шлифовальные станки с электронным управлением
для подачи суспензии и повышения давления шлифовальпика поз-
воляют обрабатывать пластины диаметром до 150 мм с высокой
точностью (разброс по толщине 1,2 мкм, параллельность 0,5 мкм)
С целью удаления сколов и острых выступов на краях пластин у
них сош/шфовывают фаску.
Для устранения дефектов, возникающих при резке слитков на
пластины, а также для получения непористой и чистой обратной
стороны пластины подвергают химическому травлению на глубину
10—30 мкм.
Обеспечение зеркальной рабочей поверхности пластин дбети
гается обработкой на полировальных станках с применением
коллоидального раствора или мелкодисперсного порошка оксида
кремния, суспензированного в щелочном растворе. В основном ис-
пользуют химико механический метод с применением жесткого или
гибкого крепления пластин. Современные установки обеспечивают
скорость полирования до 0,017 мкм/с, производительность 50—
60 пластин в час.
К полупроводниковым пластинам наряду с требованиями в от-
ношении электрофизических параметров предъявляются особые тре-
бования к совершенству структуры (по плотности дислокации), от-
172
клонению геометрических размеров от заданных, качеству обра-
ботки и состоянию поверхности, механической прочности. Поэтому
после подготовки пластины подвергают контролю и сортировке.
Кроме однослойных кремниевых пластин в изделиях микро-
электроники находят применение монокристаллические пластины
фосфидов индия и галлия, арсенида и антимонида галлия, селе-
нида кадмия и других полупроводниковых соединений. Основные
характеристики однослойных пластин из этих материалов приведе-
ны в табл. 6.2.
Таблица 6.2
Технические характеристики монокристаллических
полупроводниковых пластин
Параметр Монокристаллы
кремний фосфид индия фосфид галлия сапфир селейид кадмия
Тип электро- проводности п. р п, р п. р
Диаметр, мм Отклонение от диаметра, мм 50—150 До 60 ±0,5 До 60 ±0.5 До 60 ±0,8 60
Толщина, мкм Прогиб, мкм 200 -400 400 ±5 90 400 ±5 20 350 ±50 50
Ориентация по- верхности (100). (111). (ИО) (111), (ЮО) (111). (ЮО) (1012) ±2
Концентрация носителей заряда, см 3 — 1-10|ь— 5- 101в 2-10'°— 5-1018 — —
Подвижность электронов, см2/(В-с) 1100 - 4500 40 200 (при тем- пературе 300 К) 400—700 (при тем- пературе 300 К)
Плотность дис- локаций, см2 — 5I03— 1 • I05 Не более 1-10л — 1-Ю5 — 1-10* 1-10*
Удельное сопро- тивление полуизо- лирующего мате риала, Ом-см Легирующая примесь 0,005 50 10s Не , менее 107 0,1 — 10; (О6—10'°
Р, В, Sb Sn, Те. Fe S. Те, Zn,' Сг, Мп Si. Fe, Al, Mg
Поверхность Полиро- ванная Полиро- ванная Полиро- ванная Полиро- ванная
Для изготовления полупроводниковых ИМС различного назна-
чения наибольшее применение получили двухслойные кремниевые
пластины различных марок.
Двухслойные пластины маркируются дробью с числовым коэффициентом, на
пример 80
10 КЭФ-0,1
200 КДБ I
Числовой коэффициент перед дробью означает диаметр
пластины (80 мм), первая цифра в числителе соответствует толщине 'эпитаксиаль-
ного слоя (10 мкм). а в знаменателе — толщине пластины р-типа (200 мкм). Вто-
рые цифры в числителе и знаменателе соответствуют удельным сопротивлениям
173
эпитаксиального слоя (0.1 Ом-см) и исходной пластины (1 Ом-см). Буквы означают:
К — кремний; Д, Э дырочная и электронная электропроводность соответственно;
Б Ф — легирующие элементы (бор, фосфор).
Технические характеристики двухслойных кремниевых пластин
приведены в табл. 6.3.
Таблица 6.3
Технические характеристики эпитаксиальных кремниевых структур
с оксидом или нитридом кремния
Параметр Подложка Эшп акси- альный слой Слой оксидл кремния Слой нитрида кремния
Тип электропроводности р или п п —
Диаметр, мм 50 76 50 76 50 76 50 76
Толщина структуры мкм 300 500 — —
Толщина слоя, мкм Удельное сопротивление, — 0.5 5.0 0 1 —I 0.05—0.6
Ом • см 0,01 10 0,01- 10 — —
Плотность дислокаций, см 2 Плотность дефектов упаков- — 1 • 103 — — ,
ки, см 2 — 1-102 — —
Э.тектр’ическая прочность, В/см — 1-Ю6 5-Ю6
Заряд па границе раздела Si — S1O2 и Si — ShN<, см 2 5-10" 5-Ю'2
Пористость диэлектрика, см ~2 10 10
Двухслойные нласгины со скрытыми слоями маркируются следующим образом,
.... КЭФ 0,2/2 КЭМ5 „
например 100---- , где 2 КЭМ5 характеристика скрытого слоя
300 КДБ-10
кремния (К) электронной электропроводности (Э). легированного мышьяком (М)
толщиной 2 мкм и удельным поверхностным сопротивлением 5 Om/D
В табл 6.4 приведены основные характеристики таких пластин
Таблица 6.4
Технические характеристики эпитаксиальных кремниевых структур
со скрытыми слоями
Параметр Подложка я+-слой Р ‘-СЛОЙ Эпитакси- альный слой
Диаметр, мм 60. 76 — —
Толщина, мкм 400 500 5 ±20% 1.6 ±20% (2-8) ±
Удельное поверхностное со- противление скрытого слоя. Om/D 10—50 35 ±20% ±10%
Удельное сопротивление. Ом-см 10 0.3—1.5
Плотность дефектов упаков- ки с.м ”2, не более 1 •!()’
Плотность дислокаций, см 2, более 0 — — 1-10*
Структурное совершенство эпитаксиальных слоев, наличие за-
данных профилей распределения легирующих примесей, сочетание
в одной структуре слоев с различным типом электропроводности
обеспечивают формирование на основе двухслойных полупровод-
никовых пластин больших и сверхбольших интегральных микро-
схем.
Для изготовления ИМС с улучшенными изоляционными свой-
ствами и повышенной радиационной стойкостью используют за-
казные пластины диаметром 40 мм из поликристаллического крем-
ния, в котором сформированы «карманы» монокристаллического
кремния л типа, изолированные слоями оксида (нитрида) кремния,
и пластины гетероэпитаксиальных структур кремния на сапфире
(табл. 6.5) Последние применяют также для изготовления терми-
сторов и тензочувствительных датчиков В этом случае используют
профилированные сапфировые подложки, в которых формируют
профиль заданных топологии и глубины, а слой кремния наносят на
плоской стороне.
Для изготовления запоминающих и логических устройств боль-
шой емкости и повышенной надежности при малом потреблении
энергии используют эпитаксиальные структуры магнитных гранатов.
При этом выпускаемые промышленностью пластины диаметром
40 мм представляют собой подложку из Cd3Ga5O12 толщиной
500 мкм с эпитаксиальным слоем из (YSrnGa)3(Fe, Ge)5O12 тол-
щиной 4—6 мкм.
Пластины характеризуются намагниченностью, насыщения 150
250 Гс, коэрцитивностью 0,3 Э, подвижностью доменной стенки
более 1000 см/(с-Э) и температурой точки Кюри более 450 К
Изготовление микроэлектронных СВЧ-изделий, солнечных бата-
рей и зарядных устройств бытовой электроники основано на ис-
пользовании пластин из арсенида галлия. Для этих целей служат
пластины с эпитаксиальной структурой арсенид галлия — алюми-
ний диаметром 35 50 мм и толщиной 350—450 мкм.
Разработаны и выпускаются отечественной промышленностью
эпитаксиальные р-л-структуры фосфида галлия, которые являются
Табл и ц а 6.5
Технические характеристики пластин кремния на сапфире
Параметр Подложка Г етероэпитаксиальный слой
Структура Диаметр, мм Толщина, мкм Тин электропроводности Ориентация поверхности Удельное сопротивление. Ом • см Подвижность носителей за ряда. см2/(В с), не менее Монокр металлическая 31, 40, 60 200—300 (1012) Изолятор Монокристаллическая 31, 40. 60 2 20 «. Р (100) 0,001—5 100
175
Таблица 66
Технические характеристики эпитаксиальных
р-л-структур фосфида галлия
Парам?! р Подложка 1-й эпитаксиаль- ный с л off 2-й эпитаксиаль- ный слой
Матерна.) Тип электропроводности Ориентация поверхности Легирующая примесь Концентрация носителей заряда, cmj Толщина, мкм GaP л (111) В S 3-Ю'7 300—400 GaP п Те, N 5-Ю16—5-Ю17 35-20 GaP Р Zn, О 3 1017— 1 - Ю18 10—20
основой для изготовления цифробуквенных индикаторов в дискрет-
ном исполнении и светодиодов красного, оранжевого, желтого, жел-
то-зеленого и зеленого свечения (табл. 6.6).
Данные структуры имеют площадь 5 см2 и обеспечивают соз-
дание индикаторных устройств с удельной яркостью 400—
1000 (кд/м2)/(А/см2) и длиной волны излучения в максимуме
от 565 до 700 мм
Широкая номенклатура полупроводниковых пластин из различ-
ных материалов обеспечивает создание полупроводниковых ИМС
и других изделий микроэлектроники различного конструктивно-
технологического исполнения и функционального назначения.
§ 6.3. ПОДЛОЖКИ ПЛЕНОЧНЫХ И ГИБРИДНЫХ ИМС
Подложки в технологии изготовления и конструировании пле-
ночных и гибридных ИМС в микросборках играют очень важную
роль. Подложки являются основанием для группового формиро-
вания на них ИМС, главным элементом конструкции ИМС и микро-
сборок, выполняющим роль механической опоры, обеспечивают
теплоотвод и электрическую изоляцию элементов.
ф Подложка — аготовка, предназначенная для нанесення на нее элементов
гибридных и пленочных ИМС, межэлементных и (или) межкомпонентных со-
единений, а также контактных площадок.
Материал, геометрические размеры и состояние поверхности
подложек во многом определяют качество формируемых элементов
и надежность функционирования ИМС и микросборок Различные
способы формирования пленочных элементов, монтажа и сборки,
а также многообразие выполняемых гибридными ИМС функций
диктуют разнообразные и даже противоречивые требования к под
ложкам Материал подложки должен обладать:
высоким удельным электрическим сопротивлением изоляции,
низкой диэлектрической проницаемостью и малым тангенсом угла
диэлектрических потерь, высокой электрической прочностью для
176
обеспечения качества электрической изоляции элементов и компо-
нентов как на постоянном токе, так и в широком диапазоне частот;
высокой механической прочностью в малых толщинах, обеспе-
чивающей целостность подложки как в процессе изготовления ИМС,
так и при ее эксплуатации в условиях климатических и механи-
ческих воздействий;
высоким коэффициентом теплопроводности для эффективной пе-
редачи теплоты от тепловыделяющих элементов и компонентов к
корпусу (для ИМС) или элементам конструкции блока (для микро-
сборок) ;
высокой химической инертностью к осаждаемым материалам
для снижения временной нестабильности параметров пленочных
элементов, обусловленной физико-химическими процессами на гра-
нице раздела пленка — подложка;
высокой физической и химической стойкостью к воздействию
высокой температуры в процессе нанесения тонких пленок, термо-
обработки паст при формировании толстых пленок и сборки ИМС;
стойкостью к воздействию химических реактивов при электро-
химических и химических методах обработки и формирования пле-
ночных элементов;
минимальным газовыделением в вакууме во избежание загряз-
нения наносимых пленок;
способностью к хорошей механической обработке (полированию
поверхности, резке).
Кроме того, материал подложки должен иметь температурный
коэффициент линейного расширения (ТК I) по возможности близ-
ким к ТК I напыляемых материалов пленок для обеспечения доста-
точно малых механических напряжений в пленках, быть недефи-
цитным и недорогим.
Структура материала подложки и состояние ее поверхности ока-
зывают существенное влияние па структуру наносимых пленок и
параметры пленочных элементов. Большая шероховатость поверх-
ности подложки, наличие на ней микронеровностей уменьшают
толщину наносимых пленок, вызывают локальное изменение элек-
трофизических свойств пленок и тем самым снижают воспроиз-
водимость параметров пленочных элементов и их надежность. По-
этому для обеспечения высокой надежности и воспроизводимости
параметров пленочных элементов подложки должны иметь мини-
мальную шероховатость поверхности, быть без пор и трещин и пре-
дельно чистыми. Так, при нанесении тонких пленок толщиной до
100 нм допустимая высота микронеровностей не должна превышать
25 нм, что соответствует 14-му классу чистоты поверхности подло-
жек для тонкопленочных ИМС.
Толстые пленки наносят толщиной до 50 мкм, поэтому под-
ложки для толстопленочных ИМС могут иметь микронеровности
до 2 мкм, что соответствует 8-му классу чистоты (не хуже).
В настоящее время нет такого материала для подложек, ко-
торый в одинаковой мере удовлетворял бы этим разнообразным
требованиям. Многие органические материалы не могут быть ис-
7—1187
177
пользованы в качестве подложек, поскольку изготовление пленоч-
ных элементов микросхем ведется в вакууме и при повышенных
температурах. Исключение составляют лишь некоторые полимерные
материалы, например лавсан. Поэтому для изготовления подложек
используют в основном стекло, керамику, ситалл и фотоситалл.
Стекло. Из стекол лучшими для подложек являются боро-
силикатные и алюмосиликатные сорта. Путем листового проката
этих стекол получают достаточно гладкую поверхность, не прибе-
гая к полированию. Полирование уменьшает микронеровности (ме
нее 10 нм), но оно значительно дороже листового проката. Кроме
того, при полировании стеклянных подложек могут ухудшиться их
поверхностные свойства.
Применение щелочных стекол ограничено нестабильностью их
свойств, поскольку при нагреве в электрическом поле наблюдается
интенсивное выщелачивание. К недостаткам подложек из стекла
следует отнести также малую теплопроводность, что не позволяет
применять их при повышенном нагреве. При интенсивном нагреве
предпочтительнее стекло «Пирекс», а также кварц и кварцевое
стекло.
Керамика. Керамическими материалами для подложек тон
копленочных и толстопленочных микросхем являются керамика на
основе окиси алюминия, керамика «Поликор» и бериллиевая ке
рамика. Каждый из этих материалов имеет свои преимущества
и недостатки. Например, бериллиевая керамика (99,5% ВеО) об-
ладает хорошими тепловыми свойствами, но по прочности уступает
керамике из окиси алюминия Керамика на основе окиси алюминия
(96% А12О3) имеет высокую механическую прочность, стабильность,
электрических и физических характеристик в широком температур
ном диапазоне, однако значительно уступает бериллиевой керами-
ке по теплопроводности.
Важным преимуществом керамических подложек по сравнению
со стеклянными является их высокая теплопроводность. Так, на-
пример, керамика па основе окиси бериллия имеет в 200 250 раз
большую теплопроводность, чем стекло. Однако даже незначитель-
ная добавка некоторых примесей (например, окиси алюминия)
резко снижает теплопроводность керамики.
К недостаткам керамики относится значительная шерохова-
тость поверхности. Микронеровности необработанной керамики мо-
Iут составлять несколько тысяч ангстрем и сильно уменьшаются
после полирования; однако полирование может загрязнить поверх-
ность и изменить свойства керамики. Существенное снижение шеро
ховатости достигается глазурованием поверхности керамики тонким
слоем бесщелочного стекла или покрытием тонким слоем окиси
тантала. При этом высокая теплопроводность керамической основы
сочетается с гладкой поверхностью стеклянной глазури.
Ситалл. Ситалл — стеклокерамический материал, получае-
мый путем термообработки (кристаллизации) стекла. По свойст-
вам ситалл превосходит исходное стекло. В отличие от большинст
ва высокопрочных тугоплавких кристаллических материалов ситалл
178
хорошо обрабатывается. Его можно прессовать, вытягивать про-
катывать и отливать центробежным способом.
Температура деформации ситалла выше температуры начала
размягчения исходного стекла. Ситалл выдерживает в воздушной
среде резкие перепады температуры от 60 до 4-700°С. Он обла-
дает высоким электрическим сопротивлением, которое несколько
уменьшается с повышением температуры. Но электрической проч-
ности ситалл не уступает лучшим видам вакуумной керамики, а по
механической прочности он в два-три раза прочнее стекла. Ситалл
обладает высокой химической стойкостью к кислотам, не порист,
дает незначительную объемную усадку, газонепроницаем и имеет
малую газоотдачу при высоких температурах
Фотоситалл. Фотоситалл — стеклокристаллический мате-
риал, получаемый путем кристаллизации светочувствительного стек
ла, состоящий из окиси кремния (75%), окиси лития (11,5%),
окиси алюминия (10%) и окиси калия (3,5%) с небольшими до-
бавками азотнокислого серебра и двуокиси церия. Фотоситалл ус-
тойчив к кислотам, обладает высокой механической и термической
стойкостью. Его теплопроводность в несколько раз превышает теп-
лопроводность ситалла. Основные характеристики материалов под
ложек представлены в табл. 6.7.
Геометрические размеры подложек стандартизированы. Под-
ложки из стекла имеют размеры 50X50, 48X60, 60X96, 100X100
и 96X120 мм из ситалла 48X60, 60X96 и 96X120 мм, из «Поли-
кора» 24X30 мм. Толщина подложек составляет 0,6 и 1,6 .мм,
непараллельность плоскостей не превышает 0,05 мм. Обычно па
стандартной подложке групповыми методами изготовляют несколь-
ко пленочных ИМС. Безотходное деление подложек с ИМС на
части, кратные двум и трем, дает нормализованный ряд типораз-
меров плат.
ф Плата — часть подложки гибридной (пленочной) ИМС, на поверхности ко-
торой нанесены пленочные элементы микросхемы, межэлементные и меж-
компонентные соединения, а также контактные площадки.
Как правило, размеры плат соответствуют посадочным местам
используемых для гибридных ИМС стандартных корпусов
(табл. 6 8)
В микросборках применяются платы и других размеров.
В промышленных условиях для изготовления тонкопленочных
маломощных ИМС и микросборок наиболее широко используют
подложки из ситалла СТ50-1, а для изготовления гибридных ИМС
и микросборок на основе толстых пленок — подложки из керамики
22ХС и «Поликор».
В последнее время для изготовления гибридных БИС и микро-
сборок применяют гибкие подложки из полимерных материалов.
Наибольшее распространение получили полиимидные пленки тол-
щиной 40—50 мкм, которые допускают двустороннюю обработку
и вакуумное нанесение металлических пленок для создания двух-
слойной разводки, а также фототравление отверстий для создания
Т
179
Тангенс угла лиэ.
Таблица 6.8
Основные размеры плат
Длина, мм 60 48 30 24 20 16 16 12
Ширина, мм 48 30 24 20 16 12 10 10
оо
о
“7 । ।
оо
металлизированных переходов между слоями. Размеры таких под
ложек составляют 60X48 и 100X100 мм. Основными преимущест-
вами гибких подложек являются способность изгибаться и сверты-
ваться в трех плоскостях, принимать форму корпуса сложной кон-
струкции, а также малые толщины и масса, ударопрочность. Гиб-
кие подложки могут сочетаться с жесткими, что является наиболее
целесообразным при создании гибридных БИС и микросборок с
многослойной разводкой.
Наиболее перспективными для гибридных БИС и микросборок
являются металлические подложки (платы), поверхность которых
покрывают относительно тонким (40—60 мкм) слоем диэлектрика
Для этих целей используют алюминиевые пластины с анодирован-
ной поверхностью, стальные пластины, покрытые стеклом или поли-
имидным лаком, и др. Размеры таких подложек достигают 100X
X ЮО мм. Металлические подложки существенно улучшают тепло-
отвод от компонентов, обеспечивают необходимую жесткость кон-
струкции гибридных БИС и микросборок; в ряде случаев металли-
ческая подложка служит в качестве одной из шин питания.
5 6.4. ВИДЫ ЗАГРЯЗНЕНИЙ ПОВЕРХНОСТИ ПОДЛОЖЕК
И МЕТОДЫ ИХ УДАЛЕНИЯ
Электрические характеристики ИМС и их надежность во многом
обусловливаются степенью совершенства кристаллической решетки
и чистотой обрабатываемой поверхности пластин и подложек. По-
этому обязательным условием получения бездефектных полупровод-
никовых и пленочных структур является отсутствие на поверхности
пластин и подложек нарушенного слоя и каких-либо загрязнений.
Как известно, нарушенный приповерхностный слой полупровод-
никовых пластин является следствием их механической обработки.
Используемые при подготовке пластин методы шлифования, поли-
рования и травления позволяют удалить нарушенный слой
(рис 6.1) Однако атомы материала пластины (подложки), распо
ложенные на ее поверхности, имеют намного больше ненасыщен-
ных связей, чем атомы в объеме. Этим объясняются высокие ад-
сорбционные свойства и химическая активность поверхности
пластин.
В условиях производства ИМС пластины и подложки соприкаса-
ются с различными средами, и полностью защитить их от адсорб
ции различного рода примесей невозможно. В то же время получить
идеально чистую поверхность (без посторонних примесей) тоже
181
Нарушенный слой
нарушенный слой
Нарушенный слои <2,5и мкм
Нарушенного слоя практически нет
Рис. 6.1 Изменение толщины нару-
шенного слоя при механической
обработке монокристаллических по-
лупроводниковых пластин:
I — после резки, 2 — после шлифов а
ния- 3 — после полировании; 4 — после
травления
практически невозможно. Поэтому
применяемое в технике понятие «чис-
тая поверхность» имеет относитель-
ный характер. Технологически чистой
считают поверхность, которая имеет
концентрацию примесей, не препят-
ствующую воспроизводимому полу
чению заданных значений и стабиль-
ности параметров ИМС. Допустимая
концентрация примесей на поверх-
ности пластин зависит от сложности
ИМС и способа ее формирования, в
худшем случае она не должна превы-
шать 10 8 г/см2
Для обеспечения эффективной
очистки с целью получения техноло-
гически чистой поверхности пластин
(подложек) необходимо знать источ-
ник и вид загрязнения, характер его
поведения на поверхности, методы
удаления.
Источники загрязнений Основ-
ными источниками загрязнений по
верхности пластин и подложек явля-
ются: абразивные и клеящие мате-
риалы, кремниевая пыль при меха-
нической обработке; пыль в произ-
водственных помещениях; предметы,
с которыми соприкасаются пластины
и подложки (оборудование, инструмент, оснастка, технологическая
тара); технологические среды; органические и неорганические реа-
генты, вода; одежда и открытые участки тела операторов и др.
Загрязнение пластин и подложек практически возможно на всех
операциях технологического процесса изготовления кристаллов и
сборки ИМС.
Виды загрязнений. Возможные загрязнения на поверхности
пластин и подложек классифицируют, как правило, по их физико-
химическим свойствам, так как они определяют выбор методов
удаления загрязнений. Наиболее распространенными являются
загрязнения следующих видов:
Физические загрязнения — пылинки, ворсинки, абра-
зивные материалы, силикаты, кремниевая пыль и другие посто-
ронние частицы химически не связанные с поверхностью пластин
и подложек
Загрязнения, химически связанные с по-
верхностью пластин и подложек, — оксиды, нитриды и другие
соединения.
182
Органические загрязнения неполярные жиры,
масла, силиконы и другие неионные примеси.
Растворимые в воде полярные загрязнони я—
соли, кислоты, остатки травителей, флюсы и пр.
Газы, адсорбированные поверхностью пластин
и подложек.
На поверхности пластин и подложек одновременно могут при-
сутствовать загрязнения различных видов. Типичные загрязнения
и их источники, встречающиеся в технологии полупроводниковых
ИМС, приведены в табл. 6.9 Наиболее трудно удаляются органиче-
ские и химически связанные с поверхностью загрязнения, а также
загрязнения от абразивных материалов, полярные газы и ионы,
внедренные в приповерхностный слой пластин.
Методы удаления загрязнений Для удаления загрязнений ис-
пользуют различные методы, на физических принципах которых
разрабатывают процессы очистки По механизму протекания про-
цессов все мето 1Ы очистки классифицируют на физические и хими-
ческие, а ио применяемым средствам — на жидкостные и сухие
(рис. 6.2). В основу способа очистки положен один из трех мето-
дов удаления загрязнений с поверхности:
механическое удаление частиц загрязнителя потоком жидкости
или газа;
растворение в воде;
химическая реакция.
К физическим методам удаления загрязнений относят раство-
рение, отжиг, обработку поверхности ускоренными до больших
Таблица 6.9
Типичные загрязнения полупроводниковых пластин и их источники
Загрязнения Возможные источники
Волокна (нейлон, цел- люлоза и т. д.) Силикаты Окислы н окалина Масла н жиры Одежда, ткани бумажные изделия Горные породы, песок, почва, зола пепел Продукты окисления некоторых металлов Масла от машинной обработки, отпечатки пальцев, жиры с открытых участков тела, средства для волос, мази, лосьоны
Силиконы Аэрозоли для волос, кремы, лосьоны после бритья, лосьоны для рук, мыло
Металлы Порошки и отходы машинной обработки и шлифовки, изготовление металлических частей; частицы из металли ческих банок для хранения и металлических контейнеров
Ионные примеси Продукты дыхания отпечатки пальцев (хлорид на- трия); примеси из очищающих растворов, содержащие ионные детергенты, некоторые флюсы; примеси от пред варительной химической операции, такой, как травление
Неионные примеси или металлизация Неионные детергенты, органические материалу для
Растворимые примеси обработки Очищающие растворители и растворы
183
энергий ионами инертных газов Эти методы используют в основном
для удаления загрязнений, расположенных на поверхности. Для
удаления загрязнений на поверхности и в приповерхностном слое,
в том числе тех, которые находятся в химической связи с материа-
лом пластины или подложки, используют химические методы
удаления. Они основаны на переводе путем химической реакции
загрязнений в новые соединения, которые затем легко удаляются
(травление, обезжиривание).
йй Очистка, при которой удаляется приповерхностный слой пластины или под-
w ложки, называется травлением.
Жидкостная очистка предусматривает использование водных и
других растворов различных реактивов. Целый ряд органических
жировых загрязнений не растворяется в воде и препятствует
смачиванию водой и большинством растворов обрабатываемой по-
верхности (поверхность гидрофобная). Для обеспечения равномер-
ной очистки поверхность пластин и подложек переводят в гидро-
фильное, т. е. хорошо смачиваемое водой, состояние.
ЛЧ Процесс удаления жировых загрязнений, сопровождаемый переводом поверх-
ности из гидрофобного состояния в гидрофильное, называется обезжириванием
Сухая очистка основана на использовании отжига, газового,
ионного и плазмохимического травления Эти способы исключают
применение дорогостоящих и опасных в работе жидких химических
184
реактивов, они более управляемы и легче поддаются автоматиза-
ции. Процессы сухой очистки являются наиболее эффективными
также при обработке локальных участков и рельефной поверхности.
$ 6.S. СПОСОБЫ ЖИДКОСТНОЙ ОБРАБОТКИ ПЛАСТИН
И ПОДЛОЖЕК
К способам жидкостной обработки поверхности пластин и подло-
жек относят физическое и химическое обезжиривание, химическое
и электрохимическое травление, промывание в воде.
Обезжиривание Физическое обезжиривание основано на отрыве
молекул жира от поверхности при ее взаимодействии с органически-
ми растворителями. Отрыв вызывается собственными колебаниями
молекул жира и притяжением их молекулами растворителя. Для
этого пластины (подложки) погружают в резервуар (ванну) с
растворителем. После отрыва молекулы жира равномерно распреде-
ляются по всему объему ванны, что приводит к загрязнению раст-
ворителя и обратному процессу адсорбции молекул жира очи-
щенной поверхностью Во избежание последнего требуется посто-
янное освежение растворителя. В качестве растворителей наиболее
часто применяют четыреххлористый углерод, бензол, толуол, изо-
пропиловый спирт, фреон и др., в которых эффективно растворяется
большинство жировых загрязнений. Определяющими параметрами
процесса являются температура и время. Растворимость жиров
увеличивается с повышением температуры. Поэтому обезжиривание
осуществляют в горячих или кипящих растворителях.
Несмотря на высокую эффективность очистки в органических
растворителях, технология такого обезжиривания связана с опреде-
ленными трудностями (многократная очистка, большой расход,
высокая стоимость и токсичность большинства растворителей).
Исключительными особенностями обладает фреон, который не ток-
сичен и обеспечивает высокую эффективность очистки.
Химическое обезжиривание основано на разрушении молекул
жира растворителями, не воздействующими на материал пласгинй
(подложки). Его отличительной особенностью является отсутствие
вероятности повторного загрязнения пластин.
Для химического обезжиривания кремниевых пластин наиболее
часто применяют горячий (75 80°С) перекисно-аммиачпый раст-
вор (водный раствор смеси пергидроля Н2О2 и щелочи NH4OH),
который удаляет все жиры. Процесс обезжиривания сопровожда-
ется выделением атомарного кислорода в результате разложения
пергидроля (этому способствует и наличие щелочи). Атомарный
кислород окисляет как органические, так и неорганические за-
грязнения
Для очистки, основанной на переводе омыляемых жиров в
легко растворимые в воде мыла (соли), применяют обработку
поверхности в мыльных растворах. Этим способом удаляют расти-
тельные и животные жиры — загрязнения от остатков сложных
эфиров глицерина и высокомолекулярных opi эпических кислот.
185
Химическое обезжиривание характеризуется низкими токсич-
ностью и стоимостью.
Травление. Процесс травления пластин и подложек состоит в
растворении их поверхности при взаимодействии с соответствующи-
ми химическими реагентами (щелочами, кислотами, их смесями и
солями) В результате удаляются приповерхностный слой и имею-
щиеся на поверхности загрязнения Различают химическое и элек
трохимическое травление полупроводников.
Химическое травление пластин кремния происходит на границе
твердой и жидкой сред, и его можно рассматривать как гетеро-
генную реакцию Процесс травления состоит из пяти стадий: диф-
фузии реагента к поверхности; адсорбции реагента; поверхностной
химической реакции, десорбции продуктов реакции; диффузии про-
дуктов реакции от поверхности. Скорость всего процесса определя-
ется скоростью наиболее медленной (контролирующей) стадии. При
травлении кремния контролирующими стадиями могут быть либо
диффузия реагента к поверхности, либо поверхностная химическая
реакция, что определяется видом травителя, и энергией активации
стадий процесса.
Травители для которых контролирующей стадией является диффузия, назы-
ваются полирующими.
Скорость травления итр в полирующих травителях определяется
скоростью диффузии реагента оЛ и зависит от градиента его кон-
центрации:
Ктр = vA = D(Nn6 — Naa„)/6, (6.1)
где D — коэффициент диффузии реагента, зависящий от природы и
энергии активации молекул реагента; Nn6 и N„OB — концентрация
реагента в объеме и на поверхности; б — толщина приповерхност-
ного слоя травителя, в котором существует градиент концентрации.
При этом скорость травления нечувствительна к физическим и
химическим неоднородностям поверхности, слабо зависит от темпе-
ратуры Вследствие более высокого градиента концентрации высту
пы на поверхности травятся быстрее впадин. Поэтому полирующие
травители хорошо сглаживают шероховатости, выравнивая микро-
рельеф. Типичными полирующими травителями для кремниевых
пластин являются смеси азотной и фтористоводородной (плавико-
вой) кислот.
Существуют две теории саморастворения кремния в травителях:
химическая и электрохимическая. Согласно химической теории.
поверхностные химические реакции при полирующем травлении
протекают в два этапа: окисление поверхностного слоя и перевод
оксида в растворимую соль. Роль окислителя выполняет азотная
кислота:
Si 4- 4HNO3—>SiO2 4~ 4NO2 4-2Н2О (6.2)
186
Фтористоводородная кислота является комплексообразовате-
лем, который переводит оксид кремния в тетрафторид:
SiO2 + 4HF—SiF4 + 2H2O (6.3)
В соответствии с электрохимической теорией взаимодействие
между полупроводником и травителем обусловлено тем, что на
поверхности пластины при погружении ее в травитель существуют
анодные и катодные микроучастки, между которыми возникают
локальные токи. На анодных участках происходит окисление крем-
ния с последующим растворением оксида и образованием кремний-
фтористоводородной кислоты, на катодных—восстановление окис-
лителя (азотной кислоты). В процессе травления микроаноды и
микрокатоды непрерывно меняются местами. Результирующее урав-
нение реакции при этом имеет вид
3Si + 4HNO3 4- 18HF = 3H2SiF6 + 4NO + 8Н2О (6.4)
Следует отметить, что очистке поверхности полупроводниковых
пластин путем их обработки в полирующих травителях предшеству-
ет обязательное обезжиривание поверхности.
Для ряда травителей энергия активации химической реакции
Д£а на порядок и более превышает энергию активации, определяю-
щую скорость диффузии реагента. В этом случае скорость травле-
ния определяется скоростью химической реакции ц>:
(6.5)
цтр = цр со (М,)°(А/в)л ^р (—Д£о/(/?7’),
где ,\'Л и Nb — концентрации реагирующих веществ, R — универ-
сальная газовая постоянная; а и b — показатели, численно равные
коэффициентам в уравнении химической реакции.
Поскольку энергия активации химической реакции зависит от
неоднородности поверхности, скорость травления чувствительна к
состоянию поверхности. Так как различные кристаллографические
плоскости структуры кремния имеют разное значение Д£ач то
скорость травления зависит от ориентации пластин, а также от
температуры.
Травители, для которых контролирующей стадией является химическая реак-
ция. называются селективными.
В качестве селективных травителей пластин кремния используют
водные растворы щелочей (например, NaOH, КОН) и гидразин
гидрат (NH2)2H2O.
Для селективных травителей характерная разница скоростей
травления в различных кристаллографических направлениях дости-
гает одного порядка и более. Так, для щелочных травителей изме-
нение скорости травления соответствует схеме (100) > (110) > (111).
Травление с большой разницей скоростей травления в различ-
ных кристаллографических направлениях называют анизотропным.
Селективное травление используют для локальной обработки по-
187
лупроводниковых пластин, в том числе для создания изолирующих
областей при изготовлении ИМС.
Электрохимическое травление основано на химических превра-
щениях, которые происходят при электролизе. Для этого полупро-
водниковую пластину (анод) и металлический электрод (катод)
помещают в электролит, через который пропускают электрический
ток. Процесс является окислительно-восстановительной реакцией,
состоящей из анодного окисления (растворения) и катодного вос-
становления. Кинетика анодного растворения определяется концен
трацией дырок, генерируемых на поверхности полупроводниковой
пластины.
Электрохимическое травление кремниевых пластин производят
в растворах, содержащих плавиковую кислоту, при возрастающей
плотности тока. При этом вначале происходит образование на
поверхности пластины слоя оксида кремния, в состав которого
входит фтористокремниевый комплекс SiF2, окисляющийся в водных
растворах с выделением водорода согласно реакции
nSi + 2nHF—► (SiF2)„ -f- 2nH -j-2ne~ (6.6)
(SiF2)„ + 2nH2O -*nSiO2 + 2nHFf + nH2f (6.7)
Затем происходит анодное растворение кремния в плавиковой
кислоте:
SiO2 + 6HF ^H2SiF6 + 2Н2О (6.8)
Такой процесс называют также, электрополировкой.
Электрохимическое травление применяют как для очистки по-
верхности пластин, так и для их локальной обработки.
Промывание пластин и подложек На различных этапах изго-
товления ИМС производят неоднократно промывание пластин и
подложек. Для промывания применяют дистиллированную, биди-
стиллированную и деионизованную воду. Промывание обязательно
производится после обезжиривания и травления. Его назначение
удаление остатков загрязнений, продуктов реакции и остатков
реагентов.
Интенсификация процессов очистки Для ускорения наименее
медленных стадий процессов очистки с целью повышения качества
очистки и производительности процессов используют различные
способы их интенсификации, которые достигаются применением
физических, химических и комбинированных средств.
К физическим средствам относятся нагрев, кипячение, вибра-
ция, обработка струей, гидроциркуляцией, протоком, гидромехани-
ческая обработка, центрифугирование, ультразвуковая обработка,
плазма. К химическим средствам относятся поверхностно-актив-
ные вещества комплексообразователи, катализаторы. Комбиниро-
ванные средства основаны на использовании физических и хими-
ческих средств
Применение тех или иных средств позволило разработать наи-
более эффективные способы обезжиривания, травления, промыва
188
ния и создать необходимое для их осуществления оборудование.
Наиболее распространенными и эффективными способами жид-
костной обработки в промышленных условиях являются ультра-
звуковая очистка в растворителях, химико-динамическое травле-
ние, анодно-механическое травление.
При ультразвуковой очистке (рис. 6.3) пластины / помещают в
ванну с водой 2, на которую передаются вибрации через вибратор 3
от генератора 4. Механические вибрации способствуют перемеши
ваиию растворителя и тем самым ускоряют процесс.
Принцип химико-динамического травления заключается в ин-
тенсивном перемешивании травителя непосредственно над поверх
ностью пластин (рис. 6 4). При вра
щении приводом 1 фторопластового
барабана 2 травитель 3 омывает
пластины 4, закрепленные на спе-
циальном диске 5, чем достигается
хорошее перемешивание травителя и
равномерное травление
В основу анодно-механического
травления положено электрохимиче-
ское травление, сопровождаемое ме
ханическим воздействием (рис 6.5).
Электролит 2 подается иа освещен-
ные мощной лампой / (для генера
ции дырок) пластины <3, которые
предварительно закрепляются на
аноде 4 и соприкасаются с вращаю
щимся катодным диском 5, содержа-
Рис. 6 3 Схема установки для
ультразвуковой очистки:
/ — пластины, 2— ванна с водой; 3—
электромеханический преобразователь,
4 — генератор ультразвуковых коле
баний
Рис. 6.4. Схема установки для хими-
ко-дниамического травления.
/ — привод; 2—фторопластовый ба-
рабан; 3— травитель; 4—пластины,
5 — диск
Рис. 6.5. Схема установки для
анодно механического травления:
7 лампа; 2- электролит; 3—плас-
тины: 4 — анодный электрод, 5 — ка
тодный диск
189
шим радиальные канавки При этом скорость электрополировки
достигает 400 нм/с.
Особый интерес с точки зрения производительности и качества
очистки представляет способ, основанный на возникновении кави
тации в пограничном слое очищаемой поверхности. Условия кави-
тации создают механическим путем (центрифугированием), а в ка-
честве растворителя используют дистиллированную воду с раство-
ренным кислородом.
Способы жидкостной очистки используют на различных стадиях
изготовления ИМС.
5 Ь.Ь. СПОСОБЫ СУХОЙ ОЧИСТКИ ПЛАСТИН И ПОДЛОЖЕК
Наряду с жидкостной обработкой в технологию изготовления
ИМС в последнее время интенсивно внедряются различные спо-
собы сухой очистки. Наряду с традиционными термообработкой
(отжигом) и газовым травлением успешно используют ионное и
плазмохимическое травление.
Термообработка. Сущность термообработки состоит в нагреве
пластины или подложки до температуры, при которой происходят
удаление адсорбированных поверхностью загрязнений, разложение
поверхностных загрязнений и испарение летучих соединений. Отжиг
осуществляют в вакуумных или термических установках непо
средственно перед проведением основных операций формирования
полупроводниковых или пленочных структур Эффективность очист-
ки зависит от температуры, максимальное значение которой огра-
ничено температурой плавления очищаемых материалов и процес
сами диффузии примесей.
Газовое травление. Сущность газового травления заключается
в химическом взаимодействии материала пластин с газообразными
веществами и образовании при этом легко улетучиваемых соеди-
нений. В процессе газового травления загрязнения удаляются
вместе со стравливаемым приповерхностным слоем пластин.
Газовое травление как метод окончательной очистки приме
няют в первую очередь непосредственно перед теми технологи-
ческими процессами, в которых определяющую роль играет струк-
тура поверхностного слоя (например, перед эпитаксиальным нара-
щиванием). В качестве травителей используют смеси водорода
или гелия с галогенами (фтор, хлор, бром), галогеноводородамй
(НВг, НС1), сероводородом H2S, гексафторидом серы. Молярное
содержание этих веществ в водороде или гелии может изменяться
от десятых долей процента до единиц процентов. Очистку осу-
ществляют при температурах 800—1300°С в установках термиче-
ского окисления либо непосредственно в реакторах эпитаксиаль-
ного наращивания.
Наибольшее распространение получило травление кремниевых
пластин хлористым водородом при температурах 1150—1250°С,
при этом происходит реакция
Si (тв) + 4НС1 (газ)->SiCl4t (газ) + Н2 (газ) (69)
190
Скорость травления зависит от температуры и концентрации
HCI в водороде как показано на рис. 6.6 Аналогично происходит
травление кремния в НВг
Травление кремниевых пластин в парах тетрахлорида кремния
сопровождается реакцией
Si (тв) 4- SiCI4 (газ) ^2SiCl2 (газ) (6.10)
При хлорном травлении в качестве газоносителя используют
гелий. Травление осуществляют при температуре около 1000°С и
содержании хлора в гелии не более 0,2% в соответствии с реакцией
Si (тв) + С12 (газ) -*SiCl2 (газ) (6 11)
Травление кремния в парах сероводорода происходит по реакции
Si (тв) + 2H2S (ra3)->-SiS2 (тв) -Т 2Н2 (газ) (6 12)
SiS2 (тв) -|- Si (TB)->2SiS (газ)
При этом получаются большие скорости травления (до
15 мкм/мин). Однако сероводород токсичен. Гексафторид серы,
наоборот, не токсичен и обеспечивает хорошее качество поверх-
ности при травлении кремния и сапфира. Травление кремния
сопровождается реакцией
4Si (тв) 4- 2SFe (газ) ->-SiS2 (тв. или жидк.) 4~ 3SiF< (газ) (6.13)
Газовое травление обеспечивает получение более чистых по-
верхностей ио сравнению с жидкостной обработкой. Однако его
применение ограничено из-за высоких
температур процессов и необходимости
использования газов особой чистоты
Ионное травление. Сущность ион ,
ного травления состоит в удалении
поверхностных слоев материала при
его бомбардировке потоком ионов
инертных газов высокой энергии При
этом ускоренные ионы при столкно-
вении с поверхностью пластин или
подложек передают их атомам свою
энергию и импульс. Если во время
столкновения энергия, передаваемая
атому, превышает энергию химической
связи атома в решетке, а импульс,
сообщаемый атому, направлен наружу
от поверхности, то происходит смеще-
ние атомов, их отрыв от поверхности —
распыление. Для реализации этого
процесса требуются определенные ва
куумные условия, а ионы должны об-
ладать определенными значениями
энергий, достаточными для распыле-
ния материалов. в водороде
Рис 6.6. Зависимость скорости
газового травления кремниевых
пластин от температуру для
различных концентраций HCI
191
гЛ Ионное травление — процесс удаления за1рязнений вместе с распыляемым в
вакууме поверхностным слоем обрабатываемой поверхности при ее бомбарди
ровке ускоренными ионами инертного газа.
Эффективность удаления материала бомбардирующими ионами
характеризуется коэффициентом распыления, который
численно равен количеству атомов, испаряемых поверхностью на
каждый падающий ион.
Коэффициент распыления S зависит от массы rnt обрабаты
ваемого вещества, массы т2, энергии Е и угла падения 0 иона,
а также от физического состояния поверхности
тппг
S = k ----------Е
ЦЕ^т, + т2)
(6.14)
где k коэффициент, характеризующий состояние поверхности;
>.(£) — средняя длина свободного пробега иона в обрабатываемой
поверхности.
Скорость травления определяется коэффициентом распыления,
плотностью ионного тока /„ и зависит от плотности материала р и
угла падения ионов 0:
ty., =6-25- cos 6,
(•Л х
(6.15)
где Л — атомный вес материала; — число Лвогадро.
В зависимости от устройства установок и способа генерации
ионов различают ионно-плазменное и ионно-лучевое травление.
Ионно-плазменное травление производят в вакуумных распыли-
тельных установках, в которых держатель пластин (подложек)
расположен в плазме газового разряда. Процесс осуществляют
подачей на держатель отрицательного потенциала, при котором
положительные ионы газа (чаще всего аргона) вытягиваются из
плазмы, ускоряются электрическим полем и бомбардируют по-
верхность, очищая ее. Скорость травления регулируют изменением
напряжения на электродах, плотности ионного тока, давления
инертного газа и продолжительности процесса. При этом скорость
травления достигает, мкм/мин: для кремния 0,2, для диэлектри-
ков 0,1, для металлов 0,3.
Основными преимуществами ионно-плазменного травления яв
ляются безынерционпость процесса и возможность обработки
строго определенных локальных участков.
Ионно лучевое травление реализуется в специальных ионно-
лучевых ускорителях, где луч ионов формируется газоразрядным
источником и фокусируется с помощью магнитного и электриче-
ского полей. Пластины (подложки) помещают па мишени, куда
направляется луч ионов. В установках предусмотрена компенса
ция положительных зарядов, накапливаемых на обрабатываемой
поверхности, с помощью инжекции электронов.
При ионно-лучевом травлении пластины (подложки) располо-
жены вне плазмы газового разряда, что обеспечивает раздельное
(источника ионов и подложек) регулирование параметров процес-
192
са. Разновидностью ионного травления является ионно-химическое
(реактивное) травление, основанное на введении в плазму хими
чески активного газа, обычно кислорода. При этом изменяется
скорость травления вследствие химического взаимодействия между
подложкой и добавленным газом
Ионное травление универсально. С его помощью можно очи
щать поверхность любых материалов от загрязнений различных
видов. Его используют как финишную очистку пластин и подложек
перед процессами, проводимыми в вакууме, а также при очистке
подложек из сапфира. Ионное травление очень эффективно также
для прецизионной локальной обработки.
В отечественной практике для обработки кремниерых пластин
диаметром 60, 76 и 102 мм широко используют агрегат ионного и
ионно-химического травления «Трион» с высокочастотной магне-
тронной системой травления и шлюзовой загрузкой пластин
Плазмохимическое травление В отличие от ионного плазмохи-
мическое травление основано на разрушении обрабатываемого
материала ионами активных газов, образующимися в плазме га
зового разряда и вступающими в химическую реакцию с атомами
материала при бомбардировке поверхности пластин или подложек.
При этом молекулы газа в разряде распадаются на реакционно
способные частицы электроны, ионы и свободные радикалы, хи-
мически взаимодействующие с травящейся поверхностью. В резуль-
тате химических реакций образуются летучие соединения.
Для травления кремния и его соединений (оксида и нитрида
кремния) наиболее часто используют высокочастотную плазму
тетрафторида углерода CF4 (возможно применение гексафторида
cepbiSF6 и фреона-12 — CF2CI2). При взаимодействии этих газов с
электронами плазмы происходит разложение CF4 и образуются
ионы фтора и другие радикалы:
СР4 + <?->СЕ/+ F
CF4 + е—CF3+4- F- + е
(6.16)
CF3 + e->CF2++F-
Ионы фтора, а в ряде случаев и радикал CF3 активно взаимо-
действуют с кремнием, образуя летучее соединение SiF4. Урав-
нения, характеризующие химические реакции травления кремния,
оксида и нитрида кремния в плазме CF4, имеют вид
Si4-4F—SiF4
3Si + 4CF3-»-4C 4-3SiF4
SiO2 + 4F-> SiF4O2
3SiO2 4- 4CF3-*3SiF4 4- 2CO2 4- 2CO
Si,N4 + 12F—3SiF4 + 2N2
(6-17)
Характерно, что частицы, участвующие в травлении, травят
различные материалы с разной скоростью. На этом основано
свойство плазмохимического травления.
193
Скорость травления определяется концентрацией атомов фтора
и постоянной скорости химической реакции а:
ф ' у,р = <хС| . • (6.18)
Концентрация Ср обусловливается скоростью генерации атомов,
что определяется конструкцией и мощностью реактора, а также
временем жизни частиц в реакторе, которое зависит от скорости
газового потока, давления и условий рекомбинации частиц.
Скорость травления строго зависит от температуры; ее влия
ние предопределяется физическими свойствами травящегося ма-
териала и газовым составом плазмы. Так, добавка кислорода к
чистой плазме СГ4 повышает скорость травления
В плазме фторсодержащих газов можно травить некоторые
металлы. Для травления применяют также плазму хлорсодержа-
щих газов. Для удаления органических материалов используют
кислородную плазму.
Для плазменного травления служат реакторы трех систем
(рис. 6.7), характеристики которых приведены в табл. 6.10.
Типичные газовые составы, используемые для плазмохимическо-
го и ионно-плазменного травления материалов в реакторах различ-
ного типа приведены в табл. 6.11.
Промышленные конструкции реакторов рассчитаны на группо-
вую обработку пластин с кассетной загрузкой и программным
управлением. В отечественной промышленности для различных
целей плазмохимической обработки кремниевых пластин исполь-
зуются автоматизированные реакторы «Плазма 600» (для удале
ния фоторезиста и очистки поверхности пластин при изготовлении
Рис. 6.7 Схемы конструкций реакторов для плазменного
травления:
а — с перфорированным цилиндром, б — планарная с плоскопа-
раллельиыми электродами; в—для реактивного ионного трав
ления (/ — цилиндр; 2— плазма газового разряда; 3— плас
тины)
194
Таблица 6.10
Технические характеристики реакторов
для плазменного травления
Параметр Тип реактора
с перфорированным цилиндром планерной конструкции для реактивного ионного травления
Положение обрабатывае- мых пластин Давление газа в системе. Вне области раз- ряда В области разря- да • В области разряда
Па 30 300 10-100 1-10
Характер травления Изотропное Изотропное или анизотропное Анизотропное
Обрабаты SiiN4, полпкрис- AI, поликристал- AI, поликристалла
ваемый мате- таллический крем- лический кремний. ческий кремний. SiO2
риал ний, фоторезист SiOj па Si на Si
Ограничения Подтравли ванне; невозможность трав ления на SiOj и AI Иногда подтрав- лнвание; частичная эрозия фоторезиста; появление радиаци- онных дефектов Эрозия фоторези- ста; появление ра- диационных дефектов
Таблица 611
Газовые составы, применяемые для плазменного
травления материалов в производстве ИМС
Газовый состав Травя'тийся материал Тип реактора
CF, + (4-8%)02 Si, Si-пк, SiiNi, W Mo. С перфорированным цнлинд-
(возможно присутствие N2) Ti ром; планарной конструкции с широким зазором между элек- тродами; для реактивного ион- но-лучевого травления
CF, + (4 — 8% )О, (возможно присутствие N,) S1O2 Планарной конструкции
CF4 + (IO-48%)H2 SiO2 Для реактивного ионного травления
SiF, Si Si-пк, SiaN< С перфорированным цилинд ром, планарной конструкции с широким зазором между элек- тродами; для реактивного ион- ного травтения
CCI Al и его сплавы, SiO2 Планарной конструкции, для реактивного ионного травления
С12 + 50%О2 Сг С перфорированным цилинд- ром или планарной конструк- ции
C2CI2F4 Au С перфорированным цилинд- ром
Не + 0.5%О2 + 3.0%CF4 SLNj на подсдое кремния, SiO2 То же
195
Продолжение табл. 6.11
Газовый состав Травящийся материал Тип реактора
CHF3 SiO2 Планарной конструкции
СзНв S1O2, поливипилфеиол Для реактивного ионного
о. (силоксан), иолиметил метаакрилат травления; планарной конст- рукции
Фоторезист С перфорированным цилинд- ром
s Fe Si Для реактивного ионного травления
СС14 или CI, Si То же
Таблица 6,12
Сравнительная характеристика процессов жидкостной
и сухой очистки
Характеристика процесса травлений^ ЖХТ ИТ пхт ИНТ
Универсаль- ность — возмож- ность травления любых материалов без изменения со- става воздейству- ющей среды Нет Да Нет Да
Разрешающая способность, оце- ниваемая по ши- рине линии L в рабочем материа- ле при травлении через фоторези стивиую маску толщиной 1 с про- явленной шириной линии L„ L — Lm + 1 £=Д,, "=^+(г^4> /-=£«,
Селективность (избирательность) процесса травле ния, определяемая по отношению ско- ростей травления материалов 10—100 1-10 10 100 5—20
Неравномерность травления по пар- тии пластин, % 1 3—5 1 3-5
Неровность края от полученного размера. % 10—15 3 5 3-5 3—5
Диапазон тех- нологических ско- ростей травления материалов, им/с 1,0—10 0,1- 1,0 1,0—10 0,5—5,0
196
Продолжение табл. 6.12
Характеристика процесса травления ЖХТ ИТ ПХТ ИПТ
Возможность со- вмещения опера- ций травления ма- териалов и удале- ния фото и элек тронорезистивных масок Нет Да (для ограничен но го клас- са микро- структур) Да Да (для ограниченно- го класса микрострук- тур)
Необходимость операций очистки поверхности мате- риалов после трав-* ления Да Нет Нет Нет
Возможность ис- пользования ФР и ЭР масок при трав- лении любых ма териалов Нет Да Да Да
Возможность уп- равления процес- сом травления от ЭВМ То же То же (в ограни чей ной сте пени) То же То же
биполярных ИМС) и «Плазма 600Т» (для удаления фоторезиста,
очистки поверхности пластин и травления диэлектрических слоев).
Плазмохимическое травление применяют также для локальной
обработки поверхностей
Характеристика возможностей ионного (ИТ), плазмохимическо-
го (ПХТ) и ионно плазменного (ИПТ) травления в сравнении с
жидкостным химическим (ЖХТ) приведена в табл. 6 12.
Способы сухой очистки пластин и локальной их обработки
наиболее эффективны при создании БИС и СБИС на элементах с
микронными и субмикронными размерами
$6.7. ТИПОВЫЕ ПРОЦЕССЫ ОЧИСТКИ ПЛАСТИН И ПОДЛОЖЕК
Выбор способа очистки зависит от вида загрязнений. Эффек
тивная очистка достигается при сочетании нескольких способов
очистки В качестве примера в табл. 6 13 приведены данные по
использованию различных способов очистки в зависимости от вида
загрязнений.
Однако при изготовлении ИМС возможные виды загрязнений
проявляются комплексно, а на различных стадиях изготовления
к качеству чистоты поверхности предъявляются различные требо-
вания. Поэтому для качественной и эффективной очистки пластин
и подложек разрабатывают типовые процессы очистки, представ-
197
Виды загрязнений н способы их удаления
Таблица 6.13
Виды загрязнений , Способы очистки
Физические включения (пылинки, пух, •еболыпие частицы полупроводника, ме- талла, абразива) Загрязнения ионами (остатки кислот, осадки, получаемые при электролитиче- ском покрытии, ионы металлов) Минеральные жиры и органические материалы Сложные химические включения (по- лярный органический материал, окислы, сернистые соединения) Загрязнения парами Растворение и одновременное ультра звуковое перемешивание Промывка в деионизованной или ди- стиллированной воде до установления постоянного сопротивления. Промывка в кислотах для удаления адсорбирован них ионов Ионная очистка Ультразвуковая промывка в нагретом органическом растворителе. Кипячение в органическом растворителе. Ионная очистка. Тлеющий разряд Травление кислотами. Промывка крем ииевых пластин в метиловом спирте Ионная очистка. Вакуумный отжиг. Термическое травление. Обработка в кис- лотах
ляющие собой комбинирование различных способов очистки, вы-
полняемых в определенной последовательности. В составе таких
процессов основными операциями являются обезжиривание, трав-
ление, промывка, сушка.
Очистка полупроводниковых пластин На протяжении всех
этапов изготовления кристаллов полупроводниковых ИМС очист
ку проводят многократно — после механической обработки пластин
и перед основными операциями формирования структур: окисле-
нием, эпитаксиальным наращиванием, диффузией, металлизацией,
фотолитографией (и после нее), защитой.
На примере обработки пластин кремния перед термическим
окислением рассмотрим типовой процесс очистки, который вклю-
чает следующие операции:
1) обезжиривание в горячем (75 80°С) перекисно-аммиачном
растворе;
2) промывание в проточной деионизованной воде (удаление
продуктов реакции предыдущей обработки);
3) обработка в горячей (90—100°С) концентрированной азот-
ной кислоте (удаление ионов металлов);
4) промывание в проточной деионизованной воде (удаление
остатков кислот);
5) гидродинамическая обработка пластин бельичими кистями в
струе деионизованной воды;
6) сушка пластин с помощью центрифуги в струе очищенного
сухого воздуха;
7) травление в растворе фтористоводородной кислоты (сня-
тие поверхностного слоя и удаление загрязнений);
198
8) промывание в проточной деионизованной воде;
9) ультразвуковая обработка в нескольких порциях перекисно-
аммиачного раствора
10) промывание в проточной деионизованной воде;
11) сушка с помощью центрифуги.
Очистка подложек из стекла керамики, сапфира. Результаты,
удовлетворяющие промышленным требованиям, обеспечивает про-
цесс очистки, включающий следующие операции-
1) ультразвуковое промывание в растворителе при комнатной
температуре;
2) ультразвуковое промывание в растворителе при температу-
ре 70°С;
3) промывание в проточной воде;
4) кипячение в растворе пергидроля,
5) промывание в горячей дистиллированной воде;
6) кипячение в дистиллированной воде,
7) сушка в потоке нагретого (до 110°С) чистого азота.
Очнстка подложек из ситалла. Подложки из ситалла подвер-
гаются очистке на различных этапах изготовления пассивной
части гибридных И.МС. Особенность данной очистки обусловлена
тем, что в составе ситаллов имеются аморфная и кристалличе-
ская фазы. Во избежание различных скоростей травления отдель-
ных фаз для уменьшения шероховатости используют нейтральные
и кислые растворы, не разрушающие поверхность.
Типовой процесс очистки включает следующие операции-
1) обезжиривание кипячением в перекисно аммиачном растворе;
2) промывание в проточной деионизованной или дистилли-
рованной воде;
3) промывание кипячением в дистиллированной воде;
4) сушка в парах изопропилового спирта или в потоке нагре-
того (до 320°С) инертного газа (аргона, азота).
Эффективной и универсальной является фреоновая очистка. Ее
можно применять для очистки пластин и подложек из любых
материалов. Имеются различные процессы обработки: фреоновой
эмульсией, смесью фреона с другими растворителями, чистым
фреоном, в парах фреона. Фреоновая очистка обеспечивает такое
же качество, как и обработка обезжириванием, травлением кис-
лотами, промывкой, а ее производительность на порядок выше
Необходимо отметить, что в технологии изготовления ИМС в
подавляющем большинстве применяют способы жидкостной очист-
ки. Способы сухой очистки используют перед наиболее ответствен-
ными за формирование структур операциями, в первую очередь
при размерной обработке (например, травление в литографических
процессах), а также непосредственно перед процессами напыления,
эпитаксиального наращивания в установках, предназначенных для
этих операций.
Очистку пластин и подложек производят непосредственно перед
основными операциями. Допускается их хранение в течение огра-
ниченного времени и условиях защиты специальными полимерны-
ми пленками.
5 7.1. ОБЩИЕ СВЕДЕНИЯ
7 Глава
Т ехнологические
основы
полупровод-
никовой
микро-
электроники
В основу технологии изготовления изделий микроэлектроники
положен интегрально-групповой принцип, предусматривающий од-
новременное формирование большого числа элементов в неразде-
ленном состоянии на общей пластине (подложке). При этом каж-
дый элемент образуется как интегральный результат обработки
отдельных участков исходного материала и придания им свойств в
соответствии с функциональным назначением элемента.
Главная задача технологии микроэлектроники — создание ИМС
с минимальными размерами структурных элементов, высокой сте
пенью их интеграции, стабильностью свойств и характеристик и
высокой надежностью. Технология микроэлектроники базируется на
многих технологических приемах, ранее используемых в полупро-
водниковом производстве и при изготовлении пленочных покрытии,
получивших дальнейшее развитие
Как отмечалось в гл. 1, в технологии микроэлектроники опре
делились два главных направления-
полупроводниковое, объединяющее процессы форми-
рования полупроводниковых структур;
200
пленочное, объединяющее процессы формирования пле-
ночных структур
Основу технологии микроэлектроники составляют процессы
обоих направлений; в отдельную группу входят процессы форми-
рования законченной конструкции ЙМС Для изготовления ИМС
определенного конструктивно-техиоло! ического типа используют со-
ответствующее количество различных процессов, выполняемых в
определенной последовательности. /
Технологическим процессом микроэлектроники на-
зывают процесс изготовления издетий из материалов, состоящий
из ряда последовательных технологических и контрольных опе-
раций.
Технологическая операция — закопченная часть
технологическою процесса, выполняемая на одном рабочем месте
и на одном оборудовании. Составными частями технологической
операции являются технологические переходы и приемы. В процес-
се выполнения каждой технологической операции происходит
поэтапное формирование структуры ИМС. Важным аспектом
совершенствования технологии микроэлектроники является интег-
рация операций на одном рабочем* месте.
Формирование структуры ИМС можно осуществить различ
ными технологическими .методами, которые характеризуются опре-
деленной совокупностью согласованных технологических операций.
Поэтому для изготовления одного и того же конструктивного
типа ИМС можно использовать различные технологические процес
сы. Однако с целью унификации технологии и конструкции ИМС,
а также для оптимизации «базового» (основного) структурного
элемента ИМС наиболее эффективными являются типовые техно-
логические процессы, обеспечивающие только определенное кон
структивное исполнение ИМС. Такие процессы разрабатываются
на основе различных технологических операций и методов
Технологическую основу микроэлектроники составляют процес-
сы, предназначенные для формирования полупроводниковых и пле-
ночных структур. С учетом классификации, приведенной в гл. 1,
к ним относятся процессы:
нанесения слоев из различных материалов (полупроводников,
диэлектриков, проводников) на поверхность полупроводниковых
пластин и диэлектрических подложек (эпитаксия, наращивание,
напыление);
перераспределения атомов в объеме твердой фазы для леги-
рования полупроводников с целью создания локальных областей
с различным типом электропроводности (диффузия, ионное легиро-
вание) ;
перераспределения атомов и удаления вещества (литография)
Для локальной обработки.
Необходимо отметить, что эти процессы являются совмести-
мыми; их проведение основано на групповых методах обработки.
201
5 7.2. ПОЛУЧЕНИЕ СЛОЕВ ОКСИДА И НИТРИДА КРЕМНИЯ
В производстве полупроводниковых ИМС важную роль вы-
полняют слои оксида SiO2 и нитрида Si3N4 кремния, обладающие
маскирующими, диэлектрическими, изолирующими и защитными
свойствами. В конструкции полупроводниковых ИМС эти слои
используют для изоляции элементов, в качестве подзатворного
диэлектрика в МДП-транзисторах и диэлектрика в МДП конден-
саторах, как основание для размещения контактных площадок и
внутрисхемных соединений из металлических пленок, для межслой-
ной изоляции разводки и защиты кристаллов.
В технологии изготовления полупроводниковых ИМС главное
назначение слоев SiO2 и Si3N4 — создание маски, необходимой
при локальной обработке полупроводниковых пластин Кроме того,
слои S О2 используют в качестве источника примесей при леги-
ровании полупроводников..
Получение слоев SiO2 и Si3N4 совместно с литографией состав
ляют основу планарной технологии ИМС.
Методы получения слоев SiO Но участию поверхности
исходной полупроводниковой пластины в образовании соедине-
ния SiO2 методы получения слоев оксида кремния подразделяют
на две группы (рис. 7.1):
методы, основанные на химической реакции при взаимодей-
ствии материала пластины с окислителем;
методы, основанные на формировании окисной фазы при постав
ке готовых кремнийкислородных ассоциаций из внешней среды
В планарной технологии чаще всего используют (или возможно
использование) следующие методы;
термическое окисление кремния,
осаждение оксида кремния с помощью пиролиза силанов;
анодное окисление в растворах электролита;
окисление в тлеющем разряде (низкотемпературной кислород-
ной плазме), плазмохимическое осаждение;
осаждение оксида с помощью химических реакций переноса;
реактивное катодное распыление кремния;
окисление пористого кремния.
Каждый из перечисленных методов имеет определенные пре-
имущества и недостатки при использовании его в производстве
полупроводниковых структур.
Так, например, пиролиз силанов, реактивное распыление и реак-
ции переноса позволяют получать оксидные слои не только на крем-
нии, но и на других материалах, что может быть использовано
в планарных германиевых приборах, а также в приборах на основе
соединений А,ИВ Методы низкотемпературногоокисления и реакции
переноса применяют для создания пассивирующих слоев на струк
турах с рельефом, анодное окисление — для создания слоев леги-
рованного оксида, что позволяет осуществлять диффузию из таких
слоев. Для пассивации структур различной геометрии можно при-
менять также реактивное напыление.
202
Рис 7.1 Классификация методов получения слоев SiO?
Пиролиз силанов используют в планарной технологии
на кремнии для получения толстых слоев оксида при низких темпе-
ратурах, когда термическое окисление неприемлемо из-за сущест-
венного изменения параметров диффузионных слоев при температу-
рах окисления. Такие слои необходимы в специальных типах тран-
зисторов, в частности в СВЧ транзисторах, для уменьшения сум-
марной емкости коллектора, значительный вклад в которую вносит
емкость контактных площадок, расположенных на оксиде.
Наиболее часто применяют два метода: пиролиз в потоке газа-
носителя и вакуумный пиролиз.
При пиролизе в потоке газа газ носитель, проходя через бар-
ботер, захватывает пары силана и поступает в реакционную камеру,
представляющую собой кварцевую трубу, помещенную в печь с тем
пературой, достаточной для разложения силана. Обычно использу-
ют тетраэтаксисилан, разлагающийся при 700°С. При разложении
образуется оксид кремния, который осаждается на помещенные в
рабочею зону печи кремниевые пластины. Этот метод дает наиболее
совершенные Ло структуре слои, однако он очень критичен к под-
бору скорости газа-носителя конструкции держателей пластин и
самой системы. Это объясняется тем, что довольно трудно получить
203
ламинарный поток без завихрений, дающий равномерные пленки по
всей площади осаждения. Кроме того, зона, в которой разложение
силана не приводит еще к заметному снижению его концентрации
в потоке, обычно меньше зоны с постоянной температурой в печи,
а увеличение этой зоны за счет большей скорости потока также
приводит к неравномерности пленок по толщине из за появления
завихрений у держателя с пластинами
В тех случаях, когда равномерность слоя оксида по толщине
является главным требованием, применяют вакуумный пиролиз.
Система получения слоев при вакуумном пиролизе аналогична рас-
смотренной, разница лишь в том, что реакционная камера откачи-
вается, а пары силана в контролируемой остаточной атмосфере
подаются в систему через натекатель При этом пары равномерно
распределяются по всему объему реакционной камеры и дают равно
мерное осаждение в зоне с постоянной температурой. Трудность
метода состоит в создании контролируемой атмосферы в откачива-
емом объеме Появление неконтролируемых загрязнений резко
ухудшает качество получаемых этим методом слоев
Для осаждения слоев оксида кремния и поликристаллического
кремния путем термического разложения моносилана и элементо-
органических соединений на пластины диаметром 76 и 102 мм
отечественной промышленностью выпускается автоматизированная
система «Изотрон 1», содержащая три реактора и обеспечивающая
автоматическую загрузку и выгрузку для одновременной обработки
в каждом реакторе до 200 пластин.
Термическое окисление — наиболее распространен
ный в планарной технологии на кремнии метод, при котором слои
оксида получают путем отжига пластин в окислительной атмосфере.
Метод основан на высокотемпературных реакциях кремния с кисло-
родом или кислородсодержащими веществами. Термическое окисле-
ние выгодно отличается от других методов технологичностью полу
чения высококачественных слоев. Оксидные слои совершенны по
равномерности толщины и по структуре и обладают высокими
диэлектрическими свойствами. Применение планарной технологии
на кремнии дает возможность сочетать термическое окисление с
процессом перераспределения примеси (вторая стадия диффузии),
поскольку оба эти процесса в большинстве случаев могут осущест-
вляться при одной и той же температуре, выбранной с учетом
требований к диффузионным слоям.
Термическое окисление. Имеются две основные разновидности
метода термического окисления кремния. 1) высокотемпературное
окисление в атмосфере сухого кислорода или увлажненных газов
(кислорода, азота, аргона), а также водяного пара при атмосфер-
ном давлении, 2) окисление в парах воды при высоком давлении и
температуре 500 - 800°С.
По данным исследований, процесс термического окисления про-
исходит в три стадии:
1) адсорбция окислителя на поверхности исходной пластины,
покрытой оксидом;
204
2) перенос окислителя через оксидный слой;
3) реакция окислителя с кремнием на границе раздела крем-
ний — оксид кремния.
Экспериментальные' исследования кинетики роста слоев SiO2
свидетельствуют о параболической зависимости скорости роста тол-
щины слоя d от времени окисления t. Однако такая зависимость
строго выполняется только при температуре выше 1000°С и толщи-
не слоя SiO2 выше некоторого значения, которое зависит от способа
окисления (более 100 А для сухого кислорода и более 2000 А для
влажного кислорода).
Для более полного описания процесса окисления применяют
линейно-параболический закон
d2 + kxd = k2t, (7.1)
где /г, и k2 — соответственно линейная и параболическая константы
скорости.
Линейная зависимость роста толщины слоя от времени окисле-
ния связана с химической реакцией на границе новой выращенной
фазы SiO2. Параболический закон скорости окисления соответ-
ствует диффузионному процессу переноса одной из компонент,
вступающих в химическую реакцию, к границе роста. Очевидно,
этот процесс переноса будет существенным при сплошном слое
достаточной толщины. В рассматриваемом случае возможны две
диффузнии: кислорода к границе Si -SiO2, атомов кремния к гра-
нице SiO2 — атмосфера. На основании исследований кинетики про-
цессов окисления с использованием изотопов кислорода было уста-
новлено, что при всех видах термического окисления происходит
диффузия кислорода из газовой фазы к границе Si — SiO2.
В уравнении (7.1) параболическая константа k2 зависит от
диффузионной константы и концентрации окисляющей составляю-
щей на поверхности SiO2, которая в свою очередь зависит от давле-
ния. На процесс переноса влияет и электрическое поле внутри
образующегося слоя. Линейная же константа связана как с кон-
стантой скорости химической реакции, так и с диффузионной кон-
стантой.
Чтобы получить слой оксида нужной толщины и достаточной
плотности, используют изменяющуюся окислительную среду, т. е.
последовательно изменяют атмосферу водяного пара и сухого кис-
лорода Рассмотрим окисление в этих средах.
Окисление в атмосфере водяного пара пред-
ставляет собой химическую реакцию между поверхностными ато-
мами кремния и молекулами воды, находящимися в междоузлиях
уже образовавшегося оксида. Скорость этой реакции определяется
как количеством молекул воды у границы кремний оксид, так и
скоростью проникновения их через оксид кремния путем диффузии.
Окисление в парах воды при температурах выше 1100°С определя-
ется коэффициентом диффузии воды через оксид и подчиняется
параболическому закону. Толщина получаемого при этом слоя окси-
да зависит от температуры и времени окисления (рис 7.2).
205
Рис. 7.4. Схема установки термическою
окисления кремния
На практике редко проводят
окисление в чистом водяном па-
ре. Обычно в реакционную ка-
меру подается увлажненный
газ-носитель, при этом ско
рость окисления зависит от сте-
пени увлажнения или темпера-
туры испарителя. Кроме того,
заметное влияние иа скорость
окисления оказывают наличие
примесей в окисляемом крем-
нии, кристаллографическая
ориентация поверхности пластин, состав газа-носителя и другие фак
торы. Поэтому для определения зависимости толщины получае-
мого оксида от условий процесса целесообразно в каждом конкрет-
ном случае предварительно строить градуировочную кривую.
Окисление в сухом кислороде отличается тем, что
сквозь растущий слой оксида диффундирует не вода, а ионы кисло-
рода. Вследствие, меныпего коэффициента диффузии кислорода ско-
рость образования оксида в этом случае значительно ниже, чем в
парах воды. На рис. 7 3 показана зависимость толщины слоя окси-
да, выращенного в атмосфере сухого кислорода, от режимов
окисления.
При изготовлении полупроводниковых ИМС процессы термиче-
ского оксиления кремния производят в однозонных высокотемпера-
турных печах (рис. 7.4), точность поддержания температуры в
которых не хуже ± 1°С. Пластины кремния 1 после полировки и
206
очистки устанавливают рядами в пазах кварцевой лодочки 2,
которую затем помещают в рабочую зону печи Чтобы не допустить
попадания на кремниевые полированные пластины каких либо за-
г язнеиий и примесей, кассету с пластинами располагают в квар-
цевой трубе 3, проходящей внутри нагревателя 4 через которую
продувается газ окислитель. Для изготовления труб используют
кварц специальной очистки (дважды переплавленный в вакууме).
Один конец кварцевой трубы 8 через систему кранов 7 соединен
с сосудом-увлажнителем 5, наполненным деионизованной водой,
через который можно пропускать (пробулькивать) газ (кислород,
азот, аргон), или с магистралью сухого кислорода Температура
увлажнителя регулируется специальной баней со стабилизацией
температуры нагревателем 6. Для регулировки расхода газа на
входе устанавливают ротаметры и редукторы. В том случае, когда
для окисления используют пары воды, принимают специальные
меры, препятствующие конденсации пара в кварцевых трубах,
подводящих пар в печь окисления
В промышленном производстве полупроводниковых ИМС чаще
всего используют комбинированное окисление кремниевых пластин.
В начале процесса окисления выращивают тонкий слой S О2 в су-
хом кислороде, затем наращивают более толстый слой во влажном
кислороде и, наконец, завершают процесс окисления снова обработ-
кой в сухом кислороде Такое комбинированное окисление обеспе-
чивает, с одной стороны, получение необходимых свойств 1раницы
раздела Si — SiO2 и слоя SiO2 и, с другой стороны, при минималь-
ных температурах и в возможно более короткое время выращивание
слоя SiC>2 требуемой толщины. Сокращение же цикла окисления и
снижение температуры окисления нужны для того, чтобы свести к
минимуму перераспределение примесей при проведении процессов
окисления и, следовательно, сохранить геометрию и свойства
р-п-переходов активных и пассивных элементов полупроводниковых
ИМС
Данные роста слоев SiO2, полученные экспериментально при
термическом окислении в различных средах, приведены в табл. 7.1.
Таблица 7.1
Экспериментальные данные роста слоев SiO
Окислитель Температу- ра окисле- ния, °C Время (мин) получения слоя толщиной
0,5 мкм 1 мкм
Сухой кислород 1000 1800 —
1200 320 320
Влажный кислород 1000 70 252
1200 22 85
Пары воды 1000 55 195
• 1200 16 60
Свойства слоев 8Юг Физические свойства слоев оксида кремния
зависят от методов и режимов окисления, степени очистки поверх-
ности пластин и толщины оксида. Так, плотность слоев составляет
2,00—2,27 г/см3, причем при окислении, в сухом кислороде она
выше, чем при окислении в парах воды (2,23- 2,27 и 2,00—2,20 г/см3
соответственно). Удельное сопротивление слоев, полученных ано
дироваиием, составляет 1012 Ом-см, а термическим окислением —
10 6 Ом-см; концентрации подвижных ионов примеси, создающих
электропроводность, соответственно равны 1018 и 1014 см-3. Элек-
трическая прочность колеблется в пределах 106—107 В/см. Диэлек-
трическая проницаемость изменяется от 3,78 до 10.
Маскирующие свойства зависят от многих факторов технологи-
ческого процесса и параметров слоев оксида кремния: толщины
слоя оксида, температуры и времени диффузии, давления паров
примесей и концентрации примесей в исходном материале. Опреде-
ляющим фактором маскирования является отношение коэффициен-
та диффузии примеси в оксид кремния к коэффициенту диффузии
в защищаемый материал - кремний. Если это отношение значи-
тельно меньше единицы, то возможно полное маскирование, если
больше — маскирования не будет. Для диффузантов, применяемых
в технологии микросхем (Р, В, As, Sb), это отношение существенно
меньше единицы, и при соответствующей минимальной толщине
слоя оксида кремния осуществляется полное маскирование полу-
проводника. Если в качестве диффузанта применяют галлий или
алюминий, маскирования не происходит, так как коэффициенты
диффузии этих элементов в оксиде кремния значительно выше, чем
в кремнии.
При всех обычных параметрах технологических процессов про-
изводства и применяемых глубинах р-п-переходов полностью мае
кируют кремний и германий слои оксида кремния толщиной около
0,5 мкм для мышьяка, сурьмы и бора и около 1,0 мкм для фосфора.
Необходимо отметить, что слои оксида кремния, полученные терми-
ческим окислением в разных средах, отличаются маскирующими
свойствами. Так, пленки, выращенные в сухом кислороде, имеют
более высокую плотность и лучше задерживают диффузанты, чем
пленки, выращенные в парах воды, хотя скорость роста их в парах
воды намного выше, чем в сухом кислороде.
Большое значение для ИМС и их элементов имеет структурное
совершенство слоев SiO2
Структурные дефекты слоев оксида представляют собой кисло-
родные вакансии, а также локальные внедрения атомов примеси.
На практике значительно большую роль играют макродефекты в виде
нарушений однородности слоя, кристаллических участков стекла,
локальных неоднородностей слоя, вызванных различными локаль-
ными загрязнениями, и др., вносимыми как в процессе получения
оксида, так и в процессе его последующей обработки. Наличие
макродефектов не только приводит к значительному ухудшению
параметров планарных элементов, но и во многом определяет
выход годных планарных структур.
208
Микродефекты в виде кислородных вакансий и внедренных ионов
примесей (преимущественно натрия) обусловливают довольно высо-
кий положительный заряд в оксиде порядка 10 8— 10 7 Кл/см2.
Наличие положительного заряда способствует обра званию либо
инверсного слоя на кремнии p-типа, либо обогащенного n-слоя на
кремнии л-типа, что ухудшает многие электрические параметры
планарных транзисторов.
При термическом окислении кремния на слой оксида кремния
расходуется часть пластины, а так как удельный объем SiO2 больше
удельного объема чистого кремния (единичный объем SiO2 получа-
ется из 0,45 объема Si), это приводит к возникновению деформаций.
Механические деформации различимы, если па кремниевой пласти-
не толщиной 125 мкм вырастить слой толщиной более 0,75 мкм.
Установлено, что в зависимости от условий окисления кремния
изменяются скорость поверхностной рекомбинации и эффектив-
ное время жизни носителей заряда гзф, причем окисление во влаж-
ных газовых средах вызывает уменьшение е, и увеличение тэф,
а после выдерживания образцов при повышенной температуре в
сухом кислороде наблюдается увеличение о, и уменьшение тзф.
Под влиянием слоя SiO2, полученного термическим окислением,
электропроводность кремния на границе раздела может изменяться
за счет изменения концентрации носителей заряда Сильнее всего
этот эффект проявляется при нанесении S1O2 на кремний р тина.
На поверхности полупроводника при этом возникает топкий слой с
электропроводностью /i-типа Этот слой наблюдается после термиче-
ского окисления в сухой и влажной средах, по отсутствует при
нанесении слоя SiO2 путем испарения. Если спять оксид, то эф-
фект исчезнет Это свидетельствует о том, что он вызван наличием
слоя БЮг, в котором на границе с кремнием в местах дефектов,
возникающих при механических напряжениях, скапливаются поло-
жительные заряды. Эти заряды отталкивают дырки от поверхности
раздела и притягивают электроны, создавая слой п-типа. Данный
эффект сильнее проявляется в кремнии с высоким удельным сопро-
тивлением, где меньше основных носителей заряда.
Эффект изменения электропроводности приповерхностного слоя
может вызвать изменение характеристик транзисторов ИМС.
В транзисторах типа п-р-п обогащение носителями заряда п-
типа области коллектора может уменьшить пробивное напряжение.
В транзисторах типа р-п-р образовавшийся на поверхности кол-
лекторной области слой п типа становится продолжением базы и
каналом утечки тока.
В процессе термического окисления кремния в его приповерх-
ностном слое под слоем SiO2 наблюдается эффект перераспреде-
ления примесей, в результате которого может образоваться обога-
щенный или обедненный данной примесью слой. Перераспределение
примеси зависит от коэффициента сегрегации m примеси на границе
Si — SiO2, отношения коэффициента диффузии примеси в SiO2 к
коэффициенту диффузии в Si л, а также скорости и длительно-
сти окисления. Коэффициент сегрегации m — отношение равновес-
8—1187
209
ной концентрации примеси в Si к равновесной концентрации приме-
си в SiO2. Значения т и порядок величины г для некоторых при-
месей даны в табл. 7.2.
Если коэффициент сегрегации т>1. то образующийся оксид
«отталкивает» примесь и ее концентрация в кремнии у границы
Si SiO2 возрастает (например, для Р) При т < 1 оксид как бы
«всасывает» примесь и в кремнии образуется обедненный примесью
слой (например, для AI).
На перераспределение примеси одновременно влияют п значения
коэффициентов диффузии примеси в Si и SiO2. Если, например,
коэффициент диффузии примеси в SiO2 выше, чем в Si, то будет
наблюдаться обеднение слоя носителями заряда даже при т>1,
так как в атом случае примесь быстро диффундирует через слой
SiO2 к поверхности и испаряется. Это происходит при окислении Si
с примесью Ga или In — концентрация этих примесей в слое Si
уменьшается. В свою очередь, Р, Sb и As очень медленно диффун-
дируют через S1O2, поэтому происходит накопление примесей в Si.
Концентрация бора в кремнии при окислении заметно не изме-
няется.
Необходимо отметить, что при удалении слоя SiOa эффект
перераспределения не исчезает
Перераспределение примесей в приповерхностном слое может
вызывать изменения характеристик элементов ИМС. Если в крем-
нии имеется более одной примеси, то в результате перераспреде-
ления могут образоваться паразитные р-«-переходы, иногда много
кратные, которые оказывают влияние на параметры ИМС.
Свойства оксидных слоев, полученных различными методами,
приведены в табл. 7.3.
Несмотря на широкую номенклатуру свойств слоев оксида
кремния и сравнительную простоту их получения разными метода-
ми, в планарной технологии основным является термическое окисле-
ние. В то же время с этим процессом связаны трудно контролируе-
мые и неуправляемые явления- наличие зарядов в слое оксида,
перераспределение концентрации примесей у носителей заряда в
приповерхностном слое окисляемой пластины, невысокая стойкость
к проникновению водяных паров и ионов щелочных металлов,
малый коэффициент теплопроводности и др. Это обусловило поиск
новых материалов и процессов для защиты поверхности пластин.
Получение слоев Si N4 Дальнейшее совершенствование методов
Таблица 7.2
Значения ш и порядок величины г
210
Таблица 7.3
Свойства слоев оксида кремния
Метод получения слоев оксида Плот- ность, г/см3 Удельное сопротивле- ние. Ом -см Диэлектри- ческая проница- емость Макси- мальная толщи- на, мкм Скорость травления, нм/с
Термическое окисление 2,0—2,2 ю15—ю17
В водяном паре 3,2 2,0-3.0 0,3
Термическое окисление в сухом кислороде 2,2—2,3 I015—10,в 3,4 0.3 0,2—0,25
Анодное окисление в электролите 1.8 I0'2—10'6 — 0,4 3
Катодное распыление — 10,! 10й 4,1—8.0 1
Окисление в плазме кислорода — 10'6 3,5—4 0 0,3 0,25
Окисление пористого кремния 4 109 1.4 200 0,3- 0.5
нанесения защитных слоев на пластины кремния определяется
следующими основными задачами
освоением новых материалов обладающих лучшими по сравне-
нию с термическим оксидом свойствами;
заменой процесса образования слоев за счет материала пласти-
ны процессами нанесения или осаждения;
уменьшением температурного воздействия на пластину в процес-
се нанесения на нее защитного слоя.
Одним из перспективных материалов для защиты полупроводни-
ковых структур на основе кремния и их изоляции является нитрид
кремния S13N4.
Для получения слоев нитрида кремния используют различные
методы:
осаждение продуктов при протекании реакции взаимодействия
третрахлорида или силана кремния с аммиаком или гидрозином и
тетрабромида кремния с азотом,
нанесение реактивным катодным распылением, высокочастотным
реактивным распылением, плазмохимическим осаждением кремния
в присутствии азота.
Из методов, основанных на химических реакциях, наибольшее
применение получило осаждение слоев Si3N4 при взаимодействии
силана SiH4 с гидразином N2H4. Нанесение осуществляют в квар-
цевой трубе, через которую пропускают водород, насыщенный
гидразином, с добавками силана, при температуре 550 950°С.
Высокочастотное реактивное распыление основано на распыле-
нии в плазме азота атомов кремния при бомбардировке кремниевой
мишени ионами азота и последующей химической реакции. Его
преимущество перед реактивным катодным распылением состоит в
том, что слои Si3N4 нечувствительны к наличию в камере кислорода.
По сравнению со слоями SiO2 слои нитрида кремния вследствие
8*
211
более высокой плотности и термостойкости обладают лучшими
маскирующими и защитными свойствами в меньших толщинах
(менее 0,2 мкм) При этом можно получить и меньшие размеры
элементов Слои Ы3М4 можно наносить во много раз быстрее (до
10 нм/мин), чем слои SiO2, и при более низких температурах.
Кроме того, электрическая прочность слоев Si3N4 выше, чем слоев
SiC>2, и достигает 107 В/см, диэлектрическая проницаемость состав-
ляет 6 9 Слои Si3N4 применяют как самостоятельно, так и в соче-
тании со слоями SiO2.
Дтя осаждения из газовой фазы топких слоев нитрида кремния
и оксида кремния на пластины диаметром 76, 102 и 125 мм отечест-
венной промышленностью выпускается автоматизированная система
«Изогрон-2», содержащая три реактора на 120 200 пластин каж-
дый с автоматической загрузкой и выгрузкой, оснащенная микро-
процессорной системой управления
$7.3. ЛИТОГРАФИЯ
Назначение и методы литографии. Формирование структуры
ИМС основано па локальной обработке, которую осуществляют с
помощью свободных (съемных) и контактных масок. Контактные
маски обеспечивают меныпие размеры, большую точность и воспро-
изводимость элементов ИМС. Для получения контактных и свобод-
ных масок применяют разнообразные литографические процессы.
О Литография — процесс создания защитной маски, необходимой для локальной
обработки при формировании структуры ИМС по планарной технологии
Литография основана на свойствах стойкого к последующим
агрессивным технологическим воздействиям материала — резиста.
способного необратимо изменять свои свойства под воздействием
облучения с определенной длиной волны. При этом слой резиста
наносят на поверхность тела, подвергающегося локальной обработ-
ке, и облучают его через специально предназначенный для этих
целей шаблон. В результате химической обработки при проявлении
с отдельных участков резист удаляется, а оставшийся на поверх-
ности резист используется как маска. Резист служит в качестве
основной или промежуточной контактной маски при локальной
обработке.
В случае использования резиста в качестве промежуточной
маски для основной маски в планарной технологии применяют слои
оксида и нитрида кремния,пленки некоторых металлов Его исполь-
зуют и для получения свободной маски.
В зависимости от длины волны применяемого облучения раз-
личают оптическую (/. = 3004- 400 нм), электронную (л = 0,1 нм),
рентгеновскую (7. —0.14-1 нм) и ионно-лучевую (7.-0,054-0,1 нм)
литографию При этом с помощью различны способов получения
топологических конфигураций на шаблоне и обрабатываемой по-
верхности разработаны различные варианты методов литографии
(рис. 7.5).
212
Рис. 7.5. Варианты методов литографии
Оптическая литография (фотолитография) может быть
контактной и бесконтактной (фотолитография с микрозазором и
проекционная фотолитография).
Электроно литография предусматривает получение то
пологической конфигурации на обрабатываемой поверхности не-
посредственно и последовательно путем передачи тополо1ии шабло-
на на резист сфокусированным единичным лучом (сканирующая)
или путем одновременной проекции всей топологии (проекционная).
Рентгенолитография, так же как и фотолито! рафия,
основана на проекционном методе передачи топологии шаблона
на обрабатываемую поверхность.
И о п в о - л у ч е в а я л и т о i р а ф и я предусматривает ис-
пользование ионных пучков для экспонирования резистов. На прак-
тике возможно различное сочетание методов литографии для полу-
чения топологии на шаблоне и обрабатываемой поверхности
пластины.
В технологии микроэлектроники процессы литографии широко
распространены при формировании полупроводниковых и пленоч
ных структур, получении шаблонов, локальном глубинном травле-
нии полупроводников, диэлектриков, металлов, изготовлении вывод-
ных рамок, балочных выводов, ленточных носителей, необходимых
Для сборки ИМС, а также для создания защитных масок при
213
локальном легировании полупроводниковых пластин и химическом,
электрохимическом или вакуумном нанесении пленок.
Широкое применение методов литографии обусловлено рядом
их достоинств:
гибкостью методов, позволяющей легко переходить от одной
топологии к другой путем смены шаблона;
высокими воспроизводимостью и разрешающей способностью;
универсальностью, обеспечивающей применение процессов для
самых разнообразных целей (травление, легирование, осаждение);
высокой производительностью, обусловленной групповым про-
цессом обработки.
От совершенства процессов литографии зависят степень инте-
грации и быстродействие ИМС, которые определяются минималь-
ными размерами элементов, а также качество и надежность ИМС.
Процессы титографии непрерывно совершенствуются в направ-
лении повышения прецизионности и уменьшения топологических
размеров.
Контактная фотолитография. Фотолитография представляет
собой сложный технологический процесс, основанный на использо-
вании необратимых фотохимических явлений, происходящих в
фоторезистивных слоях при локальном облучении их ультрафио-
летовыми лучами. Основным рабочим инструментом для фото-
литографии является фотошаблон, а для формирования фото
резистивного слоя применяют фоторезисты. Сущность контактной
фотолитографии состоит в том, что при передаче топологического
изображения с фотошаблона на фоторезист фотошаблон плотно
прилегает к поверхности пластины (подложки) с нанесенным
фоторезистом
Фотошаблон — плоскопараллельная пластина из прозрач-
ного материала для фотолитографических целей, на который нане-
сен рисунок в виде непрозрачных и прозрачных для света опреде-
ленной длины волны участков, образующих топологию одного из
слоев структуры ИМС или группы ИМС, многократно повторенных
в пределах активного поля пластины. Фотошаблон может быть в
виде негативного или позитивного изображения фотооригинала,
полученного путем его многократного фотографирования (с целью
уменьшения) с высокой степенью точности. Рисунок ИМС на фото-
шаблоне, представляющий собой несколько сотен или тысяч повто-
ряющихся изображений, получают в масштабе 1:1.
Процесс получения фотошаблона с размноженным изображени-
ем называют мультиплицированием.
Различают эталонные, промежуточные и рабочие фотошаблоны
Эталонный — это первый фотошаблон в процессе изготовления с
полным набором изображений структур, с которого обычно получа-
ют промежуточные (первичные) или рабочие копии фотошаблонов.
П ромежуточный (первичный) фотошаблон — это копия, полученная
контактным или проекционным методом с эталонного фотошаблона
в виде его зеркального отражения. Он служит для получения
фотопечатью рабочих фотошаблонов.
214
Для выполнения фотошаблонов применяют фотопластинки с
разрешающей способностью до 1200 линий/мм и высокоразрешаю-
щую оптику. Изготовляют фотошаблоны, с помощью которых рса
лизуются элементы ИМС размером 0,7—0,4 мкм (предел разреша-
ющей способности оптических систем 0,11 мкм).
Рабочие фотошаблоны бывают двух типов: эмульсионные,
позволяющие производить не более 20 операций контактной печати,
и металлизированные с пленкой хрома, позволяющие производить
до 3000 операций контактной печати. Процесс получения фотошаб-
лона требует особого внимания и высокой точности при выполнении
операций
Фоторезисты — светочувствительные и после проявле-
ния устойчивые к воздействию агрессивных сред (кислот, щелочей)
вещества. Свет, действуя на эти материалы, либо разрушает моле-
кулы, либо вызывает их дополнительную полимеризацию. По спосо-
бу образования рисунка на поверхности полупроводниковой пласти-
ны фоторезисты делят на негативные и позитивные. У негативно
го фоторезиста при освещении возрастает степень полимеризации
и защищенный фоторезистом участок выглядит в виде светлого
пятна, а с неосвещенных участков при проявлении фоторезист
удаляется. Позитивный фоторезист при освещении разрушается
и при проявлении удаляется с освещенных участков, а светлое
пятно дает не защищенный фоторезистом участок. Фоторезисты
подразделяют также на кислотостойкие и щелочестойкие. Крите-
риями оценки фоторезистов являются чувствительность, кислото-
стойкость и разрешающая способность.
Чувствительность- степень полимеризации в зависи-
мости от длительности действия света. Ее оценивают величиной S,
обратно пропорциональной экспозиции Н.
5= 1/7/= !/(£/), (7.2)
где Е — освещенность, t — время экспозиции.
Значение S фоторезиста определяет производительность про-
цесса фотолитографии. Различают интегральную и спектральную
чувствительность.
Кислотостой кость способность противостоять дейст-
вию кислот Единая оценка кислотостойкости фоторезистов пока
не выработана. Предложена, например, следующая методика опре-
деления кислотостойкости- создание на подложке защитного слоя
фоторезиста в виде треугольника с высотой, в 10 раз превышаю-
щей его основание, выдерживание этого образца в травителе в
течение определенного времени и измерение величины уменьшения
остроконечной вершины треугольника. Полученный результат счи-
тают оценкой кислотостойкости.
Стойкость фоторезиста к химическим воздействиям зависит
не только от химического состава, но также от толщины и состоя-
ния фоторезистивного покрытия, в частности от его адгезии к
ZI5
подложке. Поэтому кислотостойкость фоторезистов часто оценива-
ют фактором травления
K = h/x, (7.3)
где h — глубина травления; х — боковое-травление.
Чем меньше значение х при заданной толщине It, тем выше
кислотостойкость.
Разрешающая способность — число четко различи-
мых линий (штрихов) одинаковой ширины, расположенных парал
лельно с зазором равным ширине штриха, которые фоторезист
позволяет создавать на I мм длины:
/?= 1000/(2/), (7.4)
где / — ширина штриха и зазора, мкм.
Имеющиеся фоторезисты обладают разрешающей способностью
слоя 1000 -2000 линий/мм. При фотолитографии различают, еще
разрешающую способность всего процесса получения конфигураций
в защитной маске па подложке.
К'Линии/мм
0,2 03 44 0,5 0,6d,MKM
Рис.. 7.6.1 Зависимость разрешающей
способности фоторезиста (/) и всею
процесса фотолитографии (2) от тол-
щины фоторезиста
Рис. 7.7. Технологические операции
фотолитографического процесса:
а экспонирование б проявление; о —
травление (Ф/Д — фотошаблон; ФР — фо
тореэист)
Разрешающая способность фоторезиста и всего процесса фото-
литографии зависит от толщины фоторезиста, как показано на
рис. 7.6. Видно, что при достаточно тонком слое фоторезиста
(d = 0.3 мкм) можно получить разрешающую способность процесса
около 200 линий/мкм, что соответствует ширине линии 2,5 мкм.
216
В отечественной практике широко применяют позитивные фото-
резисты марок ФП-330. ФП-333, ФП-334, ФП 383, ФП-309, ФП-617,
фП-618, ФП-626, ФП-636, ФП-РН-7, обеспечивающие формирова-
ние линий шириной I—2 мкм при толщине фоторезиста 0,3
0 4 мкм. Используемые негативные фоторезисты марок ФН-ЗТ,
ФН-4ТВ, ФН-5ТК, ФН-11, ФН-11 К, ФН-106 обеспечивают формиро-
вание линий шириной 2 3 мкм при толщине фоторезиста 0,4 —
0,5 мкм.
Рассмотрим технологию процесса контактной фотолитографии
для формирования контактной маски из оксида кремния на пласти-
не кремния.
Технология фотолитографического процес-
са (рис 7 7) состоит из следующих операций, выполняемых в
определенной последовательности: очистки поверхности пластины с
нанесенным оксидом, нанесения фоторезиста, сушки фоторезиста,
совмещения, экспонирования, проявления, задубливания, травле-
ния SiO2, удаления фоторезиста.
Очистка поверхности. В зависимости от материала, па который
наносится фоторезист, применяют различные способы очистки
Кремниевые пластины, покрытые слоем оксида, сначала очищают
растворителями. Рекомендуется обработка в парах трихлорэтилена,
кипячение в азотной кислоте, кипячение в деионизованной воде
с ультразвуковой обработкой и термообработка Применение плохо
очищенных пластин сокращает выход годных изделий, что имеет
особое значение для технологии ИМС, поскольку геометрические
размеры элементов малы, а вероятность выхода их из строя при
попадании загрязнений высока.
Нанесение фоторезиста Разработано несколько способов нане-
сения фоторезиста (ФР) на поверхность подложки.
В технологии полупроводниковых ИМС чаще всего применяют
Центрифугирование. На подложку наносят фоторезист, который при
вращении подложки с большой скоростью под действием центро-
бежных сил растекается ровным слоем по ее поверхности. С увели-
чением скорости вращения толщина слоя уменьшается, но до
определенного предела. Для заданной концентрации по весу (вяз-
кости) фоторезиста существует крити-
ческая скорость, превышение которой
не снижает толщины слоя.
В серийном производстве нанесение
фоторезиста осуществляют при скоро-
стях, больших критической. При этом
на всех подложках достигаются оди-
наковая толщина слоя фоторезиста и
хорошая воспроизводимость парамет-
ров структур.
Толщина слоя фоторезиста имеет
существенное значение, так как от
этого зависит точность воспроизведе-
ния элементов на пластине
Рис 7.8. Образование клина
при фотолитографии:
а — размер элемента на фотошаб
лоне; в — размер элемента на фо-
торезисте
217
Из-за непараллельное™ световых лучей в процессе экспониро
вания происходит засвечивание части фоторезиста под темным
полем фотошаблона и уход геометрических границ при проявлении
(рис. 7.8) Из рисунка видно, что чем тоньше слой фоторезиста
тем меньше отклонение геометрических размеров эдементоз. Этот
эффект по разному проявляется для негативного и позитивного фо
торезистов.
Недостаток данного способа состоит в том, что при попадании
в раствор или образовании в ием твердых (плотных) частиц ве-
щества получаются дефекты пленки («кометы») из-за движения
этих частиц от центра к периферии. Чтобы не допустить дефекта,
проводят тщательную очистку фоторезиста путем центрифугирова-
ния с частотой вращения 20 тыс. об/мин в течение нескольких
часов. Кроме того, имеются наплывы фоторезиста по краям пла-
стины.
Сушка фоторезиста. Сушку фоторезиста проводят в два этапа.
I) выдержка в течение 15 мин при температуре (20±5)°С; 2) суш-
ка в течение 20 -60 мин при температуре (100±10)°С в лучах
инфракрасной лампы (л = 0,77 ±340 мкм).
При сушке происходит усадка фоторезиста и возникающие
внутренние напряжения сжимают пленку, а адгезия к подложке
растягивает ее. Это явление может вызвать разрыв пленки либо
отрыв ее от подложки.
Возникающие напряжения гем меньше, чем тоньше слой фото-
резиста. Поэтому нужно стремиться к уменьшению толщины слоя,
если это не ограничивается другими факторами. Для того чтобы
слой фоторезиста не разрывался на гранях окон от предыдущих
технологических операций, толщина его должна быть больше тол
щины слоя SiO2.
Совмещение фотошаблона с подложкой. Существует два метода
совмещения фотошаблона с подложкой:
I) визуальный, когда оператор совмещает фотошаблон с под-
ложкой, наблюдая за контрольными отметками; этот метод обеспе-
чивает точность совмещения от ±0,25 до 1 мкм и зависит от воз-
можностей установки;
2) автоматизированный фотоэлектрический, когда после предва-
рительного грубого совмещения с помощью оптического микроскопа
производят точное совмещение с помощью фотоэлектрического
микроскопа по специальным знакам совмещения, вытравленным
на подложках и нанесенным на фотошаблоне; точность совмещения
не хуже 0,05—0,1 мкм.
Экспонирование. После совмещения подложку и фотошаблон
приводят в плотный контакт и осуществляют засветку с помощью
источника ультрафиолетового излучения, для чего используют спе-
циальные лампы СВД-120, СВДИ1-250, ДРШ-500 и др., обеспечи-
вающие неравномерность освещения 5—10% по полю экспонирова
ния 50—60 мм; время экспонирования составляет от 1 с до 2 мин.
Проявление. При проявлении фоторезист подвергают химиче-
ской обработке в специальных проявителях Для хинондиазидных
218
позитивных фоторезистов применяют водные растворы едкого нат-
ра или трипатрийфосфата, для негативных фоторезистов поливи-
нилциннаматов — трихлорэтилен, толуол, хлорбензол и др.
Задубливание. Эта операция необходима для окончательной
полимеризации оставшегося рельефа фоторезиста и улучшения
адгезии фоторезиста к подложке (пластине); осуществляется
термообработкой при температуре 120°С в течение 20 мин.
Травление оксида кремния. Оксид кремния хорошо травится
водным раствором плавиковой кислоты, но при этом из за интен-
сивного выделения пузырьков SiF4 пленка защищающего фоторези
ста отслаивается от SiO2 и разрывается у границ вытравливаемых
окон, в результате наблюдается сильное растравливание слоя SiO2.
Во избежание этого применяют травители, содержащие кроме HF
соли плавиковой кислоты (NH4F, KF, NaF), называемые буфер-
ными. Типовой буферный травитель состоит из 10 мл 48%-пого
HF и 100 мл раствора NH4F (450 г NH4F на 680 мл воды) Ско-
рость травления слоя SiO2 в этом травителе составляет 6,8—
9 5 А/с. Если в слой SiO2 вводят новые составляющие, скорость
его травления значительно изменяется. Например, при наличии в
слое оксида примеси Р2О5 (над эмиттерными «областями) ско-
рость травления в буферном гравителе возрастает до 259 А/с.
Удаление фоторезиста. Фоторезист удаляют двух- или трехразо-
вым кипячением по 5 10 мин в концентрированной H2SO4 или
«хромовой смеси» (H2SO4 -f- двухромовокислый калий). Позитив
ный фоторезист можно удалить также холодным 10—15%-ным
раствором едкого кали; но подложку после этого необходимо
тщательно промыть
Когда кипячение в H2SO4 недопустимо, например при наличии
А1, применяют кипячение в органических растворителях, чаще в
трихлорэтане.
После этого пластины кремния промывают в деионизованной
воде с использованием ультразвука, затем сушат при темпера-
туре 120пС.
Бесконтактная фотолитотрафия. При формировании ИМС повы-
шенной степени интеграции па пластинах большого диаметра, что
достигается повышением разрешающей способности, предельной
точности совмещения при минимальной плотности дефектов мето-
дом литографии, контактная фотолитография имеет ограниченное
применение.
Основными факторами, ограничивающими возможности кон
тактиой фотолитографии, являются:
неизбежность механического повреждения рабочих поверхно-
стей фотошабтонов и пластин, что требует частой замены фото-
шаблонов;
вдавление в фоторезистивпый слой пылинок, микрочастиц и др.,
а также налипание фоторезиста на фотошаблоне при плотном
контакте фотошаблона с фоторезистом,
невозможность обеспечения полного плотного контакта фото-
шаблона с пластиной из-за неидеальности Плоскостности контак-
219
тируемых поверхностей, что приводит к снижению разрешающей
способности;
неизбежность смещения фотошаблона относительно пластины
при переходе от совмещения, когда совмещаемые рисунки распо-
ложены в разных плоскостях, к экспонированию.
Бесконтактная фотолитография не имеет этих ограничений.
Опа осуществляется двумя методами: на микрозазоре и проек
ционны.м.
Фотолитография на микрозазоре основана на
использовании эффекта двойного или множественного источника
излучения, который создается в системах экспонирования специаль
ной конструкции. Ультрафиолетовые лучи падают па фотошаблон
и подложку наклонно под одинаковыми углами к общей опти-
ческой оси системы экспонирования. За счет наклона лучей ди-
фракционные явления за прозрачными участками фотошаблона
устраняются или сводятся к минимуму, равномерность облуче-
ния краев пластины улучшается, повышается точность передачи
рисунка. Благодаря исключению дифракционных явлений дости-
гается высокая разрешающая способность. Так, например, при
слое позитивного фоторезиста толщиной 1,8 мкм можно получить
элемент рисунка менее 2 мкм (при зазоре фотошаблон — подлож
ка 10 мкм) или менее 3,5 мкм (при зазоре 30 мкм). Размер
зазора может точно задаваться пленкой полиэфира или периферий-
ными полосами на фотошаблоне, например из кварца. Промыш-
ленное оборудование для экспонирования на микрозазоре значи-
тельно сложнее, чем установки для контактного экспонирования.
Вместе с тем системы позволяют снизить время экспонирования
до 2—5 с и обеспечивают равномерность освещения подложек
большой площади.
Проекционная фотолитография отличается от
контактной техникой выполнения операций совмещения и экспони-
рования. Процесс совмещения упрощается, так как с помощью
специальных объективов изображение фотошаблона проецируется
на плоскость пластины или, наоборот, изображение пластины
проецируется па плоскость фотошаблона и таким образом оператор
наблюдает изображения пластины и фотошаблона в одной плос-
кости. В связи с этим исключаются проблема глубины резкости
объектива и связанная с ней проблема точной установки малого
зазора пластина фотошаблон. Длительность совмещения умень-
шается, точность повышается. После совмещения зазор между
пластиной и фотошаблоном остается и изображение фотошаблона
проецируется на плоскость пластины.
Имеется несколько оптических схем проведения процесса проекционной фото-
литографии. Наиболее распространена схема проецирования, обеспечивающая
оптимальное освещение при совмещении и экспонировании Между фотошабло-
ном и подложкой находятся только объектив и полупрозрачное зеркало. Прямой
ход лучей от источника света через объектив па фотошаблон и далее от полу-
прозрачного зеркала па подложку полностью совпадает с обратным ходом лу-
220
чей, наблюдаемым с помощью окуляра микроскопа. Оператор производит совме-
щение в плоскости фотошаблона с помощью микроскопа, затем он заменяет
микроскоп на УФ излучения источник, конденсор и светофильтр и осуществляет
экспонирование. Недостатком схемы является необходимость перестройки при
переходе от операции совмещения к экспонированию
Разрешающая способность проекционной фотолитографии выше,
так как исключается дифракция излучения в зазоре. Метод проек-
ционной фотолитографии в большей степени, чем метод контактной
фотолитографии, позволяет автоматизировать процесс производства
ИМС.
Основная техническая трудность проекционной фотолитогра-
фии — сложность разработки высокоразрешающих объективов на
большие поля изображений, поэтому одновременное проецирова-
ние полного рисунка фотошаблона на подложку не всегда выпол-
нимо. В случае же последовательного поэлементного проециро-
вания изображения, которое можно выполнять с помощью фото-
повторителей, производительность проекционной фотолитографии
резко снижается.
Проекционная фотолитография предъявляет более высокие
требования к плоскостности поверхности пластины, мощности и
монохроматичности УФ-источпика, равномерности толщины фоторе-
зистивного слоя.
Несмотря на технические трудности, проекционная фотолито-
графия является наиболее перспективным оптическим методом по-
лучения конфигурации элементов ИМС.
Изготовление фотошаблонов и оборудование В общем цикле
технологии изготовления фотошаблонов можно выделить два этапа:
1) изготовление эталонных фотошаблонов,
2) изготовление рабочих копий фотошаблонов.
Для изготовления эталонных фотошаблонов используют раз-
личные схемы технологических процессов:
трехступеичатую, осуществляемую по схеме оригинал — про-
межуточный фотошаблон — эталонный фотошаблон;
двухступенчатую, осуществляемую по схеме промежуточный
фотошаблон — эталонный фотошаблон;
одноступенчатую, заключающуюся в непосредственном полу-
чении эталонного фотошаблона.
При трехступенчатой схеме процесс изготовления о р и г и и а-
л а включает следующие этапы:
I) кодирование топологической информации с чертежа то-
пологии ИМС, которое осуществляют либо вручную, в том числе с
помощью кодировщика ЭМ-709, либо с одновременным получе-
нием перфолент при использовании систем «Кулон» и АРМ;
2) получение перфолент с топологической информацией в ко-
дах устройства, на котором будут изготовляться оригиналы (осу-
ществляется самостоятельно или совместно с первым этапом), и
их корректировка;
3) получение оригиналов фотошаблонов путем их вырезки по
информации, сосредоточенной на перфолентах, на специальных
221
установках — координатографах типа КПА-1200 или ЭМ-703. Изго-
товляют оригиналы на пленке с полиэфирной основой размером
1200X1200 мм с точностью ±50 мк.м.
Промежуточный фотошаблон изготовляют (трех-
ступенчатая схема процесса) путем отсъема оригинала с помощью
редукционной камеры на фотоэмульсионные пластины с уменьше-
нием в 10—50 раз. С помощью отечественных редукционных ка-
мер ЭМ-503, ЭМ-513, ЭМ-513А изготовляют эмульсионные проме-
жуточные фотошаблоны размером от 51x51 до 90X120 мм с раз-
мерами элементов более 20 мкм.
Трудоемкий многоступенчатый процесс изготовления промежу-
точного фотошаблона с помощью координатографа и редукцион-
ной камеры может быть заменен одним процессом последова
тельной фотопечати элементов рисунка топологии на фотопластину
В этом случае используют два метода:
сканирование сфокусированного светового или электронного лу-
ча, управляемого от ЭВМ по заданной программе;
фотонабор, при котором весь рисунок разделяют на элемен
тарные прямоугольники с различным отношением сторон и опре
деленной их ориентацией по углу, затем с помощью координат-
ного стола и диафрагм их последовательно проецируют в необ-
ходимые места фотопластины.
В отечественной практике наибольшее применение получил
метод фотонабора. Разработан ряд генераторов изображений
ЭМ-539А и ЭМ 539Б для изготовления промежуточных металли-
зированных фотошаблонов и микрофотонаборных установок
ЭМ 508, ЭМ-519Б, ЭМ-549, ЭМ 559, в которых экспонирование
фоточувствительного слоя при изготовлении эмульсионных и метал-
лизированных промежуточных фотошаблонов осуществляется с ос-
тановкой координатного стола при его движении в одном из коор-
динатных направлений. Микрофотонаборные установки отличаются
высокой точностью позицирования координатного стола (±0,5 мкм)
при размере наборного элемента 0,01—3 (0,004 -3) мм и высокой
производительностью.
Эталонный фотошаблон изготовляют (трехступенча-
тая или двухступенчатая схема процесса) путем уменьшения
изображения промежуточного фотошаблона до размеров рабочего
фотошаблона и многократного повторения этого уменьшенного
изображения па определенной рабочей зоне светочувствительной
пластины. Для этого используют последовательное мультипли-
цирование единичного изображения с помощью фотоповторителей.
А Мультиплицирование последовательное чередование экспонирования н пе-
ремещения фотопластины координатным столом фотоповторителя на следую-
щую позицию.
Выпускаемые отечественной промышленностью фотоповторители
ЭМ-562А и ЭМ-562Б обеспечивают воспроизводимость позициро
вания с погрешностью ±0,4 мкм, получение структур с мини
мальным размером 1,2 мкм на рабочем поле до 140X140 мм
222
Наиболее перспективной является одноступенчатая схема про
цесса, по которой эталонный фотошаблон получают па генераторе
изображений без использования промежуточного фотошаблона
Необходимо отметить что при изготовлении эталонных фото
шаблонов закладывается и реализуется принцип группового из-
готовления ИМС, реализуются основные размеры элементов и про-
изводится совмещаемость комплекта фотошаблонов.
Рабочий фотошаблон изготовляют с помощью обыч
ного фотолитографического процесса путем отсъема в масшта-
бе I : 1 эталонного фотошаблона.
Для осуществления операций фотолитографии в производстве
ИМС и фотошаблонов используют как отдельные установки так
и целые технологические линии В состав технологических линий
входят установки: нанесения и термообработки фоторезиста, совме-
щения и экспонирования химической обработки шаблонов (пла-
стин), контроля, снятия фоторезистов, отмывки.
Для совмещения изображений на фотошаблоне и полупровод-
никовой пластине и экспонирования этой пластины при фотоли-
тографии серийно выпускается установка ЭМ-5006 (с кассетным
устройством транспортирования пластин) Установка обеспечивает
погрешность совмещения ± 0,5 мкм при передаче изображения с
минимальными размерами 1,5—2 мкм (при контактном экспониро-
вании) и 3—4 мкм (при экспонировании с зазором) из фото-
шаблонов размерами 178X178 мм на пластины диаметром до
150 мм.
Для проекционного помодульного переноса в уменьшенном мас-
штабе изображений промежуточных фотошаблонон непосредственно
на полупроводниковые пластины разработана автоматизированная
установка ЭМ-584. Опа обеспечивает экспонирование минималь-
ных размеров элемента 1,2 мкм на пластины диаметром 76 и
102 мм с погрешностью ±0,15 мкм и производительностью
60 пластин/ч.
Данные установки могут применяться автономно и в составе
автоматизированных технологических линий фотолитографии, ис
пользование которых в производстве ИМС повышает качество и
снижает стоимость интегральных микросхем.
Электронолитография Метод электронолитографии заключается
в формировании топологических конфигурации с субмикронными
размерами на пластине или шаблоне, покрытых резистом, с по-
мощью электронного луча. Метод основан на нетермическом взаи-
модействии ускоренных электронов с электронорезистом, осуществ
ляемом в вакуумных установках.
Электроне рези ст — нечувствительный к видимому и
ультрафиолетовому излучению полимерный материал, который
изменяет свои свойства при взаимодействии с электронами (в ка-
честве электронорезистов иногда используют н фоторезисты).
Электронная бомбардировка вызывает возбуждение и иониза-
цию молекул электропорезиста. При этом, обладая запасом боль
шой энергии, электроны разрывают почти все химические связи па
223
своем пути и происходит деструкция электропорезиста. Одновре
мепно происходит поперечное сшивание молекул — структуирова-
ние электропорезиста. Поскольку в каждом конкретном полимере
один из этих эффектов преобладает, электронорезисты (аналогич-
но фоторезистам) подразделяются Hrf негативные и позитивные
Степень структунрования негативных электропорезистов и де
струкция позитивных электропорезистов пропорциональны дозе
облучения (величине заряда электронов на единицу площади).
Для полного протекания этих процессов энергия электронов должна
быть достаточной, чтобы длина их свободного пробега превы-
шала толщину слоя элекгронорезисга. Для этих целей приме
няют установки с ускоряющим напряжением более 10 кВ, что
соответствует длине волны электронов 100—50 нм. Тем самым
достигается формирование топологических конфигураций с разме-
рами элементов 0,1- 0,2 мкм.
В настоящее время доказана принципиальная возможность
получения электронных пучков с длиной волны менее 0,1 нм, т. е.
разрешающая способность электронолитографии может достигать
значений, близких к 0,1 нм.
Особенность электронолитографии — отсутствие необходимости
в предварительном вычерчивании оригинала топологии в увели
ченном масштабе с последующим многократным ее уменьшением
до размеров оригинала. Топологию в масштабе 1 : 1 можно пере-
носить на пластину или шаблон путем управления электронным
пучком безмасочным способом. Разработаны различные варианты
технологии электронолитографии (см. рис. 7.5). На практике наи-
большее распространение получили два метода электрополитогра-
фии: обработка сфокусированным единичным пучком (сканирую-
щая электрополитография) для непосредственного формирования
топологии па пластине и электронная проекция всего изображе-
ния (проекционная электрополитография) на пластину в истинном
или уменьшенном масштабе.
Сканирующая электронолитографии основана
на формировании изображения при перемещении (сканировании)
сфокусированного пучка электронов по поверхности, покрытой
электронорезистом, под воздействием электрического и магнитного
полей по заданной программе. Для ее реализации применяют
растровые электронные микроскопы (РЭМ) или специализирован
ные электронно-лучевые ускорители (ЭЛУ). Сканирующие элект-
ронные установки, как правило, состоят из двух основных частей:
системы формирования и отклонения электронного пучка;
системы формирования топологического рисунка (генерирова-
ние изображения и управления).
Для формирования электронного пучка разработаны различные
системы, в которых электроны концентрируются в пучок круглого
сечения с гауссовым распределением (РЭМ) и в пучки квадратного
или круглого сечения с равномерным распределением (ЭЛУ).
Размер круглого пучка с гауссовым распределением равен при-
мерно '/< минимальной ширины линий на рисунке, размер пучка
224
квадратного или круглого сечения с равномерным распределе-
нием равен минимальной ширине линии на рисунке. Отклонение
электронного пучка обычно осуществляют электромагнитными
системами.
Для формирования топологического рисунка ИМС путем пере-
дачи изображения на пластину применяют два способа переме-
щения пучка электронов по пластине — растровое и векторное
сканирование. При растровом сканировании луч сканирует по всей
поверхности структуры (кристалла), включаясь и выключаясь в
соответствии с передаваемым рисунком (рис. 7.9, а) При векторном
сканировании (рис. 7 9,6) пучок электронов движется только в
тех местах рисунка, где требуется экспонирование, т. е. выклю-
чаясь в местах перехода от одного элемента к другому.
’ а) б)
Рис. 7 9 Схема растрового (а) и векторного (б) сканировании
Помимо перемещения луча в технологии сканирующей электро-
нолитографии требуется перемещение столика с пластиной, так как
электронный пучок можно отклонять только иа ограниченную
площадь (из-за ограниченности глубины фокуса и во избежание
размытости краев рисунка на резисте). Поэтому в ЭЛУ столик с
пластинами перемещают после экспонирования топологии одного
кристалла па пластине.
Для экспонирования и точного размещения топологических
рисунков на поверхности пластины применяют два способа пере-
мещения: шаговое перемещение на величину размера одного кри-
сталла (как в фотоповторителе) и непрерывное перемещение
столика. В первом способе после экспонирования электроноре-
зиста столик перемещается последовательно от одного кристалла к
другому по вертикали и горизонтали до окончания экспонирования
поверхности всей пластины. Во втором способе электронный пучок
сканирует в одном направлении, а столик непрерывно движется с
определенной скоростью в другом направлении. При этом спе-
циальные регистрирующие и контролирующие устройства опре-
225
деляют и корректируют
местоположение луча и
столика согласно задан
ной топологии.
Экспонирование пла
стины электронным лучом
в зависимости от комби-
нации способов сканиро-
вания и перемещения сто-
лика может осуществлять-
ся следующими способа-
ми: векторным сканирова-
нием и последовательным
(пошаговым) перемете
ние.м столика (рис. 7.10, о);
растровым сканированием
по площади пластины и
последовательным переме-
щением столика (рис.
7.10,6); растровым ска-
нированием по площади
пластины и непрерывным
перемещением столика по
двум координатам (рис.
7.1'0, в).
Технологический про-
цесс сканирующей элект-
ронолитографии включает
в себя такие операции:
нанесение электропоре
листа (обычно центрифу-
гированием) и его сушка,
совмещение, экспонирова-
ние и травление электро
норезиста. Данный метод
обеспечивает высокую раз-
решающую способность и
точность совмещения —
при площади экспониро-
вания резиста 5x5 мм
Рис 7.10. Способы экспонирова
ния пластин электроиолитогра-
фией:
/ — пластина. 2 электронный луч
круыого сечения; 3 отклоняю-
щая система: 4 — структура (крис-
талл); 5 электронный луч квад-
paiHoro сечения; 6 иаправление
движения стола
226
воспроизведение элементов с размерами около 1 мкм обеспечивается
с точностью ± 0,25 мкм Основной его недостаток — низкая произво-
дительность из-за большого времени экспонирования
Проекционная э л ектроно литография основана
на одновременной передаче всего топологического рисунка шабло-
на на пластину с электронорезистом. При этом передача рисунка
может осуществляться в истинном (1:1) или уменьшенном мас-
штабе (см. рис. 7 5).
В ЭЛУ проекционного типа с сохранением размеров (рис. 7.11, а)
основным элементом является трехслойный фотокатод, который
одновременно выполняет роль источника электронов и шаблона.
Фотокатод представляет собой кварцевую отполированную пласти-
ну, прозрачную для ультрафиолетового света, на поверхность
которой нанесена пленка оксида титана, отображающая конфигу-
рацию одного топологического слоя ИМС в масштабе 1 1 (фор-
мируется в пленке титана оптической или электронолитографией
с последующим окислением) Поверх слоя оксида титана на всю
поверхность пластины нанесен слой палладия толщиной около
4 нм (оксид титана хорошо поглощает ультрафиолетовые лучи,
а палладий является хорошим фотоэмиссионным материалом).
При ультрафиолетовом облучении этого фотокатода со стороны
5)
Рис 7.11 Схема проекционной электронолитографии в
истинном (а) и уменьшенном (б) масштабах:
I— пластина: 2 — детекторы рентгеновского излучения, 3
обмотки магнита, 4 - УФ-лампа; 5 фотокатод с маской;
6 электроны 7 — электронный прожектор: 8 - конденсор ныс
линзы; 9—маска. 10— проекционная линза. II— опертура н
катушки совмещения
227
подложки неэкранированные оксидом титана участки палладия
эмиттируют (испускают) фотоэлектроны с энергией в десятые доли
электрон-вольт. Далее электроны ускоряются электрическим полем
и с помощью фокусирующей системы проецируют изображение с
фотокатода па слой электронорезиста без искажения. Точность
совмещения при этом составляет ±0,25 мкм.
В ЭЛУ проекционного типа с передачей уменьшенного изобра
жения (рис. 7.11,6), которая является электронно-оптической
аналогией редукционной оптической камеры, источник электронов
освещает свободно подвешенную маску из металлической фольги,
отображающую конфигурацию топологического слоя в увеличенном
масштабе (10:1) Специальная электронно-оптическая система
уменьшает электронное изображение маски в 10 раз и проецирует
его на электронорезист. При этом диаметр поля проецирования
составляет 5 мм, а минимальная ширина линий - 0,25 мкм
Метод проекционной электронолитографии отличается высокой
производительностью и длительным сроком службы фотокатода.
Для осуществления электронолитографии отечественной про-
мышленностью разработаны электронорезисты ЭРП 40 (позитив
ный), ЭРН-14 и ЭРП-16 (негативные), агрегат 08ЭН 100-001 для
нанесения и термообработки слоя электронорезиста на пластины
диаметром 60, 76 и 102 мм с предварительной плазмохимической
очисткой их поверхности, а также электронно наборная установ-
ка 01СЛС1 -001 для экспонирования электронорезиста сфокусиро-
ванным электронным лучом прямоугольной формы, обеспечиваю-
щая формирование БИС пятой и шестой степени интеграции с
минимальными размерами элементов I мкм при производительности
пять пластин диаметром 76 мм в 1 ч.
Рентгенолитография Метод рентгеполитографии основан на
взаимодействии характеристического рентгеновского излучения с
рентгепорезистами, приводящем к изменению их свойств - уве-
личению или уменьшению стойкости к проявителям.
Характеристическое рентгеновское излуче-
ние вызывается взаимодействием ускоренных электронов с элект-
ронами внутренних оболочек атомов материала мишени в процес-
се ее облучения, в результате электроны атомов мишени переходят
с внутренних оболочек на внешние или покидают атом. При этом
переходы электронов на освободившиеся внутренние оболочки ато-
ма сопровождаются характеристическим рентгеновским излуче-
нием с длиной волны 0,1- 10 нм.
Рентге порез исты — полимерные материалы, которые
разрушаются (позитивные) или сшиваются (негативные) под
действием рентгеновских лучей. В химических превращениях раз-
рушения или сшивания молекул рентгепорезиста основную роль
играют освободившиеся при облучении электроны с внутренних
оболочек атомов.
На практике наиболее часто используют позитивный резист
на основе полимегилметакрилата (РММА), который применяют
также в электронолитографии. Он отличается высокой стабиль
228
ностью свойств, нечувствительностью к ультрафиолетовому облу-
чению, стойкостью к воздействию кислот (кроме соляной) при
проявлении.
В технологии микроэлектроники используют проекционный
метод рептгенолигографии (см. рис 7.5), аналогичный методу
фотолитографии на зазоре: между пластиной, на которую нане-
сен рентгенорезист, и источником рентгеновского излучения по
метают шаблон, отображающий конфигурацию одного топологи-
ческого слоя ИМС. При облучении изображение шаблона прое-
цируется на резист. Возможно одновременное облучение несколь
ких пластин.
Система для реализации рептгенолигографии состоит из соб-
ственно рентгеновской установки для экспонирования, системы
совмещения шаблона с резистом и прецизионною шаблона.
Рис. 7 12 Схема изготовления рснт-
гс ноша блока:
а - нанесение слоев SiO±. С г и Ан.
б — формирование рисунка шаблона:
в локальное травление Si-.ч’
Рис 7 13. Схема установки рентге-
нов ито гр а фин:
I — вращающийся анод; 2 — вакуум-
ная камера: 3 — электронная пушка;
4 тонкое окно. 5 рентгеновские
лучи; 6 микроскоп; 7—рентгено-
шаблон; 8 пластина с резистом; 9 —
устройство совмещения
Шаблон представляет собой сложную конструкцию. Он со-
стоит из подложки, тонкой мембраны, пропускающей рентгенов
ские лучи, и слоя, хорошо поглощающею эти лучи. Чаще
всего шаблоны изготовляют на основе кремния (подложки), ко-
торый обеспечивает достаточную механическую прочность конструк
ции (рис. 7.12). В качестве мембраны применяют оксид или нитрид
кремния. Затем наносят слои хрома и золота (рис. 7.12, а), в ко-
торых формируется необходимая конфигурация (рис. 7.12,6), для
чего, как правило, используют электронолитографию. На послед-
ней стадии исходный кремний локально стравливают в местах
расположения qkoh в слое золота (рис. 7.12, в).
229
Технология рентгене литографии состоит из сле-
дующих основных операций:
нанесения слоя рентгенорезиста (наиболее часто центрифуги-
рованием) толщиной 0.1—0,5 мкм;
совмещения шаблона с пластиной, покрытой рентгеиорезистом;
рентгеновского экспонирования;
проявления рентгенорезиста.
Сущность технологии определяет экспонирование. Для ее реа-
лизации используют специальные вакуумные камеры (рис. 7 13),
которые с целью ослабления рентгеновских лучей заполняют ге-
лием или откачивают до давления 1,33 Па Принцип экспониро-
вания состоит в том, что эмиттированные пушкой электроны бом-
бардируют алюминиевую мишень (вращающийся антикатод),
испускающую рентгеновское излучение. Эти лучи проходят через
тонкое окно в бериллиевой фольге, прозрачные участки шаблона
и проецируют его изображение на резисте. Бериллиевая фольга
экранирует рентгенорезист от теплового излучения и вторичных
электронов.
Для уменьшения размытия топологии рентгенорезиста увели-
чивают расстояние между источником и шаблоном; зазор между
шаблоном и пластиной составляет 3 10 мкм. Время экспонирова-
ния зависит от дозы облучения и составляет от нескольких секунд
до десятков минут.
Рентгенолитография отличается высокой разрешающей способ-
ностью, отсутствием влияния загрязнений, большим сроком службы
шаблона
Ионно-лучевая литография. Она основана на использовании
ионов гелия для экспонирования поверхности пластин, покрытых
резистом. Различают два метода ионно-лучевой литографии:
сканирующая ионно-лучевая литография;
проекционная ионно-лучевая литография с шаблоном.
Сканирующая ионно-лучевая литография со сфокусированным
лучом аналогична сканирующей электронолитографии. Для ее
реализации используют установки непосредственного репродуциро-
вания (НИР) изображения на пластину. В установке НПР ионы
выходящие из источника, формируются в луч системой линз и
фокусируются на пластине, покрытой резистом. Для экспоиирова
ния сфокусированный луч устанавливается в точно заданное
положение и сканируется по небольшому квадратному полю на
поверхности пластины с помощью электростатической отклоняю-
щей системы. Размеры поля сканирования ограничены (не более
I мм2) из-за увеличения сечения луча на краях поля. Передача
изображения на всю поверхность пластины достигается совмеще-
нием по специальным меткам, расположенным на каждом поле.
Такая литография применима для создания элементов с особо
малыми размерами — от 0,03 до 0,3 мкм, что достигается малым
рассеянием сфокусированных ионных лучей.
Проекционная ионно-лучевая литография с шаблоном основана
на облучении коллимированным лучом шаблона, находящегося на
230
небольшом расстоянии от покрытой резистом пластины. Отверстия
в поглощающей ионы пленке, расположенной на шаблоне, опре-
деляют экспонируемую конфигурацию топологии. Такая литография
аналогична рентгенолитографии. В обоих методах используются
несфокусированные источники облучения и почти одинаковые шаб-
лоны.
Для осуществления
данной технологии приме-
няют пошаговое переме-
щение пластины и на каж-
дом шаге совмещение и
экспонирование (рис. 7.14).
В этом случае обеспечи-
вается мультипликация
шаблона площадью 1 см2
Используют шаблоны
двух типов (рис. 7.15):
с каналированием и сверх-
тонкие. В обоих типах ри-
сунок топологии создается
из слоя, поглощающего
ионы (золота), поддержи-
ваемого мембраной, обес-
печивающей прохождение
иоиов через шаблон.
В шаблоне с каналирова-
нием используется мемб-
рана из слоя монокристал-
лического кремния толщи-
ной около 1 мкм, ориенти-
рованного в таком направ
лении, чтобы ионы капа
Рис. 7 11 Схема установки проекционной ионно-
лучевой л итог рафиш
I — пластине; 2 — метки совмещения; 3 — коллими-
рованный ионный луч; г-луч от источника иоиов;
5 плата с апертурой 6 лазерный луч: 7 —
шаблон; 8 — стол с перемещением по координатным
ОСЯМ
Рис 7.15. Шаблоны с каналированием («I и сверхтон-
кий (б) для ионно-лучевой литографии:
I — пластина: 2 резист. 3 поглотитель ионов: 4 мем-
брана; 5 коллимированный ионный луч, 6 — прокладка
231
лировали через кристаллическую решетку, почти не рассеиваясь.
В сверхтонком шаблоне используется прозрачная для ионов аморф-
ная (сверхтонкая) мембрана из пленки оксида алюминия толщиной
70—200 нм, туго натянутой на кольцо из пайрекса.
Потенциальные возможности ионно-лучевой литографии с шаб-
лоном создание рисунка с элементами размером 0 5 мкм на
пластине диаметром 102 мм в течение 2 мин. Ее особенностью
является возможность совмещения операций экспонирования, про-
явления, травления, ионного легирования и удаления резиста на
одной установке.
Эффективность использования методов литографии Для срав-
нительной оценки эффективности методов литографии можно ис
пользовать различные критерии: разрешающую способность, произ-
водительность и др. Наиболее целесообразным является примене-
ние обобщенных критериев, учитывающих основные характеристики
процесса. В качестве такого критерия применяют показатель
качества, определяемый по эмпирическому соотношению
производительность
(1 + 0,15 X плотность дефектов)8 X стоимость оборудования X (ши-
рина линий)2
который служит для оценки экономической эффективности каж-
дого метода. В табл. 7.4 приведены обобщенные данные по тех-
ническим возможностям и эффективности каждого из рассмотрен
ных методов литографии.
Из таблицы видно, что самым эффективным является метод
рентгенолитографии (ионно-лучевая литография находится в ста-
дии разработки). Однако в настоящее время нет промышленных
установок для рентгенолитографии. Работы по созданию таких
Таблица 7.4
Сравнительная характеристика методов лито> рафии
Методы л итографи и Мини- мальная ширина линий, мкм Плот- ность дсфек тов на I см2 Произ- води- тель- ность. плас- тин/ч Стои- мость оборудо вания. отн. ёд. Эффек- тив- ность х ю-6
Контактная фотолитография 3 2,5 50 1 14
Проекционная фотолитография Проекционная фотолитография 2 1 65 6 29
с применением коротковолнового УФ-света 1 1 50 7 82
Проекционная фотолитография с использованием повторителей 1 1 20 12 19
Электроиолитография 0,5 0.5 10 50 15
Рентгенолитографии 0,3 1 20 10 218
Ионно-лучевая лито! рафия 0.5 — 30 — —
232
установок и рснтгенорезистов проводятся, и в будущем возможно
изготовление заказных рентгеношаблонов.
Электрополитография обеспечивает получение линий, шириной
0,5 мкм и минимальную плотность дефектов, поэтому ее приме-
нение особенно эффективно для изготовления оптоэлектронных
устройств и мелкосерийного производства высококачественных
БИС; метод широко используется в производстве прецизионных
фотошаблонов. Широкое внедрение метода в производство ИМС
и БИС сдерживается очень высокой стоимостью оборудования и
его низкой производительностью.
Фотолитография (контактная на микрозазоре и проекцион-
ная) обеспечивает высокую производительность и по экономиче-
ским соображениям остается основным методом при массовом
производстве ИМС. Распространенность этого метода определяет-
ся отработанностью технологии и наличием большого количества
прецизионного оборудования, которое с каждым годом становит-
ся все более совершенным.
С целью повышения разрешающей способности, автоматизации
процессов и снижения их стоимости в производстве БИС и СБИС
при обработке пластин эффективным является сочетание технологии
фото-, электропо- и рентгенолитографии: при изготовлении шабло-
нов следует применять электрополитографию, а при экспонирова-
нии пластины ультрафиолетовые, электронные или рентгеновские
лучи. Возможные способы проведения литографии в технологии
приведены иа рис. 7.16.
В заключение отметим, что получение субмикронных размеров
достигается не только совершенствованием литографических процес-
Рис. 7 16 Варианты комбинированного использования различных методов
литографии
сов, а во многом зависит от способов травления маскируемого
материала. Наибочее эффективным является применение прецизи-
онной ттографии и сухих методов травления плазмохимическо-
го и ионного.
Для этих целей в отечественной практике используют комплект
оборудования плазмохимической обработки, состоящий из устано-
вок. ' 08ПХО-Ю0Т-001 (3 шт.), 08ПХО-I00T-004 (3 шт.) и
08ПХО-Ю0Т-005 (2 шт.). На установках выполняют следующие
операции’ глубокую очистку поверхности пластин диаметром 76
и 102 мм; локальное травление слоев SiO2, Si3N4, Si,. Cr, Al, спла-
ва Al Si, структур Si N4 SiO2; селективное травление слоев
SiO2 на Si; прецизионное глубинное травление SiO2; удаление
фоторезиста, легированных стекол и Si3N4. Установки данного
комплекта управляются от ЭВМ и могут работать в составе
автоматизированных поточных линий и группироваться с конвейер-
но-адресной системой.
§ 7.4. ЛЕГИРОВАНИЕ ПОЛУПРОВОДНИКОВ ДИФФУЗИЕЙ
Методы легирования полупроводников. В современной техно-
логии изготовления полупроводниковых ИМС и БИС легирование
полупроводников является одним из базовых процессов. Неуклон-
ное повышение быстродействия и степени интеграции ИМС, как
биполярных, так и МДП-ИМС, достигается постоянным уменьше-
нием геометрических размеров полупроводниковых структур за счет
совершенствования методов локального легирования полупроводни-
ков при соответствующем повышении качества и разрешающей
способности методов литографии.
По признаку общности физических явлений и технологиче-
ских приемов современные методы легирования можно подраз-
делить на следующие основные группы (рис. 7.17): высокотем-
Рис. 7 17: Методы легирования полупроводников
234
пературная диффузия; ионная имптантация, радиационно-стимули-
рованная диффузия.
Для каждой группы характерно использование специализиро
ванного технологического оборудования, обеспечивающего про-
ведение процесса в строго контролируемом режиме Поскольку
основные характеристики ИМС определяются параметрами р-п-пе-
реходов и легированных областей, которые зависят от распреде-
ления примесей в структурах при легировании, к процессам леги-
рования предъявляют жесткие требования по прецизионности гео-
метрических размеров легированных областей и точности рас-
пределения концентрации примеси. Это, в свою очередь,- обус-
ловливает требования к технологическим режимам процессов
легирования по обеспечению заданного распределения введенной
примеси.
Высокотемпературная диффузия. Методы диффузии являются
основными и наиболее распространенными при легировании полу-
проводников.
А Диффузия представляет собой обусловленное тепловым j вижением перемеще-
ние частиц в направлении убывания их концентрации.
При диффузии в кристаллах различают перемещение примес-
ных атомов и атомов данного твердого тела (самодиффузия).
Скорость диффузии зависит от градиента концентрации атомов.
Чем больше градиент концентрации, тем интенсивнее перемещение
атомов.
Теоретически в реальных кристаллах предполагается три меха
низма диффузии: взаимный обмен .местами (обменный), как в
идеальном кристалле; по междоузлиям; по вакансиям.
Скорость диффузии примесных атомов в металлах и полупроводниках обрат-
но пропорциональна их растворимости Если атомы рас1ворите,ця и растворяе-
мого вещества идентичны, то примесь проникает в кристаллическую решетку в
основном по вакансиям, замешан узлы растворителя. В результате образуется
твердый раствор замещения и примесные атомы обла. ают большой раствори-
мостью. В том случае, когда атомы разнородны и растворяемый' атом не может
замещать узел или удержаться там вследствие слабой химической связи, диффу-
зия идет в основном по междоузлиям. Это более быстрый механизм, но в междо-
узельном пространстве может разместиться значительно меньше атомов, чем в
ваканснях, что обусловливает малую растворимость Поэтому можно полагать, что
в полупроводниках типа кремния элементы III группы (Периодической системы
Л- И. Менделеева) лучше растворимы, чем элементы И группы которые, в свою
очередь, обладают большей растворимостью, чем элементы I i руины. Внутри груп-
пы максимальная растворимость характерна для более легких элементов.
Известно, что элементы III группы быстрее диффундируют в кремнии, чем
в германии, а элементы V группы — наоборот Это можно объяснить взаимодей-
ствием атомов примесей и вакансий и размерами диффундирующих атомов.
Установлено, что вакансии в германии и кремнии являются акцепторами. Будучи
заряженными, они вступают в кулоновское взаимодействие с диффундирующими
ионами примеси, если этому способствуют размеры атомов. В германии преобла
дает кулоновское взаимодействие и доноры диффундируют быстрее, чем акцепто-
ры. В кремнии, наоборот, основным ивляется различие в размерах между при-
месными ионами и атомами решетки, вследствие 1 его акцепторы диффундируют
быстрее доноров.
235
Математическое описание диффузионных процессов примени-
тельно к идеальным газам и растворам было впервые дано в 1855 г.
А. Фиком в виде двух законов, основанных на уравнениях тепло-
проводности.
Первый закон Фика характеризует скорость диффузии
атомов одного вещества в другое при постоянном во времени
потоке этих атомов и неизменном градиенте их концентрации:
J=-OVN (7.5)
где J вектор плотности потока атомов вещества; D — коэф-
фициент пропорциональности, или коэффициент диффузии; V N
вектор градиента концентрации диффундирующих атомов.
Коэффициент диффузии определяет плотность потока атомов
вещества при заданном градиенте концентрации. Так как диф-
фузионный поток атомов вещества идет в направлении выравни-
вания перепада концентрации, то коэффициент D (см2/с) явля-
ется мерой скорости, с которой система способна при заданных
условиях выравнять разность концентраций. Эта скорость зависит
только от подвижности диффундирующих атомов в кристалличе-
ской решетке полупроводника.
Скорость диффузии зависит от кристаллографического на-
правления, однако при обычных условиях в полупроводниках
обнаруживается только слабая анизотропия Кроме того, при
повышенных температурах в реальном технологическом процессе
преимущественное перемещение атомов в наиболее «выгодном»
кристаллографическом направлении перекрывается беспорядочным
броуновским тепловым движением атомов
Градиент концентрации при объемной диффузии имеет три
составляющих по координатным осям. Если глубина диффузии
значительно меньше поперечных размеров площади, на которой
она происходит, то принимают, что диффузия идет в одном направ-
лении. Одномерное уравнение Фика имеет вид
/(х)--£>-^-, (7.6)
где J(x) — плотность потока, или число атомов вещества, пере-
носимых в единицу времени через единичную площадь; dN/dx
градиент концентрации диффундирующей примеси в направлении
диффузии.
Второй закон Фика определяет скорость накопления
растворенной примеси в любой плоскости, перпендикулярной на-
правлению диффузии. Для одномерного случая
(7.7)
dt дх \ dr /
где dN/dt — изменение концентрации диффундирующего вещества
во времени.
В общей формуле (7.7) учитывается возможная зависимость
коэффициента диффузии от концентрации примеси, так как ча-
236
стота обмена местами атомов зависит от структуры полупровод-
ника. Если коэффициент D считать постоянным, то уравнение (7.7)
примет вид
е (7.8)
При этом предполагается, что температура диффузионного
процесса и, следовательно, значение коэффициента диффузии D,
сильно зависящего от температуры, остаются неизменными. Однако
если концентрация диффундирующей примеси достаточно вепика,
то коэффициент диффузии также зависит от нее, что необходимо
учитывать при решении уравнения (7.8).
Распределение п р и м е с е и. В процессе получения
микроэлектронных структур нередко решают задачи, в которых по
заранее известному коэффициенту диффузии определяют некоторые
диффузионные характеристики: распределение концентрации при-
меси, толщину диффузионного слоя, поток диффузанта через ка-
кую-либо поверхность, количество введенной примеси и т. д. Для
этого требуется решение уравнения второю закона Фика.
Практически при создании полупроводниковых ИМС представ-
ляют интерес два случая диффузии: из бесконечного и конечного
источиков примеси.
Диффузия из бесконечного (постоянного) источника примеси в
полупроводниковую пластину, диаметр которой значительно больше
ее толщины, происходит на глубину, существенно меньшую тол-
щины пластины Под бесконечным (постоянным) источником по-
нимают такое состояние системы, когда количество примеси, ухо-
дящей из приповерхностного слоя полупроводника в его объем,
равно количеству примеси, поступающей в приповерхностный
слой Таким является источник примеси с бесконечно большим
содержанием атомов, которые в нем и у поверхности полупро-
водниковой пластины имеют существенно большие скорости, чем в
объеме пластины. Начальное и граничное условия в этом случае
записывают таким образом:
,V(x, 0) = О
;V(0, Z) = Ч
Л'(оо, /) = ()
при х > 0, t = 0,
при х — 0, Z 0,
при х-+ оо, Z 0.
(7.9)
Здесь х расстояние от поверхности; х = 0 координата поверх-
ности, через которую происходит диффузия; приповерхност-
ная концентрация примеси, поддерживаемая постоянной в течение
всего процесса; N(х, /) концентрация диффундирующей при-
меси на любой глубине в любое время; Z время диффузии.
При этих условиях решение уравнения второго закона Фика
имеет- вид
• x/(2v0O
ZV(x, Z) = Ns Г I-( ехр ( -??)г//.1 , (7.10)
где Z переменная интегрирования.
237
Второй член в квадратных скобках представляет собой вы
ражение функции ошибок, поэтому уравнение (7.10) можно запи-
сать следующим образом-
Л'(х, /) = A’s ( 1 — erf——
\ 2-v'DI
(7.11)
,V (х, /)= A\crfc——
(7.11a)
где eric — символ, означающий дополнение функции ошибок до
единицы.
Формула (7.11а) описывает распределение концентрации приме
си в зависимости от координаты (глубины) и времени (рис. 7.18а).
Рис 7.18. Графики распределения концентрации примеси
в полупроводнике при /» •</г < Лч:
а по закону дополняющей функции ошибок; б но закону
Г аусса
Из формулы (7.11а) следует, чго распределение примеси опре-
деляется ее приповерхностной концентрацией Л\, коэффициентом
диффузии D и временем диффузии /. Если процесс диффузии
прервать, а затем возобновить, то общее распределение примеси
N (х, /) = Merfc—-— - (7.12)
2V D t +
В этом выражении индексы 1 и 2 относятся соответственно к
первой и второй стадиям процесса.
Максимальное значение приповерхностной концентрации (7.11),
(7.12) ограничивается пределом растворимости примесей, диф
фундирующих в полупроводник. Плотность потока примесных
атомов, проникающих в полупроводник через поверхность при
х = 0,
/(/)=-D-^|_0=-^=e~w|_0 = Л'лД- (713)
238
Количество примесей, диффундирующих в полупроводник за
время t,
Q = \j(t)dt = 2H:\[^-. (7.14)
() v л
Диффузия из конечного (ограниченного) источника имеет место,
когда граничным условием является абсолютно непроницаемая
поверхность. При этом поток через поверхность (х = 0) отсутствует
при всех значениях / 0, т. е.
Условия диффузии из конечного источника примеси получают
таким образом, в тонком приповерхностном слое полупроводни-
ковой пластины d создают избыточную концентрацию примеси М
(«загонка»), после чего поверхность пластины покрывают материа-
лом со значительно меньшим, чем у полупроводника, коэффициен-
том диффузии (например, SiO2) и подвергают нагреву, во время
которого происходит диффузия примеси в глубь пластины («раз-
гонка»), а на се поверхности (при х = 0) поток примеси прак-
тически равен нулю в течение любого времени. При этом началь-
ные условия для примесного распределения таковы
' jV(x’O)_{oV\°>^/X<t/’ (715)
При этих условиях решение уравнения второго закона Фйка
имеет вид
• Л/(х,/) = -Д.ехрГ- (—VI • (7.16)
L V 2Л//Л / J
где Q — общее количество примеси в Полупроводниковой пластине
в любой момент времени.
Уравнение (7.16) представляет собой функцию распределения
(закон) Гаусса и показывает распределение концентрации примеси
в зависимости от глубины и времени (рис. 7.18,6).
Сравнение уравнений (7.11а) и (7.16). описывающих распре-
деление примеси для двух основных граничных условий, показы-
вает: в первом случае концентрация примеси па поверхности
пластины остается постоянной, а внутри пластины все время повы
шается и при /->-оо Л'(х,/)->Л\; во втором случае концентрация
примеси на поверхности пластины постоянно уменьшается и при
/->оо общее количество примеси в пластине Q стремится к равно-
мерному распределению на всей ее глубине.
Диффузия из бесконечного источника проводится в основном
при изоляции полупроводниковых структур и формировании эмит-
терных областей, а диффузия из конечного источника при созда-
нии многослойной структуры и формирований базовых областей
транзисторов, а также при изоляции структур.
239
Факторы, влияющие на процесс диффузии.
Диффузия примесей тесно связана с явлением предельной раство-
римости одного вещества в другом. Предетьная растворимость в
твердой фазе - это максимально возможная концентрация этемен
та в твердом теле при любой температуре Растворимость в
твердой фазе определяет верхний предел концентрации примеси
данного типа в полупроводнике. Требуемая максимальная концент-
рация диффузанга должна быть меньше твердой растворимости
данного диффузанта в данном полупроводниковом материале.
В табл 7 5 приведены значения растворимости примесей в кремнии.
Существенное влияние на диффузионный процесс и особенно на
распределение примесей в локализованных областях внутри диф-
фузионных зон оказывают кристаллическая структура полу провод
ника и чистота его поверхности.
Наличие на поверхности пластины посторонних частиц или
нарушение структуры могут привести к неравномерному распре
делению примесей, образованию р-п-переходов с изменяющейся
глубиной залегания, а в транзисторных структурах—к неравно-
мерности толщины базы и изменению свойств транзисторов. В за-
висимости от структуры основного полупроводника диффузия осу-
ществляется с помощью нескольких механизмов, но один из них
является преобладающим
Таблица 7.5
Максимальная растворимость примесей в кремнии
Элемент Максималь- ная раство- римость, атом/см3 Темперитура максималь- ной раство- римости. °C Элемент Максималь- ная раство римость. атом/см3 Температура миксималь ной раство римости, °C
Алюминий 10”—202" 1150 Индий 10” 1300
Бор 5- 10-’" 1200 Сурьма 6- 10” 1300
Фосфор 1.3- Ю20 1150 Мышьяк 2-10-' 1150
Галлий 4-10” 1250 Золото I017 1300
Коэффициент диффузии существенно зависит от температуры
Чем выше температура, тем больше энергия атомов примеси и их
скорость через кристаллическую решетку. Эта зависимость вы
ражается уравнением Аррениуса
D =-- О0ехр|ЛЕ/(Л7')|, (7.17)
где О0 — постоянная (см2/с), зависящая от геометрии элемен
тарной ячейки кристалла, постоянной решетки и конкретного
механизма диффузии, т. е. кажущийся коэффициент диффузии при
Т^оо, который не зависит от температуры и определяется экспе
риментально; Д£ энергия активации, эВ, k — 8,6167-10“5 эВ/К—
постоянная Больцмана; Т — абсолютная температура, К
240
Рис 7 19 Зависимость коэффи-
циентов диффузии от темпера-
туры для основных элементов
в кремнии
Коэффициенты диффузии различ
ных примесных элементов, используе-
мых в кремнии, экспоненциально зави
сят от температуры (рис. 7.19): при ее
изменении на несколько градусов коэф-
фициент диффузии может изменяться
вдвое Поэтому при производстве мик-
росхем в зонах, где проводится диффу-
зия, необходимо поддерживать темпе-
ратуру в интервале 1000 1300°С точ-
ностью до ±0,5°С В вырожденных по
лупроводниках коэффициент диффузии
п имеси зависит и от концентрации
примеси
Время диффузии и при диффузии по
дополняющей функции ошибок, и в
случае распределения Гаусса входит в
формулы только вместе с коэффициен
том диффузии (Df). Поэтому изменение
времени диффузии оказывает такое же
в ияние на глубину залегания р-и-переходов, как и изменение коэф-
фициента диффузии Время как параметр процесса легко поддается
контролю, но в реальных условиях необходимо учитывать инерцион-
ные свойства процессов, время разогрева и остывания образцов На
практике в технологическом процессе диффузии всегда используют
одну постоянную термическую массу системы и устанавливают по-
стоянные скорости загрузки и выгрузки образцов.
Тех н о 1 оги я диффузии. При изготовлении полупровод-
никовых ИМС локальную диффузию примесей часто проводят в
две стадии. Вначале па поверхности пластины создают относитель-
но тонкий диффузионный слой с высокой концентрацией примеси,
а затем пластину нагревают в атмосфере, не содержащей при-
меси, где и происходит перераспределение примеси из приповерх-
ностного слоя в пластину. Этот способ диффузии имеет преиму-
щества по сравнению с диффузией в одну стадию: лучше осу-
ществляются контроль параметров получаемого диффузионного
слоя и воспроизводимость микросхем, так как предварительную
стадию («загонку») можно проводить при более низкой температу-
ре и иметь для маскировки более тонкий слой; распределение при-
меси по функции Гаусса чаще более желательно, чем распределение
по дополняющей функции ошибок, получаемое при диффузии в одну
стадию.
В технологии производства кремниевых ИМС для диффузии
примесей наиболее широко применяют метод открытой трубы;
схема установки показана на рис. 7 20 Входной конец кварцевой
трубы 1 соединен с системой подачи газа-носителя 6, благодаря-
щему газ-носитель подается в трубу с необходимыми скоростью
и составом. Трубу помещают в двух нагревательных печах (низко-
температурной 2 и высокотемпературной <?), создающих соответ -
241
'—1187
ствующие зоны (бывают установки с одной зоной нагрева). В низ
котемпературной зоне помещают источник примеси 5, а в высоко-
температурной (в кварцевой лодочке) — пластины кремния 4
Газ-носитель, поступая из системы подачи 6 через краны 7, вытес
няет из трубы воздух Проходя через зону источника примеси, он
захватывает испарившиеся атомы примеси и переносит их в зону
где находятся пластины. Атомы оседают на поверхности и диффун
дируют внутрь кремниевых пластин.
В зависимости от источников примеси, которые могут быть твер-
дыми, жидкими и газообразными, существуют разные способы вве
дения примеси в систему. Частицы твердого источника примеси
помещают в лодочку в кварцевой трубе, расположенной в низко
температурной зоне. При жидких источниках примеси используют
специальные питатели. В случае газообразного источника примеси
газ-диффузант из магистрали подают в систему, где он смешивает
ся с газом-носителем в необходимой пропорции, как и при окисле-
нии (рис. 7.21).
Рис 7 20. Схема двухзонной установки
для диффузии методом открытой трубы
Рис. 7.21. Схема однозонной уста
новки для диффузии:
/ — кварцевая труба; 2 питатель
для жидкого источника примеси, 3 —
магистраль для подачи газов (ИГ —
инертный газ, ГН — газ носитель)
В технологии изготовления кремниевых микросхем при диффу-
зии фосфора в качестве источников примеси используют: газооб-
разные фосфин РН3, жидкие хлор-окись фосфора РОС13 (йена
ряется при температуре от 2 до 40°С), трибромид фосфора РВг3
(испаряется при температуре 170°С и применяется в атмосфере без
кислорода), а также трихлорид фосфора РС13, твердые — пятиокись
фосфора Р2О5 (испаряется при температуре 215- 300°С), фосфаты
аммония: одноосновный NH4H2PO4 и двуосИовный (NH4)2HPO4
(испаряется при температуре 450—900°С), а также элементарный
красный фосфор (редко) в атмосфере без кислорода, так как они
бурно реагируют друг с другом. Источниками примеси при диффу
зии бора являются: газы ВС13, BF3 BJ3 и диборан В2Н6, жид
кие — ВВг3 метилборат, твердые — оксид бора В2О5 и борная кис-
лота Н3ВО4. В качестве источников примеси также применяют
242
оксид мышьяка AS2O3 и арсин AsH3 для диффузии As, оксид сурь-
мы Sb2O4 для диффузии Sb, GaO3 для диффузии Ga.
В процессе диффузии примесей, если источниками их служат
р2О5 или В20з, на поверхности кремния образуются сложные соеди
нения — фосфорно-силикатные или боросиликатные стекла. Напри
мер, для Р2О5 2Р2О5 + 5Si — 5SiO2 + 4Р
4Р2О5 + *SiO2->-4P2O5-xO2 | (718)
Образовавшиеся стекла тонкой пленкой покрывают поверхность
кремния и, находясь в жидком состоянии, являются как бы проме-
«уточным источником примеси, которая поступает к поверхности
кремния более равномерно. Кроме того, пленка стекла защищает
поверхность кремния от испарения и попадания посторонних час-
тиц.
Диффузия из твердой фазы на поверхности
полупроводниковой пластины основана на перераспределении при-
меси из диффузионного источника, ранее сформированного на по-
верхности, в глубь пластины в результате высокотемпературного
отжига. Сами диффузионные источники формируют при низкотем-
пературном процессе. В качестве поверхностных источников для
высокотемпературного легирования кремния используют слои окси-
да и нитрида кремния, поликристаллические и аморфные слои,
содержащие легирующий элемент Наибольшее применение получи-
ли легированные слои оксида кремния, для получения которых ис-
пользуют различные методы:
перенос оксида из источника без изменения состава;
синтез на поверхности без участия материала полупроводнике
вой пластины;
реакционную диффузию с участием пластины кремния (с одно-
временным окислением).
Конкретный способ выбирают в зависимости от свойств легируе-
мой пластины, назначения и свойств легированного слоя оксида,
а также с учетом имеющегося оборудования Так, оксидные слои,
легированные бором (фосфором), чаще всего формируют окисле-
нием силана и диборана (фосфина) при температуре пластины око-
ло 800°С. Толщина слоев оксида при этом составляет 0,5 0,6 мкм.
Большинство процессов высокотемпературного диффузионного
легирования полупроводников реализуется в изотермическом режи-
ме в диффузионных печах со строго стабилизированным темпера-
турным режимом Для диффузии из легированных слоев оксида
кремния проводят отжиг при температуре (1100 ± 1)°С в атмосфе-
ре азота Профили распределения примесей, введенных высокотем-
пературной диффузией из легированных оксидов, хорошо аппрок-
симируются дополнительной функцией ошибок. В том случае, когда
толщина слоя оксида значительно больше диффузионной длины
примеси в нем, распределение концентрации введенной в полупро-
водник йримеси имеет вид
Мх. /) = -л"
I + * 2\О2/
(7 19)
где Л/о—исходная концентрация примеси в оксиде; Dt, D2 — коэф
фициенты диффузии примеси в легированном оксиде и в полупро-
воднике соответственно; хв толщина барьерного пелегированного
слоя SiO2; х координата; t — время диффузии; т коэффициент
сегрегации; k---коэффициент.
Основные достоинства метода диффузии из поверхностных источ
ников обусловлены:
возможностью воспроизводимого формирования легированных
областей с низкой поверхностной концентрацией (в кремнии
10’6 см 3 для бора и 1017 для фосфора);
легкостью оценки степени легирования полупроводника путем
контроля толщины слоя источника и содержания в нем примеси,
а также температуры и длительности процесса;
уменьшением количества дефектов, возникающих при избыточ-
ной по отношению к пределу растворимости концентрации вводи
мой примеси;
возможностью одновременного введения нескольких примесей
(например, мышьяка и бора) в одном цикле термообработки.
Данный метод широко используется для введения золота в
кремний. Диффузией Au в Si создают рекомбинационные центры,
снижающие время жизни неосновных носителей заряда в полупро-
воднике. Это необходимо при создании ИМС, работающих в ключевом
режиме с высоким быстродействием. Диффузия золота в кремний
осуществляется с помощью междоузелыюго механизма со ско-
ростями, на несколько порядков превышающими скорости диффу-
зии элементов ill и V групп. Например, при нанесении золота
напылением на пластину кремния толщиной 150 мкм и выдержива-
нии в атмосфере сухого азота в течение 48 мин при 970°С золото
диффундирует сквозь всю пластину На практике диффузию золота
проводят последней по окончании всех термообработок кремниевых
пластин и после диффузии пластины быстро охлаждают, чтобы зо-
лото не выделилось из кристаллической решетки.
Современные методы высокотемпературного диффузионного ле-
гирования обеспечивают формирование локальных диффузионных
областей в широком диапазоне концентраций и глубин введения
примеси Создаваемые р- n-переходы имеют бездефектную струк-
туру.
Главная принципиальная проблема диффузионного легирова-
ния—необходимость высокотемпературного проведения процесса,
что накладывает определенные ограничения на последова гельность
формирования ИМС из-за перераспределения примесей, ранее вве-
денных в пластину.
Дальнейшее совершенствование этого метода легирования —
улучшение качественных показателей процесса, сокращение продол-
жительности и снижение температуры.
Радиационно-стимулированная диффузия. Этот метод диффузии
основан на введении примеси в результате бомбардировки полу-
244
проводникового кристалла легкими ионами с энергией, достаточ-
ной для смещения атомов подложки в междоузельные положения.
Образующиеся вакансии мигрируют в кристалле, меняясь положе-
нием в решетке с соседними атомами, в результате чего примесные
атомы занимают положение в узлах кристаллической решетки.
Осуществляют такую диффузию из поверхностного источника при-
меси, сформированного заранее, путем дополнительной обработки
поверхности пластины ионами электрически неактивных примесей
(Н, Не, N, Аг и др.) Облучение проводится либо в процессе термо
обработки, либо перед ней ионами высокой энергии (10—100 кэВ),
низкоэнергетическими ионами или нейтральными частицами (до
5 кэВ). Глубина проникновения примеси из поверхностного источ-
ника зависит от длительности бомбардировки t, энергии ионов и
интенсивности облучения.
Распределение концентрации примесей при радиационно-стиму
лированной диффузии определяется выражением
ф А'(х, /) = А'»ехр [ -Lrf/(£)0/)exp(x/L,f)|, (7.20)
где Ns — поверхностная концентрация, Д, — диффузионная длина
пробега дефекта; Do — N',oD„/Nin — коэффициент диффузии, зави-
сящий от избыточной А',о по отношению к термически равновесной
Nin концентрации вакансий, коэффициента диффузии вакансий
D,.
Технология радиационно-стимулированной диффузии проводится
при температурах 600—700°С, что значительно ниже температур
высокотемпературной диффузии. При этом направление диффузион-
ного потока определяется не градиентом примеси в пластине, а рас-
положением слоя нарушений, создаваемых ионным лучом а ско-
рость генерации дефектов определяется не температурой, а пара-
метрами ионного луча. В результате большая часть введенной
примеси находится в узлах кристаллической решетки в электри-
чески активном состоянии.
Радиационно-стимулированная диффузия позволяет получать
легированные слои с различным профилем распределения концент-
рации примесей — экспоненциально затухающей или почти прямо-
угольной формы. Данный метод диффузии наиболее целесообразен
при легировании полупроводниковых соединений, а также полупро-
водников, в которых диффузия происходит при очень высоких тем-
пературах.
Высокотемпературную диффузию примесей осу-
ществляют в диффузионных установках, которые применяют в тех-
нологии производства ИМС также для проведения окисления по-
верхности пластин и других видов термической обработки (отжиг,
пиролиз и т. д.).
В отечественной практике для проведения процессов диффузии и
окисления в потоке парогазовой смеси в открытом реакторе ис-
пользуют в основном однозонную диффузионную электропечь 02ДОМ-
75-001, содержащую три реактора с одновременной обработкой
120 пластин диаметром 76 и 102 мм в каждом (длина рабочей зоны
245
600 мм, диапазон изменения рабочих температур 700—1250°С с
точностью ее поддержания ±0,25°С). Для подготовки газовой сме-
си и ее автоматической подачи по заданной про1рамме в реакцион-
ные камеры диффузионной печи применяют устройства газораспре
деления У Г-2-0 и У Г 2-1.
Па базе этих установок разработаны автоматизированные диф-
фузионные системы АДС-3-100 и АДС-8-100 с обеспечением автома-
тизации операций загрузки и выгрузки пластин в диффузионные
реакторы и плавной регулировки скоростей загрузки и выгрузки.
Для выполнения комплекса процессов диффузии и окисления в
промышленных условиях с обеспечением высокого уровня автома-
тизации всех основных и вспомогательных операций, opi анизацией
зоны движения изделий в пылезащитном коридоре созданы автома-
тизированные поточные линии диффузии АПЛ-Д-18-100 и АПЛ
Д-24-100.
§ 7.5. ИОННОЕ ЛЕГИРОВАНИЕ ПОЛУПРОВОДНИКОВ
Микроэлектронные структуры можно получать с помощью элек-
тронных и ионных лучей (пучков). Такую технологию называют
элнонной, а все вопросы, относящиеся к ее реализации, — эли о-
никой.
Эчионную технологию применяют для различных видов обработ-
ки микрофрезерования (гравировки, литографии), микросварки,
резки, создания р- n-переходов и др а также для интенсификации
физико-химических процессов, происходящих на поверхности полу-
проводниковой или диэлектрической подложки, десорбции, полиме-
ризации, конденсации, деструкции, и т. д.
Наиболее широко используют элионику в технологии полупро-
водниковых ИМС для локального легирования полупроводников,
основанного на ионном внедрении примесей.
Сущность ионного легирования заключается в следующем. Ионы
примеси, получаемые из специа шпых источников, ускоряются и
фокусируются в электрическом поле, попадают на подложку, бом-
бардируя ее. Обладая большой энергией (10—103 кэВ), они внед-
ряются в поверхностный слой полупроводника. При внедрении в
кристаллическую решетку ионы теряют свою энергию как вслед-
ствие кулоновского взаимодействия с атомами решетки, возбуж-
дая или ионизируя их, так и из-за упругих (ядерных) столкновений
. с атомами, в результате которых образуется большое число точеч-
ных дефектов решетки (междоузельные атомы подложки и вакан-
сии). В общем случае при ионном внедрении атомы примеси частич-
но занимают определенное положение в решетке, а частично раз-
упорядоченное Для упорядочения нарушенной внедрением ионов
структуры и тем самым создания электрически активной примеси
подложки подвергают отжигу при температуре 650- 700°С. Приме-
няют также лазерный отжиг
Таким образом, процесс ионного легирования состоит из внедре-
246
ния ионов и отжига одновременного с внедрением либо после него.
Характерной особенностью ионного легирования является то,
что содержание внедренных атомов примеси определяется не физи-
ческими свойствами подложки (как при диффузии), а условиями
внедрения ионов и температурой отжига, которая значительно
ниже, чем при диффузии.
Ионное легирование осуществлляют на установке, схема кото-
рой показана на рис. 7.22. Источник ионов / состоит из камеры,
предназначенной для ионизации паров легирующих элементов,
и экстрагирующего ионы зонда. Ионизация производится в высоко-
частотном или дуговом разряде. Исходными материалами для полу-
чения ионов фосфора и бора, которые в основном используют при
легировании кремния, являются красный порошкообразный или
Рис 7.22 Схема установки ионного легирования полупроводников
кристаллический фосфор и галогениды бора. Вещество в виде твер-
дой фазы загружают в тигель источника, а пары галогенидов по-
ступают в источник через натекатель.
Экстрагированные с помощью отрицательно заряженного зонда
положительные ионы концентрируются и фокусируются в пучок с
Плотностью до 100 А/м2. Под действием напряжения ускоритель-
ной системы 2 (20—200 кВ) ионные пучки приобретают необходи-
мую энергию, достаточно мощную для ионного внедрения.
Магнитный масс-сепаратор 3 служит для выделения ионов нуж-
ной массы, что достигается разделением движения частиц по раз-
личным траекториям в соответствии с их массами под воздействием
магнитного поля. Сепарирование по массам обусловливает высокую
чистоту легирования.
Система сканирования 4 обеспечивает управление потоком ионов
по поверхности подложек, установленных в многопозиционном
приемнике ионов 5. Во избежание столкновений ионов при движе
нии в установке поддерживается вакуум (5-10 — 1 10~4 Па)
Установки данного типа обеспечивают получение легированных
тонких слоев кремния с глубиной залегания р- « переходов 0,2—
247
0,4 мкм, для чего необходимая доза ионного легирования состав-
ляет 1014 — 1015 см-2, причем внедрение ионов осуществляется
как в условиях нагрева подложки, так и при комнатной темпера-
туре с последующим отжигом.
Эффективность применения ионного легирования определяется
многими факторами, главными из которых являются: распределение
пробегов внедренных атомов, степень и характер разупорядочения
решетки, локализация атомов в кристаллической решетке и элек-
трические свойства слоев после внедрения и отжига.
Основные параметры, от которых зависит пробег ионов, — энер-
гия и порядковый номер легирующего вещества, порядковый номер
материала подложки, а также ориентация подложки и амплитуда
тепловых колебаний атомов ее решетки, обусловленная темпера-
турными условиями.
Пробеги в монокристаллических подложках (например, крем-
ниевых) во многом зависят от эффекта каналирования внедряемых
ионов. Под каналированием понимают движение ионов вдоль од-
ного из открытых направлений в решетке — по кристаллографи-
ческим осям или по атомным плоскостям. Каналирование ионов
увеличивает глубину залегания р- n-переходов и уменьшает де-
фектность структуры.
Средний полный пробег иона с начальной энергией Ео
। г <п:
У ' $„ + s,. ’
(721)
где Л' — концентрация атомов в подложке, см а; S„ — поперечное
сечение ядерного торможения (ядерная тормозная способность),
эВ-см2; S,—поперечное сечение электронного торможения (элек-
тронная тормозная способность), эВ-см2.
Поперечные сечения торможения зависят от масс и зарядов
взаимодействующих частиц:
$„ = 2,8-10 15
Z,Z2
(Zf ' + Zj1)12
/1.
И1 А 2
(7 22)
Sr = 3,25-10 17 z‘ j 7- Е,/г = kE'/2
A '
(7-23)
где Z|, Z2 заряды ядер иона и атома; Ai, А2 — атомные веса иона
и атома.
Интегрирование выражения (7.21) с учетом (7.22) и (7 23) поз-
воляет оценить средний полный пробег ионов
о
/?=-~p-|S(.-S,1ln(l-Sf/S„)|. (7 24)
Выражение (7.24) справедливо для аморфных слоев и для
кристаллических структур при разориентации начальной скорости
ионов более 7°. Однако на распределение пробегов существенно
влияет разориентации подложки (эффекты деканалирования), учи
248
тываемая критическим углом каналирования, превышение которого
приводит к ядерным столкновениям и разупорядочению структуры.
Критический угол при внедрении в кремний ионов бора и фосфо-
ра в зависимости от энергии ионов и кристаллографического на
правления составляет 3,3—7°. Наибольший пробег достигается по
направлению < 110>; наименьший — < 100>. На практике с дос-
таточной точностью нормальный пробег ионов бора и фосфора в
кремнии при энергиях Е— 20 4-100 кэВ можно принять равным
= 375 Е/А. (7.25)
Распределение внедренных ионов определяется законом Гаусса
М(х, I) = ——- ехр (
(7.26)
где Q — доза болучения; среднее отклонение нормального
пробега Rr.
Свойства ионпо-легированных слоев (распределение концентра-
ции носителей заряда, сопротивление слоя, глубина р- н-перехода)
определяются распределением внедренных атомов, их положением в
решетке и наличием дефектов, что зависит от основных парамет-
ров процесса: дозы и энергии облучения, ориентации и темпера-
туры подложки и температуры отжига.
Профили распределения концентрации примесей в кремнии с
учетом режимов легирования приведены на рис. 7.23. Максималь-
ные значения концентрации носителей в ионно-легированных слоях
достигают значений 2-1O20 см~3 (дзя бора) и Ю20 см 3 (для фос
фора).
Ионное легирование полупроводников в планарной технологии
применяют либо для введения фиксированного количества задан-
Рис. 7.23. Профили распределения концентрации примесей, внедренных
при разных энергиях в кремний при Т =—190°С и с последующим
отжигом при Т = 650*0
а внедрение бора; б — внедрение фосфора
249
ной примеси в локализованную область, либо для создания контро-
лируемого распределения концентрации примесей в заданной об-
ласти. Существенным является внедрение примесей в подложку
через предварительно нанесенный слой SiO2; маской в этом случае
могут служить слои из нитрида кремния, алюминия, молибдена
и др.
Основные преимущества ионного легирования:
I) возможность точного задания конфигурации распределения
концентрации примеси как по глубине, так и по площади облучения.
При этом градиент концентрации примеси в области р- п-перехода
существенно больше, чем у диффузионного профиля;
2) осуществление процесса при низких температурах (около
600—800°С для отжига), что позволяет сохранять заданный про-
филь распределения концентрации примесей в структурах и их
электрофизические параметры;
3) возможность легирования кремния и других полупроводни-
ков любыми легирующими примесями в различных количествах,
вплоть до предельной растворимости;
4) получение изотопной чистоты ионов легирующей примеси,
сепарированных в магнитном поле;
5) отсутствие влияния окружающей среды, так как процесс
осуществляется в вакууме,
6) высокая воспроизводимость результатов благодаря точному
контролю интенсивности пучка и дозы внедряемых ионов;
7) возможность осуществления на одной установке комплекса
операций, включая легирование, металлизацию и защиту поверх-
ности.
Недостатки ионного легирования сложность технологических
установок и возможность образования дефекного слоя на поверхно
сти подлоТкек.
Ионное легирование используют для создания биполярных
транзисторов СВЧ диапазона, МДП транзисторов с самосовмещаю
щимся затвором, диодов, высокоомных резисторов и других элемен-
тов полупроводниковых ИМС.
$ 7.6. ЭПИТАКСИАЛЬНОЕ НАРАЩИВАНИЕ ПОЛУПРОВОДНИКОВЫХ
СЛОЕВ
ф Эпитаксией называют ориентированный рост слоев, кристаллическая решетка
которых повторяет структуру подложки.
В микроэлектронике на явлении эпитаксии основаны технологи-
ческие процессы эпитаксиального наращивания различных полупро
водниковых структур.
W годы получения. Механизм ориентированного роста моно-
кристаллических слоев зависит от технологического метода. Ис-
пользуют три основных технологических метода: газофазные реак-
ции, вакуумное осаждение и кристаллизацию из жидкой фазы.
При изготовлении эпитаксиальных полупроводниковых структур
применяют в основном газофазные реакции, например для эпитак-
250
спального синтеза — реакции восстановления хлоридов германия и
кремния, главным образом тетрахлоридов (GeClj, SiClj), водоро-
дом до чистых элементов, осаждавшихся в монокристаллической
затравке, а также иодидный процесс осаждение на затравку
пленок германия и кремния из паров иодидов (GeJj, Si J2) в резуль-
тате реакции диспропорционирования.
Эпитаксиальное выращивание представляет собой один из видов
синтеза монокристаллов и поэтому имеет много общего с ростом
кристаллов из раствора или расплава. Доминирующим фактором,
влияющим на эпитаксиальный рост, является поверхностная под-
вижность осажденных атомов. Рост кристалла из газовой фазы
происходит быстрее, чем из разбавленного раствора, но медленнее,
чем из чистого расплава. Скорость роста, т. е. линейный прирост
толщины пленки, составляет несколько сантиметров в сутки Выра-
щивание монокристалла состоит из трех основных этапов:
1) переноса паров к поверхности подложки (затравки);
2) кристаллизации и роста новых слоев на поверхности подлож-
ки;
3) рассеяния освобождающейся скрытой теплоты кристаллиза-
ции и теплоты реакции
Миграция осевших по поверхности атомов приводит к возникно-
вению устойчивых зародышей кристаллизации Вследствие тепло-
вых колебаний некоторые ато.мы могут оторваться от зародышей.
Вероятность отрыва тем больше, чем меньше насыщенных связей
у осевших атомов. Энергия их связи с растущими гранями кристал-
ла пропорциональна числу смежных сторон. Рост эпитаксиального
слоя происходит вдоль поверхности, растущий слой повторяет мор-
фологию подложки. Если подложка и растущая пленка состоят из
одного вещества, то процесс называют автоэпитаксиальным, если
из различных гетероэпитаксиальным. В зависимости от соотно-
шения удельного сопротивления слоя р, и подложки pt, различают
прямую (р,О р, ) и обратную (р, С pv) эпитаксии.
С помощью автоэпитаксии в технологии микроэлектроники
создают тонкие монокристаллические слои кремния, легированные
требуемой примесью до нужной концентрации, в которых форми-
руются активные и пассивные элементы ИМС 1 етероэпитаксия
позволяет получать гетеропереходы, обладающие специфическими
электрофизическими свойствами Эпитаксиальное наращивание
полупроводниковых слоев совместно с диффузией примесей ис-
пользуют для получения транзисторных структур полупроводни-
ковых ИМС. Применение методов эпитаксиального наращивания
слоев в технологии полупроводниковых ИМС дает следующие
преимущества:
а) получение монокристаллических слоев полупроводников с за-
данной ориентацией кристаллографических осей;
б) равномерное распределение примесей в слоях (при исполь
зовании только диффузии примесей это практически невозможно);
в) лишь две стадии диффузии при получении чегырехслойных
транзисторных структур в интегральных микросхемах:
251
г) получение транзисторных
структур с лучшими, чем при
тройной диффузии, характеристи-
ками и упрощение операций по
изоляции элементов р-л-перехо-
дами;
д) сокращение длительности
операций получения транзистор
ных структур (скорость роста
эпитаксиальных пленок относи
тельно высока).
Все методы эпитаксиального
наращивания полупроводниковых
слоев принято делить на прямые
и косвенные. В прямых методах
частицы полупроводника перено
сятся от источника к подложке
без промежуточных химических
реакций путем испарения из жид-
кой фазы, сублимации, реактив-
ного распыления В косвенных
Рис. 7.24 Типовая схема установки
для эпитаксиального наращивания
кремния с горизонтальным реактором:
/ кварцевая труба; 2—кремниевые
пластины <3 ВЧ нагреватель; 4— гра
фитовая лодочка, 5 — вентили, 6 — рота-
метры
методах атомы полупроводников получают на поверхности под-
ложки путем разложения паров полупроводниковых соединений,
К ним относятся методы, основанные на восстановлении в водороде
хлоридов, бромидов, иодидов кремния и германия, а также методы
пиролитического разложения силана и органических соединений
кремния и германия.
Процессы наращивания. Наиболее широко распространен хло-
ридный , метод получения эпитаксиальных слоев. Типовая схема
установки для получения полупроводниковых слоев этим методом
представлена на рис. 7.24.
Эпитаксиальный процесс начинают с загрузки партии пластин
кремния 2 в реакционную камеру / и нагревания их до температуры
около 1200°. Этому предшествуют шлифовка и тщательная очистка
поверхности пластин. Затем реакционную камеру продувают водо-
родом и заполняют смесью НС1 и Н2 для стравливания с пластин
слоя в несколько микрометров (газовое травление). Тем самым
достигается снятие нарушенного слоя кремния и остатков слоя SiO2,
а также очистка пластин непосредственно перед эпитаксиальным
наращиванием После очистки подачу НС1 прекращают и в реак
ционную камеру, где поддерживается температура 1150 1300°С
подается смесь газов тетрахлорида кремния SiCU и водорода Н2,
выполняющею роль восстановителя и газа-носителя. Реакция вое
становления SiCl4 с Н2
SiCl 4 + 2H2^Si| + 4НС1| (7.27)
происходит в две стадии (вероятно):
SiCI4 + H2^t SiCI2 + 2НС1 (7.28)
2SiCl2^Si+SiCl4 (7.29)
252
Первый этап реакции протекает в газовой фазе, второй возмо
жен только при наличии тела, способного поглотить выделяющую-
ся энергию, и происходит только на поверхности пластины. Ско-
рость роста слоя при этом около 0,5 мкм/мин.
В процессе выращивания эпитаксиальных слоев легко леги-
ровать их примесями. Примесные соединения (фосфин или диборан
в зависимости от типа электропроводности) вводят в реакционную
камеру вместе с газами, несущими полупроводниковое соедине-
ние, и, регулируя подачу диффузанта, получают необходимую
концентрацию примеси в полупроводниковом эпитаксиальном слое.
Легирование можно осуществлять двумя способами:
1) из раствора, добавляя к жидкому SiCl4 летучие примесные
соединения (РС14 или SbCl), которые испаряются вместе с ним и
поступают в реакционную камеру;
2) введением примеси в реакционную камеру отдельным газо-
вым потоком (газовое легирование), разбавленным водородом.
В качестве источников донорных примесей вводят, например, фос-
фин RH3, арсин AsH3, а в качестве источника акцепторной приме-
си — диборан В2НД.
Эпитаксиальный рост полупроводниковых слоев и их качество
зависят от многих факторов. Так, например, при хлоридном методе
с повышением температуры увеличивается скорость наращивания
совершенного эпитаксиального слоя, так как при этом возрастают
скорости миграции атомов полупроводников по подложке, которые
быстрее занимают соответствующие места в кристаллической ре-
шетке.
Скорость роста слоя в зависимости от температуры следующая:
при 1100°С 0,1 мкм/мин, при 1200°С — 10 мкм/мин, при
1270сС — до 5,0 мкм/мин. От температуры зависит и внешний вид
слоя: при 900°С под микроскопом наблюдается рост нитевидных
кристаллов при 950— 1100°С — треугольник фигур, а выше 1150°С
поверхность пленки принимает волнистый характер.
Экспериментальными исследованиями установлено, что скорость
роста слоев зависит также от ориентации и степени разориентации
подложек по кристаллографическим осям Медленнее всего растут
слои в направлениях <100>, а быстрее всего в направлении
<1 10>.
Кроме того, скорость роста слоев кремния зависит от скорости
потока газа-носитетя водорода (рис. 7.25, о) и отношения Н2 и
S С14 (рис. 7 25, б).
На процесс роста эпитаксиальных слоев существенное влияние
оказывают и аэродинамические факторы, в частности распределе-
ние скорости газового потока в реакционной камере.
Как правило, все факторы, влияющие на эпитаксиальный рост
полупроводниковых слоев, действуют одновременно, поэтому нужно
учитывать их в комплексе.
Для уменьшения аэродинамических факторов используют эпи-
таксиальные установки с вертикальным реактором, в котором
253
Рис 7 25 Зависимость скорости роста эпитаксиального слоя vtc
кремния от скорости потока водорода 1*ц при Т = 1200°С (а) и
молярной доли S1CI4 в Н2 при /*= 1270°С. «ц.а| л/мин (б)
Рис. 7 26 Реакционная камера
установки с вертикальным реак-
тором
/ подставка. 2 пирамида. «7
кварцевая Труба. / индуктор,
5 рубашка водяного охлаждения
пластины крепят на специальной пира-
миде, приводимой во вращение (рис.
7.26).
В последнее время успешно разви-
вается технология гетероэпитаксиаль-
ного наращивания слоев кремния на
диэлектрические подложки в частно-
сти, на сапфир. Такая технология обес-
печивает получение структурных эле-
ментов ИМС с очень хорошей изоля-
цией. Гетероэпитаксия кремния на сап-
фире, в основу которой положены газо-
фазные реакции, осуществляется в ос-
новном хлоридным методом и путем
пиролиза моносилана.
При хлоридном процессе, когда в
качестве источника кремния исполь-
зуют тетрахлорид кремния SiCI4, на-
ращивание происходит при температу-
ре 1100—1200°С, как и при автоэпи-
таксии кремния.
Силановый процесс на основе пиро-
лиза SiH4 обеспечивает качественный
рост эпитаксиальных слоев кремния на
сапфире с оптимальными электрофизи-
ческими свойствами при температуре
1050-1150°С. Эпитаксиальные слои.
выращенные с помощью силанового
процесса, более совершенны по структуре и свойствам
В табл. 7.6 приведены характеристики некоторых отечественных
установок для эпитаксиального наращивания полупроводниковых
слоев
254
§ 8.1 НАНЕСЕНИЕ ТОНКИХ ПЛЕНОК В ВАКУУМЕ
8 Глава
Технологические
основы
пленочной
микро-
электроники
Для нанесения тонких пленок с помощью физических методов,
основанных на образовании потока атомных частиц (отдельных
атомов, молекул или ионов) из напыляемых материалов, и после-
дующей их конденсации па поверхность подложки необходимы
специальные вакуумные камеры, т. е. камеры, изолированные от
атмосферы, с малой концентрацией остаточных газов. Поэтому
физические методы нанесения тонких пленок называют вакуум-
ными.
В технологии получения тонких пленок вакуумными методами
различают три этапа:
1) испарение вещества с целью получения пара-атомарного
потока;
2) перепое пара в вакуумном пространстве,
3) конденсация пара на подложке и образование пленочной
структуры.
В тонкопленочной технологии для нанесения тонких пленок
наибольшее применение нашли следующие методы- термическое
вакуумное напыление, каго ник- распыление, ионно плазменное на-
256
пыление и магнетронное распыление. Общими требованиями,
предъявляемыми к каждому из этих методов, являются воспроиз-
водимость свойств и параметров получаемых пленок и обеспечение
надежного сцепления (адгезии) пленок с подложками и другими
пленками.
Термическое вакуумное напыление Сущность данного метода
заключается в нагреве вещества в вакууме до температуры, при
которой возрастающая с нагревом кинетическая энергия атомов
и молекул вещества становится достаточной для их отрыва от
поверхности и распространения в окружающем пространстве. Это
происходит при такой температуре, при которой давление собствен-
ных паров вещества превышает на несколько порядков давление
остаточных газов При этом атомарный поток распространяется
прямолинейно и при столкновении с поверхностью испаряемые
атомы и молекулы конденсируются на ней.
Процесс испарения осуществляется по обычной схеме: твердая
фаза — жидкая фаза — газообразное состояние. Некоторые ве-
щества (магний, кадмий, цинк и др.) переходят в газообразное
состояние, минуя, жидкую фазу. Такой процесс называют суб-
лимацией
*Гермическое испарение любого вещества характеризуется темпе-
ратурой испарения, давлением паров и скоростью испарения. При
испарении в замкнутой системе между испарившимися и конденси
руемыми частицами устанавливается динамическое равновесие,
которому соответствует равновесное давление паров (насыщенный
пар). Давление насыщенного пара зависит только от температуры
р = ВТ ,/2ехр(-С/7’). (8.1)
где В и С — постоянные коэффициенты, значения которых различ-
ны для разных материалов
Температуру, при которой давление паров вещества над его
поверхностью составляет 1,33 Па, называют температурой испаре-
ния вещества.
Скорость испарения веществ Я Цисп определяется
количеством частиц, покидающих в единицу времени единицу по-
верхности испаряемого вещества. При молекулярном режиме испа-
рения, когда давление остаточных газов мало (менее 10~2 Па),
скорость испарения зависит от давления насыщенного пара и тем-
пературы испарения. Исходя из кинетической теории газов, ско-
рость иисп определяют таким образом. Количество частиц v, испа-
ряющихся за 1 с с единичной поверхности твердого или жидкого
тела в вакууме,
v = 4-«v, (8 2)
где п — концентрация молекул; v — скорость молекул.
Молекулы газа, обладая кинетической энергией mv2/2, при
ударении о стенку сосуда создают давление
257
В условиях динамического равновесия давление молекул во
всем объеме вакуумного пространства остается постоянным и опре-
деляется, согласно (8.1), температурой испарения. От температуры
испарения зависит и средняя кипетическия энергия молекул газа:
~- = -^кТ. (8.4)
На основании (8.3) и (8.4) связь концентрации молекул с давле-
нием газа определяется выражением
п = p/(kT). (8.5)
Поскольку молекулы в вакуумном пространстве перемешаются
со среднеквадратичной скоростью и = j/8fe7'/(nm), выражение (8.2)
с учетом (8.5) записывают в виде
v = 4- Р V (8.6)
I V nkTm 4 '
Чтобы выразить значение скорости испарения в единицах массы,
выражение (8.6) следует умножить на массу одной молекулы. Тогда
где М — молекулярный вес вещества; Ло — число Авогадро.
В табл. 8.1 приведены значения температуры плавления, ки-
пения и испарения, а также давления паров и скорости испарения
некоторых материалов, используемых для нанесения пленок в техно-
логии ИМС.
На распространение потока пара испаряемого вещества в пер-
вую очередь влияет степень вакуума в рабочей камере. От нее зави-
сит средняя длина свободного пробега молекул, т. е. среднее рас-
стояние, которое пролетают молекулы в рабочем объеме до столк-
новений друг с другом.
Согласно кинетической теории газов, средняя длина свободного
пробега к определяется среднеарифметической скоростью и и чис-
лом столкновений молекулы z с другими молекулами в I с:
л = и/г = — 1 q , (8.8)
или с учетом (8.5)
, (8.9)
где 6 — эффективный диаметр молекулы газа (для воздуха ft =
= 3,7-10 ’° м).
Из выражения (8.9) следует, что значение Л зависит от степени
258
Т а б л и и d 8 1
Свойства некоторых элементов, используемых для нанесения пленок
Элемент Температу ра плавле- ния, °C Температу ра кипения. °C Давление паров при температуре плавления. Па Температу- ра испаре- ния (при давлении паров 1.33 Па), °C Скорость испарения (при давле нин паров 1.33 Па) X х io-*, г/(см-с)
Алюминий 660 2056 1,6-10-’ 966 0,85
Висмут 271 1560 1,6-10 ’ 698 2,7
Вольфрам 3410 5930 2.3 3309 1,45
Германий 959 2700 6,0-10 3 1251 1,27
Железо 1539 2740 4,9 1447 1,02
Золото 1063 2966 8.0-10 4 1465 1,95
Кобальт 1493 3100 1,1-10 1 1649 1,02
Кремний 1423 2600 4,3 1342 0,77
’Медь 1083 2590 3,9-10 2 1273 1,18
Молиблеи 2622 4750 2.9 2533 1,05
Никель 1455 3000 5,7-10-' 1510 1,06
Палладий 1552 4000 1.2 1566 1.4
Платина 1769 4530 2,1 -10~2 2090 1,68
Свинец 327,4 1725 7,0-10 6 718 2,67
Серебро 961 2163 2,2- 10 1 1047 1,67
Сурьма 630 1635 3.6- io-' 678 2,95
Тантал 2996 5300 7,3 3070 1,35
Титан 1668 3260 1.1 1546 0,95
Хром 1900 2469 8,3-10 5 1205 1,1
Цинк 419 913 2,1 -10~3 343 1.9
вакуума (при р — 1,33 Па А = 4,7 мм, при р — 1,33-10 Па Л =
= 47 см). Это обусловливает конструктивные параметры рабочей
камеры при получении молекулярного (атомарного) потока. В част-
ности, расстояние подложки от испарителя должно быть всегда
меньше X. Следует отметить, что в реальных условиях необходимо
учитывать наличие остаточных газов.
Процесс конденсации зависит от температуры подложки.
После столкновения атомов паровой фазы с подложкой могут
происходить три явления: адсорбция, приводящая к окончатель-
ному оседанию атома, адсорбция, приводящая к реиспарению
через некоторое время, отражение сразу после столкновения
Отражение обычно имеет небольшую вероятность. Вероятность ре-
испар«ния в единицу времени
«='“₽ (-иг)-
(8.10)
где f частота колебаний адсорбированного атома; Д£а —энергия
активации адсорбции или энергия связи адсорбированного атома
с поверхностью, Т, температура подложки.
Как видно из (8.10), для уменьшения реиспарения необходимо,
259
чтобы &Ea^>kT,, что достигается определенным значением темпе
ратуры подложки.
Адсорбированные атомы мигрируют по поверхности и при столк
новении друг с другом образуют скопления. В скоплениях между
атомами действуют силы связи, определяемые энергией конденсации
(центры конденсации), в результате происходит образование и рост
зародышей.
Чем больше скорость испарения, тем больше вероятность обра
зования центров конденсации, обусловленных либо миграцией ато-
мов по поверхности, либо столкновением с ранее осажденными
атомами.
На процесс образования пленки влияют состояния поверхности
и наличие остаточных газов, которые нарушают условия кондепса
ции. Отношение числа молекул остаточного газа, ударяющихся
о подложку, к числу молекул испаряемого вещества характеризует
степень загрязненности конденсируемой пленки.
Процесс конденсации характеризуется также коэффици-
ентом конденсации, определяемым отношением числа ато-
мов, сконденсировавшихся на поверхности, к числу атомов, ударив
шихся о нее. Он численно равен отношению скорости конденсации
к скорости испарения.
На рис. 8 1 схематически показано устройство вакуумной уста
новки, применяемой для получения топких пленок путем термиче-
ского испарения в вакууме. Установка состоит из рабочей камеры,
вакуумной системы и пульта управления.
Рис 8.1 Схема вакуумной
напылительной установки
Рабочая камера 1 выполнена в виде цилпндри
ческого колпака из нержавеющей стали со смотро-
выми окнами 16, краном для напуска воздуха —
натекателем 6 и манометрами 13 для измерения
давления Этот колпак устанавливается на базовой
плите, через которую проходят все провода от кол-
пака. Вакуумно-плотное соединение рабочей камеры
с базовой плитой достигается с помощью проклад-
ки 14 из эластомера, обладающего незначительным
газовыделением.
Внутри рабочей камеры расположены нагрева-
тели 2 для обезгаживаиия, испаритель 7 для на
грева напыляемых веществ, трафарет (маска) 5,
обеспечивающий заданную конфигурацию тонкопле
ночного слоя, и подложка 4 с нагревателем 3, на
которой конденсируется испаряемое вещество Меж
ду испарителем и маской помещена заслонка 15.
позволяющая прекращать процесс напыления, как
только толщина напыляемой пленки достигнет тре
буемого значения
Вакуумная система представляет собой после-
довательное соединение паромасляного II и враща-
тельного 10 насосов Откачка рабочего объема
производится через отверстие в базовой плите.
На входе паромасляного насоса установлены мае
лоотражатель, ловушка 12 н затвор 9, отделяющий
входной патрубок паромасляного насоса от рабочего
объема Первоначальное удаление основной массы
воздуха из рабочего объема установки производит-
260
Ся вращательным насосом по трубопроводу, соединенному через вентиль 8 с отка-
чиваемым объемом
Пульт управления состоит из высоковольтного и низковольтною источников
питания, с помощью которых нагревается испаряемое вещество и возникает тлеющий
разряд между электродами для ионизации откачиваемого газа. Высоковольтный
источник необходим также, если испарение материалов и очистка подложек осу-
ществляются путем электронной бомбардировки. На пульте управления устанавли-
ваются контрольные приборы для ионизационного и термопарного манометров,
определения скорости напыления и толщины полученных пленок, температуры
подложки и др
' Технологию получения тонких пленок термическим испарением
в вакууме осуществляют следующим образом. Вначале загружают
рабочую камеру подложками, масками и испаряемым веществом
Их устанавливают соответственно в подложкодержатели, маскодер-
жатели и нагреватель при поднятом колпаке. Затем опускают кол-
пак и производят откачку воздуха из камеры до получения опре-
деленной степени вакуума (1,33-10 3—1,33-Ю4 На). После этого
включают нагреватели подложки и испарителя при закрытой за-
слонке. Для нагрева вещества чаще всего используют джоулеву
теплоту, выделяющуюся в проводниках при прохождении через них
электрического тока (электронагрев). Применяется также нагрев
электронным лучом, высокочастотным полем и эзектрической дугой.
Процесс напыления начинается с момента открытия заслонки, про-
должается в течение времени, необходимого для получения пленки
заданной толщины, и прекращается закрытием заслонки, преграждаю-
щей путь атомарному потоку После этого камеру разгерметизиру-
ют, извлекая подложки с напыленной пленкой
Структура и свойства топких пленок, полученных нулем термического испарения
в вакууме, в значительной степени определяются условиями нх конденсации н зависят
от следующих факторов природы испаряемого вещества и соответствия его струк
туры структуре подложки: природы подложки степени ее очистки, микрорельефа
и температуры поверхности в процессе конденсации ин ней испаряемого вещества;
степени вакуума и состава остаточной срехы в процессе испарения вещества и
его конденсации, скорости испарения вещества, угла падения молекулярного пучка
на подложку; то, тины пленки.
Адгезия пленки к подложке во многом зависит от наличия оксидного слоя,
который может возникнуть в процессе осаждения между пленкой и подложкой.
Такой слой образуется, например, при напылении железа н нихрома, чем и объяс
I няется хорошая адгезия этих пленок Пленки из золота, которое не подвержено
^окислению, имеют очень плохую адгезию, поэтому между золотом и подложкой
создают промежуточный подслой из материала с высокой адгезией. Желательно,
чтобы образующийся слой оксида был равномерно распределен между пленкой и
подложкой. Если же оксид неравномерно распределен между пленкой и подложкой
или располагается на поверхности пленки, то свойства пленки могут измениться
Наличие загрязнений на подложке, например, в форме небольших изолирован
ных друг от друга островков, сильно влияет на электрофизические свойства пленок
В зависимости от того, какая энергия связи больше между материалом пленки
и этими островками или между материалом пленки и подложкою пленка образу-
ется либо на островках, либо на обнаженной части подложки Поэтому перед
напылением необходимо тщательно очищать подложки, а также предохранять их
от появления масляных пленок, возникающих в результате проникновения паров
рабочих жидкостей из насосов
Размеры зерен и степень шероховатости поверхности подложки оказывают
существенное влияние на структуру образующейся пленки Для получения гладкой
поверхности производят Термическую полировку стеклянных и других подложек
261
нагревом и оплавлением поверхности. При этом неровности подложки не превы
шают 10 А. Для устранения микронеровностей иногда на подложку предварительно
напыляют слои SiO толщиной 1000 10 000 Л
В зависимости от конкретных условий напыления пленки, полученные из одного
и того же вещества, могут иметь следующие структуры монокристаллическую,
если вся пленка представляет собой сплошную кристаллическую решетку атомов
данного маюрна.та; коллоидную (мелкозернистую), состоящую из кристаллов раз
мерами менее 100 А; гранулярную (крупнозернистую), имеющую кристаллы разме
рами 1000 А и более; аморфную, характеризующуюся отсутствием кристаллической
решетки.
Для напыления пленок используют однопозиционные и многопо-
зиционные установки. В одпопозиционных установках напыляют
пленки из одного материала на несколько подложек. Они имеют
один испаритель и подложкодержатель карусельного типа. Много-
позиционные установки предназначены для последовательного на-
несения пленок из различных материалов на несколько подложек.
Для этого в них применяют подложкодержатель, маскодержатель
и испарители карусельного типа, которые могут совмещаться.
Метод термического вакуумного напыления широко применяют в
производстве, так как он является наиболее освоенным и позволяет
получать почти все элементы тонкопленочных ИМС.
Основными его преимуществами являются сравнительная прос-
-тота, высокие скорости осаждения и возможность получения пленок
с минимальными загрязнениями в условиях высокого вакуума
(Ь10-5—I-К)*7 Па).
К недостаткам этого метода сносится то, что пленки получаемые
термическим вакуумным напылением, имеют, как правило, неод-
нородный химический состав (особенно при напылении из сплавов)
и недостаточную стабильность. Кроме того, для получения высокого
вакуума требуется сложная система.
Катодное распыление. Данный метод нанесения пленок основан
на явлении разрушения катода при бомбардировке его ионизиро-
ванными атомами разреженного газа. Атомы, вылетающие с по-
верхности катода при его разрушении, распространяются в окру-
жающем пространстве и конденсируются на подложке.
Физическая сущность катодного распыления состоит в следую-
щем. Между двумя электродами (анодом и катодом), находящи-
мися в газе при небольшом давлении (102—1 Па), при подаче
постоянного напряжения возникает тлеющий разряд, сопровождаю-
щийся эмиссией электронов из катода. В основной области тлею-
щего разряда — темном катодном пространстве, где сосредоточено
максимальное электрическое поле, происходит ускорение электронов
до энергии ионизации газа, что необходимо для поддержания
разряда. ИонЪ1 газа ускоряются в прикатодной области и бомбарди-
руют катод. Энергии бомбардируемых ионов недостаточно для вы-
бивания атомов из катода, они только увеличивают частоту коле-
баний атомов. Эти колебания передаются более эффективно по
направлению наиболее плотно упакованных атомных рядов кри-
сталлической решетки, в том числе и по направлению поверхности
катода. В результате наложения многих колебаний поверхностный
атом может получить от соседних атомов энергию, достаточную
262
для преодоления силы связи. В этом случае атом вылетает с по
верхности катода. Одновременно в результате бомбардировки про-
исходит эмиссия электронов из кагода.
Количество вещества катода Q, распыляемого в единицу вре
мени, определяется выражением
Q — /г I!!.- >', (8.Ц)
где k — коэффициент пропорциональности; U— приложенное на-
пряжение; (Л — напряжение критического катодною падения;
i — сила ионного тока; р — давление; d ширина темного катод-
ного пространства
Скорость распыления определяется коэффициентом ка-
тодного распыления количеством атомов, покидающих катод, на
каждый бомбардирующий его ион, что зависит от материала,
энергии и угла падения иона.
Коэффициент катодного распыления рассчиты
вают на основании экспериментальных данных но формуле
S- = Z1OQ-^,
(8 12)
где Z атомный номер иона; А атомный вес вещества.
Распределение частиц по направлениям вылета подчиняется
закону косинуса Только небольшая доля частиц достигает под-
ложки прямолинейно.
Средняя длина свободного пробега в вакууме при остаточном
давлении 10“ На не превышает нескольких миллиметров, поэтому
частицы металла теряют свою энергию при столкновении с молеку-
лами и ионами остаточного газа и достигают подложки в резуль
тате диффузии. Для получения равномерной по толщине пленки
градиент концентрации атомов металла в диффузионном слое дол-
жен быть всегда направлен перпендикулярно подложке. Это
требует параллельного расположения подложки по отношению к
катоду При конденсации подложка не нагревается
Различают физическое и реактивное катодное распыление. При
физическом распылении отсутствует химическая реак-
ция; в качестве рабочих газов используют аргон или азот Р е а к-
т и в н о е распыление основано на введении дополнительного
(реактивного) газа, который взаимодействуя с конденсируемыми
атомами на подложке, способствует получению пленок с различны
ми свойствами.
Системы для нанесения пленок катодным распылением, в кото-
рых мишень из распыляемого материала является катодом, а дер-
жатель подложек — анодом называются двухэлектродными или
диодными.
Схема установки для нанесения пленок катодным распылением
приведена на рис. 8.2. Подложки 5 помещают на металлическую
(обычно алюминиевую) пластину (анод) 6. Катодом 3 служит
пластина, сетка или решетка, изготовленные из материала, подвер-
263
гаемого распылению. Подложки помешают на определенном (в за-
висимости от условий распыления) расстоянии от катода Из объ-
ема установки откачивают воздух. Напыление пленки производят
при давлении 1,3—13 Па в остаточной атмосфере воздуха или в
инертном газе, чаще всего в аргоне.
Для зажигания тлеющего разряда между катодом и анодом че-
рез ограничительный резистор подается высокое напряжение (1 —
20 кВ)
Для получения оптимальных условий распыления подбирают
соответствующее соотношение между тремя величинами расстояни-
ем между катодом и анодом, приложенным напряжением и давле-
нием газа.
Рис. 8.2. Схема установки
для нанесения пленок катод-
ным распылением:
/ колпак. 2 — заслонка; 3 —
катод; 4 заземленный экран,
5 подложка; 6 — заземлен-
ный анод; 7 — нагреватель под-
ложек, 8 — базовая плнта;
9 — подводы газов; 10 — мано-
метры
Рис. 8.3. Зависимость удельного
сопротивления пленок, полученных
катодным распылением тантала в
аргоие, от парциального давления
реактивных газов
Преимущество катодного распыления по сравнению с термиче-
ским вакуумным напылением заключается в том, что с его помощью
можно получить большую поверхность и лучшую равномерность
толщины пленок. Это объясняется тем, что при катодном распыле-
нии материал напыляется на подложку не с точечного источника,
а с плоской поверхности катода, размеры которого могут значитель-
но превышать расстояние от катода до подложки.
Важным преимуществом данного метода является постоянный
химический состав распыляемого материала, в то время как при
термическом напылении материала его компоненты испаряются с
различной скоростью, вследствие чего состав пленки сильно отли-
чается от состава исходного материала.
Путем катодного распыления получают пленки туюплавких
264
металлов. Для получения нитридов тугоплавких металлов применя-
ют' разряд в смеси аргона с азотом, для получения карбидов
смесь аргона с метаном или аргона с окисью углерода. Поскольку
такие металлы, как титан, тантал, цирконий и ниобий, являются
хорошими газопоглотителями, даже при распылении в атмосфере
аргона без специальной добавки реактивного газа образуются
пленки, удельное электрическое сопротивление которых больше, чем
удельное сопротивление распыляемого металла. Эти пленки имеют
такую же структуру, как и сам распыляемый металл, а раство
ренные в них атомы газов, не вытесняя атомы металла из криста.;
лической решетки, располагаются в промежутках между ее узлами.
При распылении тантала небольшая добавка азота к аргону
приводит к образованию в пленке между узлами кристаллической
решетки азота. При увеличении примеси азота образуются нитриды
тантала. Добавление к основному газу небольшой порции реактив-
ного газа (азота, кислорода, окиси углерода или метана) резко
изменяет электрические свойства напыляемых пленок. На рис. 8.3
показана зависимость удельного сопротивления пленок, полученных
катодным распылением тантала в аргоне (при давлении 2 Па), от
парциального давления реактивных газов.
Температурный коэффициент сопротивления чистой танталовой
пленки первоначально имеет положительное значение. По мере об-
разования нитридов он уменьшается, при парциальном давлении
азота 4 -10—1 Па становится отрицательным и при дальнейшем
увеличении парциального давления азота практически не изме-
няется
Добавка азота к инертному газу значительно повышает стабиль-
ность пленочных сопротивлений. Например, после 100 ч работы у
танталовой пленки сопротивление изменяется на 1—2%,а у пленки
из нитрида тантала—лишь на 0,01 -0,05%.
Еще большее влияние на электрические свойства пленок оказы-
вает кислород. Зависимость удельного сопротивления от парци-
ального давления кислорода имеет экспоненциальный характер
(рис. 8.3). С увеличением парциального давления кислорода удель-
ное сопротивление пленки возрастает на несколько порядков, а
температурный коэффициент сопротивления плавно уменьшается и
при давлении 1,6-10-3 Па становится отрицательным.
Как и в случае азота, первоначальное изменение электрических
свойств танталовых пленок объясняется растворением кислорода
между узлами кристаллической решетки Резкое возрастание удель
ного сопротивления и падение температурного коэффициента со-
противления при высоких давлениях кислорода происходят вслед-
ствие образования изоляционных слоев пятиокиси тантала, которые
обволакивают отдельные частицы тантала. В результате по мере
окисления пленки ее сопротивление значительно увеличивается и
она приобретает свойства пятиокиси тантала (изолятора).
Большинство пленок нитридов и карбидов тугоплавких метал-
лов, полученных при катодном распылении, становятся сверхпрово-
дящими при более высоких температурах, чем для пленок чистых
265
металлов, что, по-видимому, объясняется изменением их структуры
в процессе катодного распыления.
К преимуществам катодного распыления следует также отнести
возможность получения пленок с улучшенными адгезионными свой-
ствами (по сравнению с термическим напылением), что объясняет
ся благоприятными условиями для образования промежуточного
оксидного слоя и ведения процесса при низком давлении.
Основными недостатками катодного распыления являются слож
ность контроля процессов распыления и управления ими, низкая
скорость роста пленок, а также наличие в пленках большого
количества молекул остаточных газов.
Ионно-плазменное напыление Ионно плазменный метод нанесе
ния пленок является разновидностью катодного распыления, но в
отличие от последнего распыление осуществляется не бомбарди-
ровкой катода возбужденными ионами тлеющего разряда, а бом-
бардировкой специальной мишени ионами плазмы газового разряда
Системы для ионно плазменного напыления пленок называют
трехэлектродными или триодными.
На рис. 8.4 показана схема установки для распыления матери
алов в плазме газового разряда низкого давления с искусственным
катодом. В верхней части вакуумного колпака помещается анод 4,
в нижней — вольфрамовый катод 7. Третьим электродом или зон-
дом Лэнгмюра служит мишень 5, используемая в качестве источ
ника распыляемого материала. Подложка 2 является электродом,
на поверхности которого конденсируется распыляемый материал
Печь 3 служит для подогрева подложки. Перед подложкой установ
лен подвижный экран /, а рядом с мишенью — неподвижный
экран 6 Камеру с помощью паромасляного диффузионного насоса
откачивают до давления 1,3.-10 1 Па, подогревают подложку и
включают ток накала на катод. Катод разогревается до темпера-
туры, достаточной для получения термоэлектронного тока высокой
плотности (порядка нескольких ампер на квадратный сантиметр);
между накаленным катодом и анодом прикладывают напряжение
После этого в камеру поступает инертный газ при давлении
1,33 (10~2—10-') Па.
Зажигание разряда осуществляют с помощью высокочастотного
трансформатора Тесла, а .при достаточно большом термоэлектрон-
ном токе разряд возникает сам или требуется лишь небольшое
дополнительное повышение анодного напряжения После возникно
вения разряда разрядный ток достигает нескольких ампер, а
напряжение на аноде падает до 60—40 В, т. е. для разряда харак
терна падающая вольт-амперная характеристика.
Возникающие в разряде положительные ионы с низкой энергией
бомбардируют подложку и удаляют с ее поверхности большую
часть слабосвязанных загрязнений путем нагрева и «ионного
травления» После этого на источник распыляемого материала
(мишень) подается отрицательный потенциал Вытягиваемые из
плазмы разряда положительные ионы бомбардируют мишень с
энергией, достаточной для распыления атомов материала мишени.
266
При больших энергиях бомбардирующих ионов выбитые из мишени
атомы движутся преимущественно в направлении, перпендикуляр-
ном ее поверхности, и могут быть сконденсированы на поверхности
подложки находящейся напротив мишени. Подвижный экран
позволяет одновременно или последовательно предварительно очи-
щать поверхности подложки и мишени путем распыления поверх-
ностных загрязнений Качество очистки поверхности мишени и особен
но подложки является одним из важнейших факторов в процессе
формирования пленки из конденсирующего распыленного ма-
териала.
Большим преимуществом ионно-плазменного напыления являет-
ся его универсальность. С одинаковым успехом могут быть распы-
лены металлы с различными свойствами, например вольфрам и
золото Такие сплавы, как нихром, пермаллой и нержавеющая
сталь, распыляются без изменения их состава. Сложные (сплавные)
пленки, состоящие из двух или нескольких металлов, можно из
готовлять также одновременным распылением нескольких незави-
симых мишеней При этом скорость напыления каждой из мишеней
можно устанавливать и регулировать независимо от других мише-
ней. Распыляться могут как чистые полупроводниковые материалы
Рис 8.4 Схема установки
Для нонио плазменного на-
пыления
Рис. 8.5. Схема основной части
установки для высокочастотного
распыления диэлектриков
/ — электромагниты; 2 — диэлек
трик, 3 — водоохлаждаемый ВЧ
ввод, 4 — керамическое уплотне
ние. 5 — заземленный экран; 6 —
ВЧ-электрод. 7 держатель под-
ложек с системой подогрева и
охлаждения
267
(кремний и др.), так и полупроводниковые соединения (например,
сульфид кадмия)
Для распыления непроводящих материалов, ферритов и диэлек-
триков требуется применение высокочастотных электрических по-
лей. Напряжение ВЧ в этом случае приктадывается к металличе-
ской пластине, расположенной непосредственно за непроводящей
мишенью.
На рис. 8.5 показана схема основной части установки для
В4-р аспыления диэлектриков. На этой установке
диэлектрик бомбардируется поочередно ионами и электронами
тлеющего разряда, возникающего в газе при воздействии на него
высокочастотного поля. Ионы выбивают из диэлектрика молекулы,
которые затем осаждаются на подложке. Электроны предотвращают
образование на подложке положительных зарядов. Электроны и
ионы образуются в аргоне, окружающем диэлектрик, который
служит материалом для осаждения.
Диэлектрик закрепляют на электроде, соединенном с генерато-
ром мощностью 5 кВт, работающим на частоте 13 6 МГц. Подложку
устанавливают на расстоянии 25 мм от электрода. Разрядный про-
межуток находится в магнитном поле. В результате электроны
движутся по спиральным траекториям вокруг силовых линий маг-
нитного поля в пределах области тлеющего разряда, что сущест-
венно увеличивает концентрацию ионов. Благодаря использованию
магнитного поля скорость осаждения возрастает примерно в два
раза.
Скорость осаждения можно регулировать, изменяя мощность
ВЧ-генератора, напряженность магнитного поля и температуру под-
ложки (скорость осаждения увеличивается почти линейно с умень-
шением температуры подложки). Получаемые при этом пленки
обладают большой прочностью и однородностью и не выкрошивают-
ся при разрезаний подложки на пластины. Это позволяет напылять
одновременно большое число элементов. При высокочастотном рас-
пылении нет необходимости нагревать подложки, так как наивыс-
шая скорость осаждения при этом достигается при температуре
подложки, равной 40°С.
Большим преимуществом ионно-плазменного метода перед дру-
гими является его безынерционность. Распыление материала про-
исходит лишь при подаче напряжения и сразу прекращается при
его выключении.
Плотность напыляемого ионного пучка можно регулировать пу-
тем изменения тока эмиссии вольфрамового катода, давления
инертного газа, а также напряженности магнитного поля соленоида,
с помощью которого легко повысить концентрацию плазмы и уве-
личить скорость распыления при неизменном потенциале мишени.
Скорость осаждения может изменяться в очень широких пределах:
от нескольких ангстрем до нескольких тысяч ангстрем в минуту
Количество распыленного материала линейно зависит от времени, а
толщина пленки при постоянном режиме разряда определяется
соотношением между током мишени, напряжением на ней и време-
268
нем распыления. Для получения очень тонких пленок нужно пода-
вать на мишень небольшое напряжение (около 200 В), при котором
получаются очень малые и хорошо регулируемые скорости осажде-
ния Равномерность толщины пленки при ионно-плазменном напы-
лении достигает 1 2%, что значительно выше, чем при распыле-
нии в тлеющем разряде, где искажения вносятся непроводящей
подложкой, расположенной между катодом и анодом
Рабочее давление при ионно-плазменном напылении лежит в
диапазоне 1,3-10 —6,5-10 2 Па, что в 50—100 раз меньше, чем
при распылении в тлеющем разряде. Длина свободного пробега
при этом составляет от 5 до 25 см. Расстояние между источником
распыления и подложкой можно установить меньше длины сво-
бодного пробега. Благодаря этому распыляемые атомы почти не
сталкиваются с молекулами газа и ионами в пространстве между
мишенью и подложкой, что уменьшает загрязнения пленки остаточ-
ными газами Состав и свойства пленок, полученных методом
иоино-плазменного напыления, ближе к составу и свойствам исход-
ного распыляемого материала по сравнению с пленками, получен-
ными путем распыления в тлеющем разряде. Материал мишени
распыляется медленно, и его обычно хватает на несколько тысяч
циклов распыления, чем достигается хорошая повторяемость
состава пленок.
Прочность сцепления с подложкой (адгезия) пленки, полученной
ионно-плазменным методом, очень высока, что объясняется высокой
энергией попадающих на подложку распыленных атомов. Эта
энергия примерно в 20 раз больше энергии атомов, попадающих
на подложку при термическом испарении в вакууме Высокая
адгезия пленки объясняется еще и тем, что при ионно-плазменном
методе поверхность подложки до напыления удается предваритель-
но хорошо очистить тлеющим разрядом. При катодном распылении,
где распыление начинается сразу же после возбуждения разряда,
такую очистку осуществить трудно.
Метод ионно-плазменного напыления является наиболее распро-
страненным в производстве ИМС для получения пленок из материа-
лов с различными свойствами.
Магнетронное распыление. Данный метод нанесения пленок яв-
ляется дальнейшим развитием ионно-плазменного напыления. Он
основан на распылении материала за счет бомбардировки поверх-
ности мишени ионами рабочего газа (обычно аргона), образую-
щимися в плазме аномального тлеющего разряда при наложении
неоднородных скрещенных электрического и магнитного полей. При
этом за счет локализации плазмы у распыляемой поверхности
мишени с помощью сильного поперечного магнитного поля увели-
чивается плотность ионного тока.
Системы для магнетронного распыления относятся к системам
диодного типа, как и для катодного распыления. Основными
элементами систем являются катод-мишень, анод и магнитная
система, причем поверхность мишени располагают между местами
входа и выхода силовых линий магнитного поля. При подаче по
269
стоянного напряжения между мишенью (отрицательный потенциал)
и анодом (положительный или пулевой потенциал) возникает не
однородное электрическое поле и возбуждается аномальный тлею-
щий разряд. Наличие замкнутого магнитного поля у распыляемой
поверхности .мишени позволяет локализовать плазму разряда не
посредственно у мишени. Эмиттпрованпые под действием ионной
бомбардировки электроны захватываются магнитным полем и со-
вершают сложное циклоидальное движение по замкнутым траекто-
риям вблизи поверхности мишени. Такое движение электронов
обеспечивает несколько ионизирующих столкновений с атомами ра-
бочего газа (до полной потери энергии электронов), что значитель-
но увеличивает эффективность процесса ионизации и приводит к
возрастанию концентрации положительных ионов у поверхности
мишени. Это, в свою очередь, обусловливает увеличение интенсив
ности ионной бомбардировки мишени и значительный рост скорости
распыления, а следовательно, скорости осаждения пленки Важным
достоинством метода является также- отсутствие бомбардировки
подложки высокоэпергетическпми вторичными электронами с мише-
ни, которые захватываются магнитной системой и не достигают
подложки, что обет печивает ее сравнительно низкую температуру.
Основными рабочими параметрами процесса магнетронного рас-
пыления являются напряжение на электродах, ток разряда, плот-
ность тока на мишени и удельная мощность, индукция магнитного
Рис. 8.6. Конструкции магнетронных распылительных систем:
а общий вид. б с плоской мишенью; в с конической мн
шенью; г непрерывного тейсшия {1 кнчпснь. ? анод; 3 —
магнитная система 4 водооч 1аждасмый держатель, 5 экран.
6 дополнительный магнит. 7 шлюзовая камера; Л шлюзо-
вой iaiB<>p 9 чи.тнчия нагрева 10 м. i ihiрепный распыли
Тель)
270
поля и рабочее давление, от значения и стабильности которых
зависит воспроизводимость процесса нанесения пленок
Для осуществления магнетронного распыления разработано
большое количество конструктивных вариантов систем. Наибольшее
распространение в промышленности получили системы диодного
типа с коаксиальной конструкцией электродов (в центре камеры рас-
положен катод, а подложки размещены но цилиндрической поверх-
ности анода вокруг катода, рис. 8.6, <з) с конической (рис. 8.6,6)
и плоской (рис. 8.6, е) мишенями.
Сравнительные характеристики по основным рабочим парамет-
рам систем для нанесения пленок катодным распылением, ионно-
плазменным напылением и магнетронным распылением приведены
в табл. 8.2.
Магнетронные системы применяют в вакуумных установках для
нанесения тонкопленочных покрытий, замещая электронно-лучевые
и другие испарители.
• Дальнейшее совершенствование систем магнетронного распыле-
ния идет по пути создания сканирующего над поверхностью мишени
магнитного поля, установок периодического и непрерывного дей-
Таблица 8.2
Сравнительные характеристики систем плазменного
распыления материалов
Характеристика систем Тин системы
диодная с плоской мишенью диодная ВЧ с ни л инд р и че- ской ми- шенью триодная магнетронная
с. кониче- ской ми- шенью с плоской мишенью
Давление, Па Напряжение на мишени. 10 0,5 0,07 0,3—0,7 0,1 -0,5
кВ Удельная мощность. 3-5 1—3 0,5—1,0 0,4 0.7 0,4 0,7
Вт/см2 Плотность ионного тока, 2 5 5 10 80 100
мА/см2 Расстояние между ми- 1 5 5 160 200
шенью и подложкой, см Скорость осаждения (по 10 10 40 25 5
меди), нм/с 0,5 । 0,8 2 3 30
Вид движения подложек Температура разогрева Непо- движные на плос- кости Непо- движные на бара- бане Плане- тарное вращение Плане- тарное вращение Линей- ное пере- мещение
подложки, °C Степень использования 250 - 300 250—300 70 50 80
материала мишени, % Эффективность распы 60- 80 60 80 30 30. 60 80
ления, см’/Дж (ХЮ ") 7 25 20 35 35
271
U1HH-/-W0 1о же Al - Si 6,65 10 5 0 76
УВП-2М Плазмохимический SiOs.SisNa 6,65 10 3 0 60
0 76
08 X00-100-001 To же S1O2, SiaN-t 6,65 10"’ 0 76
0 100
ствия (рис. 8.6, г) с полностью автоматизированным процессом
нанесения пленок.
Магнетронное распыление является наиболее перспективным
методом нанесения пленок из металлов, сплавов и соединений для
различных целей микроэлектроники Наиболее широко в произвол
стве ИМС и БИС магнетронное распыление применяют для: форми-
рования омических контактов к кремнию, внутрисхемных соедине-
ний и контактных площадок; а также электродов затвора МДП-
структур из алюминия и его соединения с кремнием; изготовления
контактных площадок, внутрисхемных соединений в гибридных
БИС и МСБ из многослойных покрытий типа Сг—Си—Au;
металлизации биполярных структур из соединений на основе туго-
плавких материалов (W—Ti— Al, Ti— Pt — Ап); получения
высококачественных резистивных пленок из NiCr, магнитных пленок
из Ni — Ре. сверхпроводящих пленок из Nb3Sn, диэлектрических
пленок из SiO2 и А12О3; оптических покрытий и др.
В табл. 8.3 приведены основные характеристики некоторых
отечественных установок для нанесения пленок в вакууме.
{8.2. ХИМИЧЕСКОЕ И ЭЛЕКТРОХИМИЧЕСКОЕ НАНЕСЕНИЕ
ПЛЕНОК
В технологии микроэлектроники для получения пленочных по-
крытий с различными свойствами наряду с вакуумными применяют
химические методы: электролитическое и химическое осаждение,
анодное окисление. В основу данных методов положены реакции,
протекающие в водных растворах солей металлов в условиях при-
ложенного электрического ноля (или без него). В результате взаи-
модействия продуктов реакции с подложкой образуется пленка.
Электролитическое осаждение-— осаждение пле-
нок из водных растворов солей металлов (эзекгролитов) под
действием электрического тока, которое осуществляют в специаль-
ных электролитических ваннах, заполненных электролитом и содер-
жащих два электрода: анод и катод. В качестве подложки,
которая является катодом, используют проводящие материалы,анод
выполняют из инертного (по отношению к электролиту) материала
или из материала, из которого осаждается пленка.
В качестве примера рассмотрим электроосаждение меди из
водного раствора медного купороса, когда в качестве анода
используется медная пластина.
С приложением к электродам разности потенциалов происходит
разложение электролита на ионы Под действием электрического
тока, протекающего через раствор, находящиеся в растворе ионы
металла, двигаясь к катоду, захватывают на нем электроны и,
осаждаясь, превращаются в нейтральные атомы. Под действием
тока ионы меди, достигая катода, отбирают два электрона, образуя
нейтральные атомы, а на аноде атом меди отдает два электрона
Ю—1187
273
и переходит в раствор в виде положительного иона. Процесс описы-
вается следующими уравнениями:
на катоде:
Си -|- SO4 -|-2e = Cii0| SO4 (8.13)
на аноде
Cu° + SOr =Cu++ + SO< +2е (8.14)
Осаждение атомов металла начинается па дефектах структуры
подложки, после этого они перемещаются вдоль поверхности к
изломам, образуя пленку. Таким образом, пленка развивается
островками, которые разрастаются во всех направлениях, пока не
сольются. Если вблизи зародыша концентрация электролита пони-
жена (что имеет место в большинстве случаев), то условия благо-
приятны для роста пленки по нормали к поверхности.
Свойства осажденных пленок зависят от состава электролита,
плотности тока, температуры интенсивности перемешивания элект-
ролита, скорости дрейфа ионов металла, формы и состояния по-
верхности подложки.
Голщина пленки легко контролируется по значению тока и вре-
мени осаждения. Так, согласно закону Фарадея, количество осаж-
даемого металла в течение времени /
Q = gH, (8.15)
где g — электрохимический эквивалент; / — ток, протекающий че
роз электролит.
Вес осаждаемой пленки b зависит от выхода металла по току ц,
т. е.
Ь = Qt] = ylz — ydS.,, (8 16)
где у — плотность пленки; d — толщина пленки, S, площадь под
ложки
Решая совместно (8.15) и (8.16), получим
d ~ nglt/(yS„) . (8.17)
Практически значение тока постоянно, а время осаждения —
контролируемый параметр.
Методом электроосаждения получают пленки из различных ме-
таллов: меди, никеля, золота, серебра и др.
В тонкопленочной технологии микроэлектроники электроосаж-
дение применяют для изготовления многослойных металлических
масок, повышения проводимости внутрисхемных соединений, созда-
ния жестких и балочных выводов в ИМС, золочения корпусов. Ме-
тод электроосаждеиия широко применяют также для получения
тонких магнитных пленок, используемых в качестве элементов
памяти
Химическое осаждение основано на восстановлении
металлов из водных растворов их солей ионами гипофосфита и осу-
ществляется без приложения электрического поля Химическим ме-
274
годом осаждают пленки никеля, серебра, золота, палладия и других
материалов как на проводящие, так и на непроводящие подложки.
Анодное окисление взаимодействие химически актив-
ных металлов с ионами кислорода, выделяющимися у анода при
электролизе с образованием оксидной пленки. Процесс анодного
окисления, или анодирование, имеет много общего с электролити-
ческим осаждением. Аппаратурное оформление этих методов прак-
тически одинаково, только в данном случае пленки образуются
на аноде, которым является подложка. В процессе анодирования
происходит электрохимическая реакция соединения кислород# с
металлом в приповерхностных слоях подложки. При этом металл
анода не растворяется, как в случае электроосаждения, а при взаи-
модействии с кислородом образует плотно сцепленную с подложкой
оксидную пленку Механизм роста пленки заключается в переносе
ионов кислорода через растущий оксидный слой под воздействием
электрического поля, возникающего в пленке в случае приложения
к электродам напряжения от внешнего источника. Скорость роста
оксидной пленки зависит от природы электролита, условий прове-
дения процесса — электрического режима и температуры. Толщина
оксидной пленки при анодировании пропорциональна количеству
электричества, прошедшего через ванну.
В технологии микроэлектроники путем анодирования получают
оксидные пленки из тантала и алюминия При этом сначала на под-
ложку вакуумным методом наносится пленка исходного металла,
которая впоследствии подвергается локальному анодированию.
Процесс получения оксидных пленок анодированием состоит из пер-
воначальной формовки при постоянной плотности тока и оконча-
тельной формовки при постоянном напряжении. Уакос ведение про-
цесса обусловлено тем, что с ростом толщины пленки се возрастаю-
щее сопротивление приводит к снижению силы тока.
Особенностью получения анодированных пленок является их-
рост в условиях приложенного электрического поля, напряжен-
ность которого достигает 107 В/см Такие пленки характеризуются
высокой электрической прочностью, поэтому их используют в ка-
честве изолирующих и диэлектрических слоев.
Вакуумное нанесение пленок тантала и алюминия с последую-
щим анодированием позволяет создавать высококачественные пле-
ночные конденсаторы и изолирующие слои при многослойной раз-
водке. Основным преимуществом при этом является получение
различных пленочных структур из одинаковых исходных мате-
риалов.
В технологии микроэлектроники анодирование используют также
Для получения необходимого значения сопро1ивления пленочных
танталовых резисторов путем превращения верхнего проводящего
слоя тантала в непроводящий оксид тантала.
В последнее время широко применяют плазменное анодирова-
ние — получение ионов кислорода из кислородной плазмы в спе-
циальных вакуумных камерах с остаточным давлением кислорода
около 6 Па при приложении постоянного напряжения 1 кВ
10»
275
$ 8.3. НАНЕСЕНИЕ ТОЛСТЫХ ПЛЕНОК
Технология изготовления толстопленочных ИМС основана на
использовании трафаретной печати Сущность технологии заклю
чается в нанесении на керамическую подложку через сетчатый тра-
фарет паст — специально приготовленных композиций из функцио-
нального, связующего и органического материалов с последующим
их вжиганием в подложку для придания заданных физических
свойств.
Пасты в зависимости от назначения называют проводящими,
резистивными, диэлектрическими.
В качестве функциональных материалов для проводящих паст
используют металлы и сплавы (серебро, золото, палладий, платину,
радий и их соединения), для резистивных — благородные металлы
и комбинации металлов с окислами (окись таллия, окись палладия,
окись рения и др.), для диэлектрических — керамические мате-
риалы с высокой диэлектрической проницаемостью, чаще всего на
основе ВаТЮз. Функциональные материалы вводят в пасту в виде
мелких частиц с максимальным размером не более 5 мкм. Распре
деление размеров и форма частиц оказывают сильное влияние на
физические и электрические свойства пленок.
Постоянный связующий материал удерживает частицы функцио-
нального материала в состоянии точечных контактов в течение
обжига и способствует закреплению пленки на подложке В ка-
честве связующего материала применяют легкоплавкие стекла
Органические материалы (жидкости на основе воды, спиртов,
скипидара, смол с другими добавками) вводят в пасту в каче-
стве связующего и для придания ей текучести, необходимой при
трафаретной печати.
Изготовление паст включает в себя приготовление компонентов
и смешивание их в соответствующей пропорции до получения гомо
генной структуры. Для обеспечения трафаретной печати пасты
должны обладать определенными вязкостью и поверхностным натя-
жением. Основные параметры паст приведены в табл. 10.1 и 10 2
(см. гл. 10).
Нанесение паст на подложку осуществляют с помощью
специальных установок, состоящих из следующих основных узлов:
держателя трафарета, держателя подложки, ракеля, держателя
ракеля й привода для перемещения ракеля.
Необходимую конфигурацию наносимых на подложку паст полу-
чают путем продавливания паст через трафарет при перемещении
ракеля В толстопленочной технологии применяют два вида трафа
ретов: цельнометаллические и сетчатые.
Цельнометаллические трафареты представляют собой металли-
ческую фольгу толщиной, равной толщине наносимой пасты; необ
ходимый рисунок создается путем травления фольги.
Сетчатые трафареты в качестве основы имеют проволочную сет-
ку из нержавеющей стали или капрона, равномерно натянутую на
раме. Диаметр проволоки и размеры ячеек могут быть различными
276
в зависимости от требований технологии На практике наибольшее
применение получили сетки с размером окна 120 мкм и диаметром
проволоки 40 мкм Рисунок на трафарете формируется с помощью
фототитографии в слое фоточувствительной эмульсии, наносимой
на сетку. Трафаретную печать с применением сеточного трафарета
называют сеткографией.
Схема процесса нанесения паст приведена на рис. 8 7 При нане-
сении паста подвергается воздействию очень сложной системы сил
сил тяжести, давления лезвия ракеля, сил поверхностного натяже-
ния на границе раздела трафарета и подложки.
Ракель перемещает пасту, и она попадает в отверстия в трафа-
рете. По мере приближения ракеля к отверстию трафарет проги-
бается и нижняя его поверхность (на которой нанесен рисунок эле
мента), приходит в соприкосновение с подложкой. Гибкое лезвие
ракеля продавливает пасту в отверстия в трафарете. После этого
трафарет под действием сил натяжения проволоки сетки возвра-
щается в первоначальное положение над подложкой. От вязкости
пасты и характера смачивания подложки и проволок трафарета
зависит количество пасты, попадающей на подложку и возвращаю-
щейся с трафаретом. Окончательная форма высушенного отпечатка
пасты зависит от равновесия сил тяжести, взаимодействия пасты с
подложкой, предела текучести, вяз
кости пасты и др
На качество нанесения пасты вли-
яют следующие основные факторы:
размер сетки трафарета, форма и ма-
териал ракеля, расстояние трафарета
от подложки, давление и скорость пе-
ремещения ракеля
После нанесения пасты подвергают
вжиганию. Процесс вжигания
подразделяют на три этапа: сушку,
удаление органического связующего и
высокотемпературный обжиг.
Рис 8.7. Схема процесса нане-
сения паст через сетчатые тра-
фареты:
/ — трафарет; 2 ракель; 3 —
паста, 4 — подложка
Рис. 8.8. Распределение температуры
в печи при вжигании паст
/ — зона предварительного нагрева; // —
горячая зона (максимальная температу-
ра); tit — зона охлаждения
Рис. 8.9 Режимы термообработки
проводящих, резистивных и ди-мек
трических паст:
1 сушка; 2 — выжигание органи-
ческой связки; 3 спекание, 4
охлаждение
т
Сушку производят при низкой температуре (не более 125°С) в
туннельной печи с конвейерной подачей с электрическим и радиа-
ционным нагревом При этом удаляются наиболее летучие органи-
ческие вещества Первоначальная сушка не обеспечивает полного
удаления органических добавок. Поэтому перед обжигом осу-
ществляют дополнительный нагрев для полного удаления органи-
ческого связующего.
Полное удаление органических добавок и высокотемпературный
обжиг происходят в конвейерной печи, в которой предусмотрены
две зоны: низкотемпературная и высокотемпературная. Типичный
температурный профиль, устанавливаемый по длине печи, показан
на рис. 8.8.
При обжиге толстые пленки приобретают необходимые физиче-
ские и электрические свойства. В зависимости от назначения плен
ки и ее исходного состава режимы термообработки различны
(рис 8.9).
Вследствие влияния на процесс нанесения толстых пленок боль-
шого количества неконтролируемых факторов изготовляемые по
данной технологии резисторы и конденсаторы имеют большой раз
брос параметров по номинальным значениям. Поэтому производят
подгонку этих элементов до заданного номинала путем прорезания
в резисторе щелей и пазов с целью изменения соотношения геомет-
рических размеров, за счет чего увеличивается сопротивление, либо
удаляют часть верхней обкладки конденсатора, благодаря чему
уменьшается емкость. На практике для этого используют лазерную
подгонку, которая обеспечивает получение толстопленочных эле-
ментов с допуском ±(10 15)%. По толстонленочной технологии
наносят проводящие, резистивные, диэлектрические и изолирующие
пленки. Кроме того, ее применяют для создания многослойной раз-
водки в гибридных БИС.
Основное преимущество технологии нанесения толстых пленок —
простота применяемого оборудования и низкая стоимость производ-
ства.
К недостаткам следует отнести то, что толстые пленки имеют
большие размеры, а элементы на их основе — меньшую точность
воспроизведения номинальных значений по сравнению с тонкими
пленками. Для устранения этих недостатков разрабатываются но-
вые трафареты и пасты, позволяющие осуществлять фотолитогра-
фическую обработку.
§ 8.4. МЕТАЛЛИЗАЦИЯ ПОЛУПРОВОДНИКОВЫХ СТРУКТУР
Металлизация — процесс создания внутрисхемных соедине-
ний. В планарных структурах ИМС внутрисхемные соединения
выполняют с помощью тонких металлических пленок, которые на-
носят на изолирующий слой оксида кремния. Так как эти пленки
используют в качестве проводников внутрисхемной коммутации, они
должны обеспечивать невыпрямляющий контакт с полупроводни-
278
ком, иметь хорошую адгезию с кремнием и оксидом кремния и низ-
кое удельное сопротивление, давать возможность присоединения
выводов ИМС. Для осуществления металлизации можно применять
золото, никель, свинец, серебро, хром, алюминий, системы Сг — Au,
Ti — Au, Mo — Au, Ti — Pt — Au и т д
В кремниевых ИМС для создания металлизации наибольшее
применение нашел алюминий, так как он обладает следующими
положительными качествами:
а) позволяет изготовлять структуры с металлизацией одним ме-
таллом, что упрощает технологию,
б) имеет высокую проводимость, близкую к проводимости
объемного материала, и хорошую адгезию к кремнию и оксиду
кремния;
в) испаряется в вакууме;
г) пленки алюминия хорошо обрабатываются при проведении
фотолитографии для получения нужной конфигурации проводников,
•они легко поддаются травлению, которое не действует на Si и SiO2;
д) вступает в реакцию с оксидом кремния SiO2, который частич
но остается на контактных площадках;
е) образует низкоомные контакты с кремнием п типа и р типа;
ж) не образует хрупких химических соединений AlSi,
з) имеет проводимость, почти не уменьшающуюся за счет крем
ния, находящегося в нем в виде твердого раствора;
и) допускает присоединение золотой и алюминиевой проволоки;
к) выдерживает циклические изменения температуры (доста-
точно пластичен);
л) стоек к окислению в атмосфере;
м) является хорошим материалом для схем, стойких к радиа
ции;
н) имеет невысокую стоимость.
На рис 8 10, а е показана схема процесса металлизации с
помощью пленок алюминия После создания структур в объеме
полупроводниковой пластины ее покрывают слоем SiO2. Методом
фотолитографии в тех местах слоев SiO2, где должны быть контак-
ты с кремнием, вскрывают окна соответствующих размеров Затем
методом термического испарения в вакууме наносят на пластину
сплошную пленку алюминия толщиной около 1 мкм (в других слу-
чаях толщина пленки может быть от 0,5 до 2 мкм). При много
елейной металлизации первый слой металла наносят более тонким,
чем последующий слой диэлектрика и второй слой металла. ПленКа
алюминия имеет удельное сопротивление около 3-10 ’ Ом-см,
т. е. на 10—20% больше его сопротивления объеме (1,7-10 Ом-см).
Необходимый рисунок проводников и контактных площадок
создают методом фотолитографии. Ширина проводников и проме-
жутков между ними 10—13 мкм. Однако уже доступно создание
проводящих полосок шириной 2,5 мкм и возможно изготовление
полосок алюминия шириной чуть более 1 мкм.
После нанесения рисунка пластину подвергают термообработке
для получения низкоомных контактов с кремнием. В обычном еду-
Рис 8 К). Схема процесса металлизации:
а — вскрытие окон в слое SiOa фотолитографией под омические ко»
такты, б—напыление сплошной пленки алюминия: в — нанесение
фоторезиста, г- фотолитография;* д- травление алюминия: г—'
удаление фоторезиста
Рис. 8 11. Фазовая диаграмма
системы Si Al
час пластину нагревают до 550°С и вы-
держивают несколько минут. Жидкая
фаза при этом не образуется, так как
эта температура лежит ниже темпера
туры эвтектической точки (рис. 8.11).
В результате этой операции кремний
растворяется в алюминии. Более высо-
кая температура (выше температуры
эвтектической точки 576°С) приводит
к появлению жидкой фазы на границе
раздела, где оба материала раство
ряются в соответствующей пропорции
При повышении температуры может
наступить момент, когда весь алюми-
ний (плойка AI тонкая) будет раство-
рен в кремнии. При снижении темпе-
ратуры из жидкой фазы выделяется кремний, образуя рекристал-
лизационный слой на поверхности раздела с концентрацией алюми
ния около 5-1018 атом/см3, а так как алюминий является для крем-
ния акцепторной примесью, то полученный рекристаллизационный
слой будет обладать электропроводностью р-типа.
Таким образом, при образовании контакта к p-области кремния
примесь А1 только увеличит концентрацию этой примеси; при обра
зовании контакта к n-области кремния, если ее концентрация
280
будет меньше 5-Ю'3 атом/см3, диффундирующий в кремний AI
изменит электропроводноегь кремния на p-тип, в данном месте обра-
зуется р- п-нереход, т. е. выпрямляющий контакт. Эмиттерные
области транзисторов типа п-р-п в ИМС имеют концентрацию при-
месей обычно около 1021 атом/см’, что значительно больше 5-1013
атом/см3, поэтому контакт к этой области будет невыпрямляющим.
В месте контакта к коллекторной области, где концентрация при-
меси n-типа может быть ниже 5-101ь атом/см3, необходимо созда-
вать локальный участок с электропроводностью п+-типа. Операция
вплавления должна выполняться при строгом соблюдении техноло.-
гического режима, в противном случае могут появляться разрывы
токоведущих дорожек из алюминия.
Для металлизации кристаллов полупроводниковых ИМС исполь-
зуют также магнетронное распыление металлов и сплавов и соеди-
нений кремния с металлами — силицидов алюминия, титана, танта-
ла, платины, молибдена, вольфрама и др. Для этих целей широко
используют и сильнолегированные слои поликристаллического
кремния.
$ S.S. ПОЛУЧЕНИЕ РАЗЛИЧНЫХ КОНФИГУРАЦИЙ
ТОНКОПЛЕНОЧНЫХ СТРУКТУР
Для выполнения заданных функций пленочные элементы ИМС
(резисторы, конденсаторы, контактные площадки, внутрисхемные
соединения) должны иметь определенную конфигурацию. Обычно
пленки определенной толщины обладают конкретными физическими
свойствами, номинальные значения параметров элементов на их
основе получают за счет необходимых форм и размеров пленок в
плане. *
Заданную конфигурацию пленочные элементы приобретают в ре-
зультате использования методов съемной маски, контактной маски,
фотолитографии и др.
Выбор метода зависит от способа нанесения пленки, свойств
материала пленки, требований по точности, плотности размещения
элементов, воспроизводимости, производительности, стоимости и
других факторов.
Метод съемной (свободной) маски применяют при нанесении
пленок термическим испарением в вакууме. Метод основан на
экранировании части подложки от потока частиц напыляемого
вещества с помощью специального трафарета — съемной маски,
которая с высокой точностью повторяет спроектированную тополо-
гию тонкопленочной структуры.
Маску ^называют съемной (свободной), потому что она изготов
ляется и существует отдельно от подложки. Съемная маска — это
тонкий экран из металлической фольги с отверстиями, очертания и
расположение которых соответствуют требуемой конфигурации на-
пыляемой пленки. При напылении пленочных элементов маску
закрепляют в маскодержателе, который обспечивает плотный при-
жим и ее фиксированное положение по отношению к подложке.
281
Испаряемое вещество при напылении осаждается на подложку
только в местах, не защищенных маской.
Основное требование к маскам — точность их изготовления, что
обусловлено необходимой точностью напыления элементов. Так, для
получения пленочных резисторов с точностью ±5% и конденсато-
ров с точностью ±10% точность выполнения отверстий в маске не
должна превышать ±5 мкм.
Кроме того, к съемным маскам предъявляют специальные требо-
вания, связанные с условиями эксплуатации- минимальные неров-
ности в плоскости, отсутствие деформаций при напылении и др.
В технологии изготовления пленочных структур применяют мо-
нометаллические, биметаллические и биметаллические трехслойные
маски. В качестве материалов используют металлы и их сплавы,
отвечающие требованиям, предъявляемым к маскам (сталь, молиб-
ден, никель, тантал, бериллиевая бронза и др.).
Для изготовления монометаллических масок используют раз-
личные методы: механические, электрохимические, фотохимические,
электронно-лучевую обработку. Наибольшее распространение полу
чил фотохимический метод. Основным недостатком монометалличе-
ских масок является низкая точность воспроизведения геометриче-
ских размеров вследствие бокового травления материала маски и
низкая механическая прочность
В промышленных условиях наибольшее распространение полу-
чили биметаллические съемные маски, которые также изготовляют
фотохимическим методом (см., например, рис. 8.12, а—з). Такие
маски представляют собой пластину толщиной 80 100 мкм из
бериллиевой бронзы, покрытую с одной или двух (для трехслойных
масок) сторон тонким слоем никеля (10—20 мкм). Бронзовая
пластина служит механическим основанием, конфигурация дости-
гается за счет рисунка в слое никеля.
Биметаллические' маски рассчитаны на многократное примене-
ние. Обычно они выдерживают около ста циклов напыления пленок,
после чего подлежат замене.
Метод контактной маски основан на том, что сначала на под-
ложке формируется маска, а затем напыляется пленка для реализа-
ции тонкопленочных элементов. При этом маска изготовляется и
существует только в процессе изготовления тонкопленочных струк-
тур Необходимая конфигурация тонкопленочных элементов дости-
гается йри удалении маски. Такой способ получения пленочных
конфигураций иногда называют взрывной фотолитографией (прово-
димое травление материала маски с целью его удаления приводит
к «срыву» материала пленочного элемента, расположенного над
маской).
Материал контактной маски должен отвечать определенным тре-
бованиям не испаряться и химически нс взаимодействовать с ос-
новным материалом, обладать малым коэффициентом диффузии,
легко удаляться с подложки способами, не влияющими на свойства
материала пленки элемента. Таким требованиям удовлетворяют
медь, алюминий, никель, окись висмута, фоторезист.
282
В зависимости от применяемого материала контактной маски
существуют два способа получения пленок требуемой конфигура-
ции: прямой и косвенный. При прямом способе в качестве материа-
ла маски используют фоторезист, в котором фотолитографией фор-
мируется необходимая конфигурация маски, при косвенном
(рис 8 13, а—и) — металлическую пленку, конфигурация в которой
создается также фотолитографией после нанесения фоторезиста.
Метод контактной маски обеспечивает большую точность и чет-
кость края. Он применим не только для термического испарения,
но и для катодного распыления, а также при нанесении тонких
пленок химическими методами.
Метод фотолитографии не отличается от фотолитографического
.......ФР'
(негативныи)
♦ ♦♦♦♦♦♦♦♦♦ fWW
а)
а
I III III I
fl
Рис 8.12. Схема изготовления би-
металлических масок:
а заготовка, б — нлпесенис фоторе
зиста; в — экспонирование; г — про-
явление, д — электрохимическое на-
несение никеля, е — удаление фоторе-
зиста. ж — селективное травление
металла основы маски; з — готовая
маска после удаления лаковой за-
щиты
Рис. 8.13. Схема nan-чснвя тонко
пленочных элементов с применен и
ем контактной маски:
а — подложка, б — сплошной слой
материала контактной маски; в —
нанесение фоторезиста, г — экспони-
рование. д — проявление фоторезиста,
е — травление нлн растворение откры
тых участков материала контактной
маски; ж — готовая контактная маска
на подложке; з — нанесение слоя
материала тонкопленочного элемента;
и — готовый тонкопленочный элемент
на подложке
283
процесса в слоях SiO2, используемого в полупроводниковой техно-
логии. Метод фотолитографии применяют при изготовлении топо-
логически сложных тонкопленочных структур или одновременно
большого количества элементов. Он позволяет формировать пле-
ночные резисторы с контактными
соединениями. Существуют две
разновидности этого метода; оди-
нарная и двойная фотолитогра
фия. Одинарная фотолитография
служит для формирования пле-
ночных структур в сочетании с
методом съемных масок. В этом
случае (схема процесса приведена
площадками и внутрисхемными
a, EZZZZZZZZZZZZZZZZ
Рис 8 14. Схема метода одинар-
ного селективного химического
травления (одинарная фотоли
тография):
а — подложка: 6 нанесение
резистивной пленки: в — нанесение
контактов через свободную маску;
г — нанесение фоторезиста; д
экспонирование; е — селективное
травление после проявления фото-
резиста; ле — удаление фоторе-
зиста и получение готового эле
мента
Рис. 8.15. Схема метода двои
ного селективного химического
травления (двойная фотолито-
графия) :
а — заготовка со слоем фоторе-
зиста (позитивного); б — экспони
рование, в — проявление фоторе
знста; г — селективное травление
золота; д — снятие фоторезиста;
е — селективное травление хрома;
ж— второе нанесение фоторезиста;
з — второе экспонирование; и —
селективное травление и удаление
фоторезиста (получение готового
элемента)
284
на рис. 8.14, а—ж) резистивную пленку напыляют в виде сплош-
ного покрытия, а внутрисхемные соединения и контактные площад-
ки — через съемные маски. Затем методом фотолитографии форми
руют конфигурацию резисторов.
При использовании двойной фотолитографии (рис. 8.15) снача-
ла на подложку последовательно напыляют любым из вакуумных
методов резистивный и проводящий слои, после чего формируют
конфигурацию проводников и контактных площадок а затем ре-
зисторов.
Элементы, сформированные напылением пленки с последующей
фотолитографией, характеризуются высокой точностью и воспроиз-
водимостью.
Следует отмстить, что в тонкопленочной технологии съемные
маски используют для формирования резисторов, конденсаторов и
внутрисхемных соединений, в то время как методом фотолитогра-
фии формируются только резисторы и внутрисхемные соединения.
Методом фотолитографии целесообразно формировать и пленочные
индуктивные элементы
Для получения конфигураций в тонких пленках используют так-
же гравирование лазером, электроно- и рентгенолитографию.
9Глава
Технология
изготовления
полупровод-
никовых
ИМС и БИС
§ 9 1 'особенности этапы и классификация
ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ИМС
Технология изготовления полупроводниковых ИМС и БИС со-
стоит из определенного количества технологических операций и пе-
реходов, выполняемых в определенной последовательности, в ре-
зультате чего на основе полупроводниковой пластины получают
готовые изделия (электронные функциональные устройства) —
ИМС различных степеней интеграции и функционального назначе-
ния. В общем процессе изготовления полупроводниковых ИМС и
БИС можно выделить два цикла:
1) формирование в объеме и на поверхности полупроводниковой
пластины элементов ИМС, внутрисхемных соединений и контактных
площадок (изготовление- кристаллов);
2) разделение пластин на кристаллы, сборку и монтаж ИМС.
Именно при изготовлении кристаллов ИМС достигается реали-
зация требуемой функции в ИМС
ф Кристалл ИМС — часть полупроводниковой пластины в объеме и на поверхно-
сти которой сформированы элементы полупроводниковой микросхемы, меж-
элементиые соединения и контактные площадки
286
Схемная реализация большинства электронных устройств осно-
вана на применении активных (биполярные и МДП-транзисторы)
и пассивных (резисторы и конденсаторы) элементов. Поэтому в
задачу изготовления кристалла входит формирование этих элемен-
тов в необходимом количестве, создание соединений между ними и
контактных площадок для практического использования кристалла.
На это направлены операции первого цикла. Второй цикл изготов-
ления ИМС состоит из операций разделения пластины со сформиро-
ванными элементами на кристаллы, монтажа кристаллов на осно
ванне корпуса, присоединения выводов корпуса к контактным пло-
щадкам и защиты Операции этого цикла позволяют получить за-
конченную конструкцию ИМС или БИС.
Большое количество способов формирования элементов и изго-
товления кристаллов в целом, а также применение корпусов разных
типов обеспечивают создание полупроводниковых ИМС и БИС
различного конструктивно технологического исполнения.
Особенности технологии производства. ( пецифической особен-
ностью изготовления полупроводниковых микросхем, так же как
других ИМС и БИС, является интегрально-групповой метод произ-
водства. Суть его заключается в интеграции большого количества
различных и однотипных элементов на едином технологическом
носителе — пластине — ив интеграции технологических процессов
(операций) при групповых методах их проведения. Это означает,
что за один технологический цикл одновременно создается не одна,
а большое количество (до нескольких тысяч штук) ИМС. При этом
технологической обработке подвергается не одна пластина, а груп-
па (партия) пластин. Тем самым достигается основная цель ин-
тегрально-групповых методов производства — повышение процента
выхода годных схем и качества, а также снижение стоимости ИМС.
Так, например, если технологический процесс состоит из 30—40 ос-
новных операций, то для обеспечения суммарной) процента выхода
годных около 30 необходимо после каждой операции иметь выход
годных схем 97%. Такой уровень технологии может быть достигнут
только при интегрально-групповом методе производства, когда все
элементы большого количества ИМС изготовляют в одинаковых
условиях. При этом стоимость изготовления всех ИМС незначитель-
но превышает стоимость изготовления одной ИМС даже в случае
низкого процента выхода годных схем
В настоящее время не все операции технологического процесса
осуществляют интегрально-групповым методом Групповые методы
объединяют все процессы и операции, применяемые к пластине как
к целому, т. е. при изготовлении кристаллов и в некоторых случаях
при сборке.
Характерной особенностью является то, что все элементы ИМС
(активные и пассивные) формируются в*кристалле на базе однотип-
ной транзисторной структуры биполярной или МДП. При этом
необходима изоляция элементов друг от Друга
Следующая особенность проявляется в организации и реализа-
ции всего технологического цикла производства (изготовление
287
кристаллов и сборка) на одном предприятии-изготовителе В ряде
случаев на одном предприятии организуют только изготовление
кристаллов или сборку. При этом технологический цикл организуют
так, что длительность технологических переходов при помещении
изделий в специальные технологические тары сводится к минимуму
Поэтому продолжительность технологического цикла изготовления
ИМС определяется в основном длительностью технологических
операций.
Важной особенностью технологии производства ИМС, отличаю-
щихся по виду (функциональному назначению) и конструкции,
является использование типовых технологических процессов. Т и-
повой .процесс совокупность технологических процессов
или операций, выполняемых в определенной последовательности на
конкретно заданном технологическом оборудовании для получения
групповым методом ИМС определенной структуры и конструкции.
Использование типовых процессов позволяет создавать множество
различных микросхем на одной конструктивно-технологической ос-
нове, характерным для которых является одинаковый уровень ка-
чества и надежности. В этом проявляется и значительный экономи-
ческий эффект интегрально-групповых методов изготовления.
Для каждого конструктивно-технологического типа ИМС разра-
батывается свой типовой технологический процесс, в основу кото-
рого положена определенная последовательность технологических
операций, соответствующая основным этапам (стадиям) формиро-
вания ИМС.
Этапы производства. Основными технологическими этапами
производства полупроводниковых ИМС являются:
изготовление и подготовка фотошаблонов;
подготовка оборудования, оснастки, реактивов и материалов;
формирование партии пластин кремния (или других материа-
лов) и обработка их поверхности;
формирование в полупроводниковых пластинах элементов;
создание внутрисхемных соединений и контактных площадок,
формирование защитного покрытия;
сборка и герметизация.
Неотъемлемой частью технологического процесса является вход-
ной, пооперационный и выходной контроль, а также испытания го-
товых ИМС.
Организационно-типовой технологический процесс реализуется
на технологической линии — наборе комплектов технологического,
измерительного и испытательного оборудования, обеспечивающего
непрерывный процесс последовательного изготовления ИМС.. Со-
ставной частью технологической линии являются производственные
участки, которые формируются в соответствии с основными этапами
изготовления ИМС и комплектуются оборудованием, предназначен
ным для реализации технологических операций (процессов), сгруп
пированных по физико-химическим признакам.
При организации производства полупроводниковых ИМС соз-
даются следующие производственные технологические участки.
288
фотошаблонов, фотолитографии, химический, термический (окисле-
ние, диффузия, ионное легирование, эпитаксия); вакуумно-иапыли-
тельный; сборки и монтажа; герметизации; измерительный (контро-
ля); испытаний.
Технологический процесс изготовления корпусов нс входит в состав типового
процесса, а следовательно, и участок корпусов не является частью организационной
структуры типового процесса. Объясняется это тем. что корпуса одного и того же
типа могут применяться для защиты микросхем различной конструкции, изготовлен-
ных по разным типовым технологическим процессам Поэтому технология изготовле-
ния корпусов является общей для всех разновидностей ИМС. Исключение состав-
ляют СВЧ ИМС, номенклатура и технология изготовления корпусов которых могут
существенно различаться, а также сборка в полимерные корпуса.
Специфичным для технологии изготовления ИМС является даль
нейшая интеграция технологических процессов — объединение и
реализация нескольких технологических операций в пределах од-
ного производственного участка на одной технологической, уста-
новке.
Классификация процессов В микроэлектронике классификацию
процессов изготовления ИМС и БИС принято проводить отдельно
для изготовления кристаллов и для сборки, причем в классифика-
ции технологии ИМС определяющим является технология кристал-
ла В основу классификации процессов изготовления полупроводни-
ковых ИМС положен тип и способ формирования транзисторных
структур в кристалле. В связи с этим различают биполярную
и МДП-т е х н о л о г и ю.
Главным структурным элементом полупроводниковых ИМС на
биполярных транзисторах является транзисторная структура типа
п+-р-п с равномерным распределением примеси в коллекторной
области. На основе такой структуры создаются все активные и пас-
сивные элементы микросхем. Так, для реализации диодов исполь-
зуют один (коллекторный или эмиттерный) или оба р-п-перехода
транзистора. Резисторы реализуют на базовых или эмиттерных
областях транзисторов путем создания омических контактов к ним.
Конденсаторы формируют либо на одном (или двух) р-п-перехоДе
транзистора (используется барьерная емкость при обратном смеще-
нии р п перехода), либо на МДП-структуре. Поэтому типовой тех-
нологический процесс изготовления полупроводниковых ИМС на
биполярных транзисторах сводится к формированию в пластине
кремния транзисторных структур типа п + -р-п (с одинаковым рас-
пределением концентрации примесей и различными размерами в
плане) в количестве, необходимом для реализации всех активных и
пассивных элементов, обеспечению изоляции между элементами и
созданию внутрисхемных соединений.
Для изготовления полупроводниковых ИМ на биполярных
транзисторах (БТ) наиболее широко применяют планарную и пла-
нарно-эпитаксиальную технологии, построенные на основе техноло-
гических процессов создания транзисторных структур: окислении
поверхности кремния, литографии, эпитаксиальном наращивании
289
Биполярная
Рис. 9.1. Классификация технологических
процессов биполярной технологии
слоев кремния, локальной диффузии легирующих примесей. Отличи
тельной особенностью планарно-эпитаксиальной технологии являет-
ся то, что коллекторные области структур создают эпитаксиаль-
ным наращиванием слоя кремния с электропроводностью п-типа
на подложке p-типа, а базовые и эмиттсрные области — диффузией
легирующих примесей в эпитаксиальный слой, причем формирова-
ние эмиттерных областей производят путем диффузии донорной
примеси максимально возможной концентрации. Обработку пластин
осуществляют с одной стороны (поверхности), а выводы всех сфор-
мированных элементов располагают на поверхности пластин в пла-
не (отсюда и название «планарная»).
Наряду с этим для изготовления биполярных транзисторных
структур по планарной технологии используют ионное легирование,
нитридирование, электронную и рентгеновскую литографию. Эти и
другие ранее названные процессы можно проводить в различной
последовательности.
Для классификации технологических процессов изготовления
биполярных ИМС используют два принципа: способ формирования
транзисторной структуры и метод изоляции элементов. Как извест
но, для изоляции элементов в ИМС имеется три метода: обратно-
смещенные р -п переходы, диэлектрические области и комбинация
диэлектрика с р- л-переходом. Каждый из этих методов можно реа-
лизовать различными способами.
Классификация технологических процессов изготовления кри
сталлов полупроводниковых биполярных ИМС и БИС приведена на
рис. 9.1 (классификация процессов МДП-технологии изложена
в § 9.5).
{*.2. ИЗГОТОВЛЕНИЕ ПОЛУПРОВОДНИКОВЫХ БИПОЛЯРНЫХ ИМС
С ИЗОЛЯЦИЕЙ р-п-ПЕРЕХОДОМ
Для изготовления ИМС на бипочярных транзисторных структу
рах, изолированных р- л-переходами, в зависимости от способа фор-
мирования изолирующих областей наибольшее распространение по-
лучили следующие типовые технологические процессы:
стандартная планарно-эпитаксиальная технология с использова-
нием разделительной диффузии;
КИД-технология. основанная на коллекторной изолирующей
диффузии;
БИД-технология, основанная на базовой изолирующей диффу-
зии;
технология на основе трех фотошаблонов;
технология на основе двойной диффузии и Др.
Рассмотрим последовательность технологических операций на
примере формирования кристаллов ИМС, содержащих транзистор,
диод, резистор и конденсатор, с помощью различных типовых про-
цессов. В качестве исходной могут использоваться любые кремние-
вые пластины: с эпитаксиальным слоем или без него, со скрытым
292
слоем или без него. Возьмем наиболее общий случаи, когда исполь-
зуются пластины кремния р-типа.
Стандартная технология Сущность этой технологии состоит в
том, что транзисторные структуры формируют локальной диффу-
зией в эпитаксиальном слое n-типа, нанесенном на пластину р-типа,
а изолирующие области создают путем проведения разделительной
диффузии на всю глубину эпитаксиального слоя.
Последовательность формирования кристалла полупроводнико-
вой ИМС, содержащей транзистор, диод, резистор, конденсатор и
внутрисхемные соединения, по стандартной планарно-эпитаксиаль-
ной технологии приведена на рис. 9.2 (на рис. 9.2 показана часть
пластины, в пределах которой формируется только одна схема).
Вначале составляют партию пластин с одинаковыми геометриче-
скими размерами и заданным удельным сопротивлением, обычно
состоящую из 10 20 шт. В отечественной промышленности исполь-
зуют пластины кремния диаметром 60—102 мм и толщиной 0,2—
0,4 мм, с удельным сопротивлением 1 —10 Ом-с.м. Пластины
подвергают очистке путем химической обработки поверхности с
Рис. 9.2. Последовательность формирования кристалла полупроводниковой
ИМС по планарно-эпитаксиальной технологии:
1 — подложка р-типа, 2 — оксид кремния. 3 скрытый слой л+-типа; 4 — эпитакси-
альный слой «типа (коллекторные области); 5 — базовая область р-типа; 6 — ЭМНТ--
терная область н + -типа. 7 металлизация, 8 — конденсатор на основе оксида
кремния, 9 диод (Uk6 = 0): 10 биполярный транзистор; // — диффузионный
резистор р-типа
293
последующим ее травлением и промывкой в деионизованной или
дистиллированной воде (этот процесс повторяют перед каждой по-
следующей операцией). Затем осуществляют процесс окисления по-
верхности пластин (создание маскирующего оксида) в однозонной
диффузионной печи в атмосфере сухого или влажного кислорода
или паров воды при температуре ~1150°С.
Первую фотолитографию проводят Для вскрытия окон в слое
маскирующего оксида кремния. Через окна в оксиде в две стадии на
глубину 1—2 мкм проводят диффузию сурьмы или мышьяка, в ре-
зультате формируется хорошо проводящая п + -область под коллек-
тором будущего транзистора (рис. 9.2, а).
После -этого удаляют оксид кремния со всей поверхности пла-
стин, очищают пластины и осуществляют эпитаксиальное наращи-
вание слоя кремния n-типа (рис. 9.2, б). Для эпитаксиального нара
щивания используют, как правило, хлоридный метод в эпитаксиаль-
ных вертикальных реакторах при температуре ~ 1200°С. При этом
получают слои кремния толщиной 8 10 мкм, с удельным сопротив-
лением 0,1 —1,0 Ом-см. На поверхности пластины с эпитаксиальным
слоем повторным термическим окислением создают слой оксида
толщиной 0,5—1 мкм. С помощью процесса второй фотолитогра
фии с определенных участков поверхности пластины селективно
удаляют слой оксида формируют окна в маскирующем слое под
разделительную диффузию (рис. 9.2, е) В тех участках, с которых
был удален слой оксида, путем разделительной диффузии бора в
две стадии формируют изолирующие области p-типа. Первую ста-
дию диффузии проводят при более низкой температуре (примерно
1100°С) в течение незначительного промежутка времени (едини-
цы—десятки минут), вторую—при более высокой температуре
(около 1200°С) в атмосфере сухого кислорода в течение времени,
необходимого для проникновения бора на всю глубину эпитаксиаль-
ною слоя. Тем самым создают коллекторные области n-типа, изоли-
рованные областями p-типа (рис. 9.2,г), причем распределение
примесей в изолированных областях n-типа равномерное, а в изоли-
рующих областях p-типа оно подчиняется закону Гаусса."
Для создания базовых областей транзисторов, резисторов и
диодов в изолированные области n-типа проводят диффузию акцеп-
торных примесей. Для этого в оксидном слое путем третьей фото-
литографии создают окна с размерами, необходимыми для реали
зацйи элементов с требуемыми номиналами. Базовую диффузию
проводят в две стадии. В качестве примеси используют бор.
Первая стадия (загонка) осуществляется при температуре 900—
1000°С (в зависимости от применяемого источника диффузанта)
и начинается в среде аргона и кислорода, а заканчивается в инерт-
ной среде -подается один аргон без диффузанта Загонку осу
ществляют также ионным легированием. После этого путем травле-
ния в азотной или фтористой кислоте с поверхности пластин уда-
ляют боросиликатное стекло.
Вторая стадия (разгонка) проводится при более высокой тем-
пературе (1150°С) в окислительной среде, в результате чего проис
294
ходит перераспределение бора на определенную глубину. При этом
создаются базовые области глубиной 2,5 3,5 мкм с удельным по-
верхностным сопротивлением 150—300 Ом/D, а на поверхности
пластин — слой оксида кремния (рис. 9.2, d).
Затем формируют эмиттерные области п -типа, которые служат
эмиттерами транзисторов, катодами диодов обкладками конденса
торов, омическими контактами к коллекторным областям, а иногда
и внутрисхемными соединениями. Для этого пластины подвергают
четвертой фотолитографии, за счет чего получают окна в оксидном
слое под эмиттерные и контактные области к кремнию п-тина.
формирование эмиттерных областей п -типа осуществляется диф-
фузией фосфора в одну или две стадии в кислородной среде. Диф
фузия фосфора проводится на глубину 0,8—? мкм, при этом со
здаются высоколегированные области /г + -типа, удельное поверхно-
стное сопротивление которых составляет единицы ом па квадрат
(рис. 9.2, е). Независимо от стадийности процесса диффузии (одна
или две) распределение примеси в этих областях подчиняется
функции eric.
Закапчивается процесс получения полупроводниковых структур
ИМС созданием внутрисхемных соединений и формированием за-
щитного покрытия. Для этого вначале с поверхности пластины уда-
ляют фосфоросиликатное стекло, а затем поверхность пластин
окисляют для получения защитного оксида толщиной около 1 мкм.
Этот слой оксида является также маскирующим при создании оми
ческих контактов металл — полупроводник. С этой целью методом
пятой фотолито! рафии вскрывают окна в слое оксида под омиче-
ские контакты (рис. 9.2, м), поверхность пластин тщательно очи
щают, а затем термическим испарением в вакууме на поверхность
пластин наносят слой алюминия толщиной 1 —1,5 мкм. Алюминий
наносят равномерно на всю поверхность пластины как на слой
оксида, так и на участки, обработанные путем травления при фото-
литографии. Затем поверхность алюминия подвергают фотограви-
ровке с помощью шестой фотолитографии, чтобы получить внутри-
схемные соединения необходимой конфигурации и контактные пло-
щадки; термообработка пластин дает хорошие контакты На заклю-
чительном этапе наносят защитный слои оксида кремния и фото-
литографией в нем вскрывают окна к контактным площадкам.
На этом этапе заканчивается процесс формирования кристаллов
ИМС. Структура готового кристалла ИМС показана на рис. 9.2, з
(защитный слой не показан).
В производственных условиях после каждого этапа формирова-
ния ИМС осуществляют контроль Так, после фотолитографии,
очистки, окисления пластины подвергают 100%-ному контролю
визуально. Диффузионные области контролируют после фотолито-
графии путем измерения удельного поверхностного сопротивления
или снятия в. а. х. на образцах-спутниках либо по тестовым ячей-
кам Пластины с готовыми микросхемами контролируют на функ
Ционирование с помощью зондовых установок. Забракованные
микросхемы метят краской. После такого контроля пластины
295
поступают на разделение на кристаллы, годные из них — на сборку.
Основными недостатками данного типового процесса изготовле-
ния ИМС являются случаи перераспределения примесей в ранее
сформированных областях при последующих высокотемпературных
операциях, что необходимо учитывать при расчетах и просктирова
нии, а также наличие паразитных емкостей и токов утечки изоли-
рующих р- «-переходов, что особенно сказывается в быстродейст
вующих и микромощных цифровых и высокочастотных аналоговых
микросхемах.
По стандартной планарно-эпитаксиальной технологии с раздели
тельной диффузией изготовляют различные типы биполярных ИМС
(ТТЛ, TTJ1III, ЭСЛ и др ). Технология сравнительно проста, хо
рошо освоена в промышленных условиях и поэтому используется
в наибольшем числе разработок и массового выпуска ИМС. К ним
относятся ИМС первой и второй степеней интеграции, ОЗУ ем
костью 1 4 К бит, ПЗУ емкостью 4 8 К бит, двух-, четырех- и
восьмиразрядные МП с удельной плотностью 20—50 вентилей на
1 мм2
КИД-технология. Данная технология основана на использова-
нии тонких эпитаксиальных слоев и коллекторной изолирующей
диффузии (вместо разделительной в стандартном процессе).
Сущность технологии изготовления полупроводниковых ИМС с
использованием изолирующей коллекторной диффузии заключается
в том, что коллекторные контактные области « -типа формируют
на всю глубину эпитаксиального слоя. Процесс осуществляется в
такой последовательности Сначала в высокоомную пластину р-типа
проводят локальную диффузию для формирования скрытых слоев
п -типа, после чего выращивают тонкий (I—2 мкм) эпитаксиаль-
ный слой p-типа (рис 9 3, а) Затем проводят локальную диффу-
зию примеси п+ типа (коллекторных контактных областей) сквозь
эпитаксиальный слой p-типа до смыкания со скрытым слоем При
этом образуются локальные эпитаксиальные слои р типа, изолиро
ванные от подложки коллекторным слоем «ч -типа (рис. 9.3, б)
Базовые области p-типа формируют диффузией без применения
фотошаблонов, что улучшает качество транзисторов В дальней
шем формируют эмиттерные области, металлизированные соедине-
ния и защитный слой. В итоге получают транзисторные структуры
(рис. 9.3, в), изоляция которых осуществляется с помощью обрат-
носмещенных р- «-переходов, хотя фактической изолирующей диф-
фузии ие проводится.
По сравнению со стандартной технологией КИД-технология
проще. Технологический цикл изготовления кристаллов сокращает-
ся на 1—2 фотолитографические операции, что повышает процент
выхода годных ИМС и снижает их стоимость. КИД-технология
благодаря простоте изготовления ИМС, большей в 1,5 2 раза
плотности размещения элементов по сравнению со стандартным
процессом, схемной универсальности и высокому быстродействию
изготовляемых ИМС получила самое широкое распространение
С ее помощью осуществляют производство большинства типов
296
ИМС, в том числе ОЗУ емкостью до 4 К бит и 16-разрядных МП.
БИД-технология В данной технологии формирование изоли-
рующих и базовых областей транзисторов совмещено во времени
и осуществляется одновременно. Техноло! ически этот процесс
проще КПД-технологии, так как для него требуется только четыре
операции фотолитографии..
При изготовлении ИМС по БИД-технологии также используют
пластину р типа, на которой выращивают тонкий эпитаксиальный
слой n-типа (рис. 9.4, а). В отличие от структур с коллекторной
изолирующей диффузией скрытый слой п типа не обязателен.
Рис 9.3 Последовательность
формирования полупроводии
новой ИМС по КИД-техно
логин
Рис. 9.4. Последователь-
ность формирования по-
лупроводниковой ИМС по
БИД-техпологин
Затем в эпитаксиальный слой проводят локальную диффузию
акцепторной примеси, в результате чего формируют базовые об-
ласти p-типа и изолирующие области р тина, окружающие базовые
области (рис.. 9.4, б). Диффузионные процессы создания эмиттеров
и коллекторных контактных областей осуществляют обычным пу-
тем При этом изолирующие области p-типа сформированные одно-
временно с базовыми, проникают не на всю глубину эпитаксиаль
ного слоя. Изоляция достигается за счет приложения к изолирую-
щим областям отрицательного напряжения так, что область объем
ного заряда изолирующего р- n-перехода расширяется до смыкания
с подложкой p-типа (рис 9 4, в)
Несмотря на -то что БИД-технология проще КИД-технологии,
она имеет ограниченное применение, поскольку для функционирова
- 297
Ик
ния изготовленной по данной технологии ИМС требуется дополни-
тельный источник питания (для обратного смещения изолирующих
областей).
Технология на основе трех фотошаблонов. Особенностью этой
технологии является использование только трех фотошаблонов для
формирования биполярной транзисторной структуры в пластине
кремния без эпитаксиального слоя. При этом процессы фотолито-
графии по оксиду кремния проводят перед диффузией базы, сов
местной диффузией коллектора и эмиттера и при металлизации
Технологический процесс на основе трех фотошаблонов приме
няют для изготовления полупроводниковых ИМС на транзисторах
с вертикальными р- «-переходами,
легированного кремния р-типа
Рис. 9.6. Последовательность
формирования полупроводнико-
вой ИМС по (Схнологии на осно-
ве двойной диффузии
Рис. 9 5. Последователь-
ность формирования по
луироводниковой ИМС с
использованием трех фо-
тошаблонов
1000 Ом-см) проводят неглубокую диффузию акцепторной примеси
для получения базовых областей р-типа (рис. 9.5, а). Эмиттерные
и коллекторные области имеют электропроводность п ь типа и
создаются путем локальной диффузии в базовую область. Эмиттер-
ная область формируется путем диффузии одновременно с коллек-
торной, но располагается внутри коллекторного кольца (рис. 9.5, б)
Изоляция обеспечивается благодаря большой области объемного
заряда, сосредоточенной в высокоомной подложке, при обратном
смёщении перехода коллектор — подложка (рис. 9.5, в).
Применение данной технологии ограничено специфическими
свойствами транзисторов с вертикальными р- «-переходами.
298
Технология на основе двойной диффузии. При использовании
дайной технологии (метода самоизоляции «-областью) формирова-
ние элементов в кристалле достигается путем проведения одновре
мениой диффузии фосфора и мышьяка в едином технологическом
цикле Вначале в исходной пластине кремния р-типа создают ло-
кальную область «+-типа одновременной диффузией фосфора и
мышьяка (рис. 9.6, а). Затем выращивают тонкий эпитаксиальный
слой р-типа; при этом в результате обратной диффузии фосфора
в эпитаксиальный слой образуется область «-типа (рис 9.6,6).
В таких областях формируют биполярные транзисторы и другие
элементы (рис. 9.6, в) Такая технология ,позволяет уменьшить
размеры элементов и повысить в два раза плотность их размещения
по сравнению с изоляцией за счет сквозной диффузии.
Дальнейшее совершенствование типовых процессов изготовле-
ния биполярных ИМС с изоляцией р- «-переходами направлено на
уменьшение площади элементов и изолирующих областей, что
достигается заменой процессов диффузии ионным легированием,
применением тонких эпитаксиальных слоев, маскирующих слоев
из нитрида кремния вместо оксида и т. д. Простота и широкая
освоенность этих процессов позволили не только наладить массо-
вый выпуск ИМС, но и отработать новые схемотехнические реше-
ния — создание ИМС на основе интегральной инжекционной логики
И2Л).
$9.3. ИЗГОТОВЛЕНИЕ БИПОЛЯРНЫХ ИМС
С ДИЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИЕЙ
Технология изготовления биполярных ИМС с диэлектрической
изоляцией предусматривает формирование кристаллов, в которых
каждый элемент (транзисторная структура типа п-р-п) изолирован
полностью слоем диэлектрика
Для создания изолирующих областей применяют оксид и нитрид
кремния, поликристаллический кремний, стекло, ситалл, керамику,
а также воздушную изоляцию. При этом используют как моно-
кристаллические пластины кремния, так и заказные пластины
поликристаллического кремния с «карманами» монокристалличе-
ского кремния, а также пластины типа КНС (кремний на сап-
фире) .
В зависимости от используемого материала и способа возмож-
ных технологических реализаций метода диэлектрической изоляции
разработаны следующие типовые процессы:
ЕР! С-технология;
декаль-технология;
КН С-технология.
EPIC-те нология. Данная технология основана на получении
изолирующих областей из слоев оксида (нитрида) кремния и поли-
кристаллического кремния. В зависимости от последовательности
их формирования EPIC-технология имеет несколько модификаций.
Последовательность формирования простой ИМС на биполярных
299
транзисторах с диэлектрической
изоляцией элементов слоем окси
да кремния представлена на
рис. 9.7 Вначале составляют пар-
тию кремниевых пластин n-типа с
удельным сопротивлением 0,2 -
10 Ом-см, которые подвергают
очистке.
Затем в исходных пластинах
n-тина диффузией сурьмы или
мышьяка на глубину 1—2 мкм
формируется скрытый и+-слой по
всей площади пластины. Путем
термического окисления пластин
со стороны п+-слоя на поверхно-
сти пластины получают маски
рующий слой оксида. Методом
первой фотолитографии в этом
3 4
Рис. 9.7. Последовательность формирс
вания полупроводниковой ИМС, изго-
товляемой по EPIC-технологии
/ — исходная пластина кремния л типа.
2 — диффузионный скрытый слой п* типа.
3 — оксид кремния. 4 поликристалли-
ческий кремний (подложка)
слое создают окна под изоляцион-
ные области (рис. 9.7, а), а за
счет травления кремния в не за
щищенных оксидом участках —
канавки глубиной 8—15 мкм
(рис. 9.7, б)
Для получения на рельефной
поверхности пластины слоя окси
да толщиной около 1 мкм исполь-
зуют пиролиз силана или терми
ческое окисление (рис. 9.7, в). На
поверхности пластин со стороны
окисленных канавок наращивает
ся поликристаллический кремний
толщиной 0,2—0,25 мкм (рис.
9.7, г), который является основа-
нием (подложкой) будущей ИМС.
После этого с противополож
ной поверхности пластины (со
стороны кремния n-типа) сошли
фовывают или стравливают слой
монокристаллического кремния п-типа до оксидного слоя (рис. 9.7, д).
Таким образом, получают области кремния и типа со скрытыми
п+-слоями, изолированные друг от друга слоем SiO2- В этих об-
ластях методами окисления, фотолитографии и диффузии форми-
руют элементы микросхемы. Дальнейший процесс изготовления
начиная с формирования базовых областей проводят аналогично
планарно эпитаксиальному.
Данный технологический процесс позволяет получить хорошую
изоляцию между элементами как но постоянному, так и по перемен-
ному току, поскольку емкость, образованная слоем оксида, может
300
быть очень малой (30 пФ/мм2 при слое оксида кремния толщиной
1 мкм). Измеренное сопротивление изоляции превышает 1012 Ом
при напряжении 100 В а пробивное напряжение выше 800 В для
слоя толщиной 1 мкм Кроме того, LPIC-технология дает возмож-
ность изготовлять на одном кристалле высокочастотные и низко-
частотные диоды, используя селективную диффузию золота, а так-
же облегчает получение на одном кристалле транзисторов типов
п-р-п и р-п-р По такой технологии целесообразно изготовлять
микромощные и быстродействующие цифровые и высокочастотные
аналоговые ИМС. Но стоимость технологического процесса при
этом высока по сравнению с процессами изоляции р-п-переходами.
Б модифицированном EPIC-процессе применяют селективное
эпитаксиальное наращивание. При этом исходной является пласти-
на кремния г, -типа с вытравленными и окисленными канавками,
на поверхность которой (со стороны канавок) наносят поликристал-
личёский кремний. Затем пластину шлифуют со стороны моно
кристаллического кремния, после чего ее поверхность окисляют и
фотолитографией вскрывают окна к п+ слою. После травления
п+-слоя на определенную глубину проводят селективное эпитак-
сиальное наращивание слоя кремния n-типа с заданным удельным
сопротивлением. Затем пластину полируют, после чего в локальных
эпитаксиальных слоях формируют элементы ИМС.
Используется разновидность EPIC-процесса так называемый
позитивный метод изоляции, основанный на двукратном нанесении
поликристаллического кремния. В данном случае исходной служит
пластина кремния п 1 -типа с эпитаксиальным «-слоем. На пласти-
ну после окисления со стороны «+-слоя наносят поликристалли-
ческнй кремний. Затем в эпитаксиальном «-слое формируют раз-
делительные канавки на всю глубину структуры п-п + . После этого
термическим окислением создают на рельефной поверхности слой
оксида кремния, а затем на него наносят поликристаллический
кремний, который заполняет канавки После шлифовки и поли-
ровки поверхности в локальных областях эпитаксиального слоя
n-тина формируют элементы.
Разработана также технология в которой сочетаются приемы
стандартного EPIC процесса и позитивного метода с двукратным
нанесением поликристаллического кремния.
Необходимо отметить, что EPIC-технология требует прецезион-
ной механической обработки, которая затруднена из-за наличия
прогиба подложки в результате различия коэффициентов темпера-
турного линейного расширения монокристаллического и поликри-
сталлического кремния и оксида кремния. Различие микротвердо-
сти этих материалов приводит к наличию ступенек на поверхно-
сти, что затрудняет получение качественной металлизации С целью
устранения отмеченных недостатков разработаны технологические
процессы, в которых вместо поликристаллического кремния для
изолирующих областей и основания кристаллов используют стекло,
ситалл и керамику. Такие процессы имеют общее название «крем
ний в диэлектрике» (КВД). У них много общего с обычным EPIC-
301
процессом. Отличие состоит в том, что сначала формируют элемен-
ты ИМС (рис 9 8, а) а затем пластину с элементами со стороны
выводов подвергают локальному травлению — создают мезаобласти
(рис. 9.8, б) После этого пластину со стороны мезаобластей при-
крепляют к вспомогательной пластине (рис 9 8, в), а ее обратную
сторону подвергают шлифованию (рис 9.8, г) с последующим на
несением изолирующего диэлектрика (рис 9 8,6). Завершают про
цесс удалением вспомогательной пластины (рис. 9.8, е) и металли-
зацией
Декаль-технология. Эта технология основана на создании изо-
ляции воздушными зазорами, с помощью которых элементы ИМС
отделены друг от друга с боковых сторон При этом элементы ИМС
удерживаются на едином конструктивном основании. По декаль-
технологии изготовляют ИМС с балочными выводами, которые
выполняют роль электрических соединений и механической опоры
таз?—"—ста?
Рис 9.8. Изготовление биполярных
ИМС с изоляцией стеклом ситал-
лом или керамикой:
а — формирование элементов; б —
получение мезаобластей; а наклей-
ка вспомогательной пластины г
шлифовка, д — запрессовка элементов
в стекло, ситалл илн керамику, е —
удаление вспомогательной пластины
б)
Рис 9.9. Изготовление биполярных
ИМС с изоляцией воздушными за-
зорами и балочными выводами:
а — формирование элементов, б
изготовление балочных выводов; в
локальное травление
302
кристалла. По такой технологии (рис. 9.9) сначала формируют
элементы ИМС (рис 9.9, а), затем создают систему соединений,
используя слои титана, платины и золота (рис. 9.9,6), после чего
с обратной стороны пластины локальным травлением удаляют лиш-
ние участки между элементами (рис. 9.9, в) Достоинством техно-
логии является отсутствие механической обработки и высокотем-
пературных процессов на этапе формирования изолирующих об-
ластей.
КНС-технология Весьма перспективная технология кремния на
сапфире (КНС) является разновидностью технологии с воздушной
изоляцией. Она предусматривает создание изолированных остров-
ков кремния с помощью избирательного травления эпитаксиаль-
ного слоя монокристаллического кремния, выращенного на поверх-
ности сапфировой подложки (используется структура типа КНД-
кремний на диэлектрике), и последующее формирование в этих
островках элементов ИМС по обычной планарной технологии
КНС-технология применима для изготовления как биполярных,
так и МДП ИМС, где она наиболее целесообразна.
Дальнейшее развитие процессов полной диэлектрической изоля
ции направлено на увеличение диаметра исходных пластин (с 60 до
100 мм), использование ионного легирования для внедрения ионов
азота в кремниевую пластину с целью создания изолирующих об
ластей из нитрида кремния, формирование биполярных транзисто-
ров с эмиттером из поликристаллического кремния. Процессы
полной диэлектрической изоляции применяют в основном для изго-
товления ИМС первой и второй степеней интеграции (исключение
составляет КНС-технология), к которым предъявляются особые
требования по радиационной стойкости и электрической изоляции
на частотах до нескольких гигагерц. По этим процессам изготов-
ляют как цифровые, так и аналоговые ИМС, в том числе постоян
ные запоминающие устройства.
$9 4. ИЗГОТОВЛЕНИЕ БИПОЛЯРНЫХ ИМС
С КОМБИНИРОВАННОЙ ИЗОЛЯЦИЕЙ
В основу изготовления полупроводниковых биполярных ИМС с
комбинированной изоляцией положены процессы обеспечивающие
формирование элементов с изоляцией р n-переходами их горизон
тальных участков и диэлектриком вертикальных боковых об-
ластей.
Для боковой изоляции используют оксид и нитрид кремния.
Основными процессами технологии биполярных ИМС с комбини-
рованной изоляцией являются:
изопланарная технология;
эпипланарная технология;
полипланарная технология
Изопланарная технология. Процессы изопланарной технологии
основаны на использовании кремниевых пластин с тонким (2—
3 мкм) эпитаксиальным слоем, селективного термического окисле-
зоз
ния кремния на всю глубину эпитаксиального слоя вместо разде
лительной диффузии, проводимой в обычном планарно эпитаксиаль
ном процессе. Реализация такого процесса достигается использо-
ванием при маскировании на первых стадиях формирования струк-
туры ИМС специфических свойств нитрида кремния Si3N4 Нитрид
кремния препятствует превращению кремния в SiOs в местах, где
SiaN4 служит в качестве защитного слоя. Кроме того, нитрид
кремния легко удаляется травителем на основе фосфорной кислоты,
который не воздействует на оксид. Изопланарная технология позво-
ляет создавать тонкие базовые области и небольшие коллекторные
области с оксидными боковыми стенками и тем самым обеспечи-
вает получение транзисторных структур малых размеров и высокого
быстродействия.
Имеются две разновидности изопланарной технологии: «Изопла-
нар I» и «Изопланар II» При изготовлении ИМС по процессу
«И з о п л а н а р-I» в качестве исходной используют кремниевую
пластину р-типа с эпитаксиальным n-слоем и скрытым п -слоем.
Начинают процесс с наращивания на поверхности пластины слоя
нитрида кремния (рис. 9 10, а), в котором с помощью фотолито-
графии формируют окна под изолирующие области Затем произво-
дят травление кремния на глубину, большую половины толщины
эпитаксиального слоя (рис. 9 10, б), после чего окислением вытрав-
ленные канавки заполняют оксидом кремния (рис. 9 10, в) После
удаления слоя нитрида при маскировании оксидом кремния в лока
лизованных островках кремния («карманах») формируют тран-
зисторные структуры и осуществляют металлизацию (рис. 9.10, г)
Процесс «И з о п л а н а р-П» отличается тем, что в формируе-
мой транзисторной структуре эмиттерные области боковой стороной
выходят на изолирующий слой, а приконтактные области коллек-
торов формируются в самостоятельных «карманах» и соединяются
с базово-эмиттерными областями скрытыми п -слоями При этом
упрощаются процессы совмещения и конфигурации фотошаблонов
и улучшаются параметры транзисторов. Процесс имеет ряд разно-
видностей. Рассмотрим его более подробно В качестве исходных
используют двухслойные пластины кремния р-типа с эпитаксиаль-
ным и скрытым слоями (рис. 9 11, а). При этом в зависимости от
структуры формируемых транзисторов эпитаксиальный слой может
быть разной электропроводности при изготовлении транзисторных
структур с эпитаксиальной базой р типа, а транзисторных струк-
тур с диффузионной базой — п-типа
После этого на поверхности создают слой нитрида кремния,
из которого формируется защитная маска для создания транзисто-
ров и резисторов. Не защищенные нитридом области кремния под-
вергают травлению на относительно большую глубину, что позво-
ляет уменьшить высоту ступенек толстого изолирующего оксида
на поверхности пластины (рис 9.11,6). В результате длительного
низкотемпературного окисления области глубокого травления крем
ния заполняются изолирующим оксидом, а участки, покрытые
нитридом кремния, остаются неокисленными (рис. 9 11, в) . При
304
этом формируются изолированные оксидом области кремния, в ко
торых далее создают транзисторы, диоды и резисторы.
Последовательность следующих операций зависит от типа
электропроводности выращенного эпитаксиального слоя Для струк-
тур с эпитаксиальной базой, т. е. в случае выращенного эпитак-
сиального слоя р-типа, следующей операцией является глубокая
диффузия примесей п-типа к коллекторным областям транзистора.
Для ее проведения осуществляют селективное травление нитрида
кремния с соответствующих участков пластины, практически не
затрагивающее изолирующий оксид. При этом для облегчения сов-
мещения используют фотошаблоны с перекрытием областей изоли-
рующего оксида. В результате проведения глубокой диффузии
создаются участки электропроводности п+-типа, которые отделены
от базовых областей изолирующим оксидом.
Далее при необходимости проводят фотолитографию в нитриде
кремния, защищающем базовые области, для вскрытия окон под
диффузию примесей р-типа. Такую диффузию проводят для получе-
ния резисторов с различным сопротивлением При осуществлении
данного процесса могут быть получены резисторы на различных
слоях: базовом р-типа, эпитаксиальном n-типа, скрытом и глубоком
Рис. 9.10 Последовательность форми-
рования полупроводниковой ИМС по
процессу «Изопланар !»
Рис. 9. II Последовательность фор-
мирования полупроводниковой ИМС
по процессу «Изопланар-11»
*’—1187
305
диффузионном п -типа. Глубокий диффузионный слой и скрытый
слой можно использовать также для внутрисхемных соединений
В случае изготовления структур с диффузионной базой, когда
предварительно был выращен эпитаксиальный n-слой, после созда
ния изолирующего оксида формируют базовые области р типа
Для этого путем фотолитографии в нитриде вскрывают окна под
базовые области и проводят диффузию примеси p-типа. При этом
могут формироваться и диффузионные резисторы.
Затем независимо от типа изготовляемых структур создают
эмиттерные области. С поверхности пластины удаляют нитрид,
пластину подвергают термическому окислению В слое оксида путем
фотолитографии формируют окна под эмиттерные области и про-
водят диффузию примеси п+ типа. В структурах с диффузионной
базой одновременно с получением эмиттерных областей создают
высоколегированные области п+-типа к коллектору.
Завершается изопланарный технологический процесс изготовле
ния кристаллов ИМС металлизацией — созданием контактов к
структурным элементам и внутрисхемных соединений между ними
(рис 9.11, г) и нанесением защитного слоя Осуществляют это с
помощью обычных процессов фотолитографии в слое S1O2, вакуум-
ного напыления алюминия, фотогравировки по алюминию, вжига-
ния алюминия и пассивации.
Использование изопланарного процесса для изготовления полу
проводниковых ИМС расширяет функциональные возможности
ИМС вследствие получения различных по структуре и параметрам
транзисторов и резисторов. В таких ИМС достигается очень высо-
кая плотность размещения элементов, так как уменьшаются вдвое
по сравнению с планарно-эпитаксиальными размеры транзисторов
и* уменьшается площадь под изолирующие области. Кроме того,
при изопланарной технологии ограничена диффузия в боковом
направлении и обеспечивается самосовмещение фотошаблона с под-
ложкой при фотолитографии Поэтому можно утверждать, что
изопланарный технологический процесс является наиболее перепек
тивным и целесообразным для изготовления быстродействующих
полупроводниковых ИМС и запоминающих устройств
По изопланарной технологии изготовляют быстродействующие
биполярные ОЗУ и ПЗУ емкостью до -64 К бит и 16 разрядные
микропроцессорные наборы. Ее использование для изготовления
инжекционных логических схем (так называемая И3Л технология)
позволило резко улучшить характеристики многоколлекторных
транзисторов при сохранении малой занимаемой площади и высо-
кой плотности размещения элементов.
Разработан целый ряд усовершенствованных вариантов (моди-
фикаций) типовых процессов изопланарной технологии, в которых
применяют
селективное анодирование кремния (обработку в электролитах)
с целью получения пористого кремния для боковой изоляции (вме
сто термического окисления);
ионное легирование для формирования базовых и эмиттерных
306
областей, что сокращает количество про
цессов диффузии и маскирования и улуч-
шает параметры транзисторов
Эпипланарная технология Данная
технология является разновидностью изо-
планарного процесса, в котором изменена
последовательность формирования струк-
тур, а окончательная конструкция кри
сталла остается прежней. Процесс
(рис. 9 12) основан на локальном селек-
тивном эпитаксиальном наращивании
кремния в окнах толстого оксида кремния.
Для этого на поверхности пластины крем-
ния p-типа с эпитаксиальным п-слоем
пиролитически осаждают слой оксида
кремния толщиной 2,0 2,5 мкм, в кото-
ром вскрывают окна (рис. 9.12, а). Затем
проводят локальное эпитаксиальное на-
ращивание кремния л-типа (рис. 9 12,6)
и в полученных таким образом «карма
нах» л-л+-типа формируют транзисторы и
другие элементы (рис. 9.12, в). Эпипла-
нарная технология позволяет реализовать
в локальных эпитаксиальных слоях тол-
щиной 2 мкм транзисторы с малыми па-
разитными связями. Она перспективна
Рис 9.12. Последователь-
ность формирования полу-
проводниковой ИМС по эпи-
плаиарной технологии
для ВЧ-микроэлектроники. Основной недостаток этой технологии —
трудность воспроизведения процессов локальной эпитаксии, что
сдерживает ее широкое применение
Полипланарная технология В основу полипланарной технологии
положено вертикальное анизотропное травление кремния с ориента-
цией (110), что позволяет формировать в эпитаксиальном слое
V-образные разделительные области для межэлементной изоляции.
Различают две разновидности этой технологии: V-ATE-процесс
и VIР процесс.
Для формирования кристалла ИМС по V АТЕ процессу ис-
пользуют двухслойные кремниевые пластины p-типа с эпитаксиаль-
ным n-слоем и скрытыми п+ -слоями, в которых локальной диффу-
зией акцепторной примеси создают базовые области (рис. 9 13, а).
Затем в условиях маскирования оксидом кремния производят трав-
ление V образных канавок на всю глубину эпитаксиального слоя
(рис. 9 13,6), после чего поверхность V-образных канавок по-
крывают тройным диэлектрическим слоем Sith — S13N4 S1O2
(рис. 9.13, в) После этого формируют локальные высоколегирован-
ные эмиттерные и приконтактные коллекторные области п+-типа.
Завершают процесс металлизацией, для чего используют AI или
трехслойную систему Ti — Pt — Au При этом металлизированная
разводка расположена на рельефной поверхности (рис. 9 13, г).
Отличительной особенностью VIР процесса является формиро-
П*
307
вание кристаллов ИМС с гладкой поверхностью, что повышает
качество и надежность внутрисхемных соединений. Для этого полу-
ченную после травления рельефную поверхность (рис. 9.14, а) за-
щищают двойным слоем S1O2 Si3N4 (рис. 9.14 б), поверх него
выращивают поликристаллический кремний, лишнюю часть которо
го удаляют полированием до слоя Si3N4 (рис. 9.14, в) Завершают
формирование элементов и внутрисхемных соединений металлиза-
цией, как по обычной технологии (рис. 9.14, г).
Полипланарная технология обеспечивает создание ИМС, кото
рые по удельной плотности размещения элементов и электриче-
ским характеристикам аналогичны ИМС, изготовленным но 'изо-
плапарной технологии, но имеют меньшую площадь изоляции.
Однако эти процессы более трудоемки. Полипланарную технологию
применяют для изготовления не только биполярных ИМС, но и
МДП-ИМС, а также БИС с инжекционным питанием.
В табл. 9.1 дано сравнение по технологичности наиболее рас-
пространенных процессов изготовления полупроводниковых ИМС
на биполярных транзисторах.
Анализ данных табл. 9.1 по числу основных процессов показы-
вает, что наиболее простой является технология, основанная на
6 3 к Л1
Рис. 9.13. Последовательность
формирования полупроводник»
вой ИМС но нолитанарной тех-
нологии (V АТЕ-процесс)
Рис 9.14 Последовательность
формирования полупроводнико-
вой ИМС по прлипланариой
технологии (VIP процесс)
308
Таблица 9.1
Сравнительная характеристика техноло ических процессов
изготовления полупроводниковых ИМС
Критерий сравнения — — ,ж. - .. ' _ Технология
планарно эпитакси- альная i:pic с июли руюшей коллек- торной диффузи- ей с изоли руюшсй базовой диффузи- ей С ИСноль зеванием трех фо- то шабло- нов изопла- нарная
Число фото- шаблонов 6 5 5 ' 4 3 6
Число эпи таксиальных процессов 1 1 1 1 0 I
•Число диф- фузий 4 3 3 2 2 3
Число окис- лений 4 4 3 2 2 4
использовании трех фотошаблонов. Однако ИМС, изготовляемые
по этой технологии, характеризуются наименьшим быстродействием
Перспективными являются процессы, основанные на изолирующей
коллекторной или базовой диффузии, из которых последний тех-
нологичнее по количеству операций, но требует более прецизион-
ного проведения отдельных операций. Планарно-эпитаксиальную и
EPIC-технологии считают наиболее продолжительными и трудоем-
кими по количеству операций, но пока они самые распространен-
ные и отработанные в промышленности для получения ИМС средне-
го уровня интеграции.
Изонланарный процесс по количеству операций проще планар-
но-эпитаксиального и сложнее процесса с коллекторной изолирую-
щей диффузией, хотя его применение связано с глубоким окисле-
нием. Кроме того, он является наиболее перспективным для полу
чения БИС с высоким процентом выхода годных схем, различной
функциональной сложности и высокой плотности размещения
элементов
• Помимо рассмотренных технологических процессов используют
технологию, основанную на ионном легировании, которая наиболее
применима для изготовления полупроводниковых ИМС на биполяр
ных транзисторах для СВЧ диапазона, содержащих только транзис-
торы и резисторы. При этом структурные области ИМС получают
либо только ионным легированием, либо в сочетании с диффузией.
Ионное легирование в таких процессах используют для формиро-
вания или базовых и эмиттерных областей, или только базовых
областей. В последнем случае эмиттерные области создают путем
диффузии до формирования базы. Базовые области, которые фор-
мируют ионным легированием, используют в качестве резисторов,
309
причем внедрение ионов в кремний осуществляется сквозь пред-
варительно созданный термический оксид S1O2. Остальные операции
проводят аналогично обычной планарной технологии
§ 9.5. ИЗГОТОВЛЕНИЕ СОВМЕЩЕННЫХ ИМС
ности монолитной структуры,
первой группы.
Для расширения номиналов и повышения точности воспроиз
ведения резисторов и конденсаторов в полупроводниковых ИМС,
а также улучшения их рабочих характеристик разработана специ-
альная комбинированная технология, состоящая из двух групп про-
цессов — планарной и пленочной технологий, которую называют
совмещенной. С помощью первой группы процессов
планарной или планарно-эпитаксиальной технологии — в объеме
полупроводниковой пластины изготовляют активные элементы ИМС
и по возможности резисторы и конденсаторы. Вторую группу
процессов — пленочную технологию — используют для получения
пассивных элементов — пленочных резисторов и конденсаторов не
посредственно на поверхности слоя S1O2, выращенного на поверх-
шее сформированной процессами
Последовательность формиро-
вания структуры ИМС по совме-
щенной технологии показана на
рис 9.15.
Изготовление ИМС по совме-
щенной технологии начинают с
формирования транзисторных
Рис. 9.15. Последовательность форми-
рования полупроводниковой ИМС по
совмещенной технологии
структур, для чего используют,
как правило, планарно-эпитакси-
альную технологию. В исходной
полупроводниковой пластине из
кремния р-типа, применяя про-
цессы термического окисления,
фотолитографии и диффузии, по-
лучают изолирующие области и
транзисторные структуры. Одно-
временно при этом формируют
некритичные по номинальному
значению и точности диффузион-
ные резисторы и конденсаторы.
На последнем этапе, завершаю-
щем первую группу процессов,
путем металлизации выполняют
большое количество межэлемент-
ных соединений. Затем на по-
верхность пластины наносят тол-
стый слой SiO2 (около 1 мкм),
который служит изолирующим
основанием для напыления пле
ночных элементов (рис. 9.15, а).
ЗЮ
После этого приступают к формированию пленочных элементов.
Одновременно с пленочными резисторами изготовляют контактные
площадки для элементов, расположенных под слоем оксида в объе-
ме полупроводниковой пластины. Затем формируют пленочные
конденсаторы и необходимые внутрисхемные соединения. В качестве
материала для пленочных резисторов обычно служит нихром, в
качестве диэлектрика для пленочных конденсаторов оксид крем-
ния, в качестве обкладок — алюминий.
Вторую группу технологических процессов — получение пленоч-
ных элементов осуществляют в такой последовательности.
Методом фотолитографии в изолирующем слое SiOz, покрываю
щем пластину с изготовленными в ней элементами, формируют окна
под контакты с полупроводниковыми элементами. На поверхность
пластины напыляют сплошной слой алюминия. Полученные на
предварительном этапе окна заполняются слоем алюминия и слу-
жат переходными контактными площадками между элементами
в объеме полупроводника и пленочными элементами.
Путем последующей фотолитографии в алюминиевом слое из-
готовляют окна для размещения пленочных резисторов и на всю
поверхность пластины напыляют слой нихрома. Нихром при этом
не только осаждается на поверхность алюминиевого слоя, но и
проникает через вытравленные окна, осаждаясь непосредственно
на слое оксида кремния. Новый фотолитографический процесс и
процесс травления алюминия позволяют удалить алюминий со всех
участков пластины, кроме контактных областей захватывая и
участки с напыленной пленкой нихрома В результате получают
нихромовые резисторы и контактные переходные площадки.
После этого на подложку снова напыляют слой алюминия, в
котором методом фотолитографии формируют нижние обкладки
конденсаторов и соединения между пленочными резисторами, пе-
реходными контактными площадками и нижними обкладками кон
денсаторов (рис 9.15,6). Одновременно при этом получают пери-
ферийные площадки, необходимые для выполнения соединений с
выводами корпуса.
Затем на всю пластину напыляют изолирующий слой, который
служит диэлектриком конденсаторов и пассивирующим слоем для
пленочных резисторов. В этом изолирующем слое методом фото-
литографии создают окна над периферийными контактными пло-
щадками и в соответствующих местах для обеспечения контакта
верхних обкладок конденсаторов с алюминиевыми соединениями,
расположенными под изолирующим слоем (рис. 9.15, е).
Последним этапом изготовления структуры ИМС по совмещен-
ной технологии является напыление алюминия на всю поверхность
пластины с последующей фотогравировкой для получения верхних
обкладок конденсаторов и недостающих соединений (рис 9 15, г).
Анализ совмещенного технологического процесса изготовления
ИМС показывает, что по сравнению с обычным планарно-эпитакси-
альным или EPIC-процессом он содержит дополнительное количест-
во операций, необходимых для формирования тонкопленочных
311
элементов, которые кроме увеличения продолжительности техноло-
гического цикла повышают стоимость производства и снижают
производительность Однако полученные по совмещенной техноло-
гии ИМС обладают определенными преимуществами как полупро-
водниковых, так и гибридных ИМС.
ИЗГОТОВЛЕНИЕ МДП- И КМДр-ИМС
Технология изготовления МДП ИМС занимает доминирующее
положение среди процессов изготовления полупроводниковых ИМС.
Это объясняется тем, что ИМС на МДП-транзисторах составляют
значительную часть основных изделий микроэлектроники различ^
него функционального назначения. Благодаря высокой надеж-
ности и большой функциональной сложности МДП ИМС имеют
меньшие геометрические размеры, чем ИМС на биполярных тран
зисторах. Технология изготовления кристаллов МДП ИМС во мно-
гом схожа с технологией биполярных ИМС. Отличие при этом
обусловлено рядом конструктивно-технологических особенностей
самих МДП ИМС.
обенности технологии. Для технологии изготовления МДП-
ИМС характерны следующие основные особенности, обусловленные
конструкцией и структурой ИМС на МДП-транзисторах:
, а) весь процесс изготовления сводится к формированию МДП-
транзисторов и соединений между ними, поскольку МДП-структуры
используют не только в качестве транзисторов, но и как резисторы
и конденсаторы, т. е. практически все схемные функции реализуются
на одних МДП-структурах;
б) в технологических процессах отсутствуют операции по
изоляции структур, так как в МДП-ИМС они не требуются из-за
самоизоляции элементов;
в) внутрисхемные соединения выполняют не только с помощью
алюминиевых металлических слоев, но и высоколегированных диф-
фузионных слоев кремния и материала затвора (молибдена, поли-
кристаллического кремния), значительно упрощая задачу много-
слойной разводки,
г) сравнительно легко в одном кристалле можно создавать
МДП транзисторы с различным типом электропроводности канала,
что позволяет изготовлять МДП ИМС с большими функциональ-
ными возможностями на комплементарных структурах (КМДП-ИМС);
д) отдельные технологические операции, особенно совмещение
фотошаблонов при фотолитографии, диффузия, окисление и др.,
требуют прецизионного их проведения, поскольку размеры МДП-
транзисторов значительно меньше биполярных, поэтому МДП ИМС
можно формировать с высокой плотностью размещения элементов.
ИМС на МДП-транзисторах изготовляют также по планарной
технологии, в основу которой положены известные процессы окисле-
ния поверхности кремния, фотолитогпайши слоя оксида и диффузии
примесей во вскрытые =
312
Технология изготовления полупроводниковых ИМС на МДП
транзисторах значительно проще технологии биполярных ИМС.
Так, количество основных операций при формировании МДП-ИМС
примерно на 30% меньше по сравнению с количеством операций
для биполярных ИМ (табл. 9.2), причем намного меньше число
высокотемпературных процессов, которые в значительной степени
влияют на процент выхода годных ИМС.
Из табл 9 2 видно, что трудоемкость изготовления ИМС
на основе МДП транзисторов сравнительно низкая, поэтому потен-
циальный процент выхода годных схем должен быть более высоким.
Таблиц» м/
Сравнительная характеристика ИМС по количеству ochobi ых процессов
Процессы Количество основных процессов для
МДП-ИМС биполярных ИМС
Высокотемпературные 2 Ю(8)
Диффузия I 4(3)
Фотолитография 4 6(5)
Наиболее ответственный этап изготовления МДП-ИМС — созда-
ние диэлектрического слоя под затвором, к которому предъявля-
ются особые требования: высокая электрическая прочность
^106 В/см), минимальная величина и стабильность зарядов в
слое и др Изоляцию затвора в кремниевых ИМС на МДП-тран
зисторах осуществляют с помощью оксида кремния S1O2, который
обладает достаточной электрической прочностью в тонких слоях.
Однако слой S1O2 имеет довольно большой положительный объемный
заряд, который необходимо стабилизировать в процессе изготовле-
ния и учитывать при проектировании.
Общие схемы роцессов, МДП-траизисторы, отличающиеся по структуре и
конструкции а следовательно, и электрическим параметрам требуют разработки
различных вариантов технологических процессов изготовления МДП ИМС,' В зави-
симости от структуры МДП ИМС в общем случае все технологические процессы
можно подразделить на процессы формирования МДП-ИМС на транзисторах одного
типа электропроводности и с взаимодополняющими тинами электропроводности
(комплементарные МДП ИМС)
Различают п-канальную. р-канальную и КМДП-технологии.
Поскольку МДП-ИМС реализуются только па МДП транзисторах, соединен-
ных между собой согласно электрической схеме, ограничимся описанием технологии
изготовления самих транзисторов и внутрисхемных соединений.
На рис 9.16 приведена общая технологическая схема последовательности
изготовления МДП-ИМС на транзисторах с каналом p-типа (р-канальной техно
логии). В качестве исходного материала применяют кремниевые пластины п-типа
с удельным сопротивлением 2,5—10 Ом-см После подготовки поверхности таких
пластин (соответствующей очистки) термическим окислением создают маскирующий
слой S1O2, в котором методом фотолитографии формируют окна под области истока
313
и стока (рис. 9 16, а) После этого проводят дву.хстадийную диффузию бора и тем
самым создают высоколегированные области стока и истока глубиной I—2 мкм
(рис. 9 16,6). Затем проводят фотолитографию окон под тонкий диэлектрик (под
затвором) и тщательную очистку поверхности кремния. Термическим окислением
в сухом кислороде создают оксид под будущим затвором толщиной около 0,1 мкм
(рис. 9.16, е). Далее проводят фотолитографию.— вскрытие окон иод контакты и
металлизацию алюминия, аналогично металлизации при создании ИМС на биполяр-
ных транзисторах (рис. 9 16, г, д).
По такой же схеме осуществляется n-капальиая технология, т. е могут быть
изготовлены МДП-ИМС на транзисторах с n-типом электропроводности, с той лишь
разницей, что в качестве, исходной пластины используют кремний p-типа а области
истока и’стока формируют путем диффузии фосфора.
Для изготовления ИМС на МДП транзисторах со взаимодополняющими типами
электропроводности индуцированных каналов в одном кристалле необходимо созда-
Рис. 9 17. Технологическая схема
КМ ДII-технологии
Рие 9.16. Технологическая схема
р-канальной технологии
314
’--------------------------------------------------------------------------
вать две области монокристаллического кремния р и л-типов. к которым предъявля-
ются следующие требования хорошая электрическая изоляция между р и л облас-
тями. оптимальное удельное сопротивление каждой области; применимость к каждой
области стандартной планарной технологии надежность межсоединений
Существует три возможных технологических метода создания ИМС, содержащих
МДП-транзисторы с каналами р- и л-типов I) создание «карманов» р-тина в
кремнии н-типа и наоборот с помощью селективной диффузии; 2) создание
«карманов» p-типа в кремнии п типа и наоборот с помощью эпитаксии. 3) соедине-
ние между собой МДП-транзисторов, изготовленных па подложках разного типа
электропроводности.
Наиболее простым из них является первый метод так как второй требует при-
менения сложной «рельефной эпитаксии», а третий — специальных методов сборки.
На рис 9.17 приведена последовательность изготовления ИМС по КМДП-техио-
логии, основанная на диффузии карманов. По такой технологии важен выбор
оптимального удельного сопротивления «кармана». Полому решают проблему созда
ния диффузионных «карманов» p-типа с низкой (К)1 см ') концентрацией. Для
получения «кармана» p-типа на подложке л-типа процесс диффузии бора проводят
в две стадии
Вначале исходную пластину кремния л типа подвергают первичному окислению
затем выполняют фотолитографию «кармана» и двухстадиипую диффузию «кармана»
на необходимую глубину (рис. 9 17, а) После этого путем фотолитографии и диф-
фузии поочередно формируют области истока и стока в кремнии л- и р-типов
(рис 9.17, б. в) Затем производят фотолитографию под топкий диэлектрик
(рис. 9.17, г) по всей пластине, выращивание тонкого оксида, фотолитографию
контактных окон (рис. 9 17,6) и металлизацию (рис 9 17, е).
Технологические проблемы и пути их решен» В процессе изго-
товления МДП ИМС возникают различные проблемы и трудности,
которые сказываются на качестве ИМС и стабильности их пара-
метров
1 Наличие в оксиде под затвором положительных и отрицатель-
ных зарядов, обусловленных кислородными вакансиями, ионами
щелочных металлов или водорода, приводит к нестабильности пара-
метров МДП-транзисторов в случае приложения к структуре элек-
трического поля вследствие дрейфа зарядов
2. При определенных значениях потенциалов на шинах метал-
лизированной разводки возможны образования паразитных МДП-
транзисторов, что приводит к образованию каналов проводимости
под слоем оксида, расположенным под шиной разводки, и тем са-
мым к возникновению токов утечки между диффузионными областя-
ми. Кроме того, для МДП ИМС опасным является короткое замы-
кание металла затвора или разводки на подложку, особенно на
высоколегированные области истока и стока, вследствие «проколов»
оксидного слоя.
3. Существенной проблемой изготовления МДП ИМС является
совмещение затвора с областями истока и стока. Так, отсутствие
перекрытия канала металлом затвора приводит к неработоспособ-
ности МДП-транзистора, а слишком большое перекрытие (располо-
жение металла затвора над диффузионными областями) — к обра-
зованию больших емкостей затвор исток и затвор — сток, что
снижает быстродействие ИМС.
Для решения этих проблем разработаны различные технологи-
ческие приемы. Так, для стабилизации параметров ИМС на МДП
транзисторах применяют специальные методы обработки (очистки)
315
поверхности кремния перед созданием оксида под затвор, наносят
фосфорно-силикатное стекло на поверхность оксида под затвором,
а также производят низкотемпературный отжиг кристаллов в
восстановительной среде
Эффективным методом очистки поверхности пластин перед окис-
лением является обработка в плавиковой кислоте с последующим
длительным кипячением в воде для удаления фтора, который вклю-
чается в решетку кремния и приводит к образованию дополнитель-
ного заряда. Фосфорно-силикатное стекло, создаваемое при нагреве
окисленной пластины в парах при температуре около 1000°С, гет-
терирует ионы натрия из оксида и является хорошим барьером
против проникновения примесей из металла в оксид. Важен при
этом режим создания оксида, требующий подачи окислителя (кис-
лорода) в строго контролируемом дозированном количестве и пред-
варительно очищенном состоянии при температуре, близкой к тем-
пературе процесса окисления. С целью предотвращения образова
ния паразитных МДП транзисторов под шинами разводки металли
зацию выполняют по слою оксида с относительно большой толщи-
ной (порядка 1,5 мкм), который получают при первичном окисле-
нии. Процесс изготовления МДП ИМС с использованием толстого
оксида называют МТОП-технологией (металл толстый оксид
полупроводник). Его сущность заключается в том, что вначале на
поверхности пластины выращивают толстый слой SiO2, в котором с
помощью фотолитографии вытравливают окна под общую область
истока, стока и канала. После этого пластину подвергают опять
термическому окислению, в результате чего создают маскирующий
слой, в котором формируют окна под исток и сток. Затем проводят
обычные операции для формирования структуры ИМС.
Для более точного совмещения затворов с областью канала
используют технологию изготовления МДП-транзисторов с самосов
метающимся (фиксированным) затвором на основе, например, по-
ликристаллического кремния или молибдена.
Технология изготовления МДП ИМС на транзисторах с фикси-
рованными затворами основана на том, что после создания толстого
оксида и вскрытия окон в нем для активных областей выращивают
тонкий оксид под затвор, формируют затвор необходимых конфигу-
рации и размеров, а затем области истока и стока. При этом мате-
риал затвора служит маской и тем самым осуществляется процесс
самосовмещения затвора.
Существует два направления создания МДП-ИМС с фиксиро-
ванным затвором: с помощью диффузии, когда используется затвор
из кремния или молибдена, и с помощью ионного легирования,
когда используется металлический затвор из алюминия.
Классификация технологических процессов. Для классификации
типовых технологических процессов используют различные призна
ки тип электропроводности и вид МДП-структур, тип подложки
(пластины), материал затвора и подзатворного диэлектрика, спо-
собы формирования основных областей МДП-структуры, технологи-
ческие способы устранения возникающих при изготовлении про-
316
блем- Как отмечалось, в зависимости от типа электропроводности
и вида МДП-структур различают р-канальную, п-канальную, а
также КМДП, V-МДП, Д-МДП и УД-МДП технологии. МДП
ИМС могут быть реализованы как на кремниевых пластинах (КП),
так и на пластинах кремнии на сапфире (СП). Для формирования
областей истока и стока и канала применяют процессы локальной
диффузии (ДЛ) и ионного легирования (ИЛ). В качестве материа-
лов затвора служат металлы (М3): алюминий, молибден, вольфрам
или легированный поли кристаллический кремний (КЗ), а в качестве
подзатворного диэлектрика — оксид кремния, нитрид кремния,
оксид алюминия. Подзатворный диэлектрик может быть однослой-
ным и двухслойным. Различные способы используют также для
обеспечения воспроизводимости и стабильности параметров МДП
транзисторов.
Классификация возможных процессов изготовления МДП-ИМС
с учетом этих признаков приведена на рис. 9.18.
Типовые процессы. Для изготовления МДП ИМС наиболее рас-
пространенными являются следующие типовые технологические
процессы: самосовмещенный толстооксидный, изопланарный, само-
совмещенный с использованием ионного легирования, V процесс,
КНС-технология и др.
Самосовмещенный толстооксидный процесс.
Данный процесс является наиболее универсальным, позволяет
получать ИМС с двумя и тремя слоями соединений и допускает
широкий выбор материалов диэлектрика и затвора. Его особен-
ностью является выращивание толстого защитного оксида и исполь-
зование осажденного слоя нитрида кремния в качестве защитной
маски при диффузии.
Последовательность формирования структуры МДП-ИМС после
основных операций по самосовмещенной толстооксидной техноло-
гии показана на рис 9.19. Процесс начинают с осаждения на
подготовленную пластину слоя нитрида кремния S13N4 Затем в этом
слое с помощью фотолитографии вытравливают окна и проводят
диффузию бора для получения областей истока и стока (рис. 9.19, а).
Нитрид кремния, находящийся между истоками и стоками, защи-
щают фоторезистом и производят травление незащищенного слоя
S13N4 (рис. 9.19,6). Далее выращивают слой толстого оксида
(рис. 9.19, в), удаляют слой S13N4 и термическим окислением созда-
ют тонкий слой оксида под затворы. Заканчивают процесс формиро
ванием затворов и внутрисхемных соединений, для чего проводят
обычную металлизацию алюминием (рис. 9.19, г). Основным преи-
муществом данного технологического процесса является отсутствие
высокотемпературных операций после формирования подзатворного
оксида. Кроме того, в данной технологии возможно формирование
затворов из поликристаллического кремния, что обеспечивает полу-
чение трехслойной системы соединений (диффузионный слой, алю-
миний и поликристаллический кремний). По данному технологи-
ческому процессу изготовляют в основном ИМС на МДП-транзи-
сторах р-типа.
317
С Мо-затво-
ром и трех-
слоимой ме-
^аллизаиией
CSi3N4/SiO2
диэлектриком
С двухслойным
затвором и
А1? Оу диэлек
триком
Со скрытым
оксидом
Рис. 9.18. Классификация
процессов МДП-технологии
Самосовмещенная толстооксидная технология пригодна также
для изготовления МДП ИМС на транзисторах n-типа с кремниевы-
ми затворами и на транзисторах p-типа с молибденовыми затвора-
ми, для чего существует несколько модификаций типового техноло
гического процесса, в которых материал затвора является маской
при формировании областей истока и стока.
Процесс с кремниевыми затворами начинают с термического
выращивания на пластинах p-типа толстого слоя оксида и последу
ющих фотолитографии и удаления оксида с участков, на которых
формируют диффузионные и затворные области. Затем термическим
окислением создают оксид под затвор, наносят поликристалличе-
ский кремний и в процессе второй фотолитографии вытравливают
затворные области транзисторов и кремниевые шины в местах
будущих пересечений (рис. 9.20, а)
Далее проводят диффузию примеси n-типа, формируя области
истока и стока и диффузионные соединения (рис. 9.20,6). При
более низких температурах на пластину осаждают слой стекла, по-
лучаемого разложением силана, а затем в этом слое с помощью
фотолитографии вытравливают окна под контакты к поликристал-
лическому кремнию и диффузионным областям На поверхность
пластины напыляют алюминий и с помощью четвертой фотолито-
графии формируют внутрисхемные соединения (рис. 9.20, в). На за-
ключительной стадии производят вплавление алюминия для обеспе-
чения омического контакта с кремнием, после чего поверхность
всей структуры покрывают слоем пассивирующего стекла. Для уда-
Pnc 9 19. Последовательность фор-
мирования МДП-ИМС по самосов-
мсщенной толстооксидной техно-
логии
Рис. 9.20. Последовательность фор
мирования МДП-ИМС по само
совмещенной толстооксидной техно-
логии на транзисторах л-типа с
кремниевыми затворами
320
ления стекла с контактных площадок и с линий скрайбирования
проводят пятую фотолитографию.
Рассмотренная технология позволяет создавать МДП-транзисто-
ры с низким пороговым напряжением и малыми геометрическими
размерами. Основным преимуществом данной технологии является
уменьшение взаимодействий между паразитными структурами, что
достигается за счет использования соединительных слоев с порого-
выми напряжениями, превышающими рабочие напряжения в МДП-
ИМС. Это исключает возможность образования участков с высоки
ми утечками и с большими емкостями, возникновение которых
обусловлено инверсией электропроводности под затвором.
Применение самосовмещенной толстооксидной технологии для
изготовления МДП-ИМС на транзисторах /2-типа с кремниевыми
затворами обеспечивает высокую надежность всей ИМС вследствие
особого расположения соединений и защиты отдельных областей
структуры как в процессе изготовления, так и при эксплуатации
Процесс формирования МДП-ИМС на транзисторах с молибде-
новыми затворами по самосовмещенной технологии аналогичен
предыдущему. Основные этапы такой технологии показаны на
рис 9.21. Процесс начинают с создания на поверхности кремниевой
пластины п-типа защитного толстооксидного слоя толщиной 1,3 мкм
С помощью фотолитографии проводят селективное удаление оксида
в местах формирования областей истока, стока и затвора. В полу-
ченных окнах термическим оксилением создают оксид под затвор
толщиной 0,1 мкм, после чего на пластину осаждают сплошной
слой молибдена. Затем проводят фотолитографию и травление
молибдена, в результате чего формируют металлические затворы
и первый слой соединительной металлизации над толстым слоем
оксида (рис. 9.21, а).
После этого на пластину наносят слой легированного бором
стекла, из которого при температуре 1100°С проводится диффузия,
Бор диффундирует в кремниевую подложку только сквозь тонкий
оксид затвора При этом толстый оксид и молибден служат защит-
ными масками, сквозь которые бор не проникает. Тем самым дости-
гается самосовмещение затвора. Области, легированные бором,
образуют исток и сток транзистора (рис. 9 21,6)
На последнем этапе с помощью фотолитографии осуществляют
одновременное вскрытие контактных окон к молибдену и диффузи-
онным областям, проводят осаждение алюминия и фотогравировкой
по алюминию формируют завершающий слой соединений (рис. 9.21, в).
Особенностью данного процесса является отсутствие диффузии в
шину затвора, которая имеет место в процессе с кремниевыми за-
творами. Это обеспечивает потенциально более высокий выход год-
ных МДП-структур. Кроме того, как и в предыдущем случае, фото-
резист не попадает на диэлектрик затвора, благодаря чему сни-
жаются опасность его загрязнения и нестабильность порогового
напряжения.
Изопланарный процесс. Особенностью изопланарной
технологии является изоляция МДП-структур слоем оксида S1O2
321
Рис 9.21 Последовательность форми-
рования МДП ИМС по самосовме
шейной толстооксидной технологии на
транзисторах с молибденовыми затво-
рами
Рис. 9 22 Структура МДП ИМС, изго-
товленной по изопланарной техноло
гии
/ — исток; 2 — SiO2, 3 — алюминий
4 — кремниевый затвор, 5 сток; 6 —
диффузионный проводник
и использование толстооксидной самосовмещеннои технологии для
получения МДП-транзисторов с кремниевыми затворами в изолиро-
ванных областях. При такой технологии все активные области
МДП-ИМС области истоков, стоков, каналов и диффузионные
соединения — формируют на мезаобластях, окруженных слоем
оксида кремния и выступающих над утопленной неактивной поверх
ностью подложки (рис. 9.22). При этом мезаобласти покрывают
двойным диэлектрическим слоем, состоящим из слоя нитрида крем-
ния, осажденного на слой оксида, что защищает мезаобласти от
последующей неглубокой диффузии при формировании локальных
областей р-типа и от локализованного выращивания толстого окси-
да. Благодаря этому слою достигается самосовмещение диффузион-
ных областей.
Формирование структуры МДП-ИМС иа транзисторах /г-типа
по изопланарной технологии осуществляют следующим образом
(рис 9.22) Сначала поверхность пластины р-типа подвергают тер-
мическому окислению для получения толстого слоя оксида, поверх
которого наносят слой Si3N4. Используя фотолитографию и се-
лективное травление, формируют мезаобласти Затем в вытравлен
ные кремниевые области проводят диффузию акцепторов на небольшую
глубину. Такое селективное легирование поверхности подложки
повышает удельную плотность заряда в приповерхностных областях
и тем самым увеличивает паразитное пороговое напряжение.
В вытравленных областях, не защищенных S13N4, термическим
окислением создают изолирующие слоем SiO? области. Процесс
термического окисления проводят так, чтобы наращиваемый оксид
образовывал с предварительно нанесенным оксидом гладкую
поверхность. Для формирования мезаобластей, проведения терми
ческого окисления и селективного легирования требуется только
одна фотолитография
322
После этого слой S13N4 удаляют, с помощью фотолитографии
в защитном толстом оксиде вскрывают окна под области истока,
стока и затвора и по самосовмещеннои технологии формируют
МДП-структуры. Заканчивают процесс металлизацией.
Преимущества изопланарной технологии
а) получение мезаструктур, изолированных слоем S1O2, позволя
ет уменьшить паразитные проводимости между отдельными тран-
зисторами и повысить плотность их размещения;
б) селективное легирование под толстым оксидом улучшает
электрические характеристики МДП транзисторов и дает возмож
ность уменьшить расстояние между диффузионными областями со-
седних транзисторов до 5 мкм, что также повышает плотность
размещения транзисторов на подложке;
в) упрощается совмещение металлических контактов с диффузи-
онными областями, так как последние граничат не с подложкой,
а со слоем SiO2; при этом площадь под контакты может быть су-
щественно уменьшена;
г) полученные структуры с гладкой поверхностью позволяют
легко осуществлять металлизацию с минимальной высотой ступенек
по поверхности, выполнять алюминиевые шины шириной и зазорами
менее 5 мкм, тем самым повышается выход годных и плотность
упаковки ИМС
Таким образом, изготовленные по изопланарной технологии
МДП-ИМС обладают высокой плотностью размещения элементов и
улучшенными электрическими характеристиками (благодаря искус-
ственно созданным высоким пороговым паразитным напряжениям).
Такие МДП-ИМС легко выполняют совместно с ИМС на биполяр-
ных транзисторах.
Самосовмещенный процесс с использовани-
ем ионного легирования. Ионное легирование в техно
логии МДП-ИМС применяют в двух случаях: для самосовмещения
затвора с диффузионными областями и для получения МДП-тран-
зисторов, работающих в режиме обеднения с низким пороговым
напряжением
В первом случае для изготовления МДП ИМС используют так
называемую комбинированную диффузионно-ионную технологию
Согласно этой технологии, основные этапы формирования структу-
ры осуществляют по обычной технологии, при этом области истока
и стока создают диффузионным способом до выращивания тонкого
оксида. Ионное легирование применяют на последней стадии фор
’ мирования ИМС, когда выполняют встроенный канал в промежутке
между областями стока и затвора или (и) истока и затвора При
этом достигается самосовмещение затвора
Во втором случае ионное легирование также используют на
последней стадии изготовления ИМС, когда МДП-структуры уже
сформированы, например по толстооксидной технологии. При этом
часть структуры подвергают ионному легированию, с помощью
которого между областями истока и стока р-типа формируют
встроенные каналы р-типа. Это позволяет получать транзисторы
зэз
работающие в режиме обеднения, которые используют в качестве
нагрузочных элементов. Тем самым достигается улучшение схемных
параметров ИМС.
Ионное легирование применяют также для осуществления опе-
рации «загонка» при формировании «карманов» в КМДП тех
нологии.
По рассмотренным технологическим процессам изготовляют по
давляющее большинство цифровых и аналоговых ИМС массового
потребления Дальнейшее совершенствование процессов МДП-тех-
нологии направлено на уменьшение геометрических размеров
МДП-структур и повышение их быстродействия, что особенно
актуально при создании БИС
§ 9.7. ОСОБЕННОСТИ ТЕХНОЛОГИИ И МЕТОДЫ СОЗДАНИЯ
БИС И СБИС
Основной тенденцией развития и совершенствования технологии
изготовления полупроводниковых ИМС является непрерывное повы-
шение степени интеграции. Это позволяет создавать качественно
новую элементную базу микроэлектроники — большие и сверхболь-
шие ИМС (БИС и СБИС), характерной особенностью которых
является высокая функциональная сложность. Технология изготов-
ления полупроводниковых БИС и СБИС базируется на стандартных
процессах полупроводниковой технологии- маскировании, литогра-
фии, легировании, эпитаксиальном наращивании, металлизации
и др. Однако в отличие от технологии ИМС первой и второй
степеней интеграции она имеет свои особенности.
Особенности технологии. Повышение степени интеграции может
быть обеспечено увеличением плотности упаковки элементов на
кристалле и размеров кристаллов. Для повышения плотности
упаковки возможны два пути.
уменьшение геометрических размеров элементов;
сокращение площади изолирующих областей.
И то и другое достигается технологически. Поэтому важной
особенностью технологии БИС и СБИС является получение элемен-
тов с размерами от 1—2 мкм до субмикронных.
Технологическая интеграция в одной изолированной области
элементов, выполняющих различные схемотехнические функции, —
третий путь увеличения плотности упаковки, который в сочетании
с первыми двумя существенно повышает функциональную слож-
ность БИС и СБИС.
Отличительной особенностью технологии БИС и СБИС является
усовершенствование существующих и использование новых техно
логических процессов и материалов. К наиболее важным из них
относятся.
применение новых методов литографии (оптических и неопти-
ческих), позволяющих экспонировать элементы с размерами, со-
ставляющими единицы и доли микрометра;
324
замена жидкостного травления сухим травлением, обеспечиваю
шим формирование структур с более высокой точностью;
применение многослойных резистов с целью компенсации неров
ностей поверхности пластины, приводящих к нарушению точной
литографии, требуемой для воспроизведения топологического
рисунка;
использование лазерной и электронно-лучевой обработки с
целью очистки материалов, уменьшения в них дефектов и форми-
рования структурных элементов БИС
Существенной особенностью технологии БИС и СБИС является
также необходимость создания многослойных внутренних соедине-
ний (многоуровневой разводки). Для этого наряду с традиционной
металлизацией алюминием в технологии БИС широко используют
легированные слои монокристаллического и поликристаллического
кремния, низкоомные силициды и тугоплавкие металлы, нанесение
которых и формирование конфигураций осуществляют также новы-
ми процессами.
Следует отметить, что основной движущей силой развития БИС
и СБИС являются два существенных преимущества, обусловленных
уменьшением размеров элементов: улучшение параметров схем и
снижение их стоимости.
При уменьшении размеров элементов снижаются мощность,
потребляемая БИС, емкости и время задержки сигналов.
Увеличение плотности размещения элементов при одновремен-
ном возрастании площади кристаллов позволяет снизить стоимость
изготовления БИС и СБИС. Важным при этом является и приме-
нение полупроводниковых пластин увеличенного диаметра (102—
152 мм) Основным преимуществом использования пластин большо-
го диаметра является наличие большой поверхности для получения
большего числа кристаллов без существенного увеличения числа
операций по обработке пластин, что резко снижает затраты на
производство кристаллов. Так, в случае изготовления кристаллов
размером 4X4 мм переход от пластин диаметром 76 мм на
пластины диаметром 102 мм обеспечивает увеличение числа кри-
сталлов на одной пластине в 1,8 раза, а использование пластин ди-
аметром 152 мм позволяет получить с одной пластины в 2,2 раза
больше кристаллов, чем с пластин диаметром 102 мм.
Отметим, что переход на пластины большого диаметра нераз-
рывно связан с разработкой нового и модернизацией старого тех-
нологического оборудования. Важной задачей при этом является
автоматизация как основных технологических процессов, так и
процессов манипулирования пластинами. Это составляет новый уро
вень развития технологии, что является еще одной особенностью
изготовления БИС и СБИС.
Методы создания БИС и СБИС. Основными элементами, на
базе которых изготовляют БИС и СБИС, являются биполярные
и МДП-транзисторы и их модификации (например, транзисторы
с диодами Шотки), а также функционально интегрированные эле-
менты: многоэмиттерные и многоколлекторные транзисторы (тран-
325
I
зисторы с инжекторным переходом) и др Для создания БИС и
СБИС на этих элементах на этапе изготовления кристаллов исполь-
зуют различные методы реализации внутрисхемных соединений.
Выполнение внутрисхемных соединений зависит от качества и
дефектности элементов на пластине. В зависимости от процента
выхода годных элементов меняется топология соединений, а следо-
вательно, и конструкция БИС Существует несколько методов кон-
структивного и технологического решений многослойной разводки
в полупроводниковых БИС, которые применимы для схем как на
биполярных, так и на МДП-структурах Рассмотрим основные
из них.
БИС с фиксированной разводкой. Эти БИС со-
здают в соответствии с заранее спроектированной топологией тонко-
пленочных проводников, соединяющих элементы схемы в жестко
зафиксированных координатах. При их разработке используют
машинное проектирование миогоячеечных структур. Задача проек-
тирования структуры БИС и топологии разводки решается в ком-
плексе с проблемой изготовления. Компоновка БИС из многояче-
ечных структур во многом зависит от способностей разработчика.
Разработчик может изменить взаимное расположение ячеек и пере-
группировать их так, чтобы получить удовлетворяющую его кон-
фигурацию.
Разработку топологии внутрисхемных соединений для объеди-
нения различных ячеек в структуру осуществляют с помощью
различных алгоритмов. Проектирование разводки всегда контро-
лируется разработчиком, топология может быть изменена до по-
лучения удовлетворительного решения. После проектирования
оформляется документация на выполнение внутрисхемных сое-
динений.
Изготовление БИС начинают с определения на ЭВМ данных,
необходимых для обработки базовой пластины: характера распре-
деления примесей, характеристики эпитаксиального слоя, парамет-
ров диффузионных процессов. С учетом этих данных в кремниевой
пластине формируют многоячеечные структуры. Затем на основе
сведений, выданных о топологии межсоединений, изготовляют фото-
оригиналы и фотошаблоны для каждого слоя разводки.
Следующим этапом является изготовление металлизированной
разводки, для чего проводят операции нанесения диэлектрического
слоя, фотолитографии, нанесения алюминия, фотогравировки и
вжигания алюминия. Заканчивается процесс автоматической про-
веркой готовой БИС на правильность функционирования
При таком способе создания БИС можно проектировать систему
соединений для наилучшего в схемотехническом отношении вариан-
та расположения элементов схемы. Преимуществом данного метода
разводки является конструктивная и схемотехническая гибкость,
так как заранее можно учесть паразитные взаимовлияния элемен-
тов схемы, согласовать нагрузки, точно рассчитать время распро-
странения сигналов в проводниках и др Это позволяет оптимизи
ровать устройство как по мощности, так и по быстродействию.
326
Кроме того, многоячеечные структуры дают возможность использо
вать минимальное число элементов и их типов, необходимое для
получения схемы желаемой конфигурации. Следовательно, при ука-
занном методе построения БИ всегда можно добиться высокой
элементной и функциональной плотности.
Однако создание таких БИС возможно только при условии
100%-ного выхода годных элементов на подложке. Выполнить это
условие при производстве БИС на больших пластинах практически
невозможно. Поэтому при разработке БИС на многоячеечных
структурах часто вводят избыточность элементов и реализуют их
на кристаллах ограниченных размеров.
Микроматричные БИС. Микрома гричный метод также
позволяет проектировать систему с фиксированной разводкой без
учета проблемы 100%-ною выхода годных элементов на пластине
Согласно этому методу, для построения БИС используют однотип
ные микроматрицы с элементарными ячейками на биполярных или
МДП-структурах, выполняющих простые логические операции или
функции запоминания информации. Каждая ячейка состоит из
фиксированного набора элементов. С помощью первого слоя метал-
лизации объединяют различные элементы в пределах каждой
ячейки, в результате чего образуются элементарные логические
схемы Вторым и последующим слоями металлизации ячейки объ
единяются в микроматрицу После выполнения металлизации БИС
проверяют на функционирование, неработоспособные ячейки отклю-
чают от микроматрицы, затем осуществляют верхний слой метал-
лизации.
Путем введения избыточности ячеек всегда можно получить
желаемую структуру БИС. Построение БИС микроматричного типа
с фиксированной разводкой также требует машинных методов
проектирования, контроля функционирования, выявления и исклю
чения неисправных ячеек из общей структуры.
БИС с программируемой разводкой. Поскольку
любая полупроводниковая пластина со сформированными структурами
всегда содержит какое-то число дефектов, для построения БИС
на таких пластинах используют метод избирательного монтажа
межсоединений, в котором учтен реальный процент выхода годных
элементов на пластине. При создании БИС этим способом топологию
системы тонкопленочных проводников рассчитывают для каждой
пластины заново с учетом расположения годных элементов, которое
различно для каждой пластины. Такие БИС называют БИС с
программируемой разводкой.
Построение БИС данного типа также основано на использова-
нии элементарной схемной единицы — ячейки, которая по своим
функции и структуре эквивалентна микросхеме второй степени
интеграции. После изготовления и проверки на функционирование
ячейки избирательным монтажом объединяют в систему БИС.
Последовательность основных операций изготовления БИС с
программируемой разводкой начинают с первой металлизации,
которая служит для соединения группы схемных элементов в
элементарные ячейки независимо от их исправности (годности)
В топологию металлизации данного уровня входит ряд контактных
площадок, необходимых для контроля правильности функциониро-
вания каждой ячейки в отдельности. Следующей операцией явля-
ется проверка каждой ячейки на функционирование зондовыми
измерительными устройствами. Информация о расположении год-
ных ячеек вводится в ЭВМ для расчета топологии системы провод
ников. Машина проектирует топологию металлизации и управляет
процессом изготовления комплекта фотошаблонов, необходимых для
каждого слоя металлизации.
После выполнения первого уровня разводки на пластину наносят
изоляционный слой, в котором методом фотолитографии вскрывают
окна* для получения контактов первого и последующего слоев ме-
таллизации. Затем поверх изоляционного слоя с помощью машин-
ной разводки создают второй слой металлизации. Аналогично
наносят третий слой металлизации На этом формирование кристал-
лов БИС заканчивается.
При таком способе создания БИС трудно добиться оптимальной
системы соединений. Для облегчения проектирования системы
соединений в данных БИС также вводят некоторую избыточность
элементарных ячеек. Преимуществом этого метода изготовления
БИС является повышенный выход годных схем, так как окончатель-
ный процент выхода годных определяется только процессами
изготовления второго и третьего уровней металлизации и двух по-
следних слоев изоляции. Следует также отметить, что на кристалле
БИС рассматриваемого типа всегда имеются участки с забрако-
ванными ячейками, а для разводки проводников требуется большая
площадь. Поэтому БИС с программируемой разводкой имеют
меньшую степень интеграции, чем БИС с фиксированной разводкой.
БИС, построенные по методу базовой матри-
ц ы. Изготовление БИС этим методом основано на выделении
на пластине базовых матриц, оптимальных по проценту выхода
годных, система соединений внутри которых выполняется фиксиро-
ванной разводкой. Матрицы соединяют между собой программиру-
емой разводкой. Применение метода иллюстрируется рис. 9.23, где
схематически показан процесс создания БИС из трех базовых
матриц, каждая из которых содержит пять прилегающих друг к
другу ячеек.
Такой комбинированный метод создания БИС позволяет осу-
ществлять в матрицах соединения программным образом и за счет
программируемой межматричной разводки проводников повышать
выход годных БИС в производстве Полупроводниковые БИС, из-
готовленные по данному методу, имеют меньшую степень интегра-
ции, чем БИС с фиксированной разводкой, так как часть площади
кристалла этих схем занята забракованными матрицами и контакт-
ными площадками, к которым подводятся выводы матриц.
В настоящее время трудно отдать предпочтение какому-нибудь
одному из рассмотренных методов изготовления полупроводниковых
БИС. В каждом конкретном случае выбор метода определяется
328
функциональным назначением БИС, степенью подготовленности
производства, размером полупроводниковых пластин предназначен-
ных для формирования структур, степенью подготовленности ма-
шинных методов проектирования и контроля и другими технико-
экономическими факторами.
Большинство БИС и СБИС разрабатывают по методу фиксиро-
ванной разводки. Метод программируемой разводки используют
в основном при изготовлении однопластинных микро-ЭВМ (на од-
ной пластине формируется одна ЭВМ) и так называемых заказных
нескоммутированных логических матриц. В последних обеспечивает-
ся получение различных функций, выполняемых БИС, путем объе-
динения ячеек в определенную систему.
Метод программируемой разводки широко применяют также
при изготовлении электрически программируемых БИС постоянной
памяти для размещения различной информации.
годных ячеек-
а — карта расположения годных ячеек на пластине (A' U •— брвко
ванные); 6 — требуемая нятиячеечная матрица заданной конфигура-
ции, в— гри матрицы на карте расположения годных ячеек
§ 9.8 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ
>ИС И СБИС
Для изготовления полупроводниковых БИС и СБИС возможно
использование различных процессов полупроводниковой технологии
(см рис. 9 1 и 9.18). В зависимости от основной элементной базы
их можно сгруппировать в процессы биполярной, МДП- и комбини-
рованной технологий.
Биполярная технология В основу этой технологии положены
процессы формирования биполярных транзисторных структур с изо-
лирующими областями. Наибольшее распространение получили
усовершенствованная КИД-технология, «Изопланар S», И2Л-техно-
логия, И ШЛ-технология, И3Л-технология и ПСС-технология.
Усовершенствованная КИ Д-т ехнология бази-
руется на том, что эмиттерная область транзистора формируется
диффузией с размерами, равными минимально возможным разме-
рам в маскирующем слое оксида. Из-за боковой диффузии донор-
ной примеси при формировании эмиттера отпадает необходимость
оставлять на поверхности слой оксида, ограничивающий контакт
329
металла к эмиттеру (металлизация к эмиттеру осуществляется в
те же окна, что и диффузия). В этом случае упрощается совмеще-
ние при формировании эмиттерной области и контакта к ней, а раз-
мер эмиттерной области сокращается с 4X9 мкм (для обычной
КИД-технологйи) до 3X3 мкм. Тем самым достигается пропорцио-
нальное уменьшение всех структурных областей транзисторов.
Вследствие сокращения площадей р-п-переходов резко уменьшают-
ся и их емкости. Данная технология предусматривает двухслойную
металлизацию. В настоящее время ее используют для изготовления
БИС преобразователей, 16 разрядных микропроцессоров, а также
СБИС нескоммутированных логических матриц, содержащих более
100 тыс. вентилей на кристалле.
Технология «И зопланар-S» представляет собой не-
прерывно совершенствуемый и развивающийся процесс, основан-
ный на пропорциональной миниатюризации всех структурных обла-
стей транзисторов. Для ее осуществления используют непосред-
ственное пошаговое репродуцирование уменьшенных изображений
на пластины, формирование эмиттерных областей легированием
мышьяка и изолированных оксидом, прецизионную металлизацию
из алюминиево-медно-кремниевых соединений, формируемых плаз-
менным травлением.
На рис. 9.24 а — г проиллюстрирован процесс уменьшения гео
метрических размеров транзисторных структур, причем последо-
вательность выполнения операций аналогична обычному процессу
«Изопланар».
Важным достоинством данной технологии является формирова-
ние БИС на кристаллах малых размеров. Так, для изготовления
БИС ЗУПВ емкостью 4 К бит площадь кристалла составляет
8 мм2, а для БИС емкостью 64 К бит всего 16 мм2. По технологии
«Изопланар-S» изготовляют в основном цифровые БИС и СБИС
ТТЛ и ЭСЛ-типов высокого быстродействия, в том числе БИС
ППЗУ емкостью 64 К бит.
И2Л (инжекционная интегральная логик а)-
технология предусматривает изготовление БИС на основе са-
мых перспективных функционально-интегрированных элементов —
мпогоколлекторных транзисторов с инжекторным переходом и, сле-
довательно, создание БИС с инжекционным питанием. И2Л-тех-
нология предназначена для формирования в пластине кремния
расположенных в одной области горизонтального транзистора типа
р-п-р и вертикального транзистора типа п-р-п. Последовательность
формирования такой структуры состоит в том, что на исходной
пластине кремния п^-типа выращивают эпитаксиальный п-слой
(рис 9.25, а), в котором формируют локальные р~ области (рис.
9.25,6). Затем по периметру р“-области (внутри нее) и на некото-
ром расстоянии формируют локальные р+-области (рис. 9.25, в)
После этого в локальных р“-областях, окруженных р+-областями,
формируют п] области (одновременно формируют и охранные коль-
ца) и осуществляют металлизированную разводку (рис. 9.25, г).
И2Л-технология отличается простотой, БИС имеют функциональную
ззо
Рис. 9.24. Схемы транзисторных структур различной площади,
изготовленных по технологии:
а — планарно-эпитаксиальной, 6 — «Изоплаиар-1», а — «Изопла-
иар II»; г «Изопланар-S»
плотность 200—300 вентилей/мм2. По
данной технологии изготовляют мало-
мощные цифровые БИС, в том числе
микропроцессорные наборы.
Использование комбинированной изо-
ляции в И2Л-технологии позволило мо-
дифицировать ее и создать так называе-
мую И3Л-технологию (изопла-
на рная интегральная инжек-
ционная логика). В И3Л-техноло-
гии используется изопланарная изоляция
и ограниченные оксидом эмиттеры обоих
транзисторов (п-р-п и р-п-р), что позво-
ляет изготовлять БИС с высокой плотно-
стью упаковки (площадь интегрированно-
го элемента составляет 450- 1500 мкм2),
не очень высоким быстродействием (вре-
мя задержки на элементе менее 5 нс)
и малой потребляемой мощностью (менее'
1 мВт). Наиболее перспективным явля-
ется изготовление по И3Л-технологии
БИС ЗУ (ЗУПВ и ПЗУ) емкостью 16—
64 К бит, микропроцессорных и перифе-
рийных БИС На основе И3Л-технологии
/7*
AI
Рис. 9.25. Последователь-
ность формирования И2Л-
схем
331
возможно изготовление большого количества дешевых специали
зированных БИС для электронных игр и часов, устройств управле-
ния и связи.
Сочетание в одном технологическом цикле процессов изготовле
ния совмещенных транзисторов типов п-р-п и р-п-р и диодов Шотки
позволило’ выделить так называемую ИШЛ-т ехнологию (и и-
жекционная-Шотки-логика), по которой диоды Шотки
формируют одновременно с эмиттерами транзисторов типа п-р-п.
Существует несколько модификаций ИШЛ технологии в зависи
мости от расположения инжектора (горизонтального или верти
кального). Структура ИШЛ-вентиля, сформированного по одному
из вариантов данной технологии и соответствующая схеме рис. 9.26,
а, приведена на рис. 9 26, б. По ИШЛ-технологии целесообразно
изготовлять быстродействующие БИС микропроцессоров, делители
частоты и др. Хотя площадь таких БИС примерно в 1,4 раза больше
БИС И2Л-типа, быстродействие в 3 5 раз выше.
Л
б)
Рис 9.27. 11оследователь-
ность формирования БИС но
•ПСС-технологии:
а — формирование соединений;
б — формирование р-п-перехо-
дов. в — формирование рези
сторов и поликристаллического
кремния
Рис. 9.26. И 111. 1 вентиль:
а электрическая схема; б струк-
тура (/ — вход; 2 источник тока.
3,4,5 — выходы)
В ПСС-технологии (поликремниевая самосовмещенная)
формирование межэлементных соединений происходит одновременно
с формированием р-и-переходов. Последовательность основных
операций ПСС-технологии для изготовления биполярных БИС
включает формирование коллекторных и базовых областей и нане-
сение слоя поликристаллического кремния (рис. 9 27, а); локальное
легирование поликристаллического кремния мышьяком с одновре-
332
менным формированием эмиттерной п области (рис. 927, б);
локальное легирование поликристаллического кремния бором (для
получения резисторов) и последующее нанесение слоя PtSi-г, обеспе-
чивающее легирование поликристаллического кремния платиной
для уменьшения сопротивления разводки (рис. 9.27, в). Сформиро-
ванные по этой технологии вентили имеют площадь менее 2000 мкм2,
что обеспечивает высокую плотность упаковки, и быстродействие
в единицы наносекунд. Используют ПСС технологию для изготовле-
ния БИС ЗУ и делителей частоты
МДП -технология Среди процессов МДП технологии для изго
товления современных БИ и СБИС наибольшее распространение
получили Н-МОП-технология, поликремниевая КМДП-технология,
КНС-технология и УМДП-технология.
Н -М О П-т ехнология — это высококачественная //-каналь-
ная технология, основанная на принципе пропорциональной миниа-
тюризации В ее основу положена толстооксидная самосовмещенная
технология формирования n-канальных транзисторов с затворами
из поликристаллического кремния, где области истока и стока и
соответственно минимальная длина канала формируются импланта-
цией ионов мышьяка. Применяя при этом обычные процессы лито-
графии и травления, получают транзисторы с длиной канала 2 мкм
и толщиной подзатворного диэлектрика из оксида кремния толщи-
ной 40 нм. Этим достигается высокое быстродействие, сравнимое
с быстродействием биполярных БИС, при сохранении преимуществ
МДП-БИС — высокой плотности упаковки и малой потребляемой
мощности. Изготовляемые по Н МОП-технологии кристаллы БИС
ЗУ емкостью 4 К бит имеют площадь менее 14 мм время считыва-
ния информации 22 нс и потребляемую мощность 500 мВт. Даль-
нейшее совершенствование данной технологии направлено на полу-
чение транзисторов с длиной канала менее 1 мкм путем использова-
ния непосредственного пошагового репродуцирования уменьшенных
рисунков на пластины и новых процессов литографии. Это позволит
создать СБИС ЗУ емкостью 64 К бит, 256 К бит и 32-разрядные
микропроцессоры в одном кристалле.
Разновидностью n-канальной технологии является технология
изготовления БИС на МДП-транзисторах с затвором Шотки. В та
ких транзисторах барьер Шотки формируют путем создания локаль-
ного контакта материала затвора к каналу МДП-транзистора. При
этом в качестве материала затвора применяют силицид кремния,
а разводку выполняют на основе многослойных структур (Мо
Ап, Mo Pt, Ti —Pt Ан. и др.). Алюминий, который наиболее
часто используют для создания барьера Шоуки на кремнии п-типа,
в качестве материала затвора не применяют ввиду существенной
растворимости кремния в алюминии, взаимодействия алюминия с
оксидом, электромиграции алюминия и крупнозернистое™ структу-
ры его пленок.
Процесс изготовления БИС на МДП-транзисторах с затвором
Шотки состоит из ряда операций, выполняемых в такой последова-
тельности
ззз
окисление для создания толстого маскирующего оксида;
фотолитография для вскрытия окон под исток, сток и канал;
окисление для создания тонкого подзатворного диэлектрика;
имплантация фосфора и бора через тонкий слой S1O2 для форми-
рования области канала;
термообработка;
фотолитография для вскрытия окон под исток, сток и барьер
Шотки;
напыление материала затвора (Pd2Si или PtSi),
фотолитография для формирования затвора;
имплантация — санесовмещенное формирование истока и стока;
напыление материала разводки;
фотолитография для получения определенной конфигурации раз-
водки;
термообработка
По данной технологии изготовляют БИС быстродействующей
памяти. Например, БИС емкостью 4 К бит размещаются на кри-
сталле размером 4X4 мм, имеют время считывания 25—75 нс.
Поликремниевая МДП-технология основана на
селективном формировании защитного оксидного слоя (изопланар)
и использовании легированного поликристаллического кремния п+-
типа для материалов затвора и внутрисхемных соединений Техно-
логия в первом приближении напоминает изопланарный МДП-про-
цесс, по которому «-канальные и р-каиальные транзисторы изоли-
рованы между собой слоем оксида кремния. Различают два вари-
анта поликремниевой технологии с общим карманом и раздельны-
ми карманами p-типа для размещения последовательно включенных
«-МДП-транзисторов. В первом варианте (рис. 9 28) группа «-ка-
нальных МДП-транзисторов формируется в общем кармане, во
втором (рис 9.29) — каждый n-канальный транзистор в отдельном
кармане p-типа В обоих случаях все транзисторы и карманы изо-
лированы толстым слоем оксида кремния. Схема процесса общая
для обоих вариантов Процесс изготовления кристаллов КМДП-
БИС, структуры которых представлены на рис. 9.28, а и 9.29, а,
осуществляют в такой последовательности: формирование подза-
творного диэлектрика из SiO2 и затворов из легированного поли-
кристаллического кремния «+-типа, формирование областей истоков
и стоков, нанесение изолирующего оксида, формирование алюмини-
евой разводки. Как следует из топологии вентилей на этих структу-
рах (рис. 9.28,6 и 9.29,6), оба варианта поликремниевой техноло-
гии обеспечивают примерно одинаковую плотность упаковки (пло-
щадь вентиля из одного р-канального и двух «-канальных транзи-
сторов составляет 2320- 2580 мкм ), хотя технология с общими
карманами проще. Дальнейшее развитие поликремниевой КМДП-
технологии идет двумя путями: использование дополнительных ли
тографических операций и ионного легирования каналов для полу-
чения МДП-транзисторов с разными пороговыми напряжениями и
применение двух уровней поликристаллического кремния — П2К
МДП-технологии. В последней технологии один уровень поликри-
334
сталлического кремния служит для формирования затворов, а
второй — для межэлементных соединений и нагрузочных резисторов
(рис. 9.30). По поликремниевой технологии изготовляют БИС
микропроцессоров, ППЗУ, ЗУПВ, а также аналоговые БИС (в ос-
новном фильтры)
Рис. 9.28. Структура (а) и топология (б) КМДП-БИС, изготов
ленной но поликремниевой технологии с общими карманами
Рис. -9.29. Структура (а) и топология (б) КМДП-БИС, изготов-
ленной по поликремниевой технологии с раздельными карманами
335
КНС-техиология — одно из перспективных технологиче-
ских направлений создания полупроводниковых БИС В ее основу
положено формирование полупроводниковых структур типа КНС
(кремний на сапфире). Сущность КНС технологии заключается в
следующем На изолирующей сапфировой подложке наращивают
эпитаксиальный слой кремния, в котором селективным травлением
формируют изолированные «островки» кремния под будущие
структурные элементы В последующем по планарной технологии
с использованием процессов окисления, литографии, легирования и
металлизации создают структурные элементы БИС и соединения
между ними Особенностью данной технологии является полу-
чение БИС с очень хорошей изоляцией элементов Кроме то-
Рпс. 9.30. Структура БИС, изготовленной но Ц'КМДП технологии
го, БИС, изготовленные по КНС технологии, характеризуются
более высокими степенью интеграции и быстродействием, а
также технологичностью по сравнению с БИС на подложках из
монокристаллического или поликристаллического кремния.
Наиболее целесообразна КНС технология для создания крупно-
масштабных БИС на однородных структурных элементах — диодах
и КМДП-транзисторах (изготовление ИМС второй степени интегра-
ции неэкономично из-за высокой стоимости обработки поверхности
сапфировых подложек, а технология МДП-траизисторов значитель-
но проще биполярных).
КМДП БИС на сапфировой подложке изготовляют по такой
технологии Сначала на сапфировой подложке осаждают эпитакси
альный слой кремния с собственной электропроводностью, который
затем легируют примесью л-типа После этого в местах будущих
МДП-траизисторов травлением формируют «островки» кремния
Затем на слой термически выращенного затворного оксида осажда
ется поликристаллический кремний, который легируют и травят в
соответствии с конфигурацией затвора Полученные кремниевые
затворы служат масками при формировании областей истока и
стока. В последующем на всю пластину осаждается толстый слой
336
оксида, в котором вытравливают окна под контакты к диффузион-
ным областям и затворным электродам В заключение металлиза-
цией формируют третий слой разводки (в качестве первого исполь-
зуют кремний п -типа, второго — поликристаллический Si).
Существует и более сложная технология с двойной эпитаксией,
по которой «островки» под транзисторы p-типа вытравливают в
равномерно легированном эпитаксиальном «-слое. Затем эти «ост
ровки» покрывают защитным оксидом, после чего выращивают
второй эпитаксиальный слой с электропроводностью p-типа, в кото-
ром вытравливают «островки» под «канальные транзисторы.
Основными областями применения КМДП-БИС на сапфировых
подложках являются схемы хронометрирования для ручных, настен-
ных и автомобильных часов, запоминающие устройства микропро-
цессоры, быстродействующие счетчики, регистры сдвига уровней и
мультиплексоры. Все они обладают высоким быстродействием при
малой потребляемой мощности. Перспективной разновидностью
КНС-технологии является процесс, основанный на ионном легиро-
вании фосфора и бора для формирования областей истока и стока
n-канального и р-канального транзисторов в эпитаксиальном слое
кремния p-типа. Структура вентиля из переключающего « каналь-
ного транзистора с длиной канала 2,8 мкм и нагрузочного р-каналь-
ного транзистора с подзатворным диэлектриком из S1O2 толщиной
700 А. и затворами из поликристаллического кремния «+-типа
приведена на рис 9 31. На базе таких структур по КНС технологии
изготовляют 16 разрядные микропроцессоры
КНС-БИС обладают всеми преимуществами МДП БИС на мо
нолитных подложках: работа от одного источника питания, малая
статическая мощность, высокая помехоустойчивость, широкий ра
бочий диапазон температур и высокое выходное сопротивление
Кроме того, КНС БИС характеризуются рядом преимуществ,
основными из которых являются- пренебрежимо малые емкости
исток подложка и сток подложка; высокое быстродействие;
малое произведение мощности на быстродействие каскада; повышен-
ная радиационная стойкость; вдвое большая плотность размещения
элементов
V МДП-технология — разновидность п-канальной тех
нологии, в основу которой положено анизотропное травление крем
ния с целью формирования V-образных канавок, на боковых
поверхностях которых создаются « канальные V-МДII-транзисторы
Для изготовления БИС по данной технологии в качестве исходной
используют высоколегированную пластину кремния «/*-типа стойки-
ми эпитаксиальными р- и «-слоями Вместо эпитаксиальных слоев
можно использовать сформированные диффузией локальные р-
и «+-области. Затем фотолитографией и анизотропным травлением
создают V-образные канавки. Далее выращивают тонкий оксид
кремния покрывающий канавки, после чего наносят материал
затвора Областью истока является исходная пластина «+-типа,
стока — эпитаксиальный слой или диффузионная область «+-типа,
канал образуется на боковой стенке канавки длиной, равной толщи-
337
<2—1187
не эпитаксиального слоя или диффузионной р области; имеется
целый ряд разновидностей V МДП технологии
На рис. 9.32 показана структура V-МДП-ячейки, содержащей
V-МДП-транзистор, п МДП транзистор и нагрузочный резистор,
изготовленной по V-МДП-технологии с ноликремниевым затвором
и оксидной изоляцией. Длина канала при этом составляет около
1 мкм, что существенно повышает быстродействие БИС.
V МДП технология обеспечивает получение БИС с максималь-
ной плотностью упаковки элементов Так, площадь кристалла
Рис 4 31 Структура КМДП-БИС на сапфировой под-
ложке
Рис. 9.32. Стр\кт\ра \ МДП-ячейки
Рис 9 33 Структура БИС. изготовлен
нои но БИ-ПТ-технологии
рИС ЗУПВ емкостью 4 К бит составляет всего 4,65 мм Данная
технология является наиболее перспективной для изготовления
СБИС
Наряду с рассмотренными разработано большое количество
процессов МДП-технологии, основанных на использовании различ-
ных материалов подзатворного диэлектрика, двойных затворов,
разделенных диэлектриком, инжекционно-полевых структур и вер-
тикальной интеграции элементов По этим технологиям изготовляют
в основном БИС электрически программируемых ПЗУ Необходимо
отметить, что БИС, изготовленные но МДП-технологиям, являются
более массовыми и дешевыми по сравнению с биполярными.
Комбинированная технология Одним из последних достижений
в области технологии изготовления полупроводниковых БИС явля
338
ется процесс, обеспечивающий формирование биполярных и поле
вых транзисторов на одном кристалле, БИ-ПТ технология Ее
особенностью является применение нескольких операций ионного
легирования Для изготовления БИС но данной технологии
используют пластины кремния с эпитаксиальным и скрытым слоями.
Изоляция может быть выполнена любым способом.
В совмещенном техноло/ическом БИ ПТ-процессе (рис. 9.33)
одна операция ионного легирования обеспечивает формирование
канала p-типа между истоком и стоком, которые представляют
собой стандартные диффузионные p-области, формируемые одно-
временно с диффузией базы в биполярных транзисторах. С по-
мощью второго ионного легирования формируется затворная об-
ласть n-типа, закрывающая сверху область канала. Напряжение
отсечки полевого транзистора с р-п-переходом при этом, как из-
вестно, примерно пропорционально суммарному количеству легиру-
ющей примеси в его канале.
При использовании диффузионной технологии напряжение
отсечки полевых транзисторов контролируется очень плохо и полу-
чить два ПТ с согласованными напряжениями отсечки почти не-
возможно. При переходе же на формирование канала с помощью
ионного легирования появляется возможность практически точно
задавать количество ионов примеси, необходимое для получения
канала с заданными свойствами. В результате становятся реальны-
ми управление абсолютными значениями напряжении отсечки и
получение полевых транзисторов с управляющими р //-переходами
и точно согласованными параметрами. В то же время формирова-
ние ионно легированных каналов с малыми примесными концентра-
циями позволяет получить не только небольшие по абсолютному
значению напряжения отсечки, но и высокие пробивные напряже
ния полевых транзисторов.
По БИ-ПТ-технологии изготовляют аналоговые БИС, схемное
построение которых основано па совместном применении биполяр-
ных транзисторов и полевых транзисторов с управляющим р-п-
переходом: операционные усилители, ана юговые переключатели,
устройства выборки и хранения уровней сшналов
В заключение отметим, что технология полупроводниковых БИС
непрерывно развивается и совершенствуется, обеспечивая создание
СБИС, содержащих до 1 млн. элементов на кристалле.
Г
12*
I 0 Глава
Технология
изготовления
гибридных ИМС,
БИС и МСБ
5 10.1 ОСОБЕННОСТИ, КЛАССИФИКАЦИЯ ПРОЦЕССОВ
И ОСНОВНЫЕ ЭТАПЫ ИЗГОТОВЛЕНИЯ ПЛАТ
В основу гибридного метода создания изделий микроэлектроники
(ИМС, БИС, МСБ) положены различные способы формирования
пленочных структур и применение компонентов. Несмотря на еди
ный подход к конструированию гибридных ИМС, БИС и МСБ,
конструктивно-технологическое их исполнение различно и во многом
определяется технологией изготовления. Для изготовления гибрид-
ных ИМС, БИС и МСБ имеется большое количество технологиче-
ских процессов, что обусловлено рядом особенностей их конструк-
ции и возможностями пленочной технологии.
Особенности конструкции и производства В конструктивном
отношении гиоридная ИМС (БИС или МСБ) состоит из платы
(пассивная часть) и смонтированных на ее поверхности компонентов
(активная часть). Поэтому в технологии изготовления гибридных
ИМС (БИС, МСБ) можно выделить два основных цикла произ-
водства:
1) изготовление пассивной части (плат)—фор-
340
мирование на подложках пленочных пассивных элементов, меж-
элементных и межкомпонентных соединений и контактных площадок;
2) сборку и защиту плат — разделение подложек на
платы, монтаж компонентов (кристаллов активных элементов и
ИМС, дискретных пассивных элементов), монтаж плат в корпус и
защита для получения готовой конструкции.
Отличительной особенностью является специфика изготовления
плат в зависимости от их назначения. Так, если плата предназна-
чена для ИМС, то она должна содержать в большинстве случаев
все типы необходимых пленочных элементов (резисторы, конденса-
торы), контактные площадки и соединения (межэлементные и
межкомпонентные), сформированные, как правило, в одном слое.
Если плата предназначена для гибридных БИС, то на ней должны
быть сформированы контактные площадки и межкомпонентные
соединения, а иногда пленочные резисторы и межэлементные соеди-
нения, причем соединения формируются на разных уровнях. Платы
для МСБ содержат в основном систему многослойных межкомпо-
нентных соединений и контактных площадок, хотя допускают
изготовление на них пленочных резисторов.
Различные способы формирования пленочных структур, широкий
выбор разных материалов, в том числе и материала подложки,
позволяют разрабатывать большое количество технологических
процессов изготовления плат, что является доступным для многих
изготовителей.
Характерной особенностью технологии изготовления гибридных
ИМС является возможность подгонки пленочных элементов на
этапе изготовления плат и замены компонентов на этапе сборки,
что повышает качество и процент выхода годных ИМС
Классификация технологических процессов. В основу классифи-
кации технологических процессов изготовления гибридных ИМС
(БИС и МСБ) положены способы изготовления плат. Изготовить
плату для гибридной ИМС можно по тонкопленочной или толсто-
пленочной технологии, а для БИС и МСБ, кроме того, путем сов-
местного применения этих технологий.
Сущность тонкопленочной технологии заключает-
ся в том что для реализации пленочных элементов тонкие пленки
наносят вакуумными способами (термическим испарением в ваку-
уме, катодным и магнетронным распылением, реактивным распыле-
нием, ионно-плазменным напылением), а необходимая конфигура-
ция пленочных элементов и внутрисхемных соединений достигает-
ся с помощью известных методов — свободных или контактных
масок, фотолитографии, комбинации фотолитографии и свободных
масок, электронно лучевой гравировки.
При использовании свободных (съемных) масок нанесение плен-
ки и формирование конфигурации однотипных элементов совмеще-
ны, т. е. выполняются одновременно в одном процессе. При исполь-
зовании фотолитографии, или электронного луча эти процессы
разделены во времени, т е. формирование конфигурации осущест-
вляется после нанесения пленки.
341
Толстопленочная технология основана на трафа-
ретной печати нанесении на керамическую подложку через сетча-
тый трафарет различных по составу и назначению паст с последую-
щим их вжиганием, возможна также фотолитографическая обра-
ботка нанесенных паст.
Применение в различном сочетании известных способов нанесе-
ния пленок, формирования конфигурации и взаимного расположе-
ния пленочных элементов, а также использование подложек из
разных материалов (рис. 10.1) позволили разработать большое
количество типовых технологических процессов изготовления плат.
В основу их классификации положены назначение плат, способы
нанесения пленок и метод получения конфигурации.
Необходимо отметить, что съемные металлические маски для
получения конфигурации элементов можно применять только в со-
четании с методами термовакуумного и ионно плазменного на-
пыления.
При нанесении пленок методом катодного распыления метал-
лические съемные маски применять нельзя, так как они искажают
(экранируют) электрическое- поле между катодом и анодом, что
приводит к прекращению процесса.
Рис 10 1 Классификация процессов изготовления плат гибридных ИМС, БИС и
МСБ
342
Диэлектрические маски в этом случае нецелесообразны из-за
низкой их точности и сложности изготовления. Поэтому при исполь-
зовании катодного распыления топологический рисунок в нанесен-
ной пленке формируют фотолитографией или с помощью контакт-
ных масок.
Для изготовления плат гибридных ИМС наибольшее распро
странение получили следующие типовые технологические процессы:
масочный, основанный на термовакуумном или ионно
плазменном напылении тонких пленок через съемные маски;
фотолитографический, основанный на термовакуум-
ном, ионно плазменном напылении или катодном распылении тонких
пленок с последующим применением фотолитографии;
комбинированный, основанный па нанесении пленок в
вакууме и использовании свободных масок и фотолитографии;
электронно-лучевой, основанный на термовакуумном
напылении с применением электронного луча для гравировки;
танталовая технология, основанная на физическом
и реактивном катодном распылении и анодировании с использова-
нием фотолитографии;
толсто пленочная технология.
Аналогично классифицируют технологические процессы изготов-
ления коммутационных плат для гибридных БИС и МСБ, но только
с учетом материала подложки, о чем говорилось в § 10.5.
Каждый из перечисленных процессов имеет свои разновидности
в зависимости от количества и типов пленочных элементов, наличия
пересечений внутрисхемных соединений и используемых материалов.
Поэтому и последовательность операций при формировании пас-
сивной части гибридных ИМС и БИС различна. В то же время
обязательной является определенная последовате шность нанесения
пленок из различных материалов (резистивных, диэлектрических
и проводящих).
Основные этапы изготовления плат Во всех типовых технологи-
ческих процессах основными этапами изготовления плат для гиб-
ридных ИМС являются:
изготовление и подготовка масок или (и) фотошаблонов, кото-
рые осуществляются по технологиям, изложенным в гл. 7,8,
подготовка оборудования, оснастки и материалов для нанесения
пленок, которая сводится главным образом к тщательной очистке
поверхности узлов и деталей подколпачного устройства вакуумной
установки и др (перечень материалов для изготовления пассивной
части гибридных ИМС с указанием их назначения и способов нане-
сения пленок приведен в табл. 10 1 и 10.2).
подготовка партии подложек, заключающаяся в формировании
группы подложек по критериям на соответствие техническим требо-
ваниям геометрических размеров с последующей тщательной
очисткой их поверхности,
нанесение пленок одним из методов с одновременным (в случае
использования съемных масок) формированием конфигураций на
подложки групповым методом;
343
Таблица 10.1
Материалы и способы нанесении пленок, для резисторов, контактных площадок
и соединений
Материал резистора Материал контакт- ных площадок и соединений Удельное поверх- ностное сопротив- ление резистивной пленки. Ом/D Способ нанесения пленок
Хром Нихром Нихром Рений Тантал Тантал Нитрид тантала Сплав МЛТ-ЗМ Сплав PC-300I Сплав РС-3710 Кермет Пасты ПР-5 — ПР-100К Медь То же Золото с подсло- ем хрома Алюминий с под- слоем ванадия Тантал То же Медь с подслоем ванадия или ни- хрома Золото с подсло- ем хрома (нихро- ма) То же Паста ПП1 Паста ППЗ 500 . 300 50 300—10 000 20—100 10 200 500 1000 -2000 3000 3000 10 000 5—100 000 Термовакуумное напы ление То же » » Катодное распыление То же » Термовакуумное напы- ление Катодное распыление, термовакуумное напыле- ние То же Термовакуумное напы- ление, ионно-плазменное напыление Трафаретная печать
Таблица 10.2
Материалы и способы нанесения пленок для конденсаторов
Материал диэлектрика Материал обкладок Удельная ем кость, пФ/ММ2 Способ нанесения пленок
Моноокись кремния Алюминий 50 000 10 000 Термовакуумное на пыление
Моноокись герма- ния То же 5000 15 000 То же
Оксид кремния » 20 000 Ионно-плазменное напыление, реактив- ное распыление
Оксид алюминия Алюминий 4- ни- кель 30 000—40 000 Реактивное распы- ление, анодирование
Оксид хантала Тантал, тантал 4- никель 50 000 100 000 200 000 То же
Паста ПК Паста ПП1 (ППЗ), паста ПП2 3700 7000 Трафаретная пе- чать
344
формирование конфигураций пленочных структур;
подгонка пленочных элементов (в случае необходимости) до
заданных номинальных значений параметров или их отношения
(для группы однотипных элементов);
нанесение защитных покрытий на подложку с пленочными
элементами (за исключением участков над периферийными и внут-
ренними контактными площадками).
Последующие этапы составляют цикл операций по сборке и
защите гибридных ИМС: разделение подложек с пассивными эле-
ментами на платы, монтаж компонентов, сборка в корпус, корпус-
ная или бескорпусная защита. Последовательность операций при
сборке гибридных ИМС определяется методом монтажа компонен-
тов (с помощью гибких или жестких выводов) и способом его
реализации, а также типом применяемого корпуса. Изложение
этих процессов является содержанием гл 11
При организации производства гибридных ИМС создаются про-
изводственные участки: фотошаблонов, масок; фотолитографии;
химический; напыления; термический; сборки и монтажа; гермети-
зации; контроля параметров; испытаний.
В последующих параграфах ограничимся рассмотрением основ-
ных типовых технологических процессов изготовления только плат
для гибридных ИМС, БИС и МСБ, поскольку вопросы сборки
являются для них общими.
5 10 2. ИЗГОТОВЛЕНИЕ ТОНКОПЛЕНОЧНЫХ ГИБРИДНЫХ ИМС
Как следует из классификации (см. § 10.1) и данных, приве-
денных на рис. 10.1, типовые процессы тонкопленочной технологии
основаны на вакуумных методах нанесения пленок и формировании
конфигурации с помощью масок и фотолитографии.
Масочный процесс. Данный процесс, наиболее распространен-
ный в серийном производстве, основан на осаждении различных
пленок через съемные маски. Для получения каждого слоя тонко
пленочной структуры из одного материала требуется отдельная
маска, с помощью которой воспроизводят топологию формируемого
слоя. Нанесение пленок различной конфигурации через съемные
металлические маски осуществляют либо термическим испарением
материалов в вакууме, либо ионно плазменным напылением
Типовой технологический процесс изготовления пассивной части
гибридной ИМС, содержащей пленочные резисторы, конденсаторы
и соединительные проводники, включает в себя напыление через
съемные маски вначале пленки резистивного материала, затем
проводящего; на последней стадии формируют трехслойную
структуру пленочных конденсаторов Заканчивается процесс нане-
"сением защитного слоя.
Технически процесс формирования многослойной пленочной
структуры напылением через съемные маски осуществляют двумя
способами осаждения пленок: в раздельном и непрерывном ваку-
345
умных циклах Каждый из указанных способов имеет свои пре-
имущества
При раздельном способе для осаждения каждого слоя пленочной
структуры на одну или несколько подложек требуется отдельный
вакуумный цикл, который выполняют на отдельной технологиче-
ской установке При этом пет взаимного загрязнения испаряемых
материалов .менее сложна технологическая оснастка в вакуумной
камере, имеется возможность межоперационною контроля элемен-
тов микросхем
При непрерывном способе, когда все слои микросхемы осаждают
за один вакуумный цикл, исключается воздействие атмосферного
загрязнения при осаждении каждого последующего слоя, значи-
тельно уменьшается время изготовления микросхемы за счет
уменьшения количества циклов откачки вакуумной камеры нагрева
и охлаждения подложки, легче обеспечивается автоматизация про
цесса. При этом вакуумная камера технологической установки
должна быть оснащена устройствами для смены масок, испарителей
и подложек.
Резистивно - емкостные
Рис. 10.2. Последовательность формирования
тонкопленочной ЛС-схемы осаждением пленок
через съемные маски
тонкопленочные микросхемы
(/?С-схемы) часто изготов-
ляют комбинированным спо-
собом: часть слоев осаж-
дают в раздельных вакуум-
ных циклах, а часть — в не-
прерывном
На рис. 10.2 показана
последовательность форми-
рования простейшей тонко
пленочной /?С-схемы масоч-
ным способом при комбини-
рованных вакуумных циклах
(для упрощения рисунка
выбрана схема, содержащая
резистор конденсатор и сое-
динения) Первые две опера-
ции технологического про-
цесса нанесение резистив-
ного слоя (рис. 10.2, а), слоя
контактных площадок и сое-
динений (рис. 10 2, б) —
выполняют в раздельных ва-
куумных циклах, а осталь-
ные операции — нанесение
всех слоев тонкопленочного
конденсатора (рис. 10.2, в
д) и защитного слоя (рис.
10.2, е) — в непрерывном
вакуумном цикле Такое
346
построение технологического процесса позволяет осуществлять^
контроль и подгонку (в случае необходимости) резисторов после
нанесения проводящего слоя а также исключает воздействия атмо-
сферы на слои тонкопленочных конденсаторов, что особенно важно
для диэлектрических пленок.
Формирование резистивного и проводящего слоев выполняют в
вакуумных установках, рабочие камеры которых оборудованы
одним или несколькими испарителями и устройствами карусельного
типа для смены нескольких подложек, совмещаемых со съемной
маской одной конфигурации, а также устройствами подвода их на
позиции испарения.
Процесс формирования резистивного слоя осуществляют следу
ющим образом Перед началом технологического цикла производят
подготовку вакуумной установки путем очистки рабочей камеры и
загрузки испарителя навесками резистивного материала. На со-
ответствующую карусель устанавливают подложки, закрепленные
на специальных держателях вместе с маской, и контрольные образ-
цы для измерения удельного сопротивления резистивной пленки в
процессе ее осаждения После загрузки рабочую камеру откачивают
до установления разрежения (100—300)-10 Па, нагревают под-
ложки до температуры 200 250°С, подводят на позицию испарения
резистивного материала подложку, разогревают его и, открывая
заслонку, производят напыление При получении резистивного слоя
заданной толщины, закрыв заслонку, прекращают напыление и на
позицию напыления подводят следующую подложку. Затем выклю
чают нагрев испарителя и подложек. Подложки сначала остывают
в вакууме до температуры 50—60сС, а затем на воздухе.
Аналогично осуществляют напыление проводящего слоя (внут-
рисхемных соединений) с той лишь разницей, что при формирова
нии многослойной структуры проводящего слоя и контактных пло-
щадок в испарители предварительно загружают несколько материа-
лов (два-три), а у подложки поочередно производят смену
испарителей, причем сначала на все подложки последовательно
наносят слой одного материала, затем слой другого материала
и т. д., используя одну и ту же маску
Формирование тонкопленочных конденсаторов в непрерывном
вакуумном цикле осуществляется в многопозиционной вакуумной
установке, рабочая камера которой оборудована несколькими пози-
циями испарения, на каждую из этих позиций устанавливают
испаритель какого-либо материала, а над ним — маску соответству-
ющего слоя Так, в рассматриваемом случае (см рис 10 2) в
специальные гнезда устройства совмещения помещают подложки,
закрепленные на подложкодержателях, а ниже подложек непосред
ственно над позициями испарения — маски: над первой позицией —
маску нижней обкладки, над второй — маску диэлектрика, над
третьей — маску верхней обкладки, над четвертой — маску защит-
ного слоя.
Последовательное напыление четырех слоев (рис 10.2, в — е)
производят таким образом: сначала наносят слой нижней обкладки
347
на все подложки, поочередно совмещая их с маской нижней
обкладки, для чего напыление осуществляют на первой позиции;
затем одну из подложек переводят на вторую позицию, совмещают
с маской диэлектрика конденсатора и после получения необходимой
толщины диэлектрика на эту позицию переводят остальные подлож-
ки. Аналогично формируют верхнюю обкладку и защитный слой.
Так как при этом применяют различные материалы, технологиче-
ские режимы для нанесения каждого слоя (в частности, температу-
ра подложки, температура и время испарения) оказываются раз-
личными.
Типовой технологический процесс изготовления пассивной части
гибридных ИМС с использованием масок имеет ряд вариантов в
зависимости от функционального состава пленочной структуры.
В частности, выделяют типовые масочные процессы для изготовле-
ния ИМС, содержащих резисторы и соединения (без пересечений),
конденсаторы и соединения. При этом количество операций сокра-
щается, но последовательность нанесения пленок различных мате-
риалов сохраняется.
Фотолитографический процесс. Такой технологический процесс
основан на нанесении нескольких слоев пленок различных матери-
алов в вакууме в виде сплошных покрытий с последующим полу-
чением конфигурации каждого слоя методом фотолитографии. Этот
процесс по точности изготовления пленочных элементов и плотности
Их размещения на подложке превосходит масочный. Однако вслед-
ствие недостатков данного процесса применение его для получения
ИМС с различными пленочными структурами ограничено.
Метод фотолитографии нельзя применять для создания многослойных кон-
струкций тонкопленочных ИМС, так как каждый раз для получения рисунка
очередного слоя требуется обработка подложки травильным раствором При этом
неизбежно воздействие раствора на другие слои, в результате чего изменяются нх
электрофизические свойства. Кроме того, после очередной фотохимической обработки
необходимо производить тщательную очистку подложки от следов химических
реактивов, иначе невозможно добиться удовлетворительной адгезии при Осаждении
последующих слоев Обеспечить же высокое качество очистки не всегда удается,
поэтому технологический процесс стремятся построить так, чтобы сначала нанести
все слои микросхемы, а затем последовательным фотохимическим травлением полу-
чить их рисунок. Но таким способом можно выполнить рисунок не более чем двух
слоев различной конфигурации, и, следовательно, невозможно изготовить тонкопле-
ночный конденсатор (кроме танталового) или осуществить пересечение двух про-
водников, разделенных диэлектрическим слоем
В связи с этим метод фотолитографии наиболее применим для
изготовления ИМС, содержащих прецизионные резисторы сложной
конфигурации, соединения и контактные площадки.
Изготовление пассивной части гибридных ИМС, состоящих из
резисторов-, контактных площадок и соединительных проводников,
в случае использования двух различных материалов осуществляют
в такой последовательности. Сначала наносят сплошные слои резис-
тивных пленок, затем сплошной слой материала контактных площа-
док и соединений. Чаще всего контактные площадки и соединения
изготовляют из нескольких слоев различных материалов (подслой,
основной проводящий слой и защитный слой). Фотолитографию
348
проводят в обратной после-
довательности: получение
конфигурации контактных
площадок и соединений, пос-
_,Ф/’
ле этого — конфигурации ре
зисторов, на последнем эта-
пе — формирование защит
ного слоя с помощью фото-
резиста. В наиболее общем
случае, когда ИМС содержит
две группы резисторов (вы-
сокоомные и низкоомные),
Рис. 10.3. Последовательность формирования
тонкопленочной ИМС. содержащей резисторы
и соединения, с использованием фотолито-
графии
типовой процесс включает в
себя четыре фотолитогра-
фии: формирование контакт-
ных площадок и соединений,
формирование двух групп ре-
зисторов и защитного слоя
На рис. 10.3 показана последовательность формирования участ-
ка пассивной части гибридной ИМС, содержащего резистор (ни-
хром) и контактные площадки (медь с подслоем ванадия). Нане-
сение сплошных покрытий резистивного слоя и материалов проводя-
щего слоя производят с помощью термического испарения в ваку-
уме или ионно-плазменного напыления в непрерывном вакуумном
цикле, после чего получают структуру, изображенную на рис. 10.3, а
Затем подложки со сплошными покрытиями подвергают последо-
вательному фотохимическому травлению для получения контактных
площадок (рис. 10.3, б) и резистора (рис. 10.3, в), для чего исполь-
зуют два фотошаблона. В процессах фотолитографии при этом
применяют как негативные, так и позитивные фоторезисты.
Данный технологический процесс широко распространен при
изготовлении цифровых ИМС.
Комбинированный процесс. Как отмечалось, комбинированный
процесс основан на комбинации фотолитографического и масочного
способов получения конфигурации пленочных элементов. Фотолито-
графию используют для формирования пленочных элементов (ре-
зисторов, соединений) сложной конфигурации, масочный способ —
для формирования пленочных элементов, конфигурация которых
проста или которые невозможно изготовить путем фотолитографии.
Наиболее часто комбинированный процесс применяют для изготов-
ления ИМС, содержащих пленочные резисторы, конденсаторы и
соединения.
Согласно рассматриваемому технологическому процессу, на
ситалловую подложку последовательно в виде сплошного покрытия
напыляют резистивный слой и два-три слоя для внутрисхемных
соединений. Затем проводят две фотолитографии: в результате
первой формируют контактные площадки и внутрисхемные соедине-
ния, в результате второй — пленочные резисторы. После этого в
непрерывном вакуумном цикле через соответствующие съемные
349
маски напыляют нижние обкладки, диэлектрик и верхние обкладки
конденсаторов Защитный слой формируют либо напылением через
съемные маски, либо фотолитографией после нанесения защитного
покрытия.
В таком технологическом процессе наиболее полно отражены
преимущества применения съемных масок и фотолитографии. По
комбинированной технологии изготовляют также ИМС, содержа-
щие только пленочные резисторы и соединения. При этом с по-
мощью фотолитографии формируют тот слой, конфигурация кото-
рого сложнее.
Электронно-лучевая технология. Данный типовой технологиче-
ский процесс наиболее целесообразен для изготовления ИМС,
содержащих только пленочные резисторы и соединения. Техноло-
гический процесс формирования пассивной части гибридной ИМС
с использованием электронно-лучевой гравировки для получения
пленочных конфигураций проводят в такой последовательности.
Вначале на керамическую подложку в виде сплошных покрытий
напыляют резистивный и проводящий слои, после чего проводят два
фрезерования с помощью электронного луча для получения необ-
ходимой конфигурации пленочных элементов. Особенностью элек-
тронно-лучевой технологии является возможность ее автоматиза-
ции. Поскольку перемещением электронного луча по поверхности
легко управлять электрическим или магнитным полем, необходимую
конфигурацию можно получить по заданной программе. Такой
программный способ изготовления наиболее экономичен для полу-
чения ИМС, пассивная часть которых содержит резисторы высокой
точности и соединения.
Танталовая технология. Типовые технологические процессы
изготовления пассивной части гибридных ИМС по танталовой техно
логин основаны на катодном распылении для нанесения пленок
тантала и различных способах получения пленочных конфигура-
ций. При этом металлические пленки из тантала являются исход-
ным материалом для формирования проводящих, резистивных и
емкостных элементов. Так, применяя реактивное катодное распыле-
ние, можно получать резистивные пленки с большим диапазоном
удельного сопротивления, а используя анодирование пленок танта-
ла диэлектрические слои. Следовательно, общий принцип танта-
ловой технологии заключается в монолитности изготовляемой пле-
ночной структуры, что значительно облегчает ее производство.
Возможности и преимущества танталовой технологии обусловле-
ны прежде всего особыми свойствами пленок тантала
а) резисторы и конденсаторы могут быть получены на основе
одного материала, что существенно упрощает технологию и сни
жает стоимость ИМС;
б) RC элементы на основе пленок тантала стабильны и надежны
во времени;
в) с помощью анодирования пленок тантала можно получить
диэлектрик для конденсаторов, осуществить защиту резисторов и
откорректировать значение сопротивления
350
г) высокое поверхностное сопротивление достигается при низ-
ком ТК/? и достаточной стабильности;
д) пленка ТагОв обладает высокой электрической прочностью,
высоким значением е, невосприимчивостью к влажности и высокой
добротностью;
е) тантал невосприимчив к радиации.
В связи с этим по танталовой технологии можно изготовлять
пассивные /?С-структуры как с сосредоточенными, так и с распре-
деленными параметрами любой сложности и конфигурации. На ос
нове танталовой технологии можно получить три тина пленочных
конденсаторов:
1) со структурой Та TaaOs — Au, для которых характерна
высокая электрическая прочность;
2) со структурой Та — ТагОб Ni(Ti)Au, характеризующиеся
пониженной чувствительностью к влаге (благодаря прослойке
из Ni или Ti);
3) со структурой Au ТааОй — А1, характеризующиеся низким
сопротивлением обкладок и высокой добротностью.
Учитывая эти особенности и то, что пленки ТагОй травят в
щелочном травителе, а пленки тантала — в кислотном, можно по-
лучить различные варианты типового технологического процесса.
Следует отметить, что по тан-
таловой технологии практически
невозможно изготовление много-
слойных структур, так как при
фотолитографической обработке
верхнего танталового слоя будут
нарушаться геометрические раз-
меры нижних слоев тантала.
В промышленных условиях
наиболее распространен следую
щий типовой технологический
процесс изготовления пассивной
части гибридной ИМС по танта-
ловой технологии. Рассмотрим
формирование тонкопленочной
^C-структуры по данному типо-
вому процессу (рис. 10 4). На
подложку из стекла или ситалла
наносят методом катодного рас-
пыления сплошную пленку танта-
ла. Эту операцию обычно произ-
водят на специальной установке,
оборудованной транспортно-бун 7
керным устройством для загрузки
подложек и передвижения их на
рабочую позицию в горизонталь-
ном направлении Электродная
система установки состоит из
Рис. 10.4. Последовательность форми
рования тонкопленочной /?С-схемы по
танталовой технологии
351
плоского танталового катода и анода, в качестве которого служат
горизонтальные направляющие загрузочного устройства.
По окончании процесса осаждения пленки тантала нужной
толщины на все подложки, загруженные в камеру установки, их
подвергают фотохимическому травлению (рис. 10 4, а). При этом
с помощью фотошаблона ФШ\ в танталовой пленке вытравливают
рисунки проводников и нижней обкладки конденсатора. Затем
подложки очищают от следов фоторезиста и наносят на них мето-
дом термического испарения сплошной слой алюминия.
В дальнейшем производят фотохимическое травление рисунка
алюминиевой контактной маски с помощью фотошаблона ФШ7
(рис. 10.4, б) и осуществляют электролитическое анодирование
(рис. 10.4, в) — на незащищенных участках танталовой пленки
наращивают слой оксида тантала TazOs.
Анодирование выполняют в электрохимической ванне, наполнен-
ной электролитом, в который погружен нерастворимый катод.
Анодом служит пленка тантала, все элементы рисунка которой
электрически соединены между собой алюминиевой контактной
маской.
Для того чтобы алюминий не окислялся, перед анодированием
не удаляют с подложки защитный рельеф из фоторезиста, получен-
ный перед этим. При постоянной температуре электролита толщина
пленки оксида зависит только от напряжения, приложенного между
анодом и катодом, поэтому процесс роста пленки оксида тантала
довольно просто контролируется.
Получаемая в результате электролитического анодирования
пленка оксида имеет ненористую аморфную структуру, обладает
химической стойкостью и высокой механической прочностью. Вслед-
ствие этого оксид тантала используется в качестве диэлектрика
конденсатора и защищает танталовые резисторы от коррозии
По окончании процесса анодирования с подложек удаляют
защитный рельеф из фоторезиста и снова осаждают на них методом
термического испарения сплошной слой алюминия, в котором затем
вытравливают рисунок верхней обкладки конденсатора (рис. 10.4, г).
В других вариантах типового технологического процесса для
получения конфигураций проводящих пленок используют съемные
диэлектрические маски или электронно-лучевую гравировку. Значи-
тельно упрощается технологический процесс при изготовлении
ИМС, содержащих резисторы и соединения, в котором осуществля
ют нанесение двух слоев (тантала и золота) и две последующие
фотолитографии.
Несмотря на то что процесс катодного распыления сложнее
процесса термического испарения в вакууме, благодаря техноло-
гичности и большим возможностям танталовая технология широко
используется при изготовлении высокостабильных гибридных ИМС.
§ 10.3. ИЗГОТОВЛЕНИЕ ТОЛСТОПЛЕНОЧНЫХ
ГИБРИДНЫХ ИМС
Изготовление пассивной части гибридных ИМС по толстопле-
ночной технологии основано на нанесении различных по составу и
назначению паст через сеточный трафарет с последующим вжига-
нием. ИМС, в которых пассивные элементы формируются в виде
толстых пленок, называют толстопленочными, причем нанесение
слоев допускается с двух сторон подложки, последовательность
нанесения определяется температурой вжигания различных по
назначению паст.
Типовой технологический процесс изготовления толстопленочных
ИМС, содержащих резисторы, конденсаторы, контактные площадки
и соединения, показан на рис. 10.5.
Приготовление порошков исходных материалов осуществляют
по специально разработанной для каждого материала технологии.
Так, порошкообразное стекло получают путем очистки стекла с
последующими сушкой, помолом в планетарной мельнице, сушкой
и просеиванием Мелкодисперсный порошок молекулярного палла-
дия получают сначала в виде осадка молекулярного палладия
(как результат реакции восстановления палладия из его солей пу-
тем введения цинка), который впоследствии подвергают очистке,
сушке и последовательному просеиванию через два сита с метал-
лической сеткой № 09 и 02. Процесс приготовления мелкодисперс
ного порошка молекулярного серебра такой же, с той лишь разни-
цей, что молекулярное серебро получают путем растворения азотно-
кислого серебра, которое приготовляют по своей технологии.
Для создания пленочных пассивных элементов независимо от
назначения готовят порошковую композицию, а затем пасту
в композицию добавляют органические компоненты (ланолин,
масло вазелиновое, циалогексанол), которые размешивают. Про-
цесс приготовления паст осуществляют на специальных установках.
Для формирования подложки используют в основном керамику 22ХС, которая
состоит из окиси алюминия с добавкой десятых долей процента марганца (для
обеспечения роста кристаллов), окиси кремния (для задержки роста кристаллов)
и окиси хрома (для увеличения прочности). Все исходные компоненты перемеши-
вают на валковой мельнице в течение 24 ч. затем промывают в кислоте и дистилли
роваиной воде, после чего прокаливают при 600°С в течение 4 ч. Затем вводят
парафин с воском (для связки) и осуществляют отливку на литьевых машинах заготовок
керамических плат. После отливки производят предварительный обжиг при 1300°С,
в результате чего выжигается связка и получается частичное спекание, и оконча-
тельный обжиг в водородных печах при температуре до 1600°С.
Поверхности подложки шлифуют до определенных размеров на шлифовальных
станках, после чего промывают последовательно в теплой мыльной, проточной и
дистиллированной воде. Промытые подложки погружают в лодочки и подвергают
обжигу в конвейерной печи при 600°С.
Дальнейший процесс формирования ИМС определяется коли-
чеством и видом изготовляемых элементов и последовательностью
их нанесения. Нанесение паст на подложку осуществляют с по-
мощью специального автомата. Подложки загружают в бункер
353
Рис. 10 5. Схема технологического процесса изготовления гибридных ИМС
но толстопленочной технологии
полуавтомата, устанавливают трафареты соответствующего рисун-
ка, совмещают их с подложкой, после чего заранее нанесенный
на ракель слой пасты наносят через трафарет на подложку.
354
После каждого нанесения пасты производят ее вжигание, для
чего подложку с нанесенной пастой помещают в кассету и устанав-
ливают в печь для вжигания Процесс вжигания длится около 1,5 ч,
температура вжигания зависит от состава паст. Так, для пасты
проводников температура вжигания составляет около 800 С, для
пасты диэлектрика — 700°С, для пасты резисторов — 640°С. Иног-
да процесс нанесения и вжигания диэлектрических паст повторяют
несколько раз (два-три).
Пасты для вжигания подвергают термической обработке
сушке и обжигу. Сушка необходима для испарения растворителя
из пасты. Наилучшим способом для этого является обогрев инфра-
красными лучами.
Первой фазой процесса обжига является выжигание органиче
ских веществ. На этом этапе температура не является критической
(300 400°С) и точность ее регулирования может быть невысокой
Спекание — следующая и наиболее ответственная фаза терми
ческой обработки — происходит в окислительной среде. Температу-
ра и время на этом этапе критич-
ны, так как химические реакции,
определяющие конечный состав и
физике химические характеристи-
ки пленок, протекают с большой
скоростью. Поэтому температуру
вжигания и время обжига под
держивают строго постоянными
для получения пленок с воспроиз-
водимыми параметрами.
После изготовления пленоч-
ных элементов подложку арми-
руют проволокой. Затем осущест-
вляют подгонку резисторов до за-
данного номинала, чаще всего
для этого используют лазерную
установку. Лучом лазера произ-
водят выжигание части резисто
ра, что приводит к увеличению
его сопротивления.
Монтаж компонентов и при-
соединение выводов на данных
схемах не отличается от анало-
гичных операций при изготовле
нии тонкопленочных гибридных
ИМС.
Последовательность формиро
вания пассивной части толсто-
пленочной гибридной ИМС пока
зана на рис 10.6, а—е.
Технологический процесс изго-
товления гибридных ИМС на ос
Рис. 10 6 Последовательность форми
рования пассивной части толстопле-
ночной гибридной ИМС.
а — керамическая подложка, б — нлне-
сение и вжигание проводящей насты /
с двух сторон; в нанесение и вжигание
диэлектрической пасты 2; г — нанесенне
и вжигаине проводящей пасты /; d-нане-
сение и вжигание резистивной пасты Л;
е—армирование платы выводами 4
355
нове толстых пленок заканчивается контролем работоспособности
микросхемы и ее испытаниями. Контроль осуществляют после
каждой технологической операции. Так, подложки с пассивными
элементами контролируют визуально по внешнему виду с помощью
микроскопа Этому контролю подвергают все изготовленные платы
Качество изготовленных конденсаторов определяют по значению
емкости и добротности всех конденсаторов для 100% плат, ка-
чество резисторов — по значению сопротивления.
Рассмотренный типовой технологический процесс обеспечивает
простоту изготовления пассивной части, не требует сложного,
дорогостоящего оборудования, что в свою очередь обусловливает
низкую стоимость производства. Толстопленочная технология позво
ляет применять крупносерийное, автоматизированное производство
ИМС Все это характеризует данную технологию как один из
широко распространенных методов изготовления гибридных ИМС.
5 10.4. СТАБИЛИЗАЦИЯ И ПОДГОНКА
ПАРАМЕТРОВ ЭЛЕМЕНТОВ ГИБРИДНЫХ ИМС
Одним из важных преимуществ пленочной технологии при изго-
товлении гибридных ИМС и БИС является возможность получения
высокостабильных и прецизионных пленочных элементов — резисто-
ров и конденсаторов. К сожалению, современные типовые техноло-
гические процессы изготовления плат на основе тонких и толстых
пленок не позволяют получать параметры резисторов и конденсато-
ров с высокой точностью Поэтому в типовые технологические
процессы изготовления гибридных ИМС вводят специальные опера-
ции стабилизации и подгонки эксплуатационных параметров пле-
ночных элементов до требуемого уровня точности.
Стабилизация параметров резисторов. Стабильность эксплуата-
ционных параметров пленочных резисторов определяется свойства
ми резистивного материала, структурой и фазовым составом нане-
сенной на подложку резистивной пленки.
Резистивные пленки по своим электрофизическим свойствам
отличаются от массивного материала Обусловлено это малой
толщиной и особенностями внутренней структуры пленок, которая
в сильной степени зависит от технологии их нанесения Обладая
мелкозернистой структурой, нанесенные вакуумными методами
пленки металлов и сплавов характеризуются высокой концентрацией
термодинамически неустойчивых дефектов структуры (вакансии,
избыточные атомы, границы зерен и др.) Для пленок из керметов
характерна неравновесность фазового состояния. Это является при
чиной нестабильности электрических характеристик резисторов
Поэтому даже незначительные токи, протекающие через резистор,
способны вызвать необратимые изменения значения сопротивления
пленки.
Для стабилизации параметров резисторов используют два ос
новных метода: термическую и термотоковую обработку.
Термическая обработка при температурах, превышающих темпе-
356
ратуру эксплуатации, позволяет повысить стабильность пленочных
резисторов за счет отжига дефектов пленки, снятия механических
напряжений, стабилизации структуры и фазового состояния. Кроме
того, при термической обработке происходит интенсификация физи-
ке химических процессов внутри пленки, а также между пленкой
и окружающей газовой средой. При этом изменяются как значения
сопротивления, так и временная и температурная стабильность
Термическую обработку резисторов осуществляют двумя спосо-
бами отжигом в вакууме и на воздухе.
Отжиг в вакууме производят после напыления резистивной
пленки при этом за счет укрупнения кристаллитов происходит
увеличение металлической проводимости, что вызывает смещение
ТК/? в сторону положительных значений и одновременное умень-
шение ps.
При термической обработке на воздухе повышение стабильности
достигается за счет окисления поверхности, что снижает интенсив-
ность окислительно-восстановительных процессов, происходящих в
пленке при ее эксплуатации.
Термотоковая стабилизация (обработка) достигается совершен-
ствованием структуры и окислением поверхности пленки при воздей
ствии теплоты от проходящего через резистор тока.
Способ стабилизации резисторов выбирают с учетом свойств
резистивного материала и условий эусплуатации. Достигаемая
стабильность резисторов составляет 0,1—0,5% за 5000 ч хранения
или 0,5—1% при работе в течение 1000 ч.
Стабилизация параметров конденсаторов. Основной причиной
нестабильности пленочных конденсаторов являются нарушения в
их структуре из-за микронеоднородностей, что приводит к росту
токов утечки и возможному короткому замыканию Для стабилиза-
ции параметров применяют методы термообработки и импульсной
электрической тренировки, которую осуществляют как после изго-
товления, так и в процессе напыления верхней обкладки конденса-
торов Влияние термообработки аналогично термической обработке
резисторов.
При импульсной электрической тренировке, заключающейся в
подаче на конденсатор серии электрических импульсов напряжения,
происходит «залечивание» слабых мест диэлектрика металлом об-
кладок. Стабильность пленочных конденсаторов составляет 1—5%
в течение 1000 ч работы
Метод подгонки Необходимость подгонки параметров пленоч-
ных элементов обусловлена двумя факторами:
технологической невоспроизводимостью (погрешностью воспро-
изведения) электрофизических и геометрических параметров пленоч-
ных элементов;
требуемой функциональной точностью выходных параметров
гибридных ИМС и БИС.
Хотя существующими процессами формирования пленочных
элементов погрешность сопротивления резисторов и емкости кон-
денсаторов может быть обеспечена не ниже ±(5—10%), во многих
357
случаях при изготовлении ИМС нужно получить значение сопротив-
лений резисторов с отклонением от номинальных менее ±1%. Это
требует применения различных методов подгонки и способов их
технологической реализации.
Для классификации методов подгонки используют различные
критерии: назначение, содержание изменяемого параметра, после-
довательность проведения, площадь подгоняемой области, способ
технической реализации и др.
По назначению все методы подгонки можно подразделить на
пассивные и функциональные. Пассивной называют подгонку пара
метров пленочных элементов, в основном резисторов, в заранее
заданный допуск. Ее осуществляют на завершающем этапе изго-
товления плат. Функциональной называют подгонку одного двух
пленочных элементов, компенсирующих разброс параметров ком-
понентов и элементов, при обеспечении точности выходных пара-
метров ИМС и БИС. Функциональную подгонку осуществляют
на этапе контроля функционирования готовой ИМС или БИС, при
этом операции подгонки и контроля совмещаются. Она упрощает
не только технологию изготовления плат и выбор компонентов
с жесткими допусками, но также процесс проектирования, так
как для конденсатора появляется возможность выбора наиболее
экономичного метода достижения требуемой точности
В зависимости от физического содержания изменяемого пара-
метра методы подгонки основаны на изменении либо электрофизи-
ческих свойств пленочных материалов, либо толщины и геометри-
ческой формы пленочных элементов.
По временному фактору, т. е. последовательности проведения,
различают групповую (параллельную) подгонку, когда одновремен-
но изменяются параметры всей группы элементов, и индивидуаль-
ную (последовательную) подгонку, когда подгоняется поочередно
отдельный элемент.
В зависимости от площади воздействия подгонка может быть
общей для всей зоны элемента или локальной.
По способу реализации различают подгонку, основанную на
удалении материала элемента, и подгонку, основанную на измене-
нии структуры материала. Кроме того, подгонка может быть плав-
ной или дискретной. Существуют различные технологические спо-
собы реализации этих методов подгонки.
Способы групповой подгонки Наибольшее распространение по-
лучили способы подгонки, основанные на изменении электрофизи-
ческих свойств и толщины пленки по всей рабочей зоне элементов.
Подгонку изменением свойств пленки осуществляют термообра-
боткой, воздействием электронного луча, плазмы тлеющего разряда,
и др.; подгонку изменением толщины пленки — термообработкой
на воздухе или в среде кислорода, анодным или химическим окис-
лением и анодным травлением пленок. При данных способах под-
гонка осуществляется плавно.
Способы индивидуальной подгонки. Индивидуальная подгонка
элементов основана на изменении как свойств и толщины пленок
358
(главным образом резистивных), так и формы контура элементов.
Способами индивидуальной подгонки путем изменения свойств и
толщины пленок являются: термотоковая обработка, обработка
лучом лазера, анодное и химическое окисление. Широко распро-
страненные способы индивидуальной подгонки за счет изменения
формы контура элементов осуществляют механически вращающим
ся алмазным бором, пескоструйной обработкой (для толстопле-
ночных элементов), электроискровым испарением, высокочастотной
эрозией, электронно-лучевой и лазерной обработкой локального
участка пленочного элемента. Индивидуальная подгонка может
быть плавной и дискретной
Способы подгонки могут быть также комбинированными, когда
они направлены на противоположное изменение параметров одно-
типных элементов. Такие способы наиболее эффективны при функ
циональной подгонке.
Подгонка резисторов. Подгонка пленочных резисторов основана
на изменении удельного поверхностного сопротивления и формы их
Рис. 10 7 Конфигурация тонкопленочных резисторов для дис-
кретной (и—в) и плавной (г. д) подгонки
конфигурации (главным образом ширины) и направлена на одно-
стороннее увеличение сопротивления
Наибольшее применение получили способы групповой обработки
путем изменения удельного поверхностного сопротивления за счет
окисления поверхности пленок. Для индивидуальной подгонки наи-
более распространены термотоковый и лазерный способы При ин-
дивидуальной подгонке процесс осуществляют в контролируемом
режиме. Лазерная подгонка изменяет эффективную длину и ши-
рину пленочных резисторов и может быть как дискретной, так и
плавной.
Групповая обработка не оказывает влияния на стабильность
пленочных резисторов. Во избежание влияния лазерной подгонки
на стабильность резисторов место подгонки локализуют у края ре-
359
Таблица 10.3
Технические данные установок для подгонки пленочных резисторов
- Технические данные Тми установки
АМН 0716 АМН 077 АМЦ 0637
Тип резисторов Диапазон сопротивлений. Ом Погрешность подгонки, %, не более Количество резисторов на плате, шт., не более Максимальный размер пла- ты, мм Производительность, рези- сторов/ч Управление Толстонле- ночные 102—10s 4-5 12 30 20 250 Полуавто матическое Тонкопле- ночные 10'—10" ±0,5 80X80 Полуавто- матическое Тонкопленочные I02—10е ±(0,05—0.1) 30 300 Автом этическое
зистора, для чего при проектировании предусматривают специаль-
ные подгоночные участки (рис. 10.7, а—д).
Для лазерной подгонки сопротивлений пленочных резисторов
отечественной промышленностью выпускаются различные типы ус-
тановок, технические параметры некоторых из них приведены в
табл. 10.3.
Дискретная подгонка позволяет получить точность резисторов
2—5%, а плавная (точная), обеспечивает точность до 0,05%
(практически возможна точность подгонки, сравнимая с точностью
измерения).
Подгонка конденсаторов. Для подгонки пленочных конденсато-
ров используют импульсный разряд, выжигающий слабые места
в диэлектрическом слое, а также выжигание лазерным лучом части
верхней обкладки Подгонку осуществляют в сторону уменьшения
емкости путем сокращения площади верхней обкладки Перспек-
тивным является селективное травление верхней обкладки конден
сатора.
$ 10.5 ИЗГОТОВЛЕНИЕ ГИБРИДНЫХ БИС И МСБ
Создание гибридных БИС и МСБ основано иа дальнейшем
совершенствовании гибридной технологии в направлении повыше-
ния плотности монтажа при одновременном увеличении их пло-
щади При этом технология включает в себя изготовление комму-
тационных плат и сборку Коммутационные платы представляют
собой основание, на котором формируют многослойную разводку
с контактными площадками двух типов для монтажа компонентов
и кристаллов полупроводниковых ИМС (БИС) и для соединения
360
выводов гибридной БИС с выводами корпуса или подсоединения
МСБ на печатную плату В отдельных случаях на коммутационных
платах формируют и пленочные элементы: резисторы и конденса-
торы. Однако основной тенденцией в технологии изготовления
гибридных БИС и МСБ является использование дискретных пас-
сивных либо пленочных элементов, отдельно изготовленных на си-
талловой плате, которые монтируют на коммутационной плате как
компоненты.
Для изготовления коммутационных плат возможно применение
различных процессов тонкопленочной и толстопленочной техноло-
гий В качестве оснований используют как диэлектрические (жест-
кие и гибкие) подложки, так и металлические пластины.
Технологические проблемы изготовления многослойных коммутационных плат
связаны с созданием системы пленочных проводников с высокой проводимостью
расположенных в двух шести слоях (в зависимости от сложности БИС), а также
межслойной изоляции с высокой электрической прочностью на подложках большой
площади (до 100X100 мм). К элементам пленочной коммутационной платы предъ-
являются следующие технические требования: удельное сопротивление пленочных
проводников р < 0.01 Ом-см электрическая прочность межслойнои изоляции
£^40-10б В/см, сопротивление изоляции не менее 1000 МОм при площади пере-
сечения 0,5 мм2, удельная емкость между слоями не более 5 нФ/см2. Эти требования
ограничивают выбор материалов и технологические возможности изготовления ком-
мутационных плат.
По разрешающей способности и точности изготовления для этих
целей наиболее подходящими являются методы тонкопленочной
технологии. Однако тонкопленочные коммутационные платы не мо-
гут свести к минимуму паразитные связи и обеспечить высокую
надежность, что связано с ограничениями, свойственными тонко-
пленочному диэлектрику, особенно для БИС, работающих на часто-
тах более 10 МГц.
Для получения высококачественной пленочной межслойной изо-
ляции на подложках большой площади необходимо использовать
материал с высокими изоляционными свойствами и толщиной слоя,
превышающей 1—2 мкм, а для уменьшения паразитных связей —
увеличивать толщину проводников. Это может быть достигнуто при
использовании методов толстопленочной технологии. Но изготовле
ние коммутационных плат по толстопленочной технологии, хотя
и уменьшает «паразитные» связи, не позволяет выполнить жесткие
требования по плотности коммутации.
Поэтому наиболее приемлемым для изготовления многослойных
коммутационных плат является технологический процесс, сочетаю-
щий в себе достоинства тонко- и толстопленочной технологии. Су-
ществует несколько вариантов изготовления коммутационных плат.
В каждом конкретном случае последовательность операций выби-
рают, исходя из плотности монтажа и схемотехнических требова-
ний Оптимальным считается вариант, при котором обеспечивается
последовательная фотолитографическая обработка пленочных слоев
(проводящих и изоляционных). Если коммутационная плата содер-
жит не более двух-трех слоев металлизированной разводки, то все
361
металлические слои создаются обычными тонкопленочными мето-
дами, а верхний слой усиливается гальванически, что обеспечивает
разводку в этом слое критичных по сопротивлению проводников.
Конструкция коммутационной платы приведена на рис. 10 8 В зави-
симости от сложности разводки, вида подложки и способов форми-
рования пленочных структур для изготовления коммутационных
плат гибридных БИС и МСБ используют следующие технологи
ческие процессы: тонкопленочную или толстопленочную технологию
и их комбинирование на жестком диэлектрическом основании;
технологию на многослойной керамике; технологию на гибких
основаниях (на полиимидной пленке); технологию на металличе-
ских основаниях.
Тонкопленочная технология Процесс изготовления коммутаци-
онных плат по тонкопленочной технологии заключается в том, что
на ситалловой подложке последовательно формируют проводящие
и изоляционные слои и контактные переходы между слоями с
помощью тонких пленок. Процесс состоит из следующих основных
операций: напыления и фотолитографии первого проводящего слоя;
нанесения и фотолитографии изоляционного слоя; напыления и фо-
толитографии второго проводящего слоя; нанесения и фотолито-
графии защитного слоя.
В качестве изоляционного слоя используют как неорганические
(SiO, S1O2 АЬОзПтак и органические (негативные фоторезисты,
полиимидные лаки) диэлектрики
Особенностью данной технологии является возможность фор-
мирования пленочных резисторов (в случае необходимости) перед
нанесением первого слоя металлизации Однако кроме указанных
недостатков коммутационные платы на тонких пленках обладают
сравнительно низкой разрешающей способностью и, следовательно,
низкой плотностью монтажа (не более 16 кристаллов на плате
размером 24X30 мм). Кроме того, в таких платах качество изоля-
ции между слоями ухудшается с увеличением их количества. Поэто-
му тонкопленочную технологию используют для изготовления
коммутационных плат, содержащих не более двух слоев раз-
водки
Толстопленочиая технология. Изготовление коммутационных
плат по толстопленочной технологии является наиболее простым,
дешевым и хорошо отработанным процессом. В первом приближе-
нии он соответствует технологии изготовления толстопленочных
ИМС. Процесс включает в себя нанесение и вжигание паст в та
кой последовательности: первой проводящей, изолирующей, второй
проводящей и защитной (заканчивается процесс лужением кон-
тактных площадок). Особенностью данного процесса является дву-
кратное нанесение и вжигание изоляционного слоя, которые про-
водят с целью уменьшения паразитных емкостей между провод-
никами первого и второго коммутационных слоев. По толстопле-
ночной технологии изготовляют коммутационные керамические пла-
ты более чем с двумя слоями разводки.
Технология на основе многослойной керамики. Сущность такой
362
технологии заключается в том, что отдельно изготовляют пластины:
диэлектрические с толстопленочными проводниками, изоляционные
с переходными отверстиями и металлические. После заполнения
переходных отверстий изоляционных пластин металлом пластины
в определенной последовательности собирают в «пакет» и «спе-
кают», в результате чего образуется керамическая плата с много-
слойной разводкой. После этого плату подвергают армированию
выводами и лужению верхнего коммутационного слоя или проводят
гальваническое осаждение металла на нее. Подобная технология
позволяет изготовлять коммутационные платы с числом металли-
зированных слоев до шести.
Технология на полиимидной пленке В основу данной технологии
положено отдельное изготовление полиимидной пленки с двусто
ронней пленочной разводкой и пленочных проводников на ситалло-
вой подложке с последующим монтажом полиимидной пленки на
ситалловую подложку (рис. 10.9). При этом достигается трехуров-
Рис. 10.8. Конфигурация коммутацион-
ной платы гибридной БИС:
/ __ подложка. 2 — межсловная изоляция.
.У — многослойная разводка: 4 — компо-
ненты (кристаллы ИМС)
Рис. 10 9 Изготовление коммутацией
ной платы гибридной БИС на полн-
им ндной пленке:
и — полнимидндя i енка с отверстиями 1:
б — напыление слоя 2 (Сг —Си—Crj:
в — формирование маски из фоторезиста
г »лекгроосаждение слоя 4 (Си и
Su—Bi); д— удален ie фоторезиста (по-
лучение двухслойной рашодкн 5); е
монтаж с помощью столбиковых выводов 6
на си галловую подложку 7
невая система разводки Первый уровень — внутренние и внешние
контактные площадки, внутрисхемные соединения и при необходи-
мости пленочные резисторы и конденсаторы — формируют по
тонкопленочной технологии на ситалловой подложке Второй и
третий уровни формируют на полиимидной пленке, для чего
сначала напылением металлической пленки и фотолитографией из-
готовляют металлизированные отверстия для коммутации второго
и третьего уровней (рис. 10.9,а). Затем на обе стороны полиимид-
363
ной пленки напыляют проводящие пленки (рис. 10.9,6) и после-
дующей их фотолитографией получают необходимую разводку на
каждой из сторон (рис. 10.9, в, г). После этого полиимидную плен-
ку с помощью балочных или столбиковых выводов, расположенных
по периметру пленки, монтируют на ситалловую подложку
(рис. 10.9, е), тем самым достигается коммутация между первым
и вторым слоями разводки. Коммутационные платы с полиимидной
пленкой характеризуются высокой разрешающей способностью, что
позволяет повысить плотность монтажа до 24 кристаллов на плате
размером 24X30 мм Благодаря высоким изоляционным свойствам
полиимидной пленки платы обладают высокой надежностью. Поли-
имидные пленки применяют и при изготовлении плат на металли
ческом основании.
Технология металлических плат Использование металлических
оснований для коммутационных плат открывает новые возможности
при создании гибридных БИС и МСБ При этом можно существенно
увеличить размеры плат (до 100X100 мм), а также обеспечить вы-
сокие эксплуатационные характеристики БИС и МСБ Металличе-
ские платы кроме выполнения общих функций (многослойная раз-
водка, теплоотвод и др.) могут являться одной из шин разводки и
частью корпуса БИС или МСБ
В настоящее время разработано несколько типов металлических
плат: стальные эмалированные, стальные с полиамидным лаком,
титалановые, из анодированного алюминия и др. Для их изготовле-
ния используют различные технологические процессы. Они вклю
чают в себя изготовление металлических оснований, нанесение изо-
ляционного слоя, формирование многослойной разводки, а в случае
необходимости и металлизированных переходов от проводящих сло-
ев, расположенных на разных уровнях, к металлическому основа-
нию. Металлические основания получают штамповкой из листовых
заготовок, после чего их поверхности подвергают тщательной об
работке. Затем на поверхность оснований наносят изоляционное
покрытие.
Для изготовления стальных эмалированных плат
применяют электростатическое осаждение бесщелочной стеклянной
фритты с керамическим наполнителем с последующим обжигом при
температуре 860°С После обжига на поверхности стальной пла-
стины образуется эмальстекловидное покрытие толщиной
50—150 мкм. .
Разводку на стальных эмалированных платах формируют ме-
тодом трафаретной печати с использованием модифицированных не-
органических паст на стекловидной основе После вжигания при
температуре 670°С эти проводящие, резистивные и диэлектриче-
ские составы образуют с эмалью прочную химическую связь (в ке-
рамических платах механическую).
При изготовлении стальных плат с полиимидны.м
лаком наносят лак типа ПАК в качестве первого покрытия
и изоляции проводящих слоев разводки. Лак наносят сплошным
покрытием и после имидизации его подвергают фотолитографиче-
364
ской обработке. Проводящие слои формируют напылением с по-
следующей фотолитографией.
Титалановые платы изготовляют также по тонкопле-
ночной технологии, для чего сначала анодированием поверхности
тантала или алюминия, нанесенного на тантал, создают изоляцион-
ный слой из АЬОз или ТагОг,, а затем напылением и фотолитогра-
фией формируют первый проводящий слой, изоляционный слой с пе-
реходными отверстиями, второй проводящий слой с контактными
переходами к первому и защитный слой. В качестве изоляции
между проводящими слоями применяют органические диэлект
рики.
Коммутационные алюминиевые платы изготовляют,
используя процессы анодирования алюминия для получения плот-
ного и пористого оксидов, фотолитографии для получения прово-
дящих и изоляционных слоев, вакуумного напыления алюминия,
как показано на рис. 10.10, а—и.
В настоящее время трудно отдать предпочтение какому-либо
одному методу изготовления коммутационных плат. Тем не менее
Рис 10 10. Изготовление коммутационных плат на основе анодированного
алюминия:
а - плотное анодирование пластины AI; б. г, ж напыление А|; в, д, з локаль-
ное плотное анодирование; е, и — локальное пористое анодирование
365
366
сочетание гибких коммутационных плат с жесткими (диэлектриче-
скими или металлическими) открывает возможности существенного
повышения плотности монтажа, улучшения тепловых и механиче-
ских свойств гибридных БИС и МСБ Сравнительная характерис
тика некоторых коммутационных плат, изготовленных но различ-
ным технологиям приведена в табл. 10.4
Наибольший практический интерес представляют коммутацион-
ные платы на основе анодированного алюминия в сочетании с раз-
водкой на полиимидной пленке, в которых достигаются максималь-
ное количество проводящих слоев (до 10), эффективный теплоотвод
и необходимая жесткость конструкции. БИС и МСБ на основе
таких плат сейчас наиболее технологичны.
Глава
Сборка
и защита ИМС
и БИС
§ 11.1 МЕТОДЫ И ЭТАПЫ СБОРКИ
Сборка и защита это часть общего технологического цикла
изготовления ИМС и БИС в результате проведения которого по-
лучают готовую конструкцию ИМС (БИС)
Процессы и операции сборки являются наиболее трудоемкими
в технологии производства ИМС и БИС Если при изготовлении
кристаллов и плат широко применяют высокопроизводительные
групповые методы, то при сборке оперируют с каждой отдельной
ИМС. При индивидуальной сборке даже с использованием высоко-
механизированного и автоматизированного оборудования трудоем-
кость сборки достаточно высокая
Процесс сборки ИМС (БИС) условно можно подразделить на
следующие этапы:
ориентированное разделение пластин и подложек со сформиро-
ванными элементами на кристаллы или платы;
монтаж на плату кристаллов ИМС и компонентов (при сборке
гибридных ИМС);
монтаж кристаллов или плат на основания корпусов, посадоч-
368
ные площадки выводных рамок и т д. и присоединение выводов;
защита ИМС
Каждый из этих этапов включает ряд операций, выполнение
которых имеет свою специфику в зависимости от конструктивно-
технологического исполнения ИМС, выбранных методов монтажа
кристаллов (компонентов) и присоединения выводов.
Для монтажа кристаллов используют два основных метода:
прямого монтажа и перевернутого кристалла
Присоединение выводов осуществляют различными способами,
которые можно объединить также в два метода: гибкий (проволоч-
ный) монтаж и жесткий (беспроволочный) монтаж. Ниже рассмот-
рены основные процессы сборки и защиты полупроводниковых и
гибридных ИМС.
$11.2. РАЗДЕЛЕНИЕ ПЛАСТИН И ПОДЛОЖЕК
Основными методами разделения пластин на кристаллы и под-
ложек на платы являются: скрайбирование алмазным резцом и
ломка; сквозная резка алмазными дисками; резка лазерным лучом
(лазерное скрайбирование). Особенности этих процессов: необхо-
димость точной ориентации линий реза между площадками заня
тыми единичными структурами; обеспечение целостности элементов
и металлизации ИМС за счет сведения к минимуму механических
напряжений за линией реза; сохранение ориентации разделенных
кристаллов и плат и обеспечение воспроизводимых точности их
размеров и формы; получение минимальной ширины линии реза.
Скрайбирование алмазным резцом. Этот процесс разделения вы-
полняют в две стадии Сначала с помощью резца с алмазной
рабочей частью наносят риски (царапины). Для этого пластину
(подложку) помещают на вакуумный прижим, ориентируют в гори-
зонтальной плоскости и перемещением алмазного резца под соот-
ветствующим давлением наносят риски (царапины) на ее поверх-
ность в двух взаимно перпендикулярных направлениях. Вдоль
риски в толще материала появляются механические напряжения
и возникают деформации и микротрещины, ослабляющие прочность
пластины или подложки.
Ломка. Вторую стадию — разделение проскрайбированных пла-
стин или подложек путем разламывания по ослабленным рисками
местам — производят либо вручную с помощью резиновых вали-
ков (подпружиненного ролика), либо машинным способом с по
мощью полусферы.
Ломку валиками осуществляют прокаткой пластины между ва-
ликами, ломку с помощью ролика (рис. 11.1) путем его переме-
щения по пластине (подложке), расположенной на опоре. Для со-
хранения взаимного расположения кристаллов (плат) после раз-
деления на пластину или подложку с обратной стороны предвари-
тельно наносят эластичную адгезивную пленку
Пластины и подложки сначала разделяют на полосы, а затем
после их поворота на 90° — на кристаллы или платы
369
13—1187
При ломке на полусфере (рис. 11.2) пластина сразу разделяется
по двум направлениям в результате ее обжатия по сферической
поверхности с помощью хорошо растягивающей эластичной мем
браны, давление от которой передается гидравлически или сжатым
воздухом При этом после ломки кристаллы раздвигаются на по-
верхности опоры и не повреждают друг друга кромками. Умень-
шается также количество сколов, царапин, поломанных кристал-
лов по сравнению с ручной ломкой валиком.
Резка алмазными дисками. В качестве инструмента для разде-
ления пластин (подложек) этим методом используют диск с на-
ружной режущей кромкой, имеющий сверхтонкое лезвие с алмазо-
носным слоем Разделение осуществляют набором алмазных дисков,
закрепленных на оправке шпинделя, резка происходит в полуавто-
матическом режиме при перемещении пластины (подложки) под
Рис. 11.1 Разделение скрайбн
рованных пластин с -помощью
подпружиненного ролика
/ — ролик. 2 — пленил полиэтиле-
на; 3 — опора; 4 — линия разде
ления, 5 — пластина
Сжатый воздух (жидкость)
Рис. 11.2 Разделение скрайби-
ровании х пластин на полусфере:
/ — гибкая мембрана; 2 — пласти-
на; 3 — полусфера. 4 — выход
воздуха
вращающимися дисками, соприкасающимися с пластинами (под-
ложками) Этот метод позволяет разделять пластины большого диа-
метра и большой толщины на кристаллы размером свыше 3X3 мм,
а также подложки повышенной твердости.
Резка лазерным лучом. Разделение с помощью лазерного луча
относится к бесконтактным способам, при которых отсутствует ме
ханическое воздействие на обрабатываемый материал. Разделение
можно получать двумя способами, предварительным нанесением
рисок (лазерное скрайбирование) и последующей ломкой, путем
сквозного прохода лучом всей толщины материала (лазерная рез-
ка).
При лазерном скрайбировании риска образуется за счет ис-
парения материала с поверхности пластины импульсами сфокусиро
370
ванного лазерного луча большой мощности. При лазерной резке
имеется также плавление материала.
Применение лазерного скрайбирования позволяет существенно
повысить производительность процесса по сравнению с алмазным
скрайбированием. При этом имеется возможность резки пластин
сквозь слой оксида, нитрида и металла, а большая глубина рисок
обеспечивает более качественное разламывание. Кристаллы имеют
практически вертикальные боковые поверхности; оплавление на
краях кристалла благоприятно сказывается на его качестве. Срав-
нительная характеристика методов разделения пластин и подложек
приведена в табл. 11.1.
Т а б л и ц а 11.1
Сравнение методов скрайбировании и резки пластин и подложек
Параметр Метод разделения
скрайбирование алмазным резцом резка скрайбирование лазерным лучом
Ширина линии, мкм 1—5 35 50 20 25
Глубина реза, мкм 1 -5 10-400 50-170
Скорость обработки, мм/с 20 60 60 (макс.) • 200 (макс.)
Направление движе- ния инструмента Односторон- Возможно дву- Возможно дву-
нее стороннее стороннее
Тип инструмента Алмазный ре- Алмазный диск Лазер АИГ
Максимальный выход годных кристаллов, % зец 98.0 99.5 99,5
Обрабатываемый ма- териал Кремний, СИ- Любой Любой
Дополнительная обра- галл Траа1ение пла- Нанесение и уда —
ботка СТИНЫ ление воска
Квалификация обеду живаюшего персонала Высокая Средняя Любая
Для разделения полупроводниковых пластин на кристаллы воз
можно также применение химического травления кремния в усло-
виях предварительного маскирования Для осуществления процес-
сов разделения в отечественной практике используют полуавтома-
тические установки алмазного скрайбирования «Алмаз-М», лазер-
ного скрайбирования «Квант П», ломки ПЛП-1 и ПЛП-3, алмаз-
ной резки ПРП-2.
$ 11.3. МОНТАЖ КРИСТАЛЛОВ И ПЛАТ
Метод прямого монтажа. Данным методом кристаллы ИМС на
основания корпусов, посадочные площадки выводных рамок (лент),
платы гибридных ИМС и МСБ, а также компоненты монтируют
рабочей поверхностью вверх. Способ монтажа должен обеспечи-
371
13*
вать высокую механическую прочность соединения, хороший тепло-
отвод от кристалла (компонента, платы), а в некоторых случаях
и высокую проводимость соединения кристалл — основание кор-
пуса
Монтаж кристалла на основание корпуса осуществляют пайкой
твердым припоем или легкоплавким стеклом в зависимости от типа
корпуса и необходимости электрического контакта кристалла с
корпусом.
При монтаже в металлический корпус используют твердый при-
пой, представляющий собой эвтектический сплав золото — герма-
ний или золото — кремний с температурами плавления 356 и 370° С
соответственно. Изоляции кристалла от основания корпуса нс тре
буется, так как подложка полупроводниковой микросхемы всегда
имеет очень низкий потенциал.
Кристаллы монтируют (рис. 11.3, а) на однопозиционной ма-
шине пайки или в конвейерной печи в атмосфере инертного газа
В промышленных условиях для монтажа кристаллов в корпус эв
тектической пайкой применяют автоматизированные установки типа
«Темп-20» В стеклянных или пластмассовых корпусах, в которых
отсутствует металлическая пластина, кристалл прикрепляют легко-
плавким стеклом в атмосфере инертного газа при температуре до
525° С (рис. 11.3,6).
Монтаж кристаллов и компонентов на платы гибридных ИМС и
МСБ и самих плат на основание корпусов осуществляют в основ-
ном соединением клеями и компаундами. Такие соединения отли-
чаются простотой процесса, низкими температурами отвердения,
достаточными механической прочностью и надежностью. При этом
склеиваемые поверхности должны быть тщательно обезжирены
и хорошо высушены Приклеивание проводится путем посадки
кристаллов (компонентов, плат) на каплю жидкого клея либо на
подсушенный слой клея, нанесенного центрифугированием. Для
данного монтажа используют клеи ВК-2, ВК-4, ВК-8, компаунды
на основе эпоксидной смолы ЭД-6 и др.
Применение эпоксидных компаундов обусловлено тем, что эпок-
сидные смолы имеют минимальную усадку при отвердении, хоро
шую адгезию к различным материалам, не выделяют побочных
продуктов, химически стабильны. Температура их полимеризации
может быть выбрана в широком диапазоне значений, включая
комнатную, путем подбора отвердителей. Эпоксидные смолы хорошо
совмещаются с различными добавками, благодаря которым ком-
паундам придают необходимую эластичность, увеличивают их теп-
лопроводность, устанавливают рабочую температуру, снижают сте
пень усадки, подбирают необходимый температурный коэффициент
линейного расширения. Эти клеи и компаунды обеспечивают хоро
шую прочность при температурах до 300°С, что позволяет вы-
полнять последующее присоединение выводов без разрушения
клеевого шва. В некоторых случаях клеевые соединения допус-
кают демонтаж кристаллов и компонентов с целью их замены
Метод перевернутого кристалла. Данным методом осуществля-
372
ют монтаж кристаллов с жесткими
выводами на платы гибридных ИМС
(БИС) и МСБ При этом кристалл
переворачивают лицевой (рабочей)
поверхностью вниз и опускают на
плату (рис. 11.4). Затем к нему при
кладывается давление и подводится
теплота для образования всех соеди-
нений. В этом методе монтажа
совмещаются процессы крепления
кристалла и присоединения выводов
к нему. Основными его трудностями
являются сведение к минимуму раз-
новысотности выступающих над
кристаллом или платой выводов и
их совмещение с контактными пло-
щадками. При этом совмещение
кристаллов с балочными (ленточны-
ми) выводами осуществить проще,
чем кристаллов с шариковыми или
столбиковыми выводами
Преимуществами такого метода
монтажа (кроме совмещения про-
цессов) являются повышение ре-
монтопригодности гибридных БИС
и МСБ и снижение температурных
напряжений соединений, хотя тепло-
отвод от кристаллов низкий. Он яв-
ляется наиболее перспективным при
автоматизации процессов сборки.
Рис. 11.3 Монтаж кристалла на
основание корпуса:
а — металлическою; б — пластмас-
сового; 1 основание металлического
корпуса; 2, 6 слой золота. 3 —
эвтектический сплав Au Si; 4 крис-
талл: 5 — вакуумный патрон; 7 —
выводы корпуса; 8 — основание пласт-
массового корпуса; 9 — стекло
Рис 11.4. Схема монтажа кристал-
ла с жесткими выводами:
/ жесткий вывод (шарик или стол-
бик); 2 — кристалл; 3 — контактная
площадка; 4 — подложка
§11.4. МИКРОКОНТАКТИРОВАНИЕ
В процессе сборки ИМС, БИС и МСБ выполняют большое коли-
чество электрических соединений. Так, при сборке полупроводнико-
вых ИМС (БИС) необходимо выполнить соединения контактных
площадок кристалла с выводами корпуса, а при сборке гибридных
ИМС (БИС) и МСБ — выводов кристаллов и компонентов с внут-
ренними контактными площадками платы и периферийных кон-
тактных площадок платы с выводами корпуса.
В зависимости от средств, применяемых для выполнения соеди-
нений, различают проволочный и беспроволочный монтаж Для
проволочного монтажа применяют проволоки различного диаметра
из золота (25 — 80 мкм), меди (50—100 мкм), луженой меди
(100—150 мкм), и алюминия (5—100 мкм)
Беспроволочный монтаж достигается подсоединением кристал-
лов с жесткими выводами и компонентов с объемными выводами,
сборкой на рамке, ленте или гибком носителе.
373
Для выполнения электрических соединений, т. е. для осуществ
ления проволочного и беспроволочного монтажа, применяют раз
личные методы микроконтактирования: пайку, термокомпрессион-
ную или ультразвуковую сварку, сварку косвенным импульсным
нагревом, растепленным (двойным) электродом
Пайка процесс соединения двух металлических деталей,
находящихся в твердом состоянии, с помощью припоя, заполняю-
щего пространство между соприкасающимися деталями При пайке
припой и места соединения разогревают до температуры, превы-
шающей температуру плавления припоя При этом припой смачи-
вает соединяемые детали и диффундирует в них на небольшую
глубину, а соединяемые поверхности частично растворяются в
припое, В результате образуется прослойка, которая после осты-
вания соединяет элементы.
Пайку применяют в основном при проволочном монтаже гиб
ридных ИМС (БИС) и МСБ, а также при монтаже кристаллов со
столбиковыми и шариковыми выводами, для чего применяют при-
пой ПОС-61 или ПОССр-2 с добавками порошка того материала,
из которого образована контактная площадка Для пайки прово-
лочных выводов из алюминия и меди используют припои П150А,
П170А П200А. Пайку золотых выводов кристалла к алюминиевым
контактным площадкам осуществляют с добавкой в припой мелко-
дисперсного золота Наиболее часто пайку применяют при монтаже
выводов гибридных толстопленочных ИМС, контактные площадки
в которых предварительно облужив^ют.
Пайку производят либо без флюса, либо с пассивными флюса-
ми при температуре 220—260°С, применяя специальные микропа-
яльники.
Недостатком контактных соединений, образованных пайкой, яв-
ляется низкая надежность и сравнительно большие размеры зоны
соединения Кроме того, пайка — низкопроизводительный процесс
Термокомпрессионная сварка Микроконтактирование термоком
прессионной сваркой состоит в том, что вывод и контактная пло-
щадка соединяются под действием высоких давлений и температу-
ры без промежуточной фазы и плавления. Необходимым условием
образования прочного соединения является пластическая деформа-
ция одного или обоих материалов. Соединение осуществляется в
результате диффузии частиц между присоединяемыми материала
ми, которые приводятся в контакт друг с другом приспособле-
нием соответствующей формы при температуре ниже температуры
плавления свариваемых материалов
Наибольшее применение термокомпрессионная сварка получила
для создания соединения золотой проволокой между алюминиевы-
ми контактными площадками кристалла и выводами корпуса. Ре-
жимы термокомпрессии при этом составляют: температура 350°С,
давление 108 Н/м , время 0,5—3 с. Термокомпрессией можно при-
соединять и алюминиевую проволоку.
В зависимости от конструкции рабочего инструмента, способа
нагрева зоны соединения и подачи проволоки существует несколько
374
разновидностей термокомпрессионной сварки, термокомпрессия кли-
ном, шариком и пережимом.
Термокомпрессия клином (рис. 11.5) служит для
присоединения золотых и алюминиевых проволок при этом кри-
сталл нагревают до 300°С, а клин — до 150°С
Термокомпрессия шариком предусматривает нали-
чие только золотых проволок, пропускаемых через капилляр
(рис. 116). При оплавлении конца проволоки образуется шарик,
что увеличивает площадь соединения при использовании проволо-
ки малого диаметра. В данном случае нагревают только кристалл
до 300°С.
Термокомпрессия пережимом (рис. 11.7) — наибо-
лее распространенный способ сварки соединений с помощью как
Рис 11.5 Схема термокомпрессии клином.
/ — подача проволоки через капилляр. 2 — проволока;
3 подогреваемый клин из карбида вольфрама; 4 —
ЛЬконтактная площадка; 5 подложка, 6 — ИМС
алюминиевой, так и золотой проволоки при сборке полупроводни-
ковых ИМС в корпуса любого типа. Здесь используют нагрев
кристалла (300°С) и иглы (170°С).
Термокомпрессионную сварку осуществляют как вручную, так
и на специальных полуавтоматических (ЭМ-439) и автоматических
(ЭМ 490) установках.
Ультразвуковая (УЗ) сварка. Этот метод микроконтактирова
ния основан на одновременном воздействии колебаний ультразвуко-
вой частоты, возбуждаемых в свариваемых деталях, и давления в
области соединения (рис. 11.8). В результате образующиеся при
разрушении оксидной пленки под воздействием ультразвуковых
колебаний атомы металла с ненасыщенными связями легко соеди-
няются с другими атомами. Основное преимущество данного мето-
да — использование более низких температур (до 200°С) и высо-
кая надежность соединения Для осуществления ультразвуковой
сварки в отечественной практике используют установки ЭМ 424А,
375
Рис 11 6. Схема термокомпрессии шариком:
1 — капилляр из карбида вольфрама, 2 — золотая проволока; 3 контакт;
4 — траверса, 5 пламя от водородной горелки 6 — ИМС
Рис. 117 Схема термокомпрессии пережимом.
1 — ИМС с Al-коитактной площадкой; 2 контакт, 3 капилляр из кар
бида вольфрама; 4— траверса. 5 режущее устройство
УЗП-02, НПВ 2, которые позволяют соединять детали из различ-
ных материалов.
Сварка косвенным импульсным нагревом (КН) В данном мето-
де предусмотрен локальный нагрев места соединения путем не-
посредственного протекания электрического тока через рабочий ин-
11 9, а, либо только в момент свар-
струмент, как показано на рис.
ки (рис. 11.9,6). Такой спо-
соб нагрева более эффекти-
вен; он обеспечивается спе-
циальной конструкцией элек-
трода. Для реализации ме-
тода используют большое
количество установок («Кон-
такт ЗА», СКИН-1, ЭМ-
408А), в том числе с полуав-
томатическим управлением
(ЭМ-425А и ЭМ 441).
Сварка расщепленным
(сдвоенным) электродом
(РЭ) Этот метод является
разновидностью электрокон-
тактной сварки. Соединение
выполняется за счет тепло-
ты, выделяемой при протека-
нии импульса тока большой
плотности между двумя
электродами, концы которых
прижимают свариваемые
участки (рис. 11.9,6). Ме-
тод обеспечивает довольно
Рис. 11.9. Схема микросварки косвенным импульсным нагревом
(о) и сдвоенным электродом (б)
/ — инструмент 2— проволока; 3— контактная площадка, 4 — ИМС
Рис 11.8. Схема создания контакта ультра-
звуковой сваркой:
/ — Л1- или Аи-вывод, 2 — капилляры; 3 — ульт-
развуковой вибратор. 4 — ИМС; 5 — АЬкои
тактняя площадка
377
Методы монтажа ИМС
Таблица 112
Компоненты ИМС
Материалы контактных площадок платы
форма выводов материалы выводов сплав олово — висмут золото алюминий
Проволочная Алюминий » Медь, покрытая припоем КН РЭ УЗ КН, УЗ. КН КН РЭ КН РЭ КН, УЗ УЗ КН УЗ
Паучковая Алюминий Медь, никель, по- крытые припоем КН РЭ КН РЭ УЗ, КН КН РЭ УЗ РЭ
Балочная Алюминий Золото КН РЭ УЗ. КН КН РЭ КН РЭ, УЗ
Столбиковая Припой Медь Алюминий Золото Пайка пр йли с помог нагрева под КН УЗ, КН КН УЗ КН ипойнымн пас ью локального ложки КН УЗ, КН КН УЗ КН УЗ—КН тами в печи импульсного КН УЗ КН УЗ КН
высокое качество сварки; его основные достоинства — малая зона
и кратковременность теплового воздействия, высокая производи-
тельность.
Рекомендуемые области применения методов микроконтактиро-
вания при монтаже гибридных ИМС (БИС) и МСБ в зависимости
от формы и материала выводов кристаллов и материала контакт-
ных площадок плат приведены в табл. 11.2
J11.J. СПОСОБЫ ЗАЩИТЫ ИМС
А
Во избежание (или для уменьшения) влияния на работоспособ-
ность н надежность ИМС (БИС) механических и климатических
воздействий осуществляют их защиту В зависимости от конструк
тивно-технологического исполнения, назначения, областей примене-
ния ИМС (БИС) и их стоимости используют корпусную и бескор-
пусную защиту. При изготовлении полупроводниковых ИМС прибе-
378
гают как к корпусной, так и бескорпусной их защите, гибридные
ИМС, как правило, защищают корпусами Процесс защиты ИМС
называют герметизацией.
В зависимости от конструкции и материала корпуса герметиза-
цию ИМС осуществляют различными методами и способами, как
показано на рис. 11.10 Во многих случаях при корпусной гермети-
зации предпочтение отдается пайке и сварке (вакуум-плотная гер
метизация). При этом сварка может быть как точечной, так и
шовной. Наиболее эффективной из них является лазерная шовная
сварка для герметизации металлических корпусов и электронно-
Рис. 11.10 Классификация методов и способов герметизации ИМС
лучевая — для металлостеклянных Герметизацию пайкой осу-
ществляют с помощью припойной прокладки, которая размещается
между основанием и крышкой корпуса и при нагреве расплавляет-
ся В то же время для пластмассовых корпусов широко применяют
литьевое прессование (трансферная прессовка).
Бескорпусная герметизация может быть выполнена путем залив-
ки платы с компонентами (для гибридных ИМС и МСБ), предвари-
тельно армированной выводами, эластичными компаундами типов
КТ-102, «Виксинт» и другими и нанесения на кристаллы (для полу-
проводниковых ИМС) влагозащитных лаков и эмалей
379
Как правило, герметизация с помощью корпусов обеспечивает
высокую эксплуатационную надежность ИМС. Бескорпусная защи-
та кристаллов эффективна при их использовании в качестве ком-
понентов гибридных ИМС (БИС) и МСБ
511.6. СБОРКА И ЗАЩИТА ПОЛУПРОВОДНИКОВЫХ
ИМС И БИС
Последовательность операций сборки полупроводниковых ИМС
определяется типом используемого корпуса. Так, при сборке в кор-
пуса типов II и III (ГОСТ 17467—79; см. гл. 5) проводят Следую-
щие операции: монтаж кристаллов на основание корпуса; термо-
компрессионную разварку выводов, герметизацию маркировку.
На рис. 11.11 схематически показано поперечное сечение полупро
Рис. 11.11. Поперечное сечение по-
лупроводниковой ИМС:
/ — ножка корпуса; 2 ковар; 3
сплав Au—Ge; 4 слой золота; 5 —
сплав Ан—Si, 6 — кристалл, 7
оксид кремния; 3 — алюминий; 9 —
золотая проволока. Ю — термоко.мп-
рессионное соединение; / / — вывод
корпуса
Рис 11 12. Металлическая рамка
для мотажа кристаллов:
/ — кристалл; 2 — вывоз, 3 рамка;
4 линия обреза
водниковой микросхемы после выполнения соединений между
контактными площадками и выводами корпуса. Сборку в корпуса
типа II осуществляют групповым методом с использованием ме-
таллических рамок (рис. 11.12) Рамчи изготовляют из тонкой мед
ной, коваровой или алюминиевой фольги с помощью фотолито-
графии и сквозного локального травления Кристаллы, заранее
ориентированные, укладывают дискретно в специальные кассеты
Затем их совмещают с выводами рамки и одновременно присоеди-
няют все выводы ко всем контактным площадкам (групповой мон-
таж) кристалла. После этого производят герметизацию ИМС, об-
рубку лишней части рамки, формовку выводов и маркировку.
Особый практический интерес представляет сборка кристаллов
с ленточными выводами. Схема технологического процесса, вклю
чающая изготовление ленты на основе полиимидной пленки и сбор-
ку в корпус типа II (DIP-корпус), приведена на рис. 11 13. Такой
380
Рис. 11.13. Схема технологического процесса изготовления ИМС иа ленточнои носи-
теле
процесс пригоден и для монтажа бескорпусных полупроводниковых
ИМС (БИС) в составе гибридных БИС и МСБ
По мере развития БИС и СБИС корпуса становятся существен-
ной проблемой их эффективного использования (большая монтаж-
381
ная площадь, рост паразитных параметров из-за длины выводов
на высоких частотах и др.). Поэтому основными перспективными
вариантами корпусов для БИС и СБИС считают кристаллодержа-
тели и корпуса с матрицей штырьковых выводов. В настоящее вре
мя разработаны безвыводные керамические и пластмассовые с вы-
водами кристаллодержатели, в которых можно монтировать кри-
сталлы размером до 8X8 мм; при этом используется проволочный
монтаж.
Основными преимуществами керамических кристаллодержате-
лей является высокая герметичность, обеспечение хороших элект-
рических характеристик БИС, небольшая занимаемая площадь.
Имеются кристаллодержатели с количеством выводов (контактных
площадок), равным 20, 28, 44, 68, 84 и 156. Такими же преимущест-
вами обладают и корпуса с матрицей штырьковых выводов, пред-
ставляющие собой многослойную керамику с выводами по плос-
кости основания. Монтаж кристалла СБИС в такой корпус осу-
ществляют с помощью ленточного носителя.
§117. СБОРКА И ЗАЩИТА ГИБРИДНЫХ ИМС И БИС
Последовательность операций при сборке гибридных ИМС
(БИС) определяется в основном методом монтажа кристаллов и
компонентов. На первых порах использовали проволочный монтаж
Сборка осуществлялась с помощью следующих операций: приклей-
ки кристаллов и компонентов на плату, присоединения выводов
кристаллов и компонентов к контактным площадкам пайкой или
сваркой, монтажа платы на основание корпуса, герметизации и
Рис. 11.14 Схема различных процессов присоединения кристаллов
382
маркировки. С ростом сложности гибридных БИС такой процесс
оказывается очень трудоемким. Автоматизация монтажа (рис. 11.14)
позволила существенно упростить процесс сборки. При использо-
вании шариковых или столбиковых выводов сборку осуществляют
в такой последовательности: ориентирование кристаллов и поме-
щение их в кассету; совмещение кристалла с контактными пло
щадками платы; присоединение кристаллов (пайка), монтаж платы
на основание корпуса, герметизация и маркировка
Наиболее перспективным является процесс сборки гибридных
БИС и МСБ в случае применения коммутационных плат с метал-
лическим основанием и кристаллов ИМС (БИС) с ленточными вы-
водами (см рис 11.12). В этом случае монтаж кристаллов осу-
ществляют с помощью специальной установки ЭМ-4009, когда одно-
временно происходит приклейка кристалла, монтаж выводов и
обрубка лишней ленты. В случае использования плат в качестве
части корпуса герметизацию производят лазерной сваркой
Дальнейшее совершенствование процессов сборки ИМС (БИС)
и МСБ достигается за счет применения роботов для сборочно
монтажных работ, функционирующих как по жесткой, так и по
перестраиваемой программе.
19
I 4L Глава
Качество
интегральных
микросхем
§12.1 ОСНОВНЫЕ ПОНЯТИЯ ТЕОРИИ КАЧЕСТВА
Качеством продукции, в том числе и интегральных микросхем,
называют совокупность свойств, обусловливающих ее способность
удовлетворять определенные потребности в соответствии с назна
чением.
Одним из основных преимуществ микроэлектроники является
возможность создания на базе интегральных микросхем высоко-
надежных узлов, блоков и радиоэлектронной аппаратуры в целом
Поэтому главной проблемой, стоящей перед разработчиками и из-
готовителями ИМС, является обеспечение требуемого уровня их
качестве и надежности.
Высокая надежность интегральных микросхем обеспечивается
групповым методом производства элементов ИМС, меньшими коли-
чеством межэлементных соединений и уровнем потребляемой мощ
ности.
Условия эксплуатации ИМС характеризуются комплексом воз-
действующих факторов, которые имеют различную физико-химиче-
384
скую природу, изменяются в достаточно широких пределах и по-
разному влияют на работоспособность и надежность ИМС
Факторы, воздействующие на работоспособность ИМС в про
цессе эксплуатации, подразделяются на электрические, климатиче-
ские, механические и радиационные В зависимости от области при-
менения в процессе эксплуатации ИМС некоторые факторы воз-
действуют в отдельности, независимо от остальных, а некоторые —
в совокупности с другими факторами той или иной группы.
С целью обеспечения требуемого уровня надежности устанав-
ливают предельные значения воздействующих факторов, которым
могут подвергаться ИМС в процессе эксплуатации, сохраняя при
этом работоспособность. Предельные (допустимые) значения воз-
действующих факторов устанавливаются в технической документа-
ции на микросхемы конкретных типов, чем обусловливаются их
условия эксплуатации. Для микросхем широкого применения эти
значения оговорены требованиями к устойчивости ИМС к различ-
ным воздействиям и стандартизованы ГОСТ 18725—73
Обеспечение определенного уровня качества и надежности тре-
бует знания количественных показателей и критериев качества и на-
дежности Рассмотрим основные из них.
Понятие «качество» в промышленности используется давно, однако до снх
пор не выработан единый подход к его определению. Это объясняется тем, что
многие изделия, в частности ИМС, характеризуются большим количеством пока-
зателей, которые могут быть использованы в качестве критериев качества. Такими
показателями являются значении электрических параметров, потребляемая мощ-
ность. процент выхода годных ИМС, габариты, масса, стоимость, надежность и др.
Поскольку эти показатели определяются совокупностью схемотехнических, конст
руктивных, технологических и эксплуатационных факторов, а требования к ним в
большинстве случаев являются противоречивыми, количественная оценка качества
ИМС по данным показателям затруднена Задача усложняется и тем. что требуется
комплексная оценка качества ИМС
Наиболее целесообразной является теория «относительного качества», сущ-
ность которой состоит в том, что качество продукции определяется ее целевым
назначением
Качество определяется, как степень совершенства продукции,
которая фиксируется требованиями, учитывающими запросы потре-
бителя и возможности производства
В этом случае понятие качества продукции ставят в зависимость
от этапов ее создания
на этапе проектирования — соответствие техническому зада
нию (ТЗ);
на этапе производства — соответствие требованиям технической
документации (ТД);
на этапе применения — степень удовлетворения потребителя.
Такой подход позволяет поставить задачу количественной
оценки качества. Его применение для оценки качества ИМС требу-
ет разработки стройной системы показателей и критериев качества,
в первую очередь обобщенных (комплексных) показателей качества.
Существует ряд методов оценки качества ИМС единым комп-
лексным показателем, например коэффициентом качества. За выс-
385
шую оценку условно принимают коэффициент качества, равный
единице Он складывается из процента сдачи продукции с первого
предъявления, претензий потребителя, величины брака, состояния
технологической дисциплины и др. При ухудшении любого из пока-
зателей коэффициент качества снижается В ряде случаев основ-
ным критерием качества является наличие рекламаций на готовые
изделия. Иногда уровень качества изделий определяют по резуль-
татам сравнения количественных показателей качества рассматри-
ваемого изделия с показателями действующего стандарта.
Наиболее эффективной является количественная оценка качества
ИМС комплексным показателем Q, вычисляемым по формуле
(12.1)
где т. — весовые коэффициенты каждой группы, q, — групповые
показатели качества.
Согласно методике оценки уровня качества изделий электронной
техники имеется восемь групп свойств и соответственно восемь
групповых показателей качества: по назначению, надежности,
стандартизации и унификации, технологичности, экономичности,
эргономичности и эстетичности, а также патентно-правовые.
Каждая из этих групп описывается совокупностью технико-
экономических показателей, количество которых определяется кон-
структивно технологическим исполнением ИМС и областью их при-
менения Тем не менее из всей совокупности групповых показателей
качества можно выделить обобщенные, которые характеризуют
определяющее значение уровня качества ИМС Это относится
прежде всего к показателям качества по назначению, технологии
ности и надежности. Так, для цифровых ИМС показателем качества
по назначению часто используют коэффициент
И = ^<р.|
(12.2)
где Р — удельная мощность, потребляемая одним элементом или
ИМС, .мВт £,.ср — средняя задержка на один элемент, нс.
По значению данного показателя производят не только оценку
уровня качества однотипных или разнотипных ИМС, но и их срав
нение с целью выбора элементной базы для практического приме-
нения.
При повышении степени интеграции помимо необходимости
улучшения коэффициента качества важнейшей задачей является
уменьшение площади, занимаемой ИМС и приходящейся на эле-
ментарный вентиль цифровой ИМС или на одно преобразование
информации В этом случае наиболее целесообразно использование
обобщенного коэффициента, учитывающего конструктивно-техноло-
386
гическое совершенство ИМС:
* = п7(^.ер), (12.3)
где п° — количество элементарных вентилей, приходящихся на
1 мм2 площади кристалла.
В табл 12.1 приведены значения коэффициентов показателей
качества для основных классов цифровых ИМС.
Аналогично, показатели качества можно применить и для ана
логовых ИМС:
k = n°Q, (12.4)
где Q — добротность усилительного каскада.
Среди показателей качества по технологичности важное место
отводится проценту выхода годных ИМС и БИС. Это объясняется
тем, что выход годных изделий определяет в комплексе не только
уровень и стабильность производства ИМС, но и их стоимость,
а также тем что между процентом выхода годных изделий и пока-
зателями надежности ИМС существует определенная связь.
Таблица 121
Значения коэффициентов показателей качества для различных типов ИМС
Тип логики А мВт/вен- тиль О.ср, НС F Количест- во венти- лей Площадь кристал- ла. мм2 п" k
ТТЛ 6,2 5 31 80 7 11 4 0,37
эсл 10 2 20 80 6,25 2,8 0,64
мтл 2 2 4 160 26 6,2 1,55
И2Л — 1 1000 10 100 100
$ 12.2. НАЗНАЧЕНИЕ И ВИДЫ КОНТРОЛЯ
Процессы разработки и изготовления ИМС сопровождаются
большим количеством контрольно-измерительных операций. Не-
смотря на то что в основу этих операций положены одни и те же
физические методы, назначение и методика их проведения различны
на разных этапах создания ИМС. Если задачей измерений является
установление (определение) конкретных значений параметров
структур и готовых ИМС, то основная задача контроля сводится
к установлению соответствия параметров измеряемых структур и
ИМС требованиям технических условий Поэтому на всех этапах
разработки ИМС и освоения технологического процесса проводят
различного рода измерения, а в условиях массового производ-
ства — контроль.
Как известно, качество ИМС в значительной степени опреде-
ляется состоянием технологии их изготовления. Ввиду сложности
технологических процессов, состоящих из нескольких десятков
387
различных операций и переходов, несовершенства и нестабильно
сти отдельных технологических операций, приводящих к невоспро
изводимости и разбросу параметров изготовляемых структур,
использования ручного труда в проведении большого количества
операций возникают отклонения от технологии вследствие ошибок
операторов, поэтому выявление дефектов в процессе изготовления
ИМС неизбежно. Для обнаружения дефектов и устранения дефект-
ных структур из последующего цикла изготовления, а также
для проверки соответствия изготовленной ИМС требованиям техни-
ческих условий вводится система контроля качества.
Различают два вида контроля качества ИМС: производственный
контроль и контроль готовых ИМС.
Производственный контроль качества является
составной частью типового технологического процесса и сводится
к определению двух его составляющих: явных дефектов, характе-
ризующих процент выхода годных изделий, и скрытых дефектов,
характеризующих производственную надежность. В обоих случаях
контроль может носить как пассивный, так и активный, диагно-
стирующий характер.
Диагностирующим (диагностикой) называют контроль, который
дает информацию о природе дефектов, позволяющую вносить
необходимые коррективы в производство.
Пассивным является контроль, который регистрирует только
факт существования дефекта по принципу «годен — не годен»,
не вскрывая механизма дефекта. При контроле качества по явным
дефектам пассивный контроль сводится к сортировке. Сортировку
осуществляют путем разделения изделий или полуфабрикатов на
группы либо по принципу 100%-ного контроля «годен—не годен».
Контроль готовых ИМС является завершающей конт-
рольно-измерительной операцией в типовом технологическом про-
цессе. Кроме того, такой контроль применяют При практическом
использовании ИМС (например, перед установкой ИМС в аппара-
туру) или при исследовании ИМС (например, при испытаниях,
в процессе анализа отказов)
Следует отметить, что целью производственного контроля явля-
ется не только своевременная отбраковка дефектных изделий на
различных этапах изготовления, но и обеспечение требуемого
уровня качества ИМС, что достигается за счет контроля техноло-
гических операций и процессов. Такой контроль может быть осу
ществлен как путем измерения -параметров структуры, сформиро-
ванной в результате проведения технологической операции или
процесса, так и за счет контроля технологических режимов и
параметров, характеризующих данную операцию. Производствен-
ный контроль охватывает комплекс различных физических, хими-
ческих и электрических методов измерений, предназначенных как
для контроля параметров материалов, полуфабрикатов структур-
ных элементов и готовых ИМС, так и для контроля технологиче
ских режимов и параметров отдельных операций
Производственный контроль параметров изготовляемых струк
388
тур подразделяют на следующие виды: входной, пооперационный
(межоперационный) и финишный.
Входной контроль материалов, полуфабрикатов, вспомога-
тельных и комплектующих изделий, поступающих на данную опе-
рацию, — это контроль качества полупроводниковых материалов,
металлов, органических и неорганических продуктов, диэлектриков,
деталей корпуса, фотошаблонов, масок и др., а также дискретных
элементов, поступающих на сборку гибридных ИМС.
Пооперационный контроль осуществляют с целью оцен-
ки качества проводимой операции Сюда относятся операции очист-
ки, эпитаксиального наращивания, окисления, диффузии, металли-
зации, напыления, фотолитографии, разделения, монтажа и др.
Пооперационный контроль проводят либо после выполнения техно-
логической операции, либо в ходе ее, причем в качестве контролиру
емых объектов используют как изготовленные структуры, так и
технологические режимы.
Финишным называют контроль параметров изделий по за-
вершении определенного этапа изготовления ИМС, например конт-
роль пассивной части гибридных ИМС, коммутационных плат
гибридных ИМС, полупроводниковых ИМС на функционирование
на неразделенной пластине и т. д. На завершающем этапе изготов-
ления ИМС финишный контроль совпадает с контролем гото
вых ИМС.
Контроль качества готовых ИМС осуществляют путем измере-
ния электрических параметров, характеризующих функциональную
принадлежность микросхемы. Такие измерения проводят либо при
нормальных условиях окружающей среды, либо в режимах, имити-
рующих условия эксплуатации. В последнем случае контроль ка-
чества ИМС выполняют путем их испытаний с последующим из-
мерением электрических параметров. Организационно кнтроль
проводят сплошным, когда контролируются 100% изделий, или
выборочным, когда контролируется определенная часть изделий,
результаты контроля параметров которых подлежат статистической
обработке. Контроль качества ИМС осуществтяют путем измере-
ния параметров непосредственно самих изделий либо специально
предназначенных для этих целей элементов но контролю каче-
ства — «спутников» или тестовых ячеек.
$ 12.3. КОНТРОЛЬ ПОЛУПРОВОДНИКОВЫХ ИМС
Полупроводниковые ИМС являются наиболее массовыми изде-
лиями интегральной микроэлектроники. Поэтому контроль их ка-
чества в процессе производства является решающим фактором,
обеспечивающим высокую надежность.
Для производственного контроля качества полупроводниковых
ИМС характерны следующие особенности:
а) контроль осуществляют, как правило, по электрофизическим
параметрам и свойствам сформированных на различных стадиях
структур;
389
б) сложность и длительность технологического процесса тре-
буют методов измерения электрофизических параметров структур,
обладающих быстротой и оперативностью контроля;
в) геометрические размеры контролируемых структур очень ма-
лы, что обусловливает специальные приемы и методику контроля;
г) установление связи между качеством и параметрами конт-
ролируемых структур и ходом проведения тех или иных операций
не всегда удается осуществить непосредственно после выполнения
данной операции.
Применяют четыре вида производственного контроля качества
полупроводниковых структур.
1) 100%-ный или выборочный неразрушающий контроль струк-
тур, получаемых после проведения различных операций и подверга-
ющихся в дальнейшем новым технологическим операциям, напри-
мер контроль толщины пластин и оксидных слоев, контроль удель
кого со фотивления эпитаксиальных слоев и т. д При этом недо-
пустимо внесение загрязнений и разрушение структур в процессе
контроля;
2) выборочный контроль полупроводниковых структур, которые
разрушаются в процессе контроля, например контроль прочности
термокомпрессионных соединений на обрыв;
3) контроль качества проведения технологического процесса
путем измерения параметров специальных «спутников», например
контроль поверхностного сопротивления и толщины диффузионных
слоев, когда диффузия проводится в окна, а контроль осуществляют
при использовании пластип-«спутников», или контроль удельного
сопротивления п -«-структур по измерению удельного сопротивле-
ния п-р-структур четырехзондовым методом на «спутниках»,
4) контроль качества проведения технологических процессов
путем изготовления на пластинах специальных испытательных
элементов. В этом случае на фотошаблонах изображения несколь-
ких «рабочих» структур (обычно пять — девять в центре и на пе-
риферии пластины) заменяют изображениями специальных тест-
структур. Измерения тест-структур дают информацию о таких
параметрах, как поверхностное сопротивление и сопротивление
металлизации, контактное сопротивление между слоями металла
и полупроводника, стабильность оксида и т. д. Преимуществом
этих структур является возможность применения автоматизиро-
ванного многопозиционного контрольно-измерительного оборудова-
ния с многозондовыми головками, а также то, что контролируемые
параметры характеризуют свойства всех остальных «рабочих»
структур на пластине.
Статистические методы обработки позволяют по данным тест-
измерений прогнозировать процент выхода годных изделий на ста-
дии контроля электрических характеристик структур на пластине.
Необходимость создания специальных тест-структур определяет-
ся весьма малыми размерами активных областей полупроводнико-
вых ИМС. Их параметры можно контролировать только после
изготовления контактов, например путем металлизации и вытравли-
390
12 11 109
Рис. 12.1 Тест-структура:
I — пластина с тестовыми ячейками; 2 —
сопротивление эмиттерного слоя; 3 — со-
противление активной базы- 4 — сопро-
тивление базового слоя; 5 — совмещение.
6 — разрешающая способность. 7 со
противление эпитаксиального слоя; 8 —
подложка; 9 диод; 10 — транзистор,
/ / - толщина базы; 12 — толщина оксида
вания рисунка контакта. При 5 6 78
этом размеры контакта значи-
тельно превышают размеры ак-
тивной области структуры, напри-
мер площади окна эмиттера. Раз-
меры же активных областей тест-
структур выбирают столь боль-
шими, чтобы без труда можно
было провести зондовые измере-
ния. Тест-структура, применяемая
в технологии создания ИМС,
показана на рис. 12.1.
Использование того или иного
метода для контроля качества
изготовляемых ИМС в каждом
конкретном случае решают с уче-
том требований по информативно-
сти, оперативности и стоимости
контроля.
Рассмотрим методики контро-
ля и качества ИМС после основ-
ных операций типового технологи-
ческого процесса: очистки, окисления, фотолитографии, диффузии
и эпитаксии.
К Контроль очистки. Качество поверхности играет очень важную
роль на всех стадиях изготовления полупроводниковых ИМС.
Так как очистку поверхности проводят перед всеми основными
операциями формирования полупроводниковых структур, контроль
качества очистки оказывается очень важным для последующих
операций в производстве ИМС.
Критерием качества очистки является чистота поверхности.
Чистой считают такую поверхность полупроводниковой пластины
или структуры, на которой остается допустимое количество за-
грязнений. Однако достаточно чистая поверхность на одной стадии
изготовления ИМС может оказаться неприемлемой для другой.
Следовательно, чистота поверхности — не постоянный, а перемен
ный критерий, зависящий от требований, предъявляемых к изделию.
Методы контроля качества очистки, предназначенные для опре-
деления степени остаточных загрязнений поверхности полупровод-
никовых пластин и структур после соответствующих операций
очистки, должны обладать высокой чувствительностью (1-10~7—
МО '° г/см2 и выше) и производительностью. Для обнаружения
весьма малых количеств поверхностных загрязнений широко ис-
пользуют современные физические и физико-химические методы
анализа.
Наиболее распространены в производственном контроле чистоты
поверхности микроскопические методы, основанные на наблюдении
в светлом и темном полях обычного микроскопа, а также с по-
мощью электронного микроскопа. Чаще всего наблюдение осущест
391
вляют в темном поле микроскопов МИМ-7 или МБИ-11. При
наблюдении используют косое освещение, при которое исключается
попадание в объектив зеркально отраженных от поверхностей
лучей Наблюдение в темном поле выявляет дефекты на поверхно-
сти, специфические загрязнения, остатки растворителя и т. д.
Шесть наиболее употребительных в производстве растворов (мети-
ловый спирт, фреон TF, изопропиловый спирт, трихлорэтилен,
ацетон, ксилол) дают при наблюдении свои характерные узоры.
Степень очистки поверхности определяется количеством светлых
точек при наблюдении в темном поле микроскопа (например,
МИМ-7 при 400-кратном увеличении). Контролю подвергаются,
как правило, 100% пластин после каждой операции очистки Конт-
роль осуществляют в пяти точках каждой пластины. В зависимости
от этапа изготовления устанавливают допустимое количество
светящихся точек, обычно не более 10 для ИМС второго уровня
интеграции.
Перспективным для контроля чистоты поверхности является
фотоэлектрический метод, основанный на исследовании распреде-
ления конденсаторной фото-э.д.с. по поверхности кремния. Сущ-
ность метода заключается в том, что исследуемый образец поме-
щают в специальный конденсатор с одной полупрозрачной обклад-
кой из проводящего стекла, от которой он отделен изолирующей
прокладкой. Образец освещают узким сканирующим пучком моду-
лированного света. При этом на обкладках конденсатора возни-
кает переменная разность потенциалов, которая после усиления
регистрируется соответствующим прибором. Величина измеряемого
сигнала соответствует фото-э.д.с., возникающей в области нахожде-
ния светового пятна. Неравномерность распределения конденсатор-
ной фото-э.д.с. по поверхности полупроводника отражает неравно-
мерность распределения поверхностного заряда и соответствующего
ему приповерхностного изгиба зон, а также центров поверхностной
рекомбинации Наличие на поверхности кремния адсорбированных
примесей должно влиять на распределение конденсаторной фото-
э.д.с.
Данный метод наиболее эффективен для контроля качества
поверхности на тех стадиях производства, где от состояния поверх-
ности существенно зависят свойства структур при последующих
операциях (например, перед окислением, диффузией, эпитаксиаль-
ным наращиванием).
Контроль термического оксида. Качество термического оксида
характеризуется совокупностью параметров, основными из которых
являются толщина, пористость и плотность заряда. В зависимости
от назначения оксида в процессе производства применяют различ-
ные методы контроля При получении маскирующего термического
оксида контролируют в основном толщину оксидного слоя и нали-
чие дефектов в виде различных включений и проколов.
Для оценки качества поверхности оксидного слоя применяют
контроль с помощью микроскопа. Контролю подвергаются одна-
две пластины из партии. Допустимое количество дефектов в виде
392
пятен, проколов и включений ограничено конкретным типом ИМС.
Контроль толщины оксидного слоя осуществляют на контрольной
подложке.
Разработано несколько методов определения толщины слоя
оксида кремния на пластинах: метод, основанный на измерении
хорды лунки; микровзвешивание; метод двухлучевой и многолу-
чевой интерференции; оптический поляризационный метод; радиоак-
тивный метод цветовых оттенков Ньютона.
В практике производства полупроводниковых ИМС применяют
в основном оптические методы измерения, чаще всего цветовой.
Этот метод основан на использовании интерференционных цветов,
возникающих при отражении белого света в структуре воздух —
оксид — кремний. При нормальном падении белого света на пласти-
ну, покрытую оксидом, оператор определяет цвет пленки и сравни-
вает его со специальной таблицей, в которой приведены зависи-
мости видимых цветов пленки от ее толщины (табл. 12.2). Так как
в интерференционной картине определенные цвета чередуются,
необходимо знать порядок интерференций. Для определения поряд-
ка интерференций на край пластины наносят каплю плавиковой
кислоты и стравливают оксид в виде клина (цветовой клин). Это
даст возможность видеть на пластине всю серию окрашенных
колец. По зеленым кольцам определяют порядок интерференции.
Необходимо учесть, что определение цвета зависит от субъектив
ных особенностей оператора, поэтому для уменьшения ошибок
целесообразно иметь калиброванные образцы со слоями оксида
заданной толщины. Точность цветового метода ±(750—1000) А,
что составляет ±(15—20) % для наиболее распространенной тол-
щины маскирующего оксида 0,5 мкм.
Для более точного определения толщины оксида используют
эллипсометрический метод (в лабораторных исследованиях).
Табл п и а 12.2
Интерференционные цвета пленок
Цвет Толщина, А
Порядок интерференции
I II III IV
Серый 100 — — —
Рыжевато-коричневый 300 — — -—
Коричневый 500 — —
Синий 800 — —
Фиолетовый 1000 • 2750 4650 6500
Голубой 1500 3000 4900 6850
Зеленый 1850 3300 5200 7200
Желтый 2100 3700 5600 7500
Оранжевый 2250 4000 6000 —
Красный 2500 4350 6250 —
393
Данный метод основан на изменении фазы и амплитуды параллель-
ной и перпендикулярной (плоскости падения) составляющих линей-
но поляризованного луча при отражении от окисленной поверхно-
сти. При этом образуется эллиптически поляризованная волна,
являющаяся функцией толщины оксидного слоя.
Плотность оксида определяют путем взвешивания пластины
кремния до и после окисления. Такой контроль осуществляют в
исследовательских целях.
Для определения пористости оксида чаще всего применяют
электрохимический метод, основанный на проникновении металлов
из электролита в поры при помещении пластин в электролит и
наложении электрического поля, и методы электронной микро-
скопии
Контроль плотности заряда, что важно для термического
оксида в МДП-структурах, осуществляют путем снятия вольт-
фарадных характеристик. Плотность заряда определяют по сдвигу
вольт-фарадных характеристик, наблюдаемому при различной по-
лярности напряжения, приложенного к исследуемой структуре.
Контроль фотолитографии. Для контроля качества фотолито-
графического процесса используют визуальные и микроскопические
методы, причем контролю подвергаются все пластины после каждой
операции После нанесения фоторезиста контроль осуществляют
визуально на отсутствие механических включений, разрывов и
наплывов. После сушки производят визуальный контроль на равно-
мерность цветового оттенка. После проявления пластины контроли-
руют под микроскопом на отсутствие дефектов — клина, неровно-
стей краев, нечеткости рисунка, локальных проколов и нарушения
фоторезистивного слоя После травления слоя SiO2 производят
контроль пластины под микроскопом на полноту стравливания и
отсутствие загрязнений.
Завершающей операцией является контроль под микроскопом
рельефного рисунка после снятия фоторезиста на отсутствие раз-
личных дефектов. Для осуществления контроля качества фотоли-
тографии используют различные типы микроскопов: интерференци-
онные, универсальные и проекционные для работы в проходящем
и отраженном свете, а также растровые электронные.
Контроль диффузионных слоев Основными параметрами качест-
ва диффузионных слоев являются: глубина х, залегания р-п-пере-
ходов, удельное поверхностное сопротивление поверхностная
концентрация Л\ атомов примеси, пробивное напряжение t/np06
р-п перехода, профиль примесного распределения /V(x, t) и градиент
концентрации примеси а = </Л'(х, t)/dx.
Для контроля глубины х, залегания р-п-переходов применяют
метод, основанный на окрашивании в различные цвета и оттенки
областей р и п-типов при химическом воздействии различными
реактивами, что дает возможность получать зримые очертания
р-м-переходов. Так как диффузионные слои могут быть очень тон-
кими, для их контроля изготовляют косые и сферические шлифы
(рис. 12.2). При изготовлении косого шлифа пластину сошлифо-
394
вывают под уголом 1—6°, а при получении сферического штифа
применяют сошлифовку с помощью металлического шара диамет-
ром 30—150 мм и абразивной суспензии. В первом случае наблюда
емый диффузионный слой заметно расширяется, во втором образу
ется сферическая лунка, пересекающая границу р-п-перехода.
После такой подготовки производят окрашивание шлифа и изме-
рение линейных размеров с помощью микроскопа.
Окрашивание р- и п областей осуществляют растворами при
подаче смещения на р-п-переход. Так, при использовании травите-
ля, состоящего из концентрированной плавиковой кислоты с добав
лением азотной, наблюдается потемнение p-области вследствие ее
окисления. При использовании плавиковой кислоты, разбавленной
дистиллированной водой, и в случае приложения к р-п-переходу
обратного смещения темнеет «-область.
Рис. 12.2. Косой (а) и сферический
(б) шлифы р-/г-перехода
Рис 12.3 Схема измерения р.,
четырехзондовым методом
Глубину х, залегания р-п-перехода определяют таким образом:
при использовании косого шлифа (рис. 12.2, а)
xi — Mga, (12.5)
где h — наблюдаемый размер окрашенной области; а — угол
шлифа;
при использовании сферического шлифа (рис. 12.2,6)
x, = (d?-d5)/(4£)), (12.6)
где df — диаметр лунки; d2 - диаметр нижней границы р-п-пере-
хода; D — диаметр шара. Такой контроль осуществляют на конт-
рольных пластинах.
Контроль удельного поверхностного сопротивления р_, диффузи-
онного слоя осуществляют четырехзондовым методом (рис. 12.3).
Для этого четыре равноотстоящих друг от друга металлических
зонда, установленных в одну линию, опускают на поверхность
пластины до образования электрического контакта. Через наружные
зонды пропускают измеряемый ток, а с помощью внутренних изме-
395
p4 = 4,5L///.
ряют падение напряжения. Удельное поверхностное сопротивление
определяют по формуле
(12.7)
При контроле толщина диффузионного слоя должна быть значи-
тельно меньше расстояния между зондами, что на практике всегда
выполняется.
Поверхностную концентрацию A's определяют либо по измерен-
ному значению ps, либо расчетным путем по известным технологи
ческим режимам и условиям проведения диффузии.
Контроль пробивного напряжения Unpoc р-п-перехода осущест-
вляют путем снятия вольт-амперных характеристик р-п-перехода,
для чего применяют соответствующие приборы (например, харак-
териограф ПНХТ-1) с двухзондовыми головками.
Следует отметить, что контроль качества диффузионных слоев
на соответствие требованиям p,(JVs) и L/npo6 в промышленных
условиях осуществляют не сразу после диффузии, а вслед за про-
ведением фотолитографии, в результате которой вскрывается до-
ступ к полупроводниковым областям. При этом контроль проводят
не на рабочих областях пластин (вследствие малых размеров диф-
фузионных областей), а на тестовых структурах. Распределение
диффундирующей примеси определяют в лабораторных условиях
путем послойного стравливания слоев с постоянным шагом по
толщине и последовательного измерения р, после каждого стравли-
вания. Распределение Nix, t) получают также расчетным путем по
данным процесса диффузии и измеренному значению ps, используя
для этого закон распределения примесей.
Для контроля качества эпитаксиальных слоев используют в
основном те же методы, что и для контроля диффузионных слоев
Однако, так как к эпитаксиальным структурам (исходному мате-
риалу при произво 1стве ИМС) предъявляются более высокие
требования, для оценки их качества контролируют большое коли-
чество параметров.
$ 12.4. КОНТРОЛЬ ГИБРИДНЫХ ИМС
Спецификой контроля качества гибридных ИМС является изго-
товление пассивной части (в большинстве случаев) в непрерывном
вакуумном цикле. При этом в задачу контроля входит не только
оценка качества получаемых пленочных структур, но и проведение
процессов напыления самих пленок. Основными контролируемыми
параметрами при нанесении пленок являются толщина и скорость
нанесения пленок.
Контроль толщины и скорости нанесения пленок. Требованиями
к методам и аппаратуре на их основе, предназначенной для
контроля толщины и скорости нанесения пленок, являются:
а) малая погрешность измерений — не более нескольких про-
центов от измеряемой величины, а в некоторых случаях не бо-
лее 1%;
396
б) высокая надежность, стабильность во времени и независи-
мость показаний от условий работы: температуры, давления,
воздействия агрессивных паров и т. д.
в) высокая чувствительность и ее постоянство в широком диа-
пазоне измеряемых величин.
В отдельных случах предъявляются дополнительные требования:
а) возможность одновременного измерения толщины и скорости;
б) пригодность для измерения толщины и скорости нанесения
как металлических, так и диэлектрических пленок;
в) возможность автоматического регулирования скорости нане-
сения пленок и прерывания процесса осаждения при достижении
заданного значения толщины пленки.
По физическим принципам методы измерения толщины и скоро-
сти нанесения пленок можно подразделить на три основных типа:
1) методы, основанные на измерении параметров осаждаемой
на подложку пленки в течение определенного промежутка времени;
2) методы, основанные на измерении параметров потока испа-
ряемого метариала;
3) методы, основанные на измерении реакции какой-либо
контрольной подложки на удары испаряемых частиц о ее поверх-
ность.
Методы первого типа позволяют непосредственно измерять
массу (или толщину) пленки в процессе нанесения, а методы
второго и третьего типов — скорость нанесения пленки. Однако
методами первого типа можно определить и скорость нанесения
пленки путем измерения приращений толщины (или массы) слоя
в единицу времени (дифференцирование), а методами второго и
третьего типов — массу (или толщину) пленки путем суммирования
приращений скорости нанесения в единицу времени (интегри-
рование) .
Скорость нанесения пленки определяют по двум величинам:
скорости испарения, характеризующей поток испаряемого материа-
ла, и скорости осаждения, характеризующей рост пленки на под-
ложке. Следовательно, скорость испарения можно измерить мето-
дами второго и третьего типов, а скорость осаждения — методами
первого типа. Однако если допустить, что поток испаряемого ма-
териала молекулярный и все молекулы, подлетая к подложке,
осаждаются на ней, то для измерения скорости осаждения можно
воспользоваться методами второго и третьего типов, разместив пре-
образователь измерительного устройства на уровне подложки.
При нанесении металлических пленок в вакууме с целью полу-
чения тонкопленочных проводников и резисторов логичнее вместо
толщины измерять сопротивление этих элементов. На этом основан
резистивный метод контроля.
Систему контроля в этом случае строят так, что процесс осажде-
ния прекращается в момент, когда сопротивление пленки дости-
гает заданного значения. Датчиком сопротивления в такой системе
обычно служит контрольный образец («свидетель»), представляю-
щий собой отрезок подложки с нанесенными по краям контактными
397
площадками для подсоединения к измерительной схеме (рис. 12 4)
В качестве измерительного прибора, регистрирующего сопротив-
ление «свидетеля», может быть использован любой омметр, под-
ходящий по точности и диапазону измеряемых величин.
Для измерения сопротивления резистивных пленок в процессе
их осаждения применяют прибор КС-1. Упрощенная функциональ-
ная схема системы контроля с использованием прибора КС-1
показана на рис. 12.5. «Свидетель» 7?с включен в одно из плеч мос-
та. Нужное номинальное значение сопротивления устанавливают на
задатчике, в качестве которого служит магазин эталонных резисто-
ров. В диагональ моста включен электронный усилитель постоян-
ного тока УПТ с высоким коэффициентом усиления. Нагрузкой
усилителя является электромагнитное реле Р с размыкающими
контактами К Через эти контакты на электромагнитный привод
заслонки 4 подается напряжение питания U, благодаря чему за-
слонка 2, расположенная в вакуумной камере /, удерживается в
положении, при котором она не перекрывает потока испаряемого
материала от испарителя 3. При осаждении резистивной пленки
на «свидетель» его сопротивление постоянно уменьшается и в мо-
мент, когда оно становится равным сопротивлению задатчика
(R= R,), мост оказывается уравновешенным. Выходной сигнал
УПТ, соответствующий состоянию равновесия моста, приводит в
действие реле Р, размыкая его контакты и тем самым отключая
питание привода заслонки. Последняя при этом под действием
пружины поворачивается и перекрывает поток испаряемого ма-
териала.
Прибор КС-1 позволяет измерять сопротивления в диапазоне
от 0 до 50 кОм с точностью до 5%.
Для измерения толщины слоев в процессе осаждения в пределах
от 0,01 до 5 мкм (для пленок серебра) резонансно частотным
методом используют прибор оКИТ-1. Чувствительность кварцевого
преобразователя прибора 1 А/Гц. Функциональная схема прибора
КИТ-1 показана на рис. 12.6.
Точность прибора зависит в основном от точности построения
градуировочных кривых, выражающих зависимость между измене-
нием толщины пленки d и сдвигом частоты кварцевого преобразо-
вателя А/, а также от поддержания при последующей работе прибо-
ра условий осаждения пленки на подложку, при которых проводи-
лась градуировка, так как при изменении этих условий возможно,
в частности, изменение плотности пленки.
При нанесении тонких пленок в вакууме методом термического
испарения для контроля параметров технологического процесса
можно пользоваться системами, основанными на измерении ион-
ного тока который создается путем ионизации части потока паров
осаждаемого материала в специальном устройстве ионизацион
ном преобразователе. При этом значение ионного тока оказывается
пропорциональным скорости осаждения пленки, если преобразова-
тель находится рядом с подложкой Однако в пространстве, где
происходит ионизация, наряду с молекулами испаряемого материа-
398
„ Задание
толщины
Рис. 12.4. Контрольный образец
(«свидетель»):
I — подложка, 2 контактные
площадки
кв.
К62
Рис. 12.6. Функциональная схема кварцевого
измерителя толщины КИТ-1
ла, движущимися в опреде-
ленном направлении, всегда
имеются хаотически переме-
щающиеся молекулы оста-
точных газов, которые тоже
ионизируются и тем самым
создают помеху, искажаю-
щую результат измерения.
Поэтому при измерении ско-
рости осаждения ионизаци-
онным методом возникает
необходимость выделения из
I общего ионного тока полез-
1' ной составляющей, т е. ион-
ного тока испаряемого ма
териала. На этом принципе
' построен отечественный из-
меритель скорости и толщи-
ны ИСТИ-1.
На рис. 12.7 изображена схема измерительной головки прибора
ИСТИ-1, состоящая из ионизационного преобразователя и моду-
лятора.
Функциональная схема прибора ИСТИ-1 приведена на рис. 12.8.
Промодулированный модулятором М сигнал с ионизационного пре-
образователя ИП поступает по гибкому кабелю в измерительный
прибор. В измерительном приборе переменная составляющая ион-
ного тока преобразователя усиливается в измерительном усилителе
ИУ, детектируется в детекторе Д и подается на стрелочный инди-
катор И, показания которого пропорциональны скорости осаждения
пленки. Этот же сигнал с детектора подается на интегратор Ин,
преобразующий его в сигнал, пропорциональный толщине слоя.
Измеряемая толщина отсчитывается на цифровом индикаторе при-
бора ЦИ Кроме того, в приборе размешены стабилизатор тока
эмиссии СТЭ ионизационного преобразователя и генератор стаби
лизированной частоты ГСч, питающий катушки модулятора.
Таким образом, прибор ИСТИ-1 является универсальным
устройством, позволяющим одновременно измерять толщину и ско
рость осаждения тонких пленок любых материалов. Относительная
погрешность измерения толщины и скорости прибором ИСТИ-1
не превышает ±10%.
Существенным недостатком ионизационного метода является то,
что его нельзя использовать при ионно-плазменном и катодном
распылении.
Контроль внешнего вида. В процессе изготовления пассивной
части гибридной ИМС, а также при сборке производят контроль
внешнего вида. Он является первой операцией межоперационного
и финишного контроля и проводится с целью отбраковки ИМС,
имеющих явно выраженные дефекты пленок, соединений и навесно-
го монтажа. При таком контроле обнаруживаются следующие
дефекты пленок:
а) смещение слоев относительно друг друга и края подложки;
б) искажение рисунка тонкопленочной микросхемы;
Рис. 12 7. Схема измерительной
головки прибора ИСТИ 1:
I — прямонакальный катод. 2 —
коллектор ионов: 3 — анод; 4
вращающийся диск; 5 — опоры
Рис. 12.8 Функциональная схема при
бора ИСТИ-1
Измерительная Измерительный
головка прибор
в) вздутие и отслаивание участков пленки;
г) царапины на пленках;
д) капли испаряемого материала на поверхности пленок.
Внешний вид обычно контролируют с помощью микроскопа
МБС 1, увеличивающего рассматриваемый объект от 3,5 до 88 раз,
в поле зрения соответственно от 42 до 2,6 мм.
В результате такого контроля удается избежать непроизво-
дительного расхода времени на измерение электрических пара-
метров ИМС
Контроль электрических параметров При межоперационном и
финишном контроле тонкопленочных ИМС проводят большое коли-
чество измерений различных электрических параметров элементов:
сопротивлений резисторов, проводников и изоляции, а также
емкостей и тангенса угла диэлектрических потерь конденсаторов.
Эти измерения характеризуются рядом особенностей, обусловлен-
ных малыми размерами пленочных элементов, большим количест-
вом и разнообразием таких элементов на одной подложке, а также
400
широким диапазоном значений измеряемых параметров Кроме то-
го, с развитием тонкопленочной микроэлектроники наблюдается
тенденция к ужесточению допусков на параметры элементов (в
основном элементов аналоговых ИМС). Поэтому при измерении
параметров элементов микросхем используют специальные приспо-
собления Их применяют для надежного подключения пленочного
элемента к измерительному прибору и получения небольшого
переходного сопротивления между зондом приспособления и кон-
тактной площадкой ИМС при малой площади контактирования
На одной подложке обычно содержится до 300 (и более) пле-
ночных элементов и таких подложек одовременно поступает на
измерительные операции несколько десятков, поэтому измерения в
производстве тонкопленочных микросхем носят массовый характер.
В связи с этим важное значение приобретает автоматизация
измерений.
Для измерения электрических параметров тонкопленочных эле-
ментов используют следующие измерительные приборы: одинарные
равновесные мосты постоянного тока с ручным и автоматическим
уравновешиванием и омметры для измерения сопротивления тон-
копленочных проводников, резисторов и изоляции; равновесные
мосты переменного тока и приборы на основе резонансного метода
для измерения емкости и тангенса угла диэлектрических потерь
тонкопленочных конденсаторов
В производственных условиях предпочтение отдается автома-
тическим цифровым приборам, которые настраиваются на измеря-
емую величину автоматически, а результат измерения выдается в
цифровой форме т. е. непосредственно в виде числа, изображенного
на индикаторе отсчетного устройства. Такие приборы обладают
преимуществами перед приборами с ручной настройкой и стрелоч-
ными индикаторами, так как позволяют снизить трудоемкость изме-
рений и исключают характерные при отсчете по шкалам стрелочных
индикаторов ошибки, вызванные субъективными особенностями зре-
ния каждого оператора, производящего измерения.
Приборы для измерения электрических параметров тонкопленоч-
ных элементов следует выбирать исходя из требуемого диапазона
и точности измерений Кроме того, необходимо помнить что напря-
жение, подаваемое от измерительного прибора на тонкопленочный
конденсатор, не должно превышать максимально допустимого испы-
тательного напряжения для данного конденсатора, а ток, проходя-
щий через измеряемый тонкопленочный резистор, не должен пре-
вышать предельно допустимое значение для данного резистора.
J12.5 ИЗМЕРЕНИЕ СТАТИЧЕСКИХ И ДИНАМИЧЕСКИХ ПАРАМЕТРОВ ИМС
На завершающих стадиях технологического процесса изготов-
ления ИМС (сборка, монтаж, герметизация) межоперационный и
финишный контроль качества ИМС сводится к измерению электри-
ческих параметров и проверке работоспособности ИМ (контроль
их функционирования).
401
*4—1187
Особенностью измерений электрических параметров является
отношение к ИМС. как к неделимому целому, когда ИМС оценива-
ют только на внешних выводах. Поэтому в качестве измеряемых
параметров используют как не изменяющиеся во времени токи и
напряжения (статические параметры), так и времена их изменения
(динамические параметры). Следовательно, контроль качества
ИМС осуществляют путем измерения токов, напряжений и времен-
ных интервалов с последующим сравнением их значений с требуе-
мыми критериями, установленными в ТУ
Для цифровых ИМС в качестве статических параметров исполь-
зуют токи и напряжения на входах и выходах ИМС, находящихся
В ОДНОМ ИЗ двух логических СОСТОЯНИЙ- /il1, /J®1, /'ыХ, /вых. IJbx .
Увых, U^m- К ним относятся и пороговые напряжения логиче-
ских «1» и «О» £Дор, а также токи, потребляемые от источника
питания: /„", /,(,0).
Рис 12.9. Функциональные схемы измерений параметров /в)1 (а) и (б) для
простых инвертирующих ИМС:
ИОН — источник опорного напряжения, И ПН — источник питающих напряжений; ИТИ —
источник тока нагрузки
В качестве динамических параметров цифровых ИМС исполь-
зуют время задержки включения /('°1, время задержки выключения
/з ’, время переключения из одного логического состояния в другое
/V01, /.'°'1 и время задержки распространения информации /*р0),
/з р ’ •
Основными параметрами аналоговых ИМС являются: коэффи-
циенты усиления по току и напряжению; входные и выходные
напряжения, токи и сопротивления- граничная частота; частота
единичного усиления; время установления выходного напряже-
ния и др.
Измерение статических параметров На рис. 12.9, а, б приведены
функциональные схемы измерений параметров /Д' и [7^ для
простых инвертирующих ИМС.
Измерения значений статических параметров проводят в точках
входной, выходной и передаточной характеристик; на измеряемом
выводе устанавливают сигнал (уровень тока или напряжения),
соответствующий измеряемому. Последовательность и режим изме
рений, полярность источников напряжений питания, напряжений и
402
токов на входных и выходных выводах ИМС в зависимости от
вида и группы ИМС устанавливают в технической документации
на ИМС. Измерение статических параметров осуществляют с по-
мощью миллиамперметров и вольтметров по заранее составляемой
тестовой таблице содержащей перечень норм и условий измерений:
измеряемые и контролируемые параметры, единицы измерения па-
раметров, гранитные значения параметров, номера выводов, на
которых производятся измерения, условия измерения. В условиях
измерений указывают напряжения источников питания, электриче
ский режим на измеряемом и остальных выводах ИМС, допустимые
погрешности на параметры Следует отметить, что при измерениях
выбирают наихудшие сочетания электрических условий, гарантиру-
ющих работоспособность ИМС. Такая тестовая таблица служит
Рис 12.10. Функциональные схемы измерений динамических пара-
метров.
ИП источник штания; Г ПИ генератор прямоугольных импульсов;
И ВИ измеритель временных параметров. ЭН — эквивалент нагрузки.
Ч частотомер
для контроля параметров ИМС и является сопроводительным доку
ментом. Погрешность измерения статических параметров ИМС не
должна превышать ±5%.
Измерение динамических параметров Для измерения динами
ческих параметров цифровых ИМС используют в основном осцил-
лографические и цифровые методы В первом случае измерения
проводят по наблюдаемым сигналам на двухлучевом осциллографе,
во втором — путем определения временных интервалов между сиг-
налами с помощью частотомеров или других измерительных прибо
ров с цифровым отсчетом.
Схемы измерений динамических параметров цифровых ИМС
приведены на рис. 12.10.
При измерении параметров /3 и t„ применяют схему с генерато
ром прямоугольных импульсов (рис. 12.10, а), согласно которой
возбуждающий импульс с генератора поступает на вход ИМС,
а в качестве эквивалента нагрузки чаще всего используют ИМС
аналогичного типа Необходимым для измерения является условие
403
Рис. 12.11 Пример отсчета динами-
ческих параметров
Рис 12.12. Структурная схема уст-
ройства для измерений и контроля
параметров ИМС:
ИИ источник питания; И — ипдн
катор; У СИ и Т — узел сигнальных
напряжений и токов; УС — узел срав-
нения. У У — узел установок
% С (0,1 4-0,2)/,, где Тф — длительность фронта возбуждающего
импульса.
Для измерения параметров /1'р0) и /("' применяют схему с коль-
цевым генератором (рис. 12.10,6). В данном случае схема состоит
из определенного числа инвертирующих ИМС, соединенных в коль-
цо для возникновения релаксационных колебаний. Минимальное
число ИМС должно быть нечетным и таким, чтобы амплитуда
релаксационных колебаний достигала максимального значения
Обычно число ИМС в кольце определяют из соотношения
(12.8)
Емкости Ск и Cl в обеих схемах рис. 12.10 имитируют подклю-
чение к ИМС расширителей по схемам И и ИЛИ соответственно.
Для отсчета динамических параметров ИМС используют фикси-
рованные уровни напряжения, отсчитываемые от нулевого потении
ала, для отсчета параметров /,, /„ — два уровня:
1) US’Jx+O.lAU.nn и Д,1,,1’ -0.1Д(Л (12.9)
2) и^\+0,2Ц, и -0,2Ц„ (12.10)
где Д(/„,1П — минимальный логический перепад; (7„ напряжение
статической помехи.
Параметр /, р измеряют на уровне
и.р.=(Д,(Й + ^;>)/2, 12.11)
где (7пор — пороговое напряжение.
Пример отсчета динамических параметров показан на рис. 12.11.
При измерении параметров ИМС сложного комбинационного
404
типа (например, триггеров, запоминающих элементов) применяют
те же схемы измерений. Особенность заключается только в том,
что на ИМС подается большое количество импульсов и ее работо-
способность контролируется за счет соответствия сигналов таблице
истинности.
Для измерений параметров ИМС служит узкоспециализиро-
ванная аппаратура, предназначенная для одной серии ИМС, и
универсальная аппаратура, позволяющая измерять параметры раз-
личных типов ИМС. С помощью такой аппаратуры осуществляют
контроль параметров ИМС в производственных условиях
Структурная схема устройства для измерений и контроля пара
метров ИМС показана на рис. 12.12. При использовании такого
устройства измерение и контроль осуществляют автоматически по
заранее составленной программе (программатор) и в соответствии
с требуемыми значениями контролируемых параметров, граничные
значения которых установлены в узле установок. Измеренное
значение контролируемого параметра сравнивается на соответствие
граничным условиям. В зависимости от результата сравнения про-
изводится отбраковка ИМС. В универсальной измерительной аппара-
туре обязательным являются выход на ЭВМ, регистрация измеря-
емых параметров и быстрая смена программы измерений.
§ 12.6. КОНТРОЛЬ БИС
Непрерывное повышение функциональной сложности ИМС уве-
личивает трудоемкость операций контроля, осуществлять которые
в условиях серийного производства становится практически невоз-
можно без автоматизированных контрольно измерительных систем
Это относится как к полупроводниковым, так и к сложным гибрид-
ным БИС, несущим на одной подложке группу ИМС первой или
второй степени интеграции.
В процессе развития интегральной микроэлектроники появилась
необходимость проводить следующие виды контроля цифровых
интегральных микросхем: функциональный статический и динами-
ческий, параметрический для параметров на постоянном токе и вре-
менных параметров и диагностический.
Эффективность применения различных видов контроля зависит
от степени интеграции ИМС, типа логических элементов в них
(динамические элементы на МДП-транзисторах, статические эле-
менты с ТТЛ-связями и др.) и целей контрольных испытаний
(исследование параметров ИМС, проверка работоспособности ИМС
с минимальными затратами и максимальной производитель-
ностью и т. д.).
Для ИМС третьей степени интеграции главным видом контроля
являются функциональные испытания, в основе которых, так же
как и при проверке любых сложных цифровых устройств, лежит
тестовый набор, составленный, например, с помощью ЭВМ с учетом
минимизации количества входных кодовых комбинаций.
Сложность и многообразие программ функционального и диаг-
405
ностического контроля полупроводниковых и гибридных БИС об-
условили использование ЭВМ в автоматизированных системах
контроля как основного элемента системы, осуществляющего ло-
гико-программное управление контролем, а также обработку и реги-
страцию его результатов.
К характеристикам автоматизированных систем контроля БИС
относятся:
а) производительность, или число схем, контролируемых в еди
ницу времени (при заданной степени интеграции);
б) максимально допустимое число выводов контролируемой
схемы;
в) максимальное число разрядов кодовой комбинации, выдава-
емое одной командой (за один цикл управления) ЭВМ,
г) количество контрольных постов в системе, с которыми воз-
можна одновременная работа (режим разделения времени);
д) Состав и универсальность программного обеспечения;
е) возможность контроля полупроводниковых и гибридных БИС
на различной элементной базе (биполярные или МДП транзисторы)
и различного функционального назначения (комбинационные схе-
мы, ЗУ и т. д.).
Универсальность автоматизированной системы зависит от того,
обладает ли она всеми указанными характеристиками и их коли-
чественными значениями.
Разработан ряд отечественных автоматизированных систем
контроля БИС. На рис 12.13 приведена структурная схема эконо-
мичной системы функционального контроля МДП-БИС, выполнен-
ной на базе управляющей машины УМ1-НХ При построении
системы учтены особенности МДП БИС с динамической логикой.
Поскольку система спроектирована для производственного контро-
ля, в ней применено для хранения тес-
товых комбинаций быстродействующее
ПЗУ с произвольной выборкой 8.
По команде от ЭВМ 1 в счетчик
адреса памяти 4 записывается началь-
• ный адрес входных тестовых комбина
ций, в регистр адреса контролируемой
тестовой комбинации 2 — соответству-
ющий адрес. На компаратор // подает-
ся ожидаемая комбинация выходных
сигналов. Несколько разрядов ПЗУ
выделяется для хранения числа циклов
генератора тактовых импульсов 7, за
время которых на входные выводы
контролируемой схемы БИС 10 подает-
ся одна и та же тестовая комбинация
через схему выдач входных воздей-
ствий 9 Число циклов записывается
в счетчик повторений тестовых комби-
наций 5, на счетный вход которого
Рис. 12.13. Структурная схема
автоматизированной системы
функционального контроля МДП
БИС
406
поступают тактовые импульсы от генератора тактовых испульсов 7
через вентиль 6 После его заполнения содержимое счетчика адреса
памяти увеличивается на единицу и ПЗУ опрашивается по новому
адресу. Схема сравнения 3 обеспечивает проверку БИС по каждому
адресу различных тестовых комбинаций. Программное выделение
ошибок в системе осуществляется ЭВМ
Наиболее перспективными представляются многопостовые систе-
мы контроля, работающие в режиме разделения времени. Этот
режим позволяет использовать одну ЭВМ, а также значительную
часть электронной аппаратуры системы для обслуживания ряда
контрольных постов. Построение приближенной временной диаг-
раммы работы таких систем основано на заполнении пауз в работе
ЭВМ с отдельным постом (в частном случае на время механическо-
го перемещения зондовой контактирующей головки осуществляется
обмен информацией с другими постами).
В отечественной практике наметилась тенденция к разработке
многопостовых универсальных систем контроля различных типов
БИС, построенных по модульному принципу на базе ЭВМ и имею-
щих единое программное обеспечение. Структуру таких систем
контроля проектируют так, чтобы можно было комплектовать
контрольно-измерительные посты различного назначения (в част-
ном случае одного), а также стандартные периферийные устрой-
ства, в том числе накопители большой емкости и быстродействую-
щие устройства ввода и вывода информации
В отечественной практике для измерения и контроля статических
параметров ИМС используют информационно-измерительные систе-
мы (ИИС) «Интеграл-М», «Вахта-1М», а для измерения и контро-
ля динамических параметров ИИС 1Д, ИИС2-2Д, «Элекон-ДЛ 1»,
ИИС 1010/01, «Элекон-Д2М», Л-2-35А. Для совмещенного конт
роля статических параметров и функционального контроля БИС
МП и ЗУ предназначены информационно-измерительные системы
«Элекон-СФ», «Элекон-СФ ЗУ», ИИС-3, ИИС 4, для совмещенного
контроля динамических параметров и функционирования ИМС
система ИИС-1003, а для совмещенного контроля статических, ди
намических параметров и функционирования ИМС — система
ИИС-1010. Функциональный контроль БИС ОЗУ, ПЗУ по различ-
ным алгоритмам обеспечивает установка «Элекон Ф-ЗУМ»
$ 12.7. МЕТОДЫ НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ КАЧЕСТВА ИМС
Методы неразрушающего контроля (НРК) включают все методы
измерения физических, физико-химических и других характеристик,
материалов и изделий, в том числе характеристик и параметров
электрических сигналов и цепей, при которых сохраняется надеж
ность контролируемого изделия. Применение методов НРК связано
с необходимостью выявления не только дефектов, вызывающих
отклонение свойств и параметров микросхем (или потерю их рабо-
тоспособности) в момент контроля, но также скрытых и потенциаль-
407
ных дефектов, обусловливающих отказы через некоторое время
Обнаружение таких дефектов позволяет с определенной достовер
ностью прогнозировать индивидуальное время безотказной работы
контролируемой ИМС, не прибегая к статистическим результатам,
полученным в процессе испытаний аналогичных микросхем на срок
службы.
Методы НРК позволяют контролировать качество ИМС:
а) в»процессе и после окончания производства, осуществляя
отбраковку микросхем со скрытыми дефектами или предпосылками
к их появлению и повышая тем самым надежность изготовлен-
ных ИМС;
б) после частичной или полной потери ими работоспособности,
вскрывая причины происшедших отказов, что увеличивает объем
информации, которая может использоваться при совершенствова-
нии технологического процесса изготовления ИМС, а также при их
проектировании. Это также способствует повышению надежно-
сти ИМС.
Для оценки качества и надежности ИМС и их компонентов наи
более приемлемы следующие физико-технические методы НРК:
рентгенотелевизионный, рентгеновской дифракционной топографии,
сканирующей электронной микроскопии, тепловой, измерения шу-
мовых характеристик и нелинейности, голографии и микротоков.
Развитие, совершенствование и применение методов НРК для
оценки надежности микросхем определяются их информатив-
ностью и быстродействием получения информации, возможностью
построения автоматических измерительных устройств. Данные, ха-
рактеризующие возможности каждого метода НРК, и области их
применения приведены в табл. 12.3.
Ни один из рассмотренных методов в силу своих ограниченных
возможностей не может обеспечить полный контроль качества ИМС
как в процессе производства, так и готовых. Данную задачу нужно
решать в комплексе на базе электрических и физико-технических
методов НРК исходя из их информативности и эффективности
применения. При этом необходимо учитывать также характер конт
роля: сплошной или выборочный. При выборочном контроле исполь-
зование иеразрушающих методов позволяет сократить объем вы-
борки при сохранении прежней достоверности и надежности контро-
ля и повысить его достоверность (надежность) без увеличения объ-
ема выборки. При сплошном контроле выбор метода основан на
экономической эффективности, которая определяется степенью ав-
томатизации иеразрушаюшего контроля.
Из рассмотренных методов наибольший интерес представляют
методы голографии, сканирующей электронной микроскопии, рент-
генотелевизионный и тепловой (на основе инфракрасной радио-
метрии) .
Метод голографии наиболее апробированный и экономически
выгодный. Дня повышения его информативности необходимо для
каждого технологического процесса производства ИМС система-
тизировать проявление дефектов по этапам технологического про-
408
Общая характерис!ик» методов неразрушающего контроля ИМС
х
409
410
цесса (после каждой технологической операции в виде фотосним-
ков) с указанием возможных причин их образования в форме на-
глядных пособий
Метод сканирующей электронной микроскопии можно применять
для оперативного изучения поверхностных дефектов микросхемы
после наиболее ответственных (с точки зрения надежности) опера-
ций как при групповой, так и при индивидуальной технологии ИМС
При этом контроль может быть сплошным или выборочным Наибо-
лее целесообразно использовать данный метод для качественного
и количественного исследования поверхностных явлений в ИМС,
связанных с распределением поверхностного потенциала, инверс-
ных каналов, для оценки областей или участков с повышенной
плотностью заряда, определения пространственного рельефа залега-
ния и контуров р-п-переходов, изучения динамических характерис-
тик ИМС.
Рентгенотелевизионный метод перспективен для контроля скры-
тых дефектов герметизированных ИМС. Метод контроля на основе
инфракрасной радиометрии позволяет исследовать тепловые режи
мы, определять рабочую температуру отдельных элементов и тем
самым оценивать качество и прогнозировать надежность ИМС
Для получения и исследования температурных профилей ИМС не-
обходимо решать вопросы уравнивания излучательной способности
элементов ИМС, применять ИК радиометры для снятия температур-
ных полей с выдачей информации на ЭВМ
Несмотря на ценность информации о качестве ИМС, получаемой
методами НРК, их практическое внедрение сдерживается из-за
сложности построения измерительных устройств, отвечающих тре-
бованиям современной интегральной технологии по производитель-
ности, регистрации результатов и автоматизации.
$ 12.8. ПОДГОТОВКА ПРОИЗВОДСТВА
И РАЗРАБОТКА ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ИМС
Качество изготовляемых ИМС и эффективность их произвол
ства во многом определяются уровнем технологической подготовки
производства, важной составной частью которой является разра
ботка технологии и выпуск технологической документации.
Технологическая подготовка произволе т-
в а разработка наиболее экономичного процесса изготовления
ИМС, полностью соответствующих техническим требованиям. При
технологической подготовке производства необходимо определить
оптимальный для данных производственных условий вариант пере
хода от конструкторской документации к готовому изделию, вклю-
чая его сборку. Выбранный вариант технологического процесса
должен обеспечивать не только высокий уровень качества и надеж-
ности выпускаемых изделий, но и наилучшие показатели эффек-
тивности производства.
В процессе технологической подготовки производства решают
следующие основные задачи
411
планирование всех этапов подготовки производства, организа-
цию их выполнения и управление подготовкой;
отработку изделий на технологичность, т. е. обеспечение техно-
логичности и высоких качественных показателей ИМС;
технологическое проектирование, включающее разработку техно-
логических маршрутов и процессов, а также моделирование техно-
логических процессов с целью их оптимизации;
нормирование, т. е. определение трудоемкости операций и ра
счет норм расхода материалов;
конструирование и изготовление специальной технологической
оснастки, специального и вспомогательного оборудования.
Решение указанных задач охватывает весь комплекс работ по
технологической подготовке производства, в том числе конструк-
торско-технологический анализ изделия, организационно-техноло
гический анализ производства, расчет производственных мощнос-
тей, определение материальных и трудовых нормативов, разработку
и внедрение технологических процессов.
Технологическая подготовка производства (ТПП) регламенти-
руется ГОСТами «Единой системы технологической подготовки
производства» (ЕСТПП). Она представляет собой установленную
государственными стандартами систему организации и управления
процессом технологической подготовки производства, предусматри-
вающую широкое применение прогрессивных типовых (базовых)
технологических процессов, стандартной технологической оснастки
и оборудования, средств механизации и автоматизации производ-
ственных процессов и инженерно-технических работ.
Значительное внимание в ЕСТПП уделяется работам по меха-
низации и автоматизации подготовки производства Так, в рамках
ЕСТПП имеются стандарты (ГОСТ 14.401 — 73 — ГОСТ 14.410—73)
регламентирующие следующие работы:
порядок проведения работ по автоматизации, включая создание
математического, программного, информационного и технического
обеспечения;
выбор объекта автоматизации по установленному составу по-
казателей;
определение целесообразного уровня автоматизации решения
задач ТПП;
определение очередности автоматизации решения задач ТПП
взаимодействие схемотехников, конструкторов, технологов и ма
тематиков программистов с целью определения полноты представ-
ляемой информации для автоматизации;
правила и порядок формирования информационных массивов;
выбор номенклатуры и состава технических средств автомати-
зации и др.
Организационно проведение ТПП можно представить в виде
выполнения отдельных этапов Основные этапы ТПП применитель-
но к изделиям микроэлектроники с указанием исполнителей при-
ведены в табл. 12 4
412
Таблица 124
Этапы технологическом подготовки производства
Содержание этапов
Исполнители
1. Управление, планирование, ирогнозирова
ние и моделирование технологической иодго
товки
2. Отработка конструкции изделия и деталей
на технологичность. Участие в изготовлении
опытного образна
3. Разработка технологических процессов из-
готовления и контроля деталей, процессов сбор-
ки и испытаний, включая распределение иомен
клатуры между цехами и участками, разработку
технологических маршрутов, пооперационных
карт и прочей технологической документации
4. Типизация технологических процессов,
разработка базовых и групповых процессов,
технико-экономические обоснования технологи
ческих процессов
5 Установление пооперационных технических
норм времени всех технологических процессов
6. Расчет норм расхода материалов
7. Выбор и обоснование специального обору-
дования, агрегатирование и стандартизация
оборудования (в отдельных случаях и проекти-
рование оборудования)
8. Установление коэффициентов оснащен-
ности, типажа и номенклатуры необходимого
специального, универсального и унифицирован
ного оснащения. Проектирование (поиск и вы
бор) специальной н унифицированной оснастки
Технико-экономические обоснования выбора и
применения оснастки
9 Разработка и уточнение нормативов на
работы ТПП
10. Разработка мероприятий по организации
и управлению ТПП, созданию и эксплуатации
подсистем АСУ ТПП, а также по механизации
и автоматизации инженерно-технических и уп-
равленческих работ по ТПП
Руководство отдела главного
технолога (ОГТ) и отдел (бюро)
планирования подготовки произ-
водства Работники проектно тех
нологических институтов (ПТИ)
Технологи ОГТ совместно с
конструкторами изделий и работ-
никами опытного производства
Работники ПТИ и ОГТ
Работники ПТИ при участии
технологов и экономистов ОГТ
Нормировщики отделов труда и
заработной платы (ОТиЗ), техно-
логи ОГТ, работники ПТИ
Технологи ОГТ при участии
конструкторов. Отдел главного
конструктора (ОГК)
Конструкторы и технологи ОГТ
и ПТИ
То же
Бюро планирования подготовки
производства
Работники ПТИ и ОГТ. мате-
матики npoi раммисты
Степень проработки каждого этапа зависит пропорционально
от серийности производства.
Таким образом, ЕСТПП охватывает весь комплекс работ по
управлению подготовкой производства на базе стандартизации тех-
ники, технологии и организации производства с учетом унифика-
ции математического и программного обеспечения.
Конечной целью ТПП является обеспечение полной технологи
ческой готовности предприятия к производству любого типа (мас-
413
сового, серийного, единичного) изделий высшей категории качества
в минимальные сроки и при минимальных трудовых и материаль-
ных затратах Под полной технологической готовностью понимают
наличие на предприятии разработанной и апробированной техно-
логии — полного комплекта технологических документов и средств
технологического оснащения, необходимых для производства новых
изделий.
Отметим, что разработка технологии — наиболее важный этап
в ТПП. В общем случае разработку технологии осуществляют
в несколько этапов. На первом, предварительном, этапе выполня-
ется поисковая работа, в результате которой на основе расчетов,
выбора материалов и проведения экспериментов определяют воз-
можный способ изготовления изделия. На этапе научно-исследова-
тельской работы (второй этап) исследуют различные варианты
технологии и выбирают оптимальную. На этапе выполнения опыт-
но-конструкторской работы (третий этап) проводят практическую
реализацию окончательного оптимального варианта технологии.
Поскольку в микроэлектронике конструкция изделия (ИМС, БИС,
МСБ) тесно взаимосвязана с технологией, на этом этапе оптими-
зируется как конструкция, так и технология. На данном этапе
и осуществляют ТПП.
Составной частью ЕСТПП является система технологической
документации комплекс стандартов, как правило, отраслевых,
регламентирующих назначение, составление, оформление, обозначе-
ние и обращение технологических документов.
Каждый разработанный технологический процесс микроэлектро-
ники оформляется комплектом технологических до-
кументов, содержащих подробное описание всего технологи-
ческого процесса изготовления ИМС (БИС, МСБ) и отражающих
методы, средства и порядок проведения каждой операции и техно-
логического процесса в целом.
В зависимости от назначения технологические документы под
разделяются на основные и вспомогательные. К основным доку
ментам, требуемым для изготовления ИМС, относятся технологи-
ческая спецификация, маршрутная карта технологического процес-
са, операционные карты технологического процесса и технологи-
ческого контроля, технологические инструкции. К вспомогательным
документам, которые разрабатывают по мере надобности, относятся
перечень технологических документов, маршрутно-контрольная
карта, ведомости оборудования, инструмента, оснастки, пояснитель-
ная записка.
Технологическая спецификация (СпТ) содержит
перечень маршрутных карт технологического процесса и ведомос-
тей на оборудование, инструмент, оснастку и тару, необходимые
для изготовления ИМС
Маршрутная карта технологического про-
цесса (МК) устанавливает последовательность законченного
комплекса операций. В маршрутной карте перечисляются назва-
ния технологических операций изготовления ИМС или сборки ИМС
414
в порядке их выполнения с указанием номеров операционных тех-
нологических карт
Операционная карта технологического про-
цесса (ТК) содержит описание типовой технологической опера-
ции с указанием переходов, режимов обработки и данных о сред-
ствах технологического оснащения. Количество операционных карт
равно числу типов операций в технологическом процессе.
Технологическая инструкция (ТИ) содержит опи-
сание приемов работы либо технологических процессов изготовле-
ния или ремонта изделия (включая контроль), правил эксплуата
ции, физических и химических явлений, возникающих при отдель-
ных операциях.
Маршрутно - контрольная карта (МКК) являет-
ся основным документом, фиксирующим контроль изделия на ра-
бочем месте Она определяет последовательность выполнения опе-
раций контроля в технологическом производственном процессе
Все перечисленные документы составляют на специальных блан
ках строго по разработанным формам. Изменения в документацию
могут быть внесены только официально после утверждения спе-
циальной карты изменения технологического процесса.
В последнее время для ТПП изделий микроэлектроники раз-
рабатывают и используют системы автоматизированного проекти-
рования технологии (САПРТ), с помощью которых кроме основных
решают задачи по применению в производстве роботов, а также
по оформлению и выпуску технологических документов машинным
способом.
При ТПП необходимо учитывать различные методы и средства,
способствующие повышению качества и надежности ИМС.
§13.1. ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ
НАДЕЖНОСТИ
I 3 Глава
Надежность
интегральных
микросхем
1
• Надежностью изделия называют свойство изделия сохранять значения уста-
новленных параметров функционирования в определенных пределах, соответ-
ствующих заданным режимам и условиям использования, технического обслужи-
вания, хранения и транспортировки
Надежность — комплексное свойство, которое в зависимости от
назначения изделия и условий его эксплуатации может включать
безотказность, долговечность, ремонтопригодность и сохраняемость
в отдельности или определенное сочетание этих свойств как изде
лия в целом, так и его частей.
Основное понятие, используемое в теории надежности, — отказ,
т е утрата работоспособности, наступающей внезапно либо посте
пенно. Работоспособность — состояние изделия, при котором оно
соответствует требованиям, предъявляемым к его основным пара
метрам. Показатели надежности нельзя противопоставлять другим
показателям качества Без учета надежности все другие показатели
качества изделия теряют смысл, точно так же показатели надеж-
416
иости становятся полноценными показателями качества лишь в со-
четании с другими характеристиками изделия.
Интегральные микросхемы по своей природе являются высоко-
надежными элементами радиоэлектронной аппаратуры. Само появ-
ление ИМС было вызвано необходимостью создания аппаратуры
высокой надежности. Надежность элементов ИМС в сотни и тыся-
чи раз выше, чем надежность соответствующих дискретных компо-
нентов, что обеспечивается новыми технологическими методами
их изготовления, практически отсутствием внутрисхемных соедине
ний, использованием новых особо чистых материалов
Высокая надежность ИМС обусловила несколько проблем, свя
занных с методами опенки надежности.
Первая из проблем заключается в том, .что обычные методы
определения надежности становятся все менее приемлемыми по
мере снижения интенсивности отказов в И1МС Если проводить
испытания на надежность в нормальных условиях, то даже при
значительном числе испытуемых микросхем потребовалось бы не-
сколько лет. Так как практически это неприемлемо, одним из путей
решения данной проблемы является проведение испытаний при на
грузках, значительно превышающих номинальные. При этом выбор
нагрузок должен быть таким, чтобы механизм отказов соответ-
ствовал отказам, возникающим в нормальном рабочем режиме.
Вторая проблема, возникающая при опенке надежности ИМС,
связана с быстрыми изменениями и усовершенствованиями техно-
логических процессов производства. Обычно это обусловлено не-
обходимостью улучшения параметров ИМС, повышения процента
выхода годных микросхем, замены материалов и др Поэтому могут
возникать новые механизмы отказов, а следовательно, и необхо-
димость новой оценки надежности. Основным путем решения этой
проблемы является разработка ускоренных методов оценки надеж
ности ИМС.
К другим проблемам оценки надежности следует отнести срав-
нительно высокую стоимость испытаний, так как при оценке надеж-
ности ИМС в целом для большей достоверности требуется испы
тывать большое число микросхем. Выбор критериев отказов ИМС
осложняется тем, что сравнительно сложная ИМС характеризуется
десятками параметров. Кроме того, рабочие характеристики ИМС
меняются в зависимости от применения и могут привести к отказу.
Одним из путей решения этой проблемы является выбор основных
параметров, которые могут характеризовать в определенной степени
надежность всей микросхемы. Например, для цифровых микросхем
таким параметром может быть время задержки распространения
сигнала, для аналоговых — коэффициент усиления и т. д.
В основе теории надежности ИМС лежат теория вероятностей,
теория случайности функций и математическая статистика. Исход-
ным положением статистической теории надежности является при-
знание случайного характера отказов.
В процессе контроля и испытаний ИМС приходится иметь дело
со случайными событиями. Случайными называют события, которые
417
могут произойти или не произойти при определенном комплексе
условий, тесно связанных с возможностью появления данных
событий.
Время работы ИМС до отказа (время безотказной работы),
поставленных на испытание, будет у каждой отказавшей микро-
схемы различным. Это объясняется тем, что при изготовлении ИМС
практически невозможно идеально выдержать технологический ре-
жим и строгую однородность физико-химической структуры приме-
няемых материалов. Поэтому случайные колебания параметров
исходного сырья, режимов работы применяемого технологического
оборудования и других факторов влияют на продолжительность
безотказной работы ИМС. Это приводит к тому, что за рассматри-
ваемый конечный промежуток времени отказ каждой конкретной
ИМС может произойти или не произойти, т. е. возникновение
отказов испытываемых ИМС в разные промежутки времени пред
ставляет собой случайное событие
Поэтому теория надежности ИМС базируется на основных за-
конах теории вероятности, изучающей случайные события К основ-
ным законам теории вероятности распределения случайной величи
ны относят гипергеометрический, биномиальный, Пуассона, экспо-
ненциальный, Вейбулла и нормальный.
Для оценки надежности ИМС используют главным образом
экспоненциальный закон распределения и закон Вейбулла.
Под надежностью ИМС понимают их свойство выполнять задан
ные функции при сохранении эксплуатационных показателей в за-
данных пределах в течение требуемого промежутка времени или
требуемой наработки. Надежность различных элементов радиоэлек-
тронной аппаратуры, в том числе и ИМС, характеризуется вероят-
ностью безотказной работы Р и интенсивностью отказов в единицу
времени X. Опыт показывает, что в нормальных условиях эксплуа-
тации ИМС имеют интенсивность отказов 1=1-10 74-1-10“5( и
менее, т. е. в десятки и сотни раз меньше, чем интенсивность отка-
зов аналогичных схем на дискретных компонентах.
При оценке надежности ИМС используют следующие понятия
критерий годности — параметр, по значению или изме
нению которого ИМС считают годной или отказавшей;
отказ — полная утрата работоспособности ИМС или уход
одного или нескольких параметров, установленных техническими
условиями в качестве критериев годности, за пределы заданных
норм;
полный отказ — нарушение электрической, механической
или тепловой прочности ИМС (короткое замыкание, пробой диэлек-
трика, отрыв вывода и пр.), а также уход параметров (критериев
годности) за критические значения, при которых ИМС становится
практически неработоспособной в любом устройстве при допусти-
мых условиях эксплуатации;
условный отказ — отказ, возникающий в результате по-
степенного ухода одного или нескольких параметров критериев
годности (без потери работоспособности микросхем) — за установ
418
I
ленную (условную) норму, указанную в технических условиях.
Различают катастрофические, постепенные и параметрические
отказы;
гарантийная наработка — наработка микросхемы, до
завершения которой изготовитель гарантирует безотказную работу
микросхемы (при условии соблюдения правил эксплуатации, в том
числе правил хранения и транспортировки), не менее
Р(Ц.) = 1 — г//100, (13.1)
где q — установленное техническими условиями число микросхем
(в процентах) с отклонениями от технических условий, допускаемое
за время гарантийной наработки /гн;
доверительные границы — значения, устанавливаемые
по результатам испытаний, в пределах которых с заданной досто
верностью находят оцениваемый параметр. Различают нижнюю и
верхнюю доверительные границы. Достоверность (доверительная
вероятность) Р* вероятность того, что оцениваемый параметр
лежит между доверительными границами;
долговечность — свойство ИМС длительно (с возможны-
ми в процессе эксплуатации перерывами) сохранять работоспо-
собность в определенных режимах и условиях эксплуатации до
полного выхода из строя. Календарную продолжительность эксплу-
атации. микросхем до полного выхода из строя называют сроком
службы;
вероятность безотказной работы P(t) — вероят-
ность того, что в определенных условиях эксплуатации (испытаний)
в течение заданного времени t не произойдет ни одного отказа;
интенсивность отказов ЦО — среднее число отказов
в единицу времени,
минимальное значение вероятности безот-
казной работы Р-2 — значение вероятности безотказной рабо-
ты ИМС, вероятность приемки которых равна риску заказчика
Р, т. е уровень надежности которой подтверждается с достовер-
ностью
Р*=1 — р (13.2)
Величина Р2 задается на время / , обусловленное требованиями
технических условий по надежности ИМС, или пересчитывается
на время испытаний /„.
Риск заказчика р вероятность того, что по результа-
там выборочного контроля могут быть приняты ИМС, не отвечаю-
щие требованиям технических условий.
Риск изготовителя а — вероятность того, что по ре-
зультатам выборочного контроля могут быть забракованы ИМС,
удовлетворяющие требованиям технических условий.
В технических условиях на ИМС требования по надежности
могут быть заданы как интенсивностью отказов ЦО, так и вероят
419
ностью безотказной работы P(t). Соотношение между Х(/) и P(t)
имеет вид
• /Д/) = ехр| X(/)d/) о (13.3)
Для вейбулловского закона распределения, которому подчиня-
ются отказы некоторых ИМС, интенсивность отказов определяется
соотношением
Х(/) = (6/а) (t/a)b~', (13.4)
где а и b — постоянные (параметры распределения).
При экспоненциальном законе распределения отказов во време-
ни, который применим для большинства ИМС и который будет
использоваться в дальнейшем, интенсивность отказов не зависит
от времени (6=1, х = 1 /а = const). Поэтому для экспоненциаль-
ного закона имеем
Р(/) = ехр( — X/) =ехр( — i/a) (13.5)
или *
1пР(/)=—X/. (13.6)
Эти соотношения применяют для вычисления Р при "Kt >0,1.
Для этого же закона справедливо соотношение
Р(/)« 1 — X/ при Xt.^0,1 (13.7)
Соотношение (13.7) наиболее часто используют для расчета Р
при известном значении X, и наоборот.
Если показатели надежности ИМС определяют по результатам
испытаний, то производят опытную оценку величин Р и X. Так, если
испытаниям в течение времени tu подвергалось Л' изделий, а к концу
из них осталось годными n(tK), то опытная оценка
• я,. (4) (13.8)
Опытная оценка интенсивности отказов в случае экспоненциаль-
ного закона определяется таким образом:
ПРИ >0 9, (13.9)
WQ =-г|п-^7Г ПРИ < °’9' (13 10)
1и -V
Исследования долговечности большого числа различных компо-
нентов и ИМС дали возможность определить общую зависимость
интенсивности отказов от времени (рис. 13.1). Вид этой функции
420
практически не зависит от критериев годности, рабочих условий
и размера партии ИМС. В начальный период интенсивность отка-
зов может значительно изменяться. Эти отказы обусловлены в ос-
новном различными производственными дефектами и выявляются в
процессе испытаний или специальной тренировки. Во второй период
интенсивность отказов практически постоянна и обусловлена слу-
чайными отказами. Этот период весьма значителен и характеризует
полезную долговечность или срок службы ИМС Последующий
период характеризует отказы, вызванные износом при длительной
эксплуатации. Интенсивность отказов в этот период существенно
возрастает. Показатели надежности ИМС определяют для периода
времени, когда интенсивность отказов практически постоянна
(см. рис. 13.1). От этого периода зависит срок службы ИМС (по-
лезная долговечность).
Рис 13.1. Зависимость интенсивности
отказов ИМС от времени:
/ — отказы в начальный период; II —
случайные отказы; III — отказы, вызван
ные износом при длительной эксплуатации;
а — оптимальный момент поставки; б —
оптимальный момент проверки; в — кри-
вая реальных отказов (/ иач ПерИОД
приработки; /изи — период износа)
§ 13.2. ПОКАЗАТЕЛИ НАДЕЖНОСТИ ИМС
ИМС, у которых активные и пассивные элементы совмещены
в монолитном кристалле и изготовлены в едином технологическом
процессе, особенно надежны среди схем электронной техники.
Как отмечалось, при изготовлении ИМС применяют планарно-
эпитаксиальную технологию, что обеспечивает хорошую защиту
р-п-переходов от влияния окружающей среды. Согласно групповому
методу, на одной пластине (подложке) полупроводникового матери-
ала в одинаковых условиях и режимах производят несколько
сотен ИМС. Герметизация законченного функционального устрой-
ства, каким является ИМС, в одном корпусе позволяет одновремен-
но защитить от влияния окружающей среды всю совокупность
элементов схемы. Предполагается, что надежность ИМС, заключен-
ной в один корпус, будет возрастать пропорционально сложности
микросхемы и удельному весу числа элементов на одну функцию.
Сравнительно небольшое количество типовых технологических
операций, непрерывность и замкнутость процесса изготовления
ИМС в пределах одной производственной линии дает возможность
максимально автоматизировать процессы изготовления и контроля,
уменьшить вероятность ошибок и добиться однородности продук-
ции по качеству. Хорошо налаженное производство ИМС по сравне-
421
нию с производством полупроводниковых приборов способствует
уменьшению разброса параметров и характеристик.
Относительно небольшое количество контактных соединений в
ИМС по сравнению со схемами на полупроводниковых приборах
и других элементах электронной техники и более совершенная
технология их изготовления также обусловливают высокую надеж-
ность микросхем.
Небольшая масса ИМС обусловливает их высокую стойкость
к воздействию вибрационных, ударных и линейных нагрузок, а
миниатюрные размеры и небольшие потребляемые мощности со-
здают предпосылки к повышению надежности радиэлектронной
аппаратуры.
Применение ИМС позволяет добиться значительною повышения
надежности аппаратуры.
Анализ показывает, что в интегральном варианте радиоэлек-
тронные узлы имеют надежность в 500 1000 раз выше надежности
аналогичных устройств, выполненных на электровакуумных и полу-
проводниковых приборах, число различного рода соединений умень-
шается в среднем на 30%. Уменьшение количества комплектующих
элементов и контактных соединений повышает надежность аппара-
туры, так как она определяется надежностью составляющих эле-
ментов и их соединений:
k п-
Лрэа- S N К + 2 ^А., (13.11)
i=i <1
гце Арэд интенсивность отказов радиоэлектронной аппаратуры;
/V,,, М< — количество элементов, входящих в состав этой аппарату-
ры, и число соединений между ними; К,,, — интенсивность отка-
зов /’-го элемента и /’-го соединения.
Важными показателями надежности ИМС также являются:
минимальная наработка на отказ /„ — время
работы ИМС в заданном режиме, в течение которого отказы прак-
тически отсутствуют;
ресурс t.. — время наработки ИМС до предельного со-
стояния;
срок хранения /хр — время, в течение которого ИМС
сохраняет свои технико-эксплуатационные показатели при хранении
в специальных помещениях или в аппаратуре.
Показатели t„, tv, /хр используют для задания требований по
надежности в техническом задании и нормативно-технической до-
кументации, в том числе в паспорте па ИМС. Показатель Х(/)
является справочной величиной и чаще всего указывается в спра-
вочниках по надежности. Показатель Pit) обычно используют для
расчетов. Значения каждого из этих показателей устанавливают
в зависимости от назначения и конструктивно-технологического
исполнения ИМС в соответствии с требованиями, оговоренными
в ГОСТах и стандартах предприятий. Так, для ИМС широкого
422
применения установлены следующие требования к количественным
показателям надежности.
Минимальная вероятность безотказной работы при испытании
в максимально допустимом электрическом режиме и при макси-
мальной положительной температуре в течение 500 ч должна быть
ие менее 0,95 при риске заказчика 0— 0 1 (для ИМС первой сте-
пени интеграции), 0,9 при р —0,2 (для ИМС второй степени инте-
грации) и 0,85 при 0 = 0,2 (для ИМС третьей степени интеграции).
Минимальная наработка на отказ должна составлять 10 тыс. ч,
срок хранения ИМС в корпусном исполнении — не менее шести лет,
в бескорпусном исполнении в герметичной упаковке — не менее
двух лет ,
Однако эти требования постоянно повышаются по мере совер-
шенствования техники ИМС и расширения областей их применения.
Уже в настоящее время необходимы ИМС со следующими эксплуа-
тационными показателями надежности: интенсивностью отказов
А.= 10 10 ч“‘, минимальной наработкой на отказ 15—30 тыс. ч,
сроком хранения 12 15 лет.
Опыт показывает, что надежность ИМС в составе электронной
аппаратуры при ее эксплуатации значительно выше надежности
ИМС при испытании. Это, по-видимому, объясняется тем, что
изготовитель ИМС, стремясь в короткие сроки получить информа-
цию о надежности выпускаемых изделий, как правило, проводит
ограниченный объем испытаний в предельных по электрической
нагрузке и температуре режимах.
При эксплуатации ИМС работают в лучших условиях, так как
правильно спроектированная радиэлектронная система предусмат-
ривает использование ее элементов в облегченных режимах и рас-
считана на определенное изменение параметров элементов
Накопленный опыт эксплуатации и испытаний ИМС позволяет
утверждать, что при планарно-эпитаксиальной технологии отсут-
ствует явно выраженный период приработки и характерен незна-
чительный и равномерный во времени выход из строя ИМС в про-
цессе эксплуатации. У ИМС, изготовленных по совмещенной тех
нологии, в ряде случаев отмечается период приработки. Это объяс-
няется особенностями совмещенной технологии и наличием среди
изготовленных изделий дефектных образцов, которые при межопе-
рационном контроле и контроле качества готовой продукции не
отбраковываются обычными методами.
Для совмещенных ИМС зависимость X = /'(/) имеет вид, пока-
занный на рис. 13.2. Повышенная интенсивность отказов на первом
участке кривой вызывается главным образом катастрофическими
отказами типа «обрыв» и «короткое замыкание». Одной из причин
этого является нарушение контакта напыленного сопротивления
с металлизацией. Отдельные потенциально ненадежные образцы,
имеющие скрытые производственные дефекты и в силу этого не-
продолжительный срок службы, отказывают в основном в первые
200—1000 ч работы, большинство из них — в первые 200—500 ч.
При введении в технологический цикл изготовления ИМС специаль-
423
ных видов испытаний обеспечивается своевременная отбраковка
таких микросхем.
Значительное влияние на надежность ИМС оказывает темпера-
тура. Анализ показывает, что интенсивность отказов ИМС при
эксплуатации и хранении во многом зависит от температуры окру-
жающей среды (рис 13.3, а, б).
Несмотря на высокую термостойкость ИМС, в образцах, имею-
щих скрытые производственные дефекты, при совместном воздей-
ствии температурной и электрической нагрузок под влиянием высо-
кой температуры начинают ускоренно развиваться физико-хими-
ческие процессы, обусловливающие различные дефекты: образо-
Рис. 13.2. Зависимость интенсивности
отказов ИМС (совмещенная техноло-
гия) от времени испытаний при раз-
личных температурах
Рис 13.3. Зависимость интенсивное!и отказов ИМС от температуры:
а при эксплуатации. 6 при хранении
вание интерметаллических компаундов с повышенной хрупкостью
и высоким электрическим сопротивлением, образование электроизо-
лирующих слоев на границе раздела алюминий — кремний, корро-
зия алюминия на царапинах и ступеньках оксида и др.
Среди отказов при испытаниях на надежность в условиях
нормальной и повышенной температур преобладают катастрофиче-
ские, основная часть которых обусловлена дефектами соединений.
Постепенные отказы составляют лишь незначительную часть, что
свидетельствует о высокой надежности ИМС.
На надежность ИМС могут оказывать влияние также резкая
смена окружающей температуры, влажность среды, механические
нагрузки и радиоактивные излучения.
Качественно изготовленные ИМС легко выдерживают воздей-
ствие большого числа термических ударов.
Кремниевые ИМС по влагостойкости близки к кремниевым
424
планарным транзисторам. Благодаря планарной технологии поверх-
ность этих приборов достаточно хорошо защищена от проникно-
вения влаги Уязвимыми местами в приборах с хорошим пассиви-
рующим слоем остаются контактные соединения. Опыт показывает,
что при температуре до 60°С и относительной влажности 90—
98% отказы возникают лишь при очень продолжительном воздей-
ствии влаги.
Циклическое изменение температуры окружающей среды сказы-
вается на образцах, имеющих конструктивные дефекты или дефекты
изготовления. Например, неудачно подобранный состав компаунда,
используемого для предупреждения обрывов внутрисхемных выво-
дов при транспортировке, может вызвать обрыв этих проводников
при циклическом изменении температуры вследствие возникновения
напряжений, обусловливаемых различными коэффициентами линей-
ного расширения материалов. Термический удар может ускорить
обрыв некачественно выполненного соединения и т. д.
Исследования по выяснению стойкости ИМС к воздействию
повышенной влажности и морского тумана показали, что корпуса
защищают микросхемы от указанных видов воздействия. Отрица-
тельное влияние среды, зараженной грибками, не установлено.
Механическая прочность микросхем в большинстве случаев
превышает технические возможности испытательного оборудования.
Наибольшее число отказов при испытаниях на ударную прочность
и стойкость к воздействию постоянного ускорения наблюдается при
нагрузках, которые в эксплуатации не встречаются совсем или
встречаются крайне редко.
. Комплексные испытания ИМС, в процессе которых испытуемые
образцы последовательно подвергались воздействию различных на-
грузок, продемонстрировали способность микросхем успешно проти-
востоять разрушительному воздействию температуры, влажности,
вибрационных, ударных и линейных ускорений.
Радиационная стойкость у ИМС примерно такая же, как у
кремниевых планарных транзисторов; предел радиационной стойко-
сти ИМС ограничивается в основном радиационной стойкостью
активных элементов.
Таким образом, отработка технологических операций, совер-
шенствование корпусной защиты, автоматизация производственных
процессов и совершенствование системы контроля качества выпус-
каемой продукции позволяют повысить надежность ИМС.
5 13.3. ТЕСТОВЫЙ МЕТОД ОЦЕНКИ
НАДЕЖНОСТИ ИМС
Широкое использование БИС, микропроцессоров поставило одну
из важнейших задач оценки качества и надежности интегральных
микросхем высокой степени интеграции.
Элементы больших интегральных микросхем проверить в боль-
шинстве случаев практически невозможно Обычные методы оценки
425
надежности готовых микросхем, основанные на теории вероятно-
сти, малопригодны для БИС и микропроцессоров, так как требуют
большой выборки, весьма длительны и экономически нецелесо-
образны.
Существуют различные методы оценки качества и надежности
ИМС высокой степени интеграции. Одним из них является физи-
ческий (причинный) метод. Сущность этого метода состоит в
глубоком изучении физических закономерностей, приводящих к
отказам элементов ИМС.
Рассмотрим более подробно метод испытания тестовых структур,
содержащих отдельные элементы конструкции и позволяющих
идентифицировать отказы основных элементов микросхемы под воз-
действием приложенной нагрузки
Тестовые методы контроля позволяют максимально распреде-
лить контрольные операции по всему технологическому процессу
изготовления микросхем. При этом появляется возможность
существенно снизить объем финишного контроля и повысить опера-
тивность использования полученной информации для корректировки
технологического, процесса. Наряду с этим методы контроля по
тестовым элементам, структурам и контрольным «спутникам»
существенно снижают возможность внесения дополнительных
дефектов (царапин, загрязнений) в рабочие области микросхем,
т. е. являются практически неразрушающими методами контроля
качества продукции.
Тестовая структура представляет собой специальным образом
спроектированный кристалл, который включает в себя различные
тестовые элементы, не объединенные в рабочую схему и позволяю-
щие контролирован параметры физической структуры микросхемы
при различных мы'в шях воздействующих факторов.
В перечень тестовых элементов тестовой структуры могут вклю-
чаться как элементы специальной конфигурации, предназначенные
лишь для оценки параметров физической структуры и их стабиль-
ности при воздействии различных нагрузок, так и реальные элемен-
ты (биполярные и МДП-транзисторы, диоды, резисторы и др.),
используемые в микросхемах. Указанные элементы могут быть
предусмотрены в единичных количествах или в виде регулярных
структур (цепей, блоков), насчитывающих большое число (десятки,
сотни, тысячи) однотипных элементов в одной тестовой структуре.
Это необходимо для оценки (прогнозирования) количественных
показателей надежности основных элементов конструкции микро-
схем.
Набор тестовых элементов содержит:
а) элементы для контроля параметров физической структуры:
МДП-конденсаторы на различных оксидных слоях, предназна-
ченных для контроля свойств оксида, диоды Шотки и др.;
МДП-транзисторы специальных конфигураций;
диффузионные области специальной конфигурации, предназна-
ченные для контроля параметров диффузионных процессов и харак-
теристик планарных структур;
426
тетрод-транзистор, позволяющий разделить поверхностные и
объемные токи в планарном транзисторе, и др.;
б) реальные элементы структуры:
-группы биполярных и МДП-транзисторов (рабочих и «паразит-
ных») различной геометрии;
тонкопленочные проводники, контакты между проводниками
различных уровней (в многоуровневой металлизации) и другие
типы омических контактов различной конфигурации и геометриче-
ских размеров;
диффузионные или пленочные резисторы;
элементы межуровневой изоляции различной геометрии.;
рабочие элементы специального назначения (например, защит-
ные диоды и другие элементы во входных цепях микросхем для
защиты от электрических перенапряжений);
в) элементарные ячейки (субблоки), используемые в качестве
базовых логических элементов микросхем (особенно повышенной
степени интеграции).
Тестовые структуры могут размещаться на каждой пластине
среди кристаллов рабочих микросхем (так называемые тестовые
ячейки) или на отдельных пластинах, проходящих технологический
цикл одновременно с рабочими пластинами. При контроле могут
быть использованы также специальные тестовые элементы, «не
задействованные» в рабочей микросхеме, либо доступные для из-
мерения рабочие цепи или элементы микросхемы.
Па рис. 13.4 показана типичная тестовая структура, включаю
щая 14 элементов, которые позволяют контролировать параметры
различных элементов БИС (например, коэффициент усиления по
току, напряжение сдвига сопротивления слоев базы, эмиттера,
металлизации, эпитаксиального слоя, сопротивление между контак-
том коллектора'и скрытым слоем, стабильность оксида и др.).
Для измерения сопротивления между металлизацией и контакт-
ным окном при контроле технологического процесса используют
тестовые структуры с контактными окнами (рис. 13.5).
На рис. 13.6 показаны основные тестовые структуры для контро-
ля качества выполнения операций, определяющих надежность
БИС на биполярных структурах (планарно-эпитаксиальная техно-
логия). Тестовые структуры /—III позволяют оцепить качество
проведения процессов диффузии и эпитаксиального наращивания,
а также объемные дефекты в кремнии. Для определения интенсив-
ности отказов, обусловленных поверхностными дефектами много-
слойной металлизации, внутренними контактными узлами металл —
полупроводник, целесообразно использовать тестовые структуры
IV—VI.
Одним из возможных вариантов тестовых структур, которые
также можно использовать для контроля параметров физической
структуры (глубины залегания р-я-перехода, толщины окси-
да и др.), в том числе и методами разрушающего контроля, явля-
ются пластины-«спутники» («свидетели»), проходящие контролиру-
емые операции параллельно с «рабочими» пластинами.
427
Рис 13.4. Универсальная тестовая структура:
/ — разрешающая способность рисунка для шести масок; 2 — обозна
чение маски, 3 последовательный код ориентации; 4 — эталонный
код ориентации (все маскн сориентированы относительно друг друга);
5 — большой испытательный транзистор; 6 типичный малосигналь-
ный транзистор; 7 — уменьшенный резистор (ширина базы), 8 —
диффузионный резистор базы ц^р^а > Ь 9 — диффузионный ре-
зистор базы < 1; — сопротивления слоя эмиттера,
/2— сопротивление слоя базы; 13 — сопротивление эпитаксиального
осаждения, 14 — сопротивление скрытого слоя
Рис. 13.5. Схематическое изображение сечения контактных окон
тестовой структуры для контроля сопротивления металлизации —
базового контакта:
Е — нижний слой, В — верхний слой, I — источник тока, V — изме-
ритель падения напряжения; /—4 — контактные зонды; А — контакт
между слоями; S. D — направление протекания заданного тока
Еще одной разновидностью тестового контроля является конт-
роль механической прочности сварных соединений методом отрыва,
который целесообразно проводить на «тестовых» кристаллах, что
не исключает возможности выборочного контроля прочности на
кристаллах «рабочих» микросхем (например, забракованных по
внешнему виду).
Следует особо подчеркнуть, что необходимым условием досто-
верности контроля на базе использования особых видов структур
(ячеек, элементов, «спутников») является их изготовление в едином
технологическом цикле с основными (рабочими) кристаллами
микросхем.
Рис. 13.6. Тестовые структуры для биполярных ИМС:
I — для определения сопротивления скрытого слоя. II — для оире
деления толщины базы III для определения сопротивления
эпитаксиального слоя; IV — для проверки стабильности поверх
пости; V* для определения качества металлизации; VI для
определения сопротивления контактов металл — полупроводник,
I — подложка. 2 — скрытый слой, 3 эпитаксиальный слой
4 оксид: 5 - база
На этапе проектирования ИМС с целью оптимизации характе-
ристик элементов конструкции (в том числе основных схемотехни-
ческих элементов) микросхемы в тестовых структурах целесообраз-
но предусматривать наборы однотипных элементов (транзисторов,
диодов, резисторов, тонкопленочных проводников и др.), различаю-
щихся лишь конфигурацией и размерами рабочих областей
Накопление результатов испытаний тестовых структур с боль-
шим количеством (сотни, тысячи) однотипных элементов ИМС в
широком диапазоне электрических нагрузок и факторов внешней
среды позволяет в относительно короткие сроки оценить количест-
венные показатели надежности, характерные для основных кон-
структивно-технологических вариантов исполнения микросхем.
429
При этом сами испытания и интерпретация полученных резуль-
татов существенно облегчаются в связи с упрощением испытатель-
ного оборудования, методов измерений тестовых структур и анализа
отказавших элементов конструкций, что позвозяет одновременно
повысить достоверность результатов.
Важной особенностью методов контроля качества и надежности
микросхем по тестовым структурам являются сравнительная про-
стота и большая достоверность в выявлении отказавших конструк
тивных элементов с целью определения причин и механизмов отка-
зов, особенно связанных с групповыми технологическими операция
ми изготовления микросхем. Это позволяет уменьшить объем и
продолжительность ряда технологических испытаний, которые при-
меняются с целью стимулирования скрытых дефектов микросхем
для их выявления и отбраковки.
Эффективность тестового контроля может быть значительно
повышена путем создания и внедрения контрольно-измерительного
и испытательного оборудования, специально предназначенного для
контроля тестовых структур. Кроме того, с помощью методов
машинной обработки собранных статистических данных возможно
установить корреляционные зависимости между параметрами техно
логического процесса, качеством и надежностью микросхем. Это
даст возможность определить информационные параметры крите
рии надежности и в конечном счете создать полностью автома-
тизированную комплексную систему управления технологическим
процессом изготовления микросхем заданного уровня надежности
на базе контроля тестовых структур.
5 13.4 ИМИТАЦИОННЫЕ МЕТОДЫ ОЦЕНКИ
НАДЕЖНОСТИ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ
Современная микроэлектроника достигла такого уровня разви
тия, когда надежность интегральных микросхем в процессе эксплу-
атации характеризуется интенсивностью отказов порядка 10 е‘
10“ 10 ч- 1 При таком уровне надежности для испытаний практи-
чески невозможно сформировать объем выборки для накопления
статистически достоверной информации о числе отказов в течение
приемлемого времени натурных испытаний. Существующие вероят
ностно-статистические методы не могут быть эффективно применены
при оценке надежности микросхем высокой степени интеграции
(БИС, микропроцессоры), поскольку они не позволяют накапливать
требуемый для достоверной оценки количественных показателей
надежности обз>ем информации за приемлемое время испытаний и
при приемлемых затратах материально-технических средств.
Разработка новых путей исследования надежности интеграль-
ных микросхем высокой степени интеграции показала, что одним
из перспективных направлений является так называемый имитаци-
онный метод.
Сущность имитационного метода состоит в том, что натурные
430
испытания ИМС заменяются экспериментами с математической
моделью реального процесса на ЭВМ и использованием так назы-
ваемых имитационных надежностных систем. Имитационная надеж-
ностная система представляет собой машинный аналог реально
наблюдаемых процессов изменения надежности, состоящий из зако-
дированной в ЭВМ модели изучаемого явления, внешнего и внут-
реннего математического обеспечения
Имитационная модель представляет собой формализированное
описание изучаемого явления на уровне установившегося представ-
ления о его природе.
Внешнее математическое обеспечение — это набор моделей явле-
ния или его отдельных сторон, а также методов анализа этих
моделей. Внутреннее математическое обеспечение — набор алгорит
мов, программ и устройств — реализует диалог исследователя
с ЭВМ.
Структура имитационных надежностных исследований состоит
из нескольких этапов:
предварительного анализа особенностей природы и причин
отказов;
формулировки конкретных задач исследования,
разработка математической модели надежности;
составления алгоритмов и программ для ЭВМ;
подтверждения адекватности модели надежности;
проведения имитационных надежностных испытаний и анализа
их результатов;
разработки рекомендаций по обеспечению требуемого уровня
надежности высоконадежных микросхем.
Предварительный анализ природы и причин отказов проводится
с целью выбора наиболее эффективных методов построения моде-
лей отказов, наиболее информативных планов испытаний для опре-
деления количественных показателей надежности.
При разработке моделей отказов микросхем исходят из того,
что основной вклад в надежность ИМС и их элементов вносят
физические или физико-химические деградационные процессы, про-
текающие в материалах.
Формулировка конкретных задач исследования с помощью на-
дежностных имитационных систем определяет объем и характер
предварительных натурных экспериментов, а также объем испыта-
ний на ЭВМ и характер внешнего и внутреннего математического
обеспечения.
Методы построения моделей деградации высоконадежных изде-
лий могут быть различными. Для ИМС наиболее подходит эмпири-
ческое моделирование, позволяющее оценивать количественные
показатели надежности изделия в целом, без разделения его на
элементарные составляющие.
Разработка математического обеспечения имитационных надеж
ностных систем должна предусматривать оптимальность алгоритмов
и программ для ЭВМ, создание специальных программ формиро-
вания банка массива исходных данных, обеспечение ЭВМ библио-
431
текой стандартных рабочих программ и др. Как видно, математи-
ческое обеспечение должно разрабатываться квалифицированными
программистами.
Адекватность аналитических и имитационных моделей деграда-
ции подтверждается проведением дополнительных научных экспери-
ментов, адекватность эмпирических моделей деградации — построе-
нием прогнозирующих функций случайных процессов и их анализом.
Одной из важных проблем при проведении имитационных
испытаний является избежание влияния на результаты этих иссле-
дований сбоев и отказов ЭВМ Для решения такой задачи необхо-
димо сократить время испытаний, которое должно быть значительно
меньше среднего времени между отказами ЭВМ, либо создать
специальные программы по обеспечению «безотказности» ЭВМ.
Следует отметить, что имитационные методы оценки надежности
микросхем для широкого их использования нуждаются в -дополни-
тельных исследованиях и разработке практических рекомендаций.
§14.1. ЭКСПЛУАТАЦИОННЫЕ ВОЗДЕЙСТВИЯ
НА ИНТЕГРАЛЬНЫЕ МИКРОСХЕМЫ
14г
*+ Глава
Испытания
интегральных
микросхем
Интегральные микросхемы в период эксплуатации РЭА или при
хранении подвергаются различным воздействиям окружающей сре-
ды. В табл. 14 1 приведены виды естественных климатических
воздействий на радиоэлектронную аппаратуру, находящуюся на
открытом воздухе в различных климатических зонах. Фактически
ИМС работают в более жестких температурных условиях за счет
выделения теплоты соседними элементами и герметизации РЭА
Под влиянием климатических факторов в материалах ИМС про-
текают сложные физико-химические процессы, изменяющие их свой
ства и способствующие возникновению отказов В табл. 14.2
отражены возможные повреждения и отказы в ИМС при воздей-
ствии на них различных климатических факторов
Особенно заметное влияние на надежность ИМС оказывают
высокие и низкие температуры, их циклические воздействия, по-
вышенная влажность.
Значительное влияние повышенной температуры на стабильность
параметров ИМС объясняется сильной температурной зависи-
15—1187
433
Таблица 14.1
Значения климатических воздействий на радиоэлектронную аппаратуру иа ИМС
находящуюся на открытом воздухе
Видп климатических IIO.I.IVHCI кий Климатические зоны
\мерен- ная холод- ная тропи ческая на суше па суше и на море
Температура воздуха. °C верхнее значение нижнее значение + 40 — 40 + 10 — 60 + 15 -10 + 45 — 60 +45 —60
Сочетание относительной влаж- ности воздуха, %, при температу- ре, СС 100/25 100/25 100/35 100/35 100/35
Интегральная плотность потока солнечной радиации. Вт/м2 1125 1125 1125 1125 1125
Максимально возможная темпе ратура нагрева черной матовой поверхности, °C + 80 ' + 80 + 90 + 90 + 90
Интенсивность дождя, мм/мин 3 3 5 5 5
Воздействие пыти и песка — — + + +
Наличие морской соли в воздухе, мг/(м2-см) 2 2 2 2 2000
Таблица 14 2
Влияние климатических воздействий на интегральные микросхемы
Виды климатических
воздействий
Повышенная температура
Повышенная влажность воз-
духа
Возможные результаты воздействия
I Нестабильность и деградация электрических
параметров
2. Возникновение тепловой неустойчивости и
теплоного пробоя диэлектриков, конденсаторов и
р-л-переходов полупроводниковых ИМС
3. Потеря герметичности корпуса
4. Изменение механических характеристик
1. Нестабильность и деградация электрических
параметров
2. Обрывы и короткие замыкания металлизации
ИМС
3. Нарушение проводимости тонкопленочных ре-
зисторов
4 Пробой диэлектриков в тонкопленочных кон-
денсаторах
5. Коррозия выводов, корпуса, металлизации и
внутренних проволочных соединений
6. Повреждение лакокрасочных покрытий
434
Продолжение табл. 14.2.
Виды климатических воздействий Возможные результаты воздействия
Пониженная температура 1. Деградация электрических параметров, обры вы и короткие замыкания 2. Изменение механических характеристик 3. Нарушение механической целостности, потеря герметичности 4 Коррозия внутренних проволочных соедине- ний и металлизации ИМС, имеющих вакуум-плот ную герметизацию
Резкие колебания темпера- туры 1. Нестабильность и деградация электрических параметров 2. Обрывы и короткие замыкания 3. Перемежающиеся отказы 4. Потеря герметичности, изменение механиче ских характеристик
Низкое атмосферное давле- ние 1. Ухудшение условий теплообмена перегрев, возникновение тепловой неустойчивости и теплово- го пробоя 2. Появление дуги ползучего разряда, пробои по поверхности изоляционных промежутков. Физи ческое разрушение заливочных составов
Плесневые грибы Коррозия корпуса, выводов, потеря герметич- ности, отслаивание лакокрасочных покрытий
' Морские соли в атмосфере Нестабильность и деградация электрических параметров
мостью основных электрофизических параметров материалов. С по-
вышением температуры изменяются удельная проводимость металлов,
полупроводников и диэлектриков, диэлектрическая проницаемость
и тангенс угла диэлектрических потерь. Эти изменения обычно
учитываются при разработке ИМС соответствующими температур-
ными коэффициентами сопротивления резисторов, емкости конден-
саторов, температурной зависимостью обратных токов р-п-перехо-
дов, коэффициентом передачи тока транзистора Однако абсолютно
точный учет этих изменений при разработке ИМС невозможен
Особенно опасны воздействия температурных изменений для ИМС
в монолитных пластмассовых корпусах, так как разница в темпера-
турных коэффициентах линейного расширения пластмасс и металлов
существенна Это приводит к появлению перемежающихся отказов
в ИМС вследствие возникающих деформаций проволочных выводов.
Для определения качества и надежности при воздействии на
ИМС различных внешних факторов, которым они подвергаются
или могут подвергаться в процессе эксплуатации, проводят целый
комплекс испытаний, как правило, в лаботаторных условиях путем
имитации различных воздействующих факторов с помощью спе-
циально предназначенных для этих целей установок и приборов.
15*
§ 14.2. КЛАССИФИКАЦИЯ ИСПЫТАНИИ ИМС
Все воздействующие па ИМС факторы подразделяют на клима-
тические, механические, электрические и радиационные.
Условия проведения испытаний и перечень контролируемых па-
раметров оговариваются в стандартах общих и частных техниче-
ских условий на ИМС.
Стандарт общих технических условий (ОТУ),
являющийся государственным стандартом, разрабатывается на
группу однотипных изделий, для которых возможно установить
единые нормы показателей качества, и содержит общие требования
и положения, справедливые для этой группы изделий.
Стандарт частных технических условий
(ЧТУ), являющийся, как правило, отраслевым стандартом, содер-
жит нормы на значения параметров и специфические требования,
относящиеся к конкретному типу изделий.
ОТУ и ЧТУ — документы, по которым осуществляется контроль
качества выпускаемых изделий на предприятии-изготовителе, на
основании их по результатам испытаний принимается решение о
пригодности этих изделий к поставке и последующему использованию.
ОТУ на ИМС устанавливают-
общие электрические, механические и климатические требова-
ния, методы проверок, а также требования к конструкции изделий
и специальные требования к их производству;
методы проведения электрических, механических и климатиче-
ских испытаний, испытаний на надежность;
требования к конструкторской и технологической документации,
используемой в производстве изделий, порядок применения мате-
риалов и полуфабрикатов
правила приемки и контроля качества изделий;
требования к испытательным установкам, стендам и измеритель-
ным приборам;
требования к маркировке и упаковке изделий;
гарантии предприятия изготовителя изделий.
ЧТУ на ИМС устанавливают:
основное назначение изделия;
нормы на значения параметров при нормальной и предельной
температурах окружающей среды;
режимы проведения различных видов испытаний;
нормы на параметры критерия годности при испытаниях;
предельно допустимые значения электрических режимов и их
зависимость от температуры.
ОТУ и ЧТУ на ИМС содержат также указания и рекомендации
по экслуатации изделий К ним прикладываются габаритный чертеж
изделий и основные справочные данные в виде типовых зависимо-
стей важнейших параметров от рабочего режима и температуры.
ЧТУ могут содержать пункты, уточняющие ОТУ исходя из особен-
ностей данного типа изделия.
В зависимости от цели и назначения различают испытания.
436
предназначенные для контроля качества, и испытания на надежность.
Для контроля качества ИМС, т. е. для оценки соответ
ствия ИМС требованиям технических условий или другой техни
ческой документации, проводят испытания следующих категорий
квалификационные, приемосдаточные, периодические, типовые и
контрольно-выборочные.
Квалификационные испытания осуществляют для оценки готов
ности производства к изготовлению ИМС, выпуск которых начат
впервые.
Приемосдаточные испытания проводят с целью контроля ка-
чества каждой предъявляемой партии. По результатам испытаний
принимается решение о возможности приемки и поставки данной
партии ИМС.
Периодические испытания — это периодический контроль ка-
чества ИМС для подтверждения стабильности технологического
процесса производства ИМС за контролируемый период. Неудов-
летворительные результаты испытаний указывают на дефекты
производства или конструкции ИМС, не выявленные ранее.
Типовые испытания необходимы в случаях изменений конструк-
ции, технологии, применяемых материалов и полуфабрикатов для
проверки соответствия таких ИМС требованиям стандартов и тех-
нических условий. По их результатам принимают решение о целе-
сообразности внесения изменений в документацию и поставки
ИМС по измененной документации.
Контрольно-выборочные испытания проводят с целью опреде-
'ления соответствия серийно выпускаемых ИМС полному объему
требований технических условий, а при необходимости и дополни-
тельным требованиям.
Испытания на надежность подразделяют па опреде
лительные и контрольные.
Определительные испытания ИМС на надежность осуществляют
с целью установления (определения статистическим путем) факти-
ческих количественных показателей надежности для одного типа
или серии ИМС. Такие испытания проводят после освоения вновь
разработанных или модернизированных ИМС, изготовленных по
технологии, соответствующей предлагаемому виду (серийному или
массовому) производства. К этому виду испытаний относятся
ресурсные и специальные испытания. При определительных испы-
таниях выполняется также проверка закона распределения отказов
для данного типа ИМС.
Контрольные испытания ИМС на надежность это контроль
соответствия количественных показателей надежности требованиям
стандартов или технических условий. Для оценки или контроля
этих показателей установлены испытания на безотказность, дол-
говечность и на сохранность.
Испытания на безотказность проводят с целью контроля без-
отказности ИМС в течение времени, достаточного для выявления
дефектов, которые могут возникнуть в процессе изготовления и
привести к отказам.
437
Испытания на долговечность необходимы для подтверждения
установленного значения минимальной наработки.
Таким образом, испытания на безотказность и долговечность
служат для установления соответствия ИМС требованиям техни-
ческих условий по минимальной наработке. Эти испытания проводят
на этапе, разработки и в серийном производстве.
Ресурсные испытания дают возможность определить ресурс
ИМС и являются продолжением испытаний на долговечность
или проводятся самостоятельно
Специальные испытания предназначены для определения интен-
сивности отказов ИМС. Их проводят для каждого типа ИМС или
группы ИМС, имеющих одинаковые функциональное назначение
и конструктивно-технологическое исполнение
Результаты ресурсных и специальных испытаний не являются
основанием для забраковки ИМС при их приемке.
Испытания на сохранность проводят с целью проверки соответ-
ствия ИМС требованиям по сохранности, накопления информации
о техническом ресурсе по сохраняемости, разработки рекомендаций
по повышению сохраняемости и уточнения норм на срок хранения
Испытаниям на сохранность подвергают ИМС, прошедшие испыта-
ния по контролю качества.
Состав испытаний и порядок их проведения по категориям
определяют для каждого конструктивно-технологического типа
ИМС в зависимости от функционального назначения и условий
эксплуатации в соответствии с требованиями стандартов и ТУ.
По видам воздействий испытания микросхем классифицируют
на конструктивные, электрические, механические, климатические и
радиационные.
Конструктивные испытания состоят из испытаний конструкции
ИМС в целом и отдельных ее узлов В конструктивные испытания
входят: проверка размеров, механической прочности выводов и
соединений, качества антикоррозионных покрытий, герметичности,
светонепроницаемости и т д. Испытания на герметичность проводят
тремя основными методами: гелиевым, радиоактивным и методом
горячего масла.
Гелиевый метод сводится к воздействию на ИМС, заключенные
в’ корпус, гелием с последующим обнаружением потока гелия
сквозь негерметичность с помощью течеискателей.
Радиоактивный метод заключается в том, что испытуемые
ИМС помещаю г в герметичную камеру, которую наполняют радио-
активным газом После выдержки в течение некоторого времени
радиоактивный газ удаляют, ИМС извлекают из камеры и прове-
ряют на интенсивность радиации. Если в корпусе испытуемой ИМС
нарушена герметизация, то радиоактивный газ проникает внутрь
и после извлечения из камеры ИМС дает интенсивное излучение.
Недостатки этого метода — сложность, опасность работы с радио-
активными изотопами и высокая стоимость.
Метод испытания на герметичность горячим маслом — наиболее
простой и дешевый. Готовые ИМС погружают в сосуд с прозрачным
4'8
маслом, нагретым до температуры около 120°С В результате нагре-
ва давление воздуха внутри корпуса ИМС повышается и он начи-
нает выходить в виде пузырьков через негерметичные участки в
корпусе.
Электрические испытания проводят с целью проверки работоспо-
собности ИМС и стабильности их параметров в различных рабочих
режимах. Работоспособность ИМС проверяют путем тренировки.
Различают два способа тренировки: электрический и термоэлектри-
ческий. При электрической тренировке ИМС включают в электри:
ческую схему с максимально допустимыми электрическими парамет-
рами. токами и напряжениями. В таких устовиях ИМС выдержи-
вают определенное время в соответствии с техническими условиями
. (ТУ). Для термоэлектрической тренировки ИМС помещают в каме-
ру при максимально допустимой температуре в предельном электри-
ческом режиме и в этих условиях выдерживают определенное
время в соответствии с.ТУ.
Механические испытания заключаются в испытании ИМС на
устойчивость к длительной вибрации па фиксированной частоте,
а также к одиночным и многократным ударам и постоянному
ускорению. Испытания проводят при жестком креплении ИМС к
платформам испытательных стендов, чтобы воздействие нагрузки
передавалось испытуемым ИМС с минимальной амортизацией.
Обычно механические испытания проводят в двух наиболее опасных
1 для ИМС положениях, указываемых в ТУ.
Устойчивость ИМС к длительной вибрации в требуемом диапа-
зоне частот проверяют на вибростенде, создающем гармонические
Г колебания, в диапазоне частот от нескольких герц до нескольких
। килогерц с заданным ускорением. Весь диапазон частот разбивают
на 14 поддиапазонов. При испытании плавно изменяют частоту в
каждом поддиапазоне. Время прохождения одного поддиапазона
около I мин. На высшей частоте каждого поддиапазона образцы
выдерживают в течение нескольких часов. Вибропрочность ИМС
в требуемом диапазоне частот проверяют в электрическом режиме.
На сигнальном щите каждой испытуемой ИМС соответствует груп-
па сигналов информирующих об обрыве, коротких замыкани-
I ях и т. д. При обнаружении частот, на которых ИМС выходят из
строя, проводят дополнительные испытания группы ИМС на вибра-
цию на этих частотах
Устойчивость ИМС к одиночным ударам проверяют на ударном
стенде с ускорением, во много раз превышающем ускорение сво-
бодного падения, и очень короткой длительностью удара. ИМС
помещают в металлическую гильзу (сборку) и заливают парафи-
ном Обычно ИМС в сборке подвергают нескольким одиночным
ударам. Устойчивость ИМС к многократным ударам также прове-
ряют на ударном стенде. В каждом положении ИМС подвергают
заданному числу ударов с очень большим ускорением.
Устойчивость к постоянному ускорению проверяют на центрифу-
ге. Обычно испытание проводят при ускорении 150 g в течение
нескольких минут в каждом положении прибора.
4 >9
Климатические испытания проводят с целью проверки на тепло
устойчивость, холодоустойчивость, влагоустойчивость, устойчивость
к термоциклированию, пониженному и повышенному атмосферному
давлению и к воздействию морского тумана.
Теплоустойчивость ИМС испытывают в камере при температуре
около 120°С в предельном электрическом режиме. Время выдержки
и электрический режим испытаний оговариваются в ТУ.
Холодоустойчивость ИМС испытывают в камерах холода при
температуре — 60°С.
Испытания на влагоустойчивость проводят в камере влаги в
течение нескольких суток; температуру и влажность указывают в ТУ,
Устойчивость к термоциклированию проверяют следующим обра-
зом. ИМС помещают в камеру теплоты, температура которой
доведена до предельно допустимой, и выдерживают там в течение
30 мин. Затем ее переносят в камеру холода, где также выдержива-
ют в течение 30 мин. Обычно проводят три цикла таких испытаний
Устойчивость к пониженному атмосферному давлению проверя-
ют в барокамере при давлении 665 Па. По окончании испытания
ИМС извлекают из камеры и измеряют электрические параметры,
оговоренные в ТУ Устойчивость к повышенному атмосферному
давлению проверяют в барокамере при давлении 3-105 Па.
Устойчивость к воздействию морского тумана проверяют при
температуре 26°С в камере, в которой созданы условия, имитирую-
щие морской туман путем распыления растворов солей. Обычно
испытания длятся несколько суток. По окончании испытаний изме-
ряют электрические параметры ИМС, оговоренные в ТУ.
Радиационные испытания проводят путем облучения испытуемых
ИМС заданной дозой ионизирующего излучения: гамма-излучения,
рентгеновского излучения, потоком нейтронов и т. д. После испыта-
ний измеряют электрические параметры ИМС, оговоренные в ТУ.
§ 14.3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ НА НАДЕЖНОСТЬ
И ОЦЕНКА ИХ РЕЗУЛЬТАТОВ
Испытания на надежность, как отмечалось, проводят с целью
контроля соответствия уровня надежности ИМС требованиям тех-
нических условий, а также для получения данных о количественных
показателях надежности ИМС и их зависимости от времени и воз
действующих факторов внешней среды и нагрузки. Испытания на
надежность, так же как и испытания по контролю качества ИМС,
проводят по заранее разработанным планам, по которым составля-
ют программы испытаний. Планирование испытаний на надежность,
их проведение, статистическую обработку данных и оценку резуль-
татов осуществляют установленными методами испытаний на на-
дежность, которые являются обязательными для заказчиков, раз-
работчиков и изготовителей ИМС при проектрировании, произ
водстве и приемке опытных партий и серийно выпускаемых ИМС
Периодичность испытаний ИМС устанавливают в зависимости
от назначения и условий эксплуатации, вида производства, объема
выпуска и категории испытаний. Правила планирования испытаний
440
ИМС на надежность определяются соотношением объема выбор-
ки п и объема N выпуска (партии) за данный период, контролиру
емой интенсивностью отказов ?.к за время минимальной гарантиро
ванной наработки /, и риском заказчика р. В микроэлектронике
наиболее распространенным является соотношение объемов выбор-
ки и партии n/N ^0,1. Это ограничение и не относится к испытани-
ям опытных образцов и изделий установочных партий, а также
к ИМС с небольшой номенклатурой выпуска (например, БИС)
В зависимости от закона распределения отказов размер выборки
п и продолжительность испытаний /и можно варьировать. При
неизвестном законе распределения отказов испытания планируют
при 4, =/,, при известном — при t„ I,. Планируют испытания так-
же с учетом риска заказчика р и риска поставщика (изготовите-
ля) а. Для проведения испытаний используют методы однократной
выборки (для ИМС с Лк>5-10 *' ч ') и двукратной выборки (для
ИМС с /, > 1000 ч).
Высокая надежность ИМС и сравнительно небольшое число их
отказов при испытаниях затрудняют получение достоверной инфор-
мации о надежности. Поэтому применение статистических методов,
основанных на определении или подтверждении заданной интенсив-
ности отказов, в большинстве случаев невыгодно по экономическим
и техническим соображениям. Например, если для подтверждения
интенсивности отказов 10-5 ч-1 с достоверностью 0,95 требуется
около 5-Ю5 элементочасов наработки при выборке п = 1000,
jo для подтверждения интенсивности отказов 10 ч 1 при тех же
условиях потребуется уже более 10 лет. Стоимость таких испытаний
составляет сотни тысяч и даже миллионы рублей, а получаемая в
результате испытаний информация о надежности ИМС из-за боль-
шого промежутка времени с момента начала испытаний теряет
ценность. Если же учесть, что оценка надежности данным путем
характерна только для определенного типа ИМС и распространение
полученных результатов на другие тины ИМС не всегда возможно,
то становится очевидной нецелесообразность подобного подхода к
оценке высоконадежных изделий.
По мере дальнейшего повышения надежности ИМС отмеченные
трудности в ее оценке будут возрастать. Поэтому применяемые
методы оценки основываются не на определении фактической
надежности ИМС. а на подтверждении лишь ее нижней приемлемой
’ границы, по которой контролируется уровень производства Факти-
ческую надежность ИМС определяют но данным эксплуатации
микроэлектронной аппаратуры и обобщения статистического мате-
риала различных категорий испытаний, в том числе ресурсных и
специальных.
Следует заметить, что в соответствии с установившейся терми-
нологией под контролем принято понимать проверку параметров и
характеристик не только производимых изделий, но и производ-
ственных процессов на всех стадиях изготовления этих изделий.
При этом подразумевается оперативная корректировка соответ-
ствующих технологических процессов при обнаружении в процессе
441
контроля отклонений, превышающих установленные нормы. Поэто-
му в оценке надежности ИМС особую роль играет текущий
контроль качества. Он основан на предположении определенного
уровня надежности изделий, который сравнительно легко и быстро
можно контролировать в процессе производства ИМС.
Производственный контроль надежности изготовляемых ИМС
проводят выборочно с определенной периодичностью. Цель произ-
водственного контроля — проверка неизменности уровня производ-
ственного процесса изготовления ИМС в течение определенного
периода времени. Подобная проверка должна отвечать следующим
основным требованиям: быть оперативной, точной, экономичной и
давать максимальную информацию. Для того чтобы программа
производственного контроля надежности выпускаемых ИМС отве-
чала этим требованиям, в нее в различной последовательности
включают ряд видов испытаний. Общепринятыми методами контро-
ля и оценки надежности ИМС являются испытания в электриче-
ском режиме — климатические и механические. Изделия подверга-
ют этим испытаниям в определенной последовательности. Согласно
выбранному плану выборочного контроля каждой группе испытыва-
емых образцов соответствует свое приемочное число, выражающее
допустимое количество отказов, или заданная интенсивность отка-
зов Результаты испытаний считаются удовлетворительными, если
число ИМС, вышедших из строя в процессе этих испытаний,
не превышает установленных норм.
Производственный контроль установленного уровня надежности
осуществляют путем испытаний на безотказность, а оценку до-
стигнутого уровня надежности по минимальной наработке —
посредством испытания ИМС на долговечность. При испытаниях
на безотказность определяют вероятность безотказной работы или
интенсивность отказов. ,
Объем испытаний определяется в строгом соответствии с их
целью. Если речь идет о проведении производственного контроля
надежности выпускаемых ИМС с целью определения стабильности
производства, то при выборе размеров выборки и продолжительно-
сти испытаний следует исходить прежде всего из возможности
обеспечения оперативности контроля и экономической обоснованно-
сти выбранного плана испытаний. При оценке надежности главным
фактором является требуемая достоверность результатов.
В качестве показателя производственной надежности, оценива-
емого по результатам испытаний в процессе производства в макси-
мально допустимых электрических режимах при максимальной поло-
жительной температуре, принимается минимальная вероятность без-
отказной работы на условный каскад микросхем (обычно уровень
надежности на 500 ч при риске заказчика (3 = 0,1). Условным
каскадом ИМС считается один активный элемент совместно со
средним числом связанных с ним пассивных элементов. Введение’
понятия условного каскада позволяет при определении размера
выборки для испытаний учитывать сложность микросхем.
Исходные данные, необходимые для проведения испытаний мик-
442
росхем на надежность, устанавливаются техническими условиями
на ИМС. В качестве показателя надежности ИМС использую!
минимальное время наработки. Для контроля надежности ИМС в
ТУ задают один или два уровня надежности.
Один уровень надежности: минимальная вероятность безотказ-
ной работы Р2 или максимальная интенсивность отказов >,2 за время
tr в заданных режимах испытаний при риске заказчика (3
Два уровня надежности: 1) минимальная вероятность безотказ-
ной работы Pi или максимальная интенсивность отказов за
время 4 в заданном режиме (заданных режимах) испытаний при
риске заказчика р, 2) приемлемое значение вероятности безотказ-
ной работы Pi или приемлемое значение интенсивности отказов
Xi за время 4 в заданном режиме (заданных режимах) испытаний
при риске изготовителя о. Следовательно, исходными данными для
испытаний являются: минимальное Р2 или приемлемое Р] значение
вероятности безотказной работы за время I, в заданном режиме
испытаний (Pi принимают равным заданному в технических уело
виях значению Рст за время /,), риск изготовителя а, риск заказчика
Р, размер выборки п и приемочное число С.
Если закон распределения отказов во времени не известен, то
по заданным значениям Pi, Pi, а и р определяют:
а) размер выборки п, т с партию ИМС непосредственно под-
вергаемую испытанию с целью оценки надежности всей партии,
состоящей из N ИМС;
б) приемочное число С, характеризующее наибольшее число
Ътказавших ИМС в выборке, при котором результаты испытаний
считаются положительными.
Приемочное число С устанавливают по табл. 14 3 в зависимости
от значения а, р и величины А, определяемой по формуле
л _ (1 ~1’А (1 + ^.)
(1-Р.) (1 + PJ •
(14-1)
Размер выборки п определяют по табл. 14.4 в зависимости от
приемочного числа С, заданного значения Р2 и риска заказчика р.
Оценку результатов испытаний проводят по истечении времени
/„ = 4,- Если число отказавших ИМС d С, то результаты испыта
ний считают положительными, если d > С — отрицательными
Допускается испытание двух подвыборок при условии, что сум-
марное число ИМС в обеих подвыборках не превысит числа ИМС,
соответствующего выбранному по плану контроля в полном объеме
В этом случае размер первой подвыборки устанавливают в зависи-
мости от заданного Pi и предыдущего (меньшего) значения прие-
мочного числа С.
Комплекс внешних воздействий (воздействующие факторы, их
последовательность и длительность), которым подвергают ИМС при
испытаниях на надежность, определяется степенью влияния окру-
жающих условий на надежность конкретных типов ИМС и огова
ривается наряду с электрическим режимом работы ИМС в ТУ.
В качестве критериев годности при испытаниях на надежность
44!
Таблица 14.3
Значения приемочного числа С в зависимости от a, fl и А
С А при fl = 0.1 и а = А при 0,2 и а ==
0.05 0,1 0,05 0,1
0 44,71 21.82 31,25 15,26
1 10,94 7,31 8,42 5,63
2 6,51 4,83 5,23 3.89
3 4 89 3,83 4,04 3,16
4 4,06 3,29 3,41 2,76
5 3,55 2.94 3,03 2,51
6 321 2,70 2,76 2,33
7 2 96 2,53 2,57 2,20
8 2,77 2,39 2.42 2,09
9 2 62 2,28 2.31 2,01
10 ,2.50 2.19 2,21 1,94
Примечание. Если вычисленное значение А не совпадает с табличным,
следует взять ближайшее табличное значение для данных рисков а и fl; при этом
если взять большее табличное значение, то заданному риску а будет соответствовать
больший уровень надежности Р' чем используемый уровень Pi, и наоборот
рекомендуется выбирать параметры, от значений которых зависит
работоспособность аппаратуры в реальных условиях эксплуатации.
Нормы на критерии годности задаются либо в виде абсолютных
значений, либо как пределы допустимого изменения параметра по
сравнению с его первоначальным значением. При необходимости
устанавливают несколько норм назначения параметров — критериев
годности с учетом специфики применения ИМС. При этом одна
из установленных норм является основной, по которой оценивают
результаты испытаний, а другие справочными, они служат для
контроля неизменности уровня надежности и набора информации.
В процессе производства целесообразен непрерывный контроль
надежности ИМС. При непрерывном методе испытаний ИМС от-
бирают через равные промежутки времени равными группами.
Число микросхем в группе Дл и время t', через которое эти группы
ставят на испытания, определяют по формулам
&n=n/r, — (142)
где /„ — продолжительность периода, за который производится
оценка надежности ИМС; г—число групп.
Каждую группу ИМС снимают с испытаний по истечении време-
ни t„ и заменяют новой Результаты испытаний оценивают по числу
отказавших ИМС в г группах, которые составляют выборку и испы-
таны в течение времени 4,-
Метод непрерывных испытаний можно использовать для контро-
ля технологии производства ИМС. С этой целью по окончании пер-
вого цикла и в дальнейшем каждый раз при замене очередной груп-
444
Г---------------------------
Размер выборки п в зависимости от Р 0 и С
Таблица 14.4
п при Р,
С 0.999 0,995 0,99 0.98 0.97 0.96 0.95 0,94 0,93 0,92 0,91 0.90 0.85 0.80
0 = 0.1
0 1 2301 3883 459 776 229 388 114 193 76 128 56 96 45 76 37 ’ 63 32 54 28 47 24 42 22 37 14 24 10 18
2 5820 1062 532 265 176 132 105 87 74 65 57 52 34 25
3 6679 1334 668 333 221 165 132 109 94 82 72 65 43 32
4 7991 1596 798 398 265 198 158 131 112 98 87 78 52 38
5 9272 1853 927 462 308 231 182 153 130 114 101 91 60 44
6 10530 2104 1050 527 349 261 209 174 148 129 115 103 68 50
7 11768 2352 1175 588 390 293 234 194 166 143 129 116 76 56
8 12992 2596 1296 648 431 323 258 215 183 160 142 128 84 62
9 14203 2838 1418 709 741 353 281 235 200 175 156 139 92 68
10 15403 3078 1537 770 513 383 306 255 218 190 168 152 100 74
0 = 0.2
0 1608 321 160 79 53 39 31 26 22 19 17 15 10 7
1 2993 598 299 149 99 74 59 49 42 36 32 29 19 14
2 4278 855 427 213 142 106 85 70 60 52 46 42 27 20
3 5513 1102 550 275 183 137 109 91 78 68 60 54 35 26
1 6720 1343 672 335 223 167 135 111 95 83 73 66 43 32
5 7904 1579 790 394 262 196 157 130 112 97 86 78 51 38
6 9073 1814 906 452 301 226 180 150 128 112 99 89 59 44
'7 10230 2045 1022 511 340 255 203 169 145 127 112 101 67 50
8 11378 2274 1136 569 378 283 227 188 161 141 125 112 24 55
9 12517 2502 1250 626 416 312 249 208 177 155 138 124 82 61 ’
10 13648 2728 1.363 682 454 339 272 225 193 169 150 135 89 66
пы испытуемых ИМС определяют показатели: вероятность без-
отказной работы Рн или интенсивность отказов за цикл.
Среднюю вероятность безотказной работы P^t,,,) или среднюю
интенсивность отказов Zcp, за время 1„, определяют по результатам
испытаний каждой выборки ИМС:
Р.(/п.) =(«,-d,)/n.. (14.3)
\.pi = d,-/[(n( - d,/2)U (14 4)
где п, — число испытуемых ИМС при z-м испытании; d, — количест-
во полных отказов к моменту времени на которое рассчиты-
вают Р, ИЛИ Лсрь
Для определения количественных показателей надежности —
ресурса и интенсивности отказов проводят ресурсные и специаль
ные испытания соответственно. Объем выборки определяют про-
граммой испытаний. Ресурсные испытания осуществляют в режимах
• и условиях, установленных для испытаний на долговечность. В про-
цессе ресурсных испытаний измеряют параметры - критерии
годности через определенные интервалы и регистрируют время появ-
ления отказов.
445
Интенсивность отказов определяют статистически по результа
там специальных испытаний, режимы и условия которых соответ
ствуют испытаниям на безотказность (долговечность), или устанав-
ливают программой испытаний.
Значение интенсивности отказов рассчитывают по формуле
(14.5)
k=d!h_.
где d — полученное число отказов; А — суммарная наработка ИМС
Суммарная наработка определяется выражением
п
к = £ t„
I — 1
(14.6)
где t, — время наработки Ай ИМС; п — число наблюдаемых ИМС
Если d — 0, то с достоверностью 0,9 интенсивность отказов
Х = 0,69/А.
(14.7)
$ 14.4. АВТОМАТИЗАЦИЯ ИСПЫТАНИЙ
Испытания готовых изделий — наиболее важное звено планиру-
емой и выполняемой программы работ по контролю качества и
надежности, требующее самой большой доли затрат средств и тру-
• да, выделяемых на контроль качества и надежности. Испытания
предусматривают проверку всех теоретических расчетов, касающих-
ся параметров самой конструкции, а также ее качества и надеж
ности
Существующие методы и организация испытаний по видам воз-
действий основаны-на количественной оценке влияния каждого из
воздействующих факторов на небольшое количество изделий по
отношению к изготовленной партии с последующей экстраполяцией
результатов испытаний на всю партию. Характерным при этом
является большой объем измерений и контрольных испытаний,
проводимых до воздействия того или иного фактора, в процессе
воздействия и после него. Например, на одну партию испытуемых
ИМС количество измерений составляет около 10 000 тестов.
Ввиду несовершенства организации и методики проведения ис-
пытаний, проявляющегося в низкой производительности труда воз-
можности появления субъективной ошибки, малой информативно-
сти представляемой информации, сложности ее обработки, сниже-
нии оперативности но принятию решений, требуется автоматизация
отдельных видов испытаний и всего комплекса в целом.
Необходимость автоматизации обусловлена и тем, что испыта-
ния являются неотъемлемой частью технологического процесса и
производства ИМС. Поэтому внедряются автоматизированные
системы управления производством и качеством на базе ЭВМ.
446
Автоматизация любого процесса требует разработки модели
процесса, выбора критериев оптимальности и алгоритмизации. Ис-
следования всех этапов и видов испытаний, методов измерения
параметров, обработки и представления результатов испытаний
показали, что каждый вид испытаний можно представить в виде
структурной схемы, как на рис. 14.1. Независимо от вида воздей-
ствий, методов контроля и обработки результатов испытаний дан-
ная структура является типовой для любого воздействия и служит
в первом приближении моделью процесса испытаний.
Реализация испытаний согласно данной схеме требует програм
мы и критериев принятия решения по каждому типу ИМС Ре-
зультаты испытаний оформляют в виде протокола. Следовательно,
для каждого вида испытаний требуется индивидуальный подход к
организации проведения испытаний и оценке их результатов.
На рис. 14.2 представлена структурная схема автоматизации
процессов испытаний ИМС. Приведенная структурная схема позво-
ляет организовать как последо
вательные, так и параллельно-по-
следовательные циклы испытаний.
При этом значительно сокраща-
ются циклы испытаний, а также
время обработки и получения ре
зультатов испытаний, повышают-
ся достоверность испытаний и ин-
формативность их результатов.
Это обеспечивает оптимизацию
потоков информации, а также
оперативность принятия решения
функциональными службами по
Рис. 14.1. Типовая структурная схема
испытаний ИМС по отдельному воз-
действующему фактору
Рис 14 2 Структурная схема автоматизации процессов испытаний
ИМС.
Ф| л факторы воздействия, У, « — объекты испытаний. К\ „ —
объекты задания режима и съема информации
447
управлению качеством Данная структурная схема приемлема для
проведения испытаний по любому виду воздействий и назначению
независимо от степени интеграции испытуемых ИМС. Важным при
создании автоматизированной системы испытаний является центра-
лизованный контроль и управление всеми звеньями системы.
§ 14.5 ОСНОВНЫЕ ВИДЫ И ПРИЧИНЫ ОТКАЗОВ ИМС
Отказы ИМС могут быть полными и постепенными. Основным
источником полных отказов является нарушение электрической
цепи, т. е. обрывы и короткие замыкания. Причинами обрывов
электрических цепей ИМС являются недостаточная прочность свар-
ных соединений, возникновение нежелательных интерметаллических
соединений в контакте разнородных материалов, механические,
электрические и химические разрушения тонкопленочных металли
ческих проводников и дефекты сборки микросхем.
Основными причинами возникновения коротких замыканий в
электрических цепях ИМС являются дефекты фотолитографии и
диэлектрических пленок, возникновение каналов с инверсной элек-
тропроводностью, объемные дефекты кристаллической решетки по-
лупроводникового материала, а также дефекты сборки микросхем
Постепенные отказы выражаются главным образом в увеличе
нии токов утечки и вызываются такими причинами, как появление
каналов с инверсной электропроводностью вследствие миграции
подвижного заряда в оксидной пленке и загрязнения поверхности
полупроводникового кристалла и корпуса микросхемы. При наличии
подобных дефектов, а также в случае негерметичности корпуса
под влиянием окружающей атмосферы отдельные электрические па-
раметры микросхемы могут постепенно изменять свои значения
(«дрейфовать»), что, в свою очередь, может привести к отказу
аппаратуры.
На рис 14 3 схематически показаны встречающиеся на практике
отказы полупроводниковых микросхем.
Все отказы ИМС можно подразделить на три категории:
I) отказы, связанные с явлениями в объеме кристалла;
2) отказы, зависящие от состояния контактных соединений;
3) отказы, обусловленные явлениями на поверхности кристал-
лической структуры.
Появление отказов в результате объемных дефектов объясняется
либо перераспределением легирующих примесей в объем кристалла,
либо структурными несовершенствами полупроводникового кристал-
ла, возникающими или развивающимися в материале дефектной
схемы в процессе эксплуатации.
Перераспределение легирующих примесей, используемых для
создания структуры схемы, теоретически возможно вследствие про-
должающейся их диффузии в монокристаллическом образце полу-
проводникового материала. Однако маловероятно, чтобы этот про-
цесс на практике играл существенную роль, поскольку коэффициен
ты диффузии легирующих примесей (бора, фосфора и др.) в моно
448
Рис. 14.3. Критические точки и типовые виды отказов планар-
но-эпитаксиальной ИМС, изготовленной на основе одноуров-
невой разводки, в плоском металлостеклянном корпусе
/ — обрыв гибкого проводника; 2 обрыв сварного контакта на
кристалле. 3 — утечки из-за явлений на поверхности кристалла
(в том числе на границе раздела Si—SiO?); 4 пробои (смыка-
ние) p-zi-перехода (транзистора); 5 — короткое замыкание из-за
пробоя оксидной пленки; 6 — обрыв тонкопленочного проводника;
7 — обрыв омического контакта к кремнию, 8 — короткое замыка-
ние гибкого проводника на кристалле; 9 увеличение теплового
сопротивления или обрыв контакта кристалла к корпусу; 10
обрыв сварного контакта на траверсе; //, 12 — разгерметизация
корпуса в области паяного шва (//) и стеклоизолятора (/2);
13 — обрыв внешнего вывода корпуса
кристалле кремния в температурном диапазоне работы ИМС (от
— 60 до +125°С) ничтожно малы
Скорее всего отказы обусловлены дефектами в полупроводнико-
вом материале Дислокации, трещины и прочие дефекты структуры,
деформации и механические напряжения в кристалле кремния,
развиваясь в процессе эксплуатации под воздействием термических
и механических нагрузок, могут оказать существенное влияние на
изменение электрических характеристик схемы, приводя как к по-
степенным, так и к катастрофическим отказам
Для обеспечения электрических соединений между элементами
ИМС и подключения к внешним источникам питания обычно ис
пользуют два типа контактных соединений: 1) металлизированную
разводку между отдельными элементами ИМС; 2) площадки с
внешними выводами, проходящими через стейки корпуса.
В качестве межэлементной разводки обычно применяют метал-
лизированные дорожки, обеспечивающие достаточно надежные кон-
такты между отдельными активными и пассивными элементами
схемы через контактные отверстия в соответствующих областях
оксидной пленки на поверхности структуры. Для получения данных
соединений применяют метод напыления алюминия на поверхность
оксида кремния с последующим вжиганием металлизированных
дорожек. Эта операция улучшает адгезию (сцепление) алюминия
к материалу подложки и повышает качество омических контактов.
Отказы, зависящие от состояния контактных соединений, могут
возникать в результате механических повреждений разводки или
вследствие недостаточной толщины пленки алюминия, что в процес-
се эксплуатации ИМС может вызывать локальные перегревы
металлизированной дорожки Это, в свою очередь, приводит к кор-
розии или к расплавлению алюминия в поврежденных областях.
449
Могут быть также отказы при нарушении целостности электриче-
ской цепи из-за образования на границе раздела алюминий
кремний электроизолирующей пленки.
Кроме того, возможны отказы ИМС в случае попадания влаги
внутрь корпуса до герметизации прибора или при недостаточной
герметичности корпуса в процессе испытаний. Протекающая при
этом химическая реакция приводит к образованию гидрата окиси
алюминия. Это является причиной нарушения целостности электри-
ческой цепи вследствие высокого электрического сопротивления
дефектных участков металлизированной разводки
Состав интерметаллических соединений, приводящих к обрывам
термокомнрессионных золото-алюминиевых контактов, сложен и из
меняется в зависимости от условий его образования (концентрации
золота и алюминия, наличия свободного кремния, температуры и
давления в процессе термокомпрессии, температуры окружающей
среды, времени эксплуатации готовой ИМС и других факторов).
Образование интерметаллических соединений и изменение их соста-
ва в процессе эксплуатации приводят к возникновению механиче-
ских напряжений на поверхности раздела золото алюминий (Au
Al) и ослаблению контактного соединения.
Во время выполнения термокомпрессионных контактов в кри-
сталлической структуре подложка находится при температуре около
300°С, что приводит к быстрому образованию в зоне связи золото —
алюминий интерметаллических соединений типа АщА1 и Аи5Л12
(рис. 14 4, а). Непосредственно после сварки контактные соедине
ния обладают хорошими механическими и электрическими свой-
ствами. Однако в процессе работы или при хранении ИМС в усло-
виях повышенной температуры возникают необратимые явления,
вызывающие увеличение сопротивления и обрыв тер.мокомпресси-
онных контактов ИМС.
Поскольку коэффициент диффузии золота намного превышает
коэффициент диффузии алюминия, при эксплуатации готовой ИМС
также наблюдается диффузия золота в алюминиевую дорожку,
причем на периферийных участках термокомпрессионного контакта
образуется интерметаллическое соединение тина АиА12 с пурпурным
оттенком («пурпурная чума»). При этом в зоне связи остаются пус-
тоты и трещины, снижающие механическую прочность контактов
(рис. 14.4,6).
Образование интерметаллических соединений и изменение их
состава в процессе эксплуатации приводит к возникновению значи-
тельных механических напряжений на поверхности раздела золо-
то — алюминий вследствие изменения объема и несовпадения кри-
сталлической решетки различных интерметаллических соединений.
Возникающие напряжения могут усиливаться наличием дополни-
тельных механических напряжений по периферии термокомпрес-
сионного контакта золота с алюминием, а также различием терми-
ческих коэффициентов расширения отдельных интерметаллических
соединений (рис. 14 4, в). Все эти факторы в сочетании с повышен
ной хрупкостью многих интерметаллических соединений могут при-
450
контактного соединения
Рис 14 4 Поперечные сечения теруокомпрессиопного
золото — алюминий.
а после выдержки при температуре 3003С в течение 5 — 10 мин. б — после темпера
турно!о старения при температуре 200 31>()°С в течение 1000 ч. о распределен!"
механических напряжении в контактном соединении, приводящих к потере контакта
/ Au, 2 - *1; 3 — SiOa: 4 - Si; 5 An-Al. б — ЛиА1>. 7 - Ail.AI; Я - AtisAk.
5 — трещины; 10 пустоты
вести к отрывам золотых проводников от алюминиевых контактных
площадок.
В некоторых случаях обрыв электрической цепи происходит
в результате высокого электрического сопротивления интерметал-
лического соединения, что особенно проявляется при неправильной
центровке термокомпрессионного контакта относительно контактной
площадки.
Причиной обрыва контактов в ИМС является также малая
мехддическая прочность сварного соединения в результате недоста-
точной температуры подложки, низкого удельного давления в зоне
связи или недопустимо малой продолжительности сварки.
Дополнительными факторами, отрицательно влияющими на ме-
ханическую прочность термокомпрессионных соединений, являются
механические повреждения и подтравливания контактных площадок
в процессе фотолитографии, приводящие к уменьшению площади
контакта.
Наименее изученными являются отказы, обусловливаемые состо-
янием поверхности ИМС и влиянием окружающей сре;ы. Недоста-
точное исследование влияния состояния поверхности планарной
структуры на стабильность электрических параметров полупровод-
никового прибора затрудняет изучение механизмов постепенных
отказов ИМС, связанных с состоянием поверхности микросхем.
Рассмотрим кратко возможные причины этих отказов. Как из-
вестно, при использовании планарной технологии р-п-переходы
образуются путем диффузии легирующих примесеи в кремний под
предварительно нанесенный слой оксида кремния через вытравлен
ные в нем «окна». При этом оксидный слой служит маскирующим
покрытием, представляя собой «барьер» для используемых приме-
сей (бор, фосфор и др ), что необходимо для создания отдельных
элементов микросхемы в соответствии с заданной топологией.
После изготовления прибора оксидный слой остается и защита
ет р-п-переходы от воздействия окружающей среды, выполняя та-
ким образом функции пассивирующего и стабилизирующего покры-
тия. Однако при эксплуатации ИМС в приповерхностной области
451
полупроводниковой структуры происходит накопление электриче-
ских зарядов, вызывающих значительные изменения в состоянии
р-л-переходов и иногда обусловливающих появление инверсного
слоя. Вследствие этого возрастают токи утечки, существенно ухуд
шаются характеристики р-п-переходов, в результате чего микросхе
ма становится неработоспособной.
В ходе исследований было установлено, что при окислении
поверхности кремния происходит заметное изменение энергетиче-
ских уровней вблизи границы раздела кремний — двуокись кремния
(рис. 14.5). При этом область кремния р-типа у поверхности
раздела практически оказывается либо обедненной, либо инверсной.
С увеличением удельного сопротивления полупроводникового мате
риала тенденция к инверсии становится более заметной, поскольку
уменьшение концентрации акцепторов вызывает перемещение
уровня Ферми к центру запрещенной зоны, и для достижения
инверсии достаточен меньший изгиб энергетических уровней. Это
позволяет сделать предположение о меньшей стабильности парамет-
ров ИМС, изготовленных на более высокоомном кремнии.
Изменение электрофизических свойств кремния вблизи поверх-
ности раздела объясняется перераспределением электрического за-
ряда. Оксидный слой представляет собой аморфную структуру,
•основу которой составляют кремний,
фосфор и бор, связанные атомами
кислорода. В оксиде, кроме того,
обычно присутствуют атомы таких
щелочно-земельных металлов, как
натрий и калий. Ионы этих металлов
положительны и обладают высокой
подвижностью: следовательно, мо
гут под воздействием электрическо-
го поля легко перемещаться в ок-
сидном слое к границе раздела
кремний — двуокись кремния. В ре-
зультате этого в слое непосредствен-
/ сЛиАвЛная .Шни
Рнс. 14.5. Структура энергетических
зон на окисленной поверхности
но на границе раздела образуется
объемный положительный заряд.
Электрическое ноле, созданное
объемным зарядом положительных
полупроводника:
/ — объемный заряд у поверхности;
2 — уровень Ферми 3 кремний п-
типа 4 слой кремния с собственной
электропроводностью
Рис 14 6. Схема возникновения ин-
версной области в планарной струк-
. туре
Рис. 14.7. Схема возникновения
отказа ИМС вследствие дефектов
оксидной пленки
452
ионов, служит причиной возникновения локальных областей на
поверхности кремния, обладающих электронной электропровод-
ностью. Образование поверхностных областей п-типа вызывает
обеднение или инверсию электропроводности кремния р-типа и на-
копление избыточных носителей заряда в материале и-типа
(рис. 14 6).
Тонкий оксидный слой, приобретая заряд, изменяет состояние
поверхности, что, в свою очередь, влияет на свойства полупроводни-
ковых приборов.
Как известно, соединения между отдельными элементами ИМС
выполняют посредством металлизированной пленки, нанесенной на
поверхности оксидного слоя, электрически изолирующего планар-
ную структуру. В том случае, если скрытые дефекты оксида (отвер-
стия, проколы, царапины, трещины и др.) окажутся под металли-
зированными дорожками, произойдет короткое замыкание внутри-
схемной разводки на поверхность кремния (рис. 14.7). Трудность
обнаружения подобных потенциально ненадежных ИМС объяс-
няется тем, что дефект проявляется чаще всего лишь в экспЛуа
тации.
Кроме того, на надежность ИМС существенное влияние оказы-
вает качество обработки поверхности структуры, в частности тща-
тельная промывка пластин. Неполное удаление травителя с поверх-
ности кристалла в процессе изготовления ИМС может привести к
разрывам металлизированной разводки при попадании влаги
внутрь корпуса готовой ИМС
$14.6. АНАЛИЗ ОТКАЗОВ ИМС
Достижение высокого уровня надежности ИМС невозможно без
проведения широких исследований видов и причин отказов и меха-
низмов их развития Эти вопросы решают с помощью физики отка-
зов, изучая процессы возникновения отказов и способы их описания
на основе соответствующего анализа. Результаты анализа способ-
ствуют повышению качества и надежности ИМС.
Анализ отказов представляет собой исследования после полного
выхода из строя отказавших ИМС с использованием электрических
измерений и многих усовершенствованных аналитических методов
физики, металлургии и химии для установления причин отказа и
идентификации его типа или механизма
Исследования отказов ИМС проводят в два этапа — первичный
и вторичный анализ отказов.
Задача первичного анализа отказов состоит в установлении-
а) признаков отказа ИМС, т. е. качественных или количествен
ных показателей, отличающих отказавшую ИМС от работающей
б) вида отказа ИМС или оптимального признака отказа, вводи-
мого в целях классификации;
в) места отказа отказавшего элемента;
г) вида отказа элемента; _
453
д) причин отказа — событий (явлений или совокупности явле-
ний), приводящих к отказу;
е) рекомендаций по определению выявленных причин отказа.
Задачей вторичного анализа отказов является выявление причин
и механизмов отказа ИМС, установление закономерностей их воз-
никновения с помощью статистических, физических и физико-хими
ческих методов и уточнение причин отказа.
Анализ отказов должен обеспечивать правильные выводы по
определению причин отказа и принятию корректирующего действия
в технологическом процессе, конструкции ИМС, процессе испытаний
с целью устранения причин отказа или принятия соответствующих
мер, предотвращающих развитие механизмов отказа.
Для проведения анализа отказов используют следующие основ
ные методы
а) оптические для визуального исследования ИМС с помощью
различных микроскопов;
б) электрические с помощью приспособлений, допускающих
перемещения зондов или ИМС относительно зондов для локального
исследования электрических цепей ИМС;
в) простейшие химические (промывка, травление, очистка, раст-
ворение) для удаления защитных покрытий;
г) физико-технические (электронная, рентгенотелевизионная,
сканирующая электронная микроскопия и др.) для исследований
поверхностных и приповерхностных слоев структуры ИМС.
Применение того или иного метода анализа требует необходи-
мого оборудования. Выбор оборудования, используемого при анали-
зе отказов ИМС, зависит от вида отказа и типа исследований,
которые проводят для установления причин отказа микросхемы
Эти исследования можно условно подразделить на три основные
1руппы:
1) выявление физических повреждений и нарушение геометри-
ческих размеров элементов структур;
2) выявление дефектов ИМС, связанных с материалами, исполь-
зуемыми в производстве;
3) исследование загрязнений.
Проведение анализа отказов осуществляют по заранее составлен-
ной программе последовательности действий и операций, направ-
ленных на установление места и причины отказа. В основу програм-
мы закладывают такие методы исследований и действия, которые
не являются разрушающими с точки зрения влияния на результаты
последующих этапов анализа исследуемой ИМС. Сначала исследо-
вания проводят на герметизированной ИМС, а затем на вскрытой
ИМС.
Отказавшие ИМС, поступающие на анализ, сопровождают
документацией, в которой указывают: условия, при которых произо-
шел отказ; режимы работы или испытаний; полные сведения
об ИМС тип, паспорт, номер партии и др.
Анализ отказов проводят в такой последовательности;
а) повторные измерения электрических параметров;
454
б) внешний осмотр корпуса и выводов;
в) измерения вольт-амперных характерис-
тик отдельных цепей на внешних зажимах;
г) специальные измерения параметров, не
предусмотренные в ТУ;
д) проверка герметичности корпуса;
е) вскрытие корпуса;
ж) осмотр и фотографирование вскры-
той ИМС;
з) проверка монтажа;
и) удаление защитного покрытия;
к), микроскопическое исследование струк
туры;
л) контроль электрических параметров
структурных элементов;
м) специальные виды исследований струк-
туры, например с помощью методов неразру-
шающего контроля.
Полученная в результате анализа инфор-
мация о месте, причинах и механизмах разви
тия отказов является основой для разработки
комплекса мероприятий, направленных на со-
вершенствование проектирования, конструкций
и технологии изготовления ИМС с целью по-
вышения их качества и надежности.
Анализ отказов ИМС и БИС различного
конструктивно-технологического исполнения
ИМС-1 ИМС 2 БИС
Рис. 14.8. Зависимость
относительного рас-
пределения отказов
ИМС и БИС, обуслов
ленных дефектами'
/ — металлизации; 2
диффузии; 3 — из-за
наличия инородных ча-
стиц. 4 — из-за неопоз-
нанных причин. 5
кристалла и’Оксида крем
ния; 6 — герметизации
и приварки выводов; 7
крист аллодержателя; 8 —
из-за неправильного
примснёния
показывает, что для современного этапа раз-
вития микроэлектроники характерно преобла-
дание полных отказов (до 80% от общего их количества), вызван
ных разрушением элементов конструкций из-за несовершенства
технологических операций, нарушений или ошибок в процессе
производства, несоблюдения требований нормативно-технической
документации Обобщенные результаты анализа отказов полупро
водниконых ИМС и БИС в условиях эксплуатации с указанием их
видов и причин приведены на рис. 14 8.
Дальнейшее повышение надежности ИМС требует выяснения
причин отказов или ухудшения рабочих характеристик схем и
устранения этих причин либо ослабления их действия. При. этом
вначале из всех возможных отказов следует выделить отказы,
наиболее типичные для микросхем, т. е. обусловленные физикой по-
верхности, нарушением кристаллической структуры полупроводни-
ка, химическим взаимодействием различных материалов, несовер-
шенством термокомпрессии и сварки, усадкой компаунда при герме
тизации, механическими повреждениями схемы, а затем определить
и устранить причины их возникновения.
455
Заключение
Микроэлектроника, оспованная на комплексном использовании
физических, химических, технологических, кибернетических и других
исследований, за сравнительно короткий исторический период
(25—30 лет) прошла большой путь. Основным достижением микро-
электроники является создание принципиально новых технологи-
ческих процессов на основе применения прецизионного техноло-
гического и контрольно-измерительного оборудования и различных
полупроводниковых, диэлектрических и проводящих материалов,
обеспечивших пре мышленное производство широкой номенклатуры
интегральных микросхем различного конструктивно-технологическо-
го исполнения и функционального назначения. Изделия микроэлек-
троники — интегральные микросхемы, БИС, в том числе микропро-
цессоры, микро ЭВМ и др., стали основной элементной базой совре-
менной микроэлектронной аппаратуры, отличающейся высокими
надежностью и технико-эксплуатационными характеристиками, низ-
кой стоимостью
Прогресс микроэлектроники и высокие темпы ее развития стали
возможными благодаря изобретению полупроводниковых приборов,
более глубокому пониманию физики работы этих приборов, умению
интегрировать их во все более сложные изделия (микросхемы), с
одной стороны, и эволюционному совершенствованию технологии —
с другой.
Основной тенденцией развития современной микроэлектроники
является схемотехническая и технологическая интеграция, обеспе-
чивающая создание БИС и СБИС с высокой степенью интеграции
элементов.
Современная микроэлектроника в значительной степени являет-
ся интегральной электроникой и характеризуется быстро возраста-
ющей степенью интеграции как за счет увеличения числа элементов
на кристалле, так и за счет усложнения выполняемых интегральной
микросхемой функций. Появились устройства (БИС, СБИС, одно-
кристальные микро-ЭВМ и др.), состоящие из десятков и сотен
тысяч транзисторов, с определенной архитектурой, схемотехникой
и системотехникой, чогикой, памятью, с встроенными программным
обеспечением и коррекцией ошибок, обеспечивающими эффективное
их применение.
Определяющим в создании современных БИС и СБИС наряду
с достижениями физики и схемотехники является технология,
основанная на групповых методах локальной обработки твердотель-
ных материалов (литография, легирование, нанесение пленок и др.)
456
с целью создания в материалах локальных областей в виде стати-
ческих неоднородностей и последующего объединения этих областей
в законченную конструкцию, выполняющую определенную схемо-
техническую функцию, причем полупроводниковая технология явля-
ется базой для изготовления массовых ИМС и БИС на основе
биполярных и МДП-транзисторов, а гибридная на основе тонких
и толстых пленок для специализированных ИМС, БИС н МСБ.
Непрерывное повышение степени интеграции и функциональной
сложности интегральных микросхем, вызванное быстрорастущими
потребностями в изделиях микроэлектроники, потребовало создания
принципиально новых технологических методов и специального
оборудования, обладающего высокой разрешающей способностью.
В начале 80-х годов появилось самостоятельное научное на-
правление - субмикронная микроэлектроника, предназначенная
для изготовления БИС и СБИС с размерами элементов менее
1 мкм. Ее создание обусловлено невозможностью получения элемен-
тов ИМС с микронными и субмикронными размерами традицион-
ными технологическими процессами и связано с совершенствовани-
ем технологии микроэлектронного производства и сокращением
(а иногда и полным исключением) многочисленных химических,
жидкостных, фотолитографических, диффузионных и других опе-
раций.
В основу технологии субмикронной микроэлектроники положе-
но взаимодействие излучений и потоков частиц с поверхностью
твердого тела. К таким технологическим процессам относятся
рентгеновская, электронная и ионная литография, ионная имплан-
тация, лазерный отжиг, молекулярно-лучевая эпитаксия и др.
Дальнейшее совершенствование микроэлектроники на базе суб-
микронной технологии будет развиваться на основе применения
новых физических явлений и процессов твердого тела, новых полу-
проводниковых материалов и их соединений, новых методов схемо-
технического и конструкторского проектирования с широким ис-
пользованием моделирования физических и тсхноло! ических процес-
сов и схемных решений.
Важное место при этом отводится физической интеграции,
основанной на использовании физических процессов, выполняющих
функции схемотехники в динамических неоднородностях, техноло-
гически создаваемых в однородном объеме твердого тела. Исполь-
зование динамических неоднородностей совместно со статическими
расширяет возможность интегральной и способствует дальнейшему
развитию функциональной микроэлектроники Естественным при
этом является создание нового поколения оборудования в виде
автоматических поточных линий с конвейерно-адресными системами
и автоматическими роботами-манипуляторами, управляемыми мик-
ропроцессорами или микро-ЭВМ.
Создание высоконадежных и дешевых БИС и СБИС, сфера при-
менения которых в различных областях непрерывно расширяется,
выдвинуло микроэлектронику в число веду щих отраслей науки и
техники, определяющих ускорение научно-технического прогресса.
457
Литература
1. Ефимов И Е., Горбунов Ю.И., Козырь И Я. Микроэлектроника.
Физические и технологические основы, надежность. — М.. Высшая школа, 1977.
2. Ермолаев Ю. П.. Пономарев М. Ф, Крюков К) Г Конструкции
и технология микросхем. — М.. Советское радио, 1980. *
3. Конструирование и расчет больших гибридных интегральных схем, микро-
сборок и аппаратуры на их основе/Под ред Б Ф Высоцкого. М. Радио н
связь, 1981.
4. Пономарев М. Ф. Конструкции и расчет микросхем и микроэлементов
ЭВА — М.: Радио и связь, 1982.
5. С т е и а не н ко И 11. Основы микроэлектроники. — М.: Советское радио.
1980.
6. Фомин А. В , Б о ч е н к о в Ю. И., С о р о кон уд В А Технология, на
дежность и автоматизация производства БГИС и МСБ. М.: Радио и связь, 1981.
7. Черняев В Н. Технология производства интегральных микросхем/Под
ред АА Васенкова М Энергия, 1977.
8. Чистяков Ю Д, Райнов Ю П. Физико химические основы техноло-
гии микроэлектроники — М.: Металлургия, 1979.
9 ГлудкйнО. П., Черняев В Н. Технология испытания микроэлемен-
тов радиоэлектронной аппаратуры и интегральных микросхем. — М.: Энергия, 1980
10. Б р о у д а й И., Мерей Дж Физические основы микротехнологии: Пер
с англ./Под ред. А. В Ш альнова. .— М.: Мир. 1985
I! Д а н и л и н Б. С.. К и р е е в В Ю. Ионное травление микроструктур. —
М Советское радио, 1979.
12 Данилин Б. С., С ы р ч и н В. К Магнетронные распылительные систе-
мы. — М.: Радио и связь, 1982.
13. Левин Б Р. Теория надежности радиотехнических систем — М.: Радио и
связь, 1983.
14 Малышева И. А Технология производства микроэлектронных уст-
ройств. — М.: Энергия, 1980
15 Микропроцессорные БИС и микро-ЭВМ. Построение и применение/А. А. В а
с е н к о в, Н. М Воробьев, В. Л. Д ш х у и я н и др Под ред. А. А Васен
к о в а — М : Советское радио, 1980.
16. Курносов А. И., Юдин В. В Технология производства полупровод-
никовых приборов и интегральных микросхем. — М : Высшая школа, 1979
17. Измерение параметров цифровых интегральных микросхем/Д Ю. Эйду-
к а с, Б. В. Орлов, Л. М. П о п е л ь и др.; Под ред. Д IO Эйдукаса, Б. В. Орло-
ва.— М.: Радио и связь, 1982.
18. Электронно-лучевая технология в изготовлении микроэлектронных прибо
ров/Дж Р. Б р ю э р, Д. С. Г р и н и ч, Д. Р. Хер риот и др.; Под ред.
Дж Р Брюэра Пер. с англ М . Радио и связь, 1984.
19. Березин А С., Моча л кин а О. Р. Технология и конструирование
интегральных микросхем/Под ред. И. П. Степаненко М.: Радио и связь,
1983.
20. Ненашев А 11., Коледов Л. А. Основы конструирования микроэлек
тронной аппаратуры. —М : Радио и связь, 1981.
21. Смирнов Н. И., Широков В. Б. Оценка безотказности интегральных
микросхем М Радио и связь, 1983
22. В.а л и е в К А., Р а к о в А. В. Физические основы субмикрониой литогра-
фии в микроэлектронике — М Радио и связь, 1984.
23. Та ру и Я Основы технологии СБИС: Пер. с япон./Под ред. В Г. Р ж а-
нова М Радио и связь, 1985
А - *Я
Предметный
указатель
Автоэпитаксия 250
Алмаз 37
Алюминий 42, 120, 240, 279, 365
Анодирование 275
Атом 37, 41
Арсин 253
Бария титанат 276
Барьер потенциальный 80, 92
Биоэлектроника 33, 34
БИС (большая интегральная схема)
8, 324
— гибридные 152
— матричные 328
полупроводниковые 151
— с программируемой разводкой 327
с фиксированной разводкой 326
Бор 42, 240
Вах (вольт-амперная характеристика)
83, 117
Вероятность безотказной работы 419
Внедрение ионное 246
Время релаксации 58
Галлий 42, 240
— арсенид 37, 175
фосфид 38, 175. 176
Германий 38, 42
Герметизация 379
Гетероэнитаксия 251
Глубина перехода 394, 395
Гранула 98, 100
Диагностика 388
Диборан 253
Диффузант 242
Диффузия 235
— высокотемпературная 235
— из твердой фазы'243
— радиационно-стимулированная
244
Диэлектрическая электроника 32
Доноры 42, 71
Дырки 41, 70
Загрязнения 182
Законы Фика 236
Заряд 70, 117
Защита 378, 380
Золого 373
Зона 39
валентная 39, 41, 90
— заполненная 41
— запрещенная 39, 63
— проводимости 41, 46, 51
разрешенная 40, 45, 63
— свободная 40
Измерение параметров 401
Изолятор 35
ИМС (интегральная микросхема) ана-
логовая 138
— гибридная 147
— многокристальная 146
— пленочная 16, 147
— полупроводниковая 15, 145
— совмещенная 145
— толстопленочная 147
— цифровая 138
Интенсивность отказов 419
Интенсификация очистки 188
Испытания ИМС 437
Качество 385
Квантовое состояние 46. 44
Керамика 178
КМДП ИМС 312
Компоненты 13, 156
Конденсация 259
Контактная разность потенциалов 70
Контроль 387
— входной 389
БИС 405
— гибридных ИМС 396
— диффузионных слоев 394
— оксида 392
— очистки 391
— пооперационный 389
— скорости напыления 396
— тестовый 425
— толщины пленок 396
финишный 389
фотолитография 394
Концентрация примесей 240
459
Коэффициент диффузии 236
— дырок 75
примесей 236, 241
— электронов 75
Корпус ИМС 160
— металлокерамический 165
— металлостеклянный 162
— ненальный 164
— пластмассовый 160
Кремний 37, 93, 170
— монокристаллический 37
— поликристаллический 175
Криоэлектроника 31
Кристалл 286
Легирование 234, 246
Литография 212
иоино лучевая 213; 230
методы 212, 213, 233
Магнетоэлектропика 29
Максвелла — Больцмана функция 48,
49
Маски 212, 281
— контактные 212, 282
— съемные 281
Материалы подложек 176, 366
— полупроводниковые 169
пленочных элементов 344
МДП-ИМС 146, 312
Металлизация 278
Микроблок 26
Микропроцессор 7, 10, 13, 25
Микросборка 153
Микросхема бескорнусная 138
— интегральная 137
— корпусная 138
Микро-ЭВМ 7, 8, 26
Микроэлектроника квантовая 32, 33
— функциональная 5, 27
Миплера индексы 38
Монтаж 371
Мышьяк 42
Надежность 416
Нанесение пленок 273, 276
Напыление 256
— ионно-плазменное 266
— катодное 262
— магнетронное 269
— термовакуумное 257
Нитрид кремния 210
Обезжиривание 185
— химическое 185
— физическое 185
Окисление 202
анодное 215
кремния 203
— термическое 204
Оксид 202, 208
Операция технологическая 201
Оптоэлектроника 28, 29
Осаждение 273
— химическое 274
— электрохимическое 273
Отказы 418
ОТУ 436
Очистка 184, 198
жидкостная 184, 185
— сухая 184, 190
Пассивация 202
Паста 276
Пайка 374
Пластина полупроводниковая 169
Плата 179
— коммутационная 360
Пленка 256
гранулярная 98
полиимидная 363
толстая 276
тонкая 256
Плотность упаковки 13
— интегральная 150
— функциональная 150
Подвижность 55, 57, 58 -
Подгонка 357
Подготовка производства 411
Полировка 186
Подложка 168, 176
Полупроводник 35, 42, 64, 136
Постоянная Планка 45
Пробой 91
Проводимость 35
электрическая 35
— электронная 43
Процесс 201, 341
комбинированный 349
масочный 345
— технологический 201
— типовой 288
фотолитографический 348
Пуассона уравнение 77, 78
Распределение примеси 238, 249
Реактор эпитаксиальный 252, 255
Резка 370
Рекомбинация 80
Рентгенография 213, 228
Решетка кристаллическая 36, 57
Сборка 341, 380
Сварка 375
Серия ИМС 140
Сеткография 277
Ситалл 178
Скрайбирование 369
Сложность информационная 1$0
— функциональная 149
Стабилизация параметров 356
Стекло 178
460
Степень интеграции 19, 149
Сублимация 257
Субсистемы 121
Тантал 121, 265
Термокомпрессия 374
Термообработка 190
Тестовая структура 391
Технологическая документация 414
Технология биполярная 289, 290 329
ВИД 297
БИ ПТ 339
— БИС 324
У-МДИ 337
— гибридных БИС 360
— гибридных ИМС 345
— яекаль 302
EPIC 299
— изопланарная 303
— изопланар-1 и II 304
— И2Л 330
ИШЛ 332
КИД 296, 329
КМДП 315, 334
— КНС 303, 336
— комбинированная 349
— масок 282
МДП 289, 312, 318, 333
— металлических плат 364
— на многослойной керамике 362
— на полиимидной пленке 363
— на основе двойной диффузии 299
на основе трех фотошаблонов 298
/1-канальпая 320
полипланарная 307
— р-канальная 313
— пол у проводниковых БИС 286, 324
— полупроводниковых ИМС 286
- И2 КМ ДМ 334
— НСС 332
— толстооксидпая 317
— совмещенная 310
— стандартная 293
танталовая 350
толстопленочная 342, 353, 362
— тонкопленочная 341, 362
— эпипланарная 307
Ток диффузионный 75
— дрейфовый 76
— туннельный 90
Травители 186, 187
Травление 186
— газовое 190
— ионное 191
— ионно-лучевое 192
ионно-плазменное 192
— плазмо-химическое 193
— химическое 186
— электрохимическое 188
Уровень акцепторный 42
— донорный 41
— Ферми 48, 53. 65, 99, 102, 116
— энергетический 40
Установка диффузионная 242, 246
Ферми — Дирака функция 47, 111
Фосфор 240
Фотолитография 212, 217, 283
бесконтактная 219
двойная 284
— контактная 214
— одинарная 284
— на микрозазоре 220
— проекционная 220
Фоторезист 215
Фотоситалл 179
Фотошаблон 214 221
Хемотроника 30, 31
Холла эффект 36
Чистота поверхности 391
Чип 16
ЧТУ 436
Экспонирование 218
Электрон 40. 46, 51, 59, 80, 102
Электроиолитография 213, 223
проекционная 227
сканирующая 224
Электронорезист 223
Элемент 13
Эмиссия надбарьерная 101, 103
Энергия активации 240
Эпитаксиальное наращивание 250
Ячейка элементарная 36, 38
Оглавление
Предисловие ... 3
Введение . . ................... 5
ГЛАВА 1 Основные положения и направления развития микро-
электроники 9
§1.1. Этапы развития электроники .................... 9
§ 1 2. Основные положения и принципы микроэлектроники . 13
§1.3. История развития микроэлектроники 19
§1.4. Факторы, определяющие развитие микроэлектроники 20
§15. Классификация изделий микроэлектроники ... 25
§1.6. Новые направления развития микроэлектроники 27
ГЛАВА 2 Физические явления и процессы в полупроводниковых
труктурах 35
§2.1 . Общие сведения о полупроводниках................ ... ... 35
§2.2 . Статистика подвижных носителей заряда . . .... 44
§2.3 . Кинетические процессы в полупроводниковых структурах . . . 54
§ 2.4. Поверхностные явления в полупроводниковых структурах 62
ГЛАВА 3. Коитактиые свойства полупроводниковых структур 69
§3.1 Контактные явления в микроэлектронных структурах . . 69
§ 3.2 Физические процессы в электронно-дырочных переходах ...... 74
§3.3 Вольт-амперная характеристика р-п-перехода . . ... 83
§3.4 . Туннельный эффект в р-п-нереходах . ... 87
§3.5 . Явления пробоя р-п-перехода..................... . . . 91
ГЛАВА 4 Физические явления и процессы в пленочных структурах 95
§4.1 . Размерные эффекты и основные свойства тонких пленок . . . 95
§4.2 Токи надбарьерной эмиссии в контактирующих тонкопленочных системах 101
§4.3. Туннельная эмиссия в контактирующих тонкопленочных системах . 107
§4.4 . Токи в диэлектрических пленках, ограниченные объемным зарядом . . 113
§4.5 Металлические пленки как конструктивный материал интегральных
микросхем . . ................ 120
§4.6 . Диэлектрические пленки и области их применения в микроэлектронике 129
ГЛАВА 5. Конструктивно технологические особенности и элементы
конструкций интегральных микросхем
§5.1 . Классификация ИМС и система условных обозначений . ... 137
§5.2 . Полупроводниковые ИМС ... 145
§5.3 . Пленочные и гибридные ИМС . . . .'...............147
§5.4 Большие интегральные микросхемы ... 149
§5.5 . Микросборки . . ...... 153
§5.6 . Компоненты гибридных ИМС * . . 156
§5.7 . Корпуса для интегральных микросхем . .......................160
§5.8 . Сравнение различных типов ИМС . ............. ... 165
462
ГЛАВА 6. Подложки интегральных микросхем и обработка их по-
верхности 168
§6.1 . Назначение и классификация подложек ИМС ... .... 168
§6.2 . Подложки полупроводниковых ИМС . . ... ............169
§6.3 . Подложки пленочных и гибридных ИМС 176
§6.4 . Виды загрязнений поверхности подложек и методы их удаления . 181
§6.5 . Способы жидкостной обработки пластин и подложек . . . 185
§6 6 Способы сухой очистки пластин и подложек 190
§6 7. Типовые процессы очистки пластин и подложек.................. . 197
ГЛАВА 7. Технологические основы полупроводниковой микроэлек-
троники 200
§ 7 1 Общие сведения 200
§7.2 11олуненис слоев оксида и нитрида кремния . 202
§7.3 . Литография . . .... ............. .................212
§7.4 . Ле|ирование полупроводников диффузией ... ...............234
§ 7.5. Ионное легирование полупроводников . 246
§7.6 . Эпитаксиальное наращивание полупроводниковых слоев . . , . 250
ГЛАВА 8. Технологические основы пленочной микроэлектроники 256
§8.1 Нанесение тонких кленок в вакууме . .........................256
§8 2 Химическое и электрохимическое нанесение пленок . ... 273
§ 8 3 Нанесение толстых пленок . . . . . . 276
§8 4 Металлизация полупроводниковых структур . . 278
§8 5 Получение различных конфигураций тонкопленочных структур . . . 281
ГЛАВА 9. Технология изготовления полупроводниковых ИМС и БИС 286
§9.1. Особенности, этапы н классификация Процессов изготовления полупро-
водниковых ИМС ... 286
§9 2. Изготовление полупроводниковых биполярных ИМС с изоляцией р « пе-
реходом . . .............. 292
§9.3. Изготовление биполярных ИМС с диэлектрической изоляцией 299
§ 9.4 Изготовление биполярных ИМС с комбинированной изоляцией 303
§ 9.5. Изготовление совмещенных ИМС .................................... 310
§ 9.6. Изготовление МДП и КМДП ИМС 312
§ 9.7. Особенности технологии и методы создания БИС и СБИС . 324
§ 9.8 Технологические процессы изготовления БИС и СБИС . . 329
ГЛАВА 10 Технология изготовления гибридных ИМС, БИС и МСБ 340
§ 10.1. Особенности, классификация процессов и основные этапы изготовления
плат .... 340
§10 2. Изготовление тонкопленочных гибридных ИМС . 345
§ 10.3. Изготовление толстопленочных гибридных ИМС . . . . 353
§10 4. Стабилизация и подгонка параметров элементов гибрид! ых ИМС 356
§10 5. Изготовление гибридных БИС и МСБ 360
ГЛАВА 11. Сборка и защита ИМС и БИС 368
§ 11 1 ЛДетоды и этапы сборки . . . . . . 368
§ 11.2. Разделение пластин и подложек . . 369
§113 . Монтаж кристаллов и плат . . ............. 371
§114 . Микроконтактирование ................ 373
§115 . Способы защиты ИМС . . ... 378
§ 11.6. Сборка и защита полупроводниковых ИМС и БИС 380
§ 11.7. Сборка и защита гибридных ИМС и БИС ... 382
463
ГЛАВА 12, Качество интегральных микросхем 384
§ 12.1. Основные понятия теории качества............................. 384
§ 12.2. Назначение и виды контроля 387
§ 12.3 Контроль полупроводниковых ИМС ... . . 389
§ 12.4. Контроль гибридных ИМС .... . . . _. 396
§ 12.5 Измерение статических и динамических параметров ИМС . . . 401
§ 12.6 Контроль БИС............... .... 405
§12 7 Методы иеразрушаютего контроля качества ИМС . 407
§12.8. Подготовка производства и разработка технологии изготовления ИМС 411
ГЛАВА 13. Надежность интегральных микросхем 416
§13 1 Основные положения теории надежности 416
§13.2 . Показатели надежности ИМС . . ... . 421
§ 13.3. Тестовый метод оценки надежности ИМС ... 425
§13 4. Имитационные методы оценки надежности интегральных микросхем 430
ГЛАВА 14. Испытания интегральных микросхем 433
§ 14 1. Эксплуатационные воздействия на интегральные микросхемы . 433
§14 2. Классификация испытаний ИМС ... . . 436
§ 14.3 Проведение испытаний на надежность и оценка их результатов . . 440
§ 14 4 Автоматизация испытаний . . 446
§ 14.5 Основные виды и причины отказов ИМС .... . 448
§14 6 Анализ отказов ИМС ............. . .............453
Заключение .... . . . . ..................456
Литература ... ..........................................458
Предметный указатель ............................................... 459
Учебное издание
Ивам Ефимович Ефимов,
Иван Яковлевич Козырь,
Юрий Иванович Горбунов
МИКРОЭЛЕКТРОНИКА.
Физические и технологические основы,
надежность
Зав. редакцией Л. А. Романова
Редактор Т И Артемова
Мл редакторы И А. Титова, И А Исаева
Художник В В Гарбузов
Художественный редактор Т М Скворцова
Технический редактор К). А. Хорева
Корректор Г. И. Кострикова
ИБ Xs 5400
Изд № ЭР 409. Сдано в набор 19 03 86. Подп. в печать 11.09.86 Т-17534 Формат
60Х90‘/1б- Бум офс № 2. Гарнитура Таймс. Печать офсетная. Объем 29 усл и л +
+ 0.25 усл. п. л. форзац. 58.5 усл. кр отт 31,92 уч.-изд. л. + 0,43 уч-изд л. форзац.
Тираж 40 000 экз Зак. № 1187. Цена 1 р 60 к.
Издательство «Высшая школах, 101430. Москва, ГСП-4. Неглинная ул., д. 29/14
Ярославский полиграфкомбннат Союзполиграфпрома при Государственном комитете СССР
по делам издательств, волн! рафии и книжной торговли. 150014. Ярославль, ул Свободы. 97.